/










































































































































































































































































































Author: Епифанов Л.И. Епифанова Е.А.
Tags: техника средств транспорта автодорожный транспорт автомобили ремонт автомобилей учебное пособие техническое обслуживание
ISBN: 978-5-8199-0378-0
Year: 2009



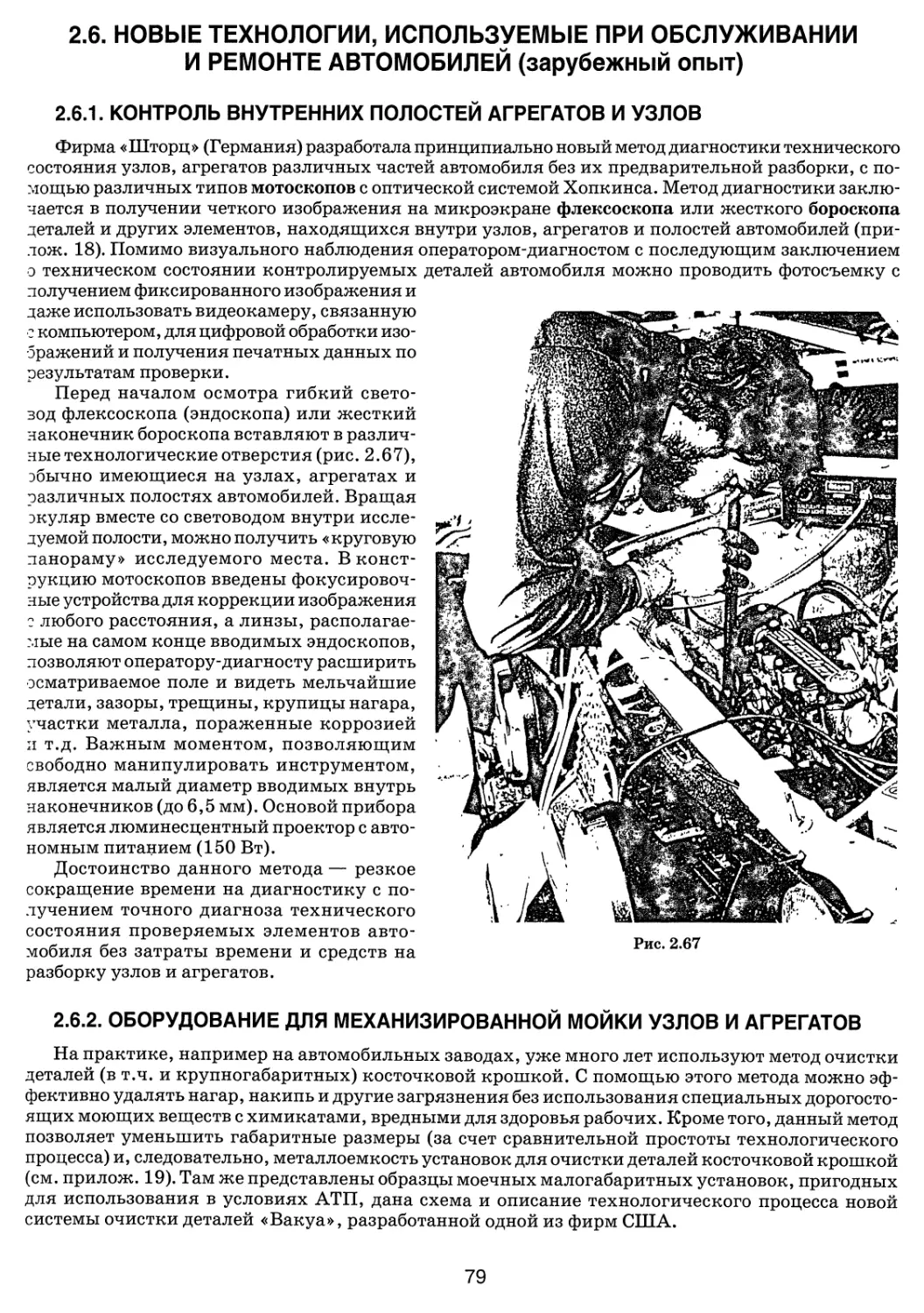
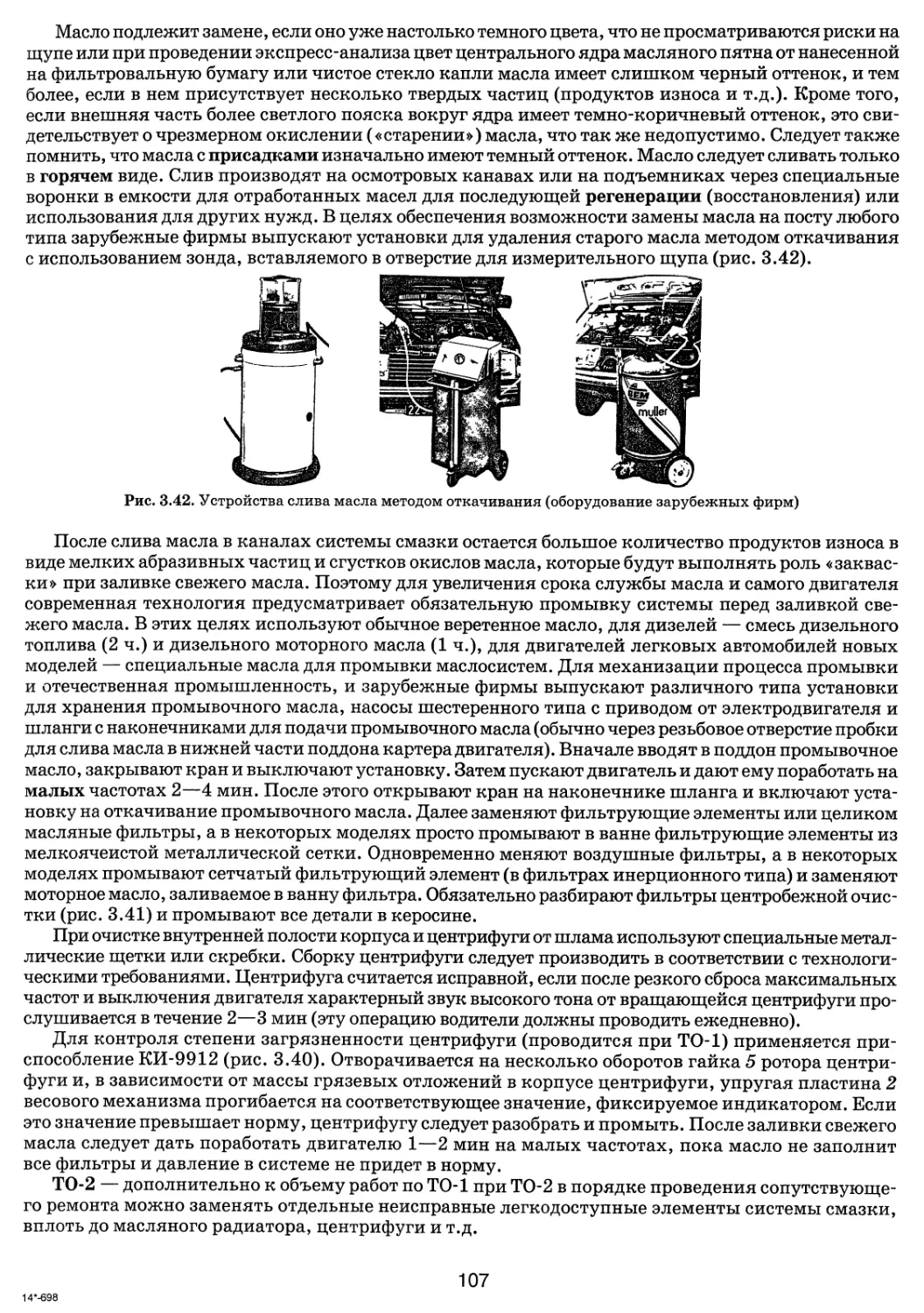
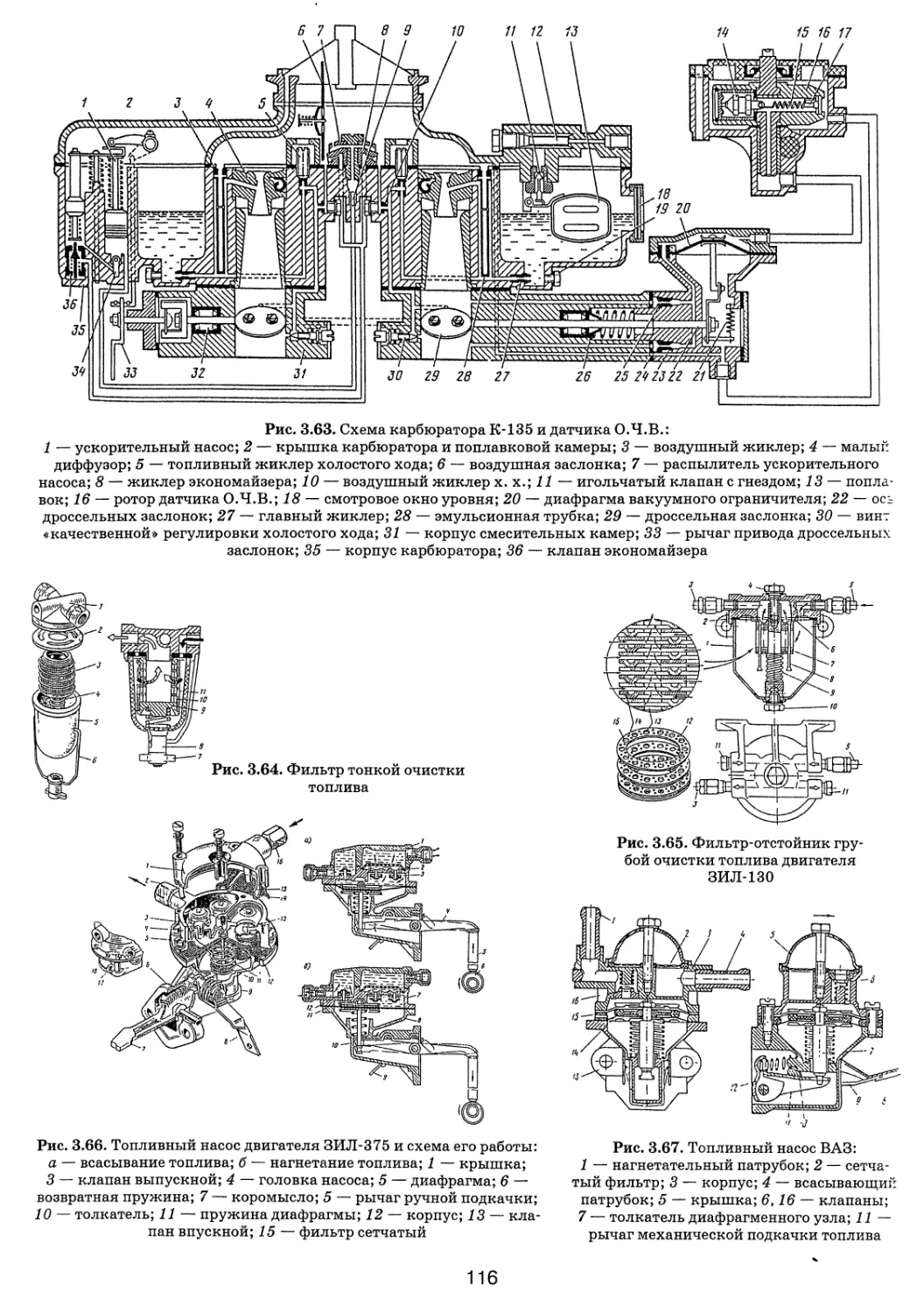
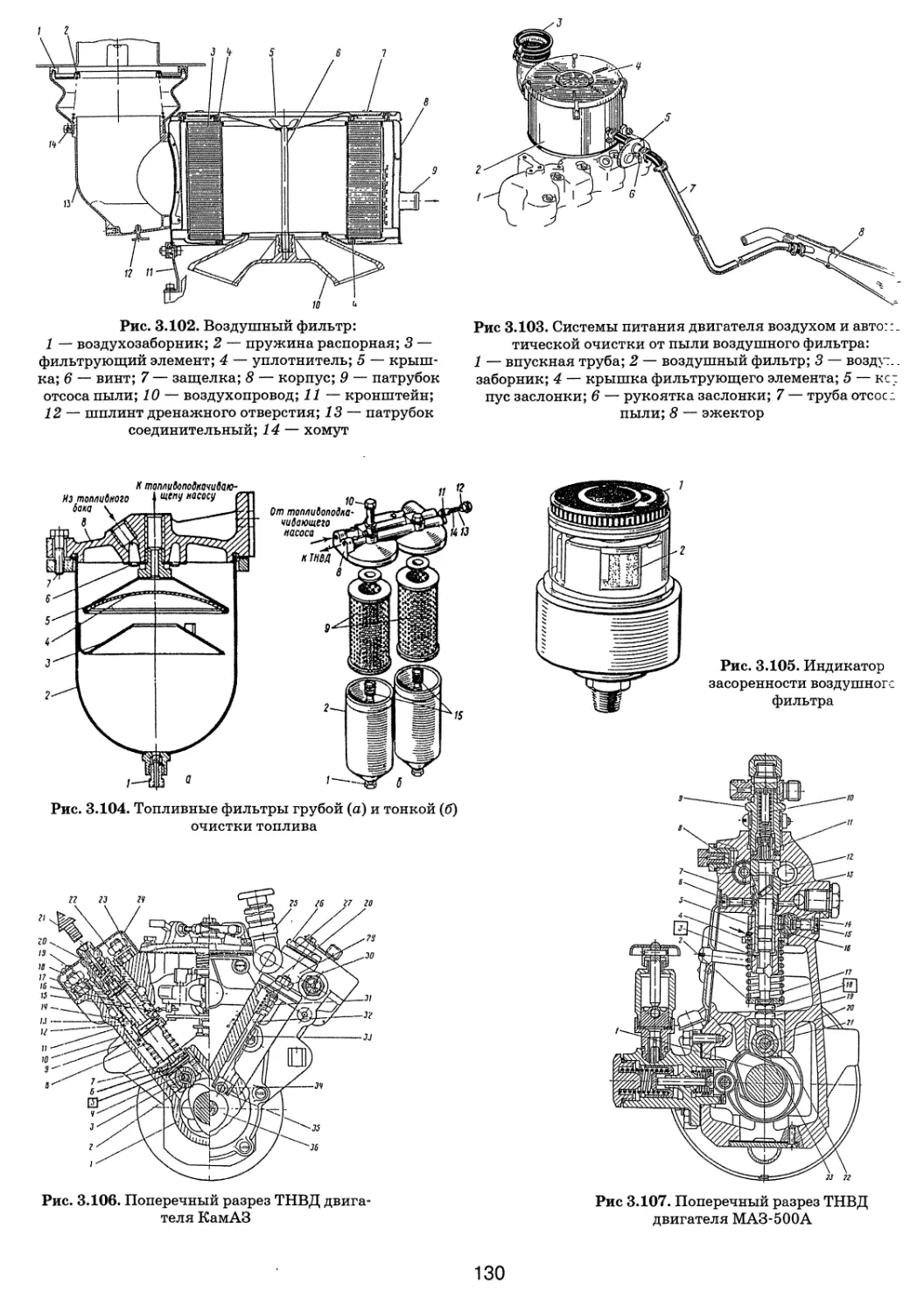
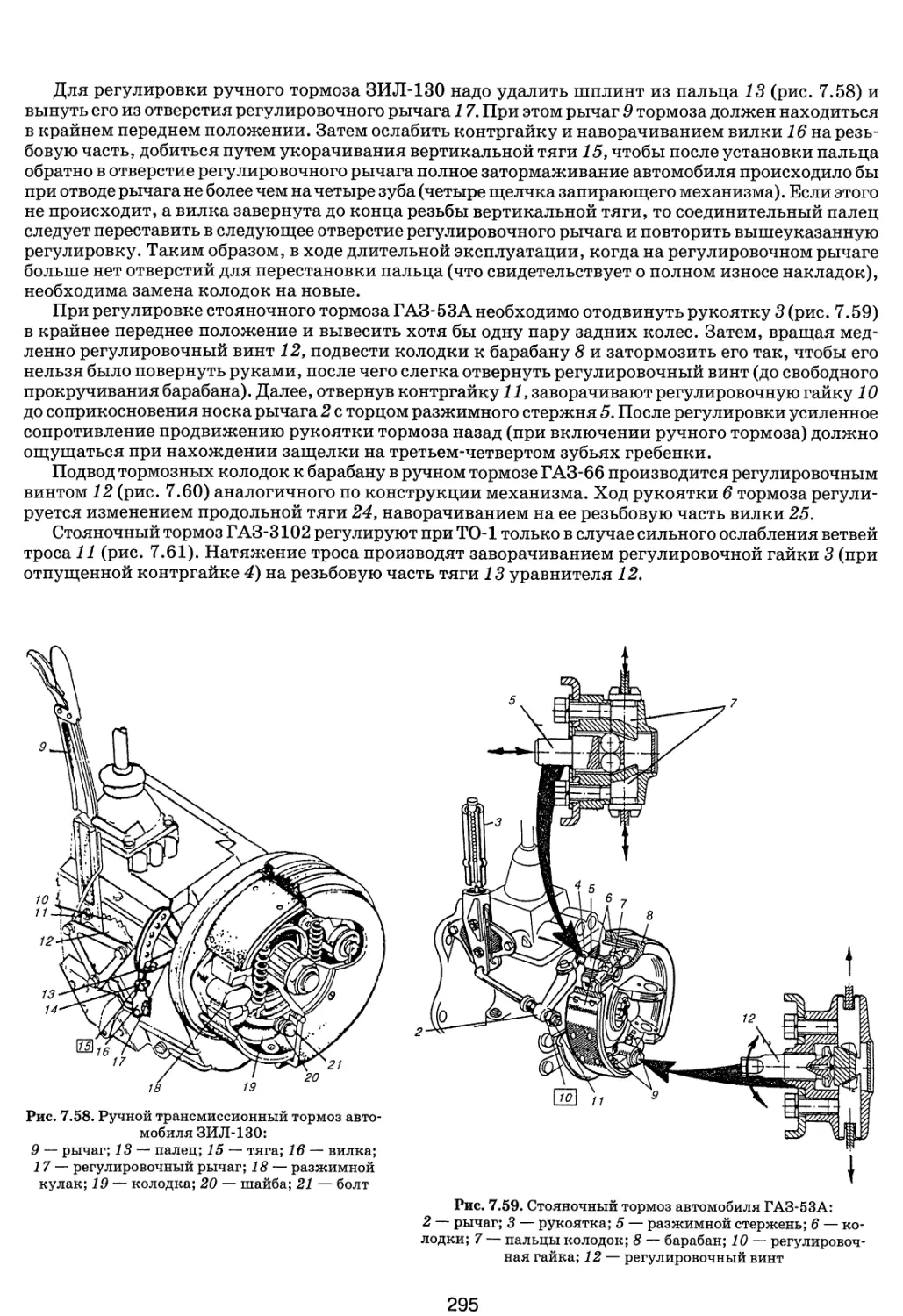
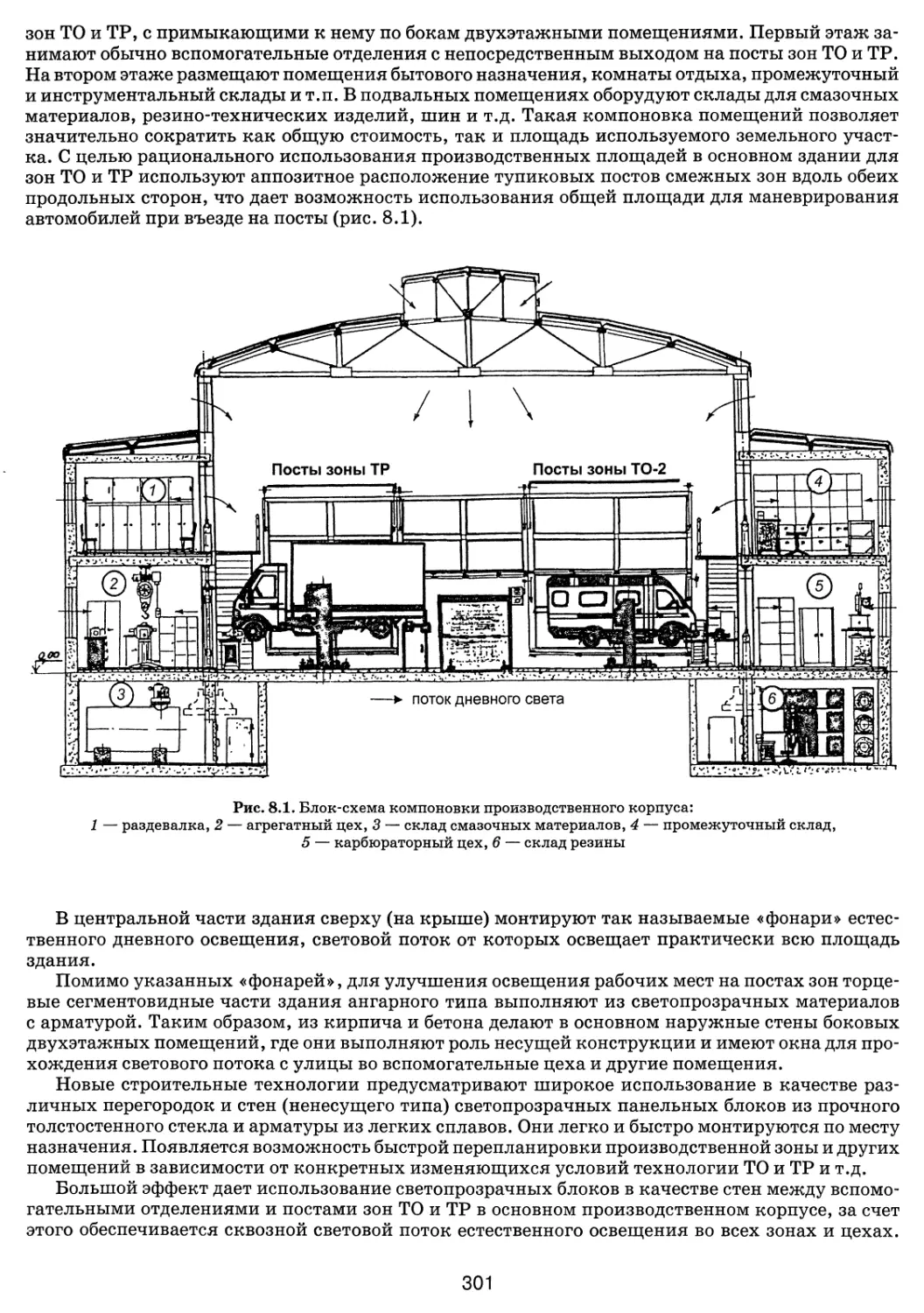
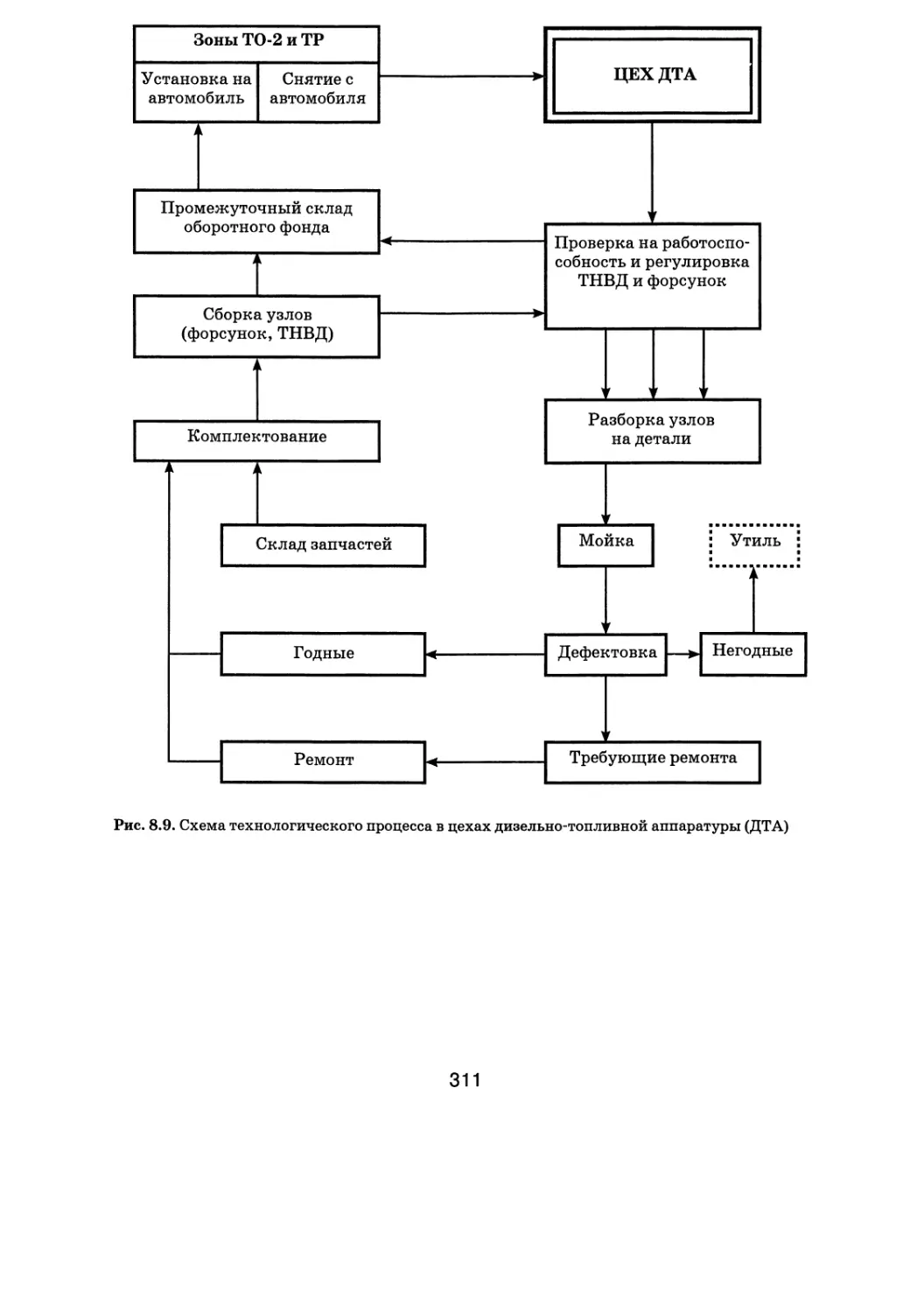
Text
Л.И. ЕПИФАНОВ
Е.А. ЕПИФАНОВА - и,
Л. И. Епифанов, Е. А. Епифанова
Техническое обслуживание
и ремонт автомобилей
2-е издание, переработанное и дополненное
Допущено Министерством образования Российской Федерации
в качестве учебного пособия для студентов учреждений среднего профессионального
образования, обучающихся по специальности 1705 «Техническое обслуживание
и ремонт автомобильного транспорта»
Москва
ИД «ФОРУМ» — ИНФРА-М
2009
УДК 629.119(075.32)
ББК 39.33—08я723
Е78
Р е ц е н з е н т ы:
доц., к.т.н. Б. С. Васильев
(Московский государственный автомобильно-дорожный институт);
инж.-мех. Ю. Н. Бурмистров, инж.-мех. А. В. Зязев;
к.т.н. И. А. Скребицкаяи к.т.н. А. В. Ленский
(Московский автомобилестроительный колледж)
Епифанов Л. И., Епифанова Е. А.
Е 78 Техническое обслуживание и ремонт автомобилей: учебное пособие. — 2-е изд. перерас
и доп. — М.: ИД «ФОРУМ»: ИНФРА-М, 2009. — 352 с. ил. — (Профессиональное образе
вание).
ISBN 978-5-8199-0378-0 (ИД «ФОРУМ»)
ISBN 978-5-16-003448-5 (ИНФРА-М)
Учебное пособие предназначено для студентов учреждений среднего профессиональног.
образования и написано в соответствии с государственным образовательным стандартом
Кроме того, оно может быть использовано на лекциях в качестве дополнительного иллюстри
рованного материала, при оформлении конспекта и для выполнения контрольных работ.
Пособие может быть рекомендовано для сети учреждений начального профессиональ-
ного образования, а также для различных курсов по подготовке водителей и техническог:
персонала по ремонту и обслуживанию автомобилей.
УДК 629.119 (075.32)
ББК 39.33—08я723
ISBN 978-5-8199-0378-0 (ИД «ФОРУМ»)
ISBN 978-5-16-003448-5 (ИНФРА-М)
© Л. И. Епифанов, Е. А. Епифанова, 2009
©ИД «ФОРУМ», 2009
ВВЕДЕНИЕ
Настоящее методическое пособие (МП) написано в соответствии с государственным образо-
вательным стандартом по специальности 190604 «Техническое обслуживание и ремонт автомо-
бильного транспорта» и предназначена для студентов учреждений среднего профессионального
образования в качестве учебного пособия.
Кроме того, может быть использована на лекциях в качестве дополнительного иллюстрирован-
ного материала по каждой конкретной теме, при оформлении конспекта и для выполнения конт-
рольных работ. В этих целях в конце каждого основного раздела имеются контрольные вопросы
и рекомендации — какие схемы, рисунки, положения и вопросы следует отразить в конспекте.
Примечание. Во время лекций конспект как таковой не ведется: все внимание должно быть сосредоточено на
изучении материала, и лишь потом составляется краткий конспект с использованием материалов МП.
В главе «Теория надежности и долговечности автомобилей» подробно рассмотрена сущность
процессов в узлах и механизмах автомобиля при эксплуатации, факторы, влияющие на надежность
л долговечность. Не разобравшись в этих вопросах, трудно понять характер неисправностей и их
причины, а следовательно, и принять правильное решение по их устранению, по уменьшению
интенсивности изнашивания и т.д.
В МП даны основные положения планово-предупредительной системы обслуживания и ремонта
автомобилей, которые необходимо тщательно усвоить перед изучением технологии обслуживания
и ремонта, чтобы четко представлять, какие виды воздействия и операции, через какой интервал
пробега и при каком виде технического обслуживания (ТО) или ремонта следует проводить.
При рассмотрении технологии технического обслуживания и текущего ремонта автомобилей
з начале каждого подраздела приводится классификация основных неисправностей конкретных
агрегатов, узлов и систем автомобиля, признаки и причины их возникновения, а также главные
последствия этих неисправностей.
В главе «Организация производства технического обслуживания и текущего ремонта автомоби-
лей в АТП» рассмотрены характерные недостатки и пути развития производственно-технической
: лужбы АТП в условиях рыночной экономики, приведены примеры использования современных
:троительных технологий, используемых при проектировании и строительстве производственных
подразделений.
Для курсового проектирования предложены образцы разработок технологического процесса,
как для ТО и ремонта в АТП в целом, так и для отдельных производственных подразделений, с
рекомендациями по их проектированию.
В главе «Расчет годовой производственной программы по ТО и ТР в АТП по системе «Алгоритм»
представлена принципиально новая методика расчета годовых производственных программ ре-
монтной службы АТП с примерами использования готовых (откорректированных) нормативов
л среднестатистических показателей.
Кроме того, описаны основные методы диагностики, приборы и оборудование для их прове-
дения.
Учитывая, что техник-механик и тем более инженер должны уметь проектировать несложные
конструкции различных устройств и приспособлений гаражного оборудования, представлены
схемы, спецификация узлов и деталей и описание работы различных приспособлений, приме-
няемых при ТО и ремонте автомобилей, чтобы на примере существующих конструкций лучше
понять основы конструирования.
В МП даны лишь основные положения и моменты, связанные с технологией ТО и ремонта
автомобилей (при этом за базовую модель взят автомобиль ЗИЛ-4331), поэтому в процессе обучения
необходимо пользоваться и другой специальной литературой, особенно по конкретным моделям
новых модификаций автомобилей.
В МП широко представлен иллюстративно-информационный материал по зарубежным образ-
цам гаражного оборудования.
Г-698
3
ГЛАВА 1
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЯ
1.1. ТЕОРИЯ НАДЕЖНОСТИ АВТОМОБИЛЯ
надежностью автомобиля следует понимать его свойства сохранять эксплуатационно-
технические качества и безотказно выполнять свои функции при эксплуатации на протяжении
установленного заводом-изготовителем (или нормативного) пробега.
Надежность — это комплексное свойство автомобиля, и оно подразделяется на более простые
составляющие: безотказность, долговечность, ремонтопригодность и сохраняемость.
Основным критерием надежности является отказ, т. е. полная или частичная потеря рабо-
тоспособности автомобилем из-за недопустимых отклонений показателей эксплуатационно-тех-
нических качеств, а под безотказностью понимают свойство автомобиля непрерывно сохранять
работоспособность в течение нормативного пробега или наработки в часах.
Под долговечностью автомобиля следует понимать срок безотказной работы с момента вы-
пуска до предельного состояния, когда дальнейшая эксплуатация может привести к нарушению
требований безопасности движения, резкому снижению эффективности эксплуатации, повы-
шенному загрязнению окружающей среды и недопустимо большим затратам на восстановление
работоспособности.
Ремонтопригодность заключается в легкости предупреждения и обнаружения неисправностей
и устранения их путем проведения ТО и ремонта. Она характеризуется временем простоя в ТО и
ремонте, трудоемкостью и затратами на их проведение, включая стоимость запасных частей.
Под сохраняемостью обычно имеют в виду свойство автомобиля сохранять исправное и рабо-
тоспособное состояние не только в процессе эксплуатации, но и в течение всего возможного пери-
ода хранения (включая консервацию) или транспортирования. При этом помимо технического
состояния основных агрегатов и систем, большое внимание должно уделяться состоянию кузовов,
рам и кабин, которые наиболее подвержены воздействию агрессивных атмосферных факторов.
Основной причиной, влияющей на надежность, является изнашивание деталей, узлов, аг-
регатов и систем автомобиля, выражающееся в разрушении поверхностей сопряженных дета-
лей, в нарушении их первоначальных геометрических форм, объема, веса и т.д. Изнашивание
деталей может быть естественным (при соблюдении всех правил технической эксплуатации)
и преждевременным (при нарушении этих правил). Возможны также и аварийные поломки,
зависящие от конструкции, качества применяемых материалов и их механической и терми-
ческой обработки, различных заводских дефектов и т. д.
1.2. ИЗМЕНЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЯ
В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
1.2.1. ВЛИЯНИЕ СИЛ ТРЕНИЯ
Одним из важнейших факторов, влияющих на процесс изнашивания, является воздействие
сил трения между сопряженными деталями. Различают трение качения и скольжения. Рас-
смотрим виды трения скольжения наиболее характерного для основных узлов и механизмов
такого ответственного агрегата автомобиля, как двигатель. При пуске двигателя вал начинает
вращаться и масло, подаваемое в узел трения масляным насосом, налипает на вал и переме-
щается вниз в клинообразный зазор, где начинает уплотняться, причем чем выше вязкость и
маслянистость масла, тем интенсивнее идет этот процесс (рис. 1.1). Когда частота вращения
достигнет определенного значения, уплотненный слой масла переместится под вал и припод-
нимет его. При дальнейшем увеличении частоты под валом стабилизируется так называемый
масляный клин, а вал при работе находится как бы во взвешенном состоянии. Естественно, что
износ при этом будет минимальный.
Примечание. Теория «масляного клина» разработана русским профессором Н. Е. Жуковским.
4
о-
ЕИ
te
э-
с-
ъ
[-
о
е
4
Таким образом, наиболее благоприятным против изнашивания
является жидкостное трение, для получения которого необходимо
соблюдение следующих условий:
• между валом и подшипником должен быть нормальный за-
зор, достаточный для образования масляного клина;
• вязкость масла и подача масляного насоса должны соответс-
твовать определенным значениям;
• масло должно подаваться в наименее нагруженную зону узла
трения;
• частота вращения коленчатого вала должна быть не ниже
определенной нормы.
Если частота вращения вала не достигла нужного значения
(например, при частоте холостого хода двигателя), то масляный
клин будет неустойчивым, вал будет периодически касаться под-
шипника (наблюдается как бы подергивание двигателя) — такой
вид трения называется полужидкостным. При пуске же двигате-
Рис. 1.1. Поперечный разрез шейки
коленчатого вала
ля вал лежит на основании подшипника, между ними находится лишь тончайший слой масла,
поэтому в момент начала вращения вала износ будет максимальным. Такой вид трения, самый
неблагоприятный, называется граничным.
Особенно неблагоприятны условия эксплуатации в зимнее время года, когда поступление масла
в узлы трения еще более затруднено при пуске холодного двигателя, что приводит к повышенно-
му износу. Один пуск холодного двигателя при низких температурах, по данным исследований,
равен по степени износа десяткам километров пробега в нормальных условиях.
Трение в механизмах колесных тормозов и сцеплений, когда полностью отсутствует какая-
либо смазка, называется сухим.
В остальных узлах трения автомобиля, где не предусмотрен подвод масла под давлением, —
между шестернями газораспределения, шестернями коробок перемены передач и главных пе-
редач, в различных шлицевых соединениях, в карданных и рулевых шарнирах и т.д. — будет
)
происходить граничное трение.
1.2.2. ФИЗИЧЕСКОЕ СТАРЕНИЕ ДЕТАЛЕЙ
Помимо сил трения, существенное влияние на изменение технического состояния автомобиля
оказывают усталость и коррозия, которые являются как самостоятельными процессами старения,
так и составляющими при изнашивании.
Усталость — это процесс разрушения детали под действием многократно повторяющихся
знакопеременных нагрузок, причем чем больше они превышают предел выносливости материала
детали, тем интенсивнее идет процесс. При этом большая часть разрушений связана с образова-
нием усталостных трещин.
Коррозия — процесс разрушения материалов вследствие физико-химического взаимодействия
з внешней средой, поэтому коррозионные поражения металлов и начинаются с поверхности.
1.2.3. ВИДЫ ИЗНАШИВАНИЯ
Основой теории трения и износа деталей служит классификация видов изнашивания для со-
пряженных пар трения (для случая трения скольжения).
Различают три основных вида изнашивания: механическое, молекулярно-механическое и
коррозионно-механическое.
Механическое изнашивание подразделяется на три вида: абразивное; вследствие пластических
деформаций; при хрупком разрушении.
Абразивное изнашивание возникает в результате режущего или царапающего действия
твердых частиц, находящихся между поверхностями трения. При этом абразивными частицами
являются не только частицы кварца и других соединений, попадающие в узлы трения снаружи,
но и частицы продуктов износа деталей и нагара, образующиеся внутри агрегатов автомобиля.
Причем, когда твердые частицы взвешены в жидкости (масле), такое изнашивание называется
гидроабразивным.
Изнашивание вследствие пластических деформаций заключается в перемещении поверх-
ностных слоев детали в направлении скольжения под действием значительных нагрузок и ведет
5
к изменению размеров и форм без потери массы детали (например, деформирование круглых
деталей с образованием эллипсообразной формы).
Изнашивание при хрупком разрушении происходит, когда поверхностный слой металла одной
из сопряженных деталей под действием сил трения, пластической деформации и больших знако-
переменных нагрузок, приводящих к наклепу, уплотняется и становится чрезвычайно хрупким, :
что приводит к его разрушению путем выкрашивания отдельных частиц.
Молекулярно-механическое изнашивание вызывается молекулярным взаимодействием .
между тесно сближенными поверхностями металлов, которое приводит к прочному «схва-
тыванию» и «сращиванию» их в местах контакта, т. е. происходит общеизвестный процесс .
диффузии. При значительных нагрузках и отсутствии масляной пленки между трущимися
поверхностями интенсивность этого процесса резко возрастает (адгезионное изнашивание).
При начале движения деталей нарушаются молекулярные связи, что приводит к различным
видам разрушения поверхностей: металл переносится с одной детали на другую.
При высоких скоростях скольжения повышается температурный режим работы и «схватыва-
ние» поверхностей вызывается уже простым налипанием и уносом частиц размягченного и даже
иногда расплавленного металла.
Коррозионно-механическое изнашивание — сочетание коррозии и механического изнаши-
вания, описанного выше.
Закономерность изнашивания сопряженных деталей. Чтобы лучше понять закономерность
изнашивания сопряженных деталей в зависимости от времени работы или от пробега автомобиля,
рассмотрим идеализированный график износа сопряженных деталей, например, шатунной или
коренной шейки коленчатого вала и вкладышей подшипника (рис. 1.2).
Рис. 1.2. График износа сопряженных деталей:
А — зона приработки; Б — зона нормальной работы;
В — зона прогрессирующего износа и аварийных
поломок; SH — нормальный (заводской) зазор, необ-
ходимый для образования масляного клина; Snp — за-
зор в конце приработки; Snp.AOn. — предельно допусти-
мый зазор
Для удобства рассмотрения и анализа состоя-
ния узла трения по времени работы к обычному
графику износа детали (в данном случае шейки
вала) снизу пристроим зеркальное изображение
графика износа подшипника (в данном случае
вкладышей подшипника), определим точки рез-
кого изменения характера процесса изнашивания
на обоих графиках, проведем через них верти-
кальные линии и получим три характерные зоны
(области). В зоне А наблюдается резкий подъем
кривых нарастания износа. Это связано с прира-
боткой деталей. В этот период работы большое
количество микронеровностей деталей как бы
сошлифовываются. При этом продукты износа в
большом количестве попадают в масло, постоянно
загрязняя его. Именно поэтому в период обработ-
ки предусмотрена замена масла через короткий
период (3000—4000 км). Зону А принято называть
зоной приработки.
Зона В характеризуется более плавным нараста-
нием износа. Наклон кривых износа незначителен,
что соответствует периоду нормальной работы, и
называется областью допустимых износов. Следует
сказать, что сопряженные детали ввиду конструк-
тивных особенностей, специфических свойств материалов, из которых они изготовлены и т. д.,
имеют различную интенсивность изнашивания и соответственно форму кривых износа. Например,
вкладыши коренных и шатунных подшипников, изготовленные из более мягкого, пористого
материала, изнашиваются гораздо быстрее, чем шейки валов. Именно поэтому рекомендуется
заменять вкладыши на пробеге в 70—80 тыс. км. Это позволяет значительно продлить срок работы
дорогостоящих валов без ремонта.
Конечные участки кривых характеризуют резкое нарастание износов и представляют собой зону
прогрессирующего износа. В результате значительного увеличения зазоров между сопряженными
деталями ухудшаются условия смазки (неустойчивый масляный клин), увеличиваются ударные
нагрузки (сопровождаемые повышенным шумом при работе), резко увеличивается изнашивание
деталей, а иногда это приводит к аварийным поломкам. Поэтому зону В называют иногда зоной
аварийных поломок.
6
1.2.4. ФАКТОРЫ, ВЛИЯЮЩИЕ НА НАДЕЖНОСТЬ
И ДОЛГОВЕЧНОСТЬ АВТОМОБИЛЕЙ
Надежность и долговечность автомобиля можно существенно повысить за счет усовершенс-
твования конструкции как агрегатов и систем, так и всего автомобиля в целом, а также качества
материалов деталей и технологии их производства и сборки. Большое влияние на интенсивность
изменения технического состояния оказывают также качество горючего и смазочных материалов
и условия эксплуатации, включая квалификацию водителя и правильную организацию и выпол-
нение обслуживания и ремонта.
Рассмотрим несколько примеров влияния вышеуказанных факторов.
Новизна конструкции современных автомобилей, их агрегатов, узлов и систем, по сравнению
2 устаревшими моделями, позволяет порой в несколько раз повысить надежность и ресурс про-
бега. Это и широкое применение блоков цилиндров со сменными гильзами, и внедрение в произ-
водство короткоходных двигателей со сниженными динамическими нагрузками, использование
гасителей крутильных колебаний, внедрение закрытой системы вентиляции картера двигателя,
позволяющее уменьшить разжижение масла и выброс в атмосферу углеводородов и одновременно
повышающее экономичность двигателя.
Внедрение всевозможных фильтров с повышенной степенью очистки позволяет снизить
износы различных систем и деталей в 1,5—3 раза. Безотказность такой важнейшей системы
автомобиля, как тормоза резко возрастает за счет использования раздельного привода и двух-
контурных приводов.
Применение любых новых конструкторских решений в современных автомобилях — это пос-
тоянный прогресс, направленный на повышение надежности, безотказности и экономичности;
уменьшение вредного воздействия на окружающую среду; удобство управления и снижение
расходов на обслуживание и ремонт.
Несомненно, что качество материала и технология производства также оказывают сущест-
венное влияние на уменьшение износа и повышение надежности автомобилей, что выражается
в выборе для каждой конкретной детали оптимального материала и улучшение его физико-хи-
мических свойств с помощью самых современных способов, включая термическую обработку,
цементацию, закалку токами высокой частоты, хромирование и т. д. Большой эффект дает исполь-
зование легких сплавов на алюминиевой и магниевой основе — это позволяет не только снизить
массу, но и улучшить температурные режимы работы за счет высокой теплопроводности этих
материалов, одновременно обладающих и коррозионной стойкостью (поршни, головки блока,
картеры агрегатов и т. д.). Все шире внедряются детали из пластмассы, которые за счет хороших
антифрикционных свойств могут работать практически без смазки.
Различные научные исследования и практика показали, что очень рационально использование
определенных сочетаний материалов деталей в сопряжениях. Например, прекрасно сочетаются такие
пары трения, как закаленная сталь и алюминиевый сплав, закаленная сталь и чугун, электролити-
ческий хром и чугун, чугун с алюминиевым сплавом.
Но на долговечность пар трения одновременно оказывает большое влияние качество и точ-
ность изготовления деталей, которые должны обеспечивать должный уровень прилегания ра-
бочих поверхностей и стабильность необходимых зазоров в сопряжении. Помимо улучшения
микрогеометрии поверхностей (уменьшения шероховатости) путем полирования, притирки,
нанесения на поверхности деталей специальных приработочных покрытий и т.д., постоянно
уменьшаются допуски на отклонения размеров наиболее ответственных деталей.
Каково бы ни было качество сопряженных деталей, с учетом процессов, происходящих в узлах
трения, рассмотренных выше, существенную роль будет играть и качество смазочных материалов.
Так, например, для обеспечения жидкостного трения с минимальным износом деталей за счет
образования в узле трения стабильного масляного клина, масло должно обладать определенной
вязкостью и маслянистостью (способность молекул масла адсорбироваться или «прилипать» к
поверхностям трения). А с учетом различных температурных режимов работы, масло должно
обладать, по возможности, и большой стабильностью вязкости. Иначе при низких температурах
будет затруднено поступление масла в узлы трения, увеличится сопротивление провертыванию
коленчатого вала двигателя при пуске, а при высоких температурах такое масло, наоборот, не
сможет обеспечить необходимую толщину масляного слоя. Высокая вязкость вызывает большие
гидравлические потери в агрегатах трансмиссии. В таких случаях при низких температурах ав-
томобиль буквально не может тронуться с места.
Недостаточная противоокислительная стабильность приводит при низких температурах к обра-
зованию мазеобразных отложений, а при высоких температурах — к лакообразным отложениям.
7
Именно поэтому в масла вводятся различные, порой очень дорогостоящие присадки позволяющж
устранить вышеуказанные недостатки. К тому же срок службы высококачественных масел значи
тельно выше.
Свою долю в процесс изнашивания и.другие негативные явления вносит качество топлива
применяемого в автомобилях. Для бензинов оно характеризуется фракционным составом, дето
национной стойкостью, коррозионной агрессивностью, склонностью к образованию отложениг
в виде лаков и смол.
Для дизельных топлив имеет большое значение его вязкость, цетановое число, отсутствие
механических примесей.
Например, использование при низких температурах бензина, содержащего преимущественно
тяжелые, трудноиспаримые фракции, приводит к затрудненному пуску и неполному сгоранию
рабочей смеси, т. к. наибольшую эффективность дает сгорание только полностью испаренного
бензина в соответствующей пропорции с кислородом воздуха. Кроме того, не сгоревшее топливо
смывает смазку с зеркала цилиндров и разжижает масло в поддоне картера, что резко увеличивает
износ трущихся деталей двигателя. Наличие лаков и смол в бензине при высоких температурах
приводит к закоксовыванию компрессионных колец, потере ими упругости и пропуску газов, что
вызывает снижение мощности двигателя и перерасход топлива.
Использование же бензина с высоким содержанием легкоиспаримых фракций при жарком
климате приводит к постоянному останову двигателей из-за образования в бензопроводах паровых
пробок: бензонасос не в состоянии при этом прокачивать и подавать топливо.
Поэтому в конкретных климатических условиях необходимо использовать только соответс-
твующие сорта горючих и смазочных материалов.
Но помимо климатических условий на надежность и долговечность оказывают большое влияние
и другие факторы условий эксплуатации, как например, режим работы автомобилей на линии.
Переменный режим работы (с большим количеством разгонов, остановок, торможений и
т. д.), характерный как для бездорожья, так и для городов с интенсивным движением приводит
к ускоренному износу агрегатов и систем автомобилей. Естественно, что и дорожные условия,
характеризующиеся состоянием дорожного полотна, величиной уклонов и подъемов, радиусами
закруглений, оказывают на автомобиль аналогичное влияние. Например, износ накладок тормоз-
ных колодок в горной местности возрастает в некоторых случаях в 8—10 раз. При эксплуатации
автомобилей большое влияние на долговечность оказывает качество вождения (квалификация
водителя). Практика показывает, что одни автомобили с трудом «дотягивают» до капитального
ремонта, другие же служат по несколько лет, практически не нуждаясь в нем. К тому же, правиль-
ные приемы вождения позволяют существенно экономить топливо, снижать износ шин и т. д.
Но не меньшее влияние на все вышеперечисленные аспекты по повышению надежности и
экономичности автомобилей оказывает правильное и своевременное проведение технического
обслуживания и ремонта, которые имеют своей целью уменьшение интенсивности изнашивания
узлов и деталей; восстановление утраченной работоспособности и приведение в норму различных
параметров работы автомобиля; своевременное выявление неисправностей, в том числе грозящих
привести к аварийным ситуациям по техническим причинам; поддержание внешнего состояния
автомобилей и т. д.
Так, например, увеличение предельно допустимого зазора между накладками тормозных ко-
лодок и барабаном с 0,5 до 1,0 мм приводят к увеличению тормозного пути на 20%.
Отклонение от нормы углов развала и схождения управляемых колес автомобиля и сниже-
ние давления воздуха в шинах влечет за собой не только резкое сокращение срока их службы,
но и повышение расхода топлива (ввиду уменьшения наката автомобиля), а также ухудшение
устойчивости автомобиля на дороге на больших скоростях, что может привести к полной потере
управляемости.
Несвоевременная замена загрязненных масел в агрегатах или применение сортов масел, не
предусмотренных техническими условиями, приводит к резкому повышению интенсивности
изнашивания и даже к аварийным поломкам — заклиниванию валов, поломкам зубьев шестерен
и т. д.
Отклонение угла опережения зажигания в двигателе от оптимального всего на несколько
градусов приводит не только к падению мощности двигателя на 10—20% и соответствующему
увеличению расхода топлива, но и значительно затрудняет пуск холодного двигателя, а при ра-
боте приводит к его перегреву, что в свою очередь влечет за собой целый ряд негативных явлений.
Однако даже приведенные примеры не исчерпывают всего многообразия влияния качества ТО и
ремонта на надежность автомобиля и безопасность его движения.
1.3. ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНАЯ СИСТЕМА
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА АВТОМОБИЛЕЙ
В Российской Федерации принята планово-предупредительная система технического обслу-
живания и ремонта автомобилей, основные положения которой сформулированы и закреплены
з «Положении о ТО и ремонте подвижного состава автомобильного транспорта». В нем приведен
перечень предусмотренных видов обслуживания и ремонта и операций по ним, даны нормативы
_• гежремонтных пробегов, трудоемкости на выполнение различных видов работ, нормы простоя в
ТО и ремонте, поправочные коэффициенты на различные нормативы (К1—Кб) в зависимости от
конкретных условий эксплуатации и т. д.
Сущностью планово-предупредительной системы является принудительная (по плану) поста-
новка автомобилей, прошедших нормативный пробег, в соответствующий вид технического обслу-
живания, в целях предупреждения повышенной интенсивности изнашивания и восстановления
утраченной работоспособности узлов, агрегатов и систем. «Положением» предусматривается:
1. Ежедневное обслуживание ЕО
2. Техническое обслуживание № 1 ТО-1
3. Техническое обслуживание № 2 ТО-2
4. Сезонное обслуживание СО
5. Текущий ремонт ТР
6. Капитальный ремонт КР
Эти виды обслуживания отличаются друг от друга перечнем и трудоемкостью выполняемых
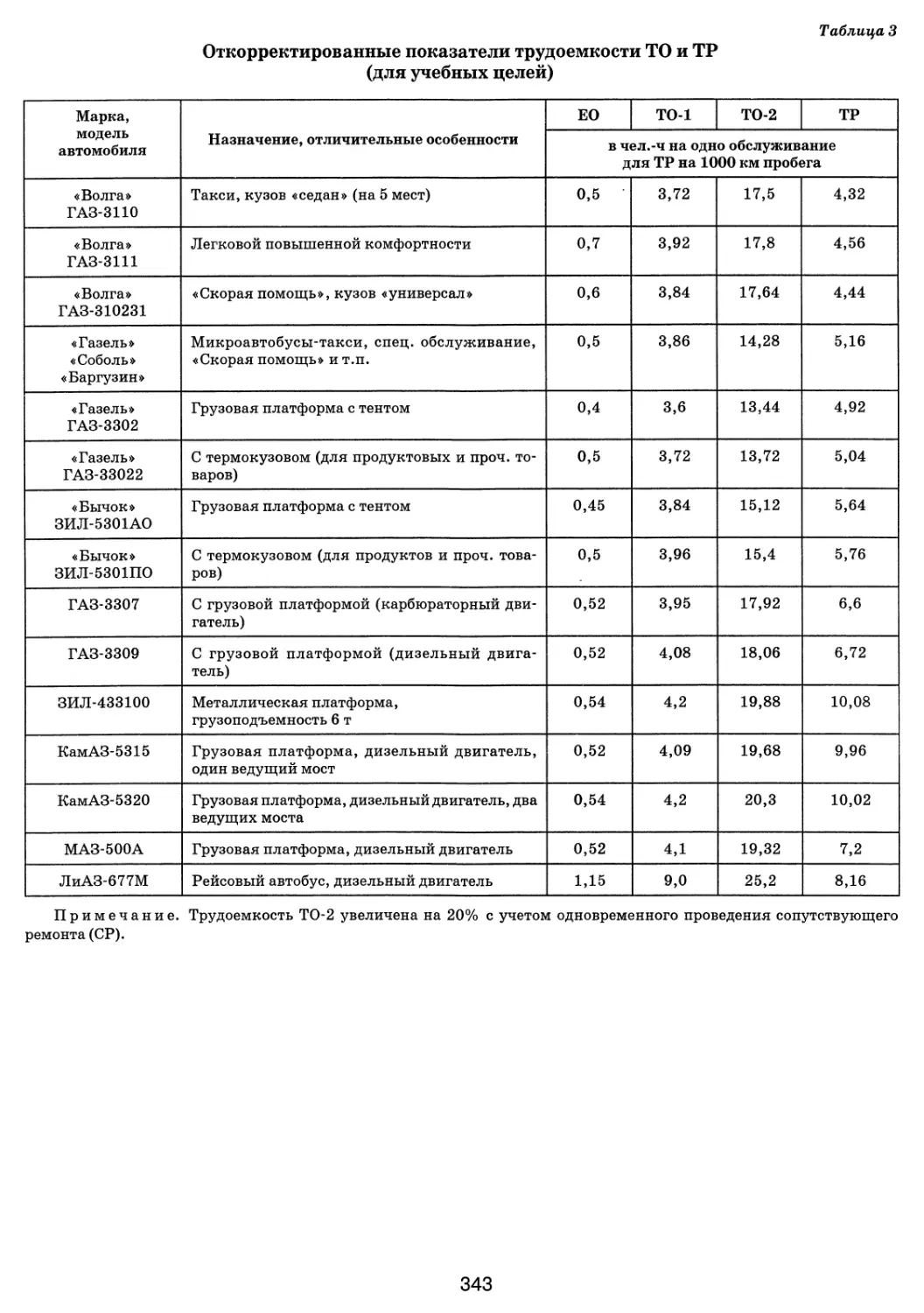
:пераций и, естественно, периодичностью, нормативы которой приведены в виде таблицы.
Типы атомобилей Периодичность ТО, км
ТО-1 ТО-2
Легковые 4000 16 000
Грузовые 3000 12 000
Автобусы 3500 14 000
Ежедневное обслуживание (ЕО) включает в себя проведение контрольного осмотра (в первую
:чередь по узлам, механизмам и системам, влияющим на безопасность движения), уборочно-мо-
ечных операций (проводимых по потребности, с учетом санитарных и эстетических требований
:: условий эксплуатации) и дозаправочных работ (при необходимости доливка масла в двигатель,
охлаждающей жидкости, подкачка шин и т. д.)
Примечание. Мойку автомобилей, включая тщательную мойку низа и двигателя, проводят также перед постановкой
.зтомобилей в очередное ТО или текущий ремонт.
Техническое обслуживание № 1 (ТО-1) предназначено для поддержания автомобилей в тех-
нически исправном состоянии, выявления и предупреждения отказов и неисправностей, а также
снижения интенсивности изнашивания деталей, узлов и механизмов путем проведения установ-
ленного комплекса работ:
• контрольных смотровых и диагностических;
• крепежно-регулировочных;
• смазочно-очистительных;
• электротехнических;
• арматурных и других видов работ.
Трудоемкость работ по ТО-1 невелика — для легковых автомобилей в среднем 2,5—4,5 человеко-
часа (чел.-ч), для грузовых — 2,5—6,5 чел.-ч, в зависимости от класса и грузоподъемности, т. е.
установленная трудоемкость, например, в 3,2 чел.-ч означает, что один рабочий за 3,2 ч должен
выполнить весь утвержденный перечень операций и объем работ по автомобилю. Но, учитывая,
что обслуживание автомобиля обычно проводят несколько рабочих различных специальностей,
зачастую на поточных линиях, состоящих из 3—4 специализированных постов, время простоя
автомобиля на каждом составляет порой всего лишь 5—10 мин. Вполне естественно, что за такой
короткий промежуток времени можно произвести лишь несложные регулировочные работы, ус-
транить различные подтекания (негерметичность), произвести крепежные работы и т. д. С точки
9
2-698
зрения возможного ремонта допустима лишь замена (при необходимости), деталей крепежа :
отдельных легкодоступных деталей и элементов (например, электрических лампочек, приводны:
ремней и т. д.). С учетом вышеизложенного и незначительного времени простоя в ТО-1 его проводя:
по Положению в межсменное время, т. е. автомобиль в этот день с эксплуатации не снимается.
Техническое обслуживание № 2 (ТО-2) имеет то же назначение, что и ТО-1, но проводитс,-
в большем объеме — с углубленной проверкой параметров работоспособности автомобиля (и е-
только в целях выявления различных неисправностей, но и для определения возможного ресурс;
пробега без проведения текущего ремонта по ходу дальнейшей эксплуатации автомобиля), а такж-
устранением обнаруженных неисправностей путем замены неисправных легкодоступных детале:
и даже узлов (не допускается лишь замена основных агрегатов). Причем замена деталей и узле:
не считается обслуживанием — этот процесс при ТО-2 называется сопутствующим ремонтом (СР
и на него отводится дополнительная трудоемкость. Трудоемкость ТО-2 уже значительно выше :
составляет в среднем 10—15 чел.-ч. для легковых автомобилей и 10—20 чел.-ч для грузовиков х
автобусов. Поэтому для проведения такого объема работ автомобили по «Положению» снимаются
эксплуатации на линии сроком до одних суток. За это время автомобиль должен быть подготовлен
по техническому состоянию так, чтобы гарантировалась его надежная, безаварийная работа, е
возможности без постановки на текущий ремонт до следующего ТО-2.
Примечание. При выявлении крупных неисправностей, которые не могут быть устранены в ходе работ пр:
ТО-1 или ТО-2 (даже путем проведения сопутствующего ремонта при ТО-2) сразу же оформляется документация
постановку автомобиля в зону текущего ремонта, например для ремонта или замены основных агрегатов автомобил-
включая двигатель, коробку перемены передач, мосты и т.д.
Сезонное обслуживание (СО) проводится два раза в год, весной и осенью, и предназначено дл •
подготовки автомобилей к эксплуатации с учетом предстоящих изменений климатических условий
Его совмещают обычно с очередным проведением ТО-2 и выполняют на тех же постах те же рабочие
но с увеличением нормативной трудоемкости в связи с проведением дополнительных операций
В некоторых АТП при совмещении СО с ТО-2 хотя бы один раз в году проводят работы в еще боль-
шем объеме — с принудительным снятием с автомобиля различных узлов в целях их тщательно:'
проверки на стендах и приборах, обслуживания и текущего ремонта в соответствующих ведоме
гательных цехах (моторном, агрегатном, карбюраторном, электротехническом и т.д.)
Текущий ремонт (ТР) автомобилей в АТП производится по потребности, выявляемой водх:
телем в процессе эксплуатации, при ежедневных контрольных осмотрах механиками (при во:-
вращении автомобилей с линии), а также в процессе проведения ТО-1 и ТО-2 при обнаружени:.
сверхобъемных работ.
В целях повышения коэффициента технической готовности парка (а т. г.) ТР стараются по воз-
можности проводить в межсменное время, обычно в вечернее и ночное. Исключение составляю:
трудоемкие работы по замене крупных агрегатов, их следует проводить в дневную смену — наиболее
благоприятную для работы; к тому же в это время функционирует основной склад и склад агрегатов
Проводят ТР в специально отведенных зонах, на подъемниках или осмотровых канавах, преимущес-
твенно на постах тупикового типа. Поточный метод при проведении ТР не приемлем ввиду слишко::
большой разницы как по объему, так и по видам работ в каждом конкретном случае проведения ТР
Для уменьшения простоя автомобилей в ТР все большее распространение находит использование
специализированных постов, предназначенных для выполнения конкретных трудоемких
работ с применением соответствующего современного высокопроизводительного оборудования, а
также внедрение агрегатного метода ремонта, когда вместо неисправного узла или агрегата
сразу же ставят на автомобиль заранее отремонтированный — из оборотного фонда.
Капитальный ремонт (КР) автомобилей и агрегатов производится в основном на специализи-
рованных ремонтных предприятиях — авторемонтных заводах (АРЗ) с полной разборкой автомо-
биля на отдельные узлы и агрегаты, а тех в свою очередь на отдельные детали. После тщательной
мойки и очистки проводится их дефектовка и сортировка — часть выбраковывается и заменяется
новыми, часть идет на восстановление. После комплектации выполняют сборку, испытания и об-
катку, после чего узлы и агрегаты идут на главный конвейер сборки автомобилей. Доставляются
автомобили и отдельные агрегаты на АРЗ централизованно, по заранее утвержденному для каж-
дого АТП план-графику в полной комплектации. Направляются автомобили в КР по потребности,
на основании специального акта, подписываемого главным инженером АТП, после тщательного
анализа технического состояния автомобиля.
Однако непременным условием для постановки в КР является нормативный пробег,
который должен быть пройден автомобилем. Для легковых автомобилей Горьковского автоза-
вода он составляет 300 тыс. км, для грузовых — 250 тыс. км, для автомобилей ЗИЛ последнегс
поколения — 300 тыс. км.
10
Рациональным и экономически обоснованным считается направление на АРЗ грузовых автомоби-
лей, у которых в КР нуждается рама, кабина и не менее двух-трех основных агрегатов. Обоснованием
для постановки в КР легковых автомобилей и автобусов в первую очередь служит необходимость
КР кузова. Практика показала, что качество ремонта на АРЗ и дальнейшая эксплуатация автомо-
билей после КР не удовлетворяют современным требованиям при сравнительно больших затратах
на его проведение. Организация авторемонтных заводов была вынужденной мерой на определенном
этапе развития народного хозяйства. В настоящий момент имеется тенденция к сокращению КР
автомобилей на АРЗ и перепрофилирование их на КР отдельных агрегатов и узлов.
Примечание. В крупных АТП, имеющих современно оснащенную производственную базу, частично производят
КР отдельных агрегатов собственными силами.
В новых экономических условиях рыночных отношений в результате акционирования и при-
ватизации бывших АТП, с полной или частичной передачей в частную собственность общей инф-
раструктуры автотранспорта РФ части подвижного состава, а также изменения самого характера
перевозок потребовались поиски оптимальных решений эффективности работы автотранспорта
в целом и подразделений ремонтной службы. Многие указания, требования к организации АТП,
нормативные данные и т.п. безвозвратно устарели, поэтому многие заводы-изготовители и уп-
равленческие структуры в самих АТП в различных регионах (преобразованные сейчас, в порядке
эксперимента, в единый комплекс многофункционального назначения ТЭА) получили большую
самостоятельность в вопросах организации управления, выборе наиболее рациональных (в зави-
симости от региона) нормативных показателей межремонтных пробегов, объемов и трудоемкости
различных видов ТО и ремонта автомобилей.
Например, отдельные заводы-изготовители рекомендуют более рациональные интервалы пробегов
для планового обслуживания автомобилей, изменяют общепринятые названия видов ТО или вводят
дополнительные виды обслуживания (например, в период обкатки автомобилей) в соответствии с клас-
сификацией видов обслуживания ряда зарубежных стран. Горьковский автомобильный завод пред-
лагает повысить норму пробега до ТО-1 (для 3-ей категории эксплуатации) до 8 тысяч километров для
автомобилей «Волга» и семейства микроавтобусов типа «Газель» (включая и модификацию в грузовом
исполнении) и, соответственно, до ТО-2 — до 16 тысяч километров. Камский завод предлагает ввести
для автомобилей « КамАЗ » сервисное обслуживание через первые 1 000 км пробега — « Сервис А», через
4000 км — «Сервис Б»; вместо «ТО-1» ввести название «Сервис 1», вместо сезонного обслуживания
«СО» (проводимого на постах зоны ТО-2) — «Сервис С» и т.д. Аналогичную инициативу начинают
проявлять и другие заводы-изготовители, стремясь к мировым стандартам.
1.4. ДИАГНОСТИКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЕЙ
Многообразие вышеуказанных факторов, влияющих на изменение технического состояния
автомобилей, влечет за собой широкий диапазон различных отказов и неисправностей, приводя-
щих к ухудшению технико-экономических показателей работы автомобилей, причем для каждого
автомобиля они носят сугубо индивидуальный характер. Именно поэтому при техническом
обслуживании и ремонте требуется индивидуальный подход к каждому автомобилю. Кроме того,
в целях снижения общих затрат и уменьшения простоя автомобилей в ТО и ремонте, обеспечения
оперативного планирования и четкой организации всех видов работ технологического процесса
в АТП (включая вопросы снабжения запасными частями, материалами и т.д.), а также создания
необходимых условий для надежной, безаварийной и экономичной работы автомобилей на ли-
нии индивидуальная информация о техническом состоянии как автомобиля в целом, так и
отдельных его систем, просто необходима.
Комплекс мероприятий по оценке и определению технического состояния автомобиля, а также
отдельных его систем, узлов и агрегатов без разборки, по внешним признакам, путем измерения
величин (параметров), характеризующих их состояние, с помощью различных стендов и приборов
и сопоставление их с нормативами называется диагностированием.
Возможность непосредственного измерения структурных параметров (износов, зазоров,
характера различных сопряжений механизмов) весьма ограничена. Поэтому при диагностиро-
вании обычно пользуются косвенными признаками, отражающими техническое состояние
автомобиля. Эти признаки называются диагностическими параметрами, которые в
большей своей части, возможны для измерения тех или иных физических величин. Так, напри-
мер, диагностическими параметрами рабочих процессов автомобиля могут служить мощность,
тормозной путь, расход топлива и т.д.; параметрами сопутствующих процессов— вибрация,
11
2**698
температура и шумы при работе, а также геометрические величины — зазоры, люфты, биения
величина свободного хода и т.д.
В «Положении» планово-предупредительной системы обслуживания и ремонта предусмотрен'
проведение следующих основных видов диагностирования:
• экспресс-диагностики — проводится ежедневно, выборочно или для всего подвижного состава
в основном по механизмам и системам, влияющим на безопасность движения (иногда проводите.1
на линии органами ГАИ);
• общей (комплексной) диагностики — имеет целью выявление работоспособности автомоби
ля по выходным показателям рабочего процесса (общей мощности, тормозному пути, процент:
пробуксовки и т.д.);
• поэлементной (причинной) диагностики — служит для определения конкретных причш
неисправностей в диагностируемых механизмах и системах автомобиля.
Диагностику целесообразно проводить как до технического обслуживания или текущего ремонта
так и после соответствующих воздействий, в этом случае ее еще называют целевой. В первом случае
ее проводят в целях определения скрытых дефектов и неисправностей, уточнения (корректировки
планирования предстоящих объемов работ, а во втором — для проверки качества их выполнения.
Диагностику, входящую в комплекс ТО-1 и имеющую характер общего диагностирова-
ния, называют обычно Д-1, а п о э л е м е н т н у ю (углубленную) диагностику при ТО-2 или
ТР — Д-2. Для проведения вышеуказанных диагностик выделяют одно- или двухпостовые зоны
с соответствующими названиями, где диагносты-операторы производят не только измерение раз-
личных диагностических параметров, но и частично проводят всевозможные, обычно небольшие
по объему, регулировочные операции (например, перед регулировкой зазора между электродами
могут дополнительно на специальном приборе произвести очистку свечей от нагара).
Однако диагностику часто проводят непосредственно на постах технического обслуживания
или текущего ремонта, что в некоторых случаях более рационально. В этом случае диагностику на-
зывают совмещенной, т.е. после обнаружения каких-либо отклонений измеряемых параметров от
нормы автослесарь сразу же производит необходимые воздействия для приведения их в норму.
В настоящий момент все большее распространение получает бортовая диагностика, входящая
в систему приборов автомобиля и оперативно сигнализирующая водителю об отклонении тех или
иных параметров от нормы. В некоторых современных автомобилях имеются целые компьютерные
системы, обрабатывающие получаемые данные в процессе эксплуатации и выдающие их в виде
отдельных сигналов, а при необходимости можно получить и полную характеристику техничес-
кого состояния автомобиля.
Для проведения диагностики в стационарных условиях АТП используют как простейшие
переносные приборы, так и довольно сложные конструкции с элементами электроники и других
современных достижений науки и техники. Так, для имитации различных режимов работы ав-
томобиля в дорожных условиях и снятия соответствующих характеристик широко используются
напольные стенды с беговыми барабанами для прокручивания колес автомобиля (например, при
проверке действия тормозов) или, наоборот, прокручиваемые вращающимися ведущими колесами
(например, при определении мощностных показателей, топливной экономичности и т.д.).
Причем, если в ходе проведения диагностики получают допустимые значения парамет-
ров — это свидетельствует о возможности дальнейшей эксплуатации автомобиля (номинальные
значения параметров соответствуют обычно механизмам и системам новых автомобилей), если
же получены предельные значения параметров — дальнейшую эксплуатацию
автомобиля следует прекратить до восстановления утраченной работоспособности.
Таким образом, диагностика служит не только для получения оперативной информации о
техническом состоянии автомобиля и его систем с выявлением конкретных причин неисправ-
ностей, но и для прогнозирования возможного ресурса пробега без проведения дополнительных
технических воздействий и ремонта. Поэтому внедрение диагностики в производство, помимо
вышеуказанных положительных моментов, позволяет планировать оптимальные объемы работ по
обслуживанию и ремонту, что значительно экономит средства, производственные ресурсы и т. д.
В ряде АТП общие затраты на производство при внедрении полного комплекса диагностических
работ снижаются на 10—15%.
12
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Законспектируйте учебный материал по темам:
1. Теория надежности и долговечности автомобилей (с расшифровкой соответствующих терминов).
2. Изменение технического состояния автомобилей:
а) влияние сил трения (с изображением схемы подшипника скольжения в разрезе);
б) виды изнашивания;
в) закономерность изнашивания сопряженных деталей с изображением графика износа деталей;
г) факторы, влияющие на надежность и долговечность автомобилей.
3. Планово-предупредительная система ТО и ремонта автомобилей.
4. Диагностика технического состояния автомобилей.
II. Ответьте на вопросы:
1. Что подразумевается под надежностью и долговечностью автомобилей?
2. Перечислите основные виды трения. Какое из них является наиболее благоприятным против изна-
:ивания?
3. Перечислите условия, необходимые для образования масляного клина и жидкостного трения.
4. Перечислите и расшифруйте названия основных видов изнашивания деталей.
5. Для какой цели в узле трения скольжения необходим номинальный (заводской) зазор?
6. По какой причине на первом этапе работы, в зоне «приработки», резко увеличивается зазор между
алом и подшипником?
7. Почему нежелательна и опасна эксплуатация механизмов в зоне «прогрессирующего» износа?
8. Назовите вид трения в рулевых и карданных шарнирах, в шлицевых соединениях, между шестернями
различных узлах и агрегатах автомобилей.
9. Почему после сравнительно короткого периода обкатки автомобиля требуется обязательная смена
:асла в агрегатах?
10. Перечислите виды обслуживания и ремонта автомобилей, утвержденные в «Положении о ТО и ре-
лите подвижного состава автомобильного транспорта», укажите межремонтные нормативные пробеги.
11. Дайте краткую характеристику общепринятым видам обслуживания и ремонта автомобилей, опре-
елите их назначение и раскройте содержание по видам работ.
12. Каково назначение различных видов диагностики, ее место в технологическом процессе в АТП?
зъясните сущность основных терминов, используемых в диагностике.
ГЛАВА 2
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ И РЕМОНТА АВТОМОБИЛЕЙ
2.1. НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ ГАРАЖНОГО ОБОРУДОВАНИЯ
И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К НЕМУ
Затраты на поддержание автомобилей в технически исправном состоянии с обеспечением высо-
кой эксплуатационной надежности, возложенные на подразделения ремонтной службы различных
АТП, превышают порой в несколько раз затраты на изготовление новых автомобилей. Поэтому
одним из наиболее важных направлений по повышению производительности труда ремонтных
рабочих, с одновременным повышением качества работ и эффективности всего производства,
является внедрение новейших технологий с использованием современного высокопроизводи-
тельного оборудования, комплексная механизация и автоматизация процессов ТО и ремонта
автомобилей.
Гаражное оборудование предназначено не только для повышения производительность труда
и качества выполняемых работ, но и для подъема общей культуры производства с обеспечени-
ем благоприятных санитарно-гигиенических условий и безопасности труда обслуживающего
персонала.
В настоящий момент при классификации всей номенклатуры гаражного оборудования в
АТП его подразделяют на технологическое оборудование, организационную оснастку и техно-
логическую оснастку.
К технологическому оборудованию относят различные стенды и приспособления для ТО и
ремонта, оснащенные приводными механизмами, измерительными (диагностическими) прибо-
рами, всевозможными захватами и зажимами для ремонтируемых узлов и агрегатов и другими
конструктивными приспособлениями.
Организационная оснастка включает различное вспомогательное оборудование для повыше-
ния удобства в работе — для складирования узлов, деталей и инструмента используют шкафы,
тумбочки, различные стеллажи, широко применяются различного типа верстаки, подставки под
оборудование, рабочие столы и т. п.
Технологическая оснастка — это всевозможные виды инструмента и приспособлений (как
ручных, так и механизированных), наборы ключей, торцовых головок, съемников, динамомет-
рических рукояток и т. п.
По видам работ гаражное оборудование бывает:
• уборочно-моющее;
• подъемно-транспортное;
• смазочно-заправочное;
• разборочно-сборочное;
• контрольно-диагностическое;
• специализированное (по различным узлам и системам автомобилей).
Указанные оборудование и оснастки могут быть как стационарными, так и передвижными.
Гаражное оборудование должно быть (по возможности) малогабаритным, удобным в обслужи-
вании, с невысокой энергоемкостью; должно обеспечивать надежное крепление ремонтируемых
узлов и агрегатов при одновременном хорошем доступе к ним с возможностью поворота при ре-
монте в различных плоскостях.
В последующих разделах представлены как новые модели, в т. ч. и зарубежных фирм, так и
более ранние разработки, много лет используемые на производстве. Это сделано с двумя целями:
чтобы проследить общую тенденцию по усовершенствованию ГО и для ознакомления с сущест-
вующим оборудованием и оснасткой в АТП, т. к. это необходимо хорошо знать в ходе курсового
и дипломного проектирования, при разработке модернизации рабочих мест или реконструкции
производственных участков с заменой оборудования на более новые модели.
14
ГАРАЖНО-РЕМОНТНОЕ ОБОРУДОВАНИЕ
УБОРОЧНО-МОЕЧНОЕ ОБОРУДОВАНИЕ
Установка для мойки автомобилей снизу
Установка для мойки автомобилей из шланга
Установка для мойки грузовых автомобилей
Установка для мойки легковых автомобилей
Установка для мойки деталей
Установка для мойки двигателей снаружи
Пистолет для обдува сжатым воздухом
Установка моечная
Установка для мойки автобусов автоматическая
Установка для мойки деталей
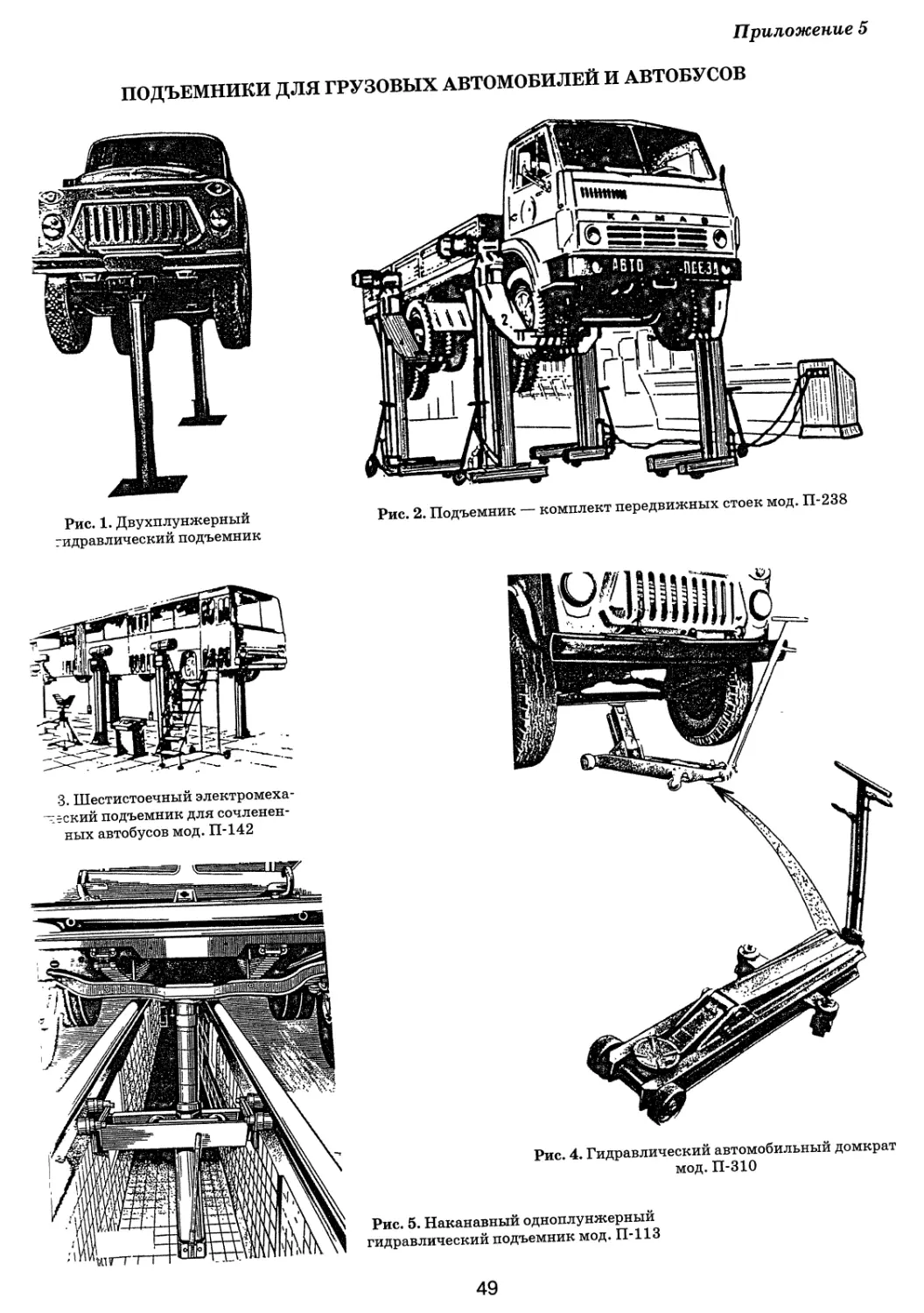
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Подъемник одноплунжерный электрогидравлический для легковых автомобилей
Подъемник двухплунжерный электрогидравлический для грузовых автомобилей
Подъемник канавный передвижной гидравлический для грузовых автомобилей
Подъемник двухплунжерный электрогидравлический для грузовых автомобилей
Подъемник двухплунжерный электрогидравлический канавный
гля грузовых автомобилей
Опрокидыватель одностоечный электромеханический для легковых автомобилей
Подъемник двухстоечный электромеханический для легковых автомобилей
Домкрат гаражный гидравлический
Домкрат гаражный гидравлический
Домкрат гаражный гидравлический
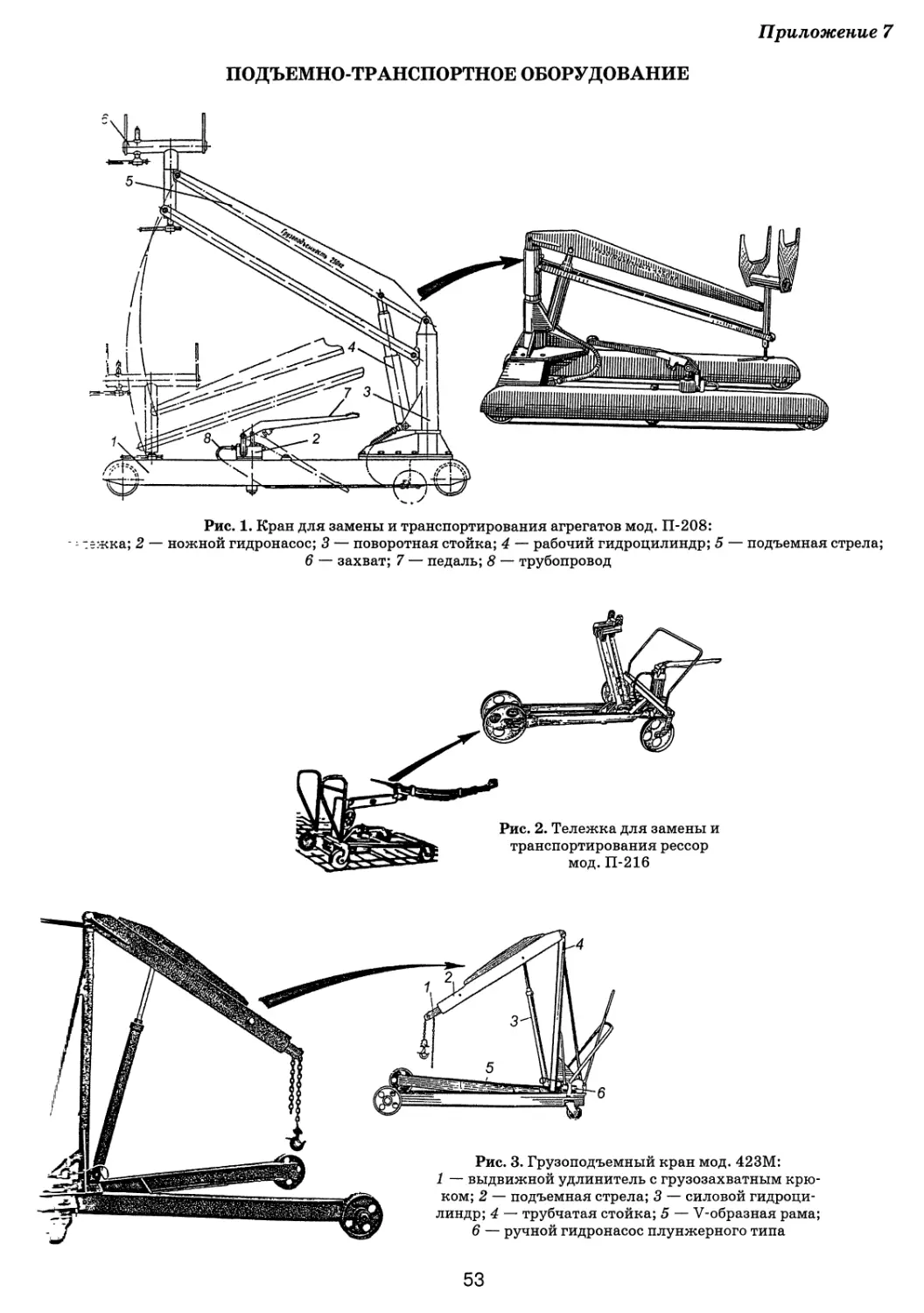
Кран передвижной гидравлический
Кран козловый
Тележка транспортная
Тележка инструментальная
Модель
М-121
М-125
М-129
М-130
196М
М-203
С-417
1112
1126
ОРГ-4990Б
Модель
П-104
П-112
П-113
П-126
П-128
П-129
П-133
П-304
П-308
П-310
423М
ОПТ-1135Д
ОПТ-7353
ОРГ-70-7878-Ю04
ОБОРУДОВАНИЕ ДЛЯ СМАЗКИ И ЗАПРАВКИ АВТОМОБИЛЕЙ
ТОПЛИВОМ, МАСЛОМ, ВОДОЙ И СЖАТЫМ ВОЗДУХОМ
Колонка топливораздаточная
Колонка топливораздаточная
Колонка топливораздаточная
Колонка топливораздаточная
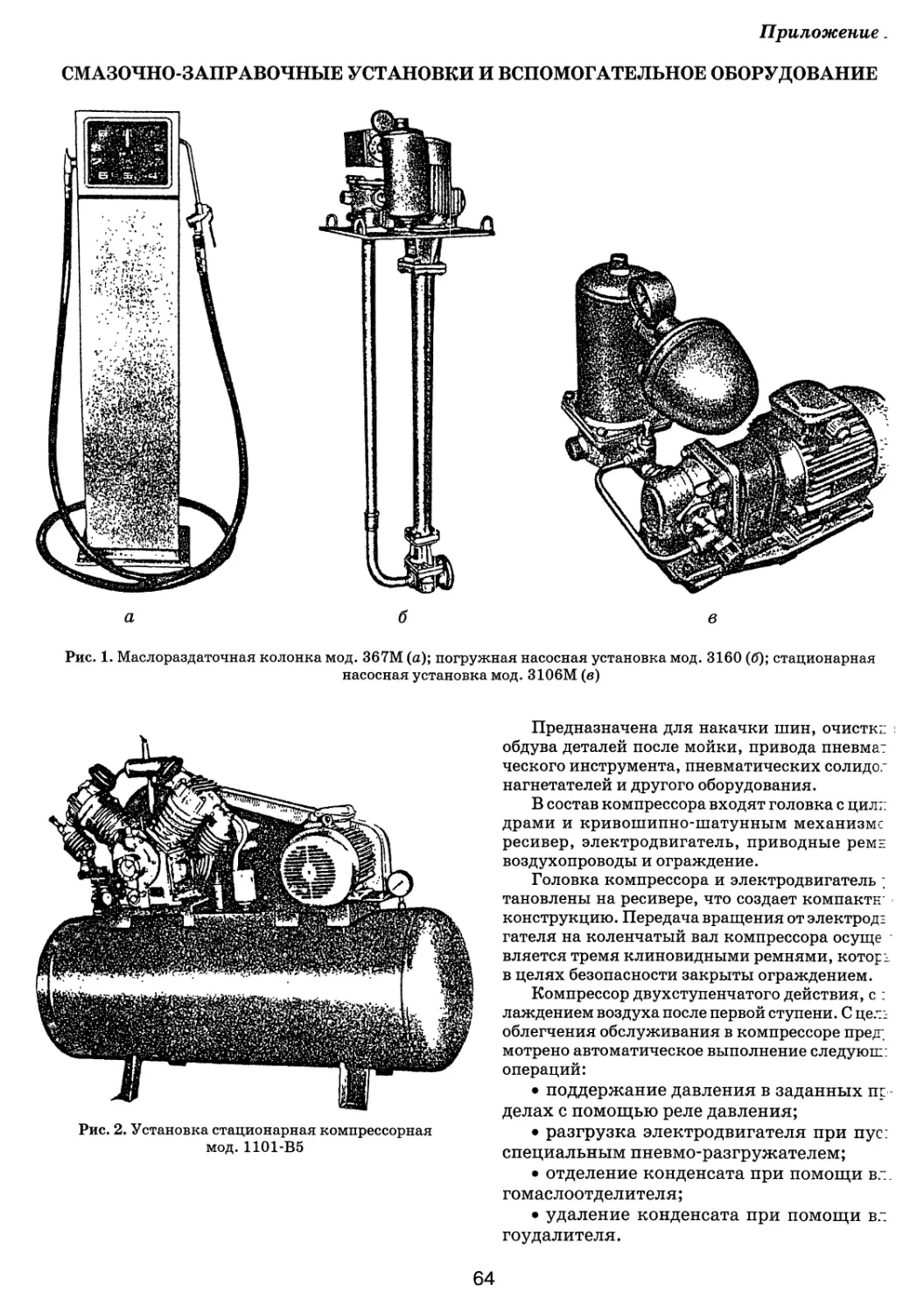
Установка для смазки и заправки автомобилей
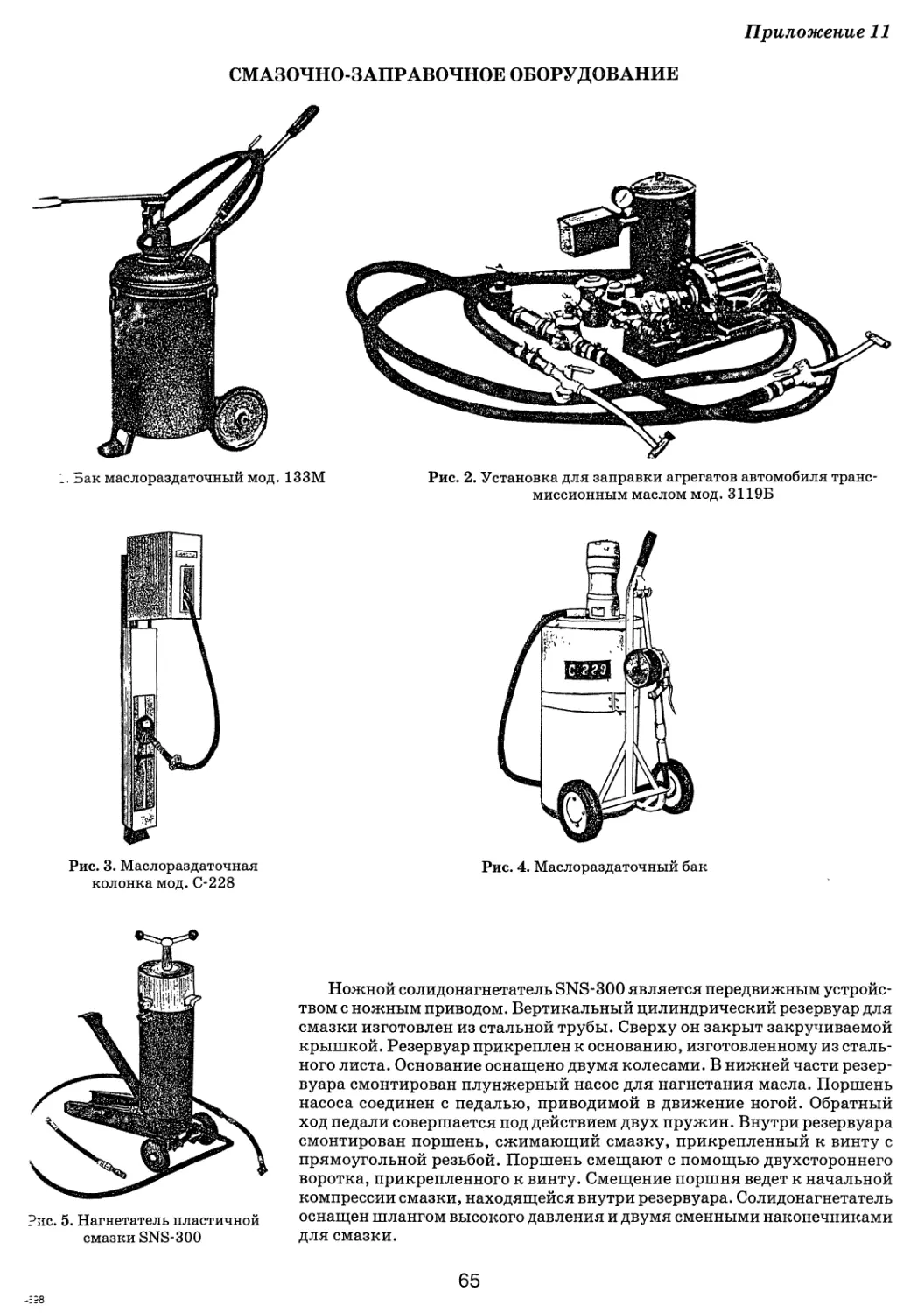
Дак маслораздаточный
Компрессор гаражный
Установка для нанесения антикоррозионных покрытий на низ автомобилей
Колонка маслораздаточная
Нагнетатель передвижной
Компрессор гаражный передвижной
Наконечники с манометрами для воздухораздаточных шлангов
Компрессор гаражный
Нагнетатель
Установка для заправки агрегатов автомобилей трансмиссионными маслами
Нагнетатель передвижной
Колонка маслораздаточная с электроподогревом
Установка для заправки агрегатов автомобилей трансмиссионными маслами
Модель
1КЭД-40-0,5-1
1КЭД-50-0,5-1
1КЭР-40-0.5-1
1КЭР-50-0,5-1
С-101
133М
155-2В5
183М
367M3
390М
С-412
458-М1, 458-М2
1101-В5
1127
3119
3154М
3155М
3161
15
ОБОРУДОВАНИЕ ДЛЯ РАЗБОРОЧНО-СБОРОЧНЫХ И РЕМОНТНЫХ РАБОТ
Модель
Наборы ключей гаечных открытых И-105-М1, И-105-М2, И-1О5-МЗ
Наборы ключей гаечных накидных И-106-П, И-106-1
Станок для шлифовки клапанов и сферических торцов толкателей Р-108
Комплект инструментов для регулировки углов установки
передних колес легковых автомобилей И-112
Установка для расточки тормозных барабанов и обточки тормозных накладок Р-114
Станок для расточки тормозных барабанов и обточки тормозных накладок Р-117
Рукоятка динамометрическая 131М
Инструмент автомеханика (комплект средний) И-13 2
Инструмент автомеханика (комплект малый) И-133
Комплект инструментов универсальный
для технического обслуживания и ремонта
рулевых управлений грузовых автомобилей и автобусов с гидроусилителями И-13 8
Тиски параллельные П-14С
Приспособление универсальное для высверливания
срезанных шпилек полуосей автомобилей Р-154
Установка для расточки тормозных барабанов в сборе с колесами Р-152
Комплект съемников и приспособлений универсальный
для ремонта автомобилей ЗИЛ и ГАЗ ПИМ-192М
Стенд для разборки и сборки коробок передач автомобилей ЗИЛ-130 Р-201
Стенд для разборки и сборки рессор Р-203
Стенд для разборки, сборки и регулировки сцеплений Р-207
Тележка для снятия и установки рессор грузовых автомобилей П-216
Приспособление для снятия и установки коробок передач грузовых автомобилей П-232
Стенд для разборки и сборки двигателей автомобилей ЗИЛ и ГАЗ Р-23с
Стенд для разборки и сборки рессор и рихтовки рессорных листов Р-27с
Набор инструментов и приспособлений для правки кузовов легковых автомобилей И-305У
Набор инструментов и приспособлений с гидравлическим приводом
для правки кузовов автомобилей И-305ГМ
Набор инструментов и приспособлений для правки кузовов легковых автомобилей И-305РМ
Гайковерт для гаек колес грузовых автомобилей и автобусов И-318
Гайковерт напольный для гаек стремянок рессор грузовых автомобилей И-312
Пресс гидравлический Р-324
Пресс пневматический для клепки фрикционных накладок Р-33 с
Пресс электрогидравлический Р-337
Инструмент для извлечения срезанных шпилек и болтов ПИМ-490М
Стенд для разборки и сборки редукторов задних мостов автомобилей ЗИЛ и КамАЗ Р-64С
Стенд для разборки и сборки передних и задних мостов
грузовых и легковых автомобилей ОПР-682
Стенд для разборки, сборки и регулировки сцеплений автомобилей с дизелем Р-724
Стенд для разборки и сборки двигателей ОПР-982
Тележка для снятия и установки колес грузовых автомобилей и автобусов 111 5М
Комплект инструментов ПИМ-1514А
Комплект инструментов ПИМ- 151с
Комплект инструментов ПИМ-1516Ф
Пресс гидравлический ОКС-1671М
Станок универсальный для притирки клапанов автотракторных двигателей ОПР-1841А
Дрель пневматическая для притирки клапанов 2213
Наборы ключей гаечных торцовых 2336-М1, 2336-М2
Комплект инструментов слесаря-монтажника 2446
Прибор для шлифовки фасок клапанных гнезд 2447
Стенд для разборки и сборки передних и задних мостов
грузовых автомобилей ЗИЛ и МАЗ 245G
Стенд для ремонта двигателей 2451М
16
ОБОРУДОВАНИЕ ДЛЯ КОНТРОЛЯ, РЕГУЛИРОВКИ
И ИСПЫТАНИЯ МЕХАНИЗМОВ АВТОМОБИЛЕЙ
Модель
Прибор для проверки передних мостов автомобилей Прибор для определения технического состояния ээллиндропоршневой группы автомобильных двигателей Гтенд электрооптический для проверки регулировки углов установки колес легковых автомобилей эмпрессометр Прибор универсальный для проверки рулевых управлений автомобилей Гтенд для проверки пневмооборудования автомобилей Гтенд тормозной Прибор для определения эффективности работы цилиндров Т-1 К-69М К-111 179 К-187 К-203 К-208М Э-216М
"этановка универсальная для пуска .зтомобильных двигателей в холодное время года Прибор для проверки гидроусилителей рулей и гидронасосов автомобилей ЗИЛ-130 Комплект диагностического оборудования -.лализатор двигателя эмпрессометр для дизелей И эмпрессометр универсальный Набор манометров для проверки тормозной системы автопоездов Тлнейка для проверки схождения передних колес автомобилей Гэенд для испытания гидроусилителей рулевого управления Гэенд обкаточно-тормозной Э-307 К-405 К-455М К-461М 628 КИ-861 1131 2182 КИ-4896 КИ-5540
..риспособление для проверки радиального зазора 70-8019-1501
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ПРОВЕРКИ, КОНТРОЛЯ И РЕГУЛИРОВКИ
ЭЛЕКТРООБОРУДОВАНИЯ АВТОМОБИЛЕЙ Модель
' танок для проточки коллекторов и фрезерования пазов :ежду пластинами якорей генераторов и стартеров Пробник аккумуляторный Пробник аккумуляторный Р-105 Э-107 Э-108
Иэмплект инструментов для ремонта : технического обслуживания электрооборудования автомобилей 1 ? эмплект инструментов для технического обслуживания .тектрооборудования на автомобиле Прибор для очистки и проверки свечей зажигания ?тенд для проверки и регулировки электрооборудования автомобилей Прибор для проверки распределителей зажигания Прибор для проверки и регулировки электрооборудования автомобилей Прибор для проверки якорей генераторов и стартеров Прибор для проверки и регулировки фар автомобилей I ‘ эмплект оборудования и приспособлений - ~я технического обслуживания аккумуляторных батарей 1: мплект аккумуляторщика Гтенд для проверки и регулировки автомобильных генераторов и реле-регуляторов Пресс с комплектом приспособлений для ремонта з эотракторного электрооборудования Гэенд контрольно-испытательный универсальный г:эя проверки и регулировки электрооборудования . ’ эмплект оборудования и приспособлений для ремонта аккумуляторных батарей И-144 И-143 Э-203 Э-211 Э-213 Э-214 Э-236 К-303 КИ-389 Э-412 532-2М ПТ-761-2 КИ-968 ПТ-7300
17
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ТОПЛИВНОЙ СИСТЕМЫ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ
Модель-
Приспособление для развальцовки концов топливопроводов низкого давления ПТ-265-1
Прибор для проверки бензонасосов 5271
Прибор для испытания и регулировки форсунок дизелей КИ-56.
Прибор для проверки бензонасосов и карбюраторов автомобилей 577:
Стенд для проверки форсунок и гидроплотности плунжерных пар
насосов высокого давления дизелей 6251
Инструмент для обслуживания топливных насосов высокого давления дизелей 63
Приспособление для разборки и сборки топливных насосов высокого давления 63
Комплект ремонтно-технологических приспособлений ПИМ-187:
Комплект инструментов регулировщика-карбюраторщика 24451 ?
ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА И ОБСЛУЖИВАНИЯ ШИН АВТОМОБИЛЕЙ
Электровулканизатор Ш-11:
Станок балансировочный К-12:
Стенд для демонтажа и монтажа шин легковых автомобилей Ш- 5011.
Стенд для демонтажа и монтажа шин грузовых автомобилей Ш-51
Электровулканизационные аппараты 6134,6141
Набор инструментов шиноремонтника 620:
Привод шероховального инструмента 622:
2.2. УБОРОЧНО-МОЕЧНОЕ ОБОРУДОВАНИЕ
2.2.1. НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
УБОРОЧНО-МОЕЧНОГО ОБОРУДОВАНИЯ
Уборочно-моечные работы — один из наиболее трудоемких процессов ТО автомобилей с весьм:-
неблагоприятными условиями труда на постах мойки и уборки.
Моечные работы проводятся в целях придания чистого внешнего вида автомобилям. Крок:
того, качественное проведение моечных работ при ЕО позволяет своевременно удалять с повер
хностей автомобилей не только пыль и грязь, но и налеты соли и других агрессивных веществ
(используемых, например, для защиты от гололеда на дорогах), пятна от ГСМ, битума и т. п. Те::
самым сохраняется окраска кузова и значительно уменьшается коррозия металла, а также обес
печиваются лучшие условия для последующих операций по ТО и ремонту автомобилей.
По способу выполнения различают: ручную, полумеханизированную и механизированную:
мойки. Способ мойки выбирается в зависимости от мощности АТП и, соответственно, суточной
программы по ЕО. В небольших гаражах преобладает в основном ручная мойка, в средних и круп-
ных АТП появляется возможность внедрения механизированных моечных установок различное
типа, вплоть до автоматизированных моечных комплексов на поточных линиях с использование::
высокопроизводительных сооружений для очистки воды в целях ее повторного (многократного
использования при мойке.
Конструктивная особенность моющих установок зависит как от вида моечных работ, так и о:
выбранного технологического процесса мойки.
Так, при мойке грузовых автомобилей и сильно загрязненных мест легковых автомобилей т.
автобусов (например, днищ кузовов) используют установки струйного типа, с подачей сильно;:
струи воды через многочисленные сопла и форсунки. Для мойки кузовов легковых автомобилей
автобусов, автомобилей-рефрижераторов, автопоездов с тентовым покрытием и т. п. использую:
щеточные установки, обильно смачиваемые моющим раствором. Иногда для специализированно!:
передвижного состава применяют комбинированные струйно-щеточные конструкции.
Механизированные моечные установки могут монтироваться на постах мойки стационарно
Однако широко используют и передвижные установки с катучими по специальным направляющи::
несущими рамами (чаще П-образной формы), со смонтированными на них моющими рабочим!
органами в виде щеток или трубопроводов-коллекторов с соплами.
В комплект моечных установок входят различные дополнительные устройства, например: для
эйки дисков колес, для обдува кузовов в целях удаления влаги (сушки), насосные установки для
эдачи воды из резервуаров-отстойников и т. д. Все эти устройства, а также зарубежный опыт
еханизации уборочно-моечных работ, позволяющий при отличном качестве работ значительно
жращать общую трудоемкость и энергозатраты, будут подробно рассмотрены ниже.
Кроме того, будет представлен целый ряд новейших моделей механизированного моечного
'орудования отечественного производства с принципиально новыми конструктивными решения-
л, обладающего высокой производительностью при минимальных энергозатратах, отвечающего
:временным международным стандартам и отличающегося повышенной универсальностью, т. е.
ззможностью обслуживания, от легковых автомобилей и автобусов до автопоездов, с помощью
иной модели оборудования, причем с одновременной мойкой как кузова, так и сильно загряз-
енных поверхностей в труднодоступных местах.
ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ МОЙКИ АВТОМОБИЛЕЙ
Щетка (рис. 2.1) с подводом воды через ру-
эятку используется для внешней мойки кузо-
эв всех типов. Съемный насадок со щетиной,
набженный отверстиями для прохода воды,
вворачивается на трубу удлиненной рукоятки
резиновым чехлом, служащим для термоизо-
тяции. Щетка снабжена штуцером для креп-
:ения подводящего шланга и краном.
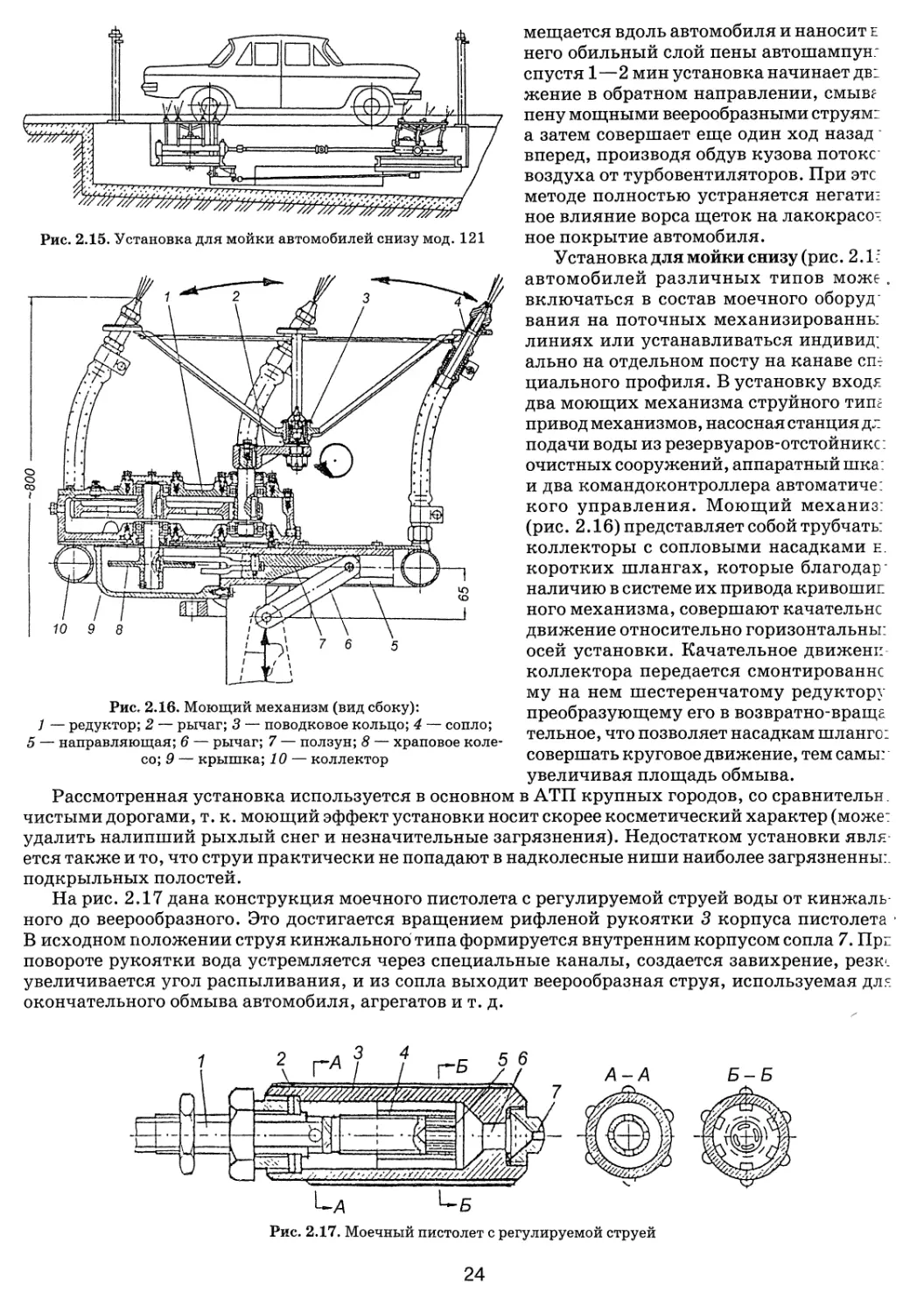
На рис. 2.2, а изображена установка для ручной шланговой мойки автомобилей всех типов
в первую очередь, сильно загрязненных мест снизу автомобилей. Забор воды производится из
жистных резервуаров-отстойников с помощью шланга с сетчатым фильтром. В комплект уста-
z эвки входят шланги с двумя моечными пистолетами с регулируемой струей воды — от кинжаль-
пого типа до веерообразного, используемого для окончательного обмыва автомобилей. На раме
•гтановки смонтирован электродвигатель мощностью 7,5 кВт, вал которого через муфту связан
: единым валом пятиступенчатого насоса вихревого типа. Каждая ступень насоса (рис. 2.2,6)
представляет собой камеру со всасывающим и нагнетательным дисками. Все ступени связаны
:ежду собой проходными каналами, и каждая ступень при работе повышает давление на 0,3 МПа.
3 итоге давление на выходе достигает 1,5 МПа, т.е. на каждый пистолет приходится оптимальное
павление для этого типа моек — 0,75 МПа.
Установка отечественного производства М-125 (рис. 2.3) обеспечивает высокое давление до
:. 5 МПа, которое достигается путем использования специального насоса плунжерного типа, смон-
тированного вместе с электродвигателем мощностью 2,2 кВт в кожухе на тележке. В комплект
з ходят барабан с самонаматывающимся шлангом и удлиненная рукоятка с моющим пистолетом
: насадками для кинжальной и веерообразной струи. На тележке имеются ниши для канистр с
ноющим и полирующим раствором. Управление подачей моющего раствора, чистой воды или
полировочной смеси осуществляется запорно-регулировочными кранами.
Рис. 2.2. Установка для мойки автомобилей мод. 1112:
; — внешний вид; б — ступень вихревого насоса со всасывающим и нагнетаю-
щим дисками; в — схема работы насоса
Рис. 2.3. Моечная установка высо-
кого давления мод. М-125
В зарубежных образцах используют парогенераторы (рис. 2.4) с нагревом воды до 140°С, что
позволяет получить давление струи на выходе до 2,8 МПа, или установки с насосами плунжерного
типа (рис. 2.5) и нагревом воды до 100°С, что позволяет удалять любое загрязнение.
2’-698
19
Рис. 2.4. Парогенераторная установка высокого
давления «Wapelan» (Германия)
Рис. 2.5. Моечная установка высокого давления
UPM-95
2.2.2. СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ ТЕХНОЛОГИИ МОЕЧНЫХ РАБОТ,
КОНСТРУКТИВНЫЕ РЕШЕНИЯ И МЕТОДЫ ПОВЫШЕНИЯ КАЧЕСТВА МОЙКИ
Рассмотрим более подробно специфические особенности технологии механизации моечнь:
работ с учетом характера возможных загрязнений автомобилей, это позволит лучше понять н
значение различных конструктивных разработок и дополнительных приспособлений, а такн
избежать повторяемости при описании однотипных элементов различных конструкций.
1. Грязевые пятна грунтового происхождения настолько сильно прилипают к металлически
поверхностям автомобилей, что их удаление чрезвычайно затруднено, но они легко смывают,
после отмачивания, т.е. когда влага проникнет под само пятно. Поэтому одним из условий каче
твенной мойки являются своевременное и обильное смачивание кузова. Именно поэтому практ:
чески все типы стационарных моечных установок снабжены душевыми рамками с форсунками д,-
предварительного смачивания поверхностей автомобиля. Иногда их специально выносят впер-
на значительное расстояние от моечных установок, чтобы грязь успела отмокнуть.
Аналогичные душевые рамки монтируют и после моечных установок, но они предназначен,
для окончательного обмыва в целях удаления мелких песчинок и т. п.
2. Битумные пятна и промасленные пятна механической грязи удается обычно смыть толькс
добавлением в воду синтетических моющих средств. Но этот метод не находит широкого примен-
ния, т. к. увеличивает стоимость мойки и становится проблематичной очистка воды от мыльне
пены в целях ее повторного использования. Поэтому на практике чаще используют влажну
ветошь, смоченную автошампунями.
3. Днища автомобилей, агрегаты, расположенные снизу, элементы подвески, подкрыльнь:
полости (надколесные ниши) подвержены наиболее сильному загрязнению, причем самым
различными компонентами грязи (грунт, глина, жидкий битум с дороги с частицами асфальта
гравия, вкрапления льда или полное обледенение в зимнее время года). Проблема усугубляете
еще и тем, что мойку низа автомобилей ежедневно в большинстве АТП не проводят ввиду малс
мощности очистных сооружений и удорожания процесса мойки в целом. Кроме того, часта
мойка днища способствует разрушению антикоррозионных покрытий и ускоряет процесс ко:
розии металла. Поэтому тщательную мойку низа автомобилей проводят обычно перед очередне
плановой постановкой на ТО-1 и ТО-2, иногда перед текущим ремонтом. В результате постепень
накапливается многослойный, порой окаменевший налет грязи, удалить который обычными м>
ечными средствами весьма сложно даже с использованием установок высокого давления со струе
кинжального типа. Хороший эффект в этом случае дает использование водоструйных установо
(с нагревом воды до 100°С) и пароводоструйных — мощная струя пара и воды с температурой д
140°С и давлением до 2,8 МПа способна удалять загрязнения любого типа. Поэтому мойки данног
типа незаменимы и в зимнее время.
4. При использовании для мойки кузовов установок щеточного типа при недостаточном смачг
вании ворса щеток, имеющих сравнительно большую скорость вращения, отдельные нити ворс
приобретают кинетическую энергию, выражающуюся в ударном воздействии на лакокрасочнс
покрытие, разрушая его, что приводит к общему потускнению окраски. Поэтому при работе н
щетки должно подаваться такое количество воды, чтобы при их вращении как бы образовывалс
водяной столб, сводя до минимума негативное воздействие ворса. С этой целью практически в
всех конструкциях напротив щеток монтируют индивидуальные водяные трубчатые коллектор:
20
: необходимым количеством форсунок для подачи воды. Хороший эффект дает использование в
иоде мойки синтетических моющих веществ, качественно удаляющих различные загрязнения и
нейтрализующих мыльной пеной ударное воздействие нитей ворса (этот метод сдерживается по
вышеуказанным причинам). Некоторые фирмы, помимо использования для щеток особо мягких
синтетических волокон, применяют ворс с распушенными концами.
5. Для обеспечения надежности работы щеточных установок в качестве привода валов щеток
стали использовать электродвигатели с редукторами, объединенными в единый блок, с влаго-
сащитным исполнением — так называемые моторы-редукторы, монтируемые на специальных
кронштейнах (по одной оси или под углом 90°) и непосредственно связанные с валами щеток. Ра-
нее для передачи на щетки крутящего момента использовались клиноременные передачи, часто
выходившие из строя под воздействием песка и воды.
6. Сравнительно сложная траектория перемещения щеток в процессе мойки обеспечивается
средствами автоматики, силовыми пневматическими цилиндрами управления и т.д. При этом
на всех типах установок, при любом способе мойки щетки должны как можно плотнее прижи-
гаться к обмываемым поверхностям автомобилей — с этой целью используют подпружиненные
—еткодержащие кронштейны, блочно-тросовые системы с грузами; в некоторых моделях шар-
нирно закрепленные щетки уже изначально располагают под определенным углом относительно
вертикальной оси автомобиля.
7. При конструировании струйных моющих установок предусматривают создание дополни-
тельных устройств для увеличения площади обмыва. Для этого водяные коллекторы делают
ачающимися с помощью системы тяг, с приводом от мотора-редуктора с кривошипом, или под-
тижными в какой-либо плоскости под воздействием специальных транспортеров; используют
вращающиеся под действием реактивной тяги сегнеровы колеса и т.д.
8. В целях экономии электроэнергии и воды практически все типы механизированных автома-
. лческих установок оснащены средствами автоматического включения как самих установок, так
: подачи воды; наибольшее распространение нашли командоконтроллеры, монтируемые сбоку по
,:ду движения автомобилей, с гибкими стержнями, связанными с концевыми выключателями
пстемы управления. Перед установками монтируют на специальных стойках входные коман-
2:контроллеры для включения установок при подходе автомобилей, а за установками — выход-
ные, выключающие подачу электроэнергии на приводные устройства и воды.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ МОЙКИ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Взамен устаревших громоздких установок для мойки кузовов мод. 11 ЮМ и для мойки дис-
:в колес мод. 1144 был начат выпуск более современной комплексной линии для легковых
зтомобилей М-133 (рис. 2.6) с принципиально новой конструкцией отдельных составляющих
ыановок.
Так, для мойки дисков колес была впервые использована проходная (без остановки автомоби-
н в процессе мойки) щеточная установка мод. М-131 (рис. 2.7). С каждой стороны поста распо-
:: жен моющий блок, состоящий из основания, на оси которого смонтирована складывающаяся
грела, несущая шарнирно установленный узел горизонтальной щетки, для обмыва переднего
. заднего колеса соответствующей стороны автомобиля. К узлу прикреплен следящий ролик,
:: аимодействующий с колесом автомобиля. Данная конструкция позволяет также промывать
'ычно сильно загрязненные пороги кузовов и профильные арки колес на крыльях.
Рис. 2.6. Общий вид поточной линии мод.
М-133
Рис. 2.7. Блок горизонтальной щетки
мойки дисков колес мод. М-131
21
Стационарная пятищеточная установка для мойки кузовов мод. М-130 (рис. 2.8) также работает
в автоматическом режиме и выполнена в виде мощной П-образной рамы, в верхней части которой:
обеих сторон смонтированы направляющие поперечины для подвижных кареток, на которых при
помощи консолей закреплены четыре вертикальные щетки, предназначенные для обмыва боко-
вых, передних и задних вертикальных плоскостей автомобиля. Привод кареток осуществляется
по заданной программе с помощью пневмоцилиндров и трособлочной системы с противовесами
В направляющих вертикальных стоек рамы установлена подвижная маятниковая рамка с гори-
зонтальной щеткой, уравновешенная системой противовесов (на тросе с пятой, смонтированной
внутри рамы, устанавливаются гири с щелевидным пазом — общая масса гирь должна полностьк
уравновешивать щетку с водяным столбом, образующимся при вращении щетки и подаче воды не
нее). Таким образом горизонтальная щетка как бы не имеет собственной массы и при вращении, об-
мыв переднюю часть автомобиля, легко «взбирается» на капот и далее, обмывая верхние плоскость
автомобиля, включая лобовое и заднее стекло (а также переднюю и заднюю части кузова).
На последнем посту комплексной поточной линии монтируется установка мод. М-132 (рис. 2.9
для сушки кузовов мощным воздушным потоком, создаваемым двумя боковыми и одним верхние
вентиляторами, которые снабжены воздуховодами, заканчивающимися щелевидными насадками,
направленными навстречу движущемуся автомобилю и сдувающими влагу с его поверхностей.
Насадки снабжены устройством для регулировки живого сечения для прохождения воздушного
потока. Верхний насадок с воздуховодом и вентилятором закреплен шарнирно на специальной
П-образной раме, а на корпусе насадка с выходным соплом смонтирован на кронштейне следящий
ролик — при качении ролика по верхним плоскостям кузова он копирует профиль автомобиля г.
позволяет производить обдув с минимального расстояния, повышая эффективность сушки. Не-
смотря на большую потребляемую мощность (от 22 до 42 кВт при усиленном варианте), качестве
сушки оставляет желать лучшего.
Рис. 2.8. Установка для мойки кузова
мод. М-130
Рис. 2.9. Установка для сушки ку-
зовов после мойки мод. М-132
Рассмотренная линия с комплексом оборудования для мойки и сушки, оборудованная цепным
конвейером мод. П-540 с толкателем под колесо, с системой командоконтроллеров автоматического
управления установками может работать в двух режимах, в зависимости от степени загрязнения
автомобиля со следующими показателями:
Производительность, авт./ч.............................60—90
Средний расход воды, л/авт.............. 150—225
Давление подводимой воды, кг/см2.............4—6
Общая мощность двигателей, кВт................34
Общая длина линии составляет 15—17 м при ширине до 5 м. Используется в АТП средней и
большой мощности.
В отличие от рассмотренной комплексной поточной линии для АТП с малой производственной
программой была разработана целая серия специального малогабаритного оборудования. На-
ибольшее распространение получили установки портального типа (рис. 2.10—2.13), с катучими
несущими рамами по специальным направляющим (автомобиль стоит при этом на посту в затор-
моженном состоянии). Несмотря на большое число фирм-изготовителей и разнообразие моделей
оборудования данного класса, практически все они имеют однотипную трехщеточную конструк-
цию: в верхней части рамы на поперечных направляющих монтируются раздвижные каретки с
шарнирно закрепленными на них вертикальными щетками, а в вертикальных направляющих
рамы смонтирована горизонтальная щетка. Такие установки могут работать как в автоматическом
режиме, так и с участием оператора.
22
?ис. 2.10. Трехщеточная автоматическая
:тановка с наклонными вертикальными
щетками
Рис. 2.11. Передвижная портальная установка для струйной
мойки с шампунем
Рис. 2.12. Моечная установка GM-100 и
шка GS-100 с раздвижными воздушными
коллекторами
Рис. 2.13. Передвижные установки для мойки и сушки легковых
автомобилей
Передняя часть автомобиля обмывается в некоторых моделях вначале вертикальными щет-
зми, затем они отводятся в крайнее положение и начинается обмыв горизонтальной щеткой,
свершающей несколько возвратно-поступательных ходов в вертикальной плоскости. Далее
7: ртальная установка начинает движение по направляющим вдоль обмываемого автомобиля, при
тэм вертикальные щетки начинают обмыв боковых поверхностей, а горизонтальная — верхних
плоскостей, включая лобовое и заднее стекла (рис. 2.14).
Рис. 2.14. Траектория движения щеток портальных установок
В некоторых моделях первой в работу вступает горизонтальная щетка, а затем вертикальные,
также начинающие обмыв передней части автомобилей. Моечные установки данного типа рабо-
тают обычно в комплексе с установками для сушки, например GM-100 (рис. 2.12) с установкой
S3-100, GM-200 — с GS-200. Указанные комплексы выполняют два рабочих цикла: мойку (вперед
:: назад) и сушку (вперед и назад). Некоторые зарубежные фирмы отдают предпочтение комбини-
т званным установкам (рис. 2.10), совмещая в единой конструкции мойку и устройство для сушки
т виде встроенных электрических турбовентиляторов — это позволяет снизить общую стоимость
:: металлоемкость конструкции.
На рис. 2.11 представлена одна из ранних разработок бывшей фирмы «Emanuel» (Италия) с
.ригинальной (бесщеточной) технологией мойки: вначале портальная установка медленно пере-
23
Рис. 2.15. Установка для мойки автомобилей снизу мод. 121
Рис. 2.16. Моющий механизм (вид сбоку):
1 — редуктор; 2 — рычаг; 3 — поводковое кольцо; 4 — сопло;
5 — направляющая; 6 — рычаг; 7 — ползун; 8 — храповое коле-
со; 9 — крышка; 10 — коллектор
мещается вдоль автомобиля и наносит е
него обильный слой пены автошампун/
спустя 1—2 мин установка начинает две
жение в обратном направлении, смывг
пену мощными веерообразными струям:
а затем совершает еще один ход назад
вперед, производя обдув кузова потоке
воздуха от турбовентиляторов. При этс
методе полностью устраняется негати:
ное влияние ворса щеток на лакокрасок
ное покрытие автомобиля.
Установка для мойки снизу (рис. 2.1 •:
автомобилей различных типов може .
включаться в состав моечного оборуд'
вания на поточных механизированны
линиях или устанавливаться индивид;
ально на отдельном посту на канаве спя
циального профиля. В установку входя
два моющих механизма струйного тип:
привод механизмов, насосная станция дя
подачи воды из резервуаров-отстойникс:
очистных сооружений, аппаратный шка:
и два командоконтроллера автоматиче:
кого управления. Моющий механиз:
(рис. 2.16) представляет собой трубчаты
коллекторы с сопловыми насадками е.
коротких шлангах, которые благодаря
наличию в системе их привода кривошип
ного механизма, совершают качательнс
движение относительно горизонтальны:
осей установки. Качательное движени
коллектора передается смонтированнс
му на нем шестеренчатому редуктору
преобразующему его в возвратно-враща
тельное, что позволяет насадкам шланге:
совершать круговое движение, тем самы:
увеличивая площадь обмыва.
Рассмотренная установка используется в основном в АТП крупных городов, со сравнительн.
чистыми дорогами, т. к. моющий эффект установки носит скорее косметический характер (може:
удалить налипший рыхлый снег и незначительные загрязнения). Недостатком установки явля
ется также и то, что струи практически не попадают в надколесные ниши наиболее загрязненный
подкрыльных полостей.
На рис. 2.17 дана конструкция моечного пистолета с регулируемой струей воды от кинжаль-
ного до веерообразного. Это достигается вращением рифленой рукоятки 3 корпуса пистолета
В исходном положении струя кинжального типа формируется внутренним корпусом сопла 7. При
повороте рукоятки вода устремляется через специальные каналы, создается завихрение, резк.
увеличивается угол распыливания, и из сопла выходит веерообразная струя, используемая для
окончательного обмыва автомобиля, агрегатов и т. д.
Рис. 2.17. Моечный пистолет с регулируемой струей
Б-Б
24
Рис. 2.18. Промышленный пылесос фирмы «Chemico» (Италия) для уборки салона
На рис .2.18 показана сухая уборка салона с использованием промышленного пылесоса. Однако
настоящее время все большую популярность приобретают моющие пылесосы для влажной уборки
.тонов с использованием шампуней с антиаллергенными добавками («Moulinex» Y-05 — мощ-
. :тью в 1350 Вт, «Rowenta» — RB-800 и др.)
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ МОЙКИ АВТОБУСОВ
Установкамод. 1126 (рис. 2.19) предназначена для автоматической механизированной мойки
.ружных поверхностей кузовов автобусов, фургонов и автомобилей вагонного типа, обеспечивает
:?окое качество мойки и может быть использована при передвижении автомобилей на конвейере
Рис. 2.19. Установка моечная для автобусов мод. 1126:
1 — светофор; 2 — аппаратный шкаф; 3 — душевая рамка
для смачивания кузова; 4 — стойка входного командокон-
троллера; 5 — блок горизонтальной щетки; 6 — бачок
для моющего раствора; 7 — блок вертикальных щеток;
8 — клиноременная передача; 9 — стойка выходного ко-
мандоконтроллера
ти своим ходом.
Установка состоит из одной горизонтальной и двух сдвоенных вертикальных барабанных
_ зток из капроновых нитей, душевых рамок для смачивания и ополаскивания, системы подачи
тециального моющего раствора, аппаратного шкафа и системы автоматического управления;
: нтируется на фундаменте.
В верхней части все стойки щеток и душе-
:-:s рамки жестко соединены между собой
зопроводными трубами, образующими за-
. нутую кольцевую систему для подачи воды.
22етки приводятся во вращение электродвигате-
ли через ременную передачу. Регулирование
сжатия щеток пневматическое.
Вода подается под давлением из сопел, рас-
- -оженных вблизи щеток. Кроме того, при
-: Сходимости из специального бачка под на-
; эм сжатого воздуха может подаваться че-
сопла моющий раствор, обеспечивающий
_::окое качество мойки и придающий блеск
зерхности обмываемого кузова.
Установка оборудована электроаппарату-
х. обеспечивающей автоматическое включе-
.Z мойки при въезде на нее автобуса, после-
зательное включение и выключение секций
: гере продвижения автобуса и выключение
хки при выезде из нее автобуса. Мод. 1126
х пускается уже много лет и хорошо зареко-
т хдовала себя, но обладает целым рядом недо-
- зтков, да и морально уже устарела: слишком
зыпие габаритные размеры и неэстетичный
зшний вид создают ощущение громоздкости;
эгочисленные трубопроводы в агрессивной
25
внешней среде сильно подвержены коррозии; клиноременные передачи под воздействием влагг
и песка быстро выходят из строя; низкая универсальность установки и повышенная сложность
конструкции отдельных блоков (см. рис. 2.20) также не является ее достоинствами; качестве
мойки и технико-экономические показатели не соответствуют современным требованиям
Рис. 2.20. Узел вертикальных щеток (щетки находятся в разведен-
ном состоянии):
7 и 6 — кожухи клиноременных передач; 2 и 5 — подвижные
трубчатые рамы; 3 — основной пневматический привод; 4 — пнев-
матический привод возврата; 7 — щеточный барабан; 8 и 13 — под-
шипники; 9 — золотниковый кран; 10 — несущая стойка; 11 и
12 — коллекторы с сопловыми насадками; 14 — упор-ограничитель
угла поворота рамы
Производительность установки мод
1126 не превышает 35 авт./ч, расход
воды на мойку одного автобуса дохо
дит до 500 л.
В настоящее время разработана но
вая мод. Ml23 (рис. 2.21), состоящая
из П-образной сборной рамы Р, право-
го 2 и левого 21 блоков вертикальны:,
щеток (в каждом блоке по две щетки)
душевой рамки 10 смачивания и обмы-
вочной рамки 1. Для автоматической
включения и выключения установке
по бокам поста смонтированы два ко-
мандоконтроллера 11. В вертикальных
направляющих П-образной рамы не
роликах установлена рамка 15, несу-
щая горизонтальную щетку 18. Чере:
систему блоков 12 и трос 16 рамка свя-
зана с противовесом 14, уравновешива-
ющим рамку вместе со щеткой. В ниж-
ней части левой стойки смонтирован
пневмоцилиндр 20 подъема горизон-
тальной щетки. В нижней части обеих
стоек рамы с помощью кронштейнов
крепятся две плоские невращающие-
ся щетки 19 с внутренним подводох
воды, которые служат для предвари-
тельной мойки наиболее загрязненных
нижних боковых поверхностей. Блоки
вертикальных щеток монтируются в несущих полноповоротных верхних 21 и нижних траверсах
шарнирнозакрепленных на концах нижних и верхних рычагов, выполненных в виде консолей
и соединенных с помощью осей с боковыми колоннами 5. Наличие нижних опорных устройств
26
: едотвращает деформацию валов щеток при давлении на них автобуса. Вода подается на верти-
?.льные щетки по коллектору 7 ополаскивания и по дополнительным коллекторам, смонти-
: ванным на верхних поворотных рычагах 6. Для управления блоками щеток в верхней части
тонн крепятся пневмоцилиндры 4 привода поворотных рычагов и пневмоцилиндры 3 привода
?рхних траверс щеток. Первой в работу вступает горизонтальная щетка, совершая возвратно-
: ступательное движение в вертикальной плоскости, обмывая переднюю часть автобуса (а после
тохождения автобуса и остановки его в соответствующем месте по сигналу светофора аналогично
:мывает и заднюю часть).
Вертикальные щетки как бы преграждают путь автобусу и также производят частичную мой-
передней части и углов, а затем разворачиваются и в паре моют боковые поверхности. После
.вершения прохождения автобуса по посту щетки быстро возвращаются в исходное положение
успевают частично промыть и заднюю часть автобуса. Производительность новой модели М123
етавляет 60 авт./ч при расходе воды на мойку одного автобуса всего лишь 100—150 л.
И все же многие зарубежные фирмы отдают предпочтение для мойки автобусов портальным,
?.тучим по специальным направляющим, трехщеточным установкам (рис. 2.22), а иногда —
гухщеточным установкам (рис. 2.23) стационарного типа, одному из простейших вариантов
инструкции (мойка крыши производится в этом случае с помощью струй, создаваемых форсун-
ами водяных коллекторов).
Рис. 2.22. Передвижная портальная трехщеточная установка для мойки автобусов
Предпочтение установкам портального типа отдается из-за следующих присущих им качеств:
• мобильности — их можно использовать на производственных площадях внутри АТП и на
тюбом другом месте, например на постах для мойки в специально отведенных местах перед въез-
zom в города;
• универсальности — сих помощью можно мыть как малогабаритный подвижной состав (мик-
тоавтобусы, джипы и т.п.), так и автофургоны, рефрижераторы, трейлеры;
• сравнительно небольшой металлоемкости и невысокой стоимости;
• возможности добавления автошампуней в моющий раствор для повышения качества мойки;
• сравнительно высокой призводительности, экономичного расхода воды (и соответственного
:нижения стоимости одной мойки) — это достигается и за счет того, что число рабочих ходов
установки зависит от степени загрязненности (иногда бывает достаточно одного рабочего хода).
--398
27
1
2
3
4
Рис. 2.23. Стационарная двухщеточная установка для мойки автобусов
Установки данного типа могут работать как с помощью оператора, так и полностью в автома-
тическом режиме. Некоторые модели портальных установок более высокого класса оснащены
турбовентиляторами для сушки автобусов и других моделей подвижного состава. Конструкции
приводных устройств щеток и уравновешивание горизонтальной щетки в основном аналогичны
установкам подобного типа для мойки легковых автомобилей.
На рис. 2.23, где изображена двухщеточная стационарная установка, хорошо виден способ
монтажа моющей щетки 8 с помощью верхней несущей стрелы 2 и нижней удерживающей стре-
лы 7 (предохраняющей щетку от деформации). Обе стрелы шарнирно закреплены на колон-
не 5, внутри которой смонтирована уравновешивающая система, состоящая из блоков 4, троса
и грузов 6. В верхней части колонны крепится пневмоцилиндр управления щеткой. Привод вала
щетки осуществляется от мотора-редуктора 1. Водяной коллектор 3 с форсунками служит для
смачивания щетки и поверхности кузова.
НОВЫЕ МОДЕЛИ МОЕЧНОГО ОБОРУДОВАНИЯ
В целях удовлетворения потребности в моечном оборудования различного назначения и
производительности, российско-чешская фирма «РОСИНТЕРЭКОТЕХ» разработала целую серик
оборудования для мойки и сушки автомобилей. Причем часть установок имеет принципиальнс
новую конструкцию и технологию мойки, а некоторые из них практически идентичны обще-
известным установкам, имея лишь незначительные изменения и дополнительные устройства,
позволяющие унифицировать процесс мойки. Например, мойка кузовов щетками дополняется
одновременной струйной мойкой сильно загрязненных мест и обдувом автомобилей после мойки;
28
сна и та же модель используется для обслуживания разнобазовых автомобилей — от автобусов
рефрижераторов до обычных легковых автомобилей. Габаритные размеры и металлоемкость,
также энергозатраты на мойку единицы подвижного состава максимально приближены к ми-
:зым стандартам. Рассмотрим несколько моделей установок различного назначения.
Установка мод. 1004 (рис. 2.24)
ттедназначена для небольших СТОА,
тражей и отдельных пунктов мойки.
Z верхней части бокса крепятся направ-
т.тющие 1 для катучей горизонтальной
- тмы 3 с поперечинами для перемеще-
зя на каретках двух вертикальных
ттеток 6 в ходе процесса мойки, а в
е вправляющих вертикальных колонн
монтирована маятниковая рамка с
- ризонтальной уравновешенной щет-
:й 7. В начале поста смонтировано
: тройство струйного типа для мойки
г нища и боковых сильно загрязненных
2Т2Т. И боковые, и нижний моющий
:ллектор с форсунками снабжены
: тройством для принудительного
: т ащения в процессе мойки от линии
ттлводной станции 10. Подача воды к
: ллекторам осуществляется через по-
н:е трубчатые стойки. Струйная уста-
:: зка работает при въезде автомобиля
.т пост (при этом хорошо смачивает его
т:зерхность) и при выезде. Рабочий
тик л щеточной установки состоит из
г сух ходов (вперед и назад).
Проходная струйная установка мод.
Л202 (рис. 2.25) состоит как бы из
г тух вышеописанных устройств для
мйки низа автомобилей, и каждое
геет свой собственный привод для
'эспечения вращательного движения
::ющих коллекторов. Приводные экс-
центрики 6 обеспечивают резко преры-
истое вращение нижних коллекторов,
: здавая тем самым дополнительную
новую ударную силу струи.
Производительность установки со-
тавляет 25—35 авт./ч, расход воды до
' 0 л/авт., давление воды — 2,0МПа,
'щая энергоемкость — 22,5 кВт.
Линия мод. М-1007 (рис. 2.26)состо-
п из установки с горизонтальной щет-
:й, смонтированной в направляющих
.“-образной рамы, и четырех наклон-
ах вертикальных щеток, шарнирно
скрепленных на поворотных стрелах,
- ^оптированных на осях в верхней час-
стоек. После душевой рамки для
иончательного обмыва установлен раз-
езижной экран мод. М-148. В конце ли-
-:пи расположена сушильная установка
:эд. М-147 с двумя боковыми и одним
верхним вентилятором со следящим
: помощью обкатных роликов) воздуш-
ным насадком.
Рис. 2.24. Установка струйно-щеточная боксового типа мод. 1004:
1 — направляющая; 2 — вертикальная колонна; 3 — катучая
горизонтальная рама; 4 — мотор-редуктор щетки; 5 — карет-
ка поперечного перемещения щетки; 6 — вертикальная щетка;
7 — горизонтальная щетка; 8 — стойка; 9 — боковой коллектор с
соплами; 10 — приводная станция; 11 — механизм для мойки низа
автомобиля
Рис. 2.25. Установка струйная для мойки низа автомобилей
мод. М1202:
1 — стойка; 2 — боковой моющий коллектор; 3 — привод; 4 — сту-
пица коллектора; 5 — приводная станция; 6 — приводной эксцен-
трик; 7 — опорная тарелка; 8 — водяной коллектор для мойки
днища автомобилей
29
Рис. 2.26. Линия для мойки и сушки легковых автомобилей мод. М-1007:
1 — боковой вентилятор; 2 — верхний следящий насадок с роликами; 3 — несущая рама; 4 — верхний вентилятор
5 — раздвижной экран; 6 — рамка для ополаскивания; 7 — задняя вертикальная щетка; 8 — стойка; 9 — передня.-
вертикальная щетка; 10 — П-образная рама; 11 — маятниковая рамка; 12 — горизонтальная щетка
Линия имеет следующие характеристики:
Производительность, авт./час...............60—90
Расход воды, л/авт.........................100—150
Установленная мощность, кВт................27
Установка М-163 (рис. 2.27) предназначена для мойки легковых автомобилей и автобусе:
Блоки моющих щеток расположены раздельно на двух рамах. Принцип работы аналогичен вы
шеописанным установкам. Может работать как в полностью автоматическом режиме, так и
помощью оператора.
Рис. 2.27. Установка трехщеточная универсальная мод. М-163:
1 — водяной коллектор с соплами; 2 — несущая рама вертикальных щеток; 3 — мотор-редуктор; 4 — каретка;
5 — вертикальная щетка; 6 — П-образная рама; 7 — маятниковая рамка; 8 — горизонтальная щетка
30
Установка имеет следующие характеристики для мойки автобусов (легковых автомобилей):
Производительность, авт./ч..................15—20 (20—30)
Расход воды, л/авт..........................200 (100)
Установленная мощность, кВт.................4,75
Передвижная установка портального типа мод. М-161 (рис. 2.28) предназначена для мойки
: :ех типов дорожных автомобилей. Состоит из двух вертикальных шарнирно закрепленных на
- движных каретках щеток и одной горизонтальной, смонтированной в направляющих стоек
\мы. В нижней части с обеих сторон смонтированы подвижные струйные коллекторы высокого
: зления для мойки сильно загрязненных нижних боковых элементов.
Рис. 2.28. Установка портального типа, струйно-щеточная, универсальная мод. М-161:
— вертикальная щетка; 2 — мотор-редуктор привода щетки; 3 — стойка портальной рамы; 4 — поперечные направ-
ляющие кареток; 5 — горизонтальная щетка; 6 — мотор-редуктор привода кареток; 7 — струйное устройство мойки
нижней части; 8 — направляющая
Установка имеет следующие характеристики:
Производительность, авт. поезд/ ч...........8—10
Легковых, авт./ч............................25—35
Установленная мощность, кВт.................28
31
Приложение.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ МОЙКИ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
И АВТОБУСОВ
(Зарубежные образцы)
Рис. 1. Линия мойки на пять постов для СТОА
Рис. 2. Щеточная установка для мойки автобусов:
1 — вращающийся коллектор для мойки низа; 2 — Г-образные душевые рамки для смачивания; 3,4,5 — опорные
стойки щеток; 6 — душевые Г-образные рамки ополаскивания; 7 — насос высокого давления; 8 — насос низкого
давления; 9 — пульт
Рис. 3. Двухпостовая автоматическая линия мойки и сушки:
1 — установка для мойки дисков; 2 — следящий ролик; 3 — пятищеточная установка для мойки кузова; 4 — раз-
движной экран; 5 — установка для обдува
32
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ МОЙКИ ГРУЗОВЫХ АВТОМОБИЛЕЙ
Моечная установка мод. 1114(рис. 2.29, 2.30) была одной из первых разработок для механизи-
занной струйной мойки грузовых автомобилей и прицепов на потоке, оснащенном конвейером,
на состояла из двух пар вертикально расположенных трубчатых рамок — каждая пара рамок
;эдставляла собой отдельную секцию для предварительной и окончательной мойки. В качестве
1эочих органов использовались боковые качающиеся коллекторы с соплами. Колебательные
злжения коллекторов, в целях увеличения площади обмыва, осуществлялись с помощью сис-
-мы тяг и рычагов от приводной станции с кривошипным механизмом. Для мойки низа и верха
пользовались аналогичные коллекторы, смонтированные на соединительных трубопроводах
: ерхние в виде арок). Производительность установки достигала 30 авт./ч.
Рис. 2.29. Моечная установка мод. 1114с конвейером (вид сбоку):
— натяжная станция конвейера; 2 — аппаратный шкаф; 3,5 и 7 — педали управления установкой и конвейером;
4 — секция предварительного обмыва; 6 — секция окончательного обмыва; 8 — приводная станция конвейера
Рис. 2.30. Моечная установка мод. 1114. Секция окончательного обмыва (вид спереди и сбоку):
— электродвигатель привода коллекторов; 2 — червячный редуктор; 3 и 7 — боковые качающиеся коллекторы;
- ~ 6 — боковые неподвижные коллекторы; 5 — нижний качающийся коллектор; 8 — тяги привода качающихся
коллекторов; 9 — насосная станция; 10 — верхний качающийся коллектор
33
В начале 80-х гг. была разработана установка для механизированной струйной мойки мод. 115.
Конструкция состояла из расположенных по бокам проходного поста мойки горизонтальных тр
бопроводов со смонтированными на них качающимися коллекторами с соплами. Производите;:;
ность осталась на прежнем уровне, несколько снизился средний расход воды на один автомобиг.
(с 2300 л до 1800 л). Качество мойки практически не улучшилось.
В начале 90-х годов был начат выпуск принципиально новой установки мод. М-129 (рис. 2.31
Это стационарная струйная автоматическая установка, состоящая из двух передних моющп
механизмов и двух задних (смонтированных в более низких стойках), установленных по бока,
поста мойки. Внутри стоек моющих механизмов смонтированы каретки с трубчатыми водяным:
коллекторами (на передних моющих механизмах они расположены горизонтально, на задних —
вертикальной плоскости под небольшим углом). Каждый водяной коллектор снабжен нескол;
кими форсунками, развернутыми друг относительно друга под определенным углом. При работ
установки каретки с водяными моющими коллекторами могут совершать возвратно-поступател;
ное движение в вертикальной плоскости при помощи двухцепного вертикального транспортера
приводом от мотора-редуктора. Установка оснащена рамкой смачивания и рамкой ополаскивани,-
светофором, насосом для подачи воды мод. ЦНС-38-220 и имеет следующие характеристики:
Производительность, авт./ч..................25—50
Расход воды, л/авт..........................800—1500
Рабочее давление, МПа.......................2,2
Установленная мощность, кВт.................40,75
Рис. 2.31. Установка для мойки грузовых автомобилей мод. М-129:
а — вид с боку; б — конструкция и схема работы; 1 — светофор; 2 — рамка смачивания; 3 — передний моющий
механизм; 4 — каретка вертикального транспортера; 5 — водяной коллектор; 6 — кожух электродвигателя привода.
7 — задний моющий механизм; 8 — насосная станция; 9 — силовой щит; 10 — командоконтроллер нажимного типа
2.2.3. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И ПРИНЦИП РАБОТЫ
УСТАНОВОК ДЛЯ МОЙКИ АГРЕГАТОВ И ДЕТАЛЕЙ
Для внешней мойки и очистки двигателей и других агрегатов широко использовалась уста-
новка мод. М203, состоящая из бака с моющим раствором, бака с электронагревателем для воды,
системы кранов, соединительных магистралей, шлангов и двух моющих пистолетов с регулято-
рами струи. Но ее постепенно вытеснила более современная компактная в цельнометаллическом
корпусе установка мод. М-211 (прилож. 2, рис. 1.), дополнительно оснащенная приборами, кон-
тролирующими процесс мойки, в т. ч. реле, обеспечивающим постоянную температуру моющего
раствора. Как и в предыдущей конструкции, манипулируя кранами на установке и регулятором
на пистолете, можно получать струю любого типа. Дозируя моющий раствор, количество воды и
34
этого воздуха можно получить высокоэффективную эмульсию, проводить ополаскивание водой
-_д обдув сжатым воздухом. Установка имеет следующие параметры:
Вместимость нагревателя воды, л............30
Вместимость дозатора с моющим раствором, л.10
Температура нагрева воды, °C...............70—90
Мощность электротэна, кВт...................20
Одной из первых разработок для мойки узлов и деталей была мод. 196М (прилож. 2, рис. 2.).
-:э состоит из ванны для моющего раствора (объем — 1 м3) и моечной камеры, в основании ко-
тэй смонтирован вращающийся решетчатый стол для деталей. Для загрузки тяжелых узлов
тановка снабжена консольным подъемником с ручной лебедкой. Для нагрева моющего раствора
S5°C используют змеевик для пара или электротэны мощностью 36 кВт. Мощность двигателя
:эсной станции, подающей моющий раствор по трубам к соплам в моющей камере — 4 кВт.
Ларитные размеры установки — 1900 х 2280 х 2000 мм.
ОБОРУДОВАНИЕ ДЛЯ МОЙКИ УЗЛОВ И АГРЕГАТОВ АВТОМОБИЛЕЙ
Перед ремонтом агрегатов и механизмов автомобилей проводят их внешнюю мойку и очист-
. затем производят их разборку и в специальных моечных машинах (или в открытых ваннах),
:-эт отдельные детали. Известно, что за счет качества мойки и очистки можно повысить ресурс
-- ^монтированных агрегатов на 20—30%, при этом в ходе ремонтных работ производительность
да рабочих возрастает на 15—20%.
Для удаления загрязнений самого различного характера иногда используют несколько стадий
::ки с применением соответствующих моющих веществ и оборудования. Наибольшее распро-
танение получили моечные малогабаритные машины со струйным, погружным или комбини-
э энным моечным процессом.
В качестве моющих растворов стали использовать более нейтральные (без вредного воздейс-
: ::я на детали и здоровье рабочих) синтетические растворы типа МС и Лабомид, после мойки
т эрыми не требуется ополаскивание деталей водой (что значительно упрощает конструкцию
тановок) — достаточно, например, обдуть их с помощью пистолетов сжатым воздухом.
Пистолет мод. С-417 (рис. 2.32) для обдувки деталей сжатым воздухом после мойки или для
дэй очистки деталей от загрязнений очень часто используется также для продувки различных
•оопроводов и деталей с узким сечением (например, жиклеров и др.). Пистолет состоит из
азодящего штуцера 1, корпуса 2, ушка для подвешивания 3, клапана 4, курка 5, трубки 6 и
энного диффузора 7.
Диффузор обеспечивает получение широкой струи воздуха. При обдувке очень загрязненных
закрытых маслом и солидолом деталей диффузор снимают.
Пистолет, представленный на рис. 2.33, имеет двойное назначение — его можно использовать
для обдувки (или продувки) деталей сжатым воздухом, так и для мойки с применением мо-
~их синтетических растворов или просто горячей воды в совокупности со сжатым воздухом,
дгтолет состоит из насадка с соплом 1, гайки крепления 2, корпуса 3, кронштейна 4 для под-
- ::-:и, клапана 5 и курка 6.
::с. 2.32. Пистолет для обдувки деталей сжатым возду- Рис. 2.33. Пистолет для обдувки и мойки деталей (США)
хом мод. С-417
35
Приложение
УСТАНОВКИ ДЛЯ МОЙКИ ДЕТАЛЕЙ
Рис. 1. Установка для мойки дви-
гателей мод.
Рис. 2. Установка «ЛЯ"И МеЛКИХ
узлов мод. 1УоМ
Рис. 3. Машина моечная ОМ-837Г
Рис. 4. Машина моечная ОМ-947И
Рис. 5. Установка для мойкг
узлов и деталей мод. М-312
р„. 7 . VCT.H»«a »»» “»«“ ””” * Лв””Й ОРГ“’90'
36
Рис. 6
. Ванна передвижная для мойки
мелких деталей ОМ -1310
В настоящее время разработана целая серия установок нового типа с различными способами
йки и производительностью.
Установка мод. М-316 комбинированного типа с паронагревом или электроподогревом моющей
1дкости до 80—90°С с шестью электротэнами состоит из моющей ванны с раствором (объем до
30 л), выдвижной тележки-контейнера для узлов и деталей (общей массой до 450 кг), которую
хатывают затем на платформу, оснащенную пневмоцилиндром для опускания всего комплек-
. загруженного узлами и деталями, в ванну с моющим раствором, где он совершает с помощью
евмоцилиндра колебательные движения, повышая эффективность мойки. Установка имеет
?дующие характеристики:
Продолжительность мойки, мин..............20—40
Общая потребляемая мощность, кВт..........41
Габаритные размеры, мм....................2100 х 1880 х 2250
Моечная машина мод. ОМ-837Г (прилож. 2, рис. 3) отличается от предыдущей цилиндрической
рмой моечной камеры диаметром 1800 мм и контейнером-тележкой повышенной вместимости.
: и ее снятии в установке можно мыть двигатели целиком. В качестве моющего устройства в мо-
хой камере смонтированы вращающиеся за счет реактивной тяги гидранты с соплами. Время
йки составляет 10—12 мин. Нагрев моющего раствора в ванне производится с помощью печи,
:=ющей жаровые трубы с пневматическим форсуночным устройством для сжигания в качестве
хлива отработанных масел.
Несколько меньших габаритных размеров установка ОМ-947И (прилож. 2, рис. 4), но с тем же
инципом нагрева моющего раствора и струйной мойкой. Ввиду специфики нагрева моющего
: хвора обе установки используются, как правило, на АТП в сельской местности или в армейских
зтерских в полевых условиях.
Моечная установка мод. М-312 (прилож. 2, рис. 5) погружного типа с вибрирующей платфор-
й очень удобна для загрузки деталей сверху, через открывающийся люк.
На АТП в качестве моющих растворов (вместо токсичных растворов каустической соды) стали
хользовать безвредные, с большим сроком службы синтетические моющие средства типа МС
Чабомид.
Для струйной мойки рекомендуют Лабомид-101, Лабомид-102 или МС-6 (с концентрацией
—20 г/л) с рабочей температурой до 85°С.
Для мойки с погружением используют более эффективные Лабомид-203 и МС-8 (с концентра-
:ей 20—30 г/л).
Все вышеперечисленные установки для мойки узлов и деталей оснащены приборами автома-
:хи для слежения за стабильностью температуры моющего раствора, выключения установок и
х., а также арматурой и устройствами для вытяжки испарений.
Для ручной мойки деталей (в т. ч. для удаления заводской смазки) используют обычные ванны
эышкой (прилож. 2, рис. 6).
Заслуживает внимания установка нового типа мод. ОРГ-4990Б (прилож. 2, рис. 7) с нагревом
. хэщего раствора до 60°С электротэнами (4,7 кВт). В комплект входит ванночка с двумя лотками
ххстолетами. Мойка производится с помощью сжатого воздуха.
2.2.4. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТНЫХ РАБОТ
Чтобы сделать процесс мойки автомобилей экологически чистым — без сброса в канализационную
7ь грязи, смытых остатков ГСМ и различных токсичных веществ, а также обеспечить повторное
хэгократное) использование воды, в систему мойки включают очистные сооружения различ-
х мощности и типа. На рис. 2.34 изображена схема простейшего сооружения, состоящего из
хзеотстойника, где происходит естественное осаждение песка и других твердых частиц под
хствием собственной массы, и маслотопливоуловителя. Он состоит из колпака 6, в горловине
тэрого скапливаются более легкие по удельному весу продукты ГСМ, постепенно стекающие по
убопроводу 9 в емкость 10. Очищенная вода по трубопроводу 11 идет к насосным установкам,
этой конструкции происходит в основном грубая очистка воды, и она пригодна при повторном
хользовании только для струйной мойки грузовых автомобилей.
Для комплексной (тонкой) очистки воды используются более сложные сооружения (рис. 2.35).
: тановка состоит из четырех ступеней. Грязная вода поступает в приемную камеру-песколовку,
е осаждаются крупные частицы. Затем из дозатора 14 в воду подаются коагулянты (сернокислый
х-оминий и др.), образующие с солями воды крупные хлопья, адсорбирующие мелкие частицы
37
Рис. 2.34. Схема простейших очистных сооружений:
а — грязеотстойник; б — маслоуловитель
Рис. 2.35. Схема установки для комплексной очистки воды:
I — приемная камера; II — грязеотстойник; III — бензомаслоуловитель; IV— камера
Примечания:
1. Использование воды для мойки автомобилей в АТП из городской водопроводной сети категорически запрещен:
так же как и проведение моечных работ без очистных сооружений.
2. Для механизации очистки отстойников от шлама используют гидроэлеваторы, грязевые насосы-смесител::
подающие шлам в виде пульпы.
3. Российско-чешской фирмой «РОСИНТЕРЭКОТЕХ» начат выпуск высокоэффективного шламового насос
«Фаворит».
4. Собранные продукты ГСМ отвозят только в специально оборудованные пункты для переработки или сжигания.
38
:: и выпадающие вместе с ними в осадок, который с помощью гидроэлеваторов 10 перека-
?тся в гидроциклон 1 %л.я удаления воды из шлама. Во П-й и Ш-й камерах смонтированы
7: топливоуловители 4 с отводящими трубами 3. В Ш-й камере смонтирован пластинчатый
- ?йнер 9 для улавливания мелких твердых частиц, ила и т.д. Из IV-й камеры вода, предвари-
_ н: пройдя через фильтр тонкой очистки 7, подается насосами в зону мойки. Рассмотренная
т чиновная система водоочистки сложна в изготовлении и требует больших площадей.
Z настоящее время большое распространение получила установка «Кристалл» (рис. 2.36)
:ичной мощности — с очисткой от 10 до 120 м3 воды в час. Все агрегаты установки изготав-
?:тся на заводах.
чистка воды от взвешенных частиц производится в виброфильтре 3 с фильтрующей мелкой
й и кассетами с гранулами полистирола. Фильтр очищается вибратором, а осадок пери-
иски сливается в передвижной бункер 4. Нефтепродукты отделяются от воды в камере 6
_й очистки с маслотопливоуловителем и в фильтре 7 тонкой очистки, где остатки ГСМ ад-
ируются на синтетических пластинах из сипрона, возопрона и т. п. Кроме того, в блоки 6 и
чаются легковсплывающие вещества, на которые налипают остатки ГСМ. Нефтеотходы по
': проводу подаются в сборник 8 и по трубопроводу 9 в емкость для вывоза или сжигания на
нэвке «Вихрь». Используемые фильтрующие материалы очищаются от нефтепродуктов на
чиальной центрифуге. Качество очистки воды с помощью рассмотренной системы отвечает
- 7: генным требованиям. Одновременно идет постоянная работа по усовершенствованию узлов
. тем установки.
Рис. 2.36. Схема водоочистной установки типа «Кристалл»:
приемный резервуар; 2 — насос; 3 — виброфильтр; 4 — бункер-сборник осадка; 5 — сборник очищенной воды; 6,
'чоки очистки от нефтепродуктов; 8 — сборник нефтепродуктов; 9 — патрубок слива ГСМ; 10 — патрубок слива
воды; 11 — насос подачи чистой воды; 12 — трубопровод к моечным установкам
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте следующие темы:
1. Назначение, классификация гаражного оборудования и требования, предъявляемые к нему.
2. Назначение и конструктивные особенности уборочно-моечного оборудования.
3. Специфические особенности моечных работ.
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
7эв и деталей по следующим темам:
1. Оборудование для ручной мойки (рис. 2.2; 2.4).
2. Оборудование для механизированной мойки легковых автомобилей (рис. 2.7; 2.8; 2.13).
3. Оборудование для механизированной мойки автобусов (рис. 2.21; 2.23).
4. Новые модели моечного оборудования (рис. 2.26; 2.28).
5. Оборудование для механизированной мойки грузовых автомобилей (рис. 2.31).
6. Оборудование для мойки узлов и агрегатов (рис. 2.32; прилож. 2, рис. 3 и 7).,
39
7. Оборудование для очистных работ (рис. 2.34; 2.36).
Примечания:
1. При самостоятельной проработке данного материала и последующего помимо рекомендуемых рисунков и сх^
можно дополнительно давать любые наиболее интересные, на ваш взгляд, графические изображения, в т. ч. из друг, i
учебной литературы.
2. Графический материал можно изображать в виде упрощенного эскиза или кинематической схемы, целик:
или отдельных основных узлов, элементом и т.д. — это позволит ускорить выполнение работы, повысить ваши пр
фессиональные навыки и оценку за проделанную работу.
III. Ответьте на вопросы:
1. Каково назначение гаражного оборудования и основные требования, предъявляемые к нему?
2. Как называются три основные группы гаражного оборудования и какие виды оборудования и осна
тки относятся к каждой из них?
3. Как классифицируется гаражное оборудование по видам работ, выполняемых на нем?
4. Какие методы и типы оборудования используют для мойки автомобилей?
5. В каких случаях следует применять ручную мойку? Охарактеризуйте основное оборудование, и
пользуемое для нее.
6. Назовите специфические особенности технологии моечных работ.
7. Назовите оборудование, используемое для механизированной мойки и сушки легковых автомобиле
на комплексной поточной линии мод. М-133, охарактеризуйте его конструктивные особенности и основне
технико-экономические показатели.
8. Охарактеризуйте конструкцию и принцип работы передвижных портальных установок для мойки
сушки легковых автомобилей.
9. В чем принципиальная разница старой конструкции для мойки автобусов мод. 1126 и новс
мод. М123?
10. Объясните принцип работы установки для мойки автобусов мод. М123, назовите ее основные технич-
ские показатели.
11. Назовите основные методы крепления моечных щеток. Какое положение они должны занимать z
отношению к кузову обрываемого автомобиля и какие устройства используются для этих целей?
12. Объясните конструкцию и принцип работы новых моделей для мойки низа автомобилей (мод. М1202
и мойки кузовов легковых автомобилей (мод. М-1007).
13. Объясните конструкцию и принцип работы универсальной щеточной установки (мод. М-163) и пс;
тальной передвижной установки (мод. М-161).
14. Объясните конструкцию и принцип работы установки для мойки грузовых автомобилей мод. 1114
15. Объясните конструкцию, принцип работы и назовите основные технические характеристики новс.
модели Ml29 для мойки грузовых автомобилей.
16. Перечислите различные конструктивные особенности моечного оборудования, повышающие каче.
тво мойки и сушки автомобилей, экономящие энергоресурсы.
17. Объясните конструктивные особенности и принцип работы установок для мойки агрегатов и детале
автомобилей. Какие моющие растворы используются для этих целей?
18. Что дает повторное использование воды при мойке? Охарактеризуйте простейшие сооружения д."
очистки воды.
19. Объясните конструкцию и принцип работы водоочистной установки типа «Кристалл».
2.3. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
2.3.1. НАЗНАЧЕНИЕ, ВИДЫ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К НЕМУ
Данный вид гаражного оборудования подразделяется на осмотровое, подъемно-осмотровое
подъемно-транспортное и транспортирующее и предназначен для обеспечения доступа при ТО:
ремонте к узлам и агрегатам автомобилей для их монтажа-демонтажа и осуществления внутри
гаражных транспортировок.
К осмотровому оборудованию относятся осмотровые канавы и эстакады.
К основному подъемно-осмотровому оборудованию относятся подъемники различного типа;.
к вспомогательному — гаражные домкраты, опрокидыватели автомобилей и другие устройства
К подъемно-транспортному оборудованию относятся кран-балки, тали (электротельферы
передвижные малогабаритные грузоподъемные краны, а также различные модели тележек с не
сложными подъемными грузозахватными механизмами. К этой же группе оборудования можн
отнести находящие все большее применение целые механизированные комплексы (посты) п
замене агрегатов и узлов автомобилей.
40
основному транспортирующему оборудованию следует отнести конвейеры для перемещения
-: мобилей по постам поточных линий для ТО, электро- или автопогрузчики, а к вспомогатель-
" — обыкновенные тележки, иногда с разнопрофильными ложементами и захватами для
тзетствующих узлов и агрегатов автомобилей.
Вышеуказанные виды оборудования в зависимости от конструкций, назначения и способа
сновки могут быть стационарными либо передвижными, а по диапазону моделей автомо-
— универсальными или специализированными.
Z Механизированное оборудование классифицируется также по типу привода — оно может быть
: зматическим, электрогидравлическим, комбинированным (например, пневмогидравличес-
: и т. д., включая обычный ручной или ножной, с использованием дополнительных устройств
: эсов плунжерного типа и т. п.).
К подъемно-транспортному оборудованию предъявляются следующие основные требования:
• обеспечение максимальных удобств для рабочих;
надежность в работе, включая страховку и фиксацию (например, вывешенных автомобилей),
_кже надежность крепления различных узлов и агрегатов автомобилей при производстве мон-
т.но-демонтажных работ и их транспортировке, т. е. обеспечение безопасности работ;
» уменьшение габаритов и металлоемкости конструкций оборудования с одновременным по-
чтением маневренности на ограниченных производственных площадях;
> уменьшение энергоемкости за счет использования новейших технологий;
• легкость в управлении и простота обслуживания;
♦ стоимость оборудования не должна превышать разумных пределов с целью его быстрой
паемости.
При выборе наиболее оптимальной модели для конкретного производства следует учитывать и
тптарно-гигиенические аспекты использования, а также зарубежный опыт. Например, по дан-
:: обзорной НТИ, в США нет ни одной осмотровой канавы для ТО автомобилей, применяются
лючительно подъемники самых разнообразных моделей, именно потому, что они обладают
"ым рядом существенных преимуществ перед осмотровыми канавами, а именно:
• низкой стоимостью;
• возможностью поднять автомобиль на любую удобную высоту (в зависимости от роста рабо-
<: и вида проводимых работ);
• лучшим доступом к узлам и агрегатам, что облегчает их монтаж-демонтаж;
• лучшей естественной вентиляцией и освещенностью, в результате чего возможно применение
- завизированной уборки помещений;
• лучшей контролируемостью рабочих мест и общей ситуации на постах, а также мобильнос-
. ?;. что удобно использовать, например, при реконструкции производства.
©СМОТРОВЫЕ КАНАВЫ
На рис. 2.37 хорошо видна возможность доступа
: лзу и сбоку к агрегатам автомобиля на канавах раз-
чного типа. Канавы используют для тупиковых и
: .-.моточных постов, а также для поточных линий
I. Классификация канав представлена на рис. 2.38.
зову канав составляют обычно железобетонные конс-
кции (рис. 2.39). Внутри их облицовывают белой
Цельной плиткой. На пол иногда устанавливают
-зевянный решетчатый настил 5. В верхней части по
-зиметру канав во избежание съезда колес автомо-
зтей делают бетонные или металлические реборды 3
1 ысотой до 150 мм). В боковых стенах делают ниши 4
: косом верхней кромки для установки ламп дневного
зещения и ниши 1 для временного складирования
чзтрумента и деталей. Для удаления токсичных ве-
_гзтв отработанных газов, стремящихся ввиду боль-
_. й плотности концентрироваться в канавах, исполь-
:-эт мощный воздушный поток приточной вентиляции
ш устанавливают в нижней части воздушные кол-
жторы для подачи теплого воздуха от специальных
.ториферов. Ширину канав делают с учетом колеи
Рис. 2.37. Способы установки автомобилей на
осмотровых канавах
41
Рис. 2.38. Схема классификации осмотровых канав
2 3
Рис. 2.39. Осмотровая канава узкого тупикового типа ж
Поток теплого воздуха
автомобилей, длину — на 1 м больше длины автомобиля (для обеспечения возможности выемк:
снятых агрегатов). Глубина канав для грузовых автомобилей и автобусов составляет 1,2—1,3 :<
для легковых — 1,4—1,5 м. Глубина боковых канав (на канавах широкого типа) составляем
обычно 0,8—0,9 м. Вход в осмотровую канаву проездного типа, с учетом правил безопасности
делают исключительно сбоку, иногда через тоннель. Для перехода через канаву устанавливав
переходные мостки. В канавах механизированного типа монтируют иногда направляющие 2, дл •
перемещения тележек с подъемниками, гайковертами и т. д.
ЭСТАКАДЫ
В качестве дополнительных постов в АТП устанавливают, обычно на улице, эстакады при
моточного или тупикового типа (из сборного бетона или сварных металлических конструкций
В полевых или армейских условиях часто используют для ТО и ремонта сборные эстакадь
(рис. 2.40), которые доставляются в нужное место.
Рис. 2.40. Передвижные сборные эстакады:
а — для легковых автомобилей; б — для грузовых автомобилей
42
АВТОМОБИЛЬНЫЕ ПОДЪЕМНИКИ
съемники служат для вывешивания
гэбилей над уровнем пола на высоте,
' :й для обслуживания или ремонта уз-
агрегатов снизу и сбоку. На рис. 2.41
гификации следует отметить аспекты,
у.геризующие тип подъемника, а в неко-
.случаях и полное название подъемника.
-г умер, указывается способ его положения
; аботе — стационарной или передвижной
-у. атной), помимо указания типа привода
"ичества рабочих плунжеров или сто-
аелесообразно указывать тип подъемной
а: или захватов с указанием типа основного
:уумного механизма — блочно-троссовый,
'эчей парой винт—гайка и т.д. Напри-
< Стационарный двухстоечный подъем-
мод. П-145, со смещенными стойками,
' очей парой винт—гайка, с подъемными
: зыми каретками с консольными балками
--недвижными подхватами» (прилож. 4,
1), или «Передвижной, электромехани-
кой подъемник мод. П238 для грузовых
-гмобилей, с комплектом передвижных
у у. с вильчатыми подхватами под коле-
— (прилож. 5, рис. 2).
Установка
и
захваты
Примеры конструктивных решений
Электромеханический
четерехстоечный с балками 1 |
и домкратами 2 опрокидыватель
Рис. 2.41. Классификация автомобильных подъемников
Примечание. Из изображенных типов подъемных рам — на рис. 2.42 (колеса вывешены), на рис. 2.43 (автомо-
г :тоит на раме на колесах), в настоящее время выпускаются одноплунжерные, электрогидравлические подъемники
Мучительно с поворотной подъемной рамой из консольных балок (рис. 2.44), с вывешиванием мостов и колес.
Рис. 2.44. Подъемник с пово-
ротной подъемной платфор-
мой из консольных балок
ч2.42. Подъемник с межко-
лейной подъемной рамой
Рис. 2.43. Подъемник с колесной подъем-
ной рамой
В прилож. 3 на рис. 1 показан стационарный напольный двухстоечный электромеханичес-
ки: подъемник мод. 463М с боковыми подъемными каретками с консольными балками и nepe-
rs южными подхватами под короба легковых автомобилей. Это одна из первых отечественных
г.зработок подъемников такого типа, представлен здесь в учебных целях: чтобы было легче
гг уследить тенденцию усовершенствования этого класса гаражного оборудования.
Подъемник представлял собой высокую П-образную раму, в стойках которой были смонтирова-
:рабочие винты с гайками, связанными с боковыми подъемными каретками. Крутящий момент
-г; один из винтов передавался непосредственно, а для передачи на другой винт на поперечине
.-мы монтировалась карданная передача. Здесь видна большая металлоемкость и громоздкость
згдъемника. Для его применения требовалась большая высота помещения. Использование гру-
: несущих приводных винтов повышенной длины приводило к их деформации и заклиниванию
у.йки (иногда с полным разрушением) и зависанию поднятого автомобиля. Именно поэтому позже
-гдчался выпуск подъемников с короткими стойками.
43
Рис. 2.45. Схема монтажа подъемника
мод. П-104
ПОДЪЕМНИКИ И ОПРОКИДЫВАТЕЛИ
ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Там, где возможно заглубление в полу для установки ;
бочего цилиндра, широко используют электрогидравличе
кий одноплунжерный подъемник мод. П104 (рис. 2.45). С
отличается надежностью в работе и высоким сроком служб,
состоит из рабочего гидроцилиндра 1, смонтированногс
бетонном колодце, с плунжером 5, в верхней части которсг
установлена платформа 6 с четырьмя консольными балка::
3, имеющими выдвижные подхваты 7, которые подводят
под короба жесткости кузова или к местам установки док:
ратов. Приводная станция 4 состоит из шестеренного насс:
Г11-24 и электродвигателя мощностью 2,2 кВт. Самощ
извольное опускание плунжера предупреждается предс:
ранительной стойкой 2 с отверстиями под фиксируют^
стержень. После пуска электродвигателя и установки рук
ятки управления 8 в положение «Подъем» насос нагнета-
масло в гидроцилиндр под плунжер и начинается подък
автомобиля. Давление масла контролируется манометре:
Редукционный клапан, перепускающий масло в бак в к
мент прекращения подъема, отрегулирован на давлен:
0,9 МПа. Опускание плунжера происходит под действие
массы автомобиля (при неработающем электродвигате.:
при установке рукоятки управления в соответствующее г
ложение. Подъемник имеет следующие характеристики
Грузоподъемность подъемника, кг..............20С
Высота подъема платформы, мм.............. 16'?
Время подъема штока на максимальную высоту, мин.... 1
Все большее распространение для вывешивания легк
вых автомобилей на постах ТО и ТР получают стадиона;
ные двухстоечные подъемники с электромеханически
приводом с рабочей парой винт—гайка (прилож. 3, рис.
и 4). Они легко крепятся к полу с помощью опорных крс:
штейнов и анкерных болтов с гайками. Электродвигате.:
располагают на каждой стойке или ставят общий эле:
тродвигатель в верхней части одной из стоек, а крутящи.
момент на винт второй стойки передается через звездоч:
винтов и по цепи, проходящей под специальным кожухо:.
установленным на полу между стойками. Подъемники н-
которых моделей, например П-133, делают со смещенных,
стойками, что облегчает выход водителя из автомобиля.
Для повышения надежности помимо грузовой бронзовс
гайки 9 (рис. 2.46) устанавливают еще стальную страху:-,
щую гайку 3. Подъемники оснащают системой концевь:
выключателей, кнопочным постом управления и т. :
После пуска двигателя начинают вращаться грузонесущ:
винты 8 и по ним начинают подниматься грузовые гайки
Рис. 2.46. Левая стойка двухстоечного подъемника с электрс-
механическим приводом:
1 — аварийный выключатель; 2,5 — конечные выключатели
3 — страхующая гайка; 4 — электроклемник; 6 — электродв::
гатель; 7 — цепная передача; 8 — рабочий винт; 9 — грузова:
гайка; 10 — опора винта; 11 — каретка; 12 — подхват; 13 — г.
воротная балка
44
z :те с боковыми каретками с консольными балками и выдвижными подхватами с вывешенным
дих автомобилем.
При данном способе подъема открывается полный доступ ко всем агрегатам и механизмам,
: положенным снизу. Появляется возможность, используя специальные тележки с подъемными
:анизмами и даже электропогрузчики с захватами, производить монтаж-демонтаж агрегатов,
-?эчая передние и задние мосты. Технические характеристики подъемника:
Грузоподъемность, кг........................до 2000
Высота подъема, мм .........................1600—1750
Мощность электродвигателя, кВт .............2,2
Рис. 2.47. Опрокидыватель мод. П-129:
1 — опора цепного захвата; 2 — электродвигатель; 3 — ре-
дуктор; 4 — кнопочный пульт; 5 — наклонная стойка;
6 — захват колеса; 7 — каретка; 8 — наклонная колейная
рама; 9 — поперечина; 10 — направляющая для колес
Для проведения жестяно-сварочных работ
гнищу автомобилей или для нанесения анти-
: - озионных покрытий широко используются
гъемники-опрокидыватели. Вместо ранее
—. скавшегося опрокидывателя мод. 461 (при-
z.. 4, рис. 2) с неподвижной стойкой, разра-
7 дна более совершенная и удобная в работе
з:трукция с наклонной стойкой мод. П-129
:. 2.47). В стойке, шарнирно прикрепленной
:нованию в углублении пола, установлен
з энесущий винт с приводом от мотора-редук-
-1. Грузовая бронзовая гайка смонтирована
три каретки, шарнирно связанной с попере-
:й направляющей колеи для колес, в кото-
зни крепятся с помощью захватов с цепями,
включении электродвигателя и вращении
: та гайка с кареткой начинают подниматься,
:: рачивая через поперечину направляющую
-.ею вместе с закрепленными в ней колесами
-: мобиля — автомобиль начинает постепенно
роняться на бок. Максимальный угол накло-
т эперечины 50°. Сравнительно большой угол
лона обеспечивается в данной модели накло-
: стойки. Время наклона на максимальный
з 1,6 мин. Мощность электродвигателя привода — 3,0 кВт.
3 прилож. 3 на рис. 6 изображен четырехстоечный электрогидравлический подъемник мод.
.37, с подъемной рамой колейного типа.
3 каждой стойке подъемника смонтирована блочно-тросовая система, связанная с трапами
зъемной рамы. В одном из трапов находится гидроцилиндр с плунжером и блоками, кине-
тически связанными с блочно-тросовой системой подъемника. Насосная станция, состоящая
злектродвигателя мощностью 2,2 кВт, шестеренного насоса и бачка для масла, установлена
таю одного из трапов. Подъемник оснащен предохранительной рейкой с фиксатором для
тлотвращения самопроизвольного опускания рамы с установленным на ней автомобилем.
:: пуске электродвигателя насосная станция подает масло в гидроцилиндр, шток начинает
двигаться, воздействуя при этом через блочно-тросовую систему на трапы колейной рамы,
т трая в свою очередь начинает поднимать установленный на ней автомобиль. Высота подъема
.тформы достигает 1720 мм. Учитывая плохой доступ к узлам и агрегатам автомобиля на
съемниках с колейной рамой, их применяют в основном для организации постов контроля
-.-.новки управляемых колес автомобилей, используя при этом дополнительное проекционное
рудование, систему шкал и т. д. Причем для вывешивания в ходе работ передних мостов очень
5но использовать передвижную по трапам траверсу с установленным на ней пневматическим
зкратом БС-200 (прилож. 3, рис. 5), а для страховки пользоваться подставкой, регулируемой
высоте (прилож. 3, рис. 7).
Четырехстоечный электромеханический подъемник (прилож. 4, рис. 4) с рабочими парами
—гайка оборудован в верхней части рабочими площадками с ограждением и лестницей для
да. На таком подъемнике можно проводить одновременно работы как снизу, так и сверху
7 эмобиля. Широкого распространения такие подъемники не нашли ввиду повышенной метал-
змкости и слишком больших установочных габаритных размеров.
45
Приложение
ПОДЪЕМНИКИ ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Рис. 1. Стационарный напольный электро-
механический двухстоечный подъемник
для легковых автомобилей мод. 463М
Рис. 2. Одноплунжерный гидравлический подъемник
мод. П-104
Рис. 3. Стационарный напольный двухстоечный
электромеханический подъемник мод. П-133
Рис. 4. Двухстоечный электромеханический
подъемник мод. П-145:
а — общий вид; б — монтаж подхватов
Рис. 7. Подставка под автомобиль,
регулируемая по высоте (козелок)
Рис. 5. Домкрат пневматический мод.
БС-200
Рис. 6. Четырехстоечный подъемник с ко-
лейной рамой мод. П-137
46
Приложение 4
ПОДЪЕМНИКИ И ОПРОКИДЫВАТЕЛИ ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Рис. 1. Двухстоечный электромеханический подъемник
2. Опрокидыватель для легковых автомобилей
Рис. 3. Гидравлический одноплунжерный подъемник
Рис. 4. Четырехстоечный электромеханический подъемник
47
ПОДЪЕМНИКИ ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ
Для вывешивания на постах ТО и ТР грузовых автомобилей наибольшее распространен:
нашли стационарные электрогидравлические двухплунжерные подъемники различной гру:
подъемности. Подъемник мод. П-112 (рис. 2.48) грузоподъемностью 8000 кг состоит из де
гидравлических цилиндров 2, смонтированных в бетонных колодцах, тросоперетягивающей с г.
темы, обеспечивающей синхронность подъема и опускания штоков. Система состоит из клиновс -
зажима 13, скрепляющего трос 1.
толкающей трубой 12 платформа
смонтированной на штоке, зат:
трос охватывает большой блок
того же цилиндра, переходит ~-
болыпой и малый блоки друге:
цилиндра и наматывается на бат:
бан того же цилиндра. Вторая вет:
синхронизирующей системы мс:
тируется аналогично: трос крепит
в нижней части толкающей трус,
платформы другого цилиндра, ра
положенной в кожухе 1 в колоде
и, пройдя через оба больших бло:
и через маленький блок 9 вторе:
цилиндра, наматывается на бар.
бан 10 того же цилиндра.
Подъемные платформы шток.
состоят из поперечных плит 15
закрепленных консольно на них
помощью шкворней 5 по две пое .
ротных балки 4 с передвижныу
подхватами 3, местами упора кот
рых на автомобиле являются буфа
и задняя часть рамы.
В комплект подъемника вход::
насосная станция с баком, вмеш.
ющим 280 л, шестеренным насосом Г11-24 и электродвигателем мощностью 3 кВт. В гидроси
теме подъемника имеется дроссельный клапан замедления движения штоков при опускании :
предохранительный клапан, срабатывающий на перепускание масла при достижении штокам:
максимальной высоты подъема (в различных моделях данного типа от 1600 до 1800 мм).
Подъем автомобиля начинается после пуска электродвигателя и установки рукоятки управлт
ния насосной станцией в соответствующее положение. Опускание штоков происходит под дей.
твием массы вывешенного автомобиля при переводе рукоятки управления в положение «Спуск
В настоящее время выпущена новая модель П-151 грузоподъемностью 12500 кг, по конструкци:
аналогичная вышеописанной.
Для вывешивания грузовых автомобилей, преимущественно на дополнительных или временны:
постах ТО и ТР, начат выпуск подъемников мод. П-238 (прилож. 5, рис. 2), комплектующихся и
четырех передвижных стоек. Каждая стойка представляет собой тележку со смонтированной е.
ней вертикальной рамой, на которой установлена мощная каретка с вильчатыми захватами (пс:
колеса автомобилей), связанная с ходовой грузовой гайкой на грузо-несущем винте, расположенно:
в специальных опорах рамы. Привод винта осуществляется от мотора-редуктора мощностью 3 кВт
На каждой стойке имеется индивидуальный пульт, а в комплект подъемника входят подставки по:
раму, что позволяет поочередно вывешивать отдельные колеса, мосты и т. д. Для одновременног.
подъема или опускания захватов всех стоек с автомобилем имеется передвижной общий пульт уп-
равления, совмещенный с аппаратным шкафом и системой синхронизации подъема и спуска.
Принцип работы подъемника мод. П-238 аналогичен рассмотренным выше стационарны::
электромеханическим подъемникам с рабочей парой винт—гайка.
Аналогичный подъемник с шестью подкатными стойками мод. П-252 нашел широкое при-
менение для вывешивания грузовых автомобилей с полуприцепами и сочлененных автобусов
(типа «Икарус»). Его общая грузоподъемность составляет 24 000 кг. Высота подъема составляет
1600 мм. Общая мощность шести электродвигателей — 18 кВт.
48
Приложение 5
ПОДЪЕМНИКИ ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ
Рис. 1. Двухплунжерный
гидравлический подъемник
Рис. 2. Подъемник - комплект передвижных стоек мод. П-238
3. Шестистоечный электромеха-
—еский подъемник для сочленен-
ных автобусов мод. П-142
Рис. 4. Гидравлический автомобильный домкрат
мод. П-310
Рис. 5. Наканавный одноплунжерный
гидравлический подъемник мод. П-113
49
Стационарный шестистоечный электромеханический подъемник мод. П-142 (прилож. 5, рис. :
также используется для вывешивания сочлененных автобусов. В каждой стойке смонтирова:
рабочая пара винт—гайка с индивидуальным приводом от мотора-редуктора. Подхваты ходовь
кареток выполнены в виде коротких прямых балок. В комплект входит шесть страховочных пс
ставок, лестница, общий пульт управления (с синхронизатором подъема и спуска). На кажд
стойке имеется и индивидуальный подвесной пульт управления.
Грузоподъемность составляет 16 000 кг. Высота подъема до 1700 мм. Суммарная мощное'
электродвигателей 18 кВт.
Следует отметить общее достоинство всех типов винтовых подъемников — надежную самофг
сацию на любой высоте с вывешенным автомобилем. Наличие в последних моделях страховочна
стальных гаек делает работу этого типа подъемников еще более надежной.
Технологический процесс работ в АТП иногда требует срочного вывешивания отдельных мост
или колес автомобиля. Для этих целей широко используют различного типа подкатные гаражит
домкраты (например, при замене колес). Все они отличаются различной грузоподъемность:
мод. П-304 — 6300 кг, мод. П-308 — 12 500 кг, мод. П-310 (прилож. 5, рис. 4) — 2500 кг. Принт
же устройства и работы у всех практически одинаков. Основу составляет низкорасположенн.
рама на поворотных катках, в которой смонтирован рабочий гидроцилиндр, связанный с шг
нирно закрепленной подъемной стрелой, состоящей из равноплечих рычагов. На конце стре.т
монтируется подхват, подводимый снизу под различные элементы автомобиля (в зависимости
рода предстоящей работы). Приводная станция, состоящая из насоса плунжерного типа, включ
ющая в себя систему клапанов различного назначения, монтируется обычно в едином комплекс -
гидроцилиндром и масляным бачком. Привод плунжера насоса производится качанием рукоят:
домкрата, которая одновременно служит для его транспортировки. Опускание подъемной стре.т.
происходит под действием массы вывешенных частей автомобиля, при повороте в соответствую!!: -
положение рукоятки или нажимом на специальный рычажок, смонтированный на рукоятке. П;
этом открывается клапан, перепускающий масло из гидроцилиндра назад, в бачок с маслом.
Учитывая широкое использование осмотровых канав в нашей стране и необходимость выь
шивания мостов автомобилей в ходе проведения ТО и ТР, разработаны и широко используют
самые разнообразные модели наканавных подъемников.
Передвижной одноплунжерный подъемник на тележке мод. П-113 (прилож. 5, рис. 5) мож-
быть использован не только для вывешивания мостов, но и для замены коробок передач, реду:
торов и т. п. с применением специальных профильных захватов, монтируемых на конце штоь.
Гидроцилиндр 1 (прилож. 6, рис. 2) с насосом плунжерного типа, с ручным приводом, смонтир
ван на малой тележке 10 и может перемещаться в поперечном направлении по направляющим
внутри рамы подъемника, которая, в свою очередь, на катках 4 может перемещаться вдоль канаь.
по направляющим 6. Такая конструкция увеличивает площадь охвата работ под автомобиле:
Грузоподъемность при усилии на рукоятке насоса в 20 кг составляет 4000 кг. Ход плунжера — т
600 мм. Аналогичный по конструкции малогабаритный подъемник мод. П-227 грузоподъемность.
1000 кг применяется при ТО и ТР легковых автомобилей.
Много лет для вывешивания мостов грузовых автомобилей и автобусов на осмотровых к.
навах использовался двухстоечный электромеханический подъемник мод. 468 с рабочей парс,
винт—гайка (прилож. 6, рис. 1). Он смонтирован на раме 9 и состоит из двух стоек 5, в которь:
установлены грузовые винты 8, по две штанги 12, на которых смонтированы верхние траверсь
подхваты 6 и нижние траверсы 13, с запрессованными грузовыми гайками. Под каждым винте
смонтирован червячный редуктор 2 и 4. Привод осуществляется от общего электродвигател -
причем крутящий момент на редуктор второй стойки передается валом 3. Грузоподъемность г
5000 кг, наибольший ход подхватов 800 мм, мощность электродвигателя 2,8 кВт.
Двухплунжерный гидравлический подъемник мод. П-201 (прилож. 6, рис. 3), монтируемы:
в осмотровой канаве, предназначен для вывешивания колес и отдельных мостов грузовых авт:
мобилей массой до 7000 кг на прямоточных или тупиковых канавах при ТО и ТР.
Подъемник представляет собой комплект из двух раздельных идентичных по конструкци:
гидравлических подъемников 2 и 10, действующих от общей насосной станции 1. Каждый пода
емник смонтирован на каретках 5, которые могут перемещаться по горизонтальным штангам
поперек канавы. Штанги вместе с шарнирно скрепленными с ними наклонными регулируемым:
по длине упорами 7 образуют опорные кронштейны подъемных механизмов. Штанги и упорь
опираются на вмонтированные в стенки канав направляющие 4 и 9, по которым подъемные меха
низмы могут перемещаться вдоль канавы на роликах 3. Включение насосной станции кнопочное
а реверсирование хода штоков осуществляется поворотом рукоятки ручного насоса-распределг.
теля 8. Грузоподъемность — 4000 кг.
50
Приложение 6
КАНАВНЫЕ ПОДЪЕМНИКИ
880
Рис. 1. Канавный стационарный двухстоечный подъемник мод. 468:
- --ектродвигатель; 2 к 4 — червячные редукторы; 3 — вал; 5 — стойка; 6 — верхняя траверса (основной под-
- " — опора грузового винта; 8 — грузовой винт; 9 — рама; 10 к 15 — концевые выключатели; 11 и 16 — конт-
рольные выключатели; 12 — штанги; 13 — нижняя траверса; 14 — страхующая гайка
Рис. 2. Подъемник на тележке мод. П-113:
-ддравлический цилиндр; 2 — насос; 3 и 9 — балка рамы (направляющая катка тележки подъемника); 4 — ка-
тамы; 5 — подхват; 6 — балка канавы (направляющая катка рамы подъемника); 7 — соединительная планка
рамы; 8 — фиксирующее устройство; 10 — тележка.
Рис. 3. Подъемник мод. П-201:
1 — насосная станция; 2 и 10 — гидравлические цилин-
дры; 3 — ролик; 4 — верхняя направляющая; 5 — карет-
ка; 6 — штанга; 7 — упор; 8 — ручной насос-распредели-
тель; 9 — нижняя направляющая; 11 — подхват
51
2.3.2. ПОДЪЕМНЫЕ МЕХАНИЗМЫ
В АТП для подъемно-транспортных работ при монтаже-демонтаже узлов и агрегатов авт
мобилей с последующей доставкой их на склад, на специальные площадки для складирован?,
или во вспомогательные цеха по ремонту (моторный, агрегатный и т. д.) используется доволье
широкий спектр различного оборудования.
Кран мод. П-208 (прилож. 7, рис. 1) передвижной гидравлический с поворотной подъемы:
стрелой 5 предназначен для замены коробок передач, редукторов мостов грузовых автомобиле:
обслуживаемых на осмотровых канавах (кран размещается при этом в канаве) и подъемника:
Силовым органом крана является рабочий гидроцилиндр 4, действующий от гидронасоса 2 плу:
жерного типа с педальным приводом 7. Цилиндр и стрела смонтированы на стойке 3, котор:
может вращаться на опоре, находящейся на одном из углов горизонтальной П-образной par:,
на катках. На конце стрелы, представляющей собой систему равноплечих рычагов, закреплю
вертикальный рычаг с отверстием для установки сменных захватов 6 для узлов и агрегатов (вс
го в комплекте шесть разнопрофильных захватов с зажимами для фиксации снятых агрегате:
Система равноплечих рычагов позволяет находиться захвату с грузом на любой стадии работь:
горизонтальном положении.
Данная конструкция обеспечивает широкий диапазон перемещения захвата в пространстве
также легкость и точность его подвода, например, под демонтируемый агрегат. При нескольк::
нажатиях на педаль жидкость из плунжерного насоса поступает в гидроцилиндр, который начина-
воздействовать на стрелу, плавно поднимая ее вместе с захватом. Остается только повернуть вс
систему на опоре рамы, чтобы точно подвести под демонтируемый агрегат. После снятия агрегат
стрела легко выводится вместе с ним из канавы из-под автомобиля для дальнейшего транспорт:
рования. Монтаж производится в обратной последовательности. Опускание крана осуществляет:
поворотом специальной рукоятки.
Грузоподъемность крана составляет 250 кг, высота подъема подхвата — 1750 мм.
Для монтажа-демонтажа рессор грузовых автомобилей широко используют передвижные ги:
равлические тележки с поворотной подъемной стрелой и специальным захватом для удерживай г.
рессоры. К ним относится тележка мод. П-216 (прилож. 7, рис. 2).
В настоящее время выпускается более современный модернизированный вариант тележки мс:
П-241. На раме тележки с катками смонтирована поворотная (вручную при помощи червячнс:
передачи) подъемная стрела (пантограф) с захватом, выполненная в виде равноплечих рычагов
целях обеспечения постоянства заданного наклона рессоры при ее опускании или подъеме. Стрел
связана со штоком гидроцилиндра, приводимого в действие педальным (или ручным) приводе
плунжерного насоса. Тележка имеет следующие характеристики:
Грузоподъемность, кг........................до 100
Высота подъема стрелы, мм...................750
Вместимость бачка гидросистемы, л...........5
Для монтажа-демонтажа двигателей (преимущественно в небольших гаражах), а также д.:
поднятия и перемещения на небольшие расстояния агрегатов и других грузов массой не боле
1000 кг используется кран мод. 423М (прилож. 7, рис. 3). Кран состоит из горизонтальной V-o:
разной рамы 5 на катках (с поручнем), на которой установлена вертикальная трубчатая стойка
в верхней части которой шарнирно закреплена подъемная стрела 2 с выдвижным (фиксируемы:
в нескольких положениях) удлинителем 7, несущим цепь с грузозахватным крюком. Со стреле:
шарнирно связан шток гидроцилиндра 3, приводимого в действие ручным поршневым насосе
(двойного действия). Цилиндр шарнирно закреплен на поперечине рамы.
Характеристики крана:
Грузоподъемность на максимальном вылете стрелы, кг......200
Высота подъема стрелы, мм...............................от 2840 до 3250
Вместимость бачка, л....................................3,5.
Специфика технологического процесса организации работ в АТП требует широкого исполь
зования различного транспортного, а также специализированного подъемно-транспортног
оборудования для снятия и установки агрегатов и узлов (массой более 20 кг) на автомобили ил:
стенды при текущем ремонте, для их внутригаражного транспортирования, для механизаци:
внутрискладских работ и т. д. В этих целях используют самые различные напольные среде
52
Приложение 7
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Рис. 1. Кран для замены и транспортирования агрегатов мод. П-208:
* - "ежка; 2 — ножной гидронасос; 3 — поворотная стойка; 4 — рабочий гидроцилиндр; 5 — подъемная стрела;
6 — захват; 7 — педаль; 8 — трубопровод
Рис. 3. Грузоподъемный кран мод. 423М:
1 — выдвижной удлинитель с грузозахватным крю-
ком; 2 — подъемная стрела; 3 — силовой гидроци-
линдр; 4 — трубчатая стойка; 5 — V-образная рама;
б — ручной гидронасос плунжерного типа
53
тва — от автомобильных и аккумуляторных погрузчиков до обыкновенных тележек (прилож
рис. 1 и 2).
Особенно удобны малогабаритные маневренные аккумуляторные погрузчики мод. ЭП-Ot
(грузоподъемностью 630 кг), ЭП-0801 (800 кг). Причем вместо обычных вильчатых захватов мок
устанавливать специальные профильные захваты с дополнительными зажимами и использова
погрузчики для непосредственного монтажа-демонтажа узлов и агрегатов автомобилей на пост
текущего ремонта (в основном оснащенных подъемниками для вывешивания автомобилей
дальнейшего транспортирования их на посты внешней мойки, в цеха или на агрегатный скл:
Для механизации внутрискладских работ очень удобны погрузчики типа ЭШПВ-0,5 с поворотит
грузоподъемником и выдвижными вилами.
Для монтажа-демонтажа агрегатов автомобилей, вывешенных на подъемниках (в основе
легковых автомобилей) и их дальнейшего транспортирования на небольшие расстояния
также для других грузоподъемных работ очень удобны четырехопорные на поворотных кати,
тележки с вертикальной грузоподъемной рамой, оснащенной гидроцилиндром (с ручным щ
водом) и вильчатым захватом, мод. ТШ-630 (грузоподъемностью 630 кг и высотой подъема в:
до 2380 мм).
Небольшие производственные площади, слишком узкие проезды в цехах требуют использоз
ния подвесного оборудования. В цехах (например, в моторном и агрегатном) для установки агрег
тов и крупногабаритных узлов на стенды для ремонта, для последующего их транспортирования г
смежные производственные участки (склад агрегатов, станцию обкатки и т.д.) широко использу:
электротали (электротельферы) на монорельсах, закрепленных скобами и анкерными болта:
на потолочных перекрытиях. Электротельфер (прилож. 8, рис. 5) опирается катками каретки
монорельс. Каретка связана с лебедкой, с приводом от мотора-редуктора. На тросовой подвес:
установлен блок с грузозахватным крюком. Для обеспечения привода каретки по монорель
ее катки связаны с мотором-редуктором. Управление осуществляется кнопками с подвеснс'
пульта. В целях увеличения площади для подъемно-транспортных работ, перемещения груза
смежные помещения монорельсу придают иногда сложную конфигурацию, но при этом радиу:
закруглений (во избежание заклинивания катков каретки) должны быть не менее нормативна:
для каждой модели (для талей малой грузоподъемности не менее 1500 мм).
Электротельфер снабжен специальным тормозным устройством, улавливателем (на случ:
обрыва троса) концевыми выключателями и другими приспособлениями.
В АТП используют в основном электротали грузоподъемностью от 0,5 до 3,1 т. Электрота.-
грузоподъемностью до 1 т имеют обычно простую катучую тележку без электропривода.
В прилож. 8 на рис. 4 изображена комбинированная таль одной из зарубежных фирм. В эт:
конструкции, наоборот, подъем груза осуществляется вручную перемещением специальной цен:
связанной через редуктор с храповым механизмом, посредством цепи с грузозахватным крюк:
на 5000 кг, а для перемещения по горизонтали при транспортировании используется механиг:
рованный привод с электродвигателем.
Кран-балки (прилож. 8, рис. 6) (мостовые краны) подвесного типа ПК-101 или ЭД-1 (1000 кг
ПК-201 или ЭД-2 (2000 кг) перемещаются по монорельсам, а катучие кран-балки типа HKM-1L
или ПМ-1 (1000 кг) и НКМ-201 (3000 кг) перемещаются на боковых опорах, и за счет возможное?
перемещения на них электроталей в поперечном направлении обладают большой площадью охват
работ, но поскольку для них требуется большая высота потолочных перекрытий, их применен::
ограничено (в основном используются в зонах ТР).
Консольный кран (прилож. 8, рис. 3) со стрелой и электротельфером снабжен механизирован
ным приводом поворота стрелы, может обслуживать площадь только в радиусе стрелы. Исполг
зуется в крупных моторных и агрегатных цехах в АТП, но наибольшее распространение получи -
на производственных участках на АРЗ.
КОНВЕЙЕРЫ ДЛЯ ПЕРЕМЕЩЕНИЯ АВТОМОБИЛЕЙ
НА ЛИНИЯХ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
При организации обслуживания автомобилей в АТП на поточных линиях в зонах ЕО, ТО-1
или ТО-2 для принудительного перемещения автомобилей по специализированным постам по-
точных линий использовались самые разнообразные конструкции и типы конвейеров (рис. 2.49).
Большинство из них были громоздки, часто выходили из строя, нарушая производственный цикл
АТП. На ремонт требовались большие затраты, а сроки ремонта составляли иногда 2—3 месяца.
54
Приложение 8
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
4 (JU
Рис. 3. Консольный кран
с электротельфером
Рис. 4. Таль с комбинированным
приводом — механизированным
или ручным (с помощью цепи и
редуктора)
Рис. 5. Электротельфер
Рис. 6. Подвесная кран-балка
55
Рис. 2.49. Схема установки автомобилей на конвейеры
Поэтому, несмотря на отдельные положите.",
ные моменты при использовании конвейер:
(обеспечение заданного ритма производств
повышение производительности труда реме :-
тных рабочих, уменьшение загазованное?
помещений зон ТО и т.д.) в АТП все реже ст.
ли применять как сам поточный метод, таг
конвейеры.
В настоящее время используется в с
новном один тип конвейера, оказавший:
самым оптимальным и жизнеспособны:
Он состоит из одной ветви пластинчато-вт
лочной цепи 6 (рис. 2.50), в которую с с:
ределенным шагом (например, 6, 9, 16::
в зависимости от типа и базы автомоби.-.
вмонтированы толкающие каретки 7 с р
ликом 3 под заднее колесо автомобиля. Цет
перемещается по направляющим путям -
между натяжной станцией 5 и приводи:
станцией 1, состоящей из редуктора, эле
тродвигателя, клиноременной передачи
звездочки. Оттяжка звездочки натяжн:
станции (при растяжении цепи) производится винтовым механизмом. Конвейеры даннс
типа могут быть непрерывного или прерывистого действия (например, в зонах ЕО), кро:
того, они могут быть двухскоростными с учетом степени загрязнения автомобилей. Скорое"
перемещения конвейеров на линиях ЕО составляет обычно 4,7 или 6,35 м/мин. На поточны
линиях ТО-1 и ТО-2 скорость конвейера в момент перемещения автомобилей 9—9,25 м/ми:
Мощность электродвигателя приводной станции конвейера мод. 4096 — 3,0 кВт, а мод. 41.
(для автомобилей большой грузоподъемности) — 7,5 кВт. Недостатком данного типа конвейе:
следует считать его низкую универсальность.
Рис. 2.50. Конвейер цепной,
толкающего типа, роликом п::
колесо:
1 — приводная станция; 2 — g_
днее колесо автомобиля; 3 — р
лик толкателя; 4 — направляй
щие пути; 5 — натяжная стаи
ция; 6 — тяговый цепной opras
7 — каретка толкателя
д ’Л
56
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
L Кратко законспектируйте учебный материал по теме:
1. Назначение и виды подъемно-транспортного оборудования.
Д. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
::в и деталей по следующим темам:
1. Осмотровые канавы, эстакады (рис. 2.38; 2.39).
2. Подъемники для легковых автомобилей (рис. 2.45; 2.46; прилож. 3, рис. 3 и 4, б).
3. Подъемники для грузовых автомобилей и автобусов, наканавные подъемники (рис. 2.48;
"лож. 5, рис. 2; прилож. 6, рис. 1, 2).
4. Специальное подъемно-транспортное оборудование (прилож. 7, рис. 1,3; прилож. 8, рис. 5, 6).
5. Конвейеры для перемещения автомобилей на линиях технического обслуживания (рис. 2.50).
Ш. Ответьте на вопросы:
1. Назовите виды подъемно-транспортного оборудования. Какие механизмы относятся к каждому
- --?
2. Перечислите основные требования к подъемно-транспортному оборудованию.
3. Назовите основные типы осмотровых канав по общепринятой классификации. Каково их назначе-
~. Охарактеризуйте конструкцию канав узкого и широкого типа. В каких случаях следует использовать
занные виды канав?
5. В чем преимущество канав траншейного типа по сравнению с изолированными?
5. Охарактеризуйте конструкцию различного типа эстакад. В чем их преимущества и недостатки? Где
наиболее рационально использовать?
Расскажите о назначении автомобильных подъемников и принципе их классификации (с учетом типа
:зода, количества плунжеров или стоек, типа подъемной рамы или захватов и т.д.). Приведите примеры
:-:ого названия подъемников с учетом общепринятой классификации.
3. Перечислите основные преимущества подъемников перед осмотровыми канавами и объясните, в
:м случае оправдано использование осмотровых канав.
2. Охарактеризуйте конструкцию и принцип работы электрогидравлических одноплунжерных подъ-
члков для легковых автомобилей и назовите их основные параметры.
10. Охарактеризуйте конструкцию и принцип работы электромеханических двухстоечных подъемников,
1 :зите их основные параметры.
11. Охарактеризуйте конструкцию и принцип работы электромеханических опрокидывателей. Для
чх работ их используют?
12. На каких постах и для чего используют при обслуживании легковых автомобилей четырехстоечные
съемники с колейной рамой и аналогичные подъемники с подъемной платформой (балконами)?
13. Охарактеризуйте конструкцию и принцип работы электрогидравлических двухплунжерных подъем-
: эв для грузовых автомобилей.
14. Охарактеризуйте конструкцию и принцип подъемников с комплектом передвижных стоек с элек-
. механическим приводом.
15. Какие типы подъемников используют для вывешивания автобусов?
16. Каковы конструкция и принцип действия автомобильных передвижных гидравлических домкратов?
17. В чем назначение основных типов наканавных подъемников? Охарактеризуйте их конструкцию,
*:нцип действия, технические характеристики.
18. Охарактеризуйте конструкцию наиболее часто используемого в АТП специального подъемно-транс-
этного оборудования (кранов, тележек и т.п.), принцип их работы и назначение.
19. Какова принципиальная разница в конструкции электроталей и кран-балок? В каких случаях ра-
: лальнее использовать тот или иной вид указанного оборудования?
20. В каких целях используются в ремонтных зонах АТП конвейеры? Каковы конструкция и принцип
лэтвия наиболее распространенной модели толкающего типа (с роликом под колесо) и его основные тех-
ческие параметры?
57
2.4. СМАЗОЧНО-ЗАПРАВОЧНОЕ ОБОРУДОВАНИЕ
2.4.1. НАЗНАЧЕНИЕ И ВИДЫ СМАЗОЧНО-ЗАПРАВОЧНОГО ОБОРУДОВАНИЯ
На смазочно-заправочные операции приходится сравнительно большая доля от общей трудов:.
кости работ как при ТО-1, так и при ТО-2. Особенно большой объем работ проводится при очередны
сезонных обслуживаниях (СО), где предусмотрено (в соответствии с картой смазки автомобиля):
полное удаление старой смазки из некоторых узлов, и промывка различных систем автомобиля
заменой рабочей жидкости и т.д. Частично смазочно-заправочные операции проводятся и в зона.
ТР, например при замене агрегатов.
Ранее, при рассмотрении видов трения и процессов, происходящих в узлах трения, уже г
ворилось о значении смазки деталей, качестве смазочных материалов и необходимости их свет
временной замены ввиду чрезмерного загрязнения. Смазочно-заправочные и очистительны
операции имеют специфический характер, и для их выполнения предусмотрен широкий спек?
самого разнообразного оборудования и приспособлений.
Основная классификация смазочно-заправочного оборудования проводится по типу запра:
ляемых в узлы и агрегаты смазочных материалов. Оно делится на оборудование для заправь:
жидкими маслами и оборудование для пластичных (густых) смазок. Соответственно, имеется:
оборудование для сбора отработанных масел. В номенклатуру смазочно-заправочного оборудован::
входит, также вспомогательное оборудование — установки для заправки тормозной жидкость:
соответствующих систем автомобиля, установки для отсоса отработанных масел и промывь:
маслосистем, компрессоры для обеспечения производства сжатым воздухом и установки д~
накачивания шин и т. д.
Вышеуказанное оборудование может быть стационарным или передвижным, а малогабари-
ное, используемое в основном в небольших гаражах, — переносным.
По типу привода рабочих органов эти приспособления бывают ручными или ножными. Мех
визированные высокопроизводительные установки для средних и крупных АТП классифициру:
по типу привода на электромеханические (с приводом от электродвигателя) и пневматически
(с использованием поршневых двигателей с золотниковым механизмом).
Классификация проводится также по типу применяемого основного рабочего органа — насо:.
В современном оборудовании используют в основном три типа насосов: клапанного типа (с систем
впускных и перепускных нагнетательных клапанов), шестеренного типа — для раздачи жидки
масел и плунжерного типа — для пластичных смазок (с плунжером, совершающим возврата
поступательное движение в камере высокого давления).
Вышеуказанное оборудование может выпускаться в одиночном (изолированном) исполнен::
для конкретной операции, а может быть комбинированным (комплексным) — с многофункци
нальным назначением.
В области разработки и создания смазочно-заправочного оборудования различного назначен::
накоплен большой опыт как в отечественной промышленности, так и зарубежными фирмам:
Но из-за большого его разнообразия невозможно описать подробно каждый отдельный образец
поэтому в данном разделе рассматриваются лишь принципиальные основы конструкции и работ;
по основным типам оборудования, а для некоторых моделей воспроизводится лишь их внешни:
вид (для ознакомления) и приведены отдельные параметры технических характеристик.
ОБОРУДОВАНИЕ ДЛЯ ЗАПРАВКИ ЖИДКИМИ МАСЛАМИ
В небольших гаражах или в полевых условиях, при отсутствии маслоскладов и установс:
для раздачи жидких масел, иногда возникает необходимость раздачи масла непосредственнои
бочек в переносную тару для последующей заправки агрегатов. Этот процесс крайне неудобен:
небезопасен. Поэтому для этой цели стали использовать переносные маслораздаточные колон
ки мод. 397А или С-207 (прилож. 9, рис. 1). Их устанавливают на бочку, вставляя составну:-.
трубку со всасывающим клапаном в горловину бочки. Крепление производится специальны:
винтовым зажимом или заворачиванием корпуса в резьбу горловины бочки. Основным узло:
колонки является ручной насос двойного действия, крыльчатого типа мод. 397-1Д (рис. 2.51
В комплект установки входит счетчик отпускаемого масла поршневого типа, фильтр, шланг z
раздаточный пистолет, снабженный ручным запорным клапаном и отсечным автоматически:
микроклапаном с пружинкой, смонтированным на выходе из пистолета (он полностью пере
крывает выходное сечение раздаточного пистолета, предотвращая «подкапывание» масла поел;
прекращения работы насоса).
58
.: зс состоит из корпуса 1 цилиндрической формы,
-: 7 эм на оси смонтирован в виде планки корпус 2
г та тельных клапанов 3. В нижней части корпуса
установлен с двумя всасывающими клапана-
: зрпус 5, разделяющий своим выступом нижнюю
_ насоса на две самостоятельные полости.
смотрим схему работы насоса. При повороте
.: нной рукоятки, жестко связанной с осью и кор-
: нагнетательных клапанов, его левое «крыло»
хмается вверх, вытесняя находящееся на нем
-: по трубопроводу к раздаточному пистолету,
временно создавая разрежение в левой нижней
:ти. Открывающийся при этом всасывающий
7 th впускает новую порцию масла. Одновременно
ходит опускание правого «крыла», давление в
: :й нижней полости возрастет, впускной клапан
Рис. 2.51. Схема работы крыльчатого насоса
мод. 397-1Д:
1 — корпус; 2 — корпус нагнетательных клапа-
нов; 3 — нагнетательный клапан; 4 — всасываю-
щий клапан; 5 — корпус всасывающих клапанов
: ется, а нагнетательный клапан откроется, перепуская масло из нижней полости в верхнюю,
правой стороны будет наблюдаться некоторое разрежение. При обратном ходе приводной руко-
: процесс повторится, но уже в обратной последовательности. Производительность описанных
7: раздаточных колонок при нормальной вязкости масла составляет в среднем 8—10 л/мин.
Z.7S заправки агрегатов трансмиссионными маслами, например с помощью установки мод. С-223
, 7эж. 9, рис. 2) со сменным баком вместимостью от 50—100 л или с применением маслоразда-
: :го бака мод. 133М (прилож. 11, рис. 1) вместимостью 20 л, а также в установках для раздачи
:: пх масел с использованием пневматических двигателей — мод. С-229 (прилож. 9, рис. 3),
::-:о используют насосы клапанного типа с ручным рычажным приводом рукояткой.
2 нижней части всасывающей трубы 2 (рис. 2.52) монтируется
:ь:шке впускной клапан 6 и сетчатый фильтр. На конце уд-
хтеля 3 штока 1 с помощью гайки крепится опорная пята 5,
эторой установлен поршень 4 с проходными сечениями. При
. эеме приводной рукоятки рычажная система начнет опускать
::. в камере насоса увеличится давление, которое закроет впус-
:: клапан и приподнимет поршень над пятой, открыв проход-
:ечения для перепуска масла в надпоршневое пространство
ззвающей трубы. При опускании приводной рукоятки шток
:че с удлинителем и пятой начнет подниматься, пята перекроет
.. эдные сечения в поршне и начнет поднимать его. В результате
шень подаст по всасывающей трубе «перепущенную» в преды-
хем цикле порцию масла к раздаточному пистолету. При этом в
Рис. 2.52. Схема работы насоса
клапанного типа
: ере насоса возникнет разрежение и откроется впускной клапан, запуская очередную порцию
,7 а. При многократном воздействии на приводную рукоятку производительность насоса при
::альной вязкости масла составляет в среднем 3—4 л/мин. Указанные установки используются
новном в небольших АТП и на СТОА.
Когда требуется высокая производительность, например на постах централизованной смазки,
еельзуют механизированные установки. Причем заправку моторными маслами производят
хчно с использованием маслораздаточных колонок со счетчиками отпускаемого масла (при-
2:. 10, рис. 1; прилож. 11, рис. 3), а заправку агрегатов производят трансмиссионным маслом
часосных установок, практически идентичных установкам для заправки моторным маслом,
хрямую, через шланги с раздаточными пистолетами или с использованием барабанов с само-
отымающимися шлангами (прилож. 11, рис. 2; прилож. 12, рис. 7).
Стационарная насосная установка мод. 3106М (рис. 2.53) состоит из электродвигателя 11
. щностью 1,1 кВт), шестеренного насоса 12 типа Г11-22А, воздушно-гидравлического акку-
хятора 13, автоматического выключателя 14, блока перепускных клапанов 15, всасывающей
зы 16 с сетчатым фильтром и фильтром очистки масла. Насосная установка монтируется на
ндаменте на маслоскладе (обычно в подвальном помещении), рядом с цистерной с маслом.
Маслораздаточная колонка 18 мод. 367М состоит из корпуса, счетчика масла и раздаточного
: :толета с рукавом. Масло к счетчику подается по трубе, проходящей внутри корпуса, на конце
7зрой размещен запорный вентиль, разъединяющий магистраль, идущую от насосной установки
. четчику масла. Счетчик масла поршневой, четырехцилиндровый, состоящий из объемомера и
7тного механизма. Счетный механизм имеет указатели разового и суммарного отпуска масла.
59
13
Рис. 2.53. Установка для раздачи масел для двигателей:
а — маслораздаточная колонка мод. 367М; б — насосная установка 3106М (монтажная схема); в — автоматически?
электровыключатель; г — насосная установка 3106М (вид сверху)
Указатель разового отпуска — двухстрелочный с пределами показаний от 1 до 10 л. Указател.
суммарного отпуска роликового типа, с верхним пределом измерения 999,9 л.
Маслораздаточная колонка устанавливается на посту для смазочно-заправочных работ в зое-
ТО, иногда на большом удалении от насосной станции (в среднем от 5 до 15 м). Подавать масле
обладающее определенной вязкостью, на такое расстояние по трубопроводам малого диаметр,
весьма сложно: требуется высокое начальное давление (в зависимости от длины трубопровс
дов — от 0,8 до 1,5 МПа. Причем тягучее масло подается не плавно, а толчками, с гидроударами
Для смягчения подачи масла и служит воздушно-гидравлический аккумулятор, в верхней част:
которого образуется амортизирующая воздушная подушка.
Включение и выключение насосной установки происходит автоматически, с помощью вы
ключателя 14, при нажатии или отпускании рукоятки раздаточного пистолета. Автоматически:
выключатель 14 представляет из себя реле 4 давления, взаимодействующее с кнопкой концевог.
выключателя 10 через рычаг 1. По окончании заправки и отпускании рукоятки заправочног.
пистолета клапан в нем закрывается, и давление во всей системе резко возрастает и передается г
трубопроводу 6 на мембрану 7, связанную со штоком 8; постепенно преодолевается сопротивлени-
пружины 9, шток нажимает на рычаг 1, а тот в свою очередь — на кнопку концевого выключателя 1:
60
гУ.тродвигатель насоса выключается. Процесс включения происходит в обратном порядке. Ре-
:зка давления производится гайкой 2. Контроль давления осуществляется по манометру 5.
невыключении по какой-либо причине электродвигателя насосной установки в работу
. чается блок перепускных клапанов, отрегулированный специальным винтом 19 на давление
:.чько большее, чем развивает насос.
7: мимо описанной насосной установки широко применяют установки погружного типа, кото-
этанавливаются на горловине цистерны (прилож. 10, рис. 1, б). Мощность электродвигателей
чм — 1,5 кВт.
ОБОРУДОВАНИЕ ДЛЯ ПЛАСТИЧНЫХ СМАЗОК
L z эд пластичных (густых) смазок в узлы трения автомобилей производится в основном че-
чециальные пресс-масленки при давлении (для различных точек смазки) от 6 до 10 МПа,
случаев требуется давление от 10 до 30 МПа, а в некоторых случаях и более. Иногда для
.гния сильно застывшей загрязненной смазки используют винтовые гидропробойники,
: чзающие давление до 150 МПа.
Е мелях ввода пластичных смазок в узлы трения под большим давлением используют самые
ччные типы нагнетателей смазки — от ручного рычажного до механизированных, с элект-
мзодом или с пневматическими насосами,
э: смотрим устройство и работу простей-
нагнетателя, входящего в комплект инс-
ента для водителя. Ручной рычажный
<атель состоит из цилиндрического мик-
ткера 4 (рис. 2.54) со штоком 5 и само-
ммным поршнем, продвигающим смазку
г йствием пружины к насосу плунжерно-
ма, в корпус 3 которого завинчивается
: бункер. Насос снабжен приводной ру-
::эй 1 с рычагом, шарнирно связанной с
.т.ером 2, совершающим возвратно-посту-
эьное движение при качании рукоятки в
жальном канале с боковым отверстием
::ода смазки (в дальнейшем будем назы-
ге камерой высокого давления — КВД).
чней части КВД установлен клапан 7.
Рис. 2.54. Ручной рычажной нагнетатель смазки:
а — общий вид; б — схема работы нагнетателя мод. 03-
в корпус завинчена трубка со специальным наконечником для пресс-масленок. При подъеме
чтки плунжер уходит вверх, открывая боковое отверстие КВД для поступления порции смаз-
_.ри нажатии на рукоятку плунжер, опускаясь, выдавливает под большим давлением смазку
-: клапан и наконечник в пресс-масленку узла трения. Этот процесс продолжают обычно до
ч эр, пока не выйдет вся старая смазка.
большом производстве, когда требуется
: кая производительность, хорошо зареко-
z звал себя нагнетатель смазки мод. 390М
2.55 и прилож. 12, рис. 1). Он состоит
тикера 3 со шнеком 4 и лопаткой-смеси-
который смонтирован на тележке 11с
крьмя колесами 1. В полом корпусе теле-
•. закрытом крышкой 2, в масляной ванне
чтированы две пары приводных шестерен.
:з эдная шестерня 9 вначале передает кру-
-лй момент на кривошипный механизм 1
. 2.55, б) с роликом 2, обеспечивающий
- же с пружиной 4 возвратно-поступатель-
чзижение штока 5 в КВД 6. При крайнем
-: жении плунжера смазка поступает че-
эковое отверстие в КВД через сетчатый
титр 7. При перемещении роликом криво-
плунжера он выдавливает смазку через
г 8 к раздаточному пистолету. Вторая
Рис. 2.55. Нагнетатель смазки 390М:
а — кинематическая схема; б — схема работы плунжерного
насоса
Ill
61
пара шестерен (рис. 2.5 5, а) приводит в действие шнек с мешалкой (разбивающей сгустки смазк:
и тот подает смазку по каналу через сетчатый фильтр к плунжерному насосу. Включение и н.
ключение электродвигателя нагнетателя происходит автоматически (с помощью реле давлени -
и концевого выключателя). Вместимость бункера — 16 л; производительность — до 150 г/м;:
максимальное развиваемое давление — 40 МПа, регулируется изменением натяжения пружи:
реле давления. Очень похож по конструкции и принципу работы нагнетатель мод. 03-9903 (п;
лож. 12, рис. 2).
Сейчас выпускается более современный компактный передвижной нагнетатель смазкг
электромеханическим приводом мод. С-321. Вместимость бункера увеличена до 40 л, осталья.
показатели (включая мощность электродвигателя равную 0,55 кВт) идентичны вышеописанЕ
мод. 390М.
Все чаще стали использовать в качестве привода механизированных установок для раздг
жидких масел и для нагнетателей смазки пневматические двигатели с золотниковым механизм:
Это отечественная разработка. Она появилась в начале 60-х годов. Затем постепенно ее вып;
был прекращен. Но в последнее время пневматические насосы стали широко использовать за;
бежные фирмы по выпуску гаражного оборудования, и наша промышленность снова возобнови
их выпуск.
Пневмодвигатель состоит из цилиндра 2 (рис. 2.56, а), закрытого снизу крышкой 1 с сальЕ
ком для штока 11, закрепленного с помощью втулки 9 и резьбой муфты 10 в поршне 8. ПоршеЕ.
помощью поводка 6 связан с золотниковым механизмом распределения подачи сжатого возду:
расположенным в корпусе 5. Золотниковый механизм в различных моделях пневмодвигате.'
имеет свою конструкцию.
На рис. 2.56, б дана схема работы пневмодвигателя совместно с насосом клапанного тиг
работа и конструкция которого уже были рассмотрены.
Рассмотрим работу насоса плунжерного типа совместно с пневматическим двигателем на
тановке для нагнетания пластичных смазок на примере мод. С-322 (рис. 2.57).
Рис. 2.56. Устройство (а) и схема (6) работы
пневматического двигателя
Рис. 2.57. Нагнетатель смазки мод. С-321
Установленный на бункере вместимостью 63 л пневматический двигатель с рабочим давлен
ем сжатого воздуха 0,6—0,8 МПа связан со штоком 8 плунжерного насоса высокого давления :
40 МПа, расположенного в нижней части приемной трубы 2, помещенной в бункере установи
В отличие от предыдущих вариантов, камера высокого давления 4 с боковыми входными отве
стиями для смазки сама вместе со штоком совершает по вертикали возвратно-поступательЕ
движение, а плунжер 3, закрепленный в основании насадки 1 с сетчатым фильтром, остает
неподвижным. Насос снабжен клапаном 6 с пружиной 7 и поршнем 5, смонтированным сверху:
КВД, и при ее возвратно-поступательном движении неподвижно закрепленный поршень при по;
еме засасывает смазку через сетчатый фильтр в нижнюю часть приемной трубы, а при опускай:
создает давление, способствуя вводу смазки через отверстия в КВД, одновременно превращая
в пластичную однородную массу. При опускании штока с КВД плунжер вытесняет смазку чер
полый шток и через шланг к пистолету.
62
Приложение 9
ОБОРУДОВАНИЕ ДЛЯ СМАЗКИ, ЗАПРАВКИ МАСЛАМИ,
ВОЗДУХОМ И РАБОЧИМИ ЖИДКОСТЯМИ
__ереносная маслораз-
-:ная колонка С- 207
Рис. 4. Нагнетатель смазки
мод. С-104
Рис. 5. Смазочно-заправочная
установка мод. С-101
Рис. 6. Передвижная уста-
новка для смазки и заправки
03-9902
Рис. 7. Передвижная уста-
новка С-508 для сбора отра-
ботанных масел
63
Приложение.
СМАЗОЧНО-ЗАПРАВОЧНЫЕ УСТАНОВКИ И ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Рис. 1. Маслораздаточная колонка мод. 367М (а); погружная насосная установка мод. 3160 (б); стационарная
насосная установка мод. 3106М (в)
Рис. 2. Установка стационарная компрессорная
мод. 1101-В5
Предназначена для накачки шин, очистки :
обдува деталей после мойки, привода пневмат
ческого инструмента, пневматических солидог
нагнетателей и другого оборудования.
В состав компрессора входят головка с цилл
драми и кривошипно-шатунным механизме
ресивер, электродвигатель, приводные ремы
воздухопроводы и ограждение.
Головка компрессора и электродвигатель ;
тановлены на ресивере, что создает компакты
конструкцию. Передача вращения от электрод:
гателя на коленчатый вал компрессора осуще
вляется тремя клиновидными ремнями, которi
в целях безопасности закрыты ограждением.
Компрессор двухступенчатого действия, с :
лаждением воздуха после первой ступени. С цел:
облегчения обслуживания в компрессоре пред;
мотрено автоматическое выполнение следуют:
операций:
• поддержание давления в заданных пр
делах с помощью реле давления;
• разгрузка электродвигателя при пус:
специальным пневмо-разгружателем;
• отделение конденсата при помощи вл.
гомас л оотд е л ите л я;
• удаление конденсата при помощи вл
гоудалителя.
64
Приложение 11
СМАЗОЧНО-ЗАПРАВОЧНОЕ ОБОРУДОВАНИЕ
Зак маслораздаточный мод. 133М Рис. 2. Установка для заправки агрегатов автомобиля транс-
миссионным маслом мод. 3119Б
Рис. 3. Маслораздаточная
колонка мод. С-228
Рис. 4. Маслораздаточный бак
Рис. 5. Нагнетатель пластичной
смазки SNS-300
Ножной солидонагнетатель SNS-300 является передвижным устройс-
твом с ножным приводом. Вертикальный цилиндрический резервуар для
смазки изготовлен из стальной трубы. Сверху он закрыт закручиваемой
крышкой. Резервуар прикреплен к основанию, изготовленному из сталь-
ного листа. Основание оснащено двумя колесами. В нижней части резер-
вуара смонтирован плунжерный насос для нагнетания масла. Поршень
насоса соединен с педалью, приводимой в движение ногой. Обратный
ход педали совершается под действием двух пружин. Внутри резервуара
смонтирован поршень, сжимающий смазку, прикрепленный к винту с
прямоугольной резьбой. Поршень смещают с помощью двухстороннего
воротка, прикрепленного к винту. Смещение поршня ведет к начальной
компрессии смазки, находящейся внутри резервуара. Солидонагнетатель
оснащен шлангом высокого давления и двумя сменными наконечниками
для смазки.
65
-558
Следует отметить принципиально новую конструкцию нагнетателя пластичной смаз:
мод. С-104 (прилож. 9, рис. 4) с электроприводом и дополнительным переходным насосом. Он об-
ленивает работу одновременно двух постов смазки с подачей ее непосредственно из стандарты
тары (для транспортирования смазки) к раздаточным пистолетам на посты. Конструктивы
особенностью нагнетателя является сочетание в одном блоке общего электропривода насоса вы:
кого давления, нагнетающего смазку к двум раздаточным пистолетам, и погружного перекачнс -
насоса, обеспечивающего подачу смазки из тары. Кроме того, нагнетатель снабжен встроены
тросовой лебедкой, с помощью которой можно вывешивать нагнетатель на специальной опое
поднимая его при смене тары со смазкой. Привод плунжерного насоса высокого давления о:
ществляется от электродвигателя мощностью 0,75 кВт через червячно-цилиндрический редукы
с помощью эксцентрика с подшипником. Выходной вал редуктора через промежуточный вал обе
печивает привод шестеренного перекачного насоса, подающего смазку через сетчатый фильте
плунжерному насосу. Перекачной насос снабжен шнеком (с размешивателем смазки) для пода-:
смазки к нему непосредственно из тары. Над перекачным насосом смонтирован барабан лебед:- •
с храповиком. Установка снабжена двухрежимным реле давления, которое может переключа-
на давление 25 или 40 МПа. Производительность насоса, обеспечивающая работу двумя раздатс
ными пистолетами, составляет 300 г/мин. Нагнетатель рекомендуется монтировать в отдельн:
помещении, с выводом шлангов с пистолетами на посты смазки.
2.4.2. КОМБИНИРОВАННОЕ СМАЗОЧНО-ЗАПРАВОЧНОЕ ОБОРУДОВАНИЕ
На централизованных постах смазки и заправки очень часто используют комбинированы
смазочно-заправочное оборудование, т. е. в отдельном помещении (на маслоскладе) для пода-:
масла, пластичной смазки и т. д. могут использоваться насосные установки любого типа, а ы
посту монтируется раздаточная многофункциональная установка с несколькими раздаточны::
пистолетами различной конструкции в соответствии с назначением.
В настоящее время выпускается установка мод. С-101 (прилож. 9, рис, 5) — с настенной разы,
точной панелью, С-101-1 — с напольной раздаточной панелью, С-101-2 — с потолочной (подвеснс :
панелью, по типу установок некоторых западных фирм (прилож. 12, рис. 3, 5, 6).
Кроме того, выпускается установка с возможностью размещения в нише осмотровой канавы -
С-101-3 (рис. 2.58 поз. 15). В прилож. 12 на рис. 7 представлен целый комплекс перевозимых ы
тележках установок для смазочно-заправочных работ фирмы «Istobal» (Испания) с использование
пневматических двигателей. Оригинальна конструкция для раздачи жидких масел с шестеренные
насосом с ручным приводом.
Отечественная установка мод. С-508 (прилож. 9, рис. 7) с приемной воронкой служит ды
сбора отработанных масел. Емкость объемом 50 или 100 л монтируется на двухколесной тележке
подхвате. Для удобства в работе при сливе масла на воронку, регулируемую по высоте винтовы.
зажимом, устанавливается наклонный лоток.
В полевых условиях для проведения комплекса смазочно-заправочных работ очень удобн
передвижная установка мод. 03-9902 (прилож. 9, рис. 6). С ее помощью можно производить г.
правку двумя сортами жидкого масла, смазочные работы пластичной смазкой, производить псы
качку шин и т.д., т.е. тот же комплекс операций, как и на установке С-101. Внутри одного шкас
расположены две емкости с жидкими маслами и с насосами, с приводом от электродвигател е
Во втором шкафу расположен бункер с пластичной смазкой и пневмодвигателем с плунжерньы
насосом. Там же установлен бак для сбора отработанного масла. В комплект установки входы.-
пять барабанов с самонаматывающимися шлангами и раздаточными пистолетами. У правлены
осуществляется с единого пульта.
Из новинок отечественного производства следует отметить также принципиально новую кон:
трукцию маслораздаточной колонки для моторных масел мод. С-228 (прилож. 11, рис. 3).
66
Приложение 12
УСТАНОВКИ ДЛЯ СМАЗКИ И ЗАПРАВКИ, ВКЛЮЧАЯ ЗАРУБЕЖНЫЕ ОБРАЗЦЫ
Рис. 2. Нагнетатель с электроприводом
мод. 03-9903
Рис. 3. Установка смазочно-за-
правочная подвесного типа (обо-
рудование зарубежных фирм)
пс. 1. Нагнетатель с электро-
приводом мод.390
Рис. 4. Компрессорная установка
Рис. 6. Комбинированная смазочно-
заправочная установка
Рис. 5. Смазочно-заправочная
установка
Зис. 7. Установки для заправки и смазки (оборудование зарубежных фирм)
Рис. 8. Барабан с самонаматы-
вающимся шлангом для жидкого
масла
67
2.4.3. СИСТЕМА КОМПЛЕКСНОЙ ЗАПРАВКИ, СМАЗКИ И СЛИВА
ОТРАБОТАННЫХ МАСЕЛ (зарубежный опыт)
В виде технологической цепочки,
соответствии с последовательностью пр.
ведения работ на централизованном пост
за рубежом используется система ком:
лексной заправки, смазки и слива отраб
тайных масел (рис. 2.58). В верхней част:
рисунка изображено отдельное помещена
(или маслосклад) с емкостями 9 для хр:
нения масел и смазки с пневматически:::
насосами 8. От центральной магистрали
со сжатым воздухом, снабженной мае.:
уловителем 1 и влагосборником 2, чер:
систему редукторов 5 с манометрами -
для контроля рабочего давления возду:.
к пневматическим двигателям подведей
шланги 7. Из емкостей масло (смазка) :
шлангам и трубопроводам подается и
пост, где на настенной панели 10 смо:
тированы на кронштейнах барабаны
с самонаматывающимися шлангами :
раздаточными пистолетами, некоторь:
из них (в основном для заправки жидки:::
маслами) снабжены счетчиками 12. Д.т
удобства проведения работ часть смазс -.
ных материалов по трубопроводам 13е:
дается в нишу канавы, где смонтирован:
аналогичные барабаны 15 со шлангами :
раздаточными пистолетами. На рисун:
вместо обычных воронок с шарнирно с
единенными трубопроводами для ели:
масла изображена перемещающаяся
роликах четырехгранная воронка 14
отражателем, предохранительной сетке:
и краном 16, при открытии которого :
включении в нужное положение рукояти:
распределителя стока масла (по сортам
масло стекает самотеком по трубопровод
17 в цистерну 18 для сбора отработанно:
масла соответствующего сорта.
Рис. 2.58. Система комплексной заправки,
смазки и слива отработанных масел
68
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте:
1. Назначение и виды смазочно-заправочного оборудования
II. Выполните рекомендуемые рисунки и схемы, дайте их наименование и спецификацию основных
узлов и деталей:
1. Оборудование для заправки жидкими маслами (рис. 2.51; 2.52; 2.53, в).
2. Оборудование для пластичных смазок (рис. 2.54; 2.55; 2.56, б; 2.57).
3. Комбинированное смазочно-заправочное оборудование, (прилож. 12, рис. 3).
4. Система комплексной смазки, заправки и слива отработанных масел (рис. 2.58, упрощенный вариант).
5. Новые модели смазочно-заправочного оборудования, в том числе инофирм (рис. 2.51, 2.55; прилож. 9,
тис. 7; прилож. 10, рис. 1; прилож. 11, рис. 3).
III. Ответьте на вопросы:
1. Каковы конструкция и принцип действия насоса крыльчатого типа? На каких установках он исполь-
туется?
2. Что собой представляет конструкция насоса клапанного типа? Для каких установок он используется?
Каков принцип его действия?
3. Охарактеризуйте конструкцию комплекса для заправки агрегатов моторным и трансмиссионным
I аслами с насосами шестеренного типа и принцип их работы совместно с автоматическим электровыклю-
чателем привода.
4. Какие два типа шестеренных насосных установок используют для подачи жидких масел на посты
: ? газки?
5. Что собой представляет конструкция маслораздаточных баков с ручным приводом? Какой тип насоса
з них используется?
6. Охарактеризуйте основные модели маслораздаточных колонок. Для раздачи каких масел они применя-
<тся?
7. Что собой представляют установки для раздачи жидких масел с пневматическим двигателем и насосом
яапанного типа? Каков принцип их работы?
8. Назовите производительность различного типа установок для раздачи жидких масел (за 1 мин).
9. В каких целях в конструкцию установок для раздачи жидких масел с шестеренными насосами введен
-пдравлический аккумулятор?
10. В каких целях в установках для раздачи жидких масел с шестеренными насосами устанавливают
тэль высокое давление масла на выходе из насоса (0,5—1,6 МПа) и как при необходимости это давление
: эмулируется?
11. Каковы конструкция и принцип действия ручного рычажного нагнетателя пластичной смазки,
много типа насос в нем используется?
12. Что собой представляет конструкция электромеханических нагнетателей смазки? Какой тип насоса
"-пользуется в них? Каков принцип их работы?
13. Как производится автоматическое включение и выключение электродвигателей нагнетателей
пазки?
14. Каковы конструкция и принцип работы нагнетателей пластичной смазки с пневмодвигателями
например, мод. С-322)? Какой тип насоса используется в них?
15. В чем заключается конструктивная особенность смазочно-заправочных установок (типа мод. С-101)
мня комплексного проведения смазочно-заправочных работ?
16. Что собой представляет полный комплекс оборудования для проведения смазочно-заправочных
: азот — от насосных установок с емкостями на маслоскладе до устройств для слива отработанных масел?
17. Каковы основные технические параметры нагнетателей пластичной смазки различных моделей
развиваемое давление, мощность электродвигателя привода или рабочее давление сжатого воздуха для
тневмодвигателей и т.д.)?
69
2.5. РАЗБОРОЧНО-СБОРОЧНОЕ
И СЛЕСАРНО-МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ
2.5.1. НАЗНАЧЕНИЕ, ВИДЫ РАЗБОРОЧНО-СБОРОЧНОГО
И СЛЕСАРНО-МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К НЕМУ
Большой объем работ по обслуживанию и ремонту узлов, агрегатов и систем автомобиле,
на АТП требует применения разнообразного разборочно-сборочного и слесарно-механическог
оборудования, без которых проведение операций по обслуживанию и ремонту были бы невс.
можны. А для повышейия удобства в работе и производительности труда ремонтных рабочих :
совокупности с указанным оборудованием широко используются организационная и технол:
гическая оснастка.
Данное оборудование и приспособления, в зависимости от назначения и габаритов, может быт.
стационарным, передвижным или переносным, универсальным или специализированным, а г
месту размещения — напольным или настольным и может использоваться как на постах ТО и Т?
автомобилей, так и во вспомогательных цехах (агрегатных, моторных и др.). Их часто называй-
« стендами для ремонта...» и в обозначении модели проставляют индекс « Р ».
В номенклатуру гаражного оборудования входит практически все необходимое оборуд:
вание и оснастка для обслуживания узлов и агрегатов всех основных моделей отечественны
автомобилей.
К основному оборудованию относятся стенды для ремонта снятых с автомобилей агрегатов
оснащенные не только различного типа захватами и зажимами для крепления, но и всевозмох
ними дополнительными механизмами (например, для сжатия пружин передней подвески, д.т-
поворота ремонтируемых агрегатов и узлов в различных плоскостях и т.п.). При этом широь
используется технологическая оснастка: от простых гаечных ключей и комплектов-наборс:
специального инструмента, включая самые разнообразные типы съемников узлов и деталей, ~
механизированного инструмента и, в первую очередь, различного типа гайковертов — от облег
ченного типа ручных до более мощных, монтируемых на тросах балансированных подвесок ил:
на специальных тележках (например, гайковерты для гаек колес, рессор и т.д.). В ходе ремонтны
работ возникает потребность в проведении запрессовочных, сверлильных, расточных или зато-:
ных работ. Для их проведения в номенклатуру гаражного оборудования введены сверлильные :
заточные станки, различные прессы — от электрогидравлических с усилием сжатия в десять:
тонн до малогабаритных настольных с усилием от 3 до 10 т. Сюда же входят компактные пресса
для клепки фрикционных накладок, станки для расточки тормозных барабанов и т.д.
Все вышеуказанные работы невозможны без использования различной организационно:
оснастки: от обычных тумбочек, шкафов и стеллажей для хранения технологической оснастки
запасных частей и т.д. до специализированных верстаков, иногда в виде передвижных посте:
для ремонта.
Требования к указанному виду оборудования и оснастке такие же, как и для всех остальных
компактность, низкая стоимость и энергоемкость, надежность в работе и безопасность ее прове
дения, простота в управлении и обслуживании.
РАЗБОРОЧНО-СБОРОЧНОЕ ОБОРУДОВАНИЕ
Для механизации разборки-сборки узлов и соединений с прессовыми и переходными посад-
ками, в т. ч. с натягом, в АТП используют различного типа прессы (прилож. 14, рис. 1—3) — о:
электрогидравлического напольного мод. 2135-1м (с усилием на штоке до 400 кН и дополнитель-
ным плунжерным насосом с ручным приводом для разборки-сборки мелких узлов) до настольных
с ручным приводом — реечный пресс ОКС-918 (с усилием на штоке до 30 кН) и гидравлический
переносной пресс верстачного типа мод. Р-324.
В настоящее время начат выпуск более современного напольного электрогидравлическогс
пресса мод. Р-337 (с усилием на штоке до 500 кН и электродвигателем мощностью в 3,0 кВт).
В прилож. 14 на рис. 4 показан напольный пневматический пресс старой конструкции мод. Р-304
для клепки фрикционных накладок. В прилож. 14 на рис. 10 изображен специализированный пост
по замене агрегатов грузовых автомобилей мод. Р-637 с комплектом гайковертов различного типа,
с передвижным электромеханическим подъемником, с захватами для агрегатов и т. д.
70
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
Использование вышеописанного оборудования позволяет повысить
производительность труда в 2—3 раза, но не меньшее значение имеет
также использование современного инструмента и различных при-
зпособлений от обычных слесарных тисков (рис. 2.59) до комплектов
специального инструмента (рис. 2.60; прилож. 13, рис. 1—3).
Для повышения производительности труда и удобства в работе
ромышленность выпускает десятки комплектов гаечных ключей
азличного типа — от комплектов торцовых головок с шарнирными
Рис. 2.59. Слесарные тиски
|-| о.
рукоятками, воротками, реверсивными трещотками, усилителями
крутящего момента (рис. 2.61), двухсторонних ключей с открытым зевом и накидных кольцевых
ключей до специализированных комплектов для ТО и ремонта конкретных систем автомоби-
лей — комплект инструмента электрика мод. И111 и И144, комплект регулировщика-карбюра-
тэрщика мод. 2445М и т. д.
Рис. 2.60. Комплект приспособлений и съемников
для автомобиля ЗИЛ-130
Рис. 2.61. Редуктор-усилитель крутящего
момента с набором торцовых ключей
-::с. 2.62. Установка для
.зерления мод. Р-175
Рис. 2.63. Пассатижи с усилите-
лем зажима деталей
Рис. 2.64. Рукоятка-удлинитель с фиксатором
для съемных наконечников гаечных ключей
В ходе ремонтных работ приходится пользоваться установками для сверления отверстий,
стример настольными установками типа мод. Р-175 (рис. 2.62) — для сверления отверстий диа-
стром до 12—13 мм. Для заточки инструмента используют компактное настольное точило мод.
Е-631 (прилож. 13, рис. 5).
При ТО и ТР автомобилей часто возникают случаи, когда практически невозможно отвернуть
пт или гайку с развальцованными гранями, поврежденными коррозией и т. д. Для этих целей
тубежные фирмы выпускают специальные пассатижи с усилителем зажима в виде системы ры-
стов с болтом, который завинчивают обычным ключом после предварительного сжатия детали
'ками, как в обычных пассатижах (рис. 2.63). Очень удобна в работе рукоятка-удлинитель с
:::-:сатором съемных наконечников гаечных ключей (рис. 2.64). Эта конструкция дает большую
гномию высококачественного металла.
71
ОРГАНИЗАЦИОННАЯ ОСНАСТКА
Предметы организационной оснастки не только предназначаются для складирования инстр;
мента, деталей, размещения на ней различного оборудования, приспособлений, приборов и т. д
но порой представляют собой рабочее место. В частности, это касается верстаков различного тип;
передвижных тумбочок с комплектом приспособлений (их иногда называют «передвижными по.
тами»), рабочих столов и т. д. На рис. 2.65 даны образцы такой оснастки. Особенно удобна тел ежк.
с раздвижными ящиками для инструмента и деталей и расположенным между ними сиденьем д.т •
автослесаря. В прилож. 13 показаны целые комплекты организационной оснастки отечественн:
го производства мод. ОРГ-4999 (рис. 6) и мод. КИ-5308А (рис. 7), включая также установку дл
мойки деталей и инструментальную тележку со складными лотками — мод. ОРГ-70-7878-10С-
(рис. 8). В прилож. 15 представлены образцы оснастки чешской фирмы «Motokov». В основнс:
это передвижные посты в виде тумбочек с комплектом инструмента и приспособлений.
Рис. 2.65. Организационные оснастки (зарубежные образцы):
а однотумбовый верстак; б — двухтумбовый верстак; в — тележка с ящиком для инструмента и сиденьем для
автослесаря; г — комплект организационной оснастки фирмы «Гедор»
72
Приложение 13
РАЗБОРОЧНО-СБОРОЧНОЕ ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ,
ИНСТРУМЕНТ И ОРГАНИЗАЦИОННАЯ ОСНАСТКА
Рис. 1. Комплект инструмента слесаря- Рис. 2. Комплект инструмента мод. ПИМ-1516
монтажника мод. 2446
Рис. 3. Комплект инструмента
«Большой набор» мод. ПИМ-1514
Рис. 4. Приспособление для извлечения
срезанных шпилек мод. ПИМ-490М
Рис. 5. Точило настольное
электрическое мод. ЗЕ-631
Рис. 6. Комплект оснастки мод. ОРГ-4999
Рис. 7. Комплект оснастки мод. КИ-5308А
Рис. 8. Тележка инструментальная
мод. ОРГ-70-7878-1004
73
:-с98
Приложение 1-
СЛЕСАРНО-МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ
Рис. 1. Пресс гидравли-
ческий мод. 2135-1М
Рис. 2. Пресс трехтонный
реечный мод. ОКС-918
Рис. 3. Гидравлический верстачный
пресс (ручной) мод. Р-324
Рис. 4. Пресс пневматический
для клепки фрикционных
накладок мод. Р-304
Рис. 6. Стенд для сборки и регулировки сцеплен;:,
мод. Р-207
Рис. 7. Стенд для ремонта коробки
перемены передач
Рис. 5. Стенд для ремонта
редукторов мод. Р-640
Рис. 9. Стенд для ремонта двигателей
ЗИЛ-130
Рис. 8. Стенд для разборки и
сборки передних и задних мос-
тов мод. ОПР-989 (мод. 2450)
74
Приложение 15
ОРГАНИЗАЦИОННАЯ ОСНАСТКА ФИРМЫ «МОТОКОУ» (Чехия)
Рис. 3 Рис. 4
• :*-698
75
2.5.2. МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
ДЛЯ РАЗБОРОЧНО-СБОРОЧНЫХ И КРЕПЕЖНЫХ РАБОТ
Наиболее трудоемкими операциями являются разборка и сборка резьбовых соединений (он г
составляют около 70% всех соединений в конструкции автомобиля), особенно тех, которые был:
в эксплуатации и подвергались воздействию агрессивных веществ окружающей среды. Единс-
твенный путь повышения производительности труда на этих работах — максимально возможна*
механизация. К сожалению, в настоящее время она составляет не более 10—15% от общего объ-
ема работ данного вида. Применение гайковертов, винтовертов, шпильковертов и т. п. позволяет
повысить качество работы и значительно облегчить условия труда. Все большее распространение
получают ударные гайковерты (рис. 2.66). Отсутствие реактивного момента при работе с нимя
позволяет использовать их для разборки-сборки резьбовых соединений большого диаметра. Онг
также имеют меньшую массу по сравнению с гайковертами вращательного действия.
Рис. 2.66. Ударно-импульсный электрогайковерт:
1 — рабочий наконечник; 2 — втулка; 3 — ведомая полумуфта; 4,11 — пружины; 5 — шпиндель; 6 — шарики;
7 — ведущая полумуфта; 8,10 — зубчатые колеса; 9 — корпус
Наибольшее распространение в АТП нашли гайковерты с пневматическим и электрически::
приводом. Вместо гайковертов с электрическим приводом при напряжении 220 В и частоте 50 Гя
(с коллекторным двигателем) чаще используют гайковерты с асинхронными двигателями вви/г
более безопасного напряжения 36—42 В и частоте 220 Гц.
Пневматические гайковерты (ПГВ) имеют меньшую массу и габариты по сравнению с преды-
дущими, однако КПД их ниже, чем у электрических. Кроме того, требуется специальная аппа-
ратура для очистки сжатого воздуха, а учитывая, что в АТП часто меняется давление воздуха з
магистралях, могут значительно меняться рабочие параметры ПГВ (усилие затяжки и т. д.); кроы:
того, при увеличении нагрузки они резко теряют обороты, снижая производительность.
Несмотря на указанные недостатки, ПГВ нашли широкое распространение благодаря простота
конструкции. Торможение при их работе практически безвредно для механизма ПГВ, вплоть д:
полной остановки при работе. Электрические ручные машины при работе создают меньше шума
не нуждаются в сложной подводящей сети сжатого воздуха, но в отличие от ПГВ электродвига-
тели гайковертов чувствительны к перегрузкам и при многократном их повторе быстро выходя:
из строя. Выбор гайковерта зависит от требуемого максимального крутящего момента, который
зависит от размеров резьб и их состояния. Например, для разборки резьбового соединения Ml С
требуется крутящий момент 5—12 кгм, а для М20 — уже 20—45 кгм. Большинство гайковерте:
ударного действия обеспечивают 20—40 ударов в секунду, но используются и гайковерты редке-
ударные — до 3 ударов в секунду. Они имеют более высокий КПД и дают более точную (тарирс-
ванную) затяжку резьбовых соединений.
Отечественная промышленность выпускает гайковерты как с высокой частотой ударон
(мод. ИЭ3114А, мод. ИЭ3117 ит. д.), так и редкоударные (мод. ИЭ3112, ИЭЗИбАи др.).
В АТП находят также применение гайковерты мод. ИЭ-3106 (мощность электродвигателя —
240 Вт, Мкр — 6,3 кгм), мод. ИЭ-3111 (мощность электродвигателя — 400 Вт, Мкр — 25 кгм). ПГЕ
отечественного производства представлены моделями ИП3112 (Мкр— 10 кгм, максимальны::
диаметр резьбы — 14 мм), ИП3113 (Мкр — 25 кгм, максимальный диаметр резьбы — 18 мм), боле:
новая модель — 1111-16 (реверсивный, Мкр — 26 кгм, максимальный диаметр резьбы — 18 мм).
На рис. 2 прилож. 16 показано несколько типов ПГВ и балансирные подвески (рис. 1) для
них, упругость пружин в которых может регулироваться и полностью уравновешивать масс;
конкретного гайковерта. На рис. 4 и 5 прилож. 16 показано несколько типов динамометрических
рукояток для обеспечения или контроля затяжки резьбовых соединений и эталонный прибор для
периодического контроля динамометрических устройств. В прилож. 17 представлены различного
типа гайковерты зарубежных фирм и показаны способы их применения.
76
Приложение 16
БАЛАНСИРЫ, ПИСТОЛЕТНЫЕ И УГЛОВЫЕ ГАЙКОВЕРТЫ,
РУКОЯТКИ ДИНАМОМЕТРИЧЕСКИЕ
(Зарубежные образцы)
Рис. 5. Измеритель для контроля вращающего
момента
Рис. 4. Рукоятки динамометрические
77
Приложение 1
ГАЙКОВЕРТЫ
(ЗАРУБЕЖНЫЕ ОБРАЗЦЫ)
гайковерты
Рис. 5. Приемы проведения операций разборочно-сборочных и крепежных работ
78
2.6. НОВЫЕ ТЕХНОЛОГИИ, ИСПОЛЬЗУЕМЫЕ ПРИ ОБСЛУЖИВАНИИ
И РЕМОНТЕ АВТОМОБИЛЕЙ (зарубежный опыт)
2.6.1. КОНТРОЛЬ ВНУТРЕННИХ ПОЛОСТЕЙ АГРЕГАТОВ И УЗЛОВ
Фирма «Шторц» (Германия) разработала принципиально новый метод диагностики технического
состояния узлов, агрегатов различных частей автомобиля без их предварительной разборки, с по-
мощью различных типов мотоскопов с оптической системой Хопкинса. Метод диагностики заклю-
чается в получении четкого изображения на микроэкране флексоскопа или жесткого бороскопа
деталей и других элементов, находящихся внутри узлов, агрегатов и полостей автомобилей (при-
лож. 18). Помимо визуального наблюдения оператором-диагностом с последующим заключением
о техническом состоянии контролируемых деталей автомобиля можно проводить фотосъемку с
получением фиксированного изображения и
даже использовать видеокамеру, связанную
с компьютером, для цифровой обработки изо-
бражений и получения печатных данных по
результатам проверки.
Перед началом осмотра гибкий свето-
вод флексоскопа (эндоскопа) или жесткий
наконечник бороскопа вставляют в различ-
ные технологические отверстия (рис. 2.67),
эбычно имеющиеся на узлах, агрегатах и
различных полостях автомобилей. Вращая
экуляр вместе со световодом внутри иссле-
дуемой полости, можно получить «круговую
панораму» исследуемого места. В конст-
рукцию мотоскопов введены фокусировоч-
ные устройства для коррекции изображения
2 любого расстояния, а линзы, располагае-
мые на самом конце вводимых эндоскопов,
позволяют оператору-диагносту расширить
осматриваемое поле и видеть мельчайшие
детали, зазоры, трещины, крупицы нагара,
участки металла, пораженные коррозией
и т.д. Важным моментом, позволяющим
свободно манипулировать инструментом,
является малый диаметр вводимых внутрь
наконечников (до 6,5 мм). Основой прибора
является люминесцентный проектор с авто-
номным питанием (150 Вт).
Достоинство данного метода — резкое
сокращение времени на диагностику с по-
лучением точного диагноза технического
состояния проверяемых элементов авто-
мобиля без затраты времени и средств на
разборку узлов и агрегатов.
Рис. 2.67
2.6.2. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗИРОВАННОЙ МОЙКИ УЗЛОВ И АГРЕГАТОВ
На практике, например на автомобильных заводах, уже много лет используют метод очистки
деталей (в т.ч. и крупногабаритных) косточковой крошкой. С помощью этого метода можно эф-
фективно удалять нагар, накипь и другие загрязнения без использования специальных дорогосто-
ящих моющих веществ с химикатами, вредными для здоровья рабочих. Кроме того, данный метод
позволяет уменьшить габаритные размеры (за счет сравнительной простоты технологического
процесса) и, следовательно, металлоемкость установок для очистки деталей косточковой крошкой
(см. прилож. 19). Там же представлены образцы моечных малогабаритных установок, пригодных
для использования в условиях АТП, дана схема и описание технологического процесса новой
системы очистки деталей «Вакуа», разработанной одной из фирм США.
79
Приложение 1
МОТОСКОП ФИРМЫ «ШТОРЦ» —
СИСТЕМА ДЛЯ ОСМОТРА НЕДОСТУПНЫХ ЭЛЕМЕНТОВ
Жесткий бороскоп
Флексоскоп
Люминесцентный
проектор
Фиберо-оптический
световой кабель
шарнирный рукав
Эндоскопия
Документация
► Диапозитив/копия
► Монитор
► Рекордер
► Печатные данные
► Компьютер
(Цифровая обработка
изображений)
Рис. 1. Схемы осмотра
Люминесцентный проектор (150 вт)
Окуляр Фиберо-оптический кабель
Жесткая насадка для дифракции изображения
Рис. 3. Проектор и комплект
вспомогательных устройств к мотоскопу
Жесткий
бороскоп
80
Приложение 19
ЭФФЕКТИВНАЯ МОЙКА УЗЛОВ И АГРЕГАТОВ АВТОМОБИЛЕЙ (США)
Процесс «Вакуа» — один из самых быстрых, универсальных и эффективных процессов, он позволяет осуществлять
очистку и отделку металлических деталей наиболее экономичным способом. При его использовании можно обходить-
ся без дорогих химикатов, применение которых часто требует пескоструения или трудоемкой и неприятной ручной
очистки, занимающей многие часы; полностью устраняются проблемы безопасности, производственной санитарии,
и загрязнения окружающей среды, имеющие место при работе с сильными химикатами и пылью при использовании
обычных методов.
«Вакуа» — процесс влажной обдувки с высокими объемными расходами, с помощью которого выполняются сле-
дующие операции:
• удаление окалины, обезуглероживание, удаление ржавчины и общая очистка с получением самой высокой сте-
пени чистоты;
• подготовка поверхностей для окрашивания, нанесения гальванических и других покрытий, склеивания;
• получение высококачественных блестящих отделок;
• зачистка микрозаусенцев, тонкий наклеп для повышения срока службы;
• снятие заусенцев на деталях из термопластмасс.
Все эти операции выполняются с одновременным обезжириванием и с приданием стойкости против коррозии; при
этом не происходит импрегнирования или повреждения острых кромок и высокоточных поверхностей.
Рис. 1. Моечные малогабаритные установки с системой «Вакуа»
Рис. 2. Система «Вакуа»
Описание процесса
Поверхности деталей подвергают бомбардировке твердыми час-
тицами, содержащимися в больших объемах рециркулируемой воды
(обычно это частицы абразивов или стекла); обработка происходит
внутри шкафа. Специальный насос «Вакуа» (С) подает смесь среды и
воды (В) из отстойника шкафа (А), при постоянном высоком объемном
расходе, к рабочему распылителю (В). Перед подачей к распылителю
часть воды направляется по отводу (В), эта вода обеспечивает пе-
ремешивание суспензии. Регулируемый поток сжатого воздуха пода-
ется к распылителю, а от него распыленная суспензия направляется
на деталь.
Вода, в которой находятся очищающие частицы, служит подушкой
между частицами и поверхностями деталей; кроме того, она смазывает
и промывает детали, переносит мягкие ингибиторы и обезжиривающие
вещества и полностью предотвращает образование пыли.
81
11-698
БОЛТОСВАРОЧНЫЙ АППАРАТ
Эксплуатация автомобилей связана с воздействием атмосферных осадков и агрессивны:,
веществ окружающей среды на различные детали и другие элементы конструкции и, в перву:-:
очередь, на незащищенные детали, расположенные снизу автомобилей. К этому следует добавит;
разрушающие свойства солей и других химикатов, искусственно наносимых на дорожное полотн
(например, при гололеде). Это воздействие выражается в коррозии металлических поверхностей
в т.ч. деталей резьбовых соединений, которые в некоторых случаях становятся практически не
разборными (так называемое «прикипание»).
При повреждении резьбы на крепежных деталях (их иногда называют «нормалями» или «ме
тизами») или при их обламывании в ходе ремонтных работ при разборке возникает необходимости
в их замене на новые, восстановлении крепежного соединения. При обламывании требуется пре.:
варите л ьно удалить остатки крепежного изделия путем высверливания. Делать это приходите -
в крайне неудобных для работы условиях, с большими трудозатратами. Затем необходимо наре-
зать новую резьбу под болты и шпильки (обычно большего размера). Эти работы занимают поре:
больше времени, чем сам процесс обслуживания различных узлов и систем.
Поэтому разработанный фирмой «TRW Nelson» (Швеция) малогабаритный переносной бо-
тосварочный аппарат (мод. ALPHA850) для приваривания на место вышедших из строя элементе:
резьбовых соединений специальных резьбовых заготовок соответствующего размера позволяет
резко повысить производительность труда. Аппарат (рис. 2.68) состоит из сварочного трансфо;
матора и сварочного пистолета, соединенных между собой кабелем. На конце электропроводящк:
шин пистолета смонтирована головка с зажимом для заготовок. Широкий диапазон регулировк:
силы тока позволяет приваривать детали крепежа из различных материалов — от пластмасс ~
легированных сталей.
Рис. 2.68. Болтосварочный аппарат:
а — общий вид сварочного трансформатора; б — сварочный пистолет с наконечником-зажимом; в — примеры
использования аппарата для восстановления крепежного соединения методом приваривания элементов резьбовых
соединений, штифтов и т.д.
82
2.6.3. НОВАЯ ИЗМЕРИТЕЛЬНАЯ ТЕХНИКА
При проведении измерительных работ при изготовлении новых или дефектовке бывших в
эксплуатации деталей, затрачивается много времени квалифицированных рабочих, а точность
измерений зачастую не соответствует современным требованиям, что отражается на качестве
изделий. Фирма «МАУЗЕР» (Германия) разработала принципиально новый метод измерений на
координатно-измерительных центрах (рис. 2.69), состоящих из интегрированных поворотных
столов, подвижных измерительных устройств с высокочувствительными щуповыми головками
(прилож. 20, рис. 1—3), передающими сигналы на преобразующее устройство компьютера с пе-
чатным устройством, которое позволяет получить графическое изображение и все необходимые
технические параметры (прилож. 20, рис. 4), включая чистоту обработки поверхности, форму
элементов детали и т.д. При этом методе резко возрастает производительность труда и точность
измерений. В прилож. 20, рис. 5 воспроизведена схема бесконтактной измерительной системы
со светоизлучающими диодами.
Рис. 2.69. Координатно-измерительный центр
83
11'-698
Приложение 20
НОВАЯ ИЗМЕРИТЕЛЬНАЯ ТЕХНИКА
Измеряющая щуповая головка
Благодаря измеряющей щуповой головке возможности применения
машины UMM 550 практически неограничены для решения всех задач
измерения, встречающихся в технике координатных измерений.
Различные возможности приема измеренных значений:
• статическое измерение — при наивысших требованиях к точности;
• многоточечное измерение — для сокращения времени касания;
• сканирование — для быстрого контроля формы.
Интегрированный поворотный стол
Благодаря оснащению поворотньг:
столом RT 05-400 (дополнение) маши-
на UMM 550 становится еще более эф
фективной измерительной машиной
четырьмя осями для измерения.
Рис. 3
Рис. 4
Рис. 5. Измерение с помощью световых лучей:
технология высокой производительности.
Бесконтактная измерительная система,
не подвергаемая износу
Решетчатая шкала из специального стекла в особой технике
исполнения образует основу для системы линейного измерения
При передвижении по отдельным осям считывающая решетке
проводится вдоль масштаба по решетчатым отметкам. Обра-
зование сигналов производится бесконтактным методом при
помощи светоизлучающих диодов (рис. 5).
84
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по теме:
1. Назначение, виды разборочно-сборочного и слесарно-механического оборудования.
II. Выполните рисунки и схемы, укажите их наименование и определитеспецификацию основных узлов
и деталей по следующим темам:
1. Разборочно-сборочное и слесарно-механическое оборудование, инструменты, приспособления
(рис. 2.60, в; 2.63; 2.64); изобразить: один наконечник и рукоятку с фиксатором, тележку автослесаря с
раздвижными лотками для инструмента и сидением (схематично), комплект организационной оснастки
(рис. 7, 8 прилож. 13), прессы (рис. 1, 2 прилож. 14), передвижной пост автослесаря (рис. 1 прилож. 15).
2. Механизированный инструмент (рис. 7 прилож. 16 и 17). Дать общий вид балансирной подвески, два
любых гайковерта различного типа и одну из динамометрических рукояток.
3. Новые технологии (зарубежный опыт):
а) оборудование для мойки узлов и деталей; дать схему «Вакуа»;
б) болтосварочный аппарат (рис. 2.67).
III. Ответьте на вопросы:
1. Как классифицируется разборочно-сборочное и слесарно-механическое оборудование?
2. Что по классификации относят к «оборудованию», что к «организационной оснастке» и что к
«технологической оснастке»?
3. Какие требования предъявляются к данным видам оборудования и оснастки?
4. Перечислите известные вам основные модели разборочно-сборочного и слесарно-механического обору-
дования с указанием его назначения.
5. Перечислите основные модели комплектов инструмента универсального и специализированного
назначения.
6. Каково назначение пассатижей с рычажно-винтовым усилителем зажима деталей?
7. Каковы назначение и принцип использования различного рода съемников с ручным винтовым при-
водом?
8. Что дает использование рукояток-удлинителей с фиксатором для наконечников гаечных ключей?
9. Опишите в общих чертах конструкцию известных вам моделей организационной оснастки.
10. Как классифицируются гайковерты, какие типы приводов в них используются?
11. Охарактеризуйте конструкцию и принцип работы ударно-импульсного электрогайковерта.
12. Что представляют собой конструктивно балансиры? С какой целью они используются?
13. Охарактеризуйте известные вам типы ручных гайковертов.
14. Каково назначение динамометрических рукояток?
15. В чем заключается принцип контроля внутренних полостей узлов и агрегатов с помощью мотоско-
пов? Что дает их использование?
16. В чем заключается сущность мойки узлов и деталей в установках с системой «Вакуа»?
17. Каковы назначение, конструкция и принцип работы болтосварочных аппаратов?
18. Какова сущность нового метода измерений на координатно-измерительных центрах с щуповыми
головками и компьютерами?
ГЛАВА 3
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ТЕКУЩИЙ РЕМОНТ ДВИГАТЕЛЕЙ
3.1. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
КРИВОШИПНО-ШАТУННОГО И ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО
МЕХАНИЗМОВ ДВИГАТЕЛЕЙ
3.1.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ КРИВОШИПНО-ШАТУННОГО
И ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМОВ
СНИЖЕНИЕ МОЩНОСТИ ДВИГАТЕЛЯ может сопровождаться затрудненным пуске::
неустойчивой работой на различных режимах, повышением расхода топлива, увеличением пр:
цента содержания СО и СН в отработанных газах и т.д. К этому приводит
снижение компрессии в цилиндрах, причинами которого являются:
• износ цилиндро-поршневой группы — приводит к увеличению зазора, что способствуй
прорыву газов из камеры сгорания; под воздействием различных факторов меняется геометриче
кая форма: появляется овальность, износ цилиндров «на конус», т.к. именно в верхней их част:
проявляются самые неблагоприятные условия работы (высокая температура, плохие условия д.:
смазки — часть смазки смывается неиспарившимся топливом, часть выгорает);
• износ, поломка, выпадение или залегание поршневых колец в поршневых канавках — п;
исходит при несвоевременной замене загрязненного масла или при использовании сортов мает
с большим содержанием лаков и смол, что приводит к засорению канавок с последующим при?
ранием колец, которые перестают пружинить и сдерживать прорывающиеся газы, а их остр;
кромки начинают «шабрить» зеркало цилиндров;
• ослабление крепления головки блока — приводит к прорыву как сжатой рабочей сме:
так и отработанных газов, что вызывает быстрое прогорание прокладки головки блока и мо'л -
привести к короблению самой головки, особенно при перегреве двигателя;
• негерметичность клапанов — влияет не только на снижение компрессии, но и на ве
процесс образования и сгорания рабочей смеси; происходит при установке слишком маленьк:
тепловых зазоров в клапанных механизмах, при короблении головок клапанов и седел или об;
зовании на их рабочих фасках раковин, при заедании клапанов во втулках, при ослаблении е-
поломке пружин клапанов.
ПОВЫШЕННЫЙ ШУМ ПРИ РАБОТЕ появляется по следующим причинам:
• повышенный износ деталей;
• неудовлетворительная смазка деталей — например при пониженном уровне смазки в по:
доне картера и чрезмерном разжижении ее, при использовании маловязких сортов в жарк::
климатических условиях;
• слишком большой зазор в клапанных механизмах — приводит к стуку клапанов.
МЕХАНИЧЕСКИЕ ПОВРЕЖДЕНИЯ И АВАРИЙНЫЕ ПОЛОМКИ происходят:
• из-за нарушения технологии сборки;
• заводского дефекта деталей или чрезмерного износа их в процессе эксплуатации;
• нарушения нормальной работы двигателя — например сильная детонация может привес:
к прогоранию поршней, обрыву шатунов, поломке коленчатого вала и т.д.;
• проворачивания вкладышей подшипников — обычно приводит к «заклиниванию» двиг
теля;
• размораживания двигателя при низких температурах — может вызвать разрыв рубаш:
охлаждения и привести к полному разрушению двигателя;
• разрушения опорных подушек двигателя.
86
ЗИЛ-4331
Рис. 3.1. Поперечный разрез двигателя:
1 — пробка маслозаливного отверстия;
2 — форсунка; 3 — топливный трубоп-
ровод высокого давления; 4 — воздухо-
провод; 5 — штанга коромысла; 6 —
крышка клапанов; 7 — впускной клапан;
8 — головка цилиндров; 9 — выпускной
газопровод; 10 — поршень; 11 — комп-
рессионное кольцо; 12 — блок цилиндров;
13 — маслосъемное кольцо; 14 — ре-
зиновые уплотнительные кольца; 15 —
шатун; 16 — болт-стяжка; 17 — колен-
чатый вал; 18 — фильтр тонкой очистки
масла; 19 — гильза цилиндра; 20 — пру-
жина клапана; 21 — выпускной
Рис. 3.2. Механизм газораспределения:
1 — шестерня привода топливного насоса; 2 — шес-
терня распределительного вала; 3 — фланец; 4 — рас-
пределительный вал; 5 — толкатель; 6 — штанга;
7 — выпускной клапан; 8 — впускной клапан; 9 — ме-
ханизм вращения клапана; 10 — резиновая манже-
та; 11 — пружина клапана; 12 — гаситель вибрации
пружины; 13 — уплотнительное кольцо; 14 — тарел-
ка; 15 — сухарь; 16 — коромысло; 17 — контргайка;
18 — регулировочный винт; 19 — втулка коромысла;
20 — обойма; 21 — дисковая пружина; 22 — шарик;
23 — пружина; 24 — корпус механизма вращения;
25 — втулка фиксирующая
Рис. 3.3. Кривошипно-шатунный механизм:
1 — болт; 2 — демпфер шкива коленчатого вала;
3 — шкив; 4 — пылеотражатель; 5 — кольцо манжеты;
6 — маслоотражатель; 7 — шестерня привода распредели-
тельного вала; 8 — шестерня привода масляного насоса;
9 — коленчатый вал; 10 и 25— вкладыши шатунного
подшипника; 11 — шатунный болт; 12 — шатун; 13 —
поршневой палец; 14 — стопорное кольцо; 15 — пор-
шень; 16 — маслосъемное кольцо; 17 — компрессионные
кольца; 18 и 24 — вкладыши коренного подшипника; 19
и23 — шайбы упорного подшипника; 20 — болт крепле-
ния маховика; 21 — штифт; 22 — маховик; 26 — крышка
шатуна; 27 — шайба; 28 — гайка
87
СПЕЦИФИЧЕСКИЕ НЕИСПРАВНОСТИ
При рассмотрении рис. 3.4 как кинематической схемы работы газораспределительного мех
низма (ГРМ), становится более понятным назначение тепловых зазоров в клапанных механизм:
двигателей. Если тепловой зазор А будет отсутствовать или будет меньше нормативного, то с;
нагревании клапана 17 в ходе работы двигателя он начнет удлиняться и в конце концов упрется
носок коромысла 6. С другой стороны, при жесткой кинематической системе привода, состоят?
из кулачка распределительного вала 1, толкателя 2 и штанги 4, которая при нагреве удлиняет.
и воздействует на коромысло, тепловой зазор А также будет стремиться к уменьшению. Поэте:
при прогреве двигателя и нагреве деталей ГРМ до высоких температур отсутствие или налич:
слишком малого зазора А приведет к тому, что клапан не сможет в нужный момент закрыть
(что станет причиной различных нарушений работы, резкого снижения компрессии в цилинд;
и т.д.). Если же зазор А в клапанном механизме превышает нормативный, то снова нарушит
кинематика работы ГРМ: носок коромысла уже не сможет «амортизировать» клапан при его :
крытии, оно будет слишком резким — возникает стук клапанов, который, помимо дискомфортн:
ощущений, вызывает наклеп головки клапана и седла и может привести к хрупкому разрушен::
их рабочих поверхностей. К сожалению, нельзя установить оптимальный зазор, т.к. при работ?
результате действия сил трения изнашиваются торцовые части деталей привода, кулачок так:?
изнашивается по высоте, кроме того, торцовые части привода и самого клапана развальцовывай •
ся от сильных знакопеременных нагрузок. Все это приводит к увеличению зазоров в клапаннь.
механизмах, которые требуют периодической регулировки.
На рис. 3.5 изображена головка блока и детали ГРМ ГАЗ-3102. Здесь возможны специфическ:
неисправности, связанные с наличием дополнительного клапана 28 форкамеры 31, — ослаблен:
крепления корпуса клапана, нарушение теплового зазора и т.п. (т.е. неисправности, свойственна
всем клапанным механизмам). Специфические неисправности ГРМ автомобилей семейства В
могут быть вызваны неудовлетворительным состоянием привода распредвала, чрезмерным изн
сом кулачков и шеек вала, ослаблением крепления корпуса распредвала или чрезмерным износ:
подшипников под шейками вала, износом сферических опор рычагов и рабочих торцов сам:
рычагов (рис. 3.6). В моделях более позднего выпуска (ВАЗ-2108 и т.д.) износ регулировочнь:
шайб 3 и кулачков 2 приводит к увеличению тепловых зазоров А в ГРМ (рис. 3.7).
Рис. 3.4. Газораспределительный механизм авто-
мобиля КамАЗ
Рис. 3.5. Головка блока и детали газораспределительного
механизма:
2 — впускной клапан; 11 — коромысло; 13 — ре-
гулировочный винт клапана форкамеры; 14 — ось коромы-
сел; 15 — регулировочный винт впускного клапана; 19 —
штанга; 27 — корпус дополнительного клапана; 28 — клана?
форкамеры; 29 — свеча; 31 — форкамера; 32 — сопловые
отверстия; 33 — камера сгорания
88
Рис. 3.6. Механизм газораспределения двигателя ВАЗ-2101:
а — устройство механизма: 1 — клапан; 2 — направляющая втулка
клапана; 3 — уплотнительный колпачок; 4и 5 — клапанные пружины;
6 — сухарь; 7 — тарелка пружины; 8 — шпилечная пружина рыча-
га; 9 — рычаг; 10 — корпус распределительного вала; 11 — кулачок;
12 — крышка клапанного механизма; 13 — сферическая опора рычага;
14 — регулировочный болт; 15 — контргайка регулировочного болта;
16 — стальная втулка; 17 — нижняя опорная шайба; 18 — стопорное
кольцо; б — последовательность регулировки тепловых зазоров кла-
панов: А и Б — метки, при совмещении которых поршень в четвертом
цилиндре достигает в. м. т. в такте сжатия; В — регулировочный болт;
Г-контргайка; 1—4 — очередность регулировки клапанов
Рис. 3.7. Газораспределительный
механизм двигателя ВАЗ-2108:
1 — клапанная крышка; 2 — ку-
лачок распределительного вала;
3 — регулировочная шайба; 4 —
толкатель; 5 — втулка; 6 — клапан;
7 —свеча; 8 — уплотнительный
колпачок; А — зона теплового
зазора ГРМ
3.1.2. ОСНОВНЫЕ МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ,
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
Одним из менее трудоемких, но требующих определенных навыков методов диагностики
двигателя, является прослушивание его работы с помощью различного типа виброакустических
приборов — от самых простых по конструкции стетоскопов со звукочувствительным стержнем
(напоминающих медицинские фонендоскопы), до электронных стетоскопов типа «Экранас» и
ультразвуковых стетоскопов с двумя наушниками модели УС-01.
Для усиления звукового эффекта от виброударных импульсов в характерных точках и зонах
двигателя (рис. 3.8) стетоскоп «Экранас» (рис. 3.9, а) снабжен двухтранзисторным усилителем
низкой частоты 4 с пьезокристаллическим датчиком и батарейным питанием (3 В). Пластмассовый
корпус 3 имеет гнезда для установки стержня 5 и подключения телефона-наушника 6. У стетос-
копа модели КИ-1154 (рис. 3.9, б), на стержне 5 смонтирован усилитель 3 и слуховой наконечник
6 рупорного типа.
Рис. 3.8. Зоны прослушивания
двигателя
Рис. 3.9. Стетоскопы:
а — электронный стетоскоп «Экранас»;
б — стетоскоп мод. КИ-1154; 1 — провод;
2 — элементы питания; 3 — корпус-ручка;
4 — преобразователь виброударных им-
пульсов; 5 — звукочувствительный стер-
жень; 6 — телефон-наушник
89
>2-698
Рис. 3.10. Ультразвуковой свето-
скоп УС-01
Рис. 3.11. Компрессометры:
а — для карбюраторных двигателей; б — для
дизелей; 1 — корпус; 2 — манометр; 3 — шту-
цер; 5 — контргайки; 6 — трубка; 7 — резиновый
наконечник; 8 — золотник; 10 — выпускной кла-
пан; 11 — шланг; 12 — переходник; 13 — зажим-
ная гайка; 14 — клапан; 15 — пружина клапана;
16 — седло; 17 — наконечник
Ультразвуковой стетоскоп модели УС-01 (рис. 3.10) отличается
наличием двух каналов (звукового и ультразвукового), специальных
наушников, насадков на микрофон в виде гибких зондов, позволяю-
щих прослушивать работу механизмов в труднодоступных местах при
повышенной температуре деталей двигателя, а также электронногс
табло на корпусе, высвечивающего в цифрах силу стуков и шумоз
(в децибелах — дБ) — все это делает данную модель стетоскопа эффек-
тивным средством диагностики технического состояния КШМ и ГР К
двигателей. Источник питания прибора имеет напряжение 12 В.
Перед диагностированием двигатель следует прогреть до темпе-
ратуры охлаждающей жидкости (90 ± 5) °C. Прослушивание про-
изводят, прикасаясь острием наконечника звукочувствительног:
стержня в зоне сопряжения проверяемого механизма.
Работу сопряжения поршень—цилиндр прослушивают по всей высоте цилиндра по зонам J
(рис. 3.8) при малой частоте вращения коленчатого вала (КВ) с переходом на среднюю — стук;:
сильного глухого тона, усиливающиеся с увеличением нагрузки, свидетельствуют о возможно::
увеличении зазора между поршнем и цилиндром, об изгибе шатуна, поршневого пальца и т.д.
Сопряжение поршневое кольцо—канавка проверяют на уровне НМТ хода поршня (зона 8
на средней частоте вращения КВ — слабый стук высокого тона свидетельствует об увеличенно::
зазоре между кольцами и канавками поршней, либо о чрезмерном износе или поломке колец.
Сопряжение поршневой палец—втулка верхней головки шатуна проверяют на уровне ВМТ
(зона 3) при малой частоте вращения КВ с резким переходом на среднюю. Сильный стук высоког:
тона, похожий на частые удары молотком по наковальне, говорит о повышенном износе детале:.
сопряжения.
Работу сопряжения коленчатый вал—шатунный подшипник прослушивают в зонах 7 на малс:
и средней частотах вращения КВ. Глухой звук среднего тона сопровождает износ шатунных вкл :
дышей. Стук коренных подшипников КВ прослушивают в этих же зонах (чуть ниже) при резке •
изменении частоты вращения КВ (максимальным открытием или прикрытием дроссельной з?
слонки) — сильный глухой стук низкого тона свидетельствует об износе коренных подшипников
Стук в клапанных механизмах прослушивают в зонах 2, наличие износа шеек распредвала — :
зонах 5, а износа распределительных шестерен — в зоне 6.
Широко используемым методом диагностирования технического состояния КШМ и ГРМ дв;;
гателей является замер компрессии в цилиндрах двигателей в конце тактов сжатия с помощь:
различного типа компрессометров и компрессе-
графов с самописцами. На рис. 3.11, а изображез
компрессометр мод. 179 с рукояткой пистолетног
типа, манометром, наконечником для установки з
свечное отверстие, кнопкой клапана сбросадавленг •
(от предыдущего показания) и т.д.
Несколько отличается по конструкции компрес
сометр для дизелей (рис. 3.11, б). В нижней част:,
он снабжен жестким металлическим корпусом
зажимной гайкой и наконечником, которые вместе
с корпусом устанавливаются на место форсунок з
головке блока с последующим креплением болто::
и скобой форсунки.
Компрессограф КВ-1126 (рис. 3.12) с самописце::
и питанием от аккумуляторной батареи обеспечи-
вает регистрацию на карточке (предварительно з
гнездо прибора вставляется микрорулон специаль-
но разграфленной бумаги) давления и цилиндрах з
диапазоне 0,4—1,6 МПа, (цена деления карточки
0,05 МПа). Прибор снабжается различного рода пе-
реходниками и насадками.
Компрессограф мод. К-181 (рис. 3.13) также
измеряет давление в цилиндрах и фиксирует его е.-
бумажном бланке, закрепленном во вращающемся
барабане путем просечки встроенным ножом. Перез
началом проверки компрессии следует прогретз
90
двигатель, вывернуть все свечи и полностью открыть
воздушную и дроссельную заслонки. Затем наконечник
прибора вставляется в отверстие для свечи первого ци-
линдра и плотно прижимается к гнезду. Коленчатый
вал проворачивается при проверке стартером (частота
вращения должна быть не менее 200—250 мин-1) не
менее 10—12 оборотов. После этого следует проверить
по манометру (или по отрывной карточке) показания
прибора и сравнить его с нормативным. Аналогично
проверяют компрессию в других цилиндрах двигателя.
Отклонение показаний от нормативных для данной
модели двигателя более чем на 25% свидетельствует о
серьезной неисправности двигателя и необходимости
прекращения его эксплуатации.
Проверка компрессии производится при полностью
закрытых клапанах проверяемого цилиндра.
При значительном снижении компрессии следует
попытаться определить место негерметичности. В этих
целях в свечное отверстие заливают иногда до 20 см3 мо-
торного масла для временного уплотнения колец. Если
после этого показания прибора не увеличатся, то это сви-
детельствует о негерметичности клапанов. Компрессия
для карбюраторных двигателей с пониженной степенью
сжатия составляет обычно 0,7—0,8 МПа, для двигате-
лей с повышенной степенью сжатия — 0,9—1,5 МПа,
для дизелей различных моделей 3,5—5 МПа. Причем
даже при допустимом снижении компрессии разница
в показаниях для отдельных цилиндров карбюратор-
ных двигателей не должна превышать 0,1 МПа, а для
дизелей — 0,2 МПа.
Для проверки компрессии в дизелях начат выпуск
портативного (в едином жестком корпусе) компрессо-
метра мод. К-183, с барабаном бумажных талонов для
фиксации показаний встроенным ножом.
Более широкими возможностями при диагностиро-
вании технического состояния КШМ и ГРМ двигателей
обладает прибор мод. К-69М (рис. 3.14). Он состоит из
шланга, подводящего сжатый воздух из магистрали к
прибору, муфты 1, входного штуцера 2, редуктора 3, со-
единенного через входное сопло 4 с манометром 5. Далее
в основную магистраль включен регулировочный винт 7,
а на выходе установлен штуцер 8 и соединительная
муфта 9. Резиновый шланг для подачи сжатого воздуха
в цилиндры имеет на конце специальный наконечник-
штуцер 10. С помощью прибора К-69М производится
замер утечек сжатого воздуха из цилиндров двигателя
при полностью закрытых клапанах. Из сравнения по-
лученных показателей с нормативными делается заклю-
чение о техническом состоянии тех или иных элементов
КШМ и ГРМ. Перед началом проверки следует прогреть
двигатель до температуры охлаждающей жидкости
(90±5)°С, затем вывернуть все свечи зажигания из ци-
линдров, подготовить прибор к работе, отрегулировать
давление подводимого к прибору воздуха до 0,3 МПа, а
рукояткой редуктора 3 установить рабочее давление в
приборе на 0,16 МПа. При этом стрелка прибора должна
установиться на нулевой отметке шкалы, т.е. измери-
тельное устройство представляет собой как бы «манометр
обратного действия »: когда на него подается постоянное
Рис. 3.12. Компрессограф с самописцем
КВ-1126 (Чехия)
Рис. 3.13. Компрессограф К-181
Рис. 3.14. Прибор К-69М
91
12*-698
давление в 0,16 МПа, стрелка стоит на нулевой отметке, а когда в ходе проверки утечек сжатогс
воздуха из цилиндров давление начнет снижаться, стрелка пойдет вверх, показывая на шкале
процент утечки сжатого воздуха.
Проверку начинают обычно с первого цилиндра, предварительно установив его поршень н
конце такта сжатия, при этом оба клапана цилиндра закрыты. Для определения этого положения
в свечное отверстие вставляют либо специальный свисток (который перестает свистеть при уста-
новке поршня в ВМТ), либо пыж (который выбрасывается из свечного отверстия в конце такта
сжатия).
Примечание. В дальнейшей проверке для определения положения поршней в НМТ и ВМТ в конце такта сжати,-
используют специальную обечайку со шкалой, устанавливаемую на корпус прерывателя при снятой крышке распреде-
лителя зажигания, а на ось бегунка распределителя устанавливают стрелку. Вращение коленчатого вала для установи:
поршней в нужное положение осуществляют рукояткой для пуска двигателей.
Вставив штуцер в свечное отверстие первого цилиндра, снимают показания прибора по шкале,
соответствующее утечке воздуха (У2). Утечка воздуха при положении поршней в начале такте
сжатия в НМТ обозначается как У1. Проверку цилиндров ведут по порядку работы их на двигате-
ле. Состояние поршневых колец и герметичность клапанов оценивают по утечке У1, а состояние
цилиндров — по утечке У2 или по их разности (У2 — У1). Если эта разница утечек превышает
установленную норму, это свидетельствует об износе цилиндров «на конус». Кроме того, конк-
ретные места утечек можно проверить, подсоединив напрямую шланг от магистрали с помощьк
быстросъемной муфты 11 к штуцеру 10 — в местах утечек будет слышно сильное шипение пре-
рывающегося воздуха, которое удобно прослушивать с помощью стетоскопа. Если, например
сжатый воздух подан при проверке в третий цилиндр, для которого обнаружен большой процент
утечек У2 и У1, а разница утечек (У2 - У1) невелика и не превышает норму, и при этом слышн:
шипение во впускном коллекторе, вывод однозначен: негерметичен впускной клапан третьеы
цилиндра, состояние всех остальных элементов в норме.
Пневмотестер мод. К-272 (рис. 3.15) имеет аналогичное назначение, что и прибор К-69М, н:
кроме того, обладает целым рядом преимуществ — диагностирование герметичностью надпог-
шневого пространства двигателей выполняет с большей точностью при меньших трудозатратах
масса его и габаритные размеры в шесть раз меньше, он пригоден для диагностирования дизеле::
КамАЗ, ЗИЛ-4331 и т.д.
Пневмотестер К-272 состоит из блока питания 1, содержащего редуктор и фильтр тонкой очистки
указателя 2, объединяющего в себе дроссель, манометр и быстросъемные муфты 3 и 5, соединенных
между собой гибкими воздухопроводами из поливинилхлоридной трубки с внутренним диаметро::
8 мм. К прибору прилагаются штуцер для подсоединения через свечное отверстие к цилиндру, сиг-
нализатор контроля начала сжатия и контрольный дроссель. Редуктор давления РДФ-3-2 позволяет
расширить пределы давления воздуха от 0,25 до 0,8 МПа.
Рис. 3.15. Прибор К-272
а — основные узлы и детали пневмотестера; б — пневмотес-
тер в сборе
Рис. 3.16. Индикатор расхода газов
КИ-13671-ГОСНИТИ:
а — внешний вид; б — установка индикатора
92
Для повышения точности показаний указатель прибора состоит из дросселя {корундовой
втулки с диаметром внутреннего отверстия 1,2 мм). Рабочее давление сжатого воздуха регулиру-
ют вентилем редуктора на 0,16 МПа. Оценка герметичности цилиндра определяется по падению
давления на дросселе указателя 2, пропорциональному расходу воздуха через диагностируемый
цилиндр, как и при проверке прибором К-69М. Конкретные места утечек можно определить по
шипению прорывающегося воздуха с помощью стетоскопа (при этом давление сжатого воздуха,
подаваемого в цилиндры, следует увеличить до 0,3—0,4 МПа).
Еще одним из методов диагностики состояния цилиндропоршневой группы двигателей является
замер количества газов, прорывающихся в поддон картера на различных режимах работы двигате-
ля (в основном на максимальной частоте, под нагрузкой, для чего ведущие колеса устанавливают
на беговые барабаны стенда для проверки мощностных показателей автомобилей и имитируют
соответствующие условия работы). Этот метод не нашел широкого применения на производстве
и используется в основном в лабораторных условиях, при испытаниях двигателей и т.д.
Для замера количества газов, прорывающихся в поддон картера, используют индикатор мод.
КИ-13671-ГОСНИТИ (рис. 3.16). Он состоит из корпуса 1, выполненного в виде Г-образной труб-
ки с резьбовыми отверстиями сверху для присоединения сигнализатора 3 и патрубков 2. Снизу с
помощью комплекта патрубков индикатор присоединяется к горловинам вентиляции картеров.
В боковой крышке 11 со шкалой для определения расхода газов имеется ступица 8 с проходным
сечением 9.
Максимально допустимые утечки воздуха в цилиндрах
Объект проверки Показатели Диаметры цилиндров, мм
Карбюраторные двигатели Дизельные двигатели
51—75 75—100 100—130 75—100 100—130
Цилиндры У2(ВМТ) (У2-У1) >16% >12% >28% >20% >50% >30% >45% >52% >30%
Поршневые кольца и клапаны У1(НМТ) >8% >14% >30% >24% >25%
Предельные значения расхода газов, прорывающихся в поддон картера (л/мин)
ЗМЗ-24 3M3-53 ЗИЛ-130 КамАЗ-740
Номинальный 22 25 28 50
Предельно допустимое 50 110 120 72
Помимо вышеописанных основных методов диагностики КШМ и ГРМ, в ходе работ по ТО
двигателей (например, при ТО-2) проводят поэлементную диагностику отдельных узлов и дета-
лей. Так динамометрическая рукоятка мод. 131М (рис. 3.17, а) используется, в частности, для
проверки затяжки резьбовых соединений крепления головки блока. Она состоит из пружинящего
стержня с рукояткой и шкалой и неподвижной стрелки, закрепленной в головке с квадратом для
сменных торцовых головок, цена деления — 10 Н-м. В ходе проверочных или крепежных работ
стержень изгибается вместе со шкалой, и стрелка показывает значение отклонения, по которой
судят о значении момента затяжки.
На рис. 3.17, б дана схема затяжки болтов
головки блока ЗИЛ-4331, на примере которой
можно сформулировать единое правило для всех
моделей двигателей: вначале следует затягивать
центральные болты (или гайки шпилек), а затем
остальные — равномерно, по обе стороны, крест-
накрест, постепенно двигаясь к периферийной
части торцов головки, как бы «разглаживая»
ее. Отклонение затяжки от схем, рекомендуе-
мых ТУ заводов-изготовителей может привести
к короблению головок со всеми вытекающими
негативными последствиями. Моменты затяжки
составляют в среднем для легковых автомоби-
Рис. 3.17. Динамометрическая рукоятка мод. 131М:
а — общий вид рукоятки; б — порядок затяжки
болтов крепления головки блока цилиндров
93
лей — 65—80 Н’М, для грузовых среднего литража — 70—90 Н-м, для двигателей ЗИЛ-45
и КамАЗ-740 — 190—210 Н*м, для ЯМЗ-236 — 235—255 Нм. Подтягивание болтов (га
шпилек) на чугунных головках следует производить на прогретом двигателе, на алюмин
евых головках — на холодном.
Рис. 3.18. Проверка упругости пружин клапанов
газораспределения:
а — прибор для проверки упругости; б — установка
прибора на двигателе; 1 — рукоятка; 2 — корпус;
3 — нажимной штифт; 4 — поясок-указатель;
5 — эталонная пружина; 6 — установка стойки
Рис. 3.19. Методы контроля и регулировки зазоров
в клапанных механизмах ГРМ
Большое значение для нормальной работы ГР
имеет упругость пружин клапанов. Для ее конт;
ля используют прибор (рис. 3.18, а), состоящий
корпуса 2, нажимной рукоятки 1 с пятой 3, пояск:
указателем 4, эталонной пружины 5 и установочн;
штырей 6. На рис. 3.18, б показана проверка уп;
гости пружин модернизированным прототипом е:
шеописанного прибора — штыри устанавливают :
тарелку пружины клапана и нажимают на рукоят:
прибора (мод. КИ-723) до начала открытия клала:
и по шкале, нанесенной на корпусе, определи:
снижение упругости пружины. Если упругость с?:
зилась более чем на 25% относительно номинала,
выбраковывают.
Своевременная проверка и регулировка за:
ров в клапанном механизме позволяет восстан.-
ливать фазы газораспределения, предотвращу
снижение компрессии в цилиндрах. Замер зазот
между носками коромысел 3 (рис. 3.19) и торца-
стержней клапанов 2 производится с помош;
щупа 1 соответствующей толщины при полност;
закрытых клапанах как на прогретом, так и :
холодном двигателе (в этом случае берут болыт
значение нормативного зазора, указанное в ТУ для данной модели двигателя). Регулиру:
зазор отверткой 6 вращением регулировочного винта 5, при ослабленной контргайке 4. В к:
це регулировки щуп должен перемещаться в установленном зазоре с небольшим усилие
Последовательность регулировки зависит от выбранного метода: либо устанавливают порше:
первого цилиндра в конце такта сжатия (используя пыж или свисток) и регулируют оба к.т
пана первого цилиндра, а затем поворачивают КВ на соответствующий угол и регулируют :
клапана следующего цилиндра по порядку их работы на двигателе, либо по специальной схе:
регулируют сразу все закрытые впускные клапана, поворачивают КБ на соответствуют:
угол и регулируют следующую группу клапанов. Зазор для различных моделей составляет
0,1 до 0,45 мм.
Специфика конструкции привода клапанн;
механизмов в новых моделях легковых автомоби ~
(рис. 3.20) требует использования для контроля за:
ров специальных широких щупов повышенной же
Рис. 3.20. Схема проверки щупом тепловых зазоров
в клапанных механизмах легковых автомобилей:
а — между регулировочным виатом и колпачком
клапана; б — между вставкой толкателя и кулачко?.:
94
ткости. У автомобилей мод. ВАЗ-2108 (рис. 3.20, б)
отсутствуют винтовые регулировочные устройства,
вместо которых используют регулировочные шай-
бы 6 соответствующей толщины, которые устанав-
ливают в углубления торцов толкателей 7.
Для ускорения процесса контроля тепловых за-
зоров с одновременным повышением точности в
дизелях используют прибор КИ-9918-ГОСНИТИ
• рис. 3.21). Корпус прибора устанавливают нижними
лапками на тарелку пружины клапана, а подпружи-
ненную верхнюю лапку 6 заводят под коромысло.
Затем следует перевести рычаг 7 отжимного кулач-
ка 8 в одно из крайних положений, чтобы стрелка
индикатора отклонилась на 5—10 делений, после
чего рычаг следует перевести в другое крайнее по-
ложение и установить шкалу индикатора в нулевое
положение. После этого остается нажать 2—3 раза
на носок свободно качающегося коромысла (клапан
при проверке полностью закрыт) до упора в штангу
толкателя и зафиксировать зазор между бойком
коромысла и стержнем клапана по показаниям ин-
дикатора.
Приспособление мод. ПИМ-4816-ГОСНИТИ
(рис. 3.22) служит для одновременной проверки
и регулировки зазоров. Вначале устанавливают
жало отвертки, жестко соединенной с махови-
ком 4, в прорезь регулировочного винта, затем уста-
навливают головку 1 с рукояткой 5 на контргайку
л, отвернув ее, вращают маховик, воздействующий
на регулировочный винт, до полной выборки за-
зора (такое положение называют — «клапан за-
тянут»). После чего вращают маховик в обратном
направлении, следя за показаниями по отметке
на поворотном диске 2 и градуированном лимбе 3
(градуировка выполнена с учетом шага резьбы
регулировочного винта). Установив нормативный
зазор, с помощью головки и рукоятки затягивают
контргайку.
Одним из методов поэлементной диагностики
является измерение зазоров в кривошипно-шатун-
ном механизме с помощью прибора мод. КИ-11140-
ГОСНИТИ (рис. 3.23, а). Он состоит из корпуса 2 с
закрепленным на нем индикатором 1 часового типа
(с ценой деления 1 мк), пневматического приемни-
ка 3, фланца 4 для крепления устройства в головке
цилиндров вместо форсунки или свечи зажигания,
уплотнителя 5, направляющей 6 и штока 7, жестко
соединенного с ножкой индикатора. На рис. 3.23, б
показана установка прибора на двигателе с подсо-
единенным шлангом от компрессорно-вакуумной
установки мод. КИ-13907.
Суммарную величину зазоров в верхней головке
шатуна и шатунном подшипнике определяют при
неработающем двигателе, предварительно сняв с
него свечу зажигания или форсунку (если диагнос-
тируется дизель), и на их место устанавливают уп-
лотнитель 5 с прибором. К боковой трубке с помощью
быстросъемной муфты 9 подсоединяют шланг ком-
прессорно-вакуумной установки. Затем устанавли-
Рис. 3.21. Приспособление
КИ-9918-ГОСНИТИ для кон-
троля тепловых зазоров в
клапанных механизмах
Рис. 3.23. Устройство КИ-11140-ГОСНИТИ
для измерения зазоров в кривошипно-шатунном
механизме:
а — общий вид прибора; б — установка прибора
на двигатель
95
вают поршень на 0,5—1,0 мм ниже ВМТ на такте сжатия, стопорят коленчатый вал двигателя : -
проворачивания и попеременно создают в цилиндре через трубку 6 давление в 200 кПа и разрежен- -
в 60 кПа, отчего поршень поднимается или опускается, устраняя зазоры в вышеперечисленнь:
сопряжениях. Суммарный зазор при этом фиксируется индикатором. Например, суммарный заз:;
для двигателя ЗИЛ-130 не должен превышать 0,25—0,3 мм. Этот метод используется в основнс:
в лабораториях (в учебном процессе) при испытаниях двигателей на долговечность.
Диагностирование технического состояния КШМ и ГРМ можно производить не только с пом:
щью компрессометров: в последнее время стали использовать для этой цели вакуум-анализат:;
мод. КИ-5315-ГОСНИТИ (рис. 3.24). Наконечник 1 прибора вставляется на место свечи. Пт:
опускании поршня в цилиндре создается разрежение, фиксируемое вакуумметром 9. После чет
показания сравнивают с нормативными.
Рис. 3.24. Вакуум-анализатор КИ-5315-ГОСНИТИ:
1 — наконечник; 2,5 — клапаны; 3,4 — пружины клапанов; 6 — регулировочный винт; 7 — корпус; 8 — вентиль
9 — вакуумметр
3.1.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — ежедневно при пуске двигателя следует обращать внимание на легкость пуска и ра-
боту двигателя на различных режимах (в том числе и в дороге), на возможное дымление дви-
гателя. Большое количество бело-сизого дыма указывает на прорыв в камеру сгорания чере:
неплотности масла, а темно-бурый дым свидетельствует о переобогащении рабочей смеси ила
о неполном ее сгорании из-за неисправности системы зажигания. Перед выездом водителе
должен проверить общее состояние двигателя, опорных подушек, нет ли течи охлаждающее
жидкости или масла.
ТО-1 — провести контрольный осмотр и необходимые крепежные работы; тщательно прове-
рить крепление всех элементов на двигателе. Крепежные работы следует проводить наложение::
ключа на каждую гайку или болт с попыткой подтянуть их с соответствующим усилием. В перву:-.
очередь это касается различных крышек, из-под прокладок которых наблюдается течь масла
в том числе и из-под прокладки поддона. При обнаружении серьезных неисправностей следует
оформить «Заявку» наТР.
ТО-2 — выполнить объем работ при ТО-1. Провести тщательную (углубленную) диагностик;
на спецпостах диагностики — Д-2 или сопутствующую диагностику непосредственно на рабочие
местах. Диагностика включает в себя комплексную проверку технического состояния КШМ ::
ГРМ вышеуказанными методами и приборами. При обнаружении сверхобъемных работ, которые
нельзя устранить в ТО-2, оформляется «Заявка» на проведение соответствующих работ в зоне те-
кущего ремонта+ с привлечением мотористов, а при необходимости и со снятием двигателя для
ремонта в моторном цехе. При ТО-2 разрешается в порядке сопутствующего ремонта (СР) заменят;
отдельные неисправные легкодоступные детали (прокладку клапанной крышки, поврежденные
опорные подушки и т.п.). Если в ходе контрольной проверки обнаружено несоответствие норме
зазоров в клапанных механизмах, их регулируют.
96
3.1.4. ОПЕРАЦИИ ПО ТЕКУЩЕМУ РЕМОНТУ
При проведении ремонтных работ двигателей в моторных цехах для разборочно-сборочных
работ широко используют стенды различных моделей. Практически все они оснащены кронш-
тейнами крепления двигателей, поддонами для сбора остатков масла и механизмом поворота
двигателя (с ручным или электромеханическим приводом) вокруг продольной или поперечной
оси в целях повышения удобства в ходе проведения работ.
На рис. 3.25 изображены стенды для ремонта V-образных дизелей, причем правые стойки яв-
ляются подвижными — их устанавливают в положение, соответствующее габаритным размерам
двигателя.
На рис. 3.26 представлен стенд мод. Р-641 для легковых автомобилей со сменными кронштейна-
ми для крепления двигателей различных моделей. В стойке 9 смонтирован электромеханический
привод, состоящий из электродвигателя 7, клиноременной передачи 6 и редуктора 5 с приводным
валом грузонесущих кронштейнов. Управление поворотом осуществляется нажатием кнопок.
Аналогичную одностоечную конструкцию с электромеханическим приводом имеют стенды мод.
Р-235 и более новая модель Р-642 (для V-образных карбюраторных двигателей). В комплект вхо-
дит подставка под выступающий хвостовик коленчатого вала.
Рис. 3.25. Стенд для разборки и сборки
дизелей:
а — мод. Р-770 с электромеханическим
приводом; б — мод. Р-776 с ручным
Рис. 3.26. Стенд для разборки-сборки двигателей
легковых автомобилей мод. Р-641:
1,2,3 — сменные крепления для двигателей; 4 —
опора приводного вала; 5 — редуктор; 6 — клиноре-
менная передача; 7 — электродвигатель; 8 — маг-
нитный пускатель; 9 — корпус (стойка)
приводом
Таким образом, рассмотренные стенды для разборочно-сборочных работ при ремонте двигателей
(мод. Р-641 — для двигателей легковых автомобилей, мод. Р-235 и Р-642 — для двигателей авто-
мобилей ГАЗ-53А и ЗИЛ-130) имеют практически одинаковую конструкцию привода механизма
поворота двигателей и отличаются лишь габаритными размерами и мощностью электродвигателей
привода (соответственно, 0,35 кВт, 0,6 кВт и 0,55 кВт). Для фиксации двигателей в повернутом
на любой угол положении все модели стендов оснащены червячными редукторами — это один из
самых надежных и удобных методов фиксации (прилож. 23, рис. 6).
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ОПЕРАЦИИ ПРИ РЕМОНТЕ ДВИГАТЕЛЕЙ
В ходе текущего ремонта двигателей в условиях АТП их разбирают целиком или частично, в
зависимости от рода предстоящих работ. После мойки узлов и деталей с помощью вышеописанных
моечных установок, их подвергают контролю на техническое состояние и степень износа. Непри-
годные для дальнейшей эксплуатации детали и узлы выбраковывают, заменяя новыми.
97
13-698
На рис. 3.27 изображено приспособление для контроля клапанов (с видом сверху). Помимс
визуального осмотра — нет ли трещин и осколов — установленный на призмы клапан поворачи-
вают вокруг оси маховиком, производя необходимые измерения параметров клапана с помощью
комплекта индикаторов, после чего проводят анализ состояния клапана — степень износа пс
длине, непрямолинейность стержня (погнутые клапаны выбраковываются), состояние головки
клапана и т.д.
В прилож. 21 показаны приемы выполнения контрольно-измерительных операций, наиболее
характерных при текущем ремонте двигателей.
В прилож. 22 показаны приемы выполнения отдельных операций в ходе ремонта.
В прилож. 23 представлены различные стенды и приспособления, используемые в АТП в ходе
текущего ремонта двигателей: универсальный станок для притирки клапанов мод. ОПР-1841А
(рис. 1), ручная пневматическая дрель для индивидуальной притирки клапанов мод. 2213(рис. 2,1.
приспособление для шлифования фасок гнезд клапанов мод. ОПР-1334А (рис. 3) и мод. 244"
(рис. 5), станок для шлифования фасок клапанов мод. Р-108 (рис. 4) (на станке можно шлифовать
также торцы толкателей, носки коромысел и т.д.), универсальный стенд мод. ОПР-989 (рис. 7
для разборки и сборки двигателей, стенд для разборки-сборки V-образных двигателей ЗМЗ и ЗИЛ
мод. Р-235 (рис. 6) с подставкой.
Рис 3.27. Приспособление для контроля клапанов: а — общий вид; б — вид сверху;
1 — маховик; 2 — валик; 3 — стойка; 4 — втулка; 5 — палец; 6 — коромысло; 7 — ролик; 8 — центр; 9 — призма;
10,11 — индикаторы; 12 — плита
На рис. 3.28 изображен простейший прибор дл.-_
проверки качества притирки (герметичности) клапа-
нов. Перед проверкой фаски седла и клапана смазы-
вают керосином и устанавливают под клапан приспс -
собление, плотно прижимая корпус с уплотнительной
прокладкой. С помощью резиновой груши создают
давление 0,07 МПа — оно не должно изменяться з
течение одной минуты.
На рис. 3.29 показана схема расположения притер-
тых поверхностей седла 2 и клапана 1. После притир -
ки клапанов с использованием пасты, состоящей и;
абразивного порошка с дизельным маслом, ширина з
рабочих фасок для различных моделей двигателей
(в зависимости от габаритных размеров клапанной
трубки) должна составлять от 1 до 1,5 мм, приче::
фаски должны быть в виде матовой полоски по всей
окружности.
Рис. 3.28. Прибор для проверки качества притирки клапанов:
а — внешний вид прибора; б — методика его применения;
1 — резиновая груша; 2 — манометр; 3 — корпус; 4 — уплотни-
тельная прокладка
98
Рис. 3.29. Схема расположения притертых поверхностей клапана и седла:
а — ширина матовой полоски.
На рис. 3.30 изображен прибор для проверки упругости клапанных пружин, обеспечивающий
высокую точность замера.
Рис. 3.30. Прибор для проверки упругости
клапанных пружин
Рис. 3.31. Положение меток на шестер-
нях при установке фаз газораспределе-
ния:
1 — ведомая шестерня привода ТНВД;
2 — ведущая шестерня привода ТНВД;
3 — шестерня распределительного вала;
4 — шестерня коленчатого вала
Внимание!
В заключительной стадии ремонта двигателей в ходе сборочных работ следует обращать особое внимание на
правильность установки ведущих и ведомых шестерен (а соответственно, и их валов) привода ГРМ, а в дизелях — и
ТНВД (рис. 3.31), т.е. при монтаже следует соблюдать точную установку по соответствующим меткам на шестернях:
ошибка установки шестерен даже на один зуб может привести к полному нарушению работы этих систем и двигателя
в целом.
99
13*-698
Приложение -.
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ОПЕРАЦИИ ПРИ ТЕКУЩЕМ РЕМОНТЕ ДВИГАТЕЛЕЙ
Рис. 1. Подбор поршневых колец
по цилиндру
Рис. 2. Закрепление гильз втулка-
ми-зажимами
Рис. 3. Проверка бокового зазора между пор-
шневым кольцом и канавкой в поршне
Рис. 5. Измерение диаметра гильзы цилиндра
Рис. 4. Подбор поршней к цилиндрам
Рис. 7. Измерение концентрич-
ности седла клапана относительно
оси направляющей
Рис. 6. Проверка осевого зазора
коленчатого вала
100
Приложение 22
ПРИЕМЫ ПРОВЕДЕНИЯ РАЗЛИЧНЫХ ОПЕРАЦИЙ В ХОДЕ РЕМОНТА
Рис. 6. Притирка клапанов
Рис. 5. Установка поршня с коль-
цами в цилиндр
Рис. 4. Снятие ступицы шкива,
коленчатого вала
Рис. 7. Снятие шестерни
коленчатого вала
Рис. 8. Установка сальниковой
набивки в сальникодержателе
Рис. 9. Выпрессовка направ-
ляющих втулок клапанов с по-
мощью оправки
Рис. 10. Вывертывание пробок
грязеулавливателей из колен-
чатого вала
101
Приложение 2i.
РАЗБОРОЧНО-СБОРОЧНОЕ И СЛЕСАРНО-МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ
ДЛЯ ТЕКУЩЕГО РЕМОНТА ДВИГАТЕЛЕЙ
Рис. 1. Универсальный станок для при-
тирки клапанов мод. ОПР-1841А
Рис. 3. Приспособление для шлифования
фасок гнезд клапанов мод. ОПР-1334А
Рис. 4. Станок для шлифования фасок клапанов
мод. Р-108
Рис. 7. Универсальный стенд для
сборки и контрольного осмотра
двигателей мод. ОПР-989
102
3.1.5. ОБКАТКА И ИСПЫТАНИЕ ДВИГАТЕЛЕЙ ПОСЛЕ РЕМОНТА
Стенд обкаточно-тормозной предназначен
для послеремонтной обкатки двигателей и сня-
тия характеристик. Стенд позволяет обкаты-
вать двигатели различных моделей в широком
диапазоне мощностей.
Большим достоинством такого стенда явля-
ется возможность проведения как холодной,
так и горячей обкатки, причем при горячей
обкатке электродвигатель стенда работает в
Рис. 3.32. Стенд обкаточно-тормозной мод. КИ-5540:
1 — электрошкаф; 2 — пульт контрольных приборов;
3 — двигатель-тормоз с весовым механизмом; 4 — испы-
тываемый двигатель; 5 — регулировочный реостат
режиме генератора и отдает электроэнергию
в сеть. Совершенство конструкции стенда и
наличие соответствующих приборов позволяет
получать достаточно точные результаты испы-
таний. Стенд (рис. 3.32) состоит из следующих
основных узлов: двигателя-тормоза 3 в сборе с весовым механизмом и пультом контрольных при-
боров 2, регулировочного реостата 5, электрошкафа 1, приспособления для установки двигателей,
бачка для топлива, устройства для замера расхода топлива.
В состав двигателя-тормоза входят балансировочная электромашина, весовой механизм и пульт
контрольных приборов, смонтированные на общей плите, и карданный вал для присоединения
испытываемого двигателя.
Балансировочная электромашина служит приводом при холодной обкатке двигателей и
тормозом при обкатке работающих двигателей и при испытании на мощность. Электромашина
представляет собой асинхронный электродвигатель с фазовым ротором и работает в двух режи-
мах — двигательном и генераторном. В генераторном режиме балансировочная электромашина
начинает работать автоматически, как только двигатель сообщает ее ротору скорость вращения
выше синхронной (свыше 1500 мин-1), при этом вырабатываемая электроэнергия поступает в
сеть с коэффициентом рекуперации от 0,50 до 0,85.
Весовой механизм представляет собой маятниковый силоизмеритель, служащий для замера
тормозного момента при обкатке двигателей под нагрузкой или крутящего момента при холодной
обкатке. Тормозной или крутящий момент определяется по шкале циферблата. В составе весового
механизма предусмотрен гидравлический демпфер для гашения колебаний маятника.
На пульте размещаются приборы, необходимые для контроля работы двигателя: циферблат
весового механизма, электрический дистанционный тахометр, манометры, термометры.
Регулировочный жидкостный реостат служит для пуска балансирной электромашины, регу-
лирования скорости вращения ее ротора при работе электромашины в двигательном режиме и
регулирования нагрузки при работе в генераторном режиме.
Реостат представляет собой бак, наполненный водным
раствором кальцинированной соды, в который опущены
электроды, укрепленные на валу. К каждому электроду
подводится фаза обмотки ротора и через раствор проис-
ходит их замыкание. Скорость вращения ротора балан-
сировочной электромашины изменяется в зависимости
от погружения электродов в раствор.
Силовая аппаратура, а также аппаратура управления
стендом размещаются в электрошкафу.
Приспособление для установки двигателей состоит из
двух продольных плит, закрепленных на фундаменте,
двух поперечных плит и четырех стоек. Конструкция при-
способления предусматривает возможность перемещения
опорных поверхностей в горизонтальном и вертикальном
направлениях, что дает возможность установки на стенде
двигателей различных моделей и габаритных размеров.
Бачок для топлива и устройство для замера расхода
топлива крепятся на стене испытательной станции.
Выносной пульт (рис. 3.33) используется ввиду неблаго-
приятных условий труда непосредственно на посту обкат-
ки двигателей.
Рис. 3.33. Смотровое окно и выносной пульт
управления стендом для обкатки
103
3.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
СИСТЕМЫ СМАЗКИ ДВИГАТЕЛЕЙ
3.2.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ СИСТЕМЫ СМАЗКИ
РЕЗКОЕ ПАДЕНИЕ ДАВЛЕНИЯ МАСЛА В СИСТЕМЕ — до нулевой отметки манометра я.
щитке приборов или загорания аварийного красного сигнала.
Причины:
• вытекание масла из поддона картера — например при его пробое от удара, при разрыве маги:
тральных трубопроводов, шлангов, пробое или распаивании соединений масляного радиатора:
• нарушение электрической сети, выход из строя датчиков или указателя давления масла.
ПОСТЕПЕННОЕ СНИЖЕНИЕ ДАВЛЕНИЯ МАСЛА — при эксплуатации автомобиля, з
течение нескольких недель и более (при нормальном уровне масла в поддоне).
Причины:
• износ коренных и шатунных подшипников, втулок распределительного вала — в результат -
образуются слишком большие зазоры, масло не удерживается в узле трения и выпрыскивает:7
из-под торцов подшипников или втулок в большом количестве, снижая общее давление масла :
системе (при этом маслосъемные кольца не успевают удалять такое количество масла с зеркал.
цилиндров, оно прорывается через кольца в камеру сгорания, вызывая дымление двигателя, за
коксовывание электродов свечей и отложение нагара на деталях и стенках камеры сгорания);
• слишком большой тепловой зазор в клапанных механизмах — в результате в тех модели:
двигателей, где масло подается под давлением через специальные каналы в углубления торце;
коромысел для смазывания наконечников штанг, масло уже не просто стекает по штангам, .
буквально выпрыскивается, как из форсунок, снижая давление масла в системе;
• засорение сетки маслоприемника масляного насоса — при использовании загрязненное:
масла, при несвоевременной замене его происходит засмоление и засорение ячеек сетки;
• повышенный износ шестерен масляного насоса.
НЕСТАБИЛЬНАЯ РАБОТА СИСТЕМЫ И СПЕЦИФИЧЕСКИЕ НЕИСПРАВНОСТИ.
Причины:
• повышение давления масла в системе — происходит при засорении трубопроводов, различны:,
масляных каналов, фильтров и при использовании очень вязких масел при низких температурах :
одновременным заеданием редукционного клапана (в узком канале клапана обычно скапливаются
продукты износа и смолы, образуя вязкую массу, что приводит к заеданию клапана);
• повышение давления масла с последующим резким падением его — после пуска холодног :
двигателя при низких температурах и заедании редукционного клапана давление повышается д:
предельных значений, а затем может упасть до критической (нулевой) отметки, т.к., преодолевая
сопротивление, клапан все же открылся, а затем «заклинил», полностью открыв перепускной
канал, и при прогреве масла масляный насос практически работает вхолостую — в этом случая
следует продолжать прогревать двигатель на малых частотах и, если через несколько минут дав-
ление не придет в норму, его следует остановить и выяснить причину;
» выброс масляной пены из-под крышки заливной горловины — происходит, обычно, при
эксплуатации автомобиля при низких температурах с пониженным уровнем масла.
104
Рис. 3.34. Схема системы смазки двигателя
ЗИЛ-4831:
1 — центробежный маслоочиститель; 2 — комп-
рессор; 3 — оси коромысел; 4 — пробка маслоза-
ливного отверстия; 5 — топливный насос высокого
давления; 6 — масляная магистраль; 7 — подшип-
ник кулачкового вала; 8 — коренной подшипник
коленчатого вала; 9 — основная секция масляного
насоса; 10 — маслоприемник; 11 — предохрани-
тельный клапан; 12 — радиаторная секция мас-
ляного насоса; 13 — предохранительный клапан
основной секции масляного насоса; 14 — редукци-
онный клапан; 15 — шатунный подшипник колен-
чатого вала; 16 — главная масляная магистраль;
17 — указатель давления масла; 18 — перепускной
клапан масляного фильтра тонкой очистки; 19 —
фильтр тонкой очистки; 20 — воздушно-масляный
радиатор; 21 — сливной клапан центробежного
маслоочистителя; 22 — запорный кран воздушно-
масляного радиатора; 23 — отсечной клапан цен-
тробежного маслоочистителя
Рис. 3.35. Фильтр тонкой очистки масла:
1 — корпус; 2 — фильтрующий элемент; 3 — кол-
пак; 4 — пробка сливного отверстия; 5 — датчик
засоренности фильтра; 6 — перепускной клапан
Рис. 3.36. Центробежный
фильтр (центрифуга) тонкой
очистки масла:
1 — корпус; 2 — сопло; 3 —
заборная трубка; 4 — колпак;
9 — сетка; 10 — колпак рото-
ра; 11 — ротор; 12 — подшип-
ник; 13 — ось ротора
Рис. 3.37. Фильтр грубой
очистки масла двигателей
ЯМЗ:
1 — корпус; 2 — болт креп-
ления колпака; 3 — пру-
жина; 5 — верхняя крыш-
ка; 6 — фильтрующий
элемент; 7 — стержень;
8 — колпак; 9 — нижняя
крышка; 10 — перепуск-
ной клапан
Рис. 3.38. Система смазки двигателя автомобиля ГАЗ-3102:
1 — маслоприемный патрубок с сеткой; 2 — редукцион-
ный клапан; 3 — масляный радиатор; 5 — датчик указа-
теля давления масла; 6 — главная масляная магистраль;
9 — трубка для смазки распределительных шестерен;
11 — крышка заливной горловины; 15 — канал подачи
масла к оси коромысел; 16 — фильтр; 17 — пробка для сли-
ва отстоя; 20 — перепускной клапан; 21 — кран включения
масляного радиатора; 22 — масляный насос; 23 — пробка
для слива масла из под дона; 25 — маслоуказатель
105
14-698
3.2.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Рис. 3.39. Проверка уровня и доливка
масла
ЕО — до выезда на линию перед пуском двигателя необх:
димо проверить уровень масла в поддоне картера (автомобия;
должен быть установлен на горизонтальной площадке). В эт:::.
целях вынимают и протирают ветошью измерительный щуг
вставляют его на место до упора, затем вновь вынимают ::
по специальным меткам «полно» — «долей», «шах»—«mir.
«П» — «О» или «В» (в дизелях КамАЗ) определяют, сколы-.,
следует залить масла (рис. 3.39). Нежелательна эксплуатаци :
автомобилей при пониженном уровне масла (малый объе::
приводит к перегреву и чрезмерному разжижению масла), е .
не допускается и перелив масла выше указанных меток (пре-
вышение допустимого уровня масла приводит к «забрасыва-
нию» вращающимися деталями, например щеками коленвала
большого количества масла на зеркало цилиндров — масле -
съемные кольца не успевают его снимать, и оно проникает а
камеру сгорания, что приводит к повышенному дымлени:-:
двигателя, к замасливанию электродов свечей и выходу п::
из строя). Следует проверить герметичность системы смазк::
по возможным подтекам масла. В дороге следует следить з.-
показаниями манометра (указателя давления масла) на раз -
личных режимах работы двигателя.
ТО-1 — провести КО, обращая особое внимание на герме-
тичность системы: возможны подтеки масла через поврежденные или плохо затянутые прокладк::
(клапанных крышек, поддона картера, крышки распределительных шестерен), в местах соеди-
нения шлангов, трубопроводов, через повреждения в элементах масляного радиатора, через пов-
режденные или плохо затянутые элементы масляных фильтров, центрифуг; часто наблюдается
течь масла через передний и особенно через задний коренные подшипники коленчатого вала пр::
повышенных износах или повреждении их сальников и т.д. Поэтому при каждом ТО-1 следует
проводить крепежные работы в местах возможной течи масла и самих элементов системы смазки,
расположенных снаружи двигателя. Проверить давление масла в системе на прогретом двигателе
на различных режимах работы. Указатель давления на щитке приборов должен показывать нз
скоростном режиме работы двигателя для легковых и грузовых автомобилей семейств ГАЗ, ЗИЛ
и МАЗ (с двигателями ЯМЗ-236) 0,2—0,4 МПа; для ЗИЛ-4331 и КамАЗ-740 — 0,4—0,55 МПа.
На холостом ходу (при минимальной частоте вращения коленвала) давление должно быть в преде-
лах 0,05—0,08 МПа, а для автомобилей с дизелями — не ниже 0,1 МПа. Не допускается работа
двигателей при загорании сигнализатора (обычно красного цвета) аварийного давления масла.
Рис. 3.40. Приспособление
КИ-9912 для проверки степени
загрязнения центрифуги:
1 — корпус; 2 — упругая пласти-
на весового механизма; 5 — гайка
ротора центрифуги; 6,7 — гайки;
8 — захват; 9 —опора; 10 — инди-
катор
Примечание. Давление в системе может снижаться (помимо ранее перечисленных причин) ввиду чрезмерного
разжижения масла остатками несгоревшего топлива, стекающего по стенкам цилиндров в поддон картера. При ТО-1,
по графику смазки, с учетом степени загрязненности масла (зависящей как от километража пробега, так и от техни-
ческого состояния двигателя) производят его замену.
106
Масло подлежит замене, если оно уже настолько темного цвета, что не просматриваются риски на
щупе или при проведении экспресс-анализа цвет центрального ядра масляного пятна от нанесенной
на фильтровальную бумагу или чистое стекло капли масла имеет слишком черный оттенок, и тем
более, если в нем присутствует несколько твердых частиц (продуктов износа и т.д.). Кроме того,
если внешняя часть более светлого пояска вокруг ядра имеет темно-коричневый оттенок, это сви-
детельствует о чрезмерном окислении («старении») масла, что так же недопустимо. Следует также
помнить, что масла с присадками изначально имеют темный оттенок. Масло следует сливать только
в горячем виде. Слив производят на осмотровых канавах или на подъемниках через специальные
воронки в емкости для отработанных масел для последующей регенерации (восстановления) или
использования для других нужд. В целях обеспечения возможности замены масла на посту любого
типа зарубежные фирмы выпускают установки для удаления старого масла методом откачивания
с использованием зонда, вставляемого в отверстие для измерительного щупа (рис. 3.42).
Рис. 3.42. Устройства слива масла методом откачивания (оборудование зарубежных фирм)
После слива масла в каналах системы смазки остается большое количество продуктов износа в
виде мелких абразивных частиц и сгустков окислов масла, которые будут выполнять роль «заквас-
ки» при заливке свежего масла. Поэтому для увеличения срока службы масла и самого двигателя
современная технология предусматривает обязательную промывку системы перед заливкой све-
жего масла. В этих целях используют обычное веретенное масло, для дизелей — смесь дизельного
топлива (2 ч.) и дизельного моторного масла (1 ч.), для двигателей легковых автомобилей новых
моделей — специальные масла для промывки маслосистем. Для механизации процесса промывки
и отечественная промышленность, и зарубежные фирмы выпускают различного типа установки
для хранения промывочного масла, насосы шестеренного типа с приводом от электродвигателя и
шланги с наконечниками для подачи промывочного масла (обычно через резьбовое отверстие пробки
для слива масла в нижней части поддона картера двигателя). Вначале вводят в поддон промывочное
масло, закрывают кран и выключают установку. Затем пускают двигатель и дают ему поработать на
малых частотах 2—4 мин. После этого открывают кран на наконечнике шланга и включают уста-
новку на откачивание промывочного масла. Далее заменяют фильтрующие элементы или целиком
масляные фильтры, а в некоторых моделях просто промывают в ванне фильтрующие элементы из
мелкоячеистой металлической сетки. Одновременно меняют воздушные фильтры, а в некоторых
моделях промывают сетчатый фильтрующий элемент (в фильтрах инерционного типа) и заменяют
моторное масло, заливаемое в ванну фильтра. Обязательно разбирают фильтры центробежной очис-
тки (рис. 3.41) и промывают все детали в керосине.
При очистке внутренней полости корпуса и центрифуги от шлама используют специальные метал-
лические щетки или скребки. Сборку центрифуги следует производить в соответствии с технологи-
ческими требованиями. Центрифуга считается исправной, если после резкого сброса максимальных
частот и выключения двигателя характерный звук высокого тона от вращающейся центрифуги про-
слушивается в течение 2—3 мин (эту операцию водители должны проводить ежедневно).
Для контроля степени загрязненности центрифуги (проводится при ТО-1) применяется при-
способление КИ-9912 (рис. 3.40). Отворачивается на несколько оборотов гайка 5 ротора центри-
фуги и, в зависимости от массы грязевых отложений в корпусе центрифуги, упругая пластина 2
весового механизма прогибается на соответствующее значение, фиксируемое индикатором. Если
это значение превышает норму, центрифугу следует разобрать и промыть. После заливки свежего
масла следует дать поработать двигателю 1—2 мин на малых частотах, пока масло не заполнит
все фильтры и давление в системе не придет в норму.
ТО-2 — дополнительно к объему работ по ТО-1 при ТО-2 в порядке проведения сопутствующе-
го ремонта можно заменять отдельные неисправные легкодоступные элементы системы смазки,
вплоть до масляного радиатора, центрифуги и т.д.
107
14*-698
3.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЕЙ
3.3.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ СИСТЕМЫ ОХЛАЖДЕНИЯ
СИСТЕМА ОХЛАЖДЕНИЯ НЕ ОБЕСПЕЧИВАЕТ ОПТИМАЛЬНОГО ТЕМПЕРАТУРНОГО
РЕЖИМА РАБОТЫ ДВИГАТЕЛЯ — оптимальная температура охлаждающей жидкости должн.
составлять (90 ± 5)°С, повышение температуры приводит к повышенному разжижению масла,
понижение — к неполному испарению бензина со всеми вытекающими последствиями (неполн: -
сгорание рабочей смеси, в результате — повышение расхода топлива и содержания СО и СН в отр
ботанных газах, смыв масла с зеркала цилиндра, разжижение смазки в поддоне картера и т.д.
Причины:
• пониженный уровень охлаждающей жидкости;
• неисправная работа термостата — например, при закоксовывании клапана накипью и.~:
солями он будет постоянно открыт или закрыт, и в том и в другом случае приводя к нарушенп:
теплового режима;
• ослабление натяжения приводного ремня вентилятора и водяного насоса — одновременн
приводит к его пробуксовке, перегреву и быстрому изнашиванию;
• отложение накипи в системе — следует помнить, что 1 мм накипи снижает теплопровод-
ность в 40 раз; кроме того, сужаются проходные сечения для охлаждающей жидкости, и все э?
приводит к сильному перегреву двигателя;
• засорение шлаком нижнего бачка радиатора и сот — при остывании охлаждающей жид-
кости происходит подсос воздуха из атмосферы вместе с пылью через воздушный клапан, з
результате образуются грязевые пробки, препятствующие нормальной циркуляции охлажда-
ющей жидкости;
• внешнее засорение сот радиатора — грязью, свежим битумом с дороги, насекомыми, топе-
линым пухом и т.п;
• неисправная работа автоматической электромагнитной муфты включения привода водяног :
насоса — обычно происходит запаздывание ее включения, что приводит к быстрому перегрев;
двигателя;
• образование воздушных и паровых пробок в системе — происходит обычно после заправкх.
системы новой охлаждающей жидкостью (чаще всего пробки образуются в печке отопления са-
лона), в результате чего нарушается циркуляция охлаждающей жидкости;
• неисправен привод жалюзи — это не позволяет водителю полностью открывать или закры-
вать их, в зависимости от температуры окружающего воздуха.
ТЕЧЬ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ.
Причины:
• распаивание или механическое повреждение трубок радиатора и бачков;
• износ сальника водяного насоса — в нижней части корпуса водяного насоса в некоторых
моделях имеется контрольное отверстие, через которое стекает «прорывающаяся» через сальни:-
охлаждающая жидкость, что и является сигналом его неисправности;
• разбухание, трещины на соединительных резиновых патрубках или ослабление стяжных
хомутов;
• разрушение прокладок, коробление или деформация деталей и другие нарушения в местах
соединений каналов рубашки охлаждения;
• нарушение герметичности сливных краников или пробок.
108
Рис. 3.43. Система охлаждения двигателя:
1 — радиатор; 2 — датчик сигнализатора перегрева; 3 — пробка
радиатора; 5 —расширительный бачок; 9 — водяной насос; 10 — от-
водящий патрубок; 12 —термостат; 13 — датчик указателя темпера-
туры охлаждающей жидкости; 15 —водяная рубашка; 16 — отводя-
щий патрубок; 18 — вентилятор; 19 — жалюзи
Рис. 3.44. Гидромуфта привода вентилятора:
1 — передняя крышка; 2 — корпус подшипника;
3 —кожух; 4,8,13,19 — шарикоподшипники; 7 — вал
привода гидромуфты; 9 — ведомое колесо; 10 —ведущее
колесо; 11 — шкив; 15 — ступица вентилятора; 16 — ве-
домый вал; 17,20 — манжеты
13
Рис. 3.45. Жидкостной насос системы охлаждении:
1 — шкив; 2 — ступица шкива; 3 — вал; 4 и 6 — шарико-
подшипники; 5 — распорная втулка; 7 — стопорное кольцо;
8 — крыльчатка; 9 — комбинированное уплотнение; 10 —болт;
11 — отражатель; 12 — корпус подшипников; 13 —пресс-маслен-
ка; 14 —пробка контрольного отверстия
Рис. 3.46. Термостат:
1 и 12 — стойки; 2 — перепускной клапан; 3 — баллон;
4 — активная масса (церезин); 5 — упорная шайба;
6 — компенсационная пружина; 7 — возвратная пружи-
на; 8 — обойма; 9 — мембрана; 10 — буфер; 11 — втулка;
13 — шток; 14 — регулировочный винт; 15 — радиатор-
ный клапан; 16 —седло клапана
ГАЗ-3102
Рис. 3.47. Установка радиатора и жалюзи
Рис. 3.48. Термостат двигателя
ЗИЛ-375:
а — общий вид; б — термостат
открыт; в — термостат закрыт;
1 — баллон; 2 — твердый напол-
нитель; 3 — мембрана; 4 — шток;
5 — шток коромысла; 6 — заслон-
ка; 7 —корпус; 8 — возвратная
пружина; 9 — нижний патрубок;
10 — верхний патрубок
109
3.3.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Рис. 3.49. Крепление стяжных хомутов со-
единительных патрубков:
а — затяжка винтов хомутов; б — отвертка с
гибким стержнем
ЕО — проверить уровень охлаждающей жидкости (на холодном двигателе), при необходимое?;
долить до нижнего торца горловины радиатора (не более). У автомобилей с закрытой систем::
охлаждения при необходимости доливается тосол той же марки непосредственно в горловин
расширительного бачка выше метки «MIN » на 3—5 см (летом допускается доливка дистиллир:
ванной воды). В автомобилях ЗИЛ-4331 и КамАЗ доливку жидкости производят при работающе:
двигателе (постепенно доливая ее в течение 3—5 мин). Заодно проверяют состояние паровогс т
воздушного клапанов пробки радиатора (не должно быть заеданий и повреждения деталей). Ср:
зу же после пуска холодного двигателя следует проверить визуально, нет ли течи охлаждающе;
жидкости в местах соединений, в том числе через контрольное отверстие водяного насоса. Так:е 7
необходимо проверить общее состояние приводных ремней, соединительных патрубков и т.д.
ТО-1 — провести КО, обращая особое внимание на герметичность системы; при значительнс:.
понижении уровня охлаждающей жидкости попытаться выяснить конкретное место утеч:-:т
жидкости. Проверить состояние соединительных резиновых патрубков — на них не должно быт;
трещин (даже мелких), вздутий или разбуханий, особенно в местах крепления хомутами. Пр:
верить состояние приводных ремней — не допускается сильная потертость окантовки ремне::
расслоение и т.д. При обнаружении течи жидкости черт:
контрольное отверстие в нижней части корпуса водяно;
насоса, из соединений радиатора или через повреждены ь: -
патрубки и т.д. следует оформить «Заявку» натекущи;
ремонт. При ТО-1 необходимо провести крепежные работа
в установленном объеме по всем элементам и узлам систе-
мы охлаждения. Для контроля затяжки винтов хомут::
соединительных патрубков очень удобно использоват;
специальную отвертку с гибким стержнем (рис. 3.49).
При контроле натяжения приводных ремней для новы
шения производительности и качества натяжения удобн
использовать приспособление мод. КИ-8920 (рис. 3.51
Если в ходе проверки обнаружено, что прогиб конкрет-
ного приводного ремня превышает норму (рис. 3.50), т
производят его натяжение, используя соответствующ:::.
механизм и метод для данного приводного ремня — н.--
тяжение в зависимости от модели двигателя ремней пр:
изводят перемещением корпуса генератора со шкиве:,
(методом «оттяжки» с помощью рычага), перемещение::
корпуса компрессора (винтовым устройством) или суже-
нием «ручейка» его шкива (когда шкив изготовлен издвут
независимых половин, соединенных с помощью резьбовс:
втулки) либо перемещением корпуса насоса гидроусили-
теля. В некоторых моделях, например, автобусов ЛиАЗ
имеются специальные ролики натяга. При обнаружении
засоренности внешних сот радиатора их следует продут;
из пистолета сильной струей сжатого воздуха.
ТО-2 — дополнительно к объему работ по ТО-1 следует
провести тщательную диагностику системы охлаждения
используя специальные приборы и приспособления . При
явно медленном прогреве двигателя (или повышенно::
перегреве) необходимо вынуть термостат и проверит;
его работу в специальной емкости с подогревом водь:
(на «водяной бане»). Для более тщательной проверки
герметичности радиатора и системы в целом используют
специальные приборы и приспособления для опрессов-
ки системы сжатым воздухом. Заодно проверяют, при
каком давлении (разрежении) срабатывают паровой и
воздушный клапаны пробки радиатора. При ТО-2 мож-
но заменять (в порядке сопутствующего ремонта) любые
неисправные элементы системы охлаждения, включая
водяной насос, радиатор и т.д.
Рис. 3.50. Схема проверки натяжения привод-
ных ремней двигателя ЗИЛ-130:
1 — шкив коленчатого вала; 2 — шкив гене-
ратора; 3 — шкив компрессора; 4 — шкив
водяного насоса; 5 — шкив насоса гидроуси-
лителя рулевого привода
110
ОСНОВНЫЕ МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ,
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
Рис. 3.51. Приспособление КИ-8920
для проверки натяжения ремней:
а — проверка натяжения, б — при-
бор для проверки натяжения
Рис. 3.52. Схема прибора для про-
верки термостата:
1 — кронштейн для крепления
термостата; 2 — термометр, 3 — ин-
дикатор, 4 — термостат, 5 — ванна
с водой, 6 — электронагреватель
В ходе ТО проверяют натяжение приводных ремней, при
этом используют приспособление КИ-8920 (рис. 3.51) или К-403.
Обычно измеряют прогиб верхних ветвей приводных ремней. Для
каждой модели, каждой ветви установлена определенная норма
прогиба (рис. 3.50), в среднем прогиб колеблется от 10 до 20 мм.
При проверке натяжения ремня приспособление устанавливают на
ремень левой 14 (рис. 3.51) и правой 11 лапками, составляющими
единое целое с соответствующими шкалами (секторами) прибора
так, чтобы фиксаторы 12 были прижаты к боковине ремня. При-
способление следует устанавливать в центральной части ветви
ремня между смежными шкивами. После этого нажимают на
корпус рукоятки 8 с необходимым (нормативным) усилием, за
которым следят по шкале 7 динамометра, состоящего из корпуса 1,
пружины 3 и регулировочного винта 5. Усилие нажатия для раз-
личных ветвей приводных ремней колеблется от 30 до 50 Н, а для
автомобилей ВАЗ-100 Н. Остается проверить по шкале значение
прогиба ветви ремня и при необходимости произвести натяжение.
Следует помнить, что ослабление ремней вызывает их пробуксовку
и быстрый износ, кроме того, не полностью передается крутящий
момент. Перенатяг ремней также приводит к быстрому износу,
одновременно увеличивается износ подшипников генератора,
водяного насоса и т.д.
На рис .3.52 дана схема прибора для контроля открытия клапа-
нов термостата при определенной температуре. Перед проверкой
с клапанов термостата следует удалить накипь, окислы и т.д.
Проверяемый термостат 4 закрепляют на кронштейне 1, подводят
стержень индикатора 3 к тарелке клапана и включают электрона-
греватель воды 6, за температурой следят по термометру 2. Начало
открытия клапана должно соответствовать температуре (70 ± 2)°С,
а полное открытие — температуре (85 ± 2)°С, при неудовлетво-
рении этим требованиям термостат выбраковывают.
На рис. 3.53 изображен прибор для опрессовки системы ох-
лаждения через отверстие пробки радиатора в целях проверки
герметичности системы. Давление подаваемого сжатого воздуха
должно быть равным 0,15 МПа и в течение 10 с не должно упасть
более чем на 0,01 МПа.
На рис. 3.54 приводится схема прибора мод. К-437 для провер-
ки герметичности системы путем опрессовки (0,06—0,07 МПа) при
работающем двигателе. На малых частотах стрелка манометра
при проверке не должна колебаться. Прибор позволяет проверять
паровой и воздушный клапаны пробки радиатора.
Рис 3.53. Прибор для
опрессовки системы
охлаждения:
1 — манометр; 2 —
золотник; 3 — геомет-
рическая крышка
Рис 3.54. Схема прибора для проверки герметичности системы охлаждения:
1 — редуктор; 2 — ресивер; 3 — кран; 4 — манометр; 5 — стакан; 6 — рамка;
7 — зажим; 8 и 13 — двухходовой кран; 9 — регулировочный винт; 10 — ин-
дикатор; 11 — паровой клапан пробки радиатора; 12 — воздушный клапан
пробки радиатора; 14 — края
111
Рис. 3.55. Схема промывки охлаждающей системы
двигателя:
а — водяной рубашки блока, б — радиатора
CO — при сезонном обслуживании помимо вы-
шеуказанных объемов ТО-1 и ТО-2, перед летне,
эксплуатацией при наличии накипи в систем
охлаждения ее следует удалить путем заливки :
систему на несколько часов водяных раствор::
антинакипинов. Например, в двигатели авт:
мобилей КамАЗ и ЗИЛ-4331 заливают водны,
раствор (20 г/л) технического трилона Б. Пост
6—7 ч работы на нем раствор сливают, и промыв
ку повторяют через 4—5 дней. После этого си.
тему промывают сильным напором чистой вот;
(иногда с подключением к нагнетающему насад
трубопровода сжатого воздуха, что еще более ус
ливает эффект промывки). Радиатор и рубаш:-
блока промывают от накипи и шлама раздельи.
при отсоединенных патрубках и снятом термостате струей воды под давлением 0,2—0,3 МП.
Причем направление движения воды должно быть противоположным направлению циркуляш:
охлаждающей жидкости (рис. 3.55).
Перед зимней эксплуатацией следует проверить плотномером плотность тосола (в любом ел;
чае тосол в системе следует менять не реже одного раза в два года). Необходимо также проверит,
работу привода жалюзей.
Примечание. Для уменьшения отложения накипи (при использовании воды в качестве охлаждающей ж;"
кости) в систему добавляют небольшое количество (в соответствии с рекомендацией) тринатрийфосфата или гекса:: т
тафосфата.
3.3.3. ОПЕРАЦИИ ПО ТЕКУЩЕМУ РЕМОНТУ
Снятые при ТО-2 или ТР неисправные узлы системы охлаждения направляют для ремонт,
во вспомогательные цеха. Водяной насос, например, передают для ремонта в агрегатный це:_
На рис. 3.56 показано снятие крыльчатки водяного насоса, на рис. 3.57 — снятие съемником шк::
ва вала, на рис. 3.58 показана запрессовка сальника водяного насоса, на рис. 3.59 — напрессов:-
ступицы шкива на валик насоса. В некоторых моделях используют подшипники со специальным:
защитными вставками, уже заполненные специальной тугоплавкой водостойкой смазкой. Ес.т:
используют подшипники открытого типа, их смазывают непосредственно на двигателе, нагнета. •
пистолетом пластичную смазку (типа Литол-24) через специальную пресс-масленку на корпу: -
водяного насоса (в этом случае операцию смазки повторяют через одно ТО-1).
Рис. 3.56. Снятие крыльчатки водяного насоса
Рис. 3.57. Снятие съемником шкива вала
112
Радиаторы для ремонта передают в медницкий цех, где их проверяют сначала на герметичность
на стенде типа Р-984 (рис. 3.60) путем опрессовки сжатым воздухом через заливную горловину
(отверстие другого патрубка герметично закрывают пробкой). Давление опрессовки — 0,1 МПа.
После этого радиатор, установленный в зажимах 5, с помощью манипулятора 6 и пневмоцилин-
дра 4 опускается в ванну 7 с водой, где по выходящим пузырькам воздуха определяют конкрет-
ные места негерметичности. Ремонт заключается обычно в запаивании пробоев на нижнем или
верхнем бачке, пропаиванием трубок радиатора в местах соединения с бачком и т.д. Пробитые
трубки (до трех-четырех) можно заглушить запаиванием их торцов. Подробно этот процесс рас-
сматривается в курсе «Ремонт автомобилей».
Рис. 3.59. Напрессовка сту-
пицы шкива на валик насоса
Рис. 3.60. Стенд Р-984 для провер-
ки герметичности радиаторов
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по следующим темам:
1. Основные неисправности КШМ и ГРМ.
2. Операции по ЕО, ТО-1 и ТО-2 КШМ и ГРМ.
3. Обкатка и испытание двигателей после ремонта.
4. Основные неисправности системы смазки.
5. Основные неисправности системы охлаждения.
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей по темам:
1. Специфические неисправности (рис. 3.4).
2. Основные методы контроля и диагностики (рис. 3.8; 3.9, а; 3.11, а; 3.14 (схема); 3.15, б; 3.17 6; 3.19
(схема)).
3. Операции по текущему ремонту, включая контрольно-измерительные (рис. 3.25, а; 3.26; 3.29;
3.31).
4. Операции по обслуживанию системы смазки (рис. 3.40).
5. Операции по обслуживанию системы охлаждения (рис. 3.55, а).
6. Основные методы контроля и диагностики системы охлаждения (рис. 3.51, а; 3.52; 3.53).
III. Ответьте на вопросы:
1. Каковы основные неисправности КШМ и ГРМ, их причины и последствия?
2. Каковы нормы компрессии для обычных карбюраторных двигателей, для двигателей с повышенной
степенью сжатия и для дизелей?
113
15-698
3. Перечислите основные методы диагностики технического состояния КШМ и ГРМ двигателей.
4. Охарактеризуйте основные модели приборов для замера компрессии в цилиндрах, их конструкт/
и принцип действия.
5. К каким последствиям приводит снижение компрессии в цилиндрах двигателей и на сколько пг
центов допускается ее снижение?
6. Охарактеризуйте конструкцию основных моделей приборов для прослушивания работы механизм: z
двигателей и методику проверки.
7. Что собой представляет конструкция прибора К-69М для замера утечек сжатого воздуха из цилиьт
ров? Какова методика проверки этим прибором?
8. Чем отличается более новая модель для замера утечек сжатого воздуха К-272 от модели К-69М г. ~
чем преимущество этого метода диагностики КШМ и ГРМ по сравнению с другими?
9. Приведите примеры утечек сжатого воздуха из цилиндров в процентах при положении поршней z
НМТ и ВМТ. Что характеризует разница утечек в этих точках?
10. В каких целях и при каком виде ТО производится регулировка тепловых зазоров в клапанных меха-
низмах? Какова методика ее проведения и нормативы зазоров?
11. По какой причине в процессе эксплуатации автомобилей изменяется тепловой зазор в клапанньх
механизмах и в какую сторону?
12. Перечислите основные возможные неисправности систем смазки автомобилей. Каковы их причина,
и последствия?
13. Перечислите основные операции, проводимые по системе смазки при ЕО, ТО-1 и ТО-2. Какое оборуд z -
вание и приспособления (в том числе диагностические) используются при этом?
14. Назовите нормативы давления масла в системе смазки на различных частотах для основных моделей
изучаемых автомобилей и сроки замены масел.
15. Перечислите сопутствующие работы, проводимые в процессе замены масла. В каких целях произвс -
дится промывка специальными маслами системы смазки? Какое оборудование используется при эти:,
операциях?
16. Перечислите основные неисправности в системе охлаждения двигателей, их причины и последс-
твия.
17. Охарактеризуйте конструкцию и принцип работы приборов, используемых для диагностики эле-
ментов системы охлаждения.
18. Перечислите основные операции, проводимые по системе охлаждения при ЕО, ТО-1, ТО-2 и при СО.
3.4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ТОПЛИВНОЙ СИСТЕМЫ КАРБЮРАТОРНЫХ ДВИГАТЕЛЕЙ
3.4.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ТОПЛИВНОЙ СИСТЕМЫ
НЕУДОВЛЕТВОРИТЕЛЬНАЯ ПОДАЧА ТОПЛИВА ИЗ БАКА К КАРБЮРАТОРУ.
Причины:
• засорение сетки топливоприемника в баке смолистыми отложениями;
• засорение шламом топливопроводов и фильтров;
• образование паровых пробок в системе подачи топлива — происходит обычно в жаркое время
года при перегреве двигателя и бензонасоса;
• образование ледяных пробок в системе топливоподачи — происходит при замерзании кон-
денсата воды, причем при замерзании воды увеличивается объем, ледяные пробки могут полно-
стью перекрыть трубопровод;
• подсос воздуха через неплотности с образованием воздушных пробок — происходит в шту-
церных соединениях, через прокладки, из-под крышек фильтров и т.д.;
• неисправная работа бензонасоса (БН):
— ослабло крепление, чрезмерная растянутость, коробление или разрыв эластичных
пластин диафрагмы — при этом значительно ухудшается всасывающая способность;
— поломка или засорение клапанов;
— уменьшение упругости рабочей пружины БН — в результате снижается давление
подаваемого к карбюратору топлива, что приводит к снижению уровня топлива в поплавко-
вой камере;
— поломка или повышенный износ деталей привода — при этом уменьшается ход
диафрагмы, ухудшается всасывающая способность и снижается количество подаваемого
топлива;
114
— коробление стыковочных плоскостей крышки и корпуса БН — происходит при ос-
лаблении их крепления, особенно при перегреве двигателя и самого БН, изготовленного из
легкого сплава; при этом БН может полностью прекратить подачу топлива.
КАРБЮРАТОР НЕ ОБЕСПЕЧИВАЕТ ОПТИМАЛЬНОГО СОСТАВА ГОРЮЧЕЙ СМЕСИ —
соотношение объемов воздуха и топлива при различных режимах работы двигателя является
важнейшим фактором для процесса сгорания рабочей смеси — даже незначительное отклонение
этого соотношения от нормы приводит к целому ряду негативных явлений.
Причины:
• переобогащение рабочей смеси — приводит к неполному сгоранию топлива и смыву смаз-
ки с зеркала цилиндров, к неустойчивой работе и потере мощности двигателя с одновременным
перегревом его, к повышению расхода топлива и содержания СО и СН в отработанных газах,
сопровождающегося выхлопами темно-бурого дыма:
— уровень топлива в поплавковой камере превышает норму — это связано с непра-
вильной регулировкой, потерей герметичности поплавка, заеданием игольчатого клапана в
гнезде или его износом;
— износ топливных жиклеров — увеличение диаметров жиклеров приводит к повыше-
нию их пропускной способности;
— неправильная регулировка дозирующих систем карбюратора — например, системы
холостого хода, установлен слишком ранний момент начала открытия клапана экономайзера
и т.д.;
— неисправен привод различных систем карбюратора — механического, пневмати-
ческого, комбинированного или электронного типа;
— засорение воздушных жиклеров — забиваются пылью или происходит их закоксовы-
вание смолистыми веществами, попадающими через трубку вентиляции поддона картера;
— засорение воздушных фильтров;
• переобеднение горючей смеси — в результате происходит «вялое» сгорание, падение
мощности, перегрев двигателя, кроме того, пламя от догорающей смеси может попасть через
уже открывающийся впускной клапан во впускной коллектор, вызвать в нем хлопки или взры-
вообразное сгорание и пожар в подкапотном пространстве:
— мал уровень топлива в поплавковой камере — неправильная регулировка или за-
едание игольчатого клапана;
— засорение (засмоление) топливных жиклеров;
— неисправная работа дозирующих систем, включая неправильную регулировку;
— подсос воздуха через неплотности в соединениях карбюратора — при разрыве про-
кладок, ослаблении крепления деталей, при короблении стыковочной плоскости карбюратора
(от перезатяжки или перегрева).
9 10 11 1? 13 14
Рис. 3.61. Топливная система двигателя ЗИЛ-130:
1 — топливный насос; 2 — фильтр тонкой очистки; 3 — кар-
бюратор; 4 — фильтр грубой очистки; 6 — топливный бак;
8 — пробка бака; 18 — сетчатый фильтр топливоприемной
трубки
Рис. 3.62. Привод управления карбюратором:
1 — рычаг валика воздушной заслонки; 2,3 — тро-
сы; 4 — кнопка ручного управления дроссельной
заслонкой; 5 — кнопка воздушной заслонки;
6 — педаль управления; 7,8,9 — тяги; 10 — пру-
жина; 11 — рычаг валика дроссельных заслонок
115
15*-698
Рис. 3.63. Схема карбюратора К-135 и датчика О.Ч.В.:
1 — ускорительный насос; 2 — крышка карбюратора и поплавковой камеры; 3 — воздушный жиклер; 4 — малый
диффузор; 5 — топливный жиклер холостого хода; 6 — воздушная заслонка; 7 — распылитель ускорительного
насоса; 8 — жиклер экономайзера; 10 — воздушный жиклер х. х.; 11 — игольчатый клапан с гнездом; 13 — попла-
вок; 16 — ротор датчика О.Ч.В.; 18 — смотровое окно уровня; 20 — диафрагма вакуумного ограничителя; 22 — ось
дроссельных заслонок; 27 — главный жиклер; 28 — эмульсионная трубка; 29 — дроссельная заслонка; 30 — винт
«качественной» регулировки холостого хода; 31 — корпус смесительных камер; 33 — рычаг привода дроссельных
заслонок; 35 — корпус карбюратора; 36 — клапан экономайзера
Рис. 3.65. Фильтр-отстойник гру-
бой очистки топлива двигателя
ЗИЛ-130
Рис. 3.66. Топливный насос двигателя ЗИЛ-375 и схема его работы:
а — всасывание топлива; б — нагнетание топлива; 1 — крышка;
3 — клапан выпускной; 4 — головка насоса; 5 — диафрагма; 6 —
возвратная пружина; 7 — коромысло; 5 — рычаг ручной подкачки;
10 — толкатель; 11 — пружина диафрагмы; 12 — корпус; 13 — кла-
пан впускной; 15 — фильтр сетчатый
Рис. 3.67. Топливный насос ВАЗ:
1 — нагнетательный патрубок; 2 — сетча-
тый фильтр; 3 — корпус; 4 — всасывающий
патрубок; 5 — крышка; 6,16 — клапаны;
7 — толкатель диафрагменного узла; 11 —
рычаг механической подкачки топлива
116
3.4.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — проверить осмотром общее состояние элементов топливной системы и их крепление.
Пустить двигатель и проверить герметичность соединений, особенно в месте расположения выпус-
кного коллектора. Эксплуатация автомобилей с негерметичной топливной системой категорически
запрещена. Следует обратить внимание на легкость пуска и устойчивость работы двигателя на
различных режимах (в прогретом состоянии). Большое количество дыма из глушителя темно-
бурых тонов свидетельствует о переобогащении смеси (при этом возможны хлопки в глушителе),
хлопки во впускном коллекторе (при исправной системе зажигания) говорят о слишком бедной
смеси. При сильном загрязнении или замасливании приборов топливной системы их следует тща-
тельно обтереть ветошью. При работе в особо пыльных условиях (на грунтовых дорогах) следует
ежедневно проверять состояние воздушных фильтров масляно-инерционного типа (рис .3.68). При
сильном загрязнении фильтрующих элементов и масла их следует разобрать, промыть все детали,
продуть сжатым воздухом и залить свежим моторным маслом до отметки внутри корпуса.
ТО-1 — провести КО. При проведении крепежных работ следует помнить, что затягивание гаек
шпилек крепления карбюратора с повышенным усилием может привести к короблению стыко-
вочных плоскостей и прокладки и вызовет подсос воздуха, что приведет к обеднению смеси. При
затягивании гаек штуцерных соединений также следует соблюдать осторожность: возможен не
только срыв резьбы, но и «подрезание» развальцованных торцов трубопроводов с разрушением
штуцерного соединения. Помимо крепления корпуса бензонасоса следует своевременно подтяги-
вать винты крепления крышки бензонасоса: при их ослаблении, ввиду сильного нагрева, возможно
коробление стыковочных плоскостей, подсос воздуха, уменьшение срока службы диафрагмы и
полное нарушение нормальной работы бензонасоса.
ОСНОВНЫЕ МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ,
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
Рис. 3.69. Прибор И-СО для
определения состава отрабо-
тавших газов
Учитывая особую важность нормального функционирования элементов топливной систе-
мы, при ТО-1 проводят диагностические операции, в первую очередь определяя содержание СО
(СН) в отработанных газах. Одним из первых отечественных газоанализаторов был прибор И-СО
(рис .3.69). Принцип его работы был основан на измерении прироста температуры предварительно
нагретой платиновой нити при дожигании в специальной камере прибора окиси углерода (СО),
которая с порцией отработанных газов подавалась шприцем в специ-
альное отверстие измерительной камеры. Недостаток прибора состоял
в том, что порционный забор газов с помощью шприца из глушителя
не позволял осуществлять непрерывный замер содержания СО, что
крайне необходимо при регулировке карбюратора.
Затем была создана мод. К-456, основанная на том же принципе
измерения, но более совершенная — с непрерывным измерением
содержания СО за счет использования для забора газа из глушителя
специального наконечника (длиной 300 мм) со шлангом.
Постепенно промышленность перешла на выпуск принципиально
новых газоанализаторов ГАИ-1 (рис. 3.71) и ГАИ-2 (который дополни-
тельно может измерять содержание в отработанных газах СОг в диа-
117
Рис. 3.70. Схема устройства ГАИ-1:
1 — приемник излучения; 2 —
устройство для балансировки опти-
ческого потока; 3 — сравнительная
камера; 4 — фильтровая камера; 5 —
измеритель температуры излучателя;
6 — излучатель; 7 — рабочая камера;
8 — реперное устройство; 9 — элект-
ронный блок; 10 — индикатор
Рис. 3.71. Оптический абсорб-
ционный газоанализатор ГАИ-1:
1 — газоотборник; 2 — фильтр;
3 — корпус; 4 — указатель концентра-
ции СО
пазоне 0—10% ). На рис. 3.70 приведена схема газоанализатс ;
ГАИ-1, принцип действия которого основан на оптико-абсор:
ционном методе, т.е. на измерении поглощения инфракраснс:
энергии излучателя 6 окисью углерода СО, в результате чего он.
нагревается до температуры, зависящей от концентрации С .
в отработанных газах, преобразуемой в электронном блоке f
оптико-абсорбционным датчиком в электрические сигналы оп; -
деленного напряжения (пропорциональные концентрации СС
которое передается на измерительный прибор (индикатор) 1
То есть если в газоанализаторах И-СО и К-456 измерительны
прибор представлял из себя электронный термометр, то в газе :
нализаторах типа ГАИ это вольтметр со шкалой, оттарированн: г
на объемное содержание СО (и в ГАИ-2 дополнительно на соде;
жание СО2). Для получения разницы потенциалов на приемки:- -
излучения!, в приборе напротив рабочей камеры 7 имеет: -
сравнительная камера 3, заполненная специальным эталонны:
газом. Газоанализаторы типа «Infralit», выпускаемые зарубе:?
ными фирмами, отличаются расширенными функциональны:::
возможностями за счет измерения параметров СО и СО2.
На рис. 3.72 дана схема газоанализатора «Infralit-2T». Исс.те
дуемый газ из глушителя, пройдя через фильтры 2, 3,4 и насос '
поступает в две измерительные кюветы 6 и. 18 и. затем уходит т
атмосферу. Сравнительные кюветы 10 и 14 наполнены азоте::
и герметично закрыты. В каждой схеме измерения (и для СО. ::
для СО2) излучения от двух накаленных спиралей инфракраснс г
излучения 7фокусируются параболическими зеркалами и черт
вращающийся от электродвигателя 8 обтюратор 9 направляют: -
через рабочую и сравнительную камеры. В сравнительных к:-:
ветах поглощения инфракрасного излучения не происходит. .
в рабочих кюветах элементы отработанного газа поглощают :::
общего спектра лучи определенной длины волны и в инфракра:
ный лучеприемники (детекторы) 11 и 15 поступают два пото:-.
лучей различной интенсивности. В результате в усилителях 2.
и 16 появляется электрический сигнал, фиксируемый на инд::
каторе 17 (СО2) л 19 (СО).
Примечание. Перед проведением анализа отработавших газов и;.
веряют и приводят в порядок систему зажигания, уровень топлива в пет
лавковой камере. Затем производят проверку на прогретом двигателе в дв.-
режимах — при минимальных частотах холостого хода, а затем увеличив ~
на 50—60%. Повышение содержания СО в первом случае свидетельствует
неправильной регулировке холостого хода, а при повышенных частотах —
неисправности главной дозирующей системы.
Рис. 3.73. Анализ отработавших газов прибором
ИТ-220 мотор-тестера ИТ-251:
1 — охладитель; 2 — зонд для забора газов; 3 — глу-
шитель; 4 — газоанализатор
118
Рис. 3.74. Подвесной секционный
стеллаж с комплектом приборов
фирмы «Bosch»:
1 — электронный тахометр;
2 — газоанализатор; 3 — изме-
ритель мощности цилиндров;
4 — стробоскопический пистолет
для контроля угла опережения
зажигания
Рис. 3.75.
Газоанализатор
« CO-Infratester »
фирмы «Bosch»
(Германия)
Для проведения крепежно-регулировочных операций и других видов работ по топливной
системе карбюраторных двигателей предназначен комплект инструмента мод. 2445 (рис. 3.76),
содержащий, помимо инструмента, различные приспособления: от всевозможных шаблонов до
приспособления для развальцовки головок трубопроводов под штуцерные соединения. На крышке
футляра имеется таблица с регулировочными и другими нормативными данными для нескольких
моделей отечественных автомобилей.
На рис. 3.77 изображена динамометрическая отвертка со шкалой для контроля усилия
при заворачивании винтов крепления различных элементов приборов топливной системы
автомобилей.
При каждом ТО-1 необходимо сливать отстой из фильтров грубой очистки топлива (для этого
необходимо отвернуть сливную пробку, расположенную в нижней части корпуса фильтра).
Если после проверки содержания СО (СОг, СН) в отработанных газах с помощью вышеопи-
санных газоанализаторов обнаружено, что они превышают допустимый норматив, необходимо
произвести регулировку карбюратора на холостом ходу. Но прежде, также с помощью переносных
диагностических приборов, следует проверить общее состояние системы зажигания и уровень
топлива в поплавковой камере (проверка производится на ровной горизонтальной площадке).
Для быстрого контроля уровня топлива в поплавковой камере на большинстве моделей карбю-
раторов отечественного производства имеется либо смотровое окно с метками (рис. 3.78, б), либо
контрольное отверстие, завернутое специальной пробкой (при отворачивании пробки контроля
уровня топливо должно «стоять» в резьбе нижнего края отверстия или слегка сочиться через
него — рис. 3.78, а). Для некоторых моделей, в основном устаревших, используют приспособления,
состоящие из штуцера, резиновой и стеклянной контрольных трубок. Принцип замера основан на
одинаковом положении уровня жидкости в сообщающихся сосудах. Для этого только нужно знать
Рис. 3.76. Комплект инструмента регулировщика-карбюра-
торщика мод. 2445
Рис. 3.77.
Отвертка
динамо-
метрическая
со сменным
стержнем
Рис. 3.78. Методы контроля уровня
топлива в поплавковых камерах:
а — по контрольному отверстию в
корпусе; б — через смотровое окно;
в — при помощи приспособления;
1 — штуцер; 2 — стеклянная трубка
119
нормативный размер Н, от края стыковой поверхности корпуса карбюратора до уровня топлив:
поплавковой камере (обычно от 18 до 22 мм — рис. 3.78, в). Если вышеуказанные проверки да.-.,
положительный результат, то можно приступить к регулировке минимальной частоты вращен::
коленчатого вала двигателя (холостой ход), предварительно прогрев двигатель до температу: _
(90 ± 5)°С охлаждающей жидкости.
При регулировке карбюратора помимо газоанализатора желательно использовать прибор ~~
контроля частоты вращения коленчатого вала (в крайнем случае можно пользоваться показания::.
тахометра на щитке прибора автомобиля). Смысл регулировки состоит в получении оптимально:
состава рабочей смеси, а соответственно и устойчивой работы двигателя на минимальных частота
(на холостом ходу), рекомендуемых заводскими ТУ. Минимальное содержание вышеуказаннь:
токсичных веществ в отработанных газах способствует уменьшению расхода топлива.
Для одних моделей карбюраторов можно сразу же приступить к регулировке, для других. :
соответствии с требованиями заводских ТУ, сначала следует определить «исходное положение
Для этого используемые при регулировке винты качества (игольчатые наконечники, которъ:
расположены в каналах холостого хода) и винты количества (воздействующие на степень с:
крытия дроссельных заслонок карбюраторов) заворачивают до упора и затем отворачивают н
рекомендуемое ТУ число оборотов, после чего пускают двигатель и приступают к окончательн::
регулировке.
При регулировке обычных однокамерных карбюраторов (рис. 3.79, а) отворачивают винт к:
личества 2 (дроссельная заслонка при этом прикрывается) до минимальных неустойчивых част: -
КВ (при этом возможно легкое поддергивание двигателя), затем заворачивают винт качества 1 (п::
этом уменьшается обогащение смеси) до повышения частоты вращения и сравнительно устойчив::
работы двигателя. Далее регулировку повторяют, воздействуя на регулировочные винты в той х -
последовательности, при этом следует постоянно следить за показаниями приборов. Надежное::
регулировки можно проверить также резким сбросом частоты вращения КВ с максимальных с
минимальных — двигатель не должен останавливаться.
Рис. 3.79. Положения отверток при регулировке карбюратора в режиме холостого хода:
а — однокамерного; б — двухкамерного; 1 — винт регулировки состава смеси; 2 — винт регулировки количества
смеси
Отличие регулировки двухкамерных карбюраторов (рис. 3.79, б) состоит в том, что после
уменьшения частоты отвертыванием винта количества 2 сначала заворачивают винт качества
одной из камер, добиваясь повышения частоты вращения, а затем на столько же заворачивают
винт качества второй камеры (перед регулировкой оба винта качества отворачивают на три
оборота). При регулировке холостого хода у автомобилей ВАЗ с карбюратором типа «Озон
(рис. 3.80 и 3.81) сначала удаляют втулки-пломбы 3, после чего следует завернуть до отказа
винт качества 1 и вывернуть обратно на 3—5 оборотов. Пускают двигатель и винтом количес-
тва 2 устанавливают частоту вращения КВ — 850—900 мин-1. Если СО находится в пределах
1,0—1,5%, то винт качества не трогают.
120
Рис. 3.80. Регулировочные винты в карбюраторе
типа «Озон»:
1 — винт качества; 2 — винт количества; 3 —
ограничительная втулка
1 2
Рис. 3.81. Схема системы холостого хода карбю-
ратора «Озон»:
1 — жиклер холостого хода; 2 — воздушный
жиклер; 4 — винт качества; 5 — винт количества
ТО-2 — дополнительно к объему работ, проводимых при ТО-1. При этом проверяют действие
привода дроссельной и воздушной заслонок карбюратора, полноту их открывания и закрывания и
при необходимости приводы регулируют. Если при ТО-1 следует только сливать отстой из корпусов
фильтров очистки топлива, то при ТО-2 их необходимо разбирать и тщательно промывать все дета-
ли, и в первую очередь фильтрующие элементы, в ваннах с моющим раствором (допускается мойка
чистой водой, нагретой до 80°С) с последующей обдувкой деталей и корпусов сжатым воздухом. При
ТО-2 в порядке сопутствующего ремонта можно заменять явно неисправные узлы и детали.
В процессе ТО-2 проводится более углубленная диагностика технического состояния как топлив-
ной системы в целом, так и отдельных ее элементов. Один из важнейших показателей работы топ-
ливной системы — расход топлива на различных режимах работы двигателя. Для его определения
используют переносной расходомер мод. К-427 (рис. 3.82), состоящий из датчика и регулирующего
прибора. Датчик расходомера подключают между топливным насосом и карбюратором. В корпусе 7
датчика имеется сквозной канал, в котором установлена ось ротора 8 с двумя крыльчатками 9 и
флажком 10, а напротив с одной стороны смонтирован патрон 11с лампой,
с другой — фоторезистор 5. Для прохождения светового луча в корпусе
имеются два сквозных отверстия, закрытые стеклянными пробками 13.
Частота вращения ротора с крыльчатками, а следовательно и количество
импульсов при перекрытии луча флажком пропорциональны расходу
топлива. Результаты измерений выдаются на цифровом (световом) инди-
каторе регулирующего прибора, после чего следует сравнить полученные
показатели с нормативными. В более сложном по конструкции тахомет-
рическом расходомере КИ-13967 для любого типа двигателей с элект-
ронным блоком (частотомером) и аналого-цифровым преобразователем
вторичной обработки сигналов используется турбинно-тахометрический
датчик (рис. 3.83). При вращении крыльчатки 4 под действием потока
топлива периодически изменяется зазор между магнитопроводом 2 (пере-
дающим магнитный поток от магнита 1) и лопастями магнитопроводящей
крыльчатки, в результате происходит пульсация магнитного поля, наво-
дящая ЭДС в катушке 3. Выходные сигналы, пропорциональные расходу
Рис. 3.82. Расходомер К-427:
а — датчик расхода; б — регистрирующий прибор; 1 — контргайка; 2 — регулиру-
ющая опора; 3 — кожух; 4,12 — зажимы; 5 — фоторезистор; 6 — колодка; 7 — кор-
пус; 8 — ось ротора; 9 — крыльчатка; 10 — флажок; 11 — патрон; 13 — стеклянные
пробки; 14 — переключатели; 15 — кнопка сброса; 16 — индикаторы; 17 — разъем;
18 — предохранитель; 19 — сигнальная лампа; 20 — импульсный счетчик; 21 — руч-
ка сброса
121
16-698
топлива, идут на обработку в вышеуказанные электронные блоки и на цифровой индикатор. Дл'
проверки топливных насосов непосредственно на работающем двигателе используют переноси::
прибор мод. НИИАТ-527Б (рис. 3.84), который подключают между БН и карбюратором с помощь?
тройника со штуцерами, — при минимально устойчивой частоте вращения КВ по манометру .
измеряют давление, развиваемое БН. Затем закрывают кран 7 прибора, останавливают двигате
и через 30 с снова снимают показания и сравнивают с нормативными. Если результаты измерений,
(в первом случае характеризующие давление, развиваемое БН, а во втором — герметичность ег:
клапанов) ниже нормативных, то насос подлежит ремонту.
Рис. 3.83. Турбинно-
тахометрический
датчик расхода
топлива
Таким образом, если в ходе проверки карбюратора или БН вышеуказанными диагностический:::
приборами получены неудовлетворительные результаты и их не удалось привести в соответствие
с требованиями ТУ на месте (путем регулировки и т.д.), карбюратор и БН необходимо снять :
двигателя и передать в карбюраторный цех для комплексной проверки и регулировки.
Например, в крупных АТП используют для комплексной проверки карбюраторов (с одновре-
менным проведением регулировочных работ) установку мод. 489А (рис. 3.85), с помощью котс-
рой можно имитировать условия работы карбюратора на двигателе (иногда этот метод называю:
«безмоторным»). Основными узлами установки являются система разрежения и топливная систем
с контрольно-измерительными приборами. Система разрежения состоит из электродвигателя ;
мощностью в 7 кВт и двух отстойников 6 и 8 для отделения и сбора топлива, монтируемых вместе :
вакуумным насосом, системой трубопроводов и т.д. в отдельном помещении. Проверяемый карбк -
ратор устанавливается на специальную плату, монтируемую на торце вакуумной магистрали и:
трубы, к которой подключен трубопровод с краном 1 для забора воздуха из атмосферы. Меняя сте-
пень открытия клапана, можно создать любое разрежение, соответствующее определенному режим;
работы двигателя. Топливо подается в поплавковую камеру карбюратора специальным бензонасосо::
с отдельным приводом. Воздух поступает в карбюратор через насадок со сменными диафрагмами.
Разрежение измеряется водяным и ртутным пьезометрами, рядом с которыми расположен штих-
пробер для замера расходуемого топлива (в целях пожарной безопасности используют керосин или
дизельное топливо). Расход топлива при различной степени разрежения сравнивают с нормативный:.
Если карбюратор признан неисправным, его разбирают и производят поэлементную проверку отде-
льных узлов и деталей. Для быстрой эффективной проверки уровня топлива в поплавковой камере с
Рис. 3.85. Установка для проверки карбюраторов двигателей
мод. 489А:
1 — кран впуска воздуха из атмосферы; 2 — щиток с конт-
рольно-измерительными приборами; 3 — сменная диафрагма:
4 — воздушный фильтр; 5 — электродвигатель, 6 — бак для
вторичного сбора конденсата топлива с глушителем; 7 — ро-
торный вакуумный насос; 8 — бак для сбора конденсата
топлива
122
возможностью проведения регулировки, удобно использовать механизированную установку, схема
которой приведена на рис. 3.86. Устанавливают нормативное давление БН 3, за которым следят по
манометру 5, открывают кран 6 и регистрируют уровень топлива (при давлении 0,027—0,032 МПа).
На рис. 3.87 показан метод проверки герметичности поплавка в ванне с горячей водой. На рис. 3.88
и 3.89 изображены приборы для проверки герметичности игольчатого клапана.
Рис. 3.86. Установка для про-
верки уровня топлива в по-
плавковой камере:
1 — бак с топливом; 2 — элек-
тропривод с эксцентриком;
3 — бензонасос; 4,6 — краны;
5 — манометр; 7 — испытуемый
карбюратор; 8 — подставка
Рис. 3.87. Определение гер-
метичности поплавка
Рис. 3.88. Прибор для проверки
герметичности игольчатого кла-
пана:
1 — бачок; 2 — трубка; 3 — шка-
ла; 4 — клапан в сборе; 7 — трой-
ник; 8 — краник; 9 — поршень;
10 — шток цилиндра
Рис. 3.89. Переносной прибор для проверки
герметичности игольчатого клапана
При первом методе (рис. 3.88) засасывают воду насосом из бачка до определенного деления
шкалы и следят за скоростью снижения водяного столба, сравнивая ее с нормативной (за 30 с
снижение более чем на 30 мм не допустимо).
При втором методе (рис. 3.89) создают с помощью резиновой груши давление в камере с иголь-
чатым клапаном и следят по манометру за скоростью его падения. На рис. 3.90 показаны методы
контроля положения поплавка относительно элементов корпуса. Проверку положения по ука-
занным контрольным размерам производят линейкой или шаблонами, а регулировку положения
производят подгибанием специального язычка 3 (для ГАЗ-66) или язычка 4 (для ГАЗ-3102).
16*-698
Рис. 3.90. Регулировка уровня топлива в поплавковой камере подгибанием язычка поплавка:
а — в автомобилях ГАЗ-66; б — в автомобилях ГАЗ-3102
123
Рис. 3.91. Контроль шаблоном по-
ложения игольчатого клапана:
1 — крышка карбюратора;
2 — корпус игольчатого клапана;
3 — шаблон; 4 — регулировоч-
ные прокладки; 5 — игольчатый
клапан
Рис. 3.92. Прибор НИИАТ-362 для
контроля пропускной способности
жиклеров
На рис. 3.91 показан контроль шаблоном 3 положения иге
чатого клапана 5 в гнезде корпуса 2 — регулировку в карбкт
торах данного типа производят изменением количества регул г
ровочных прокладок 4, устанавливаемых под гнездом запори:.
иглы.
При неудовлетворительной работе карбюратора его разбирая
для поэлементной проверки. Жиклеры, например, выворачивай :
и кладут в ванночку с растворителем на 10—15 мин, затем пр:
дувают сжатым воздухом (при наличии твердых частиц в канал г
сечения жиклера их можно удалять только специальными игл л
ми из неметаллических материалов). Затем жиклеры проверяй *
на пропускную способность на приборе НИИАТ-362 (рис. 3.92
которая определяется количеством воды в кубических сантимет-
рах, протекающей через дозирующее отверстие жиклера за оде;
минуту под напором водяного столба высотой (1 ± 0,002) м пр:
температуре воды (20 ± 1)°С. Сначала воду подают из нижнег
бачка 1 в верхний 11 (с помощью сжатого воздуха, подводимо?
через штуцер 14), затем открывают кран 12 — вода затопляет
камеру с поплавком 13 и поступает по трубке в камеру 7, в вер
хней части которой имеется термометр 8 и стеклянная трубка 1
контроля водяного столба напора воды. Причем помимо шкаль:
имеется металлический калибр 9, равный одному метру. Пет
камерой смонтирован запорный краник 6, а под ним имеется смен-
ная резиновая втулка для установки испытуемых жиклеров. Пег
испытуемый жиклер устанавливают мензурку 3. В ходе провер •
ки пропускной способности жиклеров с разным сечением, ранет
установленный напор в 1 м с помощью регулировочного винта -
автоматически поддерживается поплавком 13 с клапаном. Крани:-
6 открывают ровно на одну минуту, по секундомеру. Записывай: г
результат проверки по шкале мензурки. После этого проверь/
рекомендуется повторить еще раз для получения среднего пока-
зателя, который и сравнивают с нормативным. Если пропускная
способность превышает норму, жиклер выбраковывают.
На рис. 3.93 дана схема прибора для проверки ротора, потеря
упругости пружины которого приводит к его раннему срабаты-
ванию, вследствие чего снижается скорость автомобиля. Пр::
проверке соединяют приводной вал 4 от электродвигателя ус-
тановки, за частотой вращения которого следят по тахометру, :
валом ротора ограничителя и устанавливают частоту вращения г
1000 мин-1, а вакуумным насосом создают в датчике разрежение
2,5 кПа. Затем, плавно увеличивая частоту, наблюдают по ртут-
ному пьезометру 5 за моментом начала увеличения разрежения,
что означает начало срабатывания ограничителя, а по тахометр/
фиксируют частоту вращения ротора, соответствующую этом/
моменту, и сравнивают ее с нормативной. При необходимости
датчик регулируют винтом 3.
Для диагностики снятых с двигателей карбюраторов и БЕ
используют комбинированный прибор мод. НИИАТ-577Б (рис.
3.94). БН 7 крепится на панели 6, при этом рычаг привода уста-
навливается на эксцентрик, связанный валиком с маховиком 2С
ручного привода. В комплект прибора входит, помимо бака 4 для
топлива, мерная мензурка 8, манометр 10, трубопроводы 9 и 12, блок кранов 11 управления при-
бором, кронштейн для проверяемых карбюраторов 15 и т.д. Манипулируя кранами управления б
соответствии со схемой, имеющейся на панели прибора, производим проверку БН по следующим
параметрам:
• всасывающей способности БН — первая струя топлива должна впрыснуться в мензурку не
позднее 25 ходов (полных поворотов приводного маховика);
» максимального давления, развиваемого БН при вращении маховика (обычная норма —
0,025—0,03 МПа);
124
• скорости падения (установленного, максимального) давления — повышенная, по сравнению с
нормативной, скорость падения давления свидетельствует обычно о негерметичности клапанов БН;
• подачи БН за 10 ходов штока (поворотов маховика). При проверке карбюратора на приборе
мод. НИИАТ-577Б к нему подсоединяют трубопровод и проверяют уровень топлива в поплавковой
камере при максимальном давлении БН. Можно также проверить подачу ускорительного насоса
за 10 резких качков привода дроссельной заслонки (замер производится переносной мензуркой,
которую подводят под диффузор карбюратора). Замер упругости пружин БН производят на при-
боре НИИАТ-357 (рис. 3.95, б) по разнице длины в свободном состоянии (по шкале на штоке) и в
сжатом под действием соответствующей массы грузиков 9(1,2 кгс и 2,8 кгс), устанавливаемых на
пяту втулки 8 с окном и контрольной риской над испытуемой пружиной. Если осадка пружины
превышает норму, ее упругость считается неудовлетворительной, и она выбраковывается.
Прибор мод. 374 практически аналогичен по конструкции, но служит для проверки только
БН, поэтому на нем отсутствует кронштейн для крепления карбюраторов.
Рис. 3.93. Схема прибора для
проверки ротора центробеж-
ного датчика ограничителя
частоты вращения
Рис. 3.94. Схема прибора НИИАТ-577Б
Рис. 3.95. Приборы для проверки топ-
ливных насосов, снятых с двигателя:
а — НИИАТ-577Б для проверки
подачи давления, создаваемого
топливным насосом, и герметич-
ности клапанов; б — НИИАТ-357
для проверки пружины диафрагмы
насоса; 1 — мензурка; 2 — манометр;
3 — краны; 4 — маховик; 5 — панель
прибора; 6 — бачок; 7 — испытуемая
пружина; 8 — стержень со шкалой;
9 — грузы
СО — при сезонном обслуживании карбюраторы и БН принудительно снимаются с автомобилей
и передаются в карбюраторные цеха для проведения комплекса очистительных, диагностических,
регулировочных и других видов работ, описанных выше. При СО рекомендуется снимать и про-
мывать горячей водой с синтетическими моющими средствами топливные баки; сетки фильтров
топливоприемников следует промывать в растворителе для удаления лаков и смол. Металлические
бензопроводы рекомендуется продуть сильной струей сжатого воздуха — при выбросе большого
количества шлака бензопроводы следует снять с автомобиля, заполнить на 15—20 мин раствори-
телем и затем тщательно продуть сжатым воздухом.
3.4.3. ОПЕРАЦИИ ПО ТЕКУЩЕМУ РЕМОНТУ
После проверки карбюраторов и БН в карбюраторных цехах на вышеуказанных приборах и
стендах при отклонении измеряемых параметров от нормы (если не удалось устранить обнару-
женные неисправности с помощью регулировочных операций) их полностью разбирают, моют,
сушат и производят поэлементную проверку и дефектовку составных деталей — неисправные
заменяют (например, разработанные топливные жиклеры, элементы привода различных
систем карбюратора, имеющие дефекты или повышенный износ). В БН при необходимости
меняют клапана, изношенные элементы привода, рабочие пружины, потерявшие упругость,
диафрагму. Для подсборки пластин диафрагмы со штоком 5 очень удобно несложное по коне-
125
Рис. 3.96. Приспособление для
сборки диафрагмы бензонасосов
трукции приспособление (рис. 3.96), состоящее из корпуса ;
нескольких установочных штырей 4 с коническими головка::::
под отверстия в пластинах диафрагмы и рычага-рукоятки 2
прижимной втулкой. При повреждении поплавка производя:
пайку, при негерметичности игольчатого клапана производят
притирку запорной иглы к гнезду клапана. Коробление стыковоч-
ных плоскостей карбюратора и БН может их полностью вывести
из строя. Для устранения этого дефекта в карбюраторных цехач
используют малогабаритные настольные станки для плоско?:
шлифования.
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте раздел «Основные неисправности топливной системы».
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основные
узлов и деталей по темам:
1. Операции по ТО, основные методы контроля и диагностики при ТО-1, оборудование и приборы для
их проведения (рис. 3.70; 3.72; 3.78, а, б).
2. Регулировочные операции, проводимые при ТО-1 (рис. 3.79, а; 3.81).
3. Основные методы контроля и диагностики, проводимые при ТО-2, оборудование и прибор?:
(рис. 3.82, а, б\ 3.83; 3.84).
4. Основные методы контроля и диагностики снятых с автомобилей приборов топливной системы (в т
ч. и поэлементной диагностики), проводимые в карбюраторных цехах АТП (рис. 3.85; 3.86; 3.88; 3.92
(схематично); 3.94 (схема); 3.95, а, б).
5. Основные операции, выполняемые по топливной системе (помимо диагностических) при ТО-2, СО ::
ТР (рис. 3.90Л; 3.91).
III. Ответы на вопросы:
1. Перечислите причины неудовлетворительной подачи топлива из бака к карбюратору. Каковы могут
быть последствия этой неисправности?
2. Перечислите причины и следствия переобогащения рабочей смеси карбюратором.
3. Каковы могут быть причины и следствия переобеднения горючей смеси?
4. Какие негативные факторы и неисправности топливной системы можно выявить при ежедневно::
осмотре и проверке работы двигателя? Что нужно делать с воздушными фильтрами при работе в особ:
пыльных условиях?
5. Перечислите основные диагностические операции, проводимые при ТО-1; какие приборы использу-
ются при этом, каков принцип их конструкции и работы.
6. Какова технология анализа выпускных газов диагностическими приборами? Назовите предельнс
допустимые параметры содержания СО и т.д.
7. Перечислите основные операции по ТО-1 топливной системы (помимо диагностических). Объясните,
что делается с топливными фильтрами, как проверяется и регулируется уровень топлива в поплавковой
камере и т.д.
8. Какова технология регулировки холостого хода в карбюраторах различного типа? Почему нежела-
тельно устанавливать слишком маленькие и слишком большие частоты вращения КВ?
9. Охарактеризуйте основные модели приборов, используемых для диагностики системы питания при
ТО-2, их конструкцию и принцип действия.
10. Перечислите основные операции (помимо диагностических), проводимые по системе питания при
ТО-2 и СО.
11. В каких случаях карбюратор и БН снимают и передают в карбюраторный цех? Какие установки и
приборы используют при этом для их углубленной диагностики?
12. Какова технология проверки карбюраторов на установке мод. 489А (безмоторный метод)? В чем
заключается конструктивная особенность установки?
13. С помощью каких приборов можно проверить герметичность игольчатого клапана поплавковой
камеры? Какова методика проверки? Как можно отремонтировать указанный узел?
14. Охарактеризуйте конструкцию настенного прибора для проверки пропускной способности жикле-
ров. Какова методика проверки?
126
15. Какова конструкция и принцип проверки БН на настольном приборе НИИАТ-577Б? По каким
параметрам проверяется БН?
16. Как проверяется упругость пружин БН на приборе НИИАТ-357 с помощью грузов? Как повлияет
снижение упругости пружины на работу БН и топливной системы в целом?
17. Перечислите основные операции по текущему ремонту карбюраторов и БН в карбюраторных цехах.
Какое оборудование используется при этом?
3.5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ТОПЛИВНОЙ СИСТЕМЫ ДИЗЕЛЕЙ
3.5.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ТОПЛИВНОЙ СИСТЕМЫ
НЕУДОВЛЕТВОРИТЕЛЬНОЕ ПОСТУПЛЕНИЕ ТОПЛИВА ИЗ БАКА К ТНВД.
Причины:
• подсос воздуха через неплотности;
• неисправная работа топливоподкачивающего насоса низкого давления — уменьшение пода-
чи и развиваемого давления может возникнуть при чрезмерном износе деталей насоса, засорении
перепускного клапана и т.д.;
• засорение топливных фильтров;
• образование парафиновых пробок — при низких температурах и несоответствии сорта топ-
лива.
ПОДАЧА ТОПЛИВА СЕКЦИЯМИ ТНВД НЕ СООТВЕТСТВУЕТ НОРМЕ ДЛЯ РАЗЛИЧНЫХ
РЕЖИМОВ РАБОТЫ ДИЗЕЛЯ.
Причины:
• неправильная регулировка ТНВД на минимальную (пусковую) и максимальную подачу
топлива;
• негерметичность нагнетательных клапанов секций;
• несоответствие норме давления начала открытия нагнетательных клапанов;
• неисправная работа центробежного регулятора — происходит нарушение нормального
воздействия на привод рейки управления подачей топлива при изменении частоты вращения КВ
дизеля;
• отклонение от нормы подачи топлива отдельными секциями ТНВД (неравномерность пода-
чи) — происходит ввиду различной степени износа плунжерных пар секций ТНВД.
МОМЕНТ НАЧАЛА ПОДАЧИ ТОПЛИВА СЕКЦИЯМИ ТНВД НЕ СООТВЕТСТВУЕТ ОП-
ТИМАЛЬНОМУ — по аналогии с углом опережения зажигания в карбюраторных двигателях,
происходит опережение или запаздывание впрыска топлива форсунками.
Причины:
• неправильно установлен момент начала подачи топлива — неправильная установка муфты
опережения впрыска относительно привода по углу поворота коленчатого вала (не совпадают
специальные метки и т.д.);
• неисправная работа муфты опережения впрыска — при повышенных износах происходит
заедание деталей или имеет место (заводской) дефект;
• запаздывание подачи топлива отдельными секциями ТНВД — при нормальной работе нагнета-
тельных клапанов секций ввиду износа (по высоте) рабочих поверхностей деталей привода плунжерных
пар секций, включая кулачки распределительного вала, плунжеры секций в процессе эксплуатации
постепенно меняют свое положение (опускаются) по сравнению с первоначальным (заводским).
НЕУДОВЛЕТВОРИТЕЛЬНАЯ РАБОТА ФОРСУНОК — имеется в виду как качество впрыска,
так и соответствие момента впрыска оптимальному варианту.
Причины:
• давление впрыска (момент начала подъема запорной иглы) не соответствует норматив-
ному — при этом ухудшается качество впрыска — диаметр капелек топлива не соответствует
оптимальному, что нарушает нормальный процесс смесеобразования в камере сгорания, причем
в процессе эксплуатации имеется тенденция к постоянному снижению этого параметра ввиду
снижения упругости рабочей пружины форсунки, при этом впрыск топлива будет происходить
чуть раньше;
127
• негерметичность форсунки — имеется в виду как нарушение герметичности соединен::
форсунки, так и подтекание топлива из сопел ввиду неудовлетворительной притертости запорнс г
наконечника иглы к гнезду;
• неудовлетворительное качество распыления топлива — топливо должно впрыскиваться :
камеру сгорания в туманообразном состоянии (без капель), с равномерным выходом из всех ::
верстий распылителя.
Примечание. Перечисленные неисправности, включая возможное загрязнение смолой и лаками фильтруют: -
сетки форсунки, приводит обычно к нарушению нормальной работы двигателя: затрудненному пуску, неустойчив.
работе на различных режимах, потере мощности и повышению расхода топлива, повышению дымности и т.д.
НЕИСПРАВНОСТИ ФОРСУНОК
К характерным для форсунок можно отнести еще целый ряд неисправностей:
• механические поломки или трещины любого размера на деталях (восстановлению не псе
лежат);
• негерметичность по сопрягаемым плоскостям между корпусом 1 в форсунке (рис. 3.111
проставкой 6 и корпусом распылителя 7 форсунки (восстанавливается доводкой путем шлиф:
вания сопрягаемых плоскостей);
• износ торца проставки 6 от иглы распылителя (допускается не более 0,1 мм — устраняете •
методом шлифовки торца);
• разрушение сетчатых и других типов фильтров (заменяют);
• повышенный ход иглы или заедание и прихватывания при перемещении иглы 9 в распылителе *
(смазанная дизельным топливом игла, выдвинутая на 1/3 длины из корпуса распылителя, при наклоне
под 45° должна плавно, без заеданий опускаться до упора под действием собственной массы);
• негерметичность запорного конуса распылителя 7 и иглы 9 (при данной неисправности е:
носике распылителя с соплами образуются капельки топлива, что при высоких температура:,
приводит к закоксовыванию сопловых отверстий).
Для обнаружения вышеуказанных неисправностей используют как различного типа диагно:
тические приборы и измерительный инструмент, так и визуальный метод осмотра деталей при к:,
дефектовке в цехах для ремонта дизельной топливной аппаратуры.
Рис. 3.97. Схема топливной системы автомобиля ЗИЛ-4331:
1 — форсунка; 2 — топливопровод высокого давления; 3 и 11 — сливные топливопроводы; 4 — топливный насос
высокого давления; 5 — топливный бак; в — пробка наливной горловины; 7 — фильтр грубой очистки топлива;
8 — топливоподкачивающий насос; 9 — топливный бачок предпускового подогревателя; 10 — ручной топливопрока-
чивающий насос; 12 — фильтр тонкой очистки топлива
128
Рис. 3.98. Регулятор частоты вращения:
1 — насос высокого давления; 2 — крышка; 3 — регулиро-
вочный болт; 4 — крышка регулятора; 5 — кулиса;
6 — палец направляющего ползуна; 7 — ползун нижний;
8 — ось кулисы; 9 — ползун углового рычага; 10 — рычаг
угловой регулятора; 11 — корпус регулятора; 12 — ось
груза; 13 — груз регулятора; 14 — крестовина; 15 — де-
мпфер; 16 — крестовина; 17 — гайка фиксации крес-
товины; 18 — упорная шайба; 19 — ось крестовины;
20 — пружины; 21 — тарелка пружины; 22 — резиновое
уплотнение
Рис. 3.99. Привод управления подачей топлива:
1 — топливный насос высокого давления; 2 — тяга
коррекции пусковых подач; 3 — кронштейн крепле-
ния тяг; 4 — ручка управления корректором пусковых
подач (для ТНВД фирмы «Моторпал»); 5 — ручка
ручного останова двигателя; 6 — ручка ручного уп-
равления подачей топлива; 7 — тяга привода ручного
останова двигателя; 8 — тяга привода ручного управле-
ния подачей топлива; 9 — педаль управления подачей
топлива; 10 — установочный болт хода педали подачи
топлива; 11 — цилиндр пневматический; 12 — пружи-
на оттяжная; 13 — тяга промежуточная; 14 — зажим
тяги; 15 — болт зажима тяги; 16 — палец; 17 — рычаг
промежуточный
Рис. 3.100. Ручной
топливопрокачивающий
насос:
1 — цилиндр; 2 — руко-
ятка насоса с поршнем; 3
и 5 — штуцеры; 4 — кор-
пус; 6 — пружина; 7 —
клапан нагнетательный в
сборе; 8 — пластинчатая
пружина; 9 — клапан
всасывающий в сборе
1
Рис. 3.101. Топливный насос высокого давления:
1 — рычаг корректора пусковых подач; 2 — фирменная табличка; 3 — вытесни-
тель топлива; 4 — штуцер топливного насоса; 5 — пружина нагнетательного
клапана; 6 — клапан нагнетательный; 7 — плунжер; 8 — втулка плунжера;
9 — винты выпуска воздуха; 10 — втулка поворотная плунжера; 11 — зубчатый
сектор; 12 — зубчатая рейка; 13 — регулировочные прокладки; 14 — пружина;
15 — толкатель; 16 — картер насоса; 17 — ролик толкателя; 18 и 25 — шари-
коподшипники; 19 — кулачковый вал; 20 — крышка насоса; 21 — канал
масляный отводящий; 22 — опора кулачкового вала; 23 — канал масляный
подводящий; 24 — топливоподкачивающий насос; 26 — уплотнительная ман-
жета; 27 — крышка подшипника; 28 — муфта опережения впрыска топлива;
29 — муфта привода топливного насоса
129
17-698
Рис. 3.102. Воздушный фильтр:
1 — воздухозаборник; 2 — пружина распорная; 3 —
фильтрующий элемент; 4 — уплотнитель; 5 — крыш-
ка; 6 — винт; 7 — защелка; 8 — корпус; 9 — патрубок
отсоса пыли; 10 — воздухопровод; 11 — кронштейн;
12 — шплинт дренажного отверстия; 13 — патрубок
соединительный; 14 — хомут
Рис 3.103. Системы питания двигателя воздухом и авто::_
тической очистки от пыли воздушного фильтра:
1 — впускная труба; 2 — воздушный фильтр; 3 — воздут..
заборник; 4 — крышка фильтрующего элемента; 5 — кст
пус заслонки; 6 — рукоятка заслонки; 7 — труба отсоса
пыли; 8 — эжектор
Рис. 3.104. Топливные фильтры грубой (а) и тонкой (б)
очистки топлива
Рис. 3.106. Поперечный разрез ТНВД двига-
теля КамАЗ
Рис. 3.105. Индикатор
засоренности воздушногс
фильтра
Рис 3.107. Поперечный разрез ТНВД
двигателя МАЗ-500А
130
Рис. 3.108. Привод управления подачей топлива двигателя КамАЗ-740 с крышкой регулятора частоты вращения КВ:
I — ручка тяги останова двигателя; 2 — ручка тяги управления подачей топлива; 3 — болт ограничения макси-
мальной частоты вращения КВ; 4 — рычаг управления регулятором; 5 — болт ограничения минимальной частоты
вращения КВ; 6 — тяга; 7 и 10 — рычаги; 8 — поперечный валик; 12 — промежуточная тяга; 14 — передний крон-
штейн; 15 — тяга педали; 17 — педаль управления; 18 — рычаг останова; 19 — болт регулировки пусковой подачи;
20 — болт ограничения максимальной частоты вращения КВ
Рис. 3.111. Форсунка
(ЗИЛ-4331):
1 — корпус; 2 — фильтр фор-
сунки; 3 — уплотнительное
кольцо; 4—6 — проставка;
7 — распылитель форсунки;
8 — гайка распылителя;
9 — игла; 10 — винт регули-
ровочный; 11 — контргайка
регулировочного винта
3.5.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — проверить уровень масла в топливном насосе и в регуляторе частоты вращения — уровень
масла должен доходить до верхних меток маслоизмерительных щупов (двигатели автомобилей МАЗ
и КамАЗ), при необходимости долить моторного масла для дизелей. Проверить визуально общее со-
стояние топливной системы, а после пуска двигателя обратить особое внимание на возможные места
подтекания топлива. Учитывая особые требования к чистоте дизельного топлива и, в первую очередь,
к отсутствию механических примесей и твердых частиц, приводящих к быстрому выходу из строя
прецизионных пар элементов топливной системы дизелей, рекомендуется сливать из топливного
бака перед началом движения 2—3 л отстоя (слитое в передвижные емкости топливо используется
обычно в АТП для технических целей — мойки двигателей и т.д.). После окончания работы, пока
двигатель не остыл, рекомендуется сливать отстой из фильтров грубой и тонкой очистки топлива.
Для этого необходимо отвернуть пробки сливных отверстий (для ускорения слива следует отвернуть
накидную гайку штуцера на крышке фильтра), а по окончании операции слива пустить двигатель
и дать ему поработать 2—3 мин для удаления воздуха, который мог попасть в топливную систему.
При ЕО следует проверять действие приводов управления подачей топлива.
131
17*-698
ОСНОВНЫЕ МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ,
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
ТО-1 — провести контрольный осмотр; проверить состояние и действие приводов останов.-
двигателя и привода ручного управления подачей топлива, при необходимости отрегулировать их
произвести смазку соответствующих точек в узлах трения приводов; провести крепежные работы
по всем элементам топливной системы, включая штуцерные соединения, различные крышки г.
т.д.; в обязательном порядке слить отстой из топливного бака; после слива отстоя снять, разобрать
и промыть корпуса ФГО и ФТО топлива, фильтрующие элементы промыть в чистом дизельном
топливе кистями и продуть сжатым воздухом (загрязненный фильтр ФГО и размягченный филь-
трующий элемент ФТО следует заменить).
Воздушные фильтры обслуживаются при ТО-1 или в случае сигнализации красным флажком
индикатора засоренности, установленного на впускном коллекторе (рис. 3.114). Корпус фильтров
промывают в чистом бензине или дизельном топливе и продувают сжатым воздухом; фильтру-
ющие элементы продувают сжатым воздухом для удаления пыли, а в случае загрязнения сажей
фильтрующего элемента из картона (маслом и т.п.) его промывают в теплом водном растворе
синтетических моющих веществ (ОП-7, ОП-10, «Новость» и т. д.). Такая операция допускается не
более трех раз, затем фильтрующий элемент заменяют. В корпуса фильтров масляно-инерционно-
го типа заливают свежее моторное масло. Помимо вышеуказанных операций при ТО-1 проводят
диагностику как отдельных элементов, так и топливной системы в целом.
Негерметичностъ топливопроводов со штуцерными соединениями фильтров, находящихся на
участке низкого давления (от бака до ТНВД) можно обнаружить при неработающем двигателе,
создав избыточное давление в 0,3 МПа с помощью прибора мод. 383 (рис. 3.112).
Заполненный на 4/5 объема бачок 1, с дизельным топливом подсоединяют с помощью резинового
шланга с запорным краном 5 и сменного штуцера с подводящим, топливопроводом от топливного
бака, создают воздушным насосом 4 вышеуказанное давление и открывают кран — при поступле-
нии топлива в магистраль негерметичные места обнаруживают по появлению течи топлива или
пены с пузырьками воздуха.
Негерметичность (места подсоса) во впускном и выпускном трактах осуществляют на мак-
симальных частотах прибором модели К14-4870 (рис. 3.113) — прикладывают наконечник 8
к местам возможной негерметичности и наблюдают через глазок 3 за уровнем жидкости (перед
этим необходимо вывернуть пробку 4). Если уровень понижается, значит в этом месте происходит
подсос воздуха и имеет место негерметичность соединения.
Рис. 3.112. Бачок для проверки герметичности топлив-
ной системы дизеля на участке низкого давления:
1 — бачок; 2 — кран для выпуска воздуха; 4 — воздуш-
ный насос; 5 — запорный кран; 6 — клапан; 7 — топ-
ливная трубка
Рис. 3.113. Контроль прибором мод. КИ-4870
негерметичности впускного и выпускного
трактов двигателя:
а — общий вид прибора; б — схема контроля
прибором КИ-4870
132
Ларис.3.114 изображен общий вид стенда для контроля дымности от-
работавших газов дизелей мод. К-408 (в прилож. 26 на рис. 4 представлена
стационарная установка фирмы «Hartridge», а в прилож. 25 на рис. 3 — пе-
реносной дымомер NC-112 чешского производства).
Дымность отработавших газов у двигателей автомобилей МАЗ, КамАЗ,
ЗИЛ-4331 не должна превышать 40% в режиме свободного ускорения и 15%
при максимальной частоте вращения. Превышение указанных нормативов
свидетельствует о неисправной работе топливной системы и требует при-
нятия соответствующих мер путем проведения регулировочных работ или
текущего ремонта, т.к. подобная неисправность может снизить мощность
двигателя, привести к перерасходу топлива, а высокое содержание аэрозо-
лей, определяющих процент дымности и состоящих из частиц сажи, золы,
несгоревшего топлива, масла и т. д., оказывает вредное воздействие на эко-
логию и здоровье человека. Дымность отработанных газов оценивается на
вышеуказанных стендах через их оптическую плотность, регистрируемую
при просвечивании фотоэлементом, передающим сигнал на микроампер-
метр, отградуированный в процентах дымности.
Рис. 3.114. Стенд для
контроля дымности
отработанных газов
। 01-1.5
Рис. 3.115. Моментоскоп:
1 — стеклянная трубка; 2 — переходная
трубка; 3 — трубка от топливопровода вы-
сокого давления; 4 — шайба; 5 — накидная
гайка
дизелей мод. К-408
Рис. 3.116. Схема нумерации цилиндров двигате-
ля и секций ТНВД
Одним из важнейших параметров, влияющих на
нормальную работу топливной системы дизеля, явля-
ется момент начала подачи топлива секциями ТНВД,
который в свою очередь зависит от правильности уста-
новки муфты опережения впрыска (МОВ) относительно
привода, т.е. совпадения контрольных меток с соответс-
твующими делениями на шкалах, градуированных в гра-
дусах по углу поворота коленчатого вала (см. рис. 3.117
ирис.3.118).В двигателях автомобилей КамАЗ имеется
дополнительное устройство в виде фиксатора маховика
для установки КВ двигателя (а следовательно, и привода
МОВ) в положение, соответствующее началу подачи топ-
лива первой секцией ТНВД в первый цилиндр двигателя
(рис. 3.119).
Примечание. Нарис.3.116 дана схема нумерации цилиндров
двигателя автомобиля ЗИЛ-4331 и секций ТНВД.
Рис. 3.117. Расположение установочных меток двигателей ЯМЗ-236, 238:
а — вид на муфту опережения впрыска и полумуфту привода ТНВД; б — вид на шкив КВ и
крышку распределительных шестерен; в — вид на маховик и указатель на картере маховика;
1 — муфта опережения впрыска; 2 — болты крепления ведущей полумуфты; 3 — метка на муфте;
6 — метка на фланце полумуфты; 7 — метка на шкиве КВ; 9 — указатель; 10 — маховик
133
Рис. 3.118. Расположение установочных меток на
ТНВД двигателей КамАЗ
Рис. 3.119. Установка коленчатого вала двигателя в
положение, соответствующее началу подачи топлива в
первом цилиндре автомобилей КамАЗ:
а — положение ручки фиксатора маховика в эксплуата-
ционном режиме; б — фиксация штырем маховика при
диагностике
Угол начала подачи топлива в дизелях (по углу поворота КВ в градусах) имеет еще большее
значение, чем угол опережения зажигания в карбюраторных двигателях, т. к. и при слишком
ранней подаче, и при слишком поздней впрыск топлива форсункой в камеру сгорания будет про-
исходить при пониженной компрессии, что нарушит процесс нормального смесеобразования (этот
вопрос будет рассмотрен позднее).
При проверке правильности установки момента начала подачи топлива, а соответственно и
подсоединения ТНВД с МОВ к приводу, помимо контроля совпадения различных меток и указате-
лей с нужным градусом на шкалах (рис.3.117и3.118), необходимо вместо трубопровода высокого
давления подсоединить к первой секции ТНВД моментоскоп (рис.3.115)и медленно поворачивать
рычагом специального приспособления КВ вместе с приводом ТНВД, подсоединяемого обычно с
помощью болтов к МОВ, пока топливо не начнет подниматься в стеклянной трубке моментоскопа,
что и будет означать момент начала подачи топлива первой секцией. Если он будет слишком ран-
ним или поздним, необходимо отвернуть болты крепления и, поворачивая корпус МОВ, изменить
ее положение в соответствующую сторону относительно привода. После этого следует завернуть
болты и произвести проверку еще раз. В большинстве моделей дизелей угол момента начала по-
дачи топлива составляет 17—20° (до ВМТ, по углу поворота КВ). При низких температурах угол
опережения увеличивают на 3—5°. В настоящее время начат выпуск новой модели моментоскопа
КИ-4941 (рис. 3.120), который не надо поддерживать рукой в ходе проверки; он также предотвра-
щает разбрызгивание топлива по поверхности двигателя.
Примечания:
1. Перед установкой моментоскопа на секцию ТНВД необходимо вывернуть штуцер секции из головки и вместо
пружины нагнетательного клапана установить технологическую пружину из комплекта моментоскопа.
Рис. 3.120. Моментоскоп мод. КИ-4941:
а — общий вид; б — установка моментоскопа на
ТНВД; 1 — штуцер; 3 — топливоподающая трубка;
4 — соединительная трубка; 5 — контрольная стек-
лянная трубка; 6 — жесткий корпус; 7 — пружина
2. Более подробно все процессы проверок и регулировок да-
ются в специальных технологических картах по каждой модели
двигателя, в том числе в картах для проведения лабораторных
работ (например, в кн.: Г. В. Спичким. Лабораторный практикум
по ТО и диагностированию автомобилей).
Для диагностирования подкачивающего насоса
ТНВД, ФТО и перепускного клапана используют
прибор мод. КИ-4801 (рис. 3.121). Один из нако-
нечников прибора подсоединяют к нагнетательной
магистрали подкачивающего насоса перед ФТО,
а другой — между ФТО и ТНВД. Пускают двига-
тель и при максимальной подаче топлива замеряют
давление до и после ФТО — если давление за филь-
тром ниже 0,06 МПа (при нормальном давлении
перед фильтром, развиваемым подкачивающим
насосом, — 0,14—0,16 МПа), это свидетельствует о
засорении ФТО. Если давление, развиваемое подкачи-
вающим насосом (перед ФТО), ниже 0,08 МПа — на-
сос подлежит замене.
Еще одним важным фактором, влияющим на
качество смесеобразования в камере сгорания дизе-
134
ля, а следовательно, и на процесс сгорания, является
давление впрыска (давление начала подъема запорной
иглы) форсунок. Оно должно составлять для двига-
телей ЯМЗ 16,5—17 МПа; для двигателей КамАЗ и
ЗИЛ-4331 —18,5 МПа. В процессе эксплуатации жест-
кость рабочей пружины форсунки снижается, а следо-
вательно, снижается и давление впрыска. Кроме того,
и момент впрыска топлива будет происходить при этом
чуть раньше, что также нарушит нормальную работу
двигателя. Поэтому в ходе диагностических работ про-
верка давления впрыска форсунок обязательна. В этих
целях используют максиметр (рис. 3.122). Штуцером 3
его присоединяют к штуцеру секции ТНВД, а штуце-
ром 1 через короткий топливопровод — к проверяемой
форсунке. Затем микрометрической головкой 2 уста-
Рис. 3.121. Прибор мод. КИ-4801 для замера
давления в системе топливоподачи низкого дав-
ления перед ТНВД
навливают на шкале максиметра нормативное давление
подъема иглы 4 распылителя, ослабляют
затяжку накидных гаек всех топливоп-
роводов высокого давления и проворачи-
вают КВ стартером. Если моменты нача-
ла впрыска топлива через максиметр и
форсунку совпадают, значит форсунка
исправна и отрегулирована правильно.
Затем проверяют остальные форсунки.
Неисправную форсунку можно опреде-
лить и на работающем двигателе методом
поочередного выключения цилиндров из
работы. Для этого прекращают подачу
топлива к проверяемой форсунке путем
ослабления затяжки накидной гайки,
соединяющей штуцер секции ТНВД с
топливопроводом высокого давления.
Рис. 3.122. Контроль давления впрыска форсунок непосредствен'
но на двигателе с помощью максиметра:
а — общий вид прибора: 1 и 3 — штуцеры; 2 — микрометри-
ческая головка со шкалой; 4 — игла распылителя; б — установ-
ка максиметра: 1 — проверяемая форсунка; 2 — максиметр;
3 — штуцер секции ТНВД
Если после отключения цилиндра частота
вращения КВ уменьшится, а дымность
выхлопа не изменится, то данная фор-
сунка исправна.
Примечание. Если в ходе вышеописанных
диагностических работ и контрольных проверок
будут обнаружены различные неисправности и отклонения замеря-
емых параметров от нормы, следует оформить заявку на текущий
ремонт, в том числе и в цехе дизельной топливной аппаратуры:
эксплуатация автомобиля с неисправной топливной системой не
допускается.
Очень удобен в работе при проверке давления впрыс-
ка форсунок непосредственно на двигателе прибор
КИ-16301 А (рис. 3.123). При проверке форсунок пе-
реходник 2 присоединяют к штуцеру форсунки 1. При-
водной ручкой 6 с помощью насоса плунжерного типа
(состоит из плунжера 9 и втулки) нагнетают топливо
из резервуара 5 в форсунку. Давление начала впрыска
топлива определяют по манометру 4. Данный прибор
позволяет также проверять состояние прецизионных
плунжерных пар ТНВД. В этих целях переходник
прибора подсоединяют к топливопроводу высокого
Рис. 3.123. Прибор КИ-16301А:
а — общий вид устройства с насосом плунжерного
типа; б — проверка прибором давления впрыска
форсунок на двигателе
135
давления проверяемой секции, включают полную подачу топлива, проворачивают КВ двигатег. -
стартером и по манометру прибора определяют давление, создаваемое плунжерной парой прове-
ряемой секции. Полученные данные сравнивают с нормативом. Затем, не отсоединяя прибора се
секции ТНВД, можно проверить состояние (герметичность) нагнетательного клапана секции пр::
неработающем двигателе, но включенной подаче топлива. С помощью рычага-рукоятки прибор,
создают давление 0,15—0,20 МПа — клапан в течение 30 с не должен пропускать топливо (дав-
ление не должно падать). Данный прибор используют иногда при низких температурах персе
пуском двигателя для удаления парафиновых пробок из топливной системы на участке низкое:
давления (от топливного бака до ТНВД).
При ТО-1 следует проверять и при необходимости регулировать двигатель на холостой xoz
При этом минимальную частоту вращения для двигателей ЯМЗ регулируют на (500 ± 50) мин-'-
для двигателей КамАЗ и ЗИЛ-4331 на (550 ± 50) мин-1.
У двигателей КамАЗ регулировку производят болтом 3 (рис. 3.124) — при вывертывании болте
частота вращения уменьшается, и наоборот.
У двигателей ЯМЗ необходимо ослабить контргайку 3 (рис. 3.125), вывернуть на 2—3 м::
корпус 5 буферной пружины. Затем медленно вывертывать болт 2 до появления перебоев в работе
двигателя, после чего необходимо ввертывать корпус буферной пружины до исчезновения перебоез
и установления необходимых частот вращения КВ двигателя (по тахометру).
Рис. 3.124. Крышка регулятора частоты
вращения ТНВД автомобиля КамАЗ-740:
1 — болт ограничения максимальной
частоты вращения КВ; 3 — болт ограни-
чения минимальной частоты вращения
КВ; 6 — болт регулировки пусковой по-
дачи; 8 — болт ограничения хода рычага
останова
Рис. 3.125. Регулятор частоты вращения
КВ двигателя ЯМЗ-236:
1 — рычаг управления регулятором;
2 — болт ограничения минимальной
частоты вращения КВ; 4 — контргайка;
5 — винты буферной пружины; 7 — скоба
кулисы; 8 — болт ограничения макси-
мальной частоты вращения КВ
ТО-2 — проводятся те же работы, что и при ТО-1, включая диагностические, но в еще более
глубоком объеме с возможностью замены любых выявленных неисправных узлов и деталей топ-
ливной системы. В целях сокращения простоя автомобилей в ТО и ремонте вместо явно неисправ-
ных узлов ставят заранее отремонтированные и отрегулированные из оборотного фонда. Снятые
Рис. 3.126. Установка прибора для
определения расхода топлива при ходо-
вых испытаниях
с автомобиля узлы, такие как ТНВД, форсунки передают в цех
дизельной топливной аппаратуры для тщательной диагностики
на стационарных стендах и приборах. Например, ТНВД диа-
гностируют на стендах типа СДТА-2, КИ-921М (прилож. 24,
рис. 1) или стендах зарубежных фирм (прилож. 26, рис. 1).
На рис. 3.127 показана установка ТНВД и соединение его с
приводом стенда. Здесь же расположен градуированный лимб.
На стенде имеется блок мензурок с установленными над ними
эталонными или просто исправленными и отрегулированными
форсунками. Стенд снабжен различными измерительными при-
борами (манометрами, тахометрами и т.д.). Кроме того, имеются
элементы автоматики, например счетчики количества циклов в
испытуемом ТНВД (количества ходов плунжеров) с устройством
для автоматического выключения привода стенда.
136
Принципиальная схема стенда СДТА представ-
лена на рис. 3.129. После установки ТНВД на стенд
необходимо заполнить полость насоса маслом для
дизелей, подсоединить трубопроводы, включить на
некоторое время привод стенда, чтобы заполнить
соответствующие системы и трубопроводы топливом
(до прекращения выделения пузырьков воздуха из-
под штуцерных соединений) и окончательно затя-
нуть их с соответствующим усилием.
Вначале производят проверку на момент нача-
ла подачи топлива секциями ТНВД. Эта провер-
ка производится без муфты опережения впрыска,
по началу движения топлива в стеклянной трубке
моментоскопа, установленного на штуцер первой
секции вместо трубопровода 3 (рис. 3.127) высо-
кого давления, при этом кулачковый вал ТНВД
вращают по часовой стрелке и отмечают с помощью
стрелки-указателя угол поворота до момента начала
подъема топлива в моментоскопе. Первая секция
насоса должна начинать подавать топливо при угле
поворота за 38—39° у двигателей ЯМЗ и за 40—41° у
двигателей КамАЗ-740, до оси симметрии профиля
приводного кулачка первой секции (рис. 3.128), аось
симметрии определяют с помощью моментоскопа по
градуированному лимбу, вращая вначале приводной
кулачковый вал по часовой стрелке, а затем — против
Рис. 3.127. Установка ТНВД на стенде типа СДТА со
схемой подсоединения моментоскопа:
1 — испытываемый ТНВД; 2 — блок измеритель-
ных мензурок; 3 — трубопровод высокого давле-
ния; 5 — моментоскоп; 6 — привод; 7 — градуиро-
ванный лимб
Рис. 3.128. Схема момен-
тоскопа:
1 — стрелка на корпусе
стенда; 2 — стеклянная
трубка; 3 — плунжер на-
соса; 4 — градуированный
диск; 5 — кулачковый вал
насоса высокого давления
Рис. 3.129. Принципиальная схема стенда СДТА:
1 — испытываемый ТНВД; 2 — эталонные форсунки; 3 — блок мерных цилинд-
ров (мензурок); 4 — указатель уровня топлива; 5 — термометр; 6 — верхний бак;
7 — подкачивающий насос стенда; 8 — фильтр; 9 — манометр; 11 — блок кранов
управления подачи топлива
часовой стрелки. Середина между двумя зафиксированными точками (т.е. полученный интервал
в градусах делим пополам) и будет означать положение оси симметрии профиля кулачка первой
секции. Принимаем это положение за нулевое и от него производим отсчет в градусах по лимбу
при определении углов момента подачи топлива остальными секциями по порядку их работы на
двигателе, переставляя в ходе проверки моментоскоп на штуцера соответствующих секций.
137
18-698
Последовательность проверки секции ТНВД
и нормативный угол поворота для моментов начала подачи топлива
Модель двигателя Шестисекционный ТНВДЯМЗ-236 Восьмисекционный ТНВД КамАЗ-740
№ регулируемой секции 1 4 2 5 3 6 1 8 4 5 7 3 6 2
а, ° 0 45 120 165 240 285 0 45 90 135 180 225 270 315
Как указывалось выше, запаздывание подачи топлива отдельными секциями происходит
вследствие износа кулачка (по высоте) и торцовых (толкающих) поверхностей деталей при-
вода плунжеров — в результате они в ходе эксплуатации несколько опускаются относительно
исходного (заводского) положения. Поэтому в целях компенсации взносов и возвращения
плунжеров как бы в исходное положение, соответствующее новому ТНВД, необходимо произ-
водить регулировку на момент начала подачи топлива секциями в соответствии с результатами
проверки.
Так, в ТНВД автомобиля ЗИЛ-4331 регулировка производится установкой регулировочных
прокладок 13 (рис. 3.101) под пяту плунжера 7, у автомобилей КамАЗ меняют саму пяту 5 (ставят
пяту нужной толщины — рис. 3.106). У ТНВД двигателей ЯМЗ регулировку производят выво-
рачиванием регулировочных болтов 13 (рис. 3.132) при ослабленной контргайке 14. Разница по
углу подачи для различных секций, относительно первой, не должна превышать 20'.
На втором этапе диагностики ТНВД проверяют значения и равномерность подачи топли-
ва различными секциями. Перед проверкой необходимо довести температуру топлива перед
фильтром стенда до 25—30°С. Затем следует проверить герметичность нагнетательных клапа-
новсекций — 6 (рис. 3.101); 20 (рис. 3.106); 11 (рис. 3.107). Она проверяется при положении
рейки соответствующем выключенной подаче. Затем создают давление в 0,15—0,20 МПа —
клапаны не должны пропускать топливо в течение 2 мин (в случае течи клапан следует за-
менить). Последней подготовительной операцией является проверка и, при необходимости,
регулировка давления на входе в ТНВД, создаваемого топливоподкачивающим насосом. Для
двигателей КамАЗ оно должно составлять 0,05—0,1 МПа — регулируется шайбами открытие
перепускного клапана ТНВД при вращении кулачкового вала 1300 мин-1. У двигателей ЯМЗ
это давление должно составлять 0,13—0,15 МПа при 1050 мин-1 — регулировку давления
производят при необходимости поворачиванием седла перепускного клапана (после регули-
ровки седло зачеканивают).
Проверку значения подачи топлива производят при упоре рычага 1 (рис. 3.125) управления
регулятором в болт 8 ограничения максимальной частоты вращения — для ТНВД ЯМЗ, для
ТНВД двигателей КамАЗ — при упоре рычага управления 2 (рис. 3.124) в болт 1 ограниче-
ния максимальной частоты вращения. При этом частота вращения кулачкового вала ТНВД
ЯМЗ должна составлять 1020—1040 мин-1, а подача одной секцией за цикл (один ход плун-
жера) — 105—107 мм3; для ТНВД КамАЗ— 75,0—77,5 мм3 при частоте кулачкового вала
1290—1310 мин-1.
Для удобства проверки счетчик-автомат выключения привода стенда устанавливают, на-
пример, на 800 циклов. При этом будет достаточно большое наполнение топливом мензурок,
и по уровню топлива в каждой мензурке определяют равномерность подачи топлива. При
необходимости регулируют и значение подачи вышеуказанными регулировочными болтами,
и равномерность подачи (т.е. количество топлива, подаваемого каждой секцией, ибо из-за раз-
ной степени износа плунжерных пар секций будет разным и количество топлива, подаваемого
секциями ТНВД).
Цикловую подачу топлива секциями ТНВД регулируют поворотом корпусов 17 (рис. 3.106)
секций при ослабленных гайках 19 и 22 и отвернутых на 3—4 оборота гайках крепления топли-
вопроводов высокого давления у штуцеров секций. При повороте корпуса против часовой стрелки
подача топлива увеличивается, и наоборот. Допускается неравномерность подачи не более 5% .
Регулировка секций на равномерность подачи у ТНВД ЗИЛ-4331 и ЯМЗ практически идентична
и описана ниже (рис. 3.132).
138
Приложение 24
ДИАГНОСТИЧЕСКОЕ ОБОРУДОВАНИЕ
Рис. 1. Общий вид стенда
мод. КИ-921М
На универсальном стенде мод. КИ-921М для проверки дизельной топливной аппа-
ратуры можно выполнять следующие основные операции:
• обкатку топливных насосов, имеющих до восьми секций;
• проверку и регулировку показателей топливных насосов: давление открытия
нагнетательных клапанов, угол начала подачи топлива, угол начала впрыска топлива
и величину подачи топлива (подачу насосных секций);
® настройку регулятора на начало действия и полное прекращение подачи топлива;
• испытание форсунок на пропускную способность;
• испытание подкачивающих насосов на подачу и максимальное давление;
® испытание топливных фильтров на герметичность и пропускную способность.
Подача топливных и подкачивающих насосов определяется объемным методом.
Определение угла начала впрыска топлива производится с помощью стробоскопичес-
кого устройства.
Стенд состоит из корпуса, в котором имеются топливные баки, приводы (электродви-
гатели) с механическим вариатором и клиноременной передачей, системы топливопода-
чи низкого давления, системы топливоподачи высокого давления со стендовым насосом,
счетного устройства, контрольно-измерительных приборов и электрооборудования.
На передней панели стенда смонтированы следующие контрольно-измерительные
приборы: электрический дистанционный тахометр для измерения частоты вращения
вала привода стенда во всем рабочем диапазоне, манометр для измерения давления в
системе топливоподачи низкого давления, счетчик-автомат для отсчета частоты вра-
щения вала привода стенда, стробоскопическое устройство.
Количество впрыскиваемого топлива замеряется мензурками, которые укреплены
на поворотном мосту и установлены в переднем баке стенда. Для измерения давления в
системе топливоподачи высокого давления имеется специальный манометр.
Для обслуживания дизельной топливной аппаратуры, разборки, сборки и регули-
ровки отдельных агрегатов стенд комплектуется набором приборов, приспособлений,
специального и стандартного инструмента, в число которого входят прибор для проверки форсунок, прибор для проверки
плунжерных пар, приспособления для разборки и сборки топливных насосов, моечная ванна, чистики для распылите-
лей, кисти, ерши, топливопроводы, кронштейны для крепления насосов и фильтров, молотки, отвертки, специальные
ключи и т.д. — всего около 60 наименований.
Рис. 2. Приборы для испытания и регулировки форсунок:
а — мод. КИ-ЗЗЗЗА; б — мод. КИ-562; в — мод. КИ-1404
Рис. 3. Приборы для проверки плунжерных пар:
а — мод. КИ-3369; б — мод. КИ-759
139
8*-698
Рис 3.130. Схема изменений количества подаваемого топлива:
а — максимальная подача; б — половинная подача; в — пода-
чи нет: 1 — рабочая винтовая кромка плунжера; 2 — выходное
отверстие втулки; 3 — плунжер; 4 — входное отверстие втулки;
5 — нерабочая винтовая кромка
На рис. 3.130 представлена схема из-
менения количества подаваемого топлива
секцией ТНВД в зависимости от положе-
ния винтовой кромки на плунжере отно-
сительно входного и выходного отверстий
на втулке плунжера. Количество топли-
ва, подаваемого секциями, можно изме-
нять поворотом плунжеров 6 (рис. 3.132)
во втулках 4, которое осуществляется с
помощью педали через систему рычагов
рейкой 7, воздействующей через зубча-
тые сектора 8, закрепленные винтами на
поворотных втулках 10, снабженных па-
зом, в который входит выступ плунжера.
Таким образом, при необходимости регулировки какой-либо секции на изменение подачи топли-
ва (ввиду износа плунжерных пар чаще приходится увеличивать подачу) необходимо ослабить
винт 9 зубчатого сектора 8, вставить спицу в отверстие в верхней части поворотной втулки 10 и
повернуть ее относительно рейки в ту или иную сторону (для увеличения подачи топлива секцией
необходимо повернуть втулку относительно сектора вправо, а для уменьшения — влево). Поворот
втулки следует соизмерять с необходимым изменением количества топлива, подаваемого секцией.
После проведения регулировки зубчатые сектора следует снова стянуть винтами 9 и произвести
на стенде повторную проверку на равномерность подачи топлива.
При необходимости более ранней подачи топлива секцией нужно отвернуть контргайку 14 и
вывернуть из толкателя 15 регулировочный болт 13 на соответствующую длину (в зависимости
от угла запаздывания подачи топлива данной секцией).
Техническое состояние и работа нагнетательных клапанов 2, не соответствующие тех-
ническим требованиям (герметичность, давление открытия, зазор по разгрузочному пояску
нагнетательных клапанов) существенно влияют на работу ТНВД в целом и могут свести на
нет все вышеописанные проверки и регулировки. Так, например, увеличение зазора по раз-
грузочному пояску нагнетательных клапанов, происходящее ввиду износа клапанов, может
Рис. 3.131. Устройство КИ-4802
для проверки технического
состояния плунжерных пар и
нагнетательных клапанов секций
ТНВД дизелей непосредственно на
двигателях
давать хороший корректирующий эффект, в т.ч. на повышение
устойчивости холостого хода, но дальнейшее увеличение этого
зазора может вызвать явление дополнительного впрыска топлива
форсункой, что нарушит нормальную работу двигателя. Именно
поэтому при каждом ТО-2 следует проверять состояние нагнета-
тельных клапанов, используя переносной прибор мод. КИ-4802
(рис. 3.131), который легко подключается к секциям ТНВД, по
порядку их работы на двигателе. Для облегчения прокручива-
ния коленчатого вала стартером в ходе проверки следует пред-
варительно вынуть все форсунки. При проверке герметичности
клапана засекают по секундомеру время падения давления по
манометру с 15 до 10 МПа — оно должно быть не менее 10 с. Если
и после промывки клапана время падения давления не повы-
сится, клапан заменяют. Достоинством прибора является и то,
что с его помощью можно проверить состояние прецизионных
плунжерных пар ТНВД — при пусковых частотах кулачкового
вала ТНВД, плавно включая подачу топлива, довести давление
проверяемой секции до 30 МПа; если давление окажется ниже,
плунжерная пара подлежит замене.
Для проверки форсунок, снятых с двигателей, используют стенд
мод. НИИАТ-625 (рис. 3.134), на рабочем столе которого установлен
прибор мод. КП-1609А (рис. 3.133), а рядом смонтирован прибор
КП-1640 для проверки герметичности плунжерных пар ТНВД.
Для проверки форсунок используют также прибор чешской фирмы
«Motokov» (прилож. 25, рис. 4).
В крупных АТП и на АРЗ, когда требуется высокая производительность, используют при-
бор мод. КИ-ЗЗЗЗА с ручным приводом и стенд мод. КИ-1404 с механизированным приводом
(прилож. 24, рис. 2, а и в). Перед проверкой форсунки разбирают, смягчают нагар в ванночке с
бензином, а затем удаляют медным или алюминиевым скребком с волосяной щеткой. Внутрен-
140
Приложение 25
ДИАГНОСТИЧЕСКОЕ ОБОРУДОВАНИЕ
Рис. 1. Стенды для проверки насосов высокого давления форсунок и плунжерных пар
Рис. 3. Прибор для испытания форсунок Рис. 4. Переносной прибор для испытания форсунок NC-51
141
Рис. 3.132. Общий вид секции
ТНВД с приводным механиз-
мом и регулировочными уст-
ройствами:
1 — штуцер; 2 — клапан на-
гнетательный; 3 — входное
отверстие втулки; 4 — втулка
плунжера; 5 — выходное отвер-
стие; 6 — плунжер; 7 — рейка;
8 — зубчатый сектор; 9 — стяж-
ной винт; 10 — регулировочная
втулка; 11 — пружина; 12 — та-
релка пружины; 13 — регулиро-
вочный болт; 14 — контргайка;
15 — толкатель; 16 — ролик
толкателя; 17 — кулачок
Рис. 3.134. Стенд
НИИАТ-625 для проверки
форсунок и плунжерных
пар: 1 — корпус прибора для
проверки форсунок; 2 — ра-
бочий бачок; 3 — прибор для
проверки плунжерных пар
ТНВД; 4 — груз; 5 — ванна;
6 — основной топливный бак
Рис. 3.133. Прибор КП-1609А для проверки
и регулировки форсунок:
1 — бачок для топлива; 2 — проверяе-
мая форсунка; 3 — манометр; 4 — рычаг;
5 — корпус прибора
ние полости промывают чистым дизельным топливом. Сопловые
отверстия прочищают стальной проволокой диаметром 0,25—0,4 мм
в зависимости от модели.
Собранную форсунку устанавливают на прибор (рис. 3.133).
У форсунок двигателей ЯМЗ и ЗИЛ заворачивают регулировочные
винты, соответственно, 12и10(рис. 3.135, 3.137), тем самым сжима-
ют рабочую пружину 9 и 5, блокируя подъем запорной иглы, чтобы
рычагом ручной подкачки довести давление в полости форсунки до
30 МПа, затем следует засечь по секундомеру время падения давле-
ния с 28 до 23 МПа — оно должно быть не менее 10 с. Во время вы-
шеуказанной проверки на герметичность не допускается подтекание
топлива в местах соединений элементов форсунки и через сопловые
отверстия. Затем проверяют один из важнейших параметров фор-
сунки — давление впрыска (его нормативы для различных моделей
дизелей указывались ранее). В форсунках дизелей МАЗ и ЗИЛ ре-
гулировка этих параметров производится соответственно винтами
12 и 10 за счет изменения сжатия рабочей пружины запорной иглы.
В форсунках автомобилей КамАЗ после разборки меняют регули-
ровочные шайбы 9 (рис. 3.136) — при изменении толщины шайб на
0,05 мм давление впрыска изменится на 0,3—0,35 МПа.
Рис. 3.137. Регу-
лировочное устройство
форсунки двигателей
автомобиля ЗИЛ-4331
Рис. 3.135. Регулировочное
устройство форсунки
двигателей МАЗ
Рис. 3.136. Регули-
ровочное устройство
форсунки двига-
телей КамАЗ
142
На рис. 3.138 даны варианты образования факелов распыленного топлива в камере сгорания
при различных давлениях впрыска.
Рис. 3.138. Схема образования факелов распылен-
ного топлива в камере сгорания форсунками при
различных давлениях впрыска:
а — при пониженном давлении; б — при повышен-
ном давлении
Если давление впрыска выше нормативного, капельки топлива при распылении будут очень
мелкими и не смогут пробить всю толщу сжатого воздуха в камере сгорания. Если же давление
впрыска ниже нормативного, то капельки топлива будут слишком крупными и, хотя и смогут
пробить всю толщу сжатого воздуха в камере сгорания, но плохо перемешаются с кислородом воз-
духа. В обоих случаях будет неудовлетворительное смесеобразование со всеми сопутствующими
негативными явлениями, а именно: затрудненный пуск, снижение мощности, перерасход топли-
ва, перегрев двигателя и т.д. Оптимальный размер капелек топлива при впрыске с соблюдением
нормативного давления составляет 5—6 мк. Последний параметр форсунок, который проверяется
на вышеуказанных приборах — качество распыления топлива (при атмосферном давлении). При
резких качках рычагом-рукояткой прибора топливо, выходящее из сопел распылителя, должно
разбрызгиваться из всех сопел до туманообразного состояния, а угол конуса распыления должен
совпадать с контрольными линиями на светопрозрачном защитном колпаке прибора.
Примечание. Плунжерные пары, нагнетательные клапаны и другие сопряженные детали рекомендуется в ходе
проверок сортировать по категориям в зависимости от степени износа с последующей установкой на один узел (двига-
тель). Проверку плунжерных пар ТНВД на герметичность (степень износа) проверяют на приборе КП-1640 (КИ-759)
или КИ-3369 (прилож. 24, рис. 3). Плунжер 3 (рис. 3, б) со втулкой вставляют в гнездо 6 прибора, которое закрепляют
в корпусе 7. Открывают краник 9 и поднимают плунжер в верхнее положение, засасывая топливо во втулку. Затем за-
ворачивают рукояткой 8 опрессовочный винт, создавая тем самым высокое давление под плунжером, устанавливают на
торец плунжера рукоятку 4 и одевают на нее груз 5, при этом плунжер не должен резко опускаться (новые плунжерные
пары могут держать рукоятку с грузом более 25с).
3.5.3. ОПЕРАЦИИ ПО ТЕКУЩЕМУ РЕМОНТУ
Рис. 3.139. Очистка распылителя от
нагара и кокса:
а — комплект инструментов; б — очи-
стка наружных поверхностей; в, г, д,
е, ж — очистка конуса иглы, карма-
на, корпуса и сопловых отверстий
При текущем ремонте деталей форсунок их очищают различ-
ными скребками из мягкого металла, щетками (предварительно
смягчив нагар бензином или керосином). Очищают внутрен-
ние полости с последующей промывкой отфильтрованным
дизельным топливом. Сопла прочищают стальными иглами
соответствующего диаметра. Многие детали восстанавливают
подшлифовкой торцов, фасок и т.д. Применяют метод притирки
сопряженных деталей. Некоторые из
этих работ показаны на рис. 3.139.
Для шлифовальных и других видов
работ при восстановлении деталей уз-
лов топливной аппаратуры использует-
ся настольный универсальный станок
высокой точности фирмы «Hartridge»
(рис. 3.140).
После ремонта и сборки ТНВД и фор-
сунки подвергают предварительной об-
катке (приработке), затем проверяют
на вышеуказанных стендах и приборах
с проведением необходимых регулиро-
вок. При ТР широко используют различ-
ный инструмент и приспособления (при-
лож. 27, рис. 1).
Рис. 3.140. Настольный
станок для шлифовки де-
талей ТНВД и форсунок
дизелей
143
Примечания:
1 . В данном учебном пособии описываются в основном несложные эксплуатационные регулировки, в то время
как, например, после капитального ремонта ТНВД на АРЗ проводятся сложные дополнительные регулировки, вклю-
чающие в себя регулировку частоты вращения кулачкового вала ТНВД, соответствующей началу выдвижения рейки
в сторону выключения подачи и при полном прекращении подачи топлива, регулируют момент прекращения подачи
топлива из форсунок в любом скоростном режиме (при повороте рычага останова до упора), после этого проверяют запас
хода реек в сторону выключения, причем указанные работы проводят с одновременной проверкой функционирования
механизмов регулятора частоты вращения с проведением необходимых регулировок воздействия на рейку управления
подачей топлива и т.д.
2 . То же самое касается и методов диагностики: чем крупнее АТП, тем большей производственной мощностью оно
обладает и тем выше должна быть производительность проводимых работ, в том числе и диагностических — такое пред-
приятие может позволить себе иметь дорогостоящее современное оборудование (в том числе и известных зарубежных
фирм), например отечественный анализатор дизельной аппаратуры, прибор ИПД-ТА для определения эффективной
мощности, стенд «Элкон CD-ЗОО» (Польша) для комплексной проверки и др.
3.5.4. НОВЫЕ ТЕХНОЛОГИИ ЗАРУБЕЖНЫХ СТРАН
Рис. 3.141. Тестер впрыска мод. АВЛ-876
К современному оборудованию для диагностирования топливной системы дизелей можно от-
нести, например, портативный переносной прибор для проверки топливной дизельной аппаратуры
непосредственно на работающем двигателе. Это прибор АВЛ-876 (рис. 3.141 иприлож. 26, рис. 3)
производства австрийской фирмы, который отвечает самым современным требованиям по удобству
использования, по точности измерений и по производительности труда рабочих-диагностов.
Тестер впрыска мод. АВЛ-876 служит для электронной проверки топливной аппаратуры
дизелей и для определения правильности установки муфты опережения впрыска относительно
привода в целях определения момента начала подачи топлива ТНВД и, при необходимости, его
коррекции путем регулировки. Кроме того, с помощью этого прибора можно проверить функцио-
нирование автоматической муфты опережения впрыска на различных режимах работы двигателя
и частоту вращения КВ двигателя в любой момент испытаний. Прибор состоит из электронного
блока 1, стробоскопического пистолета 2, пьезодатчика 3, соединительных кабелей, зажимов 5
подсоединения к аккумуляторной батарее. На табло 6 прибора фиксируется угол начала подачи
топлива проверяемой секцией, а на табло 7 — частота вращения КВ двигателя. При проверке мо-
мента начала подачи топлива (правильности установки МОВ относительно привода) пьезодатчик
закрепляется на трубопроводе 8 высокого давления первой секции, пускается двигатель и произ-
144
Приложение 26
ДИАГНОСТИЧЕСКОЕ ОБОРУДОВАНИЕ
Рис. 1. Стенды для проверки насосов высокого давления (оборудование зарубежных фирм)
Рис. 2. Установка для контроля дымности
Рис. 4. Испытатель сжатия мод. 855
145
19-698
Приложение 27
РАЗБОРОЧНО-СБОРОЧНОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
В предназначенный для механизации трудоемких операций
при разборке, сборке и регулировке топливной аппаратуры
двигателя комплект ЯМЗ-238НБ входят следующие приспо-
собления и инструменты:
• приспособление для разборки и сборки топливного насоса
двигателя;
• приспособление для крепления форсунки;
• ключ для гайки крепления муфты опережения впрыска
топлива;
• съемник муфты опережения впрыска топлива;
• приспособление для разборки и сборки муфты опереже-
ния впрыска топлива;
• приспособление для проверки люфта кулачкового вала;
• ключ для регулировки корректора;
• приспособление для разборки и сборки корректора;
• приспособление для выпрессовки и запрессовки сальника
муфты опережения впрыска топлива;
• набор монтажных подставок;
• вставка к пневмогайковерту;
• приспособление для вращения кулачкового вала;
• подставка для напрессовки державки грузов и подшип-
ников на валик;
• приспособление для сжатия пружин топливного насоса;
• приспособление для сборки зубчатых венцов;
• приспособление для закрепления фильтра тонкой очистки
топлива;
• приспособление для закрепления фильтра грубой очистки
топлива;
• съемник передней крышки топливного насоса;
• приспособление для закрепления рейки в среднем по-
ложении;
• приспособление для измерения перемещения рейки;
• подставка для корпуса регулятора;
• съемник втулки ведущей шестерни;
• приспособление для запрессовки оси ролика толкателя;
• ключ для сменных головок;
• отвертка специальная;
• оправка для удержания кулачкового вала от провора-
чивания;
• тара для прецизионных деталей;
• подставка для разборки и сборки муфты грузов;
• приспособление для выпрессовки оси грузов;
• съемник для снятия подшипников валика державки;
• приспособление для определения осевого перемещения
рейки при неподвижном зубчатом венце;
• шаблон для установки соединительных ниппелей;
• рычаг для сжатия пружин толкателей;
• приспособление для фиксации рычага управления ре-
гулятором;
• съемник для нагнетательных клапанов.
Рис. 2. Приспособление для развальцовки концов то-
пливопроводов низкого давления мод. ПТ-265-10
Рис. 3. Приспособления для разборки и сборки топливных насосов высокого давления:
а — мод. 636; б — зарубежный опыт
146
водится подсветка лампой стробоскопического пистолета соответствующих контрольных рисок
и меток (в градусах) на элементах привода. Остается проконтролировать, совпадают ли метки с
рисками. При этом, меняя частоту вращения, можно видеть, как меняется момент начала подачи
топлива (т.е. как работает МОВ). Переставляя пьезодатчик на трубопроводы других секций по по-
рядку их работы на двигателе, определяют моменты подачи топлива остальными секциями. При
обнаружении запаздывания подачи топлива какой-либо секцией можно остановить двигатель и
тут же произвести регулировку.
При проверке данным прибором не требуется ничего разбирать, отсоединять, повышается
общая культура производства.
Принцип работы пьезодатчиков основан на фиксации вибрации трубопроводов высокого дав-
ления при протекании по ним топлива с резким изменением внутреннего давления (например,
при впрыске топлива форсункой давление в трубопроводе резко падает и т.д.).
В комплект прибора входят пьезодатчики для трубопроводов различного диаметра (от 5,6 до
8 мм).
ПРОВЕРКА СЖАТИЯ В ДВИГАТЕЛЯХ ВНУТРЕННЕГО СГОРАНИЯ
В §рилож. 26 рис. 4 показан прибор австрийской фирмы мод. 855. Самописец прибора выдает
диаграмму (рис. 3.142), позволяющую быстро определить компрессию в цилиндрах двигателя
(особенно важно для дизелей, т.к. процесс измерения компрессором в этом типе двигателей
очень трудоемок: требуется снимать форсунки и на их место каждый раз крепить компрессо-
метр). Принцип действия прибора основан на том, что при снижении компрессии в каком-либо
цилиндре в диаграмме волн падения напряжения на клеммах аккумуляторной батареи (особенно
при пуске холодного двигателя) волна для этого цилиндра будет иметь пониженную амплитуду.
На рис. 3.142, а изображена диаграмма для нового двигателя с оптимальной компрессией во всех
цилиндрах. На рис. 3.142, б самая низкая амплитуда кривой для второго и шестого цилиндров,
что свидетельствует о снижении в них компрессии. Прибор служит также для проверки электро-
оборудования на автомобилях.
Направление движения ленты----------►
Рис. 3.142. Общий вид ленты самописца прибора мод. 855
3.5.5. НОВЫЕ МОДЕЛИ ОТЕЧЕСТВЕННОГО ДИАГНОСТИЧЕСКОГО ОБОРУДОВАНИЯ
В отличие от зарубежных, приборы отечественного производства, например Новгородского
завода «Авто-спецоборудование» мод. К-269 и К-261, позволяют диагностировать значительно
больший объем технических параметров, характеризующих работу дизельной топливной аппа-
ратуры непосредственно на автомобиле.
Стробоскоп мод. К-269 (рис. 3.143) позволяет определять:
• частоты вращения коленчатого вала двигателя и кулачкового вала ТНВД;
147
19‘-698
• частоты вращения регулятора частоты вращения, соответствующие началу и концу дейс-
твия;
• установочный угол опережения впрыска;
• качество работы регулятора частоты вращения;
• качество работы автоматической муфты опережения впрыска топлива.
В передней части стробоскопа смонтирован корпус линзы 1 для фокусировки светового потока
импульсной лампы. Корпус стробоскопа 2 состоит из двух половин, скрепленных винтами. Шка-
ла 3 измерительного прибора электронного типа, смонтированного в специальном гнезде корпуса,
расположена в торце стробоскопа. На рукоятке имеется кнопка переключения импульсной лампы.
В торце рукоятки расположен разъем для подключения преобразователя давления 4 (который
заканчивается наконечником для встраивания в систему топливопроводов высокого давления) к
проводов с двумя зажимами 5.
Рис. 3.143. Стробоскоп мод. К-269 для диагностики дизельной аппаратуры
Анализатор К-261 (рис. 3.144) электронного типа обеспечивает определение следующих па-
раметров:
• частоты вращения коленчатого вала двигателя и кулачкового вала ТНВД;
• установочного угла опережения впрыска топлива (момент начала подачи топлива);
• давления начала впрыска топлива;
• максимального давления впрыска топлива;
• качество работы регулятора частоты вращения;
• качество работы автоматической муфты опережения впрыска.
Измерительный прибор со шкалой 1 расположен на передней панели корпуса 2. Там же
расположены кнопочные включатели 4 измерителя давления, сети, кнопочные переключате-
ли (на семь переключений) для включения соответствующего измерителя, сигнальная лампа
включения сети и ручка регулировки импульса синхронизации для пуска дополнительных
внешних устройств. На задней стенке прибора расположены разъемы для подключения пре-
образователя давления 5, стробоскопического осветителя 3. В нижней части анализатора на
основании шасси закреплены печатные платы электронных устройств, силовой трансформатор,
ограничивающий резистор. Стробоскопический осветитель содержит линзу для фокусирования
светового потока лампы, конденсатор, импульсный трансформатор, переменный резистор,
кнопку включения.
148
2
Рис. 3.144. Анализатор дизельной топливной аппаратуры мод. К-261
При подключении к анализатору мод. К-261 осциллографа можно по характеру осциллограмм
давления дополнительно определять состояние:
• нагнетательного клапана;
• плунжерной пары ТНВД;
• пружины нагнетательного клапана;
• распылителя форсунки.
Использование переносных приборов электронного типа нового поколения позволяет зна-
чительно сократить время на проведение диагностики топливной системы, при одновременном
повышении удобства в работе.
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по темам:
1. Основные неисправности топливной системы.
2. Неисправности форсунок.
3. Основные операции по текущему ремонту.
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей по следующим темам:
1. Операции по ЕО топливной системы (рис. 3.112).
2. Основные методы контроля и диагностики при ТО-1, оборудование и приборы для их проведения
(рис. 3.113, а; 3.115; 3.122 а; 3.124).
3. Контрольно-измерительные операции, проводимые в цехах на снятых с автомобиля элементах
топливной системы, используемое оборудование и приборы (рис. 3.127—3.129; 3.131—3.133; прилож. 24,
рис. 3, б).
4. Операции по ТО-2 (помимо диагностических)— основные регулировочные работы (рис. 3.135—
3.137).
5. Новые технологии — зарубежный опыт (рис. 3.141; 3.142).
149
III. Ответьте на вопросы:
1. Охарактеризуйте основные неисправности топливной системы и их следствия, влияющие на работу
двигателя в целом.
2. Каковы причины неудовлетворительного поступления топлива из бака к ТНВД?
3. По каким причинам подача топлива секциями ТНВД на различных режимах работы может не
соответствовать норме?
4. Какие причины вызывают несвоевременнную подачу топлива секциями ТНВД к форсункам?
5. По каким причинам наблюдается неудовлетворительная работа форсунок?
6. Ввиду каких причин при эксплуатации со временем возникает запаздывание подачи топлива отде-
льными секциями ТНВД?
7. С чем связана неравномерность подачи топлива секциями ТНВД?
8. Почему со временем в форсунках уменьшается давление впрыска топлива?
9. Какие операции следует ежедневно проводить по топливной системе, в т. ч. связанные с эксплуата-
цией при низких температурах?
10. Какие диагностические операции и с помощью каких приборов проводятся по топливной системе
при ТО-1?
11. Как и в каких случаях производится изменение момента начала подачи топлива ТНВД? Какой
прибор используется при этом?
12. Как и с помощью каких приборов проводится проверка герметичности системы на участке низкого
давления?
13. Что из себя представляет конструкция максиметра? Для каких целей и как он используется?
14. Для каких целей и как используется переносной прибор с ручным приводом, с насосом плунжерного
типа и манометром?
15. В чем заключается методика регулировки минимальной частоты вращения КВ (холостого хода),
чем производится (МАЗ, КамАЗ, ЗИЛ-4331)?
16. Какие операции, помимо диагностических, должны проводиться по топливной системе при ТО-1?
17. Что представляет из себя конструкция стенда СДТА-2 (и ему подобных)? Какие диагностические
операции по ТНВД можно проводить на нем в цехе?
18. Какова технологическая последовательность проверки ТНВД на стендах типа СДГА и на какие
параметры?
19. Как производится регулировка секций ТНВД на равномерность подачи и на момент начала подачи
топлива (по рис. 3.139)?
20. Что из себя представляет прибор мод. КИ-759 и какова методика проверки на нем плунжерных пар
ТНВД на герметичность (степень износа) (прилож. 24, рис 3, б)?
21. На каких моделях приборов производится проверка форсунок, снятых с автомобилей, и по каким
параметрам?
22. Охарактеризуйте конструкцию прибора КП-1609А. Какова технологическая последовательность
проверки форсунок на нем?
23. Как влияет давление впрыска форсунок на процесс сгорания, каковы нормативы этого параметра
для МАЗ, КамАЗ, ЗИЛ-4331? Как производится регулировка (по рис. 3.134—3.137)?
24. На каких приборах и стендах производится замер дымности отработанных газов?
25. В чем заключается методика диагностики топливной системы непосредственно на автомобиле тес-
тером впрыска дизелей мод. 876 фирмы «AVL» (по рис. 5 прилож. 26 и рис. 3.144)?
26. В чем заключается методика проверки компрессии в цилиндрах дизелей с помощью испытателя
сжатия мод. 855 фирмы «AVL» (по рис. 4 прилож. 26)?
27. Какие операции и с помощью какого оборудования и инструмента проводятся в ходе ТР в цехах по
ТНВД и форсункам (прилож. 27 и рис. 3.142, 3.143)?
3.6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ТОПЛИВНОЙ СИСТЕМЫ ГАЗОБАЛЛОННЫХ АВТОМОБИЛЕЙ
3.6.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ТОПЛИВНОЙ СИСТЕМЫ
Прежде чем приступить к изучению характерных неисправностей топливной системы, следует
отметить целый ряд положительных моментов при работе на газовом топливе: благодаря высокому
октановому числу (до 110) практически не возникает детонаций, что позволяет повысить степень
сжатия и компенсировать снижение мощности ввиду более низкой каллорийности данного топ-
лива; резко снижается токсичность отработанных газов (включая выброс вредных соединений
свинца), а более полное сгорание газовоздушной смеси уменьшает образование нагара, не смы-
вается смазка со стенок цилиндров и не разжижается масло в поддоне картера, что значительно
150
повышает срок службы двигателя, снижает расходы на масло; следует отметить сравнительно
невысокую стоимость и самого топлива данного вида.
Тем не менее, перевод автомобилей на сжиженный нефтяной газ (СНГ) или сжатый природный
газ (СНГ) связан с рядом недостатков: высокая стоимость газобаллонной аппаратуры, обладающей
повышенной массой (из-за увеличения металлоемкости), требует более высокой квалификации
обслуживающего персонала, затруднен пуск при низких температурах, хуже динамика автомо-
биля, но самым большим недостатком принято считать повышенную пожаро- и взрывоопасность
при эксплуатации. Поэтому в данном разделе особое внимание уделено негерметичности системы,
приводящей к указанным негативным явлениям, включая отравление газом.
ВНЕШНЯЯ НЕГЕРМЕТИЧНОСТЬ ТОПЛИВНОЙ СИСТЕМЫ.
Причины:
• негерметичность соединений (выход газа в атмосферу, в кабину водителя, в подкапотное
пространство) — в штуцерах повреждение прокладок, ослабление крепления различных крышек
и других соединяемых деталей — от запорно-предохранительной арматуры до испарителя газа;
• негерметичность редуктора низкого давления — в этом узле дополнительно возможно пов-
реждение диафрагм первой и второй ступеней и выход газа, соответственно, через отверстие в
регулировочной гайке или через отверстие контрольного штока регулировочного ниппеля второй
ступени, а при отворачивании регулировочного винта или повреждении резинового уплотнения
клапана второй ступени, с одновременным повреждением диафрагмы разгрузочного устройства,
наблюдается выход газа через воздушный фильтр (при неработающем двигателе).
ВНУТРЕННЯЯ НЕГЕРМЕТИЧНОСТЬ ЭЛЕМЕНТОВ ТОПЛИВНОЙ СИСТЕМЫ — нарушает
оптимальную подачу газа, приводя в основном к переобогащению смеси со всеми негативными
явлениями; особенно опасна внутренняя негерметичность при неработающем двигателе (скопле-
ние газа может привести к отравлению водителя, пожару и даже взрыву).
Причины:
• негерметичность расходного или магистрального вентилей в закрытом положении — из-за
повреждения клапанов или седел, при отложении смолы на рабочих поверхностях или при попа-
дании между ними твердых частиц;
• неисправность элементов РИД:
— нарушение герметичности клапана первой ступени — помимо обычных причин и
повреждений диафрагмы, возможно повреждение рычага;
— негерметичность клапана второй ступени — помимо повреждения, возможна не-
правильная регулировка хода клапана (степень открытия) или слишком большое давление
в первой ступени;
— повреждение диафрагмы разгрузочного устройства редуктора — при этом газ будет
поступать через штуцер и трубку непосредственно во впускной трубопровод, нарушая работу
системы в целом, особенно на холостом ходу.
КОЛИЧЕСТВО ГАЗА, ПОСТУПАЮЩЕГО В СМЕСИТЕЛЬ, НЕ СООТВЕТСТВУЕТ ОП-
ТИМАЛЬНОМУ ДЛЯ РАЗЛИЧНЫХ РЕЖИМОВ РАБОТЫ ДВИГАТЕЛЯ — по аналогии с
карбюраторными двигателями переобогащение или обеднение рабочей смеси приводит практи-
чески к тем же негативным явлениям, а РНД условно выполняет функции элементов поплав-
ковой камеры карбюратора.
Причины:
• количество и давление (разрежение) газа в первой и второй ступенях РНД не соответствует
норме — ввиду различных повреждений или неправильной регулировки, включая клапан второй
ступени и экономайзерное устройство;
• засорение газовых фильтров — обычно смолистыми отложениями;
• подсос воздуха через неплотности.
КАРБЮРАТОР-СМЕСИТЕЛЬ НЕ ОБЕСПЕЧИВАЕТ ПОЛУЧЕНИЕ СМЕСИ НУЖНОГО СО-
СТАВА ДЛЯ РАЗЛИЧНЫХ РЕЖИМОВ РАБОТЫ — по аналогии с обычными карбюраторами
при нормальной подаче газа. Причины в основном аналогичны, хотя по вине самого карбюра-
тора-смесителя чаще наблюдается обеднение смеси ввиду частых засорений различных систем
смолами, что приводит к снижению мощности, «провалам» в работе и т.д.
151
Рис. 3.145. Расположение газовой аппаратуры:
1 — трубка, соединяющая редуктор с впус-
кным газопроводом; 2 — газовый редуктор;
3 — труба, подводящая газ от редуктора к смеси-
телю; 4 — кронштейн крепления редуктора;
5 — шланг отвода воды от испарителя в комп-
рессор; 6 — трубка подвода воды в испаритель;
7 — испаритель газа; 8 — шланг подвода газа к
фильтру; 9 — фильтр газа; 10 — шланг подво-
да газа к редуктору; 11 — шланг, подводящий
газ от магистрального вентиля к испарителю;
12 — трубка, подводящая газ из баллона к
магистральному вентилю; 13 — магистральный
вентиль; 14 — манометр газового редуктора;
15 — стойка крепления редуктора; 16 — газовый
фильтр редуктора
Рис. 3.146. Расходный вентиль для сжиженного
газа (жидкостной и парообразной фазы):
1 — корпус; 2 — диафрагма; 3 — прокладка;
4 — крышка вентиля; 5 — шток расходного
вентиля; 6 — маховичок; 7 — клапан; 8 — седло
клапана
Рис. 3.147. Газовый редуктор низкого давления:
А — полость первой ступени; Б — полость второй
ступени; В — полость разгрузочного устройс-
тва; Г и Д — полости атмосферного давления;
1 — корпус; 5 — регулировочный винт кла-
пана; 6 — рычаг диафрагмы второй ступени;
7 — разгрузочная диафрагма; 9 — крышка
корпуса; 11 — пружина диафрагмы; 12 — шток
диафрагмы; 13 — регулировочный ниппель;
16 — диафрагма второй ступени; 19 — сетка
газового фильтра; 20 — клапан первой ступени;
21 — диафрагма первой ступени; 22 — пружина;
23 —- регулировочная гайка; 24 — рычаг клапа-
на; 25 — клапан второй ступени; 27 — корпус
экономайзера
152
Рис. 3.148. Газовый редук-
тор высокого давления:
1 — регулировочный
винт; 2 — контргайка;
3 — крышка редукто-
ра; 4 — опорная шайба;
5 — пружина; 7 — мемб-
рана; 8 — камера рабочая;
10 — канал низкого давле-
ния; 11 — седло клапана;
12 — камера высокого
давления; 13 — корпус
редуктора; 15 —пружина;
16 — клапан; 17 и 24 — ке-
рамический фильтр;
20-фильтр; 21 — гайка;
22 — штуцер; 25 — уплот-
нитель клапана; 27 — тол-
катель
Рис. 3.149. Беспрокл ад очное нип-
пельное соединение газопроводов
высокого давления
В режиме холостого хода клапаны 18 (рис. 3.150) первой и 6 второй ступеней РНД открыты.
Клапан 13 экономайзера закрыт под действием высокого разрежения. При полностью закрытой
дроссельной заслонке 27 разрежение в диффузоре 25 слишком мало и обратный клапан 26 глав-
ной дозирующей системы (ГДС) также закрыт. Газ к винту 2 регулировки общей подачи газа в
систему холостого хода идет из полости Б второй ступени по дополнительному газопроводу 4 и по
основному 7. Подача газа на этом режиме регулируется винтом 1. По мере открытия дроссельных
заслонок газ подается и через прямоугольное сечение отверстия 28. На режиме холостого хода и
малых нагрузок состав смеси регулируют винтом 2 общей подачи газа в систему холостого хода.
Наличие двух каналов позволяет переходить от режима холостого хода к режимам малых нагру-
зок без «провалов». По мере открытия дроссельной заслонки, при переходе на режим частичных
нагрузок, разрежение передается в обратный клапан 29 ГДС, он открывается, и дополнительная
порция газа начинает поступать в диффузор через форсунку 25. В режиме полной мощности, когда
полностью открыты дроссельные заслонки, открывается клапан 13 экономайзера, и в обратный
клапан 29 (рис. 3.151) ГДС начинает поступать дополнительный газ через калиброванное отвер-
стие шайбы 14 полной мощности.
Рис. 3.150. Схема работы двигателя на режимах час-
тичных нагрузок
Рис. 3.151. Схема работы двигателя на режиме полной
мощности
153
::-698
СПЕЦИФИЧЕСКИЕ НЕИСПРАВНОСТИ
Рассмотрим более подробно специфические неисправности в газовом оборудовании и их пос-
ледствия.
Нарушения герметичности клапана 18 (рис. 3.150 и 3.151) первой ступени может быть вызвано
попаданием на рабочие поверхности седла и клапана ржавчины, пыли, смол или повреждением
рычага и осей — стрелка манометра на щитке приборов будет показывать нарастание давления
газа в первой ступени, газ начнет прорываться через клапан второй ступени, после пуска двигателя
давление в первой ступени несколько снизится и стрелка манометра стабилизируется.
Нарушение герметичности клапана 6 второй ступени может быть вызвано затрудненным
перемещением клапана в направляющей, высоким давлением газа в первой ступени, самопроиз-
вольным отворачиванием регулировочного винта клапана, при заедании рычага клапана на осях,
повреждении уплотнителя или седла клапана, либо слишком глубоко завернут регулировочный
ниппель 10 (до упора в диафрагму 5) — эта неисправность приводит к затрудненному запуску
двигателя, ухудшает работу на холостом ходу, а при остановке двигателя приводит к утечке газа
в подкапотное пространство.
Нарушение герметичности диафрагмы РНД происходит при небрежной сборке, разрыве от разъ-
едания химическими примесями и старения, повышенной пористости материала диафрагм — при
этом газ будет выходить через отверстие в регулировочной гайке 16 первой ступени или в районе
расположения контрольного штока 8 в регулировочном ниппеле 10 второй ступени, кроме того,
при чрезмерном разрежении в полости Б произойдет подсос воздуха из полости Д, обеднение смеси
и снижение мощности двигателя.
Затрудненный запуск двигателя связан с переобогащением или обеднением рабочей смеси
по вышеуказанным причинам, кроме того возможна неправильная регулировка режима холос-
того хода, повреждение трубок, соединяющих вакуумные полости разгрузочного и дозирующе-
экономайзерного устройства РНД с впускным трубопроводом двигателя, неплотное прилегание
обратного клапана 29 к седлу ввиду их выработки или прилипания клапана к седлу при наличии
Появление «провалов» обнаруживается (при мед-
ленном открытии дроссельных заслонок) при переходе
с режима холостого хода на режим частичных нагрузок
и происходит при « прилипании » клапана 29 к седлу из-
за низкого давления газа на выходе из второй ступени
РНД ввиду неправильной регулировки силы затяжки
пружины второй ступени редуктора или засмоления
прямоугольных щелей 28 системы холостого хода.
Двигатель не развивает максимальной мощности —
это происходит из-за несоответствия состава рабочей
смеси оптимальному для данного режима работы при
совокупности различных вышеуказанных неисправно-
стей и их причин и при неправильной установке (регу-
лировке) шайб дозирующего отверстия 4 (рис. 3.152) и
калиброванного отверстия 6 мощностной регулировки
дозирующе-экономайзерного устройства.
В режиме холостого хода и частичных нагрузок
клапан 7 экономайзера закрыт, высокое разрежение
во впускном газопроводе удерживает диафрагму 9 в
верхнем положении, и коническая пружина 8 плот-
но прижимает клапан к седлу — газ поступает в ГДС
только через дозирующее отверстие 4. В режиме пол-
ной мощности разрежение во впускном трубопроводе становится недостаточным для удержания
диафрагмы 9 в верхнем положении, и она перемещается пружиной 12 вниз, открывая клапан
экономайзера 7, при этом дополнительная порция газа пойдет в ГДС через калиброванное отвер-
стие 6 мощностной регулировки.
смолистых отложений газа.
Рис. 3.152. Схема дозирующе-экономайзерного
устройства РНД
3.6.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед выездом на линию проверить внешним осмотром крепление газового баллона к
кронштейнам, а также состояние и крепление остального газового оборудования, обращая особое
154
внимание на герметичность в местах соединений (в местах прорыва газа обычно скапливаются
смолистые отложения); проверить легкость пуска и работу двигателя на газе на холостом ходу при
различной частоте вращения КВ. На работающем двигателе места утечек газа можно определить
по запаху. Также проверить, нет ли подтекания бензина в различных соединениях (у автомобилей
с комбинированной топливной системой). После возвращения с линии очистить от пыли и грязи
арматуру баллона и узлы газового оборудования; необходимо слить отстой из газового редуктора, а
в зимнее время — воду из полости испарителя. При работе на линии следует обращать внимание на
показания манометра на щитке приборов. При постановке автомобиля на стоянку вначале следует
закрывать расходный вентиль на баллоне, а после того как газ в системе выработается и двигатель
остановится, необходимо закрыть магистральный вентиль, находящийся в кабине водителя.
ТО-1 — тщательно проверить внешним осмотром состояние всех узлов и деталей (не допуска-
ется наличие трещин, короблений, выкрашивания металла,
разрыв прокладок и т.д.); провести необходимые крепежные
работы (запрещается стучать металлическими молотками по
аппаратуре, штуцерным соединениям и трубопроводам, на-
ходящимся под давлением газа, крепежные работы следует
проводить осторожно, чтобы не допускать искрообразования,
при этом категорически запрещается подтягивать гайки и
болты крепления деталей узлов при наличии в них газа).
Необходимо снять и промыть в ванночке кистью чистым
бензином или растворителем фильтрующий элемент магис-
трального фильтра и сетчатый фильтр газового редуктора.
Смазать пластичной смазкой резьбы штоков магистрально-
го, наполнительного и расходного вентилей. Слить отстой
из второй ступени РНД, отвернув пробку на корпусе. После
указанных работ необходимо проверить герметичность всей
системы сжатым воздухом или инертным газом (сжатый
азот). При значительном отклонении от нормы давление газа
в первой ступени (по манометру на щитке приборов) произ-
вести регулировку гайкой 11 (рис. 3.157) при ослабленной
контргайке 9, изменяя натяжение рабочей пружины 10,
например, заворачивая гайку, добиваемся повышения дав-
ления, и наоборот (норма 0,12—0,15 МПа).
Регулировка холостого хода при работе на бензине про-
изводится, как на обычных карбюраторных двигателях, с
использованием винта 5 (рис. 3.153) количественной регули-
ровки и винтов 8 качественной регулировки; Регулировку хо-
лостого хода при работе на газу см. на рис. 3.150 и 3.153.
Рис. 3.153. Карбюратор-смеситель К-91
автомобиля ЗИЛ-138А:
1 — корпус обратного клапана; 4 — кар-
бюратор; 5 — упорный винт; 6 — винт
регулировки общей подачи газа в систему
холостого хода; 7 — винт регулировки
минимальных оборотов холостого хода;
8 — винты качественной регулировки при
работе на бензине
ОСНОВНЫЕ МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ,
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
ТО-2 — выполнив объем работ при ТО-1, проводят тща-
тельную диагностику всех узлов газобаллонной системы,
используя обычные приборы (например, водяные пьезомет-
ры). На спецпостах по обслуживанию газобаллонных автомо-
билей в крупных АТП используют передвижную установку
К-277, а для диагностики снятых узлов в цеху используют
стационарную установку К-278.
При проверке давления газа во второй ступени пьезо-
метром (рис. 3.154) его присоединяют обычно к штуцеру 4
разгрузочного устройства редуктора — при работе двигателя
ла холостом ходу давление должно быть чуть выше атмосфер-
ного (0,05—0,1 кПа). При увеличении нагрузки (до средних
частот) давление снижается до атмосферного или составляет
0,01—0,02 кПа, при полной нагрузке — 0,16—0,25 кПа, т. е.
при проверке, например, на холостом ходу уровень воды в ко-
лене пьезометра 2, соединенного трубкой с полостью второй
ступени РНД, будет на 5—10 мм ниже уровня воды в другом
1 2
Рис. 3.154. Схема проверки работы РНД
с помощью переносных
пьезометров
155
:э--698
колене. Клапан второй ступени должен открываться при наличии в разгрузочном устройстве
разрежения 0,7—0,8 кПа (эту проверку производим с помощью пьезометра 1).
Использование при диагностике установок К-277 и К-278, оснащенных высокоточными измери-
тельными приборами, вакуумной и компрессорной установками, позволяет значительно облегчить
и ускорить процесс диагностики.
Рис. 3.155. Передвижная
установка мод. К-277 для
проверки газобаллонной
аппаратуры
Рис. 3.156. Стенд для проверки аппара-
туры питания, снятой с газобаллонных
автомобилей, мод. К-278
стойки, располагаемой с
Передвижная пневматичес-
кая установка К-277 (рис. 3.155)
предназначена для использова-
ния на постах ТО. Ее ресиверы
заправляются сжатым воздухом
из магистрали в АТП или отде-
льного компрессора.
Стационарный стенд К-278
(рис. 3.156) предназначен для диа-
гностирования газобаллонной ап-
паратуры (снятой с автомобилей)
в цехах. В комплект этой установ-
ки входит собственная компрес-
сорная установка с ресиверами,
устанавливаемая на фундаменте в
отдельном смежном помещении.
Конструкции самих установок в
принципе идентичны: на панели
краю рабочего стола, установлены приборы контроля давления и раз-
режения, рукоятки кранов управления, сигнальные лампочки, кнопка включения вакуумной
установки, расположенной внутри стола. На панель выведены штуцеры подвода сжатого воздуха
и вакуума к испытуемым узлам. На стенде модели К-278 на столе установлены тиски с мягкими
губками для крепления газовой аппаратуры. На РНД проверяются герметичность самого редуктора
и клапанов, параметры регулировки давления в первой и второй ступенях и открытия клапана
второй ступени (при этом можно сразу же производить при необходимости регулировочные рабо-
ты); проверяется также работа экономайзерного устройства, техническое состояние вентилей всех
типов, предохранительного и электромагнитного клапанов. РНД (рис. 3.158) работающие на СПГ
проверяют на герметичность седла регулирующего клапана: проверяют пропускную способность
и наибольшее рабочее давление. В ходе проверок регулируют давление газа в первой ступени
вращением регулировочной гайки 11 (рис. 3.157). Ход клапана 16 (рис. 3.158) регулируют на
автомобиле при открытом магистральном вентиле или на вышеуказанных установках. В начале
Рис. 3.157. Первая ступень РНД:
1 — седло клапана; 2 — манжет клапана;
3 — корпус клапана; 4 — крышка первой ступе-
ни; 7 — серьга; 8 — мембрана; 9 — контргайка;
10 — рабочая пружина; 11 — регулировочная
гайка; 12 — рычаг; 13 — ось рычага
Рис. 3.158. Вторая ступень РНД:
14 — седло клапана; 15 — манжета клапана; 16 — клапан;
29 — шток; 30 — регулировочный винт; 31 — контргайка;
37 — крышка корпуса второй ступени; 39 — диафрагма;
42 — регулировочный ниппель; 43 — контргайка
156
ослабляют контргайку 31 и вывертывают винт 30 (через специальный лючок), пока клапан не
начнет пропускать газ (слышно шипение). После этого регулировочный винт завертывают на
1/8 — 1/4 оборота до прекращения определяемой на слух утечки газа через клапан и затягивают
контргайку. Правильность регулировки проверяют по ходу штока 48, который должен составлять
не менее 5—6 мм при нажатии пальцем.
При проверке вакуумной полости 5 (рис. 3.159) на
герметичность, трубопровод разгрузочного устройства
экономайзера закрывают пробкой 6, с другой стороны
к трубке подсоединяют шланг 3 от вакуумной установ-
ки с краном 4 и вакуумметром 2. Создают разрежение
(72,15 ± 6,65) кПа и закрывают кран — падение разреже-
ния за 1 мин не должно превышать 1,3 кПа. При опреде-
лении момента начала открытия клапана 2 (рис. 3.160)
экономайзера в вакуумной полости 11 создают разрежение
(26,6 ± 6,65) кПа.
В нагнетательной полости о создают давление 4,0—
5,3 кПа. Приоткрывая кран 9 постепенно уменьшают
разряжение в полости 11, фиксируя по водяному пьезо-
метру 3 падение давления в канале 4, при разряжении в
полости 11 равном (9,3 ± 1,3) кПа клапан должен начать
открываться.
СО — перед проведением сезонного обслуживания
сжиженный газ из баллонов необходимо слить, а баллон
дегазировать инертным газом (например, сжатым азотом);
проверяется давление срабатывания предохранительного
клапана газового баллона; трубопроводы продуваются
сжатым воздухом, проводится контрольная проверка ма-
нометра на щитке приборов (с регистрацией в журнале),
проверяется работа ограничителя максимальный частоты
вращения КВ. Перед зимней эксплуатацией следует снять
с автомобиля газовый редуктор, карбюратор-смеситель,
испаритель, вентили и т. п. и передать в цех для разборки,
очистки, поэлементной дефектовки с заменой неисправ-
ных деталей. После сборки узлы проверить вышеуказан-
ными приборами, произвести необходимые регулировки.
Рис. 3.159. Проверка герметичности
вакуумной полости экономайзера
Рис. 3.160. Определение момента начала
открытия клапана экономайзера
Необходимо проверить крепления и состояние калиброванных шайб 4 (дозирующие отверстия) и
6 (мощностной регулировки экономайзера) — см. рис. 3.152.
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по темам:
1. Особенности работы двигателей на СНГ или СПГ.
2. Основные неисправности топливной системы газобаллонных автомобилей.
3. Основные операции, проводимые при ЕО.
4. Операции, выполняемые при ТО-2 и СО (помимо диагностических).
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей по темам:
1. Специфические неисправности топливной системы (рис. 3.150).
2. Основные операции, проводимые при ТО-1, включая регулировку на минимальную частоту враще-
ния КВ (рис. 3.153).
3. Основные методы контроля и диагностики топливной системы непосредственно на автомобиле при
ТО-2, используемые приборы, методика проведения необходимых регулировок (рис. 3.154).
4. Контроль и диагностика снятых с автомобилей приборов топливной системы в цехах, используемое
: эорудование, регулировка экономайзера, работы поТР (рис. 3.152, 3.156, 3.158).
III. Ответьте на вопросы:
1. В чем преимущество и недостатки газобаллонных автомобилей?
2. Каковы причины внешней негерметичности топливной системы?
157
3. Назовите причины внутренней негерметичности элементов топливной системы и возможные
последствия эксплуатации автомобилей с данной неисправностью.
4. По каким причинам количество газа, поступающего в смеситель, может не соответствовать оптималь-
ному количеству для различных режимов работы двигателя?
5. Какие неисправности могут возникнуть в самом карбюраторе-смесителе?
6. Какова методика регулировки карбюратора-смесителя на холостом ходу (в диапазоне минимальных
и максимальных частот вращения КВ при этом режиме)?
7. Какие параметры работы РИД можно проверить с помощью переносных водяных пьезометров? Ка-
кова методика проверки?
8. Какие модели установок (передвижных и стационарных) используются при проверке газобаллонной
системы автомобилей? Охарактеризуйте их.
9. Какова методика регулировки давления в первой ступени РИД?
10. Какова методика регулировки клапана второй ступени РНД?
11. Какова методика регулировки второй ступени РНД?
12. Как диагностируется работа экономайзерного устройства и как, при необходимости, регулируются
его дозирующие системы?
13. Перечислите объем работ, проводимых по газобаллонным автомобилям при ЕО.
14. Перечислите объем работ, проводимых по газобаллонным автомобилям при ТО-1.
15. Перечислите объем работ, проводимых по топливной системе газобаллонных автомобилей при ТО-2,
и расскажите, что дополнительно делается при СО.
16. Перечислите основные правила безопасности при обслуживании и ремонте газобаллонных
автомобилей.
ГЛАВА 4
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ЭЛЕКТРООБОРУДОВАНИЯ АВТОМОБИЛЕЙ
4.1. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
АККУМУЛЯТОРНЫХ БАТАРЕЙ
4.1.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ АККУМУЛЯТОРНЫХ БАТАРЕЙ
АККУМУЛЯТОРНАЯ БАТАРЕЯ (АБ) НЕ ДАЕТ НОМИНАЛЬНОГО ТОКА И НАПРЯЖЕ-
НИЯ, БЫСТРО РАЗРЯЖАЕТСЯ — при этой неисправности не обеспечивается нормальная ра-
бота приборов электрооборудования автомобиля при неработающем двигателе, а при его пуске
стартер не развивает достаточную частоту вращения коленчатого вала и с трудом проворачивает
его (при нормальной вязкости масла).
Причины:
• разряженность АБ (эксплуатационная) — сопровождается понижением плотности элект-
ролита;
• окисление выводных штырей и клемм проводов, неудовлетворительное соединение прово-
дов с клеммами;
• сульфатация пластин — при этом кристаллы сульфата образуются на пластинах АБ в
виде крупных белых пятен, которые препятствуют контакту серной кислоты электролита с
активной массой пластин. Этому способствуют частые глубокие разряды (например, при пуске
двигателя при низких температурах), эксплуатация АБ с пониженным уровнем электролита
(при этом верхние края пластин контактируют с кислородом воздуха), а также эксплуатация
АБ с их систематическим недозарядом. При глубокой сульфатации пластин резко снижается
емкость АБ. Так как серная кислота не успевает проникать через плотный налет сульфата
и контактировать с активной массой пластин АБ, она быстро разряжается при включении
приемников. Например, при пуске двигателя стартером, включенные лампочки различного
назначения практически гаснут, а повторный пуск возможен обычно лишь через некоторый
промежуток времени (от 0,5 до 3 и более минут), пока кислота снова не пропитает активную
массу пластин;
• повышенный саморазряд АБ — при использовании для электролита недистиллированной
поды или при загрязнении ее через вентиляционные отверстия в пробках в процессе эксплуа-
тации. Сущность этого состоит в том, что попадающие в электролит частички металлического
происхождения образуют с кислотой растворимые соли, откладывающиеся на отрицательных
пластинах, а загрязнения органического характера в электролите (а также находящиеся в виде
примесей в материале пластин) образуют с решетками пластин гальванические пары, что и приво-
дит к усиленному саморазряду. Иногда АБ, находясь в нерабочем состоянии, разряжаются всего
: а несколько часов (например, за ночь). Саморазряд способствует также появлению тока утечки
при загрязнении крышек аккумуляторов, в т. ч. пролитого на поверхность АБ электролитом;
• короткое замыкание пластин — происходит из-за выкрашивания большого количества
ктивной массы пластин и скопления ее на дне АБ. Этому способствует заряд током большой
зилы, заряд «пульсирующим» током при неисправной работе генератора или реле-регулятора,
_ при разряде АБ током большой силы (например, при длительном включении стартера при
пуске) возможно даже коробление пластин с осыпанием большого количества активной Mac-
м. Признаком этого может служить слишком раннее и обильное газовыделение («кипение»
пектролита с выбросом его на поверхность АБ) при подзаряде АБ как на автомобиле, так и в
- з.рядных отделениях аккумуляторных цехов в АТП.
ПОВРЕЖДЕНИЕ ЭЛЕМЕНТОВ И ДЕТАЛЕЙ БАТАРЕЙ.
Причины:
• сколы и трещины на поверхности моноблока и крышек — помимо механического характера,
пещины могут возникать при замерзании электролита (при этом возможно полное разрушение
мноблока АБ);
• трещины, отслоения или вспучивание мастики;
159
• повреждение и износ полюсных выводов (штырей) или накидных клемм проводов — иногда
имеет место облом штырей в местах соединения с перемычками аккумуляторов или распайка и
поломка самих перемычек;
• разрушение сепараторов, выкрашивание активной массы, деформация или разрушение
пластин — в основном положительных, происходит по вышеуказанным причинам (перезаряа
АБ током большой силы, использование электролита с высокой плотностью для данной клима-
тической зоны).
Примечание. Следует помнить, что если использование в каждой конкретной климатической зоне электролит!
с повышенной плотностью значительно снижает срок службы АБ, то применение электролита с пониженной плотно: -
тью (или снижение ее в результате разряженности АБ в процессе эксплуатации) может привести к его замерзанию пр:
низких температурах и к полному выходу из строя (разрушению) АБ.
Рис. 4.1. Автомобильная аккумуляторная
батарея
Рис. 4.2. Элементы аккумуляторной батареи
с характерными дефектами
4.1.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед пуском двигателя проверить общее состояние и крепление АБ. Не допускаются
трещины моноблока и крышек, повреждение изоляции проводов или окисление полюсных вывс -
дов и клемм, трещины в мастике и ее отслоение, сильное загрязнение. О техническом состоянии::
степени заряда АБ можно судить по степени накала нитей отдельных включенных ламп, по сиге
звукового сигнала, по легкости пуска двигателя стартером. В дороге следует следить за показа-
ниями контрольных и сигнальных приборов, характеризующих качество подзаряда АБ — при
загорании красного аварийного сигнала, эксплуатацию следует немедленно прекратить, до уст-
ранения причины.
ТО-1 — дополнительно к объему ЕО провести более тщательно крепежные работы; снять
клеммы с выводных штырей, проверить их состояние — окисленные контактные поверхности
зачистить мелкозернистой шкуркой или специальными приспособлениями (втулки с мелким::
фрезами или металлическими щетками), после чего смазать их техническим вазелином или нанес •
ти тонкий слой антиокислительной аэрозоли типа «Унисма». Поверхность АБ следует тщательн:
очистить, включая вентиляционные отверстия в пробках с последующей продувкой их сжаты::
воздухом. Пятна белого налета от разлитого электролита легко удаляются ветошью, смоченно::
в 10%-ном растворе аммиачного спирта. При ТО-1, а в жаркое время года ежедневно, следует
проверять уровень электролита в банках АБ. Это делают с помощью уровнемерной трубки, коней
которой опускают в наливное отверстие до упора, затем, зажав большим пальцем руки верхни::
конец трубки, осторожно вынимают и по количеству забранного в трубку электролита (нормь
10—15 мм) принимают решение о необходимости доливки в ту или иную банку дистиллированной
воды (прилож. 28, рис. 1, а).
ТО-2 — помимо работ, выполняемых при ЕО и ТО-1, в объем работ ТО-2 входят диагностические
работы по определению степени разряженности и технического состояния как АБ в целом, так и
отдельных ее элементов. С помощью ареометра с поплавком — денсиметром со шкалой проверяв:?
плотность электролита в каждой банке, характеризующей степень разряженности (прилож. 25
рис. 1, б), а с помощью нагрузочных вилок Э-108 и Э-107 — напряжение под нагрузкой на вывод-
ных полюсах (прилож. 28, рис. 2, 5). Проводить эти работы рекомендуется в аккумуляторной
цехе, на столе с кислотоупорным покрытием. При необходимости следует выровнять и довести
плотность электролита в аккумуляторах до нормы (например, добавлением электролита повышен -
160
ной плотности). Если же разность плотности превышает 0,02 г/см3, АБ необходимо подзарядить
в течение 1—2 ч и снова произвести корректировку плотности. Снижение плотности электролита
(приведенного к 25°С) на 0,01 г/см3 свидетельствует о разряженности АБ на 5—6%. Таким образом,
если для средней полосы России взята исходная плотность 1,27 г/см3 для полностью заряженной
батареи, то снижение плотности при замере до 1,23 г/см3 свидетельствует о разряженности на 25%
(предельно допустимая разряженность при зимней эксплуатации), а до 1,19 г/см3 свидетельствует
о разряженности батареи на 50% (предельно допустимая разряженность при летней эксплуата-
ции). Указанные ограничения для зимы связаны с тем, что при низких температурах снижается
энергоемкость АБ и пуск двигателя стартером будет крайне затруднен, к тому же электролит с
пониженной плотностью склонен к замерзанию, что влечет за собой размораживание моноблока
АБ, разрушение пластин, сепараторов и т.д. Поэтому, хотя повышенная исходная плотность
электролита и сокращает в целом срок службы АБ, в северных широтах ее доводят до 1,30 г/см3,
а в южных всего лишь до 1,26 г/см3. Проверка заряженности АБ аккумуляторными пробниками
при включенных, соответствующих нагрузочных резисторах, должна проводиться при закрытых
пробках не более 5 с — снижение напряжения одного аккумулятора на 0,1 В, свидетельствует о
разряженности на 25%.
Нагрузочные резисторы 5 (прилож. 28, рис. 3) включаются затягиванием соответствующих
контактных гаек 3 или 6 (или обоих при высокой емкости АБ), т.е. нагрузку делают близкой к
«стартерной». При сильно окисленных выводах аккумуляторов их следует слегка зачистить или
нанести на них царапины. Проверку каждого аккумулятора следует проводить один раз: последу-
ющие проверки повлекут неточность результатов измерений. Если в ходе проверки напряжение
под нагрузкой в отдельных аккумуляторах быстро падает, это может свидетельствовать о суль-
фатации пластин, выкрашивании большого количества ячеек с активной массой и т.д. При всех
обстоятельствах напряжение в отдельных аккумуляторах не должно отличаться более чем на 0,1 В.
При проверке пробником Э-107 (прилож. 28, рис. 4), заворачивают контактную гайку, контакт-
ную ножку прижимают к плюсовому выводу, а штырь щупа 8 — к минусовому. АБ, суммарное
напряжение которой будет меньше 8,9 В, к эксплуатации непригодна. Ее необходимо поставить
на подзаряд или в ремонт. При повышенной разряженности, когда АБ не удается привести в нор-
мальное состояние, соответствующее ТУ, путем подзаряда, батарею следует разобрать, произвести
поэлементную проверку с последующим проведением текущего или капитального ремонта (очень
старые или сильно поврежденные батареи обычно выбраковываются).
4.1.3. ТЕКУЩИЙ РЕМОНТ
Технологический процесс ТР начинают с предварительного разряда АБ. Затем сливают элек-
тролит, используя специальное, поворотное вокруг своей оси, устройство. Далее электронагрева-
тельными лопатками (можно приспособить обычный паяльник) удаляют мастику, уплотнительные
мнуры и т.п. С помощью настольно-сверлильного станка и комплекта фрез срезают выводные
—тыри, разрезают межэлементные перемычки. Если неисправен один аккумулятор, то произво-
тят работы только для извлечения блока пластин из него, а если более одного, то целесообразно
тскрывать и вынимать блоки всех аккумуляторов.
При ремонте широко используют инструмент и приспособления комплекта мод. ПТ-7300 (при-
гож. 29, рис. 1). Комплект мод. КИ-389, включающий электродистиллятор (прилож. 29, рис. 2),
используется в кислотных отделениях для приготовления электролита.
Затем детали АБ тщательно промывают в дистиллированной воде, разбирают и проводят
поэлементную проверку. Сильно сульфатированные или поврежденные пластины и сепараторы
отменяют (если активная масса выпала не более чем из 3—4 ячеек решетки и пластины, то она
пригодна к дальнейшей эксплуатации). При наличии специального приспособления целесообразно
проверить стенки и перегородки моноблока на герметичность (рис. 4.3), предварительно удалив из
s его осадок. Для удобства сборки блоков пластин имеется специальное приспособление с винтом и
птижимным башмаком (рис. 4.4). Есть также очень удобное для проведения работ приспособление
спя сборки полублока (рис. 4.5). Концом угольного стержня с держателем, слегка прикасаются
: месту плавки свинца для спайки. При необходимости в место пайки добавляется прутковый
синец и стеарин (чтобы соединение было прочным). Источником тока может быть обычная АБ
пни специальный сварочный трансформатор на 12 В.
Во время пайки нельзя допускать образование электрической дуги между угольным стержнем
г свинцом. Наплавку выводных штырей обычно производят расплавленным в тигле свинцом,
по пользуя специальные формочки (рис. 4.7).
161
:.-=3
Рис. 4.3. Проверка стенок и перегородок моноблока на
герметичность:
а — проверки; б — электрическая схема проверки
Рис. 4.4. Приспособление для сборки блоков пластин:
1 — основание; 2 — неподвижный упор; 3 — блок
пластин; 4 — прижимной башмак; 5 — винт
Рис. 4.5. Приспособление для сборки полублока
пластин аккумулятора
Рис. 4.6. Приспособление для наплавки ушек:
1 — угольный электрод; 2 — свинцовый пруток; 3 — шаблон
Рис. 4.7. Наплавка выводных клемм
аккумулятора при помощи формы
После полной сборки АБ ее следует заполнить электролитом и дать в течение нескольких часов
пропитаться активной массе пластин электролитом. Затем, для определения годности батареи к
эксплуатации, рекомендуется провести контрольно-тренировочный цикл «заряд—разряд» током
соответствующей силы.
4.1.4. ЗАРЯД АККУМУЛЯТОРНЫХ БАТАРЕЙ
Заряд АБ производится в аккумуляторных цехах в специальных зарядных отделениях,
имеющих вторую дверь, выходящую непосредственно на улицу. Над двухступенчатыми на-
польными стеллажами для установки АБ, располагают обычно навесные вытяжки для отвода
газов, образующихся в процессе заряда (в основном это свободный водород, или, как его иначе
называют, «гремучий газ», обладающий повышенной взрывоопасностью). Выпрямительные ус-
тройства рекомендуется устанавливать в соседних помещениях. Для заряда используют аппарат
162
мод. ВСА-Ш (с твердым селеновым выпрямителем, с рабочей силой тока до 8 А) или ВСА-5 (до
12 А), для ускоренного заряда используют иногда передвижную установку мод. Э-410. На рис. 4.8
изображены выпрямительные зарядные устройства производства Чехии. Заряд АБ рекомендует-
ся производить силой тока, равной 1/10 емкости АБ. После начала выделения газов («кипения»
электролита) следует снизить вдвое силу зарядного тока. После окончания заряда выравнивают
уровень и окончательно корректируют плотность.
ис. 4.8. Выпрямительные зарядные аппараты фирмы «Motokov» (Чехия): а — универсальный выпрямитель NB22A;
б — передвижная (на тележке) электросиловая установка для заряда АБ и пуска двигателей мод. Z-2-00
4.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ГЕНЕРАТОРОВ И РЕЛЕ-РЕГУЛЯТОРОВ
4.2.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ГЕНЕРАТОРОВ И РЕЛЕ-РЕГУЛЯТОРОВ
ВЫХОДНЫЕ ПАРАМЕТРЫ РАБОТЫ ГЕНЕРАТОРА НЕ СООТВЕТСТВУЮТ ТЕХНИЧЕС-
КИМ ТРЕБОВАНИЯМ, т.е. норме зарядного тока и напряжения — эти показатели фиксируются
: различных моделях автомобилей амперметрами, вольтметрами на щитке приборов или исполь-
готся сигнальные контрольные лампочки, подсвечивающие трафареты красного цвета или со
зециальной символикой.
Причины:
• неисправна электрическая часть генератора:
— замасливание щеток и контактных колец;
— подгорание контактных колец — происходит обычно при сильном искрообразовании
между щетками и контактными кольцами;
— износ щеток и колец — при этом уменьшается сила прижатия щеток, что приводит к
зависанию (заеданию в гнездах) щеток и повышенному подгоранию контактных колец;
— межвитковое замыкание в обмотках или замыкание проводов обмоток на мас-
су — происходит в результате повреждения или естественного старения изоляции проводов
катушек обмотки статора и обмотки возбуждения ротора, приводящего к снижению сопро-
тивления изоляции. Происходящее при этом замыкание смежных проводов катушек (или
их замыкание на массу) как бы уменьшает количество проводов в обмотках и соответственно
выходные параметры отклоняются от нормы (снижается напряжение, а сила зарядного тока
наоборот увеличивается);
163
Приложение 28
ПРИБОРЫ ДЛЯ ДИАГНОСТИКИ АККУМУЛЯТОРНЫХ БАТАРЕЙ
Рис. 1. Проверка уровня (а) и плотности (б) электролита
Рис. 2. Измерение напряжения аккумуля-
тора под нагрузкой пробником Э-108
Рис. 3. Аккумуляторный пробник Э-108:
1 — вольтметр; 2 — кожух; 3,6 — контактные гайки; 4 — кон-
тактные ножки; 5 — нагрузочный резистор; 7 — ручка
Рис. 4. Аккумуляторный пробник Э-107:
1 — вольтметр; 2 — кронштейн; 3 — кожух; 4 —
нагрузочные резисторы; 5 — контактная ножка;
6 — контактная гайка; 7 — рукоятка; 8 — щуп
Рис. 5. Измерение напряжения аккумулятор-
ной батареи под нагрузкой пробником Э-107
164
Приложение 29
КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
СТАРТЕРНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ
Рис. 1. Комплект технической оснастки ПТ-7300
Предназначен для проведения разборочных,
дефектовочных, ремонтных, сборочных и кон-
трольных работ, охватывающих весь комплекс ра-
бот по ремонту и восстановлению аккумуляторных
батарей в ремонтных мастерских и на специализи-
рованных электроремонтных участках.
В комплект входит следующее основное обо-
рудование:
• набор ключей для пробок аккумуляторных
батарей;
• съемник крышек аккумуляторных бата-
рей;
• двойные клещи для удаления блоков пла-
стин;
• свинцерез;
• шаблоны-кондукторы для сварки пластин
в полублоки;
• шаблон для наплавки ушек к пластинам;
• приспособление для обрезки сепараторов;
• формы для отливки межэлементных со-
единений, выводных клемм и отливки свинцовых
прутков;
• ковши для разлива мастики и для разлива
свинца;
• молоток с резиновыми бойками;
• нож для удаления мастики;
• наборы шаблонов для наварки выводных
клемм и для правки межэлементных соедине-
ний;
• приспособление для переноски аккумуля-
торов;
• палочка для перемешивания электролита;
• держатель угольного электрода;
• тиснитель знаков «+» и «-»;
• трубка для проверки уровня электролита;
• денсиметр;
• нагрузочная вилка;
• электродистиллятор;
• керамическая кружка;
• мензурка;
• технический термометр;
• стеклянная воронка;
• резиновая груша с эбонитовым наконечни-
ком.
Для обеспечения безопасности персонала при
работе с аккумуляторами в комплект включены
резиновые фартуки, перчатки, сапоги и защитные
очки.
Рис. 2. Модель КИ-389
165
— обрыв проводов или выводов обмотки статора или ротора;
— окисление, ослабление или разрушение контактов соединительных проводов под-
ключения генератора;
— пробой или обрыв диодов в выпрямителе.
• неисправная работа реле-регуляторов:
— неправильная регулировка регулятора напряжения, реле обратного тока (в реле-
регуляторах контактного, транзисторного и вибрационного типа) — приводит к отклонению ст
нормы регулируемых параметров генератора (например, завышенному значению регулируемо?:
напряжения и зарядного тока), в результате наблюдается « кипение » и разбрызгивание электр: -
лита через вентиляционное отверстие и перезаряд АБ с сокращением срока ее службы;
— подгорание контактов реле, выход из строя катушек или транзистора, нарушена :
соединений электроцепи;
— отклонение от нормы регулируемого напряжения или выход из строя реле-регу-
лятора (в реле-регуляторах бесконтактно-транзисторного типа или встроенных малогаба-
ритных микроэлектронных регуляторах напряжения интегрального типа) — происходит
при обрывах в соединениях цепи, пробое стабилитронов или транзисторов различного тил_
и назначения, обрывах в обмотке дросселей, перегорании резисторов и т.д.
МЕХАНИЧЕСКИЕ ПОВРЕЖДЕНИЯ И ЧРЕЗМЕРНЫЙ ИЗНОС ДЕТАЛЕЙ — вызывай
повышенный шум и стук при работе генератора.
Причины:
• износ подшипников, шеек под ними на валу ротора или посадочных мест в крышках — пр
этом может возникать перекос вала ротора и задевание ротора за полюса статора, биение щетоь
контактными кольцами, в результате чего появляется пульсирующий ток, негативно влияющ::.
на работу всей электросистемы автомобиля;
• износ в резьбовых соединениях (в том числе на шпильках крепления крышек и т.д.);
© износ и ослабление приводного ремня и, как следствие, пробуксовка ремня на шкиве геы-
ратора, повышенный нагрев ремня и прогрессирующий износ до полного его разрушения;
Примечание. Чрезмерное натяжение приводного ремня или установка генератора с перекосом приводя-
повышенному шуму при работе, износу подшипников и самого ремня.
Рис. 4.9. Генератор переменного тока:
1 — сердечник статора; 2 — обмотка статора; 3 — выпря-
мительный блок; 4 — контактные кольца; 5,13 — шарико-
вые подшипники; 6 — щетки; 7 — пружины щеткодержа-
теля; 9 — полюсные наконечники ротора; 10 — обмотка
возбуждения; 11 — втулка; 12 — вал; 14 — шкив; 15 —
крыльчатка
Рис. 4.10. Элементы генератора:
а, б — схема и общий вид выпрямительног:
блока: 1 — кремниевый вентиль; 2, 3 — теп-
лоотводы; в — дополнительный резистор:
1 — корпус; 2 — изолятор; 3 — спираль;
4 — зажимы; 5 — пластина
166
:. 4.11. Схема подключения реле-регулятора контактновибра-
ционного типа:
' ; 0 — последовательныеобмотки реле; 2, 7, 9 — сердечники;
3 — параллельные обмотки реле; 4 — якорек; 13 — пружи-
на; 14 — ярмо; 15 — контакты
Рис. 4.12. Бесконтактный транзисторный регу-
лятор напряжения
Рис. 4.13. Интегральный регулятор напряжения ЯП2А:
— основные элементы; б — общий вид; 1 — основание; 2 — регулирующее устройство; 3 — блок резисторов;
: ъ:зоды; 5 — блок полупроводников; 6 — конденсатор; 7 — технологический ключ; 8 — отверстие; 9 — крышка
- 2.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Z j — визуальным осмотром проверить внешнее состояние генератора, проводов, клемм,
:: “кого ремня. При значительных налетах пыли и грязи удалить их волосяной щеткой или
~ью. После пуска двигателя не должно быть шума и вибрации от работающего генератора
у.терных при износе подшипников, биении шкива и т.д.). По амперметру на щитке приборов
- проверить наличие и силу зарядного тока, он должен быть в пределах от 0,5 до 1,5 А. После
- “ьного пользования стартером, например при пуске двигателя при низких температурах,
-;::етр может несколько минут показывать повышенную силу зарядного тока (15—20 А и
- . но затем стрелка прибора займет нормальное положение. Если же стрелка амперметра
"нно показывает отсутствие заряда АБ или горит красный трафарет аварийного сигнала,
- т атацию следует прекратить.
' > 1 — выполнить объем работ по ЕО. Очистить генераторную установку, провода и контакты
~.'А и грязи; проверить состояние и натяжение приводного ремня — при усилии в 30—40 Н,
. генным между шкивами, прогиб для различных моделей не должен превышать 8—14 мм
:ерное натяжение приводит к ускоренному износу подшипников и самого ремня). Натяжение
7 производится смещением корпуса генератора, с последующим завертыванием всех гаек
- "тния. Следует закрепить все типы имеющихся электроконтактов; чрезмерно окисленные
: зрительно зачистить стеклянной шкуркой. При обнаружении поврежденных защитных
-::-:ов контактов, проводов с нарушенной изоляцией их следует заменить. Проверить по
-: -ьным приборам работу генератора на различных режимах работы двигателя.
167
TO-2 — помимо операций, входящих в объем ЕО и ТО-1, необходимо проверить работу гене-
ратора совместно с реле-регулятором на работающем двигателе с помощью переносных приборов
Э-214 (прилож. 31, рис. 1) или использовать посты диагностики и мотортестеры типа К-518 и
К-461 (прилож. 32, рис. 1, 3). Проверку генератора осуществляют обычно на средних частотах
вращения КВ двигателя, с включением фар и других потребителей тока. Предварительно прове-
ряют частоту вращения КВ двигателя на начало и полную отдачу генератора, обращая внимание
на температуру нагрева корпуса, шумы и стуки. Основным признаком неисправности генератора
является отсутствие или падение напряжения, ввиду чего не происходит нормального подзаряда
АБ. При несоответствии нормативам проверяемых параметров, при обнаружении механических
и других неисправностей, а также при сезонном ТО-2 необходимо генератор и реле-регулятор
снять с автомобиля и передать в электроцех для более тщательной диагностики, поэлементное
проверки, обслуживания и ремонта.
4.2.3. МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ,
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
В АТП малой мощности обычно используют наиболее
простые методы контроля. На рис. 4.14 показана схема
подключения обычной контрольной лампы в 12 В для про-
верки выпрямительных блоков, снятых с генератора, по-
ложительной и отрицательной полярности. Присоединив,
например, к минусовой шине «+» источника тока, следует
поочередно касаться минусовым выводом провода лампоч-
ки зажимов блока — при исправной цепи лампа должна
гореть. Затем следует изменить полярность источника и
касаться зажимов блока уже плюсовым выводом — при ис-
правных диодах лампа снова должна гореть. Аналогично
проверяем диоды, соединенные с плюсовой шиной. Если
обнаружится хотя бы один пробитый диод (лампочка не
горит), следует менять весь блок в сборе.
На рис. 4.15 показана проверка снятых диодов. Диод
Рис. 4.14. Схема подключения контрольно:.
лампы для проверки диодов на шинах:
а — положительной полярности; б — отри-
цательной полярности
считается исправным, если лампочка горит при соедине-
нии «+» источника с «+» диода (кремниевого вентиля).
Если он пробит, лампочка будет гореть в обоих положе-
ниях переключателя, при обрыве диода лампочка не горит ни в одном положении. Если снять::
с автомобиля генератор поступает в электроцех при неудовлетворительной работе, проверять ег
сразу на стационарном стенде нет смысла. Его необходимо вначале разобрать, тщательно промыт,
и высушить все узлы и детали, затем провести проверку и обслуживание узлов. Сильно загрязнен
ные кольца, с небольшим подгоранием и шероховатостями, следует зачистить стеклянной бук:
гой (зернистость 80—100), вращая якорь от руки (рис. 4.16). Изношенные, сильно подгоревшие
имеющие биение контактные кольца следует проточить на токарном станке или на настольнс:
станке Р-105 (прилож. 30, рис. 4). Проверить состояние щеток (сколы и заедание щеток в гнезд=_
щеткодержателей не допускается). Щетки, изношенные до 8 мм, следует заменить. Упругост:
Рис. 4.15. Проверка снятых диодов контрольной лампой:
а — с положительной полярностью; б — с отрицательной
полярностью
Рис. 4.16. Зачистка кон-
тактных колец
168
пружин щеткодержателей, в зависимости от марки генератора, должна составлять 1,8—2,6 Н (это
можно легко проверить, нажимая выступающей из щеткодержателя на 2 мм щеткой на тарелку
весов). При заедании или повышенном износе подшипников их следует заменить. Для ремонтных
и других видов работ по электрооборудованию выпускается комплект технологической оснастки
ПТ-761-2 (прилож. 30, рис. 5). В целях контроля якорей генератора и стартера, путем проверки
изоляции проводов обмоток, а также обнаружения обрывов в обмотках и наличия короткозамкну-
тых секций или замыкания их на «массу» используют настольный прибор Э-236 (прилож. 30,
рис. 3). После проведения вышеуказанных работ с заменой неисправных узлов и деталей и сборки
генератора его следует подвергнуть комплексной проверке на стационарном стенде отечественного
производства Э-211, КИ-968 (прилож. 30, рис. 1, 2). В прилож. 30, рис. 6 показаны зарубежные
стенды аналогичного назначения.
Рассмотрим методику проверки Г-250 на стенде мод. 532-2М (рис. 4.17, 4.18).
Вначале производится проверка без нагрузки — рукояткой 21 реостата устанавливают
по вольтметру 3 напряжение 12 В. Затем плавно увеличивют частоту вращения ротора гене-
ратора (связанного с приводом стенда) поворотом рукоятки 14; при достижении номинального
напряжения 14 В проверяют частоту вращения ротора по тахометру 6, и если она для Г-250
। со встроенным регулятором напряжения интегрального типа) не превышает 950 мин-1, можно
перейти к проверке генератора под нагрузкой. С этой целью рукояткой 14 частоту вращения, а
рукояткой 20 силу тока нагрузки, наблюдая за амперметром 2 — при номинальном напряжении
14 В и силе тока 28 А, частота вращения ротора по тахометру должна быть не ниже 2100 мин-1.
На стендах данного типа можно проверять симметричность фаз, состояние реле-регуляторов,
пиодов, сопротивление изоляции проводов обмоток (используя омметр 6) и т.д.
1 2 3 45 6 7 8
19 18 17
Рис. 4.18. Подключение генерато-
ра к стенду 532-2М
Рис. 4.17. Стенд 532-2М для проверки генераторов и реле-регуляторов
12-698
169
Приложение 30
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ПРОВЕРКИ,
КОНТРОЛЯ И РЕГУЛИРОВКИ ЭЛЕКТРООБОРУДОВАНИЯ АВТОМОБИЛЕЙ
Рис. 1. Стационарный стенд
Рис. 2. Модель КИ-968
Рис. 3. Прибор Э-236 для проверки якорей
генераторов и стартеров
а
Рис. 4. Станок для проточки коллекторов и фрезерования пазов
между пластинами якорей генераторов и стартеров, мод. Р-105
Рис. 5. Комплект технологической оснастки ПТ-761-2
в
Рис. 6. Контрольно-испытательнсе
оборудование (зарубежные образцы
170
4.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ СТАРТЕРОВ
Рис. 4.19. Стартер автомобиля ЗИЛ-4331:
1 — опорный диск; 2, 7 и 24 — подшипники; 3 — якорь; 4 — корпус; 5 — передняя крышка; 6 — коллектор; 8 —
рильц; 9 — щетка; 10 — траверса; 11 — обмотка возбуждения; 12 — перемычка; 13 — контакт; 14 — крышка реле;
15 — контактный диск; 16 — обмотка реле; 17 — корпус реле; 18 — сердечник; 19 — рычаг; 20 — эксцентриковая
ось с фланцем; 21 — привод; 22 — задняя крышка; 23 — упорная шайба; 25 — шестерня с ведомой полумуфтой;
26 — сухарь; 27 — штифт; 28 — конус; 29 — ведущая полумуфта; 30 — пружина; 31 — корпус; 32 — направляющая
втулка; 33 — пружинное кольцо
4.3.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ СТАРТЕРОВ
СТАРТЕР И ТЯГОВОЕ РЕЛЕ ВООБЩЕ НЕ ВКЛЮЧАЮТСЯ.
Причины:
• сильная разряженность АБ;
• сильное окисление клемм и наконечников АБ (возможна их поломка или обрыв проводов в
местах пайки);
• неисправность замка зажигания или обгорание клемм включения стартера в контактной
труппе замка;
• выход из строя дополнительного реле — происходит при сильном межвитковом замыкании
г обмотке катушки, отпаивании проводов, при сильном подгорании контактов реле;
• сильное окисление клемм соединительных проводов (или их разрушение, ослабление) или
нарушение контакта удерживающей обмотки тягового реле с корпусом.
ТЯГОВОЕ РЕЛЕ ВКЛЮЧАЕТСЯ, НО ЯКОРЬ НЕ ВРАЩАЕТСЯ.
Причины:
• сильное разряжение АБ или окисление клемм и наконечников; подгорание контактов в
выключателе стартера на тяговом реле; износ или «зависание» щеток стартера;
• заклинивание якоря стартера в результате разноса обмотки — может произойти при несвое-
:теменном выходе из зацепления приводной шестерни с венцом маховика.
НЕТ ЧЕТКОГО ВКЛЮЧЕНИЯ ТЯГОВОГО РЕЛЕ — после включения быстро самопроизвольно
выключается, слышен стук.
Причины:
» резкое снижение напряжения в электрической цепи стартера, при пуске двигателя — про-
ыходит при сильно разряженной АБ, окислении клемм, подгорании контактов и т.д.
СТАРТЕР ВКЛЮЧАЕТСЯ, НО КОЛЕНЧАТЫЙ ВАЛ ДВИГАТЕЛЯ НЕ ПРОВОРАЧИВАЕТ-
Я — при этом может прослушиваться шум и стук муфты свободного хода.
Причины:
• пробуксовка муфты свободного хода — происходит обычно при износах деталей, чему спо-
:5ствуют частые пуски двигателя при низких температурах или перемещение автомобиля с
2: мощью стартера.
171
СТАРТЕР ВКЛЮЧАЕТСЯ, НО ШЕСТЕРНИ НЕ ВХОДЯТ В ЗАЦЕПЛЕНИЕ — при этом
прослушивается скрежет шестерен.
Причины:
• установка стартера с перекосом (или ослабление его крепления); забоины на торцах зубьев;
неправильная регулировка привода стартера; ослабление буферной пружины.
ПОСЛЕ ПУСКА ДВИГАТЕЛЯ СТАРТЕР НЕ ВЫКЛЮЧАЕТСЯ — при этом возможен разнос
обмотки якоря стартера.
Причины:
• спекание контактов дополнительного реле, или контактов на тяговом реле (при высокой
силе тока); заедание привода на шлицевой части вала.
Примечание. Часто окисление и даже подгорание контактов различного типа связано с тем, что при боль-
ших нагрузках на стартер при пуске двигателей (особенно при низких температурах) в электрической цепи стартера
возникает очень большая сила тока, превышающая порой 700 А, что и способствует сильному искрообразованию :
подгоранием контактов.
4.3.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ТО-1 — провести очистительные, крепежные и контрольно-осмотровые работы, обращая особое
внимание на состояние изоляции проводов и контактов внешней цепи. Сильно окисленные кон-
такты зачистить, при спайке или надрыве проводов в местах соединения с клеммами их следует
заменить. Проверить пуск двигателя стартером, при обнаружении неисправностей стартер следует
сдать для проверки в электроцех.
ТО-2 — выполнить объем работ при ТО-1. Проверить работу стартера пуском двигателя; после
проведения диагностики переносными приборами или с помощью мототестеров делают заклю-
чение о техническом состоянии стартера. Если он работоспособен и в данной модели автомобиля
к нему есть доступ, то работы по обслуживанию можно провести, не снимая его с двигателя
Предварительно необходимо снять защитную ленту, проверить состояние щеток и коллектора
при замасливании его протирают ветошью, смоченной в бензине; следы подгорания и окисле-
ния можно удалить, подсунув полоску шкурки под щетки зерном к коллектору (зернистости
100—140). Затем полость стартера продуть сжатым воздухом. При явной неисправности и прт
сезонном ТО-2 необходимо стартер передать в электроцех для диагностики, обслуживания я
ремонта.
4.3.3. ТЕКУЩИЙ РЕМОНТ
Для обслуживания и ремонта стартера в цехе используется комплект инструмента ПТ-761-2
Для проточки коллекторов применяют настольный станок Р-105, а для поэлементной проверяя
электрической части якорей — прибор Э-236. Комплексную
диагностику стартера производят на стационарных стендах,
указанных ранее для диагностики генераторов, (см. прилож. 30).
На рис. 4.20 показано приспособление для отворачивания винтов
полюсных башмаков. Давление пружин на щетки проверяют
обычным динамометром. При потере упругости на 25%, пру-
жину заменяют. При проверке на стационарных стендах Э-211
и 532-2М (прилож. 30, рис. 1) определяют параметры работы
дополнительного реле (контакты должны размыкать цепь при
напряжении 2—4 В, а замыкать при 6—9 В, при необходимости
следует отрегулировать пружину реле подгибанием стойки).
В ходе разборки необходимо зачистить контакты 1 и 2 (рис. 4.23)
втягивающего реле. После сборки и испытания стартера необхо-
димо отрегулировать исходное положение шестерни 10 привода
(расстояние А) винтом 7. Максимальный выход шестерни, когда
замыкаются неподвижные контакты 1 подвижным контактом 2
(расстояние Б при этом должно быть в пределах 3—5 мм), регули-
руется вращением винта 4, завернутого в якорек 3, в ту или иную
сторону (замер показан на рис. 4.23, б). В некоторых стартерах
регулировка не предусмотрена, при этом изношенные и неисправ-
Рис. 4.20. Приспособление для
отворачивания винтов полюсных
башмаков стартера
ные узлы и детали тягового реле и привода заменяются.
172
4.3.4. МЕТОДЫ КОНТРОЛЯ И ДИАГНОСТИКИ, ОБОРУДОВАНИЕ
И ПРИБОРЫ ДЛЯ ИХ ПРОВЕДЕНИЯ
Диагностика стартеров проводится в основном при ТО-2 непосредственно на автомобиле с помо-
щью прибора Э-214 (прилож. 31, рис. 1), при этом можно проверить электрическую цепь стартера
высокого напряжения на состояние изоляции. При явно неисправной работе, а при сезонном ТО-2
принудительно, стартер снимается с автомобиля и передается в электроцех, где после очистки
производится комплексная диагностика на стендах типа 532М, Э-211, 532-2М. После установки
и крепления стартера в специальном захвате стенда (рис. 4.21) производят проверку в режиме
холостого хода — включают стартер, дают ему поработать 30 с и производят замер силы тока
(по амперметру) и частоту вращения якоря (переносным тахометром). Сила тока должна быть не
больше, а частота вращения не меньше нормативных значений (например, для СТ 230 сила тока
не должна превышать 85 А, а частота вращения должна быть не менее 4000 мин-1).
Если после проверки получены положительные результаты, стартер проверяют в режиме полно-
го торможения; для этого на стенде Э-211 (рис. 4.22) устанавливают специальное приспособление с
динамометром 1. Замочной шайбой 5 закрепляют тормозной зубчатый сектор 6, зацепляющийся с
шестерней 4 и делающий ее неподвижной. Кнопкой «Пуск стенда» включают стартер, но не более
чем на 4—6 с, и снимают показания амперметра и динамометра (например, для СТ-230 сила тока
не должна превышать 530 А, а вращающий момент должен быть не менее 225 кгс-м).
Рис. 4.21. Проверка стартера
на стенде Э-211
Рис. 4.22. Установка динамометра на стартере:
1 — динамометр; 2 — шток динамометра;
3 — рычаг; 4 — шестерня привода стартера;
5 — замочная шайба; 6 — зубчатый сектор
а
Рис. 4.23. Регулировка привода стартеров СТ-117, СТ-113-Б, СТ-130:
2 — электрическая схема включения; б — замер зазора от торца шестерни до чашки упорного кольца; в — замер ис-
ходного положения шестерни; 1 — клеммы подключения проводов с неподвижными контактами реле; 2 — подвиж-
ный контакт (пята); 3 — якорь реле; 4 — регулировочный винт; 6 — рычаг; 7 — регулировочный винт хода шестер-
ни; 8 — крышка стартера; 10 — шестерня привода (с муфтой свободного хода);
173
Если в ходе проверки вращается якорь стартера при заторможенной шестерне, это свидетельствует
о пробуксовке муфты свободного хода — ее следует заменить. Если при испытании сила потребляемого
тока превышает норму, а крутящий момент ниже нормы, это может свидетельствовать о замыкании
обоих обмоток на корпус (« на массу »), о межвитковом замыкании в катушках обмотки возбуждения,
замыкании пластин коллектора и механических неисправностях. Малый крутящий момент и пони-
женная сила тока могут быть при износе щеток, окислении или замасливании коллектора.
4.4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
СИСТЕМЫ ЗАЖИГАНИЯ
4.4.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ СИСТЕМЫ ЗАЖИГАНИЯ
СИСТЕМА ЗАЖИГАНИЯ НЕ ОБЕСПЕЧИВАЕТ ДОСТАТОЧНОЙ МОЩНОСТИ И БЕСПЕРЕ-
БОЙНОСТИ ИСКРООБРАЗОВАНИЯ НА СВЕЧАХ — при этом наблюдается затрудненный запуск
и неустойчивая работа даже прогретого двигателя, снижение его мощности и экономичности, или
ток высокого напряжения вообще не поступает на свечи и происходит полный отказ в работе СЗ.
Причины:
• неисправность контактной группы включения в замке зажигания — происходит обычно
при окислении или обгорании контактов (например, при длительном «одноразовом» включении
стартера);
• обрыв в первичной цепи — в т.ч. окисление или повреждение клемм;
• электрический пробой крышек распределителя или катушки зажигания — происходит при
образовании трещин, обломов или при загрязнении их (сильная утечка тока происходит через
образующиеся в микротрещинах грязевые отложения с металлической пылью);
• пробой изоляции, замасливание, загрязнение или отсыревание проводов высокого напря-
жения — например, при длительных стоянках при повышенной влажности воздуха;
• пробой на массу или отложение большого количества нагара на электродах свечей — нагар
образуется в основном при попадании масла в камеры сгорания, причем при сильном проявлении
вышеуказанных причин может произойти полный отказ искрообразования как на отдельных (при
пробое на массу), так и на всех свечах двигателя;
• несоответствие норме зазора между электродами свечей — при слишком большом зазоре
(особенно в зимнее время при низких температурах) наблюдается неустойчивое искрообразование
(пропуски в зажигании), при этом увеличивается возможность пробоя свечей на массу;
• снижение вторичного напряжения катушки зажигания:
— обрыв или пробой изоляции проводов (межвитковое замыкание) в первичной или
начальных витках вторичной обмотки — этому способствует старение изоляционного лака
проводов при высокой температуре, наблюдающейся в катушках зажигания при работе (имен-
но поэтому не рекомендуется оставлять на продолжительный период включенным зажигание
без пуска двигателя);
— обрывы в электрической цепи обмоток — чаще всего в местах пайки соединений;
— перегорание добавочного сопротивления или дополнительного резистора;
• неисправная работа прерывателя-распределителя:
— пробой конденсатора (в контактных системах зажигания);
— слишком маленький зазор между контактами (в разомкнутом состоянии) — при
этом на больших и средних частотах нет четкости в размыкании первичной цепи, в резуль-
тате исчезновение магнитного поля первичной обмотки катушки получается «смазанным
и во вторичной обмотке при этом не индуктируется ЭДС достаточной мощности (снижается
вторичное напряжение);
— слишком большой зазор между контактами — в результате подвижный контакт
не успевает возвращаться в исходное положение, к моменту подхода следующего кулачка
прерывателя первичная цепь при этом не разомкнется и на одну из свечей не будет подан тот
высокого напряжения (это явление приводит к повышенному износу цилиндро-поршнево::
группы двигателей (говорят — «двигатель троит»), оно возникает и при отказе одной к:
свечей двигателя);
— износ граней кулачков, ослабление жесткости пружины подвижного контакта
биение валика при повышенных износах — в результате наблюдается отсутствие четкости
размыкания первичной цепи;
174
— замасливание, обгорание или эрозия контактов («лунка-выступ»);
— электрический пробой ротора распределителя, износ контактного уголька или
обгорание токораздаточной пластины и сегментов;
• неисправная работа транзисторного коммутатора (в контактно-транзисторных и бесконтак-
тных системах зажигания) — происходит при выходе из строя диодов стабилитрона, импульсного
транзистора, электролитических конденсаторов, транзисторов и т.п.
• неисправная работа датчика импульсов (в бесконтактных системах зажигания) — это гене-
раторный датчик-распределитель в виде малогабаритного генератора переменного тока, управ-
ляющий работой транзисторного коммутатора, в нем могут выйти из строя стабилизатор, датчик
Холла, усилитель, резистор и выходной транзистор или релейный элемент (триггер) микроперек-
лючателя, являющегося основным узлом датчика.
МОМЕНТ ОБРАЗОВАНИЯ ИСКРЫ НА СВЕЧАХ НЕ СООТВЕТСТВУЕТ ОПТИМАЛЬНОМУ
УГЛУ ОПЕРЕЖЕНИЯ ЗАЖИГАНИЯ (для конкретных условий эксплуатации автомобиля).
Причины:
• неправильно выполнена установка угла опережения зажигания;
• неисправная работа центробежного регулятора — происходит обычно при ослаблении пру-
:лин и заедании грузиков;
• неудовлетворительная работа вакуумного регулятора — обычно из-за выхода из строя диа-
фрагмы, при засорении или разрыве вакуумного шланга;
• заедание опорного подшипника приводного валика прерывателя (характерно для автомо-
билей ВАЗ 1—7-й моделей) — происходит при засорении или износе подшипника.
Рис. 4.24. Датчик-распределитель Р351:
2 — общий вид; б — статор датчика; в —- ро-
тор и ц-б регулятор датчика; 1 — привод-
ной валик; 3 — ротор-распределитель;
7 — крышка экрана; 8 — корпус экрана;
? — крышка распределителя; 11 — втулка;
12 — статор; 13 — ротор; 16 — контактная
пластина; 17 — установочные метки; 20,
22 — пластины статора; 21 — обмотка;
23 — полюсные наконечники; 24 — магнит
Рис. 4.25. Условная схема различных типов
систем зажигания:
а — прерыватели тока в первичной цепи
контактной системы; б — в контактно-резис-
торной системе; в — в бесконтактной тран-
зисторной системе; 7 — прерыватель тока;
8 — конденсатор; 9 — транзистор (коммута-
тор); 10 — магнитно-электрический датчик
(датчик импульсов)
175
8
9
5
6
11
12'
13
14
Рис. 4.26. Свеча зажигания ис-
кровая:
1 — колпачок защитный; 4 — ре-
зистор; 7 — контактная головка;
8 — изолятор; 10 — корпус;
11 — уплотнительная прокладка;
13 — тепловой конус; 14 — боко-
вой электрод; 15 — центральный
электрод
15
Рис. 4.27. Вид поверхности свечи
4.4.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед пуском двигателя проверить визуально состояние элементов системы зажигания
обращая особое внимание на целость электрических цепей, клемм, проводов, крышек катушк::
зажигания и прерывателя-распределителя. По характеру пуска и устойчивой работе двигателя и:
линии (без характерных хлопков в глушителе или впускном коллекторе, без пропусков в зажига-
нии и снижении мощности двигателя, без значительных детонационных стуков и т.д.) опытный
водитель может определить техническое состояние системы зажигания, выделив при необходи-
мости негативное воздействие на характер работы двигателя, неполадок в топливной систем
(рис. 4.28). При работе на линии водитель может косвенно проверить правильность установи::
угла опережения зажигания. Для этого на ровном участке дороги, нажатием на педаль акселе-
ратора резко разгоняет автомобиль с 25—30 до 55—60 км/ч — на скорости 40—45 км/ч должне
появиться легкие кратковременные детонационные стуки (их полное отсутствие свидетельствует
обычно о слишком позднем зажигании). Если в темное время суток открыть капот при работающе:
двигателе, на крышках катушки зажигания или распределителя можно заметить проскакивант:-
Двигатель
не пускается
Стартер нормально вращает
‘ Вспышек нет
Компрессия есть
Рис. 4.28. Последовательность действий при поиске причины неисправности, если двигатель не пускается:
I — направление поиска в топливной системе; II — направление поиска в системе зажиганий
176
?пс. 4.29. Приспособление для
z. эчередного отключения про-
:: zob высокого напряжения от
свечей зажигания
по их поверхности электрических разрядов, это свидетельствует о
загрязнении или пробое изоляции крышек и необходимости замены
вышедших из строя узлов и деталей системы зажигания.
ТО-1 — выполнить объем работ при ЕО. Затем очистить от пыли,
грязи и налетов масла все элементы системы зажигания, проверить
крепление и внешнее техническое состояние. Провода с нарушенной
изоляцией и поврежденными контактами заменить. Окисленные кон-
такты зачистить стеклянной шкуркой, нанести тонкий слой противо-
окислительной аэрозоли типа « Унисма ». По регламенту работ при ТО-1
необходимо вывернуть свечи зажигания и осмотреть их. Если нижняя
часть имеет незначительный слой ржаво-коричневого оттенка, корпус
покрыт от длительной эксплуатации тонким слоем сажи, а централь-
ный электрод имеет нормальный серый цвет (рис. 4.27, а), значит
свеча работает нормально. Если выступающие в камеру сгорания час-
ти свечи покрыты слоем бархатистого нагара (рис. 4.27, б), это может
быть вызвано работой на переобогащенной смеси, засорением воздухо-
очистителя, неправильной регулировкой клапанов и т.д. Если свеча
покрыта слоем масла (рис. 4.27, в), это признак износа («залегания»)
поршневых колец, высокого уровня залитого масла или неисправности
самой свечи. Если свеча с налетом твердого нагара серо-коричневого
или серо-синего цвета (рис. 4.27, г), это вызвано, скорее всего, низким
калильным числом свечи, преобладанием работы на бедной смеси,
установкой слишком раннего зажигания.
Внимание!
Отказ работы хотя бы одной свечи, сопровождаемый потерей мощности, неустойчивой работой, хлопками в глуши-
- -ле и выбросами дыма темно-бурого оттенка и т.д., приводит к очень негативным последствиям: несгоревшее топливо
:ывает смазку с зеркала цилиндра, резко возрастают износы и т.д. Поэтому эксплуатацию необходимо прекратить,
: л явить неисправную свечу и заменить ее. Для этого используют метод поочередного отключения проводов высокого
: пряжения от свечей на холостом ходу (рис. 4.29): если после отключения какой-либо свечи характер работы двигателя
—е более ухудшится, значит свеча работает, если нет, значит именно эта свеча неисправна.
Перед проверкой и регулировкой зазора между электродами свечи (рис. 4.30) проволочным
тибром и специальным ключом рабочую часть свечи необходимо очистить, вставив в гнездо
□езиновой манжетой 2 в пескоструйную камеру прибора Э-203.0 (рис. 4.31). Сжатый воздух
z: вводится через штуцер 1. Прибор закрыт прозрачным экраном 3. После очистки (используется
. :рмовочный песок марки 1КО16Б) свечи устанавливают в специальное гнездо для обдува сжа-
~i:M воздухом.
Рис. 4.30. Измерение и регулировка зазора между электродами свечи:
1 — замер зазора; б — регулировка зазора специальным ключом; 1 —
круглый щуп; 2 — плоский щуп
Рис. 4.31. Прибор для очистки
свечей от нагара мод. Э-203.0
177
Приложение 31
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ПРОВЕРКИ, КОНТРОЛЯ И РЕГУЛИРОВКИ
ЭЛЕКТРОООБОРУДОВАНИЯ АВТОМОБИЛЕЙ
Рис. 1. Переносной прибор Э-204
178
Приложение 32
ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ПРОВЕРКИ,
КОНТРОЛЯ И РЕГУЛИРОВКИ ЭЛЕКТРООБОРУДОВАНИЯ АВТОМОБИЛЕЙ
16
15
1 2 3 4 5 6 7
1*1312 11
1 10 9
I
IE
Рис. 2. Прибор
мод. Э-214 для про-
верки и регулировки
электрооборудования
автомобилей:
1 — амперметр; 2 —
кнопка «Конденса-
тор» для включения
напряжения 500 В
при проверке конден-
сатора; 3 — комби-
нированный измери-
тель (тахометр, вольтметр, угол замкну-
того состояния контактов прерывателя);
4 — переключатель тахометра для 4-, 6- и
8-цилиндровых двигателей; 5 — кнопка
«Возбуждение» для подключения обмотки
возбуждения к аккумуляторной батареи
при проверке генератора переменного тока;
6 — вольтметр; 7 — контрольный регулируемый искровой разрядник; 8 — рукоятка
реостата нагрузки; 9 — кнопка ручного возврата биметаллического предохранителя на
30 А; 10 — переключатель измерительных цепей; 11 — переключатель рода проверок;
12 — переключатель напряжения на 12 и 24 В; 13 — провода с пружинными зажимами
для подключения прибора в электрическую цепь проверяемого автомобиля; 14 — наруж-
ный шунт к амперметру при проверке стартера; 15 — разъем для подключения наружно-
го шунта; 16 — переключатель амперметра на 40 и 800 А
Рис. 1. Анализатор
карбюраторный
мод. К-518
Рис. 3. Анализатор карбюратор-
ных двигателей мод. К-461:
а — общий вид; б — передняя
панель стенда
Рис. 4. Анализаторы (а и б) двигателей фирмы
«Blackhawk»
Рис. 5. Пульт дистанционного уп-
равления анализатора двигателя
179
.. ’-598
Приложение 33
ДИАГНОСТИКА СИСТЕМ ЗАЖИГАНИЯ МОТОР-ТЕСТЕРОМ МОД. ИТ-251
3 — свеча зажигания
первого цилиндра; 4 — дат-
чик высокого напряжения;
5 — катушка зажигания;
6 — прерыватель-распре-
Рис. 2. Первичная цепь зажигания:
АВ — длительность искры; ВС — длительность колеба-
тельного процесса; Тк — период колебательного процесса
ДЕ — нестабильность кулачкового механизма; ДН — за-
мкнутое состояние контактов прерывателя; АД — разо-
мкнутое состояние контактов прерывателя; tp — время
(угол) разомкнутого состояния контактов; t3 — время
(угол) замкнутого состояния контактов
делитель
Рис. 3. Осциллограммы первичной цепи:
а — обрыв в конденсаторе или частичное замыкание первичной обмотки катушки зажигания;
б — вибрация контактов прерывателя
7
2
1
ОО О О
О о О О о
м
Рис. 4. Схема проверки процессов го-
рения:
1 — масса двигателя; 2 — датчик первого
цилинлра; 3 — свеча зажигания первого
цилиндра; 4 — датчик горения; 5 — пре-
рыватель-распределитель; 6 — катушка
зажигания; 7 — переключатель поляр-
ности в положении «+ »
180
На качество искрообразования свечу испытывают, завернув ее в
гнездо 2 воздушной камеры прибора Э-203.П (рис. 4.32), наблюдая
за характером искрообразования через смотровое окно 1, предва-
рительно создав в камере рукояткой 4 воздушного насоса давление
0,8—1,0 МПа (искра должна быть бесперебойной, яркого голубого
цвета, без дополнительных искрообразований, характеризующих
пробой изолятора). Герметичность свечи определяют по скорости па-
дения давления в воздушной камере по манометру 3. Питание прибора
от сети переменного тока 220 В.
Угол опережения зажигания является одним из важнейших пара-
метров, влияющих на работу системы зажигания в целом (подробное
описание см. подразд. 4.4.5). Метод проверки установки зажигания
по совпадению специальных меток в конце сжатия первого цилинд-
ра и началу размыкания контактов в прерывателе-распределителе
(которое определяется по загоранию контрольной лампочки, подсо-
единенной параллельно контактам) давно устарел и используется в
частной практике или при сборке двигателей и установке на место
прерывателя-распределителя.
Рис. 4.32. Прибор для контроля
:зечей зажигания мод. Э-203.П
Рис. 4.34. Схема стробоскопического пис-
толета:
. — линза; 3 — оправа; 4 — лампа; 7 — ре-
зистор; 8,10 — конденсаторы; 13 — диод;
17 — кнопка включения; 19 — шнур с
зажимами; 20 — переходник
Необходимо помнить, что при сборке двигателей необхо-
димо тщательно проверять совпадение соответствующих
меток на шестерне коленчатого вала и шестерне распре-
делительного вала (рис. 4.36), иначе в дальнейшем будет
нарушена вся работа системы зажигания.
В настоящее время для определения правильности уста-
новки начального угла опережения зажигания или для
корректировки его, в зависимости от изменившихся усло-
вий работы автомобиля, широко используют различного
типа стробоскопы (рис. 4.33,4.34, 4.35, прилож. 31, рис. 2).
В корпусе прибора на шасси смонтирована электронная
измерительная система, на выходе установлена линза для
фокусирования светового потока стробоскопической лампы.
Стробоскоп подключают в ходе проверки к аккумуляторной
батареи специальными зажимами, в крышку распределителя
на место провода высокого напряжения от свечи первого ци-
линдра устанавливается переходник щупа, азатем и провод
181
Рис. 4.35. Схема проверки установки зажигания стробоскопи-
ческим пистолетом мотор-тестера:
1 — стробоскопическая лампа; 2 — регулятор; 3 — датчик пер-
вого цилиндра; 4 — прерыватель-распределитель; 5 — катушка
зажигания
Рис. 4.36. Схема совмещения конт-
рольных меток и рисок на привод-
ных шестернях
высокого напряжения. Поскольку лампа вспыхивает на очень короткое время в момент проска-
кивания искры на свече первого цилиндра, то и специальные метки нанесенные на вращающихс .
деталях кажутся неподвижными.
С помощью стробоскопического пистолета (например, мод. Э-102) можно проконтролировав;
правильность установки начального угла опережения зажигания по положению контрольны:
меток относительно друг друга (рис. 4.33) при импульсном подсвечивании, откорректировать
его при изменившихся условиях эксплуатации (например, при значительном понижении те::
пературы окружающего воздуха угол опережения зажигания приходится увеличивать иногд.
на 2—4° и более), проверить работоспособность центробежного и вакуумного регуляторов опт
режения зажигания. На прогретом двигателе при минимальной частоте вращения коленчатог
вала, когда вакуумный и центробежный автоматы не работают, проверяют правильность угт
опережения зажигания, направив луч импульсной подсветки стробоскопа на подвижную метк;
которая будет казаться неподвижной. Если она не совпадает с контрольными неподвижны:::
отметками (рисками, штифтами и т.д.), необходимо ослабить крепление корпуса прерывателя :
плавно поворачивать его вправо или влево до момента совпадения меток. Центробежный регул я
тор проверяют при отсоединенной трубке вакуумного регулятора постепенным увеличивание:
частоты вращения КВ двигателя: подвижная метка должна плавно сместиться относитель:-:
неподвижной. Если перемещения не происходит или происходит рывком, это свидетельству;
о заклинивании грузиков на осях. При проверке вакуумного регулятора устанавливают частот
2000—2500 мин-1 и быстро подключают соединительную трубку— должно произойти резк:
отклонение подвижной метки.
ТО-2 — в крупных АТП углубленную диагностику системы зажигания делают дважды — т
начала работ по обслуживанию и по их завершении. Причем диагностика может проводиться я
постах отдельной зоны диагностики Д-2 с использованием стационарных высокопроизводительны
стендов (мотор-тестеров и т.д.), а может проводиться совмещенно, непосредственно на рабоч::
местах зоны ТО-2, в основном с помощью переносных диагностических приборов.
Рассмотрим вначале обслуживание отдельных элементов системы зажигания, а затем изучг.:
методы проведения комплексной поэлементной диагностики.
При ТО-2 особое внимание уделяется контролю и обслуживанию прерывателей-распред;
лителей. Необходимо снять крышку распределителя, очистить внутреннюю полость от пыл:
и грязи, при необходимости зачистить контакты в крышке и на роторе стеклянной шкурке:
зернистостью 100—120. Затем продуть полость сжатым воздухом. Контакты, в т. ч. и в гнезда:
крышки для проводов высокого напряжения целесообразно обработать антиокислительнс:
аэрозолью типа «Унисма». Затем надо проверить состояние контактов прерывателя— пр:
наличии нагара или при повышенном износе (в т. ч. с образованием бугорка и кратера) их сле-
дует зачистить плоским бархатным надфилем, соблюдая при этом параллельность контакте;
После этого полость продуть сжатым воздухом. Вращая рукояткой КВ, добиться положени -
максимальной разомкнутости контактов и вставить между ними щуп, соответствующий ног.
мативному зазору (0,3—0,45 мм). При регулировке ослабляют стопорный винт 2 (рис. 4.37).
отверткой вращают эксцентрик 4, пока щуп 3 не будет плотно входить между контактами, и :
этом положении стопорный винт закрепляют. Необходимо отжать пальцем рычажок подви;;
182
ного контакта и отпустить его — он должен быстро, со щелчком вернуться в исходное положе-
ние, в противном случае необходимо проверить упругость пружины динамометром (рис. 4.39).
Натяжение должно быть 5,0—6,5 Н.
'ис. 4.37. Регулировка зазора ме-
?:ду контактами распределителя
зажигания:
1 — неподвижный контакт;
2 — стопорный винт; 3 — щуп;
4 — эксцентрик; 5 — пластина
неподвижного контакта
Рис. 4.38. Вакуумный регуля-
тор распределителя зажига-
ния:
1 — штуцер; 2 — регулиро-
вочная прокладка; 3 — корпус
диафрагмы; 4 — крышка кор-
пуса диафрагмы; 5 — тяга
Рис. 4.39. Проверка натяжения пружины
рычажка прерывателя
Очень удобен малогабаритный пере-
носной прибор мод. Э-213 для проверки
и регулировки прерывателей-распре-
делителей непосредственно на автомо-
биле, с его помощью можно замерять
падение напряжения на контактах, зна-
чение угла замкнутого состояния кон-
тактов, емкость конденсатора и частоту
вращения КВ двигателя.
В объем работ ТО-2 по прерывателю-
распределителю входит смазка чистым
моторным маслом оси рычажка и фильц-
масленки (по одной-две капли), втулки
кулачка (до пяти капель), и завернуть на
один-два оборота крышку колпачковой
масленки подшипников вала привода
(смазка — ЦИАТИМ-201).
4.4.3. КОМПЛЕКСНАЯ
И ПОЭЛЕМЕНТНАЯ ДИАГНОСТИКА
СИСТЕМЫ ЗАЖИГАНИЯ
Переносной прибор мод. Э-214 (при-
лож. 31, рис. 1) удобен тем, что прак-
тически все элементы электрооборудо-
вания можно проверить на автомобиле,
в т. ч. на работающем двигателе, что
дает большую экономию времени. Этот
прибор Э-214 позволяет проводить как
комплексную диагностику системы за-
жигания, так и поэлементную провер-
ку. Вначале целесообразно проверить
работу системы зажигания в целом.
Для этого электрическую цепь
разрядника 7 (прилож. 32, рис. 2) с
помощью провода и переходника под-
ключают к центральной клемме вы-
. кого напряжения катушки зажигания, а второй провод, также с помощью переходника — к
_антральной клемме крышки распределителя. Таким образом, ток высокого напряжения,
ырабатываемый диагностируемой системой зажигания, проходит через разрядник прибора, а
ке затем от контактов крышки распределителя идет к свечам зажигания двигателя. Враще-
::ем рукоятки нижнего электрода разрядника, закрытого предохранительным стеклянным
лпачком, можно изменять расстояние между электродами разрядника. Принцип проверки
ключается в том, что чем больший зазор между электродами разрядника сможет пробить ток
. ^:сокого напряжения испытуемой системы зажигания при работающем двигателе, тем в луч-
шем состоянии находится и катушка зажигания, и прерыватель, и остальные элементы. Перед
дверкой тумблером 12 устанавливают соответствующий вольтаж проверки (12 или 24 В), а
кояткой 11 устанавливают предстоящий род проверки. Зная нормативные значения зазоров
е-жду электродами разрядника для различных моделей автомобилей, пускают двигатель и
:еличивают зазор в разряднике до «Ьтах» для данной модели двигателя. Если двигатель легко
: зтился, а искра в разряднике будет яркой и устойчивой при максимальном нормативном зазо-
т. значит система зажигания находится в хорошем состоянии и дальнейшую (поэлементную)
-; эверку можно не проводить.
183
При увеличении зазора между электродами разрядника сверх нормативного искра в разрядник е
становится вначале неустойчивой, затем вообще исчезает, и двигатель остановится.
При изменении вида проверок никаких пересоединений в ходе проверок не требуется, это до-
стигается поворотом тумблера 11, позиции которого обозначены на приборе: «Бат.СТ» — проверил
АБ и стартера; «Сх» —проверка емкости конденсатора; «Низ» —проверка изоляции конденсатор л
напряжением 500 В; «ик» — проверка состояния контактов прерывателя; «d0> — проверка уг.лл
замкнутого состояния контактов прерывателя и т.д.
Диагностика системы зажигания и ее элементов может производиться на автомобиле также :
помощью высокоточных современных установок — анализаторов (мотор-тестеров). Диагностирс -
вание с их помощью более удобно и менее трудоемко, а результаты проверок получаются емкими
и точными, т.к. диагностирование может проводиться комплексно, во взаимосвязи с другим::
системами, причем в большинстве случаев на работающем двигателе.
Из отечественных установок наибольшее распространение получил анализатор К-518 (при-
лож. 32, рис. 1), мотор-тестер К-461 (прилож. 32, рис. 3), мотор-тестер ИТ-251 (прилож. 33, рис. 1,4'.
Из зарубежных — Elkon S-300 (Венгрия, «Мопорт»), Paltest JT-254 (Чехия, «Motokov»).
Помимо основных многофункциональных измерительных приборов на многих моделях мотор -
тестерах в верхней части корпуса расположены поворотные стрелы со жгутами прироединитель-
ных проводов с зажимами и переходниками, дополнительными приборами и приспособлениям::
(во время проверок стрела устанавливается прямо над двигателем, благодаря чему повышаете л
удобство в работе). С помощью мотор-тестеров можно проверять техническое состояние двига-
теля, анализировать состав отработавших газов, производить комплексную проверку электро-
оборудования автомобиля.
При диагностике системы зажигания особая роль придается осциллографу, позволяющем;
визуально наблюдать за быстротечными процессами по изображаемым на экране осциллограм
мам. На вход прибора подаются сигналы с контактов прерывателя, с вывода высокого напряже-
ния от катушки зажигания и от свечи первого цилиндра. Горизонтальная ось отградуирована :
градусах, вертикальная ось — в кВ, пики диаграмм вдоль нее дают сведения о максимальны,
первичном и вторичном напряжениях в системе зажигания. Поворачивая переключатель выбор:
можно получать осциллограммы в виде кадров серии (прилож. 31, рис. 3), сравнивая их затем
«эталонными» диаграммами, что требует высокой квалификации оператора-диагноста. Эта за-
дача упрощается, если использовать сравнительный метод осциллограмм сразу для нескольк:;-
цилиндров, получаемый путем наложения сигналов друг на друга (прилож. 33, рис. 2, 3) — сра:
видны различные отклонения и дефекты. Горизонтальную развертку первичной цепи условн
делят на участки, характеризующие процессы в системе зажигания (прилож. 33, рис. 2), — : -
длительности искры (A-В) до угла замкнутого состояния контактов прерывателя (£3) — одного ::
важнейших диагностических параметров.
Прерыватель-распределитель оказывает большое влияние на работу всей системы заж:
гания. Поэтому в ходе проверки при ТО-2 вышеописанными методами при подозрении на е-
удовлетворительную работу прерывателя-распределителя, а при сезонном ТО-2 обязательн
его снимают и передают в электроцех. После тщательной очистки прерыватель проверяют н
стенде мод. СПЗ-8М (рис. 4.40). Кроме прерывателей-распределителей на нем можно проверят.
техническое состояние катушек зажигания, транзисторных коммутаторов и конденсаторе:
а также регулировать работу центробежного и вакуумного регуляторов опережения зажиг
ния. Привод проверяемых прерывателей осуществляется от двигателя, подключаемого к сет
переменного тока 220 В. Питание проверяемых приборов осуществляется от аккумуляторы:
батареи напряжением 12 В.
В состав стенда входит панель приборов и панель подключения проверяемых элементов систе:::
зажигания. На панели приборов крепятся вакуумметр 9 (рис. 4.40, а), комбинированный пр:
бор 10 с двумя шкалами (измеряющий напряжение и частоту вращения вала электродвигателя
прибор 11 проверки угла замкнутого состояния контактов прерывателя и емкость конденсатор
разрядник 7 установлен на горизонтальной полости стола прибора. Прибор содержит вакуумнь:
насос и синхроноскоп 27. На панели 28 установлены выключатели, рукоятки управления и т.:
Синхроноскоп предназначен для проверки прерывателя, центробежного и вакуумного регулятор
состоит из привода с диском 25, подвижной шкалы 26 с делениями в градусах, неоновой ламп
и импульсного трансформатора. Неоновая лампа закреплена под диском 25, имеющим рая:
альную щель. Вращение испытуемого прерывателя осуществляется от вала привода диска (д.:
обеспечения синхронности вращения диска и вала прерывателя), а вал прерывателя соедиы:
муфтой 24 с приводом стенда. При вращении кулачок прерывателя разрывает цепь в первичЕ.
обмотке импульсного трансформатора и импульсы ЭД С вторичной обмотки вызывают вспыш:-
184
неоновой лампы. В результате на вращающемся диске синхроноскопа будут видны светящиеся
риски (по количеству кулачков прерывателя), а угол чередования вспышек измеряют по шкале 26
и сравнивают с нормативным.
Кроме того, в ходе испытаний на данном приборе при замере угла чередования вспышек по
специальной гранулированной шкале 26 можно определить и разницу угла опережения за-
жигания для различных цилиндров и благодаря этому выявить дополнительные негативные
факторы.
При проверке центробежного регулятора опережения зажигания следует помнить, что для раз-
личных моделей он может увеличивать угол на 15—20° (регулировка производится подгибанием
стоек крепления пружинок). Вакуумный регулятор при изменении нагрузки на двигатель должен
работать в пределах повышения угла опережения зажигания до 10—15°. При неисправной работе
его следует снять с прерывателя, осмотреть все детали, неисправные заменить, а необходимую
регулировку можно произвести заменой регулировочной прокладки 2 (рис. 4.38) на прокладку
другой толщины.
контакта
Рис. 4.40. Стенд СПЗ-8М:
~ — общий вид; б — вид сверху; в — панель приборов; г — панель подключения проверяемых приборов; 1 — руко-
ятка управления электродвигателем; 2 — переключатель электродвигателя; 3 — тумблер (работа — калибровка);
— ручка (калибровка); 5 — шкала искрового разрядника; 6 — ручка регулировки зазора в искровом разряднике;
" — искровой разрядник; 8 — панель приборов; 9 — вакуумметр; 10 — комбинированный прибор (вольтметр-тахо-
:етр); 11 — комбинированный прибор замера угла замкнутого состояния контактов прерывателя и емкости конден-
сатора; 12 — лампа (индикатор); 13 — кнопка (индикатор); 14 — переключатель (вид проверки); 15 — сигнальная
рампа; 16 — провода для подключения к прерывателю; 17 — тумблер включения стенда; 18 — высоковольтные про-
езда; 19 — штуцер подключения к вакуумному регулятору опережения зажигания; 20 — зажим шланга от вакуум-
рсго насоса; 21 — держатель с патроном; 22 — стопорный винт; 23 — трубчатая стойка; 24 — промежуточная муфта;
25 — диск синхроноскопа; 26 — подвижная шкала синхроноскопа; 27 — корпус синхроноскопа; 28 — панель уп-
равления; 29 — рукоятка насоса; 30, 37 — предохранители; 31 — кнопка «Сопротивление изоляции»; 32 — клемма
подключения конденсатора; 33 — ручка «Компенсация»; 34 — розетка (катушка зажигания); 35 — клемма «Сопро-
тивление изоляции»; 36 — клемма «Емкость»
185
4.4.4. ИЗМЕРИТЕЛИ ЭФФЕКТИВНОСТИ РАБОТЫ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ
В небольших АТП и СТОА в основном используются переносные малогабаритные диагности-
ческие приборы.
Переносной прибор мод. К-484 (рис. 4.41)
электронного типа, многофункциональный.
Помимо измерения эффективности работы
цилиндров, он позволяет определять угол опе-
режения зажигания, угол замкнутого состоя-
ния контактов прерывателя (т.е. техническое
состояние всех деталей блока размыкания
первичной цепи). Для проведения проверок
он содержит тахометр, вольтметр, амперметр,
омметр, киловольтметр, а также комплект
присоединительных проводов с наконечни-
ками, микростробоскопом. При измерении
эффективности работы цилиндров принцип
действия аналогичен прибору Э-216М: изме-
ряется значение снижения частоты вращения
коленчатого вала двигателя при поочередном
отключении каждого цилиндра электронным
выключателем путем шунтирования контак-
тов прерывателя в необходимые моменты вре-
мени. Разница снижения частоты по цилинд-
рам не должна превышать 25% от среднего
значения, полученного при испытаниях. При-
нцип измерения угла замкнутого состояния
контактов прерывателя основан на том, что
средний электроток, проходящий во время
испытаний через автотестер, пропорционален
Рис. 4.41. Прибор К-484 для проверки электрооборудова-
ния двигателей:
1 — стробоскоп; 2 — датчик первого цилиндра; 3 — дат-
чик высокого напряжения; 4,5,6 — зажимы измерения
напряжения и частоты вращения; 7 — датчик измерения
тока; 8, 9 — зажимы измерения сопротивления; 10 — руч-
ка установки нуля омметра; 11 — кнопочный переклю-
чатель числа цилиндров двигателя; 12 — кнопочный
переключатель измерения силы тока, частоты вращения
коленчатого вала, емкости конденсатора, сопротивления:
13 — ручка установки нуля амперметра; 14 — тумблер
«Сеть»; 15 — контрольная лампа включения прибо-
ра; 16 — кнопочный переключатель выбора цилиндра;
17 — кнопочный переключатель измерения напряжения,
высокого напряжения, УОЗ, УЗСК, снижения частоты
вращения коленчатого вала
этому углу.
Переносной прибор мод. Э-216М (рис. 4.42)
предназначен для определения эффективной
работы и обнаружения ненормально работа-
ющих цилиндров карбюраторных двигателей
с числом цилиндров 4, 6, 8, с номинальным
напряжением электрооборудования 12 В. При-
нцип действия прибора заключается в измере-
нии снижения частоты вращения КВ двигателя
при поочередном отключении каждого цилин-
дра. Прибор содержит высокочувствительный
измеритель частоты вращения коленчатого
вала двигателя (поэтому прибор может исполь-
зоваться при диагностике просто в качестве
тахометра) и электронного выключателя за-
жигания, с помощью которого прекращают
искрообразование в выбранном цилиндре пу-
тем шунтирования контактов прерывателя в
необходимые моменты времени. В комплект
прибора входит датчик с переходником и жгут
Рис. 4.42. Измеритель эффективности работы цилиндре;
мод. Э-216М
из проводов подсоединения прибора к аккумуляторной батареи и к массе (корпусу двигателя
Датчик подсоединяют с помощью переходника к гнезду распределителя, а свечной провод перво:
цилиндра — в гнездо датчика. Проверку производят на хорошо прогретом двигателе. Тумблер «А
ставят в положение, соответствующее числу цилиндров проверяемого двигателя. Пускают двиг;
тель, с помощью дроссельной заслонки устанавливают (по шкале тахометра) 1000—1500 мин-
Устанавливают тумблер «В» в положение «1» и через 10—15 с замеряют по шкале прибора сня
жение частоты вращения. Переключают тумблер на следующие цилиндры, замеряя снижен::
частоты.
186
ВЛИЯНИЕ УГЛА ОПЕРЕЖЕНИЯ ЗАЖИГАНИЯ
НА ПРОЦЕСС СГОРАНИЯ РАБОЧЕЙ СМЕСИ
Рис. 4.43. Схема процесса
сгорания рабочей смеси
при оптимальном угле опе-
режения зажигания
Процесс сгорания рабочей смеси в цилиндрах двигателя очень быст-
ротечен и сложен по своей природе: сначала высвобождается химическая
энергия, заключенная в топливе, а уже затем, в процессе сгорания, теп-
ловая энергия преобразуется в механическую. На сам процесс сгорания
негативно влияют многие факторы: неудовлетворительное качество
рабочей смеси (имеется в виду несоответствие оптимальному значению
состава рабочей смеси, неполная испаряемость топлива в процессе сме-
сеобразования и т.д.), слабое искрообразование на свечах, снижение
компрессии в цилиндрах двигателя и др. Последствия этих негативных
явлений подробно рассматривались в предыдущих разделах.
Рассмотрим влияние на процесс сгорания рабочей смеси важнейшего
параметра системы зажигания — начального угла опережения зажига-
ния. Нулевая отметка этого угла находится за несколько градусов по углу
поворота коленчатого вала до ВМТ (в различных моделях двигателей от
15 до 20°, чему соответствует расстояние от поршня до ВМТ, равное So).
Уже затем, в процессе эксплуатации, устанавливают оптимальный угол
опережения зажигания (при изменении температуры окружающего
воздуха, сорта топлива и т.д.). Например, при низких температурах угол
опережения зажигания увеличивают на 2—4° (в сторону опережения за-
жигания). Не следует забывать, что центробежный регулятор меняет угол
опережения зажигания в пределах 15—20°, а вакуумный регулятор, при
изменении режима работы, в пределах 10—15°. На рис. 4.43 дана схема
процесса сгорания рабочей смеси при установленном оптимальном угле
опережения зажигания, т.е. к моменту прихода поршня в ВМТ заканчи-
вается так называемый период задержки воспламенения после проскаки-
нания искры и начинается «цепная реакция» резкого нарастания давления в процессе горения.
На рис. 4.44 представлена схема сгорания рабочей смеси при слишком раннем зажигании
расстояние Sp слишком велико). При этом процесс горения начинается, когда компрессия в ци-
линдре не достигла еще своего максимального значения. Хотя процесс сгорания рабочей смеси и
нарастание давления происходят вяло, тем не менее к моменту подхода поршня в ВМТ он встречает
: начительное противодействие нарастающего давления от сгоревших газов. Нормальный процесс
: горания рабочей смеси нарушается, появляются сильные стуки детонационного характера, дви-
гатель перегревается, его мощность резко падает, а расход топлива увеличивается.
На рис. 4.45 представлена схема процесса сгорания рабочей смеси при слишком позднем за-
жигании (т.е. отрезок Sn, характеризующий положение поршня относительно ВМТ, значительно
Рис. 4.44. Схема процесса сгорания рабочей смеси:
— при слишком раннем зажигании; б — воздействие встречных
сил на поршень при раннем зажигании
Рис. 4.45. Схема процесса сгора-
ния при позднем зажигании
187
538
меньше оптимального). Активный процесс сгорания начинается, когда поршень уже начал дви-
жение вниз, компрессия при этом резко снижается, мощность двигателя падает, процесс горения
идет вяло, происходит неполное сгорание топлива, а значит повышение содержания СО и СН в
отработанных газах, перерасход топлива, смыв смазки с зеркала цилиндров несгоревшим топ-
ливом и повышение износа цилиндро-поршневой группы, разжижение масла в поддоне картера,
значительный перегрев двигателя и т.д. Процесс сгорания идет настолько медленно, что при сле-
дующем такте работы, когда открываются впускные клапана, пламя от догорающей смеси может
попасть в впускной коллектор, со всеми вытекающими отсюда последствиями.
ОСНОВЫ ТЕОРИИ ДЕТОНАЦИИ
Детонационное сгорание рабочей смеси, которое носит взрывообразный характер, нарушает
динамику работы двигателя, приводит к резкому износу деталей и к аварийным поломкам. Что-
бы легче было понять причины возникновения детонации и сущность этого явления, рассмотри?-:
процесс сгорания на примере двигателя старого образца со значительно удаленными от свечи
зажигания периферийными участками (рис. 4.46).
Когда проскакивает искра, рабочая смесь воспламеняется, образуя основной фронт пламени,
который быстро движется к периферийным участкам камеры сгорания, где, естественно, увеличи-
вается температура и давление. В результате, при использовании не предусмотренного для данной
модели двигателя бензина с пониженным октановым числом, рабочая смесь самовоспламеняется.
образуется новый фронт пламени, который движется навстречу основному. При встрече в процессе
сгорания различных фронтов пламени и происходит взрывообразное детонационное сгорание ос-
тавшейся рабочей смеси. Из этого следует, что октановое число бензина характеризует фактически
его стойкость против самовоспламенения. В борьбе с этим явлением конструкторы двигателе::
делают все, чтобы сократить время на процесс сгорания и возможность образования дополни-
тельных фронтов пламени — используют оптимальные формы камер сгорания, высокооборотнь:?
двигатели, не стремятся увеличивать диаметр цилиндров (Днеж. — рис. 4.47). При возникновении
детонации следует попытаться ее устранить уменьшением угла опережения зажигания. Очей?
схоже с детонацией, по внешним признакам работы двигателя, калильное зажигание рабочей
смеси, но в этом случае дополнительные фронта пламени возникают от перегретых элементе:
камер сгорания, тлеющего нагара и т.п. Явным признаком этого негативного явления являете -
продолжение вращения КВ двигателя (обычно «судорожными» рывками) после выключения з?
жигания — необходимо срочно включить любую передачу и резко отпустить педаль сцепления
Рис. 4.46. Схема возникновения процесса детонации
в двигателе
Рис. 4.47. Возможные причины возникновения
калильного зажигания рабочей смеси
188
4.5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ, ЗВУКОВЫХ СИГНАЛОВ
И ПРИБОРОВ ОСВЕЩЕНИЯ И СИГНАЛИЗАЦИИ
4.5.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ПРИБОРОВ ОСВЕЩЕНИЯ И СИГНАЛИЗАЦИИ
Недостаточная сила светового пучка фар значительно снижает качество освещения, сокращает
длину освещаемого участка дороги, а неправильно отрегулированные фары ослепляют водителей
встречных транспортных средств. Неисправная работа, недостаточная сила света или несоответст-
вие требованиям ГОСТа габаритных огней, стоп-сигнала, указателей поворота и т.д. мешают в
темное время суток заблаговременно обнаружить опасность, правильно оценить обстановку на
участке движения водителями (по статистике по вышеуказанным причинам происходит от 20 до
30% ДТП от общего количества).
СИГНАЛЫ НЕ ЗВУЧАТ ИЛИ ЗВУЧАТ ПРЕРЫВИСТО.
Причины:
• плохой контакт щетки с контактным диском в рулевой колонке;
• окисление клеммы или разряжена батарея;
• подгорели контакты реле; нарушен контакт в штекерных клеммах реле или сигнала.
СИГНАЛЫ ЗВУЧАТ ХРИПЛО ИЛИ ПРЕРЫВИСТО (ПРИ РАБОТАЮЩЕМ ДВИГАТЕЛЕ).
Причины:
• подгорели вольфрамовые контакты прерывателя сигналов;
• сломалась пружина верхнего контакта прерывателя.
ОДИН СИГНАЛ НЕ ЗВУЧИТ И ПОТРЕБЛЯЕТ ТОК БОЛЬШОЙ СИЛЫ.
Причины:
• спеклись контакты прерывателя; замыкание витков в катушке.
СИГНАЛ ИЗДАЕТ ДРЕБЕЗЖАЩИЙ ЗВУК.
Причины:
• ослабло крепление;
• трещина в мембране.
При необходимости регулировки силы и тона звука (рис. 4.53) ее производят на мод. С-302Г
ГАЗ-3102) регулировочным винтом 3; на мод. С-306 и С-55 регулировочным винтом 4 (манипу-
лируя его вращением, устанавливают такое положение контакта 1 и пластины 2, пока звучание
не станет нормальным); на мод. С-56-Г регулировочным винтом 4.
4.5.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — водитель должен постоянно следить за работой приборов освещения и сигнализации и
правильно ими пользоваться, а механики АТП, несущие полную ответственность за техничес-
кое состояние выпускаемых на линию автомобилей, обязаны ежедневно проверять состояние и
качество работы указанных приборов и систем. При обнаружении неисправностей они обязаны
принять меры к их немедленному устранению.
При ТО-1, помимо проверки состояния и качества работы приборов освещения и сигнализации,
необходимо произвести крепежные работы, проверить состояние изоляции проводов, надежность
крепления наконечников проводов и различных клемм (чрезмерно окисленные зачистить стек-
тянной шкуркой). Лампы с темным налетом внутри колб (что ухудшает светоотдачу) следует за-
менять, не дожидаясь перегорания нити. При очередных ТО звуковые сигналы следует очищать
:т пыли и грязи, желательно продуть сжатым воздухом, проверить крепление и состояние клемм
и проводов; чрезмерно окисленные клеммы следует зачистить шкуркой.
При ТО-2, дополнительно к объему ТО-1, следует заменить неисправные, коррозированные,
потускневшие, имеющие трещины и другие дефекты, элементы и детали вышеуказанных сис-
тем; загрязненные изнутри стекла промыть теплой водой. Основной операцией при ТО-2 явля-
ется проверка установки и регулировки фар. В АТП она производится с помощью специальных
приборов (рис. 4.50, 4.51). Тележки приборов устанавливают перед автомобилем так, чтобы оп-
тическая камера с линзой, фокусирующей световой поток и экраном, благодаря установочному
указателю — центратору, находилась бы напротив центра рассеивателя фары, т.е. чтобы была
единая оптическая ось (рис. 4.52). Подключают прибор к сети переменного тока 220 В; включают
поочередно дальний и ближний свет и прибор — у правильно установленных фар световое сфоку-
189
сированное пятно должно находиться в точке пересечения визирных линий экрана 4. Гранины
между светом и тенью от ближнего света должны лежать на горизонтальной и наклонной линии
экрана. Силу света фары, преобразованную фотоэлементом 3 в электрическую, можно узнать г.
показаниям микроамперметра 2.
Регулировка фары в вертикальной плоскости производится винтом 7 (рис. 4.48, б), а в гори
зонтальной плоскости винтом 14. У автомобилей повышенного класса имеется корректор наклон ,
фары 3 (рис. 4.49), в зависимости от нагрузки.
Рис. 4.48. Автомобильная фара в сборе:
а — поперечный разрез; б — вид спереди
Рис. 4.49. Общий вид фары автомобиля ГАЗ-3102
1 — ручка регулировки в горизонтальной плос-
кости; 2 — рассеиватель; 3 — ручка корректора
наклона светового пучка; 4 — ручка регулировки z
вертикальной плоскости
Рис. 4.50. Прибор для провер-
ки установки и регулировки
фар мод. К-310
Рис. 4.51. Общий вид прибора
К-303 для проверки установки
фар
Рис. 4.52. Схема оптической камеры приб:
ра К-303
Рис. 4.53. Схемы электромагнитных звуковых сигналов автомобилей:
а — мод. С-302Г, С-ЗОЗГ; б — мод. С-306, С-55; в — мод. С-56-Г
190
4.5.3. МЕТОДЫ ПРОВЕРКИ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Очень удобен для диагностирования переносной прибор Э-204 (рис. 4.54). КИП можно прове-
- ить непосредственно на автомобиле или в снятом состоянии в электроцехе. Прибор оснащен всем
необходимым для диагностики КИП напряжением 12 и 24 В. На рис. 4.55, 4.56, 4.57, 4.58 даны
:хемы проверок отдельных КИП автомобиля. С помощью манометра и поршневого насоса прове-
- яются манометры и сигнализаторы аварийного давления; с помощью нагревателя и контрольного
термометра — датчики температуры и сигнализаторы аварийной температуры; угломер — для
датчиков указателей уровня топлива и т.д.
Рис. 4.54. Прибор Э-204 для проверки контрольно-измерительных приборов автомобиля:
— термометр; 2 — нагреватель; 3 — микроамперметр; 4 — лампа «Сигнал»; 5 — розетка с зажимами I, II, III для
включения соединительных проводников; 6 — манометр; 7 — площадка; 8 — штифт; 9 — угломер; 10 — рукоятка
зса; 11 — соединительная муфта; 12 — вентиль выпуска воздуха; 13 — переключатель проверок; 14 — рукоятка
астата; 15 — кнопка «Отсчет»; 16 — переключатель эталонных сопротивлений; 17 — розетка для подключения
?:умуляторной батареи; 18 — предохранитель на 15 А; 19 — розетка для подключения проводников от нагревате-
20 — переключатель напряжения; 21 — розетка для подключения соединительных проводников к проверяемому
амперметру; 22 — лампа
Рис. 4.56. Проверка указателей электрических мано-
метров, датчиков сигнализаторов давления масла
- 4.55. Проверка датчика магнитоэлектри-
ческого указателя уровня топлива
191
Рис. 4.57. Проверка указателя давления
масла контрольными резисторами
Рис. 4.58. Проверка указателя уровня
топлива
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по следующим темам:
1. ТО и ТР аккумуляторных батарей:
а) основные неисправности АБ;
б) основные операции по ЕО, ТО-1 и ТО-2;
в) ремонт аккумуляторных батарей;
г) зарядка АБ.
2. ТО и ТР генераторов и Р-Р:
а) основные неисправности Г и РР;
б) основные операции по ЕО, ТО-1 и ТО-2;
в) основные методы контроля и диагностики.
3. ТО и ТР стартеров:
а) основные неисправности;
б) основные методы контроля и диагностики;
в) основные операции по ТО-1, ТО-2 и ТР.
4. ТО и ТР системы зажигания:
а) основные неисправности системы зажигания;
б) работы, проводимые при ЕО;
в) работы, проводимые при ТО-1 (в т.ч. диагностика);
г) работы, проводимые при ТО-2 (в т.ч. диагностика);
д) влияние угла опережения зажигания;
е) основы теории детонации.
5. ТО и ТР КИП, приборов освещения и сигнализации:
а) основные операции при ЕО, ТО-1, ТО-2 (в т.ч. диагностические);
б) неисправности и ТО звуковых сигналов;
в) методы диагностики КИП.
П. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей по следующим темам:
1. ТО и ТР аккумуляторных батарей (прилож. 28, рис. 2; рис. 4.4; рис. 4.6; рис. 4.8, а).
2. ТО и ТР генераторов и Р-Р (рис. 4.14, 4.15; прилож. 30, рис. 1; прилож. 30, рис. 3 (без проводов пох
ключения).
3. ТО и ТР стартеров (рис. 4.20, 4.21; рис. 4.22 (узлы регулировки) и рис. 4.22, а, б).
4. ТОиТР системы зажигания (рис. 4.25; 4.31; 4.32, а; 4.33, д; прилож. 32, рис. 2, 3, а; прилож. 33, ри:
1, 2; рис. 4.44, б; рис. 4.46, 4.47).
5. ТО и ТР КИП, приборов освещения и сигнализации (рис. 4.48, б; рис. 4.51; 4.52; 4.53, б).
III. Дайте письменно краткие четкие ответы на вопросы:
1. Каковы признаки повышенной разряженности и других неисправностей АБ?
2. Перечислите основные возможные неисправности АБ и их причины.
3. Почему в каждой климатической зоне следует использовать строго определенную плотность электр:
лита?
4. Каковы причины «кипения» электролита в АБ на линии? Как удалить инееобразный налет от выде
ляющегося из АБ электролита?
5. Назовите основные методы диагностики АБ. Какие приборы при этом используются?
6. Кратко перечислите основные операции, проводимые по АБ при ЕО; ТО-1; ТО-2.
192
7. Какие работы по ремонту АБ производятся в цехе АТП? Какова их последовательность?
8. Какова технология зарядки АБ? Как оборудуются зарядные отделения в АТП?
9. Каковы основные причины неисправной работы генератора?
10. Каковы причины неисправной работы реле-регулятора?
11. Как определяется неисправная работа генератора на линии?
12. Назовите основные механические неисправности генератора.
13. Какова методика проверки генератора и на какие параметры на стендах типа 532-2М?
14. Какие существуют методы проверки диодов выпрямительных блоков генератора?
15. Что представляет из себя прибор? Какова методика проверки на нем обмоток ротора и статора?
16. Перечислите основные операции, проводимые по генератору и реле-регулятору при ТО-1 и ТО-2.
17. Какие работы производятся по генератору и реле-регулятору в электроцехах? Какова технология
их выполнения?
18. Каковы причины полного отказа или неудовлетворительной работы стартера и тягового реле?
19. По каким причинам включающийся стартер не проворачивает КВ двигателя или не выключается
после запуска двигателя?
20. На какие параметры проверяется стартер на стационарных стендах типа 532-2М?
21. Перечислите основные операции, выполняемые по стартеру при ТО-1, ТО-2 и при ТР в цехе.
22. Каковы причины полного отказа или неудовлетворительной работы системы зажигания?
23. Перечислите основные признаки и последствия неудовлетворительной работы системы зажига-
ния.
24. Каковы причины неисправной работы прерывателя-распределителя и датчика импульсов (в бескон-
тактных системах зажигания)?
25. Какие методы проверки работы системы зажигания используются на линии?
26. Какие работы по системе зажигания проводятся при ТО-1, в т.ч. диагностические?
27. Какова методика обслуживания и проверки свечей зажигания? Какой инструмент и какие приборы
используются при этом?
28. Как и чем проверяется начальный угол опережения зажигания?
29. Какие работы проводятся по прерывателю-распределителю при ТО-2?
30. Какова методика проверки системы зажигания прибором Э-214?
31. В чем преимущество диагностики системы зажигания с помощью мотор-тестеров с осциллогра-
фами?
32. Охарактеризуйте осциллограммы, получаемые путем наложения сигналов друг на друга. В чем их
преимущества?
33. Какова методика проверки прерывателя-распределителя на СПЗ-8М?
34. Что из себя представляют приборы для замера эффективности работы цилиндров?
35. Каково влияние угла опережения зажигания на процесс сгорания рабочей смеси?
36. В чем сущность детонации и калильного зажигания? Каковы их последствия?
37. Назовите работы, проводимые при ЕО, ТО-1—2.
38. Какова методика проверки и регулировки установки фар?
39. Назовите основные неисправности и способы регулировка звуковых сигналов.
40. Какова методика проверки КИП на приборе Э-204?
11 |'|
ГЛАВА 5
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ТРАНСМИССИИ АВТОМОБИЛЕЙ
5.1. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ СЦЕПЛЕНИЯ
5 .1.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ МЕХАНИЗМА СЦЕПЛЕНИЯ
По техническим условиям сцепление во включенном состоянии (педаль отпущена) долж
полностью передавать крутящий момент от двигателя на трансмиссию за счет силы трения меж
фрикционными накладками ведомого диска и маховиком, и наоборот — при выключении сцеп л е
ния (педаль нажата до конца), двигатель должен полностью отключаться от ведущего вала КП Г
в момент переключения передач и для получения свободного хода, а также должно предохранят.
узлы и агрегаты трансмиссии от перегрузок за счет возможности «пробуксовки» в узле трен::
механизма сцепления автомобиля.
НЕПОЛНОЕ ВКЛЮЧЕНИЕ СЦЕПЛЕНИЯ (сцепление пробуксовывает) — педаль отпущен.
При этом наблюдается потеря мощности автомобиля (особенно заметно при подъеме в гору), вс:
можен специфический запах «горелых» фрикционных накладок.
Причины:
• слишком мал или полностью отсутствует зазор между выжимным подшипником и кони,
ми нажимных рычагов. То же самое можно сказать о свободном ходе педали сцепления, т.к. :
полностью зависит от зазоров в приводе механизма сцепления. По техническим условиям меже
подшипником муфты выключения сцепления и концами нажимных (оттяжных) рычагов (в я
которых моделях упорным кольцом — пятой) должен быть зазор в пределах 1,5—4 мм, че:.
соответствует свободный ход педали сцепления легковых автомобилей в 28—42 мм и грузовы:.
32—50 мм. В ходе эксплуатации фрикционные накладки истераются и ведомый диск становие
тоньше, нажимной диск займет новое положение, ближе к маховику, а концы нажимных рычаге:
шарнирно соединенные с ушками нажимного диска, за счет рычажной системы отойдут наз::
к выжимному подшипнику — зазор между ними уменьшится или полностью исчезнет, коне:
рычагов упрутся в выжимной подшипник и сцепление начнет пробуксовывать;
• повышенный износ или замасливание накладок ведомого диска — замасливание происход:: -
обычно при чрезмерной смазке подшипника муфты выключения сцепления (где это предусмс:
рено), а чаще всего при течи моторного масла через поврежденный сальник заднего коренно:
подшипника коленчатого вала;
• поломка или ослабление пружины муфты выключения или нажимных периферийнь:
пружин нажимного диска.
НЕПОЛНОЕ ВЫКЛЮЧЕНИЕ СЦЕПЛЕНИЯ (сцепление ведет) — даже при полном нажат::
на педаль (выжимании сцепления) ведомый диск неполностью отходит от маховика, что при:
дит к частичной передаче крутящего момента на ведущий вал коробки передач и затрудненно::
переключению передач, сопровождаемому шумом и скрежетом шестерен.
Причины:
• установлены слишком большие зазоры в приводе механизма выключения сцепления;
• концы нажимных (оттяжных) рычагов не находятся в одной плоскости относительно подшиг
ника муфты выключения сцепления (ввиду неравномерного износа упоров концов рычагов);
• коробление ведомого диска сцепления — происходит обычно от перегрузок или сильнс г
перегрева при пробуксовке, в т.ч. при слишком медленном и плавном отпускании педали пос.~
переключения передач;
• попадание воздуха в систему у автомобилей с гидравлическим приводом (признаком обыч?
служит проваливание педали);
• установка ведомого диска сцепления с фрикционными накладками повышенной толщие.
(непредусмотренной ТУ).
194
РЕЗКОЕ ВКЛЮЧЕНИЕ СЦЕПЛЕНИЯ (даже при плавном отпускании педали) — особенно
проявляется при трогании автомобиля с места, которое происходит обычно рывками, двигатель
зачастую останавливается.
Причины:
• заедание ступицы ведомого диска на шлицах или муфты выключения сцепления на втулке
ведущего вала коробки передач;
® заедание в шарнирах тяг механических приводов;
• заедание поршеньков с манжетами в главном или рабочем цилиндрах у автомобилей с
гидравлическим приводом (происходит обычно при разбухании манжет при использовании тор-
мозной жидкости, сорт которой не соответствует заводским ТУ).
Примечание. На некоторых моделях отечественных автомобилей, таких как ЗИЛ-4331 (рис. 5.2, 5.3),
КамАЗы и др., в целях облегчения управления механизмом сцепления, повышения комфортности и приближения
к мировым стандартам в автомобилестроении гидравлический привод выключения сцепления оснащен дополни-
тельным пневмогидравлическим усилителем с механизмом следящего устройства клапанного типа, благодаря чему,
при необходимости выключения сцепления, требуется значительно меньшее усилие воздействия на педаль, причем
данная конструкция обеспечивает автоматическое изменение давления сжатого воздуха в пневмоцилиндре пропор-
ционально усилию на педаль.
ЗИЛ-4331
Рис. 5.1. Сцепление:
1 — пружина демпфера; 2 — картер ма-
ховика; 3 — маховик; 4 — диск ведомый;
5 — диск нажимной; 6 — кожух нажим-
ного диска; 7 — пружина нажимная;
8 — картер сцепления; 9 — шарикопод-
шипник; 10 — муфта выключения сцепле-
ния; 11 — пружина муфты выключения
сцепления; 12 — вилка выключения
сцепления; 13 — крышка люка картера
сцепления; 14 — рычаг выключения
сцепления; 15 — ролики; 16 — пробка со
шплинтом; 17 — ведущий вал коробки
передач; 18 — уплотнительная манжета;
19 — шарикоподшипник; 20 — коленча-
тый вал двигателя
Рис. 5.2. Привод сцепления:
1 — кронштейн; 2 — педаль; 3 — оттяжная пружина; 4 — подвиж-
ный упор; 5 — эксцентриковый палец; 6 — трубка гидропривода;
7 — шланг гидропривода; 8 — коробка воздухораспределительная;
9 — шланг подвода воздуха к усилителю; 10 — пневмогидравличес-
кий усилитель; 11 — сферическая гайка; 12 — вилка выключения
сцепления; 13 — рычаг вилки сцепления; 14 — толкатель усилителя;
15 — пружина, 16 — панель кабины; 17 — главный цилиндр; 18 — ба-
чок главного цилиндра;
А — свободный ход педали сцепления; Б — полный ход педали сцепле-
ния; В — ход штока, соответствующий выключению сцепления
.5 *-698
195
Ч 5 6 7 8 9
Рис. 5.3. Пневмогидравлический усили-
тель привода управления сцеплением:
1 — корпус рабочего цилиндра,
2 — поршень следящий; 3 — клапан
перепускной, 4 — корпус следящего
клапана; 5 — мембрана следящего
устройства; 6 — седло выпускного
клапана; 7 — корпус пневмоусилителя
8 — выпускной клапан; 9 — впускной
клапан; 10 — пружина мембраны;
11 — поршень пневматический; 12 —
пружина пневматического поршня;
13 — манжета; 14 — кольцо направля-
ющее; 15 — манжета; 16 — пружина
распорная; 17 — манжета; 18 — пор-
шень гидравлический; 19 — толкател?
поршня; 20 — гайка сферическая
Рис. 5.4. Двухдисковое сцепление с периферийными пру-
жинами:
1,22 — ведомые диски; 2 — средний ведущий диск;
4 — нажимной диск; 5 — опора оттяжного рычага; 6 — от-
тяжной рычаг; 12 — муфта выключения сцепления с
подшипником; 14 — упорное кольцо (пята); 15 — вал-
вилки; 16 — нажимная пружина; 17 — кожух сцепления;
21 — маховик; 23 — первичный вал КПП
ЗИЛ
Рис. 5.5. Однодисковое сцепление ЗИЛ-130:
1 — картер сцепления; 2 — вал вилки; 3 — вил? _
выключения сцепления; 4 — муфта выключен;: -
сцепления; 5 — рычаг выключения сцепления
6 — ролик; 7 — диск нажимной; 8 — диск ведом?:
10 — картер маховика; 12 — маховик; 13 —- скс:.
14 — упорное кольцо (пята); 15 — шарикоподшиля
с муфтой выключения сцепления; 18 — шестеря -
ведущего вала КПП
196
Рис. 5.6. Гидравлический привод выключения сцепления:
1 — бачок; 2 — тяга; 4 — соединительный шланг; 7 — муф-
та выключения сцепления с подшипником; 12 — толкатель
рабочего цилиндра; 14 — рабочий цилиндр; 16 — прокачной
клапан; 18 — толкатель главного цилиндра; 22 — главный
цилиндр; 23 — педаль
Рис. 5.7. Схема регулировки свободного хода:
1 — муфта выключения сцепления с подшип-
ником; 2 — шаровая опора вилки; 3 — вилка
выключения сцепления; 4 — толкатель рабо-
чего цилиндра; 5 — регулировочная гайка;
6 — контргайка; 7 — оттяжная пружина
5.1.2- ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед пуском двигателя у автомобилей с гидравлическим приводом проверить внешним
эсмотром герметичность соединений (по следам подтекания тормозной жидкости); перед началом
движения (на нейтральной передаче), манипулируя педалью, проверить, нет ли заедания или
проваливания (у автомобилей с гидроприводом) педали; после начала движения обратить внима-
ние на четкость выключения сцепления, о чем можно судить по легкости переключения передач.
При работе на линии следует обращать внимание, нет ли вибрации, шума и других признаков
неисправной работы сцепления.
Внимание!
При подозрении на неполное включение сцепления (пробуксовку) следует поставить автомобиль на стояночный
ручной) тормоз, который должен надежно удерживать автомобиль, включить первую передачу и плавно отпустить
педаль сцепления. Если пробуксовка отсутствует, то двигатель обычно сразу останавливается.
Рис. 5.8. Стробоскопический прибор ГОСНИТИ для проверки
пробуксовки сцепления (проверка производится на стендах
контроля тягово-экономических качеств автомобилей)
Рис. 5.9. Схема проверки свобод-
ного хода педали сцепления
197
Рис. 5.10. Регулировка свободного хода педали
сцепления у автомобилей с механическим при-
водом:
1 — регулировочная гайка; 2 — продольная тяга
Рис. 5.11. Регулировка свободного хода педали на автомобилях .
тросовым приводом выключения сцепления:
а — привод автомобиля АЗЛК-2141:1 — резьбовая регулировоч-
ная втулка; 2 — контргайка; 5 — рычаг вала; б — привод автомс •
биля ВАЗ 2108:1 — трос; 2 — регулировочная гайка; 5 — вил к:,
выключения сцепления
ТО-1 — провести контрольно-осмотровые и крепежные работы по элементам привода сцепле-
ния. В соответствующих моделях проверить наличие смазки в колпачковой масленке (соединенно::
гибким шлангом с подшипником) и завернуть ее на 2—3 оборота. У автомобилей с гидроприводов
проверить уровень тормозной жидкости в бачке гидроцилиндра и при необходимости долить д:
установленной метки. При подозрении на попадание воздуха в систему гидропривода необходим:
произвести прокачку. Признаком указанной неисправности может служить «слабая» педаль или ее
полное проваливание. При прокачке гидросистемы можно использовать спецбачки для прокачки
гидротормозов (прилож. 19, рис.1) или сделать это с помощью напарника, который (по команде
интенсивно нажимает на педаль сцепления несколько раз (стремясь создать давление жидкости z
системе) и держит ее постоянно нажатой до команды слесаря, открывающего прокачной клапан
путем его отворачивания на 1—2 оборота для выхода тормозной жидкости (по надетому на голове;
клапана резиновому шлангу, опущенному в прозрачный сосуд с тормозной жидкостью). Если
жидкость выходит с пузырьками воздуха, клапан (рис. 5.3, поз. 3; рис. 5.6, поз. 16) закрывают г
повторяют операцию вновь, периодически добавляя жидкость в бачок гидроцилиндра. Прокачнь::
клапана расположены на корпусах рабочих цилиндров.
При ТО-1 необходимо проверить свободный ход педали сцепления, используя для этого специ-
альную линейку (рис. 5.9). Для увеличения свободного хода педали сцепления у автомобилей :
механическим приводом, например у ЗИЛ-130 (рис. 5.10), откручивают регулировочную гайку .
продольной тяги 2, давая тем самым возможность вилке вместе с выжимным подшипником отойти
назад от концов оттяжных рычагов или кольца (пяты), до установления нормативного зазора и
восстановления свободного хода педали в соответствии с техническими требованиями. Если ре
гулировочную гайку дальше откручивать некуда, это свидетельствует о необходимости замени,
ведомого диска, ввиду его износа. У автомобилей с тросовым приводом (рис. 5.11, а, б) принцип
регулировки тот же — здесь следует несколько увеличить длину приводного троса отворачивание:.
регулировочных втулок 1 или гаек 2.
Несколько сложнее регулировка свободного хода педали у автомобилей с гидроприводом и пнен
мо-усилителем. У автомобилей ЗИЛ-4331 и КамАЗ вначале регулируется зазор между толкателе:,
и поршнем гидроцилиндра эксцентриковым пальцем 5 (рис. 5.2). Этот зазор дает свободный xcz
педали 8—12 мм. Затем производится регулировка свободного хода вилки выключения сцеплени -
вращением сферической гайки 11 (рис. 5.2) или 20 (рис. 5.3) толкателя поршня пневмоусилите.п •
до установления зазора, обеспечивающего свободный ход выжимного подшипника в (3,5+0,5) м::
который проверяют по перемещению рычага 13 от гайки 11 (рис. 5.2). В результате общий свобод
ный ход педали сцепления должен составлять 30—42 мм. В некоторых моделях с гидроприводе:,
установлены полностью саморегулирующиеся системы, в некоторых требуется регулировка. Он
производится изменением общей длины составного толкателя рабочего цилиндра или вращение:
регулировочной гайки 10 (рис. 5.6), сферической гайки 5 (рис. 5.7).
В некоторых моделях автомобилей с гидравлическим приводом выключения сцепления вс:
можен незначительный (дополнительный) свободный ход педали, за счет постоянного зазос.
(0,3—0,9 мм и более) между головкой толкателя и поршнем гидроцилиндра.
198
ТО-2 — дополнительно к объему ТО-1, при наличии в АТП на посту диагностики стенда для
проверки тягово-экономических качеств автомобилей (КИ-4856 или СД 3M-K453), с помощью
стробоскопического прибора (рис. 5.8) можно проверить сцепление на степень пробуксовки,
подсоединив его к свече первого цилиндра и к центральному проводу распределителя. Раскручи-
вают ведущими колесами барабаны стенда, чтобы линейная скорость автомобиля по спидометру
соответствовала 50 км/ч и освещают лампой прибора карданный шарнир; если он кажется не-
подвижным, значит пробуксовка отсутствует. При ТО-2 вскрывают поддон картера сцепления и
проверяют состояние скрытых элементов механизма сцепления, освещая его переносной лампой
(состояние и положение рычагов, легкость хода муфты выключения сцепления, состояние под-
шипника и ведомого диска и т.д.).
При ТО-2, в порядке сопутствующего ремонта, можно заменять все неисправные (легкодоступ-
ные) узлы и детали привода выключения механизма сцепления.
5.1.3. ТЕКУЩИЙ РЕМОНТ
При обнаружении изношенных и неисправных узлов и деталей в самом механизме сцепления,
оформляют заявку на ТР для разборки, например для замены ведомого диска (предварительно
отсоединяется карданный вал и снимается коробка передач) или для снятия всего механизма
сцепления в целях его ремонта в агрегатном цехе. При этом для разборки и сборки сцепления в
ходе ремонта широко используют специальные настольные стенды (рис. 5.13, 5.14). В корпусе
Р-207 с опорной плитой для установки механизма сцепления, имеется пневмокамера, диафрагма
которой при подаче сжатого воздуха, через рычажную систему сообщает усилие специальному
прижиму для сжатия периферийных пружин сцепления (после чего уже можно приступать к раз-
борке сцепления). На стенде Р-724 в качестве силового механизма используется пневмоцилиндр
: поршнем и штоком. Стенды оснащены индикаторными головками, благодаря чему можно с
большой точностью регулировать, например, положение оттяжных рычагов. После разборки
производится поэлементная проверка и дефектовка деталей с заменой их на новые. Ведомый
писк рекомендуется проверить на биение (для различных моделей допустимое биение от 0,5 до
1 мм) и, при необходимости, произвести правку (рис. 5.12). С большим износом накладки удаля-
ют (минимально допустимое расстояние от головки заклепки до рабочей поверхности накладки
1.15—0,3 мм). Клепку новых накладок производят на прессе Р-335 (рис. 5.15). Кожух 1 со столом
2 имеет внутри силовую камеру с плоской мембраной и шток 3 с отверстием в верхней части для
выдавливания старых заклепок и установки сменных опор для формирования головок новых за-
лепок. В верхней части скобы 5 устанавливаются пуансоны 4 для восприятия усилий при сжатии
: вклепок или при их выпрессовке.
При работе на прессе с заклепками диаметром 8 мм регулятор давления устанавливают на
давление в силовой камере в 0,4 МПа, при уменьшении диаметра заклепок необходимо соответс-
-зенно уменьшать давление воздуха.
-нс. 5.12. Приспособление для
: зерки биения и правки ведо-
мого диска сцепления
Рис. 5.13. Стенд для разборки и
сборки сцеплений ЗИЛ-130, ГАЗ-53,
«Волга» мод. Р-207
Рис. 5.14. Стенд для разборки и
сборки сцеплений автомобилей с
дизелем мод. Р-724
199
Рис. 5.15. Настольный пресс для клепки
фрикционных накладок мод. Р-335
Рис. 5.16. Напольный пресс для клепки
мод. Р-304 (с производства снят)
5.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
КОРОБОК ПЕРЕДАЧ И РАЗДАТОЧНЫХ КОРОБОК
5.2.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ КОРОБОК ПЕРЕДАЧ
И РАЗДАТОЧНЫХ КОРОБОК
ЗАТРУДНЕННОЕ ПЕРЕКЛЮЧЕНИЕ ПЕРЕДАЧ (при исправной работе механизма сцепле-
ния).
Причины:
• повышенные частоты на холостом ходу двигателя;
• неисправная работа механизма переключения передач:
— погнутость или задиры на ползунах;
— ослабление крепления и смещение или погнутость вилок — происходит обычн.
при приложении повышенного усилия к рычагу переключения передач в начальный перис:
движения автомобиля при низких температурах;
— загрязнение гнезд ползунов в крышке коробки передач (КП);
• нарушение соосности валов и перекос шестерен — происходит при износе валов, подшие
ников и посадочных мест под них;
• забоины (развальцовка) на торцах зубьев шестерен;
• неисправная работа синхронизаторов — при износе конусных блокирующих колец и др;
гих деталей не удается уравнять скорости вращения муфты синхронизатора и соответствующе:
шестерни КП.
САМОПРОИЗВОЛЬНОЕ ВЫКЛЮЧЕНИЕ ПЕРЕДАЧ — происходит обычно при износе шар;:
ков фиксаторов и лунок на ползунах, при ослаблении пружин фиксаторов или засорении гне::
пружин, нарушение соосности валов.
ЧРЕЗМЕРНЫЙ ШУМ ПРИ РАБОТЕ — происходит при повышенном износе деталей, полом:-
зубьев, пониженном уровне масла или разжижении его (при слишком высоких температурах ил:
использовании сорта масла не соответствующего ТУ).
ТЕЧЬ МАСЛА — происходит из-под прокладок крышек, поврежденных сальников валов, чер-
различные трещины в крышках, картере, при повышенном уровне масла или при разжижении ег:
В силовых агрегатах переключения передач автомобилей ЗИЛ-4331 и КамАЗ (с коробкой е:
редач 15-й модели) могут появляться дополнительные специфические неисправности в связи
существенным отличием их конструкции от обычных КП грузовых автомобилей.
Силовой агрегат автомобиля ЗИЛ-4331 состоит из основной коробки передач и прикреплен
ного к ее картеру планетарного редуктора — демультипликатора (делителя) (рис. 5.17), которь::
состоит из солнечной 18 и коронной 20 шестерен, вала 29 демультипликатора с сателлитами 19
блокировочного диска 21 синхронизатора 32, который и осуществляет включение делителя. П:
включении «ползущей» и с 1-й по 4-ю передачи рычаг включения передач 8 через толкатель с:
крывает в блоке клапанов 9 нижний пружинный клапан, который обеспечивает подачу сжатс:
воздуха в правую полость силового пневмоцилиндра 20 (рис. 5.19) и шток поршня 21 с помошъ:
200
рычага 22 и вилки 19 перемещает вперед муфту синхронизатора 32, включая в работу планетар-
ный редуктор на передаточное число 3,3. При включении с 5-й по 8-ю передачу рычаг механизма
управления открывает верхний клапан, и сжатый воздух поступает в левую полость силового
пневмоцилиндра, а вилка 19 включения демультипликатора переместит муфту синхронизатора
назад, блокируя коронную шестерню 20 с валом демультипликатора 29 (делителя), установив
при этом передаточное число планетарной передачи равным 1, т.е. включается прямая передача
делителя. Следующей отличительной особенностью КП ЗИЛ-4331 является наличие шестеренного
масляного насоса 39 (рис. 5.17); для смазки под давлением подшипников КП и делителя.
В автомобилях КамАЗ, помимо основной пятиступенчатой коробки передач, имеется передний
двухступенчатый редуктор-делитель с высшей и низшей (прямой) передачей, обеспечивающий
в итоге десять передач переднего хода и две заднего хода. В отличие от ЗИЛ-4331 включение
силового пневматического механизма делителя на высшую или низшую передачу производится
рычажком, закрепленным в верхней части рычага переключения передач КП, воздействующего
через тросик на золотник воздухораспределителя (крана управления силовым пневмоцилиндром
переключения передач редуктора-делителя). В систему входит также регулируемый редукцион-
ный клапан, две тяги управления с рычагами, регулировочный фланец.
Рис. 5.17. Коробка передач с демультипликатором автомобиля ЗИЛ-4331:
1 — ведущий вал; 2 — крышка подшипника ведущего вала; 3 — манжета; 4,25 и 30 — шариковые подшипники; 5,
-4,48,50 — роликовые подшипники; 6 — стержень переключения передач; 7 — фиксатор; 8 — рычаг включения пе-
редач; 9 — блок клапанов включения демультипликатора; 10 — фиксатор штока; 11 — включатель фонарей заднего
хода; 12 — крышка коробки передач; 13 — стержень, блокирующий включение передач; 15 — шток поршня; 16 —
:сь сателлита; 17 — цилиндр пневматический; 18 — солнечная шестерня; 19 — сателлит; 20 — коронная шестерня;
21 — блокирующий диск; 22 — датчик; 23 — вилка включения демультипликатора; 24 — картер демультипликато-
ра; 26 — шестерня привода спидометра; 27 — крышка подшипника вала-демультипликатора; 28 — фланец; 29 —
вал демультипликатора; 31 — втулка шлицевая; 32 — синхронизатор в сборе; 33 — ступица коронной шестерни;
34 — пробка сливного отверстия; 35 — трубка нагнетающей магистрали масляного насоса; 36 — крышка подшип-
ника; 37, 38 — ведущая и ведомая шестерни масляного насоса; 39 — корпус масляного насоса; 40,57 — роликовые
конические подшипники; 41 — шестерня «ползущей» передачи; 42 — крышка маслоприемника; 43 — сетчатый
фильтр; 44 — трубка всасывающей магистрали; 45 — пробка отверстия для контроля давления масла; 46 — муфта
включения «ползущей» передачи и заднего хода; 47 — промежуточная шестерня заднего хода; 49 — шестерня 1-й и
5-й передач; 51 шестерня 2-й и 6-й передач; 52 — шестерня 3-й и 7-й передач; 53 — промежуточный вал; 54 — ве-
домый вал; 55 картер коробки передач; 56 — шестерня постоянного зацепления; 58 — синхронизатор в сборе
:?-аэ8
201
Таким образом наличие сложных механизмов и узлов в указанных моделях автомобилей может
вызвать дополнительные специфические неисправности.
Причины:
• отказ работы делителя:
— выход из строя блока клапанов у ЗИЛ-4331;
— поломка воздухораспределителя с золотником (обычно засорения, заедания и т д.»
у КамАЗ;
— поломка или нарушение регулировки редукционного клапана у КамАЗ;
— выход из строя деталей редукторов делителей;
— заедание рычагов тяг управления, или неправильная установка регулировочного
стяжного фланца у КамАЗ.
• выход из строя масляного насоса у ЗИЛ-4331.
Рис. 5.18. Механизм управления коробкой передач и схема
включения передач:
а — заднего хода и «ползущей»; б — 1-й и 2-й; в — 3-й и 4-й
г — 5-й и 6-й; д — 7-й и 8-й: 1 — рычаг переключения; 2 —
чехол; 3 — серьга механизма управления; 4 — вал рычага:
5 — фиксатор нейтрали; 6 — картер механизма управления
7 — рычаг включения передач; 8 — подшипник; 9 — пружи-
на демпфера; 10 — крышка картера механизма управления
11 — головка стержня 3-, 4-, 7- и 8-й передач; 12 — головкь
стержня 1-, 2-, 5- и 6-й передач; 13 — головка стержня пере-
дачи заднего хода и «ползущей» передачи
Рис. 5.19. Механизм управления и переключения передач:
1 — пружина демпфера; 2 — крышка картера механизма управления; 3 и 10 — корпусы фиксаторов; 4 — фиксатг;
передач; 5 — картер механизма управления; 6 — рычаг включения передачи; 7 — вал шлицевой; 8 — толкатель
клапана; 9 — пружина фиксатора; 11 — фиксатор нейтрали рычага коробки передач; 12 — корпус клапанов; 13 —
серьга; 14 — рычаг переключения передач; 15 — чехол; 16 и 17 — шланги; 18 — вал вилки; 19 — вилка включен;: -
демультипликатора; 20 — цилиндр пневматический; 21 — шток поршня; 22 — рычаг вала вилки; 23 — вилка вкл:
чения «ползущей» передачи и передачи заднего хода; 24 — пружина рычага; 25 — тарелка пружины; 26 — сухарь
27 — стержень 3-, 4-, 7- и 8-й передач; 28 — вилка включения 1-, 2-, 5- и 6-й передач; 29, 31,33 — головки стержнеь
30 — вилка включения 3-, 4-, 7- и 8-й передач; 32 — стержень 1-, 2-, 5- и 6-й передач; 34 — стержень «ползущей
передачи и передачи заднего хода; 35 — крышка коробки передач
202
5.2.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед пуском двигателя визуальным осмотром проверить внешнее состояние КП, дели-
теля, механизмов переключения и управления, обращая особое внимание на герметичность (про-
верить, нет ли подтеков масла под автомобилем под этими узлами и агрегатами). Перед выездом
на линию на ходу автомобиля проверить работу коробки передач и делителя — переключение
передач должно быть плавным, без стуков и шума. При контрольном осмотре в пути проверять
указанные агрегаты на нагрев — не должно быть чувства ожога ладони руки.
Примечание. Износ зубьев по длине и особенно на конусных блокирующих кольцах 2 (рис. 5.21, а) синхрони-
заторов, повышает тенденцию к самовыключению передач.
Рис. 5.20. Механизм переключения передач:
1 — заглушка; 2 — крышка; 3, 6, 7 — вилки
включения передач; 5 — ползун; 8 — шарик
фиксатора
Рис. 5.21. Синхронизатор коробок
передач автомобилей ГАЗ-53-12 (а)
и ЗИЛ-431410 (б):
I — передача не включена; II —
начало включения передачи; III —
передача включена; 1 — шестерня
ведущего вала; 2 — конусное
блокирующее кольцо; 3 — муфта;
4 — вилка; 5 и 11 — пружины;
6 — шестерня третьей передачи;
7 — сухарь; 8 — ступица; 9 — про-
дольные пазы в ступице; 10 — бло-
кирующий палец; 12 — палец
фиксатора; 13 — зубчатый венец
муфты; 14 — внутренний зубчатый
венец зубчатого колеса
ТО-1 и ТО-2 — помимо контрольно-осмотровых провести крепежные работы, особенно тща-
тельно в местах сопряжения картеров силовых смежных агрегатов. В крупных АТП с постами
диагностики легкость управления и качество работы КП и делителя желательно проверять в ком-
плексе на стендах для тягово-экономических испытаний с беговыми барабанами. При диагности-
- звании ЗИЛ-4331 определяют люфтомером суммарный угловой люфт от ведущего до ведомого
; зла на различных передачах — норма 2,5—6° (наибольший — на прямой передаче). Увеличение
лофтов в 2 раза свидетельствует о необходимости ремонта КП. На указанных моделях с делителем
и лневмоцилиндром необходимо очищать при ТО-2 продувкой сжатым воздухом воздухопроводы,
' локи клапанов, краны управления (или промыть их). При замене масла по графику сливать его
педует в горячем виде, через все имеющиеся для этого отверстия. Поверхность магнитных пробок
пищают от налета. Картеры КП желательно промыть жидким индустриальным маслом в течение
—5 мин на 1-й передаче (при вывешенных колесах), затем залить свежее трансмиссионное мас-
(Л.А.-ТАд-17и; Гр.А.-ТАп-15; ЗИЛ-4331 — всесезонно ТСп-15К, при i° ниже -30°С — ТСп-10,
Г >9гип, ТМ-12рк).
203
:зя
5.2.3. ТЕКУЩИЙ РЕМОНТ
Неисправные легкодоступные узлы и детали можно заменять при ТО-2 в порядке сопутствую-
щего ремонта. Крупные силовые агрегаты снимают в зоне ТР для последующего ремонта в агрегат-
ных цехах, с полной разборкой, дефектовкой и заменой неисправных деталей. Для этого широко
используют специальные стенды (рис. 5.22, 5.23) с возможностью поворота ремонтируемых КП
в ходе ремонта, для повышения удобства в работе.
Примечание. Неисправности и обслуживание раздаточных коробок практически идентичны, как для обыч-
ных КП.
Рис. 5.22. Стенд для разборки и сборки коробки передач легковых автомобилей мод. Р-278М:
1 — основание; 2 — педаль; 3 — стойка; 5 — корпус вала; 6,8 — зажимы; 7 — планшайба
204
5.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
КАРДАННЫХ ПЕРЕДАЧ
5.3.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ КАРДАННЫХ ПЕРЕДАЧ
СТУКИ, ШУМ И ВИБРАЦИЯ ПРИ РАБОТЕ — особенно проявляется при трогании с места,
переключении передач, при изменении режима движения.
Причины:
• износ отверстий в вилках, игольчатых подшипников и шипов крестовин карданных шар-
ниров;
• повышенный износ шлицевых соединений, ослабление крепления фланцев вилок;
• износ подшипника, разрушение резиной опорной подушки или ослабление крепления кор-
пуса промежуточной опоры;
• погнутость или скручивание труб валов, деформация вилок или дисбаланс карданных валов
в целом.
Рис. 5.24. Карданная передача автомобиля ЗИЛ-4331:
1 — вилка-фланец; 2 — вал карданный промежуточный; 3 — пластина балансировочная; 4 — подушка опоры проме-
жуточного вала; 5 — скоба стопорная; 6 — шарикоподшипник; 7 — отражатель; 8 — гайка; 9 ~ вилка скользящая:
10 — вал карданный заднего моста; 11 — заглушка шлицевой втулки; 12 — шлицевая втулка; 13 — уплотнитель-
ная манжета; 14 — уплотнительная манжета игольчатого подшипника; 15 — игольчатый подшипник крестовины;
16 — крестовина; 17 — торцовое уплотнение; 18 — фланец; 19 — лента хомута; 20 — пряжка хомута; 21 — кронш-
тейн опоры промежуточного вала
5.3.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — при работе на линии необходимо следить за характером работы карданной передачи —
при наличии вышеуказанных неисправностей, при больших динамических нагрузках, возможно
полное разрушение карданной передачи.
На долговечность и надежность работы карданных передач влияет как езда по бездорожью,
так и неправильные приемы вождения автомобиля; например, негативное влияние оказывает
резкий переход с одного режима движения на другой. Большое значение имеет своевременное и
качественное обслуживание с проведением необходимых смазочных работ (в соответствии с за-
водскими ТУ не допускается использование смазок не рекомендуемых заводом-изготовителем).
Износ деталей и узлов карданных передач напрямую зависит и от технического состояния и работы
механизма сцепления, КП, в т. ч. и делителя (в соответствующих моделях автомобилей): резкое
включение сцепления и делителя, наличие значительного люфта на вторичном валу КП — все
это создает ударные нагрузки, передающиеся на узлы и детали карданной передачи, приводящие
к сокращению срока их службы. Наличие повышенных люфтов в карданной передаче, в свою
эчередь, негативно отражается на работе главной передачи.
ТО-1 — провести контрольно-осмотровые работы, особое внимание обратить на состояние саль-
ников крестовин карданных шарниров (течь масла свидетельствует о необходимости их замены).
Проверить состояние подушки промежуточной опоры (не допускаются трещины и разрывы).
Провести крепежные работы. Затяжку фланцев шарниров производить с усилием определенным
ТУ, например у ГАЗ-31029 — 50—60 Н*м, у ЗИЛ-4331 — 120—160 Н-м (не допускается исполь-
зование нестандартных крепежных изделий собственного изготовления). Охватив кистями рук
змежные валы и покачивая их резко в противоположные стороны (по часовой и против часовой),
проверить, нет ли люфта в карданных шарнирах и в шлицевых соединениях. Покачивая вал в вер-
205
тикальной плоскости, проверить, нет ли люфта в подшипнике промежуточной опоры и состояние
подушки опоры. При проверке люфтов в карданных шарнирах и шлицевых соединениях удобно
использовать прибор КИ-4832 (рис. 5.25). Установив и закрепив подвижные губки прибора на
торцах вилки кардана (удерживая в этот момент вилку смежного кардана неподвижно с помощью
монтировки), прикладывая к рукоятке динамометра усилие в соответствии с ТУ, определяют
с большой точностью возможный люфт по градуированной шкале. С помощью этого же прибо-
ра определяют суммарные люфты в КП, раздаточных коробках и главных передачах. Смазку
игольчатых подшипников карданных шарниров следует производить только соответствующими
трансмиссионными маслами через специальные масленки (рис. 5.26).
ТО-2 — дополнительно к объему ТО-1, при наличии в АТП стенда для Т-М испытаний с бего-
выми барабанами, используя прибор КИ-8902А (рис. 5.27), можно проверить карданные валы
на радиальное биение. При проверке пускают двигатель автомобиля, установленного ведущими
колесами на беговых барабанах, включают 1-ю передачу и поддерживают минимальную частоту
вращения КВ двигателя. Прибор с электромагнитом подключают к электрической сети 12 В ав-
томобиля и закрепляют электромагнит к одной из металлических частей снизу автомобиля так.
чтобы головка индикатора находилась по центру и посередине проверяемого карданного вала.
Допустимое биение труб валов у автомобилей ГАЗ 1,2 мм, у ЗИЛ-130 — 0,8 мм.
Рис. 5.26. Схема смазывания подшип-
ников карданного шарнира:
1 — сальник; 2 — игольчатый подшип-
ник; 3 — крестовина; 4 — масленка
Рис. 5.25. Прибор для проверки суммарного люфта
трансмиссии мод. КИ-4832:
1 — подвижные губки; 2 — вороток; 3 — градуирован-
ный диск; 4 — полукольцо подкрашенной жидкости в
трубке; 5 — стрелка; 6 — шкала динамометрической
рукоятки
Рис. 5.27. Устройство для проверки биения карданных валов
непосредственно на автомобиле мод. КИ-8902А:
1 — электромагнит; 2 — рукоятка; 3 — рычаг; 4 — сухарик;
5 — зажим; 6 — корпус; 7 — индикатор; S — крышка
При ТО-2, в порядке сопутствующего ремонта, можно заменять как отдельные неисправна
узлы и детали, так и целиком карданные валы вместе с промежуточными опорами.
5.3.3. ТЕКУЩИЙ РЕМОНТ
Снятые с автомобиля карданные валы и промежуточные опоры доставляются с постов ТС •.
или ТР в агрегатный цех. После мойки и очистки узлов карданной передачи производят их р.
борку для последующей дефектовки, замены изношенных и неисправных деталей. Разбор
карданных шарниров (так же как и сборку) производят с использованием ручных (реечных и -
гидравлических) прессов и комплекта технологической оснастки, в которую входят опорн^
кольца соответствующего диаметра и оправки (выполненные обычно из сравнительно мяг:-:
цветных металлов). При явно больших износах и люфтах, когда почти все детали требуют замен.
206
для удаления крестовин из вилок используют самый простой способ — выбивают стаканы вместе
с подшипниками из вилок (предварительно вынув отверткой стопорные кольца) с помощью оп-
равок и молотка (рис. 5.28). В некоторых моделях автомобилей (например, КамАЗах) в вилках
предусмотрены резьбовые отверстия для установки специального съемника (винтового пресса),
при этом процесс разборки-сборки значительно упрощается (рис. 5.29).
Рис. 5.28. Разборка кардана:
— оправка; 2 — игольчатый
подшипник; 3 — крестовина;
_• — сальник; 5 — стакан; 6 — сто-
порное кольцо; 8 — кольцо
Рис. 5.29. Разборка кардана автомобиля КамАЗ:
1 — вилка; 2 — установочный болт; 3 — пята; 4 — винт съемника;
5 — поперечина; 6 — стакан; 7 — крестовина
В ходе дефектовки тщательно проверяют состояние всех деталей. Каналы крестовин должны
'з:ть чистыми и видны насквозь; шипы крестовин не должны иметь канавок-отпечатков от игл,
износ шипов по диаметру не должен превышать допустимый предел, на шипах не должно быть
пещин и сколов. Иглы подшипника и стаканы (колпачки) не должны иметь следов деформа-
: пи. Если у сальников затвердела или повреждена рабочая кромка, они так же подлежат замене.
<-значительную погнутость вилок кардана следует попытаться устранить на прессе с помощью
пециальных оправок. Правку погнутых карданных валов в условиях АТП практически не про-
.:зодят, так же как и их балансировку: для этого требуется специальное оборудование, которым
'падают в основном автомобильные ремонтные заводы.
В промежуточных опорах обычно меняют изношенные подшипники и разрушенные подушки.
1 длы с изношенными шлицевыми соединениями также заменяют. Перед сборкой необходимо
; сверить наличие игл в подшипниках (не допускается отсутствие хотя бы одной иглы), а перед
прессовкой тщательно смазать их трансмиссионным маслом.
Перед сборкой валов шлицевые соединения следует заполнить пластичной водостойкой смаз-
. й, рекомендуемой в карте смазки для данной модели автомобиля. Шлицевое соединение кар-
. иных валов собирают по стрелкам-меткам нанесенных на сопрягаемых деталях — они должны
полагаться на одной прямой. После сборки карданная передача должна полностью соответс-
: :зать техническим требованиям.
207
5.4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ТЕКУЩИЙ РЕМОНТ ГЛАВНЫХ ПЕРЕДАЧ
Рис. 5.30. Главная передача заднего моста с блокиров-
кой дифференциала (ЗИЛ-4331):
1 — ведущая шестерня; 2 — фланец; 3 — уплотнитель-
ная манжета; 4 — роликовый конический подшип-
ник; 5 — пробка маслозаливного отверстия; 6 — шток
муфты блокировки; 7 — включатель сигнальной
лампы блокировки; 8 — корпус камеры механизма
блокировки; 9 — мембрана; 10 — вилка включения
блокировки; 11 — муфта блокировки дифференциала;
12 — регулировочная гайка подшипника дифферен-
циала; 13 — зубчатое колесо полуоси; 14 — крестови-
на сателлитов; 15 — ведомая шестерня; 16 — картер
главной передачи; 17 — опорный болт; 18 — маслоуло-
витель; 19 — регулировочные прокладки и втулка
Рис. 5.31. Гипоидная главная передача легкового ав-
томобиля:
1 — гайка; 2 — фланец; 3 — сальник; 4 — конический
подшипник; 5 — втулка; 6 — коническая шестерня
ведущего вала; 7 — регулировочная гайка; 8 — полуось
9 — картер дифференциала; 10 — ведомая коническая
шестерня
5.4.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ГЛАВНЫХ ПЕРЕДАЧ
По характеру работы редуктора главных передач схожи с КП и РК (за исключением пер:
ключения передач), соответственно, будут идентичны и основные неисправности, и их причина
(за исключением затрудненного переключения и самопроизвольного выключения передач
Остаются две неисправности, фактически с теми же причинами:
• вибрация, стуки и шумы при работе;
• течь масла.
5.4.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — ежедневно следить за характером работы главной передачи на линии, обращая внимаи~
на характерные признаки вышеуказанных неисправностей. При их обнаружении по возвращен:::
с линии оформить заявку на ТР в целях уточнения причин возникших неполадок, а возможна :
ремонта.
ТО-1 — провести контрольно-осмотровые и крепежные работы; проверить герметичное:
соединений картера; очень часто наблюдается течь масла через сальник втулки фланца (хв:
208
товика) — при наличии течи он требует замены; отвернуть пробку маслозаливного отверстия
(находящуюся обычно сбоку, в задней части картера) и проверить уровень масла (не ранее чем
через 5—6 мин после остановки автомобиля) — масло должно находиться на уровне нижнего края
отверстия. При необходимости вставить в отверстие наконечник маслораздаточного пистолета и
долить масло (пробку заворачивать сразу не следует: надо дать стечь возможным излишкам мас-
ла). Если подошел срок замены масла (в соответствии с картой смазки) и оно достаточно сильно
загрязнено, то его следует полностью заменить на свежее соответствующей марки. Так же как в
КП, его следует сливать в горячем виде, а затем промыть картер веретенным или любым жидким
индустриальным маслом. При наличии пробки дополнительного контрольного отверстия, ее также
следует отворачивать (например, у ЗИЛ-4331). Для ГАЗ-31029 применяется масло ТАд-17и; для
ЗИЛ-4331 — ТСп-14гип (всесезонно); для КамАЗ — ТСп-15к или ТАп-15В. Так как в гипоидных
передачах нагрузка на зубья шестерен превышает нагрузку в обычных передачах в несколько раз,
в картеры этих передач следует заливать исключительно марки масел рекомендуемых заводами-
изготовителями, со специальными присадками. В противном случае передача может выйти из
строя через несколько часов работы автомобиля на линии. Срок замены вышеуказанных марок
масел составляет для грузовых автомобилей 30—50 тыс. км, для легковых до 70 тыс. км. При
ТО-1 следует прочищать каналы сапунов.
Следует помнить, что у ЗИЛ-4331 маслоналивное отверстие находится с правой стороны
картера, а контрольное — в задней крышке картера; маслосливные отверстия находятся в ниж-
ней части картера у всех моделей автомобилей.
ТО-2 — дополнительно к объему работ ТО-1, следует проверить наличие люфтов в главной
передаче (ГП). Для контроля суммарных люфтов можно использовать приспособление КИ-4832
рис. 5.25). При наличии повышенного люфта, определяемого по шкале прибора, губки которого
закрепляются на торцах вилки карданного шарнира (ближе всех расположенного к ГП), необхо-
димо отсоединить карданный вал от фланца ведущего вала ГП, расшплинтовать гайку крепления
рланца и попытаться подтянуть ее с соответствующим усилием (для ГАЗ-31029 — 160—200 Н-м;
ззля ЗИЛ-4331 — 240—460 Н.м и т.д.). После этого, покачивая резко фланец вдоль оси вала (на
эбя—от себя), проверить, нет ли люфта А (рис. 5.31) в конических подшипниках ведущего вала
конической шестерней. Для этого можно использовать индикаторную головку с установочным
зеханизмом (рис. 5.33). Для определения наличия люфта Б (рис. 5.31) в зацеплении конических
пзестерен нужно резко покачивать торец фланца то в одну, то в другую сторону — при наличии
ззофта, сопровождаемого щелчками и стуками (при этом люфт можно замерить прибором КИ-4832)
необходимо оформить заявку на текущий ремонт ГП. В двойных главных передачах (рис. 5.32)
н эмимо вышеуказанной проверки, в целях выяснения технического состояния ГП и заднего моста
z целом, вывешивают одно из ведущих колес и замеряют его люфт по ободу колеса. Например,
- зли он превышает 45 мм (у ЗИЛ-130), ГП подлежит разборке, регулировке или ремонту. Следует
помнить, что эксплуатация с большими люфтами в зацеплении шестерен приводит к усилению
ззарных нагрузок и возможна поломка зубьев передачи.
При сезонном ТО-2 — проверить техническое состояние механизма блокировки дифференциала
: зчачество его работы (рис. 5.30).
Рис. 5.32. Главная передача автомобиля
ЗИЛ-130:
1 — гайка крепления фланца; 2 — фла-
нец; 3 — первичный вал с ведущей кони-
ческой шестерней; 4 — передний под-
шипник; 5 — регулировочные шайбы;
6 — распорная втулка; 7 — регулиро-
вочные прокладки; 8 — регулировочные
прокладки; 9 — крышка подшипника;
10 — ведомая коническая шестерня
Рис. 5.33. Проверка осевого зазора
ведущего вала индикатором
209
5.4.3. ТЕКУЩИЙ РЕМОНТ
ТР заключается в проведении регулировочных работ и замены отдельных неисправных легко-
доступных деталей (от сальника до подшипников вала ведущей конической шестерни) без снятия
ГП, непосредственно на постах ТР (рис. 5.35). Если же требуется полная регулировка или ремонт
ГП, то снимают редуктор или целиком задний мост и передают в агрегатный цех.
Регулировка конических подшипников ведущего вала производится заменой регулировоч-
ных прокладок на более тонкие (ЗИЛ-4331 — рис. 5.30, поз. 19; ЗИЛ-130 — рис. 5.32, поз. 5;
у ГАЗ-31029 прокладка находится под передним подшипником). Перенатяг в обоймах конических
подшипников не допускается, поэтому иногда проводят проверку усилия затяжки (рис. 5.37).
Регулировку подшипников промежуточного вала в двойных ГП проводят удалением прокладок
одинаковой толщины из-под каждой боковой крышки (рис. 5.36 и рис. 5.32, поз. 8). Подшипни-
ки дифференциала регулируют затяжкой корончатых гаек (рис. 5.30, поз. 12; рис. 5.3, поз. 7,
рис. 5.32, поз. 11).
Для комплексной регулировки подшипников и зацепления шестерен используют метод нанесе-
ния пятна масляной краски на зуб ведущих шестерен. После этого ГП собирают, прокручивают валы
с шестернями, разбирают снова и, судя по контактному отпечатку краски на ведущих и ведомых
шестернях, принимают решение о методах и последовательности регулировки (рис. 5.38 и 5.39).
Рис. 5.34. Проверка индикатором элементов главной передачи:
а — проверка на биение затылка ведомой шестерни; б — про-
верка суммарного люфта дифференциала
Рис. 5.35. Снятие гнезда подшипников вала
ведущей конической шестерни
Рис. 5.36. Замена
регулировочной прокладки
под крышкой промежуточ-
Рис. 5.37. Проверка затяжки подшипников
вала ведущей конической шестерни ЗИЛ-130
динамометром
ного вала
Рис. 5.38. Пятно контакта шес-
терен главной передачи
210
Передний ХОД гч. £ 1 Зад| ход 4 НИЙ ¥ Метод исправления
Придвинуть ведомую шестерню к ведущей. Если при этом полу- чится слишком ма- лый боковой зазор между зубьями, ото- двинуть ведущую ше- стерню 4 Ц/ 4 /
Отодвинуть ведомую шестерню от веду- щей. Если при этом получится слишком большой боковой за- зор между зубьями, придвинуть ведущую шестерню J
Придвинуть ведущую шестерню к ведомой. Если боковой зазор будет слишком мал, отодвинуть ведомую шестерню
Отодвинуть ведущую шестерню от ведо- мой. Если боковой зазор будет слишком велик, придвинуть ведомую шестерню f1
Рис. 5.39. Схема регулировки контакта зубьев конических шестерен ГП автомобиля ЗИЛ-4331
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по следующим темам:
1. ТО и ТР механизмов сцеплений:
а) основные неисправности сцепления;
б) основные операции по ЕО, ТО-1 и ТО-2;
в) текущий ремонт механизма сцепления.
2. ТО и ТР КПП и РК:
а) основные неисправности КПП и РК;
б) специфические неисправности сцепления автомобилей ЗИЛ-4331 и КамАЗ;
в) основные операции по ЕО, ТО-1 и ТО-2;
г) текущий ремонт КПП и РК.
3. ТО и ТР карданных передач:
а) основные неисправности карданных передач;
б) основные операции при ТО-1 и ТО-2;
в) текущий ремонт карданных передач.
4. ТО и ТР главных передач:
а) основные неисправности ГП;
б) основные операции по ТО-1 и ТО-2;
з) текущий ремонт ГП.
II. Выполните рисунки и схемы, их наименование и определите спецификацию основных узд
_ тей по следующим темам:
1. ТО и ТР механизмов сцеплений (рис. 5.3; 5.10; 5.13; 5.15).
2. ТО и ТР КПП и РК (рис. 5.20; 5.22).
211
3. ТО и ТР карданных передач (рис. 5.25; 5.26; 5.29).
4. ТО и ТР главных передач (рис. 5.31; 5.32 (в виде упрощенной кинематической схемы, с показом методов
проверки и регулировки) рис. 5.38).
III. Дайте письменно краткие четкие ответы на вопросы:
1. Перечислите основные неисправности механизма сцепления. Какими признаками они характери-
зуются?
2. Каковы причины неполного включения сцепления? Почему в ходе эксплуатации уменьшается сво-
бодный ход педали сцепления?
3. Каковы причины неполного выключения сцепления?
4. Назовите причины резкого включения сцепления.
5. В чем состоит отличие привода сцепления ЗИЛ-4331 от обычных механических приводов?
6. С помощью каких операций при ЕО можно выявить неисправность СЦ?
7. Перечислите основные операции, проводимые при ТО-1.
8. Какова методика проверки и регулировки свободного хода педали СЦ, включая механизмы с гидравли-
ческим, пневмогидравлическим и тросовым приводом?
9. Назовите основные методы диагностики СЦ. С помощью каких приборов и стендов их можно осу-
ществить?
10. Охарактеризуйте конструкцию стендов для разборки и сборки СЦ.
11. Охарактеризуйте конструкцию и работу настольного пресса для клепки накладок.
12. Перечислите возможные постовые и цеховые работы по ТР СЦ.
13. Перечислите основные возможные неисправности КПП и РК и их причины.
14. На что следует обращать внимание при ежедневной эксплуатации?
15. Перечислите основные операции, входящие в объем ТО-1 иТО-2. Какова методика их выполнения
(в т.ч. полной замены масла)?
16. Охарактеризуйте конструкцию стендов для ремонта КПП. Какие требования предъявляются f
стендам для ремонта крупногабаритных узлов и агрегатов автомобилей?
17. Перечислите основные неисправности, их признаки и причины.
18. Перечислите основные операции и методы их проведения при ТО-1 и ТО-2.
19. Какие работы проводятся при ТР карданных передач в агрегатных цехах?
20. Какие факторы влияют на долговечность карданных передач и других агрегатов в трансмиссии?
21. Перечислите основные неисправности ГП и их причины.
22. Перечислите основные операции, проводимые при ТО-1 ГП.
23. Назовите марки масел, используемых для ГП изучаемых моделей автомобилей.
24. Почему для гипоидных ГП следует применять особые сорта масел со специальными присадками?
25. Перечислите основные операции, выполняемые при ТО-2 ГП, и методы их проведения.
26. Какие работы по ГП могут выполняться при ТР в агрегатных цехах АТП?
27. Как и с помощью чего регулируют зацепление шестерен и конические подшипники при обнаружена:
повышенных износов и люфтов?
28. Чем опасен «перенатяг» конических подшипников и в зацеплении шестерен?
29. По какому признаку при эксплуатации автомобиля на линии можно определить неправильну?
регулировку ГП (в частности, «перенатяг» подшипников и в зацеплении шестерен)?
30. Охарактеризуйте методику проверки правильности зацепления шестерен ГП по «пятнам контакта
шестерен.
ГЛАВА 6
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ХОДОВОЙ ЧАСТИ АВТОМОБИЛЕЙ
6.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ХОДОВОЙ ЧАСТИ
НЕИСПРАВНОСТИ РАМ, КАБИН И КУЗОВОВ:
• деформация и перекосы рам грузовых и кузовов легковых автомобилей (нарушение геомет-
чии автомобиля) — может привести к ухудшению устойчивости автомобиля при движении на
пороге («увод» в сторону, занос), к повышенному износу протектора шин и т.д.;
• деформация, скручивание или образование трещин на несущих элементах рам и кузовов
лонжероны, траверсы и т.д.);
• разрушение сварных швов, ослабление крепления заклепок или срыв кронштейнов различ-
ного назначения, косынок (обеспечивающих жесткость);
• коррозия днища и других элементов кузовов или рам (с выкрашиванием отдельных участков
металлических деталей);
• вмятины, разрывы или трещины поверхностей кабин или кузовов;
• нарушение или старение лакокрасочного покрытия (матирование, многочисленные цара-
пины, отслоения краски и т.д.);
• повреждение петель, крюков, дверных замков, перекос и провисание дверей, капотов, пов-
реждение уплотнений стекол и стеклоподъемников и другой арматуры, повреждение элементов
деревянных платформ и бортов, запорных крюков и т.д.
НЕИСПРАВНОСТИ ЭЛЕМЕНТОВ ПОДВЕСКИ АВТОМОБИЛЕЙ:
• состояние пружин или рессор и элементов крепления не соответствует техническим требова-
ниям — снижение упругости или поломка (в первую очередь коренных) листов рессор, ослабление
крепления листов или самих рессор, износ или разрушение элементов крепления рессор (стяжных
пэмутов, стремянок, пальцев и втулок серег, опорных подушек), изнашивание междулистовых
прокладок или коррозия листов рессор, сопровождающаяся потерей эластичности рессор;
• неудовлетворительная работа амортизаторов — происходит при негерметичности (в результа-
те ослабления затяжки гайки резервуара или изнашивании сальника) и вытекании жидкости или
:агрязнении ее, при забоинах ударного происхождения на корпусе резервуара или при наличии
писок и задиров на ihtokq, при поломке или износе поршневого кольца, надирах на поршне, при
неплотном перекрытии перепускного клапана или клапана сжатия (или чрезмерная осадка его
пружины), при ослаблении крепления самого амортизатора или изнашивании пальцев металли-
ческих и резиновых втулок;
• несоответствие техническим требованиям состояния элементов независимой подвески пе-
редних мостов легковых автомобилей — погнутость, скручивание, поломка верхних или нижних
рычагов и стоек, ослабление их крепления, износ оси верхних рычагов, резьбовых соединитель-
ных пальцев и втулок, повреждение защитных колец; в некоторых моделях, с бесшкворневой
независимой подвеской, — износ пальцев и вкладышей верхних шаровых шарниров или нижних
шаровых опор, приводящий к повышенному люфту и биению колес (иногда к полному разруше-
нию шарниров и «завалу» колеса со ступицей);
• несоответствие техническим требованиям дополнительных элементов подвески — погнутость
или скручивание реактивных штанг, ослабление их крепления или повышенный износ пальцев
и вкладышей шарниров (что может привести к перекосу ведущих мостов и повышенному износу
протекторов сразу нескольких колес; может сопровождаться сильным гулом в главных передачах
при больших скоростях движения); у легковых автомобилей возможна потеря упругости или пог-
нутость штанги стабилизатора поперечной устойчивости, ослабление ее крепления или сильный
износ опорных резиновых втулок.
НЕИСПРАВНОСТИ КОЛЕС:
• погнутость, вмятины, трещины дисков колес, разрушение сварки на штампованных дисках,
неисправность замочных колец;
• разработка отверстий в дисках колес под болты крепления;
• разрушение резьбы на болтах и футорках крепления колес;
213
• нарушение балансировки колес — приводит к сильному биению колес, особенно передних,
при больших скоростях движения;
• установка передних управляемых колес не соответствует условиям ТУ и нормативным
значениям — неправильная установка схождения и углов развала колес (при деформации или
повышенных износах элементов подвески, включая балки передних мостов, возможно отклонение
от нормы поперечного и продольного наклона шкворня);
• нарушение регулировки рулевой трапеции и соотношения углов поворота колес;
• давление в шинах не соответствует нормативному (для конкретных условий эксплуата-
ции) — пониженное давление в шинах приводит к разрушению корда, разрыву боковин, повы-
шенному износу краев протектора, к быстрому выходу из строя камер; снижает комфортность
езды, повышает динамическую нагрузку на элементы ходовой части, ускоряет износ средней
части протектора;
• повышенный или неравномерный износ протектора, повреждения покрышек — глубина
канавок протектора меньше допустимой, наличие «пятнистого» износа, различные повреждения
покрышек, в т.ч. сквозные порезы, разрывы, вспучивание и т.д.
Все указанные неисправности значительно ухудшают устойчивость автомобиля на дороге, за-
трудняют управление им, резко увеличивают износ элементов ходовой части, приводят к появле-
нию повышенного люфта в соединениях, увеличению динамических ударных нагрузок, грозящих
полным разрушенением отдельных узлов и деталей, вплоть до срыва колес. При наличии отдельных
вышеуказанных неисправностей, эксплуатация автомобиля категорически запрещена.
Рис. 6.1. Передняя подвеска автомобиля ЗИЛ-4331:
1 — болт ушка; 2 — стремянка ушка; 3 — хомут; 4 — буфер рессоры; 5 — накладка; 6 — стремянка; 7 — нижний
кронштейн амортизатора; 8 — подкладка; 9 — балка переднего моста; 10 — амортизатор; 11 — коренной лист; 12 —
накладка коренного листа; 13 — стяжной болт; 14 — втулка; 15 — вкладыш; 16 — сухарь; 17 — палец; 18 — задний
кронштейн рессоры; 19 — верхний кронштейн амортизатора; 20 — стопорный клин; 21 — подкладка ушка; 22 — уш-
ко рессоры; 23 — масленка; 24 — передний кронштейн рессоры; 25 — палец; 26 — втулка ушка; 27 — манжета
214
Рис. 6.2. Задняя подвеска автомобиля ЗИЛ-4331:
— болт ушка; 2 — манжета; 3 — палец; 4 — втулка ушка; 5 — подкладка ушка; 6 — ушко рессоры; 7 — стопорный
клин; 8 — масленка; 9 — подкладка; 10 — картер заднего моста; 11 — проставка; 12 — буфер рессоры; 13 — ос-
новная рессора; 14 — хомут; 15 — стяжной болт; 16 — втулка; 17 — вкладыш; 18 — сухарь; 19 — коренной лист;
20 — накладка коренного листа; 21 — задний кронштейн основной рессоры; 22 — задний кронштейн дополни-
тельной рессоры; 23 — дополнительная рессора; 24 — промежуточный лист; 25 — накладка; 26 и 27 — стремянки;
28 — передний кронштейн основной рессоры
Рис. 6.3. Амортизатор автомо-
биля ЗИЛ-4331:
1 — кожух; 2 — резерву-
ар; 3 — рабочий цилиндр;
4 — шток; 5 — направляющая
штока; 6 — сальник направ-
ляющей штока; 7 — обойма
сальников; 8 — проушина;
9 — верхний сальник; 10 —
гайка резервуара; 11 — вой-
лочный сальник штока;
12 — резиновый сальник што-
ка; 13 — сальник гайки резер-
вуара; 14 — клапан сжатия;
15 — отверстие перепускного
клапана; 16 — корпус клапана
сжатия; 17 — диск клапана
сжатия; 18 — гайка клапана
сжатия; 19 — ограничитель-
ная тарелка; 20 — стержень
клапана сжатия; 21 — гайка
клапана отдачи; 22 — пор-
шень; 23 — клапан отдачи;
24 — пружина перепускного
клапана; 25 — ограничитель-
ная тарелка перепускного
клапана
Рис. 6.4. Ступица заднего моста в сборе с тормозным
механизмом автомобиля ЗИЛ-4331:
1 — полуось; 2п4 — гайки крепления подшипни-
ков; 3 — замочная шайба; 5 и 9 — роликоподшипни-
ки; 6 — пробка маслозаливного отверстия; 7 — сту-
пица; 8 — шпилька крепления колес; 10 — обойма
манжеты; 11 — тормозной барабан; 12 — тормозная
колодка; 13 — ось колодки; 14 — разжимной кулак;
15 — манжета
215
Рис. 6.5. Передняя независимая подвеска с дисковыми тормозами
автомобиля ГАЗ-3102:
1 — гайка; 2 — регулировочные прокладки угла развала колес; 4 и
11 — резиновые втулки; 5 — болт крепления оси верхних рычагов;
7 — болт крепления подвески к раме; 10 — палец оси нижних рычагов;
12 — гайка пальцев стойки; 13 — ограничительные упоры; 14 — диск
тормоза; 15 — скоба тормоза; 16 — регулировочная гайка; 17 — под-
шипник; 18 — ось поворотной цапфы; 19 — ступица; 20 — шкворень;
21 — стойка; 22 — буфер сжатия; 23 — пружина подвески; 24 — амор-
тизатор; 25 — подушка; 26 — шток амортизатора; 27 и 28 — верхние и
нижние рычаги
Рис. 6.6. Бесшкворневая подвеска пере-
дних колес автомобиля ВАЗ:
1 — регулировочная прокладка углое
развала колес; 2 — ось; 3 — верхний
рычаг; 4 — верхний шаровой шарнир
5 — чехол шарнира; 6 — поперечная р
левая тяга; 7 — нижний рычаг подвес?
Рис. 6.7. Передняя подвеска автобуса ЛиАЗ-677:
1 — амортизатор; 2 — пневматическая рессора; 3 — дополнительный баллон; 4 — пневматичес-
кий гаситель колебаний; 5 — регулятор положения кузова; 6 — тяга регулятора; 7 — кронш-
тейн; 8 — подушка; 9 — рессора; 10 — хомут; 11 — кронштейн регулятора; 12 — болт; 13 — на-
кладка крепления рессоры
216
Рис. 6.8. Способы крепления листовых рессор к раме автомобиля:
а — двухушковые с шарнирно закрепленными концами; б — с шарнирно закрепленными с помощью накладного
ушка и пальца передним (задним) и скользящим задним (передним) концами; в — безушковые с заделкой концов в
резиновых опорах; г — безушковые со скользящими концами
6.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед выездом на линию внешним осмотром проверить: нет ли видимого искажения
геометрической формы (деформации) рамы или несущей части кузова; состояние рессор (нет ли
“оломск листов рессор или веерообразного смещения их, наличие хомутов, крепление блока
:тремянок и т.д.); состояние амортизаторов, обращая внимание на их крепление, возможные
•'еханические повреждения и течь жидкости.
У легковых автомобилей проверить общее состояние элементов независимой подвески перед-
него моста; состояние колес и их крепление; по очертанию профиля покрышки в месте контакта
дорогой определить, соответствует ли норме давление в шинах.
В дороге обращать внимание на возможные проявления вышеописанных неисправностей.
Зо время остановок следует проверять ступицы на степень нагрева, удалять посторонние пред-
:еты из протекторов шин.
Для доведения до нормы давления в шинах в АТП широко используются автоматические
гэздухораздаточные колонки (ВРК) (рис. 6.9). Для накачки шин грузовых автомобилей и авто-
'усов используется ВРК мод. С-413; аналогична по конструкции мод. С-411, но она рассчитана
-:а большее рабочее давление подводимого воздуха (до 1,0 МПа). Колонки состоят из основания
г ля крепления двух барабанов с самонаматывающимися шлангами (на концах которых имеются
-таконечники для подключения к вентилям шин), стойки и пульта управления с манометром.
Рис. 6.9. Воздухораздаточные колонки:
— мод. С-401 (первого выпуска); б — мод. 4235М (настенного типа, универсальная); в — мод. С-411 (напольного
типа, для накачки шин легковых автомобилей)
217
В пульте расположен блок клапанов и электрическая панель с элементами электронных уст-
ройств, компенсатор и распределительный кран. Электроконтактный манометр мод. С-411 имеет
предел измерения до 0,4 МПа, а мод. С-413 — до 1,0 МПа. Специальной ручкой на манометре
устанавливают необходимое давление в шине, по достижении которого колонка автоматически
выключается. Распределительный кран предназначен для подачи воздуха в любой из двух или
сразу в оба накачивающих шланга.
ТО-1 — провести контрольный осмотр, тщательно проверяя наличие возможных неисправ-
ностей всех узлов и элементов ходовой части, включая раму (кузов) автомобиля. При обнаруже-
нии неисправностей и повреждений необходимо оформить заявку на текущий ремонт. При ТО-1
проводится большой объем работ для восстановления на болтах и гайках крепежных соединений
соответствующих усилий. Особое внимание уделяется проверке наличия всевозможных люфтов
возникающих в результате износа деталей. В начале следует проверить наличие люфта в коничес -
ких подшипниках ступиц колес. Для этого колеса вывешивают с помощью подъемных устройств
и покачивают в вертикальной плоскости (на себя и от себя). Для более точного определения люфт в
используют переносные приборы с индикаторными головками и механизмом крепления (за не-
подвижные элементы автомобиля) (рис. 6.10). При обнаружении люфта необходимо произвести
регулировку подшипников ступиц. На большинстве легковых автомобилей она производится
затягиванием регулировочной гайки 2 (рис. 6.11), предварительно расшплинтованной, при сня-
том колпаке 1. Гайку затягивают с небольшим усилием до тугого вращения вывешенного колес?.
Рис. 6.10. Приборы для проверки передних мостов автомобилей:
а — мод. РЭ-4892; б — мод. Т-1; в — установка прибора на автомобиле
Затем отворачивают до свободного вращения колеса
(без заеданий), подгоняя паз корончатой гайки под
отверстие в цапфе под шплинт. У автомобилей ВАЗ
регулировочные гайки (одноразового использова-
ния) имеют мягкую отбортовку, которую после регу-
лировки вминают затупленным зубилом в верхний
и нижний пазы поворотной цапфы (это позволяет
практически идеально производить регулировку
подшипников). После регулировки необходимо очис-
тить колпак 1 от старой смазки и заполнить свежей
тугоплавкой, водостойкой смазко.1 1-13Ж или Ли-
тол-24, после чего установить на место.
У автомобилей ЗИЛ перед регулировкой отвора-
чивается контргайка 9 (рис. 6.12), снимается блок
шайб 6 и 8 и производится затягивание регулировоч-
ной гайки 7, как в предыдущей регулировке, затем
гайку несколько отпускают до свободного вращения
колеса, устанавливают на место блок стопорных и
замковых шайб и закручивают контргайку. При
регулировке не допускается перенатяг в коничес-
ких подшипниках ступиц, это может привести к их
полному разрушению, с последующим выходом из
строя и других деталей.
Рис. 6.11. Поворотный кулак со шкворнем и ст; т
цей переднего колеса легкового автомоби.тт
1 — колпак; 2 — регулировочная гайка; 3 — : -
порная шайба; 4 — наружный роликоподшистт
5 — ступица; 7 — сальник; 9 — игольчатый .т::
шипник; 11 — упорный подшипник;
15 — шкворень
218
Рис. 6.12. Регулировка подшипников ступиц грузовых авто-
мобилей ЗИЛ:
а — ступица колеса с тормозным барабаном; 2 —
оликоподшипники; 3 — ступица; 5 — сальник; 6 — стопор-
ая шайба; 7 — регулировочная гайка; 8 — замковая шайба;
9 — контргайка; 10 — фланец полуоси; б — затягивание
регулировочной гайки подшипников
HI ’U
В дороге, через 10—15 мин движения,
необходимо проверить ступицы на нагрев,
степень которого характеризует качество
регулировки, кроме того при перегреве сту-
пиц может вытечь пластичная смазка через
сальники, усугубляя износ подшипников и
замасливая накладки тормозных колодок.
Необходимо произвести смазку всех точек,
указанных в карте смазки для данной мо-
дели автомобиля, входящую в объем ТО-1,
начиная от пальцев серег (смазываются со-
лидолом) и кончая резьбовыми шарнирны-
ми соединениями независимых подвесок
(смазываются жидкими трансмиссионными
маслами), шкворневых соединений (под-
шипники шкворневых соединений легковых
автомобилей смазываются также через мас-
ленки, трансмиссионным маслом до полного
выхода старой смазки). Шкворневые соеди-
нения грузовых автомобилей смазываются
солидолом (для ЗИЛ-4331 вместо солидола
используется Литол-24).
При ТО-1, помимо проверки люфта в
подшипниках ступиц и регулировки под-
шипников, проверяются аналогичным спо-
собом (покачиванием колеса в вертикаль-
ной плоскости) возможные люфты в шкворневых соединениях, а у автомобилей с независимой
подвеской — в резьбовых соединениях стойки и рычагов подвески, в сочленениях оси верхних
пычагов и т.д. Эти люфты могут быть устранены только заменой изношенных деталей в зоне те-
кущего ремонта.
Для отворачивания и заворачивания болтов и гаек грузовых автомобилей и автобусов в АТП
пгироко используются напольные гайковерты различного типа и назначения. Гайковерты для
гаек колес мод. И-318 (рис. 6.13) и И-ЗОЗМ (рис. 6.15) снабжены ударным механизмом для пре-
: эразования вращательного движения маховика 6 (рис. 6.14), получаемого через клиноременную
передачу от электродвигателя, в удар, облегчающий завертывание или отвертывание гаек колес,
: крутящим моментом на ключе до 400 Н-м.
Гайковерт для гаек стремянок рессор мод. И-319 (рис. 6.16) и гайковерт для гаек стремянок
уессор трехосных автомобилей И-322 (рис. 6.17) оснащены обычным силовым механизмом, со-
: поящего из электродвигателя и редукторов. Регулируемый момент затяжки головки на конце
приводного вала от 150 до 700 Н-м. Некоторые из указанных гайковертов снабжены тележками со
: гойками, на которых могут перемещаться каретки (с ручным тросовым приводом), снабженные
норными плитами для силовых механизмов.
-нс. 6.13. Гайковерт для гаек колес гру-
: эвых автомобилей и автобусов И-318
Рис. 6.14. Ударный механизм гайковерта мод. И-318:
1 — ключ; 2 — шпиндель; 3 — передняя опора; 4 — возвратная пружи-
на; 5 — ступица; 6 — маховик; 7 — ударник; 8 — наковальня; 9 — ры-
чаг; 10 — корпус; 11 — электромагнит; 12 — плита
219
Рис. 6.17. Гайковерт И-322 для
гаек стремянок рессор трехос-
ных автомобилей
Рис. 6.15. Гайковерт для гаек ко-
лес мод. И-ЗОЗМ
Рис. 6.16. Гайковерт для гаек стремянок
рессор грузовых автомобилей мод. И-319
ТО-2 — дополнительно к объему работ, выполняемых при ТО-1, проводится тщательная диа-
гностика, заключающаяся в проверке общей геометрии рамы (кузова) автомобиля, параллель-
ности установки мостов и углов развала и схождения управляемых колес. Через определенный
интервал пробега производится перестановка колес на автомобиле по установленным схемам
(рис. 6.18). Эта операция обеспечивает более равномерное изнашивание протекторов и в итоге
увеличивает срок их службы. Колеса, покрышки которых имеют повышенный износ или другие
повреждения, снимаются и передаются в шиномонтажный цех. Для этого широко используются
вышеописанные гайковерты и тележки. Тележка представляет собой П-образную раму (на трех
или четырех колесах), на которой смонтирован подъемный механизм с двумя подхватами для
колес в виде опорных роликов. В тележке П-217 (рис. 6.19) трубчатая поперечина выполнен?
раздвижной (телескопического типа). Внутри ее расположен грузовой винт, гайка которого раз-
мещена в выдвигающейся части рамы. Грузовой винт приводится во вращение рукояткой, через
трещоточный механизм. Подъем и опускание колес (предварительно вывешенных) совершается
путем изменения расстояния между продольными балками с роликами-подхватами при вращения
грузового винта. Колеса перед транспортировкой закрепляются цепями. В чешском варианте те-
лежки (рис. 6.20) в качестве подъемного устройства роликов использован обычный гидродомкраз
с ручным приводом.
При ТО-2, в порядке сопутствующего ремонта, можно менять любые изношенные или повреж-
денные детали и узлы, вплоть до рессор.
Рис. 6.18. Схема перестановки колес грузо-
вого автомобиля:
а, — КамАЗ; б, — автобусов ЛиАЗ, ЛАЗ;
в — ГАЗ-31029
Рис. 6.19. Тележка для
снятия и установки колес
грузовых автомобилей и
автобусов мод. П-217
Рис. 6.20. Тележка для снятия и уст_
новки колес грузовых автомобилей :
автобусов чешской фирмы
При сезонном ТО-2 (один раз в год) необходимо снять ступицы колес, удалить старую смаз:-
из них, промыть внутреннюю полость и заполнить свежей смазкой, а для повышения эластичн:
ти рессор без прокладок, между листами рессор (предварительно ослабленных и разклиненнь:
рекомендуется нанести слой графитной смазки.
220
6.2.1. КОНТРОЛЬ И УСТАНОВКА КОЛЕС
Передние управляемые колеса автомобилей должны устанавливаться с определенными углами
развала и схождения колес (на практике иногда вместо углов схождения используют линейное
значение схождения — разность расстояний А иБ (рис. 6.21), замеренную в горизонтальной плос-
кости), что обеспечивает облегчение управления автомобилем (особенно на больших скоростях
движения), снижает динамические нагрузки на узлы и детали переднего моста и интенсивность
изнашивания шин (рис. 6.22). Важным фактором повышения устойчивости автомобиля путем
стабилизации управляемых колес (их стремлению вернуться после поворота в исходное поло-
жение, соответствующее прямолинейному движению и т.д.) является наличие углов продольного
и поперечного наклона шкворня. Кроме того, на автомобиле должно соблюдаться соотношение
углов поворота колес (характеризующих правильность установки рулевой трапеции в целом):
при повороте (влево) левого колеса на 20° правое колесо, имеющее больший радиус поворота,
должно повернуться на меньший угол, соответствующий нормативному (для различных моделей
от 17,5° до 18,5°). Из-за нарушения соотношения углов поворота нарушается процесс нормально-
го качения колес при повороте, слышен «визг» покрышек, а износ протекторов при этом может
увеличиваться в несколько раз.
Рис. 6.21. Схема установки
управляемых колес ав-
томобиля:
а — схема углов развала
колес и углов поперечного
наклона шкворня; б — схе-
ма замера схождения колес;
в — схема угла продольного
наклона шкворня
Рис. 6.22. Изнашивание шин в зависимости
от состояния колес:
а — с повышенным давлением; б — с пониженным
давлением; в — с нарушением схождения колес;
г — при нарушении развала колес
Необходимо помнить, что если линейное
схождение регулируется на всех моделях
автомобилей, а углы развала колес только у
легковых автомобилей, то углы продольного
г поперечного наклона шкворня вообще не регулируются — их отклонение от нормы свидетель-
:твует о погнутости балок, рычагов подвески и т.д.
НОРМАТИВНЫЕ ПАРАМЕТРЫ УСТАНОВКИ ПЕРЕДНИХ КОЛЕС
Рис. 6.23. Специализированный пост для контроля
и регулировки углов установки колес легковых
автомобилей на осмотровой канаве
Угол схождения колес для легковых автомобилей
составляет от +20' до +1°, а линейное значение от 1
до 4 мм. Угол развала колеблется от —30' до +45'.
Угол поперечного наклона шкворня составляет от
5°30' до 6°, а продольного — от 0° до 3°.
Для грузовых автомобилей линейное схождение
составляет от 1,5 до 12 мм. Угол развала колес обыч-
но 1°. Поперечный угол наклона шкворня для боль-
шинства моделей — 8°, продольный — от 1,25° до 3°.
Контроль и установку управляемых колес лег-
ковых автомобилей производят на специализиро-
ванных постах на осмотровых канавах (рис. 6.23)
широкого типа, оснащенных подъемником для вы-
вешивания мостов, или на четырехстоечных подъ-
емниках (прилож. 34, рис. 2) с подъемными рамами
колейного типа. И в том и в другом случае они осна-
щены соответствующими контрольно-измеритель-
ными приборами и различными дополнительными
приспособлениями и в целом называются стенда-
221
ми для контроля и регулировки углов установки
колес. Стенд мод. К-111 (рис. 6.24) предназначен
для проверки параметров установки передних ко-
лес легковых автомобилей — развала, схождения,
соотношения углов поворота колес, поперечного и
продольного наклона шкворней, а также для кон-
троля положения задних колес относительно пе-
редних. По ходу выполнения контрольных работ
на указанном стенде производят соответствующие
регулировочные работы. Проверка параметров гео-
метрии колес производится проекционным методом
с помощью электрооптической системы — двух
проекторов и двух экранов со специальной размет-
кой в виде линейных шкал. Проекторы крепятся
на передних колесах автомобиля с помощью спе-
циальных установленных зажимов (прилож. 34,
Рис. 6.24. Стенд для контроля и регулировки углов
установки колес легковых автомобилей мод. К-111
рис. 5, 6). По положению световых пятен лучей, направленных на экран со шкалами, определя-
ют параметры установки колес. Неприменным условием проверки контрольных параметров на
стендах, является устранение люфтов в сочленениях переднего моста и в рулевых шарнирах. Для
выборки допустимых люфтов в подвеске в комплект стендов входят распорные штанги. Перед
началом проверки углов установки колес необходимо убедиться
в правильности соотношения углов поворота. Для этого стенды
снабжены поворотными дисками, на которые устанавливаются
колеса автомобиля (прилож. 34, рис. 3). На опорах поворотных
дисков имеются градуированные шкалы. При повороте левого
колеса влево на 20° правое колесо должно повернуться на меньший
нормативный угол. В противном случае необходимо произвести
регулировку изменением длины правой тяги вращением регули-
ровочной втулки 2 (рис. 6.25) при ослабленных хомутах 3. После
получения положительного результата приступают к проверке уг-
лов развала колес и наклона шкворня (продольного и поперечного,
которые носят информационный характер о состоянии подвески и
не регулируются). При отклонении от нормы углов развала колес
производят их регулировку. На большинстве легковых автомо-
билей отечественного производства она проводится изменением
количества регулировочных прокладок 2 (рис. 6.5) и 7 (рис. 6.6),
в результате чего меняется положение верхнего рычага стойки
Рис. 6.25. Изменение длины беже-
вой тяги при регулировке схож-
дения колес и соотношения угле:
поворота
подвески. После этого можно приступить к проверке углов, характеризующих схождение коле
автомобиля. В случае их отклонения от нормы необходимо произвести регулировку изменением
длины обеих тяг поворотом регулировочных втулок 2 (рис. 6.25) на одинаковый угол, в противне:
случае нарушится соотношение углов поворота (к сожалению, на практике этому параметру н-
уделяется должного внимания). В комплекты стендов входят дополнительные переносные экрана
со шкалами, измерительные штанги и т.п. — для проверки положения задних колес относительн
передних (т.е. для проверки соосности мостов).
У некоторых моделей легковых автомобилей
(например, ГАЗ-3102) предусмотрена регулировка
и продольного наклона шкворня — при удалении
первой прокладки 2 (рис. 6.5) с заднего крепления,
угол наклона увеличивается на 30', а при перестанов-
ке ее под передний болт угол продольного наклона
увеличивается на 50—60' (угол развала при этом
практически не меняется).
Проверка геометрии установки передних управ-
ляемых колес грузовых автомобилей и автобусов
производится обычно с помощью переносных при-
боров, не оборудуя специальных постов, как для
легковых автомобилей. Проверка углов развала и на-
клона шкворня производится прибором мод. М-2142
(рис. 6.26). Помимо ватерпаса с механизмом крепле-
7-.
Рис. 6.26. Прибор для спредг-
8 ления углов установки коле:
М-2142:
а — ватерпас прибора; б — уст.
новка прибора на гайке коле: _
5
6
222
ния в комплект входят измерители углов поворота колес, состоящие из двух ящиков с градуиро-
ванными шкалами, и двух указателей с установочными стержнями со скобами и указательными
стрелками. Для облегчения поворота колес автомобиля в ходе проверки в комплекте прибора
имеются опорно-поворотные диски (аналогичные дискам легковых автомобилей). Для замера
схождения колес используют специальные телескопические линейки мод. 2182 (рис. 6.27) — с
установочными штырями 4, подвижной трубой 7, шкалой 2 и стрелкой 5, с цепочками-указате-
лями уровня замера.
Рис. 6.27. Линейка для проверки схождения передних колес мод. 2182:
а — телескопическая линейка; б — установка линейки при замере; в — схема проверки схождения колес
Используется также усовершенствованная линейка мод. К-463 с указателем барабанного типа
с поворотной стрелкой и шкалой, расположенной по окружности, с реечным механизмом привода
: грелки). Вначале проверяют углы развала и наклона шкворня. Для этого закрепляют ватерпас
ла верхней гайке колеса (точно по вертикальной оси) и поворачивают его на шарнире тыльной
:тороной вверх, шкалами вниз. С тыльной стороны имеются прорези вдоль продольной и попе-
речной шкалы, через которые хорошо видны пузырьки воздуха в ватерпасных трубках — если
:ни будут расположены по центру прорезей, это будет означать, что ватерпас расположен строго
горизонтально. Затем перемещают автомобиль так, чтобы верхняя гайка оказалась в самом ниж-
нем положении (т.е. колесо должно повернуться на 180°). После этой операции ватерпас будет
расположен шкалами вверх, как показано на рис. 6.26, б. Переместившийся пузырек воздуха
г окажет по шкале 1 (рис. 6.26, а) значение угла развала. После манипулирования положением
гатерпаса и поворотом колес (вначале вправо на 20°, затем влево на 40°) по шкалам 7 и 8 опреде-
ляют (соответственно) угол поперечного и продольного наклона шкворня. Все указанные углы
гасят информационно-диагностический характер и не регулируются: их отклонение от нормы
видетельствует о деформации или скручивании балки моста. Затем автомобиль следует уста-
гзвить передними колесами на поворотные диски со стрелками и затормозить. При проверке
: отношения углов поворота левое колесо следует повернуть влево на 20° (шкалы расположены
га краям опорных дисков), правое колесо должно повернуться на меньший нормативный угол.
1 противном случае необходимо провести регулировку, для чего отсоединяют правый рулевой
гаарнир поперечной тяги, ослабляют болты наконечника тяги и, вращая рулевой шарнир в ту или
иную сторону, добиваются, чтобы палец рулевого шарнира оказался бы точно напротив отверстия
г: воротного рычага цапфы (предварительно правое колесо при снятой поперечной тяге поворачи-
: гют на нормативный угол). После регулировки соотношения углов поворота с помощью линейки
га сверяют схождение колес (рис. 6.27, в). Линейку устанавливают вначале спереди колес так,
—обы наконечники упирались в покрышки возле края обода диска, а цепочки касались пола.
: гтем совмещают шкалу с нулевой отметкой и фиксируют винтом, а автомобиль перекатывают
: перед, чтобы линейка заняла симметричное положение за передней балкой моста — перемещение
~-:алы подвижной трубы относительно стрелки покажет линейное схождение. Регулировка схож-
: гния производится поворотом поперечной рулевой тяги газовым ключом в ту или иную сторону
гги ослабленных болтах наконечников тяги.
Помимо вышеописанных параметров, необходимо также определять положение задних колес
гносительно продольной оси автомобиля и перекос заднего моста по отношению к переднему,
- =. непараллельность осей и, тем более, при наличии двух и более задних мостов, т.к.
2:д негативное воздействие от неправильной установки колес попадают уже не два колеса с их
2 .крышками, а 6—8 и более колес. Кроме того, перекос задних мостов приводит к повышенному
223
Приложение 34
КОНТРОЛЬ И РЕГУЛИРОВКА ГЕОМЕТРИИ ПЕРЕДНЕЙ И ЗАДНЕЙ КОЛЕСНЫХ ПАР
(ЗАРУБЕЖНЫЙ ОПЫТ)
Рис. 1. Пост контроля установки колес на осмотровой
канаве
Рис. 2. Пост контроля установки колес на подъемник -
Рис. 3. Установка автомобиля на посту с
поворотными дисками и подъемником для
вывешивания переднего моста
Рис. 5. Проектор светового пучк'.
индикатором для проверки
биения колес
Рис. 6. Поворотный
суппорт проектора
Рис. 7. Комбинированная оптическая система с проекторами
и наколесными шкалами
224
износу карданных и главных передач, сопровождающемуся сильной вибрацией и шумом при ра-
' эте, особенно на высоких скоростях движения автомобиля. Поэтому старые способы замеров — с
помощью отвесов, измерительных штанг и т.д. — в настоящий момент совершенно непригодны.
Необходимо внедрение передовых технологий в современные методы измерений, которые поми-
. :о высокой точности должны быть по возможности всеобъемлющими, при минимальных
трудозатратах на проверочные операции.
Наибольшее распространение в последние годы получили электрические приборы с панеля-
:и-экранами. Электрооптическая система данных приборов состоит обычно из двух проекторов,
: эдержащих реверсивный суппорт с двумя кронштейнами, оснащенными обводными зажимами,
з двумя цилиндрическими направляющими, на которых могут свободно скользить (без люфта),
т зависимости от рода различных контрольных операций, два проектора высокой точности, на-
селенные вращательной осью и коммутатором (прилож. 34, рис. 5, 6). Проекторы (до 1400 лю-
:енов и более) проектируют световой пучок на панели-экраны, с разметкой, делениями угловых
транспортиров и схемами различных проверок. Световой пучок имеет обычно затемненный сектор,
т ак называемый « индекс », который служит контрольной меткой для считывания измеряемых па-
аметров (прилож. 35, рис. 1). Четкость сектора-метки обеспечивается регулируемым объективом
ароектора. Некоторые модели приборов имеют на корпусе каждого проектора опрокидывающееся
: еркало, позволяющее отражать световой пучок под углом в 90° при использовании боковых пане-
пей-экранов (прилож. 7, рис. 1). Корпуса проекторов и экраны изготавливаются из легких сплавов.
Крепление суппортов с проекторами на диске колеса производится поворотом малогабаритных
-укояток, связанных с эксцентриками опорных роликов (пальцев или опорных шайб).
Основным преимуществом приборов данного типа является то, что можно полностью исклю-
-:зть погрешность замеров из-за деформации дисков. Кроме того, можно определить и степень
деформации диска, влияющую на биение колеса в целом. Для этого раскручивают вывешенное
гэлесо, удерживая проектор от вращения, — на экране хорошо будет видно колебание сектора-
з.азателя светового луча и значение бокового смещения.
В некоторых современных приборах для контроля различных параметров, помимо автономных
иранов и переносных дополнительных шкал, устанавливаемых в нужном месте на штативах или
пттангах (прилож. 36, рис. 5), используется метод установки шкал непосредственно на колесах
зтомобиля — при контроле соосности мостов (прилож. 35, рис. 4), при проверке соотношения
слов поворота или схождения колес (прилож. 36, рис. 4).
Фирма «Бем Мюллер», например, выпускает высокопрецизионную комбинированную опти-
ческую систему со специальными колесными экранами-нивелирами (прилож. 34, рис. 7). В про-
сторах установлены йодные лампы (12 В) «повышенной яркости». Положительным моментом
тзляется то, что для работы с данной системой не требуется организации специализированных
- эстов на осмотровых канавах или подъемниках (прилож. 34, рис. 1,2) — достаточно обычной
- эвной площадки. Данная система с нивелирами дает возможность быстрого контроля всех углов,
_ индикация вероятной коррекции значительно упрощает их регулировку. Благодаря системе
обратной проекции» помимо параллельности мостов можно проконтролировать ось движения
_зтомобиля в целом.
В целях общего обзора более ранних разработок следует отметить использование вместо про-
сторов аппаратов с потенциометрическими датчиками и выносными электрическими табло, с
: зответствующей градуировкой (прилож. 36, рис. 1), или использование дополнительных зеркал,
; неположенных напротив прорези в щитке — перед автомобилем и отражающих луч проектора
за шкалу, смонтированную на его корпусе (система «Орто-флекс» — прилож. 36, рис. 2). Очень
аобны приборы типа «Компакт», с ориентацией их в пространстве с помощью нивелиров (при-
тэж. 34, рис. 3 и прилож. 36, рис. 3). Основной деталью прибора является маятник с зеркалом.
Кроме того, в нем имеется электрооптическая система с проектором и линзами для проецирования
туча на шкалу, расположенную на самом приборе.
БАЛАНСИРОВКА КОЛЕС
При движении автомобилей на больших скоростях, и в первую очередь легковых с независимой
z эд веской, появляется биение колес (в горизонтальной плоскости) и «подпрыгивание» (в верти-
кальной плоскости). При этом ухудшается сцепление колес с дорогой, затрудняется управление
зтомобилем, а в определенных условиях движения (например, на скользкой дороге) автомобиль
гэжет стать вообще неуправляемым. Кроме того, возникающие дополнительные динамические
з агрузки вызывают повышенный износ деталей ходовой части, рулевого управления и протекторов
—ин самих колес (так называемый «пятнистый» износ, который еще более усугубляет склонность
злее к биению). Причиной этого распространенного явления является неуравновешенность (дисба-
225
..--598
Приложение 35
ЭЛЕКТРОННЫЙ КОНТРОЛЬ ГЕОМЕТРИИ ПЕРЕДНИХ
И ЗАДНИХ КОЛЕСНЫХ ПАР ГРУЗОВЫХ И ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Рис. L Контроль установки передних колес
Рис. 2. Поворотный опорный
круг со шкалой
Рис. 4. Контроль соосности мостов с системой проекторов
и наколесных пар
226
Приложение 36
КОНТРОЛЬ УСТАНОВКИ КОЛЕС АВТОМОБИЛЯ (ОБОРУДОВАНИЕ ЗАРУБЕЖНЫХ ФИРМ)
Рис. 2. Контроль установки колес проектором со шкалой:
2 — установка проектора со шкалой на колесе; б — схема отражения луча проектора от зеркала на шкалу проектора
Т .A
Irornrrl 1
SEEB1 2
Рис. 5. Дополнительные устройства и приспособле-
ния для стендов оптического типа
?ис. 4. Схема контроля установки колес и соосности мостов
проектором, с установкой шкал на заднем мосту
227
1Z ’-698
ланс по всей массе) колеса в результате неравномерного износа
протектора шины, наложения манжет и заплат при ремонте,
деформации диска или обода, разрыва корда и образования
вздутий на покрышке, заводского дефекта при изготовлении
покрышки и т.д. Неравномерное распределение материала по
всему профилю покрышки приводит к образованию «тяжелых
мест», к несовпадению центра тяжести колеса с его геометри-
ческой осью.
Различают статическую и динамическую неуравновешен-
ность колес. При статической неуравновешенности центр
тяжести колеса не совпадает с осью его вращения. Динами-
ческая неуравновешенность характеризуется неравномерным
распределением массы по ширине колеса, вследствие чего
создается дополнительный момент сил при вращении колеса,
вызывающий его колебания. Для устранения дисбаланса колес
производят их статическую, а если этого недостаточно, то и
динамическую балансировку, используя при этом свинцовые
грузики с пластинчатыми прижимами. На рис. 6.28 показа-
на схема статической балансировки колеса с помощью про-
стейшего приспособления, обеспечивающего балансировку при
горизонтальном положении колеса (есть приспособления для
статической балансировки с вертикальным положением коле-
са). За счет «точечного» контакта приспособления 2 (держателя
колеса) с опорой 3 колесо сразу же накренится по радиальной
оси колеса, проходящей через «тяжелое место», под действием
силы Р2- Для ликвидации неуравновешенности необходимо
установить грузик, соответствующей массы, на диск колеса
с диаметрально противоположной стороны в месте А (причем
неважно, сверху или снизу). Так как может быть несколько
«тяжелых мест», проверку следует продолжить и при необхо-
димости установить грузики-противовесы, по вышеописанной
методике, в нужных местах. Но статическая балансировка не
устраняет неуравновешенность от момента, создаваемого парой
центробежных сил Pi (рис. 6.29), возникающих при вращении
колеса и стремящихся наклонить его вместе с установочным
приспособлением и его осью, поэтому надо сделать меловую
отметку на оси, в месте ее наибольшего отклонения (биения),
и установить в этой плоскости уравновешивающий грузик.
Если его масса будет слишком велика, то ее следует разделить
пополам и установить в местах А два грузика. Таким образом,
отличие динамической балансировки от статической состоит в
том, что, вращая колесо, стремятся с помощью грузиков полно-
стью уравновесить все моменты и силы тяжести. На рис. 6.30
изображено простейшее универсальное приспособление для
балансировки колес, а на рис. 6.31 — современный стенд для
электронной статической балансировки.
Для повышения производительности труда и удобства в
работе при балансировке колес, от статической и динами-
ческой неуравновешенности, в АТП широко используют
стационарные электромеханические станки с элементами
электроники. Они обладают большой точностью измерения
и безопасностью в эксплуатации. Все современные станки
этого типа обеспечивают динамическую балансировку с ука-
занием места максимального дисбаланса. На большинстве
моделей можно производить и статическую балансировку.
Конструкция такого станка дана на рис. 6.32, а. Основными
узлами станка являются: корпус; подвеска с валом, на котором
устанавливается колесо на планшайбе; подвижная опора (вос-
принимающая колебания вала); электродвигатель с ременной
Рис. 6.28. Схема статической баланси-
ровки колеса:
1 — колесо; 2 — приспособление;
3 — опора; 4 — центр тяжести
А
Рис. 6.29. Схема динамической бала? -
сировки колеса:
1 — колесо; 2 — приспособление;
3 — мел; 4 — опора
Рис. 6.30. Приспособление для бал
сировки колес:
1 — гибкая подвеска; 2 — стержен
3 — фланец; 4 — контргайка; 5 — :
лесо; а — расстояние между цент?
тяжести колеса и сочленением гис?
подвески со стержнем
Рис. 6.31. Станок для статическ:
лансировки колес «Ирис» (Ита т:
228
?ис. 6.32. Станок для балансировки колес
мод. 121:
а — внешний вид: 1 — корпус станка;
2 — электродвигатель; 3 — ременная
передача; 4 — тормоз; 5 — балансировоч-
ный механизм; 6 — резонансный инди-
атор; 7 — рукоятка подвижного кулака;
t — педаль отключения и остановки ба-
ансирного вала; б — схема балансировки
Рис. 6.33. Установка грузика на диск
колеса
Рис. 6.34. Станок балансировочный
мод. К-125
передачей, на ведомом шкиве которой имеется шкала для
определения угла положения дисбалансных масс при вра-
щении колеса; механизм стопорения подвески при раскрут-
ке вала с колесом; блок измерений; индукционный датчик и
т.д. При динамической балансировке вал станка с колесом
раскручивается до определенных частот (обычно от 500 до
800 мин-1). Неуравновешенная масса колеса за счет разно-
сти центробежных сил вызывает механические колебания
вала 2 (рис. 6.32, б), установленного на опорах 6, которые
посредством колеблющейся системы 8, с аппозитно распо-
ложенными пружинами, передаются на индукционный
датчик 1, преобразующий их в электрические импульсы,
поступающие в электронно-измерительный блок 4, где они
преобразуются в соответствующее напряжение, подаваемое
на измерительный прибор 5. В зависимости от длительнос-
ти импульса он показывает значение неуравновешенных
масс в граммах, положение которых на колесе определя-
ется с помощью градуированного диска 7 (вращающегося
синхронно с испытуемым колесом) и стробоскопической
лампы 6. Момент вспышки лампы соответствует крайнему
нижнему положению неуравновешенной массы колеса, а
за счет стробоскопического эффекта, оно фиксируется на
градуированном диске, определяя точное место дисбаланса
на колесе. При статической балансировке колеса (кото-
рую следует проводить перед динамической) вал станка
разобщают с приводом и производят ее, как было описано
выше, только при вертикальном расположении колеса.
Балансировка грузиками ведется в двух плоскостях: при
динамической балансировке — во внешней, при статичес-
кой — во внутренней.
Установку грузиков-противовесов (рис. 6.33) следует
производить только специальными комбинированными
щипцами с молотком для забивания скоб грузиков в паз
между диском и покрышкой предварительно приспущенного
колеса.
На пультах управления станков некоторых зарубежных
фирм (прилож. 37, рис. 1, 2) имеются табло с цифровой ин-
дикацией замеряемых величин, подсвечиваемые трафареты
схем балансировки и т.д. В ряде крупных АТП и СТОА на
постах диагностики (в основном в профилактических целях)
балансировку колес проверяют непосредственно на автомо-
биле с помощью передвижных станков, с сидячей позицией
для оператора (рис. 6.34 и прилож. 37, рис. 4, 5, 6). Станки
выполнены в едином корпусе с узлом привода для вращения
предварительно вывешенного на домкрате колеса, в целях
имитации движения автомобиля со скоростью до 180 км/ч,
посредством приводного диска, прижимаемого к боковине
колеса. Индукционный датчик электронного блока, регист-
рирующего дисбаланс колеса, устанавливается под автомоби-
лем, а его подвижная система крепится магнитом к подвеске,
колебания которой из-за дисбаланса колеса преобразуются
датчиком в электрические сигналы измерительного устройс-
тва, показывающего дисбаланс в граммах и места крепления
грузиков. Работа устройства основана на стробоскопическом
эффекте, создаваемом стробоскопической фарой, закрытой
небольшим экраном.
229
Приложение 37
УСТРОЙСТВА ЭЛЕКТРОННОЙ БАЛАНСИРОВКИ КОЛЕС
ДЛЯ ДЕМОНТИРОВАННЫХ КОЛЕС ВСЕХ ЛЕГКОВЫХ
И НЕБОЛЬШИХ ГРУЗОВЫХ АВТОМОБИЛЕЙ
(ЗАРУБЕЖНЫЙ ОПЫТ)
Рис.1. Балансировочный
станок
для грузиков
БАЛАНСИРОВОЧНАЯ УСТАНОВКА —
ПРЕДНАЗНАЧЕНА ДЛЯ ЛЕГКОВЫХ
АВТОМОБИЛЕЙ
Щипцы для установки
балансировочных грузиков
Величина противовеса
остается в блоке памяти
Рис. 5. Вывешивание коле:
Рис. 4. Станок для балансировки колес непосредственно на автомобиле
Рис. 6
230
6.2.2. ДИАГНОСТИКА АМОРТИЗАТОРОВ
От работоспособности амортизаторов зависят плавность хода, устойчивость и безопасность
движения автомобиля. Недостаточная плавность хода, возникающая при неисправной работе
амортизаторов и сопровождаемая частыми «пробоями» и раскачкой автомобиля, снижает ком-
фортность, увеличивает динамические нагрузки на элементы автомобиля и сокращает срок их
службы, способствует неравномерному износу протекторов шин и т.д.
На авторемонтных предприятиях осуществляется в основном проверка снятых амортизаторов
на небольших силовых установках, приводя их в действие (по синусоидальному закону) с помощью
кривошипного механизма, с переменным ходом и частотой вращения, определяя графическим
путем зависимость силы сопротивления от перемещения амортизатора. Но для целей диагностики
з АТП и на СТОА используют метод быстрого обнаружения неисправностей амортизаторов непос-
редственно на автомобиле — на специальных стендах. Существуют два типа таких стендов: первый
позволяет создавать длительные колебания колеса с переменной частотой, при которых наступает
резонанс, амплитуда которого является оценочным параметром; второй создает кратковременные
колебания и фиксирует количество циклов затухания колебаний. Например, для отечественных
легковых автомобилей среднего класса амплитуда резонансных колебаний не должна превышать
50 мм, а количество затухающих колебаний должно быть не более одного полуцикла. Стенд отечес-
твенного производства мод. К-491 практически идентичен по конструкции стенду фирмы «Боге»
Германия) (рис. 6.35). Эти стенды относятся к первому типу. Площадки с колесами автомобиля
приводятся в колебательное движение через пружины (работающие на сжатие) с помощью эксцен-
триковых вибраторов, соединенных с электродвигателями. Проверка амортизаторов (правого или
левого) осуществляется поочередно.
После пуска одного из вибраторов
он выключается нажатием кнопки
через 2—3 с, а через 10 с реле вклю-
чает привод вращения диаграм-
много диска и самописец — запись
диаграммы резонансных колебаний
длится 5 с, после чего стенд автома-
тически выключается.
Комбинированные стенды зару-
бежных фирм позволяют произво-
дить замер как амплитуд резонан-
сных колебаний, так и количества
затухающих циклов (рис. 6.36,
6.38), а измеряемые параметры вы-
даются в виде цифровой индикации
на табло и на талонах диаграмм
(рис. 6.37 и 6.
Рис. 6.35. Стенд для проверки амортизаторов:
— рычаг; 2,8 — электродвигатель; 3 — самописец; 4 — регулиро-
вочный винт; 5 — пружина; 6 — диаграммные диски; 7 — маховик;
— устройство для преобразования вращательного движения вала в
колебательное; 10 — рама; 11 — платформа для въезда автомобиля
Рис. 6.36. Стенд для
зверки амортизаторов
.окон» L-100 (Венгрия)
нансных колебаний подвески (кузова), вы-
даваемые при проверке амортизаторов на
стенде фирмы «Бем Мюллер» (Франция)
Рис. 6.38. Пульт цифровой индикации
комбинированного стенда для проверки
амортизаторов фирмы «Боге» (Германия)
231
6.3. ТЕКУЩИМ РЕМОНТ
В элементах ходовой части автомобилей могут возникать самые различные поломки и неис-
правности, от элементарного прокола шин и камер до поломки рессор и пружин подвески, срыва
колес и т.д., чему способствует низкое качество дорог, перегрузка, некачественное проведение
ТО-2, а также последствия ДТП. Объем работ по текущему ремонту может быть очень как незна-
чительным, так и, наоборот, требующим значительных трудозатрат с применением специального
оборудования. Например, при замене мостов используют подъемно-транспортное оборудование,
специализированные комплексы по замене агрегатов мод. Р-637, Р-638, Р-648 (для автобусов
«Икарус») — с расположением на осмотровой канаве и мод. Р-658, оснащенную манипуляторов:
для монтажа-демонтажа мостов и других агрегатов автомобилей КамАЗ, ЗИЛ-4331 и с располо-
жением автомобилей на четырехстоечном подъемнике. Часть постовых работ в зоне ТР требует
иногда применения различных видов сварки. Снятые с автомобиля узлы и агрегаты ходовой части
передаются для проведения ремонта во вспомогательные цеха (преимущественно в агрегатный).
В целях повышения производительности труда и
качества работ при текущем ремонте элементов ходо-
вой части широко используются различные комплекты
инструмента и приспособлений, в т.ч. для конкретных
моделей автомобилей (часть из них была представлена
в в разд. «Разборочно-сборочное и слесарно-механи-
ческое оборудование и инструмент»). На рис. 6.39
показано снятие ступицы колеса грузового автомобиля
с помощью съемника. Промышленность выпускает де-
сятки различных видов съемников. Некоторые опера-
ции, в т.ч. по текущему ремонту узлов ходовой части,
без их применения вообще невозможно осуществить,
например выпрессовку подшипников, различного
рода втулок в элементах подвески и т. п. Для выпрес-
совки шкворней грузовых автомобилей и автобусов
при снятии поворотных кулаков в АТП используют
специальные передвижные электрогидравлические
установки с поворотным силовым механизмом. Для
снятия и установки рессор грузовых автомобилей ши-
роко используют тележки с грузоподъемной стрелой
с захватом (привод ножной, с помощью гидроцилин-
дра или насоса плунжерного типа) — мод. П-216 или
П-241. Большая доля от общего объема приходится
на цеховые работы (60—70%). Снятые с автомобиля
узлы и агрегаты, поступающие преимущественно в
агрегатный цех (за исключением рессор), разбирают
и производят поэлементную проверку и дефектовку.
Детали, не подлежащие восстановлению, заменяют
на новые. Отдельные детали восстанавливают соот-
ветствующими методами ремонта, при этом они могут
быть направлены в сварочный, слесарно-механический
(токарный) и другие цеха. Например, изношенные
площадки для крепления рессор восстанавливают на-
плавкой с последующей фрезеровкой; отверстия под
шкворень в бобышках переднего моста обрабатывают
(при значительном износе) протяжкой под ремонтные
размеры, при повышенном износе рассверливают для
постановки втулок и т.д. Неисправные амортизаторы
разбирают частично или полностью, предварительно
отвернув гайку резервуара (рис. 6.40), производят
осмотр и дефектовку деталей — изношенные или сло-
манные заменяют. Перед сборкой корпус резервуара
тщательно промывают и заливают свежее масло —
амортизационную жидкость АЖ-12Т и др.
Рис. 6.39. Снятие ступицы колеса съемнике:
Рис. 6.40. Отворачивание гайки резерву а;.
амортизатора
232
ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА УЗЛОВ И АГРЕГАТОВ ХОДОВОЙ ЧАСТИ
При ремонте снятых мостов автомобилей в агрегатных цехах широко используют стенды для
разборки и сборки. Для задних мостов легковых автомобилей выпускается стенд модели Р-280М,
для передних мостов — Р-723 (рис. 6.41). Стенд состоит из стойки с тремя кронштейнами для
крепления стенда, на которой в зависимости от модели автомобиля устанавливается сменный по-
воротный стол, фиксируемый стопором посредством тяги, связанной с педалью. Фиксация стола
может производиться через каждые 90° поворота. С правой стороны стойки закреплен пневмо-
цилиндр, на штоке которого имеется траверса с цепью. Пневмоцилиндр управляется рукояткой
распределительного крана. С противоположной стороны стойки смонтирован двухполочный лоток
для складирования инструмента, мелких деталей и т.п. во время работы. При разборке мостов
их следует закреплять кронштейнами (для крепления двигателей) вниз. Для установки и снятия
пружин подвески они предварительно сжимаются цепью, присоединенной к траверсе пневмоци-
линдра. На рис. 6.42 представлен стенд для передних и задних мостов грузовых автомобилей.
На стойке стенда, с опорными кронштейнами, в верхней части смонтирована рама, по краям про-
дольных пазов которой установлены два передвижных зажима тисочного типа, в которых крепят
балку (кожухи полуосей) моста. Кроме того на раме крепится поворотный кронштейн с винтовой
опорой для поддержки моста. В центральной части рамы имеется поддон для слива остатков масла
из задних ведущих мостов, а на стойке стенда смонтирован на поворотном кронштейне лоток для
деталей и инструмента.
Рис. 6.41. Стенд для разборки и сборки
передних и задних мостов грузовых и
легковых автомобилей Р-723
Рис. 6.42. Стенд для разборки и сборки пере-
дних и задних мостов грузовых автомобилей
ЗИЛ и МАЗ мод. 2450
Рис. 6.43. Стенд для разборки и сборки рес-
сор и рихтовки рессорных листов Р-275
В кузнечно-рессорных цехах АТП для разборки и сбор-
ки рессор используют стенд мод. Р-203 с пневматическим
силовым органом. На рис. 6.43 изображен комбинирован-
ный стенд мод. Р-275 для разборки и сборки рессор и для
рихтовки рессорных листов в целях частичного восста-
новления их жесткости и первоначальной формы. В конс-
трукцию стенда входят два автономных механизма — для
производства прессовых и рихтовочных работ. Силовые
органы механизмов оснащены гидравлическими цилинд-
рами с общей насосной станцией и раздельными кранами
управления. Шток цилиндра для прессовых работ снабжен
вилкой для сжатия рессоры и для перепрессовки втулок.
Цилиндр второго механизма сообщает усилие нажимному
рихтовочному валку. Привод блока ведущих рихтовочных
валков осуществляется от отдельного электродвигателя с
механизмом реверса для обеспечения возвратно-поступа-
тельного движения листов рессор при их рихтовке.
233
-698
6.3.1. РЕМОНТ ШИН И КАМЕР
Для замены изношенных или поврежденных покрышек, ремон-
та камер и покрышек с незначительными повреждениями, ремонта
дисков колес с последующей окраской и т.д. колеса автомобиля
снимают и транспортируют в шиномонтажный цех, который в
зависимости от мощности ремонтной базы АТП или СТОА состоит
из отделений:
• мойки и сушки колес;
• монтажа-демонтажа шин;
• вулканизационного;
• ремонта и окраски дисков.
В очень крупных автокомбинатах или специализированных
центрах по обслуживанию и ремонту автомобилей рядом с шино-
монтажным делают отдельный шиноремонтный цех. В отделении
мойки и сушки в свое время использовались щеточные моечные
машины (с подогревом воды до 50°С) мод. 1151 или 194А. Вымы-
тые колеса сушились в шкафах-камерах с приточно-вытяжной
вентиляцией для удаления паров, с подогревом воздуха до 80°С,
время сушки — 10 мин.
Для монтажа и демонтажа шин колес легковых автомобилей с
глубоким ободом отечественная промышленность выпускает стенд
мод. Ш-501М и Ш-514 (рис. 6.44). Принципиальным отличием их
конструкции является наличие у мод. Ш-514 дополнительного ме-
ханизма отжима борта покрышки от диска (устранение прикипания
резины к лакокрасочному покрытию диска колеса), состоящего из
отжимной лопатки с рукояткой, связанных с поворотными нажим-
ными рычагами (расположенными сбоку в нижней части корпуса
стенда) с приводом от пневмоцилиндра. В верхней части каркаса
смонтирован поворотный стол с зажимным устройством и демон-
тажная стойка с головкой. Зажимное устройство выполнено в виде
трехкулачкового патрона, кулачки которого обеспечивают зажим
обода колеса за наружные поверхности закраин диска. Привод
кулачков осуществляется пневмоцилиндром, расположенным под
патроном стола и вращающимся вместе с ним. Поворотный стол
смонтирован на выходном валу червячного редуктора привода. Вал
имеет каналы для подачи сжатого воздуха в пневмоцилиндр управ-
ления кулачками. Разбортовка и забортовка шин обеспечивается
управляемой (в различных направлениях) демонтажной головкой
стойки стенда, которая при окончательной фиксации ее в рабочем
положении автоматически отодвигается от закраин обода диска
колеса на 2—3 мм при начале вращения стола с установленным на
нем колесом. Стенд комплектуется двумя монтажными лопатка-
ми — рычагами для вспомогательных операций. При затрудненном
монтаже шины на диск (особенно новой) рекомендуется смачивать
кистью с мыльной пеной нижний край бортов шин.
Для шин колес с плоским ободом (преимущественно грузовых
автомобилей и автобусов) используют стенд мод. Ш-509 (рис. 6.45),
с вертикальной П-образной станиной 6, в центре которой смонтиро-
ван силовой гидроцилиндр 11с пневмопатроном 5 для крепления
колеса, для предварительной установки которого используются
ролики с гидроподъемником 7. Упорная станина снабжена лапами 4
для отжатая борта шины от обода и сдвигания ее с диска колеса
при включении силового гидроцилиндра, шток которого переме-
щает колесо, закрепленное на пневмопатроне, в сторону упорной
станины с усилием порядка 220 кН. Для снятия замочных колец
используются упоры 2.
В более крупных АТП используют высокопроизводительный
стенд мод. Ш-513 (рис. 6.46), состоящий из рамы, к нижней по-
Рис. 6.44. Стенд Ш-514 для мон-
тажа и демонтажа шин легковых
автомобилей
Рис. 6.45. Стенд для демонтажа п
монтажа шин мод. Ш-509
Рис. 6.46. Стенд для демонтажа -
монтажа шин грузовых автомос::
лей мод. Ш-513
234
Рис. 6.47.
Электровулканизатор
Ш-113
?лс. 6.48. Мульда Ш-120,
z.-я вулканизации сквоз-
ных местных повреж-
дений покрышек при
ремонте
нс. 6.49. Устройство для
накачивания бескамер-
ных шин С-414
перечине которой прикреплен основной гидроцилиндр, на штоке кото-
рого имеется ступенчатый диск со сменными кольцами для установки
на нем колес различных размеров. На верхней крестовине рамы смон-
тирован механизм привода лап. В одной из стоек находится резервуар
для масла гидросистемы приводных механизмов, управление которыми
осуществляется кнопочной станцией. Рольганг служит для облегчения
перемещения горизонтально расположенного колеса при установке его
на ступенчатый диск штока. При включении основного гидроцилиндра
шток со ступенчатым диском поднимает колесо, пока лапы съемника
не вклинятся между бортом покрышки и ободом колеса. После чего
включают вспомогательный гидроцилиндр, который с помощью рычагов
синхронно сводит лапы и производится опрессовка бортов шины с обода
колеса. В прилож. 38, рис. 1 показан стенд итальянской фирмы «SICE»,
для шин грузовых автомобилей и колесных тракторов с вертикальным
рабочим положением колеса. Горизонтально расположенный силовой
цилиндр имеет на конце штока разжимной рычажный механизм с ла-
пами для захвата диска колеса. Этот механизм связан с приводом для
обеспечения вращения колеса. На основании стенда в специальных ры-
чагах смонтированы поворотные диски, отжимающие борта покрышки
от полки обода колеса.
В настоящее время начат выпуск стенда отечественного производства
мод. Ш-515, конструкция и принцип действия которого схожи с вы-
шеописанным стендом. В прилож. 38, рис. 2 изображен стенд для шин
различного диаметра, в связи с чем поворотный стол имеет ступенчатую
конструкцию под диски.
Камеры с нарушенной герметичностью, при подозрении на прокол,
разрыв по варочному шву, в месте крепления вентиля и т.д., проверяют в
ванне с водой для определения конкретного места утечки воздуха (по выде-
ляющимся пузырькам воздуха), предварительно накачав ее до упругого
состояния. Камеру погружают вручную и медленно поворачивают; неко-
торые конструкции (типа Ш-902) имеют пневмопогружатель со ступицей
и захватами для камеры. Обнаруженное место негерметичности отмечают
мелом. В местах обычных проколов производят шероховку шлифовальным
кругом на площади диаметром от 15 до 30 мм, при этом в качестве заплат
используют сырую резину с повышенным содержанием серы, обеспечиваю-
щую эластичность соединения после вулканизации. При разрывах камеры
свыше 30 мм поврежденные края рекомендуется вырезать, а шероховку
производят на ширину 20—25 мм по всему периметру вырезки. При таких
разрывах заплаты изготавливают из утильных камер. Любого типа заплата
не должна доходить до края зачистки поврежденного участка на 2—3 мм.
Нанесение клея производят кистью двумя слоями: вначале клеем малой
концентрации (соотношение клеевой резины в бензине Б-70, обладающе-
го высокой испаряемостью — 1:8), и после просушки — клеем большой
концентрации (1:5). Для вулканизации камеру накладывают заплатой
на припудренную тальком вулканизационную плиту так, чтобы центр за-
платы находился точно под прижимным винтом. Затем сверху на участок
камеры устанавливают резиновую прокладку и прижимную плитку, после
чего сжимают все соединение с помощью рычажно-педального механизма
и создают необходимое усилие, при процессе вулканизации, ручным вин-
товым зажимом (рис. 6.47; 6.55; 6.56). Указанные электровулканизаторы,
предназначенные для ремонта камер, изготовления фланцев вентилей и
соединения вентилей с камерами методом горячей вулканизации, явля-
ются однопостовыми, с односторонним нагревом.
Настенный электровулканйзатор Ш-113 снабжен масляной сис-
темой, электронагревательными спиралями (9 кВт) и автоматом для
регулирования температуры и времени вулканизации, которое состав-
ляет 10—15 мин в зависимости от размеров заплаты (фланцы вентилей
вулканизируют до 20 мин). В качестве теплоносителя используется
индустриальное масло, разогреваемое до рабочей температуры электро-
235
-598
нагревателями спирального типа. Масло обеспечивает стабильность и равномерность нагрева
вулканизационной плиты.
Аппараты типа мод. 6134 и 6140 снабжены терморегулятором с промежуточным реле и би-
металлическими контактами, за счет чего обеспечивается постоянная температура поверхности
плиты (±3°С). На корпусе установлена сигнальная лампа. В комплект аппаратов входят, помимо
прижимных плиток различного диаметра, протекторные и бортовые матрицы, а также малога-
баритные песочные мешки, что позволяет производить вулканизацию ремонтируемых участков
шин. В качестве нагревательных элементов в указанных аппаратах используются керамические
плитки с нихромовой спиралью.
Процесс вулканизации ремонтируемых участков камер и шин основан на физико-химическом
свойстве резины переходить при высокой температуре нагрева (свыше 100°С) в специфическое
сверхэластичное состояние. Если при этом сжать с соответствующим усилием два самостоятельных
резиновых элемента, то через некоторое время образуется монолитное соединение. Оптимальная
температура вулканизации — (140±3)°С.
В прилож. 38, рис. 3 и 4 представлены две разновидности электровулканизаторов зару-
бежных фирм. В средних и крупных АТП и там, где имеются шиноремонтные цеха, произво-
дится ремонт поврежденных участков покрышек (если размеры и характер повреждения не
противоречат ограничениям заводов-изготовителей). Для облегчения доступа при ремонте к
поврежденным участкам внутри шин используются малогабаритные переносные спредеры в
виде пневмоцилиндра с борторасширительными лопатками (мод. 6108). При большой произ-
водственной программе целесообразно использовать стационарные спредеры мод. 6184М
(рис. 6.51) и другие конструкции. В ходе ремонта производят разметку, вырезку и шероховку
поврежденных участков шин. Для вырезки поврежденного материала используют специальные
ножи из комплекта мод. 6209, обычно в виде наружного, внутреннего или встречного конуса:
для шероховки применяют специальный привод (рис. 6.52) и шарошки (рис. 6.53). Технология
и последовательность последующих операций практически аналогична операциям при ремон-
Рис. 6.50. Стенд Ш-816
для ошиповки шин
Рис. 6.52. Привод шероховального инструмента,
мод.6225
Рис. 6.51. Пневматический
спредер мод. 6184М, для
осмотра покрышек
Рис. 6.53. Методы обработки поврежденных участков покрышек
различного типа шарошками
те камер. В качестве пластыг-
используют чефер или резинов;
грибки со стержнями. Для каче
твенной проварки (вулканизат::
таких сложных соединений в ;
монтируемых участках шин :
пользуют специальные муль:.-
типа мод. Ш-120 (рис. 6.48).
236
С помощью инструмента (рис. 6.54) выполняются следующие операции:
• определение поврежденных участков;
• вырезка поврежденных участков;
• шерохование малых отверстий;
• промазка клеем;
• заделка поврежденных участков починочным материалом;
• снятие облоя;
• закрой починочных материалов;
® удаление посторонних включений;
• изготовление манжет и др.
В крупных легковых автокомбинатах и на СТОА иногда производят ошиповку шин, для езды
zo скользким дорогам. При этом используют стенд модели Ш-816 (рис. 6.50), оснащенный спе-
циальным пистолетом и устройством для автоматической подачи шипов.
Рис. 6.54. Набор инструмента
шиноремонтника мод. 6209
Рис. 6.55. Аппарат электровулка-
низационный мод. 6134
Рис. 6.56. Аппарат электровулканизационный
мод. 6140
237
Приложение 38
ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА И МОНТАЖА-ДЕМОНТАЖА ШИН
(ОБОРУДОВАНИЕ ЗАРУБЕЖНЫХ ФИРМ)
Рис. 2. Передвижной стенд для монтажа-демон-
тажа шин различного диаметра фирмы «ВЕМ -
(Франция)
Рис. 1. Стенд для монтажа-демонтажа шин грузовых автомо-
билей с горизонтальным расположением силового цилиндра
мод. S-208 фирмы «SICE» (Италия)
Рис. 3. Электровулканизатор для ремонта камер фирмы-экс-
портера «MOTOKOV» (Чехия)
Рис. 4. Настольный электровулканизатор для ;
монта камер фирмы «СНЕМ1СО» (Италия
238
6.3.2. РЕМОНТ РАМ И КУЗОВОВ
Основными направлениями в технологии ремонта кузовов являются: восстановление кузовов
гаже со сложными повреждениями); применение метода проверки геометрии кузовов по конт-
рольным
точкам (без разборки автомобилей);
внедрение крупноблочного метода ремонта; широкое
спользование при ремонте точечной сварки и сварки в среде защитных газов; использование
:тендов различного типа с силовыми устройствами (с гидравлическим приводом) для наружного
11
зытягивания деформированных элементов кузовов и рам; широкое применение механизирован-
ного инструмента для зачистных, отрезных и других вспомогательных операций.
В современных конструкциях оборудования для проведения кузовных работ имеет место
тенденция объединения, как бы в одно целое, установок для ремонта со стендами для контроля
геометрии и правки. При ремонте кузовов используют переносное оборудование для правки, ус-
танавливаемое непосредственно на кузов автомобиля, с гидравлическим приводом, развивающим
усилие рабочего органа до 20 т. Но с его помощью невозможно устранять сложные перекосы и
значительные деформации несущих элементов кузова. Для такого рода работ выпускаются стен-
ты, обеспечивающие метод наружного вытягивания деформированных элементов на закреплен-
ном на стенде автомобиле с одновременным приложением разнонаправленных усилий правки,
противоположных силам, вызвавшим повреждения (например, при ДТП).
Устройство для правки кузовов мод. БС-71 (рис. 6.57) состоит из передвижной балки 7, на од-
ном конце которой шарнирно закреплен качающийся рычаг 1, гидроцилиндра, расположенного
тнутри балки, ручного гидронасоса 9, упора 3, силовой поперечины и набора приспособлений
тля правки. Это универсальное устройство работает по векторному принципу приложения сил
то 10 т) в любом направлении.
Устройство для ремонта и контроля БС-123 (рис. 6.58) выполнено в виде передвижной рамы
зтапельного типа. Его можно использовать совместно с подкатной силовой установкой БС-124,
тл алогичной по принципу действия с установкой БС-71. Такая система, помимо контроля гео-
метрии кузова, служит для производства особо сложного ремонта. Ремонтируемый аварийный
тузов с помощью грузоподъемного устройства (например, автопогрузчика с вильчатым захватом)
мтанавливается на опорные кронштейны и боковые стойки (с зажимными приспособлениями
тля порогов кузова), смонтированные на раме БС-123. Несовпадение отверстий кронштейнов с
: зответствующими точками лонжеронов и пола кузова свидетельствует о нарушении геометрии
т.узова — в этом случае производят дополнительное закрепление кузова при помощи выдвижных
' эковых стоек. После этого раму установки вместе с кузовом автомобиля можно транспортировать
на пост ремонта в жестяницко-сварочный цех.
На рис. 6.59 представлен стенд модели БС-132. Это установка несколько иного типа. Для нее
з бетонном основании пола прокладывают несколько балок с гнездами для анкерных устройств 1
и установки переносных вертикальных опор 8, на поперечинах 7 которых устанавливаются пол-
:уны с силовыми цилиндрами 6. Для удержания кузова имеется комплект подставок 5 с силовы-
Рис. 6.57. Устройство для правки
кузовов мод. БС-71
Рис. 6.58. Устройство для правки кузовов:
а — рама мод. БС-123; б — силовая установка БС-124;
в — комплект цепных строп и зажимных приспособлений
239
ми поперечными трубами и захватами. Для правки используется также передвижная силовая
установка 2. Для привода силовых гидроцилиндров служит ручной насос 4. Жидкость в нужные
гидроцилиндры подается по шлангу высокого давления 3.
Стенд Р-620 (рис. 6.60) снабжен фундаментной рамой, залитой бетоном. В комплект стенда вхо-
дят подставки с зажимами. Для закрепления кузова используются расчалочные приспособления
Рис. 6.59. Стенд для ремонта кузовов
мод. БС-132 с силовой стойкой и анкерными
устройствами
Рис. 6.60. Стенд для ремонта кузовов мод. Р-620:
а — общий вид; б — схема закрепления за пороги
кузова; в — схема запасовки цепей
с анкерными устройствами. Гидравлический привод состоит из четырех комплектов гидронасосов
с ножным приводом, силовых цилиндров и шлангов высокого давления с наконечниками при-
соединения и клапанами. На рис. 6.61 показаны варианты крепления различного типа захвате:
на силовой стойке. Помимо вытяжки наружу поврежденных элементов кузова, на стенде можн
производить разжатие распирающим усилием изнутри кузова с помощью дополнительных гиг
равлических устройств с насосами и оснасткой (модели БС-142 и БС-143) или винтовых домкрг-
тов-растяжек с удлинителями, различными упорами и струбцинами.
По принципу конструкции и работы силовые установки БС-71 и БС-124 схожи с силовой у
тановкой швейцарской фирмы Блакхок «Системы Дозер» (прилож. 41, рис. 1), а стенды БС-12.
и Р-620 — с установками системы «Корек» той же фирмы (прилож. 41, рис. 2 и 3).
Для вспомогательных операций и правки (рихтовки) поврежденных плоскостей элемент::
кузова отечественная промышленность и зарубежные фирмы выпускают большое количеств
специализированных наборов инструментов и приспособлений и отдельный механизированны
инструмент, с пневматическим или электрическим приводом. Для ремонта и правки кузов:
служат набор И-305ГМ (рис. 6.62), набор с гидравлическим приводом И-305 (прилож. 39, рис. 1
и набор рихтовочного инструмента И-305РМ (прилож. 39, рис. 2). В качестве инструмента д._
Рис. 6.61. Варианты крепления приспособлений на сило-
вой стойке стенда мод. Р-620
Рис. 6.62. Набор инструментов и приспособленит::
ремонта кузовов мод. И-305ГМ
240
галения поврежденных элементов кузовов используются: молоток зубильный (пневматический)
1”1П-24 (рис. 6.63); зубило пневматическое П-6 (60 ударов в минуту); машина ручная отрезная,
пневматическая П-21 (с армированными кругами диаметром до 180 мм); ножницы ручные, элек-
“ические для прямолинейной и фасонной резки листового металла толщиной 2,5 мм ИЭ-5403;
2: жницы пневматические, вырубные ИП-5501 (толщина листа до 2,5 мм). Для зачистки сварных
~зов используется ручная пневматическая шлифовальная машина ИП-2015 (со шлифовальным
тугом диаметром до 100 мм).
Рис. 6.63. Пневматический молоток для резки (рубки) металла:
а — пневматический молоток; б — резец
В технологии по ремонту кузовов легковых автомобилей, для соединения кузовных деталей и
злов, широко используется газовая и полуавтоматическая сварка в защитном газе (и лишь изред-
а электродуговая — для толстостенных несущих элементов). Для ручной газовой сварки широко
применяются баллоны с ацетиленом (тип 100 или БАС-158), кислородом (тип 150), углекислым
злом (тип 150). Их транспортируют обычно на тележке с ложементами. При газопламенной сварке
узовных деталей для понижения давления газа, отбираемого из баллона, используют редукторы:
2КП-1-65 — для кислорода; ДАЛ-1-65 — для ацетилена; ДЗД-1-59М — для углекислого газа.
£ качестве горелок используют Г2-04 (малой мощности), схожей с выпускавшимися — «Звездоч-
эй» и «Малюткой». Для полуавтоматической сварки в среде углекислого газа (СО2) выпускают
гтановку СВАП-02 на тележке (рис. 6.64), установки И-103 «Луч, ПДГ-305, УСГ-02-44, А-825М.
3?е полуавтоматы подключаются к трехфазной сети с частотой 50 Гц и напряжением 380 В.
Рис. 6.64. Сварочный полуавтомат СВАП-02
ZIx отличие состоит в пределах регулирования силы тока (в среднем от 40 до 300 А), напряжения
зт 16 до 40 В), в диаметре используемой проволоки (от 0,6 до 2 мм) и скорости ее подачи (от 2 до
20 м/мин). Если скорость сварки сплошным швом тонколистовой стали ручной газовой сваркой
вставляет в среднем 5 м/ч, то при сварке полуавтоматами, с механизированным процессом по-
~ачи плавящегося электрода (в виде проволоки), она возросла в четыре раза (20 м/ч). Кроме того
преимуществом данного вида сварки является защита сварного шва от кислорода и азота воздуха:
деформация свариваемых деталей, даже из тонколистовой стали, почти полностью исключена;
:--б9в
241
значительно повышается удобство в работе и возможность выполнения сварки в труднодоступных
местах автомобиля за счет постоянства дуги и непрерывной подачи электрода.
После стендовой правки кузовов методом вытяжки проводят предварительную правку пов-
режденных плоскостей внешних и внутренних элементов кузова в целях устранения глубоких
вмятин, изгибов, сближения краев разрывов и т.д. При необходимости производят удаление
сильноповрежденных и коррозированных участков (в основном несущих элементов кузова) с
помощью резаков или газовых горелок с последующей зачисткой мест срезов шлифовальными
кругами, установкой и приваркой новых.
При наличии трещин и разрывов на поверхности из тонколистовой стали (не более 1 мм) их уст-
раняют газовой сваркой с использованием проволоки для электродуговой сварки Св-08, Св-15 (диа-
метром 1,5 мм) — при ремонте кабин грузовых автомобилей, а также Св0-08ГСА и С4в0-08Г2СА.
Затем проводят проковку сварочных швов с использованием молотков (в т.ч. пневмомолотков) и
поддержек, после чего зачищают места сварки шлифовальными кругами.
Окончательную правку внешних элементов кузова производят с использованием различного
типа молотков, киянок (в т.ч. с резиновыми или нейлоновыми бойками), применяя с внутренней
стороны наковальни, плиты, поддержки различного профиля и правочные рычаги с плоскими
наконечниками различной формы (при правке узких, труднодоступных мест). Заканчивают
правку выравниванием металлических поверхностей отрихтованных участков с помощью шли-
фования специальными кругами. В редких случаях, из-за высокой стоимости работ, используют
наплавку оловянисто-свинцовыми припоями ПОС-18 или ПОС-ЗО, с последующей зачисткой
мелкозернистой шкуркой.
На АРЗ для выравнивания поверхностей иногда используют метод газопламенного напыления
полимерных порошков в виде термостойкой пластмассы (ТПФ-37), которая хорошо заполняет все
неровности и легко шлифуется.
На практике применяют самые различные технологические методы и приемы правки (рихтов-
ки) поврежденных поверхностей внешних элементов кузова, но есть некоторые общие правила:
• глубокие вмятины без острых загибов и складок начинают править с середины, постепенн:
перенося удары к краю;
• вмятины с острыми загибами правят с острого загиба, а пологие вмятины — с края повреж-
денного участка панели, постепенно перенося удары к середине;
• при окончательной правке с использованием различных упоров с внутренней стороны наносят
правильным молотком по лицевой панели частые несильные удары так, чтобы они попадали е;
поддержку и переносились с одной точки поверхности на другую, осаживая бугорки, а сильных::
ударами растягивают мелкие вмятины.
Зарубежные фирмы, с многолетним опытом по разработке и производству гаражного оборудова-
ния, выпускают широкий спектр самого различного оборудования и инструмента для проведенн ,-
жестяницко-сварочных работ по ремонту кузовов, рам и кабин автомобилей.
В прилож. 39 на рис. 3 и 4 представлены ножницы для резки листового материала с электр::
ческим и пневматическим приводом фирмы «Со-Rect»; на рис. 5—10 — пневматические машин;
для резки, зачистки и шлифовки металлических элементов кузовов фирмы «Thor»; на рис. 11,1-
и 13 — плоскошлифовальные машины с электро- и пневмоприводом фирмы «Peugeot» (Франция
на рис. 14 и 15 показаны сварочные полуавтоматы «Кемпомат-250» и «Кемпомат-180» (с устрой:
твом для точечной сварки) фирмы «Kemppi» (Финляндия).
В прилож. 40 представлен вспомогательный механизированный инструмент с электропривод::
фирмы «Bosch» (Германия) для производства зачистных, отрезных, долбежных, плоскошлис:
вальных и других видов работ, включая столярные (с отсосом стружки пылесосом).
В прилож. 41 даны примеры использования при правке кузовов установок системы «Дозе;
(рис. 1) и системы «Корек» (рис. 2, 3) фирмы «Блакхок» (Швейцария). Установки оснащены пне:
могидравлическими насосами, как с ручным, так и ножным приводом. «Корек» — многоцеле:: -
система, позволяющая производить одновременно до четырех операций вытягивания и разжат:
(толкания) по восстановлению поврежденных элементов кузова.
В прилож. 42 показаны приемы правки элементов кузовов и фиксации автомобиля на устаноя:
«Fog», а в прилож. 43 показана установка «Того» фирмы «Gelette» (Швеция), которая выпуска 7'
практически все типы известных установок для правки кузовов, в т.ч. с подкатными тележка::
для установки аварийных кузовов и контроля их геометрии.
В прилож. 44 представлены установки фирмы «Кемппи» (Финляндия) с указанием различи:
методов сварки.
242
Приложение 39
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ КУЗОВНЫХ РАБОТ
Рис. 1. Набор инструмента с
гидравлическим приводом мод. И-305
Рис. 2. Набор рихтовочного инструмента
И-305РМ
НАБОР ИНСТРУМЕНТА И СВАРОЧНЫЕ УСТАНОВКИ ДЛЯ РЕМОНТА КУЗОВОВ (ЗАРУБЕЖНЫЙ ОПЫТ)
3 Г-698
243
Приложение 40
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КУЗОВНЫХ РАБОТ
(ЗАРУБЕЖНЫЕ ОБРАЗЦЫ)
244
Приложение 4
ОБОРУДОВАНИЕ ДЛЯ ПРАВКИ КУЗОВОВ. ПРИМЕРЫ ОПЕРАЦИЙ
(ЗАРУБЕЖНЫЙ ОПЫТ)
Рис. 4. Гидравлический насос
с ножным приводом
245
Приложение 42
УНИВЕРСАЛЬНОЕ ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПРАВКИ КУЗОВОВ
(ЗАРУБЕЖНЫЙ ОПЫТ)
Рис. 2. Приемы правки кузовов на установке
246
Приложение 43
no
Рис. 2. Приемы правки кузова на установке «Gelette» (Швеция)
П44
СВАРОЧНЫЕ УСТАНОВКИ ФИРМЫ «КЕМППИ» (ФИНЛЯНДИЯ)
СВАРКА ПРОСТЫМ ЭЛЕКТРОДОМ
СВАРКА МЕТОДОМ МИГ
Рис. 4. Мигомаг 153
Рис. 7. Кемпомиг 325
СВАРКА МЕТОДОМ ТИГ
Рис. 8. ЛХФ 3
Рис. 10. Экатиг 160
Рис. 11. Кемпомиг 550
Рис. 12. Горелка ТИГ-ЛТП
248
6.3.3. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ОКРАСКИ И СУШКИ
Значительная часть текущего ремонта автомобилей приходится на окрасочные работы, свя-
занные с необходимостью полной (или частичной) замены лакокрасочного покрытия в связи с
его естественным старением или с ремонтом кузова. Для этого в АТП организуют в отдельном
комещении малярный цех, который располагают обычно по соседству с жестяницко-сварочным
л обойным участками, т.к. они тесно взаимосвязаны в технологической цепочке по назначению
выполняемых работ.
Малярный цех включает три отделения: для подготовительных работ, для приготовления
лакокрасочных материалов и для окрасочных работ.
В отделении подготовительных работ производится частичное или полное удаление старой
::раски (если покрытие достаточно хорошо сохранилось, то окрашенную поверхность только ма-
тируют мелкозернистой шкуркой, для лучшего сцепления со свежим слоем краски), шпаклева-
ние и шлифование. Пол в отделении целесообразно выкладывать металлическими решетчатыми
плитами (или хотя бы частично — по периметру постов для подготовительных работ) с подключе-
нием полости под ними к водопроводной сети и системе приточно-вытяжной вентиляции в целях
: беспечения циркуляции под постами проточной воды и отсоса воздуха. Это полностью устраняет
наличие грязи и пыли, которые резко ухудшают качество покрытия краски.
Подготовительные операции включают тщательную очистку ржавчины, окалины, удаление
гасляно-жировых пятен. Ликвидация остатков ржавчины производится нанесением кистью
нециальных преобразователей ржавчины (с последующей выдержкой в течение 24 ч). Зачистку
поверхности следует производить шлифовальными машинками, мелкозернистой шкуркой или
ругами до ровного металлического блеска. Следующим этапом подготовки к окраске является
нанесение грунта тонкими (не более 0,02 мм) ровными слоями с помощью пневматических крас-
эраспылителей, с промежуточной сушкой каждого слоя. Состав грунта обеспечивает высокую
прочность сцепления как с металлической поверхностью, так и с последующими слоями покры-
тия. После грунтования лучше проявляются различные неровности и раковины, для устранения
зторых производят шпаклевание. Шпаклевку наносят ручными шпателями. Толщина одного
поя не должна превышать 0,5 мм, а общая — 2 мм. Каждый слой тщательно просушивается.
Нэвое поколение шпаклевок на эпоксидной основе, со специальными наполнителями, наносят
^посредственно на чистую металлическую поверхность. Полностью высохшую шпаклевку за-
ищают вручную с помощью пемзы или деревянных брусков с мелкозернистой шкуркой. Для
повышения производительности труда можно использовать плоско-шлифовальные машины,
“ри полной окраске автомобилей иногда используют жидкие шпаклевки, наносимые с помощью
тистолетов-распылителей. После каждого вида зачистных или шлифовальных работ проводят
'дув поверхности автомобилей сжатым воздухом. Перед самой окраской поверхность тщательно
'езжиривают (наилучшим средством является уайт-спирит).
Вышеуказанные пневматические краскораспылители (рис. 6.65, 6.66) выполнены в виде пис-
-: летов с верхним или нижним расположением бачка для краски. Практически все они содержат
:пло, иглу и механизм регулировки формы факела — от круглой до плоской, в зависимости от
: ида предстоящей окраски. При нажатии на курок открывается воздушный магистральный кла-
~пн, а затем, с некоторой задержкой, игла открывает отверстие в сопле.
При верхнем расположении бачка краска попадает в поток сжатого воздуха самотеком и распы-
- чется при выходе из сопла до мелкодисперсионного состояния, образуя факел соответствующей
: эрмы, в зависимости от регулировки.
В краскораспылителях с нижним расположением бачка краска подается в смесительную каме-
; по специальной трубке под действием сжатого воздуха, поступающего в бачок по воздушному
чналу или за счет разрежения в смесительной камере.
На рис. 6.69 представлены образцы краскораспылителей различных зарубежных фирм.
На крупных производствах, в т.ч. АРЗ, при необходимости окраски крупногабаритных элементов
: кузовов используют краскораспылительные установки повышенной производительности с бачками
': лыпой вместимости (от 40 до 100 л) — мод. БКП-40, БКП-100 (рис. 6.67). Сжатый воздух посту-
: 1st из магистрали в масловлагоотделитель 7. Затем через редуктор, под давлением 0,3—0,7 МПа
::дается по шлангам 6 к пистолету 1 и через редуктор 5, под давлением 0,15—0,2 МПа, в бак с
таской. Бак снабжен краскомешалкой 4. Под давлением воздуха краска вытесняется из бака и по
шлангу 2 поступает в смесительную камеру пистолета-распылителя.
Отечественная установка «Радуга-0,63» предназначена для распыления краски безвоздушным
лтодом. Установка состоит из насоса 4 (рис. 6.68), закрепленного на подставке, всасывающего
шланга с фильтром 9, воздухораспределителя 3, краскораспылителя 5. Насос приводится в дейс-
249
Рис. 6.65. Пневматический краско-
распылитель с верхним расположе-
нием бачка, мод. СО-90
Рис. 6.66. Пневматический краскораспылитель с нижним располо-
жением бачка:
1 — головка; 2 — ыупжг, 4 — игла; 7 — корпус регулятора; 8 — ре-
гулятор иглы; 9 — корпус пистолета; 10 — трубка; 11 — рукоятка;
13 — штуцер; 14 — курок; 15 — трубка бачка; 16 — бачок; 17 — со-
единительная трубка; 18 — гайка соединительная
Рис. 6.67. Схема пневматической краскораспылитель- Рис. 6.68. Внешний вид (а) и схема (б) установки
ной установки: «Радуга-0,63» для нанесения лакокрасочных материалов
1 — пистолет; 2 — шланг подачи краски; 3 — краско-
нагнетательный пистолет; 4 — вал краскомешалки;
5 — регулятор давления; 6 — шланг подачи сжатого
воздуха; 7 — масловлагоотделитель
твие сжатым воздухом (0,5 МПа). При открывании крана 1 сжатый воздух подается к пневмати-
ческому приводу насоса через клапан 2. Краска забирается насосом и через фильтр 9 подается
краскораспылителю, дополнительно очищаясь в фильтре тонкой очистки 7. Для быстрого сброс:
давления краски в системе при выключении пистолета-распылителя предусмотрен обратный
клапан 8.
Промышленность выпускает также установку «Заря-1», схожую с предыдущей установкой
но с комбинированным методом распыления, для лакокрасочных материалов повышенной вям
кости (до 100 с). На рис. 6.70 представлены образцы с автономными пневматическими насосам!
фирмы «Крако» (Япония).
250
Рис. 6.69. Ручные пневматические
краскораспылители
Рис. 70. Пневматические краскораспылительные установки для окрасоч-
ных цехов с большой производственной программой (система «Ивата»,
фирма «Крако»)
Подготовку лакокрасочных материалов производят непосредственно перед процессом окраски.
Эна заключается в тщательном перемешивании, разбавлении соответствующими растворителями
разбавителями до необходимой консистенции и процеживании. Для перемешивания краски
используют краскомешалки типа БС-158 (пневматическая) или мод. 9226. Контроль вязкости
-мали можно проводить с помощью вискозиметра ВЗ-4, представляющего собой конусную воронку
: калиброванным сечением выходного отверстия — вязкость оценивают числом секунд, за которые
100 см3 краски вытекает из воронки. В качестве разбавителей синтетических меламиноалкидных
?малей используют растворители Р-197, № 651, сольвент, ксилол и др. Вязкость эмали должна
'ыть в пределах 20—22 с. Использование слишком жидкой краски приводит к ее подтекам на
жрашиваемой поверхности, при использовании слишком густой краски она может выходить из
: эпла краскораспылителя в виде «плевков» или вообще забивает сопло.
Помимо вышеуказанных моделей краскораспылителей используют мод. С592, КРУ-1, КР-10,
1765, «ЗИЛ» и др. Окраску производят в окрасочно-сушильных камерах PKW-180/28 (рис. 6.71)
ллимод. 767 (рис. 6.72). Для сушки окрашенных автомобилей можно использовать также термо-
радиационную камеру 8019.
Рис. 6.72. Окрасочно-сушильная камера мод. 767:
1 — вентилятор; 2 — калорифер; 3 — воздуховод;
4 — потолочный фильтр; 5 — воздушный насос
Рис. 6.71. Окрасочно-сушильная камера
PKW180/28 (венгерской фирмы «Афит»)
251
Первый слой эмали (иногда его называют «проявочным») наносят на всю поверхность кузова
и производят сушку в камере при температуре 120—130°С в течение 50—60 мин. После этого
автомобиль выкатывают на подготовительный пост и осматривают, т. к. после нанесения слоя
краски хорошо проявляются все оставшиеся неровности, которые устраняют шпаклеванием с
последующим шлифованием. Оставшиеся после этого микрораковины и риски устраняют иног-
да нанесением на них быстросохнущей нитрошпаклевки. Обработанные участки промываются,
сушатся, и автомобиль снова обдувают сжатым воздухом. Затем наносят второй слой краски и
выдерживают 10—15 мин при температуре 20—25°С, после чего по сырому покрытию наносят
третий слой эмали и производят окончательную сушку в камере при температуре 120—130°С в
течение 50—60 мин.
Комбинированная окрасочно-сушильная камера модели 767 (рис. 6.72) по принципу конструк-
ции и работы соответствует самым современным образцам и требо-
ваниям. В процессе окраски воздух из внекамерного пространства
засасывается через раструб и проходит через потолочные фильтры
4 и, очищенный от пыли, поступает в камеру. Распыленные части-
цы краски, не осевшие на поверхность автомобиля, захватываются
воздушным потоком, создаваемым насосом 5, увлекаются через
решетку пола в вентиляционный канал и, проходя через водяную
завесу 6, оседают в воде. После окраски камеру проветривают и
переключают на режим сушки. Воздух из камеры засасывается
вентилятором 1 и подается в калорифер 2. Нагретый воздух по
воздуховоду 3 поступает в раструб в проеме крыши, проходит че-
рез потолочный фильтр и нисходящим потоком горячего воздуха
обдувает автомобиль. Температурный режим сушки устанавлива-
ется с помощью терморегулятора на пульте управления. Частич-
ная окраска отдельных элементов кузова производится чаще всего
вне камер, (на постах подготовки), с соблюдением вышеуказанной
технологии. В этом случае сушка окрашенных участков произ-
водится с помощью передвижных установок, оснащенных лам-
повыми или трубчатыми электронагревателями инфракрасного
(теплового) излучения (модель УСПО-1 — рис. 6.73). Эти лучи
спектра не поглощаются краской, беспрепятственно проникают
через нее и нагревают металлическую поверхность. Тепло для
сушки эмали подводится как бы изнутри, что ускоряет удаление
растворителя из жидкого слоя краски, не образуя пузырей, пор
и трещин пленки покрытия.
6.3.4. ПРОТИВОКОРРОЗИОННОЕ ПОКРЫТИЕ ДНИЩА КУЗОВОВ
В целях уменьшения негативного воздействия влаги и различных агрессивных вещест;
попадающих с полотна дорожного покрытия, усугубляющих процесс коррозии днища кузов:
крыльев и других металлических деталей подкрыльных полостей, в АТП и на СТОА производя"
противокоррозионную обработку вышеуказанных мест на специально оборудованных постах. Р.
боты, проводимые на этих постах, подразделяются в соответствии с технологическим процесс:
на три основных вида:
• мойка и очистка днища и колесных ниш;
• сушка горячим воздухом (после мойки и после нанесения мастик);
• нанесение противокоррозионных составов.
Противокоррозионные составы подразделяются на две группы: составы для нанесения на де:
ще, колесные ниши и другие открытые места и составы, предназначенные для обработки скрыть:
полостей кузова (порогов, стоек, лонжеронов и траверсов, внутренних полостей дверей и т.д.).
Посты для противокоррозионной обработки автомобилей оснащаются соответствующе':
видами оборудования, организационной и технологической оснасткой, в т.ч. средствами индиь:
дуальной защиты от вредного воздействия используемых токсичных материалов. Для повы~-
ния удобства работы (основная часть которых проводится снизу), посты оснащаются обычны:
подъемниками или опрокидывателями. Посты размещают в специальных камерах (типа БС-2)
см. рис. 6.78) либо в отдельных изолированных помещениях, с обеспечением достаточной кг. -
ности обмена воздуха и вентиляции, а также с повышенными мерами противопожарной безо:::
ности. Для мойки и очистки днища и скрытых полостей следует использовать шланговые маш;:.“.
252
высокого давления, в т.ч. с подогревом воды (мод. М-125, UPM-95, «Wapelan» и др.). Качество
.шки после мойки имеет важное значение в общем технологическом процессе проводимых работ:
наличие влаги на покрываемых мастиками плоскостях не допустимо.
Сушку автомобиля после мойки рекомендуется производить потоком воздуха, нагретого до
-80°С, сушку нанесенных противокоррозионных материалов — при температуре +40°С. Для получе-
ния высокой эффективности при сушке скрытых полостей кузова подачу нагретого воздуха необ-
: эдимо производить непосредственно в полости — через окна и технологические отверстия.
Этим требованиям соответствует установка для сушки фирмы «Finicor» (Финляндия). Ее корпус
монтирован на тележке, а для подачи горячего воздуха в скрытые полости имеется несколько
; аспылительных насадок. Максимальная температура нагрева воздуха 60—65°С. Для нанесения
противокоррозионных составов воздушным и безвоздушным методом могут использоваться ранее
т э осмотренные модели красконагнетательных установок с баками и краскораспылители.
В настоящее время промышленность выпускает и специализированные установки. В неболь-
ших предприятиях используют передвижную пневматическую установку мод. 183М (рис. 6.74)
: баком вместимостью 20 л, давление подводимого к баку воздуха — до 1,0 МПа. Для повышения
добства в работе, в целях доступа в труднодоступные места, пистолет для нанесения маслографи-
: эвой суспензии на обрабатываемые поверхности автомобиля снабжен специальным трубчатым
длинителем с соплом.
Рис. 6.74. Пневматическая передвижная установка для
нанесения противокоррозионных покрытий мод. 183М:
а — схема; б — внешний вид
В более крупных АТП и СТОА используют установку «Щит» (рис. 6.75) — для безвоздушно-
гэ метода нанесения антикоррозионных покрытий. Установка С-611 (рис. 6.76) работает также
до принципу безвоздушного распыления материала, с подачей его непосредственно в пистолет
насосным агрегатом высокого давления мембранного типа, снабжена электроприводом. В комп-
лект установки входят сменные наконечники и сопла. Передвижная установка С-612 (рис. 6.77)
сличается автономным погружным пневмонасосом, установленным на крышке бака. Тип насо-
:а — плунжерно-поршневой двустороннего действия. Максимально развиваемое давление 18 МПа
при рабочем давлении воздуха 0,8 МПа). В комплект установки входит бак для промывочной
жидкости, комплект сменных сопел и наконечников.
Начат выпуск установок высокого давления (от 24 до 36 МПа) для безвоздушного распыления
противокоррозионных материалов с подачей их к пистолету с помощью гидронасоса плунжерного
типа с приводом от пневмоцилиндра — мод. УВД-1,5 М, УВДМ-9 и УВД-12. В комплект обору-
дования и приспособлений ОРГ-16381-ГОСНИТИ для проведения операций по противокоррози-
онной защите входит агрегат для приготовления защитных составов и нанесения их на днище
автомобилей. Он состоит из рамы, бункера, двух баков и барабанов, насоса высокого давления и
253
Рис. 6.75. Установка для распыления мас-
тики «Щит»:
а — схема; б — внешний вид; 1 — регу-
лятор давления; 2 — магистраль сжатого
воздуха; 3 — редуктор; 4 — пистолет-рас-
пылитель; 5 — магистраль подачи масти-
ки; 6 — бак
Рис. 6.76. Установка для нанесения противокор-
розионных покрытий С-611
трех муфт для выдачи сжатого воздуха. Отличительной особенностью этой установки является
наличие сушильного агрегата с электрокалорифером и рукавами для обдува.
Камера БС-208 (рис. 6.78) служит для нанесения противошумной мастики и противокоррозион-
ных составов. Она состоит из основания 6, настила 10, каркаса 2 с воротами для заезда автомобилей,
одноплунжерного гидроподъемника 9 (мод. П-104), насосной установки 5 и ламп освещения 1.
В основании камеры устроена ванна 8, заполненная водой. Пол камеры имеет уклон в сторону
Рис. 6.77. Пост для нанесения
противокоррозионных покрытий с уста-
новкой С-612
Рис. 6.78. Камера БС-208 для нанесения проти-
вошумной мастики
фильтров 7, делящих ее на две зоны: чистую и загрязненную. Отработанная вода стекает в ванну
где очищается, проходя через фильтры. Вода из чистой зоны ванны подается к коллектору в лотк::
гидрофильтров 4 центробежным насосом. Гидрофильтры служат для очистки отсасываемого и:
камеры загрязненного воздуха путем многократной обработки его водой. Воздух в камеру попа
дает через проемы потолка и боковых стен и, имея вертикальное и горизонтальное направления
увлекает аэрозоли, мастики к гидрофильтрам. Из камеры воздух попадает к гидрофильтрам
помощью вентилятора 3. Вода в системе гидроочистки периодически меняется. Для нанесения
мастики можно использовать практически любую вышеописанную установку.
254
ЛАКОКРАСОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ МАЛЯРНЫХ,
ЗАЩИТНЫХ И ПРОТИВОКОРРОЗИЙНЫХ РАБОТ
Грунты, шпатлевки (образцы отечественного производства)
Марка Назначение Вид растворителя, разбавителя Режим сушки
ГС время
ГФ-073 ГФ-020 ГФ-031 В качестве первого слоя по чистому металлу Ксилол 18—20 7—10 мин
ЭФ-083 (эпоксидный) В качестве дополнительного слоя на грунты типа ГФ-073 Ксилол, РЭ11В. Для ускорения сушки — сиккатив НФ-1,5 90 60 мин
Шпатлевка МС-006 Для окончательного выравнивания поверхности (по грунту) Ксилол 18—20 30 мин (на один слой)
НЦ-007 То же Ксилол; 645 18—20 60 мин (на один слой)
ЭП-0010 По чистому металлу 646; Р-5; Р-40 60—70 7ч
ПЭ-0044 На любую поверхность (поставляется с отвердителем) Уайт-спирит 60—70 7ч
Лакокрасочные материалы (образцы отечественного производства)
Марка эмали Назначение Растворители, разба- вители, сикативы Режим сушки
t*c время
МЛ-1110 МЛ-1121 Для полной окраски кузовов (преимущественно автомобилей «Волга») Р-198, Р-197, Сольвент ДО 120—130 50—60 мин
МЛ-197 Для полной окраски кузовов (преимущественно для автомобилей ВАЗ, в два слоя, с выдержкой 7—10 мин) Р-197 В качестве сиккатива — ДГУ-70 90 60 мин
НЦ-11 Для полной окраски кузовов (преимущественно для грузовых автомобилей) 646,647, 648 18—20 1ч
ЭП-191 (эпоксидная) Универсальная, для окраски кабин и деталей автомобиля Р-40 60 Зч
Примечание. В основу составления колера эмалей, применяемых для частичной окраски кузовов автомобилей ВАЗ,
- эложены 11 эмалей (от 9j до Эц) марки МЛ-1195. Составляющие компоненты в определенной пропорции перемешивают
л доводят растворителем Р-197 до обычной вязкости — 20—22 с (по ВЗ-4). Полученный колер наносят на металлическую
пластину и после высушивания (при 80—90°С) визуально сравнивают (при дневном свете) с базовым цветом.
Примеры соотношения компонентов (% )
Белая 233 Э1 — белая 98,2 Охра золотистая 208 Э1 — белая 46,7 Вишневая 181 Э5 — вишневая 64,0
Э2 — синяя 0,07 Э8 — желтая 40,0 Эе — оранжевая 9,8
Э3 — красно- коричневая 0,1 Э9 — красно- коричневая 12,2 Э9 — красно-ко- ричневая 14,8
Эю — горчич- ная 0,55 Эц черная 1,1 Эц — черная 11,4
Эц черная 1,08
255
Противокоррозионные и противошумные материалы (отечественного производства)
Наименование Марка Места защиты Растворители, разбавители Режим сушки
teC время
Автоантикоры (на битумной и резино-битумной основе) БПМ-1 579 580 51-Г-7 Для антикоррозионной защиты днища и подкрыльных полостей (с противошумными свойствами) РС2; Уайт-спирит; сольвент; толуол 18—20 40 40 2—4 ч 2—Зч 2—Зч
Невысыхающая
Мастика защитная (заводская) НГМ-МЛ Для защиты скрытых полос- тей новых автомобилей То же — —
Автоконсерванты порогов автомобилей «Мовиль-1» «Мовиль-2» Защита от коррозии внутренних полостей автомобилей БУ — 18—20 1 20—30 мин
Автоантикор (эпоксидно-каучуковый) На основе эпоксидной смолы ЭД-20 Для защиты днища и под- крыльных полостей 646,648 18—20 24 ч (с отверди- телем)
Лакокрасочные и вспомогательные материалы зарубежных фирм (отдельные образцы)
Наименование материала Фирма производитель
«Sadolin» (Финляндия) «Valvoline» (Голландия) «НУСОТЕ» (Англия) «BODY» (Греция)
Грунты Sadoprimer 541-80057 (быстросохнущий). Washfiller 521-00560 (2-х компонентный) — UK-027 (черный) UK-0303 (красный) UK-0302 (белый) БОДИ-969 (антикоррозионный)
Шпатлевки Sadoplast 535-1040 (2-х компонентная полиэфирная) — UK-244 (в аэрозольной упаковке) БОДИ ФЕРСИ (2-х компонентная), БОДЕ ФАЙН
Лакокрасочные материалы (воздушной сушки) Sadolin 012, Sadolin Metallic 0,15 (на алкидной основе) Sadomix 004 (базовая, для подборки колера) — ABRO (алюминиевая, для двигателей, глуши- телей и т.д.) Синтетическая эмаль БОДИ, Акриловая эмаль БОДИ (2-х компонен- . тная)
Растворители, разбавители 006-1098 (универсал) Thinner 90802-09015 (разбавитель) — UK-246 (повышенной испаряемости) БОДИ УНИ (универ- сальный), БОДИ СИНТ
Антикоры для защиты внешних плоскостей — Tectyl- 190 Tectyl BODYSAFE (антигравий) UK-630 (белый), UK-632 (черный) — антигравий БОДИ 950 (на каучу- ковой основе), БОДЕ 910 — антиударные
Антикоры для защиты скрытых полостей — Tectyl ML UK-203
256
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по темам:
1. Основные неисправности ходовой части.
2. Углы установки управлемых колес и шкворней, нормативные параметры.
3. Основные операции по ЕО.
4. Основные операции по ТО-1.
5. Основные операции по ТО-2.
6. Контроль установки колес.
7. Контроль геометрии передних и задних колес (зарубежный опыт).
8. Балансировка колес.
9. Диагностика технического состояния амортизаторов.
10. Основные операции по ТР; оборудование для ремонта агрегатов ходовой части.
11. Ремонт шин и камер; оборудование для шиномонтажных и шиноремонтных цехов.
12. Ремонт рам и кузовов; стенды и инструмент для кузовных работ.
13. Оборудование и технология окраски и сушки автомобилей.
14. Антикоррозионное покрытие днища кузовов, используемое оборудование.
15. Материалы для малярных работ и антикоррозионного покрытия днищ кузовов.
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей:
• рис. 6.9, а, б, в;
• рис. 6.11, в; 6.13, в;
• рис. 6.15; 6.20;
• рис. 6.22, а, в;
• рис. 6.25; 6.26, а; 6.27, б;
• прилож. 35, рис. 1; прилож. 36, рис. 4, в;
• рис. 6.28; 6.29; 6.33, а, б;
® рис. 6.36; 6.37;
• рис. 6.39 (схема); 6.42;
• рис. 6.44; 6.47; 6.48;
• рис. 6.57; 6.61, а, в; 6.64;
• рис. 6.66; 6.61; 6.72; 6.73;
• рис. 6.74, а; 6.75, а; 6.77.
III. Дайте письменно краткие четкие ответы на указанные вопросы:
1. Перечислите характерные неисправности рам, кабин и кузовов. Каковы их причины, признаки и
возможные последствия?
2. Перечислите основные неисправности элементов подвески, их причины, признаки и возможные
последствия.
3. Назовите характерные неисправности колес, их причины, признаки и возможные последствия.
4. Каково назначение углов установки управляемых колес и шкворней? Назовите нормативные пара-
метры.
5. Перечислите основные операции, проводимые водителем при ЕО.
6. Перечислите основные операции ТО-1, охарактеризуйте оборудование, используемое при их прове-
дении.
7. Какова методика проверки люфта и регулировки подшипников ступиц?
8. Какова методика проверки возможного люфта в шкворневых соединениях, в резьбовых и шарнирных
оединениях независимых подвесок?
9. Перечислите основные операции, проводимые при ТО-2, охарактеризуйте оборудование, использу-
емое при этом.
10. Охарактеризуйте посты для контроля установки управляемых колес. Какое оборудование при этом
используется?
11. Какова методика регулировки углов развала и схождения колес? С какой целью контролируются
нерегулируемые параметры?
12. Охарактеризуйте методы проверки установки управляемых колес на оборудовании зарубежных
□ирм.
13. В чем заключается сущность статической и динамической неуравновешенности колес?
14. Охарактеризуйте методику статической и динамической балансировки снятых колес. Какое обору-
дование при этом используется?
15. Какова методика проверки балансировки колес непосредственно на автомобиле? Какое оборудование
используется при этом?
16. Назовите основные методы диагностики амортизаторов. В чем их различие? Какое оборудование
используется с этой целью?
257
33-698
17. В чем заключаются основные операции по ТР, проводимые на постах и во вспомогательных цехах?
Охарактеризуйте оборудование и технологическую оснастку, используемые при этом.
18. Какова методика монтажа-демонтажа шин на стендах? Охарактеризуйте их конструкцию.
19. Какова технология ремонта шин и камер? Охарактеризуйте оборудование и технологическую ос-
настку, используемую при этом.
20. Охарактеризуйте конструкцию различных типов стендов для правки кузовов.
21. Какова методика правки кузовов на стендах с силовыми установками?
22. В чем заключается суть правки (рихтовки) различного рода повреждений отдельных мест кузова
(кабины)?
23. Какова технология подготовки, окраски и сушки автомобилей?
24. Охарактеризуйте технологию и оборудование для антикоррозийной обработки кузовов.
ГЛАВА 7
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
МЕХАНИЗМОВ УПРАВЛЕНИЯ
7.1. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
РУЛЕВЫХ УПРАВЛЕНИЙ
7 .1.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЛЕВЫХ УПРАВЛЕНИЙ
ЛЮФТ РУЛЕВОГО КОЛЕСА ПРЕВЫШАЕТ НОРМАТИВНЫЙ УГОЛ — для старых моделей
автомобилей 25°; для более новых моделей 10—15°.
Причины:
« ослабление крепления рулевого колеса на шлицах рулевого вала;
• олабление крепления рулевой колонки;
• ослабление крепления картера рулевого механизма;
• люфт в карданных шарнирах или шлицевых соединениях — у автомобилей с сочлененными
составными) рулевыми валами (ЗИЛ, КамАЗ и т.д.);
® люфт соединительной (безопасной) муфты — у автомобилей типа ГАЗ-3102 при износе от-
верстий в центральной резиновой шайбе, при ослаблении крепления соединительных фланцев
:: т.д.;
• люфт в зацеплении рабочей пары «червяк-ролик»;
• люфт в конических подшипниках червяка;
® люфт рулевого винта — в автомобилях с НУ при износе шариков и направляющих канавок
зинта и пары поршень—рейка;
• люфт в зацеплении рабочей пары поршень—рейка и зубчатый сектор вала сошки — у ав-
томобилей с ГА;
® люфт в подшипниках или в зацеплении конических шестерен углового редуктора — у ав-
томобилей КамАЗ;
• ослабление крепления сошки — на конических шлицах вала сошки;
® люфт в рулевых шарнирах;
• люфт маятникового рычага — у легковых автомобилей с независимой подвеской;
• люфт в шкворневых соединениях поворотных цапф колес;
о люфт в конических подшипниках ступиц передних колес.
Вышеперечисленные люфты рулевого управления возникают в основном при доносах сопря-
женных деталей или при неправильной регулировке различных сопряжений.
ЗАЕДАНИЕ ИЛИ ЗАТРУДНЕННЫЙ ПОВОРОТ РУЛЕВОГО КОЛЕСА ПРИ ДВИЖЕНИИ
АВТОМОБИЛЯ.
Причины:
© перенатяг в зацеплении рабочей пары или в конических подшипниках червяка — при
регулировке;
® погнутость рулевого вала, колонки или рулевых тяг;
® эллипсообразный износ рабочих головок шаровых пальцев и вкладышей рулевых шарни-
;ов — может привести к полному заклиниванию рулевого управления;
® заклинивание маятникового рычага — происходит при его погнутости, износе втулок;
® повышенная вязкость масла в рулевом механизме — обычно при низких температурах;
® отсутствие или затвердевание смазки в различных узлах — в рулевых шарнирах, в шквор-
невых соединениях;
® погнутость шкворня;
• заедание пары поршень—рейка в цилиндре картера у автомобилей с гидроусилителем — про-
водит при загрязнении канавок и заедании винта привода поршня, при поломке поршневого
эльца;
© заедание золотника или реактивных плунжеров клапана управления;
© пониженный уровень масла в бачке насоса, наличие в системе воздуха или воды — приводит
сильному пенообразованию в бачке, масло может полностью вытечь из системы;
259
-698
в масляный насос не развивает необходимой подачи и достаточного давления в системе гид-
роусилителя — происходит при пробуксовке приводного ремня, при зависании перепускного или
заедании обратного клапана (в основном при загрязнении), при нарушении работы предохрани-
тельного клапана (при загрязнении, поломке пружины и т.д.).
ПОЛНЫЙ ОТКАЗ В РАБОТЕ РУЛЕВОГО УПРАВЛЕНИЯ.
Причины:
« разъединение рулевых тяг — обычно бывает при самопроизвольном откручивании неза-
шплинтованных гаек шаровых пальцев рулевых шарниров тяг;
• разрушение рулевых шарниров с разъединением рулевых тяг — при недопустимо большом
люфте в рулевых шарнирах при износе пальцев и вкладышей, усугубляется возможностью удар-
ных нагрузок на шарниры при наезде на различные препятствия, при ДТП и т.д.
« заклинивание рабочей пары червяк—ролик — при большом люфте в конических подшип-
никах червяка (приводящего к осевому люфту червяка и рулевого вала), при сильном люфте в
зацеплении самой рабочей пары. При повороте рулевого колеса в любое крайнее положение зуб
ролика может попасть на торцовую кромку рабочей части червяка (особенно при возврате рулевого
колеса в исходное положение).
По техническим условиям рулевое управление должно обеспечивать надежную управляемость
автомобилем во всех режимах и условиях движения автомобиля по заданному направлению,
при этом водитель не должен затрачивать большого усилия на управление, однако безотказная
работа рулевого управления обеспечивается не только исправностью входящих в него элементов:
существенное влияние оказывает техническое состояние и других узлов и параметров автомобиля.
Ухудшение устойчивости автомобиля может быть при нарушении нормального давления в шинах,
углов развала и схождения колес, при нарушении балансировки колес и т.д.
Рис. 7.1. Рулевое управление автомобиля ЗИЛ-4331:
1 — рулевое колесо; 2 — маховичок регулировки наклона рулевой колонки; 3 — кронштейн крепления рулевой кс-
лонки к кабине; 4 — маховичок регулировки рулевого колеса по высоте; 5 — рулевая колонка; 6 — карданный вал
7 — сошка; 8 — рулевой механизм; 9 — шланг высокого давления; 10 — насос гидроусилителя рулевого управление
11 — радиатор; 12 — сливной маслопровод; 13 — нижняя крышка; 14 — картер; 15 — сектор вала сошки; 16 — пег •
шень-рейка; 17 — винт; 18 — клапан управления; 19 — верхняя крышка; 20 — упорный подшипник; 21 — золот-
ник; 22 — плунжер; 23 — предохранительный клапан; 24 — промежуточная крышка; I — поворот направо; II — и:
ворот налево
260
Рис. 7.2. Рулевой механизм с гидроусилителем (ЗИЛ-4331):
1 — нижняя крышка; 2 — уплотнительное кольцо; 3 — картер рулевого механизма; 4 — поршень-рейка; 5 —
уплотнение; 6 — винт рулевого управления; 7 —шариковая гайка; 8 — желоб; 9 — шарик; 10 — поршневые кольца;
11 -— крышка промежуточная; 12 — упорный шарикоподшипник; 13 — шариковый клапан; 14 -— регулировочная
гайка; 15 — верхняя крышка; 16 — уплотнительная манжета; 17 — корпус клапана; 18 —золотник; 19 — пружина;
20 — плунжер; 21 — установочный винт; 22 — вал сошки; 23 — боковая крышка; 24 — упорная шайба; 25 — регули-
ровочный винт; 26 — уплотнительная манжета; 27 — пробка сливного отверстия с магнитом; 28 — уплотнительная
двухкромочная манжета; 29 — гайка вала сошки
Рис. 7.3. Насос гидроусилителя рулевого управления (ЗИЛ-4331):
а — с сетчатым фильтрующим элементом; б — с бумажным фильтрующим элементом; 1, 2 и 11 — прокладки; 3 и
5 — уплотнительные кольца; 4 — сетчатый фильтр; 6 — гайка-барашек; 7 — шайба; 8 — крышка; 9 — сапун; 10 —
заливной сетчатый фильтр; 12 — предохранительный клапан фильтра; 13 — бачок; 14 — патрубок; 15 — коллектор;
16 — предохранительный клапан; 17 — регулировочные прокладки; 18 — седло клапана; 19 — пружина; 20 — пе-
репускной клапан; 21 — крышка насоса; 22 — распределительный диск; 23 — ротор; 24 — статор; 25 — роликовый
подшипник; 26 — вал; 27 — манжета; 28 — шарикоподшипник; 29 — корпус; 30 — шкив; 31 — конусная втулка;
32 — лопасти; 33 — бумажный фильтрующий элемент; 34 — уплотнитель; К — калиброванное отверстие
261
7.1.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед выездом на линию открыть капот и внешним осмотром проверить общее состояние
рулевого управления. Обратить особое внимание на состояние приводного ремня насоса гидроуси-
лителя, соединительной муфты безопасности у легковых автомобилей ГАЗ, на крепление карте-
ра рулевого механизма, проверить, нет ли течи масла из него (из-под крышек, через сальники
вала сошки, из-под болта отверстия для слива масла и т.д.). Для повышения удобства проверки
шплинтовки гаек рулевых шарниров при ежедневном осмотре один из усиков шплинта загибают
вверх над гайкой (рис. 7.4), тогда его достаточно хорошо видно даже в загрязненном состоянии.
Герметичность системы гидроусилителя следует проверять при работающем двигателе.
Рис. 7.4. Шарнир рулевой тяги
(ЗИЛ-4331):
1 — гайка; 2 — шаровой палец;
3 — резиновый чехол; 4 — пру-
жина кольцевая; 5 — наконеч-
ник тяги рулевой трапеции;
6 — резьбовая пробка; 7 — пру-
жина; 8 — шплинт; 9 — усик
шплинта гайки
Рис. 7.5. Рулевой механизм с гидроусилителем автомобиля КамАЗ:
1 — передняя крышка; 2 — клапан управления гидроусилителем; 3, 28 — стопор-
ные кольца; 4 — плавающая втулка; 5, 7 — уплотнительные кольца; 6,8 — рас-
порные кольца; 9 — установочный винт; 10 — вал сошки; 11 — перепускной
клапан; 12 — защитный колпачок; 13 — задняя крышка; 14 — картер рулевого
механизма; 15 — поршень-рейка; 16 — сливная магнитная пробка; 17 — винт;
18 — шариковая гайка; 19 — желоб; 20 — шарик; 21 — угловой редуктор;
22 — упорный роликоподшипник; 23 — пружинная гайка; 24, 26 — гайки;
25 — регулировочный винт; 27 — боковая крышка; 29 — регулировочная шайба:
30 — упорная шайба
В начале движения и далее необходимо следить, нет ли при-
знаков вышеуказанных неисправностей (см. подразд. 7.1.1).
При возвращении водитель обязан сообщить дежурному ме-
ханику гаража (или КТП) о всех неполадках в работе рулевого
управления, замеченных при работе на линии, а тот, в свою
очередь, на основании собственного осмотра и проверки, а также
со слов водителя, должен сделать заключение о техническом
состоянии рулевого управления автомобиля, при этом лично
проверить шплинтовку гаек рулевых шарниров и возможный
люфт в них (визуально, когда водитель резко покачивает ру-
левое колесо в обе стороны). При отклонении от нормативных
параметров работы рулевого управления, обнаружении раз-
личных неисправностей (в т.ч. со слов водителя) необходимо
направить автомобиль в зону текущего ремонта для уточнения
характера неисправности и проведения, при необходимости,
ремонтных работ.
Необходимо помнить:
• при выходе из строя на линии гидроусилителя, а также
при буксировании автомобиля с неработающим двигателем
разрешается пользоваться рулевым управлением только крат-
ковременно — во избежание быстрого износа или поломки
деталей рулевого механизма;
Рис. 7.6. Рулевой механизм
автомобиля ГАЗ-53А:
1 — червяк; 2 — нижняя крышка:
4 — конические подшипники; 5 — ро-
левая колонка; 6 — вал; 8 — ролик.
9 — регулировочная пробка; 10 — вс.-
сошки; 12 — контровочная шайба:
13 — колпачковая гайка
262
• буксирование автомобилей с гидроусилителем на дальнее расстояние можно производить
; элько с вывешенным передним мостом;
• категорически запрещена установка в механизмах рулевого управления нестандартных (или
эбственного производства) деталей и узлов.
ТО-1 — провести контрольный осмотр и крепежные работы.
Проверить, не деформированы ли тяги, маятниковый рычаг (у легковых автомобилей); нет
эй трещин и течи масла из рулевого механизма; состояние уплотнителей шарниров рулевых тяг
поврежденные уплотнители заменяются в обязательном порядке); шплинтовку гаек шаровых
пальцев, используемых для крепления смежных тяг, (сильно коррозированные и деформиро-
ванные шплинты заменить); у легковых автомобилей ГАЗ состояние соединительной безопасной
муфты и попытаться подтянуть гайки шпилек крепления фланцев муфты.
Все крепежные работы следует делать обязательно по всем резьбовым соединениям, с усили-
ем, соответствующим ТУ (корончатые гайки рулевых шарниров следует попытаться подтянуть
гаечным ключом не расшплинтовывая их — если они стронутся с места, тогда их следует рас-
хмплинтовать и затянуть с соответствующим усилием).
После крепежных работ следует проверить свободный ход ру-
левого колеса (люфт) с помощью люфтомеров-динамометров К-187
или К-402 (рис. 7.7 и прилож. 45, рис. 1, 2). Для этого, закрепив
предварительно стрелку 1 на рулевой колонке, а сам прибор 3 на
рулевом колесе, поворачивают рулевое колесо вправо и влево (до
начала поворота левого колеса), замеряя при этом угол по шкале 2
прибора. Усилие на поворот рулевого колеса замеряется аналогич-
но, по шкале динамометра (эту проверку целесообразно делать при
вывешенных колесах, что позволит более точно определить тех-
ническое состояние рулевого управления). Если люфт превышает
заводские ТУ и тем более максимально допустимый люфт (разре-
шенный при эксплуатации органами ГАИ), необходимо выяснить
причину и тщательно проверить возможность наличия люфтов в
вышеуказанных узлах (см. подразд. 7.1.1).
Люфты в рулевых шарнирах у легковых автомобилей проверя-
ются резким покачиванием в противоположные стороны смежных
тяг. Люфт в маятниковом рычаге определяется покачиванием
конца рычага в вертикальной плоскости.
У грузовых автомобилей и автобусов, с тягами повышенного
диаметра, проверка проводится с помощью напарника, который
резко вращает рулевое колесо вправо и влево, а второй слесарь сле-
пит за возможным люфтом поочередно во всех шарнирах. Если в ходе проверки охватить кистью
чадони проверяемый шарнир (соблюдая предосторожность), то можно дополнительно ощутить
толчки и удары в шарнире при повышенных износах деталей.
Следует помнить, что эксплуатация автомобилей при наличии люфтов в рулевых шарнирах
запрещена. Поэтому при обнаружении дефектных шарниров следует оформить заявку на проведе-
ние их замены в зоне ТР. Исключение составляют шарниры продольных рулевых тяг (в основном
грузовых автомобилей) — при обнаружении в них повышенного зазора (люфта) его следует по-
пытаться устранить заворачиванием (до упора, а затем отпустить на 1 /4 оборота) регулировочных
пробок Г-образным ключом с последующей шплинтовкой (рис. 7.8).
Провести смазочные работы: при наличии масленок на рулевых шарнирах с помощью писто-
лета- солидолонагнетателя заполнить шарниры свежей пластичной смазкой (до полного удаления
через зазоры старой смазки). В некоторых моделях смазка добавляется в рулевые шарниры через
30—40 тыс. км снизу при вывернутых заглушках шарниров без снятия тяг с автомобиля (например,
легковых автомобилей ГАЗ). В качестве смазки используется ЦИАТИМ-201, Литол-24. Необ-
ходимо проверить уровень масла в картере рулевого механизма — он должен быть на 15—20 мм
ниже края заливного отверстия. При пониженном уровне следует долить трансмиссионное масло
той же марки, что и для КПП, соответственно и срок замены масла через 30—50 тыс.км).
Слив масла при полной замене производят при вывернутой пробке маслозаливного отверстия
и одного из нижних болтов крепления нижней крышки рулевого механизма (который одновре-
менно является как бы пробкой для слива масла).
На автомобилях с гидроусилителем дополнительно следует проверить натяжение приводного
ремня насоса (рис. 7.9). Прогиб ремня не должен превышать 15—22 мм при усилии 40Н. Натяже-
ние ремня производится оттяжкой корпуса масляного насоса при ослабленных болтах крепления
з
Рис. 7.7. Определение суммарно-
го люфта рулевого управления и
усилий на ободе рулевого колеса
люфтомером-динамометром
263
Рис. 7.8. Проверка (а) и регулировка (б) люфта в сочленениях рулевого привода:
в — шарнир продольной рулевой тяги; 1 — пробка; 2 — вкладыш; 3 — шаровой палец; 4 — пружина; 5 — упорная
втулка; 6 — тяга продольная; 7 — гайка
кронштейна насоса. Масло в бачок насоса у автомобилей ЗИЛ-4331 доливается при необходимости
при снятой с бачка крышке 8 (рис. 7.3) при минимальных частотах двигателя — уровень масла
должен находиться над сеткой заливного сетчатого фильтра 10. У автомобилей КамАЗ уровень
масла проверяется указателем, вмонтированным в пробку заливной горловины бачка. При доливе
масла передние колеса должны быть установлены прямо. Категорически запрещается заливать
масло у автомобилей КамАЗ, сняв крышку бачка, нужно только через маслозаливную горловину,
через воронку. В качестве масла для гидроусилителя используется всесезонно марка «Р» (заме-
нитель — АСЗп-6). При сливе масла из системы (перед заливкой свежего) необходимо отвернуть
магнитную пробку сливного отверстия 27 (рис. 7.2) и снять крышку бачка насоса (рулевое колесе
при этом следует повернуть влево до упора). Перед заливом свежего масла следует вынуть и про-
мыть фильтр и полость бачка внутри.
ТО-2 — дополнительно к ТО-1, в объем диагностических работ у автомобилей с гидроусили-
телем входит контроль давления в гидросистеме, развиваемого насосом. Для этого используется
несложный прибор, состоящий из тройника с запорным вентилем и манометром (рис. 7.10).
Рис. 7.9. Схема клиноременного привода вспомогатель-
ных агрегатов (ЗИЛ-4331):
1 — шкив коленчатого вала; 2 — натяжной ролик;
3 — шкив компрессора; 4 — шкив генератора; 5 — шкив
вентилятора и жидкостного насоса; 6 — шкив насоса
гидроусилителя
Рис. 7.10. Приспособление для проверки давления:
1 — насос гидроусилителя; 2 — вентиль приспособ-
ления; 3 — манометр; 4 — шланг низкого давления.
5 — рулевой механизм; 6 — шланг высокого давлен;: -
264
В крупных АТП используют более сложные конструкции, позволяющие определять с боль-
шей точностью целый ряд параметров работы системы гидроусилителя — это переносной прибор
К-405 (прилож. 45, рис. 3) или передвижной стенд К-465М (прилож. 45, рис. 4). В ходе проверки
тройник устанавливают между насосом и шлангом высокого давления, идущего к золотнику.
Температура масла должна быть в пределах 65—75°С. Пускают двигатель на частоте холостого
хода и, открыв вентиль приспособления, поворачивают рулевое колесо до упора (чтобы был пол-
ностью открыт золотниковый механизм) в любую сторону, с усилием не менее 100 Н.
Давление масла для автомобилей ЗИЛ должно быть не менее 6 МПа. При меньшем давлении вентиль
следует закрыть, следя за показаниями манометра, — давление должно повыситься до 6,5 МПа. В этом
случае насос считается исправным, а рулевой механизм — нет. Если давление при закрытом вентиле
повысится незначительно и не превысит 6 МПа, то неисправны и насос, и рулевой механизм.
У автомобилей КамАЗ в ходе проверки давление масла в гидросистеме, при частоте 600 мин"1,
должно быть не менее 7,5 МПа, а при закрытом вентиле насос должен развивать давление не ниже
8,5 МПа (нельзя держать вентиль закрытым более 15с).
Модели К-405 и К-465М включают в себя ряд дополнительных приборов, благодаря чему про-
верку можно производить по следующим параметрам: развиваемому давлению и подачи насоса
(при контролируемом электронным тахометром частоте вращения КВ двигателя); количеству
перетекаемого масла в усилителе; моменту начала и полного открытия золотника усилителя (по
углу поворота колес); температуре масла в системе.
При ТО-2 в обязательном порядке следует проверять техническое состояние рулевого механиз-
ма, как с рабочей парой червяк—ролик, так и у автомобилей с гидроусилителем. Для этого обычно
отсоединяют сошку 9 (рис. 7.11) от рулевых тяг и, покачивая ее в обоих направлениях, определяя,
нет ли люфта в конических подшипниках червяка (при этом ощущается люфт рулевого вала) и в за-
цеплении рабочих пар 7и<8(рис. 7.11) и 4,22 (рис. 7.2). При обнаружении люфтов обычные рулевые
механизмы с рабочей парой червяк—ролик снимают и передают в агрегатный цех для проведения
регулировок или ремонта. У автомобилей с гидроусилителем (например, у ЗИЛ-4331) регулировку
зацепления зубчатого сектора вала сошки с зубьями пары поршень—рейка регулируют непосредс-
твенно на автомобиле, заворачивая отверткой предварительно расконтренный регулировочный
винт 25 (рис. 7.2), вал сошки с зубчатым сектором перемещается, и зубья рабочей пары плотно
входят друг в друга (за счет конусности зубьев). Перенатяг в зацеплении при этом недопустим.
Аналогично регулируется механизм КамАЗ, ЗИЛ-130, МАЗ-500А. У автомобилей КамАЗ для
автоматического регулирования зацепления зубчатой рабочей пары служит пружинная шайба 29
(рис. 7.5).
Рис. 7.11. Регулировка рулевого механизма ГАЗ-53А:
а — регулировка конических подшипников червяка; б — регули-
ровка зацепления рабочей пары; 1— регулировочные прокладки;
2 — ниж-няя крышка; 3 — корпус; 4 — регулировочная пробка;
5 — контровочная шайба; 6 — кол-пачковая гайка; 7 — червяк;
8— ролик; 9 — сошка
265
2^-698
Приложение 45
ДИАГНОСТИКА РУЛЕВЫХ УПРАВЛЕНИЙ
Рис. 3. Схема подключения прибора К-405 для проверки
гидроусилителя руля и гидронасоса
Рис. 4. Установка для проверки рулевыт.
управлений с гидроусилителем
266
Рис. 7.12. Выпрессовка пальца
шарового шарнира рулевых тяг
универсальным съемником:
1,2 — съемники; 3 — тяга;
4 — шарнир
При ТО-2, в порядке сопутствующего ремонта, можно заменять
отдельные неисправные легкодоступные детали и целиком узлы
рулевого механизма. При необходимости разъединения рулевых тяг
путем выпрессовки шаровых пальцев из конических отверстий смеж-
ных тяг следует пользоваться специальными съемниками (рис. 7.12).
Недопустимо использование в этих целях больших ударных нагрузок
(кувалдами и т.п.). Не рекомендуется производить разборку и ремонт
рулевых шарниров на постах ТО-2 или ТР — это надо делать в агре-
гатном цехе, с соблюдением чистоты на рабочем месте.
7.1.3. ТЕКУЩИЙ РЕМОНТ
ТР — на постах заключается в основном в замене неисправных уз-
лов и деталей. Неисправные узлы доставляются в агрегатный цех, где
производится их мойка, разборка, дефектовка и замена неисправных,
изношенных деталей. Регулировка рабочей пары червяк—ролик
производится в следующей последовательности: вначале отворачи-
вают болты крепления нижней крышки 2 (рис. 7.11, а) картера и
удаляют из-под нее регулировочную прокладку 1 соответствующей
толщины для устранения люфта в конических подшипниках. Затем,
после расконтривания, шестигранным ключом заворачивают регу-
лировочную пробку 4 (рис. 7.11, б), пока зубья ролика не войдут в
нормальное зацепление с зубьями червяка.
7.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ТОРМОЗОВ С ГИДРОПРИВОДОМ
7.2.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ГИДРОТОРМОЗОВ
ТОРМОЗНАЯ СИСТЕМА НЕ ОБЕСПЕЧИВАЕТ НОРМАЛЬНОЕ ЭФФЕКТИВНОЕ ТОРМО-
ЖЕНИЕ — сопровождается увеличением тормозного пути.
Причины:
• износ фрикционных накладок колодок;
• замасливание накладок колодок — происходит при подтекании тормознойжидкости из колес-
ных тормозных цилиндров или попадании смазки из ступиц колес (при повреждении сальников,
сильном перегреве ступиц);
• износ тормозных барабанов, тормозных дисков — при одновременном износе накладок ко-
лодок и значительном увеличении зазора между ними и барабаном увеличивается время начала
срабатывания тормозов ввиду увеличения свободного хода педали тормоза;
• попадание воздуха в гидросистему — при нажатии на педаль воздух в системе сравнитель-
но легко сжимается, а давление тормозной жидкости, в т.ч. в колесных тормозных цилиндрах,
уменьшается (попадание воздуха в гидросистему возможно через неплотности в соединениях и
через колесные тормозные цилиндры, при износах поршеньков с манжетами); признаком служит
«мягкая» педаль, в некоторых случаях она «пружинит»;
• неисправная работа гидровакуумного усилителя — обычно ввиду повреждения диафрагмы,
при негерметичности или заедании клапанов управления, при разбухании манжеты поршня
цилиндра.
ТОРМОЗНАЯ СИСТЕМА НЕ ОБЕСПЕЧИВАЕТ РАВНОМЕРНОСТИ ТОРМОЖЕНИЯ КОЛЕС
(при одинаковом износе протекторов и давлении в шинах) — что повышает возможность заноса
автомобиля на дороге.
Причины:
• неодинаковая эффективность действия различных колесных тормозных механизмов — вви-
ду различной степени износа накладок, барабанов или замасливание накладок колодок у отде-
льного колеса;
• неравномерное действие тормозных механизмов колес одной оси (вызывает увод автомобиля
в сторону) — происходит из-за некачественной регулировки тормозных механизмов этих колес;
267
34'-698
• последовательность и интервал начала срабатывания тормозов передних и задних колес не
соответствуют техническим условиям — происходит при неправильной регулировке или неис-
правности регулятора давления (в основном у легковых автомобилей).
В случае опережающего торможения задних колес возможен занос автомобиля, значительное
опережение торможения передних колес может привести к потере управляемости автомобиля.
ПОЛНЫЙ ОТКАЗ В РАБОТЕ ТОРМОЗНОЙ СИСТЕМЫ.
Причины:
• отсутствие тормозной жидкости в бачке главного тормозного цилиндра (т.е. полное вытека-
ние ее при негерметичности системы);
• попадание в гидросистему большого количества воздуха — педаль тормоза «проваливается»
(тормоза могут сработать после нескольких резких нажатий на педаль);
• педаль тормоза неуправляема (остается неподвижной даже при сильном нажатии на нее) —
происходит в некоторых моделях автомобилей при сильном перегреве металлических деталей
колеса (от диска до тормозного цилиндра), что вызывает резкое увеличение объема тормозной
жидкости и блокировку всей тормозной системы. Сильный перегрев может быть вызван нерас-
тормаживанием колеса, перенатягом конических подшипников ступиц и другими причинами.
НЕРАСТОРМАЖИВАНИЕ КОЛЕС — при полном отпускании педали.
Причины:
• разбухание резиновых манжет поршней главного цилиндра или колесных тормозных ци-
линдров — приводит к заеданию поршней цилиндров, в связи с чем колодки не могут вернуться в
исходное положение после торможения (разбухание манжет происходит в основном из-за исполь-
зования тормозной жидкости нерекомендованной по ТУ для данной модели автомобиля);
• коррозия или налет солевых отложений на рабочей поверхности колесных тормозных ци-
линдров — приводит к заеданию поршней цилиндров (происходит в основном при попадании в
цилиндры солевых растворов с дороги при зимней эксплуатации в городах);
• эллипсообразный износ тормозных барабанов — приводит к заеданию тормозных колодок
после торможения (этому способствует также установка слишком малых зазоров между колодками
и барабанами при регулировке);
• обрыв стяжных пружин колодок;
• заедание тормозных колодок на опорных пальцах — происходит при коррозии пальцев или
отложении на них солевого налета;
• засорение воздушного отверстия в пробке бачка главного цилиндра — происходит при повы-
шенном уровне тормозной жидкости в бачке (при этом могут не гаснуть лампочки стоп-сигналов
при ненажатой педали);
• засорение компенсационного отверстия в главном цилиндре;
• отсутствует или слишком мал технологический свободный ход педали тормоза — он образует-
ся за счет зазора (в соответствии с требованиями ТУ), устанавливаемого между штоком и поршнем
главного тормозного цилиндра, это предусмотрено в целях создания дополнительного свободного про-
странства в цилиндре (при отходе поршня назад за счет зазора) в случае увеличения объема тормозной
жидкости от нагрева и для быстрого растормаживания колес при отпускании педали тормоза.
Рис. 7.13. Схема гидравлического
привода тормозов с гидровакуум-
ным усилителем:
1 — главный тормозной цилиндр;
2 — педаль тормоза; 3 — запорный
клапан; 4 — впускной коллектор;
5 — корпус вакуумного усилите-
ля; 6 — диафрагма; 8 — пружина;
9 — шток; 10 — вакуумный кла-
пан; 12 — атмосферный клапан;
13 — поршень клапана; 17 — кла-
пан прокачки; 20 — колесный
тормозной цилиндр; 21 — тор-
мозной барабан; 22 — колодка;
27 — дополнительный тормозной
цилиндр
268
Рис. 7.14. Главный цилиндр гидравлического тормозного привода
автомобиля ГАЗ-53-12:
а — узел замочного кольца с упорной шайбой поршня; б — исходное
положение толкателя и поршня с манжетой; в — узел перепускного
и обратного клапанов; 1 — замочное кольцо; 2 — упорная шайба; 3
и 5 — манжеты поршня; 8 — выпускной клапан; 9 — пробка за-
ливной горловины; 11 — корпус; 12 — штуцер; 13 — возвратная
пружина; 14 — поршень; 15 — защитный колпак; 16 — толкатель;
18 — тяга; 19 — педаль тормоза
7.15. Передний дисковый тормозной меха-
низм автомобиля ГАЗ-3102:
1 — болт; 2 — диск; 3 — тормозной щит;
4 и 8 — клапаны прокачки; 5 — палец;
7 — тормозная колодка; 9 — стопорный
шплинт
Рис. 7.16. Задний тормозной механизм ГАЗ-3102:
1 — эксцентрик опорных пальцев; 2 — опорный палец; 3 —регулировочный
эксцентрик ручного тормоза; 4 — клапан прокачки; 6,13 — колодки; 8 — пор-
шень; 10 — стяжная пружина; 11 — колесный цилиндр; 12 — разжимной
стержень; 14 — приводной рычаг ручного тормоза; 15 — опорный щит
Рис. 7.17. Дисковый тормозной
механизм переднего колеса автомо-
биля ВАЗ:
1 — колодки с фрикционными
накладками; 2 — ограничительная
пружина; 4 — бобышка; 5 — па-
лец; 6 — суппорт
269
7.2.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед выездом на линию необходимо убедиться в исправности тормозной системы.
В начале следует опробовать действие педали тормозов, несколько раз нажав на нее (2—3 разг
резко, чтобы создать повышенное давление в системе при проверке герметичности соединений).
Педаль должна перемещаться вниз без заеданий и не быть слишком «мягкой», расстояние от пло-
щадки педали до пола должно быть не меньше установленной нормы. После отпускания педали
она должна быстро, без заеданий, вернуться в исходное положение. После этого следует открыть
капот и внешним осмотром проверить состояние и крепление главного тормозного цилиндра i:
гидровакуумного усилителя (при его наличии), обратить особое внимание на места возможногс
подтекания тормозной жидкости (при обнаружении подтекания тормозной жидкости в любо:-:
месте гидропривода выезд на линию категорически запрещен). У автомобилей с гидровакуумноя
установкой работоспособность его можно проверить, приложив левой ногой небольшое усилие :-
педали, затем пустить двигатель — педаль должна несколько переместиться вниз. При изменени::
частоты вращения КВ двигателя педаль и нога должны оставаться на месте. В дороге необходим:
следить за качеством торможения и работой системы в целом, обращая внимание на признак::
возможных неисправностей. При загорании лампочки аварийного сигнала «Уровень жидкости
следует немедленно остановиться.
ТО-1 — дополнительно к объему работ по ЕО необходимо очистить от пыли и грязи все доступ-
ные элементы тормозной системы, у легковых автомобилей тщательно очистить скобы (суппорт
передних дисковых тормозов, проверить крепление основных узлов, штуцерных соединений и т.п
Следует соблюдать осторожность при подтягивании гайки штуцерных соединений (во избежание
«подрезки» развальцованной головки трубопровода): подтягивание штуцерных гаек гаечны::
ключом лучше проводить левой рукой, а правой в это время прижимать трубопровод к гнезд;
сопрягаемого элемента системы гидропривода.
Необходимо проверить уровень тормозной жидкости в бачке главного тормозного цилиндра
отвернув пробку заливной горловины, и тщательно прочистить воздушное отверстие в ней. Пр::
необходимости долить жидкость той же марки (БСК «Нева», «Томь», «Роса» и др.). Категори-
чески запрещается смешивать тормозные жидкости, изготовленные на различной основа
(во избежание их расслаивания). При работе автомобилей в особо пыльных дорожных условия:,
рекомендуется производить полную замену жидкости один раз в год (в противном случае воз-
можно образование твердых грязевых комков в полости главного цилиндра, способных вывеет:
тормозную систему из строя). При нормальных условиях эксплуатации жидкость следует меня?;
раз в 2—4 года, в зависимости от степени загрязнения. При подозрении на попадание воздуха з
систему гидропривода (по вышеуказанным признакам) необходимо произвести прокачку систе-
мы, начиная с самого дальнего колесного тормозного цилиндра от главного тормозного цилинт
ра и переходя затем к остальным, по мере их удаления. Прокачку производят отворачивание:
гаечным ключом клапанов прокачки, располагаемых в верхней части колесного тормозног.
цилиндра (где обычно скапливается воздух), предварительно надев на головку клапана резин:
вый шланг, опущенный в прозрачный сосуд с тормозной жидкостью (рис. 7.18). При прокачу-
напарник по команде несколько раз нажимает резко на педаль тормоза (создавая тем самь::.
давление в системе) и держит ее в нажатом состоянии, пока другой слесарь открывает клапзз
и выпускает жидкость. Если она выходит с пузырьками воздуха, то прокачку данного цилиее
ра следует повторить. В ходе прокачки следует следить за уровнем жидкости в бачке главне г
цилиндра, периодически доливая ее. После
окончания прокачки довести уровень жид-
кости в бачке до нормы — 15—20 мм от края
заливной горловины (или в соответствии с ТУ
для данной модели).
В АТП рекомендуется использовать специ-
альные баки для заправки и прокачки — мод.
326 (прилож. 46, рис.1). При этом не требует-
ся напарника, значительно облегчается сам
процесс прокачки. Подсоединяют наконеч-
ник шланга к горловине заливного отверс-
тия, предварительно подав с помощью шланга
сжатый воздух в бак до рабочего давления
0,15—0,2 МПа, открывают кран на подводя-
щем шланге для опрессовки гидравлической
Рис. 7.18. Удаление воздуха из системы гидравличесн: -
привода тормозов автомобиля
270
Рис. 7.19. Проверка и регулирование зазора между
накладками тормозных колодок и тормозным бара-
баном:
а — проверка зазора; б — регулирование зазора;
1 — тормозной барабан; 2 — фрикционная наклад-
ка; 3 — тормозная колодка; 4 — опорные пальцы
колодок; 5 — регулировочный эксцентрик колодки
системы тормозов. Удаление воздуха из колесных тормозных цилиндров производят, поочередно
открывая гаечным ключом клапаны прокачки (с учетом вышеописанного правила очередности),
до полного удаления воздуха, о чем свидетельствует прекращение выделения пузырьков воздуха
из прокачиваемого цилиндра. В ходе проверки уже не надо постоянно следить за уровнем жид-
кости в бачке главного цилиндра и подливать ее. В крупных АТП для этой же цели используют
передвижную установку С-905 (прилож. 46, рис. 3), которая снабжена дополнительным баком и
системой шлангов для сбора «отработанной», вытекающей в ходе прокачки жидкости из гидро-
системы тормозов. Следует помнить, что в двух контурных тормозных системах каждый контур
надо прокачивать отдельно. У автомобилей с гидровакуумным усилителем прокачку рекомен-
дуется начинать с дополнительного цилиндра усилителя, используя прокачные (перепускные)
клапаны (рис. 7.13).
Перед началом прокачки гидросистемы необходимо отрегулировать зазор между поршнем и
штоком главного тормозного цилиндра (в тех моделях, где это предусмотрено). В одних моделях
(например, у грузовых автомобилей ГАЗ) регулировка производится заворачиванием тяги 18
(рис. 7.14) в резьбовую часть штока 17, в некоторых моделях легковых автомобилей — вращением
эксцентрика оси крепления педали, у автомобилей ВАЗ-2108 — перемещением корпуса выклю-
чателя стоп-сигнала вместе с буфером, упирающимся в выступ педали тормоза.
При ТО-1 в некоторых моделях предусмотрена частичная регулировка колесных тормозных
механизмов задних колес. Эта регулировка предусматривает подвод колодок к тормозным бара-
банам, в основном в верхней части возле колесного тормозного цилиндра. Колеса перед регули-
ровкой должны быть вывешены. Регулировку производят, медленно вращая регулировочный
эксцентрик 5 (рис. 7.19) за шестигранную головку болта, стопорящегося относительно опорного
диска пружиной. Вначале регулируют переднюю колодку, вращая колесо вперед, — как только
оно затормозится, эксцентрик начинают вращать в
обратном направлении до начала свободного враще-
ния колеса (допускается легкое задевание накладок
колодок за барабан). Таким же образом регулируют
вторую колодку, но колесо при этом вращают уже в
другую сторону, чтобы регулируемую колодку как
бы отжимало от колесного тормозного цилиндра.
ТО-2 — дополнительно к объему ТО-1 проводят
углубленную диагностику (поэлементную и пол-
ную) технического состояния тормозной системы.
Для этого используются как небольшие переносные
приборы, так и стационарные стенды (преиму-
щественно с беговыми барабанами). Так, напри-
мер, перед постановкой автомобиля на ТО-2, при
наличии деселерометра, целесообразно провести
ходовые испытания. Деселерометр (рис. 7.20) маят-
никового типа, состоящего из корпуса с маятником
и кронштейна, с помощью резиновых присосов
устанавливают на лобовом стекле или на стекле
двери так, чтобы направление качания маятника
совпадало с направлением движения автомобиля.
Замер замедления производят при торможении со
скорости 30 км/ч (КамАЗ и ЗИЛ-4331 — 40 км/ч)
по отклонению маятника со стрелкой от нулевого
положения и сравнивают показания с норматив-
ным (для ГАЗ-3102 — 5,2 и 6,1 м/с2 для полностью
заправленного автомобиля), оценивая тем самым
общее состояние тормозов.
С помощью несложного по конструкции прибора
(рис. 7.21) можно проверить техническое состояние
гидровакуумного усилителя. Для этого тройник с
вакуумметром устанавливают в систему трубопро-
водов, идущих от впускного коллектора двигателя
к корпусу мембраны усилителя. Увеличивая посте-
пенно частоту вращения КВ двигателя и тем самым
разряжение во впускном коллекторе, по стрелке
Рис. 7.20. Деселерометр для замера максимального
замедления автомобиля при торможении,
мод. 1155М
271
Приложение 46
УСТРОЙСТВА ДЛЯ ПРОКАЧКИ ГИДРОСИСТЕМ ТОРМОЗОВ
Рис. 3. Передвижная установка С-905 для
заправки и прокачки гидротормозов
Рис. 4. Аппарат АРК-50 (Франция
272
Рис. 7.21. Проверка работы гидровакуумного усили-
теля с помощью тройника с вакуумметром:
1 — вакуумметр; 2 — тройник; 3 — трубопровод от
впускного коллектора двигателя; 6 — корпус диа-
фрагмы усилителя
прибора определяют, при каком его значении сра-
ботает мембрана усилителя и сам гидровакуумный
усилитель. Если этот показатель выше нормативно-
го, значит требуется соответствующая регулировка,
а возможно и ремонт.
При ТО-2 в обязательном порядке снимаются
все колеса и барабаны автомобиля в целях оценки
состояния колесных тормозных механизмов и их
обслуживания: отсоединяют стяжную пружину и
проверяют легкость поворота на опорных эксцен-
тричных пальцах колодок. В случае их заедания
пальцы снимают, зачищают стеклянной шкуркой,
смазывают тонким слоем тугоплавкой водостойкой
смазки (1-13, Литол-24) и устанавливают на место
так, чтобы контрольные метки на внешних торцах
были обращены друг к другу.
При обнаружении течи из колесных тормозных
цилиндров их следует заменять в сборе (произво-
дить ремонт на постах, в грязных условиях, путем
замены поршеньков с манжетами не рекомендует-
ся). При заедании поршеньков в цилиндрах, в т.ч.
и в дисковых тормозах требуется замена колесных
тормозных цилиндров. Ремонт их следует прово-
дить в агрегатном цехе с соблюдением при сборке идеальной чистоты. Колодки с изношенными
накладками или при наличии на них сколов и трещин заменяют. Менять рекомендуется сразу
обе колодки. При незначительном замасливании накладок колодок их промывают ветошью,
смоченной в чистом бензине. После высыхания бензина поверхность накладок, так же как и
рабочую внутреннюю поверхность барабанов, следует зачистить шкуркой до полного удаления
рисок и задиров. При большой овальности износа тормозных барабанов (разрешается биение
рабочей поверхности у легковых автомобилей до 0,1—0,15 мм, у грузовых 0,2—0,25 мм) их
следует сдать на расточку.
Перед сборкой тормозного механизма следует очистить от грязи опорный щит, продуть все
детали сжатым воздухом. После установки на место тормозных барабанов следует провести пол-
ную регулировку тормозного механизма (в тех моделях автомобилей, где это предусмотрено по
ТУ) — вначале колодки подводят поочередно к тормозным барабанам в нижней части, поворачивая
эксцентриковые опорные пальцы метками наружу до затормаживания колеса, а затем отпуская
до свободного вращения колеса. После этого колодки к барабанам подводят в верхней части по-
воротом эксцентриков, как при частичной регулировке.
При ТО-2, в порядке сопутствующего ремонта, можно заменять любые неисправные узлы и де-
тали. Предварительно качество проведенных работ и регулировок можно оценить по ходу педали:
Рис. 7.22. Стенд К-208 для проверки тормозов лег-
ковых автомобилей
при нажатии на нее она не должна опускаться более
чем на 1/2 хода, после чего сопротивление нажатию
должно резко возрасти.
В крупных АТП и СТОА проверку тормозов произ-
водят на стационарных стендах отечественного (рис.
7.22, 7.23) или зарубежного (прилож. 47, рис. 1—6)
производства.
Раньше для контроля тормозов легковых авто-
мобилей выпускался стенд К-208, предусмотренный
для установки на осмотровой канаве (для облегчения
проведения регулировочных работ). В настоящее
время выпускается модернизированный стенд мо-
дели К-208М, который в отличие от предыдущей
модели имеет цельнометаллическую сварную раму
с установленными в ней беговыми роликами и ряд
других отличий. В его конструкцию входит пнев-
моподъемник, обеспечивающий въезд и съезд авто-
мобилей со стенда; блок подготовки воздуха; возду-
хораспределитель для подачи воздуха в цилиндры
273
35-698
Рис. 7.23. Стенд КИ-4998 для проверки тормозов грузовых авто-
мобилей
подъемника и пневмопривод нагрузоч-
ных устройств системы замеров; основной
и выносной (в кабину автомобиля) пульты
для управления электродвигателями бе-
говых роликов, подъемником и для сбро-
са показаний измерительных приборов;
аппаратный шкаф и другие приспособле-
ния. Стенд может монтироваться на полу
(в приямках), на полуэстакаде, а также на
осмотровой канаве. На стенде проверяет-
ся тормозная сила на отдельных колесах
и синхронность срабатывания тормозов
отдельной оси автомобиля, время сраба-
тывания тормозного привода и усилие,
прикладываемое к педали тормоза. Оцен-
ка состояния тормозов производится по
окружному тормозному усилию, измеря-
емому при прокручивании заторможен-
ных колес автомобиля блоками беговых
роликов стенда; при этом на корпусах их
электродвигателей создается реактивный
момент (пропорциональный тормозному
моменту на колесах), регистрируемый
датчиками давления гидроэлектричес-
кой системы замеров, ток с которых подается на измерительные приборы стенда. Блоки роли-
ков имеют автономные приводы и системы замеров, что позволяет испытывать тормоз каждого
колеса в отдельности или обоих колес одной оси сразу. Для фиксации тормозных сил на колесах
на пульте управления расположены два прибора (со стабилизатором напряжения) оттарирован-
ные в кН. Допустимая нагрузка на ось обслуживаемого автомобиля до 2 т, поэтому на стенде
допускается также проверка малотоннажных грузовых автомобилей. Предел замера тормозной
силы — 5 кН. Имитируемая скорость движения автомобиля — 5 км/ч. Погрешность замера тор-
мозной силы — ±5%. Погрешность измерения во многом зависит от коэффициента сцепления
колеса автомобиля с беговым роликом. Над этим вопросом уже много лет работают различные
фирмы. Оригинальным конструкторским решением отличается отечественная разработка — на
беговых роликах предусмотрено наличие большого количества сквозных (сверленых) отверстий,
в углубления которых в ходе испытаний вдавливаются микроучастки резинового протектора шин
колес автомобиля, благодаря чему коэффициент сцепления значительно повышается, а погреш-
ность измерения уменьшается.
Для проверки тормозов легковых автомобилей начат выпуск стенда нового поколения К-486,
в котором использованы новые технические решения, приближающие его к общемировым стан-
дартам ведущих зарубежных фирм. Благодаря наличию тензометрических датчиков силоизме-
рительная система обеспечивает высокую точность измерения (погрешность — ±3%). На пульте
вместо приборов стрелочного типа установлены два цифровых табло с электронной индикацией,
а также два высвечивающихся табло «Неравномерность» и табло «Годен». Управление стендом
производится из кабины испытуемого автомобиля с помощью дистанционного пульта (такими
пультами оснащены стенды многих зарубежных фирм — см. прилож. 47, рис. 6). Стенд К-486
может работать полностью в автоматическом режиме, при этом производительность увеличива-
ется в два раза и составляет 20 авт./ч.
Для проверки тормозов грузовых автомобилей выпускался стенд К-207, затем КИ-4998
(рис. 7.23) или КИ-8964. Кроме того, тормоза можно проверять на стенде для комплексной про-
верки КИ-8901А. Принципиального отличия от вышеописанных конструкций для легковых
автомобилей в них нет. Основой стендов также является сварная рама, в которой в специальных
опорах с подшипниками смонтированы с рифленой поверхностью беговые ролики, между кото-
рыми установлены вспомогательные антиблокировочные ролики меньшего диаметра. Привод
осуществляется от двух моторедукторов, поворотный корпус которых с помощью рычагов связан
с датчиками замера тормозной силы. Привод вторых роликов осуществляется с помощью цепной
передачи. На пульте управления расположены приборы регистрации тормозных сил (стрелочногс
типа, большого диаметра — для облегчения наблюдения за результатами проверки). Кроме того,
на пульте имеются два световых извещателя блокировки колес при торможении (с их помощьк
274
Приложение 47
СТЕНДЫ ДЛЯ ИСПЫТАНИЯ ТОРМОЖЕНИЯ (ОБОРУДОВАНИЕ ЗАРУБЕЖНЫХ ФИРМ)
Рис. 6. Комбинированный стенд с беговыми барабанами для тягово-мощностных
испытаний и контроля тормозов фирмы «Bosch» (Германия)
275
*-698
легче определить момент начала торможения левого и правого колес (неодновременность сраба-
тывания тормозов по времени не должна превышать 20%, так же как и разность тормозных сил,
а время срабатывания тормозов для различных моделей с гидравлическим приводом не должно
превышать 0,2—0,4 с). В комплект стенда входит силоизмерительное устройство с прибором для
измерения давления на тормозную педаль. Таким образом, при проверке эффективности тормозных
систем грузовых автомобилей на стендах, определяют следующие параметры: тормозную силу на
каждом колесе, одновременность срабатывания тормозов колес одной оси, время срабатывания
тормозного привода и усилие на тормозной педали.
На стендах для проверки тормозов можно проверить и эллипсность тормозных барабанов — для
этого нужно нажать на педаль тормоза с усилием 20 кгс и сделать остановку на 6—10 с, замерив
при этом колебания стрелки прибора на пульте — оно не должно превышать 0,2 кН.
Тормоза можно проверить и на стендах для комплексной проверки. При проверке тормозов
беговые ролики с приводом от электродвигателя стремятся прокрутить заторможенные колеса
автомобиля; при проведении оценки тяговых показателей автомобилей, наоборот, ведущие колеса
автомобиля прокручивают ролики стенда, и электродвигатели балансирного типа работают уже в
режиме генераторов. В прилож. 47 (рис. 6) показан такой стенд фирмы «Bosch» (Германия) —слева
виден подвесной пульт с приборами для замера тормозных сил, справа виден пульт с приборами
для замера тяговых показателей (а справа на переднем плане — подвесной мотор-тестер для про-
верки электрооборудования и технического состояния двигателей). Там же, на рис. 2, изображен
пульт управления с прибором стрелочного типа, стендом для проверки тормозов фирмы «Бем
Мюллер» (Франция), а на рис. 3 — пульт с микропроцессором, с цифровыми табло и самописцем
для получения диаграмм испытаний.
В прилож. 47 (рис. 4) хорошо виден механизм привода беговых роликов (с помощью цепной
передачи) и вспомогательный антиблокировочный ролик, расположенный между ними, на стенде
фирмы «Мотекс» (Чехия).
7.2.3. ТЕКУЩИЙ РЕМОНТ
В зону текущего ремонта поступают автомобили с внезапно возникшими неисправностями
в тормозной системе в ходе эксплуатации (в т.ч. и после некачественного проведения работ при
ТО-1 или ТО-2). На постах зоны ТР, оборудованных осмотровыми канавами или подъемниками
для обеспечения доступа к автомобилю снизу, может проводиться фактически любая операция,
входящая в объем работ ТО-1 или ТО-2, начиная от частичной или полной регулировки колесных
тормозных механизмов и замены в них неисправных узлов или деталей до замены неисправногс
главного тормозного цилиндра, гидровакуумного усилителя, регулятора давления, участког
поврежденных трубопроводов гидропривода. Разборку и ремонт таких ответственных узлов луч-
ше проводить в агрегатном цехе, на рабочих местах, оснащенных необходимой технологической
оснасткой, без которой качественный ремонт сделать просто невозможно.
На рис. 7.24 изображено приспособление для сборки главного тормозного цилиндра автомобиля
ГАЗ-3102, которое значительно облегчает процесс сборки довольно сложного и ответственного узла,
с обеспечением порядка и правильности установки большого количества манжет (рис. 7.25). При
дефектовке деталей и самих главных цилиндров следует помнить, что на их рабочей поверхности
не допускается наличие ржавчины, солевых отложений, рисок и других дефектов — зеркало ци-
линдров и поверхность поршней должны быть совершенно чистыми. При увеличении диаметр?
цилиндра или овальном характере износа его следует заменить. Манжеты следует менять при
каждой разборке главного цилиндра (повторному использованию они не подлежат). Перед сбор-
кой все детали главного цилиндра следует промыть в чистой тормозной жидкости, не допуская
попадания минеральных масел и бензина. Перед установкой поршней с манжетами в цилиндр и:,
следует обильно смазать соответствующей тормозной жидкостью. При получении со склада нс
вых главных и колесных цилиндров (в сборе) перемещение поршней в цилиндрах, например пр::
попытке опробования легкости их хода, недопустимо (это можно делать только после заполнени
их тормозной жидкостью). На рис. 7.26 изображено приспособление, значительно облегчающе:
разборку-сборку корпуса гидровакуумного усилителя. При сборке колесного тормозного механизм,
определенную трудность представляет установка стяжной пружины колодок (рис. 7.27) — имек т
место случаи травм. Поэтому следует пользоваться специальными щипцами с приспособление:,
для захвата и установки крючка пружины в отверстие колодки.
Как указывалось выше, на исправную работу и эффективность действия тормозов существен
ное влияние оказывает состояние тормозных барабанов, а у автомобилей с передними дисковым:
тормозами и состояние тормозных дисков. Характерными дефектами для них являются мног:
276
Рис. 7.25. Порядок установки манжет главного
цилиндра ГАЗ-3102
Рис. 7.26. Приспособление
для разборки и сборки ваку-
умного усилителя
Рис. 7.24. Приспособле-
ние для сборки главного
цилиндра ГАЗ-3102
Рис. 7.27. Одевание стяжных пружин
колодок с помощью специальных
щипцов
Рис. 7.28. Разборка колесного тормозного цилиндра
численные риски и задиры на рабочей поверхности, удаление которых шлифованием шкуркой
вручную является трудоемким процессом, а устранение эллипсности барабанов возможно только
путем их расточки. Поэтому в настоящее время для механизации этого процесса выпускаются
различные модели станков для расточки тормозных барабанов и обточки накладок тормозных
колодок. Равномерно изношенные барабаны подвергают только шлифованию. Для устранения
эллипсности и повышенного биения рабочей поверхности барабанов (или дисков) допускается
многократная их расточка, но при этом внутренний диаметр не должен превышать максимального
значения установленного ТУ, в противном случае он может лопнуть при движении автомобиля и
привести к аварии, а для тормозных дисков установлена минимально допустимая толщина.
Оборудование для расточки тормозных барабанов. В прилож. 48 (рис. 1) представлена уста-
новка для расточки тормозных барабанов грузовых автомобилей в сборе с колесами мод. Р-159
отечественного производства. На рис. 2 изображен настольный станок для расточки тормозных
барабанов и дисков легковых автомобилей Р-117. На рис. 3 представлен станок мод. Р-114 для
расточки тормозных барабанов (без колес) и обточки накладок тормозных колодок. Принцип ра-
боты всех трех моделей станков практически одинаков. Все они имеют станину, столы, коробку
передач с приводом от двухскоростного электродвигателя, шпиндели, суппорты продольной и
поперечной подачи, гидравлические приводы суппортов продольной подачи, лопастные гидро-
насосы, пульты управления и т.д.
277
Отличительной чертой мод. Р-114 и Р-159 (для грузовых автомобилей) является наличие в конс-
трукции опорных кронштейнов для барабанов и колес со ступицами. Продольные суппорты пере-
мещаются штоками гидроцилиндров, а поперечные — вручную. В комплект станков входит набор
оправок для крепления на шпинделях тормозных барабанов, план-шайбы для крепления колодок
при установке на станок. В комплект поставки станков входят шлифовальные механизмы.
Из зарубежных образцов (рис. 7.29 и прилож. 48, рис. 5) представлены установки стационарно-
го типа с вертикальной станиной, с механизмами управления резцедержателем для перемещения
его вместе с резцом в вертикальной и горизонтальной плоскостях и горизонтально расположенным
шпинделем (опорно-приводным столом), на котором крепятся обрабатываемые изделия.
На рис. 7.30 изображена передвижная комплексная установка (той же фирмы «HUNGER»)
для расточки и клепки элементов тормозной системы автомобилей, в комплект которой входит
пылесос для сбора стружки.
В прилож. 48 на рис. 4 и б представлены станки для обработки тормозных барабанов вместе
со ступицами и колесами зарубежных фирм — мод. В325 («HUNGER»).
Рис. 7.29. Станок для расточки тормозных бара-
банов, тормозных дисков и нажимных дисков
сцеплений, мод. U-305 (фирма «HUNGER»)
Рис. 7.30. Комплексная установка для клепки и обточки
накладок колодок и тормозных барабанов,
мод. BRA-1 (фирма «HUNGER»)
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по следующим темам:
1. ТО и ТР рулевых управлений:
а) основные неисправности рулевых управлений;
б) основные операции по ЕО;
в) основные операции по ТО-1;
г) основные операции по ТО-2 и ТР.
2. ТО и ТР тормозов с гидропроводом:
а) основные неисправности тормозов;
б) основные операции по ЕО;
в) основные операции по ТО-1;
г) основные операции по ТО-2;
д) диагностика тормозов;
е) основные операции по ТР;
ж) стенды для расточки тормозных барабанов.
278
Приложение 48
УСТРОЙСТВА ШЛИФОВКИ ТОРМОЗНЫХ БАРАБАНОВ
Рис. 1. Установка для расточки тормозных
барабанов в сборе с колесами, мод. Р-159
Рис. 2. Станок для расточки тормозных барабанов
и обточки тормозных накладок, мод. Р-117
Рис. 3
Рис. 4. Стенд для расточки тормозных
барабанов без съема колес со ступицами
с установкой для отсоса стружки и пыли,
мод. В325 (фирма «HUNGER»)
Рис. 5. Стенд для расточки дисков сцеплений и тормозов
279
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей по темам:
1. ТО и ТР рулевых управлений (рис. 7.7; 7.8; 7.10; 7.11, as б; 7.12).
2. ТО и ТР тормозов с гидроприводом (рис. 7.18; 7.19, б; 7.20; 7.22; прилож. 46, рис. 1; прилож. 48,
рис. 1).
III. Дайте письменно краткие четкие ответы на вопросы:
1. Перечислите основные неисправности рулевых управлений.
2. Перечислите основные причины, признаки и возможные последствия повышенного люфта рулевого
колеса.
3. Перечислите причины, признаки и возможные последствия заедания или затрудненного поворота
рулевого колеса.
4. Перечислите основные причины полного отказа в работе РУ.
5. Перечислите основные операции, проводимые водителем при ЕО.
6. Каковы основные методы контроля работоспособности РУ на линии?
7. Перечислите основные операции, входящие в объем ТО-1.
8. Как производится регулировка рулевых шарниров продольных тяг?
9. Перечислите основной объем работ, проводимых при ТО-2.
10. Как и чем производится регулировка РМ, с рабочей парой червяк—ролик?
11. С помощью каких приборов производится диагностика РУ с ГУ? Какова методика проверки?
12. Как и чем производится регулировка РМ с ГУ?
13. Перечислите основные неисправности гидротормозов.
14. Перечислите основные причины и признаки неэффективного действия тормозов.
15. По каким причинам тормозная система не обеспечивает равномерности действия тормозов? К каким
последствиям это может привести?
16. Каковы причины полного отказа тормозов?
17. Каковы причины нерастормаживания колес?
18. Перечислите основные действия водителя на линии и при ЕО в АТП по проверке состояния тор-
мозов.
19. Перечислите основные операции при ТО-1 тормозной системы.
20. Как и чем производится частичная регулировка КТМ?
21. Перечислите основные операции ТО-2 по тормозной системе.
22. Как производится полная регулировка КТМ?
23. Охарактеризуйте стенды для диагностики тормозов легковых автомобилей.
24. Охарактеризуйте стенды для диагностики тормозов грузовых автомобилей.
25. Какова методика проверки тормозов с помощью деселерометра?
26. Какова методика проверки тормозов на диагностических стендах?
27. Какова методика прокачки тормозов?
28. Какое оборудование используется при прокачке тормозов?
29. Какова методика замены тормозных колодок? В каком случае следует их заменять? Какой инстру-
мент используется при этом?
30. Какова методика замены колесных тормозных цилиндров? В каком случае их следует заменять?
31. Охарактеризуйте оборудование для расточки тормозных барабанов. Когда ее необходимо произво-
дить?
32. Охарактеризуйте оборудование для расточки тормозных барабанов и обточки накладок тормозных
колодок зарубежных фирм.
280
7.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ТОРМОЗОВ С ПНЕВМОПРИВОДОМ
7.3.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ ПНЕВМОТОРМОЗОВ
СНИЖЕНИЕ ЭФФЕКТИВНОСТИ ДЕЙСТВИЯ ТОРМОЗОВ — увеличивается тормозной путь
и время срабатывания тормозов.
Причины:
• повышенный износ или замасливание фрикционных накладок;
® повышенный износ тормозных барабанов — сопровождается появлением эллипсности и
многочисленных рисок и задиров рабочей поверхности;
® увеличение зазора между накладками колодок и тормозными барабанами;
• пониженное давление воздуха в системе пневмопривода тормозов — происходит при утечке
воздуха в местах негерметичности, при ослаблении натяжения приводного ремня, при повышенном
износе цилиндро-поршневой группы компрессора и выходе из строя клапанной системы разгру-
зочного устройства или регулятора давления (в т.ч. неправильная регулировка его);
• неисправная работа тормозного крана — происходит при неправильной регулировке или
повышенном износе деталей и нарушении работы клапанных механизмов;
• повышенный свободный ход педали тормозов.
НЕРАВНОМЕРНОЕ ДЕЙСТВИЕ ТОРМОЗОВ.
Причины:
• наличие вышеуказанных неисправностей (по пунктам 1—3) в отдельных колесах;
• отсоединение штока тормозной камеры от тормозного рычага колесного механизма или
выход из строя самой тормозной камеры.
ПОЛНЫЙ ОТКАЗ ТОРМОЗОВ при нормальном давлении воздуха в системе пневмопривода.
Причины:
• замерзание неслитого вовремя конденсата из ресиверов — происходит при низкой темпера-
туре с образованием ледяных пробок в магистральных трубопроводах;
• заклинивание тормозного крана — в случае примерзания клапанов к седлам и т.д.
НЕРАСТОРМАЖИВАНИЕ КОЛЕС АВТОМОБИЛЯ при полностью отпущенной педали тор-
моза.
Причины:
• прорыв сжатого воздуха в тормозные камеры — происходит при негерметичности клапа-
нов тормозного крана. В отдельных колесах нерастормаживание возможно при обрыве стяжных
пружин колодок, при заедании разжимного кулака, эллипсообразном износе барабанов, а в зим-
нее время — при прихватывании (примерзании) отсыревших накладок колодок к тормозным
барабанам после длительных стоянок; возможен также срыв отдельных элементов накладок,
приводящий к заклиниванию колеса.
ТОРМОЗНАЯ СИСТЕМА АВТОМОБИЛЯ ЗИЛ-4331.
Тормоза автомобиля ЗИЛ-4331 с пневматическим приводом обладают повышенной надеж-
ностью работы при различных режимах эксплуатации в любых погодных условиях благодаря
конструкции, отвечающей современным требованиям автомобилестроения на международном
уровне (аналогичной комбинированной системой тормозов оснащены автомобили семейства
КамАЗ). Система включает в себя: регулятор давления 20 (рис. 7.36) нового типа, в котором
клапан 3 (рис. 7.38) разгрузочного устройства компрессора является одновременно предохрани-
тельным (при аварийном повышении давления в магистрали); предохранитель от замерзания 21
(рис. 7.36, 7.42), который, насыщая воздух парами спирта, образует конденсат с низкой темпе-
ратурой замерзания; тройной защитный клапан 14 (рис. 7.36, 7.50), позволяющий сохранить
давление в трех контурах, а при его снижении в подводящей магистрали и при выходе из строя
одного из контуров обеспечивающий работу в двух остальных; двойной защитный клапан 19
(рис. 7.36, 7.49), разделяющий воздушную магистраль от компрессора на два самостоятельных
контура, автоматически отключая поврежденный контур.
281
Комбинированная тормозная система состоит из автономных тормозных систем, каждая из
которых имеет свое назначение.
Рабочая тормозная система необходима для обычного и экстренного торможения или полной
остановки автомобиля, состоит из двух независимых контуров, разделенных двухсекционным
тормозным краном 18 (рис. 7.36, 7.43), — передняя секция крана подводит сжатый воздух в тор-
мозные камеры 2 (рис. 7.36, 7.40) передних колес, задняя — в тормозные камеры 28 (рис. 7.36)
задних колес, эти камеры снабжены пружинными энергоаккумуляторами (рис. 7.41).
Стояночная и запасная тормозные системы имеют отдельный контур. Стояночная система
служит для приведения колесных тормозных механизмов в заторможенное состояние во время
стоянок — рукоятку крана стояночной тормозной системы 15 (рис. 7.36, 7.45) необходимо вы-
тянуть и повернуть назад до упора. Запасная тормозная система включается при частичном по-
вороте, обеспечивая следящее действие и срабатывающая при выходе из строя рабочего тормоза
(ее используют также для плавного снижения скорости автомобиля). Ускорительный клапан 27
(рис. 7.36, 7.46), входящий в данную систему, служит для сокращения времени срабатывания
пружины энергоаккумуляторов тормозных камер задних колес.
Вспомогательная тормозная система — это моторный тормоз-замедлитель (рис. 7.39); слу-
жит для уменьшения нагруженности и температуры тормозных механизмов рабочего тормоза;
включается нажатием кнопочного тормозного крана 6 (рис. 7.36, 7.44). При этом с помощью
пневматических цилиндров 16 (рис. 7.36) перекрываются выпускные трубопроводы двигателя и
выключается подача топлива.
Система аварийного растормаживания — входит кран аварийного растормаживания 8
(рис. 7.36) стояночной тормозной системы и клапан быстрого оттормаживания 29 (рис. 7.36)
пружин энергоаккумулятора при их автоматическом срабатывании в случае утечки воздуха. Для
управления тормозными системами прицепов имеются клапаны управления 24, 25 (рис. 7.36,
7.51, 7.52).
Наличие нескольких автономных систем в тормозах ЗИЛ-4331 и автомобилей семейства
КамАЗ, с дополнительными узлами и элементами и многочисленными соединениями в системе
пневмопривода, могут вызвать со временем дополнительную утечку сжатого воздуха в местах
негерметичности различных соединений, а постепенный износ деталей и появление всевоз-
можных дефектов (например, износ уплотнительных или упорных колец и поршней, износ
втулок со штоками, износ или загрязнение клапанов и седел, ослабление пружин различного
назначения, повреждение мембран, обойм, резьбовых крепежных соединений и т.д.) могут
привести к заеданиям или заклиниванию механизмов узлов, к внутренней негерметичности
в системе пневмопривода, прорыву сжатого воздуха, что вызовет снижение эффективности
действия тормозов.
Рис. 7.31. Двухцилиндровый компрессор пневматического привода тормозов ЗИЛ-130:
а — компрессор, б — схема работы разгрузочного устройства компрессора и регулятора давления; 7 — плунжер
разгрузочного устройства; 13 — седло клапана; 14 — впускной клапан; 15 — шток; 23 — пружина шариков; 24 — ре-
гулировочный колпачок; 25 — шток шариков; 26— контргайка; 27 — выпускной клапан; 28 — впускной клапан;
29 — седло клапана; 32 — пружина клапана; 33 — кожух редуктора давления
282
e*-698
Рис. 7.32. Комбинированный тормозной кран диафрагменного типа автомобилей ЗИЛ, работающих с прицепом или
полуприцепом:
1 — тяга привода; 2 — большой рычаг; 3 — контргайка; 4 — направляющая втулка; 5 и 24 — регулировочные болты;
6 — уравновешивающая пружина верхней полости; 7 — шток; 8 и 17 — седла впускных клапанов; 9 и 16 — диа-
фрагмы; 10 и 15 — выпускные клапаны; 11 и 13 — впускные клапаны; 12 — регулировочные прокладки; 14 — вклю-
чатель стоп-сигнала; 18 — уравновешивающая пружина нижней полости; 19 — стакан пружины; 20 — ось малого
рычага; 21 — малый рычаг; 22 — палец малого рычага; 23 — кулачок валика ручного привода тормозного крана;
25 — выпускной резиновый клапан воздушной полости; 26 — воздушная полость крана; А — подача воздуха в магис-
траль прицепа и тормозные камеры автомобиля; Б — подвод сжатого воздуха из воздушных баллонов автомобиля
Рис. 7.33. Комбинированный тормозной кран поршневого типа (МАЗ):
1 — пружина клапана; 2 — клапан; 3 — отверстие к тормозным камерам (цилиндрам) автомобиля; 4 — пружина
поршня; 5 и 26 — поршни; 6 — шток поршня; 7 — воздушный фильтр; 8 — режимное кольцо; 9 и 16 — пылепре-
дохранители; 10 — тяга нижнего цилиндра; 11 — пружина; 12 — регулировочная втулка; 13 — приводной рычаг;
14 — тяга верхнего цилиндра; 15 — регулировочная гайка; 17 — рычаг ручного привода; 18 — крышка верхнего
цилиндра; 19 — пружина тяги верхнего цилиндра; 20 — гильза уравновешивающей пружины; 21 — уравновешива-
ющая пружина; 22 — упорная гайка; 23 — верхний цилиндр; 24 — упорная пластина; 25 — манжета поршня верх-
него цилиндра
283
Рис. 7.34. Тормозной механизм переднего колеса ЗИЛ-130:
1 — тормозная колодка; 2 — ось червяка; 3 — регулировочный рычаг; 4 — тормозной барабан; 5 — шток тормозной
камеры; 6 — тормозная камера; 7 — накладка колодки; 8 — гайка; 9 — опорный палец колодки (ось колодки)
Рис. 7.35. Тормозные механизмы колес ЗИЛ-4331:
а — переднего колеса; б — заднего колеса; 1 — накладка колодки; 2 — тормозная колодка; 3 — ролик; 4 — разжим-
ной кулак; 5 — опораролика; 6 — стяжная пружина; 7 — тормозной барабан; 8 — ось колодки; 9 — щиток
284
285
питающая магистраль
Рис. 7.36. Схема пневматического привода тормозной системы ЗИЛ-4331:
1 — компрессор; 2 — тормозная камера переднего колеса; 3 — клапан контрольного вывода; 4 — клапан ограничения давления; 5 — пневмоэлектрический датчик
включения сигнала торможения; 6 — кран вспомогательной тормозной системы; 7 — воздухораспределитель; 8 — кран аварийного растормаживания стояноч-
ной тормозной системы; 9ia.ll — воздушные баллоны рабочей тормозной системы; 10 — конденсационный воздушный баллон; 12 — кран для слива конденсата;
13 — пневмоэлектрические датчики падения давления и включения стояночной тормозной системы; 14 — тройной защитный клапан; 15 — кран стояночной
тормозной системы; 16 — пневмоцилиндр привода механизмов вспомогательной тормозной системы; 17 — двухстрелочный манометр рабочей тормозной системы;
18 — двухсекционный кран рабочей тормозной системы; 19 — двойной защитный клапан; 20 — регулятор давления; 21 — предохранитель от замерзания; 22 —
воздушный баллон стояночной тормозной системы; 23 — воздушный баллон вспомогательной тормозной системы; 24 — клапан управления тормозной системой
прицепа (полуприцепа) с однопроводным приводом; 25 — клапан управления тормозной системой прицепа (полуприцепа) с двухпроводным приводом; 26 — оди-
нарный защитный клапан; 27 — ускорительный клапан; 28 — тормозная камера заднего колеса; 29 — клапан быстрого оттормаживания; 30 — регулятор тормоз-
ных сил; 31 — двухмагистральный перепускной клапан; 32 и. 33 — соединительные головки
А-А
Рис. 7.37. Компрессор:
1 — шарикоподшипник; 2 и 16 —
крышки подшипников; 3 — вкладыш;
4 — шатун; 5 — кольцо маслосъемное;
6 — палец поршневой; 7 — кольцо ком-
прессионное; 8 — поршень; 9 — голо-
вка цилиндров; 10 — пробка клапана;
11 — прокладка; 12 — блок цилиндров;
13 — вал коленчатый; 14 — уплотни-
тель; 15 — пружина; 17 — картер
Рис. 7.38. Регулятор давления:
1 — пружина разгрузочного клапана; 2 — крышка
нижняя; 3 — клапан разгрузочный; 4 — седло разгру-
зочного клапана; 5 и 6 — кольца упорные; 7 — шток;
8 — фильтр; 9 и 11 — кольца уплотнительные; 10 — про-
бка дополнительного вывода; 12 — стержень клапанов;
13 — клапан выпускной; 14 — пружина толкателя;
15 — корпус регулятора; 16 — пружина уравновешива-
ющего поршня; 17 — колпак защитный; 18 — контргай-
ка; 19 — болт регулировочный; 20 — тарелка пружины;
21 — крышка верхняя; 22 — толкатель клапанов; 23 —
манжета поршня; 24 — поршень уравновешивающий;
25 — клапан обратный; 26 — пружина обратного клапа-
на; 27 — клапан впускной; 28 — пружина разгрузочного
поршня; 29 — поршень разгрузочный; 30 — пружина
фильтра; 31 — направляющая пружины; 32 — пружина:
33, 35 — уплотнители; 34 — клапан; 36 — корпус клапа-
на; 37 — колпачок защитный
286
Рис. 7.39. Тормоз вспомогательный (моторный):
1 — труба приемная; 2 — корпус; 3 — пружина; 4 —
крышка; 5 — вал заслонки; 6 — кронштейн; 7 — палец;
8 — наконечник; 9 — шплинт; 10 — пневмоцилиндр;
11 — шайба; 12 — патрубок; 13 — гайка; 14 — шайба
пружинная; 15 — фланец; 16 — прокладка; 17 — упор;
18 — заслонка
Рис. 7.40. Передняя тормозная камера
(ЗИЛ-4331):
1 — бобышка; 2 — крышка; 3 — мембрана;
4 — диск опорный; 5 — пружина возвратная;
6 — хомут; 7 — шток; 8 — корпус; 9 — кольцо;
10 — контргайка; 11 — вилка; 12 — фланец;
13 — болт
Рис. 7.41. Задняя тормозная камера с пружинным энергоаккуму-
лятором (ЗИЛ-4331):
1 — корпус тормозной камеры; 2 — подпятник; 3 — кольцо
уплотнительное; 4 — толкатель; 5 — поршень; 6 — манже-
та; 7 — цилиндр энергоаккумулятора; 8 — пружина силовая;
9 — винт; 10 — бобышка; 11 — патрубок цилиндра; 12 — трубка
дренажная; 13 — подшипник упорный; 14 — фланец-крышка;
15 — патрубок тормозной камеры; 16 — мембрана тормозной ка-
меры; 17 — диск опорный; 18 — гайка колпачковая; 19 — шток;
20 — пружина возвратная; 21 — болт; 22 — фланец
Рис. 7.42. Предохранитель от замерзания
(ЗИЛ-4331):
1 — рукоятка; 2 — шток; 3 — корпус вер-
хний; 4 — обойма; 5 — корпус нижний;
6 — фитиль; 7 — пружина; 8 — пробка;
9 — жиклер
287
Рис. 7.43. Кран двухсекционный тормозной (ЗИЛ-4331):
1 — толкатель; 2 — гайка; 3 — тарелка; 4,10,14п21 — уп-
лотнительные кольца; 5 — шпилька; 6, 7,18 и 20 — пружины;
8,13 — кольца опорные; 9 — поршень малый; 11 и 23 — кор-
пусы клапанов; 12 — толкатель малого поршня; 15 — клапан
атмосферного вывода; 16 — упорное кольцо; 17 — корпус
атмосферного вывода, 19 — корпус нижний; 22 — поршень
большой; 24 — поршень верхний; 25 — упругий элемент;
26 — корпус верхний; 27 — плита; 28 — защитный чехол
Рис. 7.44. Кнопочный тормозной кран
(ЗИЛ-4331):
1,11 и 12 — кольца упорные; 2 — корпус:
3 — фильтр; 4 — тарелка пружины; 5,
10,14 и 18 — уплотнительные кольца;
6 — втулка; 7 — защитный чехол; 8 —
кнопка; 9 — толкатель; 13 — пружина;
15 — клапан; 16 — стержень клапана;
17 — направляющая клапана
11
2^
77
78
79
20
6
27
22
А
23
Рис. 7.45. Кран тормозной стояночной системы (ЗИЛ-4331):
1 — кольцо упорное; 2,6 и 12 — пружины; 3 — корпус; 4 и 24 —
кольца уплотнительные; 5 — пружина уравновешивающая; 7 —
направляющая пружины; 8 — направляющая штока; 9 — кольцо;
10 — кольцо упорное; 11 — штифт; 13 — крышка; 14 — рукоятка;
15 — колпачок штока; 16 — шток; 17 — ось ролика; 18 — фикса-
тор рукоятки; 19 — ролик; 20 — пластина стопорная; 21 — седло
штока; 22 — клапан; 23 — поршень следящего устройства
73
72----------
10
9
8
7
sjl
288
Рис. 7.46. Клапан ускорительный (ЗИЛ-4331):
1 — клапан атмосферного вывода; 2 — корпус; 3 —
направляющая; 4 — пружина; 5 — обойма; 6 — кор-
пус клапанов; 7 — клапан выпускной; 8 — уплотне-
ние поршня; 9 — поршень; 10 — клапан впускной;
11 — кольцо упорное
Рис. 7.47. Регулятор тормозных сил (ЗИЛ-4331):
1 — соединительная трубка; 2 и 7 — уплотнительные коль-
ца, 3 — нижний корпус; 4 — клапан атмосферного вывода;
5 — вал рычага; 6 и 13 — стопорные кольца; 8 — кольцевая
пружина; 9 — шайба; 10 — вставка с ребрами; 11 — ребра
поршня; 12 — манжета; 14 — верхний корпус; 15 — опорная
шайба; 16 — стержень клапана; 17 — пружина; 18 — кла-
пан; 19 — верхний поршень; 20 — толкатель; 21 — рычаг;
22 — мембрана; 23, 26 — направляющие; 24 — шаровая пята;
25 — нижний поршень
Рис. 7.48. Установка регулятора тормозных сил (ЗИЛ-4331):
1 — мост задний; 2 — камера тормозная задняя; 3 — тяга; 4 — регулятор тормозных сил; 5 — элемент упругий;
6 — кронштейн; 7 — поперечина
289
37-698
Рис. 7.49. Клапан двойной защитный (ЗИЛ-4331):
1, 3 и 13 — пружины; 2, 5 и 6 — кольца уплотнитель-
ные; 4 — шайба; 7 — крышка; 8 — шайба регулиро-
вочная; 9 — чехол защитный; 10 — поршень централь-
ный; 11 — корпус; 12 — клапан плоский; 14 — пор-
шень упорный; 15 — пробка
Рис. 7.51. Клапан управления тормозной системой
прицепа с однопроводным приводом:
1 — контргайка; 2 — винт регулировочный; 3,19 —
тарелки; 4,18 — пружины; 5 — крышка нижняя; 6,
13 и 24 — кольца уплотнительные; 7 и 16 — кольца
упорные; 8 — клапан впускной; 9 — поршень нижний;
10 — пружина коническая; 11 — клапан выпускной;
12 — седло выпускного клапана; 14 к 22 — пружины
кольцевые; 15 — толкатель; 17 — колпачок защит-
ный; 20 — крышка верхняя; 21 — мембрана; 23 —
опора; 25 — поршень ступенчатый; 26 — корпус
Рис. 7.50. Клапан тройной защитный (ЗИЛ-4331):
1 — корпус; 2 — колпак; 3 и 12 — клапаны основ-
ных контуров; 4,10 и 17 — тарелки пружин; 5,11 и
16 — мембраны; 6, 9 и 18 — пружины; 7 — заглушка;
8 — винт регулировочный; 13 к 14 — клапаны обрат-
ные; 15 — клапан дополнительного контура; 19 — чаш-
ка; 20 — направляющая клапана; 21 — шайба опорная;
22 — пружина обратного клапана; 23 — толкатель
Рис. 7.52. Клапан управления тормозной системой при-
цепа с двухпроводным приводом:
1 — мембрана; 2, 5,11,17 и 22 — уплотнительные коль-
ца; 3 — корпус клапана; 4 — верхний корпус; 6 — боль-
шой верхний поршень; 7 — малый верхний поршень;
8 — тарелка пружины; 9 — регулировочный винт, 10 и
15 — пружины; 12 — коническая пружина; 13 и 18 —
упорные кольца; 14 — клапан; 16 — средний поршень;
19 — нижний поршень; 20 — нижний корпус; 21 — кор-
пус атмосферного вывода; 23 — гайка; 24 — шайба;
25 — средний корпус
290
7.3.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Рис. 7.53. Предохранитель от за-
мерзания:
а — предохранитель в выключен-
ном состоянии; б — предохрани-
тель во включенном состоянии;
1 — шток включения и выключе-
ния предохранителя; 2 — щуп
Рис. 7.54. Устройство для слива
конденсата (КамАЗ):
1 — шток; 2 — кольцо
Рис. 7.55. Схема проверки хода
тормозной педали (ЗИЛ-130):
1 — тяга ножного привода; 2 —
контргайка; 3 — вилка; 4 — па-
лец; 5 — промежуточный рычаг;
6 — педаль тормоза
ЕО — перед выездом на линию внешним осмотром проверить
общее состояние узлов и элементов тормозной системы, включая
приводной ремень компрессора; обратить внимание на крепление
основных узлов. Не пуская двигатель, при давлении в пневмосис-
теме не ниже 0,15—0,2 МПа, можно определить на слух (по ха-
рактерному шипению) места значительных утечек воздуха. После
пуска двигателя движение автомобиля можно начинать при дав-
лении воздуха в пневмосистеме не ниже 0,45 МПа. Нажатием на
педаль тормоза проверить эффективность действия тормозов.
Для проверки действия тормозов на АТП целесообразно иметь
специальную площадку с соответствующими ограждениями (же-
лательно с навесом и подогревом асфальто-бетонного покрытия),
длиной не менее 30—40 м.
В дороге следует обращать внимание на возможные неис-
правности (см. подразд. 7.2.1), периодически следить за показа-
ниями манометра (с двумя шкалами) на щитке приборов: давление
в системе пневмотормозов должно поддерживаться в пределах
0,56—0,74 МПа, отклонение от указанной нормы свидетельствует
о неправильной регулировке регулятора давления, неисправной ра-
боте разгрузочного устройства или самого компрессора. Повышение
давления в системе свыше 1 МПа свидетельствует о неисправности
предохранительного клапана (рис. 7.57). О герметичности пнев-
мосистемы в целом можно судить по утечке сжатого воздуха, по
показанию манометра после длительной стоянки — она не должна
превышать по ТУ 0,05 МПа за час. При резком нажатии на педаль
тормоза (при неработающем двигателе) давление в пневмосистеме
должно снизиться, а давление в ресиверах и тормозных камерах
выровняться и стать одинаковым (при этом стрелки шкал мано-
метра не должны колебаться).
По возвращении в АТП, а в зимнее время перед каждой дли-
тельный стоянкой, необходимо слить отстой конденсата из ре-
сиверов открытием сливных кранов 1 (рис. 7.57, б). В автомоби-
лях ЗИЛ-4331 (КамАЗ) необходимо при температуре ниже -5°С
включать предохранитель от замерзания поднятием в крайнее
верхнее положение штока 1 (рис. 7.53). При этом следует еже-
дневно проверять с помощью щупа-указателя 2 уровень спирта
в предохранителе (доливка производится через отверстие для ус-
тановки щупа-указателя). Раз в неделю спирт следует полностью
заменять. На рис. 7.54 показано устройство для слива конденсата
из ресиверов КамАЗ — с помощью кольца 2 необходимо отвести в
сторону шток 1 сливного крана.
ТО-1 — дополнительно к объему ЕО необходимо произвести
крепеж всех узлов и элементов тормозной системы, проверить
шплинтовку соединительных пальцев 12 (рис. 7.56) штоков тормоз-
ных камер. Герметичность пневмосистемы проверяют нанесением
кисточкой мыльной пены на возможные места утечек сжатого
воздуха. Проверить натяжение приводного ремня компрессора
(ранее рассмотренным методом) и при необходимости провести его
натяжение перемещением корпуса компрессора, при ослабленных
болтах крепления. С помощью линейки (рис. 7.55) проверить сво-
бодный ход педали тормоза, значение полного хода и минималь-
ного расстояния от педали до пола (при полном нажатии на нее).
Свободный ход педали у автомобиля ЗИЛ-130 (до момента, когда
становится ощутимым сопротивление ее перемещение вниз) должен
составлять при наличии одинарного крана — 15—25 мм, а при ис-
пользовании комбинированного крана — 40—60 мм. Регулировка
производится изменением длины тяги ножного привода тормозного
291
ЗУ-698
крана вращением в ту или иную сторону отсоединенной вилки 3 при отпущенной контргайке. При
необходимости регулируют свободный ход рычага тормозного крана регулировочным болтом 24
(рис. 7.32) и болтом 5. Он должен составлять 1—2 мм.
При ТО-1 рекомендуется проверить и при необходимости отрегулировать колесные тормоза
путем частичной регулировки, в целях уменьшения зазора между колодками и барабаном возле
разжимного кулака. Ее выполняют вращением четырехгранных хвостовиков осей 14 (рис. 7.56)
червяка, имеющих лунки для шариков — 7 фиксаторов (при повороте оси червяка в процессе ре-
гулировки раздаются характерные щелчки, поэтому данный регулировочный механизм называют
иногда «трещоткой»). Вращение хвостовика производят (в сторону, соответствующую началу
выхода штока из тормозной камеры) до затормаживания раскрученного вывешенного колеса
и затем в обратную сторону (на один-два щелчка фиксатора) — до свободного вращения колеса
или стремятся получить наименьший ход штоков тормозных камер (замеряя их линейкой); он
составляет для передних камер двухосных автомобилей 15 мм и для задних — 20 мм. Ход штоков
тормозных камер на общем мосту должен быть по возможности одинаковым. Смазать втулки
валов разжимных кулаков и регулировочные рычаги тормозных механизмов через пресс-маслен-
ки небольшим количеством пластичной смазки Лито л 24. Обслуживание при ТО-1 автомобиля
ЗИЛ-4331 дано в рекомендации завода-изготовителя.
ТО-2 — дополнительно к объему ТО-1 вскрываются все колесные тормозные механизмы (путем
снятия тормозных барабанов) и производятся работы, аналогичные операциям при ТО-2 гидротор-
мозов (см. подразд. 7.2.2). По возвращении тормозных барабанов на место производится полная
регулировка тормозного механизма — установив предварительно ослабленные опорные эксцен-
триковые пальцы колодок метками на хвостовиках «внутрь», расположив их друг против друга,
подают в тормозную камеру (слегка нажав на педаль тормоза) сжатый воздух под давлением до
0,15 МПа, чтобы прижать регулируемые колодки к тормозному барабану. Затем поворачивают за
хвостовики (метками «наружу») опорные пальцы до плотного прилегания колодок к барабанам
292
(при этом щуп 0,1 мм не должен проходить в зазор вдоль всей ширины колодки на расстоянии
20—30 мм от наружных концов накладок). Далее производят доводку колодок с помощью червяч-
ного регулировочного механизма, как при частичной регулировке. После окончания регулировки
ход штоков тормозных камер не должен превышать установленной нормы. При необходимости
снимают кожух 1 (рис. 7.57, в) и вращением регулировочного колпачка 4 регулятора давления
устанавливают нормативный интервал срабатывания разгрузочного устройства компрессора
(рис. 7.57, г) для поддержания давления в системе в пределах 0,56—0,74 МПа. В случае несра-
батывания предохранительного клапана (рис. 57, а) при повышении давления в системе выше
1,0 МПа производят его регулировку отворачиванием регулировочного винта 1.
При ТО-2, в порядке ТР, можно заменять практически все неисправные узлы и детали тор-
мозной системы.
При СО необходимо снять головку компрессора и очистить все детали от нагара, а неисправные
заменить.
Рис. 7.57. Схема регулирования давления в питающей магистрали пневмотормозов ЗИЛ-130:
а — предохранительный клапан: 1 — регулировочный винт; 2 — корпус; 3 — пружина; 5 — шарик; 6 — седло; 7 —
стержень; б — ресивер: 1 — сливной краник; 2 — штуцер; 3 — предохранительный клапан; в — регулятор давления:
1 — кожух; 2 — пружина; 3 — упорный шарик; 4 — регулировочный колпачок; 5 — шток; 6 — седло выпускного
клапана; 12 — впускной клапан; г — разгрузочное устройство: 7 и 12 — разгрузочные плунжеры; 10 — шток;
11 — впускной клапан
293
7.4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ТЕКУЩИЙ РЕМОНТ РУЧНЫХ (СТОЯНОЧНЫХ) ТОРМОЗОВ
7.4.1. ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНЫХ ТОРМОЗОВ
СНИЖЕНИЕ ЭФФЕКТИВНОСТИ ДЕЙСТВИЯ ТОРМОЗА — проявляется повышенным ходом
рычага управления и приложением к нему большого усилия для полного затормаживания, что,
однако, все равно не удерживает автомобиль на уклоне, или превышением нормы тормозного
пути. Например, в соответствии с ТУ, полностью загруженный легковой автомобиль ГАЗ-32029
должен надежно удерживаться на уклоне-спуске не менее 25%, при этом усилие, прикладываемое
к ручке стояночного тормоза, не должно быть больше 400Н, а защелка запирающего механизма
должна доходить не далее 5—6 зуба гребенки. При торможении со скорости 15 км/ч тормозной
путь не должен превышать 6 м.
Причины:
• повышенный износ или замасливание накладок колодок;
• повышенный износ рабочей поверхности тормозных барабанов;
• удлинение троса привода стояночного тормоза;
• заедание троса привода в направляющих трубках у щитов задних колесных тормозных
механизмов или в защитных оболочках.
НЕРАСТОРМАЖИВАНИЕ РУЧНОГО ТОРМОЗА (или отдельных тормозных механизмов
колес).
Причины:
• различные заедания в системе механического привода при полностью отпущенном рычаге
управления;
• прихватывание увлажненных накладок колодок к тормозным барабанам (при низких
температурах окружающего воздуха).
САМОПРОИЗВОЛЬНОЕ РАСТОРМАЖИВАНИЕ ВКЛЮЧЕННОГО РУЧНОГО (СТОЯНОЧ-
НОГО) ТОРМОЗА.
Причины:
• повышенные нагрузки на тормозной механизм (на слишком крутых спусках или подъ-
емах);
• повышенный износ зубьев гребенок или защелок запирающего механизма либо обрыв тяг
(тросов);
• повышенный износ деталей привода в шарнирных соединениях.
7.4.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕО — перед началом движения перемещением рукоятки управления проверить работу привода
ручного тормоза автомобиля (с учетом вышеизложенных требований ТУ). При попытке трога-
ния автомобиля с места с включенным исправным стояночным тормозом двигатель автомобиля
должен остановиться. Для более точного определения технического состояния тормоза можно
провести испытание торможением со скорости 15 км/ч — тормозной путь не должен превышать
нормативно-допустимого. Анализ состояния ручного тормоза продолжается в дороге при оста-
новках и включении ручного тормоза на различных уклонах. После проведения очередных видов
ТО с проведением работ по тормозным системам необходимо периодически проверять тормозные
барабаны на нагрев.
ТО-1 — провести контрольный осмотр и крепежные работы. Обратить внимание на степень
изнашивания тросов, целость и состояние резиновых уплотнительных и окантовочных оболочек
тросов (выход их из строя грозит повышенным загрязнением и интенсивным изнашиванием тросов
и задних колесных механизмов); проверить, нет ли люфта в местах шарнирных соединений рычагов
и тяг привода, а также наличие и состояние шплинтов (если они предусмотрены конструкцией); в
соответствии с картой смазки для обслуживаемой модели автомобиля смазать указанные точки.
Повышенный ход рычага управления ручным тормозом свидетельствует о повышенных за-
зорах между колодками и барабаном, о вытягивании (удлинении) тросов и т.д. В этом случае
необходимо произвести регулировку стояночного тормоза с помощью предусмотренных для этой
цели устройств.
294
Для регулировки ручного тормоза ЗИЛ-130 надо удалить шплинт из пальца 1S (рис. 7.58) и
вынуть его из отверстия регулировочного рычага 17. При этом рычаг 9 тормоза должен находиться
в крайнем переднем положении. Затем ослабить контргайку и наворачиванием вилки 16 на резь-
бовую часть, добиться путем укорачивания вертикальной тяги 15, чтобы после установки пальца
обратно в отверстие регулировочного рычага полное затормаживание автомобиля происходило бы
при отводе рычага не более чем на четыре зуба (четыре щелчка запирающего механизма). Если этого
не происходит, а вилка завернута до конца резьбы вертикальной тяги, то соединительный палец
следует переставить в следующее отверстие регулировочного рычага и повторить вышеуказанную
регулировку. Таким образом, в ходе длительной эксплуатации, когда на регулировочном рычаге
больше нет отверстий для перестановки пальца (что свидетельствует о полном износе накладок),
необходима замена колодок на новые.
При регулировке стояночного тормоза ГАЗ-53А необходимо отодвинуть рукоятку 3 (рис. 7.59)
в крайнее переднее положение и вывесить хотя бы одну пару задних колес. Затем, вращая мед-
ленно регулировочный винт 12, подвести колодки к барабану 8 и затормозить его так, чтобы его
нельзя было повернуть руками, после чего слегка отвернуть регулировочный винт (до свободного
прокручивания барабана). Далее, отвернув контргайку 11, заворачивают регулировочную гайку 10
до соприкосновения носка рычага 2 с торцом разжимного стержня 5. После регулировки усиленное
сопротивление продвижению рукоятки тормоза назад (при включении ручного тормоза) должно
ощущаться при нахождении защелки на третьем-четвертом зубьях гребенки.
Подвод тормозных колодок к барабану в ручном тормозе ГАЗ-66 производится регулировочным
винтом 12 (рис. 7.60) аналогичного по конструкции механизма. Ход рукоятки 6 тормоза регули-
руется изменением продольной тяги 24, наворачиванием на ее резьбовую часть вилки 25.
Стояночный тормоз ГАЗ-3102 регулируют при ТО-1 только в случае сильного ослабления ветвей
троса 11 (рис. 7.61). Натяжение троса производят заворачиванием регулировочной гайки 3 (при
отпущенной контргайке 4) на резьбовую часть тяги 13 уравнителя 12.
Рис. 7.58. Ручной трансмиссионный тормоз авто-
мобиля ЗИЛ-130:
9 — рычаг; 13 — палец; 15 -— тяга; 16 — вилка;
17 — регулировочный рычаг; 18 — разжимной
кулак; 19 — колодка; 20 — шайба; 21 — болт
Рис. 7.59. Стояночный тормоз автомобиля ГАЗ-5ЗА:
2 — рычаг; 3 — рукоятка; 5 — разжимной стержень; 6 — ко-
лодки; 7 — пальцы колодок; 8 — барабан; 10 — регулировоч-
ная гайка; 12 — регулировочный винт
295
Рис. 7.60. Ручной тормоз автомобиля ГАЗ-66:
1,24 — тяги; 6 — рукоятка; 8 — корпус регулировочного устройства; 12,21 — регулировочные винты; 13,15 —
стяжные пружины; 19 — пальцы верхних концов колодок; 22 — барабан; 23 — рычаг; 25 — вилка
Рис. 7.61. Стояночный тормоз автомобиля ГАЗ-3102:
1 — наконечник с кнопкой; 2 — рычаг; 3 — регулировочная гайка; 4 — контргайка; 6 — колесные тормозные ме-
ханизмы; 8 — регулировочный эксцентрик; 9 — направляющая втулка; 10 — защитный чехол; 11 — ветвь троса;
12 — уравнитель; 13 — тяга уравнителя; 14 — рычаг
296
ТО-2 — дополнительно к объему ТО-1 снимают тормозные барабаны (у центральных транс-
миссионных ручных тормозов для этого необходимо вначале отсоединить карданный вал) и про-
изводят осмотр и работы, как для обычных колесных механизмов, — колодки с изношенными
накладками заменяют, барабаны при необходимости отдают на расточку.
При ТО-2, в порядке ТР, можно заменять любые неисправные узлы и детали, после чего про-
изводят вышеописанные регулировки тормозов.
У автомобиля ГАЗ-3102 вначале ослабляют гайку 7 и, поворачивая эксцентрик 8 колодки,
устанавливают свободное перемещение ветвей троса 11 относительно торца направляющих тру-
бок 9, в пределах 4—6 мм. После этого, удерживая эксцентрик от проворачивания, затягивают
гайку, ставят на место барабаны, защитные чехлы и уравнитель с тросом. Натяжение ветвей троса
производят гайкой 3.
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
I. Кратко законспектируйте учебный материал по следующим темам:
1. ТО и ТР тормозов с пневмоприводом:
а) основные неисправности пневмотормозов;
б) особенности неисправностей тормозов ЗИЛ-4331;
в) основные операции по ЕО;
г) основные операции по ТО-1;
д) основные операции по ТО-2.
2. ТО и ТР ручных (стояночных) тормозов:
а) основные неисправности ручных (стояночных) тормозов;
б) основные операции по ЕО;
в) основные операции по ТО-1;
г) основные операции по ТО-2.
II. Выполните рисунки и схемы, укажите их наименование и определите спецификацию основных
узлов и деталей по следующим темам:
1. ТО и ТР тормозов с пневмоприводом (рис. 7.53; 7.54; 7.55; 7.56, а; 7.57, б, в, г).
2. ТО н ТР ручных тормозов (рис. 7.58, 7.59, 7.60, 7.61 (изобразить упрощенно, схематично, выделив в
основном регулировочные устройства)).
III. Дайте письменно краткие четкие ответы на вопросы:
1. Перечислите основные неисправности пневмотормозов.
2. Перечислите основные причины, признаки и возможные последствия снижения эффективности дей-
ствия ручных тормозов.
3. Назовите причины неравномерного действия тормозов и возможные последствия этой неисправ-
ности.
4. Каковы причины полного отказа действия тормозов?
5. Перечислите причины, признаки и возможные последствия нерастормаживания тормозов.
6. Перечислите автономные системы пневмотормозов ЗИЛ-4331 и КамАЗ.
7. Какие дополнительные неисправности узлов тормозной системы ЗИЛ-4331 и КамАЗ могут возникать?
К каким последствиям они могут привести?
8. Перечислите основные операции, проводимые водителем при ЕО.
9. Каковы основные методы контроля работоспособности пневмотормозов на линии? Назовите контроль-
ные нормативные параметры.
10. Перечислите основные операции, входящие в объем ТО-1.
11. Какова методика проверки и регулировки свободного хода педали?
12. Какова методика частичной регулировки КТМ, с какой целью она проводится?
13. Перечислите основной объем работ, проводимых при ТО-2.
14. Как и чем производится регулировка момента включения разгрузочного устройства компрессора?
Назовите нормативные параметры его срабатывания.
15. С какой целью и как регулируется предохранительный клапан ресивера?
16. В чем отличие регулировки тормозного крана ЗИЛ-130 и ЗИЛ-4331?
17. Какова методика проверки пневмотормозов прибором К-235? Какие нормативы существуют для
ЗИЛ-4331?
18. Назовите признаки снижения эффективности действия ручных тормозов. Каковы нормативные
требования к ним?
19. Каковы причины снижения эффективности действия ручных (стояночных) тормозов для различных
моделей автомобилей?
297
38-698
20. Перечислите причины нерастормаживания ручного тормоза.
21. Каковы причины и возможные последствия самопроизвольного растормаживания включенного
ручного тормоза?
22. Перечислите методы контроля работы ручных тормозов и основные действия водителя при ЕО и на
линии по проверке технического состояния ручного тормоза.
23. Перечислите основные операции, входящие в объем работ при ТО-1.
24. Перечислите основные операции, входящие в объем работ при ТО-2 и СР.
25. Какова методика регулировки ручного тормоза автомобиля ЗИЛ-130?
26. Какова методика регулировки стояночного трансмиссионного тормоза ГАЗ-53А?
27. Какова методика регулировки ручного тормоза автомобиля ГАЗ-3102? При каких видах обслужи-
вания какие операции проводятся?
ГЛАВА 8
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ТЕХНИЧЕСКОГО ОБСЛУЖИ-
ВАНИЯ И ТЕКУЩЕГО РЕМОНТА АВТОМОБИЛЕЙ В АТП
8.1. ПУТИ РАЗВИТИЯ ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЙ СЛУЖБЫ
АВТОТРАНСПОРТНЫХ ПРЕДПРИЯТИЙ
В УСЛОВИЯХ РЫНОЧНОЙ экономики
В условиях новых экономических (рыночных) отношений еще более повысилась роль автомо-
бильного транспорта, важнейшего связующего звена, без которого не может нормально функцио-
нировать и развиваться ни одна отрасль. В результате акционирования и приватизации бывших
АТП с полной или частичной передачей в частную собственность различных подразделений общей
инфраструктуры автомобильного транспорта РФ, в т. ч. и части подвижного состава, а также изме-
нения самого характера перевозок потребовались поиски оптимальных решений, направленных
на повышение эффективности работы автомобильного транспорта в целом и его производственной
базы. В настоящее время разработана целая концепция по коренному изменению качества транс-
портного обслуживания, расширения объема и качества транспортных услуг, предоставляемых
предприятиями автомобильного транспорта.
Реализация этих задач возможна за счет следующих мероприятий:
• усиления влияния экономических рычагов в управлении транспортным процессом с обеспе-
чением полной рентабельности автомобильного транспорта;
• создания во всех регионах РФ организационно-экономических и технических систем пере-
возок грузов и пассажиров и комплексного транспортного обслуживания, с развитием между-
городних перевозок на основе территориальных систем с развитыми складскими терминалами,
автовокзалами и т.д., с информационно-поисковым обеспечением перевозок на базе современной
компьютерной техники;
• развития научно-обоснованных комплексов региональных систем ТО и ремонта АТ, включая
производственно-коммерческие центры;
• дальнейшего развития внешнеэкономических связей, в том числе с целью получения ва-
люты и использования ее в фондах на приобретение современного оборудования для внедрения
новейших технологий;
• изменения инвестиционной политики для ускорения обновления новых производственных
фондов и приоритетное выделение капитальных вложений в социальную инфраструктуру, в ре-
конструкцию и техническое перевооружение производственно-технической базы АТП и форми-
рования рациональной структуры подвижного состава автомобильного парка;
• создания постоянно действующей (в том числе и на коммерческой основе) системы подго-
товки и переподготовки кадров, улучшение их профессиональных знаний на пути перехода к
рыночным отношениям;
• упразднения лишних звеньев и сокращение управленческих штатов, с одновременным широ-
ким использованием вычислительной и компьютерной техники и современных средств связи.
С установлением рыночных отношений еще более возрастает роль экономических показателей
работы АТП в целом — себестоимость, рентабельность производства, окупаемость основных капи-
таловложений. Поэтому все большие требования предъявляются к организации производственного
процесса ремонтной службы в АТП: необходимо создание принципиально новой инфраструктуры
ремонтно-производственной службы, начиная с элементов управления производственным про-
цессом и заканчивая полной механизацией трудоемких процессов по ТО и ремонту подвижного
состава автомобильного транспорта, с внедрением новейших научных разработок гаражного
оборудования и т.д.
В последнее время получает распространение выпуск ГО (гаражного оборудования) целыми
комплексами, начиная с диагностического оборудования и организационной оснастки до механи-
зированных постов по замене агрегатов и узлов автомобилей. При этом для оснащения конкретных
рабочих мест в АТП в большом ассортименте выпускаются комплекты инструмента и приспо-
соблений, как универсальных, так и для отдельных моделей автомобилей. Большой эффект дает
использование при проведении ТО и ремонта различного типа механизированных гайковертов, с
электрическим и пневматическим приводом.
299
38*-698
Существенную роль по-прежнему играет организация самого технологического процесса и
методов труда АТП, использование специализированных высокооснащенных постов при ТР,
организация агрегатного метода ремонта: когда вместо неисправных узлов и агрегатов сразу же
ставят заранее отремонтированные из оборотного фонда, что позволяет значительно снизить про-
стои в ТО и ремонте и увеличить коэффициент технической готовности (атг), значительно повы-
сить производительность труда и качество работ, обеспечив тем самым надежную, безаварийную
и экономичную работу автомобилей на линии. В ряде крупных АТП, в порядке эксперимента,
различные службы, обеспечивающие функционирование автомобильного предприятия, объеди-
няются в единый комплекс многофункционального назначения — ТЭА (техническая эксплуата-
ция автомобилей). В ее задачи входит планирование и оперативное руководство эксплуатацией
подвижного состава на линии, организация работы всех звеньев ремонтной службы и вопросы
снабжения (начиная от приобретения новых автомобилей и запасных частей до списания, от-
служившего свой срок подвижного состава), а также обеспечение техники безопасности на всех
участках работы и улучшение условий труда.
8.2. ХАРАКТЕРНЫЕ НЕДОСТАТКИ В ОРГАНИЗАЦИИ И РАБОТЕ
ПРОИЗВОДСТВЕННЫХ ПОДРАЗДЕЛЕНИЙ АТП
Анализ организации производства данного профиля позволяет сделать следующие выводы:
1. Нет четкой организации технологического процесса работ.
2. Недостаточно используются возможности диагностики (как предварительной, так и по ходу
работ).
3. Недостаточна производственная площадь или нерациональная планировка (расстановка
оборудования и организационной оснастки).
4. Недостаточно технологического оборудования, организационной и технологической оснас-
тки, или они устаревших моделей (или оборудование вообще не работает).
5. Недостаточно внедрены передовые приемы труда и методы организации производства в
целом.
6. Недостаточно механизированы подъемно-транспортные и другие трудоемкие процессы,
редко используются гайковерты и другой механизированный инструмент.
7. Санитарно-гигиенические условия не всегда соответствуют нормативам, мало уделяется
внимания вопросам эстетики на рабочих местах и в помещении в целом.
8. Производственные корпуса и помещения не соответствуют современным требованиям.
В результате в таких АТП падает культура производства и производительность труда, снижа-
ется качество работ и заработная плата; имеет место неукомплектованность штата рабочих. При
такой организации работ повышается утомляемость рабочих, учащаются случаи производствен-
ного травматизма.
8.3. ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ СОВРЕМЕННЫХ ТЕХНОЛОГИЙ
ПРИ ПРОЕКТИРОВАНИИ И СТРОИТЕЛЬСТВЕ
ПРОИЗВОДСТВЕННЫХ ПОДРАЗДЕЛЕНИЙ В АТП
В связи с вышеизложенным, повышаются требования ко всем звеньям производственного
процесса, в т. ч. к организации ремонтной службы на современном уровне, а для этого необходима
соответствующая производственная база. Именно поэтому требуется новый подход к проектиро-
ванию и строительству производственных зданий и помещений для АТП.
Важным моментом в решении этого вопроса является строительство современных производс-
твенных помещений из облегченных сборных конструкций, с использованием новых материалов и
технологий, не требующих дополнительной внутренней отделки и т.д, вместо громоздких зданий
из кирпича и бетона, с мощными балочными перекрытиями, потолками и стенами.
Существенную роль играет и правильный выбор типа производственных зданий для размеще-
ний подразделений ремонтной службы АТП. Одним из оптимальных вариантов является строи-
тельный комплекс, состоящий из центрального высокогабаритного здания ангарного типа большой
площади с несущими металлическими колоннами по краям, для размещения преимущественно
300
зон ТО и ТР, с примыкающими к нему по бокам двухэтажными помещениями. Первый этаж за-
нимают обычно вспомогательные отделения с непосредственным выходом на посты зон ТО и ТР.
На втором этаже размещают помещения бытового назначения, комнаты отдыха, промежуточный
и инструментальный склады и т.п. В подвальных помещениях оборудуют склады для смазочных
материалов, резино-технических изделий, шин и т.д. Такая компоновка помещений позволяет
значительно сократить как общую стоимость, так и площадь используемого земельного участ-
ка. С целью рационального использования производственных площадей в основном здании для
зон ТО и ТР используют аппозитное расположение тупиковых постов смежных зон вдоль обеих
продольных сторон, что дает возможность использования общей площади для маневрирования
автомобилей при въезде на посты (рис. 8.1).
Рис. 8.1. Блок-схема компоновки производственного корпуса:
1 — раздевалка, 2 — агрегатный цех, 3 — склад смазочных материалов, 4 — промежуточный склад,
5 — карбюраторный цех, 6 — склад резины
В центральной части здания сверху (на крыше) монтируют так называемые «фонари» естес-
твенного дневного освещения, световой поток от которых освещает практически всю площадь
здания.
Помимо указанных «фонарей», для улучшения освещения рабочих мест на постах зон торце-
вые сегментовидные части здания ангарного типа выполняют из светопрозрачных материалов
с арматурой. Таким образом, из кирпича и бетона делают в основном наружные стены боковых
двухэтажных помещений, где они выполняют роль несущей конструкции и имеют окна для про-
хождения светового потока с улицы во вспомогательные цеха и другие помещения.
Новые строительные технологии предусматривают широкое использование в качестве раз-
личных перегородок и стен (ненесущего типа) светопрозрачных панельных блоков из прочного
толстостенного стекла и арматуры из легких сплавов. Они легко и быстро монтируются по месту
назначения. Появляется возможность быстрой перепланировки производственной зоны и других
помещений в зависимости от конкретных изменяющихся условий технологии ТО и ТР и т.д.
Большой эффект дает использование светопрозрачных блоков в качестве стен между вспомо-
гательными отделениями и постами зон ТО и ТР в основном производственном корпусе, за счет
этого обеспечивается сквозной световой поток естественного освещения во всех зонах и цехах.
301
В результате практически не остается слабоосвещенных мест, резко снижаются затраты на ис-
кусственное освещение рабочих мест и постов. Полномасштабное использование светопрозрач-
ных перегородочных конструкций позволяет постоянно контролировать ИТР обстановку на всех
рабочих местах, что особенно важно при возникновении экстремальных ситуаций
Конструкция светопрозрачных стеновых блоков предусматривает возможность монтажа в них
сквозных стеллажей (на соответствующей высоте), что помимо возможности временного хранения
в них запасных частей, узлов автомобилей и т.п. позволяет рабочим смежных производственных
отделений до минимума сократить нерациональные переходы при внутрицеховой доставке узлов
и деталей на рабочие места (рис. 8.2).
Рис. 8.2. Светопозрачная стена и перегородка со встроенным сквозным секционным стеллажом:
1 — арматура основания; 2 — вентиляционный кожух; 3 — стеллаж; 4 — стойка стеллажа; 5 — арматура стеклоде-
ржателей; 6 — крепежное устройство; 7 — колонна; 8 — дверь; 9 — стойка стеклоблока; 10 — пластиковая вставка
для отвода газов в вентиляционный кожух
С целью уменьшения попадания холодных масс воздуха в зимнее время на посты основной
производственной зоны все чаще используют для въезда автомобилей механизированные ворота.
Наиболее удобными в этом плане являются ворота подъемно-складного типа, а сам въезд оборуду-
ют тепловой завесой, с наиболее оптимальным нижним расположением щелевидных воздушных
коллекторов от калориферов. Все это способствует внедрению энергосберегающих технологий.
Таким образом, использование указанных строительных элементов соответствует самым сов-
ременным требованиям к производственной эстетике, обеспечению соответствующих санитарно-
гигиенических условий труда, требованиям противопожарной безопасности и значительному
снижению стоимости строительства и занимаемой площади.
8.4. ОБРАЗЦЫ РАЗРАБОТОК ОРГАНИЗАЦИИ ДВИЖЕНИЯ И ПОСТАНОВКИ
АВТОМОБИЛЕЙ НА ПОСТЫ ТО И ТР
Чтобы спроектировать зону ТР или ТО (по «Заданию»), соответствующую современным тре-
бованиям (с четкой организацией общепринятого технологического процесса, с обеспечением
оперативной постановки автомобилей на соответствующие посты) помимо знания потребного
расчетного количества постов и выбора их типа и оснащенности соответствующим гаражным
оборудованием (в первую очередь следует выбрать модель подъемников для вывешивания авто-
мобилей на постах, определиться с видом используемой диагностики и т.д.), необходимо хорошо
представлять организацию технологического процесса работ в АТП в целом и порядок движения
302
автомобилей по общей внутригаражной схеме, начиная с их выпуска на линию, возврата в парк
и постановку на посты соответствующего вида в ТО или ТР.
При курсовом проектировании целесообразно составить внутригаражную схему движения
автомобилей, в т. ч. и в проектируемой зоне обслуживания или текущего ремонта, наметить места
расположения постов, вспомогательных помещений и т.д. (см. рис. 8.3, 8.4, 8.5 ).
После выбора наиболее рационального варианта можно приступить к оформлению графичес-
кого листа планировки с учетом строительных и других общепринятых норм в соответствии с
ГОСТами, ЕСКД и т.д., с последующим изображением в плане соответствующего оборудования и
организационной оснастки на постах.
Следует предусмотреть зону маневрирования автомобилей для заезда на посты и обозначить
ее на чертеже тонкой линией. Для уменьшения габаритов зоны маневрирования целесообразно
использовать косоугольное расположение постов, чтобы не затруднять маневрирование авто-
мобилей для заезда автомобилей на посты. Руководствуясь общепринятыми нормами, ширину
зоны (Взм) следует принимать в зависимости от длины и типа подвижного состава, равной 1,5—2
размера длины автомобиля.
303
на линию
— — —► выезд на линию и возврат на стоянку
> перемещение автомобилей в ходе ТО-1
ЛЛЛЛ^
перемещение на посты зоны ТР при обнаружении сверхобъемных работ
Рис. 8.3. Схема организации движения автомобилей в процессе ТО-1:
1 — помещение для дежурных механиков КТП; 2 —посты КТП; 3 — посты зоны диагностики Д-1; 4 — специальные
посты для смазочно-заправочных работ; 5 — универсальные ПОСТЫ; 6 — напольный пост; 7 — комната отдыха;
8 — тамбурный пост для обогрева а/м зимой
304
— — Ф» выезд на линию и возврат на стоянку
——> перемещение автомобилей в ходе ТО-2
заезд на посты зоны ТР
Рис. 8.4. Схема организации движения автомобилей в процессе ТО-2:
1 — помещение дежурных механиков КТП; 2 —посты КТП; 3 — площадка отстоя для а/м, ожидающих постановки в
зоны ТО-2 и ТР; 4 — посты зоны Д-2; 5 — пост для смазочно-заправочных работ; 6 — универсальные посты; 7 — на-
польные посты; 8 — комната мастеров и бригадиров; 9 — диспетчерская производства; 10 — тамбурный пост
305
39-698
——► перемещение автомобилей в процессе ТР
— — > выезд на линию и возврат в парк
дополнительное поступление автомобилей из зон ТО-1, ТО-2
(при обнаружении сверхобъемных работ)
Рис. 8.5. Схема организации движения автомобилей в процессе ТР:
1 — комната дежурных механиков; 2 — посты КТП; 3 — площадка отстоя для а/м, подлежащих постановке в ТР
и ТО-2; 4 — тамбурный пост (для отогрева автомобилей); 5 — центр управления производством; 6 — комната мас-
теров и бригадиров; 7 — напольный пост; 8 — универсальные посты на подъемниках; 9 — осмотровая канава для
монтажа-демонтажа двигателей и т.д.
306
8.5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ДЛЯ ВСПОМОГАТЕЛЬНЫХ ОТДЕЛЕНИЙ АТП
Невозможно начать проектирование какого-либо производственного отделения (по «Заданию»
к курсовому проекту), не зная объема и вида предстоящих работ, откуда, какие и в каком виде
поступают узлы и агрегаты автомобиля и последовательность выполнения работ с учетом офици-
ально принятого процесса ремонта.
Поэтому перед началом проектирования следует изучить опыт организации подобных отделе-
ний в передовых АТП, например во время прохождения производственной практики, использовать
соответствующую литературу, включая журналы автомобильного профиля.
После обобщения и изучения собранного материала целесообразно составить общую схему
намечаемого технологического процесса в отделении с сопутствующими операциями. После
различных корректировок и консультаций с преподавателем выбирается и оформляется в виде
схемы самый рациональный вариант (см. рис. 8.6—8.16).
Затем можно приступить к подбору соответствующего гаражного оборудования, организа-
ционной и технологической оснастки. При этом следует пользоваться новейшими каталогами
гаражного оборудования. Перечень новых моделей дается иногда и в журналах автомобильного
профиля. Особенно эффективен подбор новейших разработок гаражного оборудования из соот-
ветствующих сайтов Интернета.
Примечание. Можно выбирать как отечественные модели, так и зарубежные, однако следует помнить, что
стоимость зарубежных образцов ориентировочно в 1,5 раза выше, что несомненно может отрицательно отразиться на
экономических показателях в курсовом проекте по предмету «Экономика отрасли» , т.к. он дополняет курсовой проект
по дисциплине «ТО и ремонт автомобилей».
Количество подбираемого технологического оборудования и оснастки зависит от расчетного
(потребного) количества производственных рабочих и рабочих мест в проектируемом отделении.
307
Рис. 8.6. Схема технологического процесса в моторных цехах АТП
308
Рис. 8.7. Схема технологического процесса в агрегатных цехах АТП
309
Рис. 8.8. Схема технологического процесса в карбюраторном отделении
310
Зоны ТО-2 и ТР
Установка на Снятие с
автомобиль автомобиля
ЦЕХДТА
Промежуточный склад
оборотного фонда
Годные
Ремонт
Проверка на работоспо-
собность и регулировка
ТНВД и форсунок
Рис. 8.9. Схема технологического процесса в цехах дизельно-топливной аппаратуры (ДТА)
311
Рис. 8.10. Схема организации технологического процесса работ в электоротехнических цехах АТП
312
Рис. 8.11. Типовая схема технологического процесса в аккумуляторном отделении
313
Рис. 8.12. Схема технологического процесса в шиномонтажных отделениях
314
Рис. 8.13. Схема технологического процесса по ремонту колес
с бескамерными шинами в шиномонтажных отделениях
40*-698
315
Рис. 8.14. Схема технологического процесса в медницком отделении
316
Рис. 8.15. Схема технологического процесса в жестяницко-сварочном отделении АТП
317
Примечание: Наносимые слои лакокрасочных покрытий должны быть тонкими и тщательно просуши-
ваться, те же требования предъявляются к шпаклеванию (каждый слой шлифуется водостойкой шкуркой).
Рис. 8.16. Схема технологического процесса в малярном отделении
318
8.6. РЕКОМЕНДАЦИИ ПО ПРОЕКТИРОВАНИЮ
ПРОИЗВОДСТВЕННЫХ ПОДРАЗДЕЛЕНИЙ АТП
Для зон ЕО, ТО и ТР следует использовать высокогабаритные помещения (рис. 8.1.) в основных
производственных корпусах, с большой кубатурой воздуха, с использованием приточно-вытяжной
вентиляции (в виду большой загазованности от работающих двигателей автомобилей). В зонах
ЕО требуется установка особо мощных вентиляционных устройств для обеспечения повышенной
кратности обмена воздуха (в течение часа равной 6—8), особенно в часы возврата автомобилей с
линии, т.к. автомобили в зоне ЕО перемещаются в основном своим ходом, как и в зонах ТО и ТР.
При этом им приходится маневрировать для заезда на посты, поэтому кратность обмена воздуха
должна быть не менее 4 в течение часа. По ходу проводимых работ в зонах ТО, ТР и диагностики Д-1
и Д-2 иногда приходится запускать двигатели. В этом случае используют устройства шлангового
типа для отсоса отработавших газов непосредственно из труб глушителей (на чертеже планировки
зоны следует дать их условное изображение).
Для заезда и выезда автомобилей из зоны следует проектировать самый современный тип
ворот — подъемно-складные с электромеханическим приводом. В нижней части ворот следует
предусмотреть устройство в виде щелевидного воздушного коллектора, связанного с калорифером,
для создания тепловой завесы (предотвращения попадания холодного воздуха в зимнее время на
рабочие места). Наиболее эффективно нижнее расположение тепловой завесы, когда коллектор
вмонтирован в пол в полости ворот. Ее также следует изобразить на чертеже планировки. Полы
во всех производственных помещениях АТП для легковых и малотоннажных автомобилей
выкладывают обычно малогабаритной керамической плиткой, для всех остальных — крупной
керамической плиткой повышенной прочности. Стены (там, где это необходимо) облицовывают
на высоту 1,8 м кафельной плиткой.
Зоны ЕО оснащаются поточными линиями (с учетом потребного расчетного количества) в виде
прямоточных канав, связанных водостоками с очистительными сооружениями или установками
для полной очистки воды, с целью повторного (многократного) использования ее для мойки под-
вижного состава. Полы возле канав выкладываются крупногабаритной щелевидной металлической
плиткой для обеспечения стока воды в систему очистки.
Основным технологическим оборудованием для зон ЕО являются механизированные моечные
комплексы, некоторые модели с полностью автоматическим управлением (см. разд. 2.2). Для
мойки легковых автомобилей, автобусов, микроавтобусов, трайлеров и т.д. используют установки
щеточного типа. Для грузовых автомобилей — установки струйного типа. Их следует изобразить
на соответствующих постах поточных линий (дать упрощенный вид сверху).
Для ручной мойки все чаще используют парогенераторные установки высокого давления
(в основном зарубежные модели фирм «Керхер», «Вапелан» и др.). Они удобны в работе, малога-
баритны и очень эффективны: даже зимой при низких температурах полностью удаляют налет
грязи и льда с элементов нижней части кузовов и агрегатов. Поэтому установки указанного типа
можно использовать в дневное время на специально выделенном посту для мытья днища и аг-
регатов, включая двигатели, всех типов подвижного состава АТП. При наличии такого поста в
зону ЕО можно ставить на тележках и отдельные агрегаты для внешней мойки перед ремонтом в
моторном или агрегатном отделении. Указанный пост и установки для мойки следует графически
изобразить на листе планировки зоны ЕО.
При графическом изображении планировок зон ТО или ТР следует руководствоваться расчет-
ным количеством постов для проектируемой производственной зоны (по «Заданию»), таблицей
распределения постов по типу и назначению, а также предварительно разработанной схемой
расположения постов в зоне, учитывая организацию движения автомобилей в АТП перед поста-
новкой автомобилей на посты (см. разд. 8.4). Вначале следует дать условное изображение всех
постов (машино-мест), с учетом всех нормативных расстояний: между боковыми сторонами, от
передней части до стационарно установленной организационной оснастки и т.д.
Примечание. Размеры постов, изображенных на листах графической части, должны равняться (в масштабе)
габаритам автомобилей, устанавливаемых на эти посты.
На всех постах (кроме обычных напольных, когда в ходе работ не требуется доступ к автомо-
билю снизу) необходимо также условно изобразить подъемники выбранного типа.
Примечания:
1. Для постов ТО следует выбирать только новые модели подъемников и не использовать осмотровые канавы, т. к.
теперь уже они относятся к устаревшему оборудованию.
319
2 . Допускается размещение осмотровых канав (преимущественно «траншейного» типа) на нескольких постах
зон ТР для монтажа-демонтажа двигателей с применением передвижных талей (на монорельсах) или кран-балок (при-
лож. 8, рис. 5 и 6). При использовании в зонах ТР осмотровых канав в них можно установить тележки с подъемниками,
оснащенными профильными захватами для монтажа-демонтажа мостов, агрегатов трансмиссии и т.д.
После графического изображения на листе строительных элементов здания и вспомогательных
помещений постов с подъемниками в зонах (включая посты на осмотровых канавах в зоне ТР,
если они имеются) следует проставить все габаритные размеры здания, вспомогательных поме-
щений, зоны для маневрирования автомобилей (предварительно изобразив ее тонкой линией),
подъемников, осмотровых канав, а также дать привязочные размеры для монтажа подъемников
и строительства осмотровых канав — т.е. все размеры, необходимые для строителей и монтажни-
ков. Затем надо произвести расстановку стационарной организационной оснастки (например, у
стены перед постами располагают слесарные верстаки, тумбочки для инструмента, секционные
стеллажи для мелких узлов и деталей и т.п.) и дать их условное изображение. На каждом посту
целесообразно иметь инструментальные тележки с лотками модели ОРГ-70-7878-1004 (прилож. 13,
рис. 8), а на постах со съемом колес следует расположить тележки с вертикальными секциями для
временного складирования снятых колес. Необходимо предусмотреть установку вспомогательного
технологического оборудования (например, сверлильных и заточных станков, смазочно-запра-
вочного оборудования и т. д.). При необходимости доступа сверху к автомобилю, вывешенному
на подъемнике (например, к двигателю), следует иметь подкатные лестницы-трапы с рабочими
площадками (одну-две на зону).
В зонах ТО-2, как и в зонах ТР, следует использовать «агрегатный» метод ремонта, когда
взамен неисправных узлов сразу же устанавливают заранее отремонтированные из оборотного
фонда. Это позволяет сократить простои автомобилей в ТО и ТР. Посты в зонах ТО-2 и ТР могут
быть как «универсального», так и «специализированного» типа. Например, в зонах ТО-1 и ТО-2
целесообразно проектировать специализированный пост для всех видов смазочно-заправочных
работ; в зонах ТР посты на осмотровых канавах для монтажа-демонтажа двигателей и агрегатов
также являются практически специализированными.
Помимо технологического оборудования и организационной оснастки на каждого рабочего зон
ТО и ТР, следует предусмотреть наличие необходимой технологической оснастки (инструмент,
приспособления для ТО и ремонта).
Примечание. Все выбранное технологическое оборудование, организационная и технологическая оснастка
должны быть указаны в «Сводных ведомостях» Расчетно-пояснительной записки курсового проекта.
На въезде в зоны ТО и ТР следует оборудовать тамбурные посты для ожидания постановки
автомобилей на соответствующие посты ТО или ТР, а также отогрева в зимнее время.
Производственные отделения служат для проведения диагностических и регулировочных
работ (а при необходимости и ремонта) снятых на постах зоны ТО-2 или ТР узлов и агрегатов
автомобилей, поэтому располагать их следует как можно ближе к соответствующим постам вы-
шеназванных зон.
После составления схемы предлагаемого технологического процесса в отделении (разд. 8.5) и
согласования его с преподавателем-консультантом необходимо подобрать и оформить в «Сводные
ведомости» технологическое оборудование, организационную и технологическую оснастку; далее
подсчитать площадь, занимаемую в плане, умножить на коэффициент плотности 7ГПЛ, определить
в расчетной части потребную площадь для отделения. Для жестяницко-сварочных и малярных
отделений, в которых организуют посты, с заездом на них автомобилей, методика определения
площади несколько иная (см. разд. 9.1.1, 9.1.2).
Примечание. Подбор оборудования и оснастки следует производить по новым каталогам, журналам автомо-
бильного профиля (например, «Автомобиль и сервис» издательства «АБС», г. Москва) или пользоваться для этого
специальным сайтом в Интернете.
Полученные площади следует откорректировать (кратность должна быть равна 3 м, в крайне:.:
случае допускается и 1 м). Наиболее часто для отделений используют площадь с размерами 6x6
(36 кв.м); 61x9 (54 кв.м); 6x12 (72 кв.м) и т.д. Для жестяницко-сварочных и малярных отделени;":
площадь значительно выше — 12 х 12 (144 кв.м); 12 х 24 (288 кв.м) и т. д.; ее размер зависит от
конкретных условий, технологической необходимости и количества постов в отделении.
Для проектирования производственных отделений выбирают более низкогабаритные поме-
щения. Все отделения оснащают элементами приточно-вытяжной вентиляции с часовой крат-
ностью обмена воздуха, соответствующей нормативной, с учетом специфики работ в отделении ::
на отдельных его участках.
320
Графическое изображение проектируемого отделения следует начинать с изображения производс-
твенного подразделения и отдельных отгороженных участков со специфическими условиями труда
(если таковые имеются), со строительными элементами (окна, двери и т.д.). Расстановку оборудо-
вания и организационной оснастки надо производить с учетом разработанной схемы организации
технологического процесса, стремясь создать в отделении маршрутную технологию работ или хотя
бы отдельные микроучастки с соответствующим оборудованием и законченным технологическим
циклом. Это позволит до минимума снизить нерациональные передвижения рабочих.
Примечания:
1. Если отсуствуют образцы условных обозначений изображения в плане какого-либо оборудования (например,
новых моделей) или организационной оснастки, следует изобразить упрощенно контур (вид сверху).
2 . Вычерчивать оборудование и оргоснастку в отделениях следует строго в принятом масштабе.
При графическом проектировании производственных отделений необходимо руководствоваться
общепринятыми правилами:
1. У окон, в наиболее освещенных дневным светом местах, следует располагать низкогабарит-
ную оргоснастку и оборудование с высоким коэффициентом использования.
2. Высокогабаритное технологическое оборудование с высоким коэффициентом использования
следует размещать у стен возле окон.
3. Оборудование с низким коэффициентом использования и вспомогательная оргоснастка могут
устанавливаться в наименее освещенных местах на удаленной от окон площади.
4. Различного типа стенды для разборки и сборки ремонтируемых агрегатов и узлов следует также
размещать в хорошо освещенной части отделения (например, возле верстаков напротив окон).
5. Между технологическим оборудованием и оргоснасткой должны соблюдаться нормативные
расстояния для свободного прохода рабочих (в соответствии с требованиями ТБ).
В моторных и агрегатных отделениях при механизации подъемно-транспортных работ ис-
пользуют электромеханические тали, учитывая возможность перемещения их вместе с грузом
по проложенному на потолочном перекрытии монорельсу (прилож 8, рис.5).
Примечание. Ввиду использования для указанных отделений низкогабаритных помещений применение для
этих целей кран-балок (прилож 8, рис.6) невозможно.
В зависимости от моделей автомобилей и габаритов ремонтируемых агрегатов и узлов наибольшее
распространение получили тали грузоподъемностью 0,5 и 1 т. Для увеличения площади охвата, произ-
водимой с помощью тали транспортировки, монорельс может иметь соответствующую конфигурацию
с нормативными радиусами поворота (во избежание заклинивания ходовой каретки тали).
В соответствии с требованиями правил ТБ, монорельс должен располагаться точно по оси ус-
тановленных в отделении стендов, поэтому следует стремиться к рядной расстановке стендов для
разборки-сборки и ремонта агрегатов — по одной общей оси.
Учитывая специфику всего комплекса работ, проводимых в моторных и агрегатных отделениях,
следует с помощью герметичных перегородок выделить моечный участок с размещением в нем
механизированной установки для производства моечных работ подогретым моечным раствором
(мод. М-312 или М-216). Целесообразно также иметь там ванну для ручной мойки мелких узлов
и деталей мод. 9510 (с. 36, прилож. 2).
Для доставки на тележках в указанные отделения снятых с автомобилей узлов и агрегатов
помимо обычной двери для прохода рабочих, следует предусмотреть наличие двухстворчатых
распашных дверей качающегося типа.
Примечание. По завершении всех графических работ по проектируемому отделению, простановки привязочных
(для стационарно установленных стендов) габаритных и других размеров, необходимых строителям-монтажникам, на-
несения в соответствующих местах условных обозначений приточно-вытяжной вентиляции, подвода сжатого воздуха,
электроэнергии и т.д. следует крупным шрифтом указать наименования смежных с проектируемым отделением зон
производственных и вспомогательных отделений, вплоть до указания проезжей части гаража.
Специфика жестяницко-сварочных и малярных отделений заключается в возможности заез-
да автомобилей на посты, расположенные в указанных отделениях. Здесь проектируются посты
универсального типа — для выполнения мелкого ремонта и правки отдельных элементов кузова
и рам автомобилей, для подготовки автомобилей к окраске (частичной или полной) и специали-
зированные — оборудованные стендами и установками для правки кузовов с сильными механи-
ческими повреждениями (разд. 6.3.2). При необходимости доступа к нижней части автомобилей
используют опрокидыватели.
В связи со спецификой работ для указанных отделений требуются помещения большой ку-
батуры (за счет высоты), оснащенные приточно-вытяжной вентиляцией, способной обеспечить
многократный ежечасный обмен воздуха (более 6 раз), и отделанные специальными пожаробезо-
пасными материалами.
41-698
321
Предусматривается также наличие нескольких передвижных огнетушителей пенного типа.
Целесообразно в крупных АТП отделять посты с большим объемом сварочных работ друг от друга
легкими пожаростойкими перегородками (за рубежом широко используют для этой цели очень
удобные раздвижные шторы из жаростойкого материала).
Помимо обычной электродуговой сварки широко используют установки для сварки в среде
углекислого газа (для элементов из тонкого листового материала). Большое применение находят
сварочные полуавтоматы зарубежного производства (например, Компомат-180 финской фирмы
«Кемпи»). Для проведения вспомогательных работ используют широкий ассортимент перенос-
ных машин с электро- или пневмоприводом, в т. ч. наборы различного инструмента для ручной
правки (доводки) поврежденных поверхностей (прилож. 39; прилож. 40). Помимо работ на постах
в жестяницко-сварочных отделениях проектируют небольшие участки, отгороженные экранами
от остальной зоны отделения, для проведения различного рода сварочных работ при ремонте отде-
льных деталей автомобилей. При этом используются верстаки с вытяжкой и поворотным кругом
для ремонтируемых деталей.
При частичной или полной окраске автомобилей требуется большой объем подготовительных
работ (рис. 8.16). Для их производства в отделении проектируются посты, количество которых
зависит в основном от расчетного (потребного) количества рабочих, количества смен работы и т.д.
Помимо указанных постов (напольного типа), в отделении следует предусмотреть помещение для
хранения лакокрасочных материалов. При наличии окон в стенах помещения возле одного из них
следует спроектировать помещение для подготовки лако-красочных материалов (подбор колера
краски следует производить только при естественном дневном освещении). Для перемешивания
краски промышленность выпускает специальные установки.
Примечание. В самых передовых АТП или на крупных СТОА для получения требуемого колера краски ис-
пользуют компьютерные комплексы.
Из технологического оборудования основными являются окрасочно-сушильные камеры. Иног-
да используют и раздельные камеры для окраски и сушки. В настоящее время промышленность
России выпускает комбинированные покрасочно-сушильные камеры «Компакт» (6,4 х 3,68 м);
«Универсал» (7,0 х 4,0 м) и «Гранд» (7,0 х 4,7 м). Из зарубежных установок используются камеры
«Италформ» (Италия); «Лютро» (Германия) — для окраски автобусов и грузовых автомобилей;
есть модификация раздельных камер для окраски и сушки легковых автомобилей и микроавто-
бусов, той же фирмы «Лютро».
Посты подготовки следует отделять друг от друга раздвижными шторами из специального ма-
териала. На постах подготовки в основном производят шпаклевание с последующей шлифовкой
пневмомашинами или вручную шкуркой, соответствующей зернистости, для окончательного вы-
равнивания поверхностей перед окраской. При этом образуется большое количество шлама и пыли,
что является самым нежелательным явлением в окрасочных отделениях. Поэтому периодически
производят тщательную мойку полов на постах подготовки с помощью специальных гидрантов
от водопроводной сети. Для облегчения стока воды и шлама по периметру постов делают узкие
неглубокие водостоки (закрываемые щелевидными металлическими пластинами), связанные с
фильтрами-сборниками.
Для частичной сушки окрашенных отдельных элементов используют передвижные установки
на тележках, с излучающими панелями с ламповыми или трубчатыми электронагревателями
инфракрасного излучения (рис. 6.73).
Жестяницко-сварочные и малярные отделения целесообразно располагать рядом для удобс-
тва перемещения автомобилей (при этом следует использовать ворота герметичного типа, ввиду
большой пожароопасности работ в данных отделениях).
После окончания графической планировки вышеуказанных отделений следует проставить все
необходимые габаритные и привязочные размеры, изобразить условные обозначения системы
вентиляции и т.д.
Примечание. Для аккумуляторных отделений, при проектировании участка для зарядки аккумуляторных ба-
тарей, следует помнить, что он относится к особо взрывоопасному производству, поэтому стены и перегородки должны
быть выполнены из кирпича или железобетонных конструкций, а одна из дверей должна обязательно открываться
на улицу.
322
ГЛАВА 9
Расчет годовой производственной программы
подразделений по ТО и ТР в АТП по системе «Алгоритм»
В связи с изменениями инфраструктуры, сокращением различных служб и отделов, созданием
во многих АТП единого многофункционального комплекса ТЭА, отсутствием различных норма-
тивов (особенно для новых моделей автомобилей) учебные заведения автомобильного профиля
стремятся оперативно реагировать на указанные изменения, знакомить студентов с самой совре-
менной технологией организации работ по ТО и ремонту автомобилей, искать пути создания базы
обновленных (приближенных к реальным) нормативных данных, используемых в ходе курсового
и дипломного проектирования.
При расчете годовой производственной программы для производственных подразделений АТП
с использованием предлагаемой системы «Алгоритм» следует иметь в виду, что многие нормати-
вы, представленные в соответствующих таблицах, уже откорректированы (с учетом поправочных
коэффициентов Kj — К5 из «Положения», характеризующих условия эксплуатации), а за основу
отдельных данных были взяты среднестатистические показатели, используемые в целом ряде
АТП различного профиля и назначения.
Корректировка производилась с учетом вышеуказанных коэффициентов для московского ре-
гиона, по 3-ей категории эксплуатации, для средней полосы РФ с умеренным климатом, для АТП
с одним типом базовых автомобилей. Нормативы трудоемкости ТО-2 даны с учетом проведения
сопутствующего ремонта на постах ТО-2 (т.е. трудоемкость первого ТО-2 повышена на 20%).
Если же автопредприятия (по месту учебного заведения) находятся в других условиях эксплу-
атации, то можно пойти тем же путем: собрать среднестатистические данные по используемым
нормативам при ТО и ремонте автомобилей, показатели интервалов постановки автомобилей в
очередные виды ТО, величины среднесуточных пробегов и т.д., а затем откорректировать их на
соответствующие коэффициенты условий эксплуатации, чтобы получить необходимые норма-
тивные данные, приближенные к реальным в данном регионе, после чего можно приступать к
расчету производственной программы для курсового или дипломного проекта.
При расчете годовой производственной программы по предлагаемой методике следует помнить,
что система «Алгоритм» не является каким-либо шаблоном, наоборот, подход к этому процессу
должен быть творческим. По согласованию с преподавателем-консультантом студент может
вносить различные изменения и дополнения, поясняя их сущность в примечаниях. Если, напри-
мер, требуемое количество рабочих (или постов в зонах ТО и ТР) получается нереальным, то их
число можно изменить, пояснив: «Исходя из опыта работы передовых АТП и технологической
необходимости, принимаю окончательно количество постов (или рабочих) равным.». При
этом следует откорректировать и годовую трудоемкость работ (используемую в дальнейшем для
расчета экономических показателей)
Предлагаемая методика расчета годовых производственных программ по системе «Алгоритм»
составлена таким образом, что представляет собой фактически готовую программу при компью-
теризации учебного процесса.
41 *-698
9.1. Расчет годовой производственной программы отделения
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей А шт.
Среднесуточный пробег автомобиля Zcc км
Количество дней работы АТП Дргп ДН.
Количество дней работы отделения Дотд ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечание. Количество дней работы производственного отделения принимаем 255 или 305 дн. — с учетом
работы ремонтной службы АТП соответственно по 5- или 6-дневной неделе
Определение коэффициента использования парка
Данный коэффициент определяем с учетом количества дней работы парка (Дргп) по формуле:
где атг — коэффициент технической готовности подвижного состава АТП, характеризует соотноше-
ние полностью исправных автомобилей и подлежащих ремонту; он зависит от многих показателей:
начиная от количества дней простоя автомобилей в ТО и ремонте и заканчивая среднесуточным про-
бегом автомобилей (1СС), поэтому допускается использовать при расчетах (в учебных целях) готовые
среднестатистические значения атг для аналогичных автомобилей с соответствующими 1Сй.
По табл. 1 прилож. I принимаем атг равным аи по различным причинам всегда ниже атг,
поэтому значение аи можно снизить по сравнению с расчетным на 0,01—0,02 единицы. Тогда
окончательно аи =....
Определение годовой трудоемкости работ производственного отделения
Годовая трудоемкость работ для отделений АТП берется как доля от общей трудоемкости работ
по ТР для всего парка, а та в свою очередь определяется по формуле
Ттр = irn X
где Lrn — общий годовой пробег всего подвижного состава АТП; £тр — удельная трудоемкость по
ТР, дается на каждые 1000 км пробега авто и прицепов парка;
£гп определяем по формуле
1<гп = 365 х схи х 1сс х Ас =365 х.х.х...=............км.
#тр берем из табл. 3 прилож. I и принимаем равной.чел.-ч.
Примечание: tTp дана в таблице уже откорректированной на поправочные коэффициенты (Kj — К5) в соответс-
твии с рекомендациями «Положения о ТО и ремонте ПС АТ».
Определяем годовую трудоемкость по ТР по вышеуказанной формуле
m ^гп „ +
Ттр=1000 <тр=------1000-----х....=........ чел-‘ч-
324
Определяем долю работ от Ттр, приходящуюся на отделение по табл. 4 прилож. I.
Доля =.......................................
Определяем годовую трудоемкость работ для отделения АТП по формуле
Тг. отд = Ттр х Доля =...................х....=.....чел.-ч.
Все показатели годовых трудоемкостей округляем до целых чисел.
Определение количества рабочих в производственном отделении
Определяем штатное (списочное) количество рабочих
где Фр — действительный фонд рабочего времени с учетом отпусков, болезней и т.д., принимаем
по табл. 5 прилож. I равным..чел.-час.
Исходя из опыта работы передовых АТП и технологической необходимости, окончательно
принимаем штатное количество рабочих
Рш =....чел.
При этом годовая трудоемкость работ в производственном отделении окончательно составит
Тг.отд=.....чел.-ч.
Определение производственной площади отделения
Определяем общую площадь, занимаемую в плане оборудованием и организационной оснас-
ткой, по формуле
Реум = F сум + Р Сум =.+......... .М2.
Расчетную площадь определяем по формуле
FОТД = Fсум Х Кцл —.X...М2,
где Кпл — коэффициент плотности оборудования для данного отделения, учитывая специфику и
безопасность работ.
Кпл принимаем из табл. 6 прилож. I равным.....
Учитывая, что новые здания и помещения строят обычно с сеткой кратной 3 м, а наиболее
распространенными габаритами цехов являются: 6 х 6; 6 х 9; 6 х 12; 9 х 9; 9 х 12; 9 х 24; и т.д.,
принимаем размер отделения равным.....х......м.
Тогда площадь составит....м2.
9.1.1. Определение производственной площади жестяницко-сварочного отделения
Специфика данного расчета заключается в том, что площадь отделения складывается из
площади вспомогательных участков и площади для постов ремонта автомобилей, включая зону
маневрирования автомобилей. Поэтому площадь определяем после графического построения, с
учетом строительных и технологических норм, размеров площади, необходимой для маневриро-
вания автомобилей при постановке на посты, кратности сетки колонн и т.д.
Длина отделения в целом составила Ьотл =..мм, ширина отделения ВОТд =.....мм. Тогда
площадь отделения
ВОтд ВОТд х ВОТд .««.«. х ...... ...... м2.
Примечание. Габариты отделения должны быть кратными 3 м (допускается кратность и 1 м).
325
9.1.2. Определение производственной площади малярного отделения
Специфика расчета заключается в том, что площадь отделения складывается из площади
вспомогательных участков и площади постов подготовки автомобилей к окраске, включая зону
маневрирования для постановки автомобилей на посты, а также площадь занимаемую окра-
сочно-сушильными камерами. Поэтому площадь отделения определяется после графического
построения, с учетом строительных и технологических норм, кратности сетки колонн, размеров
площади достаточной для маневрирования автомобилей внутри отделения в ходе технологичес-
кого процесса работ.
Длина отделения в целом составила ЬОТд =.мм, ширина отделения Вотд =.мм. Тогда
площадь отделения
ВОТД -^отд В0Тд ...... •••••. ...... М *
Примечание. Габариты отделения должны быть кратными 3 м (допускается кратность и 1 м).
326
9.2. Расчет годовой производственной программы для зоны ЕО
Исходные данные для проектирования по «Заданию».
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей л шт.
Среднесуточный пробег автомобиля ^сс км
Количество дней работы АТП Дргп дн.
Количество дней работы зоны ЕО Дзео ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечание. Количество дней работы зоны ЕО принимаем равным количеству дней работы АТП (Дргп)«
Определение годовой трудоемкости работ для зоны ЕО
Годовую трудоемкость работ для зоны ЕО определяем по формуле
Теог = Мюг Х tea =.х...=......ЧвЛ.-Ч,
где NeoT — количество ЕО за год по парку; teo — удельная откорректированная трудоемкость одного
ЕО, принимаем из табл. 3 прилож. I для механизированных поточных линий.
Чтобы определить количество ЕО за год по парку, необходимо вначале вычислить величину
коэффициента выпуска автомобилей на линию по формуле
Д ргп
«и =атгХтЬ-
Зоо
X----
365
где атг — коэффициент технической готовности парка, характеризующий соотношение техничес-
ки исправных автомобилей и подлежащих ремонту. В учебных целях допускается использование
готовых среднестатистических значений атг, для аналогичных моделей автомобилей и соответс-
твующими 1СС; по табл 1 прилож. I принимаем атг равным..........
Примечание. Учитывая, что аи в АТП по различным причинам всегда несколько ниже атг, полученное значение
аи снижаем на 0,01—0,02 единицы и окончательно принимаем равным.
Определяем количество ежедневных обслуживаний по парку за год по формуле
Neor = аи х 365 х Ас =.х 365 х....=.......шт.
Так как моечные операции почти все механизированы, остается определить только трудоем-
кость уборочных операций по формуле
Туб.г теог х ДолЯуб.раб ........ х ........ — ........ чел• -ч.
Доля уборочных работ для автомобилей по данным НИИ равна........(см. табл. 7 прилож. I).
Определение количества поточных линий зоны ЕО
Вначале следует определить количество ЕО за сутки по формуле
N
N =—^ =--------------=........ шт
ео сут. ту ........ ш 1 •
г"’ргп
327
Количество требуемых механизированных поточных линий можно ориентировочно определить,
исходя из производительности этих линий Пл (берем из технической характеристики по оборудо-
ванию) и из количества автомобилей, возвращающихся в парк в «часы пик», за один час Аср.
N
л ео сут.
А₽“--------=--------=........шт>
“•возвр
Neo сут. — берем из предыдущего расчета; Чвозвр — основное время возврата автомобилей в парк
(от 2 до 6 часов).
Определяем количество механизированных поточных линий ЕО
Ар
тп=—- =----------=...... ЛИН.,
пл
где Пл — пропускная способность механизированной поточной линии (из каталога принимаем
Пл =.......)•
Определение количества рабочих для зоны ЕО
Определяем, ввиду механизации моечных работ, только количество технологически необхо-
димых уборщиков
Т
Рт б = —— =------=........ чел.,
туб Фм 2070
где Фм — годовой фонд рабочего места (2070 чел.-ч).
Учитывая специфику работ в зоне ЕО, окончательное количество технологически необходимых
рабочих принимаем из расчета —.....человек на одну поточную линию.
Кроме того, следует принять одного оператора на зону и одного мойщика (для мойки низа и
двигателей на спецпосту перед ТО-2 или ТР).
Примечание. При большой программе по ЕО и непрерывном движении конвейера, уборочные работы (и, в пер-
вую очередь, для легковых автомобилей) целесообразно проводить в виде «сухой» уборки специальными пылесосами
на спецпостах на территории автостоянки закрытого типа (например, в автоколоннах).
Таким образом, общее количество рабочих в зоне ЕО будет:
• технологически необходимое (Рт) —...чел;
• штатное (Рш) —....чел.
Определение площади зоны ЕО
После графического построения зоны ЕО, проведенного с учетом количества постов, габаритов
моечных установок, нормативов для расчета проектирования цехов и зон ТО, а также с учетом
кратности сетки колонн, получили следующие размеры зоны ЕО:
L3 =.......мм (.....м),
В3 =.......мм (.....м).
Тогда площадь зоны ЕО составит
F3eo = L3*B3 =...........................х....=......м2.
Примечание. Габариты отделения должны быть кратными 3 м (допускается кратность и 1 м).
328
9.3. Расчет годовой производственной программы для зоны ТО-1
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей л шт.
Среднесуточный пробег автомобиля ^сс км
Количество дней работы АТП Дргп ДН.
Количество дней работы зоны ТО-1 Дз1 ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечали. Количество дней работы зоны ТО-1 принимаем равным 255 дн. (при 5-дневной рабочей неделе)
или 305 дн. (при 6-дневной рабочей неделе).
Определение коэффициента использования парка
Данный коэффициент определяем с учетом количества дней работы парка — Дргп по формуле
где атг — коэффициент технической готовности подвижного состава АТП, характеризует соотно-
шение полностью исправных автомобилей и подлежащих ремонту; он зависит от многих пока-
зателей — начиная от количества дней простоя автомобилей за год в ТО и ремонте и заканчивая
среднесуточным пробегом автомобилей (Zcc), поэтому допускается использовать при расчетах
(в учебных целях) готовые среднестатистические значения атг для аналогичных автомобилей с
соответствующими 1СС.
По табл. 1 прилож. I принимаем атг равным...
Примечание. Учитывая, что коэффициент использования парка аи по различным причинам всегда ниже атг,
значение аи можно снизить с учетом работы передовых АТП на 0,01—0,02 единицы. Тогда окончательно аи =.
Определение годовой трудоемкости работ для зоны ТО-1
Годовую трудоемкость для зоны ТО-1 определяем по формуле
Т1Г = 2Vir х t! =..х......=.......чел.-ч,
где А1Г — количество обслуживаний ТО-1 по парку за год; — удельная откорректированная
трудоемкость для данного вида ТО (принимаем из табл. 3 прилож. I).
Nlr определяем по формуле
jj - ~^гп у =-
Чн
где Lrn — общий годовой пробег всего подвижного состава парка; Lln — откорректированный нор-
мативный пробег автомобилей до очередного ТО-1 (принимаем по табл. 2 прилож. I).
N2r — количество обслуживаний ТО-2 по парку за год — определяем по формуле
где £2н — откорректированный нормативный пробег автомобилей до ТО-2 (принимаем из табл. 2
прилож. I). Показатели 2Vir и N2r округляем до целых чисел. Lrn определяем по формуле
=365 х аи х /сс х_Дс “365 х.х.х....=............ км.
329
42-698
Определение количества рабочих зоны ТО-1
Определяем штатное (списочное) количество рабочих:
где Фр — действительный фонд рабочего времени с учетом отпусков, болезней и т.д., принимаем
(по табл. 5 прилож. I) равным..чел.-ч.
Исходя из опыта работы передовых АТП и технологической необходимости, окончательно
принимаем штатное количество рабочих
Рш =.....чел.
При этом годовая трудоемкость работ по ТО-1 (Tir) составит.чел.-час. Количество смен
работы зоны ТО-1 принимаю равным......см.
Определение количества постов зоны ТО-1
Учитывая, что поточный метод организации ТО-1 в АТП в последние годы практически не
используется по ряду причин (в т. ч. и за рубежом), предлагается тупиковый метод организации
на отдельных постах. Количество постов определяем по формуле
Т
Х =----------------=--------------------=.......пост.,
фмхРпхпсмхПсм 2070Х.......X...X....
где Фм — годовой фонд рабочего места (чел.-час);
псгл — число смен в зоне ТО-1;
Рп — среднее количество рабочих на посту (обычно не более двух);
Лем — коэффициент использования рабочего времени (по норме 0,85—0,9).
Кроме расчетного количества постов, организуемых на подъемниках, можно организовать еще
1—2 поста напольных, когда для проведения работ вывешивание автомобилей на. подъемниках
необязательно (например, для ТО системы питания и электрооборудования). Расположить их
целесообразно рядом с соответствующими цехами в АТП.
Распределение по типу и видам работ
Тип поста Виды выполняемых работ Количество постов
Обычный напольный ТО узлов и систем, когда не требуется доступ к ав- томобилю снизу
Универсальный, на подъемнике Для всех видов работ в установленном объеме ТО-1
Специализированный, на подъемнике Для всех видов смазочно-заправочных работ
Примечание. Посты диагностики Д-1 расположены в отдельной специальной зоне.
Определение площади зоны ТО-1
После графического построения и корректировки с учетом радиуса поворота автомобилей,
площади для маневрирования, расстояния между постами, строительных норм, общепринятой
сетки колонн получаем следующие размеры зоны:
L3 =.....мм (.......м), В3 =.....мм (......м).
Тогда окончательно площадь зоны составит
F3 = L3 х В3 =....х.......=.......м2.
Примечание. Габаритные размеры зоны желательно сделать кратными 3 м (в соответствии со строительными
элементами зданий) или хотя бы 1 м.
330
9.4. Расчет годовой производственной программы для зоны Д-1
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей Ас шт.
Среднесуточный пробег автомобиля ^СС км
Количество дней работы АТП Дргп ДН.
Количество дней работы зоны Д-1 Дз1 ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечание. Количество дней работы зоны Д-1 принимаем 255 или 305 дн. с учетом работы ремонтной службы
АТП соответственно по 5- или по 6-дневной рабочей неделе.
Определение коэффициента использования парка
Данный коэффициент определяем с учетом количества дней работы парка Дргп (по « Заданию »)
по формуле
где атг — коэффициент технической готовности подвижного состава АТП, характеризует соотно-
шение полностью исправных автомобилей и подлежащих ремонту; он зависит от многих пока-
зателей — начиная от количества дней простоя автомобилей за год в ТО и ремонте и заканчивая
среднесуточным пробегом автомобилей (Zcc), поэтому допускается использовать при расчетах
(для учебных целей) готовые среднестатистические значения атг для аналогичных автомобилей
с соответствующими Zcc.
По табл. 1 прилож. I принимаем атг равным...
Примечание. Учитывая, что коэффициент использования парка аи по различным причинам всегда ниже атг,
значение аи можно снизить на 0,01—0,02 единицы. Тогда окончательно аи=.
Определение годовой трудоемкости работ для зоны ТО-1
Годовую трудоемкость для зоны ТО-1 определяем по формуле
Т1г — Nir х tj =...х........=........чел.-ч,
где Nlr — количество обслуживаний ТО-1 по парку за год; ti — удельная откорректированная
трудоемкость для данного вида ТО (принимаем из табл. 3 прилож. I).
Nir определяем по формуле
V - ^гп _ ду_______________________________________
2Чг т 2’2г ......~........>
Ь1н
где Lrn — общий годовой пробег всего подвижного состава парка; — откорректированный нор-
мативный пробег автомобилей до очередного ТО-1 (принимаем по табл. 2 прилож. I).
А^2г — количество обслуживаний ТО-2 по парку за год — определяем по формуле
V = ^гп __________________
1у2т т -..........
Ь2н
331
42М598
где L2h — откорректированный нормативный пробег автомобилей до ТО-2 (принимаем из табл. 2
прилож. I). Показатели Nlr и N2t округляем до целых цисел. £гп определяем по формуле
£гп = 365 х аи х 1СС х Ас =365 х.х....х......=.......км.
Определение годовой трудоемкости работ для зоны диагностики Д-1
Годовую трудоемкость для зоны Д-1 определяем по формуле
Тд-i г = Т1г х Доля д.р =.х......=....чел.-ч.
Долю общего диагностирования, входящую в комплекс ТО-1, принимаем из табл. 8 прилож. I
равной .......
Примечание. Д-1 является общей (комплексной) диагностикой и имеет целью выявление работоспособности
автомобиля по выходным показателям рабочего процесса (определение тормозных усилий на колесах, анализ отра-
ботанных газов, определение момента начала подачи топлива или угла опережения зажигания и т.д.), кроме того,
практикуется проведение несложных регулировочных работ, обслуживание свечей зажигания и т.д.
Расчет количества рабочих зоны Д-1
Определяем штатное (списочное) количество диагностов-операторов:
где Фр — действительный фонд рабочего времени с учетом отпусков, болезней и т.д., принимаем
по табл. 5 прилож. I равной....чел.-ч.
С учетом опыта работы зон диагностики в передовых АТП и технологической необходимости
штатное количество диагностов-операторов принимаем
Рш =.....чел.
При этом годовая трудоемкость работ для зоны Д-1 составит
Тд-i г =....чел.-ч.
Примечание. С учетом общепринятой практики для организации Д-1 предлагается использовать 2-постовую
зону.
Определение площади зоны Д-1
После графического построения и корректировки с учетом радиуса поворота автомобилей, их
габаритов, размеров оборудования, строительных норм, общепринятой сетки колонн получаем
следующие размеры зоны:
L3 =.....мм (........м), В3 =.....мм (......м).
Тогда окончательно площадь зоны составит
F3 = L3 х В3 =....х......=........м2.
Примечание. Габариты зоны следует сделать кратными 3 м (допускается кратность 1 м).
332
9.5. Расчет годовой производственной программы для зоны ТО-2
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей Ас шт.
Среднесуточный пробег автомобиля ^СС км
Количество дней работы АТП Дргп ДН.
Количество дней работы зоны ТО-2 Дз2 ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечания. Число дней работы зоны ТО-2 принимаем с учетом работы ремонтной службы АТП по 5-ти дневной
(255 дн.) или по 6-ти дневной (305 дн.) рабочей неделе.
Определение коэффициента использования парка
Данный коэффициент определяем с учетом числа дней работы парка в году — Дргп (по «Зада-
нию») по формуле
а =а х—— =.......х----=......
и тг 365 365
атг — коэффициент технической готовности подвижного состава АТП, характеризует соотношение
полностью исправных автомобилей и подлежащих ремонту; он зависит от многих показателей и
поэтому допускается использовать при расчетах (в учебных целях) готовые среднестатистические
значения атг для аналогичных автомобилей, с соответствующими Zcc.
По табл. 1 прилож. I принимаем атг равным..
Примечание. Учитывая, что аи в АТП по различным причинам всегда несколько ниже атг, полученное значение
аи снижаем с учетом опыта работы передовых АТП на 0,01—0,02 единицы и окончательно принимаем аи =.
Определение годовой трудоемкости работ для зоны ТО-2
Годовую трудоемкость для зоны ТО-2 определяем по формуле
Т2г = N2t х t2 =..х.......=.......чел.-ч,
где jV2r — количество обслуживаний ТО-2 по парку за год; t2 — удельная откорректированная
трудоемкость для данного вида ТО (принимаем из табл. 3 прилож. I).
Примечание. Учитывая, что в большинстве АТП, в соответствии с рекомендациями НИИ, работы по ТО-2 про-
водятся совместно с сопутствующим ремонтом (СР), норма трудоемкости t2 увеличина на 20%.
N2t — определяем по формуле
V = ^гп __________________
2v2r т..............................
^2н
где Lrn — общий годовой пробег всего подвижного состава парка; L2h — откорректированный нор-
мативный пробег автомобилей до очередного ТО-2 (принимаем по табл. 2 прилож. I).
Примечание. Все полученные годовые показатели округляем до целых чисел.
Общий годовой пробег Lrn определяем по формуле
Lrn =365 х аи х Zcc х Ас =365 х.х.....х......=......км.
333
Определение количества рабочих зоны ТО-2
Определяем штатное (списочное) количество рабочих
где Фр — действительный фонд рабочего времени с учетом отпусков, болезней и т.д., принимаем
по табл. 5 прилож. I равным..чел.-ч.
Исходя из опыта работы зон ТО-2 в передовых АТП и технологической необходимости, окон-
чательно принимаем штатное количество рабочих
Рш —.....чел.
При этом годовая трудоемкость работ по ТО-2 с сопутствующим ремонтом (Т2г) составит.
чел.-ч. Количество смен работы зоны ТО-2 принимаю равным...см.
Определение количества постов зоны ТО-2
Учитывая, что поточный метод организации ТО-2 в АТП в последние годы практически не ис-
пользуется по ряду причин (в т. ч. и за рубежом), я в своем проекте предлагаю тупиковый метод
организации на отдельных постах. Количество постов определяем по формуле
Т
Х =--------—.............................. пост.,
ФмХРпХ^емХПсм 2070Х.......X....X....
где Фм — фонд рабочего места (годовой, в чел.-ч);
псм — число смен в зоне ТО-2;
Рп — среднее количество рабочих на посту (обычно не более двух);
Цсм — коэффициент использования рабочего времени (по норме 0,85—0,9).
Кроме расчетного количества постов, организуемых на подъемниках, можно организовать еще
1—2 поста «напольных», когда для проведения работ вывешивание автомобилей на подъемниках
необязательно (например, для ТО системы питания и электрооборудования). Расположить их
целесообразно рядом с соответствующими цехами в АТП.
Распределение по типу и видам работ
Тип поста Виды выполняемых работ Количество постов
Обычный напольный ТО и СР узлов и систем, когда не требуется доступ к автомобилю снизу
Универсальный, на подъемнике Для всех видов работ в установленном объеме ТО-2 и СР
Специализированный, на подъемнике Для всех видов смазочно-заправочных работ
Примечание. Посты диагностики Д-2 расположены в отдельной специальной зоне.
Определение площади зоны ТО-2
После графического построения и корректировки с учетом радиуса поворота автомобилей,
площади для маневрирования, расстояния между постами, строительных норм, а также обще-
принятой сетки колонн получаем следующие размеры зоны:
L3 =.....мм (.......м), В3 =.....мм (......м).
Тогда окончательно площадь зоны составит
F3 = L3 х В3 =....х.......=.......м2.
Примечание. Габаритные размеры зоны желательно сделать кратными 3 м (в соответствии со строительными
элементами зданий) или хотя бы 1 м.
334
9.6. Расчет годовой производственной программы для зоны Д-2
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей А. шт.
Среднесуточный пробег автомобиля ^СС км
Количество дней работы АТП Дргп дн.
Количество дней работы зоны Д-2 Дз2 дн.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечание. Количество дней работы зоны Д-2 принимаем 255 или 305 дн. с учетом работы ремонтной службы
АТП при 5- или 6-дневной рабочей неделе.
Определение коэффициента использования парка
Данный коэффициент определяем с учетом количества дней работы парка в году Дргп (по «За-
данию») по формуле
где атг — коэффициент технической готовности подвижного состава АТП, характеризует соотноше-
ние полностью исправных автомобилей и подлежащих ремонту; он зависит от многих показателей,
и поэтому допускается использовать при расчетах (для учебных целей) готовые среднестатисти-
ческие значения атг для аналогичных автомобилей с соответствующими Zcc.
По табл. 1 прилож. I принимаем атг равным...
Примечание. Учитывая, что аи в АТП по различным причинам всегда несколько ниже а-п, полученное значение
аи снижаем с учетом опыта работы передовых АТП на 0,01—0,02 единицы и окончательно принимаем аи =.
Определение годовой трудоемкости работ для зоны ТО-2
Годовую трудоемкость для зоны ТО-2 определяем по формуле
Т2г = N2r xt2 =....х.......=........чел.-ч,
где Л^2г — количество обслуживаний ТО-2 по парку за год; t2 — удельная откорректированная
трудоемкость для данного вида ТО (принимаем из табл. 3 прилож. I).
Примечание. Учитывая, что в большинстве АТП, в соответствии с рекомендациями НИИ, работы по ТО-2 про-
водятся совместно с сопутствующим ремонтом (СР), норма трудоемкости t2 увеличена на 20%.
— определяем по формуле
V = ^гп __________________
IV2r т ~........,
Ь2н
где Lrn — общий годовой пробег всего подвижного состава парка; L2u — откорректированный нор-
мативный пробег автомобилей до очередного ТО-2 (принимаем по табл. 2 прилож. I).
Примечание. Все полученные годовые показатели округляем до целых чисел.
Общий годовой пробег £гп определяем по формуле
Lrn = 365 х аи х Zcc х Ас =365 х.х....х......=.......км.
335
Определение годовой трудоемкости работ для зоны диагностики Д-2
Годовую трудоемкость для зоны Д-2 определяем по формуле
Тд-2Г = т2г X Доля д.р =.X......=........чел.-ч.
Долю общего диагностирования, входящую в комплекс ТО-2, принимаем из табл. 8 прилож. I
равной .....
Примечание. Для проведения поэлементной диагностики Д-2 принимаем 2-постовую зону со всем необходимым
диагностическим оборудованием и приборами, при этом диагносты-операторы производят не только замер диагности-
ческих параметров, но и частично проводят различные несложные регулировочные операции.
Расчет количества рабочих зоны Д-2
Определяем штатное (списочное) количество диагностов-операторов
Т
Р = . =-------=.....чел.,
ф₽
где Фр — действительный фонд рабочего времени с учетом отпусков, болезней и т.д., принимаем
по табл. 5 прилож. I равным.....чел.-ч.
С учетом опыта работы зон диагностики в передовых АТП и технологической необходимости,
штатное количество диагностов-операторов принимаем
Рш =.....чел.
При этом годовая трудоемкость работ для зоны Д-2 составит
Тд.2г =.....чел. /час.
Определение площади зоны Д-2
После графического построения и корректировки с учетом радиуса поворота автомобилей, их
габаритов, размеров оборудования, строительных норм, общепринятой сетки колонн получаем
следующие размеры зоны:
L3 =.....мм (......м), В3 =....мм (.....м).
Тогда окончательно площадь зоны составит
F3 = L3 х В3 =...х.......=.....м2.
Примечание. Габаритные размеры зоны следует сделать кратными 3 м (допускается кратность и 1 м).
336
9.7. Определение годовой производственной программы
для поста контроля установки управляемых колес легковых автомобилей
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей Ас шт.
Среднесуточный пробег автомобиля ^СС км
Количество дней работы АТП Дргп дн.
Количество дней работы поста контроля Дпк ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечания:
1. Количество дней работы диагностического поста контроля установки управляемых колес принимаем с учетом дней
работы ремонтной службы АТП (ив первую очередь, зон ТО-2 и ТР) — при 5- или 6-дневной неделе (соответственно 255
или 305 дн.).
2. Определить заранее годовой объем работ на посту практически невозможно, т. к. на пост направляются авто-
мобили и из зоны ТО-2, и из зоны ТР, на которых производился ремонт (или замена) элементов рулевого управления,
подвески, ступиц колес и т.д., или в ходе эксплуатации на линии появились признаки повышенного износа протектора
шин. Таким образом, определяем годовую трудоемкость работ на посту и количество операторов-диагностов исходя из
опыта работы на передовых АТП — для работы на посту требуется 1 оператор-диагност (5—6 разряда), который помимо
контрольных работ производит и все необходимые регулировочные работы по восстановлению нормативных параметров
(углы развала, схождения колес и т.д.).
Если в АТП (как и в большинстве автосервисов) в ремонтной зоне установлена работа в 1,5 смены (рабочие работа-
ют через день), то потребуется уже 2 оператора-диагноста для проектируемого поста. Принимаем режим работы, при
котором количество смен равно...., соответственно для работы на посту потребуется.чел.
Зная требуемое количество штатных рабочих (Рш) для работы на посту и годовой фонд времени
рабочих данной специальности (Фр) из табл. 5 прилож. I, легко можно определить годовую услов-
ную трудоемкость работ на посту по формуле
Тпкг == Рш х Фр =.х.....=.....чел.-ч.
Примечание. На пост принимаются только полностью исправные автомобили, без наличия каких-либо люфтов,
повреждений и т.п. в элементах подвески, рулевого управления, в ступицах и дисках колес.
Определение производственной площади поста
За основу поста принят электромеханический 4-стоечный стационарный подъемник с подъем-
ной колейной рамой для колес автомобиля, оснащенный пневмоподъемником БС-200, на тележке
для вывешивания мостов автомобиля и электрооптической системой из двух проекторов и боко-
вых панелей — экранов с разметкой для электронного контроля геометрии установки передних
и задних колесных пар.
После технологической разработки графического оформления поста, с учетом габаритных раз-
меров подъемника, вспомогательного оборудования и организационной оснастки, строительных
и технологических норм, площади для маневрирования автомобилей при заезде на подъемник и
т.д., получаем следующие размеры зоны поста, откорректированные по кратности (3 или 1 м) с
общепринятой сеткой колонн и стандартными строительными элементами зданий:
Дж =......мм(.......м); Впк =.....мм (......м).
Тогда окончательно площадь зоны поста контроля геометрии колесных пар автомобилей со-
ставит
Т'пк Т'пк * -^пк ...X........... М2.
337
43-693
9.8. Расчет годовой производственной программы для зоны ТР
Исходные данные для проектирования по «Заданию»
Исходные данные Условные обозначения Данные, принятые к расчету Единицы измерения
Марка автомобиля — —
Списочное количество автомобилей Ас шт.
Среднесуточный пробег автомобиля ^СС км
Количество дней работы АТП Дргп ДН.
Количество дней работы зоны ТР Дзтр ДН.
Категория эксплуатации — III —
Продолжительность выпуска и возврата в парк автомобилей — — ч
Примечание. Во избежание снижения коэффициента технической готовности парка (атг), зона ТР работает
обычно столько, сколько работает АТП (Дргп), а в автобусных и таксомоторных парках зоны ТР могут работать частично
даже в выходные и праздничные дни, поэтому окончательно значение Дзтр дает преподаватель-консультант.
Определение коэффициента использования парка
Данный коэффициент определяем с учетом количества дней работы парка в году Дргп (по за-
данию) по формуле
(X =атгх—~ =......Х---=......
и тг 365 365
где оцт — коэффициент технической готовности подвижного состава АТП характеризует соотноше-
ние полностью исправных автомобилей и подлежащих ремонту; он зависит от многих показателей
и поэтому допускается использовать при расчетах (в учебных целях) готовые среднестатистические
значения атг для аналогичных автомобилей с соответствующими Zcc.
По табл. 1 прилож. I принимаем атг равным..
Примечание. Учитывая, что аи в АТП по различным причинам всегда несколько ниже атг, полученное значение
аи снижаем с учетом опыта работы передовых АТП на 0,01—0,02 единицы и окончательно принимаем ан =.
Определение годовой трудоемкости постовых работ для зоны ТР парка
Вначале определяем годовую трудоемкость по ТР для всего парка по формуле
Т - гп х + -
тр 1000 тр 1000
чел.-ч,
где Lrn — общий годовой пробег всего подвижного состава парка (в тысячах км); ZTp — удельная
трудоемкость по ТР, дается на каждые 1000 км пробега автомобилей, принимаем по табл. 3 при-
лож. I равной.....
Lrn определяем по формуле
Lrn =365 х аи х 1СС х Ас =365 х.х.х
км.
По данным НИИ, доля постовых работ в зоне ТР составляет в среднем 0,3 (30%) от общей тру-
доемкости Ттрг. Тогда Ттрпост составит
Ттр ПОСТ Ттрг х Доля =........х 0,3 =.........чел.-ч.
Примечание. Жестяницкие, сварочные, арматурно-кузовные и малярные работы производятся в зоне ТРчас-
тично при незначительных повреждениях, на обычных напольных постах; основной же объем вышеуказанных работ
проводится в соответствующих цехах и отделениях.
338
Определение количества рабочих на постах зоны ТР
Определяем штатное (списочное) количество рабочих
где Фр — действительный фонд рабочего времени с учетом отпусков, болезней и т. д. — принимаем
по табл. 5 прилож. I равным....чел.-ч.
Исходя из опыта работы передовых АТП и технологической необходимости, штатное количес-
тво рабочих окончательно принимаем
Рш =...чел.
При этом годовая трудоемкость работ в производственном отделении окончательно составит:
т тр пост •••••••• ЧеЛ. “Ч •
Определение количества постов зоны ТР
Количество постов определяем по формуле
X =-------^трпост---=.....................=......пост.,
ФмхРпхпсмхт]см 2070х......х....х....
где Фм — общепринятый годовой фонд рабочего места — 2070 в чел.-ч;
Нем — число смен в зоне ТР;
Рп — среднее количество рабочих на посту (обычно не более двух);
т]см — коэффициент использования рабочего времени (по норме 0,85—0,9).
Определение площади зоны ТР
После графического построения с учетом строительных норм, габаритов автомобилей и т.д.,
получаем следующие размеры зоны ТР, предварительно округлив их по кратности (3 или 1 м):
L3 =......мм (......м), В3 =.....мм (......м).
Тогда окончательно площадь зоны составит
Распределение постов зоны ТР по типу и видам работ
Тип поста Виды выполняемых работ Количество постов
Обычный напольный Демонтажно-монтажные и ремонт узлов и систем, когда не требуется доступ к автомобилю снизу
Специализированный, на подъемнике ТР тормозной системы и управлений
Специализированный, на подъемнике Демонтажно-монтажные и ремонт агрегатов транс- миссии
Специализированный, на подъемнике Демонтажно-монтажные и ТР мостов, подвески и эле- ментов ходовой части
339
43*-698
Продолжение табл.
Тип поста Виды выполняемых работ Количество постов
Универсальный, на подъемнике Ремонт узлов и агрегатов различных систем
Специализированный, на осмотровой канаве с электроталью и тележками — манипуля- торами с захватами для узлов и агрегатов Демонтажно-монтажные для двигателей, агрегатов трансмиссии и т.д., с возможностью ТР непосредственно на постах
Примечание. При необходимости работы на двух уровнях (снизу и сверху автомобиля) используются подкатные
лестницы-трапы.
Приложение I
Нормативы для расчета годовых производственных программ
Расчетные значения коэффициентов технической готовности парков (атг)
(для учебных целей)
Таблица 1
Среднесуточный пробег Zcc, км Коэффициент ает Дни работы парка Дргп Примечания
Легковые автомобили среднего класса ( «Волга» и т. п.)
60—80 0,95 280 С учетом выполнения до- полнительных перевозок по спец, заявкам в выходные и праздничные дни в любое вре- мя суток
90—100 0,94
110—120 0,93
130—140 0,92
150—160 0,91
170—180 0,90
Легковые автомобили среднего класса — такси
100—110 0,95 365 В т. ч. по заказам через дис- петчерскую службу
120—130 0,94
140—150 0,93
160—170 0,92
180—190 0,91
200—210 0,90
Микроавтобусы — такси («Газель», «Соболь» и т.п.)
80—90 0,95 365 Работающие на постоянных маршрутах
100—110 0,94
120—130 0,93
140—150 0,92
160—170 0,91
180—190 0,90
Автобусы большого класса
60—70 0,95 365 Работающие на постоянных маршрутах
80—90 0,94
100—110 0,93
120—130 0,92
140—150 0,91
160—170 0,90
341
Таблица 1 (продолжение)
Среднесуточный пробег Zcc, км Коэффициент атг Дни работы парка Дргп Примечания
Грузовые автомобили грузоподъемностью до 4,5 т.
50—60 0,96 320 С учетом дополнительных пе- ревозок в выходные и празд- ничные дни по спец, заказам, в любое время суток
70—80 0,95
90—100 0,94
110—120 0,93
130—140 0,92
150—160 0,91
Грузовые автомобили грузоподъемностью свыше 5 т.
70 0,96 270 С учетом дополнительных пе- ревозок в выходные и празд- ничные дни по спец, заказам, в любое время суток
80 0,95
90 0,94
100 0,93
110 0,92
120 0,91
130 0,90
Примечание. В условиях рыночной экономики одним из рычагов повышения рентабельности работы авто-
транспортных предприятий является фактор повышения коэффициента использования парка (аи) за счет выполне-
ния дополнительных специальных заказов на перевозки для отдельных категорий автомобилей, поэтому даны не
общепринятые нормативные дни работы АТП (Дргп), а более реальные, на основе среднестатистических показателей
по московскому региону.
Таблица 2
Откорректированные нормативы периодичности постановки автомобилей в ТО
(для учебных целей)
Вид обслуживания ТО-1 ТО-2
Условные обозначения Ь1н (км) £2и (км)
Тип автомобилей Показатели
Легковые и автобусы 4000 16 000
«Газель», «Соболь», «Валдай» и т.п. (всех модификаций) 8000 16 000
Грузовые автомобили 3200 12 800
342
Таблица 3
Откорректированные показатели трудоемкости ТО и ТР
(для учебных целей)
Марка, модель автомобиля Назначение, отличительные особенности ЕО ТО-1 ТО-2 ТР
в чел.-ч на одно обслуживание для ТР на 1000 км пробега
«Волга» ГАЗ-3110 Такси, кузов «седан» (на 5 мест) 0,5 3,72 17,5 4,32
«Волга» ГАЗ-3111 Легковой повышенной комфортности 0,7 3,92 17,8 4,56
«Волга» ГАЗ-310231 «Скорая помощь», кузов «универсал» 0,6 3,84 17,64 4,44
«Газель» «Соболь» «Баргузин» Микроавтобусы-такси, спец, обслуживание, «Скорая помощь» и т.п. 0,5 3,86 14,28 5,16
«Газель» ГАЗ-3302 Грузовая платформа с тентом 0,4 3,6 13,44 4,92
«Газель» ГАЗ-33022 С термокузовом (для продуктовых и проч, то- варов) 0,5 3,72 13,72 5,04
«Бычок» ЗИЛ-5301АО Грузовая платформа с тентом 0,45 3,84 15,12 5,64
«Бычок» ЗИЛ-5301ПО С термокузовом (для продуктов и проч, това- ров) 0,5 3,96 15,4 5,76
ГАЗ-3307 С грузовой платформой (карбюраторный дви- гатель) 0,52 3,95 17,92 6,6
ГАЗ-3309 С грузовой платформой (дизельный двига- тель) 0,52 4,08 18,06 6,72
ЗИЛ-433100 Металлическая платформа, грузоподъемность 6 т 0,54 4,2 19,88 10,08
КамАЗ-5315 Грузовая платформа, дизельный двигатель, один ведущий мост 0,52 4,09 19,68 9,96
КамАЗ-5320 Грузовая платформа, дизельный двигатель, два ведущих моста 0,54 4,2 20,3 10,02
МАЗ-500А Грузовая платформа, дизельный двигатель 0,52 4,1 19,32 7,2
ЛиАЗ-677М Рейсовый автобус, дизельный двигатель 1,15 9,0 25,2 8,16
Примечание. Трудоемкость ТО-2 увеличена на 20% с учетом одновременного проведения сопутствующего
ремонта (СР).
343
Таблица 4
Распределение трудоемкости работ в долях от текущего ремонта
в основных производственных отделениях
(для учебных целей)
Производственное отделение Доля от общей Ттрг
Легковые авто- мобили и микро- автобусы Грузовые, с кар- бюраторными двигателями Грузовые, с дизельными двигателями Автобусы
Моторное 0,1 0,12 0,12 0,12
Агрегатное 0,15 0,2 0,2 0,21
Карбюраторное или дизельное (топливной аппаратуры) 0,05 0,05 0,06 0,05
Электротехническое 0,05 0,04 0,03 0,03
Аккумуляторное 0,02 0,03 0,03 0,03
Шиномонтажное (с вулканизацией камер) 0,03 0,03 0,03 0,03
Жестяницко-сварочное 0,1 0,04 0,04 0,05
Медницкое 0,04 0,04 0,04 0,04
Малярное 0,1 0,05 0,05 0,06
Кузнечно-рессорное 0,02 0,03 0,03 0,03
Слесарно-механическое 0,04 0,07 0,07 0,05
Итого: 0,7 0,7 0,7 0,7
Примечание. Остальные 30% от трудоемкости Ттрг приходятся на постовые работы в зоне ТР.
Расчетный годовой фонд времени рабочих
(для учебных целей)
Таблица 5
Специальность Эффективный фонд времени Фр, чел.-ч
Мойщики и уборщики подвижного состава 1820
Автослесари по оборудованию и ремонту узлов и агрегатов (в зонах ТО-1, ТО-2, ТР, в произ- водственных отделениях), электрики, слесари-станочники, арматурщики, столяры 1820
Маляры, медники, кузнецы, жестянщики, сварщики 1770
Слесари по ремонту систем питания, аккумуляторщики 1805
Шиномонтажники-вулканизаторщики 1788
344
Таблица 6
Коэффициент плотности оборудования
(для расчета площади производственных отделений)
Отделение Кт
Слесарно-механическое, медницкое, аккумуляторное, карбюраторное и т.п., электротехни- ческое и сбойное 3,5
Агрегатное, моторное, шиномонтажное, вулканизационное и малярное 4,0
Сварочное, жестяницкое и столярное 4,5
Кузнечно-рессорное 5
Примечание. Если производственное отделение имеет участок с постами для заезда автомобилей (например,
малярное, жестяницкое и т.д.), то площадь этих участков определяется отдельно после графического проектирования,
с учетом строительных норм и нормативов на маневрирование автомобилей, после чего площадь отделения и участка
суммируется (при этом общий габаритный размер следует сделать кратным 3 или хотя бы 1 м).
Таблица 7
Распределение трудоемкости работ по ежедневному обслуживанию в зонах ЕО
Виды работ Соотношение работ, %
для легковых автомобилей для автобусов для грузовых автомобилей для прицепов и полуприцепов
Уборочные 40 45 30 35
Моечные Полностью механизированы
Примечание. Дозаправочные работы в объеме ЕО выполняет водитель на специально выделенном посту.
Таблица 8
Доля диагностических работ от трудоемкости ТО-1 и ТО-2
для постов диагностики зоны Д-1 и зоны Д-2
Виды постов диагностики Доля от объема работ ТО-1 и ТО-2, %
легковых автомобилей и микроавтобусов автобусов среднего и большого класса грузовых автомобилей малой грузоподъемности грузовых автомобилей средней и большой грузоподъемности
д-1 14—18 8—12 10—14 12—16
Д-2 15—18 12—15 12-16 15—18
Примечание. Доли работ даны с учетом частичного проведения регулировочных работ по узлам и системам
автомобилей непосредственно на постах зон Д-1 и Д-2.
345
44-698
ОГЛАВЛЕНИЕ
Введение..........................................................................................3
ГЛАВА 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЯ...................................4
1.1. Теория надежности автомобиля..............................................................4
1.2. Изменения технического состояния автомобиля в процессе эксплуатации.......................4
1.2.1. Влияние сил трения...................................................................4
1,2.2. Физическое старение деталей..........................................................5
1.2.3. Виды изнашивания.....................................................................5
1.2.4. Факторы, влияющие на надежность и долговечность автомобилей..........................7
1.3. Планово-предупредительная система технического обслуживания и ремонта автомобилей.........9
1.4. Диагностика технического состояния автомобилей...........................................11
ГЛАВА 2. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА АВТОМОБИЛЕЙ..................................................14
2.1. Назначение, классификация гаражного оборудования и требования, предъявляемые к нему......14
2.2. Уборочно-моечное оборудование................................................................18
2.2.1. Назначение и конструктивные особенности уборочно-моечного оборудования..................18
2.2.2. Специфические особенности технологии моечных работ,
конструктивные решения и методы повышения качества мойки...................................20
2.2.3. Конструктивные особенности и принцип работы установок для мойки агрегатов и деталей.34
2.2.4. Оборудование для очистных работ.........................................................37
2.3. Подъемно-транспортное оборудование...........................................................40
2.3.1. Назначение, виды подъемно-транспортного оборудования и требования, предъявляемые к нему.40
2.3.2. Подъемные механизмы.................................................................52
2.4. Смазочно-заправочное оборудование........................................................58
2.4.1. Назначение и виды смазочно-заправочного оборудования................................58
2.4.2. Комбинированное смазочно-заправочное оборудование...................................66
2.4.3. Система комплексной заправки, смазки и слива отработанных масел (зарубежный опыт)...68
2.5. Разборно-сборочное и слесарно-механическое оборудование..................................70
2.5.1. Назначение, виды разборно-сборочного
и слесарно-механического оборудования и требования, предъявляемые к нему...................70
2.5.2. Механизированный инструмент для разборно-сборочных и крепежных работ................76
2.6. Новые технологии, используемые при обслуживании и ремонте автомобилей (зарубежный опыт)..79
2.6.1. Контроль внутренних полостей агрегатов и узлов.................................... 79
2.6.2. Оборудование для механизированной мойки узлов и агрегатов...........................79
2.6.3. Новая измерительная техника.........................................................83
ГЛАВА 3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ ДВИГАТЕЛЕЙ....................................86
3.1. Техническое обслуживание и текущий ремонт
кривошипно-шатунного и газораспределительного механизмов двигателей...............................86
3.1.1. Основные неисправности кривошипно-шатунного и газораспределительного механизмов.....86
3.1.2. Основные методы контроля и диагностики, оборудование и приборы для их проведения........89
3.1.3. Техническое обслуживание................................................................96
3.1.4. Операции по текущему ремонту............................................................97
3.1.5. Обкатка и испытание двигателей после ремонта.......................................103
3.2. Техническое обслуживание и текущий ремонт системы смазки двигателей.....................104
3.2.1. Основные неисправности системы смазки..............................................104
3.2.2. Техническое обслуживание...........................................................106
3.3. Техническое обслуживание и текущий ремонт системы охлаждения двигателей.................108
3.3.1. Основные неисправности системы охлаждения..........................................108
3.3.2. Техническое обслуживание...........................................................110
3.3.3. Операции по текущему ремонту.......................................................112
3.4. Техническое обслуживание и текущий ремонт топливной системы карбюраторных двигателей.........114
3.4.1. Основные неисправности топливной системы...........................................114
3.4.2. Техническое обслуживание...........................................................117
3.4.3. Операции по текущему ремонту.......................................................125
3.5. Техническое обслуживание и текущий ремонт топливной системы дизелей.....................127
3.5.1. Основные неисправности топливной системы...........................................127
3.5.2. Техническое обслуживание...........................................................131
3.5.3. Операции по текущему ремонту.......................................................143
3.5.4. Новые технологии зарубежных стран..................................................144
3.5.5. Новые модели отечественного диагностического оборудования..........................147
3.6. Техническое обслуживание и текущий ремонт топливной системы газобалонных автомобилей....150
3.6.1. Основные неисправности топливной системы...........................................150
3.6.2. Техническое обслуживание...........................................................154
346
ГЛАВА 4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ
ЭЛЕКТРООБОРУДОВАНИЯ АВТОМОБИЛЕЙ............................................................ 159
4.1. Техническое обслуживание и текущий ремонт аккумуляторных батарей.....................159
4.1.1. Основные неисправности аккумуляторных батарей....................................159
4.1.2. Техническое обслуживание.........................................................150
4.1.3. Текущий ремонт...................................................................161
4.1.4. Заряд аккумуляторных батарей.....................................................152
4.2. Техническое обслуживание и текущий ремонт генераторов и реле-регуляторов.............163
4.2.1. Основные неисправности генераторов и реле-регуляторов............................163
4.2.2. Техническое обслуживание.........................................................157
4.2.3. Методы контроля и диагностики, оборудование и приборы для их проведения..........168
4.3. Техническое обслуживание и текущий ремонт стартеров..................................171
4.3.1. Основные неисправности стартеров.................................................171
4.3.2. Техническое обслуживание.........................................................172
4.3.3. Текущий ремонт...................................................................172
4.3.4. Методы контроля и диагностики, оборудование и приборы для их проведения..........173
4.4. Техническое обслуживание и текущий ремонт системы зажигания..........................174
4.4.1. Основные неисправности системы зажигания.........................................174
4.4.2. Техническое обслуживание.........................................................176
4.4.3. Комплексная и поэлементная диагностика системы зажигания.........................183
4.4.4. Измерители эффективности работы цилиндров двигателей.............................186
4.5. Техническое обслуживание и текущий ремонт контрольно-измерительных приборов,
звуковых сигналов и приборов освещения и сигнализации.....................................189
4.5.1. Основные неисправности приборов освещения и сигнализации.........................189
4.5.2. Техническое обслуживание....................................................... 189
4.5.3. Методы проверки контрольно-измерительных приборов................................191
ГЛАВА 5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ ТРАНСМИССИИ АВТОМОБИЛЕЙ....................194
5.1. Техническое обслуживание и текущий ремонт сцепления..................................194
5.1.1. Основные неисправности механизма сцепления.......................................194
5.1.2. Техническое обслуживание.........................................................197
5.1.3. Текущий ремонт...................................................................199
5.2. Техническое обслуживание и текущий ремонт коробок передач и раздаточных коробок......200
5.2.1. Основные неисправности коробок передач и раздаточных коробок.....................200
5.2.2. Техническое обслуживание.........................................................203
5.2.3. Текущий ремонт...................................................................204
5.3. Техническое обслуживание и текущий ремонт карданных передач..........................205
5.3.1. Основные неисправности карданных передач.........................................205
5.3.2. Техническое обслуживание....................................................... 205
5.3.3. Текущий ремонт...................................................................206
5.4. Техническое обслуживание и текущий ремонт главных передач............................208
5.4.1. Основные неисправности главных передач...........................................208
5.4.2. Техническое обслуживание.........................................................208
5.4.3. Текущий ремонт...................................................................210
ГЛАВА 6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ ХОДОВОЙ ЧАСТИ АВТОМОБИЛЕЙ..................213
6.1. Основные неисправности ходовой части.................................................213
6.2. Техническое обслуживание...........................................................217
6.2.1. Контроль и установка колес.......................................................221
6.2.2. Диагностика амортизаторов........................................................231
6.3. Текущий ремонт.......................................................................232
6.3.1. Ремонт шин и камер...............................................................234
6.3.2. Ремонт рам и кузовов.............................................................239
6.3.3. Технология и оборудование окраски и сушки........................................249
6.3.4. Противокоррозионное покрытие днища кузовов.......................................252
ГЛАВА 7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ МЕХАНИЗМОВ УПРАВЛЕНИЯ......................259
7.1. Техническое обслуживание и текущий ремонт рулевых управлений.........................259
7.1.1. Основные неисправности рулевых управлений........................................259
7.1.2. Техническое обслуживание.........................................................262
7.1.3. Текущий ремонт...................................................................267
7.2. Техническое обслуживание и текущий ремонт тормозов с гидроприводом...................267
7.2.1. Основные неисправности гидротормозов.............................................267
7.2.2. Техническое обслуживание.........................................................270
7.2.3. Текущий ремонт...................................................................276
7.3. Техническое обслуживание и текущий ремонт тормозов с пневмоприводом ..................281
7.3.1. Основные неисправности пневмотормозов............................................281
7.3.2. Техническое обслуживание.........................................................291
7.4. Техническое обслуживание и текущий ремонт ручных (стояночных) тормозов................294
7.4.1. Основные неисправности ручных тормозов...........................................294
7.4.2. Техническое обслуживание.........................................................294
347
44*-698
ГЛАВА 8. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И ТЕКУЩЕГО РЕМОНТА АВТОМОБИЛЕЙ В АТП ...........................................................299
8.1. Пути развития производственно-технической службы
автотраспортных предприятий в условиях рыночной экономики....................................299
8.2. Характерные недостатки в организации и работе производственных подразделений АТП........300
8.3. Примеры использования современных технологий
при проектировании и строительстве производственных подразделений в АТП.................... 300
8.4. Образцы разработок организации движения и постановки автомобилей на посты ТО и ТР..............302
8.5. Разработка технологических процессов для вспомогательных отделений АТП..................307
8.6. Рекомендации по проектированию производственных подразделений АТП.......................319
ГЛАВА 9. РАСЧЕТ ГОДОВОЙ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
ПОДРАЗДЕЛЕНИЙ ПО ТО И ТР В АТП ПО СИСТЕМЕ «АЛГОРИТМ»............................................323
9.1. Расчет годовой производственной программы отделения ...........................................324
9.1.1. Определение производственной площади жестяницко-сварочного отделения...............325
9.1.2. Определение производственной площади малярного отделения...........................326
9.2. Расчет годовой производственной программы для зоны ЕО ..................................327
9.3. Расчет годовой производственной программы для зоны ТО-1 .............................. 329
9.4. Расчет годовой производственной программы для зоны Д-1 .................................331
9.5. Расчет годовой производственной программы для зоны ТО-2 ................................333
9.6. Расчет годовой производственной программы для зоны Д-2 .................................335
9.7. Определение годовой производственной программы
для поста контроля установки управляемых колес легковых автомобилей.................................337
9.8. Расчет годовой производственной программы для зоны ТР...................................338
Приложение I. Нормативы для расчета годовых производственных программ..................................341
Таблица 1. Расчетные значения коэффициентов технической готовности парков (атг) (для учебных целей).341
Таблица 2. Откорректированные нормативы
периодичности постановки автомобилей в ТО (для учебных целей)................................342
Таблица 3. Откорректированные показатели трудоемкости ТО и ТР (для учебных целей)............343
Таблица 4. Распределение трудоемкости работ в долях от текущего ремонта
в основных производственных отделениях (для учебных целей)...................................344
Таблица 5. Расчетный годовой фонд времени рабочих(для учебных целей)....................... 344
Таблица 6. Коэффициент плотности оборудования (для расчета площади производственных отделений)......345
Таблица 7. Распределение трудоемкости работ по ежедневному обслуживанию в зонах ЕО...........345
Таблица 8. Доля диагностических работ от трудоемкости ТО-1 и ТО-2
для постов диагностики зоны Д-1 и зоны Д-2...................................................345
Епифанов Лев Иннокентьевич
Епифанова Елена Александровна
Техническое обслуживание и ремонт автомобилей
Учебное пособие
Редактор Е. В. Евграфьев
Корректор Н. Н. Морозова
Компьютерная верстка В. И. Черткова
Художник ВЛ Купцов
Сдано в набор 26.02.2008. Подписано в печать 27.06.2008.
Формат 60x90 1/8. Усл. печ. л. 44. Уч.-изд. л. 44,5.
Бумага офсетная. Печать офсетная.
Гарнитура «ScoolBookC»
Тираж 2000
Заказ 698.
ЛР № 071629 от 20.04.98
Издательский Дом «ФОРУМ»
101000, Москва — Центр, Колпачный пер., д. 9а
Тел/факс: (495) 625-39-27
E-mail: forum-books@mail.ru
По вопросам приобретения книг обращайтесь:
Отдел продаж «ИНФРА-М»
127282, Москва, ул. Полярная, д. 31в
Тел.: (495) 363-42-60; факс: (495) 363-92-12
E-mial: books@infra-m.ru
Центр комплектования библиотек
119019, Москва, ул. Моховая, д. 16,
(Российская государственная библиотека, кор. К)
Тел. (495)202-93-15
Магазин «Виблиосфера» (розничная продажа)
109147, Москва, ул. Марксистская, д. 9
Тел. (495) 670-52-18, (495) 670-52-19
Отпечатано в ОАО «Домодедовская типография»,
г. Домодедово, Каширское ш., д. 4, корп. 1.