/


























































































































































































































































Text
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
Академик Н. М. ЖАВОРОНКОВ (председатель);
канд. техн, наук И. М. КИСИ ЛЬ (зам. председателя);
доктор техн, наук, проф. В. М. ОЛЕВСКИИ (зам. председателя);
В. В. ХАРЛАМОВ (зам. председателя);
канд. техн, наук А. М. АЛЕКСЕЕВ;
канд. техн, наук Б. М. ГУСЕВ;
доктор техн, наук, проф. В. В. ДИЛЬМАН;
докт. техн, наук, проф. М. М. КАРАВАЕ₽;
Е. Я. МЕЛЬНИКОВ; А. А. ОРЛОВ;
канд. техн, наук Н. Н. ПОЛЯКОВ;
канд. техн, наук В. П. СЕМЕНОВ;
канд. хим. наук Т. А СЕМЕНОВА,
канд. техн, наук А. К. ЧЕРНЫШОВ;
доктор хим. наук Ю. В. ЦЕХАНСКАЯ
Общая редакция выполнена Е. Я. МЕЛЬНИКОВЫМ
СПРАВОЧНИК
АЗОТЧИКА
ИЗДАНИЕ 2-е, ПЕРЕРАБОТАННОЕ
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ГАЗОВ И ЖИДКОСТЕЙ
ПРОИЗВОДСТВО
ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
ОЧИСТКА ПРИРОДНОГО
И ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
СИНТЕЗ АММИАКА
, КОМПРЕССОРНЫЕ УСТАНОВКИ
АГРЕГАТОВ СИНТЕЗА АММИАКА
ПРИНЦИПЫ АВТОМАТИЗАЦИИ
ПРОИЗВОДСТВА АММИАКА
ОСНОВНЫЕ
ХИМИКО-ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
ТЕПЛОЭНЕРГЕТИКА
МОСКВА ХИМИЯ- 1986
6П7.2
С741
УДК 661.938 : 661.53(031)
Рецензент: Давыдов В. М. (ВПО «Союзазот» Минудоб-
рений).
УДК 661.938 : 661.53(031)
Справочник азотчика: Физико-химические свой-
ства газов и жидкостей. Производство технологи-
ческих газов. Очистка технологических газов. Син-
тез аммиака. — 2-е изд., перераб., М.: Химия,
1986 г. — 512 с., ил.
Второе «здание справочника значительно обновлено по сравнению
с первым изданием, вышедшим в 1967 г.
В справочнике под общей редакцией Е. Я. Мельникова приведены
основные физико-химические свойства газообразных и жидких веществ,
применяемых н получаемых при производстве синтетического аммиака.
Рассмотрены теоретические основы процессов и технология получения
технологических газов, их очистка и синтез аммиака из азотоводород-
ной смеси. Дана характеристика применяемых катализаторов и абсор-
бентов. Приведены современные промышленные схемы, применяемое
типовое оборудование и принципы автоматизации технологических про-
цессов.
Особое внимание уделено описанию энерготехнологических агре-
гатов большой единичной мощности.
Справочник предназначен для инженерно-технических работников
азотной и смежных отраслей промышленности, специалистов, работаю-
щих в научно-исследовательских и проектно-конструкторских органи-
зациях. Может быть полезен преподавателям вузов и студентам, спе-
циализирующимся в области технологии неорганических веществ и ми-
неральных удобрений.
230 табл., 195 рис., 369 литературных ссылок.
2802020000-202
С 050(01 )-.86 67’85
© Издательство «Химия», 1986 г.
СОДЕРЖАНИЕ
Предисловие ................................ у
Введение
Е. Я. Мельников..............................Ю
Единицы измерений
Е. Я- Мельников .......... ..... 13
I. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ГАЗОВ И ЖИДКОСТЕЙ
Ответственные редакторы И. Р. Кричевский и И. Ф. Голубев ... 18
1. Термодинамические свойства газов и жидкостей
А. И. Семенова, Л. Р. Липшиц...................................19
2. Фазовые равновесия в системе жидкость — газ
Р. О. Пряникова................................................32
3. Вязкость газов и жидкостей
И. Ф. Голубев, В. П. Кияшова...................................35
4. Теплопроводность газов и жидкостей
И. Ф. Голубев, В. П. Кияшова....................................41
5. Различные выражения концентраций..............................47
П. ПРОИЗВОДСТВО ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
Ответственный редактор В. П. Семенов ........ 48
1. Каталитическая конверсия углеводородных газов.................48
Физико-химические основы процесса
М. X. Сосна, В.П. Семенов ........... 48
Термодинамическое равновесие конверсии метана .... 48
Термодинамическое равновесие конверсии высших алифатиче-
ских углеводородов................................. 52
Паровая и пароуглекислотная конверсия метана .... 54
Парокислородная конверсия метана.....................55
Двухступенчатая паровая и паровоздушная конверсия метана 56
Катализаторы конверсии газообразных углеводородов
К. Б. Веселовский, В. П. Семенов ......... 62
Требования к катализаторам................................62
Яды и дезактивация катализаторов..........................65
Зауглероживание катализаторов ............................66
Восстановление катализаторов ............................ 68
Гидравлическое сопротивление слоя загрузки................69
Основные типы промышленных катализаторов..................71
Промышленные методы производства технологического газа
/"М. X. Сосна, В. П. Семенов.................................76
Термодинамический анализ способов производства аммиака и
метанола..................................................76
Двухступенчатая конверсия природного газа под давлением
3,9 МПа...................................................83
Трубчатые печи............................................85
Шахтные реакторы второй ступени . 91
Моделирование и расчет реактора конверсии углеводородов . 94
Каталитическая конверсия нафты под давлением
Е. Я- Мельников.............................................
Энерготехнологический принцип построения схем производства
М. X. Сосна, В. П. Семенов..................................цо
Основы энерготехнологии крупнотоннажных химических про-
изводств ........................................... ... ЦО
Энерготехнологическая схема производства аммиака мощ-
ностью 1360 т/сут........................................ ц2
Принципы построения энергетической схемы агрегата . . '. 112
2. Высокотемпературная конверсия углеводородных газов
Я. С. Казарновский, В. М. Семенкин, Ф. И. Кабанов.............125
5
Термодинамическое равновесие............................
Методика составления материального и теплового балансов
Технологические схемы высокотемпературной конверсии .
3. Конверсия оксида углерода
Т. А. Семенова, М. И. Маркина, Р. В. Харламов, С.П.Сергеев .
Физико-химические основы и термодинамика процесса .
Катализаторы конверсии оксида углерода.....................
Промышленные технологические схемы конверсии оксида угле
рода ......................
Конверсия оксида углерода под давлением 2 МПа . . • .
Конверсия оксида углерода под давлением 3 МПа .
Оборудование отделения конверсии оксида углерода
Процесс тонкого доокисления оксида углерода ....
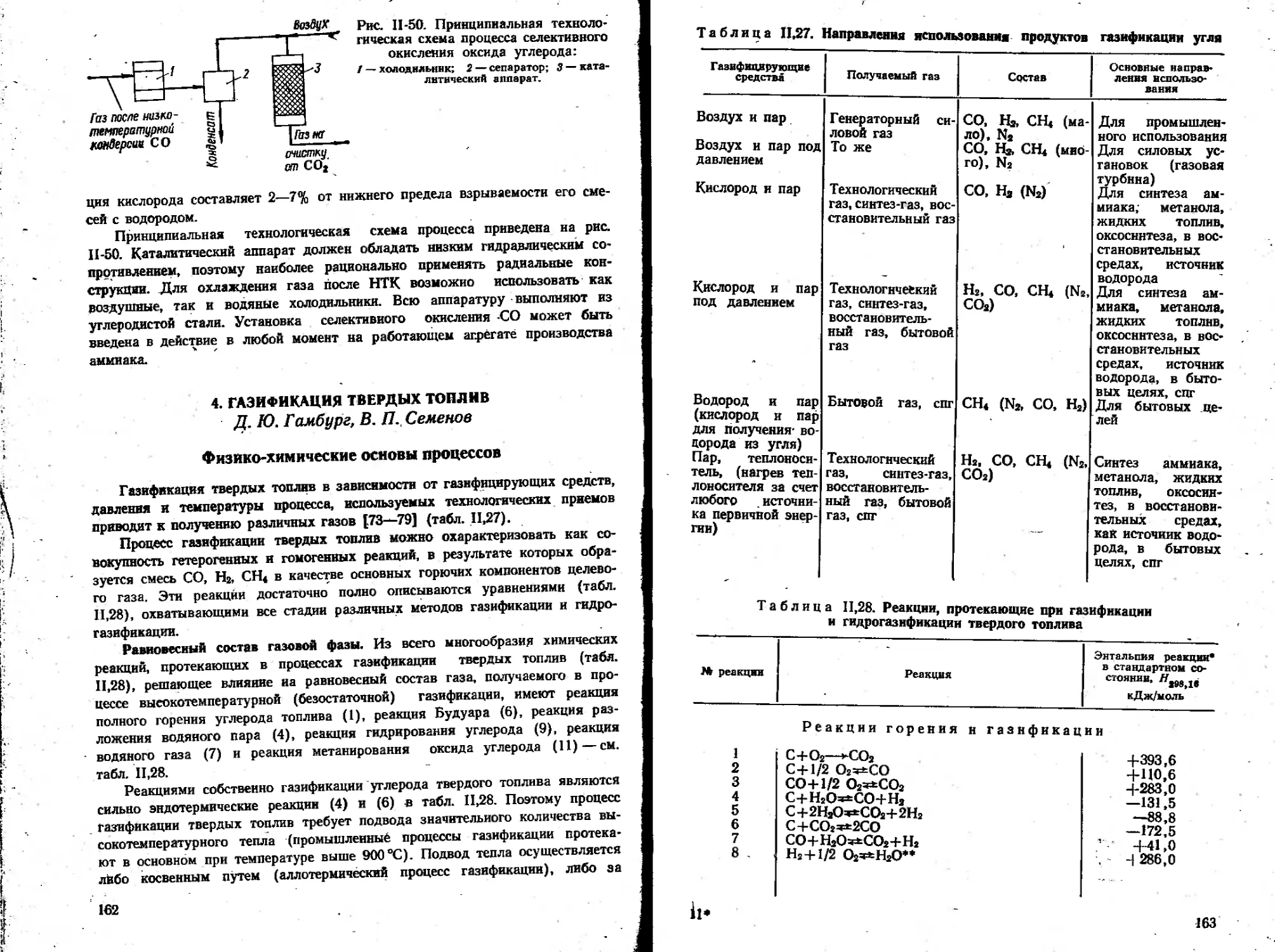
4. Газификация твердых топлив „
Д. Ю. Гамбург, В. П. Семенов................................
Физико-химические основы процессов......................
Характеристика твердых топлив...........................
Методы газификации твердых топлив.......................
Современные газогенераторные процессы, классификация и техно
логические особенности .................................
Основные показатели сорременных промышленных процессов гази
фикации твердых топлив .................................
Пути совершенствования газогенераторных процессов Лурги, Вин
клера, Коппере — Тотцека................................
Новейшие процессы газификации, проходящие опытную проверку
Б. Разделение газовых смесей глубоким охлаждением
И. И. Гельперин, Д. А. Гурлянд ..........
Характеристика процесса.................................• .
Разделение продувочных и танковых газов синтеза аммиака .
Агрегаты разделения коксового газа . . . ?
Установки разделения воздуха Д. А. Гурлянд.................
126
130
135
137
137
140
148
148
149
155
160
162
162
167
172
173
175
185
188
194
194
196
197
205
" III. ОЧИСТКА ПРИРОДНОГО И ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
Ответственный редактор Т. А. Семенова ........ 205
1. Каталитическая и адсорбционная очистка природного и технологиче-
ских газов от сернистых соединений
Ю. В. Фурмер......................................................205
Хемосорбционно-каталитическая сероочистка......................213
Адсорбционная очистка..........................................215
2. Очистка отходящих газов трубчатой конверсии от оксидов азота
Т. А. Семенова................•............................. 220
3. Очистка газов от диоксида углерода
И. Л. Лейтес, В. Е. Дымов................................... 221
Очистка газов от диоксида углерода водными растворами эта-
ноламинов................................................222
Физико-химические свойства этаноламинов и их водных раст-
воров .......................................................223
Физико-химические основы очистки.......................231
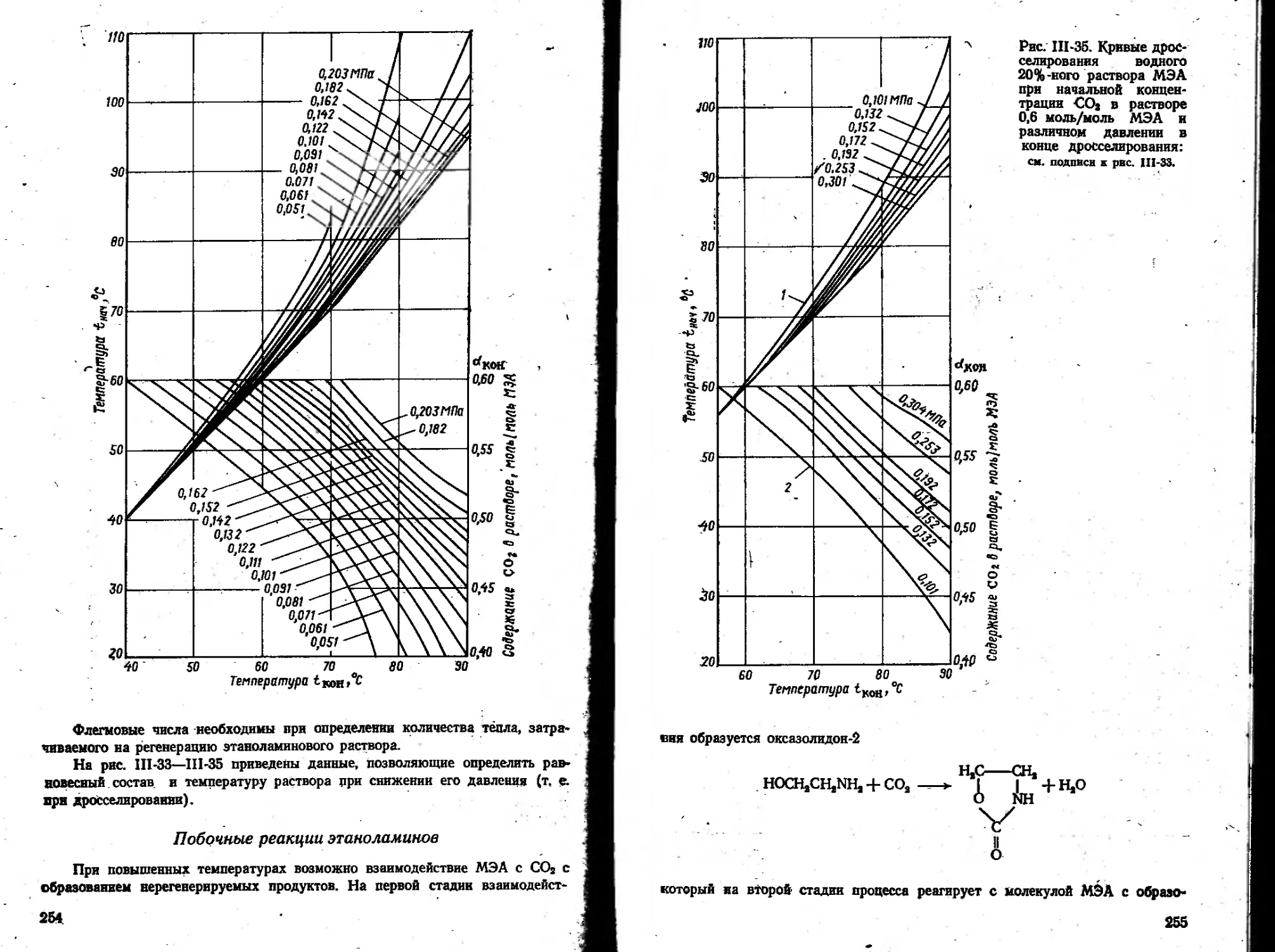
Побочные реакции этаноламинов..........................254
Технологические схемы моноэтаноламиновой очистки газа от СО2 257
Расход тепла на регенерацию моноэтаноламинового раствора 259
Основные массообменные аппараты моноэтаноламиновой уста-
новки очистки.............................................. 263
Методы борьбы с накоплением примесей в растворе, вспенива-
нием и коррозией оборудования .............................. 273
Расходные коэффициенты при моноэтаноламиновой очистке 275
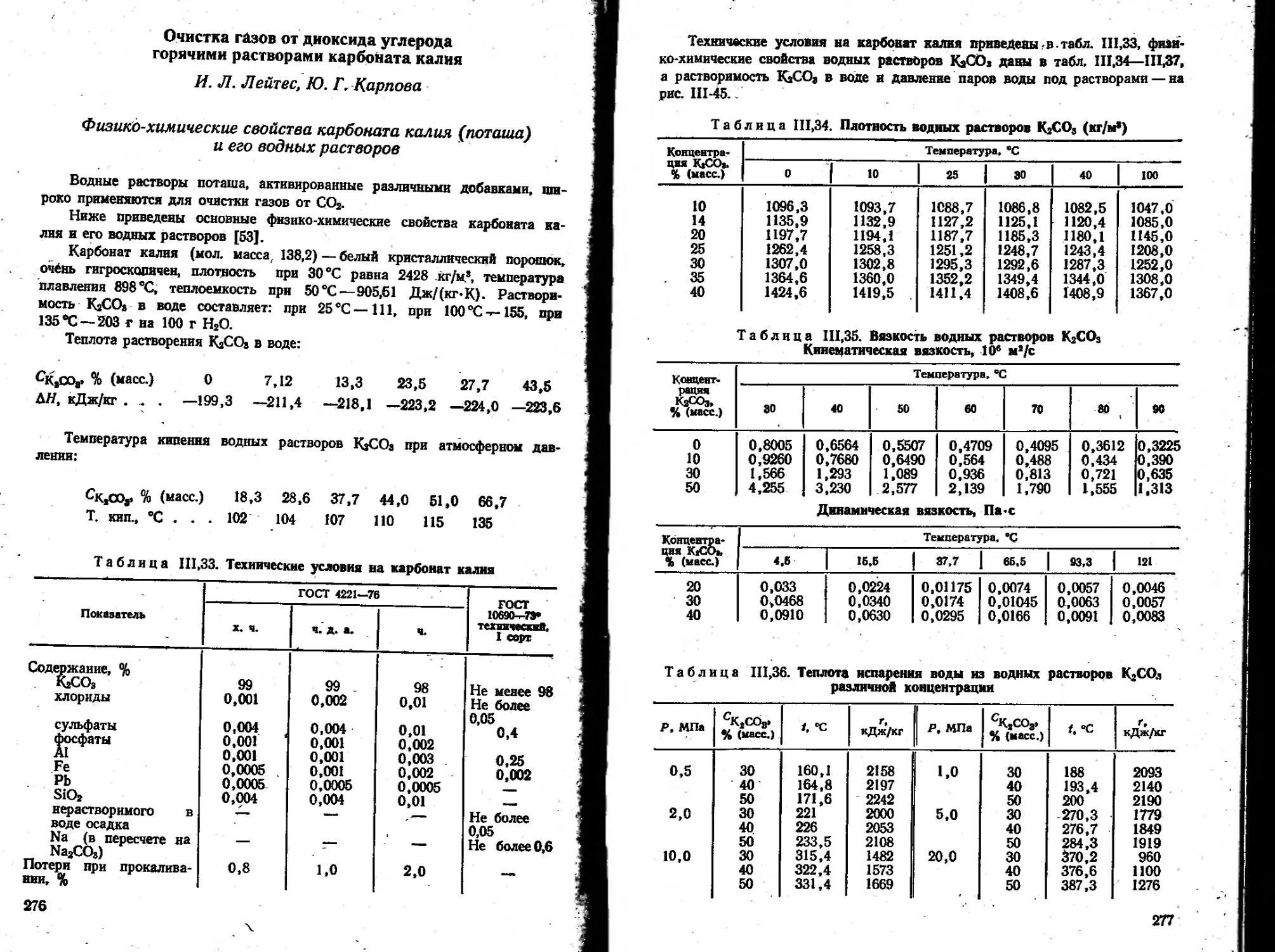
Очистка газов от диоксида углерода горячими растворами карбо-
ната калия
И. Л. Лейтес, Ю. Г. Карпова .......... 277
Физико-химические свойства карбоната калия (поташа) и его
водных растворов.............................................277
6
Физико-химические основы процесса очистки газа .... 278
Современные технологические схемы процесса очистки газов 286
Аппаратурное оформление процесса...............289
Очистка газов от диоксида углерода и сернистых соединений ор-
ганическими растворителями
С. Ф. Шахова................................... 290
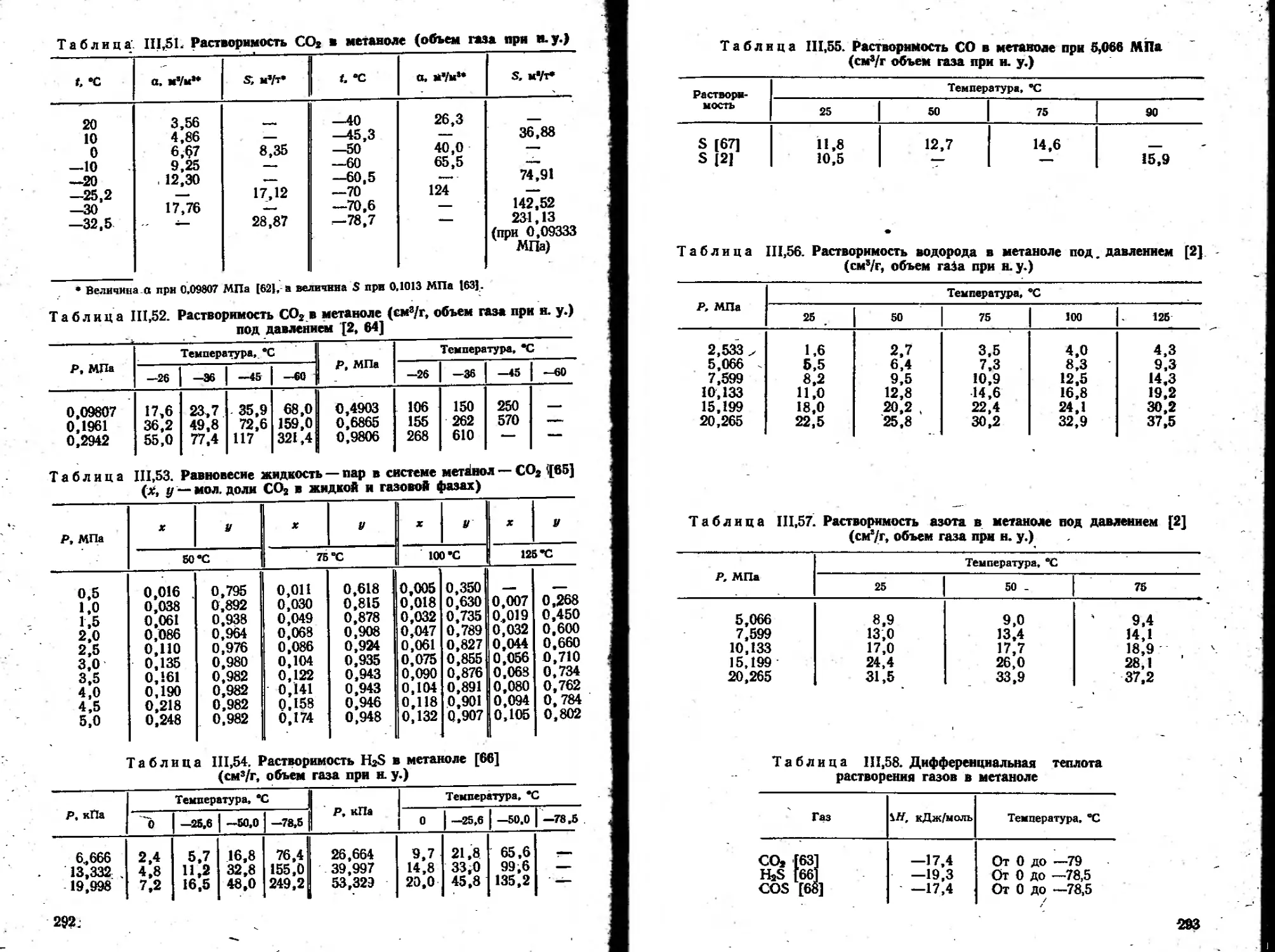
Очистка метанолом при низких температурах...........291
Очистка газа пропиленкарбонатом.....................296
Очистка газа М-метилпирролидоном-2..................300
Очистка диметиловыми эфирами полиэтиленгликолей . . . 304
Очистка трибутилфосфатом............................306
Очистка газов от диоксида углерода водой
Й. Л. Лейтес, В. Ё. Дымов ........... 308
4. Очистка газа от оксида углерода........................311
Очистка газа медноаммиачными растворами
Е. Й Мельников .............. 311
Очистка газов медноалюминийхлоридными растворами
И. Л. Лейтес, Ю. Г. Карпова...........................317
Очистка газов промывкой жидким азотом
Д. А. Гурлянд, И. И. Гельперин ........... 320
Основы процесса.....................................320
Агрегаты промывки газа жидким азотом................326
5. Каталитическая очистка азотоводородной смеси и водорода от окси-
дов углерода (метанирование).
Ю. И. Березина ............... 333
IV. СИНТЕЗ АММИАКА
Ответственный редактор В. В. Харламов ....... 342
1. Физико-химические основы процесса
Л. М. Дмитренко ... ............ 342
Равновесие реакции синтеза............................342
Тепловой эффект реакции . . . . '.....................345
Фазовые равновесия системы газ — жидкость.............346
Кинетика синтеза аммрака
Л. Д. Кузнецов .............. 348
2. Промышленные катализаторы
Л. Д. Кузнецов........................................ . 352
Загрузка, восстановление и выгрузка катализатора .... 354
Кинетика процесса на промышленных катализаторах .... 356
3. Промышленные схемы синтеза аммиака
В. Н. Гаганова , 359
Агрегаты синтеза аммиака мощностью 1360 т/сут........360
Агрегат на отечественном оборудовании (31,5 МПа). . . . 360
Агрегат на импортном оборудовании, тип 1 (33,5 МПа) . . 364
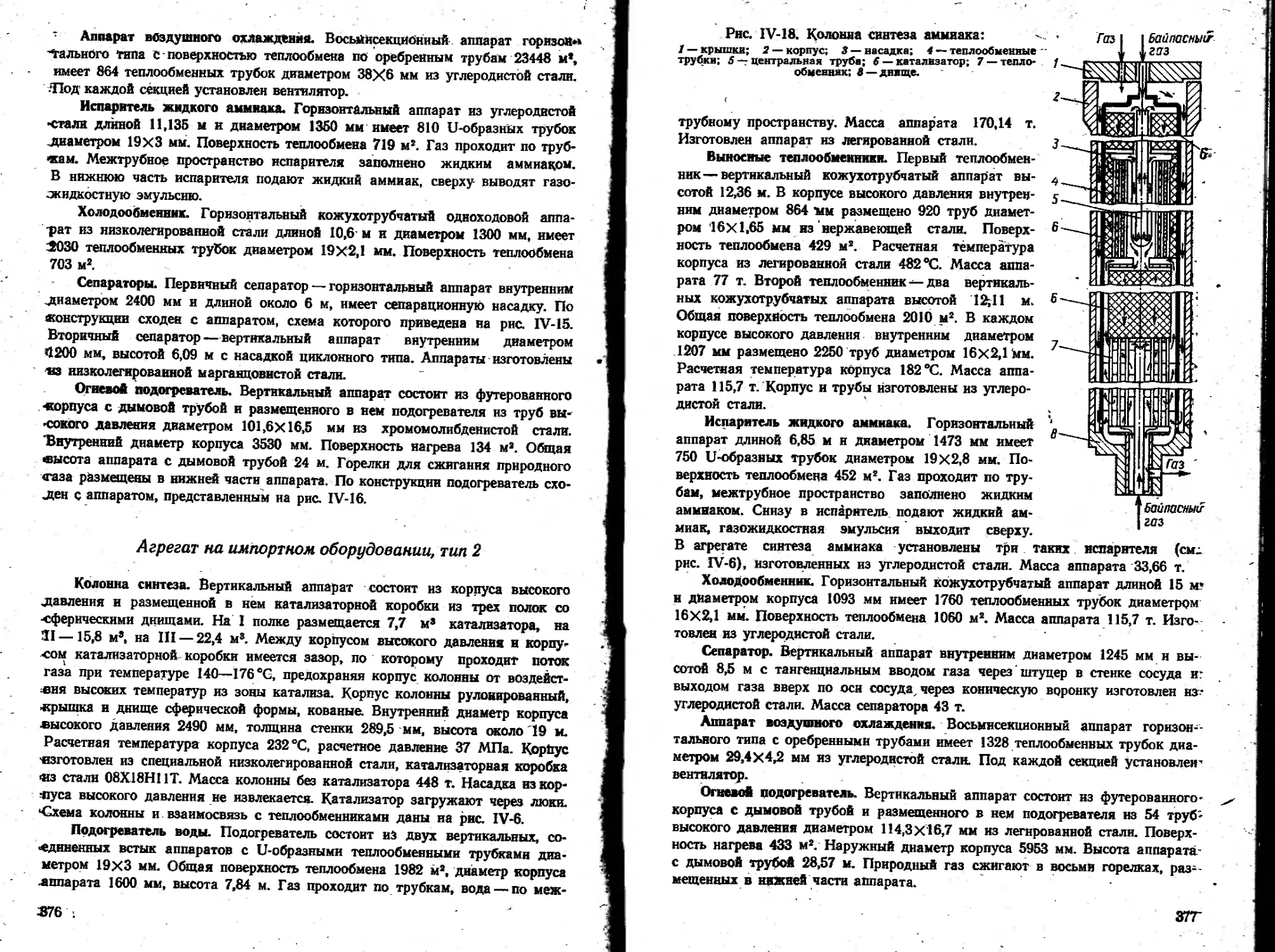
Агрегат на импортном оборудовании, тип 2...........366
Агрегат синтеза аммиака мощностью 600 т/сут..........368
Оборудование агрегатов синтеза аммиака мощностью 1360 т/сут 370
Агрегат на отечественном оборудовании............... 370
Агрегат на импортном оборудовании, тип 1...........374
Агрегат на импортном оборудовании, тип 2 .........376
Оборудование агрегата синтеза аммиака мощностью 600 т/сут 378
Материальные балансы и энергоматериальные затраты в произ-
водстве аммиака ...............................380
Качество жидкого аммиака, водного аммиака и водорода . . 383
4. Утилизация продувочных и танковых газов
В. Н. Гаганова...........................................385
Выделение Аммиака из продувочных и танковых газов ... 385
Выделение водорода из продувочных газов.............387
Выделение аргона из продувочных и танковых газов
Д. А. Гурлянд...........................t 388
7
5. Адсорбционная водоаммиачная холодильная станция
В. И. Гаганова.............................................391
6. Хранение жидкого аммиака
А. К. Упадышев.............................................395
7. Транспортирование жидкого аммиака
Е. Я. Мельников............................................399
V. КОМПРЕССОРНЫЕ УСТАНОВКИ АГРЕГАТОВ СИНТЕЗА
АММИАКА
Г. Ф. Киселев........................................... 401
1. Установка для сжатия технологического воздуха..........40!
2. Установки для сжатия природного газа................ 404
3. Установки для сжатия азотоводородной смеси.......408
4. Установки для сжатия газообразного аммиака ...... 416
5. Надежность работы турбокомпрессорных установок..........418
VI. ПРИНЦИПЫ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА АММИАКА
Н. И. Коновалов ....... t ...... 420
VII. ОСНОВНЫЕ ХИМИКО-ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ В ПРО-
ИЗВОДСТВЕ АММИАКА
Ответственный редактор И. М. Кисиль
Авторы А. Я. Раскин, А. И. Глауберман ....... 427
1. Расчеты физико-химических свойств и химических равновесий . . 428
Модули расчета физико-химических свойств ...... 429
Расчеты химических равновесий...............................430
2. Математические модели химических реакторов в производстве
аммиака...................................А.....................435
Простая «стехиометрическая» модель..........................435
Равновесная модель........................................ 436
Кинетическая * модель..................................... 437
Модель идеального реактора..............................., 440
3. Модели тепло- и массообмена...................................443
Расчеты теплообменной аппаратуры . .........................443
Очистка технологического газа от СОг........................451
Конденсация аммиака из газовой смеси........................452
4. Программы химико-технологических расчетов производства аммиака 453
Программно-математическое обеспечение ХТР...................453
Расчеты химико-технологических схем производства аммиака 454
Расчеты аппаратов в производстве аммиака....................458
VIII. ТЕПЛОЭНЕРГЕТИКА ‘
Л. И. Черномордик..........................................460
1. Топливно-энергетический баланс и энергоемкость производства . . 460
2. Паротурбинный цикл......................................... 453
3. Паровые и водогрейные котлы...............................’ 467
4. Солевое загрязнение поверхностей нагрева и турбин.............471
5. Подготовка питательной воды...................................474
Нормы и показатели качества воды............................474
Очистка воды............................................ ' 477
6. Газотурбинные установки (ГТУ).................\ ‘ 437
7. Тепловые насосы............................................. 491
Литература ......................................' ’ ‘ [ * 494
Предметный указатель.............................\ ‘ " 595
ПРЕДИСЛОВИЕ
После выхода в свет первого издания Справочника азотчика (I т.—
1967 г., II т. —1969 г.) прошел значительный период времени, в течение
которого производство аммиака, азотной кислоты и азотных удобрений ин-
тенсивно развивалось в нашей стране в условиях научно-технического про-
гресса. В эти годы разработаны, запроектированы, построены и успешно
эксплуатируются высокоавтоматизированные однолинейные технологические
установки большой единичной мощности с применением энерготехнологи-
ческих схем. В настоящее время развивается и в перспективе будет раз-
виваться энерго- и ресурсосберегающая технология аммиака и азотных удоб-
рений. %
В связи со значительными изменениями, происшедшими в промышлен-
ности связанного азота за последние 15—20 лет, материал первого изда-
ния справочника в большой мере устарел — появились новые данные, освое-
ны новые процессы. Возникла необходимость серьезного обновления, пере-
работки и дополнения справочника.
Над подготовкой второго издания работал большой коллектив спе-
циалистов Государственного научно-исследовательского и проектного ин-
ститута азотной промышленности и продуктов органического синтеза
(ГИАП).
При составлении справочника и подборе материалов были учтены по-
желания специалистов ряда предприятий и организаций азотной промыш-
ленности, высших учебных заведений.
Авторы стремились ознакомить читателей с наиболее прогрессивными
процессами, важнейшими технологическими схемами, аппаратурой и маши-
нами, а также с принципами автоматизации и подходом к проведению ав-
томатизированных химико-технологических расчетов.
«Справочник азотчика» издается в двух книгах. Редакционная коллегия
надеется, что это издание будет полезным для широкого круга работников
химической промышленности и промышленности минеральных удобрений.
Отзывы и замечания читателей, направленные на улучшение содержания
«Справочника», будут приняты с благодарностью.
Редакционная коллегия
ВВЕДЕНИЕ
Е. Я. Мельников
Уже в течение ряда пятилеток азотная промышленность Советского
Союза развивается высокими темпами, значительно превышающими средние
темпы развития промышленности страны.
Майский (1982 г.) Пленум ЦК КПСС утвердил Продовольственную
программу, призванную в сжатые сроки решить задачу бесперебойного
снабжения населения продуктами питания путем объединения усилий в
самом сельском хозяйстве и в, обслуживающих его отраслях промышлен-
ности. Одним из важных разделов Продовольственной программы, направ-
ленных на химизацию сельского хозяйства, является расширение производ-
ства минеральных и, в частности, азотных удобрений. Основными направле-
ниями экономического и социального развития СССР на 1986—90 годы и на
период до 2000 года намечено довести в 1990 году выпуск минеральных
удобрений до 41—43 млн. т. ^же с 1973 г, по производству удобрений наша
страна занимает первое место в мире.
Суммарные Мощности отечественных предприятий, вырабатывающих
синтетический аммиак, — важнейший полупродукт азотной промышленно-
сти— непрерывно и планомерно возрастают, соответственно возрастает и
его производство. За период с 1975 по 1982 г. выработка аммиака в нашей
стране возросла на 48%, а в США, из-за высоких цен на природный газ,
даже несколько, снизилась. Таким образом, начиная с 1981 г., СССР является
крупнейшим производителем аммиака во всем мире. Ныне предприятия, вы-
пускающие синтетический аммиак и азотные удобрения, работают почти во
всех экономических районах нашей страны.
Производство синтетического аммиака характеризуется большим по-
треблением такого сырья, как природный газ, который является ценным
энергоносителем. Это производство, а также производства азотной кислоты
и азотных удобрений отличаются также большой энергоемкостью.
Уже с конца 50-х годов роль твердого топлива, как источника сырья,
начинает резко снижаться. Это определилось открытием в те годы круп-
ных газовых и нефтяных месторождений и простотой переработки природ-
ного газа в синтетический аммиак по сравнению с твердым топливом и
значительно меньшим потреблением электроэнергии на выработку водорода
по сравнению с электролизом воды.
Изменения структуры сырьевой базы производства аммиака в СССР
за последние годы приведены в табл. А. В США в 1980 г. 95,5% мощностей
аммиачных производств также использовали в качестве сырья природный
газ. В Западной Европе тогда же 70% мощностей работало на природном
газе, 18%—на нафте и 7%—на мазуте. Начиная с 1980—1981 г. из-за
существенного сокращения ресурсов нефти и резкого повышения цен на неф-
тяное сырье роль нафты и мазута весьма значительно упала.
Однако в связи с постепенным истощением газовых месторождений и
повышением цен в капиталистических странах на природный газ сохраня-
ется интерес к твердому топливу как источнику сырья, поскольку его ре-
сурсы во много раз превышают ресурсы природного газа. Изучается так-
же проблема использования тепла, выделяющегося в атомных реакторах,
что позволило бы исключить расход природного газа на обогрев печей.
10
В настоящее время природный и попутный газы перерабатываются в'
синтетический аммиак в агрегатах большой единичной мощности (1360—
1500 т аммиака в сутки), работающих по энерготехнологической схеме. Сущ-
ность ее заключается в глубокой рекуперации тепла реакции с получением
пара высоких параметров, используемого для привода паровых турбин всех
компрессоров и насосов этого производства, а также для технологических
целей. Это обеспечивает определенную автономность производства аммиака
по пару и электроэнергии.
Агрегаты мощностью 1360 т/сут, т. е. 450 тыс. т/год, работающие по
энерготехнологической схеме, по сравнению с агрегатами мощностью
109 тыс. т/год, построенными в 60-е годы, имеют производительность труда
в 6 раз выше, удельные капиталовложения и себестоимость 1 т аммиака
ниже соответственно на 39 и 42%.
Из-за высокой стоимости используемых на производство аммиака энер-
гоносителей (природного н попутного газов) и их большого удельного рас-
хода, определяющих себестоимость аммиака, в течение последних лет ве-
дутся работы по интенсификации производства, и усовершенствованию про-
цессов, приводящих к снижению расхода природного газа. Возможными пу-
тями Для достижения этой цели являются усовершенствование процессов
конверсии метана; повышение рекуперации тепла (в частности, отходящих
газов трубчатой печи); создание более активных катализаторов, позволяю-
щих работать при низких соотношении пара к газу и давлении синтеза ам-
миака, что позволит уменьшить расход энергии на сжатие азотоводородной
смеси; применение для очистки от СО2 не химических, а физических раство-
рителей, на регенерацию которых не потребуется расхода тепла; замена
метанирования, связанного с дополнительным расходом водорода на гидри-
рование и повышением содержания инертных примесей в азотоводородной
смеси, селективным окислением остаточного количества СО в СО2; выделе-
ние водорода нз продувочных газов с помощью глубокого охлаждения и
используя полунепроницаемые мембраны, улучшение способа получения
глубоко обессоленной воды и др. Если на действующих установках расход
энергии составляет 38—39 ГДж на 1 т аммиака, то ожидается, что эту ве-
личину можно снизить до 29,3—31,4 ГДж (7,0—7,5 млн. ккал на 1 т ам-
миака).
Важной задачей является повышение надежности работы оборудования
однолинейных установок, что позволит существенно увеличить продолжи-
Таблица А. Структура сырьевой базы производства
синтетического аммиака в СССР (%)
Годы Природный и попутный газы Коксовый газ Кокс и уголь Прочие источ- ники сырья
1958 0,6 34,8 42,3 22,3
1960 16,3 32,1 32,0 19,6
1965 59,9 18,2 15,9 6,0
1970 72,3 14,2 10,4 3,1
1975 79,6 11.7 5,7 3,0
1980 92,2 5,3 1,5 1,0
1982 93,0 3,6 1.8 1,6
11
Таблица Б. Ассортимент и динамика производства
азотных удобрений в СССР
Продукт Производство, % общего количества азотных удобрений
1975 г. f 1980 г. 1985 г. (план)
Аммиачная селитра 44,8 39,6 35,9
Карбамид 25,9 27,5 31,3
Сложные удобрения 10,7 13,9 18,0
Сульфат аммония 6,8 5,5 4,7
Жидкие удобрения 10,9 12,8 9,4
в том числе: водный аммиак 9,7 9,8 2,5
жидкий аммиак 0,6 2,3 6,5
углеаммиакаты 0,6 0,7 0,4
Прочие виды * 0,9 0,7 0,7
тельность безостановочной их работы на проектной мощности, а следова-
тельно, соответственно повысить выработку и снизить себестоимость про-
дукции. Дальнейшее повышение единичной мощности агрегата до 2500—
3000 т/сут также в значительной мере зависит от надежности работы обо-
рудования.
В нашей стране выпускается широкий ассортимент азотных удобрений
(табл. Б). Основными видами азотных удобрений были и остаются на бли-
жайший период времени аммиачная селитра и карбамид.. Аммиачную се-
литру, карбамид и азотную кислоту, расходуемую на получение аммиачной
селитры и сложных удобрений производят в крупнотоннажных агрегатах.
Так, мощность агрегата АК-72 составляет 1200 т азотной кислоты в сутки,
агрегата АС-72— 1360 т селитры в сутки, агрегатов карбамида —1000 и
1500 т/сут.
В основе современных крупнотоннажных установок по производству
этих трех продуктов лежит ресурсе- и энергосберегающая технология, в ре-
зультате которой достигаются минимальные вредные выбросы в атмосферу
и водоемы.
Ведутся работы по созданию более мощных агрегатов, позволяющих
значительно снизить удельные капиталовложения и себестоимость продук-
ции и повысить производительность труда.
По объему производства азотных удобрений наша страна занимает пер-
вое место в мире.
Производство карбамида в Советском Союзе развивается высокими
темпами, превосходя темпы роста производства аммиачной селитры, что
объясняется более высокой концентрацией в нем азота, [46% (масс.) вме-
сто 34,5% в аммиачной селитре], широкой сферой применения его в сель-
ском хозяйстве и в промышленности, меньшим выщелачиванием его из почвы.
Карбамид получил широкое признание во всем мире, и в 1980 г. сум-
марная мощность установок в мире, производящих этот продукт, превы-
сила 70 млн. т. Отметим, что в- сельском хозяйстве США и Канады в от-
личие от других стран основным азотсодержащим удобрением является
жидкий аммиак. Так, в США в 1979—1980 гг. его количество в балансе
азотных удобрений составило 35,6%.
12
Весьма важным вопросом при производстве аммиачной селитры и карб-
амида является повышение их качества. Благодаря применению фосфатно-
сульфатной добавки, глубокой доупарке растворов аммиачной селитры, улуч-
шению процессов грануляции и охлаждения частиц аммиачная селитра, вы-
пускаемая в виде однородных прочных гранул, может храниться на скла-
дах и перевозиться насыпью, не теряя сыпучести даже после хранения в
течение 6 мес.
Применение стриппинг-процесса в агрегатах производства карбамида
мощностью 1000—1500 т/сут. позволило существенно сократить удельные
энергозатраты. Улучшение процессов грануляции и охлаждения карбамида
привело к выпуску крупногранулированного продукта, качество которого
гарантирует длительное бестарное хранение и межконтинентальное транс-
портирование морским путем.
При создании отечественного крупнотоннажного агрегата производства
азотной кислоты АК-72 большое внимание было уделено сокращению расхо-
да платиноидного катализатора, снижению удельного расхода аммиака,
полноте абсорбции, тонкой очистке хвостовых газов от оксидов азота и
рекуперации энергии.
Большой интерес представляет организация крупнотоннажного производ-
ства жидкого азотного удобрения — смеси водных растворов карбамида и
аммиачной селитры (раствора КАС), практически не содержащего свобод-
ного аммиака. Содержание азота в растворе — 32%. Производство раствора
КАС экономичнее производства твердых удобрений. Применение ингибито-
ров коррозии позволяет хранить и перевозить эти растворы в емкостях из
углеродистой стали, поэтому хранение, транспортирование и внесение в
почву растворов КАС также существенно экономичнее, чем организация тех
же процессов для твердых удобрений и жидкого аммиака.
Все современные агрегаты производства аммиака, азотной кислоты, ам-
миачной селитры и карбамида высоко автоматизированы, что позволяет
резко сократить численность эксплуатационного персонала, устойчиво вести
технологический процесс и повысить надежность работы установок. Пред-
полагается, что установки по производству аммиака в ближайшие годы
будут работать на оптимальных технологических режимах, выбираемых и
поддерживаемых с помощью УВМ. По указанным технологическим процес-
сам разработаны математические модели и составлены и используются про-
граммы, позволяющие проводить технологические расчеты и расчеты обо-
рудования, необходимые для проектирования новых установок.
ЕДИНИЦЫ ИЗМЕРЕНИЯ
Согласно ГОСТ 8.417—81, действующего с 1 января 1982 г., в СССР
введена Международная система единиц (СИ), причем используются как
основные, так и дополнительные единицы Международной системы (табл. 1).
В табл. 2 приведены важнейшие производные единицы измерения фи-
зических величин по Международной системе единиц.
В табл, 3 даны кратные и дольные единицы. В табл. 4 Приведены не-
которые внесистемные единицы, допускаемые к применению наравне с еди-
ницами СИ без ограничения срока, а в табл. 5 — соотношения между не-
которыми внесистемными единицами и единицами СИ.
13
Таблица 1. Основные и дополнительные единицы
Международной системы единиц
Величина Единица
наименование размерность наименова- ние обозначение
междуна- родное русское
Основные единицы
Длина L метр m м
Масса М килограмм kg кг
Время т секунда S с
Сила электрического то- I ампер А А
ка « Термодинамическая тем- е кельвин К К
пература Количество вещества у моль то! моль
Сила света / Кацдела cd кд
Дополнительные единицы
Плоский угол I (Телесный угол радиан стерадиан rad sr I рал ср
Примечание. Кроме температуры Кельвина (обоз менение температуры Цельсия (обозначение <)• начение Г) допускается при-
Таблица 2. Важнейшие производные единиц СИ
Величина Размерность Наименование Обозначение
междуна- родное русское
Площадь Механ нческие единив квадратный метр 1Ы т» M*
Объем L8 кубический метр т3 M3
Скорость метр в секунду m/s М/С
Ускорение LT~3 метр на секунду m/sa м/с*
Сила LMT~3 в квадрате ньютон N H
Давление, механи- L~lMT~3 паскаль Ра Па
веское напряжение Плотность L~3M килограмм на ку- kg/m8 кг/м3
Удельный объем DM-' бич. метр кубический метр ms/kg м’/кг
Энергия, работа L3MT~3 на килограмм джоуль J Дж
Мощность, поток L2MT~3 ватт w - Вт
if Нс^/1 дЛ Момент силы L3MT-3 ньютон-метр N-m Н-м
Количество двнже- LMT-' килограмм-метр m-kg/s кг-м/с
ния (импульс) Частота T-i в секунду герц Hz Гц
Угловая скорость радиан в секунду rad/s рад/с
14
Продолжение табл. 2
Величина Размерность Наименование Обозначение
междуна- родное русское
Угловое ускорение J-2 радиан на секунду в квадрате rad/s2 рад/с2
Поверхностное на- тяжение Л4Г-2 ньютон на метр N/m Н/м
Динамическая вяз- кость L-WT-1 паскаль-секунда Pa-s Па-с
Кинематическая вязкость £2,Г_1 квадратный метр на секунду m2/s м’/с
Мольная концент- рация L~a-N моль на кубичес- кий метр mol/m3 моль/м*
Мольный объем L3‘N~* кубический метр на моль m3/mol м3/моль
Тепловые единицы
Количество тепло- L2MT-2 джоуль J Дж
ты, термодинами- ческий потенциал (внутренняя энер- гия) Удельная теплота L2T~3 джоуль на кило- J/kg Дж/кг
фазового превра- щения, химической реакции Теплоемкость си- L*MT-3Q-1 грамм джоуль на кель- J/K Дж/К
стемы, энтропия системы Удельная тепло- L2T-2Q-1 вин джоуль на кило- J/(kg-K) Дж/(кг-К)
емкость, удельная энтропия Мольная энтропия, грамм-кельвин джоуль на моль- J/(mol-К) Дж/(моль*К)
мольная теплоем- кость Поверхностная MT~S кельвин ватт на квадрат- W/m* Вт/м2
плотность потока энергии Коэффициент теп- ный метр ватт на квадрат- W/(m2-K) Вт/(м2-К)
лоотдачи, тепло- обмена Коэффициент теп- LMT-3e~l ный метр-кельвин ватт на метр-кель- W/(m-K) Вт/(м-К)
лопроводности (теплопровод- ность) Эле ктр и ч ески вин е и ма гнитные единицы
Количество элект- TI кулон (или ампер- C Кл
ричества, электри- ческий заряд Плотность элект- секунда) ампер на квадрат- A/m2 А/м*
рического тока Мощность L3MT~3 ный метр ватт W Вт
15
Продолжение табл. 2
Величина Размерность Наименование Обозначение
междуна- родное русское
Электрическое на- пряжение, электри- ческий потенциал, электродвижущая сила вольт V В
Электрическая ем- кость £-=М-‘Г*/® фарада F Ф
Напряженность электрического по- ля £МГ-з>1 вольт на метр V/m В/м
Электрическое со- противление LSMT~4~2 ом Й Ом
Электрическая проводимость Ь~2М~1Т312 сименс S См
Магнитный поток L2MT-*I~i вебер Wb Вб
Плотность магнит- ного потока, маг- нитная индукция тесла т Тл
Индуктивность, взаимная индук- тивность Ь2МТ~*1~2 Свет генри овне единица н Гн
Световой поток I люмен 1m лм
Освещенность L-4 Акусти люкс ческие единиц 1х ы лк
Звуковое давление паскаль Ра Па
Интенсивность звука ватт на квадрат- ный метр W/m* Вт/м®
Акустическое со- противление паскаль-секунда на кубический метр Pa-s/ms Па-с/м8
Поток звуковой энергии, звуковая мощность ватт W Вт
Таблица 3. Множители и приставки для образования десятичных кратных
и дольных единиц и их наименований
Множи- тель Приставка Обозначение приставки Множи- тель Приставка Обозначение приставки
междуна- родное русское междуна- родное русское
1018 экса Е э 1 10« мега м М
10“ пета Р ' п 103 кило к к
101* тера Т т IO* гекто h г
10® гига G г 101 дека da да
16
Продолжение табл.
Множитель Приставка Обозначение приставки Множитель Приставка Обозначение при- ставки
междуна- родное русское междуна- родное русское
ю-1 Деци d Д io-» нано П и
10-8 санти с С 10"1а ПИКО Р п
10-8 милли m м Ю-16 фемто f Ф
микро И мк Ю-I» атто а а
Таблица 4. Некоторые внесистемные единицы, допускаемые
к применению наравне с единицами СИ
Величина Наименование Обозначение
ме жду народное русское
Масса тонна t T
Время* минута min мин
час h 4
сутки d сут
Объем литр 1 л
Площадь гектар ha га
Энергия электрон-вольт eV эВ
Полная мощность вольт-ампер V-A В-А
* Допускается также применение других единиц (неделя, месяц, год).
Таблицам. Соотношение между некоторыми единицами
Величина Единица Обозначение Равнозначная единица СИ
Сила, вес дина ДИН 10-5 Н
килограм м -сил а КГС 9,80665 Н
тонна-сила тс 9806,65 Н
Давление бар бар 105 Па
килограмм-сила на квад- ратный сантиметр кгс/см2 98066,5 Па
физическая атмосфера атм 101325 Па
миллиметр водяного мм вод. ст. 9,80665 Па
миллиметр ртутного мм рт. ст. 133,332 Па
Напряжение (ме- килограмм-сила на квад- кгс/мм2 9,80665-106 Па
ханическое) ратный миллиметр (9,80665 МПа)
Работа, энергия эрг эрг 10-7 Дж
Мощность лошадиная сила л. с. 735,499 Вт
Динамическая вяз- кость пуаз п 0,1 Па-с
Кинематическая вязкость стокс Ст Ю“4 мг/с
Количество тепло- ты калория (междун.) кал 4,1868 Дж
калория термохим. ка^ 4,184 Дж
2—1425
17
I. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ГАЗОВ И ЖИДКОСТЕЙ
Ответственные редакторы: И. Р. Кричевский, И. Ф. Голубев
Принятые обозначения:
Р — давление, МПа
f — летучесть, МПа
Pv
р —степень сжимаемости, выраженная отношением р= -—----
S —удельная энтропия, кДж/(кг-К)
Н — удельная энтальпия, кДж/кг
Ср — удельная теплоемкость, кДж/(кг/К)
v —удельный объем, м3/кг
Т — температура, К
т) —динамическая вязкость, Па-с
к —коэффициент теплопроводности (теплопроводность), Вт/(м-К)
Обозначения для равновесной системы пар — жидкость:
v' — удельный объем жидкости, м3/кг
о" — удельный объем пара, м3/кг
Я' — цельная энтальпия жидкости, кДж/кг
Н" — удельная энтальпия пара, кДж/кг
S' — удельная энтропия жидкости, кДж/(кг-К)
S" — удельная энтропия пара, кДж/(кг-К)
С'р — удельная теплоемкость жидкости, кДж/(кг-К)
сР" — удельная теплоемкость пара, кДж/(кг-К)
г — удельная теплота испарения, кДж/кг
Таблица 1,1. Физические постоянные некоторых газов [1—6]
Газ Относи- тельная молекуляр- ная масса Мольный объем, см* (при 273,15 К и 0.101325 МПа) Температу- ра, к (0,101325 МПа) Критические параметры
плавле- ния кипе- ния Т’кр» К ^кр» МПа °кр«
Азот 28,0134 22403 63,15 77,35 126,15 3,394 0,003216
Аммиак 17,0304 22080 195,42 239,81 405,55 11,32 0,00426
Аргон 39,9480 22390 83,75 87,25 150,65 4,863 0,001815
Водород 2,0149 22412 13,95 20,66 33,25 1,297 0,03225
Водяной пар 18,0143 22400 273,15 373,15 374,12 22,115 0,003147
Воздух 28,96 22390 — 81,15 132,45 3,769 —
Гелий 4,0026 22423 — 4,55 5,25 0,228 0,01444
Кислород 31,9988 22393 54,45 90,05 154,75 5,076 0,00244
Метан 16,043 22380 90,65 111,55 191,05 4,641 0,006153
Диоксид угле- 44,0109 22261 215,65 194,86 304,19 7,386 0,002136
рода
Оксид углерода 28,0105 22355 68,15 81,55 132,92 3,496 0,003324
Оксид азота 1 44,0128 22250 182,35 184,65 309,65 7,265 0,002188
Оксид азота II 30,0061 22388 109,45 121,35 180,25 6,545 0,001933
Диоксид азота 92,0110 22370 263,85 293,85 431,15 10,031 0,000891
Сероводород 34,0789 22141 187,65 212,75 373,55 9,008 0,002867
18
1. ТЕРМОДИНАМИЧЕСКИЕ СВОЙСТВА ГАЗОВ И ЖИДКОСТЕЙ
А. И. Семенова, Л. Р. Липшиц
Таблица 1,2. Термодинамические свойства азота [1]
р р-10» S н с" | р-1оз S н ср
Т= 78 К 7=85 К
0,1 222,22 5,431 326,3 0,997 244,50 5,520 333,5 1,056
2,5 1,2364 2,838 129,0 2,081 1,2880 3,015 143,4 2,055
5,0 1,2270 2,821 130,7 2,053 1,2756 2,996 145,0 2,024
10,0 1,2104 2,790 134,4 2,006 1,2541 2,961 148,4 1,976
20,0 1,1834 2,736 142,2 1,927 1,2202 2,901 155,6 1,911
30,0 1,1615 2,690 150,3 1,857 1,1935 2,850 163,3 1,865
40,0 1,1431 2,649 158,6 1,791 1,1715 2,805 171,3 1,827
50,0 1,1273 2,613 167,2 1,725 1,1527 2,765 179,5 1,791
60,0 1,1133 2,581 175,9 1,657 1,1362 2,728 187,9 1,756
70,0 1,1008 2,553 184,7 1,589 1,1216 2,695 196,3 1,720
80,0 1,1084 2,665 204,9 1,681
90,0 1,0964 2,637 213,6 1,639
100,0 1,0854 2,611 222,3 1,595
7= 100 К 7=150 К
о,1 290,70 5,693 349,5 1,069 442,48 6,122 402,3 1,048
2,5 1,4313 3,356 174,9 2,194 15,040 5,064 380,5 1,394
5,0 1,4052 3,329 175,7 2,106 5,9109 4,702 349,8 2,389
10,0 1,3651 3,282 178,0 1,998 2,3877 4,230 296,5 2,851
20,0 1,3093 3,210 184,1 1,891 1,7811 3,996 281,3 2,004
30,0 1,2696 3,151 191,1 1,840 1,6073 3,889 282,1 1,809
40,0 1,2385 3,102 198,7 1,812 1,5096 3,815 286,5 1,718
50,0 1,2129 3,058 206,6 1,797 1,4427 3,757 292,6 1,663
60,0 1,1910 3,019 214,7 1,788 1,3924 3,709 299,5 1,627
70,0 1,1719 2,983 222,9 1,783 1,3523 3,667 307,0 1,601
80,0 1,1550 2,950 231,2 1,779 1,3191 3,631 314,8 1,582
90,0 1,1398 2,919 239,6 1,777 1,2909 3,598 322,9 1,567
100,0 1,1259 2,890 248,0 1,774 1,2665 3,567 331,1 1,555
7=2 00 к 7=300 К -
0,1 591,72 6,422 454,5 1,043 892,86 6,844 558,8 1,041
2,5 22,487 5,422 442,5 1,157 35,486 5,872 553,4 1,081
5,0 10,704 5,168 429,8 1,303 17,746 5,650 548,2 1,122
10,0 5,0115 4,869 405,8 1,619 8,9534 5,414 539,1 1,197
20,0 2,6875 4,552 377,6 1,770 4,7054 5,160 526,2 1,304
30,0 2,1292 4,395 369,8 1,678 3,3925 5,008 519,9 1,354
40,0 1,8823 4,296 370,0 1,610 2,7796 4,901 518,4 1,371
50,0 1,7368 4,224 373,5 1,568 2,4289 4,820 520,1 1,374
60,0 1,6377 4,166 378,7 1,540 2,2015 4,756 523,8 1,370
70,0 1,5640 4,117 385,0 1.520 2,0411 4,702 528,9 1,365
80,0 1,5062 4,075 391,9 1,505 1,9212 4,656 543,9 1,361
90,0 1,4591 4,037 399,2 1,494 1,8275 4,616 541,7 1,358
100,0 1,4197 4,004 406,9 1,484 1,7517 4,580 548,9 1,355
2*
19
Продолжение табл. 1,2
р v-10» S Н СР 1>.103 S н Ср
7=250 К 7=350 К
0,1 740,74 6,655' 506,7 1,042 1041,7 7,005 610,9 1,042
2,5 29,129 5,673 498,8 1,104 41,701 6,038 607,2 1,070
5,0 14,372 5,442 491,1 1,171 20,978 5,821 603,6 1,098
10,0 7,1129 5,188 477,1 1,301 10,672 5,595 597,6 1,147
20,0 3,7301 4,910 457,6 1,460 5,6177 5,355 589,2 1,223
30,0 2,7573 4,749 449,0 1,492 4,0050 5,209 585,3 1,268
40,0 2,3210 4,641 447,3 1,480 3,2333 5,106 584,9 1,292
50,0 2,0740 4,562 449,3 1,462 2,7859 5,026 586,9 1,304
60,0 1,9127 4,499 453,4 1,447 2,4943 4,962 590,7 1,309
70,0 1,7976 4,447 458,9 1,436 2,2888 4,908 595,7 1,310
80,0 1,7101 4,402 465,3 1,428 2,1356 4,862 601,6 1,310
90,0 1,6407 4,363 472,2 1;422 2,0166 4,822 608,2 1,308
100,0 1,5838 4,328 479,6 1,418 1,9210 4,786 615,4 1,307
Т= 400 К 7=500 К
0,1 1190,5 7,144 663,0 1,045 1492,5 7;379 768,1 1,057
_2,5 ^,0 47,847 6,181 660,5 1,065 59,988 6,418 767,1 1,068
24,137 5,967 658,2 1,085 30,312 6,208 766,3 1,080
10,0 12,323 5,746 654,2 1,121 15,511 5,993 765,0 1,101
20,0 6,4876 5,515 649,1 1,178 8,1480 5,772 764,4 1,136
30,0 4,5943 5,375 647,3 1,215 5,7225 5,639 765,5 1,161
40,0 3,6755 5,275 648,1 1,238 4,5278 5,544 766,9 1,180
50,0 3,1377 5,197 650,8 1,253 3,8210 5,469 772,7 1,193
60,0 2,7854 5,133 654,9 1,262 3,3548 5,408 777,8 1,203
70,0 2,5365 5,080 660,1 1,267 3,0241 5,356 783,7 1,211
80,0 2,3508 5,034 666,1 1,270 2,7769" 5,311 790,1 1,217
90,0 2,2066 4,994 672,7 1,271 2,5847 5,271 797,0 1 ;221
100,0 2,0912 4,958 679,8 1,271 2,4307 5,236 804,3 1,224
=600 к Т=700 к ;
0,1 1785,7 7,573 874,6 1,075 2083,3 7,740 983,2 1,098
2,5 71,994 6,614 874,6 1,083 83,963 6,783 983,8 1,103
5,0 36,403 6,406 874,7 1,090 42,427 6,575 984,6 1,108
10,0 18,615 6,194 875,2 1,104 21,673 6,365 986,3 1,118
20,0 9,7456 5,978 877,4 1,127 11,310 6,153 990,4 1,135
30,0 6,8069 5,849 880,8 1,146 7,8641 6,026 995,4 1,148
40,0 5,3487 5,757 885,2 1,159 6,1493 5,935 1001,0 1,159
50,0 4,4813 5,684 890,6 1,170 5,1253 5,864 1007,3 1,167
60,0 3,9069 5,625 896,7 1,179 4,4460 5,806 1014,2 1,174
70,0 3,4987 5,574 903,3 1,186 3,9626 5,756 \ 1021,5 1,180
80,0 3,1934 5,530 910,3 1,192 3,6007 5,713 1029,1 1,186
90,0 2,9558 5,491 917,7 1,197 3,3193 5,675 1037,0 1,190
100,0 2,7654 5,457 925,4 1,201 3,0939 5,641 1045,1 1,194
20
Продолжение табл, 1,2
р V юз 3 н СР
7=800 К
0,1 2381,0 7,888 1094,21 1,122
2,5 95,877 6,932 1095,3 1,126
5,0 48,450 6,724 1096,5 1,130
10,0 24,710 6,516 1099,0 1,137
20,0 12,850 6,305 1104,6 1,149
30,0 8,9047 6,180 1110,7 1,159
40,0 6,9358 6,090 1117,3 1,168
50,0 5,7584 6,020 1124,4 1,175
60,0 4,9759 5,963 1131,9 1,180
70,0 4,4183 5,914 1139,7 1,185
80,0 4,0010 5,872 1147,8 1,190
90,0 3,6765 5,834 1156,1 1,194
100,0 3,4166 5,801 1164,6 1,198
Таблица 1,3- Термодинамические свойства азотоводородной смеси Г2, 3]
(N2:H2=1:3)
Р С-108 S н СР t»-10S S Н СР
5,066 10,13 20,26 30,40 40,53 50,66 60,79 7= 44,05 22,69 12,19 8,779 7,130 6,177 5,515 223,15 К —4,586 —5,315 —6,067 —6,509 -6,824 —7,059 —7,256 —174,04 —178,96 — 181,41 —176,50 —166,17 —151,18 —137,17 49,07 25,27 13,52 9,671 7,789 6,729 5,950 7=2 —4,184 —4,902 —5,634 —6,062 —6,377 —6,608 —6,799 18,15 К —89,478 —91,936 —89,970 —82,104 —70,796 —57,030 —40,806 3,520 3,589 3,677 3,761 3,815 3,838 3,845
Т= 273,15 К Т=298,15 К
5,066 10,13 20,26 30,40 40,53 50,66 60,79 54,07 27,85 14,82 10,55 8,441 7,210 6,383 —3,854 —4,557 —5,280 —5,703 —6,013 —6,246 —6,436 —1,9666 —1,9666 2,4582 11,799 24,582 39,331 55,064 3,520 3,564 3,662 3,727 3,766 3,787 3,795 59,03 30,39 16,10 11,41 9,086 7,727 6,814 —3,550 —4,253 —4,966 —5,383 —5,688 —5,917 —6,111 86,529 86,529 93,411 103,74 117,01 135,20 148,97 3,451 3,500 3,574 3,618 3,643 3,679 3,741
323,15 К 7=373,15 К
5,066 10,13 20,26 30,40 40,53 50,66 60,79 63,95 32,88 17,38 12,26 9,729 8,290 7,245 —3,274 —3,968 —4,675 —5,098 —5,398 —5,624 —5,816 171,09 173,06 181,41 192,72 206,49 223,20 238,94 3,466 3,505 3,569 3,604 3,628, 3,64Я 3,653* 73,74 37,81 19,90 13,96 11,00 9,335 8,098 —2,773 —3,466 —4,164 —4,577 —4,877 —5,106 —5,290 344,15 348,57 359,39 372,17 386,92 402,65 420,35 3,471 3,500 3,549 3,574 3,589 3,601 3,614
21
Продолжение табл. 1.3
р «•КЗ 3 н СР «•10» S н СР
7= 473,15 К 7=673,15 К
5,066 ГО,Ю 20,26 30,40 40,53 50,66 60,79 93,29 47,58 24,89 17,32 13,53 11,296 9,783 —1,952 —2,640 —3,338 —3,746 —4,046 —4,277 —4,454 691,24 697,64 711,40 726,64 742,38 759,34 7П ,Т1 3,486 3,491 3,510. 3,515 3,520 3,525 3,535 132,0 67,17 34,71 23,90 18,49 15,25 —0,7325 —1,416 —2,099 —2,498 —2,788 —3,009 1383,5 1392,3 1411,5 1430,7 1450,7 1470,5 3,505 3,515 3,530 3,545 3,555 3,564
7=573,15 К 7=773,15 К
5,066 10,13 20,26 30,40 40,53 50,66 60,79 112,3 57,42 29,83 24,30 16,03 13,28 —1,293 —1,976 —2,665 —3,068 —3,358 —3,579 1034,4 1042,3 1059,0 1076,7 1095,4 1114,5 3,481 3,491 3,515 3,540 3,550 3,564 151,4 76,80 39,57 27,16 20,94 17,21 —0,2463 —0,9243 —1,608 —2,006 —2,291 —2,512 1735,0 1744,8 1765,0 1785,6 1806,3 1827,4 3,530 3,540 3,550 3,559 3,569 3,574
Т= 873,15 К
5,066 10,13 20,26 30,40 40,53 50,66 170,6 86,54 44,39 30,40 23,38 19,16 —0,01868 —0,4916 —1,175 —1,573 —1,858 —2,080 2089,5 2100,3 2121,4 2142,6 2164,2 2185,8 3,559 3,564 3,574 3,584 3,589 3,594
Таблица 1,4. Термодинамические свойства азотоводородной смеси
с аммиаком [3]
р «•103 S н СР «10» S я СР
5 (мол.) % NH8
7=323,15 К 1 7=373,15 К
5,066 60,61 —3,146 151,24 3,502 70,12 —2,646 324,95 3,451
10,13 31,01 —3,840 142,34 3,526 35,90 —3,320 323,08 3,479
20,26 16,35 —4,551 134,90 3,699 18,88 —4,008 324,44 3,521
30,40 11,53 —4,977 136,26 3,774 13,23 —4,420 329,73 3,615
40,53 9,159 —5,272 144,40 3,793 10,42 —4,715 338,35 3,699
50,66 7,728 —5,497 157,09 3,802 8,734 —4,940 349,40 3,760
22
Продолжение табл. 1.4.
р Ю103 S н ср L-103 н СР
7=423,15 К 1 7=473,15 К
5,066 10,13 20,26 30,40 40,53 50,66 79,52 40,71 21,33 14,89 11,68 9,741 —2,219 —2,880 —3,549 —3,952 —4,242 —4,467 495,39 498,20 505,69 515,06 526,29 538,47 3,385 3,437 3,488 3,549 3,605 3,680 88,80 45,41 23,73 16,52 12,91 10,74 —1,840 —2,491 —3,156 —3,549 —3,835 —4,055 665,36 670,51 682,21 695,33 708,44 722,48 3,385 3,427 3,502 3,559 3,582 3,629
7=573,15 К 7= 673,15 К
5,066 10,13 20,26 30,40 40,53 50,66 107,2 54,69 28,44 19,68 15,31 12,68 —1,189 —1,835 —2,491 —2,875 —3,151 —3,367 1003,9 1012,3 1029,2 1046,5 1063,4 1080,2 3,399 3,418 3,451 3,484 3,512 3,540 125,7 63,97 33,08 22,81 17,67 14,59 —0,6415 —1,288 —1,934 —2,318 —2,589 —2,805 1345,7 1355,1 1374,7 1393,9 1413,1 1432,3 3,432 3,442 3,460 3,474 3,493 3,512
7=773,15 К 7-873,15 К
5,066 10,13 20,26 30,40 40,53 50,66 144,0 73,14 37,69 25,90 20,01 16,47 -0,1639 -0,8054 —1,456 —1,835 —2,107 —2,318 1690,8 1701,1 1721,7 1742,3 1762,9 1783,5 3,474 3,479 3,488 3,498 3,507 3,521 162,5 82,31 42,27 28,99 22,32 18,33 0,2622 —0,3840 —1,030 —1,409 —1,676 —1,887 2040,1 2041,5 2072,4 2093,9 2115,5 2137,0 3,516 3,521 3,526 3,530 3,540 3,549
10% мол. NH3
7=323,15 К 7=373,15 К
5,066 10,13 20,26 30,40 40,53 50,66 57,43 29,24 15,28 10,73 8,508 7,195 —3,004 —3,669 —4,362 —4,778 —5,073 —5,305 141,68 130,06 116,21 110,40 110,40 115,31 3,401 3,652 3,674 3,844 3,956 4,049 66,61 34,05 17,76 12,42 9,779 8,209 —2,521 —3,173 —3,848 —4,255 —4,546 —4,778 309,29 303,04 294,99 292,31 294,10 299,46 3,352 3,433 3,500 3,620 3,643 3,719
7= 423,15 К 7=473,15 К
5,066 10,13 20,26 30,40 40,53 50,66 75,69 38,64 20,18 14,06 11,03 9,202 —2,101 —2,740 —3,392 —3,786 —4,072 —4,295 476,45 475,11 475,11 478,24 483,60 491,20 3,330 3,397 3,486 3,540 3,598 8,754 84,66 43,24 22,50 15,65 22,23 10,18 —1,734 —2,360 —2,999 —3,383 —3,661 —3,875 642,27 644,95 650,77 658,36 667,30 677,58 3,316 3,374 3,464 3,495 3,531 3,647
7= 573,15 К 7=773,15 К
5,066 10,13 20,26 30,40 40,53 50,66 102,2 52,10 27,05 18,72 14,57 12,07 —1,095 — 1,716 —2,342 —2,713 —2,981 —3,191 974,36 980,62 994,03 1007,4 1021,3 1035,1 3,330 3,352 3,374 3,419 3,455 3,491 137,4 69,71 35,98 24,70 19,10 15,74 —0,08930 —0,7062 —1,323 —1,689 —1,949 —2,154 1648,4 1657,8 1674,7 1692,6 1710,5 1727,9 3,424 3,424 3,428 3,437 3,450 3,459
23
Продолжение табл. 1.4.
р V108 S Н с₽ 0-10» S н СР
7= 673,15 К 7=873,15 К
5.066 119,9 —0,5587 1309,1 3,370 155,0 0,3307 1993,4 3,482
10,13 60,96 —1,175 1317,2 3,379 78,57 —0,2860 2002,4 3,482
20,26 31,5! —1,797 1333,3 3,388 40,35 —0,9028 2020,7 3,486
30,40 21,73 —2,163 1349,8 3,406 27,67 —1,269 2039,0 3,491
40,53 16,85 —2,427 1365,9 3,428 21,34 —1,529 2057,8 3,495
50,66 13,92 —2,633 1382,4 3,446 17,54 —1,730 2076,5 3,504
15% (мол.) NH3
7= 373,15 К 7=423,15 К
5,066 63,41 —2,843 293,76 3,253 72,19 —2,001 457,45 3,283
10,13 32,27 —3,044 282,68 3,377 36,76 —2,616 452,32 3,399
20,26 16,74 —3,702 267,03 3,595 19,11 —3,258 444,63 3,506
30,40 11,68 —4,104 258,14 3,690 13,30 —3,643 441,21 3,617
40,53 9,211 —4,391 255,36 3,805 10,43 —3,920 442,06 3,788
50,66 7,771 —4,613 258,27 3,856 8,731 —4,138 447,62 3,805
7= =473,15 К 7=573,15 К
5,066 80,77 —1,633 621,62 3,271 97,72 —1,009 948,25 3,271
10,13 41,15 —2,240 621,19 3,377 49,73 —1,603 953,81 3,305
20,26 21,39 —2,860 622,05 3,472 25,77 —2,202 964,92 3,377
30,40 14,85 —3,232 625,04 3,591 17,82 —2,561 975,61 3,424
40,53 11,60 —3,501 630,17 3,719 13,86 —2,817 986,73 3,484
50,66 9,660 —3,711 638,30 3,745 11,49 —3,018 998,70 3,506
т= 673,15 К 7=773,15 К
5,066 114,6 —0,4788 1277,0 3,309 131,3 —0,01753 1610,9 3,373
10,13 58,20 —1,073 1284,7 3,318 66,58 —0,6071 1619,0 3,369
20,26 30,05 —1,667 1299,2 3,339 34,31 —1,201 1634,4 3,373
30,40 20,71 —2,018 1313,4 3,356 23,57 —1,552 1649,8 3,377
40,53 16,05 —2,270 1327,5 3,373 18,23 —1,804 1664,8 3,386
50,66 13,26 —2,467 1341,1 3,386 15,03 —2,001 1679,3 3,390
7=873,15 К
5,066 148,1 0,3976 1951,7 3,442
10,13 75,05 —0,1924 1959,3 3,442
20,26 38,50 —0,7866 1974,7 3,437
30,40 26,43 —1,137 1.990,1 3,437
40,53 20,39 —1,389 2005,5 3,437
50,66 16,79 —1,586 2020,9 3,442
24
Продолжение табл. 1.4.
р р-10» S н СР р-10» S н СР
20% (мол.) NH3
7=373,15 К | 7=423,15 К
5,066 60,48 —2,327 274,47 3,167 69,09 —1,917 437,17 3,290
10,13 ' 30,63 —2,946 256,44 3,364 35,03 —2,520 425,28 3,319
20,26 15,79 —3,593 232,51 3,491 18,14 —3,155 408,16 3,442
30,40 10,97 —3,991 216,70 3,548 12,58 —3,536 397,59 3,544
40,53 8,641 —4,282 206,21 3,728 9,864 —3,814 393,20 3,667
50,66 7,300 —4,511 201,13 3,900 8,259 —4,023 394,60 3,855
7=473,15 К 1 | 7= 573,15 К
5,066 77,41 —1,549 601,46 3,270 93,65 —0,9260 925,55 3,229
10,13 39,34 —2,135 597,77 3,339 47,66 —1,495 931,69 3,286
20,26 20,38 —2,741 592,45 3,421 24,62 —2,069 942,35 , 3,376
30,40 14,12 —3,106 590,81 3,462 17,00 —2,413 951,77 р 3,450
40,53 11,02 —3,364 592,45 3,646 13,20 —2,659 961,60 3,499
50,66 9,169 —3,569 597,77 3,835 10,92 —2,852 971,44 3,524
7=673,15 К | 7= 773,15 К
5,066 109,7 —0,4056 1249,6 3,257 125,7 0,04917 1578,2 3,319
10,13 55,68 —0,9710 1258,6 3,265 63,71 —0,5162 1586,8 3,310
20,26 28,70 —1,536 1274,2 3,286 32,78 —1,082 1602,8 3,302
30,40 19,76 —1,872 1287,7 3,302 22,51 —1,414 1616,7 3,298
40,53 15,31 —2,114 1300,4 3,315 17,4! —1,655 1629,8 3,294
50,66 12,64 —2,307 1311,9 3,323 14,36 —1,848 1641,7 3,294
Т=873,15 К
5,066 141,8 0,4589 1914,2 3,401
10,13 71,73 —0,1065 1922,0 3,388
20,26 36,79 —0,6760 1936,3 3,372
30,40 25,24 —1,012 1949,4 3,360
40,53 19,50 —1,254 1962,1 3,356
50,66 16,07 —1,442 1974,0 3,356
Таблица 1,5. Термодинамические свойства аммиака
на линии насыщения [4]
Т Р р'-Ю» Vя-102 И' Н” S' S" г
195,42 0,00600 1,362 1583 45 1540 2,48 10,125 1495
200 0,00860 1,372 ИЗО 66 1549 2,58 9,994 1483
205 0,01246 1,382 798,5 88 1558 2,69 9,860 1470
210 0,01769 1,394 575,0 111 1567 2,80 9,734 1456
215 0,02465 1,405 421,6 133 1576 2,90 9,616 1443
220 0,03376 1,417 314,2 156 1585 3,01 9,504 1429
25
Продолжение табл. 1.5
В Г г р d'-108 Я' Я" S' S” Г
225 0,04551 1,429 237,8 178 1593 3,11 9,399 1415
230 0,06043 1,441 182,4 201 1602 3,21 9,300 1401
Ki - 235 0,07913 1,454 141,8 224 1610 3,31 9,206 1386
п: '* 240 0,1023 • 1,467 111,5 247 1618 3,40 9,117 1371
В» у 242 0,1130 1,472 • 101,6 256 1621 3,44 9,083 1365
Г [ 244 0,1246 1,478 92,79 265 1624 3,48 9,049 1359 j
w - 246 0,1371 1,483 84,84 274 1627 3,52 9,016 1353
248 0,1505 1,488 77,70 283 1630 3,55 8,983 1347
250 0,1651 1,4940 71,28 292 1633 3,59 8,951 1340
L (’н 252 0,1807 1,4997 65,48 302 1636 3,63 8,920 1334
К- ! - • 254 0,1975 1,5055 60,24 311 1638 3,66 8,890 1328 1
256 0,2155 1.5113 55,50 320 1641 3,70 8,859 1321
258 0,2348 1,5172 51,20 329 1644 3,74 9,830 1314
1 t 260 0,2555 1,5232 47,30 339 1646 3,77 8,801 1308 1
Lt- 262 0,2775 1,5292 43,76 348 1649 3^81 8,772 1301
t 264 0,3010 1,5354 40,53 357 1651 3,84 8,744 1294
266 0,3261 1,5416 37,58 367 1654 3,88 8,716 1287
1г 268 0,3528 1,5479 34,89 376 1656 3,91 8,689 1280
,270 * 0,3811 1,5544 32,43 385 1659 3,95 8,662 • 1273 ;
г 272 0,4113 1,5609 30,17 395 1661 3,98 8,635 1266
274 0,4432 1,56?5 28,11 404 1663 4,01 8,609 1259
р ' 276 0,4770 1,5742 26,21 413 1665 4,05 8,583 1252 j
278 0,5129 1,5811 24,46 423 1667 4,08 8,558 1244 !
кН 280 0,5507 1,5880 22',86 432 1669 4,12 8,533 1237
282 0,5907 1,5951 21,38 442 1671 4,15 8,508 1229
284 0,6329 1,6022 20,01 451 1673 4,18 8,484 1222
Hr 286 0,6775 1,6095 18,75 460 1674 4,22 8,46 1214
288 0,7243 1,6170 47,58 470 1676 4,25 8,436 1206 '
№ - 290 0,7737 1,6245 16,50 479 1678 4,28 8,412 1198
292 0,8256 1,6322 15,49 489 1679 4,31 8,389 1190 ’’
В- и 294 296 0,8801 0,9373 1,6400 1,6480 14,56 13,70 498 508 1680 1682 4,34 4,38 8,365 8,343 1182 1174 :
298 0,9973 1,6562 12,90 517 1683 4,41 8,320 1166
Iff 300 1,060 1,6645 12,15 527 1684 4,44 8,297 1157
302 1,126 1,6729 11,45 536 1685 4,47 8,275 1149
j; (! 305 1,231 1,6860 10,49 551 1687 4,52 8,242 1136
307 1,305 1,6948 9,907 560 1687 4,55 8,220 1127 j
у - 309 1,382 1.7039 9,360 570 1688 4,58 8,198 1118 i
H 311 1,462 1.7132 8,847 580 1689 4,61 8,176 1109 !
313 1,546 1,7227 8,367 589 1689 4,64 8,155 1100
315 1,634 1,7324 7,917 599 1690 4,67 8,134 1091
317 1,725 1,7424 7,496 609 1690 4,70 8,112 1081
319 1,820 1,7525 7,100 618 1690 4,73 8,091 1072
321 1,919 1,7629 6,728 628 1690 4,76 8,070 1062
323 2,022 1,7736 6,378 638 1690 4,79 8,049 1052 j
П 325 2,129 1,7846 6,049 648 1690 4,82 8,028 1042 ‘
327 2,241 1,7958 5,739 658 1690 4,85 8,007 1032 <
Е 329 2,357 1,8074 5,447 668 1689 4,88 7,986 1021
к ; 331 2,477 1,8192 5,172 678 1689 4,91 7,965 1011 J
333 2,601 1,8314 4,912 688 1688 4,94 7,943 1000
К д. 1 Ь 335 2,731 1,8440 4,666 698 1687 4,97 7,922 989 J
337 2,865 1,8569 1,8702 4,434 708 1686 5,00 7,901 978 :
339 3,004 4,215 718 1685 5,03 7,880 967
L.X 341 3,148 1,8839 4,007 728 1684 5,06 7,859 956 ‘
] 343 3,298 1,8981 3,810 739 1682 5,09 7,837 943
345 3,452 1,9128 3,624 749 1681 5,12 7,816 932
26
Продолжение табл. 1.5
Т Р o'.lO# р*-10» Я' я* S* S" г
347 3,612 1,9279 .3,447 760 1679 5,15 7,794 919
349 3,778 1,9436 3,278 771 1677 5,18 7,772 906
351 3,949 1,9599 3,119 781 1674 5,21 7,750 893
353 4,126 1,9768 2,967 792 1672 5,24 7,728 880
355 4,309 1,994 2,823 803 1670 5,27 7,706 866
360 4,794 2,042 2,491 831 1662 5,34 7,648 - 830
365 5,319 2,094 2,195 861 1652 5,42 7,588 791
370 5,886 2,154 1,931 892 1640 5,50 7,524 749
375 6,499 2,222 1,693 924 1626 5,58 7,456 - 702
380 7,160 2,302 1,476 959 1608 5,67 7,381 649
385 7,872 2,399 1,275 990 1586 5,77 7,297 588
390 8,637 2,521 1,085 1025 1556 5,88 7.196 515
395 9,459 2,684 0,891 1065 1511 6,00 7,061 419-
400 10,342 2,938 0,672 1110 1430 6,18 6,841 277
Таблица 1,6. Термодинамические свойства газообразного
и жидкого аммиака [4]
Р V’ 10» Н S СР о-10» н S СР
300 К 450 К
0,1 1450 1746 9,61 2,15 2192 2084 10,52 2,38
0,5 277,4 1721 8,76 2,44 434,4 2077 9,72 2.42
1.0 129,9 1687 8,33 2,94 214,7 2068 9,37 2,47
5,0 1,656 530 4,41 4,70 38,77 1989 8,45 3,03
10,0 1,644 530 4,38 4,64 16,42 1870 7,91 4,23
20,0 1,621 535 4,34 4,54 4,614 1505 6,89 11.20
30,0 1,601 541 4,31 4,47 2,804 1315 6,39 6.95
40,0 1,583 547 4,28 4,41 2,478 1270 6,24 5.57
50,0 1,567 554 4,25 4,35 2,311 1249 6,14 5,61
350 К 500 К
0,1 1699 1855 9,94 2,21 2437 2205 10,77 2,47
0,5 331,9 1840 9,12 2,34 484,5 2200 9,98 2,50
1.0 160,8 1821 8,75 2,52 240,4 2193 9,63 2,53
5,0 1,944 779 5,18 5,49 45,06 2135 8,76 2,86
10,0 1,909 773 5,14 5,23 20,59 2057 8,30 3,41
20,0 1,851 769 5,08 4,89 8,301 1873 7,67 5,19
30,0 1,805 768 5,02 4,68 4,589 1686 7,18 6,75
40,0 1 769 770 4,98 4,53 3,359 1568 6,86 6,39
50,0 1,738 774 4,93 4,43 2,873 1507 6,68 6,14
400 К 550 К
0,1 1946 1967 10,24 2,29 2682 2332 11,01 2,57
0,5 383,8 1957 9,44 2,36 534,1 2327 10,22 2,59
1.0 188,4 1944 9,08 2,45 265,6 2322 9,88 2,61
5,0 31,43 1825 8,07 3,63 50,87 2278 9,03 2.83
10,0 8,794 1526 7,09 22,3 24,05 2120 8,61 3,15
20,0 2,285 1034 5,78 5,92 10,72 2097 8,10 3,98
30,0 2,137 1016 5,68 5,29 6,451 1972 7,72 4,91
40,0 2,042 1006 5,61 4,94 4,598 1867 7,43 5,43
50,0 1,969 1002 5,55 4,71 3,708 1792 7,22 5,50
27
Таблица J,7. Термодинамические свойства водорода [Б]
р f —S Н ср
198,15 К
2,533 2,576 0,3278 17,82 —1042 13,68
5,066 5,240 0,1669 20,75 —1041 13,83
10,13 10,87 0,08865 23,74 —1036 14,10
20,26 23,53 0,04692 26,79 —1028 14,54
30,40 38,41 0,03385 28,62 —969,8 14,83
40,53 55,95 0,02741 29,91 —918,2 15,02
50,66 76,62 0,02355 30,90 —857,7 15,12 •
60,79 100,9 0,02099 31,74 —797,7 15,18
81,06 162,1 0,01776 33,21 —658,3 15,31
101,32 246,2 0,01584 33,98 —511,0 15,41
223,15 К
2,533 2,575 0,3691 16,14 —689,6 13,95
5,066 5,237 0,1877 19,05 —685,6 14,08
10,13 10,85 0,09731 22,02 —675,2 14,29
20,26 23,38 0,05235 25,03 —639,9 14,62
30,40 37,95 0,03750 26,81 —591,8 14,83
40,53 54,86 0,03014 28,08 —535,8 14,98
' 50,66 74,48 0,02574 29,10 —481,7 15,08
60,79 97,21 0,02280 29,91 —417,2 15,14
81,06 153,7 0,01912 32,18 —275,8 15,24
101,32 228,2 0,01691 32,13 —127,0 15,33
248,15 К
2,533 2,574 0,4102 14,64 —336,3 14,14
5,066 5,228 0,2085 17,53 —325,9 14,23
10,13 10,81 0,1079 . 20,48 —313,5 14,39
20,26 23,21 0,05770 23,43 —261,9 14,64
30,40 37,45 0,04108 25,17 —205,9 14,82
40,53 53,80 • ' 0,03283 26,42 —149,3 14,93
50,66 72,55 0,02788 27,42 —84,82 15,02
60,79 93,99 0,02459 28,21 —15,78 15,08
81,06 146,3 0,02046 29,47 —123,5 15,16
101,32 213,7 0,01796 к 30,43 —274,3 15,22
273,15 К
2,533 2,673 0,4512 13,25 25,34 14,29
5,066 5,223 0,2292 16,14 36,14 14.35
10,13 10,78 0,1183 19,07 53,59 14,48
20,26 23,04 0,06300 22,02 104,9 14,68
30,40 36,99 0,04467 23,76 162,4 14,83
40,53 52,85 0,03550 25,03 218,1 14,93
50,66 70,85 0,03002 25,98 286,6 15,00
69,79 91,21 0,02636 26,77 357,2 15,04
81,06 140,1 0,02179 28,02 500,6 15,12
101,32 201,9 0,01901 28,97 652,2 15,18
28
Продолжение табл. 1,7,
р f о И 1
298Д5К
2,533 2,570 0,492! 12,00 384,5 14,37
5,066 5,216 0,2497 15,45 413;2 14,44
10,13 10,75 0,1287 17,78 423,6 14,54
20,26 22,80 0,06825 20,75 469,3 14,70
30,40 36,57 0,04821 22,49 525,3 14,83
40,53 52,00 0,03815 23,74 587,8 14,91
50,66 69,37 0,03215 24,72 652,3 14,95
60,79 88,84 0,02813 25,51 720,8 15,00
81,06 135,0 0,02272 26,52 870,1 15,08
101,32 , 192,4 0,02005 27,69 1022 15,12
323,15 К
2,533 2,568 0,5329 10,84 743,6 14,44
5,066 5,208 0,2703 13,71 762,5 14,48
10,13 10,72 0,1390 16,60 793,2 14,58
20,26 22,73 0,07351 19,54 843,3 14,70
30,40 36,18 0,05170 21,27 905,3 14,81
40,53 51,24 0,04080 22,51 967,8 14,87
50,66 68,56 0,03426 23,47 1038 14,93
60,79 86,77 0,02989 24,24 1113 14,98
81,06 130,6 0,02442 25,46 1263 15,08
101,32 184,4 0,02109 26,44 1414 .. 15,08
373,15 К
2,533 2,564 0,6146 8,744 1475 14,52
5,066 5,194 0,3112 11,63 1485 14,54
10,13 10,66 0,1596 14,52 1516 14,60
20,26 22,45 0,08392 17,45 1572 14,72
30,40 35,52 0,05869 19,15 1643 14,79
40,53 49,97 0,04605 20,38 1711 14,85
50,66 65,89 0,03846 21,33 1782 14,89 •
60,79 83,40 0,03338 22,12 • 1850 14,93
81,06 123,7 0,02703 23,32 2009 14,98
101,32 171,8 0,02317 24,26 2166 15,02
473,15 К
2,533 2,560 0,7777 5,317 2883 14,54
5,066 5,172 0,3929 8,204 2937 14,56
10,13 10,56 0,2006 11,09 2966 14,60
20,26 _ 22,05 0,1046 13,98 3038 14,64
30,40 34,55 0,07257 15,68 3072 14,70
40,53 48,12 0,05646 16,91 3178 14,72
50,66 62,81 0,04680 17,84 3257 14,77
60,79 78,63 0,04033 18,51 3334 14,79
81,06 114,3 0,03222 19,81 3491 14,83
101,32 155,4 0,02730 20,75 3672 14,85
29
К. .. Продолжение табл. 1,7. |
»' р ! о —S Н С.
№ - 573,15 К >
К- ,2.533 К' 5,066 № 10-13 К 20,26 №.. 30,40 |? 40,53 № 50,66 К 60,79 № 81,06 № . 101>32 2,555 5,155 10,50 21,76 33,92 46,85 60,74 75,57 108,2 145,1 0,9408 0,4747 0,2415 0,1251 0,08472 0,06682 0,05507 0,04723 0,03737 0,03142 2.534 5,400 8,287 11,15 12,84 14,06 15,00 15,76 16,97 17,88 4384 4403 4432 4515 4599 46153 4744 4818 4979 5151 14,56 14,58 14,60 14,64 14,66 14,70 14,72 14,75 14,77 14,79
1г 673,15 К
К 2.533 fr- 5,066 L 10,13 f 20,26 30,40 ; ? 40,53* f 50,66 Г 60,79 Й; si.об iL 101,32 2,552 5,143 10,45 21,56 33,39 45,98 59,28 73,37 103,9 138,0 1,1034 0,5561 0,2822 0,1456 0,09998 0,07708 0,06335 0,05408 0,04251 0,03551 0,1661 3,012 5,899 8,764 10,45 11,65 12,59 13,35 14,54 15,47 5847 5894 5907 5992 6075 6152 6264 6306 6478 6638 14,60 14,62 14,62 14,66 14,68 14,70 14,72 14,75 14.77 14,79
Г 773,15 К
Ж 2,533 S- 5,066 1 10,13 1 20,26 30,40 J 40,53 & 50,66 < 60,79 >- 81»06 - 2,540 5,134 10,41 21,40 33,01 45,27 58,17 71,74 100,9 132,9 1,2659 0,6374 0,3230 0,1660 0,1136 0,08734 0,07153 0,06097 0,04764 0,03960 1,806 0,9971 3,904 6,766 8,453 9,654 10,59 11,36 12,54 1Q ЛО 7315 7365 7390 7461 7543 7620 7699 7774 7949 8106 14,66 2 14,68 ? 14.68 ч J 14,70 J 14.72 | 14.75 J 14,77 5 14.77 | 14,79 1 14,79 I
n ' 1U1,о2 1U
’.F Таблица 1,8. Термодинамические свойства воды и водяного пара - при насыщении [6] |
;Г т р с '.10» 0я Я' Я.” S' S* а
•1 ‘Г 0 Т W (1 20 зо • 40 273,15 283,16 293,16 303,16 313,16 0,000611 0,001227 0,002337 0,004242 0,007375 1,0002 1,0003 1,0017 1,0043 1,0078 206,321 106,419 57,833 32,929 19,548 —0,04 41,99 83,86 125,66 167,45 2501 2519" 2538 2556 2574 —0,0002 0,1510 0,2963 0,4365 0,5721 9,156 8,901 8,667 8,454 8,258 2501 Л 2477 - 2454 9 2430 Л 2406 1
30
Продолжение табл. /Л.
t Г р о» Н' и* S' г
50 323,15 0,012335 1,0121 12,048 209,26 2592 0,7035 8,0771 2382
60 333,15 0,019919 1,0171 7,681 251,09 2610 о;8зю 7,9106 2358
70. 343,15 0,031161 1,0228 5,0479 292,97 2627 0,9548 7,7565 2334
80 353,15 0,047359 1,0292 3,4104 334,92 2644 1,0752 7,6135 2309
90 363,15 0,070108 1,0361 2,3624 376,94 2660 1,1925 7,.4805 2283
100 -373,15 0,101325 1,0437 1,6738 419,06 2676 1,3069 7,3564 2257
110 383,15 0,14326 1,0519 1,2106 461,32 2692 1,4185 7,2402 2230
120 393,15 0.19854Л 1,0606 0,89202 503,7 2707 1,5276 7Л310 2203*'
130 403,15 0,27012 J 1,0700 0,66851 546,3 2721 1,6344 7,0281 2174-^
140 413,15 0,36136 1,0801 0,50875 589,1 2734 1,7390 6,9307 2145
150 423,15 0,47597 1,0908 0,39261 632,2 2746 1,8416 6,8381 2114
160 433,15 0,61804 1,1022 0,30685 675,5 2758 1,9425 6,7498 2082
170 443,15 0,79202 1,1145 0,24259 719,1 2768 2,0416 6,6652 2049
180 453,15 1,0027 1,1275 0,19381 763,1 2777 2,1393 6,5838 2014
190 463,15 1,2552 1,1415 0,15631 807,5 2785 2,2356 6,5052 1977
200 473,15. 1,5551 1,1565 0,12714 852,4 2791 2,3307 6,4289 1939
205 478,15 1,7245 1,1644 0,11500 875,0 2794 2,3778 6,3915 1919
210 483,15 1,9079 1,1726 0,10422 897,8 2796 2,4247 6,3546 1899
215 488,15 2,1063 1,1811 0,09460 920,6 2798 2,4714 6,3181 1878
220 493,15 2,3201 1,1900 0,08602 943,7- 2800 2,5178 6,2819 1856
225 498,15 2,5504 1,1992 0,07833 966,9 2801 2,5641 6,2460 1834
230 503,15 2,7979 1,2087 0,07143 990,3 2802 2,6102 6,2104 1811
235 508,15 3,0635 1,2186 0,06523 1014 2802 2;б562 6,1749 1788
240 513,15 3,3480 1,2291 0,05964 1038 2802 2,7021 6,1397 1764
245 518,15 3,6524 1,2399 0,05459 1062 2801 2,7479 6,1045 1739
250 523,15 3,9776 1,2513 0,05002 1086 2800 2,7936 6,0693 1714
255 528,15 4,3245 1,2632 0,04588 1110 2798 2,8393 6,0341 1687
260 533,15 4,6940 1,2756 0,04212 1135 2795 2,8850 5,9989 1660
265 538,15 5,0872 1,2887 0,03870 1160 2792 2’9308 5'9635 1632
270 543,15 5,5051 1,3025 0,03557 1185 2788 2,9766, 5’9278 1603
275 548,15 5,9487 1,3170 0,03272 1211 2784 3,0226 5,8918 1573
280 553,15 6,4191 1,3324 0,03010 1237 2779 3,0687 5,8555 1542
285 558,15 6,9174 1,3487 0,02771 1263 2772 3,1150 5,8186 1509
290 563,15 7,4448 1,3659 0,02551 1290 2765 3,1616 5,7811 1475
295 568,15 8,0025 1,3844 0,02348 1318 2758 3,2085 5,7428 1440
300 8/3,18 8,5917 1,4041 0,02162 1345 2748 3,2559 5 7038 1403'
305 578,15 9,2136 1,4252 0,01989 1374 2738 3,3037 5,6637 1364
.310 583,15 9,8697 1,4480 0,01829 1403 2727 3,3522 5,6224 1324
315 588,15 10,561 1,4726 0,01681 1433 2714 3,4013 5,5798 1281
320 593,15 11,290 1,4995 0,01544 1463 2700 3,4513 5,5356 1236
325 598,15 12,057 1,5289 0,01416 1495 2684 3*5023 5 4896 1189
ззо 603,15 12,865 1,5614 0,01296 1528 2666 3,5546 5,4414 1138
335 340 608,15 613,15 13,714 14,608 1,5977 1,6390 0,01184 0,01078 1561 1597 2645 2622 3,6084 3,6638 5'3908 5,3363 1084' 1026
345 618,15 15,548 1,6859 0,009779 1634 2596 3,7211 5,2782 962,5 893,2 815,0 722,6 604,7 439,5 111,5
350 623,15 16,537 1,7407 0,008822 1673 2566 3,7816 5,2149
355, 628,15 17,577 1,8073 0,007895 1716 2530 3,8467. 5 J442
360 633,15 18,674 1,8930 0,006970 1763 2486 3,9189 5^0603
d6b 638,15 19,830 2,015 0,006013 1820 2424 4,0041 4'9517
370 643,15 21,053 2,231 0,004958 1896 2336 4,1198 4’8031
374 647,15 22,084 2,834 0,003482 2039 2151 4,3374 4,5096
31
Таблица 1,9. Термодинамические свойства перегретого водяного пара
р f Р-10* н S СР
773,15 К
0,1 0,0999 3565 3487,9 8,8346 2,132
0,5 —— 710,9 3483,7 8,0877 2,146
1,0 354,0 3478,3 7,7627 2,164
2,5 14 139,9 3461,9 7,3240 2,220
5,0 68,53 3433,8 6,9768 2,324
10,0 9,232 32,77 3374,1 6,5984 2,569
20,0 17,144 14,77 3240,2 6,1440 3,257
30,0 22,924 8,679 3083,9 5,7954 4,316
40,0 29,406 5,615 2905,8 5,4745 5,81
50,0 32,758 3.891 2723,2 5,1780 7,20
60,0 35,947 2,952 2571,0 4,9375 7,48
80,0 41,368 2,188 2398,3 4,6495 6,31
100,0 45,510 1,894 2317,6 4,4928 5,51
883,15 К
0,1 0,10 2,200
0,5 — —— — 1 — 2,208
1,0 —— 401,0 3697,4 8,0292 2,219
2,5 — 159,2 3685,5 7,5960 2,252
5,0 —- 78,64 3665,4 7,2586 2,311
10,0 9,522 38,33 3624,0 6,9025 2,445
20,0 18,184 18,16 3536,9 6,5055 2,770
30,0 26,015 11,44 3444,2 6,2351 3,165
40,0 33,207 8,085 3347,2 6,0139 3,614
50,0 39,459 6,104 3248,3 5,8204 4,082
60,0 45,069 4,830 3152,0 5,6479 4,510
80,0 55,452 3,381 2983,0 5,3625 5,030
100,0 64,213 2,669 2860,4 5,1536 5,080
2. ФАЗОВЫЕ РАВНОВЕСИЯ В СИСТЕМЕ ЖИДКОСТЬ — ГАЗ
Р. О. Пряникова
Таблица 1,10. Растворимость азота в воде [5] (см3/г Н2О)
Р, МПа Температура. °C Р, МПа Температура, °C
25 • 50 75 100 26 50 75 100
2,533 0,35 0,27 0,25 0,27 30,40 3,06 2,53 2,41 2,55
5,066 0,67 0,53 0,49 0,52 50,66 4,44 3,72 3,58 3,80
10,13 1,26 1,01 0,95 0,99 81,06 6,13 5,22 5,06 5,36
20,26 2,26 1,83 1,73 1.82 101,33 7,14 6,12 5,93 6,26 J 'j
Примечание: Здесь и далее объемы газов приведены к нормальным условиям
(О’Си 0,101326 МПа).
32
Таблица 1,11. Растворимость воДы в азоте [6] (г/м8 N>)
Р, МПа Температура, *С 9
50 76 100 150 200
10,13 1,49 4,59 9,14 42,9 93,3
20,26 0,929 2,68 5,47 25,1 86,4
30,40 0,899 2,26 4,84 22,9 71,9
Таблица 1,12. Растворимость диоксида углерода
в воде [5] (см3/г Н2О)
- Л МПа Температура, °C Р. МПа Температура, *С
0 25 so .» 100 50 75
0,1013 1,79 0,752 0,423 0,307 0,231 12,66 26,77
> 1.013 >. 2,533 15,92 7,14 4,095 2,99 2,28 15,20 27,64 24,58 22,73
29,30 16,20 9,71 6,82 5,37 20,26 29,14 26,66 25,$9
1 5.066 17.25 12,59 10,18 30,40 31,34 29,51 29,53
< 7,599 22,53 17,04 14,29 40,53 33.29 31,88 32,39
?' Ю.13 25,63 20,61 17,67 60,79 70,93- 36,73 38,34 37,59 38?50
Таблица 1,13. Растворимость воды в диоксиде ! углерода [б] (г/м8 СО^) 1
£ Я мп> Температуре. "С | Р, МПа Температура,' *С '
25 31,04 | 50 1 “ 25 31,04 во
0,1013 2,533 > 5,066 . f 7.599 I 10,13 | 15,20 > Табл 23 1,32 1,04 2,67 2.89 ица I 32 1,83 1,29 2,93 14. Ра 93 4,98 3,08 2,81 3,61 4,90 СТВОрИ! 242 | 20,26 8,55} 40,53 — J 50,66 — 60,79 6,66 70,93 ‘ 7,68j мость водорода в в 3,03' 4- 3,19 оде [б 3,38 3,83 3,86 | (СМ3/1 5,44 6,10 6,37 6,44 !НаО) J ’ 9U0 10; 60 117й 11,25
=• Р. МПа Температура, "С р, • МПа Температур!. "С
0 25 Зо 75 100 о 25 во 78 ?100
2,533 5,066 10,13 20,26 3—1421 0,54 1,08 2,13 4,19 0,44 0,87 1,73 3,39 .0,41 0,81 1,61 3,16 0,41 0.82 1,64 3,24 0,46 0,91 1,81 3,54 40,53 60,79 81,06 101,з2 8,01 11,6 15.0 18,0 6,57 9,58 12*5 15*2 >6,17 9,02 11,7 И,4 6,ЗГ <9,22 112,00 34,7;: 6,84 9,99 ,13^,0 15.8 33
Таблица 1,!б. Растворимость
язотоводородний смеси
стехиометрического состава в воде
при 26 °C (см«/г HsO> [б]
Р, МПа Раствори- мость Р. МПа Раствори- мость
5,066 0,83 60,79 8,81
10.13 1,64 81,06 11,30
20,26 3,21 101.32 13,70
40,53 6,07
Таблица 1,16. Растворимость воды в азотоводородной смеси
стехиометрического состава [15] (г/м* смеси)
Р, МПа растворимость Р, МПа Растворимость
1S0 °C 200 °C 250 «С 150 °C 2Q0 °C 250 °C
5,066 83.4 334,4 2690 20,26 20,6 65,2 213,6
10.13 40,5 141,8 558,4 25,33 17,2 55,9- 157,6
15.20 Вы 27,4 89,3 301,8 30,40 — 42,3 127,6
Таблица 1,17. Растворимость аэотоводородней смеси
стехиометрического состава в жидком аммиаке [5] (см’/r NHS)
Р, МПа Г Температура, °C
-10 о 25 . . «0 п 1 100
5,066 3,5 5,0
10,13 7.0 7,2 6,0 13,1 15,7 14,9
20,26 11,9 14,3 16,7 28,3 ' 43,5 61,0
30,40 16,7 . 19,0 26,5 42,5 69,5 108,0
40.53 20,6 23.2 35,0 56,5 94,2 156,2
50,66 23,9 27.5 44,0 70.2 ' 117,0 205,8
60,79 27.3 31.6 52,5 83,0 — 255,8
70,93 30,7 35,8 58,5 92,5 — 307,8
Таблица 1,18. Растворимость жидкого аммиака
в азотоводородной смеси стехиометрического состава [5] (г/ма смеси)
Р, МПа Температура,
—10 0 2Б 60 76 100
5,066 51,0 83,5 232 658 ——
10,13 32,0 46,5 125 272 800 2230 '
20,26 21,5 33,5 70 145 388 790
30,40 15,5 23,5 57 114 250 581
40,53 13,9 19,5 45 105 210 505
50,66 12,3 18,9 43 93 190 475
60,79 11,5 18,2 40 85 183 455 -
70,93 11,0 17,5 39 82 175 442
34
3. ВЯЗКОСТЬ ГАЗОВ и жкдхоствя
И. Ф. Голубев, В. П. Кияшова
Таблица 1,19. Вязкость газов при Р«=0,1 МПа [7]
Г. к Ц'Ю*, Па»с
n8 Аг н2 о» сн4 С01 СО HjO
60 452 247
76 540 643 343 574 306 — 1
100 698 840 422 764 401 —*
126 861 1034 493 948 498 — "
160 1013 1233 562 1127 592 — 1016 —
176 1117 1409 623 1300 685 1151 —
200 1294 1596 681 1464 772 1017 1285
225 1427 1772 738 1622 859 1139 1413 —
250 1552 1940 792 * 1769 943 1259 1538 —
275 1673 2102 844 1916 1026 1378 1559 889
300 1790 2258 895 2057 1106 1496 1772 981
325 1896 2409 943 2192 1185 1613 1885 1071
350 ' 1996 2560 990 2321 1261 1727 1986 1163
376 2091 2702 1035 2446 1334 1837 2086 1255
400 2190 2840 1081 2566 1405 1946 2183 1346
426 2285 2976 1127 2682 1475 2052 2280 1438
450 2380 3106 1173 2795. 1542 2160 2371 1530
476 2472 3232 1216 2903 1607 2262 2460 1621
500 2558 3353 1259 3012 1671 2365 2547 1713
550 2729 3581 1343 3217 . 1793 2551 2711 1898
600 2892 3798 1424 3414 1910 2745 2872 2083
650 3049 4015 1502 3603 2020 2920 3023 2266
700 3196 4220 1677 3781 2124 3083 3169 2460
750 3340 4419 1652 3953 2225 3241 3308 2634
800 3478 4607 1724 4117 2324 3390 3442 2816
900 3739 4965 1867 4433 2515 3680 3695 318$
1000 3985 5309 2004 4730 2696 3950 3935 3557
Таблица 1,20. Вязкость азота щж различной температуре [7, 8]
(TJ-10** П»*«) \
Р, МПа Температура, К
273,15 21Ш 323,15 SP8W 373,16 i 473,16 ю i 673,16 673,15 | 773,15 5 JL
0,100 1665 1775 1880 1985 2090 2280 2460 2640 2804 3118 3404 3669
2,026 1695 1805 1905 2010 2П5 2300 2480 2655 2818 3128 3413 3677
5^066 1760 1860 1955 2050 2165 2340 2510 2680 2842 3146 3428 3689
10,13 1905 1985 2060 2145 2230 2400 2565 2730 2887 3.180 3457 3709
15,19 1 2090 2135 2180 2245 2325 2475 2630 2780 2937 i3219 3490 3733
20.26 2300 2305 2325 2370 2430 2565 2700 2845 2992 3265 3529 3760
30,40 2750 2680 2645 2655 2675 2760 2860 2980 ЗИ2 3368 3612 3823
40,53 3200 3075 2995 2965 2940 2970 3025 3120 3241 3481 3704 3896
50,66 3675 3460 3335 3260 3220 3190 3210 3275 3382 3603 3803 Э9$1
3*
35
Таблица 1,21. Вяакость водорода при различной температуре [7]
(ij-IOS Па-с)
Р, МПа Температура, К
288,15 298JS 323,15 373,15 423,15 473,15 523,1 8г
0,100 866 886 935 1030 1125 1210 1295
5,066 875 895 943 1040 ИЗО 1215 1300
10,13 885 905 952 1050 1140 1220 1305 -
20,26 910 931 977 1070 1155 1235 1315
30,40 943 960 1005 1090 1175 1250 1330
40,53 975 994 1035 1115 1195 1265 1340
50,66 1010 1030 — 1140 1215 1283 1355
60,79 1050 —М. —— 1165 1235 1300 1370
81,06 .1120 — 1220 1280 1335 1400
Таблица 1,22. Вязкость аммиака при различны! температуре [4]
(т]»108, Па «с)
Р, МПа Температура. К
200 | 220 [ 240 250 | 260 | 280 300 | 320 | 340 | 360
0,100 51900 34500 815 850 884 954 1026 1101 1175 1250
0,500 51950 34560 25330 22290 19900 934 1010 1089 1166 1243
2,000 52210 34780 25500 22450 20040 16450 13740 11400 1146 1230
4,000 52550 35100 25730 22650 20240 16630 13920 11600 9530 1237
5,000 52730 35240 25840 [22770 20330 16720 14020 11720 9670 7650
6,000 52900 35390 25950 22870 20430 16800 14120 11810 9820 7800
7,000 53080 35550 26080 22970 20530 16900 14190 11900 9950 7940
8,000 53270 35700 26200 23080 20630 16980 14270 11980 10070 8070
.9,000 53470 35860 26320 23180 20730 17080 14360 12070 10170 8190
1Ь\оо 53660 36010 26420 23280 20830 17170 14430 12160 10250 8300
11,00 53870 36170 26540 23390 20930 17250 14510 12230 10350 8410
12,00 54090 36330 26660 23500 21030 17350 14580 12330 10450 8520
15,00 54560 36810 27000 23830 21340 17600 14800 12550 10700 8820
20,00 55980 37610 27550 24350 21820 18000 15180 12900 11070 9260
30,00 58720 39340 28680 25410 22800 18780 15870 13620 11750 10040
40,00 61660 41090 29820 26470 23780 19550 16550 14320 12420 10720
50,00 64640 42850 30950 27530 24820 20320 17280 15020 13080 11380
Р, МПа Температура, К
380 | 390 | 400 | 460 600 650 600 650, 700 760
' 0,100 1325 1361 1397 1577 1754 1926 2100 2266 2440 2610
О’500 1321 1358 1396 1578 1757 1930 2103 2271 2443 2613
.2*000 1313 1353 1395 1586 1768 1942 2118 2287 2455 2624
4,000 1319 1358 1398 1605 1787 1964 2139 2307 2472 2639
5*000 1330 1367 1405 1616 1798 19У5 2150 2318 2481 2647
6,000 1356 1384 1418 1632 1813 1935 2162 2328 2490 2655
7,000 1412 1419 1440 1649 1829 1999 2173 2341 2500 2662
8,000 6020 1496 1480 1673 1848 2013 2187 2353 2510 2670
9*000 6200 5090 1552 1701 1868 2028 2202 2364 2520 2670
10,00 6360 5360 1762 1736 1890 2043 2213 2375 2531 2688
U ,00 6520 5580 4400 1777 1914 2063 2230 2387 2539 2697
12,00 6670 5770 4720 1829 1941 2082 2245 2399 2548 2706
36
Продолжение табл, 1,22.
Р, МПа Температура, К
380 390 400 450 500 550 600 650 700 . 750
15,00 7080 6230 5350 2053 2029 2145 2289 2436 2579 2732
20,00 7640 6850 6050 2650 2240 2277 2385 2505 2640 2783
30,00 8460 7710 7010 4170 2878 2633 2613 2685 2785 2892
40,00 9180 8470 7800, 5130 3660 3062 2900 2902 2953 3028
50.00 9860 9140 8470 5860 4360 3561 3250 3155 3150 3185
Таблица 1,23. Вязкость воздуха при различной температуре [7]
(г)«108, Па-с)
Р. МПа Температура, К
273,15 300 | 325 | 350 375 400 | 460 | 600
0.100 1717 1846 1968 2074 2183 2290 2496 2670
2.000 1747 1873 ' 1993 2095 2203 2309 2513 2685
5.000 1810 1929 2047 2143 2243 2347 2546 2715
7.000 1863 1971 2080 2173 2273 2372 2571 2733
10.00 1955 2047 2148 2232 2326 2420 2606 2765
12,50 2045 2119. 2205 2286 2375 2464 2643 2795
15,00 2147 2201 2273 2344 2423 2510 2683 2829
20,00 2357 2375 2426 2475 2540 2610 2763 2899
25,00 2591 2566 2584 2612 2663 2722 2856 2973
30,00 2825 2760 2758 2761 2788 2835 2951 3057
40,00 3244 3146 3094 3061 3060 3081 3149 3222
50,00 3782 3567 3450 3364 3333 3325 3356 3400
Температура, К
Р, МПа 550 600 650 700 760 80J 900 1000
0,100 2840 3025 3190 3340 3496 3632 3910 4162
2.000 2853 3036 3200 3349 3504 3639 3916 4167
5,000 2879 3060 3221 3368 3521 3656 3931 4181
7,000 2897 3075 3239 3383 3536 3669 3943 4192
10.00 2925 3105 3261 3405 3556 3687 3960 4207
12.50 2952 3124 3280 3424 3575 3705 3973 4217
15,00 2980 3150 3302 3440 3588 3720 3988 4231
20.00 3040 3205 3350 3485 3628 3753 4014 4252 .
25,00 3100 3257 : 3400 3530 3668 3792 4049 4282 •
30,00 3177 3317 3452 3579 3713 3832 4082 4312
40,00 3320 3447 3570. 3683 3806 3913 4151 4373-
50,00 3475 3582 ; 3689 3790 3906 4007 4229 4438
37
1 гб ли ц Л £2tf. ttttkoWK rtftbtotf смеет состава
6Й>1 Нг+20,7 Ws-b7> АГ+&Л' (otf;H
Таблица 1,24. Вязкость азотоводородиой смеси состав*
75Нд+2б^ [% (об.)] [Л
Р, МПа П-ДО Па-с Р, МПа П-108, Па-с Р. МПа П-ДО Па-с Р. МПа П-108. Па-а
288.15 К 30.40 1640 423,15 К 30,40 2016
0.100 1370 40.53 50.66 1710 1785 0,100 1780 40,53 50,66 2050 2090
5,066 1395' 60,79 1860 5,066 1795 60.79 2130
0.13 1425 81,06 2010 10,13 1810 81,06 2210
Ю.26 20.40 1400 1565 373 ,15 К 20,26 30,40 1845 1885 523,15 К
30.53 40,66 1645 1730 0.100 1630 40,53 50,66 1930 1975 0,1001 2065
50.79 1815 5.Q66 1550 60,79 2025 5.066 2075.
61.06 1995 Ш.13 1670 81,06 2130 10,13 2085
323.15 К 20,26 30,40 1710 1760 ' 473,15 К 20,26 30,40 ч 2110 2140
0,100 1475 40,53 50,66 1815 1875 0.100 1935 40.53 50,66 2170 2200
5.066 1495 60,79 1935 5,066 1935 60.79 2235
10.13 1520 81,06 2065 10,13 1950 81,06 2900
20.26 1575 20,26 1980
Р, «Па П*ДО, Яа-с Р, МПа ti-ДО, Па-с
242,16 К 29,52 1885
39,32 2060
О‘,Юб 1320 49; 13 2190
2\0б0 1330 58;94 2290-
5;0Ш 1350
9,910 1410 323,55 К
19,72 29,52 39,32 49‘, 1-3 58;94 1625 1840 2035 2180 2315 0,100 2,060 9,910 19,72 29.52 Т61Ю 1620 1680 1785 1935
293,85 К 39,32 49,13 . 2075 2195
0,100 1500 58,94 2315
2,060 5,010 1515 1535 372.30К
9,910 1580 0,100 1775
19,72 1720 2.060 1790
Р, МПа* И-ДО. Па-с Р, МПа И-ДО Па^а
5,010* : 1800 563;9б К
9,910 1840
19,72 1915' 0,100 2380
29,52 2005 5,010 2385
39,30 2125 9,910 2415
49,1-3 2230 19,72 2460
58,94 2345 29,52 3405
39,32* 3545
471,35 К 58.94 2680
о.юо 2Н6 723,15 К
2.060 5,010 9,910 19,72 29,52 39,32 > 49,13 58,94 . 2116 2125 2140 - 2190 2265 2330 2410 2480 0;100 5,010 9,910 19,72 29,52 39,32 49,13 58,94 2825 2840 2920 2965 : 3010 3065
Таблица 1,25. Вязкость газовой смеси состава
6915 Ня+23,0Б N2+3,6 АгЧ-4,2 СН4 [% (об.)] [9]
Р, МПа П-108, Па-с | Р, МПа цЛ08, Па-с Р. МПа п-ioe, Па-с Р, МПа П*10>, Па-с
242.15 К 296.65 К 49,13 1945 39,32 2190
58,94 2030 49,13 2250
OJ00 1275 1 0.100 1455 58,94 2310
2,060 1270 j 2Л60 1480 371,65 К
5,010 1310 5,010 1500 563.65 К
9.910 1345 9,910 1535 0,100 1730 5J31O
19,72 1450 19,72 1615 5.010 1770 0,100
29,52 1570 29,52 1695 9,910 1780 5,010 2315
39,33 1700 39,32 1790 19,72 18Й5 9.9Ю 2320
49.13 1805 49,13 1890 29,52 1890 19,72 2340 2385
58,94 1920 58.94 1975 39,3? 1955 29.52
49,13 2010 39,32 2420
292,65 К 328,55 К 58,94 2095 49,13 2475
58,94 2520
0.100 1450 0,100 1570 472,65 К
Фхп оо 1480 2,060 1580 796,15 К
1520 5,010 1630 0,100 2040 0,100
19,73 1600 9,910 1635 2,060 2045 . 2925
ЗВ 1685 19,72 1695 5.010 2055 9,910 2935
1780 29,52 1765 9.9Ю 2065 19,72 2970
49,13 1880 89,32 1850 19,72 2105 39.32 3015
56,97 1945 29,52 2140 58,94 . 3095
38
Таблица Г,27. Вязкость газовой смеси состава
6вМ Н^+20,0 N2+3;2 Аг+4;0' СН4Т4,8 NH3 («б.)] flOJ
•Р.МП*' ПЛ08, Па-с Р, МПа П*10®. Па-с Р; МПа П-ДО. Па-с р; мпа Ц-ДО, Па-0
241,15 0,100 273, О.ЮО 5,010 9.910 292, 0,100 -3,330 5,010 9,910 19,72 29,52 39,32 К 1260 15 К 1380 1410 1455 65 К 1450 1470 1475 1510 1640 1780 1915 49.13 321, 0,100 3,040 5,010 9,910 19,73 29,52 39,32- 49,13 372,1 0.100 3,040 5,010 1 । 2060 15 К 1560 1570 1580 1610 1690 1790 1890 2000 ЮК 1745 1765 1770 9,910 19,72’ 29,52 39,32 49,13 469,1 OJ00 3.040 5,010 9.910 19,72 29,52 39,32 1790 1845 1005 1965 2075 55 К 2070 2075 2080 2090 2125 2160 2225 49,13 539, 0,100 5.010 9.910 19,72 39,32 49.13 571, О.ЮО 9,9Ю 29.52 49.13 2270 75 К 2290 229| 2320 2415 2455 15 К 2385 2Ш 2450 2550
39?
Таблица 1,28. Вязкость газовой смеси состава
61,8 Hs4-20,6 Ns+ЗД Аг+3,8 СН4+10,6 ЫН8 [% (об.)] [10]
.р,мп« 4-108, Па-с Р, МПа. 4*108, Па-с Р. МПа Я-108, Па-с Р, МПа . Л-КВ, Па-а
243.15 К 329,25 К 470,35К 9,910 2280
19.72 2305
0,100 1215 5,010 1560 0,100 2055 29,52 2350
9,910 1590 4,020 2065 39,32 2390
14,81 1650 6,960 2070 49,13 2460
273,10 Л 19,72 1725 9,910 2075
0,100 1340 19,72 2110 561.15 К
29,52 2160 -
5,010 1370 374,35 К 39,32 2100 0,100 2330
291, 0,1001 95 К 1415 0,100 4,020 9,910 1735 1745 1780 49.13 541,1 2270 55К 9,910 29,52 49,13 2345 2410 2505
3,3301 1435 19,72 1850
5,010* 1450 29,52 1905 0,100 4,020 2270
6,960 1460 39,32 2005 2275
9,910 1490 49,13 2110 -
329,25 К
0,100 1535
Таблица 1,29. Вязкость газовой смеси состава
49,8 Н24-16,6 Nj+M Аг+7,6 СН4+19,7 NHa [% (об.)] [10]
-Р. МПа 4*108, Па*с Р, МПа Я*108, Па< j Р, МПа 4*108, Пл*с Р, МПа 4*408, Па-9
273, 0,100 295, 0,ЙЮ 326, 0,100 5,010 6,960 8,240 349, 0,100 5,010 15 К 1300 65К 1385 15К . 1505 1535 1545 1560 25 К 1590 : 1610 8,530 9,910 14,81 19,72 381,’ 0,100 5,010 9,910 14,81 19,72 29,52 1635 1650 1710 1770 Г5К 1710 1725 1765 . 1805 1860 1985 1 39,22 471, 0,100 5,010 9,910 19,72 29,52 39,22 49,13 538,1 0,100 2П0 >5 К 2005 2010 2045 2110 2190 2285 2400 15 К 2235 5,010 9,910 19,72 29,52 39,22 49,13 565, 0,100 9,910 29,52 49,13 2250 2260 2305 2365 2445 2530 65К 2330 2350 2445 2585
40
4. ТЕПЛОПРОВОДНОСТЬ ГАЗОВ И ЖИДКОСТЕЙ
Я. Ф. Голубев, В. П. Кияиюва
Таблица 1,30. Теплопроводность газов* при Р=0,1 МПа
т. к JL-10*, Вт/(м-Ю
Na Аг На. Оа сн. 1 со» со н»о
53 — 368 * 1
63 435 —.W — —
73 69 47 502 65 —
33 78 54 569 75 — 71 | । а
93 87 60 636 85 100 80
103 96 67 703 94 111 90 —
113 105 73 766 103 121 99
133 123 85 896 122 143 —— 117 —•
153 142 98 1022 141 165 134
173 161 ПО 1145 159 186 79 152
198 183 124 1287 182 214 94 172
223 203 139 1424 202 243 111 193 -
248 221 152 1560 223 272 128 212
273 239 166 1691 242 304 146 231 158 .
298 256 178 1792 262 337 165 249 179
323 273 190 1888 281 373 185 267 199
348 289 202 1987 299 410 206 284 221
373 304 213 2081 317 450 226 301 242
423 335 234 2267 353 530 268 334 287
473 365 255 2451 387 621 309 365 335
523 393 274 2629 422 710 348 395 384
573 421 293 2809 456 802 386 424 432
673 474 328 3163 523 992 461 482 535
773 523 360 3509 588 1189 528 535 640
373 567 391 3856 644 1390 591 583 748
973 609 420 4204 699 1592 650 633 861
1073 648 446 4543 756 — 708 680 970
* Данные обобщены и аппроксимированы авторами.
Таблица 1,31. Теплопроводность азота [Х*104, Вт/(м-К)]
при различном давлении (11]
Давление, МПа
т, к 0.100 2.000 5.000 10,00 16,00 20.00 25,00 30,00 35.00 40.00 45,00 60,00
240 213 224 244 .289 342 401 ’ 446 495 545 585 629 669*
260 228 238 256 294 338 384 434 471 512 554 593 629
280 242 251 267 300 338 372 415 456 494 530 566 598
300 257 264 278 308 342 374 405 , 446 482 513 546 579
320 271 277 290 317 350 377 405 434 474' 504 534 565
350 291 297 308 331 359 388 413 436 465 496 522 546
400 324 327 337 356 377 396 427 445 468 486 515 538
450 356 358 368 380 401 421 442 460 481 500 522 62*
500 387 388 396 410 430 444 458 474 494 511 530 550
550 417 418 426 438 454 473 484 495 505 527 538 554
€00 446 448 454 463 475 489 501 518 534 544 ,556 571
650 = 474 475 481 490 500 515 527 539 554, 563 575 586
700 1 501 504 507 514 526 538 548 558 570 581 590 601
- - 41
т.к
_______u...gffi?3f^ta,Ta6jtf-3f
Давящие, МЦв
750
800
0,100
528
554
580
-605
2,000 6.000 10,00 16,00 20,00 25,00 30,00 35,00 40,00
330 533 540 *552 562 -573 -584- 593 -604-
558 561.' &7 572: 582. 594 606J 615 626
583, 586 595' 6Q6 614 623 628 637 646
-608 611 816- -626 -636- -645 654- -663 672.
45.00 | 60.00
8131824
636
657
-681 4600
645
666
Таблица -1,32. Теплопроводность врдорвда ^*10*, ВтХ(м.К>]
при разлннио* температуре
Температура, К
МЙв
0,101
2,027
1677
1809
П43:
Н6&
1259
1279
13Q5
1361
1476
1604
1727
1851
3360
1901
11476’
£491
11514
11560
11650'
1175U
11851
11957
,1585
;1599
4620
1658
:1742
.1830
4924
2018
К.
' __________Дро^лузнае ,габд^ f, 32
Температуре, ik_______________________
0,101
2,027
5,066
10,13
20,27
30,40
40,63
50,66
1691
1704
1725
1758
1834
1918
2901
2089
1792
1805
1821
1853
4920
1995
1888
1899
1915
1945
в90бг
2072
1987
1997
2012
2039
2098
2156
22212296
2288 Щ6Г
опте пт гр
jEVfD XIOz
2152
2215
2081
ЯШ-
2104
2129
2488
2238
2809
16
22671245112629
3509.
2288 70126462824
230912489 26633841
2358
2401
2941
245312*4712774
lateesi
Й5Ю й!
3163
3160абЬ8|3860|4208
3174;
3190
3215;
3245
3274
33O3J
3867 4212
3877
3521
3532_________
3555389б|4239
3578
г 3603
4222
3917
39404279
[1363013961
4258
4300
I* ДС Л0
4547
4551
4559
4576
4598
4614
4626
42 j ®
й а
= 1
Й
£
-2 J £ Й t
Й
Й .
Й
Таблица 1,33. Теплопроводность аммиака [VIO*, Вт/(м-К)]
лрц рашчней температуре f4j
Р.дав : •ТЧмч£ратура,К “-*
200 \ 220 240 Т 250 . Й) ' 2Я) Й1 .320 340 Гм»
1 «360; «1 188; 5660 5675 W 19р* 5435 5469: 5490 207 5270 5205 Ж 4960 4»0 246 4635 - 290 299 339 -3850 3870 W 314 ЗИ 347 428 Э41О ш>
4$
- П-родолд&ние тббл. /, 33
Температура, к
Р, МПа 2ПГ SO ЙО 1 2SS ИЮ 280 зоб 820 ‘ 340 h 360
7,000 6375 6040 5705 5540 5370 5040 4700 4340 3910 3455
8,000 6390 6055 5720 5555 5390 5055 4720 4355 3930 3480
9.000 6405 6070 5740 5570 5405 5070 4735 4375 3950 3505
МАЮ 6400 6085 5755 5585 5420 5085 4756 4390 3970 3530
11,00 ©440 6105 5770 5605 5435 5105 4770 4410 3995 3555
12,00 6465 6120 5785 5620 5455 5120 4785 4425 4015 3580
15,00 0500 6170 5835 5670 5500 5170 4835 4475 4080 3650
20,00 6585 6250 59» ; 5750 5585 5250 4915 4565 4185 3765
30,00 0745 6410 6080 5910 5745 5415 5080 4740 4380 3990
40,00 6900 6570 6235 6070 5900 5570 5240 4905 4555 4180
50,00 7060 6730 6400 6230 6060 5725 5395 5065 4720 4360
Р. МПа Температура, К
380
390 400 «0 МО ио 650 700 750
ё,М)О 340 352 : 365 434 504 578 655 734 813 894
0,500 . 346 357 369 438' 507 58С : 658' 736 815 896
2,000 365 375 '386 451 520 593 670 744 ! 82?! 903
4,000 <Г 416 423 : 471 540 611 683 755 > 801 913
5,000 46? 449 452 485 550 620 690 760 I 83fe 918
€,000 523 502 « 492 500 563 630 699 765 । 841 983
7,000 «,000 631 2970 579 696 549 629 519 545. 575 588 640 652 707 715 772 778 927 932
9,000 3005 2700 745* 576 604 663 725 785 854 936
10,00 3035 2750 950; 609 618 676 734 791 858 941
11,00 3070- 2790 2420 648 640 ©87 742 798 864 945
12,00 ЗКЮ' 28» 24» 604 6» 700 752 ' 804 873 970
15,00 3190* 2940 266Q 900 729 : 744 784 830 । 873 967
.20,00 . 3330 3110 2880 1620 910 844 . 856. 888 941 1005
30,00 3585 . 3385 3190 ,2203 2651 1392 1109 1036 1041 1065 1107
40,00 3805 : 3620' 3435 1840 I4T7 12» 12Н 1210 1233
50,00 4015 3835 3655 2853 2218 1727 1472 1387 1361 1367
Таблица 1,34. Теплопров^дй^еГь воздуха [Х*!©4, №/(й*К)1
при различном давлении [11]
Т, к ' Давление, МПа
0,100 ’ &,Обб 10,00 15.00 .. 20,00 . 25ЛЮ,| 30JX> W» 40,00 45,00 |( 60,00
275 242 267 302 340 383 424 467 509' 549;' 58t 624
300 262 284 314 349 385 420 456 493 527 558 690
325 280 301 326 356 388 , 419 448 481 513' 543 572
350 300 318 341 367 - 395' - 423 451 478 508 535 559
375 310- . 336 356 381 405 431 456 480 506' 529 556
400 338 . 354 373 394 ; 418 441 . 464* 486 509 531 554
425 355 ! 370 . 388 407 : 429 451 : 472' 492 514-' 532 555
450 373 387 403 420 ; 440 462 480’ 499 519* 588г . 559
500 407 420 433 449 465 483? 501 5M 535 552- , 568
550 » 439 > 450 . 462 47ff 490 . 505: ’: 522 537 552: 567 .582
€00 469 i 479f , 490 500 515 520 ; 543 557 571 58» 098
€50 497 : 506* , 516 527 539 551' 563 576 589' 602 614
700 524 532* 541 552 562 573 584 596 608* 620 631
750 549 557 565 574 584 594 604 6Г5 626: 637 648
«00 573 580 588 , 596 605 614 «24 634 644 654 664
43
К Таблица 1,35. Теплопроводность азотоводородной смеси состава 75 Hs+25 N>, в % (об.) [12]
h * Е* J, * * Р, МПа Х-10*. Вт/(м-К) Р. МПа 1-104, Вт/(ы-Ю Р, МПа Х-104, Вт/(м-К) Р, МПа Х-104. Вт/(м-К)
200 К 30,00 1165 15,00 1355 5,00 1555
40,00 1225 20,00 1375 7,50 1560
0,10 810 30,00 1410 10,00 1570
It' 2,00 825 300 К 40,00 1445 15,00 1580
г 5,00 850 20,00 1595
7,50 871 0,10 1150 400 К 30,00 1620
10,00 892 2,00 1155 40,00 1645
15,00 934 5,00 1170 0,19 1425
1л 20,00 976 7,50 1185 2,оо 1435 500 К
30,00 1055 10,00 1195 5,00 1440
40,00 1140 15,00 1220 7,50 1450 0,10 1645
ШЕ. 20,00 1240 10,00 1460 2,00 1650
250 К 30,00 1285 15,00 1475 5,00 1660
40,00 1335 20,00 1490 7,50 1665
и 0,10 984 30,00 1525 10,00 1670
2,00 997 350 К 40,00 1555 15,00 1680
5,00 1015 20,00 1690
7,50 1630 0,10 1300 45ОК 30,00 1715
10,00 1045 2,00 1305 40,00 1735
15,00 1075 5,00 1315 0,10 1540
№ * 20,00 1105 7,50 1325 2,00 1545
ЯК >)' 10,00 1335
№Л ..
Таблица 1,36. Теплопроводность газовой смеси состава
69,15 На+23,05 N2+3,6 Аг+4£ СН4, а % (об.) [13]
Р, МПа Вт/(Ы-К) Р, МПа к-10*. Вт/(м-К) Р, МПа i-10\ Вт/(м-К)
245,95 К - 293,65 К 471,85 К
► o,iooo 927 0,100 1050 0,100 1478
Р 3,830 946 4,020 1061 4,220 1476
' 973 ' ” 10ЙЗ 9,510 ( 17,27 ' 1080 1107 9,410 19,72 1484 1498
П < 29,52 1070 29,52 1149 30,40 1514
| 39,32 1118 39,32 1187 45,21 1538
|< 49,13 1170 50,12 ’ 1546
37075 К
J 273,45 К 0,100 1237 561,85 К
1 0,100 В 4,020 Й‘; 9,510 1? 19,72 И 29<52 й ' ’ 40’50 -ч Г ' 50,60 1000 1014 1036 1076 1114 1161 1210 4,220 9,510 20,10 35,40 . 40,50. 50,12 , 58,94 ; 1244 1254 1278 1314 1327 1353 1377 0,100 9,410 19,72 29,52 39,52 50,60 1 58,94 1674 1684 1697 1708 1718 1713 1742
' -58,94 1250 j
44
Т а б л ица 1,37. Теплопроводность газовой смеси состава
62,1 Hs+20,7 Ns+7,8 Ar+9,4 СН4, в % (об.) (13]
Я МПа X-10*, Вт/(м-К) [ Я МПа 1-10*. Вт/(м-К) Р. МПа JL-JO*. Вт/(м-К)
243,15 К 295,85 К 8,340 1330
0,100 793 0,100 928 20,40 1345
3,330 802 3,040 934 30,50 1358
3,630 804 5,010 939 44,04 1380
8,340 817 9,910 952 49,33 1390 .
9,910 822 19,72 979 54,04 1398
20,10 857 27,56 1002 567.75 К
29,52 898 29,52 1008 0,100 3,330 8,340 20,20 1511
30,40 39,32 901 944 34,42 43,25 1024 : 1057 1514 1520
50,60 1005 52,07 '1096 1534
371,55 К 31,48 1547
273,45 К 0,100 1144 39,32 1556
0,100 872 . 3,040 1117 - 49,62 1567
3,040 877 8,340 1125 58,94 1578
3,530 878 20,10 1147 623.45 К
5,010 882 30,50 1170 0,100 29,52 49,13 1613 '
9,910 894 40,31 1195 1647
20,10 926 44,23 1206 1670
30,40 . 963 - 49,13 1222
34,42 980 1 54,04 1236 /21,40 К
39,32 1000 467.ЯК К 0,100 1801 —
49,13 1046 0,100 3,330 1318 1323 29,52 49,13 1828. 1845
Таблица 1,38. Теплопроводность газовой смеси состава
66,0 НН-22,6 Na+3,2 Ar-l-4,0 СЩ+4,8 NHj в % (об.) [14]
' Р. МПа Х-Ю*, Вт/(м-К) Р. МПа К-10‘, Bi/'lwK) Я МПа Л-10*. Вт/4м. К)
243,15 К 3,040 1096 469,85 К ’ ,
0,100 878 5,010 9,910 1103 1120 0.100 5,010 1394: 1404
273.45 К 19,72 1154 9'910 .1413
0,100 5,010 9.910 944 965 986 29,52 39,32 49,13 1186 1218 1250 19^72 29,52 39,32 1430 1446 1461
> 291.05 К 364,1 0,100 Г5К 1156 49,13 1476
0,100 3,330 983 997 551, 45 К
9,910 1024 3,140 1165 г 0,100 1577
19,72 1065 9,910 1186 - 5,010 1584
29,52 1107 19,72 1214 9,910 1590
39,32 1147 29,52 1242 - 19,72 1600
49.13 • 1189 39,32 1270 29,52 1613
335,05 К 1085 49,13 1298 39,32 49,13 1625 1639
0,100
45
Таблица 1,39. Теплшфоаодвость газовой смеси состава
«1,8 Н3+20,6 NH-3.2 Аг+ЗЛ СН4+10,6 NH„ в % (Об.) [14]
Р. МПа JL-10*. Р, МПа к-10*. Вт/(м-К) Р. МПа А,-10*.
247.15 К 19,72 1100 9,910 1336
0,100 819 375,05 К 19,72 29,52 1357 2375
0,100 1110 39,32 1394
4,020 1123 49,13 1412
0,100 3,330 935 948 6,960 9,910 1134 И44 540,95 К j
5,010 955 19,72 1176 0,100 1470
6,960 964 29,52 1208 3,330 1476
9,910 978 39,32 1239 9,910 1486
49.13 1270 19,72 1502
332,05 К 468,75 К 29,52 39,32 1518 1534
0,100 1014 0,100 1314 49,13 1550
5,010 1032 4,020 1324 •
9,910 1052
14,81 1075
Таблица 1,40. Теплопроводность газовой смеси состава
49,8 Нд+1в,6 1М-«,3 Аг+7,6 СН4+19,7 NH* в % (об.) [14]
Р, МПа X-JD*, ВтКм-Ю Р, МПа Д-10*. Вт/ЬгЮ Р, МПа к Д-10*, Вт/(м-Ю
319.75 К 19,72 1018 5,010 1294
0,100 4,320 , 8,240 808 834 858 29,52 39,32 443,1 1049 1080 55К 9,910 19,72 29,52 39,32 1306 1330 1351 1372
349,85 К 0,100 1075 49,13 1392
0,100 872 4,320 1087 571,85 К ;
4,220 894 5,010 1089
9,910 922 9,910 1102 0,100 1333
14,81 943 19;72 1128 9,910 1360
19,72 965 29,52 1155 19,72 1383
39,32 1182 29,52 1404
382,65 К 49,13 1208 39,32 49,13 1422 1440
0,100 5,010 943 964 545,75 К
9,910 984 ; 0,100 1280
б. РАЗЛИЧНЫЕ ВЫРАЖЕНИЯ КОНЦЕНТРАЦИЯ
Формулы пересчета раваичннх выражений жсцл храним растворов:
С 100В Ээкв. масса ЛГ мол. масса
Лж= 104 100 +В “ 104 = 163
п 100Л 100С /и-мол. масса
»= 100—Л КЮ4— С ~ 10
MJ00B4
С — A- 104 = ~|ро^.д = Э-экв. масса = М-мол. масса
_ С А-104 М-мол. масса
Э а»-------- —----------=я-------------
экв. масса акв.масса экв.массе
м Л-104 Э-экв, масса
т “ мол.масса “ мол.масса в мол.масса
10В ЛЬ 1000 удМд-ЮО
т~ мол.масса ж 1004— С* " НдМа + Л^ВЛ1В
где Л —число граммов растворенного вещества в 100 г раствора, % (масс.);
В —число граммов растворенного вещества в 100 г растворителя, г/100 г,
С—число граммов растворенного вещества в 1 л раствора,.г/л;
Э —г число эквивалентов растворенного вещества в 1 л раствора, экв/л;
М— число молей растворенного вещества в 1000 г растворителя,
моль/1000 г;
т — число молей растворенного вещества в 1 л растворителя, моль/л.
4—относительная масса раствора;
Na, Nb, Мл, Mb—мрльные доли и массы 1 моль компонентов раствора Л и В»
Формулы пересчета различных выражений концентрации газов в газовых
смесях:
О.ОШИСдр 2,2414Сд %
V* “ Щ = 100-Ма’ = Мд*
п УаУ* IOOCa А^Мд «А*Ма
°А ” 0,ИВ Ир “ р - 0,00022414р. “ 0.022414Р
г УдЛ<А „_Мл*Л<А «А%«А
Са- 2.2414 -U-V*VAP 0,022414 = 2,2414
Л1д» ₽ o.oiv*=Од/Лд+Сд/Мв ” едИдЦ-Л/Мв “ 0>01Ма*
м.% = V, _ 1С0°а/Л<а________ЮОСд/Мд _
А Уа “ Сл/Л1л + <Ч/Л4» - Сд/Лд + Св/Лв - 100Л<А
где V* —концентрация компонента А в газовой смеси, % (об.);
Од и GB—концентрации компонентов А и Б в газовой смеси, % (масс.);
Сд и СБ — концентрации компонентов А и Б в газовой смеси, г/м8;
Л1°А — содержание компонента А в газовой смеси, мол. доли;
М%д—концентрация компонента А в газовой смеси, % (мол.);
/Ид и МБ—массы одного моля компонентов А и Б газовой смеси;
р—пдотиосп» газовой смеси, г/м8.
4Т
i • ’
II. ПРОИЗВОДСТВО ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
; Ответственный редактор В. П. Семенов. >
1. КАТАЛИТИЧЕСКАЯ КОНВЕРСИЯ УГЛЕВОДОРОДНЫХ ГАЗОВ
L
Физико-химические основы процесса "
v ; М. X. Сосна, В. П. Семенов
Г ’
В настоящее время конверсия метана н его гомологов является основ*
; ным промышленным методом получения водорода и технологических газов
для синтеза аммиака, спиртов, моторных топлив и других продуктов [1].
I В процессе конверсии метан окисляется водяным паром, диоксидом уг-
( леродя или кислородом по следующим основным реакциям:
Г ' СНа + HjO ч-zte СО4-ЗНЯ—206,4 кДж/моль (IIЛ)
СН* 4- СОЯ 2СО 4- 2На — 248,3 кДж/моль (11.2)
; . СНа 4- 0.50, 4=t СО4- 2Н, 4- 35,6 кДж/моль (П.3)
* . СО 4-Н2О СО2 4- Н2 + 41,0 кДж/моль (11.4)
;. ъ Реакции окисления гомологов метана протекают4 аналогично. Так, взаи-
модействие их с водяным паром может быть в общем виде выражено урав-
нением:-. '
СпНт4-«НяО = лСО + р^^)н24*<2
Если требуется получить технически чистый водород, проводят реак-
цяю <ПЛ) или (П.З) с последующей конверсией СО по реакция (П.4).
При получении азйтоводородной смеси для синтеза аммиака необходимое
количество азота вводят с воздухом на стадии конверсии углеводородных
газов либо при промывке конвертированного газа жидким азотом для уда-
ления остатков оксида углерода.
При получении смесей Н24*СО для синтеза спиртов комбинируют реак-
ции (П.1), (П.2) й (II.3), подбирая соотношение НаО: СО, по объему в
исходной смеси таким образом, чтобы отношение На: СО по объему в кон-
вертированном газе составляло (2—2,5) : 1.
Для проведения в промышленных условиях сильно эндотермических ре-
акций (II.1) и (П.2) требуется подвод тепла извне. При добавлении кис-
лорода протекает экзотермическая реакция (П.3), что позволяет осуществить
процесс конверсии углеводородных газов автотермично.
Термодинамическое равновесие конверсии метана
Ниже даны выражения констант равновесия реакций (ПЛ)—(11.4).
; - РсоР^а _ __ Р2соР2нг
^Р1 ” РСНаРн2О ’ Ра ~ РСН4РСО2 ’
PcoPSi, . РсогРн,
^р8 “ РСН4РО,°’6 ; Р« “ POOPHjO
где рсо, Рнй, Рсн4, Рн8о, Рой—парциальные давления компонентов. ' '
48
С
L Состав конвертированного газа определяется положением равновесия
ависимых реакций (ПЛ) к (П.4).
< Реакция (П.2) является производной, а реакцией (1Г.З) можно прене-
бречь, так как константа ее равновесия К₽3 в интервале температур 32^7—'
Л127 °C настолько велика, что концентрация непрореагяровавшеМ кнслорЬд*
в равновесной газовой смеси практически равна нулю. |
В расчетах принимается, что все газы являются идеальными, адобав-
'ляемый кислород реагирует с водородом с образованием водяного пара. I
* В момент равновесия концентрации реагентов mt связаны следующими
уравнениями: *
: APi-r Ш1/Пз.
Зависимости констант. равновесия от-температуры (Т в К) могут быть»
представлены в виде полиномов [2]: |
/СР1=ехр[8,7521п(Тр)4-(—22635,63 — 29,76863Тр— j
— 0,005269261 Гр» 4- 0,4927824 • Ю^Тр» 4- 8,736 КГ^ТууТр] (11.5)!
Кр< = ехр [—0,7685351п (Тр) 4- (4943,27 — 1,5О627’р 4. i
4- 30,1018- 10-*Tp’ — 9,6605 • 10-’Тра 4- 1,475- lO-WTp«)/TpJ (П.6)
Kfl ' гы*» ’ р- ил <п 7, п-8)
X Н?
i=l
где р,— мольные доли компонентов; 1—СН<; 2—СОз; 3—Н2О; 4—СО; 5—Н3.
На основе известных методик [3] через мольные доли всех компонен-
тов, участвующих в реакциях (II. 1) и (П-4), ведут расчет равновесных со-;
ставов конвертированного газа при различных значениях давления »
(в МПа), соотношениях пар: газ и температурах реакций. На основе раб- -
четного массива данных строят номограммы зависимости содержания, от- -
дельных компонентов в конвертированном газе. *
Для построения номограмм (рис. П-1, а—г) используют следующий * ме-
тод. Выбирают базовую температуру (по номограмме на рис. П-1, а — Тем-
пература 827 °C) и в нижней части номограммы под углом 45° из начала Ь
координат проводят вспомогательную кривую, соответствующую этой байис- 5
ной температуре. По оси ординат отложено давление (в нашем случае. 1— \
10,0 МПа). По оси ординат второго полулиста наносят сетку значений ддй |
Концентрации одного из компонентов (по номограмме на рис. П-1 —ме- .
тан). \ <
Для заданного значения давления 2,0 МПа проводят прямую, парал-
лельную оси абсцисс, до пересечения со вспомогательной кривой, а далее— -
прямую, параллельную оси ординат. Для выбранного значения давления
(2,0 МПа), температуры 827°C и соотношения пар;газ т=5 из массива
расчетных данных определяют равновесное значение остаточного метана
[2% (об.)]. Для разных соотношений пар: газ, давлений и выбранной
температуры 827 °C строится семейство таких кривых. Вторым этапом по-
строения номограммы является построение семейства вспомогательных тем-
пературных кривых.
4—1425
49
Рис. IM. Номограмма: равновесная концентрация компонентов как функция температуры, давлений и соотношения пар:гаа
(об.):
а —для метана; б —для оксида углерода; в —для даоксида углерода; л *-для водород*.
Для выбранного давления, соотношения пар: газ в температуры опре/
деляют остаточное содержание компонента. По оси ординат верхнего по-
лулиста проводят прямую, параллельную оси абсцисс, до пересечения с кри-
вой, отвечающей выбранному соотношению пар: газ, и из точки пересече-
ния проводят прямую, параллельную оси ординат. На нижнем полулисте
для заданного давления проводят прямую, параллельную оси абсцисс, до
пересечения с прямой, проведенной ранее параллельно осн ординат. Точка
пересечения принадлежит вспомогательным кривым для заданной темпера-
туры. Через эту точку проводят под углом 45° прямую, параллельную ба-
зисной температуре. Процедура повторяется для различных расчетных тем-
ператур. i
Согласно [4] в Кр входят не абсолютные значения равновесных дав-
лений реагирующих веществ, а безразмерные давления, т. е. давления, от-
несенные к единичным значениям стандартного давления.
В качестве стандартного значения выбрано давление 0,1 МПа, поэтому -
при расчете равновесия необходимо давление выражаТь, пользуясь этими
единицами давления. '
Термодинамическое равновесие конверсии
высших алифатических углеводородов
Реакции взаимодействия гомологов метана и непредельных углеводоро
дов с водяным паром в общем виде могут быть выражены уравнением
СпНга + «НВО = пСО + 2Л ™ Ня
Ниже приведены реакции взаимодействия некоторых высших алифатиче-
ских углеводородов t водяным паром и гидрирования их с образованием
метана: • —
СаН.4-2Н8О = ХО-|-5На —347.5 кДж (II.9)
С«Н| + ЗН2О » ЗСО 7Н, — 498,2 кДж (11.10)
, ед + 2НаО = 2СО4- 4Hj — 226,5 кДж (11.11)
4-3^0=» ЗСО 4-бНа — 406,1 кДж (11.12)
СзН.4- На — 2СН*4-65»3 кДж (П.13)
QHe 4- 2Н2 = ЗСН* 4*121,0 кДж (II. 14)
Константы равновесия указанных реакций выражаются следующими урав-
нениями:
к р1соР*н» к Р*соР7н, Р*СОР*Н, J
V _ ^СОР6», Р*СНЛ Р*СН4
Р12=В PCtH^HjO * ₽1> PCjH^PH, ’ р1<= РСэНвР’н,
Как видно из табл. 11,1, численные значения констант равновесия ре- £
акций (1Г.9)—(П.12) в интервале температур 327—827 °C намного выше
52
Таблица 11,1. Звачеяяя констант равновесна реакций
Температу- ра. *с *Р, *Р1. *Рм *Р»
327 - 3,805-10-’ 5,686-10-8 0,1065 5,592-10-8 1,50-10’ 4,62-101*1
427 1,467-Ю-9 0,2015 69,759 49,678 2,03-10» 1,04-10“
527 43,281 1,775-10* 9,437-10» 2,757-10» 4,47-10* 5,90-108
627 2,268-10* 1,331-108 4,528-10» 2,394-108 1,33-10* 5,98-10*
727 3,505-10» 1,716- 1,018-10’ 5,530-10м 4,97-10» 9,15-108
827 2,184-108 6,084-1018 1,308.10е 4,780-10“ 2,22-10» 1,97-10»
констант равновесия реакций конверсии метана водяным паром (П.5).
Как показали термодинамические расчеты [5], при добавлении водяного па*
ра в двукратном количестве (по сравнению со стехиометрическим) гомолог»
метана и олефины практически полностью конвертируются при ”400—500 °C.
Однако реакция (П.1) при этих температурах в значительной мере проте-
кает справа налево с синтезом метана нз СО и Hs, образовавшихся по ре-
акциям (П.9)—(11.12).
Метан образуется также в результате гидрирования высших алифа-
тических углеводородов по реакциям (11.13) и (11.14). Показано [6, 7], что
на промышленном никелевом катализаторе ГИАП-3 при небольшом (пр срав-
нению со стехиометрическим количеством) избытке водорода, температурё-
около 400 °C и времени контакта 0,5—1 с технический пропан, н-гексан и
этилен практически нацело превращаются в метан. При гидрировании эти-
лена вначале образуется этан, а затем мётан.
При конверсии этана, пропана, бутана и олефинов водяным паром на-
никелевом катализаторе при температуре 600 °C и выше в продуктах реак-
ции из углеводородов был обнаружен только метан [5]. Поэтому равно*- -
весный состав газа, получаемого конверсией любых алифатических углево-
дородов при указанной температуре, можно определить, исходя только из
констант равновесия реакций (II, 1) и (II.4). .
По разработанной методике (8] содержание углеводородов в исходной
газе следует при этом выразить эквивалентным количеством метана и учесть-
расход водорода на гидрирование высших-углеводородов.
. ** *
Таблица 11,2. Значения полмномных коэффициентов
Компо- нент 0.(0 01(0 ai(O о.(0 0.(0
Oj Н2 Н2О n2 со со2 сн4 CsHe, . С>На с4н10 —7996,28 —8766,07 —251457,74 —8626,57 —119067,02 —402873,41 —82166,41 —92732,81 —114701,57 —141186,26 24,4794 29,6886 30,3991 29,2217 28,1876 22,5053 14,0660 —0,4346 —5,2980 —2,4032 8,6374 -13,3978-10-* 41,3832-10-* -25,4767-10-* -9,6506-10-» 30,4171-10-8 35,5706-10-8 .10,0818*10“» 15,4145-10-» 19,5656-10-» -27,6207-10-’ 8,6064-10-’ 15,8562-10-’ 4,2651-10-8 30,8483-10-’ —12,6286-10-» -29,7790-10-’ —32,5808-10-8 —5,1707-10-* -6,7073-10-» 35,4622-10-“ -12,3000-10-“ -5,4026-10-“ -15,1102-10-“ —10,2037* 10-“" 22,4312- Ю-“ —10,6705-МН»- 4,7897-10-8 8,2769*10-» 10,0270-10-8
53-
Паровая и пароуглекислотная конверсия метана
На основе изложенной методики при помощи ЭВМ были выполнены
расчеты процессов жаровой и пароуглекислотной конверсий [9, 10].
Для случая паровой конверсии весь объем расчетов был сведен в но*
мограммы, по которым, задаваясь давлением, соотношением пар; углерод я
температурой процесса, можно определять состав сухого конвертированного
газа: остаточное содержание метана (см. ряс. II-!, а), оксида углерода (см.
ряс. 11-1,6), диоксида углерода (см. рис. П-1, в), содержание водорода (см.
ряс. П-1, г).
Для проверки результатов определения равновесного состава конверти-
рованного газа по номограммам они могут быть сравнены с результатами,
приведенными в литературе [9].
Пользуясь номограммами зависимости равновесного содержания СН*,
СО3, СО и На в сухом конвертированном газе от температуры, давления и
избытка водяного пара, можно определить параметры процесса для любых
заданных условий (см. соответственно рис. П-1, а—а).
На основе полученных данных по содержанию метана, оксида и диокси-
да углерода из балансового уравнения по углероду определяют объем су-
хого конвертированного газа, получаемого из 1м3 исходного цетана (в слу-
чае конверсии чистота метана)':
с.к,г 2(flk&4+fflco4"mtd^
Полученная величина объема сухого конвертированного газа позволяет
определить объем непрореагировавшего водяного пара (гп — соотношение
«ар: газ):
У».к,г=-2~ — ^2^ + тсо2^с.к.г (П.16)
Зная объем непрореагировавшей влаги в конвертированном газе, можно
определить состав влажного газа.
Технологический газ для синтеза спиртов и моторнбго топлива 6' объ-
емным отношением На: СО*» (2—2,5): 1 может быть получен при добавле-
нии диоксида углерода к реакционной газовой смеси. Конверсию метана
ведут смесью водяного пара и диоксида углерода при подводе тепла извне.
Расчет составов ведут по методике, аналогичной методике расчета состава
fgro
в §
в / 2 3 4 0 1 2 3 4
— ’ Даблвние, МПа
Рис. П-2. Зависимость количества передаваемого* через теплообменную пб*-
верхкоеть тепла, необходимого для осуществления процесса паровой конвер-
сии метана при температуре исходной парогазовой смеси 500°С:
« — объемное соотношение СН<: HiO—1:2; б — то же. СН«: HiO : СО,—I: 1,3:0,7.
54
цри паровой конверсии. Примеры составов газа при пароуглекислотной мен-
версии приведены в литературе^.
Процессы паровой и пароуглекислотной конверсий являются эндотер-
мическими, т.е. для их осуществления требуется подвести тепдо. На рис.
11:2 представлены деафикя зависимости количества тепла, подводимого
извне цра осуществления процессов .паровой и пароуглекислотной конвер-
сии, от температуры Д давления процесса, .Дцадиз кривых показывает, что
с ростом температуры .процесса линщще давления ка глубину превращения
цетана ослабевает, степень превращения метана остается той же, .а следо-
вательно, сохраняется .равенство .количества передаваемого тепла, .необхо-
димого для осуществления процесса конверсии.
Парокислороднаякон&ерсия метана
;Расчет равновесных составов конвертированного газа через систему по-
линомов с последующим получением их численных значений на ЭВМ при-
меним «также к-случаю экзотермической .конверсии с выделением тепла ре-
•акцм.
Для расчета автотермических процессов конверсии, какими являются
шахтная ларОкивлеродпая, парокислородовоздушная и варокисзюродоугле-
кнслотная конверсии, в систему ураввеннй требуется дополнительно ввести
уравнения теплового баланса процесса. При этом, исходя -аз равновесное
модели процесса, необходимо определить состав и температуру газа на вы-
ходе из конвертора, а также расход окислителей, подаваемых в шахтный»
конвертор.
По существу задача сводится к решению системы трех уравнений:
уравнения теплового бададса
2^^“>=2А,(Г"“)+Л<г (,,л7)
и уравнений ядпд
Ш-ир.(Тр) (11.18)
где AQ—потери тепла; hi(Tj)— энтальпии компонентов на входе и выходе;
Ур=*Твых—ДТ (ЙТ— поправка на неравновесие).
Уравнение (II.18) символически обозначает систему приведенных выше
уравнений IMS—Н.Н.
При расчетах принято, что вначале происходит горение до полного ис-
пользования кислорода по реакции , -
М+Ч-------->2^0 + 0
Расчет объемов компонентов V} « случае воздушной конверсии -ведется
по формулам:
VNf = yoNj 4- РвоздРЫ,; УнаО = ^°Н,О + ЗУвоздРО, + Уп
Удг = V°Ar + КвмдДДг; - «-Ии,—^воздУо,
7
Каы^ И-сн^ ^со1^'У<ео1; ^co^^oo; V«*^5Vi j
(П.19)
где pof, pNt, дат — мольные доли соответствующих Компонентов в воздухе;
55
— объемы f-го компонента соответственно на входе в шахтный кон-
вертор; VB — объем водяного пара, подаваемого в шахтный конвертор вме-
сте с воздухом. '
Решив систему трансцендентных уравнений (ПЛ7), можно рассчитать
требуемые состав и температуру газа на выходе, а также расход воздуха.
Промежуточный состав газа после горения, определяемый при помощи урав-
нений (11.19), может отличаться от действительного, но на конечный ре-
зультат не влияет, так как в уравнениях (ИЛ7) не используется.
Значения энтальпий компонентов, входящие в уравнения теплового ба-
ланса (ПЛ7), могут быть подсчитаны по полиному 4-Й степени.
hi ~ Оо(I) + (I) Т + 02 (О Г» + а2 (О 7^4- а4(0Т* (II.20)
/
коэффициенты в котором для каждого компонента приведены в табл. 11,2.
Энтальпии смеси можно определить по формуле
Н = hjmx + . 4- hnmn (11.21)
При расчете состава конвертированного газа для синтеза аммиака вво-
лится условие Ch2/N2—W=0 (где N—заданное соотношение водорода к
азоту).
Для того чтобы правильно учесть последующие за шахтной конверсией
изменения в концентрациях водорода и азота, соотношение Ha/N2 следует
.написать в виде:
^н3 4- Усо 4- Ун2ДО3—ЗУсо0"— 4Исо1ОСт
CH,/Nt - —: + у^доз —
где Уна, Усо, Vn3 — объемы Н2, СО и N3 на выходе из отделения шахт-
ной конверсии; Удоан2, Уяо’ма— объемы Н2 и N2, дозируемых в синтез-газ
после метанирования; V°CTco, У°стсо2— объемы СО и СО2, удаляемых на
"стадии метанирования.
При расчете всей схемы значения Удо8ну Уяо,ь?а, У°с,со, Уосгсоа к
моменту расчета шахтной конверсии уже могут быть определены.
При производстве синтез-газа для метанола, высших спиртов или тех-
нического водорода ограничения к содержанию СО и отношению Hj/Nj не
вводятся, а в качестве кислородоазотной смеси применяется технический
.кислород с содержанием 99,5—95% О2. Расход кислорода для обеспечения
автотермической конверсии зависит как от степени превращения сырья, так
и от температуры подогрева исходных потоков. Согласно расчетам и прак-
тическому опыту при проведении парокнслородной и парокислородоуглекис-
лотной конверсий для обеспечения автотермичности процесса конверсии ме-
тана водяным паром или диоксидом углерода в систему вводят кислород,
количество которого на 1 м8 исходного метана составляет 0,55—0,65 мв
в зависимости от температуры предварительного подогрева исходной смеси,
.давления и избытка водяного пара.
Двухступенчатая паровая и паровоздушная
конверсия мётана
Обычная схема. Результаты проведенных .ранее термодинамических рас-
четов процесса паровой и парокислородной конверсии метана рассматрива-
лись самостоятельно без учета возможности получения комплексных урав-
нений. - • -
-56
. При осуществлении последовательного двухступенчатого процесса, в ко-
тором на первой ступени (трубчатая конверсия) протекает паровая кон-
версия, а на второй паровоздушная (шахтная докон вереи я) состав конвер-
тированного газа на выходе из шахтного конвертора определяется соста-
вом, давлением я температурой конвертированного газа на выходе из труб- ,
чатой печи, который перед шахтным конвертором смешивают с воздухом.
Расчет состава продуктов реакции после трубчатых печей и шахтного
конвертора проводят по уравнениям двух основных реакций (ПЛ) и (П.4)
и уравнению теплового баланса шахтного конвертора (ПЛ7).
Для расчета следует задать: остаточное содержание метана в сухом
газе; соотношение (Н2+СО) : Ns по объему; температуре реакционной смеси
на выходе из трубчатой печи; потери тепла в шахтном конверторе и потеря
тепла в трубопроводе между трубчатой печью и шахтным конвертором.
При расчете определяют: состав конвертированного газа; соотношение
пар:газ на входе в трубчатую печь; температуру конвертированного газа
после шахтного конвертора и соотношение природный газ: технологический
воздух.
Согласно методике расчета 2-ступенчатой конверсии [10] вначале опре-
деляют состав исходной парогазовой смеси с учетом добавления азотово-
дородной смеси и реакций гидрирования высших углеводородов.,Затем для
заданной равновесной температуры на выходе из стадии паровой конверсии
рассчитывают состав конвертированного газа из условий равновесия по ра-
нее описанной методике. Константы равновесия, реакций конверсии газа оп-
ределяют по уравнениям (П.5) и (Ц.6), тепло, подводимое к реакционным
трубам, — нз разности энтальпий компонентов на выходе из реактора и на.
входе в него — по данным табл. П,2.
При определении параметров работы шахтного конвертора рассчитыва-
ют состав и температуру газа на выходе из него; Задавая температуру газц.
на выходе нз шахтного конвертора, находят состав газа. После этого про-,
веряют сходимость теплового баланса. В этом случае теплосодержание сме-
си газов на входе в шахтный конвертор должно равняться сумме теплосо-
держаний компонентов смеси на выходе и тепловых потерь.
Т а блица П,3. Состав конвертированного газа (% (об.)]
после трубчатой печи (т. п.) и шахтного конвертора (ш. к.)
827 4
1,0
2,0
3,0
1,0
2,0
3,0
1,0
2,0
3,0
2,83
6,41
9,28
1,77
4,59
7,09
1,207
3,46
5,68
13,85
14,07
14,13
11,91
12,28
12,51
9,63
10,04
10,37
75,71
73,02
70,82
76,03
73,96
72,09
75,88
7,39
6,27
5,52
10,08
8,95
8,06
13,07
12,0274,25
11,08
72,631
0,039
0,057
0,26
0,037
0,21
0,23
0,25
0,20
0,220,036
0,24------
0,21
0,22
0,23 0’032
0,082
0,034
0,033
10,18
10,82
11,27
8,47
8,99
29,43
6,75
7,14
7,52
10,03
9,24
8,63
12,12
11,48
10,95
14,25
13,77
13,31
57,4522,16
57,74 22,0
57,83
56,71
56,95
57,1222,28
55,99!"."
56,1822,73
56,3522,65
21,85
22,52
22,39
22,82
997,8
934,8- -
895,2
1095
1034
988 '
1194
M3S,
1085 '
57<
Рис. П-3. Зависимость объемного соотнопгеаня пар-: газ и тейла, переданного
через стенку реакционной трубы, от температуры кодвертарованиого газа на
выходе из трубчатой печи при давлении- 32 МПа и остаточном содержании
метана 0,3% (об.).
Рис. П-4. Зависимость остаточного содержания метана в газе на выходе из
трубчатой печи и количества тепла, передаваемого через стенку реакционной
трубы, от давления процесса.
Используя описанную методику расчета выходных параметров, опреде-
ляют соотношение пар:газ, при котором1 остаточное содержание метана- в
сухом газе соответствует заданному, и соотиошеияе воздух: rt»; при кото-
ром выполняется требование к отношению (Н^+СО): Ns по объему (табл
П,3).
Некоторые результаты анализа расчетных данных, представленные на
рас. (П-З)—(П-5), показывают следующее. Повышение Температуры ииж-
aeff зоны реакционных труб приводит к уменьшению потребляемого тепла И
к сокращению расхода пара на технологию (рис. П-3), что создает условии
для повышения производительности системы. При увеличении давления1 про-
цесса с 1,6 до 3,0 МПа происходит увеличение необходимого для проведе-
ния реакции тепла, а содержание остаточного метана в газе на выходе из
трубчатой печи при этом снижается (рис. П-4). Увеличение расхода тепла
при повышении Давления процесса конверсии объясняется необходимостью
перегревать бблЬШйй объем пара. Это приводит к уменьшению доли тепла,
расходуемого 6 шахтном реакторе на процесс конверсии метана. В ре-
зультате увеличивается тепловая нагрузка на печь и сокращается, проиаво-
дительность системы. Расход пара на технологию возрастает с уменьшени-
ем содержания остаточного метана в сухом конвертированном газе при за-
данной температуре в- нижней зоне реакционных труб и одинаковом дав-
лений процесса конверсии (рис. Н-5). В результате увеличится тепловая на-
грузка на печь и сократится производительность системы.
Утилизационная схема. Разновидностью процесса двухступенчатой паро-
воздушной или парокислородной конверсии, построенной но принципу авто-
термичности процесса, является утилизационная схема конверсии. Отличи-
тельной чертой этого способа является то, что процесс паровой конверсии в
трубчйтом реакторе ведут только за счет утилизаций тепла технологиче-
ского потока, выходящего из шахтного реактора. Для обеспечения автотер-
мичности процесса в шахтный реактор подают технический кислород или обо-
я
тащенный кислородом воздух. Такое техническое решение позволяет разгру-
зить реакционные трубы от одностороннего давления, так как греющим
агентом выступает тот же поток, что и проходит через реакционные трубы.
В данной системе количество передаваемого тепла в трубчатой печв
является ограниченной величиной, зависящей от количества и температуры
конвертированного газа, выходящего из шахтного реактора. Эта величина,
в свою очередь, зависит от количества тепла, передаваемого в трубчатой*
печи. Такая жесткая связь разрывается регулированием подачи кислорода
в смеситель шахтного реактора вместе с технологическим воздухом. Схема
отделения конверсии представлена на рис. П-6.
Методика расчета процесса двухступенчатой конверсии по утилизацион-
ной схеме может быть разбита на три этапа. На первом этапе расчета обе
ступени конверсии рассматриваются совместно, и мы имеем дело с «черным
ящиком», у которого есть два входа, т, е. характеристики потока исходной
парогазовой смеси и кислородовоздушной смеси (КБС), а также выход —
конвертированный газ на выходе из межтрубного пространства трубчатой
печи.
При этом на систему накладывались два ограничения — остаточное со-
держание метана и соотношение (Н24-СО) : N2 по объему в сухом конверти-
рованном газе после шахтного конвертора, которые должны быть заданы.
На данном этапе рассчитывается состав и температура газа на выходе из
второй ступени конверсии, а также объем кислородовоздушной смеси на
входе в реактор.
На втором этапе расчета осуществляется проверка сходимости теплового
баланса и расчет процентного содержания кислорода в кислородовоздушной
смеси. Затем (третий этап) определяется температура и состав конверти-
рованного газа на выходе из трубчатой печи из условия теплового баланса
второй ступени конверсии. Результаты расчетов равновесных составов кок-
газ
Рис. II-6. Принципиальная схема от-
деления конверсии.
Рис. П-6. Зависимость объемного соотношения пар: газ в исходной смеси от
давлении при температуре нижней зоны реакционных труб 790 °C и различном
содержании метана в конвертированном газе на выходе из шахтного кон-
вертора.
Таблица 11,4. Состав конвертированного газа [% (об-)]
Давле- ние, МПа Расход КВС, ы> Содержание Os, % (об.) Отно- шение пар: газ (об.) Температура Трубчатая
CHj со. со -
3,2 1,421 31,72 2,0 703 30,85 9,89 5,19
1,423 31,60 3,0 672 27,94 11,70 3,64
Z 1,422 31,60 4,0 651 25,64 12,82 2,80
1,420 31,72 5,0 633 24,10 13,58 2,2
.10,0 1,424 31,92 3,0 796 23,70 10,46 6,24
1,421 32,0 4,0 769 21,76 11,86 4,95
1,421 32,1 . 5,0 751 19,94 12,87 4,16
вертированного газа приведены в табл. И,4 (температура недорекуперации
©О’С).
Результаты анализа этих данных представлены на рис. П-7—П-10.
На рис. П-7 показано изменение температуры конвертированного газа
«осле трубчатой печи и шахтного конвертора, а также содержания кисло-
рода в кислородовоздушной смеси в зависимости от соотношения пар:газ
по объему при давлениях 3,2 и 10,0 МПа при остаточном содержании ме-
тана в сухом газе, равном 0,3%. и с соотношением (СО4-Н2): Na (по объ-
ему) ">3,1. Температурный перепад между входом н выходом трубчатой пе*
чи, являющийся важным параметром утилизационной схемы, составляет 90
я 250 °C.
Анализ рисунка II-7, а показывает, что температура конвертированного
газа на выходе из шахтного конвертора в первую очередь зависит от дав*
Рис. П-7. Зависимость температуры конвертированного газа на выходе на
шахтного реактора (в) и из трубчатой печи (б) и содержания кислорода *
кислородовоздушной смеси (а) от соотношения пар: газ.
60
после трубчатой печи (т.п.) я шахтного конвертора (ш.к.)
печь Температу- ре Ущ. К* Шахтный конвертор
1Н> Ni сн< CQj СО ня Ni+Ar
53,65 0,42 1007 0,3 6,92 16,01 54,03 22,74
56,34 0,38 962 0,3 9,16 13,19 55,11 22,23
58,36 0,38 928 0,3 10,89 11,04 55,97 21,80
59,75 0,37 901 0,3 12,27 9,36 56,62 21,46
59,25 0,35 1106 0,3 7,9 14,85 54,44 22,52
61,08 0,35 1062 0,3 9,59 12,75 55,28 22,07
62,73 0,30 1032 0,3 10,93 11,11 55,94 21,73
ления процесса. Влияние температурного перепада (между потоками исход»
ной парогазовой смеси на входе в трубчатую печь и греющего конвертиро-
ванного газа на выходе из неё) на температуру на выходе из шахтного кон-
вертора незначительно и составляет примерно 20 °C. Однако влияние этого
температурного перепада весьма существенно сказывается на температуре
конвертированного газа на выходе из трубчатой печи, что определяется в
конечном счете количеством переданного тепла от греющего теплоносите-
ля. Из рисунка П-7,6 видно, что эта разность составляет примерно 120 *С
при изменении температурного перепада с 90 до 250 ®С. -
Существенное влияние на температуру конвертированного газа на вы-
ходе из трубчатой печи оказывает также давление процесса. Изменение ве-
личины температурного перепада между потоками теплоносителей характе-
ризует недорекуперацию тепла в системе, которая должна покрываться за
счет частичного сжигания горючих компонентов с кислородом. Содержание
кислорода в КВС на входе в шахтный конвертор существенно зависит от со-
отношения пар:газ (т) при температурном перепаде 250°C и остается прак-
тически постоянным при перепаде, равном 90 °C (рис. П-7, в).
Наличие слабо выраженного минимума на графике зависимости содер-
жания кислорода в КВС от соотношения пар: газ характеризует взаимное
влияние потерь тепла из системы с увеличением количества влаги на реак-
цию и с выделением дополнительного тепла за счет более глубокого про-
текания реакции водяного газа с увеличением этого соотношения.
Существенная роль температурного перепада между потоком исходной -
парогазовой смеси на входе в трубчатую печь и греющего конвертированного
газа на выходе из нее видна из анализа рис.
нне' кислорода - в КВС, примерно равное
30%, отвечает режиму, когда все физическое
тепло после шахтного конвертора использует-
ся для осуществления процесса конверсии в
трубчатой печи, в то время как максималь-
ное содержание кислорода около 42% отве-
Рис. П-8. Зависимость содержания кислорода
в кислородовоздушной смеси от перепада тем-
ператур на входе в трубчатую печь и на выходе
из нее.
П-8. Минимальное содержа»
Рис. П-9. Зависимость температуры конвертированного газа на выходе на
трубчатой печи и шахтного реактора (а) и количества тепла, переданного через
стенку реакционной трубы (б) от давления.
чает процессу одноступенчатой парокислородовоздушной конверсии без ути-
лизации тепла конвертированного газа.
Количество переданного тепла через стенку реакторов трубчатой печв
практически не зависит от давления процесса. При этом повышение дав-
ления приводит к одновременному росту температуры как после трубчатой
печи, так и после шахтного конвертора, т. е. повышение давления приводит
к -термодинамическому сдвигу температурного интервала процессов кон-
версии на каждой его ступени (рис, П-9),
Влияние температуры, а следовательно, и количества тепла, вносимого
в систему с кислородовоздушной смесью, видно из рис. II-10. Превышение
температуры подогрева КВС в сравнении с температурой греющего кон-
вертированного газа на выходе из трубчатой печи позволяет снизить со-
держание кислорода в КВС, в то время как применение более холодной
КВС требует дополнительного расхода кислорода. Из анализа рис. П-10
можно определить, до какой температуры надо нагревать КВС, чтобы при
объемном соотношения пар: газ т»3, давлении 3,2 МПа и температурном
перепаде 90 °C иметь после шахтного конвертора остаточное содержание
метана 0,3% и объемное соотношение (СО+На) :Nj=3,l.
Катализаторы конверсии газообразных углеводородов
К. Б. Веселовский, В. П. Семенов
Требования к катализаторам
Характеристики катализаторов, конверсии углеводородов во многом, за-
висят от качества исходного сырья. В Советском Союзе для получения син-
тез-газов и водорода преимущественно используется природный газ, содер-
жащий метан с примесью гомологов до СБ (табл. 11,5). В газе, поступающем
из магистрального газопровода, может содержаться 50—200 г/ма газового
конденсата (>Cs) с точкой росы при давлении до 3,5 МПа порядка
(—20)—(—23) "С. После местной очистки содержание конденсата не должно
превышать 15—60 г/м* (в зависимости от сезона). В большинстве случаев в
62
Таблица П,в. Средней ебегав иемтърш углеябдбродных газет, % («<)•
Гм Л * Q 1 С*Ни в. выше ? со, 1 8 £ g
Месторождения природного газа Бухарское г<Пг| |ГЪ
95,20 2,3 0,2 0,2 <0,2 0,2 1,7 1,025
Уренгойское 98,0 0,1 0,0 0,0 0,0 0,2 1,6 0,984
Дашавское 98,7 0,2 0,3 0,1 0,1 1 0,6 1,008
Краснодарское 92,9 6,0 0,4 0,5 0,1 0,1 1,082
Ставропольское 98,0 0,4 0,2 •— *** 0,1 —— 1,3 1,067
Шебелинское Месторождения попутного нефтя- ного или конден- сатного газа 90,6 5,03 1,1 0,3 о,1 1,1 1,6 1,069
Оренбургское 86,9 4,0 1,5 0,6 0,2 0,01 — *•— 6,8 ,1.023
Куйбышевское 60,4 20,4 9,9 1,8 1,0 0,6 5,9 1,437
Башкирское. 41,2 15,0 15,8 6,9 4,0 0,1 1 — 17,0 t ,463
Коксовый* газ 24—28 0,3 0,1 0,2 11 2—3 *). д 55—65 5,0 0,367
Газ гвдрнровэяия нефти 11,8 Г,4 4,7 7,3 3,3 0,7 62,8 8,0 0,579
• Пе анализам из нвгкстрвлмшх трубопроводе» [14. 121.
природном газе стабильно содержится 93—98% (об.) СН«. Наиболее Важ-
ными характеристиками сырья являются: средняя молекулярная масса, со-
держание гомологов и примесей соединений серы. Поскольку в состав ре-
ального газа входит не только метан, то удобно пользоваться углеродным
или метановый эквивалентом по, входящим в усредненную формулу угле-
водородного сырья С„Н2п+3 и рассчитываемым во формуле
лс = (1СХ + 2СЯ + ЗС, + ... 4- iCt)/100 (11.22)
где Сь Сь Сз,..., Ci — концентрации компонентов газа, % (об.).
Наибольшую чувствительность к повышению углеродного эквивалента
к содержания примесей серы проявляют катализаторы эндотермического ри-
форминга. Селективность обычного катализатора эндотермической паровой
конверсии углеводородов (типа ГИАП-16) вполне достаточна для перера-
ботки газообразного сырья различных месторождений с содержанием ме-
тана более 85% (об.) и гомологов — не более 14% (об.) (углеродный эк-
вивалент не более 1,28). Считается, что современный катализатор должен
обладать такой селективностью, которая обес-
печила бы длительную эксплуатацию (3 года)
без заметных выделений углерода и потери ак-
тивности, если риформинг 100%-ного метана
осуществляется при критическом мольном от-
ношении пара к атому углерода в метане
HgO/CHt, равном ЗД При этом срок службы
Рис. II-10. Зависимость содержания кислорода
в кислородовоздушной смеси от температуры.
Згода соответствует параметрам: давлением температура на выходе из труб
соответственно 3,2 МПа и 780 °C, объемная скорость по метану 1750 ч~*. теп-
ловой! поток— около 335—628 МДж/ч на 1 м8 внутренней поверхности, пре-
дельно допустимая концентрация (ПДК) примесей серы в исходной парога-
вовой . смеси (ПГС) 0,5 мг HjS на 1 м® сухого природного газа. При исполь-
зовании реального сырья технологическое отношение НаО/С, необходимое для
длительной работы при указанных выше условиях, корректируется в зависи-
мости от углеродного эквивалента:
Н2О/С = Н,О/СН4-пс = 3,5пс (П.23)
.В тех случаях, когда пс>1,28, необходимо использовать катализатор с
более высокой селективностью (типа катализатора риформинга4 нафты). При-
менение обычного катализатора недопустимо, так как при этом ухудшаются
показатели процесса, увеличивается расход водорода на сероочистку или.
значительно сокращается срок службы катализатора. В связи с разработкой
энергосберегающих схем производства на базе природного газа перспектив*
НО снижение отношения Н/Э/С до величин порядка 2,5—3,0, для которых
также необходим катализатор с повышенной селективностью.
.Отношение С/Н в различных природных газах варьируется от 3,01 до
3,64. Увеличение содержания гомологов уменьшает содержание водорода в
сырье и сокращает срок службы катализатора. Для сохранения баланса по
водороду и продолжительности службы следует корректировать расход во-
дорода в соответствии с необходимостью полного гидрирования гомологов
'’—по реакции
CnH,n+2 + (п - 1) Н2 = лСН4 (11.24)
Общее содержание серы в газе, поступающем на предприятия, иногда
достигает 50—100 мг H2S/m®, а в отдельных случаях до 300—600 мг
H»S/m3. В процессе сероочистки уровень серы значительно снижается, при-
чем остаточная сера, как правило, находится в виде сероводорода. Ниже
приведены ПДК примесей серы (ПДКа) в очищенном углеводородном
сырье (в расчете на сухой газ), применяемом для конверсии (риформинга)
углеводородов*. Эти ПДК необходимо соблюдать для нормальной эксплуа-
- танин никелевых катализаторов, содержащих от 6 до 25% NiO, при объ-
емных скоростях 800—2000 ч-1:
/г.з., °C ... . 750 800 850 900 950 1000 1100
ПДК$, мг/м® ... 0,2 1,0 5 25 50 100 300
' Использование современных методов молекулярной очистки позволяет
суя.чить ее содержание до 0,05 мг S/м® и менее, а кроме того, удалять ос-
новную часть газового конденсата—до его содержания не более 1,5 г/м®.
Исходным сырьем являются также воздух н водяной пар. Качество тех-
нологического воздуха, используемого в автотермических реакторах, опреде-
ляется следующими нормами (содержание в мг/м3, не более): серы —
* Данные относятся как к эндотермической, так и к автотермической
конверсии. Содержание серы в получаемом газе может не удовлетворять
требованиям низкотемпературной конверсия СО.
64
Таблица II,6. Ориентировочные нормы содержания примесей
: в водяном паре высокого и низкого давления
Содержание примесей в паре, мг/кг
Примеси низкого давления - (3 —4 МПа) высокого давления (10-11 МПа)
Водорастворимые соли всего соли натрия соли кальция Соединения железа (на Fe) меди (на Си) кремния (на SiO») хлора (на С12) фосфора (на РО<) серы (на SO*) 0,250 0,050—0*100 0,020—0,050 0,110 0,110 0,025—0,050 0,100—0,200 0,100 0,050-0,100 0,015—0,020 0,007—0,010 0,010—0,020 0,005—0,010 0,068—0.015 0,010—0,025 0,010
0,05 S, галоидов — 0,01 С1, фосфора — 0,01 РО«. Содержание масла и пыли
в воздухе не допускается.
Контроль чистоты водяного пара достигается тщательной очисткой при-
родной воды, рециркуляцией конденсата и режимом продувок котловых осад-
ков. Кроме того, применяются меры борьбы с капельным уносом котловой
воды, являющейся основным источником загрязнения пара солями Na, Са и
Mg в котлах с давлением не более 6 МПа. В котлах высокого давления
(>10 МПа) основным источником загрязнения становятся повышенная
растворимость в паре механических примесей, содержащихся в питательной
воде (частицы глины, кремнезема и др.), а также продукты коррозии ма-
териалов оборудования.
Во избежание заноса солей и диоксида кремния на поверхности труб
пароперегревателя, лопаток и сопел паровой турбины, а также на поверх-
ности теплообменников содержание примесей в паре высокого давления
(10—11 МПа) должно быть примерно в 10 раз ниже их содержания в паре
низкого давления (2—4 МПа), применяемого в старых схемах производства
(табл. П,6). Если при проведении процессов конверсии под низким давлен
наем (до 2 МПа) часто наблюдается сильный занос солей на поверхность
катализаторов, то в процессах, осуществляемых с давлением более 2 МПа,
имеет место гидротермальная коррозия катализаторов и вынос нз них ряда
компонентов, например оксидов кремния и железа. Примеси, содержащиеся
в паре повышенного давления (более 2 МПа), оказывают неблагоприятно^'
влияние на катализатор; они включают главным образом яды (соединение'
CI, Р), а также соединения меди, железа и кремния. Нанбодьщее. влняцяе
на катализатор оказывают соли, содержащиеся в паре низких параметров
(до 5 мг/кг). Отложения солей жесткости при содержании бодёе.#в
ряде случаев способно почта полностью блокировать поверхность катали-
заторов. '
Яды и дезактивация катализаторов
Наиболее частый случай — отравление катализаторов соединеЯЙЙИг се-
ры, повсеместно присутствующими в углеводородном сырье. Более редкп
Происходит отравление примесями соединений хлора, мышьяка, фбефора н
Б—1425 gtj
других элементов, которые могут содержаться в исходном газе, паре и воз-
духе. В некоторых случаях реакционная среда, содержащая кислород и во-
дяной пар, может окислять поверхность никеля и также быть причиной дез-
активации.
Отравление никелевого катализатора наступает в результате хемосорб-
ции яда на поверхности активного металла с образованием каталитически
неактивных сульфидов, оксидов, Хлоридов и т. д. Для дезактивации ката-
лизатора достаточно отравление лишь незначительной части поверхностных
атомов никеля. Адсорбция одной молекулы H2S на 1000 поверхностных ато-
мов никеля уже вызывает сильное отравление катализатора, поскольку в
первую очередь происходит отравление наиболее активных мест поверхности.
Полное отравление катализатора эндотермической паровой конверсии (20%
NiO) при температуре 780 °C на выходе из труб и давлении 3,2 МПа на-
ступает при адсорбции H2S порядка 3-10“4 г S/г Ni. Величина поверхности
никеля в катализаторе паровой конверсии составляет около 1 м2/г. Полное
покрытие этой поверхности требует адсорбции 4,42 *10~4 г S на 1 г никеля
на поверхности катализатора [13]. Отсюда следует, что при указанных выше
условиях около 70% поверхности никеля блокировано ядом. Поскольку в
процессе катализа на поверхности никеля все соединения серы превра-
щаются в сероводород, то. отравление сводится к обратимой хемосорбции
сероводорода:
Ni 4- H2S = NiS + Н8 (11.25)
ЗМ + гН^ МаЗя + Нз ’ (П.26)
Равновесие этих реакций определяется соотношением Phjs/Ph, н тем-
пературой процесса. При повышенных температурах и высоких концентра-
циях водорода сульфиды никеля гидрируются и сера переходят в газовую
фазу в виде сероводорода.
Хлор и другие галоиды способны вызывать такое же сильное отравле-
ние, как и соединения серы, но цри концентрациях яда, которые ниже при-
близительно в 3 раза. Галоиды могут содержаться в исходном- природном
газе или воздухе, а также попадать в пар вследствие плохой очистки кот-
ловой воды. При низких концентрациях действие хлора Обратимо. Концент-
рации хлора, более чем на порядок превышающие ПДК, вызывают необра-
тимое отравление вследствие спекания активной поверхности кристаллитов.
Зауглероживание катализаторов
Причиной дезактивации и разрушения катализатора может быть отложе-
ние углерода на его поверхности и в порах. Зауглероживадне является осо-
бым видом дезактивации, которая при малых степенях подрытия поверхности
протекает как обратимое самоотравление. 'Оно происходит потому, что ме-
таллический никель катализирует все реакции, являющиеся причиной обра-
зования свободного углерода: -
Крекинг и полимерн- , СН4=С+2Н2—74,95 кДж/моль (1Г.27)
I СлН<я+2ж=л(^4-(п+ 1)Нг—Q (IL28)
Днспропорцнониро-
вание . . . . 2СО-=С+СО,+172,5 кДж/Мрль (JI.2g)
Гидрирование .. • . CO+Hj=»»C4-H2P+131,5 кДж/моль (И-30)
66
.'Л ' ,
Рис. II-II. Зависимость верхних границ вы-
деления углерода (как функции минималь-
ных отношений пар: углерод) от темпера-
туры при различном давлении.
Таким образом, отложение углерода
является результатом протекания побочных
реакций, которые должны исключаться или
тормозиться для осуществления основного
каталитического процесса. В этой связи
очень важно обеспечить необходимую се-
лективность и строгое соблюдение норм по ‘
технологическому режиму к применяемому
сырью. Исходя из равновесия реакций (11.27), (П.29) и (11.30), можно рас-
считать термодинамически минимальные критические отношения НдО/С, ниже
которых всегда будет образовываться углерод. На рис. И-11 приведены ре-
зультаты расчета критических отношений Н2О/С [141 выполненных для слу-
чаев конверсии метана' и нафты (средняя молекулярная масса которой соот-
ветствует гептану). Расчеты вели, исходя из условия, что состав газа соответ-
ствует1 термодинамическому равновесию. Если система не находится в рав-
новесии, то выделение углерода возможно при соотношениях НаО/С выше
критических. В этом случае выделение углерода зависит от селективности ка-
тализатора, т. е. от кинетических ограничений.
Из анализа графика (см. рис. П-11) можно сделать вывод, что при
температурах ниже 700 СС вероятность выделения углерода уменьшается.
Однако на практике наблюдается обратное явление, объясняемое тем, что
в этих условиях- баланс образования и газификации углерода по реакциям
(П.27)—(11.30) неблагоприятен из-за малой скорости реакций газификации
по обратным реакциям (П.29) и (П.30). Улучшение селективности катали-
затора, например такими добавками основного характера, как КаО или СаО,
промотирующими реакции газификации углерода, позволяет приблизиться к”
термодинамической границе, рассчитанной по равновесию реакций (П.27),
(П.29) и (П.30). _
Современные катализаторы эндотермической конверсии, работающие при
давлении 3,0—3,6 МПа и соотношениях Н2О/С 2,5—3,7, позволяют осуще-
ствлять их длительную эксплуатацию (Не менее 3"лет) без’ заметногб’ вы-’’
деления углерода. Нарушение' норм эксплуатации способно вызывать* нйтёИ-*
сивное отложение углерода, в результате которого Происходит сужение'
устьев пор и ограничение скорости1 Доступа кним-реагентов: ВслеЖгвиё1
различия коэффициентов- термического*- расширений1 углерода и катализато-
ра происходит его разрушение. Дезактивация и блокировка катализатора уг-
леродом приводят к перегреву реакционньГх~труб' и ухудшению показателей
процесса. В наиболее тяжелых случаях катализатор Н отдельных трубах
разрушается и нарушается равномерное распределение потоков. Перепад дав-
ления в трубах возрастает, и установку приходится останавливать кляза-
йены катализатора. Если произошло только небольшое- бтлойсёнйё углеро-
да, то активность может быть восстанбвлёна обработкой йпдяйыю.. парвМц
проводимой в строго регламентированных условиях. .?
5»
ft'
В процессе автотермической конверсия углеводородных газов темпера-
тура катализатора сразу же после начала реакции с кислородом подиима-
>ется с 750—800 до 1000 °C и выше, что позволяет конвертировать сырье
любого состава без выделения углерода. В случае значительного уменьше-
ния и прекращения подвода окислителей в шахтный конвертор углерод
выделяется на катализаторе уже начиная с 400 °C, причем в интервале
400—800 °C из-за отложения углерода в порах происходит термомеханиче-
ское разрушение катализатора. При температурах выше -1000 °C углерод от-
лагается в виде плотного слоя только на поверхности гранул, и сильного
разрушения их не происходит.
Восстановление катализаторов
Исходные промышленные катализаторы содержат никель в виде окси-
лов, и для; активации они должны быть восстановлены. В некоторых слу-
чаях катализаторы содержат примеси соединений серы (<0,05% SOs) и хло-
;ра (<0,01% С1), которые необходимо удалять для достижения номиналь-
ной активности. По обычному графику пуска трубчатой печи катализатор
шагревают в потоке сухого инертного газа, пока температура внутри труб
щ вторичного конвертора не превысит по крайней мере на 30—50 °C темпе-
ратуру конденсации пара. После достижения температуры 320—380 °C и дав-
ления не более 1 МПа в инертный газ добавляют водяной пар или смесь его
-с природным газом или с азотоводородной смесью. При восстановлении сме-
шанных катализаторов типа ГИАП-16 водородом или азотоводородной
-смесью (АВС) применяют такие восстановительные смеси, для которых со-
-блюдаются Лношения рнао/рн8» являющиеся функцией температуры (рис.
Л-12).
При восстановлении смесями пара с природным газом должны при-
меняться отношения рнао/рнг которые соответственно в два раза больше
-отношений, указанных на рис. 11-12. Катализаторы нанесенного типа восста-
навливаются гораздо легче, чем катализаторы смешанного типа. Поэтому
лри их восстановлении также рекомендуется применять отношения рн8о/рн2,
которые в два раза больше отношений, указанных на. рис. П-12. Восстанов-
ление продолжается до рабочей температуры 750—800*43, чтобы удаление
серы и хлора из катализатора было наиболее полным (до остаточного со-
держания соответственно 0,005 и 0,001%). Основная часть серы удаляется
еще до температуры 700 °C. Наличие пара в восстановительной смеси спо-
собствует удалению серы и, разбавляя водород или метан, сглаживает экзо-
термические эффекты. Для более полного удаления . серы из катализатора
восстановление ПГС проводят при рабочей температуре и отношении пар:
4 газ около 7:1 в течение 24 ч. Добавка Н2 или АВС в смесь на началь-
Рис. П-12. Зависимость условий вос-
становления катализатора паровой
конверсии метана от температуры и
отношения рн,о/Рн,-
ком этапе восстановления может сократить продолжительность восстанов-
ления при рабочей температуре до 12 ч, однако при этом активность ката-
лизатора может снизиться. При значительном содержании гомологов в при-
родном газе [>10% (об.)] восстановление одной парогазовой смесью (без
добавок АВС или Н2) нежелательно, особенно, если газ недостаточно хорошо
очищается от примесей соединений серы.
Катализатор во вторичном конверторе восстанавливается одновременно
с катализатором первичной конверсии. Горячий газ, выходящий нз трубча-
той печи, используется для разогрева вторичного реактора до температуры
качала реакции. Когда температура верхнего слоя во вторичном реакторе
достигнет 650 °C, в ПГС может быть добавлен воздух, и тогда произойдет
самовоспламенение первичной газовой смеси. Добавка воздуха должна быть
такой, чтобы происходило неполное горение и отсутствовал остаточный кис-
лород. При температурах выше 200 °C оксиды никеля способны хотя бы
частично восстанавливаться до металла, и экзотермическая реакция его с
вводимым избыточным кислородом может привести к резкому повышению
температуры, вплоть до 1500 °C.
Процесс восстановления катализаторов, работающих в автотермических
шахтных конверторах, отличается от описанного выше. Для разогрева таких
конверторов используют газовый теплоноситель, получаемый сжиганием уг-
леводородных газов с воздухом. Сжигание проводится в специальной вынос-
ной камере или непосредственно в конверторе. При бескамерном разогреве
теплоноситель получают в самом конверторе над слоем катализатора, ис-
пользуя смеситель как горелку. Разогрев катализатора перед пуском до тем-
пературы 650—750 °C проводят в окислительной среде. Таким образом,
к концу разогрева большая часть катализатора находится в форме ни-
кельалюминиевой шпинели, которая затем восстанавливается рабочей смесью
CH4-FH2O+O2 при температуре не ниже 750 °C. Поэтому, начиная с 650 °C,
режим разогрева постепенно переводят на восстановительный, для чего ды-
мовые газы разбавляют не воздухом, а азотом, причем в камеру разогрева
подают конвертированный газ или АВС. Концентрация водорода в восста-
новительной парогазовой смеси должна составлять около 30%, а температу-
ра на входе в верхний слой катализатора около 750 °C. При достижении на
выходе нз конвертора температуры -800—850 °C получаемый газ направля-
ют в коллектор конвертированного газа.
Гидравлическое сопротивление слоя загрузки
Важнейшим требованием, особенно в процессах эндотермической кон-
версии, является обеспечение низкого и стабильного сопротивления загрузки
катализатора, которое измеряют по перепаду давления в слое АР. При по-
стоянных параметрах процесса оно определяется морозностью слоя в (м8/м’),
удельной площадью геометрической поверхности слоя а (м4/м8) и фактором
эквивалентного сопротивления /•, зависящим от размера, формы и шерохова-
тости гранул [15]:
(П.31)
где Н—длина слоя, м; V—линейная скорость в свободном объеме реак-
Таблица П,7. Размеры гранул и характеристики слоев катализаторов,
загружаемых в реакционные трубы трубчатых печей*
№№ ПИ Катализатор (изготовитель) Размеры гранул, мм Насыпная плотность, кг/л Порозность слоя в трубе, мЗ/м» Удельная поверхность слой в трубе**, M»/Ms
• ’’З 4: 72 мм ни го) 72 мм | 5 S
1. ГИАП-3-6Н (СССР) 14^0 14,0 1,55—1,65 0,47 0,45 284 277
2. ГИАП-3-6Н (СССР) 12,0 12,0 1,58—1,70 0,46 0,44 327 320
3. ГИАП-8 (СССР) 15,0 — 15,0 1,05—1,20 0,47 0,45 267 259
4. КСН-2 (СССР) 18,0 4,0 18,0 1,09—1,24 0,51 0,49 249 243
5. ГИАП-16 (СССР) 15,0 6,70 12,0 1,00—1,20 0,57 0,56 333 328
6. C-II-2S (CCI, США) 16,0 6,35 16,0 0,82—0,84 0,56 0,54 293 288
7. С-П-9 (CCI, США) 16,0 6,35 9,5 1,1—1,28 0,55 0,53 339 333
8. 57-1 (ICI, Англия) 17,0 6,5 17,0 1,05—1,10 0,56 0,54 276 270
9* RKS-L (Н. Topsoe, Дания) 16,0 6,5 16,0 1,00-1,10 0,56 0,54 294 288
* Насыпную плотность, приведенную по паспортам, намеряли в цилиндрах диамет-
ром от 80 до 200 мм. Порозность и поверхность слоя рассчитаны по размерам гранул
и диаметру реакторов. Катализаторы 1 и 2 могут быть использованы только в трубах
под давлением, близким к атмосферному, катализатор 4 может применяться при дав-
лении до 2,0—2,5 МПа и катализаторы 3 и 6—9 прг меняются при повышенном давлении
до 4 МПа.
•* Удельная поверхность слоя включает поверхн чъ стенки реактора.
Таблица 11,8. Размеры гранул и характеристики слоев катализаторов,
загружаемых в шахтные автотермические конверторы*
(внутренний диаметр 2500—3700 мм)
Катализатор (изготовитель) Размеры гранул, мм Насыпная плотность, кг/л Пороз- ность слоя, М»/М® Удельная поверх- ность слоя**, м2/мЗ
D d н
ГИАП-3-6Н (СССР) -и;о 11,0 1,67—1,72 0,39 333
ГИАП-3-6Н (СССР) 15,0 4,0 15,0 1,54—1,60 0,43 282
ГИАП-8 (СССР) 15,0 . — 15,0 1,13—1,34 0,39 • 245
ГИАП-8 (СССР) 20,0 5,3 20,0 1,05—1,23 0,44 211
КСН-2 (СССР) 18,0 4,0 . 18,0 0,98—1,28 0,42 231
C-Ij-4. (CCI, США) 19,0 7,0 19,0 0,87—0,91 0,48 232
54-Г (ICI, Англия) -RKS-2 (H;. Topsoe, Да- Т7;0 6,5 17,0 0,98^—1,10 0,48 - 260
19,0 9,0 18,0 1,00-1-, 05 0,53 242
ння) . > 20,0 1,60—1,80 - 0,39
ВС (BASF, ФРГ) — — 184
цилиндрической части
*1 " . "I , ___
• Показатели порозностн и Поверхности слоя рассчитаны для ________,________ _____
конвертора и почти не зависят от диаметра реактора. Поверхность слоя не включает
•ппвярх поста стенок аппарата. .. . - , ,. - ' .
»• Удельная поверхность слоя включает поверхность стенки реактора. •
тора, м/с; у — плотность газа, кг/м’; g— гравитационное ускорение, м/с®.
Прн расчете по формуле (11.31) необходимо учитывать поле температур
в конкретном реакторе и увеличение линейных скоростей вследствие проте-
кания химической реакции. Размеры гранул и характеристики упаковки сло-
ев различных современных катализаторов даны в табл. 11,7 я 11,8.
Основные типы промышленных катализаторов
В настоящее время выпускают следующие отечественные никелевые ка-
тализаторы: катализаторы -нанесенного типа ГИАП-3, ГИАП-8, КСН-2 и
катализаторы смешанного типа ГИАП-16. Кроме того, в качестве верхнего
защитного слоя во вторичных шахтных реакторах применяют хромоалюми-
ииевый катализатор нанесенного типа марки ГИАП-14. Катализаторы по их
назначению можно подразделить на две основные группы: катализаторы эн-
дотермической конверсии в трубчатых печах и катализаторы автотермиче-
ской конверсия в шахтных реакторах. Состав и свойства отечественных ка-
тализаторов и их зарубежных аналогов приведены в табл. 11,9—11,11...
Катализаторы эндотермической конверсии. В трубчатых печах наиболее
широко применяют катализатор типа ГИАП-16, который используют для
паровой или пароуглекислотной конверсии природного газа под давлением
до 4 МПа. Способ приготовления катализатора-— многостадийный (17 oner
раций). Смесь оксидов алюминия, бария и кальций-алюминатного цемента
(талюма) в заданных соотношениях смешивают с раствором солей никеля.
Уплотненную шихту подвергают полусухому таблетированию на роторных
прессах. Таблетки после стадии гидротермальной обработки (твердения)
прокаливают при 380 °C. , г > . .
Аналогом катализатора ГИАП-16 является смешанный кальций-алюми-
ватный катализатор C-H-2S- фирмы CCI (США), в состав которого иногда
добавляют титанат Кальция. Как следует из табл. 11,9, алюминатсодерждо
едзе катализаторы смешанного типа содержат 23—26% NiO, т. е. в 2—3 раза
больше, чем катализаторы нанесенного типа. Они обладают сравнительно вы-
сокой -активностью (см. табл. 11,10), но в отличие от катализаторов нане-
сенного типа эти катализаторы теряют прочность при нагревании в воздухе
до температур свыше 800 °C. Катализатор C-II-2S теряет от 15 до 40% ис-
ходной прочности при нагреве на воздухе до 900 °C. После восстановления
водородом к паровой конверсии метана (Н>О/СН<»2) в течение 8—10 ч при
800 °C катализатор C-I1-2S теряет от 25 дЬ 60% исходной прочности.
Устранение оксида магния из катализаторов смешанного типа не ис-
ключает полностью явлений гидратации, например это явление имеет место
при обработке свежего катализатора влажным Даром при температуре йй*
же 400 °C. После эксплуатации в течение 6 нес катализатор уже не чувст-
вителен к влажному пару. Однако вследствие того что алюминат кальций
способен разлагаться в среде, содержащей СО, СО2 и HjO, пронсэй>днТ мЫ-
ленное снижение прочности, а пр* эксплуатации свыше I года в результате
суммарного действия восстановления и гидротерм альной коррозии тфЯЭДЯ
до 80—90% от исходной Прочности. Часто после 1—2 лет экспхуатвия
сильно ослабленные таблетки катализатора внешне выглядят целыми, оцнг-
ко разрушающая нагрузка для таких таблеток составляет не более 5^-1бК?
на их образующую. Таким образом, при нормальной эксплуатации преяйЗЯН
п
Таблица П,9. Ориентировочны* состав отечественных и зарубежных
Марка катализатора (производитель) Состав катализатора.
NiO Al^Oa CaO MgO
ГИАП-3-6Н (СССР) ГИАП-8 (СССР) ГИАП-16 (СССР) КСН-2 (СССР) 57-1 (ICI, Англия) 54-1 (ICI, Англия) C-II-2S* (CIC, США) С-П-9**. (CIC, США) С-П-4 (CIC, США) ВС (BASF, ФРГ) RKS-2 (Н. Topsoe, Дания) RKS-1 (Н. Topsoe, Дания) 6—8 7,5—8,0 24—26 12—15 30—33 16—18 -23-25 18—22 15—17 6—8 8—10 16—18 91—93 91—92 55—59 80—83 53—55 66—68 60—74 75—80 74—77 2—3 62—64 57—59 14—16 3,0 14 15 6-8 0,1 7—8 0,2 “ z 1,0 1,5 84—88 27—29 24—26
* Данная модификация содержит диоксид титана, но обычно — только алюминат
•* Эта модификация содержит MgO, но может изготавливаться только на основе
промышленных катализаторов конверсии газообразных углеводородов
% (на прокаленную массу)
BaO FejOs SiOi TiOi c E(NafO+KiO), . менее сера (SOa), менее
- <0,1 <o,i —— 0,4 0,05
<b,05 <0,05 — 0,6 ' 0,05
0,8—1,2 0,8—1,1 <0,8 <0,2 (2-3) 0,2 0,10
—— 0,3 0,3 0,1 0,6 0,10
•— <0,2 <0,2 <0,2 1 0,3 0,03
<0,2 <0,1 <0,1 — 0,2 0,03
— <0,1 <0,2 6,5 — 0,2 0,05
—► <0,2 <0,1 <0,1 •— 0,2 0,05
<0,1 <0,2 <0,1 0,2 0,05
— 2, a—2,5 1,5-2,2 — 0,1 0,03
— <0,2 <0,2 <0,1 — 0,2 0,05
<0,2 <0,2 <0,1 — 0,2 0,05
кальция.
чистого оксида алюминия.
дит не разрушение гранул, а скрытая деструкция, заключающаяся в пере-
распределении структуры пор в сторону макропор радиусом более 2000 нм.
Винду высокого содержания никеля смешанные катализаторы в большей
степени теряют прочность при восстановлении, а при нагреве в окислитель-
ной среде более активно образуют шпинели или твердые растворы, что сни-
жает их активность и повышает температуру начала восстановления (для
катализатора ГИАП-16 около 500—550 °C). Связывание никеля в малоак-
тивную форму может происходить как при приготовлении, так и при экс-
плуатации, особенно в верхней части реакционных труб. С образованием
связанного никеля отчасти связано возникновение Светлых эон перегрева на
«горячих» реакционных трубах. Ввиду указанных недостатков средняя про-
должительность работы смешанных катализаторов редко превышает 3 года.
В настоящее время их повсеместно заменяют катализаторами нанесенного
типа.
Обычно в верхнюю часть труб загружают катализатор нанесенного ти-
па, а в низ — катализатор смешанного типа. Современные катализаторы на-
несенного типа содержат 7,5—12% NiO на керамическом корундовом но-
сителе из o-A12Os, применяемом в чистом виде или с добавками основного
характера (0,2—2%). Например, таким катализатором является катализатор
ТИАП-17 (кольца 15,0X8,0X6,0 мм) или катализатор С-П-9 фирмы CCI.
Носитель катализатора С-П-9 в условиях эксплуатации почти не реагирует
с такими компонентами реакционной среды, как НгО или COS, Катализатор
С-П-9 после нагревания до 900°C в среде воздуха теряет не. более 5%,
а после восстановления водородом при 800 °C —не более 10—15% исходной
прочности. Катализаторы нанесенного типа нечувствительны к обработке
влажным паром. Они Весьма термостабильны. Так, размер кристалла нике-
да после 200 ч паровой конверсии метана (НгО/СН<=2—3) при темпера-
туре'850—870 °C равен 16—20 нм. После аналогичного испытания смешан-
ного катализатора C-II-2S размер кристалла увеличивается до 24—28 нм.
72
Кроме носителей из корунда используют также алюмомагниевую шпи-
нель MgAlyO*. Катализатор на этом носителе ввиду повышенной адсорбции
водяного пара на шпинели обладает высокой селективностью, однако до-
вольно чувствителен к воздействию влажного пара при температурах ниже
400 °C. -
В процессах парового риформинга под давлением не более 2,0—2,5 МПа
вследствие низких объемных скоростей возможно применение нанесенных
катализаторов с гранулами недостаточно правильной формы. При давлениях
до 0,3 МПа применяют исключительно нанесенные катализаторы типа
ГИАП-3, изготовленные методом экструзии. При давлениях до 2,0—2,5 МПа
н объемных скоростях до 1000 ч-1 применяют катализаторы обоих типов:
смешанный катализатор ГИАП-16 или экструдированные нанесенные ката-
лизаторы повышенной активности (ГИАП-8 и КСН-2).
Катализаторы автотермической конверсии. В процессах автотермической
конверсии наибольшее распространение получили нанесенные катализаторы,
получаемые методом экструзии. Производство катализаторов типа ГИАП-3
насчитывает 10 операций. Помол технического глинозема с частицами 5—
40 мкм смешивают с 20%-ным раствором азотной кислоты до получения
однородной пластичной массы. Из шнек-пресса формовочная масса выдав-
ливается через фильеру в виде колбасок, которые, затем разрезают на коль-
цевидные или цилиндрические гранулы. Сформованный носитель сушат и
прокаливают при температуре выше 1300 °C. Несколькими пропитками с про-
межуточной прокалкой при 450 °C на гранулы наносят активный компонент —
никель и промоторы и окончательно прокаливают при 450 °C для превраще-
ния солей в оксиды. Свойства нанесенных катализаторов типа ГИАП-3,
КСН-2 и ГИАП-8 показаны выше. Первый отечественный катализатор
ГИАП-3 содержал всего 5,5—6,0% NiO, однако температура начала его вос-
становления была довольно низкой (225 °C). В этом катализаторе впервые
был применен принцип активации и стабилизации металлического компонен-
73
Таблица IIДО. Физико-химические характеристики промышленных
Катализатор Содержание NiO, % (масс.) Удельная поверхность, м“/г Дисперс- ность кри- сталлов ни- келя, нм
геометри- ческая (Х10-4) адсорб- ционная (БЭТ) никеля. (по сорб- ции Os)
ГИАП-3 5,50 3,60 18,5 2,50 20,0
ГИАП-3-6Н 7,50 2,41 5,5 0,97 20,0—28,0
ГИАП-8 7,50 2,59 8,2 1,30 18,0—20,0
КСН-2 13,0 1,91 11,8 1,45 15,0
ГИАП-16 26,0 2,90 64,0 4,0 40,0
C-II-2S 25,0 3,26 67,2 7,5 15,0
С-П-9 11,0 2,24 7,6 0,5 12,0
С-П-4 16,0 1,47 30,5 9,5 —
* Носители катализаторов ГИАП-3 и ГИАП-3-6Н прокалены при температурах под
хемосорбции кислорода на образцах, восстановленных водородом при 600.®С. Степень
ляцнонным методом (*-800 °C, Р-0,1 МПа и ТГ-ббОО ч-1) при использовании целых
после повышения температуры до 800 °C и ее снижения снова до 600 °C.
Таблица ПД1. Физико-механические свойства катализаторов
конверсии углеводородов
Наименование катализатора Размеры гранул, мм Проч- ность*, МПа Термостой- кость (число теплосмен без разру- шения) Потеря прочности после восста- новления, . % Макси- мальная рабочая темпера- тура**, *С
циклы 1000- 20 *С циклы 1200— 20 °C
ГИАП-3-6Н Ц 12X12 60—90 — 18—20 2—3 1200
ГИАП-8 Ц 15X15 19—28 — 22—28 5—8 1350
ГИАП-16 К 15X12X7 62—75 >40 — 30—70 900
КСН-2 К 18X18X4 47—80 — >100 6—10 1250 .
C-II-2S К 16X16X6,5 32—50 12 — 25—60 900
С-П-9 К 16X9,5X6,5 73—120 >20 4 10—15 1200
С-П-4 К 19X19X7,5 51—77 >20 — 25-60 1050
57-1 К 17X17X6,5 35—65 >20 — 30—50 900
54-1 К 17X17X6,5 47—94,5 — 2 — 1050
ВС Шары 20—25 30—50 — >50 — 1400
С-15-1 Шары 22—25 — — 19—20 — 1600
* Разрушающее усилие при раздавливании на торец гранулы.
•• Максимальная температура перегрева без заметной потерн активности.
74
каталкзаторов конверсии газообразных углеводородов*
Средний диа- метр пор, им Объем пор, сма/г Пористость. % (об.) Степень кон- версии 'мета- на при 800 °C. % Константа скорости яри 800'С, л СН« Термоста- бнльность, %
см’-ч-атм
49,7 0,230 46,7 50,5 3,95 75,8
80,0 0,110 31,7 44,3 3,30 55,7
149,0 0,306 54,5 54,8 7,70 79,5
81,4 0,240 48,7 39,4 3,95 74,9
11,0 0,162 35,5 — —
13,8 ода 37,1 54,3 7,20 100,5
73,7 0,140 36,3 76,2 12,3 117,0
29,3 0,224 37,4 74,9 9/0 88,8
сводом шахтной печи соответственно 1200 и 1400 °C. Поверхность никеля определена по
паровой конверсии метана и кажущиеся константы скорости получены проточно-цирку-
гранул. Термостабильность определена по изменению активности» найденной при 600 “С.
та. Катализаторы типа ГИАП-3 находят широкое применение в -процессах
конверсии под низким давлением.
Характерной особенностью автотермических шахтных конверторов, ра-
ботающих под давлением 2,0—4,0 МПа, является повышенная реакционно-
гидродинамическая неустойчивость. С увеличением давлений процесса ам-
плитуда колебаний температур в газовом потоке увеличивается. Под влия-
нием резких тепловых ударов может происходить разрушение наименее
прочных гранул в «лобовом» слое, сопровождающееся усадкой объема ка-
тализатора, ростом гидравлического сопротивления и увеличением вероятно-
сти сгорания диффузора смесителя. При использовании катализаторов типа
ГИАП-3 в парокислородных конверторах метана, работающих при давле-
нии, близком к атмосферному, срок службы этих катализаторов достигает
б—7 лет. В парокислородных конверторах под давлением 2—3 МПа йх срой
службы резко сокращается. Недостаточная термостойкость катализаторов
типа ГИАП-3 (см. табл. 11.11) не позволяет использовать их в конверторах,
работающих при повышенном давлении.
Освоение процессов, осуществляемых под давлением 2—4 МПа, Потре-
бовало разработки более термостойких катализаторов. Катализатор ГИАП-8
изготавливают по такой же технологии, что и катализаторы типа ГИАП-3, но
с использованием выгорающего порообразователя. В результате выгорания
порообразователя в носителе образуется крупнопористая структура, придав
ющая катализатору высокие показатели термостойкости и активности. Ка-
тализатор ГИАП-8 широко используют во многих процессах, за исключени-
ем процессов эндотермической конверсии метана под давлением 3—4 МПа,
в которых ввиду высокой объемной скорости необходим катализатор с гра-
нулами более правильной геометрической формы. Повышенная термостой-
кость катализатора ГИАП-8 объясняется наличием до 10% (об.) макропор
радиусом более 7500 нм. Эти поры препятствуют распространению первичных
75
дефектных трещин на всю глубину гранул. Применение катализатора ГИАП-8
вместо катализатора ГИАП-3-6Н увеличило срок его службы в шахтных пэ-
рокислородных конверторах под давлением 2 МПа до 12—18 мес. В паро-
кислородовоздушных конверторах метана под давлением 2 МПа срок служ-
бы катализатора ГИАП-8 достигает 2—3 лет.
Глиноземный носитель катализатора КСН-2 изготовляют с применением
добавки доломита (3% СаО и 1% MgO), а также выгорающей добавки —
порошка нефтяного кокса. Поэтому он обладает высокой термостойкостью и
прочностью. Катализатор КСН-2 содержит ряд примесей, снижающих огне-
упорность и активность, что ограничивает его применение.
В реакторах вторичной воздушной конверсии, работающих под давлен
нием 2—4 МПа, проблема термостойкости катализатора решается примене-
нием «защитного» слоя, состоящего из более термостойкого материала с?
температурой плавления выше 1600 °C. Обычно это сотовые керамически^
/ плитки, шары или куски из керамического оксида алюминия, не содержа-
щего никеля или других примесей, снижающих его огнеупорность. Защитны!)
слой помещают выше основного слоя катализатора на глубину от 300 дб
• * 800 мм. Вторые назначением защитного слоя является предохранение ката-
лизатора от истирания при высоких скоростях вылета парогазовой смеси из
смесителя. В связи с этим большое значение имеют тщательность укладки
? сотовых плиток и достаточно большая масса шаров (25—40 мм). В конвер-
торах с форсированной нагрузкой, например в агрегатах синтеза производи-
тельность . 1360 т аммиака в сутки, под слоем плиток и шаров помещают
дополнительно слой оксидного хромалюминиевого катализатора, стабилнзи-
: рующего положение зоны частичного окисления. Отечественный катализатор
ГИАП-14 представляет собой крупнопористый глиноземный носитель (ци-
линдры 15X15 мм), пропитанный 5% Сг2Оа. Катализатор С-15-1 фирмы
СС1 — Far 1st (Япония) изготовляют в виде шариков 22—25 мм с отверсти-
ем 7,5 мм (насыпная плотность 0,83 кг/л), содержащих 92—96% А120з в
>ч 4—8% CrjOj.
•ь Катализаторы С-11-4 фирмы CCI (США) отличаются от катализаторов
первичной паровой конверсии типа C-II-2S только размером гранул, а так-
ь же более низким содержанием активного компонента (15—17% NiO) и более
i . высоким содержанием оксида алюминия. Применение смешанных алюминат-
содержащих катализаторов в реакторах вторичной воздушной конверсии
I; ограничивается их высокой стоимостью и недостаточной огнеупорностью в
'• термостойкостью. Поэтому в отечественных агрегатах производства аммиака
в основном применяют нанесенные катализаторы типов ГИАП-3-6Н и
ГИАП-8, срок службы которых составляет 6—7 лет.
£ Промышленные методы производства
технологического газа
f М X. Сосна, В. П. Семенов 1
Термодинамический анализ способов
производства аммиака и метанола
Современная химическая промышленность характеризуется высокой энер-
гоемкостью большинства производств. Резкое увеличение в последнее время
их мощности делает актуальной проблему наиболее рационального использо-
76
вания сырья и энергии. Необходимым условием повышения эффективности
химических процессов является их дальнейший термодинамический авали»,
который позволяет выяснить предельные возможности рассматриваемых про»
цессов, ^определить источники потерь и правильно выбрать пути их устране-
ния. Знание предельных показателей необходимо для оценки степени совер-
шенства ареальных технологических процессов, эффективность которых зави-
сит от качества катализаторов и условий ведения технологического про-
цесса.
Термодинамический анализ с использованием эксергетического метода
широко применяется для систем, в которых протекают термомеханические
процессы и процессы сжигания топлива [16—25]. Применение эксергетическо-
го метода для анализа сложных химико-технологических систем (ХТС) в по-
следнее время также получает все более широкое распространение. Заложе-
ны основы системного подхода к сложным ХТС и оценки их совершенства
при помощи эксергетического баланса [26—29]. Крупные химико-технологиче-
ские агрегаты необходимо рассматривать как единую систему, отдельные
стадии которой жестко связаны по потокам массы и энергии [30—32].
Для любых систем наряду с уравнениями материального и энергетиче-
ского балансов:
2J ^исх = GK0H (II .32)
(IL33)
обязательными являются условия, что
^НСХ -- 2 Екон— Для обратимых процессов - - (П.34)
2 ^всх^” 2 ^кон — для не°братимых процессов (II. 35)
где G — количество вещества; Н — энтальпия потоков вещества; Е — эксер-
гия потоков.
При анализе сложных многостадийных химических процессов дополни-
тельно к уравнению (П.32) требуется соблюдение принципа стехиометриче-
ских соотношений химических элементов в конечных целевых продуктах в
исходных реагентах [1, 34]:
АС1 + ECU = С1ЛСИВ (П. 36)
где С1 и Сп— содержание компонентов, участвующих в реакции; А, В—
стехиометрические коэффициенты элементов конечных продуктов в исход-
ных реагентах.
Известно, что в настоящее время основным исходным сырьем при про-
изводстве аммиака, метанола является Природный газ. Для удобства расчета
можно принять, что он состоит целиком из метана. В общем виде уравнение,
суммирующее все стадии процесса (уравнение квазипрямого перехода), мо-
жет быть записано (для случая анализа производства аммиака) как
аСЩ 4- рН8О 4- yOs -J- eNa--> 6NHB 4~ gCOs (II.37)
а для процесса производства метанола может быть записано как
оСН* 4- РН2О + уО2 4- дСО,---> 6СН«ОН + ^ + т£О (II .38)
77
В соответствии о методикой эксергетического анализа принимается, что
подвод исходник реагентов и отвод аммиака иди метанола осуществляются
-рри нормальных условиях. - - /
В настоящее время наиболее распространенные методы получения водо-
рода и дзотоводородной смеси основаны на взаимодействии углеводородов
с водяным паром и воздухом (иногда обогащенным кислородом) или на
.взаимодействии углеводородов с технически чистым кислородом с дальней-
шей дозировкой необходимого количества азота [1]л Численные значения
стехиометрических коэффициентов в уравнении (11.37) зависят от метода
получения водорода. В данном случае их выражают в м3 соответствующих
компонентов.
Наиболее распространенный метод производства технологического газа,
т. е. двухступенчатая паровоздушная конверсия, может быть описан систе-
мой уравнений
СН< + 2НаО = 4Н2 + СО2 СН4 + 20а = 2НаО 4- СОа
Расход метана в данном случае складывается из его расхода на полу-
чение водорода и на реакцию с кислородом воздуха. Так как для реакции
синтеза аммиака необходимо подать 656,7 м3 азота, то одновременно с ним
из воздуха в систему поступает 177 м8 кислорода и 8 м8. аргона. После вы-
числения стехиометрических коэффициентов общее уравнение квазипрямого
перехода для данного случая принимает вид (система Б)
581,0СН4 + 808Н2О + 177Оа 4- 8Аг Ц- 656,7N2 -->
—> 1 т NH8 + 581 ,ОСОа 4- 8Аг
Реальные показатели процесса двухступенчатой конверсии приведены в
табл. 11,12 и 11,13.
Производство технологического газа высокотемпературной конверсией
может быть охарактеризовано уравнениями
СН< + 0,5Оа = СО4-2На СО4-НаО = СОа4-На
Так как необходимое для реакции количество кислорода и азота посту-
пает в систему из воздуха, то в системе окажется определенное, избыточное
против стехиометрии, количество азота и аргона, которые из нее в дальней-
шем необходимо вывести. После соответствующих преобразований в оконча-
тельном виде уравнение принимает вид (система В)
656,7СН4 4- 656,7НаО 4- 328,ЗО2 4- 656,7N2 4- 563,2Na 4- 15,0Ar -►
—1 т NH3 + 656,7СОа 4- 563,2Na 4- 15,0Af
Для удобства все дальнейшие выкладки проводят из расчета получения
1 т аммиака. Теоретический расход водорода и азота на синтез 1 т аммиака
составляет соответственно 1970 и 656,7 м8.
Полная паровая конверсия метана с последующей дозировкой азота яв-
ляется одним из примеров получения исходной смеси для синтеза аммиака.
При этом стехиометрическое уравнение стадии получения водорода можно
записать в виде
СН4 4- 2НаО = 4Н2 4- СОа
В этом случае соотношение стехиометрических коэффициентов у метана
и воды в уравнении (11.36) будет соответствовать 1 :2. Численное же зна-
78
чение этих коэффициентов на единицу массы аммиака определяется нз урав-
нения Материального баланса по водороду
\ аСН* + рНяО------> 0NH, + аСО8
Так как 0=2а и I т NHa соответствует 1970 м’ водорода, то уравнение
(11.35) принимает вид
«СН4 + 2осН20----> 1970Н2 + аСО2
Расчет баланса по водороду на 1 т аммиака показывает, что стехио-
метрические коэффициент в—492,5, тогда 0=985. Согласно принятой схеме»
для реакции надо подвести стехиометрически необходимое количество азота,
но так как в природе нет чистого азота, то в систему вместе с азотом из
воздуха поступит определенное количество кислорода и аргона, которые в
дальнейшем из системы необходимо вывести. Следовательно, в окончатель-
ном виде уравнение принимает вид (система А)
492,501* + 985Н2О 4- 656,7NS + 177О2 + 8Аг ->
----► 1 т NH3 + 492,5СО2 + 177О2 4- 8Аг
Применительно к процессу производства метанола аналогичные уравне-
ния можно записать ка$:
а) конверсия метана с водяным паром и диоксидом углерода (систе-
ма Г)
ЗСН* + 2НаО + СО2 = 4CHSOH
525СН* + 350Н2О 4- 175СОа = 1 т СН8ОН
б) конверсия метана с водяным паром и кислородом (система Д)
ЗСН* 4- Н2О + Оа = СН3ОН 4- н8
700СН* + 233Н2О + 233Оа 4- 878 (N2 + Аг) =
= 1 т СНвОН 4- 233На 4- 878 (N2 4- Аг)
Из приведенных выше уравнений следует, что принцип стехиометриче-
ских соотношений позволяет определить минимальное количество исходных
реагентов, необходимое для получения единицы конечного целевого продук-
та, т. е. рассчитать минимальные расходные материальные показатели в тех-
нологическом процессе.
Для определения идеальных энергетических показателей весь процесс
производства удобно рассматривать как единую термодинамическую систему,
на границах которой подводятся сырье и энергия и отводятся целевой и по-
бочные продукты в виде потоков вещества и энергии.
При анализе производства одного или нескольких продуктов уравнения
(11.33) и (JI.34) целесообразно цереписать в виде
т я z
2я'ИСХ — 2 ±2Я ™ <п39>
s>=l
т п I
2р»«=2£‘1и±2£™ (П'40)
Z=1 k=\ S=1
где Яисх и £исх, ЯЦп и £Цп, Япп и £пп — энтальпия и эксергия соответствую-
щих исходных реагентов, целевы^ и побочных продуктов.
79
Таблица П,13. Материальный баланс второй ступени —
конверсия паром и воздухом в реакторе шахтного типа
(содержание СН4 в конвертированном газе — 0,3% (об.)]
Компо- ненты газовой смеси \ Приход Выход конвертированного газа
) . из трубчатой печи воздух влажного сухого
Сухой газ влажный газ м3 % (об.) м3 % (об.) К* % (об.)
м* % (об.) м3 % (об.)
со2 106,5 10,65 106,5 5,96 113,58 5,00 113,58 8,06
со 91,5 9,15 91,5 5,12 — 170,20 7,50 170,20 12,08
На 701,2 70,12 701,2 39,22 — — 801,00 35,30 801,00 56,83
Ns 10,7 1,07 10,7 0,6 305,8 78 316,5 13,95 316,50 22,45
сн4 90,0 9,00 90,0 5,035 — -и— 4,22 0,18 4,22 0,30
Аг 0,1 0,01 0,1 0,005 3.9 1 4,00 0,17 4,00 0,28
о2 — « 82,3 21 — —
НаО — — 788 44,06 — — 859,74 37,90 — —
Всего 1000 100 1788 100 392 100 2269,24 100 1409,5 100
Анализ систем А—Д совместно с уравнениями П.39, П.40 позволяет по-
лучить предельные расходные коэффициенты для различных способов кон-
версии углеводородов.
Для сравнения эффективности многостадийных химических процессов Це-
лесообразно ввести коэффициент целевого использования ' исходного сырья.
В качестве критерия оценки предлагается ввести к. п. д., равный отношению
эксергии конечных целевых продуктов к эксергии исходных реагентов при
обратимом процессе
~ ^*цп I^‘исх (11.41)
А=1 I £-1
В случае производства аммиака эксергетическнй к. п. д. может быть за-
писан в виде
г ___________________£кн3________________
т'£ — Есн4 + £н2о4-#ог + £к2 +£лг4-£э (П-42)
Для рассматриваемых процессов А, Б, В эта величина составляв! соот-
ветственно 99,57; 91,91 и 81,32%.
Так как реальные технологические процессы являются необратимыми, то
для них (Еа — эксергия потерь)
т п I q
2 ^'исх = 2 2 £*пп ^Z" (И • 43)
5—1
Побочные продукты, какими, например, при производстве аммиака явля-
ются СО2 и механическая или электрическая энергия, могут быть полезно ис-
пользованы, и в этом случае их следует приравнять к целевым. Тогда эксер-
6—1425
81
готический целевой к. п.д. производства аммиака может быть определен вы-
ражением /
Чд = (^nhs 4“ Е» + ^сог)/^исх I (11 • 44)
Сравнение результатов расчета реального технологического режима с
аналогичными показателями, полученными из термодинамического анализа,
показывает, что степень использования исходного метана при производстве
аммиака составляет: при двухступенчатой конверсии — 72%; при парокнсло-
родной конверсии — 80%; по утилизационной схеме — 96%; по схеме с высо-
котемпературной конверсией — 77 %.
Термодинамический анализ позволяет наметить некоторые пути повыше-
ния экономичности производства .аммиака. К ним относятся получение син-
тез-газа путем эндотермической паровой конверсии метана с дозировкой в
сиитез*газ сравнительно чистого отбросного азота, например из хвостовых
газов производства азотной кислоты [36], или частичное использование отхо-
дящего диоксида углерода для технологических целей, например для синтеза
спиртов.
Таким образом, представляется эффективным технологическое комбини-
рование производств аммиака, азотной кислоты н спиртов. Кроме того, даль-
нейшее существенное снижение расхода природного газа может быть достиг-
нуто прн использовании в реакции паровой конверсии метана тепла высоко-
температурного ядерного реактора.
Потенциальные возможности технологического комбинирования произ-
водств аммиака и метанола могут быть проанализированы при рассмотрении
реакции квазипрямого перехода метана, водяного пара и азота в аммиак и
метанол (в качестве реагента принят отбросный азот). Уравнение этой реак-
ции может быть записано в виде
ЗСН4 + ЗНаО + N2 + 251,802 кДж/моль ------> ЗСН9ОН + 2NH8
Определение энергетического баланса показывает, что для его сохране-
ния к исходной реакционной смеси должна быть добавлена эксергия в ко-
личестве 215,7 кДж/моль. Таким образом, в соответствии с методикой [25]:
215,71/251,802 = (Т — То)/Т
где Т — максимальный температурный потенциал процесса; То — температура
окружающей среды, равная 298К- Отсюда Т=2083К при к.п.д. процесса
Чг=0,857.
Для получения по интегральной квазипрямой реакции 96 кг метанола и
34 кг аммиака требуется 67,2 № метана. В случае квазипрямого перехода ме-
тана в аммиак и метанол при их раздельном производстве в эквивалентных
количествах суммарный расходный коэффициент равен 83,9 м3. Значительное
снижение расходного коэффициента доказывает энергетическую экономич-
ность технологического комбинирования.
Различные способы производства аммиака и метанола нашли свою тех-
ническую реализацию в ряде технологических и. энерготехнологических схем,
рассмотрению некоторых из них посвящены последующие разделы настоящей
главы. Несколько технологических схем, эксплуатируемых в промышленно-
сти, подробно описаны в I-м издании настоящего справочника [9].
82
V Двухступенчатая конверсия природного газа
\ под давлением 3,9 МПа
Промышленное осуществление конверсии углеводородных газов водяным
паром в Трубчатых печах с подводом тепла извне стало возможным в ре-
зультате успешного освоения .производства катализаторных труб из жаро-
прочной стали, способных работать при высоких температурах под давлени-
ем в несколько мегапаскалей, а также в результате создания более актива
ных катализаторов и совершенствования конструкции печи.
Из-за смещения равновесия реакции (ПЛ) в нежелательном направлении
возникает необходимость вести процесс с большим объемным соотношением
НгО: СН4 и при более высоких температурах.
На рис. II-13 показано, как должны меняться объемное соотношение
НгО: СН4 и температура на выходе из трубчатой печи при давлениях 1,4;
2,45; 3,5 и 4,9 МПа, чтобы содержание метана в«газе после конвертора вто-
рой ступени не превышало 0,3 и 0,5% (об.). Представленные на рисунке за-
кономерности найдены с учетом следующих допущений: природный газ со-
держит 94% (об.) СН4; температура воздуха, поступающего в конвертор ме-
тана второй ступени, равна. 450 °C; температура процесса в трубчатой печи
на 25 °C выше равновесной; потери тепла в трубопроводе на участке между
трубчатой печью и конвертором метана второй ступени пренебрежимо малы.
По схеме на рис. 11-14 очищенная от се^ы газовая смесь при температу-
ре 350—370 °C под давлением 4,15—4,2 МПа смешивается с водяным паром
в соотношении пар: газ=3,7—4,0. Давление газа перед трубчатой печью под-
держивают автоматически — изменением частоты вращения турбины компрес-
сора природного газа. Необходимые расходы газовой смеси и пара, посту-
пающих в трубчатую печь, поддерживают при помощи автоматических регу-
ляторов, установленных на этих потоках. При этом Предусмотрен также за-
мер соотношения пар: природный газ.
Образующаяся парогазовая смесь прн 350—370 °C поступает в подогре-
ватель, расположенный в конвекционной зоне трубчатой печи (БТА), где за
счет тепла дымовых газов нагревается до 510—525 °C. Затем парогазовую
смесь направляют в I ступень конверсии метана — трубчатую печь (в радиа-
ционную зону), в которой она равномерно распределяется по вертикально
расположенным реакционным трубам 8.
на выходе из реакционных труб в за-
висимости от активности катализато-
ра находится в пределах 790—823 °C.
Остаточное содержание метана в су-
хом конвертированном газе после
трубчатой печи составляет 9—11%.
Рис. II-13. Зависимость температуры
газа, выходящего из реакционных
труб, от объемного отношения
Н2О : СН4 при различных давлении в
. трубчатой печи и содержании остаточ-
ного метана после шахтного конвер-
тора.
€*
Температура конвертированного газа
83
Рис, II-14. Схема получения технологического газа двухступенчатой конвер-
сией природного газа под давлением 2,0—3,0 МПа:
1 —' подогреватель парогазовой смеси; 2 — подогреватель паровоздушной смеси; 3, 4 —
пароперегреватели; 5 — подогреватель питательной воды; 6 — подогреватель топливного
газа; 7 — паросборник; 8 — реакционные трубы; 9 — подъемная труба; 10 — футеровав-
ный водоохлаждаемый коллектор; 11 — конвертор метана II ступени.
После реакционных труб конвертированная парогазовая смесь проходит
подъемные трубы 9, размещенные также в радиационной зоне печи, где
перегревается на 25—80 °C. Подъемные трубы сколлектированы футерован-
ным водоохлаждаемым коллектором 10, по которому конвертированный газ
попадает в шахтный конвертор метана II ступени 11. Конвертированная па-
рогазовая смесь после трубчатой печи поступает в кольцевое пространство
смесителя, расположенного в верхней части конвертора метана II ступени.
Воздух, необходимый для процесса паровоздушной конверсии, забира-
ется из атмосферы и после очистки от пыли поступает на всас центробежного
компрессора. Производительность компрессора регулируют изменением часто-
ты вращения приводной турбины в пределах 80—100%. Тонкое регулирова-
ние расхода воздуха на технологию поддерживается автоматически при по-
мощи регулятора — сбросом воздуха в атмосферу.
Температура воздуха после компрессии 175—210 °C, давление 3,7 МПа.
После компрессора воздух поступает в подогреватель технологического воз-
духа 2, установленный в камере конвекции трубчатой печи. Перед подачей
воздуха в подогреватель в трубопровод постоянно дозируют пар давлением
3,8—4,3 МПа и температурой 370—380 °C в количестве 4,5—7 т/ч. Непрерыв-
ная подача пара в трубопровод воздуха необходима для защиты подогрева-
теля паровоздушной смеси и компрессора во время аварийных остановок аг-
регата; для предотвращения обратного хода горячего газа при остановке
компрессора воздуха.
Перегретую паровоздушную смесь при 465—480 °C через центральную
трубу направляют в смеситель конвертора метана 11. В свободном объеме
84 .
шахтного конвертора, расположенном над слоем катализатора, происходит
горение части газа в кислороде воздуха. Затем парогазовая смесь проходит
последовательно через шестигранные огнеупорные плитки, служащие дл»
равномерного распределения газового потока, слои термостойкого алюмохро-
мового катализатора, а затем никелевого катализатора. Тонкий слой алюмо-
хромового катализатора обеспечивает защиту никелевого катализатора от вы-
соких температур, создаваемых в результате горения газа в свободном
объеме. Процесс конверсии осуществляется на никелевом катализаторе пр»
температуре на выходе 990—1002 °C. Остаточное содержание метана в кон-
вертированном газе составляет 0,35—0,55% (об.).
Тепло дымовых газов, вышедших из радиационной секции трубчатой»
печи, используют: для нагрева парогазовой смеси в аппарате 1 с 350—370
до 510—525 °C; для нагрева паровоздушной смеси в аппарате 2 до 465—
480 °C; для перегрева в 2-ступенчатом подогревателе пара (аппараты 3, 4)
давлением 10,3 МПа, идущего на турбину привода компрессора азотоводо-
родиой смеси, с 314 до 485—490 °C; для нагрева деаэрированной питательной?
воды, используемой для получения пара давлением 10,5 МПа при темпера-
туре от 102—104 до 285—314 °C; для подогрева топливного газа (в аппара-
те 6), используемого для сжигания в радиационной камере трубчатой печи.
Дымовые газы после использования их тепла при 200 °C дымососами выбра-
сывают в атмосферу.
Трубчатые печи
В промышленности применяются трубчатые печи различных конструк-
ций, отличающиеся формой шахты печи, размерами заполненных катализа-
тором труб, направлением потоков (парогазовой смеси и дымовых газов), ти-
пом н расположением горелок, конструкцией устройств для компенсации тем-
пературных удлинений и компоновкой аппаратуры конвективной части. Конст-
рукции новейших трубчатых печей предусматривают размещение в конвек-
тивной части печи парового котла, пароперегревателя, экономайзера, , подогре-
вателей природного газа, парогазовой смеси и воздуха.
. Многорядная трубчатая печь. В современных производствах аммиака^
метанола и водорода большой мощности наибольшее распространение полу-
чили прямоточные миогорядные трубчатые печи с верхним пламенным обо-
гревом. Печь состоит из двух блоков: топочной (радиационной) камеры га
Рис. II-15. Компоновка трубчатой печи,
вспомогательного котла и шахтного ре-
актора в агрегате синтеза аммиака мощ-
’ иостью 1360 т/сут:
/ — топочная камера; 2 — камера конвекции;
3 — дымовая труба; 4 — газоход; 5 — встроен-
ный вспомогательный котел; 6 — шахтный ре-
актор; 7 — водоохлаждаемый коллектор.
блока использования тепла дымовых газов (камеры конвекции) со Встроен-
ным вспомогательным котлом. Их взаимное расположение в плане показано
«а рис. 11-15. К основным преимуществам таких печей относится их ком-
пактность и относительно небольшие тепловые потери.
На рис. 11-16 н II-17 показаны разрез и общий вид трубчатой печи та-
кого типа (ППР-1360). В топочной камере установлены 12 параллельных
секций, каждая из которых имеет 42 реакционные трубы, центробежнолнтые,
из стали 0Х20Н25С2. Диаметр трубы 114x21 мм, высота 11 м, длина обо-
греваемой части 9,6 м. Трубы вварены в нижний секционный коллектор с ша-
гом 230 мм. Коллектор, диаметр которого 142X49 мм, снаружи теплоизоли-
рован. Реакционные трубы подвешены к несущим балкам на пружинах.
В центре секции установлена подъемная труба, соединяющая секционный
коллектор со сборным газоходом -2.
Срубный экран каждой секции по условиям монтажа состоит из 3 ча-
стей, шаг между крайними трубами которых больше, чем 230 мм. Этим
обусловлена неравномерность освещения труб экрана, что приводит к пере-
греву части экранных труб. Секции труб свободно висят в топочном прост-
ранстве камеры. Кольцевые зазоры между реакционными трубами и сводом
топочной камеры уплотняют огнеупорными сальниковыми устройствами.
Рис. II-16. Многорядная трубчатая печь типа Kellog:
2 — гоночная (радиационная) камера; 2 — реакционная труба; 3 — нижний коллектор;
-4 — секционная газоотводящая труба; 5 — футеровка; 6 — газоход; 7 — сводовая инжек-
ционная горелка; 8 — газосборный коллектор; 9 — система пружинной подвески; 10 — га-
зоподводящая труба; 11 — грзоотводящий коллектор; 12 — конвективная камера; 13 —
.газоход вспомогательного котла; 14 — дополнительные горелки; /5 — 11 ступень паропе-
регревателя; 16 — подогреватель паровоздушной смеси; 17 — подогреватель парогазовой
смеси; 18—1 ступень пароперегревателя; 19 — экономайзер; 20 — подогреватель топлив-
ного газа.
£6
1
Рис. П-17. Общий вид топочной (радиационной) камеры многорядной трубча-
той печи:
/ — водяная рубашка; 2 — общий футерованный коллектор конвертированного газа; 3—
люк-лаз; 4 — сборные газоходы; 5 — нижние секционные коллекторы; 6 — футеровка; 7 —
донолиительные горелки; 8 — газоотводящая секционная труба; 9 — реакционные трубы;
10 — газоподводящие трубы; 77 — основные горелки камеры; 12 — корпус камеры; 13 —
смотровое окно; 14 — коллекторы парогазовой смеси.
Парогазовая смесь из коллекторов 14 (см. рис. II-17) равномерно распре-
деляется по газоподводящим трубам 10 между реакционными трубами Я
В реакционных трубах на никелевом катализаторе протекает паровая кон-
версия углеводородов. Температура реакционной смеси на выходе из труб-
800—825 дС. Конвертированный газ собирается в секционные коллекторы £
ц поднимается по газоотводящим трубам 8 в общий газообразный коллек-
тор 2, футерованный теплоизоляционным бетоном и помещенный в водяную
рубашку. Температура реакционной смеси на'выходе из подъемных труб»
840—860 °C. Далее конвертированный газ по газосборному коллектору на-
правляют в шахтный реактор.
Топочная камера футерована двумя слоями высококачественного легко-
весного шамота общей толщиной 150 мм; температура наружной металли-
ческой стенки печи не должна превышать 60 °C. Огнеупорные блоки свод»
топочной камеры подвешены на металлических шарнирных крюках. Камер»
снабжена смотровыми окнами 13 и люками-лазами <3 и облицована сварным
кожухом 12 из стали Ст.З толщиной 5 мм.
Обогрев реакционных труб осуществляется факельными инжекционными
горелками 11. Горелки расположены в своде топочной камеры между сек-
циями реакционных труб Я В каждом ряду установлена 21 горелка. Дымо-
вые газы отводят через газоходы, расположенные между секциями реакцион-
ных труб в нижней части печи, и при температуре 900—1100 °C направляют
в конвективную камеру. С целью обеспечения равномерности обогрев»
реакционных труб секции окна в газоходах выполнены с переменной перфо-
8Г
Таблица 11,14. Характеристики поверхностей конвективной камеры
многорядной печи ППР-1360
Назначение
•трубного пучка
Подогреватель
парога-
зовой смеси
паровоз-
душной сме-
си
Пароперегре-
ватель
II ступень
I ступень
Подогреватель
питатель-
ной воды
^экономайзер)
топливного
газа
Число труб в пучке Наружный диа- метр труб*, мм Марка стали «не на МПа Температура, “С 'я
продукта дымовых газов .
н к у ь О ч = ’ S.g 8 е с £
0J S св 0 вход ВЫХОД вход - выход
40 140 15ХМ 3,9. 350 520 1070 960 267,6
24 140 15ХМ 3,5 220 482 960 895 163,5
264 73 15ХМ 10,5 414 490 895 770 938,3
276 76 (Ю2) 15ХМ 10,5 314 415 810 530 4561,6
200 102 (140) Ст. 20 11,2 102 297 420 208 11 123
12 140 (184) Ст. 20 0,66 20 150 208 200 361,4
* Длина труб в пучках 15,2 м; размер в скобках — наружный диаметр оребренных
•труб.
фацией по длине печи. В торцевой стене каждого газохода имеются допол-
нительные горелки 7.
Конвективная камера трубчатой печи имеет П-образную форму, к кото-
рой пристроен вспомогательный котел (конструкции вспомогательного котла
« котлов-утилизаторов приведены прн описании агрегата мощностью
1360 т/сут). В конвективной камере по ходу газа размещены подогреватели
ларогазовой смеси; подогреватель паровоздушной смеси, пароперегреватель
Л ступени, горелочный блок регулирования температуры перегретого пара,
смесительная камера потока дымовых газов после радиационной камеры и
туннельных горелок, после пароперегревательных горелок и после вспомога-
тельного котла; пароперегреватель I ступени, экономайзер, подогреватель топ-
ливного газа. Характеристики теплообменных поверхностей приведены в
табл. П,14.
Представляет интерес схема регулирования температуры пара давлением
30 МПа на выходе из перегревателя II ступени. Требуемую температуру под-
держивают, регулируя перегрев пара в первой ступени пароперегревателя из-
менением расхода топлива в горелках пароперегревателя. При этом на режим
работы пароперегревательных горелок оказывает влияние и паропроизводи-
тельность вспомогательного котла.
Пройдя теплообменники конвективной камеры, дымовые газы попадают
в дымосос, откуда при температуре не выше 200 °C выбрасываются в атмо-
сферу. Для большей надежности работы печь оборудована двумя дымососа-
Й8
Дымовой газ
Рис. И-18. .Террасная двухъярусная трубчатая печь:
/ — дымовая труба; 2 — дымосос; 8 — подвеска реакционных труб; 4 — коллектор парога*
эовой смеси; о — теплообменники; б — люк-л аз; 7 —горелка конвективной камеры; 5 —
труба радиационной камеры; 9 — диффузионные горелки; 10 — коллекторы конвертирован-
ного газа радиационных камер; // — футерованный общий коллектор конвертированного
газа; 12 — газоотводящая трубка; 13 — пружинная опора коллекторов; 14 — тройник; /5 —
металлический каркас; 16 — кессон выходного коллектора; 17 — окно для розжига горе-
лок; 18 — люк-лаз со смотровым окном; 19 — штуцер для контрольно-измерительных при-
боров; 20 — футеровка печи; 21 — смотровое окно; 22 — окно взрывной панели; 28— саль-
никовое уплотнение реакционных труб; 24 — пружинная опора; 25 — газоподводящая
трубка; 26 — площадка и лестницы для обслуживания печи; 27 — паросборник.
'ЫИ с приводом от паровых турбин. Дымосос создает разрежение у свода то-
почной камеры 0,096—0,049 кПа. Измерение температуры конвертированного
газа и отбор проб газа из секционных коллекторов осуществляют через спе-
циальные штуцеры, выведенные через под топочной камеры.
Основной недостаток печи данной конструкции — невозможность отклю-
чения одной или нескольких реакционных труб, (при их аварийном состоя-
нии) без остановки всего агрегата. Производительность печи по природному
газу (на технологию) 38—40 тыс. м3/ч. Объем загруженного катализатора
20,6 м3. '
Террасная двухъярусная печь. На рис. II-18 показана однорядная тер-
расная двухъярусная трубчатая печь противоточного типа, Печь состоит из
двух параллельно работающих двухъярусных топочных камер и блока, пред-
назначенного для использования тепла дымовых газов. Все блоки размеще-
ны в сварном кожухе из стали Ст.З толщиной 5 мм. В каждой камере уста-
новлено по 100 реакционных труб 8 диаметром 134X16 мм, длиной 14 м;
длина обогреваемой части около 12 м. Трубы расположены в ряд с шагом
*0,303 м. Они имеют нижнюю опору, однако большая часть их массы (95%)
воспринимается противовесами через траверсы.
Кольцевые зазоры между реакционными трубами и сводом, а также меж-
ду трубами и подом топочной камеры уплотняют при помощи специальных
сальниковых устройств. Парогазовая смесь из коллекторов 4, установленных
на пружинных опорах 24, равномерно распределяется между реакционными
-трубами 8. Газоподводящие трубки 25 служат одновременно для компенса-
ции неравномерности линейных удлинений реакционных труб. В реакцион-
ных трубах на никелевом катализаторе протекает паровая конверсия угле-
водородов. Температура реакционной смеси на выходе из труб 780—
816 °C. Конвертированный газ по газоотводящим трубкам 12 направляется в
секционные коллекторы 10, установленные на пружинных опорах 13, откуда
поступает в футерованный коллектор (газоход) 11 и далее в шахтный реак-
тор. Топочная камера футерована двумя слоями высококачественного легко-
весного огнеупора общей толщиной 250 мм. Свод камеры подвешен на ме-
таллических шарнирных крюках. В камере имеются смотровые окна 21,
взрывные панели 22 и монтажные люки-лазы 6.
Топочная камера оборудована диффузионными горелками 9, установлен-
ными на террасах вдоль основания каждого яруса. Пламя настилается на
наклонные боковые стенки печи. Большая часть тепла (60—70%) передается
реакционным трубам радиацией от раскаленных до 1000—1200 °C стен каме-
ры. Дымовые газы поднимаются вверх и при температуре 850—1040 °C по-
дступают в конвективную камеру. Дифференцированный подвод тепла на
2-х ярусах позволяет интенсифицировать теплообмен и улучшить темпера-
турные условия работы реакционных труб.
В поде конвективной камеры установлено 10 дополнительных горелок 7.
Пройдя теплообменники 5 конвективной камеры, характеристики которой
приведены в табл. 11,15, дымовые гавы понадают в дымосос 2, откуда при
температуре около 160 °C выбрасываются в атмосферу. Для обеспечения
большей надежности работы два дымососа • печи имеют разные приводы:
электрический и от паровой турбины. Дымососы создают разрежение: у пода
топочной камеры 30—50, у свода 80—100 Па. Производительность печи по
природному газу (на технологию) 16000 нм’/ч.
Таблица 11,15. Характеристики трубных пучков конвективной зоны
двухъярусной печи Л ПР-600
Назначение труб- ного пучка i Число труб в пучке I 1 Наружный диаметр . труб*, мм : Марка стали Давление на вы- ходе, МПа Температура, ”С Поверхность теп- лообмена, м’
продукта ДЫМОВЫХ газов
вход выход вход выход
Подогреватель 527 1067 950 265X2
парогазовой смеси (из двух пучков), вторичный технологиче- ского воздуха (из двух пучков) 16X2 114 Х18Н12Т 3,5 364
8X2 114 Х18Н12Т 3,4 НО 500 950 865 100X2
Парогенератор Подогреватель 32 114 Ст.20 4,1 250 250 865 730 240
парогазовой смеси, первичный 16 114 (140) Ст.20 3,4 277 363 730 655 216
природного га- за Экономайзер 16 114 (140) 15ХМ 3,6 НО 380 655 600 720
основной 40 114 (166) Ст.20 4,0 ПО 250 600 295 3340
дополнитель- ный 16 114 (166) Ст.20 0,5 70 110 295 210 1440
• Длина труб пучка 14,9 м; размер в скобках — наружные диаметры оребренных
труб.
Печи террасного типа обладают более высоким коэффициентом полез-
ного действия радиационной камеры в сравнении с печами многорядного
типа за счет интенсификации теплообмена при помощи вторичных излучате-
лей. Объем загружаемого катализатора —21 м3.
В СССР в агрегате мощностью 1360 т NH3 в сутки эксплуатируется мо-
дификация 2-ярусной трубчатой печи, в которой размещено 426 реакционных
труб в 2 камерах в виде 2-рядного экрана. Трубы диаметром 121X16 мм,
высотой «14 м, длина обогреваемой части «12 м. Объем загруженного ка-
тализатора 34 ма.
Шахтные реакторы второй ступени
Шахтный реактор второй ступени предназначен Для проведения практи-
чески полной Доконверсии метана, оставшегося в газе после трубчатой печи,
и введения в состав получаемого Технологического газа необходимого коли-
чества’ азота.. Шахтный конвертор 'представляет собой* вертикально располо-
женную металлическую обечайку из малоуглеродистой котельной стали.
Верхняя, коническая часть аппарата, служит основанием привареййого к
нему корпуса смесительной камеры. Нижняя часть обечайки закапчивается
94
•сферическим, коническим или плоским днищем. Внутри реактор футерован
Жетоном.
На рис. П-19 — П-21 показаны 3 типа конструкций шахтных реакторов,
применяемых в агрегатах синтеза аммиака производительностью 1360 и
4500 т NH3 в сутки. Все они работают при давлении 2,6—3,3 МПа.
Конвертированный газ при температуре 760—830 °C поступает из труб-
чатых печей по футерованному газоходу (коллектору) в смесители шахтных
реакторов для смешения с воздухом. Ввод газа осуществляют тангенциаль-
но (см. рис. П-20) или сверху (см. рис. П-19). Ввод воздуха и дробление
•его на отдельные потоки производится при помощи специальных распреде-
лителей. Температура воздуха на входе в реактор 400—550 °C. В шахтные
!Рис. II-19. Шахтный реактор паровоздушной" конверсии агрегата синтеза ам-
миака мощностью 1360 т/сут:
1 — верхняя термопара; 2 — верхний защитный слой катализатора; 8 — корпус; 4 — водя-
ная рубашка; 5 — боковые термопары; 6 — щары из оксида алюминия; 7— кладка сво-
да; в —днище; 9 — внутренняя металлическая облицовка реактора; 10 — штуцеры входа
-воды в водяную рубашку и выхода из нее; 11 — штуцеры наружных термопар; 12 —
^цилиндрическая опора; 13 — лестница для обслуживания реактора; 14 — катализатор;
15 — футеровка из жаропрочного бетона; 16 — закладная арматура под футеровку; 17 —
смесительная камера; 18 — верхняя площадка для обслуживания.
Рис. П-20. Шахтный реактор паровоздушной конверсии агрегата синтеза ам-
миака мощностью 600 т/сут:
1 — верхняя крышка реактора; Й — смесительная камера; 8 — водяная рубашка; 4 — кор-
пус реактора; 6 — термопары; б— штуцер входа воды в водяную рубашку; 7 — газоход;
—футерованный узел вывода конвертированного газа; 9 —днище; 10 — распределитель-.
>ная насадка (свод) для вывода горячего конвертированного газа; 11 — шары на оксида
алюминия; 12— крышка люка-лаза; 18— катализатор; 14 — футеровка из жаропрочного
,я тепдсмаоляционного бетона; 15 — защитный слой; 16 — штуцер вывода воды из водя-
ной рубашки; 17 — воздушник; 18 — фурмы ДЛя ввода воздуха.
•92
Рис. П-21. Типовой шахтный реактор с горелочной камерой, вынесенной за
пределы реактора:
< —корпус шахтного реактора; 2 — катализатор; 3 —штуцер; 4 — катализатора я ре-
шетка; 5 —горелочная камера; / — горелочный узел.
реакторы второй ступени попадает газ из трубчатой печи, содержащий 8—
10% (об.) метана. Во всех реакторах при смешении потоков скорость истече-
ния воздуха 10—60 м/с, а скорость движения газа в цилиндрической части
смесителя 6—20 м/с. Наиболее высокая температура горения—в нижней ча-
сти смёсителя. Тепловое напряжение в свободном объеме шахтного реактора
(над катализатором) 12,56—117^23 ГДж/м’ Средняя температура парогазо-
вой смеси над катализатором после связывания кислорода воздуха 1200—
1300вС.
Катализатор (кольца размером 14X12X7, 16X14X8, 19X19X9 мм И
крупнее) загружают в шахту реактора через верхний штуцер, расположен-
«ый над смесителем. Его засыпают при помощи различных приспособлений,
ее допускающих падения гранул с высоты более 1—2 м. Сверху катализатор,
как правило, защищен слоем высокоогнеупорного материала высотой 400—
1000 мм. Сопротивление всего слоя катализатора составляет не более 49—
98 кПа. Температура газа на выходе из слоя катализатора при заданном со-
держании остаточного метана я расходе воздуха, определяемом стехиомет-
рическим показателем конверсии (СО+На): №*3,05—3,1 (по объему), зави-
сит от теплового баланса реактора.
Показателем работы шахтного реактора является степень достижения
равновесной концентрации метана в конвертированном газе. Чем лучше
равномерность распределения газового потока по сечению аппарата, выше
качество изготовления футеровки (отсутствие байпасов) и чем выше актив-
ность катализатора, тем меньше потребуется перегревать конвертированный
газ на выходе из шахтного реактора, чтобы достигнуть заданного содержа-
ния остаточного метана. Это, в свою очередь, приводит к улучшению уою-
вий работы трубчатой печи. Чрезвычайно важным является нормальная ра-
бота смесителя конвертированного газа с воздухом, ибо при его раэруше-
93
нии процесс потребления кислорода технологического воздуха не успевает
закончиться в свободном объеме шахтного реактора и продолжается в слое
* катализатора, вызывая его перегрев^ разрушение и ухудшение аэродинамики
всего зернистого слоя, что проявляется как в увеличении остаточного содер-
жания метана, так я в росте перепада давления газа в шахтном конверторе.
Процесс в шахтном реакторе контролируют термопарами, установленны-
ми на входе реакционных потоков, в слое катализатора и на выходе газа из
реактора.
Ниже приведены некоторые характеристики промышленных шахтных ре-
акторов для агрегатов различной производительности (по аммиаку):
Производительность, т/сут . . 600 1300—1500
Рабочее давление, МПа . . . 26-28 26—31
Объем катализатора, м3 . . . 20 38
Объемная скорость*, ч-1 . . . 3000 4000
Высота, м . . 15 20
Наружный диаметр, м . . 3 4
* По сухому газу на входе в шахтный реактор.
Реакторы высокого давления футеруют бетоном. Футеровку из бетона
наносят либо методом торкретирования (напыления) в 2—3 слоя, либо за-
ливают в опалубку. Общая толщина футеровки достигает 270—450 мм.
Сверху огнеупорная шахта заканчивается усеченным конусом с углом
у основания 45 или 60°. На нее опирается футеровка смесительной камеры.
Днище шахты представляет собой сферическую, коническую или плоскую
решетку (свод) из высокоглиноземистых фасонных кирпичей. Основное требо-
вание к химическому составу жароупорных бетонов, которыми футеруют
шахтные реакторы, работающие при повышенном давлении, — минимальное
содержание диоксида кремния. При давлении 3,0 МПа и высокой темпера-
туре диоксид кремния образует с водяным паром неустойчивый .летучий
гидрат кремния Si (ОН) 4, который в дальнейшем разлагается и оседает в виде
осадка SiO2 на теплообменных поверхностях котлов-утилизаторов и на ката-
лизаторе конверсии оксида углерода, резко ухудшая теплопередачу в котлах-
утилизаторах и дезактивируя катализатор. Внутренний слой футеровки, со-
прикасающийся с парогазовой смесью, не должен содержать более 1—3%
SiOj. ч
Надежная работа реактора (отсутствие байпасов конвертированного газа)
во многом определяется качеством, футеровки, поэтому к ней предъявляются
Повышенные требования. Глубокие трещины приводят к опасным перегревам
корпуса. Исходя из условий безопасности, почти все промышленные реакто-
ры снабжают наружной водяной рубашкой.
' Моделирование и расчет реактора Конверсии
углеводородов
‘ ’ *1
Построение математической Модели. При решёнии задач проектирования
и- модернизации аппаратурного оформления процесса конверсии необходимо
уметь рассчитывать температуру стенки реакционных труб, состав, температу-
ру й давление газа По длине реактора. Для этого необходимо располагать
04
математической моделью. При помощи* такой модели можно было бы опре-
делять изменения, которые произойдут при варьировании технологических
параметров ведения процесса. Экспериментальным данным, полученным на
стендовых и полупромышленных установках, отводится роль критерия, под-
тверждающего по узловым точкам правильность выбранной модели.
Процесс производства водорода из углеводородного сырья, представляет
собой совокупность взаимосвязанных процессов тепло- и массопереноса/ На-
ложение этих процессов на кинетику приводит к значительному усложнению
связей между скоростью превращения и температурой, составом и давлением
газовой смеси.
Всю совокупность процессов переноса и превращения компонентов реаги-
рующей смеси, происходящих в реакционных трубах, можно разделить на
несколько уровней: процессы, происходящие в объеме газа, на границе раз-
дела газ —твердое тело и в порах катализатора. Скорость превращения в
лорах катализатора определяется в основном диффузией в порах и кинети-
кой на поверхности активного компонента. Кинетика на поверхности актив-
ного компонента достаточно полно изучена [35] при давлении газовой смеси,
близком к атмосферному. В настоящее время, пока отсутствуют столь же
фундаментальные работы по кинетике при повышенном давлении газовой
смеси, в литературе известны лишь отдельные экспериментальные работы по
кинетике при повышенном i давлении, результаты которых показывают, что
необходимо учитывать влияние давления процесса на механизм кинетики [36].
При рассмотрении процесса конверсии, протекающей на зерне катализа-
тора,, можно представить следующую физическую картину. Из потока реаги-
рующей смеси ц поверхности катализатора и в его поры диффундируют мо-
лекулы метана и водяного пара. На активных никелевых центрах протекает
реакция конверсии, в результате которой образуются водород, оксид и диок-
сид углерода. Эти компоненты .отводятся от поверхностей реакций в поток,
протекающий между - зернами катализатора. Скорость отвода, подвода
компонентов и их реагирования на различных по объему активных центрах
зерна неодинакова, что приводит к образованию профилей концентраций
этих веществ по объему таблетки — от поверхности зерна в его глубину. Об-
разование концентрационного профиля по объему таблетки приводят к раз-
личию скоростей реакции по таблетке в целом и на ее поверхности. Вид
диффузии в порах катализатора зависит от размера пор: молекулярная диф-
фузия — крупные поры, кнудсеновская диффузия — тонкие поры; их комби-
нация— в порах промежуточного размера. При повышенном давлении
(3,0 МПа) на промышленных катализаторах процесс идет1 в основном в об-
ласти молекулярной диффузии и частично в переходной области. Химиче-
ские реакции, протекающие в порах катализатора с увеличением объема,
приводят, кроме того, к появлению конвективной составляющей переноса
массы, которая изменяет наблюдаемую на зерне скорость превращения
Процессы перекоса в объеме газа и на поверхности раздела газ—твер-
дое тело в значительной степени зависят от гндродяяаянки течения поток*
в слое катализатора.
Рассчитать профиль скорости газа в слое даже при небольших числах
Рейнольдса (Reel) затруднительно, При. больших числах Re в таком рас-
чете возникают прннцшпщданые трудности не только из-за сложней гео-
метрии дисперсной фазы, но и. вследствие недостаточной изученности отрыв-
96
яых турбулентных течений,' возникающих при обтекании зерен катализатора.
Таким образом, при моделировании процесса такой сложности упрощения не-
избежны.
В литературе известны модели трубчатых реакторов, которые рассмат-
ривают зернистый слой как однородную среду (квазигомогенные) или как
двухфазную среду газ —твердое тело (гетерогенные). При расчете реакторов,
если скорость реакции не является лимитирующей, используют тепловые мо-
дели, т. е. такие, которые рассматривают реакционную систему как теплооб-
менник (тепловая модель); при учете влияния скорости реакции в модель
реактора включают кинетическое уравнение (кинетическая модель).
Структура слоя катализатора характеризуется неоднородностью, которая
убывает по мере удаления от стенки реактора. При отношениях диаметра
аппарата к диаметру зерна Dan/dB>6—15 влиянием стенки (пристенный эф-
фект) на структуру зернистого слоя можно пренебречь и считать слой ката-
лизатора в первом приближении однородным. Квазнгомогенная модель при-
менима при сравнительно больших отношениях DatJda, когда структуру зер-
нистого слоя можно считать однородной, и при малой разности температур
между газовым потоком и гранулами катализатора. По мере уменьшения
отношения Dtn/dB до 4,5—7 применимость квазигомогенной модели еще сохра-
няется. Влияние неоднородности зернистого слоя учитывается через пороэ-
ность слоя и удельную поверхность катализатора.
Наличие разности температур между газовым - потоком и гранулами ка-
тализатора, а также существование градиента температуры газа в радиаль-
ном направлении приводит к возникновению потока тепла в радиальном на-
правлении за счет теплопроводности гранул катализатора и в местах взаим-
ного контакта гранул. При числах Re «4000—5000 вклад этой составляющей
в перенос тепла в радиальном направлении не превышает 5% и средняя
разность температур между газовым потоком и гранулами катализатора не
превышает 10 °C [15].
Гетерогенную модель трубчатого реактора с отношением 7>.п№>4,5
необходимо применять при числах Re, меньших 4000—5000. Во многих труб-
чатых реакторах, применяемых в промышленности, Re>4000 н D«B/d3>4,5
[151 поэтому можно в качестве модели таких реакторов применять квазиго-
могенную модель, которая позволяет учитывать как профиль температуры га-
зовой смеси по сечению реактора, так и продольное перемешивание.
При Re>4000 величина составляющей переноса тепла в осевом ’направ-
лении за счет теплопроводности пр гранулам и в местах их взаимного кон-
такта мала (<1%) благодаря интенсивному перемешиванию и большой ве-
личине конвективной составляющей.
При числах Re>4000 вклад составляющей переноса массы в осевом на-
правлении за счет перемешивания газа (дисперсия массы) мало зависит от
величины Re и составляет «5% при длине трубы 10 м. Объясняется это тем,
что уже при Re>10 перемешивание газа в осевом направлении велико и
значение числа Пекле диффузионного неизменно (Ред«2), а значение числа
Пекле теплового при Re>4000 также неизменно (Рвт«2). Аналогично в ра-
диальном направлении прн Re>100 величина Ред«12 [15], то же можно ска-
зать и о числе Пекле тепловом, а для перемешивания газа в радиальном на-
правлерни при Re>100 число Ред«12, при Re>4000 число Ре,«12.
_'^ля,РеахтоРов, применяемых в промышленности, внутренний диаметр.
96
реакционных труб (£>ап) которых находится в пределах Dan**0,07—0,20 м,
при числах Ре,» 12 (Re>4000) из-за больших градиентов температуры газо-
вой смеси вблизи стенки реактора можно пренебречь изменением температу-
ры газовой смеси по радиусу реактора. Действительно, в том случае, когда
температура газовой смеси практически постоянна по сечению реактора и ос-
новное изменение ее происходит только непосредственно у стенки реактора,
средняя температура смеси незначительно отличается от температуры смеси
вдали от стенки. Таким Образом,- при моделировании реактора с отношения-
ми D«n/d3>4,5 при числах Re>4000 и длине реактора 1>9—10 м можно
пользоваться квазигомогенной одномерной моделью, не учитывающей пере-
нос тепла теплопроводностью по катализатору и при турбулентном продоль-
ном перемешивании.
Тепло, передаваемое излучением стенкой реактора газовому потоку и
слою катализатора, при числах Re>4000—8000, давлении «3,0 МПа и со-
держании излучающих газов (Н2О, СН4, СО2) «20—100% может состав-
лять 10—25% от конвективной составляющей [37].
Поток газовой смеси в текущем сечении реактора получает тепло от
стенки реактора конвекцией (qTO) и излучением (ф,). Полученное газом теп-
ло расходуется на проведение эндотермической реакции (<7ж) и нагрев газо»
вой смеси (<?«)-
Балаис тепла для газовой смеси:
<7н — ?то 4“ 9и Ях (11.45)
q* = GcpdTfldl (11.46)
где G— массовая скорость смеси, кг/(м2-с); ср — теплоемкость смеси,
кДж/(кг-К); Tf — температура смеси, К; I — продольная координата, м. \
?то = ап(Г^-Т/)4/Р (П.47)
где D — внутренний диаметр реактора; —суммарный коэффициент тепло-
отдачи при вынужденной конвекции, кДж/(м2-К); Т w—температура стен-
ки реактора, К.
- Яи = ^(Т^-Т^)4/О (И.48)
где о —постоянная Стефана — Больцмана, кВт/(м2-К*); 8ор — приведенная
степень черноты.
епр= 1/(1/ег+VM ч (11.49)
где ег, ev — степень черноты газа и стенки реактора.
Ях = + ^соаД^со4. (11.50)
где ДЯ— энтальпия химического превращения4, кДж/кмоль; dytldl^Wi—
скорость превращения i-ro компонента, кмоль/(с«м’); у( — число прореагиро-
вавших молей i-ro компонента в единицу времени в единице сечения реак-
тора'
Wj=f(P, и,f,) (11.51)
Индексы СН4 и COS относятся к ключевым компонентам, по количеству
.которых определяются скорости следующих реакций;
СН4 + Н20 ч=ь СО 4- ЗНа СО + НаО СО2 + Н, (11.52)
7—1425 ’ ’ . ’ 97
Скорости превращений берутся согласно рекомендациям Темкина и его
сотр. [35] с учетом диффузионного торможения по Вяткину, Бескову [38].
Состав газа пересчитывается для каждого сечения
П = (2'1Л + '1“)/(1 + 2*сн4) (11.53)
где п — мольная доля i-ro компонента j=CH4 и СО2; х/=
«Nf — поток /-го вещества ня входе.
Значение стехиометрических коэффициентов приведено ниже:
Компонент Vi, СН4 - . V/, СО2 . . . — 1 со 1 —1 СН4 0 1 со, 0 1
Изменение давления по слою dP - At = (Ра 1 fa (11*54)
где о —удельная поверхность катализатора, м8/м3; р/ — плотность смеси,
кг/м8; fB— коэффициент гидравлического сопротивления; ®ол— порозность
катализатора.
Коэффициент гидравлического сопротивления для зернистого слоя из час-
тиц регулярной несферической формы должен определяться как
/э = 8ВДеэ + Кн (11.55)
где К — константа Козени (изменяется в пределах 3,2—5,2; рекомендуемое
значение 4,8); Ки — инерционная компонента (меняется в пределах 0,4—
1,7; рекомендуемое значение 0,585).
a = a0(l-e) + 3/Dan (П.56)
где а« — определяется экспериментально для частиц неправильной формы или
расчетным путем для частиц правильной формы.
Для слоя из шаров одинакового диаметра оо=6/^ш.
Для частиц правильной формы (цилиндры, кольца Рашига и т. д.) удель-
ная поверхность может быть определена через объем и поверхность одного
элемента слоя и число частиц в единице объема слоя (1/ма):
а — Fq/Vq -]- 3/jDan
^ = (1-есл)/К< (11.57)
Порозность слоя шаров вол, зависящая от соотношения их характерных
размеров и диаметра реакционной трубы, может быть определена как
ей, = 0,6 (2D — d) d/D* + 0,39 (D — d)3/D« (11.58)
При расчете порозности слоя цилиндрических частиц:
<1=(Яц + <1ц)/2 (11.59)
а при расчете слоя колец Рашига учитывается влияние порозности элементов*
на порозность слоя [39].
Здесь dm, du, Нц — соответственно диаметр шара, цилиндра и высота ци-
линдра. . - -
98
Плотность определяется из уравнения состояния:
Pf = MfP/KT =
где Mf и Mt — молекулярная масса смеси и i-ro компонента; и — доля i-n>
компонента.
Опыт эксплуатации промышленных реакторов под давлением показыва-
ет [40], что при объемных скоростях до 2000 Ч"1 и температурах выше
700 °C состав конвертированного газа на выходе из реактора практически
совпадает с равновесным составом. Этот же факт подтверждается лабора-
торными исследованиями [41], проведенными прн объемных скоростях до
5000 и показавших отсутствие отличий в составе газа от равновесного.
Эти экспериментальные факты позволяют упростить кинетическую модель ре-
актора применительно к инженерным расчетам, заменив ее равновесной. Рав-
новесные модели предусматривают, что состав смеси в каждой точке реак-
тора является равновесным для данной температуры, а скорость химической
реакции определяется только теплоподводом. Общее уравнение, описываю-
щее тепловую модель расчета реакционной трубы, можно записать:
^кг__________________Ке (7сТ — 7*кг) ~
2 Not + ~dT^ ”2 cPi
(11.60)
где Ke—коэффициент теплопередачи к реакционной смесн; pi и ps— текущие
мольные доли ключевых компонентов (метана и диоксида углерода); Q, и
Q2—тепловые эффекты реакций по уравнениям (П.1) и (П.2), кДж; Мы —
число молей исходной реакционной смеси.
Для равновесногр участка, находя равновесный состав из решения си-
стемы уравнений (П.57), определяем dih/dTKr и dfWdTxr.
Равновесная модель является достоверной для температур выше 700 °C.
Для температур до 700 °C выделены Два участка: подогрева смеси и неравно-
весного протекания химической ре-
акции. Расчет зоны подогрева ве-
дут из условия, что dnifdTKr=0
(где i= 1,2). Расчет зоны неравно-
весных превращений ведется по
интерполяционному уравнению
d[ki/dTlir=const. Возможность до-
биться не только непрерывности
в распределении составов на гра-
нице зон, но и дифференцируемо-
сти в граничных точках обеспе-
чивается за счет сплайна.
Уравнение (П.54) решается
совместно с уравнением (П.60).
Рис. П-22. Расчетный профиль
температуры дымовых газов, стен-
ки .реакционной трубы, конверти-
рованного газа и давления по вы-
соте реакционной трубы.
99
7*
Результаты расчета представлены на рис. П-22 (профили температур и
давления по высоте реакционной трубы).
Оптимизация конструктивных параметров трубчатой печи. Применение
метода математического моделирования для расчета трубчатых печей конвер-
сии углеводородов позволяет рационально сочетать эксплуатационные и каг
питальные затраты при выборе оптимальных конструктивных характеристик
печи.
В качестве критерия оптимизации нами принята величина приведенных
затрат (П):
П = С+ЕйКу (11.61)
которая учитывает как эксплуатационные расходы (себестоимость С), так и
эффективность использования капитальных вложений (Ку), необходимых для
производства единицы продукции с данной себестоимостью (Ен — норматив-
ный коэффициент эффективности капиталовложений).
В свою очередь, себестоимость; помимо энергетических, материальных и
прочих затрат, включает амортизационные отчисления, складывающиеся из
затрат на реновацию и капитальный ремонт (Оам)> затраты на текущий ре-
монт (аРем) и обслуживание (<м) [45].
Размер отчислений на амортизацию (руб/т) определяется как:
t/ = (<хаы-|-<хобctpeM)/Су - (II.62)
Выделяя в выражении приведенных затрат все составляющие, зависящие
от величины удельных капиталовложений, получаем [46]
П = 1/* + ВКу (И.63)
где U* — составляющая энергоматериальных затрат себестоимости продукции;
В — коэффициент, учитывающий долю удельных капитальных вложений в
приведенные затраты (в химической промышленности он принят равным 0,27)
[46].
Затраты, связанные с проведением паровой конверсии, складываются из
стоимости технологического газа, пара, тепла, затрачиваемого на проведение
эндотермической реакции, и механической энергии в виде потерь давления
технологического газа на преодоление гидравлического сопротивления реак-
ционных труб. Расходные показатели по технологическому газу на единицу
продукции, в частности на тонну аммиака, зависят от конкретной схемы
производства и технологического режима [47]. Расход технологического пара
определяется давлением процесса конверсии и требованиями к составу про-
дуктов реакции [48]. Затраты тепла на проведение реакции паровой конвер-
сии при фиксированном расходе технологического газа и пара и при задан-
ной температуре и составе конвертированного газа постоянны [49]. Перемен-
ной величиной, входящей в эксплуатационные затраты и зависящей от кон-
структивных характеристик трубчатой печи, является только величина, опре-
деляющая работу преодоления гидравлического сопротивления слоя катали-
затора в реакционных трубах (Дг). ’
Величина Аг численно равна работе сжатия (А«ж) конвертированного
газа от давления процесса (Pi) (до давления на входе в реакционную трубу
(Рз), т. е. в качестве фиксированного технологического параметра принима-
ется давление конвертированного газа на выходе из трубчатой печи (Pi)t
400
а давление исходной парогазовой смеси на входе (Р») рассчитывается в за» ,
висимости от конструктивных, решений;
Pe-Pi + APi (11.64)
где ДР — перепад давления конвертированного газа по длине реакционной
трубы.
Требуемая мощность компрессора [47] на единицу продукции (кВт-ч/т)
выражается уравнением
ПкЧыехПэ
(11.65)
где ср — теплоемкость смеси, кДж/(кг-град); GnrC — расход парогазовой
смеси на 1 т NH3, кг/(м2-с), k — показатель адиабаты; т]к — адиабатический
к. п. д. компрессора; т)мех— механический к. п. д. компрессора; т)а — к. п. д.
электродвигателя.
То же самое в стоимостном выражении (С — стоимость единицы элект-
роэнергии) на единицу продукции (в частности, на 1 т аммиака):
U* = Л'СЭ
Капитальные затраты на сооружение трубчатой печи в основном скла-
дываются из стоимости корпуса печи (Си — на 1 м) и реакционных труб
(Стр — на 1 кг металла).
При фиксированном типе экрана, характеризуемом коэффициентом осве-
щенности (р (неравномерность теплоподвода по окружности) [50], удельные
капиталовложения (в руб) на корпус Кк печи при производстве 1 т NH3 оп-
ределяются (для двухтрубного экрана) как
^ = (5/2)^^ (11.66)
где п —число труб в печи; s —шаг между реакционными трубами; dTp—
наружный диаметр реакционной трубы.
Стоимость реакционной трубы (основного конструктивного узла трубча-
той печи) определяется расходом металла. Толщина реакционной трубы вы-
бирается из условий длительной прочности [51], где за расчетную величину
давления принимается давление парогазовой смеси на входе в трубчатую
печь, т. е. Ра. Предел длительной прочности выбирается в зависимости от за-
даваемой средней температуры металла трубы по экспериментальным
данным.
Из изложенного выше ясно, что приведенные затраты процесса паровой
конверсии природного газа являются функцией конструктивных и технологи-
ческих параметров
П =/(Pj, dBH, £Тр, 7СТ) (11.67)
Для выявления взаимосвязи всех параметров, влияющих на приведенные
затраты, использована модель трубчатого реактора, описанная выше. При
анализе принимали постоянную производительность реактора по исходному
технологическому газу. Соотношение пар:газ определяли из условий осу-
ществления процесса двухступенчатой паровоздушной конверсии природного
газа [7J. Варьировали только такие параметры, как давление, диаметр реак-
ционных труб, рабочая температура. Для оптимизации применяли метод пере-
бора. Ниже приведены данные, полученные в результате расчетов.
101
Рис. П-23; Зависимость стоимости реакционной трубы от давления процесса
при различных рабочих температурах стенки трубы.
Рис. 11-24. Зависимость высоты трубы (I), перепада давления в слое катали-
затора (3) и расхода металла (2) от внутреннего диаметра трубы (V=
=70 м3/ч, Р=3,0 МПа, Тст=900°С).
Из рис. II-23 видно, что с увеличением рабочего давления расход метал-
ла растет —за счет превалирования темпов роста толщины стенки реакци-
онных труб над скоростью уменьшения их длины; из рис. П-24 — что с
уменьшением диаметра трубы за счет интенсификации теплообмена внутри
трубы ее длина может быть уменьшена. Однако эксплуатационные затраты,
выраженные в виде перепада давления в слое катализатора, увеличиваются.
С уменьшением диаметра трубы снижается толщина ее стенки, а следова-
тельно, и расход металла.
На рис. П-25 представлены зависимости эксплуатационных затрат, вы-
раженных через перепад давления, и длины реакционной трубы от коэффи-
циента освещенности. >С увеличением коэффициента освещенности, т. е. за
счет более равномерного подвода тепла к поверхности труб, улучшается
теплообмен, что и влечет за собой уменьшение длины трубы, а следователь-
но, и снижается ДР (при постоянной скорости движения газа).
На рис. П-26 представлена зависимость относительного перепада давле-
ния реакционной смеси от давления процесса. при различных температурах
Рис. П-25. Зависимость высоты трубы (а) и перепада давления (б) от коэф-
фициента освещенности (У=70 м’/ч, d=0,098 м, P=2jO МПа, Тст=900 °С)!.
102
- Рис. П-26. Зависимость относительного перепа- №
да давления реакционной, смеси от давления
процесса при различных температурах стенки
реакционной трубы.
| W
стенки трубы. Из рисунка видно, что с увели- *g
чением давления затраты на преодоление со-
противления слоя катализатора падают. . g
Кривая, описывающая зависимость прйве-
денных затрат от температуры поверхности ре-
акционных труб (рис. 11-27), проходит через
минимум, соответствующий температуре
930 °C. Снижение капиталовложений обуслов-
лено уменьшением длины реакционных труб,
а их возрастание — увеличением толщины сте-
нок труб, хотя длина и уменьшается.
Повышение диаметра приводит к резкому падению эксплуатационных
расходов и значительному росту капиталовложений.
Расчет радиационной камеры печи конверсии углеводородов. В ряде хи-
мических производств широко применяются печи радиационно-конвективного
типа различных габаритов с разными технологическими параметрами, описан-
ные выше. Для проведения поверочных расчетов радиационной камеры,
а также для управления и оптимизации процесса необходимо получить обоб-
щенную характеристику печей, учитывающую взаимосвязь важнейших па*
раметров их работы.
Многолетний опыт расчетов котлоагрегатов по нормативному методу
[53, 54] показал возможность удовлетворительного описания связи основных
режимных параметров топочного процесса и конструктивных характеристик
топок при помощи лрлуэмпирического уравнения. Это уравнение связывает
температуру газов на выходе из топки (Г") с критерием Больцмана (Во) и
Рис. П-27. Зависимость
приведенных затрат (/),
суммы капитальных вло-
жений (2) и себестоимо-
сти (3) от внутреннего
диаметра трубы (а) и
температуры стенки реак-
ционной трубы (б).
103 -
степенью черноты топки (ат)
0/(i — 6) = А (Во/Ф)₽ 6 = 7*/7а (11.68)
где А и р — коэффициенты степенной зависимости; Ф — коэффициент, учиты-
вающий поправку на излучение газовой среды и геометрическое расположе-
ние экранных поверхностей печи; Та — теоретическая температура сгора-
ния, К.
Общий коэффициент Ф, учитывающий поправку иа излучение газовой
среды (ег,с) и геометрическое расположение экранных поверхностей печи,
выведен из теплового баланса падающего и отраженного излучений [54]:
Ф = бг с (Bj. -f- увфро/*5э) (П .69)
Здесь др-
_ I +1ег.с/(1 — Вг.с)! 1/(£ФР)
где Fo — отражающая поверхность стеи печи, м2; S9—эффективная погло-
щающая поверхность трубного экрана, м2.
Относительное излучение газовой среды определяется с учетом степени
черноты трехатомных составляющих дымового газа и свечения факела [55]:
8г.С = п«»св + (I — fn)Or (II.71)
Относительное излучение труб и стеи печи с достаточной точностью вы-
ражается средним значением [56, 57]:
8г = еф = 0,9 (11.72)
Угловой коэффициент взаимного излучения р между поглощающей и от-
ражающей поверхностями определяется в зависимости от отношения вели-
чин обеих поверхностей (Fo, Sa):
Р— ГоН-Зэ ПРИ~5^'^2; Р = 7£" п₽и $э 2,5 (П-73>
> Критерий Больцмана рассчитывали по следующей зависимости:
150 - 20,5- 10-8Ss(TJ8(p-22,4
где Вт — расход топлива, мэ/ч; Уд.г — удельный объем дымовых газов, м3/мэ
Топлива.
Кроме того, задаются конструктивные характеристики; L — длина реак-
ционных труб, м; Di — диаметр реакционных труб; м; Л7— число реакционных
труб и т. Д.
В результате расчёта определяют температуру дымового газа на выходе
из топки (Г"), расход топлива (Вт), тепловую нагрузку на трубы (Q тп), со-
став и давление конвертированного газа на выходе из реакционных труб.
При расчете предполагается равновесная модель протекания. процесса, удов-
летворяющая точности, предъявляемой к поверочному расчету. По методике,
приведенной в работе [56], рассчитывают состав влажного (т<) и сухого
(znJC) конвертированного газа в объемных долях. Расход сухого газа иа вы-
104
ходе из печи определяют по формуле (в ма/ч)
5
Ус.г = (П.75) Vn.r.c-Vn.r(l+m) (П.76)
где ,Н/ — удельные мольные доли конвертированного газа.
Далее определяют энтальпии иа входе и выходе из реакционных труб
(Нвт и //вых) и тепловую нагрузку на реакционные трубы:
От.И = (1/22,4) [/7вых^С.Г (1 +«вых) —/^вх^п.г.с)] (11.77)
где тВЫх — соотношение пар: газ на выходе из реакционных труб.
Перепад давления в слое катализатора рассчитывают по формуле
ДР = (£G2/2p) (а/s8) fs • IO’4 (11,78)
Значения массовой скорости газа в трубе (G) . и коэффициента трения
(/э) определяют с учетом средних по длине трубы теллофизических свойств
газа. Порозность катализатора (е) рассчитывают в зависимости от типа ка-
тализатора и соотношения De^d*.
Расход топлива иа горение определяют как отношение тепловой нагруз-
ки к теплу, передаваемому в радиационной камере от дымовых газов, полу?
чаемых при сжигании 1 м3 топлива:
Вт = Ст.п/^Од-г1]) (П.79)
где т) — степень сохранения тепла в топке.
Значение ДСд.г складывается из трех компонентов:
Дрд.г w Qhc 4- Qe.r — Qyx (П. 80)
Величина ДСд.г определяется как разница количеств тепла, вносимого
в камеру топливом (QB°) и воздухом, подаваемым иа горение (QB_r), и уно-
симого горячими дымовыми газами (Qyx)- Третий член имеет вид:
Сух-^.^/22,4 (П.81)
Оно прямо пропорционально Т" и может быть определено одновременно
с ним. Наибольшие трудности вызывает определение температуры дымовых
газов на выходе из печи, поскольку уравнение (11.81) трансцендентно отно-
сительно Т".
Для решения уравнения (11,81) необходимо знать теоретическую темпе-
ратуру сгорания, которую находят по уравнению
Та = (Qhc + <2в.г) 22,4т)/(Уд.гсРа) ; (11.82)
где Cpa=*f(T) —средняя теплоемкость.
Уравнение (П.82), а затем уравнение (П.68) решали методом половин-
ного деления. Определив Т" и подставив его значение в уравнение (11.81),
находим значения Qyx, Дфд.г и Вт.
С целью проверки зависимости (П.68) на действующих печах был со-
бран экспериментальный материал для различных технологических режимов
и габаритов печей, работающих как на природном газе, так и на нафте, и
для печей различной конструкции. Полученные расчетные данные были обра-
ботаны в виде уравнений типа
Т* = /(Во,То,Ф,р,...) (11.83)
105
.Производительности r/v
Рис. П-28. Зависимость расхода топлива и температуры дымового газа на вы-
ходе из печи от коэффициента избытка воздуха.
Рис. П-29. Зависимость расхода топлива на I т аммиака и температуры дымо-
вого газа на выходе из печи от производительности по технологическому газу.
Каждый тип печей характеризуется индивидуальными значениями А и р,
приведенными ниже:
Параметр...................
Многорядная печь . . . .
Террасная двухъярусная печь
Панельные горелки .. .
Ф А р
По расчету 2,2 0,6
0,81 3,75 0,95
0,81" 5,65 0,75
По рассмотренному алгоритму была составлена программа, которая по-
зволяет анализировать режим работы трубчатой печи при изменении как
коэффициента избытка воздуха, так и технологической нагрузки агрегата
(рис. II-28; II-29). Программу использовали при комплексном расчете энерго-
технологической схемы производства аммиака на основе природного газа и
на основе жидкого углеводородного сырья.
Каталитическая конверсия нафты под давлением
Е. Я. Мельников
В странах нли районах, где ресурсы природного газа невелики или во-
обще отсутствуют, для производства аммиака и метанола часто применяют
нафту — продукт нефтепереработки. Нафта, перерабатываемая на однолиней-
ной установке мощностью 1360 т аммиака в сутки, представляет собой смесь-
парафиновых (51—57%) и нафтеновых (26—33%) углеводородов с относи-
тельно невысоким содержанием ароматических углеводородов (6—17%). Со-
держание олефиновых углеводородов в нафте менее 0,1 —0,2%, сернистых
соединений еще меньше (0,01—0,03%). Присутствуют также (в мг/кг): хло-
риды— не более 1, мышьяк —5, свинец —3, натрий и ванадий (совмест-
но) — 5. Плотность нафты — 720—770 кг/м3, температура конца выкипания
188—215°C. Отношение С:Н в пределах 5,77—6,0. Молекулярная масса наф-
106
ты 11'5. Удельная теплота сгорания ее 47 110 (высшая) и 43 857 (низшая)
кДж/кг.
Нафта при обычной температуре является жидкостью. Конверсию ее в
водородсодержащие газы ведут в паровой фазе с применением тех же про-
цессов, что и при двухступенчатой конверсии углеводородных газов под дав-
лением.
Технологическая схема агрегата мощностью 1360 т/сут. Поскольку в
нафте присутствуют соединения серы, недостаточно полно удаляемые погло-
тителями, то первая технологическая стадия — очистка 1 от сернистых соеди-
нений— проводится в две ступени. В первой ступени на катализаторе орга-
нические соединения серы взаимодействуют с водородом, образуя сероводо-
род, вЬ второй — сернистые соединения удаляются из нафты поглотителем.
В качестве водородсодержащего газа применяют азотоводородную смесь,
отбираемую после первого корпуса азотоводородного компрессора под дав-
лением 5,3 МПа. Водород дозируют в поток нафты из расчета 0,5 моль на
1 моль нафты. В нашем случае на 10,3 кг нафты добавляют 1 м’ водорода.
Нафту (30 600 кг/ч) из расходного резервуара насосом под давлением
4,9 МПа подают в подогреватель, где нагревают до 85 °C, затем к ней под-
мешивают 4050 м3/ч азотоводородной смеси. Нафту с газом нагревают в огне-
вом подогревателе до 420 °C, откуда она поступает в реактор гидрирования,
а затем в два сероочистных аппарата, в которых завершается очистка паров
нафты от сернистых соединений до конечного содержания менее 0,5 ,мг/кг
нафты. Затем к нафте подмешивают водяной пар (137,2 т/ч), перегретый в
камере конвекции до 500 °C, что обеспечивает требуемое мольное отношение
пар: углерод=3,5: 1. Полученная смесь при 470 °C и 3,85 МПа поступает в
реакционные трубы трубчатой печи, которые заполнены катализатором.
Нафта содержит углеводороды, в молекуле которых более 4 атомов уг-
лерода, в том числе ароматические углеводороды, при конверсии которых на
катализаторе может выделяться углерод. Поэтому в верхнюю половину ре-
акционных труб, т. е. в начальную зону, загружают промотированный пота-
шом никелевый катализатор, на котором не происходит накопления углеро-
да, что предотвращает его углеродную дезактивацию. Нижняя половина ре-
акционных труб, т. е. конечная зона, загружена непромотированным поташом
никелевым катализатором, так как здесь вероятность выделения углерода на
катализаторе мала. ’ ,
В трубчатой печи процесс конверсии протекает не до конца, а до ко-
нечного содержания метана 10,0% (об.), считая на сухой газ. Равновесная
температура, при которой обеспечивается требуемая концентрация метана,
примерно равна 780 °C. Активность применяемых катализаторов позволяет
достичь требуемой глубины конверсии, поддерживая температуру реакцион-
ной смеси на выходе из труб на уровне 810 °C. Тепло, необходимое для про-
ведения эндотермической реакции и для нагрева реакционной смеси до
810 °C, подводят к катализатору через стенки труб дымовыми газами, по-
дученными при сжигании в специальных горелках жидкого топлива — нафты
(17,1 т/ч) и продувочных газов.
Состав газовой смеси (считая на сухой газ) после трубчатой печи
в % (об.): Н2 — 62,6; СО — 11,3; СОЯ — J5,5; N, —6,7; СН< — 9,9. Напомним,
что метан образовался в результате гидрирования высших алифатических уг-
леводородов, как указано выше. Объем сухого газа 433100 м’/ч. Газ еодер-
10Г
жит значительное количество водяного пара — отношение пар : газ—0,86: I.
Давление парогазовой смеси на выходе из реакционных труб равно
3,46 МПа.
Затем парогазовую смесь направляют в смеситель шахтного реактора
второй ступени, куда центробежным воздушным компрессором подают воз-
дух под давлением 3,5 МПа, нагретый до 540 °C в подогревателе конвектив-
ной камеры трубчатой печи. В свободном объеме верхней части шахтного
реактора часть водорода, метана и оксида углерода газовой смеси после
трубчатой печи окисляется кислородом воздуха с выделением тепла. Расход
воздуха определяется следующим: 1) количество тепла, выделяющегося в
свободном объеме конвертора, должно соответствовать количеству тепла, не-
обходимого для проведения эндотермической реакции конверсии оставшегося
метана водяным паром на катализаторе шахтного реактора и 2) количество
азота, вошедшего с воздухом, должно обеспечить получение стехиометриче-
ской азотоводородной смеси, поступающей на синтез аммиака, т. е. 75% (об.)
водорода и 25% (об.) азота. Чтобы при аварийной останбвке воздушного
компрессора в трубопровод воздуха не мог попасть (обратным ходом) газ из
шахтного реактора и создать взрывоопасную смесь, в поток воздуха непре-
рывно подают 6530 м8/ч водяного пара.
Состав газовой смеси, считая на сухой газ, после шахтного реактора вто-
рой ступени в % (об.): Н2 —52,5; СО — 13,8; СО2—11,4; СН4 —0,5; Аг —
0,3. Выход сухого газа 189 630 м3/ч. Содержание водяного пара во влажном
газе 129 350 м8/ч, что соответствует отношению пар : газ=0,685: 1. Указанное
выше содержание метана в газе может быть достигнуто в условиях рав-
новесия при 916 °C. Учитывая активность катализатора при длительной его
работе и принятую объемную скорость, температуру на выходе из реактора
принимают равной 958 °C, т. е. на 42 °C выше требуемой по условиям рав-
ноВесия.
Газ, полученный конверсией нафты, несколько хуже газа, полученного
конверсией природного газа: сумма Hj+CO равна 66,3 вместо 68,91% (об.)
и концентрация метана — 0,5 вместо 0,3% (об.).
На 1 т аммиака расходуется 841,5 кг нафты (на. процесс — 540, на го-
релки трубчатой печи — 301,5 кг). Кроме того, на горелки расходуются тан-
ковые и продувочные газы из стадии синтеза аммиака.
. Оборудование. Ниже приведено краткое описание важнейших видов обо-
рудования.
Подогреватель нафты представляет собой вертикальную печь,
состоящую из конвективной и радиантной частей. Нижняя, радиантная часть
печи —это цилиндрическая камера внутренним диаметром 5285 мм и высотой
11 800 мм из огнеупорного материала. В подовой части размещены 6 горелок.
По всей высоте камеры, по периферии, как экран, расположены 2 параллель-
но включенных секции труб. Каждая секция состоит из 15 последовательно
соединенных вертикальных U-образных труб наружным диаметром 139,8 мм
и толщиной стенки 6 мм. Над радиантной частью печи расположена кон-
вективная часть в виде четырехгранной призмы длиной 5900 мм, шириной
1920 мм н высотой 2750 мм. Она также состоит из двух параллельных сек-
ций горизонтально расположенных труб диаметром 139,8 мм, по 24 трубы в
Секции. Для увеличения поверхности теплопередачи 36 из 48 труб снаружи
имеют ребра. Смесь нафты с азотовбдородной смесью поступает в трубчат-
108
ку конвективной части подогревателя, а затем проходит трубчатку радиа-
ционной части, нагреваясь до 420 °C.
Реактор гидрирования —вертикальный цилиндрический аппарат
внутренним диаметром 2500 мм и высотой 14 374 мм. На колосниковые ре-
шетки уложены металлические сетки, а на них загружены два слоя кобальт-
молибденового катализатора высотой по 5552 мм общим объемом 54,5 м3.
Для более равномерного распределения'газового потока по сечению над
верхним слоем и под нижним слоем катализатора, т. е. на входе и на выходе
газа из аппарата, уложены шарики из глинозема. Кобальтмолибденовый ка-
тализатор имеет форму цилиндриков диаметром 3,2 мм.
Аппарат сероочистки — вертикальный цилиндрический аппарат ,
внутренним диаметром 3200 мм и высотой 17 770 мм. На колосниковые ре-
шетки уложены металлические сетки, а на них загружены два слоя поглоти-*
теля из оксида цинка высотой по 7050 мм, общим объемом 113 м3. Поглоти-
тель имеет форму таблеток. Как и в реакторе гидрирования, над верхним
слоем и под нижним слоем поглотителя- уложены шарики из глинозема.
В агрегат входят два аппарата. Количество поглотителя в аппарате позволя-
ет работать без перегрузки 6 мес. при содержании сернистых соединений в
нафте 0,02% и сероемкости 19,8%.
Трубчатая печь состоит из радиантной и конвективной камер,
пристроенного к последней вспомогательного котла, воздуходувки, дымосо-
сов и дымовой трубы (рис. П-30).
Боковые стенки, свод и под радиационной камеры изготовлены.из жаро-
прочного бетона и снаружи имеют металлическую обшивку. Ширина камеры
9510 мм, длина 22 050 мм и высота 12 580 мм. В радиационной камере раз-
мещены 300 реакционных труб, заполненных катализатором. Трубы располо-
жены вертикально в 10 рядов, по 30 труб в ряду. Внутренний диаметр реак-
ционной трубы 107 мм, а наружный—134,2 мм. Расчетная температура стен-
ки трубы 837 °G Объем загруженного катализатора — 33,5 м3. Объемная
Рис. П-30. Трубчатая печь конверсии нафты:
1 — подогреватель воздуха для горелок; 2 ч- подогреватель питательной воды для кот*
лов; 3 — пароперегреватель (пар высокого давления); 4 — подогреватель технологического
воздуха; 5 — подогреватель технологического пара; 6 — горелки; 7 —-корпус печи;#-*
туннельные горелки; 9 — горелки пароперегревателя.
109
скорость 3975 ч-1, считая на сухой газ после трубчатой печи. В своде/ реак-
ционной камеры расположены 11 рядов горелок, по Ц) горелок в ряду, пред-
назначенных для обогрева реакционных труб. Кроме того, в нижней части
печи имеются 11 туннельных горелок 8, позволяющих повысить температуру
дымовых газов до 1015 °C перед их поступлением в камеру конвекции. Над
трубчатой печью размещаются трубопровод, подающий смесь нафты с водя-
ным паром, подводы этой смеси к реакционным трубам, воздуховоды к го-
релкам и система компенсации термических удлинений. Нижняя, подовая
часть радиационной камеры находится на высоте 4850 мм и опирается на
железобетонные столбы.
Из каждой реакционной трубы газовую смесь отводят по индивидуаль-
ному трубопроводу, специально изогнутому для компенсации термических
удлинений. Трубопровод ведут к одному из - пяти промежуточных газовых
коллекторов. На каждые 2 ряда реакционных труб имеется промежуточный
газовый коллектор. Из них газовая смесь поступает в сборный трубопровод,
транспортирующий горячую газовую смесь из трубчатой печи в шахтный
конвертор. Все указанные трубопроводы размещены в пространстве под
трубчатой печью. Сборный коллектор снаружи футерован жаропрочным бето-
ном, имеет защитный металлический кожух и окружен водяной рубашкой.
В конвективной камере используют тепло дымовых газов трубчатой печи,
а также газов вспомогательного котла. Последние подмешивают к основно-
му потоку дымовых газов после прохождения Ими подогревателя технологи-
ческого пара и воздуха. Температуру смешанных дымовых газов при необ-
ходимости можно повысить, так как в конвективной камере имеется 10 го-
релок.
Охлажденные дымовые газы, после - рекуперации их тепла в указанных
выше подогревателях, засасываются одним из двух дымососов, нагнетаются
ими в дымовую трубу, а затем выбрасываются в атмосферу.
Шахтный реактор второй ступени имеет примерно те же
конструкцию и габариты, что и шахтный реактор агрегата конверсии природ-
ного газа мощностью 1360 т/сут. В реактор загружены 38,5 м3 катализатора.
Верхний слой катализатора объемом 6,7 м3 и высотой 610 мм ,состоит из
алюмохромовых шариков диаметром 19 мм, а под ним уложен основной ка-
тализатор— никелевый — в форме колец 19X19 мм; его объем 31,8 м3, а вы-
сота слоя 2920 мм, Объемная скорость 4925 ч~*, считая на сухой газ после
реактора.
Энерготехнологический принцип построения
схем производства
М. X.tCocHa, В. П. Семенов
Основы энерготехнологии крупнотоннажных
химических производств
Многотоннажные производства синтетического аммиака, спиртов и тех-
нического водорода требуют затрат большого количества энергоматериальных
ресурсов, поэтому наиболее рациональное, экономичное их построение явля-
ется важной народнохозяйственной проблемой.
ПО
Йеносредствешжжтеяналяиачеяихсжемахммеются аначителькы^ энер-
гетические ресурсы; позволяющие полностью обеспечить собственные нужды
процесса по пару и механической энергии. Исходя из этого, схемы указан;
ных производств целесообразно строить по энерготехнологическому принци-
пу. При этом энерготехнологическое комбинирование выступает как одно из
ведущих' направлений повышения эффективности производства этих продук-
тов [59]. Энерготехнологический принцип использования исходного сырья пре-
дусматривает комплексную переработку как его органической составляющей,
так и минеральной, с одновременной утилизацией физического тепла продук-
тов переработки и тепла экзотермических реакций, протекающих в процессе
переработки.
Многие из химических процессов сами по себе слабо экзо- или эндотер-
мические. В этом случае для их осуществления почти не требуется подвода
тепла, а в некоторых случаях даже необходимо отводить его. Однако для
доведения реагирующих веществ до заданной, часто весьма высокой, темпе-
ратуры требуется значительный расход высокопотенциального тепла. Ндпри-
мер, при производстве аммиака по схеме с двухступенчатой конверсией при-
родного газа в трубчатых печах суммарный тепловой эффект экзотермиче-
ских реакций шахтной доконверсии метана, конверсии оксида углерода, ме-
танирования и синтеза аммиака превышает тепловой эффект эндотермической
реакции паровой конверсии в трубчатой печи. Однако из-за низкого темпера-
турного уровня тепла экзотермических реакций паровую конверсию осущест-
вляют за счет высокопотеицнального тепла, получаемого при сжигании
топлива.
В технологических схемах использование тепла систем высокотемпера-
турного нагрева или охлаждения продуктов реакции затруднительно: наблю-
даются большие тепловые, потери, а следовательно, снижается коэффициент
полезного действия. Совсем другой эффект достигается при энерготехнологи-
ческом комбинировании различных технологических процессов. В этом случае
благодаря сочетанию различных технологических и энергетических процес-
сов, протекающих на разных температурных уровнях, общую схему можно
построить так: тепло продуктов сгорания топлива вначале передается эндо-
термическим процессам, проходящим при высокой температуре, затем (по-
следовательно) процессам, протекающим на более низком, температурном
уровне, а в конце схемы тепло используется для производства энергетиче-
ского пара. Возможно и такое построение технологических процессов, когда
физическое тепло высокотемпературных экзо- или эндотермических реакций
может быть использовано для осуществления низкотемпературных эндотер-
мических реакций и получения пара.
Основой энерготехнологического принципа является комплексное исполь-,
зованйе топлива на нужды энергетики и технологии, т. е. комбинирование
технологических процессов и выбор параметров их осуществления взаимо-
связан с получением пара и механической энергии в самом энерготехнологи-
ческом агрегате. При этом получение механической энергия в составе техно-
логического агрегата может быть связано как с дополнительными затратами
исходного технологического сырья, так и с некоторым усложнением самой
технологической схемы. Однако общие показатели энерготе.хнологического аг-
регата, такие как энергоемкость производства целевого продукта, при этом
снижаются в сравнении с чисто технологическим процессом.
1И
Рациональность Энерготехнологнческого жомбвиировакня зависят аг за-
трат на получение механической энергии на крупны! электростанциях w в со-
ставе энерготехнологического агрегата. Так, если утилизация тепла, / выде-
ляющегося в разных точках технологической схемы, для производству энер-
гии требует дополнительного расхода природного газа, а количество выраба-
тываемой энергии из-за более низких параметров пара меньше, чем можно
получить из этого природного газа на крупных электростанциях, то такое
комбинирование нецелесообразно. Таким образом, уровень комбинирования
во многом определяется не только степенью совершенства энергетической ча-
стя-энерготехнологического агрегата, но и уровнем совершенства производ-
ства тепловой и электрической энергии в народном хозяйстве. Именно такое
сопоставление и определяет, что выгодно получать в технологическом агре-
гате— горячую воду, либо технологический пар, либо энергетический пар с
производством механической энергии в самом агрегате.
При использовании энерготехнологического принципа важно оценить
влияние фактора надежности. Жесткая связь энергетики и технологии может
привести к снижению эффективности комбинирования.
Энерготехнологическая схема производства аммиака ;
мощностью 1360 т/сут
Конкретной формой реализации энерготехнологического принципа явля-
ется агрегат производства аммиака мощностью 1360 т/сут в однолинейном
исполнении, принципиальная схема которого базируется на двухступенчатой
паровоздушной конверсии природного газа под давлением. Схема агрегата
аммиака включает несколько технологических стадий, описание которых под-
робно дано в соответствующих разделах настоящего справочника. Между
технологическими стадиями и внутри них, а также на линии дымовых газов
установлено технологическое оборудование, предназначенное для утилизации
тепла технологических потоков и получения пара давлением 10 МПа.
Технологическая схема переработки в аммиак природного газа предус-
матривает сжатие его. до 4,5—4,9 МПа, очистку от сернистых соединений
одним из известных методов (до содержания серы не выше 0,5-10“*%), па-
ровоздушную двухступенчатую конверсию природного газа (до остаточного
содержания метана 0,3%), средне- и низкотемпературную конверсию оксида
углерода [до его содержания 0,2—0,5% (об.)], отмывку конвертированного
газа отмдиоксида углерода [до (10“г—10“а)% в очищенном газе], метаниро-
вание остатков оксида и диоксида углерода [до их содержания ~(5ч-
4-10)10’*%}, сжатие азотоводородной смеси до давления 20,0—32,0 МПа с
промежуточным отбором части азотоводородной смеси на стадию сероочист-
ки, собственно синтез аммиака и выделение его из циркуляционного газа.
Принципы построения энергетической схемы агрегата
Утилизация значительных количеств низкопотенциального (100—200 °C)
и среднепотенциального (200—400 СС) тепла позволяет в сочетании с высоко-
потенциальным теплом (выше 400 °C) получать пар высоких параметров для
обеспечения энергетических нужд установок.
112
В агрегате производства аммиака механическая мощность необходима
для привода ряда технологических машин: компрессора синтез-газа (26 МВт),
компрессора технологического воздуха (11 МВт), компрессора природного
газа (2,2 МВт), насосов абсорбента при очистке конвертированного газа от
диоксида углерода (1,2 МВт), дымососов трубчатой печи (0,6 МВт), пита-
тельного насоса системы парообразования (—2,5 МВт). Кроме того, в энер-
гетической системе имеется ряд вспомогательных машин.
В целом оценка энергетической мощности агрегата показывает, что она
составляет около 50 МВт, или 882 кВт-ч/т NH3 [57]. Покрытие этой потреб-
ной мощности возможно либо за счет подвода электроэнергии со стороны,
либо за счет выработки и использования для приводов собственного энерго-
носителя и, в частности, энергетического водяного пара. Выбор типа энерго-
носителя определяется как экономической целесообразностью, так и техноло-
гической возможностью его получения и использования.
Техническая возможность использования энергоносителя определяется
параметрами работы механического оборудования и его производительностью.
Для агрегата производства аммиака мощностью 1360 т/сут ключевым явля-
ется компрессор синтез-газа мощностью 26 МВт с числом оборотов около
11000 рб/мин. Применение для привода этого компрессора электродвигателя
с редуктором технически нереализуемо. Поэтому в качестве привода компрес- "
сора сйитез-газа выбрана паровая турбина, обеспечивающая как надежность
в работе и высокую маневренность, так и возможность регулирования в тре-
буемом диапазоне нагрузок и чисел оборотов.
,. Вторым фактором, определяющим выбор энергоносителя, является эконо-
мическая целесообразность, т. е. стоимость единицы механической энергии.
При этом наличие парового привода у основных технологических машин опре-
деляет только тип энергоносителя, но не способ его производства. Принци-
пиально реализуемы два принципа получения пара в агрегатах производст-
ва аммиака — за счет установки автономного энергетического котла и за
счет полной утилизации тепла технологических потоков с добавлением недос-
тающего тепла сжиганием топлива во вспомогательном котле.
Выбор схемы и параметров производства пара определяется ресурсами
тепла технологических потоков (рис. П-31, табл. П, 16) и их температурным
уровнем.
Рис. П-31. Принципиальная схема производства аммиака:
£~ к2мпрессия природного газа; 2 — очистка природного газа от серы; 8 — паровоэдуш-
™~онверсия н^Р’ВДЮГо газа; 4 — двухступенчатая конверсия' оксида углерода; в—<
конвертированного газа от диоксида углерода; 6 — метанированне оксида угле-
рода и диоксида углерода; 7 — компрессия азотоводородной смеси; 8 — синтез аммиака;
“ — компрессия технологического воздуха.
8—1425
U3
Таблица II, 16. Ресурсы тёпла' тёпюлегмесякк потоков
(см. ниже рис. 11-84)
Вид теплового потока Технологический поток Количество тепла, Дж/т
Низкопотенциальный Парогазовая смесь после МЭА очи- стки Паровой конденсат после МЭА очи- стки Газовый конденсат Очищенная АВС после метанирова- ния 472 340 82346 257070 196 460
Среднепотенциальный Итого . . . Тепло АВС после метанирования Газы петли синтеза аммиака 1008216 852 720 2457 840
Высокопотенциальный Итого . . . Конвертированный газ после шахт- ной конверсии II ступени Газ после среднетемпературной кон- версии-оксида углерода 3310 560 7 356 800 877800
Общее количество Итого . . . тепла технологических потоков . . . 8234 600 12 553 376
Общая паропроизводительиость системы, в том числе за счет дополни-
тельного расхода природного газа, определяется параметрами вырабатывае-
мого пара, характеристиками разработанного машинного и энергетического
оборудования и заданной мощностью технологической установки.
Связь мощности и энергообеспеченности. Мощность технологической уста-
новки определяется уровнем разработки технологических процессов, оборудо-
ванием КИПиА. Увеличение единичной мощности способствует снижению
удельных капиталовложений, -повышению производительности труда, более
глубокой степени утилизации вторичных энергоресурсов. Однако создание од-
нолинейного агрегата большой мощности предъявляет повышенные требова-
ния к надежности оборудования и системе КИПиА, ибо потери от недовыра-
ботки продукции могут свести на нет все экономические преимущества от
укрупнения. В настоящее время показано, что оптимальная мощность агрега-
та находится в пределах 1360—2720 т/сут [68].
Мощность агрегата определяет и потребность его в энергетическом, тех-
нологическом паре и электроэнергии. В свою очередь, паропроизводительность
агрегата определяет параметры пара. При паропроизводнтельности агрегата
менее 200—220 т/ч параметры его не превышают Р=4,5 МПа и (=445 °C—
из-за технических трудностей в создании приводных паровых турбин на бо-
лее высокие параметры. Это снижает эффективность использования пароси-
114
левого привода. Напротив, переход от 4,5 МПа и 445 °C к 14,0 МПа и 570 °C
повышает на 12% эффективность использования вторичных энергоресурсов.
Экономическая эффективность применения пара с высокими параметрами
увеличивается при повышении стоимости замыкающего топлива. Однако при-
менение пара с высокими параметрами резко увеличивает требования к
стадии водоподготовки, следовательно, возрастают дополнительные затраты,
связанные с приготовлением питательной воды.
В энерготехнологической схеме часть энергетического пара расходуется
на технологические нужды, т. е. безвозвратно выводится из энергетического
цикла. Требования к технологическому пару ниже, чем к пару, расходуемому
на энергетические цели, поэтому повышение давления технологического пара
приводит к увеличению безвозвратных потерь, так как возрастают затраты
на приготовление питательной воды.
Характеристики оборудования. Для определения параметров пара, мощ-
ности технологического агрегата и построения всей энергетической схемы в
части парораспределения важное значение имеют конструктивные характе-
ристики установленного оборудования.
Удельный вес энергетического оборудования, разрабатываемого для хи-
мических производств, незначителен, что делает неэффективной разработку
котельного или турбинного оборудования на параметры пара и мощности,
отличные от стандартных. Поэтому исключение составляет только уникаль-
ное оборудование, работающее в специфичных условиях (высокое число обо-
ротов), каким является приводная турбина компрессора синтез-газа.
Другие же приводные турбины — с противодавлением, конденсацией или
промежуточным отбором пара — целесообразно выбирать, исходя из стандарт-
ных параметров турбин: 4; 1,8; 1,3; 0,7; 0,3 МПа.
Важным условием нормальной эксплуатации энергетической схемы явля-
ется наличие в схеме независимого источника пара, обеспечивающего регули-
рование всех колебаний по нагрузке и давлению. Обычно таким источником
является вспомогательный котел, в котором сжигается дополнительное топ-
ливо. Правильность выбора мощности вспомогательного котла определяет ус-
тойчивость работы всего энерготехнологического агрегата и его техноэконо-
мические показатели.
Энергетическая схема должна предусматривать источник лара, необхо-
димого для запуска агрегата и вывода его на нормальный технологический
режим. Обычно таким источником является пусковой котел. Мощность его
определяется последовательностью пусковых операций и мощностью рабо-
тающего энергетического оборудования.
Схемы производства и распределения пара, В настоящее время в отече-
ственной азотной промышленности эксплуатируются две схемы агрегатов про-
изводства аммиака мощностью 1360 т/сут, принципиально отличающиеся по-
строением системы перепроизводства. Обе схемы основаны на утилизации
тепла технологических потоков и производстве пара давлением 10 МПа, од-
нако одна из них генерирует пар тблько одного параметра, а вторая имеет
систему генерации пара нескольких энергетических параметров.
Однопоточные производства. Схема получения и распределе-
ния пара предусматривает производство в агрегате пара давлением 10 МПа
с последующим дросселированием или срабатыванием его до требуемых
технологических и энергетических параметров: 4,05—0,8—0,45 МПа.
8*
115
На Iй! ЗА
fia сторону очистку На АХИ
Питательная
Рис. П-33. Вертикальный водотрубный котел-утилизатор:
/ — корпус котла; S — внутренняя труба; 3 — наружная труба; 4~ бетонная футеровка;
, 5 — водяная рубашка.
Рис. П-34. Вспомогательный котел:
1 — каркас; 3 — камера радиацнонно-конвективного нагрева; 3 — горелки; 4 — верхние в
нижние барабаны трубных экранных пучков; 5 — оребренные трубные пучки конвектив-
ного нагрева; 6 — вертикальный газоход; 7 — трубные экраны радиационно-конвективно-
го нагрева.
Принципиальная схема однопоточного перепроизводства представлена на
рис. II-32. Воду со станции деминерализации насосами 1 подают в подогре-
ватель 2, где нагревают технологическим потоком до температуры 40—115 °C.
Нагретая вода поступает в головку деаэратора 3, в нижнюю часть которой
подают пар избыточным давлением 0,117—0,34 МПа. В бак деаэратора вво-
дят добавки гидрозингидрата для связывания кислорода и аммиака и для
создания щелочной среды в котловой воде. Выделившиеся в деаэраторе газы
сбрасывают в атмосферу. Постоянное избыточное давление в деаэраторе
(0,13—0,14 МПа) поддерживают автоматически регулятором подачи дара.
Из бака деаэрации питательным насосом 4 воду под давлением 13,0 МПа
параллельно родают в подогреватель 5, расположенный в конвекционной зо-
не печи, в подогреватель 6, расположенный после метанатора, и в подогре-
ватель 7, расположенный на выходе из колонны синтеза аммиака.
Нагретую воду объединяют в один поток и при температуре 290—315 °C,
близкой к температуре кипения, подают в общий паросборник 8 котлов высо-
кого давления. Туда же можно подавать и пароводяную смесь — в случае,
если один из подогревателей 5, 6 или 7 будет работать в режиме кипящего
117
экономайзера. К паросборнику подключены несколько параллельных контуров
производства пара, т. е. самостоятельных котлов-утилизаторов и огневого
котла.
В существующей схеме эксплуатируют 3 котла-утилизатора: I ступени —
(после шахтной конверсии метана 9 (рис. II-33)-, II ступени — после шахтной
конверсии метана 10, а также котел-утилизатор после конверсии оксида угле-
рода 11. В самостоятельный парогенерирующий контур выделен вспомога-
тельный котел с огневым обогревом 12 (рис. П-34), который работает в ре-
жиме переменной нагрузки. Производительность котла 12 регулируют пода-
чей топливного газа.
В паросборнике 8 для предотвращения образования накипи впрыскивают
5%-ный раствор тринатрийфосфата. В нем поддерживают давление 10,3-?
10,6 МПа и соответственно температуру 310—315 °C. Выделившийся в паро-
сборнике пар проходит сепарационное пространство и поступает в парона-
греватель 13, где пар перегревают до температуры 480—485 °C. Для поддер-
жания солевого состава часть воды непрерывно выводят из паросборника и
котлов в бак вторичного вскипания 14.
Перегретый пар после пароперегревателя 13 поступает на турбину ком-
прессора синтез-газа 15. Большую часть пара, отбираемую с турбины этого
компрессора при 4,0—4,1 МПа и 372—380 °C, используют в конденсационных
турбинах для привода компрессора воздуха 16, природного газа 17, аммиач-
ного компрессора 18, привода других компрессоров и насосов, а также для
технологических нужд в процессе паровоздушной конверсии. Другая, меньшая
•часть идет на полную конденсацию (20) под вакуумом до 0,04 МПа.
~ Из коллектора 4,1 МПа пар отбирают также для противодавленческих
турбин приводов дымососов печи, насосов откачки конденсата после кон-
денсационных турбин, приводов компрессоров и насосов смазочного масла
компрессоров. Противодавленческне турбины сбрасывают пар в коллектор под
давлением (избыточным) 0,35 МПа при температуре 294 °C. Для поддержа-
ния заданного давления в коллекторах пара 10,5 и 4,1 МПа при нарушении
нормального технологического режима используют дроссельную установку 19,
которая состоит из 4 регулирующих клапанов.
Двухпоточные производства. Принципиальная схема паро-
шроизводства двумя потоками представлена на рис. П-35. Схема производ-
ства аммиака имеет систему парообразования высокого и среднего давления.
Питательную воду из установки приготовления подают насосом 23, в
теплообменниках 29 подогревают с 50 до 102 °C и направляют в деаэратор
32, где при избыточном давления 0,105 МПа и температуре не выше 121 °C
происходит удаление из нее растворенного кислорода. Для более полного
удаления растворенного в воде кислорода в деаэраторы дозируют раствор
гидраэингидрата. Деаэрированную питательную воду насосом 34 под дав-
лением 14 МПа двумя параллельными потоками в подогреватели подают в
^систему парообразования высокого давления, во вспомогательные котлы, в
охладительные установки и т. д. Один поток воды проходит подогреватель
□метанирования 5, где нагревается технологическим газом после метанирова-
лия до 290—300 °C. Другой поток последовательно проходит подогреватель
питательной воды трубчатой печи 11, где нагревается дымовыми газами до
-140—145 ЧС, затем подогреватель у колонны синтеза аммиака 10, в котором
^нагревается до 290—300 °C. . .
418
Рис. П-35. Принципиальная схема производства пара двумя потоками:
/—3 — баки расширительный, конденсационный и продувочный I ступени; 4—* вспомога-
тельный котел; 5 — подогреватель метанирования; 6 — котел-утилизатор высокого давле-
ния; 7 — паросборник; В, 20, 23, 26, 34 — насосы; 9 — турбина привода азотоводородного-
компрессора; 10 — подогреватель; 11, 12 — подогреватели питательной воды; 18, 14— па-
роперегреватели; 15 — котел-утилизатор на дымовых газах; 16 — паросборник среднего-
давления;. 17, 18 — котлы-утилизаторы среднего давления после конвертора метана; /У —
продувочный бак И ступени; 21 — глушитель; 22 — резервный бак; 24, 28, 30, 31, 33 —
конденсационные турбины для привода насосов полубедного раствора поташа и пита-
тельной воды, центробежных компрессоров аммиака, воздуха и природного газа; 25—
охладитель; 27 — регулирующее охлаждающее устройство; 29 — теплообменники; 32 —
деаэратор.
После подогревателей потоки объединяются, и питательная вода при
290—300 °C поступает в паросборник высокого давления 7.
Из паросборника питательная вода циркуляционными насосами 8 пода-
ется в котел-утилизатор на дымовых газах 15, расположенный в камере кон-
векции трубчатой печи; в котел-утилизатор высокого давления 6 после кон-
вертора метана II ступени. Из котлов-утилизаторов пароводяная эмульсия
по подъемным трубам поступает в паросборник 7, где из пароводяной эмуль-
сии выделяется насыщенный пар давлением около 10,5 МПа.
Из паросборника пар направляется в пароперегреватель 14, расположен-
ный в камере конвекции трубчатой печи, где нагревается до температуры
440—445 °C за счет тепла дымовых газов. Температуру перегретого пара
поддерживают постоянной автоматическим впрыском деаэрированной пита-
тельной воды в трубопровод пара после I ступени пароперегревателя. После
пароперегревателя пар поступает в коллектор пара высокого давления. Дав-
ление в коллекторе пара высокого давления поддерживают постоянным ав-
томатическим изменением расхода, топливного таза на вспомогательные кот-
H9t
ли 4 и при помощи регулятора — путем перепуска через РОУ 10,02/3,87 (27)
в коллектор пара 3,87 МПа.
Уровень питательной воды в паросборнике поддерживают автоматическим
изменением подачи питательной воды. При снижении уровня до минимума
<или уменьшении перепада на регуляторе подачи питательной воды в паро-
-сборник автоматически включается резервный насос 34. Для предотвраще-
ния отложения накипи в системе парообразования в паросборник высокого
давления дозирующими насосами из реактора подают раствор фосфата, кото-
рый переводит соли жесткости в труднорастворимую шламовидную форму,
-легко удаляемую при продувке системы. Поддержание необходимого солево*
го состава котловой воды осуществляется путем вывода части воды из па-
росборника через продувочный бак I ступени 3.
Выделившийся в продувочном баке вторичный пар поступает в деаэра-
тор 32, а котловая вода при помощи регулятора уровня автоматически
•сбрасывается в продувочный бак II ступени, который соединен с атмосферой.
После него продувочная вода направляется в коллектор дренажей.
Потребителем пара высокого давления является турбина 9, предназначен-
ная для привода азотоводородного компрессора. Конструктивно турбина
здмеет две ступени, т. е. ступень с конденсацией отработанного пара и сту-
пень с отбором отработанного пара давлением 3,87 МПа в коллекторе пара
•среднего давления.
Пар среднего давления (Р=3,8—4,2 МПа, /=330—335 °C) используют: на
-технологический процесс конверсии природного газа трубчатой печи; в кон-
денсационных турбинах для привода центробежных компрессоров природно-
го газа 33, воздуха 31, аммиачного компрессора 30; в конденсационных тур-
бинах для приводов насоса питательной воды 28, насоса подубедного раство-
ра поташа 24; в противодавленческих турбинах для приводов насоса пита-
тельной воды 34, циркуляционных насосов питательной воды на котлы высо-
кого давления 8, насоса бедного раствора поташа, насоса подачи питатель-
ной воды нз установки для ее приготовления; в противодавленческих турби-
нах дымососов, воздуходувки, маслонасосов.
Параметры отработанного пара среднего давления после противодавлен-
ческих турбин; Р<0,35 МПа и /=218,3 °C. Этот пар используют: для приво-
да турбин компрессора воздуха 31 (совместно с паром среднего давления)
и маслонасосов; для подогрева питательной воды в деаэрации.
Давление в коллекторе пара Р=3,8—4,2 МПа поддерживают автомати-
чески при помощи регулятора на линии отбора пара из турбины 9 компрес-
сора азотоводородной смеси и при помощи РОУ 10,02/3,87. При пусках в
в аварийных случаях давление поддерживают автоматически регулятором
РОУ 3,87/1,054. При необходимости перепуска пара нз коллектора среднего
давления в коллекторы Р=1,05 МПа и Р=0,35 МПа предусмотрены РОУ
-4,0/1,0; РУ 4,0/0,35; ОУ 218,3/147,8.
Для обеспечения подачи недостающего количества пара высокого дав-
ления в систему привода турбины компрессора азотрводородной смеси 16,
а также для обеспечения агрегата паром требуемых параметров во время пус-
ка агрегата и неполадок систем парообразования предусмотрены вспомога-
тельные котлы. Для сжигания в горелках вспомогательных котлов исполь-
зуют природный газ, поступающий из коллектора природного газа, или при-
родный газ с примесью жидких углеводородов из дегазатора, сжигаемый в
120
специальных горелках. Питательную воду во вспомогательные котлы подают-
из коллектора деаэрированной питательной воды при t— 121 °C насосами 34.
В систему парообразования среднего давления насосами 20 под давле-
нием 5,43 МПа подают деаэрированную питательную воду или очищенный
газовый конденсат.
Для получения пара избыточным давлением не более 4,22 МПа в систе-
ме парообразования среднего давления питательную воду после деаэрато-
ра 32 насосами 20 подают в подогреватель питательной воды трубчатой пе-
чи 12, где нагревают до 230—235 °C, а затем направляют в паросборник
среднего давления 16. Система получения пара среднего давления — с есте-
ственной циркуляцией. Из паросборника питательная вода по опускным
трубам подается: в котел-утилизатор среднего давления на конвертированною!
газе после конвертора метана II ступени /5; в котел-утилизатор среднего
давления на конвертированном газе после конвертора оксида углерода I сту-
пени 17.
Из котлов-утилизаторов пароводяная смесь по подъемным трубам посту-
пает в паросборник. Из паросборника насыщенный пар направляют в паропе-
регреватель 13, расположенный в камере конвекции трубчатой печи, где она
нагревается до 330—335 °C за счет тепла дымовых газов. Затем пар средне-
го давления поступает на технологический процесс конверсии природного га-
за. Давление технологического пара поддерживают автоматически. Уровень
питательной воды в паросборнике поддерживается автоматически измене-
нием подачи питательной воды после насосов 20. -
Эксплуатация системы паропроизводства. Система паропроизводства энер-
гетического агрегата рассчитана иа надежную и экономичную работу в те-
чение десятков лет. Это может быть обеспечено только при правильной ее
эксплуатации, в процессе которой система и ее оборудование, в том числе-
котельное и турбинное, работают в самых разнообразных условиях: пуски,,
остановки, постоянные и переменные нагрузки.
Система паропроизводства и потребления, применяемая в агрегатах про-
изводства аммиака, построена по блочному принципу. Это упрощает эксплуа-
тацию агрегата и повышает надежность его работы.
Контроль за работой системы. Все измеряемые параметры^
подразделяются на две группы: регулируемые и контролируемые.
В процессе эксплуатации для достижения заданного режима работы си-
стемы парообразования каждый из параметров работы—температура пере-
гретого пара, разрежение в топке, уровень в барабане и т. д. — средствам®
регулирования поддерживают на определенном уровне. Требования к точно-
сти поддержания значений отдельных параметров различны. Так, отклонение-
температуры перегретого пара от заданного значений не должно превышать.
±5 °C; положение уровня в барабане котла может изменяться в пределах;
±100—150 мм.
При блочной компоновке целесообразна установка на одном щите прибо-
ров, показывающих работу всей системы парообразования и пароиспользова-
ния. . -
Пуск парогенерирующего оборудования. В процессе-
пуска к обычным напряжениям {от внутреннего давления и внешней нагруз-
ки) нрибавляются дополнительные температурные напряжения, возникающие
в деталях аппаратуры при их прогреве. При прочих равных условиях раз-
12»
кость температур тем больше, чем больше толщина обогреваемой детали.
Наиболее жесткий режим разогрева паропроизводящего оборудования агре-
гата аммиака наблюдается при пуске вспомогательного котла и прогреве ба-
рабана.
В поверхностях нагрева толщина стенки труб невелика и температурные
напряжения, связанные с пуском, малы. Поэтому надежность работы их ме-
талла определяется главным образом абсолютным значением температуры
стенки. Допустимой температурой является такая, при которой интенсивность
окали необразован ия невелика, а напряжения ие превышают допустимых.
В таких массивных деталях котла, как барабан, паропроводы, арматура
я др., обогрев происходит средой, температура которой обычно ниже, чем
при нормальной работе котла. Однако вследствие большой толщины стенки
в них могут возникать большие температурные напряжения, которые вместе
с напряжениями от давления могут превысить даже кратковременно допусти-
мые. Поэтому чрезвычайно важно строго соблюдать технологический режим
растопки вспомогательного котла и прогрева самого барабана и всей систе-
мы паропроводов.
Остановка системы перепроизводства. Остановка мо-
жет быть нормальной и аварийной. Нормальный останов проводится по гра-
фику с постепенным снижением паропроизводства и последовательным от-
ключением из работы котлов-утилизаторов. Последним останавливается пус-
ковой котел с отключением топки. В аварийных остановках в системе паро-
производства может оставаться в работе только вспомогательный котел, па-
роперегревательные и экономайзерные поверхности.
В ходе эксплуатации и освоения миоготоннажных агрегатов производст-
ва аммиака выявился ряд рассмотренных ниже типичных ошибок эксплуа-
тационного персонала, приводящих к аварийным остановкам агрегата из-за
разрушения тепломеханического оборудования или ухудшения его эксплуата-
ционных показателей. Ниже рассмотрены основные условия безаварийной
работы таких систем.
Разрушение котлa-утилизатора. Как показано на рис. П-ЗЗ,
котел-утилизатор, в частности, установленный после конвертора метана II сту-
пени, представляет собой футерованный сосуд, внутри которого размещены
парогенерирующие трубки Фильда. По внутренним трубкам подают питатель-
ную воду, а но наружным выводят пароводяную эмульсию. Трубки Фильда-
снаружи обогревают конвертированным газом. Котел-утилизатор подключен
к паросборнику.
. Конструктивной особенностью котла-утилизатора с трубками Фильда яв-
ляется отсутствие дренажных устройств, позволяющих выводить из котла
шлам, который попадае-Г туда после промывки системы паропроизводства. По-
этому нормальная работа такого котла возможна только при интенсивной
циркуляции жидкости так, чтобы зазор между наружной и внутренней стен-
ками всегда был чистым, что приводит к необходимости поддержания работы
агрегата иа уровне тепловой нагрузки не менее 85% от номинала. Это же
требование определяет условия включения котла-утилизатора в работу й ус-
ловия, обеспечивающие качественную промывку котла перед монтажом, при
котором необходимо обеспечить равномерный зазор между внутренней и на-
ружной трубками. Промывку котла-утилизатора с трубками Фильда ведут
в отдельном контуре, что исключает занос котла грязью из других контуров.
122
Подключение котла-утилизатора к общей системе паропроизводства яв-
ляется одной из наиболее ответственных операций. Преждевременное под-
ключение котла с трубками Фильда к паросборнику приводит к тому, что ош
начинает работать как грязеотстойник системы паропроизводства. В резуль-
тате этого зазор между внутренней и наружными трубками, а также внут-
ренние подводящие трубки забиваются грязью. При пуске проток воды отсут-
ствует, что приводит к испарению остатков воды, перегреву котельных труб-
и их разрушению.
Во избежание забивки котельных труб котлы-утилизаторы с трубками
Фильда необходимо подключать к системе парообразования непосредственно*
перед первым пуском агрегата и отключать от системы парообразования при
остановках более, чем на 5 дней (только при первоначальном пуске).
Разрушение огневого вспомогательного котла.'Од-
ним из важных условий безаварийной эксплуатации системы парообразовании
является поддержание заданного уровня воды в паросборнике. С этой целью
система контроля включает 3 самостоятельных датчика и водомерные стекла.
В ходе эксплуатации некоторых агрегатов происходило опорожнение паро-
сборника, что приводило к разрушению одного из эксплуатируемых котлов.
Непосредственно перед опорожнением паросборника нарушается нор-
мальная циркуляция воды, что создает условия для испарения оставшейся
воды из экранных труб, их перегрева. При этом несколько труб может раз-
рушиться, а большая их часть из-Эд повышенных термических удлинений ме-
няет свою форму.
В наиболее жесткие условия попадает радиационно-конвективный контур
вспомогательного котла, ибо на него непосредственно действует раскаленный
до 1200 °C поток дымовых газов и излучение от факела рабочих горелок.
разрушение экрана вспомогательного котла приводит к длительной оста-
новке агрегата с полной заменой поврежденных труб радиационно-конвек-
тивного пучка.
Занос солями паровой турбины компрессора. Нару-
шение солевого режима работы системы паропроизводства агрегата приводит
к заносу солями пароперегревателя и первой (регулирующей) ступени паро-
вой турбины компрессора азотоводородной смеси.
Занос турбин в основном происходит из-за выпадения натриевых и ка>-
лиевых соединений в ступенях турбин, работающих при относительно высо-
ких давлениях и температурах пара. Образование растворимых в воде отло-
жений происходит вследствие уноса с паром капелек воды из-за неудовлет-
ворительной работы сепарационного устройства, из-за недостаточно глубо-
кой и стабильной очистки воды и т. д. Нерастворимые же в воде соединения
кремневой кислоты отлагаются преимущественно на лопатках ступеней, рабо-
тающих в зоне слабо перегретого или влажного пара, Турбины высокого дав-
ления подвержены более быстрому заносу, так как в котлах высокого давле-
ния труднее получить чистый пар, а сопла и лопатки у турбин имеют отно-
сительно небольшие проходные сечения.
При работе котлов на предельных1 нагрузках или при изменениях нагруз-
ки занос лопаток происходит чаще, чем при работе с небольшими и постоян-
ными нагрузками. Приходном и том же расходе пара для чистых и занесен-‘
ных солями лопаток давление пара перед занесенными лопатками повыша-
123
ется, а тепловой перепад по занесенным ступеням, кроме последней, понижа-
ется.
Начало отложения солей в турбине определяют по росту давления в
контрольной камере за первой ступенью турбины. При достижении предель-
ной величины турбины останавливают для выяснения причин засоления и
промывки. Промывку турбины ведут по специальной схеме горячим конден-
сатом при прокрутке турбины валоповоротным механизмом. Температура
конденсата 80—90 °C.
Во время промывки турбины ведут анализ солесодержания воды на вы-
ходе из турбины. Одновременно с промывкой турбины обычно проводят и
пропарку парогенератора влажным паром. Промывку турбины заканчивают
после контрольной проверки режима ее работы при номинальной загрузке.
Водоподготовка и водный режим работы агрегатов. Возможность дли-
тельной бесперебойной эксплуатации паросилового оборудования в значи-
тельной степени определяется интенсивностью протекания физико-химических
процессов накипеобразования иа поверхностях нагрева парогенераторов, ин-
тенсивностью уноса солей кремниевой кислоты и оксидов металлов паром >из
испаряемой воды и образования отложений в проточной части паровых тур-
бин, а также коррозией металла энергетического оборудования и трубопрово-
дов, Интенсивность протекания всех этих процессов зависит от качества пара,
конденсата, питательной и котловой воды.
В целях обеспечения надежного температурного режима парогенераторов
необходимо жесткое ограничение допустимой величины отложений иа поверх-
ностях нагрева, омываемых водой, пароводяной смесью и паром. Основными
задачами водоподготовки и рациональной организации водного режима паро-
генераторов и тракта питательной воды являются:
предотвращение образования на внутренних поверхностях парообразую-
щих и пароперегревательных труб отложений кальциевых соединений и ок-
сидов железа, а в проточной части паровых турбин — соединений меди, желе-
аа, кремниевой кислоты и натрия;
защита от коррозии конструкционных металлов основного и вспомога-
тельного оборудования энергетической части энерготехнологических агрегатов
в условиях их контакта с водой и паром, а также при нахождении их в ре-
зерве.
Для нормальной эксплуатации агрегатов питательная вода должна со-
ответствовать следующим требованиям (содержание примесей в мкг/кг, ие
более):
Кремниевая кислота (на SiO2) . , . . .20
Нитраты и нитриты..........................20
Соединения железа (на Fe)..................30
Соединения меди (на Си)....................20
Масла и тяжелые нефтепродукты . . . 0,3
Общая жесткость должна быть не более I мкг-экв/кг, удельная электро-
проводимость (при /~25°C) — не более ОД мкСим/см.
124
2. ВЫСОКОТЕМПЕРАТУРНАЯ КОНВЕРСИЯ
УГЛЕВОДОРОДНЫХ ГАЗОВ
Я. С. Казарновский, В. М. Семенкин, Ф. И. Кабанов
Высокотемпературная конверсия углеводородных газов представляет со-
вой неполное их горение в кислороде или. в парокислородной смеси, прово-
димое в свободном объеме в отсутствие катализатора. Основными продукта-
ми горения являются водород и оксид углерода. В первом приближении про-
лесс высокотемпературной конверсии метана можно описать уравнением
СЩ + 0,5Оа = СО+2HS + 35,6 кДж (П.З)
Неполное горение гомологов метана в общем виде с некоторой степенью
приближения выражается уравнением
СПНТО + 0,5пОа = пСО + 0,5тНа...
Возможность проведения процесса в отсутствие катализатора обеспечива-
ется высокой температурой горения (1350—1400°C). Для осуществления авто-
термичности процесса при. указанной температуре отношение кислород: метан
несколько повышают по сравнению со стехиометрическим коэффициентом, рав-
ным 0,5; в результате этого в продуктах реакции появляются диоксид угле-
рода и водяной пар.
При получении азотоводородной смеси для синтеза аммиака необходимое
количество азота вводят с воздухом на стадии конверсии углеводородных
газов или при очистке коивертироваиного газа от остатков СО промывкой
жидким азотом.
В технологическом газе, используемом для низкотемпературного синтеза
метанола, поддерживают значения функционала
№4coj
(CO] + [COJ ~2'ut>
Для этого применяют два метода:
I. Часть продуктов неполного горения углеводородов в кислороде под-
вергают конверсии водяным паром
СО + Н2О СОа + Н2
н затем смешивают с их остальной частью.
2. В продукты неполного горения углеводородов в кислороде при темпе*
ратуре около 1400 °C вводят определенное количество перегретого водяного
пара, в результате чего после частичной отмывки диоксида углерода дости-
гают необходимого значения функционала.
При получении технологического газа для синтеза высших спиртов и
моторных топлив в продукты неполного горения углеводородов в кислороде
при той же температуре вводят определенное количество диоксида углерода,
что приводит к сдвигу равновесия реакции водяного газа в. сторону сниже-
ния отношения [Н2] : [СО] до заданного значения.
125
Термодинамическое равновесие
В связи'с наибольшим отношением Н:С в молекуле метана н наибольшей
теплотой его образования (на грамматом углерода) по сравнению с другими
углеводородами, исходными реагентами при автотермической конверсии явля-
ются метан и кислород. При конверсия других углеводородов Для подавле-
ния выпадения свободного углерода к исходным реагентам добавляют водя-
ной пар.
Состав конвертированного газа, полученного в условиях автотермическо-
го процесса 1Три заданной температуре, определяют, исходя из равновесия не-
зависимых реакций
CnHm + аОа------> пСО 4- (п 4- т/2 — 2а) Н2 4~ (2а— п) НаО (11.84)
CHi + HaO ^=fc СО-ЬЗН2 — 206,4 кДж ‘ (ПЛ)
На + СОа rrf- СО 4- Н2О — 41,0 кДж (11.85)
С4-СО2 2СО— 172,5 кДж (11.86)
с привлечением уравнений материального и теплового балансов. Независима
от состава конвертируемого сырья непрореагировавший углеводород пред-
ставлен в продуктах реакции только метаном. Реакция (П.86), характеризую-
щая условия выпадения свободного углерода, рассматривается отдельно.
Константы равновесия реакций (П.84), (11.85) и (П.86) выражаются сле-
дующими уравнениями:
РсоР’н. РсоРн.о раГо
Кр = Рсн/’н.о ’* = РсолРня ’ Кр = Рс01
Значения констант равновесия некоторых реакций для температур 1200—
2000 К приведены в табл. 11.17.
Для расчета исходим из одного моля углеводорода, заданного числа мо-
лей водяного пара п'н8о. Число молей кислорода ло2 определяют в ходе рас-
чета; оно обусловлено температурой реакции и начальными температурами
углеводорода, водяного пара и кислорода.
Таблица П.17. Значения констант равновесия некоторых реакций
Тем- пера- тура, । Уравнения реакций
(ПЛ) (П.85) (П.9) (11.10) (11/86)
1200 2,473-10» 1,436 5,893-10’ 1,267- 10м 5,709-101
1300 1,428-10» 1,839 1,273-10“ 5,059-МН7 2,083-10*
1400 6,402-10* 2,269 1,838-101» 1,750-101» 6,286-10»
1500 2,354-10* 2,698 1,915-101» 3,971-10м 1,623-10»
1600 7,372-10» 3,007 3,902-10» 6,125-1011 3,758-10»
1700 2,021-10» 3,400 2,400- Юм 6,841-10“ 7,780-10»
1800 4,876-10» 3,786 1,466-10» 5,827-10“ 1,514-10*
1900 9,947-10» 4,186 5,568-101» 3,950-10»» «*1
2000 2,263-10’ 4,520 2,456-10» 2,162-10»
126
Обозначим равновесное число молей непрореагировавшего метана псц4,
исходное число грамматомов связанного углерода SC и суммарное число
молей водорода, входящего в составы углеводорода и водяного пара,
2Н2+п'н2о- Из начальных условий следует, что
ясо — 2 С—лСн1 — Поо,
пна — 2 Н® + п*нао — 2псн4 — янао
где псо, псо2, Пн2 и пн2о—числа молей* СО, СО3, Н2 и Н2О в равновесной
смеси. Тогда
«О2 = 0 •5 (2 С “ + Лсоа + Пяа° “ Пнз°)
Используя указанные соотношения и подставляя значения парциальных
давлений в уравнения равновесия (ПЛ), (11.85), (11.86), получим
(2 ~ псн4 — псоа) (2 + п'н,о ” 2лсн4 — пнао)8
*р== лсн4пн,о Х
/ / Р \*
X V. , kiтт /-------п----I (11.87)
2 С"Ь2+ п Н,о—2«сн4 )
ПНао(2С —”СН4“ ЛСО>)
Кр ------7^77^ ,-----------------Ч . (II. 88)
«СО, (2 На 4- П л2о “ 2пСН4 — ЯН,о)
hsco Р
*Р = Vr-UVH 4-п,--------------ЪГ~ (П89>
Zj С + 2На +п Н,О—2Лсн4
где 2л(=2С+2Н2+л'нао—2лсн4 — общее число молей компонентов в газе
в состоянии равновесия.
Из уравнения (П.88) получаем
_ (S На 4~ я'НдО ~~ 2лсн4) КрПсо,
Н1° 2 «сн4 4~ Спсо2
где С = КР—1.
(11.90),
Уравнение теплового баланса:
ЯО2^Оа, Тн + я'наоЯнгО, Тй + ^СпНи, Тв =
= (2 С “ Г>СН4 ~ И*30») Ясо- гр
+ (2 + n/HsO“ 2псн4 — «н8о) #ня, тр 4-
4- ян,о#нао. гр 4- rtcOjffcOj, тр 4- ясн4#сн4, гр + Q (11.91)
где Тп—начальная температура, К; Гр—температура реакции, К; Н — эн-
тальпии компонентов, соответствующие идеализированному состоянию (от-
считаны от энтальпий элементов, взятых при ОК), кДж/моль (табл. 11,18);
Q — тепловые потери (в адиабатических условиях Q=0), кДж/моль C„Hm.
Таблица И,18. Энтальпии Н газов, соответствующие идеализированному
Температу- ра. К ЯСН, "сана ^СзН, %н10 "ceHu -
298 —56,899 —57,192 —66,863 —79,654 —90,439 —101,689
400 —53,022 —51,163 —58,305 —68,370 —76,526 —£5,118
500 —48,659 —43,991 —47,905 —54,742 —59,704 -/65,105
600 —43'702 —35,588 —35,806 —38,912 —40,202 X-4I,943
700 —38,167 —26,113 —22,157 —21,143 —18,347 /—15,964
800 —32,096 —15,730 —7,210 —1,700 5,602 / 12,435
900 —25,539 —4,509 8,868 19,176 31,254. z 42,902
1000 —18,535 7,381 25,908 41,324 58,44/ 75,111
1100 —11,166 19,984 43,806 64,531 86,^81 108,920
1200 —3,421 33,088 62,542 - 88,752 116<653 144,101
1300 4,660 46,737 81,844 113,768 Д47.304 180,392
1400 12,992 60,805 101,731 139,521 И78,835 217,705
1500 21,533 75,291 122,121 165/797 210,994 255,813
1600 30,241 9О.4&Г -193,221
1700 39,075 106,177 166^342] 221,628 —
1800 47,093 122,841 189,938 250,848 - —
1900 56'953 139,127 214,017 281,721 *—
2000 65,913 156,348 238,899 312,042 “-*
После некоторых преобразований имеем
= ^ю, + ^н,о+£ (П92)
где а = Ясо,. гр — Ясо, гр — ® »5Яо2, тв: ь === Ян2о, гр ~~ Ян2, тр
о,5ЯОа. Гн; d = 2 НяЯн” Гр “ Яспнт. гн +
+ 2 с (Ясо, Гр ~ О.бЯо,» гв)+
+ л'н,О (Ян2, Гр + °»5#Оа, Гв ““ *Н2О. Гн) + J
е = 2ЯНа Гр + Ясо. Гр —ЯСн4,Гр —0,5ЯО11гн)
Подставляя в уравнение (IL92) вместо л^о его выражение из уравнения
(П.90) после ряда преобразований получаем квадратное уравнение относи- Л
тельно псн4, решением которого будет i
я „-Al-j-l/— — N (11.93) 1
ЛСН4 = 2 V 4 14 '
(еС-Ьд + 2ЬКр)псоа+е2с+^ (П.94)
«Ся»дуЧ- [а 2 С + dC + (S Н, + п'н,о) М ng,, + d С
N =---------- е 1
Систему уравнений (П.87), (П.90) и (JI.92) решают методом последова-
тельных приближений. Для расчета равновесий при заданной температуре
сначала принимают пробную величину л%,а значения nHj>o и лсн,. исполь-
128 ч ]
состоянию (отсчитано от О К в кДж/моль)
ЯН3О ясоа ясо "н, яо, "н, "ач
229,181 —384,055 —105,214 8,474 8,662 8,675 6,194
—225,727 —380,053 —102,233 11,434 11,689 11,648 8,315
—222,256 —375,749 —99,277 14,361 14,754 14,591 10,394
—218,677 —371,143 —96,263 17,287 17,915 17,576 12,472
—214,992 —366,291 —93,181 20,231 21,173 20,620 14,551
—211,174 -361,237 —90,024 23,182 24,510 23,735 16,630
—207,238 —356,004 —86,792 26,159 27,926 26,913 18,708
—203,160 —350,632 —83,506 29,165 31,388 30,153 20,787
—198,973 —345,130 —80,156 32,205 34,897 33,461 22,866
—194,644 —339,537 —76,761 35,286 38,452 36,815 24,944
—190,206 —333,834 —73,319 38,406 42,035 40,214 27,023
—185,651 —328,069 —69,836 41,571 45,657 43,647 29,102
—180,987 —322,237 -66,331 44,774 49,304 47,114 31,181
—176,222 -316,342 —62,802 48,023 52,980 50,614 33,259
—171,366 —310,388 —59,243 51,039 56,681 54,148 35,338
—166,425 —304,380 —55,676 54,638 60,403 57,715 37,417
—161,410 —298,322 —52,096 58*012 64,142 61,295 39,495
—156,352 —292,343 —48,425 61,429 67,910 64,895 41,574
зуя уравнения (11.93) — (П.95), вычисляют по уравнениям (П.92) и (Н.93).
Соответствующие значения подставляют в уравнение (11.87). Если при этом
получается тождество, то пробная величина пс о 2 действительно является рав-
новесным содержанием диоксидь углерода. При отсутствии тождества вычис-
ления повторяют.
Как указывалось выше, возможность выделения свободного углерода учи-
тывается реакцией (П.86). Термодинамический критерий границы выделения
свободного углерода определяется изменением энергии Гиббса ДО этой ре-
акции в соответствии с уравнением
ДО
In In Л'р
Рсо. р
(11.96)
Отношение парциальных давлений р2со: рсоа вычисляют по уравнениям
материального баланса без учета образования свободного углерода. Если от-
ношение р2со :рсо2>Кр, реакция (П.86) протекает в сторону выделения сво-
бодного углерода.
Таким образом, изложенная методика позволяет рассчитать термодина-
мическое равновесне при парокислородной конверсии различных углеводоро-
дов. В случае высокотемпературной конверсии метана нужно во всех приве-
денных выше уравнениях принять п'нао=0.
В та(5л. 11,19 приведены результаты вычисления адиабатического равное
весия неполного горения метана в кислороде при температуре предваритель-
ного нагрева метана и кислорода 538 °C, давлении 0,1; 1 и 2 МПа и различ-
ных отношениях О2: СН4 в исходной смеси.
С повышением давления процесса выделение свободного углерода я мак-
симальная степень превращения метана сдвигаются в сторону высоких темпе-
ратур. При 2,0 МПа равновесная концентрация метана, равная 0,02% соот-
9—1425
Таблица 11,19. Адиабатическое равновесие^ вычисленное
для неполного горения метана в кислороде
Отношение О»: СН* в исходное смеси Температу- ра, *С Состав конвертированного газа, % (об.)
н. СО СОа Н2О СН4
При 0,1 МПа
0,505 888 Граница выделения
свободн ого углерода
0,521 927 65,20 32,79 0,45 1,27 0,29
0,547 1038 64,12 32,70 0,67 2,49 0,02
0,582 1205 62,14 32,40 0,91 4,55 0,00
0,616 1371 60,36 31,93 1,14 6,57 0,00
При 1,0 МПа
0,488 996 Граница выделения
свободного угл еро д а
0,522 1038 62,80 32,00 0,72 2,65 1,83
0,550 1093 63,03 32,34 0,78 3,21 0,64
0,580 1205 62,03 32,38 0,92 4,56 0,11
0,615 1371 60,35 31,93 1,14 6,57 0,01
При 2,0 МПа
0,480 1040 Г раница свободн выделения ого углерода
0,528 1093 61,81 31,70 0,83 3,39 2,27
0,576 1205 61,81 32,28 0,92 4,59 0,40
0,615 1371 60,34 31,92 1.14 6,58 0,02
неполное
горение
ветствует температуре 1371 °C, что позволяет осуществлять
метана в свободном объеме.
При меньших температурах предварительного нагрева метана и кислоро-
да (и неизменной температуре реакции) низкая равновесная концентрация
метана будет сдвигаться в сторону высоких давлений. Последнее объясняет-
ся тем, что при заданной температуре реакции понижение температур нс
ходных реагентов сопровождается увеличением отношения Оз’. СН«, обуслов-
ливающим возрастание энергии Гиббса.
При постоянном давлении процесса с увеличением молекулярной массы
углеводорода граница выделения свободного углерода сдвигается в сторону
высоких температур. Для предотвращения этого к исходным реагентам до-
бавляют водяной пар и осуществляют высокотемпературную парокислород-
ную конверсию алканов.
Методика составления материального и теплового балансов
Экспериментальное изучение высокотемпературной и парокислородной
конверсии углеводородов показало, что неполное снятие кинетических тор-
можений обусловливает присутствие в конвертированном газе до 1% метана.
Поэтому при расчете материально-теплового баланса процесса целесообразно
задаться определенной степенью превращения метана. В этом случае из
независимых исключается реакция (II.1).
130
Наличие заданного числа молей метана обусловливает целесообразность
ввода следующих обозначений:
2 ~ С — лСн4 и 2Ня* = 2Ня’^Пн»°'“2Ясн«
Следовательно
ПСО = 2c'-”co.: «h.-Jh.’-sh.o (11.97) SH,^co, nH,6- <IL98) 2j V + СЯсо,
где С«КР—1.
Тогда
по, =* 0,5 С' + псо2 + пн,о—л'н,о) — я'о, (11.99)
(где n'ot — число молей связанного кислорода в 1 моль углеводородного газа).
Тепловой баланс выражается следующим образом:
«о2Яо1( тн + «ЧоЯн,о. та + яСпНт, тн -
= (2с* ~ "с0») я°°. гр+(2 Н“Л “ пн,°) гр+
+ Пн,О^НаО. Тр + НСО,#СО4. Гр + ПСН^СН* Тр + Q (П. 10Q)
После преобразования окончательно получаем:
"COi " 2^С" [(CD“ 2 СМ“В) ±
2с^-£)’+42сМ (П.Ю4)
В зависимости от конвертирующего агента (технический кислород или
обогащенный кислородом воздух) коэффициенты Л, В, Р определяются по
различным уравнениям.' Ниже рассматриваются два случая высокотемпера-
турной парокислородной конверсии углеводородов.
Конверсия техническим кислородом. Процесс описывается следующей си-
стемой уравнений:
А =» Ясо„ тр — Нсо, Тр — 0.5 [Hot, тв — V/₽ (Ям,. тр — #Nt, гя)]
в — 2 Н2*Яр Ян2о, тр — Ян2, Гр —
- °’5 [Я°2, Гя- J- (Ян2, Тр - Нщ, Тд)]}
D =х Яугл., Тв—лсн4Ясн4, Тр + 0.5 (2 С* — я н2о“* 2пЧ) х
Яо2>Гн-~ р (Ямг, Тр — Ни,. Тд) I + П'н2ОЯН1О, тн —
— 2 С*ЯС°. Гр — 2 ^2*^2. Гр — «Nt> угдЯм2, Тр — Q (II. 102)
С = Кр—1
131
где Q—тепловые потерн на 1 моль углеводорода, кДж; 0 и у— мольная доля
соответственно кислорода и азота в техническом кислороде; Ns уГл— индекс,
Относящийся к азоту углеводородного газа; Нугл— энтальпия углеводорода
или смесн углеводородов (складывается из энтальпий ее компонентов).
Конверсия воздухом, обогащенным кислородом. В этом случае принима-
ется, что число молей азота в конвертированном газе
Лн2= 173,075(псо+лн2), тогда
Л = #со2, Гр — Ясо, гр — 0.5Яо1( гн— 1/3,075 (Ям2, Гр— гн)
в = 2 н/^р гр—Ян3,7Р — 0,5//О1. тн—
-1/3,075 гн)]
D — Яугл., ти~ «сн^сн* Тр 4- 0 <5 (2 С'“-П'н3° —2«'о,) вог, гн—
— 1/3,075 (2 с' + 2 Н* ) п/н1°^на°; гн “
-2 C'ffc°, гР - 2 На'Ян«- г₽ ~ ”n«- углЯ^- гн - * <п • 1оз>
С = Кр-1
При получении технологического газа для синтеза метанола в совмещен-
ном процессе высокотемпературной парокислородной конверсии углеводоро-
дов и гомогенной конверсии оксида углерода технологически предельную
температуру смещения равновесия реакции водяного газа принимают равной
**1100 °C. С точки зрения термодинамики расчет материально-теплового ба-
ланса этого процесса можно проводить по уравнению (11.102), приняв тем-
пературу реакции «1100 °C и степень окисления метана, совпадающую с ее
вяачением при 1400 °C.
В случае получения технологического газа для синтеза высших спиртов
и моторного топлива в совмещенном процессе, включающем гомогенную ре-
конверсию оксида углерода, предельную температуру; смещения равновесия
водяного газа также принимают равной II00 °C. Расчет материально-тепло-
вого баланса проводят для температуры 1100 °C по уравнению (11.102), ос-
тавляя коэффициенты А, В и С без изменения и несколько модифицируя ко-
эффициент D, а также выражение для определения nog:
«О, = 0»5 (2 + ЛН2О + Псог “ Л*Н2О — 2л'Со2) — п'о,
В = та—псн4ЯСн4, гр + 0,5 с' “ л'н2о~ 2л'со2) X
X 1ЯО2, Тн — V/P (#N„ Гр — #N2, Гн)] +
+ л'н2О#Н2О, Гн + п СО2ЯсО2, Гн — 2 С'^СО. Гр —
Гр-п^угл Wn„ Гр —Q (11.104)
На основе уравнений (11.97)—(11.103) были рассчитаны различные ва-
рианты высокотемпературной конверсии углеводородных газов. Исходные
132
Синтез ам- миака на основе по- путного га- за нефтедо- бычи (кон- версия 95%-ным кислородом) 350 ПО 1 * * *» •» fc счс^сс осчю
ф « я ® 450 Еч 1 370 1127 op СТ со сч -ф -ф ф чг г--с© ю сч юг£ео ОФС^ 386 254
« & О й0 g о I 100 ——«ЮЮЮ 1© 1© об «ф г- ст — to
X X о. 4> И х « О О я * а ~ о 1© 1 1 । — --CgOOQO С?м
(втаиола го газа ым кисл 400 400 1 | - 1400 1© НО 00 -Г Г- СТ — — о оо оо со to 381 245
о ж •s Синтез и природпо 98%-н 400 о 1 1400 -*N—in<OS ФСО —чГ Г-Ф — — ф о о ст СОЮ 385 252
ратурн МПа 25 1© сч 1 1400 срсчстюст»> ОСГ-чгь-С: 398 277
V I' о э п к X X в> S cd обогащенным возду- емйературная коавер- ), метайировййне 400 НО 1400 СОСОФСООС© СТ СЧ СЧ чГ со об 82 -4<СЧ
© U 3 л ого газа 009 § 1400 соф® сч с-сю чГ О чг СТ Й -чГ СО О — со СЧчЬ СЧ 393 180
показатели в при J И 1 W с 600 400 1400 - СОСЯ чг СО й-ф г- -«г оЬ о —Г-фсчо-ГоГ СЧчГ СЧ 396 186
о 3 ь к основе : яверсия , низйот сйя СС § 1 400 1400 t-tCNCONQ <£> ео СЧ чг со ф — ТГСЧО-- Ст> сч -ф сч 400 194
<и 3 X t- <и 3 X & & о и <0 50 <0 С я Я 0 К 25 1 25 1400 Ю^ОСОСЧО СО О г- ЧГ Г-
о. f я ж я g ° 1 о 1 1/3 ОО lot© СО СОФ ф — Ф СТ1 чГ СО
о сч 0> £ « * •ПЫ аро- :им । I 2 — — Ф О — 00 сою
•—ч Ef X ч Ю W я о конверсия 95% кислородом, мывка жида азотом 400 । 1 1 - 1350 ООХОЮСОСОФ тГ со СТ> -X СО ^<58°’-* ' 385 । 241
400 I 110 — 1 1350 СЧФСЧСОЮОО ФО СТ СТ чг о —> — Ю о —1 ст СО 1© 389 248
Показатели Температура предвари- тельного нагрева, °C углеводородного га- за Технического кисло- рода обогащенного возду- ха водяного пара Температура реакции, °C Состав конвертирование- го газа, % (об.) СОа со Н2 сн4 Na HSO Расходные коэффициен- ты, м8 на 1000 м* (С0+ + HS) углеводородный газ 100%-ный кислород
133
данные и результаты вычислений сведены в табл. 11,20. Ниже приведен со-
став конвертируемых газов (в %):
Компоненты CH* С?Нв С3Н8 С4Н10
Природный газ 98,60 0,18 0,03 0,01
Попутный газ 59,91 21,50 10,53 1,50
N,
0,93
6,56
СОа
0,25
Если технологическая схема производства аммиака включает промывку'
газа жидким азотом, высокотемпературную конверсию природного газа целе-
сообразно проводить под давлением до 3,0 МПа при температуре около-
1350 °C. В этом случае сухой конвертированный газ содержит примерно 95,5%
{СО+Нг) при остаточной концентрации метана около Г% и низких расход-
ных коэффициентах по природному газу и кислороду.
Предварительный нагрев исходных газов значительно способствует сни-
жению расходных коэффициентов, причем основная доля в этом снижении
приходится на углеводородный газ. Повышение температуры кислорода or
110 до 400 °C эквивалентно предварительному нагреву природного газа от
400 до 500 °C. Предварительный нагрев технического кислорода на 100 °C
позволяет снизить расходные коэффициенты по газу и кислороду соответст-
венно на 0,3 и 1,0%:
Если в технологической схеме производства аммиака не предусмотрена
промывка газа жидким азотом, но имеются отделения низкотемпературной
конверсии оксида углерода и метанирования, для высокотемпературной кон-
версии природного газа целесообразно применять воздух, обогащенный кис-
лородом. При этом остаточная концентрация метана в конвертированном
газе не должна превышать примерно 0,5%, что связано с повышением тем-
пературы реакции до 1400 °C. Вследствие указанного обстоятельства, а также
значительной концентрации инертного азота в исходной смеси расход газа на
4,6% выше соответствующего расхода при конверсии 95%-ным кислородом;
однако расход 100%-ного кислорода на 17,2% ниже.
При ориентировке на получение газа для синтеза метанола высокотем-
пературную конверсию природного газа также следует проводить примерно
при 1400 °C во избежание накопления метана в циркуляционном газе и по-
терь СН4 при продувках.
Предварительный нагрев газа до 400 °C и кислорода до ПО °C по срав-
нению с отсутствием предварительного нагрева обоих газовых потоков обус-
ловливает уменьшение расходных коэффициентов по природному газу и кис-
лороду соответственно на 3,3 и 11,7%. Дальнейшее повышение температуры
подогрева приводит к уменьшению расходного коэффициента по кислороду
примерно на 3%.
При использовании совмещенного процесса ВТК природного газа с го-
могенной конверсией СО отношение Н2/СО достигает 2,50, и после частичной
отмывки от СО2 газ становится пригодным для синтеза метанола.
Наряду с природным газом важным источником углеводородного сырья
являются попутные газы нефтедобычи. Во избежание значительного выделе-
ния свободного углерода при ВТК в число исходных реагентов включают
водяной пар в соотношении вода: попутный газ ~ 0,4 м3/м3 (при н. у.). Зна-
чительная концентрация азота в попутном газе и добавка водяного пара
при Температуре реакции 1400 °С приводят к некоторому повышению расход-
ного коэффициента по кислороду.
134
Технологические схемы высокотемпературной конверсии
Процесс высокотемпературное парокислородное конверсии практически
ее зависит от состава исходного газа и от способов дальнейшей переработки
Получаемого конвертированного газа. Однако в зависимости от назначения
конвертированного газа (для синтеза аммиака и метанола) схема использо-
вания тепла может существенно изменяться. В связи с высоким тепловым
потенциалом ВТК использование тепла этого процесса благоприятно влияет
на его экономику.
В случае производства аммиака, когда конвертированный газ после ВТК
должен проходить стадии конверсии оксида углерода для достижения необ-
ходимого соотношения водяной пар: газ, тепловой потенциал ВТК обычно
снижают сатурацией газа водяным паром при непосредственном соприкосно-
вении газа с водой. Технологическая схема агрегата ВТК природного газа под
давлением 3,0 МПа при ориентировке на синтез аммиака показана на
рис. 11-36.
Для стабилизации температуры газовых потоков перед контрольно-изме-
рительными приборами углеводородный газ и кислород нагревают водяным
паром (Р—0,5 МПа) в подогревателях 1,2 до температуры 130 °C. Дальней-
ший нагрев природного газа до 350 °C ведут конвертированным газом после
I ступени конверсии оксида углерода в теплообменнике стадии конверсии ок-
сида углерода. В некоторых схемах для нагрева природного, газа используют
огневой радиационно-конвекционный подогреватель, где можно нагреть при-
родный газ до 450 °C. Нагрев кислорода до более высокой температуры не-
целесообразен, поскольку осложняется материальное оформление трубопро-
водов, арматуры и горелочного устройства.
Рис. П-36. Схема высокотемпературной конверсии природного газа для произ-
водства аммиака под давлением 3,0 МПа:
1, 2. — подогреватели; 8 — конвертор; 4 — сатуратор; 5 — паросборник; S, 8, 10 — цикло-
ны сепараторы; 7, 9 — промыватели Вентури; 11 — насос; 12 — влагоотделитель; 19 —
сборник парового конденсата; 14 — сборник; IS — теплообменник; 16 — сажеотстойннк.
135
При значительном содержании гомологов метана в природном газе для
снижения сажеобразоваиия к нему добавляют водяной пар (Р=3,4 МПа) в
соотношении пар: газ=0,4 м3/м3 (при и. у.). Нагретые парогазовая смесь и
кислород поступают в конвертор 3 через горелочное устройство, установлен-
ное в верхнем его штуцере. Конструкция горелочного устройства предусмат-
ривает интенсивное охлаждение его конденсатом, циркулирующим через хо-
лодильник.
Процесс конверсии проводят при 1350—1400 °C. Корпус конвертора снаб-
жен внутренней пароводяной рубашкой и соединен с паросборником 5. Кон-
вертированный газ очищают от сажи горячей водой (190—200 °C) в сатурато-
ре 4, циклоне-сепараторе 6, последовательно в двух промывателях Венту-
ри 7, 9 с циклонами-сепараторами 8, 10.
В некоторых схемах вместо промывателей Вентури для очистки конвер-
тированного газа от сажи применяют башню сажеочистки с внутренней на-
садкой из колец Рашига, орошаемых циркулирующим конденсатом. В сатура-
торе большая часть конденсата испаряется, а загрязненную сажей воду вы-
водят из циклона-сепаратора н направляют в золоотвал или на установку
очистки конденсата от сажи.
Схема очистки конвертированного газа от сажи с двумя турбулентными
промывателями, циклонами-сепараторами и с использованием противоточной
системы подачи конденсата обеспечивает достаточно высокую эффективность,
очистки газа, хотя отличается более сложной системой регулирования. Кон-
денсат, подаваемый в турбулентные промыватели насосом из сборника кон-
денсата, при большой скорости газа («100 м/с в узкой части) распыляется
п интенсивно смешивается с газом. В распыленном состоянии вода, сталки-
ваясь с частицами сажи, обволакивает их, коагулирует и в циклоне-сепарато-
ре отделяется от парогазовой смеси. Грязный конденсат из циклонов-сепара-
торов выводится регуляторами уровня в сборник, откуда насосами подается
в сатуратор конвертора ВТК. Для обеспечения постоянного запаса конденса-
та в сборниках и возможной аварийной подачи конденсата в сатуратор пред-
усмотрена автоматическая подпитка системы паровым конденсатом, который,
должен быть деаэрирован и по качеству соответствовать турбинному конден-
сату.
В случае производства метанола (рис. П-37) существенно изменяется схе-
ма использования теплового потенциала конвертированного газа. После за-
вершения ВТК в нижнюю часть конвертора вводят нагретый до 370 °C водя-
ной пар давлением 3,5 МПа из расчета достижения соотношения пар:
таз « 1,3 м3/м3 (при и. у.). В результате гомогенной конверсии оксида угле-
рода устанавливается новое равновесие реакции водяного газа, соответствую-
щее температуре «ИЗО“С. При этом отношение Нг:СО возрастает до 2,5..
что пригодно для синтеза метанола. Далее парогазовая смесь поступает в
котел-утилизатор, конструкция которого должна допускать содержание око-
ло 40 мг сажи в 1 м3 конвертированного газа. В котле-утилизаторе выраба-
тывается водяной пар повышенных параметров (примерно до 4,0 МПа), часть-
которого поступает в нижнюю часть конвертора ВТК. После котла-утилиза-
тора температура парогазовой смеси снижается до 400 °C. Дальнейшее ис-
пользование физического тепла парогазовой смеси достигается в подогрева-
телях питательной воды для котла-утилизатора 6, где температура парогазо-
вой смеси снижается до 250 °C.
136
Рис. 11-37. Принципиальная схема промышленного агрегата ВТК для произ-
водства метанола под давлением 3,0 МПа:
/ — теплообменник; 2 — огневой подогреватель; 9 — конвертор; 4 — котел; 5 — паросбор-
ник; 6 — котел-утилизатор; 7 труба Вентури; в — циклон-сепаратор; 9 — скруббер;
10 — холодильник; 11 — подогреватель воды; 12 — насосы.
Очистка газа от сажи может быть выполнена как показано на рис. II-36,
(применением сатуратора и двух последовательных промывателей Вентури)
либо по рис. II-37, где после прохождения сатуратора Вентури 7 и циклона-
сецаратора 8 окончательная очистка от сажи и охлаждение конвертирован-
ного газа происходит в скруббере-охладителе 9 циркулирующим газовым
конденсатом. Циркуляция последнего обеспечивается насосом, который заби-
рает газовый конденсат из скруббера охладителя и подает его в верхнюю
часть скруббера и в трубу Вентури. Прн этом газовый конденсат нагревает
химически очищенную воду до деаэрации и окончательно охлаждается обо-
ротной водой до температуры 35 °C.
В перспективе на основе ВТК природного газа под давлением 4,0 МПа
можно создать энерготехнологическую схему синтеза аммиака для агрегата
единичной мощности 3000 т/сут. Отличительной особенностью такого агрега-
та является использование высокого теплового потенциала ВТК в котле-ути-
лизаторе для получения водяного пара высоких параметров.
3. КОНВЕРСИЯ ОКСИДА УГЛЕРОДА
Т. А. Семенова, М. И. Маркина, Р, В. Харламов, С. П. Сергеев
. Физико-химические основы и термодинамика процесса
Процесс конверсии оксида углерода описывается уравнением реакции
СО + Н,0 СОа 4- + Q (II. 105)
В промышленности он осуществляется на катализаторах в температур-
137
Таблица 11,21. Константы равновесия реакции конверсии
оксида углерода
«с *р t, °C t, °C г КР
200 2,279-103 280. 5,285-10 360 1,807-10 440 7,986
205 2,049-10* 285 4,894-10 365 1,706-10 445 7,639 /
210 1,846-10’ 290 4,540-10 370 1,612-10 450 7,311
215 1,667-10’ 295 4,217-10 375 1,525-10 455 7,002
220 1,509-10’ 300 3,922-10 380 1,444-10 460 6,710
225 1,369-Ю’ 305 3,652-10 385 1,368-10 465 6,435
230 1,244-10’ 310 3,406-10 390 i,298-10 470 6,174
235 1,133-10’ 315 3,180-10 395 1,232-10 475 5,928
240 1,034-10’ 320 2,973-10 400 1,170-10 480 5,695
245 9,447-10 325 2,783’10 405 1,113-10 485 5,4*74
250 8,651-10 330 2,608-10 410 1,059.10 490 5,265
255 7,936-10 335 2,447-10 415 1,008.10 495 5,067
260 7,293-10 340 2,298-10 420 9,610 500 4,878
265 6,712-10 345 2,161-10 425 9,165
270 6,189-10 350 2,034-10 430 8,748
275 5,714-10 355 1,916-10 435 8,356
ном интервале 200—500 “С под давлением 0,1—3,0 МПа. Значения константы
равновесия реакции приведены в табл. 11,21, а энергии Гиббса (ДО) и теп-
лового эффекта (Q) для различных температур — ниже [14, 59]:
/ °C ..." 300 400 500 600 700 800 900 1000
кДж/моль —28,5 —24,3 —20,3 —16,5‘—12,8 —9,3 —5,9 —23
Q, кДж/моль . —41,2 —40,6 —39,9 —38,9 —37,9 —36,8 —35,8 — 34,8
Процесс конверсии СО идет без изменения объема, поэтому до опреде-
ленного предела давление ие сказывается на равновесной степени превраще-
ния. До давления 5 МПа для расчета равновесных содержаний компонентов
могут быть использованы значения их парциальных давлений или концентра-
ций.
Равновесное содержание оксида углерода в конвертированном газе рас-
считывают по значению константы равновесия реакции Крврсоар>^/рсорн
(где Рсо2, рн2, рсо, Рн2о) —равновесные парциальные давления соответствую-
щих компонентов). При расчетах и промышленном использовании процесса
конверсии обычно используют концентрации компонентов в сухом газе, со-
держание водяных паров выражают соотношением пар: газ (отношение
объемов водяного пара и сухого газа). Для расчета равновесной концентра-
ции компонентов реакции и равновесной степени превращения оксида углеро-
да имеются программы на ЭВМ.
Для расчета вручную обычно принимаются следующие обозначения: х—
равновесная концентрация СО во влажном газе, % (об.); а — концентрация
СО в сухом исходном газе, % (об.); b — концентрация пара в исходном газе,
объемы Н2О на 100 объемов сухого исходного газа; с — концентрация СО2 в
сухом исходном газе, % (об.); d — концентрация Ня в сухом исходном газе,
.» (об.).
138
Тогда
[с-|-(д—x)][d+(Д—*)]
Ар- jf)J
х рассчитывается из данного выражения.
В сухом конвертированном газе равновесная концентрация оксида угле-
рода (X) рассчитывается по уравнению
V 10Сх
Л= 100 + (а—X)
Из приведенных выше данных очевидно, что реакцию желательно про-
водить при возможно более низкой температуре. Уменьшение остаточного со-
держания СО может быть достигнуто при снижении температуры и увели-
чении концентрации в газе водяного пара. Нижний температурный предел
определяется условиями конденсации водяного пара. На рис. П-38, а-^-б при-
ведены графики зависимости равновесного остаточного содержания СО от
температуры при различном соотношении пар : газ.
Кроме основной реакции (11.105) могут протекать побочные реакции,
«аиболее вероятными из которых в условиях промышленного осуществления
процесса являются следующие:
2СО 4=fc С-ЬСОа (11.106)
СО + ЗН2 + НаО (II. 107)
В условиях проведения процесса в промышленности обе реакции можно
рассматривать как практически необратимые, их протекание определяется
Рис. П-38. Зависимость равновесного остаточного содержания оксида углеро-
да в сухом газе после конвертора от температуры при проведении процесса
на среднетемпературном (а) и низкотемпературном (б) катализаторе и раз-
личном соотношении пар : газ (т).
139
Таблица 11,22. Техническая характеристика
Показатели Типы
СТК-1-5 экструди- рованный СТК-1-7 экстру- дированный
высший сорт 1 сорт высший сорт 1 сорт
Содержание, % железа (на РеаОз), не менее 88,0 88,0 88,0 88,0
хрома (на CrsOs), не менее 7,0 7,0 7,0 7,0
серы (на БОз), не более 0,3 0,4 0,3 0,4
марганца (на МпО») — г
Размер гранул*, мм диаметр 4,5—5,0 4,5—5,5 7,0—7,5 7,0—8,0
высота __
Насыпная плотность, кг/л, не более 1,2 1.3 1.2 1.3
Удельная поверхность, м2/г 25—30 25—30
Пористость, % 60—65 60—65
Преобладающий радиус пор, нм мелких ^200 200
крупных а2000 2000 /
Прочность**, МПа средняя, не менее 3,5 2,5 3,0 2,0
минимальная 1*8 1,2 1,5 1,0
Активность***, не менее 1*4 1,2 1.4 1,2
* Экструдированный катализатор не должен содержать кусков н слипшихся гранул
•• Механическая прочность на раздавливание (предел прочности прн сжатии) по
*** Активность катализатора [константа скорости при 350 "С в см*/(г-с)] определяется
ходного газа 50% СО; 50% N* объемная скорость по парогазовой смеси 12000 ч~coot
уравнению 1-го порядка по оксиду углерода.
железохромовых катализаторов
катализаторов
СТК-2-5 таблетированный СТК-1М экструдированный СТК-2М-9 таблетированный
высший сорт 1 сорт высший сорт 1 сорт высший сорт 1 сорт
87,0 87,0 86,0 86,0 85,0 85,0
6,5 6,5 6,5 6,5 6,5 6,5
0,3 0,4 0,3 0,4 0,3 0,4
— — 1,2—1,6 1,2—1,8 1,2—1,6 1,2—1,8
5±0,1 5±0,1 4,5—5,0 или 7,0-7,5 4,5—5,5 или 7,0—8,0 9,0±0,2 9,0±0,3
5±0,5 5±0,5 1 1 1 9,0±1,0 9,0±1,0
1,6 1.7 1.2 1.3 1,6 1.7
20—25 25—30 25—30
45—50 60- -65 45
150—200 2 20 00 00 1 50
4,0 2,5 3,0 2,0 4,0 3,0
2,5 1.5 1.5 1.0 2,5 2,0
1,4 1.2 2,2 1.9 1.8 1.3
более 20 мм.
атмосферном давлении и следующих условиях:
состав иС-
размером .. .. _ .
образующей.
на проточной установке прн . _ .....
ношении пар:газ—3:1, размер зерна 2—3 мм; константу скорости рассчитывают по
свойствами используемых катализаторов. В отсутствие водяного жара на
оксидно-железных катализаторах реакция (11.106) протекает мгновенно, а
реакцию (II. 107) в значительной степени катализирует кобальт [9, 60, 61].
Катализаторы конверсии оксида углерода
Реакция конверсии СО без катализатора при температуре до 600 °C
практически не идет. В зависимости от температуры работы катализатора
различают среднетемпературные — СТК (за рубежом их называют высокотем-
пературными) и низкотемпературные — НТК контакты.
Среднетемпературные катализаторы. Среднетемпературные катализаторы
содержат в своем составе оксиды железа и хрома, в восстановленном состоя-
нии— твердый раствор оксида хрома в FesO*. Содержание оксида железа в
невосстановленных катализаторах* колеблется от 85 до 93%, оксида хрома —
от 6,5 до 10%. В Советском Союзе желеэохромовые катализаторы выпуска-
ют под марками СТК-1-5, СТК-1-7, СТК-2-5, СТК-2М-9, СТК-1М [62]. Тех-
нические характеристики катализаторов приведены в табл. 11,22. Наиболее
распространенные марки зарубежных катализаторов С-12-1 (фирма CCI),
15-5 (фирма ICI), 1030 (завод Лейна, ГДР) [14, 63, 64]. Важной характери-
стикой катализатора является его теплоемкость, значение которой рассчиты-
вают или определяют экспериментально. Для железохромовых катализаторов
эта величина в интервале температур 300—500 °C находится в пределах
0,838—0,963 кДж/(кг-К) [14].
Ядами для железохромовых катализаторов конверсии СО являются серо-
органические соединения, сероводород, а также соединения фосфора, мышь-
яка, кремния, хлора. Отрицательно на работе катализатора сказывается при-
сутствие пыли и сажи [61, 65]. Наиболее распространенными каталитически-
ми ядами являются сернистые соединения. Органические сернистые соедине-
ния в присутствии железохромового катализатора реагируют с водяным па-
ром, образуя сероводород. Степень конверсии зависит от количества сероор-
ганических соединений. Если их содержание превышает 1%, то полная кон-
версия не достигается, н они действуют как необратимый яд. Сероводород,
присутствующий в исходном газе или образующийся в результате превраще-
ния сер о органических соединений, реагирует с катализатором по реакции
Fe,O4 + 3HaS + Н, 3FeS + 4Н2О 79,6 кДж/моль
140
141
Значения константы равновесия реакции КР-= [HaSJ^HaJ/fHaO]4 приве-
дены ниже:
t, °C . . . 300 400 500 600
КР . , . . 2,66-10’“ 1,78-Ю-10 7,94-1О’10 2,9-10-’
При работе катализатора регламентируется содержание примесей в газе,
паре и конденсате: концентрация сажи и пыли в газе — не более 1 мг/м3, со-
'лесодержание в паре и конденсате — не более 2,5 мг/л конденсата, содержа- г
ине кремния н хлора — не более 0,1 мг/л каждого.
В зависимости от соотношения пар:газ и температуры возможно как по-
глощение серы катализатором, так и выделение ее в парогазовую смесь. Суль-
фид железа, образующийся при взаимодействии сероводорода с катализато-
ром, ускоряет реакцию конверсии СО, однако он значительно менее активен,
чем РезО<. Для работы на газе с повышенным содержанием сернистых соеди-
нений (более 100 мг S/м3), например на газе после газификации угля, разра-
ботаны контакты, содержащие кобальт, По типу алюмокобальтмолибденовых,
используемых -при сероочистке.
Соединения фосфора и кремния присутствуют в парогазовой смеси, по-
ступающей на катализатор. Фосфор попадает в воду в случае применения
для ее умягчения в системах парообразования тринатрийфосфата. Источни-
ком кремния являются, как правило, футеровочные материалы.
Железохромовые катализаторы используются как в «старых» схемах про-
изводства аммиака на базе парокислородной каталитической или высокотем-
пературной конверсии метана, так н в современных крупных агрегатах, рабо-
тающих по энерготехиологнческому принципу. Процесс конверсии СО в «ста-
рых» схемах проводится в одну стадию только на железохромовом катализа-
торе при атмосферном давлении или прн 2—3 МПа. В первом случае целесо-
образнее использовать формованные катализаторы типа СТК-1, при работе
од давлением — таблетированные, типа СТК-2. В крупных агрегатах произ-
водства аммиака рекомендуется использовать железохромовый катализатор
марки СТК (СТК-1-5, СТК-2-5, СТК-1М)—в первой ступени при давлении
до 3 МПа. -!
Основные показатели, характеризующие работу железохромовых катали-
заторов в «старых» и «новых» (крупные агрегаты) схемах, приведены ниже:
Схемы . Старые Новые
Температура, °C минимально возможная на входе в слой катализатора максимально допустимая в слое катализатора Объемная скорость, ч-1 Соотношение пар:газ Степень превращення СО (от равновесия), % Срок службы катализатора, годы 320 520 300—1000 0,4—1,5 До 95 1-6 320 520 2500—3000 0,5—0,7 90—98 2-8
Максимальный срок службы достигается при практическом отсутствии в
парогазовой смеси каталитических ядов (мышьяка, фосфора, кремния и др.)
и сажи, при содержании сернистых соединений не более 5 мг/м3 и солей в
паре н конденсате —не более 2 мг/л.
142
Перед началом эксплуатации железохромовые катализаторы восстанавли-
вают, как правило, рабочим газом непосредственно в контактном аппарате.
Процесс восстановления катализатора сопровождается выделением тепла:
3Fe2O8 + Н2 = 2Fe8O4 + НаО4-9,6 кДж/моль
3Fe8O8 4- СО = 2Fe8O4 4- СО8 4-50,9 кДж/моль
Процесс восстановления в промышленном конверторе условно можно
разбить на 3 этапа:
1. Нагрев катализатора до 120 °C со скоростью 30—40*С/ч при давлении,
близком к атмосферному, азотом, воздухом, дымовым газом или другим от-
носительно сухим теплоносителем.
2. Подъем температуры до 240—280 °C за счет тепла водяного пара или
газа, содержащего пар. Давление может быть увеличено до рабочего (в
случае, если процесс проводят при повышенном давлении).
3. Восстановление катализатора осуществляется рабочим газом. Со зна-
чительной скоростью процесс протекает при 300 °C. Не допускается подъем
температуры выше 500 °C. Объемная скорость не должна быть менее 150—
200 ч~1.
Восстановление катализатора обязательно проводят в присутствии водя-
ного пара при соотношении пар: СО не менее 1. В противном случае воз-
можно образование углерода по реакции 2СОчрьС+С02+ 172,6 кДж/моль и
перевосстановлеиие катализатора до металлического железа по реакциям
FegO4 4- 4Н3 у.А 3Fe 4* 4НаО — 150 кДж/моль
Fe8O44'4CO у-h 3Fe4-4CO24- 14,7 кДж/моль
В крупных агрегатах производства аммиака, где после среднетемператур-
ной конверсии газ поступает на низкотемпературный медьсодержащий кон-
такт, проводят операцию обессеривания железохромового катализатора, во
время которой содержащаяся в контакте сера выделяется в газ. Удаление
серы происходит только из восстановленного катализатора. Скорость удале-
ния серы зависит от концентрации паров воды и температуры процесса, а
также от содержания серы в катализаторе и в газе. С высокой скоростью
процесс протекает при 400 °C и соотношении пар:газ около 3. При 300—
320 °C скорость обессеривания уменьшается в 3—4 раза. Объемная скорость
должна поддерживаться не менее 800—1000 ч-1.
Процесс обессеривания можно совместить с восстановлением катализато-
ра. В этом случае содержание газа-восстановителя в парогазовой смеси дол-
жно быть не менее 10%. При содержании в конвертированном газе 4—5 мг
S/м8 он может быть подан в систему очистки газа от диоксида углерода, а
при содержании 1 мг S/m2—на низкотемпературный катализатор конверсии
СО.
Восстановленный среднетемпературный катализатор конверсии СО пиро-
форен, поэтому перед выгрузкой из контактного аппарата ои должен быть
окислен. Процесс окисления катализатора в промышленном реакторе услов-
но можно разбить на 3 этапа:
1. Охлаждение в атмосфере парогазовой смеси или пара до температу-
ры не более 350 °C при объемной скорости «*200 ч-1.
2. Окисление воздухом, который дозируют в пар или азот в количестве
2—3%, при температуре 300—320 °C, но не более 500 °C. Постепенно подачу
воздуха увеличивают. Об окончании процесса окисления свидетельствует
143
прекращение роста температуры и выравнивание содержания кислорода а
газе до и после катализатора.
3. Охлаждение катализатора до температуры окружающей среды в ат-
мосфере воздуха.
Окисление железохромовых катализаторов сопровождается выделением
большого количества тепла:
4FejO4 4- О2 4 6FesOa 460,9 кДж/моль
Низкотемпературные катализаторы. Низкотемпературные катализаторы
конверсии оксида углерода содержат оксидные соединения меди, цинка, алю-
миния, хрома. Концентрация оксида меди колеблется в широких пределах
20—55%. Возможно присутствие в катализаторах незначительных количеств
(2—5%) модифицирующих добавок, таких как оксиды марганца, магния и
др. При восстановлении катализаторов значительная часть меди восстанавли-
вается до металлической, которая находится или в рентгеноаморфиом, или в
мелкодисперсном состоянии (до 1,5-10~8 м). Идет также восстановление меди
до одновалентной [14, 61, 66].
В Советском Союзе низкотемпературные катализаторы выпускают под
марками НТК-4 и НТК-8 [62]. Технические характеристики этих катализато-
ров приведены в табл. П.23. Наиболее распространенные марки зарубежных
катализаторов: С-18-1, С-18-3, С-18-НС (фирма CCI), 52-1 (фирма ICI), LSK
(фирма Топсё), 1960, 1962 (завод Лейна, ГДР).
Ядами для низкотемпературных катализаторов являются соединения, се-
ры, хлора, фосфора, кремния. Отрицательно сказывается на работе катализа-
Таблица 11,23. Техническая характеристика низкотемпературных
катализаторов
' Показатели Марка катализаторов
НТК-4 нтк-з
Содержание (на прокаленное вещество), %
медн (на СиО) 54,0±3,0 38,0±3,0
хрома (на Сг2О3) 14,0±1,5 1,5±0,5
цинка (на 2пО) 11,0±1,5 27,0±2,0
алюминия (на А12О3) Размер гранул, мм 19,6^2,0 33,0±3,0
диаметр 5 или 6 5 или 6
высота 5 или 4 5 или 4
Насыпная плотность, кг/л 1,5—1,6 1,1—1,4
Удельная поверхность, м’/г 50—60 70—80
Пористость, % Прочность*, МПа 35—40 50—60
средняя 28 32
минимальная 17 20
Теплоемкость (ср) прн 200°C, кДж/(кг-К) 0,712 0,712
Активность ** — константа скорости при 225 °C, см3/гс 5—6 8—9
* Предел прочности при сжатии по торцу.
•♦Активность катализатора [константа скорости при 226°C в см’/(г-с)] определяют
на проточно-циркуляционной установке при атмосферном давлении и следующих усло-
виях; состав исходного газа 12,6% СО, 9,4% СО», 65% Hs, 23,1% N,. объемная скорость
ПО сухому газу 6000 ч—'. соотношение пар: газ 0,7: 1, размер зерна 0,63—1,0 мм. Кон-
станту скорости рассчитывают по уравнению 1-го порядка по оксиду углерода.
144
тора присутствие в газе пыли, некоторые катализаторы чувствительны к ка-
пельной влаге [14, 61, 67]. Сернистые соединения прочно связываются ката-
лизатором, главным образом оксидами цинка и меди. Отравление является
необратимым и сернистые соединения в газовую фазу из катализатора не
выделяются. Связывание серы катализатором происходит послойно по ходу
газа. В газе после НТК (при его промышленной эксплуатации), серы ие об-
наруживается. При содержании в катализаторе 0,1% серы активность катали-
затора понижается. Отравляющее действие хлора сильнее, чем серы. Хлор
менее прочно связывается с катализатором, мигрирует по его слою. Хлор об-
наруживается в газе после низкотемпературного катализатора конверсии СО.
Отравление хлором НТК необратимо. При содержании в катализаторе 0,02%
хлора активность катализатора снижается на 30—50%. Механизм отравления
низкотемпературного катализатора конверсии оксида углерода изучен непол-
ностью.
Для нормальной работы катализатора регламентируют содержание при-
месей в газе, паре, конденсате. Концентрация пыли в газе должна быть не
более 1 мг/м3, солесодержание в паре и конденсате — не более 1,0 мг/л, со-
держанке серы в газе — не более 0,2 мг/м5, .содержание хлора в газе
0,02 мг/м3.
По мере эксплуатации катализатора под воздействием реакционной среды
и температуры происходит рекристаллизация активного компонента, что так-
же вызывает снижение каталитической активности. Дезактивацию такого ро-
да можно рассматривать как обратимую, активность частично восстанавли-
вается при окислении и восстановлении катализатора в мягких условиях при
температуре 200—250 °C.
Для предотвращения попадания ядов на НТК, а следовательно и его
дезактивации, разработаны поглотители каталитических ядов, работающие
при температуре 200—250 “С и объемной скорости 10000—20000 ч_|. Продле-
ния срока- службы НТК добиваются также в результате загрузкн части НТК
(10—15% по объему) в отдельный контактный аппарат (предшествующий по
ходу газа основному конвертору). Этот аппарат перегружают по мере накоп-
ления в нем контактных ядов (примерно 1 раз в год). В результате основ-
ная масса катализатора работает на чистом газе длительный срок [66].
Катализатор НТК-8 более активен, чем НТК-4, он более полно улавли-
вает яды, большая часть которых адсорбируется первыми по ходу газа слоя-
ми, защищая его основную массу. В результате срок службы катализатора
увеличивается.
Основные показатели, характеризующие работу низкотемпературных ката-
лизаторов конверсии оксида углерода:
Катализаторы ....................
Температура, °C
минимально возможная на
входе в слой катализатора
максимально допустимая в
слое катализатора
Объемная скорость, ч~* .
Соотношение пар : газ ...
Степень превращения СО (от
равновесия), % ..............
Срок службы катализаторы, годы
НТК-4 и
типа С-18
200—210
250
2000-3000
(0,4-0,7):!
До 95
2—4
НТК-8
190—200
280
3000—5000
(0,3—0,7): 1
97
. 3—5
10—1425
115
Максимальный срок службы достигается при практическом отсутствии »
парогазовой смеси соединений фосфора и кремния, содержании сернисты^
соединений (на S) не более 0,1 мг/м8, соединений хлора (на С1)—не, более
0,01 мг/м8 и солей в конденсате — не более 1 мг/л. Перед эксплуатацией’
низкотемпературный катализатор подвергают восстановлению, которое сопро-
вождается выделением большого количества тепла (1050 кДж/кг катализа-
тора). В связи с этим газ-восстановитель разбавляют инертным газом, В ка-
честве восстановителя чаще всего применяют азотоводородиую смесь. В ка-
честве разбавителя используют азот с минимальным содержанием примесей.
Для уменьшения расхода азота осуществляется его циркуляция. Условно, при-
менительно к промышленным агрегатам, процесс можно разбить на 4 этапа;
1. Разогрев катализатора циркулирующим азотом со скоростью 30°С/ф
до температуры в лобовом слое катализатора 200 °C, а в последнем по ходу
газа — не менее 180 °C.
2. Начальный период восстановления при максимальной циркуляции азо-
та [200—250 м8/(м3-ч)] и дозировке АВС в таком количестве, чтобы кон-
центрация водорода была не более 0,3% (об.). Постепенно, в течение 2—3 я
увеличивают содержание Н2 в циркулирующем азоте по 0,2—0,3% (об.) в
1 ч до 1,0—1,2% (об.) при температуре не выше 230 °C.
3. Восстановление катализатора во всем объеме при концентрации водо-
рода в азоте 1—1,2% (об.) и температуре до 230 °C.
4. Выдержка катализатора при содержании водорода 4—5% (об.) 3—
4 ч и при 10—20% (об.) 3 ч для достижения полного восстановления ката-
лизатора.
Восстановленный низкотемпературный катализатор пирофорен и перед,
выгрузкой он должен быть окислен. Для окисления катализатора используюг
схему, применяемую для восстановления, и проводят окисление воздухом, до-
зируемым в циркулирующий азот.
Условно процесс окисления можно разбить на следующие этапы:
1. Охлаждение катализатора до 100—120 *С циркулирующим азотом.
2. Окисление катализатора воздухом, дозируемым в циркулирующий азот
в количестве 1 % (об.); при этом не допускается подъем температуры выше
230 °C. В случае повышения температуры прекращают подачу воздуха в-
систему.
3. Завершение процесса окисления (после выравнивания температуры на>
входе и в. слоях катализатора) путем постепенного увеличения концентрации,
кислорода в циркулирующем азоте до 10% (об.).
4. Охлаждение катализатора воздухом до 50 °C.
Потерявший активность в результате воздействия каталитических ядов,,
а также реакционной среды и температуры катализатор может быть частич-
но регенерирован [68, 69]. Процесс регенераций осуществляется непосредст-
венно в конверторе и сводится к следующему: 1) окисление отработанного
катализатора паровоздушной смесью при 200—230 °C; 2) промывка катали-
затора водным раствором специального состава; 3) восстановление катализа-
тора.
В случае частичной потери активности катализатора в результате крат-
ковременного повышения температуры он может быть регенерирован окисле-
нием (температура не выше 230 °C) с последующим восстановлением.
146
Кинетика реакции конверсии оксида углерода. Кинетика реакции конвер-
сии оксида углерода на средне- и низкотемпературном катализаторах описы-
вается уравнением [70]
РООРНдО ~ Кр^РН/СО;
Г ~~ ** ЛРНдО 4- Рсо,
где г — скорость реакции; Ztc—константа скорости; рсо, рн2о, рн2. Рсо2—со-
ответствующие парциальные давления компонентов; Л —постоянная вели-
чина.
За скорость реакции конверсии принят объем СО (в см3), вступающего
в реакцию за 1 с, отнесенный к Гем3 катализатора. Тогда kc выражается в
с",-атм“*.
Для железохромовых катализаторов в интервале температур 400—•
500 °C
34 000 . 8800
lg^c = 4^77' 4" Ю»2» 1g Л — — 4,577 4~2>32
Для катализаторов НТК-4 и НТК-8 в интервале температур 200—300 °C
8250 . 4695
1g^с= 4 577* 4" 1g Л— — 4i57j’ 4“ 1»93
, В достаточно широких пределах, в том числе включающих условия про-
мышленной эксплуатации катализаторов, скорость реакции удовлетворитель-
но описывается уравнением 1-го порядка относительно оксида углерода:
Г = kcPCG
При проведении процесса в промышленных условиях на целых гранулах
катализатора реакция протекает в области внутренней диффузии. Эффектив-
ный коэффициент диффузии оксида углерода в порах железохррмовых ката-
лизаторов при 450 °C равен 0,033 см3/с [64], а для НТК-4 и НТК-8 при тем-
пературе 225—250%} — 0,010—0,012 см2/с.
Для определения необходимого объема катализатора и выбора опти-
мальных технологических условий проводят расчет конвертора оксида угле-
рода по математической модели, последовательно рассматривая стадии про-
цесса от элементарного акта химической реакции до конверсии во всем объ-
еме реактора [61].
Расчет объемной скорости, а следовательно объема катализатора, вы-
полняется по формуле:
3600(1 —у)
w = —-----~ (П. 108)
j dc/g
Со
где w — объемная скорость по исходному сухому газу, ч-1; у—содержание
воды в исходном газе, мольн. доля; g — количество вещества (в м3), реа-
гирующее в единице объема слоя (в м3) катализатора за 1 с:
g = (l-e)n<D]/(c,T)] (11.109)
где е — свободный объем (порозность слоя); г]—степень использования зер-
на; to — скорость реакции из уравнения Шибри—Темкина; r=<o[f (с, Т)] [701
10*
147
Связь между концентрацией и температурой в слое может быть описан»
линейной зависимостью
с0 —с = ср/ДЯ(Т —То) (II.110)
где со и То — соответственно концентрация оксида углерода и температура
смеси на входе в слой катализатора; с и Т — соответственно концентрация*
оксида углерода и температура в слое катализатора; Ср — теплоемкость смет
си, кДж/(кмоль*К); АН — тепловой эффект реакции, кДж/кмоль.
Разность температур, вычисляемую по уравнению (11.116) называют
адиабатическим разогревом.
Промышленные технологические схемы конверсии
оксида углерода
Конверсия оксида углерода под давлением 2 МПа
При совмещении процессов каталитической конверсии метана и оксида*
углерода при 2,0 МПа в одном агрегате газ после конвертора метана и ув-
лажнителя при температуре 400°C и отношении пар: газ= 1,187:1 последова-
тельно проходит конвертор 1 оксида углерода I ступени (рис. П-39), испари-
тель 2 и конвертор 3 оксяд.з углерода II ступени. В конверторах гдз дви-
жется в радиальном направлении. Тепло газа, выходящего из конвертора СО,
используют для нагревания исходной смеси природного газа и пара в теп-
лообменнике. При этом температура конвертированной парогазовой смеси
снижается с 430 до 310 °C. Основное количество тепла конвертированной па-
рогазовой смеси (80%) используется в процессе очистки газа от диоксида уг-
лерода. Окончательное охлаждение газа с использованием его тепла зависит
от схемы производства и потребности в тепловой энергии.
Рис. П-39. Схема конверсии оксида углерода в агрегате с каталитической кон-
версией природного газа под давлением 2,0 МПа (Рт— регулятор темпера-*
туры):
/ — конвертор СО I ступени; 2 — испаритель; 3—- конвертор СО II ступени.
148
По схеме, изображенной на рнс. 11-39, работают агрегаты производитель-
ностью 330 т/сут аммиака и более. В агрегатах меныпей производительности
функции аппаратов 1—3 совмещены в одном аппарате.
Конверсия оксида углерода под давлением 3 МПа
Агрегаты аммиака мощностью 600 т/сут. В этих агрегатах (импортных —
фирмы Ensa и отечественных) принята конверсия оксида углерода в две сту-
пени: I ступень — на среднетемпературном железохромовом катализаторе^
II — на низкотемпературном медьсодержащем катализаторе. Технологические
схемы имеют незначительные отличия в части использования тепла.
В отечественных модернизированных агрегатах аммиака газ после котла-
утилизатора и подогревателя азотоводородной смеси конверсии метана при
486 °C поступает в охладитель газа II ступени 1 (рис. П-40), где охлажда-
ется до 375 °C, проходит увлажнитель перед среднетемпературной конвер-
сией 2 и с отношением пар :газ=0,565 поступает в конвертор 9 оксида угле-
рода I ступени. На среднетемпературном катализаторе при объемной скоро-
сти 2010 ч-1 содержание оксида углерода снижается с 11—12% (об.) на
входе до 3,5% (об.). Далее конвертированная парогазовая смесь при 436 °C
поступает в охладитель газа III ступени 8 и охлаждается до 310 “С. Охлади-
тели газа II и III ступеней являются котлами-утилизаторами с естественной
циркуляцией, вырабатывают пар давлением 3,3 МПа, имеют общий сепара-
тор пара.
Из охладителя III ступени парогазовая смесь поступает в увлажнитель
перед низкотемпературной конверсией 3, где дополнительно насыщается во-
Рис. П-40. Схема конверсии оксида углерода под давлением 3,0 МПа в агре-
гатах мощностью 600 т/сут NH8 фирмы Ensa и отечественных АМ-600:
/ — охладитель газа II ступени; 2 — увлажнитель перед среднетемпературной конвер-
сией; 3 — увлажнитель перед низкотемпературной конверсией; 4 — конвертор СО II сту-
пени; 5 —узел охлаждения конвертированного газа; 6 — центробежный насос конденсат»
на впрыск; 7 — фильтр газового конденсата; 8 — охладитель газа III ступени; 9 — кон-
вертор СО I ступени (оборудование поз. /ив установлено только в модернизирован-
ных агрегатах АМ-600).
149-
дяными парами до отношения пар:гаэ«»0,630 и охлаждается до 237 °C в ре-
зультате впрыска газового конденсата. После увлажнителя газ поступает в
конвертор 4 оксида углерода второй ступени, где на низкотемпературном ка-
тализаторе при объемной скорости 2030 я-1 происходит более глубокая кон-
версия оксида углерода с водяным паром до остаточного содержания СО
« конвертированном газе не более 0,4%.
Температуру конвертированной парогазовой смеси перед конверторами
регулируют перепуском части газа по байпасу мимо охладителей газа Пн
III ступеней и впрыском газового конденсата в увлажнители.
Конвертированный газ из конвертора 4 оксида углерода II ступени при
температуре 249 °C проходит узел охлаждения конвертированного газа 5, где
® результате впрыска газового конденсата насосами 6 охлаждается до 174 °C
и поступает на использование тепла в кипятильники моноэтаноламинового
раствора. Перед насосами 6 газовый конденсат очищают от катализаториой
пыли в фильтре 7.
Агрегаты аммиака мощностью 1360 т/сут. В этих агрегатах (410—
450 тыс. т/год) как в импортных фирм TEC, CLE, Chemico, так и в отечест-
венных AM-70, АМ.-76 и вновь проектируемых принята конверсия оксида уг-
лерода в две ступени: I ступень — на среднетемпературном железохромовом
катализаторе, II ступень — на низкотемпературном цинкхроммедном катали-
заторе.
Технологические схемы отделения. конверсии оксида углерода в импорт-
ных и отечественных агрегатах аммиака похожи, отличаются аппаратурным
На Факел Питательная бода
Яз котлов-ути-
лизатороб кон-
версии метана
й
Газодыи конденсат на разгонку
Рис. П-41. Схема конверсии оксида углерода под давлением 3,0 МПа в оте-
чественных агрегатах мощностью 1360—1420 т/сут NHs:
1 — конвертор СО I ступени; 2 — котел-утилизатор; 3 — подогреватель неочищенное азо-
товодородной смеси II ступени; 4 — конвертор СО II ступени; 5 —узел охлаждения кон-
зеертированного газа; 6 — насос; 7 — кипятильники моноэтацоламинового раствора; 8, 10,
J2, 15 — сепараторы; 9, 11 — генераторы-ректификаторы; 13 — подогреватель неочищенной
азотоводородной смеси I ступени; 14 — аппарат воздушного охлаждения.
очитки
В метанатор
150
оформлением процесса, способом использования тепла после I и II ступеней
конверсии.
Отечественные агрегаты. Газ после котлов-утилизаторов конверсии мета-
на при 330—380 °C и отношении пар :газ=0,56—0,66, поступает в конвер-
тор 1 оксида углерода I ступени (рис. II-4I), где на среднетемпературном
катализаторе при объемной скорости 2120 ч~1 содержание оксида углерода
снижается с 12—13% (об.) на входе до остаточного содержания на выходе
не более 4% (об.). Далее конвертированная парогазовая смесь при темпера-
туре 390—445 °C поступает в котел-утилизатор 2 с естественной циркуляцией,
где охлаждается до 330—340 °C. Котел 2 вырабатывает пар давлением 10,6—
11,0 МПа, имеет общий паросборник с котлами-утилизаторами конверсии
метана. Далее конвертированная парогазовая смесь направляется в подо-
греватель 3 неочищенной азотоводородной смеси II ступени, где охлаждается
до 210—240 °C неочищенной азотоводородной смесью, идущей на метанирова-
ние, и поступает в конвертор 4 оксида углерода II ступени с объемным от-
ношением пар таз=0,43—0,54.
Температуру конвертированной парогазовой смеси перед конвертором 4
регулируют перепуском части газа по байпасу мимо котла-утилизатор а 2 »
изменением температуры неочищенной азотоводородной смеси, идущей на
метанирование, за счет перепуска части газа по байпасу мимо подогревате-
ля 3. В конверторе 4 оксида углерода II ступени на низкотемпературном
катализаторе при объемной скорости 2870 ч“1 происходит более глубокая
конверсия оксида углерода с водяным паром до остаточного содержания СО
не более 0,65% (об.).
Конвертированный газ из конвертора 4 оксида углерода II ступени при
температуре около 260 °C проходит узел охлаждения конвертированного га-
за 5, где в результате впрыска газового конденсата насосами 6 из сепарато-
ра 8 охлаждается до температуры не выше 180 °C и поступает для использо-
вания тепла последовательно в газовые кипятильники 7 моноэтаноламинового
раствора, охлаждаясь до температуры не ниже 140 °C. В генераторах-ректи-
фикаторах 9 водноаммиачной абсорбционно-холодильной установки (темпера-
тура испарения аммиака минус 12 °C) происходит охлаждение газа до тем-
пературы не ниже 123 °C, в генераторах-ректификаторах 11 водоаммиачной
абсорбционно-холодильной установки (температура испарения аммиака
плюс 1°С)—до температуры не ниже 107 °C. Затем в подогревателе 13 не-
очищенной азотоводородной смеси I ступени температура газа понижается
до 100 °C, за счет чего нагревается идущая на метанирование неочищенная
азотоводородная смесь из абсорбера моноэтаноламиновой очистки. Оконча-
тельное охлаждение конвертированного газа перед абсорбером моноэтанол-
эминовой очистки до температуры не выше 50 °C производится в аппарате
воздушного охлаждения 14.
Газовый конденсат, образующийся при охлаждении газа в теплоисполь-
зующей аппаратуре, отделяется в сепараторах 8, 10, 12, 15 и направляется
на установку разгонки газового конденсата, в которой из него отгоняется
основное количество растворенных газов (СОа, NH3, органические соединения)^
и далее сбрасывается в химически загрязненную канализацию. Возможно
использование конденсата для получения пара в котлах-утилизаторах или
для технологических целей. Отпарной газ направляют на сжигание в топку
огневого подогревателя сероочистки.
15»
* ~'//з котлов-утилизаторов
Конверсии СН4
разгонку
Рис. 11-42. Схема конверсии оксида углерода под давлением 3,0 МПа в агре-
гатах фирм ТЕС и CLE мощностью 1360 т/сут NHg:
J — конвертор СО I ступени; 2 — котел-утилизатор; 3 — конвертор СО II ступени; 4 —
узел охлаждения конвертированного газа; 5 — кипятильники раствора Benfield; 6 — по-
догреватель недеаэрированной питательной воды; 7 — сепаратор; 8 — насос; 9 — подогре-
ватель неочищенной ааотоводородной смеси.
Агрегаты фирмы ТЕС (Япония) и CLE (Франция). Технологические ре-
жим и схема отделения конверсии оксида углерода в агрегатах фирмы ТЕС
и CLE аналогичны отечественным агрегатам, за исключением использования
тепла после конвертора оксида углерода II ступени.
Конвертированный газ из конвертора 3 оксида углерода II ступени
(рис. П-42) при температуре не выше 270 °C проходит узел охлаждения кон-
вертированного газа 4, где в результате впрыска газового конденсата насо-
сами 8 из сепаратора 7 охлаждается до 170—190 °C и поступает на исполь-
зование тепла в кипятильники 5 раствора Carsol или Benfield, в зависимости
-ют способа очистки газа от диоксида углерода, и охлаждается до температуры
не выше 127 °C. Окончательное охлаждение конвертированного газа перед
абсорбером очистки газа от диоксида углерода (до температуры не выше
•85 °C) производится в теплообменнике 6, где подогревается недеаэрирован-
ная питательная вода. /
Газовый конденсат, образующийся при охлаждении газа в теплоисполь-
тующей аппаратуре, отделяют от газа в сепараторе 7 и направляют на уста-
новку разгонки газового конденсата для отгонки основного количества раст-
воренных соединений (СОа NHg, органические соединения) и далее сбрасы-
вают в химически загрязненную канализацию. Отпарной газ направляют на
-сжигание или сбрасывают в атмосферу. /
В агрегатах фирмы ТЕС с паровой каталитической конверсией нафты
(вместо природного газа) перед конвертором оксида углерода II ступени до-
полнительно устанавливают подогреватель питательной воды для снижения
температуры конвертированной парогазовой смеси не ниже 200 °C в целях
улучшения условий работы низкотемпературного катализатора.
|152
Рис. П-43. Схема конверсии оксида углерода под давлением 3,0 МПа в агре-
гатах фирмы Chemico мощностью 1360 т/сут NH3:
1 — конвертор оксида углерода I ступени; 2 — котел-утилизатор; 3 — подогреватель; 4 —
узел охлаждения; 5 — защитный сепаратор; 6 — конвертор оксида углерода II ступени;.
7 — подогреватель недеаэрированной воды; 8 — кипятильники раствора Benfield; 9 — се-
паратор.
Агрегаты фирмы Chemico (США). Технологическая схема отделения кон-
версии оксида углерода в агрегатах фирмы Chemico имеет отличия от оте-
чественных агрегатов и от агрегатов фирмы ТЕС.
Газ после котлов-утилизаторов конверсии метана при температуре не-
выше 380 °C и отношении пар таз«0,6 поступает в конвертор 1 оксида угле-
рода I ступени (рис. П-43), где на> среднетемпературном катализаторе при
объемной скорости 2290 ч-* содержание оксида углерода снижается с П,5>
на входе до 4% (об.). Далее конвертированная парогазовая смесь при тем-
пературе не выше 440 °C поступает в котел-утилизатор 2 и охлаждается до
332 °C. Котел-утилизатор 2 с естественной циркуляцией вырабатывает пар»
3,8 МПа, имеет общий паросборник с котлом-утилизатором перед конверто-
ром оксида углерода I ступени. Далее конвертированную парогазовую смесь-
направляют в подогреватель 3, где она охлаждается до температуры не вы-
ше 250 °C неочищенной азотоводородной смесью, идущей на метанирование^
а затем поступает в конвертор 6 оксида углерода II ступени через защитный,
сепаратор 5.
Температуру конвертированной парогазовой смеси перед конвертором б~
регулируют перепуском части газа по байпасу мимо котла-утилизатора 2 ж
изменением температуры неочищенной азотоводородной смеси, идущей на
метанирование, перепуском части газа по байпасу мимо подогревателя 8^
Предусмотрено регулирование температуры конвертированной парогазовой:
смеси, в пусковой период идущей по байпасу мимо конвертора 6 на факель-
ную установку, впрыском питательной воды в узел охлаждения 4.
15?
Таблица 11,24. Материальный баланс конверсии оксида углерода
под давлением 2,0 МПа для газов после парокислородной
конверсии природного газа
Компоненты 1 Приход Выход конвертиро- ванного газа
газа в кон- вертор СО I ступени водяного пара в конвертор СО конденсата в ис- паритель кон- вертора СО (в пересчете на водяной пар)
влаж- ного сухого
м3 % м3 % мз % м3 %
СО2 < 129,0 12,90 279,7 12,47 279,7 24,30
€0 179,0 17,90 —- 28,3 1,26 29,3 2,46
н2 656,8 65,68 - 807,5 36,00 807,5 70,18
n2 6,0 0,60 -— 6,0 0,27 6,0 0,52
Аг 9,2 0,92 * 1 — 9,2 0,41 9,2 0,80
СН4 20,0 2,0 — 20,0 0,89 20,0 1,74
Н2О —. — 1187 55 1091,3 48,70 — —
Всего 1000 100 | 1187 55 | 2242 100 1150,7 100
Примечания. 1. Отношение цар : газ на входе в конвертор 1,187. на выходе из
конвертора 0,95. 2. Содержание СО в газе после конвертора СО I ступени 4.3%, темпе-
ратура 463 “С. 3. Объем газа приведен к Н. У.
В конверторе 6 оксида углерода II ступени на низкотемпературном ка-
тализаторе при объемной скорости 2830 ч-1 происходит более глубокая кон-
версия оксида углерода с водяным паром до остаточного содержания оксида
углерода в конвертированном газе не более 0,65% (об.). Конвертированный
газ из конвертора 6 оксида углерода II ступени при температуре не выше
Таблица 11,25. Материальный баланс конверсии оксида углерода
(отечест
Показатели Газовые
иа входе в конвертор СО I сту- пени на выходе из конвер- тора СО I ступени на выходе из конвер- тора СО П ступени с учетом 1% потерь на входе в кипятильни- ки МЭА рас- творе
Компоненты сухого газа, % (об.) .. СОа СО На N2 Аг СН4 Отношение пар: газ Количество сухого га- за, м8/ч Количество влаги, ма/ч Количество влажного га- за, м8/ч Температура, °C 7,65 12,36 57,01 22,38 0,28 0,32 0,565 192525 108775 301300 380 15,10 3,30 60,47 20,58 0,26 0,29 0,439 209402 91898 301300 442,5 17,41 0,49 61,55 20,02 0,25 0,28 0,400 213103 85241 298344 256,3 17,41 0,49 61,55 20,02 0,25 0,28 0,499 213103 106337 319440 174
154
270 °C поступает на использование тепла в кипятильники 8 раствора Benfield
очистки газа от диоксида углерода, где газ охлаждается до 130—140 °C,
Окончательное охлаждение конвертированного газа перед абсорбером очист-
ки газа от диоксида углерода до температуры не выше 99 °C производится
в теплообменнике 7, в котором подогревается недеаэрированная питательная
вода.
Газовый конденсат, образующийся при охлаждении газа в теплоисполь-
зующей аппаратуре, отделяют от газа в сепараторе 9 и направляют на уста-
новку разгонки газового конденсата, где из него отгоняется основное количе-
ство растворенных соединений (СО, NHj, органические соединения), а за-
тем — в котлы-утилизаторы пара давлением 3,8 МПа, используемого на тех-
нологические цели. Отпарной газ направляют для сжигания на факельную
установку.
Материальный баланс конверсии оксида углерода. Материальный баланс
процесса конверсии оксида углерода, применительно к описанным выше тех"
нологическим схемам, приведен в табл. П,24 и 11,25.
Оборудование отделения конверсии оксида углерода
Важнейшими аппаратами на стадии конверсии оксида углерода являются
конверторы. В отечественных и зарубежных агрегатах находят применение
каталитические реакторы двух конкурирующих типов; аксиальные (полочные);
и радиальные.
Аксиальные реакторы отличаются конструктивной простотой, радиальные
реакторы, будучи несколько сложнее по конструкции, обладают целым рядом*
технологических и эксплуатационных преимуществ [61], важнейшими из ко-
под давлением 3,0 МПа в агрегатах аммиака мощностью 1360 т/сутки
венный)
потоки
на входе в АХУ * «над—*«"С) на входе в АХУ t'acn-H-l’C) на входе в по- догреватель не- очищенной АВС II ступени на входе в ап- парат воздуш- ного охлажде- ния на входе в* абсорбер МЭА рас- твора
17,41 17,41 17,41 17,41 17,41'
0,49 0,49 0,49 0,49 0,4»
61,55 61,55 61,55 61,55 61,55
20,02 20,02 20,02 20,02 20,02
0,25 0,25 0,25 0,25 0,25
0,28 0,28 0,28 0,28 0,28
0,157 0,090 0,051 0,030 0,003
213103 213103 213103 213103 213103
33457 19179 10868 6393 639
246560 232282 223971 219496 213742
140 123 107 92,5 40
155
г—
Газ после
1 конбертора
• цетана ,
Рис. П-44. Конвертор ок-
сида углерода I или
II ступени, работающий
под давлением 2,0 МПа:
1 — катализатор для затвора
и усадки; 2 —рабочий ката-
лизатор.
Рис. П-45. Конвертор оксида углерода I и II ступени, работающий под
давлением 3,0 МПа в агрегатах аммиака фирмы Ensa и отечественных мощ-
ностью 600 т/сут:
/ — распределительное устройство; 2 — поглотитель; 5 — сетка; 4, 5 — катализатор.
торых являются равномерное распределение газа в слое катализатора и низ-
кое гидравлическое сопротивление, которое не превышает 0,01 МПа
(0,1 кгс/см2) и практически не изменяется во время эксплуатации. Гидравли-
ческое сопротивление аксиальных реакторов в момент пуска составляет 0,02—
0,04 МПа и постепенно возрастает, достигая в конце эксплуатации 0,2—
0,4 МПа. Из-за повышения гидравлического сопротивления иногда приходит-
ся выгружать катализатор еще не потерявший активности.
Техническая характеристика радиального аппарата для конверсии СО в
газовой смеси после парокислородной конверсии природного газа, работаю-
щего под давлением 2,0 МПа (рис. П-44):
Внутренний диаметр, м................................. 3,2
Рабочий объем катализатора (в обеих ступенях), м3 40
Производительность, ма/ч
по сухому газу, поступающему в конвертор I сту-
пени ........................................... 36400
по влажному газу на входе в конвертор I ступени 79600
то же, на выходе из конвертора II ступени . . 81500
156
Рис. 11-46. Конвертор оксида углерода I ступени, работающий под давлением
3,0 МПа в отечественных агрегатах производства аммиака мощностью
1360 т/сут:
1 — насадка; 2 — сетка; 3 — катализатор для затвора и усадки; 4 — среднетемператур-
ный катализатор; 5 —прижимная решетка.
Рис. П-47. Конвертор оксида углерода II ступени, работающий под давлением
3,0 МПа в отечественных агрегатах производства аммиака мощностью
1360 т/сут:
/ — распределительное устройство; 2 —прижимная решетка; 3 —насадка; 4— сетка; 5—»
поглотитель каталитических ядов; 6 — низкотемпературный катализатор.
Объемная скорость по сухому газу, ч-1
на входе в конвертор I ступени..................... 910
на выходе из конвертора II ступени .... 1045
Масса конвертора, кг
сталь легированная............................... 32900
катализатор железохромовый........................ 35200
Конверторы оксида углерода I и II ступеней, работающие под давлением
3,0 МПа в агрегатах мощностью 600 т/сут, изображены на рис. 11*45. Техни-»
ческая характеристика аппарата для конверсии оксида углерода I и II сту-
пеней:
Ступень............................ I II
Наружный диаметр, м................ 3,306 3,290
Высота, м........................, 12,5 13,78
157
Объем катализатора, мя .... 41,25 44,25
Объем поглотителя, м® 4,75
Производительность, м’/ч по сухому газу, поступающему в конвертор 82920 89830
по влажному газу, поступающему
в конвертор ....................... 139330 147860
Объемная скорость, ч-’
на входе в конвертор .... 2010 2030
на выходе из конвертора . . . 2180 2080
Масса общая (без катализаторов), кг — 1I7I58
Конвертор оксида углерода I ступени — радиальный аппарат, работаю-
щий под давлением 3,0 МПа в отечественных агрегатах аммиака мощностью
1360 и 1420 т/сут, изображен на рис. П-46, а II ступени — аксиальный (по-
лочный) аппарат, состоящий из 2 параллельно работающих одинаковых ре-
акторов,— на рис. 11-47.
Техническая характеристика аппарата для конверсии оксида углерода I
н II ступеней:
Ступень I II
Внутренний диаметр, м . 3,80 3,80
Высота (общая), м . 24,57 24,10
Объем катализатора (общий), м3 128,4 73,0
Объем поглотителей каталитиче-
ских ядов, м3 12,0
Рабочий объем катализатора, м3 90,6 —-
Гидравлическое сопротивление, -
МПа 0,007—0,01 0,025—0,1
Производительность во газу на
входе, м3/ч
по сухому газу . . . 192525 209402
по влажному газу 301300 301300
Объемная скорость, ч~*
на входе в конвертор 2120 • 2870
на выходе из конвертора . 2310 2920
Масса конвертора, кг
сталь легированная 176000 127300
сталь углеродистая 24890 26300
сталь нержавеющая . 1330 700
кольца Рашига .... 3400 9000
асбест 90
катализатор СТК-1-5 . . 206000
катализатор НКТ-4 . —- 109500
поглотитель каталитических
ядов — 14400
общая . . . . - . 411700 287200
* На период окончания срока работы катализатора.
Конвертор оксида углерода I (или II) ступени, работающий под давле-
нием 3,0 МПа в агрегатах* фирмы ТЕС (Япония) и CLE (Франция) мощ-
ностью 1360 т/сут (аксиальный аппарат) изображен на рис. П-48. Техниче-
158
Рис. П-48. Конвертор оксида угле-
рода I или II ступени, работаю-
щий под давлением 3,0 МПа в аг-
регатах фирмы ТЕС и CLE мощ-
ностью 1360 т/сут:
/ — распределительные устройства; .
2 — прижимная решетка; 3 — насадка;
4 — сетка; J — катализатор; 6 — линия
выгрузки катализатора.
Рис. П-49. Конвертор оксида углерода I и II ступени, работающий под дав-
лением 3,0 МПа в агрегатах фирмы Chemico мощностью 1360 т/сут:
I —.распределительное устройство; 2 — прижимная решетка; 3 — насадка; 4 — сетка; S ~
поглотитель каталитических ядов; 6 — катализатор.
*!♦.!.
екая характеристика аппарата для конверсии оксида углерода I и II ступе-
ней:
Ступень ................................ I
’ ' Внутренний диаметр, м 5,0
Высота (общая), м..................... 10,24
,... , Объем катализатора, м3 . 80,6
Гидравлическое сопротивление,
МПа ........ 0,04-0,25
Производительность по газу на
входе, м3/ч
по сухому газу .... 184812
по влажному газу . . . 292020
II
5,0
9,69
70,1
0,04—0,25
202020
292020
159
Объемная скорость йо сухому
газу, я-1
на входе в конвертор
на выходе нз конвертора .
Масса конвертора, кг
сталь легированная и углеро-
дистая ........................
катализатор ...............
общая......................
2290
2510
170200
107000
277200
2880
2950
86000
143200
229200
Конверторы оксида углерода I и II ступеней, работающие под давле-
нием 3,0 МПа в агрегатах фирмы Chemico (США) мощностью 1360 т/сут,
изображены на рис, П-49. Техническая характеристика аппарата для кон-
версии окиси углерода I и II ступеней:
Ступень............................... I II
Внутренний диаметр, м................... 4,877 4,877
Объем катализатора, м’.................. 86,65 73,20
Объем поглотителя.......................... — 22,03
Производительность по газу на входе,
м3/ч
по сухому газу............ 184471 200820
по влажному газу.......... 295216 295216
Объемная скорость, ч-1
иа входе в конвертор .... 2130 2740
на выходе из конвертора '. . . 2320 2870
Высота (общая) конверторов I и
II ступеней................................ 25,806
Масса (общая) конверторов с катали-
заторами, кг............................... 635040
Процесс тонкого доокисления оксида углерода
Процесс селективного каталитического окисления СО используется в
схемах производства аммиака после низкотемпературной конверсии оксида
углерода. Образовавшейся диоксид углерода удаляется из газа на следую-
щей технологической стадии — очистки газа от СО». В результате сокращает-
ся расход водорода на гидрирование (метанирование) оксидов углерода и
снижается содержание метана в азотоводородной смеси, поступающей в
цикл синтеза аммиака.
Применение этого процесса позволяет улучшить технике-экономические
показатели аммиачного производства за счет увеличения выработки аммиака
или экономии исходного сырья при сохранении уровня производства продук-
та. Кроме того, может быть увеличен срок службы НТК, а снижение на-
грузки на метанатор способствует повышению времени эксплуатации ката-
лизатора метанирования и достижению более тонкой очистки газа от окси-
дов углерода.
Промышленный процесс под названием Selectoxo и катализатор селек-
тивного окисления СО разработаны и внедряются фирмой Engelhard [71].
В ГИАПе разработан катализатор селективного окисления СО [72].
Реакция окисления СО протекает по уравнению
СО + 0,50, СО, (II. 111)
160
Таблица 11,26. Знамени^ констант равновесия
Реакция Температура. К
300 400 Б00 600
СО+0,5О2=СО2 | Н2+0,5О2=Н2О. 1. 5,492-10“ 6,121-10» 2,562-10» 1,737-10» Прол 1,013-10“ 7,683-10» ;олженне 1 1,161-10» ; 4,288*10» табл, 41.4
-Л Реакция Температура, К
ТОО воо 000 1000
CO+0,5O2=CQj Н,+0,5О2~НзО 3,453-10» 3,830-10» 7,848.10» 1,943-10» 6,930-10» 3,146.10» 1,592-10» 1,151.10»
На каждый 0,1 ноль СО температура увеличивается приблизительно на
10 °C. Возможна нежелательная побочная реакция
Hj + 0,50, Н2О (11.112)
В табл. 11,26 приведены значения констант равновесия указанных ре-
акций [61]. _
Обе реакции при температуре ниже 600 К можно считать необратимы*
мн, и следовательно, возможно достигнуть практически 100%-ного превра-
щения.
Для процесса селективного окисления применяют главным образом пла-,
тиновые наносные катализаторы. Возможно применение и.других металлов
платиновой группы. Катализаторы поставляются в восстановленном виде и
не нуждаются в активации. Они обладают высокой селективностью, скорость
реакции (11.111) на несколько порядков выше, чем реакции (11.112). Селек-
тивность повышается под влиянием присутствующих в газе водяных паров.
Основные показатели процесса: температура — 50—170 °C, объемная ско-
рость газа — 10 000—20 000 ч-1; соотношение СО: Ог—0,55; степень окисле-
ний СО — 93—96%; срок службы катализатора — более 2 лет.
Рекомендуется проведение процесса при содержании оксида углерода
после НТК от 0,1 до 1,0% (мол.), предпочтительно 0,3—0,5%. На 1 моль
окисленного оксида углерода может быть получено дополнительно 4 моль
аммиака, или 1% аммиака на 0,1% окисленного СО.
Для процесса окисления СО отводится часть воздуха (2—3%) из основ-
ного потока, додаваемого в шахтный конвертор, что приводит к некоторо-
му снижению степени конверсии метана. Однако это может быть скомпен-
сировано различными способами, например повышением температуры газа
(на 3—4 °C) на выходе из трубчатой печи. Дополнительная затрата топлива
на 1 т добавочно получаемого аммиака составляет 5,6—6,1 Гкал.
Воздух с конвертированным газом обычно смешивают до каталитиче-
ского аппарата. Разработана специальная система блокировок, обеспечиваю-
щая безопасные условия ведения процесса. Не допустимо содержание кис-
лорода в АВС выше 5,9% (взрывоопасная концентрация). Обычно концентра-
11—1425
Рис. II-50. Принципиальная техноло-
гическая схема процесса селективного
окисления оксида углерода:
/ — холодильник; 2 — сепаратор; 3 — ката-
литический аппарат.
ция кислорода составляет 2—7% от нижнего предела взрываемости его сме-
сей с водородом.
Принципиальная технологическая схема процесса приведена на рис.
11-50. Каталитический аппарат должен обладать низким гидравлическим со-
противлением, поэтому наиболее рационально применять радиальные кон-
струкции. Для охлаждения газа после НТК возможно использовать как
воздушные, так и водяные холодильники. Всю аппаратуру выполняют из
углеродистой стали. Установка селективного окисления -СО может быть
введена в действие в любой момент на работающем агрегате производства
аммиака.
4. ГАЗИФИКАЦИЯ ТВЕРДЫХ ТОПЛИВ
Д. Ю. Гамбург, В. П. Семенов
Физико-химические основы процессов
Газификация твердых топлив в зависимости от газифицирующих средств,
давления и температуры процесса, используемых технологических приемов
приводит к получению различных газов [73—79] (табл. 11,27).
Процесс газификации твердых топлив можно охарактеризовать как со-
вокупность гетерогенных и гомогенных реакций, в результате которых обра-
зуется смесь СО, Н2, СН* в качестве основных горючих компонентов целево-
го газа. Эти реакции достаточно полно описываются уравнениями (табл.
11,28), охватывающими все стадии различных методов газификации и гидро-
газификации.
Равновесный состав газовой фазы. Из всего многообразия химических
реакций, протекающих в процессах газификации твердых топлив (табл.
11,28), решающее влияние иа равновесный состав газа, получаемого в про-
цессе высокотемпературной (безостаточной) газификации, имеют реакция
полного горения углерода топлива (1), реакция Будуара (6), реакция раз-
ложения водяного пара (4), реакция гидрирования углерода (9), реакция
водяного газа (7) и реакция метанирования оксида углерода (11)—см.
табл. 11,28.
Реакциями собственно газификации углерода твердого топлива являются
сильно эндотермические реакции (4) и (6) в табл. 11,28. Поэтому процесс
газификации твердых топлив требует подвода значительного количества вы-
сокотемпературного тепла (промышленныё процессы газификации протека-
ют в основном при температуре выше 9(ЮОС). Подвод тепла осуществляется
либо косвенным путем (аллотермический процесс газификации), либо за
162
Таблица П,27. Направления использования продуктов газификации угля
Газифицирующие средства Получаемый газ Состав Основные направ- ления использо- вания
Воздух и пар Воздух и пар под давлением Кислород и пар Кислород и пар под давлением Водород и пар (кислород и пар для получения- во- дорода из угля) Пар, теплоноси- тель, (нагрев теп- лоносителя за счет любого источни- ка первичной энер- гии) Генераторный си- ловой газ То же Технологический газ, синтез-газ, вос- становительный газ Технологический газ, синтез-газ, восстановитель- ный газ, бытовой газ Бытовой газ, спг Технологический газ, синтез-газ, восстановитель- ный газ, бытовой газ, спг СО, На, СН4 (ма- ло), n2 СО, На. СН4 (мно- го), n2 СО, На (N2) Н2, СО, СН4 (Ne, СОа) СН4 (N2, СО, Н2) Н21 СО, СН4 (N2, СО2) Для промышлен- ного использования Для силовых ус- тановок (газовая турбина) Для синтеза ам- миака, метанола, жидких топлив, оксосннтеза, в вос- становительных средах, источник водорода Для синтеза ам- миака, метанола, жидких топлив, оксосннтеза, в вос- становительных средах, источник водорода, в быто- вых целях, спг Для бытовых це- лей Синтез аммиака, метанола, жидких топлив, оксосин- тез, в восстанови- тельных средах, кай источник водо- рода, в бытовых целях, спг
Таблица 11,28. Реакции, протекающие при газификации
и гидрогазификации твердого топлива
№ реакции Реакция Энтальпия реакции* в стандартном со- стоянии. я198Д, кДж/моль
Реакции горения н газификации
1
2
3
4
5
6
7
8
С 4* О2—>-СО2
С+1/2 О2**СО
СО+1/2 О2^СО2
С+НгО=₽*СО+Н2
C+2HsO4*CO2+2H2
С+СО2ч^2СО
СО+Н2О**СО2+Н2
Н2 + 1/2 Ог^НаО**
+393,6
+110,6
+283,0
—131,5
—88,8
—172,5
+41,0
. - -| 286,0
ii
163
Продолжение табл. П,28
№ реакции Реакция Энтальпия реакции* в стандартном состоя- нйи- "ш, 14» кДж/моль
Реакции гидрогазификации и термического распада
9 С+2Нг^СН<*** +74,9
10 2С4-2Н2О=лСН4+СОа —15,9-
11 СО+ЗЫ2^СН4+НгО +206,4 '
12 2СО+2Н2^СН4+С02 +247,4
13 СОа+4Нг^СН4+2Н2О +165,4
14 СО+Н2 + Н2О+С СН4+СО2 +116,0
15 C2H44-2Ha=₽t2CH4 +202,2
16 СН4^С+2Н2 —74,9
17 С2Н6и±2С+ЗН2 —83,2
18 С3Н8^ЗС+4На —102,1
Побочные процессы
19 0,5 S2+H2^H2S +20,1
20 0,5 S2+COCCOS +143,19
21 S2+C4±CS2 —72,43
22 С4-0,5 H24-0,5 Na**HCN —131,05
в кДж/кг
23 2Fe4-3H2O5Ft FeeOa 4-ЗН2 +858,3
24 2Fe 4-3CO2=Ft FeaOj 4-ЗСО +247,0
25 CaO4-CO2**CaCO3 +3165
* Со знаком + экзотермический процесс, со знаком — эндотермический процесс.
HiO (жидк.)-»-Ня+ 1/2Оз——286,03 кДж/моль, или —12769,74 кДж/м’ при и. у.
Н*О (пяр)-*Н,+1/20,——241,96 кДж/моль. или —10760,08 кДж/м» при и. у.
*** Для графита ^2и,1в“+87’6 «Дж/моль.
счет одновременного сжигания частя газифицируемого твердого топлива до
COj (автотермический процесс). Оба процесса находят различные технологи-
ческое применение и инженерные решения.
При температуре 900 °C и выше и атмосферном давлении, при полном
обеспечении реакции газификации теплом и строго соблюдаемом соотноше-
нии С: Н: О водяной пар и диоксид углерода присутствуют в равновесной
газовой смеси (равновесие водяного газа) в количестве меньше 3% [80].
При 1000 °C и выше газовая смесь практически состоит из СО и Н2. Зави-
симость равновесного состава газа в системе от температуры при давлении
0,1 МПа и 3 МПа представлена на рис. Н-51. В реальных условиях про-
цесса в газе на выходе из газогенератора практически устанавливается рав-
новесие в соответствии с реакцией (7), см. табл. 11,28.
На рис П-52 приведены условия равновесия газов при протекании ал-
лотермического н автотермического процессов газификации. В первом из
них на каждый моль углерода расходуется два моля водяного пара (80].
При таком соотношении в практических условиях процесса газификации
лишь часть водяного пара, введенного в процесс, подвергается разложению.
Совпадение линий, передающих ход изменения концентрации водяного пара
и оксида углерода, обусловлено выбором соотношения Н2О: С. В общем
случае линии, передающие изменения концентраций обоих компонентов в
области температур, при которых остаточное количество метана мало, идут
164
Рис. 11-51. Зависимость равновесного со-
става газа при- газификации твердого
топлива от температуры при атомном
соотношении С : Н: 0= 1:1:1 и давле-
нии 0,1 МПа и 3 МПа.
параллельно. При давлении 0,1 МПа и
температурах 900 °C и выше состав газа,
изменяется мало. При более высоком
давлении (4 МПа) такое же состояние
достигается при температуре 1000 °C и
выше. Высокое давление процесса гази-
фикации обусловливает повышенные
концентрации СН4 в продукционном газе.
На рис. П-52, б представлено изменение
500 700 900 ЛОО 1300
Температура, °C
равновесного состава газогенераторного газа в автотермическом процессе га-
зификации в зависимости от температуры. Мольное отношение О»: HjO долж-
но обеспечивать заданную адиабатическую температуру процесса. В соответ-
ствии, с этим температура процесса является функцией мольного соотношения
О2:НаО [80].
Кинетика процессов газификации чистого углерода и твердого ископае-
мого топлива водяным паром и диоксидом углерода была предметом мно-
гочисленных экспериментальных исследований [80—84]. Однако результаты
этих исследований для конкретного примера газификации следует использо-
вать с осторожностью.
Природные твердые топлива по своему происхождению, составу, поверх-
ности и структуре коксового остатка, распределению пор по эффективным
Рис. 11-52. Условия гомогенного газового равновесия в процессах аллотерми-
ческой (а) и автотермической (б) газификации (сплошная линия — при
=0,1 МПа, пунктирная ливня---при Р“4 МПа).
165
радиусам, составу и каталитическим свойствам золы могут резко отличаться
друг от друга.
В то же время скорость процесса газификации определяется кроме ука-
занных факторов также тепло* и массообменными процессами, протекающи-
ми на поверхности твердого топлива, температурой и давлением процесса с
учетом влияния диффузионных факторов на кинетику процесса. Для куско-
вого топлива влияние давления (Р) на скорость газификации пропорциональ-
но УР, при газификации мелкозернистого и пылевидного топлива оно при-
мерно пропорционально давлению. Исходя из этого данные для промышлен-
ного проектирования любого газогенераторного процесса (состав целевого
газа, интенсивность процесса газификации, расходные коэффициенты по топ-
ливу, кислороду, пару, электроэнергии, тепловые потери в процессе, к.п.д.
газификации, энергетический к. п. д.) можно получить только на основе мо-
дельных испытаний газифицируемого топлива в газогенераторном устройстве
намечаемой конструкции.
Для примерного расчета интенсивности процесса газификации в зависи-
мости от температуры и давления можно воспользоваться рядом кинети-
ческих закономерностей. Для высокотемпературной газификации твердой
топливной пыли (температура не менее 1100—1200 °C, диаметр частиц менее
1 мм) ниже приведены уравнения для определения скорости процесса взаи-
модействия углерода- коксового остатка с кислородом, водяным паром и
диоксидом углерода. Расчет ведут исходя из условий, что процесс протекает
во внешнекинетической области.
Скорость процесса газификации твердого топлива [в кг/(м2-с)] опреде-
ляется по уравнению
V = KC«S (И. 113)
где К— истинная константа скорости химической реакции газификации
(в м/с):
К = Ко exp (-E/RT) (I Г. 114)
Ко — предэкспоиенциальный фактор; Е— энергия активации, Дж/моль; К —
газовая постоянная, Дж/(моль-К); Т—абсолютная температура, К; С — кон-
центрация реагирующего газа у поверхности твердого топлива, кг/м8; п —
показатель степени концентрационной зависимости; S — удельная поверхность
углеродистого материала, м2/кг.
При проведении расчета принято следующее:
а) скорость газификации углерода топлива считаем длй О2, ПгО, CQ?;
б) реакции имеют первый порядок по О2, СО2 и Н2О (первый этап
расчетов); при дальнейших уточнениях следует принять во внимание и воз-
можность дробных показателей степени концентрационной зависимости (по
Темкину);
в) общая поверхность взаимодействия углеродистого материала (сум-
марная поверхность) в процессе газификации остается постоянной (стацио-
нарное состояние), так как уменьшение количества углерода компенсирует-
ся увеличением удельной поверхности газифицируемого материала;
г) принятый диаметр топливной частицы выбран таким образом, чтобы
внутридиффузионные процессы не лимитировали процесса газификации;
166
д) для внешнекинетическрй о0л$стн реагирования характерна температу-
ра выше 1200 °C и диаметр частиц топлива менее 1 мм (0,5—0,005 мм).
1. Скорость взаимодействия углеродистого материала с О» [вкг/(м’-с)]
уо? = 1зо. 000//гг C.S (II. 115)
Энергия активации зависит от характера исходного топлива и колеб-
лется в пределах 16—32 МДж/моль. Предэкспоиенциальный фактор изме-
няется в пределах 1,3-108—1,5-10е.
2. Скорость взаимодействия углеродистого материала с СО2 [вкг/(м2-
-с)]
Vco, = 1,17-106 е~2<8 °°°/ЙГ CS (11.116)
Энергия активации изменяется в пределах 21,3—28,4 МДж/моль, а вред-
экспоненциальный фактор — в пределах 1,17-105—5,9-10® до 8,9-107.
4. Скорость взаимодействия углеродистого материала с НаО [в (кг/м2-
*С)1
VH10 = 3.106e-KOOOO/JSrCS (11.117)
Энергия активации изменяется в пределах 12,0—20,0 МДж/моль, а пред-
экспоненциальный фактор в пределах 5-Ю4—2-105.
5. Величина S изменяется 1—10 м2/г и до 100 м2/г.
Характеристика твердых топлив
Твердые топлива характеризуются рядом показателей [85—90].
Масса топлива. Твердые топлива состоят из горючей и негорючей ми-
неральной частей, а также влаги. Состав топлива характеризуется содержа-,
ннем следующих частей:
рабочая масса (натуральное топливо), состоящая нз сухой массы и
влаги;
сухая масса, включающая горючую массу и минеральную часть;
горючая масса, содержащая органическую массу и серу в виде суль-
фидов (FeS и FeS2);
аналитическая масса, включающая сухую массу топлива и аналитичес-
кую влагу;
органическая масса, содержащая углерод, водород, кислород, азот и
органическую серу (табл. 11,29). л
Для пересчета состава твердого топлива из одного вида массы в другую
можно пользоваться данными табл. 11,30.
Минеральная часть топлива в основном состоит из силикатов алюминия,
железа, кальция, магния с включением соединений серы, фосфора, натрия,
калия и редкоземельных элементов. Состав топлива принято обозначать сле-
дующим образом; V — летучие вещества, А — зола, W — влага; содержащие-
ся в топливе элементы обозначаются химическими символами (С, Н, О, N, S
и др.); сера общая — SoenG сера колчеданная — SK, сера органическая Scpr,
сера сульфатная Sc; сера горючая — Sr= SK-|-Sopr.
167
Таблица 11,29. Классификация массы топлива и его состав
Ин- декс массы Угле- "8 Водо- КИС- ЛОРОД Asot N Сере органи- ческая Sop Сере колчедан- ная Балласт
аола А влага
ана- лити- ческая IF® внеш- няя V ни
О , Органическая масса
Г Горючая масса
с Сухая масса
а Аналитическая масса
Рабочая масса (рабочее топливо)
Таблица 11,30. Уравнения пересчета состава топлива н выхода
летучих с одного вида массы в другой
Исходная масса топлива Искомая масса топлива
рабочая J аналитическая сухая
Рабочая (индекс р) 1 100—17® 100
100—17Р 100—ГР
Аналитическая (индекс а) 100—АТР 1 too
100—17® 100—17®
Сухая (индекс с) loo—m 100 100—у 100 ' 1
Горючая (индекс г) 100—(АР+^Р) 100 100—(A»+I7®) 100 100—Ac 100
Органическая (ин- деке о) 100- (SkP+AP+ITP) 100— (SK4-A»+IFa) 100—(Skc4-Ac)
100 100 100
168
Продолжение табл. II, 30
Исходная масса топлива Искомая масса, топлива
горючая органическая
Рабочая (индекс 100 100
Р) 100—(А₽+ГР) 100—(V-MP+IFP)
Аналитическая (индекс а) 100 100
100—(Аа+^«) 100—(5к«+Л«4-ТРа)
Сухая (индексе) 100 100
100—Ас lOO-tV+A')
Горючая (индекс' 1 100
г) 100—v
Органическая (ин- loo-V --
деке о) 100 1
Таблица 11,31. Характеристика углей
Содержание, % Теплота сгорания (низшая), МДж/кг Спекаемость
влаж- ность евеже- добы- Того топли- ва лету- чие состав- ные части угле- род водо- род кис- лород
(в ра на го] мае счете. [ночую :су)
Бурый уголь мягкий 45—60 50—70 65—70 5—9 18—30 25—27 Не спекает- ся
твердый Каменный уголь 10—30 45-65 70—75 5—6 12-18 27—28 То же
длиннопла- менный 4—7 40 75—62 6,0- 5,8 9—8 33 <
газопламен- ный 3-6 40—35 82—85 5,8— 5,6 9,8— 7,3 33—34 Слабо спе- кается
газовый 3—5 32—28 85— 87,5 5,6— 5,0 7,3— 4,5 34—35 Сильно спе- кается
жирный 2—4 28—19 87,5— 89,5 5,0— 4,5 4,5— 3,2 35—35,4 Слабо спе- кается
кузнечный 2—4 19—14 89,5— 90,5 4,5— 4,0 3,2— 2,8 35,4
тощий 1 3 14—10 90,5— 91,5 4,0— 3,75 2,8— 2,5 35,4— 35,5 Не спекает- ся
Антрацит 2 10 91,5 3,75 2,5 35,5— 35,1 То же
169
Таблица 11,32. Характеристика твердого топлива
Классификаций углёй, склонность к спеканию. Различают три основные
типа углей: бурые, каменные и айтрациты. К бурым углям относятся не-
спекающиеся угли, с высоким выходом летучих и низкой теплотой сгора-
ния. Они характеризуются также высокими - гигроскопичностью и общей
влажностью, большим содержанием кислорода, легко утрачивают на воздухе
свою механическую прочность, обладают повышенной склонностью к само-
возгоранию.
Каменные угли в основном склонны к спеканию и только длиннопла-
менные, тощие и кузнечные угли менее склонны к спеканию.
К антрацитам относятся угли с низким выходом летучих (2—9%) и вы-
сокой теплотой сгорания. В табл. 11,31 приведена простейшая характери-
стика углей.
Расчет теплоты сгорания твердых топлив. Теплоту сгорания Q горю-
чей, сухой и рабочей массы топлива обозначают соответственно Qr, Qc и
Q₽- Теплоту сгорания твердых топлив (в ’кДж/кг) определяют при сжигании
их в бомбе калориметра или вычисляют с достаточной для технических.'рас-
четов точностью по составу (формула Д. И. Менделеева): для высшей теп-
лоты сгорания (в кДж/кг)
QB = [81 СР 4- 300НР — 26 (OP — SP)] 4,187
для низшей теплоты сгорания (в кДж/кг)
QH = [81QP 4- 246НР — 26 (OP — S^) -6 (F + 9H₽)J 4,187
Пересчет высшей теплоты сгорания в низшую для различных частей
топлива проводят по формулам:
QHP = QBP._ 6 (9НР — ГР)
<?hc = Qbc-54Нс
<?нг = 0гв“54Н‘-
Выражение теплоты сгорания в пересчете с горючей массы на рабочую
и обратно производится по формулам:
, 100— Г₽ — Др
QHp = <2нг-----[да-----— 25ГР
(2НР4-25ГР
100—ГР —АР 100
Качественная и количественная характеристика твердого топлива. Ка-
чество твердых топлив характеризуют их физико-химические и механические
свойства: влажность, зольность, элементный состав горючей массы, выход
, летучих веществ и смолы, характеристика кокса (остатка), состав золы, ее
плавкость, теплота сгорания топлива, его реакционная способность, класс
крупности, плотность, теплоемкость, теплопроводность, механическая проч-
ность, термостойкость, способность к размолу и удельный расход энергии
на размол, пожаро- и взрывоопасные свойства. В табл. 11,32 и 11,33 приве-
дены характеристики твердого топлива.
Для исследования состава золы ее анализируют на содержание SiOs,
FeaOj, AlaOs, CaO, MgO, Na2O, KsO, SO3 и при необходимости на оксиды
других металлов. Плавкость золы определяют по температуре начала ее
170
Топливо Состав горючей массы. % Выход летучих веществ уг. % Низшая, теплота сгорания ’ * МДж/кг
Сг sr Нг Ог Nr
Торф 58 0,3 6 33,6 2,5 70 22
Горючий ела- 60—75 4—13 7—10 12—17 0,3—1,2 80—90 27—35
нец Бурый уголь 64—78 0,3—6 '3,8—6,3 15—26 0,6—1,6 40—60 25—29 .
Каменный 75—90 0,5—6 4—6 2—13 1—2,7 9—50 31—зь
уголь Полуантрацит 90—94 0,5-3 3—4 2—5 1 ' 6—9 34—35
Антрацит 93-94 2—3 2 1—2 1 3—4 • 34
деформации Гь температуре плавления Та и температуре жидкоплавкого со-
стояния Гз.
Механическая прочность твердых топлив характеризуется их способно-
стью противостоять удару и истиранию. Она выражается в кг остатка после
испытания топлива в барабане Сундгрема или в %’ прн испытании в ми-
кумбарабане или характеризуется расходом энергии в кДж на кг разма-
лываемого топлива. .
Под термостойкостью твердых топлив понимают их способность сохра-
нять начальные размеры кусков при тепловом ударе или при длительном
воздействии высоких температур.
Важное значение имеет химическая активность или реакционная способ-
ность углей в процессах газификаций, так как 'этот показатель характернвует
скорость этих процессов. Химическая активность определяется по отноше-
нию к кислороду, диоксиду углерода, водяному пару и может выражаться
как скорость газификации углерода топлива (рис. П-53). Газифицирующее
средство водяной пар, общее давление 1 МПа, размер топливных частиц
0,1—ОД мм.
Таблица 11,33. Распределение углей по классам крупности
Класс Обозначение Размер кус- ков, мй Класс Обозначение Размер кус- ков, мм
Плита П >ИХ) Штыб ш <6
Крупный К 50—100 Рядовой р 200 (при шахтной до-
Орех Мелкий О -М 25—50 13—25 быче) 300 (при карь- ерной до- быче)
Семечко с 6—13 Мелкий и семечко со штыбом. Семечко со штыбом меш сш <25 <13
171
Рис. П-53. Зависимость химиче-
ской активности твердых топ-
лив различных типов (давление
1 МПа) от температуры (циф-
ры на кривых — выход летучих,
% на горючую массу топлива).
Как видно из рис. П-53,
химическая активность топлива
снижается с ростом степени
его углефикации. При темпе*
ратурах ниже 1000 °C на хи-
мическую активность топлива
могут влиять примеси в золе, каталитически действующие на процессы га-
зификации. При температурах газификации выше 1200 °C химическая актив-
ность топлива, степень его углефикации мало влияют на скорость процесса.
Методы газификации твердых топлив
Характеристика различных типов синтез-газа. В современной технике га-
зификации различают три основных метода.
Автотермические методы газификации в зависимости от направления
потоков дутья к газифицируемому твердому топливу подразделяется на
противоточные и прямоточные. В противоточных процессах (слоевые газо-
генераторы) создаются благоприятные условия для наиболее полного ис-
пользования физического тепла генераторного газа непосредственно для га-
зификации. В прямоточных процессах (прямоточные газогенераторы) созда-
ются наиболее благоприятные условия для высокоинтенсивной газификации
при высоких температурах. В автотермических процессах примерно от 30
до 40% вводимого в процесс твердого топлива сжигается в среде кислорода
для обеспечения теплом самого процесса.
Аллотермические методы подразделяются в зависимости от подвода теп-
ла к реакционной зоне газогенератора:
а) подвод осуществляется твердым, жидким или газообразным теплоно-
сителем, перегретым в выносной топке или в специальной части газогене-
ратора за счет сжигания части топлива, поступающего в-процесс;
б) подвод осуществляется через стенку реакционного аппарата или с
4 помощью погруженных в реакционный объем нагревательных элементов
(в них протекает теплоноситель, например, гелий, предварительно нагретый
до высокой температуры в атомном реакторе).
•В обоих случаях температура теплоносителя должна быть на 90—
100 “С выше заданной температуры газификации твердого топлива.
Смешанные методы, типичным примером которых является гидрогази-
фикация твердого топлива с получением в качестве целевого продукта син-
тетического метана. Водород, используемый в этом процессе, может быть
получен как автотермическим, так и аллотермическим методами.
В зависимости от соотношения в генераторном газе между Н2, СО, СН*,
СО1, Ns получают следующие газовые смеси: а) энергетический (низкокало-
рийный) газ, 3,8—6,7 МДж/м3; б) синтез-газ (технологический газ для хи-
172
Таблица 11,34. Характеристика газовых смесей,
получаемых газификацией твердых топлив (в об. %)
Газ Состав
Для синтеза аммиака Ня: Na-3:1
CO4-COfe<10 млн-*
СН4<0,5% (об.)
Для синтеза метанола Н»:СО«2 (На—СОа) : (СО+СОа) «2
Для оксосннтеза Н3:СО«1
Водород для гидрирова- Н2= 95—98%
ния С0+С0э<200 млн-* - Na+CH4=2—5%
Восстановительный для На+СО«95—98%; Н2:СО=3,5
металлургии СОа+Н2О<3%
(НаО+СОа) 100: (На+СО4-СО24-Н2О)-5—10
Для синтеза метана (На—СОа) : (СО+€О2)=3
Для синтеза углеводоро- На’: СО=0,5—2
дов
мической промышленности или восстановительный газ для металлургии),
8,4—12,6 МДж/м’; в) бытовой газ, 14—19 МДж/м8 и г) богатый, или син-
тетический природный газ (спг), 25—38 МДж/м8. Характеристика газа раз-
личных типов представлена в табл. 11,34.
По химическому составу газифицирующих средств различают: а) окся-
газификация (воздух+пар; обогащенный кислородом воздух4-пар; кисло-
род 4-пар; пар); б) гидрогазификация (водород); в) углекислотная газифи-
кация (диоксид углерода).
Современные газогенераторные процессы,
классификация и технологические особенности
В настоящее время известны (промышленно освоены и разрабатываются)
примерно 60 газогенераторных процессов, из них три основных: Лурги, Винк-
лер, Коппере — Тотцек. В табл. 11,35 дана классификация процессов гази-
фикации по технологическим признакам.
Основные характеристики газогенераторных процессов. Любой газоге-
нераторный процесс характеризуется следующими основными показателями:
состав получаемого газа (в об. %); 'L
интенсивность (в кг топлива на м2 сечения газогенератора в час; м8
дутья на м2 в час; м8 сухого газа или смеси СО4-Н3 на м2 в час; м8 сухого
газа или смеси СО+На на м8 объема генератора) или тепловое напряженке
процесса (в кДж на и8 объема газогенератора);
удельные энерго- и материальные затраты или расходные коэффициенты
на 1 м8 целевого газа [или на 1 м8 (СО4-НЯ); на 1 м8 На; на 1 м8 СН<],
т. е. расход исходного топлива, теплоносителя, пара, воздуха, кислорода, во-
ды, электроэнергии и др.;
удельные отходы (в кг на 1 м3 целевого газа или в кг на 1т прога-
зифнцированного угля); к ним относятся: водяной пар, получаемый в котлах-
173
Таблица 11,35. Классификация процессов, газификации по некоторым
технологическим признакам
Основной класси- фицирующий при- знак Характеристика основного классифицирующего признака
Тип используемого угля Неспекающийся Неспекающийся и слабоспекающий- ся Любое твердое топливо
Оптимальный раз- мер частиц топли- ва мм Кусковое (8—50) Мелкозернистое (1—8) Пылевидное (0— 1)
Движение гази- фицирующего и га- зифицируемого агента Противоток Поступательно- возвратное движе- ние Прямоток
Состояние топлив- ного слоя Псевдопокоящий- ся (фиксирован- ный) слой Кипящий слой Взвешенный слой (аэрозольный по- ток)
Давление процес- Высокое (избыточ- Среднее (избыточ- Избыточное до
са, МПа Температура, про- ное) 3,0—10,0 ное) 2,0—3,0 1,0—2,0
Низкая (наивыс- Средняя (наивыс- Высокая (наивыс-
цесса, °C шая 850—1000) шая 1000—1100) шая 1400—2000)
Золоудаление Сухое Сухое Жидкое
Примечание. Каждая группа процессов может определяться несколькими ос-
новными классифицирующими признаками. Например, газификация пылевидного топлива
может осуществляться как при низком, среднем, так и высоком давлении, протекать
с жидким и сухим шлакоудалением. Это же относится и к тлоевым процессам и к про-
цессам в кипящем слое, а также к процессам с косвенным подводом тепла. Например,
мелкозернистое, неспекающееся твердое топливо может подвергаться высокотемператур-
ной газификации под давлением в кипящем слое с сухим шлакоудалением.
утилизаторах, углеродсодержащая пыль (унос), топливная мелочь, коксовый
остаток, смола, масло, шлак и др.;
коэффициенты полезного действия процесса (в %), определяемые по
низшему или высшему значениям теплот сгорания получаемого газа, гази-
фицируемого топлива и полученных топливных отходов;
выход сухого газа или CO+Hj, м3/кг газифицируемого топлива или на
т у. т.
Различаются следующие основные к. п. д, процесса в целом (ниже в
уравнениях объем газа приведен к нормальным условиям):
1. Величина к.п.д. использования углерода топлива т)с (в %)
С(газ) + С(поб. пр.)
= — С (топл.) “ 100
где С (газ), С (поб. пр.), С (топл.)—содержание углерода соответственно в
газе, в побочных продуктах газификации и в исходном топливе, кг.
2. Величина к.п.д. газификации исходного топлива tjr (в %)
Нл (газ) V (газ)
Я, (топл.) 100
где Но (газ), Но (топл.)—теплота сгорания соответственно получаемого газа
(в кДж/м8) и газифицируемого топлива (в кДж/кг); И (газ)—выход сухо-
го газа, м’/кг топлива.
174
3. Величина термического к.п.д. газогенератора Лт (в %)*
Яо (газ) V (газ) ф- Но (пар)
Т»т- Яе (топл.)+Я0 (дут.) 1ио
где Но (пар), Но (дут.) —энтаапяя соответственно водяного пара, получае-
мого в котле-утилизаторе, и дутья (включая водяной пар), кДж/кг газифи-
цируемого топлива.
4. Величина энергетического к. п. д. агрегата газификации в целом Т)*
(в %):
Яо (газ) V (gag) + Яо (пар) + Яо (п. пр.)
Я0(топл.)4-Я0(дут.)4-(2м.эн + (20.в+СПр
где Яр (п. пр.) — теплота сгорания используемых побочных продуктов (уно-
симый углерод, коксовый остаток, смола, масло), полученных в процессе
газификации, кДж/кг газифицируемого топлива; Qaa. т — тепловой эквива-
лент затраченной электроэнергии по современным эквивалентам (1 кВт-ч
электроэнергии эквивалентен 340 г условного топлива), кДж/кг газифици-
рованного топлива; QO.B — тепловой эквивалент затраченной оборотной во-
ды по современным эквивалентам (1м8 оборотной воды эквивалентен расхо-
ду 0,27 кВт-ч), кДж/кг газифицированного топлива; Qn₽ — тепловой эквива-
лент энергии, затраченной в процессе на различные прочие нужды (дробле-
ние и сушку топлива, получение кислорода, питательной воды для котлов
и др.), кДж/кг газифицированного топлива.
Энергетический к.п.д. агрегата в целом учитывает не только Полное
полезное использование вещества (превращение его в газ), но и полное по-
лезное использование энергии в процессе превращения с учетом энргин, из-
расходованной в процессе, но полученной со стороны.
,5 . Величина энергетического к.п.д. агрегата газификации в целом при
использовании в процессе газификации тепла атомного реактора т)й.ат
(в %):
_ Я0(газ)У(газ) + <?эя.9. .
Я„(ТОпл.) + <?тер„
где Qbb.&h—мощность тепловая атомного реактора, расходуемая на вы-
работку электрической энергии, используемой на стороне, МВт (терм.);
Фтерм — мощность (тепловая) атомного котла, МВт (терм;).
Величина к. п. д. агрегата зависит от температуры теплоносителя (ге-
лия) на выходе из атомного реактора и определяется из расчета полного
использования вещества угля для производства газа.
Основные показатели современных промышленных процессов
газификации твердых топлив
В группу газогенераторных процессов промышленного типа входят лишь
некоторые основные наиболее распространенные процессы газификации [91,
92]. В табл. 11,36 приведены показатели зарубежных современных про-
* Определяет степень полезного использования как вещества угля
(превращение его в газ), так и энергии (пара) при сгорании вещества угля.
175
Таблица 11.36. Показатели основных современных промышленных процессов газификации угля
Показатели Процесс, фирма, страна
Лургя (ФРГ) Винклер, Бамаг (ФРГ) Коппере — Тотцек, Крупп — Коппере (ФРГ)
(показатели относятся к процессам под давлением 0,108—0,13 МПа)
Состояние газифицируемого Стационарный, псевдопокоя- Псевдоожиженный (кипящий) Движущийся поток пыле-
слоя щийся, насыпной слой слой видного топлива (аэрозоль-
Характер движения топлива Противоток Прямоток при возвратно-посту- ный поток) Прямоток
относительно газифицирующе- го агента Метод загрузки угля в газоге- Воронкообразный, шлюзовой пательном движении частиц топлива в слое - Воронкообразный бункер со Воронкообразный бункер со
нератор затвор под давлением шнеком шнеком и форсункой
Метод золоудаления Сухое золоудаление через ко- Сухое золоудаление; 30% зо- Жидкое шлакоудаление;
лесниковую решетку на дне лы удаляется через низ газо- генератора, до 70% уносится 50% золы в виде жидкого
газогенератора шлака удаляется через ннз
с газом и улавливается в си- газогенератора в шлаковый
стене гранулятор, 50% уносится
Интенсивность процесса гази- 2.9—5,4 0,88-8,4 с газом н вымывается в си- стеме 2,3—17
фикации (на м3 свободного объ- ема газогенератора), ГДж/(м3*
Тип газогенератора С вращающейся колосниковой Шахтный реактор с фур мен- Форсуночного типа с 2 и 4
Производительность газогене- ратора по сухому неочищенному решеткой ным поясом форсунками
35006—50060 и до 80000 17000—20000 и до 75000— 20000—50000
, газу, м’/ч по углю, т. у. т./ч 17—25 и до 40 100000 8,5—10 и дО 50 10-25
Наличие в отходящем газе Присутствуют , Отсутствуют Отсутствуют
смолообразователей, фенолов,
•j® углеводородов, аммиака и дру-
L гих примесей
Характер
Вид
Размер частиц
Газифицируемое топливо
Все типы углей от лигнитов до Предпочтительны химически Все типы углей от лигнитов
антрацитов (кроме коксующих- активные угли (лигниты, суб- до антрацитов и сланцев,
ся).‘ 5итоминозные угли), желатель- включая коксующиеся угли.
Спекающееся топливо подвер- ны угли с высокой температу- Содержание золы вплоть до
рой плавления золы и не раз- 45% (масс.)
рушающиеся под действием
высокой температуры
Дробленый уголь
0,8—10 мм
Спекаемосгь
Поведение при высокой темпе-
ратуре
Температура размягчения зо-
Влажность прн подаче в газо-
генератор, %
предпочтительно
допустимо
гается предварительной термо-
окислительной обработке
Сортированный уголь
фракция, мм
3—6
6-10
(ДО 50)
Некоксующиеся
топлива подвергаются предва-
рительной обработке)
Не должно
85
(спекающиеся
Неспекающиеся
Выше 1000
8
До 15—18
разрушаться при воздействии
высокой
температуры
Выше 1000
До 10
Пылевидное
диаметр сита, мм
0,09
0,1—1
Любое топливо
Нет ограничений
То же
Предпочтительно
менного угля и
рого угля
Технологические показатели процессов газификации
Давление абсолютное в газоге- 2,6—3,5 (и до 100)
" нераторе (в разрабатываемых
конструкциях), МПа
Высшая температура в слое 700—850 и до 1000
, топлива (в зависимости от тем-
пературы плавления -золы топ-
, лива при сухом золоудалении),
0,1-0,15 (й до 1,5)
856-1000 и до 1100
90
10
для ка-
для бу-
0,1—0,15 (и до 30)
1300—1500 и до 1600
1
7
Продолжение табл. 11,36.
и* Процесс, фирма, страна
Показатели \ Лурги (ФРГ) Винклер, Бамаг (ФРГ) Коппере — Тотцек, Круйп — Коппере (ФРГ)
(показатели относятся к процессам под давлением 0,105—0,13 МПа)
Температура на выходе из га- зогенератора, °C 300—650 800—1000 и до 1050 1300—1500
Газифицирующие агенты Парокислородная смесь Парокислородная или паро- Парокислородная смесь нли
(паровоздушная смесь) воздушная смесь, обогащен- чистый кислород (обога-
1 ный кислородом воздух щевный кислородом воз- дух)
Продолжительность пребыва- 1800—5400 в зависимости от 600—1200 в зависимости от 1—3
ния топливной частицы в газо- крупности частиц топлива и реакционной способности топ-
генераторе, с его реакционной способности пива н содержания в нем пы- левидных частиц (в %) >
Продолжительность пребыва- ния газа, с 15 3—5 1—3
Отношение 02/Н20 в дутье 1 : 5 до 1:9 1 : 1 до 1 :2,5 1 : 0,02 до 1 : 0,05
Коэффициент полезного дейст- вия, %
использования углерода в 88—95 каменный уголь 68 каменный уголь* 30 антрацит
процессе 90—97 бурый уголь 80 бурый уголь* 85—90** 95 бурый уголь
процесса газификации 75—80 58—65* 65—69—75
термический 78—85 62—75** 68—72*
75—82** 75—82—86
энергетический 68—72 60—70 55-60
ЕЗ • Ма тер и а льне-эн ер готические показатели Процессов
Расходные коэффициенты угля (сухого), кг на 1000 м8 сухого газа Б50—800 и до 1000 в зависимости от качества ис- ходного угля 610—750 в зависимости от ка- чества исходного угля 560г—750 в зависимости качества исходного угля
кислорода (98%) м8 на 1000 м8 (СО+Н2) м3 на 10000 кДж угля электроэнергии, кВт-ч на 1000 м* сухого газа 160—250 . 0,095—0,13 5—10 250—350 0,16—0,19 (0—50 350—450 0,19—0,24 40-55
воды, м3 на 1000 м8 сухого газа питательной, технической оборотной, охлаждающей 1,5—1,8 ПО 1,5—2,1 120 1,5—2,5 130
пара водяного кг на 1000 м3 сухого газа 500—600 250—300 до 50
кг на 10000 кДж угля 0,50—0,74 0,36—0,43 0,72—0,79
Выход побочных продуктов на I т сухого угля смола, кг 15—45 О т с у т ст в и е
бензол, кг 3—15 в зависимости от хими- ческого состава угля То же
пара водяного, кг на 10000 кДж угля 0,36—0,41 0,36—0,43 0,72-0,79
SO неочищенного сухого газа, м8/т. у. т. СО+На мэ/ т. у. т. м8 на 10000 кДж угля 2000—2200 1000—1300 0,35—0,44 1940—2100 1400—1600 0,66—0,72 1940-2100 1670-1800 0,66-0,72
Продолжение табл. 11,36.
180
Таблица 11,37. Показатели процесса газификации углей
в газогенераторе ГИАП на паровоздушном дутье, обогащенном кислородом
Показатель Уг Сулюктин- СКИЙ ОЛЬ Маришский
Характеристика топлива
Влажность, %
ИСХОДНОГО подсушенного, поступающего на газификацию 21—33,5 10—12 39—44 12—15
Выход летучих, % Состав рабочей массы, % 33—34 - 55-64
углерод 52,8 44,4
водород 3,3 3,5
сера 1,4 5,7
азот 0,8 0,6
кислород 12,6 12,4
зольность 19,1 23,4
влажность 10,0 10,0
Теплота сгорания кДж/кг 19802 18799
Температура плавления золы, °C 1140 —
Характеристика процесса
Состав влажного дутья, % О» 22—23 - 24—25
Ns . 22—22,5 20,5—21
HsO 56-54,5 55,5-54
Количество вторичного дутья, % от общего су- 30-35 25-30
хого дутья Температура, "С
в слое 900—920 880—920
в шахте 1060-980 1060—960
после скруббера 250—400 200—300
Состав газа, % COs 17,0 18,5
СО 31,0 30,8
н2 32,0 29,2
СН4 0,4 0,7
Na 19,4 19,9
H2S 0,2 0,9
Содержание горючих, %
в шлаке 15—25 12-20
в уносе 28—30 10—15
Выход золы, % с выгребом ' 30—40 20
с укосом 60-70 80
Интенсивность газификации по дутью, ма/(м*-ч) 2400—4000 2100—4000
по топливу, кг/(м2-ч) 2000-3000 2000—4000
К.п.д. газификации, % 68—70
181
Таблица 11,38. Показатели процесса газификации углей
в газогенераторе ГИАП на парокислородном дутье
Показатель Уголь
Бабаевский Райчихинскнй
Влажность угля, % 12,0 9,1
Зольность угля, % 17,6 13,2
Температура, °C в слое 815 ' 850
в шахте 940 920
Количество вторичного дутья, % от общего сухо- го дутья 22,6 21,0
Состав газа, % со2 28,7 25,3
СО 22,8 30,8
н2 46,8 22,4
СН4 1,0 0,4
.. N2 0,7 0,1
Расходные коэффициенты на 1 м3 (СО+Н2) кислорода, м3 0,36 0,30
пара, кг 1,0 0,63
К.п.д., % газификации 51,5 57,4
термический 75,8 80,3
Таблица 11,39. Расход различных видов твердых топлив
на получение ! т у. т. (29800 кДж/кг)*
Показатель Топливо
торф бурый уголь каменный уголь 1 каменный уголь II антрацит нефтяной кокс
Теплота сгорания, кДж/кг 9200 4920 18965 24360 23230 29720
Влажность, % 47 58 14 8 2,3 7,0
Зольность, % 6,9 29 25 12 25 4,4
Масса затрачивае- мого топлива, 3,4 6,4 1,6 . 1,25 1,38 1,0
* С учетом расхода энергии на подготовку топлива к его газификации (сушка, размол). • • При газификации указанных масс топлив в процессе Копперса — Тотцека можно получить 1940 м3 сырого газа, который содержит 1670 м* (СО+Н,). объемы газов приве- дены к нормальным условиям.
182
Таблица 11,40. Энерго- и материальные затраты (брутто)
при парокислородной газификации угольной пыли
(в т у. т. на 1 т конечного целевого продукта).
Энергетические средства Конечный продукт
аммиак метанол водород губчатое железо
Исходное натуральное
твердое топливо (камен- ный уголь 24360 кДж/кг)
т 1,65 1,78 6,95 0,64
т у.т. 1,32 1,43 6,38 0,52
Электроэнергия кВЪч 1580 1505 505
т у.т. 0,56 0,53 2,55 0,18
Охлаждающая вода ма 222 220 95
т у.т. 0,03 0,03 — 0,02
Подпиточная вода
Ms 3,0 3,3 1 1,4
т у.т. 0,02 0,02 0,11 0,01
Пар (расход) т т у. т. 0,28 0,04
Пар (приход)
т 0,8 0,8. — — - -
т у. т. 0,1 0,1 — —
Итого, т у. т. 1,83 1,91 9,06 0,78
мышленных процессов парокислородной газификации угля. Состав сухого
газа зависит от исходного состава топлива, температуры и давления про*
цесса, состава дутья (соотношения кислород: уголь; пар: уголь; температу-
ры газа на выходе из газогенератора). Эта зависимость особенно важна для
слоевого процесса, в меньшей степени для процесса в кипящем слое и еще
меньше—для высокотемпературной газификации топливной пыли. Конструк-
ции загрузочных и золоудаляющих устройств подвергаются постоянной ре-
конструкции и зависят от давления, используемого в процессе, зернистости
топлива, содержания в топливе золы и вида золоудаления (сухое, жидкое).
В табл. 11,37 даются показатели процесса газификации сулюктинских
(СССР) и Марншских углей (НРБ) на паровоздушном дутье, обогащенном
кислородом, в промышленном газогенераторе ГИАП (типа Винклер) произ-
водительностью 25—30 тыс. мя/ч синтез-газа. В табл. 11,38 даны показатели
процесса газификации бурых углей (СССР) на парокислородном дутье в
опытном газогенераторе ГИАП (типа Винклер), пересчитанные на промыш-
ленные условия.
В табл. П,39—11,41 приведены обобщенные показатели ряда важнейших
производственных процессов [93—105]. Схемы процессов Винклер, Коп-
пере— Тотцек показаны на рис. П-54, П-55.
Основные типы газогенераторов и изменение температуры реагентов по
высоте реакционной зоны представлены на рис. П-56.
183
Таблица 11,41. Удельные затраты (нетто н брутто) и потребность в водороде и синтез-газе
в основных процессах переработки продуктов газификации твердых топлив
Примечания. 1. Во всех случаях, кроме производства аммиака и метанола, нетто- и брутто-затраты относятся только к производству
Нг или смесей Hj+CO. 2. Под нетто-затратами подразумеваются только затраты на подготовление топлива к процессу газификации (сухая,
размолотая топливная пыль). Под брутто-затратами подразумеваются все энергетические затраты в производстве * аммиака, метанола, водорода;
184
Пути совершенствования газогенераторных процессов
Лурги, Винклера, Коппере — Тотцека
Совершенствование этих процессов идет по пути повышения интенсив-
ности работы газогенераторов н их единичной мощности, расширения клас-
са используемых топлив, создания комбинированных энерготехнологических
схем и увеличения общего энергетического к.п.д. процесса. Основными ме-
тодами достижения этих целей являются: повышение давления в системе до
2—4 МПа и до 10 МПа; увеличение температуры в процессе газификации
до 1500—1900 °C (выпуск жидких шлаков); газификация твердого топлива
под давлением в сочетании с работой паровой и газовой турбины; предвари-
тельное окисление твердого топлива для
Процесс Лурги с жидким шлако-
удалением. Газификация метоДЬм Лур-
ги с жидким шлакоудалением Britisch
Gas Lurgl staging Process (Lurgi/BGS)
позволяет повысить интенсивность про-
цесса и степень конверсии водяного пара.
При сухом золоудалении степень исполь-
зования водяного пара не превышает
30—40%; Количество потребляемого во-
дяного пара при жидком шлакоудалении
Рис. П-54. Схема газогенераторного про- ’
цесса по Винклеру (высокотемператур-
ный):
1 — газогенератор; 2 — циклон; 3 — мультицик-
лон; 4 — система подачи угля; 6 — бункер для
шлака; 6 — подогреватель кислорода; 7 — при-
емник для уловленных примесей из газа.
предупреждения его спекаемости.
Рис. П-55. Схема газогенераторного процесса по Копперсу — Тотдеку:
? 7 газогенеР8т°Р; 5 — водоподогреватель с паровым котлом; 4 — скруббер-
холодильник, 5 — дезинтегратор; 6 — мокрый электрофильтр; 7 — отстойник для тлями-
В — насос; Я— холодильник.
185
Рис, П-57, Схема опытно-
го газогенератора Лурги
с жидким шлакоудале-
нием:
1 — шлаковый бункер с за-
твором; 2 — летка для вы-
пуска жидкого шлака; 3 —
сосуд высокого давления:
4 — устройство для закалки
газа; 5 — привод мешалки;
б — угольный бункер с затво-
ром; 7 — распределитель-ме-
шалка для угля; 8 — огне-
упорная футеровка; 9 —во-
дяная рубашка; Ю—фурма;
И — закалочная камера для
шлака.
Рис. П-56. Основные типы газогенераторов и графики изменения температуры
реагентов по высоте реакционной эоны:
а — в фиксированном слое; б — в псевдоожиженном слое (унос топливной пыли состав-
ляет 16—20% от исходного углерода); в — в аэрозольном потоке (унос составляет 5%).
удается снизить до 0,3—0,6 кг на 1 м® О2 против 4—6 кг/м3 Ог для обычно-
го процесса, что обеспечивает выпуск шлака в жидком виде.
Проведение газификации под давлением 3—8—10 МПа позволяет полу-
чать высококалорийный газ для дальнего газоснабжения без промежуточно-
го компримирования. Схема опытного газогенератора Лурги с жидким шла-
коудалением приведена на рис. 11-57.
Высокотемпературный процесс Винклер (Hoch Temperatur Winkler
HTW). Ограничения по температуре газификации в кипящем слое можно
снять путем введения в процесс инертных добавок для повышения темпе-
ратуры плавления золы.
186
Таблица 11,42. Показатели процесса газификации углей кипящем слое
(газогенератор Винклера под давлением)
Показатели Процесс Винклера При воздушном дутье
Давление в газогенераторе, МПа 0,9-1
Температура, °C 900—1100 800—900
в реакционной зоне
газа на выходе нз газогенератора 850—900
Расходные коэффициенты на 1 т горючей
массы угля 0,68
кислорода, т —
электроэнергии, кВт-ч 25 55
охлаждающей воды, м8 23 40
пара 0,35 МПа, т 0,28
котловой воды, т 0,54 —
Количество получаемого пара, т/т горючей 1,55 ' —
массы угля
Состав получаемого газа, % (об.) 52—34,99 21,31
СО
Н2 35,3—40,09 13,12
сн4 3,10—4,11 1,55
N24-Ar 0,69—0,96 56,26
СО2 8,91—19,85 7,76
Высшая теплота сгорания получаемого га- 10551 1100
за, кДж 1950
Выход газа в пересчете на 100% —
СО+Н2, м3/т горючей массы угля 150000
Максимальная мощность (расчетная) га-
зогенератора, м3/ч 14,7
Избыточное давление дутья, МПа ——
Коэффициент полезного действия, % 95 91
использования углерода
термический 82—85 —
на получение газа 78
на получение пара 4" 7 —
энергетический 74
Характеристика исходного топлива, % (масс.)
Углерод .... 48,36 Кислород . . . 11,23
Водород .... 3,61 Зола . . . . 18,87
Азот ............... 0,86 Влага .... 16,50
Сера..................0,57
Характеристика золы:
Температура, °C
размягчения.........................................1250
плавления ..........................................1419
текучести...........................................1495
В табл. 11,42 приведены показатели процесса газификации углей в ки-
пящем слое под давлением (по литературным данным). Процесс находится
в стадии опытной проверки.
Процесс Шелл — Коппере — газификация пылевидного топлива под давле-
нием 2—3 МПа. Совместными усилиями фирм Крупп — Коппере (ФРГ) и
187
Шелл (Голландия) создается новый процесс, объединяющий принципы га-
зификации угля по методу Коппере — Тотцек с методами газификации мазу-
та по методу Шелл. Производительность газогенераторов предполагается до-
вести до 50—100 т/ч угля (1200—2400 т/сут угля или примерно 2—4 млн. м®
CO+Hi в 1 сут). Ниже приведены показатели процесса Шелл — Коппере:
Давление в газогенераторе, МПа .... 3,5
Температура, °C в реакционной зоне 1500—1800—
газа на выходе из реактора 2000 1300—1500
Расход кислорода, т/т горючей массы каменного угля ........ 0,9—1,0
бурого угля .... 0,7—0,8
Расход пара, % от горючей массы угля . 7—10
Выход газа в пересчете на 100% СО+Н2, м®/т горючей массы топлива (битуминозный уголь) 2000—2400
Состав получаемого газа, % (об.) СО 62,2
Н9 28,С
СО2 2,4 -
Н2О 2,8
N2+Ar 3,5
H2S . 0,9
Примеси (COS, NHs, HCN) ..... 0,2
Соотношение CO : H2 в газе 2,0—2,4
Теплота сгорания получаемого газа, кДж/м8 . 11300
Время пребывания топлива в объеме газогенера-
гора, с а-5
Термический к. п. д., % 90—94
- потери, %
- с непревращеиным углеродом .... 2—3
через стенку реактора и со шлаком . 2—4
на охлаждение улавливаемого газа 2—3
расход топлива, % от величины термического к. п. д. на получение целевого газа .... 82—76
на получение перегретого пара .... 12—14
Энергетический к. п. д.,- % 74—78
Новейшие процессы газификации,
проходящие опытную проверку
В настоящее время на различных стадиях исследования и опытной про-
верки находятся более 60 различных методов газификации твердых топлив
(96—112].
Процесс Тексако представляет собой парокислорбдкую газификацию
водно-угольной пульпы (суспензии) в движущемся потока. Целевой про-
дукт — синтез-газ. Соотношение уголь: вода равно 1:0,8 и' до 1:1,5 в за-
висимости от типа угля. Суспензию вводят в газогенератор через форсунку
насосом высокого давления. Газогенератор представляет собой камеру вы-
сокого давления без наличия движущихся частей.
Процесс Отто — Саарберг — парокислородная газификация движущегося
потока угольной пыли. Газогенератор камерного типа со шлаковой ванной,
расположенной в нижней части камеры. Через форсунки в ванну вводится
топливная пыль и дутье. Целевой продукт — синтез-газ.
188
Таблица-11,43. Характеристика автотермических (парокислородных)
процессов газификации твердых топлив
(опытная проверка)
Показатель Тексако Отто — Са- арберг Молтен —• Салт (Кел- лог) У-газ Сивтея Би-]газ
Тип газифицируемого Угли любого типа Бурые и
топлива каменные
углн с малой степенью углефи-
ч кадии
Газифицирующий агент Кие пород (воздух] , пар
Условия процесса
Размер кусков топлива, мм <0,1 <0,1—3 <0,1—2 <0,1- 6,5 <0,1
Влажность топлива, % Лю- 2—3 2—3 2—3 3—9 3 4
бая
Золоудаление Жидкое Сухое Жидкое
Давление в газогенерато- 1,5— 2,5 До 9,0 2,5 3,0- 3,0—10,0
ре, МПа Высшая температура в 8,5 7,0
1350— 1500— 950—1000 1050 1000 ч 1200
газогенераторе, °C 1500 2000
Расходные коэффициенты на 1000 ма сухого (не-
очищенного) газа* X.
угля, кг 500 500 500 750 '
кислорода, м8 300 365 300 230
пара, кг 530 200 300 200
Кп.д., %'
использования угле- 95-99 99 99 93—95
рода газификации 74 73 75 66,4
термический 90—92 88—94 93 75—80
энергетический 72—78 72 —
Состав газа (примерный) -
сухого неочищенного, % (об.) *
Н2 х 39,0 30,7 49,0 35,8 27,8 29—44
СО 38,6 53,6 33,5 41,4 16,7 24—32
COj-f-HjfS 20,8 14,5 13,6 16,3 29,0 21—34
сн< 1,0 0,5 7,5 5,9 24,5 15—17
N2+Ar 0,6 0,7 0,4 0,6 0,8 0,6
Теплота сгорания (низ- шая, средняя), МДж/м8 Удельный выход газа, 10,5 10,4 13,0 12,2 15,9 13,7
1900— 2000 2000 1300
м3/т горючей массы угля 2200
* Объемы газа приведены к нормальным условиям.
189
Рис, П-58. Схема' процесса Тексако:
/ — мельница для помола угля; 2 — смеситель для получения угольной пульпы; я— ня-
сосы для угольной пульпы; 4 — газогенераторы; S — радиантный холодильник и грану-
лятор шлака; 6 —бункер для шлака; 7 — котел-утилизатор; в — скруббер; S— сгуститель
(отстойник) для топливного уноса; 10 — насос для воды.
Процесс Молтен — Салт (Келлог) — парокислородная газификация топ-
ливной пыли в расплаве NajCOs (теплоноситель и одновременно катализа-
тор процесса). Топливная пыль и дутье проходят через расплав, расположен-
ный в газогенераторном объеме, целевой продукт — синтез-газ.
Процесс У-газ — парокислородная газификация мелкозернистого'Топли-
ва в кипящем слое. -Газогенератор представляет собой вертикальный ци-
линдр с внутренним циклоном. Целевой продукт — синтез-газ. При паровоз-
Рис. П-59. Схема процесса Саарберг — Отто:
/ — бункер для угольной пыли; 2 — газогенератор со шлаковой ванной; я — пикдля
улавливания пыли; 4 — котел-утилизатор; Б — шлакоудаляющие шлюзы.
190
Углеродистый остаток на
сжигание
Рис. П-60. Схема процесса Келлог с расплавленным теплоносителем:
/ — узел подготовки топлива; 2 —угольные бункера (шлюзовые); 3— газогенератор; 4 —
секция очистки расплава карбоната натрия от золы и серы; -S — топка для подогрева
карбоната; 6 — бункера для карбоната (шлюзовые); 7 — узел теплонспользования.
Рис. 11-61. Схема Синтан-процесса:
/ — аппарат для окислительной обработки топлива с целью предупреждения его спекае-
мостн; 2 — секция термического разложения и гидрогазификации продуктов разложения;
3 — секция парокислородной газификации угля; 4 — узел пыле- "И смолоулавливания.
душной газификации может быть получен энергетический газ для использо-
вания в газовых турбинах.
Процесс Синтан— парокислородная газификация мелкозернистого топли-
ва в кипящем слое. Газогенератор представляет собой двухступенчатый ре-
актор с кипящим слоем. Процесс протекает в две стадии. Первая стадия —
термическое разложение угля с образованием остаточного кокса, вторая —
парокислородная газификация остаточного кокса.
Процесс Би-газ — парокислородная газификация топливной пыли во
взвешенном восходящем потоке. Газогенератор представляет собой двухзон-
ный реактор. Процесс протекает в две стадии. Первая стадия — получение
синтез-газа парокислородной газификацией, вторая — гидрогазификация све-
жего топлива.
В табл. П,43 приведены технологические показатели некоторых процес-
сов газификации, а на рис. П-58—П-63—принципиальные схемы.
Разработка высокотемпературных газоохлаждаемых атомных реакторов
(ВТГР) позволит в будущем использовать теплоноситель при такой темпера-
191
Рис. 11-62. Схема процесса Би-газ:
/ — газогенератор (Л —секция гидрогазификация; Б — секция кислородной газификации);
2 — циклонный сепаратор; J —бункер для топливного уноса; 4 — скруббер; 5 —бункеры
для шлака (шлюзовые).
Рис. П-63. Схема процесса У-газ:
/ — аппарат для предварительной окислительной обработки угля; 2, 7 — соответственно
шлюзовой затвор угля и золы; 3 — газогенератор; < — внутренний циклон; 5 —внешний
циклон для пылеулавливания; б — теплообменник.
Водяной пар
Рис. П-64. Схема газификации и полукоксования угля водяным паром с ис-
пользованием тепла высокотемпературного атомного реактора (ВТГР):
/ — реактор; 2 — теплообменник; 3 — газогенератор; 4 —печь для полукоксования; S—
парогенератор; 6 — установка для обеспыливания; 7 — аппарат для очистки от смолы и
масел; 8— аппарат для очистки от СО» н H»S; У —паровая турбина; 10 — конденсатор.
Таблица 11,44. Характеристика процессов газификации твердых топлив
с использованием тепла атомного реактора
(некоторые сравнительные показатели, полученные
на пилотных установках фирмы Bergbau — Forschung gmbH, ФРГ)
Показатели Газификация бурого угля водяным паром Газификация каменного угля водяным паром
Исходное сырье Сырой бурый уголь, Каменный уголь, зерне-
Условия эндотермическо- го процесса содержание влаги менее 20% ннем менее 0,1 мм
давление, МПа создается перегретым па- ром 3—4 МПа
температура, °C 600 750 (800)
теплоноситель перегретый пар перегретый пар
Тип реактора Расходные коэффициен- ты на 1000 м3 газа С псевдоожиже иным слоем угля
уголь, кг 652 428
водяной пар, кг 1300 930
электроэнергия, кВт-ч Состав получаемого га- за в пересчете на сухой газ, % (об.) 80 200
СОа 33,6—28,3 1,9
СО 5,4—3,0 14,5
н2 37,9—67,1 24,2
СН4 23,1—1,6 44,2
NH3 — 0,7
H2S — 2,2
Теплота сгорания, МДж/м8 9,6—14,6 13,3
туре, которая будет достаточна для осуществления с необходимой скоро-
стью безостаточной газификации твердого топлива. Газификация может осу-
ществляться по различным схемам [Ill, 112], рис. П-64. В этом случае в
печь полукоксования подают сырой измельченный уголь. В процессе исполь-
зуется двухконтурная схема передачи тепла от теплоносителя. В первом
контуре гелий покидает ВТГР при температуре 950 °C, отдает тепло в тепло-
обменнике 2 во второй контур, а затем охлажденный до 250 °C возвращается
в атомный реактор. Во втором контуре гелий покидает теплообменник 2 при
900 вС и поступает в трубчатую систему газогенератора 3, откуда при тем-
пературе 840 вС‘направляется на обогрев печи полукоксования 4, а затем в
парогенератор 5. Часть полученного пара расходуется для газификации уг-
ля, другая — потребляется для производства электроэнергии. Давление ге-
лия в первом и во втором контурах 4 МПа. Газификация угля осуществля-
ется под этим же давлением.
Наличие высокотемпературного атомного тепла может стать исходным
моментом при разработке процессов гидрогазификации с получением в ка*
13—1425 19Я
честве целевого продукта синтетического метана:
2C4-4Hj------> 2СН* 1СН* Целевой газ
2H,O+ ICH*
COa + 4Ha
На выхлоп
Высокая температура гелиевого теплоносителя требуется для осуществ-
ления второй ступени процесса — паровой конверсии метана; 1-я ступень —
гидрирующая газификация протекает в кипящем слое твердого топлива при
температуре около 850 °C и под давлением 8 МПа.
* Экспериментальные данные по работе пилотных установок с использо-
ванием тепла атомных реакторов для газификации твердых топлив пред-
оставлены в табл. П,44 [101].
Расчеты показывают [ПО], что энергетические затраты (электрическая
энергия, охлаждающая вода и т. д.) на получение 1000 ма Н2 составляют
0,97 т. у.т.; из них 0,6 т у.т. в виде угля и 0,37 т у. т. в виде атомного
-тепла (т. е. примерно 40%). На получение 1000 м3 СН4 затрачивается
2,05 т у.т., из них 1,25 т у.т. в виде угля и 0,80 т у.т. в виде атомного
тепла (т.е. примерно 39%).
РАЗДЕЛЕНИЕ ГАЗОВЫХ СМЕСЕЙ ГЛУБОКИМ ОХЛАЖДЕНИЕМ
И. И. Гельперин, Д. А. Гурлянд
Характеристика процесса
Метод глубокого охлаждения позволяет использовать любые газовые
смеси, содержащие достаточное количество водорода, для синтеза аммиака
или относительно бедные водородом смеси, но содержащие ценные компо-
ненты, для синтеза других продуктов. В последнем случае при разделении
смеси водород будет отходом. Так, при разделении коксового газа целевым
продуктом является азотоводородная смесь, а побочными—этиленовая н
метановая фракции, или богатый газ. Наоборот, при разделении газов кре-
кинга нефти целевыми продуктами являются олефины, а побочными — пара-
фины и метано-водородная фракция, которая может быть использована для
получения аммиака. Применение низких температур для разделения проду-
вочных и танковых, газов синтеза аммиака позволяет одновременно с вы-
делением аргона как товарного продукта вернуть в цикл синтеза содержа-
щийся в газах водород.
В промышленности для разделения газовых смесей низкие температуры
применяются, как правило, при малых значениях коэффициентов разделения
или в тех случаях, когда выделение нз смеси отдельных компонентов в иных
условиях невозможно или экономически нецелесообразно.
Одним из важнейших факторов, влияющих на распределение темпера-
тур в теплообменной аппаратуре низкотемпературных газоразделительных
194
установок, является состав исходной газовой смеси. При необходимости ко-
нечные температуры в отдельных аппаратах выбирают таким образом, что-
бы в них проходила преимущественная конденсация какого-либо одного
компонента, т. е. фракционная конденсация. Дальнейшее концентрирование
полученных фракций обычно проводят методом ректификации или абсорб-
ции.
Фракционную конденсацию в сочетании, с абсорбцией успешно приме-
няют при разделении коксового газа с целью получения азотоводородной
смеси. В некоторых случаях конечные температуры охлаждения газов в от-
дельных аппаратах зависят от принятых методов выделения в низкотемпе-
ратурном блоке взрывоопасных компонентов (вымораживание, адсорбция
и др.).
При длительной (год и более) непрерывной работе низкотемпературных
разделительных агрегатов требуется глубокая очистка исходных газовых
смесей от высококипящих примесей (бензол, вода, диоксид углерода, аце-
тилен и др.), которые при низких температурах кристаллизуются и заби-
вают теплообменные поверхности. Коксовый газ очищают от бензола про-
мывкой соляровым маслом под давлением процесса либо путем адсорбции
активированным углем. В обоих случаях это облегчает работу последующих
стадий очистки, так как-соляровое масло и активированный уголь поглоща-
ют и часть органических соединений серы.
При промывке конвертированного газа жидким азотом содержащиеся
в газе примеси бензола удаляют силикдгелем или активным оксидом алюми-
ния. Основное назначение этих поглотителей—дополнительная осушка раз-
деляемых газов перед поступлением их в низкотемпературный блок.
Коксовый газ и газы конверсии углеводородов содержат в микрокон-
центрациях оксиды азота и непредельные- углеводороды, способные при низ-
ких температурах в присутствии кислорода образовывать взрывоопасные
комплексы бризантного действия. Поэтому в ряде случаев разделяемые га-
зовые смеси до поступления в низкотемпературные блоки подвергаются ка-
талитической очистке от вредных примесей (см. ниже).
Сравнительно Высокая степень очистки коксового газа от оксида азота
при соответствующем содержании в нем кислорода может быть достигнута
также при достаточном времени пребывания сжатого газа (1,2—2,0 МПа)
в пустотелом сосуде при 100 °C. В этих условиях 65—85% оксида азота
реагирует с кислородом, образуя диоксид азота, который взаимодействует
с непредельными смолообразующими. углеводородами, а также с серосодер-
жащими соединениями, образуя нитросмолы, отлагающиеся на стенка^рОго
сосуда. Тем самым в значительной мере исключается возможность обрИ&ова-
ния при низких температурах смолообразных веществ из ненасыщенных и
наиболее летучих соединений, содержащихся в коксовом газе (бутадиен, изо-
прен, циклопентадиен, пропилендисульфид).
Нитросмолы отличаются высоким содержанием азота в виде нитрогрупп
и поэтому наиболее опасны. Механизм образования ннтросмол недостаточно
изучен. Вероятно, сдвигу реакции окисления NO в NO3 способствует нали-
чие в газе достаточного количества полиолефинов и сероводорода, которые,
реагируя с NO* удаляют его из газовой фазы с продуктами реакции. При
такой схеме реакции нет необходимости в низкой температуре для большого
сдвига равновесия в сторону образования NQs. Наоборот, при повышенной
>3* 19&.
температуре, создающейся в пустотелом срсуде (около 100 °C), увеличива-
ется скорость реакции и происходит более полное удаление NO.
Вредной примесью, кроме оксида азота и диолефинов, является ацети-
лен. При низких температурах в блоках разделения коксового газа возмож-
на кристаллизация ацетилена, приводящая к накоплению его в теплообмен-
ной чаппаратуре во взрывоопасных количествах. Поэтому, если содержание
ацетилена в коксовом газе превышает его количество, которое может быть
растворено в этиленовой фракции (определяется исходя из условий равно-
весия), следует принять меры к снижению концентрации ацетилена в исход-
ной смеси.
Для удаления из коксового газа оксида азота, ацетилена и диолефинов
применяют главным образом процесс каталитического гидрирования их
(катализаторы на основе металлов платиновой группы на носителях). Наи-
более активным компонентом катализаторов гидрирования ацетилена и
диолефинов является палладий, при гидрировании оксида азота — рутений.
В процессе гидрирования указанных примесей протекают следующие ре-
акции: С2На+Н2->С2Н4, СзНд+гНг^СаНв, 2NO+5H^2NH3+2H2O, NO+
4-H2-hN2+H2O, СяН2п—2+2Hj-»-Cn Нгп+2.
Каталитическая очистка коксового газа и других газов от оксида азота
и диолефниов в значительной мере устраняет возможность образования в га-
зовой фазе нитросмол, представляющих основную опасность для низкотем-
пературных агрегатов разделения.
Разделение продувочных и танковых газов
/ синтеза аммиака
Азотоводородная смесь, йдлучйёМая кдййёрсией углеводородов й гази-
фикацией твердого топлива, содержит инертные для синтеза аммиака ком-
поненты— аргон и метан. Аргон вносится с атмосферным воздухом, а оста-
точное содержание метана определяется параметрами процессов конверсия,
газификации и метанирования. В цикле синтеза аммиака неизбежно посте-
пенное накопление аргона и метана, снижающих равновесную концентрацию
аммиака в значительно большей степени, чем вызванное ими уменьшение
парциальных давлений водорода и азота. Поэтому содержание аргона и ме-
тана в циркулирующей смеси строго регламентируется и поддерживается на
определенном уровне путем постоянной продувки части газов.
- Кроме того, частично метан и аргон совместно с водородом й азотом
растворяются в жидком аммиаке при его конденсации. Растворившиеся га-
зы выделяются при дросселировании аммиака в хранилищах (танках), обра-
зуя так называемые танковые газы. Из одного крупнотоннажного агрегата
синтеза аммиака производительностью 1360 т/сут выводится до 8000 м’/ч
продувочных газов состава [в ,% (об.)]: Н2 —58,2, N2—19,4, Ат—5,3,
СН<—15,1, NHs — 2,0 и до 1800 м’/ч танковых газов состава [в % (об.)]:
Н2 — 42,0, N2 —14,0, Аг — 5,2, СН4 — 33,5, NHS — 5,3.
Значительное содержание водорода и аргона определяет целесообраз-
ность разделения продувочных и танковых газов для возврата водорода в
цикл синтеза аммиака и получения аргона в качестве целевого продукта.
В табл. .11,45 приведены экспериментальные данные фазового равнове-
сия продувочных газов при температурах $5—110 К и давлениях 3—6 МПа,
196 д
Таблица 11,45. Условия фазового равновесия продувочных газов
г, к р, МПа Паровая фаза. % (об.) Жидкая фаза, % (об.)
Аг | N, | СН4 | И» Аг NS . сн< | Н1
65 3,0 0,06 1,15 98,79 11,40 55,92 30,69 2,06
6,0 0,09 1,52 0,03 98,36 11,07 53,05 30,38 5,50
3,0 0,12 1,94 0,02 97,92 10,41 49,53 38,16 1,90
70 4,0 0,11 1,86 0,03 98,00 10,48 49,72 37,35 2,45
6,0 0,14 2,14 0,04 97,68 10,37 48,90 37,89 2,84
/ 3,0 0,27 3,94 0,07 95,72 10,49 48,38 39,56 1,58
77,5 4,0 0,25 3,65 0,08 96,02 10,47 47,90 39,20 2,43
6,0 0,29 3,83 0,11 95,77 10,28 48,02 37,28 4,42
3,0 0,51 6,42 0,24 92,83 10,76 45,56 39,40 4,28
83 4,0 0,47 5,89 0,19 93,45 10,44 46,84 40,24 2,48
6,0 0,49 5,85 0,28 93,38 10,37 44,98 37,74 6,96
3,0 0,93 10,03 0,47 88,60 10,65 43,36 43,27 2,73
90 4,0 0,85 9,12 0,45 89,58 10,60 43,18 42,55 3,68
6,0 0,80 8,38 0,48 90,34 10,21 42,62 40,85 6,32
3,0 1,98 15,15 1,46 80,61 10,62 36,78 51,31 1-.29-
100 4,0 1,79 14,64 1.47 82,10 10,61 38,57 45,76 5,06
6,0 1,57 13,13 1,40 83,91 10,24 38,25 42,65 8,70
3,0 3,27 20,32 3,98 72,44 9,41 25,28 62,39 2,72
по 4,0 3,01 19,13 3,57 74,29 9,73 28,85 53,14 8,24
6,0 2,61 17,65 3,43 76,31 9,79 32,37 48,64 9,20
На рис. 11-65 эти данные представлены в координатах lg Ki=mi/T, где m< —
угловой коэффициент, Ki^yt/xi— константа распределения компонента меж-
ду паровой (yt) и жидкой (xt) фазами. В исследованном интервале темпер
ратур зависимость lg Kt=f(i/T) с достаточной точностью линейная.
Располагая значениями Кь можно рассчитать фазовое равновесие рас-
сматриваемой системы, пользуясь методом, приведенным в части УП.
Анализ экспериментальных данных показывает, что путем фракционной
конденсации продувочных и танковых газов можно выделить 95—97% ар-
гона и вернуть в цикл синтеза водород с содержанием метана и аргона
суммарно не более 0,7—0,8%.
Агрегаты разделения коксового газа
Ниже приведены описания технологических схем и технические харак-
теристики некоторых агрегатов разделения, коксового газа, эксплуатируемых
в азотной промышленности.
Агрегат разделения коксового газа КР 32Т. На рис. П-66 приведена
технологическая схема агрегата разделения коксового газа типа' КР 32Т
номинальной производительностью по коксовому газу 32 000 м3/ч.
Коксовый газ после очистки от нафталина, бензола, оксидов азота, ди-
оксида углерода, органических соединений серы и ацетилена промывают и.
охлаждают в скруббере 1 умягченной водой. Воду, подаваемую на ороше-
ние скруббера 1, предварительно охлаждают до 276—278 К в теплообмен-
нике 3 отходящими из агрегата разделения коксового газа потоками азото-
водородной смеси и метановой фракции. После сепаратора 2 коксовый газ
при 278—280 К поступает в теплообменники 4 низкотемпературного блока
197
\ ’ •
Температура, к •>.
100 30 83 77,5 70
Рве. 11-65. Зависимость коэффициента
распределения азота, аргона и мета-
на от температуры при различных
давлениях.
агрегата разделения. В некоторых
модификациях агрегата предвари-
тельное охлаждение коксового газа
происходит не в скруббере, а в ам-
миачных холодильниках, в остальном
схемы одинаковы.
Проходя попеременно теплооб-
менник 4а или 46, коксовый газ
охлаждается до 193 К азотоводо-
родной смесью и метановой фракци-
ей. При этом из газа выморажива-
ются вода и бензол. Теплообменники 4 периодически переключаются на ото-
грев, который производится частью азотоводородной смеси, нагреваемой до
333—373 К в специальном подогревателе. Вода и бензол стекают в сбор-
ники 5а или 56, а затем в сборник 39, откуда удаляются на разгонку.
В теплообменнике 8 коксовый газ охлаждается до 153 К азотоводород-
ной смесью и метановой фракцией. При этом конденсируется этиленовая
фракция, стекающая в сборник 7, откуда она дросселируется в поток ме-
тановой фракции перед теплообменниками 4.
В конденсаторе этилена 10 газ охлаждается до 128 К азотоводородной
смесью, этиленовой и метановой фракциями. Сконденсировавшаяся этиле-
новая фракция из сборника 9 частично дросселируется в этиленовую колон-
ну 24, частично — в конденсатор' 10, где испаряется, после чего также по-
ступает в этиленовую колонну 24.
В испарителе метана 12 газ охлаждается до 118 *К азотоводородной
смесью и метановой фракцией. Из конденсатора метана 14 газ при 93 К
проходит переохладитель жидкого азота 17, расположенный над промывной
колонной 18, охлаждается до 83 К и поступает в нижнюю часть промывной
колонны 18.
Из верхней части промывной колонны 18 выходит азотоводородная
смесь, содержащая 10—14% (об.) азота при температуре 78 К н насыща-
ется азотом в трубках переохладителя азота 17 испаряющимся жидким азо-
том, стекающим по внутренним стенкам трубок. На выходе из переокла-
днтеля азота 17 в азотоводородную смесь добавляют азот для получения
смеси стехиометрического состава 3H2+!N2. Далее азотоводородная смесь,
отдает свой холод последовательно в конденсаторе метана 14, испарителе
метана 12, конденсаторе этилена 10, теплообменника^ 8, 4, 3 и выводится из
агрегата.
Азот высокого давления (18—20 МПа) при температуре 313 К охлаж-
дается до 278 К кипящим аммиаком в холодильнике 37, очищается от масла
активированным углем в адсорбере 35, а затем от влаги в осушителе 33а
или S56. Осушители работают попеременно, регенерация алюмогеля в них
производится азотом низкого давления, подогретым до 493—553 К.
198
После осушки азот высокого давления распределяется на четыре потока*
Два потока охлаждаются фракцией оксида углерода в теплообменниках 23
и 29. Третий поток азота охлаждается этиленовой фракцией в предаммиач-
ном теплообменнике 32, кипящим аммиаком в холодильнике 30 до 233 К,
этиленовой фракцией в теплообменнике 28, испарителе этиленовой фрак-
ции .25 и испарителе этиленовой колонны 24, соединяется с потоком азота
высокого давления на входе в теплообменник 23, после чего охлаждается в
испарителе метана 16. Четвертый поток азота высокого давления охлажда-
ется азотом низкого давления до 133 К в теплообменнике 22. Затем два по-
тока азота высокого давления соединяются, общий поток дросселируется до
2 МПа, переохлаждается в испарителе фракции оксида углерода 21 и вновь
разделяется на два потока. Один поток охлаждается до 88 К в испарителе
азота, встроенном в нижнюю часть промывной колонны 18, и поступает в
переохладнтель жидкого азота 17 и далее на орошение промывной колон-
ны 18. Часть этого азота дросселируется до 0,05 МПа в испаритель азота
через сепаратор 19. Другой поток азота добавляют к азотоводородной сме-
си, выходящей из переохладителя 17.
Жидкая фракция оксида углерода из нижней части промывной колон-
ны 18 дросселируется до 0,6 МПа, испаряется в аппарате 21 и нагревается
в теплообменнике 23, после чего через фильтр 26 направляется в один из
двух турбодетандеров 27, где расширяется до 0,03 МПа и охлаждается до
108 К. Затем поток фракции оксида углерода нагревается в теплообменни-
ке 29 и выводится из агрегата.
Метановая фракция из сборника 15 дросселируется в метановую часть
конденсатора метана 14, а затем в испаритель метана 12, где испаряется под
давлением 0,03—0,05 МПа, охлаждая далее коксовый' газ в конденсаторе
этилена 10 и в теплообменниках 8 и 4 и умягченную воду в теплообмен-
нике 3.
Этиленовая фракция из сборника 9 концентрируется в этиленовой ко-
лонне 24, испаряется и нагревается в испарителе 25, после чего отдает
свой холод азоту высокого давления в теплообменниках 28 и 32 и вы-
водится из агрегата. Поток азота низкого давления из испарителя промыв-
ной колонны 18 проходит сепаратор 19, нагревается в теплообменнике 22 и
поступает на всасывание азотных компрессоров.
Аппараты предварительного охлаждения, работающие при положитель-
ных температурах, изготовлены нз углеродистой стали, установлены на от-
крытой площадке и имеют индивидуальную теплоизоляцию. Аппараты низ-
котемпературного блока изготовлены из хромоникелевой стали и находятся
в общем стальном кожухе, заполненном шлаковатой. Агрегат располагают
вне здания, турбодетандеры устанавливают в специальном помещении, при-
мыкающем к низкотемпературному блоку.
В агрегате применяется автоматическое регулирование уровней жидко-
сти, а также основных параметров процесса. Управление технологическим
процессом и контроль за работой агрегата осуществляется дистанционно из
центрального пункта управления.
Агрегат комплектуется двумя турбодетандерами типа ЕХТ-35-Rz. Ра-
бочая среда — фракция оксида углерода в количестве 2000—3600 м’/ч. Дав-
ление иа входе 0,6—0,7 МПа, на выходе — 0,03— 0,04 МПа, температура на
входе 153—138 К Частота вращения вала (в об/мин): турбины 22 500, гене-
200
ратора 3000. Мощность генератора 48 кВт. Масса агрегата (без изоляции)
424,4 т, в том числе аппаратура 180,2, трубопроводы 97,0, арматура 16,4,
металлоконструкция (включая кожух низкотемпературного блока) 105,0, ма-
шины (детандеры, газодувки), 25,8.
Агрегат разделения коксового газа с поршневым детандером. На рис.
П-67 приведена технологическая схема агрегата разделения коксового газа
номинальной производительностью 32 000 м’/ч с поршневым детандером.
Коксовый газ, предварительно очищенный от нафталина, бензола, серо-
водорода, диоксида углерода, органических соединений серы, оксидов азота
и ацетилена, охлаждается в аммиачных холодильниках 1 кипящим аммиаком
до 276—278 К, проходит переключающиеся пары теплообменников 2а—4а
или 26—46, в которых охлаждается до 193 К, и из него практически пол-
ностью вымораживаются вода и бензол. После забивки аппараты пере-
ключают и отогревают частью богатого газа, нагретого в специальном по-
догревателе до 373 К. Оттаявшую воду и бензол сливают в сборники 3
и периодически удаляют из агрегата.
В конденсаторах 6 и 9 газ охлаждается соответственно до 148 и 128 К-
Конденсирующиеся при этом углеводороды Сз и С2 отделяют в сборниках 7
и 10 и подают в этиленовую колонну 8. Этиленовая фракция, выходящая из
нижней части колонны 8, испаряется в конденсаторе 6 и теплообменнике 4,
нагревается в теплообменнике 2 и выводится из агрегата.
Фракция, выходящая из верхней части этиленовой колонны 8, смешива-
ется с фракцией богатого газа перед конденсатором 9. Газ, выходящий нз
конденсатора 9, проходит теплообменники 12 и 13 и при температуре 103 К
поступает в трубки испарителя 16, в межтрубном пространстве которого ки-
пит фракция оксида углерода. Здесь газ охлаждается до 96 К, проходит
по трубкам испарителя 15, где охлаждается кипящим азотом до 83 К, и по-
ступает снизу в промывную колонну 14.
Конденсирующаяся из газа в испарителях 16 ъ 15 метановая фракция
собирается в нижней части промывной колонны 14 и затем дросселируется
во фракцию оксида углерода перед теплообменником 13, образуя смешан-
ную фракцию — богатый газ.
В верхнюю часть промывной колонны 14 подается жидкий азот. Из
сборника внизу тарельчатой части промывной колонны 14 выходит жидкая
фракция оксида углерода. После испарения в аппарате 16 она отдает свой
холод коксовому газу в теплообменниках 13 и 12, конденсаторах 9 и 6 я
теплообменнике 2 и выводится из агрегата. Из верхней части промывной
колонны 14 выходит газообразная азотоводородная смесь, содержащая
85% (об.) водорода и 15% (об.) азота. Пройдя переохладитель жидкого азо-
та 17, азотоводородная смесь разделяется на два потока. Один поток охлаж-
дает азот высокого давления в теплообменнике 21, другой — отдает свой хо-
лод коксовому газу в теплообменниках 13 и 12, конденсаторах 9 и 6. Оба
потока смешиваются перед теплообменником 2, нагреваются коксовым газом
к выходят нз агрегата.
Дозировка азотоводородной смеси азотом до стехиометрического состава
ЗНаЧ-М2 происходит в агрегате в основном перед теплообменником 2. Име-
ется также возможность добавлять азот в азотоводородную смесь перед, теп-
лообменниками 13 и 6, что позволяет регулировать тепловой баланс агре-
гата.
202
Таблица JI,46. Техническая характеристика агрегатов разделения
коксового газа
Показатель Агрегат КР 32Т Агрегат с поршне* вым детандером
Производительность, м’/ч расчетная 31600 30800
пределы нагрузки 20000—35000 20000-35000 ;
Коксовый газ
Состав (средний) коксового газа
после очистки, % (об.)
н2 60,76 61,4
Na 2,91 4,1
СО 6,77 6,2
сн4 25,32 23,9
C2H, 1,65 1.3
сян« 2,26 2,5
Os 0,33
Примеси, см’/м®, не более
HsS 1,0 1,0
CO# 20,0 10,0
HCN Следы Следы
CaHs 200 200
NO 0,01 0,025
NH. 12
Sopr, мг/м® 30
C6He > 700 1000
CioHa > 20
Давление процесса, МПа 1,6 1,5—1,8
Температура, К 313 313
Азот технологический
Количество, м’/ч
в том числе возвращаемый 7300 8700
на всасывание компрессора . 600 . . 1800
Примеси, см’/м®, не более
о2 20 20
Аг 30 —
Давление, МПа 18,5 18—20
Температура, К 313 313
Получаемые продукты:
1. Азотоводородиая смесь (АВС)
количество, м’/ч 24800 24820
состав, % (об.)
на 75 75
Na 25 25
примеси, см’/м®, не более
СО 10,0 10,0
Os 5,0 10,0
СН4+АГ 20,0 —
давление, МПа 1.4 1,25—1,35 ’
температура, К “ 288—293 293
2. Этиленовая фракция:
количество, м’/ч 1270 1300
состав, % (об.)
50,5 51,0 1
С2Нв 40,9 32,0
203
Продолжение ?абл. fl, 46.
Показатель Агрегат КР 32Т Агрегат С поршне- вым детандером
СН4 8,6 17,0
давление, кПа 2,0 4,0
температура, К 271—273 273
3. Метановая фракция: Богатый газ (ме-
тановая 4- СО-
фракции)
количество, м3/ч 9230 10950
состав, % (об.)
н2 4,5 2,7
. n2 2,6 12,3
со 12,3 17,5
сн4 79,2 65,3
Ог 0,6 1,7
с„нт 0,8 0,5
давление, МПа 0,025 0,025
температура, К 298—323
4. Фракция СО:
количество, м®/ч 2900
\ состав, % (об.)
... н2 6,6
Nr 37,2
СО 34,8
сн4 19,7
02 Ь7 х
давление, кПа 5
температура, К 298
Расход электроэнергии
кВт-ч в час 2316 2624
кВт-ч на 1000 М8 АВС 93,3 105,5
Азот поступает в агрегат под давлением 18—20 МПа, охлаждается в
аммиачном холодильнике до 276—278 К, очищается от масла в адсорбере,
заполненном активированным углем, и осушается в адсорбере, заполненном
силикагелем. Адсорберы периодически переключаются и адсорбент регенери-
руется частью богатого газа, нагретого до 473 К. Далее азот высокого дав-
ления разделяется на два потока. Один поток азота проходит аммиачные
холодильники, где охлаждается до 233 К, и направляется в детандер 24.
Здесь он расширяется до 1,5 МПа и его температура снижается до 133 К.
После очистки от масла в адсорберах 23 этот поток азота частично исполь-
зуется для дозирования в азотоводородную смесь перед конденсатором 6,
частично дросселируется до 0,05 МПа и добавляется к потоку азота низ-
кого давления, выходящему из испарителя 15. Часть потока азота высокого
давления дросселируется до 1,5 МПа и добавляется к азотоводородной сме-
си перед теплообменниками 2.
Другой поток азота высокого давления охлаждается в теплообменни-
ках 21 и 20 азотоводородной смесью и азотом низкого давления и после
дросселирования до 1,5 МПа и сжижения в переохладителе 17 поступает В
промывную колонну 14. Часть жидкого азота дросселируется до 0,05 МПа,
подается в испаритель 15, а затем рекуперирует свой холод в теплообменни-
204
205
I —-,—
Показателе
Количество перерабатывае-
мого воздуха, м3/ч
Давление, МПа
Режимы работы
Кислород технологический
количество, м8/ч
концентрация, %
давление, кПа
Кислород технический
количество газа 99,5%-
ного м’/ч
давление, МПа (кПа) '
количество жидкого,
кг/ч
концентрация жидкого,
%
Азот технологический
количество газа, м3/ч
концентрация, %
количество жидкого,
кг/ч
Криптоновый концентрат
количество, м8/ч
концентрация, %
Неоно-гелиевая смесь
количество, м’/ч (100%)
Масса блока разделения, т
в том числе:
минеральная вата
базальтовая насадка
КтК-12
66200 0,6 1 2 9000 7500 95,0 98,0 5,0 3500 3500 - LS — — 9 500 99,98 55 55 - 0,1^0, 551 310 3 4600 95,0 3500 40 9,5 99,8 2
КтА-12
69500
0,6
1 2 3
12500 11500 6700
95,0 98,0 95,0
5,0
300
(Б)
— — 580
— — 99,5
3000
99,8 —
—
58,5 58,5 58,5
0 ,1—0,2
1
598
310
Продолжение табл. II, 47.
АЦтК-16 КА-18
84200 85000
0,55 0.6
1 (2 1 2
12500 16000
95,0 95,0
5, 0 5 ,0
3500 — 15500 13500
(5) ( >)
— 700
— — — 99,7
150001 170001 16000 16000
99,998 99,998 99, 9995
— 700*
70 70
0,1- 0,2 0,1- -0,2
—
204 17 634(692)’
600
696
Продолжение табл. II, 47,
Показателя АКт-30 Азотоккслородная установка фирмы Кобе Стал (Япония) КА-зг КтА-3» Кт-70 -
Количество перерабатываемого воз- духа, м8/ч Давление, МПа Режимы работы Кислород технологический количество, м’/ч концентрация, % давление, кПа Кислород технический количество газа 99,5%-ного, м8/ч давление, МПа (кПа) количество жидкого, кг/ч концентрация жидкого, % Азот- технологический количество газа, м^/ч концентрация, % • давление, МПа (кПа) количество жидкого, кг/ч ( Криптоновый концентрат количество, мя/ч концентрация, % Неоно-гелиевая смесь количество, м’/ч (100%) концентрация, % Масса блока разделения, т в том числе минеральная вата базальтовая насадка 85000 0,52 1 2 17500 16500 95,0 5 30000 99,9995 (5) — 600 0J—0,2 705(760)» 970001 115000 0,56 1 2 16000 18800 99,0 95,0 5 200 17200» 99,998 J5)_ 0,1—0,2 2500® 600 600 180000 0,565 0,55 1 2 5 32000 30000 (5) 400 ИЗО 99,7 99,7 22000 99,9995 (б) — 730 0,1—0,2 -L- - 938 180000 0,52 1| 2 34500 35500 95,0 5. 1500 । — 99,7 — 22000 99,9995 (5) 1900* — 0,1—0,2 840 350000 0,525 66000 95,0 5 0,3 5050 99,5 30000 99,0 0) 5050* 0,26» 0,1—0,2 3,82 40 1102
, Примечания. 1. Дополнительно выдается 1000 м’/ч под давлением 0,5-МПа. 2. Без .выдачи* жидкого кислорода. ,3. Йрн размещения
вна здания. 4<Г Дополнительно выдается 1000 м’/ч под давлением 0,45 МПа. 5. Б пересчете ва, 100%. 0. С машинным оборудуя ни ем. ,
ке 20 н возвращается на всасывающую линяю в компрессор (циркуляцией-,
ный азот).
Все аппараты, трубопроводы и арматуры агрегата размещены в общем
стальном кожухе, заполненном шлаковатой. Детандеры установлены в ма-
шинном зале, агрегат размещается вне здания,
В агрегате применяется автоматическое регулирование уровней жидко-
сти и основных параметров процесса. Управление технологическим процес-
сом н контроль за работой агрегата осуществляется дистанционно из цент-
рального пункта управления.
Техническая характеристика агрегатов КР 32Т и с поршневым детанде-
ром приведена в табл. 11,46.
Установки разделения воздуха
Д. А. Гурлянд
Ниже в табл. 11,47 в качестве справочного материала приведены краткие
технические характеристики установок разделения воздуха, распространен-
ных в азотной промышленности. Для информации приведены также техниче-
ские характеристики некоторых крупных современных установок разделения
воздуха (в порядке возрастания количества перерабатываемого воздуха).
Объемы газов, указанных в табл. П,47, приведены к нормальным условиям
(20 °C и 760 мм рт. ст.). Содержание продуктов разделения воздуха дано
в % (об.).
Подробные технические данные установок разделения воздуха приводят-
ся в каталогах-справочниках, периодически издаваемых в ЦИНТИхимнефте-
маш.
III. ОЧИСТКА ПРИРОДНОГО
И ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
Ответственный редактор Т. А. Семенова
1. КАТАЛИТИЧЕСКАЯ И АДСОРБЦИОННАЯ ОЧИСТКА
ПРИРОДНОГО И ТЕХНОЛОГИЧЕСКИХ ГАЗОВ
ОТ СЕРНИСТЫХ СОЕДИНЕНИИ 4
Ю. В. Фурмер
С пуском крупных агрегатов синтеза аммиака мощностью 600 и 1360 т/сут
и применением более активных катализаторов значительно повысились тре-
бования к качеству природного газа. Еще недавно вполне приемлемой счи-
талась концентрация сернистых соединений в газе до 20 мг/м3*. В настоящее
время она не должна превышать О',5, а по последним данным и 0,2 мг/м9
(на S). Увеличилось и потребление природного газа в результате строитель-
•В разделе 1 объемы газов приведены к нормальным условиям. Здесь и
далее концентрация сернистых соединений дана в пересчете на серу.
208
ства большого числа новых агрегатов синтеза аммиака и некоторых других
производств [1].
В соответствии с составом и количеством очищаемого газа, характером
удаляемых примесей и требованиями к степени очистки промышленные спо-
собы очистки весьма многочисленны и разнообразны. Природный газ и в
ближайшие годы сохранится как основной источник технологического сырья
в отрасли. Состав и доля отдельных сернистых соединений в пересчете на
серу изменяется в природном газе следующим образом (в мг/м3): суммарно
сернистых соединений — 5—450, в том числе сероводород—1—25, этил- н
метнлмеркаптан — 2—350, меркаптаны Са—С5 — 0,5—20, сульфиды —
0,5—15, дисульфиды — 0—5, серооксид углерода — 0,5—30, сероуглерод —
0—5.
Основными серосодержащими компонентами коксового газа, используе-
мого также в других предприятиях отрасли, являются CSj (до 70 мг/м8),
COS (до 80 мг/м3) и C4H4S (до 20 мг/м8).
Свойства некоторых сернистых соединений приведены в табл, Ш,1; а ни-
же даны их предельно-допустимые концентрации [4]:
Газ . . . CS, CHjSH H»S SO, (CH3),S
ПДК, мг/м3 1’1 10 10 50
В настоящее время известно более 30 различных методов очистки газов
от сернистых соединений, которые можно подразделить на три группы: хе-
мосорбционные или хемосорбционно-каталитические; адсорбционные; жидко-
стные или абсорбционные.
Для достижения наибольшей эффективности очистки природного газа
от сернистых соединений необходимо технически и экономически обосновать
определенный метод. Выбор метода зависит от требований, предъявляемых к
степени очистки газа (табл. Ш,2), от исходного содержания серы в при-
родном газе (табл. П1,3), производительности установки, технологических
параметров очищаемого газа (температуры и давления). При этом следует
учитывать степень отработанности метода, объем его внедрения и опыт экс-
плуатации в СССР и за рубежом^
При определении производительности оборудования хемосорбционно-ка-
талитических установок следует учитывать, что процесс очистки лимитируется
стадией поглощения^ Срок службы одной загрузки оксидно-цинкового погло-
тителя в зависимости от условий эксплуатации устанавливается равным 0,5—
3 года. Объем поглотителя в реакторах определяется транспортабельными
габаритами аппаратов и, как правило, не превышает 120 м3. Диапазон при-
меняемых объемных скоростей на стадии поглощения изменяется от 1200 ч-1
при ограниченной концентрации серы (не более 35 мг/м3) до 600 ч_| при
повышенном содержании серы. На стадии гидрирования объемные скорости
составляют 800—2000 ч“*. При переработке небольших количеств природного
газа (до 5000 м’/ч) с низким содержанием серы стадия гидрирования мо-
жет быть исключена.
Для установок адсорбционной очистки (в частности, цеолитной) диапа-
зон объемных скоростей значительно шире. В зависимости от содержания се-
ры в газе в проектах предусматриваются объемные скорости от 500 до
3500 ч-1 и более, но при высоком содержании серы и значительных объем-
14—1425 209
Таблица 111,1. Свойства некоторых сероорТанячесих соединений,
содержащихся в природном газе месторождений СССР [2, S]
210
Таблица III,2. Рекомендуемый метод сероочистки в зависимости
от степени очистки газа
Остаточное Рекомендуемый метод
«мериинне серы в счи- щенном пае, ыг/ы*, не боте эффективный возможный Примечание
0,5 5—10 30—80 Двухступенчатая хе- мосорбционно - ката- литическая очистка Адсорбционная очист- ка (цеолиты) То же Абсорбционная очист- ка (N-метилпирроли- дон)** Абсорбционная очи- стка (N-метнлпирро- яидон, диэтаноламин и др.)** Очистка на оксиде цинка без гидрирова- ния при ограниченной производительности (до 5000 м’/ч) Адсорбционная очи- стка (цеолиты) при исходном содержа- нии серы не более 600 мг/м* Стоимость очистки 1000 м3) газа до 1,5 руб. Не имеет вредных выбросов Стоимость очистки 1000 м* газа 0,2— 0,3 руб. Имеет вредные вы- бросы* Концентрация серы в выбросе после цеолит- ной сероочистки из- меняется* от 20 мг/м* до 25 г/м’ Концентрация серы в выбросе постоянная* То же Диэтаноламин абсор- бирует только HjS; Применяется перед Клаус-процессом
Разработаны методы утилизации серы из газов регенерации. ** Подробнее см. следующие разделы. Таблица III,3. Рекомендуемый метод сероочистки в зависимости - от исходного содержания сернистых соединений в природном газе
Исхаамое Рекомендуемый метод
содержите <*р»4 не более, мг/м» эффективный возможный Примечание
80 150 600 Более 600 Двухступенчатая (хе- мосорбционно - ката- литическая очистка) Адсорбционная очист- ка (цеолиты) Адсорбционная очи- стка (цеолиты) Абсорбционная очист- ак (N-метилпирроли- дон)* То же Абсорбционная очист- ка (N-метилпирро- лидон, диэтаноламин и др.)* Двухступенчатая хе- мосор б дионн о - ката- литическая очистка при производительно- сти не более 50000 м*/ч Цеолиты при ограни- ченной производитель- ности до 50000 м3/ч Стоимость каталити- ческой очистки 1000 м8 до 1,5 руб. Цеолиты используют только при тонкой очистке (до 1 мг/м*) Диэтаноламин при- меняется при очистке от сероводорода
* Подробнее см. следующие разделы.
14*
211
Рис. Ш-1. Схемы установок хемосорбционно-каталитической сероочистки для
производства аммиака мощностью 1360 (а) н 600 т/сут (б):
1 — огневой подогреватель; 2 — реактор гидрирования; 3 — реактор поглощения.
ных скоростях необходимо большое число дополнительных аппаратов для
проведения регенерации и охлаждения.
Строительство установок абсорбционной очистки целесообразно при про-
изводительности по природному газу не менее 15 000 м3/ч. Экономичность
установок возрастает с повышением их производительности и концентрации
серы в исходном газе.
Хемосорбционно-каталитическая очистка осуществляется при повышенной
температуре. Для гидрирования сернистых соединений в газ подается водо-
род. Очищенный газ выводится из установки при температуре 300—380 °C и
содержит 5—12% водорода. Токсичных стоков и выбросов нет.
Процессы адсорбционной и абсорбционной очистки проводятся, как пра-
вило, при температуре окружающей среды. Очищенный газ не содержит по-
сторонних примесей. Общий недостаток процессов регенерации — наличие вы-
бросов с высоким содержанием сернистых соединений (газы регенерации).
При некоторых способах абсорбционной очистки, в частности щелочной, име-
ются токсичные стоки.
Методы утилизации или ликвидации (сжигание) выбросов и стоков, как
правило, должны выбираться с учетом конкретных условий. Наиболее рас-
пространенными являются передача газов регенерации на ТЭЦ или в на-
гревательные устройства и сжигание в факелах. Для установок большой
производительности (более 100 000 м3/ч) рекомендуется предусмотреть спе-
циальные станции по извлечению серы.
Ряд известных методов сероочистки по техническому уровню и технико-
экономическим показателям недостаточно эффективны и ненадежны в экс-
плуатации. В первую очередь к ним относится адсорбция сероводорода ок-
сидами железа, получившая некоторое распространение в азотной промыш-
ленности в 1945—1960 гг. Не нашли широкого практического применения
способы очистки газа, основанные на отмывке растворами NaOH (щелочная
очистка от меркаптанов) или растворами карбонатов, взаимодействии с ок-
сидомышьяковыми солями (мышьяково-содовый метод очистки), промывке
водными растворами натриевой соли, антрахинон-2,6 (или 2,7-) дисульфокис-
лоты (метод Стретфорда), на окислении газов на активированном угле.
212
Вышеупомянутые методы подробно осйещены в литературе [2, 5]: Ниже
приведены характеристики основных современных и перспективных методов
сероочистки, в том числе применяемых в азотной промышленности в СССР.
Хемосорбционно-катаЛитическая сероочистка
На рис. Ill-1 представлены схемы установок хемосорбционно-каталити-
ческой сероочистки, используемых в составе агрегатов производства аммиака
мощностью 1360 и 600 т/сут (описание схемы агрегата дано во II части
справочника).
Параметры работы установок представлены ниже:
Производительность агрегата по очищаемому
Гидриро-
вание
Поглощение
газу, м’/ч:
мощностью 1360 т/сут .................... 36000—38000
мощностью 600 т/сут.................... 18000—20000
Объем загрузки катализатора в агрегат мощ-
ностью 1360 т/сут, м3:
АМ-70 . ................................... 44
АМ.-76 22,2
фирмы ТЕК (по поставке 1973—76 гг.) 34
фирмы ТЕК (поставка 1978—79 гг.) . . 34
фирмы Chemico.............................. 33,98
фирмы Creusot — Loire.............. 34
фирмы NSA (мощностью 600 т/сут) . . 15x2
Давление в агрегате, МПа
мощностью 1360 т/сут....................... 3,8—4,5
мощностью 600 т/сут.................... 3.6-3,8
Температура, °C................................. 390—405
Содержание водорода в газовой смеси, посту-
пающей на гидрирование, % об..................... 10—11
36000—38000
18000—20000
61X2
61X2
31,15x2
56,6x2
43,42x2
31,15x2
12,5x2
3,8—4,5
3,6—3,8
360—395
10—11
В процессе гидрирования протекают следующие реакции [5, 6] г
CjjHbSH+Hj, C2He + H2S (IILl)
(C2H6)2S + H2 =J= А ОД. + СзЩ + Н^ (HI.2)
(C8H6)aS + 2Ha 4=^ 2C2He + HsS (III.3)
CSa + 4H8 2CH44-2HaS (IH.4)
CSa + 2Ha t—> 2HaS-{-C (III.5)
COS + Ha : ?=£ HaS + CO (III.6)
Константы равновесия этих реакций приведены в литературе [2, 7].
В интервале температур 200—500 °C реакции можно считать практически не-
обратимыми.
Водород, используемый для гидрирования сероорганических соединений,
должен быть полностью освобожден от каталитических ядов: мышьяка, свин-
ца, хлора, ртути. Концентрация аммиака в смеси АВС с природным газом
\е должна превышать 0,1 % (об.). Во избежание перегрева и зауглерожнва-
ния катализатора суммарное содержание СОг и СО не должно превышать
3,5% (об.). Характеристика отечественного и некоторых зарубежных ката-
лизаторов гидрирования представлена в табл. II 1,4.
213
Таблица III,4. Технические характеристики катализаторов гидрирования
Показатели АКМ ГУ 38-101194—77 (СССР) С 49-1 (CCI) 8199 (ГДР)
Внешний вид Размер гранул, мм: Формованнь ie гранулы гс лубого цвета
диаметр 4—4,5 3 —
высота Содержание активных компонентов, % (масс.): 4—5 3—15
оксид кобальта (СоО) Не менеё 4,0 4,3 —
триоксид молибдена (МоОз) Не менее 12,0 12,2 —
Насыпная плотность, кг/м» 640—740 700 700
Удельная поверхность, м2/г Не менее 100 167 234
Относительная активность по обессе- риванию, % Индекс прочности на раскалывание, кгс/мм диаметра гранулы Не менее 95 Более 99,0
Не менее 1,1 Среднее 1,3 —
Содержание пыли и крошки, % (масс.)” Не более 1,5 1,0 —*
В процессе поглощения сероводорода оксидом цинка образуется суль-
фид цинка:
ZnO+HjS ZnS + HjO (III.7)
При 350—400 “С в отсутствие паров воды и водорода реакция практи-
чески необратима. Ниже приведены константы равновесия реакции (III.7)
при различных температурах [5].*
f, °C . . . 200 300 400 500 600
. . . . 1,09.10» 6,5-10* 9,1-10» Й.1-10» 7,1-10»
В отсутствие стадии гидрирования при поглощении сероорганнческих
соединений оксидом цинка протекают следующие реакции [5]:
2ZnO 4-CSa = 2ZnS + СОа (III.8)
ZnO -J- COS = ZnS + COa (III.9)
ZnO 4- CaHsSH = ZnS 4- CBH#OH (III. 10)
ZnO4-CaHiSH=s=ZnS4-CaH*4-H8O (III. 11)
В табл. Ill,5 приведены значения констант равновесия [1] реакций
’(.111.8)—(ШЛО).
Таблица III,5. Константы равновесия реакций поглощения
сероорганнческих соединений оксидом цинка ’[5]
Константы Температура, ®С
200 | 300 | 400 | 500 | 600
Кв 6,0.10м 1,1.10м 2,7-Ю1» 8,0- 10й- 1,0-10“
к» 9,9-108 1,25-10’ 5,8-10» 6,0-10* 1,0-10*
К10 — 3,63-10» 7,4-10» 10,3-10» 18,6.10*
214
Рис. Ш-2. Зависимость равновесной
концентрации сероводорода над окси-
дом цинка при различных температу-
рах и соотношениях пар : газ (п: г).
На равновесие реакции (Ш.7)
оказывают влияние пары воды, кото-
рые могут находиться в ичищаемом
газе, особенно в случае очистки
конвертированного газа от серово-
дорода. Влияние парциального дав-
ления паров воды на равновесное
парциальное давление сероводорода,
взаимодействующего при 200—300 °C
с оксидом цинка, показано на рис.
ЦЬ2.
Отечественная промышленность
выпускает поглотители на основе
оксида цинка различного назначения.
Их характеристики представлены в
табл. III,6.
Таблетированный поглотитель
ГИАП-Ю, эффективен при малых объ-
емных скоростях, температуре 360—
410 °C я умеренной концентрации
сернистых соединений (35—50мг/м3).
Фактическая сероемкость отработан-
ного поглотителя 20—22% (масс.). Благодаря большой насыпной плотности
каждая загрузка имеет продолжительный срок эксплуатации.
Таблетированный поглотитель ГИАП-10-2 имеет характеристики, анало-
гичные ГИАП-10, но может применяться при температуре 270—300 °C.
Формованный поглотитель эффективен в условиях эксплуатации при вы-
соких объемных скоростях 1000—1200 ч~* и повышенной концентрации сер-
нистых соединений в природном газе. Фактическая сероемкость отработанно-
го поглотителя 27—29% (масс.).
В табл. III,7 приведены характеристики ряда зарубежных поглотителей
на основе ZnO (в ограниченных масштабах используется в агрегатах про-
изводства аммиака импортной поставки)'
К основным достоинствам процесса следует отнести селективность и вы- -
сокую степень очисткн газа от сернистых соединений. К недостаткам про-'
цесса относятся высокая стоимость очистки, составляющая в зависимости от
исходной концентрации серы в газе от 0,40 руб. (при 25—30 мг/м’ серы) до
1,5 руб. на 1000 мэ природного газа (при 150 мг/м8 серы), а также необхо-
димость дозировки водорода, высокая температура процесса.
Адсорбционная очистка
Адсорбционные способы очистки основаны на обратимой сорбция сер-
нистых соединений из газа с последующей их регенерацией -с помощью па-
ра, воздуха, очищенного газа или иных агентов при повышенной Температу-
215
Таблица III,6. Технические характеристики поглотителей
на основе оксида цинка
Показатель ГИАП-10, таб- летированный (ТУ 6-03-380-77) ГИАП-10-ПС. формованный (ТУ 6-03-380-77) ГИАП-10-2 (ТУ 6-03-379-75. извещение М 3)
Внешний вид Таблетки свет- Формованные Таблетки свет-
ло-серого цвета гранулы серо- белого цвета ло-серого цвета
Размеры гранул, мм
диаметр 5±1 4,5±1 5±1
высота 5±1 8,0±3 5±1
Насыпная плотность, кг/м® 1600—1900 1100—1400 1700—1900
Содержание, % (масс.), в
расчете на прокаленное ве-
щество
цинка в пересчете на ZnO, не менее 94 90 74
магния в пересчете на MgO, не более — 6,5±1 —
меди в пересчете на СиО — — Ю±1
Полные потери при прока- лив ании (900—1000 °C), % (масс.), не более 12 10 15
в том числе
влаги 5 5 5
серы в пересчете на 2 3 3
сухое вещество
Сероемкость, % (масс.), не
менее
при 400 °C 24 25 IM
при 300“С — — 18
Механическая прочность при
раздавливании на торец, МПа, не менее средняя 15 15
минимальная 9 — 10
Индекс прочности при рас- калывании, кгс/мм (МПа) — 0,35 —
диаметра гранулы, не ме- нее
Содержание пыли и крош- 6 6 6
ки, % (масс.), не более
216
Таблица Ш,7. Технические характеристики некоторых
зарубежных поглотителей на основе оксида цинка
Показатель Поглотители
32-4 (ICI) С-7-2 (CCI) «10 (ГДР) G-72D (Ниссан — Гирдлер Япония)
Внешний вид д Шарики бе- Формован- Таблетки се- Формован-
• лого цвета ные гранулы рого цвета ные гранулы
. — белого цвета белого цвета
Размер гранул, мм диаметр высота Насыпная плотность, кг/м* 3—4 1240 33,5 4,3—5 3—10 1200 19 4,5—5 6 1400 31 4,7—5 5—10 1100 48
Удельная поверхность,
М*/Г Сероемкость при 400 °C, % (масс.) Индекс прочности 24,0 0,62 29,7 0,53 32,0 28,2
при раздавливании, кгс/мм диаметра гра-
нулы (средний) при раскалывании по торцу, кгс/см2 (МПа) — 1,0 100 (9,8) 40 (3,92)
Содержание крошки и — 1,0 —
пыли, % (масс.) ' Пористость, % 58,0 — 42,5 —
Общий объем пор, см3/г 0,281 -—> 0,177 —
Средний радиус пор, нм Плотность, кг/м3 — 12,5—20,0 —-
кажущаяся 2080 2400
истинная 5020 4170
Парциальное давление HjS, кПа
Рис. Ш-З. Адсорбционная емкость различных сорбентов по этилмеркапта-
ну (а) и сероводороду (б) при 25 °C.
217
ре (100—350°C). В качестве адсорбентов для тонкой очистки газов от серо-
водорода и сероорганических соединений могут быть эффективно использо-
ваны молекулярные сита — синтетические цеолиты, одним из отличительных
признаков которых является их своеобразная структура — геометрическая
однородность пар. Адсорбционная емкость отечественных синтетических цео-
литов по отношению к сероводороду и этилмеркаптану [7] представлена на
рис. Ш-3.
Наиболее эффективным адсорбентом является синтетический цеолит мар-
ки NaX (за рубежом его принято обозначать I3X). Полная адсорбционная
емкость цеолита NaX при 25 °C составляет по сероводороду —165 г/л, по
втнлмеркаптану—190 г/л. Техническая характеристика цеолита марки NaX
приведена ниже:
Насыпная плотность, кг/м8, не менее................. 600
Механическая прочность кгс/мм2 (МПа), не менее 0,5 (4,
Влагоемкость в динамических условиях, мг/см3 (на
средний диаметр), не менее
4,5 ±0,5 мм...................................... 95
3,6±0,4 мм .................................. 100
2,0±0,2 мм...................................- 105
Потери при прокаливании (ППК), % (масс.), не
более................................................. 5
Промышленный опыт очистки природного газа от сернистых соединений
на цеолитах типа NaX (ТУ 38-10281—75) показал" высокую эффективность
метода в широком диапазоне изменения давления процесса и входных кон-
центраций сернистых соединений. В зависимости от схемы и условий про-
ведения процесса может быть достигнута практически любая степень очи-
стки природного газа от серы, включая достижение остаточного содержания
менее 0,5 мг/ма.
На рис. Ш-4 представлен один из вариантов схем установки сероочист-
ки с применением синтетических цеолитов. Природный газ из газопровода
последовательно проходит при температуре окружающей среды и под дав-
лением аппараты грубой очистки 1 (до остаточного содержания серы 20—
Рис. Ш-4. Схема установки очистки природного газа на цеолитах:
1—3 — реакторы сероочистки; 4 — огневой подогреватель; 5 — сборник газового конденсате,
218
Рис. Ш-5. Реакторы адсорбционной и Каталитической сероочистки:
а — радиальный реактор; б—г — полочные реакторы.
50 мг/м3) н тонкой очистки 2 (до остаточного содержания серы 0,5—
5 мг/м3).
При достижении предельного насыщения аппараты останавливают, на ре-
генерацию (реактор $). Регенерацию проводят частью очищенного газа —
5—20% (об.) при температуре 250—350 °C. По завершении регенерации ап-
парат охлаждается частью очищенного газа (5—20 % (об.)] и включается
в схему в качестве резервного или для тонкой очистки.
Работу установок цеолитной сероочистки проектируют таким образом,
чтобы продолжительность стадии регенерации и охлаждения совпадала о
продолжительностью стадии насыщения.' Ниже представлены характерные
условия работы установок цеолитной сероочистки:
Рекомендуемое число аппаратов
Объемная скорость, ч-1 .
Температура, *С...............
Давление, МПа........................
Сероемкость цеолита в процессе насы-
щения, % (масс.).....................
Концентрация сернистых соединений
(S) в газах регенерации, г/м3:
средняя .........................
пиковая (по опыту эксплуатации)
Адсорбция Регенерация
2—4
500—2500 100—400
Окружающая сре- 250—350
да (не более
+60 °C)
0,2—6,0 0,1—0,3
-1—6 —
1—5
15-25
Достоинствами метода являются: 1) возможность достижения высокой
производительности при бблыпей начальной концентрации сернистых соеди-
219
нений, 2) очистка при температуре окружающей среды и 3) высокая эконо-
мичность. К основным недостаткам относится наличие вредных примесей в
газах регенерации, что затрудняет их утилизацию и требует применения спе-
циальных методов выделения из них серы.
Аппаратура, используемая в процессах адсорбционной сероочистки, иден-
тична по конструкции аппаратам, применяемым для хемосорбционно-катали-
тнческой сероочистки. Наиболее характерные типы реакторов представлены
на рис. III-5 (полочные реакторы различаются объемом загрузки и конструк-
циями колосниковых решеток).
2. ОЧИСТКА ОТХОДЯЩИХ ГАЗОВ ТРУБЧАТОЙ КОНВЕРСИИ
ОТ ОКСИДОВ АЗОТА
Т, А. Семенова
При сжигании топлива (в том числе природного газа) образуются окси-
ды азота, количество которых в значительной степени зависит от соотноше-
ния объемов воздуха и топлива (а). Так, при сжигании природного газа
яри а=1,2 образуется NOS 0,3—0,35 г/м®, а при а =1,05—0,1—0,15 г/м3.
В производствах аммиака, осуществляемых в крупных агрегатах по
энерготехнологическим схемам, оксиды азота образуются при сгорании при-
родного газа в трубчатой печи паровой конверсии и в огневом подогревате-
ле перед аппаратами сероочистки. Количество образующихся при этом окси-
дов азота несколько возрастает вследствие добавления к природному газу
танковых и продувочных газов, содержащих аммиак, который в определен-
ных условиях может окисляться до NO и iNO2. Объем дымовых газов со-
ставляет около 375 тыс. м’/ч. В них содержится 0,01—0,05% оксидов азота,
большая их часть находится в виде NO. Допустимая концентрация оксидов
азота в выбрасываемых газах равна 0,005%.
Для очистки отходящих газов аммиачного производства наиболее под-
ходящим является метод селективного каталитического гидрирования при
умеренных температурах после использования тепла этих газов без допол-
нительного их нагревания. Абсорбционный и адсорбционные методы исключа-
ются из-за необходимости проводить окисление NO до NO2.
В качестве восстановителя при каталитическом гидрировании использу-
ется аммиак, в процессе гидрирования протекают следующие реакции:
6NO + 4NHS ----> 5NS + 6Н2О (III. 12)
6NO2 + 8NH3 ----> 7Na + 12HaO (Ilf. 13)
Для достижения высоких степеней превращения NO и NOa количество ам-
миака должно быть на 20% выше по сравнению со стехиометрическим. Из-
быточный аммиак в условиях очистки реагирует с кислородом воздуха по
реакции: •
4NHS + ЗО2 2N2 + 6Н,0 (III. 14)
При осуществлении процесса необходимо достаточно точно регулировать тем-
пературу (180—320 еС). При низких температурах возможно образование и
отложение нитрит-нитрата аммония, при высоких температурах будет про-
исходить окисление аммиака до оксидов азота. В процессе очистки темпе-
ратура увеличивается на 10—20 °C.
220
Рис. Ш-6. Схема очистки ды-
мовых газов от оксидов азота;
/ — дымовая труба; 2 — перегород-
ка; 3 —блок дозирования аммиака;
•4 — каталитический реактор; S —
смеситель аммиака с дымовыми га-
зами.
Для процесса гидрирова-
ния используются алюмована-
диевый и алюмомарганцевова-
надиевый катализаторы. В Со-
ветском Союзе наносной алю-
мованадиевый катализатор выпускается под марками АВК-10, АВК-ЮМ. Он
представляет собой цилиндрические стержни желтого цвета диаметром 4—
6 мм,, длиной 4—25 мм; его насыпная плотность составляет 0,5—0,65 кг/л,
пористость 60—70%, удельная поверхность 105—200 м2/г. Основные пока-
затели, характеризующие работу катализатора, — рабочая температура 200—
320 °C; объемная скорость 10 000—50000 ч-1; срок службы 5 лет.
Для очистки дымовых газов производства аммиака наиболее целесооб-
разно отбирать газ из определенной зоны дымовой трубы, при температуре
около 200 °C, для чего в ней должна быть установлена сплошная перего-
родка. На рис. Ш-6 представлен один из вариантов схемы очистки отходя-
щих газов производства аммиака. Блок подготовки жидкого аммиака состо-
ит из испарителя аммиака и аппарата для его очистки от масла и катали-
заторной пыли. Требуемое количество аммиака рассчитывается по стехио-
метрии, исходя из предположения, что в газе присутствует только NO, и в
газ дозируется 20% избыточного аммиака, который окисляется до элемен-
тарного азота.
Расход аммиака на очистку 1000 м3 газа при содержания оксидов азо-
та 0,1% (об.) составляет 0,85—0,9 кг. Степень восстановления оксидов азо-
та 96—98%. Допустимое содержание примесей в очищаемом газе состав-
ляет в % (об.): С1а —0,05; SO2 —0,04; HNOa—0,005; НгЗОч — 0,001.
Основным аппаратом в схеме является каталитический реактор. Он
должен обладать высокой пропускной способностью и низким гидравличе-
ским сопротивлением. Наиболее подходящей является радиальная конст-
рукция.
3. ОЧИСТКА ГАЗОВ ОТ ДИОКСИДА УГЛЕРОДА
И. Л. Лейтес, В. Е. Дымов
В современных схемах производства аммиака наиболее широко распрост- ,
ранена очистка конвертированного газа от СО2 под давлением «2,8 МПа.
Концентрация СО2 в очищаемом газе обычно близка к 18%, т. е. парциаль-
ное давление СО2 составляет^»» 0,5 МПа. В этих условиях более эффектив-
ны методы очистки, при которых абсорбент можно полностью (или частич-
но) регенерировать путем снижения давления. К таким методам относятся
процессы; основанные на физической абсорбции [5]. Однако с помощью фи-
зической абсорбции, как правило, нельзя достичь тонкой очистки (за исклю-
. чением абсорбции при низких температурах), поэтому требуется доочистка
221 '
хемосорбцией. Типичным примером такой двухступенчатой очистки явля-
ется очистка водой с доочисткой щелочью (см. ниже). Однако вследствие
малой поглотительной способности воды, приводящей к большому расходу
электроэнергии, и малой селективности, приводящей к повышенным потерям
водорода (до 6%), процесс водной очистки от СО2 не находит применения
в новых схемах производства аммиака. Органические растворители (пропи-
лен кар бон ат, N-метилпирролидон) имеют более высокую поглотительную спо-
собность, в 3—4 раза выше, чем у воды, но они дороги и дефицитны. По-
этому широкое распространение получили хемосорбционные методы односту-
пенчатой очистки.
В отечественной азотной промышленности в настоящее время применя-
ются следующие методы очистки газа от диоксида углерода: 1) моноэтанол-
аминовая очистка; 2) очистка горячими растворами поташа, активированны-
ми диэтаноламином или соединениями мышьяка; 3) водная очистка; 4) очи-
стка метанолом при низких температурах. Кроме того, некоторое значение
сохранили процессы очистки от диоксида углерода растворами аммиака и
гидроксида натрия.
Монозтаноламиновая очистка наиболее экономична при очистке газа
при низком давлении и при малом содержании СО3 в исходном газе, т. е. при
малом парциальном давлении СО2 (< 0,2 МПа) [5]. Поташная очистка эко-
номична только при абсорбции под давлением. Повышенная температура
абсорбции позволяет увеличить концентрацию поташа в растворе, увеличить
скорость абсорбции. Раствор поташа регенерируется при нагревании и ча-
стичном снижении давления. Однако скорости абсорбции и десорбции при
поташной очистке невелики, что приводит к увеличению габаритов массооб-
меиных аппаратов.
Моноэтаноламиновая очистка в ее классическом варианте существенно
дороже поташной очистки. Однако благодаря ряду усовершенствований (при-
менение схем с разделенными потоками, совмещение тепло- и массообмена,
увеличение степени насыщения абсорбента) показатели процессов резко улуч-
шились. Расход тепла при моноэтаноламиновой очистке в настоящее время
равен расходу тепла при поташной очистке, расход электроэнергии ниже,
чем в поташной очистке, а степень очистки выше (см. ниже).
Водная очистка в настоящее время используется лишь в агрегатах про-
изводства аммиака, введенных в строй в 50-х годах и ранее. Процесс счи-
тается устаревшим, так как он требует больших затрат электроэнергии и
при его использовании велики потери водорода (5—6%).
Очистка холодным метанолом [5] наиболее эффективна в сочетании со
схемами, в которых газ поступает на глубокое охлаждение, и при комплекс-
ной очистк? газа от СОг и сернистых соединений.
Очистка газов от диоксида углерода
водными растворами этаноламинов
Наиболее известными этаноламинамн, применяемыми в процессах извле-
чения диоксида углерода и других кислых газов, являются моио-, ди- и три-
этаноламины (МЭА, ДЭА, ТЭА). Наибольшее промышленное применение
получил моноэтаиоламин, что обусловлено его сравнительно низкой стоимо-
стью, высокой поглотительной способностью, стабильностью, легкостью реге-
222
Урании. В отечественной промышленности производства синтетического ам-
мяякя в основном применяется очистка газов водным раствором моноэтанол-
амина.
Процесс очистки газов растворами ДЭА находит применение в тех
случаях, когда в исходном газе имеются примеси, вступающие в необрати-
мую реакцию с МЭА (например, серооксид углерода или сероуглерод).
Очистка растворами ТЭА широкого распространения не получила из-за низ-
ков поглотительной емкости.
Физико-химические свойства этаноламинов
и их водных растворов
Этаноламины — органические основания, получаемые при взаимодейст-
вии этялеиоксида и аммиака. Это бесцветные, вязкие, гигроскопичные жид-
кости, смешивающиеся с водой и низшими спиртами во всех отношениях.
Этаноламины почти нерастворимы в неполярных растворителях. Физико-хи-
мические свойства безводных этаноламинов приведены ниже:
Моноэтанол- Диэтанол-
амин шин
Относительная молекулярная масса . 61,08 105,14
Плотность, кг/м8...................... 1017,9 1091,9
(20’С) (30 °C)
Температура кипения, °C
при 1,333 кПа............................... 71 152
при 39,99 кПа........................... 143 237
при 101,308 кПа......................... 171* 270"
вспышки . '............................. 93* 220
замерзания.............................. 10,3 28
самовоспламенения............ 450* 405**
Константа диссоциации при 20°C [8] 5-10^ 6-01-*
Коэффициент рефракции.......... 1,4544 1,4747
(20 °C) (30 OQ
Теплоемкость, кДж/(кг-К) .... 2,721 2,428
Растворимость в воде при 20 °C,
% (масс.)............................. Не ограничена
Растворимость в органических жидкостях
при 25 °C, % (масс.)..................
в ацетоне......................... То же
в бензнцр ....... 0,6 *0,03
в тетрахлоруглероде .... 0,1 0,01
в -гептане.............................. 0,1 0,03
в метаноле.......................... Не ограничена
Щелочность, мл 1 н. кислоты на 1 г
этаноламина (2] . . . . . . 16,39 9,50
Значение pH {9] \
при 24 °C...............). . . 12,5 —
при 138 °C......................... 7,0 —
Диэлектрическая проницаемость при
25ГС.................................... 37,72 —
Теплота образования из простых ве-
ществ H°j98k, кДж/моль [10} . . . 50,58 —
Теплота испарения при 101,308 кПа,
кДж/кг................................ 823,16 615,57
• Данные ТУ 6-02-915—84.
*♦ Данные ТУ 6-09-2652—77.
223
ЦТ,К-103
Рис. IH-7. Давление паров эта-
ноламинов при различных темпе-
ратурах [12].
Зависимость плотности р без-
водного этаноламина (в кг/м3)
от температуры (в К) может быть
рассчитана по уравнениям [5,11]
для МЭА
р~ 1,25132 — 0.0008038Т
или
р= 1,25711 — 0,0008125Т
для ДЭА (ТУ 6-09-2652—77)
р = 1,31328 — 0,0007318т
Зависимость давления паров МЭА и ДЭА от температуры (в К) описы-
вается уравнениями:
для МЭА
1g р = Н ,71 — 2950/Т (в Па)
1g Р= 9,57— 2950/Т (в мм рт. ст.)
для ДЭА
lg Р = 12,12 — 3837/7’ (в Па)
1gр= 10,027 — 3837/Т (в мм рт. ст.)
На рис. Ш-7 показана зависимость давления паров МЭА и ДЭА от тем-
пературы [12]. В табл. 111,8—111,10 приведены некоторые свойства этанол-
амииов.
Таблица 1И,8. Поверхностное
натяжение этаноламннов (10~3 Н/м)
t. МЭА ДЭА 1, °C МЭА ДЭА
20 49,0 40 47,1 47,8*
30 48,1 48,9 | 50 46,4 46,7
Таблица Ш,9. Теплота испарения
этаноламннов (кДж/кг)
Темпера- тура, °C МЭА Темпера- тура, °C ДЭА
70 973,48 150 722,93
90 937,68 170 703,25
110 904,02 190 683,57
130 874,71 210 663,89
150 848,20 230 647,07
170 823,16 250 629,89
270 615,57
224
Таблица III,10. Характеристика отечественных
и зарубежных этаноламннов
Показатели МЭА ; ДЭА
ТУ 6-02-915—84 фирма Union Carbide. ТУ 6-09-2652—77 фирма Union Carbide
Внешний ВИД Бесцветная или слегка желтая про- зрачная жидкость без посто- Твердые примеси практически отсутствуют Прозрачная ЖИДКОСТЬ от светло-желтого до желтого цвета без посто- ронних включе- —
Содержание, % (масс.) МЭА ронних включений Не ниже 97,3 Не ниже 99,6 ний или светло- желтые крис- таллы Не более 1,70
ДЭА — — 98,0 Не менее 98,5
ТЭА — — Не более* 1.0
воды Содержание примесей, млн-1, не более 0,3 0.15
железа — 0,5 — —
хлоридов —. 1 —
сульфатов 5
Плотность при 20 °C, г/см3 1,017— 1,0250 1,0160— 1,0190 — hern- ia
Показатель преломления Температура, "С 1,4535— 1,4560 1,4544 1,4770—1,4790 1,4747 (30°С>
кристаллизации 9,0 25,7 —
кипения при 1,013- •106 Па 171 166—174 270 —
Плотность карбонизованных растворов этаноламннов может быть опре-
делена с точностью до 0,5% по уравнению:
ра== р+аАГ-44
где р — плотность \ некарбоинзованных растворов этаноламина, кг/м’; а —
степень карбонизации раствора, кмоль СОа на кмоль ЭА; N — концентрация
МЭА в растворе, кмоль/м3; 44 — молекулярная масса COj, кг/кмоль.
В табл. 111,11—111,17 и на рис. Ш-8—Ш-13 приведены некоторые фи-
зико-химические свойства растворов этаноламннов.
В табл. Ш,18, 111,19 и на рис. Ш-14 и Ш-15 приведены данные по рав-
новесию жидкость — пар водных растворов этаноламннов [12].
Зависимость давления паров воды от концентрации МЭА с достаточной
точностью описывается законом Рауля ри^р^РоХн^о (где Ро — давление
насыщенных паров чистой воды; Лн(о — мольная доля воды В растворе).
В пределах точности измерения наличие COj в растворе мало сказывается на
величине рн2о-
15—1425
225
Таблица III,1L Плотность водных растворов
зтаноламинов <[12] (р, кг/м3)
Температура, °C Содержание этаноламина в растворе, % (масс.) Темпера- тура, X Содержание этаноламина в растворе, % (масс.)
20 60 80 | 20 40 60 | 80
МЭА - ДЭА *
10 1008 1022 1032 1033 10 1019 1054 1080 109 7
20 1005 1018 1027 1027 20 1016 1047 1072 108 9
30 1002 1014 1020 1019 30 1013 1042 1067 1082
40 998 1008 1013 1011 40 1009 1036 1060 1075
50 993 1003 1006 1004 50 1004 1029 1053 1069
60 987 995 999 996 60 1000 1025 1047 1064
. 70 982 990 991 988 70 994 1019 1040 1057
-80 976 983 984 981 80 988 1013 1038 1050
Таблица III,12. Теплоемкость водных растворов зтаноламинов
при различных температурах [кДж/(кг« К)]
Концен- трация этаиола- R'mhhob, % (масс.) Температура, ®С
20 40 60 80 100 20 40 60 80 100
МЭА ДЭА -
25 50 75 100 3,685 3,350 3,015 2,726 3,768 3,450 3,119 2,814 3,852 3,559 3,224 2,902 3,936 3,655 3,324 2,985 4,019 3,768 3,433 3,069 3,802 3,320 2,910 2,428 3,831 3,404 2,994 2,567 3,856 3,484 3,086 2,696 3,894 3,559 3,182 2,830 3,919 3,601 3,266 2,960
Таблица 111,13. Теплоемкость 19,5 %-кого водного раствора МЭА
при различных степенях карбонизации ![кДж/(кг-К)]*
Темпе- ратура, Степень карбонизации, моль/моль Темпе- ратура, Степень карбонизации, моль/моль
• 1 0,318 0,502 0 0,318 0,502
20 3,693 3,961 4,137 . 80 3,919 4,212 4,392
30 3,726 4,011 4,179 90 3,952 4,246 4,430
40 3,751 4,049 4,220 100 4,003 4,287 4,472
. 50 3,785 4,091 4,262 НО 4,036 4,325 4,509
60 3,844 4,128 4,304 |^0 4,078 4,363 4,551
70 3,877 4,170 4,346
* Данные Васильковской Т. Н., Журиной Л. А., Шпагиной И. Б. (ГИАП).
Таблица 111,14. Теплопроводность растворов МЭА <[Вт/(м*К)]
Концентра- ция МЭА, % (масс.) Температура. ®С
20 30 ‘40 |; 5о 1 60 1 ™ [ 80
8 0,544 0,556 0,567 0,579 0,591 0,601 0,611
18 0,491 0,501 0,513. 0,522 0,533 0,542 0,549
226
Таблица 111,15. Теплопроводность 19,6%-ного водного раствора МЭА
при различных степенях карбонизации [Вт/(м»К)]*
Темпе- ратура, Степень карбонизации, моль/моль Темпе- ратура, °C Степень карбонизации, моль/моль
0- 0,318 0,502 0 0,318 0,502
20 0,454 0,497 0,529 80 0,524 0,567 0,597
30 0,479 0,521 0,553 90 0,526 0,568 0,598
40 0,497 0,538 0,569 100 0,526 0,566 0,597
50 0,508 0,548 0,581 НО 0,524 0,564 0,594
60 0,516 0,558 0,590 120 0,520 0,558 0,590
70 0,520 0,563 0,595
----------j
’Данные Васильковской Т. Н-, Журиной Л. А., Шпагиной И. Б. (ГИАП).
Таблица ТИ, 16. Вязкость зтаноламинов и их водных растворов
(Па-сЮ-8)
Концен- трация, % (масс.) Температура, °C
20 50 so | 100 20 | 50 I 80 ,100
МЭА ДЭА
20 1,61 0,77 0,45 0,34 1 ,84 0,84 0,50 0,361
50 6,12 2,31 1,13 0,78 14,84 4,06 1,64 1,01
80 20,44 6,02 - 2,45 1,54 272,25 35,30 8,40 4,14
100 . 29,43 6,74 2,80 1,66 651,23 . 86,06 18,90 8,85
Таблица III, 17. Вязкость водного 19,5 %-кого раствора МЭА
при различных степенях карбонизации (Па-сЛО-3)* '
Степень карбонизации Степень карбонизации
Темпе- раствора, моль/моль 1 Темпе- раствора, моль/моль
ратура, °C 1
- 0 0,318 0,502 ) 0,318 0,502
20 1,425 1,605 1,835 80; 0,380 0,440 0,490
30 1,145 1,310 1,525 Ю 7 0,315 0,365 0,390
40 0,925 1,055 1,250 100 0,280. 6,320 0,350
50 0,740 0,850 1,000 но 0,260 0,300 0,330
60 0,585 0,680 0,785 120 0,255 0,290’ 0,320
70 . 0,475 0,555 0,625 . 1*
• Данные Васильковской Т. Н., Журиной Л. А., Шпагиной И. Б. (ГИАП). t
15* 227
Таблица Ш,18. Общее давление насыщенного пара
над водными растворами МЭА*
Концентрация МЭА, % (масс.)
16.07 20.03 30,04
/, "с Р, кПа t, °с Р, кПа t. °C Р, кПа
22,3 2,599 23,25 2,866 23.6 2,393
30,15 4,132 31,85 4,799 34,2 4,387
40,1 7,065 40,9 7,465 44,0 8,042
50,7 12,224 50,7 12,357 54.2 13,423
61,0 19,928 61,2 20,195 64,8 21,795
72,0 32,259 70,35 30,126 74,7 33,365
80,5 45,855 81,2 47,322 86,5 53,990
90,0 95,2 64,450 81,180 88,1 96,0 61,651 82,779 95,6 76,554
• Данные Нечитайло Н. Л., Соминской Е. Э„ Захаровой А. С. (ГИАП).
Таблица 111,19. Парциальное давление паров этаноламинов (Па)
над их водными растворами ![12]
Концент- рация этанол- аминов, % (масс.) Температура. °C
20 30 40 50 75 100 30 50 75 100
5 10 20 25 50 75 * 100 ' __3авнси 0,12 0,24 0,55 0,75 2,27 8,27 38,00 [МОСТЬ 0,31 0,64 1,33 1,87 6,13 21,33 86,67 pH. ра М 0,67 1,53 3,60 4,80 16,67 53,33 197,33 ICTBOpO ЭА 1,47 3,47 8,8 11,33 17,33 120,0 360,0 в эта 53,4 121,5 384,0 1840 золами 168 400,0 1275 6680 нов. о 0,40 1,33 3,33 11,6 Т ИХ .1 д 1,33 4,93 13,33 48,0 юнцен! ЭА 5,72 21,3 64,0 221,0 рации 20,0 73,2 243,0 842, с (%
(масс.)] описывается уравнениями:
для МЭА
" ....' pH = 0,51gc+11,5
ДЛЯ ДЭА
- : pH -=0,551gс 4-10,96
Растворимость водорода в водном растворе МЭА (в см.8 при н. у. на г
раствора) экспериментально определена Семеновой А. И., Циммерман С. С.
и Емельяновой Е. А. и описывается уравнением:
g = p« 10*7(78,5 — 0,2950
где р — давление Н2, Па; t — температура, °C.
Растворимость водорода при различных составах МЭА и воды можно
вычислить с помощью уравнения:
1g = Ллмэа
где л°на — число молей водорода на 1000 г воды в системе Н2—Н2О; ян 2—
228
Рис. III-9. Зависимость теплоемкости водного раствора МЭА концентрацией
19,5% (масс.) МЭА от концентрации СО* в растворе.
Рис. П1-10. Зависимость теплопроводности
водных растворов МЭА от темпе-
ратуры [15].
Рис. Ш-11. Зависимость теплопроводности. водных растворов этаноламинов'
при 1,5 °C от концентрации этаноламинов.
229
Рис. Ш-12. Температура замерзания водных растворов этаноламннов (ЭА).
Ряс. 111-13. Поверхностное натяжение растворов МЭА (сплошная линия) в
ДЭА (пунктирная линия) при различных температурах.
Цифры на линиях — содержание МЭА и ДЭА в % (масс.).
Рис. П1-15. Равновесие жид-
кость—пар водных растворов
ДЭА при 101,3 кПа.
Рис. Ш-14. Равновесие жидкость — пар водных раствороц МЭА при различ-
ных давлениях.
230
число молей водорода на 1000* г воды в системе Н2О — МЭА — Н2; п
число молей МЭА в растворе на 1000 г воды; k — константа, зависящая от
температуры.
Значения константы k при различной температуре приведены ниже:
i, °C ... 25 50 ' 75 100 125
Л 0,01 ± 0,02± 0,031± 0,032± 0,053±
0,001 0,001 0,001 0,001 0,001
Теплота растворения водорода в водном растворе МЭА равна 14 кДж/
/моль.
Физико-химические основы очистки
Взаимодействие СО2 и H2S с этаноламинами. Механизм поглощения СО2
водным раствором МЭА рассмотрен в работах [13—19]. При взаимодейст-
вии СО2 и H2S с этаноламинами протекают следующие реакции:
COa + 2RNH, + HaO (RNH8)2CO9
СОа + (RNH^CO,, + НЯО 2RNH8HCO,
H2S + 2RNHj (RNHs)gS
H^ + fRNHjJjS 2RNH,HS
(III.15)
(iii.16)
(III.17)
(III.18)
где R — HOCH2CH2—.
Уравнения (III.15)—(III.18) представляют собой упрощенную суммар-
ную схему поглощения СО2 и H2S этаноламинами, конечными продуктами
взаимодействия которых.являются карбонаты и гидрокарбонаты, сульфиды и
гидросульфиды этаноламмония.
Ниже более подробно рассмотрен механизм взаимодействия СО2сМЭА.
При сравнительно небольших степенях карбонизации (а <0,5 моль СО2
«а моль МЭА) диоксид углерода реагирует с МЭА главным образом с об-
разованием замещенной карбаминовой кислоты [13—18].-
СОа 4- RNHa h RNHCOO- Ц- Н+
(111.19)
В водном растворе МЭА мгновенно устанавливается равновесие:
RNH2 + H+ 4=t RNHa+
(111.20)
В результате образуется карбамат моноэтанол аммония:
RNHCOO" + RNH+8 = RNHCOORNHj, (111.21)
Суммарную реакцию взаимодействия СО2 с МЭА по карбаматному ме<
ханизму можно записать в виде
(l + T)RNHa + COazf=fc
(1 — у) RNHCOOH + VRNHCOO- + yRNH,+ (III.22)
231"
где у—степень диссоциация карбаминовой кислоты. При полной диссоциа-
ции карбаминовой кислоты 1+у=2, при ее Частичной диссоциации 1<?(14-
4-у)<2. Поскольку карбаминовая кислота диссоциирует практически пол-
ностью [15], то при а<0,5 на 1 моль СО» расходуется 2 моль МЭА. Следо-
вательно, общий стехиометрический коэффициент п равен двум. Концентра-
ция активного (свободного) амина с» может быть рассчитана по уравнению
Сж=Сж.о(1 —««)
где с», ц—концентрация МЭА в растворе, моль/л.
Диоксид углерода вступает также в реакцию с Йонами ОН-
СО. + ОН* :?=* НСО,- (III.23)
НСО»’ + ОН" СОв«“ 4- Цр (III.24)
При значении pH «8—9 существенную роль играет реакция
СО, 4- Н»О ч=* НСО,“ 4- И* (III.25)
Карбаматы этаноламинов нестойки, причем наиболее быстрое н полное
разложение достигается в кислом или сильнощелочном растворе. В слабо-
щелочном растворе разложение протекает с образованием) гидрокарбоната
аммония сравнительно медленно
RNHCOORNH, 4- Н2О -g—RNH, 4- RNH.HCO, (III.26)
Приведенные выше реакции равновесия: характеризуются следующими константамм
реакция (III.20) Лв ~ [RNHJ
реакция (П1.22) „ [RNH,+](RNHCOO~J *b~ [COjJIRNHJ*
реакция (II1.24) „ [он-][нсол
реакция (III.25) r [Н+ЦНСО,~] ИГ
реакция (III.26) „ _ [HCQ,-][RNH,] [RNHCOQ*]
Зависимости констант равновесия реакции МЭА с СО» от температуры и
ионной силы обобщены в работах [18, 25—27].
В работе [21] литературные данные о зависимости константы скорости
взаимодействия СО» с ЭА от температуры обобщены в виде уравнений:
для МЭА IgA = 11,070 — 2140/7* -
для ДЭА 1йК- 10,046 — 2050/7*
Рис. III-16. Зависимость констант
скорости химических реакций от тем-
пературы.
На рис. Ш-16 показана зави-
симость константы скорости реакции
взаимодействия этаноламина с СОг
от температуры. Энергия активации
реакции (III. 19) равна 52,3 кДж/моль.
При расчете абсорберов МЭА
очистки могут быть использованы
вначевия констант равновесия при
бесконечной разведения растворов.
В табл. III,20 приведены значения констант равновесия при различных тем-
пературах. В промышленных условиях степень карбонизации насыщенного
раствора на выходе из абсорбера, работающего при атмосферном давле-
нии, не превышает 0,5 моль/моль. При а >0,5, поглощение СО2 осуществит- '
ется главным образом в соответствии с реакциями (Ш.23) и (Ш.25). Ско-
рости этих реакций малы и в значительной степени лимитируют скорость -
поглощения СО2, поэтому скорость абсорбции при а >0,5 заметно меньше,
чем при а<0,5.
В промышленных условиях при поглощении СО2 из конвертированного
газа раствором МЭА (2,5—3,3 моль/л) под давлением 2,45—2,94 МПа мож-
но достичь степени карбонизации а» 0,65—0,7 моль/моль.
Скорость поглощения сероводорода щелочными растворами значительно -•
(в 2—2,5 раза) выше, чем скорость абсорбции СО3 [20, 21]. Взаимодейст- ;
вне COj и ДЭА изучено довольно подробно [22]. В слабощелочном раство- '
ре образуются главным образом карбаматы. Для растворов ДЭА, реагиру- ’
тощих с СО2 по аналогичной схеме, известны следующие значения констант >
равновесия при 20 °C:
. Кв = 0,158 моль/л, Ка>0 = 2,01- 10"S моль/л”
Растворимость СО2 и H2S в водных растворах этаноламинов. Сведения
по растворимости СОг и H3S в растворах ЭА приведены в работах [28—ЗБ].
В табл. 111,21—111,24 приведены данные о равновесии в системах ЭА— '
вода —СО2 и ЭА —вода —H2S.
На рис. Ш-17—Ш-21 приведены данные о растворимости СОг и H*S в
водных растворах МЭА при различных температурах; а на рис. Ш-22—
Ш-29 — данные о влиянии концентрации СО2 и H2S на растворимость этих
газов в водных растворах МЭА.
Таблица III,20. Константы равновесия реакций (Ш.20), (III.22)—(111.26)
при различных температурах [18, 23, 24] (моль/л)
Темпера- тура, *С Кв,о10^ к.,.-»-» Чо‘1{Н’
20 3,00 1 16 4,1 1,85
.30 3,28 3 . 28 4,7 3,15
40 3,45 . 7 47 5,0 4,3
50 3,56 16 80 5,1 5,25
£0 3,56 32 147 5,1 5,6 233
to £ Таблица 111,21. Равновесное давление СО3 (кПа) над водными растворами МЭА различной концентрации
(Данные получены обработкой экспериментальных данных различных авторов)
Температура, °C
моль COj в моль МЭА 30 40 50 60 70 80 90 100 ПО 120 130 140
1,98 н. ([12,1% (масс.)]*
0,1 0,0010 0,003 . 0,0095 0,025 0,064 0,153 0,351 0,785 1,60 3,12 6,21 11,88
0,12 0,0013 0,004 0,012 0,032 0,080 0,193 0,441 0,965 1,97 3,93 8,03 14,96
0,14 0,0017 0,005 0,015 0,040 0,101 0,237 0,569 1,22 2,43 4,84 9,88 18,40
0,16 0,002 0,006 0,018 0,050 0,130 0,292 0,700 1,53 3,05 6,09 12,16 22,12
0,18 0,003 0,008 0,024 0,062 0,164 0,367 0,881 1,88 3,76 7,94 14,96 26,60
0,20 0,004 0,010 0,032 0,080 0,211 0,462 1,11 2,37 4;б2 9,22 18,40 32,72
0,22 0,005 0,014 0,044 0,106 0,266 0,596 1,40 2,98 5,82 11,61 22,63 40,24
0,24 0,007 0,020 0,060 0,122 0,343 0,766 1,80 3,76 7,16 14,29 27,18 48,40
0,26 0,010 0,027 0,080 0,193 0,454 0,988 2,26 4,62 8,61 17,57 33,48 58,19
0,28 0,014 0,039 0,111 0,260 0,582 1,27 2,85 5,82 10,83 22,11 42,15 71,59
0,30 0,020 0,058 0,116 0,367 0,766 1,69 2,71 7,16 13,64 26,59 50,68 88,07
0,32 0,029 0,080 0,206 0,496 1,03 2,21 4,62 9,01 17,17 32,73 60,93 103,5
0,34 0,039 0,111 0,285 0,668 1,43 2,98 5,95 11,61 21,62 40,24 73,25 124,4
0,36 0,054 0,157 0,393 0,901 1,93 4,03 7,85 14,62 27,85 50,68 90,12 146,2
0,38 0,077 0,226 0,543 1,24 2,66 5,31 10,35 18,83 35,06 62,35 105,9 179,8
0,40 0,108 0,327 0,785 1,76 \ 3,76 7,32 13,64 25,40 44,14 ,76,71 133,3 211,3
0,42 0,168 0,484 0,881 2,43 5,19 9,65 17,98 32,72 55,57 96,56 160,2 259,9
0,44 0,298 0,716 1,60 3,12 7,00 13,00 23,70 42,15 71,59 118,8 197,2 312,5
. 0,46 0,484 1,06 1,84 4,95 9,44 17,6 30,54 54,31 90,12 139,6 242,6 375,6
0,48 0,785 1,64 3,43 7,32 13,3 23,7 41,19 69,96 113,5 183,9 291,7 451,6
0,50 1,22 2,60 5,31 10,6 18,8 32,7 53,07 90,12 146,1 231,7 367,1 555,7
0,52 1,84 3,67 7,16 14,3 24,8 42,1 69,96 113,5 179,8 278,5 441,4 бзз;о
0,54 2,60 5,18 10,1 18,8 33,5 55,6 90,12 142,9 221,3 334,8 506,8 732’5
0,56 3,59 7,32 13,3 24,8 42,1 68,3 113,5 175,7 265,9 393,4 581,9 841’1
0,58 5,19 10,3 18,8 33,5 53,1 84,1 139,6 211,3 319,8 462 ;а 668,1 965’6
0,60 7,32 14,3 25,4 43,1 68,4 105,9 171,7 260,0 384,4 555’7 767,0 1109
0,62 10,35 20,18 34,26 56,86 86,07 133,3 211,3 312,5 451,6 638,0 880^7 1216
0,64 14,62 27,22 46,22 73,25 110,9 164,0 248,2 367,1 518,5 715^3 965,6 1333
0,66 20,65 36,71 59,54 92,22 136,4 201,8 298,3 42! ,5 595,6 821,9 1083 1462 .1
0,68 29,16 49,53 76,71 116,1 167,8 248,2 350,6 495,2 683,7 922,2 1216 1603 ч
0,70 40,26 63,80 98,82 146,1 211,3 305,4 411,9 568,7 784,9 1035 1333 1798
0,72 53,07 82,19 124,4 184,0 253,9 358,8 484,0 652,9 901,2 1188 1496 1927
0,74 68,36 103,5 153,0 221,3 305,4 431,4 568,7 767,0 1011 1333 1678 2162
235
2,46 н. *[15% (масс.)]*
0,1 0,12 0,14 0,0005 0,0007 0,0010 0,002 0,003 0,004 0,006 0,009 0,013 0,018 0,027 0,038 0,050 0,072 0,099 0,127 0,180 0,248 0,320 0,441 0,623 0,841 1,11 1,46 1,93 2,54 3,35 4,21 5,56 7,32 8,61 11,88 15,66 18,40 24,26 30,54
0,16 0,0015 0,005 0,019 0,051 0,133 0,343 0,841 1,93 4,21 9,66 20,18 39,34
0,18 0,002 0,007 0,024 0,068 0,180 0,473 1,16 2,54 5,69 12,44 25,99 50,68
0,20 0,003 0,009 0,031 0,092 0,237 0,638 1,53 3,35 7,49 16,40 34,26 65,29
0,22 0,004 0,012 0,041 0,124 0,320 0,841 2,065 4,52 9,88 21,62 45,17 90,12
0,24 0,005 0,017 0,053 0,160 0,421 1,П 2,66 5,95 13,05 27,85 59,54 113,5
0,26 0,007 0,023 0,068 0,206 0,543 1,40 3,35 7,67 . 16,40 34,26 73,25 139,6
0,28 0,010 0,031 0,092 0,272 0,716 1,72 4,31 9,66 20,65 42,15 88,07 153,1
0,30 0,014 0,042 0,122 0,359 0,922 2,16 5,19 . k 11,88 25,40 49,53 103,5 179,8
0,32 0,020 0,057 0,164 0,462 1,16 2,72 6,38 14,62 30,54 58,19 121,6 226,4
0,34 0,027 0,075 0,221 0,609 1,50 3,42 7,85 17,57 35,88 68,36 136,4 254,0
0,36 0,039 0,101 0,285 0,803 1,88 4,31 9,66 21,13 42,15 80,32 156,6 291,6
0,38 0,054 0,140 0,384 1,03 2,43 5,58 11,88 25,99 49,53 94,37 179,8 291,6
0,40 0,082 0,202 0,556 1,33 3,20 7,16 14,62 31,98- 59,54 110,9 206,5 367,1
0,42 0,130 0,335 0,841 1,80 4.31 9,44 18,83 39,34 71,59 130,3 188,3 402,6
0,44 0,226 0,595 1,24 2,85 6,23 12,73 24,82 49,53 88,07 153,1 266,0 451,70
0,46 0,403 0,966 1,97 4,14 0,01 17,57 32,72 60,93 105,9 - 179,8 305,4 495,3
0,48 0,668 1,53 3,12 . 6,84 12,73 23,70 43,13 76,71 130,3 206,5 342,6 555,7
0,50 1,11 2,43 4,84 10,11 18,00 31,20 55,6 98,8 156,6 242,6 393,4 595,4
0,52 1,76 3,93 • 7,49 14,30 24,8 42,2 71,9 121,6 188,3 285,0 451,7 668,1
0,54 2,78 5,95 10,8 19,7 33,5 55,6 92,2 149,6 231,6 334,8 518,6 749,6
0,56 4,21 9,22 16,0 27,2 45,2 66,8 116,1 179,8 272,2 393,4 581,9 821,9
0,58 6,38 13,3 23,2 37,6 60,9 94,4 146,2 216,2 327,2 462,2 668,1 922,2
0,60 9,66 19,3 32,7 50,7 82,2 121,6 184,0 266,0 384,4 543,0 749,6 1059
0,62 14,0 27,2 44,1 68,4 105,9 156,6 231,6 319,8 462,2 652,9 860,7 1188
0,64 20,2 36,7 59,5 88,1 133,3 197,2 278,5 375,5 543,0 749,6 943,7 1244
0,68 37,6 62,3 96,6 142,8 201,8 291,6 393,4 530,7 749,6 988,2 1303 1678
0,70 49,5 78.5 118,8 175,7 * ? 248,2 350.6 462,2 623,5 860,7 1135 1462 1883
‘Продолдкениб табл. Ш, 21,
. ', ' Температура, *С ’
а моль МЭА 30 40 so 6Р 70 80 90J 100 по 120 130. 1<0
3,27 н. МЭА [20% (масс.)]*
0,10 0,0008 0,002 0,006 0,015 0,033 0,075 0,164 0,343 0,716 1,36 2,60 4,52
0,12 0,0011 0,003 0,008 0,021 0,047 0,108 1 0,237 0,507 1,04 2,02 3*76 6,68
0,14 0,0015 0,004 0,011 0,031 0,067 0,157 0,343 0,733 i; so 2,85 5,56 9'44
0,16 0,002 0,006 0,017 0,041 0,094 0,216 0,473 1,01 2,02 з;эз 7 iSO 13,33
0,18 0,003 0,008 0,022 0,057 0,130 0,298 0,653 1,36 2,72 5131 10,35 17*98
0,20 0,004 0,011 0,030 0,077 0,176 0,403 0,881 1,88 3,76 ' 7,16 13,96 24126
0,22 0,005 0,014 0,039 0,095 0,232 0,53! 1,13 2,37 4,73 9101 17,17 31125
0,24 0,006 0,019 0,050 0,127 0,298 0,668 1,43 • 2,99 5,96 11,09 21,13 37157
0,26 0,008 0,024 0,064 0,160 0,376 0,841 1,80 3,76 7,33 13,64 25,40 46122
0,28 0,011 0,032 0,080 0,207 0,473 1,06 2,26 4,73 9,0! 17.17 31 '25 55,57
0,30 0,014 0,042 0,108 0,266 0,609 1,36 2.85 5,82 11,35 21,62 39,34 68,36
0,32 0,019 0,054 0,136 0,343 0,750 1,72 3.59 7,16 . 13,96 26,60 47,30 82,19
0,34 0,024 0,071 0,180 0,441 0,966 2,16 4,52 9,01 17,17 32,72 58,19 101,1
0,36 0,031 0,090 0,232 0,556 1,22 2*72 5,56 11,09 21,62 40126 69,96 121,6
0,38 0,044 0,119 0,298 0,716 1*53 3,51 7,00 13,96 26,60 50168 86,'07 146,2
0,40 0,067 0,172 0,431 0,988 2,07 4,73 9,01 17,98 34,26 62,35 105,9 179,8
0,42 0,111 0,266 0,668 1,50 3*05 6,84 - 12,44 24,82 45,16 84,11 136Л 237,1
0,44 0,201 0,473 1,08 2,54 5*07 10,35 , 18,84 37,56 63,80 113,5 18813 312,5
0,46 0,376 1,01 2,02 4,52 8,41 16,78 28,50 55,57 94,36 160,3 266,0 421,5
0,48 0,841 2,07 4,03 7,85 15,66 27,22 45,16 80,33 133,3 216,2 367,1 58616
0,50 1,77 3,76 • 8,83 13.64 25,39 44,14 71,58 118,8 188,3 298,4 473,0 699,6
0,52 2,92 5,95' 11,35 21,13 37,56 62,34 94,36 160,3 242,6 367,1 568,6 821,9
0,54 4,84 9,04 17,17 31,25 50,68 84,11 .130,3 211,3 298,4 451,7 652,9 965,7
0,56 7,50 13,33 24,26 43,14 68,37 108,3 164,0 259,9 367,2 517,4 78419 1058
0,58 11,35 19,72 34,26 . 56,87 92,22 139,6 211,3 312,5 451,7 . 638,0 90112 1216
0,60 17,17 29,85 49,52 76,70 118,8 175,7 265,9 384,4 543,0 767,1 1084 1428
0,62 23,17 40,26 65,29 101,1 149,6 221,2 334,8 473,0 668.1 880,7 1216 1603
0,64 31,25 54.31 86,08 130,26 188,3 278,5 402,6 581,9 784,9 1035 1428 1840
0,66 47,29 69,96 110,9 167,8' 242,6 342,7 484,0 683,8 ' 943,7 1188 1603 2113
0,68 56,87 92,22 142,8 211,3 305,4 421,5 581,9 821,9 1084 1396 1840 2426
0,70 | 76,70 | 118,8 184,0 259,9 375,7 518,6 699,6 965,7 1273 1603 2113 2785 _
0,10 0,0007 0,001 0,005 4,! 0,011 И и. МЭА 0,029 [30% (м< 0,092 ICC.)]* 0,180 0,403 0,861 1,68 3,20 5,23
0,12 0,000g о;оо2 0,007 0,017 0,052 0,119 0,237 0,519 1,11 2,21 4,12 8.03
0,14 0,0019 0,003 0,009 0,024 0,060 0,157 0,320 0,684 1,46 2,85 5,31 10,60
0,16 0,001а 0,004 0,013 0,033 0,080 0,211 0,421 0,901 1,93 3,76 ' 7,16 13,33
0,18 0,002 0,006 0,018 0,047 0,113 0,272 0,556 1,19 2,54 4,84 9,44 17,98
0,20 0,003 0,009 0,024 0,064 0,157 0,359 0,750 1,60 3,35 6,53 12,44 23,17
0,22 0,004 0,012 0,033 0,088 0,211 0,484 . 1,01 2,16 4,41 8,61 16,40 31,25
0,24 0,006 0,016 0,044 0,116 0,278 0,623 1,33 2,78 5,82 11,35 21,13 40,26
0,26 0,008 0,021 0,058 0,153 0,376 0,495 0,841 1,80 3,76 7,67 14,61 28,51 39,74
0,28 0,010 0,029 0,079 0,206 1,08 2,37 4,95 10,11 19,72 37,56 68,37
0,30 0,014 0,039 0,103 0,272 0,653 1,43 3,20 6,68 13,33 25,99 49,52 90.12
0,32 0,019 0,053 0,140 0,376 0,861 1,93 - 4,31 9,01 17,57 34,26 65,29 118,8
0,34 0,025 0,072 0,184 0,495 1,13 2,54 5,69 11,88 23,17 45,16 86,07 156,6
0,36 0,036 0,101 0,254 0,668 1,57 3,59 7,85 16,40 30,54 58,19 110,9 206,5
0,38 0,052 0,146 0,376 0,944 1,33 2,16 4,95 10,83 22,63 42,15 78,49 149,6 266,0
0,40 0,077 0,216 0,569 3,12 7,16 15,30 31,25 59,55 Ю8.3 197,2 350,6
0,42 0,130 0,393 0,944 2,11 4,95 9,66 21,62 44,14 82,19 146,2 266,0 462,2
0,44 0,226 . 0,700 1,68 3,59 7,85 16,02 32,73 65,29 116,1 197,2 342,6 595.4
0,46 0,421 1,33 2,85 5,95 12,44 24,25 47,29 90,12 156,6 266,0 462,2 767,1
0,48 . 0,944 2,43 4,84 10,59 19,72 37,56 69,96 127,3 2П.З 367,1 595,4 965.7
0,50 1,97 4,31 8,41 17,57 33,48 58,19 . 103,5 188,3 298,4 495,3 767,1 1188
0,52 3,76 7,50 14,61 31,25 53,07 84,11 149,6 266,0 421,5 638,0 965.7 1462
0,54 '7,16 13,96 24,82 53,07' 84,11 133,3 216,2 367,1 555,7 784,9 1188 1757
0,56 13,33 ' 24,25 42,1g 84,11 133,3 201,8 305.4 484,0 715,9 988,2 1462 2113
0,58 25,39 46,22 73,25 133,3 197,2 305,4 421,5 668,1 922.2 1216 1798 2599
0,60 49,52 80,Зз 118*8 192,7 285,0 421,5 595,4 841,1 1161 1531 2212 3125
0,62 69,96 116,1 171,7 266,0 375,7 543,0 784,9 1084 1496 1972 2722 3671
0,64 95,56 130,3 .156,6 226,4 358,8 484,0 715,9 988,2 1364 1840 2482 3272 4414
0,66 206,5 298,4 451,7 609,3 901,2 1244 1678 2264 3054 3934 5186
0,68 167,8 266,0 375,7 568.6 749.6 1109 1566 2059 2785 3671 4730 5954
0,70 216,2 334,8 495,3 715.8 943,7 !333 1883 2482 3318 4414 5686 6996
• Концентрация МЭА приведена при 38 *С для нежарбоннзовИиного раствор».
Таблица 1Н,22. Равновесное давление H2S над водными - ! растворами МЭА t[43] 1
t, “С Р. кПа а, моль H2S на моль МЭА t. ’С Р, кПа а, моль HjS йа моль МЭА
2,5 н. МЭА
25 0,152 0,206 60 56,9 0,823
0,889 0,458 87,6 0,862
3,21 0,672 93,8 0,904
3,23 0,675 406,8 1,023
20,5 0,892 *80 3,10 0,215
95,7 0,975 7,72 0,328
92,4 0,990 21,5 0,495
353,0 1,100 56,0 0,674
40 2,92 . 0,513 144,7 0,820
28,3 0,848 331,6 0,965
8,76 0,702 855,7 1,062
148,2 0,989 120 26,7 0,212
913,6 1,182 53,6 0,314
60 0,924 0,213 135,8 0,473
3,20 0,329 430,2 0,723
8,27 0,515 417,1 0,754
27,2 . 0,712
т 5,0 н. МЭА !
25 0,303 0,213 72,4 0,715
0,617 0,330 60 166,9 0,840
0,696 0,352 80 1,57 0,111
2,83 0,552 6,34 0,214
5,89 0,682 17,7 0,350
9,17 0,720 - 55,9 0,550
33,1 0,845 148,9 0,678
373,7 1,010 273,0 0,800
701,2 1,058 924,6 0,820
603,3 1,071 100 4,86 0,112
40 0,652 0,210 16,8 0,208
- 1,79. 0,351 127,6 0,512
7,93 0,540. 122,7 0,524
16,4 0,689 1177,0 0,890
25,0 72,4 0,716 0,866 120' 12,0 0,113
37,0 0,207
60 0,655 0,108 86,9 0,302
2,21 0,218 249,6 0,477
6,52 0,354 472,3 0,580
21,7 0,550 876,4 0,726
таблица 111,23. Равновесное давление СО» над водными растворами ДЭА
V (экспериментальные данные)
' t, -с Р, кПа а, моль СО, на моль ДЭА t, ’С Р, кПа а, моль СО» ан моль ДЭА
0,5 н. ДЭД -
70 0,00796 0,0094 50 0,0792 0,097
75 0,00945 60 0,157
80 0,0136 70 0,243
85 0,0208 80 0,524
90 0,0183 20 0,0868 0,209
60 0,0341 0,0286 30 • 0,173
70 0,0528 40 0,351
75 0,0690 50 0,657
80 0,0846 60 1,122
65 ' 0,129 0,0560 20 0,244 0,402
70 0,183 • 25 0,380
75 0,190 30 0,495
80 0,214 35 0,852
85 0,226 40 1,233
40 0,0538 0,0970
1,0 н, ДЭА
60 0,0183 0,0228 40 0,0520 0,10>
65 0,0301 50 0,112
70 0,0354 60 0,220 •
75 0,0419 70 0,476
80 0,0633 80 0,802
50 0,0240 0,05150 30 0,108 0,1990
55 0,0516 40 0,243
60 0,0756 50 0,519
65 0,0848 60 ' 1,130
70 0,121 70 2,025
75 0,167 35 1,486 0,4060
20 0,518 0,4060 40 2,138
25 0,696
30 0,967 -
2 и. ДЭА
50 0,0309 0,047 40 0,313 0,207
60 0,0693 50 0,699
60 0,0734 60 1,436
70 0,122 70 2,471
30 0,0257 0,100 20 0,485 0,400
40 0,0544 25 0,801
50 0,141 30 1,133
60 0,300 35 1,746
70 0,551 40 2,599
80 1,083 45 3,803
20 0,0656 0,207 - 50 4,847
30 0,136
Продолжение табл. Цу,2
i. -С Р, кПа а, моль COt на моль ДЭА t. °C Р, кПа а, моль СО, на моль ДЭА
- - - 5 и. ДЭА
65 0,00780 0,0097 50 0,278 0,123
60 0,0119 60 0,655
65 0,0176 70 1,472
70 0,0255 30 0,156 0,198
75 0,0376 35 0,229
80 0.0541 40 0.361
55 0,0283 0,0241 45 0,569
60 0,0447 50 0,858
. 65 0,0673 20 0,734 0,401
70 0,0916 25 1,196
75 0,136 30 2,269
80 0,171 35 3,427
30 0,0548 [ 0,123 40 4,663
40 0,133
1 8 н. ДЭА 1
50 0,0152 0,0103 60 0,246 0,0504
55 0,0216 . 70 0,560
60 0,0316 20 0,0500 0,200
65 0,0504 30 0,175
70 . 0,0644 40 0,410'
30 0,0163 0,0504 50 1,194
40 0,0399 60 3,514
50 0,0938
Таблица III,24. Равновесное давление HsS над водными растворами ДЭА
различной концентрации С
С, моль/л Р, кПа Степень насыщения (в моль HjS/моль ДЭА) при
25,°С 50 °C 75 °C 100 °C 120 °C 140 «С
0,5 0,0689 0,188 0,083 0,010
0,207 0,247 0,121 . 0>, 042 — — —
0,414 0,294 ОД 59 ‘ 0,070 — —
0,689 0,333 0,193 0,091 0,032 —•
2,068 0,432 0,285 0,170 0,088 0,042 0,020
4,137 0,502 0,355 0,231 0,137 0,083 0,048
6,895 0,559 0,414 0,286 0,180 0,122 0,071
20,685 0,685 0,557 0,423 0,295 0,221 0,160
41,37 0,780 0,658 0,522 0,394 0,310 0,238
68,95 0,861 0,740 0,613 0,480 0,391 0,317
206,85 1,094 0,966 0,850 0,722 0,616 0,520
413,7 1,446 1,200 1,066 0,950 0,815 0,705
689,5 1,921 1,500 1,278 1,175 1,020 0,900
1379,0 3,040 ' 2,255 1,765 1,600 1,509 1,390
2068,5 —“ — 2,250 1,970 1,853 1,780
240
Продолжение табл. Ш,24
С, моль/л Р, кПа * Степень 'насыщения (в моль HzS/моаь ДЭА) при
26 ”С 50 *С 7Б°С 100 *с 12® °C 140 °C
2,0 0,0689 0,068 . 0,028 0,005 ——
0,207 0,111 0.066 0,020 —.
0,414 . 0,168 . 6,100 0,036 —
0,689 0,229 0,136 0,055 0,023
2,068 0,396 0,222 0,119 0,054 0,020
4,137 0,508 0,310 0,178 0,090 0,048 0,028
6,895 0;587 0,382 0,230 0,120; 0,079 0,046
20.6Й5- 0,738 0,552 0,370 0,202 ' 0,140 0,100
* 41,37 ’ 0,812 0,660 0,469 0,280i 0,199 0,150
68,95 0,865 ‘.0,730 0,546 0,348 0,248 0.190
206,85 0,950 0,870 0,733 0,533 0,413 0,326
413.7 1,030 0,936 0,850 0,683 0,560 0,441
689,5 1,190 1,002 0,945 0,808 0,680 0,555
1379,0 1,473 1,215 1,107 1,030 0,927 0,808
2068,5 1,760 1.400 1,280 1,178 1,102 1,012
3,5 0,0689 0,040 0,012 — —
0.2Q7 0,081 0,038 1 Я- —м
0,414 0,130 0,070 0,020 чч
0,689 0,194 0,087 0,040 0,020 — —
2,068 0,279 0.154 0,070 0,036 0,014 —•
4,137 0,361 0,226 0,109 0,057 0,031 —в
6,895 0,452 0,278 0,146 0,078 0,050 0,029
20,685 0,630 0.417 0,252 0,148 0,092 0,055
41,37 0,707 0,522 0,338 0,220 0,134 0,086
68,95 0.755 0,620 0,423 0,282 0,175 0,122
206,85 0.849 0,773 0,652 0,465 0,332 0,246
413,7 0.940 0,851 0,765 0,615 0,479 0,365
689,5 1,020 0,920 0,830 0,712 0,600 0,482
1379,0 1,155 1,040 0,945 0,840 0,747 0,653
• 2068,5 1,278 1,138 1,040 0,926 0,846 0,762
5,0 0.0689 0,020 —
0,207 0,062 0.027 — —
- 0,414 0,108 0,050 0,017 —
0,689 0,152 0,072 0,028 0,010
2,068 0,281 0,143 0,061 0,024 *
4,137 0,373 0,203 0,087 0,040 0,017
6,895 0,444 0,251 0,114 0,055 0,027
20,683 0,609 0,381 0,211 0,Н2 0,061 0,031
41,37 0,716 0,490 0,298 0,171 0,099 0,054
68,95 0,779 0,580 0,379 0,227 0,138 0,080
206,85 0,870 0,780 0,595 0,415 0,283. 0.180
413,7 0,918 0,848 0,738 0,600 0,453 0,287
689,5 0,988 0.890 0,805 0,702 0,560 0,431
1379,0 1,140 1,002 0,940 0,811 0.692 >0,606
2068,5 . 1,300 1,110 1,010 0,891 0,771 0,694
16—1425
241
• Продолжение табл. Ду,2
Р, кПа а, моль СО» на моль ДЭА t °C Р, кПа а, моль СО, на моль ДЭА
- 5 н. ДЭА 1 t
55 0,00780 0,0097 50 0,278 0,123
60 0,0119 60 0,655
65 0,0176 70 1,472
70 0,0255 30 0,156 0,198
75 0,0376 35 0,229
80 0,0541 40 0,361
55 0,0283 0,0241 45 0,569
60 0,0447 50 . 0,858
65 0,0673 20 0,734 0,401
70 0,0916 25 1,196
. 75 0,136 . 30 2,269
80 0,171 35 3,427
30 0,0548 [ 0,123 40 4,663
40 0,133
1 8 н. ДЭА I
50 0,0152 0,0103 60 0,246 0,0504
55 0,0216 . 70 0,560
60 0,0316 20 0,0500 0,200
65 0,0504 30 0,175
70 . 0,0644 40 0,410
30 0,0163 0,0504 50 1,194 *
40 0,0399 60 3,514
50 0,0938
Таблица 111,24. Равновесное давление HsS над водными растворами ДЭА
различной концентрации С
С, моль/л Р. кПа Степень насыщения (в моль HjS/моль ДЭА) при
25/С 50 °C 76 °C 100 °C 1М°С 140*0
0,5 0,0689 0,188 0,083 0,010
0,207 0,247 0,121 . 0>,042 а— — —
0,414 0,294 0,159 ‘ 0 ,070 — — —
0,689 0,333 0,193 0,091 0,032 —
2,068 0,432 0,285 0,170 0,088 0,042 0,020
4,137 0,502 0,355 0,231 0,137 0,083 0,048
6,895 0,559 0,414 0,286 0,180 0,122 0,071
20,685 0,685 0,557 0,423 0,295 0,221 0,160
41,37 0,780 0,658 0,522 0,394 0,310 0,238
68,95 0,861 0,740 0,613 0,480 0,391 . 0,317
206,85 1,094 0,966 0,850 0,722 0,616 0,520
413,7 1,446 1,200 1,066 0,950 0,815 0,705
689,5 1,921 1,500 1,278 1,175 1,020 0,900
1379,0 3,040 ' 2,255' 1,765 1,600 1,509 1,390
2068,5 — 2,250 1,970 1,853 1,780
240
Продолжение табл. П 1,24
Ц ыоль/л Р, кПа "'Степень насыщения (в моль HiS/моль ДЭА) при
25 °C 60 76 °C 100 “С ' 120 °C 140 °C
2,0 0,0689 0,068 . 0,028 0,005 ——
0,207 0,111 0,066 0,020 — — —
0,414 0,168 .0,100 0,036 — — —
0,689 0,229 0,136 0,055 0,023 — —
2,068 0,396 0,222 0,119 0,054 0,020 —- .
4,137 0,508 0,310 0,178 0,090 0,048 0,028
6,895 0;587 ; 0,382 0,230 0,120; 0,079 0,046
20,68б‘ 0,738 0,552 0,370 0,202 0,140 0,100
’ 41,37 0,812 0,660 0,469 0,280з 0,199 0,150
68,95 0,865 0,730. 0,546 0,348 0,248 0,190
206,85 0,950 0.870 0,733 0,533 0,413 0,326
413,7 1,030 0,936 0,850 0,683 0,560 0,441
689,5 1,190 1,002 0,945 0,808 0,680 0,555
1379,0 1,473 1,215 1,107 1,030 0,927 0,808
2068,5 1,760 1,400 1,280 1,178 1,102 1,012
3,5 0,0669 0,040 0,012 — —
0,207 0,081 0,038 —1^» —
0,414 0,130 0,070 0,020 —
0,689 0,194 0,087 0,040 0,020 —
2,068 0,279 0,154 0,070 0,036 0,014 —
4,137 0,361 0,226 0,109 0,057 0,031
6,895 0,452 0,278 0,146 0,078 0,050 0,029
20,685 0,630 0,417 0,252 0,148 0,092 0,055
41,37 0,707 0,522 0,338 0,220 0,134 0,086
68,95 0,755 0,620 0,423 0,282 0,175 0,122
206,85 0,849 0,773 0,652 0,465 0,332 0,1Мб
413,7 0,940 0,851 0,765 0,615 0,479 0,365
689,5 1,020 0,920 0,830 0,712 0,600 0,482
1379,0 1,155 1,040 0,945 0,840 0,747 0,653
i ' 2068,5 1,278 1,138 1,040 0,926 0,846 0,762
5,0 0,0689 0,020 — — — 1 —
0,207 0,062 0,027 — —
Г 0,414 0.108 0,050 0,017 ——»
0,689 0,152 0,072 0,028 0,010
2,068 0,281 0,143 0,061 0,024 — —
4,137 0,373 0,203 0,087 0,040 0,017 —>
6,895 0,444 0,251 0,114 0,055 0,027 —
20,683 0,609 0,381 0,211 0,112 0,061 0.031
41,37 0,716 0,490 0,298 0,171 0,099 0,054
68,95 0,779 0,580. 0,379 0,227 0,138 0,080
206,85 0,870 0,780 0,595 0,415 0,283. 0,180
413,7 0,918 0,848 0,738 0,600 0,453 0,287
689,5 0,988 0,890 0,805 0,702 0,560 0,431
, 1 1379,0 1,140 1,002 0,940 0,811 0,692 >0,606
2068,5 . 1,300 1,110 . 1,010 0.891 0,771 0,694
16—1425
241
Рис. Ш-21. Растворимость H2S в 5,0 и. растворе МЭА при различной темпе*
ратуре.
Рис. Ш-22. Зависимость парциального давления H2S над 2,5 и. раствором
МЭА при 40 °C от концентрации H2S и СО2.
244
Рис. HI-23. .Зависимость парциального давления COS над 2,5 и. раствором
МЭА при 40 °C от концентрации СО* и HjS*.
Цр.щьМ
Рис. Ш-24. Зависимость парциального давления H2S над 2,5 и. раствором
' . - МЭА при 100 °C от концентрации H2S и СО2.
245-:
Рис. Ш-25. Зависимость парциального давления СОа над 2,5 и. раствором
МЭА при 100 °C от концентрации СО2 и HsS.
Рис. Ш-26. Зависимость парциального давления H2S над.5,0 н. раствором
МЭА при 40 °C от концентрации H2S и CQa.
Для расчёта равновесия в системах СО2— МЭА—вода предложен ряд
уравнений (5, 36], некоторые из которых приведены ниже. Зависимость рав-
новесного давления СО2 над водными растворами МЭА от концентрации
*СО3 в этих растворах можно приближенно рассчитать по уравнениям:
ори а^0,25 моль СО2 на моль МЭА
246
lgp*cote 12,56— 2t3/jT + 21g 06 ->
при a >0,5 моль COS на 1 моль МЭА
a — 0,5
p CO1’=« 4(i —a)a
где P*co2—равновесное давление СОа над растворами МЭА, кПа; ДЯ—
теплота растворения COj, Дж/моль; R—газовая постоянная, Дж/(моль*К);
Т—температура, К; a — концентрация СО2, моль/моль МЭА; k—коэффи-
циент, зависящий от температуры и концентрации МЭА.
Коэффициент k может быть рассчитан по уравнению
lg k = 7,50 + 1,331g Со — 35 600/(2,3RT)
где Со — концентрация МЭА, моль/л.'
Ошибка в расчете равновесного давления СО2 при заданной степени карбони-
зации раствора по приведенным выше уравнениям может достигать 20%.
Рис. Ш-27. Зависимость пар-
циального давления СО2 над
5,0 я. раствором МЭА при
40 °C от концентрации СО2 и
H2S.
Рис. П1-28. Зависимость
сдельного давления H2S
5,0 н. раствором МЭА
100 °C от концентрации
и СОа.
Мнцентрация С02, ммь/юль ИЗА
Зависимость интегральной теплоты растворения СО2 в водном 20%-ном
растворе МЭА ДЯ от степени карбонизации приведена на рнс, III-30. Тепло-
та растворения в других растворах меняется незначительно с некоторой Тен-
денцией уменьшения при увеличении концентрации МЭА в растворе.
На рнс. 111-31 представлена зависимость температуры кипения от сте-
_ пени карбонизации для 20%-ного раствора МЭА при различных давлениях.
Рис. 111-30. Зависимость интегральной теплоты растворения СОа от степени
карбонизации раствора МЭА (на оси абсцисс—конечная степень карбоииза-
, ции, цифры на кривых—начальная степень карбонизации).
248
Рис. Ш-31. Температура кипения водного 20%-ного раствора МЭА при раз^-Л
личных давлениях.
На рис. Ш-32 приведены зависимости флегмовых чисел Ф для 20%-ного ‘
раствора МЭА от температуры при различных давлениях. Флегмовые числа,
рассчитаны из следующего соотношения:
ОТН.ОРН.О
ф^,—------2—--------
^овщ“Я»Н,0РН,0
где тнго — мольная доля воды в растворе, РОбщ, рн2о—соответственно-
общее давление-над раствором и давление насыщенных паров над чистой во-
дой при заданной температуре.
Рис. Ш-32. Зависимость флегмового числа от температуры при Ф<1 (а) и-
Ф>1 (б) при различном давлении.
249-
Рис. Ш-33. Кривые дросселирования водного 20%-него раствора МЭА при
давлении в конце
1 — группа кривых, относящаяся к начальной температуре fBrtj
Сп/тожанил са» S оаствоое* ммь!ммь ИЗА
250
начальной концентрации_• CQi в растворе 0,7 моль/диоль> МЭА -и различном
дросселирования:
2 _ группа кривых, относящаяся к конечное концентрации СО»*
25>
Температура tK0H, с
Рис. Ш-34. Кривые дросселирования водного 20%-ного раствора МЭА при
давлении в конце
См. нодпао
<52
120
Содержание Со2 6 рас/пборе, моль/моль. мза
«тачальной концентрации СО2 в растворе 0,65 моль/моль МЭА и различном
дросселирования: * ' •' »
к ряс. III-33.
253
Флегмовые числа необходимы при определении количества тёпла, затра-
чиваемого на регенерацию этанол аминового раствора.
На рис. 1П-33—IIL35 приведены данные, позволяющие определить рав-
новесный состав и температуру раствора при снижении его давления (т, е.
при дросселировании).
Побочные реакции этаноламинов
При повышенных температурах возможно взаимодействие МЭА с СО2 с
образованием нерегенернруемых продуктов. На первой стадии взаимодейст-
254
вня образуется оксазолидон-2
Рис. Ш-35. Кривые дрос-
селирования водного
20%-иого раствора МЭА
при начальной концен-
трации СОа в растворе
0,6 моль/моль МЭА и
различном давлении в
конце дросселирования:
см. подписи к рнс. Ш-33.
HOCH2CHfNHa + СО2
который на второй стадии процесса реагирует с молекулой МЭА с образо-
255
ванием 1-(2-окснэтил)-нмидазолвдона-2
I | + HOCHiCHjNH,-----> | 1 +НаО
О NH HOfCH,),—N NH
О
Имндазолидон не вызывает коррозии, но, имея высокую температуру
плавления, может забивать аппаратуру. На третьей стадии происходит гид-
ролиз имидазолидона с образованием N- (2-оксиэтил) этнлендиамина (ОЭЭДА)
НСКСНа) A NH + H0CH«CH«NHCH»CHaNH2 + СО,
Последний может реагировать с CQj с образованием других соединений.
Показано [5], что при повышении температуры на каждые 10 °C скорость
превращения МЭА увеличивается примерно в 1,6—1,8 раза. Степень превра-
щения МЭА в начальный период возрастает почти пропорционально началь-
ной степени карбонизации раствора, т. е. реакция имеет первый порядок по
COj. При одинаковой начальной степени карбонизации реакция превращения
МЭА в начальный период протекает по второму порядку по МЭА. Таким
образом скорость превращения МЭА равна
»МЭА “ *МЭА<!’мЭАС0СОа
где с°—концентрация в начальный момент.
В табл. III,25 приведены константы скорости побочных реакций МЭА и
СОг при т-Н) (начальный период).
В производственных условиях для расчета скорости превращения МЭА
можно использовать уравнение
= 2ЛхСмЭА«СО|
где смэа, ссо2 — концентрации МЭА и СО2.
Значения Jfei [в л/(моль-с)] равны при 200“С—1,0-10-6, при 180”С —
1,7-10**а и при 165 °C —0,7-10-®.
Расчет потерь МЭА по приведенному уравнению показывает, что в рабо-
чих условиях (смэа“1>7—3,3 моль/л, <?cote0,5—1,7 моль/л, /Ср”90—110’С)
скорость накопления примесей в растворе составляет от 2,7-10“* до 1,4-
Таблица 111,25. Константы скорости побочных реакций МЭА и СО2
при т—»-0 [л/(моль-с)]
Температура, ’'С *МЭА *со2
200 1,4-10-6 0,5-10-6
180 3,8-10"8 1,5-10-6
165 1,4-10-6 0,5-10-»
256
10-4 моль/(л-ч). На действующих установках МЭА-очистки скорость на-
копления примесей в аналогичных условиях составляет 6,8-10“8—1,0-
-10~4 моль/(л-ч).
Показано [37], что скорость накопления примесей в растворе может
увеличиваться при наличии в растворе примесей ДЭА и ТЭА. Протекание
побочных реакций МЭА с СО« приводит не только к потерям МЭА, но и к
накоплению труднорастворимых примесей (смол), которые забивают и кор-
родируют оборудование, к ухудшению очистки и увеличению расхода тепла.
Поэтому необходимы меры для вывода из системы продуктов побочных ре-
акций (разгонка раствора в смоловыделителе, фильтрация — см. ниже).
Расход тепла на регенерацию МЭА раствора*
Расход тепла на регенерацию моноэтаноламинового раствора равен
Q в Сдес 4" Qa 4" Оотд 4“ Он
Здесь Q«ec — тепло, необходимое для десорбции?
Qjec = Gcc^H=IAxH= £(х,— xJAH
где Gcot—количество поглощенного СОа, м’/ч; Д/7—теплота десорбции, рав-
ная по абсолютной величине интегральной теплоте абсорбции (см. рис.
Ш-30); L —циркуляция абсорбента, м’/ч; х* xi — концентрация СОа соответ-
ственно в насыщенном и регенерированном растворах, мэ СО2 на м’ рас-
твора.
Qh — тепло, затраченное на нагревание раствора:
Qh
где с9 — теплоемкость раствора, кДж/(кг-К); р — плотность раствора, кг/м’;
Д/т—разность температур регенерированного и насыщенного раствора на
холодном конце теплообменника (колеблется от 6 до 20 °C).
фотд—теплей затраченное на образование отдувочного пара, который
выходит через верх .регенератора:
СоТД — /пгсбпгс
где inrc — удельная энтальпия парогазовой смеси; Garc — количество парога-
зовой смеси, м’/ч.
Qn — тепловые потери, не превышающие 5% общего расхода тепла.
Все тепло подводится в кипятильниках регенератора, а отводится в хо-
лодильнике раствора Qxon и в конденсаторе парогазовой смеси Qnrc Следо-
вательно,
Q = Схол 4* Qnrc
Обозначим температуры потоков в простейшей схеме (рис. Ш-36):
/1 —температура в кубе регенератора; . .
Ц — температура насыщенного раствора на входе в регенератор;
6 —температура регенерированного pacTBopai на выходе из теплообменни-
ка (на входе в холодильник);
•В этом разделе объем СО2. приведен к нормальным условиям.
17—142S 257
Рис. Ш-36. Схема одноступенчатой МЭА очистки:
/ — абсорбер; 2, 3 — песчаный а угольный фильтры; 4 — теплообменник; S, 11 — водяные
холодильники; 6, 10 — насосы; 7 — смоловыделнтель; 8 — регенератор; S — кипятильник;
/2 -l. сбора» флегмы.
i4 —температура регенерированного раствора на входе в абсорбер (на
выходе из холодильника);
/Б—температура йасшценного раствора на выходе нз абсорбера;
/вгс — температура парогазовой смеси на выходе из регенератора.
т Тогда
Охол ~ Lcp (t4 — /4) ==LcpMj
Далее
Оте = ^со2 + бн2о = Geo, + ^со2Ф = Gco3 0 + $) = М-*2 — *i) 0 + Ф)
' Рн/упн.о ... „
где Ф=±=-р--------——*- (см. рис. II1-32).
Робщ —РН2О"»Н2О ' Г
Тогда
Q == L (х2 — Xi) Д Н Ц- Lcp&tf 4- /щхХ (х2 хх) (1 Ф) =
= L (xt — xj ДЯ + LcpMr + »Н1сЛ («я — *1) Ф + »со,^ (х2 “ хг)
Как правило, при сравнении эффективности различных схем пользуются
величиной удельного расхода тепла q
Q О . соЫт
<7 = ’бёоГ= Ь(л;2 —jci) ИЛИ Ч = +‘nrc(l+*)
Если при приближенном расчете пренебречь физическим теплом диоксида
углерода, то ^=~ДЯ+(срД/т/Лх)+&аоФ и, пренебрегая физическим теплом
' t
Zoo f
воды (флегмы), получим
^~ЛЛ+-^-+/Ф
где zhjO — энтальпия воды; г — теплота испарения воды.
Значение АД может быть рассчитано по данным рис. III-30. Тепло-
емкость ср находят из табл. 111,12 и 111,13. Величину Д/» во вновь проекти-
руемых схемах МЭА-очнсткн принимают, как правило, в пределах от 6
до 10 °C, а на действующих установках она достигает 20 °C. Поглотительная
емкость раствора Дх колеблется от 12 (для абсорбции при атмосфер-
ном давлении) до 33 м3/м8 (для абсорбции под давлением). Теплота гн^о»
а* 1780 кДж/м3 водяного пара.
Флегмовое число Ф в верхней части регенератора зависит от температу-
ры насыщенного раствора на входе в регенератор, степени карбонизации
регенерированного раствора Qi, давления в регенераторе и для различных
технологических схем может изменяться от 0,4 до 8. В ориентировочных
расчетах расхода тепла флегмовое число может быть определено по данным
рис. Ш-32.
Технологические схемы моноэтаноламиновой очистки
газа от СОя*
Технологическая схема очистки газа в значительной степени зависит
от метода производства аммиака. Одной из простейших схем моноэтанолами*
новой очистки газа от СО2 является одноступенчатая однопоточная (см.
рис. Ш-36). Такие схемы применяются для абсорбции как при атмосфер-
ном давлении, так и под давлением 2,0—3,0 МПа.
При абсорбции под атмосферным давлением осуществляем грубая очи*
стка газа от СО2 (от 20—24 до 1,0—2,5% СО2) 17—20*)^Bim раствором
МЭА прн температурах 35—50 °C. Раствор в абсорбере насыщается от 0,15—
0,23 до 0,42—0,45 моль СО2 на моль МЭА. Регенерацию раствора проводят
под давлением 0,167 МПа и прн температуре 115—120 °C. Тепло для реге-
нерации раствора подводится с паром, температура которого 130—145 ®С.
Расход тепла в этих схемах составляет 11,3—13,2 МДж/м’ СО» (2700—
3200 ккал/м8 СО2).
При необходимости тонкой очистки газа от СО2 применяют иногда двух-
ступенчатое схемы МЭА-очнсткн [38]. В первой ступени абсорбцию прово-
дят при давлении, близком к атмосферному, очищая газ до остаточного со-
держания 3—6% СО2. Во второй ступени абсорбцию СО2 осуществляют под
давлением 2,0—3,0 МПа, достигая тонкой очистки газа от СОа (до 40 млн-1}.
Для регенерации раствора первой ступени наряду с теплом, подавае-
мым с паром, используется тепло парогазовой смеси, отводимой из регене-
ратора второй ступени при температуре 113—115 °C. Регенерацию раствора
во второй ступени проводят под давлением 0,235 МПа и при температуре
125—128 °C. Концентрация COj в регенерированном растворе составляет
*Схемы ДЭА-очнстки газа практически не отличаются от схем МЭА-очн-
стки.
17* 2В»
0,05—0,1 моль/моль МЭА. Тепло для регенерации раствора подводится с
водяным паром.
В промышленности нашли также применение более совершенные одно-
поточные одноступенчатые схемы тонкой очистки газа раствором МЭА, аб-
сорбция CQ2 в которых осуществляется 17—20%-ным раствором МЭА под
давлением 2,0—3,0 МПа (см. рис. Ш-36). Раствор в абсорбере насыщается
COj до 0,5—0,55 моль/моль МЭА. Абсорбция протекает при температурах
35—г55 *41 Концентрация СОа в очищенном конвертированном газе составля-
ет 40—100 млн-1. Регенерацию МЭА раствора проводят при давлении
ОД67 МПа, температура нижней части регенератора 120-^-125 “С, в верх-
ней— 100—105 °C. Содержание СО2 в регенерированном растворе 0,1-т-
0,15 моль/моль МЭА Для регенерации раствора в этом случае используется
тепло конвертированной парогазовой смеси (КПГС), имеющей температуру
180—190°C (см. рис. Ш-36). Расход тепла на регенерацию раствора состав-
ляет 6,6—7,8 МДж/м* СО3 (1600—190Q ккал/м8 СОа).
В последние годы в азотной промышленности широкое распространение
получили схемы очистки с разделенными потоками насыщенного и регенери-
рованного раствора [39, 41] и совмещением массо- и теплообмена. Приме-
нение таких схем позволяет по сравнению с вышеописанными снизить рас-
ход тепла за счет снижения температуры парогазовой смеси на выходе из
регенератора и. одновременного улучшения рекуперации тепла регенериро-
Рис. Ш-37. Схемы моноэтаноламиновой очистки с разделенными потоками на-
сыщенного и регенерированного растворов (ОКГ — очищенный конвертиро-
. _ ванный газ, КПГС — конвертированная парогазовая смесь):
1 — газовыА теплообменник; 2 — холодильник газа; 3 — сепаратор газового конденсата;
4, 4а — адсорбер с сепаратором МЭА; 5 — адсорбционная холодильная установка; 6, 9,
3 —воздушные холодильники; 10{ 11,13— теплообменники; 12 ~ смоло-
выдёлктёль; 74 — регенератор; 16, 19 — кипятильники; 77 — холодильник ПГС; /в —сбор-
ник флегмы.
Флегма
. > COj грязный.
Рнс. III-38. Схема моноэтаноламиновой очистки с регенерацией раствора'' й
регенераторе-рекуператоре:
/ — теплообменник газа; 2 — холодильник газа; 3 — сепаратор конденсата; 4 —сепаратор
МЭА; 6 — абсорбер; 6, 7, 13. 16, 2а —насосы; 8 — абсорбционная холодильная установка;
9, 10 — водяные холодильники; 11, /2 — воздушные холодильники раствора; 14 — смело»
выделитель; 15 — регенератор-рекуператор; 17, 20 — кипятильники; -18 — холодильники чи-
стой и «грязной» фракций СОа; 19, 21 — сборники флегмы; 22 — сборник газового конден-
сата.
ванного раствора. На рис. Ш-37 и III-38 приведены некоторые варианты
таких схем; реализованные в промышленности.
Конвертированный газ (КГ) под давлением 2,75 МПа и при температу-
ре 40 °C поступает в абсорбер 4 (рис. Ш-37), орошаемый 20%ч1ым раство-
ром МЭА. Абсорбция СО2 осуществляется в абсорбере с высокослойными
ситчатыми тарелками, разделенным на две секции. Верхняя секция, пред-
назначенная для тонкой очистки газа, орошается глубокорегенерированным
раствором (II поток). В нижнюю секцию поступает груборегенерированный
раствор (I поток), который смешивается с раствором из верхней секции аб-
сорбера.
Газ, содержащий до 18% COS, проходит вначале нижнюю секцию, а за-
тем верхнюю и очищается до остаточного содержания СО2 не более 30—
100 млн“1. В верхней части абсорбера газ проходит колпачковые тарелки,
орошаемые флегмой, сепарирующее устройство, выносной сепаратор 4а и
поступает на метанирование. Расход раствора МЭА, поступающего на оро-
шение абсорбера (I и II потоки), а также уровень раствора в абсорбере ре-
гулируются автоматически. При достижении минимального уровня раствора
в абсорбере, отсечной клапан на выходе раствора из абсорбера закрывает?
ся, что исключает возможность попадания конвертированного газа в .цикл
регенерации раствора.
Насыщенный до 0,67 моль СОа на -моль МЭА раствор МЭА выходит из
нижней секции абсорбера при температуре 57—65 °C и поступает на регене-
рацию. Раствор разветвляется на три потока. Верхний поток, (около 10%)
направляется на верхнюю тарелку регенератора 14 (холодный байпас),
средний поток («45%) нагревается в теплообменнике 11 до 95—100 °C в
поступает в среднюю часть регенератора. Нижний поток нагревается в теп-
лообменнике 10 и дополнительно перегревается в теплообменнике — испари-
теле 13 до 104—107 °C и подается в регенератор. Парогазовая смесь выхо-
дит из регенератора при температуре около 80 °C, а тонко- и груборегене-
риров энный растворы (соответственно I и II потоки) при температуре
125—127 °C и ПО—115 °C поступают в теплообменник 10, 11 и 13. Далее
растворы направляются на всасывание насосов 6 и 9, и, пройдя холодиль-
ники 7 и 8, подаются на абсорбцию. Тепло для регенерации раствора под-
водится в паровом 15 и газовом 19 кипятильниках.
При необходимости получения чистого COs для производства карбами-
да холодный байпас отключают, а раствор после теплообменников 10 и 11
направляют в промежуточный экспанзер, работающий под давлением 0,6—
0,7 МПа. Здесь происходит отдувка водорода и других малорастворимых га-
зов и части СО2. Оставшаяся часть СО2 (свыше 75%) содержит 0,03—0,05%
примеси водорода,, что удовлетворяет требованиям, предъявляемым к СО2 в
производстве карбамида.
Схема на рис. Ш-38 отличается тем, что насыщенный раствор поступает
без подогрева сразу в регенератор-рекуператор 15, разделенный так же, как
и абсорбер, на две секции. В верхней секции иа ситчатых тарелках распо-
ложены U-образные теплообменные элементы, в которых происходит пере-
дача тепла от горячего регенерированного раствора насыщенному раствору.
За счет тепла парогазовой смеси, поступающей из нижней секции регенера-
тора, и тепла регенерированного раствора обоих потоков, передаваемого че-
рез встроенные теплообменники, насыщенный раствор регенерируется в верх-
ней секции и содержание СО2 в нем снижается от 0,67 до 0,35 моль/моль
МЭА. Далее раствор делится ндтдва равиыд потока. Первый поток — гру-
борегенерированный при температуре 114—120 °C насосом 13 прокачивается
через встроенные теплообменники, где охлаждается до 62—70 °C. Дальнейшее
охлаждение регенерированного раствора I потока происходит в воздушном
холодильнике 12 с доохлаждением в летнее время в водяном холодильнике 10.
Количество раствора I потока контролируется расходомером в ЦПУ.
Второй поток через переливные устройства внутри регенератора-рекупе-
ратора поступает в нижнюю секцию для более глубокой регенерации до со-
держания СО2^0,12 моль/моль МЭА. Тонкорегенерирбванный раствор при
температуре 125—130 °C из нижней секции регенератора-рекуператора пода-
ется насосом 16 во встроенные теплообменные элементы, где охлаждается
до 62—70 "С. Дальнейшее охлаждение раствора осуществляется в воздуш-
ном холодильнике 11 и водяном холодильнике 9.
Тепло для регенерации раствора в схемах на рис. Ш-37 и 111-38 подво-
дится с конвертировочной парогазовой смесью, поступающей при темпера-
.туре 174 °C в газовые кипятильники. Предусмотрен подвод тепла также че-
рез смоловыделитель и паровой кипятильник. Постоянный расход пара под-
держивается автоматически.
Конструкция регенератора-рекуператора (см. рнс. Ш-38) предусматрива-
ет возможность получения чистого диоксида углерода, содержащего не более
0,02% (об.) горючих примесей, необходимого для производства карбамида.
Чжхая .фракция COj, составляющая свыше 75% общего количества СО2,
262
выводится из регенератора-рекуператора ниже точки ввода насыщенного
раствора при температуре 65—70 °C я под давлением «0,135 МПа, охлаж-
дается до'40 °C в холодильнике 18, проходит выносной сепаратор 19 для
отделения брызг МЭА и направляется потребителю. Грязная фракция СО2,
содержащая до 10% горючих, промывается в верхней части регенератора
рекуператора на колпачковых тарелках флегмой, затем охлаждается в хо-
лодильнике 18 до 40 °C и, пройдя сепаратор 21, выбрасывается в атмосфе-
ру. Для очистки рабочего раствора МЭА от продуктов разложения, окисле-
ния и ©смоления моноэтаноламина и неорганических примесей, вызывающих
коррозию и эрозию аппаратуры, установлены песчаный и угольный фильтры
(на схеме не показаны), а также предусмотрена разгонка части циркулиру-
ющего раствора в специальном аппарате — смоловыделителе.
Расход тепла в схеме с регенератором-рекуператором (см. рнс. Ш-38)
составляет 4,13 МДж/м3 СО2, а в схеме с регенератором и выносными теп-
лообменниками (см. рис. Ш-37) — 5,36 МДж/м8 СО2. Снижение расхода теп-
ла в схеме с регенератором-рекуператором объясняется меньшей температу-
рой парогазовой смеси и более полной рекуперацией тепла регенерирован-
ного раствора во встроенных теплообменниках.
Основные массообменные аппараты моноэтаноламиновой
установки очистки
Абсорбер. В настоящее время применяют как насадочные, так и тарель-
чатые аппараты. На рис. Ш-39 показан насадочный a6copd8|>, работающий
прн давлении 2,45 МПа в агрегате синтеза аммиака мощностью 600 т/сут.
В абсорбере имеются три слоя насадки высотой каждый 3,5—4,5 м, ннжний
слой — полипропиленовые кольца типа Палля размером 37X37 или 50Х
Х50 мм, два последующих слоя — керамические седла типа Инталокс раз-
мером 50X50 мм (нлн керамическая насадка ГИАП и НИИЭмальхиммащ
размером 50X50 мм).
В современных отечественных агрегатах производства аммиака мощно-
стью 1360 т/сут абсорбция С02 осуществляется моноэтаноламиновым раство-
ром при давлении 2,7—2,8 МПа в тарельчатых абсорберах с высокослой-
ными ситчатыми тарелками (рис. Ш-40). Температурный режим, давление,
уровень раствора и перепад давления в регенераторе-рекуператоре 15 конт-
ролируются в ЦПУ. В верхней части аппарата установлены две колпачко-
вые тарелки, орошаемые флегмой из дефлегматора, для улавливания брызг
и паров МЭА из очищенного конвертированного газа. Над колпачковыми
тарелками помещен сепаратор, представляющий собой собранные в виде
пакета гофрированные листы. В нижней части абсорбера поддерживается ав-
томатически уровень жидкости, предотвращающий проскок конвертирован-
ного газа в регенератор.
Корпус абсорбера изготовлен из стали 16ГС, тарелки — из качественной
углеродистой стали.
Абсорбер с ситчатыми тарелками разделен на две секции — верхнюю и
нижнюю, в каждую из которых вводится около 600 м3/ч раствора. В абсор-
бере 15 ситчатых двухсливных тарелок. В промышленности -работают аб-
сорберы двух модификаций. В табл. Ш,26 приведены некоторые коиструктив-
263
ные показатели этих' абсорберов, а в табл. Ш,27 показатели насадочных и
тарельчатых абсорберов МЭА-очистки.
Кинетический расчет насадочных моноэтаноламиновых абсорберов мо-
жет быть осуществлен двумя способами. В первом из них предполагается
использование эмпирических объемных коэффициентов массопередачи. Этот
способ дбстаточно прост, но точность его невелика, особенно при экстрапо-
ляции экспериментальных данных на другие значения а. Применение урав-
нения Коуля [42, 43} или аналогичного уравнения, предложенного в работе
[44], также не приводит к надежным результатам [45].
Второй способ расчета абсорберов основан на использовании коэффициен-
тов массоотдачи и реальной диижущей силы. Этот метод более сложен, но
точнее отражает влияние различных параметров на скорость абсорбции. Ме-
тодика расчета описана в работе [37].
- Расчет тарельчатого моноэтаноламинового абсорбера заключается в гид-
равлическом расчете тарелок и кинетическом расчете аппарата. Методика
гидравлического расчета тарелок провального типа и ситчатых тарелок из-
ложена в работе [5]. Кинетический расчет тарельчатого абсорбера может
быть проведен на основании опытных данных по коэффициентам массопере-
дачи и коэффициентам извлечения (табл. III,28—111,30), особенно, если ус-
ловия работы проектируемого аппарата близки к условиям работы обследо-
ванных абсорберов. Если на тарелке жидкость перемешивается практически
264
Таблица 111,26. Характеристика абсорберов с высокослойными
ситчатыми тарелками
М Тарелки (снизу) Высота пе- регородки, м Расстояние между та- релками, м Общая площадь отверстий. Ml Площадь барботажной части, м* Р-фахтор для барбо- тажной части Плотность орошения, отнесенная к барботаж- ной части, м*/(м’ч)
1—3 1,6 2,4 0,526 8,0 1,24 145
1,2 2,1 0,455 10,5 0,91 НО
4 1,2 2,0 0,526 8,0 1;24 145
1,2 2,1 0,455 10,5 0,91 ПО
5 0,65 1,3 0,433 8,0 0,92 145 -
1,2 2,1 0,455 10,5 0,91 НО
6-9 0,65 1,3 0,433 8,0 0,92 145
0,65 1,5 0,38 10,5 0,91 ПО
10—15 0,45 1,2 0,313 7,63 0,82 76
0,4 1,5 0,293 9,9 0,62 59
Примечания. 1. В числителе приведены показатели абсорбера диаметром
4200 мм (нижняя секция) в 3800 мм (верхняя секция), в знаменателе — показатели аб-
сорбера диаметром 4000 мм_(нижняя секция) и 3800 мм (верхняя секция).
2. F-фактор равен «К у ( в м/eV кг/м1].
Таблица Ш,27. Показатели работы промышленных абсорберов
МЭА-очистки
Показатели Насадочный абсорбер Барботажный абсорбер с вы- сокослойными ситчатыми та- релками Абсорбер с та- релками новой конструкции
Диаметр, м 2,542 4,2/3,8* 4,0/3,8*
Нагрузка по газу**, м8/ч До 100000 205000 213103
Скорость газа на входе, м/с До 0,27 0,193 0,236 '
Давление, МПа 2,42—2,5 2,64 2,64
Высота насадки, м 12—14 —
Расход раствора, м8/ч 500—570 1140—1200 1140—1200
Плотность орошения, м’/(м8-ч) Концентрация COj в газе, % (об.) 98—112 83—87 83/52*
на входе 18,2 17,7 17,6
на выходе, не более 0,01 0,01 0,01
Концентрация МЭА, % (масс.) Степень карбонизации, моль/моль 15—17,5 20 io
на входе 0,08—0,14 0,1 и 0,33 0,12 н 0,33
на выходе Температура раствора, °C «0,65 «0,65 «0,71
на входе ... ' 35—47 36-42 36—42
на выходе 55—67 ~58—67 67—68
265
Продолжение табл. 111,27
Показателя Насадочный абсорбер Барботажный абсорбер с вы- сокослойными ситчатыми та- релками Абсорбер с та- релками новой конструкции
Скорость абсорбции** СО2, м’/(м3-ч) рабочего объема аппарата Равновесное давление** СО2 над раствором в нижнем сечении абсорбера, МПа Средняя движущая сила***, кПа Объемный коэффициент мас- сопередачн**, м3/(м3 • я-Па) Гидравлическое сопротивле- ние, Па 223 0,155 59 378-10-5 (0,098—0,147)-106 114 0,24 61,5 185-10-» (0,69—0,79)-IO6 (0,79—0,89)-10»
-----------1
• Числитель — диаметр нижней части абсорбера, знаменатель — верхней части.
** Объем газа приведен к нормальным условиям.
Определена методом графического интегрирования.
Л полностью, коэффициент извлечения (т)) равен
где К'г — коэффициент массопередачи [5]; а—удельная поверхность кон-
такта фаз, м2/мэ; fin—высота газожидкостного слоя, м; wr— приведенная
скорость газа при рабочих условиях, м/с.
Влияние технологических параметров можно учесть с помощью теории
хемосорбции.
Пример расчета насадочного абсорбера, в котором происходит одновре-
менно поглощение H2S и СО2, дан в работе [46]. Присутствие в газе H»S
незначительно сказывается на скорости абсорбции СО2. Коэффициент массо-
передачи для H2S значительно выше, нежели для СО2 (в сопоставимых ус-
ловиях), поэтому H2S можно селективно извлекать из газа. Однако при уве-
личении отношения СО2: H2S коэффициент селективности заметно уменьша-
ется. Применение ДЭА вместо МЭА позволяет увеличить коэффициент се-
лективности в среднем в 1,7 раза. Данные по скорости абсорбции H2S (и сме-
сей H2S с СО2) растворами этаноламинов приведены в работах [47, 48].
Показано [42], что в одинаковых условиях коэффициенты массопереда-
чи для растворов МЭА в 2—2,5 раза выше, чем для ДЭА.
Регенератор. В установках очистки газа от СО2, построенных до 1970 г.,
применялись, как правило, регенераторы с кольцевой керамической насад-
кой, располагавшейся двумя слоями высотой по 6 м. В процессе эксплуата-
ции керамическая насадка изнашивается, вследствие чего эффективность ра-
боты аппарата снижается. Кроме того, разрушение насадки приводит к за-
грязнению теплообменников, что приводит к увеличению недорекуперации.
Все это способствует повышению расхода тепла и ухудшению очистки газа.
Данные по эксплуатации промышленных насадочных регенераторов диаметром
266
Таблица Ш,28. Показатели работ» промышленник абсорберов МЭА очистки при атмосферном давлении [5]
I Абсорберы
2 !*23 S о 1 °- Г- ! со 1с 0,17 0,49 22,0 6,4 306
to 4,5 18,5 25x50 ©" 24,0 37 2?8 ON • ф ОО 22,0 6,3 208
2 4,5 16 25x50 ! бд‘о СЧ 00 о Ю - ь-ю—. -ф Ю - ОСЧ СО 1 0,191 0,396 21,0 5,40 194
2 4,5 16 25x50 0,90 СТ>© -Ф ю - гою со -о -ф ю - о см со ОО 1 21,0 5,90 240
сч 5 20 25x50 09*0 ООО _ Ю Ю « со о сч -ф соф • О СМ СО 0,174 0,371 20,0 1,05 283
^ою „ сч 09‘0 СЧФ ю Ф - СО СО СО -СМ СО Ф - о см см ою юо o'о" 20,4 0,90 576
о 3,6 13 25 0,36 — — да ф - -фcot- -СЛ СО -Ф - о — сч 0,189 0,403 20,3 1,4 324
о 3,6 10 25 3 о" СМ © со ф - СОЮ© -р СОФ - ОСЧ СМ 1 0,147 0,412 СС!_©
СО 1,6 9 1 25* 0,46 СО О — ф - о со сч -СЧ СОФ - осм см 0,120 0,385 19,3 0,94 564
г- 3,6 13 25 0,33 юо о СО - — Ф г- -со со ф - о см см 0,197 0,397 20,0 1,70 272
<0 3,6 10 25 0,37 СТ> ОО со СО - —1 Г- ф -ф со -Ф ~ о см сч 0,138 0,393 20,8 1,73 411
W 1 5 20 25x50 ф о" O>Tf _ © СО - 00 I ф — СО 1 - о см см -Ф сч ода °-” о” о* 8-2
5 20 25x50 0,44 СО см г- сэсм 1 см 0,107 0,380 20,2 1,70 205
«а 5 20 25x50 0,38 — О см ф - Ю Ф о> -со те ю - ОСЧ —• 0,143 0,400 21,1 0,92 194
<N 5 20 25x50 0,33 Ю© О со - со© со -р юю - оеч см 898*0 Ш 0 18,4 1,68 123
5 20 25X50 0,36 ю — _ см со - см о со — ф ф - ОСМ см 0,186 0,391 18,6 1,35 169
Показатель Диаметр, м Высота насадки, м Размеры насадки, мм Средняя рабочая скорость газа, м/с »г/а»з Плотность ороше- ния, м®/(м2-ч) Температура, °C на входе на выходе Концентрация МЭА, моль/л степень карсюни- зации на входе на выходе Содержание СО2 в газе, % (об.) на входе на выходе Коэффициент мас- сопередачи [м’/(м’-ч-Па)]-!05
Седла Инталокс, во всех остальных абсорберах — кольца Рашита.
Таблица 111,29. Сравнительные данные по эффективности абсорбции СО2 водным раствором МЭА
в аппаратах с колпачковыми и ситчатыми тарелками {5]
Показатель Абсорберы
1 2 3 4 б б ’ 7
Диаметр, м 1,1 2,08, 2,08 2,08 2,4 4,2/3,8 4,2/3,8
Свободное сечение тарелок, % 17 2,7—6 2,7—6 2,7—6 1—1,5 5,7—8,7 5,7—8.7
Скорость газа на входе, м/с 1,2—1,9 0,177 0,238 0.238—0,298 0.1 0,193 0,197
Плотность орошения, м/ч 25—40 93 120 85 18 83—87 84
Общее давление, Па-105 Температура раствора, °C 0,98 16,7 ' 16,7 16,7 29,4 26,5 24,8
на входе 40 62 I 47 50 36—42 36
на выходе Концентрация СО2 в газе, % (об.) — 55 55 «80 | «65 — 58—67 52
на входе 12 24 24 20—22 5 17,7 17,6
на выходе 4,5—5 0,6—2 0,2—2 0,1—1,2 1,9 <0,01 <0,01 (после ниж- ней секции 0,85) 3,28
Концентрация МЭА, моль/л Степень карбонизации МЭА а 2-2,5 1,64 1,64 2,8—3 3,3
на входе 0,2 0,16 0,16 0,542 1 0,572 — 0,1; 0,37 0,08; 0,46
иа выходе 0,4 0,64—0,72 ср. 0,675 0,62—0,68 ср. 0,655 ~0,71 ~0,7 0,35 0,6—0,65 0,73
Сопротивление абсорбера, Па-105 0,098 0,686 ! 0,686-0,784 0,862
Объемный коэффициент массопе- редачн на 1 м’ барботажного слоя [м3/м9-ч-Па] 105 23,8 29,8 25,5 355 18* 229*
* Количество поглощенной СО» отнесено к объему рабочей иста.
Таблица III, 30. Сравнительные данные по эффективности абсорбции СО2 водными растворами МЭА
в аппаратах с тарелками провального типа
Показатель 2 Аппараты
1 | 2 3 * S в 7 8
Диаметр, м 0,2 1,6 1,6 1,6 0,1 0,1 1,0 2,1
Число тарелок 3 1 1 32 9 9 24 28
Свободное сечение 17 18,5 20 20 20,3 , 27.0 13—15 19,6
тарелок, % Общее давление, К^-Па 2,16 0,98 ' 0,98 0,98
9,8—11,7 9,8—11,7 9,8—11,7 16,2—18,1
Температура раство- 13—21 25—35 25-40 45 36—46 40—44 45—58 —
Скорость газа на вхо- 0,45 0,55—1,6 0,5—1,15 0,55—1,7 0,15—0,2 0,4—0,5 0,22—0,47 0,22-0,35
де в аппарат, м/с Плотность орошения 12,5 . 40-60 40—60 40—60 4—10,2 16—32 15—27 52—72
м3/(м2*ч)
Концентрация СО2 на входе в аппарат или испытуемую та- 1,65—3,5 12 16 20 2 2 и 0,15 2,3 10—13
релку, % (об.)
Концентрация МЭА, моль/л Степень карбонизации 1,9 0,2 2,5 2,5 1,4 1,6 1,6 11,25—1,45 1,2-1,5
на входе 0,2 0,15 0,22 0,1 (ср.) 0,1 (ср.) 0,05—0,1 0,11—0,2
на выходе 0,3 0,25 0,25 0,42 0,2—0,33 0,56—0,66
Сопротивление одной тарелки, Па Высота пены на та- о;о8 147—352 343—441- 196—392 — — 176—372
0,06—0,13 0,07—0,1 0,1—0,15 -
релках, м 1630-1940
Объемный коэффици- 1940—2350 1940—2140 1525 — — . -
ент массопередачи, (Wr“ (Wr = (иг= 1 м/с)
м’Дм’-ч-Па^Ло5 0,095 1-1,2 м/с) 0,7—о,8м/с) 0,257
Средний коэффициент извлечения для одной 0,055 0,065 . 0,055 0,257 0.15 0,12 (для а<0,5)
тарелки q ’I
Таблица Ш,31. Показатели работы регенераторов с кольцевой насадкой |[5]
Примечавве. Давление в регенераторе 0,17В МПа.
Рис. Ш-42. Ре-
генератор та-
рельчатый.
Рис. Ш-41. Ре-
генератор с кла-
панными тарел-
ками.
3,2 м при давлении в верхней части регенераторов 0,166 МПа приведены в
табл. 111,31.
В настоящее время все большее распространение получают тарельчатые
регенераторы. В агрегатах производства аммиака мощностью 600 т/сут в
установках очистки газа от СОа нашли применение клапанные тарелки [5].
В однопоточных схемах число тарелок в регенераторе обычно составляет
16—25, в двухпоточных — до 35. Результаты обследования регенератора о
переливными клапанными тарелками приведены в табл. 111,32. Регенератор
с клапанными тарелками показан на рйс. Ш-41.
Широко распространены регенераторы с ситчатыми тарелками со свобод-
ным сливом, а также с тарелками провального типа. Указывается [5], что
регенератор диаметром 3 м с ситчатыми тарелками, имеющими сливную
перегородку высотой 0,35 м, устойчиво работает в широком диапазоне на-
грузок, в частности при расходе раствора 360 м’/ч и нагрузке кипятильника
по пару 30 т/ч. При дальнейшем увеличении нагрузки по пару наблюдается
захлебывание аппарата.
Регенератор имеет семь тарелок. Свободное сечение тарелок 3,5%, диа-
метр отверстий 6' мм, расстояние между тарелками 0,-8 м.
271
Регенератор обеспечивает регенерацию 17%-кого раствора МЭА от 55—
60 до 16—20 г/л, а 22—23%-ного раствора — до 28—33 г/л. Температура
насыщенного раствора составляет 78 °C, температура в верхней части аппа-
рата «102 °C, в нижней части —115 ®С.
Применение тарелок с большим свободным сечением (до 10%) и с уве-
личенной площадью переливных устройств (от 0,37 до 0,75 м2) позволило
существенно увеличить нагрузки по раствору и пару на регенератор анало-
гичных размеров [5]. Скорость жидкости в переливах не превышает 0,1—
0,2 м/с. В регенераторе имеется 14 тарелок, расстояние между которыми из-
меняется по высоте аппарата от 1,2 м в нижней части до 0,8 м в верхней
части. Высота сливной перегородки уменьшена до 0,2—0,25 м. Ниже при-
ведены показатели работы этого регенератора:
Расход раствора, м3/ч............................ 380—500
Расход пара, т/ч................................. 35—52
Концентрация МЭА, %.................................. 13—15
Температура, °C
насыщенного раствора.............................. 90
в верхней части регенератора.................100—101
в нижней части регенератора....................... 123
Сопротивление аппарата, МПа......................... 0,0294
Содержание СОг в насыщенном растворе, г/л
на 12-й тарелке................................. 36,6
на 7-Й тарелке........................- . 25,5
яа 2-й тарелке................................... 17,0
в регенерированном растворе................14—16
В агрегатах синтеза аммиака мощностью 1360, т/сут эксплуатируется
регенератор диаметром 4,5 м с 22 ситчатыми тарелками (рис. Ш-42). В верх-
ней части регенератора размещены три колпачковые тарелки, на которые
поступает флегма. Регенератор имеет две секции. В верхней секции свобод-
ное сечение тарелок № 16—22 составляет 5%, а № 11—15 — 8%. Площадь
сечения слнвного кармана 1,92 м2. Напряженность слива составляет около
350 м3/(м*ч). Скорость парогазовой смеси в барботажной части тарелки —
0,8—1,6 м/с.
В нижней секции все тарелки (№ 1—10) имеют свободное сечение 8%;
напряженность слива около 200 м3/(м*ч), скорость парогазовой смеси 1,4—
1,7 м/с, высота сливного порога всех тарелок 0,22 м.
На рис. Ш-43 показан регенератор-рекуператор, который также рабо-
тает в агрегатах синтеза аммиака 1360 т/сут. Он имеет две секции. Диаметр
верхней секции 3600 мм, нижней секции—3000 мм. Общая высота «49 м.
Внутри регенератора-рекуператора размещены 31 ситчатая тарелка, в ниж-
ней— 9, в верхней — 22 тарелки. На 19 тарелках верхней секции располо-
жены теплообменные элементы с U-образными трубками, по два элемента на
каждой тарелке. Поверхность теплообмена на одной тарелке «178 м2. Об-
щая поверхность теплообмена одного аппарата «3200 м3. В конструкции'
аппарата предусмотрена возможность получения чистого диоксида углерода,
содержащего не более 0,02% (об.) горючих. I
Тарелки верхней секции имеют площадь барботажной части 7,4 м2 Пло-
щадь слнвного кармана «2,76 м2 Площадь перфорации тарелок (№ 10—
11)—0,282, (№ 12—28)—0,239 и (№ 31—30)—0,256 м2. Скорость рас-
твора в сливном кармане 0,101 м/с — в широкой части и 0,150 м/с —в узкой
272
Рис. III-43. Регенератор со встроенными
теплообменными элементами (регенератор-
рекуператор).
части. Напряженность слива в периферий-
ной части—122 м*/(м-ч), в центральной —
83,5 ма/(м-ч). Скорость парогазовой смеси
в перфорированной части — 25—20 м/с, в
барботажной части **0,8 м/с.
Тарелки нижней секция имеют площадь
барботажной части **5,5 м®, площадь слив-
ного кармана в широкой часта 1,0 м®, в уз-
кой части 0,57 м®. Высота переливного по-
рога 0,22 м. Живое сечение перфорирован-
ной части тарелок 0,296 м®. Скорость рас-
твора в сливном кармане в широкой части
0,084 м/с, в узкой часта **0,147 м/с. Напря-
женность периферийного слива 77 м’/(м-ч),
центрального слива 50 ма/(м-ч). Скорость
парогазовой смеси в перфорированной час-
ти **20—27 м/с, в барботажной части та-
релки—1,2 м/с.
Расчет регенераторов сводится к сле-
дующему. Определяют технологический ре-
жим регенерации (степень регенерации, по-
токи, расход тепла). Затем строят рабочую
и равновесную линии регенератора, опре-
деляют число теоретических тарелок (или
число единиц переноса). Если известны
к. п.д. тарелок или высота единицы пере-
носа, определяют число тарелок или высо-
ту насадки. Исходя из предельных нагру-
зок по раствору и парогазовой смеси, рас-
считывают диаметр аппарата. Зная число
тарелок или высоту насадки, рассчитывают
сопротивление регенератора.
COj грязный
Я 2800
<М30
Ф4200
Груйорегене-^ |
В паровой ки-
пятильник
риробонный
растбор
Уонмрегене-
рирооанный
растбор
Тонкоре-^хл
генерирован^
ный растбор
Флегма
СО, чистый
Насыщенный
t ^раствор
В газовый кипя-
тильник
Груборе-
генери-
робанный-
раствор
Грубореге-
нериробанный
растбор
ПГС из парово-
го кипятиль-
ника „
———*•£
Раствор из
кипятильника
в 3800
Тонкорегенери-
робанный
растбор
ПГС из гизобо- '
го кипятиль-
ника
□
Методы борьбы с накоплением примесей в растворе,
вспениванием и коррозией оборудования
Вспенивание раствора приводит к нарушению режима очистки, выбро-
сам раствора и потерям МЭА. Вспенивание чаще всего возннкает прн высо-
ких нагрузках по газу и жидкости и при загрязнении раствора. Признаком
вспенивания является увеличение сопротивления в аппарате.
Наилучшим способом борьбы со вспениванием является вывод приме-
сей из системы путем разгонки и фильтрации. Однако в некоторых случаях
неизбежно применение антивспенивателей [52]. В качестве антивспенива-
телей используют силиконовые масла и высококипящие спирты. Хороший
результат получен при применении эмульсии 21-2А (или КЭ-10-34), введение
которой в количестве 0,0005—0,005% (масс.) в расчете на активное вещество
ПМС-200А позволяет увеличить нагрузку по газу в абсорбере и уменьшить
18—1425
273
Рис. Ш-44. Режим процесса
разгонки раствора МЭА при
РИЗб=0,98 105 Па:
/ — общая щелочность кубового рас-
твора; 2 — концентрация свободного
МЭА в кубовом растворе (включая
МЭА в виде гидрокарбоната, карбо-
ната н карбамата); 3 — концентра-
ция связанного МЭА (в виде нро*
цуктов побочных реакций) в кубо-
вом растворе; 4 — температура в
кубе; 5 — производительность; б —
концентрация МЭА в дистилляте.
брызгоунос [5]. В систему ем-
костью 500 м* в первоначаль-
ный момент добавляют около
50 кг эмульсии. Эмульсию раз-
бавляют в 20—30 раз и после
перемешивания вводят в си-
стему.
Разгонка моноэтаноламина является основным средством очистки рас-
твора от примесей, борьбы со вспениванием и коррозией оборудования. На
разгонку поступает небольшая часть раствора. Из смоловыделителя отводят
чистый дистиллят, а в кубе накапливаются продукты побочных реакций и
механические примеси (шлам, бой керамических колец). Разгонку, как пра-
вило, проводят в присутствии щелочи. При взаимодействии со щелочью
часть побочных продуктов разлагается с образованием свободного амина.
Щелочь нейтрализует также образовавшиеся кислые примеси (муравьиная
кислота), что уменьшает коррозию разгонного куба. Щелочь добавляется
при заполнении куба раствором в количестве 2—3% (масс.). Избыток щело-
чи нежелателен, так как при этом повышается температура кипения и на-
чинается кристаллизация солей.
В современных промышленных агрегатах разгонку МЭА раствора про-
водят при давлении регенерации. В этом случае пары из разгонного аппа-
рата направляются в регенератор под глухую тарелку, следовательно, тепло
на разгонку практически не затрачивается. Общие потери МЭА при разгонке
под давлением не превышают 0,11 кг/т NH3 (0,03 кг на 1000 м3 газа) [50].
Емкость разгонного куба должна быть примерно в 100 раз больше количе-
ства раствора, отбираемого на разгонку в 1 мин [5]. Разгонка проводится в
две стадии (полунепрерывный процесс). Продолжительность первой стадии
разгонки зависит от концентрации примесей в растворе. При температуре
139—146 °C отбор раствора прекращается и в аппарат добавляют конденсат.
Для более полного извлечения амина из кубового остатка и очистки аппа-
рата в него подают острый пар. Кубовый остаток удаляют промывкой водой.
Показатели режима работы смоловыделителя под давлением приведены на
рис. III-44.
Наряду с разгонкой под давлением применяется разгонка в вакууме [5].
Однако применение ее ограничено вследствие сложности схемы и неэкономич-
ности.
Минимальная производительность разгонки (в л/ч) может быть рас-
считана из соотношения ’
L =
ипоб^
споб
274
где Vnoc — скорость побочных реакций, г/(л-ч); L— производительность раз-
гонки, л/ч; V — объем раствора в системе, л; спов—допустимая концентра-
ция примесей в растворе, г/л.
В качестве допустимой концентрации может быть принята сПОб=2 г/л
[51]-
В установке очистки газа от СО8 агрегата производства аммиака мощ-
ностью 1360 т/сут, где количество раствора в системе составляет г-550—
600 м3, на разгонку отбирается около 6 м’/ч раствора.
Фильтрация и адсорбция цозволяют удалять из раствора взвешенные
частицы и растворенные примеси. На фильтрацию подают часть циркулиру-
ющего раствора (от 1 до 25%) [5]. Обычно узел фильтрации состоит из
двух аппаратов. В первый по ходу раствора аппарат загружают шары из
каменного литья (диаметр 40 мм, высота слоя 100—120 мм), затем песок
равномерной зернистости (размер 0,7—1 мм, высота слоя «600 мм), и гра-
вий (высота слоя «200 мм). Во второй аппарат загружают шары из ка-.
менного литья (диаметр «25 мм, высота слоя 120 мм), активированный
уголь (высота слоя 600 мм) и гравий (высота слоя «200 мм). Раствор вво-
дят в аппарат сверху, а выводят снизу. Первый фильтр (с песком) очищает
раствор от механических примесей, увеличивая продолжительность работы
угля. Емкость угля КАД составляет 25—30%, несколько ниже емкость угля
АР-3, однако уголь АР-3 прочнее и поэтому его применение предпочтитель-
нее.
При фильтрации скорость раствора рекомендуется поддерживать около
8 д/(мин-м2).
Если проба раствора после фильтрации становится мутной, окрашенной
или вспенивается, уголь заменяют или регенерируют.
Предпусковая промывка и пассивация оборудования, применение инги-
биторов коррозии и смолообразования является важнейшими способами
борьбы с коррозией и вспениванием раствора. Эти вопросы подробно рас-
смотрены во второй книге справочника.
Расходные коэффициенты при моноэтаноламиновой очистке
В схемах очистки газа, когда абсорбция СО2 проводится при атмосфер-
ном давлении (аНас=0,4 моль/моль), расход тепла обычно колеблется от
11,74 до 13,40 кДж/м8 СО2 (при н. у.). При использовании схем с разделен-
ными потоками при проведении разгонки раствора МЭА (20%-ного) под
давлением расход тепла может, составить 7,95—8,38 МДж/м3 (при н.у.).
При абсорбции под давлением (aHiс=0,6—0,67 моль/моль) и недоре-
куперации А/т=12—13 °C расход тепла в многопоточных схемах составляет
5,2—5,4 МДж/ма (при и. у.).
В схемах с регенерацией раствора в регенераторе-рекуператоре расход
тепла составляет около 4,4 МДж/м3 СОа (при и. у.). Расход электроэнергии
в МЭА-очистке составляет 72—108 МДж/т NH3 (20—30 кВт-ч/т NHa), или
18—28,8 МДж на 1000 м3 (5—8 кВт-ч на 1000 м® очищаемого газа) [5].
Расход моноэтанол амина на действующих установках МЭА-очистки
колеблется от 0,4 до 1,0 кг/т NH3, однако при хорошей эксплуатации, ста-
бильной работе агрегата синтеза аммиака расход МЭА может быть сни-
жен до 0,3 кг/т NHs, или 0,05 кг на 1000 м® газа.
18*
275
Очистка газов от диоксида углерода
горячими растворами карбоната калия
И. Л. Лейтес, Ю. Г. Карпова
Физико-химические свойства карбоната калия (поташа)
и его водных растворов
Водные растворы поташа, активированные различными добавками, ши-
роко применяются для очистки газов от СО2.
Ниже приведены основные физико-химические свойства карбоната ка-
лия и его водных растворов [53].
Карбонат калия (мол. масса, 138,2) — белый кристаллический порошок,
очень гигроскопичен, плотность при 30 °C равна 2428 кг/м8, температура
плавления 898°C, теплоемкость при 50°C — 905,61 Дж/(кг*К). Раствори-
мость КзСОа в воде составляет: при 25 вС — 111, при 100 °C -г-155, при
135 °C —203 г на 100 г Н2О.
Теплота растворения КаСО8 в воде:
С^ро? % (масс.) 0 7,12 13,3 23,5 27,7 43,5
Д/7, кДж/кг . .. . —199,3 —211,4 —218,1 —223,2 —224,0 —223,6
Температура кипения водных растворов KsCOa при атмосферном дав-
лении:
СК1ооа. % (масс.) 18,3 28,6 37,7 44,0 51,0 66,7
Т. кип., °C . . . 102 104 107 НО 115 135
Таблица 111,33. Технические условия на карбонат калия
Показатель ГОСТ 4221—76 гост 10690—73* техническая. I сорт
х. ч. ч.'д. а. ч.
Содержание, % адо8 99 99 _ ”. . 98 Не менее 98
хлориды 0,001 0,002 0,01 Не более 0,05
сульфаты 0,004 0,004 0,01 0,4
фосфаты 0.001 0,001 0,001 0,001 0,002 0,003 0,25
Fe 0,0005 . 0,001 0,002 0,002
РЬ 0,0005- 0,0005 0,0005
SiO2 0,004 0,004 0,01
нерастворимого в — Не более
воде осадка 0,05
Na (в пересчете на Na3COs) — Не более 0,6
Потери при прокалива- нии, % 0,8 1,0 2,0
276
Технические условия на карбонат калия приведены гв. табл. 111,33, физи-
ко-химические свойства водных растворов К$СО3 даны в табл. Ш,34—111,37,
а растворимость KaCOj в воде и давление паров воды под растворами — на
рис. Ш-45..'
Таблица 111,34. Плотность водных растворов КаСО3 (кг/м*)
Концентра- ция К1СО,. % (масс.) Температура, “С
0 10 25 эо 40 100
10 1096,3 1093,7 1088,7 1086,8 1082,5 1047,0
14 1135,9 1132,9 1127,2 1125,1 1120,4 1085,0
20 1197,7 1194,1 1187,7 1185,3 1180,1 1145,0
25 1262,4 1258,3 1251,2 1248,7 1243,4 1208,0
30 1307,0 1302,8 1295,3 1292,6 1287,3 1252,0
35 1364,6 1360,0 1352,2 1349,4 1344,0 1308,0
40 1424,6 1419,5 . 1411,4 1408,6 1408,9 1367,0
Таблица 111,35. Вязкость водных растворов К2СО3
Кинематическая вязкость, 10е м3/с
Концент- рация К3СО3, % (масс.) Температура, ®С
30 40 50 60 70 80 90
0 0,8005 0,6564 0,5507 0,4709 0,4095 0,3612 0,3225
10 0,9260 0,7680 0,6490 0,564 0,488 0,434 0,390
30 1,566 1,293 1,089 0,936 0,813 0,721 0,635
50 4,255 3,230 2,577 2,139 1,790 1,555 1,313
Динамическая вязкость, Па-с
Температура. ’С
Концентра- ция KiCOi, % (масс.)
4,8 16,6 87,7 65.5 93,3 | 121
20 0,033 0,0224 0,01175 0,0074 0,0057 0,0046
30 0,0468 0,0340 0,0174 0,01045 0,0063 0,0057
40 0,0910 0,0630 0,0295 0,0166 0,0091 0,0083
Таблица III,36. Теплота испарения воды из водных растворов К^СОл
различной концентрации
Р, МПа %сой. % (масс.) t, °C г, кДж/кг Р, МПа СК8СО8» % (масс.) f, °C кДж/кг
0,5 30 160,1 2158 1,0 30 188 2093
40 164,8 2197 | 40 193,4 2140
50 171,6 2242 50 200 2190
2,0 30 221 2000 5,0 30 270,3 1779
40 226 2053 40 276,7 1849
50 233,5 2108 50 284,3 1919
10,0 30 315,4 1482 20,0 30 370,2 960
40 322,4 1573 40 376,6 1100
50 331,4 1669 * 50 387,3 1276
277
Таблица Ш.37. Удельная электропроводимость водных растворов (Ом***1**-1, иди См/м) K2CO3
t. °C Концентрация КаСО3 % (масс.) t °C Концентрация КаСО8. % (масс.)
20 30 40 во 20 30 40 । во
30 50 70 Теплопрс Ск2с К Е 15,2 22,0 28,2 )ВОДНОС 1т/(м-°< 23,2 30,8 39,1 ТЬ ВОД1 (масс.] 3) . 32,6 42,4 52,4 пых pat 0 .0,599 29,6 40,6 51,0 угворов 10 0,59 90 НО 130 К^СОа при 20 2 0,583 36,0 43,1 49,0 20 °C. 30 0,564 47,8 55,4 63,2 40 0,5- 62,4 72,6 83,0 50 Ю 0, 61,9 73,5 85,0 509
Поверхностное натяжение водных растворов К->СО3 при 20 °C:
CKscoa. % (масс.) 0 5 10 20 . 50
а, Н/м-103 . . . 72,8 74,9 75,1 78,6 103,8
Поверхностное натяжение 35% - и 50%-ных водных растворов К2СО3
при атмосферном давлении и при температуре кипения составляет: ai=72,7«
•10-» Н/м и 02=89,0-10-’ Н/м.
Физико-химические основы процесса очистки газа
Взаимодействие диоксида углерода с КаСО3 при абсорбции СО2 из газов
протекает по реакции:
К2СО, 4- СО2 4- Н2О 2КНСО8 4- Q
(III.27)
В табл. III,38—111,41 приведены экспериментальные данные по раствори-
мости и дифференциальных теплбтах растворения СО® в водных растворах
поташа различной концентрации при температурах 40—170 °C [54, 55].
На рис. Ш-46 приведена растворимость солей в системе КгСО3—КНСО3—
—Н2О при различной степени превращения карбоната в гидрокарбонат
[5]. Максимальная концентрация поташа
в рабочем растворе выбирается таким
образом, чтобы степень превращения
карбоната была на 10—20% ниже вели-
чины, при которой начинает выпадать
осадок.
Данные о давлении паров воды над
40%-ным раствором карбоната калия
при различной степени насыщения рас-
твора приведены на рис. П1-47 [42]. Дан-
0 40 80
Концентрация К2 СО3,% (масс.}
Рис. Ш-45. Растворимость KjCO3 в во-
де и давление паров воды над раствора-
ми при различных температурах.
278
Таблица 111,38. Равновесное давление СО* (На) над водными
растворами IGCOj при различных температурах
Концентра- ция СО,* в растворе, м*/м* (t. °C) Температура. °C
40 50 60 70 80
4,3 20%-И ый 104 раствор 135 К»СО, (1,72 198 мол ь/л) 299
5,1 — 243 348 453
7,1 319 • 512 724 1048
10,9 1285 2025 - 2685 — —
5,9 25%-н ыЙ раствор 203 К2СО3 (2,23 211 мол ь/л) 279 359
6,44 — 276 325 461
8,66 — 337 472 703 968
10,5 — — 719 1140 1552
12,05 — 839 1098 1733
14,15 — 1413 — 3826
* Объем СО* (в м*) приведен к нормальным условиям.
Таблица 111,39. Равновесное давление СО2 над 30%-ными водными
растворами КзСО3 при различных температурах (Па)*
Концентра- ция СО* в растворе, м*/м* рас- твора Температура, *С
40 50 60 70 80 120 140 170
4,72 — 72 120 149 241
7,68 — 197 283 419 520 —• —Г II
10,25 236 315 477 783 119 -—- —- —-
11,45 269 423 619 937 1333** —- —. '1 “
15,15 592 901 1361 2009 2466 . -—• 1 I» —
19,75 897 1552 2377 3666 5290** 16000 26664 49336
21,5 1105 1865 2989 4037 6932**, 20000** 34660 61320
26,25 1986 3162 4919 14000* 37330**. 66660 108000
31.43 — — ч — 31330** 73330 125300 192000
37,72 —— ч—-. 77330 159980 253300 353300
44,0 — — — —- 173320 306640 466600 593300
• См. сноски к табл. III,38.
•• Данные получены обработкой экспериментальных результатов [54, 55].
ные по растворимости водорода, метана
ша приведены в табл. III, 42 [56]. Для
сти СО? в водных растворах карбоната
быть использовано уравнение [54]:
и оксида углерода в растворе пота-
приближенного расчета растворнмо-
калия в интервале 40—80 °C может
Р*со2 — Я'
(III.28)
где p*coj — парциальное давление СОг над раствором поташа, Па; К' —
константа, характеризующая фазовое равновесие газ—"жидкость; а — сте-
пень карбонизации раствора, моль СОз на моль К2СО3.
279
Таблица 111,40. Равновесное давление СО2над водными растворами К2СО8
при различных температурах (Па)
Содержание СОД м»/м* раствора Температура, *С
ПО 120 140 170
40%-ный раствор КаСО3 (4,09 моль/л)* -
27,3 — 8106 26340 64850
36,4 16200 40530 70930 152000
45,5 48630 91190 141800 279700
54,6 150000 186440 —
63,7 186400 320200 410400 770000
68,3 — — 516800 «—
72,8 312000 —-» —
77,4 393100 — —- —
50%-ный раствор КзСОд (5,57 моль/л)
24,8 20260 28370 48640
37,2 32420 . 48640
49,6 — 56740 • 77000 166200
62 ,-0 91150 — 291800
68,2 «—• ч 111500
74 ;4 «МП 218900 533000
91,75 — 468100 —
* Объем газа приведен к нормальным условиям.
Таблица 111,41. Дифференциальные теплоты растворения СО2
в водных растворах К2СО3 (ДЯ, кДж/моль СО2)
Степень карбониза- ции раствора, моль COi иа моль KjCOs Концентрация KtCO*. % (масс.)
20 2Б 30
0,2 28,4 26,8 26,8
0,4 26,8 22,19 21,77
0,6 21,35 17,17 16,75
0,8 16,75 14,65 14,65
Таблица 111,42. Растворимость Н2, СН4 и СО в 35%-ном растворе KiCOj
при 20 °C [56]
Давление, Растворимость* 1 ''Давление, МПа Растворимость*
МПа я, сн4 со । н. СН4 со
0,81 1,52 2,13 0,032 0,082 0,114 0,027 0,055 0,082 0,023 0,041 0,064 2,84 3,55 0,152 0,192 0,107 0,134 0,082 0,102
* Растворимость газов дава
твора при температуре раствора.
в м’, приведенных к нормальным
условиям, на м* рас*
Рис. Ш-46. Зависимость температуры выпадения твердой фазы в водных рас-
творах КзСО# различной концентрации от степени карбонизации.
Рис. 111-47. Равновесное парциальное давление водяных паров над 40%-ным
раствором КзСО9 при различной температуре.
Зависимость К* от степени карбонизации раствора и температуры мо-
жет быть описана уравнениями:
lgA' = lgA0 + ta (Ш.29)
ЛЯ
lgKe = c—(III.30)
где ЛЯ —- теплота абсорбции СО2 раствором KaCOs при а-*4), Дж/моль COS;
Я=8,33— универсальная газовая постоянная, Дж/моль*°С); с — эмпириче-
ская константа.
Значения коэффициентов 1g Ко н & приведены в табл. III,43.
Добавление диэтаноламина (ДЭА) в поташный раствор позволяет зна-
чительно снизить равновесное давление СОа над раствором при малых сте-
пенях его карбонизации (в условиях верха абсорбера), т. е. достичь более
тонкой очистки [57], а также увеличить скорость абсорбции СО8 горячим
раствором карбоната калия в 1,5—2 раза по сравнению с абсорбцией чис-
тым раствором КаСОя при высоких степенях карбонизации раствора (т. е.
в условиях низа абсорбера).
Плотность и вязкость водных растворов поташа с добавкой ДЭА при-
ведены в табл. 111,44. В табл. III,45—111,49 приведены экспериментальные
данные по растворимости и дифференциальным теплотам растворения СО8
в амино-поташных растворах различной концентрации.
На рис. Ш-48 показана зависимость температур кипения амино-поташ-
ного раствора, содержащего 25% КзСОз+1,5% ДЭА, от степени его карбо-
низации при различных давлениях регенерации [58]. На рис. Ш-49 /при-
ведена зависимость флегмового числа Ф от температуры раствора и степени
281
Таблица HI,43. Значения IgKo и b в уравнении (111.29)
Концентра* ция KjCOi, % (масс.) ь 1g К.
60’С 60 °C 70 "С во вС
20 1,49 3,725 3,955 4,105 4,245
25 1,15 3,755 3,915 4,055 4,195
30 0 4,045 4,225 4,395 4,565
Таблица Ш,44. Плотность и вязкость амино-поташных растворов
при различных температурах
Состав раствора, % (масс.) К»СО» | ДЭА Температура, ’С
40 60 | 80 100 | 120
Плотность, кг/м3
25 1,5 1,225 1,216 1,207 1,197 1,187
25 5,0 1,228 1,218 1,210 1,200 1,190
30 1,5 1,293 1,283 1,273 1,262 1,255
30 5,0 1,292 ‘ 1,282 1,272 1,261 1,250
Вязкость, Па-с*10~®
25 1,5 1,4073 1,0007 1,733
25 5,0 1,6767 1,1491 0,8372
30 1,5 1,6944 1,1895 0,8674
30 . 5,0 2,1582 1,4661 1,0456
Таблица III,45. Растворимость СО2 в растворах, содержащих
25% КгСОз+1^% ДЭА+73,5% Н2О [% (масс.)]
Содержание СОЛ м’/м’ раствора Парциальное давление. Па-!0а
СО» , н2о СО» Н3о
Прн 60 °C При 80 °C
5 0,0012 0,182 0,0024 0,441
10 0,0059 0,182 0,0103 0,441
15 0,0243 0,182 0,0445 0,441
20 0,088 0,182 0,144 0,441
25 0,283 0,182 0,355 0,441
30 0,461 0,182 0,628 0,441
35 0,81 0,182 1,115 0,426
40 1,42 0,182 1,925 0,426
45 2,53 0,172 3,346 0,395
50 4,36 0,152 5,877 0,370
При 100 °C При 120 °C
20 0,223 0,963 0,355 ' 1,82
25 0,373 0,963 0,719 1,82
30 0,871 0,963 1,216 1,77
35 1,47 0,952 2,027 1,66
40 2,48 0,907 3,34 1,56
45 4,26 0,831 5,47 1,50
50 7,19 0,770 9,08 1,47
* Объем СО3 приведен к нормальным условиям.
282
Таблица 111,46. Растворимость COg в растворах, содержащих
25% К>£ОЯ +5% ДЭЛ+70% ЩО 1[% (шее.)]
Парциальное давление, Па-10* -
Содержание СОЛ м’/м* раствора СО» н»о СО» Н»О
При 60 °C При 80 °C
5 0,00033 0,182 0,0003 0,441
10 0,00167 0,182 0,0041 0,441
15 0,00633 0,182 0.0147 0,441
20 0,0207 0,182 0,0493 0,441
25 0,0647 0,182 0,1433 0,441
30 0,180 0,182 0,3466 0,441
35 0,4333 0,182 0,7733 0,441
40 0,9332 0,182 1,499 0,436
45 1,867 0,172 2,633 0,405
50 3,266 0,152 4,266 0,365
При 100 °C При 120 °C
25 0,28 0,963 0,447 1,82
30 0,573 0,963 1,013 1,82
35 1,107 0,963 1,400 1,82
40 2,033 0,963 2,867 1,80
45 3,466 0,952 4,733 1,74
50 5,599 0,902 • 7,466 1,65
* Объем СО, приведен к нормальным условиям.
Таблица Ш,47. Растворимость СО2 в растворах, содержащих
30% КдСОз+1,5% ДЭА+68,5% Н2О [% (масс.)]
Содержание СОЛ м’/м* раствора Парциальное давление СО». Па-106
СО» н»о СО, НаО
При 60 °C При 80 °C
5 0,0006 0,189 0,0012 0,436
10 0,0022 0,189 0,0045 0,436
15 0,0073 0,189 0,0144 0,436
20 0,0204 0,189 0,040 0,436
25 — »> II' 0,0973 0,436
30 — 0,227 0,436
35 — 0,467 0,426
40 0,88 0,426
45 — 1,56 . 0,426
50 — — 2,653 0,405
При 100 °C При 120 °C
25 0,169 0,912 0,273 1,703
30 0,340 0,912 0,520 1,702
35 0,647 0,892 0,947 1,652
40 1,16 0,892 1,60 1,560
45 1,999 0,861 2,653 1,47
50 3,333 0,811 4,333 1,41
* Объем COj приведен к нормальным условиям.
283
Таблица Ш.48. Растворимость СОа в растворах, содержащих
30% КгСОз+3% ДЭА+65% Н2О [% (масс.)]
Содержание СОа*. м’/М» раствора Парциальное давление, Па-10*
СО, HsO соа н2о соа HsO
При 80 °C При 100 °C При 120 °C
25 -4-— 0,128 0,892 —
30 0,1467 0,446 0,2133 0,892 . 1 —
35 0,2933 0,446 0,400 0,871 0,6 1,712
40 0,5333 0,436 0,733 0,871 1,027 1,672
45 0,7866 0,425 1,253 0,871 1,733 1,641
50 1,5332- 0,425 2,066 0,871 2,866 1,621
• Объем СО* приведен к нормальным условиям.
Таблица III.49. Дифференциальные теплоты растворения СО2
в водных растворах КаСОз+ДЭА [ДЯ, кДж/кмоль СО2]
Степень карбониза- ция, моль СО* на моль (К*СО»+ +ДЭА) Концентрация ДЭА, % (масс.)
1,6 5.0 10 1 1.5 5,0 10
25%-ный раствор К2СО3 30%-ный раствор К2СО3
0,2 27,6 30,1 . 31,8 27,6 30,1 31,8
0,4 22,2 23,0 24,7 21,8 23,0 - 24,7
0,6 17,2 18,0 18,4 16,7 18,0 19,3
0,8 14,6 16,7 - 16,7 14,7 — —
юль СОг wcмоль fK2CO3 *ДЗД/
Рис. III-48. Зависимость температуры кипения раствора, содержащего 25%
К2СО3-Н,5% ДЭА, от степени его карбонизации при различном давлении ре-
генерации.
Рис. Ш-49. Зависимость флегмового числа от температуры и степени карбони-
зации раствора, содержащего 25% К2СО3 и 1,5% ДЭА, при давлении регене-
рации 1,471-105 Па.
284
Рис. Ш-50. Давление паров НаО над 25% - (а) и 30%-ными (б) растворами
К1СО3, содержащими 1,5% ДЭА, при различной степени карбонизации.
его карбонизации х при давлении регенерации Ррег= 1,471 • 105 Па [58]:
ф _ Рн,о
Ррег— РнаО
где рн2о —давление паров воды над раствором.
Данные о давлении паров воды над 25% - в 30%-ными растворами
KsCO> с добавкой 1,5% ДЭА при различной степени насыщения растворов
приведены на рис. Ш-50 [58].
Скорость реакции СОа с карбонатом калия [59]. В процессе электроли-
тической диссоциации К2СО3 и КНСОа .протекают следующие реакции:
К,СО84-НаО ч=> 2К+ + НСО8“ + ОН“ (III.31)
KHCOS + Н2О К++ Н2СО84-ОН" (III.32)
Первая ступень гидролиза характеризуется равновесием между ионами
СО*“я и НСОд“, а вторая — равновесием между ионами НСО5- и молекула-
ми НаСОз. При поглощении протекают две основные реакции:
СО2 + Н2О НаСО3 (111.33)
СО2 + ОН" HCOS- (III.34)
Реакция (111.33) в щелочных растворах сопровождается быстрой дис-
социацией угольной кислоты: Н2СО3^±:НСОз^+Н+. Другие реакции
со8а-+ Н+ нсо3-
соа=- + НаО ч—>• нсо8~ + он-
можно рассматривать как мгновенные и не влияющие на скорость абсорбции.
285
Константы диссоциации угольной кислоты по реакциям (Ш.31) и (Ш.32)
равны:
[н+][нсо,-1 [Н*11со,-|
[HjCOj —3-ю лм— (нсо,-] -60
Величина Кг2 значительно меньше Кзь поэтому вторую ступень гидро-
лиза можно не принимать во внимание.
Скорость реакции СО2 с поташными растворами может быть описана
уравнением
^={к*+адончнсо,]
где Кза, /С34 — константы скоростей реакций (Ш.ЗЗ) и (Ш.34).
Концентрация ионов ОН- определяется равновесием реакции (Ш.31)
глм-1 р R
[ОН ] = '[нЕОа j
где i?34 — отношение константы диссоциации угольной кислоты к константе
диссоциации воды; рс — отношение концентраций карбоната и гндрокарбо-
ната.
В итоге получаем уравнение псевдопервого порядка
ui = /Ci[COa]
где
Велиздна Кза при 20 °C и бесконечном разбавлении чрезвычайно мала
(0,016 с”1), поэтому при неполном превращении карбоната в гцдрокарбоиат
ею можно пренебречь, т. е. можно допустить, что
= (Ш.35)
Как следует из уравнения (Ш.35) и как подтвердили исследования, при
pH>10 (при малых степенях карбонизации) роль реакции (Ш.33) чрезвы-
чайно мала и скорость абсорбции СО2 раствором К2СО3 определяется реак-
цией (Ш.34).
Активирующая роль аминов сводится к тому, что они быстро взаимо-
действуют с СО2 с образованием карбаминовых кислот и тем самым способ-
ствуют переносу СО2 с поверхности в объем жидкости [60]. Даже незна-
чительная общая концентрация амина (*»1%) обеспечивает наличие зна-
чительного количества свободного амина, способного вступать во взаимодей-
ствие с СО2 по реакции:
СО24- RR'NH RR'NCOO- + Н+ (III.36)
При этом скорость данной реакции значительно выше скорости реакции
(Ш.34) и составляет от 10 до 1000 [RR'NH]/Коп-[ОН--]).
При взаимодействии карбамина с поташом происходит регенерация
амннопронзводиых с образованием гидрокарбоната.
Современные технологические схемы процесса
очистки газов
Способ очистки газов горячими растворами поташа основан на увеличе-
нии растворимости солей в воде и скорости абсорбции СО2 при повышении
температуры. Эти физико-химические особенности позволяют осуществить
266
Ряс. Ш-51. Схема очистки газа горячим раствором поташа, содержащим ДЭА:
1 — абсорбер; 2. 3 — брызгоотделители; 4, 11, 12 — воздушные холодильники; б — регене*
ратор; 6 — парогазовый кипятильник; 7 — паровой кипятильник; 8 — подогреватель пи-
тательной воды; 9, 14 — насосы; 10 — фильтр; 13 — турбина; 13 — электродвигатель.
процессы абсорбции и регенерации практически при одинаковых температу-
рах, причем абсорбция протекает при повышенном давлении, а регенера-
ция— при давлении, близком к атмосферному. Схема процесса очистки га-
за от COS горячими растворами поташа, активированными ДЭА, приведена
на рис. Ш-51 [61].
Абсорбция осуществляется при давлении 2,79 МПа по двухпоточной
схеме. Около 20% циркулирующего раствора (тонкорегенернрованиого) по-
ступает в верхнюю часть абсорбера Ири температуре 70 °C; остальной рас-
твор (груборегенермрованиый) подается в среднюю часть абсорбера.
Насыщенный диоксидом углерода раствор, выходящий из нижней части
абсорбера, дросселируется до 2,94-105 Па и направляется в регенератор.
Основная часть раствора (80%) подвергается грубой регенерации при 114—
115 "С, выводится из средней части регенератора и поступает в среднюю
часть абсорбера. Меньшая часть, раствора регенерируется при 117—119 °C,
охлаждается до 70°C и поступает в верхнюю часть* абсорбера. В схеме
предусмотрена непрерывная фильтрация около 2% общего количества цир-
кулирующего раствора на активированном угле.
Для устранения коррозии оборудования амино-поташными растворами
в рабочем растворе должна постоянно поддерживаться определенная кон-
центрация* [от 0,4 до 0,6% (масс.)] ингибитора коррозии — пентоксида ва-
надия (V2OB). Однако в процессе эксплуатации происходит постепенное вос-
становление ионов V54* в ионы низшей валентности, которые не обладают
ингибирующим действием. Поэтому необходимо периодически проводить
окисление части рабочего раствора для перевода ионов ванадия низшей ва-
лентности в ион Vs+. Для окисления можно использовать воздух, барботи-
рующий через раствор, или нитрит'калия (KNO2), который добавляют в
287
раствор. Воздух направляют либо в нижнюю часть регенератора, либо в
емкость для приготовления раствора, в которую предварительно заливают
часть рабочего тонкорегенерированного раствора.
При эксплуатации установок очистки газов поташными растворами воз-
можно сильное вспенивание этих растворов. Причины вспенивания, могут быть
различными, например, накопление продуктов коррозии металлической на-
садки или веществ, выщелачиваемых из пластмассовых насадок. Для пред-
отвращения вспенивания рабочих растворов в систему необходимо постоян-
но вводить антивспениватели.
Во избежание коррозионного растрескивания оборудования содержание
ионов С1~ в горячем поташном растворе не должно превышать 20—30 мг/л.
Поэтому для приготовления рабочего раствора следует использовать поташ
марки х. ч. или ч. д. а. и перед пуском необходимо тщательно промывать си-
стему. ’
При приготовлении рабочего раствора и подпитки системы не рекомен-
дуется смешивать VsOs и ДЭА перед загрузкой, поскольку V2Os является
окислителем. К приготовленному раствору поташа сначала добавляют VaQs,
затем диэтаноламин.
Прн отсутствии на производстве поташа марки х. ч. для приготовления ]
к подпитки поташного раствора может быть использовано едкое кали:
2КОН + СО2-------*- К*СОа + HgO
Прн этом возможны два варианта процесса карбонизации КОН: 1) чис-
тым диоксидом углерода в специальной емкости и 2) непосредственно в аб-
сорбере при абсорбции СОа из конвертированного газа.
Применение КОН, бедного хлором, позволяет снизить затраты на про-
цесс очистки, так как его стоимость в несколько раз ниже стоимости пота-
ша марки х. ч. Недостатком щелочи является бблыпая коррозионная актив-
ность ее растворов. В связи с этим, учитывая недопустимость коррозии обо-
рудования и выщелачивания керамической насадки, при применении КОН
должны соблюдаться следующие условия: содержание хлоридов в исходном .
КОН не должно превышать 0,004% (масс.); концентрация КОН в циркули-
рующем растворе в любой точке системы не должна превышать 2% (масс.);
концентрация раствора КОН в емкости приготовления не должна превышать -
25% (масс.).
Ниже приведены данные о двух промышленных вариантах процесса очи-
стки газа от СО* растворами поташа, активированными ДЭА: j
Варианты процесса
1 11 I
28—30 25—28
3,0 1,9
0,6 0,4
17,5 17,5.
0,1 0,1 ;
99,0 99,0
200000 200000
27,9 27,9
288 .
Состав^аствора, % (масс.)
дэа8
. VaOs..............................
Содержание СО*, % (об.)
в исходном газе.....................
в очищенном газе . . . . .
в потоке выделенного СО*, не ме-
нее . ...................
Количество очищаемого газа*, м3/ч .
Давление, Па-10s
регенерации.......................
Количество раствора, т/ч
в том числе
тонкорегенерированного
груборегенернрованного .
Температура, °C
раствора, подаваемого в абсорбер
тонкорегенерированного
груборегенернрованного
насыщенного раствора .
газа на входе в абсорбер .
регенерации
вверху регенератора .
в кубе регенератора .
Содержание гидрокарбоната в растворе,
% (масс.)
тонкорегенерированном .
груборегенерированном . . . .
насыщенном .......................
Расход тепла
кДж/м* СО3*..........................
ГДж/т NHa.........................
Расход электроэнергии, кВт-ч/т NH3
1.7 1,7
1357 1746
226 348
1131 1398
70 70
115 105
117 106
82 82
100—102 99—100
123 119
10—12 12,0
25 20
4442 5447
2,82 3,46
34,3 44,5
* Объемы СО, и газа приведены к нормальным условиям.
Аппаратурное оформление процесса
В процессе очистки газа от COj активированными растворами поташа в
основном используются насадочные аппараты. Насадка, применяемая в ап-
паратах,— керамические седла «Инталокс» или металлические кольца Пал-
ля диаметром 38—50 мм.
Насадку располагают несколькими слоями высотой 5—7 м, между
слоями находятся тарелки для перераспределения газа в жидкости. В ка-
Таблица ШЛО. Габариты основного оборудования поташной очистки
Характеристика Варианты процесса
1. « Ч I II
Число, ШТ Абсо рбер Регенератор
1 2 1 2
Диаметр, м 2,6/3,8 2,2/3,4 4,9/3,1 4,5/3,7
Высота, м 50.5 51,2 59.9 " 59,9
Объем насадки, м3 Тип насадки 282 485 500 850
металлические коль- ца Палля размером (в мм) 38 (углеродист, сталь) 38
керамические седла <Инталокс> разме- ром (в мм) 38 38
19—1425
289
чвстве материала для насадки могут быть использованы щелочестойкая ке-
рамика либо углеродистая и нержавеющая стали.
Габариты основного оборудования для процесса очистки горячим рас-
твором поташа, активированным ДЭА, представлен^ в табл. 111,50.
Контроль и автоматизация управления установки очистки [62]. Важней-
шие узлы регулирования упрощенно показаны на рис. Ш-51. Количество га-
за перед абсорбером регулируется по показанию расходомера, уровень рас-
твора в нижней части абсорбера—количеством раствора, подаваемого на
турбину. При достижении минимального уровня срабатывает отсекатель, не
допускающий прорыва газа в турбину. ‘
• Количество тонко- и груборегенерированного раствора поддерживается
соответствующими регуляторами. Давление в регенераторе стабилизируется
регулятором на выдаче диоксида углерода к потребителю. Температура рас-
твора в кубе регенератора регулируется количеством парогазовой смеси, про-
ходящей кипятильник.
Температуры растворов и диоксида углерода стабилизируются измене-
нием наклона лопастей и количеством работающих вентиляторов воздушных
холодильников. Имеется автоматический аналитический контроль. Уровень
жидкости в нижней части регенератора поддерживается изменением количе-
ства конденсата, добавляемого к тонкорегенерированному раствору (на
схеме не показано).
Очистка газов от диоксида углерода
и сернистых соединений органическими растворителями
С. Ф. Шахова
Очистка газов от СОа и сернистых соединений органическими раствори-
телями основана на физической абсорбции. С повышением парциального дав-
ления кислого газа его растворимость в органическом растворителе возра-
стает, поэтому количество физического абсорбента, необходимое для очистки
(в отличие от хемосорбента), остается постоянным при увеличении содер-
жания удаляемых примесей и заданной степени очистки. Отсутствие взаимо-
действия между газом и растворителем в жидкой фазе позволяет регенери-
ровать растворители снижением давления и отдувкой без затрат тепла на
разрушение комплексов в растворе. При снижении температуры очистки уве-
личивается поглотительная емкость раствора, снижается давление насыщен-
ных паров абсорбентов и при заданной степени регенерации повышается
глубина очистки. Физические абсорбенты могут поглощать сернистые соедине-
ния селективно. При совместной очистке газов от СО3 и H3S органическими
растворителями можно осуществлять регенерацию таким образом, чтобы по-
высить концентрацию H8S в кислом газе, поступающем на переработку в
серу, за счет предварительной отдувки COj из раствора, что невозможно
при тепловой регенерации хемосорбентов (в последнем случае . H*S И - СО»
выделяются одновременно).
Перечисленные факторы определяют экономичность очистки газов орга-
ническими растворителями. Эффективность процессов возрастает при очистке
газов с высоким содержанием кислых компонентов и при более грубой очи-
стке.
290
; у i ! Очистка метанолом при низких температурах
.Метанол при низких температурах используют преимущественно для очи*
стки газов, полученных газификацией углеводородного сырья.
Способ Ректизол является единственным, который обеспечивает комп-
лексную, очистку газов от СО2, H2S, сероорганических соединений, арома-
тических углеводородов и других примесей одним и тем же растворителем
с одновременной осушкой газа. Процесс применяют при давлениях от 1 до
5 МПа. Данные о растворимости газов в метаноле приведены в табл.
III,51—III, 58.
Растворимость -серооксида углерода в метаноле при температурах от О
до —78,5 °C можно рассчитать по уравнению [68]:
lgS = Ig Р+ 908/7—6,865 (III.37)
где S — растворимость, см8/г; Р—давление, Па; Т— температура, К.
При высоком давлении необходимо учитывать взаимное влияние газов в<
газовой и жидкой фазах. Так, в системе СО2—Н2 растворимость СО2 меньше
растворимости чистого СО2 при том же парциальном давлении. Раствори-
мость Н2 в метаноле, насыщенном СО», выше, чем в чистом растворителе [69J
В зависимости от способа газификации и состава исходного газа исполь-
зуют различные схемы очистки. На рис. Ш-52 показана схема двухступенча-
той (селективной) очистки газа для производства аммиака. Тае получен , га-
зификацией угля по методу Коппере — Тотцека [70, 71].
Рис. Ш-52. Схема двухступенчатой очистки Газа метанолом:
/ — водяной скруббер; 2, 6, 15 — газовые теплообменники: 8 — абсорбер сероочистки; 4,
5 — компрессоры; 7 — абсорбер СО»; 8, 10, 15 — аммиачные испарители; 9, 11, 13, 18, 19 —
насосы; 13 — десорбер СО»; 14, 20 — теплообменники; 17.— десорбер сероочистки; 21 —
конденсатор; 22 —. регенератор; 23 — кипятильник; Л —стадия конверсии СО; Б — Ста-
' ’ , дич промывки жидким азотом.
19*
291
Таблица 111,51. Растворимость COS в метаноле (объем газа при и. у.)
t, *с а. м’/ы** S, м*/т* t. “С а. м7м** S, м*/т*
20 3,56 ^0 26,3 —
10 4,86 — —45,3 — 36,88
0 6,(?7 8,35 —50 40,0 —•
—10 9,25 —> —60 65,5
—20 ,12,30 —60,5 * - 74,91
—25,2 17,12 —70 124 —
—30' 17,76 - —70,6 — 142,52
—32,5 28,87 —78,7 (при 0,09333 МПа)
• Величина а при 0.09807 МПа [621,-в величина S при 0,1013 МПа [63].
Таблица Ш,52. Растворимость СО2 в метаноле (см3/г, объем газа при н. у.)
под давлением [2, 64]_____________________________________________________
Р, МПа Температура, “С Р, МПа Температура, "С
—26 —36 —45 -60 ] -26 -36 —45 «—60
0,09807 17,6 23,7 - 35,9 68,0 0,4903 106 150 250 —
0J961 зб;г 49,8 72,6 159,0 0,6865 155 262 570
0,2942 55,0 77,4 117 321,4 0,9806 268 610
Таблица III,55. Растворимость СО в метаноле при 5,066 МПа
(см3/г объем газа при и. у.)
Раствори- мость Температура, *С
25 50 75 90
S [67] 11,8 12,7 14,6
S [21 10,5 — — 15,9
Таблица 111,56. Растворимость водорода в метаноле под. давлением [2] -
(см’/г, объем гаЗа при н. у.)
Р, МПа Температура, °C
25 50 75 100 126
2,533 > 1,6 2,7 3,5 4,0 4,3
5,066 . 5,5 6,4 7,3 8,3 9,3
7,599 8,2 9,5 10,9 12,5 14,3
10,133 11,0 12,8 14,6 16,8 19,2
15,199 18,0 20,2 , 22,4 24,1 30,2
20,265 22,5 25,8 30,2 32,9 37,5
Таблица Ш,53. Равновесие жидкость — пар в системе метанол — СОв ([65]
(х, у —мол. доли СОа в жидкой и газовой фазах)
Р, МПа X У X V X у X У
50 °C 7Б°С I 100’С 125 *С
0 5 0,016 0,795 0,011 0,618 0,005 0,350 — —
1,0 0’038 0'892 0,030 0,815 0,018 0,630 0,007 0,268
1,5 0,061 ода 0,049 0,878 0,032 0,735 0,019 0,450
2,0 0,086 0,964 0,068 0,908 0,047 0,789| 0,032 0,600
2'5 о'по 0^976 0,086 0,924 0,061 O.827J 0,044 0,660
3,0 0,135 0,980 0J04 0,935 0,075 0,855| 0,056 0,710
3,5 01161 0,982 0,122 0,943 0,090 0,876 0,068 0,734
4,0 0,190 0,982 0,141 0,943 0,104 0,891 0,080 0,762
4*5 0,218 О',982 0.158 0,946 0,118 0,901 0,094 0,784
5,0 0*248 0,982 0,174 0,948 0,132 0,907 0,105 0,802
Таблица 111,57. Растворимость азота в метаноле вод давлением [2]
(см!/г, объем газа при н. у.)
Р, МПа Температура, “С
25 50 - 75
5,066 8,9 9,0 ' 9,4
7,599 13,0 13,4 14,1
10,133 17,0 17,7 18,9
15,199 24,4 26,0 28,1
20,265 31,5 33,9 37,2
Таблица Ш,54. Растворимость H2S в метаноле [66]
(см3/г, объем газа при и. у.)
р, кПа Температура, “С | P, кПа Температура, *С
0 —25,6 —50,0 —73,5 1 0 | —25,6 [ —50.0 —78,5
6.,666 2,4 5,7 16,8 76,41 26,664 9,7 21,8 65,6
13,332 . 4,8 11,2 32,8 155,0 39,997 14,8 33,0 99,6 —
19,998 7,2 16,5 48,0 249,2 53,329 20,0 45,8 135,2
2$2;
Таблица Ш,58. Дифференциальная теплота
растворения газов в метаноле
Газ кДж/моль Температура, "С
СО, f 63] —17,4 От 0 ДО —79
H2S [ 66] —19,3 От 0 до —78,5
COS —17,4 От 0 до —78,5 /
293
Шслё очистки.от пыли;газ Сжимают до 3 МПа, промывают водой от
HCN в водяном скруббере 1, охлаждают и направляют в абсорбер серо-
очистки 3. Сюда же подают метанол при —38 °C, содержащий СО2, чтобы
Избежать большого градиента температур. Газ очищают (остаточное содер-
жание сернистых соединений не более 1-10-6 м8/м3*) сжимают до 5 МПа и
конвертируют. Содержание СО в газе после конверсии 3%. После охлажде-
ния газ очищают от СО2 в абсорбере 7 до содержания менее ЫО-6 м3/м3.
Растворитель из абсорбера сероочистки 3 регенерируют снижением дав-
ления, отдувкой и путем подвода тепла. Большая часть СО2 удаляется из
растворителя при отдувке азотом. Отходящий газ из десорбера сероочистки 17
дополнительно промывают метанолом до содержания сернистых соединений
(2—5) -10—6 м3/м8. В регенераторе 22 при кипении метанола под давлением
до 0,2 МПа выделяют остатки кислых компонентов. После конденсации ме-
танола получают газ, богатый H2S.
Растворитель из регенератора 22 охлаждают в теплообменниках 20 и 14
и в аммиачном испарителе 16 и при —58 °C подают, на орошение в верхнюю
часть абсорбера 7 для тонкой очистки от СО2. Большая часть СОЙ удаляется
в нижней части абсорбера 7 груборегенерированным метанолом. Растворитель
из абсорбера 7 регенерируют снижением давления и отдувкой азотом в де-
сорбере 13. Метанол из последней ступени десорбера СОа подают в нижнюю
часть колонны очистки от СО2 и в абсорбер сероочистки. Таким образом
осуществляется двукратное использование тонкорегенерированного метанола:
для очистки от СО2, а затем—после десорбции части СО2—для сероочистки.
При этом степень очистки от сернистых соединений не снижается [72].
Газы после первых ступеней десорбции рециркулируют в «грязный» газ.
Чистый СО2 после третьей ступени десорбции используют для синтеза карб-
амида. Для предотвращения образования гидратов в газ перед теплообмен-
никами впрыскивают метанол. Смесь метанол—* вода из узла охлаждения
разделяют в колонне дистилляции (на схеме не показана). Кислый газ из
регенератора объединяют с отходящими газами после колонны дистилляции и
направляют на переработку для получения серы по методу Клауса. Следы
метанола и СО2 удаляют нз очищенного газа абсорбцией на цеолитах и да-
лее газ подают на промывку жидким азотом.
Температуры абсорбции могут быть снижены: до —50 °C на стадии серо-
' очистки и до —65 °C на стадии очистки от СО2; давление может составлять
3 МПа в обеих ступенях
Газ для синтеза метанола получают по такой же схеме, за исключением
того, что часть газа, очищенного от сернистых соединений, конвертируют, и
смешивают с неконвертированным газом перед очисткой от СОг. Содержание
СО2 в газе после очистки «1% [73].
Если газ получают газификацией угля по методу Лурги, то для произ-
водства аммиака обычно используют одноступенчатую очистку (рис. Ш-53),
при которой С02 и сернистые соединения поглощаются одновременно [74].
После газификации газ, насыщенный парами воды, под давлением около
3 МПа и при высокой температуре поступает на конверсию СО в присутствии
сероустойчивого катализатора. Отношение H2S: СО2 после конверсии состав-
ляет 1 г 100 и менее. Углеводороды, HCN и следы других нежелательных при-
* Объемы газа приведены к нормальным условиям.
2&
Рис. П1-53. Схема одноступенчатой очистки газа метаноЛой?1' -•
1 — газовый теплообменник; 2, 6 — аммиачные испарители; 3 — гтредварйте4Й>Йъ1й Абсор-
бер; < 7. 13—/5 — насосы; 5 —абсорбер; в, 9 — теплообменники; /0 — конденсатор;<7/—
регенератор; 12 — кипятильник; 16 — десорбер.'
меоей удаляют предварительной промывкой газа -небольшим количеством ме-
танола, насыщенного СОз, в абсорбере 3.
Метанол нз абсорбера 3 поступает в экстрактор, сюда же' добавляют
воду и разделяют фазы на легкую, содержащую углеводороды, и тяжелую —
метанол — вода. Метанольную воду вместе с конденсатом из узла охлажде-
ния газа разделяет в колонне дистилляции (на схеме не показана).
Абсорбер 5 состоит из двух ступеней: основной и тонкой очистки газа от
кислых компонентов. Ббльшую часть СО2 и H2S удаляют в ступени основной
промывки. В ступени тонкой очистки происходит удаление прцмесей до задан-
ного остаточного содержания.
Насыщенный метанол поступает в трехступенчатый десорбер 16. Мета-
нол из второй ступени десорбера 16 разделяют на два потока. Ббльшую его
часть возвращают в абсорбер 5 — на ступень основной очистки. Меньшая
часть направляется иа третью ступень десорбции, где давление снижается Др
атмосферного, н в регенератор 11, затем в верхнюю часть абсорбера 6. Газ
из первой ступени десорбции рекомпримируют или используют как топлив-
ный. Газы после последующих ступеней десорбции вместе с газами.из регене-
ратора перерабатывают в серу по методу Стретфорда.
Если в схеме имеется также установка синтеза карбамида, для которого
требуется чистый диоксид углерода, или если газифицируемый уголь содержит
очень много серы, то поглощение HjS и СО2 осуществляют селективно в раз-
дельных аппаратах. В этом случае перед очисткой от СО2 газ может быть
сжат до 5,2 МПа.
Экономические показатели метанольной очистки с использованием серо-
устойчивого катализатора примерно такие же, как и в схеме с конверсией СО
295
между ступенями очистки (несмотря на то, что в первом случае газ охлаж-
дают один раз). Это объясняется тем, что после конверсии СО в отделение
сероочистки поступает бблыпий- объем газа и соответственно большее коли-
чество метанола подвергается регенерации при высокой температуре. Такой
способ регенерации значительно дороже, чем способ со сбросом давления и
отдувкой при низких температурах [72]. Двухступенчатая очистка сложнее,
однако позволяет при определенных условиях получить в нижней части аб-
сорбера чистый жидкий СО;. После отделения в сепараторе растворенных
газов жидкий СО2 подают в испаритель.
Кроме того, при двухступенчатой очистке можно использовать низкотем-
пературный катализатор на второй ступени конверсии СО с доследующим
удалением остатков СО из конвертированного газа путем метанирования [75].
Для агрегата синтеза аммиака мощностью 900 т/сут на основе газов, полу-
ченных газификацией угля по методу Копперса — Тотцека, применение сред-
не- и низкотемпературной конверсии СО, а также метанирования, связано с
большими капитальными затратами, чем в случае применения среднетемпера-
турной конверсии СО и промывки газа жидким азотом. Энергоматериальные
затраты в обеих схемах одинаковы, не считая дополнительного расхода ката-
лизаторов НТК и метанирования [76].
Капитальные вложения при осуществлении метанольной очистки не
выше, чем при других способах очистки. В качестве материалов для изготовь
ленця оборудования используют углеродистую и низколегированные (2,5—
3,5% Ni) стали.
, Энергетические затраты определяются мощностью холодильной установив
[76, 77]. Сочетание процесса Ректизол с промывкой жидким азотом является
оптимальным вариантом схемы очистки, к недостаткам которой можно отне-
сти сложность схемы.
Очистка газа пропиленкарбонатом
Пропиленкарбонат используют в промышленности для удаления боль-
ших количеств кислых компонентов из природного и технологических газов.
Пропиленкарбонат хорошо растворяет СОа, H2S, COS, CS2 и меркаптаны.
Растворитель нелетуч, нетоксичен, химически стабилен, имеет низкую вяз-
кость, не корродирует аппаратуру, ограниченно смешивается с водой [78].
Свойства пропиленкарбоната С4НвОз приведены ниже [79]:
Молекулярная масса
Температура, °C
кипения .
плавления [80] .
вспышки [80]
. 102,091
... 242,0
. ' —50,8
128
Диэлектрическая посто-
янная при 25 °C .
Дипольный момент р. D
Теплота образования при
25 °C, кДж/моль
Показатель преломления
nD33 ..................
61,7
4,94
—613,4±1,3
1,421
Зависимость давления насыщенного пара, плотности, вязкости, поверх-
ностного натйжения и теплоемкости пропиленкарбоната от температуры пред-
,/ставлена в табл. III,59—III,62.
Данные о растворимости газов i в пропиленкарбонате приведены в
табл. 111,63—111,68.
296
Таблица III,59. Давление насыщенного пара пропиленкарбоната
t, *с Р, Па [81] | t. *С Р. Па [79] /. *с Р, Па [79]
15.56 55,0 65.4 85,4 96.4 Т1 6,7 [82] 160 237 419 676 | 1 блица III, 139,7 146,5 154,6 164,5 173,1 J0. Плотност 4870 1 180,7 6309 ‘ 1 187,6 8482 В 193,0 11916 | 15855 | ь пропиленкарбоната (кг/м 20089 24837 29103 ’)
°C 0 12] t *с Р [21 1 t-c Р [831
—-45 —30 —10 0 15 Таб 1274 1257 1235 1224 1209 лица III,6: 20 40 55 . Вязкость т пропиленная 1198 1 70 1184 | 100 1169 I 140 1 160 1 200 и поверхностное натяжен боната [79] 1154 1122 1080* 1038 1018 ие 6
#, *с 1), мПа-с t "С П, мПа-с t, °с б, нН/м
0 20 40 60 Та бли) 4,30 2,87 2,02 1,48 Ш,62. Tei 80 100 тлоемкость п[ 1.12 0,88 юпиленкарбо! 25 40,8 50 38,9 75 36.9 100 J 35.0 ита [79] кДж/(кг«К)
Ср f, *С - t ”С ср
—48,30 —13,15 25,00 1,550 1,576 1,640 26,85 66,85 1,644 1,689 106,85 141,85 1,813 1,904
Таблица 111,63. Растворимость диоксида углерода в пропиленкарбонате
[83, 84] (м3 при и. у. на м3)
Р, МПа Температура, *С
—4Б -30 -10 0 15 25 40 75 100 150
0.1013 23,90 13,20 7,32 5,51 3,88 3,09 2,32 — .—»
0,2027 50 26 14,5 Н,7 8,0 6,5 4,0 — — 1
0,4053 125 62 30,5 24,0 16,5 13,0 8,7 — — —
0.6080 260 105 47,5 36,7 24,7 19,9 13,7 ч» — —
0,8106 165 67,0 49,7 32,8 26,5 19,3 «я —
1,0133 —— 88,7 63,5 41,0 33,5 25,0 13,2 —
2,027 — 325 170 100 75,0 S3,5 32,5 24,2 16‘2
3,040 — 437 185 132 87,5 51,3 38,2 24,5
4,053 —— й 1 — г- ; 320 212 128 70,6 51,9 34,9
3,066 — 333 178 90,2 67,0 44,4
6,080 — 650 236 112 81,5 54,7
8.106 — — — — - — 350 160 110 73,7
297 .
Таблица IIIt64i Растворимость H2S в пропиленкарбонате [2, 85]
(м3 при н. у. на м8)
Р, МПа Температура. ®С
—45 —30 -10 о 10 25 40
0,02666 ’ 32,0 16,0 : , 7,4 5,5 3,6 2,9 2,0
0,05333 71,6 33,6 15,0 П,2 7,0 5,6 3,9
0,07999 122 56,5 23,2 16,7 10,4 8,3 5,6
0,1013 — — 32,0 20,9 12,8 10,4 6,9
Таблица 111,65. Растворимость сероводорода в пропиленкарбонате (а, м3 при и. у. на м8) под давлением [86]
Р, МПа а Р, МПа а | Р, МПа “ 1 Р, МПа а
0,245 0,616 1,431 При;. *15,9 59,3 242 40 °C Г 2,141 2,378 499 676 , | 0,185 0,639 2J89 П р;и 1.,6 , 15,1 75,0 100 °C 3,594 4,960 151 293
Таблица 111,66. Растворимость этилмеркаптана в пропиленкарбонате [87J
.. _ .... ' (м3 пр’р и. у. на м8) ________
Р, МПа Температура; ®С : Р, МПа ч Температура, °C
20 30 40 50 20 30 40 so
- 0,00267 3,6 2,9 2,2 1.8 0,0107 14,3 11,6 8.7 7,0
0,00533 .7,1 5,8 4,4 3,5 - 0,0133 —i— 14,6. 11,9 8,7
-0,00800 10,7 8,8 6,5 -5,3 - * • •
Таблица Н1,67. Растворимость азота; водорода [881 и метана [89]
; в пропиленкарбонате (м3 при и. у, на м8)
Р, МПа n2 X Н2 n2 н2 СН4 Ns н2 СН4
при 10 °C при 25 °C при 50 °C При 70 °C
2,533 1,0 0,66 1.1 0,74 4,3 1,2 0,88 4,0
5,066 2,0 1,3 2,2 1,5 8,2 ' 2,4 1,7 7,7
7,599 3,0 1.9 3,2 2,2 11,9 3,6 2,6 11.2
10,133 3,9 2,6 4,3 3,0 15,1 4,7 3,4 14,4
12,666 — 3,2 — 3,7’ 18;0 -— 4,3 —
' Таблица Ш,68. Дифференциальная теплота растворения газов в пропиленкарбонате
Газ ДЯ, кДж/моль • .Температура, “С
С03 H2S42] Л . 298 ' —14,85 —18,4 От —45 до 50 От —10 до +40
Рис. III-54. Схема очистки газа
от СО2 пропиленкарбонатом:
1 — компрессор; 2 — абсорбер; 3 —
j!jt<xsp6fsp среднего давления; 4 — де-
сорбер низкого давления; 5—отду-
вочная колонна; 6 — насос.
Для расчета насадочных колонн пропиленкарбонатной очистки могут
быть использованы критериальные зависимости [90]. При высоком общем дав-
лении газовой смеси (более 6,5 МПа) необходимо учитывать уменьшение
растворимости СО2 по сравнению с растворимостью чистого С^Ра ^следствие
взаимодействия компонентов в газовой фазе и эффекта Пойнтинга [91].
Очистку газов пропиленкарбонатом проводят при температуре окружаю-
щей;.среды или несколько ниже (рис. Ш-54). Регенераций» растворителя осу-
ществляют ступенчатым снижением давления до .атмосферного, ,д вакууме
либо отдувкой, обычно без затрат тепла. Газы из первой ступени десорбции
компримируют и возвращают в цикл. Некоторое понижение температуры
абсорбента достигается при десорбции кислых газов. При необходимости ис-
пользуется дополнительное охлаждение. Для рекуперации энергии сжатого
растворителя и экспанзерных газов используют турбины. Если десорбирован-
ный СО2 используется в производстве карбамида, то часть СО2 можно выда-
вать потребителю под давлением выше атмосферного, чтобы 'снизить расход
энергии на установке получения карбамида. При соответствующем оформле-
ний процесса содержание воды в растворителе не превышает 1%. Потери
растворителя незначительны. Все оборудование и трубопроводы изготавлива-
ются из углеродистой стали. ’
Пропиленкарбонат применяют для очистки природного газа, если сумма
парциальных давлений СО2 и H^S не менее 0,4 МПа и содержание тяжелых
углеводородов невелико. Содержание каждого из сернистых соединений при
очистке пропиленкарбонатом может быть снижено до 6 мг/м’ (при н. у.).
Для обеспечения тонкой очистки от сернистых соединений используют
схемы с разделенными потоками и глубокой регенерацией части потока в
вакууме или Путем отдувки [92].
Этот процесс экономичен для очистки газов, полученных газификацией
углеводородов под давлением, либо газа, образующегося при трубчатой кон-
версии метана и сжатого после конверсии СО турбокомпрессором до 7—
15,3 МПа. Регенерация отдувкой обеспечивает остаточное содержание СО2 в
газе 0,2%. Для тонкой доочистки газа используют метанирование [93]. При
получении аммиака на основе газов газификации мазута конвертированный
газ очищают от СО2 пропиленкарбонатом до содержания 2,5%. Тонкую до-
очистку гава осуществляют раствором МЭА [94].
Показано, что для снижения энергетических затрат без увеличения капи-
тальных вложений с целью усовершенствования традиционной схемы получе-
ния аммиака может быть использована физическая абсорбция СО2, в част-
ности, пропиленкарбонатом [95]. ' .
'299
Очистка газа Ц-метилпирролидоном-2
К-Метилпирролидон-2 используют для удаления больших количеств, кис-
лых компонентов и селективной очистки газов от сернистых соединений. Про-
цесс очистки является дегидратирующим.
Абсорбент отличается высокой селективностью в отношении системы
HjS—Щ (К=^Рмяч/агпа«=»10 при 25 °C и 0,1013 МПа). Растворитель неток-
сичен,'жмеет низкую вязкость, невысокую коррозионную активность, неогра-
ниченно смешивается с водой. Свойства N-метил пиррол и дона-2 (C^HsON) при-
ведены ниже [96]:
Молекулярная масса ....
Показатель преломления nD20
Давление пара при ~40 °C, Па .
Теплота испарения, кДж/моль
Температура, °C
кипения . . . . .
плавления ....................
вспышки [97]..............
99,134 i, °C Плотность [98], кг/мж
1,469 —15* 1064
133 0* 1051
—49,7 40 1015
60 996
205 90 970
—24,4 100 944
96 120 944
* Данные Шаховой С. Ф„
Зубченко Ю. П., Ладыги-
ной О. П.
Зависимость физико-химических свойств и состава газовой фазы от со-
става жидкой фазы смеси М-метилпирролидон-2 — вода представлена в
табл. П1,69—111,73. Данные о растворимости газов в N-метилпирролидоне-2
приведены в табл. 111,74—111,78.
При давлениях 2,17—2,86 МПа очистка газа от СО3 растворами МЭА
или поташа более экономична, чем Ы-метилпирролидоном-2 [97], который име-
ет относительно небольшую абсорбционную емкость при низком и среднем
давлениях, но весьма эффективен при высоком давлении (особенно для уда-
ления С Оз).
Этот абсорбент может быть использован для очистки от СО» газа, полу-
ченного трубчатой конверсией метана и сжатого турбокомпрессором до дав-
ления 7,6—13,7 МПа после конверсии СО, а также газа, полученного паро-
кислородной газификацией углеводородного сырья под давлением. Если га-
зификацию проводят при давлении ниже 6,2 МПа и водород используют для
гидрокрекинга исходного сырья, то газ после очистки от сернистых соедине-
ний и конверсии СО сжимают турбокомпрессором до давления гидрокрекин-
га и подают на очистку от СО2. В этой схеме для очистки от сернистых со-
единений можно применять тот же растворитель [72, 92].
Нд рис. Ш-55 показана схема тонкой очистки конвертированного газа от
.СО» для получения водорода на основе парокнслородной газификации тяже-
лых углеводородов под высоким давлением [72, 92]. .
Охлажденный, насыщенный парами воды газ подают в абсорбер 1, где
осушают насыщенным Ы-метилпирролидоном-2, а затем промывают регенери-
рованным растворителем. Насыщенный абсорбент регенерируют в двухступен-
чатом десорбере б и в колонне 11 путем снижения давления до атмосферного*
и отдувки воздухом или азотом. Газ из первой ступени десорбера 5 компри-
мируют ,'и возвращают в цикл. Все газовые потоки промывают, водой для
Таблица Ш,69. Платность смеси Ы-метялпнрролвдои-2 — вода [99]
(кг/м’)
Содержание воды, % (масс.) t. *с Содержание воды. % (масс.) t, “С
10 1Б 25 10 15 2В
0 1042 1038 1029 25,2 1061 1057 1048
4,79 1047 1043 1034 42,0 1056 1052 1043
12,85 1056 1051 1042 74,0 1022 1020 1016
Таблица Ш,70. Вязкость смеси N-метилпирролидои^? — вода
при 25 °C [100]
х* з|, мПа-с *• Т). мПа-с X* И, мПа-с
0 0,0985 0,1881 0,3053 0,89 2,79 4,44 5,10 0,3959 0,4954 0,5941 0,6917 4,59 3,77 3,07 2,55 0,7860 0,8859 1,000 2,18 1,90 1,67
— мольв, доля М-метилпнрролндона-2 в смеси с водой.
Величина
Таблица 111,71. Теплоемкость смеси М-метилпярролидон-2 — вода
при 25 “С [100]
х* Ср, кДж/(кг-К) ** Ср, кДж/(кг-К) *• Ср, кДж/(кг-К)
0 4,18 0,238 2,82 0,737 1,92
0,059 3,87 0,360 2,60 0,880 1,78
0,101 3'71 0.568 2,12 1,000 1,63
0,158 3,34
Величина * — мольц. доля К-метнлпирролидона-2 в смеси с водой.
Таблица Ш,72. Температура кипения смеси М-метилпмрролндои-2 — вода
при 0,1013 МПа [101]
X* t, *с X* t. *с X* t, "С
0,10 102,3 0,40 111,9 0,70 129,8
0,20 105 j0 0,50 116,5 0,80 140,5
0,30 108,1 0,60 122,4 0,90 154,1
• Величина * — мольн. доля Ы-метвлпнрролидода-2 в смеси с водой.
300
ЗОЙ
Таблица III,73. Равновесие жидкость -*• пар в систем*!
№метилпирролидон-2 -- вода при 0,1013 МПа [96]
X
1.47 7,15 12,3 ‘ 87,0 79,8 99,0
2,50 23,6 16,5 94.5 90,5 99,0
4,25 45,3 44,0 97,8 93,7 99,2
5,77 47,7 65,0 98,0 97,5 99,5
П.4 78,8 |
Примечание. Величины х и у — содержание воды в жидкой и газовой фазах,
% (мол.).
Таблица III,74. Растворимость диоксида углерода в N-метил пиррол и доне-2
[102] (м3 при и. у. на мэ) - - -
X МПа Температура, ®С
—15 0 1 .0 15 25 35 . 40 90 100 120
0,1013(99] - . 4,95 4,50 3,57 2,87 — 1,33 1,17 0,97
0,1013 9,5 6,0 1 -—* — — 2,7 —н. —
0,2027 20,0 12,5 8,7 7,5 — 5,5 .—• - — —
0,4053 42,8 27,3 20,2 15,0 — 11,6 —
0,6080 69,5 44,0 1 27,7 22,7 — 17,8 —
0,8106 : 101,5 63,5 39,0 31,0 —и 24,9 — —
1,013 142 84,5 — 52,0 40,7 —- 32,5 ——
2,027 240 270 140 . 104 —и 72,0
3,040 — — — 280 190 — — — — —
Таблица 111,75. Растворимость H2S в Г<-метнлпнрролидоне-2
при 0,1013 МПа (м* при и.у. на м3)
Г, "С ; а t, °C а[103] Г. °C а #.°С а[103]
[103] [2,99] [103] [2,99]
—10 115 * 50 18,2 25 35,4 36,4 100- 7,0
10 —** 59,0 75 10,8 35 — 25,6
Таблица 111,76. Растворимость этилмеркаптана в N-метилпиррол и доне-2
[87] (м8 при и. у. на ма)
Р. МПа Температура, “С А МПа Температура, °C
20 30 40 50 20 30 40 50
0,00267 0,00533 0,00800 9,8 19,6 29,1 6,8 15,3 22,6 4,6 9,2 13,8 3,о 6,1 9,1 0,0107 0,0133 — 30,6 18,4 23,0 12,0 15,2
Таблица Ш,77.Р*створнмостк N*. Нх i[88] и метана ![89]
в N-метилпирроладоце-г (ма при ж у. на ма)
/>, МПа NB Ни Ns- Н* СЩ Ns Ня сн* СН4 :
При 10 °C п р и 25 °C При 50 °C При 70 °C прй 100 °C
2,533 0,96 0,7 1,1 0,8 5,5 1,2 0,9 * 5,2 4,9
5,066 1,9 1,4 2,1 ' 1,6 10,6 2,4 1,9 10,0 9;, 6
7,599 2/,9 2,1 3,2 2,6 15,4 3,5 2,8 14,6 14,6
10,133 3,9 2,8 4,2 3,2 19,8 4,7 3,7 19,0 18,5
12,666 — 3,5 5,3 4,0 — 5,9 4,6 — —
Таблица Ш,78. Дифференциальная теплота растворения газов в Ы-метилпирролидоне-2
Газ ДЯ, КДж/моль Температура, °C
СОа [102] H^S —13,4 —17,6 От —15 ДО 40 От —10 до 100
снижения потерь растворителя. Смесь Ы-метилпирролвдон-2— вода разделяют
в дистилляционной колонне 6, в которой также улавливают растворитель из
газов десорбции второй ступени. Производительность установки—118 тыс. м*
при и.у. в ч. Содержание СОа в сыром газе 33%, в очищенном— 0,1%. Тем-
пература очистки 43 °C, давление 7,5 МПа J92J.
-- Применение N-метилплрролидона -2 позволяет получить водород под дав-
лением 7,0 МПа, причем его стоимость такая же, что и при хемосорбцион-
ном методе очистки при: 1,82 МПа [97]. Снижение капитальных и эксплуата-
ционных затрат обусловлено применением оборудования из углеродистой ста -
Рис. III-55. Схема тонкой очистки газа от СОа Ы-метилпирролвдоном-2:
/—абсорбер; 7. 4 холодильники;' 8 — компрессор; >5 — десорбер; б — дистилляционная
колоннр; 7 — кипятильник: 8, 10, 12 — насосы; 9 — теплообменник; 11 — отдувочная ко-
лонна.
ЗОЙ
ли при температуре очистки 25—40 °C, отсутствием затрат тепла на регене-
рацию и применением центробежного компрессора.
Для тонкой очистки природного газа под давлением 7,5 МПа от серни-
стых соединений регенерацию Ь1-метилпнрролидона-2 осуществляют сниже-
нием давления до атмосферного и отдувкой при температуре до 145 °C. Для
отдувки используют природный газ, газы десорбции после дополнительной
промывки, водяной пар и др. Содержание HjS в очищенном газе (1-5).
• 10~в м3 при и. у. на м3 при н. у. [104, 105].
На установке одного из предприятий СССР природный газ под давле-
нием 1,1 МПа промывают Ь}-метилпирролидоном-2, содержащим 3—6% воды.
При этом содержание этил меркаптана снижается от 150—250 до 1—6 мг/м*
при н.у. (в расчете иа серу) [106]. Нагрузка по газу равна 36 тыс.ма при
н. у. в час. Скорость циркуляцин абсорбента «35 м’/ч. Растворитель регене-
рируют отдувкой газами, отходящими из производства метанола, и водяным
паром. Температура в нижней части регенератора 130—140 °C. Для рекупе-
рации паров Ы-метилпирролидона-2 газовые потоки промывают водой и про-
мывные воды подают в абсорбер. Расходные коэффициенты: пара «3 т/ч;
N-МП менее 0,1 кг иа 1000 м! газа при н.у.; отдувочного газа 100 м’ прн
н, у. иа м’ Ы-метилпнрролидона-2.
Очистка диметиловыми эфирами полиэтиленгликолей
В качестве растворителя применяют смеси дяметилрвых эфиров полиэти-
ленгликолей общей формулы СН8О(С®Н*,О)*СНв, где х=3—9.
Растворитель нетоксичен, не вызывает коррозии, не вспенивается, химиче-
ски и термически стабилен, имеет низкое давление насыщенных паров. Рас-
творимость НдЗ в нем в 7 раз больше растворимости СОг- Абсорбент хорошо
поглощает SO2, COS, CSs и меркаптаны. Свойства растворителя приведены
ниже [107, 108]:
Температура, °C
вспышки....................................... . 151
плавления....................................—22:—29
Вязкость прн 25 °C, мПа-с........................ 5,8
Теплоемкость при 25 °C, кДж/(кг-К)............... 2,1
Плотность и вязкость диметиловых эфиров триэтиленгликоля и тетра-
этиленглнколя приведены в табл. III,79 и III,80.
Таблица 111,79. Плотность днметнловых эфиров триэтиленгликоля pi
и тетраэтмленглнкодя р2 [109] (кг/м3)
t, °с Pi ” 1 /, *с Pi Р»
20 [111] 986 1009 50 960 989
30 980 1006 60 953 980
40 972 997 70 943 972
304
Таблица HI,80. Вязкость диметиловых эфиров
триэтиленгликоля vji и тетраэтиленглнколя tj2 •
[110] (мПа с)
Вязкость Температура, *С
40 60 80 -
Th 1,5 1.1 0,89
Па 2,5 1,8 1,36
Ниже приведена растворимость СО2 в диметиловых эфирах полиэтилен-
гликолен (в м3 при и. у. иа м3) прн 25 °C и '0,1013 МПа [111]:
Раствори-
мость СО]
Диметнловый эфир
диэтиленгликоля . . ,....................... 4,33
триэтиленгликоля ............................... 3,48
тетраэтиленгликоля.............................. 3,40
Данные о растворимости СОд, H$S, COS, N2, На н СН4 в диметиловом
эфире тетраэтиленгликоля представлены в табл. 111,81—111,83.
Этот процесс преимущественно используется для тонкой очистки от HsS
газов с высоким содержанием СО2 (18—43%) и низким содержанием H2S —
Таблица III,81. Растворимость СО2 в днметиловом эфире
тетраэтиленглнколя под давлением [109] (м3 при и. у. иа м8)
Р. МПа Температура, *С Р. МПа Температура, °C
25 60 75 100 25 60 75 100
1,013 Я.027 34,7 82,8 18,9 41,5 14,5 29,3 22,9 3,040 4,053 146 254 73,3 107,4 48,8 70,8 39,4 53,3
Таблица 111,82. Значения коэффициентов Геирн в системах
диметиловый эфир тетраэтиленгликоль — H2S(Ki) и диметиловый эфир
тетраэтиленгликоль — COS(Ka) [110] (кПа/мол. доли)
t. ’С Л К. f, °C К. К»
20 339,0 964,3 80 1132,1 3276,2
40 617,9 1 1539,2 100 1690,1 4197,6
60 831,0 2123,1
Таблица 111,83. Растворимость N2, Н2 и СН4 в диметиловом эфире
тетраэтиленглнколя при 40 “С [109] (м3 прн и. у. на м3)
Р. МПа Ns Н2 сн< Р. МПа n2 Н#
2,533 1,5 1,1 б,з : 10.133 5,8 4,3
5,066 2,9 2,2 12,3 12,666 7,2 5,4
7,599 4,4 ' 3,3 18,2 -
20-1425
305
менее 1% [112]. В результате очистки остаточное содержание сернистых со-
единений достигает 1 * 10~в м5 при н. у. на мэ. Процесс очистки является де-
гидратирующим, однако в некоторых случаях газ предварительно осушают.
Эффективность- очистки увеличивается при снижении температуры. Рецирку-
ляция газов позволяет повысить селективность растворителя по отношению
к системам HaS—СОа, СОа—СН*, СОг—Н3. Растворитель регенерируют сни-
жением давления и отдувкой. Для тонкой очистки газа от сернистых соеди-
нений растворитель перед отдувкой нагревают. Поскольку при окислении
H^S воздухом образуется элементная сера, в качестве отдувочного агента ис-
пользуют инертный газ. Предпочтительной является десорбция в вакууме.
В случае необходимости небольшой поток растворителя выводят из системы
для осушки [92, 112—114]. Затраты тепла и холода в процессе незначительны,
что определяется невысокими теплотой растворения и теплоемкостью раство-
рителя. Потери абсорбента минимальны.
Переход иа установках очистки природного газа от раствора ДЭА к ди-
метиловым эфирам полиэтиленгликолей позволяет исключить потребление
природного газа на энергетические нужды и решить вопросы экологии [113].
Показана возможность повышения экономичности производств аммиака
в'схемах на основе каталитической конверсии метана под давлением при ис-
пользовании для очистки конвертированного газа от СО2 диметиловых эфиров
полиэтиленгликолей [92, 115]. Этот же абсорбент предложено использовать для
очистки от СО2 и сернистых соединений газа, полученного газификацией угля
и конвертированного на сероустойчивом катализаторе с последующей тонкой
доочисткой газа на оксиде цинка [116].
------ -- . /
-- -— • Очистка трибутилфосфатом
Трибутил фосфат предложен для очистки природных газов с высоким со*
держанием H2S. Очистка газа, проводимая под большим давлением, комби*
нируется с процессом получения серы.
Растворитель химически стабилен, не вызывает коррозии, имеет низкое
давление насыщенных паров, ограниченно смешивается с водой. Заметный
гидролиз растворителя начинается при температурах выше 150 °C [117]. Рас-
творимость. сернистых соединений в трибутилфосфате очень велика. Коэф-
фициент селективности в системе H2S—СО2 равен 8 при 20 °C и возрастает с
понижением температуры [118]. Свойства трибутилфосфата (CtH9)sPO4 при-
ведены ниже [119]:
Молекулярная масса . . 266,320 Давление паров, Па
Температура, °C при 20 °C ... . 0,49
кипения при 4 КПа 180 при 40°C ... . 2,4
плавления .... Ниже.—80 при 100 °C .... 133
Растворимость при 25 °C, г/л
трибутилфосфата в воде................... 0,42
воды в трибутилфосфате.........................65
Плотность и теплоемкость трибутилфосфата при различной температуре
представлена в табл. 111,84.
Данные о растворимости газов в трибутил фосфате приведены в
табл. Ш,85—111,87.
306
Таблица Ш,84. Плотность И теплоемкость трибуТнлфосфата [120]
7, °C р, кг/м* Ср, кДж/(кг-К) t, °с р, кг/м1 Ср. кДж/ (кг К)
10 984,1 1,364 70 932,9 1,607
20 975,6 1,404 80 924,4 . 1,647
30 967,1 1,445 90 915,8 1,688
40 958,5 1,485 100 907,3 1,728
50 950,0 1,526 110 898,7 1,769
60 941,4 1,566 ! . - X
Таблица Ш,85. Значения коэффициента Генри для системы
трибутилфосфат диоксид углерода [121]
t, °C К, МПа/мол. доля t, °C К. МПа/мол. ДОЛЯ ,
—10 1,59 55 4,72
0 2,07 70 6,71
25 2,85 90 10,72
40 3,76 ЦО 15,97
Таблица Ш,86. Значения коэффициентов Генри в системах
трибутилфосфат — HgS (Ki) и трибутнлфосфат — COS (К2) [ИО]
(кПа/мол. доли)
т, *с Ki Kt t, eC
20 354,0 767,2 80 1008,4 2481,9
40 542,9 1172,5 100 1630,4 3369,1
60 857,1 1508,0 1 ;
Таблица 111,87. Растворимость метана в трибутилфосфате [89]
(м3 при н.у. на м3)
Р, МПа Температура, Р, МПа Температура, “С
25 | 50 70 25 ] 50 1 70
2,533 5,066 10,0 19,7 8,7 ' 17,1 •7,7 15,4 7,599 10,133 29,0 38,0 25,4 33,6 , 23,2 31,1
Очистка газа от H2S трибутилфосфатом экономичнее хемосорбционных
процессов в тех случаях, когда парциальное давление HsS не менее 0,28—
0,35 МПа [119].
По данным [119, 122] трибутнлфосфат применяют для очистки газа под
давлением 6,9 МПа на установке производительностью 167 тыс. м9 при н.у.
в ч. Грубую регенерацию растворителя осуществляют снижением давления.
Газы после первых ступеней десорбции при 2,5 и 1,6 МПа возвращают в
20*
307
абсорбер. На третьей ступени десорбции при 0,1 МПа выделяют большую
часть кислых компонентов. Для тонкой регенерации применяют отдувку азо-
том при 80 °C 4123] (или водяным паром [119]). В некоторых случаях рас-
творитель, выходящий из абсорбера, охлаждают; дальнейшее понижение тем-
пературы абсорбента достигается при десорбции, что позволяет снизить тем-
пературу очистки до 20 °C. Содержание HaS в газе снижается от 10% до
3,5 мг/м8, удаляются также органические сернистые соединения.
При наличии в газе тяжелых углеводородов поглощение HaS и углево-
дородов осуществляют в одну ступень. Нагретый растворитель регенерируют
отдувкой пропаном при среднем давлении. При снижении давления до атмо-
сферного из растворителя выделяется абсорбированный пропан. Путем двух-
ступенчатой дистилляции кислые газы отделяются от углеводородов, а про-
пан от жидких углеводородов [119].
Опытно-промышленная проверка этого метода очистки природного газа
(до 370 м8 при в. у. в ч) показала возможность снижения концентрации этил-
меркаптана от 1000 до20 мг/м* при н. у. (в расчете на серу). Абсорбцию
трибутилфосфатом проводили при 20—30 °C и давлении *«0,88 МПа. Рас-
творитель регенерировали отдувкой азотом при 100 °C [124].
Очистка газов от диоксида углерода водой
И. Л. Лейтес, В. Е. Дымов
Водная очистка является наиболее старым методом извлечения диоксида
углерода из газовых смесей, поэтому до настоящего времени в промышлен-
ности эксплуатируется ряд таких установок.
Водная очистка представляет собой типичный процесс физической аб-
сорбции. Растворимость а диоксида углерода (объем приведен к н. у.) в воде
в см’/см8 НаО при равновесном давлении Р . (Па) может быть вычислена пр
уравнению:
а = аР 4- ЬР?
где а и b — коэффициенты, значения которых приведены в табл. 111,88.
Теплота растворения СОа в воде при 20 °C и атмосферном давлении со-
ставляет 24,619 кДж/моль [2]. Если концентрация СОЯ в воде менее 0,015 моль
на сумму моль С02+моль Н2О, то растворимость СО2 можно определить с
достаточной степенью точности по уравнению Генри:
f — kN
где f 4— летучесть СОа, Па; N — концентрация в воде, моль/(моль СО8+
4-моль НаО).
Таблица 111,88. Значения коэффициентов а и Ъ
при различных температурах [2]
Коэффици- ент Температура, вС
0 25 50 75 100
а-10» £-105 1,864 2,565-10-« 0,765 4,31-10-’ 0,430 16,008-10-* 0,312 9,913-10-* 0,234 3,304- !0“«
308
Таблица III,89. Растворимость СО, из его смесей с азотом в воде
при 25 °C (см8 при и. у. на см’)
Общее давление смеси Р, МП» Содержание СО, в смеси, %
20,15 12,85 6,25
экспери- менталь- ные данные вычислено по парци- альному дав- лению экспери- менталь- ные данные вычислено по парци- альному дав-. лению экспери- менталь- ные данные вычислено по парци- альному дав- лению
30,39 13,85 30,28 9,03 22,86 4,97 12,67
25,32 12,97 27,37 8,64 19,94 4,66 10,77
20,26 12,31 23,61 8,19 16,62 4,23 8,79
15,20 11,03 18,98 7,44 12,99 3,65 6,71
10,13 8,90 13,51 6,13 9,02 2,85 4,55
5,06 5,38 7,18 3,62 4,68 1,70 2,32
Ниже приведены значения k при различных температурах (в Па/мол. доли) г
Температура, ’С 0 25 50 75 100
JM0-5 .......................... 725 1640 2917,4 4039 5024
Из табл. 111,89 и III,90 Ёидно, что фактическая растворимость СО* со-
держащегося в газовых смесях, значительно отличается от растворимостш
чистого СО# при его давлении, равном парциальному давлению С02 в смеси.
Различие тем больше, чем выше давление и меньше содержание СО# в сме-
си. При общем давлении до 3 МПа растворимость СО#, содержащегося в га-
зовой смеси, можно принимать равной растворимости чистого диоксида угле-
рода при данной летучести СО# в смеси.
СхсмЯ водной очистки. Водная очистка газов от СО#, применяемая на?
ряде действующих производств синтетического аммиака, проводится при дав-
лении 1—3 МПа. На рис. Ш-56 показана технологическая схема воднойз
очистки от СО#.
Неочищенный газ, поступающий из отделения компрессии через коллек-
тор, распределяется по скрубберам, орошаемым водой (иа рис. Ш-56 пока-
зан один скруббер). Газ движется в скруббере 1 снизу вверх противотоке»
Таблица III,90. Растворимость СО2 из его смесей с водородом
в воде при 25 °C (в см’ при и. у. иа см’)
Общее давление смеси Р, МПа Содержание СО2 в смеси. %
20,5 13,05 6.05
экспери- менталь- ные д я иные вычислено по парци- альному дав- лению экспери- менталь- ные даннце вычислено по парци- альному дав- лению экспери- менталь- ные данные вычислено > по парци- альному дав- лению
30,39 20,03 30,55 14,6! 23,13 7,82 12,31
25,32 18,80 27,66 13,49 20,16 7,08 10,45
20,26 16,95 23,88 11,95 16,84 6,10 8,53
15,20 14,42 19,24 9,87 13*17 4,91 6,50
10,13 10,95 13,71 7,35 9,14 3,55 4,42
5,06 6,40 7,31 4,13 4,75 1,89 1* 2,24
309’
Рис. Ш-56. Технологическая схема водной очистки газа от СОа:
J — водный скруббер; 2 — брызгоотд елитель; 8 — агрегат иотор — вдсос — турбина; Pt ”
регулятор уровня; Р*—регулятор давления.
«оде. Очищенный газ (1,6% СОг) отводится из верхней части скруббера и
-через брызгоу ловитель 2 направляется на дальнейшую переработку.
Вода для орошения скруббера подается насосом агрегата мотор — на-
«сос—турбина 3. Насыщенная газом вода (3—5,5 м8 прн н. у. на м3) из ниж-
ней части скруббера направляется в турбину, где давление воды снижается,
затем вода направляется на дегазацию. За счет снижения давления рекупе-
рируется до 40—45% электроэнергии, расходуемой на подачу воды в скруб-
-беры. Отработанная, насыщенная газами вода из турбины поступает в про-
межуточный экспанзер (на схеме не показан), где при давлении 0,4 МПа из
нее выделяются плохорастворимые газы (водород, азот, метан, оксид угле-
вода) и примерно 35—40% растворенного СОа- Остальное количество СО2
выделяется в конечных экспанзерах при снижении давления до 0,12 МПа.
Экспанзерный газ, содержащий 98% СО2, направляется потребителям.
Избыток* диоксида углерода можно сбрасывать через гидравлический за-
твор. Через этот же гидрозатвор в атмосферу отводится газ из. промежуточ-
ного экспанзера. Вода из конечного экспанзера поступает для окончательной
.дегазации в верхнюю часть дегазатора, где охлаждается воздухом, засасы-
ваемым вентилятором. Из дегазатора вода направляется в агрегат мотор —
насос — турбина для повторного использования.
Ниже приведены технико-экономические показатели водной очистки: _
Давление очистки Рйзб, МПа................................ 28—29
Температура, °С‘
газа . ............. . . . . . . ... 30—40
оборотной воды, поступающей в скруббер, не выше . . 28—30
Содержание СО/
в неочищенном „газе, % (об.).......................... 20—26
310
в очищенном газе, % (об.)............................... 1,5—2*
в воде после дегазации, мг/л......................... 30
Количество циркулирующей воды, м3 на 1000 мэ неочи-
щенного газа (при н. у.)................................. 50—70
Размеры скруббера, м
диаметр................................................... 2,2
высота ................................................... 21—22
Производительность по неочищенному газу (для скруббера
d=2,2 м),м3 при н. у. в ч. . . ....................... До 12000
Высота слоя насадки (керамические кольца Рашига), м
основного ................................................ 15
нижнего (для десорбции газа).............................. 1,8
Расход электроэнергии, кВт ч на 1000 м3 неочищенного газа
(при н. у.) . ..................................... 45
Расход свежей воды, добавляемой в оборотный цикл, м8
на 1000 м3 неочищенного газа (при я. у.) . . . -- • - До 5% цир-
кулирующей
, воды
4. ОЧИСТКА ГАЗА ОТ ОКСИДА УГЛЕРОДА
Очистка газа медноаммиачными растворами
Е. Я. Мельников
После двухступенчатой конверсии СО на среднетемйературном катали-
заторе содержание оксида углерода в конвертированном газе составляет-
3—3,75% (об.), а После очистки от диоксида углерода — 4—5% (об.). В этом
случае очистка от СО на ряде отечественных установок проводится под дав-
лением путем абсорбции СО водным раствором медноаммначной соли, обра-
зующей Комплексное мёдноаммиачное соединение оксида углерода:
[Cu(NH8)m(HaO)n]++xNHe + !/СО :₽=* (Cu(NHa)m+x (СО)Й (H2O)„J+ 4 Q
Для этой цели обычно используют водно-аммиачные растворы закисных:
солей ацетата, формиата Или карбоната меди.
Поскольку реакция является обратимой экзотермической и идет с умень-
шением объема, повышение давления и понижение температуры сдвигают еа*
равновесие вправо. Чтобы обеспечить требуемую глубину очистки азотоводо-
родной смеси до содержания оксида углерода в пределах 5—20 см3/м3, не-
обходимо вести абсорбцию СО при давлении 11,8—31,4 МПа и температуре-
раствора 0—20 °C. -
Регенерацию ацетатного и формиатного растворов проводят при темпе-
ратуре 80 °C и атмосферном давлении. Вследствие меньшей термической;
устойчивости карбонатных растворов их регенерируют при 40—45 °C и в--
вакууме.
В процессе поглощения протекают побочные реакции, снижающие погло^
тительную способность и устойчивость раствора, например реакция
2Cu+ Си + Сн1+
сопровождается выпадением осадка металлической меди. Чтобы исключить,
эту реакцию, в растворе необходимо присутствие двухвалентной меди в ко-
личестве 12—18%: (масс.) от всей меди. Для этого при регенерации раствора»
31Ш
Таблица 111,91. Состав медноаммиачных растворов (кг/м8)
Компонент • Раствор
формнатныЯ карбонатный ацетатный
Си+ 115—130 75—90 125—135
«Сиа+ 15—20 15—18 17—20
Си (общ.) 130—150 90—108 142—155
..NH3 135—155 90—115 140—160
•Кислоты:
муравьиная 55—75 — —
угольная 90—110 120—140 110—125
уксусная — 135—170
гв систему подают воздух, окисляющий часть одновалентной меди:
4Cu+ + О2 + 2Н2О = 4Сиа+ + 4ОН’
Очищаемая азотоводородная смесь содержит 1,2—2,0% (об.) СОг, реа-
ятфующего с раствором:
2NH4OH + СОа = (NHiJaCO, + Н2О
(NHJaCO8 4- СОа + НгО = 2NH4HCOs
Показано, что наиболее вероятной формой существования однова-
.лентной меди является нон [Cu(NHJ)2*2H2O]+, образующий с СО ион
4Си(№Нз)2-СО-Н2О]+ с выделением одного моля воды.
Равновесная абсорбционная способность медноаммиачного раствора тем
"больше, чем выше концентрация одновалентной меди, давление СО и ниже
-температура абсорбции. Соотношение свободных аммиака и диоксида углеро-
да в растворе также влияет на поглотительную способность раствора.
Для расчета поглотительной способности раствора Vco (м8/м8) предло-
жено [125] уравнение:
[Cu+l
[где [Си+] — содержание одновалентной медн в растворе, моль/л; К — коэф-
фициент, зависящий от соотношения свободных аммиака и диоксида углеро-
да в растворе; С — коэффициент, зависящий от температуры процесса очйст-
.ки; рсо — парциальное давление СО.
Коэффициенты К и С определяют экспериментально.
В производственных условиях составы применяемых медно-аммиачных
растворов колеблются в довольно широких пределах. В табл. III,91 приве-
дены примерные составы таких растворов. Н. М- Жаворонковым и Др. были
изучены свойства формиатных, карбонатных и ацетатных растворов (особен-
>но первых).
Ниже по результатам этих исследований приводятся некоторое свойства
«формиатного раствора следующего состава (в кг/м3): Си+—103,1; Си
(общ.) — 129,1; NH3—141,3; НСООН—87,5; СОг—79,5. Общее давление па-
ipOB над раствором такого состава, не содержащим оксида углерода, при раз-
~личной температуре приведено ниже:
Температура, “С ... 0 20 60 80
Давление, кПа . . . . 3,466 8,523 53,195 110,524
1312
Плотность раствора при 15 ЧС равна П48 кг/м’, при 40 °C—1137 и приг
70 °C —1123 кг/м’. Зависимость динамической вязкости указанного раствора
от температуры следующая:
Температура, °C .. 10 20 30 40 50 60 70 80
Вязкость, rj-103 Па-с 2,4 1,701 1,491 1,178 0,930 0,784 0,718 0,652*
В табл. Ш,92 приведена растворимость СО в формиатном растворе, со-
став которого дан выше. Средняя дифференциальная теплота растворения СО"
в медноаммиачном формиатно-карбонатном растворе, вычисленная для ин-
тервала 0—80 °C, равна для указанного выше раствора 43,96 кДж/моль СО.
В табл III,93 приводятся составы четырех медноаммиачных ацетатно-
карбонатных растворов.
Таблица 111,92. Растворимость СО в медноаммиачном формиатном
растворе* (рсо — парциальное давление, гПа; Усо — равновесная
концентрация СО, м3 при н.у. на м3 раствора)
' Рсо Усо Рсо vco Рсо ^со
При 4 14,7 34,7 69,3 120 227,9 541,2 1180,0 156! При 9,3 52 110,6 208,3 362,6 595,9 о°с 0,7 6,2 12,0 18,4 24,8 30,8 36,2 39,0 39,5 20 °C 0,6 5,0 9,9 15,7 21,8 25,7 923,8 1258,4 При 14,7 106,6 227,9 399,3 . 459,9 759,8 1027,7 1319,7 При 16 349,2 542,5 29,6 32,1 30 °с • 0,5 5,6 10,3 15,8 20,2 23,5 29,4 31,9 60 °C 0,4 3,5 6,2 673,2 889,1 1062,4 При 98,6 331,9 567,9 738,5 915,8 При 279,9 386 i6 579,9 9,2 11,1 14,2 70 СС 0,5 2,8- 5,0 6,8 8,0- 80 °C 1,4 3,4 4Л
• Н. М. Жаворонков, В. Т. Чагунава. - а Таблица 111,93. Составы четырех медноаммиачных ацетатно-карбонатныХ растворов
№ раствора - Состав, кг/м*
Си (общ.) Си«+ NHe (общ.) СНгСООН со»
1 2 3 4 123,0 123,2 143,9 144,0 13,0 13,1 9,5 9,5 159,5 172,1 158,0 116,0 180,0 * 90,0 168,0 168,0 41,5 51,5 1.8 1,8
Таблица 111,94. Растворимость СО в медноаммиачных ацетатно-
карбонатных растворах (обозначения см. в табл. III,92)
Величины Номер раствора
1 2 3 4 1 2
При )°С При 25 °C
/>СО 72,0 34,7 37,3 60,0 65,32 57,32
Vco 15,33 15,03 12,26 12,36 3,34 3,30
рсо 174,6 101,3 88,0 178,6 147,96 129,30
Vco 23,77 24,75 25,38 22,7 6,64 7,10
рсо 374,6 309,3 285,3 371,9 365,24 221,28
Vco 29,61 33,78 39,68 29,2 12,92 10,11
рсо 577,3 646,5 533,5 641,2 514,54 565,19
Vco 32,42 37,8 44,58 34,36 15,56 19,35
.Рсо 837,1 843,8 871,8 805,1 787,81 826,46
Vco 35,0 39,00 47,46 36,28 19,36 23,50
При 4( )°С . 3 4 ‘ '
рсо 126,64 125,30 79,98 114,64 26,66 58,65
Vco 2,72 2,72 3,44 3,12 3,64 3,40
Pco 274,60 266,64 182,62 237,27 59,99 133,32
Vco 5,40 5,42 7,20 5,52 7,34 6,90
J?CO 443,89 449,22 386,57 410,57 155,96 233,28
Vco 8,02 8,20 14,52 8,56 15,08 10,44
PCO 602,52 586,52 505,21 542,53 406,57 487,21
Vco 10,32 10,26 17,80 11,48 25,98 16,68
pco 741,15 673,17 727,82 681,16 643,84 833,18
Vco 12,18 11,42 19,12 13,82 32,0 28,80
• Состав растворов приведен в табл. II 1.93.
В табл. III,94 дана растворимость СО в этих растворах (исследования
Д. А. Кузнецова, И. Э. Фурмер и В. И. Зайцева, МХТИ им. Менделеева).
Максимальная поглотительная способность медноаммиачных растворов состав-
ляет 1 моль/моль Си+.
Теплоемкость промышленных медноаммиачных растворов обычно прини-
мается равной 3,35 кДж/(кг-К).
На основе данных о растворимости медноаммиачных комплексов макси-
мальное содержание общей меди в карбонатных растворах близко к
160 кг/м3, в формиатных — 210 кг/м3 и ацетатных — 240 кг/м3. Следователь-
но, в ацетатны^ растворах можно поддерживать более высокую концентра-
цию одновалентной меди, что приведет к увеличению их поглотительной спо-
собности. Термическая устойчивость уксусной кислоты выше, чем угольной и
муравьиной кислот, что важно для регенерации производственных растворов.
Содержание аммиака в растворе должно быть не выше 160 кг/м1 во избежа-
ние увеличения его потерь как при абсорбции, так и особенно при регене-
рации.
Свежий медноаммиачный раствор готовят путем растворения металличе-
ской меди в виде стружек илй небольших кусков в водном аммиаке с добав-
лением кислоты и при продувке раствора воздухом. Для предотвращения
J314
^вспенивания образующихся медноаммиачных растворов к циркулирующему
раствору добавляют 0,1 мл касторового масла на 1 мэ раствора.
Технологическая схема и оборудование. На предприятиях СССР приме-
няют медноаммиачный ацетатно-карбонатный раствор; давление очистки
практически на всех установках составляет 31,4 МПа (рис. III-57).
Газ при 30—40 °C, содержащий 4,0—5,0% |[об.) СО и 1,2—2,0% (об.) СО2
под давлением 31,4 МПа, проходит маслоотделитель /, а затем скруббер 2,
-орошаемый медноаммиачный раствором, где очищается от СО и основного
количества СО2. В щелочном скруббере 3, на верх которого подается 4—
-5%-ный раствор NaOH или водный раствор аммиака, завершается тонкая
очистка газа и очищенная азотоводородная смесь, содержащая СО 5—
:20 см3/м3 и COj 5—10 смэ/м® газа, направляется на синтез аммиака. Отрабо-
танный медноаммиачный раствор поступает в цилиндры рекуперационной ма-
шины 4, где его давление снижается до 0,5—0,9 МПа. Полученная энергия
используется для сжатия регенерированнрго раствора до давления очистки.
В промежуточном десорбере 5 из раствора выделяется основное количество
труд нерастворимых газов (водород и азот), а также некоторое количество
оксида и диоксида углерода и аммиака. Эти газы дросселируются до давле-
j ния, близкого к атмосферному, и отводятся на установку улавливания ам-
миака (на схеме не показана).
Медноаммиачный раствор после промежуточного десорбера дросселиру-
«ется до давления, близкого к атмосферному и поступает в верхнюю часть
-совмещенного регенератора 6 — так называемый аммиачный абсорбер. Стекая
зниз по насадке абсорбера, медноаммиачный раствор поглощает аммиак, ди-
оксид углерода и водяные меры, выделяющиеся из раствора вместе с СО в
нижней части регенератора. Затем раствор последовательно движется по
трубному пространству теплообменников, обогреваемых регенерированным
^раствором и газовым конденсатом. В нижнюю часть теплообменника регене-
рированного раствора подается воздух длй регулирования соотношения меж-
ЛУ одно- и двухвалентной медью. При нагревании раствора происходит его
частичная регенерация, завершаемая в паровом подогревателе регенератора,
где температура раствора достигает 78—80 °C.
регенерированный раствор охлаждается, проходя последовательно тепло-
обменник совмещенного регенератора, водяной холодильник 7 и аммиачный
холодильник 8. Охлажденный до температуры «10 °C раствор проходит
•бак 9, фильтр 10 и затем большая его часть («80%) нагнетается насо-
сом 11 и под давлением 1 МПа засасывается рекуперационной машиной 4,
тде давление раствора увеличивается до рабочего, и он подается на ороше-
«ие скруббера 2. Давление остального количества раствора (примерно 20%)
увеличивается триплекс-насосом 1 до рабочего давления и он также подается
в скруббер 2. Из-за гидравлических сопротивлений и механических потерь ре-
куперационная машина способна подать лишь примерно 80% регенерирован-
ного раствора.
Газы регенерации, выходящие из верхней части промежуточного десор-
бера 5 и совмещенного регенератора 6, проходят четырехсекционный водяной
абсорбер (на схеме не показан), в котором отмывается аммиак, и затем воз-
вращаются для технологической переработки — на конверсию СО. Водный
аммиак, получаемый в четырехсекционном абсорбере, имеет концентрацию
3,5—4,0% (масс.).
316
Медноаммиачный скруббер — вертикальный цилиндрический
аппарат высокого давления диаметром 1,0 и 1,2 м, высотой 15/м. В нем име-
ется насадка из металлических колец Рашига 50X50X1,5, расположенных
на колосниковой решетке. Сепарационное устройство в верхней части аппа-
рата позволяет отделить брызги раствора от потока очищенного газа. В ниж-
ней части аппарата уложена насадка из колец'Рашига для выделения из от-
работанного медноаммиачного раствора пузырьков азотоводородной смеси.
Рекуперацио и на я машина имеет два цилиндра, снабженных
поршнями и штоками, а также переключающим механизмом. В нижнюю
часть одного из цилиндров под высоким давлением поступает отработанный
раствор из скруббера, а из верхней части под давлением поршня регенериро-
ванный раствор нагнетается в скруббер. Из второго цилиндра отработанный
раствор подается в промежуточный десорбер, а верхняя часть его заполняет-
ся регенерированным раствором. Затем переключающий механизм меняет
функции цилиндров. Производительность рекуперационной машины по рас-
твору 120 м’/ч.
Триплекс-насос — трехскальчатый горизонтальный поршневой на-
сос. Производительность его по раствору 25 м*/ч. Мощность электродвигате-
ля 400 кВт.
Расходные коэффициенты на 1 т NH3:
Электроэнергия, кВт-ч ....................... 37
Пар (Р-0,3 МПа), кг..........................310
Вода, м’ . . ............................. 15
Аммиачный холод, МДж ........................400
Медь, кг .................................... 0,1
Уксусная кислота, кг......................... 1,5
Едкий натр (100%), кг....................- 2,1
Очистка газов медноалюминийхлоридными растворами
И. Л. Лейтес, Ю. Г. Карпова
Физико-химические основы процесса. Процесс основан на химической .аб-
сорбции оксида углерода раствором смешанной соли тетрахлорида меди и
алюминия в различных ароматических углеводородах с образованием комп-
лекса с оксидом углерода [126—129]. По сравнению с медноаммиачной очист-
кой газов от СО данный способ имеет следующие преимущества: он может
применяться при наличии в газе кислорода и больших количеств диоксида
углерода, получаемый оксид углерода отличается высокой чистотой [до
99,8% (об.)], отсутствует коррозионное разрушение аппаратуры.
При использовании данного абсорбента оксид углерода может быть уда-
лен из газовых смесей при практически любом рабочем давлении (больше
атмосферного), в интервале от —30 до +40°C. При понижении давления до
атмосферного и нагревании до ПО—135 °C раствор регенерируется с выделе-
нием оксида углерода. Рекомендуется раствор следующего состава:
CuAlCk — 20—50% (масс.) и толуол — 80—50% (масс.).
317
При образовании, комплекса А и взаимодействии с СО в растворе проте-
кают следующие реакции:
CuCl + AlCl8 + 2CeH6CHa > (CuAlCl*) (CeH6CH8)a
А
(CuAlCl*)(CeH6CH8)a + 2СО .< (CuA1C14)• 2СО + 2CeH6GHs
Взаимодействие с водой и аммиаком приводит к разрушению комплек-
са А с выделением НС1:
2СиА1С1< + Н2О-----> HClf 4-СиС1 4-СиА 1С14-А1ОСЦ ’
2Q1A1C1* + NHa-----> CuCl + NH8A1C18
Для предотвращения разрушения комплекса А в рабочем растворе содер-
жание паров воды в очищаемом газе должно быть менее 0,1 млн-1. Поэтому
недостатком процесса является необходимость предварительной осушки газа.
Газы СНв, На, N2, COS, CS2, О2 и СОа не реагируют с комплексом.
Данные по растворимости СО и СОа в медноалюминийхлоридной растворе
при различных температурах и давлениях представлены в табл. II 1,96 и
и 111,96, теплофизические свойства растворов представлены в табл. 111,97.
Таблица 111,95. Парциальное давление СО (Па) над раствором,
содержащим 37% CuAlCl* и 63% толуола, при различных температурах*
Содержание СО, ма при н. у. на м* раствору Температура, ®С
—30 —10 25 40
10 10666 19998
15 1600 4000 18798 33863
20 3200 6133 28664 51328
25 4533 8533 44262 77326
30 5999 11732 69326 '
40 10666 24664 — —
• Данные С. В. Корбутова и А. Ф. Шинелис (ГИАП).
Таблица 111,96. Растворимость СОг в растворе, содержащем
37% CuAlCl* и 63% толуола, при различных температурах*
(ма при н. у. на м3 раствора)
Парциаль- ное давле- ние СО. 10s Па Температура, "С Парцвалъ- ное давле- ние СО, 10* Па Температура, “С
—20 -10 25 40 —20 -ю 25 40
5,07 20 7,9 7,7 6,4 20,26 102 78,6 27,2 26,2
10,13 45,4 33,0 15 12,4 25,33 — 103,3 38,5 34,2
15,20 72 55 23,7 19,1 30,4 — 135 52,1 44,0
• Данные А. В. Шварц (ГИАП).
348
Таблица Ш,97. Теплофизические свойства медцвалюмннийхлоридных
растворов различной концентрации (данные ГИАП)
4 *с Ср, кДж/(кг К) ц, Па-С р, кг/м’
24% (масс.) CuAlCh и 76% (масс.) CaHjCHs
20 1,781 1630 1057
30 1,789 1400 1047,5
40 1,802 1220 1038,5
50 1,810 1080 1029
60 1,818 970 1019,5
70 1,827 875 1009,5
37% (масс.) CuAlCh и 63% (масс.) СвН5СН3
20 1,265 1830 1166
30 1,286 1585 1157
40 1,303 1385 1147
50 1,320 1220 1Ь37
60 1,341 1075 1127
70 1,358 955 - 1118
Расходные коэффициенты на установке производительностью по
СО 454 т/год составили (на 1 кг выделенного СО):
Пар, кг
при Р-0,345 МПа ........................1,28
при Р-3,45 МПа..........................0,24
Электроэнергия, кВт-ч......................0,2
Вода оборотная, м3..........................0,05
Схема процесса (рис. Ш-58). Газ, поступающий на очистку (Р»0,6 МПа).,
прохбдит блок осушки / и поддается в абсорбер 2. Регенерированный рас-к
твор направляется в верхнюю часть абсорбера 2. Насыщенный оксидом угле-
Рис. Ш-58. Схема очистки газа СО медноалюминийхлоридным раствором:
7 —блок осушки газа; 2— абсорбер; 3, 6 —блоки выделения паров толуола; 4 —компрес-
сор; 5 — конденсатор-холодильник парогазовой смеси; 7 — кипятильник раствора; 8 — ре-
генератор; 9 — теплообменник раствора; 10— подогреватель; 11 — холодильник раствора;
W. 14 — насосы циркулирующего раствора; 13 — емкость раствора; М —узел приготовле-
ния раствора.
ОД
рода раствор, выходящий снизу абсорбера 2, подогревается до **«100 °C в
подогревателе 10 и направляется в промежуточный десорбер, где поддер-
живают давление 0,25 МПа. Десорбер орошают регенерированным раствором
для поглощения выделяющегося при промежуточной десорбции оксида угле-
рода. Частично регенерированный раствор проходит теплообменник 9 и по-
ступает в регенератор 8, где он регенерируется при 110—135 °C. Затем (рас-
твор охлаждают до 40 °C (сначала в теплообменнике 9, далее в холодильни-
ке 11) и насосом 12 подают в емкость 13, предназначенную для отстаивания
раствора и выделения нз него различных образовавшихся примесей. Из ем-
кости 13 раствор насосом 14 подают на верхнюю часть абсорбера 2 и про-
межуточного десорбера 4.
Потоки Очищенного газа и выделенного оксида углерода охлаждают до
—30 °C, затем они проходят блоки выделения ароматических углеводородов
3 и 6 и выводятся с установки. Выделенный из газовых потоков толуол воз-
вращают в систему.
Очистка газов промывкой жидким азотом
Д. А. Г урлянд, И. И. Гельперин
Основы процесса
При абсорбции оксида углерода жидким азотом одновременно погло-
щаются и такие компоненты конвертированного газа, как кислород и аргон,
а также метан, этилен, ацетилен и другие углеводороды, образующиеся при
ларокнслородной конверсии газообразных и газификации жидких углеводоро-
дов. Достоинством низкотемпературного метода очистки конвертированного
газа от остаточных количеств оксида углерода является возможность получе-
ния азотоводородной смеси, практически не! содержащей каталитических
ядов и инертных (для синтеза аммиака) примесей.
Независимо от технологической схемы получаемый конвертированный газ,
промываемый жидким 'азотом, предварительно следует тщательно очистить
от сероводорода, диоксида углерода и оксидов азота. Содержание оксидов
азота не должно превышать 0,01—0,02 см8/м3. Это условие особенно важно,
поскольку в смеси присутствуют непредельные углеводороды.
В процессе абсорбции оксида углерода жидким азотом при повышенном
давлении и низких температурах (эти условия способствуют окислению NO
в NO2 и N2Os) могут образоваться взрывоопасные комплексные соединения
. сложного состава.
Б зависимости от состава конвертированного газа по мере его охлажде- .
ния возможна частичная конденсация отдельных компонентов смеси до по-
ступления ее в промывную колонну.
Расчет материальных потоков процесса охлаждения ведут о использо-
ванием констант равновесия Кр, устанавливающих распределение отдельных
компонентов между паровой и жидкой фазами: Kv**y/x (где у— концентра-
ция компонента в паровой фазе, мол. доли, х— равновесная концентрация
того же компонента в жидкой фазе, мол. доли).
Метод составления материальных балансов теплообменных аппаратов,
в которых осуществляется частичная конденсация газовых смесей, зависит
326
от того, происходит ли прямоточная нли противоточная конденсация.компо-
нентов охлаждаемых газов.
При прямоточной конденсации обе фазы находятся в рав-
новесии и состав их определяется следующим образом:
Обозначим:
Lo — количество конденсата, образующегося из 100 м5 исходной газовой
смеси, ms, yt — начальное содержание компонента в 100 м* газовой сме-
ни, м*;
Xj — содержание того же компонента в количестве Lo образовавшегося
конденсата, ма.'
Мольная доля данного компонента в остаточном количестве газовой сме- *
си составит
, У1—-У1
!/1 - ЮО — Lo
а равновесная ей концентрация в конденсате
xi — /
*-0
Поскольку обе фазы находятся в равновесии, то
юг Ух (Ух— xi)^o /|ТТ Лгь
х/ “(100— L0)Xj (Ш.45)
Отсюда *'
Vi t , 100 — £о у - - У1________ /ти
Х1 Кр1 * . , 100 —Lo (III.46)
1 + Le
Уравнение (III.46), в котором L0.h Xi являются неизвестными, решают
методом подбора. Задаются температурой и количеством конденсата Lo, за-
тем в уравнение (III.45) подставляют значение у для каждого компонента
исходной газовой смеси и находят соответствующие, им значения х, исполь-
зуя константы равновесия К. Решение этого уравнения и, следовательно по-
лученные результаты считаются правильными, если сумма значений х всех
компонентов окажется равной принятой величине Lo, т, е. Xx^Lo.
При противоточной конденсации фазы не находятся в рав-
новесии. Температура жидкой фазы всегда ниже температуры паровой фазы,
и наличие такого температурного напора способствует массообмену между
фазами. Жидкая фаза. обогащается высококнлящйми компонентами, паровая
фаза обедняется ими. Поэтому противоточная конденсация применяется во:
всех случаях, когда желательно получить конденсат» содержащий в данных-
условиях максимально возможное количество низколетучих компонентов.
При. расчете процесса противоточной конденсации задаются степенью из-
влечения наименее летучего компонента и числом ступеней равновесия, кото-
рым эквивалентна теплообменная поверхность. Поскольку фазы при проти-
воточной конденсации не находятся в равновесии; расчет ведут», пользуясь
константами равновесия, отнесенными к средней температуре процесса охлаж-
дения. Обозначим:
21—1425
321:
L'o — количество конденсата, приходящееся на 100 м3 несконденсировав-
* шихся газов, м8;
аь as,..., ап — количества сконденсировавшихся отдельных компонен-
тов, м8;
Кр, mt....Kpm2> ^р”»л — константы равновесия, отнесенные к средней
температуре процесса охлаждения;
«1» сз,..., сп — степени извлечения отдельных компонентов.
Если допустить, что
У* —
то справедливо равенство
У,.вв^р.т
Отсюда количества сжижаемых отдельных компонентов газовой смеси можно
определить из следующих уравнений
__У1_ ^о' _ Ул ^о' Уп Lq*
Лр.™, • 100 Kt.m, ’100 Kt,m„ • 100
Степени извлечения этих же компонентов соответственно могут быть вы-
ражены
У1 ^6
ах Кр.т} ЮТ’ I,,,'
У1 ~ Уг ~ Kp.mfWO-
Кр.т/ЮТ
Следовательно
С1 ^Р.п*а С. ^Р,т>
Е= s’ = jz ИТ. Д.
С2 ЛР,«1 С3 АР.П»1
Кр,1П1 -Кр.П»! .
С. ~гр Cg » Cj "Ъ- ИТ. д.
* “р,п*1 J'P.mi
(III.47)
(III.48)
Степени извлечения любых двух компонентов газовой смеси обратно про-
порциональны константам их фазового равновесия. Уравнения (111.47) и
(ГП.48) могут быть представлены в виде
£о' = = с8^(р,та*100 и т- Д-
Очевидно, что отношение общего количества конденсата Lf ко всему объему
неконденснрующихся газов V и отношение L'o к 100 м# иескоиденсировав-
шнхся газов должны быть равны между собой. Поэтому
г у ” ibc" “ ^^pi (111.49)
Это равенство позволяет воспользоваться Для расчета противоточной конден-
сации уравнением (вывод формулы см. бтр. 325)
‘ ___А
А^-^Г ^И Б0>
которое устанавливает зависимость между величиной абсорбционного факте*
ра (см. ниже) A^Lf(KV), степенью извлечения с и числом ступеней равнове-
сия л, которым эквивалентна теплообменная поверхность.
Пользуясь формулами (Ш.50) и (Ш.48), находят значение L, степень
извлечения отдельных компонентов, а следовательно, составы и количества
обеих фаз. Правильно выбранной температуре охлаждения исходной газовой
смеси должно соответствовать равенство 2У=2х. Расчет ведут по констан-
там равновесия, соответствующим конечной температуре.
Абсорбция оксида углерода обычно осуществляется в абсор-
берах тарельчатого типа (промывных колоннах). Число теоретических таре-
лок, требуемое для процесса абсорбции, легко определить аналитическим пу-
тем, если принять, что константа равновесия не зависит от концентрации по-
глощаемого компонента.
Материальный баланс для I-й (верхней) тарелки абсорбера можно пред*
ставить в виде следующего уравнения:
У(Уз —Л) = £(*1 —*о) *
где V—количество нерастворившихся газов, моль, L — количество поглоти-
теля, моль; у? и t/i — количество поглощаемого компонента (на 1 моль не-
растворившнхся газов) до и после I-й тарелки, моль;' х0— начальная кон-
центрация поглощаемого компонента (на 1 моль .поглотителя), моль (в дан-
ном случае Хо=0); Xi— количество компонента, поглощаемого иа 1-й тарелке
(на 1 моль поглотителя), моль.
Следовательно
В случае равновесия
Уй — Уъ*=Ч .
У1 v V ' У1
V = L L
откуда
У1(£’4-ЛУ) — -----------
Выразив отношение LjK^V через А (абсорбционный фактор), получаем
Уа = У1М+0 (Ш.Й)
Уравнение материального баланса для двух верхних тарелок выразился
следующим образом:
У(Уа~У1) = £*а
Число молей поглощенного компонента составит:
- ' Уз — У1 = ^г - * ...
Но ' ...
Уа „ *а „ Уз~У1
V ~ ЛР “ = ЛР L : .
поэтому ' ‘ > т
- - - - "75 •
21* з«гз
Рис. I П-59. График зависимо-
сти степени извлечения С=
Л«+1—Л
= дл+~Г7__ 1' от числа, теоре-
тических тарелок л.
Если вместо уз подстаиить его значение из уравнений (111,51), то можно
получить
Аналогично число молей поглощаемого вещества, поступающих на 3-ю
тарелку, окажется равным *
У4-У1М» + А’ + Л+1)
а на нижнюю л-ю тарелку, т. е. на входе в абсорбер
Уп+1 = У1(Ап4-А^+...4-Л+1)
*ли
Л«+1^1
Уп+1 — У1 д__1
(III.52)
Зная начальное (на входе) и конечное (на выходе) число молей погло-
щаемого компонента, степень его извлечения можно определить по урав-
Рис. Ш-60. Зависимость количества азота, расходуемого на промывку, от дав-
ления при различном содержании СО.
Рис. 111-61. Зависимость количества азота, расходуемого на промывку газо-
вой смеси, от концентрации СО в смеси при различном избыточном давлении.
324
Кояфнтрация СО, %
Рис. Ш-62. Влияние температуры газа
6 и азота 2. на расход азота для про-
мывки.
Рис. Ш.63. Зависимость коэффициентов
распределения азота (1—3), оксида угле-
вода (4—6) и метана (7—9) от 1/Г прн
различном давлении (1, 4, 7 — прн
1,6 МПа ; 2, 5, 8 —при 2,25 МПа; 3, б,
9— прн 3,0 МПа).
нению
Уп+1 — 91
С " 1
Уп+1
Откуда
й=й»+1(1—с)
Подставив значение yi и уравнение (1П.52)
ДП+1_______________________________________ J
l/n+i “ Уп+i 0 — с) д _ ।
получаем с учетом уравнения (II 1.50)
Ап+г — А
с~ Ап^—1
н
6 1—с .
л~ 1йЛ ~
На рис. III-59 приведена зависимость степени извлечения с ст абсорб-
ционного фактора А и числа теоретических тарелок л в абсорбере. Коли-
чество жидкого азота L, необходимое для,очистки 100 м* конвертированного
газа от оксида углерода, можно определить по опытным данным, приведен-
ным на рис Ш.60—Ш.62.
Расход жидкого азота на абсорбцию оксида углерода при прочих равных
условиях зависит не только от концентрации СО в конвертированном газе,
но в значительной степени н от содержания в исходной смеси азота и метана.
325
Таблица 111,98. Фазовое равновесие конвертированного газа [131]
д г, к Р, МП а , Паровая фаза, % (об.) Жидкая фаза, % (об.)
Na СН4 СО На N, СЩ СО На
77,5 1,75 0,168 0,048 4,63 95,16 1,54 18,20 77,12 3,14
2,25 0,141 0,048 3,78 96,03 1,59 17,17 77,56 3,68
3,00 0,133 0,059 3,45 96,36 1,59 17,24 73,68 7,49
✓ 1,50 0,253 0,165 8,50 91,08 1,35 21,49 75,68 1,48
2,25 0,209 0,132 6,87 91,79 1 ;43 19,69 76,19 2,69
3,00 0,194 0,116 6,06 93,63 1,47 18,98 76,59 2,96
1,50 0,360 0,496 14,13 85,02 1,03; 30,86 66,38 1,71!
90 2,25 0,319 0,371 11,59 87,72 1,22 24,64 71,34 2,80
з.оо 0,289 0,318 10,39 89,01 1,30 22,65 72,82 3,23
1,50 - 0,430 2,24 19,78 77,55 0,599 55,55 42,62 1,23
100 ' 2,25 0,411 1,55 18,82 79,42 0,820 43,72 53,49 1,97
- ...... ’ у * 3,00 0,390 1,21 17127. 82,19 0,928 37,38 58,55' ЗД4 - *'
• - -f
Ч^м меньше в конвертированном газе метана и азота, тем ниже расход жид-
коп) ?зота, так как в процессе абсорбции оксида углерода водород насыща-
ется? азотом й, следовательно, температура процесса понижается за счет чао
тнчного испарения жидкого азота.
Другими факторами, влияющими на расход жидкого азота, являются
температура н давление. На рис. Ш-60 и Ш-61 представлена зависимость
расхода жидкого азота от давления и содержания оксида углерода при по-
стоянных температурах газа и жидкого азота на входе в промывную колонну
(83 К). Увеличение концентрации оксида углерода в исходном газе (при по)
стоянном давлении) незначительно повышает расход жидкого азота, так как
растворимость СО возрастает почти Пропорционально парциальному давле-
нию. С увеличением давления расход жидкого азота уменьшается, особенно
резко при давлении выше I МПа. __
На рис. Ш-62 показана зависимость расхода жидкого азота при давле-
нии 2,5 МПа от исходной концентрации оксида углерода и температуры газо-
вой смеси и жидкого азота на входе в промывную колонну. Повышение тем-
пературы приводит к значительному увеличению расхода жидкого азота на
промывку. Если в конвертированном газе содержится небольшое количество
азота (до 3%), то расход жидкого азота может быть снижен на 10—20%.
Расчет материальных потоков процесса охлаждения значительно упроща-
ется, если использовать данные о фазовом равновесии газовой смеси.
В табл. Ш,98 приведены опытные данные о фазовом равновесии конвертиро-
ванного газа, а зависимость коэффициентов распределения азота, оксида уг-
лерода и метана в конвертированном газе от температуры приведена на
рйс. 11-63). :
Агрегаты промывки газа жидким азотом
Агрегат промывки газа жидким азотом производительностью 20000 м8/ч
[13Ц На рис. IП-64 приведена технологическая схема агрегата. Конвертиро-
ванный газ после очистки, от диоксида углерода и оксидов азота:под давле-
нием 2,6—2,8 МПа и при температуре 303—318 К поступает в предаммвачные
326,
теплообменники 1 и проходит их последовательно: первый по ходу газ теп*
лообменник ’ 1а отогревается теплым газом, движущимся в межтрубном про-
странстве. Оттаявшая вода собирается во влагоотделителе и периодически
удаляется в бак теплых продувок и далее в канализацию. Проходя второй
теплообменник 16 снизу вверх, газ охлаждается до 249—238 К потоком азо-
товодородной смеси, проходящей сверху вниз по трубкам. После того как
теплообменник 16 будет забит вымерзшей из газа влагой, теплообменники
переключают, направляя конвертированный газ сначала в теплообменник /б,
а азотоводородную смесь в теплообменник 1а. Далее газ поступает в один из
переключаемых аммиачных холодильников За или 36, где охлаждается до
233—230 К жидким аммиаком, кипящим в трубках холодильника в условиях
вакуума. После забивки льдом аппараты переключают и отогревают газооб-
разным аммиаком при температуре 393—398 К. Выделившаяся влага удаля-
ется в бак теплых продувок и далее в канализацию.
Конвертированный газ проходит один из осушителей 4а или 46, запол-
ненных алюмогелем, где из газа удаляются остатки влаги и бензол, затем
направляется во встроенный в осушитель фильтр очистки от пыли и далее в
низкотемпературный блок. После отработки адсорбента осушители переклю-
чают и регенерируют азотом при температуре 553—573 К.
В низкотемпературном блоке газ проходит последовательно теплообмен-
ники 5—7, охлаждаясь при этом до 87 К азотоводородной смесью. После
Теплообменника 6 установлен отделитель этиленовой фракции. Выделившаяся
'жидкая фракция периодически удаляется в бак холодных продувок, откуда
после испарения добавляется к потоку фракции оксида углерода. После
теплообменника 7 газ поступает в испаритель фракции оксида углерода 8
и, ПроХодя его снизу вверх по трубкам, охлаждается до 84 К. При этом из
газа частично конденсируется метан. В межтрубном пространстве испарите-
ля. 8 под давлением 0,01^-0,05 МПа кипит фракция оксида углерода, которая
в видё парожидкостной смеси Отводится из верхней части испарителя 8 В-
межтрубное пространство теплообменника 15. Далее газ поступает в ниж-
нюю часть промывной колонны 9, орошаемой сверху жидким азотом, и, про-
ходя по тарелкам снизу вверх, очищается от метана, оксида углербдй, аргона
Я кислорода. Из верхней части промывной колонны У-отводится ааотоводо-
родная смесь, содержащая 90—93% (об.) водорода, нз нижней части —жид-
кая фракция оксида углерода. Азотоводородная смесь охлаждает конверта-,
рованиый газ последовательно в теплообменниках 7, 6, 5, 1, а азот высокого
давления -н в теплообменнике 16, и выходит из агрегата при 293—303 К. Для
получения азотоводородной смеси стехиометрического состава (75% (об.) На
и 25% (об;) N2] в нее на выходе из агрегата дозируется газообразный азрт
под давлением 2,8-*3,0 МПа.
Выходящая из промывной колонны 9 жидкая фракция оксида углерода
через дроссельный вентиль ВД1 или автоматический регулирующий вен-
тиль Р1 подается в межтрубное пространство испарителя 8. Метановая
фракция нз сборника испарителя 8 через дроссельный вентиль ВД2 или ав-
томатический регулирующий вентиль Р2 поступает в межтрубное простран-
ство теплообменника 15, где испаряется и нагревается вместе с фракцией
оксида углерода, затем проходит один из предаммиачных теплообменников 10
азота высокого давления н выводится из агрегата.
328
Внутриблочное дозирование азотоводородной смеси (через вентиль
ВД4) может применяться как при нормальном режиме работы для уменьше-
ния расхода жидкого азота -на промывку, так и в случае необходимости в
дополнительном количестве холода (при этом соответственно' уменьшается
расход азота на внеблочное дозирование). В обоих случаях часть азотоводо-
родной смеси после колонны 9 отводится в теплообменник 16 для охлажде-
ния азота высокого давления, а затем смешивается с основным потоком
азотоводородной смеси перед входом в теплообменники 1.
Чистый технологический азот сжимается в поршневых компрессорах до
2,6—3,0 МПа, после чего часть азота отбирается на дозирование азотоводо-
родной смесн, а остальное количество сжимается до 18—20 МПа и поступа-
ет в агрегат. Сначала азот высокого давления охлаждается до* 255—238 К
фракцией оксида углерода .в одном из предаммиачных теплообменников 10,
а затем в одном из аммиачных холодильников //до 235—228 К. Далее азот
проходит влагоотделитель 12, один из осушителей 13, заполненных алюмоге-
лем, и поступаете низкотемпературный блок. Алюмогель в осушителях 13
периодически регенерируется азотом низкого давления, подогретым до 553—
573 К.
В теплообменнике 15 азот высокого давления охлаждается до 89 К фрак-
цией оксида углерода, дросселируется (через дроссельный вентиль ВДЗ) до
2,6—2,8 МПа, сжижается в змеевике испарителя 8 и поступает в верхнюю
часть промывной колонны 9.
Для ускорения замораживания агрегата и вывода его на нормальный
технологический режим используется дроссельный вентиль ВД5.
Конструкция агрегата предусматривает размещение его в здании, в спе-
циальной кабине 12X14 м (в плане), огороженной железобетонными стенка-
ми высотой 9 м и открытой сверху.
Аппараты (рабочая температура 223 К и выше) изготовлены из углеро-
дистой стали (аппараты предварительного охлаждения) и снабжены индиви-
дуальной тепловой изоляцией. Остальные аппараты из никельхромовой стали
с трубопроводами и арматурой заключены в общий стальной кожух, запол-
ненный теплоизоляцией из шерстяных или шелковых очесов. В агрегате при-
меняются витые теплообменники цельносварной конструкции с жестким сер-
дечником. Аммиачные холодильники для газа 3 кожухотрубчатые.
В агрегате автоматически регулируются уровни жидких фракций в сбор-
нике испарителя вив нижней части промывной колонны 9, поддерживается
постоянное давление в промывной колонне и заданный состав азотоводород-
ной смеси.
Управление дроссельными вентилями и контроль за работой агрегата про-
изводится с местного щита.
Агрегат промывки газа жидким азотом DP-32 производительностью
32000 м*/ч [132]. На рис. Ш-65 приведена технологическая схема агрегата
поминальной производительностью по конвертированному газу 32000 м*/ч.
Конвертированный газ после очистки от диоксида углерода и оксидов
азота под давлением 1,4 МПа и при температуре до 323 К поступает снача-
ла в предаммиачный тевюобменннк /, где охлаждается азотоводородной
смесью до 288 К, а затем в аммиачный холодильник 3, где охлаждается до
276 К. Сконденсированная влага отделяется в аппарате 4 и периодически вы-
водится в канализацию. Далее газ проходит один нз переключающихся осу-
329
Аммиак жиЗки
шителей Б и через фильтр 6 направляется в теплообменники 7 и 8, где ох-
лаждается до 188 К.
, Адсорберы 9 предназначены для удаления из газа оксидов азота активи-
рованным углем. Пройдя фильтр 10, газ охлаждается в теплообменниках И
и 12 до —96 К. Сконденсированная при этой температуре метановая фракция
из отделителя 13 отводится во фракцию оксида углерода, а конвертирован-
ный газ поступает в межтрубное пространство переохладктеля жидкого азо-
та 14, где охлаждается до 80 К в результате теплообмена с аэотоводородной
смесью и жидким азотом. Далее газ направляется в нижнюю часть промыв-
ной колонны 15, орошаемой сверху жидким азотом.
Азотоводородная смесь, выходящая из верхней части промывной колон-
ны 15, проходит трубное пространство переохладителя 14 противотоком
стекающему по внутренней поверхности трубок жидкому азоту. В результате
испарения части жидкого азота происходит охлаждение жидкого азота и
азотоводородной смеси. Далее азотоводородная смесь разделяется на два
потока. Один поток охлаждает конвертированный газ в теплообменниках 12,
11, 8 и 7. Другой лоток охлаждает сжатый азот в теплообменниках 29, 26,
22 и 21. Затем оба потока соединяются, отдают свой холод в теплообменни-
ке 1 конвертированному газу и выводятся из агрегата.
Чистый технологический азот сжимается турбокомпрессором до 2,6 МПа,
охлаждается в предаммиачном теплообменнике 16 фракцией оксида углерода,
а затем в аммиачном холодильнике 17 до 276 К. При этом из азота конденси-
руется основная часть влаги, которая периодически отводится из отделите-
Лй ‘18 в канализацию. Далее азот проходит один из двух осушителей 19а
пли 196, фильтр 20а или 206 и разделяется на два потока. Один охлаждается
в теплообменниках 21, 22, 26 и 29 азотоводородной смесью, другой— в теп-
лообменниках 23, 24, 25, 27 и 28 фракцией оксида углерода, после чего оба
потока азота соединяются. В теплообменниках 28 и 29 азот сжижается, за-
тем дросселируется до 1,3 МПа, проходит переохладитель 14 и поступает в
верхнюю часть промывной колонны 15. Часть азота отбирается перед тепло-
обменником 28, дросселируется до 1,3 МПа и ее добавляют в качестве дози-
ровочного азота в азотоводородную смесь на выходе из переохладителя 14
для получения газа стехиометрического состава. (SHa+Na).
Жидкая фракция оксида углерода отводится из нижней части промыв-
ной колонны 15, испаряется в аппарате 28, проходит теплообменник 27,
фильтры 30 и при температуре 170 К и давлении 0,7 МПа поступает в турбо-
детандер 31а или 316. После расширения до 0,03 МПа фракция оксида угле-
рода рекуперирует свой холод в теплообменниках 25, 24, 23 и 16 и при
303 К выводится из агрегата. Адсорберы 9 и осушители 19 отогреваются и
регенерируются азотом под давлением около 0,1 МПа и при температуре
493—553 К. В аммиачных холодильниках 3 и 17 жидкий, аммиак кипйт под
давлением 0,3 МПа (температура 271 К).
Агрегат комплектуется двумя турбодетандерами типа ЕХТ-50-Rz, рабо-
чей средой является фракция оксида углерода в количестве 3600—6000 м®/ч.
Давление газа на входе 0,7 МПа, на выходе 0,03 МПа, температура на входе
170 К. Частота вращения вала (об/мйн): турбины 22400, генератора 3000.
Мощность генератора 90 кВт.
Аппараты предварительного охлаждения, работающие, при положитель-
ных температурах, изготовлены из углеродистой стали и снабжены ийдиви-
331
’ Таблица III,99. Характеристика агрегат»
Характеристика Агрегат промывки газа жидким азоте»
производительность 20000 м*/ч производительность 32 000 м’/ч (DP-32)
Конвертированный газ Состав, % (об.) . н, ' СО сн4 Аг Примеси, см’/м3, не более СО2 NO os Давление, МПа Температура, К Пределы нагрузки агрегата, м’/ч Нагрузка, м’/ч Азот технологический Расход, м3/ч в том числе азот высокого дав* ления (18—20 МПа) Азотоводородная смесь Состав, % (об.) н2 . Ns Примеси, см’/м’, не более со . Ог Давление, МПа Температура, К Количество, м’/ч Фракция СО Состав, % (об.) ‘ СО N2+Ar . н2 СН4 Давление, МПа Количество, м’/ч Расход электроэнергии, кВт-ч на 1000 и3 конвертированного газа на 1000 м3 азотоводородной сме- СИ на 1 т NHs Масса, т аппараты трубопроводы и арматура металлоконструкции изоляция адсорбент 90-93 0,5—5,0 2,5—5,0 0,5—1,5 0,8—1,0 10 0,02 50 2,6 318 7000—30000 20000 7000 3000 75 25 20 20 2,5 298 25000 20—30 45—70 5—7 2—8 0,005—0,03 2000 102 82 230 144 . 60,5 29,3 18,5 32,0 3,7 91—93,Я 0,6—1,5 2,4—3,0 2,0—3,0 1,0—1,5 10 0,01 50 С2Н2 и 10 мг/м’ 323 20000—35000 32000 12900 О2—20 см’/м’ Аг—500 см’/м’ Р=2,6 МПа, Т- «313 к 75 25 10 10 - 1.2 303 38200 17.1 57,6+6,9 1 2,6 15,8 0,03 4900 107 88 239 ,390 135 80+20 50 - 85 20
дуальной тепловой изоляцией. Аппараты низкотемпературного блока изготбв-
лены нз хромоникелевой стали и размещены в общем стальном кожухе, за-
полненном шлаковатой.
Агрегат устанавливают вне здания? а турбодетандеры — в специальном
помещении, примыкающем к низкотемпературному блоку. В агрегате авто-
матически регулируются уровни жидкости и поддерживаются основные па-
раметры технологического режима. Управление технологическим процессом
и контроль за работой агрегата осуществляются дистанционно из централь-
ного пункта управления. Теплообменные аппараты низкотемпературного бло-
ка представляют собой трубчатую витую конструкцию. Переохладитель жид-
кого азота и теплообменники предварительного охлаждения кожухотрубча-
того типа.
Характеристика агрегатов промывки газа жидким азотом приведена в
табл. 111,99.
5. КАТАЛИТИЧЕСКАЯ ОЧИСТКА АЗОТО ВОДОРОД НОЯ СМЕСИ
И ВОДОРОДА ОТ ОКСИДОВ УГЛЕРОДА (МЕТАНИРОВАНИЕ)
Ю. И. Березина
В зависимости от схем производства аммиака и водорода содержание
оксидов углерода в азотоводородной смеси и водороде может изменяться в
широком диапазоне — от 50 до 7000—10000 и более см’/м®*. Допустимое со-
держание CO+COj в газах обычно не превышает 10—20 см’/м®*.
Физико-химические основы процесса. Метод тонкой каталитической очист-
ки газов от СО и СО2 основан на следующих обратимых экзотермических ре-
акциях гидрирования:
СО + ЗН8 СН*4-НЯО (III.53)
СО2 + 4На СН4 + 2Н2О (III.54)
Реакции (III.53) и (111.54) принято называть по цродукту гидрирова-
ния процессами метанирования СО и СО2.
Содержащиеся в газе компоненты могут вступать также в следующие
реакции [133]: 2СО-|-2Н2 =* СНд + СО, (111.55)
СО+Н2О ^С0а+Н2 (111.56)
2СО СОа + С (111,57).
1 СО-[-Н2 ч= =h Н2о+с (III.58);
СЩ -7 * 2На + С (III.59)’
Из уравнений реакций (III.53) и (III.54) можно определить равновесные
парциальные давления оксида и диоксида углерода в газе:
Р*сн/*н,о
Ра>~ Км<Р*н/
Р*СН4 (P’HjO)1
'’со.- *„(₽%)<
* Здесь и далее объем газа приведен к нормальным условиям.
333>
- Таблица Ш(100, Константы равновесия реакций (111,53) и (111.54)
Реакция
Температура, *С(К) (Ш.53) (Ш.54)
200 (473) 0,21547-1№ 0,94748-10®
220 (493) 0,23473-Ю11 0,15589-10’
240 (513) 0,30353-1О10 0,29435-108
260 (533) 0,45626-10® 0,62706-10’
280 (553) 0,78369-Ю8 0,14863-10’
300 (573) 0,15161-10* 0,38747-10®
320 (593) 0,32635-10’ 0,11001-10®
340 (613) 0,77350-10® 0,33737-10®
360 (633) 0,20004-10® 0,11094-10»
380 (653) 0,56011-10® 0,38882-10®
400 (673) 0,16862-10® 0,14442-10*
' 420 (693) 0,54247-10® 0,56582-1О3
440 (713) 0,18550-10® 0,23282-10»
460 (733) 0,67099-10» 0,10023-10»
480 (753) 0,25564-10» 0,44995-10»
500 (773) 0,10219-10» 0,20997-10»
520 (793) 0,42710-10» 0,10157-10»
540 (813) 0,18605-Ю» 0,50814-101
560 (833) 0,84234-10* 0,26225-101
580 (853) 0,39532-1О1 0,13936-101
600 (873) 0,19186-10* 0,76104-101
Таблица 111,101. Тепловые эффекты ДЯ° реакций (111.53)
и (111.54) [кДж/моль]
Температу- • Ра, К Реакция Температу- ра., К Реакция
(111.53) (Ш.54) (Ш.53) (Ш.54)
0 192,1 151,7 600 ‘ 218,0 179,1
298,16 206,3 165,1 700 220,6 182,8
300 206,4 165,2 800 222,8 185,9
400 210,8 170,2 900 - 224,5 188,7
500 214,7 174,8 1 1000 225,7 190,9
где р*со, Р*со2, р*сн4, р*н2о, р*н4 — равновесные парциальные давления со-
ответствующих газов и паров воды; Kp], Крг — константы равновесия реакций
(Ш.53) и (Ш.54)ч
В условиях большого избытка водорода, когда изменением его парциаль-
ного давления при протекании реакций можно пренебречь, равновесные пар-
циальные давления оксида и диоксида углерода можно определить по урав-
нениям [134];
Р*со =
(Рсо)а
Кр1(Рн2)8
4 (Рсоа)8
Рсо‘~ Ки(Рн,)*
334
где рсо, pcoj , рн 2—парцналъные давления соответствующих газов в исходной
газовой смета.
Теоретически возможная степень превращения и остаточная концентрация
удаляемого нз газовой смета компонента определяются условиями равнове-
сия основных реакций (Ш.53) и (Ш.54), константы равновесия и тепловые
эффекты которых приведены в табл. Ш,100 и 111,101 [5, 133].
Реакции (Ш.53) и (Ш.54), протекающие в большом избытке водорода,
мпжяо рассматривать как практически необратимые прн температурах ниже
300—400 °C [5, 134]. Таким образом, методом каталитического гидрирования
можно достичь весьма высоких степеней очистки газов.
Метанирование осуществляется в адиабатическом режиме, так как теп-
Левые потери из реактора с хорошей теплоизоляцией ничтожно малы по срав-
нению с количеством выделяющегося тепла.
На рис. III-66 показана зависимость повышения температуры в реакторе
(ДО от исходных концентраций примесей для азотоводородной смеси типич-
ного состава.
При обычных условиях промышленного процесса метанирования могут
протекать только реакции (III.53) и (Ш.Б4), а также, прямая или обратная
реакция конверсии оксида углерода (Ш.56). Реакцию (Ш.55) можно рас-
сматривать как сочетание реакций (Ш.53) и (Ш.56). Условия, существующие
на входе в реактор метанирования, могут приводить к образованию углеро-
да по реакциям (Ш.57) и (Ш.58), но удаление углерода по реакции
(Ш.59) может протекать с гораздо большей скоростью. Реакция (Ш.57) мо-
жет конкурировать с гидрированием при низких соотношениях водорода и ок-
сида углерода. При содержании СО более 2% и высоких температурах воз-
можно протекание реакции (111.57).
Катализаторы. Процессы гидрирования СО и СОг протекают в присутст-
вии одинаковых или сходных катализаторов, причем очистку от указанных
компонентов совмещают в одном аппарате.
Катализаторы тонкой очистки водородсодержащих газов от оксидов уг-
лерода как при совместном, так и раздельном присутствии в газе удаляе-
мых компонентов можно разделить на три группы: никелевые, железные и
на основе металлов платиновой группы [5, 133—135]. Высокой активностью
в реакции метанирования обладают платиновые металлы. Так, выпускаются
катализаторы, содержащие рутений на оксиде алюминия. Используются так-
же платиновые и рубидиевые катализаторы. Эти катализаторы могут рабо-
тать при довольно низких температу*
рах, не требуют предварительного
восстановления, не пирофорны, их не
нужно пассивировать перед выгруз*
кой. Однако они слишком дороги для
применения на крупных аммиачных
установках.
Для удаления примесей СО и
Рис. 111*66. Зависимость повышения
температуры в реакторе (ДО от ис-
ходных концентраций примесей в син-
тез-газе.
Содержание примесей, % { молJ
335
COS из азотоводородной смеси нашли применение железные катализаторы
синтеза аммиака. Эти катализаторы стабильны при высокой температуре
(550—600°C), однако низкая их активность создает очень жесткие условия
Для работы аппаратов и является причиной нарушения работы агрегатов.
' Для комплексной очистки водородсодержащнх газов от оксидов углеро-
да методом каталитического гидрирования наиболее распространены никеле*
вые катализаторы, более активные по сравнению с железными. В присутствии
этих катализаторов процессы гидрирования СО и СО8 до метана при темпе-
ратуре 300—400 °C и в большом избытке водорода характеризуются высокой
избирательностью, что устраняет трудности, связанные с образованием угле-
родистых отложений.
Большинство промышленных катализаторов метаиирования содержит в
качестве активной фазы никель, нанесенный на инертные носители (оксиды
алюминия и кремния, каолин и кальций-алюминатный цемент). В качестве
промоторов илн структурных стабилизаторов используют также оксиды хро-
ма и магния [5, 133—135].
Активность катализаторов определяется содержанием в них оксида ни-
келя; не менее важна и способность его к восстановлению, так как часть
оксида никеля образует с носителем трудновосстанавлнваемые соединения.
Промышленные катализаторы метаиирования должны иметь следующие
основные свойства:
1) активность, определяемая объемной скоростью и температурой, при
которой катализатор работает, и остаточным содержанием оксидов углерода.
При использовании очищенного газа для синтеза аммиака диоксид углерода
является более вредным компонентом, чем СО, так как может образовывать
карбамат аммония, который, попадая в турбины, отлагается на лопатках и
выводит их из строя;
2) термостойкость—г сохранение активности катализатора при непродол-
жительном нагреве до максимальной температуры. При нарушениях техно-
логического режима стадий, предшествующих метанированию, пусках и оста-
_ новках в очищаемом газе может резко увеличиться содержание оксидов уг-
лерода, что приведет к повышению температуры в слое катализатора (см.
рис. Ш-66), и если он не термоустойчив — к выводу его из строя;
3) стабильность, т, е. устойчивость катализатора к воздействию реакци-
онной среды и примесям, присутствующим в газе.
В Советском Союзе в процессах метаиирования применяются никельалю-
миниевый катализатор НКМ-1, никельалюмокальциевый НКМ-4А и никель*
алюмохромовый ТО-2 (а. с. № 272283, № 284978, № 403429) [138]
(табл. П1.102). Для первых загрузок в импортных агрегатах производства
аммиака использовались никелевые катализаторы С-13-4 и 11-3 фирм CCI и
«Каталко» (США) соответственно [135]. В настоящее время широко распро-
странены никелевые катализаторы метаиирования 11-3 фирмы'ICI (Англия)
[133], G-65 (США) [135], а также никельалюминиевый 6543 и никельалюмо-
хромовый 6542, выпускаемые предприятием Лейне-Верке, ГДР [136].
Отечественные катализаторы выпускаются в форме оксидов в таблетиро-
ванном виде. Некоторые катализаторы (например, С-13-4) выпускаются так-
же в виде шариков.
В табл. Ш,103 приведено сравнение активности трех типов катализато-
ров: никельалюмокальцневого, ннкельалюминневого и никельалюмохромового.
336
Таблица 111,102. Основные характеристики катализаторов метаннрованм
Показатель Катализатор
НКМ-1 НКМ-4А ТО-2
Содержание никеля (в пересчете на Л7О), % (масс.) на прокаленное ве- щество 36,0±3,0 35,0±3,0 38,0±3,0
Насыпная плотность, кг/л, в преде- лах Механическая прочность при раздав- ливании (средняя); МПа 1,1—1,3 1,0—1,3 1,1—1,4
разрушающее усилие на торец, не менее 25,0 30,0 25,0
разрушающее усилие по образу- ющей, не менее 2,5 . 5,0 3,5
Удельная поверхность, м2/г, не менее Активность 150 140 150
минимальная температура,* обес- печивающая содержание СО на выходе не более 1 • 10“8 % после предварительного перегрева, °C, не более 170 180 160
скорость реакции гидрирования СО**, 105 м’/(с-кг катализато- ра), не менее """ 111 X 1,5 0,5 2,5
• Установка динамическая, размер зерен 2—3 мм, объем загрузки 5. см*; давление
3,0 МПа; объемная скорость 4000 ч-‘, содержание в исходном газе 0,3—1.0% (об.) СО и
0.00—0,03% (об.) COi? температура перегрева Б50±10°С для катализаторов НКМ-1 и ТО-2
и 650±10°С для НКМ-4А.
•• Установка проточно-циркуляционная, промышленные таблетки; давление атмосфер-
ное, содержание СО в циркуляционном цикле 0,3% (об.), температура 200±l(qC.
Испытания проводились на модельной установке для очистки промышленной
азотоводородной смеси при следующих условиях: исходное содержание 0,2—
0,26% (об.) СО и 50—100 см’/м8 СОЬ давление Р«=2,45 МПа, объем катали-
затора *800 см8. Катализаторы ТО-2 и 6542 содержат оксид хрома, что уве-
личивает их активность.
Катализаторы метаиирования термически стабильны до 550 °C (НКМ-1,
ТО-2), присутствие в катализаторе оксида кальция повышает его термоста-
бильность до 650 °C (С-13-4, НКМ-4А).
Таблица 111,103. Температура активности катализаторов
различных типов* (в °C)
Катализатор Объемная скорость, ч~‘ Катализатор Объемная скорость, ч—1
10000 20000 _ )0000 20000
С-13-4 225 260 НКМ-1 180 200
НКМ-4А 215 235 ТО-2 165 180
6543 200 220 6542 160 180
। * Температура, при которой, достигается очистка от СО до остаточного содержания менее 2 см’/м3.
22—1425 ' 337
Известные промышленные никельалюминиевые и никельалюмокальциевые
катализаторы активны в процессе очистки водорода и водородсодержащих
газов от СО и СО2 при температуре 300—400 °C, никельалюмохромовые про-
являют активность при достижении 220—250 °C.
Перед эксплуатацией катализаторы восстанавливают, при этом оксид
никеля превращается в металлический никель. Стадия восстановления про-
ходит быстро, практически совмещена с разогревом метанатора и продолжа-
ется не более 20—24 ч. Для восстановления катализатора обычно применяют
технологический газ. Процесс начинается при 200 °C, не сопровождается зна-
чительным подъемом температуры в слое катализатора и протекает обычно
при рабочем давлении и объемной скорости 3000—4000 ч-1, При восстановле-
нии протекают реакции;
NiO + Н2 = Ni + Н2О — 2,56 кДж/моль (III.60)
NiO + СО = Ni + СО2 + 30,29 кДж/моль (1II.61)
После восстановления части катализатора начинается процесс метаниро-
вания СО и СОа. Поскольку эти реакции экзотермичны, температура в слое
может резко возрасти, поэтому процесс рекомендуют вести медленно, тща-
тельно регулируя содержание СО и СОг в исходном газе. В современных схе-
мах производства аммиака для дополнительного разогрева Катализатора при
восстановлении используют газ с повышенным содержанием оксида углерода
подавая его в метанатор по байпасу после среднетемпературной конверсии СО.
Никельалюминиевые и никельалюмокальциевые катализаторы восстанав-
ливаются при 380—400 °C, никельалюмохромовые — при 400—420 “С.
В восстановленном состоянии катализаторы метаннроваиия пирофорны,
поэтому перед выгрузкой должны быть стабилизированы (запассивированы)
путем контролируемого окисления.
Активность катализаторов метанирования снижается из-за спекания я
отравления контактными ядами. К числу ядов для никелевых катализаторов
метанирования относятся соединения серы, мышьяка, хлора. Содержащий
0,1—0,2% серы катализатор является полностью; неактивным* [5].
В условиях работы крупных агрегатов синтеза аммиака источником ка-
тализаторных ядов служат абсорбенты, применяющиеся для удаления СО2,
или продукты их разложения. Они могут попадать на катализатор метаниро-
вания при плохом выделении их паров и брызг из газа или в аварийных си-
туациях.
Щелочные растворы оказывают на катализатор неблагоприятное действие,
.так как после испарения щелочь оседает на его поверхности. При мышьяково-
поташной очистке синтез-газа в результате попадания на катализатор раство-
ра, содержащего незначительные следы мышьяка, активность катализатора
резко снижается. Через 2 года эксплуатации содержание мышьяка в катали-
заторе достигает 0,05% [136}.
При попадании на I кг восстановленных катализаторов. НКМ-1 и ТО-2
более 0,6 и 1,0 кг моноэтаноламина (в пересчёте на 100%-ное вещество) их
активность снижается. Отравленные катализаторы не регенерируются при по-
вторном восстановления [137].
Катализаторы метанирования разрушаются также при увеличении влаж-
ности независимо от природы абсорбента СО* Дезактивация катализатора
вызывается также отложением углерода на его поверхности [реакция
338
(III.57)]. Если катализаторы метанирования защищены от попадания на них
загрязняющих и отравляющих веществ, а процесс сопровождается ие резки-
ми перегревами, нормальные эксплуатационные показатели могут сохранять-
ся в течение 5 лет и более.
В результате воздействия СО иа никелевые катализаторы может образо-
вываться высокотоксичный карбонил никеля Ni(CO)«. Образованию карбонила
никеля благоприятствуют низкая температура, высокое давление и высокие
концентрации СО. При температурах, превышающих 150 °C, карбонил никеля
разлагается.
Промышленные схемы метанирования. Тонкая каталитическая очистка"
азотоводородной смеси и водорода от оксидов углерода применяется не
только в производстве аммиака, но и в других процессах, где используется
чистый водород (например для гидрирования органических соединений). Ус-
ловия очистки и схемы процессов определяются основным производством и
требованиями, предъявляемыми к качеству очистки.
Ниже рассмотрены процессы очистки от оксидов углерода азотоводород-
ной смеси, поступающей на синтез аммиака. Различают три случая примене-
ния тонкой каталитической очистки азотоводородной смеси:
1) содержание оксидов углерода в исходном газе не более 0,1% (напри-
мер, после медноаммиачной очистки и др.). В этом случае процесс (так на-
зываемый непродуцирующий предкатализ) проводят на любом никелевом
Рис. Ш-67. Установки метанирования (варианты I и II):
2 — подогреватели; 3 — ыетанатор; 4 — холодильники; 5 — сепаратор; 6 — аппарат воз-
душного охлаждения; 7 — влагоотделитель. .
22* 339
Рис. Ш-68. Метаиатор шахт-
ный (полочный):
/ — корпус; 2 — катализатор; 3. 4 —•
люки для загрузки и выгрузки ка-
тализатора.
катализаторе метанирования
при 250—290 ’С или на желез-
ных плавленых катализаторах
при 250—330 °C;
2) содержание оксидов
углерода не более 0,05%.
В этом случае процесс ведут
при повышенных температурах
(550—650 °C) и давления
30 МПа на железных плавле-
ных катализаторах. Одновре-
менно с гидрированием приме*
сей проходит процесс синтеза
аммиака (так называемый про-
дуцирующий предкатализ);
3) содержание СО в ис-
ходном газе составляет 0,2—
0,7%, СОз — до 0,2%, что ха-
рактерно для крупнотоннажно-
го производства аммиака; та-
кой процесс ведут на никеле-
вых катализаторах метаниро-
вания.
Продуцирующий и непродуцирующий предкаталнзы применяют на ста-
рых установках синтеза аммиака {21 В современном крупнотоннажном про-
изводстве аммиака мощностью 600 и 1360 т/сут установки метанирования
располагаются после аппаратов абсорбционной очистки газа от СОг. В со-
став установки входят метаиатор, подогреватели газа и холодильники. Газ
после очистки от СОг проходит сепаратор, где отделяется от капель абсор-
(бента, подогревается в двух последовательно расположенных теплообменни-
ках и направляется в метаиатор. Очистка осуществляется при 320—380 °C,
объемной скорости —4000 ч-1 и давлении 2,4—2,5 МПа. Линейная скорость
газа в аппарате составляет 0,3—0,4 м/с. Остаточная концентрация оксидов
углерода не превышает 20 сма/м®.
Указанная выше объемная скорость не является предельной, катализато-
ры могут работать и прн более высокой нагрузке (особенно катализатор
ТО-2). Для подогрева Газа до температуры реакции (280—310 °C) в тепло-
обменниках используют различные теплоносители.
В установке метанирования для агрегата мощностью 600 т/сут
(рис. Ш-67) — вариант I — газ вначале нагревается в подогревателе 1 за
счет тепла очищенной азотоводородной смеси после метанатора до 267 °C, за-
тем — в аппарате 2 парогазовой смесью после котла-утилизатора конверсии
метана второй ступени до заданной температуры. В теплообменнике первич-,
ного обогрева газ охлаждается до 118 °C, затем азотово дородная смесь по-
340
ступает в холодильник 4 я сепаратор 5, где происходит отделение конденса-
та. Температура газа, поступающего на компрессию, не превышает 35 °C.
По схеме варианта II (агрегат мощностью 1360 т/сут, рис. Ш-67) не-,
очищенная азотоводородная смесь вначале нагревается в подогревателе 1
др 97 °C за счет тепла конвертированной парогазовой смеси, прошедшей вод-
но-аммиачную абсорбционно-холодильную установку, затем в аппарате 2—
теплом конвертированного газа, очищенного от СО в низкотемпературном кон-
верторе оксида углерода.
Тепло очищенного газа после метанатрра используется для подогрева
воды. В этом случае очищенная азотоводородная смесь из метанатора 3 по-
ступает в холодильник 4 при температуре «*350 Здесь она охлаждается
до 118®С деаэрированной питательной водой высокого давления, направляе-
мой в паровые котлы (Р«40,5 МПа). При этом вода нагревается до 288°C.
Далее газ поступает в холодильник 5, где охлаждается до 57 °C, отдавая
тепло недеаэрированной питательной воде низкого давления, нагреваемой до
50 °C. Окончательно азотоводородная смесь охлаждается в аппарате воздуш-
ного охлаждения 6 (до 43°C), поступает далее во влагоотделитель 7 и на-
правляется на компрессию. -
Для процессов метанирования используют аппараты подочного типа. Ме-
танатор в отечественном агрегате синтеза аммиака мощностью 1360 т/сут
(AM-70, АМ-76) представляет собой вертикальный цилиндрический сварной:
аппарат, изготовленный из хромомолибденовой стали 12ХМ, имеет высоту
цилиндрической части 7,66 м, внутренний диаметр 3,8 м. Объем каталнзато-
,ра равен 40 м’ Для загрузки и} выгрузки катализатора в аппарате имеются
соответственно верхний и-нижний люки (рис. Ш-68).
На опорную балочную конструкцию укладывают колосниковую решетку,
покрываемую металлической сеткой с ячейками размером, несколько меньшим
размера зерен катализатора. Поверх сетки насыпают слой керамической иля
металлической насадки, препятствующей забиванию сетки частицами катали*
затора, а затем загружают катализатор через верхний люк. Сверху на ката-'
лизатор укладывают сетку из нержавеющей стали, слой металлических или
керамических колец высотой 0,25—0,5 м и распределительную решетку. Слой'
насадки частично защищает катализатор от брызг раствора (поглотителя
СО2), механических примесей, а также выполняет распределительные функции,,
выравнивая температуру и скорости потока газа по сечению аппарата. Гид-
равлическое сопротивление метанатора составляет 0,02—0,05 МПа.
Во избежание недопустимого повышения температуры в слое катализа*
тора устанавливается блокировка, срабатывающая при 420—450°C: газ иа*
правляется на сжигание через регулятор давления, установленный на свечей
перед метанатором.
В агрегате синтеза аммиака мощностью 600 т/сут используется аппарат
аналогичного типа, рассчитанный на загрузку 20 ма катализатора. Конструк-
ции колонн продуцирующего н непродуцирующего предкатализа подробно
рассмотрены в литературе [2, 5J.
IV. СИНТЕЗ АММИАКА
Ответственный редактор В. В, Харламов
1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
• Л. М. Дмитренко
Равновесие реакции синтеза
Синтез аммиака из азота и водорода
I/2N24-3/2H2 ^=> NH8+Q
-относится к числу равновесных обратимых реакций, протекающих с выделе-
нием тепла и уменьшением объема. Согласно принципу Ле-Шателье, равнове-
сие реакции синтеза аммиака смещается вправо с повышением давления и
понижением температуры. *
Равновесные концентрации аммиака в смеси азота и водорода стехиомет-
рического состава были определены [1] экспериментально при Р-=0,98—
'98,1 МПа и /=325—500 °C и затем экстраполированы в области более низких
-и более высоких температур (табл. IV, 1).
По полученным данным с помощью уравнения
Kp = PNHJ/PN31/2PH*’ (IV. 1)
(где Кр — константа равновесия реакции; рин8, рн2— парциальные дав-
.ления аммиака, азота и водорода в равновесной смеси) были рассчитаны, кон-
станты равновесия реакции (табл. IV,2). Как следует, из табл. IV,2 значе-
ния Кр, вычисленные через парциальные давления газов, зависят не только от
температуры, но и от давления вследствие отклонения свойств сжатых газов
от свойств идеальных газов.
Для расчета значений КР при разных температурах и давлениях предло-
жен ряд эмпирических и теоретических уравнений [I—4], из которых наиболее
Таблица IV,1. Равновесная концентрация NH,(%) в смеси
азота и водорода
Темпера- тура, °C Давление, МПа
0,98 2,94 4,9 9,8 29,4 58,8 98,1
200 50,66 ’ 67,56 74,38 81,54 89,94 95,37 98,29
250 28,34 47,22 56,33 67,24 81,38 90,66 96,17
' 300 14,73 30,25 39,41 52,04 70,96 84,21 92,55
350 7,41 17,78 25,23 37,35 59,12 75,62 87,46
400 3,85 10,15 15,27 25,12 47,00 65,20 79,82
450 2,И 5,86 9,15 16,43 35,82 53,71- 69,69
500 1,21 3,49 5,56 10,61 26,44 42,15 57,47
550 0,76 2,18 3,45 6,82 19,13 31,63 41,16
600 0,49 1,39 2,26 4,52 13,77 23,10 31,43
650 0,33 0,96 1,53 3,11 9,92 16,02 20,70
700 0,23 0,68 1,05 2,18 7,28 12,60 12,87
342
Таблица IV,2. Константы равновесия реакции синтеза аммиака
Темпера- ТУра. °C Давление, МПа
0.98 2,94 4.9 9.8 29,4 68,8 98,1
200 6,4880 6,5890 6,9780 7,3680 9,1200 24,9300 103,500
250 1,6993 1,7397 1,8190 1,9291 2,4090 5,3332 20,1845
300 0,6238 0,6382 0,6654 0,6966 0,8667 1,7330 5,1340
850 0,2661 0,2699 0,2779 0,2912 0,3631 0,6529 1,7401
400 0,1282 0,1290 0,1310 0,1379 0,1717 0,2761 0,6035.
450 0,0678 0,0679 0,0683 0,0724 0,0892 0,1286 0,2336-
500 0,0378 0,0384 0,0384 0,0409 0,0501 0,0646 0,0978.
550 0,0238 0,0234 0,0228 0,0242 0,0300 0,0347 0,0366-
600 0,0152 0,0147 0,0146 0,0153 0,0190 0,0200 0,0206.
650 0,0102 0,0100 0,0097 0,0102 0,0113 0,0116 - 0,0101'
700 0,0071 0,0070 0,0066 0,0070 0,0087 0,0085 0,0052’
простым является эмпирическое уравнение А. Ларсона и Р. Доджа:
IgKp= — 2,49431g7' — ₽Т+ 1,8564 Л0-7Та — /4-1 (IV.2>=
где Т — температура, К; ₽ —коэффициент, зависящий от давления*
(табл. IV.3); / — константа интегрирования (табл. IV.3).
Зная величину Кр, можно вычислить равновесную концентрацию NH3 в*
стехиометрической смеси азота н водорода при любых температурах и дав*
лениях по уравнению, выведенному нз (IV.1):
1 54 ГI 1 54 \2
Z»=' + -K>-j/(, + ’K>) (,V3>
где ZP — равновесная концентрация аммиака, мольв, доли; Р — общее давле*
ине газовой смеси, МПа.
При высоких давлениях константу равновесия более правильно выражать
через летучести компонентов газовой смеси:
к „ /nh»
f fa/'» /на3/2
(IV.4)
где Znh3, /n2, fn2—летучести соответственно аммиака, азота и водорода в
равновесной газовой смеси; Kf — константа равновесия реакции.
В этом случае сохраняется независимость константы равновесия от дав*
Таблица IV,3. Значения ₽и / при различных давлениях
Давленяе, МПа 6 - Давление, МПа 6 /
0,98 0 —1,993 29,4 1,256- 1(Н —2,206
2,94 3,4-10“* * —2,021 58,9 1,0856-10-» —3,059
4,9 1,256*10-* —2,090 98,1 2,6833.10-» —4,473
9,8 i 1,256.10-* —2,113
343
Таблица IV,4.Равновесные концентрации NHS[% (об.)] при 29,4 МПа
Концентра- ция инерт- ных газов, % (об.) Температура. °C
350 400 460 - 500 Б50
5,0 10,0 15,0 20,0 53,48 48,37 43,69 39,61 42,52 38,44 34,73 31,49 32,41 29,30 26,47 24,00 23,92 21,63 19,54 17,71 17,31 15,65 14,14 12,82
ления. Однако уравнение (IV.4) довольно редко используют для расчетов рав-
новесия, так как точное определение парциальных летучестей компонентов
.тазовой смеси является очень сложной задачей. Вместо этого применяют уп-
рощенный метод расчета по правилу Льюиса — Рендалла (IV.5), выведенно-
му для идеального газового раствора (азотоводородоаммиачная смесь ведет
-себя как идеальный раствор реальных газов при давлениях до 60 МПа и
температурах выше 350 °C) [5]:
/nhb=/°nh/p; /N3 = f°N^Na; /на-/»нЛн, (IV.5)
-где fNHg, fw2, fn2—летучести компонентов NHa, Na и Н2—в равновесной
смеси; /®nhs, Ги2, Га2—летучести чистых NHa, N2 и Н2при общем давлении
реакционной смеси; Zv, Na 2, Nh2— мольн. доли NH8, N* Н2 в смеси.
Определение летучести чистых аммиака, азота и водорода не представ-
ляет большой сложности."Их значения приведены в ряде работ [6] и др. Под-
ставляя выражения (IV.5) в (IV.4), находим
_ /°NH,
(IV*6)
Обозначив /0нн8/М2О1/1/н2°’/г‘=* 1/Л, получим уравнение, аналогичное
„ 1.54 / 7 1,54 V
, zp=i+ KfA -у ”* <IV*7)
пригодное для расчетов равновесного содержания аммиака в стехиометриче-
-ской смеси азота и водорода при высоких давлениях. Для низких и умерен-
ных давлений оно превращается L (IV.3), так как при этом значения парци-
альных давлений и летучестей совпадают.
При отклонении азотоводородной смеси от стехиометрического состава
'Происходит снижение равновесной концентрации аммиака [7]. При разбавле-
нии азотоводородной смеси инертными газами (метаном и аргоном) равно-
весная концентрация аммиака также уменьшается. Ее можно рассчитать при-
ближенно по формуле (или номограмме). С. Тониоло [4] или более точно по
уравнению Гиллеспая — Битти. Если же известны равновесные концентрации
аммиака в смеси, не содержащей инертных газов, то их можно вычислить [3]
и в присутствии инертов (табл. IV,4) по уравнению
I__ Ni
zpi ~ 1 4-ZP (IV.8)
^344
где Zp h Z& — равновесные мольные доли аммиака соответственно без инерт-
ных газов и в их’ присутствии; Nt — концентрация инертных примесей, мольн.
доли.
В общем случае для 1 моля исходной смеси, содержащей п'п*, п'в2,
п'нн*, ПСН4 н пдг молей соответственно N*, На, NHa, СНь Аг . равновесие
можно рассчитать по уравнению, выведенному из (IV. 1):
Х[1-(Х-п'мн8М •
К₽= Р(пХ-0,5(Х-п^э)?/»[п/на-" 1.5(Х-п'ыня)Р'1 (IV’9)
где X — равновесное содержание NH3 в смеси, моль; X—п'кн8—число мо-
лей аммиака, образующегося в результате реакции; 1—(X— n'NH8) — суммар*
ное число молей в равновесной смеси.
Решая квадратное уравнение (TV.9), находим X; Содержание компонен-
тов (мольн. доли) в равновесной смеси определяются по уравнениям
X ft,N8 — 0,5 (X — n'NHjj
Zp= l-(X-n'NHs): /4 = (1_(Х_в^На) :
.. Нд—!>5(X—nzNH3) . пдг
/н2.= . l-fX-n'^ * 'VAr-j-^X-n'^.
Тепловой эффект реакции
Тепловой эффект реакции синтеза аммиака в реальных условиях прове*
дения процесса состоит из двух слагаемых [8]:
J Q = Qp+Qcm (IV.H>
гдё Qp — тепловой эффект реакции 1/2N2+3/2Hi=NH3 при полном превраще-
нии азотоводородной смеси в аммиак? Qсм теплоты смешения яммишей - ст
азотоводородной смесью. Qp и Qcm, а следовательно и Q, зависят от темпе*
Таблица IV,5. Тепловой эффект (Qp на 1 моль NH3) реакции
l/2N2+3/2H2=«NH3
Давление, МПа Qp при температуре, “С
300 400 800
ккал/моль кДж/моль ккал/моль кДж/моль ккал/мо ль КДж/моль]
0,098 12,03 50,37 12,39 51,88 12,69 53,12
9,8 - ’•> 12,43 52,04 12,68 53,09 12,92 54,10
19,6 12,88 53,93 13,01 54,47 13,18 55,18
29,4 13,32 55,77 13,34 55,85 13,45 56,31
39,2 13,77 57,65 13,67 57,24 13,71 57,40
49,0 14,21 а 59,50 14,00 58,62 13,96 58,49
345
Таблица IV,6. Суммарный тепловой эффект реакция синтеза аммиака
(Q, на 1 MOAbNHj)
Давление, МПа Q при температуре, *С
900 400 Б00
ккал/моль ( кДж/моль ккал/моль кДж/моль ккал/моль кДж/моль
4,9 11,99 50,20 12,35 51,71 12,66 53,00
9,8 11,99 50,20 12,32 51,58 12,61 52,80
14,7 11,98 50,16 12,29 51,46 12,57 52,63
19,6 11,97 50,12 12,25 51,29 12,52 52,42
29,4 11,99 50,20 12,25 51,29 12,51 52,38
39,2 12,04 50,41 12,37 51,79 12,65 52,96
49,0 12,23 51,20 12,60 52,76 12,88 53,93
фатуры и давления. Значения Qp (табл. IV,5) можно рассчитать по уравне-
нию [2]:
Г / 840,6 459,7*10е \
Qp = 4,187*^9157,1 + ^0,545 + 273 / 4" (273 । цз * Ю,2Р’даб) +
+ 5,347 (273 + Г) + 2,525-10-4 (f + 273)* — 1,652- Ю-6 (273 + /)»] (IV. 12)
где Р—избыточное давление, МПа; /—-температура, °C.
Теплоты смешения (QCM) при разных давлениях, температурах и концен-
трации аммиака в смеси (17,6; 20; 40; 80% NHa) были определены
"Я. С. Казарновским и др. по PVT данным [8]. QCn, в отличие от Qp, является
-отрицательной величиной, так как при смешении сжатых азота, водорода и
.аммиака Происходит поглощение тепла. При низких давлениях теплоты сме-
шения пренебрежимо малы, при высоких — они достигают значительных ве-
личин и не учитывать их было бы неправильным.
В табл. IV.6 приведены значения суммарного теплового эффекта реакции
•синтеза аммиака (Q), вычисленные пр уравнению (IV.11) для смеси, содер-
жащей 20% NHS [9]. Значения Q, вычисленные • Я. С. Казарновским, были по-
ложены в. основу построения диаграммы энтальпия — температура для цир-
куляционного газа в цикле синтеза аммиака при постоянном давлении (Р=
=29,4 МПа).
Фазовые равновесия системы газ — жидкость
Фазовое равновесие системы газ — жидкость для трехкомпонентной смеси
^аммиак — водород — азот (H^rN3—3:1) при давлениях до 98,1 МПа было
•определено экспериментально А. Ларсоном и С. Влеком и впоследствии более
'точно А. Михельсом и др. На основе полученных данных были выведены по-
-луэмпирические уравнения, позволяющие рассчитывать реальное содержание
.аммиака в газовой фазе для смеси азот—водород — аммиак при разных
температурах конденсации и давлениях. Более точным является уравнение
110], выведенное подданным А. Михельса: '
, л . 6,56799 1168,1288
Igtf ЫН, —2,35916+ У (273 + 0 (IV. 13)
346
Таблица IV<7. Равновесные концентрации аммиака [% (о®-)] • системе
газ — жидкость для трехкомпонентной Ns—Нз—NH3 смеси
Давле-
ние,
МПа
—20 —15 —10 —5
Температура, °C
4-5 4-ю
4-15
+20 +25
+30 +50
+75
9,8
19,6
29,4
39,2
49.0
4,69
2,51
1,61
1,32
1,18
1,09
5,76
3,08
1,98
1,62
1.33
7,02
3,75
2,41
1,98
1,76
1,63
8,50
4,54
2,92
2,40
2,13
1,97
10,27
5,49
3,53
2,90
2,58
2,38
11,71
6,52
4,18
3,44
3,06
2,82
14,46
7,73
4,96
4,08
3,63
3,35
17,06
9,12
5,86
4,81
4,28
3,95
20,01
10,69
6,87
5,64
5,02
4,63
23,46
12,54
8,05
6,62
5,89
5,43
27,09
14,48
9,68
7,64
6,80
6,28
47,13
25,19
16,18
13,29
11,83
10,90
85,68
45,80
29,41
24,17
21,50
19,85
0
где A(i)nh3—содержание аммиака в газовой фазе, мольн. доли; Р—давле-
ние, МПа; t — температура, °C.
Это уравнение можно рекомендовать для технологических расчетов
(^•абл. IV,7). Из таблицы IV,7 следует, что чем выше давление в системе, тем
меньше содержание аммиака в газовой фазе при одной и той же температуре
конденсации, т. е. при высоких давления^ значительно проще решаются во-
просы. выделения аммиака, чем при низких.
Для пятикомпонентной смеси Na—Н2—tNH3—СН4—Аг содержание аммиа-
ка в газовой фазе прн различных давлениях и температурах может быть вы*
числено по правилу аддитивности на основе данных для трех- и двухтомно
нентных смесей [13].
' = А%Н8*авс 4- Ar + ^(8)NHs^CH4 (IV. 14}
где Адг, Ac н4—содержание соответственно азотоводородной смеси, ар-
гона и метана (в пересчете на газовую смесь без аммиака), мольн. доли;
A<‘>nh3, №>kh8, Awnh8—содержание NH# в газовой фазе соответственно
для трехкомпонентной и двухкомпонентных смесей, мольн. доли. „
Для двухкомдонентных смесей Аг—NH® и СН«—NHa содержание аммиа*
Таблица IV,8. Равновесные концентрации аммиака [% (об.)] в системе
газ—жидкость для пятнкомпонентной смеси N2—Нг—NHg—СН<—Ar s
при давлении 29,4 МПа
Температура конденсации, *С
Содержание Дг+СН* % (об.) -20 —10 -2 0 +2 +10 +20 +40
0 1,33 1,99 2,69 2,90 3,11 4,10 5,67 10,19
2 1,36 2,03 2,74 2,95 3,17 4,17 5,77 10,36
4 1,38 2,07 2,79 3,00 3,22 4,25 5,87 10,53
6 1,41 2,10 2,84 3,05 3,28 4,32 5,96 10,70
8 1,44 2,14 2,89. 3,11 3,34 4,39 6,06 10,87
10 1,46 2,18 2.94 3,16 3,39 4,64 6,16 11,04 "
12 1,49 2,22 2,99 3,21 3,45 4,54 6,26 11.21
14 1,51 2,26 3,04 3,27 3,51 4,61 6,36 11,38
16 1,54 2,29 3,09 3,32 3,56 4,68 6,46 11,56
18 1,57 2,33 3,14 3,37 3,62 4,76 6,55
2Q. 1,59 2,37 3,19 3,43 3,68 4,83. 6,65 11,90
‘ «а в пазовой фазе ?V(2)nh3h /V(S)nh3 определяются по следующим полуэмпн-
рическим уравнениям:
, . „ _ 5,28048 1127,9013
; . ^4^=2.423026+^==^— (g3 + 0 (IV.15)
3,39444 1094,7342
lgM*>NH,-. 2,58140+ у 10-р---(273 + 0 <IV16>
Б работе [10] прн помощи уравнений (IV. 13)—(IV. 16) вычислены концен-
, трацни аммиака в газовой фазе системы газ —жидкость для 5-кощюнентной
. смеси при давлениях 19,6; 24,5; 29,4 МПа, температурах конденсации
р (—20)—(+20) °C, содержание инертных газов до 20% (при постоянном соот-
ношении Аг: СН*=1:3,55). Часть этих данных приведена в табл. IV,8, из
. которой видно, что с увеличением содержания инертных газов в смеси кон-
- центрация аммиака в газе возрастает.
J г
Кинетика синтеза аммиака
Л. Д. Кузнецов
Ь-_
; Синтез аммиака из азота и водорода протекает с заметной скоростью
j-'k ^только в присутствии катализатора. Скорость синтеза аммиака на больший-
стве известных катализаторов описывается уравнением Темкина—Пыжева[11]
h! ' W =^iPNi (P’Hj/P’NHg)01-^2 (PaNH3/P8H2)1 a (IV. 17)
11 где co — наблюдаемая скорость реакции, равная разности скоростей образова-
| - ния и разложения аммиака; kt — константы скорости образования и раз-
Г ложения аммиака (отношение kilki**Kpt где Кр— константа равновесия);
I- рн2, рннв—парциальные давления водорода, азота и аммиака; ц—
1, , постоянная, удовлетворяющая неравенству 0<а<1.
s? ‘ Значение а характеризует степень покрытия поверхности катализатора
- азотом в условиях процесса синтеза аммиака. Для промышленных катализа-
|‘ торов в интервале температур 400—550 °C величина <х может быть принята
равной 0,5. Константу скорости процесса при а=0,5 для проточной системы
1 ч при изотермических условиях рассчитывают по уравнению [11, 12]
*-(10,2.P)».».r„J (1-Г,(Ю,2-Р)М./(г) (IV.18) :
? ч
'I где k — постоянная при данной температуре величина, пропорциональная
£ Р— давление в реакторе, МПа. Величина Wo связана с объемной скоростью
М на входе Wi и объемной скоростью на выходе Ws равенством
. ^o=r1(l + z1)=F]1(l+2a) - (IV.19)
!' где Z) и ?2—концентрация аммиака на входе и выходе реактора, мольи. доли;
4“"2р/(1— гр)2 Up — равновесная концентрация аммиака).
h Значения (10,2-Р)0>Б/(а) для различных условий синтеза приведены в
|'j табл. IV,9.
S48
।1 . -
г! '
Ч[
Таблица IV,9. Значение (10,2’Р)°'в-7-103
Содержа- ние Ь1На, % (об.) - Температура. “С
525 600 475 450 425 400
Давление 29,4 МПа •>
1,0 0,64 0,36 0,20 0,11 0,06 0,03
2,0 2,57 1,46 0,81 0,43 0,22 0,11
3,0 5,82 3,32 1,84 0,97 0,50 0,25
4,0 10,4 5,94 3,30 1,74 0,90 0,44
5,0 16,5 9,36 5,19 2,74 1,40 0,69
6,0 25,0 . 13,6 7,53 3,98 2,04 1,00
7,0 33,0 18,7 10,3 5,45 2,79 1.36
8,0 43,8 24,6 13,6 7,17 3,67 1,79
9,0 56,4 31,5 17,3 9,14 4,68 2,28
10,0 70,9 39,5 21,6 11,3 5,81 2,84
11,0 87,8 48,5 26,4 13,8 7,08 3,45
12,0 107,2 58,7 31,8 16,6 8,49 4,14
13,0 129,6 70,1 37,8 19,7 10,04 4,88
14,0 155,6 83,0 ' 44,5 23,1 11,73 5,78
15,0 186,2 97,6 51,9 26,8 13,58 6,59
16,0 222,6 114,1 60,0 30,8 15,59 7,56
17,0 266,8 132,8 69,0 35,2 17,76 8,60
18,0 322,2 154,3 79,0 40,0 20,1 9,71
19,0 395,1 179,2 90,0 45,2 22.6 10,9
20,0 499,1 208,6 102,4 50,9 25,3 12,1
21,0 672,6, 244,0 116,2 57,1 28,2 13,5
22,0 1156,0 288,0 131,9 63,9 31,4 15,0
23,0 '1 345,3 149,8 71,3 34,7 16,6
24,0 425,8 170,6 79,4 38,4 18,2
25,0 556,0 195,1 88,4 42,3 20,0
26,0 225,0 98,5 46,5 21,9
27,0 —. 262,5 109,7 51,1 23,8
28,0 — 312,4 122,5 56,1 25,9
29,0 —— — 385,3 137,2 61,5 28,3
30,0 — - •— 513,9 154,4 67,4 30,1
Давление 24,5 МПа
1*0 1,01 0,61 0,29 0,16 0,08 0,04
г. 2,0 4,07 2,45 1,18 0,64 0,34 0,17
3,0 9,22 5,55 2,68 1,46 0,76 0,38
4,0 16,6 9,94 4,79 2,60 1,35 0,67
5,0 26,3 15,7 7,55 4,10 2,13 _ 1,06
6,0 38,4 22,9 11,0 5,94 3,08 1,53
7,0 53,2 31,5 15,1 8,14 4,22 2,09
8,0 71,1 41,8 19,9 10,7 5,51 2,75
9,0 92,3 53,8 25,4 13,7 7,01 3,50
10,0 117,5 67,8 31,7 17,4 8,80 4,35
11,0 147,6 83,9 38,9 20,8 10,7 5,30
12,0 183,7 102,5 47,0 25,1 12,9 6,35
13,0 227,7 124,1 56,1 29,7 15,2 7,51
14,0 282,8 149,3 66,3 35,0 17,8 8Д7
15,0 354,4 179,0 . 77,8 40,6 20,7 10^2
16,0 „454,0 215,6 90,6 46,9 23,8 11,6
17,0 610,3 258,1 105,1 53,9 27,2 13i2
18,0 948,0 313,5 122,6 61,5 30'8 15,0
19,0 388,0 140,5 69,9 34,8 16,9
20,0 -— 497,3 162,3 79,3 39,1 18,9
21,0 — 696,0 188,1 89,6 43,7 21,0
349
.1 Продолжение, табл. IV,9.
Содержа- кйе NHs, % (об.) - Температура, °C
525 500 475 450 425 400
22,0 219,1 101,2 48,8 23,3
23,0 — - 258,6 114,3 54,3 25,8
24'О - . 308,1 129,2 60,4 28,5
25,0 — — 379,2 146,5 67,0 31,3
Давление 19,6 МПа
1,0 1,41 0,81 0,46 0,25 0,13 0,06
2,0 5,68 3,26 1,84 0,99 0,52 0,26
3,0 12,9 7,40 4,19 2,25 1,18 0,58
4,0 23,3 13,3 7,50 4,02 2,12 1,03
5,0 37,0 21,0 П ,84 6,33 3,32 1,63
6,0 54,5 30,7 17,2 9,19 4,82 2,37
.7,0 76,2 42,5 23,7 12,6 6,61 : 3,24
8,0 102,8 56,7 31,4 16,6 8,70 4,26
9,0 10,0 135,4 175,7 73,4 93,2; - 40,4 . 50,7 21,3 26,6 - П,1 13,8 5,43 6,75
11,0 226,2 116,6 . 62,6 32,6 16,9 8,23
12,0 291,7 144,4 76,2 39,4 20,2 9,87
13,0 381,1 177,8 91,9 46,9 24,1 Н.7
14,0 515,6 .218,7 109,9 55,4 28,3 13,7
15,0 769,0 270,3 130,8 64,9 32,9 '15,8
16,0 338,4 155,2 75,5 37,9 18,2
17,0 18,0 435,7 184,3 87,5 43,4 20,8
— 594,0 219,7 101,0 49,6 23,5
19,0 1049,0 264,2 114,4 56,3 26,5
20,0 - 323,0 134,1 63,7 29,8
21,0 - . 407,9 154,8 71,9 33,3
22,0 552,9 179,3 81,0 37,1
23,0 24,0 25,0 1020,0 - 209,4 91,1 41,2
. — 247,6 102,7 45,7
. — —— 299,1 115,8 50,6
Л Давление 14,7 МПа
1,0 2,57 10,4 1,57 0,79 0,43 0,23 0,12
' 2,0 . 6,32 3,20 1,74 0,93 0,47
з;0 '.4,0 «'5,0 . 23,8 14,4 7,26 3,95 2,10 1,06
•43,4 ‘ 69,7 26,1 13,1 7,07 3,76 1,90
\ 41,6 20,7 . 11,2 . .5,92 2,99
.6,0 105,1 61,5 30,2 16,2 8,60 4,32
7,0 8.0 151,3 ” 86,5 41,9 22,4 11,8 5,94
212,8 117.8 56,1 29,6 15,6 7,81
9,0 10,0 11,0 298,0 426,5 157,2 207,5 72,7 92,6 . 38,1 48,0 . 19,9 24,9 9,97 12,4
661,9 274,4 116,4 59,3 30,6 15,2
12,0 13,0 14,0 15,0 16,0 17,0 18,0 19,0 20,0 . 368,9 140,0 72,3 36,9 18,2
521,1 ' 180,1 87,4 44,1 21,6
872,7 223,8 104,8 52,1 25,4
281,2 125,1 61,1 29,5
__ 361,7 149,1 71,2 34,1
- 490,3 178,1 82,6 39,1
787,1 214,1 95,6 44,6
- 261,1 105,2 50,7
— — 325,0 . 127,8 57,4
зэа
Ряс, IV-1, Зависимость степени использования внутренней поверхности зерна
катализатора от концентрации аммиака при различной температуре и давле-
нии 29,4 МПа:
а—для верна 1—3 и 7—10 мм; б —для зерна 3—S и 10—15 мм; в —для зерна Б—7 мм.
Для приближенных расчетов можно пользоваться формулой [12]:
1 Г г’ 1
- V (W,2-P)Wo(l“2)Vln [1 --ZTjbr^r] (IV.2Q)
Зависимость k от температуры может быть выражена уравнением Арре-
ниуса:
„ In АП—’to я ' t
—--------- (IV.21)
тп
где k1 и kn — константы скорости в уравнении Темкина для температур Т1
и Г", К; Е — энергия активации, кДж/моль; R — газовая постоянная,
кДж/(моль-К)' *
351
Значение энергии активации для промышленных катализаторов в интер-
вале температур 400—500 °C при технологических расчетах принимает рав-
ным 167,5 кДж/моль. Значения k для температур 400—550 °C (по значению k
для температуры 400 °C) могут быть рассчитаны на основе коэффициентов
£(Г)«»ехр[—20000(1/7—1/673)], приведенных ниже:
t, °C . . . 400 420 440 460 480 500 520 540
g(T) . . . 1,00 2,36 5,30 11,38 23,60 46,73 89,72 166,8
Зная значения k для данного катализатора при одних условиях, можно
определить содержание аммиака прн других заданных условиях (Р, W и 7).
При этом находят значение k для новых условий, а затем значение z, по
точному или приближенному уравнению, графически или интерполяцией.
В промышленных условиях, особенно на крупных зернах катализатора,
значительное влияние на скорость процесса оказывает диффузионное тормо-
жение, которое возрастает с повышением температуры и уменьшением со-
держания аммиака в газе на входе, увеличением активности катализатора.
На рис. IV-1, а—в приведена зависимость степени использования внутренней по-
верхности зерен катализатора типа СА-1 (ц) от концентрации аммиака при
различной температуре и давлении Р=29,4 МПа [13].
Степень использования поверхности для катализатора крупностью 6—
10 мм при содержании в гаЗе 12,7% (об.) инертных примесей для исходных
газовых .смесей, в которых аммиак отсутствует, в зависимости от условий про-
цесса [14], может быть рассчитана по следующему уравнению:
п = ьй+ъхт 4- 4- Ьг л 4- Ь£* 4- ь6т> 4-
(IV.22)
где Т — температура, К; g— степень конверсии азота для исходной газовой
смеси стехиометрического состава; &0—be— коэффициенты, значения которых
для различных давлений приводятся ниже:
Р. МПа *4 *5-108 be
14,7 —17,54 0,0770 6,90 —1,083 —26,4 4,93 38,9
22,0 —8,21, 0,0377 6,19 -0,535 z—20,9 2,38 27,9
29,4 —4,68 0,0236 4,69 —0,346 —11,28 1,54 10,47
2. ПРОМЫШЛЕННЫЕ КАТАЛИЗАТОРЫ
Л. Д. Кузнецов
В промышленности нашел применение железный катализатор, приготов-
ленный сплавлением магнетита (FesOt) с промотирующими компонентами:
AiaOs, KiO, СаО и др., который переводят в активное (рабочее) . состояние
восстановлением водородом. Восстановление катализатора проводят в колон-
нах синтеза или в специальных аппаратах (внеколонное восстановление).
С 1967 г. в СССР начали применять среднетемпературный катализатор СА-1.
В 1972 г. отечественной промышленностью освоен выпуск катализатора марки
СА-2, -предназначенного для работы при повышенных температурах.
352
Таблица IV, 10. Технические требования на катализаторы СА-1 и СА-2
Показатели СА-1 (окисленный) СА-1В. (восстание- . ленный) СА-2
гранули- рованный дробле- ный гранули- рованный дробле- ный г СА-2 (окис- ленный) СА-2В (восста- новлен- ный)
Содержание нерас- колотых гранул, %, не менее > -
фракции 1—3 и 3—5 мм 85 — 80 — — —
фракции 5—7 и 7—10 мм Коэффициент ок- руглости гранул, %, не менее 75 70
фракции 1—3 и 3—5 мм . 75 — 75 —• — —
фракции 5—7 и 7—10 мм Содержание, % 55 — 55 — — —*
FeO 32—38 32—88 — —— 32—38 32—38
FeMeT ' — —1— 72 72 —.
Насыпная плот- ность, t/ms Прочность гранул* 2,0—3,0 2,5—3,0 1,5—2,4 1,8—2,4 2,5-3,0 2,5—3,0
Цист, %/МИН, не более 0,5 2.0 1.0 3,5 2,0 3,5 .
Празд, МПа, не менее 40 22 44 . 26 22 26
- * Пист — скорость истирания; Праяд — условная прочность на раздавливание — пре-
дел прочности прн сжатии.
Таблица IV, 11. Активность катализатора* [% NH3 (об.), не менее]
Катализатор ' Температура, ®С кгс0,в ^3 -“•100 «1
400 450 47Б 500 550 ’ см-ч (400 °C)
СА-1 без перегрева СА-2 до перегрева СА-2 после перегре- ва 15,0 15,5 13,5 19,0 20,5 16,0 20,0 20,0 17,0 20,0 19,5 17,0 15,0 15,0 13,5 2150 2300 1700 70
* Условия испытания: Р—29,4
Р-29,4 МПа. t~700*C. Т-20 ч'.
МПа. 1F—30 000 ч-1, Ns: Hi—1: 3; условия перегрева:
23—1425
353
Таблица IV, 12. Физические свойства катализаторов марки СА-1 и СА-2
Катализатор Плотность, т/м* Удельная по- верхность, мг/г Общая пори- стость, % Порозность слоя, % Угол естествен- ного откоса
марка форма зерен истинная Й R Я 1 насыпная ;
СА-1 И СА-2 Дробленый 4,85 4,80 2,80 0.1 — 44 43
СА-1 Гранулиро- ванный Дробленый 4,85 4,30 2,70 0,1 — 42 40
СА-1В и СА-2В 6,40 4,00 2,20 10—15 30 44 43
СА-1 В Гранулиро- ванный 6,40 3,80 2,00 10-15 30 42 40
Катализатор СА-1, выпускаемый по ОСТ 113-03-71—78, является трижды
промотированным катализатором (A12OS, KzO, СаО). В его состав в качестве
цримесей могут входить также SiO2 н MgO, что связано с технологическими
особенностями производства. Катализатор СА-1 предназначен для работы в
колоннах синтеза прн температурах от 400 до 550 °C, давлении до 60 МПа и
содержании в азотоводородной смеси до 40 см’/м3 кислородных соединений.
При этих условиях он обеспечивает стабильную работу колонны в течение
двух-пяти лет, при отсутствии кислородных соединений и при температурах
до 500 °C продолжительность его эксплуатации может увеличиться до 8 лет.
Катализатор СА-1 выпускают в виде зерен неправильной формы (дробленый
катализатор) и в виде гранул округлой формы (гранулированный катализа-
тор), в окисленном виде (тип СА-1) или в предварительно восстановленном
состоянии (тип СА-1В).
Катализатор СА-2 (ТУ-6-03-394—79) предназначен для работы при вы-
соких температурах: в колоннах синтеза аммиака — при температурах выше
475 °C, а в колоннах продуцирующего предкатализа — до 600 °C. Не уступая
катализатору СА-1 по активности, он превосходит его по термоустойчивости,
что обеспечивается увеличением содержания в нем структурообразующих
промоторов и введением V2O&.
Технические требования на катализаторы СА-1 и СА-2 регламентируют
«одержание промотирующих компонентов, насыпную плотность,, механиче-
скую прочность, активность, термоустойчнвость (только для СА-2), размер зе-
рен; для гранулированного катализатора также нормируется округлость и
содержание нерасколотых зерен (табл. IV,10, IV,11). Физические свойства ка-
тализаторов представлены в табл. IV,12.
Загрузка, восстановление и выгрузка катализатора
При загрузке катализатора необходимо учитывать конструктивные осо-
бенности колонны и допустимое гидравлическое сопротивление системы, фор-
му частиц катализатора. В случае применения гранулированного катализато-
ра обеспечивается более равномерная структура слоя и более равномерное
( распределение газового потока. Использование мелкозернистого катализатора
354
Таблица IV,13. Относительная активность н гидравлическое сопротивление
слоя катализатора различного фракционного состава [2]
Размер зерен ката- лизатора, мм Относительная активность Относительное гидравлическое сопротив- ление катализатора
дробленого гранулированного
10—15 1,00 1,0 —
7—10 1,07 1,5 1,25
5 7 1,15 2,0 1,50
3 - 5 1,20 4,0 3,0
1—3 1,25 6,0 4,0
позволяет уменьшить диффузионное торможение и увеличить выход аммиака,
однако при этом увеличивается гидравлическое сопротивление слоя
(табл. IV,13).
Рекомендуемая загрузка в крупнотоннажные колонны синтеза аммиака
приведена в табл. IV, 14. Не допускается производить'засыпку катализатора
в одно и то же место колонны. Такая Загрузка приводит к расслоению ката-
лизатора* (мелкий — в центре, крупный — по периферия), что обусловливает
неоднородность газового потока и (Снижает эффективность работы насадки.
Продолжительность пускового периода и температурный режим при пус-
ке колонны синтеза зависит от типа загруженного катализатора. При загруз^
ке колонны катализатором типа СА-1 В производят лишь снятие пасснвашюн-
ной пленки (довосстановление) и затаи переводят катализатор в активное
состояние. Эта операция требует вместе с разогревом до температуры начала
довосстановления (300—400 °C) и переводом на автотермнчный режим *
среднем 30—40 ч>
При загрузке восстановленного катализатора только в первый слой (20—
30% от общего количества загруженного катализатора) продолжительность
пуска колонны составляет 80—90 ч (табл. IV,15). Восстановление катализа-
тора и пуск колонны при ее загрузке только окисленным катализатором про*
Таблица IV,14. Загрузка четырехполочной колонны синтеза
аммиака агрегата производительностью 1360 т/сут [2]
№ полки Марка катали- затора Тип катализатора фракция, мм . Насыпная плотность, т/«з Количестве
м3 г т
I СА-1 В Гранулированный или 5—7 2,2 7,1 15,6
СА-1 дробленый 7—10
II Г ранулированный или 7—10 2,7 8,4 22,7
дробленый 7—10
III СА-1 Г ранулированный или 7—10
дробленый; 50% 7—10 2,7 12,8 34,6
50% 10—15
IV СА-1 . Гранулированный или 7—10 2.7 14,7 39,6
дробленый 10—15
Всего . . 43 112,5
23*
355
Таблица IV,15. График восстановления катализатора СА-1 в полочной
колонне агрегата мощностью 1360 т/сут при загрузке на I полку
колонны катализатора СА-1В
Температура на полках §
в конце операция, ’С «В Температура вторичной КО1 денсация, °C
Операция I п ш IV Продолжи кость опер ции, ч »8S Ф ts (U W Ч Ч Давление це операц! мпа
Разогрев, до 380 °C со скоростью 20 °С/ч 380 450 380 400 380 400 380 400 18 12 18 10 10 +5
ЛЛодъем температуры яа I полке до 450 X, 30 —з
выдержка при 450 °C 500 450 400 400 12 42 15
Подъем температуры на I полке до 500“С, — 3
^выдержка при 500 °C, подъем давления до 15 МПа 500
Подъем температуры на II полке до 500 X, 500 450 400 12 54 " 17 ——3
•выдержка при 500 °C, подъем, давления до 17 МПа
Подъем температуры на III полке до 500’С 500 500 500 450 12 66 17 • —3
Подъем температуры \на IV полке до 475 ®С, 500 500 500 475 6 72 17 —3
выдержка при 475 °C Постепенное новы- 500 500 500 500 12 84 Рабо- Рабо-
тление давления до рабочего чее чее
должаются 7—10 сут. Причем такое восстановление требует точного соблюде-
ния режима восстановления во избежание возможной дезактивации катализа-
- тора парами воды, выделяющимися при восстановлении.
Восстановленный катализатор обладает пирофорными свойствами (само-
возгорается на воздухе), а при взаимодействии с водой даже при комнатной
температуре происходит его окисление, с выделением водорода [15]. В связи
с этим катализатор перед выгрузкой (или заливом водой) должен быть за-
лассивнрован. Пассивацию проводят кислородом воздуха, дозируемого в поток
азота, который пропускают через катализатор с объемной скоростью до
*1000 ч-1 при температуре в зоне пассивации не выше 150 °C. Содержание
кислорода в азоте, поступающем на катализатор, постепенно увеличивают
от 0,01% до 5% и пассивацию заканчивают продувкой катализатора воз-
духом.
Кинетика процесса на промышленных катализаторах
На рис. IV-2, а—в приведены зависимости содержания аммиака в азото-
лзодорбдной смеси стехиометрического состава от температуры, давления и
объемной скорости для свежевосстановлённоп? промышленного катализатора
2356
-марки СА-1, полученные на стандартной лабораторной установке на зернах
2—3 мм. На рис. IV-13, а—в приведены данные по содержанию аммиака при
разных температурах и давлении при изменении соотношения [16],
л в табл. IV, Й показано влияние метана на активность катализатора типа
<А-1 (Р=29,4 МПа, зерна 1,0-4,5 мм).
35!
Дезактивация катализатора синтеза аммиака в промышленности опреде-
ляется условиями и продолжительностью эксплуатации. Для технологиче-
ских расчетов принимают, что в конце эксплуатации активность катализатора
синтеза аммиака типа СА-1 снижается на 20—50% по сравнению с исходной
(по константе скорости).
Таблица IV, 16. Влияние метана на активность [содержание NHa
на выходе в % (об-)] катализатора типа СА-1
Содер- жание метана. % (об ) Объемная скорость. Температура, *С Седер- жание метана, % (об.) Температура, еС
400 460 600 Объемная1 скорость, ч-> 400 450 500
0 8000 21.5 27,0 23,2 18,2 8000 • 16Д 18,0 16,2
15000 15,0 24,0 22,0 15000 13,8 15.5 14,8
30000 14,0 20,5 20,0 i 30000 11,0 14,4 13,2
45000 11,8 18,6 18,5 45000- 9,7 12,7 12.6
9.2 8000 19,5 22,5 19,7 28,5 8000 14.0 15,2 12.8
15000 16.0 19,5 18.5 15000 12,6 13,6 12.3
30000 13,0 16,2 16,6 30000 9Д 11.8 11.4
45000 10,8 14,6. 15,3] t 45000 8,5 10,5 10,8
3. ПРОМЫШЛЕННЫЕ СХЕМЫ СИНТЕЗА АММИАКА >
В. И. Гаганова
В настоящее время в мировой азотной промышленности синтез аммиака
в основном проводят в установках мощностью 600, 900, 1360 т/сут. Строи-
тельство мощных установок началось с 1964 г. н связано с созданием турбо-
компрессоров для сжатия азотоводородной смеси до давления синтеза. Пер-
вые установки создавались на давление синтеза 15—25 МПа производитель-
ностью до 900 т/сут аммиака. Затем были созданы центробежные компрессо-
ры большей производительности для получения 1360 т/сут аммиака и появи-
лась возможность сжимать газ до 34 МПа. В отечественной промышленности
нашли применение агрегаты аммиака мощностью 600 и 1360 т/сут с давлени-
ем синтеза 30—35 МПа. В агрегатах мощностью 600 т/сут (фирмы ENSA и
модернизированных на их основе) применяют поршневые компрессоры с
электроприводом для сжатия азотоводородной смеси до 35 МПа. В агрегатах
мощностью 1360 т/сут аммиака установлены центробежные компрессоры с
приводом от паровых турбин.
Принципиальные схемы, характеристики оборудования и основные техно-
логические расчеты приведены для промышленных систем синтеза 600 и
1360 т/сут, работающих при давлении 30—35 МПа. Агрегаты мощностью ниже
<600 т/сут описаны, например, в первом издании Справочника.
В промышленности наибольшее распространение получили агрегаты син-
теза с двухступенчатой конденсацией аммиака нз циркуляционного газа.
В I ступени охлаждение и конденсацию продукта проводят водой или воз-
духом, во второй — испаряющимся аммиаком.
Выбор параметров процесса, построение схемы и аппаратурное оформле-
ние агрегата синтеза аммиака в определенной степени зависят от способа
получения и очистки азотоводородной смеси. При содержании в ней катали-
тических ядов (СО2, HjO, масло) смешение с циркуляционным газом ведут
перед аппаратами П ступени конденсаций или непосредственно в слое жид-
кого аммиака. Промывка жидким аммиаком обеспечивает очистку газа от
влаги и углеаммонийных солей, образующихся при смешении свежей азото-
водородной смеси с циркуляционным газом, однако это может отразиться на
качестве продукции. При очистке газа промывкой жидким азотом азотоводо-
родная смесь не содержит СОЭ и Н2О и ее можно вводить в агрегат перед
колонной синтеза аммиака.
Построение схемы зависит также от типа машин, используемых для цир-
куляции газа. Если используют поршневые компрессоры, в которых газ загряз-
няется маслом, то устанавливают маслоотделитель. Во II ступени конденсации
кроме аммиачного холодильника и сепаратора часто устанавливают холодо-
юбменник. В некоторых агрегатах вместо холодильника и сепаратора устанав-
ливают один аппарат.— конденсационную колонну. Применение аммиачного
охлаждения позволяет уменьшить концентрацию аммиака в газе на входе в
колонну синтеза и тем самым повысить эффективность использования катали-
затора. Однако это приводит к усложнению схемы.
В агрегатах с аммиачным охлаждением большую часть продукции полу-
чают в газообразном виде. Газообразный аммиак идет на переработку или
сжижается, для чего требуются аммиачные холодильные установки и допол-
нительный расход энергии. Поэтому .в первой половине 60-х годов получили
также развитие агрегаты синтеза аммиака и с одноступенчатой конденсацией.
В основном их создавали для использования азотоводородной смеси без при-
месей метана и аргона при давлении синтеза выше 30 МПа.
При образовании 1 кг аммиака выделяется 3182 кДж тепла. Использо-
вание тепла реакции является одним из путей 'повышения экономичност»
процесса, так как при этом можно получить некоторое количество энерги»
и уменьшить затраты на охлаждение газа. Использовать все тепло реакции
нельзя, так как для поддержания автотермичной работы колонны синтез»
необходимо иметь некоторую разность температур в предварительном тепло-
обменнике. Практически за счет тепла реакции можно получить до 1 т пар»
на 1 т аммиака. Известно множество предложений по использованию тепл»
реакции для получения различных видов энергии. Широкое применение в про-
мышленности получили способы с использованием тепла реакции для произ-
водства пара и подогрева воды, идущей на получение пара высокого давле-
ния. Котел или подогреватель воды размещают в колонне синтеза или в от-
дельном аппарате.
В агрегатах аммиака мощностью 600 т/сут тепло реакции отводят в ко-
тел, установленный вие колонны синтеза, перед выносным теплообменником.
В агрегатах мощностью 1360 т/сут тепло реакции синтеза аммиака использу-
ют на подогрев воды, подаваемой в котел для получения пара давлением
10 МПа. Подогреватели воды устанавливают вне колонны синтеза перед вы-
носным теплообменником.
Для охлаждения газа и конденсации аммиака в мощных агрегатах ис-
пользуют воздух и испаряющийся аммиак. В большинстве агрегатов для ра-
зогрева колонны синтеза при пуске агрегата предусмотрен газовый подогре-
ватель. Для обеспечения аммиачным холодом и получения продукции в жид-
ком виде применяют аммиачные компрессорные и абсорбционные холодиль-
ные установки.
. , Ниже описаны наиболее распространенные схемы агрегатов синтеза ам-
миака мощностью 1360 и 600 т/сут. В этих агрегатах используют азотоводо-
родную смесь, содержащую метан, аргон и примерно 20 млн. долей оксида в
диоксида углерода.
Агрегаты синтеза аммиака мощностью 1360 т/сут.
Агрегат на отечественном оборудовании (31,5 МПа)
В этом агрегате (рис. IV-4) азотоводородную смесь, которая содержит
0,3% (об.) Аг, до 1% (об.) СН* до 20 млн. долей СО и С02, сжимают в че-
тырехступенчатом центробежном компрессоре до давления 31,5 МПа и после
охлаждения в воздушном холодильнике до 40 °C направляют в конденсацион-
ную колонну 9 агрегата синтеза аммиака. Барботируя через слой жидкого
аммиака, она промывается от следов влаги и диоксида углерода и смеши-
вается с циркуляционным газом в сепарационной части колонны. Смесь газов
проходит через корзину с кольцами Рашига для отделения капель аммиака,
поднимается по трубкам теплообменника, где, охлаждая газ в межтрубном
пространстве, нагревается до 35—45 °C и выходит из конденсационной колон-
ны в выносной теплообменник 4. В межтрубном пространстве теплообменни-
360
Азот ободород нал смесь.
Циркуляционный газ I
ка газ нагревается до 140—190 °C (встречным газом, идущим по трубкам) и
направляется в колонну синтеза 2.
Перед колонной синтеза газовая смесь, содержащая 3,3% (об.) NHs,
разделяется на несколько потоков. Основной поток газа идет в низ колонны
синтеза, поднимается по кольцевому зазору между корпусом колонны и
катализаторной коробкой и поступает в теплообменник, размещенный над
катализаторной коробкой в корпусе меньшего диаметра. В межтрубном про-
странстве теплообменника газ нагревается до 400—440 °C за счет теплооб-
мена с газом, выходящим из катализаторной коробки, и поступает в катали-
заторную зону, где происходит образование аммиака из азотоводородиой сме-
си. Четыре линии служат для введения в колонну синтеза газа перед каждой
полкой для регулирования температуры реакции. Шестую линию, соединен-
ную с огневым подогревателем /, используют в период пуска для разогрева
системы.
Пройдя последовательно четыре, слоя катализатора, газовая смесь, со-
держащая 14—16% (об.) аммиака при температуре 480—530 °C по централь-
ной трубе поднимается вверх, проходит по трубкам теплообменника, где
охлаждается до 335 °C И выходит из колонны синтеза. Далее газовая смесь
проходит по трубкам подогревателя воды 3, охлаждается до 215 °C, нагревая
питательную деаэрированную воду от 102 до 286 °C, проходит по трубкам
выносного теплообменника 4, охлаждаясь до 60—75 °C, и поступает в аппа-
раты воздушного охлаждения 5.
Аммиак, сконденсировавшийся при охлаждения газовой смеси до 30—
40 °C, отделяется в сепараторе 6, проходит магнитный фильтр 8, где очища-
ется от катализаторной пыли, дросселируется до 2 МПа и выдается в сбор-
ник 13.
Газовую смесь, содержащую 10—12% (об.) аммиака, направляют из се-
паратора в циркуляционное колесо компрессора 7, где дожимают до-
31,5 МПа, компенсируя потери давления в системе, и подают во вторичную
конденсационную систему, состоящую из конденсационной колонны и испа-
рителя жидкого аммиака 10. В конденсационную колонну 9 газ вводят свер-
ху; ои проходит межтрубное пространство теплообменника, охлаждаясь га-
зом, идущим по трубкам, до 20—25 °C, и поступает в испаритель 10, где-
охлаждается до минус 5—0°С аммиаком, кипящим в межтрубиом простран-
стве испарителя при температуре минус 12 °C. Смесь охлажденного циркуля-
ционного газа и сконденсировавшегося аммиака подают в сепарационную
часть конденсационной колонны 9, где происходит отделение жидкого ам-
миака от газа. Циркуляционный газ смешивают с азотоводородной смесью,,
и цикл повторяется. Жидкий аммиак из конденсационной колонны 9 пр»
температуре минус 5 — минус 2 °C дросселируется до 2 МПа й выдаете»
в сборник 13. *
Метан и аргон, содержащиеся в исходной газовой смеси, накапливаются
в цикле синтеза и снижают эффективное давление азотоводородиой смеси.
Для поддержания на определенном уровне концентрации инертов (СЩ и
Аг) часть циркуляционного газа постоянно выводят из системы продувкой, ко-
торую проводят после первичной конденсации аммиака на выходе из сепа-
ратора 6. Продувочные "газы под давлением 29,5 МПа направляют в конден-
сационную колонну 11, где онн проходят по межтрубному пространству теп-
лообменника и поступают в трубки испарителя 12, в межтрубном простран-
362
стве которого кипит аммиак при минус 34 °C. Продувочные гады, охлажден*
ные до минус 28 °C, возвращают в сепарационную часть конденсационной
колонны для отделения жидкого аммиака. Они проходят по трубкам тепло-
обменника, нагреваясь до 35—40 °C газом, идущим по межтрубнрму прост-
ранству. Затем продувочные газы направляют на использование. Содержание
аммиака в продувочном газе после охлаждения снижается до 2% (об.).
Жидкий аммиак из конденсационной колонны 12 дросселируется до 2 МПа и
направляется в сборник 13.
В результате снижения давления в сборнике происходит выделение газов,
растворенных в жидком аммиаке при давлении 31,5 и 29,5 МПа. Эти газы
(Нг, N* CHt, Ar, NH3) охлаждают в испарителе 18 до температуры минус
28 °C аммиаком, кипящим при минус 34 °C. Сконденсировавшийся аммиак
отделяют в сепараторе 15, а газовую фазу, содержащую до 7% (об.) NHS,
смешивают с продувочными газами, из которых выделен аммиак, и направля-
ют на установку выделения аргона и водорода или на сжигание в горелки
трубчатой печи. Жидкий аммиак из сепаратора 15 направляют в сборник
жидкого аммиака 13, из которого он поступает в переохладнтели 14 и 17
и расширители 16, 19 для охлаждения и выделения растворенных в нем га-
зов. Из расширителя 19 жидкий аммиак, охлажденный до минус 33 °C, насо-
сом 20 подают на склад в изотермическое хранилище.
В переохладнтелях охлаждение продукционного аммиака ведут жидким
аммиаком, подаваемым насосом из изотермического хранилища. В расшири-
телях 16 и 19 охлаждение происходит за счет испарения аммиака при сни-
жении давления с 2,1 МПа до 0,28 МПа и затем до 0,1 МПа. Подогретый
в переохладнтелях аммиак возвращают на склад в хранилище теплого ам-
миака. Газообразный аммиак из испарителей 10, 12, 18 и расширительных со-
судов 16, 19 направляют на сжижение в холодильные установки. Питатель-
ную воду (170 т/ч) под давлением до 11 МПа передают в систему получе-
ний пара высокого давления. -Г'
Схемы некоторых агрегатов на отечественном оборудовании несколько от-
личаются от представленной на рис. IV-4. В них охлаждение циркуляцион-
вого газа ведут в двух параллельно установленных испарителях. На заводах,
где часть продукционного аммиака используют в газообразном виде, из одно-
го испарителя газообразный аммиак идет к потребителю, из другого — в аб-
сорбционную водоаммиачную холодильную установку. При получении всей
продукции в жидком виде один испаритель можно соединять с аммиачной
компрессионной холодильной установкой, другой с абсорбционной холодиль-
ной установкой. Жидкий аммиак из конденсационных колонн и сепараторов
передают в сборники, работающие под давлением 4 МПа. Переохладнтели и
расширители на этих заводах не устанавливают. Жидкий аммиак передают
на склад непосредственно из сборников или захолаживают в компрессионной
холодильной установке.
Синтез аммиака может осуществляться в колбнне, конструкция которой
отличается от изображенной на рис. IV-4. Для отвода тепла реакции в ка-
тализаторе размещают двойные теплообменные трубки, под слоем катализа-
тора устанавливают предварительный теплообменник.. Для разогрева системы
в период пуска и восстановления катализатора используют электрический
подогреватель, размещенный в центральной трубе катализаторной коробки
колонны синтеза аммиака.
363
)
На рис. IV-4 показаны основные узлы автоматического регулирований ft
агрегате синтеза аммиака (см. также раздел VI). Оптимальный температур-
ный режим в колонне синтеза аммиака 2 автоматически поддерживают ре-
гулированием заслонками Pi подачи холодного газа иа каждую полку с ката-
лизатором. Автоматическая выдача жидкого аммиака из сепаратора 6 и кон-
денсационной колонны 9 в сборник 13 осуществляется при помощи регулято-
ров уровня Р2 и Рз, связанных с регулирующими клапанами на линии выхода
жидкого аммиака из этих аппаратов. Уровень жидкого аммиака в испарите-
лях 10, 12, 18 автоматически поддерживают регуляторами уровня Рь, Ptr
Рю, связанными с регулирующими клапанами иа линии подачи жидкого ам-
миака в эти аппараты. На выходе продувочных газов из конденсационной1
колонны 11 установлен регулятор Ре, поддерживающий давление перед ко-
лонной синтеза 2 и соответственно регулирующий содержание инертных га-
зов в цикле синтеза. Постоянное давление в сборнике жидкого аммиака 13
автоматически поддерживают регулятором Р9, регулирующим отвод газов,
растворенных в аммиаке. Автоматическая выдача жидкого аммиака иэ
сборника 13 в расширительный сосуд 16 осуществляется при помощи регуля-
тора уровня Ра, связанного с регулирующим клапаном иа линии выхода из
переохладителя 14. При максимальном значении уровня в сборнике 13 от-
крывается отсечной клапан Р? на выдаче жидкого аммиака в аварийное
хранилище. Уровень жидкого аммиака в расширительном сосуде 19 поддер-
живают, регулятором уровня Рц, связанным с регулирующим клапаном на
линии выдачи аммиака от насоса 20.
Агрегат на импортном оборудовании, тип 1 (33,5 МПа)
В этом агрегате (рис. IV-5), как и в описанном выше, для разогрева
системы в пусковой период используют огневой подогреватель 1, синтез ам-
миака ведут в четырехполочной колонне 2, температурный режим регулиру-
ют введением в основной поток перед каждой полкой циркуляционного газа
при 140 °C. Для обеспечения автотермичной работы колонны синтеза устанав-
ливают два теплообменника: в верхней части колонны над катализаторной
коробкой и выносной 3.
Оборудование для использования тепла реакции, охлаждения газовых
' смесей, конденсации NH» и холодильной установки отличается от используе-
мого в отечественной схеме (рис. IV-4). Газ, выходящий из колонны синте-
за 2 при 328°C с содержанием аммиака 16% (об.), отдает тепло в подогре-
вателе питательной воды 4, состоящем нз двух расположенных один над
другим кожухотрубчатых теплообменников. Затем газ охлаждается в тепло-
обменнике 3, аппарате воздушного охлаждения 5, холодообменнике 6 и при*
21 ®С поступает в сепаратор 7, где отделяется жидкий аммиак, а газовая
фаза, содержащая 6% (об.) аммиака, идет в циркуляционное колесо турбо-
компрессора. Аппараты 3—7 — горизонтальные.
Сжатый циркуляционный газ соединяют с исходной азотоводородной
смесью и вводят в цикл синтеза перед испарителем 8, где он охлаждается до-
минус 4 °C. Жидкий аммиак отделяют в центробежном сепараторе 9. Газ*
содержащий около 3% (об.) NH®, направляют в колонну синтеза через холо*
дообменник 6 и теплообменник 3. Для обеспечения холодом используют ам-
миачную компрессионную установку, состоящую из. компрессора 10, аппарат
364
Цирк уляционный газ и азотободородная спесь
Циркуляционный газ
тов воздушного охлаждения //, 12, ресивера 13, трехсекционного сосуда 14.
В первой секции сосуда 14 давление 0,7 МПа и соответственно температуру
13 °C, во второй —0,27 МПа и минус 12 °C, в третьей —0,1 МПа и примерно
минус 34 °C. Газообразный аммиак из секций отводят соответственно давле-
нию в I, II и III ступени компрессора 10. Испаритель аммиака 8 соединен
по линии жидкого и газообразного аммиака со второй секцией сосуда 14.
Продувочные газы охлаждают в испарителе 15 до минус 23 °C, отделяют от
жидкого аммиака в сепараторе 16 и направляют на сжигание или в установ-
ки для выделения водорода и аргона.
Жидкий аммиак йз сепараторов 7, 9 и 16 направляют в сборник 18.
' Газы, выделившиеся из аммиака при снижении давления до 1,7 МПа, отводят
из сборника 18 через испаритель 19 и вместе с продувочными газами направ-
ляют к потребителю, а сконденсировавшийся при охлаждении до минус
23 °C аммиак отводят в первую секцию сосуда 14. В эту же секцию направ-
ляют аммиак из ресивера 13 и сборника 18. Испарители аммиака 15 и 19
соединены по линии жидкого и газообразного аммиака с третьей секцией со-
суда 14. Продукционный аммиак из этой секции насосом 20 передают в изо-
термическое хранилище.
Агрегат на импортном оборудовании, тип 2
Схема (рнс. IV-6) и аппаратурное оформление этого агрегата, работаю-
щего под давлением 33,6 .МПа, отличаются от схем, представленных на
рис. IV-4 и IV-5. Для синтеза аммиака установлена колонна 2, заполненная
катализатором, размещенным на трех полках. Для рекуперации тепла и на-
грева газа до температуры начала реакции установлены два выносных тепло-
обменника 3 н 6. Для,предохранения корпуса колонны синтеза от перегрева
по кольцевой щели между корпусом высокого давления и корпусом катализа-
торной коробки пропускают газовый поток, вводимый в колонну синтеза
после теплообменника 6 при 140 °C. Этот поток газа выводят из колонны 2
при 176 °C в теплообменник 3, где он нагревается до 400—465 °C, и через
смеситель 4 идет на I полку колонны синтеза. Температура этого газа под-
держивается автоматически, для чего предусмотрена линия от холодообмен-
ника 8 к смесителю 4, минуя оба теплообменника (3, 6).
Газ входит на I полку при 400—425 °C с содержанием NHS около 3%’
(об.), проходит три полки с катализатором Т выходит из колонны при 500°C
с содержанием NHS около 16% (об.). Для регулирования температуры газа
на входе во II и III полки в основной поток вводят газ прн 140 °C из ли-
нии от теплообменника 6. После колонны синтеза газ поступает в вертикаль-
но установленный теплообменник 3, охлаждается до 340 °C и идет в подогре-
ватель питательной воды 5, состоящий из двух соединенных встык вертикаль-
ных аппаратов с U-образными трубками, где охлаждается до 170—160 °C.
Затем газ идет в теплообменник 6, состоящий из двух вертикально установ-
ленных кожухотрубчатых аппаратов, охлаждается до 57 °C, проходит аппарат
воздушного охлаждения 7 и при 40 °C поступает в холодообмеяник 8, из ко-
торого прн 21 °C поступает в центробежный сепаратор 9, где отделяется
сконденсировавшийся аммиак, а газовая фаза, содержащая 6,4% (об.) NH3,
направляется в циркуляционное колесо центробежного компрессора.
366
Циркуляционный газ, сжатый до 33,6 МПа, возвращают в цикл синтез!
через испаритель 10. Аммиачное охлаждение циркуляционного газа проводят
в две ступени. В испарителе 10 аммиак кипит при 13,5 °C, в испарителе л
при минус 12 °C. Свежую азотоводородную смесь соединяют с циркуляцион-
ным газом в смесителе 11, установленном по ходу газа между испарителя-
ми 10 и 12. Сконденсировавшийся аммиак отделяют в центробежном сепара-
торе 13. Газовую фазу подают в межтрубное пространство холодообменни-
«а 8, где нагревают до 35 °C, затем подогревают в теплообменниках 6 и 3 и
йодают в колонну синтеза 2.
Продувочный газ охлаждают в испарителе 14 до минус 28 °C, пропуска-
ют через сепаратор 20 для отделения жидкого аммиака, нагревают до 5 °C
Паром в аппарате 23 и направляют на сжигание. Жидкий аммиак из сепа-
раторов 9, 13, 20 направляют в сборник 21. Газы, выделившиеся из аммиака
при снижении давления до 2,2 МПа, отводят из сборника через испаритель 22
и вместе с продувочными газами направляют на сжигание, а сконденсировав-
шийся при охлаждении до минус 28 °C аммиак сливается обратно в сбор-
ник 21.
Для обеспечения испарителей холодом и выдачи аммиака при ми-
нус 32,8 °C предусмотрена аммиачная холодильная установка на три темпе-
ратуры: 13,5, минус 12 и минус 32,8 °C.
Для сжатия газообразного аммиака установлен центробежный компрес-
сор 16. Все испарители (10, 12, 14, 22) связаны по жидкому, и газообразному
Аммиаку с соответствующими секциями сосуда 15. Из сборника 21 жидкий
Аммиак можно подавать в сборник 24, где поддерживают давление 0,59 МПа,
или в I секцию сосуда 15, где давление 0,8 МПа. Продукционный жидкий ам-
миак насосом 25 выдают с агрегата либо из третьей секции сосуда 15 при
минус 32,8 °C, либо из сборника 24 при 3°С.
Агрегат синтеза аммиака мощностью 600 т/сут.
В этом агрегате (рис. IV-7) азотоводородную смесь, содержащую 0,3%
(об.) Аг, 0,7% (об.) CHjt, до 10 млн. долей СО и СОз, под давлением
31,5 МПа смешивают с циркуляционным газом, идущим из трубного про-
странства аппарата 6, и подают в трубное пространство испарителя 7. Жид-
кий аммиак, испаряющийся в межтрубном пространстве испарителя 7, охлаж-
дает смесь циркуляционного и свежего газа до 0°С, при этом пары воды и
следы диоксида углерода, содержащегося в азотоводородиой смеси, отделя-
ются от газа и выводятся из системы с жидким аммиаком. Охлажденный газ
вместе со сконденсировавшимся аммиаком поступает в сепарационную часть
Аппарата 6, представляющего собой холодный теплообменник с сепаратором,
где отделяется жидкий аммиак, а газовая фаза, содержащая примерно 3%!
(об.) аммиака, проходит по межтрубному пространству теплообменника, раз-
мещенного в этом аппарате, нагревается в нем до 20 °C и поступает в цирку-
ляционный центробежный компрессор (ЦЦК) 5. На некоторых агрегатах
установлены не ЦЦК, а поршневые циркуляционные компрессоры специаль-
ной конструкции, в которых применена графитовая смазка, исключающая
загрязнение газа маслом.
Сжатый до 34,5 МПа газ при температуре около 30 °C поступает в го-
ризонтальный выносной теплообменник 3, в межтрубном пространстве которо-
368
Рис. IV-7. Агрегат синтеза аммиака мощностью 600 т/сут.
4 — колонна синтеза; 2 — паровой котел; 3 ~ теплообменник; 4 — конденсатор-сепаратор;
Л — циркуляционный центробежный компрессор (ЦЦК); €— холодный теплообменник с
сепаратором; 7 — испаритель; 8 — магнитный фильтр; 9 —сборник.
то он нагревается до 180 °C н поступает в колонну синтеза 1. Перед колонной
газ разделяют на три потока. Основной поток газа. идет сверху вниз поколь*
цевому зазору между корпусом колонны и катализаторной коробкой и посту-
пает в межтрубное пространство теплообменника, размещенного под катали-
заторной коробкой. Второй поток газа используют для регулирования темпе-
ратуры основного потока газа; его подают снизу в колонну синтеза —
в центральную Трубу нижнего теплообменника. После смешения этих потоков
газовая смесь идет по теплообменным трубкам, размещенным В 'среднем слое
катализатора. Третий'поток предусмотрен для регулирования температуры
таза, поступающего на I полку с катализатором.
Нагретая до 420—450 °C циркуляционная смесь последовательно прохо-
дит три слоя катализатора, где идет реакция образования аммиака, при
температуре около 500 °C, поступает в трубки нижнего теплообменника, где
охлаждается до 385 °C, а затем в котел 2. В котле производится насыщен-
ный пар давлением 3,8 МПа. Затем газ, охлажденный в котле до 190—210 °C,
идет в трубное пространство теплообменника 3, в котором охлаждается до
55—65 °C. Дальнейшее охлаждение циркуляционного газа до 30 °C происхо-
дит в водяном конденсаторе-сепараторе 4. Сконденсировавшийся аммиак от-
деляется в сепарационной пасти этого аппарата, а газовая фаза идет на по-
следующее охлаждение в трубное пространство аппарата 6. После этого газ
смешивается со свежей азотоводородиой смесью перед испарителем 7 и цикл
циркуляции повторяется, как было описано выше.
Для поддержания концентрации инертных газов на определенном уровне
часть циркуляционного газа выдувают из цикла после водяного конденсато-
ра-сепаратора 4. Жидкий аммиак из этого аппарата и сепаратора аппарата 6
«очищают в магнитном фильтре 8 от катализаторной пыли, редуцируют до
1,8 МПа и направляют в сборник 9, из которого жидкий аммиак передают на
склад.
На некоторых заводах жидкий аммиак редуцируют до 4 МПа и направ-
ляют в промежуточный сборник, а затем через второй сборник, работающий'
24—1425 369
при 1,8 МПа, передают на склад. При снижении давления жидкого амм
с 34,5 до 4 и 1,8 МПа из него выделяются растворенные газы (Ня, Na
Аг). В них содержится также газообразный аммиак. Газы нз сборников и
и продувочные газы передают на установки улавливания из них аммиака.
Газообразный аммиак, . полученный при испарении жидкого аммиака в
межтрубном пространстве испарителя 7, направляют на компрессионную ко*
лодильную установку для сжижения или к потребителю газообразного ам-
миака.
В паровой котел 2 для производства лара подают подогретую до 105—
ПО °C обессоленную воду, прошедшую деаэрацию. Пар, полученный в котле
агрегата синтеза аммиака (25 т/ч при Р=3,5—3,8 МПа и /=243—248°C),
используют в процессе паровой конверсии природного газа.
Оборудование агрегатов синтеза аммиака
мощностью 1360 т/сут
Агрегат на отечественном оборудовании
Колонна синтеза аммиака. На рис. IV-8 представлена полочная колонна
синтеза аммиака — вертикальный аппарат, состоящий из двух корпусов вы-
сокого давления и насадки. Насадка состоит из катализаторной коробки и
теплообменника. Катализаторная коробка размещена в корпусе высокого
давления внутренним диаметром dBn=2400 мм, высотой Н^22 м; толщина
стенки корпуса б «=250 мм. Теплообменник установлен в верхней части основ-
ного корпуса и в корпусе, расположенном, на основном корпусе (dm*»
— 1000 мм, 6=110 мм, /7=6,5 м). Между корпусом высокого давления и на-
садкой имеется зазор, по которому сверху вниз проходит газ, подаваемый в
колонну. Насадка имеет изоляцию.
Расчетная температура корпусов 250 °C, расчетное давление 32 МПа.
Оба корпуса рулонировэнные, из стали марки 10Г2С1; крышка и днище ко-
ваные, из стали 22ХЗМ; насадка из стали 12Х18Н10Т и 0Х18Н12М2Т.
Общая масса колонны без катализатора 484 т. Катализаторная
коробка из корпуса не извлекается. Загрузку и выгрузку катализатора ведут
через люки. Выравнивание катализатора на полках и удаление остатков про-
водят вручную. В колонну загружают 43 м8 катализатора. Объем по полкам
в м8: I — 7; II — 8.5;1 III — 12,8; IV — 14,7. В корпусе теплообменника разме-
щено 1920 труб диаметром 12X1,5 мм. Через все полки катализатора прохо-
дят два кармана для многозонных термопар. Температуру замеряют в двух
точках по сечению на входе н выходе газа из слоя катализатора, на каждой
полке.
На рис. 1V-9 показана трубчатая колонна — вертикальный аппарат, со-
стоящий из корпуса высокого давления и насадки. Корпус колонны рулони-
рованный, крышка и днище кованые Внутренний диаметр корпуса колонны
2400 мм, толщина стенки 265 мм, высота 18,4 м. Насадка состоит из ката-
лизаторной коробки, теплообменника и электроподогревателя.
Катализаторная коробка вмещает 35 м® катализатора. В слое катализа-
тора на всю его высоту равномерно размещены 363 двойные теплообменные
трубки Фильда. Диаметр наружных труб 45X2 мм, внутренних 28x2 мм.
В три кармана вставлены двенадцатизонные термопары, замеряющие темпе-
370
Рис, IV-8. Колонна синтеза аммиака с полочной насадкой:
J — штуцер; 2 днище; 3 — корпус высокого давления; 4 — корпус насадки; 5 — люк для
загрузки катализатора; 6 — теплообменник; 7 — карман для термопары; 8 — центральная
труба; 9 — люк; 10 — полки с катализатором; II — люк для выгрузки катализатора.
Рис. 1V-9. Колонна синтеза аммиака с двойными теплоотводящими трубками:
1 — тройник; 2 — крышка; 3 — корпус высокого давления; 4 — корпус насадки; 5 — ката-
лизаторная коробка; 6 — теплообменник; 7— байпасная труба; в—днище; 9 — тройник.
ратуру по всей высоте катализатора. Электроподогреватель мощностью
1100 кВт, размещенный в центральной трубе катализаторной коробки, пред-
назначен для разогрева и восстановления катализатора, а также для подня-
тия температуры до начала процесса образования аммиака после остановок
агрегата. Теплообменник расположен под катализаторной коробкой. Диаметр
теплообменных трубок (4698 шт.) 20X2 мм, длина около 3,5 м. Насадка с
наружной стороны изолирована.
Газ при 180 °C входит в колонну сверху, проходит вниз по кольцевому
зазору между корпусом высокого дайления и корпусом насадки, защищая
корпус от воздействия высоких температур из зоны катализа. Из кольце-
вого зазора газ поступает в межтрубное пространство теплообменника, где
нагревается газом, выходящим из катализаторной коробки, поднимается вверх
по центральной трубе и поступает во внутренние теплообменные трубки. Тем-
24»
371
Рис. IV-10. Распределение wunj
ратур по высоте слоя катализатор
ра колонны синтеза аммиака с
двойными теплообменными труб-
ками.
пературу газа на входе в катализаторную коробку регулируют добавлением
к основному потоку газа, идущего помимо теплообменника по байпасу. Во
внутренних трубках газ нагревается от потока газа в наружных трубках и
поступает в кольцевое пространство между наружными и внутренними труб-
ками, где нагревается до температуры начала реакции. В верхнюю часть
внутренних трубок вставляют изоляционные трубки, чтобы исключить отвод
тепла от верхнего слоя катализатора и обеспечить достаточно высокую тем-
пературу для начала реакции. Выйдя из трубок, газовая смесь распределя-
ется по всему сечению, проходит сверху вниз весь объем катализатора. Из
Рис. IV-I1. Подогреватель воды:
1 — штуцер воздушника; 2 — люк; 3, II — днища; 4, 10 — камеры высокого давления; 5»
S> — трубные доски; 6 — корпус; 7 — теплообменные трубки; 8 — труба; 12 — люк; 13 —
штуцер спуска.
Рис. IV-12. Выносной теплообменник:
/ — сальник; 2 — крышка; 3, 10 — камеры; 4, 8 — трубные доски; 5 — корпус; 6 — тепло-
обменные трубки; 7 — перегородки; 9 — днище; 11 — опора.
372
Рис. IV-13. Конденсационная колонна:
/ — крышка; 2 — корпус; 3 — теплообменник; 4 — кольца
Рашита; 5 — труба с тангенциальными выводами газа;
6 — днище.
катализаторной коробки газ поступает в трубки
теплообменника, охлаждается и выходит из ко*
лонны при 330 °C. Распределение температур по
длине слоя катализатора показано на рис. IV-10.
Насадка полностью извлекается из корпуса..
Загрузку катализатора ведут вне корпуса. Рас-
четная температура корпуса высокого давления
250 °C, расчетное давление 32 МПа. Корпус вы-
сокого давления выполнен из стали 10Г2С1 и
22ХЗМ, насадка из 12X18Н ЮТ,Масса корпуса и
деталей высокого давления 409 т. Масса насадки
без катализатора примерно 96 т.
Подогреватель воды. Вертикальный аппарат
коя^ухотрубчатого типа (рис. IV-11), диаметром
1600 мм и высотой 16,85 м имеет 1722 теплооб-
менные трубки диаметром 22x3,5 мм. Поверх-
ность теплообмена 925 м2. Корпус выполнен из
стали 22ХЗМ, трубки — из стали 12Х18Н10Т. Мас-
са аппарата 180,3 т. Газ проходит по трубкам,
вода по межтрубному пространству.
Выносной теплообменник (рис. IV-12). Вер-
тикальный кожухотрубчатый аппарат высотой
19,36 м, внутренним диаметром 1600 мм с толщиной стенки 140 мм имеет
7112 трубок диаметром 12X1,5 мм. Поверхность теплообменника 3200 м’«
К трубным решеткам приварены камеры с патрубками. Корпус выполнен из
стали 22ХМЗ, трубки —из стали 12Х18Н10Т. Масса аппарата 186,4 т.
Аппараты воздушного охлаждения. Для охлаждения таза используют
15- либо 18-секционные аппараты горизонтального типа. Газовая смесь прохо
дит по оребренным трубам, воздух нагнетают вентилятором, расположенным
под каждой секцией. Для увлажнения и охлаждения воздуха в летнее вре*
Аммиак '(газ)
Рис. IV-14. Испаритель жидкого аммиака:
1 — корпус; 2 — U-образвые трубки; 3 — штуцер для манометра; 4, 6 — патрубки для-
Предохранительных клапанов; 5 — сепаратор; 7 — лаз; 8 — патрубки для регуляторов*
уровня;' 9 — дренажный штуцер; 10 — камера высокого давления.
373.
Рис, IV-15. Сепаратор:
/ — корпус; 2 — сепарацион-
ное устройство; S — труба;
4, 6 — штуцеры для регули-
рования уровня; 5 —лаз.
тля предусмотрен впрыск в поток воздуха воды. В аппарате из 15 секций
установлено 15 вентиляторов. Поверхность теплообмена по оребренным тру-
пам 29300 м2, диаметр трубок 25X4,5 мм. В аппарате из 18 секций устанав-
ливают по два вентилятора под тремя секциями. Поверхность теплообмена
по оребренным трубам 15 300 м®, диаметр труб 25X4,5 мм.
Конденсационная колонна. Вертикальный цилиндрический аппарат вы-
сотой 18,9 м (рис. IV-13) состоит из теплообменника и сепаратора. Внутрен-
ний диаметр корпуса 2000 мм, толщина стенки 195 мм. Теплообменник кожу-
хотрубчатый с поперечными перегородками в межтрубном пространстве. Диа-
метр трубок (7800 шт.) 14X2 мм. Поверхность теплопередачи 2120 м2. Сепа-
ратор снабжен устройством для тангенциального движения газа и сепари-
рующей насадкой из полуфарфоровых колец Рашига. Выполнен из стали ма-
рок 10Г2С1, Ст. 20 и др. Масса аппарата 270 т.
Испарители жидкого аммиака. Горизонтальный аппарат длиной 14,23 м
я диаметром 3200 мм представлен на рис. IV-14. В корпусе размещены
-U-образные трубки (900 шт.) высокого давления диаметром 22X3,5 мм. По-
верхность теплообмена 940 м®. В некоторых агрегатах установлено два парал-
лельно работающих горизонтальных испарителя с поверхностью теплообмена
каждого 520 м2. Диаметр корпуса 2200 мм, длина аппарата 11,75 м. В корпу-
се размещено 526 U-образных трубок диаметром 22x3,5 мм.
Сепаратор. На рис. IV-15 показан горизонтальный аппарат диаметром
"2400 мм и длиной 9 м. Газ входит в‘трубу диаметром 480 мм, имеющую по
всей длине с двух сторон отверстая для выхода газа в сепарационный объем.
Окончательное отделение частиц жидкого аммиака происходит в пакетах из
-металлических сеток.
Огневой подогреватель. Вертикальный аппарат, состоящий из футерован-
ного изнутри цилиндрического корпуса с дымовой трубой и размещенного в
нем двухпоточного спиральнонавитого подогревателя из труб высокого дав-
ления диаметром 102X16 мм, показан на рис. IV-16. Наружный диаметр
корпуса 3612 мм, внутренний (футерованный) — 3280 мм. Поверхность нагре-
ва 137 м®. Природный газ сжигают в 4 горелках, размещенных в нижней ча-
сти аппарата. Общая высота аппарата с дымовой трубой 24 м.
Агрегат на импортном оборудовании, тип 1
Колонна синтеза аммиака. Вертикальный аппарат состоит из двух кор-
пусов высокого давления и насадки. Конструкция насадки (катализ аторная
«оробка и теплообменник) принципиально не отличается от представленной
«а рис. IV-8. Внутренний диаметр основного корпуса 2440 мм, толщина стен-
374
ки 218 или 275 мм, высота 19 м. Теплообменник расположен в верхней част»
основного корпуса и в корпусе внутренним диаметром 965 мм и высотой
6,3 м. Оба корпуса многослойные из марганцовистой низколегированной ста-
ли. Расчетное давление 37 МПа. Расчетная температура 205 °C. Насадка вы-
полнена из стали 08X17H13M3T. Общая масса колонны без катализатора 362"
или 453 т. Разница в массе обусловлена разницей толщины стенки корпусов-
высокого давления, вызванной применением стали с разными механическими*
свойствами. В колонне размещено 36 м8 катализатора. Объем катализатора по
полкам в м8: I —5,83; II — 6,8; III — 10,7; IV —12,63. Распределение темпе-
ратур в слое катализатора показано на рис. IV-17. В корпусе теплообменника^
размещено 1285 труб диаметром 12,7X1,24 мм.
Подогреватель воды. Кожухотрубчатый двухэлементный горизонтальный"
аппарат общей поверхностью 1917 м2 состоит из элементов длиной 15,11 м ю
диаметром 1150 мм. Диаметр теплообменных труб 19X3,1 мм. Газ проходит
по трубам, вода по межтрубному пространству. Корпус изготовлен из низ-
колегированной марганцовистой стали, трубки из низколегированной конст-
рукционной стали.
Выносной теплообменник. Горизонтальный кожухотрубчатый аппарат вы-
сокого давления длиной 16,29 м и внутренним диаметром 1000 мм снабжев’
2100 трубками диаметром 12,7X1,65 мм. Поверхность теплообмена 1003 м8.
Корпус изготовлен из марганцовистой стали, трубы — из низколегированной
стали.
Рис. IV-16. Огневой подогревательг
1 — дымовая труба; 2 — заслонка; 3 — шту-
цер для измерения температуры дыма; 4 —
корпус конуса; 5 — взрывное окно; е> —
штуцер для измерения температуры змее-
виков: 7 — змеевики; £ — корпус; 9 — фу-
теровка; 10 — смотровое окне; 11 — горелка;
12 — опора.
Дымовой газ
Азото-
водород-
ная смесь
8
3
12
10
II
Азатово -
дородная Д
смесь
Рис. IV-17. Распределение темпера-
тур по высоте слоя катализатора по-
лочной колонны синтеза аммиака.
375*
• Аппарат воздушного охлаждения. Восьйисекцибниый аппарат горнзоН»*
бального типа с поверхностью теплообмене по оребренным трубам 23448 м’,
имеет 864 теплообменных трубок диаметром 38X6 мм из углеродистой стали.
/Под каждой секцией установлен вентилятор.
Испаритель жидкого аммиака. Горизонтальный аппарат из углеродистой
«стали длиной 11,135 м и диаметром 1350 мм имеет 810 U-образных трубок
диаметром 19X3 мм. Поверхность теплообмена 719 м®. Газ проходит по труб-
«ам. Межтрубное пространство испарителя заполнено жидким аммиаком.
В нижнюю часть испарителя подают жидкий аммиак, сверху выводят газо-
жидкостную эмульсию.
Холодообменннк. Горизонтальный кожухотрубчатый одноходовой аппа-
-рат из низколегированной стали длиной 10,6 м и диаметром 1300 мм, имеет
5030 теплообменных трубок диаметром 19X2,1 мм. Поверхность теплообмена
703 м2
Сепараторы. Первичный сепаратор — горизонтальный аппарат внутренним
диаметром 2400 мм и длиной около 6 м, имеет сепарационную насадку. По
конструкции сходен с аппаратом, схема которого приведена на рис. IV-15.
Вторичный сепаратор —вертикальный аппарат внутренним диаметром
51200 мм, высотой 6,09 м с насадкой циклонного типа. Аппараты изготовлены
из низколегированной марганцовистой стали.
Огневой подогреватель. Вертикальный аппарат состоит из футерованного
«орпуса с дымовой трубой и размещенного в нем подогревателя из труб вы-
сокого давления диаметром 101,6X16,5 мм из хромомолибденистой стали.
’Внутренний диаметр корпуса 3530 мм. Поверхность нагрева 134 м2. Общая
•высота аппарата с дымовой трубой 24 м. Горелки для сжигания природного
саза размещены в нижней части аппарата. По конструкции подогреватель схо-
ден с аппаратом, представленным иа рис. IV-16.
Агрегат на импортном оборудовании, тип 2
Колонна синтеза. Вертикальный аппарат состоит из корпуса высокого
.давления н размещенной в нем катализаторной коробки из трех полок со
сферическими днищами. На I полке размещается 7,7 м8 катализатора, на
31—15,8 м8, на III — 22,4 м3. Между корпусом высокого давления и корпу-
сом катализаторной коробки имеется зазор, по которому проходит поток
газа при температуре 140—176 °C, предохраняя корпус колонны от воздейст-
вия высоких температур из зоны катализа. Корпус колонны рулоянрованный,
крышка н днище сферической формы, кованые Внутренний диаметр корпуса
высокого давления 2490 мм, толщина стенки 289,5 мм, высота около 19 м.
Расчетная температура корпуса 232 °C, расчетное давление 37 МПа. Корпус
изготовлен из специальной низколегированной стали, катализаторная коробка
«из стали 08Х18Н11Т. Масса колонны без катализатора 448 т. Насадка из кор-
пуса высокого давления не извлекается. Катализатор загружают через люки.
Схема колонны и взаимосвязь с теплообменниками даны на рис. IV-6.
Подогреватель воды. Подогреватель состоит из двух вертикальных, со-
единенных встык аппаратов с U-образными теплообменными трубками диа-
метром 19X3 мм. Общая поверхность теплообмена 1982 м2, диаметр корпуса
.аппарата 1600 мм, высота 7,84 м. Газ проходит по трубкам, вода — по меж-
376
Рис. IV-18. Колонна синтеза аммиака:
1 — крышки; 2 — корпус; 3 — насадка; 4 — теплообменные
трубки; 5 — центральная труба; 6 — катализатор; 7 — тепло*
обменник; 8— днище.
Байласньнг
газ
Байпасный
газ
трубному пространству. Масса аппарата 170,14 т.
Изготовлен аппарат нз легированной стали.
Выносные теплообменники. Первый теплообмен-
ник— вертикальный кожухотрубчатый аппарат вы-
сотой 12,36 м. В корпусе высокого давления внутрен-
ним диаметром 864 мм размещено 920 труб диамет-
ром 16X1,65 мм из нержавеющей стали. Поверх-
ность теплообмена 429 м2. Расчетная температура
корпуса из легированной стали 482 °C. Масса аппа-
рата 77 т. Второй теплообменник-1—два вертикаль-
ных кожухотрубчатых аппарата высотой 12; 11 м.
Общая поверхность теплообмена 2010 м2. В каждом
корпусе высокого давления внутренним диаметром
1207 мм размещено 2250 труб диаметрам 16x2,1 Мм.
Расчетная температура корпуса 182 “С. Масса аппа-
рата 115,7 т. Корпус и трубы изготовлены из углеро-
дистой стали.
Испаритель жидкого аммиака. Горизонтальный
аппарат длиной 6,85 м и диаметром 1473 мм имеет
750 U-образных трубок диаметром 19x2,8 мм. По-
верхность теплообмена 452 м2. Газ проходит по тру-
бам, межтрубное пространство заполнено жидким
аммиаком. Снизу в испаритель подают жидкий ам-
миак, газожидкостная эмульсия выходит сверху.
В агрегате синтеза аммиака установлены три таких испарителя (см_
рис. IV-6), изготовленных из углеродистой стали. Масса аппарата 33,66 т.
Холодообменннк. Горизонтальный кожухотрубчатый аппарат длиной 15 м?
н диаметром корпуса 1093 мм имеет 1760 теплообменных трубок диаметром
16x2,1 мм. Поверхность теплообмена 1060 м2. Масса аппарата 115,7 т. Изго-
товлен нз углеродистой стали.
Сепаратор. Вертикальный аппарат внутренним диаметром 1245 мм и вы-
сотой 8,5 м с тангенциальным вводом газа через штуцер в стенке сосуда и?
выходом газа вверх по оси сосуда через коническую воронку изготовлен из*
углеродистой стали. Масса сепаратора 43 т.
Аппарат воздушного охлаждения. Восьмнсекпионный аппарат горизон-
тального типа с оребренными трубами имеет 1328 теплообменных трубок диа-
метром 29,4X4,2 мм из углеродистой стали. Под каждой секцией установлен-
вентилятор.
Огневой подогреватель. Вертикальный аппарат состоит из футерованного*
корпуса с дымовой трубой и размещенного в нем подогревателя нз 54 труб-
высокого давления диаметром 114,3X16,7 мм из легированной стали. Поверх-
ность нагрева 433 м2. Наружный диаметр корпуса 5953 мм. Высота аппарата
с дымовой трубой 28,57 м. Природный газ сжигают в восьми горелках, раз-
мещенных в нижней части аппарата.
srr
Оборудование агрегата синтеза аммиака
мощностью 600 т/сут
Колонна синтеза аммиака (рис. IV-18). Вертикальный аппарат состоит
из корпуса высокого давления и размещенной в нем насадки. Корпус высоко-,
го давления с внутренним диаметром 1650 мм и высотой 15,3 м и толщиной
стенки 175 мм выполнен из стали 25ХЗНМ. Расчетная температура корпуса
250 °C. Масса корпуса с деталями высокого давления 158 т. Насадка состоит
.-из катализаторной коробки с тремя полками и теплообменника. На верх-
ней— адиабатической — размещается 2 ма катализатора, на средней — с теп-
лообменными трубками в слое—размещается .5 м3 катализатора, на ниж-
<ней — адиабатической — 8 мэ катализатора. В центральной трубе размещен
--электроподогреватель мощностью 500 кВт. Теплообменник длиной 1400 мм
размещен под катализаторной коробкой, имеет 2408 трубок диаметром 20х
Х2 мм. Насадка выполнена из стали 12Х18Н9С, ее масса без катализатора
39,7 т. Насадка изолирована на всю высоту с наружной стороны и с внут-
ренней стороны на высоту верхней полки. На рис. IV-19 дано распределение
температур по длине слоя катализатора.
Котел-утилизатор. Газотрубчатый горизонтальный котел (рис. IV-20) со-
стоит из экономайзеров, испарителей и общего паросборника. Экономайзеры
и испарители скомпанованы в четыре параллельно работающие секции, ко-
торые размещают вертикальными рядами. Каждая секция состоит из одного
XJ-образного горизонтального экономайзера и одного U-образного горнзон-
' тального испарителя. Газ высокого давления поступает в коллектор, из ко-
торого распределяется по четырем параллельным секциям и проходит сверху
вниз по U-образным трубкам испарителя диаметром 30X4,5 мм, а затем по
таким же трубкам экономайзера. В каждом кохуже 24 трубки. Питательную
воду подают в межтрубное пространство экономайзера, а затем испарителя
и, поднимаясь вверх, она движется противотоком к газу. Пароводяная
эмульсия, полученная в испарителе, поступает в паросборник, вода по схсте-
Рис. IV-19. Распределение температур по высоте рлоя катализатора колонны
синтеза аммиака мощностью 600 т/сут.
Рис. IV-20. Котел-утилизатор:
1 — паросборник; 2 — коллектор входа газа; 3 — U-обравные испарители; 4 — трубы ввода
тводы в ваде лирообразного компенсатора; S — U-обраэные экономайзеры; б — барабан;
7 — коллектор выхода газа; 8 — трубы системы циркуляции воды.
378
Рис. IV-2I. Выносной теплообменник:
I — крышка; 2 — выходная камера; 3 — корпус; 4 — теплообменные трубки; 5 — опоры;
6 — дренаж; 7 — входная камера; 8 — крышка.
Выход цирку-
ляционного
газа
Вход цирку-
ляционного
газа
Вход циркуляци-
онного газа
Выход цирку-
ляционного z
газаSис~
паритель „
Выход жидкого
аммиака
4
Рис. IV-22. Водяной конденсатор-сепаратор:
/ — кожух конденсатора; 2 — трубка; 3 — перегородки; 4 — камера; 5 — перегородка ка*
меры; 6— корпус сепаратора; 7 — сепарирующий пакет; б —штуцеры для датчиков регу-
лятора и сигнализатора уровня.
Рис. IV-23. Холодный теплообменник с сепаратором:
/ — крышка; 2 —корпус теплообменника; 3 — трубки (условно показана одна трубка);
4 — перегородка; 5 — корпус сепаратора; 6 — сепаратор; 7 — штуцеры для датчиков ре-
гулятора и сигнализатора уровня.
Рис. 1V-24. Испаритель жидкого аммиака:
if — корпус; 2 — U-образные трубки; 3 — камера высокого давления; 4 — сепаратор; б —
гштуцеры для датчиков регуляторов и сигнализатора уровня; б — лаз; 7 —дренажный
штуцер; В — вспомогательные штуцеры.
ме циркуляционных труб вновь возвращается в нижнюю часть испарителя.
/Пар из верхней части паросборника выходит в сеть.
Выносной теплообменник^ (рис. IV-21). Горизонтальный кожухотрубчатый
аппарат габаритной длиной 11,74 м и внутренним диаметром .§50 мм имеет
3025 трубок Диаметром 10X1 мм с поверхностью теплообмена 9J 0 м2. В теп-
. лообменные трубки вставляются прямоугольные стержни. К трубным решет-
кам приварены конические камеры с патрубками, имеющими сальниковое уп-
.лотнение.
Водяной конденсатор-сепаратор. Вертикальный аппарат общей высотой
15,85 м показан на рис. IV-22. Верхняя часть аппарата — конденсатор внут-
ренним диаметром 1050 мм имеет 255 U-образных трубок диаметром 30 X
Х4.5 мм; поверхность охлаждения 440 м2. Вода идет по межтрубному про-
-странству. Сепаратор внутренним диаметром 940 мм и высотой 4020 мм рас-
положен под конденсатором и снабжен устройством для тангенциального
^движения газа и пакетами с сепарирующей насадкой.
Холодный теплообменник с сепаратором. Вертикальный аппарат
(рис. IV-23) состоит из двух корпусов высокого давления, соединенных с по-
тмощью фланцев. Общая высота аппарата 13,77 м. Внутренний диаметр'
. верхнего корпуса 684 мм, нижнего, являющегося сепаратором, —1200 мм.
В верхнем ~ корпусе размещено 505 теплообменных трубок диаметром 20Х
Х2 мм.
Испаритель жидкого аммиака. Горизонтальный аппарат длиной 7,385 м
и диаметром 1770 мм показан на рис. IV-24. В корпусе размещено 130
U-образных трубок высокого давления диаметром 30x4,5 мм. Поверхность
теплообмена 115 м2.
Материальные балансы и энергоматериальные затраты
в производстве аммиака
Здесь приведены примерные материальные балансы стадий подготовки
-синтез-газа (табл. IV.17) в расчете на сухой (сух.) и влажный {вл.) газ и
< цикла синтеза под давлением 27 МПа (табл. IV, 18) для производства аммиа-
380
Таблица IV,17. Примерный материальный баланс Г% (об.)] стадии
подготовки синтез-газа производства аммиака мощностью 1360 т/сут
Компоненты Исходный природ- ный газ, сух. Азотоводо- родная смесь Смешанный газ в труб- чатую печь Газ после тручатой печи Воздух в шахтный конвертор
вл. сух. вл. сух. вл. сух. вл. сух.
С02 0,60 5 млн. долей 0,13 0,51 5,64 9,70
со — 10 млн. — — 5,63 9,70 —
На да 73,79 лей 74,05 2,62 10,71 40,15 69,12
Na 0,90 24,6 24,69 1,06 4,34 0,82 1,42 70,91 78,00
Аг — 0,31 0,31 0,01 0,045 0,01 0,02 0,91 1,000
CHj* 94,47 0,95 0,95 19,84 80,95 5,83 16^4;
О2 . — — — — - — . 19,09 21,0
CaHs 3,00 — — 0,63 2,57 —
С»Н8 0,60 -— — 0,13 0,51
с*ню 0,24 — 0,05 0,20
свн1а 0,10 — — 0,02 0,09
свн14 0,09 —Г 0,02 0,08
н*0 — 0,35 — 75,49 41,92 9,09
Итого, % 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
(об.) м’/ч 35767 6066 6045 170596 41812 219677 127598 55810 50736
m8/tNHj 631 107 106,6 ЗОЮ 738 3877 2252 985 895
Продолжение табл. IV, 17 -
Компо- ненты Газ после шахтного конвертора Газ после конверсии СО 1 ступ. Газ после конверсии СО 2 ступ. Газ после МЭА очист- ки с 1.25% потерь Газ после метанирова- ния с 0,1 % потерь
вл. ’ сух. • вл. сух. вл.’ сух. вл. сух. вл. сух.
СОа 4,63 7,27 10,48 15,08 12,44 17,41 0,01 0,01 5 млн.
СО 8,16 12,82 2,31 3,32 0,35 0.49 0,59 0,59 долей 10 млн.
Н2 36,17 56,83 42,02 60,47 43,98 61,55 74,31 74,52 до 73,79 лей 74,05 24,69
Na 14,30 22,48 14,30 20,59 14,30 20,02 24,17 24,24 24,6
Аг 0,18 0,29 0,18 0,26 0,18 0,26 0,'31 0,'31 0,31 0,31 0,95
CH* 0,20 0,31 0,20 0,28 0,2 0,27 о'зз 0^33 О’эб
HiO 36,36 — 30,51 — 28.55 1 II 0,28 0^35
Итого, % 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
(об.) м8/ч 289328 184123 289328 201062 289328 206730 169108 168623 165986 165402
ы8/т 5106 3249 5106 3548 5106 3648 2984 2976 2929 2919
Таблица IV,18. Примерный баланс цикла синтеза (на 1 т NH») под давлением
27 Л Па производства аммиака мощностью 1360 т/сут
Жидкий аммиак 1 после I конденсации X Z я —<" ео — о сч сю" со 2> сч сч
% (об.) 97,35 1,14 0,39 0,17 0,95 100,0
2 о 2 цикла X Z я СОСО — счсч — Ь-ЮО'СОС МЭ OS СО 00 К со о • — 00 сч — СО
Продув из % (Об.) — io счсч ео О ’ф со о СЧеОС-М1 — О — мэ — — о
« Ф i * § к tn £ 1 V М»/т NHs сч сз>оосо о о счсч со * • ео . » го СЧ — — МЭ— OS Sis2* а
% (об.) — юсчсч eoCS^’CDt'- О s’ ЧР-И
Колонна синтеза § 5 м « Й W <0 м*/т NHj 1743,33 6504,34 2105,72 557,75 1416,45 12327,59
% (об.) фсооосчо — г^омэмэ о ХГСЧГ-гГ— О — мэ— — о
Ф § S ф ей S мУт NH3 • Г~~ СО — МЭ ш — — ОО СЧЬ~ -ф -Ф со ечмэ г- со мэ ф аосомэ— СО
% (об.) 3,24 62,08 20,24 4,08 10,36 100,0
Компоненты Х«^£ f ZXZ<U X
Продолжение табл. IV, 18 1 1 1 Е « ж Р v/a j ац»» vnn ап аммиак м’/т NH3 SSS(8S Й соеооо оо СТ> OS сч сч
% (об.) ' -<млсч —оо оо о о о о о ОООФО Q <Л о
Газ после П сепарации мУт NHj 443,17 8482,83 . 2765,21 557,75 1416,45 13665,4
% (об.) М* 00-4< Ф со счо СЧ О СО о 8
Жидкий аммиак после | II конденсации* ! М»/т NHs СЧСОСЧЮч»; Os СЭСЧСООСЧ со OS — ^ою — о"^ 3
% (об.) 97,88 1,08 0,44 0,10 0,50 100,0
Свежей газ I 2 - я 2079,33 693,16 8,82 26,61 2807,92
о & мэсп— мэ ОСОСО-О^ с 1 'ФЧ'ОО с сч с э 3 3
1 S Эе X D § а м Й м3/т NHs 1462,49 6414,76 2076,67 549,88 1395,08 118898,88
% (об.) — из счсч ео О> 'Ф со F- о №»№«№ « счеог--Ф— о — мэ— — о
Компоненты и < X сч о, «_Х 1 ziz<;o 2 S э
382
Таблица IV, 19. Основные анергоматериальные затраты на 1 т аммиака
Показатели Характеристика агрегатов в затраты на 1 т аммиака
Мощность агрегата, т/сут 1360 1360 1360 1360 600
Оборудование агрегата Отечественное Импортное Отечест- венное
Тип агрегата Виды затрат 1 2 1 2
природный газ (Q= =37 МДж/м8), м8 1063 1050 1055 1107 1019
электроэнергия, кВт•ч вода, м3 П6 78 79 65 728
охлаждающая 99 139 6 5 300
для котлов . 6,39 5,38 5,68 6,90 2,42
пар, т расход *11 — — 0,67
отход 0,55 0,39 1,42
ка мощностью 1360 т/сут. При составлении табл.
IV, 17 были приняты следую-
щие технологические показатели:
Аппарат
Трубчатая печь
Шахтный конвертор .
Конвертор СО I ступени .
Конвертор СО II ступени ,
Давление,
МПа >
3,5
3,2
3,0
2,8
Температура, °C
иа входе на выходе
524
834
380
235
823
1011
442
255
В табл. IV, 17—IV, 19 объемы газов приведены к нормальным условиям.
В табл. IV, 18 выход жидкого аммиака после I и II стадий конденсации и
выход продукционного аммиака дань» в пересчете на газообразный аммиак.
В табл. IV,19 представлены основные энергоматериальные затраты на
производство 1 т аммиака в технологических линиях мощностью 1360 и
€00 т/сут.на отечественном и импортном оборудовании (проектные данные).
Энергоматеряальные затраты в агрегате синтеза аммиака (на I т ЫНа)
мощностью 1360 т/сут на отечественном оборудовании приведены ниже:
Расход катализатора синтеза аммиака, кг 0,05
Расход природного газа, м8 . 0,086
Затраты электроэнергии, кВт-ч
на циркуляцию газа.....................56,6
на воздушное охлаждение . . . 7,2
Затраты энергии на искусственный холод,
ГДж :.................................... 0,87
Качество жидкого аммиака, водного аммиака и водорода
Жидкий аммиак. Качество жидкого аммиака регламентируется ГОСТ
6221—82, который предусматривает выпуск продукта трех марок: А—для
азотирования, а качестве хладагента, прн получении защитных атмосфер;
383
Ак— для поставок на экспорт и при транспортировании по магистральному
аммиакопроводу; Б — для переработки в -удобрения и применения в сельском
хозяйстве в качестве азотного удобрения. Допускается по согласованию с пот-
ребителями применение любой из указанных марок в отраслях народного хо-
зяйства и для поставок на экспорт. Жидкий аммиак должен соответствовать
нормам, указанным ниже:
Показатели Норма для марки
А Ar Б
Содержание аммиака, %, не менее 99,96 99,6 99,6
азота, %, не менее 82 82
воды*, %, не более 0,04 0,2— -0,4
масла, мг/дм8, не более 2 2 8
железа, мг/дм3, не более общего хлора, мг/кг, не более 1 1 2
—“ 0,5
диоксида углерода, мг/кг, не бо- лее 30±10
* При определении объемным методом (остаток после испарения).
Водный аммйак. Качество технического водного аммиака регламентиру-
ется ГОСТ 9—77*, который предусматривает выпуск продукта А и Б. А —
применяется для промышленности и розничной торговой сети; Б —для сель-
ского хозяева. Для получения водного аммиака марки А должен приме-
няться паровой конденсат или химически очищенная вода. Технический вод-
ный аммиак должен соответствовать нормам, указанным ниже:
Показатели ' Норма для марки
А, высший сорт А. 1-Й сорт Б
Прозрачная Прозрачная жидкость. Прозрачная
Допускается ЖИДКОСТЬ.
Внешний вид бесцветная незначитель- Допускается
жидкость ная опалес- ценция желтоватый оттенок
Содержание
аммиака, %, не менее 25 25 25
то же в пересчете на азот Не норми- Не норми- 20,5
руется руется
нелетучего остатка, г/дм3, не более 0,07 0,2 Не норми- руется
: диоксида углерода, г/дм3, . Не Норми- Не норми- •8
; не более руется руется 10
: меди, мг/дм3, не более Не норми- руется Не норми- руется
Технический водород. Качество технического водорода регламентируется
ГОСТ 3022—80. В зависимости от способа получения технический водород
384
выпускается в сжатом и несжатом виде трех марок А, Б, В йг должен соот- ветствовать нормам, указанным ниже:
Показатели Норма для Б, электро- марки
А, из ЛИЗОМ воды азото- в. другими методами
водород- вне- . _ ной смеси шего *‘го выс- шего 1-го 2-го
Содержание, % (об.) сорта сорта сорта сорта сорта
водорода (на сухой газ), не менее других газов*, не более 99,99 99,95 99,8 98,5 97,5 95,0
всего 0,01 0,05 0,2 1,5 2,5 5,0
кислорода 0.01 . 0,05 0,2 0,3 0,4 0,5
оксида углерода Отсутствие** 0,2 0,3 1,2
диоксида углерода Отсутствие** 0,2 0,2 .1,0
Содержание водяных паров
при 20 °C и 1(11,3 кПа, г/м3, не более
в трубопроводах и ре- 0,5 0,5 25,0 25,0 25,0 25,0
зинотканевых газгольде-
рях в баллонах под давле- нием 0,2 0,2 0,2 1,0 1,0 1,0
Присутствие
щелочи Не опре- Отсутствие деляется
сероводорода Не определяется Отсутствие**
хлора То же То же
масла > > * *
• Кислород, азот, оксид.углерода, метан, диоксид углерода.
'* По методике определения, указанной в ГОСТ 3022—80.
4. УТИЛИЗАЦИЯ ПРОДУВОЧНЫХ И ТАНКОВЫХ ГАЗОВ
В, Н. Гаганова
В промышленности используются различные способы утилизации проду-
вочных и танковых газов цикла синтеза аммиака: в качестве топлива после
выделения аммиака; выделение аммиака и водородной фракции с использо-
ванием отходящего газа в качестве топлива; разделение смеси газов с полу-
чением чистого аргона, водородной фракции, метановой фракции, аммиака в
виде водного раствора.
Выделение аммиака из продувочных и танковых газов
Распространенным способом извлечения аммиака из продувочных и тан-
ковых газов является абсорбция газов водой с получением аммиачной воды.
Аммиачную воду используют как товарный продукт или десорбцией извлека-
ют аммиак с получением его в жидком виде. Этот способ используют в агре-
гатах аммиака мощностью 600 т/сут. Продувочные и танковые газы после
25—1425
385
* Таблица IV,20. Характеристика продувочных газов
(до охлаждения для выделения аммиака)
Оборудование агрега- тов мощнЬстью 1360 т/сут Рас- № Темпе- рату- ра, °C Давле- ние, МПа Состав» 'ЧЬ (об.)
NH3 На Na СН4 Аг
Отечественное 8632 40 28,0 11,36 53,36 17,79 13,03 4,46
Импортное, тип I 7764 21 31,5 6,56 57,69 18,79 12,06 4,90
Импортное, тип 2 8916 20,7 30,6 6,44 56,95 18.79 13,52 4,30
выделения из них аммиака смешивают с природным газом и сжигают в го-
релках трубчатой печи. В агрегатах ’аммиака мощностью 1360 т/сут аммиак
из продувочных и танковых газов выделяют главным образом Конденсацией.
Газы охлаждают испаряющимся при низком давлении аммиаком. Схемы вы-
деления аммиака конденсацией из продувочных н танковых газов представле-
ны на рис. IV-4—IV-6.
Основные показатели, характеризующие продувочные газы цикла синтеза
аммиака агрегатов мощностью 1360 т/сутки приведены в табл. IV,20,
в табл. IV,21 представлены- показатели, характеризующие танковые и проду-
вочные газы после конденсации из них аммиака. После выделения аммиака
продувочные и танковые газы в большинстве случаев используют в качестве
топлива в горелках трубчатой печи, что позволяет экономить природный газ.
Однако при сжигании этих газов часть содержащегося в них аммиака обра-
аует оксиды азота, которые выбрасываются с дымовыми газами в атмосферу
и загрязняют окружающую среду. В целях более глубокого' извлечения ам-
миака и обеспечения охраны окружающей среды предусматривают выделение
аммиака абсорбционным методом. Аммиак из газовой смеси промывают во-
дой. Существуют установки, в которых получают аммиачную воду с кон-
центрацией аммиака 25%, и установки с разгонкой аммиачной воды и полу-
чением жидкого аммиака.
Таблица IV.21. Характеристика продувочных к танковых газов
(после выделения аммиака конденсацией)
Оборудова- ние агрега- .товмощно- стЫо 1360 т/сут Газы Рас- Давле- ние, МПа Темпе- рату- ра, °C Состав, % (об.)
' NH3 Н8 сн4 Аг
Отечествен- Продувоч- 7864 28,0 —27 2,03 59 10,66 14,38 4,93
ное ные Танковые 1438 4,0 —21 4,54 46,77 15,59 28,0 5,1
Импортное, Продувоч- 7353 31,5 -23 1,41 60,89 19,83 12,7 5,17
тип I ные Танковые 2447 1,58' —23 10,75 39,19 14,34 31,06 4,66
Импортное, Продувоч- 8443 30,6 —27,8* 1,15 60,19 19,85 14,27 4,54
тип 2 ные Танковые 2107 2,10 —27,8 6,46 43,18 15,07 30,83 4,46
* Перед смешением с танковыми газами продувочные газы нагреваются до —5 °C.
886
Выделение водорода из продувочных газов
Известны различные способы выделения водорода из продувочных газов
цикла синтеза аммиака: низкотемпературное, абсорбционное, адсорбционное и
диффузионное выделение с применением металлических или полимерных мем*
бран.
В мировой промышленности нашел широкое применение низкотемператур-
ный (криогенный) способ выделения водорода из продувочных газов.
На рис. IV-25 представлена схема установки криогенного выделения во-
дорода. Аммиак из газовой смеси может отмываться водой с получением
жидкого аммиака или водоаммиачного раствора. Остатки аммиака и влаги
удаляют на молекулярных ситах или силикагелем в адсорберах /. Осушенный'
газ под давлением 6—9 МПа охлаждают в теплообменниках 2, 3 до необхо-
димой температуры, обеспечивающей требуемую чистоту водородной фракции.
Разделение происходит при минус 190 — минус 200 °C, жидкость и газовую
фазу разделяют в сепараторе 4. Газовая фаза, содержащая до 98% ( об.) во-
дорода, повторно проходит через теплообменник 3 и направляется в турбоде-
тандер, где расширяется и охлаждается до температуры, необходимой для
работы криогенной установки. Водородная фракция снова проходит теплооб-
менники 3 и 2, нагревается до атмосферной температуры. Затем ее направ-
ляют потребителю. Жидкость из сепаратора 4 дросселируют, затем поток про-
ходит теплообменники 3, 2, где нагревается до атмосферной температуры и
выводится из установки как отбросной газ. Часть этого таза отводят для ре-
генерации адсорбента, затем соединяют с общий потоком и используют в
качестве топлива. Степень извлечения водорода составляет 80—98%.
Практический интерес представляет выделение водорода на металлических
и полимерных мембранах. Применение металлических мембран для выделения
водорода из газовых смесей обусловлено тем, что проницаемость водорода
через различные металлы (платину, палладий, никель, железо и др.) во много
раз выше проницаемости других газов. Для получения водорода высокой
чистоты применяют мембраны из палладия и его сплавов. В СССР создай
поликомпонентный сплав палладия В-1, предназначенный для выделений во-
дорода из газовых смесей при высоких давлениях и температурах.
Установка для выделения водорода из продувочных газов цикла синтеза
состоит из теплообменника, подогревателя, диффузионного разделителя, снаб-
женного мембранами из сплава В-1, и конденсатора аммиака. Продувочный
газ из цикла синтеза аммиака под давлением 30 МПа нагревают до 450 °C в
теплообменнике и подогревателе и подают в диффузионный разделитель. Во-
дородную фракцию с чистотой 99,99% (об.)
Н2 охлаждают в теплообменнике и направ-
ляют потребителю, Непродиффундировав-
шие газы могут быть использованы как
топливо или как сырье для производства
аргона. Аммиак из отходящего газа кон-
денсируют и выводят из установки в жид-
ком виде.
Рис. 1V-25. Схема выделения водорода из
продувочных газов:
/ — адсорберы: 2. 3 — теплообменники; 4 — сепа-
ратор; 5 — турбодетандер.
25*
387
Селективность полимерных мембран по отношению к водороду значи-
тельно ниже, чем у металлических. Однако большим преимуществом полимер-
ных мембран является возможность выделения водорода из различных газо-
вых смесей.при температуре окружающей среды. Кроме того, стоимость по-
лимеров ниже стоимости палладия, его сплавов и даже неблагородных метал-
лов. Промышленное производство полимеров селективных к водороду и изго-
товление из них различного вида мембран широко освоено в СССР и за ру-
бежом. При разделении на полимерных мембранах достигается чистота
фракции 90—99,97% (об.) Н2.
Перспективным направлением технологии изготовления полупроницаемых
мембран является создание полых волокон капилляров. Диаметр капилляров
измеряется десятыми и сотыми долями миллиметра, толщина стенки — сотыми
и тысячными долями. Мембраны в виде полых волокон можно компактно
размещать в аппарате, создавая площадь активной поверхности разделения
до 5000 м2/м3.
Наибольших успехов в создании аппаратов для выделения водорода из
смеси газов с применением капиллярно-трубчатых мембран за рубежом до-
стигла фирма Monsanto. Для выделения водорода из смеси газов отечествен-
ной промышленностью изготавливаются полые Волокна из различных поли-
меров.
Выделение аргона из продувочных и танковых гааов.
“ Д. А. Гурлянд
Промышленные установки выделения аргона из продувочных и танковых
газов цикла синтеза аммиака основаны на низкотемпературном разделении
смеси газов.
На рис. IV-26 представлена схема одной из промышленных установок
(фирма Chemianlagenbau-Dresden, ГДР) для получения жидкого аргона. По-
скольку на некоторых агрегатах танковые газы имеют давление 1,6 МПа, для
использования их и обеспечения нормального режима аргонной установки
предусматривают применение эжектора. В качестве рабочего тела в эжекто-
ре используют продувочные тазы под давлением 28—30 МПа.
Исходный газ (смесь продувочных и танковых газов)* под давлением
3,5—4,0 МПа при 35 °C подвергается очистке от аммиака в колонне 7. Ко-
лонну орошают деаэрированной водой при 3—7 °C. Из колонны отводят ам-
- миачную воду с содержанием аммиака до 5%. После очистки от аммиака ис-
ходный газ при 10 °C направляют в один из двух переключающихся адсор-
беров 2а или 26, заполненных силикагелем, где происходит его осушка до
остаточного содержания влаги 10—20 см3/м3. Для регенерации силикагеля
используют отбросную фракцию-, выводимую из блока разделения (Р
0,05 МПа, /5 °C) и подогреваемую в паровом подогревателе 3 до 170 °C.
Очищенный от аммиака и влаги исходный газ поступает в низкотемпера-
турный блок агрегата разделения и проходит последовательно теплообмен-
ник 4, змеевик метановой колонны 8, теплообменники 5 и 6, где охлаждает-
ся продуктами разделения и конденсатом, а далее до —191 °C (82 К) про-
* Расчетный расход 9800 м3/ч, средний состав в % (об.): Н2 — 55,2; Ns—1
18/4; СН4 — 18,5; Аг — 5,3; NHS —2,6.
388
атмосферу
Рис. IV-26. Технологическая схема агрегата выделения аргона из продувочных
газов:
/ — колонна отмывки аммиака; 2а, 26 — адсорберы; 5 — подогреватель; 4~6 — теплооб-
менники; 7 — конденсатор; 8 — метановая колонна; 9 — аргонная колонна; 10 — вынос-
ной испаритель; 11 — азотные теплообменники; 12 — детандерный теплообменник; 13 —
фильтр; 14—турбодетандер.
дуктами разделения и жидким азотом, кипящим под давлением 0,75 МПа и
0,03 МПа в конденсаторе 7. С верха конденсатора 7 под давлением 2,7—
3,1 МПа отводят водородную фракцию, которая отдает свой холод последо-
вательно в конденсаторе 7, теплообменниках 6, 5 и 4. Затем ее выводят из
блока разделения и направляют в производство аммиака.
Конденсат, образующийся в процессе охлаждения исходного газа в ука-
занных аппаратах, представляет собой смесь жидких метана, азота и аргона,
в которой растворен водород. Конденсат отводят из нижней части конденса-
тора 7, дросселируют до 1,1 МПа и после частичного испарения в теплооб-
меннике 6 направляют на разделение в метановую колонну 8. Тепло в кубе
метановой колонны подводят с исходным газом и циркулирующим азотом.
Флегма образуется в дефлегматоре, охлаждаемом жидким азотом, кипящим
под давлёнием 0,75 МПа.
Из испарителя метановой колонны отбирают газообразную метановую
фракцию, которую после рекуперации холода в теплообменнике 4 выводят
из блока разделения под давлением 0,9—1,1 МПа и направляют в производ-
ство аммиака. Из , верхней части метановой колонны отводят газообразную
смесь азота, водорода и аргона и направляют в среднюю часть аргонной
389
колонны 9, работающую под давлением 0,15 МПа. Из куба аргонной колон-
ны 9 отбирают жидкий аргон концентрации 99,99%, сливают в выносной ис-
паритель 10, откуда в качестве товарного продукта направляют в стационар- •
'Ные емкости. Из верхней части аргонной колонны 9 и из-под крышки вы-
носного испарителя 10 отводят газообразную фракцию (отбросный газ) со-
става в % (об.) : Н2—17,3; N2—77,9; Аг—4,8, которую после рекуперации хо-
лода в конденсаторе 7 и теплообменниках 6, 5 и 4 выводят из блока и час-
тично используют (после подогрева в аппарате <3) для регенерации силика-
геля в адсорберах 2 и сбрасывают в атмосферу.
С верхней тарелки аргонной колонны 9 отбирают жидкий азот, сконден-
сированный из исходного газа. Часть его сливают в стационарные емкости
как товарный продукт, а остальную часть дросселируют до 0,03 МПа и пос-
ле испарения в змеевике аргонной колонны 9 и рекуперации холода в кон-
денсаторе 7 и теплообменниках 6, 5 и 4 выводят из блока разделения и ис-
пользуют для покрытия потерь азота в холодильном цикле и на поддув
кожуха блока разделения. Тепло в колонну 9 подводят с азотом, конденси-
рующимся в трубках выносного испарителя 10 под давлением 0,75 МПа.
Дефлегматор аргонной колонны 9 охлаждают жидким азотом, кипящим под
давлением 0,03 МПа.
Холод, необходимый для разделения исходной газовой смеси, обеспечива-
ется азотным холодильным циклом. Азот поступает в блок разделения под
давлением 10 МПа, охлаждается последовательно в нижнем змеевике азот-
ного теплообменника 11 обратным потоком азота низкого давления и в зме-
евике испарителя метановой колонны 8. Затем поток азота делят на две час-
ти. Одну охлаждают потоком азота низкого давления в среднем змеевике
азотного теплообменника 11, а вторую в детандерном теплообменнике 12
газообразным азотом под давлением 0,75 МПа до температуры —146 °C
(127 К). Этот поток азота дросселируют в дефлегматор метановой колон-
ны 8, откуда часть жидкого азота отбирают в испаритель средней части кон-
денсатора 7, а избыток сливают в выносной испаритель 10. Жидкий азот из
выносного испарителя 10 после переохлаждения в верхнем змеевике
азотного теплообменника 11 дросселируют в дефлегматор аргонной
колонны 9 и испаритель верхней части конденсатора 7, в которых
он испаряется под давлением 0,03 МПа. Пары азота из испарителя
средней части конденсатора 7 и дефлегматора метановой колонны 8
объединяют и вновь разделяют на три потока: первый после подогрева
до —143 °C (130 К) в детандерном теплообменнике 12 проходит фильтр 13
и расширяется в турбодетандере 14 до давления 0,03 МПа; второй конден-
сируется в выносном испарителе 10, а третий дросселируется в обратный по-
ток азотного теплообменника 11 между верхним и средним змеевиками. Парь»
азота из .верхнего испарителя Конденсатора 7 и дефлегматора аргонной ко-
лонны 9 объединяют с потоком азота после турбодетандера 14. В азотном
теплообменнике И они рекуперируют свой холод, после чего поступают на
всасывание азотных компрессоров, где их сжимают до 10 МПа, и цикл пов-
торяется.
На агрегате получают ряд продуктов.
Аргон жидкий (410 м3/ч, или 730 кг/ч) содержит не менее 99,99%
(об.) Аг и примеси (в см3/м3, не более): N2—80; Н2—1; О2—10;
СО2+СяНт—Ю, а также 0,01 г/м3 Н2О. Давление 0,05—0,09 МПа, темпера-
390 .
тура —179*С (94 К). Часть жидкого аргона (максимально 250 м3/ч) может
быть газифицирована и выведена из агрегата в газообразном состоянии под
давлением 15 МПа при температуре 15°C (288 К). Водородная фрак-
ция (5660 м3/ч) содержит в % (об.): Н»—91,0; Ny—8,3; Аг+СН#—0,7.
Давление 2,5—3,ГМПа, температура 15—26°C (288—303 К).
Азот 350 м®/ч (в том числе 30% в жидком виде) содержит в % (об.):
Ns— 99,2; Н2 —0,2; Аг — ОД. Давление: для газообразного азота 0,005 МПа,
для жидкого азота 0,1 МПа, температура (для газообразного азота) 15—
25°C. Meтановая фракция (1830 м3/ч) содержит в % (об.): СН< —98,0;
Ar+Nr—2,0. Давление 0,7—1,1 МПа, температура 15—26 °C.
Агрегат комплектуется одним турбодетандером типа EXT-61-N-8,5/1,3.
Рабочая среда азот, расход расчетный 6150 м3/ч (пределы нагрузки 3850—
8000 м3/ч). Давление: на входе 0,75 МПа, на выходе 0,03 МПа. Температу-
ра: на входе —143 °C (130 К) на выходе —191 °C (82 К). Частота вращения
вала, об/мин: турбины*— 18800, генератора — 3000. Мощность генератора
100 кВт. Расход электроэнергии, кВт-ч: в час 3200, на 1000 м3 аргона — 7800,
на 1000 кг аргона —4385. Масса агрегата без машинного оборудования н
изоляции 210 т, в том числе: аппаратуры 59,3 т, трубопроводов и арматуры
75,0 т, металлоконструкций, включая кожухи низкотемпературного блока,
75,7 т. Масса изоляции (перлит) 50 т.
Агрегат размещают вне здания, турбодетандер — в машинном вале. Все
технологическое оборудование низкотемпературного блока с трубопроводами
« арматурой изготовлено из хромоникелевой стали и конструктивно разме-
щено в двух стальных кожухах, заполненных теплоизоляцией, — перлитом.
В агрегате обеспечено автоматическое поддержание уровней жидкости В ис-
парителях и дефлегматорах, а также основных параметров 'процесса, что
обеспечивает заданную чистоту товарного аргона и фракций. Управление аг-
регатом и контроль за ходом технологического процесса осуществляют дис-
танционно из центрального пункта управления.
5. АБСОРБЦИОННАЯ ВОДОАММИАЧНАЯ
ХОЛОДИЛЬНАЯ СТАНЦИЯ
В, Н. Гаганова
Абсорбционная водоаммйачная холодильная станция' для агрегата ам-
миака мощностью 1360 т/сут на отечественном оборудовании состоит из че-
тырех установок: двух установок на температуру испарения NH3 минус 12 °C
с холодопроизводительностью 29,33 и 28,49 ГДж/ч; одной установки на тем-
пературу испарения +1 °C холодопроизводительностью 10,475 ГДж/ч, одной
установки на температуру испарения NH3 минус 34°С холодопроизводитель-
ностью 8,38 ГДж/ч.
Обе установки на температуру испарения NH3 минус 12 °C предназначе-
ны для обеспечения холодом испарителей на циркуляционном газе агрегата
синтеза аммиака и конденсации газообразного аммиака, испаряющегося при
переохлаждений продукционного аммиака. В качестве теплоносителя в одной
установке используют водяной пар давлением 0,34 МПа при температуре
160 °C, во второй — парогазовую смесь при 140 “С из системы конверсии ок-
сида углерода й отгонки газового конденсата при 126 °C.
391
Установка на температуру испарения +1°С предназначена для обеспече-
ния холодом компрессора азотоводородной смеси. В качестве теплоносителя
используют парогазовую смесь при 123,5—140 °C после использования части
ее тепла в установке холодопроизводительностью 28,49 ГДж/ч. Установка на
температуру испарения NH3 минус 34 °C предназначена для переохлаждения
продукционного аммиака и‘ обеспечения холодом испарителей аммиака на
продувочном и танковом газах. В качестве теплоносителя используют водяной
пар давлением 0,63 МПа при температуре 170 °C.
Все холодильные установки работают на вторичных энергетических ре-
сурсах. Пар, используемый в холодильных установках, отбирают от противо-
давленческих турбин аммиачного производства. Работу абсорбционных водо-
аммиачных установок можно разбить на циклы. Основные нз них описаны
ниже:
Цикл холодильного агента (жидкого и газообразного аммиака). Жидкий
аммиак через регулирующий клапан подают в межтрубное пространство ис-
парителя, где он кипит, отнимая тепло от циркулирующего в трубках охлаж-
даемого продукта. Пары аммиака, выходящие из испарителя, подогревают в
переохладителе, откуда они поступают в абсорбер, где поглощаются слабым
водоаммиачным раствором. Образовавшийся крепкий водоаммиачный раст-
вор выпаривают в генераторе-ректификаторе за счет тепла, водяного пара или
другого теплоносителя, подводимого в межтрубное пространство этого аппа-
рата. На насадке из колец Рашига и на ректификационных тарелках проис-
ходит частичное отделение водяных паров из - пароаммиачной смеси крепким
водоаммиачным раствором, поступающим из теплообменника, и флегмой,
стекающей из дефлегматора. Из генератора-ректификатора пары аммиака с
некоторой примесью паров воды поступают в дефлегматор, где происходит
окончательная конденсация водяных паров. Теплоту дефлегмации отводят
«холодным» крепким водоаммиачным раствором, циркулирующим в трубном
пространстве аппарата. Пары. аммиака из дефлегматора поступают в ап-
парат воздушного охлаждения, где конденсируются и стекают в ресивер жид-
кого аммиака, затем ^ерез переохладитель и регулирующий клапан подают
в испаритель.
Цикл абсорбента (крепиого и слабого водоаммиачного раствора). Иа
крепкого водоаммиачного раствора в генераторе-ректификаторе выпаривают
аммиак, и слабый водоаммиачный раствор собирают в нижней части генера-
тора-ректификатора, откуда направляют в абсорбер. В абсорбере раствор на-
сыщается парами аммиака из испарителя. Образовавшийся крепкий водоам-
миачный раствор собирают в ресивере крепкого раствора, откуда насосом
через дефлегматор и теплообменник подают в регенератор-ректификатор.
В теплообменнике происходит теплообмен между крепким и слабым водо>-
аммиачными растворами. Тепло абсорбции отводят оборотной водой, прохо-
дящей по трубам абсорбера.
Воздух и другие газы из установок удаляют через воздухоохладители.
Между обечайками воздухоотделителя кипит аммиак, отнимая тепло от сла-
бого водоаммиачного раствора. Пары аммиака отсасывают в абсорбер. Ох-
лажденный водоаммиачный раствор подают в верхнюю часть внутренней
обечайки аппаратуры, где он, разбрызгиваясь, падает вниз. Навстречу ему
идет газовоздушная смесь, Водоаммиачный раствор абсорбирует из смеси
-аммиак, закрепляется и из нижней части аппарата поступает в абсорбер, а
392
газовоздушную смесь выводят из верхней части аппарата под слой воды,
которую сбрасывают в сборник промывных вод.
Изменение концентрации водоаммиачного раствора (в кг NH3 |на 1 кг
раствора) на установках, рассчитанных на различную температуру испарения
аммиака, показано ниже:
Раствор .................Крепкий Слабый
Температура испарения
минус 12 °C . . . 0,42 0,35
минус 34°C . . . . 0,265 0,204
плюс 1°С . . - . 0,5 0,45
Потребность холодильной станции
охлаждающей воде показана ниже:
в теплоносителях, электроэнергии и
Пар, т/ч ................... 41,9
Электроэнергия, кВт-ч .... 1900
Оборотная вода, м3/ч .... 3300
Парогазовая смесь, ГДж/ч
из системы конверсии ... 51
от разгонки газового конденсата 31,0-10®
Основное оборудование абсорбционных водоаммиачных холодильных ус-
тановок на температуру испарения минус 12 °C рассмотрено ниже.
' Генератор-ректификатор. Аппарат вертикальный, пленочный, кожухотруб-
чатый. В верхней — ректификационной части расположены три колпачковые
тарелки и насадка из металлических колец Рашига. Нижняя часть служит
ресивером слабого раствора. Для установки производительностью 29,33 ГДж/ч
используют аппарат внутренним диаметром 3000 мм, высотой 14,56 м с
3120 трубами диаметром 38X2,5 мм. Поверхность теплообмена 931 м2. В меж-
трубном пространстве—водяной пар; в трубках — водоаммиачный раствор.
Для установки производительностью 28,00 ГДж/ч используют аппарат внут-
ренним диаметром 2200, высотой 23,25 м с двумя теплообменниками, в
каждом из которых 1722 трубы диаметром 38X2,5 мм. Общая поверхность
теплообмена 2392 м2. В межтрубном пространстве — парогазовая смесь, водя-
ной пар; в трубках — водоаммиачный раствор. Аппарат выполнен из высоко-
легированной, низколегированной и углеродистой стали.
Дефлегматор. Горизонтальный кожухотрубчатый четырехходовой по труб-
ному пространству аппарат, внутренним диаметром 1200 мм с трубами
25X2 мм. Для установки на 29,33 ГДж/ч используют аппарат длиной 7,71 м
с поверхностью теплообмена 479 м2. Для установки на 28,00 ГДж/ч — соот-
ветственно 4,31 м и 203 м2. В межтрубном пространстве проходят пары ам-
миака с примесью паров воды, в трубках — крепкий водоаммиачный раствор.
Выполнен из низколегированной и углеродистой стали.
Аппарат воздушного охлаждения. Восемнадцатисекционный зигзагообраз-
ный аппарат с оребренными трубами (25X2 мм) общей поверхностью тепло- '
обмена 44100 м2, оснащен осевыми вентиляторами. Выполнен нз углеродистой
стали, алюминия.
Ресивер жидкого аммиака. Горизонтальный аппарат емкостью 10 м3,
внутренним диаметром 1600 мм и длиной 5,94 м выполнен из низколегирован-
ной и углеродистой стали.
393
I
Переохладитель. Горизонтальный кожухотрубчатый одноходовой аппарат
внутренним диаметром 800 мм и длиной 6,08 м с оребренными трубами
(25x3 мм). Поверхность теплообмена 223 м3 По межтрубному пространству
проходит газообразный аммиак, в трубках — жидкий аммиак. Изготовлен
из низколегированной и углеродистой стали.
Абсорбер. Элементный пленочный аппарат, состоит из четырех горизон-
тальных кожухотрубчатых теплообменников, двухходовых по трубному про-
странству. Внутренний диаметр элемента 2000 мм; длина 8,5 м, трубы
25x2 мм. Поверхность теплообмена 4130 м?. По. трубкам проходит охлаж-
дающая вода, в межтрубном пространстве—водоаммиачный раствор, пары
аммиака. Изготовлен из высоколегированной; низколегированной и углероди-
стой стали.
Ресивер крепкого раствора. Горизонтальный аппарат емкостью 10 м\
внутренним диаметром 1600 мм и длиной 5,94 м изготовлен из низколегиро-
ванной стали.
. Теплообменник. Двенадцатиэлементный горизонтальный кожухотрубчатый
аппарат с двухходовым элементом по трубному пространству. Диаметр эле-
мента 800 мм, длина 7,12 м, трубы 25X2 мм. Общая поверхность 2544 м3.
По межтрубному пространству идет крепкий водоаммиачный раствор, по
трубкам — слабый водоаммиачный раствор. Изготовлен из низколегирован-
ной и углеродистой стали.
Воздухоотделитель. Вертикальный цилиндрический аппарат состоит из
внутренней и внешней обечаек, между которыми расположен змеевик. Диа-
метр обечаек 400 и 300 мм. общая высота 1,64 м. Поверхность змеевика
0,7 м2. В аппарате находится крепкий водоаммиачный раствор; в рубашке—
жидкий и газообразный аммиак при температуре минус 12 °C, в змеевике —
слабый водоаммиачный раствор. В аппарате и змеевике температура 2G—
45 °C. Изготовлен из низколегированной и углеродистой сталей.
Насосы. Центробежный насос ХБ-450/280-К-СД-У1 предназначен для пе-
рекачивания крепкого водоаммиачного раствора. Вакуумный насос ВВН-3
Производительностью 3 ма обеспечивает вакуум 70%. Среда — аммиачновоз-
душные пары.
Основное оборудование установки, рассчитанное на температуру испаре-
ния минус 34 °C, рассмотрено ниже.
Генератор-ректнфикатор. Вертикальный пленочный кожухотрубчатый
аппарат. В верхней (ректификационной) части расположены три колпачковые
тарелки и насадка из колец Рашига. Нижняя часть служит ресивером слабо-
го водоаммиачного раствора. Внутренний диаметр аппарата 2200 мм, высота
15,5 м> диаметр труб 38X2,5 мм. Поверхность теплообмена 1015 м2. В меж-
трубном пространстве проходит водяной пар, в трубах — водоаммиачный.
раствор, пары аммиака. Выполнен из высоколегированной, низколегированной
и углеродистой стали.
Аппарат воздушного Охлаждения. Шестисекционвый зигзагообразный ап-
парат с оребренными трубами 25X2 мм, одноходовой по трубному простран-
ству снабжен осевыми вентиляторами. Общая поверхность 11400 м2 Выпол-
нен из углеродистой стали и алюминия.
Ресивер жидкого аммиака. Горизонтальный аппарат емкостью 5 м8, внут-
ренним диаметром 1200 мм и длиной 5,94 м выполнен из низколегированной
и углеродистой стали.
ЗЭ4
Переохладитель. Горизонтальный кожухотрубчатый аппарат с оребрен-
ными трубами (25X3 мм), одноходовой по трубному пространству. Внутрен-
ний диаметр 500 мм, длина 5,09 м. Поверхность теплообмена 75 м2. В труб-
ках проходит жидкий аммиак, в межтрубном пространстве — газообразный
аммиак. Выполнен из низколегированной й углеродистой стали.
Абсорбер. Аппарат состоит из пяти горизонтальных кожухотрубчатых
теплообменников, двухходовых по трубному пространству. Диаметр элемен-
та 1000 мм, длина 7,5 м, трубы 25x5 мм. Общая поверхность теплообмена
1275 м2. В межтрубном пространстве проходит водоаммиачный раствор, пары
аммиака, в трубках — охлаждающая вода. Выполнен из высоколегированной
и углеродистой сталей.
Ресивер крепкого раствора. Горизонтальный аппарат емкостью 5 м3,
внутренним диаметром 1200 мм и длиной 5,21 м, выполнен из низколегирован-,
ной и углеродистой сталей.
Дефлегматор. Горизонтальный кожухотрубчатый шестиходовой по труб-
ному пространству аппарат внутренним диаметром 1006 мм и длиной 7,64 м
с трубами 25x2 мм имеет поверхность теплообмена 308 м2. Выполнен из вы-
соколегированной и углеродистой стали..
'Теплообменник. Девятиэлементный горизонтальный кожухотрубчатый ап-
парат, по трубному пространству элемент шестяходовой. Диаметр элемента
800 мм, длина 7,12 м (трубы 25x2 мм). Общая поверхность 1683 м2. По меж-
трубному пространству идет крепкий водоаммиачный раствор, по трубкам —
слабый водоаммиачный раствор. Выполнен из низколегированной и углероди-
стой сталей.
Насосы. Вакуумный насос такой же, как в установках на температуру
. испарения .минус 12 °C. Центробежный, насос ХБ-160/210-К-СД VI крепкого
.водоаммиачного раствора.
В установке на температуру испарения плюс 1 °C используются аппараты
такой же конструкции и из таких же материалов, как и в установке на тем-
пературу испарения минус 34 °C. По размерам отличаются лишь несколько
основных аппаратов. Регенератор-ректификатор внутренним диаметром 2200 мм
и длиной 20,84 м с трубами 38X3 мм имеет поверхность теплообмена 1530 м2;
дефлегматор, диаметром 1200 мм и длиной 3,31 м имеет поверхность тепло*
обмена 130,5 м3; аппарат воздушного охлаждения — двенадцатисекционный
аппарат с поверхностью охлаждения 15 200 м2; теплообменник — четырехэле-
ментный аппарат (по трубному, пространству элемент шестиходовой) имеет
общую поверхность теплообмена 748 м3.
6. ХРАНЕНИЕ ЖИДКОГО АММИАКА
А. К. Упадышев
Жидкий аммиак хранят в наземных резервуарах на складах следующими
способами: под давлением до 2,0 МПа при температуре до 50 °C — в . гори-
зонтальных (цилиндрических) и шаровых резервуарах; под давлением до
1,0 МПа при температуре до 28 °C —в шаровых резервуарах с теплоизоля-
цией; под давлением 0,002—0,008 МПа при температуре минус 33 °C (изо-
термическое хранение) — в вертикальных цилиндрических резервуарах с тепло-
изоляцией. • При хранении аммиака по второму и третьему способам задан-
ное давление поддерживают в резервуарах отводом избыточного количества
395
паров аммиака, испаряющегося за счет теплопритоков извне, на компрессорно-
конденсационные установки цикла хранения. Полезная вместимость резер-
вуаров при максимально допустимом давлении хранения показана ниже:
Тип резервуара
для хранения жид-
кого аммиака
Горизонтальный
Шаровой
Шаровой
Шаровой
Вертикальный
Вертикальный
Максималь- Полезная вме-
ное давление стимость
в резервуа- ре, МПа м3 т
2,0 . 450 250
2,0 900 500
1,6 1550. 900
1,0 3350 2000
0,01 14660 10000
0,01 44000 30000
Объемный коэффициент заполнения горизонтального и шарового резервуа-
ров жидким аммиаком не должен быть более 0,85, а вертикального изотер-
мического резервуара — не более 0,93. На складе должно быть не менее двух
резервуаров каждого типа, за исключением вертикального изотермического. Ов
может быть один. Число резервуаров на складе зависит от его типа и назначе-
ния, но в любом случае не должно превышать 32, в том числе: горизонталь-
ных— не более 20, шаровых — не более 8 и вертикальных — не более 4;
максимальная суммарная вместимость резервуаров должна быть не более
70,5 тыс. т.
Хранение жидкого аммиака под давлением до 2,0 МПа (рис. IV-27).
Жидкий аммиак из производства поступает в коллектор 10, из которого его
через гребенку 2 направляют в наливаемые резервуары 5. Одновременно для
создания необходимой разности давлений между коллектором 10 и резервуа-
рами 5 пары аммиака из резервуаров 5 направляют в коллектор 12 и далее
на установку получения аммиачной воды или для других целей. По окоича-
Рис. IV-27. Схема склада жидкого аммиака под давлением 2 МПа:
1 — цистерна; 2 — гребенка; 3, 4 — испарители; 5 — резервуары; 6—J5 — коллекторы^
39С
Рис. IV-28. Схема хранения жидкого
аммиака в шаровых резервуарах под
давлением до I МПа:
/ — шаровой резервуар; 2 — сепаратор; 3 —
сборник; 4 — компрессор; 5 — маслоотдели-
тель; 6 — конденсатор; 7 — сборник; 8 т-
насос.
КН3(гоз/ Л компрессору дли
--------------- передавливаний
На производство
SI - 5 чостерну
(«шоя./ #зцистерйЫ или
производства
• NHyfcutfrJ
NHS
испарителя 3 до верх-
заполняют оба
нни наполнения резервуаров их от-
ключают от коллекторов и оставляют
в режиме хранения аммиака или пе-
реводят на выдачу. Жидкий аммиак
из резервуаров выдают, передавли-
вая его газообразным аммиаком. Для
этого через гребенку 2 и коллектор 6
него уровня жидким аммиаком из резервуаров 5. Необходимую разность
давлений между резервуарами 5 и испарителями 3 создают отводом паров
аммиака из испарителей 3 в коллектор 12. По окончании наполнения испа-
рители отключают от коллекторов 6 и 12 и подают в них теплоноситель
для интенсивного нагрева аммиака. Когда давление паров аммиака в испа-
рителях станет больше, чем в резервуаре, поставленном на выдачу, газооб-
разный аммиак из одного из испарителей 3 через коллектор 13 поступает в
этот резервуар. Одновременно жидкий аммиак из резервуара через гребен-
ку 2 и коллектор 11 выдают потребителям. При понижении уровня аммиака
в первом испарителе до нижнего предела подают газообразный аммиак из
второго испарителя 3, а первый испаритель 3 ставят на наполнение жидким
аммиаком. Испарители 3 поочередно переключают для обеспечения беспере-
бойной подачи газообразного аммиака давлением 1,6—2,0 МПа, Газообраз-
ный аммиак под указанным давлением поступает из испарителя 4 в коллек-
тор 14, а из предохранительных клапанов испарителей 3, 4 й резервуа*
ров 5 — в коллектор 15.
Налив железнодорожных цистерн 1 производится по коллектору 8 с
отводом газообразного аммиака в коллектор 12, слив — передавливанием жид-
кого аммиака по коллектору 9.
Хранение жидкого аммиака под давлением до 1,0 МПа (рис. JV-28). При
повышении давления в резервуаре 1 до предельного (вследствие нагрева ам-
миака поступающим извне теплом) избыточное количество паров аммиака
отбирают из резервуара 1 компрессором 4 установки конденсации аммиака до
тех пор, пока давление в резервуаре не снизится до 0,3 МПа. В компрессор 4
газ поступает через сепаратор 2, из которого отсепарированный жидкий ам-
миак стекает в сборник 3. В компрессоре 4 газообразный аммиак сжимается
до давления конденсации и поступает в конденсатор 6, где сжижается М
стекает в сборник 7, откуда его подают обратно в резервуар 1 и далее через
нижний сливной штуцер насосом 8 перекачивают потребителю.
Изотермическое хранение жидкого аммиака (рис. IV-29). Переохлажден-
ный жидкий аммиак при минус (28—34) °C под давлением около 2,0 МПа
из аммиачного производства поступает на хранение в изотермический резер-
вуар 1, перед которым дросселируется до давления хранения 0,002—
0,008 МПа. Выдача жидкого аммиака из резервуара 1 в приемный коллектор
распределительной гребенки производится насосом 3. Газообразный аммиак,
образовавшийся при дросселировании жидкого аммиака, первоначальном за-
397
В масло-
сборник
Газообразный аммиак на
производство аммиака
ЖиВкий ам-
миак из
'Потребителям
Природный газ
Жидкий
аммиак
Рис. IV-29. Схема хранения жидкого аммиака в изотермическом резервуаре:
/ — изотермическое хранилище; 2-- сухой газгольдер; 8— насос жидкого аммиака; 4 —
сепаратор; 5 — ресивер; 6 — промежуточный сосуд; 7 — компрессора; 8 — маслоотделитель;
9 — конденсатор; /0 —сборник жидкого аммиака; // — факельная установка; 12 — за-
щитно-запальное устройство.
Азот осу-
шенный
произвол- <:
стба
полпенни и захолаживании резервуара 1, отсасывают компрессорами аммиач-
ного производства для сжижения и возвращения в цикл хранения. В режи-
ме хранения работает компрессорно-конденсационная установка цикла храпе-
ния, которая автоматически включается при повышении давления в резервуаре
до 0,009. МПа и выключается при понижении давления до 0,001 МПа.
Пары аммиака из резервуара 1 через сепаратор 4 поступают в первую
ступень двухступенчатого компрессора 7 и промежуточный сосуд 6 на охлаж-
дение жидким аммиаком, впрыскиваемым из сборника жидкого аммиака 10.
Отделившаяся в сепараторе 4 жидкость стекает в ресивер 5, откуда ее пе-
риодически передавливают в сборник 10. Газообразный аммиак из промежу-
точного сосуда 6 сжимают во второй ступени компрессора 7 и через масло-
отделитель 8 подают в конденсатор 9, где он сжижается и стекает в сбор-
ник 10. Жидкий аммиак из сборника 10 поступает в змеевики промежуточ-
ного сосуда 6, переохлаждается в нем впрыскиваемым аммиаком и дроссели-
руется в резервуар /. Часть жидкого аммиака из сборника 10 отбирают на
впрыск в промежуточный сосуд 6. При повышении давления в изотермическом
резервуаре до 0,01 МПа газообразный аммиак через предохранительный
клапан сбрасывается на факельную установку 11 для сжигания. На складах
с изотермическим хранением Ъммиака, как правило, устанавливают два ком-
прессора 7: основной с приводом от электродвигателя и резервный с приво-
дом от дизельного двигателя.
. Изотермические резервуары. В составе складов для изотермического хра-
нения жидкого аммиака используют вертикальные цилиндрические резервуары
вместимостью 10 тыс. т (одаостенные и двухстенные) и 30 тыс. т (одностен-
ные), установленные на специальных фундаментах. Применяют фундаменты
двух типов: с железобетонной плитой на столбах (для проветривания)-и
сплошной с железобетонным кольцом под окрайками резервуара и обогревом
398
тела фундамента для предотвращения промерзания грунта. Оболочки одно-
стенных и внутренних даухстенных резервуаров изолированы. Изоляция в
межстенном пространстве двухстенного резервуара находится в атмосфере
сухого азота с точкой росы минус 40 °C под Давлением (1,0—2,0)-10"4 МПа,
которое поддерживают при помощи газгольдера постоянного давления 2, сое-
диненного с резервуаром по схеме «на тупик». Изотермические резервуары
имеют системы сигнализации и блокировки по давлению, температуре и уров-
ню жидкого аммиака. Все резервуары оснащены также предохранительными
и дыхательными клапанами.
7. ТРАНСПОРТИРОВАНИЕ ЖИДКОГО АММИАКА
Е. Я. Мельников
Для удовлетворения потребностей крупных потребителей в жидком ам-
миаке его транспортируют в железнодорожных цистернах или по трубопро-
воду. На близкие расстояния аммиак перевозят автотранспортом, - используя
аммиаковозы. Стандартный аммиаковоз имеет грузоподъемность 3,2 т. Пла-
нируется выпуск аммиаковозов на 10 и 16 т. Потребности мелких потребите-
лей удовлетворяются перевозкой аммиака в аммиачных баллонах.
Железнодорожные цистерны рассчитаны на избыточное давление 2 МПа,
что позволяет перевозить жидкий аммиак без потерь его через предохрани-
тельные клапаны даже в наиболее теплых районах страны. Емкость их 30,7
и 43 т. Создан опытный образец цистерны на 90 т. Пункты налива цистерн
оборудованы трубопроводами для подачи жидкого аммиака и трубопровода-
ми газообразного аммиака для опрессовки и для отвода его при наливе, а
также арматурой и манометрами.
Для транспортирования на большие расстояния значительных количеств
аммиака в США эксплуатируются 3 амиакопровода. Аммиакопровод неболь-
шой протяженности функционирует также в приграничных районах Франции
и ФРГ.
В нашей стране в течение ряда лет работает аммиакопровод, подающий
жидкий аммиак из Тольятти в Одессу, к которому подключен аммиакопровод
из Горловки. Общая протяженность аммиакопровода 2424,4 км, диаметр ма-
гистрального трубопровода 355,6 мм, а отвода от Горловки 273 мм. Про--
пускная способность его 2,5 млн. т. в год [17, 18].
На площадке азотнотукового завода в Тольятти имеется головная насос-
ная станция, в состав которой входят подогреватели аммиака, сферические
буферные хранилища аммиака, компрессионная аммиачная холодильная уста-
новка и насосы жидкого аммиака. На головную насосную станцию поступает
жидкий аммиак либо из агрегатов аммиака, либо из склада жидкого аммиака,
состоящего из двух изотермических хранилищ емкостью по 30000 т. Темпе-
ратура нагрева жидкого аммиака после подогревателя дифференцирована па
месяцам и соответствует температуре почвы на трассе, так как аммиакопро-
вод уложен в грунт с минимальным расстоянием до поверхности земли
1400 мм. При этой температуре он поступает в сферические буферные храни-
лища емкостью по 2000 т, рассчитанные на давление 0,5 МПа. Если в сфе-
рических хранилищах за счет притока тепла нз окружающей среды повыша-
ется температура аммиака и начнет расти давление в результате испарения
части жидкого аммиака, то автоматически включается компрессионная холо-
399
дильная установка, которая отсасывает избыточный газообразный аммиак,
компримирует и конденсирует его и возвращает в хранилище.
Жидкий аммиак, транспортируемый по аммиакопроводу, должен содер-
жать 0,2% (масс.) воды, что предотвращает коррозионное растрескивание
металла. Для этой цели на заводе в Тольятти имеются насосы, при необхо-
димости автоматически добавляющие воду в жидкий аммиак. Насосы голов-
ной насосной станции откачивают жидкий аммиак нз сферических буферных
хранилищ и сжимают его до давления 8,15 МПа.
По трассе аммиакопровода имеются еще 12 промежуточных насосных
станций и одна головная станция в Горловке, не считая конечной станции в
районе порта Одессы. Промежуточные станции оснащены двумя многоступен-
чатыми насосами каждая с давлением на всасывающей линии не менее
1,5 МПа и на нагнетательной линии до 8,15 МПа. Насосы с электроприводом
устанавливают со 100% резервом. Для нужд сельского хозяйства "по трассе
аммиакопровода сооружены также 30 раздаточных станций мощностью по
200 т в сутки отгрузки жидкого аммиака в автоцистерны [17, 18].
Аммиакопровод изготовлен из качественной углеродистой вязкой стали.
Для предохранения его от почвенной коррозии трубопровод надежно изоли-
рован полимерной пленкой. Имеется также катодная защита.
Так как аммиак является токсичным и взрывоопасным веществом, то к
созданию с!оль длинных трубопроводов предъявляются очень жесткие тре-
бования для обеспечения их длительной, надежной и безаварийной эксплуата-
ции. Были разработаны «Правила проектирования и строительства магистраль-
ных трубопроводов для транспортировки жидкого аммиака» ВСН-МТЖА—75,
согласно которым был выполнен проект и велось строительство. Согласно
«Нормам» трасса аммиакопровода разбита на 334 поста секционирования, что
позволяет при необходимости отключать желаемый участок трубопровода.
Для осуществления телеконтроля и телеуправления в ЦПУ завода в
Тольятти установлены рабочая и резервная ЭВМ. В Одесском порту сооружен
склад жидкого аммиака с 4 изотермическими хранилищами по 30 000 т, обо-
рудованный мощной холодильной установкой для охлаждения всего посту-
пающего аммиака до —34 °C, поскольку хранение его на складе и транспор-
тирование на морских судах ведут при этих температурах. Аммиак поступает
в порт под давлением 1,5 МПа. Склад оборудован насосной установкой, по-
дающей захоложенный жидкий аммиак р танкеры (аммиаковозы), и обеспе-
чивающей одновременный налив двух танкеров. Суда для транспортирования
аммиака в другие страны снабжены резервуарами и холодильными установ-
ками, позволяющими хранить жидкий аммиак в изотермических условиях и
сжижать газообразный аммиак, испаряющийся в результате неизбежного на-
грева транспортируемого продукта.
V. КОМПРЕССОРНЫЕ УСТАНОВКИ АГРЕГАТОВ
СИНТЕЗА АММИАКА
Г.Ф. Киселев
» Основными компрессорными установками производства аммиака мощ-
ностью. 1360 т/сут являются: компрессорная установка для сжатия азотоводо-
родной смеси, поступающей в отделение синтеза аммиака (одна из ступеней
этой установки обеспечйвает циркуляцию азотовбдородной смеси в отделении
синтеза); компрессорная установка для сжатия воздуха, поступающего в тех-
нологию; компрессорная установка для сжатия природного газа. В некоторых
схемах работают также компрессорные установки для сжатия газообразного
аммиака.
Каждая компрессорная установка включает в себя собственно компрес-
сор, обычно двух- или трехкорпусный, редуктор, двигатель, межсекцнонные
охладители газа и сепараторы влаги, маслосистему, систему управления и
КИП, а также систему уплотнения вала, предотвращающую утечки сжимае-
мого газа в машинный зал (кроме воздушной машины). Корпуса компрессо-
ров, турбин, промежуточных редукторов монтируют на общей раме.
1. УСТАНОВКИ ДЛЯ СЖАТИЯ ТЕХНОЛОГИЧЕСКОГО ВОЗДУХА
В качестве примера рассмотрим воздушный компрессор фирмы Hitachi
Kavasaki (рис. V-1).
Воздух забирают из атмосферы, очищают от пыли в комбинированном
фильтре, откуда он * поступает в компрессор. Фильтр для очистки воздуха
снабжен прибором для измерения сопротивления. Центробежный компрессор
состоит из двух корпусов, в каждом из которых имеется по две секции. Меж-
ду корпусами установлен повышающий мультипликатор. Привод компрессора
осуществляется от паровой конденсационной турбины мощностью 10 260 кВт,
имеющей одну активную регулирующую ступень и девятнадцать реактивных
ступеней.
Производительность компрессора 55 000—60 000 м3/ч воздуха при н. у.
(0°С и 760 мм рт. ст.). Частота вращения ротора первого корпуса
5250 мин-1, второго—10700 мин-1. Давление на входе в машину 0,097 МПа,
давление нагнетания 3,6 МПа. Корпуса низкого и высокого давления компрес-
сора цилиндрической формы с двухсторонним всасыванием состоят из двух
секций, по три рабочих колеса в каждой. Секции разделены диафрагмами.
Корпуса изготовлены из литой стали с горизонтальным разъемом. Патрубки
всасывания и нагнетания обращены вниз. В нижней половине корпуса име-
ются штуцеры для отвода конденсата при пуске машины.
В первой секции воздух сжимается до давления около 0,3 МПа, при этом
температура воздуха достигает 175—195 °C. Сжатый после первой секции
воздух поступает в холодильник с воздушным (или водяным для компрес-
соров Невского завода им. В. И. Ленина) охлаждением. Площадь оребрен-
ной поверхности трубок (230 шт.) воздушного холодильника составляет около
5 600 м2. Вентилятор, подающий воздух на обдув холодильника, имеет привод
26—1425
401
от электродвигателя мощностью двигателя 22 кВт, частота вращения
1450 мин-1. Технические характеристики электродвигателей вентиляторов для
всех центробежных компрессоров, описанных ниже, одинаковы. Для регулиро-
вания температуры воздуха на выходе из холодильника предусмотрена воз-
можность изменения угла наклона лопастей вентилятора, которое производит-
ся дистанционно.
После холодильника воздух при 50 °C поступает в сепаратор первой сек-
ции, который представляет собой вертикальный аппарат высотой 6,2 и диа-
метром 2,6 м, снабженный сепарирующей насадкой из металлической Сетки.
В сепараторе происходит отделение сконденсированной влаги. Общее количе-
ство влаги, поступающей в компрессор с воздухом, зависит от относительной
влажности воздуха и его температуры. *
После сепаратора воздух поступает во вторую секцию компрессора, где
сжимается до давления не выше 0,8 МПа, нагреваясь при этом до темпера-
туры 195—215 °C. После второй секции он попадает в холодильник с воздуш-
ным охлаждением, поверхность охлаждения которого составляет 7200 м2. Из
холодильника воздух, охлажденный до 50 °C, поступает в сепаратор второй
ступени. Это вертикальный аппарат высотой 5,3 и диаметром 2,2 м, в кото-
ром имеется насадка из металлической сетки. После сепаратора второй сту-
пени предусматривается отбор воздуха на различные нужды производства.
В третьей секции воздух сжимается до давления 1,66 МПа, нагреваясь
при этом до 165—185 °C, затем его направляют в холодильник воздушного
охлаждения с теплообменной поверхностью 5200 мг. Охлажденный до 50 °C
воздух поступает в сепаратор третьей секции, а затем в четвертую секцию,
где сжимается до 3,66 МПа, нагреваясь до 175 °C. Из четвертой секции воз-
дух поступает в подогреватель трубчатой печи, а затем на II ступень конвер-
сии метана. Во всех сепараторах предусмотрена сигнализация и блокировка
для остановки компрессора при повышении уровня конденсата.
При сжатии воздуха необходимо исключить возможность повышения тем-
пературы на линии нагнетания выше допустимой—-для предотвращения
вспышки паров масла в воздухе. Для контроля температуры воздуха на пуль-
те управления предусмотрена сигнализация.
Компрессор снабжен антипо^пажной защитой. Она осуществляется кла-
паном, который производит выброс воздуха в атмосферу при достижении ми-
нимально допустимого расхода. Производительность компрессора регулируют
в пределах 80—100% (от номинальной) изменением частоты вращения турби-
ны. На выходном трубопроводе после компрессора установлен клапан и
электрозадвижка, которые закрываются при падении расхода воздуха в кон-
вертор метана. При закрытии клапана и электрозадвижки подача воздуха
на нагнетание прекращается н автоматически открывается выброс воздуха на
свечу.
В трубопровод после компрессора постоянно подают пар под давлением
3,7—4,2 МПа при температуре 380 °C, что предотвращает обратный ход го-
рячего газа из конвертора метаиа при аварийных остановках компрессора
воздуха.
Выводимая из сепараторов влага поступает в «дегазатор» — вертикаль-
ный аппарат из углеродистой стали высотой 2 и диаметром 0,8 м.
Для предотвращения аварий на компрессорной установке предусмотрена
система блокировок, которые останавливают машину при значительных от-
26е 403
Таблица V,l. Технические характеристики установок
Страна и фирма — изготовитель компрессора и привода Компрессор
тип условия всаса
давление, МПа температу- ра, °с
Япония, Hitachi Kavasaki и Fujie Eiectrik (турбина) СССР, ПО «Невский завод» США, Dresser-Clark и General Eiectrik (турбина) * Франция, Creusot-Loire ♦ При условиях всасывания. •• Давле КНД-2МСЫ006 КВД-2МСЬ456 К-1290-121-1 КНД-4М8-6 КВД-ЗМ10^8 КНД-РР6-5 КВД-РС7-6 ние пара, МПа: на вх 0,1 0U 0,1 0,1 оде— 3,6 ( 29 20 29,4 28 аом.) и 4,2
клонениях от нормального технологического режима и неполадках в самом |
компрессоре: _ J
падении давления смазочного масла после регулятора давления;.
повышении уровня влаги в каждом из сепараторов;
уменьшение подачи технологического воздуха до 32500 №/ч; . 1
осевом сдвиге вала каждого йз роторов компрессора. I
Кроме блокировок, останавливающих компрессор, на установке имеются
автоматические системы пуска резервных насосов смазочного масла и кондеи- '
сата. Запуск резервного маслоиасоса происходит в случае падения давления
масла в маслопроводе перед регулятором давления до 0,7 МПа или после ре-
гулятора— до 0,18 МПа. '!
Технические характеристики воздушных установок (с двухступенчатыми J
компрессорами и паровыми конденсационными турбинами) агрегатов аммиака (
мощностью 1360 т/сут приведены в табл. V,l. 2
2. УСТАНОВКИ ДЛЯ СЖАТИЯ ПРИРОДНОГО ГАЗА
Природный газ поступает в компрессорную установку (рис. V-2) из за?- I
водской сети под давлением около 0,8 МПа и сжимается до 4,3—4,5 МПа. 1
На входе в компрессорную установку измеряют расход, температуру и давлег i
ние газа. На трубопроводе подачи природного ^аза имеется задвижка с ди-.1
станционным управлением. 1
Для поддержания постоянного давления природного газа на входе в ком- 1
прессор в пределах 0,7—0,9 МПа на линии всасывания компрессора после J
1 задвижки с дистанционным управлением устанавливают регулятор. В некото- 1
рых схемах предусмотрена также стабилизация температуры газа на входе I
в компрессор. j
До поступления в компрессор природный газ проходит сепаратор — вер- 1
тикальный сварной аппарат высотой 5,3 и внутренним диаметром 1,6 м, пред- I
назначенный для предотвращения попадания в компрессор жидкой фракции <
природного газа и твердых частиц. В сепараторе автоматически поддержива- ‘
ется постоянный уровень жидкости. В случае превышения максимально до- J
404
для сжатия технологического воздуха
(двухкорпусной) Привод (турбина паровая конденсационная)
условия нагнетания производи- тельность, кг/ч (м’/мин)* тип частота вращения, мин-1 мощность, кВт расход па- ра** при полной на- грузке, кг/ч
давление, МПа температу- ра, °C
3,7 165 70 740 (1090) К-1100-1 5250 10 260 54600
3,8 225 (1210) KI5-41-1 3400 15000 72 200.
3,6 — 67 900 — 5960 — —
3,6 178 70150 (1140) 6МС7 4900 12620 67500
(макс.); на выходе — 0,03 (ном.) и 0,07 (макс.).
пустимого уровня жидкости в сепараторе компрессор автоматически останав-
ливается системой блокировки по уровню. Жидкие углеводороды выводят и»
сепаратора в дегазатор (вертикальный аппарат высотой 5 и диаметром 1,4 м).
Из сепаратора природный газ поступает в компрессор.
Наиболее распространенными являются двухкорпусные компрессоры с
промежуточным охлаждением MCL-455+BCL-455. После первого корпуса газ.
под давлением около 2 МПа при 140 °C поступает в воздушный холодильник,
где охлаждается до 50 °C, а затем в сепаратор, откуда идет иа сжатие во
второй корпус компрессора. Межступенчатый воздушный холодильник имеет
вентилятор с электродвигателем. Охлаждающая поверхность оребренных труб-
холодильника 1850 м2. Жидкие углеводороды из сепаратора за охладителем
автоматически отводятся в дегазатор. Промежуточный сепаратор — вертикаль-
ный аппарат с насадкой из пакетов металлической сетки имеет высоту 4,6 и
диаметр 1,4 м. Во втором корпусе компрессора природный газ сжимается до
давления 4,5 МПа и нагревается до температуры около 160 °C.
Уменьшение количества подаваемого природного газа ниже допустимого*
значения вызывает помпаж. Для- его предотвращения предусмотрена анти-
помпажная защита путем перепуска газа с линии нагнетания второго корпуса,
на линию всасывания первого через специальный холодильник. Охлаждающая
поверхность оребренных труб холодильника 1400 м3. Перепуск газа произво-
дится регулятором расхода. Кроме того, при минимальном количестве При-
родного газа (32 000 м3/ч) подается предупреждающий сигнал.
Отработанный в приводной паровой турбине пар при .70 °C поступает в--
коидеисаторы с воздушным охлаждением. Давление пара в конденсаторе по-
рядка 0,03 МПа, поверхность оребренных труб 12500 м2. Частота вращения »
электродвигателя вентилятора подачи воздуха 740 и 1450 минг1. Конденсат
откачивается одним из иасосов центробежного типа производительностью--
19 м3/ч и мощностью 11 кВт с давлением нагнетания до 0,55 МПа.
В компрессорной установке для сжатия природного. газа предусмотрена »
подача в него азотоводородной смеси. При нормальном технологическом ре-
жиме в линию нагнетания компрессора природного газа дозируют азотоводо-
родную смесь. В тех случаях, когда останавливается компрессор азотоводо-
405-
Рис. V-2. Схема установки для сжатия природного газа:
1 — задвижка с дистанционным приводом; 2 — регулятор давления; 3 — сепаратор; 4 — дегазатор; 5 — аппарат воздушного охлаждения; в —
турбина; Z —корпус низкого давления; 8 антипомпажный клапан; 9 — корпус высокого давления; 10 — узел дозирования азотоводородиой снеся;
// — конденсатор; /2 —сборник конденсата; 13 — фильтр; 14 — наСос (см. также подпись к рис. V-1).
родной смеси, дозировку ведут в линию всасывания перед компрессором
природного газа. Для этой цели имеется регулятор на линии азотоводород-
ной смеси после агрегата метанирования. В эту же'линию предусмотрена по-
дача азотоводородиой смеси из сети. Давления природного газа регулируют
изменением частоты вращения турбины.
Для предотвращения аварий и, поломок в компрессорной установке
предусмотрена система блокировок, которые автоматически останавливают
компрессор при различных нарушениях как в самом компрессоре, так и в си-
стеме трубопроводов и аппаратов. В компрессорах природного газа применяют
два вида концевых уплотнений: гидравлические и механические. Превышение
давления уплотнительного масла над давлением газа является обязательным*
для нормальной работы компрессора. При падении разности давления между
уплотнйтельным маслом и газом срабатывает блокировка, и компрессор оста-
навливается. В проточную часть компрессора может попадать влага из сепа-
ратора перед компрессором и из межступенчатого сепаратора. Заброс боль-
шого количества жидкости в машину может вызвать осевой сдвиг ротора
либо повреждение муфт или конца вала в месте насадки полумуфты на вал.
Блокировка срабатывает при превышении допустимого уровня жидкости в
сепараторах.
Кроме блокировок, останавливающих компрессор,, иа установке имеются
автоматические системы пуска резервных насосов: смазочного и уплотнитель-
ного масел, а также конденсатного насоса.
Типовое конструктивное выполнение компрессора природного газа сво-
дится к следующему. Компрессор чаще всего представляет собой двухкорпус-
ную машину с промежуточным охлаждением между корпусами. Корпус^шз-
кого давления имеет горизонтальный разъем. В нем установлены пять ртоо-
чих колес. Диафрагмы цельнолитые, из высокопрочного чугуна. Вал ротора
изготовлен из кованой стали, поверхность его защищена дистанционными
втулками из нержавеющей стали. В корпусе высокого давления также уста-
новлены пять рабочих колес. Он выполнен с вертикальным 'разъемом.
В нижней его части расположены приварные патрубки линий всасывания и
нагнетания, направленные вниз. Диафрагмы компрессора — цельнолитые, из
высокопрочного чугуна. Все.они, кроме диафрагмы на линии нагнетания, сое-
динены при помощи стяжных шпилек в один узел, который имеет горизон-
тальный разъем. Фиксирование и скрепление половин по горизонтальному
разъему осуществляется при помощи установочных штифтов и винтов. Со-
бранный таким образом внутренний корпус вместе с находящимся внутри
ротором устанавливают в наружный корпус со стороны всасывания.
Кроме описанного двухкорпусного компрессора в производствах аммиака
для сжатия природного газа применяют нагнетатели без промежуточного ох-
лаждения и компрессоры с промежуточным охлаждением из двух секций,
установленных в одном корпусе.
Технические характеристики установок для сжатия природного газа (с
одно- и двухступенчатыми компрессорами и паровыми конденсационцыми
турбинами) агрегатов аммиака мощностью 1360 т/сут приведены в табл. У,2.
407
Таблица V,2. Технические характеристики
Страна и фирма — изготовитель компрессора и привода Компрес
тип условия веса
давление, МПа температу- ра, «с
Япония, Hitachi Kavasaki и Fujie Electrik (турбина) -СССР, ПО Невский завод и ЧССР, чкд (турбина) США, Dresser-Clark и General Electrik (турбина) Двухкорпусной, КНД-МСЬ455, КВД-ВСЕ-455 0,8 30
Двухкорпусной, H-95-81-I 1,0 25
Однокорпусной, 463 В5/3 0,7 34,9
-Франция, Creusot-Loire Двухкорпусной, КНД-РВ6В КВД-РВ7В 0,7 зо 1
3. УСТАНОВКИ для СЖАТИЯ АЗОТОВОДОРОДНОЙ СМЕСИ
Наибольшее распространение на отечественных агрегатах аммиака полу-
чили компрессоры синтез-газа, изготовленные по лицензии фирмы Dresser-
Clark (рис. V-3).
Компрессор азотоводородной смеси предназначен для сжатия
176000 м3/ч азотоводородной смеси до давления 32 МПа и подачи ее в от-
. де^^е синтеза аммиака, а также для обеспечения циркуляции газа в отде-
лении синтеза 640000 м3/ч газа. Компрессор состоит из трех корпусов, четырех
секций и ступени рециркуляции газа (одно колесо}. Номинальная частота
вращения ротора компрессора 11300 мин-1.
Азотоводородная смесь под давлением 2,4 МПа при температуре около
40 °C поступает из сепаратора метанирования в корпус низкого давления.
Корпус низкого давления состоит из двух секций, в каждой из которых по
пять рабочих колес. После первой секции газ под давлением 4,9—5,1 МПа
. при 150 °C подают в промежуточный холодильник с воздушным охлажде-
нием. Холодильник после первой секции — двухэлементный, из углеродистой
-стали. Поверхность охлаждения оребренных труб 4500 м2. После холодильни-
ка газ поступает в сепаратор первой секции для выделения жидкой фракции.
‘Сепаратор—вертикальный аппарат высотой 5,5 и диаметром 1,7 м выпол-
нен из углеродистой стали. В верхней его части имеется насадка из пакетов
металлической сетки.
После сепаратора первой секции газ поступает во вторую секцию ком-
. прессора, которая, как и первая, имеет пять рабочих колес. Колеса первой
и второй секций расположены в корпусе «спина к . спине». Во второй секции
г газ сжимается до 10 МПа и при этом нагревается до 150 °C. Затем газ прохо-
дит последовательно два холодильника: с воздушным охлаждением и аммиач-
ный, где охлаждается от 50 до 8 °C испаряющимся аммиаком. Воздушный
холодильник после второй секции — двухэлементный аппарат из углеродистой
стали. Поверхность оребренных труб — 4820 м2. Аммиачный холодильник —
кожухотрубчатый теплообменник из углеродистой стали длиной 6,4 и диамет-
408
установок для сжатия природного газа
сор Привод (турбина паровая конденсационная)
условия нагнетания производи- тельность, кг/ч (м’/мин) тип частота вращения, мин—1 мощность, кВт расход пара при полной нагрузке турбины, кг/ч
да пл сине, МПа температу- ра, °C
4,5 148 33000 К-600-2 9 850 3800 18000
4,6 170 (880) К-4, 3-40,8 11 70 J 4 300 20500
4,4 123,5 28000 — 10 000 3 500 —
4,3 164 28 000 ЗМС6 10350 4 450 23700 .
ром 0,9/1,6 м. Из него газ поступает в сепаратор второй секциивертикаль-
ный цилиндрический аппарат из углеродистой стали высотой 5,45 и диаметром-
2,5 м.
Далее газ поступает в третью секцию копрессора (корпус среднего давле-
ния), в которой сжимается до давления 22 МПа, нагреваясь до 118?С.
Третья секция компрессора, имеет десять рабочих колес: первые пять направ-
лены стороной всасывания к турбине, следующие установлены к ним тыльной
стороной. После третьей секции газ поступает в двухэлементный холодильник
с воздушным охлаждением. Общая поверхность его оребренных труб
3800 м2. В холодильнике азотоводородная смесь охлаждается до 48 °C и по-
ступает в сепаратор.
После сепаратора третьей секции синтез-газ поступает в четвертую сек-
цию, в которой в зависимости от модификации установлены шесть или семь
рабочих колес. В ней газ сжимается до 33,9 МПа и при 115—145 °C посту-
пает в воздушный холодильник, где охлаждается до 40—45 °C, и далее на-
правляется в установку синтеза аммиака. Холодильник четвертой секции —
двухэлементный аппарат с воздушным охлаждением. Общая' поверхность
оребренных труб 7400 м8.
В корпусе высокого давления находится ступень рециркуляции, в кото*
рую поступает 640 000 м3/ч газа из отделения синтеза. После повышения
давления на 2,5—3,0 МПа его возвращают в отделение.
Потребляемая мощность компрессора при нормальном технологическом
режиме составляет 28580 кВт и слагается из следующих значений по секциям:
первой секции — 6480, второй — 6650, третьей —- 7470, четвертой — 5794, сту-
пени рециркуляции —2185 кВт.
На всех сепараторах установлены регуляторы для автоматического уда-
ления выделившегося из газа конденсата в коллектор, приборы, сигнализирую-
щие о превышении заданного уровня, и системы блокировок, отключающие
компрессор при превышении этого уровня жидкости. На линии нагнетания
каждой секции контролируется температура газа. При превышении макси-
мально допустимого ее предела срабатывают системы блокировки компрес-
409
Рис. V-3. Схема установки для
W —аппараты воздушного охлаждения; 3-турби
давления, 9, 10, 12 сепараторы, Ц —• аммиачныЗ холодильник; 14 — конденсатор; /5 —
денсата (си. также подпись
/
На факел
АВС на
факел
сжатия азотноводородной смеси:
на; 5 — корпус среднего давления; 6 — антнпомпажные клапаны; 7 —корпус высокого
клапан выпуска; 16 — сборник конденсата; 17 — конденсатные насосы; 18 — клапаны кон-
к рис. VI-1).
сора. Для предотвращения повышения давления на всасывающем трубопро-
воде первой и второй секций имеются предохранительные клапаны. На ли-
нии всасывания, во вторую секцию установлен клапан с дистанционным уп-
равлением для сброса азотоводородной смеси на факел. На трубопроводе
линии нагнетания после четвертой секции, а также на трубопроводе линии
нагнетания циркуляционного газа установлены предохранительные клапаны.
Постоянное давление азотоводородиой смеси в трубопроводе линии всасыва-
ния поддерживают регулятором частоты вращения ротора паровой турбины.
Сигнал поступает от датчика, установленного после сепаратора установки
метанирования.
Для антипомпажной защиты корпуса низкого давления имеется клапан,
при помощи которого, ведут перепуск газа из трубопровода линии нагнетания
первой секции в трубопровод линии всасывания первой секции. Для защиты
корпуса среднего давления предусмотрен клапан для перепуска газа с линии
нагнетания третьей секции в трубопровод линии всасывания второй секции.
Для защиты корпуса высокого давления установлены клапаны для перепуска
газа из линии нагнетания четвертой секции в трубопровод линии нагнетания
третьей секции.. Байпасные линии и клапаны обеспечивают работу компрессо-
ра в циркуляционном контуре, когда не принимается газ в отделение синте-
за? Если необходимо, при помощи этих клапанов ведут также более глубокое,
чем позволяет турбина, регулирование производительности компрессора. При
остановке компрессора открываются клапаны с линии нагнетания второй сек-
ции на линию всасывания первой и с линии нагнетания третьей — на линию
всасывания второй соответственно.
Азотоводородная смесь, поступающая на всасывание в компрессор, со-
держит примеси аммиака и диоксида углерода. При определенных условиях
в результате взаимодействия этих веществ возможно образование углеам-
монийных солей, осаждение которых в проточной части компрессора может
вызвать эрозионные процессы, засоление и, как следствие, повреждение про-
точной части. Во избежание этого специальным насосом в трубопровод линии
всасыванйя третьей секции впрыскивают жидкий аммиак. Его подают также
перед холодильником в установке метанирования. При этом одним из основ-
ных условий обеспечения нормальных условий работы машины является под-
держание температуры 50 °C на линии всасывания в компрессор синтез-газа.
Компрессор приводят во вращение от паровой турбины. Давление пара
на входе в турбину 10,5 МПа, температура 485 °C. Турбина выполнена из
двух частей в одном корпусе. Первая по ходу пара часть — высокого давле-
ния, после нее 300 т/ч пара под давлением 3,6—4,2 МПа направляют в кол-
лектор, вторая часть — низкого давления,-после нее пар поступает на кон-
денсационную установку.
Отработанный в турбине пар. поступает в двухсекционный конденсатор '
Воздушного охлаждения с поверхностью оребренных труб 64000 м2
(6600 труб длиной до 6 м каждая). Давление пара в нем (0,03 МПа) под-
держивают изменением частоты вращения электродвигателей вентиляторов
(745 и 1485 мин-1), открытием жалюзи или впрыскиванием конденсата для
увлажнения воздуха. Паровой конденсат из конденсатора собирают в сбор-
ники, откуда насосами откачивают на установку приготовления питательной
воды. Один насос имеет привод от паровой турбины, другой — От электродви-
гателя. Производительность конденсатного насоса 72 м8/ч, мощность турбины
412
Таблица V,3. Технические данные насосов маслосистемы
компрессора синтез-газа
Назначение насоса Тип Расход, л/мии Давление, МПа Часто- та вра- щения, мин—1 Привод ос- новного на- соса Привод ре- зервного насоса
на входе о о X 3 а то №
Для подачи масла 'на смазку и на насосы уп- лотнитель- ного масла Центробеж- ный, одно- ступенча- тый 1500 1 1,2 2900 Общая тур- бина мощ- ностью 90 кВт на на- сос смазоч- ного масла и Электро- привод (об- щий на два насоса)
Для уплот- нительного масла низ- кого давле- ния Винтовой 200 0,8 7,6 2900 насос уплот- нительного масла низ- кого давле- ния с расхо- дом пара яй3800 кг/ч
Для уплот- нительного масла высо- го давления Плунжерный 170 0,8 35 1490 Турбина мо- щностью 104 кВт с расходом пара 6000 кг/ч Электро- привод
22 :кВт, частота вращения 2960 мин"1. Мощность электродвигателя, установ-
ленного для привода резервного конденсатного насоса, 30 кВт.
Имеются насосы подачи смазочного масла на подшипники компрессора
и паровой турбины, а также на соединительные муфты и в уплотнения ва-
лов (уплотнительное масло). Один из них—основной с приводом от паровой
турбины, другой — резервный с приводом от электродвигателя. Данные по
маслонасосам компрессора синтез-газа приведены в табл. V,3.
Для предотвращения аварий на компрессорной установке для сжатия
азотоводородиой смеси предусмотрены системы блокировки, которые оста-
навливают компрессор. Остановка компрессора наступает в случае осевого
(продольного) смещения вала в каждом из корпусов на 0,25 мм. Компрессор
останавливается также при температуре подшипников компрессора и турбин
выше 90 °C; при температуре газа в нагнетании после первой и второй сек-
ций выше 190 °C, после третьей—170 °C, после четвертой — 190 °C, после сту-
пени рециркуляции — выше 190 °C; при падении давления смазочного масла
в напорном маслопроводе до 0,06 МПа; при повышении давления на линии
отбора пара после турбины высокого давления до 4,7 МПа. Система уплот-
нения валов снабжена напорными бачками, в которых поддерживают посто-
янней уровень масла. При понижении уровня масла в них компрессор оста-
навливается.
В случае увеличения перепада давления между линиями нагнетания и
всасывания циркуляционной секции компрессора срабатывают блокировки.
413
Таблица V,4. Технические характеристики установок для сжатия синтез-газа
I Привод расход па- частота номиналь- ра при но- вращения, ная мощ- нивальной мии—1 ность, кВт мощности, кг/ч 11 300 32 000 350000 (отбор 300 000) 11300 32 000 350000 10 400 11700 350 000 000 08 009 Об
тип Турбина однокор- пусная конденсационная, 5ЕН6 Турбина однокор- пусная конденсационная с отбором пара Турбина двухкор- пусная
1 Компрессор* условия нагнетания D. 'Bd -Л1ВОЭ1ШЭХ S 288 Й22 S 8388
ВЦИ *аинэ1гавп — — ОТ СО СЧ ОТ —’ СЧ — ЮЬ-АО 2 Я5ЙЕЙ °Х?£1 Й r-Wccco — СЧ СО СО — СЧ СО СО СЧ СО СО
условия всаса Эо *Bd -Xj.ed9UM9£ £2 иоооо о сооосо — ч" -^сч «а* чг сч тг -«fC4
HIW ‘эинэхгавП U5 00 тТ Ю СО Ю °7 ^2^ 8 <"283
Страна и фирма — изготови- тель компрессора и привода тип Япония, Mitsubishi Heavy Трехкорпусной Ind. КНД-463В5/5 Мицубиси Хеви Инд. по ли- КСД-272В5/5 цензии Dresser Clark КВД-272ВИ7/1 Ступень рецирку- ляции СССР, Казанский компрес- Трехкорпусной сорный завод КНД-44-5/5 КСД-36-5/5. КВД-36-6/1ц Япония, Mitsubishi Heavy Ступень рецирку- Ind. (турбина) ляции США, Dresser Clark Трехкорпусной КНД-553В9 КСК-373В5/5 КВД-272ВК7/1 Ступень рецирку- ляции
414
Рис. V-4. Газодинамическая характе-
ристика компрессора синтез-газа.
открывающие клапаны перепуска га-
за с линии нагнетания четвертой сек-
ции на линию всасывания рециркуля-
ции и с линии нагнетания рециркуля-
ции на линию нагнетания четвертой
.секции.
При падении давления смазочно-
го масла в маслопроводе до и пос-
ле регулятора давления соответст-
венно до 0,8 и 0,18 МПа происходит
пуск резервного насоса смазочного
масла. Насосы подачи смазочного и
уплотнительного масла корпуса низ-
кого давления расположены на одном
же при понижении уровня в напорном баке уплотнительного масла корпуса
низкого давления. Пуск резервного насоса уплотнительного масла для кор*
лусов среднего и высокого давлений производится при понижении уровня в
напорных баках этих корпусов.
. Корпус низкого давления — цельнокованый с вертикальным разъемом.
В нем установлено десять рабочих колес, разделенных мембраной на две сек-
ции по пять колес в каждой. На мембрану действует перепад давления, рав-
ный разности давлений на линиях нагнетания второй и первой секций. Корпус
установлен на раме, на четырех опорах. Опоры имеют болты для горизонталь-
ного и вертикального перемещения корпуса при центровке.
j; , Собранный пакет диафрагм вместе с ротором имеет горизонтальный
разъем и состоит из двух всасывающих, двух направляющих и восьми проме-
жуточных диафрагм. Торцевые крышки с уплотнением из резиновых колец
закрывают цилиндр корпуса с двух сторон. В крышках корпуса смонтирова-
ны узлы концевых уплотнений и подшипников.
. Для разборки узла уплотнения со стороны упорного подшипника упор-
ный. диск, сделан съемным с вала ротора. Особенностью конструкции узла
крепления .диска на валу, ротора является наличие разъемного кольца, состоя-
щего; из двух половин для обеспечения его разборки и снятия диска.
. В корпусе среднего давления также установлены десять рабочих колес,
разделенных на две секции по пять колес в каждой. Они установлены «спи-
на к спине». В корпусе имеется внутренний обводной канал, по которому газ
направляют с линии нагнетания первой секции на линию всасывания второй.
В корпусе высокого давления может быть семь или восемь рабочих ко-
лес. Корпус делится на две секции, в одной из них .установлены рабочие ко-
леса для сжатия свежего газа, в другой — рабочее колесо рециркуляции газа.
Все рабочие колеса направлены в одну сторону. Для уравновешивания осевых
сил на валу ротора между седьмым и. восьмым рабочими колесами (для
восьмиступенчатого ротора) установлены два разгрузочных поршня с лаби-
ринтными уплотнениями. Один поршень уравновешивает первую секцию, а
второй — секцию рециркуляции. Камеры разгрузочных поршней соединены
415
трубопроводом со всасывающими патрубками соответствующих секций для
создания в камерах давления, близкого к давлению на линии всасывания.
Технические характеристики компрессорных установок для сжатия азо-
товодородной смеси (с двухступенчатым компрессором, одно- или двухкорпус-
ной турбиной) приведены в табл. V,4, характеристики компрессора 463В5/5+
4-272B5/5+272BR7/1 приведены на рис. V-4.
4. УСТАНОВКИ ДЛЯ СЖАТИЯ ГАЗООБРАЗНОГО АММИАКА
Аммиачный компрессор ^МСЕвОвЧ-МСЕвОб в установках производства
аммиака применяют для поддержания заданного давления в расширительных
сосудах, в системе охлаждения и для забора газообразного аммиака из изо-
термического хранилища. Давление в линии нагнетания компрессора 2,4—
2,5 МПа. Компрессор состоит из корпуса низкого давления, в котором разме-
щены две секции по четыре рабочих колеса в каждой, и корпуса высокого
давления с третьей секцией сжатия. Компрессор приводится во вращение от
паровой турбины мощностью около 11 000 кВт. Турбина имеет одну регули-
рующую активную ступень и 12 реактивных ступеней.
Газообразный аммиак на линию всасывания первой секции поступает из
расширительного сосуда, холодильников я изотермического хранилища. Дав-
ление всасывания около 0,09 МПа, расход на входе около 9000 м3/ч. Газо-
образный аммиак сжимается в первой секции до абсолютного 0,26 МПа.
После смешивания около 85 000 м3/ч паров аммиака из следующего расшири-
тельного сосуда его подают на всасывание второй секции, где сжимают де
0,7 МПа и при 95 °C направляют в воздушный холодильник. После выхода
из холодильника его смешивают с парами аммиака, выходящими из третьего
расширительного сосуда (18000 м3/ч) и при 50 °C подают на всасывание
третьей секции компрессора. Третья секция расположена в корпусе высокого
давления, имеет шесть рабочих колес с односторонним всасыванием. В не*
аммиак сжимается до 2,5 МПа и при 172 °C поступает в воздушный холо-
дильник. В холодильнике при температуре около 50 °C аммиак конденсирует-
ся и собирается в ресивере. После третьей секции (до поступления в холо-
дильник) предусмотрен отбор около 36000 м3/ч газообразного аммиака.
Антипомпажная защита компрессора предусматривает сбрасывание газо-
образного аммиака с линия нагнетания третьей секции на линию всасывания
первой, второй или третьей секции. Сбрасывание газа производится регулято-
рами расхода в соответствующие расширительные сосуды. На период пуска
и для работы с открытыми байпасами предусмотрена подача жидкого ам-
миака через дроссельные шайбы в антипомпажные линии для понижения тем-
пературы газа на линии всасывания каждой секции компрессора.
Для защиты от попадания жидкого аммиака в линии всасывания секций
компрессора в каждом из трех расширительных сосудов предусмотрены систе-
мы блокировки (по уровню жидкости) для остановки компрессора.
На входе каждого корпуса установлены регулирующие устройства, кото-
рые позволяют вручную изменять производительность компрессора при помо-
щи поворотных лопаток. Механизм поворота лопаток состоит из зубчатого
венца и входящих с ним в зацепление двадцати трех ведомых шестерен, на
валу которых установлены поворотные лопатки. Приводом зубчатого венца
служит червячная передача, смонтированная снаружи корпуса. Механизм ло-
416
е
§ Й
г
8
I
i !
частота вра- щения, мин-1 000£ 03*9 7350 7580
с д Турбина паровая конденсационная, х К-1100-2 Электродвигатель СГИП-40002 с ре- дуктором (i=4,8) 1уроцна паровая конденсационная Турбина паровая конденсационная/ 6МС6
условия нагнетания Эо *8(1X1. -vdsoxai СМ •—< ОО 144,6 ОО
nw ‘ЭНИЭПВИ to ея 2,9 1 2,6 2,5
h Э« -vdanxai 1 — С 3
5 а •IIW ‘эннвтави о 0,3 О *—» о
в Двухкорпусной, КНД-2МСЕ-808, КВД-МСЕ-806 Однокорпусной, АТКА-545 I » 1 1 t ЛАО ул ли и п услии. КНД-ЗМ9-7 КВД-ЗМ7 Трехкорпусной, КНД-РД4, КСД-РДбг КВД-РД6
Страна и фирма — изгото- витель - Япония, Hitachi Kavasaki, и Fujie Electrik (турбина) 1 СССР, Казанский компрес- сорный завод США, Dresser-Clark и Gene- ral Electrik Франция, Creusot-Loire
27—1425
ворота позволяет зафиксировать лопатки в определенном положении. Для
определения положения лопаток имеется Шкала с делениями в градусах.
Технические характеристики компрессорных установок для сжатия газо*
образного аммиака приведены в табл. V,5.
5. НАДЕЖНОСТЬ РАБОТЫ ТУРБОКОМПРЕССОРНЫХ
УСТАНОВОК
Надежность работы турбокомпрессорных машин во многом определяет
работоспособность агрегата аммиака в целом. В балансе потерь рабочего
времени агрегата от ненадежности работы оборудования на долю машин-
ного оборудования приходится от 30% до 40% от общих потерь. В этой
связи надежность работы машин является их определяющим фактором.
Как показывает практика, число отказов на одинаковых машинах различ-
ных установок по производству аммиака отличается в несколько раз. Это
определяется главным образом квалификацией и опытом ремонтного и об-
служивающего персонала, различием в общем техническом уровне ремонтных
служб, лабораторий, организацией всей системы эксплуатации. Так, на луч-
ших агрегатах в течение года происходит до 3 аварийных остановок, причем
на долю машинного оборудования приходится 0,5—I остановка в год, в то.
время как из-за низкой квалификации персонала число аварийных остановок
агрегата в год достигает 20 и более.
Надежность работы машин на данном предприятии не остается постоян-
ной во времени. Самая низкая надежность отмечается в первый год эксплуа-
тации машин, и далее она постепенно улучшается в течение трех — пяти лет.
Надежность работы машин зависит также от системы ремонтного обслужива-
ния, разработки рациональных норм и правил дефектации деталей.
...В-последние годы на машинах агрегатов аммиака начали внедрять систе-
му технической диагностики, позволяющую вовремя выявить ненормальности
в работе машин. Сложившийся в настоящее время ремонтный цикл’сводится
к следующим двум типам ремонтов машян. Один раз в два года проводят
большой капитальный ремонт с разборкой машин, выемкой роторов и полной
ревизией. Между этими ремонтами также с интервалом в два года проводят
Малый капитальный ремонт с меньшим объемом осмотров и дефектации. При
этом ремонте разбирают и осматривают подшипники, уплотнения, узлы регу-
лирования, устраняют выявленные недостатки в машине и во вспомогатель-
ном оборудования. Корпуса машин, если нет каких-либо замечаний по их
работе, не вскрывают. Дальнейшее совершенствование ремонтного дела ста-
вит своей целью переход на полуторогодичный интервал между остановками
агрегата для его капитального ремонта. Сокращение времени простоя агрегата
в период ремонта машинного оборудования лимитируется продолжитель-
ностью ремонта самой сложной машины — турбокомпрессорной установки для
сжатия синтез-газа.
Время. простоя при плановом ремонте компрессора синтез-газа на луч-
ших комбинатах составляет 300—400 ч при сокращенном объеме работ (ма-
лый капитальный ремонт) и 500—600 ч ’при полной разборке машины.
В табл. V,6 приведены данные о наработке на 1 отказ (за отказ принята
внеплановая остановка) и среднем времени простоя при отказе. Данные этой
4J8
Таблица V,6. Наработка на 1 отказ и среднее время восстановления
при одном отказе турбокомпрессорных машин агрегатов аммиака
Компрессор- ные уста- новка Отработанная конструкция ма- шин. время эксплуатации более 5 лет. высокая квалификация ре- монтного и эксплуатационного персонала Неотработанная конструкция ма- шин, время эксплуатации менее 5 лет, недостаточная подготовка ремонтного и, эксплуатационного персонала
наработка на 1 отказ, тыс. ч среднее время восстановления при 1 отказе, ч наработка на 1 отказ, тыс. ч среднее время восстановления при 1 отказе, ч
Воздушные 12—30 60 2—11 J00
Природно- 24—30 70 1,5—15 100
го газа
Аммиачные 12—25 70 1,0—12 300
Синтез-газа 12—30 120 1,0-12 200
таблицы получены на основе многолетних наблюдений за работой большого
числа машин крупных агрегатов синтеза аммиака.
Кратко рассмотрим типичные причины внеплановых остановок. В перьый
период эксплуатации примерно одна треть остановок компрессоров синтез-
газа происходит из-за пропусков газа и масла. Причинами остановок явля-
ются также выход из строя деталей маслонасосов высокого давления, полом-
ки- рабочих лопаток последних ступеней приводной паровой Трубины, по-
вреждения подшипников и уплотнений, засоление проточной части турбины,
коррозия деталей проточной части присутствующей в газе угольной кислотой,
отложение в проточной части компрессора углеаммонийных солей, ослабление
посадки на валу упорных дисков вследствие фреттинг-коррозии. Аварии воз-
можны также из-за коксования масла в гидравлических уплотнениях вала
(выпадение твердых абразивных частиц). Внеплановые остановки иногда про-
исходят из-за ослабления крепления заклепок рабочих колес. Компрессорные
установки природного газа выходят из строя из-за абразивного износа рабо-
чих колес песком, выносимым из входного трубопровода вместе с газоу.
Иногда неочищенный газ в машину поступает по байпасу входного, сепара-
тора. При применении торцевых уплотнений вала аварийные остановки про-
исходят из-за их поломки или износа. Выход из строя приводных паровых
турбин может быть из-за засоления проточной части, поломки рабочих лоца-
ток, из-за повреждений подшипников.
Воздушные машины выходят из строя из-за осевых сдвигов, чаще в<;его
ротора высокого давления, из-за повреждения подшипников корпуса вцурздф»
давления. Износ лабиринтных уплотнений корпуса высокого давления' иногда
является причиной повышенной осевой нагрузки на ротор и перегреве упор-
ного подшипника. Причинами остановок также являются вибрации корпуса
высокого давления, выход из строя шестерен и подшипников мультиплика-
тора.
Коррозионное растрескивание металла рабочих колес на корпусе высрдр-
го давления воздушного компрессора К-1290-121-1 происходит при йопададин
воды оборотного цикла из водяного охладителя после первой секции сжатия,
Четко выраженных специфических причин аварий аммиачные компресср-
ры не имеют. Причины внеплановых остановок этих машин примерно совпа-
дают с причинами для компрессоров синтез-газа и природного газд,
* ' '/ . . . j .'fri
27- . • ф
VI. ПРИНЦИПЫ АВТОМАТИЗАЦИИ
ПРОИЗВОДСТВА АММИАКА
Н. И. Коновалов
Автоматизированная система управления технологическим процессом
(АСУ ТП). В настоящее время эксплуатируются два вида агрегатов произ-
водства аммиака мощностью 1360 т/сут: отечественные агрегаты и агрегаты,
закупленные по импорту в Японии, США в Англин. Импортные агрегаты име-
ют традиционные щиты или пульты управления длиной 15—80 м, на которых
установлены электронные приборы контроля, управления, лампы и табло ава-
рийно-предупредительной сигнализации. В составе систем контроля и управле-
ния импортные агрегаты электронных вычислительных машин не имеют.
Характеристики отечественных агрегатов будут рассмотрены ниже,
С точки зрения управления агрегат аммиака имеет следующие особенно-
сти: последовательная технологическая структура, при которой выход из
строя или даже временная разгрузка одной из стадий приводит к резкому из-
менению режима работы всего агрегата; отсутствие промежуточных емкостей
и жесткие связи между отдельными стадиями; большая мощность агрегата,
определяющая необходимость длительного цикла его непрерывной работы;
большое число точек контроля параметров технологического процесса (до
1000). '
Создание отечественных систем управления объектами подобного типа
потребовало принципиально нового подхода. Это определялось не только спе-
цификой самих объектов, но и явным несоответствием между техническими
решениями, применяемыми ранее в области автоматизации, и возросшими
возможностями средств автоматики и вычислительной техники.
Особенности крупнотоннажных агрегатов аммиака вызвали необходимость
постановки ряда новых задач и выявили недостатки существующих систем
управления, построенных на базе пневматических средств контроля и автома-
тизации. В первую очередь это относилось к традиционному «щитовому» спо-
собу представления информации. Щитовые системы управления с большим
числом операторов, отвечающих за работу отдельного производственного уча-
стка, уже не обеспечивали требуемой согласованности и оперативности в
управлении крупнотоннажными агрегатами. Большое число контролируемых
параметров привело к необходимости решения задачи рационального пред-
ставления ее операторам, что стало возможным только путем использования
современной электронной аппаратуры на базе вычислительной техники.
Важнейшим требованием к системе управления современными агрегатами
синтеза аммиака явилось обеспечение высокой надежности управления про-
цессом, исключающей возникновение аварийных ситуаций, так как остановка
агрегата связана с большими экономическими потерями. Большая единичная
мощность агрегата вызывает необходимость выбора наиболее рациональных
режимов работы, поскольку даже незначительное улучшение экономических
показателей приводит к существенному эффекту в абсолютном выражении.
Функции АСУ ТП. АСУ ТП отечественного агрегата аммиака обеспечи-
вает централизованный контроль параметров процесса на цифровых, самопи-
Рис. VI-1. Принципиальная
схема связи функциональ-
ных блоков АСУ ТП с тех-
нологическим процессом.
шущих и аналоговых при-
борах; предупредительную
и аварийную сигнализацию
отклонения параметров тех-
нологического процесса от
допустимых значений; дис-
танционное управление ре-
гулирующими и запорными
органами; дистанционную
аварийную и плановую ос-
тановку производства; дис-
танционный пуск основных
стадий производства; пе-
риодическую печать пара-
метров; автоматическое ре-
гулирование параметров
процесса; расчет технико-
экономических показателей
производства и выдачу их
на цифровые указатели и
цифробуквенную печать и
дисплей; расчет оптималь-
ных режимов работы и вы-
дачу управляющих воздействий на задатчики некоторых регуляторов; конт-
роль срабатывания защиты, анализ предаварийных, аварийных и послеаварий-
ных ситуаций. АСУ импортных агрегатов трех последних функций не выпол-
няет.
Система строится по блочному принципу и по своей структуре состоит из
четырех автономных подсистем: подсистемы автоматической
стабилизации, которая обеспечивает регулирование основных технологи-
ческих параметров процесса и своевременное снятие возмущений, возникаю-
щих. в производстве; подсистемы аварийной защиты, которая
служит для предотвращения аварий, возможных в результате отказов аппа-
ратуры, механизмов машин или ошибочных действий операторов; инфор-
мационной подсистемы, которая предназначена для представления
оператору обработанной информации о технологическом процессе и выдачи
сигналов об отклонении параметров на мнемосхему, цифровую индикацию,
вычислительную подсистему и обычные шкальные приборы, установленные на
щите; вычислительной подсистемы, которая обеспечивает матема-
тическую и логическую обработку информации в соответствии с заложенными
программами, выработку и выдачу управляющих воздействий на задатчики
некоторых регуляторов.
Математическое обесценение вычислительной подсистемы состоит из алго-
ритмов первой и. второй очереди. К цервой очереди относятся алгоритмы пер-
вичной обработки информации, контроля срабатывания защитных блокировок
421
и расчета технико-экономических показателей. Ко второй — алгоритмы, реали-
зующие задачи оптимального управления.
На рисунке VI-1 показана функциональная связь между подсистемами,
пультами операторов и технологическим процессом. Как видно из рисунка, во
главе системы управления располагается управляющий вычислительный комп-
лекс на базе двух отечественных ЭВМ М-6000 или СМ-2М. В нормальном ре-
жиме функционирует первая ЭВМ, а вторая ЭВМ находится в «горячем»
резерве, т. е. к ней так же, как и к первой ЭВМ, подаются сигналы от дат-
чиков, подведена электроэнергия, но отсутствуют выходные сигналы. Пере-
ключение первой ЭВМ на вторую происходит автоматически. В состав каж-
дой из двух ЭВМ входит процессор, устройство памяти, телетайп для доступа
к памяти, устройства печати, а также черно-белые и цветные дисплеи.
Структура управления агрегата производства аммиака. Управление агре-
гатом осуществляется из центрального пункта управления (ЦПУ), который
размещается в здании, расположенном в центре агрегата. В том же здании
размещаются: машинный зал для двух ЭВМ, помещение для регулирующих
и функциональных блоков, соединительных-шкафов (кроссов), а также поме-
щение распределительного пункта автоматики (РПА) с релейными щитами
защитных блокировок и аварийно-предупредительной сигнализации. В непо-
средственной близости от ЦПУ располагаются аналитическая лаборатория и
мастерская для текущего мелкого ремонта КИПиА.
Связь ЦПУ со всеми стадиями производства осуществляется при помощи
телефонной и громкоговорящей связи. Кроме того, для визуального контроля
за уровнем в паросборнике и машинным оборудованием в отделении компрес-
сии предусматриваются промышленные телевизоры.
Рабочие места операторов. Рабочими местами операторов являются три
пульта и вспомогательный щит управления. Агрегатом аммиака управляют
три оператора. Оператор первого пульта управляет компрессией природного
газа и воздуха; сероочисткой, конверсией метайа в трубчатой печи и шахтном
реакторе, системой парообразования, РОУ и ОУ. Оператор второго пульта
управляет конверсией СО I и II ступеней, моиоэтаноламиновой очисткой, ме-
танированием, разгонкой газового конденсата. Оператор третьего пульта уп-
равляет компрессией синтез-газа, синтезом аммиака, аммиачно-холодильной
установкой.
На пультах операторов расположены органы управления основными ре-
гуляторами: заданных значений параметров, переключения рода работ регу-
ляторов («автомат» и «ручное»); кнопки управления отсекателями, задвижка-
ми с электроприводами и кнопки вызова параметров на цифровые приборы.
На вертикальной приборной части пультов расположены стрелочные при-
боры, показывающие текущие значения регулируемых параметров, заданные
значения параметров, значения рассогласования параметров и заданий, а так-
же величину сигналов на регулирующие клапаны. Вспомогательный щит уп-
равления длиной 10—11 м располагается перед пультами оператора.
Значения параметров, имеющих второстепенный, вспомогательный харак-
тер, вынесены иа приборы, расположенные на вспомогательном тцнте, справа
и слева от центральной части. Здесь же располагаются органы/ управления"
вспомогательными регуляторами.
На щите, сверху над приборами расположена мнемосхема технологиче-
ского процесса с лампами ««арийно-предупредительной сигнализации. На
422
пультах операторов располагаются экраны черно-белых электроннолучевых
трубок (станции индикации данных —СИД или дисплей).
Вызов необходимой группы технологических параметров осуществляется
с клавиатуры черно-белого дисплея нажатием соответствующих клавиш. При
этом на экране дисплея последовательно появляются: заголовок таблицы,
строки параметров с указанием в каждой строке шифра параметра, признака
отклонения от нормы, текущее значение, значение режимных границ, едини-
цы измерения и наименование параметра.
Подробные фрагменты мнемосхемы по всем стадиям производства с нор-
мальными и аварийными значениями параметров автоматически или по тре-
бованию операторов высвечиваются на цветном дисплее, установленном на
передвижной каретке около пульта каждого оператора.
Информация в печатном виде формируется вычислительным комплексом
периодически (1 раз в час) и по требованию оперативного персонала (в за-
висимости от состояния технологического оборудования). Печатная информа-
ция имеет заголовок, дату, время (часы, минуты), колонку усредненных и
интегрированных значений параметров.
Расчет и печать технико-экономических показателей (ТЭП). ТЭП вклю-
чает в себя комплексные количественные и стоимостные хозрасчетные пара-
метры, позволяющие оценить эффективность работы агрегата и фиксировать
выполнение плановых заданий. Расчет ТЭП проводится на основе интеграль-
ных значений расходов материальных потоков, скорректированных по тем-
пературе и давлению. Для расчета сменных показателей принимаются сред-
нечасовые значения расходов природного газа на агрегат (отдельно на тех-
нологию и топливо), танковых и продувочных газов на сжигание, пара, иду-
щего на технологические нужды, и пара, выдаваемого в заводскую сеть, мо-
ноэтаноламинового раствора, питательной воды, газообразного и жидкого
аммиака.
В результате расчета ежесменно фиксируется процент выполнения плано-
вого задания, себестоимость аммиака и прибыль. Расход природного газа
(общий иа 1 т выработанного аммиака), выход газообразного и жидкого
аммиака, избыточного водяного пара, а также процент выполнения плана,
себестоимость жидкого аммиака н полученная прибыль фиксируются в суточ-
ных ТЭП.
Фиксация аварийных режимов агрегата. В тех случаи, когда значения
технологических параметров выходят за заранее установленные пределы, сра-
батывает система защитных -блокировок и автоматически производит частич-
ную или полную остановку агрегата. В предаварийный и аварийный момен-
ты вычислительный комплекс ведет регистрацию значений технологических
параметров, отклоняющихся от нормы. Интервалы опросов групп технологи-
ческих параметров, отклонение которых от нормы может вызвать остановку
агрегата, в зависимости .от режима работы алгоритма лежат в пределах
от 5 до 120 с. При нарушении критических (аварийных) значений каких-либо
параметров работы установок начинается учащенный, опрос групп параметров
и прекращается стирание накопленной информации из памяти.
Аварийная информация записывается в память вычислительного комп-
лекса для ее, оперативного анализа и параллельно выводится во внешнюю
память или на перфоленту с последующей ее распечаткой оперативным пер-
423
соналом для определения причины и времени срабатывания защитной блоки-
ровки, приведшей к частичной или полной остановке агрегата.
Оптимальное управление. Система управления современным агрегатом
производства аммиака предусматривает оптимальное управление отделением
конверсии метана, расчет оптимального режима работы отделения конверсии
оксида углерода и блоков парогеиерацни, расчет оптимального статического
режима работы отделений синтеза и компрессии (синтез-газ и циркуляцион-
ный газ), оптимизацию температурного режима синтеза аммиака и оптималь-
ную координацию режимов в отделениях агрегата. .
В качестве критерия оптимального управления агрегатом по производст-
ву аммиака выбран экономический критерий — максимальная прибыль про-
изводства при выработке продукта заданного качества. Расчет оптимального
режима базируется на определении оптимальной программы изменения по-
требления агрегатом природного газа. Вычислительный комплекс по алгоритму
оптимального управления определяет затраты производства на выработку
продукции (аммиака) при всех возможных режимах работы, а затем из всех
этих режимов выбирает режим, дающий наибольшую прибыль.
Рассчитанный оптимальный режим сравнивается с реальным режимом
технологического процесса и "определяется целесообразность перехода на оп-
тимальный режим. Управляющий вычислительный комплекс отрабатывает
управляющие воздействия на задатчики локальных регуляторов соответствую-
щих параметров. Необходимо отметить, что система оптимального управле-
ния проходит опытную обкатку, и в настоящее время трудно судить о ее
экономической эффективности.
Система защиты агрегата. Для перевода агрегата аммиака в безопасное
положение (состояние системы, исключающее возможность аварии) при ава-
рийных нарушениях технологического режима предусмотрена подсистема за-
щитных блокировок. Эта подсистема хотя и работает автономно, аппаратурно
связана с подсистемами локального регулирования и вычислительного комп-
лекса. Жесткие требования к безопасности ведения технологического процес-
са выдвигают требования повышенной надежности к подсистеме защитных
блокировок.
Увеличение надежности подсистемы достигается следующими мерами:
применения для наиболее ответственных параметров системы датчиков
«два из трех» — установка трех датчиков для измерения одного и того же
параметра и срабатывание защитной блокировки только в случае, если два
датчика из трех-покажут аварийное отклонение параметра;
подтверждение необходимости срабатывания защитной блокировки по из-
менению «косвенных» параметров;
исключение возможности ложного срабатывания защитной блокировки
при разрыве электрической цепи, окислении контактов, выходе из строя прибо-
ров н т. д. (при нормальном технологическом режиме контакты датчиков
разомкнуты);
автоматический перевод агрегата аммиака в безопасное положение при
полном или частичном прекращении питания подсистемы защитных блокиро-
вок электроэнергией (катушки электромагнитных клапанов, управляющих по-
дачей командного воздуха на пневмоприводы отсекателей, при нормальном
технологическом режиме находятся вод током и обесточиваются только при
срабатывании защитной блокировки);
424
использование аккумуляторных батарей на время, необходимое для оста-
новки агрегата;
резервирование питания пневмоприводов отсекателей йз ресивера сжатого
воздуха в течение одного часа;
применение отсекателей с пневмоприводами, перемещение запорных ор-
ганов у которых в положение «открыто» или «закрыто» в случае необходимо-
сти (при исчезновении давления командного воздуха) осуществляется сжатой
пружиной;
установка в агрегате соответствующих отсекателей, работающих по прин-
ципу «воздух открывает» и «воздух закрывает».
Подсистема защитных блокировок может работать как автоматически
при аварийных изменениях определенных технологических параметров, так и
от нажатия специальных кнопок на пультах операторов.
Важнейшие защитные блокировки агрегата синтеза аммиака объединены
в три группы: первая группа автоматически или дистанционно (нажа-
тием кнопки на пульте оператора) останавливает производство за исключе-
нием вспомогательного котла трубчатой печи и системы парообразования;
вторая,группа прекращает подачу воздуха в агрегат и останавливает
компрессор азотоводородиой смеси; третья группа полностью останавли-
вает агрегат при падении расхода топливного газа в горелки вспомогатель-
ного котла; 4
Все операции по частичной или полной остановке агрегата в результате
работы подсистемы защитных блокировок фиксируются и запоминаются вы-
числительной подсистемой.
Типовой контур регулирования технологического параметра. На рис. VI-2
показана структурная схема контура регулирования практически любого тех-
нологического параметра: расхода, уровня, 'давления, температуры и т. д.
В контурах изменяются только датчики.
Токовый сигнал от датчика 1, пропорциональный измеряемому парамет-
ру технологического процесса, поступает в измерительный блок 2, на мил-
лиамперметр 6 (на пульте), показывающий или регистрирующий прибор 5
(на щите) и ЭВМ 4.
Измерительный блок сравнивает выходной сигнал от датчика с сигналом
задания требуемого значения параметра на .выходе из задатчика 7 и форми-
рует сигнал рассогласования, который поступает на вход пропорционально-
нитегрально-дифференциального (ПИД) аналогового регулятора 3. Регуля-
тор 3 стремится поддерживать равенство сигналов параметра и задания (рас-
согласование равно нулю) воздействием на технологический поток посредст-
вом регулирующего клапана 11. Токовый сигнал из регулятора 3 через блок
переключения режимов работы 9 поступает на-вход электр опневмопозиционе-
ра 10, где формируется пневматический командный сигнал, управляющий
мембраииым"или поршневым приводом регулирующего клапана 11.
Рассогласование сигналов текущего значения технологического параметра
я задания показывается на пульте — на блоке указателей 8. На второй шкале
этого блока указывается величина токового сигнала, поступающего из регуля-
тора 3 на клапан 11. Блок 9 служит для переключения регулятора 3 из ре-
жима «ручное дистанционное управление клапаном» в режим «автоматиче-
ское управление клапаном». В том случае, когда контур регулирования ис-
пользуется в режиме оптимального управления технологическим процессом, в
42Б
контур добавляется блок прецезионного интегрирования 12. Этот блок пре*
образует временно-импульсный командный сигнал от управляющего вычисли-
тельного комплекса (УВК) в аналоговый сигнал на входе в измерительный
блок 2.
Типовой контур дистанционного управления кданаиом. На рис. VI-3 при-
ведена схема дистанционного управления запорно-регулнрующими клапанами.
Токовый сигнал от задающего устройства 1 поступает на вход в электропнев-
матический преобразователь 2. Пневматический управляющий сигнал из пре-
образователя 2 поступает на вход пневмопреобразователя 3, который управ-
ляет мембранным или поршневым приводом клапана 5. Если регулирующий
клапан используется как отсекатель, то на линии подачи пневмосигнала от
пневмопреобразователя 3 на мембрану устанавливается электромагнитный
клапан-отсекатель 4, управляемый электрическим сигналом от кнопочного
поста 6. В зависимости от типа пневматического привода клапана «ВЗ» или
«ВО» электромагнитный клапан 4 сбрасывает воздух в атмосферу либо по-
дает его на мембрану или поршень клапана.
Аппаратурное оформление АСУ ТП. Значительные расстояния между от-
дельными узлами агрегата производства аммиака, большие скорости газовых
потоков, высокая динамика протекания реакции превращения предопредели-
ли выбор практически безынерционных электронных средств контроля и ре-
гулирования.
Д а т ч и к и. В качестве датчиков расхода, Уровня, давления используются
взрывозащищенные по водороду электронные приборы, специально разрабо-
танные для АСУ ТП агрегатов аммиака. Взрывозащищенность датчиков по
водороду достигается за счет заключения их искрящих элементов в оболочки,
которые выдерживают давление взрыва и исключают его передачу в окру-
жающую среду. Прочность каждой взрывонепроницаемой оболочки проверя-
ется при ее изготовлении путем гидравлических испытаний под избыточным
12
Рис. VI-2. Структура схема типового контура регулирования технологического
параметра:
/—датчик; 2 —И04— измерительный блок; 3—Р12 — регулирующий блок аналоговый:
4 — ЭВМ — управляющий вычислительный комплекс; 5 — вторичный прибор на щите; 6 —
текущее значение параметра — миллиамперметр на щите; 7 — ЗУП — задатчик значения
параметра — потенциометрический задатчик; 8 — указатель рассогласования значений
параметра и задания и величины управляющего сигнала на клапане-блок указателей; 2 —
БУ 12 — блок переключения режимов работы регулятора 3 «ручное» — «автомат»; /О —
электропневмопозиционер; // — регулирующий клапан с пневмоприводом; 12— БПИ —
' блок прецезионного интегрирования.
Рис. VI-3. Структурная схема типового контура дистанционного управления
регулирующим клала ном -отсекателем:
1 — ЗУОб—задающее устройство; 2 — преобразователь «ток — воздух*; 3 — пневмопози-
ционер; 4 — электромагнитный трехходовой клапан; 5 — регулирующий клапан-отсека-
тель; 6 — кнопка управления отсекателем «Открыт» — «Закрыт».
42$
От подсистемы
защитных
блокировок
Сигнал 0-5 мА
*""] от регуля-
-Лтора
J
4 От подсистемы
защитных
блокировок
Сигнал 0-5мА
от регуля-
тора
I
Воздух для КИО
Воздух для Ш
Рис. VI-4. Принципиальные схемы пневматических мембранных приводов:
а —привод <ВЗ» (воздух закрывает): / — мембранный пневмопривод; 2 — возвратная
пружина; 3 — электропневмопозиционер; 4 — электромагнитный 3-ходовой клапан; б —
привод «ВО» (воздух открывает).
давлением 0,6 МПа, в течение не менее’ 1 мин. Подвод кабеля к приборам
осуществляется через кабельный ввод, взрывонепроницаемость которого дос-
тигается уплотнением кабелей при помощи эластичных резиновых колец.
Регулирующиеклапаны и отсекатели. Реализация командных
сигналов от электронных регуляторов и систем защиты осуществляется при
помощи исполнительных регулирующих органов с пневматическими мембран-
ными или поршневыми приводами.
Сочетание электронной системы регулирования и исполнительных органов
с пневматическими приводами выбрано из следующих соображений: пневма-
тические приводы просты по устройству, надежны в эксплуатации и легко
реализуют воздействие аналоговых выходных сигналов регуляторов на тех-
нологический процесс.
Подбором соответствующего типа пневмопривода: «воздух закрывает» и
«воздух открывает» добиваются повышения надежности и устойчивости агре-
гата аммиака и автоматического перевода его в безопасное положение при
прекращении подачи воздуха КИП или отключении электроэнергии.
VII. ОСНОВНЫЕ ХИМИКО-ТЕХНОЛОГИЧЕСКИЕ
РАСЧЕТЫ В ПРОИЗВОДСТВЕ АММИАКА
Ответственный редактор И. М Кисилъ
Авторы А. Д. Раскин, А. И. Глауберман
Исследования, разработка и проектирование производства аммиака и
его частей основаны на проведении большого объема химико-технологических
расчетов (ХТР). С повышением мощности агрегатов н ужесточением требова-
ний к экономическим показателям значение ХТР, их точность и объем еще
более возрастают. В настоящее время, практически все трудоемкие ХТР по
производству аммиака проводятся в ГИАП только на ЭВМ. При этом инже-
427
нер-проектнровщнк или исследователь ведет расчеты самостоятельно, без
участия программистов-разработчиков, на своем рабочем месте за удаленным
терминалом (дисплеем).
Широкое распространение ЭВМ и наличие апробированных программ
обусловило необходимость описания в настоящем справочнике автоматизиро-
ванных ХТР, а также методик, на которых они Основаны. Чтобы знать, мож-
но и следует ли пользоваться той или иной программой ХТР, пользователь
(в данном случае инженер-технолог) должен представлять себе назначение и
возможности интересующей его программы, оценить методику (математиче-
скую модель) расчета, основные исходные данные и результаты. Умение ори-
ентироваться в этих факторах, понимание связи и влияния исходных данных
на результат, правильная оценка и интерпретация выходных данных про-
граммы заменяют современному инженеру-технологу умение самостоятельно
проводить расчеты «вручную» и, как показывает опыт, способствуют повы-
шению его квалификации.
К автоматизированным ХТР в Производстве аммиака относятся:
1) расчеты материально-тепловых балансов и технологических режимов
производства в целом;
2) расчеты отдельных стадий и отделений производства: конверсии угле-
водородов, конверсии оксида углерода, подготовки, синтез-газа, синтеза ам-
миака, переработки продувочных и танковых газов, блока использования теп-
ла со всеми аппаратами для получения пара высоких параметров;
3) расчеты отдельных процессов и аппаратов: колонн синтеза аммиака*
конденсаторов, кипятильников, испарителей, дросселей, теплообменников, кот-
лов и т. д.
Ниже будут приведены методики и математические модели перечислен-
ных автоматизированных ХТР, описаны возможности программ, построенных
по этим методикам, а также результаты работы, полученные с помощью
данных программ. Из имеющихся программ приводятся только апробирован-
ные, устойчиво эксплуатируемые в проектных и научных подразделениях.
Следует отметить также, что в последнее время в мире появляются спе-
циальные языки и системы, позволяющие инженеру самостоятельно разраба-
тывать на ЭВМ программы для расчетов малой и средней сложности. В ча-
стности, в ГИАП и Центре САПР — ХИМ функционирует такая система
ДАРП (Диалоговая Автоматизация Расчетов Проектировщиков) [,1]. При
этом инженер-технолог должен самостоятельно находить и пользоваться су-
ществующей методикой или математической моделью нужного ему расчета*
чтобы составить программу на таком языке.
!. РАСЧЕТЫ ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ
И ХИМИЧЕСКИХ РАВНОВЕСИЙ
Все ХТР, в том числе и для производства аммиака, основаны на по-
стоянном использовании значений физико-химических свойств, а также раз-
личных констант и коэффициентов. Большинство этих величин приведено в
I части настоящего справочника, а также в соответствующих разделах. Одна-
ко для проведения автоматизированных ХТР, естественно, требуется автома-
тизированное нахождение или вычисление необходимых физико-химических
данных для подстановки их в нужные места программных вычислений.
428
С этой целью в Центре САПР—ХИМ (ГИАП) разработана система (библио-
тека) расчета на ЭВМ физико-химических данных под названием ФИЗХИМ
[2]. С помощью системы ФИЗХИМ можно вычислить основные свойства
56 индивидуальных газов (углеводородов и газов основной неорганической
химии) и их смесей при давлениях от 1 до 30 МПа и температурах от 0 до
1200 °C, а также свойства воды и водяного пара.
Библиотека ФИЗХИМ состоит из трех основных частей: 1) банка опор-
ных физико-химических констант; 2) библиотеки программ (модулей) расчета
отдельных свойств; 3) обслуживающих программ.
В банке опорных констант имеются константы 56 веществ такие, как
критические параметры, молекулярная масса, ацентрический фактор, коэффи-
циенты для вычисления энтальпии, стандартная свободная энергия Гиббса и
т. д.
Обслуживающие программы позволяют вносить изменения и дополнения
в банк опорных констант и в библиотеку модулей, а также обеспечивают
связь банка констант с расчетными модулями.
Модули расчета физико-химических свойств
Модули, составляющие библиотеку, автономны, но связаны взаимными
обращениями.
Отклонение газовых смесей от идеальности учитывается с помощью ко-
эффициентов активности компонентов, вычисляемых в специальном модуле
FHKACT на основе принципа соответственных состояний по полиному 6-й сте-
пени относительно Тг и Рг (приведенные температура и давление).
При вычислении поправки на неидеальность газовая смесь рассматрива-
ется как единый псевдогаз со средневзвешенными значениями Тг и Рг [3, 4].
В модулях библиотеки ФИЗХИМ рассчитываются следующие основные
свойства газовых смесей: энтальпия, теплоемкость, плотность, энтропия, вяз-
кость, теплопроводность, коэффициенты диффузии, а также константы равно-
весия произвольных химических реакций (для 56 веществ, входящих в банк),
энтальпии воды и водяного пара, давление насыщенного водяного пара (от
температуры) и температуры его (от давления), молекулярная масса газовых
смесей. Кроме модулей вычисления свойств имеется полезный модуль опреде-
ления температуры газовой смеси по заданной ее энтальпии (и, естественно,
составу). Он широко используется в расчетах тепловых балансов.
Для расчета энтальпии и теплоемкости (при температурах в диапазоне
от —50 до 250 °C) и теплопроводности газовых смесей, содержащих аммиак,
разработаны специальные модули, поскольку вследствие полярности аммиака
общие модули расчета этих свойств дают отклонения от имеющихся экспери-
ментальных данных до 10—15%. В целом модули расчета перечисленных вы-
ше свойств описывают имеющиеся данные, в том числе приведенные в на-
стоящем справочнике в виде графиков и таблиц, в среднем с точностью 1—
3%: -
Более подробно с библиотекой ФИЗХИМ можно ознакомиться в работах
[2, 5] и по инструкциям, имеющимся в Центре САПР—ХИМ ГИАП.
429
Расчеты химических равновесий
Значительное место в ХТР занимают расчеты химических равновесий.
Как правило, задача состоит в том, чтобы для некоторой исходной смеси
реагентов, участвующих в одной или нескольких химических реакциях, найти
равновесные концентрации при заданной температуре. Возможно решение и
других задач — задана температура и состав исходной смеси, требуется най-
ти температуру и состав при равновесных условиях н т. д. Однако в любом
расчете требуется решение основной задачи — определение равновесного со-
става при заданной температуре.
Ранее, до широкого применения ЭВМ, эта задача решалась для каждой
системы реакции отдельно, с использованием индивидуальных приемов, по-
скольку ее решение было связано с расчетом трудных при отсутствии
компьютера нелинейных алгебраических уравнений (например [6]). В настоя-
щее время появляются алгоритмы и программы [7], которые могут обеспе-
чить автоматизированное решение указанной задачи для любых систем реак-
ций.
В производствах аммиака, водорода, метанола и других продуктов хими-
ческие процессы протекают, как правило, в газовой фазе, поэтому в ГЦАП на '
базе библиотеки ФИЗХИМ разработана программа расчета химического рав-
новесия произвольного набора газофазных реакций — РАВНОХИМ.
Ниже предлагается решение основной задачи — определение равновесно-
го состава смеси при заданной температуре для данного набора п реакций,
который, как это принято [7], можно представить в виде системы стехиомет-
рических уравнений
т]
2^/=»=е 0. J-1.2...........п (VII.1)
где п—число реакций, т, —число реагентов в /-й реакции; Ац— вещество
Ai, участвующее в /-й реакции; vtj—его стехиометрический коэффициент.
Для примера две основные реакции, протекающие при конверсии метана,
в аналогичной записи имеют такой вид:
—1 -СН4 — 1 Н2О +1 -СО + 3-НЯ <—h О
(VII.2)
—1-СО—1СО.4-1-На >• О
и, к примеру, А41 — это Нг, a v4i==+3.
Ясно, что уравнения типа (VII.I) можно получить после перенесения
всех членов уравнении реакции в левую часть с соответствующими знаками,
т. е. для продуктов и v/«0 для исходных реагентов. Пусть в j-й реак-
ции на единицу стехиометрического коэффициента прореагировало молей
. вещества — так называемая переменная де Донде, или координата реакции
[8]; в уравнениях (VII.2) — это число молей прореагировавшего метана в
первой реакции и СОг — во второй. Тогда конечный состав реакционной сме-
си можно определить по формуле
*<=-(*i<’+2v‘M/(1+SSv<&) (VII-3)
/ t i ¥
где Xi°, Xi — мольная доля i-ro компонента в исходной и выходной смеси.
430
Знаменатель в уравнении (VII.3) доказывает, в кдкое число долей пре-
вращается 1 моль исходной смеси.
Равновесный состав можно определить на основе одного из двух ?кви-
валентных условий [7]:
1) условие минимума свободной энергии Гиббса
G =» ^ + RT ln <р' * min (VH .4)
i
2) закон действующих масс
/=1’2......п (VII.5)
i
ИЛИ
1пку = 2^1п(^)
I
где П — знак произведения; К/ — константа равновесия /-й. реакции; Gi° —
стандартное значение свободной энергии Гиббса; Р — общее давление.
Следует отметить, что в уравнениях (VII.4) и (VII.5) вместо (Рх»)
должна стоять летучесть ft, если смесь не находится в идеально-газовом со-
стоянии. Цели считать неидеальную смесь идеальным газовым раствором (что
допустимо для ряда реакции, включая синтез аммиака [9]), то можно по-
лучить выражения для константы равновесия К, которая необходима для
уравнения (VII.5).
К = КуК, (VII.6)
где Kf — константа равновесия, выраженная через летучесть, а не парциаль-
ные давления
к,= П/Л'
i
и потому не пригодная для расчета состава
I
где vi — коэффициент активности t-го компонента.
Значения Kf, К? и через иих К из уравнения (VI 1.6) автоматически рас-
считывается в специальном модуле библиотеки ФИЗХИМ и передается (в
программу РАВНОХИМ.
Из двух условий равновесия (VII.4). или (VI 1.5) в программе
РАВНОХИМ используется второй подход—определение равновесного соста-
ва через константы равновесия. Это объясняется несколькими причинами.
Во-первых, для многих реакций, в том числе таких, как синтез аммиака и
метанола, константы равновесия (точнее, зависимость константы от темпера-
туры) определены более тщательно, чем имеющиеся в литературе термодина-
мические константы для расчета свободной энергии Гиббса [10, II]. Во-вто-
рых, если для неидеальных газовых смесей еще существует возможность оп-
ределить величину К [9], то рассчитать с достаточной точностью летучесть
431
компонентов для подстановки в уравнение (VI 1.4) чрезвычайно затрудни-
тельно. И, наконец, в-третьих, константы равновесия все равно должны быть
вычислены для подстановки в кинетические уравнения.
Таким образом, после подстановки уравнения (VII.3) в уравнение
(VII.5) мы получим п уравнений (по числу реакций) относительно п неиз-
вестных g/i
К,-Л(Ь.Е.........5»)
, — ^*2(£1»Бя»*• • ’ £n) (VI 1.7)
Kn=Fnaz,g2.......gn)
или в векторной форме: Ф(£)=0.
Определив из системы уравнений (VII.7) значения g/, соответствующие
равновесию, из уравнений (VII.3) можно получить равновесные концентрации
всех компонентов. Решение системы нелинейных уравнений (VIL7) представ-
ляет собой ключевой момент проблемы.
• Как было показано ранее*, уравнения (VII.7) имеют единственное реше-
ние в области неотрицательных концентраций компонентов. Поэтому в про-
грамме РАВНОХИМ. вначале строится область для g/, где все значения
х/>0, а затем в этой области — важнейший момент алгоритма — выбирается
начальное приближение искомых значения g/°. В этом выборе начального
приближения используются следующие особенности уравнений (VII.7). Пра-
вая часть каждого нз уравнений — дробь, в знаменателе которой стоят кон-
центрации некоторых компонентов в соответствующих степенях (поэтому
. вблизи нулевой концентрации эти дроби стремятся к «), а также то, что
гиперповерхность 0(g) является выпуклой вблизи точки равновесия (Зель-
дович Я. Б., 1938). В результате наиболее быстрый по сравнению с другими
методами метод Ньютона практически всегда обеспечивает решение системы
(VII.7), поскольку требуемый в этом методе Якобиан системы (VII.7) опре-
деляется аналитически.
Как уже упоминалось, наебходимые для решения уравнений (VII.7) 'зна-
чения констант равновесия в зависимости от температуры выдаются автома-
тически из библиотеки ФИЗХИМ. В специальном модуле этой библиотеки
константа равновесия вычисляется по тепловому эффекту.
I
где Hi — энтальпия 1 моля i-ro вещества (с учетом энтальпии образования);
V/ — его стехиометрический коэффициент. В стандартном состоянии (в систе-
ме ФИЗХИМ —298,16 К и 98 кПа).
AG» = —RT In К
где
AG® = Gi°vt
i
• Зельдович Я. Б. — ЖФХ, 1938, т. 11, № 5, с. 685—689.
432
(VII.8)
(VII.9)
и
K».-«p(-20'0v'wr)
I . 1
Но из уравнения Гиббса — Гельмгольца следует
dlntf ДН
dT я RT*
Поэтому nocJre интегрирования уравнения (VII.9) и подстановки (VII.8)
получают
( f 2^ \
/С = ехр( - У ) 1 pri dT I (VII-10)
\ i 298 * /
В банке опорных констант системы ФИЗХИМ имеются значения G<° и
1 пятя коэффициентов для вычисления Hi (полинома 4-й степени от 7) для
всех веществ, поэтому интеграл в уравнении (VII. 10) находят аналитически.
В -результате уравнение (VII. 10) представляет собой зависимость константы
равновесия К от температуры Т. Это значение и передается в программу
РАВНОХИМ (равно как и в любую другую при необходимости).
। Для ряда часто встречающихся реакций зависимость К от Т, получен-
ная единожды, вставляется в ФИЗХИМ, и по ней, минуя вычисления ДО0
и ДЯ, определяют значения К. Таким путем для следующих реакций* встре-
чающихся в производстве аммиака и водорода,
1. 0^4Н2О ч==ь СО+ ЗН2 2. СО + HjO ч=± СО, 4Н,
3. СО+Н, ч==ь С4Н.0 4. COj-4-C 2СО
получены выражения констант равновесия
Клехр [8,752 In 7 4 (—22635,63 — 29,768637 — 0,526926 - 1(W* 4
4 0.4927824- 10^7» 4 8,736- 10“м7*)/Г]
К, «= ехр [—0,768535 In Т 4 (4943,27 — 1,50627 4 30,1018-10^7» —
— 9,6605-10~’7» 4 1,475- 1О’"1вТ’4)/7]
К, » ехр [—4,031211 In 7 — (14930,54 48,5310437 4 4,388004- W1-
— 11,13625-10-’7»4 1,656407- 10“1в7*)/Т]
К4. ехр [4,799745 In 7 — (19873,84 7,0268347 4 0,739818- Ю^Т1 —
— 2,079677-10~*73 4 3,03161 •10-1®7<) /7]
Для реакций синтеза аммиака и метанола приведенный метод вычисле-
ния К, как уже упоминалось, недостаточно точен, и в системе ФИЗХИМ ис-
1 пользуются зависимости К от 7, полученные специально для этих реакций
ПО. 11]:
5. */^4‘/Л NH, 6. СО 4 2На СН9ОН
। Л* -= ехр [2,302585 (2250,322/7 — 0,8534 — 1,510491g 7,—,
( — 25,8987-10~®7 4 1,48961 -10-’78)]
Кл — ехр [2,302585 (3748,7/7 — 9,28331g 7 4 3,1475- 1(Г37 —
— 4,2613-Ю-’Г14 13,8144)]
28—1425 433
Чтобы рассчитать равновесие для произвольного набора реакции по про-
грамме РАВНОХИМ, необходимо иметь следующие основные данные:
1) участвующие в реакции вещества, например, для реакций (VII.2) —
СН4, Н2О, СО, Н2, СО Н2О, СО2, Н2;
2) стехиометрические коэффициенты v// всех веществ в порядке, соответ-
ствующем предыдущему пункту;
3) давление, состав исходной смеси и температуру в условиях равнове-
сия.
Результатом расчета является искомый равновесный состав газовой смеси.
С помощью этой программы определяют, например, равновесный состав
на выходе из трубчатой печи конверсии метана, когда известно, что проте-
кают реакции (VI 1.2) и задана температура на выходе. Кроме того, на ос-
нове этой задачи может быть рассчитан адиабатический реактор по равно-
весной модели, например, шахтный конвертор метана, при условии, что зада-
ны параметры потока газа на входе (состав, температура, давление) и тре-
буется определить параметры потока иа выходе (состав, температура), соот-
ветствующие равновесным условиям. По сравнению с предыдущей при реше-
нии этой задачи следует определить температуру на выходе при заданной
температуре на входе. Для решения требуется добавить уравнение теплового
(энтальпийного) баланса:
Hbx(x0i То) Go — Нвых (xpaвв^ Tpam)G + Qn (VII. 11)
где Qn — потери тепла; Хо, хрлм; То, Тре.лк; Go, G — состав, температура и
мольный расход на входе и выходе (при равновесии) соответственно.
Значения энтальпии на входе и выходе в уравнении (VII.11) рассчиты-
вают в модуле расчета энтальпии библиотеки ФИЗХИМ. Эту задачу пол-
ностью решает программа РАВНОХИМ.
Уравнение (VII. 11) для определения Трави — нелинейно и решается в
программе РАВНОХИМ с помощью разработанного в ГИАП стандартного
блока решения нелинейного уравнения. Этот блок итерационно подбирает
значение Травн и на каждой итерации по величине Трави находят условия
равновесия уравнений (VII.7) и (VI 1.3). Вначале определяют хРавн, затем на-
ходят Явых и, в зависимости от решения уравнения (VII.И), блок выбирает
новое значение Трави для следующей (к+1)-й итерации, и так до решения
уравнения (VII.11) с заданной степенью точности. Так же решается задача
расчета процесса конверсии оксида углерода с той лишь разницей, что при
этом протекает одна реакция.
Исходные данные для расчета адиабатического равновесного реактора
те же, что и приведенные выше для расчета равновесия, но вместо темпера-
туры на выходе следует задать .температуру на входе.
Существует еще один аспект расчета условий равновесия. В реальных
реакторах процесс, как правило, не достигает равновесия, и в расчетах обыч-
но принимают некоторую степень недостижения равновесия. Для разных ре-
акций эта степень недостижения задается в различных формах в зависимости
от сложившейся традиции. Так, в процессе конверсии метана степень недости-
- женин имеет вид ЛТ, т. е. равновесный состав рассчитывается не при реаль-
ной температуре на выходе 7Вых, а при (Твых— АТ). При этом для каждой
реакции можно задаваться своей величиной АГ.
При расчете отделения конверсии оксида углерода степень недостижения
434
равновесия т) задают в долях единицы и прежде чем рассчитать равновесные
концентрации по уравнениям (VII.3) величину £ в них умножают на значе-
ние т]-
Таким образом, химические равновесия в процессах трубчатой и шахтной
конверсии метана, при высокотемпературной конверсии метана, при конвер-
сии оксида углерода, синтезе аммиака и т. д. рассчитывают по единой про-
грамме. Точность этих расчетов не уступает точности индивидуальных расче-
тов, поскольку в общей программе используются те же зависимости и кон-
станты, что и при индивидуальном подходе. Естественно, что эта единая
программа позволяет рассчитывать химические равновесия не только в систе-
мах, встречающихся в производстве аммиака.
2. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ХИМИЧЕСКИХ РЕАКТОРОВ
В ПРОИЗВОДСТВЕ АММИАКА
Химические реакторы в производстве аммиака — это аппараты с непод-
вижным катализатором в виде твердых гранул, на которых протекают газо-
фазные реакции. К ним относятся трубчатый н шахтный конверторы углево-
дородов, конверторы оксида углерода, реактор метанирования, колонна син-
теза аммиака. За исключением трубчатого конвертора углеводородов, где к
реакционным трубам с катализатором подводится тепло, остальные реакторы
состоят из одного или нескольких адиабатических слоев катализатора и
слоев катализатора с теплоотводящимн трубками с аксиальным или радиаль-
ным ходом газа через слои. Конструкции реакторов синтеза аммиака с теп-
лоотврдящими трубками подробно рассмотрены в работе [12].
Модели, которые ниже будут рассмотрены, начиная от простых и далее
к более сложным, имеют общий характер для всего производства аммиака.
При этом один и тот же реактор можно рассчитывать по различным моде-
лям в зависимости от степени достоверности, требуемой от данного расчета’.
Цель технологического расчета реактора может быть различной и зависит
от того, какой необходим расчет: проектный или поверочный; рассчитывается
ли реактор отдельно или в составе ХТС; для чего он предназначен: для ис-
следования (например, обработка экспериментов) или проектных прорабо-
ток и т. д.
В наиболее общей форме цель расчета заключается в следующем: опре-
делить параметры потока на выходе из реактора и его производительность,
если заданы характеристики потоков исходных реагентов (состав, расход, Г,
Р) и объем катализатора. Возможны также модификации: вместо объема ка-
тализатора задается . производительность или температура на выходе либо
концентрация основного компонента; рассчитывается характеристика потока
в заданных промежуточных точках реактора; степень байпассирования исход-
ного газа между последовательными слоями катализатора или параметры
промежуточного теплообмена между ними и т. д.
Простая «стехиометрическая» модель
Принимают, что заданные реакции идут до конца, т. е. до исчерпания
ключевых исходных веществ:
2^/^° / — 1,2,..., я
I
28*
435
Пусть в результате /й реакции исчерпывается компонент с индексом ш и
начальной концентрацией х°т, тогда координата j-й реакции Zi определяется
простым соотношением _
а концентрации всех компонентов на выходе будут определены из равенств
Xi— (-4® + 2 v*&) / (I + 2 S
< 1 /
Для адиабатического слоя катализатора по первому закону термодина-
мики энтальпия на входе равна энтальпии на' выходе, т. е. Н(ТЛ1> х°)*=
-Н(Т#МХ, х).
С помощью соответствующего модуля системы ФИЗХИМ можно рассчи-
тать энтальпию на входе для состава х и температуры Тп. Таким образом,
мы имеем состав^ на выходе х, определенный выше, и значение энтальпии на
выходе (равное энтальпия на входе). По этим величинам определяем темпе-
ратуру на выходе с помощью упоминавшегося ранее специального модуля
системы ФИЗХИМ. Найденные величины и составят характеристику потока
на выходе.
В производстве аммиака эта простейшая модель справедлива только для
расчета реактора метанирования, где идут практически до конца (до исчерпа-
ния СО2 и СО) две реакции:
СО2 4- 4Н2-€Н4—2Н2О = О
СО + 3Hj~CH4—НаО = О
Равновесная модель
Равновесная модель в основном описана в предыдущем разделе, причем
даны обе ее главные модификации:
1) задан исходный поток и температура на выходе; определяется состав
и расход на выходе;
2) задан исходный поток, находят характеристику потока на выходе,
включая температуру.
Первая модификация равновесной модели используется при расчете труб-
чатой конверсии углеводородов, поскольку задается характеристика потока
на входе и температура на выходе, определяемая термостойкостью труб.
Главное отличие второй модификации заключается в том, что к уравне-
ниям материального баланса добавляется тепловой (энтальпийный) баланс.
При этом и-для второй модификации расчета возможны различные постанов-
ки задачи. Так, для расчета шахтной конверсии углеводородов наряду с ос-
новной' постановкой возможны й другие: задана температура на выходе, тре-
буется определить расход (или состав) кислородовоздушной смеси (воздуха)..
Для этой же шахтной конверсии при расчете всей схемы производства аммиа-
ка или стадии подготовки возможен следующий вариант задачи: вместо
температуры на выходе задано соотношение водорода к азоту, определяют
расход кислородовоздушной смеси (воздуха) или долю кислорода в КВС, а
также температуру на выходе.
436
Кроме того, вторая модификация равновесной модели (наряду и с более
сложными моделями) используется в расчете конверсии оксида углерода и
синтеза аммиака.
Кинетическая модель
Под кинетической моделью подразумевается расчет адиабатического ре*
актора, в котором учитывается скорость изменения состава, температуры и
расхода в единице объема катализатора. В ХТР производства аммиака по
этой модели рассчитывают многослойные каталитические реакторы конверсии
оксида углерода первой и второй ступени и в реакторе синтеза аммиака.
В каждом из них протекает одна химическая реакция, т. е.
i
Для расчета материального и теплового баланса слоя катализатора при*
нята квазигомогенная модель идеального вытеснения [13, 14], не учитываю*
щая обратного перемешивания (так называемой продольной диффузии тепла
и вещества) [15, 16], что обеспечивает достаточную точность, расчетов рас-
сматриваемых реакторов [17, 18].
Уравнения материального баланса в слое катализатора для реакций, про-
ходящих с изменением, объема (например, синтез аммиака), удобнее состав-
лять, пользуясь не концентрацией ключевого компонента, а степенью его
превращения у (число прореагировавших или образовавшихся молей ключе-
вого компонента из 1 моля исходной смеси).
В синтезе аммиака в качестве ключевого компонента обычно выбирают
NH3, в конверсии оксида углерода — СО, хотя выбор может быть произволь-
ным. Концентрация ключевого вещества хкл связана со степенью превращения
рядом простых соотношений. Поскольку у—ук1&, где — стехиометрический
коэффициент ключевого вещества, £ — координата реакции, то из уравнения
(VII.3) следует, что
У=(хкл — ^кл'И1 — *кл (VI1.12)
i
В свою очередь концентрация (мольная доля) основного компонента вы-
ражается через у:
*кл = (х°кл + у) I(l + у(VI1.13)
Если обозначить изменение объема смеси на каждый прореагировавший
моль ключевого компонента как то видно, что для синтеза ам-
i
миака п=—1, а для конверсии оксида углерода а=0. Поэтому для расчета
синтеза аммиака из уравнений (VII. 12) и (VII.13) получают известные соот*
ношения
У — (*NHj — *°NH3)/(1 + XNHg)
и наоборот
. ' *nh8= (x°nh3 +у)/(1 — у}
Концентрации остальных компонентов, выражаемые через степень превра-
щения, можно определить из соотношения:
+ —И/(> + »“) (VII.14)
\ ¥кл / /
437'
Дифференциальные уравнения материального и теплового баланса на
элементарном участке слоя катализатора с реакционным объемом dv имеют
следующий вид:
rfy а>р(у, Т)
dv ““ Go
dT Wv(y,T)QP-KK(T-ty-^
dv Go (1 + ya) Cp
(VII. 15)
de___-кн(т-е) + кв(е-т)
dv 6оСр,и
dr___Kb(6-t)
dv GqCp'b
Этим уравнениям соответствуют начальные условия:
Ио-о=0: eU=e«:
где v, у, Т — текущие значения объема катализатора, степени превращения
и температуры смеси в слое катализатора; шР (у, Т)—скорость превращения
основного компонента в единице объема реактора; Со—начальный расход
реагирующей смеси; Qp— тепловой эффект реакции; Ср—теплоемкость сме-
си; qn—удельные тепловые потери; СР*Я, 6 — теплоемкость и температура
смеси в простых теплоотводящих трубках или в кольцевом зазоре двойных
трубок Фильда; сР’в, т —теплоемкость и температура смеси во внутренних
трубках Фильда; Лн— коэффициент теплопередачи через простые трубки или
наружные трубки Фильда; Кв — коэффициент теплопередачи через внутрен-
ние трубки Фильда; значения Кя и Кв отнесены к единице объема катализа-
тора.
Параметр z определяет относительное направление движения газа в труб-
ках и в слое катализатора: если'х= + 1, то противоточное движение, если
г=—1, то прямоточное.
Если принять значения К* и К» равными нулю, то можно получить систе-
му для расчета адиабатического слоя катализатора. Если же теперь выра-
зить уравнения системы через концентрации, то, приняв Qp/cp== const, а
0П=О и вычтя из второго уравнения первое, умноженное на Qp/cr, можно
получить, что —dT. Отсюда
ср
Т—То = (хмня — x°nh3) Qp/Cp
Для синтеза аммиака адиабатический разогрев QP/cfг*» 14,5 °C. Это зна-
чит, что увеличение концентрации аммиака в реакторе на 1 % приводит к по-
вышению температуры приблизительно на 14,5 °C.
Следует также сказать, что скорость wp в уравнениях (VII. 15) не равна
скорости химического превращения, определяемого кинетикой реакции, по-
скольку на величину wp влияет также скорость диффузии газов к поверхности
зерна катализатора из потока (так называемая внешняя диффузия [19]) и
скорость диффузии внутри зерна (внутренняя диффузия [13, 14]). Как прави-
ло, скорость внешней диффузии намного больше скорости химического пре-
вращения и не влияет на величину шр. Внешняя диффузия может заметно
438
уменьшать полную скорость wv лишь при очень низких линейных скоростях
газового потока в слое катализатора, что в большинстве случаев противоре-
чит необходимости интенсификации процессов. В частности, для синтеза ам-
миака и конверсии СО было показано [17, 18}, что даже в слоях катали-
затора с радиальным ходом газа и потому более низкой линейной скоростью,
влияние внешней диффузии пренебрежимо мало.
Скорость внутренней диффузии, напротив, чаще всего сопоставима со ско-
ростью химического превращения [20] и потому должна учитываться, в том
числе для синтеза аммиака [21, 22] и конверсии оксида углерода [18]. Та-
ким образом, следует рассматривать кинетику с учетом диффузии в зерне
катализатора. При решении поставленной задачи можно принять следующие
допущения [23]: зерно катализатора — квазигомогенное, изотермическое,
представляет собой шар, независимо от его действительной формы, с эквива-
лентном диаметром de=6V/S, где V и S — объем и поверхность зерна.
В работе [16] приведены формулы для расчета d„ через ситовый размер
зерен и коэффициент формы, причем приведены значения коэффициента фор-
мы для катализаторов разных типов: дробленых, плавленых, осажденных и
т. д.
Чтобы рассчитать интегральную скорость шр или, как ее часто называют,
наблюдаемую скорость реакции для подстановки ее в уравнение (VII. 15),
необходимо иметь, распределение значений скорости внутри зерна в зависи-
мости от его радиуса, для чего, в свою очередь, требуется рассчитать рас-
пределение концентрации в зерне. Это распределение концентраций ключево-
го компонента х(г) рассчитывается из уравнения, диффузии
сРх 2 dx R*
с граничными условиями r=0:dx/dr=0, r—l:x=Xf, где X/ — концентрация
ключевого компонента в потоке; г — текущий безразмерный радиус зерна;
R— радиус зерна; D, — эффективный коэффициент диффузии; »(х)—кине-
тическая функция, зависящая от концентрации ключевого (основного) и дру-
гих компонентов, определяемых через ключевой по соотношениям диффузион-
ной стехиометрии [13] (индекс ключевого компонента опущен):
Ds Vi
х> = хл + 'Б^- V<x-xf>
После решения уравнения (VII. 16) и определив зависимость х(г), можно рас-
считать искомую наблюдаемую скорость шр
1
Wp = (1 — в) [ со [х (г)] r2dr (VI1.17)
о
где 8 — порозность слоя катализатора.
Таким образом, уравнения (V1I.15) — (VII.17) составляют кинетическую
модель расчета слоя катализатора в реакторе с одной химической реакцией.
Данные уравнения решаются численно, причем на каждом шаге интегрирова-
ния уравнений (VII.15) требуется решить задачу (VII.16)—(VII.17).
439
В ГИАП разработан стандартный программный модуль ДИФКИН расче-
та по кинетической модели для реактора с произвольной химической реак-
цией. Он предназначен для расчета реакторов конверсии оксида углерода и
синтеза аммиака, а также реакторов окисления SOa в SOs и др.
Поскольку модуль ДИФКИН является стандартным и предназначен для
произвольной реакции, к нему предъявляются повышенные требования к
удобству обращения (унификации входов и выходов), по диагностике оши-
бок и, что существенно, по численным методам и алгоритмам решения зада-
чи (VII.15) — (V1I.17), которые обеспечат минимальное время расчета на
ЭВМ. При заданной степени точности минимизация времени счета является
основным требованием, так как расчет одного слоя представляет собой часть
расчета реактора, состоящего из Нескольких слоев. Расчет реактора — это
наиболее трудоемкая часть расчета ХТС, которая в свою очередь многократ-
но рассчитывается при оптимизации системы. Прежде чем выбрать метод ре-
шения системы уравнений (VII.16)— (VII.17), примем время расчета реак-
тора практически пропорционально времени решения этой задачи, сравнива-
ли три различные численные метода расчета: конечно-разностная аппроксима-
ция с прогонкой; метод сплайн-коллокаций на В-сплайиах [24] и метод орто-
гональных коллокаций на полиномах Якоби [25].
Проведенное сравнение показало [26], что для расчета всего слоя ката-
лизатора применение метода ортогональных коллокаций сокращает затраты
машинного времени в 5 раз по сравнению с применением первых методов, ко-
торые мало различаются между собой при решении задачи (VII. 16) —
(VII. 17). Поэтому в стандартном программном модуле расчета диффузионной
кинетики ДИФКИН для произвольной реакции [уравнения (VII.16) —
(VII. 17)] применен метод ортогональных коллокаций на полиномах Якоби, в
котором коэффициенты рассчитываются только один раз для всего слоя ката-
лизатора.
В модуле расчета слоя СЛОКАТ [задача (VII. 15)] реализована комби-
нация методов Рунге — Кутта и Адамса, где на каждом этапе решения ис-
пользуют модуль диффузионной кинетики. Интегрирование уравнения
(VII.15) возможно вплоть до заданного объема катализатора ок или до за-
данной температуры либо до заданного значения степени превращения
ук. В основе стандартного программного модуля СЛОКАТ заложены все три
варианта интегрирования уравнения (VII. 15). Тогда, если из трех величин
Ок, Тх и ук задана одна, две остальные можно определить расчетом.
Модель идеального реактора
При расчете реакторов с одной обратимой экзотермической реакцией
можно воспользоваться моделью «идеального> реактора, или реактора с оп-
тимальным температурным режимом (ОТР) [27, 28]. Эта модель может
быть получена следующим образом. Из двух уравнений (VII. 15) рассматри-
вают только первое; температуру Т вычисляют, пользуясь не уравнением теп-
лового баланса, а при условии, что при данной текущей степени превраще-
ния и искомом значении Т наблюдаемая скорость реакции wp(y, Т) дости-
гает максимума, т. е. для каждого значения у находят свое значение
440 " ' ' -
Таким образом, модель может быть записана в виде
dy wp(y>T)
dv ет Go
(VII .18)
Т = Топт'хшах wp (у, 7/
т
о = 0: у=0;
В результате решения этой задачи находят распределение у и Тот по
объему (длине) реактора, а зная ук, и производительность реактора. Однако
такой режим трудно осуществить, он является эталоном для реального про-
цесса, поэтому степень удаленности реального процесса от такого идеально-
го режима, т. е. к.п.д., служит важной характеристикой процесса в данном
реакторе.
В качестве примера рассмотрим эхо решение применительно к реакторам
синтеза аммиака и конверсии оксида углерода. Важнейшая задача — найти
ОТР, т. е. распределение оптимальной температуры по реактору. В ряде слу-
чаев удобнее рассматривать (и рассчитывать) зависимость Т0Пт не от объема
катализатора о, а от степени превращения у, так как в этом случае не тре-
буется решение первого уравнения системы (VII. 18) (но при этом не полу-
чают и зависимости у (о) и Тот (о)]. Если не учитывать диффузионное тор-
можение на зерне катализатора и рассчитывать скорость wp по кинетическо-
му уравнению Темкина — Пыжева, то для синтеза аммиака можно получить
аналитическую зависимость Тот от у [12]*
Т<ЖИ= ' |'ЧД (^Н,+ »)*(! ~»)! 1 (VI1J9)
где Кю и К» — предэкспоненты констант скорости прямой и обратной реак-
ций; Еь Ег — энергии активации прямой и обратной реакции; Qp — тепловой
эффект; R — газовая постоянная.
В работе [27] получено выражение 7*оо-г для произвольной обратимой
экзотермической реакция (для эндотермической реакции Тот должно иметь
максимально допустимое значение), характеризуемое формальной кинетикой.
Для реакции конверсии оксида углерода не удается получить аналитическое
выражение типа (VII. 19). Однако нахождение оптимального температурного
режима на ЭВМ по модели (VII. 18) не представляет трудности и время рас-
чета для процесса конверсии оксида углерода примерно то же, что и для
расчета ОТР в процессе синтеза аммиака. Это обусловлено тем, что ОТР —
монотонно-убывающая функция. Для расчета ОТР произвольной реакции с
учетом диффузионного сопротивления на зерне катализатора используют чис-
ленные методы.
При протекании экзотермической реакции зависимость Тот от у имеет
падающий характер, т. е. с ростом величины у значение ТОт убывает [27].
И хотя уравнения кинетики конверсии СО и синтеза аммнака отличаются от
формальных уравнений, использованных в работе [28], характер зависимости
Тот от у также убывающий. Для приближения температурного режима в
♦ См. сноску на стр. 432.
441
реакторе к оптимальному в реакторах осуществляют внутренний теплооб-
мен, используя одинарные или двойные трубки, трубки Фильда и др., а в
случае полочных реакторов с промежуточным теплообменом — увеличивают
число полок (теоретически до бесконечности).
Чтобы оценить степень отклонения реального режима от идеального, ис-
пользуют к.п.д. реактора т) двух типов:
т)1 = 1’отр/^р или t]s = Gp/GOTp
где D0Tp и пр — объем катализатора, необходимый для достижения заданного
(или производительности) при оптимальном температурном режиме, и В
реальном реакторе соответственно; GOtP и Gp— производительность реактора
с заданным объемом ^катализатора при ОТР и в реальном режиме.
Значения T)i обычно находятся в пределах 0,6—0,9, в то время как зна-
чения т]2 зависят от условий равновесия в конце процесса, которые могут
сильно различаться для реального и идеального реакторов. Поэтому в прак-
тических расчетах удобнее пользоваться величиной т]ь
Показано [29, 12] что при соблюдении оптимального технологического
режима синтеза аммиака конструкция реактора мало влияет на производи-
тельность и к.п.д. реактора, а значение к.п.д. колеблется около 0,9 для лю-
бых конструкций при условии, что основные параметры оптимальны. Отсюда
следует, что при выборе конструкций реактора предпочтение, по-видимому,
следует отдавать более простым, в частности полочным, реакторам с адиаба-
тическими слоями.
Методика расчета идеального реактора [решение задачи (VII. 18)]: на-
хождение ОТР и соответствующих ему производительности или объема ката-
лизатора используется в стандартном программном модуле СЛОКАТ при рас-
чете слоя катализатора с произвольной химической реакцией. Такой расчет
идеального реактора проще, чем по модели (VII. 15) н требует, значительно
меньших затрат времени на ЭВМ за счет монотонного убывания функции
ОТР, которая при ограничении величины Топт сверху или снизу может пере-
ходить в постоянную величину. В случае, когда не требуется высокая точ-
ность, реактор рассчитывают по идеальной модели с заданным значением
к.п.д., для которого можно получить оценки из предварительных сравнитель-
ных расчетов по реальной и идеальной моделям. Для сокращения общего вре-
мени расчета идеальная модель, например, широко используется в предпро-
ектных проработках и оценочных расчетах ХТС производства аммиака, когда
колонна синтеза аммиака должна рассчитываться десятки раз.
Наряду со стандартными модулями расчета произвольной кинетики на
зерне и слоя катализатора разработан также стандартный программный мо-
дуль КОЛПОЛ расчета полочного реактора (колонны) с промежуточным
теплообменом для произвольной реакции. Программный модуль КОЛПОЛ
позволяет рассчитывать реактор с произвольным числом полок и любым ви-
дом теплообмена между полками (через байпас, путем внешнего теплообмена
или их сочетанием). Естественно, при разработке модуля КОЛПОЛ исполь-
зованы модули ДИФКИН и СЛОКАТ с сохранением всех возможностей, за-
ложенных в них.
В настоящее время все расчеты полочных колонн синтеза аммиака прово-
дятся по этому модулю.
442
3. МОДЕЛИ ТЕПЛО- И МАС С ©ОБМЕНА
В производстве аммиака широко используется тепломассообменная аппа-
ратура. Большинство аппаратов и процессов, протекающих в них, рассчиты-
вается с помощью общепринятых методик и моделей. Ниже будут приведены
некоторые отличающиеся от общепринятых модели.
Расчеты теплообменной аппаратуры
Матернально-теялоаые балансы (без расчета теплопередачи). В производ-
стве аммиака применяются теплообменные аппараты, в которых происходит
испарение или конденсация воды. Они могут быть разделены на два типа:
1) испарители, в которых охлаждение газовой смеси происходит за счет
испарения впрыскиваемой в нее воды;
2) теплообменники, в которых охлаждение или нагревание парогазовой
смеси осуществляется за счет внешнего теплоносителя. В этих аппаратах при
охлаждении может происходить конденсация паров воды.
Расчет материально-тепловых балансов этих аппаратов, так же' как и
обычиЫх теплообменников, проводят с помощью одного программного модуля
ИСПТЕПЛ по единой методике, описанной ниже.
Тепловой баланс процесса можно выразить в виде уравнения
2А»“р»та’ 2 А?ЫХ<ОВЫХ» ₽/"“ J»/"")Gf*** = Q (VII .20)
I I
где ЙЛХ, — энтальпии i-го и j-ro входного и выходного потока; t, Р, т —
температура, давление и состав потока; G — расход; Q —количество пода-
ваемого или отбираемого тепла.
Для удобства расчета разделим газовые потоки на две составляющие: су-
хой газ и пары воды. ТогДа уравнение (VII.20) для испарителя примет вид
+ Лпвм<3пввх + ад» — ЛсгвыхСсгвых — ЛпввыхСпв»« = 0 (VI1.21)
и для теплообменника:
+ Лпв^пв8* - ЙсгВЫХ£сгВЫХ - АпввыхСпввых - Q (VII . 22)
В уравнениях нижние индексы означают: сг — сухой газ, пв — пары воды,
в — подаваемая в испаритель вода, к—образующийся в теплообменнике кон-
денсат.
Энтальпии в уравнениях (VII.21) и (VII.22) являются функциями тем-
пературы, давления и состава. Состав и расход >на входе заданы. На выходе
их определяют для испарителя с помощью уравнений
GB*«=G«+GB (VI 1.23)
, mtBMX=GBXmlI>3t/GB“x (VI 1.24)
тввых (Gbx^bbx + GB)/GBHx (VII,25)
где mi — мрльные доли компонентов сухого газа.
При расчете теплообменника в уравнениях (VII.23) и (VII.26) величину
G, надо заменить на — GK. Из уравнений (VI 1.23)—(VIL25) видно, что состав
и расход газа на выходе зависят от количества подаваемой воды G» или об-
443
разующегося конденсата GK. Учитывая это, уравнения (VI 1.21) и (V1I.22)
можно представить в виде:
для испарителя
(<*, /вых, GB) = О (VI1.26)
для теплообменника
/2(/вх ,/вых, GK, Q)=0 (VI 1.27)
Уравнения (VI 1.26) и (VII.27) могут быть решены относительно любой
из входящих в них переменных при условии, что остальные переменные дол-
жны быть заданы. Отсюда ясно, что расчет может иметь различные задания.
Уравнения (VII.26) и (VII.27) нельзя записать аналитически, поскольку
каждое значение функций ft и fe является результатом большого объема вы-
числений. Кроме того, они являются нелинейными относительно записанных в
(VII.26) и (VII.27) переменных и решаются методом секущих. При этом важ- ;
ное значение имеет выбор начального приближения искомых переменных.
Рассмотрим расчеты, которые можно вести по уравнениям (VII.26) и
(VII.27), а также ход определения нулевого приближения по выбираемым
переменным.
1. Для испарителя.
А. Заданы и G,. Определить /1ЫХ, причем количеством воды 6В мож-
но задаваться как явно, так и косвенно через соотношение пар:газ после ис-
парителя. При неявном задании GB определяется из уравнения
GB = GcrBb,xy —GBX/nBBX (VII.28)
где у — заданное соотношение пар :газ. <
В качестве начального приближения для /,ык берется среднеарифметиче-
ское между граничными значениями искомой температуры
4ВЫХ ~ (4iaxBMX + 4п(пвых) (VII.29)
где ^хт.х«*«; /выхт1п=6«с(Рпв,Ы1). а 4Вс(Рпввых) —температура насыще-
ния при парциальном давлении паров воды на выходе.
Б. Заданы fBHX hG,. Определить f®x, причем величина GB может быть
задана как явно, так и косвенно. Тогда
/вхт1п=4ас(Рпввх) (VII.30)
В. Заданы н (,ых. Определить GB. При этом
^в,о = ~2~(^в.гпах4” ^e.min) (VII.31)
где Св. тш“0, Св, m«x — максимальное количество воды, которое нужно по-
дать, чтобы газовая смесь находилась в насыщенном состоянии при /вых.
Значение Сх, тах находят из уравнения
GB,max - Овых/яв«\тах - G“xmB« = 1
= (<?вх + Св,тах)твыхв,тах-Сохтв« (VII 32)
Преобразовав это уравнение, получим - .
0B.mex=-GBX(mB“xBfnax-/nBBX)/(I-mB^BtT18X)] (VII. 33)
444
где т’ых в, шах — мольная доля паров воды в насыщенном газе, которая оп-
ределяется по давлению насыщения прн температуре выхода
mB“B,max= P^JP (VII.34)
Г. Задана /,х и количество воды, которое подается до достижения рав-
новесия. Определить GB и 1вых. В качестве итерируемой переменной выбира-
ется а G. можно определить нз уравнений (VII.32) — (VII.34) на каж-
дой итерации.
2. Для теплообменника.
А. Заданы Эх и Q. Определить t““x и GK. Поскольку на выходе из теп-
лообменника газ находится в насыщенном состоянии, то количество конденса-
та можно определить из уравнений (VII.32) — (V 11.34) после подстановки
См вместо GB, mBX. Величину 4ВЫХ получают из уравнения (VII.29), где
/выхш«х=^х,а fXKXmln=4.c(Р«ив).
Б. Заданы />х и fB“x. Определить GK и Q. Величину Q легко получают
из уравнения (VII.27), a GK так же, как н та пункте А.
Для нахождения энтальпий газов и воды, а также температур и давле-
ний насыщения используют модули упоминавшейся системы ФИЗХИМ.'
Расчет теплообменников. К универсальным программным модулям отно-
сится модуль расчета противоточного теплообменника с произвольно задан-
ными двумя нз четырех конечных температур при заданном коэффициенте
теплопередачи. Отметим, что большинство теплообменников либо являются
противоточными, либо рассчитываются как противоточные с введением попра-
вочного коэффициента. Расчет удобно вести, используя понятие так называе-
мой термоэффективности (к.п.д.) теплообменника е [30]. По определению
Q Уг (41 4а)
Qmax ^mln (41 — 41)
или
__ ^х (4а — 41)
^min (41 — ^xi)
(VII ;35)
(VI 1.36)
т. е. это отношение переданного тепла к максимально возможному для пере-
дачи (при бесконечной поверхности).
Если обозначить число единиц переноса как NTU^KcpP/^nnn,
R^WsiinlWtinn, В*=е-яти'я, A=e~NTU, то из решения дифференциальных
J уравнений теплового баланса противоточного теплообменника можно полу-
чить Выражение для определения термоэффективности, не зависящее от тем-
ператур
D л . —NTUR —NTU
В—А е —е г .
е — В = —NTU-R -п -NTU №*3^)
е — ке
В уравнениях (VI 1.35)—(VI 1.37) приняты следующие обозначения: ЛГг,
U4 — водяные эквиваленты (выражаемые как произведение теплоемкости
потока' на его расход) горячего и холодного потоков; IPmis, ВРшвх —мини-
мальный нз двух и максимальный водяной эквивалент; /Г1 и —температу-
ра горячего теплоносителя 'Иа входе и выходе, 41. 4а — температура холод* —
‘445
кого теплоносителя на входе и выходе; Кс₽ — средний коэффициент тепло*
передачи; F — поверхность.
Для расчета теплообменника по формуле (VII.37) находят к.п.д. в и за*
тем из уравнений (V1I.35) или (VII.36) определяют неизвестные темпера-
туры.
Ниже приведены формулы для расчета неизвестных температур для четы-
рех возможных способов задания исходных температур. Для удобства введем
еще обозначения
Bp — e и ex — 8'
1. Заданы tn и Тогда
4z e 4---®Г (41 '-41)
4a — 4i + ex (4i — 4a)
2. Заданы tra и ki. Тогда
4i= (4a — ®r4i)/() — ®r)
Значение £хг определяют по уравнению (VII.39).
3. Заданы М и Gz- Тогда
^xi — (4а — ex4i)/( 1 — ех)
Значение tra определяют по уравнению (VII.38).
4. Заданы /Г2 и tn- Тогда
4i в [4а®х 4а () ” ®г)1/(8х 4" ®гD
Значение /Г1 определяют по уравнению (VII.40).
(VI1.38)
(VI 1.39)
(VI 1.40)
В ГИАП разработан стандартный программный модуль ПТВТОК, в ос-
нову которого положена приведенная выше методика расчета противоточных
теплообменников.
Расчет теплообменников с конденсацией пара в присутствии инертных га-
зов. Расчет кипятильников и конденсаторов, широко используемых в химиче-
ской технологии, основан на расчете процесса теплообмена между парогазо-
вой смесью (ПГС) и хладоагентом, в результате которого происходит кон-
денсация пара из смеси. Задача проектного расчета состоит в определении
поверхности теплообмена и тепловой нагрузки при заданных расходе, составе,
температуре и давлении ПГС на входе и ее температуре на выходе. Решению
данной задачи посвящены многие работы, однако в одних из них дается
слишком упрощенная методика расчета, не всегда соответствующая физиче-
ской сущности процесса, а в других — слишком сложная и потому трудно-
применимая для частых проектных расчетов.
Одной из первых работ по расчету процесса конденсации из парогазовой
смеси является работа Кольбурна и Хоутена*. В ней рассматривается мате-
риально-тепловой баланс элементарного участка теплообмена с последующим
графическим интегрированием. Применение графических методов интегрирова-
ния и решения получающихся нелинейных уравнений значительно снижает
точность расчетов и совершенно неприемлемо для автоматизации этих расче-
* Cotburn А. Р., Hougen О. A. —Ind and Eng. Ghent, 1934, v. 26, № 11,
p. 1178—1182. .«
446
тов. Кроме того, в работе Кольбурна отсутствует определение коэффициента
теплоотдачи от ядра ПГС к стенке трубы и связанной с иим толщины пленки
конденсата. В последующих работах* авторы [31] практически полностью
использовали графо-аналитический метод, предложенный Кольбурном.
В работе [31] толщину пленки определяют из упрощенной формулы Нус-
сельта, в которой не учитывается гидродинамика на границе раздела фаз.
Попытка чисто аналитического решения была сделана Д. А. Франк-Каменец-
ким [32] и развита А. Г. Амелиным**. Одним из недостатков данной работы
является предположение о постоянстве температуры поверхности, на которой
происходит конденсация, что сильно сужает круг рассматриваемых задач.
В работе [33] дифференциальные уравнения массо- и теплопередачи ре-
шаются аналитически, для чего вводится много упрощающих допущений: по-
стоянство толщины пленки, коэффициента массопередачи, теплопроводности,
многих физико-химических величин, линейная зависимость давления насыще-
ния от температуры. Такие упрощения могут сильно искажать конечные ре-
зультаты. Методика, предложенная Б. П. Исаченко [34], сводится к решению
сопряженной задачи массо- и теплообмена, выраженной в виде системы диф-
ференциальных уравнений в частных производных. Данная система трудно-
решаема и неприемлема для проектных расчетов аппаратов.
В программе, имеющейся в ГИАП, за основу взята методика расчета
элементарных балансов Кольбурна и Хоутена. При этом графические методы
решения нелинейных уравнений и интегрирования заменены численными, а
также подробно исследовано определение коэффициентов теплоотдачи и тол-
щины пленки конденсата.
Расчет поверхности теплообмена слагается следующим образом: диапазон
изменения температуры ПГС делят на дифференциальные участки, в преде-
лах которых свойства потока и коэффициент теплопередачи принимают по-
стоянными, на этом участке dT определяют поверхность теплообмена dF и
проводят интегрирование во всем диапазоне температур от Гн до Тк. Таким
образом, задача заключается в решении системы дифференциальных уравне-
ний
dF
-5Г=/1(^Т’.С₽.Р) (VII.41)
dGn
-~!- = f2(FtTtGp,P)
dP
~ Т,Gp, Р) ,
с начальными условиями:
Т = Тнач; F = 0, Gp—G°pt Р = Р0 (VII.42)
где F— поверхность теплообмена; Gp—количество пара в парогазовой
смеси.
Такая система уравнений представляет собой задачу Коши, которая мо-
жет быть решена только численно, так как Для решения необходимо опреде-
* Рамм В. М. — Теплообменные аппараты. М.: Госхимиздат, 1048.
*♦ Амелин А. Г. — ЖТФ, 1945, т. 15, вып. 4—5, с. 267—296.
447
пять функции fi, fa и fs на каждом шаге интегрирования, поскольку они де
заданы аналитически.
Вид функции fi определяется из общего уравнения теплопередачи:
<*—(VI,-43)
где dQ(T) — количество тепла, выделенное на участке dl**dF/Ft (Ft—пери-
метр Поперечного сечения трубок); q(T) —плотность теплового потока на уча-
стке dl.
Величину dQ находят как сумму следующих величин
dQ = dQ1 + dQ2 + dQ1 + <iQ4 ‘ (VII.44)
где dQi —теплота, выделенная при конденсации пара:
dQ1^GKr^gprdF (VI 1.45)
где GK— количество сконденсированного пара на участке dl\ gp— плотность
массового потока пара из ядра ПГС к поверхности конденсации; г—тепло-
та парообразования при температуре рассматриваемого участка; dQ* dQs,
— теплоты, выделенные при охлаждении соответственно неконденсирую-
щегося газа, конденсата и пара
. dQi=GscpedT (VII.46)
dQa ^ Gf^pkdT (VII.47)
dQi^GpCppdT (VII.48)
где Ggt Gift, Gp — количество сухого газа, конденсата и пара, соответственно,
проходящих через сечение рассматриваемого участка; сре, ср*, Срр—теплоем-
кость сухого газа, конденсата и пара при температуре рассматриваемого
участка.
Из уравнений (VII.43)—(VI 1.48) получим
8pfdF + GgCpgdT + Gk^pkdT + GpcppdT (yil 49)
£ C^+ = h(F TtOfiP) {VII 50)
Функция fs определяет количество сконденсированного пара на участке dl
dGp = -gpdF = -gphdT (VI 1.51)
</Gn
Sph = h T, Gp, P) (VII.52)
Функцию fs находят из уравнения изменения давления по длине трубы
аЯр
(VII.53)
где
dF
‘U=N^- а
dP oFoft
Т*^ТЯЛЧ’ Р=Рвач', w и р — скорость и плотность ПГС; £ — коэффициент со-
противления [38]; da и АГ> — диаметр и число трубок; f> — функция из уравне-
ния (VII.50).
448
Таким образом, для определения функций fh f9 и ,fe надо знать плотно-
сти массового потока пара gp и теплового потока q, которые определяются
на каждом шаге «интегрирования следующим образом.
Предположим (Кольбурн А., Хоутен О.)*, что пар в ядре потока нахо-
дится в насыщенном состоянии и имеет парциальное давление соответст-
вующее температуре ядра Т. У поверхности пленки конденсата пар также,
находится в насыщенном состоянии, но при парциальном давлении Р« и тем-
пературе ТРь Разность парциальных давлений представляет собой движущую
силу процесса диффузии пара из ядра потока к поверхности пленки. Плот-
ность массового потока из ядра к пленке равна
8p^P(P0~Ps) (VII.55)
где р₽ — коэффициент массопередачи, полученный Кольбурном.
В результате решения дифференциального уравнения диффузии пара в
пограничном слое газа коэффициент массопередачи будет равен
24GVAfp , / Р — Р. \
Р₽- 2ИсиДР 1п(р — Ро) (VII.56)
где G — массовый расход ПГС; JWP, Л!см — масса 1 моль соответственно пара
и ПГС; AP=Pq—Pe; Р — давление в ядре потока.
Перенос тепла из ядра потока к хладоагенту зависит от четырех после-
довательных сопротивлений [35]: на границе парогазового потока и плен-
ки конденсата (Pi); в пленке конденсата (Р2); стенки трубы, разделяющей
ПГС и хладоагент, включая сопротивления загрязнений (Р8), и на границе
стенки и хладоагента (Р4).
Тепловой поток из ядра ПГС к пленке конденсата складывается из двух
составляющих: теплового потока, выделяющегося при конденсации пара, и
теплового потока, передаваемого парогазовой смесью в результате конвекции
Q — Яке 4" 9кв (Р«— Pj) + &pg(T— Tpl) (VII. 57)
где apg — коэффициент теплоотдачи к ПГС.
Поскольку через каждое термическое сопротивление проходит одни и тот
же тепловой поток, то
rq = K(Tpl-Tt) (VI 1.58)
где К—коэффициент теплопередачи, учитывающий термическое сопротивление
пленки конденсата и стенки, включая сопротивление загрязнений
Р<=1/(РЯ + ^ (VII,59)
Здесь Р2 и р8 определяют по формуле для расчета сопротивления цилиндра»
ческой стенки [36]
Л^2йг‘ (VII.®)
«• = —sA- (VII.ei)
♦ См. сноску на стр. 446.
29—1425 449
где Хж и X*—теплопроводность конденсата и стенки соответственно; dpi-—
толщина пленки.
Толщину пленки определяют при решении системы уравнений [37] т кото-
рая описывает зависимость между сопротивлениями движения газа и жидко-
сти на границе раздела фаз
“И>=8 *•+ (vn-62)
®irp + ®2от = ®аПГС (VI1.63)
е ТЮДОЛт .2 , V1 (?1 Тз) м rvu кл\
G“kc « £ — 4^— d Pl +------3^-----<VI1 -64)
где W|rP — линейная скорость жидкости на границе раздела фаз; «гот—отно-
сительная скорость газа; а>2ПГС—скорость ПГС; £—коэффициент сопротив-
ления; Yi, у2—удельные веса жидкости и газа; Ц1—динамическая вязкость
жидкости; (?мкс — расход жидкости на 1 м ширины пленки.
Систему решают относительно^ неизвестных (йщр, ©гот и dpi. Уравнения
(VII.62) — (VIL64) составлены применительно к теплообменнику, располо-
женному вертикально. Если теплообменник расположен горизонтально, то
второй член в уравнениях (VII.62) в (VH.64) будет отсутствовать.
Объединив уравнения (VII.57) я (VII.58), получим
<₽р(Г0- Р,) + (Г- W= К (Тр1 - Та) (VII.65)
Уравнение (VII.65) содержит два неизвестных Tpi и Т», поэтому оно долж-
но быть дополнено еще одним уравнением. В качестве такого выбирается
очевидное балансовое соотношение
К (Гр/ - Гв) = ах (Л - Тх) (VII.66)
где ах — коэффициент теплоотдачи от стенки к хладоагенту.
Система уравнений (VII.65) и (VII.66) в сочетании с зависимостью дав-
ления насыщения от температуры является замкнутой и позволяет вычис-
лить неизвестные температуры Тв и Tpi, а по ним — плотности массового и
теплового потоков gp и q. Знай эти плотности, можно определить функции/(,
[2 и f8 в уравнениях (VH.41) на каждом шаге интегрирования.
Для интегрирования уравнений (VII.41) рассматривалось несколько чис-
ленных методов: метод Эйлера, усовершенствованный метод Эйлера — Коши
и метод Адамса со вторыми разностями. Для метода Адамса значения
функции в первых трех точках определяют с помощью метода Рунге — Кут-
та, Число интервалов интегрирования Ти—Тк, при котором получают истин-
ное решение задачи для методов Эйлера — Коши и Адамса примерно одно
и то же, но его величина значительно меньше, чем при решении методом
Эйлера. Однако в усовершенствованном методе Эйлера — Коши значения
функции F, величины Gp н Р определяют в два этапа (сначала «грубое»
приближение, а затем точное), а следовательно, дважды определяют функ-
ции fi, f2 и fs, что требует больших затрат машинного времени. Поэтому из
трех рассматриваемых методов, метод Адамса оказался наиболее эффектив-
ным, что и подтвердили проведенные расчеты.
По описанной выше методике разработана программа расчета теплооб-
менных аппаратов с конденсацией пара в присутствин инертных примесей.
450
Ниже будут приведены исходные данные и результаты расчета действующе-
го аппарата — кипятильника МЭА-очистки, который представляет собой го-
ризонтально расположенный кожухотрубчатый теплообменник, в трубное
пространство которого подается ПГС, а в межтрубное—раствор МЭА, яв-
ляющийся . хладоагентом.
Исходные данные н результаты расчета в том виде, в каком они пе-
чатаются на ЭВМ:
1. Входная температура ПГС 182 °C
2. Выходная температура ПГС 132 °C
3. Давление в трубках на входе 2,79 МПа
4. Расход сухого газа 182 320 м3/ч*
5. Состав сухого газа (в мол. долях)
СН* 0,0031 СО2 0,1755
СО 0,0055 N2 0,1976
Н2 0,6158 Аг 0,0025
6. Входная температура хладоагента 125 °C
7. Давление в межтрубном пространстве 0,2 МПа
8. Число трубок 1640 шт.
9. Внутренний диаметр трубок 0,02 м
10. Внешний диаметр трубок 0,025 м
Результаты:
1. Поверхность теплообмена 2297 м2
2. Длина трубок 19,82 м
3, Тепловая нагрузка 180,97 ГДж/ч
4. Количество водяного пара на входе 111900 м3/ч*
5. Количество водяного пара на выходе 20490 м3/ч*
6. Количество образующегося конденсата 73 490 кг/ч
7. Перепад давления 0,00833 МПа
Действительная поверхность и длина трубок аппарата составляет 2250 м*
и 19,1 м соответственно. Отсюда видно, что ошибка расчета составляет око-
ло 2%. Расчеты показали, что изменение коэффициента теплопередачи яв-
ляется значительным и существенно нелинейным, что не позволяет принять
его во всем аппарате постоянным или подчиняющимся простой зависимо-
сти. Поэтому расчет теплообменников с конденсацией пара в присутствии
инертных примесей (кипятильников, конденсаторов и т. п.) следует вести
по приведенной достаточно сложной методике.
Очистка технологического газа от СОг
В отделении очистки протекает абсорбция СО2 из технологического га-
за с последующей десорбцией его из растворителя. Основой для больший*
ства ХТР являются данные по равновесию парожидкостных смесей в сясТе*
мах растворитель — СО2 и такие физико-химические свойства парожвдкост-
ных систем, как тепловой эффект абсорбции, теплоемкость, плотность я т. Д.
Большинство этих данных приведено в части III справочника, причем за-
висимости pcOj—f(a, Т), где рсоа—равновесное давление диоксида углеро-
да, а — степень карбонизации поглотительного раствора; 7 — температура,
* Объем газа приведен к нормальным условиям.
29* 451
приведены в виде таблиц. Далее эти таблицы обработаны на ЭВМ с по-
мощью сплайнов [24, 38] для возможности последующей прямой и обратной
интерполяции .(и экстраполяции). В результате этой обработки в автомати-
зированных ХТР отделения очистки можно использовать зависимость
^(Рсо2. о. Л-0 как непрерывную функцию и получать значение любого из
трех параметров при заданных двух остальных.
Основные химико-технологические расчеты отделения очистки слагаются
из расчета рабочей и равновесной линии и на их основе движущей силы
процесса в абсорбере и десорбере; расчета дросселирования карбонизован-
ного раствора с учетом и без учета десорбции Н2, N2 и других газов; расче-
та кипятильников и конденсаторов; расчета отделения очистки в целом при
условии деления входных и выходных потоков абсорбера и десорбера на
несколько рукавов.
Основу всех ХТР составляет совместное решение конечных уравнений
энтальпийного и материального баланса газа и жидкости (на выделенных
участках) и уравнения
Рсо3 («» Л + Рн2О (а. Л + Рин (а» Л = Роб
где общее давление смеси равно сумме парциальных давлений компонентов;
рн2о—давление паров воды (если вода входит в состав растворителя);
Рмв—давление остальных газообразных компонентов.
Основные технологические показатели, которые требуется определить и .
оптимизировать при проведении ХТР отделения очистки, — это расходы тепла
и растворителя при заданной степени очистки технологического газа от СО2.
В то же время, эти важные параметры характерны только для этого отде-
ления и не влияют на технологический режим остальной части производства
аммиака, поэтому при расчете химико-технологических схем (ХТС) всего
производства аммиака и отделения подготовки синтез-газа расчет отделения
очистки можно не включать, а проводить их отдельно.
Конденсация аммиака из газовой смеси
Для технологического расчета всех аппаратов, в которых происходит
конденсация аммиака при-охлаждении — воздушные и водяные холодильни-
ки, конденсационные колонны с испаряющимся аммиаком и т. д., можно
использовать единую обобщенную методику расчета материального и тепло-
вого баланса. Здесь подразумевается технологический расчет, состоящий в
том, что требуется определить параметры жидкого и газообразного потока
на выходе, если заданы все эти параметры на входе в аппарат. Существуют
две модификации расчета: 1) задана температура потоков на выходе, тре-
буется определить количество отводимого (подводимого) тепла Q; 2) зада-
но количество отводимого тепла Q, требуется определить температуру на
выходе. Частным случаем является вариант второй модификации, когда за-
даваемое Q равио нулю (например, при расчете сепаратора, в котором сме-
шиваются циркуляционный и свежий газ, барботирующий через жидкий ам-
миак).
В расчете принято, что на выходе аппарата устанавливается равновесие
системы пар — жидкость. Методика расчета и соответствующие уравнения
материального баланса описаны в работе [39], в уравнение теплового ба-
452
ланса входят энтальпии газообразных н жидких потоков на входе и выходе
аппарата. Расчет этих энтальпий — важнейшая часть методики. Энтальпии
газообразных смесей, содержащих аммиак, при низких температурах (от
—30 °C и выше) рассчитывают в специальном модуле системы ФИЗХИМ —
ФХЕНТАМ. Энтальпия жидкого аммиака вычисляется по формуле
Лж = йо + ^+ХрР (VII.67)
Эта формула аппроксимирует данные работы [40] в интервале 243«Тс
^323 °C и 5 МПа^Р^40 МПа, отсчитанные от точки 0°С и 0,1 МПа га-
зового состояния аммиака с точностью 1—2%. При этом
№=—2515,165 кДж/кг
№=4,493 кДж/(кг ^С)
№>=0,654 кДж/(кг-МПа)
В результате расчет материально-теплового баланса любого теплообмен-
ного устройства с конденсацией или испарением аммиака сводится к реше-
нию системы нелинейных уравнений относительно количества сконденсиро-
вавшегося аммиака, концентрации его в газовой фазе и температуры на вы-
ходе. Метод простой итерации всегда обесценивает решение этой системы
уравнений. Все типы аппаратов с конденсацией (испарением) аммиака для
приведенных модификаций расчетов рассчитываются по единому стандарт-
ному программному модулю АМКОНД.
4. ПРОГРАММЫ ХИМИКО-ТЕХНОЛОГИЧЕСКИХ РАСЧЕТОВ
ПРОИЗВОДСТВА АММИАКА
к
Программно-математическое обеспечение ХТР
Программно-математическое обеспечение (ПМО) представляет собой си-
стему программных модулей/состоящую из пяти подсистем, отличающихся
уровнем общности и назначением:
1) подсистема модулей общепрограммного обеспечения — это модули
решения нелинейных уравнений и расчета рециклов ХТС; программной органи-
зации расчетно-технологических потоков, вывода и печати результатов; ин-
терполяции таблиц и графиков и т. д.;
2) подсистема модулей общетехнологического назначения — это расчет
химического равновесия и диффузионной кинетики, а также смесителей, испа-
рителей, конденсаторов, теплообменников, слоя катализатора, полочного ре-
актора, мембранного разделения газовых смесей и т. д.;
3) библиотека модулей расчета физико-химических свойств — ФИЗХИМ
на 60 веществ и их смесей;
4^ подсистема модулей отраслевого назначения—расчет процессов к
аппаратов конверсии углеводородов, конверсии оксида углерода, очистки
технологического газа от СОг, теплоиспользующих аппаратов в производст-
вах аммиака, метанола, водорода и других продуктов;
5) библиотека д^миачных модулей — для расчета колонн и других уз-
лов схемы синтеза аммиака, процесса метанирования, разделения продувоч-
ных й танковых газов, многих конкретных узлов (смесителей, разделителей,
теплоиспользующих аппаратов) всего производства аммиака.
453
Под программным модулем подразумевается процедура с. исходным тек-
стом на языке ПЛ/1 (за исключением небольшого количества макропроце-
дур на языке Ассемблера). Всего к настоящему временя в системе существу-
ет более 300 программных модулей средним размером в 100 операторов
ПЛ/1. Из этого количества примерно половину составляют расчетно-техноло-
гические программные модули.
Все программы конкретных ХТР собираются из модулей ПМО или по
крайней мере включают некоторые из них. Важно то, что модули ПМО ис-
пользуются не только в конкретных собирающих программах, но и в дру-
гих модулях ПМО, причем без ограничений, связанных с уровнем подсисте-
мы, в которую они включены, т. е. деление на подсистемы обусловлено глав-
ным образом удобствами организации ПМО н попыткой облегчить пользо-
вателю-разработчику программ ориентироваться в существующем наборе
программных модулей. Имеющаяся в ГИАП система ПМО ХТР, составленная
из нескольких сот программных модулей, представляет собой основу авто-
матизации ХТР. Эта основа в форме системы ПМО допускает постоянное
расширение, углубление и корректирование по мере совершенствования ма-
тематических моделей и методик ХТР, а также включения новых объектов
для автоматизированных ХТР.
Расчеты химико-технологических схем
производства аммиака
Одной из первых и основных задач технологического расчета является
полный расчет химико-технологической схемы (ХТС) производства’—его
материально-теплового баланса и основных параметров технологического ре-
жима, по которым можно провести технико-экономическую оценку выбран-
ной схемы и ее оптимизацию. Это важно как при оптимизации и поддержа-
нии режима действующих производств, так и (особенно) для пред проектной
и проектной проработки новых ХТС, поскольку надежные расчеты являются
фундаментом проекта нового производства.
Производство аммиака—«образец сложной ХТС, включающей десятки
различных аппаратов, разнородные физико-химические процессы и многочис-
ленные рециклы (обратные связи). Однако для такой ХТС нет необходимости
(и возможности) включать в расчет все без исключения аппараты и про-
цессы, поэтому расчету ХТС должен предшествовать этап неформального
анализа и создания на основе ХТС расчетно-технологической схемы (РТС),
где могут отсутствовать некоторые аппараты и потоки, но появляются до-
полнительные расчетные связи, в том числе и обратные. Например, в РТС
производства аммиака не включено отделение сероочистки, поскольку в нем
не изменяются основные показатели материально-теплового баланса и тех-
нологического режима, с другой стороны, появляются чисто расчетные об-
ратные связи — подбор расхода воздуха по заданному соотношению Н2: N2r
расхода сырья — по заданной производительности и т. д. При этом создан-
ная для производства аммиака РТС соответствует не одной ХТС, а набору
различных схем, включающих как действующие производства, так и рассмат-
риваемые в качестве перспективных для проектирования.
Для расчета ХТС к настоящему времени разработаны три крупных со-
бирающих программы:
454
1) ПРОАМ— программа расчета производства аммиака в целом;
2) СИНТГАЗ— программа расчета отделения подготовки синтез-газа;
3) ЦИКЛАМ— программа расчета цикла синтеза аммиака. •
В программу ПРОАМ входят СИНТГАЗ и ЦИКЛАМ с добавлением
расчета отделения переработки танковых и продувочных газов. Естественно,
эти программы, а также программы расчета менее крупных ХТС —отделении
конверсии углеводородов, конверсии оксида углерода, энергетической части
производства разработаны на базе ПМО ХТР. Собирающие программы, осо-
бенно ПРОАМ, СИНТГАЗ и. ЦИКЛАМ, удовлетворяют важному требова-
нию: по ним можно рассчитывать как разные ХТС, так и проводить различ-
ные типы расчетов.
Рассмотрим конкретно возможности указанных выше программ. ХТС
производства аммиака состоит из трех отделений: подготовки синтез-газа;
цикла синтеза аммиака и переработки танковых и продувочных газов (ТПГ).
Вначале рассмотрим ХТС укрупненно, считая отделение неделимой еди-
ницей. Для удобства разобьем типы расчетов на классы.
I класс: 1) проектный расчет: по заданной производительности агрега-
та определяют расход углеводородного сырья (расчетный рецикл); 2) пове-
рочный расчет: по расходу сырья определяют производительность агрегата.
II класс: 1) переработка ТПГ глубоким охлаждением; 2) переработка
ТПГ разделением на мембранах; 3) отсутствие переработки ТПГ.
III класс: I) ТПГ подают на сероочистку; 2) ТПГ подают на компрессор
синтез-газа; 3) ТПГ выводят из схемы. При этом танковые и продувочные
газы могут подаваться как совместно (и в любом соотношении), так и раз-
дельно. Расчет из одного класса можно сочетать с любым типом расчета на
другого класса, поэтому для укрупненной схемы возможны 18 типов расче-
тов.
Перейдем к возможностям программ расчета отделений подготовки и
цикла синтеза (а следовательно, и ХТС в целом).
Отделение подготовки синтез-газа. Как и для укрупненной схемы разо-
бьем типы расчетов на классы.
I класс (конверсия углеводородов): 1) двухступенчатая конверсия —
-трубчатая печь+шахтный конвертор; 2) одноступенчатая конверсия — шахт-
ный конвертор; 3) одноступенчатая конверсия — трубчатая печь; 4) двухсту-
пенчатая конверсия — типа «тандем».
II класс (конверсия оксида углерода): имеет восемь типов расчетов:
одно- или двухступенчатая конверсия (см. выше) и каждая ступень с ис-
парителем или без него.
II I класс: 1) имеется отделение криогенной очистки синтез-гйза; 2) та-
кое отделение отсутствует.
I V класс: 1) отбор азотоводородной смеси (АВС) для проведения серо-
очистки после метанирования; 2) отбор АВС после I ступени компрессора.
V класс: 1) в расчете учитывается теплоиспользующая аппаратура;
2) теплоиспользующая аппаратура не учитывается.
VI класс: 1) расчет расхода кислородовоздушной смеси (КВС) в шахт-
ный конвертор по заданному соотношению Нэ: Na в синтез-газе на входе' в
компрессор; 2) расчет расхода КВС по температуре выхода из шахтного
конвертора; 3) расчет доли кислорода в КВС и расхода КВС по заданному
соотношению На: N2 и температуре на выходе из шахтного конвертора.
455
Поскольку возможны любые сочетания типов расчета из разных клас-
сов, то для отделения подготовки допустимы около тысячи типов расчетов^
Отделение цикла синтеза. Программа ЦИКЛАМ для расчета отделения
цикла синтеза позволяет определять материальный и тепловой балансы от-
деления во всех узловых точках ХТС и основные параметры технологического
режима. Колонну синтеза аммиака в этой ХТС можно рассчитывать по мо-
дели любой сложности (равновесная, идеальная, кинетическая) со всеми воз-
можностями, указанными ниже в описании программы расчета непосредст-
венно колонны синтеза.
Рассмотрим основные типы расчетов по программе ЦИКЛАМ:
I класс. В схеме могут быть три колонны синтеза аммиака, из них одна
вне цикла — на входе, и две — в цикле, каждая со своей первичной конден-
сацией. Таким образом, возможны четыре типа расчетов: колонна вне цик-
ла и вторая колонна в цикле могут либо быть, либо отсутствовать.
II класс. Возможны четыре разных точки ввода свежего синтез-газа в
цикл: перед 1-й колонной синтеза, после нее, перед колонной вторичной кон-
денсации и в сепаратор конденсационной колонны.
III класс. Возможны две точки вывода продувочных газов цикла син-
теза: после колонн первичной или после вторичной конденсации.
IV класс. Возможно наличие или отсутствие колонн первичной или
вторичной конденсации, а также теплообменников в основном цикле и на
линиях танковых и продувочных газов. Таким образом, в этом классе допу-
стимо более 30 типов расчетов,
V класс. Для заданной химико-технологической схемы возможны раз-
личные расчетно-технологические схемы, т. е. разные сочетания исходных и
получаемых параметров:
1) исходное — производительность, полученный в результате расчета —
расход свежего газа, и наоборот;
2) исходное — содержание инертных примесей в цикле, полученный —
расход циркуляционного газа, и наоборот;
3) во всех узлах конденсации исходное — температура на выходе, полу-
ченный— расход тепла (холода), и наоборот.
Всего в этом классе допустимо 16 типов расчетов.
Таким образом, при использовании любых сочетаний типов расчета из
разных классов для отделения цикла синтеза допустимо около 20 тысяч ти-
пов расчета. В свою очередь, при расчете ХТС производства аммиака в
целом по программе ПРОАМ допустимы все возможные варианты расчетов
для укрупненной схемы и по программам СИНТГАЗ и ЦИКЛАМ в любых
сочетаниях, т. е. сотни миллионов типов расчетов. Следовательно, программы
ПРОАМ, СИНТГАЗ и ЦИКЛАМ на базе системы ПМО обеспечат в перс-
йектнвё Основные потребности в расчетах ХТС производства аммиака.
Необходимый тип расчета ХТС задается пользователем на дисплее со-
ответствующим заполнением файла (набора) исходных данных по имеюще-
муся на экране образцу с пояснениями. Файл исходных данных к програм-
ме ПРОАМ содержит около 250 параметров — чисел (примерно по 125 чи-
сел к СИНТГАЗ и ЦИКЛАМ).
Результаты расчетов ХТС производства аммиака. Результатами расчета
являются параметры потоков (состав, расход, температура, давление) во всех
узловых точках схемы производства плюс тепловые нагрузки и другие важ-
456
нейшие параметры по отдельным аппаратам. Результаты печатаются в виде
таблиц стандартной формы для каждого потока с добавлением надписей я
чисел, относящихся к аппаратам. Всего по программе ПРОАМ выдается око-
ло 40 табличек, в каждой нз которых величины указаны в нескольких ос-
новных единицах измерения. При проектировании напечатанные на ЭВМ ре-
зультаты используются в качестве проектных документов.
Рассмотрим программы для расчета менее крупных ХТС.
Отделение конверсии углеводородов (ОКУ). Программа расчета ОКУ
позволяет рассчитать потоки (состав, температуру, расход) в узловых точ-
ках схемы и тепловую нагрузку в трубчатой печи для нескольких вариан-
тов расчетно-технологической схемы отделения.
1. Схема типа ТАНДЕМ. В схеме ТАНДЕМ конвертированный газ пос-
ле шахтного конвертора при высокой температуре поступает на обогрев
труб в трубчатом конверторе, куда технологический газ подается перед
шахтной конверсией. Возможны два варианта расчетов: задан расход КВС
на вторичную конверсию, — определяют температуру на выходе ГПЫ1, и на-
оборот по Т»ых рассчитывают расход КВС.
2. Обычная последовательная схема — первичная и вторичная конвер-
сии (риформинг). Возможны те же два типа расчётов, что и в п. 1.
3. Один первичный риформинг.
4. Один вторичный риформинг.
В программе используется равновесная модель процесса с задаваемой
степенью приближения к равновесию.
Отделение конверсии оксида углерода (ОКОУ). Программа ОКОУ -поз-
воляет рассчитать потоки в узловых точках отделения для пяти вариантов
расчетно-технологической схемы отделения: одна ступень конверсии; две
ступени конверсии без промежуточных аппаратов; между двумя ступенями
конверсии стоит теплообменник и задана температура на входе во 2-ю сту-
пень (Твх); после 1-й ступени стоит испаритель и задана Твх, по которой
определяют количество влаги, впрыскиваемой в испаритель; после 1-Й ступе-
ни стоит испаритель и теплообменник, задано соотношение пар: газ и тем-
пература входа во 2-ю ступень.
В программе используется равновесная модель с задаваемой степенью
приближения к равновесию.
Расчет энергетической части крупных агрегатов производства аммиака
{программа ЭНЕРГИЯ). Программа ЭНЕРГИЯ позволяет рассчитать тепло-
вой баланс и теплоиспользующую аппаратуру для производства перегретого
пара давлением 10 МПа, т. е. рассматривается замкнутый баланс по высо-
копотенциальному теплу. В ХТС энергетической части входят блок теплоис-
пользующей аппаратуры трубчатой печи, паровые котлы и водоподогрева-
тели отделений метаннрования и синтеза.
Основные исходные данные: тепловая нагрузка на трубы в трубчатой
печи; конструктивные параметры аппаратов; потребление пара 10 МПа.
Основные результаты: расход топлива: в трубчатой печи, во вспомога-
тельном котле, в дополнительных горелках; параметры потоков (дымовой
газ, конвертированный газ, вода, пар) на входах и выходах всех аппаратов
схемы. -
Результаты печатаются в виде таблиц с пояснениями, по две таблицы
(вход и выход) для каждого аппарата.
457
Расчеты аппаратов в производстве аммиака
На основе программно-математического обеспечения разработан цикл
программ для расчета отдельных аппаратов.
Полочные колонны синтеза аммиака. В последнее время намечается пе-
реход к полочным колоннам синтеза аммиака, поэтому данная программа
позволяет вести материальный и тепловой расчеты практически любых ко-
лонн полочного типа.
Программа КОЛОННА имеет следующие возможности:
1. Возможен расчет колонны с произвольным числом полок.
2. Возможны пять типов математических моделей для расчета однай
полки: равновесная модель, кинетическая модель, модель с учетом диффу-
зионной кинетики, «идеальная» колонна с оптимальным температурным ре-
жимом (ОТР) без учета диффузии и с учетом диффузионной кинетики.
3. Для каждой полки в качестве исходной величины можно задавать по
выбору одну из следующих: объем катализатора, Т"*х или хВыя, две неи>
вестные величины рассчитываются.
4. Тепловой эффект Q и теплоемкость могут быть рассчитаны через
любое заданное число шагов интегрирования или определены как средине
значения для слоя катализатора.
5. Возможны различные схемы теплосъема между полками к нагрева
исходного газа: любые комбинации байпасов и промежуточных теплообмен-
ников с посторонним хладоагентом; любые комбинации байбасов и проме-
жуточных теплообменников, в которых прореагировавший газ нагревает ис-
ходный; двухполочная колонна с промежуточным и предварительным тепло-
обменниками (свежий газ разделяется на два потока, один проходит через
щель и предварительный теплообменник, другой — через промежуточный, пос-
ле чего потоки смешиваются); конструкция колонны как и предыдущая, но
потоки смешиваются при входе в предварительный теплообменник.
Все указанные возможности реализуются за дисплеем соответствующим
заполнением файла исходных данных по имеющейся в этом же файле ин-
струкции.
Теплообменник с конденсацией пара в присутствии инертных газов (кон-
денсаторы, кипятильники). Программа КОНДЕ НС позволяет по заданному
потоку парогазовой смеси (ПГС) на входе и ее температуре иа выходе рас-
считать поверхность теплообмена, тепловую нагрузку и другие конструктив-
ные и технологические параметры, указанные ранее. Там же было пока-
зано, что1 в методике учитывается не только обычная теплопередача через
стенку, но и детальный анализ тепло- и массопереноса от ядра потока к
стенке через диффузионную пленку газа и пленку конденсата переменной
толщины. Программа позволяет рассчитывать горизонтальные и вертикаль-
ные аппараты, а набор компонентов в ПГС может быть произвольным в
пределах 60 веществ, входящих в систему ФИЗХИМ.
Испарители и теплообменники (аппараты, использующие низкопотен-
циальнде тепло). Программа ИСПТЕПЛ позволяет рассчитать материальный
и тепловой балансы испарителя и теплообменника при различных заданных
исходных данных. Для теплообменника можно задавать тепловую нагрузку^
тогда определяют температуру ПГС на выходе либо наоборот, по темпе-
ратуре ПГС на выходе рассчитывается тепловая нагрузка. Для испарителя
458
оо программе ИСПТЕПЛ возможны 6 способов задания исходных данных из
группы следующих параметров: расход и температура впрыскиваемой воды;
температура ПГС на входе и выходе; соотношение лар: газ на выходе. Три
параметра должны быть заданы, тогда остальные два определяют расче-
том. При этом всегда определяют параметры потоков на входе и выходе
испарителя - и тепловую нагрузку. Результаты оформляют в виде таблицы,
где поясняются все данные.
Теплообменники колонны синтеза аммиака. Для подогрева реагирующей
смеси, подаваемой в колонну синтеза, устанавливают нестандартные тепло-
обменники: внутренний и выносной. Разработана программа ТЕПКОЛ для
Проведения нескольких типов теплового, конструкторского и гидравлического
расчетов обоих теплообменников. Программа предусматривает расчет тепло-
обменников с кольцевыми или с сегментными перегородками.
Программа позволяет проводить проектно-конструкторский расчет, когда
по заданному гидравлическому сопротивлению и температурам на концах
теплообменника автоматически выбирается его конструкция (размеры и чис-
ло перегородок), рассчитывается поверхность и длина теплообменных тру-
бок, а также тепловая нагрузка и гидравлические сопротивления по участ-
кам газового тракта для горячего и холодного теплоносителей.
Кроме этого, при применении программы ТЕПКОЛ проводят четыре
типа поверочных расчетов теплообменников, когда для заданной конструк-
ции теплообменника известны две концевые температуры нз четырех (одна
для горячего, другая для холодного теплоносителя во всех комбинациях),
а определяются две неизвестные температуры, тепловая нагрузка, гидравли-
ческие сопротивления по участкам и общий перепад давления.
Результаты выдаются в виде таблицы с пояснениями.
Кроме описанных выше программ расчета отдельных процессов и аппа-
ратов в производстве аммиака существует ряд менее крупных программ, на-
пример, расчета огневых подогревателей природного газа, многоступенчатого
дросселирования в отделениях очистки технологического газа, разделения
газовых смесей на мембранах, расчет «рабочих» и равновесных линий и дви-
жущих сил абсорбции и десорбции диоксида углерода, технологические
расчеты абсорберов и регенераторов в отделении очистки от СО^.
Основной режим использования программ ХТС производства аммиака —
диалоговый режим за терминалом (дисплеем) на рабочем месте инженера-
технолога. У пользователя есть возможность просмотреть на экране все име-
ющиеся программы ХТС и выбрать подходящую. Затем по доступной ему
с экрана инструкции он может узнать все возможности программы и требо-
вания к исходным данным. Далее ок должен заполнить за терминалом файл
исходных данных и набрать команду:
СЧЕТ имя программы имя файла данных фамилия. По
окончании расчета пользователь может смотреть результаты в соответ-
ствующем файле. За один прогон можно просчитать любое число ва-
риантов.
469
VIII. ТЕПЛОЭНЕРГЕТИКА
Л.И. Черномордик
Теплоэнергетика—это раздел теплотехники, охватывающий преобра-
зование тепла в другие виды энергии (механическую, электрическую) при
помощи тепловых (паровых и водогрейных котлов, теплообменников, паро-
вых машин, паровых и газовых турбин, двигателей внутреннего сгорания
н т. п.) и электрических машин.
В азотной промышленности эксплуатируется более 750 котлов-утилиза-
торов, 700 паровых турбин и 100 газотурбинных установок. Это оборудова-
ние является неотъемлемой частью единого химико-технологического комп-
лекса. Изучение оптимального сочетания химической технологии и энергети-
ки, в том числе и особенностей работы энергетического оборудования в хи-
мических производствах, является предметом химической энерготехнология
[1—3].
В условиях крупнотоннажных азотных производств с высоким энерге-
тическим потенциалом такой подход приобретает особое значение и позво-
ляет более обоснованно подходить к разработке, проектированию и экс-
плуатации совершенных и экономичных энерготехнологических комплексов.
1. ТОПЛИВНО-ЭНЕРГЕТИЧЕСКИЙ БАЛАНС
И ЭНЕРГОЕМКОСТЬ ПРОИЗВОДСТВА .
Структура топливно-энергетического баланса (ТЭБ) азотной промышлен-
ности в 1984 г. показана в табл. VIII, 1.,
На рис. VIИ-1 показан ТЭБ крупнотоннажного агрегата аммиака. Для
Предотвращения повторного учета конкретной составляющей топливно-энер-
гетических ресурсов (ТЭР) анализируемый объект' (предприятие, производст-
во и т. д.) на время анализа рассматривается как «черный ящик», в кото-
рый поступает ТЭР. Из этого «ящика» выходят производимые целевые про-
дукты, побочные, полезно используемые продукты, включая энергетические
(ПЭР), и потенциальные бросовые эиергорееурсы (БЭР). Например, в табл.
VIII,! теплоэнергия,. выработанная на заводской ТЭЦ, в котлах-утилизато-
рах и т. п. не учитывается, так как топливо на ее производство уже учте-
но. Из сопоставления ТЭБ СССР и табл. VIII,! следует, что на производст-
Таблица VIII,I. Структура топливно-энергетического баланса
Форша энергии, поступающей и* пред- приятия Количество
тыс. т у. т. % ;
Топливо* 35 248 67
Электроэнергия 11554 22
Теплоэнергия 5782 11
Итого 52 584 100
• Включая потребление природного газа в качестве сырья и на технологически»
нужды.
460
ТЗР
Рис. VIII-1. Схема топливно-энергетического баланса крупнотоннажного агре-
гата производства аммиака.
во связанного азота суммарно, в виде прямого потребления горючих иско-
паемых и опосредствованно — через переработанные их формы, в том чис-
ле на электро- и теплоэнергию, затрачивается более 2,5% добываемых и
производимых в СССР первичных топливно-энергетических ресурсов (ТЭР)
в условном топливе (включая органическое топливо, гидравлическую и атом-
ную энергию), или 3/4 общего потребления ТЭР Министерством по производ-
ству минеральных удобрений.
Структура мирового энергопотребления, включая СССР, в последние
десятилетия изменялась в сторону роста доли природного газа в энергобалан-
се стран мира. Эта тенденция отразилась и на сырьевой базе азотной тех-
нологии (аммиака, метанола и т. д.). Изменилось и энергообеспечение этих
производств. Природный газ как сырье и топливо, непосредственно исполь-
зуемое в азотной технологии, в значительной степени вытеснил электроэнер-
гию и пар, снизил их потребление-со стороны. Такое изменение технологии
азотных производств обеспечило резкое снижение как удельных капиталь-
ных затрат, так я себестоимости азотных удобрений, что способствовало бур-
ному росту азотной промышленности в IX—XI пятилетках.
Из общего количества потребляемой электроэнергии около 80% расхо-
дуется на привод машин (компрессоров, насосов и т. п.), около 15% — на
электроИагрев и 1—2% на освещение. Основным потребителем тепла явля-
ется технология. Расход тепла на отопление и вентиляцию составляет 15—
20% от общего его потребления. Около 25% потребления тепла обеспечи-
вается за счет ПЭР. Однако на конкретных предприятиях доля ПЭР в теп-
ловом балансе различна — от нескольких единиц до 80%. Высокая степень
использования тепловых ПЭР имеет и негативную сторону — степень на-
дежности работы поставщика и потребителя ПЭР нередко заметно разлнча- -
ются. Различаются и графики работы этих производств. Примерно половина
природного таза, потребляемого в качестве сырья и на технологические
нужды, расходуется на нагрев газовых потоков, компенсацию затрат энер-
гии на эндотермические реакции, на получение пара для турбин, используе-
мых в качестве привода машин, и аналогичные технологические нужды.
Потребление природного газа азотной промышленностью составляет
около 7% от его добычи в стране. Для сравнения отметим, что доля при-
461
Рис. VIII-2. Динамика удельного
энергопотребления азотной промыш-
ленности (в % к 1975 г.) в зависимо-
сти от стоимости выработанной про-
дукции:
1 — суммарное потребление ТЭР с учетом
потребления природного газа в качестве
сырья; 2 —то же, без учета сырья; 9 —
природный газ, потребленный в качестве
сырья; 4 — топливо для энергетических
установок; 5 — электроэнергия со стороны;
6 — теплоэнергия со стороны.
родного и попутного газов в балансе
котельно-печного топлива СССР про-
должает расти и достигает примерно
50%, в том числе природного газа —
до 44% [4]. Аналогичная ситуация
с потреблением газообразного топли-
ва и в зарубежной энергетике. Про-
гноз структуры энергопотребления в
мире [5, 6] показывает, что доля природного газа в ТЭБ в дальнейшем прак-
тически не изменится и составит около 18% ТЭР, что приведет к увеличению
его потребления в 1,5—2,0 раза.
При анализе перспектив сырьевой базы существующих хорошо освоен-
ных азотных технологий следует учитывать, что замена газа и нефти на
уголь ставит серьезные экологические проблемы, решение которых связано
с большими затратами. Кроме того, освоение и массовое внедрение новых
технологий потребует многих лет. В этих условиях производство жидких и
газообразных топлив из угля в местах добычи с последующим транспорти-
рованием их по существующим трубопроводам на отработанные технологии
может быть предпочтителен по сравнению с децентрализованным использо-
ванием твердого топлива.
Анализ уровня энергетического совершенства азотных производств про-
водится как при помощи термического или эксергетического к. п. д„ так и
сравнением энергоемкости вырабатываемого продукта. В качестве единого
эквивалента потребляемого топлива в СССР принято условное топливо
(I кг у. т.=7000 ккал, или 29,3 МДж). Метод анализа энергетического со-
вершенства производств по энергоемкости конечного товарного продукта
позволяет оценить энергетические затраты на его производство с учетом со-
пряженных затрат любого уровня, например на добычу и транспортирование
топлива. Это позволит более объективно сопоставлять различные технологии.
В то же время для более наглядного сравнения процессы на основе
одинаковой технологии и одного и того же сырья, в которых энергозат-
раты на сырье доминируют, целесообразно сравнивать по энергозатратам
на переработку этого сырья. В удельные энергозатраты на переработку
сырья включаются все прямые энергозатраты на переработку и, плюс к то-
му, энергозатраты на производство сырья, израсходованного в процессе сверх
стехиометрически необходимого (например, для азотной кислоты расход ам-
миака свыше стехиометрически необходимого—0,27 т/т—относится на энер-
гозатраты при переработке, исходя из среднеотраслевых затрат у. т. на круп-
нотоннажных агрегатах аммиака (2).
На рис. VIII-2 показана динамика удельного энергопотребления азотной
промышленности в целом — как отношение суммарных затрат энергоресурса
в т у. т. к суммарной стоимости выработанной продукции (в единых ценах
1975 г.). Из рисунка видно, что в первые годы внедрения крупнотоннажных
агрегатов суммарной экономии ТЭР не было. В 1984 г. удельное потребле-
ние ТГЭР по сравнению с 1975 г, уменьшилось на 8%.
Из анализа энергоемкости однотипных агрегатов на различных объектах
видно, что если бы все предприятия работали на уровне лучших, дополни-
тельная экономия ТЭР в азотных производствах в 1984 г. составила бы
около 3,9 млн. т у.т., в том числе 1,7 млн. т у.т. в крупнотоннажных про-
изводствах аммиака, 0,35 — в производствах аммиака по схеме ENSA, 0,75—
в производствах азотной кислоты, 0,3 млн. т у. т. в производствах аммиач-
ной селитры, н т. д. Стоимость этого топлива (без учета затрат на его пе-
реработку в электроэнергию, тепло, аммиак н т.д.) превышает 100 млн. руб.
Для его добычи, транспортирования и переработки в энергобазу страны
вложено около 1,5 млрд. руб. капитальных затрат.
Из сопоставления этих данных с рис. VII1-2 видно, что аналогичный
(и даже меньший) эффект достигнут за 2Л пятилетки в результате ввода
более 30 крупнотоннажных агрегатов аммиака, 100 — азотной кислоты и
десятков агрегатов аммиачной селитры и карбамида.
2. ПАРОТУРБИННЫЙ ЦИКЛ
Принципиальная схема. На рис. VIII-3 представлена простейшая прин-
ципиальная схема конденсационной электростанции (КЭС) с одноступен-
чатым промежуточным перегревом пара. Пар из парогенератора 1 после'
первичного перегрева в пароперегревателе 2 проходит часть высокого дав-
ления (ЧВД) турбины 4 и направляется в промежуточный» пароперегрева-
тель 3, где он дополнительно нагревается за счет тепла продуктов сгорания
топлива. После расширения в частях среднего (ЧСД) и низкого (ЧНД) дав-
ления турбины 4, т. ё. после совершения работы, пар конденсируется в кон-
денсаторе 6, отдавая тепло охлаждающей воде. Часть Поступившего в тур-
бину пара после частичного расширения отбирается из разных мест Проточ-
ной части турбины и направляется в подогреватели питательной воды 8, 10,
12. В них пар отдает тепло питательной воде, конденсируется и конденсат
вливается в общий поток питательной воды. Регенеративный подогреватель 10
смешивающего типа одновременно служит для дегазации воды и называется
деаэратором.
Регенерация тепла приближает процесс в установке к циклу Карно. Ус-
ловно потоки пара через турбину на регенерацию можно рассматривать как
микро ТЭЦ с противодавлением, соответствующим конкретному отбору. Про-
межуточный перегрев пара повышает экономичность электростанции за счет
сокращения удельной потери тепла в конденсаторе и повышает надежность
работы последних ступеней турбины за счет снижения влажности пара в
конце процесса расширения (1% влаги изменяет к. п. д. ступеней примерно
на 0,7—0,8%) [8].
Примерная экономия топлива благодаря регенерации в выпускаемых
промышленностью паротурбинных установках (по отношению к установкам,
работающим с отключенной регенерацией) показана в табл. VIII,2 [9].
463
462
Рис. VI11-3. Простейшая принципиальная схема конденсационной электростан-
ции с промежуточным перегревом пара (а) и тепловой процесс расширения
пара в турбине (б):
/ — парогенератор (котел); 2 — первичный пароперегреватель; 3 — промежуточный паро-
перегреватель; 4 — паровая турбина (части высокого, среднего и низкого давления); 5 —
генератор; 6 — конденсатор; <—конденсатный насос; 8 — регенеративные подогреватели
низкого давления; 9 — дренажный насос; 10 — деаэратор; 11 — питательный насос; 12 —
регенеративные подогреватели высокого давления; DK, Dt, Ds, ...» Dn~- расход пара в
конденсатор н отборы пара; Ра. Pi. Рь .... Рп, Рк — давление острого пара, пара в от-
борах и в конденсаторе; Р'пц. Р"пп — давление пара до и после промежуточного паро-
перегревателя; it, if. /а, .... i'nn. i"nft, iK — энтальпия острого пара, пара в отборах, до
к после промежуточного пароперегревателя, в конденсаторе; ~ тепло, под-
веденное в пароперегревателе; ia в, iK — энтальпия питательной воды и конденсата по-
сле конденсатора.
464
Таблица VIII,2. Экономия.топлива от регенерация
Параметры пара Число сту- пеней подо- грева Температура подо- грева питательной воды, еС Экономия топлива ст регенерации, %
Р, МПа t *с
3,43 435 3 145 у g
8,83 535 5 215 11—13
12,75 565 7 230 15—16
23,54 560/560 8—9 245 17—18
Однократный промежуточный перегрев пара уменьшает расход топлива
на установку на 4—6%, двухкратный — дополнительно еще на 2,0—2,3% [9].
Влияние параметров пара на экономичность паросиловой установки.
С повышением начального давления пара возрастает температура насыще-
ния и соответственно средняя температура подводимого тепла, В соответст-
вия с термодинамическими свойствами пара наиболее значительное возра-
стание термического к. п. д. происходит при повышении начального давления
до 9 МПа. Начальное, давление при этом выступает лишь как наиболее за-
метный внешний фактор, а не как причина увеличения термического к. п. д.
цикла [10]. При этом с ростом начального давления и неизменном конечном
Давлении повышается конечная влажность пара. С ростом температуры пе-
регрева пара возрастает средняя температура цикла и соответственно к. п. д.
Особо эффективно повышение экономичности паросилового цикла происхо-
дит при одновременном повышении начальных температуры и давления пара.
В табл. VIII,3 показано примерное изменение тепловой экономичности
КЭС в зависимости от начальных параметров пара и промежуточного пере-
грева при постоянном конечном давлении [8].
Уменьшение конечного давления (при неизменных начальных параметрах
пара) снижает температуру конденсации, а следовательно, и температуру
отвода тепда, вследствие чего термический к. п. д. цикла возрастает.
Для большинства турбин средних параметров лара изменение давления
в конденсаторе на ±0,98 кПа (±0,01 кгс/см2) при всех нагрузках приводит
к изменению мощности на ±1% от номинальной [11]. Для турбин высоких
параметров пара с промежуточным перегревом это влияние несколько меньше.
По стандарту расчетный удельный расход тепла на паровых конденса-
ционных турбинах мощностью 300, 500, 800, 1200 тыс. кВт составляет 7725—
Таблица VIII,3. Влияние начальных параметров пара
и промежуточного перегрева на экономичность КЭС
Параметры пара Относитель- ная эконо- мия тепла. при вариан- те 2, %
вариант 1 вариант 2
Р, МПа | t, "С Р. МПа t, °C
2,84—3,43 8,83 12,75 400—435 500—535 565/565 8,83 12,75 23,54 500—535 565/565* 565/565* 16—18 10—11 4,8—5,2
* Однократный промежуточный перегрев пара.
30—1425
465
7650 кДж/(кВт»ч) [1840—1827 ккал/(кВт-ч)], а на конденсационных тур-
бинах среднего давления мощностью 12 и 18 тыс. кВт, применяемых для
привода компрессоров, соответственно составляет 11920—11669 кДж/(кВт-ч)
[2845—2785 ккал/(кВт-ч)] ври регенеративных отборах пара и более
12 560 кДж/(кВт-ч) [3000 ккал/(кВт-ч)] при отключении отборов пара на
регенерацию. В химических производствах большие избытки низкопотенциаль-
ного тепла делают нецелесообразным паровой подогрев питательной воды
(отборы пара из турбины на регенерацию практически будут отключены).
Сопоставление выше приведенных данных показывает, что экономичность
применяемых в азотной промышленности относительно маломощных паровых
турбин на средние параметры пара в 1,6 раза ниже, чем на современных па-
ротурбинных установках электростанций. Именно этим, а не конъюнктурой
цен на энергоресурсы и объясняется экономическая целесообразность отпус-
ка пара котлов-утилизаторов на сторону (при наличии потребителей его) по
сравнению с вариантом использования этого пара в турбине.
Паровые турбины. В турбине происходит двойное преобразование энер-
гии: потенциальная и внутренняя энергия пара преобразуются в соплах (иля
направляющих лопатках) и рабочих лопатках в кинетическую, а кинетиче-
ская — в механическую, передаваемую вращающемуся валу.
По принципу работы турбины (или ее ступени) делятся на активные,
в которых расширение пара происходит только в соплах, и на реактивные —
с расширением пара как в соплах, так и на рабочих лопатках. Эффектив-
ность (к, п. д.) турбинной ступени зависит от режима ее работы и достигает
максимального значения при оптимальном отношении скоростей u/ci или
и/С0, где u^ndn/60 — окружная скорость; d — абсолютная скорость пара на
выходе из сопловой лопатки; Со — условная скорость, соответствующая срабо-
танному на ступени перепаду тепла (м/с). Как правило, эти кривые напоми-
нают параболы с максимумом. В семействе этих кривых верхняя соответст-
вует относительному минимальному осевому зазору, нижние — по мере уве-
личения этого зазора.
Отклонения параметров пара и вакуума оказывают значительное влияние
на эксплуатационные характеристики конденсационных турбин [12]. Пониже-
ние температуры свежего пара среднего и высокого давления на каждые 7вС
увеличивает расход пара на 1%; понижение давления свежего пара среднего
давления (при сопловом регулировании) на каждые 5% увеличивает расход
пара на 1%; снижение давления пара высокого давления на каждый про-
цент увеличивает расход пара на 0,7%; ухудшение вакуума на 1% увеличи-
вает расход пара на 1,4% при номинальной нагрузке; изменение температуры
охлаждающей воды на ±5 °C вызывает изменение расхода пара на 1,2% при
номинальной мощности; изменение температуры регенеративного подогрева
питательной воды на 1 °C вызывает изменение расхода тепла на 0,15%.
Конденсационная установка паровых турбин. Установка предназначена
для создания по возможности низкого давления пара за последней ступенью
турбины, а также для получения чистого конденсата, пригодного для пита-
ния котлов. Основными элементами установки являются собственно конденса-
тор, воздухоудаляющее устройство и насосная группа (конденсатные, цирку-
ляционные и другие насосы).
В качестве воздухоудаляющих устройств применяются пароструйные и
водоструйные эжекторы. Пароструйные эжекторы выполняются многоступен-
X
Что
чаты ми с промежуточным охлаждением воздушной смеси основным конден-
сатом. Перегрузка эжектора и соответствующее ухудшение вакуума может
произойти из-за уменьшения давления пара или недостаточного охлаждения
паровоздушной смеси. В водоструйном эжекторе сжатие паровоздушной сме-
си проводится в одну ступень. Конденсация пара, содержащегося в ней, про-
исходит на струе рабочей воды [13], до поступления ее в камеру смешения.
В условиях значительных присосов воздуха в вакуумную систему водоструй-
ные эжекторы более надежны, чем пароструйные [11].
Абсолютное давление (соответственно в кПа и мм рт. ст.) в конденсато-
ре определяется по формулам
РК = (ВО— ^о)/7>5 и Pk = Bq —//ф
где Во—приведенное к О °C значение барометрического давления, мм рт. ст.;
Но — приведенное к О °C значение разрежения в конденсаторе по вакууммет-
ру, мм рт. ст.
При тепловых расчетах конденсатора [9] принимается: температура кон-
денсата /е для регенеративных конденсаторов /К—Л1—(0—1) °C (где /п—
температура насыщенного пара, соответствующая давлению пара на входе в
конденсатор), для нерегенератнвных Конденсаторов /к=/п—(3—5) °C, нагрев
охлаждающей воды в конденсаторе Л/ принимается для одноходовых кон-
денсаторов А/в««4—6 °C, для двухходовых Д/в=7—9°С, для трех- и четырех-
ходовых Д/в=40—12 °C.
Расчетные давления отработавшего пара (Рк) в зависимости от началь-
ной температуры охлаждающей воды (/ив) приведены ниже [9] :
/1В, °C . . . Ю 15 20 и 25
Рк, кПа . . . 2,8—3,4 3,8—4,8 5,9—6,8
3. ПАРОВЫЕ И ВОДОГРЕЙНЫЕ КОТЛЫ
Особенности работы котлов-утилизаторов. Котлы>утилизаторы. азотных
производств предназначены для охлаждения газовых технологических потоков
с одновременным получением водяного пара для энергетических или техно-
логических нужд. Как правило, Зти котлы работают на механически чистых,
но химически агрессивных газах с большими тепловыми нагрузками, с фор-
сированным переходом с режима прогрева на рабочий режим н протеканием
химических реакций (в производствах азотной кислоты) между компонента-
ми газового потока в объеме котла. л
По котельной схеме применяются котлы газотрубные, водотрубные с ее-
тественной циркуляцией и водотрубные прямоточные с двухступенчатой се-
парацией пара в горизонтальных пленочных сепараторах. Применяемое дав-
ление пара: максимальное 10 МПа—в агрегатах синтеза аммиака, м1шн-
мальное 0,29 МПа—в производстве карбамида. Наибольшее число котлов-
утилизаторов работает при 1,3—1,8 МПа или 3,9 МПа. По суммарной паро-
производительности преобладают котлы-утилизаторы, работающие при 10 и
3,9 МПа с получением пара энергетических параметров.
Суммарная паропроизводительность котлов-утилизаторов в отрасли
(75Q шт.) превышает 20 тыс. т/ч. По газовой стороне большинство котлов-
утилизаторов работает под давлением. 0,4-—3,5 МПж Коэффициент конвек-
тивной теплоотдачи от газа к стенке (тепловой, поток) в котлах прямо про-
30* 4КГ
Рис. VIII-4. Зависимость темпера-
туры стейки от относительной эн-
тальпии среды при различных зна-
чениях теплового потока d=8 мм;
Р=9,8 МПа; №=1400 кг/(ма-с).
порционален давлению газа в
степени 0,6—0,8, в зависимости от
, характера омывания труб газом.
В качестве примера на
рис. VIH-4 показаны эксперимен-
тальные данные влияния теплово-
го потока q и относительной эн-
тальпии X на температуру чистой
трубы [14]. При развитом пузырь-
ковом кипении температура стен-
ки превышает температуру насы-
щения на 5—10 “С. При значени-
ях X, близких к XKff пузырько-
вое кипение переходит в кольце*
, вое пленочное. Ядро потока отде-
ляется от стенки паровой пленкой.
Теплоотдача резко ухудшается,
температура стенки резко возрастает, достигая максимума при X несколько
больше ХКр- Коэффициент теплоотдачи от стенки к ядру потока в основном
определяется, термическим сопротивлением этой пленки. С увеличением па-
росодержания потока увеличивается также линейная скорость потока, и ко-
эффициент теплоотдачи возрастает, пока не достигнет 1; Х>1 характеризу-
ется однофазным потоком в трубе (перегретый пар).
Условия, при которых происходит переход от пузырькового потока к
пленочному, зависят от весовой скорости, паросодержания, теплофизических
свойств жидкой и паровой фаз (т. е. от рабочего давления среды), величины
теплового потока и характера его распределения по длине и периметру тру-
бы, от геометрических размеров трубы; наличия и величины пульсации расхо-
да рабочей среды [15, 16]. Заметим, что в котлах-утилизаторах аммиачного
производства локальные J тепловые потоки достигают 0,6 МВт/ма.
Из рис. VIII-4 видно, что при нарушении нормального котлового режима
(переходе от пузырькового кипения к пленочному) температура стенки трубки
может резко увеличиться (более чем на 200 °C) и достигнуть опасного для
котельных сталей уровня (550 °C). Еще более опасно циклическое изменение
котлового режима (от пузырькового кипения к пленочному, и наоборот),
в результате чего происходит разрушение защитной магнетитовой пленки с
образованием глубоких (нередко сквозных) язв. Такое явление наблюдалось
в котлах с трубками Фильда (аммиачное производство). В местах соприкос-
новения нижнего ряда распорок (между внутренней и наружной трубками)
с внутренней поверхностью наружной трубы может происходить образование
и задержка паровых пузырей с последующим смывом их водой. В результа-
те резких колебаний температуры стенки магнетитовая пленка в этих местах
разрушается и создаются благоприятные условия для коррозии под дейст-
468
вйем чистой веды и пара. В качестве мер предупреждения таких поврежде-
ний ГИАП рекомендовал при ремонтах поворачивать внутренние трубка
(с распорками) по часовой стрелке на заданный угол (в зависимости от
конструкции распорки), меняя место контакта распорки и внутренней по-
верхности наружной трубы. Кроме того, следует иметь в виду (и предотвра-
щать) опасность даже кратковременного нарушения водно-химнческого ре-
жима работы котла.
Коррозия котельных поверхностей нагрева. Система вода (водяной*
пар) — железо термодинамически нестабильна. Растворению железа в воде
препятствует лишь образование поверхностной пленки магнетита FeaO*.
Целенаправленное образование тонкого, плотного прочного поверхностного
слоя магнетита (пассивация котла) и сохранение ее в процессе Эксплуатаций'
(строгое соблюдение водно-химического и температурного режима поверхно-
стей нагрева) обеспечивают предотвращение коррозионного повреждения по-
верхностей нагрева и барабана котла.
Характерными видами коррозии котельных труб из перлитной стали яв-
ляются кислородная, подшламовая, межкристаллитная, пароводяная, щелоч-
ная, водородная [17, 18].
Кислородная коррозия — коррозия язвенного вида глубиной до -
1 мм и более, при эксплуатации ею чаще всего повреждается входная часть-
экономайзера, барабаны и опускные трубы, при неправильной консервации,
котла— все участки котла.
Подшламовяя к о р р о з и я — электрохимическое и химическое уто-
нение металла в виде раковин диаметром до нескольких десятков миллимет-.
ров протекает под слоем железоокисных наносных отложений.
П а р о в о д я н а я коррозия — язвенное разрушение в виде кругооб-
разных или эллипсоидных «кратеров» различной глубины до сквозных, про-
текающее под воздействием высоких тепловых потоков и частых теплосмен,
приводящих к разрушению защитной магнетитовой пленки. Такой коррозни-
спбсобствуют ухудшение качества питательной воды по содержанию железа-
и меди, а также эффект «прятания» солей, в частности фосфатов.
Щелочная коррозия — локальные электрохимические повреждения*
экранных труб и хрупкие повреждения (межкристаллитные трещины) в ме-
стах упаривания котловой воды (каустическая хрупкость). Указанное по-
вреждение экранных труб имеет вид бороздок, металл которых лишен окис-
г.эго железа и имеет серебристый цвет [17]; развивается в наиболее тепло-
напряженных местах. Каустическая хрупкость возникает в барабанах и валь-
цовочных соединениях в результате упаривания воды при относительной кон-
центрации едкого натра (к сумме концентраций всех минеральных солей) бо-
лее 15—20%. Трещины — как транскристаллитного, так и межкристаллитного-
характера. ,
Указанные выше типы коррозионного повреждения не приводят к потере-
металлбм пластичности. Даже при «каустической хрупкости» металл в непо-
средственной близости от места разрушения сохраняет свои механические-
свойства.
Иной характер повреждений возникает при наводораживании металла.
Металл теряет пластичность н разрушается без видимого утонения. Меха-
низм этих повреждений пока изучен недостаточно [18]. Охрупчивание стали/
становится заметным при концентрации водорода всего около трех атомов-
на каждые 10е атомов железа [18]. Охрупчивание котельного металла может
проходить как в результате реакций водорода внутри кристаллической ре-
шетки с образованием метана, так и непосредственно под действием водорода.
По данным США, 65%' повреждений котлов происходит из-за водородного
охрупчивания [18].
Отмечается [14, 18, 19], что при давлениях выше 6 МПа водородная кор-
розия может идти и при использовании питательной воды исключительно вы-
сокого качества. Отмечается также, что места этих повреждений подверга-
лись воздействию больших тепловых потоков. Предполагается [18], что на-
чальной стадией водородного охрупчивания может быть пароводяная кор-
розия.
При коррозии экранных труб [20] образующиеся соединения железа пред-
оставляют собой мелкодисперсную смесь и в значительной степени (50—80%)
уносятся с паром. Большая часть их переходит в конденсат турбины, что
приводит к загрязнению питательной воды продуктами коррозии железа.
Крупнодисперсные взвеси. оксидов железа поступают в котел главным обра-
-зом с питательной водой.
У котлов-утилизаторов тепла нитрозных газов может происходить на-
ружная (со стороны газов) нитрозная и нитрат-нитритная коррозия под
’напряжением [21]. У нитрат-нитритного разрушения есть общие черты с водо-
родным охрупчиванием — металл в зоне трещины приобретает магнитные
свойства. Предотвращение этих повреждений обеспечивается соблюдением
температурного режима и режима розжига катализатора.
Б связи с разжигом контактных аппаратов под рабочим давлением кот-
лы-утилизаторы нитрозных газов газотрубного типа рекомендуется предвари-
тельно разогреть паром со стороны до давления в барабане котла, близкого
*к рабочему.
Специфика теплового расчета котлов-утилизаторов тепла нитрозных га-
зов. В газовых объемах котла при температуре газов ниже 450 °C по мере
их охлаждения интенсифицируются экзотермические реакции окисления NO
в NOS. Расчетная и экспериментальная проверка показала, что в котле
Г-420БПЭ более 7% пара получается за счет тепла этой реакции. При обсле-
.довании котла КН-80/40 было обнаружено, что температура газов за котлом
(и корпуса установленного за ним аппарата) была 350—360 °C, в то время
как расчет без учета тепла окисления NO в NOj дал значительно более низ-
кую температуру — 300 °C.
Расчеты котлов-утилизаторов тепла нитрозных газов рекомендуется вести
путем совместного решения трех систем уравнений [22]: теплообмена между
греющей и нагреваемой средами (по общепринятой методике [15]); 2) реак-
ций окисления NO b NO2 в газовом тракте (по методикам, изложенным в
специальной литературе по технологии азотной кислоты); 3) теплового ба-
ланса греющей и нагреваемой средой.
В отличие от принятой в котельной практике методики [15] тепло нитроз-
гных газов определяется через полные энтальпии веществ — сумму тепловой и
химической энергии вещества. Энтальпия i-ro компонента
Л = »о + (ЯТ-Яо)
где to — энтальпия образования вещества из элементов; (Нт—Но) — измене-
ние энтальпии вещества при изменении температуры.
470
Рис. VIII-5. Зависимость изменения степени окислениости и температуры нит*
розного газа при прохождении его через котел-утилизатор КУН-24/16 (на осж
абсцисс — условное время):
I СТ, ГТ ст —первая и вторая ступени испарителя; П. К. и В. К. — поворотная и выход-
ная газовые камеры; сплошные линии — штриховые ливни — К|—0.8; Ki—3.
Эитальния нитроэиогд газа 7Яг=2гЛ
где и —объемная доля i-ro компонента.
Суммарное уравнение теплового баланса по нитрозным газам
СигМГУ'-гнф
где Г, V'— энтальпия и объем газов на входе на поверхность; V" — то-
же, на выходе с поверхности с учетом окисления; <р — коэффициент сохране-
ния тепла, учитывающий потери в окружающую среду.
Анализ показал, что стенка оказывает каталитическое влияние на окис-
ление. В связи с этим рекомендуется в общепринятое уравнение Боденштейна
с поправкой на давление по данным Фаузера:
lg[0,045 (р — 1)1g Кр] = 0,265 — 1,658-10“Ч+0,95.10^
дополнительно ввести поправку Ki=0,8 при расчете пустых объемов и Kj*“
=3 — поверхностей нагрева. На.рис, VIIL-5 показаны результаты расчет»’
газотрубного двухходового котла-утилизатора тепла нитрозных газов типа*
КУН 24/16. С учетом указанных поправок степень окисленности газов за кот-
лом изменилась с 50,69 до 52,05%, температура за котлом снизилась t
269,9 до 262,3 °C, паропроизводительность котла выросла с 24,7 до 25,1 т/ч.
4. СОЛЕВОЕ ЗАГРЯЗНЕНИЕ ПОВЕРХНОСТЕЙ НАГРЕВА .
И ТУРБИН
Загрязнение насыщенного пара примесями происходит двумя путями: за-
счет механического уноса котловой воды (например, в аммиачном производ-
стве из-за отсутствия промывки пара) или питательной воды (в энергетиче-
47Г
ских котлах н большинстве котлов-утилизаторов, имеющих промывку пара)
и за счет растворения примесей в паре.
Теоретически [14] и практически доказано, что промывкой пара питатель-
ной водой можно снизить его загрязнения кремнекнслотой в 2—5 раз, а об-
щее солесодёржание в 2—3 раза [20]. Чистота насыщенного пара зависит от
конструктивного оформления системы разделения жидкой и паровой фаз, си-
стемы сепарации пара от капель, а также от ряда факторов ведения внут-
рнкотлового режима (предотвращения опасного вспенивания кипящей воды;
недопущения критически опасного содержания отдельных соединений и об-
щего солесодержания котловой воды, качества питательной воды и Т- Д-)-
Есть примеры [18] многолетней работы без существенных затруднений
ТЭЦ с давлением пара 9,8 МПа с добавкой 60—100% воды, подготовленной
методом Na-катионирования и о менее надежной работе этих же котлов в
аналогичных условиях, но на питательной воде гораздо более высокого ка-
чества по солесодержанию и щелочности. /Это подтверждает особую важ-
ность поддержания оптимального внутрикотлового режима.
Всякое изменение водно-химического режима работы котлов или каче-
ства питательной воды должно проводиться с обязательным учетом всего
^комплекса явлений, происходящих в котловой воде. Например, предел рас-
творимости в котдовой воде CaSO4 и CaSiO3 и выпадание их в виде накипи
может произойти и при малой концентрации иона Са2+, но при высоком со-
.держании ионов SO*2- или SiOs2- [23]. В котловой воде и конденсирующем-
-ся паре в результате гидролиза, термолиза я сложных взаимодействий при-
месей возможно образование соединений, агрессивно действующих ня металл.
Растворимость солей в перегретом паре зависит рт двух противоречивых
факторов: от плотности пара (растворителя) и энергии кристаллической ре-
шетки соли (растворяемого вещества). Изобары растворимости солей с ро-
стом температуры проходят через минимум, после чего растворение солей
возрастает. Этот минимум соответствует [14] полному разрушению кристал-
лической решетки (плавлению) соли, после чего влияние температуры на рас-
творимость соли начинает преобладать над влиянием плотности пара. С рос-
том давления плотность пара увеличивается, поэтому с ростом давления изо-
бары растворимости на графике растворимость —* температура располагаются
«соответственно выше и зона минимума у них смещается в сторону роста тем-
пературы. Перегретый пар способен растворять значительно больше соли, чем
<насыщенный. пар, но поскольку весь насыщенный пар переходит в перегре-
тый, солеСодержанне их практически равно.
Загрязнение солями .котельных поверхностей нагрева происходит в ре-
зультате [25] кристаллизации вещества на поверхностях нагрева; прикипания
или налипания твердых частиц некоторых веществ; выпадания легкораствори-
мых солей и сложных соединений из концентрированной по примесям котло-
вой воды; образования отложений из продуктов коррозий.
Скорость образования отложений кальция, магния, оксидов железа и не-
которых других соединений прямо пропорциональна произведению содержа-
ния этих соединений в воде на квадрат тепловой нагрузки поверхностей на-
грева [14, 24, 25]. «Автозагрязненне» воды продуктами коррозии и коррекци-
«онной обработки воды не позволяет достичь абсолютно безнакипного режима
работы котлов. Предельный уровень удельной загрязненности котлов зависят
-от тепловых нагрузок поверхностей нагрева и рада других факторов. Он рег-
-472
ламентируется различными фирмами в пределах 100—400 г/м8 и даже ниже.
При достижении такого уровня котел необходимо очистить от отложений пу-
тем химической промывки.
Из вносимых питательной водой соединений наиболее опасны соли каль-
ция, магния, а для котлов с давлением выше 6 МПа—кремниевой кислоты.
Не менее опасны продукты коррозии трубопроводов и котельных поверхно-
стей нагрева, а при коррекционной обработке воды методом фосфатирова-
ния— железофосфатные соединения. Общее содержание соединений кремни»
в воде обычным аналитическим контролем определить нельзя. Такой анализ
покажет только содержание в воде растворимых форм соединений кремния.
В действительности в растворимые формы перейдут также нерастворимые
соединения кремния — в результате гидротермального разложения и химиче-
ского взаимодействия с другими примесями в котловой воде (до 40% И' бо-
лее). Это приводит к образованию малотеплопроводных загрязнений поверх-
ностей нагрева.
Зафиксированы случаи [18] водородного охрупчивания котельных поверх-
ностей нагрева из-за проскока на стадии водоподготовки меркаптанов неко-
торых органических веществ (нитросоединений и т. д.). Зарубежные специа-
листы отмечают [26, 27] коррозионные повреждения проточной Части турбиа
продуктами термолиза в котле попавших в него ионообменных смол и орга-
нических соединений (включающих низкомолекулярные карбоновые кислоты,
в том числе уксусную), проскочивших через ионообменные смолы или обра-
зовавшихся из самих ионообменных смол. Электропроводность питательной
воды пр(и этом находилась в норме — ниже 0,2 мкСм/см, а пар имел электро-
проводность 0,7—0,9 мкСм/см.
Выпадание солей из перегретого лара в турбине происходит в результате
трех одновременно протекающих процессов: изменения физико-химических
свойств пара при его расширении; отложения их на поверхности металла;
эрозии этих отложений. Для коррозионного повреждения работающей турби-
ны необходима определенная концентрация коррозионно-активных веществ.
В зоне влажного пара температура металла выше температуры пара. В ре-
зультате прн выпаривании и высушивании может возникнуть опасная кон-
" центрация соли на поверхности металла даже при малом содержании загряз-
нений в Паре. В тонких оксидных пленках металла концентрация загрязнений
может быть иа один-два порядка больше, чем в паре. Оксиды железа дейст-
вуют как ионообменный материал и могут изменять состав раствора на по-
верхности. На окисленной металлической поверхности турбины происходит
разложение NaCl с образованием NaOH и НС1 [28].
Коррозионному повреждению подвержены все лопаточные стали, в том
числе и нержавеющие. Коррозию вызывают примеси в паре: гидроксид нат-
рия, хлорид натрия, хлорид натрия с примесью сульфата натрия, соляная и
серная кислоты, а также органические кислоты, особенно уксусная [28].
Отложение твердых не коррозионно-активных веществ приводит к суже-
нию проходных каналов, повышению шероховатости поверхности лопаток и
как следствие к повышению давления в регулирующей ступени. Эти отложе-
ния в основном происходят в ступенях высокого давления. Они не только
ухудшают экономичность турбины, но и могут вызвать вибрационные повреж-
дения ротрров и перегрузку опорно-упорных подшипников. Зафиксированы
случаи (в том числе и на аммиачный установках) аварийных повреждений
. 473
паровых турбин из-за солевых загрязнений штоков стопорной я регулирую*
щей арматуры.
По обследованиям в США и ФРГ ТО % повреждений приходится на
ЦНД, 16% —на ЦВД, 14% — на ЦСД {28, 29]. Случаи повреждения рабочих
лопаток в ФРГ за период с 1973 по 1977 гг. составили 80%, направляющих —
20% [28] Фирма Westingaus electric nb результатам своих обследований и
обобщений [29] обнаружила в различных частях турбин отложения более
160 надежно идентифицированных соединений весьма сложных по своему со-
ставу, в том числе: оксидов металлов — 24; силикатов (в том числе комплекс-
ных)— 36; производных сульфатов — 15; производных фосфатов—16; произ-
водных карбонатов—12; производных хлоридов — 8 [в том числе, например,
такое агрессивное соединение, как Cu2(OH)sCl] и не связанные ни в какие
соединения 6 элементов (кремний, a-железо, графит, медь, хром, сера). Кро-
ме того, в воде и конденсате пара некоторых установок были обнаружены
органические соединения (уксусной, пропионовой, муравьиной и других кис-
лот), а также неорганических (соляной, серной, борной, полисернистой)
кислот.
Наряду с конденсирующимися реагентами, вводимыми в паровой тракт
специально (аммиак, морфолин, гидрозин, пероксид водорода и т. п.), были
обнаружены неорганические соединения некислотного и неосновного харак-
тера (метоксихлорид, токсофен и некоторые поверхностно-активные веще-
ства).
В США за семилетиий период обследования работы паровых турбин, из-
готовленных одними и теми же фирмами для аналогичных условий работы,
у турбин, эксплуатируемых в промышленности, 25% времени вынужденных
простоев произошло из-за коррозионного разрушения лопаток вследствие со-
левого загрязнения (в отдельные годы до 50%), в то время как на электро-
станциях эти потери были менее 1% '[30] Это призер важности профессио-
нальной подготовки кадров эксплуатационного персонала.
По американским данным, при толщине отложений 0,025—0,075 мм на
лопатках ЦВД турбины, работающей с параметрами пара 12 МПа и
538 °C, внутренний к. п.д. снижается на 1—3%. По данным Союзтехэнерго
[11], отложение 1 кг солей в ЦВД турбины К-100-90 приводит к снижению
к.п.д. этого отсека на 1% (абсолютный). В производстве аммиака, исполь-
зующем водяной пар в качестве сырья, загрязнение его (пара) солями не-
редко приводит к снеканию и засолению катализаторов [2]. В связи с этим
нормы качества пара определяются из соображений предотвращения отло-
жений в турбине, спекания и засоления катализаторов в производствах, ис-
пользующих пар в качестве сырья.
5. ПОДГОТОВКА ПИТАТЕЛЬНОЙ ВОДЫ
Нормы и показатели качества воды
Требования к качеству питательной воды. Эти требования постоянно по-
вышаются: более жестко ограничивается содержание нежелательных примесей,
расширяется список регламентируемых соединений. В азотной промышленно-
сти особо следует обращать внимание на нредотвращение загрязнения паро-
вого конденсата продуктами химической технологии, имея в виду, что в КО-
474
Рис. VHI-6. Зависимость удельной
электропроводности воды от концен-
трации примесей.
тельном и турбинном трактах в ре-
зультате химических взаимодействий
возможно образование вторичных не-
желательных соединений. К приме-
ру, в конденсате, поступающем с
крупнотоннажного производства ам-
миака, могут содержаться метанол,
формальдегид, муравьиная, угольная
и уксусная кислоты, аммиак и т. п.,
с производств карбамида — углекис-
лота, аммиак, карбамид и его произ-
водные, в результате чего в бараба-
не котла (при 250 °C) могут образо-
вываться . биурет,- триурет, циануровая
Концентрация, ноль/л
кислота, карбаматы и другие соеди-
нения. •
Необходимо учитывать, что от надежности парокотельной установки за-
висит работоспособность всего азотного производства. При составлении рег-
ламента этой установки можно руководствоваться нормами Минэнерго [31] с
учетом изложенных выше замечаний о необходимости ужесточения требова-
ний к содержанию в питательной воде железа и контроля за качеством кон-
денсата. Нередки случаи загрязнения солями паровых турбин из-за неудов-
летворительного качества конденсата. Для котлов-утилизаторов, работающих
под давлением (со стороны газов), необходимо принимать [31] предельно до-
пустимые содержания примесей в питательной части для котлов, работаю-
щих на жидком топливе (с большими тепловыми потоками). При изготовле-
нии поверхностей нагрева из аустенитной стали допустимое содержание хло-
ридов рекомендуется принимать по нормам [31] для установок, работающих
на ядерном топливе (в пересчете на С1~ до 1000 мкг/кг в продувочной воде).
Выше отмечалось, что не только в котле, но и в турбине примеси воды
и пара могут взаимодействовать с образованием новых нежелательных со-
единений. Кроме того, у каждого из котлов, изготовленных и смонтирован-
ных по одним и тем же чертежам, по ряду нричин внутрикотловые процессы
могут иметь отличия. В связи с этим режим эксплуатации котла должен, под-
держиваться в строгом соответствии с режимной картой, составленной на
основе индивидуальных теплохимических испытаний. Режимная карта долж-
на корректироваться в случае реконструкции котла, а для энергетических кот-
лов и в случае изменения марки топлива [31].
Критерием качества питательной воды является обеспечение длительного
безнакипного режима котельных поверхностей нагрева и проточной части,
турбин. Кроме того, для энерготехнологических производств, использующих
водяной пар в качестве сырья (аммиад, метанол), необходимо учитывать, что
загрязнения пара некоторыми примесями приводят к снижению активности
и к спеканию катализаторов.
Основные показатели качества исходной воды, определяющие методы ее
обработки, и очищенной, определяющие пригодность ее для применения в ка-
475
яестве питательной воды парогенераторов: концентрация грубодисперсных
примесей (взвешенные вещества); концентрация ионов Na+, К+. Са2+, Mg1*,
Fe2+, NH*+, HCOS“, Cl-, SO42~, NO8~, NO2~; pH воды; удельная электропро-
водность; технологические показатели (например, щелочность, жесткость,
окисляемость, прокаленный и сухой остаток, кремнесодержанне); концентра-
ция растворенных газов — О2 и СО2.
Электропроводность. Растворяющиеся в воде минеральные вещества, если
они принадлежат к классу электролитов, распадаются на ионы, В связи с
этим удельная электропроводность воды указывает на суммарную концент-
рацию ионогенных примесей. Удельная электропроводность растворов пока-
зана на рис. VII1-6. Перелом кривой электропроводности связан с уменьше-
нием степени диссоциации а (в растворах слабых электролитов) или коэф-
фициентов активности fi (в растворах сильных электролитов). За максимумом
кривой влияние уменьшения q и ft преобладает над влиянием увеличения
концентрации [14].
Очень слабые электролиты типа кремниевой кислоты, степень диссоциа-
ции которых меньше 0,02, на электропроводность практически не влияют.
Повышение температуры приводит к увеличению удельной электропро-
водности примерно на 2—2,5% на 1 град. При давлениях, используемых в
парокотельной практике, изменен^ давления на удельную электропроводи-
мость не влияет (она снижается только при давлениях выше 100 МПа),
Удельная электропроводимость воды, не содержащей примесей, определя-
ется только концентрацией ионов Н+ и ОН- и при 20 °C равна 0,04 мкСм/см.
При замерах прикладного характера укрупненно можно принимать, что
удельная электропроводимость водных растворов различных солей концен-
трацией до 500 мг/кг в условном пересчете на NaCl соответствует соотноше-
нию: 1 мкСм/см «0,5 NaCl [32].
На рис. VIII-7, VIII-8 показаны pH и электропроводность растворов ам-
миака в воде, на рис. VIII-9— номограмма зависимости электропроводности
и pH от содержания NHj+CO2 при коррекционной обработке воды аммиа-
ком при 25 °C [33]. Погрешность расчетов концентрации СО2 по номограмме
Рис. VIII-7. Зависимость pH растворов от концентрации и температуры ам-
миака.
Рис. VIII-8. Зависимость удельной электропроводности растворов аммиака от
концентрации и температуры.
476
Рис. VIII-9. Номограмма для опре-
деления удельной электропроводности
к pH водных растворов NHs-|-COs
при 20 °C.
VIH-9 +3% и —8%. При Н-катионн-
ровании пробы конденсата удаляют-
ся аммиак и гидроксиды металлов,
что значительно снижает общую
электропроводность, однако при этом
за счет замещения катионов высоко-
подвижными Н-ионами солевая со-
ставляющая электропроводности воз-
растает в среднем в 3 раза [33].
Щелочность. Общей щелочностью
воды (Щ в мг-экв/л) называют сумму
миллинормальных концентраций всех анионов слабых кислот и гидроксильных
ионов за вычетом концентрации ионов водорода:
(СанСЛК+с°н—Сн+)
Различают щелочность бикарбонатную 1#б(НСО9~), карбонатную
Щк(СОэ2"), силикатную Л/с(Н25Юз_, SiO3s-), гидратную Д[Г(ОН“), фос-
фатную (Н2РО4-, НРО4а~, РО43~).
Жесткость. Жесткостью воды (Ж в мкг-экв/л) называют суммарное со-
держание в ней ионов кальция и магния. Часть общей жесткости (в пределе
при Що>Жо вся жесткость), эквивалентную содержанию бикарбонатов, на-
зывают карбонатной жесткостью; разность между общей и карбонатной
жесткостью называют некарбонатной жесткостью. Процесс выделения из
воды ионов кальция и магния называют умягчением воды.
Окисляемость. Окисляемость воды — показатель расхода сильного окис-
лителя в стандартных условиях для окисления органических примесей, to-
держащихся в 1 л воды. При применении перманганата калия (КМпО4) —
перманганатная, бихромата калия (КгСг2От) — бихроматная окисляемость.
Результаты определения перманганатной окисляемостя воды выражают в кис-
лородных или перманганатных единицах (О2, КМпО4, мг/кг), различающихся
в 3,95 раза.
Фенолы и углеводороды плохо окисляются перманганатом, поэтому би-
хроматная окисляемость выше перманганатной. При анализах часть окисли-
теля также расходуется на окисление закисного железа, нитратов, сероводоро-
да и некоторых других неорганических веществ.
Очистка воды
•
Осаждение частиц. Осаждение коллоидных и тонко дисперс-
ных частиц проводится коагулянтами — электролитами, обрязующимя в
воде дисперсные частицы с зарядом, противоположным по знаку заряду за-
грязнений. В качестве коагулянтов используют сульфаты железа и алюминия,
477
Таблица VIII,5. Качество воды после очистки ее
Показателя Коагуляция — известкование — магнезиальное обескремнива- ние Na-катиони- ' рование Известкова- ние — Na-катно- пирование
Солесодержание, мг/кг Кремниевая кислота, мг/кг Свободная углекислота, мг/кг Сульфат-ион SO<2“, мг/кг Хлор-ион С1~, мг/кг Жесткость общая Жо, мг-экв/кг Щелочность общая Що, мг-экв/кг Окисляемоеть по Оа, мг/кг рн 1—1,5 0 .0,7—1,0 Снижается на 60—80% 10—10,4 Солесодерж <0,03 Ж,< «7 анис снижается Снижается на 30—40% 0 <0,03 0,7—1,0 Снижается на 25—30% - 9,5—10,2
и некарбонатная жесткости обрабатываемой воды.
* ЛКк и Жнк — карбонатная
ври иовющм иоимого обмен*
Парал- дельное H-Na- катясяи- рованне Последо- вательное H-Na- катношь рование Совмест- ное H-Na- катиожя- рование Na-матнонн- ровавне на II ступени Н-катиони- ронаине с «голодной» регенера- цией . Схомы обессоливания
двумту- пенчатая трехетупев- чатая
на (Щм -Щост)=£ >0 мг/кг —— 0,5—5 0,20 0,1 0,01—0,02
2—5 2—5 — 2-5 2—5 0
— — * V Ч-— 0 0
—— 0,5 0
<0,03 <0,03 <0,03 <0,01 Жни + 0,005 0,001
0,3—0,5 .0,3—0,7 0,7—1,2 Без измене- + (0,3—0,7) 0,3—0,7 0,1—0,13 0,01
— — ний 1 1
«7 «7 «7 л7 к7 ^7 «7 '
При применении сульфата железа образуется Fe2(OH)3, который в отличие
от алюмината нерастворим в воде. Однако это справедливо только при оста-
точном содержании в воде растворенного кислорода, так как первоначально
образуется не Fes (ОН) a, a Fe(OH)s, заметно растворимый в воде.
При коагуляции щелочность воды уменьшается на величину, соответст-
вующую дозировке коагулятора — обычно 0,3—0,7 мг-экв/л, на такую же ве-
личину увеличивается содержание сульфатов в воде; жесткость воды не из-
меняется.
Значения pH при обработке воды сульфатом железа поддерживают
выше 3,0, сульфатом алюминия — в интервале 6,5—7,5. Оптимальные доЗы
коагулянтов устанавливают опытным путем для каждого водоисточника в
различные погодные периоды. Нарушение режима pH воды приводит к об-
разованию растворимых в воде соединений.
Процесс образования крупных хлопьев ускоряется применением некоторых
высокомолекулярных веществ, называемых флокулянтами. Чаще всего в ка-
честве флокулянта используют полиакриламид (ПАА). Процесс коагуляции
может быть совмещен с известкованием и магнезиальным обескремниванием.
Основное назначение известкования — снижение бякарбонатной щелочности
воды. Одновременно снижаются жесткость, солесодержание, концентрация
грубодисперсных примесей, соединений железа и кремниевой кислоты. Сни-
жению концентрации кремнекислоты в воде способствуют ионы магния.
В связи с этим в воду дополнительно дозируют каустический магнезит (70—
60% MgO). Остаточное содержание кремнекислоты в воде снижается до
0,8—1,0 мг/кг вне зависимости от начального кремнесодержания. Температуру
воды при коагуляции поддерживают с точностью до 1 °C на уровне 30—35’С,
а при совмещении коагуляции с известкованием 40—45 °C. Колебание темпе-
ратуры более чем на 1 °C может привести к возникновению конвективных то-
ков в аппарате и нарушению режима коагуляции.
Фильтрование. Очистку воды от грубодисперсных примесей проводят в
специальных аппаратах (фильтрах), устанавливаемых за осветителем (после
коагуляции). В качестве фильтрующих материалов используют кварцевый
пееок, дробленый антрацит, сульфоуголь, целлюлозу, перлит, керамзит, вул-
канические породы, шлаки и др. Фильтрующие материалы должны обладать
высокой механической прочностью, химической стойкостью и правильно подо-
бранным фракционным составом, обладать по возможности большим коэффи-
циентом формы (отношение поверхности зерна неправильной формы к по-
верхности равновеликого шара), так как слой из гладких окатанных зерен
фильтрует плохо.
Химическое обессоливание. Качество воды после умягчения и обессолива-
ния при помощи ионного обмена на промышленных схемах водоподготовки
и на системах обессоливания в азотной промышленности показано в
табл. VI 11,5. Выбор схемы определяется качеством исходной воды, условия-
ми работы котлов, турбин и других потребителей пара, экономическими *и
экологическими показателями.
Очистка при помощи ионного обмена в настоящее время является основ-
ным методом обессоливания питательной воды в азотной промышленности.
Умягчение воды проводят одно- или двухступенчатым Ма-катионироиянием,
H-Na-катионнрованием, Н-С1-ионированием. Обессоливают воду последова-
тельным Н-катионированием и ОН-анионированием.
При Na-катионировании ноны Са+ и Mg+ замещаются эквивалентным
количеством ионов Na+. Регенерацию проводят 8—10%-ным раствором по-
варенной соли (NaCl). Систему отключают на регенерацию по достижения
478
479
максимально допустимого значения жесткости фильтрата или при наступав*
нии проскока жесткости.
Процессы ионного обмена основаны на реакции обмена ионами между
водой и ионитом, в результате чего извлекаемые нз воды ионы удерживаются
твердым ионообменником, взамен отдавая воде эквивалентное количество об-*
менных ионов (Н+ или ОН-):
Я—ОН + Кат+ у—/?—Кат + Н+
/?—ОН + Ан" fl—Ан 4- ОН-
В процессе фильтрования воды через ионообменные материалы происхо-
дит их насыщение поглощенными ионами, которое лимитируется обменной
емкостью этих материалов. Восстановление обменной емкости проводят реге-
нерацией ионообменного материала — процесс обратный основному. Для вос-
становления подвижного иона Н+ в катионе смолу обрабатывают кислотой
(обычно H2SO4, НС1, HN03), а ОН--иона в анионите—-щелочью (обычно
NaOH).
Ионообменный материал обладает селективностью по отношению к по-
глощаемым анионам. Например, применяемые во второй ступени аниони-
рования сильноосновные аниониты (типа АН-17) характеризуются следующим
сорбционным рядом:
SO?" > СГ > НСО8-> HSiO8-
Хуже всех сорбируется кремнекислота. По мере насыщения слоя аниони-
та она вытесняется лучше сорбируемой углекислотой, углекислота — хлорида-
ми, хлориды — сульфатами. В момент, когда в фильтрате за нижним слоем
анионита достигается предельно регламентируемое содержание крёмнекис-
лоты, фильтр отключают на регенерацию.
В анионитовом фильтре первой ступени загружаются слабоосновные
аниониты (например, АН-3 Г), поглощающие только анионы сильных кислот
(Cl-, NOS“, SO?-). На регенерацию эти фильтры выводят по проскоку хло-
ридов. Н-катнонитовые фильтры в схемах умягчения выводят на регенерацию
по проскоку солей жесткости; в схемах обессоливания — по проскоку солей
натрия, который наступает значительно раньше проскока солей жесткости.
В качестве третьей ступени обессоливания применен фильтр смешанного
действия (ФСД), загруженный смесью сильнокислотного катионита (КУ-2) и
сильноосновного анионита (АВ-17) соответственно в Н- или ОН-формах в
соотношении 1:1. Фильтры смешанного действия выпускаются двух типов,
различающихся видом регенерации ионитов — внутренней и выносной. Каче-
ство обессоленной воды после ФСД характеризуется удельной электропро-
водностью, которая должна быть не выше 0,1 мкСм/см.
Селективность ионообменных смол при загрязнении конденсата аммиа-
ком может послужить причиной вторичного загрязнения фильтрата после
ФСД путем вытеснения аммиаком из смол ранее поглощенных ионов. При-
меняемые смолы допускают обработку воды при температуре не выше 40—
50 °C. Нарушение температурного режима и унос смол могут привести к об-
разованию в парокотельном тракте (в результате термолиза и гидролиза)
вторичных примесей, агрессивных для котлов и турбин.
Причинами неудовлетворительной работы ФСД могут быть неэффектив-
ность регенерация из-за плохого разделения шихты. Специалисты треста
480
Оргминудобрений рекомендуют подбор гранулометрического состава шихты
методом гидравлической сортировки таким образом, чтобы фракция катиони-
та имела размер зерен 0,6—1,5 мм, а анионита 0,3—0,6 мм.
Термическое обессоливание. Этот метод очистки воды находит широкое
применение в,энергетике при концентрации анионов сильных кислот в исход-
ной воде выше 7 мг-экв/л. К’таким источникам воды относятся, например,
реки Донбасса, Приазовья и Средней Азии. По сравнению с химическим обес-
соливанием термическое обессоливание выгодно отличается тем, чпо не дает
агрессивных сбросов от послерегенерационных промывок фильтров и потреб-
ляет значительно меньше воды на собственные нужды (потери воды только
с продувкой). В связи с этим на ряде электростанций принято именно терми-
ческое обессоливание—по соображениям экологии по сравнению с химиче-
ским обессоливанием, несмотря на более высокие затраты.
В химических и аналогичных производствах метод термического обессо-
ливания может быть использован для дросселирования пара путем много-
ступенчатого паропреобразовання с получением соответствующего числу ступе-
ней количества относительно дешевого дистиллята высокой чистоты. Воз-
можный вариант такой схемы, проработанный лабораторией энерготехнологи-
ческих процессов ГИАП для производства аммиака АМ.-70, показан на
рис. VIII-10. Возможно применение этой схемы и для очистки сокового пара
азотных производств (рис. VIII-11). Температурный перепад между первич?
иым и вторичным греющим паром выбирают равным 5—15 °C, а число ступе-
ней—более 10. 'T-
РИС. VHI-10. Возможный вариант термического обессоливания, питательной
воды в производстве аммиака:
/ — охладительная установка (ОУ); S — наропреобразователи (испарители); 3 — тепло-
обменники конденсата: 4 — продувочный колодец; б — теплообменник; б ~ сепаратор;
7 — насос; в — деаэратор; 9 — теплообменник умягченной _ воды; 10 — конденсатор избы-
точного пара; // — сборник.
31—1425
481
Рис. VIII-11. Вариант схемы очистки сокового пара переиспарением:
1 — ларопреобразааателя (испарители); 2 — конденсатор; 3 — деаэрационная установка;
4 — отдувочная колонка; 5 — устройство для отсоса газов.
Широкое применение в промышленности находят и опреснительные уста*
новки мгновенного вскипания (за счет снижения давления) с использованием
в качестве теплоносителя горячей воды. В качестве первичного теплоносите-
ля можно применять и отходящие газы.
В испарителях поверхностного тина используют предварительно умягчен-
ную воду, в аппаратах объемного вскипания—сырую (морскую и т. п.).
С целью получения чистого дистиллята вторичный пар подвергают односту-
пенчатой (питательной водой) или двухступенчатой (питательной водой и
собственным конденсатом) промывке с последующей сепарацией пара от ка-
пель жидкости. В. результате эгот дистиллят не уступает “ по качеству глу-
бокообессоленной воде иа ионообменных смолах. Эти и другие указанные
выше достоинства термического обессоливания (в частности, возможность
создания безотходной технологии) послужили основой применения его в
азотной промышленности.
Мембранные методы очистки. Мембранные методы очистки воды [35] ос-
нованы (рис. VIII-12) ва переносе растворителя (вода) или примесей через
систему полупроницаемых перегородок (мембран). В отличие от процессов
фильтрования в рассматриваемых процессах образуется не осадок, а два рас-
твора с разными концентрациями примесей. Обессоливание.воды обратным
осмосом—это дегидратация ионов—отбор воды, наименее прочно связан-
. Рис. УШ-12. Условия возникновения обратного осмоса (Р — избыточное дав-
ление над-исходным раствором;, л даР₽#— осмотическое давление).
;482 '
Рис. VIIМ3. Принципиальная схема
многокамерного электродиализатора.
ной с ионами солей, мембраной под
действием давления. Движущей си-
лой процесса Др полупроницаемой
мембраны является разность между
избыточным давлением р над исход-
ным раствором и разностью осмоти-
ческих давлений раствора Л1 и
фильтрата л2, прошедшего через мем-
брану
Др = р — («j — ла) = р — Ал
Работа продавливания жидкости
через полупроницаемую мембрану
Дпр равна произведению перепада давления иа мембране на объем продавли-
ваемой жидкости. Отсюда Лпр при давлении р=4,9 МПа составляет
4,90 МДж (1,36 кВт-ч),- в то время как на испарение 1 м3 воды (при тепло-
те парообразования 2260 кДж/кг) потребуется 2270 МДж (630 кВт-ч).
При дегидратации раствора через мембрану частично проникают и при-
меси. При многоступенчатом решении установки солесодержание фильтрата
при обратном осмосе соответствует фильтрату Н-ОН-иойитных фильтратов,
что позволяет на доочистке такого фильтра иметь лишь ФСД [36}
Электродиализ — метод ионного обмена через специальные ионо-
обменные мембраны. Движущей силой- процесса является внешнее электриче-
ское поле (рис* V1H-13).
При наложении постоянного электрического тока на раствор-в нем воз-
никает движение ноной растворенных солей, а также ионов Н+ и ОН”? На
катоде происходит восстановление катионов
Na+4-е-----> Na; 2H+-J-2e --------> Н2
На аноде происходит окисление анионов
4ОН“ — 4е----> 2НаО -J- O2f; 2С1“ — 2е---> Claf
При разделении ячейки ионообменными мембранами: катионообменной,
пропускающей лишь катионы, и аниоиообменной, пропускающей только
анионы, в средней камере концентрация ионов уменьшается, а в приэлектрод-
ных увеличивается. В электродиализаторах количество мембран достигает
1000.
При обессоливании воды методом электродиализа происходит и осмоти-
ческий перенос воды из камер обессоленной воды в рассольные камеры. Отно-
сительно высокое солесодержание диэлютанта, получаемого с электродиализа-
торов, не позволяет использовать этот метод самостоятельно, а.только в соче-
тании с другими, например с ионообменными методами. Перед электродиа-
лизаторами исходную воду - необходимо предварительно очистить от железа,
марганца (GfO2+<50 мкг/кг; Смп + <50 мкг/кг) и органических соедине-
ний [36].
31* 483
Рис. VIII-14. Зависимость концентрации кислорода в деаэрированной воде от
удельного расхода пара на барботаж (для деаэраторов с затопленным барбо-
тажным устройством) (в) и от расхода выпара (б):
/ — деаэратор атмосферного давленая; 2 — деаэратор повышенного давления.
Очистка от газов. Очистка воды от растворенных в ней газов осуществля-
ется термическими и химическими методами. Термическую деаэрацию прово-
дят в деаэраторах: вакуумных, атмосферного и повышенного давления — пу-
тем барботажа пара через слой , воды. На глубину деаэрации влияют
(рис. VIII-14—VIII-16): предварительный нагрев воды, вентиляция деаэрато-
ра от скапливающихся газов и паров, равномерность нагрева деаэрируемой
Рис. VIII-I5. Зависимость
содержания в воде кислоро-
да от расчетной температу-
ры деаэрации при ведогреве
воды до температуры кипе-
ния на 1—3 "С.
.Рис. VIII-16. Зависимость допустимой нагрузки атмосферного деаэратора от
температуры воды на входе в него.
484
Рис. VIII-17. Принципиальная схема
деаэрации воды методом десорбции кис-
лорода водородом:
1 — гидрозатвор; 2 — пламягаситель; 3 — реак-
тор; 4 — эжекторы; S — десорбер; « — подогре-
ватель.
воды, время пребывания воды в баке-
аккумуляторе (в особенности для раз-
ложения бикарбонатов н десорбции уг-
лекислоты).
Для обеспечения нормированного
содержания кислорода за деаэратором
необходимо, чтобы суммарное давление
над всГдой было равно парциальному
давлению водяных паров, т. е. чтобы
деаэратор работал в режиме кипения. Экспериментально установлено, что
регламентируемое содержание О2 в воде обеспечивается при расходе выпара
около 1 кг/т, а СОа — только при 3 кг/т. Кроме того, для термического раз-
ложения бикарбонатов требуется время, измеряемое минутами. Поэтому раз-
ложение их проводят не только до деаэратора (при нагреве воды) и в колон-
ке деаэратора, но и в деаэраторном баке. Емкость бака-аккумулятора долж-
на соответствовать расходу воды в течение 20—30 мин.
Декарбонизацию воды проводят также путем аэрации химически очищен-
ной воды или в аиионитовых фильтрах, содержащих высокоосновной анионит
в Cl-форме. При анионировании воды сорбируются все анноны сильных кис-
лот (кроме С1~) и анион НСОа~. Регенерацию фильтра проводят 6—8%-ным
раствором NaCl. Дегазацию конденсата ведут также в конденсаторе турбин
прн удалении из него газовой фазы при помощи эжектора.
В котельной одного из московских заводов в течение нескольких десят-
ков лет успешно эксплуатируется установка (рис. VIII-17) каталитической
очистки воды от кислорода при помощи водорода. Принцип обескислорожи-
вания заключается в следующем [37]. Над жидкостью создается пониженное
парциальное давление кислорода — за счет перемешивания в эжекторе жид-
кости с очищенным от кислорода газом. В результате диффузии кислорода в
этот газ происходит глубокое удаление его из воды. Затем газовый поток на-
гревают в теплообменниках и направляют в реактор с катализатором
АПК-0,75, где кислород взаимодействует с водородом при 50—100’С. Очи-
щенный от кислорода газ вновь инжектируется водой. Расход водорода Со-
ставляет 1 г на Гм’ воды. Содержание кислорода в очищение® воде внже '
10 мкг/кг.
- Коррекционная обработка. Коррекционная обработка воды направлена на
снижение интенсивности коррозионных процессов и отложения оксидов конст-
рукционных материалов в котле и турбине.
Для додеаэрации конденсата и питательной воды применяют гидразин
(N3H4). Избыточный гидразин в котле практически полностью разлагается
3N2H4-----► 2NH, 4- ЗН, + 2NJ7 : 7 Л 7 - -
Опыты показали. {20], что даже прй увеличений избытка гидразнка До
500 мкг/кг невозможно снизить содержание кислорода в питательной воде
485
Рис. VIII-18. Зависимость значения pH водных растворов летучих аминов от
их концентрации:
1 — пиперидин;' 2 — морфолин; 3 — аммиак; 4 — циклогексиламии; 5 — иаофорондиамищ
6 — тримстнлгексаметилендиамин.
Рис. VIII-19; Зависимость содержания водорода в паре от соотношения
Na+/PO<8“ при фосфатировании котловой воды.
ниже 10 мкг/кг. При нормальной работе термических деаэраторов гидраэив-
гндрат расходуется только на создание восстановительной среды в питатель-
ном тракте. В связи с этим избыточная концентрация гидраэвдгцдрата сверх
15 мкг/кг не рекомендуется. При температурах ниже 100 °C гидразин имеет
малую реакционную способность — плохо связывает кислород. Максимальная
скорость этой реакции обеспечивается при pH 8,7—11,0. При низких pH сре-
ды гидразин не только не снижает кислородную коррозию стали, но даже
усиливает ее вследствие образования некоторых количеств пероксида водоро-
да [25].
Создание прочной защитной магнетитовой пленки на поверхности водо-
напорного тракта в эксплуатационных условиях обеспечивается путем поддер-
жания значения pH питательной воды (при 25 °C) в пределах 9,1 ±0,1 при
наличии в конденсатно-питательном тракте теплообменников, выполненных из
медьсодержащих материалов, и до 9,5 (при 25 °C) в случае отсутствия медь-
содержащих трубок [31]. Зависимость pH водных растворов летучих щелочей
от их концентрация показана на рис. VIII-18 [20].
В случае необходимости обработку воды аммиаком и гидразином допол-
няют обработкой ее нелетучей щелочью (NaOH, КОН). Дозу аммиа-
ка и гидразина определяют из условия «(связывания» соответственно углекис-
лоты и кислорода в докотловом тракте; доза твердой щелочи должна обес-
печить оптимальный внутрикотловой щелочной режим [18].
В зоне высоких тепловых потоков при наличии пористых отложений воз-
можно образование чрезмерно высоких концентраций едкого натре, в при-
стенной области, что приводит к ускорению повреждения магнетитиой илеи-
кн [18].
Установлено [38], что при умеренных концентрациях NaOH и КОН спо-
собны внедряться в защитную пленку магнетита с повышением ее стойкости,
тогда как расплавы этих щелочей, образующиеся при глубоком выпаривании,
мбгут, напротив, растворять эту пленку с последующей интенсивной коррози-
486
ей стали 118, 38]. При концентрации NaOH около 3% и выше возможна ще-
лочная коррозия.
Длд барабанных котлов, работающих под давлением до 10 МПа, широ-
кое применение нашел метод фосфатирования котловой воды путем
ввода фосфатов в барабан котла. В то же время и противники, и сторонники
этого метода отмечают, что фосфатирование при высоких тепловых напряже-
ниях и при вялой циркуляции приводит к выпаданию фосфатов на поверхно-
стях нагревания — «прятанию фосфатов». В связи с этим рекомендуется избе-
гать фосфатирования воды при использовании в качестве топлива мазута и
' при режиме растопки. Лабораторией энерготехнологических процессов ГИАП
наблюдались случаи загрязнения проточной части турбин впроизводствах ам-
миака фосфатами. Присутствие их фиксировалось анализами котловой воды
через 1,5—2 недели после прекращения подачи фосфатов в котел.
При фосфатировании ионы РО**- взаимодействуют с ионами кальция с
образованием соединений, которые кристаллизуются в толще воды и в виде
шлама в значительной степени выводятся из котла с продувкой. При нару-
шении режима фосфатирования, а также при других негативных для фосфа-
тирования факторах происходят отложение - железофосфатных и железоок-
сидных накипей. Более того, зарубежными исследователями установлены 118]
некоторые факторы, в период действия которых коррозионное воздействие
солей жесткости на поверхность нагрева возможно только в присутствии фос-
фатов.
Фосфатирование рекомендуется проводить таким образом, чтобы -нижняя
предельная щелочность котловой воды по фенолфталеину в чистых и сетевых
отсеках была равна половине общей щелочности Щфф=0,5Жобщ- Верхний пре-
дал определяется относительной щелочностью, величина которой не должна
превышать 20% от общего солесодержаиня. В последние 'годы все больше
Отечественных и зарубежных исследователей предлагают контролировать ре-
жим фосфатирования по соотношению Na+.'PO*’", которое рекомендуется
поддерживать .равным (2,7—3,2): 1. Из .рис. VIII-19 [25] ваднр, что наруше-
ние этого соотношения влечет за собой возрастание содержания водорода.
Среди специалистов дет единства мнения ш об оптимальном pH котловой
воды, ии о методах корректировки этого параметра. За рубежом и в СССР
успешно применяются даже нейтральные водао-химические режимы при по-
вышенном содержании в воде кислорода. Ограниченность объема гдавы не
позволяет даже кратко осветить эти и другие иоиски новых решений коррек-
ционной обработки питательной и котловой воды. Многообразие широко -при-
меняемых решений свидетельствует о иенрекращающемся войске оптимальных
режимов с учетом конкретных состава й содержания примесей в иоде и ва-.
риантрв конструктивных решений систем парообразования и парриспользоед-
ния. Основными критериями оценки рациональности водно-химического режи-
ма являются надежность и экономичность триединой системы: блок ведопод-
готовки — парогенератор — паросиловая установка.
6. ГАЗОТУРБИННЫЕ УСТАНОВКИ (ГТУ)
Простейшая схема промышленной ГТУ показана на рис. VHI-20. Конст-
руктивно ГГУ выполняются одновалЬиыми, многовальными (с, однократным
«ли- многократным иагревом газового потока" йа сЧет тепла сгорания топлн-
487
Показатель
политропы
Рис. VIII-20. Завися- •
мость показателя поли-
тропы осевого компрессо-
ра КНД-П от степени по-
вышения давления:
1 — нулевая ступень; 5 — ну-
левая — восьмая ступени; 3 —•
первая—восьмая ступени.
Рис.' VII1-21.,Влияние загрязнения проточной части осевого компрессора газо-
турбинной установки ГТТ-3 на его производительность и к. п. д. (с приведем
имен к расчетным условиям).
Сплошные линии — экспериментальные данные; штриховые линии — расчетная характе-
ристика; цифры у точек обозначают номера опытов.
ва),'.Ц также с разрезным валом (консольное выполнение двух групп ступе-
ней турбины на, самостоятельных валах, последовательно расположенных в
одном корпусе, для привода двух механизмов с разной частотой вращения без
применения редуктора). В азотной промышленности применяются одноваль-
ная ГТУ типа ГТТ-3 (ГТТ-ЗМ) и ГТУ с разрезным валом типа ПТ-12
(КМА-2).
На характеристики ГТУ оказывают влияние атмосферные условия, степень
чистоты и сохранения геометрических размеров проточной части компрессоров
и турбин, чистота' и аэродинамическое сопротивление аппаратов, расположен-
ных между машинами ГТУ, параметры газов перед турбиной, частота враще-
ния валов (или вала ГТУ), расход воздуха на охлаждение турбины и т. д.
На рис. VIII-21 показано влияние загрязнения осевого компрессора ГТТ-3 на
К.Н.Д. .и производительность его по воздуху [39].
Обработка данных балансовых испытаний ГТУ [40] показала следующее:
. для осевых машин (компрессоров и<турбин) показатель политропы л,
определенный по уравнению
„ 1g в______
на рабочих режимах машин сохраняет постоянное значение; изменение я
488
наблюдается при изменении г примерно tea 25% (в этом уравнении е — сте»
пень повышения давления в компрессоре, равная отношению давления за и
перед компрессором, или степень понижения давления, {равная отношению
давлений до и за турбиной); Тяж, Тая — температура воздуха перед и за
компрессором соответственно;
загрязнение проточной части* осевых компрессоров влечет за собой рост
показателя политропы п при сохранении общей зависимости [n»f(8)»const];
влияние загрязнения проточной части газовой турбины на зависимость
n=*f (в) не обнаружено;
показатель политропы центробежных компрессоров на рабочих режимах—
величина переменная, возрастающая со снижением в; '
загрязнение проточной части центробежного компрессора вызывает
рост п и снижение в, влияние загрязнения на характер зависимости п=f (в)
не установлено;
экспериментально установлено, что для неповрежденного осевого комп-
рессора ГТТ-3 с чистой проточной частью п=1,485, для грязной проточной
части п возрастает, нередко превышая 1,5. Для газовых турбин с Неповреж-
денной проточной частью п?= 1,28—1,35. Для центробежного'компрессора (на-
гнетателя) ГТТ-3 при снижении в показатель политропы возрастает от 1,6
до 1,8.
В опытах, результаты которых показаны на рис. VIII-21, при масляни-
стых отложениях на лопатках компрессора даже толщиной слоя явно менее
1 мм воздухопронзводительность компрессора снизилась на 8—9%, а к.п.д.—
на 6-7%,
В ГТУ, применяемых в азотнокислотной промышленности, хнмико-техно-
догическое оборудование расположено между компрессорной группой и тур-
биной. Это приводит к большим потерям давления и рабочего тела (исполь-
зование кислорода для окисления аммиака и образования кислоты). Баланс
мощности турбины и компрессора с минимальным потреблением энергии со
стороны может быть обеспечен при высоких к.п.д. машин и за счет повы-
шения температуры газов перед турбиной. В связи с этим предпочтение отда-
ют осевым компрессорам, которые по сравнению с центробежными позволя-
ют получить большую степень повышения давлениями более высокие к.п.д.
Отметим, что в связи с этим в авиации центробежные и осецентробежные
компрессоры применяются только на небольших вертолетных двигателях [41].
; Температура газов перед турбиной предопределяется не пожеланием раз-
работчиков ГТУ, а технологией химического производства. Например, при вы-
сокотемпературной каталитической очистке выхлопных газов от оксидов азо-
та можно эти газы после реактора охладить на котельных поверхностях на-
грева и затем направить в турбину (так поступили некоторые зарубежные
фирмы), либо сразу направить их в турбину и* затем доохладить на котель-
ных поверхностях нагрева до 120—130°C (так поступил ГИАП). В варианте
ГИАП при равенстве Давления газов веред турбиной , повышение температу-
ры их от 400 до 700 °C позволяет увеличить мощность турбины на
100((700+273)/(400+273)—1]=44,5%, т. е. примерно в 1,45 раза увеличить
долю теплоты, превращенной в работу. В результате себестоимость/кислоты
снижается на 10—15% [3, 42].
При применении низкотемпературной каталитической или абсорбционной
очистки выхлопных газов предпочтение может иметь двухступенчатая (с про-
489
Рис. VIII-22. Номограм-
ма* для экспресс-анализа
производительности и
устойчивости по помпа-
жу осевого компрессора
газотурбинной установки
гтт-з.
межуточным перегревом) низкотемпературная газовая турбина. Например
(см. рис. VII1-23), если газы под давлением 0,9—1,0 МПа после низкотемпе-
ратурной каталитической очистки (350 °C) расширить в первой ступени тур-
бины (до 0,4—0,45 МПа), а затем подогреть их в поверхностном теплообмен-
нике до 450 °€ и вновь расширить во второй ступени турбины, суммарное
превращение тепла в работу будет эквивалентно снижению температуры га-
зов примерно нй 350°C. Если же эти газы после каталитической очистки
сразу подогреть до 450 °C н затем расширить в одноступенчатой турбине^
превращение теплоты в работу будет эквивалентно 300 °C, т. е. на 15% мень-
ше, чем в случае двухступенчатого расширения.
У турбин, работающих при начальной температуре поступающих газов
выше 650 °C, сильное коррозионное воздействие на металлические конструк-
ции проточной части оказывает пятиоксид ванадия V2O5. Опасная концен-
трация его в топливе 0,005% [43]. С учетом соотношения топливо — воздух
при применении ванадиевых катализаторов безопасное содержание VsOB пе-
ред турбиной должно быть соответственно не выше 0,00005%. В присутствии
V-O5 агрессивное влияние на металл турбины оказывает и поваренная соль
NaCl [43].
Рис, VIII-23. Номограмма для анализа перепада температуры в газовой тур-
бине (мощности ее) в зависимости от степени расширения газов и температу-
ры их перед турбиной (fn. т, °C) и показателя адиабаты.
Взаимовлияние параметров ГТУ удобно анализировать, используя метод
малых отклонений. Для примера в табл. VIII,6 [44] приведены данные по
наиболее распространенной в азотной промышленности газотурбинной уста-
новке ГТТ-З (ГТТ-ЗМ).
Разрабатывая и выполняя пусковые режимы, следует иметь в виду,- что
в зоне границы помпажа при малых оборотах наблюдается резкое понижение
к.п.д. компрессора. Вследствие этого часто оказывается, что подъем темпе-
ратуры выше определенного предела приводит не к уменьшению, а к увели-
чении^ недостающей мощности на валу [45].
При рабочих режимах ГТУ ГТТ-З на устойчивость ее к помпажу оказы-
вают влияние сопротивление и чистота промежуточного холодильника возду-
ха, сопротивление химико-технологической аппаратуры, частота электрическо-
го тока в сети (частота вращения валов машин), подвисанне жидкости в хо-
лодильнике-конденсаторе нитрозных газов и в абсорбционной колонне (гид-
равлические колебания в газовом потоке), чистота поверхностей проточной
части осевого и центробежного компрессоров (в первом случае снижение за-
паса по помпажу у осевого компрессора, во втором — снижение иапорности
центробежного нагнетателя при сохранении общей степени повыщения дав-
ления).
В промышленности, на транспорте и в энергетике ГТУ находят примене-
ние как энергоустановки для выработки электроэнергия, как привод машин и
механизмов, а также в специальных парогазовых циклах. Наиболее распро-
страненные парогазовые циклы в СССР основаны на размещении парогене-
ратора (котла) между компрессором и газовой турбиной ГТУ, за рубежом —
за газовой турбиной (нередко с дополнительным сжиганием топлива за тур-
биной). За рубежом проходят промышленные испытания ГТУ, работающие
при начальной температуре газов 1300 °C. Программа этих работ [46] предус-
матривает создание ГТУ с температурой газа 1500 °C. При 1300 °C ожидае-
мый к. п.д. ГТУ 47%, при 1500 °C —около 50%, что значительно выше тео-
ретически возможного на паротурбинных установках.
7. ТЕПЛОВЫЕ НАСОСЫ
В современных азотцых производствах количество низкопотенциального
тепла обычно зйачительно превышает количество тепла, пригодного (ио тем-
пературному уровню) для регенерации его или получения пара промышленных
параметров. Одним из способов утилизации низкопотенциального тепла яв-
ляется получение греющего пара в парокомпрессионных теплонасосных уста-
новках.
В промышленности нашли применение замкнутые парвкомпресеяонные
установки с испарением (при температуре 25—35 °C) низкокипящих. тепло-
носителей (фреонов, аммиака и т. п.) за счет подвода так называемой
сбросной теплоты (например, оборотных циклов, выхлопных, газов и т. д.)
или использования солнечной энергии с последующим компримированием
полученного пара и конденсацией его (при температуре 70—Об ₽С) путем от-
вода тепла теплофикационной водей или любым другим теплопотребителем.
На предприятиях азотной промышленности имеется теплота, пригодная
для испарения воды под атмосферным и даже более высоким давлением, на-
491
490.
Таблица VIII,6. Авалю изменения характеристик газотурбиннвй
» при изменении
Изменяемые параметр (на Г%) Исследуемое
м о «о ! ё *о
Увеличение температуры перед ком- —1,320 -1,238 0,045 0,094
прессором бГпк увеличение барометрического дав- ления 6В 1,0 0 0 0
Уменьшение сопротивления всасы- вающего тракта ор=бРпк 1,0 0 0 0
Увеличение температуры охлаждаю- щей воды —0,145 0,587 —0,166 0,870
Уменьшение сопротивления тракта осевой компрессор — нагреватель 0,204 —0,831 0,236 —0,043
Уменьшение сопротивления тракта химической аппаратуры (нагнета- тель-турбина) бф 0,143 —0,577 0,164 —0,030
Увеличение расхода воздуха за осе- вым компрессором б<р —0,205 0,832 —0,236 0,044
Увеличение расхода охлаждающего воздуха 60 0,143 —0,577 0,164 —0,030
Увеличение расхода охлаждающего воздуха, рециркулирующего через нагнетатель 6G —0,062 0,254 —0,072 0,013
Увеличение пропускной способности турбины 6РТ 0,143 —0,577 0,164 —0,030
Увеличение температуры перед тур- биной вГдт —0,071 0,289 —0,082 0,015
Уменьшение сопротивления выхлоп- ного трубопровода бРат 0 0 0 0
Увеличение к. п. д. турбины бТ]т 0 0 0 0
Увеличение к.п.д. осевого компрес- сора при сохранении его характери- стик 0 0 1,0 0
Увеличение к. п.д. нагнетателя при сохранении его характеристик 6т>и 0 0 0 0
Увеличение частоты вращения 2,072 0,727 0,407 0,038
Увеличение Температуры воздуха пе- ред нагнетателем 67ИЯ. -0,167 0,675 —0,19 1
пример теплота конденсации паров дистиллята ректификационных колонн в-
производстве капролактама (в современном агрегате суммарный отвод тепла
достигает 11Б ГДж/ч при температурах 70—125 °C).
Схема пароводяной теплонасосной установки может быть разомкнутой^
умягченная вода испаряется за счет сбросной теплоты химического произвол*,
ства, полученный пар сжимается в компрессоре до давления, необходимого
потребителю. Для уменьшения работы повышения давления в компрессорах
пар между ступенями охлаждают до температур насыщения—за счет испа-
рения впрыскиваемого конденсата. Выход товарного лара, после компрессора
повышается на величину, соответствующую количеству конденсата, впрыски*
492
установки ГТТ-3 (ГТТ-ЗМ) методом малых отклонений (в %)
параметра на К%
откловеяке параметров, %
еГ • «о G? •О о” н •9 «О н •© f £ (кВт)
—1,320 —0,082 -0,034 —1,320 —1,320 —1,320 0 —1,975 —24,3 —40,2
1.0 0 0 1.0 1.0 0,067 0 1,033 3,47 5,7
1,0 0 0 1.0 1.0 1.0 0 1,494 23,67 39,1
—0,145 —0,732 —0,111 —0,145 —0,145 —0,145 0 —0,216 —19,93 —32,9
0,204 0,035 0,006 , 0,204 0,204 0,204 0 0,302 30,51 50,4
0,143 —0,280 —0,228 0,143 0,143 0,143 0 0,213 24,91 41,2
0,795 —0,037 —0,006 0,795 0,795 0,795 0 1,188 20,02 33,0
0,143 —0,280 —0,228 -Л), 857 —0,857 —0,857 0 —1,280 —40,66 —67,2
0,938 —0,316 —0,234 ——0,062 —0,062 —0,062 0 —0,093 —21,96 —36,2
0,143 —0,280 —0,228 0,143 —0,857 —0,857 0 0,280 3,27 5,4
—0,071 0,140 0,114 —0,071 0,429 0,429 1 1,141 42,29 69,8
0 0 0 0 0 1,0 0 0,494 21,7 35,8
0 0 0 0 0 0 0 1.0 43,8 72,5
0 . 0 0 0 0 0 0 0 25,7 42,4
0 0 1,0 0 0 0 0 0 16,27 26,8
2,072 —0,167 1,345 —0,841 0,018 —0,1276 2,072 —0,167 2,072 —0,167 2,072 —0,167 0 0 3,110 —0,248 9,50 —22,9 15,6 —37,8
ваемого в перегретый пар. Энергетические затраты на получение пара в та-
кой теплонасосной установке определяются работой компримирования. При
атом дополнительные энергетические затраты на испарение впрыскиваемого
конденсата равны работе проталкивания жидкости, которая, как известно из
технической термодинамики, на несколько порядков меньше работы повыше-
ния давления (компримирования).
Расчеты, выполненные в лаборатории энерготехнологнческих процессов
ГИАП [47, .48J показали, Что даже при повышения давления пара в 17 раз
энергозатраты в парокомпрессионной теплонасосной установке, оборудован-
ной центробежными компрессорами, в пересчете, на условное топливо равны
493
27 кг, что меньше теоретически необходимого расхода условной топлива ня
.выработку 1 ГДж пара в котельных и ТЭЦ (примерно 37—38 йг).
Особый интерес представляет использование этих теплон^сосных устано-
вок в производствах, потребляющих тепловую энергию со стороны и одно-
временно располагающих источниками сбросной теплоты (например, в произ-
водствах капролактама, аммиачной селитры и т. п.). В ближайшей перспек-
тиве теплонасосные установки должны найти применение для создания ком-
фортной атмосферы в цехах азотных производств (обогрев зимой, охлажде-
ние летом и т. п.). За рубежом тепловые насосы уже нашли широкое приме-
нение в промышленности и в быту.
ЛИТЕРАТУРА
К разделу I
1. Сычев В. В. и д/г Термодинамические свойства азота. М., Изд-во '«андар-
тов, 1978: 352 с.
2. Кричевский И. Р., Казарновский Я. С., Левченко Г. Т. — ЖФХ, 1945, т. 19,
№ 6, с. 314.
3. Кузнецова Т. И. Автореф. канд. дис. М., ГИАП, 1972.
4. Голубев И. Ф. и др. Теплофизические свойства аммиака. М., Изд-во стан-
дартов, 1978. 264 с.
5. Справочник азотчика. Т. 1. М., Химия, с. 26—68.
В. Вулкалович М. П., Ривкин С. Л., Александров А. А. Таблицы термодина-
мических свойств воды и водяного пара. М., Изд-во стандартов, 1969.
408 с.
7. Голубев И. Ф., Гнездилов Н. Е. Вязкость газовых смесей. М., Изд-во стан-
дартов, 1971. 327 с.
8. Голубев И. Ф. Вязкость газов н газовых смесей. М., Физматгиз, 1959.
375 с.
9. Голубев И. Ф., Коварская Г. Г. — Тр. ГИАП, 1979, вып. 52, с. 5—17.
10. Коварская Г. Г., Голубев И. Ф. — Там же, с. 17—33.
11. Вареафтик Hi Б. и др. Теплопроводность жидкостей и газов. М., Изд-во
стандартов, 1978. 471 с.
12. Мамонов Ю. В., Голубев И. Ф. — Тр. ГИАП, 1971, вып. 8, с. 112—123.
13. Голубев И. Ф., Кияшова В. П.—Тр. ГИАП, 1979, вып. 52, с. 33—44.
14. Кияшова В. IL, Голубев И. Ф. — Там же, с. 45—47.
15. Лившиц Л. С., Тюрикова Н. Г., Родкина И. Б., Циклис Д. С. — ЖФХ,
1978, вып. 1, с. 188.
К разделу II
1. Производство технологического газа для синтеза аммиака и метанола из
углеводородных газов/Под ред. А. Г. Лейбуш. М., Химия, 1971. 286 с.
2. Kjer Y. Termodinamic Calculation on an Electronic Digital Computer.
Copenhagen, 1963. 249 p.
3. Степанов А. В. Получение водорода и водородсодержащих газов. Киев,
Наук, думка, 1982. 310 с.
4 4. Оеаджанов Г. А. и др. — Хим. пром., 1968, № 2,-с. 129.
5. Раскин А. Я-, Яенятинский Б. В.—Тр. ГИАП, 1975, вып. 37, с. 92.
6. Веселов В. В., Рафан А. Н. Состав газа конверсии углеводородов. Спра-
вочник. Киев. Наук, думка, 1976. 188 с.
7. Еремин Е. И. Основы химической термодинамики. М., Высшая школа,
1974.341 с.
- 8. Волынский Л. В., Целевич А. А. — В кн.: Научные основы каталитической
, конверсии углеводородов. Киев, Наук, думка, 1977. 275 с.
9. Справочник азотчика/Под общ. ред. Е. Я. Мельникова. М., Химия, 1967,
т. 1. 492 с.
4®. Соколинский Ю. А. й др. — Хим. пром., 1971, № 17, с. 523.
«94
11. Дврлов А-К., Раабе* В. Н. Природные газы месторождений Советского
Союза (справочная книга). М., Недра, 1978. 349 с,
12. Справочник по транспорту горючих газой/Под ред. К. С. Зарембо. М.»
Гостоптехиздат, 1962. 888 с.
13. Rostrup-Nielsen J. Я. Steam Reforming Catalists, Copenhagen, Danish
Technical Press, 1975. 244 p.
14. Справочное руководство по катализаторам для производства аммиака и
водорода/Под ред. В. П. Семенова. Л., Химия, 1973. 245 с.
15. Аэров М. Э., Тодес О. М. Гидравлические и тепловые основы ‘ работы
аппаратов со стационарным и кипящим зернистым слоем. М., Химия,
1968. 510 с.
16, Андрющенко А. И. Термодинамические расчеты оптимальных параметров
тепловых электростанций. М.» Высшая школа, 1960. 230 с.
17. Евенко В. И.— Изв. вузов. Энергетика, 1968, № 11, с. 60.
18. Гохштейн Д. П. Современные методы термодинамического анализа энер-
гетических установок. М., Энергия, 1969. 368 с.
19. Ъродянский В. М. Автореф. докт. дне. М., МЭИ, 1967.
20. Grufin G. — Die Technik, 1964, Bd. 19, N 6, S. 413.
21. Шаргут Я-> Петела P. Эксергия. Пер. с польского. М., Энергия, 1968.
279 с.
22. Шаргут Я., Стирильская Т. Т.— В кн.: Эксергетический метод я его при-
менение. М., Мир, 1967, с. 248,
23. Шаргут Я., Земблик А. — Там же, с, 109,
24. Энергия и эксергия. Сборник. М., Мир, 1968. 189 с.
25. Бродянский В. М. Эксергетический метод термодинамического анализа.
М., Энергия, 1973. 296 с.
26. Жаворонков Н. М. и др. — Теор. основы хим. технол., 1979, т. 13, № 2,
с. 152.
27. Кафаров В. В. и др. — Теор. основы хим. технол., 1972, т. 6, № 6,
с. 908. , '
28. Перов В. Л. и др. — Хим. пром., 1973, № 1, с. 34.
29. Семенов В. П. и др. — Хим. пром., 1975, № 5, с. 31.
30. Лейтес И. Л. и др. — Теор. основы хим. технол., 1973, т. 7, № 1, с. 24.
31. Емельянов В. И. и др. — Тр. МХТИ, 1974, вып. № 79, с. 13?.
32. Кафаров В. В. — Теор. основы хим. технол., 1972, т. 6, № 6, с. 880.
33. Silbering L. — Chem. Ing. Techn., 1971, Bd, 43, N 12, S. 711.
34. Рябцев И. И., Волков А. Е. Производство газа из жидких топлив для
синтеза аммиака и спиртов. М., Химия, 1968. 207 с.
35. Темкин М. И., Шуб Ф. С., Хоменко А. А. и др. — В кн.: Научные основы
каталитической конверсии углеводородов. Киев, 1977. 275 с.
36. Агранат Б. Д., Лейбуш А. Г., Семенов В. П. — Кинетика и катализ, 1976,
т. 17, № 5, с. 1241—1245.
37. Румянцев В. С. Автореф. Канд, дис., М-, МИХМ, 1980.
38. Вяткин Ю. Л., Бесков В. С. — Теор. основы хим. технол., 1975, т. 9, № 4,
с. 535—540.
39. Семенов В. П. и др. —Хим. пром., 1976, № 7, с. 517—519.
40. Вакк Э. Г. и др. — Тр. ГИАП, 1975, вып. 33, с. 21—36.
41. Мейтин И. В., Сосна М. X. — Каталитическая конверсия углеводородов,
1981, вып. 6, с. 11—14.
42, Методика (основные положения) определения экономической эффектив-
ности использования в народном хозяйстве новой техники, изобретений
и рационализаторских предложений. М., Экономика, 1974. 54 с. -
43. Типовая методика определения экономической эффективности капиталь-
ных вложений. Сборник. М., Экономика, 1969. 21 с.
44. Чернухин А. А., Флаксерман Ю. П. Экономика энергетики СССР. М. — Л.,
Энергия, 1970. 259 с.
45. Энерготехнологическое использование топлива. Сборник. Изд-во АН СССР,
1963.214 с.
46. Некрасов Н. И. Экономика химической промышленности. М.» Экономика,
1966.511 с.
47. Семенов В. П., Ляховицкий М. Ш., Сосна М. X, СоколинскиА Ю. А.
. 495
Оптимальные параметры процесса паровоздушной конверсия метане в
производстве аммиака. Сборник. М., ГИАП, 1968. 65 с.
48. Соколинский Ю. А. и др. — Хим. пром., 1971, № 7, с. 523. /
49. Каралетьянц М. X. Химическая термодинамика. М-, Химия, 1975. 584 с.
50. Баклашов В. Е., Бахшиян Ц. А., Сосна М. X., ШПолянский М. А. — Тр.
ВНИИнефтемаш. Трубчатые печи. М., Химия, 1969. 312 с.
51. Прочность. Устойчивость. Колебания. Справочник в 3-х томах./ПоД ред.
И. А. Биргера и Я. Г. Пановко. М., Машиностроение, 1968, т. 1. 831 с.
.52 . Тепловой расчет котельных агрегатов (нормативный метод) ./Под ред.
Н. Б. Кузнецова и др. М., Энергия, 1973. 296 с.
53. Блох А. Г. Тепловое излучение в котельных агрегатах. М., Энергия, 1967. *
. 326 с.
54. Белоконь И. И. — Нефт. пром. СССР, 1941, № 2, с. 92.
55. Котишек Я., Род В. Трубчатые печи в химической промышленности. Л.,
Химия, 1963. 147 с.
56. Семенов В. П. и др. Алгоритмизация расчета процессов и аппаратов хи-
мических производств, технологии, переработки и транспорта нефти и га-
за на ЭЦВМ. Сборник. Киев. Наук, думка, 1969. с. 31—39. .
57. Сосна М. X., Семенов В. П. Паропроизводство для крупнотоннажных аг-
регатов аммиака. М-, НИИТЭхим, 1980, 56 с.
58. Quartulli О. J., Turner W7. — Nitrogen, 1972, N 80, р. 28.
59. Wagman D. D. e. a.—J. Research, 1945, v. 34, N 2, p. 143—156.
60. Ивановский Ф. П., Брауде Г. £. —ЖХП, 1938, т. 15, № 1, с. 14—16.
61. Очистка технологических газов/Под ред. Т. А. Семеновой и И. Л. Лей-
теса, М., Химия, 1977. 488 с.
62. Катализаторы, применяемые в азотной промышленности. Каталог/Под
общ. ред. А. М. Алексеева, Черкассы, НИИТЭхим, 1979.23 с.
63. Томас Ч. Промышленные каталитические процессы и эффективные ката-
лизаторы. Пер. с англ./Под ред. А. М. Рубинштейна, М., Мир, 1973.
335 с.
64. Lehmann О. е. а. — Chemische Technik, 1975, Bd. 27, N 1, S. 30—32.
65. Катализаторы азотной промышленности. Обзорн. информ. М., НИИТЭхим,
1974 75 с
66. Lloyd L., Twigg М. V,—Nitrogen, 1979, N 118, р. 30—34.
67. /oung Р. W., Clark С. В. — Спет. Eng. Progr., 1973, v. 69, N 5, p. 69—74.
68. A. c. 264358, 1970 г. (СССР).
69. A. c, 394991, 1975 г. (СССР).
70. ' Щибря Г. Г., Морозов Н. М., Темкин М. Л. —Кинетика и катализ, 1965,
т. 6, № 6, с. 1057—1068, 1115—1117.
71. Buckthorp С. М. — Nitrogen, 1978, N 113, р. 34.
72. А. с. 436075, 1974 г. (СССР).
73. Шишаков Н. В. Основы производства горючих газов. М., Госэнергоиздат,
1948.476 с.
74. Чернышев А. Б. Избранные труды. М., Изд-во АН СССР, 1956. 368 с.
75. Лавров Н. В. и др. Термодинамика реакций газификации и синтеза из
газов. М.» Изд-во АН СССР, 1960. 99 с.
76. Канторович Б. В. Введение в теорию горения и газификации твердого
топлива. М., Металлургиздат, 1961. 355 с.
77. Альтшулер В. С. Новые процессы газификации твердого топлива. М.,
Недра, 1976. 279 с. 4
- 78. Виленский Т. В., Хзмалян Д. М. Динамика горения пылевидного топлива.
М., Энергия, 1977. 248 с.
79. Химические вещества из угля/Под ред. Ю. Фальбе., М., Химия, 1980.
614 с.
80. Wurzbacher О: — Chemie-Technik, 1977, Bd. 6, N 8, S. 3—11.
81. Марьясин И. Л., Теснер П. А. —ДАН СССР, 1965, т. 163, № 6, с. 1439—
1432.
82. Реакции углерода с газами. Сб. статей./Под ред. Е. С. Головиной. М.,
Издатинлит, 1963. 359 с.
83. ' Темкин М. И., Чередник Е. М., Аппельбаум Л. О. — Кинетика и катализ.
г 1968, т. 9, № 1, с..95—103. . ’ ..
84. Темкин М.И. — Кинетика и катализ, 1967, т. 8, № 5, с. 1005—1019.
85. Теплотехнинеский справочнвк/Под ред. В. Н. Юренева и др., М., Энер-
гия, 1975, тХ1. 743 с., т. 2. 896 с.
86. Металлургическое Тоодиво/Под ред. И. Н. -Сушкина и. др. М-, Мёталлур-
гия, 1965. 471
87. Маршак Ю. Л, Топочные устройства с вертикальными циклонными пред-
топками. М., Энергия, 1966. 320 с.
88. Померанцев В. В- и др. Самовозгорание и взрывы пыли натуральных
топлив. Л., Энергия, 1978. 144 с. .
89. Правила взрывобезопасности установок для приготовления и сжигания
топлив в пылевидном состоянии. — В кн.: Правила взрывобезопасности
топливоподач электростанций. — Технические требования по взрывобез-
опасности котельных установок, работающих на мазуте и природном газе.
М„ 1975, с. 21—54.
90. Heek К. Н., Juntgen Н., Peters W.—J. Inst. Fuel, 1973, N 6, p. 249—!
258.
91. Staege H. — Chemie fur Labour u. Betrieb, 1980, N 2.
192. Гамбург Д. Ю., Семенов В. П. — Хим. пром, за руб., 1980, № 4, с. 1—9.
93. Черненко И. И., Шафир Г. С., Никитин Т. В, — Химия твердого топлива,
1981, № 1, с. 3—7.
94. Fistel Р. Р.. Van Heek К. Н., I unigen Н.— Erdol u. Rohle, 1976, Bd. 29,
S, 350—354.
95. Juntgen H.t Van Heek К. tf.—Gluckauf, 1975, Bd. Ill, N 8, S. 27—30.
96. Heek К. H. — Stahl u. Eisen, 1980, Bd. 100, N 7, S. 363—370.
97. Aichinger H. M., Steffen R. — StahL u. Eisen, 1980, Bd. 100, N 7, S. 355—
357 -
98. Juntgen H., Heek К. H. - GWF-Gas/Erdgas, 1980, Bd. 121, N 1, S. 6—13.
99. Leskiewicz L. — Prz. Gornizy, 1976, N 10, p. 417—434.
100. Bach W. — Intern. J. of Hydrogen Energy, 1981, v. 6, p. 185—201.
101. Patel J. G. — Oil a. Gas J., 1981, v. 79, N 26, p. 90—103.
102. Arthur L. — Oil a. Gas J., 1981, v. 79, N 17, p. 167—170.
103, Conn A. L., Arthur L. — Chem. Eng. Progr., 1981, v. 77, N 5, p. 11—15.
104. Gregory D. Pf, Tsaros C. L., Arora J. L. — Nevrekar Chemist, 1981, N 7,
p. 432—440.
105. Staege H.— Chem. Technol. (BRD), 1981, Bd. 10, N 4, S. 309—313.
106. Carland R. V. — Chem. Eng. Progr., 1981, v. 77, N 1, p. 70—72.
107. Baron G. — Erdol u. Kohle-Erdgas-Petrochemi, 1981, Bd. 34, NT, S. 288—
295.
108. Справочная книжка энергетика. M., Энергия, 1968. 304 с.
109. Тепловые и атомные электрические станции. Справочник. М., Энергоиздат,
1982. 625 с.
110. Beghi G. —Energ. Nucl., 1975, v. 22, N 2, p. 67—77. - '
111. Шультен P., Юнтген X., Теггерс X. — Глюкауф, 1976, № 1, с. 14—18. •
112. Neef Н„ Welsbrodt А.— Nucl. Eng. Desing, 1979, v. 54, N 2, p. 78—90.
К разделу III
1. Фурмер Ю. В. Очистка газов от сернистых соединений, М., НИИТЭХИМ,
1976.124 с.
, 2. Справочник азотчика/Под общей'ред. Е. Я. Мельникова. М., Химия, 1967,
т. 1, с. 214—218, 233, 281—283, 286—292, 335. .
3. Справочник химика: Л. —М., Химия, 1963, т. 2, с. 788—844, 1134—1146.
- 4. Вредные вещества в промышленности. Л. — М., Химия, 1976, т. 2, с. 210—
218; 1977, т.З, с. 115—134. .. ' f
5. Очистка технологических газов/Под редакцией Т. А. Семеновой. М., Хи-
мия, 1977, с. 126—136, 299, 300, 303—309, 325, 326, 367, 395—400, 404—
. 410. •
6. Каталитическая конверсия углеводородов. Киев, Наукова думка, 1975,
вын. 2, с. 127—130. ' , '' ’ •
32-1425 497
7. Пожарная опасность веществ и материалов, применяемые/ в химической
промышленности. Справочник/Под ред, В. И. Рябова. М., Химия, 1970,
с. 102,293. „ /
8. Undergraff Н., Reed R. — Petrol Eng., 1954, v. 26, N 1я, p. 57,
9. Norrie №.. Clegg F. — Petrol Reg., 1947, v. 26, N 11, p. 107.
10. Bates R. G. — 1. Res., Nat. Bur., Stand, 1951, v. 46, p. 349.
11. Справочник химика. Л. — M., Химия, 1962, т. 1, с. 621, 629.
12. Лейбуш А. Г., Шорина Е. Д. — ЖПХ, 1947, т. 20, № 1, 2, с. 69—76.
13. Danckwerts Р. V., Me Nell К. М. — Trans. Inst Chem. Eng., 1967, v. 45,
N 1, p. T32—T49.
14 Brian P. L. T.r Vivian J. E., Matiatos D. C. A.—J. Ch, E., Journal, 1967,.
v. 13, N 1, p. 28-36.
15. Me Nell К. M. — Chem. Eng. Sei.; 1965, v. 20, N 8, p. 787—788.
16. Данкверте П. В. Газо-жидкостные реакции. Пер. с англ. М., Химия, 1973.
296с.
17, Астарита Д. Массопередача с химической реакцией. Пер. с англ./Под
ред. Л. А. Серафимова. Л. — М., Химия, 1971, с. 224.
18. Юдина Л. А., Аксельрод Ю. B.t Рощин Б. Е. — Труды ГИАП, 1983,
с. 25—30.
19. Аксельрод Ю. В„ Дильман В. В., Юдина Л. А. — ТОХТ, 1973, т. 7, № 3,
с. 320—327. 1
20. Шкляр Р. П., Аксельрод Ю. В., Милоградова Р. М. — Газ. пром., 1972,
№ I, с. 39—45.
21. Astarita G., Gioia F.— Ind. Chem., Fundament, 1965, v. 4, N 3, p. 317—
324
22. Jorgensen E. — Acta Chem. Scand, 1956, v. 10, N 5, p. 747—757.
.23 . Аксельрод Ю. В., Любушкина Л. А., Лейтес И. Л. — Хим. пром., 1969,
№ II, с. 840-845. t-
24. Аксельрод Ю. В., Любушкина Л. А., Лейтес И. Л.—Труды ГИАП, 1971,.
вып. 6, с. 288—ЗОЮ.
25. Клямер С. Д. — Газ. пром., 1971, т. 16, № 9, с. 38—42.
26. Клямер С. Д., Колесникова Т. Л. — Ж ФХ, 1972, т. 46, № 4, с. 1056.
27. Клямер С. Д., Колесникова Т. Л., Родин Ю. А. — Газ. яром., 1973, № 2,
с. 52.
28. Jones G, Н., Froning Н. М., Clytor Е. Е.—J. Chem. Eng., Data, 1959,
v. 4, ЛЬ 1, р. 85—93.
29. Lee J. J., Otto F. D., Mather A. E.— J. Chem. Eng., Data, 1975, v. 20,
№ 2, p. 161—163.
30. Мурзин В. И., Лейтес И. Л. — ЖФХ, 1971, т. 45, № 2, с. 417—420.
31. Мурзин В. И., Лейтес И. Л., Тюрина Л, С. — Труды ГИАП, 1971, вып. 10,
с. 26—37.
32. Брандт Б. Б., Сергеев С. П., Веранян Р. С. — ТОХТ, 1970, т. 4, № 2,
с. 196—203; Труды ГИАП, 1969, вып. 22, с. 23—35.
33. Мурзин В. И., Лейтес И. Л. —ЖФХ, 1971, т. 45, № 10, с. 2642—2644.
34. Клямер С. Д., Лейтес И. Л., Мурзин В. И.— Хим. пром., 1972, № 1,
с. 41—42.
35. Lee J. I., Otto F. D.t Mather А. Е.—J. Chem. Eng., Data, 1972, v. 17, N 4,
p. 465—468; 1973, v. 18, N 1, p. 71—73; 1973, v. 18, N 4, p. 420.
36. Лейтес И. Л. Автореф. докт. дис. М., ГИАП, 1980.
37. Данов С. М., Матин И. Б., Ефремов Р. В. — ЖФХ, 1969, т, 43, вып. 3,
с. 733—739; Кинетика и катализ, 1969, т. 10, вып. 4, с. 749—754.
38. Ильина Е. И., Клямер С. Д. Извлечение сероводорода и углекислоты из
природного газа и производство элементарной серы. Обзор. М., ВНИИГа-
зопром, 1969, с. 46.
39. Лейтес И. Л., Брандт Б. Б., Веранян Р. С. — ТОХТ, 1972, т. 6, № 1,
с. 29—36.— Хим. пром., 1972, № 2, с. 120—123.
40. Гридин И. Д. и др. — Хим. пром., 1977, № 11, с. 865—866.
41. Володин И. И. и др. — Хим. пром., 1982, № 3, с. 161—163.
42. Коуль А. Л., Ризенфельд Ф. С. Очистка газа./Пер. е англ./Под ред.
И. И. Абрамсона. 2-е изд., М., Недра, 1968, с. 392.
43. Kohl A. L. — A. I. Ch. Е. Journal, 1956, v. 2, р. 264—271.
498
44. Kando Fukuda K-— Chem. Eng. (Japan), 1958, v. 22, №“10, p. 610—
617. \
45. Дильман В. В., Аксельрод Ю. Алекперова Л. В. — Хин. пром., 1967,
№ 7, с. 532—537.
-46. Шкляр Р. Л., Аксельрод Ю. В. — Хим. пром., 1972, № 3, с. 198—202.
•47. Reed R. М., Wood W. R.— Trans. Amer. Inst. Chem. Eng., 1941, v. 37,
p. 363—384.
48. Лейбуш А. Г., Шнеерсон А. Л. — ЖПХ, 1950, t. 23, № 11, c. 1176—
1186.
49. Шнеерсон А. Л., Лейбуш. А. Г. — ЖПХ, 1946, t. 19, № 9, c. 869—880.
50. Язвикова H. В. Автореф. канд. дне. М.» ГИАП, 1972.
51. Klein /. Р. — Erdol und Kohle,.1970, Bd. 23, N 2, S. 84—89.
52. Клямер С. Д„,Шкляр P. Л., Хейнман Б. И. — Гаа. пром., 1971, т. 16, № 4,
с. 34—36.
53. Смирнова Е. Г. Теплофизические свойства КаСО8 и его водных растворов.
АН СССР. Редколлегия журнала «Теплофизика высоких температур».
Рукопись депонирована ВИНИТИ, М., 1978.
54. Корбутова 3. В., Карпова Ю. Г., Лейтес И. Л. — Хяы. пром., 1980, № 12,
с. 17—19.
55. Людковская М. А., Клевке В. А., Фридман С. Д.— Хим. пром., 1965, № 5,
с. 19—20.
56. Литвиненко М. С. — ЖПХ, 1952, т. 25, № 5, с. 516.
57. Лейтес И. Л., Карпова Ю. Г., Корбутова 3. В.— ТОХТ, 1982, № 2,
с. 187—191.
58. Карпова Ю. Г. Автореф. канд. дне. М., ГИАП, 1972.
59. Гришаева М. П., Нафикова А. К. Горячий поташный метод очистки газов
от двуокиси углерода. М., ЦНИИТЭНефтехим, 1972, с. 42.
450. Leder F. —Chem. Eng. Sci., 1971, v. 26, p. 1381—1390.
61. Иваненко C. B.t Мельников E. Я-, Сидоров А. И. Технология связанного
азота. M., Высшая школа, 1981, 242 с.
62. Усюкин И. П., Шлейников В. М. Нефтепереработка и нефтехимия,71963,
№ 1,с. 39—43.
63. Шендерей Е. Р., Зельвенский Я- Д., Ивановский Ф. П. — Газ. пром., 1958,
№ 12, с. 36—42.
64. Шендерей Е. Р., Зельвенский Я. Д., Ивановский Ф. П. — Хим. пром.,
1959, № 4, с. 50—53.
65. Семенова А. И., Емельянова Е. А. и др. — ЖФХ, 1979, т. 53,. № 10,
с. 2502—2505.
66. Зельвенский Я. Д., Струнина А. В. — Газ. пром., 1960, № 1, с. 42—47.
67. Гранжан В,-А. — Труды ГИАП, 1975, вып. 27, с. 5—9.
68. Зельвенский Я. Д- Струнина А. В. — Газ. пром., 1960, № 10, с. 47—52.
69. Шендерей Е. Р., Зельвенский Я- Д-, Ивановский Ф. П. — Хим. пром.,
1961, № 5, с. 309—312.
70. OU and Gas J., 1981, v. 79, N 6, p. 113—114, 119, 120.
71. Staege H. — Chem. Ind., 1982, v. 105, N 10, p. 665—669.
72. Hochgesand G. — Ind. a. Eng. Chem., 1970, v. 62, N 7, p. 37—43.
73. Staege H., Sonderdruck aus Erdol-Erdgas-Zeitechrift, Nov., 1976.
74. Kribel M. — Chemsa, 1980, v. 6, N 3, p. 49—50, 52.
75. Ranke G. —Linde Berichte aus Technik und Wissenschaft, 1973, N 33,
S. 6—12.
76. Staege И. — Sonderdruck aus Chemical Industry Developments, Bombay,
Februar, 1974.
77. Michaels H. G., Leonard H. F. — Chem. Eng. Progress, 1978, N 8, p. 85—91.
78. Hayshida H., Teruya K-, Nakamori H. — Kagaku Kogaku, 1972, V. 36,
p. 221—223.
79. Алкиленкарбонаты. Сб. трудов. Л., 1975, ВНИИиефтехим, с. 152—164.
80. Грищенко И. Ф., Покорений В. И. — Нефтепереработка я нефтехимия,
1966, № 11, с. 33—35.
81. Choi /. К., Joncich И. /. — J. Chem. Eng. Data, 1971, v. 16, N 1, p. 87—90.
32* 499
«2. Lewis L., TrubyH. А.» Ppscoo M. B. — Oil a. Gas J., 1974/v. 72, N 25>
p. 120—122. /
83. Зубченко Ю. П. и др. — ЖПХ, 1971, т. 44, № 9, с. 2044—2(Й7.
84. Рутенберг О. Л. Автореф. канд. дне. М.» МИТХТ им. М./В. Ломоносова,
1975.
85. Шахова С. Ф., Бондарева. Т. И.,. Зубченко Ю. П. — Хим. пром., 1966,
№ 10, с. 753—754.
86. Isaaks Е. Е., Otto F. D., Matter А. Е. — Can. J. Chem. Eng., 1977, v. 55,
N 6, p. 751—752.
87. Соколина Л. Ф. и др. —Хим. пром., 1971, № 11, с. 828.
88. Шахова С. Ф., Зубченко Ю. П„ Каплан Л. К. — Хим. пром., 1973, № 2,
0^ 103—11CL
89. Шахова С. Ф., Зубченко Ю. П. — Хим. пром., 1973, № 8» с. 595—596.
90. Каплан Л. К. и др. —Хим. пром., 1983, № 9, с. 573.
91. Каплан Л. К., Шахова С. Ф. —Хим. пром., 1975, № 4, с. 281—282.
92. Ну dr ос. Process, 1979, v. 58, N 4, р. 112—119. t
93. Bogart M. — Hydrocarb. Proc., 1978, v. 57, N 4, p. 145—151.
94. Cook T. P., Tennyson R. N.—Chem. Eng. Progress, 1969, v. 65, N Hi
p. 61—64.
95. Chem. Age India, 1978, v. 29, N 9, p. 761—762.
96. Богословский В. E., Михалюк Г. И., Шамолин А. И. — ЖПХ, 1972, т. 45,
№ 5, с. 1154—1156.
97. Beavon В. К., Ro&zkowski Т. R.,—Oil a. Gas J., 1969, v. 67, N 15, p. 138—
142, Chem. Proc. Eng., 1972, v. 53, N 1, p. 32—33.
98. Брауде Г. E., Дедова И. В., Шахова С. Ф.—Хим. пром., 1965, № 3,
с. 186—188.
99. Шахова С. Ф., Бондарева Т. И., Сергеева Л. Е. — Хим. пром., 1966,
№ 7, с. 516—518.
100. Macdonald D. D., Dunay D. — Can. J. Chem. Eng., 1971, v. 49, N 3, p. 420—
423.
101. Павлов С. Ю. и dp: — Пром-сть синтетич. каучука, 1967, № 4, с. 6—8.
102. Зубченко Ю. П., Шахова С. Ф., Ладыгина О. П.— Хим. пром., 1985,
№ 9 с 535
103. Rivas О. R.t Prausnitz I. М. — A. I. Ch. Е. X. 1979, v. 25, N 6, р. 975—
984.
104. Muller R.— Erdol und Kohle, 1975, Bd. 28, Heft 3, S. 132—137. '
105. Hydrocarb. Process, 1971, v. 50, N. 4, p. 114.
106. Селицкий А. П. и dp. — В кн.: Абсорбция газов. Сб. Ташкент, НИИТЭ-
ХИМ, 1976, с. 31.
107. Sweny J., Valentine С. — Chem. Eng, 1970, v. 77, N 19, p. 54—56.
108. Stoll R. D„ Roper S. — Erdol-Kohle-Erdgas-Petrochemie, 1982, Bd. 35, N 8,
S. 380—385. • •
109. Зубченко Ю. П„ Шахова С. Ф. —Труды ГИАП, 1975, вып. 33, с. 8—15.
110. Martel G. И. — X Chem. a. Data', 1985, v. 30; N 1, р. 57—61.
111. Зубченко Ю. П. и др. — Азотная пром., 1980, вып. 6, с. 33—34.
112. Goar В. G. — Oil a. GSs X, 1975, v. 73, N 28. р. 78—85.
113. Gudd D. К. — Hydrocarb. Proc., 1978, v. 57, N 4, p. 122—124.
114. Erdol —Erdgas Zeifschrift, 1977, Bd. 93, S. 421—427.
115. Hydrocarb. Process, 1981, v. 60, N 11, p. 129, 131,
116. Zawacki T. S., Duncan D. A., Macriss R. A. — Hydrocarb. Process, 198V
v. 60, N 4, p. 143—149.
117. Николаев А. В. и др. — Изв. CO АН СССР, 1965, № 3, вып. 1, с. 27—31:
118. Oil and Gas X, 1968, v. 66, N 21, p. 85—86.
119. Franckowlak S., Nltschke E. — Hydrocarb. Proc., 1970, v. 49, N 5, p. 145—
148. ... . . . ..
120. Назарько В. M. и dp. — Реф. инф. ВНИЙэконом. opr. произ-ва и техн.
:9кон. инф, в газ. пром-ти. Подготовка и переработка газа и газ. конден-
сата, 1981, № 3, с. 13—16. .
12Г; Дин Вей, Фурмер И. Э. и др. —Таз. пром., 1975, № 7, с; 47—48.
122. Brit. Chem. Engng., 1969, v. 14, N 11, p. 68.
123. Chem. Eng., 1968,v.; 75; N 4, p. 66.' ' •’ -г '
560t.
124. Каплан Л. К. и др. — Хим. пром., 1979, № 10, с. 626.
128, Toselll G.-r-Caiore, 1962, v. 33, Nll.p. 489—497.
126. Nitrogen, 1974, N 90, p. 44—46. -
127. Hasse D. I. — Chem. Eng. Progr., 1974, v. 70, N 5, p. 74—77.
128. Walker D. G. —Chem. Technol., 1975, N 5, p. 308—311.
129. Can. J. Chem. Eng., 1977, v. 55, N 6, p. 18.
130. Фрейфемд С. Э. и dp. —Труды ГИАП, 1974, вып. 25, с. 120.
131. Гурлянд Д. А.—Азотная и кислородная пром., вып. 3, М., ГИАП, 1964,
е. 17—27.
132. Гурлянд Д. А., Товее Б. И. — Азотная пром., М., ГИАП, 1971, выл. 4,
с. 62—69.
133. Катализаторы для процессов производства водорода и синтеза аммиака.
Справочник-руководство. Пер. с англ. Муравского В. А./Под ред.
- И. И. Абрамсона. М., ЦНИИТЭнефтехим, 1973, с. 157—169.
134. Власенко В. М.— Каталитическая очистка газов. Киев, Техника, 1973;
с. 40—51, 79—105.
135. Томас Ч.— Промышленные каталитические'процессы и эффективные ка-
' тализаторы. Пер. с англ. Слинкина А. А. и Якерсона В. И./Под ред.
А. М. Рубинштейна. М., Мир, 1973, с. 181—185.
136. Lehmann О. и et. —Chem. Techn., 1975, N 1, р. 30.
137. Нечуева Л. Г. и др. — Труды ГИАП, 1979, вып. 55, с. 37—45.
138. Голосман Е. 3. Использование цементов в катализаторах, носителях и
адсорбентах. Обзорная информация. Серия: Азотная промышленность.
НИИТЭхим, 1985. 38 с.
К разделу IV
1. Гоникберг М. Г. Химическое равновесие и скорость реакции при высоких
давлениях. М., Химия, 1969. 428 с.
2. Кузнецов Л. Д. и др. Синтез аммиака. М., Химия, 1982. 296 с.
3. Соколинский Ю. А.—Хим. пром., 1962, № 6, с. 410—413.
4. Nielsen A. An investigation on promoted iron catalyst for the synthesis of
ammonia. Copenhagen, Jul. Gjellerups Forlang, 1968. 264 p.
5. Кузнецова T. И. и dp. —Tp. ГИАП, 1971, вып. 6, с. 31—38.
6. Введенский А. А. Термодинамические расчеты нефтехимических процесс
сов. Л., Гостоптехиздат, 1960. 576 с.
7. Циклис Д. С., Куликова А. Я.— Хим. пром., 1962, № 3, с. 172—174.
8. Казарновский Я. С. и др. — Тр, ГИАП, 1971, вып. 6, с. 21—31.
9. Казарновский Я. С., Павлова Е. Б. — Тр. ГИАП, 1979, Выл. 55, с. 88—98.
10. Михайлова С. А. и др. — Тр, ГИАП, 1974, вып. 25, с. 5—21.
11. Темкин М. И., Пыжов В. М. — ЖФХ, 1939, т. 13, с. 851—867.
12. Темкин М. И. — Хим. наука и пром., 1957, т. 2, с. 219—221.
13. Соколинский Ю. А.— Кинетика и катализ, 1967, т. 8, с. 878—888.
14. Dyson D. C.t Simon I. M. — Ind. Eng. Chem. Fund., 1962, v. 7, p. 605—617.
15. Розовский А. Я. Кинетика топохимических реакций. M., лиМия, 1974.
224 с. •
16. Алексеева М. А. Автореф. канд. дис. М., МХТИ им. Д. И. Менделеева,
1967. г
17. Харламов В. В., Цымбал Ю. М. — ЖВХО им. Д. И. Менделеева, 1983,
т. 28, с. 73.
18. Упадышвв К. Л., Орлов А. А. —Тр. ГИАП, 1978, вып. 51, с. 5.
К разделу VII
1. Кисиль И. М. и др. — В кн.: Тезисы докладов иа IV Всесоюзной конферен-
ция «Математические методы в химии» (ММХ-4), Ереван, Ер. ПИ hmJ
К- Маркса. 1982, с. 180—182.
2. Кузнецова Т. И., Раскин А. Я., Мотыль Д Н. Информационный бюллетень
СЭВ по химической промышленности, 1979, № 5, с. 27—30. ;
3. Kjer L Computer methods in gas phase thermodynamics, Vedback, Akademisk
Forlag, 1972, 211 p.
SOI
4. Рид Р., Шервуд Т. Свойства газов и жидкостей, Л. — М., Химия, 1971.
703 с.
5. Кузнецова Т. И., Раскин А. Я-, Мотыль Д. Я.—Труды ГИАП, 1980,
вып. 58, с. 27—35.
6. Введенский А. А. Термодинамические расчеты нефтехимических процессов,
М.— Л., Гостоптехиздат, 1960. 576 с.
7. Бугаевский А. А., Мухина Т. Л.— В кн.: Математика в химической термо-
динамике, СО АН СССР, Новосибирск, Наука, 1980, с. 20—36.
8. Пригожин И., Дефэй Р. Химическая термодинамика. Новосибирск, Наука,
1966. 475 с.
9. Гоникберг М. Г. Химическое равновесие и скорость реакций при высоких
давлениях, М., Химия, 1969. 427 с.
ДО. Harrison R. Н., Kobe К. А. — Chem. Eng. Progr,, 1953» v. 49, N 7, p. 349—
353. .
Л1. Кузнецов В. Д. и dp.—Теор. основы хим. технол., 1977, т. 11, № 6, с. 866—
871.
J2- Кузнецов Л. Д. и др. Синтез аммиака. М., Химия, 1982. 295 с.
.13 . Слинько М. Г. Моделирование химических реакторов. Новосибирск, Наука,
1968.230 с. , .
.14 . Арис Р. Анализ процессов в химических реакторах, М. —Л., Химия, 1967.
344 с.
.15 . Левеншпиль О. Инженерное оформление химических процессов, М., Хи-
мия, 1970. 783 с.
.16 . Аэров М. Э., Тодес О. М. Гидравлические и тепловые основы работы ап-
паратов со стационарным и кипящим зернистым слоем. Л., Химия, 1968.
510 с.
17. Раскин А. Я. и др. —Хим. пром., 1968, № 3, с. 199—203.
18. Раскин А. Я., Соколинский К). А. —Хим. пром., 1969, № 7, с. 520—
524.
19. Франк-Каменецкий Д. М. Диффузия и теплопередача в химической кине-
тике. М., Наука, 1967. 490 с.
20. Хейфец Л. И., Неймарк А. В. Многофазные процессы в пористых средах.
М.» Химия, 1982. 319 с.
>21. Бесков В. С. Автореферат канд. дне., Новосибирск, Институт катализа СО
АН СССР, 1964 г.
22. Соколинский Ю. А. Автореферат канд. дне., М., МИХМ, 1964 г.
23. Aris R. The mathematical theory of diffusion and reaction in permeable ca-
talysts. Oxford: Claredon Press, 1975, v. 1, 442 p.; v. 2, 217 p.
24. Завьялов Ю. С., Квасов В. И., Мирошниченко В. Л. Методы сплайн-функ*
ций. М., Наука, 1980. 317 с.
25. Villddsen I. — Chem. Eng. Sci., 1967, v. 22, N 11, p. 1483—1491.
26. Глауберман А. И., Раскин А. Я-, Мукосей В. И. — В кн.: Тезисы докладов
на IV Всесоюзной конференции ' «Математические методы в химии»
(ММХ—4). Ереван, Ер. ПИ им. К. Маркса, 1982 г., с. 29—31.
27. Боресков Г. К-, Слинько М. Г. — Журн. прикл. химии, 1943, т. 11, с. 377—
383.
'28 . Baymann М., Misek Т. — Chim. prum., 1958, v. 8, N 5, p. 229—235.
’29 . Hay J. J., Pollay I. M.—Brit. Chem. Eng., 1963, v. 8, N 3, p. 171—179.
30. Кэйс В. M., Лондон А. Л. Компактные теплообменники/Пер. с англ. М.,
Энергия, 1967. 223 с.
31. Маньковский О. И., Толчинский А. Р., Александров М. В. Теплообменная
аппаратура химических производств. М. — Л., Химия, 1976, с. 148—210.
32. Франк-Каменецкий Д. А. Диффузия и теплопередача в химической кине-
тике, М., Наука, 1967, с. 159—168.
33. Иванов М. Е. — Хим. пром., 1961, № 9, с. 537—541.
34. Исаченко Б. Л. Теплообмен при конденсации. М., Энергия, 1977, с. 125—
139.
35. Шервуд Т., Пигфорд Р.г Уилки Ч. Массопередача, М., Химия, 1982, с. 291—
305.
36. Михеев М. А-, Михеева М. М. Основы теплопередачи. М, Энергия, 1973.
=502
37. Кутателадзе С. С., Стырикович М. А. Гидравлика газожидкостных систем.
М., Энергоизд ат, 1958, с. 49—62.
38. Раскин А. Я.— Теор. основы хим. технол., 1983, т. 17, № 4, с. 543—547.
39. Раскин А. Я. и др. — Труды ГИАП, 1975, вып. № 37, с. 5—22-
40. Голубев И. Ф. и др. Теплофизические свойства аммиака. М., Стандарты,
1978. 263 с.
К разделу VIII
1. Черномордик Л. И. — Хпм. пром., 1974, № 12, с. 914—917.
2. Черномордик Л. И. — Хмм. пром., 1984, № 4, с. 218—221. -
3. Черномордик Л. И. Автореф. канд. днсс. М., ГИАП, 1969.
4. Энергетика СССР в 1981—1985 годах/Под ред. А. М. Некрасова и-
А. А. Троицкого. М., Энергия, 1981. 352 с.
5. Не порожний IT. С., Лавриненко К- Д-— В кн.: Энергетика мира/Под ред.
К. Д. Лавриненко. М., Энергия, 1979, с. 4—24.
6. Более чем достаточно? Слггимистический взгляд на будущее энергетики?
мира, Пер. с англ./Под ред. Р. Кларка. М.., Энергоатомиздат, 1984. 216 с.
7. Вольфберг Д. Б. и др. — Энергохозяйство за рубежом; 1981, № 1, с. 15.
8. Справочное пособие теплоэнергетика электрических станций. Минск, Бела-
русь, 1974. 367 с.
9. Теплотехнический справочник. 2-е изд., перераб./Под ред. В. Н. Юренева,
и IL Д. Лебедева, т. 1. М., Энергия, 1975. 744 с.
10. Вукалович М. Н., Новиков И. Н. Техническая термодинамика. 3-е изд.,
М.-Л., Госэнергоиздат, 1962. 304 с.
11. Капелович Б. Э. Эксплуатация Паротурбинных установок. М., Энергия,.
1975. 288 с.
12. Смирнов А. Д., Антипов К. М. Справочная книжка энергетика.' 4-е изд.,
перераб. и доп., М., Энергоиздат, 1984. 440 с.
13. Соколов Е. Я-, Зингер Н. М. Струйные аппараты. М., Энергия, 1970.
286 с.
14. Стырикович М. А., Мартынова О. И., Миропольский 3. Л. Процессы- гене-
рации пара на электростанциях. М., Энергия, 1969. 312 с.
15. Тепловой расчет котельных агрегатов (Нормативный метод)/Под ред.
В. Н. Кузнецова н др. М., Энергия, 1973. 296 с.
16. Дорощук В. Е. Кризисы теплообмена при кипении воды в трубах. М.,.
Энергия, 1970. 168 с.; то же, 2-е изд., М., Энергоатомиздат, 1983. 120 с.
17. Акользин П. А. Коррозия и защита металла теплоэнергетического обору-
дования. М., Энергия, 1982. 304 с.
18. Войнман А. Б., Филимонов О. В. Водородное охрупчивание парогенери-
рующих труб котлов. М.» Энергия, 1980. 144 с.
19. Huth К Energietechnik, 1974, N 9, с. 417—420.
20. Кот А. А., Деев 3. В. Водно-химический режим мощных энергоблоков ТЭС.
М., Энергия, 1968. 168 с.
21. Черномордик Л. И. — Энергомашиностроение, 1983, № 4, с, 29—32.
22. Черномордик Л. И., Залыбина Н. В., Сельченкова Л. Б. — В кил Пробле-
мы разработки н внедрения энергосберегающих технологий в свете реше-
ний XXVI съезда КПСС. Знание, РСФСР, М., 1982, с. 66—73.
23. Голотин И. М. Водообработка в котельных установках малой мощно-
сти/Под ред. Ю. М. Кострикина. М., Росгизместпром, 1954. 128 с.
24. Стырикович М. А. Внутрикотловые процессы. М.-Л., Госэнергоиздат, 1954_
340 с.
25. Манькина Н. Н. Физико-химические процессы в пароводяном цикле' элек-
тростанций. М., Энергия, 1977. 256 с.
26. Шицман М. Е. — Энергохозяйство за рубежом, 1979, № 2, с. 8—16.
27. Мартынова О. И.— там же, 1979, № 1, с. 1—6.
28. Чернецкий Н. С. — тамике, 1983, № 1, с. 10—14.
29. Мартынова О. И. — там же, 1982, № 1, с. 7—12.
30. Сперри Р., Тони С., Шэйд Д. —Энергетические машины и установки/Пер.
с англ., 1977, Серия А, т. 99, № 2, с. 117—124.
31. Правила технической эксплуатации электрических станций и сетей. 13-е-
иэд., перераб. и доп. М., Энергия, 1977. 288 с.
503
32. Водоподготовка. Процессы и аппараты/Под ред. О. И. Мартыновой. М.,
Атомнздат, 1977. 352 с.
33. Мостофин А. А. — В кн.: Водоподготовка, водный режим и химконтроль
на паросиловых установках, вып. 6. М., Энергия, 1978, с. 191—194 и
* с. 195—199.
34. Слесаренко В. Н. Дистилляционные опреснительные установки. М., Энер-
гия, 1980. 248 с.
35. Дытнерский Ю. Я. Обратный осмос и ультрафильтрация. М., Химия, 1978.
352 с.
36. Стерман Л. С:, Покровский В. Н. Химические и термические методы Обра-
ботки воды на ТЭС. М., Энергия, 1981. 232 с.
37. Боресков Г. К., Слинъко М. Г. — Хим. пром., № 2, 1956, с. 69—77.
38. Tietz Я., Werner М — Mitteilungen der VGB, 1956, Н. 45, S. 409—426.
39. Черномордик Л. И., Суслова И. А., Андреева А. О:, Залыбина И. В. —
В сб.: Азотная промышленность. М., НИИТЭХим, 1973, № 5, с. 34—41.
40. Черномордик Л. И., Залыбина Н. В., Эренбург В. П. — Пром, энергетика,
1983, № 12, с. 33—34.
41. Скубачевский Г. С. Авиационные газотурбинные двигатели. Конструкция
и расчет деталей. М., Машиностроение, 1974. 520 с.
42. Stetenbenz L. М. — Chem. Eng., 1972, v. 79, N 1, p. 93.
43. Маслов Л. А. Судовые газотурбинные установки. Л., Судостроение, 1973.
400 с.
44. Черномордик Л. И., Эренбург В. П., Залыбина Я. В. — В сб.: Азотная
промышленность. М., НИИТЭхим, 1976, .№ 2, с. 12—16.
45. Шнеэ Я. Я., Капинос В. М., Котляр И. В. Газовые турбины. Ч. 1. Термоди-
намические ПРоцессы и тепл0°^мен в конструкциях. Киев, Вища школа,
46. Бесчестное А. С. — Энергохозяйство за рубежом. Энергоиздат, 1985, № 1,
с. 42—46.
47. Черномордик Л. И., Рыжков В. С., Лоевская Т. Р. — Эиергомашино-
строениег1982, № 11, с. 18—21.
48. Черномордик Л. И., Рыжков В. С., Алейнов Д. П., Лобанова И. А. — Про-
мышленная энергетика, 1982, № 10, с. 35—37.
предметный указатель
Абсорбер(ы) 394, 398
коэффициент массопередачи 267, 269
материальный баланс 323 сл.
ИасадочнЫё 263 сл., 289, 290
Плотность орошения 265, 267, 268
расчет кинетический 264, 266
тарельчатые 263 сл., 323 сл.
Абсорбция газов см, также Очистка газов
азотом жидким 320 сл.
водой 308 сл.
растворами
дмметилового эфира этиленгликолей
304 сл.
карбоната калия 276 сл.
.медноалюминийхлоркдными 317 сл.
медноаммначнымн 311 сл.
метанола 29! сл.
Н-метнлпирролндона-2 330 сл.
пропиленкарбоиата 296 сл.
эта вола мннов 222 сл., 258 сл.
Автоматизация производства 287, 290,
420 сл.
Агрегаты производства аммиака 11, 360 сл.
аварийные режимы, фиксация 423, 424
автоматизация 420 сл.
водный режим работы 124
газотурбинные установки 477 сл.
защиты системы 424, 425
компрессорные установки 401 сл.
конверсии узлы
оксида углерода 149 сл.
углеводородных газов 76 сл., 308 сл.,
319, 326 сл.
ш нафте 107 сл.
очистки газов узлы-212 сл., 258 сяи
286 сл., 290 сл.
синтеза узлы 359 сл.
схемы технологические 107, 108
управление 420 сл.
Адсорбция
дирксцда углерода иа цеолитах 294
метанола на цеолитах 294
примесей растворенных 275
сероводорода катализаторами конвер-
сии 66
сероорганнческнх соединений 218
Азот
вязкость 35 .
растворимость
в воде 32
— диметиловом эфире тетравтилеи-
гликоля 305
— метаноле 293
— Ы-метилпирролидоне-2 303
— пропнленкарбонате 298
расход на промывку газов 324, 325
теплоемкость 19 сл.
теплопроводность 41, 42
термодинамические свойства 19 сл.
физические постоянные 18
Азотоводородная смесь
вязкость 38
сжатие 408 сл.
теплоемкость 21 сл.
теплопроводность 44
Активность катализаторов
'гидрирования 214
конверсии
оксида углерода 140, 141, 144
углеводородных газов 75
синтеза 355 ___
АммИВк
выход на катализаторе 357, 358
вязкость 36. 37
качество 383, 384
* конденсация из газовой смеси 452. 453
концентрация. в. азотоводородиой смеси
равновесная 344
Дмдмуяж
.растворимость в азотоводородиой смеС»
34
сжатие, установки 416 Сл.
синтез 342 сл.
теплоемкость 27 сл.
теплопроводность 42, 43
термодинамические свойства 27 сл.
транспортирование 399, 400
физические постоянные 18 ‘
хранение 395 сл.
электропроводимость растворов 476
Амино-поташные растворы 281 сл.
Антрацит 171, 182 . ,
Аппарат(ы) см. также по названиям (Аб-
сорберы, Вентиляторы и т. Д.) .
воздушного охлаждения 373," 374, 376»
377, 393 сл.
сероочистки 109
Аргон
выделение из продувочных и танковых
газов 388 сл.
цязкость 35
содержание в азотоводородиой смеся>
347
теплопроводность 41
удаление из газов жидким азотом
320 сл.
физические постоянные 18
Аррениуса уравнение 351
БутаитиОл, свойства 210
Вентиляторы 405
лагоемкость 218
Вода
вязкость 35
деаэрация 484. ’485
очистка см. Очистка воды
питательная котлов 124, 474 сл.
растворимость
в азоте 33
— азотоводородиой смеСн 34
— диоксиде углерода 33
— трибутнлфосфате 306
термодинамические свойства 30 сл.
электропроводимость 475 сл.
энтальпия 129
Водоподготовка 124, 474 сл.
Водород
выделение из продувочных газов 387?
388
вязкость 35, 36
очистка от оксида углерода 333 сл.
растворимость
в воде 33
— диметиловом эфире тетраэтилен-
гликоля 305
— карбонате калия (35%-ном) 280
— метаноле 293
К-метиляирролидоне-2 303
— мбвоэтаяоламине 228, 231
— пропнленкарбонате 298
содержание в концентрированном газе
.49 сл.
теплопроводность 41, 42
технический, качество 384, 385
физические постоянные 18
энтальпия 129
Водяной пар
примеси 65
физические постоянные 18
Воздух
вязкость 37
сжатие, установка 401 сл.
теплопроводность 43
технический качество 64, 65
физические "постоянные 18
Воздухоотделитель 394
^Восстановление катализаторов 68,- 69, 143.
338, 356
Вспенивание растворов 273, 274
Вязкость
азота ЗБ j
аммиака 36, 37
аммиачно-поташных растворов 282
водорода ЗБ, 36
воды 35
воздуха 37
газов 35 сл.
газовых смесей 38 сл.
днметилового эфира триэтнленгликоля
304. 305
жидкостей 35 сл.
карбоната калия растворов 276
медноалюмннийхлоридных растворов
319
медноаммиачцых растворов 313
Ы-метилпнрролндона-2 (води.) 301
моноэтаноламина (19,5%-ного) различ-
__ ной степени карбонизации 226
пропилеякарбоната 297
тетраэтиленглнколя 305
эта коламинов 226
Газификация твердых топлив
газогенераторные процессы 173 сл.
к. п. д. 174, 175
показатели 175 сл.. 181 сл., 167 сл., 193
продукты 163, 180, 183, 184
расходные коэффициенты 179
. реакции 163, 164
энергозатраты
Газогенераторные процессы 173 сл.
Газотурбинные установки 487 сл.
Газы технологические, очистка см. Очист-
ка газов
Гелий, физические постоянные 18
Генри коэффициент 305 сл,
Гиббса энергия 129, 138
Гидравлическое сопротивление
зернистого слоя 28
катализаторов
конверсии 69 сл,
синтеза 365
конзерторов оксида углерода 158, 159
Гидрирования реактор 109
Давление
диоксида углерода (равновесное) над
растворами 333 сл.
диэтаноламина 239, 240
карбоната калия 279, 280
моноэтаноламина 234 сл., 245 сл.
паров воды над растворами
амино-поташными 285
карбоната калия 281
— Ь1-метилпирролндона-2 300
— пропилеикарбоната 297
— атаноламинов 224, 225, 208
сероводорода над растворами
диэтил амина 24Q. 241
моноэтаноламина 238, 244, 245
Деаэрация воды 484, 485
Дегазатор 403
Дефлегматор 893, 395
Днметилднсульфид 210
Диметиловый эфир прлнэтйлеиглнколей
304 сл.
Диоксид углерода
адсорбция на цеолитах *294
взаимодействие
с гидроксид-ионом 232
— карбонатом калия 285, 286
— этаибламинами 231 сл.
вязкость 35 .
давление паров над растворами 833 сл.
этаноламнна 239. 240
карбоната калия .279, 280
Диоксид углерода
моноэтаноламина 234 сл., 245 сл.
растворимость ’
в амино-поташных растворах 282 сл.
— воде 33, 308, 309
---в смеси с водородом 309
— диметиловом эфире этиленгликолей
305
— медноалюминийхлорядном растворе
318
— метаноле 292
— М-метилпирролидоне-2 302
— пропиленкарбонате 297
— этаноламиновых растворах 233. 242,
243
содержаинв в конвертированном газе
49 сл.
теплопроводность 41
теплота растворения в растворах
амино-поташных 284
метанола 293
К-метнлпиррояцдона-2 303
моноэтаноламина 248
пропилеикарбоната 298
-удаление из газов, см. Очистка газов,
от диоксида углерода
физические постоянные 18
энтальпия 129
Дипольный момент 296
Днсперность кристаллов катализаторов
конверсии 74
Диэлектрическая проницаемость 223, 996
Диэтилдисульфид 210
Дросселирование раствора моноэтанолами-
на 250 сл.
Единицы измерения 13 сл.
Жесткость воды 477
Испаритель (к)
аммиака 873 сл., 380
расчет 458, 459
Карбонат каяня 276 сл., 281 сл., 385, 286
Катализаторы
активность 140, 141, 214, 216, 217, 336.
337, 353
восстановление 68, 69, 243, 836, 337, 353
гидравлическое сопротивление 69 сл.,
,355
гидрирования сероорганических соеди-
нений 213 сл.
гранулы, размеры 70, 140, 141
дезактивация 66 сл,
дисперсность кристаллов 74. ,75
загрузка 156, 158 сл., 385, 366
зауглероживание 66 сл.
конверсии оксида углерода
-низкотемпературный 144 сл.
среднетемпературный 140 -сл.
— углеводородных гаэов 62 сл.
автотермической 73 сл.
эндотермической 71 сл.
метаннрования 335 сл.
нанесенного типа 71 сл.
неоднородность структуры 96
объем, расчет 147
окисление 143, 144
отравление 65; 66, 338
плотность 70. 140. 141, -144, 214, 216, 217,
337, 353, 354
поверхность зёрна внутренняя 351, 352
. — удельная 70, 74, 75, 98. 140, 141, 144,
214, 216
пористость 74, 75, 140, 141, 144, 217
пороэность слоев 70, 98, 354
прочность 74, 75; 140, 141, 337, 358 '
. .селективность 63
сереемкость 216. 217
синтеза аммиака 862 СЛ. -
Катализаторы
смешанного типа 71 сл.
срок службы 142, 145
температура вепышки 73
теплоемкость 144
термостойкость 74, 75
Кислород
вязкость 35
теплопроводность 41
удаление из газов жидким азотом
320 сл.
физические постоянные 18
энтальпия 129
Кислородовоздушная смесь 60 сл.
Кокс нефтяной 182
Колонна (ы)
насадочные 299
синтеза аммиака 870 сл., 374 сл,'
расчет 299. 458
Компрессор(ы) для сжатия 400 сл.
аэотоводородной смеси 408 сл„ 414. 415
аммиака 416 сл.
воздуха 401 сл..
природного газа 405 сл.
Конверсия
метана 48 сл.. 54 сл., 69 сл.
нафты 106 сл.
оксида углерода 137 сл., 142 сл.,
149 сл.
> природного газа 83 сл.
углеводородных газет
высокотемпературная 125 сл.
каталитическая 48 сл.
Конвертированный газ 49 сл.. 57 сл., 139
Конвертор оксида углерода 155 сл., 383
Конденсатор-сепаратор (водяной) 379, 380
Конденсационная установка паровых тур-
бин 466, 467
Конденсация аммиака из газовых смесей
452, 453
Константа(ы)
диссоциации
угольной кислоты 286
этаноламинов 223
равновесия реакция
карбонизации этаноламинов 232,- 233
конверсии алифатических углеводоро-
дов 52 сл.
— метена 48 сл.
— оксида углерода 138 сл.
метанироваимя 334
окисления (тонкого) оксида углерода
161
поглощения сероорганнческих соеди-
нений 141, 142, 214
синтеза аммиака 342 сл.
скорости реакции
диоксида углерода с моноэтаноламн-
нсм 286
карбонизации этаноламинов 232, 234
конверсии оксида углерода 147
— углеводородных газов 75
синтеза аммиака 348, 361, 352
Коррозия оборудования 273 сл., 469, 470
Котел вспомогательный 117, 118, 123
•Котел-утилизатор 117, 118, 378, 467 сл.
загрязнение солями-471 сл.
разрушение 122. 123
расчет 470, 471
Коэффициент (ы)
Генри 305 сл.
гидравлического сопротивления зерни-
стого слоя 98
заполнения резервуаров 396
извлечения при абсорбции 266
летучести 344
массонервдачя абсорберов 267, 269
округлости гранул катализатора 353
- расходные см. Расходные коэффици-
енты
рефракции этаноламинов 223
Летучести компонентов азотоводородной*
смеси 344
Льюиса — Рендала правило 344
Математические модели
массообмена 443 СЛ.
реактора 435 сл,
теплообмена 443 сл.
Материальный баланс
абсорберов твреиачатых 323 сл.
конверсии
оксида углерода 154, 155
углеводородов, высокотемпературной!
130 сл.
— каталитической 80, 81
подготовки синтез-гаэа 381
синтеза аммиака 382
теплообменных аппаратов 320 сл.
Медноаммначные растворы 311 сл.
Метан
вязкость 35
конверсия
автотермическая 73 сл.
высокотемпературная 125 сл.
двухступенчатая 83 сл.
каталитическая 48 сл.
паровая 54 сл.
паровоздушная 56 сл.
парокислородная 55, 56
пароуглекислотная 54, 55 '
термодинамическое равновесие 48 сЖ
эндотермическая 71 сл.
теплопроводность 41
растворимость
в диметиловом эфире этиленгликоля
305
— карбонате калия 35%-ном 280
— №метилплрролидоне-2 303
—. пропиленкарбоиате 298
— трибутилфосфате 307
содержание
в аэотоводородной смеси 347
— конвертированном газе 49 Сл.
физические постоянные 18
энтальпия 128
Метаиатор шахтный 340. 341
Метанироваине 333 сл.
Метанол
адсорбция на цеолитах 294
как растворитель 291 сл.
термодинамический анализ произведет-
. ва 76 сл.
Метмлмеркалтаны, свойства 210
Ь1-Метилпирролндон-2 300 сл.
Метилэтилсульфвд, свойства 210
Моделирование реакторов конверсии 94 сл.
Моноэтаволамин
дросселирование 250 сл.
карбонизация, степень 248
разгонка 274, 275.
растворимость
в Ы-метилпирролидоне-2 302
— пропиленкарбоиате 298
регенерация 257
свойства 225 сл.
температура кипения 249
флегмовое число 249
Насосы
маслосистемы компрессоров 413
тепловые 491 сл.
холодильной станции 394, 395
Объем удельный
азота 19 сл.
азотоводородной смеси 21, 22
--------с аммиаком 22 сл.
аммиака 27 сл.
воды и пар* 30 сл.
Окисление катализаторов 143, 144
Окнсляемость воды 477
С®еазолндов-2 265
Оксид углерода
вязкость 35
давление парциальное равновесное
333 сл.
доокнсление тонкое 160 сл.
конверсия 137 сл.г 142 сл.» 149 сл.
растворимость в растворе
медиоалюмннийхлоридном 318
медноаммиачном 813. 314
метанола 293
содержание в конвертированном газе
49 сл.
теплопроводность 41
удаление
из водорода 333 сл.
— газов 311 сл. .
энтальпия 129
Оксид цинка 214 сл.
Оксиды азота, физические постоянные 18
Оптимизация конструкции трубчатых печей
100 сл.
Отравление катализаторов 65 СЛ., 141, 338
Очистка воды
от газов 484, 485
— жидких примесей 479 сл.
коррекционная обработка 485 сл.
мембранная 482
обессоливание
термическое 181, 182
химическое 478 сл.
От твердых частиц 477 сл. '
фильтрование 479
Очистка газов
адсорбционная 205, 215 сл., 294
от диоксида углерода
водой 308 сл.
карбонатом калия, растворами 276 сл.
медноаммначными растворами 315, 816
расчет 451, 452
тонкая 303, 304, 333 сл.
этаноламиновыми растворами 222 сл.,
258 сл.
— диоксида углерода и сернистых со*
единений
диметнловым эфиром полиэтнленгли-
колей 304 сл.
метанолом 291 сл.
Ы-метнлпирролидоном-2 300 сл.
пропиленкарбонатом 296 сл.
— оксида углерада
азотом жидким 320 сл.
медноалюминнйхлориднымн раствора-
ми 317 сл.
медноаммначными растворами 311 сл.
• — оксидов азота 220, 321
— сернистых соединений 205 си.
расходные коэффициента '275, 317, 319
. хемосорбционная каталитическая 212 сл.
Очистка сокового пара 481, 482
Пар водяной
параметры 120
производство см. Перепроизводство
термодинамические свойства 30 ад
Паровые турбины 465, 465
Пароперегреватели 88, 91
Перепроизводство
двухпоточное 118 сл.
контроль 121
одноступенчатое 115 сл.
остановка 122
пуск 121, 122
эксплуатация 121 сл.
Паротурбинный цикл *463 сл.
ПДК серы в- газах'64, 209
Пентавтнол, свойства 210
Переохладнтель 394, 395
Печи трубчатые см. трубчатые печи
Плотность
истинная
' Ж
Плотность
диметилового эфира триэтиленглико-
ля 304
катализаторов метаинровання 337
— синтеза 354
N-метнлпнрролидона 300
моноэтаноламина безводного 224
пропиленкарбоната 297
серооргаиических соединений 210
тетраэтиленгликоля 304
трибутвлфосфата 307
насыпная
катализаторов гидрирования 214, 216.
217
— конверсии оксида углерода 140,
141, 144
— синтеза аммиака 353, 354
цеолитов NaX 218
орошения абсорберов 265, 267, 268
растворов
амино-поташных 282
карбоната калия 276
медноалюмннийхлорцдиых 319
медноаммЬачных 313
Ы-метилпнрролидона-2 301
этаноламинов 223 сл.
Поверхностное натяжение растворов
карбоната калия 278
пропиленкарбоната 297 ,
этаноламинов 224, 230
Поверхность (удельная) катализаторов
гидрирования 214
конверсии
оксида углерода 140, 141, 144
углеводородных газов 70, 74, 98
мотивирования 337
синтеза аммиака 351, 352, 354
Поглотители конверторов оксида углерода
158, 160
Подогреватели
воды 88, 372, 373, 375, 376
газов 88, 91
нафты 108, 109
Показатель преломления
Ы-метилпнрроиндона-2 296, 300
этаноламинов 225
Полуантрацит, газификация 171
Пористость катализаторов
конверсии
оксида углерода 140, 141, 144
углеводородных газов *74. 75
сероочистки 217
синтеза аммиака 354
Порозность слоев катализаторов 70, 98, 354
Природный газ
конверсия 83 сд.
очистка 205 сл.
сжатия установки 304 сл.
Продувочные газы, утилизация 385 сл.
Промывка газов жидким азотом 326 сл.
Пропандиол, свойства 210
Пропклеикарбонат, свойства 296 сл.
Пропнлсульфяд, свойства 210
Прочность
катализаторов
гидрирования 214
метанироваиия 337
конверсии оксида углерода 140, 141
конверсии углеводородных газов 74,
75
синтеза 353
цеолитов NaX 218
Равновесие
жидкость — пар в системах
метанол — диоксид углерода 292
Ы-метилпирролидон*2 — вода 302
этдноламины — вода 230
реакции
горения метанола в кислороде 130 сл.
карбонизации этаноламинов 232, 233
Равновесие
конверсии алифатических углеводоро-
дов 52 сл.
— метана 48 сл.
— оксида углерода 138. сл.
— углеводородных газов высокотем-
пературной 125 сл.
----— каталитической 48 сл,
метаннрования 334
окисления (тонкого) оксида углерода
161
поглощения сероорганическнх соеди-
нений 141, 142, 214
фазовое конвертированного газа 326
Равновесный состав газов 162 сл.,чЛ47
Разгонка моноэтаноламнна 274, 275
Разделение
воздуха 205 сл.
газовых, смесей 194 сл.
коксового газа 197 сл.
продувочных газов 196. 197
танковых газов 196, 197
Растворимость
азота
в воде 32
— дйметкловом эфире тетраэтилен-
гликоля 305
— метаноле 293
— №метилпнррндоне-2 303
— пропиленкарбоиате 298
аммиака в азотоводородной смеси 34
водорода
в воде 33
— диметиловом эфире тетраэтялен-
глнколя 305
— карбонате калия (35%-ном) 280
— метаноле 293
— К-метилпирридоие-2 303
— моноэтаноламнне 228. 231
— пропиленкарбоиате 298
воды
в азоте 33
•— азотоводородной смеси 34
— диоксиде углерода 33
— трибутилфосфате 306
диоксида углерода
в амино-поташных растворах 282 сл.
— воде 33, 308, 309
— дим етнловом вфире этиленгликолей
305
— медиоалюминийхлорядном раство-
ре 318
— метаноле 292
' — И>метнлпирролидоне-2 302
— пропиленкарбоиате 297
— этаноламияовых растворах 233,
242, 243
карбоната калия в воде 278
метана
в диметиловом эфире этиленгликоля
305
— карбонате калия (35%-ном) 280
— М-метилпнрролндоне-2 302, 303
— пропиленкарбоиате 298
— трибутилфосфате 307
оксида углерода в растворах
карбоната калия
медиоалюмннийхлоридном 318
медноаммначных 313, 314
метанола 293
сероводорода
в метаноле 292
— М-метилпмрролидоне-2 302
— пропиленкарбоиате 298
— этаноламиновых растворах 233
серооксида углерода в метаноле 291
трибутилфосфата в воде 306
этаноламинов в ацетоне, бензоле 223
этилмеркапта^на
в М-метклпирролидоце-2 302
— пропиленкарбоиате 298
Расходные коэффициенты
газификации твердых топлив 179
очистки газов '
медноалюмннийхлоридной 319
медиоаммиачиой 307
моноэтаноламииовОЙ 275
Расчет(ы)
амортизационных отчислений 100
испарителей 458, 459
колонны синтеза 458
конденсации аммиака нз газовых сме-
сей 452, 453 -
котлов-утилизаторов 470. 471
материально-теплового баланса 443 сл.
модули 429
мощности компрессоров 101
объема катализатора 147
очистки газов от диоксида углерода
451, 452
потерь моноэтаноламнна 256, 2S7
приведенных затрат 1Q0, 10!
равновесий химических 430 ел.
реактора конверсии углеводородов
94 сл.
реакционной трубы 99
теплового баланса высокотемператур-
ной конверсии углеводородов 127
теплообменной аппаратуры 443 слч 458,
459
теплоты сгорания твердого топлива 170
химико-технологические 427 сл., 454 сл.
Рауля закон 225
Реактор(ы)
адсорбционной очистки газов от серы
219
гидрирования углеводородов 109
каталитической очистки газов от серы
219
конверсии углеводородов 94 сл.
математическая модель 435 сл.
моделирование 94 сл.
расчет 94 сл. . .
шахтные НО
Реакционная способность углей 171, 172
Регенератор (ы) 266, 270 сл., 289, 290
Регенератор-ректификатор 393 сл.
Регенерация
ацетатного и формиатного растворов
311
. моноэтаноламмиа 257 сл.
Рекуцерацнонная машина 317
Ресиверы 393 сл.
Селективность катализаторов 63
Сепараторы 374, 376, 377, 403 сл., 408, 409
Сероводород
взаимодействие с этаноламинаыИ 231
давление паров над растворами этанол-
амннов 238, 240, 241, 244 сл.
действие на катализаторы 06
концентрация (равновесная) над окси-
дом цинка 215
растворимость
в метаноле 292
— Ы-метилпиррояидоне-2 802
—• пропиленкарбонате 298
— этаиоламкновых растворах 233,
243, 244
свойства 210
теплота растворения (дифференциаль-
ная)
в метаноле 293
— ^1Метилпирролидоне-2 303
— пропиленкарбоиате 298
удаление из газов 217 сл.,
306 сл.
физические постоянные 18
Сероемкость 216, 217, 219
Серооксид углерода
растворимость в метанале 291
291 сл.,
Серооксид углерода
свойства 210
теплота растворения (диффузионная)
в метаноле 298
удаление из газов 211 сл.. 291 сл.
Сероочистки аппарат 109
Сероуглерод, свойства 210
Синтез аммиака 342 сл.
Скорость
газов на катализаторе конверсии окси-
да углерода 142, 146, 147
карбонизации этаноламинов 232, 233
прекращения
моноэтанояамвна 266
углеводородов 97
Скруббер
водной очистки газов от диоксида уг-
лерода 311
медноаммиачной очистки 317
Сланец горючий 171
Спекаемость твердого топлива 177
Степень
извлечения, зависимость от числа тео-
ретических тарелок 324
карбонизации растворов 2'67 сл., 281,
284
конверсия метана на катализаторах 75
Схема (ы)
выделения водорода из продувочных
газов 387
газогенераторных процессов 185, 186,
190 сл.
деаэрации’воды 485
компрессорных установок 402, 405, 410,
411
конверсии метаиа-
высокотемпературный 135; 137
каталитической 66 сл., 58 сл., 84
— оксида углерода 148 сл.
— углеводородных газов 59
меганировання 339 сл.
обессоливания (термического) воды 481
окисления (селективного) оксида угле-
рода 161
_ очистки газов 212. 218, 221, 258 сл., 287,
291. 299. 303, 309, 310, 315. 319
перепроизводства 116 сл.
паротурбинного цикла 464
получения аргона жидкого 389
— технологического газа 84
промывки газов жидким азотом 327, 330
разделения коксового газа 199, 201
синтеза аммиака 361, 365, 367, 369
топливно-энергетического баланса 461
хранения аммиака 396 сл.
Танковые газы, утилизация 385 сл.
Темкина—Пыжова уравнение 348 '
Температура 4
активации катализатора метанирования
337
воспламенения катализатора 73
вспышки
диметнлового эфира тетраэтиленгли-
коля 304
К-метнлпирролцдона-2 300
пропвлеикарбоната 296
выпадения твердой фазы из растворов
карбоната калия 281
вам ерзания растворов этаноламинов .
230
катализатора по слоям 372, 375, 378
кипения растворов
амино-поташных 284
карбоната калия 277
N-метнлпирролндона 300, 301
сероорганических соединений 210
трибутнлфосфата 305
этаноламинов 223, 225, 249
щитталлизацня этаноламинов 22S
61^
Температура
сгорания газов теоретическая 105
плавления
диметнлового эфира тетраэтиленглн-
коля 304
N-метилпирролидона 300
пропиленкарбоиата 296
сероорганических соединений 210
трибутнлфосфата 306
Тепловой баланс
высокотемпературной конверсии 130 сл_
газовой смеси при конверсии 97
парокислородной конверсии 55
расчет 443 сл.
трубчатой печи 97, 99
Тепловые насосы 491 сл.
Теплоемкость удельная
азота 19 сл.
азстоводородной смеси 21 сл.
аммиака 27 сл.
диметнлового эфира полиэтиленглико-
лей 304
катализаторов 144
медноалюмннийхлорндных растворож
319
медноаммиачных растворов 314
метнлпирролидона 301
пропиленкарбоиата 247
сероорганическях соединений 210
трибутнлфосфата 307
этаноламинов 223, 227, 229
Теплонапряжение в-шахтном реакторе 93
Теплообменники 88, 91, 272, 273, 275, 276.
279, 380. 394, 395
материальный баланс 320 сл.
расчет 445 сл., 458, 459
Теплопроводность
азота 41, 42
аммиака 42, 43
водорода 41, 42
воздуха 43
газов 41 сл.
газовых смесей 44 сл.
диоксида углерода 41
жидкостей 41 сл. '
оксида углерода 41
растворов
карбоната калия 278
моноэтанола мина 226, 227, 229
Теплота испарения
веды из растворов карбоната калия.
277 ‘
Ы-метилпирролидона-2 300
этаноламинов 223, 224
Теплота образования
пропиленкарбоиата 296
этаноламинов 223
Теплота растворения
газов в метаноле 293
диоксида углерода в растворах
амино-поташных 284
метанола 293 i
Ы-метилпирролндона-2 303
моноэтаноламина 248
пропиленкарбоиата 298
карбоната калия 277, 280
сероводорода
в метаноле 293
— Н-метнлпнрролндоне-2 303
— пропнленкарбонате 298
сооксида углерода в метаноле 293
Теплота сгорания твердых топлив 170, 17»
182
Термостабильность катализаторов 74, 75
Тетраэтиленглнколь 304, 305
Тиофен, свойства 210
Топлива твердые, газификация 162 сл.
Топливно-энергетический баланс 460 сл»
Торф 171, 182
Трибутнлфосфат 306 сл. .
Триплекс-процесс 317 j
Трубчатые печн 109, ПО, 383
йногорядная 85 сл.
ошимизация конструкции 100 сл.
тепловой баланс 97, 99
террасная двухрядная 89 сл.
Турбины паровые 123, 124, 405, 406, 408,
409. 412. 414, 417, 471 сл.
Турбодетандер 331
Углеводородные ' газы
конверсия 48 СЛ.. 125 сл.
месторождения 63
состав 63.
Углеродный эквивалент газов 63, 64
Угли 169 сл., 182
газификация 193 сл.
реакционная способность 171, 172
Угол естественного откоса катализаторов
354
Уравнения см. Расчет
♦актор абсорбционный 825
Флегмовое число 249, 264, 285
Холодильная станция абсорбционная 391 сл.
Холодильники .276, 377, 405, 408
Хранилища аммиака 396 сл.
Цеолиты 217 сл.
Шахтные реакторы 91 сл., ПО, 383
Щелочность
веды 477
этаноламинов 223
Электродиализатор 483
Электропроводимость
воды 475 сл.
растворов
аммиака 476
карбоната калия 278
ЭксергетЯка
анализ 77
баланс 77, 82
к. п. д. 81, 82
Энергетический баланс 77, 79, 81. 82
Энергия
активации 352
Гиббса 129, 138
Энергоемкость производства .11, 383, 393,
460 сл,
ЭнерготехнологИческия схема производства
аммиака ПО сл.
Энтальпия удельная
азота 19 сл.
азотоводород иой смеси 21. 22
с аммиаком 22 сл.
аммиака 27 сл.
воды 129
водорода 129
газов 128, 129
диоксида углерода 129
оксида углерода 129
пара водяного 30 сл.
Энтропия
аэота 19 сл.
азоговодородвой смеси 21, 22
с аммиаком 22 .сл.
аммиака .27 сл.
воды и Паров 30 сл.
Этадоламины 223 сл., 254 сл. см. также
Моноэтаноламин
Этнлмеркдптдн
извлечение из газов 217 сл.
растворимость
в Ы-метцдддрродддрне-2 302
— пропнленкарбонате 298
свойств* 210
Яды Для катализаторов 6Б сл.
' Справочное издание
Александра Иосифовна Семенова, Людмила Робертовна Липшиц/
Раиса Осиповна Пряникова, Илья Федорович Голубев,
Виктория Петровна Кляшова, Владимир Петрович Семенов,
Михаил Хаймович Сосна, Константин Борисович Веселовский,
Евгений Яковлевич Мельников, Яков Семенович Казарновский,
Владимир Михайлович Семенкин, Феликс Иванович Кабанов,
Татьяна Алексеевна Семенова, Маргарита Ивановна Маркина,
Ростислав Валентинович Харламов, Станислав Петрович Сергеев,
Давид Юдович Гамбург, Дмитрий Александрович Гурлянд,
Иосиф Ильич Гельперин, Юрий Владимирович Фурмер,
Иосиф Лазаревич Лейтес, Вячеслав Евгеньевич Дымов,
Юлия Глебовна Карпова, Сусанна Филипповна Шахова,
Юлия Ивановна Березина, Лидия Михайловна Дмитренко,
Леон Дмитриевич Кузнецов, Валентина Николаевна Гаганова,
Анатолий Константинович Упадышев, Геннадий Федорович Киселев,
Николай Ильич Коновалов, Анатолий Яковлевич Раскин,
Александр Исидорович Глауберман, Лев Исаакович Черномордик.
СПРАВОЧНИК АЗОТЧИКА
Физико-химические свойства газов и жидкостей
Производство технологических газов
Очистка природного и технологических газов
Синтез аммиака
Компрессорные установки агрегатов синтеза аммиака
Принципы автоматизации производства аммиака
Основные химико-технологические расчеты
Теплоэнергетика
Редакторы: И. В. Лебедева, М В. Миникс
Художник И,. В. Носов
Художественный редактор К- К. Федоров
Технический редактор О. В. Тюрина.
Корректор М. В. Черниховская
ИБ № 2004
Сдано в наб, 22.10.85. Подл, к печ. 11.02.86, Т. 05062. Формат бумаги бОХЭО’/м.
Бумага кн. журнальная. Гари, литературная. Печать высокая.
Усл. печ. л. 32,0. Усл. кр.-отт. 32.0. Уч.-изд. л. 40,42. Тираж 7500 экв.
Зак. 1425. Цена 2 р. 30 к. Над. № 2619.
Ордена «Знак Почета» издательство «Химия».
107076. Москва. Стромынка, 21/2.'
Московская типография №11 Союаполиграфпрома -
при Государственном комитете СССР по делам издательств, полиграфии
и княжной торговли.
113105, Москва, Нагатинская ул., д. 1.
i
-