/


















































































































































































































Author: Воробей В.В. Логинов В.Е.
Tags: естественные науки ракетные двигатели
ISBN: 5-7035-2328-1
Year: 2001




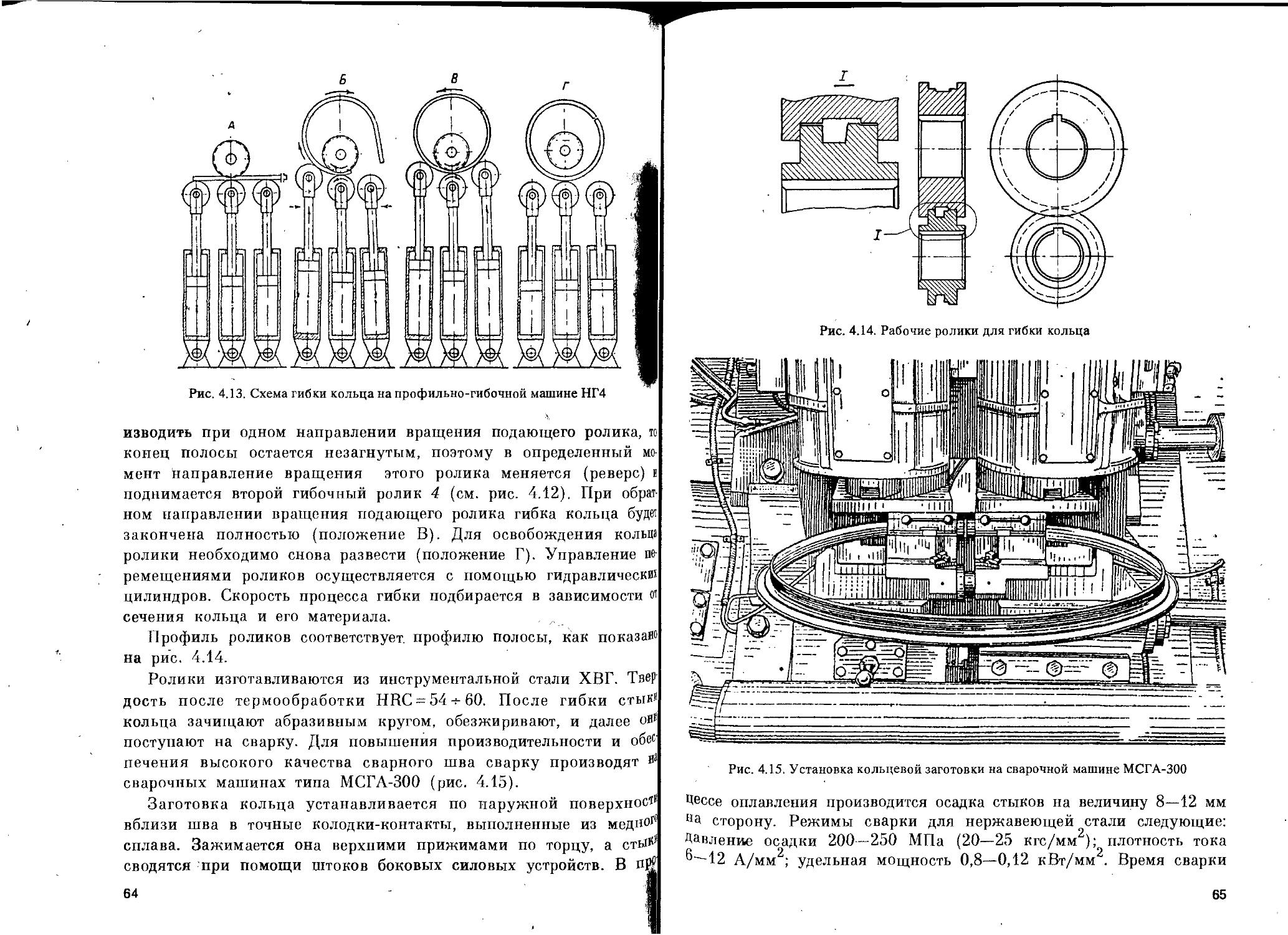
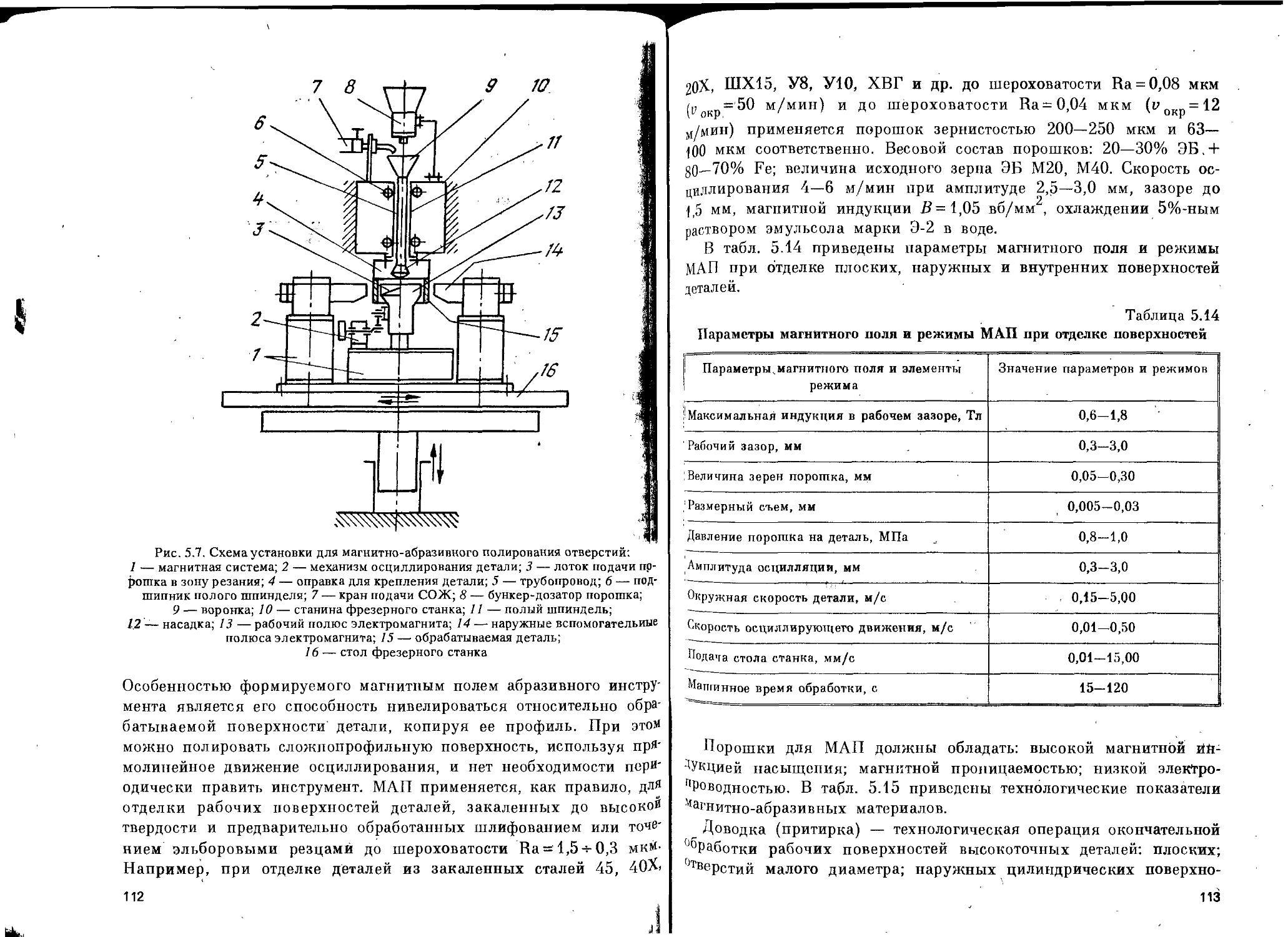
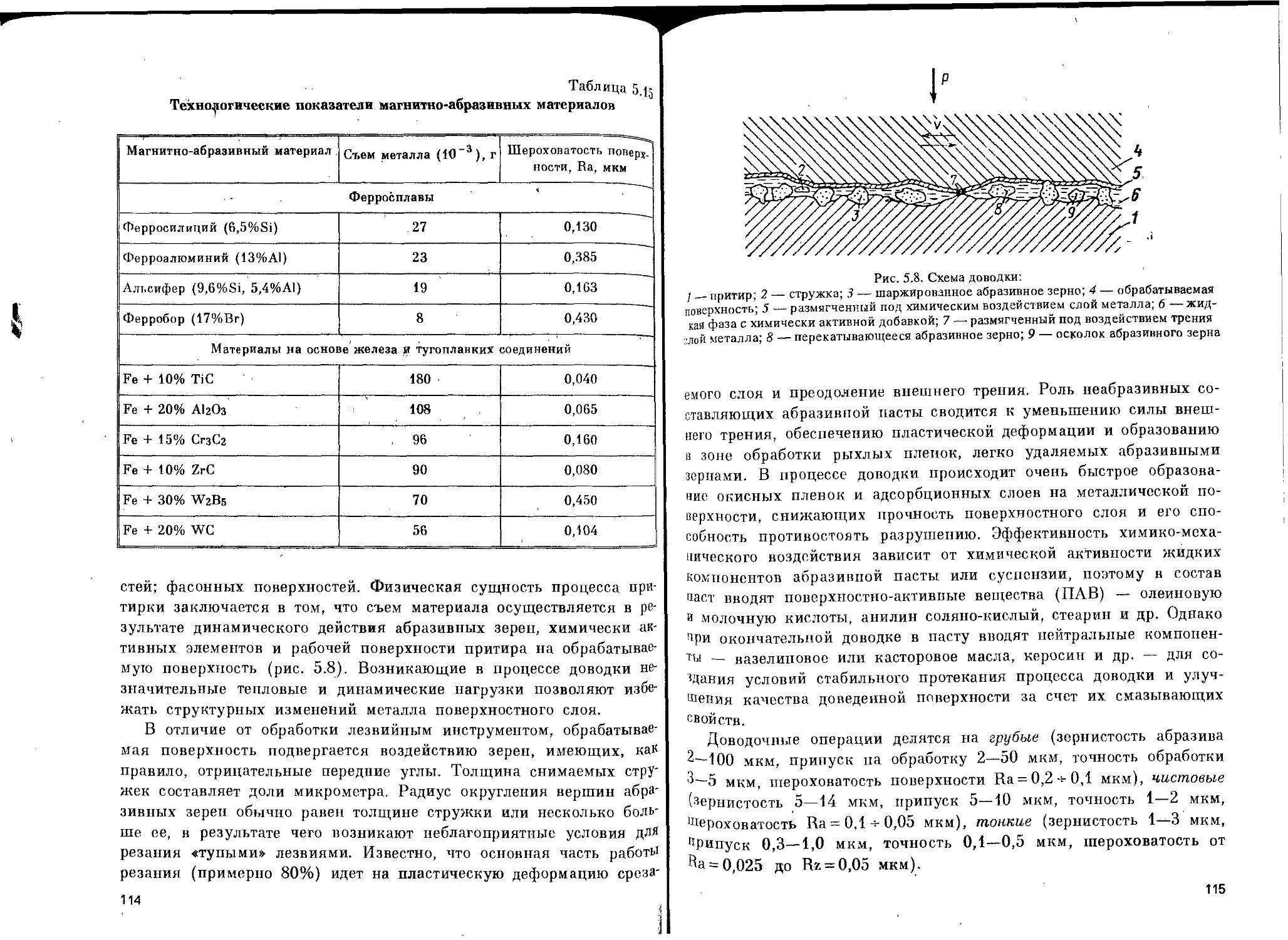
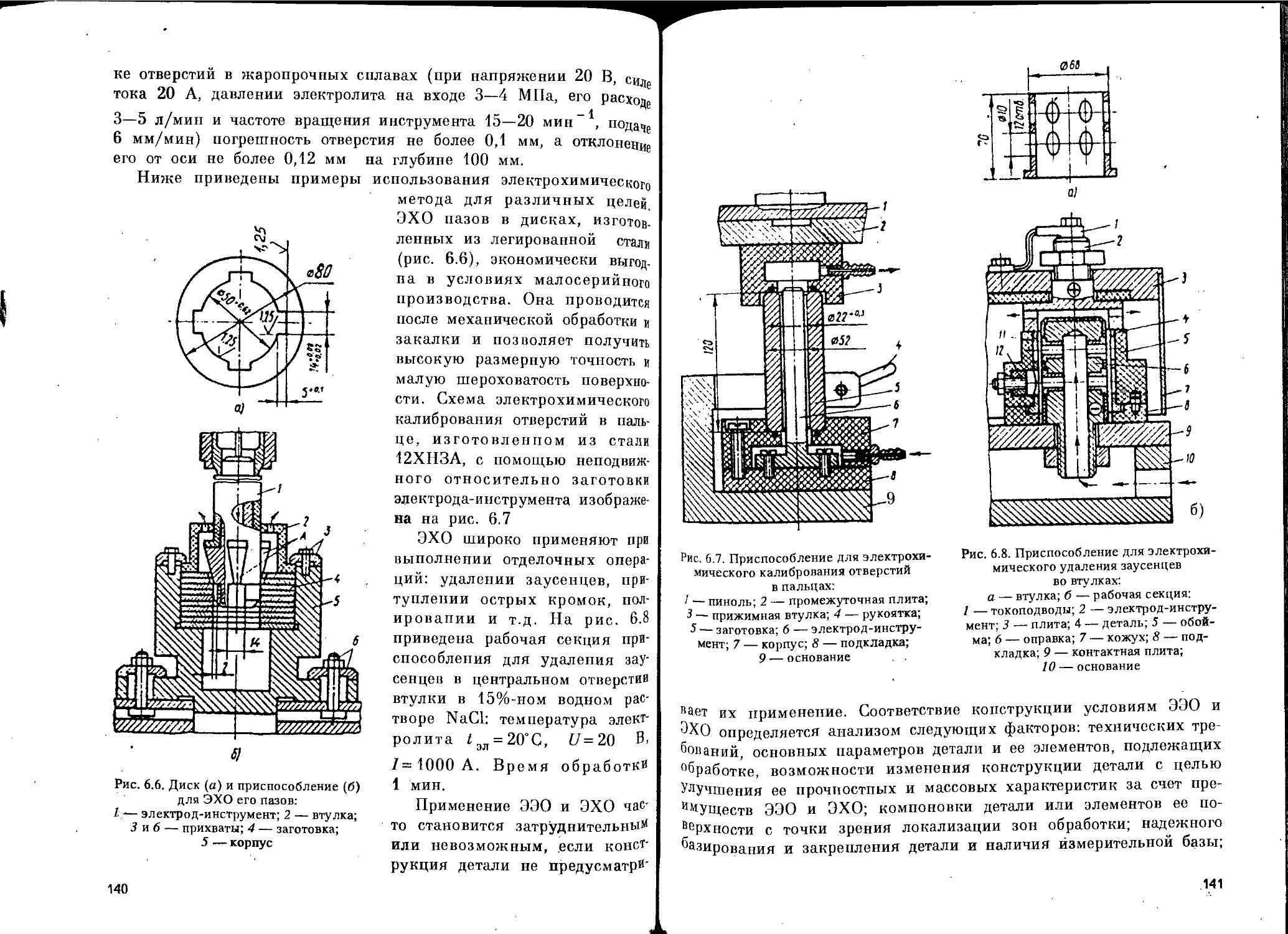
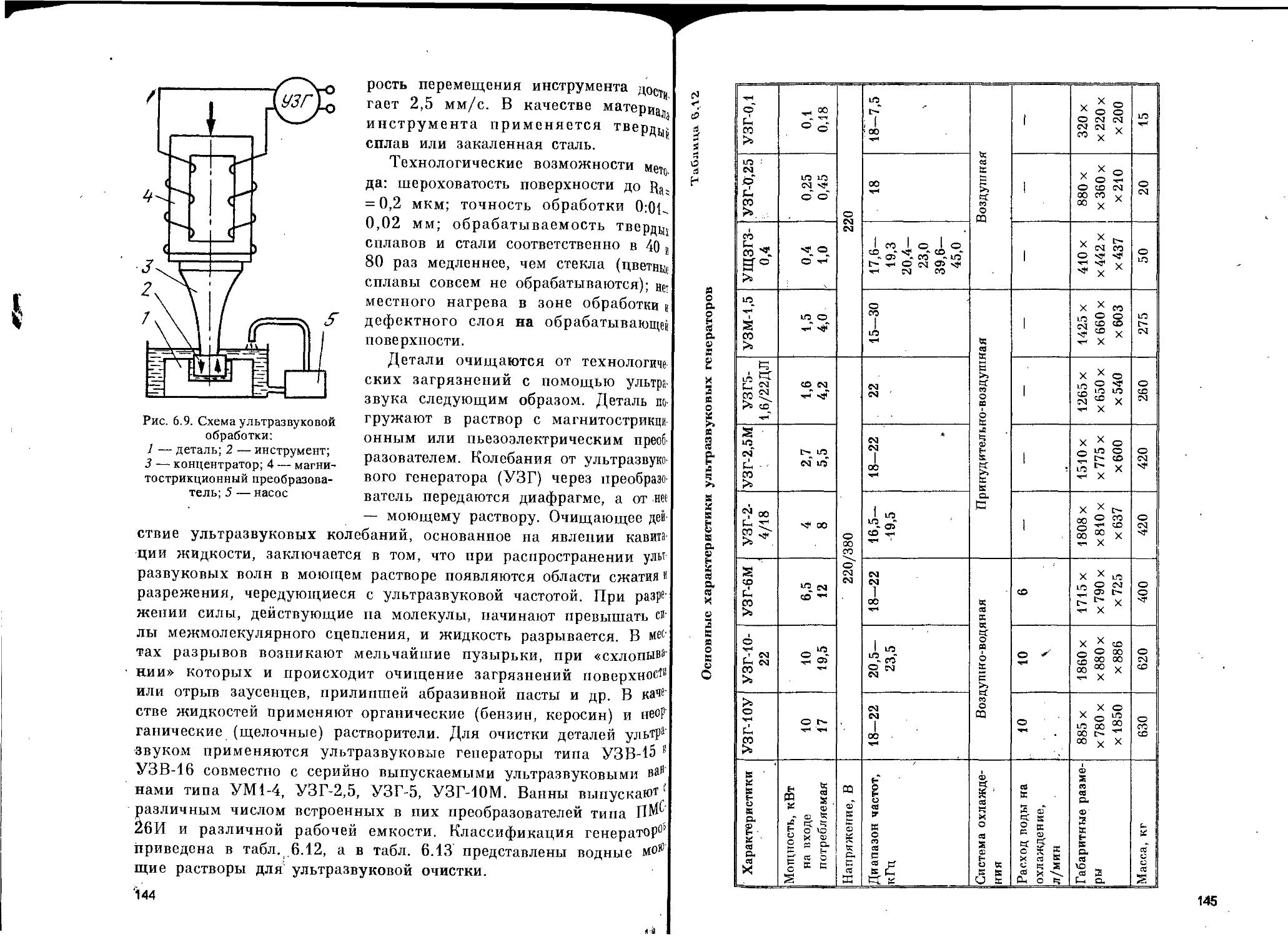
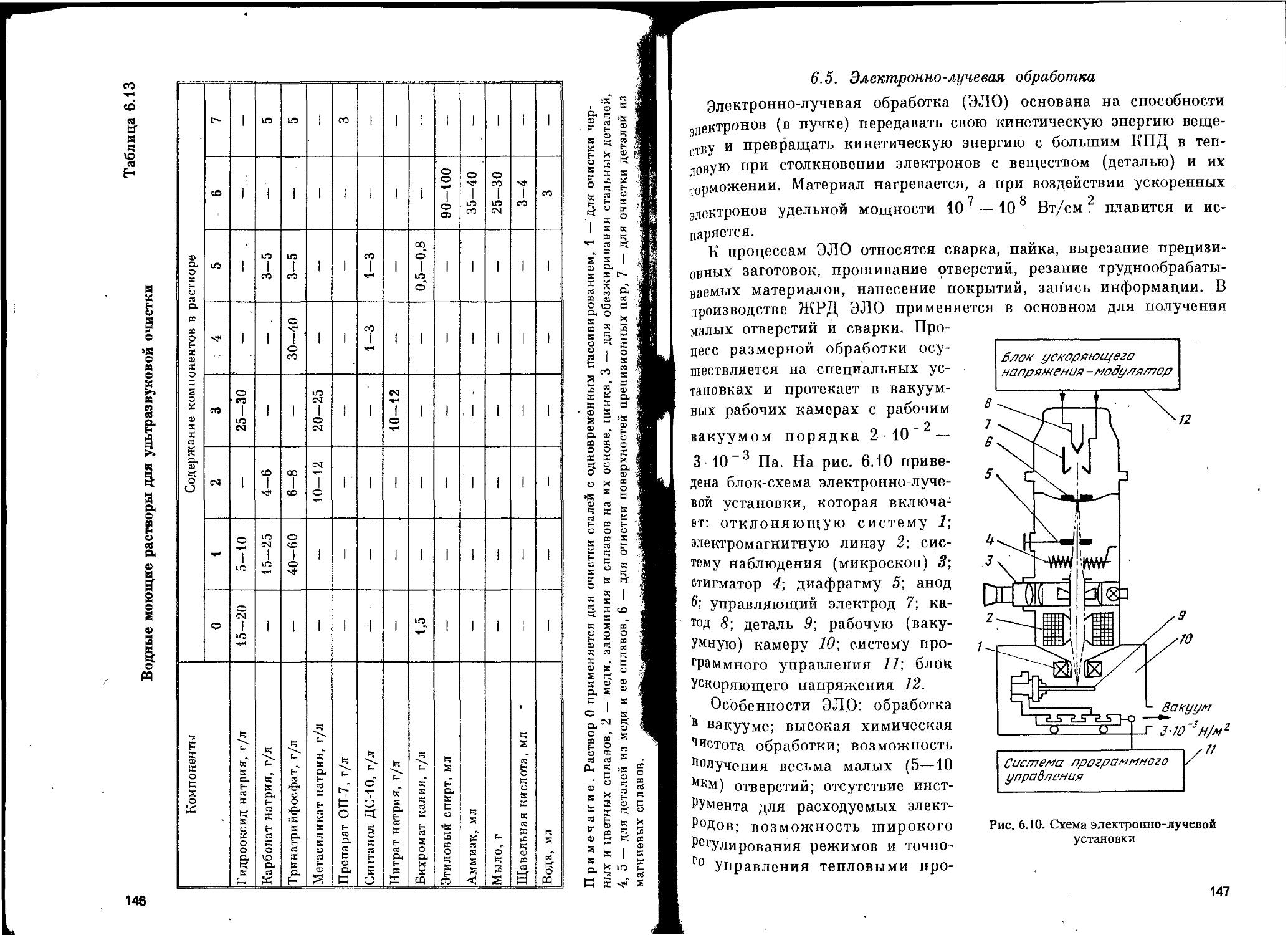
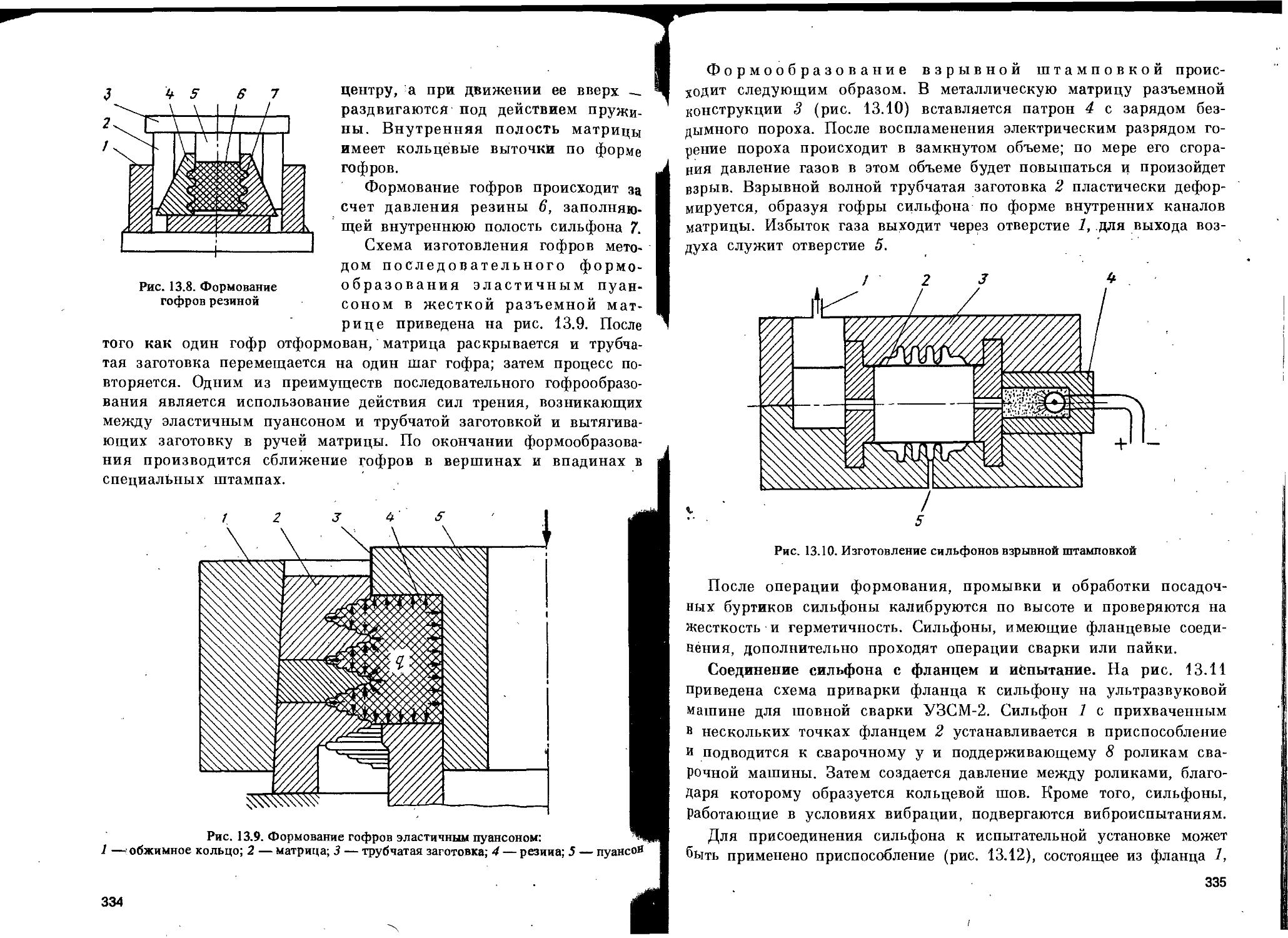
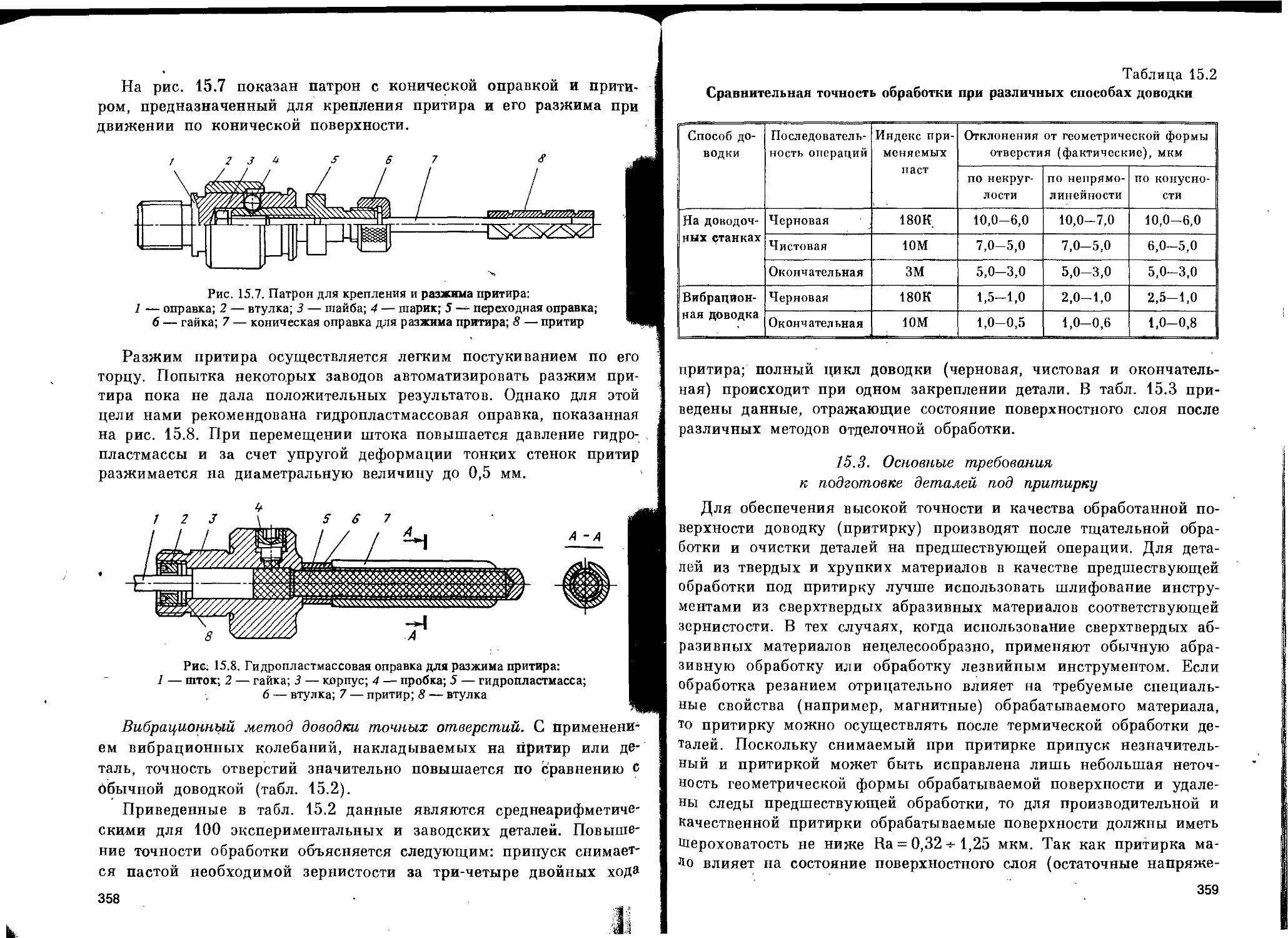
Text
ББК 27'5.4 В 75
ГОС. ПУЙЛИЧНаЯ НАУЧНО- ^лНкЧЕСКАЯ BHLp ;С
Федералы
поддержки книгоиздания России .
В75
Воробей В.В., Логинов В.Е. Ш
Технология производства жидкостных ракетных двигМ телей: Учебник. — М.: Изд-во МАИ, 2001. — 496 с.: ил.И
ISBN 5—7035—2328—1 b J Я
В учебнике отражены основные этапы производственного процесса изготовления деталей и узлов жидкостных ракетных двигателей (ЖРД). Подробно излагаются особенности конструктивно-технологических решений узлов ЖРД, методы получения заготовок, механические и физико-химические методы обработки поверхностей и деталей. Приведено описание технологических процессов изготовления деталей и узлов ЖРД с использованием современных методов образования неразъемных соединений: сварки, пайки, склеивания. Рассмотрены методы сборки, балансировки, контроля и испытаний, описаны оборудование и оснастка для всех этапов производственного цикла. Содержание учебника соответствует фундаментальному курсу лекций, который авторы читают на факультете двигателей летательных аппаратов в Московском государственном авиационном институте (техническом университете).
Учебник предназначен для студентов авиационных вузов, изучающих специальные разделы технологии двигателей летательных аппаратов. Он также может быть полезен для аспирантов, научных работников и работников технологических служб заводов, связанных с производством ЖРД.
Рецензенты:
кафедра «Испытания летательных аппаратов» МАТИ — РГТУ им. К.Э. Циолковского; .»
зам. главного инженера НПО «Энергомаш» профессор В.Н. Семенов;
зам. директора НПО «Композит» д-р техн, наук О.В. Татарни-
ков.
2705040000—433 094(02)—2001
ISBN 5—7035—2328—1
ББК 27.5.4
© В.В. Воробей, В,Е. Логинов, 2001 © Московский государственный авиационный институт (технический университет), 2001
ПРЕДИСЛОВИЕ
В грандиозные успехи, достигнутые в ракетно-космической области, значительный вклад внесла технологическая наука. С разви
тием аэрокосмической техники, с созданием современных ракет-
ных, космических и авиационных конструкций роль технологии существенно изменилась. От решения чисто производственных вопросов к решению проблем проектирования и созданию высоких технологий производства, конструкций и материалов на базе "последних достижений естественных наук — таков путь современной
(Технологии. Особое место в совершенствовании и создании новых конструкций и материалов принадлежит технологии двигателестро-
ения. Именно ракетное двигателестроепие явилось той отраслью, в которой опережающими темпами началась разработка новейших материалов и технологий, обеспечивающих создание двигателей летательных аппаратов, характеризующихся минимальной массой и
габаритами при максимальной прочности и жесткости узлов, максимальным ресурсом и высокой надежностью в работе.
В двигателестроепии уже давно очевидной стала тенденция решать технологические задачи на первой стадии создания двигателя при его проектировании и опытном производстве. К сожалению, до настоящего времени отсутствуют учебники и монографии, которые обобщили бы значительный опыт в этой области, накопленный в
нашей стране, поэтому авторы данной книги сделали попытку в какой-то степени устранить этот пробел.
В книге отражены основные этапы производственного процесса изготовления деталей и узлов жидкостных ракетных двигателей (ЖРД), особенности конструкторско-технологических решений, характеристики применяемых материалов, методы получения заготовок, механические и физико-химические методы образования и обработки. Большое внимание уделено вопросам сварки и пайки, сборки конструкций, методам неразрушающего контроля. Впервые приводятся данные по использованию композиционных материалов и технологий для изготовления некоторых узлов двигателей. Содер
3
жание книги основано на материале различных литературных источников, а также курсов лекций, читаемых на факультете двигателей летательных аппаратов Московского государственного авиационного института (технического университета). При написании учебника авторы учитывали, что, в соответствии с учебными планами, студенты до изучения данного курса получают комплекс необходимых знаний по общей технологии машиностроения, материаловедению, основам проектирования и конструкции двигателей.
Учебник предназначен для студентов высших технических учебных заведений, обучающихся по конструкторским и технологическим специальностям в области ракетной и аэрокосмической техники. Он может быть также полезен для широкого круга специалистов, инженерно-технических работников и аспирантов, занимающихся разработкой конструкций и производством ракетных двигателей.
Список источников, из которых авторы заимствовали те или иные сведения, а также иллюстративный материал, приведен в конце учебника.
Авторы благодарны рецензентам зам. директор ОАО «НПО “Композит”», доктору технических наук О.В. Татарникову, доктору технических наук, В.Н. Семенову; сотрудникам кафедры «Испытания летательных аппаратов» МАТИ, а также профессору МАИ А.И. Никитину за цепные замечания, способствовавшие улучшению содержания учебника.
Авторы будут признательны читателям, которые пришлют свои замечания по адресу: «МАИ», Волоколамское ш., 4, Москва, А-80, ГСП-3 125993.
4
ОБОЗНАЧЕНИЯ
D,d — диаметр, мм А — площадь, м2; мм2 Р — сила, Н р — давление, Па R,r — радиус, мм s —толщина, мм; о — ширина, мм S — подача, мм/об; мм/мин 5р — радиальная подача, мм/об П — периметр, мм
Од — допустимая овальность: %
О) и О 2 — большая и малая ось вала
L,l *- длина, мм
L — дистанция напыления, мм
Ra — шероховатость поверхности, мкм HRC — твердость по Роквеллу НВ — твердость по Бринеллю
Е — модуль упругости, МПа; напряженность электрического поля, В/м
Т — температура, К ' •
t — температура, °C; t=T-'T0; То = 273,15 К injI — температура плавления, ’С
F — сила, Н, 1 Н = 1 кг • м/с 2
— сила трения, Н
— центробежная сила, Н
v — частота колебаний, Гц
Y — амплитуда, мм I
и — окружная скорость, м/с, м/мин и 3 — окружная скорость заготовки, м/мин уиЗД — окружная скорость изделия, м/мин ® угловая скорость вращающейся системы, рад/с и — угловое ускорение, рад/с2 п — частота вращения, об/с; об/мин Ц — коэффициент трения
М- п — коэффициент вытяжки, Ц в = d/D
5
F fl — сила нормального давления, Н
— предел прочности при растяжении, МПа . от — предел текучести, МПа т ср — предел прочности на срез, МПа О ср — сопротивление срезу, МПа О сж — сжимающие остаточные напряжения, МПа 5 ( 5 5 ) — относительное удлинение, % V — относительное сужение, % а — ударная вязкость, Дж/м2 р — плотность, г/см3 X — теплопроводность, Вт/(м-К) К — капитальные вложения Э — экономический эффект
KVit — коэффициент обрабатываемости по скорости резания j К3 —, коэффициент, учитывающий затупление режущих кром« ножей i
<р , — угол. скоса верхнего ножа j
I — сила электрического тока, А
U — электрическое напряжение, В
R — электрическое сопротивление, Ом J — плотность электрического тока, А/м2 С — электрическая емкость, Ф Q — количество электричества, Кл В — магнитная индукция, Тл q — скважность а и — угол напыления 0 — краевой угол смачивания
А с1 — температура начала образования аустенита при нагре! стали
А с3 — температура окончания образования аустенита при н греве доэвтектоидной стали
а 3 — угол зацепления
Р — половина угла начального конуса1'
6
ОСНОВНЫЕ СОКРАЩЕНИЯ
ВВ — взрывчатое вещество
ВРД — воздушно-реактивный двигатель
ГГ — газогенератор г — горючее
ГКМ — горизонтально-ковочная машина
ЖРД — жидкостный ракетный двигатель
ЖГГ — жидкостный газогенератор
КЛТР — коэффициент линейного температурного расширения
КМ — композиционный материал
КПД — коэффициент полезного действия
КТР — конструктивно-технологическое решение
КС — камера сгорания
ЛА — летательный аппарат <
МАП —- магнитно-абразивное полирование
МЭП — • межэлектродпый промежуток
МПК — метод неразрушающего контроля
НДМГ — несимметричный диметилгидразин
НТМО — низкотемпературная термомеханическая обработка
ВТМО — высокотемпературная термомеханическая обработка Ок — окислитель
ПАВ — поверхностно-активное вещество
ПВРД — прямоточный воздушно-реактивный двигатель
РД — рёактивный двигатель
РЭС — растворяюще-эмульгирующие средства
СОЖ — смазочно-охлаждающая жидкость
ТД — техническая документация
ТЗ — техническое задание
ПКМ — полимерный композиционный материал
ТВЧ — ток высокой частоты
ТМО — термомеханическая обработка
ТМС — технические моющие средства
ТНА — турбонасосный агрегат
ТТ — технические требования
УЗО — ультразвуковая очистка
ХТО— химико-термическая обработка
ПСУ '— чувствительно-сравнительное устройство
ЭЭО — электроэрозионная обработка
ЭХО — электрохимическая обработка
ЭЛО — электронно-лучевая обработка
ЭИ — электрод-инструмент
ЭЛО\— электронно-лучевая обработка
ЭХО — Электрохимическая обработка
ЭХРО — электрохимическая размерная обработка
7
ВВЕДЕНИЕ
Среди наиболее важных требований, предъявляемых к конструкции современных двигателей летательных аппаратов, можно назвать: минимальную массу, максимальную жесткость и прочность узлов, максимальный ресурс работы в условиях эксплуатации, высокую надежность. В значительной мере перечисленные требования к конструкции обеспечиваются выбором необходимых материалов и совершенством технологии изготовления конструкции. Высокий уровень технологии производства определяется выбором оптимальных параметров технологического процесса, техническим уровнем используемого оборудования и оснастки, наличием надежных методов контроля конструкции и полуфабрикатов для их изготовления.
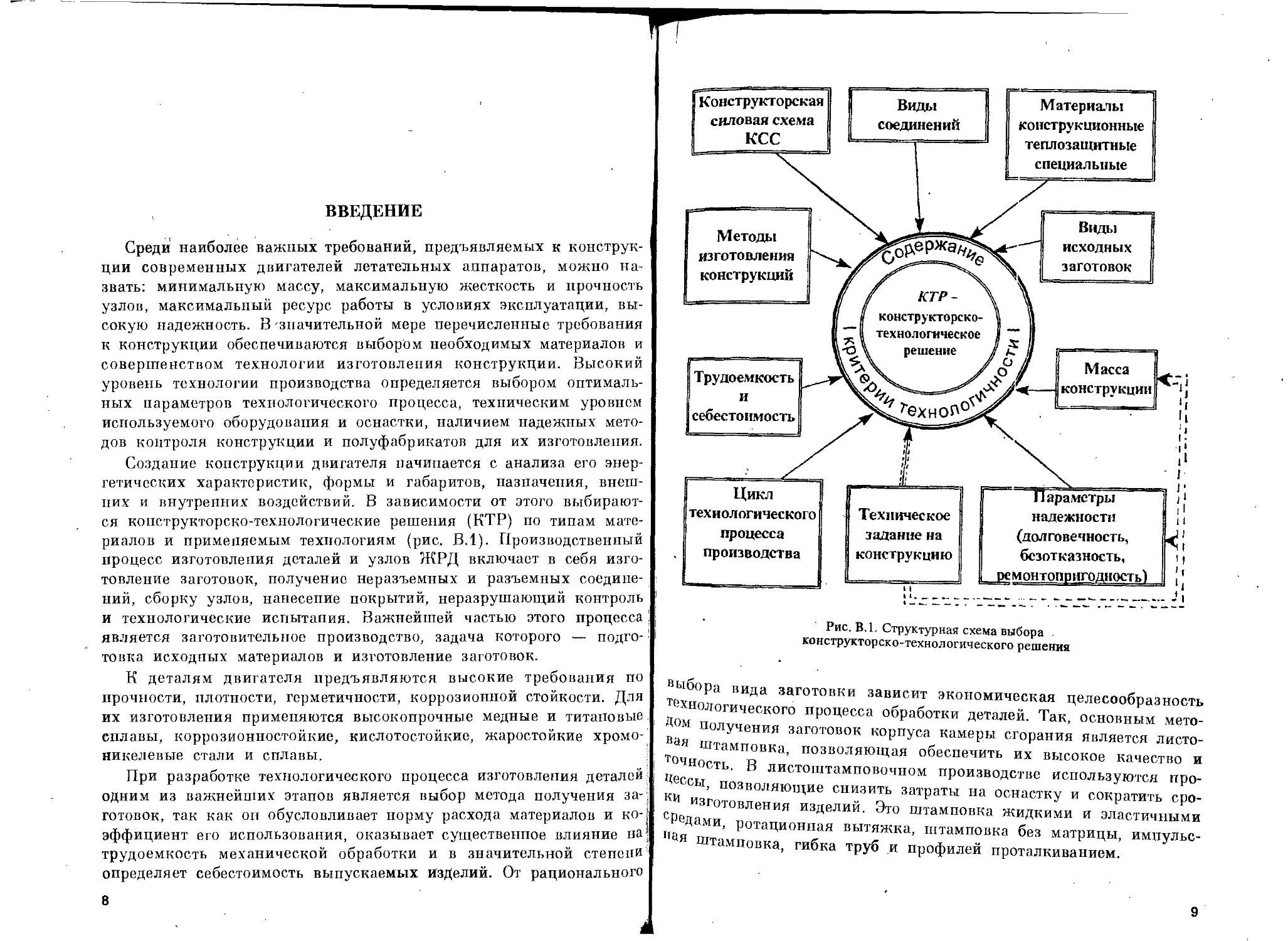
Создание конструкции двигателя начинается с анализа его энергетических характеристик, формы и габаритов, назначения, внешних и внутренних воздействий. В зависимости от этого выбираются конструкторско-технологические решения (КТР) по типам материалов и применяемым технологиям (рис. В.1). Производственный процесс изготовления деталей и узлов ЖРД включает в себя изготовление заготовок, получение неразъемных и разъемных соединений, сборку узлов, нанесение покрытий, неразрушающий контроль и технологические испытания. Важнейшей частью этого процесса является заготовительное производство, задача которого — подго- -товка исходных материалов и изготовление заготовок.
К деталям двигателя предъявляются высокие требования по прочности, плотности, герметичности, коррозионной стойкости. Для их изготовления применяются высокопрочные медные и титановые сплавы, коррозионностойкие, кислотостойкие, жаростойкие хромоникелевые стали и сплавы.
При разработке технологического процесса изготовления деталей одним из важнейших этапов является выбор метода получения за-; готовок, так как он обусловливает норму расхода материалов и ко-; эффициент его использования, оказывает существенное влияние на? трудоемкость механической обработки и в значительной степени определяет себестоимость выпускаемых изделий. От рационального
8
Л
Рис. В. 1. Структурная схема выбора конструкторско-технологического решения
выбора вида заготовки зависит экономическая целесообразность технологического процесса обработки деталей. Так, основным методом получения заготовок корпуса камеры сгорания является листовая штамповка, позволяющая обеспечить их высокое качество и точность. В листоштамповочном производстве используются процессы, позволяющие снизить затраты на оснастку и сократить сроки изготовления изделий. Это штамповка жидкими и эластичными сРедами, ротационная вытяжка, штамповка без матрицы, импульсная штамповка, гибка труб и профилей проталкиванием.
9
Несмотря на успехи в разработке высокоэффективных методой производства, заготовок, размерная обработка деталей по-прежнему остается основным технологическим процессом изготовления. Это в первую очередь обработка резанием и физико-химические методы обработки. Для деталей из высокопрочных сталей и сплавов обычные методы обработки резанием малоэффективны. В этом случае используют режущий инструмент с многогранными неперетачивае-мыми твердосплавными пластинами из сверхтвердых синтетических материалов и рабочими поверхностями, упрочненными износостойкими покрытиями, или применяют комбинированные методы обработки (плазменно-механические, вибросверление и др.). Физико-химические методы (электроэрозионные, электрохимические, ультразвуковые, лучевые (лазерный и электроннолучевой), взрывные) ось зволяют обрабатывать детали сложной формы независимо от прои ностных характеристик материалов, получать отверстия с криволи нейной осью, узкие щели любой конфигурации, удалять технологе ческие загрязнения (остатки притирочных парт,- заусенцы) из тру$ недоступных мест.
В конструкциях ЖРД основными методами создания неразъемных соединений являются сварка и пайка. Сварные и паяные соединения обеспечивают необходимую конструктивную прочность, геометрическую точность, герметичность и коррозионную стойкость узлов.
Для повышения работоспособности и надежности конструкций применяются различные методы нанесения специальных покрытий. Широко применяются плазменное нанесение теплозащитных покрытий, электролитические методы, методы катодного напыления и др-
Детали и узлы двигателей контролируются методами неразрушающего контроля — радиационными, ультразвуковыми, магнитными, капиллярными, томографическими и др. Заключительным этапом производства является общая сборка, которая оценивается продолжительностью, трудоемкостью и технологической себестоимо стью. На этапе общей сборки формируются эксплуатационные ха рактеристики двигателя, определяющие требования к разработай ным технологическим процессам и организации производства.
Для примера на рис. В.2 приведена структурная схема техноло гического процесса изготовления камеры сгорания двигателя. । Ю 1
Рис. В.2. Структурная схема технологического процесса
изготовления камеры сгорания ЖРД
11
Часть 1.
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ. МАТЕРИАЛЫ. МЕТОДЫ ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
Глава 1. Общие сведения о ЖРД
1Л. Классификация ЖРД
ЖРД является ракетным двигателем, использующим химическое топливо, которое является одновременно источником энергии и рабочим телом для получения тяги. Характерная особенность ЖРД по сравнению с другими РД — высокие удельные расходы топлива (массовый расход топлива, приходящийся на единицу развиваемой тяги), что объясняется необходимостью иметь на борту аппарата горючее и окислитель. ЖРД можно классифицировать по назначению, условиям эксплуатации, способам подачи топлива в камеру двигателя, по числу и виду применяемых компонентов топлива в двигателе.
По назначению различаются ЖРД: маршевые (носители космических ЛА, баллистических ЛА, маневренных беспилотных и пилотируемых ЛА); комбинированные (ЖРД + ВРД и ЖРД + ПВРД); вспомогательные (стартовые — для форсирования взлета и для создания искусственных перегрузок ЛА); двигатели систем управления (рулевые ЖРД, обеспечивающие управление вектором тяги и точную ориентацию продольной оси ЛА относительно трассы полета).
. По условиям эксплуатации ЖРД подразделяются на следующие виды: однократного включения (для баллистических ракет, ракет-носителей, маневренных беспилотных ЛА, используемых в атмосферной зоне Земли); однократного повторного включения (стартовые ускорители взлета ЛА, позволяющие осуществлять многократный запуск при минимальном эрозионном и коррозионном воздействии вытекающих из сопла двигателя продуктов сгорания на конструкцию ЛА и взлетно-посадочную площадку); многократного включения (двигатели третьей ступени для точного вывода па орбиту космических аппаратов); многократного использования (повторное использование после полета, дефектации и ремонта, т.е.
12
они должны быть ремонтопригодными и изготовленными по агрегатно-блочному принципу).
По способам подачи топлива в камеру ЖРД подразделяются на двигатели: с вытеснительной подачей топлива из баков в камеру — для двигателей малых тяг; с подачей топлива в камеру с помощью турбонасосного агрегата (ТНА) — в основном для двигателей больших тяг с дожиганием продуктов газогенерации в камере ЖРД после их использования в турбине для привода насосов и без дожигания.
По числу и виду применяемых компонентов топлива (их агрегатному состоянию и свойствам, условиям хранения и воспламеняемости) ЖРД классифицируют следующим образом: однокомпонентные, применяемые чаще всего для питания камер двигателей и газогенераторов в условиях повышенных требований к надежности их процессов функционирования (например, использование гидразина как монотоплива); двухкомпонентные (применяемые в большинстве ЖРД), которые подразделяются на высококипящие, или стабильные, и на низкокипящие, или криогенные. Важное значение имеет плотность компонентов, коррозионная активность по отношению к конструкционным материалам, токсичность, чувствительность к удару (взрывоопасность). Например, азотная кислота ( HNO з ), четырехокись азота ( N 2 О 4 ), аммиак ( NH 3 ), перекись водорода (Н2О2), хлорная кислота (НСЮ4) агрессивны и токсичны; несимметричный диметилгидразин (СН 3) 2 N 2 Н 2 и гидразин (N2H4) токсичны; перекись водорода и хлорная кислота взрывоопасны. Все вышеуказанное необходимо учитывать при создании ЖРД.
ЖРД используется в основном для ракет, космических аппаратов и самолетов.
Ракеты с ЖРД предназначены для следующих целей.
Ракеты «Земля—Земля» используются для переноса полезного груза с одного места поверхности Земли в другое. К ним относятся ракеты, стартующие с корабля, из-под воды и т.п.
С помощью ракет «Земля—космос» доставляют полезный груз с поверхности Земли на орбитальные (космические) траектории.
Для поражения воздушных целей используют ракеты «Земля— воздух», «вода—воздух» или «воздух—воздух», а для поражения с воздуха целей, расположенных на поверхности Земли или под водой, — ракеты «воздух—Земля» или «воздух—вода»..
13
На самолетах ЖРД устанавливают в качестве ускорителя, обес печивающего кратковременное увеличение тяги.
Космические ракеты обычно состоят из нескольких ступеней работающих последовательно одна за другой. На рис. 1.1 изобра жена трехступенчатая ракета-носитель космического корабля «Вос ток», первая ступень которой- состоит из четырех блоков, располо
Рис. 1.1. Трехступенчатая ракета-носитель космического корабля «Восток»: а — общий вид; б — первая и вторая ступени
В .ПЛОСКОСТ]
женных вокруг центрального блока (вторая ступень) стабилизации. На каждом из четырех блоков установлен, четырех-камерный ЖРД РД-107 с тягой в пустоте 10006,2 кН, с двумя ру левыми качающими камерами (рис. 1.2), работающий на жидкое кислороде и керосине. Конструкция двигателя РД-108 второй ступени аналогична конструкции РД-107, но она имеет четыре руле
14
Рис. 1.2. Четырехкамерный ЖРД РД-107
вые камеры и больший ресурс, так как РД-108 запускается при старте ракеты одновременно с двигателем первой ступени. Тяга его в пустоте 918,0 кН.
На двухступенчатой ракете-носителе «Космос» установлены два ЖРД: РД-214 (первая ступень) с тягой в пустоте 726,0 кН, работающий дта высококипящем азотнокислом’ окислителе и продуктах переработки керосина; РД-219 (вторая ступень) с тягой в Пустоте 108,0 кН, работающий на жидком кислороде и несимметричном диметилгидразине (рис. 1.3, а и б).
Рис. 1.3. Четырехкамерные ЖРД: а —РД-214; б —РД-219
15
1.2. Общие требования к ЖРД
В связи с высокими силовыми и температурными нагрузками на агрегаты и сложной схемой их взаимодействия первым (основным) требованием к ЖРД является абсолютная надежность процесса его функционирования. Для изготовления агрегатов необходимо применять высокопрочные и жаростойкие материалы.
Второе требование — минимизация массы топлива и сухой массы ЖРД, обеспечиваемая за счет использования тонкостенных конструкций. Соединение деталей следует выполнять наиболее совершенными технологическими процессами (с применением современных методов сварки, пайки, склеивания), чтобы прочность соединения (при минимальной массе) была не ниже прочности основного материала.
Особое внимание уделяется очистке деталей от технологических загрязнений, отделке рабочих поверхностей деталей, обеспечению точности размеров и взаимного расположения поверхностей и деталей. Все это достигается высокой культурой производства и четким соблюдением производственной и технологической дисциплины.
Третьим требованием к ЖРД является обеспечение независимости его от условий внешней среды (температуры окружающей среды, состояния невесомости, космического и ядерного облучения).
Четвертое требование к ЖРД — устойчивость динамических процессов по отношению к колебательной границе.
Пятым требованием является радиационная безопасность.
К требованиям экономического характера относятся: возможно меньшая стоимость разработки; возможно меньшее время разработки (время от начала разработки до начала летных испытаний или эксплуатации); наименьший риск в смысле неудачи разработки, который возможен в тех случаях, когда в конструкцию закладываются технические решения, не прошедшие достаточную проверку; возможно меньшее загрязнение окружающей среды; возможно меньшие габаритные размеры, особенно по длине, простота, дешевизна и безопасность перевозки, хранения и предполетного обслу^ живания, а также неуязвимость при эксплуатации, т.е. нечувствительность к внешним воздействиям, например к загрязнению компонентов топлива, к различным ошибкам обслуживающего персонала и т.д.; относительная простота схемы и реализующей ее конструкции и технологичность. Процессы изготовления (штамповки, литья, механической и физико-химической обработки) деталей, а также процессы сварки, пайки, сборки узлов, агрегатов и двигате
16
ля в целом и контроль их качества должны быть достаточно простыми и доступными. Кроме того, указанные процессы должны обеспечивать возможность автоматизации, а конструкция узлов и агрегатов должна позволять использование неразрушающих методов контроля на любых этапах сборки и сдачи заказчику.
Общие требования к турбонасосным агрегатам (ТИА) — надежное обеспечение беспрерывной подачи необходимого количества компонентов в камеру сгорания под заданным давлением с возможно более высоким КПД; минимальные габариты и масса, а следовательно, максимально возможная угловая скорость; минимальная стоимость изготовления; обеспечение устойчивой работы двигателя па всех его режимах.
Требования к насосам; приспособленность к работе с агрессивными жидкостями; отсутствие трения между деталями насоса, которое при работе на окислителях приводит к местному нагреву внутренних частей насоса, возгоранию и даже взрыву насоса (если в этих насосах имеются трущиеся пары, то насосы могут оказаться непригодными для ЖРД); аптикавитационные свойства, т.е. работоспособность при малых давлениях на входе; такая характеристика (зависимость создаваемого папора от расхода жидкости), которая обеспечивала бы устойчивую работу системы питания как на основных, так и на переходных режимах работы двигателя; способность перекачивать компонент с некоторым содержанием газа и пара.
1.3. Основные узлы и агрегаты ЖРД
К основным узлам и агрегатам ЖРД относятся камера, система подачи компонентов (горючего и окислителя) из топливных баков в камеру сгорания, газогенератор, топливные магистрали и агрегаты автоматики. Камера ЖРД состоит из камеры сгорания и сопла. В камере сгорания температура продуктов сгорания может достигать 4000 К, а давление — более 20 МПа.
Подача компонентов в двигателях больших тяг осуществляется турбонасосными агрегатами, а небольших — путем вытеснения компонентов из баков сжатым газом. ТНА обычно состоит из насосов (горючего и окислителя) и приводящей их в действие турбины.
В газогенераторе основное или вспомогательное топливо в результате экзотермических химических реакций преобразуется в генераторный газ.
17
Топливные магистрали соединяют основные узлы и агрегаты: насосы с камерой и газогенератором, газогенератор с турбиной и т.д. Часть магистрали от стыка с трубопроводом ступени, подводящим компонент топлива к ЖРД, до входа в насос называют узлом подвода. Трубопровод, соединяющий турбину ЖРД с дожиганием со смесительной (форсуночной) головкой камеры, называют газопроводом. Трубопроводы магистралей могут быть полностью жесткими или содержать гибкие участки (сильфоны, шланги). В состав топливных магистралей и трубопроводов могут входить фильтры,
предназначенные для исключения попадания посторонних частиц в агрегаты, перед которыми они размещены.
Агрегаты автоматики, обеспечивающие управление, регулирование или обслуживание ЖРД, могут быть механическими, гидравлическими, пневматическими, электрическими, пиротехническими и т.д. К агрегатам автоматики ЖРД относятся клапаны, регуляторы, сигнализаторы (реле) давления и электронагреватели.
Клапаны предназначены для обеспечения прохождения компонента топлива или управляющего газа дальше по магистрали в камеру, газогенератор и другие узлы при их включении или для прекращения подачи компонента или газа при закрытии.
Регуляторы обеспечивают изменение тяги (регуляторы тяги) и поддержание постоянного давления в камере сгорания (регуляторы давления). Электронагреватели поддерживают заданный температурный режим.
Кроме основных узлов и агрегатов, в состав ЖРД могут входить узлы, которые обеспечивают:
— зажигание топлива в камере и газогенераторе (ГГ), если топ лива несамовоспламеняющиеся; различают пиротехнические, электроискровые и комбинированные воспламенители;
— запуск турбины ТНА (пусковые твердотопливные ГГ, бачки с пусковыми компонентами топлива, газовые баллоны);
— продувку определенных полостей двигателя инертным газом (азотом или гелием) при запуске и выключении двигателя (баллон с продувочным газом, трубопроводы и клапаны);
— создание управляющих моментов и сил (шарнирный или карданный подвес основной камеры или двигателя в целом); :
— наддув топливных баков (баллоны со сжатым гелием, редукторы давления газа, теплообменники для испарения и подогрева небольшой части основных компонентов топлива и подачи их в газовую подушку соответствующего бака и т.д.);
18
— устойчивую работу двигателя (демпферы колебаний, устанавливаемые в топливных магистралях);
— измерение требуемых параметров двигателя, необходимое как для работы систем регулирования и управления (датчики систем регулирования и управления, электрокабели), так и для оценки работы основных узлов и агрегатов двигателя (телеметрические датчики, телеметрические кабели);
— защиту агрегатов двигателя от тепловых потоков,; исходящих от реактивной струи камеры (жесткие термозащитные экраны, мягкие теплоизоляционные чехлы);
— передачу тяги от двигателя к элементам ЛА и крепление различных агрегатов (рама двигателя, рама ТНА и т.д.).
Глава 2. Конструктивно-технологические особенности узлов и агрегатов ЖРД
2.1. Камера сгорания
Камера двигателя состоит из смесительной (форсуночной) головки, камеры сгорания, охлаждаемой и неохлаждаемой части сопла, выполняемых нередко за единое целое (рис. 2.1).
Рис. 2.1. Камера ЖРД:
а — разбивка на технологические узлы; б —• способы образования каналов:
1 — выштамповки; 2 — спиральная проволока; 3 — гофрированные проставки;
4 — фрезерованные пазы; 5 — смесительная головка; 6 — внутренняя оболочка;
7 — наружная оболочка; 8 — пояс завесы; 9 — бандаж; 10 — цапфа;
11 — разрезное кольцо; 12 — коллектор
19
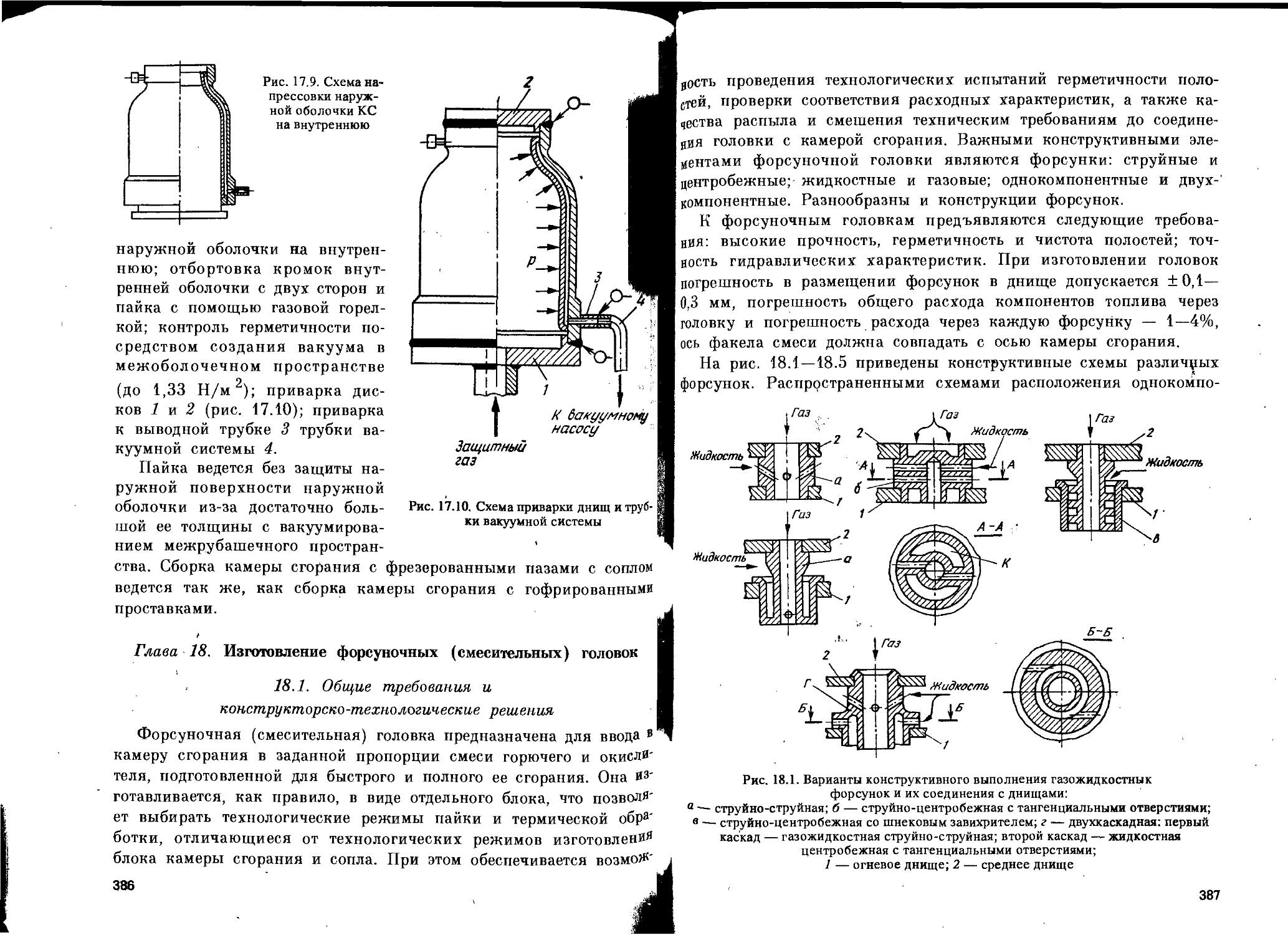
' Смесительная головка состоит из переднего (огневого), среднего и наружного днищ, корпуса, форсунок горючего и окислителя (рис. 2.2).
Рис. 2.2. Схемы форсуночных головок:
I — кольцо; 2 — наружное днище; 3 — огневое днище; 4 — среднее днище;
5 — форсунка окислителя; 6 — форсунка горючего; 7 — двухкомпонентная , форсунка; 8 — дефлектор; 9 — проставка; 10 — распорная втулка
Из технологических требований форсуночную головку целесообразно проектировать и изготавливать в виде отдельного узла камеры, так как технологические режимы ее термической обработки, например пайки, могут, отличаться от технологических режимов из- i готовления камеры сгорания и сопла. Обеспечивается также возможность проведения в ходе ее изготовления технологических испытаний па гидравлических установках, проверки герметичности: полостей, соответствия расходных характеристик, качества распыла и смешения техническим требованиям до соединения головки с камерой сгорания.
Распространенные схемы расположения форсунок — сотовая и шахматная (рис. 2.3). Двухкомпопентные форсунки, являющиеся одновременно и смесительными элементами, могут располагаться равномерно по концентрическим окружностям.
При изготовлении форсунок определяются их расходные характеристики, в зависимости от которых форсунки затем разбиваются на группы. В соответствии с этими группами форсунки устанавливаются на головке, что позволяет обеспечить соответствие характеристик каждой изготовленной головки ее «эталонному» образцу, полученному в результате экспериментальной отработки камеры. Форсунки соединяются с днищами головки пайкой, а при тонких днищах пайку дополняют предварительной развальцовкой.
Главным элементом камеры является охлаждающий тракт, который определяет конструкцию камеры, ее прочность, надежность ох-
20 J
Рис. 2.3. Расположение форсунок:
а — сотовое: 1 — струйно-центробежная форсунка; 2, 3.— центробежные форсунки ( камера двигателя РД-216); б — шахматное с переходом нй окружность: 1 — форсунка окислителя; 2 — форсунка горючего
лаждения и массовые характеристики. Каналы для жидкости в охлаждающем тракте могут быть образованы: установкой гофрированных проставок между наружной и внутренней оболочками, соединением пайкой П-образных профилей с последующей проточкой по поверхности прилегания наружной оболочки, соединением пайкой профилированных трубок, фрезерованием, травлением или выдавливанием продольных (или косых) канавок на внутренней оболочке. Важным конструктивным элементов камеры является обеспечение равномерного втекания охладителя в охлаждающий тракт по его периметру, для чего устраивают специальные входные коллекторы (рис. 2.4). Внутреннее охлаждение камеры осуществляется
Рис. 2.4. Схемы входных коллекторов при трактах: а — щелевом; б — с выштамповками; в — с гофрами; г — с ребрами;
I — гофры; 2 — ребра
21
за счет поясов завесы, конструкции которых приведены на рис, 2.5-2.10.
На рис. 2.5 показана наиболее простая конструкция пояса завесы, в которой расход жидкости на завесу т отбирается непосредственно из охлаждающего тракта, который в сечении завесы образует небольшой входной коллектор. Из входного коллектора жидкость поступает в каналы — круглые отверстия 1, тангенциально расположенные во внутренней оболочке. Жидкость перемешивается в специальной проточке 2, выполняющей роль выходного коллектора завесы.
Рис. 2.5. Пояс завесы с отбором жидкости из охлаждающего тракта;
' т з — расход жидкости на завесу
Более распространенными конструкциями пояса являются такие, при которых коллектор пояса отделен от охлаждающего тракта, и жидкость в него поступает по самостоятельному трубопроводу. На рис. 2.6 показаны два варианта такой завесы. Здесь охлаждающий компонент обтекает пояс завесы — его входной коллектор — сверху, а жидкость в коллектор поступает независимо от охлаждающего тракта. Расход жидкости на завесу т 3 может быть отка
либрован подбором дроссельной шайбы — жиклером 1, как показано па рис. 2.7.
На рис. 2.8 показана конструкция пояса завесы, в котором жидкость из охлаждающего тракта камеры проходит сквозь корпус пояса завесы по специальным каналам 1, сделанным в корпусе.
На рис. 2.9 показана более сложная конструкция пояса завесы,, в котором закрутка жидкости осуществляется при прохождении тангенциальных каналов 1 (сечение Б—Б). Получившая вращение жидкость поступает в выходной коллектор 2, из которого она опять по тангенциальным наклонно расположенным каналам 3 направляется на внутреннюю поверхность стенки. Этот пояс, сообщая
22
Рис. 2.6. Пояс завесы с индивидуальным подводом жидкости: а, б — варианты конструкции
Рис. 2.7. Установки жиклера: У — сменный жиклер
Рис. 2.8. Пояс завесы (вариант конструкции со специальными каналами 1 в корпусе завесы)
23
Рис. 2.9. Пояс завесы (вариант конструкции с тангенциальными'каналами I; предназначенными для закрутки т 3) .
жидкости более сильное вращение, создает повышенную устойчивость пленки жидкости на стенке. /
На рис. 2.10 показана конструкция пояса завесы, в которой выход жидкости на поверхность стенки происходит в двух близко расположенных сечениях. Такие завесы при большом расходе жидкости создают более устойчивую и эффективную завесу.
Следует отметить, что изготовление ребер путем их фрезерования на внутренней оболочке много проще и надежнее, чем изготовление гофрированных секций. При использовании ребер проч
Рис. 2.10. Пояс завесы (вариант конструкции с двойным выходом жидкости иа стенку камеры; а — тангенциальные отверстия)
24
ность связи оболочек при других равных условиях будет больше, чем при использовании гофр. Качество паяного соединения оболочек легче проконтролировать. Гофры при уменьшении шага между ними в большей степени загромождают проходное сечение охлаждающего тракта, чем ребра.
К камерам предъявляются следующие основные требования: высокая надежность, возможно меньшая стоимость и время разработки, габаритные размеры, относительная простота схемы и реализующей ее конструкции, технологичность. Процессы изготовления деталей и их соединения должны быть достаточно простыми и обеспечивающими возможность автоматизации, а конструкция узлов — обеспечивающей возможность неразрушающего контроля.
2.2. Турбонасосные агрегаты
ТНА выполняются по однороторной и многороторпой схемам, причем первая схема получила большее распространение. В ней насосы горючего и окислителя расположены на одной оси с газовой турбиной, которая располагается консольно по отношению к насосам или между ними. При консольном расположении исключается влияние температурных деформаций на работу подшипников ротора и тепловых потоков в один из насосов. Турбина получается компактной и легкой.
Изображенный на рис. 2.11 однороторный ТНА ЖРД-119 состоит из двухступенчатой газовой турбины активного типа и центробежных насосов окислителя (жидкий кислород) и горючего (несимметричный диметилгидразин НДМГ). Конструктивно ТНА выполнен из двух основных составных частей: турбины с насосом горючего на одном валу и насоса окислителя на другом. Каждый из валов установлен па двух шарикоподшипниках, валы соединяются между собой рессорой с эвольвентпыми шлицами. Корпуса турбины, насоса горючего и насоса окислителя соединены между собой шпильками через радиальные шпонки, позволяющие сохранить соосность соединяемых составных частей ТНА при температурных Деформациях, возникающих в результате большой разницы температур рабочих тел турбины и насосов.
Центробежные крыльчатки насосов разгружены от осевых усилий благодаря расположению по обе стороны уплотняющих буртов на разных уровнях, а также наличию отверстий в дисках. Неуравновешенная часть осевой силы в каждом из насосов воспринимается одним из подшипников, закрепленным в осевом направлении по внутреннему и наружному кольцам.
,25
Рис. 2.11. ТНАЖРД РД-119:
1 — фланец выхлопного коллектора; 2, 4 — диски турбины второй и первой ступеней; 3 — статор турбины; 5,13 — шпонки; 6, 14 — крышки насосов;
7,16 — корпуса насосов; 8, 15 — центробежные колеса; 9, 18 — шнеки;
10, 17 — ваЛы; И, 19, 20, 21 —подшипники; 12 —рессора
Двухступенчатая турбина расположена консольно на общем валу со шнекоцентробежным насосом горючего. Подшипники 11 и 21 насоса горючего работают в среде консистентной смазки, а подшипники 19 и 20 насоса окислителя — в среде жидкого кислорода.
На рис. 2.12 представлен ТНА, выполненный по однороторпой схеме, в которой турбина располагается между Насосами. ТНА представляет собой совокупность трех конструктивных узлов: насоса горючего А, турбины Б и насоса окислителя В. Оба насоса одновременно являются технологическими узлами. Турбина же может быть собрана только совместно с насосами на общей сборке ТНА. Смазка и охлаждение подшипников насоса окислителя осуществляются самим окислителем.
К основным характеристикам качества конструкции ТНА относят: степень отработки конструкции; технологичность и себестоимость; осевые и радиальные габаритные размеры и массу; условий работы опор на заданный ресурс; степень герметичности и условий работы уплотнителей; антикавитационные характеристики насосов; гидро- и газодинамические характеристики трактов ТНА. С консч* руктивно-технологической точки зрения основными являются: сте-26
Рис. 2.12. ТНА, выполненный по однороторной схеме:
1, 22 — входные улитки насоса горючего и насоса окислителя; 2 — корпус • турбины; 3 — коллектор отработанного газа; 4, 15 — крыльчатка насоса горючего и насоса окислителя; 5 — штуцер; 6 — шарикоподшипники;
7 — регулятор оборотов ТНА; 8 — патрубок; 9 — уплотнение турбины;
10, 19 — корпусы насоса горючего и насоса окислителя; 11 — лопатки турбины;
12 — патрубок сборника окислителя; 13 — трубы подвода парогаза; 14 — диск турбины; 16 — подшипники скольжения; 17 — уплотнение вала; 18 -—упругая муфта; 20 — сопло турбины; 21 — лопатки направляющего аппарата;
23 — диск муфты; 24 — шпонки фиксирующие;
25 — крышка турбины; 26 — втулка
пень отработки конструкции; технологичность и себестоимость; степень герметизации и условия работы уплотнений.
Себестоимость оценивается исходя из удельных затрат, приходящихся на ТНА в составе двигательной установки; с учетом технологичности конструкции и типа производства. Наилучшую герметичность имеют ТНА с наименьшим числом стыков и узлов уплотнений, простых по конструкции и имеющих стабильные характеристики по герметичности как при хранении, так и во время работы.
27
Например, следует отдать предпочтение герметизации корпусов насосов сваркой по сравнению с уплотнением стыка прокладкой.
2.3. Жесткие и гибкие трубопроводы
Трубопроводы, входящие в состав пневмогидравлических магистралей, предназначены для соединения между собой основных узлов и агрегатов, например топливных баков непосредственно с камерой, насосов с камерой и жидкостным генератором, турбины с дожиганием со смесительной головкой камеры сгорания и т.д.
Отдельные участки трубопроводов могут иметь разную конфигурацию, начиная с прямолинейной и кончая участками, изогнутыми с различными радиусами гиба и в различных плоскостях. Причем, если в трубах диаметром до 20 мм требуется радиус гиба менее 2D и в трубах диаметром свыше 20 мм — менее 3D, в чертежах необходимо указывать допустимое местное утонение стенки s у на изогнутом участке и допустимую овальность О, которые определяются по формулам:
s
' D — s’ 1+ 2R
D 1 — D 2
О = —----
и D
100% ,
где D — наружный диаметр трубы, мм; s — толщина трубы до гибки, мм; R — радиус изгиба по оси трубы, мм; D и £>2 ~ большая и малая оси овала соответственно, мм.
Законцовка труб может быть различной: в виде развальцовки,, с „ зигами, заделкой в арматуру. Трубопроводы магистралей могут быть как полностью жесткими, так и содержать гибкие участки (сильфоны, шланги). Для изготовления трубопроводов применяют листовые заготовки, холоднотянутые и бесшовные трубы из различных материалов. Наибольшее применение получили жесткие трубопроводы из сталей ЗОХГСЛ, 12Х18Н10Т, 12Х21Н5Т, ОХ18Н12Т, титановых сплавов ВТ1, ВТ1-2, ОТ4-0, ОТ4-1, ОТ4, ВТ5, алюминиевых сплавов АМг2М, АМгЗ, АМгбМ с толщиной 0,5—1,5 мм и диаметром 6—10 мм.
Гибкие трубопроводы применяются в качестве компенсаторов температурных изменений длин трубопроводов и неточностей их изготовления; разделительных сред; сосудов переменной емкости для компенсации приращения объема жидкости; уплотнений герметичных подвижных соединений. Материалы, применяемые для изготовления сильфонов, должны иметь высокую пластичность, кор-28
розионную стойкость в агрессивных средах, однородную структуру, высокие упругие свойства в широком интервале температур, должны хорошо свариваться и паяться, быть немагнитными.
Наиболее распространенными являются: нержавеющие стали 12Х18Н10Т, 12Х21Н5Т, ЭИ654 и др.; титановый сплав ВТ1; алюминиевые сплавы АМгЗ, АМгбМ; бериллиевая бронза БрБ1, БрБ2,5.
По конструкции сильфоны подразделяются на однослойные и многослойные с различными посадочными диаметрами (рис. 2.13). Для внутренних давлений свыше 1 МПа изготавливаются сильфоны, армированные наружными кольцами (рис. 2.14).
К сильфонам предъявляются следующие требования: минималь-
Рис. 2.13. Сильфоны с различными посадочными диаметрами: а — с наружным; б — с внутренним; в — с наружным и внутренним; г — с наружным и с дном
пая величина гистерезиса; неизменность размеров и ха-, рактеристик во времени; устойчивость при перегрузочном давлении; коррозионная стойкость; возможно малые габариты и масса при достаточно большой величине хода; возможно малые измене
Рис. 2.14. Сильфон, армированный кольцами
ния прогиба и геометриче-
ских размеров при изменении температуры; виброустойчивость; герметичность. Гибкие трубопроводы и шланги (рис. 2.15) могут быть с оплеткой из нержавеющей стали (а) и с кольцами жесткости (б). Внешняя оплетка предохраняет сильфон от радиальных Деформаций, не препятствуя его изгибу. Внешние кольца жестко-
сти воспринимают радиальные силы от внутреннего давления.
Соединения трубопроводов должны обладать: максимальной герметичностью па всех режимах работы двигателя; малой чувствительностью к монтажным деформациям; возможностью компенсации напряжений в заделке от'монтажных неточностей, эксплуата-
29
31
Рис. 2.15. Гибкий трубопровод окислителя двигателя РД-119 с оплеткой
, из нержавеющей стали (а), с кольцами жесткости (б);
1 — шланг; 2 — металлическая оплетка; 3 — кольцо; 4 — полукольцо; 5 — муфта;
6 — стопорное кольцо; 7 — ниппель; 8 — накидная гайка; 9 — шланг из политетрафторэтилена с оплеткой; 10 — гайка; 11 — ниппель
ционных деформаций и вибраций; степень герметичности их должна увеличиваться с повышением давления в системе; их конструкция должна быть технологичной, характеризоваться простотой сборки и контроля.
Соединения трубопроводов подразделяются на разъемные неподвижные (по наружному и внутреннему конусам, с обжатой гайкой, самоуплотняющиеся или соединения с упругими элементами, бес-конусные, резьбовые, ниппельные и фланцевые), разъемные подвижные и неразъемные.
30
Соединения по наружному конусу получили широкое распространение в общем машиностроении, авиастроении, а соединения по внутреннему конусу — при изготовлении гидропередач — в общем и химическом машиностроении, на транспорте, в авиадвигателе-строении.
Соединения с упругими элементами, с обжатой гайкой и беско-нусные соединения благодаря высокой виброустойчивости и обеспечению повышенной герметичности по сравнению с первыми двумя типами соединений получили широкое распространение в самолетостроении за рубежом, а затем и в нашей стране.
К неразъемным подвижным соединениям относятся соединения, контактные поверхности которых во время работы перемещаются друг относительно друга без нарушения герметичности, а это позволяет компенсировать осевые и угловые неточности, возникающие при монтаже и при эксплуатационных деформациях.
Надежность всех видов неразъемных паяных и сварных соединений значительно выше надежности разъемных соединений, применяемых в настоящее время. Это наиболее простые по конструкции и легкие (отсутствуют массивные фланцы, болты и шпильки) соединения. Их масса в 6 раз меньше массы резьбовых ниппельных соединений и в 15—20 раз меньше массы фланцевых.
Существенными недостатками соединений трубопроводов по наружному конусу с прямолинейной образующей раструба в виде конуса являются большие потребные моменты для создания плотного контакта, большая масса деталей и отсутствие упругих элементов-компенсаторов для компенсации монтажных неточностей, а также потеря герметичности после переборок. При тепловом ударе с перепадом температур от 100°С и более соединения такого типа раскрываются и теряют герметичность. В ЖРД такие соединения не применяются.
Значительно лучше указанные выше характеристики у соедине- ' ний по наружному конусу с криволинейной образующей раструба (рис. 2.16). В этом случае контакт между раструбом и штуцером осуществляется по узкой площадке, что приводит к уменьшению потребных моментов затяжки в упругой зоне (в зависимости от радиуса кривизны раструба в 2,5—4 раза). Наличие упругого элемеп-та в виде раструба с криволинейной образующей позволяет выдергивать тепловой удар с перепадом температур 300—350°С. Соединение выдерживает около сотни переборок без изменения геометрических и прочностных характеристик.
31
a)
Рис. 2.16. Самоуплотняющиеся соединения: а — с упругим точеным ниппелем;
б — со штампованной сферической поверхностью
Достоинство соединений по внутреннему конусу с полусферичЦ ской и сферической конфигурацией ниппеля заключается в том, что контакт между уплотняющими поверхностями осуществляется по линии, а не по площадке, так как ниппель изготавливается со сферической поверхностью, а штуцер — с конической. Благодаря этому уменьшаются потребные моменты затяжки. Однако такие соединения разрушаются чаще, чем соединения по наружному конусу, а восстановлению в условиях эксплуатации они не подлежат.
В самоуплотняющихся соединениях (см. рис. 2.16) степень гер-.метичности увеличивается с ростом давления, так как увеличивается сила прижима сферической части точеного ниппеля 3 (рис. 2.16, а) к штуцеру 1 и штампованной сферы (рис. 2.16, б) трубки 4 к штуцеру 1 и уплотнительному кольцу 5. Такие соединения надежно обеспечивают герметичность при тепловом ударе, дают возможность компенсировать монтажные неточности, допускают большое количество переборок.
Герметичность фланцевых соединений (рис. 2.17, а, б) обеспечивается обжатием прокладок при стягивании фланцев с помощью болтов или шпилек. Герметичность резьбовых ниппельных соединений (рис. 2.17, в, г, д, е) достигается путем обжатия прокладки из мягкого металла при затяжке накидной гайки. Ниппель .соединяют с трубой с помощью сварки или пайки. С точки зрения вибропрочности пайка предпочтительнее. Ниппельные соединения применяют для относительно небольших диаметров (4—30 мм). Прокладки могут быть изготовлены из резины, пластмассы, мягких металлов (алюминия, меди) и их сплавов. Прокладки из резины И пластмасс применяются в ограниченном температурном диапазоне: силиконовый каучук — 200—475 К; витон — 230—475 К; политетрафторэтилен — 85—555 К. Металлические прокладки обладают высокой термостойкостью и прочностью, но они плохо следуют из-32
Рис. 2.17. Фланцевые (а и б) и резьбовые ниппельные (в, г, д, е) соединения двигателя РД-119
менениям формы поверхностей соединения. Сила сжатия соединяемых деталей должна быть большой, а поверхности — хорошо обработанными и не должны деформироваться при затяжке соединения. Прокладки по форме подразделяются на плоские, рифленые и профильные. Подбирают материалы фланцев и прокладок с такими коэффициентами теплового расширения, чтобы при изменении их температуры при работе двигателя обеспечивалось увеличение давления в месте контакта прокладки и фланцев.
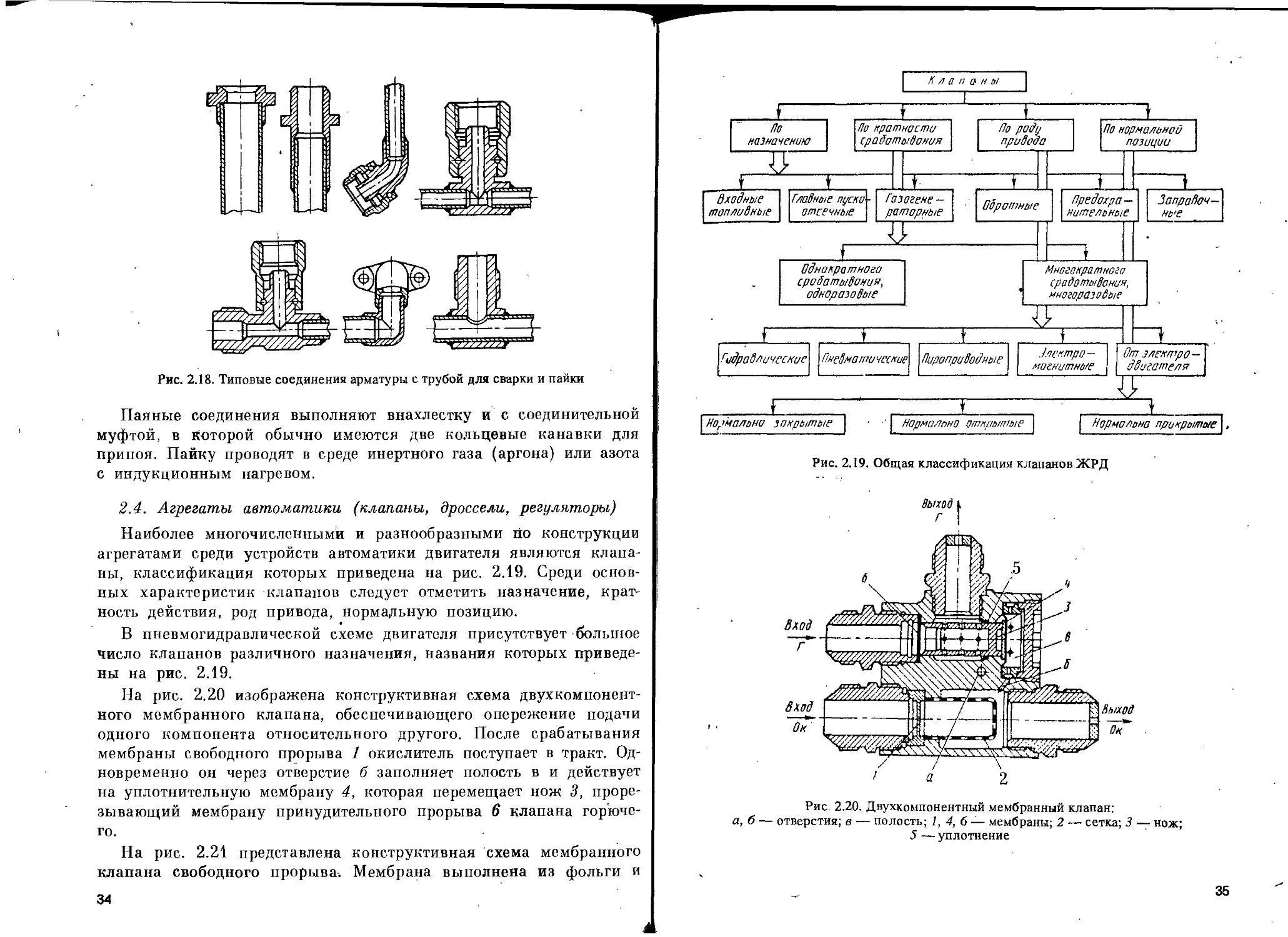
На рис. 2.18 представлены типовые неразъемные соединения арматуры с трубой для сварки и пайки. Причем в сварных тонкостенных трубопроводах из сталей и жаропрочных сплавов применяют соединения встык и внахлестку, а в трубопроводах из алюминиевых сплавов — только соединения встык. В паяных трубопроводах применяют соединения внахлестку. Сварные соединения трубопроводов встык могут быть выполнены с подкладным кольцом и без него. Недостатком сварных швов является возникновение в них термических остаточных напряжений, являющихся причиной появления трещин. Поэтому к контролю качества сварных ®пов предъявляются очень высокие требования. Сварные швы широко применяют в кислородно-водородных ЖРД.
33
Рис. 2.18. Типовые соединения арматуры с трубой для сварки и пайки
Паяные соединения выполняют внахлестку и с соединительной муфтой, в которой обычно имеются две кольцевые канавки для припоя. Пайку проводят в среде инертного газа (аргона) или азота с индукционным нагревом.
2.4. Агрегаты автоматики (клапаны, дроссели, регуляторы)
Наиболее многочисленными и разнообразными по конструкции агрегатами среди устройств автоматики двигателя являются клапаны, классификация которых приведена на рис. 2.19. Среди основных характеристик клапанов следует отметить назначение, кратность действия, род привода, нормальную позицию.
В пневмогидравлической схеме двигателя присутствует большое число клапанов различного назначения, названия которых приведены на рис. 2.19.
На рис. 2.20 изображена конструктивная схема двухкомпонентного мембранного клапана, обеспечивающего опережение подачи одного компонента относительного другого. После срабатывания мембраны свободного прорыва 1 окислитель поступает в тракт. Одновременно он через отверстие б заполняет полость в и действует на уплотнительную мембрану 4, которая перемещает нож 3, прорезывающий мембрану принудительного прорыва 6 клапана горючего.
На рис. 2.21 представлена конструктивная схема мембранного клапана свободного прорыва. Мембрана выполнена из фольги и
34
Рис. 2.19. Общая классификация клапанов ЖРД
Рис. 2.20. Двухкомпонентный мембранный клапан:
а, б — отверстия; в — полость; 1,4,6 — мембраны; 2 — сетка; 3 — нож;
5 — уплотнение
35
Рис. 2.21. Мембранный клапан свободного прорыва
установлена между фланцами трубопровода. На фольге сделаны специальные насечки, которые определяют форму прорыва мембраны, происходящего при определенном давлении. Однако практически имеет место значительный разброс давления, при котором происходит прорыв мембраны.
На рис. 2.22 приведена конструктивная схема мембранного клапана с принудительным прорывом. Мембрана 6 прорезается порш-
Рис. 2.22. Мембранный клапан принудительного прорыва: 1;— штуцер; 2 — ребро; 3, 6 — мембраны; 4 — штифт;
5 — поршень; 7 — пружина
нем — ножом 5, на который через уплотнительную мембрану 3 воздействует сжатый газ (например, продукты сгорания пиропатрона, поступающего через штуцер 7). Прорезанная мембрана свертывается вокруг ребра 2 под действием пружины 7 (при этом срезается стопорный штифт 4). Эта конструкция клапана более надежна, чем мембрана свободного прорыва. В системе наддува баков и системе продувки полостей за отсечными клапанами устанавлива
36
ются обратные клапаны, конструктивный схемы которых приведе-пы на рис. 2.23.
Рис. 2.23. Обратные клапаны:
1 — корпус; 2 — клапан; 3 — штуцер; 4 — пружина; 5 — прокладка
На рис. 2.24 изображена конструктивная схема одноразового нормально открытого отсечного клапана с пироприводом, а на рис. 2.25 — одноразового нормально закрытого топливного клапана с гидроприводом от компонента.
Конструктивная схема многоразового топливного клапана с пневмоприводом представлена на рис. 2.26. Клапан нормально закрыт усилием пружины 3, расположенной в стакане клапана 2. Управляющий сжатый газ поступает через штуцер 5 и обратный клапан 6 внутрь стакана клапана. Под давлением сжатого газа и Действием пружины 3 клапан плотно прижимается к седлу, чем обеспечивается высокая степень герметизации.
В корпусе управляющего электромагнитного пневмоклапана (рис. 2.27) установлено два клапана — нижний 3 и верхний — 7. При отсутствии тока в электромагните 9 нижний клапан закрыт и Управляющая магистраль сообщается с атмосферой через дренажный клапан 8. При подаче тока верхний клапан закрывается, а нижний открывается и сжатый воздух через него поступает в управляющую магистраль.
Дроссели обеспечивают плавное изменение местного гидравлического сопротивления в трубопроводе, а регуляторы поддерживают ,,а выходе постоянными давление или расход компонентов. В дрос-
37
Рис. 2.24. Отсечный топливный клапан с пироприводом: ™
1 — корпус; 2 — шток с чекой; 3 — гильза; 4 — втулка; 5 — корпус пирочекового устройства; 6 — поршень; 7 — стакан; 8 — штуцер для пиропатрона;
9, 10, 12 — дрокладки; 11 — седло клапана; 13 —клапан; 14— пружина.клапана; 15 — корпус подвижной части клапана
селях запорный орган может перемещаться под воздействием* самого компонента (дроссели непосредственного воздействия) или сне циальным электрическим или гидравлическим приводом (дроссель с принудительным воздействием).
. В регуляторах дроссельное устройство может перемещаться по? непосредственным воздействием ЧСУ (регуляторы прямого действия) или под воздействием промежуточного усилителя. На рис. 2.28 приведена конструктивная схема регулятора прямого действия с сильфонным ЧСУ, которое является и силовым приводом дроссель' ного устройства — иглы. Регулятор состоит из регулирующей Р 8 управляющей У частей, соединенных накидной гайкой. К фланШ корпуса 6 управляющей части крепится электродвигатель, который через шестерню управляющего винта 5 и толкатель 4 изменяв усилие пружины 9 — настроечного элемента регулятора во вреМ#
38
A-A
Рис. 2.25. Топливный клапан с гидроприводом от компонента:
1 — корпус; 2 — выходной патрубок; 3 — дренажный патрубок; 4 — дренажное устройство; 5 — клапан; б, 7 — пружины; 8 — чека-стопор; 9 — клапанная крышка; 10 — пружинная шайба; И — крышка корпуса; 12 — патрубок подачи компонента в ЖГГ; 13 — штуцер опорожнения полости
Рис. 2.26. Главный клапан горючего с пневмоприводом: Д — жидкостная полость (входная); Е —управляющая полость;
1 — корпус;
2 — стакан клапана';
3 — пружина; 4 — крышка;
5 — штуцер; б — обратный клапан; 7 — корпус обратного клапана
39
Рис. 2.27. Управляющий электро-магнитный пневмоклапан:
1 — входной штуцер;
2 — пружина; 3 — нижний клапан; 4 — уплотнение;
5 — шток; 6 — выходной штуцер; 7 — верхний клапан;
8 — дренажные каналы;
9 — электромагнит; 10 — якорь;
11 — ярмо; 12 — шток
работы Двигателя. Предварительная настройка пружины производится винтом 7. ЧСУ и силовым приводом регулятора является сильфон 2, в полость а которого поступает компонент с входным давлением через лыски дроссельной иглы 1. Сильфон 8 герметизирует полость регулятора;
Схема конструкции регулятора, поддерживающего постоянным соотношение z компонентов, поступающих в ЖГГ (стабилизатор газогенератора), представлена па рис. 2.29. ЧСУ является гибкая мембрана 1, которая одновременно является и приводом дросселирующего плунжера 3, т.е. это регулятор прямого действия. Слепа на мембрану действует управляющее давление окислителя, а справа — регулируемое давление горючего.
На рис. 2.30 приведена конструктивная схема стабилизатора камеры, т.е. регулятора, поддерживающего постоянство соотношения компонентов, поступающих в камеру двигателя. ЧСУ является мембрана 1, а исполнительным органом — профилированная дроссельная игла (сопло 2), которая перемещается гидравлическим сервопоршнем 3. Это регулятор непрямого действия. При нарушений равновесия мембрана щрогибается, изменяется зазор между ней и соплом 2 и давление горючего в полости - а перед сервопоршнем-
40
Рис. 2.28. Регулятор тяги: 1 — игла; 2, 8 — сильфоны; 3 — жиклер; 4 — толкатель;
5, 7 — винты; 6 — фланец; 9'— пружина; а, б — полости; в — отверстие
Это давление определяется количеством горючего, перетекающего через сопло 2, жиклер 4 в полость б за сервопоршнем.
Для понижения давления газа, используемого в вытеснительных системах, применяются редукторы (рис. 2.31). Редуктор выполняет Роль регулятора, поддерживающего постоянное давление в системе независимо от понижения давления на входе. Редуктор состоит из
41
Рис. 2.29. Стабилизатор газогенератора;
1 — мембрана; 2 — дроссель; 3 — плунжер
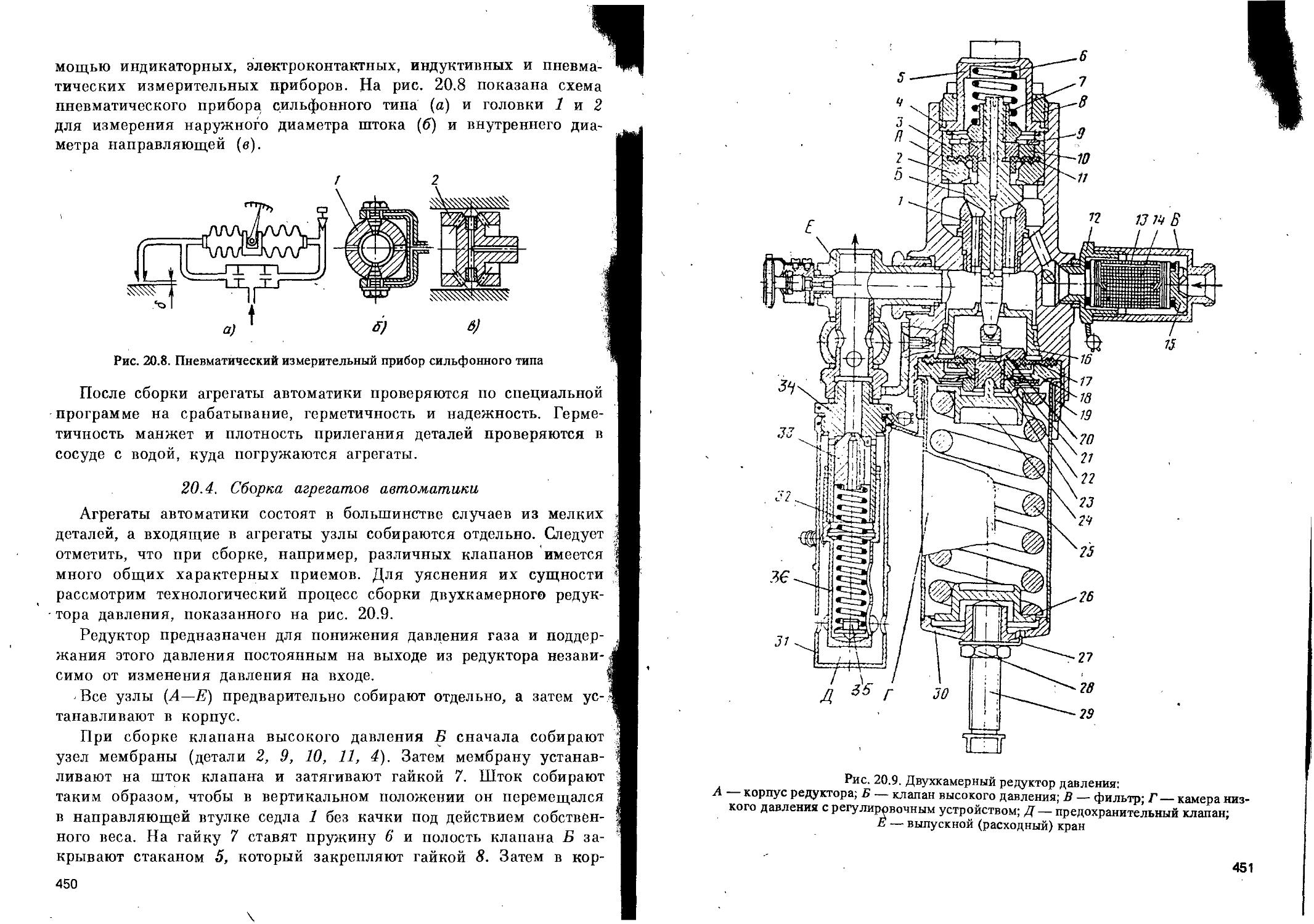
следующих узлов: корпуса А, клапану высокого давления Б, воздушного фильтра В, камеры низкого давления Г с регулировочным устройством, предохранительного клапана Д, выпускного крана Е.
Основными конструктивно-технологическими требованиями к агрегатам автоматики являются: тщательное прилегание клапана к седлу по всей рабочей поверхности без разрывов; соблюдение концентричности положения клапана в направляющей; неперпендику-лярность торцов пружины не более 1% ее’ длины; материалы клапана и корпуса должны иметь одинаковые (или близкие) коэффициенты линейного расширения в значительном интервале температур; допустимая эксцентричность клапана и седла должна быть меньше минимального зазора между клапаном и направляющей; полная герметичность в закрытом состоянии; надежность действия при многократном срабатывании.
При изготовлении основных деталей необходимо обеспечить: точность рабочих поверхностей не 'выше 5-го квалитета, а нерабо-
42
Рис. 2.30. Стабилизатор камеры: 1 — мембрана; 2 — сопло;
3 — сервопоршень; 4 — жиклер; а, б — полости
43
Рис. 2.31. Двухкамерный редуктор давления: А — корпус редуктора; Б — клапан; В — фильтр; Г — камера низкого давления с регулировочным устройством; Д — предохранительный клапан; Е — выпускной кран; 1 — седло клапана; 2 — корпус мембраны; 3 — клапан; 4 — разгрузочная шайба; 5 — стакан пружины; 6 — пружина; 7 — гайка;
8 — гайка специальная; 9 — контрящее кольцо; 10 — упорное кольцо; 11 — мембрана; 12 — штуцер; 13 — каркас; 14 — сетка; 15 — тарелка; 16 — направляющая втулка клапана; 17 — мембрана; 18 — корпус мембраны; 19 — специальная гайка; 20 — подпятник; 21 — шайба мембраны; 22 — компенсатор; 23 — гайка; 24 — тарелка верхняя;
25 — пружина; 26 — тарелка нижняя; 27 — шайба; 28 — контрящая гайка; 29 — регулировочный винт; 30 — кожух; 31 — стакан; 32 — пружина; 33 — клапан
44
чих 6—7-го квалитетов; неперпендикулярность рабочих торцов клапанов относительно направляющих поверхностей не более 0,01 мм; несоосность направляющей и седла в корпусе, а также направляющей и рабочей поверхности клапана не более 0,005 мм, а остальных поверхностей — не более 0,05 мм; отклонение геометрической формы рабочих поверхностей не более 0,005 мм; отсечные кромки должны быть острыми (с них без притупления удаляются только заусенцы); шероховатость рабочих поверхностей Ra=0,16 -s-0,08 мкм, а нерабочих Ra=2,51,25 мкм; твердость рабочих поверхностей стальных деталей не менее 56HRC.
Глава 3. Материалы, используемые в ЖРД
3.1. Назначение различных материалов
Внутренняя оболочка камеры сгорания (толщиной 0,5—1,5 мм) подвергается эрозионному воздействию газообразных продуктов сгорания, коррозионному воздействию протекающего в межрубашечном тракте охлаждающего компонента, а также воздействию высоких температур и механических нагрузок. Она изготавливается из жаростойкой коррозионно-стойкой стали аустенитного класса 12Х18Н10Т (стальные камеры сгорания), медного сплава БрХ08 и меди Ml (медно-стальные камеры сгорания), технического титана ВТ1-0 (титановые камеры сгорания). Следует отметить, что сплав меди по сравнению с чистой мелью не так сильно разупрочняется при повышении температуры. Кроме того, он удовлетворительно штампуется, хорошо обрабатывается резанием, подвергается пайке и сварке.
Наружная оболочка (рубашка) камеры сгорания толщиной в отдельных местах 1,5—20 мм воспринимает силовые нагрузки и подвергается воздействию охлаждающего компонента при рабочих температурах 50—100°С. Она изготавливается из высокопрочной коррозионно-стойкой стали аустенитно-ферритного класса 12Х221Н5Т и титанового сплава ОТ4 (камеры сгорания с гофрированными Проставками и фрезерованными охлаждающими каналами).
Гофрированные проставки изготавливаются из стали 08кп при КоРрозионно-неактивном и из стали 12Х18Н10Т при коррозионно-активном топливе; из медного сплава БрХ08 и технического титана ВТ1-00.
Неохлаждаемая часть сопла испытывает сравнительно небольшое внутреннее давление и изготавливается из тонколистовой ста-Ли 12Х18Х10Т, титанового сплава ОТ4.
45
Форсуночные (смесительные) головки изготавливаются из следующих материалов: огневые днища — из стали 12Х18Н10Т, а средние и верхние днища — из высокопрочной стали 12Х21Н5Т. Для изготовления форсунок наиболее широкое применение нашли сталь 12Х18Н10Т и медный сплав БрХ08.
Трубопроводы, в зависимости от условий работы, изготавливаются из сталей 12Х18Х10Т и 12Х21Н5Т, из алюминиевых сплавов АМгЗ и АМгб-М, а также из композиционных материалов.
Сильфоны изготавливаются из бериллиевых бронз БрБ2, БрБ2,5, алюминиевых сплавов АМгЗ и АМгб-М, титанового сплава ВТ16, сталей 12Х18Н10Т, 12Х21Н5Т и 2Х12Н12С4ТЮ.
Корпусные детали работают при высоких и средних статических и динамических нагрузках, поэтому для их изготовления используют литейные коррозионно-стойкие высокопрочные (а в > 800 МПа) стали 03Х11Н8М2ФЛ, 03Х12Н10МТЮЛ, 04Х12Н6М5КЮЛ, 08Х14Н7МЛ и стали средней и низкой прочности (<7В = 200—800 МПа) 12Х18Н9ТЛ, 10Х18Н9Л, 10Х18Н11БЛ, 14Х18Н4Г4Л, 03Х11Н10М2ТЛ. Корпусы сварные и штампованные изготавливаются из сталей 12Х18Н9Т, 2Х18Н12С4ТЮ.
К деталям газового тракта (газоводам) предъявляются требования повышенной жаропрочности и окалиностойкости, поэтому они изготавливаются из жаропрочных сплавов типа ХН57МВТЮЛ, ХН62МТЮЛ, ХН67МВТЮЛ, ХН43МВТЮЛ.
Крыльчатки и корпусы насосов ТНА, в зависимости от условий работы, изготавливаются из литейных алюминиевых сплавов АЛ4, АЛ5, АЛ9, обладающих высокими литейными свойствами, а также из литейных жаропрочных сталей и сплавов типа ХН59МВТКЮЛ, ХН65МВТКЮЛ, ХН77ТЮЛ, ХН43БМТЮЛ, ХН67МВТЮЛ. J
Для дисков турбин используют высоколегированные стали 18Х2Н4ВА, ОХНЗМ, ЗОХГСА, 20ХЗМВФ, 37Х12Н8Н8МВБ и ж! ропрочные сплавы XH77TIOP, ХН65МВТКЮЛ, ХН70ВМТЮ. I
Ответственные валы ТНА изготавливаются из легированных стЯ лей 20X13, 18Х2Н4ВА, 40ХНМА, 12ХНЗА, а менее ответственньЯ — из стали 38ХА или ст.45. Я
Топливные баки для хранения азотной' кислоты или окисл(Я азота изготавливаются из высокцлегированных кислотоупорным сталей 2Х18Н12С4ТЮ, Х18Н9Т, Х20Н6СЗТ, 12Х21Н5Т, титановы! сплавов ВТ1Д, ВТ2, ВТ5, ВТ6 и алюминиевых сплавов АМгЯ АМг5В, АМгб-Т. 1
46 1
Топливные баки для неагрессивных горючих изготавливаются из высокопрочных сталей марок 25ХГСА, 12Х5МА, 09Х15Н8Ю, титановых сплавов ВТ1Д, ВТ6, алюминиевых сплавов АМгб-Т и ДР-
Баки для криогенных компонентов топлива изготавливаются из материалов с повышенной хладостойкостью: коррозионно-стойкие стали (например, 12Х18Н9Т), алюминиевые сплавы (АМц, АМг5-М и др.), медь и др.
Баки для хранения перекиси водорода изготавливаются из пассивированного алюминия или легированной стали. Неприемлема для этой цели медь, которая ускоряет процесс разложения перекиси водорода.
Для вытеснительных устройств баков применяют тефлон, полиэтилен и бутиловый каучук. Они выполняются многослойными с прослойками из алюминиевой или танталовой фольги. Для гибких диафрагм, кроме указанных выше, применяют также фольгу из коррозионно-стойкой стали и алюминиевых сплавов. В качестве уплотнительных материалов для прокладок применяют металлы (алюминий, медь), фторорганические и кремнийорганические полимеры, натуральный каучук, фтор-каучук, неопрен, а также мягкие металлы (индий, баббит и свинец), которые обычно заполняют каркас прокладки, выполненной из твердого металла. В азотнокислых и кислородных баках в качестве уплотнений могут быть применены кислотостойкие пластмассы типа фторопласта-4. Он применяется для уплотнений, работающих в интервале температур от -55°С до -+ 55°С в жидких и газообразных агрессивных средах при давлении от ОД до 35 МПа.
3.2. Классификация материалов
Все материалы в соответствии с их основными свойствами, назначением, химическим составом и обрабатываемостью разбиты на 14 групп, каждая из которых разделена па подгруппы, объединяющие материалы, близкие по свойствам.
Магниевые сплавы (группа I) высокой (МЛ5, МЛ10) и средней (MAI, МА2) прочности наиболее легко поддаются механической обработке быстрорежущими и твердосплавными инструментами со скоростями резания до 1350 м/мин.
Алюминиевые сплавы (группа II — АД1, АМгЗ, АМгб, АМц, АЛ4, АЛ9, АК6 и др.), так же как и магниевые сплавы, хорошо Поддаются обработке резанием со скоростями резания до 600 м/мин твердосплавными инструментами и 300 м/мин — инструментами
47
из быстрорежущей стали. Наиболее интенсивный износ инструмента происходит при обработке литейных алюминиевых сплавов • (силуминов — АЛ-26 АЛ-4, АЛ-5, АЛ-9 и др.), в структуре которых имеются зерна кремния большого размера. Они обрабатываются алмазным инструментом.
Медь и медные сплавы (группа III — БрБ2, БрБ2,5, БрХ0,8 и др.) хорошо обрабатываются резанием со скоростью резания быстрорежущими инструментами до 160 м/мин и твердосплавными — 700 м/мин. Обработка чистой меди (Ml, М2, М3 и др.) характеризуется большими силами резания, качество обработанной поверхности низкое.
Чугуны (группа IV) хорошо обрабатываются инструментами из вольфрамокобальтовых сплавов с высокими скоростями резания.
Углеродистые (группа V) конструкционные (СтО, Ст1, ... Стб), качественные (10, 15...60), повышенной обрабатываемости (А12, А15, ...А50), инструментальные (65, 70, У7, У8, ... У13) стали, а также легированные (группа VI) хромистые (15Х, 20Х, ... ШХ15), никелевые (25Н, ЗОН, 40Н), марганцовистые (15Г, ... 70Г), хромо-маргонцовистые, хромомарганцовистокремнистые (15Г, ... ЗОГХСА), хромоникелевые (12ХНЗ, 12ХЗА, ...20Х2Н4А), хромомолибденовые, хромоникельмолибденовые (35ХМА, 38ХМА, ... 38ХМЮА), многокомпонентные (12Х2НВФА, 12Х2НВФМА, 18Х2Н4МА и др.) стали хорошо обрабатываются резанием. На обрабатываемость легированных сталей влияет наличие легирующих элементов и их процентное содержание.
Теплоустойчивые стали (группа VII — 12Х1МФ, 30Х2Н2МФА, 20ХЗМВФ, 25Х2Н4МА, 45Х2МФА) характеризуются содержанием хрома дол 6%, никеля до 3%, молибдена и ванадия до 1% каждого и кремния до 2%. Их обрабатываемость такая же, как и обрабатываемость углеродистой стали соответствующей прочности.
Коррозионно-стойкие (группа VIII — 03Х12Н10МТ, 03Х26Н6Т, 09Х15Н8Ю, 12Х21Н5Т, 30X13, 95X18), жаропрочные деформируемые (группа IX — 10Х11н20Т2Р, 13X11Н2В2СВ2МФ, 37Х12Н8Г8МФБ, 45Х14Н14В2М), коррозионно-стойкие, жаростойкие и жаростойкие деформируемые (группа X — 12Х18Н9Т, 12Х18Н10Т, 20X13, 14Х17Н2, 20Х23Н18, 12Х25Н16Г7АР( стали характеризуются высоким содержанием хрома (11—25%), никеля (5—10%) и низким содержанием марганца, титана, алюминия, вольфрама, молибдена и других легирующих элементов. Обрабатываемость этих сталей в 1,5—2 раза (группы VIII и IX) и в 3—4 раза (группа X) ниже, чем обрабатываемость стали 45.
48
Жаропрочные и жаростойкие деформируемые сплавы на никелевой основе (группа XI - ХН28МАБ, ХН35ВТ, ХН43МВТЮЛ, ХН50ВМТЮБР-ВД, ХН62МВКЮ, ХН65МВТКЮЛ, ХН67МВТЮ, ХН70ВМТЮ, ХН77ТЮР и др.) легированы большим количеством хрома (10...20%). В их состав в небольших количествах входят титан, алюминий, вольфрам, молибден и другие элементы. Как и коррозионно-стойкие стали, сплавы данной группы имеют повышенную склонность к налипанию, вызывающую адгезионный износ инструмента. Обрабатываются они при непрерывном резании твердосплавным инструментом, а при прерывистом — быстрорежущим. Обрабатываемость сплавов (группы XI в 7—12 раз ниже, чем обрабатываемость стали 45.
Жаропрочные литейные сплавы на никелевой основе (группа XII - ВНЛ-1, ВНЛ-3, ВХ4Л, ВЖЛ-2, ЖСЗ, ЖС6) обрабатываются хуже сплавов группы XI. Это обусловлено наличием в них большого количества карбидных и интерметаллидных включений, быстро изнашивающих режущий инструмент. Применение быстрорежущего инструмента практически невозможно, а обрабатываемость твердосплавным инструментом в 12—20 раз хуже, чем обрабатываемость стали 45. После термической обработки сплавов ВНЛ-1 (закалка и отпуск) и ВНЛ-3 (закалка и старение) их твердость — 1000...1170 и 1250...1300 МПа соответственно.
Титановые сплавы (группа XII) повышенной пластичности (ВТ1-0, ВТ1-00, Вт1-1, ОТ4-0, ОТ4-1), средней прочности (ОТ4, ВТ5, ВТ5-1, ВТ5-Л, ВТ6, ВТ6—Л, ВТ20), высокой прочности (ОТ4-2, ВТ146 ВТ15, Вт16, ВТ22), жаропрочные (ВТЗ-1, ВТ8, ВТ9, Вт14, Вт20, Вт22, ВТ23). После термической обработки титановые сплавы высокой прочности и жаропрочные приобретают прочность 820..71350 и 950...1200 МПа соответственно. Обрабатываемость титановых сплавов характеризуется малой пластичностью — стружка по внешнему виду похожа на сливную, но с трещинами; высокой химической активностью при резании, способствующей поглощению кислорода и азота из воздуха; низкой теплопроводностью — температура в зоне резания в среднем в 2,2 раза выше, чем при обработке стали 45, что приводит к схватыванию и образованию задиров на обработанной поверхности. При обработке титановых сплавов не следует допускать скопления стружки на рабочих местах (из-за вероятности ее воспламенения), назначать подачи на оборот менее 0,08 мм, работать инструментом с износом более 0,8—1,00 мм и со скоростями более 100 м/мин. Следует отметить, что титановые сплавы с «+ (3 -структурой (например, ВТЗ-1,
49
ВТ8, ВТ9, ВТ22) отличаются лучшей обрабатываемостью. Сплавы с а-структурой (ВТ5, ВТ20) и др.) по обрабатываемости занимают промежуточное положение между а + Р- и [3 (ВТ15)-сплавами. Термическая обработка позволяет регулировать обрабатываемость структуры а + Р и р. j
Высокопрочные стали (группа XIV — 28ХЗСНМВФАД 30Х2ГСН2ВМ, ЗЗХЗСНМВФА, 38ХЗСНМВФА: 38Х5МСФА;| 42Х2ГСНМ, 43ХЗСМНМВФА, ВНЛ-6) являются низколегированны-* ми, после закалки и отпуска приобретают прочность С в > 1600 МПа. В отожженном состоянии их обрабатываемость такая же, как и конструкционных сталей, а в термообработанном в 5—8 раз ниже обрабатываемости стали 45. Быстрорежущий инструмент применять неэффективно из-за весьма малых скоростей резания.
Глава 4. Методы получения заготовок деталей ЖРД
4.1. Холодное и горячее пластическое деформирование 1 (штамповка)
Штамповка разделяется на горячую (объемную с нагревом) и холодную (листовую при комнатной температуре). При горячей штамповке изменения, вызванные пластической деформацией, исчезают и зерна возвращаются в равновесное состояние, обработка ведется при температурах выше температуры рекристаллизации и рекристаллизация происходит в течение самого процесса обработки давлением. При холодной штамповке изменения в структуре и свойствах металла, вызванные этой обработкой, т.е. текстура и наклеп, сохраняются, зерна вытягиваются и образуется волокнистая и слоистая структура. Изменяются и физико-химические свойства: растворимость в кислотах и коэрцитивная сила, возрастают, а элек-J тропроводность, плотность, магнитная проницаемость снижаются, а
Горячая штамповка. Для горячей штамповки применяются паро-1 воздушные молоты, кривошипные и гидравлические прессы и го-1 ризонтально-ковочные машины. Горячей штамповкой производят-ковку массивных и мелких поковок в штампах. Технологический * процесс горячей штамповки включает в себя следующие операции: резку проката на заготовки, нагрев заготовок; штамповку нагретых заготовок в штампах па молотах, прессах или горизонтально-ковочных машинах; обрезку заусенцев; правку поковок в штампе (если это необходимо); первичную термическую обработку; очистку от окалины, контроль качества и окончательную приемку поковок.
50
Исходным материалов для горячей штамповки служит сортовой прокат в виде прутков длиной 4—6 м, которые разрезаются в заготовительном отделении кузнечно-штампового цеха на мерные заготовки.
Штамповку на молотах осуществляют в открытых (с облоем) и в закрытых (без облоя) штампах. Штамповка в закрытом штампе отличается тем, что плоскость разъема проходит по торцу поковки, а .в открытом штампе — в середине высоты поковки. Штампуемые в закрытых штампах поковки получаются более высокого качества, чем в открытых, за счет лучшего расположения волокон и отсутствия перерезания волокон при обрезке облоя.
Молотовые штампы изготовляются из хромоникелевых сталей с молибденом, титаном, кремнием, вольфрамом, ванадием марок 5ХНМ, 5ХНТ, 5ХНС, 5ХНСВ, 5ХНВ, 5ХН2СВФ или хромомарганцемолибденовой стали 5ХГМ. Твердость штампов по Бринеллю: крупных — НВ341 — 302; средних — НВ363 — 321; мелких — НВ444 — 388. Перед работой молотовые штампы должны быть подогреты до температуры 200—250°С, иначе они могут быть разрушены при первых ударах молота. При длительной работе штампы необходимо охлаждать, так как их температура может достичь 400—450°С, в результате чего снижается поверхностная твердость и, как следствие, теряется стойкость.
Матрицы для горячей обрезки заусенцев изготовляются из стали 8X3, для холодной — из стали Х12М или У10А; пуансоны — из стали 8X3.
Основные преимущества штамповки на кривошипных прессах'. увеличение точности штамповки по высоте (толщине) поковок; уменьшение штамповочных уклонов до 3—5° благодаря наличию выталкивателей; отсутствие сотрясений при работе пресса (жесткая конструкция); отсутствие шума, уменьшение грязи в связи с отсутствием разбрызгивания смазки.
Недостатки и особенности штамповки на кривошипном прессе следующие: необходимость более точно выдерживать массу заготовки; заготовка не должна иметь окалины; заполнение глубоких полостей и тонких ребер при ударной нагрузке под молотом происходит лучше; в штампах под кривошипные прессы необходимо предусматривать предварительные ручьи с целью постепенного формообразования, а при штамповке детали под молотом этого не требуется. . '
На гидравлических прессах штампуют сравнительно крупные поковки простой формы, не имеющие острых ребер и тонких высту-
51
пов. Их также используют для горячей штамповки толстого листо-
вого материала.
На горизонтально-ковочных машинах (ГКМ) высаживаются поковки с местным утолщением, не требующие штамповки по всей длине. Эти машины имеют высокую производительность, дают пра-
вильное расположение волокон в металле.
Поковки
не имеют
штамповочных уклонов, у них малый припуск на механическую обработку, штамповка производится почти без заусенца. Штампы
ГКМ состоят не из двух частей, как молотовые, а из трех: неподвижной матрицы, подвижной матрицы и пуансона. Двойной разъем штампа позволяет штамповать поковки без штамповочных ук
лонов и заусенца. Схема процесса штамповки на ГКМ
показана на
рис. 4.1. Пруток 7 с нагретым участком на его конце помещают ручей неподвижной матрицы 6, закрепленной в неподвижной щеке
в
5
машины. Пруток выдвигается из матрицы до упора 2. После вклю
чения машины начинается перемещение подвижной щеки 9 с по
движной матрицей 4 и главного ползуна машины с пуансоном
Прежде чем пуансон
прутка
7,
подвижная
1 соприкоснется
матрица 4
с выступающим торцом
прижмет пруток
к
неподвижной
матрице 6, а упор 2 автоматически отойдет в сторону (рис. 4.1, б) Пруток прочно удерживается зажимной частью 8 ручья матриц. При дальнейшем -движении главного ползуна пуансон 1 будет про-
изводить высадку участка прутка, выступающего за пределы за
крайнего
жимной части матриц, пока главный ползун
не дойдет до
Рис. 4.1. Процесс высадки на ГКМ поковки с утолщением на конце
52
среднего положения. Металл при этом заполнит полость ручья 3 патриц (рис. 4.1, в). Затем главный ползун перемещается й обратном направлении, пуансон выходит из полости матриц, и только после этого матрицы разжимаются; высаженную поковку 10 вынимают или она выпадает из матриц. После этого все части принимают исходное положение (рис. 4.1, г). Если длина выступающего конца заготовки превышает три диаметра прутка, то высадка производится в несколько переходов.
Холодная (листовая) штамповка. Холодной штамповкой называют процесс изготовления на прессах в штампах металлических изделий из тонкого листового материала. Толщина стенок деталей, получаемых штамповкой из листового материала, в большинстве случаев мало отличается от толщины исходной заготовки. Широкое применение листовой штамповки в промышленности объясняется: высокой производительностью; возможностью использования малоквалифицированной рабочей силы; взаимозаменяемостью деталей; ненадобностью последующей механической обработки; благоприятными условиями для автоматизации процесса.
Всё технологические операции листовой штамповки сводятся к двум видам: разделительные (отрезка, вырубка, пробивка, зачистка, надрезка, обрезка) и формоизменяющие (гибка, вытяжка, обжим, отбортовка, формовка, чеканка, холодное выдавливание и ДР-)-
Отрезку чаще всего применяют как заготовительную операцию. Для этой цели применяются ножницы с поступательным движением режущих кромок ножей (параллельные, гильотинные) и вращательным (дисковые или роликовые). На рис. 4.2 приведены схемы Действия основных типов ножниц.
Усилие, потребное для отрезки на ножницах С параллельными Режущими кромками, может быть определено по формуле: P~K3Ls6Cy, а для гильотинных ножниц Р = К3 s2 оср/(2 tgср), где L — длина линии отреза (ширина листа), мм; s — толщина листа, мм; ср — угол скоса верхнего ножа, °; а ср —. сопротивление сРезу, Па, равное 0,7—0,8 предела прочности разрезаемого материала; К 3 — коэффициент, учитывающий затупление режущих кро-м°к ножей, изменение зазора между ножами, неравномерность толщины и качество поверхности листа (ЛГ = 1,01,3).
Вырубка и пробивка являются операциями полного отделения части заготовки по замкнутому контуру; при этом отделяемая
53
Рис. 4.2. Схемы действия основных типов ножниц для листового металла: . а — рычажные; б — дисковые; в — параллельные; г — гильотинные
часть в первом случае является изделием, а во втором — отходом. Усилие вырубки и пробивки может быть определено по формуле P=jLsbCy, где L — периметр вырубаемой детали или отверстия, мм, а остальные обозначения те же, что и при отрезке.
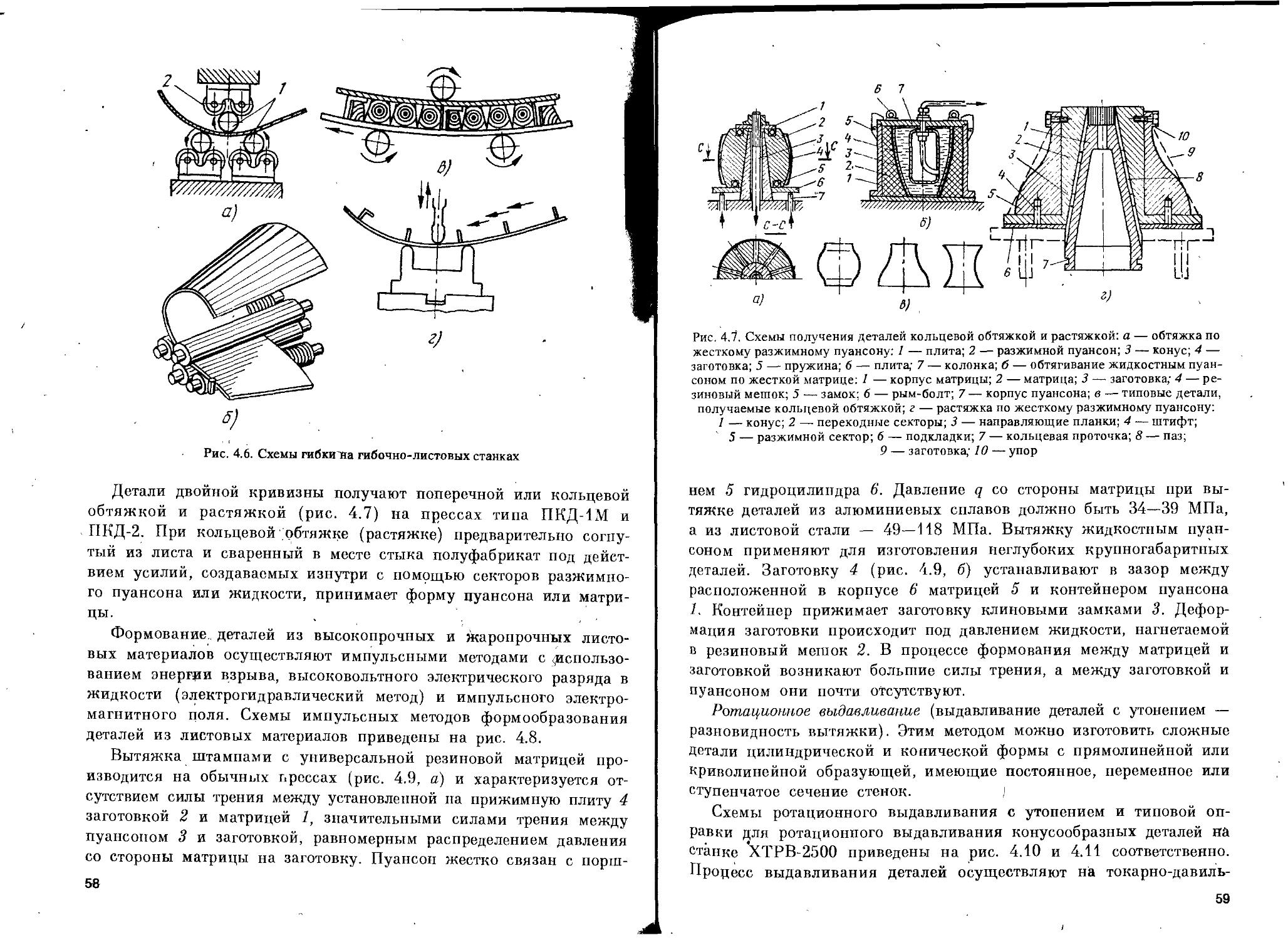
Гибка является формоизменяющей операцией. При гибке волокна изделия, расположенные внутри угла, сжимаются, а расположенные с наружной стороны угла растягиваются. Необходимое для гибки усилие определяется приближенно по формуле 2
Р = 0,1 bs <JB/(r+s), где b и s — ширина и толщина изгибаемой заготовки, мм; г — радиус пуансона, мм.
Учитывая упругие деформации металла, гибочный штамп изготовляют с таким расчетом, чтобы после их снятия деталь имела размеры, обусловленные чертежом. Чтобы предупредить влияние упругих деформаций, применят гибку с прижимом или с калибровкой.
Штампы для листовой штамповки состоят из рабочих деталей (пуансон и матрица) и ряда вспомогательных деталей. На рис. 4.3 показан штамп для вырубки и пробивки шайб, на рис. 4.4 — штамп совмещенного действия.
54
Рис. 4.3. Штампы для вырубки и пробивки шайб:
- а — штамп для вырубки;
" б — штамп последовательного действия для вырубки и пробивки:
1 — башмак; 2 — направляющие колонки; 3 — направляющие пластинки; 4 — упор;
5 а 11 — пуансон и матрица для вырубки шайбы по наружному контуру;
6 — втулка; 7 — башмак; 8 — хвостовик; 9 — пуансонодержатель; 10 — съемник;
12 — заготовка; 13 и 14 — пуансон и матрица для пробивки отверстий в шайбе
Вытяжку без утонения стенки можно производить двумя способами: без прижима материала с применением простого вытяжного штампа и с прижимом материала.
Первый способ применяется для получения неглубоких изделий 0Ди изделий с толстыми стенками, когда складки почти не образуется. Во втором случае кроме пуансона 1 (рис. 4.5, а) и матрицы 3 применяется еще специальное прижимное кольцо 2, кото-Рое прижимает диск заготовки к матрице с давлением 10 МПа (0,1—0,4) кг/мм2.
При выполнении второй операции изделие прижимается специальной втулкой 2 (рис. 4.5, б), препятствующей образованию скла-
55
Рис. 4.4. Штамп совмещенного действия для вырубки диска и вытяжки чашечки: 1 — пуансон: 2 и 8 — пружинные выталкиватели; 3 — упор; 4 — съемник; 5 — пуансон; 6 — матрица; 7 — матрица; 9 — полоса; 10 — диск; 11 — чашечка
'док. Детали с большой глубиной или сложной формы вытягиваются в несколько последовательных переходов с уменьшением диаметра и увеличением глубины (рис. 4.5, г). Отношение внешнего диаметра полученного изделия d( к диаметру заготовки D носит название коэффициента вытяжки Ц в : р n0 = d i /D; Ц в1 = d 2 /d t т.д.
Через каждые 2—4 перехода применяют межоперационный отжиг для восстановления пластических свойств металла. После отжига необходимы травление и промывка деталей. Диаметр заготовки находят из соотношения D заг= 1,127 VF, где F — величина поверхности детали. В качестве смазки для сложной вытяжки применяют минеральные масла, чистые или с наполнителями: порошкообразный графит, мел или тальк. Для простой вытяжки применяют мыльные эмульсии. Усилие вытяжки определяют по приближенной формуле Р = П$пв, где П — периметр изделия (по пуансону) в мм; з — толщина заготовки в мм.
Схема вытяжки с утонением стенки приведена на рис. 4.5, в-Допускаемое уменьшение толщины стенки за один переход принимается равным (.? о - з । /s 0) 100 = 40 -*• 60%.
56
Рис. 4.5. Схемы вытяжки:
а — штамп первой операции вытяжки с прижимом заготовки плоским фланцем; б — штамп второй операции вытяжки с прижимом заготовки переходной втулкой; в — вытяжка гильзы с утонением боковых стенок; г — последовательность переходов при вытяжке гильзы
Изготовление камер ЖРД методом холодной штамповки. Камеры ЖРД,. в основном, выполняются из листового материала. Особенность их заключается в том, что они представляют собой неразъемные конструкции. Отдельные детали, полученные в большинстве случаев штамповкой, соединяются между собой посредством пайки или сварки. Заготовки вырезаются из листа и сгибаются на трехвалковой гибочной машине со сменными валками. Для цилиндрических деталей длиной до 7 м, изготовляемых из листов толщиной до 12 м, широко применяют станки типа КГЛ с тремя симметрично расположенными валками 1 и верхней траверсой с опорными роликами 2 (рис. 4.6, а). Гибку профилированных плит производят на станках КГЛ-3 с помощью роликов (рис. 4.6, б) или в штампах впередвижку (рис. 4.6, г). Детали типа конической обечайки получают на станках ГЛ С-2 К (рис. 4.6, в).
57
Рис. 4.6. Схемы гибки на гибочно-листовых станках
Детали двойной кривизны получают поперечной или кольцевой обтяжкой и растяжкой (рис. 4.7) на прессах типа ПКД-1М и ПКД-2. При кольцевой обтяжке (растяжке) предварительно согнутый из листа и сваренный в месте стыка полуфабрикат под действием усилий, создаваемых изнутри с помощью секторов разжимного пуансона или жидкости, принимает форму пуансона или матрицы.
Формование., деталей из высокопрочных и жаропрочных листовых материалов осуществляют импульсными методами с использованием энергии взрыва, высоковольтного электрического разряда в жидкости (электрогидравлический метод) и импульсного электромагнитного поля. Схемы импульсных методов формообразования деталей из листовых материалов приведены на рис. 4.8.
Вытяжка штампами с универсальной резиновой матрицей производится на обычных прессах (рис. 4.9, а) и характеризуется отсутствием силы трения между установленной па прижимную плиту 4 заготовкой 2 и матрицей 1, значительными силами трения между пуансоном 3 и заготовкой, равномерным распределением давления со стороны матрицы на заготовку. Пуансон жестко связан с порш-
58
Б 7
Рис. 4.7. Схемы получения деталей кольцевой обтяжкой и растяжкой: а — обтяжка по жесткому разжимному пуансону: 1 — плита; 2 — разжимной пуансон; 3 — конус; 4 — заготовка; 5 — пружина; 6 — плита,’ 7 — колонка; б — обтягивание жидкостным пуансоном по жесткой матрице: 1 — корпус матрицы; 2 — матрица; 3 — заготовка; 4 — резиновый мешок; 5 — замок; 6 — рым-болт; 7 — корпус пуансона; в — типовые детали, получаемые кольцевой обтяжкой; г — растяжка по жесткому разжимному пуансону: / — конус; 2 — переходные секторы; 3 — направляющие планки; 4 — штифт;
5 — разжимной сектор; 6 — подкладки; 7 — кольцевая проточка; 8 — паз;
9 — заготовка; 10 — упор
нем 5 гидроцилипдра 6. Давление q со стороны матрицы при вытяжке деталей из алюминиевых сплавов должно быть 34—39 МПа, а из листовой стали — 49—118 МПа. Вытяжку жидкостным пуансоном применяют для изготовления неглубоких крупногабаритных деталей. Заготовку 4 (рис. 4.9, б) устанавливают в зазор между расположенной в корпусе 6 матрицей 5 и контейнером пуансона 1. Контейнер прижимает заготовку клиновыми замками 3. Деформация заготовки происходит под давлением жидкости, нагнетаемой в резиновый мешок 2. В процессе формования между матрицей и заготовкой возникают большие силы трения, а между заготовкой и пуансоном они почти отсутствуют.
Ротационное выдавливание (выдавливание деталей с утонением — разновидность вытяжки). Этим методом можно изготовить сложные Детали цилиндрической и конической формы с прямолинейной или криволинейной образующей, имеющие постоянное, переменное или ступенчатое сечение стенок. )
Схемы ротационного выдавливания с утонением и типовой оправки для ротационного выдавливания конусообразных деталей на станке ХТРВ-2500 приведены на рис. 4.10 и 4.11 соответственно. Процесс выдавливания деталей осуществляют на токарно-давиль-
59
12 3 4 5
Рис. 4.8. Схемы импульсных методов формообразования с использованием: < ’ а — энергии бризантных взрывчатых веществ: 1 — матрица; 2 — деталь;
3 —прижимная плита; 4 — бассейн; 5 — заряд; б — электрические провода;
7 — детонатор; 8— насосная станция;
6 — высоковольтного электрического разряда в жидкости: 1 — заготовка;
% — вакуумная линия; 3 — матрица,- 4 — подъемник; 5 — плита; б — пневмозамок;
7 — заливной кран; 8 — резервуар с водой; 9 — сливной кран; 10 — механизм регулирования положения электродов; 11 — электроды; 12 —разрядник;
13 — конденсаторы, 14 — источник питания высокого напряжения;
в — импульсного электромагнитного поля: 1 — высоковольтный трансформатор;
2 — выпрямитель; 3 — конденсаторы; 4 — шаровой разрядник; 5 — индуктор;
б — заготовка; 7 — разъемная оправка;
г — плоскими индукторами: 1 — индуктор; 2 — заготовка,- 3 — оправка
вых (типа СДГ) и специальных станках. Заготовку 1 зажимают между оправкой 2 и прижимом станка 3. К вращающейся заготовке подводится давильный ролик 4, который под действием нормального и осевого усилий, передаваемых суппортом, пластически деформирует заготовку по мере перемещения ролика относительно оправки. Степень деформации (обжатия) 8 = (.? - .? d /s d) 100% = = (1 - sin a ) 100% и за одну операцию не должна превышать 50— 75% (в зависимости от материала заготовки). Высота готовых деталей зависит только от диаметра начальной заготовки и угла оправки. Оправки обычно изготовляются из инструментальной стали с твердостью HRC 56—60, а давильные ролики — из быстрорежущей стали с твердостью HRC 70. Толщину заготовки определяют
60
Рис. 4.9. Схемы вытяжки штампами с универсальной матрицей (а) и жидкостным пуансоном (б)
Рис. 4.10. Схема ротационного выдавливания с утонением:
1 — заготовка; 2 — оправка; 3 — прижим; 4 — давильный ролик
ИЗ условий равенства объемов металла заготовки и детали: для конических деталей 13 = t R/sina, для цилиндрических деталей г з = £ д(/ ^/13), где £д — толщина стенки детали; t3 — толщина плоской заготовки (диска); I и 1з — глубина внутренней полости цилиндрической детали и заготовки соответственно; a — угол конуса. •
61
Рис. 4.11. Типовая оправка для ротационного выдавливания без утонения конических деталей:
1 — корпус; 2 — заготовка; 3 — крышка прижимная; 4 — чека; 5 — тяга; 6 — днище; 7 — втулка переходная
Режим выдавливания. Большинство сталей и сплавов обрабатывается при комнатной температуре. Титан и его сплавы из-за низкой пластичности выдавливаются только с подогревом до температуры 540°С. Давление на ролик при выдавливании 7 7
(2.00 10 ) — (300 10 ) Па. Большинство металлов обрабатывают со скоростью около 300 м/мин и подачей ролика 0,2—0,6 мм/об. За один переход можно изготовить детали при условии, что степень деформации материала будет не более 75% у цветных металлов и 65% у стальных. Выдавливание осуществляется с охлаждением водной эмульсией и смазкой детали суспензией коллоидного цинка или моледисульфитными пастами. Ротационное выдавливание обеспечивает толщину стенки детали не менее 0,5 мм с точностью ±0,05, а по диаметру — ± (0,1-е 0,2) мм, шероховатость поверхности Ra=l,25 + 0,63 мкм.
Экономичность метода. Значительное сокращение числа сварных соединений в деталях или их ликвидация; повышение прочностных характеристик металла и сварных соединений деталей; снижение в
62
। 5^3 раза трудоемкости изготовления деталей и уменьшение в 3—5 раз стоимости оснастки по сравнению с использованием метода гЛубокой вытяжки; увеличение коэффициента использования металла за счет отсутствия потерь металла в стружку.
Кольцевые заготовки получают методом раскатки и гибки колец из профильных полос. Наиболее перспективным методом является гибка кольцевых заготовок из профильных полос с последующей-сваркой стыков. Исходной заготовкой под гибку служит профильная полоса, полученная прокаткой или горячим прессованием. Гибку заготовки производят на профильно-гибочной машине, например, модели ПГ4 (рис. 4.12). Машина снабжена четырьмя роликами. Верхний ролик 1 является подающим, нижний средний 3 - опорным, а нижние боковые ролики 2 и 3 — гибочные.
Рис. 4.12. Профильно-гибочная машина ПГ4
Первоначально ролики разведены для установки между ними пР°фильной полосы, затем они сводятся (рис. 4.13) и зажимают Полосу (положение А), и далее включается вращение верхнего ролика. В процессе гибки гибочный ролик по направлению, к которому перемещается полоса, должен быть поднят и приближен к °Сй средних роликов на определенное расстояние, при котором Нольцо получит заданный размер (положение Б). Если гибку про-
63
Рис. 4.13. Схема гибки кольца на профильно-гибочнои машине НГ4
изводить при одном направлении вращения подающего ролика, то конец полосы остается незагнутым, поэтому в определенный момент направление вращения этого ролика меняется (реверс) i поднимается второй гибочный ролик 4 (см. рис. 4.12). При обратном направлении вращения подающего ролика гибка кольца буди закончена полностью (положение В). Для освобождения кольца ролики необходимо снова развести (положение Г). Управление перемещениями роликов осуществляется с помощью гидравлически! цилиндров. Скорость процесса гибки подбирается в зависимости о’ сечения кольца и его материала.
Профиль роликов соответствует, профилю полосы, как показав» на рис. 4.14.
Ролики изготавливаются из инструментальной стали ХВГ. Твер дость после термообработки HRC = 54 -г- 60. После гибки стыки кольца зачищают абразивным кругом, обезжиривают, и далее ов® поступают на сварку. Для повышения производительности и обе»' печения высокого качества сварного шва сварку производят в’ сварочных машинах типа МСГА-300 (рис. 4.15).
Заготовка кольца устанавливается по наружной поверхност® вблизи шва в точные колодки-контакты, выполненные из медч°г‘ сплава. Зажимается она верхними прижимами по торцу, а сть^ сводятся при помощи штоков боковых силовых устройств. В пР?
64
Рис. 4.14. Рабочие ролики для гибки кольца
Рис. 4.15. Установка кольцевой заготовки на сварочной машине МСГА-300
Чессе оплавления производится осадка стыков на величину 8—12 мм на сторону. Режимы сварки для нержавеющей стали следующие: Давление осадки 200—250 МПа (20—25 кгс/мм2); плотность тока 6—12 А/мм2; удельная мощность 0,8—0,12 кВт/мм2. Время сварки
65
— несколько секунд. Прочность сварного соединения 0,94—0,98 от прочности основного металла. После сварки, зачистки шва, визуального контроля и термообработки для снятия внутренних напряжений заготовку* калибруют. Причем кольца большой жесткости калибруют иногда в горячем состоянии. Калибровку и рихтовку в плоскости торцов производят на гидравлических прессах с усилием 3—5 МН (300—500 тс) в штампах, схема одного из которых приведена на рис. 4.16. Штамп имеет опорную подвижную плиту 7, на которую устанавливается заготовка кольца. Центрируется заготовка по внутренней поверхности с помощью секторов 2. При ра^
Рис. 4.16. Штамп для калибровки кольцевой заготовки -
1
66
Почем ходе пресса верхняя часть штампа, опускаясь, вначале занимает заготовку по торцам; при дальнейшем ходе верхней части радиально разводятся секторы, скользя по конусной части неподвижной оправки 3. Секторы вместе с опорной плитой 1 опускаются во время рабочего хода до тех пор, пока нижний торец плиты не дойдет до упора. При обратном ходе пресса плита 1 под действием толкателя поднимается, а секторы 2 под действием пружин возвращаются к центру. Колонки 4 связывают плиту 1 с толкателем пресса. Величина растяжки находится в пределах 1,0—1,4% от диаметра кольца. Растяжка в штампах является наиболее простым методом калибровки. Конструкция штампов предусматривает замену плиты 1 с секторами 2 для калибровки заготовки другой детали.
Особенность последующей механической обработки заготовок связана с их сравнительно малой жесткостью. Отсюда вытекают особые условия в отношении последовательности обработки и способов установки. Форма и размеры кольцевых заготовок обусловливают применение- в основном токарно-карусельных или токарнолобовых станков. Вначале обрабатывают отверстие и торец, а затем па базе, этих поверхностей обрабатывают наружную поверхность и торец с другой стороны. Так как диаметр отверстия должен быть выдержан точно, то его растачивают дополнительно уже после обработки наружной поверхности. Во избежание деформации заготовки при установке ее фиксируют по выточке в планшайбе и закрепляют планками по торцу, как показано на рис. 4.17.
Рис. 4.17. Окончательное растачивание точного отверстия в кольцевой заготовке
67
При проверке размеров необходимо также учитывать малую жесткость деталей и пользоваться контрольными средствами, применение которых исключает их деформацию. Этим условиям отвечают индикаторные приборы.
4.2. Литье
Выбор сплава. Анализ современных конструкций двигателей показывает, что большинство деталей изготавливается из литых заготовок, достоинствами которых являются: возможность получения заготовок сложной конфигурации; возможность повышения коэффициента использования металла (КИМ); снижение трудоемкости йзготовления.
При конструировании литой заготовки выбор сплава- определяется: условиями работы детали (среда, рабочая температура и др.); технологией изготовления (способ литья, характер механической обработки и др.); стоимостью сплава.
Выбор способа литья. Этот выбор определяется требованиями к механическим свойствам и точности детали, конфигурацией и габаритными размерами, маркой сплава и масштабами производства. Поэтому способ литья должен выбираться на стадии эскизного проектирования, чтобы учесть его влияние на конструкцию литой детали. 1
Изготовление металлических отливок в разовых песчаных формах — наиболее распространенный и универсальный способ, позволяющий получать отливки практически из любых сплавов, разнообразной конфигурации и массы, а также механизировать процессы изготовления разовых форм и стержней. Конструкция отливок, изготовляемых в песчаных формах, должна обеспечивать минимальное число поверхностей разъема модели и формы, исключать отъемные части и по возможности стержни.
Сущность способа литья по газифицируемым моделям состоит в том, что жидкий металл заливается через литниковую систему непосредственно в заформованную в наполнитель пенополистироловую модель, которая под действием его теплоты газифицируется, освобождая полость формы. Главными особенностями этого процесса являются использование не извлекаемой перед заливкой разовой пенополистироловой модели, отсутствие стержней и плоскости разъема формы. Это позволяет конструктору придавать отливке конфигурацию, которая наиболее полно отвечает условиям работы отливок в изделии.
68
Сущность литья под давлением заключается в том, что расплав металла подается в стальные пресс-формы под давлением до 700 МПа. Для литья под давлением используют специальные машины: с холодной камерой прессования (тигель с расплавом отделен от машины) и горячей камерой прессования (тигель с расплавом встраивается в машину). Этим способом получают отливки с высокой точностью размеров, малой шероховатостью поверхности и минимальными припусками на механическую обработку. При этом способе литья соблюдение принципа направленности затвердевания затрудняется в связи с высокими скоростями кристаллизации, поэтому конструкция отливки должна быть такой, чтобы металл затвердел по всем ее сечениям одновременно. Этому требованию удовлетворяет равновесная конструкция с минимально возможной толщиной стенки, зависящей от площади внешней поверхности отливки.
Сущность литья в кокиль состоит в том, что жидкий металл подается в металлическую форму, называемую кокилем, под действием гравитационных сил. Преимуществами этого способа литья по сравнению с литьем в песчаные формы являются повышенные (на 10—20%) механические свойства сплавов, более низкая (на 15— 20%) себестоимость процесса, меньшая (в 1,5—2 раза) трудоемкость механической обработки отливок, а также более высокая производительность труда. Недостаток — высокая трудоемкость изготовления металлических форм и стержней.
Литье по выплавляемым моделям — это способ производства отливок в неразъемных формах, обожженных при высокой (при 950— 1200°С) температуре, полученных по разовым воскообразным выплавляемым моделям. Используя технологические возможности способа (отсутствие или малые припуски на механическую обработку, сложность формы и др.), получают большую номенклатуру сложных и высоконагруженных деталей из химически стойких, ’кароупорных и жаропрочных сплавов с высокой точностью размеров и малой шероховатостью для различных летательных аппаратов. Преимущества литья по выплавляемым моделям в большей степени проявляются при изготовлении деталей ЖРД из труднообрабатываемых высокопрочных сталей и жаропрочных сплавов. В Промышленности известно множество модельных составов для изготовления разовых моделей. Из них для изготовления ответственных отливок наиболее часто применяются следующие: КПЦ 50:30:20" (канифоль — полистирол — церезин); ПС 50:50 (парафин — стеарин). В настоящее время в основном используется масса на
69
основе карбомида (мочевины) марки А. Материалы для изготовления керамических оболочек подразделяются на огнеупорную основу, связующие, растворители и специальные присадки. В качестве огнеупорной основы керамики применяются следующие пылевид. ные и зернистые материалы: кварц, алюмосиликаты, двуокись или силикат циркония, магнезит. Связующим материалом является этилсиликат, а для неответственных по точности и качеству поверхности отливок — жидкое стекло. Растворителями связующего являются этиловый спирт, ацетон, эфироальдегидная фракция и их заменители. В качестве присадки используется термореактивная смола или борная кислота. Для улучшения качества необрабатываемых поверхностей деталей при изготовлении оболочек применяются более термостойкие по сравнению с кварцевым песком материалы — электрокорунд или плавленый кварц. Применение этих материалов позволяет при изготовлении мелких и средних отливок отказаться от помещения оболочковой формы в наполнительную смесь, в результате чего уменьшается или полностью исключается засор их керамикой и лучше регулируется процесс затвердевания металла.
Плавка металла производится в вакуумных индукционных установках, что снижает его загрязненность неметаллическими включениями, газами и окисными пленками и улучшает механические характеристики отливок.
Механические характеристики литых деталей. Они определяются условиями работы (например, статическими, знакопеременными нагрузками). При статических испытаниях прочность деталей, полученных литьем в кокиль, выше прочности деталей, отлитых в песчаные формы. Однако пластичность металла при литье в кокиль часто падает, если не удается модифицировать его структуру. Усталостная прочность литых деталей, например из сплава АЛ9, при литье в песчаные формы выше усталостной прочности деталей, отлитых в кокиль.
Точность литых деталей повышается с увеличением прочности форм (керамических, металлических) и с повышением точности модельной и литейной оснастки.
Конструирование литых деталей. Технологичность конструкции литой детали оценивают, начиная с формирования отливок при затвердевании. При этом качество литой детали определяется: направленным затвердеванием; объемным, или одновременным, затвердеванием; комбинированным затвердеванием. Направленное затвердевание применяется для литых деталей ответственного назна-70
чения, имеющих массивные узлы и стенки небольшой протяженности. Для получения направленного затвердевания необходимо при конструировании детали оформлять уклоны в направлении затвердевания, обеспечивать возможность установки питающих прибылей на бобышки и стенки, установки холодильников (рис. 4.18). В результате этого гарантируется отсутствие усадочных дефектов, свя-
Рис. 4.18. Применение принципа направленного затвердевания
занных с компенсацией объемной усадки металла, и высокое качество литой детали. Одновременное затвердевание применяется там, где не удается осуществить направленное затвердевание, например в случае тонкостенных литых деталей со стенками большой протяженности. Качество отливок определяется толщиной стенки и ее равномерностью (рис. 4.19), а также технологией литья, обеспечивающей однородное температурное поле отливки. Комбинированное затвердевание реализуется в направленном затвердевании массивных узлов и прилегающих к ним стенок и в одновременном затвердевании удаленных тонких частей.
Поверхность разъема модели или формы определяется технологом совместно с конструктором. Одновременно намечаются базовые по-аерхностц для механической обработки, оси и
Рис. 4.19. Конструкция стенки, выполненная с соблюдением принципа одновременного затвердевания
71
базы для разметки. Определяется положение отливки при заливке формы металлом.
Поверхность разъема выбирается из условий: оформления минимального количества стержней; расположения базовой поверхности в одной части формы; обеспечения питания усадки наиболее нагруженных и массивных частей детали; обеспечения возможности спокойного заполнения полости формы металлом, без срывов потоков и гидравлических ударов; исключения применения отъемных частей в модельной оснастке, стержневых ящиках и пресс-формах; получения максимальной точности наиболее важных узлов и размеров детали; обеспечения удобного извлечения модели и отливки из формы; удобства доступа в полость формы для осмотра, очистки, окраски или смазки.
При выборе поверхности разъема должна учитываться «формуемость» литой детали. Контроль формуемости литой детали осуществляют методом «параллельных лучей» в направлении, перпендикулярном плоскости разъема формы или стержневого ящика (рис. 4.20).
Появление теневых участков в отдельных местах контура свидетельствует о несовершенстве конструкции. Положение ребер долж-
Те^нопогично
Нетеинологи. чно
Рнс. 4.20. Контроль формуемости литых деталей методом «параллельных лучей»
72
но быть параллельно или перпендикулярно линии разъема (рис. 4.21). Бобышки и приливы в деталях с внутренними полостями следует располагать на внутренней стороне стенок. В литой детали не должно быть узких пазов и выемок.
Нетехнологично
Технологично
Рис. 4.21. Ребра жесткости на фланцах
Необходимо, чтобы наиболее ответственные части отливок, к точности, плотности и шероховатости поверхности которых предъявляются повышенные требования, располагались в нижней части формы, так как при заполнении формы шлаки скапливаются на верхних поверхностях. Для обрабатываемых поверхностей, расположенных в верхней части формы, должны быть предусмотрены увеличенные припуски.
На выбор толщины стенок, кроме конструктивных факторов, влияют габаритные размеры и конфигурация отливки, технологические свойства сплава, способ литья и т.д. При выборе толщины стенок литых деталей, получаемых при направленном затвердевании, учитываются два условия: получение оптимальной структуры и высоких механических свойств благодаря ограничению максимальной толщины стенок; обеспечение конструктивных уклонов в направлении питания усадки стенки и узла.
При литье в песчаные формы алюминиевых сплавов типа силумин (АЛ4, АЛ5) толщина стенок не должна быть более 10—15 мм. Увеличение толщины стенок с 15 до 60 мм приводит к ухудшению механических свойств на 30—80%. Величина уклонов колеблется в пределах 10—50%, Питание отливки обычно осуществляется сверху вниз. Правильность конструкции проверяется методом «вписанных» окружностей. Вписанная в любое сечение детали окружность должна свободно проходить по любым вышележащим сечениям в направлении кристаллизации.
При максимальной толщине стенок ухудшается микроструктура при неполном питании объемной усадки. Рекомендуемая толщина стенок ’ литых деталей 5—7 • ММ отвечает условиям получения наибольших значений статических характеристики механических
73
свойств и высоких значений выносливости. Толщина, внутренних стенок, затвердевающих медленнее, должна быть на 15—30% меньше толщины наружных.
В табл. 4.1 приведена минимальная рекомендуемая Толщина стенок литых деталей.
Таблица 4.1 Минимальная толщина стенок литых деталей
Материал Способ литья Толщина стенок при максимальных размерах отливок, мм
до ,100 101-250 251-400 401- 1000
Алюми-ниевые сплавы В песчаные формы 2,0 2,5 3,0 4,0
В кокиль 3,0 3,5 4,0 5,0
Под давлением 1,0 .1,5 2,0 —
Титано-вые сплавы В оболочковые формы 1,5 2,0 2,5 3,5
По выплавляемым моделям. , 2,0 2,5 3,0 3,5
По выплавляемым моделям 2,0 2,5-3,0 — 3,5-4,0
В оболочковые графитовые формы , 2,0 2,5—3,0 — 3,5-4,0
В кокиль 3,0 3,5-4,0 — 4,5-5,0
Углеродистая сталь По выплавляемым моделям 1,5 С2,0 —= 3,0
Классы точности на размеры литых деталей назначаются для деталей из легких цветных сплавов — по ОСТ 1.41154-72; из титановых сплавов — по приложению к ОСТ 1.41154-72; из жаропрочных сталей и сплавов — по ОСТ 1.41154-72 (извещения об изменении 1.4176-77, срок введения с 1.8.1978 г.); из конструктивных и нержавеющих сталей — по ГОСТ 2009-55.
Предельные отклонения каждого класса определяются по ОСТ 1.41154-72 в зависимости от максимального габаритного размера детали. На рабочих чертежах, кроме обычных требований, указываются: группа контроля деталей; предельные отклонения размеров; требования к качеству литой поверхности в состоянии поставки;
74
йеста вырезки образцов для механических испытаний; литейные уклоны; места рентгеновского просвечивания; указания о маркировании и клеймении. Последовательность операций получения по выплавляемой модели литейной формы приведена на рис. 4.22.
Рис. 4.22. Последовательность операций изготовления отливок по выплавляемым Моделям в оболочках, упакованных в наполнительной смеси:
I — собранный модельно-литниковый блок;
II — модельио-литниковый блок после нанесения на него суспензии, сушки покрытия, выплавления модели из оболочковой формы и прокаливания;
III — оболочковая форма, упакованная в наполнительной смеси;
IV — заливка жидким металлом горячей формы, прошедшей операцию прокаливания; V — готовый блок отливок после выбивки и очистки керамики
75
Часть II. МЕТОДЫ ОБРАБОТКИ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ
Глава 5. Механические методы
5.1. Инструментальные материалы, применяемые при обработке деталей ЖРД
Быстрорежущие стали. Применяемые быстрорежущие стали делятся на три группы: нормальной, повышенной и высокой производительности.
Стали нормальной производительности характеризуются пониженной (615—620°С) теплостойкостью. К ним относятся: вольфрамовые (Р9, Р12, Р18), вольфрамомолибденовые (Р6М5, Р6МЗ, Р8МЗ), безвольфрамовые (9Х6МЗФЗАГСТ, 9ХЗМЗФ2АГСТ и др.) стали. Их применяют в основном при обработке цветных сплавов, чугунов, углеродистых и легированных сталей (I—IV групп) при скоростях резания до 35—40 м/мин. Сталь Р6М5 в основном вытеснила стали Р9, Р12 и Р18 и нашла применение также при обработке теплоустойчивых и коррозионно-стойких сталей (VII—VIII групп). Безфольфрамовые стали по своим режущим свойствам соответствуют стали Р6М5, Что и предопределяет .область ихприме-нения. ' С
Стали повышенной производительности дополнительно легированы кобальтом и ванадием. К ним относятся стали с теплостойкостью 624—640°С: вольфрамокобальтовые (Р9К5, Р9К10 и др.); вольфрамованадиевые (Р9Ф5, Р12ФЗ, Р14Ф4, Р18Ф2 и др.); воль-фрамомолибденовые с кобальтом и ванадием (Р6М5К5, Р0М44К8, Р6М5ФЗ, Р6М5Ф2К8); вольфрамомолибденовые с кобальтом (Р10Ф5К5, Р12Ф4К5, Р18К5Ф2); вольфрамомолибденовые с кобальтом и молибденом (Р12ФЗК10МЗ, Р12Ф2К5МЗ, Р18Ф2К8М и др.). Эти стали применяют для обработки коррозионно-стойких (VIII группа), жаростойких и жаропрочных деформируемых сталей и сплавов (IX—XIII группы) и высокопрочных (XIV группа) сталей.
Стали высокой производительности характеризуются высокой теплостойкостью (700—725°С) и вторичной твердостью после закалки и отпуска HRC3 69—70. К ним относятся стали В11М7К23, В224М12К23, В18К25Х4 и др. Инструменты из этих сталей имеют
76
вйСокую стойкость (в 30 раз выше по сравнению с инструментами й3 СТ.Р18 и в 10 раз выше по сравнению с инструментами из кобальта) при повышенных режимах резания жаропрочных и титановых сплавов.
Порошковые быстрорежущие стали (Р6М5К5-МП, Р9М4К8-МП, Р6М5К8Ф2-МП и др.) имеют карбидную неоднородность по 1-му— 2-му баллу. Они характеризуются; повышенной шлифуемостью и пластичностью при холодной и горячей деформации, обладают повышенной (на 500—700 МПа) прочностью при изгибе и в 1,5—2,5 раза более высокой стойкостью по сравнению с быстрорежущими сталями аналогичного состава обычного производства. Стали Р9М4К8-МП и Р10М6К8-МП обладают повышенной красностойкостью, хорошо шлифуются. Они предназначены для обработки материалов с твердостью HRC3 38—42 и нашли применение в инструментах для станков с ЧПУ. Стали Р6М5ФЗ-МП, Р6М5К5-МП, Р6М5Ф2К8-МП и 13Р6М5ФЗ-МП при обработке труднообрабатываемых материалов обеспечивают по сравнению со сталями обычного производства аналогичного состава повышение стойкости в 4 раза, хорошо шлифуются.
Твердые сплавы. Существуют три основные группьъ твердых сплавов, различающиеся составом их карбидной основы, физикомеханическими и эксплуатационными свойствами: вольфрамовая (ВК), титановольфрамовая (ТК) и титанотанталовольфрамовая (ТТК).
Сплавы группы ВК при одинаковом химическом составе различаются размерами зерен карбидных составляющих. Твердые сплавы с размером зерен 3—5 мкм имеют крупнозернистую структуру (ВКЗ, ВК4, ВК4В, ВК6, ВК8, ВК10, ВК20), 0,5-1,5 мкм - мелкозернистую (ВКЗМ, ВК6М, ВК10М). Сплавы, имеющие 70% зерен размером менее 1 мкм, называют особомелкозернистыми (ВК60М, ВК100М). С увеличением процентного содержания кобальта растет предел прочности на изгиб, что определяет высокую сопротивляемость этих сплавов ударным и циклическим нагрузкам, Но при этом снижаются твердость и температура, при которой наблюдается схватываемость с обрабатываемым материалом. С уменьшением размера зерна карбидов снижается прочность, но увеличивается износостойкость, что особенно заметно при обработке жаропрочных сплавов на никелевой основе. При обработке жаропрочных сталей и сплавов все большее применение находят твердые
77
сплавы с особомелкозернистой структурой, легированные карбида, ми хрома (ВК10ХСМ, ВК15Х0М).
Сплавы группы ТК (Т30К4, Т15К6, Т14К8.6 Т5к10, Т55К12) об. ладают большими, чем сплавы группы ВК, твердостью, теплостойкостью и износостойкостью, но меньшей прочностью. Кроме того из-за повышенной хрупкости они плохо выдерживают ударные g переменные нагрузки. Поэтому эти сплавы с меньшим содержанием карбидов титана целесообразно применять для черновой и по-лучистовой обработки, а с большим содержанием карбидов титана — для чистовой и получистовой обработки с повышенными скоростями резания.
Сплавы группы ТТК (ТТ7К12, ТТ8К6, ТТ10К8Б, ТТ20К9) по своим физико-механическим свойствам являются промежуточными между вольфрамовыми и титановольфрамовыми сплавами. Они имеют более высокую прочность и вязкость, чем сплавы группы ТК, но уступают им по твердости и теплостойкости. Благодаря высокой износостойкости и эксплуатационной прочности при воздействии ударных нагрузок и вибраций эти сплавы эффективны при черновой обработке сталей и сплавов.
Безвольфрамовые твердые сплавы (БВТС). Это сплавы на основе карбида (TiC) и карбонитрида (TiN) титана, сцементованных никелемолибденовой связкой (Ni + Мо). Сплавы отличаются повышенной жаростойкостью (до 1000°С) и низкой схватываемостью с обрабатываемыми материалами. Благодаря высокой плотности (р = 5500 *- 6400 кг/м ) этих сплавов при заточке режущего инструмента можно получить острую кромку, что особенно важно для инструмента, предназначенного для чистовой обработки. Повышенная жаростойкость, низкая схватываемость, отсутствие наростообра-зования позволяют применять инструменты из этих сплавов при чистовом и получистовом точении и фрезеровании. Сплавы БВТС обеспечивают меньшую шероховатость поверхности деталей по сравнению с твердыми сплавами, что дает возможность заменять шлифование точением и способствует повышению производительности труда в 2—2,5 раза. Износостойкость БВТС в 1,2—1,5 раза выше износостойкости сплавов группы ТК.
Минералокерамические материалы (ВЗ, ВО13, ВОК-60). Они делятся на два основных вида: оксидную белую керамику, содержащую до 99,7% окиси алюминия (А12О3), и черную оксидно-карбид-ную керамику с добавлением к окиси алюминия карбидов титана (А12О3 + TiC). На основе нитрида кремния S^Ni^ разработан но| 78 I
вый инструментальный материал силинит-Р, обеспечивающий стабильность физико-механических свойств и структуры при высоких температурах (Ткр = 1000 + 1200°С) резания. Используют его для чистового и получистового точения и фрезерования сталей, закаченных до HRCg 58-63.
Сверхтвердые материалы (СТМ — HV 6000-8000, 7’кр = = 1100-5-1300° С). Их получают: синтезом из гексагонального нитрида бора (эльбор-Р, композит 01) и больбора (композит 2); синтезом из вюртцитоподобной модификации нитрида бора (композит 10 и композит 09); спеканием из порошков кубического нитрида бора с легирующими добавками (композит 05). Применяют их в основном при обработке сталей, закаленных до НИСЭ более 45.
5.2. Обработка металлическим инструментом
К методам обработки металлическим инструментом относятся, все механические методы, основой которых является механическая сила и непосредственный контакт твердых тел. Они могут выполняться с удалением материала — снятием стружки (точение, сверление, фрезерование, протягивание и др.) и с перераспределением его — пластическим деформированием (обдувка дробью, обкатка шариками и роликами и др.).
Точение применяется для обработки наружных и внутренних поверхнрстей вращения, а также примыкающих к ним плоских поверхностей деталей типа валов, дисков и т.д. В процессе обработки заготовке придается вращательное движение, а инструменту — относительное продольное и поперечное перемещения. В ряде случаев одновременно с обработкой наружной поверхности вращения обрабатывают примыкающий к ней торец и сверлят отверстие. В зависимости от исходной заготовки (ее размеров, отношения диаметра к длине) применяются различные станки, чаще всего горизонтального исполнения, как универсальные токарно-центровые, так и специальные. Последние проектируются на базе универсальных и отличаются от них увеличенной высотой центров, уменьшенным или увеличенным межцентровым расстоянием, наличием вы-емки в станине и нескольких суппортов, оснащенностью копировальными устройствами, точностью обработки, скоростью резания, а также зажимными устройствами, приспособлениями и наладками Для обработки конкретной детали.
При сверлении глубоких отверстий и растачивании центральных ) отверстий полых валов и труб обычно применяют схему обработки
79
с вращением заготовки при неподвижном или вращающемся инет, рументе, подача обычно сообщается инструменту. В процессе То. карной обработки вязких материалов образуется сливная струнка которая в значительной степени влияет на процесс резания, сни-жает производительность процесса обработки и стойкость инстру. мента, ухудшает качество обработанных поверхностей, затрудняет многостаночное обслуживание и является источником повышенной опасности при работе на токарных станках, что и вызывает необходимость ее дробления на мелкие элементы или завивание в сщ. раль. Наибольшее влияние на процесс дробления или завивания стружки оказывает подача. С ее увеличением растет толщина стружки и уменьшается диаметр ее витков, что приводит к увеличению жесткости стружки и ее дроблению или завиванию. Увеличение глубины резания часто приводит к отрицательным результатам по стружкодроблению, так как это связано со снижением жесткости стружки в результате увеличения диаметров витков и более равномерной деформацией по ширине стружки.' Скорость резания существенно влияет на интенсивность стружкообразования в зоне скоростей 30—40 м/мин и ниже.
5.3. Обработка абразивным инструментом
Абразивная обработка основана на воздействии абразивных зе-рей на обрабатываемый материал. Установлено, что характер взаимодействия зерна с металлом зависит от отношения h/p, где h -глубина внедрения зерна в металл; р — радиус закругления режущей кромки. При царапании закаленной стали резание с образованием микростружек происходит при h/p > 0,3 э-0,5; при 0,3 > h/p > 0,02 происходит выдавливание металла по краям царапины без стружкообразования; при h/p < 0,02 происходит только упругая деформация с последующим восстановлением формы.
При абразивной обработке удаление материала осуществляется связанным (шлифование, хонингование, сверхтонкая отделка — суперфиниширование) и свободным (полирование, притирка, магнитно-абразивная обработка) абразивом.
Шлифование — обработка вращающимся инструментом (абразивным кругом), вращение которого является главным движением резания и осуществляется со скоростью 10—100 м/с. Шлифование обеспечивает 5-й—7-й квалитеты, 6-ю—10-ю степени точности формы детали и шероховатость Ra = 1,2-ь-0,1 мкм. При Шлифований условия обработки определяют следующие виды изнашивания аб
80
разивного круга: механическое истирание, сопровождающееся нагревом й являющееся причиной образования площадок износа на вершинах режущих кромок; хрупкое микроразрушение (поверхностное выкрашивание) режущих кромок зерен, приводящее к обра-’ зованию новых режущих кромок; хрупкое разрушение абразивных зерен на несколько частей; вырывание из связки целых абразивных зерен или их блоков.
Механическое истирание наблюдается в основном при режиме затупления круга, характерном для чистового шлифования. Под затуплением понимается образование площадок на поверхности абразивных зерен, приводящее к изменению профиля рабочей поверхности и уменьшению режущей способности абразивного инструмента.
Хрупкое микроразрушение наиболее характерно для режима самозатачивания. Самозатачивание — свойство абразивного круга длительно сохранять работоспособное состояние за счет непрерывного образования новых выступов и режущих кромок абразивных зерен.
Хрупкое разрушение абразивных зерен происходит из-за увеличения нагрузок на абразивные зерна в зоне контакта с обрабатываемым материалом.
Вырывание абразивных зерен- происходит в результате уменьшения твердости абразивного инструмента.
Преобладание третьего и особенно четвертого видов изнашивания нежелательно из-за значительного расхода абразивных инструментов.
Кроме изнашивания режущих кромок, при шлифовании наблюдается засаливание рабочей поверхности круга. Засаливание — это перенос на рабочую поверхность абразивного инструмента частиц шлама (отходов шлифования). При засаливании обрабатываемый материал налипает на абразивные зерна и заполняет пространство между ними. Засаливание и затупление рабочей поверхности круга снижают его шлифующие свойства. Для их восстановления применяют правку круга. Время работы абразивного инструмента между Двумя последовательными правками называют периодом стойкости. Критерием периода стойкости являются: точность размеров и формы; волнистость; шероховатость: структура и физико-механиче-ские свойства поверхностного слоя; составляющие силы резания; эффективная мощность шлифования; температура в зоне резания; амплитуда колебаний; уровень шума, связанного с колебаниями.
81
Возникающие . в процесс шлифования колебания можно разделить на два основных вида: вынужденные — передаваемые на станок через фундамент от другого работающего оборудования или возникающие на данном станке при работе зубчатых и клиноременных передач, гидросистем, электроприводов; автоколебания — са-мовозбуждащиеся при шлифовании, наиболее ярко проявляющиеся при шлифовании периферией круга, когда длина дуги контакта круга с заготовкой мала.
Выделяющаяся при шлифовании теплота слагается из теплоты: возникающей вследствие пластической деформации обрабатываемого материала в зоне стружкообразования; возникающей при трении абразивных зерен, связки и наполнителя абразивного круга об обрабатываемую поверхность. Мгновенная температура в зоне контакта круга с изделием доходит до температуры плавления обрабатываемого металла, а средняя температура может достигать 600— 800°С и превышать критические точки фазовых превращений, приводя к изменениям в структуре металла. Шлифование обеспечивает 5-й—7-й квалитеты, 6-ю—10-ю степени точности формы и шероховатость Ra = 1,2 +0,1 мкм.
Шлифование подразделяется на круглое и плоское. В зависимости от вида обрабатываемой поверхности различают круглое наружное и внутреннее шлифование, а в зависимости от способа установки (базирования) заготовки — шлифование в центрах, в патроне и бесцентровое. В связи с этим и станки подразделяются на универсальные круглошлифовалъные (ЗУ10А, ЗМ10ВФ2, ЗУ12Д, ЗУ132ВФ20, ЗУ142МВ, ЗУ153); круглошлифовалъные полуавтоматы (ЗМ152МВФ2, ЗМ152ВФ20, ЗМ163ВШФ20); торцекруглошли-фовальные полуавтоматы (ЗТ153ДФ2, ЗТ160ДПФ20); универсальные внутришлифовальные (ЗК225В, ЗК227В, ЗК228В, ЗК229В); бесцентровые круглошлифовалъные станки для наружного шлифования (ЗД180, ЗМ182А, ЗШ182, ЗА184, ЗМ184А, ЗМ184И, ЗШ184Д, ЗШ184И, ЗМ185, ЗМ185И, ЗШ185, СЛ501М, СЛ510, СЛ601); специальные внутришлифовальные бесцентровые станки (ЛЗ-242, ЛЗ-204, СШ-40, МС-4М, МС-6М, 6С60М, 348В1, СШ-22, 6С153М и др.); анодно-механические внутришлифовальные станки (СШ-53: СШ-60).
На рис. 5.1 приведены различные схемы круглого шлифования-
Большинство станков имеет механизмы широкого регулировй| ния режцмов шлифования и средства автоматизации рабочих двИ| 82 1
Рис. 5.1. Схемы круглого шлифования:
а я б — наружное с осевой подачей в центрах; в — наружное врезное в центрах; г — наружное угловое в патроне с поддержкой задним центром;
д — внутреннее с осевой подачей в патроне; е — внутреннее врезное в патроне; ж — наружное бесцентровое врезное; з — наружное бесцентровое сквозное;
и—внутреннее бесцентровое
83
жений стола и шлифовальной бабки. Предусмотрена возможность использования приборов активного контроля.
Выбор абразивных кругов. При обработке закаленных деталей из углеродистых, быстрорежущих, нержавеющих сталей, хромированных и нитрированных поверхностей, тонких деталей и инструментов, когда отвод тепла затруднен (штампов, зубьев шестерен, резьбового инструмента и т.д.), деталей с большой площадью контакта применяют абразивный инструмент из белого и хромистого электрокорунда. Для шлифования деталей из цементованных, закаленных, азотированных и высоколегированных сталей с низкой теплопроводностью и теплоемкостью применяют абразивные инструменты из монокорунда. Благодаря скалыванию в процессе шлифования мельчайших участков зерен монокорундовые круги обладают высокой режущей способностью. Благодаря остроте режущих кромок зерен снижается потребляемая мощность и нагрев обрабатываемых деталей.
Абразивные круги из карбида кремния применяются для обработки твердых высокохрупких материалов с низким сопротивлением разрыву (бронзовые и латунные отливки, твердые сплавы и др.), а также мягких и вязких материалов (латуни, меди, алюминия).
Алмазные, эльборовые и кубонитовые круги широко используют в машиностроении. Алмазными кругами эффективно обрабатывать твердые сплавы, трудноообрабатываемые стали, цветные металлы и сплавы, керамику, пластмассу и другие материалы. Эльборовые и кубанитовые круги успешно используют при шлифовании высоколегированных конструкционных, быстрорежущих, нержавеющих и жаропрочных сталей, а также труднообрабатываемых сплавов.
Зернистость выбирают следующим образом: при обдирочных операциях — 125—80; при плоском шлифовании торцом круга — 80—50; при предварительном, чистовом и отделочном шлифовании — 40—25, 25—16 и 12—6 (6—4) соответственно.
‘ Связки абразивных инструментов выбираются в зависимости от вида обработки: керамические (КО, К1, КЗ и т.д.) связки — для всех видов шлифования, кроме обдирки, разрезки и прорезки узких пазов; бакелитовая (Б, Б1, Б и т.д.) — для плоского шлифования торцом круга, обдирочных работ, отрезки и прорезки пазов, отделочного шлифования мелкозернистыми абразивными инструментами, хонингования и резьбошлифования; вулканитовая (В, Bl, В2 и т.д.) — для отрезки, прорезки и шлифования пазов: фасонного и отделочного шлифования, бесцентрового шлифования
84
I рдущие круги), полирования гибкими кругами; глифталевая е графитовым наполнителем (ГФ) — для окончательного полирова-
Твердость абразивных инструментов. Степень твердости абразивного круга характеризует прочность удержания зерна в теле круга. Твердость выбирают следующим образом. Для обработки твердых материалов применяют мягкие и средгнемягкие абразивные инструменты, а для материалов невысокой твердости — более твердые; исключение составляют медь, алюминий, свинец, нержавеющая и жаропрочная сталь, которые обрабатывают мягким инструментом. Мягкие круги также применяются при шлифовании с увеличенной
площадью контакта между кругом и деталью, с повышением окружной скорости круга, при шлифовании без охлаждения, с уменьшением размеров абразивных зерен. Твердые круги применя-. ются при шлифовании прерывистых поверхностей, при шлифовании с охлаждением, с увеличением размеров абразивных зерен, при применении инструмента на бакелитовой связке.
При шлифовании сталей и сплавов необходимо применять круги из белого электрокорупда, который имеет более высокую режущую способность (на 30—40%), чем электрокорунд.
При чистовом шлифовании материалов целесообразно использовать круги из монокорунда, обеспечивающие стойкость в, 1,5—2,0 раза выше, чем круги из белого электрокорунда. При шлифовании титановых сплавов необходимо применять круги из зеленого карбида кремния, обладающие повышенной теплоустойчивостью и способные выдерживать температуры до 2050°С. При шлифовании деталей из труднообрабатываемых сталей целесообразно применять среднемягкие круги (СМ1—СМ2), а деталей из титановых сплавов и сплавов на основе никеля — мягкие круги (М2—М3) на керами-, ческой связке.
Круги на керамической связке работают в сочетании с любыми сож, у кругов на бакелитовой связке прочность снижается под Действием содовых растворов, а у кругов на вулканитовой связке — ПоД действием керосина. В табл. 5.1 приведены характеристики абразивных кругов для шлифования различных материалов.
При шлифовании скорость резания определяется частотой вращения абразивного круга v , так как она во много раз превышает частоту вращения или линейного перемещения обрабатываемой Детали. Скорость резания зависит от требований к качеству обработанной поверхности и стойкости круга, которая возрастает с уве-
85
86
дНчением скорости круга, особенно при и к = 40 50 м/с. Для исключения прижогов на обработанной поверхности рекомендуется работать с максимально возможной частотой вращения детали. Для достижения большей производительности ойерацию шлифования необходимо разбивать- на два перехода: предварительный (съем 75—80% припуска) и чистовой (съем 20—25% припуска). Число рабочих ходов зависит от снимаемого припуска. Число ходов при «выхаживании» зависит от жесткости технологической системы и технических требований, предъявляемых к обработанной поверхно
сти.
Для наружного круглого шлифования в центрах без подрезки торца применяют круги диаметром 250—1100 мм типа ПП (прямоугольного профиля), а с подрезкой торца — круги типа ПВ (с выточкой); при одновременной обработке по диаметру и буртика — круги типа ПВК (с конической выточкой), а по диаметру и подрезке выступов с двух сторон — круги типа ПВДК (с двусторонней конической выточкой). В зависимости от длины обрабатываемой цилиндрической поверхности детали осуществляют с продольными подачами напроход или методом врезания.
Врезное шлифование применяют при достаточной жесткости детали и небольшой длине обрабатываемой поверхности при ширине круга, не превышающей длину обрабатываемой поверхности. Для устранения возникающих при шлифовании прижогов необходимо увеличивать окружную скорость детали и использовать более мягкие круги с обильным охлаждением.
Для внутреннего шлифования применяют круги (®к = (0,6-5-0,8) D д) типа ПП диаметром 5—150 мм и высотой 13—20 мм, -а для шлифования с одновременной обработкой торца ~ типа ПВ диаметром 10—150 мм. При шлифовании отверстий с‘ продольными подачами круг не должен выходить из отверстия р °бе стороны больше чем на половину его толщины, так как в противном случае диаметр отверстия по концам увеличивается. Для Устранения прижогов необходимо уменьшать радиальную подачу или использовать круг меньшей твердости.
Плоское шлифование характеризуется наличием продольной (прямолинейной или круговой) подачи — скорости детали (м/мин ИЛи мм/мин) и поперечной подачи (мм/ход или мм/дв. ход). Шлифование выполняют периферией или торцом круга на станках с прямоугольным и круглым, столом. Станки, работающие периферией круга, отличаются универсальностью, поэтому их применяют
87
в средне- и мелкосерийном производствах. При этом достигаются, высокая размерная точность (5-й—6-й квалитеты); отклонение плоскостности 3—5 мкм на длине 500 мм; шероховатость поверхно. сти Ra = 0,l-?-0,3 мкм. Плоскошлифовальные станки с круговый движением подачи применяются для обработки деталей небольщ^ размеров в серийном и массовом производстве.
Шлифование торцом круга является более производительным чем шлифование периферией круга, так как в резании одновре. менно участвует большее число режущих зерен. Однако увеличение площади контакта круга с заготовкой вызывает рост силы ре. зания и интенсивное тепловыделение, что может явиться причиной деформации заготовки, возникновения прижогов и трещин на обработанной поверхности. Поэтому для получения высокой точности (в особенности при шлифовании маложестких и тонких заготовок), когда необходимо избежать деформации и образования прижогов, не рекомендуется использовать шлифование торцом круга.
Плоское шлифование осуществляется на универсальных плоско-шлифовальных станках с прямоугольным столом и горизонтальным шпинделем (ЗЕ710В-1, 3701, ЗЕ710А, ЗЭ70ВФЗ, ЗБ70В, ЗЕ711В-1, ЗЕ711ВФЗ-1: ЗГ71, ЗГ71М, ЗЕ711В, ЗЕ711ВФ1, 3711, ЗЕ711ВФ1, ЗЕ711ИВ, ЗЕ711Б,, ЗЕ721ВФ1-1, ЗЕ721АФ1-1, ЗЕ721ВФЗ-1, ЗЕ721В-1, ЗБ721, ЗБ722, ЗД722, ЗБ724, ЗД725) и с вертикальным шпинделем (3731, ЗЭ731, ЗБ732, 3A732: ЗД732, ЗД733).
Плоскошлифовальные полуавтоматы непрерывного действия с круглым столом (3772Б, 3772В) предназначены для последовательного чернового и чистового шлифования плоскостей различны? деталей за один проход. Полуавтомат 3772Б выполнен с электромагнитным столом, а на станке 3772В установка деталей осуществляется в приспособлениях с механическим креплением. Станка 3772Б и 3772В заменяются станками ЗП772-2 и ЗП772М-2.
Бесцентровое шлифование осуществляют двумя методами: шлифованием напроход гладких цилиндрических деталей при непрерывной подаче их между кругами (метод продольных подач); врезным шлифованием деталей, имеющих различную форму — Ц0’ - линдрическую, коническую и др. Детали устанавливают меЖДУ кругами так, чтобы шлифование осуществлялось ’по всей длине. Для шлифования применяют круги типа ПП диаметром 250—270 мм> шириной 40—250 мм и более на керамической связке, а в качесТ' ве ведущих — круги типа ПП диаметром 200—350 мм и шириной 40—200 мм на вулканитовой или бакелитовой связках. При враЩв' 88
нии заготовки от ведущего круга ее скорость (круговую подачу) определяют по формуле v в = л D в п в т|/(1000 cos а), где D п — диаметр ведущего круга, мм; п в — частота вращения ведущего круга, 1 " _ 1
мин (об/мин); т| — коэффициент, учитывающий проскальзывание в контакте ведущего круга с заготовкой; а — угол наклона оси ведущего круга или направляющей линейки к оси детали, обычно а = 2-г-6°. Скорость продольного перемещения (мм/мин) заготовки S3 определяют по формуле S 3 = л D н п в Т) sin а.
5.4. Отделочная обработка
Высокой точности и низкой шероховатости поверхности можно достичь отделочной обработкой: лезвийной обработкой с удалением материала (тонкое точение и шевингование) и пластическим деформированием (выглаживание и виброобкатывание); абразивноалмазным инструментом с закрепленными зернами (тонкое сверхчистовое шлифование, хонингование, сверхтонкая отделка — суперфиниширование) и свободными зернами (притирание-доводка, полирование, магнитно-абразивная обработка).
5.4.1. Обработка лезвийным инструментом
Тонкое точение характеризуется малым припуском на обработку (0,1—0,5 мм), глубиной резания (0,05—0,03 мм) и подачей (0,02— 0,12 мм/об), но высокой скоростью резания (120—1000 м/мин). В качестве режущего инструмента при обработке сталей и цветных сплавов применяются резцы с пластинками из твердых сплавов Т15К6, Т30К4, ВК8 и др., а при обработке бронзы и алюминиевых сплавов — алмазные резцы. В результате обработки достигается: точность по диаметру до 5 кв., при отклонении геометрической формы не более 0,003—0,005 мм; шероховатость поверхности до Ва ~ 0,16 мкм (табл. 5.2). Для обработки применяются токарно-вин-торезные станки особо высокой (1В616, 16ТОЗА, 16ТО4А) и повышенной (16ТОЗП, 16ТО4П) точности.
Шевингование — метод отделочной обработки профиля зубьев прямозубых и косозубых шестерен наружного зацепления. Оно производится взаимной обкаткой дискового шевера и шестерни При скрещивающихся (под углом 10—16°) осях. При этом возникает продольное скольжение зубьев шевера относительно поверхности 3Убьев обрабатываемой шестерни. В результате давления, создаваемого радиальной подачей шестерни, происходит срезание режущи-
89
$
Таблица 5.2
Режимы резания, точность и шероховатость поверхности при чистовом и тонком точении инструментом из кубического нитрида бора Шероховатость На, мкм 1 1,25-0,63 С© ©* I СЧ го ©“ 1 ! 1,25-0,63 । * * 0,32-0,16 г 1 1,25-0,63 L _ . 0,63-0,32 1,25-0,63 1 : 1,25-0,32 | Примечания: 1. При использовании резцов, оснащенных композитом 10, возможна обработка прерывистых поверхностей (точение с ударом). , 2. Композит 01 — эльбор-Р; композит 05 — композит 10 — гексаит-Р. * . . ——-——
Квалитет ГОСТ ' 25347-82 1 -' - 1 _ . 1 1 7-8 1 L - ! СЕ> 1 Л ' со д 5—6 [ 7—8 । _ ' 5 8 1 5-8 । 5-8
Режимы резания 1 | Глубина, | мм L 0,2-0,6 | 1 сч о ! л о o' 0,5-1,0 СО © 1 ©* 1 0,5-2,0 0,1-0,5 0,2-0,1 0,32-1,625
Подача, мм/об 0,04-0,08 0,02-0,04 1 0,04-0,1 1 0,02-0,06 0,04-0,1 1 | 0,02—0,06 L_ 0,04-0,1 t J I 0,04—0,12 1
Скорость, м/мин 1 80-160 120-180 1 80-120 1 120-180 1 1 120-200 200-300 , 1 400-500 । L 300-500 L—
| Марка j j композита i © 1 01 so ос 10 Stt © S ©
1 Вид обработки 1 Чистовая Тонкая 1 Чистовая L ! Тонкая 1 - Чистовая ; Тонкая Чистовая । Чистовая : ;
Обрабатываемый материал ’ 1 । Сталь закаленная (НВСэ66-68) i „ : 1 г Сталь закаленная (HRC^l Л-61,5) Сталь без термообработки 3 Серый чугун (200НВ) Высокопрочный чугун I
90
0 кромками аубьев шевера тонкого слоя металла с поверхности зубьев шестерни. Перемещения детали относительно шевера обеспечивают обработку зубьев по всей длине. Шевер совершает принудительное вращение с частотой до 400 мин-1. Продольная подана стола 0,1—0,7 мм на оборот детали, а поперечная (радиальная) 0 02—0,04 мм на ход стола. Припуск на обработку 0,03—0,05 мм на сторону. Исправляется погрешность геометрической формы по шагу (10—12 мкм до обработки и 6—8 мкм после) и по профилю (12—15 мкм до обработки и 5—10 мкм после). Шероховатость поверхности после обработки Ra = 0,20 0,05 мкм.
Выглаживание — отделочно-уп-рочняющая обработка деталей методом поверхностного пластического деформирования сверхтвердыми материалами или кристаллами алмаза. Выполняется в условиях трения качения (рис. 5.2, а и 6) и трения скольжения (рис. 5.2, в).
Цель выглаживания: повышение точности обработки и уменьшение
шероховатости поверхности - ка- Рис. 5.2. Схемы выглаживания либровка; уменьшение шероховато-
сти поверхности — отделка; увеличение твердости поверхностного слоя.— упрочнение. Металлический инструмент изготавливают из сталей Х12, Х12М, ХВГ, 5ХНМ, ШХ15, У10, У12 с твердостью рабочих поверхностей HRC359-63. Для повышения износостойкости на рабочие поверхности инструмента рекрмендуется наплавлять твердый сплав или наносить тончайшие (3—6 мкм) слои карбидов или нитридов титана, молибдена, хрома и других металлов на установках типа «Булат», «Пуск» и др.
Алмазным инструментом можно выглаживать детали из всех пластичных металлов и сплавов практически любой твердости, ис
ключая сплавы на основе титана. При выглаживании титановых сплавов может происходить налипание обрабатываемого металла на Рабочую поверхность инструмента, что является причиной задиров 11 других дефектов обработки. Сущность алмазного выглаживания заключается в пластическом деформировании поверхностного слоя Металла инструментом, рабочей частью которого является кристалл алмаза размером 0,4—0,8 карата, ограниченный поверхностью сфе-Ры или цилиндра с радиусом 1—3 мм (Ra = 0,04 ч-0,02 мкм). Вы
91
сокая эффективность алмазного выглаживания достигается при об-работке высокопрочных и закаленных сталей твердостью HRC 60-65 1 (марок 40Х, ШХ15, Р18, 12ХНЗА, 18ХГТ, 38ХМЮА, 07X16R6, 12Х2НВФА, 18Х2Н4ВА, 14Х17Н2 и др.), конструкционных сталей как в состоянии поставки, так и после термической обработки (ма-рок 15, 20: 30, 40X13, 12Х18Н9Т, 12Х18Н10Т, 12Х221Н5Т), цвет-них металлов и сплавов (АК6, Д1Т, БрАЖ9-4Л) и других матери-алов. Исходная шероховатость поверхности определяет эффективность процесса. Для незакаленных сталей, цветных металлов и сплавов она должна быть Ва = 2,5 мкм, а для закаленных Ra = 0,32 -5- 0,63 мкм. Режим алмазного выглаживания 5 - 0,05 -г- 0,07 мм/об; р= 100-5- 200 м/мин; и = 40-5-50; смазка — машинное масло; получаемая шероховатость поверхности Ra = 0,16-г-0,02 мкм. В процессе алмазного выглаживания изменяется микроструктура поверхностного слоя, появляется наклеп и сжимающие остаточные напряжения а еж = 8 10 2 -ь 1 10 3 МПа. Основная причина возникновения сжимающих остаточных напряжений в поверхностном слое — неравномерная деформация этого слоя, связанная с увеличением удельного объема деформированного металла. Установлено, что при алмазном выглаживании поверхностный слой металла приобретает более мелкозернистую структуру и кристаллы вытягиваются в направлении деформации. При обработке сталей могут происходить фазовые изменения с распадом остаточного аустенита и превращением его в мартенсит. В табл. 5.3 приведено изменение микротвердости от усилия выглаживания.
Путем алмазного выглаживания может быть повышена усталостная прочность металлопокрытий без их отслаивания. В процессе выглаживания поверхностный слой упрочняется на 12—45% и снижается его пористость, а также уменьшается на два класса шероховатость и снижается волнистость. В табл. 5.4 приведены оптимальные режимы алмазного выглаживания покрытий при « = 0,02-^0,05 мм/об.
На основании обобщения опыта внедрения выглаживания природными алмазами в табл. 5.5 даны рекомендации по обработке наиболее распространенных материалов.
Алмазный выглаживающий инструмент представляет собой державку из стали 12ХНЗА или 40Х и закрепленного в ней с помощью серебряного припоя ПСр-40 (или ПСр-50Кд) кристалла алмаза. Применяемые припои обладают высокими механическими свойствами и имеют низкую температуру плавления (600—650“С)л| 92
Изменение микротвердости обрабатываемых материалов от усилия выглаживании
Увеличение 1 1 микротвердости, % 30 17 ' © СО [> сч со со сч гч СМ СО СЧ СО *-* S£ 34 СП Ч-t СЧ © СО 00 ЧГ •чг со сч ч—t ©
Усилие выглаживания, Н SF 1Л ч—। ч-t О О ч- N п 2 23 Ч-* СЧ 1 22 s : i 5 io ч—t 1 12
। Исходная твердость HRC 56 НВ 190 ННС 57-58 ННС 19-22 ' 1 1 ННС 60-62 ННС 54 НВ 200 1 НВ 350 НВ 180 i ! I „ - ~ . J НВ 180 ] НВ 140
Обрабатываемый материал Сталь 45 25ХГМ 35Х j 1ПХ15 2Е°! | 12Х18Н9Т Г 36НХТЮ (ЭИ702) Латунь Л62 В95-Т1 | Д16Т '
93
Таблица 5.4
Рекомендуемые режимы алмазного выглаживания
Покрытие Микротвердость, кгс/мм2 Усилие выглаживания, Н Радиус сферы алмаза, мм
Кадмиевое 40 , 3-5 3,5
Серебряное 100 12-18 2,5-3,5 Ж
Никелевое 230-300 12-18 2,5-3,5 Я
Хромовое 1000 12-14 1,2-1,8
Повышенная чувствительность алмазов к вибрациям и ударным нагрузкам требует применения специальных станков, которые должны иметь: до 2500—6000 об/миц шпинделя с бесступенчатым регулированием; раздельный привод вращения шпинделя и продольной подачи; плавную рабочую подачу с бесступенчатым регулированием с ценой деления лимба 0,005—0,01 мм/об; достаточную жесткость и виброустойчивость; осевое и радиальное биение шпинделей 0,008—0,01 мм; подачу СОЖ; жесткие приспособления для крепления выглаживающих державок. Операции выглаживания могут выполняться на следующих станках: токарных (мод. 1600В, 1Э610М, СТ-125В, СТ-125ВМ); токарно-винторезных (мод. 1603В, ТВ125В, 1К62Т, 1В616); токарных автоматах (мод. ПОЗА, 1Б10В, 161В, 11125); алмазно-расточных мод. 2708; координатно-расточных (Мод. 2А435, 2А445, 2Б420, 2В430); сверлильных мод. МН-ЗВ.
При дорновании отверстий в поверхностном слое создается сложное напряженное состояние под влиянием нормального давле-ния дорна и сил трения. Причем деформация происходит как пластическая, так и упругая, поэтому диаметр дорна должен быть больше диаметра обработанного отверстия. Дорнование значительно производительнее существующих методов отделочной обработки, так как операция выполняется обычно за один проход при скоро-сти 1 — 10 м/мин.
Возможности выглаживания: h = 0,0,005—0,008 мм; погрей" ность формы — некруглость, овальность, конусность — 1,0—6,0’ 0,5—4,0 0,8—14 мкм до обработки и 0,4—2,0, 0,3—2,0, 0,5—8,0 мк*1 после обработки соответственно; шероховатость поверхности Ва = 0,1 мкм до и Ва = 0,025 мкм после алмазного выглаживаний-
94
Рекомендуемые режимы алмазного выглаживания
Окончание табл. 5.5
©.
00 eq *< 1,2 1Л ч—t 2,0 eq eq* 1 eq 3,0 3,0 СО 3,5 3,5
г- 100-120 100-120 о eq 1 о о 100-120 94 100-120 30-90 50 loo 25-185 1 1
<0 © ,02 ©. ©. ,02 ,03 ,05 .05 ,03 ,05 ,05 ,05
©‘ О © © © © © © © О © ©
If
1Л
1Л СО ю ч—t 1Л ч—t © eq 00 7 00 00 eq О.. 4“t"
<0 ,32 © © © ,32 © ,08 © и) 32 cq СО
©‘ О ©* © ©“ '© ©* © ©* © © ©
со 0,63 1,25 0,63 0,63 0,16 1,25 71,25 0,63 0,63 0,63 2,5 eq
сч HRC 62-64 НВ 200 HRC 61 HRC 62 HRC 65-66 НВ, 350 НВ 280 1 1 НВ 182 НВ 168 НВ 238
Р18 । i 12Х18Н9Т 1 ~ 12ХНЗА 18ХГТ 38HMIOA 36НХТЮ 13Х11Н2В2МФ АК6 Д1Т | В95-Т1 ЛС59-1 БрАЖЭ
96
Виброобкатывание применяется дЛя обеспечения регулярного микрорельефа. В основу метода положен процесс холодного пластического деформирования, отличающийся от известной схемы обкатывания тем, что инструменту (шару или алмазному сферическому наконечнику), помимо движения подачи, сообщается дополнительное осциллирующее движение в том же направлении, скорость которого характеризуется числом двойных ходов в минуту и амплитудой. На рис. 5.3 приведены схема обкатывания (а) и получаемые рельефы (б). Могут быть получены рельефы с непересекающимися 7, неполностью пересекающимися 2, полностью пересекающимися 3 и сливающимися 4 канавками. Особенности виброобкатывания: высокая степень однородности рельефа; возможность варьировать режимы; возможность заранее рассчитать рельеф. В результате обработки: повышается износостойкость поверхности; уменьшается склонность к схватыванию; повышается длительная прочность за счет упрочнения поверхностного слоя и сжимающих остаточных напряжений в нем; увеличивается сопротивление коррозии.
5.4.2. Обработка абразивным инструментом
Тонкое сверхчистовое шлифование круглых наружных и внутренних поверхностей и плоскостей позволяет уменьшить шероховатость поверхности с Ва = 0,2 мкм до Ва = 0,05 мкм при применении обычных абразивных кругов и до Rz = 0,l мкм при применении кругов с графитовым наполнителем, например марки гЕМ28МЗБ.
Шлифование обычно выполняют в три операции: 1 — кругом зернистостью 40—25, твердостью СМ1-С1 с оставлением припуска По диаметру 0,06 мм; 2 — кругом зернистостью 16—10 с оставлением припуска по диаметру 0,006 мм; 3 — кругом зернистостью 4-М20, твердостью МЗ-СМ2. Режимы шлифования: v кр — макси-
97
мально допустимая; t = 0,001 + 0,003 мм; нд = 4,5ч-10 м/миц-S поп = (0,2 0,3) В кр После нескольких проходов с поперечной подачей выполняют 4—5 проходов без подачи (выглаживание) Для достижения минимальной шероховатости последнюю операцию рекомендуется проводить на пониженных режимах: н кр = 14 4- (8 м/с; 5 прод= 125 4- 200 мм/мин. В качестве охлаждающей жидкости применяют. 1,5%-ный раствор кальцинированной соды в воде или смесь 0,8%-ного триэтаноламина и 0,25%-ного нитрита натрия при тщательной ее фильтрации или используется проточная вода.
При шлифовании кругами из карбида кремния зеленого зернистостью М40-М10 на глифталевой связке получают: Ra = 1,16 4-0,04 мкм; точность обработки 5 кв; погрешность формы 1—5 мкм. Шлифование осуществляется на станках: круглошлифовальных особо высокой (ЗВ10, ЗЕ12, 3E153), высокой (ЗА110, ЗБ151П) и повышенной (ЗА10П, ЗБ153) точности; внутришлифовальных высокой точности (3225, 3225П, ЗА128, 2А128П); плоскошлифовальных особо высокой (3701, 3711) и высокой (ЗГ71М) точности.
Хонингование применяют для повышения точности формы, размеров и уменьшения шероховатости поверхности отверстий в условиях серийного и массового производств после операций растачивания, шлифования, развертывания, зенкерования и протягивания. Обработку производят с помощью мелкозернистых абразивных или алмазных брусков, закрепленных на колодках хонинговальных головок, которым сообщают, как правило, три движения по отношению к детали: вращение, возвратно-поступательное движение и радиальную подачу. Абразивные бруски крепятся механически с помощью планок или приклеиваются эпоксидным клеем. Широко применяются в операциях хонингования алмазные бруски, что обусловлено их значительно большими стойкостью и режущей способностью по сравнению с брусками из электрокорунда и карбида кремния. Алмазные бруски на металлической связке припаивают припоями ПОС-ЗО, ПОС-40, ПОС-61 или приклеивают к колодкаЯ эпоксидным клеем.
Хонинговальная головка связана со шпинделем станка посредст-вом шарнира, позволяющего ей устанавливаться по отверстию.
Припуски на хонингование выбирают в зависимости от предшествующей обработки и материала детали. Например, припуск после чистового и тонкого растачивания и шлифования отверстий в стальных деталях равен соответственно 0,07—0,12, 0,06—0,09 й 98
I) 05—0,08 мм. Причем меньшее значение относится к отверстиям с диаметрами до 50 мм, а большее — к отверстиям с диаметрами 120—150 мм. Кинематика станка состоит из трех основных рабочих движений: вращательного; возвратно-поступательного и радиального перемещения (разжима) брусков. На рис. 5.4 показаны схема связей системы инструмент—деталь (а) и траектории движения режущих зерен при различных движениях рабочих органов станка (б—ж).
Рис. 5.4. Схемы связей системы инструмент — деталь и траектория движения режущих зерен
Обычная схема хонингования характеризуется типичной сеткой следов обработки в виде пересекающихся винтовых линий (б). Для интенсификации процесса вводятся дополнительные колебательные Движения инструмента (осциллирование) — 1, 2, 3, 4. Траектории Движения режущих зерен при наличии осевого (я) или кругового (г) осциллирования по синусоидальному закону образуются в результате сложения основного и колебательного движений и имеют идентичный характер. При одновременном осевом и круговом ос-Циллировании образуется траектория движения зерен в виде фигур Лиссажу (д'). Сетки следов обработки при вибрационном хонинго-
99
вании кольцевых канавок образуются в результате сложения основного кругового движения с дополнительным осевым осциллиро. ванием (е), а при вибрационном хонинговании шпоночных пазов и шлицевых отверстий, наоборот (ж), основного осевого движения с дополнительным круговым осциллированием, при этом ширина брусков должна быть на 1,0—1,5 мм меньше ширины паза.
При изготовлении хонинговальных брусков применяют связки,-неорганические (керамические К) для предварительного хонингования сырой и закаленной стали; силикатные ФС (бруски с КЗ и ЭЮ) для чистовой и отделочной обработки стали; металлические М (бруски из эльбора и синтетических алмазов для всех материалов) и органические (бакелитовые Б) для получистовой и чистовой обработки стали; глифталевые Г для предварительной и окончательной обработки деталей из алюминиевых .сплавов; вулканитовые на синтетическом каучуке СК для предварительной обработки деталей и алюминиевых сплавов.
Операции хонингования делятся на: черновые (h = 0,6 = 0,8 мм, Ra = 1,25 = 0,63 мкм); получистовые (/г = 0,1 мм, Ra = 0,63 мкм); чистовые (h = 0,01 + 0,02 мм, Ra = 0,08 мкм); отделочные (h = 0,005-ь0,01 мм, Ra = 0,04 + 0,02 мкм).
Режимы хонингования абразивными брусками: покр = 20 = 35 м/мин; увп = 5=10 м/мин; h = 0,01 = 0,7 мм; точность обработки 5—6 кв; Ra = 0,63 = 0,32 мкм; погрешность геометрической формы 0,01—0,005 мм; применяемые бруски: ЭБ16-8СТ2-СТЗК и К312-5СМ1-С1К для предварительного и ЭБ4-М28С1-СТ2К и КЗМ40-М28СМ1-СМ2К.
Режимы хонингования алмазными и эльборовыми брусками на металлической связке: й = 0,2 мм (снимается за 30 с); у окр = 40 м/мин; увп = 8 м/мин (при предварительном) и увп = = 6 м/мин (при окончательном); скорость разжима брусков 0,2 мм/мин (при предварительном) и 0,05 мм/мин (при окончательном); точность обработки до 0,002 мм; Ra = 0,04 = 0,025 мкм; применяемые бруски зернистостью; А200/160 для предварительного и А80/63 для окончательного хонингования. При чистовом и отделочном хонинговании применяют алмазные эластичные бруски на каучукосодержащих связках марок Р4, Р9, Р11 и др.
Хонингование осуществляют на вертикально-хонинговальных станках ЗК82У, ЗК82-2, 3K83-2, 2Р84, ЗР8402 (Стерлитамакского станкостроительного завода), 3821, 3822, ЗЕ8226 ЗЕ820 (Одесского 100
„вода прецизионных станков) и горизонтально-хонинговальных ранках PT-57, PT-59, PT-82, РТ-190.
В табл. 5.6 приведена шероховатость поверхности после хонингования стальных деталей брусками на керамической связке, в табл. 5.7 показано влияние давления брусков на съем металла и шероховатость поверхности, в табл. 5.8 содержатся данные для выбора абразивных брусков в зависимости от обрабатываемого металла, а в табл. 5.9 представлены режимы алмазного хонингования.
Сверхтонкая отделка (суперфиниширование) применяется для отделочной обработки поверхностей деталей мелкозернистыми абразивными брусками. Характерным признаком процесса является колебательное движение брусков с частотой от 500—600 до 2000— 3000 двойных ходов в минуту и амплитудой 2—5 мм. Его применяют для улучшения эксплуатационных свойств деталей, работающих в условиях трения скольжения и качения, так как после обработки можно: получить поверхность с шероховатостью от Rz = 0,05 +• 1,0 мкм до Йа = 0,02-н 0,16 мкм практически без волнистости, с минимальной граненностью (0,5 мкм); удалить дефектный поверхностный слой металла, образовавшийся при шлифовании, и достигнуть упрочнения поверхностного слоя без каких-либо структурных изменений.
Сущность процесса состоит в царапании обрабатываемой поверхности одновременно большим количеством (10 —10 4 зерен на квадратный миллиметр) мельчайших абразивных зерен. Основными видами взаимодействия зерен с металлом является микроре-зание со снятием тончайших (0,1—0,5 мкм) стружек и трение с пластическим оттеснением металла. Операции суперфиниширования можно классифицировать по следующим основным признакам (рис. 5.5): по виду базирования деталей — центровое и бесцентровое; по виду подачи — обработка врезанием и с продольной подачей; по форме обрабатываемой поверхности — суперфиниширование цилиндрических, конических, тороидальных (желоба колец подшипников), торцовых плоских и сферических поверхностей. Сложное движение абразивного зерна по обрабатываемой поверхности приводит к тому, что срезание металла осуществляется раз-пичными гранями зерна, а это способствует очистке зерен от СтРужки и поддержанию хорошей их режущей способности. Это паиболее существенная положительная особенность процесса суперфиниширования. Это наиболее существенная положительная особенность процесса суперфиниширования.
101
о " . , - . - Таблица 5.6
Шероховатость поверхности после хонингования стальных деталей брусками на керамической связке
Зернистость брусков Размер зерна основной фракции Шероховатость Rz, мкм Зернистость брусков Размер зерна основной фракции Шероховатость Rz, мкм
16 200-160 20—8 4 50-40 4-2
12 160-125 20-6,3 М40 40-28 3,2-1,6
10 ' 125-100 8-5 М28 28-20 2,5-1
8. 100-80 8-4 М20 20-14 1,6-0,63
6 80—63 6,3-3,2 М14 14-10 • 1—0,5
5 63-50 -5—2,5
Таблица 5.7
Влияние давления брусков на съем металла и шероховатость поверхности после хонингования
Материал обрабатываемой детали Зернистость брусков Съем металла, г/мин Шероховатость Rz, мкм
Давление, МПа Давление, МПа
0,24 0,32 0,55 0,63 0,77 0,1 0,2 0,6 0,75
Отбеленный чугун 16 — 74 102 ИЗ 117 — 5,2-6 6,7-7,1 —
10 — 46 63 68 75 — — — —
Сталь 6 0,6 1 2,5 4,9 — 2 — — 3,6
Выбор абразивных брусков для хонингования различных металлов
1 Материал обрабатываемой детали Припуск, мм Шероховатость Ra, мкм Марки абразивных брусков
Исходная Достигаемая
Закаленная сталь 0,08-0,14 2,5 1,25 24А10СТ1-СТ2К
« 0,04-0,08 2,5 0,63 24А6С2-СТ2К
<< 0,03-0,04 1,25 0,32 24А5С2-СТ2К
« 0,01-0,03 1,25 0,32 24А305С1-СТ1К
Незакаленная сталь 0,04-0,07 2,5 0,63 24А10С2-СТ2К
и 0,02-0,04 1,25 0,63 63СМ40СТ2-Т2К
и 0,003-0,005 0,63 0,16 63СМ14-М28СТ1-СТ2К
Бронза, алюминий, латунь 0,09-0,15 2,5 0,63 63С12С1-СТ1К
0,05-0,1 2,5 0,63 63С8-12С1-СТ1К
0,03-0,07 2,5 0,63 63С5-8СМ2-С2К
0,01-0,025 1,25 0,32 63CM20-M40M3-CM1K
Режимы алмазного хонингования
SP-мкм/вд.ход 1 1 2-3 0,6-0,8 1-2 0,4—0,6 ' со 1 0,4-0,6 1 1 1
р, МПа .1,3—1,5 0,5-0,69 0,8-1,2 0,4-0,6 С© o' 1 o' 0,2—0,4 0,8-1,4 0,4-0,8 0,4-0,6 0,3-0,5 0,3-0,4
Е е & м/мвн 16-18 12-16 15-18 8-12 6-12 3-8 5-8 О 1 т 1 ! 6-8 5-7 10-12
X & 50—80 40-50 50-80 П 40-70 25—35 1 25-35 40-50 40—55 12-20 1—. О 03 1 03 ; 20—25 •
Операция । Предварительная Окончательная 1_ Предварительная Окончательная f Предварительная 1. 1' ’ Окончательная Предварительная Окончательная Предварительная Окончательная Окончательная
Материал обрабатываемой детали Серый закаленный чугун Серый Чугун Незакалённая сталь • Закаленная сталь Хром Анодированный алюминий
104
Рис. 5.5. Схемы суперфиниширования:
а — центровое с продольной подачей; б — центровое врезанием;
в — конических поверхностей; г —- бесцентровое; д — тороидальной поверхности; е, ж — торцевых плоских н сферических поверхностей
Припуск под обработку обычно составляет 5—20 мкм при исходной шероховатости Ra = 0,63 ч-1,25 мкм; достигаемая шероховатость Ra = 0,02ч-0,16 мкм (табл. 5.10).
Общий принцип выбора ширины и длины бруска должен основываться на том, что для исправления волнистости и огранки, образовавшихся после предшествующей обработки, необходимо, что-бы длина и ширина рабочей поверхности бруска были больше дли-ны волны соответственно в продольном и поперечном сечениях детали. Снимаемый при суперфинишировании припуск П сф определяется из следующих соотношений: П сф = 2 (R max + h ь ) — для по-Верхностей вращения; П сф = R max + h ь — для торцевых поверхно-Стей, где /? тах= (8 ч-10) Ra — шероховатость поверхности после Предшествующей обработки; h ь -— максимальная высота волны по-‘Ле предшествующей обработки. В табл. 5.11 даны значения при-ПУсков в зависимости от исходных волнистости и шероховатости.
106
Таблица 5.1о
Показатели процесса суперфиниширования
Исходная шероховатость поверхности, мкм . Требуемая шероховатость, мкм Общий припуск (на сторону), мкм Тип суперфи ниширова-ния Зернистость брусков
1,25 0,16 20-25 Однократное М20, М14~~
0,08 Двукратное: предварительное окончательное М14 М7
0,63 0,16 10—15 Однократное М14, М10
0,08 Двукратное: । предварительное окончательное М14 М7
0,04 Трехкратное: предварительное получистовое окончательное М20, М14 М7 М3
0,32 0,16 8-10 Однократное М14, М10
0,08 Однократное М10, М7
0,04 Двукратное: предварительное окончательное М14, М10 М3
0,02 Трехкратное: предварительное получистовое окончательное М14, М10 М7, М5 Ml
0,16 0,04 3-5 • Двукратное: предварительное окончательное М7 М3
0,16 0,02 Двукратное: предварительное окончательное' М7, М5 M1 J
106
в результате суперфиниширования (как и хонингования) тепловыделение в зоне обработки значительно ниже, чем при шлифова-
Таблица 5,11
Значения припусков на суперфиниширование, мкм
«я* Исходная максимальная высота волнистости, мкм Исходный параметр шероховатости Ra, мкм 1
1,25-0,63 0,63-0,32 0,32-0,16 0,16-0,08 1
1 27-15 15-9 9-6 6—4
1,5 . 28-16 16-10 1.0—7 I 7-5
2 29-17 17-11 11-8 8-6
2,5 30-18 18—12 12-9 9—7
нии, а контактная температура не превышает 150—200°С при хонинговании и 60—100°С при суперфинишировании. Таким образом, отсутствуют физические причины образования в поверхностном слое микротрещин и прижогов, а также остаточных растягивающих напряжений.
Кинематика суперфиниширования оказывает значительное влияние на скорость съема металла и износа бруска, а также на качество обработанной поверхности. Основным кинематическим фактором суперфиниширования является угол сетки, который определяется следующим образом: tg а = v окр /и кол, где
у окр = тс D п окр /1000 (D — диаметр детали, мм; п окр — частота вращения детали, мин-1); v кол= 2 а п кол /1000 (а — амплитуда колебаний бруска, мм; гекол — частота колебаний бруска, Дв.ход/мин). Скорость продольной подачи бруска, как правило, значительно меньше, чем и кол, и при определении а может не Учитываться. Наиболее интенсивное резание металла и, самозатачивание бруска происходят при а = 40 + 50°— т.е. когда у 0Кр = р кол-При увеличении или уменьшении а съем металла и износ бруска Резко уменьшаются, происходит переход от резания к трению-пол-иРованию, от самозатачивания бруска — к его затуплению. Благодаря этому шероховатость поверхности детали уменьшается, поверхность приобретает характерный блеск. Таким образом,, оптимальным является кинематический цикл обработки с изменением угла
107
сетки а. На первом этапе для быстрого исправления погрешности формы, удаления исходной шероховатости и дефектного слоя раб0. тают с углом сетки 40—50°, а затем увеличивают его за счет повц. шения скорости вращения детали в 2—10 и более раз.
Практически работают с максимальной для данного оборудова. ния скоростью колебаний бруска, а окружную скорость устанавли-вают с учетом соотношений, указанных в табл. 5.12.
Таблица 5.12
Выбор кинематического цикла суперфиниширования
Шероховатость поверхности После обработки Число ступеней цикла Угол сетки, а° окр кол %кр V кол Относительное время обработки на каждой ступени, %
0,16 1 40-50 0,8-1,2 8-15 л8-12 100
0,08 1 40-50 &8-.1,2 8-15 8-12 50-60
2 60-70 1,7-2,7 25-40 — 50-40
0,04 1 ' 40-50 0,8-1,2 8-15 .• —- 50-60
2 60—70 1,7-2,7 25-40 8-12 40-25
3 75-85 3,7-14,4 40—100 — 10-15
0,02 1 40-50 0,8-1,2 8-15 — 40-50
2 60-70 1,7-2,7 25-40 — 40-20
3 75-80 3,7-5,7 40-80 8-12 10-15
4 85-88 11,4-28,6 80-120 — 10-15
Рекомендуемые значения давления на брусок при суперфинЯ-шировании закаленных сталей для брусков зернистостью М4О-М20, М14-М5 и МЗ-М1 соответственно — 0,3—0,4, 0,2—0,3 и 0,15—0,2 МПа. При обработке металлов с низкой твердостью (цветные, титя' новые и жаропрочные сплавы) давление уменьшается до 0,1— МПа. Продольная подача при центровом суперфиниширования 108 I
q 5—1,2 м/мин, а при бесцентровом — 0,3—0,5 м/мин. В качестве COT# при обработке закаленных сталей используется керосино-массная смесь (85—90% керосина и 10—15% машинного или веретенного масла) с добавкой 3—5% олеиновой кислоты. При обработке вязких и пластичных металлов и сплавов в СОЖ содержится
70—80% масла. Микротвердость поверхностного слоя увеличивается на 30—40% у нетермообработанных и на 10—15% у закаленных деталей с возникновением в нем сжимающих остаточных напряжений.
Для обработки в центрах применяются суперфинишные станки мод.: ЗД870Б, ЗД871Б, ЗД871БК, ЗД871, 3871БЭ, для бесцентрового суперфиниширования — ЗД878, ЗД879, ЗД880, ЗД879Б. В условиях единичного и мелкосерийного производства для окончательной обработки цилиндрических и конических поверхностей применяют суперфинишные головки мод.: СФГ-100, СФГ-100А, СФГ-300. Для суперфиниширования дорожек качения колец подшипников применяют станки мод.: Л3-263: ЛЗ-264, ЛЗ-261, ВТ-46М. Станки мод. ЛЗ-261 и ВТ-46М выпускают в двух исполнениях: для суперфиниширования по обычной схеме и с наложением на брусок ультразвуковых колебаний.
При суперфинишировании деталей из материалов, имеющих низкую твердость и высокую пластичность (цветные, титановые, жаропрочные сплавы, нержавеющие стали и др.), одной из основных трудностей является образование на рабочей поверхности абразивного бруска налипов металла (в результате наростов металла на отдельных зернах и забивания пор бруска легко спрессовывающимися стружками), которые приводят к появлению царапин и вырывов. Сообщение бруску ультразвуковых колебаний (с частотой До 23 кГц) создает более благоприятные условия для срезания и Дробления стружки, удаления отходов из зоны резания, способствует улучшению условий самозатачивания бруска и устранению налипов на его рабочей поверхности. Суперфиниширование с ультразвуковыми колебаниями осуществляют в двухступенчатом цик-Ле. На второй ступени (трение-полирование) ультразвуковые колебания отключаются. Благодаря высокой твердости бруска (63СМ14СМ2К) процесс легко переводится из режима резания в Режим трения-полирования при следующих параметрах: и = 253 ^/мин, п бр = 7 Гц,/>=1,2 МПа.
Полирование обеспечивает высокий класс шероховатости поверхности, форма и размеры при этом методе обработки имеют второ-
109
степенное значение и контролю не подвергаются. Полирование цс. пользуется для декоративной и антикоррозионной обработки, а также для уменьшения трения и повышения предела усталостной прочности деталей. Технологические возможности полирования приведены в табл. 5.13.
Таблица 5.13
Технологические возможности полирования мягкими кругами
Характер работы Основа полировального круга и связка х Абразивное зерно Зернистость по ГОСТ 36477-71 Шероховатость поверхности Ra, , мкм
Грубое полирование, %Р=18-30 м/с Войлок, парусина, гладкая бумага, мездровый клей, казеин, жидкое стекло, клей БФ-2 Наждак, корунд, кварц, электрокорунд, карбид кремния 6-4 0,4-0,2
Тонкое полирование, %Р = 30-35 м/с Фетр, хлопчатобу- ~ мажные и шерстяные ткани, гофрированная бумага Окись хрома и окись алюминия 4-М14 0,1-0,025
Особо тонкое полирование Связки полировальных паст: парафин, стеарин и др. Крокус, венская известь, мартпа-лит М14-М7 Ra = 0,05 -Rz - 0,1
Полирование криволинейных поверхностей Гибкие круги на вулканитовой связке, фибровые диски, кожа, дерево — 50-40 40-24 16 4 0,8-0,4 0,4-0,2 0,2—0,1 0,1-0,04
Магнитно-абразивное полирование (МАП) предназначено для снятия тонких (0,005—0,03 мм) слоев металла и уменьшения шероховатости поверхности. При полировании обрабатываемую деталь 1 и порошок 3, обладающий ферромагнитными и абразивными свойствами, помещают между полюсами 2 электромагнита (рис. 5.6).
Детали, порошку или полюсам магнита сообщают относительные, движения, характер и интенсивность которых зависят от габаритных размеров и формы обрабатываемой поверхности. При полировании тел вращения используют три относительных движения: вращение, продольное возвратно-поступательное и осциллирующее* 110 I
Рис. 5.6. Схема магнитно-абразйвного полирования: а — наружных поверхностей вращения; б — плоских поверхностей
Главное вращательное движение вокруг собственной оси сообщают, как правило, детали, а продольное возвратно-поступательное движение подачи и осциллирующее движение — детали, порошку или полюсам электромагнита. При осциллировании детали ослабляются силы трения зерен с обрабатываемой поверхностью и они лучше удерживаются в рабочих зазорах. За счет лучшего перемешивания абразивной массы в контакт с обрабатываемой поверхностью вступают новые режущие кромки зерен. Все это, а также присутствие охлаждающих жидкостей интенсифицирует процесс съема металла. Микропрофиль и шероховатость поверхности изменяются в начальный период (10—20 с) за счет абразивного резания, а затем происходит сглаживание вершин микровыступов за счет пластического Деформирования металла, сопровождавшегося возникновением в поверхностном слое сжимающих остаточных напряжений величиной 8х102-1хЮ3 МПа, распространяющихся па глубину до о мкм. При МАП внутренних поверхностей рабочие полюсные наконечники электромагнита входят внутрь отверстия, а вспомогательные — охватывают деталь (рис. 5.7). Обработку поверхностей производят без осциллирующего движения. Кинематические схемы ^АП при этом идентичны шлифованию торцом или периферией кРУга. При всех схемах обработки магнитное поле выполняет роль связки, формирующей из отдельных зерен порошка эластичный абразивный инструмент, и обеспечивает силовое воздействие, с помощью которого зернам порошка сообщаются нормальные и тангенциальные силы резания (при магнитной индукции в рабочем зазоре 0,6—1,8 Тл и давлении порошка на деталь 0,8—1,0 МПа).
111
Рис. 5.7. Схема установки для магнитно-абразивного полирования отверстий: 1 — магнитная система; 2 — механизм осциллирования детали; 3 — лоток подачи порошка в зону резания; 4 — оправка для крепления детали; 5 — трубопровод; 6 — подшипник полого шпинделя; 7 — кран подачи СОЖ; 8 — бункер-дозатор порошка;
9 — воронка; 10 — станина фрезерного станка; И — полый шпиндель;
12 — насадка; 13 — рабочий полюс электромагнита; 14 — наружные вспомогательные полюса электромагнита; 15 — обрабатываемая деталь;
16 — стол фрезерного станка
Особенностью формируемого магнитным полем абразивного инструмента является его способность нивелироваться относительно обрабатываемой поверхности детали, копируя ее профиль. При этом можно полировать сложпопрофильную поверхность, используя прямолинейное движение осциллирования, и нет необходимости периодически править инструмент. МАП применяется, как правило, для отделки рабочих поверхностей деталей, закаленных до высокой твердости и предварительно обработанных шлифованием или нием эльборовыми резцами до шероховатости Ва-1,5-ь0,3 Например, при отделке деталей из закаленных сталей 45, 112
ТОЧв' мкй-40Х.
20Х, ШХ15, У8, У10, ХВГ и др. до шероховатости Ra = 0,08 мкм
= 50 м/мин) и до шероховатости Ra=0,04 мкм (иокр = 12 й/мин) применяется порошок зернистостью 200—250 мкм и 63— 100 мкм соответственно. Весовой состав порошков: 20—30% ЭБ.+ 80—70% Fe; величина исходного зерна ЭБ М20, М40. Скорость осциллирования 4—6 м/мин при амплитуде 2,5—3,0 мм, зазоре до 15 мм, магнитной индукции В= 1,05 вб/мм2, охлаждении 5%-ным раствором эмульсола марки Э-2 в воде.
В табл. 5.14 приведены параметры магнитного поля и режимы МАП при отделке плоских, наружных и внутренних поверхностей деталей.
Таблица 5.14
Параметры магнитного поля и режимы МАП при отделке поверхностей
1 Параметры.магнитного поля и элементы i режима Значение параметров и режимов
Максимальная индукция в рабочем зазоре, Тл 0,6-1,8
Рабочий зазор, мм 0,3-3,0
Величина зерен порошка, мм 0,05-0,30
Размерный съем, мм 0,005-0,03
Давление порошка на деталь, МПа 0,8-1,0
Амплитуда осцилляции, мм 0,3-3,0
Окружная скорость детали, м/с , 0,15-5,00
Скорость осциллирующего движения, м/с 0,01-0,50
Подача стола станка, мм/с 0,01-15,00
Машинное время обработки, с 15-120
Порошки для МАП должны обладать: высокой магнитной йй-•Шцией насыщения; магнитной проницаемостью; низкой элекТро-пРоводностью. В табл. 5.15 приведены технологические показатели Магнитно-абразивных материалов.
Доводка (притирка) — технологическая операция окончательной °°работки рабочих поверхностей высокоточных деталей; плоских; °тверстий малого диаметра; наружных цилиндрических поверхно-
113
Таблица 5.15
Технологические показатели магнитно-абразивных материалов
Магнитно-абразивный материал Съем металла (10 3), г Шероховатость поверх.] пости, Ra, мкм
Ферросплавы I
Ферросилиций (6,5%Si) 27 0,130
Ферроалюминий (13%А1) 23 0,385
Альсифер (9,6%Si, 5,4%А1) 19 0,163
Ферробор (17%Вг) 8 0,430
Материалы на основе железа и тугоплавких соединений
Fe + 10% TiC 180 0,040
Fe + 20% AI2O3 108 0,065
Fe + 15% СгзСг 96 0,160
Fe + 10% ZrC 90 0,080
Fe + 30% W2B5 70 0,450
Fe + 20% WC 56 0,104
стей; фасонных поверхностей. Физическая сущность процесса притирки заключается в том, что съем материала осуществляется в результате динамического действия абразивных зерен, химически активных элементов и рабочей поверхности притира на обрабатываемую поверхность (рис. 5.8). Возникающие в процессе доводки незначительные тепловые и динамические нагрузки позволяют избежать структурных изменений металла поверхностного слоя.
В отличие от обработки лезвийным инструментом, обрабатываемая поверхность подвергается воздействию зерен, имеющих, как правило, отрицательные передние углы. Толщина снимаемых стрУ' жек составляет доли микрометра. Радиус округления вершин абразивных зерен обычно равен толщине стружки или несколько больше ее, в результате чего возникают неблагоприятные условия для резания «тупыми» лезвиями. Известно, что основная часть работы резания (примерно 80%) идет на пластическую деформацию среза-
114
р
Рис. 5.8. Схема доводки:
I — притир; 2 — стружка; 3 — шаржированное абразивное зерно; 4 — обрабатываемая поверхность; 5 — размягченный под химическим воздействием слой металла; 6 —жидкая фаза с химически активной добавкой; 7 — размягченный под воздействием трения ::гай металла; 8 — перекатывающееся абразивное зерно; 9 — осколок абразивного зерна
емого слоя и преодоление внешнего трения. Роль неабразивных составляющих абразивной пасты сводится к уменьшению силы внешнего трения, обеспечению пластической деформации и образованию в зоне обработки рыхлых пленок, легко удаляемых абразивными зернами. В процессе доводки происходит очень быстрое образование окисных плевок и адсорбционных слоев на металлической поверхности, снижающих прочность поверхностного слоя и его способность противостоять разрушению. Эффективность химико-механического воздействия зависит от химической активности жидких компонентов абразивной пасты или суспензии, поэтому в состав паст вводят поверхностно-активные вещества (ПАВ) — олеиновую и молочную кислоты, анилин соляно-кислый, стеарин и др. Однако При окончательной доводке в пасту вводят нейтральные компоненту — вазелиновое или касторовое масла, керосин и др. — для создания условий стабильного протекания процесса доводки и улучшения качества доведенной поверхности за счет их смазывающих свойств.
Доводочные операции делятся на грубые (зернистость абразива 2—100 мкм, припуск па обработку 2—50 мкм, точность обработки 3—5 мкм, шероховатость поверхности Ва = 0,2ч-0,1 мкм), чистовые (зернистость 5—14 мкм, припуск 5—10 мкм, точность 1—2 мкм, Шероховатость Ra= 0,1ч-0,05 мкм), тонкие (зернистость 1—3 мкм, Припуск 0,3—1,0 мкм, точность 0,1—0,5 мкм, шероховатость от
= 0,025 до Rz = 0,05 мкм).
115
Применяемые при доводке абразивные материалы по твердости делятся на три группы: высокой твердости (свыше 7 по шкале Мооса) — алмаз, корунд, кварц, наждак, кремень естественного происхождения и алмаз синтетический, эльбор, карбид кремния электрокорунд; средней твердости (5—7) — полевой шпат, апатит гранат, пемза, агат, окись хрома; низкой твердости (менее 5) — плавиковый, известковый и тяжелый шпаты, мел, тальк, каолин, доломит, трепел, венская известь, окись алюминия.
В зависимости от типа инструмента различают два метода доводки: свободным абразивом (пастами, суспензиями) тл закрепленным абразивом (абразивными кругами, шаржированными металлическими притирами). Доводка свободным абразивом является менее совершенным процессом, требует больших затрат вспомогательного времени на нанесение пасты и промывку деталей. Недостатком этого метода является унос притирочной смеси с поверхности притира, дробление абразивных зерен, а также интенсивное шаржирование обрабатываемой поверхности абразивными зернами, что отрицательно влияет на износостойкость деталей. Доводка закрепленным абразивом (предварительно шаржированными металлическими притирами) обеспечивает более стабильные результаты по производительности и качеству поверхности, а также повышает культуру труда.
В соответствии с ГОСТ 3647-71 зерна абразивных материалов (кроме алмазных и эльборовых) по крупности подразделяются на шлифзерпо — 200 (2,5—2,0 мм), 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16 (0,2—0,16 мм); шлифпорошки — 12 (160—120 мкм), 10, 8, 6, 5, 4, 3 (40—30 мкм); микропорошки М63 (63—50 мкм), М50, М40, М28, М20, М14, М10, М7, М5 (5—3 мкм). Номер зернистости от 200 до 3 (включительно) определяется размером сторон ячеек контрольных сит. Для доводки используют, в основном, микропорошки, влияние которых на шероховатость поверхности приведено в табл. 5.16.
При подборе составляющих компонентов паст учитывают их смазочную способность. Роль смазки сводится к снижению сил адгезии, возникающих между абразивными зернами и обрабатываемым материалом, а также между притиром и обрабатываемым материалом. Существенное влияние на процесс доводки оказывает консистенция пасты. При использовании жидкотекучей пасты на поверхности изделия образуется тонкая смазочная пленка и абразивные зерна интенсивно внедряются в обрабатываемую поверхность. В табл. 5.17 приведены припуски на доводку в зависимости 116 !!
1
Таблица 5.16
Влияние микропорошков на шероховатость поверхности
Обозначение зернистого микропоропгков Размеры зерен основной фракции, мкм Шероховатость поверхно-. сти (класс по ГОСТ 2789-73)
М40 40-28 9-10 ’
~~~ М28 28-20 10-11 .
М20 20-14 10-11
М14 ( 14-10 11-12
М10 10-7 12—13
М5 5—3 12—13
М3 3-1 12—13
Таблица 5.17
Припуски на доводку деталей прецизионных пар
Требуемый параметр шероховатости поверхности Ra, мкм Точность обработки, мкм Последовательность операций Припуск на доводку, мкм
0,08-0,16 3,0-5,0 1 30-50
0,04-0,08 1,0-2,0 1 • 30-50
2 5-10
0,02-0,04 0,2-0,5 , 1 30-50
2 5-10
3 2-3
0,006-0,02 0,1-0,3 1 30-50
2 5-10
, з 2-3
4 0,5-1
117
¥
от требуемой гпероховаъ|СТИ поверхности и точности обработки талей прецизионных Щр из легированных сталей (ШХ15, ХВр Х12М, 38ХМЮА и Др.) Исходная шероховатость соответствуй 8-му—9-му классам.
К рабочей поверхнос>и притиров предъявляются высокие требо. вания по точности фор^ы и шероховатости поверхности (Ra = [)4 мкм). Зазор в сопряжецИи притир — обрабатываемая поверхность 0,4—0,1 мм при черново^ дОВОдКе и 0,1—0,05 мм при чистовой до. водке цилиндрических Поверхностей, твердость материала притира должна быть меньше твбрд0СТИ материала детали.
Установлено, что снижение твердости материала притира при доводке микропорошкамй приводит к повышению производительности процесса. Однако, если притир изготовлен из слишком мягкого материала, например алюминия, производительность процесса ~ 7* Гнется тем, что в мягком материале зерна
внедряются глубоко в ПпверХНость притира, что ограничивает их режущую способность. 1|рИ использовании притиров повышенной твердости происходит преЖдевремепное дробление абразивных зерен, что также снижает цх режущие свойства. Общепринятым материалом для притиров Является чугун, который легко поддается шаржированию, обладает высокой износостойкостью и достаточной прочностью и благодаря наличию в его структуре свободного графита улучшает условия Ърения и смазки. Например, при доводке рабочих поверхностей стг^льных закаленных цилиндрических деталей па вертикально-довод очпых стапках наилучшие результаты по точности и производителгЧности получены при применении диско» из серого перлитного чугу>на СЧ-15-37 следующего химического состава (в %): 2,8-3,1 С; 0,5-0,67 Мп; 1,8-2,0 Si; 0,1-0,612 S; 0,1—0,3 Р (HRC 15—22) g настоящее время для изготовления притиров все чаще стали применяться пластмассы АСТ-Т, стиро-крыл, акрилат СХЭ-2, кот<^рЫе характеризуются большим сопротивлением истиранию, достатс^чцпй прочностью, высокой технологичностью и относительно ни^КОд стоимостью. Особенно желательно применение их для изготу,вления притиров, предназначенных дЛ* доводки пастами на оснсх,ве СИЛЬПых поверхностно-активных в« ществ, оказывающих инт^нсивное воздействие на металл. Стир0 крыл, например, применя^рд дЛЯ дОВОдки деталей из алюмипие вых сплавов.
118
Глава 6. Физико-химические методы
физико-химическим методам относятся: электроразрядные (электроэрозионный, электроконтактный, абразивно-эрозионный); электрохимические (электрохимико-гидравлический, электрохимико-механический); химические; ультразвуковые (размерная ультразвуковая обработка, сообщение ультразвуковых колебаний режущим инструментам); лучевые (электронно-лучевой, светолучевой, плазменный); взрывные (электрогидравлический, магнитоимпульсный, с использованием взрывчатых веществ); комбинированные (аподног-
механический, лазерно-ультразвуковой и др.).
Физико-химические методы имеют следующие преимущества перед размерной обработкой резанием: возможность обработки сложных поверхностей деталей при простом поступательном движении
инструмента; практическая независимость производительности от твердости и вязкости обрабатываемого материала; отсутствие непосредственного контакта (или незначительные статические нагрузки) между инструментом и деталью, что позволяет изготавливать мало^ жесткие и тонкостенные детали; отсутствие заусенцев, для снятия которых часто применяется ручной труд; возможность обработки отверстий с криволинейными осями, узких канавок и др.
К недостаткам физико-химических методов можно отнести высокие энергоемкость и стоимость оборудования.
6.1. Электроэрозионная обработка
Электроэрозионная обработка (ЭЭО) основана главным образом на тепловом действии импульсов электрического тока, возбуждаемых между электродом-инструментом 1 и заготовкой 2 (рис. 6.1), погруженными в рабочую жидкость 3. В качестве рабочей жидкости используется чаще всего керосин и индустриальное масло (мо-гУт быть использованы трансформаторное масло, дизельное топли-п°, соляровое масло и иногда дистиллированная вода). ЭЭО выполняют профилированными и ^профилированными (в виде движущейся проволоки или вращающегося диска) инструментами в режиме малых частот (электроискровая обработка) и больших частот ^лектроимпульсная обработка).
Электроискровой метод характеризуется: высокими температурой
Ю 000"С) и мгновенной плотностью тока (>10 ООО А/мм2); ''алой длительностью (10-5-^10~8 с) импульса. Скважность им-'Ульса q (отношение периода повторения импульса Т к его дли-
119
тельности tn) находится в пределах 30—10 >q >5. Недостатки электроискровой обработки: значительный износ электродов-инструментов; сравнительно малая производительность; изменение свойств и состояния поверхностного слоя. Электроимпульсный метод характеризуется меньшей температурой в межэлектродной зоне (до 4000°С) и меньшей длительностью импульсов (10-4—10-1 с). Скважность 1 -е- 0,5 < q < 5. В табл. 6.1 представлены технологические возможности электроэрозионной обработки.
Обрабатываемость материала при ЭЭО оценивают отношением объема металла, снятого с данной заготовки, к объему металла, снятого с заготовки из стали 45 при одинаковых условиях обработки. Коэффициент обрабатываемости вольфрама — 9,7; молибдена — 0,8; алюминия’— 1,5; магния — 2,5; железа — 1,0; жаропрочных сплавов — 1,3—1,8. Для повышения производительности часто применяют многоэлектродную и многоконтурную обработку. ЭЭО применяют для прошивки отверстий малого диаметра в форсунках и других агрегатах. В качестве электрода-инструмента применяют обычно калиброванную проволоку из меди, латуни или вольфрама. Погрешность формы отверстий диаметром до 0,1 мм не превышает = 5 мкм, а шероховатость поверхности Ra = 0,16-ь 0,32 мкм, а при больших диаметрах — Ra = 10 — 30 мкм.
Для изготовления отверстий малого диаметра используется серийное оборудование, оснащенное специальной оснасткой, напрй' мер станки мод. 41721 Ма, а также специальные станки, например 120
Технологические возможности ЭЭО
Таблица 6.1’
Разновидность обработки Шероховатость, класс Точность, мм Средняя произво-1 дительность !
Копирование геометрических форм инструмента 5-9 0,001-0,1 1,0 мм 3/мин
Обработка движущейся проволокой: 1
а) вырезание 5-8 0,005-0,02 3—10 мм 3/мин
б) шлифование: плоское До 8 ' ' 0,005-0,5 —
I ' круглое До 8 0,001-0,1 0,2—5мм 3/мин
фасонное 5-8 0,01-0,1 —
Резание:
'' чистовое 3-6 ' . 0,03-0,2 10—15 мм 3/мин
заготовительное До 2 0,5-2,0 30 см 2/мин j
мод. ЭПП-3. Экономически целесообразно использовать ЭЭО при изготовлении различного рода фильтров, решеток, мембран.
Для ЭЭО применяются универсальные прошивочные станки (мод. 4Д720-4Д726), универсальные станки для профильной обработки (мод. 4631, 4632), вырезные с ЧПУ (мод. 4531ФЗ, 4532ФЗ), станки с цифровым ПУ (мод. МЭ-70, 4531П), в которых электродом-инструментом является движущаяся проволока, а также анодно-механические станки (мод. АМО-31, АМО-32 и др.).
К числу особенностей ЭЭО относятся: несущественное влияние твердости и вязкости материала на обрабатываемость; возможность при простой кинематике технологической схемы обрабатывать сложнофасонные поверхности; возможность получения отверстий с Криволинейной осью; отсутствие концентрированного силового воздействия на деталь в процессе обработки, что позволяет обрабатывать нежесткие детали; отличие номинальных размеров получаемого отверстия от номинальных размеров инструмента; образование Конусности на инструменте вследствие его износа и в прошиваемых им отверстиях; сильное падение производительности, начиная
121
с глубины, соответствующей пяти-шести диаметрам (особенно пра прошивке отверстий диаметром менее одного миллиметра); невозможность получения острых углов в глубоких отверстиях и на на, ружных поверхностях: минимальный радиус, получаемый на мягких режимах, равен 0,1 мм, на жестких — до 0,4 мм; более интец. сивное изнашивание инструмента по сравнению с режущим (особенно при чистовых режимах обработки); наличие структурных изменений поверхностного слоя.
Электроискровую обработку с обратной полярностью (деталь-катод, инструмент—анод) применяют для повышения износостойкости и твердости рабочей поверхности деталей, работающих в условиях повышенных температур, а также жаростойкости и коррозионной стойкости поверхности; облегчения условий проведения пайки обычным припоем трудопаяемых материалов (нанесения промежуточного слоя, например меди); увеличения размеров изношенных деталей при их ремонте; изменения свойств поверхностей деталей из цветных сплавов; повышения долговечности (режущей способности) инструментов (резцов, сверл, фрез и т.д.) и техноло-, гической оснастки- Благодаря такой обработке изменяются исход-, ные физико-химические свойства металла поверхностного, слоя за счет легирования его материалом электрода (анода) при искровом разряде в воздушной среде.
В результате химических реакций легирующего элемента с диссоциированным атомарным азотом и углеродом воздуха, а также с .материалом детали в поверхностных слоях'образуются закалочные структуры' и сложные химические соединения (высокодисперсные нитриды, карбонитриды и карбиды), возникает диффузионный износостойкий упрочненный слой. ч
В качестве электродов (в зависимости от назначения) применяют: графит ЭГ-2 и ЭГ-4 — металлорежущий и измерительный инструмент (изменения габаритных размеров и шероховатости не происходит); твердые сплавы ВК-26 ВК-3, ВК-8, Т15К6, Т30К4 и др-— пуансоны, матрицы, кондукторные втулки и детали машин, работающие в условиях высоких контактных напряжений и абразивного изнашивания (увеличиваются размеры и требуется чистовая и отделочная обработка); феррохром ФХ100Н. Электроискровое упрочнение (на установке ЭФИ-46А) проводится на следующих режимах (табл. 6.2).
Мягкий режим обеспечивает получение тонкого мелкодисперсного плотного слоя упрочненного металла, а жесткий — получений 122 1
Режимы электроискрового упрочнения
Таблица 6.2
Режим Напряже-ние, В Ток, А Время обработки 1 см 2 поверхности, мин Толщина нанесенного слоя, мм
Короткое замыкание Рабочий
Мягкий 9—13 3,5 0,8—1,2 4,0—16,0 0,001
Средний 21-23 4,5 1,5-2,0 2,0-8,0 0,05 '
Жесткий , 35—38 4,2 2,0-2,5 .. 1,6-6,0
более толстого слоя, по не обеспечивает его однородности, плотности и мелкодисперсности.
Для улучшения контакта наносимого износостойкого покрытия с основным металлом и исключения появления трещин в поверхностных cjjohx деталь Перед электроискровым легированием подвергаю^ воздействию ультразвука с последующим отжигом.
6.2. Химическая обработка (размерное травление)
Этот метод основан на растворении обрабатываемого металла химическими реактивами. Он в 4—5 раз дешевле механических методов. Металл может быть снят одновременно с большой поверхности с двух сторон, процесс легко регулируется, физико-механические свойства металла пе ухудшаются. Технологические возможности метода: припуск любой, производительность высокая с учетом того, что наибольший слой (=0,1 мм за 10—15 мин) снимается одновременно со значительной поверхности; точность до 0,05 мм.
В качестве травящих растворов применяются смеси кислот или Щелочей. Основными компонентами раствора являются: для алюминиевых сплавов — NaOH; для титановых сплавов — HF, H2SO4, HNO3; для магниевых сплавов — H2SC>4; для нержавеющих сталей ~~ НС1, HNO3, H2SO4, Н3РО4; для жаропрочных сталей — Н2О2, реС1, HNO3, НС1. Состав растворов подбирается в зависимости от производительности процесса и требуемого качества поверхности После травления. Основной характеристикой процесса размерного Правления является скорость растворения, которая зависит от химического состава сплава, применяемого раствора и режимов обработки, Например, в растворе, состоящем из HF — 140 мл/л и
123
H2SO4 — 60 мл/л, при комнатной температуре скорость растворения титанового сплава ОТ4 0,4—0,6 мм/ч и титанового сплава ОТ4-1 0,6—0,8 мм/ч. Сталь 12Х18Н9Т травится со скоростью 0,3— 0,6 мм/ч в растворе, мл/л: НО — 425; HNO3 — 425; H2SO4 — 70; Н3РО4 — 80; температура комнатная.
Равномерность и гпероховатость поверхности при травлении зависят от следующих факторов: шероховатости исходной заготовки (царапины, трещины, риски, забоины); плотности и однородности структуры металла (заготовки из прокатного материала с однородной мелкозернистой структурой травятся более равномерно, чем крупнозернистые и прессованные заготовки, а последние более равномерно, чем литые); режима термообработки (материалы, прошедшие предварительную термообработку, травятся более равномерно, чем материалы, не прошедшие ее); положения детали в процессе травления; состава раствора как свежего, так и после его истощения в процессе работы; температурного режима процесса.
Общее травление для титановых сплавов производится для улучшения качества поверхности (в частности, сварных соединений), а также для повышения пластичности материала за счет уда-, ления хрупкого слоя. Л
6.3. Электрохимическая обработка Ц
Электрохимическая обработка (ЭХО) основана на явлении анодного растворения металла при прохождении электрического тока через электролит, обладающий ионной проводимостью. В качестве электролитов обычно применяют: водные растворы солей, кислот или оснований (щелочей) — для электрохимической размерной обработки; смесь различных компонентов (например, фосфорная и серная кислоты, хромовый ангидрид, глицерин и вода) — для электрохимического полирования. 1
В том случае, когда продукты анодного растворения удаляются потоком электролита, процесс обработки принято называть электрохимической размерной обработкой в проточном электролите (ЭХРО). Принцип ЭХРО заключается в том, что обрабатываемую деталь ус-танавливают относительно электрода-инструмента с небольшим зазором, через который прокачивают с большой скоростью электролит.
На практике наиболее широко применяются следующие разновидности электрохимической обработки (рис. 6.2): копирование двумя подвижными электродами (а); образование канавок (б); прошивание отверстий (в); точение фасонных поверхностей с враще-124
Рис. 6.2. Типовые схемы электрохимической размерной обработки:
I — электрод-инструмент; 2 — заготовка; 3 — электроизоляционный слой
125
нием заготовки (г) или электрода-инструмента (е); точение с одвг временным вращением заготовки и электрода-инструмента (д); кирование (ж). У
В результате ЭХО в поверхностном слое металла не происходи структурных изменений, твердости и остаточные напряжения отсу. ствуют, нет микротрещин па обработанной поверхности. Однако о, сутствие упрочнения поверхностного слоя и повышенное травлещ по границам зерен приводят иногда к снижению усталостной проч ности в среднем на 5—15%. Для восстановления усталостной про, ности после ЭХО рекомендуется: для жаропрочных и титановц сплавов — полирование фетровым кругом, электрополированщ виброполирование, а также упрочняющая обработка (виброгалтад ка и др.); для сталей — поверхностное упрочнение; для алюмин» евых сплавов — выдерживание деталей в горячей воде при 60-7О°С в течение 20—30 мин или поверхностное упрочнение.
Основными технологическими особенностями процесса ЭХО я» ляются: одновременное удаление металла со всей обрабатываемой поверхности; возможность копирования любой формы инструмент при обеспечении шероховатости Ra = 2,5-5-1,25 мкм (поверхностей перпендикулярных направлению движения электрода-инструмента) и Rz = 20 -ь 25 мкм (поверхностей, параллельных направлению движения электрода-инструмента); исключение следов обработки в ви де заусенцев, скругление острых кромок; обеспечение при объем ном копировании более высокой точности обработки при условии, что угол между направлением движения электрода и касательной к образующей профиля поверхности детали будет больше 30°; ре5 кое снижение производительности и ухудшение качества поверх® сти при плотностях тока менее 10—15 А/см . Введение электрод та в зону обработки через щели и отверстия в электродах-инстрУ ментах (ЭИ) приводит к образованию па обработанной поверх® сти выпуклых участков за счет недоспятого металла.
Экономически целесообразно применять ЭХО в следующих слУ чаях: механическая обработка затруднена или невозможна (вЫс° Копрочные труднообрабатываемые материалы, маложесткие детали фасонные поверхности, недопустимость микротрещин в цоверхнос’’ ном слое, снятие заусенцев в труднодоступных местах); благодаР* ЭХО снижается себестоимость изготовления деталей за счет сокра щения расходов дорогостоящего твердосплавного инструмента (пР® ЭХО износ инструмента практически отсутствует); снижается шер0 126
ватость с Rz = 80 4-10 мкм после точения, фрезерования, сверле-|'ая Д° На = 2,5 ч-0,16 после ЭЗО.
К средствам технологического оснащения ЭХО относятся станок, 1(СТочник питания (ИП) и вспомогательные устройства, предназначенные для очистки электролита от шлама, подачи его в рабочую оНу станка, отсоса из рабочей зоны выделенных при ЭХО газообразных продуктов, промывки деталей и сборочных единиц узлов станка. Станки для ЭО подразделяют по назначению на универсальные и специализированные, а по компоновке — на станки с вертикальным и горизонтальным перемещением рабочих узлов. В табл. 6.3 приведены основные технические характеристики некоторых универсальных станков для ЭХО.
В качестве инструмента на станке мод. 4А850 применяют стальные бесконечные лепты шириной 30 мм и толщиной не менее 0.8—1 мм. Скорость перемещения ленты 18 м/с при резке нержавеющей стали максимального сечения. Ширина реза не превышает 2 мм.
На станке мод. 4412ФЦ освоено формообразование сквозных и глухих отверстий круглой, квадратной и другой формы с погрешностью ±0,05 мм, калибрование отверстий с погрешностью размеров и формы 0,03 мм, формирование канавок с погрешностью размеров 0,08 мм, обработка глухих полостей фасонной формы с погрешностью 0,1. Низкая шероховатость обработанных поверхностей (Ra =0,16 мкм) обеспечивается плотностью тока до 300 А/см 2, непрерывной прокачкой электролита через межэлектродпый промежуток (МЭТ) под давлением 1,5—2,0 МПа при зазоре 0,03—0,05 мм. На станке мод. 4А423ФЦ полости обрабатывают с погрешностью 0'1 мм, а отверстия — с погрешностью 0,04 мм при шероховатости ’’к поверхностей Ra = 0,32 мкм.
При обработке на станке мод. ЗЭНОМ погрешность размеров и Формы равна 0,008 мм при шероховатости поверхности Ra = 0,63 j'Km; длина шлифования до 180 мм. Станок мод. 4405 представля-ет собой двухпинольный полуавтомат, каждая из пинолей которого Работает автономно и снабжена собственным источником питания, ‘^алогичными по назначению являются станки мод. 4406 и 4407, [|° они имеют по одной пинолли. Они комплектуются центрифуга-0МД-802К и автоматическими моечными машинами АММ-2 и ' ™М-1 соответственно. В табл. 6.3 приведены основные техниче-СКйе характеристики некоторых станков для ЭХО.
1^7
128
Таблица 6.3
Основные технические характеристики некоторых станков для ЭХО
Модель Наименование Максимальные параметры обрабатываемых заготовок Максимальная про-изводи-тель-ность Напряжение на электродах, В Сила тока, А Основное назначение
Размеры, мм Масса,м кг 3/ м /мин
1 2 3 4 5 6 7 8
4А840 4А850 4А860 Станок анодно-механи-ческий ленточный от-резной 0 25Ох 1000 1000 3500 21-26 630 Отрезка заготовок из труд-необрабатываемых сталей и сплавов
0 400x6000 2500 3500 21-26 600
0 600x6000 5000 3500 21-26 600
4870 0 1000x6000 50000 3500 21-26 1000
442ФЦ Станок электрохимический копировальнопрошивочный с программным управлением 0 400 (220x280x280) 150 5000 12-24 3200 Формообразование наружных и внутренних поверхностей деталей типа тел вращения и полостей из труднообрабатываемых сталей и сплавов
4422 4А423ФЦ 4424 Станок электрохимике-ский копировально-пронтивочный 160x250x300 100 6500 12-24 3200 Формообразование полостей и отверстий различной формы (рабочие элементы ковочных штампов, пресс-форм и т.п.)
350 х 400 х 480 450 6000 fl2000) 6-г-12 3200 (6300)
450 х 480 х 850 850 24000 (40000) 3-12 12500 (25000)
33731 Станок электрохимиче- \ елгта тя п л о с кош л и фо- 200x320x630 315 1500 2—12 1 3200 /Шлифование плоскостей за- в 1 IroronoK ИЗ Твердых спляпон II
Окончание табл. б.З
Основные технические характеристики некоторых станков для ЭХО
1 2 3 4 5 6 7 8
зэпом Станок электрохимический круглогплифо-вальный 0 140 x 200 (Отверстия 0 25) 9 1000 2-12 630 То же наружных и внутренних поверхностей тел вращения деталей из труднообрабатываемых сталей и сплавов
СШ-101 Станок электрохимический внутришлифо-вальный высокой точности 0 250x110 10 200 2-12 630 То же внутренних поверхностей
3622Э Станок электрохимический заточный Высота резцов до 32 ; 400 6 100 Заточка резцов по задним и передним поверхностям
3672 0 250 x 450 200 400 2-12 400 Заточка режущих инструментов с пластинами из твердого сплава по задним и передним поверхностям
3626Э Высота резцов 50 500 6 320 Заточка резцов по. передним поверхностям в автоматическим цикле
ЗЕ624Э 500 2-6 630 То же по задним поверхностям
4405 Станок электрохимиче-ский для удаления за-усенцев 50 Время обра-ботки 15...60 с До 24 500 Удаление заусенцев, притуп-ление острых кромок, калиб-ровна
4406 125 6-22 1000
4407 320 6-22 2000
4401 Станок электрохимический маркировочный 100x200x300 48 Время маркирования 1...6 с 6-22 2000 Нанесение маркировок бес-трафаретным способом (до 20 знаков одновременно)
Наиболее распространенными специализированными электрох^. мическими станками в условиях серийного и массового производ. ства являются станок мод. ЛЭ-228 (на базе серийного круглота^, фовального станка) — для электрохимического шлифования нару^-ных цилиндрических и конических поверхностей деталей типа тел вращения с частотой вращения заготовки от 63 до 400 мин ~ станок мод. 3871БЭ — для электрохимической ’сверхтонкой отделки (суперфиниширования) наружных цилиндрических поверхностей абразивными брусками на металлической связке в полуавтоматическом или наладочном режимах; наибольший диаметр заготовок 280 мм, длина 710 мм, частота вращения шпинделя передней баб-ки 30—960 мин , усилие прижима бруска до 87 Н, рабочее напряжение 2—24 В, сила тока 630 А; достижимая шероховатость поверхности Ra = 0,04 мкм при исходной Ra = 2,5 мкм, отклонение от круглости не превышает 1,6 мкм; станок мод. 3822Э — для обработки круглых отверстий диаметром 20—80 мм и длиной до 130 мм в полуавтоматическом режиме при напряжении питания 24 В и силе тока 1500 А с достижимой конусностью до 0,01 мм;
Рис. 6.3. Источник питания типа ВАК-630-24У4
станок мод. ЛЭ-142 — для электрохимического удаления заусенцев с мелких токопроводящих деталей типа пластин, лепестков, шайб, колпачков и т.п.; автомат мод. ЭЗ-93 — для удаления заусенцев и притупления острых кромок на шлицевых и шпоночных пазах, радиальных и осевых отверстиях, зубчатых колесах, дисках при диаметрах обрабатываемых деталей 50—200 мм, высоте 10—100 мм и времени обработки 15—60 с.
Источниками питания станков служат преобразователи переменного электрического тока в постоянный с напряжением до 25 В-В табл. 6.4 приведены основные технические характеристики источников питания станков ДЛЯ ЭХО. Для примера на рис. 6.3
130
Таблица 6.4 Основные технические характеристики источников питания станков для ЭХО Потребляемая мощность, кВт/ч Режим 2 О СО Л Л © со -
Режим 1 53,5 f 102 । 53,5 102 13,82 1 27,66 13,82 1 27,66 । 54,45 1
I Наибольшая мощность на выходе, । кВт Режим 2 19,2 38,4 19,2 38,4
Режим 1 38,4 , 76,8 1 38,4 76,8 10,55 i 21,12 10,56 21,12 41,58
Наибольшее рабочее напряжение, В i i S3* oq Я S3* сч S3* oq 26,4 13,2 13,2 J 26,4 13,2
Номинальное выпрямленное напряжение, В Режим 2 oq хн 'сч ЧГ-1 oq oq ЧГ-t - 2-6 2-6 2-6 . 2-6 2-6
Режим 1 S3* oq <* oq 3 S3* oq 6—12 6-12 6-12 6-12 1 6-12
i Номинальный выпрямленный ток, А 1600 ‘ 3200 . 1600 3200 008 1 1600 008 1600 3150
Тип ВАК-1600-24 Ц4 1 ВАК-3200-24У4 ВАКР-1600-24У4 | ВАКР-3200-24У4 I ТЕ1-800/12Т-ОУХЯ4 ТВ-1600/12Т-ОУХЛ4 ТЕР1-800/12Т-ОУХЛ4 TBP1-1600/12Т-ОУХД4 ТВИ1-3159/12Т-ОУХЛ4
131
приведен общий вид источника питания типа ВАК-630-24У4, Име. ющий вольтметр 1 и амперметр 3, отверстие для доступа охлащда. ющего воздуха 2, клеммы 4, дверцы 5.
Вспомогательное оборудование включает баки для хранения и приготовления электролита, ванны для промывки обработанных де. талей холодной и горячей водой, пассивации и консервации дета. лей маслом или другими составами, насосы для подачи электролита в рабочую зону (технические характеристики которых приведены в табл. 6.5), оборудование (центрифуги, фильтрующие и флотационные устройства, отстойники) для очистки электролита. В табл. 6.6 приведены технические характеристики современных центрифуг.
В табл. 6.7—6.10 приведены соответственно: составы "электролитов и режимы ЭХО; технологические режимы ЭХО для различного
Таблица 6.5
Технические характеристики насосов для подачи электролита при ЭХО
Тип насоса Производительность, и 3/ч Напор полный, кПа Потребляемая мощность, кВт Габаритные размеры, мм
ХБ-45/165 45 1650 55 650 х 680 х10000
ХБ-20/190 20 1900 40 655 х 700 х 1820
НЦВ-40/80 40 800 19 . 560x770x950
НЦВ-40/20 40 200 4,5 450x455x620
2Х-9Е-1 12-29 ,200-140 5,5 405 х 490 х 1830
ЗХ-9У-1 29-60 350-260 10 425x540x1250
Таблица 6.6
Технические характеристики современных центрифуг
Тип центрифуги Производительность, л/ч Эффективность очистки, % Мощность привода, кВт Габаритные размеры, мм
ОМД-802Н-1 80...1000 80...90 4,4 1630х 1240х 1080
ОГШ-352К-1 1800...2000 80...90 7,5 1550x1095x715
ОГШ-202К-2 800...1000 70.„80 5,5 1700х 1085x730
132
Составы электролитов и режимы ЭХО
I мкм й 00 0,6-2,3 | 3,5-2 0,63 | ем 1 1Л ГС ем' 1 с© о" S о' h‘i-6‘0 0,8-1,1 j О i о o' 7 о o' о 7 o' 7 ем 2,3-2,6 2-3,5 |0,9-1,2| 0,7-1,1 |
а, мм г- Я‘0 0,5 °'3 °’5 1 '0>5 | 0.3 ] 0,3 I Ю o' o' 0,1-0,5 1 °-5 1 0,2-0,5 1 °-5 1 [ 0,5
ч МО sf о lQ О О
S о <£> О ЧГ-1 7 20 о 7 Г- ю 7 7 7 о 1 1 О Ч-1 7
Режимы ЭХ( < см см CM
рх 10, МПа | Ю ю 1 S3* | 4—5 | 3-4 1 | 2-6 । Ь5 4-5 V-L'2 J ' 1 sf* Г 2--6 1 ее S3* 1 со [ 2-6 3,7-4
О -60 1 -30 -25 । -30 -30 О -40 -30 00 -25 -29 -35 о со 1 -25 -25 00
** -ое 25- О О ем 25- 22- 35- 20- | 20- 27- О 20- 20- О
и, в 1 со 00 12 | 12,5 ! 00 О О I. 12 ; | 12 ! LJ7_ | 10-12 00 о 13-15 • 13 1 10 18
+ +
I Электролит см Титановые сплавы 1 10%NaCl + Н20 6,5% KNO3 + 3,4% КВт + 6,9% NaCl О сч я + 11,5% KN03 + 8% NaCl + Н20 10% NaCl + 3% КВт + И20 | 10% NaCl + 10% КВг + Н20 11,5% KN03 + 8% NaCl + Н20 - 10%NaCl + H20 10%NaCI + 10% KBr + H20 15%NaCI + 10% NH4NO3 + H20 10%NaCl + 10% KBr + H20 | 12%NaCI + 8% NH4NO3 + H20 9%NaCl + 5% KBr + Hz0 1 6,5% KN03 + 3,4% КВг + 6,9% NaCl о к + 4,8% NaCl + 1,25% КВг + О еч я + б" со м ев Z еЛ о” + I 10%NaCI + 10% КВг + Н20 15%NaCI + 10% NH4NO3 + Н20
I. Сплав ВТЗ-1 ВТ8 BT9 BT20 eS о ma 1 ОТ4-2
133
GO JS
Окончание табл. 6.7
1 2 3 4 5 6 7 8
Спла вы на основе железа и никеля -
12Х18Н10Т 15% NaCl + 10% KNO3 + Н2О 10-12 20-25 3,5-4 22-28 0,4-0,5 0,3-0,7
6% NaCl + 10% NaNO3 + Н2О 8 5-35 3-6 10 0,4-0,5 0,2
10% NaCl + 2% NaF + H2O 10-15 18-25 — 15-50 0,1-0,5 —
10% NaCl + 1% NaNO3 + H2O 10-15 18-25 — 15—50 0,1-0,5
5ХНТ 20" NH4C1 + H2O 7 — 2 5 — 0,10
Х15Н5Д2Т 15% NaCl + 8,9% NaNO3 + H2O 8 5-35 3-6 10 0,4-0,5 0,10
ХН70МВТЮБ 5% NaCl + 20% NaNO3 + H2O 4 20-35 5 15 0,25
15Х18Н12С4ТЮ 20% NaCl + H2O 12 20-30 5 10 0,3 0,63
13Х11Н2В2МФ 15% NaNO3 + H2O 11 30 6 — 0,4 0,63
Х15Н5Д2Т £0% NaCl + NaNO3 + H20 8 20-30 5 5 -0,2 0,3-0,7
Х15Н5М2 20% NaCl + H2O 12 20-30 5 10 0,3 0,63
СП28 10% NaCl + H2O 12 20-30 5 5 0,3 0,3
32Х12НВМБр 20% NaCl + H2O 12 20-30 5 5 0,3 2,3
• ВЛ-1 10% NaCl + H2O 12 20-30 5 10 0,3 0,63
30ХГСН2А 10% NaCl + 2% KBr + H2O 10-15 18-20 2-4 5-50 0,1-0,5
ЗОХГСА 10% NaCl + H2O 10-15 18-25 2-4 15-50 0,1-0,5 .
ХН77ТЮР 10% NaCl + H2O 12 20-30 5 15 0,3
ЖС6КП 10% NaCl + 10% KNO3 + H2O 10 30 4,5 10 0,5 0,3-0,7
ХН70ВМТЮ 20% KNO3 + H2O — 22 — 15 1,5
ХН62МВКЮА 10% NaCl + H2O 12 20-30 5 15 0,3 0,63
ХН55ВМТКЮ 10% NaCl + H2O 12 20-30 5 15 0,3 1,5
15Х18Н12СЧТЮ 11,5% NaCl + 3,5% Na2SO4 + H2O 12 20—30 5 15 0,3 1 0,63 /
Технологические режимы ЭХО для различного назначения
Операции Напряжение, В Плотность тока, А/см2 Окружная скорость электрода, м/с Скорость прокачивания электролита, м/с Производи- 1 тельность электролита, л/м Межэлект- | родный промежуток, мм
Электрохимическое разрезание , 10—12 80-10 25-28 — 2-3 0,01-0,02
Анодно-механическое резание 17-28 50-150 16-20 — 10-15 0-0,1
Электроалм.азное резание ' 9-12 70-90 25—30 — 5—8 0,01-0,02
ЭХО наружных поверхностей 8-20 2-50 — 1-20 — 0,05-0,8
ЭХО внутренних поверхностей 8-20 4-80 — 1-30 — 0,02-0,4
ЭО отверстий х 10-24 20-250 — 5—60 — 0,02-0,2
Электрохимическое скругленйе кромок 10-20 5-10 — 1-2 — 0,3-0,5
Электрохимическое маркирование ' 6—9 8-10 — Поверхность детали смачивают электролитом 0,01-0,02
Электрохимическое шлифование абразивными кругами 6-8 70-100 25-30 —> 10-25 0,01-0,05
Электроалмазпйе затачивание 4-6 60-100 30-35 5-10 -0,01-0,02
Электроэрозионно-химическая обработка отверстий 17-36 100-800 — 10—20 — 0,02-0,1
Электрохимическое травление 3—12 0,05—0,2 0-0,1 — 100 и более
Электрохимическое полирование 4-24 0,05-0,06 0-0,1 — 2-100
Электрохимическое суперфиниширование 12-18 0,05-1 1000-2000 колебаний — 2-10 2-3
1 Анодно-механическое полирование 6-18 0,05-1 2-5 — 5-10 10-50
I
© w © у s ж Й ©
a ч
Материал деталей Стали низко-, средне- и высокоуглеродистые, алюминий Стали среднеуглеродистые, алюминий и его сплавы (АМп, АМг и Д1) Стали и алюминий Стали высокоуглеродистые.и низколегированные Стали хромистые типа сталей 20X13 и 12Х18Н10Т Стали хромистые и хромоникелевые Нержавеющие хромистые и хромони- В келевые стали I Медь и ее сплавы Ц
Режим обработки | Время обра- , ботки, мин 3-10 -5—10 15-20 1-5 | 5-10 1 5-10 2-10 3 — 10 j
Температура, •с 70-90 1— ' _ О 00 1 о 50-60 70-80 1 70-80 1 1 О 00 о 50-70 L I 15-25 j
Плотность тока, А/дм2 40-60 1 35-50 5-10 50—70 ! 50—70 1 । 40—70 40-100 | 5—20
Содержа-। ние, г/л | 750 | 11*0—J 120 1 650 | 1 150 J О 1© [ 008 j L 09 1 g © S3* 1 600 1 200 | । 400 400 I 30 I 500 160 1 120 _ 1 1000 1
। Плотность, / 3 । г/см I М i ! 1 © ч* 1 1,84 ] 1 L J 1 9‘V 1 1 1,6 П ! 1 | 9‘1 ' S3* сю Ч-1 1 © Ч-1 S3* СЮ Ч-1 L 1,26 I ( 1,6
U Компоненты | электролита | Н3РО4 I С? с/2 Л о и о ж Г H2S°4 | о о о с-3? С? сч о НзРО4 П еОгО I НзРО4 J j H2so4 .1 О д’ o’ I Cr2O3 | 1 Н3РО4 1 Г ,/08гН J j Глицерин 1 О
136
L
Таблица 6.10
Металлические материалы, применяемые для изготовления электродов-инструментов
Материалы Марка, ГОСТ Удельное электрическое сопротивление, Ом • см Примечание
— Конструкционные стали СтЗ ГОСТ 380-71 , 0,0978-10'8 Изготовление электродов-инструментов для основы электрохимического разрезания и в качестве ЭИ с абразивонесущим слоем
Сталь 45 ГОСТ 1050-74 0,189 10"6
(Нержавеющие (стали 65Г ГОСТ 1050-74 0,815-10'6
Х18Н9Т ГОСТ 5632-72 0,710-10*8
2X13 . ГОСТ 5632-72 0,588 ЮГ6
Медь и ее сплавы Медь ГОСТ 859-78 0,0174-10’8 В качестве связки для ЭИТ дисковой формы с абразивонесущим (алмазным) слоем
Алюминиевый сплав АМЦ - ГОСТ 21631-76 0,0262 • 10’6 То же и в качестве основы для ЭИ типа АПВ, АЧК и др.
Латунь Л63 ГОСТ 15527-70 0,071 IO’6 Изготовление ЭИ со сложной формой ак-тивной части для эхо
Бронза БрА5 ГОСТ 18175-78 0,0208-10’8
Графит (литей- , ный) . ГЛ2 ГОСТ 17022 1,5-10’8
Примечание. АПВ — алмазный плоский с выточкой; АЧК — алмазные круги чаптечной формы.
137
назначения; электролиты и режимы обработки, применяемые прц электрохимическом полировании; металлические материалы, приме, няемые для изготовления электродов-инструментов.
Особенности формообразования внутренних поверхностей заклю-чаются в следующем. Размерную ЭХО можно выполнять неподвижным относительно заготовки электродом-инструментом при удалении небольших припусков и подвижным — при снятии больших припусков. На практике применяют три вида электродов-инструментов (рис. 6.4): активной частью является торец и наружная образующая (рис. 6.4, а); со сплошным электроизоляционным, по образующей, слоем на основе эпоксидных смол или напрессовывания втулок из фторопласта, стеклотекстолита или других диэлектрических материалов (рис. 6.4, б); с электроизоляционным слоем и оголенным пояском h (рис. 6.4, в), от размера которого зависит боковой межэлектродный промежуток а 6 , определяемый из выражения: а6 = 2ат7г + а2, где а т — торцевой зазор. Активный поясок предотвращает разрушение-' электроизоляционного слоя под действием гидравлических явлений в межэлектродном промежутке.
Рис. 6.4. Разновидности электродов-инструментов для размерной ЭХО внутренних поверхностей:
1 —электрод-инструмент; 2 — заготовка; 3 — электроизоляционный слой
Глубокие отверстия малого диаметра (1—3 мм) получают с помощью калиброванных латунных трубок соответствующего диаметра с толщиной стенок 0,1—0,2 мм. Для предотвращения конусности отверстий наружную поверхность электродов-инструментов полностью покрывают электроизоляционным слоем толщиной 0,05" 0,08 мм электростатическим способом.
Так как площадь торцевой активной части электрода-инструмента больше сечения отверстия, то заметно сокращается количество
138
электролита, прокачиваемого через мезйэлектродный промежуток (рис. 6-4, а) ‘. В результате этого на некоторых участках межэлект-родного промежутка образуются своеобразные разрывы потока электролита, так называемые «сухие зоны», приводящие к короткому замыканию. Для предотвращения этих явлений применяют различные способы прокачки электролита. Если электроды-инструменты имеют размеры наружного контура, не более чем в 2—3 раза превышающие размеры отверстия для подвода электролита, то последний подают в межэлектродный промежуток через указанное отверстие (рис. 6.5, а). Такой способ подачи электролита успешно применяют при обработке отверстий электродами-инструментами, имеющими /1 = 6 мм при d = 2 мм и D = lb мм при d - 25 мм. С увеличением соотношения этих диаметров возрастает опасность возникновения «сухих зон». В таких случаях для нормализации процесса ЭХО искусственно создают определенное сопротивление потоку электролита па выходе его из межэлектродного промежутка (рис. 6.5, б). Суммарный размер отверстий в накопительной камере 1 на 10—15% меньше межэлектродного промежутка. При ис-
Рис. 6.5. Способы подачи электролита в межэлектродный промежуток при обработке отверстий и полостей
Пользовании полых электродов-инструментов с соотношением размеров D /d, .цревышающим 6—8, применяют другой способ прокачки электролита (рис. 6.5, в), когда суммарный размер отверстий камеры 1 больше отверстия в электроде-инструменте. При обработ
. 139
ке отверстий в жаропрочных сплавах (при напряжении 20 В, сиде тока 20 А, давлении электролита на входе 3—4 МПа, его расходе 3—5 л/мин и частоте вращения инструмента 15—20 мин-1, подаде 6 мм/мин) погрешность отверстия не более 0,1 мм, а отклонение его от оси не более 0,12 мм на глубине 100 мм.
Ниже приведены примеры использования электрохимического метода для различных целей. ЭХО пазов в дисках, изготов-
6}
Рис. 6.6. Диск (а) и приспособление (б) для ЭХО его пазов:
1 —- электрод-инструмент; 2 — втулка;
3 и 6 — прихваты; 4 — заготовка;
5 — корпус
ленных из легированной стали (рис. 6.6), экономически выгод, па в условиях малосерийного производства. Она проводится после механической обработки и закалки и позволяет получить высокую размерную точность и малую шероховатость поверхности. Схема электрохимического калибрования отверстий в пальце, изготовленном из стали 12ХНЗА, с помощью неподвижного относительно заготовки электрода-инструмента изображена на рис. 6.7
ЭХО широко применяют при выполнении отделочных операций: удалении заусенцев, притуплении острых кромок, полировании и т.д. На рис. 6.8 приведена рабочая секция приспособления для удаления заусенцев в центральном отверстии втулки в 15%-ном водном растворе NaCl: температура электролита /ал = 20°С, U = 20
I- 1000 А. Время обработки 1 мин.
Применение ЭЭО и ЭХО часто становится затруднительным или невозможным, если конструкция детали не предусматр0'
140
Рис. 6.7. Приспособление для электрохимического калибрования отверстий в пальцах:
1 — пиноль; 2 — промежуточная плита;
3 — прижимная втулка; 4 — рукоятка;
5 — заготовка; 6 — электрод-инструмент; 7 — корпус; 8 — подкладка;
9— основание
Рис. 6.8. Приспособление для электрохимического удаления заусенцев
во втулках:
а — втулка; б — рабочая секция: 1 — токоподводы; 2 — электрод-инструмент; 3 — плита; 4 — деталь; 5 — обойма; 6 — оправка; 7 — кожух; 8 — подкладка; 9 — контактная плита;
7(2 — основание
вает их применение. Соответствие конструкции условиям ЭЭО и ЭХО определяется анализом следующих факторов; технических требований, основных параметров детали и ее элементов, подлежащих обработке, возможности изменения конструкции детали с целью Улучшения ее прочностных и массовых характеристик за счет преимуществ ЭЭО и ЭХО; компоновки детали или элементов ее по-Верхности с точки зрения локализации зон обработки; надежного базирования и закрепления детали и наличия измерительной базы;
141
возможности уменьшения типоразмеров конструктивных элементов и их унифицирования с целью применения минимального чисда электродов-инструментов или введения многоместной обработки; д0. стигаемого экономического эффекта.
По результатам изготовления первых деталей ЭЭО и ЭХО вод. можпа корректировка конструкторской документации с учетом по-лученных результатов.
Основные этапы обеспечения технологичности конструкции дета-ли следующие: ознакомление с техническими требованиями на проектирование, эскизными чертежами, определение аналога конструкции; анализ и отработка конструкции детали па технологичность, выдача предварительных рекомендаций; технико-экономическая оценка конструкции детали; разработка конструкторской документации на деталь с учетом применения ЭЭО и ЭХО; изготовление опытных образцов деталей; корректировка конструкторской документации по результатам изготовления опытных образцов деталей.
Детали, намечаемые к переводу на ЭЭО и ЭХО, должны отвечать следующим основным требованиям: материал детали должен быть токопроводимым, не иметь включений диэлектрического характера; поверхность материала не должна иметь оксидных пленок; конфигурация детали должна обеспечивать свободный подход электрода-инструмента к обрабатываемой поверхности, деталь должна иметь необходимые базы для установки и контроля, а также контактные поверхности для обеспечения токоподвода; обрабатываемые элементы по возможности не должны иметь теневых участков, исключающих формообразование поверхностей за одно поступательное движение электрода-инструмента; размеры и расположение обрабатываемых элементов должны обеспечивать наиболее производительную обработку (с учетом мощности источника питания, применения многоместной оснастки и инструмента).
Рассматривая вопросы отработки конструкции детали под ЭЭО и ЭХО, необходимо учитывать особенности, преимущества и недостатки этих способов (табл. 6.11).
Таблица 6.11
Особенности, преимущества и недостатки ЭЭО и ЭХО
Наименование параметра ЭЭО ЭХО
Производительность (объемное копирование), мм3/мип 20-30 000 100 000-120 000
Погрешность геометрических размеров, мм 0,01-0,05 0,05-0,2
142
Окончание табл. 6.11
шероховатости, мкм Rz 1-1000 Ra 0,2-3,0
Толщина дефектного слоя, мкм : 4-400 Отсутствует
коррозионная стойкость (по сравнению с механической обработкой) Понижается Повышается
Изменение поверхностного слоя Н ауглероживание; омеднение; белый слой и т.п. Наводораживанце
Концентраторы напряжений Присутствуют Отсутствуют
Наличие заусенцев ' Отсутствуют Отсутствуют ,
Рабочая жидкость Жидкие нефтепродукты (кероситт, трансформаторное и индустриальное масло); вода Водные растворы ней-• Тральных солей „ (NaCl, NaNO3 и др.)
Износ электрода-инструмента Изнашивается Не изнашивается
Получаемые минимальные размеры, мм: диаметр 0,02 0,5
щель 0,05 0,5
перемычки 0,1 1,0
6.4. Ультразвуковая обработка
Ультразвуковая обработка основана на воздействии ультразвука на вещество. В качестве генератора ультразвуковых колебаний ча-Че всего используются магнитострикционные или пьезокерамические преобразователи.
Принцип размерной обработки на ультразвуковом станке заклю-Чается в долбящем действии суспензии (смесь антикоррозионной 'Чидкости с абразивными частицами во взвешенном состоянии) и кавитационных процессах в суспензии, которые значительно ускоряют направленное разрушение обрабатываемого материала. Закрепленный на конце концентратора 3 инструмент 2 (рис. 6.9) ко-леблется с частотой 16—30 кГц и амплитудой 0,02—0,06 мм при Статическом усилии на деталь 1, равном 20—250 Н. При этом ско-
143
Рис. 6.9. Схема ультразвуковой обработки:
1 — деталь; 2 — инструмент;
3 — концентратор; 4 — магнитострикционный преобразователь; 5 — насос
рость перемещения инструмента доСТ(| тает 2,5 мм/с. В качестве материал инструмента применяется тверда сплав или закаленная сталь.
Технологические возможности мщ, да: шероховатость поверхности до Да; = 0,2 мкм; точность обработки 0:0k 0,02 мм; обрабатываемость тверды; сплавов и стали соответственно в 40 t 80 раз медленнее, чем стекла (цветные сплавы совсем не обрабатываются); не: местного нагрева в зоне обработки е дефектного слоя на обрабатывающей поверхности.
Детали очищаются от технологиче ских загрязнений с помощью ультразвука следующим образом. Деталь по
гружают в раствор с магнитострикци онным или пьезоэлектрическим преобразователем. Колебания от ультразвукового генератора (УЗГ) через преобразователь передаются диафрагме, а от ни — моющему раствору. Очищающее дей-
ствие ультразвуковых колебаний, основанное на явлении кавита ции жидкости, заключается в том, что при распространении ультразвуковых волн в моющем растворе появляются области сжатия и разрежения, чередующиеся с ультразвуковой частотой. При разрежении силы, действующие па молекулы, начинают превышать ся-лы межмолекулярного сцепления, и жидкость разрывается. В местах разрывов возникают мельчайшие пузырьки, при «схлопыва- нии» которых и происходит очищение загрязнений поверхносА или отрыв заусенцев, прилипшей абразивной пасты и др. В ка< стве жидкостей применяют органические (бензин, керосин) и неор ганические (щелочные) растворители. Для очистки деталей ультра звуком применяются ультразвуковые генераторы типа УЗВ-15 11 УЗВ-16 совместно нами типа УМ 1-4, различным числом
2бИ и различной рабочей емкости. Классификация генератора приведена в табл. .6.12, а в табл. 6.13 представлены водные мо!0 щие растворы для ультразвуковой очистки.
‘144
с серийно выпускаемыми ультразвуковыми ва® УЗГ-2,5, УЗГ-5, УЗГ-10М. Ванны выпускают ' встроенных в них преобразователей типа ВМ1
2
& а
s
3 а И
Основные характеристики ультразвуковых генераторов
УЗГ-0,1 0,1 0,18 220 18—7,5 । Воздушная 1 320 х х 220 х х 200 •чг*
1Л -• СЧ йГ со F’b. Ю 1О <М о“ ф” QO «еН 1 880 х х 360 х х210 20
УЩЗГЗ-0,4 sf О сГ 1 со 1 о 1 © zo S* * С0 * - 05 V со - !Л г-'- *-< Ф СЧ ОЭ *9* TH СЧ СО 1 410 х ] х 442 х х437 ф ю
УЗМ-1,5 in о 15-30 Принудительно-воздушная 1 1425 х х 660 х х 603 275
УЗГ5-1,6/22ДЛ с© СЧ sr 220/380 . 22 . 1 1265 х х 650 х х540 260
s СЧ ' t- 1Л СО иъ 18-22 1 1510х х775 х хбОО । 420
УЗГ-2-4/18 *9* 00 16,5-19,5 1 1808 х х810 х х 637 420
УЗГ-6М 6,5 12 СО со 1 Q0 Воздушно-водяная С0 1715х х 790 х х 725 400 1 i
1 УЗГ-10- 22 10 19,5 20,5— 23,5 О «еН 1860 х х880х х886 620
'узг-юу ° Г* 18-22 О 885 х х 780 х х 1850 630
1 Характеристики^ ( Мощность, кВт 1 на входе 1 потребляемая Напряжение, В [Диапазон частот, |кГц Система охлаждения Расход воды на охлаждение, л/мин j Габаритные разме-| ры Масса, кг
145
Таблица 6.13 Водные моющие растворы для ультразвуковой очистки Содержание компонентов в растворе 1 1Л 1Л 1 СО 1 1 1 1 1 1 1 1 Примечание. Раствор 0 применяется для очистки сталей с одновременным пассивированием, 1 —для очистки чер-HTJX и цветных сплавов, 2 — меди, алюминия и сплавов на их основе, цинка, 3 — для обезжиривания стальных деталей, 4, 5 — для деталей из меди и ее сплавов, 6 — для очистки поверхностей прецизионных пар, 7 — для очистки деталей из
СО г 1 1 1 1 1 1 1 90-100 35-40 25-30 ** 1 со СО
1Л 1 3-5 3-5 1 1 1-3 1 0,5-0,8 1 1 1 1 1
** 1 1 30-40 1 1 1-3 1 1 1 1 1 1 1
СО 25-30 1 1 20-25 1 1 10—12 1 1 . 1 1 1 1
сч 1 СО 1 ** 6-8 1 10-12 1 1 1 1 1 1 1 1 1
«еН 5-10 15-25 40-60 1 1 1 1 1 1 1 1 1 1
О 15-20 1 1 1 1 1 1 «еН 1 1 1 1 1
Компоненты Гидрооксид натрия, г/л Карбонат натрия, г/л Тринатрийфосфат, г/л 1 Метасиликат натрия, г/л Препарат ОП-7, г/л Синтанол ДС-10, г/л Нитрат натрия, г/л Бихромат калия, г/л Этиловый спирт, мл Аммиак, мл Мыло, г Щавельная кислота, мл Вода, мл
146
6.5. Электронно-лучевая обработка
г
Рис. 6.10. Схема электронно-лучевой установки
Электронно-лучевая обработка (ЭЛО) основана на способности электронов (в пучке) передавать свою кинетическую энергию вещему и превращать кинетическую энергию с большим КПД в тепловую при столкновении электронов с веществом (деталью) и их торможении. Материал нагревается, а при воздействии ускоренных 7 8 2
электронов удельной мощности 10 —10 Вт/см плавится и испаряется.
К процессам ЭЛО относятся сварка, пайка, вырезание прецизионных заготовок, прошивание отверстий, резание труднообрабатываемых материалов, нанесение покрытий, запись информации. В производстве ЖРД ЭЛО применяется в основном для получения малых отверстий и сварки. Процесс размерной обработки осуществляется на специальных установках и протекает в вакуумных рабочих камерах с рабочим вакуумом порядка 2 10 —
ЗЮ'3 Па. На рис. 6.10 приведена блок-схема электронно-лучевой установки, которая включает: отклоняющую систему 1; электромагнитную линзу 2: систему наблюдения (микроскоп) 5; стигматор 4; диафрагму 5; анод 6; управляющий электрод 7; катод 8; деталь 9; рабочую (вакуумную) камеру 10; систему программного управления 11; блок Ускоряющего напряжения 12.
Особенности ЭЛО: обработка в вакууме; высокая химическая чистота обработки; возможность получения весьма малых (5—10 Мкм) отверстий; отсутствие инструмента для расходуемых электродов; возможность широкого Регулирования режимов и точно-Гл
Управления тепловыми про-
147
цессами; возможность обработки металлических и неметаллически* материалов; возможность сварки и плавки всех металлов; возмощ. ность обработки таких участков конструкции, которые недоступна при других процессах; возможность обработки материалов с выс0, кой степенью прозрачности и большой отражательной способно, стью; обработка осуществляется непрерывно при сравнительно лег-ком управлении движением луча; обеспечивает высокую производительность (до 4000 отв./с).
К недостаткам ЭЛО следует отнести: сложность конструкции и высокую стоимость оборудования; значительное время для получения вакуума.
Технологические параметры ЭЛО определяются условиями генерации свободных электронов и их ускорения, характером управления (фокусирования и отклонения) электронным пучком и процессами взаимодействия пучка с материалом заготовки. При ускоряющем напряжении 15—30 кВ осуществляется плавление, при 50-80 кВ — повышение эффективности сварки, при 100—200 кВ -резание и микросварка. Рабочей средой является вакуум не более 10 —4 — 10 —3 Па. Некоторые технологические процессы можно осуществить при более высоком давлении, если путь пучка без вакуума не превышает 200—300 мкм. Это обстоятельство используют при размерной обработке и сварке, при подаче защитного газа (аргона), при ускоряющем напряжении более 100 кВ.
Электронный луч как инструмент для обработки отверстий характеризуется ускоряющим напряжением и током луча в импульсе, частотой, длительностью и формой импульса, размерами и формой в продольном и поперечном сечениях, распределением энергии в фокальной плоскости и углом сходимости. Ускоряющее напряжение для изготовления отверстий диаметром 0,05—0,5 мм в оптимальном режиме обычно составляет 100—200 кВ; стабильность уС' коряющего напряжения при постоянпо.м токе луча 10 мА составляет не более 0,01%. Величина тока электронного луча в импульсе составляет 5—50 мА и выбирается такой, чтобы плотность энергии в фокусе луча составляла 10 7 — 10 9 Вт/см 2. Длительность ИМ' пульса лежит в пределах 100—6000 мкс и определяет точность обработки и шероховатость поверхности отверстия, толщину изменеИ-ного слоя и форму отверстия. Частота следования импульсов определяет производительность процесса обработки отверстий и обычИ° составляет 1—1000 Гц.
148 I
При электронно-лучевом перфорировании отверстий диаметром д05—0,5 мм в листовых труднообрабатываемых материалах толщи-QД—0,3 мм (рис. 6.11) в качестве технологических подложек
Рис. 6.11. Схема перфорирования листовых материалов методом ЭЛО: а — схема перемещения детали и электронного луча во время перфорирования; б — схема изготовления отверстий с технологической подложкой:
1 — перфорируемая заготовка; 2 — технологическая подложка;
3 — вращающийся барабан; 4 — электронный луч; 5 — отклоняющая система
применяется силиконовая резина марки 5Р129. Достигаются: шероховатость поверхности — Ra = 2,5 ч-0,04 мкм, точность обработки — 6—9 кв., зона структурных изменений —- 0,01—0,05 мм. Характеристики электронных пушек приведены в табл. 6.14, а технические характеристики установок для ЭЛО — в табл. 6.15.
Технологические возможности установки ЭЛУРО следующие:
Диаметр получаемых отверстий, мм . . . .............0,01-1,0
Максимальная толщина материала, мм........................6
Максимальная проницаемость перфорированного материала, % 25
Точность обработки, % (не хуже) ..........................20
Шероховатость поверхности, мкм ......................0,8—0,4
Величина дефектного слоя, % 10
Производительность, отв./с ............................ 1000
Отверстия, полученные ЭЛО, имеют входной и выходной кону-Сы высотой 1,2—0,6 диаметра отверстия.
6.6. Лазерная размерная обработка
Этот вид обработки осуществляется с помощью оптических ^вантовых генераторов (ОКГ), получивших название лазеров, большинство современных технологических лазеров, используемых
149
Характеристики электронных пушек
Таблица 6.14
Тип Г7у,кВ I мА d э, мм Р /S кВт/мм 2
Низковольтная 25 до 500 менее 1,0 до 10 ~
Промежуточная 60 до 400 0,8 до 7 ~~~
Высоковольтная , 100 до 50 0,5—1,0 и менее до 100
Таблица 6.15
Технические характеристики установок для ЭЛО
Параметр ( Установки
А 306.05 А 306.13 ЭЛУРО
Iэ мА: в непрерывном режиме в импульсном режиме 0-200 0-200 0-200 0-200 . 0—10 13-15
v , Гц _ 7-200 5-100 1-3300
Т и , МКС 1—50 2—100 14-85
d min > мм 0,5 0,5 . 0,01
Размеры камеры, мм 500x500 500x500 150x200
Время работы, мин 12 12 10
Площадь, м 2 3 5 12
для размерной обработки материалов/ генерируют излучение в ви-димо'м и инфракрасном диапазонах (A.q = 0,4 +10,6 мкм; 14 — 1
® = (2 + 20) 10 с ). В зависимости от режима работы различают лазеры непрерывного и импульсно-периодического действия. Для обработки материалов в основном используют твердотельные (на иттрий-алюминиевом гранате с неодимом ИАГ (Х=1,06 мкм) й газовые (на диоксиде углерода СО2 X = 10,6, мкм) лазеры.
Лазерная технология применяется в таких процессах, как термическая обработка (Е = 10 5 + 10 4 Вт/см 2; т = 10-/‘+ 10-3 с); наплавка, сварка, поверхностное легирование, резка (£=105 +10 Вт/см ; т>10 с); пробивка отверстий:, маркировка, балансиров-
7 Я 2
ка, резка в режиме испарения и др. £=10+10 Вт/см t=10-5 + 10J4 с). Ц
150
Рис. 6.12. Одноимпульсный метод получения отверстий
Лазер эффективно используется для пробивки отверстий малого ^ламетра в деталях (форсунках, соплах и др.), изготовленных из сталей, жаропрочных и титановых сплавов, магния, вольфрама, ниобия, тантала, композиционных и керамических материалов. Различают два метода получения отверстий: одноимпульсный и многоимпульсный. При одноимпульсной пробивке (рис. 6.12) сфокусированное лазерное излучение в начальной стадии разогревает материал детали до температуры плавления (рис. 6.12, а). Затем наступает квазистационарная стадия испарения материала (рис. 6.12, б), граница разрушения под действием потока излучения перемещается внутрь детали. Продукты разрушения в виде пара и капель матери-Q ала со скоростью 10 см/с вылетают навстречу лучу. Когда граница разрушения достигнет нижней поверхности материала, под действием давления паров происходит прорыв нижней части отвер
стия (рис. 6.12, в) и окончательное образование профиля отверстия (рис. 6,12, г). Однако при отношении глубины к диаметру больше Двух одноимпульсная обработка не применяется из-за искажения формы отверстия (конусность). В этом случае ее заменяет многоимпульсная обработка, которая обеспечивает правильную геометрическую форму отверстия и точность до 7-го квалитета. Типичные значения диаметров отверстий, получаемых лазерным методом, лежат в пределах 0,005—-1,0 мм, глубина отверстий достигает 1-—5 мм и может быть в 15 раз больше диаметра.
При газолазерной резке сталей и ряда других сплавов в качест-Ве вспомогательного газа используется кислород, который выполня-ет тройную функцию. Сначала он способствует предварительному окислению металла и уменьшению его отражательной способности. Затем происходит переход к воспламенению и горению, и теплота экзотермической реакции усиливает термическое действие лазерно-г° излучения. Наконец струя сдувает и уносит из рабочей зоны Расплав и продукты сгорания металла, обеспечивая одновременно пРиток кислорода непосредственно к фронту реакции горения.
151
В табл. 6.16 приведены технические характеристики лазерной ре:). ки различных материалов. Схемы подачи вспомогательного газа в зону резки и конструкции .газолазерных резаков приведены соот. ветственно на рис. 6.13 и 6.14.
Таблица 6.16
Технические характеристики лазерной резки различных материалов
Параметры Конструкционные углеродистые стали ’12Х18Н10Т Титановые сплавы Стеклопла-’ стик
Мощность лазера, Вт 350 ’’ 350 350 350
Толщина листов, мм 0,5-5 0,5-5 - 0,5-5 0,5-5
Скорость резания, м/мин 5,0—0,5 . 3,0-0,3 5,0-0,5 3,0-0,3
Ширина реза, мм 0,2-1,0 0,2—0,6 . 0,5-1,0 0,6-1,0
Ширина зоны термического влияния, мм 0,2-0,3 0,1-0,2 0,1-ОД 0,2-0,4
Основные преимущества лазерной резки следующие: возможность резки одним источником энергии различных материалов — как металлических, так и неметаллических; высокая, производительность непрерывного процесса резки; минимальная зона тепло-
Рис. 6.13. Схемы подачи вспомогательного газа в зону резки: а — соосная с лазерным лучом; б — боковая; в — кольцевая
152
Рис. 6.14. Конструкция газолазерных резаков:
1 — лазерный пучок; 2 — корпус; 3 — зеркало; 4 — тубус; 5 —; линза; 6 — сопло; 7 — плоское окно; 8 — отверстия для подачи газа
вого воздействия в области реза; возможность автоматизации процесса и-совмещения его с другими процессами, например штамповкой.
Лазерное упрочнение заключается в нагреве локальных участков поверхности детали до сверхкритических температур и последующем охлаждении с высокой скоростью. Процесс термоупрочнения может осуществляться по трем схемам, использующим им-нульсно-периодическое излучение (рис. 6.15, а), непрерывное излучение со сканированием (рис. 6.15, б) и непрерывное излучение (рис. 6.15, в). Ниже перечислены наиболее распространенные образцы отечественного оборудования для лазерной обработки. Технологические СО2-лазеры (Х = 10,6 мкм): ТЛ-5; ТЛ-1,5; МТЛ-2; уЛГ-2,01 (лантан); ЛН-1.2НО; УЛГ-2,5; Hll-ИГ (ИГЛАН); «Кардамон»; «Катунь»; «Комета», ЛТ-1 — непрерывный режим генерации; ИПТЛ-2 — импульсно-периодический режим; Л2; Л5; Л15 — Пепрерывный и импульсно-периодический режимы. Твердотельные лазеры серии ЛТН-100 (Х= 1,06 мкм): ЛТН-101; ЛТН-102А; ЛТН-л‘02Б; ЛТН-103 — непрерывный режим. Твердотельные лазеры серии ЛТИ-500 (X =1,06 мкм): ЛТИ-501; ЛТИ-502; ЛТИ-503; ЛТИ-304 — импульсно-периодический режим.
153
Рис. 6.15. Схема лазерного термоупрочнения
Технические характеристики и технологические возможности оборудования для лазерной обработки представлены в табл. 6.17, а возможности лазерного метода получения отверстий — в табл. 6.18.
Таблица 6.17
Технические характеристики и технологические возможности оборудования для лазерной обработки отверстий
Параметры «Корунд» «Кристалл» «Квант-9М>
Выходная анергия, Дж 0,5 4 8
Длительность импульса, мс 0,05-0,075 0,1-0,2 0,5 i
Частота повторения импульсов, Гц 4-10 5 2 1
Диаметр отверстия, мм О',05-0,1 0,04-1,0 0,005-2,0
Глубина отверстия, мм 0,3-1 1-3 3
Сущность процесса газолазерной резки состоит в совместной воздействии сфокусированного пучка непрерывного или квазине-прерывного лазерного (обычно СО2-лазерного) излучения на повер' хность обрабатываемого объекта и соосной пучку струи газа, ис-пользуемой как для удаления продуктов разрушения, так и для дополнительного энерговклада в процесс разрушения за счет экз«' термической реакции окисления. «И
154 С
! 1 ‘i
~ 1J
Возможности лазерного метода получения отверстий
Режим обработки М ногой м пул ьс ньтй J Число импульсов, п 1Л 1Л I I ео ео 5-10 5-Ю 5-10 10 2-3 5-10 © © 7 7 1 5-.10.._ 2-4 5-10 4-8 © 7
Т, мс о JI с? ’О 0,1-1,0 0,1-1,0 1 0,1-1,0 0,1 0,1 0,1 0,1 0,1 1 0,1-0,5
W, Дж 0,05 ОД 0,05 0,1 © ©_ © © ©* 0,1 0,5 © Ю ДО © © ^ о q ° ej и» ©* ©“
Одноимпульсный т, мс 0,1 —1,0 г © 0,1-0,5
W, Дж 1 0,1-0,2 0,2-0,5 i 0,2-0,5 0,7-1,5 ** — 1 S- <N 0,1 0,2-0,4 0,5-1,0 2—4 © 7 0,1-0,2 0,2—0,4 0,7-1,5 см ю 1 1 т- ео 30-100 1
А^уд , Вт/см О «ем 5 107 00 ©.
Диаметр отверстия, мм 0,2—0,05 | 0,5-0,1 0,03-0,05 0,1-0,2 0,1-0,2 0,5-0,6 0,01-0,02 0,02—0,05 0,03—0,05 0,1-0,2 [ 0,1-0,2 J 0,02-0,05 0,02-0,05 0,05-0,1 0,05-0,1 0,2-0,3 I 0,5-1,0
Толщина, мм I ' I - 0,1-0,2 0,3-0,6 1-2 0,1 0,2 0,5 1.0 0,1 0,2 0,5
Материал Стали, железоникелевые сплавы \ Тугоплавкие металлы й сплавы 1 Бронзы, дюралюминий, сплавы на основе меди и алюминия
155
6.7. Обработка взрывом
Методы находят широкое применение в промышленности благода. ря их относительной простоте и большим возможностям. Взрыв это процесс освобождения большого количества энергии в огради, ченном объеме за короткий промежуток времени. В результате взрыва вещество, заполняющее объем, превращается в сильно да. гретый газ с очень высоким давлением. При взрыве в окружающей среде образуется и распространяется ударная волна. Взрыв происходит: при химических реакциях (за счет самовоспламенения); при электрическом разряде; при воздействии лучевого света (от квантового генератора) на различные материалы.
Энергоносители взрывных методов следующие: пороха дымные (65—75% калийной селитры, остальное — сера и древесный уголь) и бездымные (пироксилиновые, нитроглицериновые) с развиваемым давлением 1000—1500 МПа; газовые смеси, например пары бензина, метил, ацетилен, пропан и другие газы, смешиваемые с воздухом или кислородом; сжиженные газы, например жидкий азот; бризантные (быстродействующие) взрывчатые вещества (ВВ) с развиваемым давлением до 27 х 10 4 МПа и скоростью детонации до 9000 м/с; электрический заряженный конденсатор емкостью 0,1—50 мкФ, находящийся под напряжением 15—80 кВ.
Энергия взрыва ВВ используется: при штамповке, главным образом деталей или листовых материалов; упрочнении металла;
Рис. 6.16. Схема обработки энергией взрыва
сварке и очистке заготовок от заусенцев. В первом случае энергия передается через промежуточную среду (например, воду, минеральное масло, песок, резину, металл) или непосредственно, например при скруглении острых кромок на заготовках.
Схема обработки с использованием энергии взрыва ВВ приведена на рис. 6.16. В камеру 2 с резиновой диафрагмой 6 налита жидкость 3. Заготовка 7 установлена на матрице 1, прикрепленной к корпусу 8. В верхней части находится заряд 4 с запаль-
1S6
tS1 устройством 5. При штамповке энергию лучше передавать че-,] воду, так как она задерживает разлет отходов и растворяет ^дукты распада ВВ. Сущность метода заключается в том, что за-тОвка под действием ударной волны деформируется и приобрета-заданную форму. Принципиальное отличие взрывной штампов-, от обычной состоит в мгновенном приложении к обрабатываемому металлу напряжений, значительно превосходящих предел его' упругости. Точность и физико-механические свойства такие же, а часто и лучше.
Упрочнение металла происходит благодаря изменению его ме-х11ническим свойств деформацией под действием ударной волны, вторая возникает в металле в результате контактного заряда ВВ ,и скоростного соударения. При этом твердость и прочность ме--а.гла увеличиваются, а пластичность и ударная цязкость уменьшается.
При сварке взрывом привариваемая деталь устанавливается под небольшим углом к неподвижной детали (мишени). При соударении деталей от взрыва образуется кумулятивная струя металла, распространяющаяся по поверхности деталей, вследствие чего происходит совместная пластическая деформация обеих деталей, и они свариваются.
Энергия взрывной газовой смеси, состоящей из кислорода и водорода (Г.1), используется для удаления заусенцев с поверхностей деталей из различных материалов (термокислородный метод). Суть процесса заключается в следующем. Образующаяся в камере сгорания смесь обволакивает все поверхности помещенных в нее деталей, заполняя внутренние полости, каналы, пазы и отверстия. При, »зрыве смеси температура мгновенно достигает 3500°С. Вследствие кратковременности процесса детали нагреваются до температуры не вмше 100°С, что не отражается на их размерах, прочностных и нпруктурных характеристиках, заусенцы же мгновенно окисляются, т-с. выгорают. На их месте образуется скругленная кромка, высота Чикрозаусенцев также уменьшается, их вершины оплавляются й ' кРугляются, в результате улучшаются шероховатость и микрорель-Ф поверхностей деталей. Указанный метод обеспечивает высокую "Роизводительность и позволяет обрабатывать детали из труднообрабатываемых металлов.
Энергия заряженного конденсатора используется для высоковольтного электрического разряда в жидкости (рис. 6.17) и для ''Ратковременного разряда на катушку возбуждения электромагни-
I
157
Рис. 6.17. Схема обработки энергией высоковольтного электрического разряда в жидкости
В первом случае внутри объема жидкости при высоковольтном разряде U= 15-^80 кВ) вокруг его зоны возникают большие импульсные гидравлические давления. Заготовка 3 установлена на матрицу 2, закрепленную в ванне 1 с жидкостью 7. Полость под заготовкой вакуумируется через отверстия 4. Электроды 6 соединены тонкой проволочкой 5. Процесс разряда сопровождается образованием ударной волны в жидкости и парогазовой полости, которая при расширении создает запаздывающий поток. Давление на фронте ударной волны достигает нескольких тысяч мегапаскалей, а
скорость распространения — 104 м/с. Метод применяется для интенсификации процессов очистки и формообразования.
Магнитно-импульсная обработка заключается в использовании сил взаимодействия магнитных полей двух проводников, одним и3 которых является деталь. При длительности импульса в 10—20 мк( и напряженности магнитного поля до нескольких миллионов ампер на метр можно получить давление до 4 МПа. Например (рис 6.18), для обжатия трубы 5 при изготовлении сильфона ее поме' щают внутри катушки 4. При подаче в индуктор через выпрям® тель 1 импульса электрического тока длительностью 8—50 мкс (за счет разряда конденсатора 2 замыканием контакта 5) магнитив поле внутри соленоида распространится в виде волны, пересеч^ стенку трубы и наведет ЭД С, в результате чего возникнут вихре' вые токи. Они выделяют тепло и повышают температуру трубы, а 158
Рис. 6.18. Схема магнитно-импульсной обработки (изготовление сильфона)
также образуют электромеханические силы взаимодействия с магнитным потоком.
6.8. Плазменная обработка
В качестве концентрированного источника теплоты используют плазменную струю, представляющую собой поток ионизированных частиц, обладающих большим запасом энергии. Для создания ионизированного потока используют дуговой разряд значительной длины, возбуждаемый между двумя электродами. Дуга горит в замкнутом цилиндрическом канале, стенки которого интенсивно охлаждаются и через который под давлением подается инертный газ. Охлаждение наружной поверхности столба дуги вызывает его концентрацию, вследствие чего температура столба резко повышается. Газ, проходящий через межлектродное пространство, имеющий высокую степень ионизации и относительно высокий запас энергии, используют для нагрева изделий в процессе обработки.
Плазменная струя используется для наплавки и нанесения покрытий, в том числе из тугоплавких металлов и керамики, на изделия путем расплавления металлической проволоки или порошка. В струе плазмы можно расплавить различные материалы: сталь, асбоцемент, кристаллокорунд и карборунд (температура плавления 2050 и 2200°С соответственно) и др. Температура плазменной стРУи, выделенной из токоведущего столба дуги, а также совпадающей со столбом при использовании в качестве защитного газа аргона, достигает 10000—15000 К и более и обусловлена высокой Плотностью энергии в столбе разряда в результате его обжатия газовым потоком в узком канале плазменной головки. Наиболее широко плазменная струя применяется для резки материалов, не поддающихся резке общеизвестными способами (такими, как кисло-Родный и газофлюсовой): керамики; алюминия, меди и их сплавов; коррозионно-стойкой стали и др. При резке используют аргон и ег° смесь с водородом ( до 35% Н2). Плазменной струей можно
159
сваривать металлы и неметаллы, а также их сочетания, включая в тонколистовой материал.
Плазменная струя дает возможности наносить на поверхн0СТь материалов тугоплавкие износостойкие и термоэащитные матерва. лы, как металлические, так и неметаллические.
Ресурс работы двигателя зависит от способности внутренней оболочки камеры сгорания сопротивляться высокотемпературной коррозии. Для защиты ее от окисления и последующего разрупд. ния используются, помимо газовых завес и топлива с коэффициентом избытка окислителя меньше единицы, покрытия из жаропрочных материалов.
Жаропрочные покрытия должны работать заданное время, обладать хорошей адгезией, должны быть ровными, плотными, беспори-стыми, мелкозернистыми, мелкокристаллическими. Они не должны иметь внутренних и внешних дефектов в виде вздутий, отслаиваний, шелушений, включений инородных материалов, микрокапелъ. Наиболее широко применяется вакуумное хромовое покрытие, так как оно не имеет сетки микротрещин (как в хромовом электролитическом покрытии) и хорошо противостоит высокотемпературной коррозии. Наносится оно электронно-лучевым методом.
Для обеспечения хорошей адгезии защитного покрытия к огневой стенке камеры сгорания необходимо произвести предварительную пескоструйную обработку поверхности с последующей ее промывкой последовательно бензином, ацетоном, спиртом. Перед нанесением покрытия камеру сгорания нагревают до 500” С. Предварительная очистка поверхности огневой стенки проводится тлеющим разрядом: в парах аргона 10 мин, в парах испаряемого материала (хрома) 1—2 мин. Контроль качества покрытий осуществляется на образцах-свидетелях и имитаторах. Толщина и равномерность покрытия измеряются прибором МТ-4ОНЦ (цена деления 0,001 мм); структура, размер зерна, микротвердость и фазовый состав контролируются с помощью металлографического и рентгеноструктурного методов на микрошлифах, изготовленных из имитаторов. Пористость покрытия проверяют бумагой, пропитанной 1%-ным раствором NH3.
Теплозащитные эрозионно-стойкие покрытия защищают огневые стенки от высокотемпературного и эрозионного воздействия продуктов сгорания топлива. В качестве основных теплозащитных материалов при плазменном напылении используются порошки стабилизированной двуокиси циркония (марок ПЦП-100, ПЦП-70, ПЦП-40) или керамические материалы (керметы) на ее основе с добавками различных металлов (Ni, Сг, W и др.). Для увеличений прочности сцепления ТЗП с подложкой (защищаемый материал) 9 термостойкости покрытий на подложку предварительно наносится 160
L
методом плазменного напыления металлической подслой из нихро-ма марки Х20Н80, вольфрама или алюминида никеля (Al-Ni). Исходным материалом для подслоя является проволока диаметром от 10 до 1,6 мм или порошок с зернистостью 40—100 мкм.
Следует иметь в виду, что двуокись циркония в чистом виде для напыления не применяется, поскольку при температуре 1200°С происходит превращение ее моноклинной модификации в тетрагональную, сопровождающееся усадкой, а при охлаждении до 1000°С происходит обратное превращение, сопровождаемое расширением. Эти превращения удается предотвратить при спекании двуокиси циркония (ZrO2) с добавками окиси кальция (СаО) и окиси магния (MgO), при этом двуокись циркония (стабилизированная) имеет кубическую решетку, которая остается неизменной при нагреве и охлаждении. Покрытйя из стабилизированной двуокиси циркония обладают большей стойкостью к тепловым ударам. Вследствие малой теплопроводности окисла для его напыления используют аргоноводородную, аргоноазотную или азотную плазму.
Результаты испытаний покрытия из стабилизированной двуокиси циркония на медном сплаве БрХ08 и стали 12Х18Н10Т с подслоями из алюминида никеля, хромоникелевого сплава ВЖ98 и вольфрама показали, что прочность соединения покрытия с БрХ08 при напылении на подслой алюминида никеля значительно выше (22,6 МПа), чем при напылении на подслой вольфрама (17,6 МПа) и ВЖ98 (13,7 МПа). При испытаниях на термостойкость покрытие Al + Ni + ZrO2 выдержало более 40 теплосмен [16], а покрытие W + ZrO2 — 1—2 теплосмены, покрытие Bffl98+ZrO2 — 9—12 теплосмеп. Существенным отличием покрытия из Al-Ni+ZrO2 является то, что его можно с успехом наносить на подложку (например, ст. 12X18II10T) без ее предварительной пескоструйной обработки. При этом прочность сцепления составляет 21,6—22,6 МПа. Исключение пескоструйной обработки позволяет наносить это покрытие па изделия, которые под ее воздействием могут потерять свою форму, претерпеть ухудшение механических свойств материала подложки.
Технологический процесс плазменного напыления включает: подготовку поверхности (абразивную обработку порошком карбида Кремния или электрокорундом для обеспечения шероховатости Hz = 60-80 мкм), плазменное напыление подслоя, плазменное напыление ТЗП.
Качество-подготовки поверхности определяется расходом абрази-Ва, давлением и расходом сжатого воздуха, расстоянием от среза
161
сопла пескоструйной головки до обрабатываемой поверхности (ди. станцией опескоструивания), углом между осью сопла и обрабату. ваемой поверхностью, окружной скоростью вращения изделия в шагом опескоструивания.
Определяющими параметрами процесса плазменного напыления покрытий являются: сила тока /д и напряжение U на дуге плаз-менного распылителя; состав и расход плазмообразующего газа' расход напыляемого материала (проволоки, порошка); дистанция напыления L н ; подача S; окружная скорость изделия в зоне напыления и ЙЗД; угол напыления а н .
Схема процесса плазменного напыления покрытий из порошка и проволоки приведена на рис. 6.19.
Рис. 6.19. Схема процесса плазменного напыления покрытий из порошковых и пропо-' лочных материалов:
L н — дистанция напыления; S — подача; Я
а я — угол напыления; v ИЗд — скорость окружная ’|
Для напыления плазменных покрытий необходим комплекс обо' рудовапия, которое удобно расположить в трех отделениях: подг°' товительном, технологическом, контроля и исследования покрытий'
162
Глава 7. Методы упрочняющей обработки металлов, применяемых при изготовлении деталей ЖРД
Некоторые детали агрегатов ЖРД нуждаются в повышении твердости поверхностного слоя, т.е. его упрочнении; достигаемом пластическим деформированием металла, термической (и ее разновидностями) и электролитической обработкой. Особенно это касается зубчатых колес, валов и деталей прецизионных пар. Одним из важнейших требований, предъявляемых к таким деталям, является износостойкость рабочих поверхностей, повышаемая упрочнением. Упрочнение достигается за счет создания внутренних напряжений в кристаллической решетке металла: в результате деформации (механические методы); в результате возникновения неравновесных, метастабильных структур (мартенсит, троостит и др.) вследствие подавления или торможения растворно-диффузионных процессов (термические и химико-термические методы); в результате комбинации механического с термическим (термомеханическая обработка), термического с магнитным (термомагнитная обработка) и одновременно трех (термомеханомагнитная обработка) методов; в результате нанесения износостойких покрытий (электролитические методы).
7.1. Пластическое деформирование
В результате пластического деформирования поверхностного слоя понижается пластичность и повышается твердость. Упрочнение незакаленной стали происходит в результате изменения структурных несовершенств (плотности, качества и взаимодействия дислокаций, количества вакансий и др.), дробления блоков, создания микронапряжений. При упрочнении закаленных сталей, помимо этого, происходит частичное превращение остаточного аустенита в мартенсит и выделение дисперсных карбидных частиц.
Упрочнение поверхности выполняют ударным воздействием на нее струи стальной или чугунной дроби и шариков (дробеструйное 0 Центробежно-шариковое упрочнение), а также суспензии, содержащей абразивные частицы (гидродробеструйное упрочнение); обматыванием роликами, шариками или ротационным инструментом; Чеканкой.
Дробеструйное упрочнение выполняется на пневматических или механических установках. В первом случае стальная дробь диаметром 0,8—2 мм движется под напором сжатого воздуха, во втором
163
— под действием центробежных сил, развивающихся в быстровра. щающемся массивном роторе.
При выборе режимов обработки следует иметь в виду, что йа результат оказывают влияние следующие технологические фактору, скорость дроби при встрече с обрабатываемой поверхностью; раз. мер, качество и расход дроби; продолжительность обработки; направление потока дроби; обрабатываемый материал; плотность, с которой дробь покрывает поверхность обрабатываемого участка; расстояние обрабатываемой поверхности от места вылета дроби. От перечисленных факторов зависят шероховатость поверхности, глубина упрочненного слоя и остаточные напряжения в нем. Например, при упрочнении стальной детали дробью диаметром 0,5—1,5 мм со скоростью до 90 м/с в течение 20—30 с получают упрочненный слой на глубину 0,4—1,0 мм и сжимающие остаточные напряжения 400—800 МПа. Твердость поверхности повышается на 20— 40%. Шероховатость поверхности увеличивается^ Следует отметить, что увеличение продолжительности обработки дробью может привести к переупрочнению и шелушению (отслаиванию тончайших пленок) поверхности.
Центробежно-шариковое упрочнение основано на использовании центробежной силы стальных шариков диаметром 7—12 мм, свободно перемещающихся в гнездах специального приспособления, вращающегося со скоростью 20—40 .м/с над обрабатываемой поверхностью (рис. 7.1).
Встречая на своем пути заготовку, вращающуюся со скоростью 30—90 м/мин, каждый шарик, с силой ударяясь об обрабатываемую поверхность, производит упрочнение металла и сглаживание
Рис. 7.1. Схема установки для центробежно-шарикового упрочнения: 1 — обрабатываемая деталь; 2 — шарики; 3 — оправка
164
шероховатостей. При подаче 0,04—0,16 мм/об, выходе шарика из. не3да на 0,1—0,25 мм и числе проходов 2—3 твердость поверхно-fT0 повышается на 18—55%. Толщина упрочненного слоя 0,4— О 8 мм, в нем возникают сжимающие остаточные напряжения до 400—800 МПа. Точность формы заготовок не нарушается. Размер заготовки по диаметру увеличивается на 3—5 мкм.
При обкатке роликами обработка выполняется с помощью свободно вращающихся одного или нескольких роликов, приводимых в соприкосновение с обрабатываемой поверхностью под давлением. В результате пластической деформации происходит упрочнение поверхностного слоя и как результат этого возникают остаточные на-' пряжения сжатия, изменяется структура и увеличивается на 20— 50% твердость. Толщина упрочненного слоя 1,0—2,0 мм (в зависимости от размеров заготовки и усилия давления), в нем возникают остаточные сжимающие напряжения 600—800 МПа.
При обкатке пружинящими шариками обработка производится шариковыми накатками, в которых шарики (используются шарики от шарикоподшипников) могут самоустанавливаться относительно обрабатываемой поверхности, но не имеют принудительной оси вращения и проскальзывания. Конструктивно шариковые накатки бывают одношариковыми с опорой на два подшипника, одношариковыми с опорой на один подшипник, трехшариковыми с опорой каждого шарика на один подшипник. Обкатку шариками применяют для отделочной обработки и упрочнения деталей или как сочетание отделки с упрочнением. Усталостная прочность деталей, изготовленных из прочной стали, может быть повышена на 30—60%, а шероховатость поверхности уменьшается. Режимы обкатки: усилие 1,50—2,50 кН; подача 0,06—0,15 мм/об.; диаметр шарика 10— 30 мм; скорость обкатки 60—120 м/мин. В результате обкатки получают толщину упрочненного слоя 2—2,5 мм, увеличение твердости на 50—80%, шероховатость Ra = 0,20 + 0,05 мкм.
7.2. Комбинированные методы упрочнения
Термо механическая обработка (ТМО) состоит в том, чтобы со-вместить два источника внутренних напряжений в кристаллической решетке — наклеп, возникший в ходе деформации, и метаста-бильные структуры, возникшие при термообработке. Таким обра-3°м, если провести одновременно обработку давлением и закалку, т° закалочное охлаждение успеет пройти раньше, чем процесс рекристаллизации уничтожит деформационное упрочнение. Состояние Сталла, закаленного в наклепанном состоянии, отличается двумя
165
особенностями: во-первых, мартенситное превращение происходит в сильно раздробленных и фрагментированных на блоках зернах вследствие чего образующийся мартенсит имеет на несколько классов более дисперсную структуру, чем обычно; во-вторых, в кристаллической решетке металла одновременно действуют два источника внутренних напряжений — деформация (упрочнение) и фазовая неравновесность (закалка), в результате чего общая степень искаженное™ решетки значительно возрастает. На практике имеют место две разновидности ТМО: низкотемпературная (НТМО) и высокотемпературная (ВТМО). НТМО заключается в аустенизации при температуре 1000—1100°С, переохлаждении аустенита и деформации с обжатием 75—95% при температуре 400—600°С, закалке на мартенсит и низком отпуске. Сущность ВТМО заключается в совмещении пластической деформации на 25—35% (проводимой после гомогенизации твердого раствора, осуществляемой при температуре около 1200°С, и последующего подстуживания до температуры 1100—1000°С) с немедленным охлаждением, позволяющим предотвратить развитие рекристаллизации, а также зафиксировать особое структурное состояние, возникающее в результате деформации. ВТМО приводит к увеличению показателей вязкопластических характеристик (на 150—250%), а НТМО — к увеличению прочности.
Термомагнитная обработка заключается в упрочнении ферромагнитного материала путем совместного воздействия двух источников внутренних напряжений в кристаллической решетке — закалочных и магнитострикционных, т.е. осуществлении процесса закалки в электромагнитном поле, создаваемом соленоидами или электромагнитами. В результате термомагнитной обработки улучшаются прочностные свойства, увеличивается пластичность стали и снижается чувствительность к надрезу.
Термомеханомагнитная обработка заключается в сочетании при обработке трех процессов (закалки, пластической деформации и магнитострикции), создающих в кристаллической решетке стали внутренние напряжения и искажения периодичности. Такая комбинированная обработка позволяет повысить на 30—60% прочностные характеристики при одновременном увеличении показателей пластичности на 20—40%. <'
7.3. Термические и химико-термические методы
Термическая обработка — один из наиболее простых, эффективных ц экономичных методов упрочнения металлов. При термиче-166 j
ской обработке частично меняются также химические и физиче-сКие свойства, например теплопроводность, магнитные свойства, коррозионная стойкость.
Основными видами термической обработки являются: отжиг, нормализация, закалка, отпуск и обработка холодом. Отжиг и нормализацию относят к предварительной термообработке, а закалку, отпуск и обработку холодом — к окончательной.
Закалка стали — самый распространенный вид термообработки, включающий нагрев до оптимальной температуры, выдержку и последующее быстрое охлаждение с целью получения неравновесной структуры. В результате закалки повышаются прочность, твердость, износостойкость и предел упругости, но понижается пластичность. Структура закаленной стали состоит из мартенсита, нерастворив-шихся карбидов и остаточного аустенита. Различают следующие основные способы закалки: полную; изотермическую, ступенчатую; сквозную; поверхностную; с обработкой холодом.
При полной закалке температура нагрева должна быть выше критических точек Ас 3 или Ас . При ступенчатой закалке охлаждение от высокой температуры ведут в горячей среде (ванне) при температуре выше температуры начала мартенситного превращения (точки М п) до выравнивания температуры по всему сечению. Дальнейшее охлаждение проходит на воздухе. При этом аустенит превращается в мартенсит.
Ступенчатую закалку проводят двумя способами: 1-й способ — нагретое изделие охлаждают в горячей среде, температура которой на 20—ЗО’С выше температуры мартенситного превращения, а затем охлаждают на воздухе; после извлечения из горячей среды в период аустенитных превращений изделие можно править; 2-й способ — нагретое изделие охлаждают в горячей среде ниже температуры мартенситного превращения примерно па 160—190°С, а затем на воздухе; при этом способе закалки править изделия невозможно из-за быстрого образования мартенсита, но по сравнению с обычной закалкой процент брака из-за образования трещин иг коробления снижается.
Изотермическая закалка, так же как и ступенчатая, заключается в нагреве деталей до температуры закалки, охлаждении в соляной ванне до 300—400°С и выдержке при этой температуре до полного превращения аустенита в игольчатый троостит. Дальнейшее '“^лаждепие до комнатной температуры осуществляется па воздухе, 'якая закалка обеспечивает минимальные внутренние напряжения,
167
а также удовлетворительное сочетание твердости (46,5—5бНйСэ) й вязкости. ’
Поверхностной закалке с помощью токов высокой частощ (ТВЧ) подвергают детали, работающие на истирание или в условц. ях динамических нагрузок. При этом достигаются высокая твер. дость и износостойкость поверхностного слоя, а сердцевина остает-ся вязкой и имеет повышенную усталостную прочность. Охлажде. ние деталей в основном душевое. После закалки детали подвергают низкому отпуску. Толщину закаленного слоя можно регулировать в пределах 1—10 мм изменением частоты тока.
Отпуск — вид термической обработки, состоящий в нагреве закаленной стали до температур ниже критических точек Ac j (150-650°С), выдержке и последующем охлаждении с любой скоростью, так как фазовых превращений не происходит (т.е. температура ниже 727°С). Цель отпуска — уменьшить или полностью исключить внутренние напряжения, возникшие при закалке, уменьшить хрупкость и твердость, повысить вязкость стали. В зависимости от температуры отпуск подразделяют на низкий (150—250°С), средний (300—500°С) и высокий (450—650°С). После низкого отпуска твердость практически не меняется, но уменьшаются закалочные напряжения и незначительно повышается вязкость. Структура после среднего отпуска состоит в основном из троостита отпуска, детали приобретают упругие свойства при сохранении высокой прочности, Среднему отпуску подвергают пружины, мембраны. Высокому отпуску подвергают все ответственные детали (валы, оси, шестерни и др.) для повышения их ударной вязкости и пластичности.
Режимы термической обработки сталей коррозионно-, кислотно-и окалиностойких сталей приведены в табл. 7.1, теплостойких — в табл. 7.2.
Таблица 73
Режимы термической обработки коррозионно-стойких, кислотостойких и окалиностойких сталей
Сталь Закалка Температура отпуска (охлаждение на воздухе), “С ===в==ггЯс====' Твердость HRC
Температура нагрева, "С Охлаждающая среда
12X13. 950—1050 500-550
20X13 . 550-600 __
168
Окончание табл. 7.1
30X13 1000-1050 Масло 200-225 200-300 48-50 50-55
' 40ХДЗ 550-600 .. —
95X18 1000-1075 200-225 275-300 57-60 52-55
14Х17Н2 250-300 540—560 36-42 30-35
17Х18Н9 1000-1050 Воздух — —
1050-1100 1 Вода
12Х18Н9Т 1100-1150 18
06Х18Н11 08Х18Н12Т . 10Х23ХН18 '1000-1100
36X18 Н25С2 Воздух
45Х14Г14В2М 40Х9С2 40Х10С2М L. 1150-1200 1000-1050 1100-1150 Вода Масло Воздух 800-830 750-780 —
Таблица 7.2
Режимы термической обработки теплостойких сталей
1 Сталь 1 Температура нагрева, "С Охлаждающая среда Температура отпуска или старения, ‘С
12МХ Нормализация 910—930 Воздух 670-690
L 12Х1МФ Нормализация 960—980 700-750
|_20Х1М1Ф1ТР Закалка 970—990 Масло 1 680-720
| 20Х1М1Ф1БР Нормализация 1030—1050 Воздух 600 (ступенчатый отпуск, 3 ч) 700-720 (6 ч)
25Х1МФ Закалка для варианта: I- 880-900 II - 930-950 , Масло 640-660 620-660
169
Окончание табл. 7.2
.25Х2М1Ф Нормализация для варианта: I - 1030-1050 II - 950-970 . ,, Воздух 680-720
18ХЗМВ Закалка 950—970 Масло 660-680
20ХЗМВФ Закалка 1030—1060 Масло 660-700 ~~
15X5 15Х5М 15Х5ВФ 12Х8ВФ Отжиг 840—860 С печью —
Обработка холодом (криогенный метод) заключается в охлаждении закаленной на мартенсит стали до криогенных температур - 40- 150°С с целью превращения остаточного аустенита в тетрагональный мартенсит.
Криогенной обработкой обеспечивается улучшение механических и режущих свойств инструментов (в том числе из быстрорежущих сталей), повышение их износостойкости и твердости, а также повышение износостойкости контрольно-измерительных инструментов, штампов и пресс-форм, изготовленных из высокоуглеродистых и легированных конструкционных сталей. Увеличивается твердость коррозионно-стойких сталей с повышенным содержанием углерода. Улучшается качество поверхностей, подвергаемых полированию или доводке (наличие мягких и вязких аустенитных участков в структуре поверхностного слоя препятствует созданию однородной зеркальной поверхности).
При оценке целесообразности назначения криогенной обработки стали необходимо учитывать следующие факторы: повторное охлаждение закаленной стали не улучшает ее свойств, если при этом не достигаются температуры более низкие, чем при закалке; продолжительность выдержки при отрицательной температуре не оказывает влияния на результаты обработки; наибольшие структурные изменения под влиянием криогенных температур происходят в сталях с повышенным содержанием остаточного аустенита (высокоуглеродистых и легированных, причем в легированных сталях больше остаточного аустенита, чем в углеродистых); закономерностй изменения размеров детали в результате аустенитно-мартенситных превращений следует определять опытным путем для конкретного химического состава в зависимости от режимов предыдущей термо'
170
обработки и конфигурации детали; при обработке детали особо сложной формы с неравномерным распределением массы рекомендуется немедленно после закалки применять отпуск для снятия закалочных напряжений; охлаждение ниже нуля непосредственно после закалки увеличивает напряжения и опасность образования трещин; криогенная обработка приводит к росту объема структурных составляющих при распаде остаточного аустенита. В табл. 7.3 приведены средние коэффициенты расширения аустенитно-мартенситных фаз стали.
Таблица 7.3 Средние значения коэффициентов расширения структурных составляющих стали
Структурная составляю-щая стали Технический коэффициент расширения, ‘С 1
а- 106 рю6
Аустенит 23,0 70,0
Мартенсит 11,5 35,0
Распад остаточного аустенита и превращение его в мартенсит происходит в определенном интервале температур (табл. 7.4).
Таблица 7.4
Температура начала и конца мартенситного превращения для углеродистой стали
Содержание углерода в стали, % (мае. доля) 1 Температура, 'С
начала превращения (точка М к ) конца превращения (точка М к )
0-0,3 350 200
0,3—1,17 180 -140
Если закалка осуществляется при пониженных температурах, то аустенит мало насыщается кислородом, его превращение полностью заканчивается при температуре ниже нуля, и охлаждение не вызывает дополнительных аустенитных превращений. Закалка при повышенных температурах приводит к образованию аустенита с высокой концентрацией углерода и легирующих элементов. При охлаждении стали, закаленной при повышенных температурах, до температур меньше нуля происходит дальнейшее превращение аустенита в мартенсит.
171
В качестве источников умеренного холода, т.е. источников, с помощью которых получают температуры до - 70°С, используют аммиачные и фреоновые установки; для получения криогенной температуры до - 135°С применяют криогенные установки или криогенные аппараты. Криоагентами обычно служат твердый углекислый газ (сухой лед), жидкие азот, кислород и воздух (смесь жидких азота и кислорода) и др. Температуры кипения криоагентов при атмосферном давлении указаны ниже.
Криоагент
Аммиак
Температура кипения, °C
33,5
Углекислота ...............................- 78,5,
Хлористый метил.............................- 23,7
Азот......................................- 195,8
Смесь твердой углекислоты:
с хлористым метилом •....................- 82
с хлороформом..............................- 77
с этиловым эфиром .........................- 77
с треххлористым фосфором ..................- 76
с этиловым спиртом ........................- 72 -
с хлористым ЭТИЛОМ ........................- 60 IS
с ацетоном................................ - 78 Я
Фреон.......................................- 29,4 Jl
Этилен ...................................-105,2 Я
Метан.....................................- 161,5 Я
Кислород ...................................-183 Я
Химико-термическая обработка (ХТО) состоит в сочетании термического и химического воздействий с целью изменения химического состава, структуры и свойств поверхностного слоя изделия. Она включает диффузионное насыщение неметаллами (углеродом, азотом, бором и др.) и металлами (диффузионная металлизация алюминием, хромом, титаном и др.), а также диффузионное удаление примесей (углерода, кислорода, водорода). ХТО может применяться как окончательная или как предварительная с последующей упрочняющей термообработкой (табл. 7.5).
ХТО проводится для повышения поверхностной твердости, сопротивления изнашиванию, выносливости, окалино- и коррозионной стойкости. На практике широко применяют следующие виды
172
Разновидности химико-термической обработки
а
4
й
Л
ф X X ф т га X м га X X га х =Х О а и 59—63 НЙСэ; h = 0,5-2,0 мм | 1 1000—1200 HV (в сталях с алюминием), 1 S S © -О О II -X - 0,08 мм [ 1880—2000 HV; теплостойкость (до 900—950’С); ока- | линостойкость (до 800"С); h = 0,1 «-0,2 мм | [ Повышение износостойкости (при HV 200—300) по- | | еле пропитки маслом при 170—200’0; h = 0,01 ч- 0,3 мм | 1 1200—1300 HV; коррозионно- и окалиностойкость j (до 800’С); Л. = 0,01ч-0,3 мм | (до Повышение коррозионной стойкости: h = 0,02 5- 0,2 мм
Повышение коррозионно- и окалиностойкости | 850-900'С); 500 HV; /г = 0,2-0,6 мм
Г 700-1100 HV; © © л-"0 о V ю ©" ©2 г<Г •к м о и с
Время, ч 5-20 1 24-60** СЧ i © j-5-6 ! L 0,5-1,5 j 0,1-1 ф 1 0,5—12 1-12 0,25-12 т ю СЧ о
Температура, 1 и Г 900-950 500—650 J 600—700 j 1 920-960 J 820-860***1 540-560 750-1050 950-1200 900-1150 . j 700—1100 _ . - । 300-550 700-1000
’X X 2 га 3 о га К элемент Углерод 1 Азот 1 Углерод и азот | >р (слой хрупкий) Кремний (слой пористый) Хром । Алюминий Цинк
Щ 1 <
| Разновидности 1 | обработки * х X га X Ф S Д' Азотирование 1 Цианирование* Борирование । ГСилшщрование Хромирование | 1 Алитирование 1 1 1 Цинкование 1 i
**Для уменьшения продолжительности насыщения применяют двухступенчатое азотирование: 1-я ступень — при 500— 530’С; 2-я ступень — при 540—600"С.
***3акалка выполняется часто непосредственно из насыщающей ванны.
173
ХТО: цементацию, азотирование, цианирование, диффузионную „ таллизацию.
Цементация стали — процесс насыщения поверхностного с.чог углеродом при нагреве без доступа воздуха до температуры выще точки Ас3 (900—950°С) в среде углерода или газов, содержаще углерод. Цементацию проводят для получения высокой твердое^ поверхностного слоя при условии сохранения мягкой и вязкой сер. дцевины, а также для повышения износостойкости и предела вц. носливости (усталости) стальных деталей, что обеспечивается тер. мической обработкой после цементации (закалкой с низким отцу, ском). Обычно цементируют стали с содержанием углерода до „0,25%, в результате чего твердость внутренних слоев детали пос® закалки не изменяется и остается равной 18— 19HRCa, а твердость поверхностного слоя повышается до 61 НИСэ. Толщина цементированного слоя для машиностроительных деталей — 0,5—2 мм, измерительного инструмента — 0,3—1 мм, а концентрация углерода! поверхностном слое — 0,8—1,0%. Различают два вида цементации — в твердом карбюраторе и в газовых средах. Более широко при
меняют цементацию в газовых средах, как высокопроизводительный способ при серийном и массовом производстве.
Газовая цементация осуществляется в муфельных шахтных электропечах. Для образования газообразной среды в качестве карбюризатора используют жидкости — бензол, синтин, керосин, пиробензол, индустриальное или трансформаторное масло — или га
зы — природный или попутный, нефтяных месторождений, пропа-нобутановые смеси. В шахтные печи с вентиляторами жидкие кар бюризаторы подают в виде капель или в пылевидном состояния
через форсунки, соединенные с двух- или четырехплунжернымя насосами. Для обеспечения необходимой глубины цементованной слоя подбирается расход карбюризатора (для жидкого — в капл® в минуту, а для газообразного — в кубических метрах в час), тем
выдержки.
пература и время
При частичной цементации поверхности детали, не подлежат® обработке, следует изолировать от атмосферы печи с помощью за щитных обмазок, (маршаллит + бура + тальк; хромовокисл®1 кальций + кальцинированная сода + поташ + жидкое стекло 1 др.). Рабочая температура цементации составляет: при обычном ре жиме 900—940°С; при высокотемпературном — 970—1100°С. О* лаждение деталей после газовой цементации осуществляют в кс лодцах, на воздухе или в закалочных средах (при непосредстве®
174
$ закалке). Скорость охлаждения выбирают такой, чтобы короб-ейИе было минимальным, отсутствовали трегципы, карбидная сет-’’ и в случае необходимости, обеспечивалась возможность механи-рСК0Й обработки.
При цементации в твердом карбюризаторе детали, подлежащие
яасыщению углеродом, после предварительной очистки укладывают в металлические ящики и засыпают карбюризатором, состоящим в основном из древесного угля с добавлением углекислого бария ВаСОз), соды (Na2CO3), углекислого кальция (СаСО3) и крахмала в количестве от 10 до 40% от массы угля.
Контроль качества цементованных деталей выполняют по образцам-свидетелям, изготовленным из стали той же марки и прошедшим термическую обработку и цементацию с контролируемой партией деталей. Глубину цементованного слоя измеряют по микро-
шлифам.
Азотирование стали — процесс насыщения поверхностного слоя азотом при нагреве стали до 500—600°С в среде аммиака (NH3). Азотирование проводят на деталях, прошедших окончательную механическую и термическую обработку (закалку с высоким отпуском), для повышения твердости поверхностного слоя, износо-, тепло- и коррозионной стойкости. Участки, не подвергающиеся азотированию, покрывают оловом толщиной 6—8 мкм или медью толщиной 0,1—0,55 мм. Внутренние резьбы и отверстия защищают обмазками. Аммиак, который при нагреве разлагается, образуя атомарный азот, внедряется в поверхность деталей и взаимодействует с железом с образованием нитридов (Fe2N, Fe4N). Процесс азотирования продолжается 3—90 ч, после чего печь с деталями медленно охлаждают до 300—350°С при сохранении подачи аммиака в течение 4—5 ч. Глубина азотированного слоя зависит от температуры и времени выдержки. Различают прочностное азотирование, которое проводят для повышения твердости, износостойкости и усталостной прочности, и антикоррозионное азотирование (декоративное) — дЛЯ повышения коррозионной стойкости во влажной атмосфере и пресной воде. В табл. 7.6 приведены режимы термической ’'бработки легированных сталей перед азотированием, а в табл. 7.7 " оптимальные режимы их азотирования.
Прочностному азотированию до твердости 73 ПКСэ подвергают *Роцоникелевые стали, а также легированные стали 38ХМЮА, 35ХМЮЛ, 25Х5МА, у которых легирующие элементы (Сг, А1, Мо) способствуют образованию твердых нитридов. Температура азотиро-йания 500—520°С. Этот вид азотирования применяют для шестерен,
175
Таблица 7 j
Режимы термической обработки легированных сталей перед азотирован^
Сталь Температура нагрева ("С) и среда ТвердостТ^ ‘ НВ
При закалке При отпуске
38Х2МЮА 940, в масле или теплой воде 600—670, в масле или воде 302-341~~! 285-321
ЗОХЗМФ 880, в масле 580—620, на воздухе 302-341~1
40ХН2МА 850, в масле 580—600, то же 302—341[
30ХН2МА 850, в масле 540—560, то же 302—3411
30ХН2МФА 900, в масле 580—650, то же 302—341"
18Х2Н4МА 850—870, в масле или на воздухе 530—550, то же 302 -341
12X13 1000—1050, в масле 680 — 780, в масле 179-241
20X13 1000—1050, в масле 680—780, в масле или воде 241-341
11Х11Н2В2МФ 1000—1020, в масле или на воздухе 660—710, на воздухе 269-321
10Х11Н20ТЗР 1000, в масле 750, то же 302-388
45Х14Н14В2М Нормализация 3—5 ч, на воздухе — 179-269
деталей прецизионных пар; валов. Антикоррозионному азотированию подвергают в основном углеродистые стали при более высоких температурах (600—700°С) с выдержкой 0,5—1,0 ч.
Азотирование по сравнению с цементацией имеет следующие преимущества: достигаются более высокие твердость и износостойкость; после азотирования не требуется закалка деталей; поверхность получается более коррозионно-стойкой.
После азотирования детали подвергаются внешнему осмотру-Определяют величину коробления, измеряют поверхностную твер' дость по Виккерсу (нагрузка 100 или 300 Н) или по супер-РоН' веллу (нагрузка 100 или 150 Н), измеряют глубину слоя и его хрупкость по отпечатку пирамиды прибора Виккерса. Газовую сра' ду в печи контролируют с помощью манометра, диссоциометра 11 счетчика для контроля расхода аммиака.
Цианирование (нитроцементация) — процесс одновременного 1|а' сыщения поверхности стальных деталей азотом и углеродом. Циа'
176
Таблица 7.7
Оптимальные режимы азотирования легированных сталей
Сталь Температура нагрева, ’С Продолжительность выдержки, ч Глубина слоя, мм Номинальная твердость поверхности HV 100
Х12Ф1 Х12Ф1 4Х8В2 ЗХ2В8Ф 7X3 510 510 510 560 500-520 25 55 36 65 48-60 0,15-0,20 0,20-0,30 0,30-0,35 0,45-0,55 0,40-0,50 900-1000 900-1000 900-1000 700-750 1000-1100
38Х2МЮА 510 для первой ступени 540 для второй ступени 15 35 0,5—0,6 850-1000
18X2 Н4 МА 490—510 40-50 0,35-0,40 750-850
40ХН2МА 510 для первой ступени 540 для второй ступени 25 35. 0,5-0,6 600
ЗОХЗМФ 560 24 0,5 900-950
30ХН22МФА 510 для первой ступени 540 для второй ступени 25 0,5-0,6 750
40ХН2МА 38Х2Н2МА 38ХНЗМФА 500-520 50-60 0,5—0,6 640-700
40Х2Н2МА 30ХН2МФА 38ХНЗМФА 510 для первой ступени 540 для второй ступени 25 30 0,6-0,7 • До,640 До 700
ЗОХЗМФ 500-525 60-80 0,35-0,55 750-800
10X13 500 для первой ступени 550 для второй ступени 600 для третьей ступени 48 0,14-0,16 0,25-0,30 0,35-0,40 1000-1050 900-950 800-850
177
Окончание табл. 7 у
Сталь Температура нагрева, "С Продолжительность выдержки, ч Глубина слоя, мм Номинальная твердость поверхности HV 100
’ 20X13 500 для первой ступени 550 для второй ступени 600 для третьей ступени 48 0,10-0,12 0,25—0,30 0,35-0,40 1000-105(7 900-950 780-830
15Х11МФ 530 для первой ступени 580 для второй ступени 10 20 0,35-0,40 900-950
12Х18Н9Т 18Х18Н10Т 560 50-60 ( 0,2-0,25 1000-1100
40Х 18ХГТ 500 510 48 24. 0,50 . 0,25 450 630-720
нированию . подвергаются, детали из сталей, содержащих 0,2—0,4% углерода. Для цианирования используют твердые, жидкие (цианирование) и газовые (нитроцементация) среды, а также пасты, наносимые на места, подлежащие химико-термической обработке.
Различают три способа жидкостного цианирования: низкотемпературное при 540—580°С; среднетемпературное при 820—860°С и высокотемпературное при 920—96О’С. С целью повышения твердости, теплостойкости и противозадирных свойств изделия осуществляют низкотемпературное цианирование при температуре 560— 580°С. Цианирование проводят в соляных (с наружным-электро-обогревом) или электродных печах-ваннах. Детали, прошедшие механическую обработку, без заусенцев и очищенные, погружают в специальную ванну с расплавом солей, состоящим из 20—25% NaCN, остальное — Nad и Na2COg (могут быть и другие составляющие). В зависимости от толщины цианировапного слоя детали нагревают до 820—960°С. Образующиеся при нагреве (в результате цкисления кислородом воздуха цианистых солей) атомарный азот и углерод диффундируют в сталь, поверхность детали насыщается Д° 1—2% азотом и до 0,7% углеродом. При нагреве до 820—86О°С 178
улучают слой толщиной до 0,3 мм, при 930—960°С — до 2 мм, продолжительность процесса 10—40 мин. После цианирования производят закалку и низкий отпуск, в результате твердость слоя со-сТавляет 59—63 HRCa.
Газовое цианирование производят в смеси светильного или природного газа (90—97%) и аммиака (3—10%). Детали нагревают до g5Q_870°C, длительность процесса 2—10 ч. Твердость после закалки и низкого отпуска 61—63 HRCa.
Перед цианированием детали подвергают внешнему осмотру (на отсутствие заусенцев, забоин и других поверхностных дефектов), промывке и тщательному просушиванию, так как попадание воды в ванну вызывает опасный выброс солей. Для уменьшения коробления деталей перед цианированием их рекомендуется подогревать до 300-400'С.
Борирование — диффузионное насыщение поверхности металла бором с образованием боридов железа Fe2B и FeB для конструкционных сталей и сплавов и других структур. Например, на поверхности хромоникелевых сплавов типа ХН80 образуются бориды (Ст, Ni) 4 В 3 и (Сг, Ni) 5 В 4 , а на поверхности борированных твердых сплавов ВК15 и ВК50 — Со2В и СоВ. Основными методами борирования являются электролизное, жидкостное, газовое и в твердой среде. Борирование применяется для повышения износо- и красностойкости изделий; ему также подвергаются изделия, работающие при пониженных температурах, знакопеременных и ударных нагрузках или в агрессивных и абразивных средах. Важнейшим свойством борированного слоя является весьма высокая твердость, достигающая 1,8—2,3 МПа и сохраняющаяся при нагреве до 950°С. Поверхности, не подлежащие борированию, подвергают гальваническому омеднению или электролитическому хромированию с толщиной слоя не менее 20 мкм.
Детали после борирования в большинстве случаев подвергают закалке и отпуску, так как при работе в условиях значительных Давлений наличие под тонким твердым слоем боридов вязкой сер-ДЦевины может привести к продавливанию и выкрашиванию борированного слоя. По возможности закалку деталей следует проводить без повторного нагрева, помещая их в закалочную среду сразу после борирования и некоторого охлаждения. Весьма эффективной является закалка с погружением детали в охлажденную среду ;11°ДУ или масло при температуре 20—80°С); которую возбуждают Ультразвуковые колебания с частотой 17—33 кГц. Механизм дейст
17в
вия ультразвука заключается в изменении условий парообразовд. ния на поверхности детали. Кавитация, наблюдающаяся при во3. действии ультразвуковых колебаний, быстрее разрушает парогазо. вую пленку. Охлаждение протекает при интенсивном отводе тец.-1а В результате пузырчатого кипения.
Борирование может быть окончательной операцией. В этом слу-чае надо иметь в виду влияние борирования на изменение размеров упрочняемых деталей: наружные размеры увеличиваются, а внутренние уменьшаются.
Основными недостатками борированных поверхностей являются трещины поверхности сетчатые и в виде шелушения (сколы), выкрашивание при эксплуатационных температурах, превышающих 800°С, продавливание и откалывание боридных слоев высокой твердости, трудность восстановления изношенных поверхностей из-за высокой твердости остатков боридных слоев, повышенная хрупкость с увеличением толщины диффузионного слоя. Критической является толщина борированного слоя: для низкоуглеродистых сталей — 0,3 мм, для среднеуглеродистых — 0,25 мм, для высокоуглеродистых — 0,18—0,2 мм. Легирование стали еще больше повышает склонность борированного слоя к сколообразованию.
Диффузионное хромирование — процесс насыщения поверхности металла хромом и его соединениями для повышения жаростойкости, кавитационной и коррозионной стойкости, окалиностойкости до температуры 800°С, а при содержании хрома в поверхностном слое 0,3—0,4% — для повышения твердости и износостойкости. Хромирование проводят в высокотемпературных печах для изделий из любых марок сталей.
Для хромирования детали, очищенные от загрязнений, загружают в нагревательную печь в контейнерах с обычной крышкой, уплотняемой обмазкой, или в контейнерах с плавким затвором. Контейнеры загружают в печь при температуре в печи не выше 400°С. До температуры 600°С нагрев осуществляется со скоростью 100°С/ч. Рабочая температура 950— 1100°С, время выдержки 6—12 я, скорость хромирования 0,02—0,04 мм/ч. Твердость обработанной поверхности достигает 1200 HV. Контроль качества хромирования проводят по образцам-свидетелям. Качество слоя определяют травлением, глубину — по микрошлифам, твердость измеряют прибором Виккерса при нагрузке 6—10 Н.
Недостатки хромирующих составов: малая скорость диффузии, необходимость применения герметичных контейнеров из жаростои-
кой стали и повторного нагрева при последующей термообработке хромированных деталей.
Силицирование — диффузионное насыщение поверхностного слоя стали кремнием для повышения стойкости против коррозии в «орской воде и кислотах, а также повышения износостойкости при низкой твердости (200—250 HV). Процесс выполняют в порошкоо-образных смесях, газовых и жидких средах. Силицирование в жидкой среде выполняется в расплаве солей хлористого бария и хлористого натрия (1:1) с добавлением ферросилиция (20% от. общей массы) при температуре 1000°С. Силицированный слой достигает глубины 0,35 мм. .
7.4. Химическое осаждение
Химическое (твердое) никелирование осуществляют в растворах, содержащих в качестве восстановителя гипофосфит натрия. Химическое осаждение никеля протекает равномерно по всей поверхности независимо от сложности профиля изделия. Особенности покрытия: поверхность блестящая; толщина слоя равномерная; пористость незначительная; высокая прочность сцепления с основным металлом; достаточно высокие коррозионная стойкость и износостойкость; большая твердость без термической обработки; коэффициент линейного расширения близок к коэффициенту линейного расширения стали. Для химического никелирования применяют кислые и щелочные растворы. Причем осадки, полученные в кислых растворах, имеют мелкокристаллическую структуру и меньшую пористость, чем осадки, полученные в щелочных растворах. В кислых растворах достигаются большие скорости осаждения. Кислые растворы применяют главным образом для нанесения покрытий на Детали из черных и некоторых цветных (медь, латунь и др.) металлов, особенно когда их рабочие поверхности должны иметь высокие твердость, износостойкость и коррозионно-защитные свойства.
Для повышения стабильности кислых растворов, их многоразового использования в них вводят сернистые вещества (тиомочеви-"У, гипосульфит и др.) и соединения некоторых металлов (сульфид свинца, хромовокислый свинец и др.), малое количество которых предотвращает саморазряд даже при высоких температурах. Щелочные растворы применяют главным образом при нанесении покрытий на коррозионно-стойкую сталь, алюминий, титан, мавний, Различные неметаллы, а также при необходимости осаждения мно-г°компонентных покрытий.
181
В щелочных растворах для замены дорогостоящих солей орга-нических кислот используют более дешевые соли минеральных кислот (никель сернокислый, хлористый никель, гипофосфит никеля и др.).
В результате термической обработки твердость покрытия возрастает й в области температур 400°С достигает максимума (~ 9—10 ГПа), примерно соответствующего твердости гальванического хрома. '
Технологический процесс твердого никелирования обычно включает следующие операции: механическую обработку для придания точности форме; устранение дефектов с поверхности, подлежащей покрытию, и получение необходимой чистоты; изоляцию мест, не подлежащих покрытию, обезжиривание деталей венской известью; промывкой в холодной воде; электролитическое травление в серно-фосфорном электролите; промывку в горячей воде; осаждение на рабочую поверхность сплава никель-фосфор; термическую обработку при температуре 400°С в течение часа (она увеличивает твердость слоя и прочность его сцепления с основанием на 20—30%); механическую обработку и окончательный контроль.
Травление ведут в электролите, состоящем из одной части H2SOZt и четырех частей Н3РО4, при плотности тока 20 А/дм2 в течение 2,0—2,5 мин.
7.5. Электролитические методы
Хромирование широко применяется не только для упрочнения деталей, работающих в условиях интенсивного трения, но и как декоративное, антикоррозионное и теплозащитное покрытие (см. гл. 8). Хромовые осадки обладают высокой коррозионной стойкостью и износостойкостью. Хромирование обычно осуществляют в сверхсульфатном электролите следующего состава: 240—260 г/л хромового ангидрида (СгО3); 9—11 г/л концентрированной серной Кислоты; 22—28 г/л трехвалентного хрома (Сг2О3). Процесс хромирования проводят при плотности тока 50—100 А/дм 2 температуре Электролита 50—70“С. Применяются и другие составь! электролитов.
Хромовые покрытия снижают коэффициент трения сопряженных пар, что уменьшает тепловыделение при трении. Износостойкость хромированных деталей возрастает в 5—15 раз. Для повышения качества покрытия в процессе хромирования производят периодическое изменение направления тока (реверсирование). Осадки 182.
имеют более совершенную мелкокристаллическую .структуру, внутренние (остаточные) напряжения в них снижаются. Состав электролита для реверсивного хромирования обычный. Режим хромиро-вания: плотность тока 60—150 А/дм , температура электролита ;5—60°С, продолжительность каждого катодного периода 10—15 51ин, анодного 10—15 с. При увеличении периода анодной поляризации до 15—20 с развивается густая сетка трещин. Хром, полученный при работе на токе переменной полярности, прирабатывается лучше, чем хром, полученный при прямом токе. Твердость хромового покрытия нестабильна и изменяется в пределах 70—110 ПВСэ. •
Если хромированные Детали подвергнуть цементации в твердом карбюризаторе с добавлением 30% железного порошка при температуре 930—1000°С, то произойдет насыщение хрома углеродом >и образование карбидов хрома типа (Сг, Fe)7O3. Попутно происходит 1кже и диффузия хрома из покрытия в основной металл с образованием вторичного слоя сплошных карбидов хрома за счет встречной диффузии углерода, имеющегося в основном металле. Твердость на наружной поверхности покрытия достигает 155 НИСэ, а на глубине 20 мкм — 140 НПСэ.
Борирование заключается в том, что в результате электролиза расплавленной буры Na2BZ1O7 создается элементарный бор, который в момент выделения диффундирует в металл, образуя на его поверхности бориды железа, а при наличии углерода — карбиды бора. Плотность тока при электролитическом борировании 0,2—0,25 А/дм 2; температура электролита 900—950°С. Твердость борированного слоя 200—250 НПСэ. Слой бора не изменяет своих свойств при нагреве до температуры 950°С и обладает повышенной кисло-тостойкостью и жаростойкостью при температуре до 800°С. Прочность его сцепления с основным металлом такая же, как и прочность цементированного слоя. Высокая твердость слоя бора делает поверхность деталей износостойкой.
Покрытия можно наносить методом конденсации карбидов и нитридов тугоплавких материалов в вакууме с ионной бомбардировкой. Покрытия из соединений тугоплавких металлов предназначены для поверхностного упрочнения деталей. Покрываются наружные и внутренние поверхности, причем неравномерность покрытия внутренних поверхностей от края вглубь увеличивается ‘с Уменьшением диаметра отверстий. Покрытие наносится на готовые Детали. Допускается полировка поверхности после покрытия со
183
снятием слоя в пределах 1 мкм. Для покрытия могут использоваться установки типа «Булат», «Пуск», УРМ3.279 048, ИЭТ-8Й2 8У-16 и др. Покрываемые детали должны иметь шероховатость поверхности не выше 1,25 мкм. Чем меньше шероховатость, тем луч. ’ше качество покрытия.
Глава 8. Покрытия на деталях ЖРД
8.1. Технологические процессы нанесения электролитических и химических покрытий <
Технологические операции по нанесению покрытий можно разделить на следующие основные группы: травление поверхности металла; механическая подготовка поверхности; обезжиривание поверхности; активирование или осветление поверхности; нанесение специального проводящего слоя, особенно при гальванопокрытии легких металлов, пластмасс; нанесение металлопокрытия; специальная обработка покрытий с целью улучшения их коррозионных и функциональных свойств; полирование покрытия; контроль качества и ” толщины слоя покрытия.
Большинство покрытий наносят в один слой (цинк, кадмий, олово, свинец, большинство сплавов и т.д.). Защитно-декоративные покрытия наносят в два, три и более слоев. Особенно это касается нанесения комбинированных защитно-декоративных покрытий медь-никель-хром. Основные схемы нанесения этих покрытий следующие: медь (при осаждении из цианидных ванн) — никель — хром; никель — медь (из нёцианидных ванн) — никель — хром; медь (цианидная) — никель полублестящий — никель блестящий — никель-хром.
. Технологический процесс нанесения металлопокрытий зависит также от габаритов изделий. Большинство деталей покрывают на специальных приспособлениях — подвесках >— в стационарных ваннах или на автоматических линиях. Мелкие изделия — болты, гайки, различного рода иглы и т.д. — покрывают насыпью во вращающихся барабанах или колоколах, на сетках. При большом объеме производства для покрытия мелких изделий используют барабанные и колокольные автоматические линии.
Ниже приводится перечень наиболее часто применяемых технологических операций по нанесению различных химических и электрохимических покрытий: 1. Пескоструйная, дробеструйная обработка или обработка шариками. 2. Химическое травление (полиро
184
вание). 3. Электрохимическое травление (полирование). 4. Снятие травильного шлама. 5. Шлифование основного металла. 6. Механи-цеское полирование. 7. Загрузка изделий в барабаны или колокола. 8. Галтовка. 9. Изоляция поверхности, не подлежащей покрытию. 10. Сушка. 11. Монтаж на подвесочные приспособления. 12. Обезжиривание химическое. 13. Обезжиривание электрохимическое на катоде. 14. Обезжиривание электрохимическое на аноде. 15. Активирование химическое. 16. Активирование электрохимическое. 17. Осветление. 18. Анодная обработка. 19. Нанесение проводящего слоя. 20. Покрытие. 21. Промывка в непроточной воде. 22. Полирование (шлифование) покрытия. 23. Предварительный контроль. 24. Пассивирование покрытия. 25. Термическая обработка покрытия. 26. Окрашивание. 27. Наполнение. 28. Специальная обработка покрытия. 29. Выгрузка изделий из барабанов или колоколов. 30. Демонтаж изделий с подвесочных приспособлений. 31. Снятие изоляции. 32. Сушка. 33. Технический контроль толщины и качества покрытия.
Последовательность операций по нанесению наиболее распространенных видов гальванических и химических покрытий указана в табл. 8.1 (в скобках — операции, применяемые в отдельных случай ях при необходимости).
Большинство операций технологического процесса нанесения металлопокрытий сопровождается промывкой. Качество выполнен ния этой операции во многом определяет качество подготовки изделий и самого процесса нанесения покрытия. Особое значение имеет операция непроточной промывки после нанесения покрытия (так называемая промывка в «экономбаке» — операция 21, см. табл. 8.1). Эта операция позволяет значительно уменьшить расход химикатов на корректировку ванн покрытия, снизить до десяти Раз концентрацию компонентов электролитов в сточных водах.
Обычно промывку производят в холодной воде. Промывку в теплой или горячей воде применяют после обезжиривания, хроматирования, травления легких сплавов, анодирования, химического оксидирования черных металлов и перед сушкой покрытых изделий.
Обрабатываемые изделия промывают методами погружения и струйным, а также комбинированным способом — последовательно погружением и струйным методом в одной и той же ванне (при1 Двух- и трехступенчатой противоточной (каскадной) промывке — только в последней ванне).
185
, : , , Таблица 8.1
Примерные, схемы технологических процессов нанесения металлических покрытий
№ п/п Наименование процесса Последовательность операции
1 Защитно-декоративное покрытие деталей на подвесках в стационарных ваннах и автоматических линиях (I)2, (2), (4), 5, (6), И, (12), 13, 15, 20, 21, (ЗО)3, (22)3, (23), (И), (13), (14), (15), 204, 21, 30, 32, 33
2 Покрытия мелких изделий насыпью в барабанах или колоколах, а также в барабанных или колокольных автоматических линиях 7, (2), 8, (12), 13, 14, 15, 20, 21,'" (24), (21), 32, 33
3 Однослойные покрытия (1), (2), (4), 7 или 11, (12), 13, 14, 15, 20, 21, (24), (25), 29 или 30, 32, 33
4 Твердое хромирование 5, (9), (10), И, (12), 13, 14, 15 или ; 185, 20, 21, (30), (31), (32), (22), (12), (32), 33
5 Двухслойное хромирование (5), И, 12, 13, 14, 15, 20, 18®, 207, 21, 30, (22), (12), 32, 33
6 Пористое хромирование 5, (9), (10), И, 13, 14, 16, 20, 21, '.(30), (31), (32), 22, 23, И, (9), (10), - 12, 188 , 21, (31), 32 , 33
7 Железнение И, (2), (4), 5, (12), 13, 14, 15, 18, 20, 21, (22), (12), (32), (25), 33
8 Гальванопокрытие легких металлов И, 12, 2, 17, 19, 20, 21, (25), 30, 32, 33
9 Гальванопокрытие коррозионноотой-ких сталей и некоторых цветных металлов -11, (12), 13, 14, 3 илй 16, (19), 21, 20, 21, 30, 32, 33
10 Меднение под цементацию 9, 10, 11 (12), 13, 14, 15, 20, 21, 30, у 32, 31, 32, 33
И Химические металлические покрытия 5 или 8, И или 7, (12), 13, 14, 15, 20, 21, (32), (25), 30 или 29, 33
12 Оксидирование алюминия и его сплавов И, (12), 13, 15, (2) или (3), 20, 21, (26), 27, 30, 32, 33
186
Окончание табл. 8.1
№ п/п Наименование процесса Последовательность операции
13 Оксидирование, фосфатирование (2), (4), И, (12), 13, 14, 15, 20, 21, 30, 32, (11), 28, (30), 32, 33
: 14 Окрашивание металлов и металличе- 11, (12), 13, (14), 15, (20)9, 21, 26,
ских покрытий 21, 32, 30, 28, 33
1 Наименование операции — см. с. 184—185.
2 Операции проводятся в случае необходимости в зависимости от состояния поверхности обрабатываемой детали, назначения и функциональных свойств, покрытия.
! При получении матовых покрытий. 1
Нанесение второго и последующих слоев многослойных покрытий проводится по той же схеме. .
Анодную обработку стальных деталей допускается проводить в ванне хромирования. , , г •
11 Электрохимическую обработку хромового покрытия проводят на катоде в ванне кремирования. . .
Второй слой хромового покрытия можно наносить в той же ванне хромирования, изменяя режим электролиза-, ...
1 Анодное травление хромовых покрытий производят в ванне хромирования.
При необходимости нанесения на обрабатываемое изделие металлического покрытия, подлежащего окрашиванию. ,
Погружной способ промывки рекомендуется применять при обработке на подвесках деталей, имеющих пазы, щели, углубления и т.д., а также при покрытии деталей насыпью в барабанах, колоколах, сетках; струйный — при покрытии на подвесках деталей простой конфигурации; комбинированный при промывке на подвеках деталей средней и сложной конфигурации, не имеющих пазов, углублений, а также при промывке изделий после обработки » трудносмываемых растворах.
Для промывки рекомендуется применять только проточную воду. Нормы обмена воды в промывных ваннах: от 0,5 до 2 объемов - час. ' .
8.2. Твердые анодно-оксидные покрытия алюминия и его сплавов ,
К твердым анодно-оксидным .покрытиям относят покрытия толщиной не менее 40 мкм, обладающие высокой твердостью, износо-
187
стойкостью и Антифрикционными свойствами. Такие покрытия х0 тя и растрескиваются при больших нагрузках и деформациях, не отслаиваются. В современной практике приборостроения, ма1ии. ностроения, в авиационной технике и других отраслях промыщдеж ности допустимой считается толщина покрытий, не превышающая 75 мкм.
В процессе твердого анодирования по мере роста покрытия на-пряжение повышают от 15—23 до 200 В. При этом плотность тока увеличивается обычно от 1,5—2,0 до 5,0 А/дм2. При продолжительном анодировании чистого алюминия в некоторых электролитах толщина износостойких анодно-оксидных покрытий достигает сотни и даже тысячи микрометров. Пористость покрытий на технически чистом алюминии составляет около 20%, а на сплавах достигает 35%. Размеры деталей при твердом анодировании увеличиваются примерно на 50% от толщины наносимого покрытия. При твердом анодировании необходимы жесткие контакты подвески с изделием. Все контакты изготавливают из технически чистого алюминия или сплавов АМг.
Свойства и толщина твердых анодно-оксидных покрытий зависят от состава алюминиевого сплава. Наиболее качественные покрытия получают на чистом алюминии и его сплавах с магнием, наименее качественные — на сплавах с содержанием меди выше 4,5% (Д1, Д2, Д20).
Пробивное напряжение оксидных покрытий, полученных в сульфатном электролите на литейных сплавах типа силумина, в два-три раза ниже, чем на деформируемых сплавах В95, АВ, АК4. Износостойкость покрытий деформируемых сплавов также выше. Микротвердость покрытий на чистом алюминии — 4,9—5,1 ГПа, на сплаве АВ — 4,7—4,9 ГПа, на сплаве Д16 — 3,24—3,53 ГПа, на сплаве АЛ — 4,4—4,7 ГПа.
Режимы твердого анодирования алюминия и его различных сплавов в трехкомпонентном электролите приведены в табл. 8.2, а составы электролитов — в табл. 8.3.
8.2.1. Твердое анодирование алюминиевого сплава АЛ-9
Технологический процесс включает следующие операции:
1. Обезжиривание поверхности бензином Б-70 или ацетоном (щетка). 2. Сушка на воздухе при температуре 15—25°С. 3. Изолирование поверхности, не подвергающейся анодированию, восковой смесью путем окунания в ванну два раза при 60—80°С с промеЖУ" точной и заключительной сушкой на воздухе в течение 0,5—3,0 4 188
Таблица 8.2
Режимы твердого анодирования различных алюминиевых сплавов в трехкомпонентном электролите
Марки сплавов , Режим обработки
Температура, ”С Плотность тока, А/дм 2 Напряжение, В Продолжительность, 10”2С
Д5^А7, А99, А995, АД1 17-23 , 3,0 60-65 12-36
дМг2, АМг2с 17—23 3,0 70-75 12-36
АМгЗ 17-23 3,0 60-70 36
АМг5, АМтё, АВ 17-23 2,0 60-70 27
АМц 17-23 2,0 75-80 36
Д1, Д16, Д24Ф . 5-15 1,5 70-75 72
В95 5-15 1,5 60-65 24
АЛ2, АЛ9 5-15 1,5 70-90 18
САС1, САС1-50 5-19 2,0 40-45 18
Примечание.. Ток в начале процесса в первые 60—120 с повышается до заданной величины с точностью + 10%, а к концу процесса поддерживается с точностью 4-30%.
Для деталей из сплавов В95, Д1, Д16, Д24Ф, АЛ2, АЛ9 после достижения конечного напряжения допускается «самопроизвольное» понижение плотности тока.
Для сплавов САС допускается указанную плотность тока поддерживать в течение 900 с. В дальнейшем процесс проводить при увеличивающемся напряжении при 40—45 В и падающей плотности тока.
Состав смеси (кг): воск ГОСТ 2179-75 — (40%); парафин ГОСТ 16960-81 — (40%); стеарин ГОСТ 15484074 — (3,9%); канифоль ГОСТ 19113-73 (0,8%). После первого окунания непокрывшиеся поверхности и отверстия изолировать с помощью кисти. Снять изоляцию с поверхностей, подлежащих твердому анодированию, путем зачистки винипластовым или деревянным ножом.
4. Обезжиривание поверхности, подлежащей твердому анодированию, марлевым тампоном, смоченным в бензине или ацетоне. 5. Сушка на воздухе, Т=15-ь25°С. 6. Монтаж детали на приспособлении. 7. Анодирование в водном растворе серной кис-
лоты — 250—320 г/л, температура 2—8°С. Плотность тока в Начале Процесса 0,5—1,0 А/дм 2 (продолжительность 10—15 мин) с постепенным повышением до 2,0—2,5 А/дм2 Напряжение в начале процесса 15—17 В, а по мере роста толщины пленки оно непрерывно повышается и в конце процесса достигает 36,5—37,0 В. 06-Щее время анодирования 90 мин, толщина анодной пленки — 70
189
I
Режим обработки II | Материал катода Свинец 1 Свинец 2 Свинец 3 или графит Свинец 4 или графит Стал I. 12Х18Н10Т Свинец Свинец
Толщина I покрытия, мкм 130-175 130-175 15-60 1 ... 10-63 80-100 300 50 30-40
Продолжительность, т, 10~2 с 144 21-54 12-72 24-36 •е •е 7 с© со 54-72 78-90
1 Напряжение, В 15-200 15-65 25-85 40-60 15-120 12-200 60-110 1
Плотность тока, А/дм 2 2,5-5,0 0,5-2,5 1,5-3,0 1,0-2,0 2,5 2,5-5,0 3,0-4,5 о'г '
Температура, С 00 = 7 5-28 18-26 0-5 15-20 0-12 45
Компоненты электролита, г/л | i Е- h £ « о s СЗ 1 1 1 1 10-20 1 1 1
L L 2. Л 6 ч о Е- 2 * в Ч S о '2 “ о е к g g 1 1 90— 110 1 1 1 1 1
Щавелевая кис-. лота 'I 1 27-33 30-50 1 10-15 30-50 25-30*
Серная кислота 180-200 300-380 । 2-4 1 170-200 200 90-100 1
Обрабатываемый материал Алюминий и его 1 сплавы Алюминий и его сплавы, кроме литейных Алюминий и его сплавы Алюминий и его сплавы Алюминий и его сплавы АВ, АМг, АМц, АК4, АК6, AJI2, АЛ4, А.П5, В95 Сплавы алюминия В95, АМг,' АК4 и т.п. Сплавы алюминия АМг, АЛ9
В состав электролита входит 25—30 г/л лимонной кислоты. 1 — необходимо интенсивное перемешивание электролита; режим анодирования зависит от состава сплавов; 3 — покрытия желтого цвета; 4.— покрытие темно-серое или черное.
fl
кМ. 8. Контроль за режимом анодирования осуществляется через до мин. 9. Промывка в холодной воде, продолжительность 0,5— । 0 мин. 10. Демонтаж. И. Снятие восковой изоляции последова-г(!льным окунанием детали в две ванны с кипящей водой. 12. Сушка горячим (50—60°С) воздухом, продолжительность 1,0— 2 0 мин. 13. Контроль. Цвет пленки может быть от темно-серого до черного.
Примечания: 1. В случае получения недостаточной толщины произвести дополнительное анодирование без снятия имеющейся пленки.
2. При получении некачественной пленки произвести повторное анодирование. Для этого необходимо выполнить следующие операции: деталь обезжирить в бензине или ацетоне; удалить старую окисную пленку в растворе следующего состава (г/л): Н3РО4 — 3; СОз — 20; НгО — 1,0 л; температура 80—100"С. продолжительность 10 мин; поверхности торцов и фаски притереть.
3. Дальнейшие операции после удаления старой пленки и притирки вести согласно настоящей технологии.
8.2.2. Химическое травление алюминия и pro сплавов
Для травления алюминия и его сплавов используют щелочи и различные кислоты, а также смеси кислот. Для травления высококремнистых литейных сплавов применяют водные растворы фтористоводородной и азотной кислот. Для. лучшего удаления выделившихся при травлении легирующих добавок (кремния, никеля, титана) и примесей отношение количества азотной и фтористоводородной кислот подбирают с учетом - состава сплавов.
Для осветления поверхности деталей после травления используют следующие растворы: азотную кислоту (300—400 г/л) — для алюминия и деформируемых сплавов на его основе, азотную кйслоту (740—760 г/л) и фтористо-водородную кислоту (100—120 г/л) — для литейных сплавов, хромовый ангидрид (90—100 г/л) и серную кислоту (8—10 г/л) — для алюминиевых деталей со сварными швами. Осветление ведут при комнатной температуре.
На поверхности деталей из алюминия и его сплавов при травлении образуется (нерастворимый в воде) шлам, который удаляется путем травления в азотной или фтористоводородной кислотах. Для повышения качества очистки травление осуществляют в ультразвуковых ваннах.
8.3. Применение ультразвука для интенсификации гальванических процессов
Ультразвук применяется для интенсификации процессов элект-Роосаждения. Ускорение электрохимических процессов в ультразвуком поле обусловлено несколькими причиндми: снижением пере-
191
напряжения металлов, значительным перемешиванием электролита и выравниванием концентрации растворенных веществ в объеме ванны, ускорением дегазации электролита, увеличением активной поверхности при покрытии благодаря ее очистке. Воздействие на электрохимические процессы осуществляют преимущественно в до-кавитационном режиме с интенсивностью до 2—3 Вт/см2 во избежание повреждения покрытия и деталей.
Основные факторы воздействия ультразвука на электрохимические процессы, особенно на электроосаждение металлов, следующие:
1. Существенное снижение поляризации электроосаждения обусловлено снижением концентрационной поляризации, а также активированием поверхности, десорбцией поверхностно-активных веществ и загрязнений с поверхности электрода. В зависимости от состава электролита и режима воздействия ультразвука поляризации снижается на 40—100 мВ.
2. Интенсивное перемешивание в ультразвуковом поле обусловлено прежде всего «эффектом звукового ветра», возникающим вследствие постоянного смещения частиц жидкости. В кавитационном режиме перемешивающее действие ультразвуковых колебаний усиливается, так как образуются ударные' волны, области с перепадом давления и т.д. Толщина диффузионного слоя в докавитацион-ном режиме сокращается до 3.4 мкм, что соответствует, например, частоте вращения дискового электрода более 10000 мин-1; в кавитационном режиме толщина диффузионного тока может сокращаться до 1,6 мкм. При таких значениях толщины обеспечивается высокая скорость переноса вещества диффузией к поверхности электрода, а следовательно, существенное увеличение допустимой плотности тока осаждения.
3. Ускорение дегазации электролита связано с тем, что воздействие ультразвука существенно изменяет скорость отрыва пузырьков водорода, образующихся одновременно с выделением металла в некоторых процессах электроосаждения (например, хромирования). При этом значительно уменьшаются размеры отрывающихся пузырьков газа, что, по некоторым данным, способствует снижению пористости покрытия и повышению его блеска.
Таким образом, воздействие ультразвука на процесс электро-осаждения позволяет существенно улучшить технологию получения покрытий, повысить скорость выделения металла, в отдельных случаях увеличить рассеивающую способность электролитов и блеск 192
покрытия, снизить их пористость. Применение ультразвука незаме-В0мо для электроосаждения на металлы, покрытые прочной оксид-нОй пленкой (Ti, Al).
Хромирование с ультразвуком. Хром относится к металлам, легко пассивирующимся при анодной поляризации. Поэтому применение тока переменной полярности целесообразно при достаточно больших отношениях ък/ха. В этом случае можно получить покрытия с меньшими внутренними напряжениями. Минимальное внутреннее напряжение осадка наблюдается при толщине получаемого за один цикл покрытия, равной 0,25—3 мкм. Каждый цикл начинается с анодной обработки хромируемой детали (несколько секунд), затем меняют полярность тока на катодную (несколько минут). Реверсирование тока снижает пористость покрытий и улучшает рассеивающую способность электролита.
Для хромирования применяют, как правило, электролит состава: 250 г/л хромового ангидрида и 2,5 г/л серной кислоты.
Воздействие ультразвука способствует интенсификации процесса хромирования и дает возможность непосредственно наносить хромовое покрытие па детали из металлов и сплавов, покрытые прочными оксидными пленками, например из алюминия и титана. .Режимы хромирования с применением ультразвука и тока переменной полярности приведены в табл. 8.4.
8.4. Нанесение гальванических покрытий на алюминий и его сплавы
Литейные (АЛ4, АЛ5, АЛ9) и деформируемые (АК, АМг, АМц) алюминиевые сплавы широко применяют в деталях ЖРД. Таким образом, возникает необходимость в защите от коррозии изделий из этих сплавов, а также придания им функциональных свойств. Например, для улучшения паяемости их покрывают медью, никелем, оловом и его сплавами, для устранения заедания резьб — Цинком и кадмием, для улучшения сцепления резины при опрессовке — латунью.
Осаждение металлов на алюминий и его сплавы сопряжено с определенными сложностями: наличием на поверхности трудно Удаляемой и легко восстанавливаемой оксидной пленки; резко отрицательным электродным потенциалом алюминия; наличием в алюминии значительного количества микропор и окклюдированного водорода; значительным отличием коэффициентов температурного расширения алюминия от большинства осаждаемых металлов.
193
Таблица 8.4
Режимы работы электролитов хромирования
Режим осаждения Электролит
№ 1 № 2 № 3.
Полный период' т, с 910 940— 960
Катодный период т к, с .900 900 —k
1 !1 Анодный период (перерыв) та, с 10 40-60 —
Тк/Та 90 15-22
Плотность тока, А/дм 2 60 60 200- 220 ( 2 мин) , 120—200 (до заданной толщины)
Продолжительность дехромирования (анодный импульс), мин — — 4—5 (2 мин) 2—3 (до заданной толщины)
Частота ультразвука, кГц '1 — — ! —
Интенсивность ультразвука, Вт/см 2 — — ,
Температура, ‘С 55 55
Примечание. В электролите № 1 получают гладкие хромовые покрытия, в электролите № 2 — пористые хромовые покрытия, электролит № 3 предназначен для покрытия титана с предварительной обработкой, аналогичной обработке алюминия; ультразвуковая обработка с частотой 23 кГц и интенсивностью 5—6 Вт/см 2 в течение 1—2 мин.
Подготовку алюминия и его сплавов к нанесению покрытий разделяют на обычную и специальную. Обычная подготовка заключается в очистке поверхности от различных технологических загрязнений и продуктов коррозии, специальная — в устранении или уменьшении действия указанных выше отрицательных факторов. Известны различные способы подготовки алюминия и его сплавов к нанесению гальванических покрытий — химические, электрохимические, механические.
Механический способ заключается в пескоструйной обработке. К химическим и электрохимическим способам относятся: травление в кислотах и щелочах; обработка в растворах тяжелых металлов; электрохимическое и химическое осаждение промежуточных слоев металла. а
- 194 I
Контактное осаждение цинка на алюминий и его сплавы. Метод ||1йроко используется благодаря его простоте, дешевизне и универ-дльпости. Большинство покрытий, осаждаемых на алюминий и ,г0 сплавы, наносят на подслой контактно выделяемого цинка. Осаждение можно вести в кислых или щелочных растворах, одна-„о на практике в основном применяют щелочные. Главную роль при контактном осаждении цинка играют состав и температура, раствора. Лучшее сцепление гальванического покрытия с цинковым слоем достигается при тонких и плотных слоях цинка. Толщина цинкового покрытия в большинстве случаев зависит от концентрации едкого натра в растворе. Чем она выше, тем тоньше осадки: из разбавленных растворов получаются осадки цинка с крупнокристаллической структурой. Осадки из концентрированных растворов более тонкие, плотные и имеют хорошее сцепление, однако у обработки алюминия в цинкатном растворе есть ряд недостатков. Этот процесс довольно трудоемок, а сцепление с покрытием недостаточно хорошее, поэтому метод можно использовать в основном для изделий, работающих в лёгких и средних условиях эксплуатации. Улучшить сцепление при контактном осаждений цинка можно при двойной обработке, снимая первый слой в водном растворе азотной кислоты (1:1). Для увеличения плотности цинкатного слоя можно вводить в раствор модификаторы: сегнето-ву соль (10—20 г/л), хлорид железа (1—2 г/л), нитрат натрия (1 г/л). Рост пленки в этих растворах продолжается в первые 15 с, поэтому продолжительность обработки не имеет большого значения. Коррозионная стойкость покрытий на сплавах алюминия (кроме дюралюминия и сплавов, содержащих цинк и медь), осаждаемых по цинкатному слою из модифицированных растворов, вы-ше, чем осаждаемых из обычных цинкатных. Модифицированные '• астворы обеспечивают хорошее сцепление покрытия со. сплавами, содержащими значительное количество магния, а также различными сплавами.
Электролитическое нанесение промежуточных покрытий по контактно осажденному цинку. После обработки в цинкатном растворе аиболее распространенным является промежуточное меднение в ’ианидном электролите, в котором кислотность не должна превышать 10, а концентрация цианида 4 г/л. Детали загружают в ван-|;У под током. В первые 2 мин электролиза плотность тока повышается в два раза. Толщина осаждаемого промежуточного слоя ме-'и должна быть не менее 1,5 мкм и не более 2,5 мкм. При необходимости получения, более толстых слоев меди проводят дополни-
195
тельное осаждение в сульфатных или пиросульфатных электролитах. По осажденному медному слою после цианидной обработки можно наносить другие покрытия.
По цианидному слою можно также осаждать цинк и кадмий из цианидных и кислых электролитов. Перед кадмированием можно применять промежуточное осаждение кадмия. При кадмировании в цианидных электролитах после контактного осаждения цинка или кадмия начальная плотность тока (первые 10—15 мин) не должна 2 превышать 1—1,5 А/дм . Содержание едкой щелочи в цианидных электролитах должно быть минимальным.
Для улучшения качества покрытий рекомендуется производить кадмирование в двух электролитах: предварительное в разбавленном электролите; окончательное — до осаждения слоя нужной толщины. По этой технологии можно наносить слой кадмия непосредственно на алюминий без подслоя. После двухкратного контактного осаждения цинка с удалением первого слоя в азотной кислоте можно наносить слой хрома в две стадии. Имеются также данные о нанесении хромовых покрытий на алюминиевые сплавы АК-4 и ВД-17 в ультразвуковом поле. Ультразвуковые колебания возбуждаются после загрузки изделий в ванну и продолжаются 1—2 мин, в результате чего разрушается оксидная пленка. Ультразвуковое воздействие прекращается через несколько минут после начала электролиза. При таком режиме обеспечивается хорошее сцепление хрома с покрываемой поверхностью.
Вместо контактного цинкования можно использовать нанесение на алюминий слоя цинка гальваническим способом. Преимущество заключается в получении более однородного слоя; кроме того, при кратковременной термической обработке значительно улучшается сцепление покрытия с алюминием. Этот способ пригоден для алюминия и его сплавов, за исключением сплава, содержащего 30% магния и более.
После нанесения слоя цинка гальваническим способом изделия покрывают топким слоем латуни и никелируют в сульфатном электролите до необходимой толщины слоя, после чего подвергают кратковременной термической обработке при 220—232°С. Такую обработку хорошо осуществлять и после последующего нанесения хрома. Имеются также рекомендации относительно получения промежуточного слоя никеля с высоким сцеплением с покрываемым металлом. При этом литые изделия (литье в песчаные формы и под давлением) покрывают небольшим слоем никеля после предва-196
рительного травления в смеси кислот: на осажденный слой никеля иосле термической обработки при 100°С, в результате которой часть никеля диффундирует в алюминий, можно наносить другие покрытия.
Нанесение гальванических покрытий с последующей термической обработкой. Технологический процесс никелирования, включающий последующую кратковременную термическую обработку, широко распространен. Этим способом на алюминий и его сплавы осаждают тонкий слой цинка из цианидных электролитов, затем наносят тонкий слой латуни и проводят никелирование. После никелирования изделия подвергают термической обработке при 220°С. В настоящее время разработан способ никелирования с последующей термической обработкой, обеспечивающей сцепление со сплавом алюминия марки Д16 и др. Никелированные изделия подвергают термической обработке при более высокой температуре (235— 250°С).
Термическую обработку осуществляют в обычной печи, в вакууме или погружением изделий в горячее машинное масло с высокой температурой вспышки. Лучший способ — обработка в вакууме, так как при этом поверхность не окисляется. Указанная технологическая схема дает высокую степень сцепления покрытия с поверхностью. Схему можно использовать для изделий, работающих в жестких условиях эксплуатации, а также для последующей пайки. Термическая обработка является также проверкой сцепления покрытия с изделием. Если она проводится не в вакууме, то поверхность покрытия окисляется. Перед последующим нанесением покрытия оксидную пленку необходимо удалять полировкой, активированием в различных кислотах и другими способами. Лучший способ удаления оксидных пленок и активации никелевой поверхности перед нанесением других покрытий, особенно хрома, активирование в соляной кислоте и непродолжительная (2—5 с) обработка в 20—25%-ном растворе серной кислоты.
Указанными способами можно наносить покрытия на все сплавы алюминия, за исключением тех, которые содержат более 3% Магния, так как на них трудно получить качественные осадки.
Оксидирование алюминия в фосфорной кислоте с последующим нанесением гальванических покрытий. Оксидные пленки, полученные в фосфорной кислоте, отличаются повышенной равномерной Пористостью; величина пор несколько больше, чем в других оксидных пленках; пленки топкие и прочно сцеплены с алюминием, что Дает возможность непосредственно наносить гальванические покры-
\
197
тия, которые проникают внутрь пор, при этом обеспечивается х0. рошее сцепление с покрываемой поверхностью.
Оксидирование в фосфорной кислоте дает положительные ре. зультаты в широком диапазоне концентраций, однако для отдельных алюминиевых сплавов рекомендуется строго определенная концентрация. С повышением напряжения размеры пор увеличиваются. Во многих случаях оптимальным напряжением является 12 В. С повышением температуры пористость увеличивается, так как усиливается химическое растворение пленки. Составы электролитов и режимы их работ для нанесения покрытий на алюминий и его сплавы приведены в табл. 8.5.
Стойкость оксидной пленки в щелочных и цианидных электролитах низка, поэтому данная подготовка не рекомендуется при использовании этих электролитов. Покрытия на оксидную пленку следует наносить при повышенной плотности тока, а изделия загружать в ванну под током. Покрытие на оксидной пленке вначале получается темным, но при дальнейшем росте приобретает естественный цвет металла. Лучше всего на оксидированной поверхности осаждается никель из обычных кислых электролитов и медь из пирофосфатных электролитов. Никелевое покрытие осаждается при повышенной начальной плотности тока и снижении ее через 5—6 мин до нормальной величины. Значение pH должно быть в пределах 5,6—5,8.
8.5. Хроматное пассивирование алюминия и его сплавов
Пассивность — состояние повышенной коррозионной стойкости металла или сплава, вызванное преимущественным торможением анодного процесса. Характерными признаками пассивности являются повышение химической стойкости металла и смещение электродного потенциала металла в положительную сторону.
Пассивное состояние металла могут вызвать сильные окислители (азотная кислота, нитраты и нитриты натрия, бихромат калия), а также анодная поляризация (т.е. окисление соприкасающейся с электролитом поверхности металла под действием постоянного электрического тока).
В настоящее время процесс пассивации нашел широкое применение для повышения коррозионной стойкости цинка, кадмия, алюминия, никеля, железа, меди и их сплавов.
В гальванотехнике процесс пассивирования осуществляется путем химической или электрохимической обработки в соответствующих растворах. Ниже приведены составы растворов и режимы хроматного пассивирования алюминия и его сплавов. J
198 I
Подготовка к нанесению гальванических покрытий на алюминий, анодированный в фосфорной кислоте
Режим работы j Температура 60—80*С; плотность тока 20— 50 А/дм 2; напряжение 12—18 В; продолжи- тельность 3—5 мин Температура 100—110°С; продолжительность 2,5—4,0 мин. Полирование произво- : дят перед оксидированием | Температура 18—35”С; плотность тока 1,2— 3 А/дм 2; напряжение 12—18 В Температура 18—35"С; плотность тока 3 А/дм 2; продолжительность 10—15 мин Температура 37“С; плотность тока 3,2 А/дм 2; напряжение 12—18 В; продолжи- тельность 5 мин Температура 30—35'С; напряжение 12—18 В; плотность тока 2 А/дм 2; продолжительность 1 мин То же, но продолжительность 2—3 мин * Оксидная пленка должна быть быстро покрыта, так как ее растворимость в электролитах велика. Нанесение покрытий на эту пленку в щелочных и цианидных электролитах не рекомендуется. ** На оксидированную поверхность лучше всего осаждается никель или медь из пирофосфатных электролитов как
Состав электролита Тринатрийфосфат 250—380, натрия карбопат 300, сорбит 50 Кислота ортофосфорная 1300— 1400, кислота серная 200—250, кислота азотная 110—150, карбок-силметилцеллюлоза 0,8 Фосфорная кислота, 55%-ный раствор Фосфорная кислота, 10—25%-ный раствор L 15% (объемная доля) раствора фосфорной кислоты (85%-ной), 15% раствора серной кислоты (96%-пой) ! 10—15%-яый раствор фосфорной | кислоты ! 15% (объемная доля) фосфорной кислоты; 85% серной кислоты
1 Метод обработки Электрополирование . Химическое полирование i . । Оски ди ров ани е алюми ни я Оксидирование алюминиевых сплавов Анодное оксидирование алюминия и деформированных сплавов перед нанесением гальванических покрытий . Оксидирование* сплава алго- | минии с медью и кремнием пе-| ред гальваническим покрытием ~ Оксидирование** алюминиевых сплавов высокой прочности
№ п/п (N ео LfO е©
199
Хроматное пассивирование алюминия производят для защиты его от коррозии во влажной атмосфере. Алюминий — легко пасса-вирующйся металл, на его поверхности в естественных условиях образуется оксидная пленка, однако эта пленка обладает низкой механической прочностью, неравномерностью толщины, и при эксплуатации во влажной атмосфере алюминиевые изделия покрываются рыхлой пленкой продуктов коррозии. При этом портится внешний вид и снижаются эксплуатационные характеристики. Для хроматной обработки алюминия рекомендуются растворы, приведенные в табл. 8.6.
( Таблица 8.6
Составы растворов для хроматной обработки алюминия и его сплавов и режимы обработки
Номер раствора № 1 № 2 № 3* № 4 № 5
Состав:
ангидрид хромовый 3-4 5-8 4,5-5 5-10 —
натрия кремнефторид (техни-
ческий) 3-4 — — — —
калия гидрофторид — 1,5-2,0 ; — — —
калия гексациано-(П) феррат — 0,5-1,0 — — —
ацетонитрид, мл/л — — 1-10 — —
композиция Ликонда 71 — — 2-4 — —
ортофосфорпая кислота — — — 40-60 —
натрия фторид — — — 3-5 . —
натрия карбонат — — — — 40-50
калия (натрия) хромат — — — — 10-20
натр едкий (технический) — — — — 2-3
Режим обработки:
температура, ’С 18-25 15-30 18-30 15—30 80-100
продолжительность, мин 8-20 1-5 0,5-5,0 5-20 3-10
* pH = 1,2-2,0.
В растворе № 1 образуются бесцветные оксидные пленки, достаточно хороню защищающие алюминий от коррозии. При температура раствора 15—20’С продолжительность процесса составляет 8—20 мин. По мере выработки раствора его температуру повышают до 90—100’С и увеличивают продолжительность обработки.
При обработке в растворах № 2 и 3 па поверхности алюминия образуются пленки от светло-желтого до коричневого цвета в зависимости от pH раствора и* продолжительности обработки. Коррозионная стойкость таких пленок достаточно высока. Пленка выдерживает воздействие 5%-ного солевого тумана не менее 500 ч.
Обработка алюминия в растворе № 4 приводит к образованию пленок, характеризующихся достаточной механической прочностью. Полученные пленки коррозионно-стойкие и могут служить хорошим грунтом под лакокрасочные покрытия.
При обработке в растворе Л” 5 образуются светло-зеленые пленки. Температура раствора — 80—100’С, продолжительность обработки — 3—10 мин.
200
Необходимо строго контролировать состав и соблюдать режим обработки. Снижение температуры приводит к образованию рыхлых, легко стираемых пленок. Аналогичное действие оказывает увеличение количества щелочи в растворе.
После пассивирования рекомендуется промывка в холодной проточной воде и сушка при комнатной температуре не менее 2 ч, или в сушильном шкафу при 60°С в течение 20—30 мин.
Сушильное оборудование. Для сушки деталей на подвесках или деталей, снятых с подвесок, применяют сушильные шкафы, обычно собственного изготовления. Мелкие детали удобно сушить в центрифуге типа ТВ-600-ЗН. В центрифугу можно загрузить .до 100 кг мелких деталей: частота вращения 1420 мин-1; габаритные размеры: 1080 х 1400 х 890 мм.
Приспособления-подвески предназначены для подготовки и нанесения гальванических, химических и анодно-оксидных покрытий. В зависимости от конфигурации деталей и технологических требований изготовляют подвески различных конструкций и габаритов. Для покрытия крупногабаритных деталей (например, крыльчаток) применяют индивидуальные приспособления-подвески для каждой детали.
Конструкция подвесок должна отвечать ' следующим требованиям: обеспечивать хороший контакт обрабатываемых деталей с подвеской и токопроводящей штангой гальванической ванны; обеспечивать прочный контакт (жесткое крепление) обрабатываемых деталей с контактами-держателями (детали, имеющие значительную массу, могут иметь нежесткое крепление с контактом-держателем, йапример контакт типа крюка); не допускать экранирования отдельных участков поверхностей деталей, подлежащих покрытию; обеспечивать равномерное распределение тока и покрытий на поверхности деталей; быть простой и удобной в процессе эксплуатации.
При выборе материала для изготовления приспособлений-подвязок следует отдавать предпочтение углеродистой стали. Для оксидирования деталей из алюминия и его сплавов, а также для травле-йия деталей из черных металлов подвески рекомендуется делать из титана; для анодного оксидирования и электрополирования алюминия и его сплавов могут быть рекомендованы подвески из дюралю-мина. Для химического никелирования приспособления следует изготовлять из коррозионно-стойкой стали. Подвески, изготовленные
201
из титана, пригодны почти для всех процессов анодной обработку за исключением обработки в электролитах, содержащих фториды.
8.6. Промывка, деталей
Промывка деталей в гальваническом производстве необходима для удаления с их поверхности химических веществ или продуктов реакции после технологических операций. Степень отмывки деталей должна удовлетворять двум основным требованиям: предотвра-щение отрицательного воздействия промывной воды на качество самой детали; ограничение накопления в технологическом растворе нежелательных примесей, вносимых с деталями. В качестве исходной применяют воду питьевого качества, а также обессоленную или деминерализованную (табл. 8.7).
Таблица 8.7
Показатели качества и область применения воды
Источник водоснабжения Основные показатели качества воды Область применения
Городской водопровод Согласно ГОСТ 2874-82 Во всех случаях, где нет указания «от узла локальной системы водоподготовки»
От узла локальной системы во-доп одготовки (обессоленная или деминерализованная вода) Удельная электропроводность воды до 50 мкСм/см, жесткость до 1,8 ммоль/л Для промывки перед обработкой в растворах (электролитах), составленных на обессоленной воде, при специальных требованиях к внешнему виду деталей, для особо ответственных деталей, для ванн улавливания
Деминерализованная вода, используемая в оборотных циклах, приводит к пассивации изделий в технологических ваннах с кислыми блестящими растворами, кроме раствора никелирования.
Наибольшие осложнения возникают при промывке деталей после никелирования, что связано со специфической пассивацией покрытия из-за насыщения деминерализованной воды кислородом. Это нарушает процесс последующего хромирования. Поэтому необходимо добавлять в промывочную ванну перед хромированием свежую воду и проводить активирование в серной кислоте.
В деминерализованной воде медленно смываются хромовые рас' творы, так как в ней по сравнению со свежей водой отсутствую1 бикарбонаты, обладающие нейтрализующим действием. Качество промывной воды регламентируется допустимыми концентрациям» 202 Я
основного химического компонента в конечиой^анне промывной операции.
Качество промывной воды зависит также от общей культуры производства; конструктивных решений отдельных элементов подвесочного и транспортирующего оборудования и материала промывных ванн. Там, где промывку деталей и улавливание растворов ведут в ваннах из листового железа, наблюдается накопление взвешенных веществ и солей железа как продуктов коррозии.
Эти процессы особенно интенсивно идут при промывке после кислых растворов. Поэтому для изготовления или футеровки промывных ванн следует применять полиэтиленовые или винипласто-вые материалы.
Для промывки деталей в цехах металлопокрытий используют холодную, теплую и горячую воду. Теплую воду (40—50”С) используют для отмывки деталей после обезжиривания, хроматирования, травления легких сплавов, снятия шлама, анодного оксидирования, перед и после операций химического оксидирования черных металлов. Горячая вода (70—90°С) необходима во всех случаях перед сушкой. Исключение составляет промывка деталей с оксидно-фос-фатными покрытиями по алюминию. В остальных случаях применяют холодную воду. Наиболее широко для промывки деталей используют погружной метод, при котором детали промывают в проточных ванных, заполненных водой до необходимого уровня.
При промывке погружным методом деталей, имеющих пазы, щели, углубления и т.п., а также загружаемых насыпью, необходимо непрерывное перемешивание воздухом (барботирование). Расход воздуха — 0,2 л/мин па 1 л воды в промывной ванне.
Глава 9. Методы и средства контроля параметров деталей и узлов ЖРД
Схема контроля качества продукции на заводах определяется условиями производства. На каждом заводе имеется отдел технического контроля (ОТК), который подчиняется непосредственно директору завода. На Многих заводах применяется смешанная система контроля: ОТК завода контролирует исходные материалы и осуществляет окончательный контроль готовой продукции, а контрольные операции в процессе производства выполняют контролеры цеха, которые подчиняются начальнику цеха.
При производстве и ремонте деталей и узлов двигателей требуется особо тщательный контроль. Наиболее часто в процессе изго
203
товления деталей контролируют геометрические (размеры, отклоне-ния формы и взаимного расположения поверхностей, шероховд. тость и др.) и физические (твердость, наличие дефектов поверхно-стного слоя, качество материала, отклонения массы) параметры. Готовые узлы (сварные, паяные, клеевые и др.) проверяют па гер. метичность. Для измерения и контроля различных параметров де-талей применяют измерительные инструменты и приборы, которые могут быть механическими, оптическими, электрическими, пневматическими и комбинированными. В целях сокращения времени, затрачиваемого на замеры, и устранения субъективности в оценке качества деталей применяют автоматические контрольно-измерительные средства.
Совершенствование автоматических металлорежущих станков, автоматических линий и станков с ЧПУ потребовало создания высокоточных и надежных средств автоматического контроля размеров деталей в процессе изготовления, т.е. активного контроля. Активный контроль осуществляется методом прямых измерений, когда контролируется непосредственно деталь, или методом косвенных измерений, когда контролируется положение элементов станка, определяющих размер детали.
Косвенные способы активного контроля выгодно применять при обработке небольших деталей, когда непосредственные измерения затруднены. В настоящее время активный контроль получает широкое применение на станках с ЧПУ и на станках с адаптивным управлением автоматическим циклом обработки. На станках с адаптивным управлением применяют приборы с дополнительными устройствами для контроля удаленного припуска, температуры детали, отклонений формы обрабатываемой детали и для контроля перемещений и деформаций рабочих органов станка.
9.1. Контроль геометрических параметров
Линейные размеры определяют при помощи концевых и штриховых мер. Для контроля сложных (фасонных) поверхностей применяют проекторы. Принцип действия проектора заключается в том, что контролируемая деталь проектируется в увеличенном виде на экран, куда помещается так называемый проектный чертеж детали, выполненный на стекле или кальке с одним или двумя предельными отклонениями контролируемой поверхности.
Толщину гальванических покрытий определяют при помощи магнитного толщиномера (толстые покрытия) или капельным методом (тонкие покрытия). Капельный метод состоит в ,том, что на
204
испытываемую поверхность наносят одну каплю травильного распора и выдерживают ее в течение 1 мин. Например, для хромово-г0 покрытия применяют травильный раствор (25%-ный раствор сонной кислоты), капля которого при комнатной температуре за । мин растворяет покрытие на глубину 1,06 мкм.
При контроле формы поверхностей определяют отклонение от круглости (овальность, огранка, изогнутость и др.), от плоскостности, прямолинейности (рис. 9.1).
Рис. 9.1. Контроль формы поверхностей
Отклонение орт круглости может быть измерено путем сличения Профиля контролируемой детали в поперечном сечении с эталонной окружностью, воспроизводимой вращением прецизионного 1цпинделя 5 или стола 4 прибора с проверяемой деталью вокруг Азовой оси (рис. 9.1, а). При измерении отклонения от круглости в кольце (рис. 9.1, б) внутренний диаметр кольца 6 должен быть
205
равен диаметру прилегающей окружности. При измерении враща. ют кольцо 6 или деталь 3 и определяют наибольшее отклонение стрелки измерительной головки 1 при перемещении штока 2. От. клонепие от плоскостности детали (рис. 9.1, в), установленной ца поверочной плите 7 с подкладками 8, определяют как разность между наибольшим и наименьшим показаниями измерительной го-ловки 1 при перемещении последней над всеми точками проверяв-мой поверхности.
Огранку с нечетным числом граней часто определяют трехконтактным методом. Для этого используют устройство, состоящее из V-образпой призмы 9 и измерительной головки ! (рис. 9.1, г). Be-личина огранки А = s к , где з — наибольшая разность в показаниях измерительной головки; к — коэффициент воспроизведения огранки, зависящий от числа граней в сечении и углов а и (3, характеризующих взаимное расположение наконечников трехконтактного устройства. Например, при числе граней 7 и 9 и угле призмы 45° к = 2.
Овальность измеряют при установке детали 3 в призму 9 (рис. 9.1, д). Она равна полуразности между наибольшим и наименьшим показаниями прибора 1.
Изогнутость (рис. 9.1, е) измеряют при установке детали на плите 10 или на ножевых опорах 11. При измерении по левой схеме изогнутость равна размаху показаний измерительной головки, а при измерении по правой схеме — половине размаха показаний.
Схема измерения отклонения от прямолинейности с помощью поверочной плиты и измерительной головки 1 приведена на рис. 9.1, ж. Проверяемую деталь 3 устанавливают так, чтобы две точки 8 проверяемого отрезка находились на одинаковом расстоянии от плоской поверхности поверочной плиты 7. При измерении штатив 12 с измерительной головкой 1 перемещается по направляющему упору 13. Если нужно определить отклонение от прямолинейности линии пересечения двух плоскостей, то плоскость измерения доля5' на проходить через биссектрису угла а между обеими плоскостями (рис. 9.1, з).
Схемы различных методов определения расположения поверхи0' стей приведены на рис. 9.2.
При измерении отклонения от параллельности плоскостей (риС' 9.2, а) деталь 2 устанавливают базовой плоской поверхностью 03 поверочную плиту 3 и, перемещая измерительную головку 1 113 206
Рис. 9.2. Схема различных методов определения расположения поверхностей
раллельно поверхности плиты, определяют разность показания измерительной головки на длине I.
При йзмерении отклонения от параллельности оси (отверстия вала) и плоскости (рис. 9.2, б) деталь 2 устанавливают на поверочную плиту 3 так, чтобы проверяемая плоская поверхность была параллельна плоской поверхности плиты. Положение оси отверстия при измерении определяют по образующей оправке 4.
Отклонение от соосности поверхностей А и Б относительно их общей оси (рис. 9.2, в) определяют при вращении детали 2 на Двух ножевых опорах 5, находящихся в средних сечениях поверхностей А и Б.
При измерении отклонения от перпендикулярности плоскостей (рис. 9.2, г) деталь 2 устанавливают базой на поверочную плиту 3 и определяют на заданной длине L разность показания измерительной головки, перемещающейся по колонке 6 перпендикулярно к плоскости плиты. Плоскопараллельная пластина 7 исключает влияние погрешностей формы проверяемой поверхности на результаты измерений.
207
На рис. 9.2, д приведены две схемы измерения торцевого бие-ния. Измеряемые детали 2 устанавливают базами и фиксируют в осевом направлении упором 8.
При измерении отклонения от симметричности (рис. 9.2, е) ус. тановленную в центрах деталь 2 поворачивают на 180° и с помощью измерительной головки 1 определяют полуразность расстояний А и В.
Для измерения отклонения от пересечения осей в сечении, соответствующем точке их пересечения (рис. 9.2, ж), измеряют высоту положения двух оправок 9, пригнанных к проверяемым отверстиям. Отклонение от пересечения осей равно разности высот А и В с учетом диаметров dA и dg.
Отклонение от параллельности осей (рис. 9,2, з) определяют по результатам измерения размеров I и I i или I '2 и 12 на заданной длине L с помощью концевых мер длины, микрометра, штангенциркуля или другого прибора. Отклонение от соосности при зависимых допусках целесообразно контролировать комплексными калибрами (рис. 9.2, и).
При измерении радиального биения (рис. 9.2, к) измеряемые детали 2 устанавливают базами на призмы (в центрах, насаживают на коническую, цилиндрическую или разжимную оправку). Измерение осуществляют с помощью измерительной головки 1.
Шероховатость поверхностей (ГОСТ 2789-73) до Ra=l,6 мкм определяют визуально путем сравнения контролируемой поверхности с образцами (эталонами), поверхности которых аттестованы, а о* Ra=l,6 до Ra=0,4 мкм — при помощи тех же средств и микроскопа, позволяющего улучшить визуально наблюдение. Шероховатость выше 8-го класса определяют при помощи щуповых (профилометров и профилографов мод. 201 «Калибр-ВЭИ», 240, 261, 262) и оптических (микроинтерферометров МИИ-4, МИИ-5, МИИ-9, МИЙ-10, МИИ-11, МИИ-15) приборов, а также приборов, основанных на методе светового сечения (двойной микроскоп МИС-11, ПСС-2) и др. (например, растровый микроскоп ОРИМ-1).
; В настоящее время для неразрушающего контроля различных параметров деталей прецизионных пар все более широко применяют методы оптической голографии. Суть ее состоит в том, что в фотоэмульсионпом слое специальной высокоразрушающей фотопластинки регистрируется интерференционная картина, возникающая при наложении двух когерентных волн, одна из которых (предметная 6) рассеяна объектом 5 (рис. 9.3, а), а вторая (опорная 8) иС-208
Рис. 9.3. Схема записи (а) и восстановления (б) голограммы
пускается тем же источником 1 (но отражена от делителя 4), который освещает объект, и, пройдя коллиматор 2, попадает после отражения зеркалом 3 непосредственно на фотопластинку 7. Интерференционную картину в виде дифракционной решетки, зафиксированную на фотоэмульсии после ее проявления, называют голограммой.
Изображение объекта по его голограмме восстанавливается при ее просвечивании той же опорной волной (рис. 9.3, б), которая использовалась при получении голограммы. Предметная волна при этом перекрыта шторкой 9. Причем ориентация голограммы по отношению к опорной волне также должна быть сохранена. Эта световая волна дифрагирует на голограмме 11. В результате дифракции 12 наблюдается мнимое изображение 10 объекта 7, по зрительному восприятию глазом 13 тождественное самому объекту и находящееся в том же месте по отношению к голограмме, где он. помещался при экспонировании фотопластинки.
С помощью оптической голографии," и в частности голографической интерферометрии, можно контролировать отклонения геометрических форм (некруглость, непрямолинейность, неплоскостность и др.) прецизионных деталей путем сравнения форм поверхности контролируемой и эталонной. Свет от источников когерентного изучения 1 (рис. 9.4, а), пройдя коллиматор 2 и отразившись от Юркала 3, направляется на кольцевую коническую линзу 5, которая собирает свет так, что он падает наклонно на стенки цилиндрического отверстия втулки 6 под наименьшим углом падения, со-°тветствующим однократному отражению. После выхода из отверстия световая волна (предметная) направляется па вторую кольцевую коническую линзу 7, выходя из которой освещает кольцевую 3°ну на фотопластинке 9. Опорная световая волна отделяется от Рантральной зоны расширенного пучка света и проходит через со-
209
Рис. 9.4. Схема контроля отклонения геометрических форм с помощью голографической интерферометрии
бирателъную линзу 4, цилиндрическое отверстие и рассеивающую линзу 8 так, что расходится, освещая ту же кольцевую зону на фотопластинке.
Контроль осуществляется, как правило, при голографировании в реальном масштабе времени. Сначала Записывается голограмма цилиндрического отверстия эталонной втулки. Фотопластинка обрабатывается на месте ее экспонирования, затем эталонная втулка заменяется контролируемой. Причем ее установка и закрепление должны быть такими же, как у эталонной втулки. Наилучшим способом установки является подвешивание на четырех шаровых опорах — по две опоры на каждом конце (рис. 9.4, б). В процессе контроля на голограмму направлены опорная световая волна и отраженная от поверхности контролируемого отверстия предметная световая волна. Опорная световая волна выполняет две функции. С одной стороны, она, дифрагируя на дифракционной решетке голограммы, восстанавливает мнимое изображение отверстия эталонной втулки, а с другой — накладываясь на предметную световую волну, приводит к формированию новой пространственной дифракционной решетки. Если контролируемое отверстие не имеет по сравнению с эталонным никаких отклонений и втулка установлена точно, то сформировавшаяся дифракционная решетка точно наложится на решетку, зарегистрированную на голограмме. В этом случае контролер, глядя на голограмму в направлении восстановленного мнимого изображения, не заметит в нем никаких изменений. Если же форма контролируемого отверстия отличается, от эталонной, Ш
210
iT0 вызовет появление интерференционных полос на восстановленном изображении (рис. 9.4, б).
При дешифровке интерферограмм надо знать, под каким углом С2 кольцевая область на экране спроецирована на стенки цилиндра. Внутренняя и наружная окружности отображают ближний и дальний концы отверстия, а точки между ними линейно связаны с точками на стенке. Если п — порядковый номер конкретной полосы, то радиальное отклонение D поверхности контролируемого отверстия от эталонного выразится как D = п а (2 cos Q). Порядковый номер полосы можно найти отсчетом от нулевой полосы, которая определяется одним проходом через опорную точку.
9.2. Контроль физических параметров
Для обеспечения высокой надежности изделий в ряде случаев необходимо переходить к сплошному контролю ответственных деталей: деталей прецизионных пар, шестерен насосов, корпусов, валиков и др. Такой контроль возможен только с помощью неразруша-гоших методов, которые основаны на использовании явлений магнитных и электромагнитных полей, капиллярности, оптических спектров, проникающих излучений рентгеновских и гамма-лучей, ультразвуковых, звуковых колебаний, радиоволн сантиметрового и миллиметрового диапазона и др.
Качество покрытий оценивают по силе адгезии (сцепления) покрытия с основным материалом детали. Проверку производят на образцах-свидетелях при помощи механических воздействий (удара, изгиба). Если при изгибе образца или при механическом ударе по покрытию слой металла не отслаивается, сцепление считается удовлетворительным.
Стерильность поверхностей ответственных деталей иногда контролируют по наличию металлической пыли на плотном фильтро-элементе гидроустановки. Загрязненность поверхности наиболее ответственных деталей топливной аппаратуры не должна превышать 1(Г7- 10~8 г/см2.
Нарушения сплошности, т.е. дефекты видимые (забоины, царапины, риски, микротрещины шириной более 0,05 мм, растравленные поверхности и пр.) и скрытые (подповерхностные трещины, микротрещины шириной менее 0,05 мм, раковины, волосовины, пористость, расслоения и др.), контролируются различными методами. Видимые дефекты выявляются визуально или с помощью лупы. Скрытые дефекты, приводящие, как правило, к изменению фи-
211
зических свойств материалов (плотности, упругости, электрических и магнитных параметров и др.), обнаруживаются по результатам исследования физических свойств материалов при воздействии на них различных полей. ,
Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами, или магнитных свойств контролируемых деталей. Магнитные методы контроля делят на магнитопорошковый, пондеромоторный, магнитографический, магнитоферрозондовый, индукционный. Эти методы позволяют выявлять дефекты типа нарушения сплошности материала (трещины, волосовины, закаты, флокены и др.) в ферромагнитных изделиях; исследовать структуру; определять качество термообработки деталей, наличие и количество остаточного аустенита, магнитную анизотропию; контролировать процесс распада твердого раствора и дисперсионного твердения; определять механические характеристики ферромагнитных сталей по изменению их магнитных характеристик; контролировать толщину цементированного или азотированного слоев, толщину слоя поверхностной закалки деталей.
Наиболее распространенным методом контроля физических свойств стальных деталей является магнитопорошковый метод. Он основан на обнаружении магнитных полей рассеяния, возникающих над дефектами в стальных намагниченных деталях, с помощью ферромагнитных частиц.
На характер и величину поля рассеяния над дефектом влияют такие переменные факторы, как напряженность намагничивающего поля, магнитные свойства материала деталей, размер и форма детали и дефекта, локализация дефекта на детали. На контролируемые участки детали наносят ферромагнитные частицы, которые находятся во взвешенном состоянии в жидкости — воде, керосине, минеральном масле (мокрый метод) или в воздухе (сухой метод)-Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, будет действовать сила, стремящаяся затянуть частицы в место наибольшей концентрации маг- ' нитных силовых линий, т.е. в место расположения дефекта. В результате над дефектом происходит накопление ферромагнитных частиц в виде полосок (жилок). Ширина полоски из осевшего порошка значительно больше ширины трещины, волосовины, поэтому магнитопорошковым методом могут быть выявлены даже мельчайшие трещины и другие повреждения.
У этого метода следующие достоинства: простота методики контроля и возможность проверки по однотипной методике различных 212
/Ли
п0 форме и размерам деталей на одном и том же дефектоскопе; возможность контроля деталей, находящихся в конструкции; высокая производительность контроля; высокая чувствительность. Чувствительность метода может быть охарактеризована следующими размерами дефекта: ширина раскрытия 0,001 мм, глубина 0,01 — 0,05 мм, протяженность 0,3 мм. Метод позволяет обнаружить подповерхностные дефекты на глубине 0,5—1,0 мм.
Контроль осуществляется по остаточной намагниченности и в приложенном магнитном поле. При контроле по остаточной намагниченности деталь предварительно намагничивается, а затем после снятия намагничивающего поля на ее поверхность наносят магнитную суспензию или сухой порошок.
Контроль в приложенном магнитном поле заключается в том, что нанесение на поверхность детали магнитного порошка, взве- -генного в воздухе или жидкости, производят во время действия намагничивающего поля на деталь. Этим методом пользуются в следующих случаях: деталь выполнена из магнитомягкого материала, например из сталей марок ст. 3, ст. 10 и др.; мощность имеющегося источника питания не позволяет намагнитить деталь вследствие ее больших размеров; необходимо обнаруживать подповерхностные дефекты.
Контроль по остаточной намагниченности более производителен, так как возможно нанесение суспензии сразу на несколько деталей, а осмотр могут производить несколько контролеров одновременно.
На чувствительность магнитопорошкового метода влияют направление намагничивающего поля, размагничивающий фактор детали и вид намагничивающего тока. В зависимости от задач контроля применяют универсальные (например, У-604-68 и У-601-64С), передвижные и переносные дефектоскопы (табл. 9.1). В табл. 9.2 приведены характеристики порошков и паст для магнитопорошковой дефектоскопии.
Для контроля деталей со световой поверхностью применяют магнитный порошок, представляющий собой закись-окись железа 1 езО4 черного или темно-коричневого цвета. Для контроля деталей с темной поверхностью применяют красную гамма-окись железа <'~~Ке2О3 и окрашенные яркими красителями темные порошки.
В качестве дисперсионной среды для составления магнитной сУспензии применяют керосин Т1 или ТС, трансформаторное мас-масло МК-8 и воду. На 1 л жидкости берут 20-35 г магнитного п°рошка. В состав водной суспензии (на 1 л) входят: сода каль-
213
Таблица Эд
Приборы для проведения магнитопорошковой дефектоскопии
Дефектоскоп Назначение ,. Сила тока намагничивания, А Мощность, кВт Масса, кг
МД-50П передвижной Контроль ферромаг- . нитных деталей / 5000 2,5 260~"
ДМП-2 передвижной — 2500 8 265~~
ДМП-3 передвижной 2500 10 180~~
77ПМД-ЗМ переносной >» 1000 0,7 30 ~~1
ПМД-70 переносной — — 1000 .0,25 48 ~~
ФП-1 Контроль размагни- 5 ченности — —
АКС-4 Анализ концентрата магнитного порошка в суспензии — —
КД-31Л переносной Источник ультрафиолетового излучения для магнито-люминесцентного контроля
КД-38Л переносной То же — — —
Таблица 9.2
Характеристики порошков и паст для магнитопорошковой дефектоскопия
Порошок или паста Основа суспензии Размер частиц порошка, мкм Цвет
Черный магнитный порошок (ТУ6-14-1009-74) Любая 0,5-1 Черный
Магнито-люминесцентные порош-
ки: Водная 10-50 Желто-зеленый
люмагпор 1 , 10-50
люмагпор 2 люмагпор 3 Любая 1,0-50
Магнито-люминесцентные пасты:
МЛ-1 Водная — —
МЛ-2 Л ' —
МЛ-3 Любая '—- —
214
.(йнированная — 10 г, эмульгатор ОП-7 — 5 г, хромпик — 5 г, ,(аГ1штный порошок — 30 г.
При осмотре деталей надо иметь в виду, что над поверхностными дефектами, представляющими собой нарушение сплошности металла, порошок осаждается в виде четко очерченных линий, а над п0дповерхностными дефектами — в виде размытых полос.
Сущность магнитографического метода контроля заключается в записи магнитных полей рассеяния дефектов на магнитную ленту путем намагничивания контролируемого участка детали вместе с прижатой к его поверхности магнитной лентой и в последующем воспроизведении и расшифровке полученной записи.
После контроля детали размагничивают путем удаления их из соленоида, питаемого переменным током промышленной частоты. Для лучшего размагничивания одновременно с извлечением детали из соленоида ее вращают в разных плоскостях в пределах 0—180° и 0—360°. Качество размагничивания контролируется с применением феррозондовых полюсоискателей, например типа ФП-1, приборов для контроля размагниченности ПКР-1, МФ-21ф и простейшего прибора ФЛ-ОИ со свободно подвешенными лепестками, отклонение которых указывает на намагниченность детали.
Капиллярный метод основан на повышении свело- и цветоконт-растности местонахождения дефекта по отношению к неповрежденной части детали. Существуют две разновидности капиллярного метода дефектоскопии — люминесцентная и цветовая.
При люминесцентной дефектоскопии трещины заполняют специальными индикаторными веществами с большой проникающей способностью (пенетрантами), которые составляют на основа люминофоров (керосина, нориола и др.). После нанесения на поверхность Детали тонкого слоя проявителя (окиси магния, талька и т.п.),, обладающего сорбционными свойствами, индикаторное вещество извлекается с его помощью из полости трещин на поверхность и обрисовывает контур дефекта при облучении детали ультрафиолетовыми лучами от ртутно-кварцевой лампы.
При цветовой дефектоскопии дефекты выявляют в результате Рветоконтрастности. Индикаторное вещество имеет красный цвет. Оно составляется на основе бензола с добавлением масла МК-8 и темно-красного красителя или на основе керосина с добавлением Лизола, скипидара и красителя. В качестве проявителя применяют белую краску. После заполнения трещин индикатором и нанесения проявителя дефекты обнаруживаются в виде контрастных линий и точек. С помощью капиллярного метода можно обнаруживать поверхностные трещины с раскрытием менее 0,02 мм. В табл. 9.3
215
Таблица 9.3
Наборы дефектоскопических материалов для капиллярных методов контроля
| Материал Условный уровень чувствительности (по ГОСТ 18442-80) Состав Примечание
1 1 2 , - 3 4
ДК-1 1 Керосин — 80 мл, нориол — 10 мл, анилиновый краситель судан, красный ВС — 10 частей на 1 л —
ДК-2 ' 1 Родамин С — 30 частей на 1 л, эмульгатор ОП-7 — 100 мл, спирт этиловый — 1000 мл —
К 1 Бензин — 950 мл, трансформаторное масло или масло МК-8 — 50 мл, анилиновый краситель судан-4 — 10 частей на 1 л —
ИК-1 1 Бензин — 300 мл, скипидар — 600 мл, нориол А или Б — 100 мл, краситель жирорастворимый темно-красный Ж — 10 г Входит в стандартный комплект ДК-1
ИК-2 1 Бензин — 470 мл, ксирол — 30 мл, скипидар — 500 мл, краситель жирорастворимый темно-красный Ж или 5С — 5 г Входит в стандартный комплект ДК-2
Пенетранты для люминесцентного метода
ЛЮМ-А ЛЮМ-1 ЛЖ-6А Г ЛюминофорМ2 — 10 г, дитомиленметан — 500 г-сиирт этиловый — 400 г, эмульгатор ОП-7 — 100 мл -
Л ЮМ-Б II Нориол А — 150 мл, керосин — 850 мл
Окончание табл. 9.3
—- 2 3 4
Пенетрант для люминесцентно-цветного метода
АЭРО-12А I (люминесцентный) Родамин С — 30 г/л
II (цветной) Спирт этиловый — 900 мл, эмульгатор ОП-7 — 100 мл
Очистители объекта от пенетранта
Маслокеросиновая смесь (спирт+эмуль-гатор) — Масло трансформаторное либо МК-8 — 70%, керосин -— 30%, спирт этиловый 800 мл, эмульгатор ОП-7 — 300 мл Для пенетрантов ЛЮМ-А, ЛЮМ-Б, ДК-2, Дк-1
Вода+эмульга-тор — Вода — 990 мл, эмульгатор ОП-7 (ОП-Ю) — 10 мл ИК-2
Вода+ПАВ — Стиральный порошок — 10 г, вода — 1000 мл ИК-1
Проявители пенетрантов
ПР-1 — Нитроэмаль белая «Экстра» — 300 мл ЛЮМ-А ЛЮМ-Б
ПР-2 Ацетон — 400 мл, стеариновая кислота — 40 г, петро-лейный эфир — 1000 мл —
ПК — Каолин-3509 — 500 г, спирт этиловый — 1000 мл ИК-1, ИК-2
приведены наборы дефектоскопических материалов для этого мет0 да.
Ультразвуковая дефектоскопия является одним из наиболее yfIt! версальных методов выявления поверхностных и металлургически дефектов материала. Она основана на использовании ультразвук, вых колебаний. Дефекты в деталях изменяют распространение уп, ругих волн или влияют на режимы колебания детали.
В табл. 9.4 и 9.5 указаны некоторые технические характеристи-ки ультразвуковых дефектоскопов и толщиномеров.
Таблица 9д
Технические характеристики ультразвуковых дефектоскопов
Дефектоскоп Рабочая частота v, МГц Максимальная глубина прозвучива-НИЯ, мм Масса, кг
УДМ-1 0,8 1,8 2,5 5 2500 13
УДМ-3 0,6 1,8 , 2,5 5 2500 19 i
ДУК-66 0,62 1,26 2,5 5 10 2500 21,5
ДУК-66П Г,25 2,5 5 10 1200-2400 8,5 (с аккумулятором)
ДУК-66 пм 1,25 2,5 5 . 10 1200-2400 9-10
УД-10П 0,6 1,25 2,5 5 10 24 5000 12 1
1 УД-10УА 1,5-6 5000 28 1 -LJI"
218
Окончание табл. 9.4
-"-УД-24 1,25 — 28
УД-ИА (ЭКОН-2) 1,25 2,5 10 4000 7
ЭКОН-4 1,25; 2,5; 5; 10 — 25
ЭКОН-7 1,25; 1,8; 2,5; 5; 10 — 7
ЭКОН-9 2,5; 5 - — 6,4
( Таблица 9.5
Технические характеристики ультразвуковых толщиномеров
Толщиномер Диапазон измеряемых толщин, мм Погрешность измерения, мм Индикатор Масса, кг
1 2 3 4 5
УТ-1А 3—15 ±0,1 Стрелочный 4,6
УТ-1Б 10-40 ±0,2 : 4,6
0,2-1 ±2 Цифровой 6
УТ-ЗОЦ 1-10 ±1,5 6
10-99,9 ±1% 6 /г
УАТ-1М 1,5-40 ±0,2+0,3 Стрелочный 6
' Кварц Т4-Б 5-15 ±0,1 « • 6
Кварц-6 2-10 ±0,1 5
Кварц-14 1,7-99,9 1% Цифровой 3
Кварц-15 (УТ- ____ 91П) 1,2-200 1% « 2
_ УТ-31 МП 1—300 1% 0,7
УТ-93П 0,8-300 ±0,1 0,81
9.3. Контроль, герметичности
Контроль герметичности заключается в измерении или оценке сУммарного потока (утечки, натекания) рабочей среды, проникающей через неплотности, и в сравнении полученного значения с до-пУстимым значением согласно техническим требованиям. В промышленности в настоящее время широко применяют различные
219
методы контроля герметичности, однако наиболее распространенны ми являются газовые (масс-спектрометрический, галогенный, мац0. метрический, химический), жидкостные (капиллярный, гидравли^. ский), газожидкостный (пузырьковый). -
Масс-спектрометрический метод основан на регистрации ионов пробного газа, проходящего через сквозные дефекты контролирую, щего изделия с помощью масс-спектрометрических течеискателей (табл. 9.6).
Указанные в табл. 9.6 течеискатели статического типа с фокусировкой ионных пучков в 180-градусном однородном поле настроены на регистрацию гелия. Они предназначены для испытаний на герметичность различных конструкций и трубопроводов, допускающих откачку внутренних полостей, а также заполненных гелием или смесью, содержащей гелий.
Галогенный метод основан на регистрации пробного газа по увеличению эмиссии ионов примесей щелочных металлов и применяется для обнаружения локальных и интегральных течей в закрытых конструкциях, работающих под давлением. Характеристики течеискателей приведены в табл. 9.7.
В качестве пробного и контрольного веществ применяют чистый хладон 12 при давлении примерно 0,6 МПа, хладон 22 в диапазоне давлений 0,6—0,93 МПа и хладон ИЗ в диапазоне 0,83—3,24 МПа. Иногда применяют четыреххлористый углерод, хлористый метил, дихлорэтан и другие галогеносодержащие газы.
Манометрический метод контроля герметичности основан на измерении давления индикаторной жидкости или газа с помощью манометров. В настоящее время манометрический метод применяют для определения величины интегральных утечек (способ падения давления) и для определения величины локальных утечек (способ дифференциального манометра).
Гидравлический метод основан на проникновении воды или ра' бочей жидкости в полости сквозных дефектов (например, сварных соединений) и регистрации их на противоположной поверхности контролируемого изделия. Гидравлический контроль может ocynje-ствляться с применением люминесцентных индикаторных покрытии (чувствительность достигает 5- 10“ 6 мм3-МПа/с); падением давления (1 • 10 3 — 51О3 мм3 -МПа/с); наливом воды под напоро»* (3 10 “4-2 10 “2 мм3-МПа/с) и др.
Пузырьковый метод основал на регистрации пузырьков индикаторных газа или жидкости, проникших через сквозные дефект^ 220
Масса, кг ! 250 -_21° 1 300
Размеры, мм I 1250x750x600 1 1470x675x620 ' 1245x780x1325
Мощность, кВт I 40 Т“* 0,9 . И
Среднее время безотказной работы, ч 400 1500 _ 1500
| Максимальная чувствительность к потоку гелия, 10“10 мм3- МПа/с 2,66 1 .. ±6 J 6,6
| Тип и течеискателя ПТИ-74 ПТИ-10 СТИ-11
Примечания: 1. Время непрерывной работы течеискателей 24 ч. 2. Напряжение питания 220/380 В, частота 50 Гц. Таблица 9.7 Технические характеристики галогенных течеискателей Масса, кг 1 атмосфер-। ного щупа ,_‘±J 0,65 0,7 *
вакуумно-। го щупа 1 1
измерительного | блока j ©
Размеры измерительного блока, мм 328x238x300 1 89 х 304 х 330
Мощность, Вт Ю СО © 00 40 00
Напряжение питания, В 220, 50 Гц | Аккумуляторное
Постоянная времени, с 40 ио '
। Чувствительность при использовании щупа, мм 3 МПа/с атмосфер-। ного © X оо 00 © - X 00 о т © X оо_ ю"
вакуумно- 1 © X 001, оо 1 1
Тип тече-искателя U5 S н 45 s' н и БГТИ-7”
’Индикация течи стрелочная, акустическая и световая. ’’Индикация течи стрелочная и акустическая.
221
контролируемого изделия. Различают три разновидности пузырько. вого метода: пневматический (наддувом воздуха и обдувом струе^ сжатого воздуха); пневмогидравлический (аквариумный и бароац, вариумный); вакуумный (с применением вакуум-камер).
9.4. Универсальные средства измерений и приспособления
Средства измерений предназначены для контроля геометрических параметров, шероховатости поверхности, времени, давления (разрежения) и других параметров. К ним относятся поверочные плиты, лекальные линейки, плоскопараллельные концевые меры длины, штриховые меры длины, штангенинструменты, микрометрические приборы, рычажно-зубчатые приборы; пружинные измерительные приборы, пневматические измерительные приборы, оптикомеханические и оптические приборы, электронные измерительные приборы и системы, координатно-измерительные приборы и машины.
С помощью концевых мер длины воспроизводят единицы длины, проверяют и градуируют измерительные инструменты и приборы, проверяют калибры и контркалибры, а также выполняют точные измерения. '
К штриховым мерам длины относятся брусковые (ГОСТ 1112060-78), измерительные (ГОСТ 427-75) линейки и рулетки (ГОСТ 7502-80). Брусковые меры применяют в качестве образцовых мер длины, а также шкал приборов для непосредственных измерений.
К штангенинструментам относятся измерительные инструменты с линейным нониусом: штангенциркули (ГОСТ 1660-80), предназначенные для измерения наружных и внутренних размеров до 2000 мм; штангенрейсмусы (ГОСТ 164-80), предназначенные для измерения высот и разметочных работ; штангелглубиномеры (ГОСТ 162-80), предназначенные для измерения выступов, глубин отверстий и пазов.
К микрометрическим приборам относятся: микрометры с ценой деления 0,01 мм (ГОСТ 6507-78), предназначенные для измерения наружных размеров (тип МК) толщины листов и лент (МЛ), контроля длины общей нормали зубчатых колес (тип М3), измерения толщины стенок труб (тип МТ), измерения проволоки (тип МП); рычажные микрометры (ГОСТ 4381-87) со встроенным в корпус отсчетным устройством (тип МР), оснащенные отсчетным устройством (тип МРИ); микрометрические глубиномеры (ГОСТ 7470-78) и нутромеры (ГОСТ 10-75).
222
К рычажно-зубчатым приборам относят: измерительные головки; ,кОбы с отсчетным устройством (ГОСТ 11098-75М), предназначенные для измерения наружных размеров со встроенным в корпусе ^счетным устройством (СР) и оснащенные измерительными головками (СИ); индикаторные нутромеры с ценой деления 0,01 мм (ГОСТ 868-82) и с ценой деления 0,001 мм (ГОСТ 9244-75); индикаторные глубиномеры (ГОСТ 7661-65); индикаторные стенкомеры (ГОСТ 11951-82).
К пружинным измерительным приборам относятся микрокаторы (ГОСТ 6933-81), миникаторы (ГОСТ 14711-69) и оптикаторы (ГОСТ 10593-74).
Пневматические измерительные приборы бывают двух типов: манометрические (дифференциальные и недифференциальные) и рэтаметрические.
Электронные измерительные приборы (ЭИП) выпускаются следующих типов: показывающие с индуктивным преобразователем (мод. 212, 213, 214, 217, 276, 287); с электронным устройством для амплитудных измерений (мод. 281); с устройством для автоматической настройки нуля (мод. 282); снабженные отсчетно-измерительной системой с механотронным преобразователем (мод. БВ3040, VI); измерительная электронная система (мод. 76500—76503). ЭИП обеспечивают высокую точность измерения и позволяют получить сигналы измерительной информации в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления.
С помощью координатно-измерительных приборов типа УИМ-29, ДИП-1, ДИП-3 и ДИП-4, созданных на базе универсальных измерительных микроскопов, выполняют измерения по двум координатам. Для измерения по трехкоординатным осям предназначены трехкоординатные измерительные приборы мод. ТИП-1 и ТИГ1-2.
Параметры шероховатости поверхности измеряют бесконтактными методами с помощью приборов светового сечения (ПСС), теневого сечения (ПТС), оптических растровых микроскопов (ОРИМ) и микроинтерферометров (МИИ), а также контактными методами с Помощью щуповых приборов (профилографов-профилометров мод. 201, 252 и профилометров мод. 253, 256, 296). Параметры шероховатости в труднодоступных местах детали, а также без снятия деталей со станка измеряют иммерсионно-репликовым интерферометром МИИ-10.
На рабочих местах в цехах широко используют метод контроля Птероховатости сравнением детали со стандартным рабочим образ
223
цом шероховатости (ГОСТ 9378-75) или с аттестованной деталь® При этом шероховатость поверхности оценивают визуально-осяза-тельным методом, с помощью лупы или специального микроскопа сравнения, позволяющих одновременно наблюдать поверхность og. разца и детали с увеличением примерно 80х.
Средства измерений выбирают с учетом метрологических, эКс. плуатационных и экономических показателей. К основным метро-логическим показателям относятся: цена деления шкалы, диапазон / показаний, диапазон измерений, допускаемая погрешность средства измерения и измерительное усилие.
Для измерения отклонений от прямолинейности образующих длиной до 150 мм, наружных и внутренних поверхностей различных деталей массой до 8 кг может быть использован прибор мод. БВ-6065. Для измерения отклонений от прямолинейности вертикальных плоскостей может быть использован прибор мод. БВ-6129.
При измерении отклонений методом визирования применяют визирные зрительные трубы ППС-11, ППС-12, оптическую струну мод. ДП-477, оптические линейки ИС-36, ИС-43, ИС-60 (бесконтактная). Для точного контроля отклонений малых доведенных поверхностей (до 120 мм) от плоскостности (не более 1,5 мкм) применяют плоские стеклянные пластины ПИ-60, ПИ-80, ПИ-100, ПИ-120 (ГОСТ 2923-75). При наложении пластины с небольшим наклоном на проверяемую поверхность появляются интерференционные полосы, по характеру и величине искривления которых судят об отклонении от плоскостности. Величина отклонения от плоскостности H=Ja/b, где / — стрела прогиба полосы, мкм; b -т- ширина полосы, мкм; а — длина полны при, измерении в белом свете а/2 = 0,3 мкм. *
9.5. Методы неразрушающего контроля деталей и узлов ЖРД
Таблица 9.8
Основные классификационные характеристики методов неразрушающего контроля
Методы Физические основы методов
" Оптические Законы распространения волн видимого спектра
Радиационные Рентгеновский Просвечивание гамма-лучами Просвечивание бета-лучами Условия распространения электромагнитных колебаний
224
Окончание табл/9.8
Методы Физические основы методов
' Тепловые Условия распространения электромагнитных колебаний
Радиоволновые То же
Акустические Теневой Эхо-метод Резонансный Свободных колебаний Импедансный Велосимметрический Условия распространения упругих колебаний
• ; Электрические Электросопротивления Термо-ЭДС Трибо-ЭДС (электрические заряды, возникающие при трении) ЭДС статического электричества ЭДС индукции Электрические свойства
Магнитные Порошковый Графический Структуроскопии Толщинометрии Магнитные свойства
Электромагнитные
Капиллярные Керосин о-мел овой Цветной Люминесцентный Магнитно-люминесцентный Капиллярные и люминесцентные свойства
Течеисканием L. Капиллярные и компрессионные (вакуумные) свойства
Несмотря на четкое классификационное различие, методы не-Разрушающего контроля могут дополнять, а иногда и заменять ДРУг друга. Для каждого конкретного случая следует выбрать такой метод, при котором контроль будет более эффективным. Этот выбор зависит от следующих факторов: особенностей контролируемых деталей; особенностей дефектов, подлежащих обнаружению; Доступности контролируемого участка; разрешающей способности (чувствительности) метода. Характеристики деталей, подлежащих Контролю, берутся с чертежей или оцениваются на самих деталях. Характеристики, относящиеся к дефектам (вид, местоположение и ТД.), можно в большинстве случаев определить в «предыстории» Детали.
225
Основная роль при выборе метода контроля отводится виду й местоположению дефектов.
Все виды дефектов материалов (кроме структурных) можно раз. делить на укрытые и поверхностные. К скрытым дефектам относят, ся внутренние усталостные трещины, внутренний непровар шва в стенках сварных швов, незаполнение швов металлом, трещины на-пряжений в отливках и поковках, дефекты проката (расслоение закаты, окалины), включение инородных тел или наличие пузырей.
Скрытые дефекты подразделяются на глубокие (глубже 5,6 мм) и подповерхностные. Глубокие дефекты лучше всего выявляются радиационными и акустическими методами. Подповерхностные дефекты выявляются магнитопорошковыми, электромагнитными или акустическими методами, поверхностные — капиллярными, магнитными или акустическими методами.
Наружные трещины с раскрытием порядка нескольких микрометров до долей миллиметра лучше всего обнаруживаются капиллярными или магнитными методами. Для выявления мелких трещин глубиной в доли микрометра на керамике, фарфоре или в эмалевых покрытиях лучше применить порошковый электростатический метод.
На рис. 9.5 изображены различные МНК, используемые для обнаружения дефектов детали в зависимости от их местоположения, а в табл. 9.8 приведены их характеристики.
Для обнаружения поверхностных, открытых дефектов наиболее приемлемыми оказываются капиллярные и оптические методы.
Рис. 9.5. Методы неразрушающего контроля: )
1 — оптические; 2 — акустические; 3 — магнитные; 4 — электромагнитные; ‘
5 — капиллярные; 6 — электрические; 7 — радиационные; 8 — течеисканиемЦ
9 — радиоволновые; 10 — тепловые J
226
Магнитные, электромагнитные и акустические МНК позволяют ^ару живать открытые поверхностные и подповерхностные дефек-ть1. Магнитные методы применимы только для ферромагнитных материалов, а капиллярные служат им дополнением, поскольку на пйх не распространяется названное ограничение.
Испытания герметичности течеисканием применяются, главным образом, для контроля паяных и сварных соединений.
При поиске внутренних дефектов обращаются к радиационным и акустическим методам. Акустическим отдают предпочтение в случае контроля толстостенных деталей правильной формы, а для мелких и неровных деталей больше подходят радиационные методы.
Некоторые внутренние дефекты и дефекты соединений (паяных и сварных) можно выявить применением тепловых методов.
Чувствительность методов тесно связана с характеристикой, называемой выявляемостью. Магнитный метод, например, чувствителен, если намагничивающее поле правильно ориентировано относительно дефектов и имеет соответствующую напряженность. Метод электросопротивления (из группы электрических методов) на постоянном токе и электромагнитные методы также достаточно чувствительны, но им присуща меньшая выявляемость из-за того, что ряд металлургических факторов может влиять на поверхностное электросопротивление и производить соответствующий «фоновый шум». В методе вихревых токов используют возбуждение на нескольких частотах, с прецизионной записью, что делает выявление дефектов более надежным. Что касается обнаружения внутренних Дефектов, то проблема проверки материала становится более трудной, так как вся информации должна быть получена путем интерпретации невидимых явлений, сопровождающих прохождение Проникающего излучения, электрического тока или магнитного поля через деталь. Выбор правильной методики испытания и способа выделения полезной информации, с исключением нежелательного «шума» требует глубокого понимания физики свойств материала и во многих случаях сложного приборного оснащения для достоверной интерпретации информации.
Под достоверностью вообще понимается степень доверия к результатам контроля. Недостоверность проявляется либо в ложной браковке контролируемого изделия, либо в ложном пропуске брава. Когда речь идет о локализованных измерениях сомнительного Размера на видимом предмете, для повышения достоверности прибегают к повтору замеров, тем самЬш исключая возможность слу-
227
g и ©
К К Ф (О о ф о
Возможность применения (материалы и ориентация дефекта) Магнитные, немагнитные и другие материалы; внутренние, подповерхностные и наружные дефекты (не поддаются контролю мелкие детали сложной конфигурации и детали с чистотой обработки ниже V 6) Магнитные и немагнитные материалы. Подповерхностные и наружные дефекты. Контролю не под-|даются мелкие детали сложной конфигурации Магнитные, немагнитные и другие материалы Внутренние, подповерхностные и наружные дефекты 1 . . . ^Только магнитные материалы. Наружные и подповерхностные дефекты То же 1 Магнитные, немагнитные и другие материалы. Только поверхностные дефекты То же J
Минимальная величина раскрытия трещины, мм । 0,001 1 . 0,001 В зависимости ют ориентации |по отношению к । пучку излучения до 0,1 1 Ю0‘0 0,0001 0,02 0,001 |
Минимальная глубина трещины, мм j °'* 1 со ,2% от толщины контролируемого изделий 3% от толщины контролируемого изделия 0,005 0,04 о
j Название методов L ~ ] Ультразвуковой 1 Электромагнитные (вихревых токов) ^Просвечивание рентгеновскими лучами 1 Просвечивание у-лучами । (1-лучами | Магнитопорошковый Г Магнитно-люминес-центпый | Люминесцентный Капиллярные J
Акустические । Радиационные Магнит- 1 ные
228
чайной ошибки. При контроле «вслепую» все решает полнота и ка-чество контроля.
Иногда возникает вопрос, существуют ли дефекты, если при по-мо1Ди МНК они не обнаружены? Например, рентгеновским методом можно обнаружить небольшие участки пористости, но не выявить большую трещину, если она не сориентирована в направле-ции максимальной чувствительности прибора. Только поэтому при использовании ультразвука отбраковка увеличивается в 10 раз по сравнению с рентгеновским методом. Следовательно, степень необходимой отбраковки устанавливается из соотношения между чувствительностью метода и стандартом оценки (эталоном).
В табл. 9.9 приведена характеристика основных МНК пн чувствительности.
Глава 10. Методы очистки и обезжиривания деталей в производстве ЖРД
10.1. Классификация моющих и очищающих средств
Характеристика загрязнений. Различают три степени загрязнения: слабое (масла, смазки, паста); среднее (пыль, опилки, стружка); сильное (лаки, краски, смолы, клеи, герметики, оксиды, соли).
Основными видами загрязнений являются: пыль, стружка, абразивные частицы, окалина, притирочные пасты, смешанные с частицами материалов детали и притира, органические загрязнения — олеиновая и стеариновая кислоты, животные жиры, керосин, минеральные масла и парафин, входящие в состав притирочных паст.
Загрязнения условно делят на эксплуатационные, технологические (производственные), а также остатки от противокоррозионных и лакокрасочных материалов.
Эксплуатационные загрязнения на поверхности деталей представляют собой сложные конгломераты компонентов искусственного и естественного происхождения, которые характеризуются прочными адгезионными, электростатическими и ионными связями как Между собой, так и с конструкционными элементами.
Одним из источников загрязнения деталей являются микроорганизмы, продукты их жизнедеятельности и биокоррозии. Они за-' грязняют технику желеобразной слизистой массой, которая может Нарушить ее работоспособность. Микроорганизмы развиваются, как °Равило, в топливной системе и вызывают отложения на датчиках т°пливомеров, фильтрах, разрушают защитные покрытия, наруша
229
ют работу уЗлов двигателя и агрегатов и вызывают биокоррозию В результате деятельности микроорганизмов образуются скопления загрязнений: масса микробов, органические кислоты, вода, поверх, ностно-активные вещества. Продукты деятельности микроорганизмов поражают защитные покрытия и уплотнения, применяемые для обеспечения герметичности и в качестве противокоррозионного слоя. Биологическим повреждениям подвергаются резины, ряд полимерных материалов и металлы.
Загрязнения ухудшают технико-экономические показатели, надежность и долговечность деталей и узлов двигателя. Наиболее характерными дефектами при этом являются: засорение топливных и масляных фильтров, маслоканалов и форсунок; заклинивание золотниковых и плунжерных пар топливной автоматики; закоксовывание подшипников, форсунок.
Продукты коррозии получаются в результате химического и электрохимического разрушения металлических деталей под воздействием внешних факторов. При этом на поверхности деталей образуется плевка красновато-бурого цвета гидрооксидов металлов (на алюминиевых деталях пленка имеет серовато-белый цвет гидрата оксидов алюминия).
Технологические загрязнения (стружка, остатки абразивных материалов, полировочных и притирочных паст, уплотнительных материалов) накапливаются при изготовлении деталей, сборке узлов.
Во время обслуживания изделий необходимо удалять не только загрязнения, образовавшиеся при эксплуатации, но и остатки противокоррозионных и лакокрасочных материалов (пластичные смазки, консервационные масла, мастики и др.).
Методы очистки от загрязнений подразделяются па механические (механическое разрушение загрязнений притиранием, соскабливанием и т.д.), гидромеханические, физические и физико-химические (растворение, эмульгирование, химическое разрушение загрязнений), химико-термические (сгорание и химическое разрушение загрязнений в щелочном расплаве при 400—450°С), физико-хй< мико-механические, химические.
Степень чистоты контролируют наложением бумажной салфетки или лейкопластыря на контролируемую поверхность. Если после снятия на них не будет следов масел, то поверхность является пригодной.
Моющие и очищающие средства. Воздействие моющих средств есть результат проявления комплекса физико-химических свойств моющего препарат, т.е.. растворяющей, смачивающей, эмульгируй'
230 .
ijeii, диспергирующей, стабилизирующей и пленкообразующей способности. Моющие вещества относятся к группе поверхностно-ак-г0вных веществ (ПАВ). В основе моющего эффекта лежит явление, заключающееся в адсорбции ПАВ не только на границе раздела «жидкость — воздух», но и на границе раздела «жидкость — твврдоб тело».
Если загрязнением является жидкое вещество, эффективность моющего препарата определяется эмульгирующей способностью. Если загрязнением является твердое вещество, то основным свойством моющего препарата является диспергирующая, стабилизирующая и пенообразующая способность. Диспергирование твердой фазы загрязнений в моющем средстве происходит из-за адсорбции ПАВ на частицах загрязнений за счет возникновения расклинивающего эффекта между частицами загрязнений. Одним из важных этапов моющего процесса является стабилизация. Ее суть заключается в способности моющего раствора удерживать в своем объеме загрязнения, препятствуя обратному осаждению их на .поверхности деталей.
Компонентами технических моющих средств (ТИС) являются: моющие и обезжиривающие — кислоты (азотная, олеиновая, сер-ная, соляная, уксусная, щавелевая), щелочи и щелочные соединения (гидроксид натрия, тринатрийфосфат, силикаты натрия, триполифосфат натрия, нитрит натрия), эмульгирующие, диспергирующие — мыла, ПАВ (сульфонат, сульфонолы НП-1, НП-3, сульфо-нол хлористый, масло ализариновое, препарат ОС-20, препараты ОП-4, ОП-7, ОП-10, препарат ДБ-10, проксанол-186, синтамид-5, синтанол ДС-10, ДТ-7, оксифос-Б, оксифос КД-6); противокоррозионные — ингибиторы коррозии (хроматы и бихроматы, например ИФХАН-21, бихромат калия, бензотриазол, ингибитор Г-2, нитрит натрия, моноэтаноламин, диэтаноламин, триэтаноламин); растворители — одпокомпонентные (спирты, эфиры, фурановые и углеводородные растворители, кетоновые углеводороды, например скипидар, кетоны, например ацетон, циклогексанон, метилэтилкетон, метилй-эобутилкетон и др., хлорсодержащие растворители, например хлороформ, четыреххлористый углерод, дихлорэтан, дихлорэтилен и ДР., фторхлорсодержащие растворители (хладоны); многокомпонентные углеводородные растворители — бензиновые, керосиновые, иефтяные; стабилизаторы — спирты, эфиры, фенолы, мыла и др.; Чротивовспениватели — спирты, фосфаты, полиамиды, силоксаны.
Наиболее широкое распространение получили следующие ТМС.
231
Аэрол (ТУ 3810758-80) и МС-15 (ТУ 6-18-14-81) — для очистки агрегатов, сборочных единиц и деталей от смолообразующих и мае-ляных отложений, грунтовых загрязнений . «Полинка» (Ту 3810951-79), «Вертолин-74» (ТУ 3810960-86), ТМС-31 (Ту 38107113-87) — для обезжиривания деталей из черных и цветных сплавов от различных видов масляных загрязнений, остатков полировальных паст, смазочно-охлаждающих жидкостей. МЛ-51, МЛ-52 (ТУ 84-228-80), МЛ-72 (ТУ 84-348-73), «Темп-100» (ТУ 3840843-79) — для очистки деталей от ГСМ, маслянистых отложений, кон-сервационных покрытий. ОСА — обезжириватель сплавов алюминия (ТУ 6-18-16-82) для обезжиривания и очистки тонколистового алюминиевого и алюминиймагниевого проката, фольги из цветных металлов от смазочных материалов и других загрязнений перед анодированием, лакированием, окраской. «Лабомид-101, 102, 203, 204» (ТУ 3810738-80) — для очистки фильтроэлементов и отдельных деталей от масляных и асфальтосмолистых отложений в машинах струйного («Лабомид-101 и 102») и погружного («Лабомид-203 и 204») типа. МС-5, МС-6, МС-8 (ТУ 6-150978-76) — в виде подогретых водных растворов применяются для очистки наружных (в струйных моечных машинах) и внутренних (циркулярным способом) поверхностей. «Импульс» (Ту 38101838-80), «Вертолин-74» (ТУ 3810960086), «Синвал» (ТУ 10-1532-75) — для очистки деталей из алюминия, меди и их сплавов, очистки радиоэлектронной аппаратуры от эксплуатационных загрязнений («Импульс»); не допускается применение «Синвала» для очистки деталей из алюминиевого сплава без добавки ингибитора коррозии — олеиновой кислоты в количестве 4—5 г на 1 л моющего раствора. «Истра» (ТУ 3810961-81), «Омега-1» (ТУ 3810958-80) — для очистки стеклотекстолитовых печатных плат от спиртоканифольных флюсов и радиодеталей от жиромасляных загрязнений. ДИАС (ТУ 381072-76) — для санитарной обработки летательных аппаратов, загрязненных пестицидами, маслами, копотью. «Вимол» (ТУ 38108761-75) применяют в струйных моечных машинах в виде водных растворов для обезжиривания металлических деталей и очистки от гербицидов. «Дегмос» (ТУ 3840849-80) — для очистки с дегазацией поверхности летательных аппаратов от ядохимикатов. НТМЖ-221Б — новое моющее средство, предназначенное для очистки и промывки агрегатов при отрицательных температурах от 0 до - 25°С.
Отдельную группу ТМС составляют растворяюще-эмульгирую-щие средства (РЭС). Различают две подгруппы РЭС: средства, по-232
. - - С
,учаемые смешением органических веществ с ПАВ и растворите-' ’ сМ; средства на основе хлорированных углеводородов.
Представителями первой подгруппы являются: «Термос-1» (ТУ 12-10-208-63); «Эмульсин» («Лабомид-301») (ТУ 84-511-6-72): ДВП-1 «Цистерин», «Карбозоль»; АМ-15 (МРТУ 18/203-69); МК-3. Представителями второй подгруппы являются; «Лабомид-315» («Ритм») (ТУ 6-15-01-90-75); «Лабомид-311»; «Лабомид-312»; МХ-3; МС-2. В табл. Ю.1 представлены основные поверхностно-активные вещества, вводимые в состав ТМС.
Таблица 10.1
Основные поверхностно-активные вещества, вводимые в состав ТМС
п/тт Название, ГОСТ (ТУ) Состояние' Область применения
: 1 Сульфонат, 6-01-34-65 Чешуйки от желтого до коричневого цвета Смачивающий, моющий и эмульгирующий компонент
' 2 Сульфонол хлорный, 35-85 Пластинки или зерна от желтого до светло-коричневого цвета То же
1 3 . Сульфонолы НП-1,,, НП-3, 3877-60 Порошок от кремового до светло-желтого цвета Моющий компонент
। 4 .Масло алазариновое Жидкость Моющий, смачивающий компонент
5 Препарат ОС-20, 10730г82 Воскообразная твердая масса от светло-желтого до желтого цвета Эмульгирующее и стабилизирующее средство
6 Препараты ОП-4, ОП-7, ОП-Ю, 12, 10.268063 Маслообразная жидкость коричневого цвета То же
7‘ Препарат ДБ-10, 12, 10.139-61 Вязкая темная жидкость Смачиватель угольной пыли
8 Проксапол-186 Паста светло-жёлтого цвета > 1 Моющий и деэмульгирующий компонент’
9 Синтамид-5, 02-10-02-70 То же Смачивающий, моющий и эмульгирующий компонент
233
Окончание табл. 1Q j
। № п/п Название, ГОСТ (ТУ) Состояние Область применения
10 Синтанол ДС-10, ДТ-V, 6-14-313-69 Тб же То Же
И Оксифос-Б То же То же
12 Оксифос КД-6 Вязкая светло-коричневая жидкость То же
Пр имечание. Вещества 1—4 относятся к ИОногенным ПАВ (В водных растворах диссоциируют на ионы); 5—12 относятся к неионогенным'ПАВ (в водных растворах ионов не образуют).
Щелочные моющие средства представляют собой водные растворы неорганических щелочных солей, среди которых важнейшими являются карбонат натрия Na2CO3 (кальцинированная сода), а также соли кремниевой кислоты (силикаты), резко повышающие щелочность среды.
Очистка поверхности деталей. Обезжиривание применяют для удаления жировых загрязнений, остатков масел, консервационных смазок и их компонентов (парафина, церезина, мыл), специальных рабочих жидкостей, полировочных паст, пыли, металлической стружки и других загрязнений. По эффективности процесса обезжиривания растворители можно разделить на следующие группы: нефтяные растворители (нефрасы, уайт-спирит, бензин и др.); аро-матические углеводороды, спирты и сложные эфиры; хлорированные углеводороды (дихлорэтан, трихлорэтилен, метиленхлориД, фторхлорсодержащие растворители — хладоны). МетиленхлориД. ис-пользуют.для удаления остатков полировочных паст, очистки оптических стекол и узлов вакуумных насосов. Хладоны-112 и 1^ применяют для удаления загрязнений с деталей из черных и цветных металлов, а также с печатных плат, изготовленных на полимерной основе.
Перспективным способом очистки является гор'ячее обезжиривание в парах растворителей, а также обезжиривание с использованием ультразвуковых установок. В табл. 10.2 приведены составь1 некоторых многокомпонентных обезжиривающих растворов.
234
-Таблица 10.2
Многокомпонентные обезжиривающие растворы
Компоненты Содержание компонентов в растворе, г/л
1 2 3 4 .5 6
Гидрооксид натрия (калия) 25-30 80-100 — — — —
Карбонат натрия 25-30 — 80-100 40-50 15—20 —
Тринатрийфосфат 40-50 30-40 10-15 40-50 25-30 50-60
Гриполифосфат — — — — 5-10
Метасиликат натрия 1-2 — — — — 10-12
Синтанол ДС-10 или ДТ-7 — — — 2-4 1-3 8-10
Контакт Петрова 1-2 40-50 — —
Примечание. Области применений растворов: 1, 4, 5 — для обезжиривания полированных деталей; 2 — для обезжиривания сильно загрязненных деталей; 3, 4 - для обезжиривания меди и ее сплавов; 6 — универсальный раствор для обезжиривания деталей из черных и цветных металлов.
10.2. Интенсификация процессов очистки деталей
Одним из наиболее эффективных способов очистки поверхности от загрязнений жирового характера является электрохимическое обезжиривание с периодическим изменением полярности. В табл. 10.3 приведены составы растворов, рекомендуемые для электрохимического обезжиривания.
Таблица 10.3
Растворы для электрохимического обезжиривания
Компоненты Содержание компонентов в растворе, г/л
1 2 3 4
1идрооксид натрия 30-40 50-60 — 5-10
карбонат натрия 20-30 20-35 30-50 20-40
фосфат натрия 40-60 — - 40-60 20-60
'^тасиликат натрия 3-5 5-10 3-5 2-4
]а<нтанол ДС-10 1-2 — 1-2 —
Примечание. Области применения растворов: 1 — для обработки стали; 2 — ч^Упа; 3, 4 — различных сплавов и гальванических покрытий.
235
Ультразвуковая очистка (УЗО) проводится в среде ТМС. Сня. тию загрязнения с деталей при УЗО способствуют местные новы-шения температуры, а также химические реакции, происходящие в местах образования и исчезновения пузырьков. Поэтому химическая активность ТМС за счет указанных явлений повышается, g табл. 10.4 приведены составы растворов, часто употребляемых при
Таблица 10.4
Водные моющие растворы для ультразвуковой очистки
Компоненты - Содержание компонентов в растворе, г/л
0 1 3 4 5 6 •7
Гидроксид натрия, г/л 15-20 5-10 — 25—30 — — — —
Карбонат натрия, г/л — 15—2 4-6 — — 3-5 — 5
Тринатрийфосфат, г/л — 40-6 6-8 — 30-40 3-5 — 5
Метасиликат натрия, г/л — — 10-12 20-25 — — —
Препарат ОП-7, г/л — — У — — — — 3
Синтанол ДС-10, г/л - — — — — 1-3 1-3 — —
Нитрат натрия, г/л — — 10-12 — — — ' —
Бихромат калия, г/л 1,5» — • — — — 0,5-0,8 — —
Этиловый спирт, мл Г1'Г — — — — — 90— 100
Аммиак, мл • — - — — — — — 35-40 —
Мыло, г — — — — — — 25-30 —
Щавельная кислота, мл — — — — — — 3-4 —
Вода, мл — — — — — — ' 3
Примечание. Раствор 0 применяется для очистки сталей с одновременным пасс*' вированием; 1 — для очистки черных и цветных сплавов; 2 — меди, алюминия *. сплавов на их основе, цинка; 3 — для обезжиривания стальных деталей; 4, 5 — ДлЯ деталей из меди и ее сплавов; 6 — для очистки поверхностей прецизионных пар;
7 — для очистки деталей из магниевых сплавов. I
236
уЗО деталей. Малопрочные механические загрязнения можно уда-,|ЯТь даже в воде. Растворы обладают слабым ценообразованием и имеют достаточно высокую кавитационную активность в ультразвуковом поле, их применяют при температуре 40—50°С. Основные характеристики ультразвуковых генераторов приведены в табл. 10.5.
Продукты коррозии с предварительно обезжиренных деталей удаляют химическим травлением в кислотных и щелочных растворах, составы которых приведены в табл. 10.6.
В зависимости от вида изделий и загрязнений, типа моечного оборудования и его производительности применяют различные способы очистки, чаще всего комбинированные.
Паровоздушная очистка заключается в подаче из гидромонитора па очищаемую поверхность пароводяной струи с температурой 90— 100“С под давлением 0,5—2,0 МПа. Продукты коррозии, нагары и накипь этим способом не удаляются.
Сущность пароэмульсионной очистки состоит В подаче подогретого моющего раствора с помощью насыщенного пара под давлением на очищаемую поверхность.
Очистку погружением широко применяют для удаления загрязнений деталей сложной формы, когда другие методы неэффективны.
Оценка экономической эффективности очистки с применением ТМС. При оценке экономической эффективности, получаемой при замене органических растворителей техническими моющими средствами, учитываются: повышение качества очистки деталей; сокращение их отбраковки: снижение расходов на противопожарные мероприятия; замена ручного труда совершенными технологическими процессами; стоимость применяемых моющих средств. Учитывается также повышение надежности техники и безопасности ее эксплуатации.
При оценке экономической эффективности внедрения ТМС используют основные показатели: капитальные вложения для внедрения технологии очистки К 2 ; себестоимость процесса до (С t ) и после (С2) внедрения ТМС; срок окупаемости капитальных затрат Т.
Окупаемость определяют по формуле: Т = (К 2— К j) /(С 2 - С j). Экономический эффект от снижения себестоимости очистки Э с в год на одну, .единицу определяется по формуле: эс = (С j + НК j) - (С 2+ НК2),. где Н — нормативный отраслевой
237
U5
сб W К ч ю ев
Основные характеристики ультразвуковых генераторов
УЗГ-0,1 0,1 0,18 18-7,5 Воздушная 1 320 х 220 х 200 12
УЗГ-0,25 0,25 0,45 '00 1 880 х 360 х 210 20
УЗГЗ-0,4 О' 17,6—19,3 20,4-23,0 39,6-45,0 1 410 х 422 х 437 50
УЗМ-1,5 1,5 4,0 15-30 Принудительно-воздушная 1 1425 х 660 х | 603 275
УЗГ5-1.6/22ДД Ф СМ; 22 1 1265 х 650 х - 540 ' 260
ю см со Г> 1О CM 1О 18-22 1 1510 х 775 х 600 420
УЗГ-2-4/18 чг оо / 220-380 220 16,5-19,5 1 1808 х 810 х 637 О см
УЗГ-6М СМ Ф «я 18-22 Воздушно-водяная : J ф 1715х 790 х 725 400
УЗГ-10- 22 10 19,5 20,5-23,5 о 1860 х 880 х 1- 886 620
УЗГ-10У О 18-22 О 886 х 780 х 1850 630
Мощность, кВт на входе потребляемая Напряжение, В Диапазон частот, кГц Система охлаждения . Расход поды на охлаждение, л/мин Габаритные размеры Масса, кг
238
Таблица 10.6
Растворы для удаления продуктов коррозии и условия их применения
Состав раствора Масса компонента, г Температура раствора, "С Время травления, мин Обрабатываемый материал
Серная кислота Ингибитор Вода 150 3 850 10—25 10—40 Сталь (сильное поражение корро-зией)
Соляная кислота Ингибитор Вода 300 3 700 10-25 10-20.
Азотная кислота Хромпик Вода 70 10 1000 15-25 50-20 Алюминиевые сплавы
Серная кислота Хромовый ангидрид Вода 350 65 1000 60-70 0,5-2
Серная кислота Хромпик Вода 160 160 1000 80 : 2-5 Медные сплавы
коэффициент экономической эффективности; С 1 , С 2 — себестоимость одной единицы по существующему и новому варианту, К. j, К 2 — капитальные вложения по указанным вариантам, р.
239
Часть III. СБОРКА СОЕДИНЕНИЙ, ПРИМЕНЯЕМЫХ В ПРОИЗВОДСТВЕ ЖРД
Глава 11. Подвижные соединения
11.1. Узлы с подшипниками качения и скольжения
Подшипники качения. Работа подшипников качения характеризуется большими частотами вращения в условиях больших нагрузок и повышенных (или пониженных) температур. Это потребовало применения специальных подшипников с высокими характеристиками по рабочему ресурсу. Выбор конструктивного типа подшипника (рис. 11.1) зависит от конкретного назначения его в агрегатах двигателя.
Рис. 11.1. Виды подшипников качения:
а — шариковый радиальный однорядный; б — шариковый радиальный сферический двухрядный; в — шариковый упорный однорядный; г — шариковый упорный двойной; д — шариковый радиально-упорный однорядный; е — шариковый радиально-упорный двухрядный; ж — роликовый радиальный с короткими цилиндрическими роликами
В агрегатах применяются преимущественно однорядные шариковые радиально-упорные подшипники, а для восприятия только радиальных нагрузок — роликовые подшипники. В ТНА ЖРД применяются в основном шариковые подшипники.
Опоры с подшипниками качения должны удовлетворять следую' щим требованиям: абсолютная надежность в работе при высоких угловой скорости вала и темпе набора частоты вращения ротора; высокая грузоподъемность по радиальным нагрузкам при восприя
2,40
тИй значительных осевых; минимальные потери на трение во всем диапазоне режимов работы ТНА; стойкость материалов опор в различных средах. По точности изготовления в соответствии с ГОСТ 520-71 шарикоподшипники делят на пять классов — 0 (нормальный), 7 (повышенный), 5 (высокий), 4 (особовысокий), 2 (сверхвысокий). Точность подшипника определяется точностью его основных размеров, шероховатостью и волнистостью дорожек качения колец, моментом трогания, качеством металла, точностью вращения (биением). Шарики, ролики и кольца подшипников изготовляют из специальных подшипниковых сталей марок ШХ15, ШХ20СГ, а также из коррозионно-стойкой стали 95Х18Ш, а сепараторы — из стали 12Х18Н9Т, бронзы БрАЖМц-10-3-1,5 и БрАЖН-10-4-4, алюминиевых сплавов АК-4 и Д1-Т. Сепаратор, для стабилизации своего положения, центрируется по внутреннему или наружному кольцу.
При сборке узлов подшипников выполняются следующие основные требования: обеспечение оптимального радиального зазора между телами качения и кольцами при сборке и в условиях эксплуатации; обеспечение каждого из шариков равномерной осевой нагрузкой; отсутствие взаимного смещения колец (или роликов относительно кольца) в роликовых подшипниках. Выполнение этих требований достигается путем правильного выбора и расчета посадок с учетом сопутствующих им упругих деформаций.
Выбор посадок шарикоподшипников обусловлен характером их нагружения. Если вращается вал под нагрузкой, то он соединяется с внутренним кольцом неподвижно. Наружное кольцо в этом случае сажается в корпус по скользящей посадке. Если вращается корпус, то наружное кольцо имеет посадку с гарантированным натягом, а внутреннее сажается свободно. К посадочным поверхностям под подшипники предъявляются высокие требования (точность размера — 5-й квалитет; точность формы — до 0,25 допуска на размер; шероховатость поверхности Ва = 1,2 4-0,32 мкм).
Основным фактором, определяющим работоспособность подшипников, является вид смазки. Контроль работоспособности подшипников качения осуществляется по легкости вращения и характеру ’Нума в сравнении с новым эталонным подшипником такого же типа. Ощутимое рукой торможение или заедание в подшипнике будет свидетельствовать о возможной неисправности: усталостное выкрашивание на дорожках качения внутренних или наружных колец и на телах вращения; вмятины; забоины; коррозия деталей. Для окончательного заключения о пригодности подшипник подвергают вторичной промывке (табл. 11.1) , и проверке, так как часто
Таблица Цj
Растворы для промывки подшипников
Марка раствора Состав раствора Количество, % (весовые) Температура, 'С Время про-МЫВКИ, Мин
ПС-2 Эмульсия Сода кальцинированная Жидкое стекло Вода (водопроводная) 3,5-4,5 0,15-0,3 ' 0,1-0,3 Остальное 60-70
П-2 Сода кальцинированная Хромпик натриевый > " • Вода (водопроводная) 0,15-0,25 0,08-0,1 Остальное 60—70 2—10
П-3 Сода кальцинированная Жидкое стекло Хромпик натриевый Вода (водопроводная) 0,35-2,8 0,15-1,2 0,08-0,1 Остальное : 60-70 0,5-10
П-5 Натрий азотнокислый Сода кальцинированная Вода (водопроводная) Жидкое стекло 0,1-0,3 0,1-0,3 Остальное . 0,1-0,3 60-80 ’ 0,5-10
П-6 Бензин Б-70 с добавлением 2—4% масла МК-22 или МС-20 — Без нагрева 0,5-5
П-7 Керосин осветительный обезвоженный — Без нагрева 0,5-5
Примечания: 1. Для промывки применяются моечные машины, шкафы и ваНночки. 2. После промывки растворами ПС-2, П-2, П-3, П-5 подшипники обдуваются сухим сжатым воздухом, а после промывки в растворе П-7 — бензином.
причиной заедания и торможения являются различные загрязнения на дорожках качения и в гнездах сепараторов.
Иногда подшипники вращаются бесшумно и без заеданий, но быстро останавливаются. Это свидетельствует о намагниченности подшипника, что легко проверить, коснувшись торцом подшипника лезвия бритвы или стальной пластинки. Если подшипник притягивает лезвие бритвы, то он намагничен и к эксплуатации не допускается.
Подшипники подлежат забракованию, если обнаруживаются следующие дефекты: заклинивание (отсутствие взаимного проворачивания колец подшипника); тугое вращение; заедание (относи-
jejibHO легкое проворачивание, ио с остановками в некотором по-10?кении, требующими дополнительного усилия для дальнейшего вращения); шум при вращении. Однако при таком контроле, когда мЯогое зависит от квалификации исполнителя и его субъективных ощущений, достаточно велика вероятность пропуска дефектных или отбраковки годных подшипников. Поэтому рекомендуется использовать электрический метод диагностики на установке для диагностики подшипников И-317М-80. В табл. 11.2 приведены характерные дефекты подшипников и методы их обнаружения.
Таблица 11.2
Характерные дефекты подшипников и методы их обнаружения и устранения
Наименование дефекта Тип подшипника (детали) Способы обнаружения дефекта и методы > устранения
Трещины Неразборный (кольца, тела качения, сепаратор) Осмотр с помощью лупы 7—10-кратного увеличения, а в сомнительных случаях ,р помощью бинокулярного микроскопа при 12—32-кратном увеличении. Подшипники с трещинами бракуются
Разборный (кольца, тела качения) , Проверка на магнитном дефектоскопе. При обнаружении трещин заменяют де-, фектную деталь
Коррозия Все типы подшипников (кольца, тела вращения, сепарато-ры) Осмотр с помощью лупы 7—10-кратного увеличения и микроскопа при 12—32-кратном увеличении. Коррозию в виде поверхностного налета на торцах колец, а также гга посадочных поверхностях колец и сепаратора удаляют зачисткой наждачной шкуркой. Коррозию в виде поверхностного налета на телах качения и дорожках качения колец удаляют притиркой фетром с промывкой в обезвоженном керосине. Коррозия в виде раковин на дорожках качения колец и телах качения * подшипников более 0,03 мм и свыше 5 шт. на 1 см2 не допускается. При наличии коррозионных раковин на посадочных поверхностях и на торцах притирают или шлифуют кольца па глубину не свыше 0,1 мм с последующим меднением или хромированием (при необходимости): толщина не более 0,08 мм на сторону
243
Продолжение табл. 11 2
Наименование дефекта Тип подшипника (детали) Способы обнаружения дефекта и методкЛ устранения
Цвета побежалости Все типы подшипников из ст. ШХ (кольца и тела качения) Осмотр невооруженным глазом. Подшипники бракуют
Касание змейковых сепараторов о борта колец шарикоподшипников 'Шарикоподшипники со змейковыми сепараторами Осмотр невооруженным глазом. При сдвинутом от руки сепараторе в радиальном направлении в крайних положениях кольцо не должно касаться сепаратора. В противном случае подшипник бракуют
Риски, надиры, наклеп или следы контактной коррозии на посадочных поверхностных колец Все типы подшипников (колец) Осмотр невооруженным глазом. При повреждениях, занимающих не более 15% площади посадочной поверхности, зачищают, а более 15% — шлифуют на глубину не более 0,1 мм с последующим хромированием на толщину не более 0,08 мм
Наволакивание материала сепаратора на поверхность центрирующих буртиков колец Подшипники с массивными сепараторами (наружные кольца) Осмотр невооруженным глазом. Незначи- 1 тельное наволакивание материала удаля- 1 ют наждачной шкуркой и заполировыва- 1 ют. При глубоких надирах в разборных подшипниках заменяют дефектное кольцо
Износ, в виденадиров на сепараторах от центрирующих буртиков наружных колец Подшипники ^'массивными сепараторами Осмотр невооруженным глазом. Сепараторы, имеющие износ глубиной более 0,1 мм, заменяют
Надиры и риски на торцевых поверхностях колец Все типы подшинников (кольца) Осмотр невооруженным глазом. При повреждениях, занимающих не более 30% общей площади поверхности торца кольца, удаляют заусенцы и наволакивания материала. При надирах, занимающих более 30% общей площади, притирают до удаления дефекта на глубине не более 0,1 мм. При повреждении глубиной более 0,1 мм перазборный подшипник бра- 1 куют, а в разборном заменяют дефектное кольцо 1
244
Окончание табл. 11.2
^Тменование дефекта Тип подшипника (детали) Способы обнаружения дефекта и методы устранения
рдиковьте отпе-идтки от тел качения на дорожках качения колец Все типы подшипников (колец) Осмотр невооруженным глазом и сравнение с эталоном. При наличии смятия материала глубиной более 0,003 мм подшипник бракуют, если подобные дефекты резко снижают надежность подшипника или узла изделия
Усталостное выкрашивание материала на телах качения и дорожках качения колец Все типы подшипников (кольца и тела качения) Осмотр- с помощью оптических приборов. При обнаружении усталостного выкрашивания на одной из деталей подшипник бракуют
Следы от камелия на дорожках качения колец в виде матовой полосы без выработки Все типы подшипников (кольца) Осмотр невооруженным глазом'
Риски на дорожках качения колец Все типы подшипников (кольца) Осмотр невооруженным глазом и сравнение с эталоном. При наличии рисок, по внешнему виду не выходящих за пределы эталона, подшипник считают годным к эксплуатации. В противном случае неразборные подшипники бракуют, а в разборных заменяют дефектное кольцо
Кольцевые риски на роликах Разборные роликовые подшипники (ролики) Осмотр и сравнение с эталоном. Годны к эксплуатации ролики, имеющие изъяны, находящиеся в пределах эталона
Риски на шариках разборных ПОДШИПНИКОВ Шариковые подшипники (шарики) Осмотр и сравнение с эталоном. При наличии рисок, по внешнему виду не выходящих за пределы эталона, подшипник считают годным к эксплуатации, в противном случае заменяют дефектный шарик
вмятины и зажины на сепараторах .. Все типы подшипников (сепараторы) Осмотр невооруженным глазом. Сепараторы с вмятинами и забоинами на боковой , поверхности могут быть допущены к эксплуатации, если не происходит защемления тел качения или торможения подшипника. На массивных сепараторах мелки^ забоины допускаются, острые кромки скругляют
245
Подшипники скольжения. В современных ДЛА применение цОд шинников скольжения ограничено определенными условиями эКс плуатации. В основном их используют в следующих случаях: дЛя быстроходных валов, при работе которых долговечность подшицни. ков качения очень мала; при необходимости особо точной уставов-ки валов; если по условиям эксплуатации подшипник работает в агрессивной среде.
Основным фактором, обеспечивающим исправную работу подшипников скольжения, является наличие определенного диаметрального зазора s между валом и подшипником (рис. 11.2). Величина этого зазора рассчитывается так, чтобы обеспечить жидкостное трение между поверхностями вала и подшипника. Величина диаметрального зазора для наиболее распространенных подшипников колеблется в пределах 0,06—0,1 мм, для быстроходных подшипников — 0,15—0,22 мм. За последнее время получили распро-
Рис. 11.2. Подшипник скольжения: а — выбор зазора; б — схема обмера
странение подшипники скольжения с газовой или воздушной смазкой. Они оправдывают себя там, где жидкостная смазка непригодна из-за условий повышенной температуры, агрессивных сред 8 пр., а также если агрегат служит для работы с газами, которые сами могут быть использованы как смазывающая среда. При сборке неразъемных подшипников скольжения -зазор регулируется подбо' ром втулок или обеспечивается их развертыванием.
Неметаллические подшипники. В качестве материалов для неметаллических подшипников используют пластики, резину, графи1’
246
Применяются они с валами повышенной (HRO50) твердости. При этоМ условии неметаллические подшипники обнаруживают высолю износостойкость. Пластмассовые подшипники применяются, Kjj{ правило, при полужидком трении (малые частоты вращения, колебательные движения) и при невозможности подвести к опорам регулярную смазку, а при небольших нагрузках и окружных скоростях — без смазки. Допустимая удельная нагрузка зависит от твердости и прочности пластика, температуры, окружной скорости, вида и количества подводимой смазки и колеблется в пределах (Ю2 — Ю) Н/м 2 Для изготовления пластмассовых подшипников чаще всего применяют фенопласты (текстолиты), поликарбонаты (дифлон), полиамиды (капрон, нейлон), фторопласты (тефлон). Свойства этих пластиков приведены в табл. 11.3.
Таблица 1,1-3
Физико-механические свойства подшипниковых пластмасс
Показатели свойств Текстолит Поликарбонат Капрон Нейлон Тефлон
Плотность, кгс/дм 3 1,3-1,4 1,2-1,3 1,1-1,2 1,2-1,1 ’ 2,1—2,4
Твердость, НВ 25-40 20-25 8—12 10-20 8-5
Предел прочности на разрыв, МПа на сжатие, МПа 0,6-1 12-25 0,5-0,8 0,8-1 1- 0,5-0,8 0,8—1,2 =' 0,7-1,2 1,0-1,5 0,3-0,5 >0,3-0,4
Модуль упругости, МПа 25—100 20—25' 10-15 15-20 - 4-5
Относительное Удлинение, % 0,2-0,6 30-80 150-200 50-100 50—200
Коэффициент линейно-го расширения, 10 6 20—40 60—80 60-150 60-150, 100-200
т ‘еплостойкость По Мартенсу, °C , . , 120-130 140-160 50-60 60-70 80—120
Кодопоглощаемость за 24 ч, % — 1,5-2,0 0,1—0,2 2-3 ' 1,5-2,0 0
Коэффициент трения п° стали (без смазки) 0,2-0,3 0,15-0,25 0,1-0,15 0,1-0,15 0,08-0,10
Порядок приемки подшипников. При поступлении на склад за-й°Да подшипников необходимо подвергнуть внешнему осмотру со-Ст°яние тары для определения ее целостности и увлажненности.
247
Если при осмотре будет установлено, что ящики с подшипника^ не повреждены и не увлажнены (влажность тары определяется 11а ощупь), то ящики вскрывают и подшипники устанавливают в ячейки стеллажей на хранение. Подшипники из увлажненных ящиков в количестве 0,5-1%, но не менее трех штук от партии расконсервируют и подвергают осмотру на наличие коррозии. При отсутствии коррозии коробки с подшипниками устанавливают на хранение в ячейки стеллажей. Выдача подшипников данной партии должна быть первоочередной.
Принятые и установленные на стеллажи подшипники регистрируют в журнале, где указывается дата поступления, дата консервации завода-поставщика, наименование завода-поставщика и место нахождения на складе. Подшипники на складе хранят в консервации и упаковке завода-поставщика в ячейках стеллажей при температуре 10—35°С и относительной влажности не выше 70%.
Расконсервацию подшипников производят на складе при окончании гарантийного срока хранения или необходимости его продления, при текущих осмотрах в процессе хранения или перед входным контролем при сборке узлов и двигателей на участках сборки.
11.2. Зубчатые передачи
Наибольшее распространение в двигателях летательных аппаратов получили зубчатые сопряжения в виде цилиндрических и конических зубчатых передач, которые подразделяются: по расположению осей (с параллельными, пересекающимися и скрещивающимися осями); по виду передачи (цилиндрическая, коническая, смешанная, винтовая и др.) и другим признакам.
По эксплуатационному назначению все зубчатые передачи делятся на четыре основные группы: отсчетные; скоростные; силовые, передачи общего назначения. В ДЛА в основном применяются скоростные (характеризуемые плавностью работы, бесшумностью и отсутствием вибраций) и силовые (с полным использованием активных боковых поверхностей зубьев) передачи.
Колесо передачи с меньшим числом зубьев (а при одинаковой числе зубьев — ведущее колесо) называется шестерней, а с боль-шим (или ведомое) — зубчатым колесом.
Зубчатые передачи ДЛА относятся к категории «точных под нагрузкой». Это означает, что у таких передач деформация зубьев под нагрузкой превышает погрешности изготовления колес, в результате чего осуществляется гарантированный контакт всех сопряженных в данных момент пар зубьев. В связи с этим возрастаю1
248 J
V
V
требования к точности колес при их изготовлении (т.е. к технологической точности). Например, при увеличении окружной скорости с 2,5 до 100 м/с максимально допустимое биение зубчатого венца, допуски на основной шаг и на кинематическую точность, а также шероховатость на рабочей поверхности, зубьев уменьшаются в три раза. Увеличение ресурса передачи осуществляется также повышением точности изготовления зубчатых колес, которая у высокоресурсных и высоконапряженных передач достигает 4-й степени точности по нормам плавности и контакта.
Основной особенностью зубчатых колес ДЛА является их малая относительная масса, ажурность конструкций, повышенная жесткость и прочность. Это достигается применением специальных сталей, важнейшими требованиями к которым являются: необходимая степень чистоты металла и мелкозернистой структуры, отсутствие склонности к перегреву, к чрезмерному насыщению поверхности углеродом при цементации, углеродом и азотом при нитроцементации и минимальная деформация в процессе высокотемпературных нагревов. Таким требованиям удовлетворяют хромоникелевые легированные стали: 12ХНЗА, 12Х2Н4А, 18Х2Н4ВА, 14ХГСН2МА (ДИ-ЗА), 12Х2НВФМА (ЭИ712М), 20ХЗМВФА (ЭИ415), 16ХНВФМБ (ВКС-5), 13ХНВМ2Ф (ВКС-4). Последние пять сталей обеспечивают заданную твердость (HRC>58) цементированного слоя при рабочих температурах 220—400°С.
Для обеспечения высокой контактной выносливости и износостойкости поверхности твердость цементируемой стали после термообработки должна быть 63 > HRC > 60, так как при НВО63 возрастает опасность хрупкого разрушения цементированных деталей. Твердость сердцевины должна составлять HRC 30—42. При дальнейшем увеличении твердости сердцевины ухудшается обрабатываемость деталей резанием и снижается предел выносливости цементируемой стали, что обусловлено уменьшением сопротивления хРупкому разрушению, а также неблагоприятным изменением эпюры остаточных напряжений.
К зацеплению с точки зрения сборки можно предъявить следующие требования: наличие установленного чертежом бокового зазо-Ра; правильность зацепления, устанавливаемая по отпечатку краски па контактных поверхностях зубьев; отсутствие в зубчатых коксах недопустимых радиальных и осевых (торцовых) биений.
Боковой зазор — наименьшее расстояние между профильными Поверхностями смежных зубьев сопряженных колес, обеспечивающее свободный поворот одного колеса при неподвижном втором.
249
Но ГОСТ 1643-81 и ГОСТ 9178-81 установлены степени точно, сти (12 степеней) и виды сопряжений. Для каждой степени точно сти установлены три нормы точности: кинематической точности-плавности работы зубчатых колес и передач; контакта зубьев. Кро-ме норм точности, стандарты содержат нормы бокового зазора. Независимо от степени точности по ГОСТ 1643-81 приняты шесть видов сопряжений — А, В, С, D, Е, Н (в порядке уменьшения бокового зазора и допуска на него); по ГОСТ 9178-81 — D, Е, F, G Н (видам сопряжения D и Е соответствует вид допуска на боковой зазор е, а видам сопряжения F, G, Н — нормы допусков f, g> h соответственно). Точность изготовления зубчатых колес и передач задается степенью точности, а требования к боковому зазору — видом сопряжения по нормам бокового зазора.
Боковой зазор j п для цилиндри
Рис. 11.3. Боковой зазор между зубьями колес
соотношением: Ajn = 2Aa sin
ческих колес (рис. 11.3) определяют в сечении, перпендикулярном направлению зубьев, в плоскости, касательной к основным цилиндрам двух сопряженных колес, для конических — по нормали к боковым поверхностям зубьев у большого основания делительного конуса. -Боковой зазор между зубьями пары цилиндрических колес зависит при прочих равных условиях от межцентрового расстояния Изменение бокового зазора 5Jп может быть связано с изменением межцентрового зазора следующим а ш, где а — угол зацепления, оп
ределяемый с практически достаточной точностью из соотношения am=(rbl + rb2) /аш’ где ГЬ1 и ГЬ2~ радиусы основных окру»:
ностей сопрягаемых колес. Так как межцентровое расстояние при сборке не изменяется, то зазор можно изменить только подборой пары колес, т.е. за счет колебаний толщины .зубьев в пределах Д°
пусков их геометрических параметров. Боковой зазор измеряют на
радиусе начальной окружности индикатором (рис. 11.4). Если Д°'
ступ к зубьям колес открыт, то штифт индикатора прижимается
зубу одного из колес в точке, лежащей примерно на радиусе на-
250
Рис. 11.4. Измерение бокового зазора в зубьях: а ‘— индикатором; б — с помощью выносного рычага
чальной окружности (рис. 11.4, а), а другое колесо закрепляется неподвижно. Покачивая свободное колесо, отмечают показание индикатора, которое будет соответствовать значению бокового зазора. Если доступ к зубьям колес невозможен, то применяется специальный валик с поводком (рис. 11.4, б), который вставляется в центральное отверстие колеса и закрепляется цанговым зажимом.
В некоторых быстроходных напряженных передачах, где особое значение имеет плавность хода, пары колес подбирают по шагу. В этом случае учитывается деформация зуба колеса под нагрузкой и вызванное этим искажение шага; поэтому ведущие колеса подбира
ются с плюсовыми погрешностями по шагу, а
совыми.
Регулирование бокового зазора в конических передачах осуществляется перемещением одного из колес вдоль его оси, так как перемещение обоих колес нарушает зацепление, т.е. вершины начальных конусов не совпадают. Величина бокового зазора jn и перемещение В одного колеса связаны следующим соотношением: j п = В 2 sin a msin Р, гДе р — половина угла начального конуса. Боковой зазор регулируется компенсаторами К — калиброванными шайбами, располагает ^Ыми, как показано на рис. 11.5. Если зазор не соответствует заданному значению, то,
ведомые — с мину-
Рис. 11.5. Регулировка бокового зазора в конических передачах
251
определив необходимое изменение перемещения В, подбирают дру, гой компенсатор из комплекта. Неправильно подобранные зазоры являются причиной повышенного износа зубьев, шума, вибраций погрешностей в регулировке лесами, и поломки зубьев.
механизма, приводимого данными не-
правильность зацепления зубьев Колес и взаимного расположения осей определяют проверкой прилегания зубьев по краске (рис. 11.6). Для этого зубья одного из колес (ведущего) смазывают тонким слоем краски (берлинская лазурь) и проворачивают по ходу. При этом второе зубчатое колесо (ведомое) слегка (мягко) притормаживают, чтобы создать при вращении колес небольшое давление на зубья для более отчетливого отпечатка. При хорошем зацеплении зубьев отпечаток на зубе ведомого зубчатого по линии зацепления (рис. 11.6, «) и
Рис. 11.6. Расположение пятен контакта при качественной {а) и иекачественной (б—г) сборке цилиндрической зубчатой передачи колеса должен располагаться
длина его должна составлять 60-70% длины зуба. При расстоянии между осями зубчатых колес, большем допустимого, отпечаток переместится к головке зуба (рис. 11.6, в), а при меньшем — к ножке зуба (рис. 11, г). В обоих случаях прилегание зубьев недопустимо. Одностороннее расположение отпечатка относительно длины зуба (рис. 11.6, б) свидетельствует о перекосе осей зубчатых колес. Устранить погрешности, характеризуемые неправильными отпечатками, в некоторых случаях удается подбором пары колес, отдельные погрешности которых взаимно компенсируются. Погрешности перекоса осей, выявленные по смещению пятна в одну сторону, вдоль зуба, устранить практически не удается. Механическая пригонка посадочных мест недопустима, и речь может идти только
о замене корпусов.
Нормы точности определяются относительными размерами пятна контакта (в процентах),
а) по длине зуба — отношением расстояния между крайним#
точками следов прилегания за вычетом разрывов (рис. 11.7), превос
ходящих величину модуля, к полной длине зуба 252
а-с
В к
g) по высоте зуба — отношением редней высоты пятна прилегания по сей длине зуба к рабочей высоте зу-
, %. Нормы, величины пят-
да контакта приведены в табл. 11.4 После того как в конической пере-(аче отрегулирован боковой зазор, качество сборки проверяют по краске, (ля этого тонкий слой краски наносят на два зуба каждого из колес пе
Рис. 11.7. Пятна контакта с разрывом на зубе цилиндрического колеса
Нормы величины пятна
Таблица 11.4. контакта
I Способны измерения Величина пятна контакта (%) при степени точности
3 4 5 6 7 8 9 10 11
По высоте 65 60 55 50 45 40 30 25 20'
По длине 95 90 80 70 60 50 40 30 25
редачи, причем зубья стараются выбрать так, чтобы между ними было возможно большее число чистых зубьев. После нанесения краски зубчатые колеса поворачивают в направлении работы передачи и по отпечаткам краски (пятнам, контакта) судят о качестве сборки передачи.
В конической зубчатой передаче колеса входят в контакт не пр всей длине зуба, а только по той его части, которая составляет от 1/2 до 2/3 длины зуба и расположена ближе либо к толстому, ли-оо к тонкому его концу. Для нормальной работы передачи положение колес целесообразно регулировать таким образом, чтобы зона Контакта находилась ближе к тонким концам зубьев, так как эта сторона легче поддается деформирующим нагрузкам и зубья быстрое прирабатываются. На рис. 11.8 показано расположение пятен Контакта при контроле конической зубчатой передачи по краске
Уровень шума, вызванного неточностью сборки и изготовления к°лес, измеряется в специальных камерах с помощью приборов, Сличающих микрофон, усилитель и стрелочный прибор, градуиро-крЦный в децибелах.
253
Рис. 11.8. Расположение пятен контакта при контроле по краске конической зубчатой передачи:
а — при правильном зацеплении; б — при недостаточном зазоре в передаче; в, г — при неправильном межцентровом расстоянии
11.3. Уплотнения
Уплотнения служат для уменьшения или предотвращения проникновения газа или жидкости из одной полости в другую или в атмосферу через граничащую поверхность подвижной и неподвижной деталей. Особое значение они приобретают в ТНА, работоспособность которых в большой степени зависит от совершенства уплотнительных устройств полостей с различными рабочими средами. Уплотнения изолируют газовые полости турбины от насосов, разделяют полости насосов, уплотняют полости подшипников. По принципу действия уплотнения делятся на контактные (манжеты, сильфоны, эластичные кольца, мембраны) и бесконтактные (лабиринтные — осевые, радиально-осевые, радиальные; щелевые — с плавающим кольцом, с гладкой щелью). Причем контактные уплотнения герметизируют полости благодаря плотному прилеганию уплотняющих деталей к соответствующим сопряженным поверхностям, а бесконтактные — работают без непосредственного контакта между деталями, уменьшая зазор между ними.
Основные требования к уплотнениям: герметичность; малый износ контактных поверхностей при уплотнении подвижных соединений; срок службы, включающий срок хранения и ресурс работы в составе изделия; простота изготовления и сборки.
Контактные уплотнения. В манжетном уплотнении уплотняющий элемент (манжета) выполняется из синтетического материала типа каучука, стойкого в среде активных жидкостей и не теряющего своих свойств при низких температурах. Манжете придается жела-емая форма прессованием в штампе с одновременной или последУ' ющей вулканизацией. Корпус 1 манжеты (рис. 11.9) армирован металлическим кольцом 2 и снабжен пружиной 3. Если две маИ' жеты расположены друг против друга, то просочившаяся ЖИД' 254
кость, находящаяся под известным давлением, будет увеличивать уплот-нЯющее действие, так как загнутая пасть манжеты, разгибаясь, будет приниматься к поверхности корпуса, в котором она расположена. Сборка этих уплотнений проста, и осевые или радиальные погрешности сборки мало влияют на эффективность работы уплотнений.
Манжетные резиновые уплотнения,
Рис. 11.9. Манжетное уплотнение
применяемые при окружных
скоростях до 15 м/с, требуют шероховатости поверхности вала Ra<0,63.
Сильфонные уплотнения используются как осевые и предназначены для подвижных соединений, пары которых могут иметь отно-
Рис. 11.10. Сильфонное уплотнение: 1 — графитовый уплотнительный элемент; 2 — сильфон; 3 — пружина
сительное вращательное движение, возвратно-поступательное и угловое перемещение. Эти уплотнения могут работать при низких и высоких температурах (например, от 180 до 750°С), в условиях вакуума и высоких (от 10“6 мм рт. ст. до 17,5 МПа) и избыточных (от 13,6- 10“° до 17,5 МПа) давлений и в агрессивных средах. Сильфон, изготовляемый из различных материалов — нержавеющей стали, бронзы и других, заменяет органический уплотнительный элемент, который может разрушаться агрессивными средами или при нагреве. На рис. 11.10 изображено сильфонное Уплотнение вала в сочетании с
графитовым торцевым уплотнительным элементом, приживае-мЬ1м пружиной. Сам сильфон может также использоваться как
Пружина. Сильфонное уплотнение является по своей природе упругим, поэтому погрешности сборки его в осевом и в радиальном направлениях не влияют на работоспособность уплотнения.
Кольцевое уплотнение (рис. 11.11) состоит из втулки, в канав-Ках которой помещены уплотнительные упругие кольца. В отличие °т поршневых, эти кольца не совершают возвратно-поступательного движения, а могут иметь вращательное движение или находиться
255
Рйс. 11.11. Кольцевое уплотнение: 1 — втулка; 2 — кольца
в неподвижном состоянии. Уплотнительное действие колец реализуется благодаря радиальному давлению на сопряженную поверхность и наличию бокового зазора кольца в канавке. Кольца должны подбираться комплектно по упругости, критерием которой является значение силы, сжимающей кольцо до получения в замке зазора, равного рабочему. Вторым требованием является соблюдение бокового зазора а в канавке. Упругость кольца определяется прибором, позволяющим оценить силу, сжимающую кольцо до нужного предела. Боковой зазор измеряется щупом и регулируется подбором кольца по толщине. Для колец, работающих в нормальных температурных условиях, рекомендуется боковой зазор 0,05-0,07 мм, а для колец, работающих при повышенных температурах, — 0,06—0,09 мм. Посадка втулки на валу скользящая. Описанные кольцевые уплотнения применяются в ДЛА главным образом для предотвращения утечки смазочного масла. При сборке кольцевого уплотнения необходимо соблюдать осторожность, чтобы не повредить кольца при установке их с несущей втулкой в соответствую- ‘ щее отверстие. Операция выполняется с помощью приспособлений типа цанговых.
Уплотнение стыков осуществляется при помощи резиновых колец круглого сечения или прокладок, вырезаемых из паронита и закладываемых во фланцевые разъемы корпусов. Все элементы уВ' лотнения стыков резиновыми кольцами нормализованы, однако хорошая работа уплотнения зависит от качества исполнения элемей' тов: точного соблюдения допусков, шероховатости поверхностей, полирования заходных фасок у корпусных деталей.
Бесконтактные уплотнения. Принцип действия этих уплотнении, основан на свойстве щелей или зазоров вызывать гидравлическое сопротивление перетеканию через них газа. Эти уплотнения преД' ставляют собой ряд зубцов или выступов, имеющихся на подвид' ной и неподвижной деталях и перекрывающих друг друга. ВыстУ' пы могут быть расположены на радиальной поверхности, образуй
256
радиальное уплотнение (рис. 11.12, а), „ли на торцовой поверхность, образуя т0рцовое уплотнение (рис. 11.12, б). Надежность работы обоих типов уплотне-нйй зависит от величины радиального s или торцового s' зазора между выступали и впадинами, а также от числа выступов (впадин).
Существующая теория лабиринтных уплотнений позволяет достаточно точно рассчитывать величину зазо
Рис. 11.12. Лабиринтное уплотнение: а — радиальное;
б — торцовое
ра и число выступов, задаваясь перепадом давлений в уплотнении. Изменение радиального или торцового зазора, вызванное погрешностями сборки или дру
гими причинами, приведет к нарушению работы уплотнения. Для радиальных лабиринтных уплотнений критическими будут погрешности, связанные с неконцентричностью подвижной и неподвижной деталей. Регулировать зазор в таких уплотнениях не удается. Сборка возможна только, если охватывающая деталь будет разъемной.
Для торцовых уплотнений критическими являются погрешности,
связанные с относительным осевым положением подвижной и неподвижной деталей. Поэтому при сборке требуется обеспечить ми
нимально допустимое осевое перемещение сопрягаемых деталей. Торцовый зазор можно регулировать, если конструкцией предусмотрено небольшое относительное осевое смещение деталей и закрепление их в требуемом ,положении. Сборка возможна только при радиальном перемещении деталей, т.е. когда охватывающая деталь будет разъемной.
Глава 12. Неподвижные соединения
12.1. Резьбовые соединения
Резьбовые соединения являются наиболее распространенным видом неподвижных разъемных соединений составных частей в дви-Гателях летательных аппаратов благодаря технологичности и высо-к°й надежности. Резьбовые соединения должны отвечать следующим основным требованиям: стык деталей, скрепляемых при помо-Щи резьбового соединения, должен сохранять плотность под дейст
257
вием рабочих нагрузок; элементы резьбового соединения при наличии переменных нагрузок должны обладать достаточной выносливостью; стык деталей должен быть герметичным; элементы резьбового соединения не должны произвольно ослабляться. Широк0е применение резьбовых соединений объясняется многообразием Их конструктивных решений. Основные типы соединений с использованием резьбовых крепежных деталей показаны на рис. 12.1.
Рис. 12.1. Основные типы соединений:
а — болт с гайкой; б — винт; в — шпилька; г — резьбовая вставка; д — резьбовая втулка
• Применение болта с гайкой не требует нарезания резьбы в сое- з диняемых деталях, поэтому болтовое соединение применяется при частых сборках, а также при соединении листовых деталей. Но при такой конструкции необходимо место для гайки и обеспечение возможности подхода инструмента с двух сторон соединения. Основные виды резьбовых крепежных деталей показаны на рис. 12.2.
Материалы для резьбовых крепежных деталей выбирают в соответствии с назначенным классом прочности. Для материала болтов, винтов и шпилек из углеродистых и легированных сталей установлено 12 классов прочности: 3,6; 3,8; 4,6; 4,8; 5,6; 5,8; 6,6; 6,8; 8,8; 10,9; 12,9; 14,9, из которых в соединениях ДЛА используют последние семь. Первое число обозначения, умноженное на 100, определяет о в в мегапаскалях,' а произведение чисел, умноженное на 10, определяет величину, ат в мегапаскалях. Для гаек из тех же материалов, установлено 7 классов прочности: 4, 5, 6, 8, 10, 12> 14, из. которых в соединениях ДЛА используют последние четыре-Число, обозначающее класс прочности, умноженное на 1Q0, опре"
258
Рис. 12.2. Основные виды резьбовык крепежных деталей: а—-о — болты и винты; п, р —шпильки; с—ф — гайки
Деляет напряжение мегапаскалях, равное испытательной нагрузке, отнесенной к сечению болта.
Для болтов, винтов и шпилек из коррозионно-стойких, жаропрочных и жаростойких сталей установлены классы прочности: 21, 22, 23, 24, 25, 26, а для гаек - 21, 22, 23, 25, 26.
Для резьбовых деталей из цветных сплавов установлены классы Прочности: 31, 32, 33, 34, 35.
Выбор материалов зависит от условий работы соединения и от Требований по надежности. В конструкциях, к которым предъявляется высокие требования по массе, габаритам и коррозионной
259
стойкости, применяются болты из титановых сплавов ВТ16, Вт14 ВТ9. Из-за высокого коэффициента трения пар титановых сплавов титановые болты (с целью уменьшения склонности к заеданию) используют в паре со стальными гайками.
Для повышения прочности и коррозионной стойкости крепеж, ных деталей применяют различные виды термической и термохи-мичесой обработки и металлические, химические и лакокрасочные покрытия. Например, окисные пленки, создавая сжимающие оста точные напряжения во впадинах резьбы, могут на 40-50% повы
сить предел выносливости соединения. Для резьбовых крепежных деталей из конструкционных сталей чаще всего применяют кадмиевое покрытие, а для деталей, работающих в среде топлива, — цинковое с последующим фосфатированием; для деталей из коррозионно-стойких сталей (кроме гаек) — химическое пассивирование;
для деталей из алюминиевых и титановых сплавов — анодное ок-
в
сидирование.
Схватывание
резьбовых
парах уменьшают покрытие
серебром или дисульфидом молибдена. Серебряное покрытие применяют также и для улучшения свинчивания деталей из коррозионно-стойких сталей, а медное покрытие резьбы шпилек из титано-
вых сплавов — для лучшего завинчивания их в корпус из титано
вого сплава.
нагруз-
Выбор оптимального усилия затяжки. Значение внешней ки, разъединяющей стык, известно из технических требований, поэтому в задачу технолога входит определение потребной силы затяжки. Расчетное усилие затяжки Р , обеспечивающее условие не-размыкания стыка и сохранения в нем некоторого натяга при действии внешней нагрузки Р, будет равно I
РК6 ’I
Р> = Р« + Х, + КЯ'
где и KR -
коэффициенты
податливости соответственно
болта
и стягиваемых деталей (рис. 12.3).
А. б
tf6 = ctga= р-, A’n = ctgp = -pa.
Г 3 Г 3
Остаточное усилие Р 0
в стыке для соединений различной
коя
струкции принимают обычно равным
(0,3—0,8)/’ для
ПОСТОЯННЫ*
260
Рис. 12.3. Диаграммы деформаций болта и стягиваемых деталей под нагрузкой
нагрузок и (1,2—2,4)Р — для переменных нагрузок. Герметичность соединений обеспечивается при Ро= (0,3-*-2,4)Р.
В условиях значительных переменных нагрузок, свойственных резьбовым соединениям ДЛА, решающее значение приобретает повышение усталостной прочности болтов. В этих условиях раскрытие стыка при недостаточной затяжке приводит к появлению дополнительных напряжений ударного характера и, как следствие, к резкому снижению долговечности элементов соединения. Причем разрушение болтов происходит тем быстрее, чем больше амплитуда колебания напряжения, т.е. чем больше переменная составляющая Р действующая на болт (рис., 12.4). Поэтому стремятся не только не допустить раскрытия стыка и роста амплитуды Рн
Рис. 12.4. Изменение усилия в болте под рабочей нагрузкой
261
(рис. 12.5), но принимают меры для уменьшения Рн при сохране. нии плотного стыка.
Рис. 12.5. Увеличение переменной составляющей при слабой затяжке и раскрытии стыка
Из
чение
рис. 12.4 РН = Р + РО — Р3. Подставляя в это уравнение зна-Р3, получим
Из увеличением податливости болтов переменная составляющая Р
KR
Р =Р-----а—
” *д+*б’
формулы видно, что с уменьшением податливости деталей и
н
уменьшается. Поэтому при конструировании резьбовых соединений стремятся увеличивать податливость болтов.
При статическом нагружении соединения самопроизвольное его самоотвинчивание исключено благодаря свойству самоторможения резьбы, а при вибрациях и при действии переменных сил в плоскости стыка самоотвинчивание возможно. Поэтому резьбовые соединения могут работать надежно только в застопоренном состоянии. На рис. 12.6 приведены различные методы стопорения резьбовых соединений.
Контроль усилия затяжки. В машиностроении применяют в оС' новном пять методов, позволяющие контролировать заданное ус0' лие затяжки по следующим параметрам: по крутящему моменту; по углу поворота гайки; по удлинению болта (шпильки); по удл0' нению относительно контрольного штифта; по деформации тарир0' ванной шайбы. А
262 1
I
Рис. 12.6. Методы стопорения резьбовых соединений: а—з — создание дополнительных сил трепия за счет радиального или осевого давления; и—н — фиксация одной резьбовой детали относительно другой или относительно соединяемой детали; о — обвязка мягкой проволокой группы резьбовых соединений попарно; п—т — стопорение с помощью сварки, пайки, склеивания и пластического деформирования; у—ф — стопорение шпилек деформацией резьбы и посадкой в соединяемую деталь с натягом По среднему диаметру
263
При первом методе к гайке прикладывается такой крутящий момент, который создает в болте заданное усилие затяжки. ДЛя этой цели применяются предельные ключи (рис. 12.17, а), отрегу. лированные на определенный крутящий момент, а также динамометрические (рис. 12.7, б), снабженные динамометром, позволяющим регистрировать крутящий момент в процессе затяжки.
б'' ф
S)
Рис. 12.7. Ключи:
предельный торцовый (а): / — головка; 2 — стержень; 3 — стакан ведомый;
4 — стакан ведущий; 5 — штифт; 6 — пружина; 7 — вороток; динамометрический (б): 1 — рукоятка; 2 — фиксирующий штифт;
3 — сферическая шайба; 4 — корпус; 5 — упругий стержень; 6 — индикатор;
7 — кронштейн; 8 — головка
Метод производителен, прост, легко поддается механизации, но не всегда обеспечивает высокую точность затяжки из-за колебаний в широких пределах (от 0,05 до 0,4) коэффициентов трения в зависимости от рода материала, шероховатости поверхности, смазки, вида покрытий, числа затяжек, скорости завинчивания и т.д. Стабилизация и снижение коэффициентов трения достигаются применением покрытий (кадмиевых, медных) и смазки (графитовой или двусернистого молибдена). Применяется при затяжке коротких болтов. Для предварительной оценки крутящего момента пользую^ ся приближенным значением
где d — наружный диаметр резьбы, мм.
Второй метод состоит в том, что гайку завертывают от руки Д° упора в деталь, а затем поворачивают ключом на угол, которй0
264
рассчитывается в зависимости от заданной силы затяжки и коэффициентов податливости болта и деталей. Для отсчета поворота пользуются градуированным диском и стрелкой, закрепленной на
ключе (рис. 12.8). Угол поворота гайки для осуществления задан-
ной силы затяжки рассчитывается по формуле ’ Рз Рз( 1 б 1а
у и и ДА
360,
где s — шаг резьбы, мм, I 6 и I д — длина дев стягиваемых деталей соответственно, мм, А 6 и А д — площади сечения болта и стягиваемых деталей соответственно, мм ; Eq и — модули упругости материала болта и стягиваемых деталей соответственно, МПа.
Преимуществом этого метода по сравнению с методом затяжки по крутящему моменту является отсутствие в расчетных формулах коэффициентов трения, которые вследствие нестабильности снижают точность расчетов. Кроме того, этот метод не требует сравнительно дорогих специальных ключей. Этот метод хотя и производительный, но не точный из-за погрешностей субъективного характера (нестабильность завертывания гайки от руки до упора), а также нелинейности деформации болта в начальный период за-
болта и толщина флан-
Рис. 12.8. Ключ для затяжки по углу поворота гайки
тяжки на расчетный угол, смятия шеро-
ховатостей, упругой деформации элементов резьбовых витков.
Третий метод основан на измерении удлинения болта под действием Усилия затяжки, контроль которого осуществляется обычно индикаторными приспособлениями или микрометрами (рис. 12.9). Метод является наиболее точным при затяжке длинных болтов (или силовых шпилек), и им
Рис. 12.9. Схема контроля удлинения болта
265
Рис. 12.10. Контроль затяжки с помощью контрольного штифта
пользуются при затяжке наиболее ответственных резьбовых соединений.
Четвертый метод практически не отличается от предыдущего и предусматривает контроль удлинения болта относительно базы, принадлежащей закрепленному внутри болта контрольному штифту (рис. 12.10) длина которого остается неизменной. Конструкция болта усложняется, но упрощается операция измерения. Метод применим для более ответственных болтов сравнительно больших размеров.
Пятый метод состоит в том, что заданное усилие затяжки достигается за счет пластической деформации тарированной шайбы одноразового применения.
Причинами уменьшения силы затяжки являются: остаточные пластические деформации болта и стягиваемых деталей в результате кратковременных перегрузок на нерасчетных режимах; деформации при смятии шероховатостей; самопроизвольное отвинчивание гайки; релаксация напряжений в болтах и де-
талях при работе в условиях повышенных температур.
Для стабилизации напряжений затяжки применяют: тщательную пригонку стыковых поверхностей и предварительное обжатие деталей под нагрузкой, соответствующей Р 3, увеличение напряжения
затяжки до максимально допустимого значения, соблюдение определенной схемы затяжки резьбовых соединений; подтяжка по истечении некоторого срока работы соединения; уменьшение числа
стыков; надежное стопорение гаек и винтов.
12.2. Прессовые соединения
Прессовые соединения должны обладать прочностью, чтобы выдерживать возникающие при работе нагрузки (осевые, крутящий момент, вибрации).
Прочность и относительная неподвижность соединений деталей с натягом обеспечивается силами трения, которые зависят от давления, определяемого натягом. Сборка соединений с натягом может осуществляться под действием осевой силы, создаваемой прессом, или с термовоздействием — с нагревом охватывающей или с охлаждением охватываемой детали. Применяют также гидропрессо-вую сборку, при которой деформация деталей соединения достигается подачей в зону сопряжения масла под высоким давлением че-266
рез специальные канавки при одновременном действии осевой силы- *'
Под прочностью соединения с натягом понимается способность сопротивляться осевому сдвигу и провороту сопрягаемых деталей, когда они находятся под действием осевой нагрузки, вращающего и изгибающего моментов. Передаваемый соединением вращающий момент (Н • мм) определяется по уравнению:
M=0,5nd2 Lf3p,
где d — диаметр сопряжения, мм; L — длина сопряжения, мм; / — коэффициент трения сопряженной пары при относительном вращении; р — давление на1 контактной поверхности сопряженной пары (МПа).
р = 8 9 /d (С! /Е । + С 2 /Е 2 ),
где 8 9 — эффективный диаметральный натяг в мм, принимаемый меньше измеренного натяга 8 из-за смятия и срезания шероховатостей при запрессовке; 8 9 = 8 н - 1,2 ( Rz । + Rz 2 ); Rz и Rz 2 — параметры шероховатости охватывающей и' охватываемой поверхностей, мкм (практически 8 9 принимают — из-за смятия гребешков неровностей — равным (0,8-0,95)8 н); Е Е2 — модули упругости материалов сопрягаемых деталей, МПа; С и С 2 — коэффициенты для охватывающей и охватываемой деталей соответственно.
С i = {D2 + d2/D2-d2) + \ai, C2 = {d2 + d2/d2-d2y+]i2, где D — наружный диаметр охватывающей детали, мм; d 0 — диаметр отверстия в охватываемой детали, мм; d — диаметр сопряжения, мм; и Ц2 — коэффициенты Пуассона (для стали И = 0,3).
Таким образом, усилие запрессовки зависит от материала деталей (коэффициента трения, упругих свойств), от натяга и размеров сопрягаемых поверхностей. Если наружный диаметр D стремится к бесконечности, то С = 1 + р ; если же охвтываемая деталь не имеет отверстия, т.е. d 0 = 0,г то С 2 - 1 - ц 2 • Опытами установлено, что пРи D > 6 d значение С । становится постоянным, и начиная с этой йеличины D можно использовать приведенное выше значение 1 = 1 + р 1 .
267
Усилие запрессовки определяется по уравнению P = ndLfр.
Однако запрессовку под действием осевой силы при нормальной температуре можно осуществлять при сравнительно небольших натягах (0,02—0,04 мм), не приводящих к появлению опасных давлений. Нагрев охватывающей или охлаждение охватываемой детали облегчает сборку при любых натягах, но наибольший эффект получают при значительных натягах, когда требуется высокая прочность соединения. Благодаря тому что шероховатости поверхностей не сминаются, происходит их сцепление и, как показали опыты, прочность соединения увеличивается в 2—2,5 раза. Нагрев охватывающей детали применяют также в том случае, когда она выполнена из материала, имеющего более высокий коэффициент линейного расширения, а собираемый узел работает в зоне повышенных температур.
Для определения температуры нагрева Т охватывающей детали (или охлаждения охватываемой) пользуются следующим соотношением: 7’=(8н + 80/а</) + Т'0, где 8Н — измеренный диаметральный натяг, мм; 8 0 — зазор в момент сборки; d — диаметр отверстия охватывающей детали, мм; а — коэффициент линейного расширения, 1/’С; Т о — температура окружающей среды, °C. Нагрев охватывающей детали осуществляют до температуры не более 320—350°С, при которой сохраняются физико-механические свойст-• ва металла. В зависимости от вида производства детали нагревают в масляных ваннах, электропечах сопротивления, индукционных установках.
Соединения, собираемые с охлаждением охватываемой детали, примерно на 10—15% прочнее, чем соединения, получаемые с нагревом охватывающей детали. Сборка с охлаждением не изменяет исходную структуру и физико-механические свойства металла. Поэтому данный способ целесообразно применять для сборки ответственных узлов, к которым предъявляются повышенные требования по эксплуатационной надежности. В качестве хладоносителей обычно применяют твердую углекислоту (сухой лед) и жидкий азот. Температура охлаждения в ванне «денатурированный спирт — сухой лед» — минус 78°С, а в жидком азоте — минус 195°С.
Охлаждение охватываемых деталей особенно удобно, когда приходится запрессовывать большое количество мелких деталей в сравнительно большие корпусные детали, нагрев которых потребо-> вал бы мощного и дорогого оборудования.
268
Для предохранения контактной поверхности от задиров, а также ,;1Я облегчения процесса сборки хорошо использовать дисульфидмолибденовую смазку (MoS2), применяемую в виде порошка или пасты, наносимой на металл тонким (3-5 мкм) слоем, и не влияющую на натяг. . -
12.3. Сварные соединения
12.3.1. Классификация методов сварки и их технологические возможности.
Сварные соединения являются основным типом неподвижных неразъемных соединений во всех типах ЖРД. Сваркой получают неразъемные соединения местным или общим нагревом свариваемых частей, а также пластической деформацией.
По физической сущности образования сварного соединения все виды сварки в соответствии с ГОСТ 19521-74 делятся на три класса: термический, термомеханический и механический. Отличаются они формой используемой энергии.
К термическому классу относятся виды сварки (дуговая, элект-рошлаковая, электронно-лучевая, плазменная, лазерная, газовая, термитная) с местным расплавлением соединяемых частей с использованием тепловой энергии. Местное расплавление соединяемых частей сопровождается образованием общей ванны жидкого металла, после кристаллизации которой формируется сварочный шов. Качество металла шва во многом зависит от его формы и размеров, от свойств присадочного металла и вида сварки, а также от степени защиты расплавленного металла сварочной ванны от взаимодействия с окружающей средой. Сварка плавлением широко распространена в промышленности, так как она обладает большими возможностями и широко применяется для соединения деталей И узлов ЖРД.
К термомеханическому классу относятся виды сварки (контакт-ная, диффузионная, кузнечная, прессовая, сварка прокаткой), при которых образование соединений осуществляется за счет тепловой энергии и давления, необходимого для обеспечения заданной степени пластической деформации металла. Нагрев металла позволяет ('йизить давление, уменьшить относительную деформацию, необходимую для выполнения соединения.
К механическому классу относятся виды сварки (холодная, Взрывом, ультразвуковая, трением, магнитно-импульсная), осуществляемые с использованием механической энергии и давления. ^йарка давлением вызывает меньше изменений в основном метал-
269
ле, чем сварка плавлением. На выбор вида сварки определяющее влияние оказывают свойства материалов, прежде всего сваривав, мость, а также конструктивные особенности изделия.
Свариваемость — это способность образовывать неразъемное соединение с заданными свойствами, т.е. способность устанавливать между металлами металлические связи (положительные ионы находятся в узлах кристаллической решетки, а электроны общие, свободные). Условиями образования таких связей (т.е. физической свариваемости) являются: одинаковые кристаллические решетки и атомные радиусы; сходные электрохимические свойства. Этим условиям удовлетворяют пары Fe— Ni, Ni—Мп, Ni—Си, Mo—W и др. Но такие пары металлов, как Fe—Ti, Си—Ti, Fe—AI, не удовлетво- j ряют указанным условиям и не обладают свариваемостью. Сказан- ное выше относится к химически чистым металлам, которые в реальных производственных условиях практически не встречаются. Металлы имеют те или иные несовершенства по химическому составу или структуре. Поэтому решающее значение приобретает так называемая технологическая свариваемость, когда заданные свойства сварного изделия обеспечиваются в условиях применения промышленных материалов и процессов. Большое значение при выборе метода сварки имеет концентрация энергии в зоне сварки. Если энергия сконцентрирована в небольшом объеме, то расплавление металла происходит только непосредственно в месте контакта деталей, а соседние слои металла остаются холодными. Если же концентрация энергии невысокая, то происходит нагрев большой массы прилегающих к месту контакта деталей металла, что приводит в дальнейшем, при остывании, к короблению деталей, изменению структуры металла, появлению трещин. Опытным путем найдено, что плотность энергии в ацетиленокислородном пламени равна 50
2 2
кВт/см , в сварочной дуге — 100 кВт/см , в электронном луче -2 около 500 тыс. кВт/см .
Сварка обеспечивает: экономию материалов и снижение массы изделия за счет более полного использования площади поперечного сечения элементов, уменьшения использования переходных элементов, возможность соединения тонких стенок с толстыми, соеДИ' нения различных материалов. Сварка может заменить ковку и горячую штамповку заготовок, что позволяет: уменьшить припуск на механическую обработку; упростить конструкцию, разбив ее на элементы относительно простой формы; снизить количество и стоимость штамповой оснастки и объем штамповочных работ за счет 270,
сокращения числа переходов (рис. 12.11). Достоинствами сварки являются: плотность (герметичность) полученного соединения; высокая производительность процесса; обеспечение ускорения цикла подготовки производства за счет применения простых сварочных приспособлений; относительная бесшумность процесса.
Ряс. 12.11. Заготовка, полученная вытяжкой из листа (а) и сваркой (б) с последующей штамповкой (в)
Одним из существенных недостатков сварки является взаимодействие расплавленного металла шва и нагретых участков около-шовной зоны с кислородом и азотом воздуха. Особенно чувствительны к взаимодействию с газами воздуха титан, вольфрам, молибден и ниобий. Другими недостатками сварки являются: неравномерный нагрев свариваемых деталей (особенно в направлении, перпендикулярном шву); шов и околошовная зона нагреваются до высоких температур, при этом могут возникать структурные изменения, в результате чего происходит коробление и усадка материала, возникают остаточные напряжения; выгорание легирующих элементов в шве, загрязнение соединения шлаками, его окисление, наличие внешних неровностей.
При выборе формы сварного соединения деталей и сборочных единиц из листовых материалов учитывают следующие технологические требования: ограниченное применение перекрещивающихся 0ли близко расположенных сварных швов; исключение в местах Сварки острых концентраторов напряжений; применение, по возможности, одноименных или близких по составу и структуре материалов свариваемых деталей; простоту сборки и подгонки сопряга-6МЫх конструктивных элементов под сварку; д'оступность места с®арки для выполнения сварочных работ на соответствующем оборудовании; возможность применения автоматизированных методов с®арки и необходимой технологической сборочно-сварочной оснастки Для сохранения заданных форм и размеров конструкции, а так
271
же для защиты обратной стороны сварного шва от окисления в процессе сварки; доступность контроля.
12.3.2. Особенности различных видов сварки
Дуговая сварка может быть ручной, автоматической под флюсом в защитном газе.
Ручная дуговая сварка является универсальной и применяется для соединения деталей из различных марок сталей и ряда цветных металлов, когда применение автоматических методов не представляется возможным.
Автоматическая дуговая сварка под флюсом находит широкое применение в промышленности для соединения деталей толщиной от 1,5 до 50 мм и более. Ее преимущества по сравнению с ручной сваркой заключаются в повышении (в 5 — 12 раз) производительности процесса и качества выполняемых соединений, высокой экономичности процесса и лучших условиях труда сварщика. Основные типы, конструктивные элементы и размеры соединений, выполненных автоматической сваркой под флюсом, регламентированы ГОСТ 8713—79.
При дуговой сварке в защитном газе используются следующие газы: инертные (аргон, гелий), активные (углекислый газ, азот, водород и др.); смеси газов (аргон с гелием). Выбор защитного газа определяется химическим составом свариваемого металла, требованиями, предъявляемыми к свойствам соединения, и экономичностью процесса. Основными преимуществами дуговой сварки в защитной среде являются: надежная защита металла шва и зоны термического влияния; высокая производительность процесса; высокая степень концентрации дуги; возможность наблюдения за формированием шва; широкая возможность механизации и автоматизации процесса; возможность сварки в любых пространственных положениях. Дуговая сварка в среде защитных газов (в основном аргона) производится неплавящимся вольфрамовым (без присадки и с присадкой) и плавящимся электродами.
Аргонодуговую сварку неплавящимся электродом используют для соединения тонколистовых (0,5—6,0 мм) конструкций из алюминиевых и магниевых сплавов, коррозионно-стойких сталей, медных, титановых и жаропрочных сплавов. На рис. 12.12 приведен^ стыковые соединения и виды разделки кромок для аргонодуговой сварки.
В конструкциях ЖРД особенно важно -получать сварные шв)’1’ однородные по составу с основным и присадочным металлом. Эт°
272
а) б)
Рис. 12.12. Стыковые соединения и виды разделки кромок для аргонодуговой сварки: а — прямой шов; б — косой шов; в —кольцевой шов;
г — формы подготовленных кромок (с отбортовкой двух кромок, без разделки и с разделкой кромок, на остающейся подкладке и т.д.)
обеспечивается применением инертных газов аргона и гелия или их смеси (50—75% гелия и 50—25% аргона). Гелий и его смесь с аргоном применяются, когда требуется получение сварочной дуги высокой тепловой мощности и большой устойчивости при сварке плавящимся электродом. Аргонодуговой сваркой соединяют детали практически во всех узлах ЖРД. Сварка неплавящимся электродом без присадки применяется при соединении деталей камер сгорания, трубопроводов из коррозионно-стойких и жаропрочных сталей и титановых сплавов, с толщиной свариваемых кромок 0,3— 3,0 мм при зазоре в стыке 0,1—0,2 мм (рис. 12.13).
Для соединения кромок толщиной не менее 1,0 мм деталей из титановых сплавов и толщиной не менее 0,8 мм деталей из коррозионно-стойких и жаропрочных сплавов применяется сварка неплавящимся электродом с присадкой при зазоре 0,3 — 0,5 мм и толщине листа 0,8—5,0 мм. . •
Соединение деталей из коррозионно-стойких, жаропрочных и легированных сталей с толщиной кромки более 0,8 мм и из легких гплавов толщиной более' 4 мм осуществляется дуговой сваркой
273
электродом без присадочной проволоки
плавящимся электродом на сварочных автоматах типа АРК-1, головках типа ГСП-3 и УСА-500, а также на полуавтоматах типа ПДГ (проволока диаметром до 2,5 мм). При сварке в среде углекислого газа его окислительное действие компенсируется содержанием в проволоке раскислителей (марганца, кремния и др.).
Дуговая сварка с присадкой под слоем флюса осуществляется, как правило, автоматически. Температура в зоне дуги 5000-6000°С, поэтому флюс плавится, образуя жидкий шлак, закрывающий зону сварки и предохраняющий металл от окисления. Плотность шлака значительно меньше плотности металла, поэтому шлак не смешивается с металлом, а остается на поверхности. Флюсы выбираются в соответствии с металлом свариваемых деталей и маркой электродной проволоки. Для сварки аустенитных коррозионно-стойких и жаропрочных сталей применяют низкокремнистый без- j марганцевый фтористый флюс марки 48-ОФ-6. К недостаткам свар- । ки под флюсом следует отнести невозможность наблюдения за го- рением дуги, сложность обеспечения вертикальных и наклонны* j швов, необходимость тщательной очистки от окислов во избежание развития коррозии.
Для дуговой сварки наиболее рациональным является стыковое соединение. Форма поперечного сечения подготовленных кромок ® выполненного шва установлена ГОСТ 5264—80 — для ручной ДУ' говой сварки, ГОСТ 8713—79 — для автоматической сварки поД флюсом, ГОСТ 14771—76 — для дуговой сварки в защитных газа*-274
Плазменная сварка основана на пропускании постоянного элек-грического тока большой плотности через газовую среду (например, аргон), находящуюся под некоторым давлением, в результат^ ,(его газ получает ионизированное состояние, называемое плазмой. Считают, что преобладающим механизмом ионизации газа в столбе дуги является термическая ионизация. Повышение температуры плазменной струи осуществляется за счет ограничения объема разряда и увеличения частоты столкновения частиц дугового разряда. С целью предупреждения оплавления стенок сопла, оттеснения дуги от стенки и дополнительного ее
сжатия, электрическая дуга окружается оболочкой из аргона, непрерывно подающегося под высоким давлением и охлаждающего ионизированный газ в наружных слоях плазмы. При этом ток дугового разряда концентрируется в более горячей центральной части, что приводит к дальнейшему росту температуры плазмы до 10 000—15 000°С и ее проводимости. Схема получения плазменной струи приведена на рис. 12.14.
Плазменная сварка находит применение при соединении деталей из коррозионно-стойкой стали, титановых и никелевых сплавов, вольфрама, молибдена, а также неметаллов
Рис. 12.14. Схемы получения плазменной струи:
a — выделенной из дуги;
б — совмещенной с дугой: 1 — дуга; 2 — электрод;
3 — керамическая прокладка;
4 — канал; 5 — сопло;.
6 — плазменная струя;
7 — заготовка
керамики, металлокерамики, стекла и др.).
Электронно-лучевая сварка заключается в том, что для нагрева соединяемых деталей используется энергия ускоренных электронов, при торможении которых в поверхностных слоях металла она превращается в тепловую. Источником тепла является сфокусированный на изделии электронный пучок (луч). Источником электронов является электронная пушка (рис. 12.15). Накаливаемый катод из Вольфрама или тантала испускает электроны. Изменяя накал като-Цэ, можно изменять силу тока электронного луча, а следовательно, ег0 мощность. Причем энергии требуется в несколько раз меньше (1-3 кДж/см), чем при дуговой (75 кДж/см) сварке, а концентрация ее на свариваемом участке достигает нескольких десятков кВт 11 а 1 мм2. Это объясняется тем, что при сварке электронным лу-
275
Рис. 12.15. Скема электронно-лучевой пушки
чом площадь зоны проплав, ления примерно в 25 раз меньше, чем при дуговой Сваркой электронным лучом можно получать соединения со сквозным проплавлением и точечными швами (рис. 12.16). Элетронно-лучевой сваркой можно соединять ту-гоплавкие и активные металлы (W, Mo, Nb, Та, Zr и др.) с минимальной деформацией и зоной термического влияния, а также сваривать в труднодоступных местах с од-
Рис. 12.16. Конструкции, выполненные проплавленными швами: а — сварка герметичных перегородок; б — сварка двух труб; в, г — нахлесточное и тавровое соединения;
д — сварка панели с элементом жесткости; е — сварка четырех стыков
276
повременными проплавлением нескольких стенок за, один проход (рис. 12-16, б). Электронно-лучевая сварка широко применяется при изготовлении камер сгорания, агрегатов подачи, узлов автоматики. Сварку камеры сгорания рекомендуется проводить в вакууме с остаточным давлением 5 10— 4 Н/м2, когда содержание вредных газов (О2, N2, Н2) составля-ет всего около 10 % (по объему).
Это в несколько тысяч раз меньше, чем при сварке в защитной среде самого чистого аргона.
Лазерная сварка основана па использовании для нагрева соединяемых деталей энергии излучения лазера. По плотности мощности (отношение мощности источника к его площади) лазерное излучение существенно превосходит другие источники энергии (рис. 12.17), Лазерная сварка осуществляется
Рис. 12.17. Концентрация . энергии различных тепловых источников:
ГП — газовое пламя; ДП — дуговая плазма; ЭЛ — электронный луч; ИР — искровой разряд;
СД — сварочная дуга;
ЛИ — лазерное излучение в воздушной среде или в
среде нейтральных газов. С помощью оптических систем лазерный
туч можно направлять в труднодоступные кегельные расстояния без потерь энер-
•ш, одновременно йли последовательно использовать на нескольких рабочих участках (рис. 12.18).
Для сварки металлов используют твердотельные (активные элементы — кристаллический искусственный рубин, стек-До с примесью ниодима, иттрий-алюми-Чиевый гранат с добавкой ниодима) и газовые (активная среда — диоксид угле-Р°да) лазеры. Схема лазерной сварки приведена на рис. 12.19.
Направленное на поверхность материка лазерное излучение частично отражайся от нее, а частично поглощается ма-Териалом. Вследствие поглощения излучения в обрабатываемом материале начина-
места, подавать на зна-
Рис. 12.18. Схема использования одного лазера для сварки на двух рабочих местах:
1 — лазер; 2 — рабочие места; 3 — фокусирующая оптика; 4 — поворотное отклоняющее зеркало
277
ет действовать интенсивный источник теплоты. Особенностью лазерной сварки является широкий диапазон варьирования режимов, обеспечивающих не только возможность сварки различных материалов толщиной от нескольких микрометров до десятков миллиметров, но и осуществление принципиально различных механизмов проплавления.
В качестве защитных покрытий при лазерной сварке используются азотнокислый калий (KNO3), плавиковый шпат (CaF), а также флюс ФС-71 (57,3% SiO2; 6,4% NaF; 13,6% TiO2 13,6% Ti; 9,1% Сг2О3), который позволяет увеличить глубину проплавления и коэффициент формы шва.
Ультразвуковая сварка — техноло-
»Pjtic. 12.19. Схема лазерной
** сварки:
1 — сварной шов; 2 — штуцер подвода защитного газа; 3 лазерный луЧ; 4 — объектив; 5 — защитное сопло; 6 — свариваемые детали; 7 — прижимы;
8 — стол
гический процесс, обеспечивающий получение неразъемного соединения деталей в результате воздействия на них.тепла и давления. Многочисленные экспериментальные исследования показали, что1 ультразвуковая сварка состоит из четырех последовательных стадий: ’
— разрушение окисных и адсорбированных пленок и рост фактической площади касания сопрягаемых поверхностей в процессе трения, вызванного возвратно-поступательным движением сжатых контактирующих поверхностей (растет температура поверхностных слоев и их деформация);
, — пластическое деформирование микровыступов в местах фактического контакта и образование устойчивых контактных пятен (снижаются темпы роста температуры и площади касания и уменьшается скорость сближения поверхностей);
— рост и слияние контактных пятен с развитием пластического деформирования поверхностного слоя и образованием единого контактного пятна (резкий 'рост площади касания, незначительный рост прочности);
— формирование структуры общих решеток и границ зерен вдоль плоскостей раздела поверхностей (растет прочность и микро* твердость, скорость сближения поверхностей падает, до нуля).
278
Важнейшими достоинствами ультразвуковой сварки являются локальный характер нагрева свариваемых деталей без распространения зоны высокой температуры на большую площадь и высокая прочность соединения, практически равная прочности самого свариваемого материала, а также возможность соединения деталей разной толщины и отсутствие второго электрода (он заменяется технологической опорой). Независимо от технологического назначения, все виды сварочного оборудования содержат ультразвуковую колебательную систему, построенную по типовой структуре: источник упругих колебаний (преобразователь); волновод продольных (или крутильных) колебаний; концентратор; инструмент; акустическую развязку для крепления.
Имеют место три основных вида колебательных систем, каждая из которых генерирует в объекте сварки ультразвуковые колебания: продольная система с боковым сварочным выступом на концентраторе упругих колебаний (рис. 12.20, а) и с расположением инструмента нормально к свариваемым поверхностям (рис. 12.20, б); продольно-поперечная система (рис. 12.20, в) и крутильная система (рис. 12.20, г). Наиболее широкое применение нашла система возбуждения в сварочном узле продольных колебаний, хотя сварочные системы могут работать на изгибных и крутильных колебаниях.
Основными параметрами, влияющими на производительность и качество ультразвуковой сварки, являются: амплитуда и частота колебаний рабочего торца инструмента: рабочее давление; время и скорость сварки. При сварке металлических деталей малых (до 0,1 мм) толщин используют амплитуду порядка 5 мкм (при амплитудах свыше 10—12 мкм у некоторых металлов может происходить разрушение сварного соединения), а при сварке некоторых пластмасс — до 30 мкм и более. Рабочее усилие при точечной сварке металлов толщиной 0,2—0,5 мм доходит до 60 Н, а при большей толщине — до 150—450 Н. Продолжительность точечной сварки — 0,5—6,0 с. Скорость шовной ультразвуковой сварки полимерных материалов 0,08—1,0 м/с. Наиболее распространенная частота ультразвуковых колебаний 18—22 кГц. Практика показала, Что хорошо свариваются алюминий, медь и их сплавы, а удовлетворительно — коррозионно-стойкие стали толщиной до 1,5 мм.
Одним из условий свариваемости металлов является малая разница в диаметрах их атомов и совпадение зерен по кристаллографическому строению (рис. 12.21),
279
Рис. 12.20. Ультразвуковые колебательные системы:
а — с боковым сварочным выступом на концентраторе упругих колебаний; б — для сварки при повышенных ультразвуковых частотах; в — продольно-поперечная колебательная система для сварки малых толщин, используемая в микросварочных установках; г — для получения крутильных колебаний инструмента:
1 — преобразователь;.2 — волновод; 3 — концентратор продольных колебаний; 3 ' — сварочный выступ; 4 — свариваемые детали; 5 — ультразвуковая опора-отражатель; ' 6 — эпюра смещений (амплитуд) вдоль колебательной системы;
7 — акустическая развязка; 8 — электрод; Р — сжимающее сварочное усилие
Ультразвуковую сварку пластмасс производят, используя продольные ультразвуковые колебания сварочного инструмента. Свариваемость пластмасс (табл. 12.1) определяют коэффициентом затуха-йия, который характеризует степень поглощения пластмассами
280
At BeCuGe AuFeMgMoNi Pd Pt Si Ag Ta Sn Ti W Zr
Рис. 12.21. Диаграмма, показывающая возможность соединения различных металлов и их сплавов ультразвуковой сваркой
энергии ультразвуковых колебаний и модулем упругости свариваемого материала.
Электрическая контактная сварка. По виду свариваемого соединения ее разделяют на стыковую, точечную и шовную.
Контактная стыковая сварк.а применяется при изготовлении металлорежущего инструмента, различных трубопроводов и т.п. Наиболее распространена стыковая сварка сопротивлением и
оплавлением. Сварка сопротивлением ввиду невысокой прочности Получаемых соединений не применяется при изготовлении деталей Ответственного назначения. Форму и размеры сечения торцов заготовок следует выполнять примерно одинаковыми. Различие в диа-Петрах не должно, превышать 15%, а по толщине 10%.
Контактная точечная сварка широко используется в Производстве аэрокосмической техники, а также в автомобиле- и Тракторостроении. Сваривать можно детали толщиной от нескольких микрометров до 10—30 мм. Тип соединения — нахлесточное, выполненные точечной сваркой соединения негерметичны, они
281
Свариваемость пластмасс ультразвуком
Таблица 12.1
Материл Модуль упругости при растяжении, МПа Качество шва при контактной сварке Качество шва при передаточной сварке
Полистирол блочный 2700-3000 ' Отличное Отличное
Полистирол ударопрочный 2000-2200 Отличное Хорошее
Сополимер СНП-2 2100-2700 Отличное Хорошее
Винипласт 2400-2600 Хорошее Удовлетворительное
Поливинилхлорид (пластифи циров.) 80-120 Удовлетворительное Плохое
Поликарбонат 1400-2200 v Отличное Хорошее
Полиамид (нейлон) 1500-2100 Хорошее Удовлетворительное
Полиамид (капрон) 1500-1700 У довлетво рительное Плохое
Полипропилен 800-1000 Отличное Удовлетворительное
Полиэтилен высокой плотности 500-800 Хорошее • Плохое
Полиэтилен низкой плотности 80-120 Удовлетворительное Плохое
обеспечивают лишь необходимую прочность узла. Конструктивные элементы и размеры соединений регламентированы ГОСТ 15878-79. При точечной сварке ток большой силы пропускается между электродами точечной машины через сжатые свариваемые детали, центральная часть точки 7 (рис. 12.22, а) расплавляется, образуя литое ядро. Диаметр точки при толщине свариваемого металла менее 2 мм составляет 0,7—0,9 от диаметра электрода, а при толщине свыше 2 мм примерно равняется диаметру. Глубину проплавления составляет 0,4—0,5 от толщины металла, а глубина вмятин должна быть не более 20% от наименьшей толщины детали. Производительность сварки — от 250 до 10000 точек в час. Однако в зоне термического воздействия ухудшается структура материала и появляются остаточные напряжения.
Технологический процесс точечной сварки состоит из ряда П°" следовательно выполняемых операций: подготовка поверхностей Д6' таЛей к сварке (для создания хорошего электрического контакта),’ 282 з
Рис. 12.22. Основные способы электроконтактной сварки: а —г точечная; б — роликовая (шовная); в — стыковая; г — рельефная: Р — усилие; s — перемещение деталей; / — сварочный ток; 7 и 2 — свариваемые детали; 3 и 4 — электроды; 5 — токопроводы; 6 — трансформатор; 7— литое ядро
предварительная сборка и прихватка контрольными точками деталей; сварка; контроль качества; термообработка (если она необходима); нанесение защитных покрытий; окончательный контроль.
В производстве ЖРД точечная сварка используется: при получении технологических швов (прихватка припоя перед пайкой); при получении конструктивных швов в процессе соединения обшивки с каркасом; при соединении оболочки с выштамповками в Камере сгорания; для прихватки малонапряженных крепежных элементов (ушков, кронштейнов, скоб и т.д.).
Контактная шовная сварка предназначена для образования непрерывного соединения путем ряда перекрывающих друг Друга точек посредством вращающихся дисковых электродов (рис. 12.22,6). В зависимости от положения роликов в момент прохождения тока’, различают непрерывную и прерывистую шовную свар
283
ку. В первом случае ток проходит при вращающихся роликах, а во втором — при неподвижных. Непрерывная шовная сварка используется при изготовлении герметичных емкостей, например тоц. дивных баков летательных аппаратов и т.п.
При диффузионной сварке необходимо тщательно контролировать три основных параметра (температуру, давление, время сварки). Температура должна составлять 0,5—0,7 температуры плавления самого легкоплавкого материала в соединяемой композиции. Давление сжатия предназначено для обеспечения плотного контакта поверхностей. Основное назначение сжимающей силы — вызвать микропластическую деформацию, создать максимальный контакт между поверхностями соприкосновения, необходимый для образования фактического контакта (на атомарном уровне) и развития взаимной диффузии. Время протекания процесса сварки при заданных температуре и давлении в большинстве случаев должно быть минимальным, что обосновано как физико-механическими, так и экономическими соображениями.
Диффузионная сварка обычно выполняется в вакууме 10 1 — 10 3 Па, но иногда в качестве среды используют бескислородную атмосферу инертного газа (сухой аргон или гелий с точкой росы ниже 216 К), водород, а также различные газовые смеси. Одно из самых важных достоинств диффузионной сварки — высокое качество сварных соединений. Это единственный известный способ, обеспечивающий соединению сохранение основных свойств, присущих монолитным материалам. При сварке в вакууме поверхность деталей не только предохраняется от дальнейшего загрязнения, например окисления, но и очищается в результате процессов диссоциации, возгонки или растворения окислов и диффУ' зии их в глубь материала. В результате этого в стыке отсутствую'1' непровары, поры, окисные включения, трещины — холодные и горячие, выгорание легирующих элементов, коробление. Непосредственное взаимодействие частиц соединяемых материалов друг с ДрУ' гом устраняет необходимость в применении флюсов, электродов, припоев, присадочной проволоки и т.д.
Диффузионную сварку отличает от других видов сварки гигиеничность процесса: отсутствие ультрафиолетового излучения, вреД' ных газовых выделений, горячих брызг металла, мелкодисперсной пыли, что весьма важно для охраны здоровья работающих.
Диффузионную сварку используют для соединения деталей 03 различных материалов. В результате накопленного опыта моЖ0о 284
сделать вывод, что большинство металлов (никель, медь, титан и ()Х сплавы), а также сталей (в том числе и аустенитного класса) обладают хорошей взаимной свариваемостью. То же можно сказать, я о тугоплавких металлах — молибдене, вольфраме, тантале, ниобии. Хороню сваривается молибден со сталью, ниобием. Свариваются неметаллические материалы: керамика, стекло, кварц, полупроводники, графит, металлокерамика с металлами. Свариваются такие разнородные металлы и сплавы, как титан и медь, титан и ковар, титан и константа, титан и молибден, серебро и коррозионно-стойкая сталь, титан и платина, алюминий и ковар. Качественные соединения перечисленных материалов невозможно получить другими методами сварки и пайки. В табл. 12.2 приведены параметры, характеризующие диффузионную сварку различных материалов и прочность соединений.
Таблица 12.2
Режимы диффузионной сварки
Свариваемые материалы Температура, К Давление, МПа Время, мин Вакуум, Па Прочность соединения, МПа
ОТ4-Мо-БрХО,8 1223 5 30 6,67 10-3 93
ОТ4-БрХО,8 1073 5 3 64
BT5-1-(V+Cu+Ni)-12Х18Н10Т 1273 5. 15 6,7 10-3 500-590
ОТ4-Х22Н6Т 1073 . 25 23 6,7 10-3 600
ОТ4-12Х18Н10Т 1123 10 13 6,7 10-3 420
Установки для диффузионной сварки состоят из двух основных Комплексов: электромеханического (вакуумная камера, откачная система, система передачи давления на свариваемые детали, систе-ма наблюдения, вспомогательные устройства регулирования и кон-тРоля температуры и остаточного давления) и энергетического (источники нагрева, применяемые для сварки). Вакуумная камера является основным рабочим органом, служащим для проведения про; Чосса сварки. Она состоит (рис. 12.23) из корпуса 1 с рубашкой охлаждения 2, загрузочного люка 3 со смотровым окном 4, промежуточного штока 5 с элементами уплотнения, нагревательного устройства 6 и электровводов 7. При изготовлении корпусов свароч-®Ь1х камер наибольшее распространение получили углеродистые
285
' Рис. 12.23. Вакуумная установка
стали типа ст.20, плакированные изнутри тонким слоем коррозЛИ но-стойкой стали типа 12Х18Н10Т.
В установках для диффузионной сварки используются механические (форвакуумные) насосы и вакуумные, агрегаты, пароструйные насосы и агрегаты, сорбционные насосы. К механическим относятся насосы с масляным уплотнением типа ВН (ВН-2МГ, ВН-МГ, ВН-6Г, ВН-300, ВН-500, ВН-10-2, ВН-10-1, ВН-2-2, ВН-40-2 И др.), служащие для создания предварительного разрежения в рабочем объеме (1011 ГПа—1,63 Па), а также используемые в качестве насосов предварительного разрежения при работе с высоковакуумными насосами.
Высоковакуумные насосы и агрегаты (ВА-01-1, ВА-05-1, ВА-2-3, ВА-5-4, ВА-8-4) являются наиболее надежными средствами откачки в диапазоне давление (1,3—6,65) • 10“4 Па. Особенность таких насосов — постоянство скорости откачки в широком диапазоне ра" бочих давлений.
Сорбционные насосы применяют для создания высокого 0 сверхвысокого безмасляного вакуума. Они отличаются' тем, что в них отсутствует рабочая жидкость. Это дает возможность избе-286
^ать загрязнения рабочих объемов парами этих жидкостей. Недостаток насосов — низкая производительность.
Из контрольно-измерительных приборов наибольший интерес представляют вакууметры: термоэлектрические; ионизационные и -магнитные электроразрядные.
Наиболее характерными дефектами при диффузионной сварке являются непровары, трещины, чрезмерная объемная деформация.
Причинами непровара могут быть: неправильная конструкция свариваемых деталей или неправильная установка их в сварочной камере, а также неправильная конструкция сборочного приспособления, некачественная подготовка свариваемых поверхностей; нарушения режимов сварки — недостаточно высокие температуры нагрева, сжимающие усилия, сокращение времени сварки, нарушет вне состава газовой среды сварочной камеры.
Трещины возникают из-за слишком быстрого нагрева и охлаждения, чрезмерного сжимающего усилия или неправильной конструкцией свариваемых деталей, а также вследствие резкого различия коэффициентов теплового расширения соединяемых деталей.
К числу дефектов можно отнести значительное изменение структуры материала зоны соединения по сравнению с исходными металлами, а также несоблюдение необходимой шероховатости (Ra < 2,5 мкм) контактирующих поверхностей.
Для обеспечения высокого качества сварного соединения необходимы следующие основные мероприятия: контроль геометрических размеров и шероховатости поверхности свариваемых деталей; проверка материалов применяемых приспособлений; контроль параметров режима сварки.
12.4. ° Паяные соединения
12.4.1. Сущность процесса и особенности образования соединений
Пайкой называется процесс соединения твердых металлических тел при помощи промежуточного металла или сплава в расплавленном состоянии с последующей его кристаллизацией. Соединения, полученные пайкой, обладают высокой работоспособностью при статических, динамических и вибрационных нагрузках в ши-Роком диапазоне температур и в коррозионных средах. По сравнению со сваркой пайка обладает существенными преимуществами и Позволяет: осуществлять соединение за один прием множества Деллей сложной конфигурации, в том числе в закрытых труднодоступных местах без ограничения по толщине соединяемых матери-
287
алов; сохранять неизменными химической состав, структуру и фи. зико-механические свойства паяемых материалов; не проводить последующую и, как правило, термическую обработку соединения-исключить возникновение значительных термических напряжений и обеспечить получение (изделий без изменения формы; осуществлять соединение разнородных материалов, в том числе металлов с неметаллами; обеспечить высокую производительность за счет широкой возможности механизации и автоматизации процесса; осуществлять ремонт повторной пайкой с разборкой соединения.
С физической точки зрения процесс соединения однородных и разнородных материалов сводится к образованию химических связей между атомами, составляющими поверхности двух контактирующих тел. Процесс образования соединения следует разделить на две взаимосвязанные стадии: стадию возникновения и развития физического контакта (сближение тел на расстояния, необходимые для межатомного взаимодействия) и стадию образования химической связи (ионной, ковалентной полярной или неполярной) между атомами контактирующих поверхностей вследствие квантово-механического взаимодействия их электронных оболочек. При пайке достижение физического контакта твердого и жидкого металлов (при отсутствии инородных фазовых слоев на их поверхности) не вызывает изменения структуры и свойств металла соединяемых деталей из-за присущей жидкому состоянию высокой подвижности атомов. Сближение атомов жидкого и твердого металлов может осуществляться за счет процессов физической адсорбции, обусловленной силами Ван-дер-Ваальса. Возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким металлом (припоем) поверхности твердого металла. Признаком способности металлов к химическому взаимодействию является возможность образования между ними эвтектик, твердых растворов и интерметаллических соединений. Количественным критерием смачивания жиД' ким припоем поверхности твердого металла служит так называемый краевой угол смачивания, определяемый методом покоящейся капли: чем меньше краевой угол, тем лучше смачивание (рис-12.24).
Для получения надежного и ровного шва необходимо, чтобы йрипой хорошо растекался по поверхности паяемых материалов-Необходимым условием самопроизвольного растекания припоя п° свободной поверхности паяемого материала и затекания в зазоры является сопровождающее эти процессы снижение свободной пй> 288
Рис. 12.24. Зависимость краевого угла смачивания от соотношения сил поверхностного натяжения (удельной свободной энергии поверхностей): а — о’тг = <Гтж!
б — Стг>С'тж;в — &тг<Отж; <Щ, сТж, с ж г — поверхностное натяжение на границе раздела соответственно: твердое тело (металл) — газ;
твердое тело — жидкость (припой); жидкость — газ.
9 — краевой угол смачивания, образованный границей раздела твердое тело — жидкость и касательной к границе раздела жидкость — газ, отсчитанной внутрь жидкой фазы
верхностной энергии системы. Скорость растекания обычно невелика, а в реальных условиях она Зависит от капиллярного действия шероховатой поверхности твердого металла. Если расплав хорошо смачивает поверхность-металла (0<9О°), увеличение шероховатости приводит к улучшению растекания, а для случая несмачива-ния (0 > 90°) —• к его ухудшению.
Качество паяного шва в значительной мере зависит от прочности связи припоя с металлом основы. Смачивание твердой металлической поверхности припоем свидетельствует о том, что между атомами припоя и основы проявляется энергетическое взаимодействие, возникает межатомная связь. Характер этого взаимодействия определяют три главнейших процесса: растворение металла основы « расплавленном припое с образованием жидкого раствора, обычно Распадающегося при последующей кристаллизации; диффузия составляющих припой элементов в металл основы с образованием твердого раствора; реактивная диффузия между припоем и металлом основы с образованием на границе химических (интерметаллических) соединений, что вызывает ослабление связи. Толщина этих соединений зависит главным образом от температуры паяния и времени соприкосновения паяемого металла с расплавленным припоем. Для того чтобы получить высокую прочность паяного соединения, необходимо паять быстро и при минимальной температуре,
289
при которой еще возможна пайка данным припоем. При пайце должно быть выдержано следующее условие: Ц < t 2 < t 3 < t t Где t — наивысшая температура изделия при эксплуатации; 12 __ температура плавления припоя; t 3 — температура припоя при пайке; t— температура плавления основного металла.
Если изделия после пайки подвергаются термообработке при температуре 15, то она должна быть ниже той температуры, которая может оказать вредное влияние на механические свойства. Если требуется произвести пайку нескольких соединений через определенные интервалы времени, то температура плавления припоя при каждой последующей операции должна быть ниже, чем при предыдущей, во избежание разрушения ранее полученных соединений.
Основные типы и параметры паяного соединения регламентирует ГОСТ 19249-82. Различают соединения внахлестку, встык, вскос, втавр и в угол, все остальные соединения являются комбинированными. Соединение внахлестку является наиболее распространенным и рациональным. Его широко применяют при изготовлении узлов камер сгорания, трубчатых элементов.
12.4.2. Методы пайки, припои, паяльные флюсы
На практике применяются следующие методы пайки: капиллярная (горизонтальная и вертикальная); контактно-реактивная (с образованием твердого раствора); диффузионная (атомно-диффузионная и реактивно-диффузионная); реактивно-флюсовая (без припоя и с припоем); пайка композиционными припоями.
Особенности капиллярной пайки рассмотрены выше.
Контактно-реактивная пайка основана на способности некоторых разнородных металлов при контактном плавлении образовывать сплавы эвтектического состава или твердого раствора с минимумом на кривой ликвидуса, температура которого более низкая, чем температура плавления любого из соединяемых металлов. Прв' имуществом контактно-реактивной пайки перед другими методами является возможность получения оптимальной толщины прослойки припоя при большой активности образующейся жидкой фазы-Этим методом можно соединять титановые сплавы через медное покрытие, нанесенное гальванически или термовакуумным напылением, жаропрочные сплавы на основе никеля через фольгу палладия, образующего с никелем твердый раствор. л
290 Я
Диффузионная пайка основана на способности некоторых метал-10в, применяемых в качестве припоев, при повышенных температурах и длительных выдержках активно диффундировать в другие -металлы. При этом происходит взаимное растворение припоя и основного металла с образованием в шве твердого раствора или тугоплавких интерметаллических соединений. Причем образование в паяном шве твердого раствора приводит к повышению прочности и пластичности паяного соединения, а образование интерметаллических соединений — к повышению хрупкости и жаропрочности паяных швов. Примером диффузионной пайки является пайка никеля медью, никелем, серебром.
Одним из перспективных методов пайки является пайка композиционными припоями, характеризующаяся частичным расплавлением припоя, состоящего из неплавящейся тугоплавкой составляющей (наполнителя) и легкоплавкой составляющей, плавящейся при температуре пайки. В этом случае можно применять в соединениях большие зазоры, производить пайку в вертикальном положении, так как наполнитель предотвращает стекание легкоплавкой составляющей припоя, снизить эрозию паяемого металла или его основы, повысить температуру распая паяного соединения без существенного растворения в припое паяемого материала. Композиционные припои применяются для пайки охлаждаемых сопловых и рабочих лопаток турбины, сотовых уплотнений и жаровых труб камер сгорания.
Припои. В качестве припоев для пайки применяют как чистые металлы, так и. сплавы. Припой должен обеспечивать (гарантировать) заданную конструкцией узла прочность и плотность соединения (сам припой может не обладать высокой прочностью, но в процессе взаимной диффузии с соединяемыми металлами он должен образовать сплав нужного качества), температура плавления припоя должна быть ниже температуры плавления соединяемых материалов; припой должен хорошо смачивать поверхности соединяемых деталей и затекать в зазоры соединения; должен удовлетворять требованиям технологии его нанесения на соединяемые поверхности (напылением, гальваническим способом, в виде фольги); не должен образовывать хрупкие фазы с паяемыми материалами и вызывать их чрезмерную химическую эрозию (общую, локальную, Межзеренную), не должен подвергаться старению в процессе дли-тельной эксплуатации и хранения паяных конструкций; не должен существенно изменять свои физико-механические свойства в ре-3Ультате изменения состава за счет испарения отдельных составля-
291
ющих; коэффициенты теплового расширения припоя и соединяемых металлов должны быть близкими; паяный шов должен удов, летворять техническим требованиям, предъявляемым к узлу ц0 коррозионной стойкости, кислотоупорности, теплостойкости и т.д,-припой должен обеспечивать возможность нанесения после пайки противокоррозионного или декоративного покрытия требуемого качества.
В соответствии с ГОСТ 19248-78 по температуре расплавления припои подразделяются на следующие виды: особолегкоплавкие (<ПЛ<145°С); легкоплавкие (145 < t пл < 450°С), применяемые для соединений незначительной прочности (су = 28*47 МПа) и представляющие собой сплавы олова со свинцом — ПОС-18, ПОС-ЗО, ПОС-40, ПОС-50 и др.; среднеплавкие (450 < Спл < 1100°С), применяемые при повышенных требованиях к прочности шва (о в - 260 * 300 МПа), в том числе при действии высоких температур — серебряные, медные и медно-цинковые припои; высокоплавкие (1100 < t пл < 1850°С); тугоплавкие (2 пл > 1850°С).
Медные припои применяются для получения высокопрочных соединений. Чистая медь при пайке сталей в печах с газовой средой хорошо затекает в зазоры и обеспечивает высокую прочность и пластичность. Соединение в шве образуется за счет растворения меди в железе и проникновения меди по границам зерен. Однако пайка медью имеет ряд недостатков. Например, высокая температура пайки (1150— 1200°С) вызывает заметный рост зерна стали, в результате чего ухудшаются ее механические свойства. При пайке сталей и сплавов с большим содержанием никеля медный припой начинает диффундировать в металл основы еще до начала плавления припоя, а в расплавленном состоянии образует новый сплав, который плохо растекается и заполняет зазоры. Поэтому паять медью рекомендуется лишь при быстром нагреве, например токами высокой частоты, чтобы предотвратить диффузию.
Медно-цинковые припои (ПМц-36, ПМц-42, ПМц-47, ПМц-52 и др;) обладают хорошей жидкотекучестью и пластичностью, но их прочность зависит от температуры. При нормальной температур6 их прочность значительно превышает прочность меди, а при температуре более 400°С она резко падает. При пайке деталей из нержавеющей стали типа 12Х18Н10Т припоями типа ПМц образУют' ся трещины, вследствие чего эти припои для пайки таких сталей не рекомендуются. Медно-цинковый припой Л62 получил наиболы 292
шее применение при пайке трубопроводов из углеродистых сталей.
его недостаткам, кроме низкой прочности и хрупкости при температурах 200-400°С, можно отнести изменение состава в процессе дайки вследствие испарения цинка с образованием ядовитых бе-дых паров окиси цинка, ухудшающих условия труда паяльщика. Качество припоя Л62 может быть улучшено присадкой кремния, который, являясь сильным восстановителем, энергично окисляется до кремнезема и, соединяясь с флюсами, образует боросиликаты, которые всплывают на поверхность и предохраняют цинк припоя от окисления и испарения. Модификацией припоя Л62 является припой ЛОК-62-06-04, в состав которого входит 0,4% кремния и 0,6% олова (олово снижает температуру плавления и увеличивает жидкотекучесть латуни).
Серебряные припои (табл. 12.3) отличаются от других припоев легкоплавкостью, хорошей жидкотекучестью и растекаемостью. Ими можно паять почти все металлы (за исключением магниевых и алюминиевых сплавов). Паяные соединения обладают высокой прочностью, коррозионной стойкостью и надежно работают при изгибе, ударе и вибрации. Серебряные припои являются припоями с эвтектической основой. Наличие в припое Пср40 кадмия снижает его температуру плавления, улучшает жидкотекучесть и обеспечивает получение прочного и пластичного соединения. Никель улучшает смачиваемость и коррозионную стойкость. Припой ПСр40 получил наибольшее применение при пайке трубопроводов и других узлов из нержавеющей стали 12Х18Н10Т,. а припои ПСр25 и ПСр45 — при пайке трубопроводов из латуни.
Для пайки титана и его сплавов применяют серебряные припои ПСр40, ПСр45, чистое серебро, сплав серебра и марганца — ПСр-S5-15. При пайке в среде аргона чистым серебром получают соединение с прочностью на растяжение около 190 МН/м2, а серебряно-марганцовистым припоем — до 250 МН/м 2. Припой ПСр-85-15 иожет быть использован также для пайки титанового сплава с нержавеющей сталью. Соединения получаются прочными (сопротив-!ение срезу до 250 МН/м2), если поверхность титанового сплава предварительно покрыта серебром.
Припой ПСр72 не содержит легкоиспаряющихся компонентов поэтому он может применяться для пайки узлов ЖРД и других °тветственных конструкций в газовых средах и в вакууме.
Для пайки изделий из коррозионно-стойких сталей типа 12х18Н10Т применяют медно-никелевый припой ВПр-l (см. табл.
293
Таблица 12.3
294
Химический состав высокотемпературных припоев
Марка припоя Химический состав в % Виды по-луфабри-катов
Ag Мп Си Ni Сг Fe Zn Ti Со Si Li Sm Cd Al . в
ПСр-40 40 — z 16/7 0,3 — — 17 — — — — — 26 — — Ф.Л,
ПСр-72 72 28 — — — — — — — — — — — — Ф.Л.Пр.
Пср-72ЛНМ (Самофл) 72 — 27,8 — — — — — — — 0,2 — — — — Ф.Л.
ПСр-85-15 85 15 — — — - — . — — — — — — — — — Ф.Л.
ПСрМО-68-27-5 68 — 27 — — — — — — — — — — — — Ф.Л.
ПСрМиМи 87 9,1 3,2 0,7 — — — — — — — 5 — — — Ф.Л.
Л62 — — 62 — — — 38 — — — — — — — Ф.Л.Пр.
ВПр-1 — — 67 28,5 — 1,5 — — — 1,75 — — — — 0,2 Ф.Л.Пр.
ВПр-2 (Самофл) — 24, 69 5,5 — 1,0 — — — — 0,2 — — — — Ф.Л.
В Пр-4+ (Самофл) 29 34 29 — 1,25 — — 5 1,0 0,23 — — — 0,2 Ф.Л.
ПЖ-45-81 — 3 54,4 35 3,0 3,0 — — — 1,6 — — — — — Ф.Л.Пр.
ПЖ-45 — 31 — 59 9,0 6,5 — — — 0,5 — — — — — Л.Пр.
ПМц10++ ' — 10 Ост 5 0,5 — — 0,1 — — — — — — / o.l /
Окончание табл. 12..3
Марка припоя Химический состав в % Виды полуфабрикатов
Ag - Мп Си Ni Сг Fe Zn Ti Со Si . Li Sm Cd Al В
34А — .28 — — — — — — 6,0 • — — — Oct. —
Г40НХ+++ — 40,5 — Ост. 9 7 — — — 0,5 — — — - — 0,17 Ф.
ПСр25 25 — 40 — — -- 35 — — — —- — — — 5 Пр.Ф.
ПСр45 45 — 30 — — — 25 — — — — — — Пр.Ф.
ПЖК035 — 34—36 54-64 17-го 1,5 — — 1,0- 1,5 0,5 — — - — — Ф.
ПСр37,5 37-38 7,9- 8,5 Ост. — — — 5-6 - Ф.Пр.
ПМ17А — 17 Ост. 5 0,5 — — 0,1 — — " — — —’ . — —
ПН80Х7Ср — 0,Ol-О.02 Осн. 7,0- 7,35 3,16-3,47 — — 4,76— 4,92 — '— 1— —
ПРИМЕЧАНИЕ: + припой ВПр-4 содержит,. %: (0,1-0,2) Р; (0,05-0,15) Na; (0,1-0,2) К.
++ припой ПМц 10 содержит, %: (Ti+B)0,l
+++ припой Г40НХ содержит, %: 0,2 С
Ф— фольга; Л — лента; Пр — проволока
12.3), обеспечивающий получение пластичных и прочных паяных соединений.
Самофлюсующийся припой ВПр-4 применяют для пайки изделий из стали 12Х18Н10Т в тех случаях, когда удаление флюса травлением или каким-либо другим способом исключается. Функции флюсов выполняют калий, натрий и литий, которые удаляют окислы с соединяемых поверхностей, предотвращают окисление припоя и основного металла. Наличие в припое никеля, марганца, кобальта, железа и кремния (см. табл. 12.3) обеспечивает высокую прочность припоя при температурах до 600°С (т ср = 330 -ь 400 МПа при 20°С и 130—180 МПа при 600°С). В табл. 12.4 приведены температуры плавления и пайки припоев, среда и паяемые материалы.
Паяльные флюсы. Соединение деталей припоем происходит только тогда, когда поверхности очищены от окислов и других пленок. Для удаления окисных пленок и подготовки поверхности к смачиванию ее припоем применяются флюсы, защитные или восстановительные газовые среды или пайка в вакууме.
Паяльный флюс — химически активное вещество, предназначенное для очистки и подержания чистоты поверхностей паяемого металла и припоя с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя.
Необходимо, чтобы флюс химически не взаимодействовал с припоем (кроме случаев реактивно-флюсовой пайки); очищал поверхности основного металла и припоя от окислов и защищал соединение от воздействия окружающей среды во время пайки; имел температуру плавления ниже температуры плавления припоя; способствовал смачиванию поверхности основного металла припоем в расплавленном состоянии; сохранял свойства и не менял своего состава от нагрева при пайке; не вызвал сильной коррозии паяного соединения и не выделял при нагреве ядовитых газов.
Составы широко применяемых флюсов для средне- и высокотем-) пературных припоев и область их применения приведены в табл. 12.5.
Хлористый цинк (травленая соляная кислота) применяется при паянии железа, меди и бронзы,‘а получается при химическом взаимодействии соляной кислоты с цинком. Чтобы получить травленую соляную кислоту, берут одну часть мелко раздробленного цинка на пять частей крепкой соляной кислоты. Хлористый цинк считается годным к употреблению после того, как прекращается видв' 296
Температура плавления и пайки припоев, среда н паяемые материалы
Затекаемость в зазор, 3 3-х 3-уд 3-х 3-х 3-х 3-х 1 3-х
Растекаемость, Р 1 Р-х Р-УД Р-х Р-х Р-х Р-УД Р-пл Р-х Р-УД Р-УД Р-пл -
Соединяемые материала Латунь, медь, нержавеющая сталь То Же То же Титановые сплавы с нержавеющей । сталью Титановые сплавы Е| й| а' а.^ Углеродистые стали, твердые сплавы вольфрамо-кобальто-вой группы ,
Среда пайки о 7 1 О ч-< СО То же То же Аргон, печь В, 10-2-10‘3 Па 1 ’ Аргон Аргон, печь , В, 10 “2-10~3 Па Аргон В, 10~2-10“3 Аргон . В, 10“2—10 3 Аргон с флюсом
Температура пайки, "С 800-850 650-700 750-800 880-900 900-920 880-900 980-1040 1000-1040 L . 840-880 870-900 980-1000 1000-1040 950
Температура плавления, ’С 7 о 590-610 665-730 779 779 960-976 725-810 655-765 1 960 905
Марка припоя ПСр25 Пр40 | ПСр45 ПСр72 | ПСр72ЛНМ ПСрО-85-15 | Пср37,5 ПсрМО-68-27-5 ПСрМцМН Л62
297
Окончание табл. 12.4.
Марка припоя Температура плавления, •с Температура пайки,’С Среда пайки Соединяемые материалы Растекаемость, Р Затекаемость в зазор, 3
ВПр-1 1080-1120 1180-1200 Вакуум, аргон Нержавеющие стали -
В Пр-2 960-980 1040-1080 Аргон То же Р-УД З-х
ВПр-4, само-флюсутощийся 940-980 1060-1090 Атмосфера, нагрев ТВЧ То же Р-хор 3-хор
ПЖ-45-81 1120-1200 1180-1230 Воздух с флюсом То же
Г40НХ 1065-1130 1180-1240 Аргон, вакуум То же
ПМцЮ 900-960 1030-1050 Вакуум 12Х18Н10Т, медь и ее сплавы со сталями
ПМ17А 870-940 980-1010 Вакуум Бронза с нержавеющей сталью Р-х
ПЖК-35 1100-1170 1210-1230 Apron+BF^ Нержавеющие стали Р-х 3-уд
Примечание. Самофлюсующиеся припои ПСр-72ЛНМ и ВПр-2 применяются при бесфлюсовой пайке в атмосфере аргона состава (0,01% Ог и 0,01% N2). >
Пайку в атмосфере аргона с применением припоя ПСр40 можно проводить с флюсом 209, с применением припоя Л62 - с флюсами 200 и 201 (см. табл. 12.4).
Пайку в атмосфере газообразных флюсов (фтористого бора — BF3 фтористого водорода) в смеси с аргоном можно проводить с применением припоев ПСр-85, ПСр-72 и ПСр40, ЛЖК-35.
ПЖК-35 — припой кислотостойкий на основе никеля с различными добавками (Ni—Мп—Сг—Со) ТУ—5—096—8: т„„ = иоо+mere.
Р-х, Р-’узх, П-пл — растекаемостъ «хорошая», «удовлетворительная», «плохая» соответственно.
го со
Флюс 284: — борный ангидрид — фтористый калий (обезвоженный) фтороборат калия Флюс 209: — борный ангидрид — фтористый калий (обезвоженный) — фтороборат калия Флюс 201: — борная кислота - бура '! — фтористый кальций — лигатура (4% Ag, 48% Al, 48% Си) Флюс 200: — борная кислота — бура — фтористый кальций / ’ 1 Плавленая бура Борная кислота (разведенная в растворе хлористого цинка) Плавленая бура Борная кислота Плавленая бура Поваренная соль Поташ кальцинированный : Бура ! Состав флюса
rfs W № © сл сл N W W № СП СП 00 СД О .70 21 9 J Сл Сл © о ►-=“ со О © S К 100 Содержание компонентов, %
То же Пайка конструкционных и нержавеющих сталей, а также жаропрочных сплавов и медных сплавов серебряными припоями с температурой плавления 550—850°С То же Пайка нержавеющих сталей и жаропрочных сплавов латунью и другими высокотемпературными припоями с температурой плавления больше 900°С Пайка деталей из коррозионно-стойких и жаропрочных сталей медными, медно-цинковыми и медно-никелевыми припоями I Пайка деталей из меди, стали и других металлов Пайка деталей из латуни и бронзы, а также пайка серебром Пайка деталей из меди и ее сплавов, стали медно-цинковыми и медно-никелевыми припоями Область применения
ление пузырьков водорода, а на дне сосуда остаются кусочки циа. ка. После травления хлористый цинк обязательно профильтровывают от загрязнений и хранят в закрытом стеклянном сосуде.
Соляная кислота применяется в качестве флюса при пайке изделий из цинка или оцинкованного железа.
Нашатырь (солянокислый аммоний) хорошо растворяет жировые вещества и применяется при лужении.
Канифоль (гарпиус) оказывает обескисляющее действие значи-тельйо более слабо, чем перечисленные выше флюсы, поэтому при ее применении спаиваемые детали тщательно очищают напильником или шабером. Остатки флюса негигроскопичны, не вызывают коррозии и обладают электроизоляционными свойствами. Это имеют в виду при ремонте деталей электрооборудования и радио. Остатки канифоли смывают с изделий денатурированным спиртом или скипидаром. При пайке проводов электрооборудования используют канифоль, которая употребляется в виде порошка иЛй раствора в спирте или глицерине. '
12.4.3. Особенности пайки различных материалов
Хорошее соединение пайкой можно получить лишь при исключительно чистых поверхностях спаиваемых деталей. Поэтому непосредственно перед цайкой эти поверхности подвергают соответствующей обработке для очистки от загрязнений и масел и удаления окисных пленок. Наносят покрытия, облегчающие пайку, и барьерные покрытия, препятствующие взаимодействию припоя с паяемой поверхностью (например, при пайке титановых сплавов наносят барьерные покрытия из хрома и никеля). !
Изменение свойств паяемого металла возможно в результате воздействия термического цикла пайки и в результате взаимодействия с припоем.
При пайке металла с керамикой, стеклом, когда имеется значительная разность в коэффициентах термического расширения и один из материалов или оба имеют низкие пластические свойства, получение работоспособных соединений может быть затруднено из-за возникновения напряжений и разрушения спая в процессе охлаждения.
Получение соединения с требуемыми свойствами во многом зависит от величины зазора. В табл. 12.6 приведены рекомендуемые величины зазоров в зависимости от сочетания основного металла И припоя.
300
Таблица 12.6
Рекомендуемые величины зазоров
Припои Основной металл
Углеродистая сталь Коррозионно-стойкая сталь Медь и ее сплавы Титан и его сплавы Алюминий и его сплавы
Медные 0,02-0,15 0,02-0,15 — — —
Латунные 0,05-0,3 0,05-0,3 — —
Медпо-цинковые 0,05-0,25 — 0,01-0,3 — . —
Медно-фосфористые — — 0,02-0,15 —
Серебряные 0,05-0,15 0,05-0,15 0,03-0,15 0,05-0,1 ' 7 —
Серебряно-марганцевьтё — — , — 0,05-0,1 —
Никелевые — 0,05—0,2 — — —
Алюминиевые — — — 0,1-0,3
Прочностные свойства паяных соединений представлены в табл. 12.7.
Таблица 12.7
Пределы прочности паяного шва на срез т с и на растяжение о в
Марка припоя тс При пайке материалов, МПа а „ при пайке материалов, МПа
Медь и ее сплавы • Латунь Титановые сплавы Коррозионно-стойкие стали Медь и ее сплавы Латунь Титановые сплавы Коррозионно-стойкие стали
Л62 . — — 300-350 — — 370-500
Г40 . — — — 320 — — - — 350
ПСр70 __ — 130— 180 — — — — ,
ПСр25 180— 230 180-230 — 250-300 230 — —
ПСр40 160— 210 160-210 — 200-260 — — — —
ПМцЮ — — 420 - _ / 440
285 285 — — 320 320 —
301
В зависимости от способа защиты расплавленного припоя от взаимодействия с атмосферными газами и способа удаления окисной пленки различают пайку в вакууме, в нейтральной и восста-новительной средах и флюсовую в воздушной среде.
Нагрев осуществляется в электропечах сопротивления, ТВЧ а соляных ваннах, газовыми горелками, кварцевыми лампами, электронным и световыми лучами. Нагрев световым лучом (лучом лазера) можно осуществлять дистанционно через кварцевые окна.
При соединении деталей, особенно тонкостенных, большое внимание следует уделять обеспечению контакта деталей друг с другом в процессе пайки и остывания. Без применения специальных прижимающих устройств тонкостенные детали при нагреве и охлаждении, как правило, коробятся. Нарушается контакт паяемых поверхностей, и появляются непропаи, разрывы швов и другие дефекты. Рекомендуются следующие способы прижима изделий друг к другу при пайке в вакууме (рис. 12.25): в вакуумированном, контейнере (рис. 12.25, а), без контейнера (рис. 12.25, б); с помощью стального тонкостенного мешка (рис. 12.25, в); в толстостенном контейнере (рис. 12.25, г).
Вакуумированный контейнер (см. рис. 12.25, а) герметизируется обычно сварными технологическими швами, которые затем срезаются. Для многократного использования контейнера по месту сварки предусматривают значительный припуск. При откачке из контейнера воздуха внешнее атмосферное давление сжимает стенки контейнера, равномерно прижимая паяемые детали друг к другу.
При пайке без контейнера вакумируется непосредственно полость между паяемыми деталями. При этом все отверстия, через которые эта полость может сообщаться с окружающей средой, герметизируются обычно заваркой технологическими заглушками. При пайке узла с гофрами внешнее давление прижимает тонкостенные листы к средней гофрированной детали (см. рис. 12.25, б). Такую схему можно применить при пайке в среде защитных газов.
При необходимости более сильного поджатия для жестких изделий создается дополнительное давление инертным газом (20—500 кПа) с помощью стального тонкостенного мешка, помещаемого в толстостенный контейнер (см. рис. 12.25, в). Степень поджатия ре' гулируется давлением газа в мешке. При этом способе необходим0 обращать внимание на следующее: стенки стального мешка обладают жесткостью и нельзя достигнуть абсолютно плотного облегания и равномерного давления на всю поверхность узла, особенно если 302
♦
-I/VVVVV71
fl
I К вакуумному 1—Yx\ wcocy
к вакуумному f насосу
♦
1
/
Нейтральный газ 0,2416 МЛи.
к вакуумному
г)
\
Рис. 12.25. Приспособления для прижатия частей паяемых изделий
с применением вакуума:
1 — паяемое изделие; 2 — контейнер
!)и имеет фасонную поверхность; нижняя сторона узла, прижимается к толстой стенке контейнера, которая не изменяет своей формы.
По схеме, приведенной на рис. 12.25, г, паяемый узел 1 герметизируется сваркой по контуру и помещается в толстостенный контейнер 2. Во внутренней полости паяемого узла создается вакуум, а в контейнере — избыточное давление. При этом способе достигается равномерное поджатие деталей со всех сторон.
303
Таблица 12 (j
Условия образования и свойства паяных соединений некоторых разнородных материалов
Соединяемые материалы Припои, методы и условия образования соединений Характеристика соедин^Г НИЙ
Стали типа 12Х18Н10Т Г40НХ, Г70НХ, в вакууме, Т„ = 1470 К, т = 30 мин а в = 550 -600 МПа, жГ'"’ ропрочяо, коррозионно-стойко
12Х18Н10Т + БрХ ПМ17, в вакууме, Тц = 1290 К, т= 10-15 мин, с никелированием стали а„ = 300-г-400 МПа
Сплавы типа ОТ4, ВТ5 Контактно-реактивная пайка в вакууме через медное покрытие, Тп = 1270 К, т= 120 мин Равнопрочно основному металлу
ОТ4 + БрХ Пср72, в вакууме с покрытием титана серебром, Тп = 1100 К, т= 10 мин о „ = 230 = 250 МПа
В табл. 12.8 приведены условия образования и свойства паяных соединений некоторых разнородных материалов
Дефекты паяных соединений. Основные причины брака при пайке следующие: недостаточная или чрезмерно высокая температура пайки: плохая очистка деталей; нарушение состава защитной атмосферы в печи или недостаточная защита основного металла и припоя с флюсом: неправильные зазоры между собранными деталями; прекращение капиллярного течения припоя и неполное заполнение им соединений. Дефекты паяных соединений (рис. 12.26) возникают из-за нарушений технологических режимов или в ре' зультате ошибок сборки.
Непропаи вызываются обычно плохой растекаемостью припоя по соединяемым поверхностям, которая зависит от шероховатости и способа подготовки поверхности. Например, растекаемость лату-ни и серебряных припоев улучшается по мере увеличения шероховатости поверхности металла.
Шлаковые включения возникают при использовании при пайке твердых паяльных флюсов, которые уменьшают прочность сосдиИ6' ния, герметичность и могут вызвать коррозию узла.
Поры возникают вследст-вце нарушения термического цикла пайки (высокая температура, слишком длительный нагрев), испарения компонентов припоя, выделения газов из паяемого металла. Например, при пайке припоями, содержащими цинк, при температуре более 980°С цинк бурно испаряется и его пары, не успевшие выделиться из припоя, образуют поры, свищи и раковины. Рыхлоты чаще всего встречаются в галтелях. Причиной их образования является избыток припоя в галтели. Рыхлоты снижают
Рис. 12.26. Дефекты паяных соединений: а — непропай; б — непропай с образованием выходных галтелей; в — шлаковые включения; г — поры, раковины, рыхлоты; д — эрозионное растворение; е — заплавление
усталостную прочность соединений.
, 12.4.4. Подготовка поверхности к пайке
К числу основных условий получения качественного паяного соединения относится тщательная очистка соединяемых поверхностей от окислов, жира и грязи. Очистку необходимо производить непосредственно перед пайкой, так как расплавленный припой не сманивает загрязненных участков и не растекается по ним. В производственной практике применяются механические, химические, лектрохимические и электролитические способы очистки.
Механические методы включают зачистку шлифовальными кру-'ами, механизированными металлическими щетками, в специальных барабанах с песком или в пескоструйных аппаратах. После Шлифования металл имеет слегка шероховатую и чистую поверхность, наиболее удобную для паяния. Производить очистку обдув-Ной песком не следует, так как при этом на поверхности детали Иогут застревать отдельные песчинки, которые будут препятство-вать смачиванию соединений и свободному затеканию в них припоя.
Перспективным способом очистки является горячее обезжиривание в парах растворителей, а также обезжиривание с использованием ультразвуковых установок. В табл. 10.2 (см. гл. 10) указан с°етав некоторых многокомпонентных обезжиривающих растворов.
305
Одним из наиболее эффективных способов очистки поверхности от загрязнений жирового характера является электрохимическое обезжиривание с периодическим изменением полярности. Состав растворов для электрохимического обезжиривания приведен в гл 10 (табл. 10.3).
Ультразвуковая очистка производится в среде технических моющих средств (ТМС). Малопрочные механические загрязнения можно удалять даже в воде. Растворы (гл. 10; табл. 10.4) обладают слабым пенообразованием и имеют достаточно высокую кавйтаци-онную активность в ультразвуковом поле, их применяют при температуре 40-50°С. Основные характеристики ультразвуковых генераторов приведены в гл. 10 (табл. 10.5).
12.4.5. Контроль качества паяных соединений
Схема контроля качества паяных соединений (швов) приведена на рис. 12.27.
Рис. 12.27. Схема контроля качества паяных соединений.
Внешнему контролю подвергаются все паяные соединения
Внешний вид некачественного шва характеризуется наличие» непропаянных мест в виде щелей, наплывов и натеков припоя, а также подплавлений кромок деталей. Соединения, признанные гоД' ными по внешнему виду, испытывают на непроницаемость давЖ нием воды или воздуха или пробой на керосин. В
306
12.5. Клеевые соединения
12.5.1. Классификация клеев и их характеристики
Клеи — природные или синтетические вещества, применяемые для соединения различных материалов за счет образования адгезионной связи Клеевой пленки с поверхностями склеиваемых материалов. Основное достоинство клеев — простота технологии изготовления и малая трудоемкость процесса склеивания.
По физическому состоянию клеи представляют собой жидкости различной вязкости, пленки, порошки или прутки, расплавляемые перед употреблением или наносимые на горячие поверхности.
По природе основного компонента различают неорганические (жидкие стекла — водные растворы силикатов натрия и калия, клеи-фритты — водные суспензии композиций, содержащих окис-лы щелочных и щелочно-земельных металлов), органические (композиции на основе природных и синтетических полимеров) или элементоорганические клеи. Жидкие стекла применяют для склеивания целлюлозных материалов, а клеи-фритты — для склеивания металлов и керамики.
С учетом химической природы полимера клеящие материалы разделяют на следующие виды;
— термопластичные, которые после нагревания размягчаются (и в этом состоянии им можно придать любую форму), а при охлаждении затвердевают; при повторном нагреве пригодны для дальнейшего использования, так как сохраняют свои пластические свойства; ".
— термореактивные, которые после отверждения не могут быть повторно использованы.
По функциональному назначению различают клеи:
— конструкционные, служащие для передачи динамических и статических нагрузок от одной части детали или изделия к другой, сопряженной с ней посредством клеевой пленки, а также для герметизации соединений;
— неконструкционные, применяемые для приклеивания декора-тИвных, облицовочных или резьбовых соединений, крепления мелких ненагруженных деталей (датчиков различного назначения, токопроводящих элементов электронных приборов д т.п.);
— специальные — токопроводящие, оптические, медицинские и т.п.
По теплостойкости клеи подразделяются на группы: клеи невысокой теплостойкости (БФ-2, БФ-4, МПФ-1, ПУ-2, ВК-5, К-153,
307
КЛН-1, Л-1, К-4С, ФЛ-4С), способные работать при температуре не • выше 60—80°С; средней теплостойкости (ВК-9, ВК-1, ВК 32-ЭМ эпоксиды П и Пр), работающие до температуры 150°С; теплостойкие фенольно-каучуковые (ВК-3, ВК-ЗА, ВК-25, ВК 32-200, ВК-13, ВК-13М) и фенольно-поливинилацетатные (ВС-ЮТ, ВС-350), длительно работающие при температуре 200—350°С; высокотеплостойкие кремнийорганические (ВК-8, ВК-15, ВК-18, ВК-20, ВК-28, ВК-2), длительно работающие при температурах 350—450’С и кратковременно — при 800—1200°С.
Ниже кратко рассмотрены основные характеристики клеев, наиболее широко используемых в авиадвигателестроении для соединения однородных и разнородных материалов.
Полиакриловые, акриловые и синтетические клеи — клеи на основе производных (главным образом эфиров) акриловой, метакриловой и цианакриловой кислот. Наиболее распространены клеи из мономерных эфиров и из растворов полиакрилатов в собственных мономерах, в инертных органических растворителях или в смесях мономеров и растворителей. Некоторые полиакриловые клеи применяют в виде водных эмульсий.
Для регулирования вязкости полиакрилового клея и эластичности отвержденных композиций, повышения прочности клеевых соединений и их устойчивости к воздействию повышенных температур в состав клея вводят модифицирующие добавки — винилацетат, стирол, бутадиен и другие мономеры, феноло-мочевинофор-мальдегидные или эпоксидные смолы, эфиры целлюлозы, каучуки, а также наполнители и пластификаторы. Клеевое соединение отверждается в результате испарения растворителей или полимеризации полимеров, инициируемой органическими перекисями, солями щелочных металлов и др.
Модифицированные полиакриловые клеи, образующие масло-, бензо- и плесенестойкие клеевые соединения, пригодны для эксплуатации при температурах от - 60 до +60°С (иногда до 100— 120°С). Их применяют для склеивания металлов, пластмасс, соединения их между собой, а также с резиной и керамикой.
12.5.2. Составы клеевых композиций
Клей 88Н. Представляет собой резиновую смесь. Состав (в массовых долях): бутилфенолформальдегидная смола 101; этилацетат; бензин. Количество компонентов зависит от назначения. Обладает высокой водо- и вибростойкостью. Рабочая температура от - 40 Д° + 60°С. Склонен к ползучести, поставляется в готовом виде. При' 308
меняется для склеивания резины' с металлом, бетойом и отдельными полимерами.
Клей КС-1, 88НП. Представляет собой смеси. Состав (в массовых долях): наирит А — 100; хлорированный наирит — 100; окись магния — 10; окись цинка — 5; канифоль — 3; альтакс — 2; ди-фенилгуанидин — 1; этилацетат — 250; бензин — 250. Поставляется в готовом виде. Применение — см. клей 88Н.
Клей МПФ-1. Состав (в массовых долях): полимер ПФЭ-2/100-100; бакелитовый лак марки А-11. Обладает повышенной вибростойкостью и антикоррозионными свойствами. Рабочая температура от - 60 до +60°С. Выпускается в виде пленки. Жизнеспособность 6 месяцев. Применяется для склеивания изделий, работающих при вибрационных нагрузках. Пленочный полиамидный клей используется при склеивании тканей, металлов и неметаллов.
Клей ПФЭ-2/10. Полимерная основа — метилполиамидные полимеры. Представляет собой смесь митилполиамида, спирта с водой и щавелевой кислоты. Количество компонентов зависит от назначения. Устойчив к воздействию масел, бензина, керосина. Применяется для склеивания силикатного стекла, кожи, керамики, полимеров, металлов и других материалов.
Клей КС-609. Полимерная основа — полимеры сложных эфиров акриловой и метакриловой кислот. Состав (в массовых долях): полибутиленметакрилат — 40; бутилметакрилат — 60; кварцевая мука — 50—100; диметиланилин — 0,5. Отвердитель вводят на месте потребления. Применяется при изготовлении клеевых и сварных соединений.
Клей К-17. Полимерная основа — мочевиноформальдегидная смола. Состав (в массовых долях): смола К-17 — 100; щавелевая кислота — 8—12; древесная мука — 10. Отвердитель определяет гРуппу клея: горячее отверждение (хлористый аммоний, сульфат Аммония, фосфат аммония); теплое отверждение (аммоний, соли слабых органических кислот); холодное отверждение (муравьиная, Молочная, щавелевая, лимонная, уксусная и сульфонафтеновые Кислоты), жизнеспособность 3—4 ч. Применяется для склеивания Деревянных конструкций, фанеры, бумажно-слоистых пластиков.
МФС-1, МФСМ. Состав (в массовых долях): смола К-17 — 100; Хлористый аммоний — 0,5 — 1,0; древесная мука — 10. Клей готовится на месте потребления. Содержит 1,0 — 1,5% свободного Формальдегида. Жизнеспособность 2,5 — 30 ч. Применение — см. "лей К-17.
309
Клей ПН-1. Полимерная основа — полиэфирная смола. Состав (в массовых долях): полиэфирная смола ПН-1 — 100; гипериз — 3—4; 10%-ный раствор нафтената кобальта в стироле — 8—10. В состав клея могут входить наполнители: сульфат бария, бентонит окись кремния. Клей устойчив к воздействию растворителей и слабых кислот, масел, нефтей, растворов солей; имеет малую ударную прочность; горюч, неводостоек. Применяется для склеивания стекла, армированных пластиков, древесины.
Клей К-134. Состав (в массовых долях): эпоксидная смола ЭД-20 — 100; полиэфир МГФ-9-75; каучук СКН-21-1 — 200; полиэтиленполиамин — 25; портландцемент — 100—200. Отверждение на холоде; отличается повышенной эластичностью.
Клей К-139. Состав (в массовых долях): эпоксидная смола ЭД-20 — 100; полиэфир МГФ-9-20; каучук СКН-26-1 — 20; поли-этиленполиамип — 18; портландцемент — 100—2000. Свойства те же, что и у К-134.
Эпоксидно-каучуковые клеи К-134 и К-139 применяются для склеивания металлов с древесными материалами.
Клей ПЭД-Б. Состав (в массовых долях): ЭД-20-100; перхлорвинил — 100; циклогексанон — 75; метиленхлорид — 720; полиэтиленполиамин — 18. Последовательность подготовки клея: после растворения перхлорвинила вводят смолу, пластификатор и отвердитель. Жизнеспособность 1,5 — 24 ч, отверждение в течение 24 — 36 ч. Применяется для крепления поливинилхлоридного пластика к металлу и железобетону.
Клей БОФ-1, модифицированный фурановыми соединениями. Состав (в массовых долях): ЭД-20 — 100; мономер ФА-50—70; сти1-рол — 20; полиэтиленполиамин — 15—25. Подготовка такая же» как и ПЭД-Б. Применяется для склеивания полистирола, пенопла-стирола, стеклопластиков, цементно-бетонных изделий, древесностружечных и бумажно-слоистых пластиков.
Эпоксидные клеи — синтетические клеи на основе эпоксидных смол ЭД-5, ВК-11, Л-4, ВК-32-ЭМ, К-153, К-150, ВК-1, ВК-1М, ВК-1МС, ВК-. ВК-9, КЛН-1, ЭД-6, ЭД-14, ЭД-16, ЭД-20, ЭД-22, Э-41, КЛН-1 и др. Эпоксидные клеи содержат: отвердители — полиэтй-ленполиамин (ПЭПА), этилендиамин, гексаметилендиамин, фталевый или малеиновый ангидриды и др.; наполнители — окись алюминия, двуокись кремния, сажа, стеклянные или углеродистые волокна и др. (табл. 12.9); растворители — сдирты, ксилол, ацетой (вместо этих компонентов часто используют активные, разбавителе например жидкие тиоколы, реагирующие с. эпоксидной смолой 8
310 .
Таблица 12.9
Рекомендуемое содержание наполнителей для приготовления составов на основе эпоксидных смол
Наполнитель Содержание на 100 массовых долей смолы Наполнитель Содержание на 100 массовых долей смолы
ЭП-20 ЭП-16 ЭП-20 ЭП-16
Железный порошок 200 160 Кварцевая мука 230 150
Графит 80 40 Портландцемент 200 120
Алюминиевая пудра 25 20 ' Асбест измельченный 100 85
Бронзовая пудра 130 80 Фарфоровая мука 150 145
условиях отверждения клеевого соединения; пластификаторы — высококипящие малолетучие жидкости (дибутилфталат, диоктилфталат, трикрезилфосфат) или низкомолекулярные полиамидные смолы (Л-18, Л-19, Л-20), которые являются одновременно отвердителями; модификаторы, например фенолформальдегидные смолы.
Клеи эпоксид П и эпоксид Пр — твердые, представляют собой однокомпонентные системы на основе твердой эпоксидной смолы Э-41. Они нетоксичны, водостойки, хорошо заполняют зазоры, применяются в горячем виде. Клей эпоксид П изготовляют в виде порошка, а эпоксид Пр — в виде прутков. Клей наносится только на предварительно подогретую (до 80— 120°С) поверхность и плавится.
В табл. 12.10 приведены составы клеев на основе эпоксидной смолы ЭД-16.
Кремнийорганические клеи ВК-2, ВК-6, ВК-8, ВК-10, ВК-15 — композиции на основе кремнийорганических полимеров (высокомолекулярных соединений, содержащих атомы кремния, углерода и Др. в элементарном звене макромолекулы).
В зависимости от назначения различают три следующие группы Кремнийорганических клеев:
1. Для склеивания металлов и термостойких неметаллических Материалов. Клеи этой группы представляют собой смеси различных кремнийорганических полимеров с наполнителями (асбест и Другие неорганические материалы) и отвердителями (перекиси, амины и др.). Клеевые соединения работоспособны при температурах от - 60 до + 1000°С в течение нескольких часов, устойчивы к старению в различных условиях, а также к действию топлив и ма-
311
Таблица 12.10
Состав клеев на основе эпоксидной смолы ЭД-16
Компонент Состав, массовые доли Область применения 1
1. ЭД-16 Дибут ил фталат Полиэтиленполиамин 100 15 8 Склеивание металлических деталей; устра-1 нение трещин длиной до 20 мм в корпусных деталях; стабилизация наружных колец подшипников качения в корпусах
2. ЭД-16 Дибутилфталат Полиэтиленполиамин 100 45 10 Стабилизация резьбовых соединений
3. ЭД-16 Дибутил фталат Железный порошок Полиэтиленполиамин 100 15 160 10 Устранение трещин в стальных и чугунных деталях; ремонт изношенных резьбовых соединений
4. ЭД-16 Дибутилфталат Алюминиевая пудра Полиэтиленполиамин 100 15 25 10 Устранение трещин в алюминиевых корпусных деталях; уплотнение сварных птвов на алюминиевых деталях; ремонт резьбовых соединений алюминиевых деталей
5. ЭД-16 Дибутилфталат Цемент-400 Полиэтиленполиамин 100 15 120 12 Устранение кавитационных разрушений гильз, блоков цилиндров двигателей; устранение трещин корпусов, водяных патрубков
6. ЭД-16 Дибутилфталат Графит Железный порошок Полиэтилепполиамин 100 20 20 120 12 Восстановление размеров изношенных постелей коренных подшипников двигателей внутреннего сгорания
сел. При склеивании металлов клеи этой группы образуют прочные, но хрупкие соединения. Прочность соединения стеклотекстолита, графита и асбоцемента равна или выше прочности склеиваемых материалов. Отверждение этих клеев происходит при нагревании (до 250°С), однако модификация их органическими добавками позволяет получить клеи, отверждающиеся при комнатной температуре.
2. Для склеивания теплостойких резин и крепления их к метал* лам. Эти клеи готовят на основе растворов кремнийорганическиХ Каучуков с добавками различных кремнийорганических полимеров, а также окислов и гидроокисей тяжелых металлов. Клеевые соедИ'
312
нения на основе клеев этой группы выдерживают вибронагрузки в широком диапазоне температур, устойчивы к воздействию трансформаторного масла, керосина, влаги и атмосферных условий. В ряде случаев клеи этой группы применяют для склеивания стекла, тканей, полиэтилентерефталата, фторопласта-4, керамики и др., а также используют в качестве герметизирующих материалов в самолете- и ракетостроении.
3. Для крепления теплозвукоизоляционных материалов к сталям и сплавам титана. Клеи этой группы представляют собой смеси модифицированных кремнийорганических полимеров с органическими полимерами в органических растворителях с отвердителями (например, аминами) и часто активными наполнителями (например, окисью циркония). Склеивание осуществляют без нагревания и давления с образованием клеевых соединений, работоспособных при температуре 300—400°С. Активный наполнитель придает клею способность быстро схватываться, однако при этом жизнеспособность клея ограничивается 45—60 мин.
Элементоорганические клеи изготовляют на основе кремнийорганических, бороорганических, металлоорганических и других полимеров. Клеи этой группы обладают очень высокой термостойкостью. Они обеспечивают высокую прочность соединения различных материалов при кратковременном нагреве до 1000°С и выше и выдерживают длительное нагревание при 400—600°С. Их используют для склеивания металлов, графита, термостойких пластмасс и др. Наиболее широкое применение нашли кремнийорганические клеи ВК-2, ВК-6, ВК-8, рекомендуемые для клеевых и клеерезьбовых соединений, работающих: на клее ВК-2 при 350°С до 100 ч, при 400°С до 250 ч, при 1000°С до 5 мин; на клее ВК-6 при 425°С до 4 ч, при 750°С до 5 мин, при 1000”С до 2 мин; на клее ВК-8 при 350°С до 24 ч, при 400°С до 5 ч, при 1000°С до 5-мин.
Клеи БФ-2 и БФ-4. Представляют собой спиртовые растворы енолформальдегидной смолы (1 массовая доля), смешанной с' 'ливинилбутиралем (1 и 5,7 массовых долей соответственно).
Клеи водо-, бензо- и маслостойкие, но вызывают точечную коррозию стали и имеют ограниченную теплостойкость.
Клеи ВК-1, ВК-1М, ВК-1МС, ВК-7. Представляют собой тепло-гойкие композиции, состоящие из модифицированной эпоксидной '^’олы, отвердителя и наполнителя. Отверждаются только при на-!Реве, достаточно технологичны, обладают хорошей сопротивляемб-тью термическому старению, обеспечивают получение плотных и ‘°Нолитных клеевых швов, нетоксичны. Стойки к действию воды,
313
масла, бензина, а также растворителей и электролитов, применяемых в процессе анодирования. Широко применяются в клеесварных и клеере.зьбовых соединениях, а также для склеивания металлов.
Клей ВК-1. Композиция на основе эпоксидной смолы, модифи-цированной элементоорганическим соединением (являющимся одновременно и отвердителем), и наполнителя (цинковая пудра). Умеренно вязок в момент склеивания и хорошо заполняет зазоры. Жидкотекуч при температуре 100—110°С.
Клеи ВК-1М и ВК-1МС. Разработаны на основе ВК-1. В состав клея ВК-1М введен катализатор отверждения — полиэтиленполиамин (5 массовых долей) и 8—10% растворителя (диметилкетон). Клей ВК-1МС состоит из жидкой эпоксидной смолы, модифицированной элементоорганическим соединением, и наполнителя. Растворитель отсутствует. Разработан специально для клеесварных соединений. Обладает хорошей адгезией к сплавам алюминия и сталям.
Клей ВК-7. Высокостойкая композиция, содержащая модифицированную эпоксидную смолу, отвердитель, наполнитель (двуокись титана) и растворитель (этилцеллозольв). Используется для склеивания различных металлов, работающих в конструкциях при температурах от - 60 до +250°С. Особенно высокую адгезию он имеет к сталям и титановым сплавам.
Клеи ВС-ЮТ и ВС-350. Теплостойкие композиции на основе сополимеров поливинилацеталей, фенольных смол и кремнийоргани-ческих соединений. Обладают хорошей адгезией к металлам (дюра-люмину, сталям и др.) и неметаллическим материалам (стеклотекстолитам, пенопластам типа ФК, К-40 и др.) Оба клея масло- 0 бензостойки, а также стойки к органическим растворителям, удовлетворительно водостойки, обладают хорошей текучестью и способностью к заполнению зазора в соединении. Клеи могут быть рекомендованы для получения силовых клеевых, клеерезьбовых соедИ' нений в изделиях, работающих при 200°С до 200 ч, при 300°С (клей ВС—ЮТ) до 5 ч и при 350°С (клей ВС—350) до 5 ч.
Клей ВК-32-ЭМ. Состав (в массовых долях): смола ЭД-6 — 1М отвердитель (малеиновый ангидрид) — 30, наполнитель (портланД-цемент — 400) — 100. Предназначен для склеивания металл08 между собой и с пенопластами, а также для использования в кле* есварных соединениях.
Клей Д-15. Состав (в массовых долях): эпоксидная смола ЭД-22 — 100; дибутилфталат —. 10; малеиновый ангидрид -г- 30; пылевиД' ный кварц — .60—80. При приготовлении клея в смолу вводят п°' 314
следовательно: отвердитель, наполнитель и- пластификатор. Область лрименения та же, что и ВК-32-ЭМ.
Клей Д-23. Состав (в массовых долях): эпоксидная смола ЭД-13 — 100; дициандиамид — 4—5; алюминиевая пудра — 30.
Клей Д-43. Состав (в.массовых долях): эпоксидная смола ЭД-40 — 100; малеиновый ангидрид — 4—5; пылевидный кварц — 120— 150. Области применения клеев Д-23 и Д-43 те же, что и клея Д-15.
Клей Л-4. Состав в массовых долях: смола Э-40 — 100, дибу-гилфталат — 15, полиэтиленполиамин — 8. Обладает хорошими герметизирующими свойствами и поэтому может использоваться в производстве герметичных конструкций,' для герметизации зазоров и в клеерезьбовых соединениях.
Клей ПУ-2. Состав (в массовых долях): продукт 24 (50%-ный раствор воскообразного полиэфира в ацентоне) — 200, продукт 102-Т (полиизоцианит) — 100, портландцемент — 400 (можно и без него) — 25, перекись бензола — 5. Обладает малой усадкой при отверждении и высокой способностью заполнять зазоры. Эластичен, морозостоек, но имеет пониженную водостойкость, поэтому требует защиты лакокрасочными покрытиями. Устойчив к длительному действию нефтяных топлив, масел и спиртоглицериновой смеси. Применяется в клеесварных и кдеерезьбовых соединениях, токсичен.
Клей ВК-5. Состав (в массовых долях): продукт 24 — 1, продукт ДГУ — 1,07, продукт КСМК — 0,001, ацетон — 2,07. Менее токсичен, чем клей ПУ-2, но более водостоек. Обладает более низкой кратковременной и длительной прочностью, особенно при нагреве до 60°С. Применяется в клеевых и клеерезьбовых соединениях. *
Клеи ФЛ-2, ФЛ-4. Полимерная основа — фуриловая смола. Состав в массовых долях: раствор фурфурилоформальдегидно-ацеталь-чой смолы в спиртоацетоновой смеси — 100; наполнитель — 10— 20; кислый катализатор — 0,5—4,0. Рабочая температура от - 60 До Ю0°С. Отверждение при комнатной температуре. Применяется Для склеивания керамики, бетона, как антикоррозийное покрытие, при ремонте цементных, асфальто- и полимербетонов.
Клей ФЛ-4С. Состав (в массовых долях): спиртоацетоновый Раствор смолы ФЛ-4С — 100, гексаметилендиамин — 3. Клей горячего отверждения, обладает высокой текучестью и способностью заполнять зазоры при склеивании. Обладает хорошей адгезией к металлам и многим пластмассам и антикоррозионными защитными
315
свойствами. Предназначен в основном для склеивания алюминие. вых и стальных деталей с неметаллами, а также при изготовлении неответственных клеесварных конструкций из алюминиевых сплавов. Однако он не обеспечивает достаточно надежной герметизации соединений.
Клей К-150. Состав (в массовых долях): эпоксидная смола ЭД-20 — 100; полиэфир МГФ-9 — 20; гексаметилендиамин — 10; пылевидный кварц — 200. Отличается повышенной электроизолирую-щей способностью. Применяется для склеивания металлов, стеклопластиков, древесных материалов, резины и других материалов.
Клей 153. Состав (в массовых долях): компаунд 153 (эпоксидная смола ЭД-5 — 100, полиэфир МГФ-9 — 10) — 85; тиокол марки НВ — 20; кубовые остатки — 23; полиэтиленполиамин — 15; портландцемент — 400—80. Обладает высокими диэлектрическими свойствами. Клеевой слой в отвержденном состоянии достаточно пластичен. Применяется для соединения стеклотекстолита с металлами, а также для склеивания сплавов алюминия, магния, сталей, латуней и в клеесварных и клеерезьбовых соединениях.
Клей К-5-322-53. Состав (в массовых долях): клей БФ-4 — 65; феноформальдегидная смола — 30; касторовое масло — 5. Клей маслобеизостойкий, применяется для устранения течи в корпусах агрегатов, работающих в средах авиационных топлив и масел при температурах от - 60 до + 120°С и давлении до 50 МПа. Не вызывает коррозии на стали, алюминии и его сплавах. Имеет нейтральную реакцию с фенолфталеином и метилоранжем.
Клей ВИАМ-БЗ. Состав (в массовых долях): смола ВИАМ-БЗ — 100; ацетон — 10; керосиновый контакт (авиационный) — 1400. Ацетон может быть заменен этиловым спиртом.
12.5.3. Клеевые составы для герметизации соединений
Анаэробные клеевые составы (табл. 12.11) применяют для герметизации соединений деталей. Эти клеи выпускаются готовыми к употреблению, расфасованными в полиэтиленовые флаконы. Анаэробные клеевые составы отверждаются при комнатной температуре в зазорах между сопрягаемыми поверхностями деталей при нарУ' шении контакта с кислородом воздуха. Отвержденные анаэробные клеевые составы нерастворимы в воде, устойчивы к действию смазок, бензина.
Для герметизации соединений деталей, узлов применяют материалы на основе жидких каучуков, которые подразделяются на отверждающиеся и неотверждающиеся. Данные о применении герметизирующих материалов приведены в табл. 12.12. Наносят герме-316
Анаэробные клеевые составы
Таблица 12.12
Герметики на основе жидких каучуков
Наименование, марка, технические условия Время высыхания при 20°С, t мин Прочность сцепления при сдвиге при 20°С, МПа Допускаемое отклонение от плоскостности поверхностей, мм Рабочая температура, ‘С Назначение
Уплотнящая жидкая прокладка ГИПК-244 (ТУ 6-050251-80-78) Не высыхает 0,25 От - 60 до +150 Герметизация неподвижных соединений деталей и улов, работающих в водяной, пароводяной. воздушной и маслобензиновой средах
Уплотняющая жидкая прокладка ГИПК-242 (ТУ 6-05-251-44-75) То же 0,15 От -60 до +150 Герметизация соединений деталей, работающих в водяной, пароводяной и воздушной средах
Уплотняющая замазка У-20А (ТУ 38-10-5367-75) 0,015 0,25 От -60 до +150 Герметизация соединений деталей, работающих в водяной и воздушной средах
Эластосил 137-83 (ТУ 6-02-1-292-77) 60 0,2-0,3 0,8 От -60 до +300 Герметизация сое-' динений деталей, работающих в водяной, пароводяной, щелочно-кислотной, масляной и воздушной средах, соединений трубопроводов пневмосистемы
Эластомер ГЭН-150(B) (ОСТ 6-05-5101-78) 60 0,7-1,07 Зазор до 0,06 От - 70 до +200 Восстановление размеров посадочных мест под подшипники или втулки
Эластомер 6Ф (ТУ 6-05-211-724-79) 60 0,7-1,07 Зазор до 0,06 От -70 до +200 То же
318
Окончание табл. 12.12
Наименование, марка, технические условия Время высыхания при 20°С, мин Прочность сцепления при сдвиге при 20°С, МПа Допускаемое отклонение от плоскостности поверхностей, мм Рабочая температура, ’С Назначение
УН-25 (ТУ 6-10-1284-72) Не высыхает ’ 0,25 От - 50 до +70 Герметизация соединений деталей, работающих в масляных средах. Применяется в сочетании со стандартной прокладкой
КЛТ-ЗОБ (ТУ 38-103-262-75) 15-40 1,5-1,6 0,80 От -55 до +300 Герметизация соединений деталей, ' работающих в водяной, пароводяной, тцелочно-киО| лотной, масляной и воздушной средах
Эластосил 1106 (ТУ 6-02-775-73) 150 0,80 От -60 до +200 Герметизация соединений деталей, работающих в воздушной и масляной средах (блока цилиндров с корпусом масляного фильтра); соединений трубопроводов пневмосистемы
тик шприцем или шпателем на обезжиренные поверхности соединяемых деталей толщиной 0,3—0,5 мм.
' 12.5.4. Типы и характеристики клеевых соединений
Клеевые соединения экономичны, они позволяют уменьшить массу конструкции, увеличить срок службы агрегата благодаря более высокому, чем у сварных соединений, пределу усталости. Склеивание считается хорошим видом соединения при тепловой и электрической изоляции, при вибрации, при работе в коррозионной среде. Если соединяемые металлы разделены клеевым слоем, то
гальваническое действие контактирующих разнородных металлов незначительно.
Клеевые соединения относятся к химико-физическим соединена, ям. Склеивающее действие основано на явлениях когезии и адгезии. Под когезией понимаются силы межмолекулярного взаимодействия внутри самого клея. Они не зависят от свойств склеиваемых материалов и характеризуют клеящий состав. Под адгезией понимаются силы взаимодействия между атомами клея и склеиваемого материала.
Хорошее смачивание клеем соединяемых поверхностей, их плотное прилегание друг к другу и максимальная поверхность склеивания достигаются специальной обработкой соединяемых поверхностей (механическая очистка, обезжиривание и др.), конструированием склеиваемых деталей с учетом получения большой поверхности склеивания и работы клеевого шва при благоприятном распределении нагрузок, т.е. на сдвиг или равномерный отрыв, а не на изгиб или отслаивание.
Обычно адгезия клея к склеиваемой поверхности превышает ко-гавию внутри клеевой пленки, поэтому желательно получить клеевой шов минимальной толщины. Склеивание происходит в результате отверждения клеевой пленки вследствие испарения растворителя из клея-раствора, охлаждения ниже температуры, текучести клея-расплава или за счет химических превращений компонентов клея.
Клеевые соединения по сравнению со сварными и паяными имеют ряд достоинств: возможность соединения деталей из однородных материалов, в том числе из тонколистовых, трудно поддающихся сварке и пайке; равномерное распределение напряжений по всей склеиваемой поверхности и, как следствие, снижение концентрации напряжений и повышение выносливости клеевого соединения; высокая коррозионная стойкость; герметичность; низкая вибронапряженность при вибрационных нагрузках; низкая себестоимость. Прочность клеевых соединений зависит от равномерности загружающих напряжений, степени адгезии клея к соединяемым элементам; когезии клеевой пленки, степени изменения химико-физических свойств отвержденного клеевого шва в зависимости от толщины клеевого слоя, свойств склеиваемых материалов и температуры.
Прочность клеевых соединений на основе эпоксидных смол при равномерном отрыве достигает 45 МПа. Соединения тепло-, атмосфере-, масло- и бензостойки, устойчивы к разбавленным кислотам и щелочам, отличаются хорошими электроизоляционнымии свойст-320
вами. Область применения: изготовление технологической оснастки; склеивание металла и стеклопластика; в радиотехнике и электронике — для монтажных работ.
Основные недостатки клеевых соединений: старение со временем; ограниченный диапазон рабочей температуры (от - 60 до +300°С); меньшая долговечность, например но сравнению со сварочными и заклепочными соединениями (особенно при резких колебаниях температур); малая прочность при неравномерном отрыве; необходимость сложной оснастки для изготовления сложнопрофильных конструкций и точной пригонки склеиваемых поверхностей; трудность контроля качества склейки.
Для клеевого соединения следует использовать клей достаточной жизнеспособности. Под жизнеспособностью клея понимается время с момента окончания приготовления, в течение которого возможно его использование для нанесения и склеивания. Жизнеспособность некоторых клеев следующая: ПУ-2 — 2 ч; ВК-5 — 5 ч; ВК-32-ЭМ - 24 ч; ВК-1 - 72 ч; КЛН-1 - 1,5-2,5 ч; К-153 - 0,7 - 1,5 ч; Л-4 - 0,7-0,1 ч; ВК-3 -6 ч; ВК-32-200 - 24 ч; ВК-13 - 24 ч; ВК-4 - 24 ч; ВИАМ-БЗ - 2,5 — 4 ч; ВК-20 -5 ч; К-17 - 0,5 - 48 ч; К-5-322-53 - 6 мес.; ВК-1М - 6-8 ч; ВК-7 - до 3 мес.; ВК-2 иВК-8 — 6 мес.; ВК-6 — 2 мес.; эпоксид II и эпоксид Пр — 6 мес. z
12.5.5. Приготовление клеев и способы нанесения клея на поверхность
Для приготовления клеев применяется следующее оборудование; клеемешалки, весы тарелочные с полным набором разновесов от 10 мг до 10 кг; мерная посуда различной емкости; бачки с крышками для хранения готового клея; щетки и ерши для мытья посуды и стеллажи для посуды. Посуду для приготовления и хранения клеев рекомендуется применять стеклянную, из нержавеющей стали, дюралюминия, полиэтилена и фторопласта.
Клеи готовятся по определенной рецептуре, причем компоненты • Указываются в массовых долях. Например, клей К-5-322-53 готовят путем загущения клея БФ-4, расплавленного фенолформальдегидной смолой с касторовым маслом. Клей упаковывают в герметически закрытые тюбики массой 50—100 г. Каждый тюбик должен Иметь надпио?, указывающую марку клея, дату выпуска и способ Употребления. Клей может храниться в нормальных складских условиях в течение 6 месяцев.
Способы нанесения клеев на склеиваемые поверхности различны и зависят от состояния клея при нанесении (жидкий, пастооб
321
разный, пленочный, порошкообразный, твердый в виде прутков), а также от конфигураций поверхностей склеивания и условий производства. Например, жидкие клеи наносят кистью, шпателем, роликом на клеевых вальцах, распылением пульверизатором и в электростатическом поле, окунанием.
Места, подлежащие промазыванию клеем, тщательно обезжиривают бензином Б-70 («калоша»), затем ацетоном, допускается обезжиривание спиртом.
Параметры технологических режимов склеивания металлов приведены в табл. 12.13, а неметаллических материалов — в табл. 12.14. Клеи, рекомендуемые для обеспечения особых требований к клеевому соединению, представлены в табл. 12.15. .
Таблица 12.13 Технологические режимы склеивания металлов
Марка клея Число слоев Расход клея на каждый слой, г/м Открытая выдержка после нанесения клея, мин Температура выдержки, °C Давление прессования Температура прессования, °C Время выдержки под давлением, ч
Первого слоя Последнего слоя
БФ-2 2-1 150- 200 50-60 60-70 15-90 0,5-2,0 130-160 0,5—1
БФ-4 2-3 150—200 20—50 60—70 15-90 0,5—2,0 120-150 0,5-1
ПУ-2 1 120-250 5-20 15-30 0,05-0,5 100-110 3-4
ВС-ЮТ 1-2 150-200 60 60 15-30 0,05-0,5 140-180 1-2
ВК-32-ЭМ 1 100-200 — — 0,05-0,8 120-160 1-2
ВК.32-200 1-2 150-200 15-20 90-100 15-60 0,6—2,0 140-180 1-2
ВС-350 2 150-200 60 — 15-20 0,1-0,3 200 2
12.5.6.. Подготовка поверхностей к склеиванию
Подготовка к склеиванию включает пригонку поверхностей, травление, противокоррозионную защиту, обезжиривание.
Хорошая пригонка склеиваемых поверхностей необходима ДЛЯ получения тонкой, равномерной по толщине клеевой прослойки без местных пустот. Рекомендуемая шероховатость поверхности " 5-й и 7-й классы.
На качество клеёвой прослойки в соединениях оказывает влиЯ' ние текучесть клея в начале прессования при склеивании деталей. Клеи ПУ-2, ВК-5, ВК-1, К-153, КЛН-1, ВК-32-ЭМ, Л-4 и ВИАМ-БЗ находятся в жидком или пастообразном состоянии в начале прес' сования, поэтому при склеивании обеспечивается хорошая запой'
322
Таблица 12.14
Технологические режимы склеивания неметаллических материалов
Марка клея Число слоев Расход клея на каждый слой, г/м3 Открытая выдержка после нанесения клея, мин Температура выдержки, °C Давление прессования Температура прессования, °C Время выдержки ПОД давлением, ч
Первого слоя Последнего слоя
БФ-2 . 2 150-200 50-60 60-70 15—90 0,5-2,0 120-140 0,5-1
ПУ-2 1 200-250 10-20 — 20-30 0,05-0,5 20-30 24-36
ВС-ЮТ 1-2 150-200 60 60 15-30 0,05-0,5 140-180 1-2
ВК.32-200 1-2 150-200 15-20 90-100 15-65 0,6-2,0 140-180 1-2
ВИАМ.БЗ 1 150-200 — 16-30 0,05-0,5 16-30 10-16
Таблица 12.15
Клеи, рекомендуемые для обеспечения особых требований
Особые требования Типовой представитель
Высокая адгезия к металлам и неметаллическим материалам, текучесть при прессовании, термостойкость ПУ-2
Отсутствие усадки, малое влияние толщины клеевой |пленки на прочность соединения, хорошая текучесть, малая эластичность клеи на основе эпоксидных смол
Стойкость к действию влажного воздуха и воды . БФ-2, БФ-4
Эластичность соединений, текучесть при прессова-. нии, длительная прочность при 60°С вцбростойкость МПФ-1‘
Пониженная токсичность ВК-5
Хорошие диэлектрические свойства , , ; . .. К-153
Фиксация соединений • Л-1
[Высокая прочность при равномерном отрыве, невысокая эластичность, удовлетворительная длительная прочность и выносливость в интервале температур от [^60 до + 150'С ВК-1, ВК-9
Термостойкость (200—259°С), прочность, пластичность, пониженная текучесть и зазорозаполняемость ЙК-3, ВК-25, ВК-ЗА, ВК-32-200, ВК-13, ВК-13М
Термостойкость 200 ч при температурах до 200"С и при 300—350“С ВС-ЮТ, ВС-350
Хорошая сопротивляемость термйческбму старению,плотные и монолитные клеевые швы, отсутствие Токсичности ВК-1, ВК-1М, ВК-1МС, ВК-7
323
няемость зазоров между склеиваемыми поверхностями. Клеи ВС-ЮТ, ВС-350, ВК-32-200, ВК-13, ВК-3, ВК-4, МПФ-1, БФ-2, БФ-4, эпоксид П и эпоксид Пр при сборке узла находятся в твердом состоянии и плавятся только при нагреве. В тех случаях, когда зазоры между склеиваемыми поверхностями достигают 0,05 мм и более, необходимо применять клеи в виде пленок с предварительным нанесением тонкого подслоя жидкого клея, а при склеивании пленочными фенольно-каучуковыми клеями ВК-3 и ВК-13М подслой жидкого клея можно не наносить.
Хорошей зазорозаполняемостью (до 1-1,5 мм) обладает клей ПУ-2, применяемый в виде пасты, а также клеи К-153, КЛН-1.
Травление поверхностей позволяет получить высокую прочность и стабильность прочностных характеристик клеевых соединений. Травление осуществляется в водных растворах серной кислоты и хромпика при повышенной температуре (60—70°С), в растворах хромового ангидрида при температуре 60—80°С, в водном растворе ортафосфорной кислоты, а также в смесях минеральных кислот и их солей.
Детали из алюминиевых и магниевых сплавов перед склеиванием подвергаются анодированию, что значительно повышает их коррозионную стойкость, а также обеспечивает хорошую прочность склеивания. Широко применяется сернокислотное анодирование алюминиевых сплавов с заполнением пористой анодной пленки в хромпике или воде.
Поверхность деталей из нержавеющей стали, подготовляемую под склеивание, подвергают гидропескоструйной обработке и обезжириванию, но можно применять и травление в растворах (табл. 12.16).
Температура 1-го и 2-го растворов 60±5°С, а 3-го и 4-го растворов 20°С. Время травления в 1-м и 2-м растворах 10 мин, в 3-м и 4-м растворах 20—25 мин.
Вместо обработки в растворах 1—4 поверхности можно обезжИ' ривать в бензине и ацетоне", однако последние пожароопасны. Вместо них для обезжиривания нержавеющих сталей можно применять водные растворы поверхностно-активных веществ ОП-7 или ОП-Ю с добавлением тринатрийфосфата или мыла и кальцинированной соды, которые также хорошо очищают поверхность, особенно с применением ультразвука.
При склеивании титановых сплавов наилучшая прочность получается после обезжиривания склеиваемых поверхностей органическими растворителями и травления в горячей серной кислоте.
324 -й
” ' . Таблица 12.16
Растворы для подготовки поверхности деталей из нержавеющей стали
Компоненты раствора Растворы
1 2 3 4
Массовые доли
(Соляная кислота (концентрированная) 100 — 500 мл/л —
(сёрная кислота (концентрированная) — 100 — —
|Сёрная кислота (плотность 1,84 г/см3) — — — 60
ГАзотпая кислота (концентрированная) — — 50 мл/л —
Азотная кислота (плотность 1,4 г/см3) — — — 100
Фористоводородная кислота (концентрация 42, плотность 1,14 г/см3)- — — — 50 •1 " А
Перекись водорода (30%) 4 — — • • —
Формалин (40%) 20 — г- —
Двухромовокислый натрий — 10 . — - . • —
Хлорное железо -• ; — — ’ 150 г/л —
Вода 90 30 450 мл/л 790
12.5.7. Контроль качества клеевых соединений
Контроль клеевого шва проводится для выявления участков со слабым сцеплением, местными непроклеями, пористой структурой, пережогами клея и т.д. Контролируют готовые изделия внешним осмотром, простукиванием, с применением дефектоскопов, испытанием образцов-свидетелей, выборочным испытанием готовых изделий. При простукивании пользуются небольшим стержнем из мягкого металла или текстолита. По изменению тона звука обнаруживают местные непроклеи и утолщенные клеевые прослойки. Допустимое наличие пустот (зазоров) — не более 5% от длины клеейо-го шва. Для выявления дефектов в соединениях неметаллических материалов с металлами используют дефектоскоп ЧИКП-2.
Для контроля клеевых соединений металлов и неметаллических материалов и выявления дефектов многослойных конструкций применяют акустический (импедансный) метод, основанный на зависимости механического сопротивления от наличия и величины зон нарушения сцепления между отдельными элементами соединения. В промышленности применяется импедансный дефектоскоп ИАД-2 8 комплексе с установкой ПИ-1. Из других методов контроля широкое применение находят: теневой метод (сквозное прозвучива-Ние); ультразвуковой резонансный метод, метод многократных отражений; термографический и рентгеновский методы; метод с применением инфракрасного излучения; голографический метод; контроль с применением теплового импульса и др.
325
Часть IV. ИЗГОТОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ И УЗЛОВ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ
Глава 13. Изготовление жестких и гибких трубопроводов
4-
Изготовление жестких трубопроводов. Порядок изготовления трубопроводов из цельнотянутых труб следующий: разрезка труб на мерные заготовки; очистка; гибка; разделка концов; присоединение арматуры; зачистка после сварки или пайки; испытание на прочность и герметичность; проливка; промывка, сушка и консервация готовых трубопроводов.
Резку заготовок производят на труборезных станках (например, типа С-246М), механических ножовках, в штампах (трубы диаметром до 55 мм), анодно-механическим способом (на станках типа АМО-31, АМО-32 и др.). Очистка поверхности труб производится химическим, гидроабразивным или ультразвуковым способом.
Гибка труб. Наиболее важным для осуществления качественной гибки является правильный выбор метода гибки в зависимости от диаметра и толщины стенки трубы, материала, назначения ее в системе изделия, радиуса изгиба, количества изготовляемых деталей, условий производства, типа оборудования и группы точности.
По характеру внешних силовых' факторов, действующих в процессе деформирования на заготовку, различают следующие методы гибки труб: наматыванием; обкаткой; на прессах; в роликах по трех- или четырехроликовой схеме; проталкиванием трубной заготовки с эластичным -наполнителем в криволинейцый канал разъемной матрицы. г
Наиболее распространенным является метод наматывания с применением жестких дорнов, твердых легкоплавких сыпучих и жидких наполнителей. Процесс гибки сопровождается утонением наружной стенки, образованием овальности поперечного сечения, гофрообразованием и пружинением трубы.
Гибка труб осуществляется: вручную в стойках; с нагревом; 8 трубогибочных ручных приспособлениях; на трубогибочных станках. Для гидросистем авиационных и космических аппаратов н8 рекомендуется применять в качестве наполнителя песок.
Наибольшее распространение в производстве авиационной 0 космической техники получила гибка труб в трубогибочных рУ4' них приспособлениях и на трубогибочных станках. Гибка труб 8
326
i
ручных приспособлениях без наполнителя рекомендуется для труб диаметром до 10 мм и толщиной стенки 0,5-1,5 мм, имеющих прямые участки между изгибами не менее 25 мм. На трубогибочных станках с программным управлением рекомендуется гибка труб методом наматывания на оправку практически из всех материалов диаметром от 8 до 120 мм, толщиной стенки более 0,65 мм и длиной до 4000 мм, без наполнителя и с различными наполнителями. Если длина прямых участков между изгибами не менее 1,50 н (где [) — наружный диаметр), а углы гиба не более 180°, то на станках можно гнуть трубы,имеющие изгиб в разных плоскостях.
Для гибки тонкостенных труб рабочая поверхность зажима и ответная часть на гибочной оправке после чистовой обработки в размер загрубляются пескоструйной обработкой. При гибке особо тонкостенных труб (D н /S 0 = 30 ч-100, где So — толщина стенки в исходном состоянии) наряду с пескоструйной обработкой для предотвращения выскальзывания заготовки из зажима применяют технологические пробки и сйобы.
Для предотвращения гофрообразования в процессе деформирования применяют различные' по конструкций дорны: пробки; ложкообразные и многошаровые дорны; для уменьшения наволакивания и задиров на внутренней поверхностй трубной заготовки выбирают для дорнов сбответствующий износостойкий материал и применяют полирование рабочих поверхностей. Для гибки труб из обычных сталей и алюминиевых сплавов дорны изготавливаются из инструментальной стали и термообрабатываются до твёрдости HRC60-65. Возможно хромирование с толщиной покрытия 0,008— 0,01 мм. Для гибки труб из нержавеющих сталей рекомендуется применять дорны из износостойких марок алюминиевых бронз.
Для предотвращения потери устойчивости трубы при гибке (образования овальности и гофров) применяются наполнители, которые подразделяются на жидкостные, сыпучие и легкоплавкие. В качестве жидкостных наполнителей используют эмульсию или масло АМГ-10, заливаемые в трубу под Давлением. Из сыпучих наполнителей применяют кварцевый и речной песок. К легкоплавким наполнителям относятся: мочевина техническая (для гибки труб из нержавеющих сталей типа Х18Н10Т); азотнокислый кальций и калиевая селитра (для гибки труб из нержавеющих сталей и титановых сплавов); полиэтиленгликоль-115; технический сорбит с глицерином (для гибки труб из титановых сплавов и сталей); дистиллированная вода. Полиэтиленгликоль-115 обладает высокой пластич-
327
ностью, хорошей адгезией и является универсальным наполнителем, обеспечивающим качественную гибку и чистоту внутренней поверхности труб пз углеродных, нержавеющих жаропрочных и легированных сталей, титановых сплавов, алюминия и его сплавов цветных металлов диаметром до 50 мм при толщине стенки не менее 1 мм. Дистиллированная вода, залитая в трубу, в процессе гибки находится в охлажденном (с помощью жидкого азота) состоянии. После гибки вода'удаляется, а труба продувается сухим чистым воздухом.
Удаление наполнителя. После слива жидкостного наполнителя изогнутую трубу тщательно промывают бензином и продувают сухим сжатым воздухом. Затем отрезают технологический припуск и обрабатывают торцы. Легкоплавкий наполнитель выплавляется, и труба промывается в горячей воде до полного удаления следов наполнителя. При промывке труб из алюминиевых сплавов в воду добавляют 0,3%-ный раствор калиевого хромпика. Окончательно трубы продуваются сухим сжатым воздухом при температуре не ниже 50°С.
Трубы из стали типа ^С18Н10Т после их гибки с селитрой необходимо вторично пассивировать в растворе азотной кислоты при комнатной температуре, затем промыть в холодной и горячей воде.
Широко применяемые в трубопроводах крутоизогнутые патрубки изготавливаются из трубной заготовки на установке УПФ-100М (рис. 13.1). Сущность процесса заключается в проталкивании трубной заготовки 5 с эластичным наполнителем 2 под давлением в криволинейном канале разъемной матрицы 1.
Разбортовка и развальцовка труб. Процесс разбортовки состоит в получении раструба путем введения конического пуансона в торцовую часть трубы. Разбортовку, производимую на гидравлических прессах, рекомендуется применять для труб с наружным диаметром от 5 до 12 мм и толщиной стенки от 0,5 до 1,5 мм. Допустимый коэффициент раздачи не должен превышать 1,45.
Процесс развальцовки заключается в формообразовании раструба путем раздачи с последующей раскаткой стенки конца трубы вращающимся и имеющим осевое перемещение многороликовым инструментом, установленным соосно с заготовкой, на станках тИг па ТР1-ЗМ или приспособленных для этих целей токарных стан-' ках. Для достижения максимальной точности радиуса сопряжений и угловых размеров рекомендуется формообразование раструба производить за два перехода: развальцовка концов труб многоролй-328
Рис. 13.1. Схема устройства для формообразования патрубков:
1 — матрица разъемная; 2 — наполнитель эластичный; 3 — пуансон; 4 — подпор гибкий; 5 — заготовка; 6 — цилиндр подпора; 7<— регулятор давления;
8 — шток цилиндра; 9 — втулка направляющая
новыми инструментами и окончательное формообразование раструба коническим пуансоном в штампе (рис. 13.2).
Развальцовка раструба конца трубы однороликовым инструмен-Юм в неразъемное кольцо имеет ряд преимуществ: незначительное осевое усилие; отсутствие наплыва металла внутри трубы в зоне Иерехода конуса в цилиндр; стабильность получения радиуса перевода; обеспечение требуемой соосности между конической и цилиндрической частями трубы; отсутствие разнотолщинности и огранки ®кутреннего конуса при обработке разнотолщинной и имеющей внутреннюю гранку исходной заготовки. При этом не требуется доработка внутреннего конуса с помощью притиров и подчеканки ^Уансоном, зачистка и облагораживание поверхности шкурками. Инструмент для развальцовки (рис. 13.3) устанавливается в шпиндель токарного станка. Корпус инструмента фиксируется и крепит-
329
Рис. 13.2. Схемы развальцовки концов труб: а — роликами; б — пуансоном
Рис. 13.3. Однороликовая головка для развальцовки труб:
1 — матрица; 2 — заготовка-труба; 3 — формующий ролик; 4 — корпус П0ДШ’^НДе’ 5 — фиксирующий винт; б — поворотное устройство; 7 — вилка; 8 — конус Мор
ся к станине. Инструмент позволяет обрабатывать трубы диаметром 3—39 мм при использовании сменных вкладышей для зажима труб и сменных кольцевых матриц.
Технологический процесс изготовления трубопроводов сложной формы из листа состоит из следующих операций: раскрой материала; вырубка плоских заготовок; штамповка деталей; обработка деталей под сварку; сборка и сварка узла; зачистка швов; механическая обработка присоединительных мест узла; контроль и испытания. Патрубки можно получать точным литьем по выплавляемым моделям.
Зиговка концов труб. Для ограниченно подвижных и дюритовых соединений производится зиговка концов труб. Формование зига может осуществляться раздачей трубной заготовки с помощью роликов, эластичной средой (резиной) и жидкостью в матрицу. Заготовку производят на специальных зигмашинах в роликах, на станках моделей СЗКТ-14 50 и СЗКТ-50/120 резиной с малым остаточным удлинением, в ручных приспособлениях, на станках заводских конструкций и труборазвальцовочных станках типа ТР1-ЗМ.
Контроль труб. Трубы подлежат 100%-ному контролю по следующим параметрам: размеры; конфигурация и соосность; утонение и утолщение исходной стенки; геометрия раструба, чистота внутренней поверхности конуса и трубы; угол перекоса раструба относительно оси трубы; отсутствие трещин.
Схема плаза для проверки конфигурации трубопровода представлена на рис. 13.4, а, схема приспособления для контроля изогнутых труб — на рис. 13.4, б. Сборку труб с арматурой производят в специальных (рис. 13.5) или универсально-сборных (рис. 13.6) приспособлениях. Пневмогидравлические испытания проводят иа специальных стендах.
Плита бобышки Трубопровод
Рис. 13.4. Схемы плаза для проверки конфигурации трубопровода (а) и приспособления для контроля изогнутых труб (б):
1 — труба; 2 — ложемент; 3 — фиксатор
330
331
Рис. 13.5. Специальное приспособление для сборки и прихватки трубы с арматурой: 1 — плита разметочная; 2 — ложемент с зажимом; 3 — фиксатор; 4 — ложемент;
5 — плита; 6 — фиксатор
Рис. 13.6. Схема универсально-сборочного приспособления для сборки труб с арматурой
Изготовление сильфонов. Получили распространение следуют06 способы изготовления сильфонов: гидроформование, прессование резиной в раздвижной секционной матрице; последовательное ф°Р мообразование эластичным пуансоном в жесткой разъемной матр0' це; формообразование взрывной штамповкой.
Гидроформование гофров происходит в две операД00 накатка роликом 2 небольших кольцевых канавок на оправке с
прижимом 4 (рис. 13.7, а) и собственно гидроформование гофров (рис. 13.7, б). Заготовка 1 сильфона с канавками 12 (рис. 13.7, б) предварительно заполняется жидкостью и по кромкам уплотняется захватом 9, взаимодействующим с втулкой 7. Затем заготовка вместе с захватом устанавливается в приспособление, и через штуцер 5 с гайкой 6 внутри заготовки создается давление жидкости. Под действием этого давления и осевого сжатия сильфона перемешают щейся колодкой 13, связанной штоком 14 G. гидроприводом 16, происходит формование гофров в промежутках между дисками 11. По мере сжатия заготовки формующие диски сближаются, скользя по скалкам 10, закрепленным в стойках 8 и 15.
Рис. 13.7. Гидроформование гофров сильфона: а — предварительная накатка; б — формование гофров
Гидроформование сильфонов может быть выполнено без предварительной накатки канавок на заготовке в специальном станке типа ГУС или ОУ-ЗО в пластинах-матрицах.
Прессование сильфона резиной в раздвижной секционной матрице происходит в штампе, схема которого приведена на рис. 13.8. Он состоит из основания 1, разрезной (на три или четыре секции) матрицы 4, верхней плиты 3 с закрепленными на ней пуансоном 5 и клиньями 2. При опускании плиты 3 секции Матрицы под действием скосов на клиньях сдвигаются к
332
333
центру, а при движении ее вверх — раздвигаются под действием пружины. Внутренняя полость матрицы имеет кольцевые выточки по форме гофров.
Формование гофров происходит за счет давления резины 6, заполняющей внутреннюю полость сильфона 7.
Схема изготовления гофров методом последовательного формообразования эластичным пуансоном в жесткой разъемной матрице приведена на рис. 13.9. После
Рис. 13.8. Формование гофров резиной
того как один гофр отформован, матрица раскрывается и трубчатая заготовка перемещается на один шаг гофра; затем процесс повторяется. Одним из преимуществ последовательного гофрообразо-вания является использование действия сил трения, возникающих между эластичным пуансоном и трубчатой заготовкой и вытягивающих заготовку в ручей матрицы. По окончании формообразования производится сближение гофров в вершинах и впадинах в специальных штампах.
Рис. 13.9. Формование гофров эластичным пуансоном: ™
1 — обжимное кольцо; 2 — матрица; 3 — трубчатая заготовка; 4 — резина; 5 — пуансоЯ
Формообразование взрывной штамповкой происходит следующим образом. В металлическую матрицу разъемной конструкции 3 (рис. 13.10) вставляется патрон 4 с зарядом бездымного пороха. После воспламенения электрическим разрядом горение пороха происходит в замкнутом объеме; по мере его сгорания давление газов в этом объеме будет повышаться и произойдет взрыв. Взрывной волной трубчатая заготовка 2 пластически деформируется, образуя гофры сильфона по форме внутренних каналов матрицы. Избыток газа выходит через отверстие 1, для выхода воздуха служит отверстие 5.
г.
Рис. 13.10. Изготовление сильфонов взрывной штамповкой
После операции формования, промывки и обработки посадочных буртиков сильфоны калибруются по высоте и проверяются на жесткость и герметичность. Сильфоны, имеющие фланцевые соединения, дополнительно проходят операции сварки или пайки.
Соединение сильфона с фланцем и испытание. На рис. 13.11 приведена схема приварки фланца к сильфону на ультразвуковой машине для шовной сварки УЗСМ-2. Сильфон 1 с прихваченным н нескольких точках фланцем 2 устанавливается в приспособление и подводится к сварочному у и поддерживающему 8 роликам сварочной машины. Затем создается давление между роликами, благодаря которому образуется кольцевой шов. Кроме того, сильфоны, Работающие в условиях вибрации, подвергаются виброиспытаниям.
Для присоединения сильфона к испытательной установке может быть применено приспособление (рис. 13.12), состоящее из фланца 1,
335
334
Рис. 13.11. Схема приварки фланца к сильфону: I
1 — сильфон; 2 — фланец; 3 — верхний ролик; 4 — волновод; 5 — щетки; 6 — маги тострикциониый преобразователь; 7 — охлаждение; 8 — поддерживающий ролик
Рис. 13.12. Приспособление для присоединения к испытательной установке
ческих шлангов проверяется
двух полуколец 2 и стяжной гайки 3, а также уплотнительного кольца 4. Полукольца закладывают во впадину первого гофра сильфона 5 и при помощи гайки 3 прижимают торец сильфона к торцу фланца. Резьбовые отверстия 6 служат для закрепления приспособления с сильфоном на испытательной установке. Давление подводится во внутреннюю полость сильфона с помощью штуцера 7.
Контроль сильфонов. Герметичность сильфонов и гибких металли-’, после формирования гофров и в гото
вом изделии после соединения с арматурой. Испытание сильфонов проводится на установке (рис. 13.13) путем создания внутри сильфона избыточного давления (превышающего в 1,5 раза рабочее) сжатым воздухом и помещения сильфона в воду.
При проверке на жесткость сильфон устанавливается в приспособление (рис. 13.14) и нагружается вначале небольшим грузом, который обеспечивает предварительное поджатие сильфона на 0,2— 0,3 м, после чего стрелка индикатора становится на ноль. Затем весовая тарелка нагружается грузом, поджимающим сильфон на 1 мм по индикатору. Жесткость определяется отношением нагрузки к величине соответствующего поджатия сильфона. i
336
Рис. 13.13. Схема испытания сильфонов на герметичность:
1 — крышка; 2 — прокладка; 3 — сильфон; 4 — манометр; 5 — редуктор;
6 — клапан: 7 — ванна
Вибропрочность сильфонов и металлических шлангов проверяется на электродинамических вибростендах.
Основные дефекты трубопроводов. Все встречающиеся при эксплуатации дефекты трубопроводов можно свести в следующие группы: разрушения и наклеп по развальцованной части или вблизи нее: разрушения в местах изгиба сечения; разрушения по месту сварки или пайки; разрушение и потертости в зоне крепления; разрушения из-за низкого, качества Материала; негерметичность соединений трубопроводов.
Анализ дефектов показал, что Из общего их числа около 80%
Рис. 13.14. Схема проверки жесткости сильфонов:
1 — грузы; 2 — направляющие втулки; 3 — сильфон >
приходится на разрушения и около 20% — на негерметичность.
Разрушения в зоне развальцованной части связаны в основном 1 некачественным выполнением развальцовки в результате смятия, Заволакивания, а также утонения материала.
Образованию трещин в зоне развальцованной части могут способствовать расслоение материала и продольные трещины вследст-®Ие некачественности материала, а также наличие складок, рисок 0 волосовин на внутренней поверхности трубы из-за нарушения
337
технологии изготовления и несоответствия углов развальцованной части трубопровода и конусной' части штуцера.
Разрушения происходят по основанию развальцованной части из-за монтажных напряжений, поперечных колебаний трубопровода или соединенных с ним агрегатов гидросистемы.
Разрушения в местах изгиба сечения происходят вследствие образования трещин, расположенных вдоль образующей и возникающих из-за овальности поперечного сечения трубопровода и колебания внутреннего давления жидкости. Поверхность излома носит усталостный характер.
Разрушения по месту пайки или сварки имеют также усталостный характер и являются следствием поперечных колебаний трубопроводов. Причинами разрушений могут быть: концентрация напряжений в месте перехода более жесткой конструкции ниппеля через усиление сварного или паяного шва в менее жесткую конструкцию трубы; снижение прочности материала трубы в зоне сварного шва, связанное с изменением структуры материала; наличие сварочных напряжений, снижающих в месте сварки усталостную прочность трубопровода; хрупкие разрушения соединений в связи с межкристаллитным проникновением припоя.
Иногда разрушения происходят из-за дефектов сварного шва: непровара, раковины и пор, пережога вследствие нарушения режима сварки и др.
Разрушения и потертости в зоне крепления появляются при поперечных вибрациях трубопроводов. Трещины, как правило, возникают вблизи зажимов или колодок крепления. При наличии высоких монтажных напряжений даже вибрации с небольшой амплитудой приводят к усталостным разрушениям.
Монтажные напряжения иногда возникают при неудачном креп-' лении двух трубопроводов разного диаметра одинаковыми колодками. При этом подгибка одного из них создает дополнительные напряжения во втором.
Неоднородность материала, продольные риски-волосовины, мик-ротрещины, шероховатости на наиболее нагруженной внутренней поверхности трубы также могут быть причиной разрушений.
Глава 14. Изготовление витых цилиндрических пружин
, : 14.1. Общие положение
Основные фактором, определяющим качество пружины (рис. 14.1), является степень ее деформации, вызываемая осевой силой Р, действующей на сжатие или растяжение:
338
P=fGd4 /8nD3, где f ~~ прогиб пружины; G — модуль сдвига; j) — наружный диаметр пружины; п — число витков; d — диаметр проволоки.
Существует два типа пружин — обычные и прецизионные, в которых зависимость между р и f является более точной. Рассчитать с высокой точностью осевую силу Р сложно, так как из-за своей формы пружины подвержены большим упругим и остаточным деформациям. Как бы точно ни был произведен расчет и тщательно разработан технологический процесс изготовления, отдельные отклонения действительных параметров пружины от запроектированных приводят к увеличению или уменьшению осевой силы. Поэтому приходится приме
, Рис. 14.1. Витая цилиндрическая пружина с осевой нагрузкой
нять дополнительные подгоночные операции, что удлиняет производственных цикл.
По характеру действия пружины могут быть разделены на две основные группы: работающие на сжатие (примерно 80% из всех изготовляемых пружин) и работающие на растяжение. Они разделяются и по другим признакам: конструкции крепления (загнутыми или плоскими концами); направлению навивки (левую навивку рекомендуется применять в случае сдвоенных пружин); характеру навивки (плотная навивка, навивка с шагом); конструктивному оформлению торцов пружины, работающей на сжатие; технологическому оформлению торцов пружины (с сошлифованными и несо-шлифованными торцевыми витками); габаритным размерам; диаметру проволоки; индексу C = D /d\ числу витков; материалу.
14.2. Факторы, влияющие на точность изготовления пружин
Модуль упругости с уменьшением диаметра проволоки с 3 до 0,4 мм возрастает в среднем на 6—7%. Он не всегда одинаковый в одном мотке проволоки и тем более в различных мотках. Необходимо учитывать изменение соотношения между модулем упругости и пределом упругости при кручении после навивки пружины. Если модуль упругости при навивке изменяется мало, то предел Упругости изменяется значительно (от 14 до 16%). Уменьшение Предела упругости проволоки после навивки частично можно объяснить тем, что оставшиеся напряжения после навивки имеют на
339
правление, противоположное тем наряжениям, которые возникают во время приложения нагрузки на пружину. Это снижает упругие свойства пружины. Поэтому в технологическом процессе необходимо предусматривать низкотемпературный отпуск для снятия остаточных напряжений.
Диаметр проволоки d оказывает наибольшее влияние на точность изготовления пружин. Только из-за изменений диаметра проволоки в одном мотке осевая сила отдельных пружин может изменяться на 4—19% между крайними показателями осевой силы пружин. Особенно значительны эти изменения у мелких пружин, превышающие 20—40% от номинального диаметра. Такие изменения при навивке пружин на автоматах вынуждают систематически осуществлять их поднастройку, что снижает производительность автоматов. Поэтому необходимо соблюдение высокой точности диаметра проволоки.
Диаметр пружины D определяется, в основном, точностью расчета ее осевой силы. Таким образом, допуск на диаметр пружины должен назначаться с учетом его влияния на точность получения осевой силы и быть малым.
Число витков п. Зависимость осевой силы от числа витков пружины особенно сильЙо проявляется на пружинах с малым числом витков (5—10), часто встречающихся в агрегатах двигателей. При автоматической навивке пружин число витков можно определить точнее, чем при навивке пружин на оправку, хотя некоторая неточность все же остается вследствие протаскивания проволоки в подающих роликах.
14.3. Конструкции, технические требования и материалы
По конструкции витые винтовые пружины разделяют на следу-
ющие виды: на винтовые цилиндрические, конические и фасонные (рис. 14.2). Различают винтовые пружины, работающие на сжатие (рис. 14.2, а—в), растяжение (рис. 14.2, г) и кручение (рис. 14.2, ж). Витки пружин растяжения обычно навивают плотно друг к дрУ' гу, без зазоров. Для удобства крепления крайние неработающие витки отгибают в виде петель или крючков или укрепляют в специальных подвесах (рис. 14.2, д, е). Витки пружин сжатия навивают с зазором между витками (см. рис. 14.2, а—в). Их крайние витки поджимают к соседним и сошлифовывают для обеспечения
наиболее полного контакта с поверхностью детали. С целью увеличения сил, развиваемых пружинами, и уменьшения габаритов вин-
товые пружины делают многожильными, свитыми из двух или
340
Рис. 14.2. Конструкция пружин
скольких проволок, а также составными, т.е. размещают несколько пружин концентрически внутри друг друга. В винтовых пружинах, работающих на растяжение или сжатие, проволока работает на кручение, а в пружинах, создающих или воспринимающих крутящие моменты, — на изгиб. В зависимости от допускаемых отклонений значений осевого усилия пружины подразделяются на три класса точности (см. таблицу, содержащую данные, относящиеся к пружинам изготовленным из ст. 50ХФА).
Классификация пружин по точности
Класс точности Допустимое отклонение осевого усилия, %
d < 2 мм d > 2 мм
ч I -15 -10
II ' + 10 +-20 : +6+-15
III + 30 +-30 + 20 + -20
Основные требования, предъявляемые к пружинам, следующие: — точная характеристика зависимости между осевым усилием и Деформацией, а также обеспечение определенного осевого усилия пружины в сжатом (растянутом) состоянии;
— отсутствие остаточной деформации в процессе эксплуатации, т-е. разности между длиной пружины в свободном состоянии до и после нагружения в эксплуатационных условиях.
Выбор материала для пружины определяется ее назначением, и Условиями эксплуатации. Пружинные стали (или сплавы) разделяют на пружинные стали общего и специального назначения.
Пружинные стали общего назначения работают преимущественно в обычных атмосферных условиях. К ним предъявляются глав-, ним образом следующие требования: высокое сопротивление ма-
341
лым пластическим деформациям; высокий предел выносливости при достаточной пластичности, вязкости и сопротивлении хрупкому разрушению; повышенная релаксационная стойкость.
Пружинные стали общего назначения — это углеродистые, низко- и среднелегированные пружинные стали У9А, У12, ст. 60, ст. 50 70СЗХМВА, 65Г, 65-.Г, 50ХГ..65К2М (2,04% Со; 0,2-0,49% Мо’ 0,62—0,68%С), 45ХННМФА, 50ХФА, 70С2ХА, 60С2, У8А: 50С2’ 50ХСА, 55ХГР, 70СЗХМВА. Углеродистые стали подвергаются как деформационному упрочнению, так и закалке на мартенсит. Для улучшения пластичности металла проводят патентирование (нагрев проволоки до 870-950°С, охлаждение до 450—550°С в расплаве соли или свинца, выдержка и дальнейшее охлаждение на воздухе) с последующим деформационным упрочнением. Для повышения прочности, вязкости, релаксационной стойкости и усталостной прочности (при меньшей склонности к хрупкому разрушению) проводится изотермическая обработка на нижний бейнит (бейнити-рование — нагрев до 920—930°С, изотермическая закалка при 350—360°С в течение 10—15 мин) с последующим отпуском. Эффективным методом упрочнения является сочетание высокотемпературной (ВТМО) и низкотемпературной (НТМО) механической обработки с последующим холодным наклепом.
Таким образом, улучшение свойств пружинных сталей общего назначения заключается в совершенствовании методов их обработки, применении патентирования, бейнитирования, скоростной закалки на мартенсит со скоростным отпуском, различных методов термомеханической и химико-термической обработки.
Высоколегированные пружинные стали (50ХМФ, 50ХМФ, 50ХСМФ) обладают тем большим сопротивлением микро-пластическим деформациям, чем выше содержание хрома. Максимальный предел упругости достигается после закалки и отпуска при 400—450°С, когда сохраняется измельченная субструктура «-фазы при выделении максимального количества дисперсных частиц карбидов. •
Марте н.ситно-стареющие стали (Н18К9М5Т, Н10Х12Д2ТБ, Н4Х12К15М4Т, Н15Т2, Н15МЗТ2, Н15М2Т2, Н15К4Т2, Н15К4МЗТ2, Н16М5Т2) обеспечивают высокую конструктивную прочность. Они могут применяться как для упругих элементов, изготовляемых.с упрочнением в результате мартенситного превращения и старения, так и при холодной пластической деформации и старения. Максимальное упрочнение эти стали приобретают после отпуска при 400—520“С. Некоторые мартенситно-ста-342
реющие стали, (например, Н18К9М5Т, Н10Х12Д2Т и Н4Х12К15М4Т) наряду с высоким пределом упругости обладают также и повышенной теплостойкостью — до 300—400°С. Мартен-ситно-стареющие стали могут с успехом применяться для изготовления мембран, сильфонов, а в сильнодеформированном состоянии (после закалки) — для заводных пружин, клапанных пружин двигателей и компрессоров.
Пружинные стали специального назначения работают при воздействии коррозионно-активных сред, повышенных температур, электромагнитных полей и т.д., поэтому стали данного класса, помимо определенного комплекса механических свойств, должны обладать коррозийной стойкостью, немагнитностью, малым удельным электросопротивлением, независимостью модуля упругости от температуры и т.п. •
Пружинные стали специального назначения — это коррозионно-стойкие стали Х18Н9, 12Х1810Т, ЭП414, Х16Н6, Х16Н6МЗ, 0Х15Н225С2ГК4М4, используемые для изготовления упругих элементов, работающих в коррозионно-активной среде: при высокой влажности атмосферы, в морской воде, в растворах кислот и др. Упрочнение этих сталей в результате холодной деформации весьма значительно, что связано в основном с образованием мартенсита деформации. Из холодно-деформированных проволоки или ленты упругие элементы изготовляют методом навивки или штамповки. Затем проводят старение при температуре 400-500°С, что ведет к снижению остаточных напряжений, повышению упрочнения, особенно предела упругости, к увеличению усталостной и релаксационной стойкости. Стали типа Х18Н10Т и ЭП414 и другие, подобные им, несмотря на высокое упрочнение, обладают одним существенным недостатком — они становятся ферромагитными, что иногда недопустимо. В этом случае могут применяться стали с устойчивым аустенитом, например коррозионно-стойкая сталь 0Х15Н25С2ГК4М4, обладающая после закалки при 1000-1100°С и Деформации с обжатием 90% о в = 1,70ч-1,75 МПа. После отпуска^ при 500°С <5 п достигает 1,90 МПа, при сохранении удовлетворительной вязкости и немагнитности.
Дисперсионно-твердеющие аустенитно-мартенситные и мартенситные нержавеющие стали (Х15Н9Ю, Х17Н7Ю, Х15Н7М2Ю, Х17Н7М2Ю, Х17Н7Т, Х17Н7ЮТ, Х12Н2К5В6, Х12К10В6, Х12К10В8, Х12К10М6) применяются для изготовления упругих Элементов, которые могут работать в коррозионно-активной среде.
343
Термообработка этих сталей состоит из закалки, обработки холодом ' или высокого отпуска (700—800“С), вызывающих превращение Ос- ! таточного аустенита в мартенсит, и старения при 400—500°С.
Аустенитные дисперсионно-твердеющие коррозионно-стойкие сплавы (36НХТЮ, 36НХТЮМ5, 36НХТЮМ8, ЭИ787) применяются для изготовления немагнитных и коррозионно-стойких упругих элементов, особенно тех, которые должны обладать достаточно высокой технологической пластичностью, например сильфонов и гофрированных мембран. Для повышения прочностных свойств сплавов часто применяют однократную термомеханическую обработку по технологической схеме: закалка, холодная пластическая деформация и старение. В ряде случае применяют двойную термомеханическую обработку по схеме: закалка, холодная пластическая деформация, скоростная закалка (для повышения технологической пластичности) и старение. Для повышения стабильности упругих чувствительных элементов из сплава 36НХТЮ целесообразно применять следующий режим обработки: закалка, старение при 700°С, 3 ч, деформация (2 10~2%), повторное старение при 600°С, 4 ч. Свойства сплавов типа 36НХТЮ могут быть улучшены в результате электрохимической поверхностной обработки, в процессе которой удаляется слой, быстро разупрочняющийся при старении, тогда как внутренние слои еще только достигают максимального упрочнения.
Высококоррозионностойкие пружинные сплавы (47ХНМ, 47ХНМ-2, ЭП578, 70ХНМБЮ) применяют для изготовления упругих элементов, работающих в морской воде, в окислительных средах и т.п. Для изготовления упругих элементов, работающих в азотной кислоте, может быть использован сплав 47ХНМ-2. Достоинством этого сплава является также высокая коррозионная стой-ЫИ кость сварных швов, что очень важно для упругих элементов, яз-И готовляемых с применением сварки. Сплав 70-НХМБЮ после за-И калки при 1100—1150°С обладает повышенной пластичностью (8 = 32-^40%) при ств 0,58-^0,84 МПа и ст02 0,42-5-0,62, что обеспечивает возможность изготовления мембран и сильфонов. Релаксационная стойкость его при 500 и 550°С выше, чем ЭП578. Коррозионно-стоек в 5%-ном растворе соляной, серной и фосфорной кислот при 150°С и в 35%-ном растворе азотной кислоты при 200°С, а также в сильно агрессивных средах на основе концентрЯгав рованной азотной кислоты при температуре от + 20 до - 15°С.
Бериллиевые бронзы — сплавы системы медь — 'бериллий (БрБНТ1,9, БрБНТ1,7, БрБ2) являются одним из самых распространенных классов пружинных материалов, так как они обладают ценным сочетанием механических (высокий предел упругости, низкая скорость ползучести и высокая релаксационная стойкость при нормальных температурах, низкий модуль упругости), химических (хорошая коррозионная стойкость в атмосферных условиях) и физических свойств (высокая электропроводность). Кроме того, сплавы обладают хорошими технологическими свойствами (штампуе-мость в закаленном состоянии, свариваемость, паяемость и др.).
Все основные характеристики бериллиевых бронз как пружин-його материала могут быть дополнительно повышены в результате поверхностной электрохимической обработки.
14.4. Построение технологического процесса
В агрегатах ЖРД широко применяются винтовые витые цилиндрические пружины из коррозионно-стойкой стали 12Х18Н10Т и легированных сталей с кадмиевым покрытием, работающих в основном на сжатие и растяжение. Поэтому в настоящей главе будут рассмотрены технологические процессы их изготовления.
Примерный план обработки пружин из стали 12Х18Н10Т: контроль входной; навивка заготовки; разрубка на отдельные пружины (только при навивке на оправку); шлифование опорных витков; притупление острых кромок; промывка; отпуск; подгонка по длине и усилию; зачистка; контроль предварительный; заневолива-ние; химическое пассивирование; контроль окончательный; проверка на отсутствие намагниченности.
Примерный план обработки пружины из легированных сталей: контроль входной; навивка заготовки; отпуск первый;'разрубка на отдельные пружины (только при навивке на оправку); отрезка; рихтовка; шлифование опорных витков; притупление острых кромок; промывка; отпуск второй; подгонка по длине и усилию; зачистка; контроль предварительный; заневоливание; кадмирование; контроль окончательный.
14.5. Выполнение основных операций
Навивка. Навивать проволоку можно двумя способами: на оправку и безоправочным способом.
При первом способе навивают каждую пружину отдельно или несколько пружин сразу последующим разрезанием на отдельные пружины. Причем при навивке там, где это необходимо, образуют
344
345
опорные витки. Навивку на оправку осуществляют или на обыч- ном токарном станке, оснащенном соответствующими приспособлю ' ниями, с помощью ходового винта, или на специальном. Причем перед навивкой основной партии необходимо навить одну-три пру. жины, подвергнуть их термообработке и внести коррективы на ди-аметр и шаг. Если навивку производят с помощью ходового винта, то для образования опорных витков рабочий должен быстро выключить ходовой винт, а затем снова его включить. Так как включения и выключения ходового винта производят на глаз, то, чтобы обеспечить необходимое число опорных витков, приходится навивать их с запасом и удалять лишние витки при последующей обрубке или отрезке. Для устранения этого недостатка применяют или приспособления, которые образуют опорные витки благодаря пластинкам, впаянным в шаговый винт, или устройства, у которых необходимые переключения производятся автоматически при посредстве кулачка. Способ навивки на оправку не обеспечивает высокой точности, так как происходит изменение диаметра и шага пружины. Эти изменения вследствие колебаний упругих свойств материала у разных мотков проволоки имеют различные значения. Заранее определенное изменение размеров для данного мотка проволоки можно компенсировать, скорректировав соответствующим образом диаметр и шаг. Также можно компенсировать и влияние неточностей по диаметру проволоки на характеристику пружины путем изменения диаметра пружины или числа ее витков. Однако при навивке на оправку изменить диаметр пружины можно, лишь изменив диаметр оправки. Если навивка производится с помощью копирного винта, нельзя ввести компенсацию в шаг пружины. Кроме невысокой точности, недостатком способа навивки на оправку является малая производительность процесса и необходимость дополнительных операций по рубке заготовок и разрезке навитых пружин.
Более прогрессивным является безоправочный способ навивки. Автоматы выполняют следующие операции, в соответствии с которыми и группируются их рабочие органы: принудительное сматывание проволоки с мотка, ее выпрямление и принудительная подача (механизм, подачи); навивка пружин (навивальный механизм); фиксация заданного шага пружины (шаговый механизм); прекращение подачи материала и отрезание изготовленной пружины (отрезной механизм). Все операции повторяются после отрезания каждой навитой пружины. Схема йезоправочной навивки пружиВ на станке-автомате показана на 14.3. Проволока 1 при помоЩВ j
Рис. 14.3. Схема безоправочной навивки пружин на станке-автомате:
1 — проволока; 2 — правильные ролики; 3 — транспортирующие ролики;
4 — направляющие; 5 — пальцы; б — нож; 7 — оправка
транспортирующих роликов 3 протягивается между роликами правильного аппарата 2 и попадает в направляющую . По выходе из направляющей 4 проволока встречает на своем пути два лежащих на одной и той же окружности пальца или ролика 5 и завивается в пружину.
Диаметр пружин регулируется соответствующим радиальным перемещением пальцев или роликов. Образование шага пружины производится шаговым механизмом, работа которого строго согласована с работой других механизмов. При навивке пружин с опорными витками шаговый механизм автоматически включается и выключается. Обрезка производится с помощью ножа 6 и оправки 7.
Безоправочный способ дает возможность осуществлять навивку со значительно более высокой точностью, чем способ навивки на оправку, так как при данном способе можно регулировать диаметр и шаг пружины. Кроме того, безоправочный способ навивки является сам по себе производительным и не нуждается в дополнительных операциях ни по рубке заготовок (навивка производится непосредственно из мотка проволоки), ни по разрезке пружин.
Число пружин, навиваемых в единицу времени, в зависимости от длины заготовки определяется по следующей формуле: П = нСр 1000/1, где П — производительность, шт./мин; уср — средняя скорость подачи материала, м/мин; I — длина заготовки, мм/шт.
Средняя скорость подачи материала зависит от диаметра проволоки и типа станка. Для проволоки диаметром 2 — 4 мм можно в среднем принять о ср = 30 м/мин.
Шлифование торцов опорных витков пружины. Операция производится с целью обеспечения перпендикулярности витков к оси Пружины. Отклонения от перпендикулярности вызывают искривления пружины при деформации вследствие несовпадения направле
346
347
ния осевой силы с осью пружины. Кроме перпендикулярности тор. цов опорных витков к продольной оси пружины, при шлифовании выдерживается также свободная длина пружины. В крупносерийном и массовом производстве одновременно шлифуются торцы с двух сторон на специальных шлифовальных станках. Станок для двухстороннего шлифования состоит из двух электродвигателей (рис. 14.4), на осях которых расположены шлифовальные круги 1 и 2. Электродвигатель с кругом 2 монтируется на основании не-
Рис. 14.4. Специальный станок для двухстороннего шлифования торцов пружины ь
подвижно; а электродвигатель с кругом 1 помещен на подвижных салазках, что и позволяет устанавливать необходимое расстояние между шлифовальными кругами. Подлежащие шлифованию пружины вставляются в сменные втулки 3 в призмах пластины 4 и крепятся планкой 5. Пластина 4, прикрепленная к рейке, получает движение относительно шлифовальных кругов от зубчатого колеса. Таким образом, шлифуются торцы пружин и одновременно выдерживается свободная длина пружины, установленная чертежом. Методом двухсторонней обработки можно шлифовать пружины с жесткостью не менее 5 Н/мм. Пружины с жесткостью менее 0,8 Н/мм, а также с более точными допусками на перпендикулярность торцов к оси пружины (0’30') шлифуются в специальной цанге (рис. 14.5). В этом случае пружина надевается на оправку, а по наружному диаметру закрепляется цангой. При затягивании цангой сжимаются крайние витки, расположенные вблизи шлифуемого
витка, чем ^увеличивается жесткость пружины. При зажиме цангой пружина не может перекоситься, так как ее удерживает от этого оправка. Для шлифования торцов пружины закладывают в качающийся магазин, который перемещается между двумя шлифовальными кругами, установленными на расстоянии, зависящем от длины пружины. Оба торца шлифуются одновременно.
Рис. 14.5. Схема установки в цангу для одностороннего шлифования торца пружин малой жесткости
Термообработка. Упругие свойства пружины не только опреде
ляются геометрическими размерами пружины и механическими качествами материала, но и зависят от остаточных напряжений в металле, возникающих под действием внешних сил (в металле создается неоднородное напряженное состояние) при навивке и других операциях холодной обработки. Постоянство характеристики пружины и повышение предела упругости достигаются снятием внутренних напряжений, возникающих в процессе ее изготовления, при этом основные механические свойства проволоки пружины должны оставаться без изменений. Этого можно достичь нагревом деталей при 200—-ЗОО’С в течение 2—3 мин. Такой кратковременный отпуск пружин не вызывает структурных изменений. На операцию отпуска пружины поступают после всех механических операций (навивки, шлифования торца, загибки концов и пр.). Отпуск производится в селитровой ванне.
Чистые сухие пружины закладываются в корзину из металлической сетки и погружаются в селитровую ванну. После выдержки в течение заданного времени корзинку с пружинами вынимают из ванны, встряхивают для удаления задержавшейся расплавленной Жидкой соли и погружают в кипящий солодовый раствор для промывки оставшейся на пружинах уже застывшей селитры. Затем пружины вторично прополаскивают в другой ванне с чистой горячей водой и после встряхивания погружают в горячее масло при 100—80°С на 1—2 мин для удаления оставшихся капелек воды. Обезвоженные таким образом пружины погружают в холодное масло, после чего их можно направлять на последующие операции.
Температура отпуска пружин из 12Х18Н10Т 450±10°С, время Подогрева 15—20 мин, время выдержки 30—35 мин, охлаждение —
349
348
воздух. Температура отпуска пружин из углеродистой стали 300 ± 10’С, время нагрева и выдержки 20—30 мин. В обоих случа-ях оборудование — электропечь (например, мод. ПН-34 или др.).
Доводка пружин до требуемой характеристики может быть осуществлена путем электрополировки. Она применяется при высоких требованиях к точности характеристик и невозможности обеспечить ее путем соблюдения соответствующих допусков иа отдельные геометрические параметры.
Стабилизация (заневоливание) пружин производится для предотвращения остаточных деформаций в процессе эксплуатации. Она осуществляется или путем периодического нагружения и разгруже-ния, или выдерживанием пружины в сжатом состоянии при деформации, превышающей максимальную рабочую деформацию на 20—30%. Стабилизация может производиться в течение длительного времени (от 2 до 24 ч и более) при нормальной температуре, но лучшие результаты достигаются, если пружина выдерживается в сжатом состоянии при температуре, превышающей максимальную эксплуатационную температуру примерно в 1,5—2 раза.
Механическое старение (вместо заневоливания) осуществляется путем периодического сжатия и освобождения (примерно 100 циклов в минуту в течение двух часов). Механическое старение следует применять преимущественно для пружин, работающих с полной нагрузкой.
Покрытия предназначены для предохранения от коррозии. Наиболее распространенными способами покрытия для пружин в настоящее время являются оксидирование и кадмирование.
Оксидирование не вызывает увеличения хрупкости и изменений других механических свойств, но оно недостаточно предохраняет от коррозии.
При кадмировании происходит некоторое наводораживание, но оно может быть устранено без ухудшения качества пружины путем специальной ступенчатой термической обработки, сущность которой заключается в следующем. После кадмирования пружины подвергают прогреву при 110°С в течение 30 мин, в это же время они просушиваются. Затем в течение 1,5—2,0 ч пружины обрабатывают в термостате при 150°С. Эта ступенчатость при термической обработке необходима для того, чтобы водород из металла удалялся постепенно, иначе возможно отслаивание покрытия.
350
14.6. Контроль пружин
Упругие свойства пружин можно проверять с помощью несложных приспособлений, работающих нд сжатие (рис. 14.6) и на растяжение (рис. 14,7).
Рис. 14.6. Приспособление для контроля упругости пружин, работающих на сжатие
Рис. 14.7. Приспособление для контроля пружин, работающих на растяжение
Для измерения диаметра проволоки рекомендуются рычажный Микрометр (точность до 2 мкм). и пассаметр. Обычный микрометр может быть использован только для неточных пружин. Диаметр Проволоки в навитой пружине измеряют штангенциркулем с острыми губками и набором концевых плоскопараллельных плиток.
Внешний диаметр (не менее чем в трех местах) и свободную Длину пружины измеряют микрометром или штангенциркулем, а в крупносерийном производстве — предельными скобами. Внутренний диаметр пружины измеряют предельными пробками или шаблонами, неточных пружин — штангенциркулем. Большие затруднения встречаются при измерении перпендикулярности сошлифован-Ных торцов крайних витков к оси пружины. Для этой цели можно
351
Рис. 14.8. Схема контрольной установки для проверки параллельности торцов пружин:
1 — кубик; 2 — переходная оправка; 3 •— струбцина; 4 — пружина;
5 — плоскопараллельная плитка;
6 — визирующая сетка
рекомендовать контрольную уста-новку, схема которой приведена, рис. 14.8.
На столе инструментального микроскопа закрепляют специаль ный кубик, одну из сторон которого устанавливают по горизонтальной визирующей пунктирной сетке окуляра. К кубику плотно, без просвета, прижимают специальную переходную оправку. На нее надевают измеряемую пружину. Наблюдая за торцом пружинрт в окуляр микроскопа и поворачивая ее при этом вокруг стержня оправки, определяют наибольший наклон шлифованной плоскости пружины к
оси. Затем при помощи плоскопараллельных плиток измеряют не-перпендикулярность верхнего торца в угловых величинах. После поворота контролируемой пружины на 180° таким же образом оп-
ределяют неперпендикулярность другого ее торца.
Глава 15. Изготовление прецизионных пар
15.1. Конструкции, технические требования и материалы
Прецизионные пары различаются конструктивно й в зависимости от условий работы. В топливно-регулирующих системах ЖРД прецизионные пары осуществляют непрерывную подачу топлива в камеру сгорания и его регулирование. Они представляют собой как Конструктивно-технологические (рис. 15.1), так и конструктивные
узлы (рис. 20.9, 2.24, 2.26—2.30)
Рис. 15.1. Золотниковая пара регулятора:' 1 — золотник; 2 — втулка
и детали (рис. 15.2 и 15.3), которые собираются и испытываются вместе с агрегатом.
Прецизионные пары выполняют функции пар трения и чувствительных элементов регУ' лирующих устройств и являются одними из основных элементов, определяющих надежность работы агрегатов. Они должны быть приспособлены для работы с аг-
352
Рис. 15.2. Золотник редукционного клапана.
Рис. 15.3. Корпус редукционногоклапана рессивными жидкостями, такими, как высококипящие и низкоки-пящие (криогенные) окислители топлив ЖРД: азотная кислота и ее производные, перекись водорода, жидкий фтор, жидкий кислород и т.п.
Технические требования на изготовление деталей и сборку следующие: овальность, конусность и другие отклонения формы в пределах 0,5—3,0 мкм; шероховатость рабочих поверхности Ra = 'ДО,02 0,016) мкм; зазоры в сопряжениях 3,0—12 мкм; допуски
353
размеров 1—3 мкм; отклонения расположения относительно конструкторских баз 2—10 мкм.
Детали прецизионных пар работают в тяжелых условиях, так как они находятся в сложнонапряженном состоянии под воздействием высоких локальных давлений и температур. Высокие требования к качеству деталей прецизионных пар диктуются тем, что онн должны предотвращать перетекание топлива из полостей с высоким давлением в полости с низким давлением. Специфические условия работы прецизионных пар предопределили основные требования к материалу деталей — повышенные износо- и коррозионная стойкость, твердость и теплостойкость, прочность и пластичность, хорошие технологические свойства (шлифуемость, устойчивость против перегрева, малая деформируемость при термической обработке и др.). Повышенные износо- и коррозионная стойкость и прочность достигаются применением специальных сталей, подвергаемых термической (ХВГ, ШХ15, Х12М, 9X18, 8Х4В9Ф2-Ш, Х17Н2,Р18, 12Х18Н10Т, 2X13) и химико-термической (12ХНЗА, 20ХЗМВФ-Ш, 16ХГТА, 38ХМЮА, 25Х5МА, 4Х14Н14В2М, 18Х2Н4ВА) обработке.
15.2. Построение технологического процесса
Заготовками золотников являются калиброванные прутки, которые подвергаются обязательному входному контролю. Технологиче-йкий процесс их изготовления включает черновой, чистовой и отделочный этапы. Черновую обработку выполняют лезвийным (иногда абразивным) инструментом на токарно-револьверных станках, после чего детали подвергаются термической обработке. Чистовую обработку выполняют на бесцентрово-шлифовальных станках мод ЗВ182, ЗД180, ЗГ182 и др. методом продольной подачи. Причем после шлифования предусматривается операция старения для снятия остаточных напряжений. Наружные цилиндрические поверхности доводят на вертикально-доводочных двухдисковых (типа ЗБ814) или универсально-доводочных станках с предварительным снятием граненности на доводочной бабке.
Последовательность обработки точных отверстий во втулках и корпусных деталях следующая: сверление; растачивание (или зен-керование и развертывание); предварительная, чистовая и окончательная доводка.
Следует помнить, что после операций доводки, а также окончательного изготовления деталей. прецизионных пар необходима тщательная очистка их от технологических загрязнений (подробно ме" 354
тоды очистки изложены в гл. 10). Изготовленные детали подвергаются тщательному контролю и консервации.
Ниже рассматриваются конструкции притиров для доводки различных поверхностей.
Конструкции притиров можно в соответствии с их назначением подразделить на несколько групп: для доводки плоских поверхностей методом обкатывания — доводочные диски; для доводки плоских участков цилиндрических деталей — трубчатые притиры; для доводки наружных цилиндрических поверхностей — доводочные диски (методом обкатывания) и разрезные притиры (методом врезания); для доводки отверстий диаметром больше 4 мм — разрезные притиры, диаметром 1—4 мм — сборные упругие притиры, диаметром меньше 1 мм — стальная проволока; для доводки фасонных (сферических и конических) поверхностей — трубчатые и конические притиры. Технология изготовления разрезных притиров должна обеспечивать их высокую точность, особенно в отношении совпадения углов конуса в притире и на конической оправке. Рабочая поверхность притира для доводки отверстий может быть гладкой (рис. 15.4, а) или с канавками различной конфигурации (рис. 15.4, б и в).
Наличие канавок, выполняющих роль накопителей, позволяет лучше удерживать абразивную пасту и значительно сократить вре-
Рис. 15.4. Конструкции притиров:
а — с гладкой рабочей поверхностью; б — со спиральными канавками; в — комбинированный притир
355
мя обработки. Наилучшие результаты показали притиры с перекрещивающимися канавками глубиной 0,5 мм и шириной 1 мм. Производительность притиров с гладкой поверхностью (применяемых для окончательной доводки) очень низка, так как в этом случае необходимо предварительное шаржирование притира. На рис. 15.5 приведена конструкция сборного упругого притира. Он представляет собой оправку 1, в которой винтом 2 закреплены упругие лепестки 3, изготовленные из предварительно нагартованной стальной пружинной проволоки. Диаметр проволоки соответствует диаметру обрабатываемого отверстия. Проволоку предварительно навивают на цилиндрическую оправку, закрепляют с двух сторон в натянутом положении и шлифуют на круглошлифовальном станке до нужного размера. После шлифования проволоку правят и рихтуют. Разрезанные на мерные заготовки лепестки вставляют в отверстие оправки и крепят винтом. Каждый лепесток притира изгибают по форме, показанной на рис. 15.5. Притир теряет упругие свойства после 60—80 мин работы, доводят пастой, состоящей из 50% карбида бора, 30% олеиновой кислоты и 20% технического вазелина. Пасту наносят на притир в процессе работы периодически кисточкой.
Рис. 15.5. Сборный упругий притир для доводки малых отверстий
В табл. 15.1 приведены параметры, характеризующие доводки отверстий упругими притирами.
проце!
Притир обладает большой гибкостью, поэтому им можно дово дить малые отверстия с криволинейной образующей. Недостаток
данного метода заключается в том, что его применение не ет исправить погрешности предыдущей обработки.
поз волЯ;
Для доводки сквозных отверстий диаметром до 1 мм В качестве притира применяют стальную проволоку, диаметр которой на 0,05—0,1 мм больше диаметра доводимого отверстия. Например, для доводки отверстия диаметром 0,5—0,56 мм применяют проволоку диаметром 0,6 мм. На притире-проволоке электромеханиче-
356
к
Таблица 15.1
Доводка отверстий упругими притирами
Параметры обработки Обрабатываемый материал
14Х17Н2 хвг 12X13
Диаметр обрабатываемого отверстия, мм 2 2,5 1,5
Длина обрабатываемого отверстия, мм 36 3,4 15
Частота вращения притира, об/мин ; 1600 1200 1800
Число двойных ходов в минуту 80 - 70 80
Исходный класс шероховатости поверхности 2 3 3
Зернистость карбида бора t 120. 220 180
Шероховатость доведенной поверхности, Ra, мкм 1,25 0,63 0,63
Снимаемый припуск, мм 0,16 0,08 0,08
Точность обработки, квалитет > 7 . 6 , 6
ским методом делают коническую часть, которая позволяет вводить притир в обрабатываемое отверстие. Общая длина притира 320 мм, из которых 160 мм — калибрующая часть диаметром 0,6 мм. Доводят обычно пастой М14 с керосином. При этом достигаются отклонения диаметра не более 0,03 мм и шероховатости Ra=l,25 мкм.
Трубчатые притиры (рис. 15.6) для доводки сферических поверхностей изготавливают из стали, чугуна, меди. Наружный и внутренний диаметра притиров выбирают в зависимости от исходных и окончательных размеров сферической поверхности. Толщину рабочей кромки притира выбирают таким образом, чтобы при обработке сферического сегмента ось вращения детали всегда пересекала поверхность рабочей кромки притира. Кромки инструмента в осевом сечении, должны перекрывать кромки
сферического пояса. В процессе доводки поверхности детали и притира постепенно стираются и рабочая кромка инструмента принимает форму обрабатываемой сферической поверхности. Для ускорения процесса приработки кромку инструмента затачивают под' Углом.
Рис. 15.6. Трубчатые притиры
На рис. 15.7 показан патрон с конической оправкой и притиром, предназначенный для крепления притира и его разжима при движении по конической поверхности.
Рис. 15.7. Патрон для крепления и разжима притира:
1 — оправка; 2 — втулка; 3 — шайба; 4 — шарик; 5 — переходная оправка;
6 — гайка; 7 — коническая оправка для разжима притира; 8 — притир
Разжим притира осуществляется легким постукиванием по его торцу. Попытка некоторых заводов автоматизировать разжим притира пока не дала положительных результатов. Однако для этой цели нами рекомендована гидропластмассовая оправка, показанная на рис. 15.8. При перемещении штока повышается давление гидропластмассы и за счет упругой деформации тонких стенок притир разжимается на диаметральную величину до 0,5 мм.
Рис. 15.8. Гидропластмассовая оправка для разжима притира: 1 — шток; 2 — гайка; 3 — корпус; 4 — пробка; 5 — гидропластмасса;
6 — втулка; 7 — притир; 8— втулка
применени-
Вибрационный метод доводки точных
отверстий.
С
ем вибрационных колебаний, накладываемых на притир или деталь, точность отверстий значительно повышается по сравнению с ббычной доводкой (табл. 15.2).
Приведенные в табл. 15.2 данные являются среднеарифметическими для 100 экспериментальных и заводских деталей. Повышение точности обработки объясняется следующим: припуск снимается пастой необходимой зернистости за три-четыре двойных хода
358
Таблица 15.2
Сравнительная точность обработки при различных способах доводки
Способ доводки Последовательность операций Индекс применяемых паст Отклонения от геометрической формы отверстия (фактические), мкм
по некруглости по непрямо-линейности по конусности
На доводоч-ных станках Черновая 180К 10,0-6,0 10,0-7,0 10,0-6,0
Чистовая ЮМ 7,0-5,0 7,0-5,0 6,0-5,0
Окончательная ЗМ 5,0-3,0 5,0-3,0 5,0-3,0
Вибрацйон-ная доводка Черновая 180К 1,5-1,0 2,0-1,0 2,5-1,0
Окончательная ЮМ 1,0-0,5 1,0-0,6 1,0-0,8
притира; полный цикл доводки (черновая, чистовая и окончательная) происходит при одном закреплении детали. В табл. 15.3 приведены данные, отражающие состояние поверхностного слоя после различных методов отделочной обработки.
15.3. Основные требования к подготовке деталей под притирку
Для обеспечения высокой точности и качества обработанной поверхности доводку (притирку) производят после тщательной обработки и очистки деталей на предшествующей операции. Для деталей из твердых и хрупких материалов в качестве предшествующей обработки под притирку лучше использовать шлифование инструментами из сверхтвердых абразивных материалов соответствующей зернистости. В тех случаях, когда использование сверхтвердых абразивных материалов нецелесообразно, применяют обычную абразивную обработку или обработку лезвийным инструментом. Если обработка резанием отрицательно влияет на требуемые специальные свойства (например, магнитные) обрабатываемого материала, то притирку можно осуществлять после термической обработки деталей. Поскольку снимаемый при притирке припуск незначительный и притиркой может быть исправлена лишь небольшая неточность геометрической формы обрабатываемой поверхности и удалены следы предшествующей обработки, то для производительной и качественной притирки обрабатываемые поверхности должны иметь Шероховатость не ниже Ra = 0,32 1,25 мкм. Так как притирка мало влияет на состояние поверхностного слоя (остаточные напряже-
359
я № В5
Шероховатость поверхности, Ra, мкм 1,25-0,32 1Л со 1,25-0,63 0,63-0,32 2,5-1,25 1,25-0,63 0,63-0,32 0,32-0,08 | 0,16-0,04 0,04-0,02
Остаточные напряжения Глубина, мкм 100-230 120-400 ! 15-200 100-300 60-180 1 150-420 100-300 50-80 100-300 90-130 25-40
Значение, МПа 400-650 600-800 700-950 600-800 700-950 400-700 500-850 (- 700)—(- 1000) 200-450 (- 60)—(-100) (-10)-(-30)
Деформационное упрочнение Степень, % 50—75 24-40 ! 35-40 25-44 38-55 10-24 18-35 60-90 10—15 Г- СО 1 1
Глубина, мкм . 50-60 1 1 Ю C<J СХ] 15-40 8-20 1 25-40 15-25 10-40 20-70 10—40 5-10
Температура в зоне обработки, °C 70-22Q 850-1350 800-1290 750-1300 720-1280 800-1380 770-1340 ооое ок 350—700 60-100 28-40,5
Метод обработки | Дернование | Шлифование плоское: охлаждение обычное охлаждение струйное Шлифование круглое наружное: охлаждение обычное охлаждение струйное Шлифование отверстий: охлаждение обычное охлаждение струйное Электроискровое шлифование отверстий jАлмазное хонингование Доводка наружных цилиндрических поверхностей и отверстий: I обычная « вибрационная
360
ния, микротвердость и т.д.), то эти требования обеспечиваются при обработке под притирку.
Для облегчения попадания притирочной смеси между деталью и притиром и уменьшения сбрасывания смеси с поверхности притира на обрабатываемых поверхностях деталей рекомендуется снять, фаски (кроме тех случаев, когда острые кромки специально регламентируются). До притирки детали необходимо тщательно зачистить от заусенцев, а между технологическими операциями и переходами — от загрязнений.
При притирке плоских и цилиндрических наружных поверхностей на вертикально-доводочных двухдисковых станках с нагрузочными устройствами необходимо, чтобы рассеяние размеров одновременно обрабатываемых деталей не превышало 1/4 — 1/5 припуска на обработку. С этой целью одновременно притираемые плоские детали должны быть отшлифованы за один проход или тщательно отсортированы по группам.
Наиболее важным требованием к подготовке под взаимную притирку деталей герметичных конических сопряжений является обес^ печение конусности группируемых деталей. Это требование при об? работке деталей малого размера (с наибольшим диаметром конуса до 50 мм) и низкой твердости обеспечивается тонким растрачиванием й обтачиванием сопрягаемых поверхностей на двухшпиндельном станке ОС-157. На деталях больших размеров из материала высокой твердости одноконусность достигается шлифованием «по месту», с последующим контролированием по краске.
Очистку деталей от загрязнений производят одним из следующих методов: местной промывкой с последующей протиркой; струйным обливом; многократным окунанием; действием ультразвуковых колебаний в обезжиривающих и промывающих жидкостях.
15.4. Причины брака при доводке и меры его предупреждения
Основными причинами брака при доводке являются нарушение Установленных приемов и правил обработки, неправильный выбор вбразивно-доводочных материалов, несвоевременная смазка и правка притиров, неправильное положение притира в процессе доводки (прц ручной доводке), неисправности оборудования, неправильное Измерение детали в процессе обработки и т.д. (табл. 15.4—15.6). Уменьшению брака способствует аккуратное обращение с обраба-тЫваемыми деталями, оборудованием и оснасткой. Обработанные Читали нужно укладывать в специальную тару. Особое внимание
361
Таблица 15.4
Виды и причины брака при доводке наружных цилиндрических поверхностей
Виды брака Причины брака Меры предупреждения
Искажение формы (некруглость, овальность, нецилиндрич-ность) Неправильное положение притира при ручной доводке Не допускать неполного контакта притира с обрабатываемой поверхностью. Обестгечить оптимальное и равномерное давления притира на обрабатываемую поверхность
Глубокие царапины на обрабатываемой поверхности Применение крупнозернистых абразивно-доводочных смесей Осуществить постепенный переход от крупнозернистых к мелкозернистых абразивно-доводочным смесям. Применять абразивно-доводочные смеси только по указанию технологов
Конусность в отдаленных от центра местах деталей Неправильная укладка деталей в сепараторе. Слитком высокие окружные скорости вращения дисков-притиров Гнезда под детали в сепараторе должны быть расположены под углом 5—30’ к радиусу сепаратора. Менять детали местами в процессе доводки. Не допускать высоких ок-, ружных скоростей
Отдельные риски, царапины^ задиры Дробление абразивных зерен, слишком длительная доводка Осуществить доводку только в пределах установленной продолжительности обработки
Таблица 15.5
Виды и причины брака при доводке отверстий и меры его предупреждения
Вид брака Причины брака Меры предупреждения
Увеличенный диаметр отверстия Притир малого диаметра Применять только предусмотренный технологией притир
Искажение геометрической формы отверстия Велик или мал вылет прити ра Работать при оптимальном вылете притира
Глубокие царапины на обрабатываемой поверхности Применение крупнозернистых абразивных смесей Применять абразивно-доводочные смеси, указанные в технологической карте. Осуществлять постепенный переход от крупнозернистых к тонким абразивным смесям
362
Окончание табл. 15.5
Вид брака Причины брака Меры предупреждения 1
Глубокие царапи-ны на обрабатываемой поверхности > Большое давление притира на обрабатываемую поверхность. Не допускать высокого давления при- 1 тира на обрабатываемую поверхность 1
Неправильный выбор смазки Пользоваться смазкой, предусмотренной технологическим процессом
Превышение времени доводки Не допускать длительной доводки. Машинное время должно быть оптимальным
Задиры на обрабатываемой поверхности Заклинивание притира Не допускать слитком большого разжима притира
Длительная работа без смазки Не допускать длительной доводки без смазки
Коробление тонкостенного отверстия Нагрев детали в процессе доводки Избегать нагрева детали выше 45-т 55’С. Избегать доводки на высоких скоростях резания
Следы предыдущей обработки (риски) Плохая подготовка поверхности Не подвергать доводке отверстия с плохой предварительной обработкой
Таблица 15.6
Виды и причины брака при доводке плоскостей и меры его предупреждения
Вид брака Причины брака Меры предупреждения
Выпуклости на обрабатываемой поверхности (при ручной обработке) Сильный нагрев изделия от рук Не допускать сильного нагрева обрабатываемой детали
Впадины на обрабатываемой поверхности (при Ручной обработке) Большая разница температуры рук доводчика и притира Не допускать сильного нагрева притира. Температура притира не должна превышать температуры рук доводчика
Коробление тонкой детали (при ручной обработке) Нагрев детали в процессе доводки Не допускать нагрева детали выше 45—55"С
363
Окончание табл. 15.6
Вид брака Причины брака Меры предупреждения
Глубокие царапины на обрабатываемой поверхности (при ручной и механической обработке) Применение крупнозернистых абразивных порошков, слишком большое давление притира, неправильный выбор смазки Применять абразивные смеси только соответствующей зернистости. Доводку производить только на оптимальных режимах, используя соответствующую смазку
Неточность размеров, искажение геометрической формы (при ручной и механической обработке) Применение неправильных плит-притиров. Неправильная установка детали в сепараторе. Большие припуски на доводку Производить своевременную правку плит-притиров. Правильно устанавливать детали в сепараторе. Оставлять минимальные припуски на доводку
следует уделять чистоте рук, чтобы предотвратить появление на обработанных поверхностях царапин и коррозии.
Глава 16. Изготовление камер ЖРД с гофрированными проставками
16.1. Изготовление оболочек камеры сгорания и сопла
Заготовки цилиндрической части камеры сгорания получают гибкой листа на трехвалковой гибочной машине с последующей аргонодуговой сваркой по образующей, термической обработкой, калибровкой. Калибровка производится дорнованием на гидравлических прессах или методом раскатки роликом на жесткой оправке. Подрезка торцов калиброванных цилиндров производится на токарных станках с одного установа на специальном приспособлении.
Заготовки оболочек с фасонным профилем получают гибкой на гибочно-листовых станках, сваркой по образующей, кольцевой обтяжкой по жесткому или жидкостному пуансону или растяжкой по жесткому разжимному пуансону (см. рис. 4.7).
Высокоэффективным методом получения оболочек с фасонным профилем является ротационное выдавливание (см. рис. 4.10), которое позволяет изготавливать детали сложной формы без применения глубокой многопереходной вытяжки на прессах, сварки и механической обработки.
Окончательно профильные поверхности оболочек, образующие криволинейный контур камеры сгорания, обрабатываются на токарных станках с ЧПУ или по копирам. Плоские копиры на Qlj 364 Я
дельные детали согласовываются между собой путем подгонки их рабочих поверхностей к эталонному шаблону без зазора. Эталонный шаблон представляет собой серию шаблонов и контршаблонов, выполненных на криволинейные профили камеры.
На копирах характерные места криволинейного профиля, например критическое сечение или место торца детали, отмечаются рисками, которые необходимы для установки щупа копирного устройства на копире и инструмента на детали. Для обтачивания деталей по копиру токарные станки оборудуются гидросуппортами отечественного производства.
Для обработки профильных поверхностей деталей применяются специальные токарные с ЧПУ станки (РТ-714ФЗ, РТ-751ФЗ, РТ-724ФЗ) или токарно-копировальные станки, например фирмы «Хилл» (Австрия).
16.2. Изготовление гофрированных проставок
К гофрированным проставкам предъявляются следующие требования: правильность геометрической формы и точность размеров проставок по профилю и длине; несимметричность профиля (завал гофров) и утонение не должны превышать у—
0,05 мм; соединение концов гофрированных проставок должно производиться сваркой J/и. или пайкой с подправкой профиля (рис. я- ---------' ' Я
16.1) ; на торцах проставок не должно быть
заусенцев; зазоры между соседними поясами проставок после сборки должны соответствовать техническим требованиям (практически не более 0,5 мм).
Гофры могут быть цилиндрическими с прямыми и наклонными пазами, фасонными и коническими. Гофрированные проставки могут иметь переменное сечение, поэтому их изготавливают поясами (секциями). Секции гофрированных проставок изготавливают путем штамповки из листовой ленты на прес-
Рис. 16.1. Соединение концов гофрированных проставок сваркой (а) или пайкой (б)
сах в специальных штампах или прокаткой
на профилированных валках. На рис. 16.2, а приведена схема формовки цилиндрической, а на рис. 16.2, б — конической секции гофрированных проставок. Во втором случае профиль гофров выполняется с изменением шага по длине секции. Затем из гофриро-
ванной ленты сворачивается секция в форме усеченного конуса и нужный профиль формируется в специальном штампе. Этот способ наиболее распространен, универсален, но малопроизводителен. Он
используется для получения конических щроставок с прямыми и косыми (винтовыми) гофрами.
365
а}
Рис. 16.2. Схемы формовки цилиндрической (а) и конической (б) секций гофрированных проставок:
I —заготовка-лента; 2 — детали штампа; 3 — цилиндрическая секция;
4 — коническая секция
Схема получения гофров на профилированных валках приведена на рис. 16.3. В этом случае гибка гофров осуществляется прокаткой гладкой ленты между специально спрофилированными валками. Валки имеют скоррегированный эвольвентный профиль, и поэтому гофры получаются трапе
Рис. 16.3. Схема прокатки гофрированных проставок на профилированных валках: 1 — заготовка; 2 — профилированные формирующие валки;
3 — поддерживающие валки;
4 — подающие валки
цеидальной формы.
Достоинствами этого метода являются сравнительная простота применяемой оснастки и высокая производительность, недостатком — искажение профиля гофров по ширине проставки, возникающее вследствие прогиба валков от усилия формовки. Недостаточная жесткость формующих валков обусловлена ограниченным числом зубьев на валках (иначе происходит замятие профиля). На практике для уменьшения прогиба формующих валков в местах наибольшего прогиба устанавливают поддерживающие валки 3 (см. рис. 16.3), в результате чего вырабатываются формующие валки и в местах их выработки изменяется профиль по высоте. В процессе прокатки имеют место большие усилия трения, возникающие при формовке и
366
приводящие к появлению задиров на поверхности проставок. Кроме того, при прокатке гофров происходит некоторое проскальзывание на эвольвентном профиле, также приводящее к появлению задиров на гофрах и их утонению. Применение метода ограничено возможностью получения только прямых гофрированных проставок. После формовки полосы проставки из нее вырезается заготовка, концы которой соединяются аргонодуговой сваркой или пайкой. Пайка ведется газовой горелкой с применением флюса. Затем производится механическая обработка торцов. На рис. 16.4 приведена схема конструкции приспособления для установки цилиндрической гофрированной проставки при обработке ее торцов на токарном станке. Заготовка (гофрированный пояс) устанавливается
Рис. 16.4. Схема приспособления для установки цилиндрической гофрированной проставки при обработке на токарном станке:
1 — трехкулачковый патрон; 2 — оправка; 3 — пояс гофрированных проставок;
4 — гибкие бандажные кольца; 5 — задний центр; 6 — болты;
7 — резец для подрезки торца; 8 — резец для образования угла
на оправке, закрепляется бандажными кольцами и обрабатывается на токарном станке,.. Прц этом сначала подрезаются торцы в размер, а затем формируется угол а. Обработка ведется на крупногабаритных токарных станках резцами из быстрорежущей стали Р18 с малыми глубинами резания и подачами. Образующиеся в процессе обработки заусенцы удаляются обычно шабером или надфилем.
В качестве прогрессивных методов, не образующих на этой операции заусенцев, следует рекомендовать анодно-механическую обработку дисками или электроэрозионную обработку.
367
Рис. 16.5. Перекрытие профилей гофров поясов проставок
Обработка торцов гофрированных поясов под угол производится для того, чтобы избежать уменьшения проточных сечений в местах их стыковки (рис. 16.5).
После изготовления поясов гофрированных проставок контролируются их размеры и завал гофров по профилю,
они также подвергаются травлению, осветлению и никелированию на глубину 6 мкм.
16.3. Сборка камеры сгорания и сопла под пайку
К камерам и другим агрегатам ЖРД предъявляются высокие требования по надежности, на которую отрицательно влияют следующие важнейшие производственные факторы: нарушение качества материалов и технологии изготовления деталей и узлов; нарушение технологии сборки, нарушение режимов технологических процессов сварки, пайки,- нанесения покрытий и др.; нарушение режимов технологических испытаний. Таким образом, на всех этапах производственного цикла необходимо строжайшее соблюдение технологической дисциплины.
Сборка камеры производится по узлам. Камера сгорания, сопло и смесительная головка собираются отдельно. На сборку подаются элементы с предварительно проверенными размерами, формой, качеством сварных швов и поверхностей.
Внутренние оболочки камеры сгорания и сопла, а также наружные оболочки подбираются по шаблону (оправке) и контрольным размерам. Производится проверка прилегания комплекта по мелу. Наружная поверхность внутренних оболочек покрывается меловым раствором и сушится. На внутреннюю оболочку в соответствии с чертежом устанавливаются проставки. Затем на сборку надевается (напрессовывается) наружная оболочка. После разборки комплекта проверяются отпечатки по всей поверхности, кроме цилиндрической части. Отпечатки должны быть на 75% поверхности. Для проверки прилегания оболочек на мел технологические проставки могут использоваться несколько раз (до 8—10 сборок). Если в процессе комплектации гофры проставок деформируются, то технологические проставки заменяют. Скомплектованные под пайку оболочки отправляют в гальванический цех для подготовки поверхностей (пескоструйная обработка, травление и т.д.), а затем на сборку. Сборку производят с помощью специальных металлических 368
(чугунных, алюминиевых) оправок, чек.
Сборка под пайку узла камеры сгорания. Сначала внутреннюю оболочку напрессовывают на жесткую оправку (рис. 16.6). Плотность напрессовки проверяют по звуку обстукиванием медным молотком. Затем наружную поверхность оболочки тщательно обезжиривают, после чего на нее наносят ленты припоя в виде фольги толщиной 0,05 — 0,12 мм и шириной 10 — 20 мм (рис. 16.7) и прихватывают конденсаторной сваркой на сварочной машине ТКМ-4 (или ТКМ-7). Ленты надрезают через 50
выполненных по форме оболо-
Рис. 16.6. Жесткая оправка с установленной (напрессованной) на ней внутренней оболочкой
Рис. 16.7. Схема нанесения лент припоя на наружную поверхность вйутренней оболочки и прихватки их точечной сваркой •
— 80 мм для обеспечения более плотного прилегания к поверхности. Затем устанавливают гофрированные проставки (рис. 16.8). Для обеспечения необходимой плотности прилегания допускается подгибка гофров с помощью специальных плоскогубцев. Наползание гофр не допускается. Зазор между поясами гофрированных проставок должен быть не более 0,5 мм. Между собой гофрированные проставки скрепляются лентами припоя (рис. 16.8). После этого на внутренней поверхности наружной оболочки также уста-
369
Не более 0,5
На всех участках средней части
Рис. 16.9. Схема нанесения лент припоя на внутреннюю поверхность наружной оболочки
Рдс. 16.8. Схема установки поясов гофрированных проставок на внутреннюю обо-л лочку и соединения их лентами припоя I точечной сваркой |
навливают и закрепляют ленты припоя (рис. 6.9). Затем ее напрессовывают на внутреннюю оболочку (рис. 16.10). Сваркой прихватывают наружную оболочку к кольцу жесткости 7, снимают собранный узел с оправки и окончательно соединяют наружную оболочку с внутренней автоматической аргонодуговой сваркой.
Сборка под пайку сопла. Со
пло собирают аналогичным образом, однако наружная оболочка устанавливается на внутреннюю с приваренной к наружной оболочке точечной сваркой герметизирующей пластиной 6 (рис. 16.11).
После снятия узла камеры сгорания с оправки его с помощью приспособления, пока-
занного на рис. 16.12, устанавливают на модернизированный токарный станок для подрезания торцов.
ся на цилиндрический
жестко закрепленные на
рается на подвижный в
Узел устанавливает-и конусный диски, оси 7, а также опи-осевом направлении
Рис. 16.10. Схема установки (напрессовки) наружной оболочки на внутреннюю и прихватки ее к переходному кольцу:
/ и 2 — внутренняя и наружная оболочки;
3, 4, 5 и 6 — пояса гофрированных проставок;
7 — переходное кольцо жесткости
Рис. 16.12. Схема приспособления для установки узла камеры сгорания при подрезании торцов на токарном станке:
1 •— планшайба; 2 — откидной болт; 3 — неподвижный цилиндрический диск; 4 — обрабатываемый узел;
, 5 — неподвижный конусный диск; 6 — хомут; 7 — ось;
8 — прижимная пружина;
9 — подвижный диск; 10 — прижим; 11 — задний центр
Рис. 16.11. Узел сопла:
I — внутренняя оболочка; 2 —: наружная оболочка; 3, 4, 5 — гофрированные проставки; 6 — временная герметизирующая пластина
диск 9. При обработке торца А узел удерживается хомутом 6, прижатым откидными болтами 2. После обработки торца А узел поджимается прижимом 10, а хомут 6
снимается, после чего можно обрабатывать торец Б. Приспособление может быть использовано для подрезки торцов после сварки ее секций. В процессе обработки торцов и подгонки диаметра во избежание попадания стружки в охлаждающий тракт между внутренней и наружной оболочками осуществляют продувку его сжатым воздухом через трубку, приваренную к наружной оболочке.
Аналогично подрезают торцы внутренней и наружной оболочек сопла и обрабатывают наружную оболочку под соединительное кольцо. При обработке сжатый воздух подается через трубку вакуумной системы.
16.4. Пайка камеры сгорания и сопла
В большинстве случаев пайка камеры проводится в сборке: до пайки стыкуются камера сгорания и сопло. Достоинством такого способа является наличие связей между оболочками. Однако в этом случае для пайки требуются крупногабаритные печи.
Перед сборкой камеры сгорания и сопла под совместную пайку производят комплектовку. При этом измеряют диаметры оболочек камеры сгорания и сопла и подбирают их таким образом, чтобы
371
зазор между кромками оболочек и уступ между ними по потоку не превышал 0,2 мм. Сварку камеры сгорания и сопла ведут на специальном приспособлении, обеспечивающем совмещение осей узлов и совмещение кромок под сварку. На рис. 16.13 показано одно из таких приспособлений. К диску 1, установленному на корпусе 14, приварен стакан 2 с расточкой под установку центральной полой колонки 3. На эту колонку надета по посадке движения втулка 7, несущая полый конус 5. В средней части колонки на нее напрессована втулка с закрепленными на ней фланцем 8 и цангой 9. Разжим лепестков цанги производятся подпружиненным конусом 10, перемещаемым гайкой 11.
Рис. 16.13. Приспособление для сварки камеры сгорания с соплом
Камера сгорания и сопло устанавливаются на приспособление следующим образом. Сначала устанавливают сопло, затем камеру сгорания и поджимают их кольцевым упором 12 и гайкой 13. При этом торец сопла упирается в платики 4, закрепленные на диске 1. Центрирование юбки сопла обеспечивается подпружиненным (пружина 6) конусом 5. Центрирование узлов в критическом сечении в месте стыка и совмещение кромок под сварку производятся разжимом цанги 9. Вместо ручных винтовых зажимов гайками 11 и 13 можно установить пневматические и гидравлические силовые приводы. При этом конструкция приспособления несколько изменится. Приспособление вместе с закрепленными узлами устанавлИ;
372
вается на планшайбу манипулятора для обеспечения вращения во время сварки.
Внутренние оболочки КСхи сопла сваривают электронным или лазерным лучом с последующим рентгеноконтролем сварного шва и тщательным обезжириванием всех соединяемых деталей. Затем на внутреннюю оболочку наносят кольцо припоя, закрепляемое конденсаторной сваркой. Устанавливают гофрированную ленту, обматывая ее лентой припоя, концы которой также фиксируют конденсаторной сваркой. После этого прихватывают ленту припоя к гофрам конденсаторной сваркой, плотно натягивают соединительное кольцо и производят заварку двух кольцевых и продольных швов. Затем производят контроль качества сварных соединений по соединительному кольцу (пневмоиспытания и рентгеноконтроль) с последующей зачисткой сварных швов. Пайка производится в печи с созданием в охлаждаемом тракте вакуума. Поскольку пайка происходит без применения флюса, то вакуум создает условия для разложения окислов при нагреве, а также являетср средой с малым парциальным давлением кислорода. Кроме того, определенное значение имеет испарение металлов и окислов при нагреве в вакууме, который позволяет обеспечить при пайке плотное прилегание деталей камеры друг к другу. Обеспечить по всей паяемой поверхности узлов требуемые зазоры при сборке невозможно из-за сложности конфигурации штампованных деталей (точность их соответствует 12-му квалитету). За счет создания в охлаждаемом тракте вакуума и под действием атмосферного давления ликвидируются имеющиеся большие зазоры.
Собранный под пайку узел устанавливается на загрузочное приспособление (рис. 16.14). К трубке вакуумной системы камеры приваривается трубка вакуумной системы установки. Проводится контроль герметичности трубок вакуумной системы воздухом или аргоном при помощи пенных индикаторов и откачки вакуумируемого объекта: пережимают шланг и наблюдают, есть ли падение давления. В трех местах узла закрепляют термопары для контроля степени нагрева. Концы термопар присоединяются к коллектору, соединенному с приборами теплового контроля. Сборку покрывают кожухом-контейнером, который приваривается аргонодуговой сваркой к загрузочному приспособлению.
После сборки узла включают привод вращения приспособления (частота вращения 10 — 20 мин-^). Вращение необходимо для обеспечения равномерного нагрева узла и предотвращения стека-
373
Рис. 16.14. Схема пайки камеры а. вакуумной печи
йия припоя при пайке и остывании. Затем включйют вакуумный насос и контролируют вакуум по вакуумметру, он должен быть 2—5 Па. Производят предварительную продувку контейнера защитным газом, для удаления воздуха из объема контейнера. Продувку производят в течение 15—20 мин 3—4-кратным объемом защитного газа. Затем контейнер загружают в печь. В процессе нагрева в печи продолжают продувку защитным газом, откачку и вращение. По достижении температуры пайки (например, для припоя ПМ17 — 980—1010°С) конструкцию выдерживают в течение 5—15 мин. Длительность выдержки зависит от конструкции сборки.
По окончании выдержки контейнер выгружается из печи и охлаждается на воздухе (чаще всего применяют обдув контейнера вентилятором). При этом продолжаются более интенсивная подача защитного газа (в период интенсивного остывания в контейнер может попадать воздух), работа вакуумного насоса и вращение приспособления для обеспечения равномерного остывания сборки. При снижении температуры узла до 700°С подачу защитного газа вновь доводят до нормы. При 180—200°С подачу защитного газа прекращают и контейнер вскрывают. Остановка и прекращение обдува сборки вентилятором происходит при 100—80°С, т.е. когда уже ми-—। Э74 В
дует опасность окисления. После этого перерезают трубку вакуумной системы и срезают прихватки.
После остывания камеру осматривают, контролируют окисление (окалина более 0,05 мм недопустима), проверяют деформацию наружной оболочки и отсутствие оребрения на внутренней. Абразивным кругом срезают место заварки трубки, приваренной к компенсатору. На некотором расстоянии от ее торца нарезают резьбу и устанавливают заглушку для стравливания воздуха при гидропрес-еовке. Затем срезают трубку вакуумной системы и заглушку на патрубках коллектора и производят приварку конструктивных патрубков коллектора.
Гидропрессовку проводят на специальных стендах. Полости кат меры заполняются водой с хромпиком через патрубок коллектора (второй патрубок при этом заглушен). Подача воды осуществляется при открытой заглушке, а после появления воды из трубки заглушку закрывают и доводят давление жидкости до требуемого техническими требованиями. По окончании гидроопрессовки полости камеры сушат горячим (до 120°С) сжатым воздухом или в вакуумной печи при температуре 110—120°С. Затем проводят пневмоиспытания собранной камеры сгорания, после которых камера вскрывается (со стороны форсуночной головки). При этом срезают сварной шов, подрезают торцы наружной и внутренней оболочек, подгоняют их диаметры под соединение с форсуночной головкой. В процессе обработки в охлаждающий тракт через патрубок коллектора подают сжатый воздух. Затем камеру подвергают рентгено-контролю с целью проверки отсутствия непропаев и заплавлений каналов тракта охлаждения.
По окончании рентгеноконтроля осуществляют пролив камеры Для определения гидравлических потерь в тракте охлаждения и ее сушку. На все открытые полости устанавливают технологические заглушки, которые обязательно пломбируются.
Глава 17. Изготовление камер с фрезерованными пазами
17.1. Изготовление камеры сгорания
Камеры сгорания с пазами на внутренней оболочке являются разновидностью конструкций камер с регенеративным охлаждением. В них тракт охлаждения образован зазором между канавками, на внутренней оболочке и внутренней поверхностью наружной оболочки. Конструкция камеры сгорания с пазами охлаждения позво-
375
ляет получить необходимый закон изменения скорости протекания охлаждающего компонента и создать требуемый тепловой режим во внутренней оболочке. Камеры сгорания этого типа более тяжелые, чем камеры с гофрированными поставками, поэтому применяются на наиболее теплонапряженных участках. Закритическая часть камеры может выполняться с гофрированными проставками или с открытыми гофрами (рис. 17.1).
Достоинствами камер с, фрезерованными пазами являются: высокая (по сравнению с камерами с гофрированными проставками) прочность; высокое качество трак-
Рис. 17.1. Конструкция камеры с фрезерованными пазами в докритической части КС, и гофрированными проставками в закрити-' ческой части — сопле
та охлаждения, так как пазы любой конфигурации на внутренней оболочке получают механической обработкой, т.е. наиболее точным способом (особенно на станках с программным управлением), ребра имеют только один спай — с наружной оболочкой, следовательно, прочность связи оболочек будет больше, чем при применении гофр; качество паяного шва легче проконтролировать, т.е. легче расшифровать снимки, полученные на рентгеновской установке (при гофрах эта работа сильно усложняется из-за накладки одного и другого рядов спаев, а также из-за деформации и перемещения гофров при сборке, вакуумировании, пайке); при уменьшении шага между ребрами они меньше загромождают проходное сечение охлаждающего тракта, чем гофры. Минимальный шаг между ре-брами (связями) определяется технологическими возможностями оборудования, а максимальный —- прочностью. Получение ребер на наружной поверхности внутренней оболочки КС фрезерованием много проще и надежнее, чем изготовление гофрированных секций. Однако отклонение профиля контура КС должно быть не более 0,05 мм, допустимая разностенность не более 0,3 мм, шерох°' ватость поверхностей от Rz=20 до Ra=l,25 мкм. Точность выпол
376
нения пазов по ширине — 11—12 кв., а по глубине — 11 кв. Наличие заусенцев на поверхностях не допускается.
Применяемые материалы. Большей частью внутренняя оболочка КС с каналами охлаждения изготавливается из жаропрочного сплава на медной основе БрХО,8, обладающего сравнительно малой прочностью, но имеющего высокую теплопроводность. По сравнению с чистой медью он не так сильно разупрочняется при повышении температуры, кроме того, удовлетворительно штампуется, хорошо обрабатывается резанием, поддается пайке и сварке. В качестве материала для наружной оболочки, для которой не столь важны тепловые свойства, применяют нержавеющую сталь повышенной прочности 12Х21Н5Т. Часто (особенно при изготовлении сопловой части камеры) используются титановые сплавы: ВТ1-0 для внутренней оболочки и 0Т4 для наружной.
Изготовление элементов камеры. Заготовки внутренней оболочки КС из БрХ0,8 получают вытяжкой на гидравлическом прессе (типа П233) из листа за несколько переходов (как правило, не менее восьми) с промежуточным отжигом для восстановления пластических свойств. После термообработки заготовки очищаются от окалины травлением или пескоструйной обработкой. Припуск на механическую обработку 5—8 мм. Полученная заготовка обрабатывается (при установке на жесткой оправке) по наружной и внутренней поверхностям на станке с ЧПУ типа 16К30 резцами с твердосплавной пластиной ВК8. Рекомендуемые режимы обработки: V= 150 м/мин; 5 = 0,1-5-0,14 мм/об; s = 5 мм. Особое внимание обращается на точность обработки наружного контура и его совпадение с внутренним контуром наружной оболочки, поскольку по условиям сборки и пайки камер сгорания требуется обеспечить минимальные зазоры между сопрягаемыми поверхностями (менее 1 мм). Контроль осуществляют специальными эталонными шаблонами. Изготовление оснастки по шаблонам и копирам, подгоняемым без зазора к эталонному шаблону, или изготовление по самому эталонному шаблону сводит накопление ошибок к минимуму. Эталонный шаблон представляет собой серию шаблонов и контр-' шаблонов, выполненных на криволинейные профили камеры сгорания и сопла. Достаточно точно вычерченный шаблон дает возможность производить поверочные расчеты при проектировании и Увязке оснастки графоаналитическим методом.
Заготовки наружной оболочки КС состоят из двух частей: цилиндрической и профилированной. Изготавливают их из листа.
377
Порядок изготовления цилиндрической части:- получение развертки; гибка на листогибочной трехвалковой машине типа ГДС-0,5К; подгонка и обезжиривание сварочных кромок; прихватка кромок
замыкающего шва совместно с технологическими пластинами; сварка аргонодуговая с присадочной проволокой: контроль и испытание сварного шва на непроницаемость керосином; рентгеноконт-роль; проковка шва на станке типа СВПШ-2 или двухроликовой
машине; зачистка шва изнутри и снаружи заподлицо с основным материалом; калибровка; подрезка торцов.
Порядок изготовления профилированной части: получение развертки конуса; гибка развертки в конус; зачистка свариваемых кромок, обезжиривание, прихватка, сварка, контроль: проковка и зачистка сварного шва; калибровка; подрезка торцов; лакировка конуса с двух сторон (лак НЦ-134) с последующим омыливанием; формовка на гидравлическом прессе типа П233 в три перехода с промежуток-'
ным отжигом; подрезка торцов; окончательный контроль.
Рис. 17.2. Схема копировально-фрезерного станка для фрезерования пазов
ка устанавливается на оправку
Порядок изготовления заготовок закритической части камеры такой же, но к точности профилей не предъявляются столь жесткие требования, так как связь оболочек осуществляется гофрированными проставками.
Каналы охлаждения на наружной поверхности внутренней оболочки получают фрезерованием на специальных полуавтоматических копировально-фрезерных станках с гидравлическими копировальными устройствами (рис. 17.2), а также на станках с ЧПУ.
На копировально-фрезерном станке обрабатываемая заготов-(закрепленную на делительном по-
воротном столе станка) с выверкой по смещению в осевом направлении и радиальному биению. Пазы нарезаются двумя дисковыми фрезами шириной 1 — 2,5 мм и диаметром 30—70 мм. На вертикальной стойке станка установлен фрезерный суппорт, перемещающийся сверху вниз на рабочей подаче S и снизу вверх на уско-
378
ренной подаче холостого хода Sxx (рис. 17.3). На суппорте станка установлена фрезерная каретка с инструментами, которая может
Положение 6 начале работы
паза
Рис. 17.3. Схема копировально-фрезерного станка при фрезеровании пазов: So— горизонтальная подача холостого хода (ускоренный подвод и отвод);
5 Ер — горизонтальная подача — врезание; 5 р — рабочая подача, состоящая из 5 р в (вертикальной рабочей подачи от ходового винта) и 5 J.r (горизонтальной рабочей подачи от гидравлической следящей системы); 5 °.х— подача холостого хода при подъеме суппорта в исходное положение
перемещаться в направлении к заготовке на холостой подаче, а по профилю заготовки — на рабочей подаче. По окончании обработки она отводится от заготовки на подаче холостого хода. Обработка производится прижимом специального копирного ролика к наружной поверхности заготовки или поверхности копира. В первом случае глубина фрезеруемого паза постоянна:
V(VS)/2'
гДе D ф и d р — диаметр фрезы и рол,ика, мм, во втором (рис. 17.4) глубина паза переменна:
Рис. 17.4. Схема получения переменной глубины пазов на копировально-фрезерном станке с использованием накладного копира
379
лп=[(Лф-<*р)/2]-»,
где 8 — переменная толщина копира, мм.
В ряде конструкций переменная глубина паза используется для обеспечения оптимального теплообмена. При изготовлении таких пазов копир, по которому обкатываются копирные ролики, устанавливается неподвижно относительно основания (станины) станка и подвижно относительно оправки с установленной заготовкой. В исходном положении фрезерный суппорт находится вверху, а каретка отведена от установленной на оправке заготовки. При включении станка каретка на подаче холостого хода S х х подводится к
заготовке. Дальнейшее перемещение каретки с подачей S £ приво-
дит к врезанию
Рис. 17.5. Схема получения прямоугольных и треугольных ребер при фрезеровании пазов на внутренней оболочке КА:
1 — фрезы; 2 — ребра
инструмента на заданную глубину. Затем включается вертикальная рабочая подача Sp и обе фрезы прорезают в соответствии с траекторией перемещения копйрного ролика два паза постоянной ширины (при этом образуется ребро постоянной толщины). По окончании нарезания пазов (нижнее положение каретки) включается поперечная подача холостого хода 5ХХ, а затем вертикальная подача холостого хода S х х. Суппорт и каретка возвращаются в исходное положение, делительный стол поворачивается на требуемый угол и цикл повторяется.
В результате обработки при такой наладке станка образуются прямоугольные ребра и такое же число ребер треугольной формы. Вершины треугольных ребер сходят на нет и представляют собой заусенцы, которые необходимо удалить. Поэтому следует переналадить станок, установив фрезерный суппорт на высоте вершины треугольных ребер. Обработка вершин треугольных ребер осуществляется врезанием фрез в поверхность заготовки (рис. 17.5) с последующим их отводом, поворотом делительного стола и повторением цикла. После обработки пазов и треугольных ребер производятся снятие заусенцев шабером и контроль размеров. Изготовление пазов с применением станков с ЧПУ (например, мод. ПУ6441Пр)
380
позволяет обеспечить переменную подачу и переменную частоту вращения. На таких станках могут быть изготовлены канавки (пазы) любой конфигурации. Особенно эффективно изготовление винтовых канавок на станках с ЧПУ. Нарезание канавок на фрезерных станках с ЧПУ осуществляется, как правило, одной фрезой, закрепленной на специальной оправке.
После установки заготовки на оправку и настройки станка на заданное число ребер производится фрезерование одного межреберного канала. Затем фреза, в соответствии с программой, возвращается в исходную (пулевую) точку, оправка с заготовкой поворачивается на требуемый угол, после чего цикл обработки повторяется. Таким образом формируется одно винтовое ребро и одно ребро клинообразной формы.
Фрезерование канавок на цилиндрической части детали со спиральным расположением ребер производится методом обкатки на зубофрезерных станках. Червячная фреза для нарезания спиральных канавок устанавливается по отношению к вертикальной оси детали на угол подъема винтовой линии канавки, который может быть более 60°. При таких углах подъема винтовой линии в зависимости от диаметра обкатываемого цилиндра длина фрезы может быть значительной, достигающей 600 мм. Значительная длина и сравнительно небольшой наружный диаметр фрезы (не более 30 мм) при большой глубине фрезерования не позволяют производить обкатку на больших скоростях резания, но все же по сравнению с другими методами фрезерования метод обкатки наиболее рационален. Диаметр фрезы, оговоренный чертежом детали, выбирается из условия выхода фрезы без зарезания кромки канавки, ширина которой не превышает 4 мм при глубине врезания 4 мм. Эскиз червячной фрезы для нарезания канавок показан на рис. 17.6.
Прямые канавки на профильных поверхностях фрезеруются на копировально-фрезерном станке ГФ214М, позволяющем производить копирование поверхности детали по отдельному копиру или
Рис. 17.6. Червячная фреза для нарезания пазов (канавок)
381
непосредственно по поверхности детали. В большинстве случаев применяется копирование по поверхности, так как при этом не требуется изготовление копира и его выставление на станке относительно фрезеруемой детали. Станок работает от гидравлической системы, в которой имеются следящие гидромеханизмы. Гидросистема выполнена так, что позволяет осуществить автоматически цикл фрезерования детали. Подача масла в гидросистему с высоким давлением осуществляется автономной насосной станцией, снабженной регулирующими и предохранительными устройствами.
Фрезерный копировальный станок ГФ214М состоит из четырех самостоятельных узлов: делительного стола; механизма вертикального хода; механизма поперечного хода; насосной станции. Делительный стол станка может быть настроен на любое число делений путем подбора сменных шестерен. Поворотный механизм стола выполнен с выбором люфтов и позволяет производить деление с достаточно высокой точностью. Механизм вертикального хода обеспечивает перемещение механизма поперечного хода по его направляющей с любой заданной скоростью. Механизм поперечного хода несет на себе привод на оправку фрез, и следящее гидравлическое устройство.
Фрезерование ребер производится всегда парными фрезами, так как фрезерование одной стороны тонкостенного ребра и, следовательно, приложение односторонней нагрузки сил резания вызывает его деформацию. На станке можно фрезеровать канавки переменной глубины. Для этого достаточно на образующей детали, на месте движения щупа, закрепить эластичную стальную ленту переменной толщины. При фрезеровании канавок особое внимание уделяется фрезам. Обычно поломка фрезы в процессе фрезерования связана с местным вырывом одного или нескольких ребер — недопустимым дефектом для камеры сгорания. Для предупреждения поломок фрез опытным путем устанавливается гарантированное время их работы между переточками. Фрезы изготавливаются из быстрорежующей стали Р18. Скорость резания устанавливается опытным путем и зависит от свойств обрабатываемого материала и глубины резания. При одних и тех же условиях резание твердосплавными фрезами в три раза сокращает время на обработку. Возможность применения кругов из искусственных алмазов для обработки и заточки твердосплавных фрез способствует широкому внедрению этого инструмента для обработки высоколегированных нержавеющих сталей, титановых и других труднообрабатываемых! сплавов.
382
17.2. Сборка камеры сгорания под пайку и пайка
Механически обработанные детали камеры сгорания комплектуют и клеймят. Перед отправкой в гальванический цех внутреннюю и наружную оболочки комплектуют друг с друТом, собирают на оправке и проверяют на прилегание наружной поверхности внутренней оболочки, предварительно покрытой мелом, к внутренней поверхности наружной оболочки. Должно быть зафиксировано прилегание не менее 80% поверхности. Затем детали разбирают и направляют в гальванический цех.
Порядок нанесения покрытий на наружную поверхность внутренней оболочки следующий: внешний осмотр на отсутствие дефектов; обезжиривание в хладоне-113 или в бензине «галоша», электрохимическое обезжиривание; травление в водном растворе HCI (50—100 г/л) в течение 20 мин; осветление в водном растворе смеси кислот (СгО3, H2SO4, NaCl); изолирование внутренней поверхности лаком ХВ5179; обезжиривание полировочной известью; активирование в водном растворе НС1 (50—100 г/л) в течение 1 мин; меднение (слой 25 мкм) в водном растворе, г/л: CuSO4.5H2O — 170—200; H2SO4 — 50—70 при £ = 25°С, силе тока 70 А, т= 110 мин с реверсом при силе тока 200 А и т = 34 мин; протирка в полировочной извести; активирование в водном растворе НС1 (50—100 г/л) в течение 1 мин; серебрение (слой 4 мкм) в ванне состава, г/л; серебро металлическое — 20—28; CN — 18—22; KCN — 45—55; К2СО3 — 100; сила тока 20 А, т = 42 мин, реверс при силе тока 100 А, т=10 мин; промывка в холодной и горячей воде и сушка t сжатым воздухом.
Порядок нанесения покрытия на внутреннюю поверхность на-, ружной оболочки следующий: очистка электрокорундом сварных । швов; обдувка всей поверхности; обезжиривание хладоном-113 или бензином «галоша»; электрохимическое обезжиривание; анодное травление в водном растворе H2SO4 (1000—1200 г/л) при £=25°С, ‘ т = 8 мин; обработка в хлористом никеле: плотность тока 5 А/дм2, ' т = 5 мин: меднение (слой 12 мкм) при силе тока 80 А, т = 30 мин с реверсом при силе тока 150 А, т=18 мин; промывка в холодной проточной воде и пассивирование в водном растворе, г/л: Na2Cr2O7.2H2O - 90-130; H2SO4 - 15-25, < = 25“С, т = 25; промывка в холодной и горячей воде; контроль.
После получения деталей из гальванического цеха (с покрытием под пайку) внутренняя и наружная оболочка собираются под пайку на специальной оцравке.
383
Для вакуумирования внутренней полости между оболочками и обеспечения герметичности в процессе пайки торцы оболочек завариваются и проверяются на герметичность. На торцах оболочек предусмотрен технологический припуск, который после пайки уда. ляют.
Пайка производится в вакуумно-компрессионной индукционной печи типа ИП-500 или ВКА-750, где разогрев до температуры пайки создается индуктором. Внутри печи создается давление, а внутренняя полость изделия между внутренней оболочкой и наружной вакуумируется. Оболочки, заваренные по торцам, с приваренными трубками для вакуумирования собираются на приспособлении для пайки. Затем идет монтаж вакуумных трубок и термопар, вывод их на коллектор загрузочного устройства, контроль цепей термопар и герметичности вакуумных трубок. Загрузочное устройство вместе ' с изделием загружается в печь, после чего печь закрывается герметично плотной крышкой.
Процесс пайки ведется и контролируется электронно-вычислительными устройствами: температура, давление в печи и разрежение в сборочной единице.
Во время пайки изделие вращается со скоростью 4 мин-1. Давление в печи создается аргоногелиевой смесью (85% аргона и 15% гелия). Корпус печи охлаждается водой путем ее подачи на индуктор и конденсаторную батарею.
Вначале включается вращение сборочной единицы, затем включается нагрев при давлении в печи 20 кПа (0,2 кгс/см 2) и вакууме в изделии 6,65 Па (5- 10 ~2 мм. рт. ст.). С плавным повышением температуры повышается давлении в печи; при £=779°С давление доводится до 140 кПа (1,4 кгс/см2). Время нагрева до 779°С - 20+ 5 мин. За 3 мин до достижения этой температуры давление в печи повышается до 350 кПа (3,5 кгс/см2). Медь с серебром при температуре 779°С образует эвтектику, которая пр® дальнейшем нагреве до температуры пайки служит припоем. После этого производится дальнейший нагрев, при этом давление в печй также постепенно повышается. При достижении температуры 970°С давление повышается до 400 кПа (4 кгс/см2). Время подъема температуры от 760° С до 970°С — 25 мин. Выдержка при температур® пайки — 30± 1 мин. За 2 мин до окончания выдержки давление 8 печи повышается до 450 кПа (4,5 кгс/см2).
384
Следующая операция пайки — плавное охлаждение печи с помощью вентилятора, с плавным понижением давления в печи. Охлаждение сборочной единицы ниже / = 600°С ведется без контроля давления в печи.
После охлаждения печь открывается и сборочная единица выгружается. Демонтируются термопары й вакуумные трубки, монтажные пластины. Снимается приспособление с вала загрузочного устройства. Затем сборочная единица снимается с приспособления и охлаждается на воздухе до 35°С. Затем идут слесарные операции по очистке и обрубке сборочной единицы от остатков прихватки технологических пластин. Спаянный узел проходит термообработку в защитной среде. После тщательного контроля внешним осмотром и проверки протоколов пайки и термической обработки каждый узел проходит 100%-ный рентгеноконтроль и гидропневмоиспытания на прочность и герметичность.
После контрольных операций узел направляется в гальванический цех для нанесения на внутреннюю поверхность внутренней оболочки никельхромового покрытия (молочный хром) гальваниче
ским методом.
Для соединения внутренней оболочки из БрХ0,8 с наружной оболочкой из стали 12Х21Н5Т применяют более дешевый припой ПМ-17А, обеспечивающий высокое качество паяного соединения. Температура пайки 980—1010”С, припой наносится в виде лент. После комплектации и клеймения оболочки направляются в гальванический цех для покрытия наружной поверхности внутренней оболочки медью, а внутренней поверхности наружной оболочки —
никелем. Порядок сборки КС следующий: напрессовка внутренней оболочки на жесткую оправку; нанесение на внутреннюю поверхность наружной оболочки лент припоя и закрепление их конденсаторной сваркой (рис. 17.7—17.9); сверление в наружной оболочке двух радиальных отверстий и приварка выводной трубки вакуумной системы и трубки для стравливания воз-Духа при последующей гидроопрессовке; напрессовывание
Рис. 17.7. Схема, Рис. 17.8. Схема нане-напрессовки сения и фиксации то-
внутренней обо- чечной сваркой лент
лочки КС на припоя на внутренней жесткую оправ- поверхности наруж-
ку ной оболочки КС
385
Рис. 17.9. Схема на-прессовки наружной оболочки КС на внутреннюю
наружной оболочки на внутреннюю; отбортовка кромок внутренней оболочки с двух сторон и пайка с помощью газовой горелкой; контроль герметичности посредством создания вакуума в межоболочечном пространстве (до 1,33 Н/м2); приварка дисков 1 и 2 (рис. 17.10); приварка к выводной трубке 3 трубки вакуумной системы 4.
Пайка ведется без защиты наружной поверхности наружной оболочки из-за достаточно большой ее толщины с вакуумированием межрубашечного простран
ства. Сборка камеры сгорания с фрезерованными пазами с соплом ведется так же, как сборка камеры сгорания с гофрированными проставками.
К вакуумному насосу
Защитный газ
Рис. 17.10. Схема приварки днищ и трубки вакуумной системы
Глава 18. Изготовление форсуночных (смесительных) головок
18.1. Общие требования и конструкторско-технологические решения Форсуночная (смесительная) головка предназначена для камеру сгорания в заданной пропорции смеси горючего и теля, подготовленной для быстрого и полного ее сгорания,
готавливается, как правило, в виде отдельного блока, что позволЯ' ет выбирать технологические режимы пайки и термической обрЯ' ботки, отличающиеся от технологических режимов изготовления блока камеры сгорания и сопла. При этом обеспечивается возмо#'
ввода 8 ОКИСЛИ' Она из-
яость проведения технологических испытаний герметичности полостей, проверки соответствия расходных характеристик, а также качества распыла и смешения техническим требованиям до соединения головки с камерой сгорания. Важными конструктивными элементами форсуночной головки являются форсунки: струйные и центробежные; жидкостные и газовые; однокомпонентные и двух-' компонентные. Разнообразны и конструкции форсунок.
К форсуночным головкам предъявляются следующие требования: высокие прочность, герметичность и чистота полостей; точность гидравлических характеристик. При изготовлении головок погрешность в размещении форсунок в днище допускается ±0,1— 0,3 мм, погрешность общего расхода компонентов топлива через головку и погрешность расхода через каждую форсунку — 1—4%, ось факела смеси должна совпадать с осью камеры сгорания.
На рис. 18.1 — 18.5 приведены конструктивные схемы различных форсунок. Распррстраненными схемами расположения однокомпо-
Жидкость
Газ
Жидкость
Жидкость
Газ
2
Жидкость
6
Жидкость
Рис. 18.1. Варианты конструктивного выполнения газожидкостнык форсунок и их соединения с днищами:
а — струйно-струйная; б — струйно-центробежная с тангенциальными отверстиями; 8 — струйно-центробежная со шнековым завихрителем; г — двухкаскадная: первый каскад — газожидкостная струйно-струйная; второй каскад — жидкостная центробежная с тангенциальными отверстиями;
1 — огневое днище; 2 — среднее днище
388
387
Ок
Рис. 18.2. Варианты конструктивного выполнения жидкостных форсунок и их соединения с днищами:
а — двухкомпонентная струйно-струйная; б — однокомпонентная центробежная с за- , вихрителем; в — однокомпонентная струйно-центробежная; г — двухкомпонентная центробежная с тангенциальными отверстиями:
1 — переднее днище; 2 — среднее днище; 3—6 — корпуса форсунок; 7 — распорная втулка; d к,3— диаметр камеры закручивания; d с — диаметр сопла; rf вх— диаметр тан- ' генциального отверстия ;
нентных форсунок является сотовая и шахматная, а двухкомпонентных — по концентрическим окружностям. Схемы расположений форсунок приведены на рис. 18.3. Диаметр выходных отверстий в струйных форсунках 0,8—2,5 мм. Струйные форсунки просты, обеспечивают большой расход, но имеют большую дальнобойность струи и малый угол распиливания жидкого компонента (10-20°)-
388
Рнс. 18.3. Конструкции жидкостных форсунок:
я — струйная; б — центробежная с тангенциальными отверстиями открытого типа; в — центробежная с тангенциальными отверстиями закрытого типа; г — центробежная со
. шнеком; д — струйно-центробежная со шнеком:
1 — корпус; 2 — донышко; 3 — шнек; 4 — кольцо
Рис. 18.4. Схема сборной двухкомпонентной форсунки с тангенциальными отверстиями
В центробежных форсунках распыляемая жидкость, поступая с большой скоростью в рабочую полость форсунки, приобретает окружную скорость либо за счет тангенциально расположенных отверстий, либо за счет протекания в винтовых канавках шнека (завихрителя).
18.2. Технологические процессы производства
Изготовление корпусов смесительной (форсуночной) головки. Заготовку получают штамповкой или раскаткой профильными роликами на специальных раска-точных станках. На рис. 18.6 приведен узел корпуса, а на рис. 18.7 — схема станка для раскатки кольцевых заготовок. Исходной заготовкой для раскатки служит кольцо, полученное отливкой, ковкой или иным способом. Нагретую до ковочной температуры для данного металла заготовку 1 (рис. 18.7) устанавливают между роликами 2 и 3. Ролик 2 вращается в неподвижном подшипниковом узле 5, а ролик 3 — в подшипниковом узле 4, перемещающемся в вертикальном направлении и передающем силу давления ролика при раскатке. От боко-
389
Рис. 18.5. Схема цельной двухкомпонентной форсунки открытого типа
Корпус
Рис. 18.6. Узел корпуса смесительной головки
Рис. 18.7. Схема станка для раскатки колец:
, 1 — заготовка; 2, 3 — ролики;
4 — подшипниковый узел; 5 — неподвижный подшипник; б — колодка; 7 — пружина; 8 — боковые поддерживающие ролики; 9 — командный аппарат; 10 — ролик
390
41
Рйс. 18.8. Схема поворотного кондуктора:
1 — корпус; 2 — стопор; 3 — неподвижный диск; 4 — подвижный диск; 5 — фиксатор; 6 — колодка; 7 — кондукторная втулка;
8 — обрабатываемая деталь;
9 — опорный элемент;
10 — прижим
вых смещений заготовка удерживается подпружиненными роликами 8, которые по мере увеличения диаметра заготовки отжимаются в стороны. При достижении заданного размера заготовка коснется ролика 10, повернет его и включит командный аппарат 9, дающий сигнал для остановки процесса раскатки и отвода роликов.
Перед раскаткой заготовки подвергают грубой механической обработке для снятия поверхностного дефектного слоя. В процессе раскатки оставляют припуски на последующую механическую обработку 2—4 мм. При проведении чистовой обработки следует стремиться к тому, чтобы все посадочные места, особенно для среднего (D 2 ) и огневого (D з ) днищ (см. рис. 18.6) обработать с одной установки. Боковые отверстия для входа горючего сверлятся после окончательной токарной обработки корпуса на сверлильном станке с применением поворотного кондуктора (рис. 18.8) или на многошпиндельном агрегатном станке.
При установке обрабатываемой детали 8 на опорный элемент 9 колодка 6 с кондукторной втулкой 7 отводятся вправо, как показано пунктиром. Деталь крепится прижимом 10. Она поворачивается на заданный угол вместе С диском 4 при освобожденном фиксаторе 5. Для выбора люфтов и ликвидации дрожания в процессе обра- ботки служит стопор 2.
Изготовление днищ. Днища изготавливают из листовых заготовок. Верхнее днище штампуют для получения сферической или эллиптической формы и вырубки центрального отверстия под приварку патрубка. Технологические процессы механической обработки среднего и огневого днищ практически одинаковые, а иногда °ба днища обрабатываются в комплекте совместно. Последовательность обработки показана на рис. 18.9. Обработку отверстий (сверление, зенкерование и развертывание) производят в кондукторе на Радиально-сверлильном станке. При сверлении отверстий возможно Коробление плоскости днищ вследствие перераспределения остаточ-
391
Базовое отверстие
Рис. 18.9. Последовательность обработки днищ:
I — сверление базового отверстия;
II — обточка верха; III — обточка торцов; IV — сверление отверстий под форсунки
леке последовательных
ных напряжений. Если величина отклонений от плоскости превышает допуск (обычно 0,4—0,6 мм), то торцы обрабатываются повторно. В этом случае после первой проточки торцов оставляется припуск (по толщине днища) на вторую торцовку. Величина припуска зависит от степени коробления и определяется опытным путем. Кондуктор для сверления отверстий под форсунки в днищах имеет 2—3 сменные кондукторные плиты, выполненные с большой точностью.
В опытном и мелкосерийном производствах при частой смене изделий целесообразно сверлить отверстия в днищах под форсунки без сложного кондуктора на станках с программным управлением. При этом весь технологический процесс обработки детали разделяется на точно рассчитанный комп-й рабочих органов станка, напри
мер: повернуть стол, подвести сверло, включить подачу, выключить подачу, вывести сверло и т.д.
Изготовление форсунок. При изготовлении струйных форсунок основная трудность заключается в сохранении прямолинейности оси отверстия, так как его диаметр очень мал, а относительная длина большая. Если отверстие ступенчатое, то сначала сверлят инструментом большего диаметра, а затем меньшего. Обработка остальных поверхностей не вызывает затруднений. В качестве заготовки выбирают пруток соответствующего диаметра. На рис. 18.10 и 18.11 приведена последовательность обработки корпуса форсунки. Окончательную обработку (рис. 18.12) выполняют на бесцентровом станке и полировальной бабке.
Центробежные форсунки с тангенциальным вводом жидкости изготовляются из прутка на токарных автоматах или токарно-револьверных станках с последующим сверлением тангенциальных
отверстий в кондукторе.
392
5. Расточка отверстия под кольцо
I. Подача прутка до упора
Рис. 18.10. Предварительная обработка корпуса форсунки на токарном автомате мод. 1А136
6. Подрезка торца
I Снятие заусенцев
3,4,5. Сверление, зенкерование, развертывание
I. Полирование, снятие заусенцев
Рис. 18.11. Обработка торца и отверстия форсунки иа токарно-револьверном станке мод. 1336
2. Шлифование наружной части корпуса
Рис. 18.12. Окончательная обработка корпуса форсунки
393
Рис. 18.13. Двухкомпонентная форсунка с тангенциальными отверстиями
Технологический процесс изготовления двухкомпонентной центробежной форсунки с тангенциальными отверстиями (рис, 18.13) включает, как правило, следующие операции:
— обработка наружных и внутренних поверхностей со стороны большего диаметра на токарно-револьверном автомате; обработки наружных и внутренних поверхностей с другой стороны па револьверном станке; сверление тангенциальных отверстий; зачистка заусенцев; промывка; сборка и завальцовка Заглушки; контрольные испытаний (проливка).
Первая операция выполняется на токарно-револьверных автоматах типа 1А118, 1А124, 1А136. Примерные эскизы переходов изображены на рис. 18.14.
Вторая операция выполняется на револьверных станках типа 1П326, 1340А. Примерные эскизы наладки станка даны на рис. 18.15.
Сверление входных тангенциальных отверстий сопряжено с некоторыми трудностями, обусловленными односторонним действием
сил резания на сверло в начале и в конце сверления, как это схематически показано на рис. 18.16 стрелками. Эти силы, действуя на тонкое сверло, обладающее малой жесткостью, изгибают его, что ведет к искривлению оси отверстия или к ошибке в направлении этой оси. Между тем для обеспечения хорошей работы форсунки требуется направить струю жидкости строго по касательной к образующей поверхности внутренней выточки форсунки. Для предупреждения увода сверла применяют кондукторы с направляющими втулками, облегающими наружную поверхность форсунки и корректирующими направление сверления с учетом отжима сверла. Величина поправки устанавливается опытным путем.
Сверление должно производиться с малой, всегда одинаковой подачей, так как силы резания, а следовательно, и силы отжима
сверла зависят от сечения стружки.
394
Г77Л Рис-1814-Эс-
-..-4 - кизы перехо-/7/ дов обработки /У/ форсунок
Рис. 18.16. Отжим сверла при сверлении тангенциальных отверстий:
а — в начале сверления;
б — в конце сверления
На рис. 18.17 изображен простой кантующийся кондуктор для сверления тангенциальных отверстий в форсунках. Форсунка 4 устанавливается между призмами 6 и 7 при отведенной в сторону планке 2 с винтом 1. Для выбора люфта призма 6 выполнена подвижной — поджимается винтом 8. Затем планка 2 поворачивается вокруг оси 9 до упора, когда вырез на втором конце планки 2 зайдет в проточку на стержне 10. Затем зажимным винтом 1 закрепляют форсунку. Сверление производят через кондукторные втулки 5, облегающие наружные поверхности форсунки для погашения сил, отжимающих сверло. После образования одного отверстия кондуктор поворачивают на 180° и сверлят второе отверстие через вторую кондукторную втулку. Сверление производят на быстроходном настольно-сверлильном станке типа НС-6 или на верти-
395
Рис, 18.17. Кондуктор для сверления тангенциальных отверстий в форсунке: .М 1 — винт; 2 — планка; 3 — корпус; 4 — форсунка; 5 — кондукторная втулка; М
6, 7 — призмы; 8 — винт; 9 — ось; 10 — стержень ЧЦ
кально-сверлильном быстроходном полуавтоматическом станке другой конструкции. На этом станке для увеличения стойкости сверла предусмотрено специальное устройство для сообщения инструменту вибрационных колебаний в направлении подачи. Амплитуда вибраций (при бесступенчатом регулировании) выбирается в зависимости от диаметра сверла и величины подачи в пределах от 10 до 100 мкм.
Точные тангенциальные отверстия в форсунках можно получить методом электроискрового прошивания на полуавтоматах типа ЭП-5М. Форсунка устанавливается в специальном поворотном кондукторе, помещенном в ванну с керосином. Электродом является латунная проволока, автоматически подающаяся роликами по мере углубления в отверстие. Диаметр проволоки на 15—20% меньше диаметра прошиваемого отверстия. Момент окончания прошивки фиксируется специальным реле, которое дает команду на вывод из отверстия электродной проволоки и автоматический поворот форсунки на заданный угол для прошивания следующего отверстия. Станок оборудован вибробункером и механизмом автоматической загрузки с манипулятором для подачи форсунок в зону обработки.
В серийном производстве ЖРД экономически целесообразно автоматизировать процесс изготовления форсунок, так как на каждую головку требуются сотни, а иногда и тысячи форсунок. Особенно большие перспективы для автоматизации обработки форсунок сулит внедрение в производство роторных автоматических линий, особенностью которых является совмещение обработки заготовок с их транспортировкой, вследствие чего процесс обработки осуществляется непрерывно. Принципиальная конструктивная схема автоматической роторной линии приведена на рис. 18.18. Она со-399
Рис. 18.18. Автоматическая роторная линия
стоит из механизма автоматической загрузки, ротора питания 2 и операционных рабочих роторов, контрольных и транспортных роторов 4. Каждый ротор представляет собой самостоятельную автоматическую роторную машину, состоящую из привода 1 и блоков 3 с инструментами, получающих движения от копиров. В зависимости от сложности конструкции и точности форсунки роторная автоматическая линия обычно состоит из 6—10 операционных рабочих роторов и примерно такого же количества транспортных.
Профильный каналы (см. рис. 18.1) получают фрезерованием ча вертикально-фрезерных станках концевыми фрезами или элект-роэрозионной обработкой на вырезных станках с числовым программным управлением моделей 4531ФЗ, 4532ФЗ и др., в которых электродом-инструментом является движущаяся латунная проволока.
Технология изготовления корпуса центробежных форсунок с за-зихрителем (шнеком) аналогична технологии изготовления форсунок с тангенциальным входом. Шнек, представляющий собой мно-’озаходный винт (2—4 захода) трапецеидальной или прямоугольной формы (рис. 18.19), изготавливают отдельно. Винтовые канав-Ки на шнеках образуются: накатыванием на резьбонакатных стаи-Ках (рис. 18.20); точением на токарно-винторезных станках или
397
Рис. 18.20. Схемы накатки винтовых канавок на шнеках роликами (а) и плашками (б).
1 — неподвижный ролик; 2 — подвижный ролик; 3 — заготовка; 4 — готовая деталь;
5 — подвижная плашка; 6 — неподвижная плашка; 7 — направляющая планка;
/ — ход ролика
резьботокарных полуавтоматах; фрезерованием на резьбофрезерных станках. Наиболее производительным процессом является накатка. Резьбы диаметром до 25 мм, накатываются плоскими плашками, а резьбы диаметром 6—60 мм при твердости материала HRC < 38 — круглыми роликами на станках мод. 5932, 5966 и др. Режимы накатки приведены в таблице.
Параметры процесса , Способ накатки
Плашками Роликами
Скорость, м/мин .. 15-20 15-20
Подача, мм/об 0,2-0,7 0,06-0,15
Усилие на 10 мм длины заготовки, Н 60000-120000 15000-60000
Получаемая точность: допуск на средний диаметр, мм допуск на шаг канавки, mnj. эллипсоидность, мм 0,03-0,04 0,01—0,04 не более 0,03 0,01-0,02 0,01-0,15 до 0,01
398
Наиболее эффективным способом накатывания винтовых канавок при длине заготовок 100 мм й более является накатывание роликами с кольцевой нарезкой профилирующих канавок. При этом способе диаметр роликов не зависит от диаметра накатываемой заготовки и может быть сравнительно небольшим. Ролики с кольцевой нарезкой уже роликов с винтовой нарезкой, в результате чего усилие, необходимое для формирования винтовой канавки, гораздо меньше, чем при аналогичной работе широкими роликами с винтовой нарезкой. Оси роликов с кольцевой нарезкой устанавливаются относительно заготовки под углом, равным углу подъема винтовых канавок. Заготовка подается в заборную часть роликов, которые приводят ее во вращение, так что заготовка, самозатягиваясь, ввинчивается в их кольцевые витки. Калибрующие витки роликов придают профилю канавок окончательную геометрическую форму. Формирование канавок производят за один проход, продолжительность операции 1—15 мин. Шероховатость поверхности канавок не более Ra=l,25 мкм. Получаемые заготовки разрезаются на отдельные детали, торцевые поверхности которых шлифуются на плоскошлифовальном станке, при этом детали укладываются на плиту магнитного стола в специальной рамке.
Сборка форсунок производится после тщательного обезжиривания входящих в них деталей, предварительно прошедших раздельный пролив. В процессе сборки детали соединяются сваркой, твердой пайкой, штифтом и прессовой посадкой. Перед сборкой при помощи пайки в кольцевые выточки внутреннего корпуса помещается разрезное кольцо припоя, которое приваривается к корпусу точечной сваркой по обе стороны стыка кольца. Припой и детали форсунки перед сборкой тщательно обезжириваются и обезвоживаются.
Особенности различных методов сварки и пайки подробно рассмотрены в 12.3 и 12.4. Ниже приведен технологический процесс сборки и пайки форсунок припоем ПЖК-35 (34—36% Мп; 54— 64% Сг; 1,5% Fe; 1—15% Со) в восстановительной (Ar+BF3) среде. Температура плавления припоя — 1100—1170°С, а температура пайки 1210—1230°С. Припой обладает хорошей растекаемостью и Удовлетворительным затеканием в зазоры. Технологический процесс сборки и пайки форсунок приведен ниже.
18.3. Сборка, сварка и пайка форсуночных голйвок
Форсуночные головки включают, как правило, два технологических узла, изготавливаемые отдельно, а затем соединяемые сваркой
399
(чаще всего арго но дуговой): форсуночный узел, в который входит 1 корпус, среднее и огневое днища форсунки; наружное днище с Я патрубком и фланцами. За базовую деталь при сборке форсуночного узла принимают корпус, в который устанавливают одно из днищ, затем форсунки и второе днище. Среднее днище соединяется с корпусом аргонодуговой сваркой, а огневое — пайкой. Форсунки соединяются с днищами главным образом пайкой.
Сборку форсуночного узла начинают с установки среднего днища в корпус с диаметральным зазором 0,2—0,3 мм и приварки его к корпусу аргонодуговой сваркой с присадкой. После сварки швы зачищают и проверяют керосином. В случае негерметичности шва допускается подварка с предварительной разделкой не более чем в трех местах. После подварки герметичность проверяют повторно.
Далее корпус с приваренным средним днищем поступает на комплектовку форсунками и подготовку к пайке с тщательным обезжириванием всех деталей, входящих в узел.
Пайка производится твердым припоем, температура пайки кото- ! рого ниже температуры пайки припоя ПЖК-35. Лента припоя, j предварительно прокатанная из проволоки диаметром около 2 мм, вальцуется в кольца, которые до постановки в канавки форсунок j хранятся в иксикаторе со спиртом. Укладывать припой необходимо i в замшевых или капроновых перчатках. Если припой накладывает- i ся на плоские поверхности, то его прихватывают электроконтакт- | ной сваркой с помощью сварочного пистолета. Толщина ленты ' припоя должна быть меньше глубины канавок на 0,02—0,03 мм. Затем форсунки вставляют в среднее днище и обжимают на гидропрессе строго определенным усилием. Далее на форсунки надевают кольца припоя и огневое днище, после чего форсунки обжимают со стороны огневого днища, как показано на рис. 18.21. Пайка
Припой
Рис. 18.21. Схема сборки форсуночного узла
производится в контейнерах для пайки в среде защитного газа с добавлением газообразного фтористого флюса, повышающего качество защитной среды (рис. 18.22, а) или в вакууме (рис. 18.22, б). При пайке в вакууме крышку контейнера приваривают к корпусу, а после пайки и остывания сварной шов срезают. Причем каждый раз перед закладкой узла в контейнер его внутренняя поверхность
Рис. 18.22. Контейнеры для пайки форсуночных узлов:
а — для пайки в среде защитного газа: 1 — изделие; 2 — сетчатое дно; 3 — корпус контейнера; 4 — фтористый аммоний; 5 — наружный контейнер; 6 — трубка отвода газа; 7 — затвор песочный; 8 — крышка; 9 — крышка внутреннего контейнера;
10 — трубка подвода газа;
б — для пайки в вакууме: 1 — изделие; 2 — крышка; 3 — крышка к вакуум-насосу;
4 — корпус контейнера
подвергается пескоструйной очистке и обезжириванию. После пайки производят тщательный контроль качества пайки и контроль герметичности швов воздухом (рис. 18.23), воздушно-фреоновой смесью или гелием.
Переднее днище с приваренными к нему патрубком и штуцерами сваривают с корпусом в последнюю очередь. Прихватка производится в восьми точках по перекрестной схема. Основные швы накладываются автоматической аргонодуговой сваркой.
Технологический процесс сборки и пайки форсунок следующий (рис. 18.24):
1. Очистить и обезжирить все детали (технологию очистки см. выше). .
2. Вставить в кольцевые проточки припой.
3. Собрать форсунки.
4. Установить форсунки в гнезда подставки.
5. Установить подставку с форсунками в контейнер.
6. Приварить термопару, к подставке.
7. Приварить крышку к контейнеру.
400
401
6
Ki
Рис. 18.23. Приспособление для контроля герметичности швов воздухом:
1 — корпус; 2 — крышка; 3 — блок форсунок; 4 — оргстекло; 5 — форсунка;
6 — резиновая заглушка; 7 — резиновые уплотнения
Рис. 18.24. Установка для пайки форсунок:
а — схема: 1 — клапан; 2 — баллон с аргоном (р >2,5 МПа); 3 — редуктор; 4 — ротаметр; 5 — селикогель; 6 — алюмогель; 7 — осушенный аргон; 8 — смесительная камера; 9 — соль K5F4; 10 — линия подачи газа (смесь: Аг + BF3, р = 0,13-*-0,15МПа);
11 — выход газа из контейнера; 12 — печь; 13 — контейнер с форсунками; б — контейнер в разрезе
402
8. Загрузить контейнер в печь, которая предварительно прогрета до 1250—1270’С (время загрузки 20—30 мин).
9. Подсоединить шланги подвода 10 и отвода 11 газа к трубопроводам контейнера. '
10. Закрыть крышку печи.
11. Подсоединить термопару к прибору.
12. Установить (отрегулировать) расход газа через контейнер 3—4 л/мин. -
13. Включить печь и довести температуру в контейнере до 1200°С.
Подача газа должна быть непрерывной. Температура контролируется и автоматически поддерживается рпециальным прибором. Процесс пайки длится 5 мин.
14. Отключить печь, открыть крышку печи. Охлаждать печь вместе с контейнером до температуры 300°С. Во время охлаждения газ должен непрерывно прокачиваться через контейнер.
15. По достижении указанной температуры контейнера закрыть кран подачи газа, отсоединить шланги подвода и отвода глаза от трубопроводов контейнера, отсоединить термопару от прибора, вынуть контейнер из печи.
16. Отрезать крышку от контейнера. Отрезать термопару от подставки.
Примечания. 1. После каждой пайки шланги подвода и отвода газа в контейнер заглушить технологическими заглушками. После трех паек шланги проверить давлением 100 кПа (выдержка 10 мин.), промыть спиртом и сушить сжатым воздухом.
2. Аргон должен быть проверен на содержание в нем воды. Точка росы в баллоне должна быть не ниже 55'С, а минимальное давление — не менее 2,5 МПа.
3. Через каждые 3—4 пайки соль KBFz, заменяется. Разовая засыпка соли — 80—100 г (должна быть указана дата засыпки).
4. Ежедневно перед началом работы следует проверять ротаметр и манометры (внешним осмотром).
5. Контейнер после пайки необходимо промывать чистым бензином и продувать сжатым воздухом.
6. При работе со смесью Аг + BF3 необходимо соблюдать осторожность, не допуская попадания газа в органы дыхания. •
7. Газовая смесь, выходящая из контейнера, должна быть отведена в вытяжную вентиляцию. , .,
18.4. Контроль форсунок
Точные посадочные размеры деталей форсунок контролируются Индикаторными электроконтактными (рис. 18.25) и пневматическими (рис. 18.26) измерительными приборами, а свободные размеры
403
Рис. 18.25. Контроль посадочных диаметров форсунки с помощью электроконтактной измерительной головки:
1 — измерительный наконечник; 2 — корпус; 3 — шпиндель; 4 — настроечный винт
К
в форсунку — +5 • 10
-вотаметр воздух от '’невмосети
Рис. 18.26. Схемы измерения пневматическим методом линейных размеров: а — диаметра отверстия; б — диаметра тангенциального отверстия; в — проливка отверстия
— предельными калибрами' (скобами и пробками). Точ
ность изготовления диаметра проходных отверстий форсунок контролируется проливкой, длительность которой определяется с точностью + 0,1 с, а давление на входе
питьевой водой при комнатной температуре.
2
Н/мм . Проливка производится обычной
Производительность форсунок определяется различными метода-, ми измерения расхода: объемным методом; весовым методом; мето
дом сравнения; с помощью ротаметра; с помощью дроссельной шайбы.
Объемный метод измерения расхода (рис. 18.27) заключается в измерении объема жидкости (воды), пролившейся через испытуемую форсунку за строго определенный отрезок времени, и в сравнении его с расходом, заданным в технических условиях на форсунку данного типа.
404
рис. 18.27. Схема измерения расхода объемным методом:
/ — кран запорный; 2 — мерный бак;
3 — электромагнитный механизм;
4 — электросекундомер; 5 — зажимное устройство с форсункой; 6 — манометр образцовый; 7 — кран дроссельный;
8 — приемная емкость; 9 — водомерное стекло; 10 — слив; 11 — фильтр;
12 — кран проходной; 13 — насос;
14 — бак с водой; 15 — фильтр
Глава 19. Изготовление турбонасосных агрегатов
19.1. Изготовление дисков турбин
Одним из основных узлов турбонасосных агрегатов (ТНА) является турбина, предназначенная для приведенная во вращение насосов, подающих компоненты топлива к двигателю, и работающая в высокотемпературной среде коррозионно-активных газов. Диски турбин в зависимости от способа изготовления делятся на сварные и литые с лопатками (рис. 19.1, а и б) и штампованные.
Специфические требования к различных конструкциям дисков: точность посадочных мест должна соответствовать 7—12-му квали-тетам, биение наружных посадочных мест относительно оси ротора и центральной выточки отверстия или шейки должно находиться в пределах 0,001—0,1 мм; максимальные дисбалансы дисков не более
405
13
Рис. 19.1. Конструкции сварного и литого дисков турбин с лопатками
5 гс см на плече в 100 мм; поверхности диска во избежание конМ центрации напряжений не должны иметь рисок и резких перехо^Ц дов. Применяются стали 18Х2Н4ВА, ОХНЗМ, ЗОХГСА, 37Х12Н8Г8МФБ (ЭИ 481) и сплавы ХН77ЮР (ЭИ 437Б) ХН70ВМТЮ (ЭИ 617), ХН65МВТКЮЛ (ЖС6К) и др. Форма дисков определяется из условий равнопрочности.
Главным достоинством сварных дисков является изготовлени^И их с минимальным шагом лопаток, а недостатком — высокая труИ доемкость механической обработки замков лопаток и штампованно- го диска. Кроме того, при сварке изменяется положение лопаток в диске, что нарушает геометрию газового тракта и его стабильность. Литье дисков с лопатками по выплавляемым моделям по.зволяем| значительно снизить трудоемкость изготовления и повысить став бильность выходных параметров.
На рис. 19.2 показаны типы соединений диска турбины с ваИ лом. Штифты для передачи большого крутящего момента распола-И гают на фланце подальше от центра вращения вала (рис. 19.2, в)И
406
7
Рис. 19.2. Типы соединений диска турбины с валом:
а — штифтовое; б — призонными болтами; в — фланцевое; г — шлицевое: 1 — диск; 2 — штифт; 3 — вал; 4 — болт; 5 — гайка; 6 — шайба стопорная; 7— винт
Часто вал выполняют с диском из одного материала или диск турбины приваривается к фланцу вала.
Большое внимание уделяется рациональному способу крепления лопаток с учетом конструктивной прочности и технологичности конструкции. Наибольшая конструктивная прочность при минимальной массе диска достигается, когда лопатка выполнена за одно целое с диском и обод получается легким. Однако изготовить такие диски сложнее, особенно с точки зрения получения точного профиля лопаток. На рис. 19.3 показаны некоторые типы соединений лопаток с диском турбины.
Заготовки для дисков получают штамповкой в закрытых штампах или литьем по выплавляемым моделям за одно целое с лопатками. Штампованные заготовки с припуском на обработку 5—10 мм поставляются в отожженном или нормализованном состоянии. На поверхности заготовок не должно быть трещин, заковок, плен, инородных включений и других дефектов, нарушающих сплошность материала. Не допускаются усадочные рыхлоты, пузыри, расслоения, поэтому некоторую часть заготовок от каждой плавки разрезают, чтобы исследовать внутреннее строение металла. Все остальные заготовки проверяют на сплошность материала ультразвуковым методом. На каждую партию заготовок должна быть соответствующая документация завода-поставщика. На рис. 19.4 показана заготовка диска ТНА.
Механическую обработку дисков после контроля начинают с подготовки баз и осуществляют на токарных или токарно-револь-
407
Рис. 19.3. Типы соединений лопаток с диском турбины: а — сваркой; б — Т-образным замком; в — елочным замком; г — литьем; 1 — ножка; 2 — перо; 3 — бандаж; 4 — гребешки уплотнения; 5 — замок
Рис. 19.4. Заготовка диска ТНА
верных станках. Для обработки фасонной части торцов используют, как правило, копировальные устройства к токарным станкам.
Маршрут обработки разрабатывают в каждом конкретном случае с учетом заданной конструкции диска применительно к имеющемуся оборудованию, руководствуясь опытом производства.
Типовой порядок обработки дисков следующий: обдирка и ультразвуковой контроль; черновая обработка наружных поверхностей и торцов, выемок или центрального отверстия, термообработка; ультразвуковой контроль; получистовая обработка торцов и посадочных мест; восстановление баз; окончательная обработка торцов, верха, точных посадочных мест, полирование наружных нерабочих поверхностей, обработка Т-образных пазов под крепление лопаток; сверление отверстий или нарезание шлицев, слесарная обработка, балансировка; окончательный контроль; антикоррозионная обработка (анодирование или оксидирование).
Следует отметить, что за базы на чистовом и отделочном этапах механической обработки принимают такие поверхности, которые 408
определяют положение диска в узле при его работе в турбине (обычно это центральное отверстие или посадочный поясок).
Выполнение основных one par ций. При обработке дисков основная работа выполняется на токарных, токарно-револьверных и гидрокопировальных станках. *
При чистовой обработке основное внимание уделяется достижению заданной точности и шероховатости поверхности, поэтому выбор установочных баз и способов крепления заготовки имеют важное значение. В качестве примера на рис. 19.5 показано приспособление для чистовой обработки торцовых и наружных поверхностей дисков турбин с установкой заготовки на гидропластмассовую оправку. Для гашения вибрация, могущих возникнуть в процессе обработки, предусмотрены само-устанавливающиеся подводимые опоры 6.
Характерными особенностями технологического процесса обработки дисков является обеспечение требуемых соосностей поверхностей и биения торцов, в связи с этим чистовая обработка ведется с выверкой по индикатору (допустимые биения посадочных мест 0,02—0,03 мм) или, как показано выше, установкой в точные приспособления. Например, Т-образные кольцевые пазы под
Рис. 19.5. Приспособление .
для обработки дисков турбин: J — кольцо; 2 — корпус приспособления; 3 — винт; 4 — пружина; 5 — заглушка; 6 — подводимая опора;
7 — фиксатор; 8 — обрабатываемый диск; 9 — шайба; 10 — гидропластмасса; 11 — стопорный винт; 12 — рабочий винт; 13 — гайка; 14 — плунжер;
15 — тонкостенная втулка
крепление лопаток протачивают
на токарных станках в две опе-
409
рации, выполняемые отдельно. Чистовое протачивание осуществляв ется за один уставов набором фасонных резцов при установке звд готовки в центрах (рис. 19.6). . .а
Рис. 19.6. Протачивание Т-образных кольцевых пазов на токарном станке
Статическая балансировка. Балансировка дисков выполняется после всех операций механической обработки с целью выявления неравномерности распределения масс по отношению к оси вращав ния. Основные причины неуравновешенности дисков следующие! неоднородность металла в различных участках диска, биение обода и других частей по отношению к посадочному отверстию (или по] садочному пояску), неравномерная толщина диска (одна половина несколько толще противоположной вследствие перекосов при образ ботке торцовых поверхностей); несимметричное расположение от] верстий или неодинаковое расстояние между центрами отверстии] неодинаковая глубина сверления симметричных отверстий и т.д| неодинаковая толщина лопаток или разные расстояние между ло] пятками (дисков, выполненных за одно целое с лопатками). Зада]
ча балансировки заключается в выявлении дисбаланса и устранении его или доведении до допустимого значения. Дисбаланс определяют перекатыванием ротора на двух горизонтальных направляющих — ножах. Снимая излишки металла, добиваются равновесного положения ротора при перекатывании его на ножах.
19.2. Изготовление лопаток
Лопатка газовой турбины состоит из двух основных конструктивных элементов: пера и корневой части с замком. Перо имеет сложную форму, определяемую газодинамическим расчетом. На рис. 19.7 показаны три характерные типа лопаток газовых
Спинка -s' '
" 'Корыто
бандаж Лопатки
6)
Рис. 19.7. Лопатки газовых турбин
выполнены более точно и с
турбин ТНА: лопатка,' изготовленная отдельно и соединяемая с диском турбины сваркой или замком (рис. 19.7, а); лопатки открытого типа, выполненные за одно целое с диском турбины (рис. 19.7, б); лопатки, выполненные за одно целое с диском турбины, соединенные сверху бандажным кольцом (рис. 19.7, в).
Лопатки первого типа могут быть
меньшей шероховатостью .поверхности, чем лопатки двух других типов. На каждую турбину требуется много лопаток, поэтому даже при мелкосерийном производстве ТНА целесообразно организовать поточное изготовление лопаток с применением специального оборудования и высокопроизводительной оснастки. Однако необходимость крепления отдельно выполненных лопаток к диску с по-'мощью замков усложняет технологический процесс и утяжеляет Диск турбины. Этот недостаток в значительной мере устраняется при соединении лопаток с диском сваркой.
На рис. 19.8 приведен чертеж рабочей лопатки, привариваемой к диску. Для образования- шва на комле лопатки с обеих сторон сделаны скосы под углом 35°. Для плотного прилегания лопаток Друг к другу при размещении их по кольцу вокруг диска сопрягаемые поверхности лопаток обработаны под углом 3°36' (3,6°). Сле-
410
411
Рис. 19.8. Рабочая лопатка турбины ТНА
довательно в комплект входит 100 лопаток (3,6° х 100 = 360°). Наружный диаметр расположения лопаток определяется размером 9,41: ^нар = 9,41 100/тс = 290 мм. Так как при сварке очень трудно получить одинаковые расстояния верхних торцов лопаток от оси диска, то после сварки наружный диаметр и боковые стороны лопаток обрабатываются. На рис. 19.8 размеры после сварки с последующей обработкой заключены в прямоугольники.
Для обработки лопаток второго типа (т.е. для удаления металла между лопатками) приходится применять физико-химическое (электроэрозионный, электрохимический) методы, уступающие в 1 этом случае по производительности механической обработке. Кроме того, брак одной лопатки ведет к браку всего диска турбины. Ме
412
талл лопаток второго и третьего типа такой же, как и металл диска, что не всегда целесообразно, а иногда недопустимо.
Наличие в лопатках третьего типа бандажа, выполненного за одно целое, улучшает их характеристики, но изготовить такие лопатки точно литьем по выплавляемым моделям трудно из-за значительных погрешностей закрытых профилей, отделка которых затруднена.
Так как лопатки работают при высоких температуре и напряжениях от центробежных сил, то материал их должен обладать достаточной жаростойкостью, высокими литейными свойствами, хорошо свариваться с диском и удовлетворительно обрабатываться резанием и давлением. Для изготовления лопаток применяются стали 12Х18Н9Т, ЗОХГСА, 4X14H14R2M (ЭИ69), жаропрочный сплав ВЛ7-20. В сварных дисках заготовки лопаток изготовляют точным литьем по выплавляемым моделям из сплава ЖСЗ.
Метод обработки и последовательность зависят от типа лопатки, формы заготовки и обрабатываемого материала.
Примерный маршрут обработки рабочей лопатки ТНА с Т-образным замком из профилированной полосовой заготовки (см. рис. 19.7, а) составляют следующие операции: отрезка заготовки на горизонтально-фрезерном станке; обработка отверстия и подрезка торца на токарно-револьверном станке; калибровка отверстия прошивкой на гидропрессе (Ва=1,25 мкм); слесарная зачистка; фрезерование второго торца; фрезерование технологического паза; предварительное и окончательное фрезерование выпуклого профиля ножки и бандажа лопатки; слесарная зачистка; фрезерование спинки лопатки; протягивание двух скосов корыта; протягивание замка; разделение лопаток; промывка; слесарная зачистка; полирование корыта (Ra=0,63 мкм), полирование спинки (Ra=0,63 мкм), промывка; окончательный контроль.
При изготовлении лопаток, соединяемых с диском сваркой (см. рис. 19.8), не надо обрабатывать замок. Обработка происходит по поверхности пера, по боковым поверхностям бандажной полки и комля лопатки со стороны спинки, корыта, входной и выходной кромок. После этого комплект лопаток на один диск закрепляют в приспособлении и протачивают комлевую часть под сварку.
Крепление лопаток к дискам осуществляется аргонодуговой сваркой или сваркой трением. Перед сваркой лопатки с диском собирают в приспособлении и прихватывают сваркой в нескольких точках с двух сторон. Сварка осуществляется после проверки расположения лопаток на диске. Глубокие кольцевые канавки завари-
413
Рис. 19.10. Схемы обработки лопаток в теле обода диска: а — электроискровая; б — электрохимическая:
I — лопатки; 2 — электроды
Рис. 19.9. Сварка трением лопаток с диском ТНА:
1 — диск; 2 — поверхность трения; 5—лопатка; 4 — кулачок патрона
ваются за несколько проходов с каждой стороны. Сварка трениеь^^ производится на станке типа токарного^ (рис. 19.9), снабженном' мощным тормозом, позволяющим быстро остановить вращение I шпинделя. ' !
Перед сваркой трением диск обрабатывается начерно кругом (с припуском 0,5 — 1 мм на сторону), за исключением конусной поверхности под сварку, которая протачивается окончательно. Конусная поверхность лопаток, собранных и закрепленных в стапельном приспособлении, протачивается на токарном станке и проверяется
конусным калибром. После сварки на базе наружной поверхности обода лопаток и его боковых сторон обрабатывают установочныеН базы — торец и посадочный поясок или центральное отверстие. ВИ дальнейшем на этих базах диск обтачивается начисто.
Выполнение основных операций. В лопатках, выполненных заод-И но с телом диска, впадины между лопатками прорезают за двеИ операции: черновую (электроискровым методом) и чистовую (элек-И трохимическим методом). Профиль чернового электрода (рис.И 19.10, а) приближается к профилю впадины, а профили двух чис-
товых электродов, охватывающих лопатку (рис. 19.10, б), эквидистантны профилям спинки и корыта лопатки. Для повышения точности обработки спинку и корыто обрабатывают электрохимиче
ским методом два раза — вначале предварительно, а потом окончательно, более точными электродами с меньшей подачей.
414
В качестве отделочных методов обработки применяются: шлифование абразивным кругом и абразивной лентой; механическое по1
ОПрабатыбаемые лопатки
Рис. 19.11. Схема шлифования корыта лопатки
лирование.
Шлифование абразивным кругом выполняют в две операции — предварительное и чистовое. Корыто, имеющее постоянное сечение по длине пера, шлифуют профилированным абразив-1 ным кругом. Схема шлифования корыта показана на рис; 19.11. В приспособлении од--новременно закрепляются несколько лопаток, которые совершают возвратно-поступательное движение по каса
тельной к вращающемуся абразивному кругу.
Шлифование гибкой абразивной лентой пера лопатки иногда более целесообразно, чем шлифование жестким абразивным кругом. Схемы шлифования лопатки бесконечной абразивной лентой, движущейся между обрабатываемой поверхностью лопатки и кулачком, показаны на рис. 19.12. Лопатка, для обеспечения шлифования по всей поверхности корыта (рис. 19.12, а) или спинки
415
Рис. 19.12. Схема шлифования абразивной лентой
(рис. 19.12, б), в процессе обработки покачивается и перемещается. Кулачок также покачивается.
Шлифование абразивной лентой по сравнению с шлифованием абразивным кругом имеет следующие преимущества: профиль лопатки определяется формой кулачка и кинематикой станка и практически не зависит от износа абразивной ленты; скорость шлифования не зависит от износа абразивного слоя ленты; заменить ленту проще, чем абразивный круг; вследствие эластичности абразивной ленты условия съема металла лучше, чем при шлифовании жестким абразивным кругом; в поверхностном слое возникают
Рис. 19.13. Схема станка для виброконтактного полирования пера лопаток:
1 — лопатка; 2 — колодка; 3 — гидроцилиндр; 4 — полировальная лента; 5 — бухта ленты; 6 — механизм вибратора; 7 — шток; 8 — направляющая штока; 9 — захват; 10 — протягивающие ролики
сжимающие остаточные напряжения, а при шлифовании абразивным кругом — растягивающие. Достигаемая точность обработки по профилю пера до 0,05 мм и шеро-ховатость поверхности Ra=fk = 1,25^-0,63 мкм.
' Механическое полиров а-' ние осуществляется мелкозернистым абразивным порошком, смешанным со смазкой, т.е. полировальной пастой, наносимой на мягкий полировальный круг или полировальную ленту. Станки для полирования лентой могут работать по тому же принципу, что и станки для шлифования абразивной лентой, или по другому принципу (лента неподвижна, а лопатка виб
рирует — станки ЛВП-3, ЛВИ-4, ВПЛ-4 и др.). На рис. 19.13 изображена принципиальная схема станка для виброконтактного полирования пера лопатки. Полирование происходит в результате трения поверхности пера вибрирующей лопатки о прижатую к ней неподвижную ленту, на которую нанесена паста с мелкозернистым абразивом. Полирование осуществляют в три перехода с постепенным уменьшением зернистости абразивного порошка. Общий припуск на полирование обычно составляет 0,02—0,03 мм. Шероховатость обработанной поверхности Ra = 0,32 ч- 0,08 мкм.
Абразивно-жидкостное полирование осуществляется мелкими абразивными зернами, взвешенными в масле, содовом растворе или другой жидкости. Количество абразива составляет от 25 до 40% веса жидкости. Полирующая смесь под давлением вытекает через сопло, наклоненное к полируемой поверхности под углом 15—45°, для того чтобы струя смеси скользила по поверхности. Для равномерной обработки всей поверхности сопло медленно перемещается. Для более равномерной обработки поверхности иногда в сопло вместе с жидкостью вдувается струя сжатого воздуха, в результате чего происходит дробление струи с образованием факела распыла. Оптимальное давление воздуха зависит от зернистости абразива и колеблется от одной до десяти атмосфер.
Контроль лопаток. Лопатки подвергаются тщательному контролю с целью установления: отсутствия недопустимых дефектов материя-, ла; соответствия фактических геометрических размеров лопатки за-данным чертежом; определения шероховатости поверхности.
Рис. 19.14. Схема контактного метода измерения геометрических размеров лопаткй: 1, 2, 3, 4, 5 — индикаторы; 6 — лопатка; 7/, 7г, 7з, 74, 7з — датчики; 8 — двуплечие рычаги; 9 — неподвижные оси рычагов; 10 — установочные элементы прибора
417
416
На рис. 19.14 показана схема контактного измерения профилй | пера лопатки с помощью индикаторов часового типа. Прибор на-| страивается по эталону, устанавливаемому на место лопатки 6.
Ультразвуковой, ферромагнитный и люминесцентный методы контроля, применяемые для выявления дефектов в лопатках, описаны в предыдущих главах.
контактируют уплотнения, боковых стенок и лопатки
частоте вращения, испыты-
19.3. ‘ Изготовление крыльчаток
В зависимости от схемы насоса крыльчатки могут быть полу-1 закрытыми или закрытыми, а также с односторонним или двух сто-J ронним входом (рис. 19.15)
Закрытые крыльчатки имеют сложную конфигурацию и включают в себя: ступицу с посадочными местами А по соединение с валом; боковые стенки В, между которыми располагаются лопатки; шейки, с поверхностями Д которых Внутренние и наружные поверхности имеют сложную конфигурацию.
Крыльчатки работают при большой вая при этом действие агрессивных компонентов, поэтому при изготовлении к ним предъявляются высокие требования как по точности формы и размеров, так и по шероховатости и износостойкости рабочих поверхностей. Например, шейки Д испытывают при работе трение, поэтому, если они предназначены для деталей из легких сплавов, их армируют стальными кольцами, а если для стальных деталей — из подвергают хромированию или глубокому анодированию с целью получения износостойкого покрытия.
Основные требования к крыльчаткам следующие: шероховатость поверхности по наружному диаметру Б Rz — 20 мкм; точность обработки поверхности шеек Д 7—8-й квалитеты, а шероховатость Ra= =0,63 мкм; точность обработки посадочных размеров ступиц 8—9-й квалитеты, а шероховатость На=2,5-ь1,25 мкм, допуск на толщину лопаток 0,3—0,5 мм при шероховатости от Rz=20 до Ra=2,5 мкм; допуск на толщину стенок В и ширину окна на выходе 0,3—0,5 мм и + (0,3—1,0) мм соответственно; допуск на угловой шаг полостей 10—15; биение относительно посадочной поверхности наружного диаметра Б 0,03—0,1 мм, диаметра шеек Д — 0,02—0,005 мм, торцов Г ступицы — 0,01—0,03 мм; непараллельность торцов не более 0,05 мм.
Материалы для изготовления закрытых крыльчаток должны обладать хорошими литейными свойствами (малой линейной усадкой, повышенной жидкотекучестью, хорошей герметичностью). Наиболее 418
Рис. 19.15. Схемы крыльчаток: а — с односторонним входом; б — с двухсторонним входом; в — сборная
часто применяются алюминиевые литейные сплавы АЛ4 и АЛ9, которые обладают хорошей коррозионной стойкостью и механической прочностью.
Сборно-паяные крыльчатки (рис. 19.15, в) выполняются из алюминиевого сплава АВ или из сталей 12Х18Н9Т, ЗОХГСА и др. Заготовки для них получают методом горячего деформирования. Заготовки закрытых крыльчаток получают литьем в кокиль, в. оболочковые формы или литьем по выплавляемым моделям. На
419
рис. 19.16 приведена заготовка закрытой литой крыльчатки с расположением припуска на обработку.
Примерный план обработки закрытых литых крыльчаток: предварительная зачистка каналов; протачивание торцов и растачивание отверстия (базирование по каналам); черновое обтачивание наружных поверхностей (базирование по посадочному отверстию); протягивание шлицев посадочного отверстия; чистовое обтачивание наружных поверхностей; протачивание лабиринтных поясков; сверление отверстий и нарезание резьбы в ступице; окончательная зачистка каналов; статическая балансировка; окончательный конт-; роль; гальваническое покрытие.
Рис. 19.16. Заготовка закрытой литой крыльчатки с расположением припуска на обработку
Примерный план обработки сборно-паяной крыльчатки: обработка корпуса с лопастями: подрезка торца, сверление и растачивание отверстия; подрезка второго торца и обтачивание верха; предварительное протачивание фасонного контура лопастей; зачистка острых кромок, промывка и контроль; термообработка (старение); чистовая подрезка большого торца и растачивание отверстия; обтачивание наружной поверхности; подрезка малого торца и протачивание фаски в отверстии; протачивание фасонной поверхности большого торца; окончательное протачивание по копиру фасоцной поверхности лопастей под пайку с крышкой; проверка прилегания крышки к фасонной поверхности крыльчатки (зазор не более 0,2 мм); Наложение и точечная приварка полосок припоя к крышке, сборка корпуса с крышкой в приспособлении; пайка в электропечи; механическая и химическая очистка крыльчатки от 420
Струя Воздуха : с песком
Рис. 19.17. Зачистка криволинейных каналов
зачистки может поя-с песком ударяется о
наплыва припоя; термообработка — закалка, отпуск, старение; зачистка и полировка каналов на входе и выходе; обработка отверстия и торца с одной стороны; обработка торца и верха с другой стороны; сверление отверстий, зенкерование и нарезание резьбы на ступице; окончательная обработка круглого отверстия под запрессовку стальной втулки со шлицами или под протягивание шлицев в крыльчатке; окончательная обработка верха и лабиринтных поясков на базе шлицевого отверстия; зачистка острых кромок и заусенцев, про-,мывка, окончательный контроль.
Выполнение основных операций. Перед механической обработкой закрытых крыльчаток внутренние каналы зачищают обдувкой песком, прокачиванием жидкости в смеси с абразивом. Следует ) иметь в виду, что при пескоструйной или гидроабразивной зачистке металл с поверхности снимается неравномерно и очень интенсивно на изгибах криволи-' нейных каналов при изменении направления струи. При увеличении длительности виться большой съем металла. Струя воздуха стенку и на участке А-Б изменяет свое направление (рис. 19.17). В результате действия центробежных сил на этом участке будет интенсивный съем металла, а на противоположной стенке (участок В-Г) — практически нулевой.
Цилиндрические поверхности и торцы крыльчаток обрабатывают на токарных и токарно-револьверных станках. Черновая токарная обработка закрытых литых крыльчаток определяет точность взаимг ного расположения основных поверхностей детали, поэтому выбор установочных баз на первых двух токарных операциях имеет большое значение. За установочную базу на первой токарной операции принимают выходную часть трех каналов, которыми деталь устанавливается на клиновые кулачки специального патрона (рис. 19.18). Такая установка обеспечивает точное расположение обрабатываемых поверхностей относительно каналов, остающихся необработанными у окончательно изготовленной крыльчатки. На этой операции подрезаются входной торец и ленточка у периферии, на которую деталь устанавливается на второй операции (рис. 19.19). Приспособление имеет три выступа (посадочные элементы) и план- ки для крепления детали.
421
ружного пояска и растачивание от- I
Рис. 19.18. Обработка торцов закрытой верстия при центрировании по вход- , I
крыльчатки с центрированием ным частям каналов , I
по выходным частям каналов < . I
.1 \ I
В дальнейших операциях базирование крыльчатки производится J в' основном на посадочное отверстие. В отделочных операциях ба- I зирование должно осуществляться на установочные элементы без ' I зазоров на конусные оправки с малой конусностью или гидропла- I стмассовые оправки, чтобы избежать погрешностей обработки. Не- ,1 обходимо обеспечить биение уплотнительных поясков по отноше- ч нию к посадочному отверстию в пределах 0,02—0,03 мм, а биение |1 наружного диаметра — 0,04—0,05 мм. й
Контроль крыльчаток. Основными параметрами, проверяемыми | на окончательном контроле, являются: геометрические размеры (уг- Г ловое расположение лопастей, толщина лопасти на линии равных i толщин, биение цилиндрических и торцовых поверхностей, кривиз- | на профиля лопастей в поперечном сечении и в продольном на- | правлении); шероховатость поверхностей; сбалансированность масс, t
На рис. 19.20 приведена схема контроля биения поверхностей крыльчатки, а на рис. 19.21 — схема контроля толщины лопастей с помощью индикаторного прибора. Для сохранения масштаба измеряемой величины (рис. 19.21) необходимо, .чтобы расстояние I
422
Рис. 19.20. Контроль биения поверхностей.
от оси поворота рычагов до ножки индикатора было равно расстоянию I 2 от оси поворота рычагов до ощупывающих штифтов. Статическая балансировка крыльчаток проводится обычными методами. ' '
19.4. Изготовление валов
Валы ТНА работают при высоких нагрузках и большой частоте вращения (10000—30000 мин ). Для облегчения веса их делают полыми. Особое внимание при изготовлении валов уделяется обеспечению низкой шероховатости наружной поверхности, в поверхностном слое металла которой возникают наибольшие знакопеременные напряжения. В некоторых случаях вводятся упрочняющие операции. Жесткие требования предъявляются к соосности шеек и
423
посадочных мест, точности расположения осевого отверстия, разно-стенности. Форма осевых отверстий задается в основном из условий равнопрочности. Они бывают прямыми, ступенчатыми и дру. гой формы. Наиболее характерные типы валов — с фланцем (рис.
Рис. 19.22. Характерные типы валов ТНА
19.22, а) и без фланца (рис. 19.22, б). |^В
К валам предъявляются следующие требования: точность рабоЧ! чих шеек — 5—6-й, а нерабочих 7—8-й квалитеты; отклонение гео- метрической формы рабочих шеек — 0,005—0,02 мм, а нерабочих — 0,01—0,04 мм; точность осевых отверстий — 7—8-й классы; точ- ; ность сопрягаемых отверстий — 5—6-й квалитеты, точность шлицев Я — 6-й квалитет; взаимное биение рабочих и нерабочих шеек 0,05— 0,2 мм; шероховатость рабочих поверхностей Ra = 0,63 + 0,16 мкм, а ! нерабочих Ra = 2,5 + 1,25 мкм.
Валы изготовляются из легированных сталей 2X13, 18Х2Н4ВЛ, 40ХНМА, 12ХНЗА. Заготовки валов получают поковкой, штампов- ' кой, поперечным прокатыванием или ротационным обжатием (пус- к тотелые тонкостенные валы конической формы). g
Технологический процесс обработки валов можно разделить на три этапа: черновой; чистовой; окончательный (отделочный).
Черновой этап предусматривает удаление основной части припуска, сверление и растачивание отверстия, образование установоч-ных баз (центровых углублений или фасок) для последующей об-Л работки. На этом этапе выявляются все дефекты материала заготцИ товки. На втором этапе валу придается форма, близкая к оконча-Я тельной, с небольшими припусками на отделочные операции. При Я 424
обработке длинных валов иногда применяются люнеты. Последний этап включает в себя операции шлифования, хонингования, полирования. На этом же этапе нарезают резьбы, мелкие шлицы и обрабатывают другие поверхности, которые нельзя было обработать ранее.
Примерные планы обработки валов. Термоулучшаемые валы', термообработка (нормализация); подрезка торцов и зацентровка; обтачивание наружных поверхностей под люнет (если длинный вал); сверление осевого отверстия; растачивание отверстия, протачивание центровых фасок; отрезка образца для испытания (для валов первой группы контроля); обтачивание наружных поверхностей; термообработка (закалка и отпуск); восстановление баз; шлифование шеек под люнет (если длинный вал); растачивание отверстия чистовое; обтачивание наружных поверхностей; фрезерование канавок, лысок и других наружных поверхностей; полирование отверстия; растачивание или шлифование участков отверстия с высокой точностью; шлифование наружных поверхностей; нарезание шлицев; нарезание резьбы; полирование наружных поверхностей; чистовая отделка рабочих поверхностей; окончательный контроль.
Валы цементируемые-, термообработка (нормализация); подрезка торцов и зацентровка; обтачивание наружных поверхностей под , люнет; сверление осевого отверстия; растачивание отверстия, протачивание центровых фасок; отрезка образца для испытания; обтачивание наружных поверхностей; шлифование цементируемых участков отверстия; меднение цементируемых поверхностей; цементация, закалка, отпуск; правка и зачистка базовых фасок у отверстия; шлифование шеек под люнет; растачивание отверстия; обтачивание нецементированных наружных поверхностей; нарезание шлицев; сверление отверстий во фланцах; шлифование цементированных участков отверстия, восстановление базовых поверхностей; шлифование наружных поверхностей; шлифование шлицев; нарезание резьбы; полирование наружных поверхностей; чистовая отделка наружных рабочих поверхностей; окончательный контроль.
Выполнение основных операций. Подрезку торцов, сверление и растачивание центрального отверстия выполняют в одной операции на токарно-револьверных станках. Обработку ступенчатых отверстий начинают со сверления отверстий большего диаметра, чтобы создать более жесткие крепления инструмента и уменьшить его относительную длину. На рис. 19.23 показана примерная схема обработки вала на токарно-револьверном станке.
425
Рис. 19.23. Наладка револьверного станка для обработки вала: 1—9 — обрабатываемые поверхности
Глубокие отверстия для уменьшения увода инструмента сверлят ружейными сверлами при неподвижном сверле и вращающемся изделии. Рекомендуются следующие составы СОЖ: 90% сульфо-фрезола й 10% керосина; 7—10% эмульсола (осерненного), 0,2% кальцинированной соды, остальное вода. Черновое и чистовое обтачивание наружных поверхностей выполняют на токарных многорезцовых полуавтоматах типа 1730, 11602, 1Б16-2 или гидрокопи-ровальных станках. Однако места стыков корпусных деталей друг с другом по плоскости подвергаются механической обработке. Заданная чертежом точность размеров вала и шероховатость его поверхностей достигается шлифованием, доводкой абразивными брусками, притиркой, обкаткой роликами. Подробно от отделочной обработке сказано в предыдущих главах.
Контроль валов. Диаметры шеек, валов проверяют скобами и микрометрами, диаметры отверстий — пробками и индикаторами для внутреннего измерения, наружную резьбу — скобами, кольцами и микрометрами, внутреннюю резьбу — резьбовыми пробками.
426
19.5. Изготовление корпусных деталей
В корпусных деталях (турбин и насосов) располагаются роторы с подшипниками, рабочими колесами (дисками и крыльчатками), шнеками, отражателями, уплотнения, лабиринты, втулки и другие детали. Корпуса турбин и насосов ТНА работают при высоких давлениях жидкостей или газов в их полостях, поэтому они испытываются на прочность давлением жидкости и на герметичность давлением гелия. Наряду с этим к ним предъявляются требования высокой точности посадочных отверстий, их соосности, а также перпендикулярности и параллельности торцовых поверхностей. Отверстия под подшипники обрабатываются по 6-му квалитету точности, а под манжеты уплотнения и крышки — по 8—12-м квалитетам. Биение посадочных отверстий и неперпендикулярность торцов — не более 0,05 мм, а непараллельность — не более 0,08 мм. Особенно жесткие требования к точности посадочных и стыковочных мест предъявляются в конструкциях ТНА, имеющих общий вал турбины и насосов. В качестве заготовок применяются штамповки или отливки из высокопрочных коррозионно-стойких сталей или алюминиевых сплавов (АЛ4, АЛ9). Наиболее технологичными являют
ся стальные корпуса, получаемые литьем по выплавляемым моделям (без последующей механической обработки поверхностей подводящих и отводящих полостей) и корпуса из алюминиевых сплавов — литьем в кокиль (припуск на сторону 3—4 мм, кроме профилированных каналов). К сборным относятся корпуса, отдельные
заготовки которых изготавливают литьем или штамповкой И после механической обработки соединяют в единый корпус сваркой, пайкой или механически.
Большинство корпусных деталей имеют сложную форму, образованную криволинейными, плоскими и цилиндрическими поверхностями (рис. 19.24), часть из которых (Н) не подвергают механической обработки, но зачищают для удаления неровностей поверхности. Места сты-
мрпус Корпус
насоса турйины
Рис. 19.24. Корпусные литые детали ТНА: Б — бобышки
427
Рис. 19.25. Сварной корпус турбины с выходным коллектором
ков по плоскостям разъема П обрабатывают с высокой точностью.
К конструкции ЛИТЫХ корпусов предъявляются следующие требования: толщина стенок должна быть по возможности равномерной, с небольшим уклоном в 3—5°, с утолщением к фланцам; необходимо избегать глубоких и узких впадин и поднутрений в стенках, приводящих к местному их перегреву и образованию в них рыхлот; полости корпусов должны быть доступны для нанесения керамическо-
го покрытия или иметь выход для знаков керамических стержней; элементы корпуса не должны оказывать сопротивление усадке при затвердении и охлаждении отливки; конструкция корпуса в целом должна обеспечивать направ-
Рис. 19.26. Обработка крышки
ленное затвердение металла.
Сварные корпуса из листовых материалов, как правило, дешевле и легче литых, поэтому они находят широкое применение. На рис. 19.25 показан пример изготовления сварного корпуса турбины, состоящего из трех простых деталей. Средняя деталь (выходной коллектор 2) изготовляется штамповкой из тонкого листа, а фланец 1 и посадочное кольцо 3 с бобышками Б получены токарной обработкой. Детали соединены двумя кольцевыми сварными швами С. Сварка ведется В специальном приспособлении, установленном на сварочном манипуляторе.
Особенность обработки корпусных деталей заключается в том, что одни поверхности механически не обрабатываются, а другие обрабатываются с высокой точностью. Поэтому важно правильно выбрать первичную установочную базу. На-1
пример, при обработке крышки (рис. 19.26) за базу в первой операции необходимо взять поверхность, остающуюся необработанной в готовой детали (выступ крышки в точке Б по окружности), а не плоскость Q, имеющую припуск z. В этом случае санок надо настроить на размер В-a и обработать плоскость П. В последующей , операции, при базировании на плоскость П и настройке на размер В, автоматически будет получаться заданный размер а. Это необходимо, так как по условиям сборки требуется, чтобы левая сторона центрального прилива выступала за плоскость крышки на величину а.
При разработке операций технологического процесса важно придерживаться следующих правил: за одну установку обрабатывать наибольшую часть наружной поверхности и центральное отверстие; окончательно обрабатывать деталь с каждой стороны, если в дальнейшем не предусматривается термическая обработка или обработка в собранном виде; максимально совмещать обработку наружных и внутренних поверхностей путем применения различных многорезцовых державок; при обработке на карусельных станках обеспечивать одновременную работу револьверной головки и поперечных суппортов; широко применять комбинированный инструмент и многорезцовые головки; производить раздельно черновые и чистовые проходы, меняя соответственно режимы обработки; при настройке станков широко применять жесткие упоры и упоры с микропереключателями. Выбор методов обработки и применяемое оборудование во многом зависят от объема производства. В опытном и мелкосерийном производстве широко применяются станки с программным управлением, позволяющие повысить производительность труда и снизить затраты на изготовление технологической оснастки.
Примерный план обработки корпуса насоса из литой заготовки: фрезерование литников и опиловка приливов; предварительная слесарная зачистка внутренних полостей; зачистка внутренних полостей виброгалтовкой, гидроабразивным или другим способом; раз-метка; предварительная расточка центрального отверстия и внутренних выточек с одной стороны; подрезка торцов соединительных бобышек В (см. рис. 19.25) крестовины и предварительная расточка отверстий и центрирующих поясков с другой стороны; фрезерование паза в четырех соединительных бобышках Б крестовины; фрезерование торцов фланцев; расточка горловины; сверление и зенкерование отверстий во фланцах; нарезание резьбы во фланцах, слесарная зачистка и установка шпилек; гидро- и пневмоиспыта-
428
429
ния; окончательная обработка посадочных мест с одной стороны-окончательная обработка центрального отверстия и посадочных поясков со стороны крестовины; окончательный контроль; анодирование.
Примерный план обработки корпуса турбины сварной конструкции (см. рис. 19.25): предварительная обработка фланца 1, фланца к выхлопному трубопроводу и посадочного кольца 3; механическая обработка кромок коллектора 2 в специальном приспособлении: приварка бобышек Б к посадочному кольцу 3 (бобышки могут быть получены фрезерованием); приварка посадочного кольца к коллектору; приварка фланцев; зачистка швов и внутренних поверхностей коллектора; предварительная расточка центрального отверстия и подрезка торца бобышек; предварительная обработка фланцев; фрезерование пазов в соединительных бобышках; сверление и зенкерование отверстий во фланцах; нарезание резьбы во фланцах, слесарная зачистка и постановка шпилек; гидро- и пневмоиспытания; окончательная обработка фланцев; окончательная обработка центрального отверстия и посадочных поясков; окончательный контроль; нанесение антикоррозионных и жаростойких покрытий.
Выполнение основных операций. Внутренние необрабатываемые полости предварительно очищают пескоструйной обработкой, а окончательно — гидродробеструйной обработкой или виброгалтовкой.
Гидродробеструйная обработка состоит в прокачивании через полости корпусов воды с взвешенными частичками абразива (рис. 19.27, я) или в заполнении корпуса на 2/3 его объема жидкостью
Рис. 19.27. Зачистка внутренних полостей
с абразивом (открытые места заглушаются) и медленном его вращении (рис. 19.27, б). При использовании первого варианта происходит неравномерный съем металла: на внутренней стенке В меньше, чем на наружной Н.
Для повышения производительности, при применении второго варианта, в качестве жидкости используют электролит, через который пропускается постоянный ток (анодно-абразивный способ). При этом достигается шероховатость поверхности Ra=2,5 мкм за 4—6 ч работы.
При виброгалтовке внутрь корпуса засыпаются абразивные шарики и корпусу сообщается вибрационное движение в трех взаимно перпендикулярных плоскостях — происходит интенсивная и равномерная зачистка поверхности.
Механическая обработка производится на токарно-револьверных станках, токарных станках,- оборудованных специальными приспособлениями, или на станках с ЧПУ.
Гидро- и пневмоиспытания корпусных деталей проводятся на специальном стенде перед окончательной механической обработкой. Для гидроиспытания на герметичность (рис. 19.28, я) центральное отверстие заглушается и на соответствующие места корпуса устанавливаются . заглушки. Через резиновый шланг от насоса полость корпуса заполняется водой под давлением, в
Рис. 19.28. Схемы испытания на герметичность корпусов ТНА:
а — гидроиспытание: 1 — насос; 2 — манометр; 3, 4 — краны; 5 — крышка;
6 — резиновая прокладка;
б — пневмоиспытание:7 — кран; 2 — редукционный клапан; 3 — манометр;
4 — вентиль; 5 — шланг
430
431
Венгцили
Рис. 19.29. Схема гидроиспытания корпуса насоса на прочность
ющим рабочее, и выдерживается 5—7 мин. При пневмоиспытанииЧ корпус, собранный с приспособлением, опускается в ванну с водой I (рис. 19.28, б). В полость подается воздух под давлением I 5 10 5 — 6 105 Па и выдерживается 5 мин. I
На рис. 19.29 приведена схема гидроиспытания корпуса насоса I на прочность. Корпус заглушается, и внутренние полости заполняются водой. Полость А низкого давления и полость Б высокого давления испытываются при различных давлениях, поэтому между ними в сечении С устанавливают внутреннюю заглушку. Вода подается в каждую полость по отдельной магистрали через запорные вентили и редукционные клапаны. Предохранительные клапаны настраиваются на давление, несколько превышающее давление гид-1 роиспытаний. I
Контроль корпусных деталей. Контроль качества изготовления корпусов проводится на всем технологическом цикле. Методы контроля качества материала заготовок и качества сварных швов были изложены ранее. Операционный контроль размеров необходимо проводить непосредственно на станке, не снимая закрепленную деталь. Для окончательного контроля готовых деталей применяются специальные измерительные приборы, скобы, шаблоны. При точ-j ных измерениях больших размеров необходимо учитывать измене-1 ние размеров вследствие теплового расширения металлов под вли-1 янием температуры. I
432
19.6. Сборка ТНА
Сборку ТНА покажем на примере ТНА, выполненного по однороторной схеме (см. рис. 2.12). Основные требования к процессу сборки следующие: соблюдение и тщательная проверка герметичности отдельных частей и агрегата в целом в связи с применением активных и самореагирующих компонентов, соблюдение соосности подшипников, что имеет особое значение ввиду расположения опор валов в разных корпусах; необходимость тщательной динамической балансировки роторов, вращающихся с высокими частотами.
Сборка насосов включает следующие этапы: первая сборка; испытание на герметичность и производительность; разборка; вторая сборка для испытаний работы насосов совместно с турбиной; разборка, окончательная сборка и проверка герметичности. Рассмотрим технологический процесс сборки насосов на примере насоса горючего, показанного на рис. 19.30.
При первой сборке выполняются необходимые подготовительные операции: подбор уплотнительных колец 5 к соответствующим буртикам крыльчатки 8 для обеспечения радиальных зазоров между ними; установка корпуса 7 (принимаемого за базовую деталь) на поворотную тележку шпильками 14 крепления турбины вверх.
Основные операции можно проводить в следующем порядке: установка вала 4 в корпус 7, сборка крыльчатки, установка крышки 9, контроль. При установке вала 4 на него предварительно напрессовывается подшипник 3 и надевается уплотнительная втулка 2 с манжетой, затем вал закрепляется с помощью крышки 1. Дальнейшую сборку удобно вести, повернув корпус на поворотном приспособлении тележки на 180°. Крыльчатка 8, предварительно уравновешенная с валом, устанавливается согласно клеймам до упора в кольцо 6, фиксирующее ее в заданном осевом положении, и закрепляется гайкой 10. Крышка 9 ставится с манжетами 11 и шариковым подшипником 12, и к ней прикрепляется регулятор частоты вращения 13. Для обеспечения гарантированного зазора между торцами валов насосов горючего и окислителя (в собранном ТНА) проверяется размер L. При несоблюдении данного размера подбирается другой вал насоса. Биение вала по поверхности D в собранном насосе не должно превышать 0,03 мм. Герметичность насоса проверяется одним из описанных выше (см. гл. 9) способов, однако в труднодоступных местах наиболее удобно контролировать ее по падению давления и обмыливанием (стыков).
433
Рис. 19.30. Насос горючего:
1,9 — крышки; 2 — уплотнительная втулка; 3, 12 — шарикоподшипники; 4 — вал;
5, 11 — уплотнительные кольца; 6 — регулировочное кольцо; 7 — корпус;
8 — крыльчатка; 10 — гайка; 13 — регулятор частоты вращения; 14 — шпильки И
В
Производительность определяется на специальном стенде путеьВ прокачки 1-2%-ного водного раствора хромпика. Насос устанавлиВ вается по четырем шпоночным пазам на фланцах и получает враВ гцение через монтажную муфту от стендового электродвигателям Входной и выходной патрубки соединяются с соответствующими 1 фланцами магистрали стенда, которая затем заливается водным | раствором. В результате испытания устанавливается зависимость '! развиваемого насосом напора, потребляемой мощности и КПД от 1
434
расхода при постоянной частоте вращения. В случае несоответствия указанных характеристик техническим требованиям подбирается крыльчатка с другим наружным диаметром (иногда крыльчатка обтачивается по наружному диаметру) и проводится повторная динамическая балансировка ротора. При положительных результатах насос разбирают, проводят дефектрацию и направляют на вторую сборку. Вторая сборка в основном состоит из тех же операций, что и первая, но монтажные детали заменяются рабочими. После испытания на герметичность стыков, уплотнений и мест соединения дренажных трубопроводов насос направляется на общую сборку ТНА и проходит огневые испытания на двигателе. После огневых испытаний все части ТНА, в том числе и топливный насос, промываются (нейтрализуются оставшиеся в них компоненты) и вторично разбираются. Прокладки и шайбы одноразового применения, а также поврежденные детали подлежат замене. Окончательная сборка насоса (с проверкой герметичности) проводится в той же последовательности, что и вторая, но является наиболее ответственным этапом технологического процесса, так как насос отправляется на окончательную ТНА без испытаний.
Общая сборка включает следующие основные операции: проверку соосности корпусов; первую сборку с проверкой герметичности; огневые испытания на двигателе; промывку и просушивание сухим сжатым воздухом; контрольный просмотр; вторую (окончательную) сборку с выполнением необходимых контрольных операций (проверкой зазоров, соосности и т.д.) и проверкой герметичности.
Контроль соосности корпусов проводится с помощью специальной оправки 1, вставляемой в технологические втулки 2 (рис. 19.31), установленные в гнездах подшипников с зазором не более 0,01 мм. Зазор оправки в отверстиях втулок должен быть таким же. Предварительно смазанная машинным маслом оправка должна проходить под собственным весом в отверстия втулок. В противном случае необходимо подобрать шпонки 4, установленные в крестообразные пазы корпусов, или (при параллельном смещении осей) заменить корпуса. Необходимо следить за тем, чтобы затяжка шпилек проводилась с регламентированным усилием по определенной схеме. После контроля соосности проверяется перпендикулярность оси вала насоса А относительно второго торца корпуса турбины. В процессе разборки корпусов ТНА в сопряженных фланцах сверлятся и совместно развертываются отверстия под фиксирующие штифты.
435
Рис, 19.31. Схема проверки соосности ТНА: А — насос горючего;
2? — турбина; В — насос окислителя; 1 — оправка;
2 — технологическая крышка;
3 — технологические втулки;
4 — шпонка
корпусу 2, диск *муфты —
Первая сборка ТНА производится на базе собранного насоса горючего (А). На подобранные ранее шпонки 4 на насосе горючего устанавливается корпус турбины (Б) вместе с уплотнением 9 (см. рис. 2.12) и закрепляется шпильками, обеспечив регламентированную затяжку (крест-накрест) по фланцу. На выступающий конец вала устанавливается диск 14 турбины вместе с лопатками 11 и втулками 26. Затем между ступенями диска турбины устанавливаются секторы направляющего аппарата с лопатками 21 и крепятся к корпусу турбины и проверяются осевые зазоры между рабочими и направляющими лопатками. Уста- ? навливается крышка турбины 25 вместе с уплотнением и диском 23 муфты i сцепления. Диск турбины крепится к f к валу насоса. Затем устанавливается и (
крепится насос окислителя (В). Сборка заканчивается установкой труб 13 подвода рабочего газа турбины.
После сборки и испытания на герметичность ТНА направляется на общую сборку двигателя для огневых испытаний, которые ) проводятся на специальных стендах в условиях, близких к рабо- < чим. После огневых испытаний ТНА промывают, просушивают, , разбирают и проводят контрольный осмотр. Технологические и дефектные детали, в том числе все прокладки, заменяются. Оконча- S тельная сборка проводится в той же последовательности, что и : первая, но более тщательно. '
В настоящее время применяются более сложные ТНА (напри- ' мер, с преднасосом шнекового или других типов для повышения давления на входе с целью предупреждения кавитации), однако основные принципы их сборки остаются такими же, как и при <
сборке простого ТНА.
19.7. Балансировка роторов ТНА
Надежность и ресурс ЖРД в значительной степени обусловлены вибрациями ротора /ГНА, вращающегося с частотой до
436
100000 мин-1. Значения вибраций определяются неуравновешенностью ротора, т.е. распределение масс вызывает в процессе вращения переменные нагрузки на опорах ротора и его изгиб. Возникновение вибраций является результатом совместного влияния при работе двигателя: периодической нагрузки (вращения неуравновешенного ротора); овальности колец подшипников качения; граненности тел вращения; несоосности соединения роторов и др.
Различают следующие три вида неуравновешенности.
Статическая неуравновешенность, которая имеет место при наличии неравных масс, расположенных на равных расстояниях от оси вращения в одной плоскости, или при наличии равных масс, но расположенных на неравных расстояниях. В обоих случаях центр масс (ц.м.) системы смещен относительно ее оси вращения (рис. 19.32, а) и главная центральная ось инерции (ГЦОИ) изобразится прямой, параллельной оси ротора (о.р.) на расстоянии е ст между ними. Количественно статическая неуравновешенность характеризуется главным вектором дисбалансов
ст - т р е СТ ’
где т р — масса ротора, кг; е ст — эксцентриситет, см.
Центробежная сила неуравновешенной массы является дополнительной нагрузкой на подшипники качения ТНА.
Моментная неуравновешенность, при которой ось ротора и ГЦОИ пересекаются в центре масс (рис. 19.32, б). Количественно она характеризуется главным моментом дисбалансов MD, равным моменту пары равных антипараллельных сил с плечом L:
МD = D мтЬ = D MllL.
Динамическая неуравновешенность, гфи которой ось ротора и ГЦОИ пересекаются не в центре масс или перекрещиваются
Рис. 19.32. Виды неуравновешенности
437
(рис./ 19.32, в). Количественно она характеризуется векторами D ст и МD или двумя суммарными векторами дисбалансов
I = £> СТ1 + М1; ^П = ДстП + ^м11- При вращении ротора статические векторы дисбалансов D и DctII вызывают центробежные силы инерции, действующие на опоры, а динамические Дм1 И D м11 , кроме воздействия на опоры, создают изгибающий момент вдоль оси ротора.
Неуравновешенности роторов устраняют с помощью статической^ и динамической балансировок. s
Статическая балансировка заключается в уравновешивания де-| тали путем установки в одной плоскости коррекции одного уравно-| вешивающего груза, масса и положение которого определяются в| статическом состоянии детали.
Статическая балансировка производится на параллельном стенде, схема которого приведена на рис. 19.33. Ротор 1 (рис. 19.33, а) устанавливается на стальные закаленные призмы 2 с узкой верхней гранью (или цилиндрические валики — для деталей с массой до 50 кг). Неуравновешенный ротор будет перекатываться и займет положение, при котором наиболее тяжелое место будет обращено вниз. Уравновешивание ротора достигается прикреплением груза A G (например, пластилина) в наиболее легком^ месте (рис. 19.33, б), тогда 1
AGH = GeCT, 1
где G и R — вес ротора и расстояние от его оси до центра тя-| жести груза. ]
я; б)
Рис. 19.33. Статическая балансировка
438
Затем груз снимают, взвешивают и производят окончательную корректировку масс, заменяя груз балансировочными винтами, штифтами или удаляя металл с перетяжеленного места (как правило, меньший слой металла, но с большей площади).
Недостатки статической балансировки следующие:
1. Невысокая точность, связанная с тем, что призмы не являются абсолютно жесткими и контакт их с
цапфами происходит не по линии, а по поверхности (рис. 19.34), в результате чего возникает трение. Пока момент силы тяжести, стремящийся повернуть ротор, превосходит момент трения качения, т.е. G е ст > R Gl (где R G — реакция от G), перекатывание и определение дисбаланса возможно, а при Ge ст< RGl ротор будет неподвижным и дальнейшая балансировка невозможна. При массе ротора 100 кг и среднем значении I = 0,02 мм остаточный дисба-' ланс составит 2000 гс • мм, что во много
Рис. 19.34. Схема возникновения момента сопротивления при статической балансировке
раз превышает допустимые значения для
роторов современных ЖРД.
2. Невозможность выявить и устранить моментную неуравновешенность, так как для этого необходимо, как минимум, две плоскости коррекции I и II (рис. 19.35). В этом случае, по
мещая груз AG в плоскости коррекции II, уравновешиваем ротор статически, однако при его вращении с эксплуатационной скоростью возникает моментная неуравновешенность, как результат действия пары сил с плечом L. Момент можно уменьшить, если груз разнести вдоль оси ротора на две плоскости, разделив его обратно пропорционально расстояниям и Лц этих плоскостей от плоскости
Рис. 19.35. Схема возникновения моментной неуравновешенности при статической балансирвоке
439
центра масс. Плечи L j и L п ориентировочно можно определить расчетным путем по результатам взвешивания на двух весах или на одних, но в два приема. Но это практически возможно только для легких роторов.
Точность статической балансировки можно повысить способом обхода контрольным грузом, для чего окружность ротора делят на четное число равных частей (рис. 19.36, а). Затем в отмеченных точках прикрепляют последовательно такие грузы A G, которые создают моменты, необходимые для преодоления момента трения. Точка, где требуется прикрепить минимальный груз, будет наиболее близкой к «перетяжеленному» месту ротора (рис. 19.36, б и в). Остаточный дисбаланс определяют из уравнения моментов ^G^R + ^GxR-^.G2R-^GxR, где A Gj и A G 2 — наименьший и наибольший грузы; A G XR — остаточный дисбаланс; R — радиус ротора. Следовательно, к легкому месту надо прикрепить дополнительный груз A G х = ( A G 2~ A G t) R /2. Этот способ редко приме-
няется из-за своей трудоемкости.
Динамическая балансировка ведется в двух (и более) плоскостях коррекции при постоянной частоте вращения и позволяет определить и уменьшить статическую и моментную неуравновешенность одновременно. Всякий ротор обладает некоторой податливостью в поперечном направлении, что определяет критические частоты вращения.
Жесткими считают роторы, эксплуатационные частоты которых п э ниже первой критической частоты Kpi - В соответствии с ГОСТ 22061—76 жесткими называют роторы, у которых после ба-j
440 I
лансировки на частоте вращения п б < п в двух плоскостях коррекции дисбаланс на более высоких частотах (до п э включительно) не превышает допустимых значений. Для жестких роторов вполне допустимо сведение любых плоскостей расположения неуравновешенных масс к заранее установленным плоскостям коррекции. В отечественной практике наибольшее распространение для динамической балансировки получили станки нерезонансного типа, в которых неуравновешенность измеряется электромагнитными датчиками. Упрощенная схема одного из них приведена на рис. 19.37. Ротор 1 устанавливается на подвижных опорах А и В, колеблющихся в горизонтальной плоскости, и приводится во вращение ременным приводом 2. Колебания опор под действием неуравновешенности преобразуются магнитоэлектрическими преобразователями 3 в электрические сигналы, подаваемые на вход блока настройки 4, в котором производится исключение взаимного влияния плоскостей и установление масштаба дисбаланса. С выхода блока настройки сигнал поступает на частотно-избирательный усилитель 5, который настраивают на частоту вращения ротора. Далее сигнал подается на стрелочный прибор 6, показывающий величину дисбаланса в электрических единицах. Угловое положение вектора дисбаланса в плоскости, перпендикулярной оси ротора, определяется с помощью стробоскопа — неоновой лампы 7, которая вспыхивает один раз за каждый оборот в то мгновение, когда тяжелое место пересекает горизонтальную плоскость расположения преобразователя и максимальная амплитуда ] нал. При вспышках лампа освещает закрепленный на роторе диск 8 с делениями и цифрами, которые, благодаря синхронности вспышек, кажутся остановившимися, а цифра — стоящей на месте. Угол дисбаланса определяют после остановки станка и поворота ротора, чтобы цифра заняла положение, в котором ее наблюдали при работе. Процесс балансировки обычно ведется раздельно: по левой опоре А, затем по правой В. Остаточные
преобразуется в электрический сиг-
' Рис. 19.37. Схема станка для динамической балансировки
Вид а
441
дисбалансы в плоскостях коррекций I и II не должны выходить пределы верхних значений допустимых векторов дисбалансо^Ч| В I доп.в И ® II доп.в'
Ввиду высокого коэффициента надежности ЖРД с целью обес- ’ печения минимальных изгибающих нагрузок на вал ротора при опорах, разгруженных от вращающихся неуравновешенных масс, . производится раздельная балансировка ротора турбин ТНА. Раз-дельная балансировка заключается в том, что каждая деталь рото-а|| ра (с плотной посадкой на оправке) балансируется динамически^! отдельно до определенного для этой детали дисбаланса. Собранными на валу ТНА детали балансируются окончательно на технологиче^И ских подшипниках.
Условия, при которых' производится динамическое уравновеши^И вание роторов, значительно отличаются от условий, при которыз^И работает ротор в составе ТНА: не учитываются возможные дефор^И мации деталей от действия центробежных сил на рабочих частотаз^И вращения, влияние на детали нагрузок от скоростного потока ра^И бочих тел и температурных воздействий. Можно утверждать, чтс^Н ротор насоса при работе не является абсолютно жестким.
Гибким называют ротор, который, будучи сбалансирован в двух^И плоскостях коррекции на частотах вращения, меньших первой кри-^Н тической, при эксплуатационной частоте вращения может приобре-^И сти дисбаланс, превышающий допустимые значения. Это легко^И проследить на примере симметричного трехмассового межопорного^В ротора с условно невесомым валом (рис. 19.38). Предварительно^! динамически уравновешенный ротор на эксплуатационной частоте^! вращения прогибается на величину у. Возникшая неуравновешен-^! ность в совокупности с остаточным дисбалансом может значитель-^! но превысить допустимые значения. Для выявления и устраненияИ
\ Рис. 19.38. Влияние нежесткости системы на дисбаланс: Р и Р' — инерционные силы
442
ее необходима балансировка на высоких частотах вращения (до п включительно. При этом необходимо измерение деформаций (прогибов) с последующим расчетом распределенных эксцентриситетов неуравновешенных масс. Однако балансировка на эксплуатационных частотах требует больших энергетических затрат. Снижение их возможно при создании вакуумных стендов, применение которых оправданно в опытном производстве.
В серийном производстве ЖРД балансировка ведется на низких частотах, на обычных станках, используемых для жестких роторов, с повышением ее эффективности путем корректировки масс в трех и более плоскостях коррекции, а также с помощью метода раздельной балансировки.
Глава 20. Изготовление агрегатов автоматики
В гл. 2 (разд. 2.4), в гл. 11 (разд. 11.3), гл. 14 и гл. 19,(разд. 19.5) рассмотрены конструктивно-технологические особенности, а также особенности технологических процессов изготовления агрегатов автоматики: клапанов, регуляторов, стабилизаторов, редукторов. Основными, наиболее распространенными деталями агрегатов являются: корпуса; штоки, толкатели,, оси, валы; клапаны, пружины; мембраны; уплотнения.
Ниже будут рассмотрены особенности технологических процессов изготовления корпусных деталей агрегатов автоматики, штоков, толкателей, клапанов. Кроме указанных в гл. 2 агрегатов для до-зйрования расхода жидкости, особенно в топливных баках, используются расходные шайбы, золотниковые распределители, жиклеры, дроссельные пакеты. Некоторые типы дросселей показаны на рис. 20.1.
20.1. Основные требования к агрегатам автоматики
Основные требования, предъявляемые к агрегатам, следующие: герметичность всех уплотнений, как подвижных, так и неподвижных; стабильность времени открытия и закрытия клапанов; четкость и безотказность срабатывания; стойкость материалов к агрессивным средам; прочность конструкции. Эти требования должны обеспечиваться при повышенных вибромеханических и экстремальных климатических воздействиях. Все агрегаты подвергаются технологическим испытаниям по специальной программе. Например, перепускные и редукционные клапаны проверяются на срабатыва-
443
Рис. 20.1. Дроссели: а — игольчатый; б — шариковый; в — пакетный
ние, герметичность и стабильность поддержания заданного перепа да давления. Необходимо отметить, что надежность в эксплуатаци! агрегатов главным образом зависит от качества изготовления ука занных выше основных деталей, а также от качества сборки соеди нений прецизионных пар: клапан — седло; направляющая втулк<
— плунжер; сальник — шток; корпус — уплотнение — штуцер
Особенности технологических процессов изготовления прецизион ных пар подробно изложены в гл. 15, укажем только основные
технические требования. Они сводятся к следующему: точность об)
работки направляющих поверхностей — 5-й квалитет; неперпенди-
кулярность рабочих торцов относительно стей — не более 0,01 мм; несоосность
направляющих поверхно-;
направляющей и седла в j
корпусе, а также направляющей и рабочих поверхностей клапана
— не более 0,01 мм, остальных поверхностей — не более 0,05 мм;
конусность, овальность, граненность рабочих поверхностей клапана — не более 0,005 мм; шероховатость направляющих и рабочих по-верхностей Ra = 0,63 -*• 0,32 мкм.
В редукционных клапанах плунжерного типа шероховатость по- ; верхности сопрягаемых деталей пар должна быть в пределах 3 Ra = 0,16 -г- 0,08 мкм. Монтажные зазоры между редукционным кла
444
паном и корпусом — от 0,006 до 0,012 мм — достигаются путем подгонки и селективной сборки.
Пружины не должны иметь отклонений, превышающих допустимые: на диаметр проволоки; на наружный и внутренний диаметр пружины; на их свободную высоту и на полное число витков. Торцы пружин должны быть параллельны, а их неперпенди-кулярность к оси — не более 1% ее длины. Точное прилегание клапана к седлу по всей рабочей поверхности должно быть без разрывов, что достигается притиркой контактных поверхностей и тщательной проверкой их по краске. Для сохранения сборочных зазоров в процессе эксплуатации клапанов материалы основных деталей сопрягаемых пар должны иметь одинаковые коэффициенты линейного расширения в широком интервале температур.
Клапаны изготавливаются, в основном, из нержавеющих коррозионно-стойких сталей 12Х18Н9Т, 15Х18Н12С4ТЮ (ЭИ654) и др. При кратковременной работе применяются алюминиевые сплавы ВД17, В65 и др.
20.2. Изготовление корпусных деталей
Корпусные детали изготавливают из алюминиевых сплавов, нержавеющих сталей, а также из обычных углеродистых сталей с последующим защитным покрытием. Заготовки корпусов могут быть получены литьем (рис. 20.2, а) или штамповкой (рис. 20.2, б)
Механическую обработку корпусов автоматики проводят на токарных или токарно-револьверных станках. При этом стремятся максимально уменьшить число установок детали, особенно при обработке внутренних поверхностей, определяющих направление дви-
Рис. 20.2. Корпусы клапанов
445
жен и я клапанов '• и посадочных седел. Первичной базой служит одна из наружных цилиндрических поверхностей, наиболее удобная Для закрепления в самоцентрирующихся зажимных устройствах.
Примерный план обработки корпуса клапана, показанного на рис. 20.2, а, следующий: обработки внутреннего канала и нарезание в нем резьбы; обработка центрального отверстия и нарезание наружной резьбы с противоположной стороны; обработка центрального отверстия с другой стороны во внутренней бобышке; обработка перпендикулярно расположенного отверстия и нарезание наружной резьбы; обработка противоположного отверстия и нарезание внутренней резьбы; сверление отверстия; слесарная зачистка заусенцев; контроль; анодирование; полирование центрального отверстия после анодирования (снятие анодной пленки).
На рис. 20.3 схематически представлена операция обработки, клапана на револьверном станке мод. 1338. Заготовка закрепляется в клиновом патроне. Внутренняя резьба нарезается на револьвер-
Рис. 20.3. Обработка корпуса клапана высокого давления на револьверном станке мод. 1338
ном станке машинными метчиками, а наружная — резьбонарезными самораскрывакнцимися головками. Цифрами обозначен порядок обработки.
Детали с многоступенчатыми внутренними и наружными цилиндрическими поверхностями целесообразно обрабатывать на токарно-револьверных станках с цифровым программным управлением
(мод. 1336 ПР) по заранее заданной программе. На рис. 20.4 показано положение корпуса запорного клапана на станке при обработке основного стакана. Базирование выполняется по поверхностям 6 и 10. При обработке бокового штуцера базируются на специальном технологическом/ выступе или па обработанной поверхности основного стакана. Технологический выступ, показанный на рис. 20.2, б, после
Резец
Рис. 20.4. Обработка внутренней полости обработки бокового штуцера сре- корпуса и образование седла:
зают, а место среза зачищают. 1—10— обрабатываемые поверхности
Технологический выступ упрощает процесс обработки, но заготовка получается более сложной и тяжелой.
20.3. Изготовление штоков, направляющих втулок, толкателей, клапанов
Обработку указанных деталей ведут на токарных, токарно-револьверных станках или токарных автоматах. Заготовками для них служит сортовой прокат.
Основные технические требования на изготовление этих деталей следующие: точность обработки направляющих поверхностей — 5-й квалитет, неперпендикулярность рабочих торцов относительно направляющих поверхностей, несоосность направляющей и седла в корпусе, а также направляющей и рабочих поверхностей клапана — не более 0,01 мм, остальных поверхностей — не более 0,05 мм; конусность, овальность, граненность рабочих поверхностей клапана — не более — 0,005 мм; шероховатость' рабочих поверхностей клапана Па = 0,63 -ь 0,32 мкм, а редукционного клапана плунжерного +ипа — не ниже Па=0,08 мкм; монтажные зазоры между редукционным клапаном и корпусом от 0,005 до 0,012 мм (достигаются
447
446
путем селективной сборки). На рис. 20.5 показаны конструкции важнейших деталей клапанов, качество изготовления и сборки которых определяют их эксплуатационную надежность.
Рис. 20.5. Основные детали клапанов: а, б — штоки; в, г — направляющие втулки; д — седло
Шток, направляющая, седло клапана из прутка обрабатываются на токарно-револьверных станках типа 1336М (рис. 20.6). Наружные поверхности обрабатываются предварительно, а точные внутренние после сверления и растачивания зенкеруются и развертываются. Чистовая обработка осуществляется на токарных станках повышенной производительности. Сопрягаемые поверхности притираются или полируются (см. гл. 15). Для окончательной доводки наружной сопрягаемой поверхности штока клапана часто взамен притирки применяют алмазное выглаживание (рис. 20.7).
При обработке алмазный наконечник 1 прижимается пружиной к обрабатываемой поверхности с усилием 60—80 Н. Выглаживание продолжается в течение 2—3 мин до получения требуемой шероховатости Ra=0,08 мкм.
Контроль и испытания. Промежуточный и окончательный контроль размеров осуществляется предельными калибрами. Особенно тщательно проверяются размеры сопрягаемых поверхностей с по-448
Рис. 20.6. Предварительная обработка штока клапана на револьверном станке
Рис. 20.7. Алмазное выглаживание штока клапана:
а — схема обработки; б — инструмент:
1 —алмазный наконечник; 2 — гайка; 3 — цанговая оправка; 4 — корпус;
5 — направляющая; 6 — регулировочный винт
449
мощью индикаторных, электроконтактных, индуктивных и пневматических измерительных приборов. На рис. 20.8 показана схема пневматического прибора сильфонного типа (а) и головки 1 и 2 для измерения наружного диаметра штока (б) и внутреннего диаметра направляющей (в).
Рис. 20.8. Пневматический измерительный прибор сильфонного типа
После сборки агрегаты автоматики проверяются по специальной программе на срабатывание, герметичность и надежность. Герметичность манжет и плотность прилегания деталей проверяются в сосуде с водой, куда погружаются агрегаты.
20.4. Сборка агрегатов автоматики
Агрегаты автоматики состоят в большинстве случаев из мелких деталей, а входящие в агрегаты узлы собираются отдельно. Следует отметить, что при сборке, например, различных клапанов имеется много общих характерных приемов. Для уяснения их сущности рассмотрим технологический процесс сборки двухкамерного редуктора давления, показанного на рис. 20.9.
Редуктор предназначен для понижения давления газа и поддержания этого давления постоянным на выходе из редуктора независимо от изменения давления на входе.
-Все узлы (А—Е) предварительно собирают отдельно, а затем устанавливают в корпус.
При сборке клапана высокого давления Б сначала собирают узел мембраны (детали 2, 9, 10, 11, 4). Затем мембрану устанавливают на шток клапана и затягивают гайкой 7. Шток собирают таким образом, чтобы в вертикальном положении он перемещался в направляющей втулке седла 1 без качки под действием собственного веса. На гайку 7 ставят пружину 6 и полость клапана Б закрывают стаканом 5, который закрепляют гайкой 8. Затем в кор-
450
Рис. 20.9. Двухкамерный редуктор давления:
А — корпус редуктора; Б — клапан высокого давления; Б — фильтр; Г — камера низкого давления с регулировочным устройством; Д— предохранительный клапан;
Е — выпускной (расходный) кран
451
пус клапана (со стороны камеры низкого давления) ввертывают ; направляющую втулку 16 клапана.
Сборка камеры низкого давления Г начинается со сборки подпятника. На подпятник 20 устанавливают мембрану 17 с шайбой 21, корпусом 18 и затягивают гайкой 23. Затем пружину 25 с двумя тарелками 24 и 26 вставляют в кожух 30, а в подпятник 20 устанавливают компенсатор 22, после чего кожух вместе с узлом подпятника вставляют в корпус редуктора и закрепляют в нем гайкой 19. В днище кожуха 30 ввертывают регулировочный винт 29, который контрится шайбой 27 и контргайкой 28.
За базовую деталь при сборке фильтра В принимают штуцер 12, в который последовательно устанавливают: прокладку слева, сетку 14 с каркасом 13 (предварительно соединенные), вторую прокладку и тарелку 15. Затем осторожно навинчивают корпус В. После сборки фильтр испытывают на герметичность и проходимость газа. После испытаний на входе и выходе фильтра устанав- , ливают технологические заглушки, а стык штуцера 12 с корпусом : В контрится.
За базовую деталь при сборке предохранительного клапана Д, принимают корпус 34, на который предварительно навинчивают контрящую гайку. В полость корпуса устанавливают клапан 33 и пружину 32 с внутренним диаметром, несколько меньшим диаметра выступа на клапане. Затем сверху пружины устанавливают подпятник 35 и осторожно навинчивают регулировочный стакан 36 на резьбу корпуса клапана 34. После сборки проводят регулировку и испытание клапана на герметичность посадки клапана 33 в седло корпуса 34, а также на срабатывание клапана при заданном давлении.
Испытание и настройку редуктора на заданное давление производят на установке, схема которой приведена на рис. 20.10. Воздух высокого давления через систему кранов из емкости 3 подается в полость редуктора 5 через фильтр В (см. рис. 20.9). Давление на его выходе регулируется натяжением пружины 25 с помощью винта 29, которая через мембрану 17 воздействует на шток конусообразного клапана 3 (см. рис. 20.9). Заданное давление (с отклонением ± 5-е 7 %) контролируется манометром.
Настройка предохранительного клапана Д производится на давление, равное, установленному в редукторе, путем поджатия пружины 32 с помощью регулировочного стакана 36 (см. рис. 20.9). 452
Отрегулированный и испытанный предохранительный клапан закрывают защитным стаканом 31, который контрится и пломбируется.
Глава 21. Применение композиционных материалов в производстве ЖРД
В конструкциях современных ЖРД все больше широко используются раз
личные виды композиционных материалов (КМ) — композитов. Из композитов изготовляют силовые рамы и бандажи (металлические и полимерные композиты), баки и трубопроводы топливной системы (полимерные композиты), сопловые неохлаждаемые раструбы и насадки, камеры сгорания двигателей малой тяги (углерод-угле-
Рис. 20. !0. Схема испытания редуктора:
1 — емкость вместимостью
75 л; 2 — кран; 3 — емкость вместимостью 3 л; 4 — манометр входной; 5 — редуктор; 6 — манометр выходной; 7 — емкость вместимостью 3 л; 8 — мерная шайба
В данной главе приведе-
родные и карбид-углеродные композиты).
ны некоторые данные по использованию композитов в наиболее ответственных деталях и узлах двигателей.
21.1. Технологические процессы изготовления баков из полимерных композиционных материалов
Полимерные композиты, образованные различного типа армирующими элементами с полимерной матрицей, применяются в различных областях техники в качестве конструкционных и теплозащитных материалов. Наибольшее распространение получили пластики, армированные стеклянными, углеродными, органическими, борными и некоторыми другими волокнами. В качестве матрицы используются отвержденные эпоксидные, полиэфирные и другие термореактивные смолы, а также полимерные термопластичные материалы. Основными достоинствами композитов с полимерной матрицей являются высокая удельная прочность и жесткость, стойкость к химически агрессивным средам, низкие тепло- и электропроводность и т.п. К достоинству этих материалов следует также отнести и то, что при их изготовлении относительно легко при умеренных температуре и давлении удается соединить армирующие элементы с матрицей. При этом применяются как традиционные
453
процессы прессования, контактно-вакуумного и автоклавного формования, так и специальные процессы намотки, когда материал и конструкция создаются одновременно. К недостаткам полимерных композитов следует отнести относительно низкие значения прочности и жесткости при сдвиге, низкую тепловую и радиационную стойкость, гигроскопичность, подверженность старению под воздействием климатических факторов. Высокие удельные характеристики прочности и жесткости позволяют в первую очередь использовать их в ракетной технике для изготовления различных емкостей (баков, корпусов газогенераторов), элементов пневмо- и гидроаппаратуры, магистральных трубопроводов, силовых ферменных конструкций и т.п.
На рис. 21.1 приведена конструкция топливного бака жидкостного ракетного двигателя, выполненного в виде комбинированного Сосуда. Конструктивно бак состоит из трех оболочек, две из которых являются основными отсеками-хранилищами, третья — расходным отсеком.
Основные отсеки, имеющие одинаковую геометрию — прямолинейную цилиндрическую форму — и днище оживальной формы, выполнены для обеспечения заданного уровня герметичности из супертонких металлических оболочек с отношением диаметра сосуда к толщине стенки больше 500 (.0/8 >500), на которые намотана силовая оболочка из органопластика, представляющая комбинацию спиральных и окружных слоев. Спиральные слои выходят с одной стороны на торцевую поверхность и используются для усиления части оживального днища, а с другой стороны укладывают-
Рис. 21.1. Схема топливного бака:
1 — носовая часть; 2 — оболочка из органопластика; 3 — цилиндрическая часть; 4 — расходный отсек; 5 — место крепления бака
ся в кольцевое углубление фланцевой законцовки и приматываются кольцевыми слоями. Фланцевая заготовка соединяется посредст
Рис. 21.2. Схема законцовки и соединения с расходным отсеком:
1,— спиральные слои; 2 — кольцевые слои;
3 — шпангоут; 4 — расходный отсек; 5 — закладное кольцо; 6 — кольцевое углубление
такой конструкции воспринимаются
вом сварки с расходным отсеком (рис. 21.2).
Как правило, для изготовления баков используются два технологических метода формирования силовой оболочки — методы спиральной и плоскостной (или орбитальной) намотки (рис. 21.3). В первом случае арматура наматывается на оправку спирально-винтовыми витками по равновесным геодезическим траекториям и цилиндрическая часть дополнительно бандажируется кольцевыми слоями. Тангенциальные напряжения при нагружении в
волокнами спирально-перекрестной и кольцевой систем оболочки одновременно, а коаксиальные напряжения растяжения — только волокнами спирально-перекрестной системы. Во втором случае намотка арматуры осуществляется плоскими непрерывными витками, укладываемыми на оправку под углом 17° к оси симметрии (воспринимают коаксиальные напряжения), а на цилиндрическую часть наматываются кольцевые слои, воспринимающие тангенциальные напряжения. В камерные отверстйя силовой оболочки вматывают
Рис. 21.3. Методы формирования силовой оболочки корпуса намоткой ленточного полуфабриката на разрушаемую оправку:
а — спиральная намотка; б — продольно-плоскостная намотка; в — продольно-плоскостная и кольцевая (тангенциальная) намотка; г — спиральная и кольцевая намотка
455
Рис. 21.4. Конструктивная организация корпуса РДТТ:
1 — силовая оболочка из КМ;
2 — герметизирующий слой;
3 — фланец
фланцы (рис. 21.4), изготавливав! '•мне из высокопрочных легких сплавов (алюминиевых или титановых) или прессованные из композитов. В качестве герметизирующего внутреннего слоя, помимо тонких металлических оболочек, применяются также различные резиновые и пленочные покрытия. Для изготовления корпусов баков используются различные виды технологических оправок: цельнометаллические разборные, песчаные с
вымываемой формующей частью, растворимые и различные комби-
нированные.
21.2. Особенности технологии получения И
и физика-механические характеристики И
углерод-углеродных композиционных материалов
Углерод-углеродный композиционный материал (УУКМ) состоит из армирующего каркаса, изготовленного из углеродных волокон и насыщенного углеродной матрицей. Физико-механические и термопрочностные характеристики УУКМ определяются в первую оче-редь свойствами его составляющих: наполнителя й связующего. Важными факторами являются и такие параметры материала, как адгезионные характеристики слоя на границе наполнитель-связую- I щее, тип армирующей структуры и ее ориентация в элементах кон- I струкции, объемное содержание наполнителя и связующего, их де- I формативные свойства. Существующие на сегодняшний день техно- I логические методы позволяют в широких пределах управлять пере- I численными выше параметрами и целенаправленно влиять на фи- I зико-механические свойства композита в целом. В таблице приве- I дены характеристики некоторых углерод-углеродных материалов и и графита. я
В основе производственного процесса изготовления углерод-уг- | леродных конструкций находятся технологические процессы изго- | товления каркасов и насыщения их матричным материалом. Зави- 1 симость свойств углерод-углеродных композитов, как и других во- | локнистых материалов, от расположения (ориентации) арматуры | делает решение вопроса оптимального выбора типа и схемы арми- | рования одним из основных при разработке деталей различного * назначения.
456
Характеристики углерод-углеродных и углеграфитовых материалов
Метод получения Плотность Р’з кг/ьс Прочность при растяжении МПа Прочность при сжатии af, МПа Модуль упругости 103, МПа Теплопроводность X, Вт/(м К) КЛТР a 106, 1/К Структура, тип матрицы
УУКМ на основе высокомодуль- • ных волокон ' ‘ (осаждение из газовой фазы) 1750 75,0 200,0 / 30,0 6-8 2-3 ЗД-плете-ная, пироуглерод
УУКМ на основе низкомодульных волокон (пропитка при низком давлении) 1500 80,0 185,0 23,0 5 6 Тканевая, фенольная смола
УУКМ на основе высокомодульных волокон (пропитка в газостате) 1700 91,0 99,0 31,0 3,8 . 2,6 Тканевая, фенольная смола
УУКМ на основе высокомодульных волокон (осаждение из газовой фазы) 1800 100,0 200,0 42,0 10 4 4Д-плете-ная, пироуглерод
Графит ЦМ-Р 1960 13,0 75,0 53,0 110-130 3,4 —
Известные и перспективные типы армирующих элементов классифицируют обычно по геометрическому принципу. Из возможных схем армирования можно выделить три класса (рис. 21.5): с хаотичным расположением волокон (фетры и войлоки) (рис. 21.5, а); с ориентированными в двух направлениях волокнами и тканями (схема армирования 2Д); с ориентированными в трех (и более) направлениях волокнами (схемы армирования ЗД, 4Д и т.д.), т.е. с пространственным расположением волокон. Заготовки со схемой армирования 2Д обычно представляют собой пакет из слоев ткани (рис. 21.5, б), либо соединенных между собой полимерным связующим, либо послойно сшитых на швейном оборудовании. Они также могут быть изготовлены- из препрегов геодезической или спи
457
ральной намоткой лент или розеточной'укладкой слоев ткани (рис. 21.5, в). Наиболее перспективным видом армирования углерод-углеродных материалов конструкционного назначения является многонаправленное, пространственное армирование, когда армирующие компоненты располагаются в трех, четырех и более направлениях! (рис. 21.5, г-м). Такие образования называют пространственными армирующими структурами, а составляющие их компоненты — элементами пространственных армирующих структур.
Рис. 21.5. Принципиальные схемы расположения волокон в УУКМ (структуры): а — хаотичная; б — слоистая; в — розеточная; г — ортогональная ЗД; д — 4Д;
е — 4Д—Л; ж — 5Д—Л; з — 5Д; и — аксиально-радиально-окружная; к — аксиальноспиральная; л — радиально-спиральная; м — аксиально-радиально-спиральная
‘ ( Л — индекс, означающий что часть арматуры лежит в одной плоскости)
Для изготовления каркасов используются технологические методы намотки и выкладки, сшивки ручного и автоматизированного плетения, ткачества. Кроме того, каркасы можно собирать из заранее отформованных (из углеродных жгутов) и отвержденных стержней.
Для насыщения каркасов матричным материалом применяются два основных способа (рис. 21.6). Первый способ — насыщение
458
пироуглеродной матрицей сухих каркасов из газовой фазы, второй — карбонизация полимерной матрицы заранее сформированной заготовки. При создании конструкции из УУКМ их часто комбинируют для придания композиту необходимых свойств. С развитием высокотемпературной техники возрастает потребность в высоког плотных материалах, плотность которых близка к теоретической плотности графита. Упомянутые методы насыщения не позволяют получать полуфабрикаты деталей значительной толщины со столь высокой плотностью. Перспективным в этом плане Является термобарический процесс, при котором термообработка углепластиковой заготовки проводится с одновременным приложением давления. Этот метод является модификацией метода карбонизации углепластиков. Давление газовой среды на стадии карбонизации значительно улучшает процесс образования кокса из органического свя-
изготобление kaptacoS
Насыщение и mephtoaSpaSomka.
1. Я
«4 Kai^sin rpTS"
Газоаюзиое 350‘С Р 60МПа
t-mov Р"1МПа
Рис. 21.6. Стадии технологического процесса изготовления углерод-углеродных мате-' риалов: 1Д, 2Д, ЗД, 4Д — ориентированное расположение волокон соответственно в одном, двух, трех и четырех направлениях; I — газонасыщение и пропитка связующим;
II — карбонизация и графитизация
459
а) Нормирование каркаса
б) Пропитка
Инструмент - алмаз, напыление
Рис. 21.7. Структурная схема технологического процесса изготовления силовой панели из углерод-углеродного материала с комбинированной матрицей
460
зующего, причем применение давления при карбонизации наиболее эффективно в области температур глубоких пирогенетических изменений связующего (773—923 К). Влияние давления положительно не только на стадии карбонизации, но и при более высоких температурах. Благодаря появлению пластичности углеродного материала при температурах свыше 1673—1873К облегчается его уплотнение и графитизация, и при этом удается получить хорошо графитированный материал с плотностью до 2000 кг/м3 при продолжительности процесса 7—14 ч.
Помимо материалов с однокомпонентными углеродными матрицами, состоящими из пироуглерода или кокса, осажденного из связующего, разработаны и материалы с комбинированными матрицами, полученные насыщением пироуглеродом в изотермических условиях карбонизованного углепластика. Цель внедрения пироуглерода в коксовую матрицу — оптимизация уплотнения карбонизо-ванных изделий. Кроме того, осаждение пироуглерода, термомеханические свойства которого существенно отличаются от свойств кокса органических связующих, позволяет расширить диапазон термомеханических и других характеристик УУКМ.
Способ изготовления УУКМ с комбинированной матрицей (рис. 21.7) включает следующие технологические операции: нанесение пироуглерода на углеродный наполнитель (а); пропитка наполнителя органическим связующим (б); формообразование углепластиковой заготовки (в); карбонизация ее до 1073°К (г); уплотнение кар-бонизованной заготовки пироуглеродом (5); графитация до 2273°К (при необходимости); обработка (е).
21.3. Технологические процессы изготовления неохлаждаемых сопловых раструбов и насадков
На рис. 21.8 приведена конструкция соплового насадка жидкостного двигателя, изготовленная из углерод-углеродного материала, а на рис. 21.9 — структурная схема технологического процесса его изготовления. Остановимся подробнее на основных этапах процесса. .
21.3.1. Намотка и отверждение оболочки насадка
Намотка является одним из самых совершенных процессов изготовления высокопрочных армированных оболочек, позволяющим получать оболочки вращения сложной формы и реализовать с высокой точностью большое количество схем армирования.
461
Рис. 21.8. Эскиз конструкции соплового насадка из углерод-углеродного материала
Применение тканых лент из различных волокнистых материале
при намотке изделий
конической
формы
позволяет располагать!
слои армирующего материала не только параллельно образующей,
но и параллельно и под различными углами к оси изделия.
Технологический процесс спиральной намотки «сухим» способом, который применяется в рассматриваемом случае, заключается в следующем. Волокнистый армирующий материал перед формованием предварительно пропитывают связующим (в данном случае бакелитовым лаком ЛБС-2) на пропиточных машинах, которые обеспечивают качественную пропитку и требуемое равномерное содержание связующего в препреге за счет регулирования вязкости
связующего в процессе пропитки. •
При изготовлении насадка используется двухзаходная намотка, при которой одновременно укладываются два слоя ленты. Внеш-i ний вид оболочки, получающейся при таком типе намотки, пред-' ставлен на рис. 21.10. !
Контактное давление формования создается методом натяжения
армирующего волокнистого материала.
С целью получения оптимальной геометрии оболочки использу-; ется зонная намотка. Зависимость углов намотки у и толщины ело-4 ев b от продольной координаты представлена на рис. 21.11. *
Намотка осуществляется на универсальном намоточном станке. J После завершения процесса намотки оболочка по внешней поверх- i ности утягивается фторопластовой лентой. Отверждение углепласти- ? ка является частью технологического процесса, который должен 4
462
Оправка для намотки
Оправка для механической обработки
Подготовка ленты
Изготовление уплотнительного кольца
Изготовление цанги
Рис. 21.9. Структурная схема техпроцесса изготовления соплового насадка ЖРД из углерод-углеродного материала
обеспечить заданные требования по физико-механическим характеристикам.
Закон изменения температуры отверждения в процессе нагрева и охлаждения должен учитывать конкретные условия, вытекающие из разнородности коэффициентов линейного термического расширения материалов изделия, его геометрии, теплопроводности применяемой формообразующей оснастки, типа применяемого связующего, интенсивности теплопритока нагревательных устройств. Вместе о тем технологические режимы отверждения должны обеспечивать бездефектную структуру материала в конструкции с наименьшими затратами энергических ресурсов.
463
Рис. 21.11. Зависимость угла намотки (а) ! и толщины слоев намотки (б) от продольной координаты
21.3.2. Пироуплотнение, насыщение насадка пироуглеродом
Химическое осаждение из газовой фазы используют для иронитк и уплотнения различных типов углерод-углеродных композитов.
Изотермический процесс насыщения оболочки пироуглеродо! заключается в следующем. Подготавливают оснастку для насыще ния и устанавливают нагреватель. Конические заготовки-каркась прижимаются с обеих сторон к нагревателю до упора, они обраще ны торцами друг к другу. Наносят разделительный слой из целло фана и бумаги на внутреннюю полость заготовок. Вырезанными и: угольной ткани лентами заполняют внутренние полости заготовок Насадив переходники на нагреватель, обеспечивают соосность отно сительно нагревателя. Просверливают отверстие в подмотке межд? заготовками до нагревателя под термопару диаметром 10 мм.
Проверяют готовность и включают печь, устанавливают расхо; г- 3
газа через камеру 5—8 м /ч, давление газа на входе в камеру 1,5—3,5 кПа. Нагрев производят со скоростью 400—500°С/ч до достижения температуры нагревателя 1000°С. Напряжение при этом не должно превышать 190 В.
При достижении температуры 1000°С и при положении индикар тора термопары на отметке «0» шкалы перемещения термопары на-?
464
чинается отсчет времени насыщения. В этом процессе углеродный каркас нагревается излучением углеродного кожуха-сердечника индукционной печи. Газообразный углеводород вводится во внутреннюю полость формуемого тела и заполняет кожух, насыщая при этом нагретый каркас. Скорость перемещения термопары — 0,25 мм‘/ч. Перемещение корректируется так, чтобы за 8 ч процесса перемещение термопары равнялось 2 мм.
Необходимо также, чтобы температура отверждения обеспечивала оптимальные характеристики всех материалов и по всей толщине изделия.
С учетом вышесказанного применяют следующий режим отверждения оболочки. Изделие помещают в газостат. После проверки его работоспособности поднимают давление до 400 кПа в течение 1 ч, температуру — до 120°С. При этих параметрах изделие выдерживают еще 1 ч. Происходит предварительное отверждение. Затем давление доводят до 650 кПа, а температуру — до 160°С и изделие выдерживают еще 2 ч. Установку отключают. После остывания до нормальной температуры изделие извлекают из установки, снимают с оправки и подвергают термообработке. Подъем температуры осуществляется в несколько этапов:
— подъем температуры до 1000°С со скоростью 100°С/ч;
— выдержка при этой температуре 2 ч;
— подъем температуры до 250°С со скоростью 20°С;
— выдержка при этой температуре 2 ч;
— подъем температуры до 400°С со скоростью 20”С;
. — выдержка при этой температуре 4 ч;
— подъем температуры до 610°С со скоростью 50°С/ч;
— выдержка при этой температуре 2 ч;
— подъем температуры до 1000“С со скоростью 200°С/ч.
Затем отключают нагрев установки путем плавного снижения напряжения с последующим отключением питания установки. Печь с изделием охлаждается до температуры 40°С со скоростью естественного охлаждения. Затем при включенной вытяжной вентиляции изделие извлекают из печи. Длительность процесса насыщения составляет 72 ч. Температура при этом не должна превышать 1100°С. После этого отключают нагрев установки путем плавного снижения напряжения, подаваемого на нагреватель, с последующим отключением питания установки. Заготовка охлаждается в печи в среде метана до температуры 40°С со скоростью естественного охлаждения печи. Затем камера установки вакуумируется до давления 9—9,5 кПа. После этого отключают вакуумный насос, вПу
465
скают воздух, полностью отключают установку, вскрывают камеру и извлекают изделие.
Следует отметить, что изотермический процесс приводит к образованию равномерного осадка на волокнистой поверхности. Получаемая в процессе насыщения плотность равна 1,4 г/см3. По завершении цикла процесса насыщения на изделии образуется поверхностная корка, которую удаляют механическим путем.
21.3.3. Нанесение противоокислительного покрытии
С целью защиты от окисления используют покрытие на основе карбида кремния, удовлетворительно работающее в диапазоне температур 1000—1400°С.
Вместе с изделием изготавливают контрольные образцы по той же технологии.
Предварительно приготавливают шликер смешиванием порошка нитрида кремния СВС-НК-2 с 4%-ным водяным раствором поливинилового спирта (ПВС).
После удаления пыли с поверхности оболочки изделие протирают бязью, смоченной этиловым спиртом. На подготовленную поверхность кистью наносят шликер равномерным слоем. После этого шликер высушивают при комнатной температуре в течение 3—4 ч.
Затем производят отжиг оболочки в вакуумной печи при остаточном давлении 0,665—1,33 кПа и постепенном подъеме температуры со скоростью 200°С/ч до 1800°С. Температуру контролируют пирометром.
После выдержки изделия при этой температуре в течение 2 ч в закрытую печь впускают аргон до давления 93,3 кПа. Затем оболочка охлаждается в аргоне со скоростью 50°С/час до температуры 100"С.
После создания в печи нормального атмосферного давления изделие выгружают из печи и подготавливают для нанесения жаростойкого слоя покрытия. Для этого поверхность очищают наждачной бумагой от частиц карбида кремния, имеющих недостаточную адгезию с основой, и удаляют пыль.
Шликер, подготовленный смешиванием порошков дисцилицида молибдена, кремния и бора с лаком НЦ-62, наносят кистью равномерным слоем на поверхность оболочки. После нанесения шликера оболочку высушивают при комнатной температуре в течение 2—3 ч.
Затем изделие снова погружают в вакуумную печь, где при ос-тдточном давлении- 0,665—1,ЦЗ кПа постепенно поднимают темпе-466
ратуру со скоростью 200°С до,1650°С. При температуре 1650°С изделие выдерживают в продолжение 1 ч.
По истечении указанного времени в закрытую печь впускают аргон до давления 93,3 кПа, и изделие охлаждают со скоростью 50°С до температуры 100“С. Затем в печь впускают атмосферный воздух и изделие выгружают.
Толщину покрытия измеряют следующим образом: разрезают контрольные образцы с покрытием и приготавливают «косые» шлифы; с помощью оптического микроскопа измеряют толщину жаростойкого покрытия на «косых» шлифах; вычисляют истинные тол-щины слоев по формуле: h = l cosy, где h — катет, I — гипотенуза, у — угол.
Толщина покрытия должна находиться и диапазоне 80—100 мкм.
21.4. Технологические процессы изготовления магистральных криволинейных трубопроводов
Общие положения. При изготовлении соединительной арматуры трубопроводов, как правило, создают специальное намоточное оборудование. Номенклатура такого оборудования определяется диаметром труб и характером соединений, поэтому создание его представляет значительные трудности. В сложных криволинейных участках магистралей трубопроводов требуются дополнительные фланцевые соединения, усложняющие технологию изготовления, снижающие надежность системы и т.п. Одним из решений этого вопроса является трансформация канонических заготовок в изделие требуемой геометрии. Данная технология позволяет предельно упростить процесс изготовления криволинейных трубопроводов.
В основу технологических процессов изготовления изделий сложных геометрических форм с использованием метода трансформации сетевых поверхностей положена система, объединяющая элементы методов намотки и формования для получения заготовок с технологией трансформации получаемых заготовок в изделия заданных форм и структур.
Трансформация заготовки может быть реализована нагрузками, определяемыми из уравнений равновесия промежуточных состояний заготовки.
Основные задачи, возникающие при реализации указанного приема изготовления изделий сложных форм: по форме изделия и структуре его материала указать подходящую заготовку и отображение ее поверхности, технологически реализуемой известными способами укладки армирующих нитей на поверхности изделия;
467
описать совокупность возможных преобразований указанной заготовки в изделие и определить преобразование, осуществляемое с наименьшими технологическими затратами; указать вид и способ приложения нагрузок, переводящих сетевую заготовку в изделие конечных форм.
Используя метод трансформации, базирующийся на идее изгибания поверхностей, можно получать различные классы поверхности изделий.
Особенности рассматриваемого технологического процесса покажем на примере изготовления криволинейного трубопровода. Суть процесса заключается в том, что предварительно наматывают цилиндрическую заготовку с заданным законом укладки армирующих волокон, определенным по требуемому закону армирования на криволинейном трубопроводе. Геометрические размеры заготовки также выбирают исходя из требуемой геометрии криволинейного трубопровода. Намотку заготовки производят на обычном оборудовании — намоточном станке.
Заготовку наматывают на оправку (рис. 21.12, а), состоящую из двух частей — жесткой и деформируемой (гибкого дорна). Перед обмоткой на оправку наносят специальное покрытие, которое после удаления жесткой оправки остается на внутренней поверхности заготовки и обеспечивает возможность создания внутреннего давления и преобразования поверхности заготовки в конечное изделие. При намотке в местах изгиба криволинейного трубопровода между слоями армирующих нитей укладывают усиливающие элементы (армирующие прослойки), ограничивающие при трансформации деформацию заготовки в осевом направлении. Заготовку трубопровода предварительно полимеризуют до уровня желатинизации связующего и удаляют из него оправку. Затем фиксируют торцы заготовки. Изготовленную трубу (с гибким дорном) в неотвержденном состоянии устанавливают на гибочное приспособление, на котором ей придается необходимая форма (рис. 21.12, б). При этом для обеспечения предельно равновесной схемы армирования заготовка трубы нагружается внутренним давлением. После этого трубу снимают с гибочного приспособления и отверждают.
Формирование заготовки. На этом этапе необходимо выполнить жесткостные и геометрические требования, предъявляемые к оправке. Оправка должна обеспечивать: укладку герметизирующего или футеровочного слоя; возможность выкладки или намотки армирующего материала с требуемой точностью; формирование узлов стыковки для реализации последующего этапа трансформирования. К 468
Рис. 21.12. Схема изготовления криволинейного трубопровода:
а — изготовление заготовки; б — гидростатическое формоизменение и полимеризация:
1 — деформируемая (гибкий дорн) оправка; 2 — заготовка; 3 — жесткая оправка;
4 — фланец; 5 — армирующие прослойки; 6 — специальное гибочное устройство;
, 7 — трубопровод
армирующему материалу на этом этапе предъявляются Только требования по реализации выкладки препрегов или способа непрерывной намотки («мокрого» или «сухого»).
Операция трансформирования заготовки в изделие. На этом этапе оправка не должна препятствовать процессу трансформирования под действием внутреннего давления. Это требование может быть реализовано различными способами: использованием растворимых, расплавляемых, разборных или надувных оправок.
Для армирующего материала и его матрицы необходимо выполнение следующих требований: уложенный на оправку материал должен быть зафиксирован матрицей; матрица композиционного материала должна допускать уровень деформаций до 300% с последующей релаксацией внутренних напряжений.
Необходимо одновременно с нагружением заготовки нагрузкой деформирования удалять жесткую оправку. При этом не отменяется требование по фиксации армирующих волокон между собой, что обеспечивается подбором связующего.
469
Основные этапы технологического процесса изготовления кривц-линейных трубопроводов следующие:
1. Изготовление оправки регулируемой жесткости. Для мелкосерийного производства наиболее пригодны разборные оправки.
2. Выкладка или монтаж герметизирующего слоя на собранную оправку. Наиболее эффективным можно считать монтаж готового герметизирующего покрытия, которое, являясь в конечном состоянии элементом конструкции, на этапе деформирования выполняет роль вулканизационной камеры по аналогии с технологией производства бескамерных шин. В данном случае совмещаются технологические операции деформирования и контроля герметичности изделия на этапе полимеризации силовой оболочки.
3. Формирование заготовки с программирующими элементами и узлами стыковки. Процесс формирования в данном случае может рассматриваться как процесс непрерывной намотки лентой или как ,; процесс выкладки специально ориентированных тканых препрегов ’ на жесткую оправку.
4. Частичная термообработка заготовки. Цель данного этапа — зафиксировать сформированную сеть с программирующими элементами и узлами стыка.
5. Трансформирование заготовки. Одновременно с воздействием расчетной нагрузки на заготовку удаляется жесткая оправка. Для реализации этого процесса при разборной оправке целесообразно вакуумирование наружной поверхности оболочки. При этом сам процесс трансформирования происходит при нормальных условиях. Выбор уровня и времени воздействия расчетной нагрузки трансформирования зависит от физических констант связующего, герметизирующего покрытия и рабочего давления изделия. Так, для наиболее полной реализации свойств армирующего материала в изделии необходим уровень давления при трансформировании не ниже (10ч-20°/о)рраб.
6. Фиксация деформированной заготовки в конечном состоянии. Этот этап должен обеспечить жесткие требования по геометрическим параметрам изделия. Он позволяет выполнить позиционирование стыковочных узлов трубопровода и компенсирует все технологические и расчетные погрешности изготовления заготовки. Фиксацию осуществляют в специальном стапеле с базировочными посадочными местами.
7. Окончательная полимеризация изделия. На данном этапе матрица композиционного материала подвергается воздействию расчет-470
ного внутреннего давления и окончательной термообработке. Он может быть совмещен с одновременной вулканизацией герметизирующего покрытия. Полимеризация под давлением обеспечивает ряд преимуществ технологического плана. При термообработке изделия под давлением происходит выравнивание армирующих волокон и ориентация их по линии главных напряжений, т.е. в конечном состоянии мы имеем изделие, где реализуются только мембранные усилия. Последнее обстоятельство наиболее благоприятно отражается на несущей способности и надежности изделия в целом. Процесс вулканизации герметизирующего покрытия во время термообработки является одновременно и операцией контроля изделия на герметичность, поскольку, если изделие в процессе термообработки разгерметизируется, то оно потеряет форму.
8. Слесарная доработка и испытания. Этап заключается в разработке стапеля, закладных элементов формования узлов стыка и проведении испытаний на несущую способность изделия. Описанная технология позволяет создавать криволинейные патрубки, пневморессоры, пневмогидроцилиндры, пневмоподшипники и трубы высокого повершенства по массе из всех видов наполнителей и на различных видах связующих.
471
Часть V. СБОРКА И ИСПЫТАНИЯ АГРЕГАТОВ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ
Глава, 22. Общая сборка ЖРД
22.1. Сборочное оборудование и оснастка
Сборочные цехи и участки для сборки агрегатов и узлов, а также для общей сборки ЖРД должны размещаться в специально приспособленных для этих целей помещениях, имеющих хорошее освещение, подводку электроэнергии, сжатого воздуха, горячей и холодной воды, пара и т.д. Стены, потолки и полы помещений должны быть отделаны такими материалами, которые не осыпаются и не запыляют помещение. Материл полов должен допускать влажную уборку, но не впитывать влагу, масло или другие загрязнения. Температура должна поддерживаться постоянной, на уровне 18—20”С. Цех должен быть оборудован устройством для кондиционирования воздуха.
Сборочные цехи и участки должны иметь следующее оборудование: грузоподъемные устройства (краны, тали и т.д.); устройства для транспортировки (тележки, конвейеры и др.); средства для промывки деталей; нагревательные и сушильные шкафы, холодильники; установки для гидро- и пневмоиспытаний; установки и машины для балансировки; прессы; установки для контроля.
Грузоподъемные устройства и тележки выбирают в соответствии с массой и габаритами перемещаемых грузов. Если требуется перемещать грузы по всей территории цеха, то устанавливают электрический мостовой кран. Этот же кран служит для подъема станков при ремонте и тяжелой оснастки при ее установке. Тележки для транспортировки изделий и узлов в процессе их сборки перемещают по полу (безрельсовые, снабженные резиновыми шинами и поворотными колесами) или по рельсовому пути.
Прессы используют для создания необходимого усилия при сборке деталей с натягом. Применяют винтовые, реечные, эксцентриковые, гидравлические и пневматические прессы. Для небольших усилий применяют ручные прессы верстачного типа. Гидравлические прессы работают более плавно, чем пневматические, поэтому им отдается предпочтение при выборе оборудования.
472
Для выполнения различных соединений, особенно р труднодоступных местах, требуется специальный инструмент (ключи, отвертки, молотки, выколотки, струбцины, съемники), проектируемый и изготовляемый для конкретного двигателя.
22.2. Организация процессов сборки и испытания ЖРД
ЖРД относятся к двигателям разового назначения, у которых ресурс работы равен продолжительности времени одного или нескольких запусков в одном полете. Вследствие этого двигатели, предназначенные для работы в составе двигательной установки ракеты, не могут быть проверены огневыми испытаниями. Работоспособность двигателей подтверждается контрольно-выборочными огневыми испытаниями (КВИ) одного или нескольких двигателей от партии. Фактически работоспособность всех остальных двигателей, не испытанных при КВИ, определяется тщательностью отработки технологического процесса и рациональностью организации произ-' водства. Ниже рассмотрены основные направления в организации производства на примере камеры сгорания.’
Входной контроль деталей и узлов, поступающих на сборку со склада. Входному контролю подвергаются сопроводительная документация на соответствие материала ГОСТу или специальным техническим требованиям, а также порядок прохождения операций механической и других видов обработки, перечисленных в сопроводительной карте. Проверяется соответствие упаковки, консервации и транспортировки техническим требованиям или технологическому процессу. Покупные комплектующие детали и узлы проходят входной контроль на соответствие техническим требованиям на поставку, согласованным с поставщиком и представителем заказчика. Все поступающие ifa сборку детали проходят визуальный контроль. Принятые входным контролем детали и узлы, а также все вспомогательные материалы (смазки, лаки и т.п.) и покупные изделия поступают на комплектацию собираемого узла, завершающуюся составлением комплектующей ведомости.
Многократность контроля выполняемых операций. В технологическом процессе определяются наиболее ответственные операции, тщательность выполнения которых проверяется дважды или трижды отдельными контролерами, когда они демонстрируются представителю заказчика.
Применение современных методов контроля. С целью получения объективной информации применяются новейшие методы неразрушающего контроля. Например, при испытаниях характеризующие
473
работу узла параметры записывают на ленту осциллографа, наличие и величину течи (при контроле герметичности) определяют ге-, лиевыми течеискателями и т.д. j
Санитарные требования. Сборочные цехи, в отличие от других-производственных цехов, полностью окрашивают масляной краской. Полы могут быть покрыты линолеумом или залиты мраморной крошкой с последующим покрытием лаком. Цехи должны быть светлыми и просторными. Уборка цеха производится несколько раз в день, причем уборке подлежат также стены и потолок. Чистоту цеха характеризует количество пылинок, осевших на единицу площадки стекла за единицу времени.
Работающие в сборочном цехе обязаны быть в белых халатах или комбинезонах, в шапочках и тапочках. Эту спецодежду изготовляют из хлопчатобумажной материи. Для работающих в кабинах особой чистоты спецодежду изготавливают из капроновой ткани. Кроме того, у работающих не должно быть усов, бороды и длинных ногтей.
Рабочие тела (воздух и вода), на которых производятся испыта-1 ния агрегатов, пропускают через фильтры, имеющие ячейки определенной величины. Например, воздух пропускают через фильтры с ячейками в несколько микрометров.
Промывка, обезжиривание и обезвоживание поверхностей деталей и узлов, контактирующих с компонентами топлива. Промывка и обезжиривание являются ответственными сборочными операциями, так как надежная работа агрегатов в значительной степени зависит от чистоты поверхностей деталей и свойств компонентов топлива. Например, химический состав и физические свойства некоторых компонентов топлива таковы, что они обычно вступают в химические реакции с органическими веществами, сопровождающиеся взрывом. Это обстоятельство вынуждает с особой тщательностью удалять органические вещества, обезжиривать детали и узлы.
Промывку и обезжиривание в сборочном цехе производят на изолированном участке, оборудованном промывочными ваннами и приточно-вытяжной вентиляцией. Промывка может быть ручной и механической. К механической относится промывка на ультразвуковых установках и на установках для прокачки промывающей жидкости под давлением. В качестве промывающей жидкости используют чистый авиационный бензин Б-70 марки «Галоша». Бензин одновременно с удалением с деталей грязи растворяет в себе масла и жиры и считается лучшим растворителем этих веществ. Другие же растворители, например ацетон и дихлорэтан, вследст
вие вредного влияний их на человека для промывки и обезжиривания не применяются.
На притертых поверхностях после обработки их бензином наблюдается белесый налет, природа которого пока не установлена. Налет принято удалять путем дополнительной промывки деталей в йтиловом ректификованном спирте. Детали, контактирующие с жидким кислородом, обезжириваются в спирте (как правило, дважды). Многие предприятия, как в России, так й за рубежом (в Германии, США), применяют трихлорэтилен.
Удаление влаги из агрегатов является также ответственным технологическим процессом, влияющим на работоспособность двигателя. Наличие влаги в полостях при длительном хранении вызывает коррозию поверхностей деталей. Вследствие коррозии возможны нарушение подвижности в сочленении деталей, изменение проходных сечений каналов и замерзание влаги при запуске двигателя, работающего на сжиженном газе. Основным методом удаления влаги с поверхностей деталей является обезвоживание путем погружения деталей в ректификованный этиловый или гидролизный спирт. Для обезвоживания внутренних полостей (каналов) собранных узлов спирт заливают в полость. Сушка после обезвоживания осуществляется испарением спирта на воздухе, в струе горячего сжатого воздуха, в сушильных шкафах и в вакуумных камерах (при температуре на более 120°С и вакууме не .ниже 1,33 Па. Сущность вакуумной сушки заключается в интенсивном испарении влаги в благоприятной среде высоких температур и вакууме. Неметаллические изделия сушат, как правило, на воздухе при комнатной температуре.
Паспортизация технологической оснастки и периодичность ее контроля. Технологическую оснастку для сборочного цеха изготавливают с особой тщательностью и сдают в производство аттестованной, с соответствующими отметками в паспорте. В паспорте указывают время периодической проверки оснастки на соответствие техническим требованиям и размерам, указанным в паспорте. Вид оснаст1 ки является одним из показателей культуры производства, поэтому у приспособлений нерабочие поверхности имеет декоративное покрытие. На склад оснастка принимается после тщательного осмотра и проверки.
22.3. Этапы проектирования технологического процесса сборки и испытания камеры сгорания
Опытом установлено, что разработку технологического процесса сборки целесообразно вести совместно с проектированием сбороч-
475
пых чертежей как камеры сгорания, так и двигателя в целом. При этом учитывают не только -собираемость и рациональное расположение узлов, но и метод сборки, испытания, консервации, транспортировки и др.
Первый этап проектирования технологического процесса сборки и испытания в опытном производстве начинается с изготовления эскизного макета двигателя из деревянных (обычно) элементов, имитирующих габаритные размеры и конфигурацию деталей, узлов и агрегатов и определяющих способ соединения. На этом макете полностью отрабатывается компоновочная схема двигателя, выполненная по разработанной пневмогидравлической схеме. При этом окончательно выбирается техпроцесс сборки и выпускаются сборок-, ные и монтажные чертежи двигателя.
На расположение агрегатов относительно камеры сгорания оказывает влияние выбранный способ их соединения трубопроводами и патрубками. Соединения могут быть разъемными (фланцевыми и ниппельными) и неразъемными (полученными пайкой и аргонодуговой сваркой). При выборе вида неразъемного соединения в конструкции учитывается наименьшее расстояние трубопровода до поверхности других агрегатов или, как принято называть, световой зазор. Пайка трубопроводов производится нагреванием места разъема трубопровода токами высокой частоты (ТВЧ), и для подключения индуктора к месту пайки требуется определенное пространство. При сварке трубопроводов следует предусмотреть возможность подвода горелки к месту сварки.
Второй этап разработки технологического процесса включает сборку эталонного макета по окончательно отработанным сборочным чертежам двигателя из годных деталей и узлов. К этому времени все технологические процессы сборки и испытания узлов должны быть разработаны и опробованы, кроме технологического процесса окончательной сборки. При сборке эталонного макета окончательно корректируется выбранный технологический процесс. По эталонному макету в дальнейшем производится приемка собранных двигателей: определяется взаимное расположение деталей и узлов двигателя, проверяются чистота и окраска поверхностей, места и способы контровки и пломбирования, маркировка и т.д. На эталонный макет оформляется соответствующий документ, который утверждается главным конструктором и представителем заказчика. . Эталонный макет должен полностью соответствовать сборочной технологической документации, он является главным при сдаче двигателя заказчику.
476
Глава 23. Методы испытаний узлов и агрегатов ЖРД
23.1. Особенности и классификация испытаний ЖРД
Особенностями испытаний ЖРД являются: кратковременность, так как работа двигателя при одном включении (запуск, работа на нескольких режимах и выключение) длится от нескольких секунд до нескольких минут; повышенная опасность, связанная с применением высокоактивных топлив — окислителей (кислород, фтор, соединения на основе азотной кислоты), а также токсичного горючего (гидразин и его соединения); высокая стоимость, связанная с необходимостью создания или имитации условий реальной эксплуатации, т.е. низкого давления окружающей среды, с большими расходами топливных компонентов, уникальностью испытательного оборудования.
Первая особенность требует создания специальных автоматических измерительных систем и оборудования с высокой точностью измерения параметров и минимальной инерцией.
Вторая особенность вызывает необходимость создания специального испытательного оборудования, рассчитанного на обеспечение дистанционных измерений и управления процессом, а также на возможность аварийного исхода испытаний.
Третья особенность требует высокой информативности испытаний (измерения параметров с достаточной точностью, дублирования измерений и непрерывной записи всех основных параметров), рационального их планирования и обработки экспериментальных данных, основанных на математической статистике, факторном анализе и моделировании.
Все испытания ЖРД, а также узлов и агрегатов (автономные испытания) подразделяются на холодные и огневые, наземные и летные, научно-исследовательские, опытно-конструкторские и эксплуатационные.
Все автономные испытания, кроме камер сгорания и газогенераторов, являются холодными, проведение их позволяет уменьшить объем испытаний полноразмерных двигателей.
Большинство узлов и агрегатов ЖРД (элементы систем пита- • ния, управления и регулирования) работают в условиях, не связанных непосредственно с процессом горения топлива. Отработка их может быть проведена с помощью автономных холодных испытаний, которые позволяют: уменьшить объем испытаний полноразмерных двигателей, сделать процесс отработки и контроля качества
477
элементов более безопасным; заменять уникальное оборудование^ более простым и надежным.
К основным видам холодных испытаний относятся: гидравлические проливки (в основном водой с последующим пересчетом на натурное топливо) трубопроводов, клапанов, регуляторов, форсунок, трактов охлаждения камер сгорания и газогенераторов, позволяющие определить фактическое сопротивление отдельных элементов конструкции учесть его при расчете параметров настройки двигателя, оценить равномерность зон распыления топлива через отдельные форсунки и его качество; испытания насосов — для определения напорных, мощностных и кавитационных характеристик; испытания турбин (воздухом или фреоном) — для определения их фактических характеристик; испытания агрегатов систем управления и регулирования (жидким азотом — для упрощения технологии испытаний и без-’опасности) — с целью проверки их функционирования в пределах заданного ресурса или числа включений, определения и отладки регулировочных характеристик; прочностные статические испытания узлов и агрегатов — для замкнутых объемов (корпусных деталей насосов и турбин, трактов охлаждения камер сгорания) методом гидроопрессовок; прочностные динамические испытания (крыльчаток насосов и дисков турбин), проводимые на стендах, позволяющих длительно нагружать проверяемую конструкцию и изменять характер нагрузки (например, топливные магистрали, корпуса насосов и полости форсуночных головок проверяют па воздействие гидравлических ударов); вибрационные Испытания, проводимые на вибростендах для определения частоты и формы собственных колебаний методом установления резонансных частот.
Проверку функционирования электросистем и систем автоматики (клапанов, датчиков, приводов и т.п.) с регистрацией сигналов и параметров проводят перед началом огневых испытаний.
Огневым испытаниям подвергаются камера сгорания и газогенератор, а также двигатель в целом. Автономные испытания проводятся на специальных стендах, оборудованных вытеснительной системой топливоподачи и системой автоматики. При этом отрабаты- J ваются процессы горения и оцениваются режимы охлаждения, осо- I бенно равномерность температурного поля. 1
Основным видом огневых испытаний являются испытания дви- | гателей в сборе на установившихся и переходных (запуск, пере- ] ключение режимов, автоматическое регулирование и выключение) 1 478 >
режимах, так как только в. этом случае можно' получить достаточно полную информацию об их работоспособности. При этом выбирают циклограммы запуска и выключения двигателя, определяют его действительные характеристики и их стабильность в течение заданного ресурса, оценивают надежность. В процессе огневых испытаний работу двигателя проверяют при различных сочетаниях внешних (изменение температуры и давления компонентов топлива перед насосами и его плотности, температуры конструкции, динамических импульсов, а также изменение положения органов настройки регуляторов тяги и соотношения компонентов топлива) и внутренних (физические воздействия на режим работы двигателя, возникающие из-за отклонений размеров и форм деталей) факторов. .
Наземные испытания ЖРД проводят для сокращения расходов на дорогостоящие летные испытания. Для наземных испытаний создают установки, позволяющие обеспечить имитацию реальных-условий эксплуатации.
Летные испытания являются обязательным этапом отработки ЖРД и его приемки в эксплуатацию. Они проводятся для проверки совместной работы всех элементов и систем ЖРД и летательного аппарата в условиях эксплуатации.
Научно-исследовательские испытания проводят в НИИ, лабораториях ОКБ и вузов для решения теоретических и прикладных задач с целью создания научного задела, необходимого для дальнейшего развития и совершенствования ЖРД. Испытания проводят на моделях, позволяющих снизить затраты на экспериментальное оборудование, уменьшить потребляемые мощности, вести эксперимент с нетоксичными или взрывоопасными рабочими телами, приспособить модель специально для целей эксперимента.
Опытно-конструкторские испытания включают исследовательские (сравнительные, уточняющие и доводочные), предварительные (завершающие доводочные, летно-конструкторские) и приемочные (межведомственные, государственные летные). Целью сравнительных испытаний является принятие наилучшего исходного варианта конструкции ЖРД, уточняющих — предварительная проверка работоспособности ЖРД и возможности выполнения технического задания на него, а доводочных — доработка конструкции ЖРД до соответствия его характеристик ТЗ (отработка конструкции элементов, проверка правильности выбора материалов и технологии изготовления деталей; доводка рабочего процесса и системы регулирования; отработка эксплуатационных характери
479
стик и систем защиты от воздействия внешних и внутренних фак-
торов). i .
Завершающие доводочные испытания (ЗДИ) необ- ; ходимы для подтверждения соответствия характеристик ЖРД ТЗ и
оценки возможности предъявления его к приемочным испытаниям.
Сокращение времени и средств достигают проведением многократ-
ных испытаний ограниченного числа ЖРД, увеличением времени
их непрерывной работы и утяжелением режимов. ЗДИ заканчива- •
ются проведением стендовых испытаний ЖРД в составе двигатель-
ной установки, после успешного завершения которых проводят летно-конструкторские испытания (ЛКИ). Задачами ЛКИ являются: проверка совместной работы ЖРД и ракетных систем в условиях эксплуатации; подтверждение характеристик заданным в ТЗ на разработку в условиях эксплуатации.
Межведомственными испытаниями должно быть
подтверждено соответствие основных технических ЖРД требованиям ТЗ и показано наличие запасов собности.
характеристик его работоспо-
Государственные лепные испытания проводят для подтверждения соответствия характеристик и параметров работоспособности ЖРД требованиям ТЗ в реальных условиях его ис
пользования и принятия решения о возможности внедрения в экс
плуатацию.
Основными видами испытаний, применяемых в настоящее время для контроля качества серийных ЖРД, являются: контрольно-технологические (КТИ); подтверждающие периодические (ППИ) или контрольно-выборочные (КВИ) испытания.
КТИ — это огневые испытания, которым подвергают каждый изготовленный ЖРД для контроля качества изготовления, проверки его работоспособности и соответствия его характеристик требованиям, установленным в конструкторской документации. ЖРД считается прошедшим КТИ, если их программа полностью выполнена, подлежащие контролю параметры находятся в пределах установленных допусков, а элементы двигателя не имеют дефектов, препятствующих его дальнейшей работе. '
ППИ проводятся через определенный промежуток времени с целью контроля качества изготовления ЖРД и проверки соответствия его характеристик и параметров работоспособности требованиям, установленным в ТЗ.
КВИ преследуют ту же цель, что и ППИ, но им подвергают один или несколько ЖРД из определенной партии, предварительно
480
прошедшие КТИ. Это длительные испытания ЖРД на ресурс или на время, превышающее его.
23.2. Устройства для измерения основных параметров
Измерение давления. При испытаниях необходимо получать информацию о параметрах статического режима, определяемого давлением газов в камере сгорания и газогенераторе, напорами насосов ТНА, перепадами давлений в трактах ЖРД. Для измерения давлений применяют манометры, вибрационно-частотные первичные преобразователи давления типа ДДВ, потенционные преобразователи типа ДТМ и ДТ, а также МДД и МД, индуктивные преобразователи типа ДД-10 (до 30 МПа), ДД-20, тензометрические преобразователи типа ДДТ (до 16 МПа).
Измерение температуры. При проведении испытаний ЖРД возникает необходимость измерения температуры компонентов в баках, магистралях стенда и двигателя, в газогенераторах и газово-дах, в узле турбины ТНА, на поверхности элементов двигателя, а также температуры окружающей среды. Измерять температуру можно при непосредственном контакте чувствительного элемента ср средой или поверхностью. По этому принципу работают объемные, манометрические и термоэлектрические термометры. По бесконтактному принципу работают оптические пирометры, необходимые для исследования процессов, происходящих в камерах двигателей и газогенераторах.
При испытании ЖРД широко применяют термопары (вольфрам-молибден — до 2600°С: иридий-иридиеродий — до 2000°С; платина-платинородий — до 1600°С; хромель-алюмель — 200—1300°С; хро-мель-копель — 200—800°С; медь-константан — 250—350°С) и термометры сопротивления.
Измерение силы. Развиваемая двигателем на установившемся режиме работы тяга является важнейшим его параметром, определяющим его основные характеристики. Допустимая погрешность ее не должна превышать 0,5% от номинального значения, поэтому измерительные системы должны быть высокого класса точности. Устройства для измерения силы можно разделить на три группы: механические (маятниковые динамометры), гидравлические (динамометры и их разновидности — компенсационные месдозы) и электрические (тензометрические преобразователи силы, вибрационно-частотные силоизмерители).
Измерение расхода компонентов. Значения расходов компонентов на установившихся режимах, а также определение характера
481
их изменения в магистрали на переходных режимах являются ис- ; ходной информацией для расчета основных характеристик ЖРД. . Для измерения массовых расходов компонентов на установившем-ся режиме работы применяют весовые головки, вибрационно-час- г’ точные преобразователи силы, гидравлические месдозы, дроссельные расходомеры, которые обладают высокой статической точностью измерений. Для исследования динамики течения компонентов в магистралях ЖРД применяются индукционные расходомеры и турбинные преобразователи.
Измерение частоты вращения ротора ТНА. Наиболее удачной схемой измерения частоты вращения является схема, основанная на использовании индукционного первичного преобразователя. Эта схема удобна благодаря простоте, отсутствию внешнего энергоснабжения, а также возможности получения высокой статической и динамической точности измерения параметров.
23.3. Испытания агрегатов ЖРД
Особенности испытаний. Автономные испытания агрегатов (камер сгорания, газогенераторов, насосов и турбин ТНА, элементов топливной системы, системы регулирования и др.) предшествуют огневым испытаниям ЖРД в целом на испытательном стенде. В процессе отработки конструкции и серийного производства агрегаты испытываются для проверки: прочности конструкции; гидравлических характеристик, герметичности; работоспособности во всем температурном диапазоне эксплуатационных условий; работоспособности после тряски, имитирующей транспортировку; вибропрочности.
К условиям и средствам испытания предъявляются следующие требования: гидро- и пневмоиспытания должны проводиться в специальных помещениях в заданном диапазоне температур; для гидроиспытаний необходимо применять водные растворы или рабочие жидкости в 'соответствии с технической документацией; материал трубопроводов, технологических емкостей и арматуры не должен изменять состав воды или раствора, применяемых для гидроиспытаний; после гидроиспытаний до проверки герметичности объекты должны быть высушены; испытывать агрегаты на герметичность необходимо до нанесения на них лакокрасочных покрытий; при испытаниях необходимо применять меры, исключающие попадание пыли, грязи и влаги в рабочие полости, а также повреждение объекта и его уплотняющих поверхностей.
482
Гидроиспытания включают проверку прочности и проливку агрегатов. При проверке прочности заглушают все фланцы и штуцера и во внутренние полости подают жидкость под давлением, на 25% превышающим максимальное рабочее давление. Агрегат при этом находится в специальном боксе. Проливку агрегатов осуществляют для определения объемного или массового расхода при заданном перепаде давлений (пропускная способность) или гидросопротивления трактов. В серийном производстве для относительной оценки уровня гидросопротивлений проливка может быть заменена продувкой воздухом.
Пневмоиспытания проводят для проверки собранных агрегатов па герметичность (опрессовка) и относительной оценки гидросопротивлений трактов (продувка). Давление воздуха в испытываемом объекте во время пневмоиспытаний обычно составляет 0,6—0,8 рабочего.
На практике используют следующие методы оценки герметичности: метод спада давлений; метод обмыливания; метод аквариума; метод галогенных течеискателей; метод устойчивых следов. Перечисленные методы подробно рассмотрены в гл. 9.
Испытания камер сгорания и газогенераторов. Холодные испытания проводят для определения гидравлических характеристик трактов камер, газогенераторов и их элементов, а горячие — для оценки теплового состояния объектов, устойчивости и эффективности протекающих в них рабочих процессов. Этим испытаниям предшествуют технологические проверки на прочность (гидроиспытания) и герметичность (пневмоиспытания). Гидроиспытаниям подвергают все форсунки по отдельности и смесительную головку в сборе, определяя, кроме гидросопротивления и пропускной способности, угол конуса распыления и равномерность распределения жидкости по конусу распыления. Угол конуса распыления определяют оптическим теневым методом или фотографированием, а неравномер; ность распределения жидкости по конусу — с помощью секционных устройств, улавливающих выходящую из форсунки жидкость. По результатам испытаний вычисляют (в процентах) коэффициент неравномерности: к = ( Q max- Q т1П ) /(100 Q ср), где Q тах, Q т1П и Q ср — максимальный, минимальный и средний расход через секцию соответственно.
Огневые испытания камер сгорания и газогенераторов проводят при разработке нового ЖРД.
Испытания насосов и турбин ТНА. Испытания насосов проводят для определения характеристик поля скоростей на выходе из насоса. Обычно определяют зависимости напора, мощности и КПД от подачи жидкости при минимальной частоте вращения и постоянном давлении на входе в насос. При снятии кавитационной характеристики определяют зависимость развиваемого напора, мощности
483
и КПД от давления на входе при номинальных расходе и частоте вращения. Испытания проводят на установках с использованием очищенной воды.
Турбины испытывают на модельных режимах, определенных с учетом теории подобия, используя в качестве рабочего тела сжатый воздух или фреон. В процессе испытания измеряются: развиваемый турбиной крутящий момент, частота вращения, давление и температура рабочего тела до и после турбины, расход газа через турбину. Расход находят по перепаду давлений на мерной шайбе, установленной перед турбиной.
Испытания агрегатов автоматики. У регуляторов, дроссельных кранов, клапанов, кроме прочности и гидросопротивлений, определяют давление в управляющей и топливных полостях в начале и > при окончании движения запорного органа, возможное время пребывания в среде компонентов топлива, герметичность уплотнений на воздухе и в компонентах. При проливке агрегатов водой на специальных стендах определяют гидравлические потери и гидросопротивления отдельных элементов и агрегата в целом, исследуют . направление и распределение потока жидкости и его влияние на перекосы, заедания деталей. Деформации при гидроиспытаниях наиболее ответственных элементов деталей определяют с помощью тензометрирования. Ресурс агрегата проверяют при испытаниях на > специальном стенде, позволяющем имитировать условия эксплуатации. При этом проверяют герметичность уплотнений и влияние на уплотнение температуры. Схемы стендов для испытаний агрегатов практически не отличаются от обычных проливочных гидравлических стендов и могут быть выполнены с вытеснительной или Насосной подачей рабочего тела. В последнем случае стенд позволяет проводить испытания по замкнутому циклу, что значительно увеличивает время активного эксперимента. Проливочный стенд позволяет определить гидросопротивление тракта испытываемого агрегата при заданном расходе подаваемой насосом жидкости.
Технологическая документация, применяемая при испытаниях. Она составляется на основании конструкторской документации (основным документом которой являются технические требования на испытания) с учетом особенностей стендового оборудования. Она включает технологию проведения испытания, технологические указания, операционные карты и протоколы испытаний.
Технология проведения испытаний является основным документом для персонала. Она содержит: описание процесса подготовки ЖРД (или его агрегатов) и стендового оборудования к работе, испытания и обработки ЖРД после него; требования к применяемому инструменту и технологической оснастке; методические указания по обеспечению сохранности и чистоты двигателя и порядок проведения работ с ним; способы выполнения требований КД.
484
Технологические указания отражают специальные требования, изложенные в программе испытаний, определяют способы и порядок их выполнения при проведении эксперимента. Они являются временными для работы с одним ЖРД (или его агрегатами).
Операционная карта содержит перечень технологических операций и предназначена для контроля их выполнения. В нее заносят все возникшие при испытаниях замечания.
Протокол испытания содержит сведения об особенностях испытуемого ЖРД (или его агрегата), атмосферных условиях, применяемых компонентах топлива. В нем приводят результаты испытания и дают заключение о ЖРД.
Обработка ЖРД после испытания. Под обработкой ЖРД понимают комплекс технологических мероприятий, обеспечивающих его чистоту после испытания. Обработка подразделяется на частичную, предварительную и полную.
Частичную обработку ЖРД проводят для обеспечения его повторного безаварийного запуска без съема с испытательного стенда. После останова ЖРД — закрытия главных клапанов окислителя, горючего и клапана газогенератора — горючее в жидкой фазе остается в охлаждающей полости КС, в полости насоса горючего, головке газогенератора, в трубопроводах и агрегатах управления по линии горючего. Для удаления горючего и-его паров осуществляют продувку любым инертным газом. В процессе продувки ТНА необходимо фиксировать его ротор от проворачивания для исключения возможности выхода из строя опорных подшипников. Очистку огневого днища и оболочек КС от продуктов неполного сгорания осуществляют продувкой водяным паром, исключая при этом егй попадания в другие полости ЖРД.
Предварительную обработку двигателя после испытания проводят перед съемом его со стенда для подготовки к полной обработке. Она включает слив компонентов топлива из полостей, очистку наружных поверхностей КС от продуктов неполного сгорания, очистку каналов пиросредств и подготовку двигателя для отправки на участок полной обработки.
Полную обработку ЖРД после испытания проводят перед отправкой его на длительное хранение, перед началом эксплуатации или перед разборкой для дефектации. При полной обработке необходимо обеспечить минимальный объем остатков компонентов топлива во всех полостях ЖРД, что является необходимым условием при длительном хранении, при выполнении монтажных работ с помощью сварки и пр.
485
ЛИТЕРАТУРА
1. Абразивная и алмазная обработка материалов. Справочник/ Под ред. д-ра техн, наук, проф. А.Н. Резникова. — М.: Машиностроение, 1977. — 392 с.
2. Армированные пластики/В.А. Бунаков, Г.С. Головкин, Г.П. Ма-шинская и др.; Под ред. Г.С. Головкина, В.И. Семенова. — М.: Изд-во МАИ, 1997. - 404 с.
3. Бабаев С.Г., Мамедханов Н.К., Гасанов Р.Ф. Алмазное хонингование глубоких и точных отверстий. — М.: Машиностроение, 1978. - 103 с.
4. Байсупов И.А. Электрохимическая обработка металлов: Учеб, для СПТУ. — 2-е изд., перераб. и доп. — М.: Высш, шк., 1988. — 184 с.
5. Буланов И.М., Воробей В.В. Технология ракетных и аэрокосмических конструкций из композиционных материалов: Учеб, для вузов. — М.: Изд-во МГТУ им. Н.Э. Баумана, 1998. — 516 с.
6. Волков Е.Б., Головко Л.Г., Сырицин ТА. Жидкостные ракетные двигатели. — М.: Воениздат, 1970. — 592 с.
7. Воробей В.В., Сироткин О.С. Соединения конструкций из композиционных материалов. — М.; Машиностроение, 1985. — 166 с.
8. Воробей В.В., Морозов Е.В., Татарников О.В. Расчет термонапряженных конструкций из композиционных материалов. — М.: Машиностроение, 1992. — 238 с.
9. Воробей В.В. Технология цроизводства конструкций из композиционных материалов. — М.: Изд-во МАИ, 1996. — 184 с.
10. Технология неразрушающего контроля деталей и узлов летательных аппаратов: Учеб. пособие/В.В.Воробей, В.П. Копелев, В.Е. Логинов, З.И. Ускова. — М.: Изд-во МАИ, 1996. — 80 с.
11. Воробей В.В., Логинов Вас. Е., Логинов Вл.Е. Особенности процессов пайки узлов камер ЖРД//Проблемы машиностроения и автоматизации. 1995. № 5—6.
12. Воробей В.В., Василец В.И., Логинов Вас.Е., Логинов Вл.Е. Клеевые соединения в производстве двигателей летательных аппа-ратов/Учеб. пособие. — М.: Изд-во МАИ, 1998.
13. Горев И.И. Основы производства жидкостных ракетных двигателей: Учеб, пособие для техникумов. — М.: Машиностроение, 1969. - 356 с.
486
14. Губин А.И. Пайка нержавеющих сталей и жаропрочных сплавов. — М.: Машиностроение, 1964. ,
15. Гидравлические системы транспортных самолетов/Ж.С. Чер-йенко, Г.С. Лагосюк, Г.Н. Никулинский, Б.Я. Швец. — Транспорт, 1975. - 184 с.
16. Диффузионная сварка материалов: Справочник / Под ред. Н.Ф. Казакова. — М.: Машиностроение, 1981. — 271 с.
17. Доводка прецизионных деталей машин / П.Н. Орлов, А.А. Савелова, В.А. Полухин, Ю.И. Нестеров; Под ред. Г.М. Ипполитова. — М.: Машиностроение, 1978. — 256 с.
18. Долгов Ю.С., Сидохин Ю.Ф. Вопросы формирования паяного шва. — М.: Машиностроение, 1973. — 136 с.
19. Жуковский А.Е., Кондрусев В.С., Окорочков В.Bi Испытания жидкостных ракетных двигателей: Учебн. для студентов авиационных специальностей вузов. — 2-е изд., перераб. и доп. — Мл Ма-• шиностроение, 1992. — 352 с.
20. Изготовление основных деталей авиадвигателей/М.И. Евстигнеев, И.А. Морозов, А.В. Подзей, И.С. Цуканов. — М.: Машиностроение, 1972. — 448 с.
21. Кардашов Д.А. Конструкционные клеи. — М.: Химия, 1980. - 287 с.
22. Китаев А.М., Губин А.И. Сварка и пайка тонкостенных трубопроводов. — М.: Машиностроение, 1972. — 133 с.
23. Лазерное и электрозионное упрочнение металлов // В.С. Коваленко, А.Д. Верхотуров, Л.Ф. Головко и др. — М.: Наука, 1976. - 276 с.
24. Конструкция и проектирование жидкостных ракетных двигателей: Учеб, для студентов вузов по специальности «Авиационные двигатели и энергетические установки» / Г.Г. Гахун, В.И. Баулин, В.А. Володин и др.: Под общ. ред. Г.Г. Гахуна. — М.: Машиностроение, 1989. — 424 с.
25. Кулаков IO.М., Хрульков В.А. Отделочно-зачистная обработка деталей. — М.: Машиностроение, 1979. — 216 с.
26. Кремень З.И., Стратиевский И.Х. Хонингование и суперфиниширование деталей / Под ред. Л.Н. Филимонова. — 3-е изд., перераб. и доп. — Л.: Машиностроение, Ленигр. отд-ние, 1988. —-137 с.
27. Костин П.П. Физико-механические испытания металлов, сплавов и неметаллических материалов: Учеб, пособие для профессионально-технических училищ. — М.: Машиностроение, 1990. — 256 с.
487
28. Ковалевский Р.Е., Чекмарев А.А. Конструирование и технология йакуумно-плотных паяных соединений. — М.: Энергия, 1968. - 208 с. г.
29. Лазерная и электронно-лучевая обработка материалов /, Н.Н. Рыкалин, А.А. Углов, И.В. Зуев, А.Н. Кокора. — Справочник. — М.: Машиностроение, 1985. — 496 с.
30. Лазерная техника и технология. — В 7 кн. — Кн. 5. Лазерная сварка металлов: Учеб, пособие для вузов/А.Г. Григорьянц, И.Н. Шигалов; Под ред. А.Г, Григорьянца. — Высш, шк., 1988. — 207 с.
31. Лазерная техника и технология. — В 7 кн. — Кн. 6. Основы лазерного термоупрочнения:-Учеб, пособие для вузов/А.Г. Гри-. горьянц, А.Н. Сафонова; Под ред. А.Г. Григорьянца. — М.: Высш, шк., 1988. — 159 с. . .
32. Лазерная техника и технология. — В 7 кн. — Кн. 7. Лазерная резка металлов: Учеб, пособие для вузов/А.Г. Григорьянц, А.А. Соколов; Под ред. А.Г. Григорьянца. М.: Высш, шк., 1988. - 127 с. .'
33. Логинов В.Е. Технология производства агрегатов питания и регулирования ВРД: Учеб.пособие. — М.: МАИ, 1987. — 258 с.
34. Логинов Вас. Е., Логинов Вл. Е., Тихомиров В.И. Ремонт агрегатов реактивных двигателей: Справочное пособие. — М.: Изд-во МАИ, 1994. - 360 с.
35. Логинов Вас. Е., Логинов Вл. Е.; Тихомиров В.И. Ремонт деталей прецизионных пар // Проблемы машиностроения и автоматизации. 1995. А» 3—4.
36. Металлообрабатывающий твердосплавный инструмент: Спра-вочник/В.С. Самойлов, Э.Ф. Эйхмане, В.А. Фальковский и др.; Ре-дкол.: И.А. Ордынцев и др. — М.: Машиностроение, 1988.
37. Неразрушающий контроль металлов и изделий: Справочник/ Под ред. Г.С. Самойловича. — М.: Машиностроение, 1976. — 456 с.
38. Никитин А.Н. Технология сборки двигателей летательных аппаратов: Учеб, для вузов. — М.: Машиностроение, 1982. — 269 с.
39. Никитин А.Н. , Серебренников Г.З. Технология сборки и автоматизация производства воздушно-реактивных двигателей. Учеб, для вузов. — М.: Машиностроение, 1992. — 368 с.
40. Немилое Е.Ф. Справочник по электроэрозионной обработке материалов. — Л.: Машиностроение, Ленинград, отд-ние, 1989.
41. Общетехнический справочник/Е.А. Скороходов, В.П. Законников. А.Б. Пакнис и др.; Под общ. ред. Е.А. Скороходова. — 4-е изд., испр. — Машиностроение, 1990. — 496 с.
488
42. Основы расчета и конструирования деталей и механизмов летательных аппаратов: Учеб, пособие для втузов/Н.А. Алексеева, Л.А. Бонч-Осмоловский, В.В. Волгин и др.; Под ред. В.Н. Кестель-мана, Г.И. Рощина. — М.: Машиностроение, 1989. — 456 с.
43. Плазменные покрытия/В.И. Костиков, Ю.А. Шестерни. — М.: Металлургия, 1978. — 160 с.
44. Полевой С.Н., Евдокимов В.Д. Упрочнение машиностроительных материалов: Справочник. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1994. — 496 с.
45. Потапов А.И. Контроль качества и прогнозирование надежности конструкций из композиционных материалов. — Л.: Машиностроение, Ленингр. отд-ние, 1980. — 261 с.
46. Прогрессивные режущие инструменты и режимы резания металлов: Справочник / В.И.Баранчиков, А.В. Жаринов, Н.Д. Юдина и др.; Под общ. ред. В.И. Баранчикова. — М.: Машиностроение, 1990. — 400 с.
47. Прогрессивные методы хонингования / С.Н. Куликов, Ф.Ф. Ризванов, В.А. Романчук, С.В. Ковалевский. — М.: Машиностроение, 1983. — 135 с.
48. Приборы для неразрушающего контроля материалов и изделий: Справочник. В двух кн. / Под ред. В.В. Клюева. — М.: Машиностроение, 1986. Кн. 1 — 488 с; Кн. 2 — 352 с.
49. Режимы резания труднообрабатываемых материалов: Справочник / Я.Л. Гуревич, М.В.Горохов, В.И. Захаров и др. 2-е изд., перераб. и доп. — М.: Машиностроение, 1986, — 240 с.
50. Рыкалин Н.Н., Зуев И.В., Углов А.А. Основы электронно-лучевой обработки материалов. — М.: Машиностроение, 1978.
51. Сапожников В.М., Лагосюк Г.С. Прочность и испытания трубопроводов гидросистем самолетов и вертолетов. — М.: Машиностроение, 1973. — 248 с.
52. Сидоренко С.М., Сидоренко В.С. Методы контроля качества изделий в машиностроении. — М.: Машиностроение, 1989. — 288 с.
53. Сварка особотонкостенных труб / Под ред. Д.А. Дудко. — М.: Машиностроение, 1977. — 128 с.
54. Справочник по электрохимическим и электрофизическим Методам обработки / Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон и др.; Под общ. ред. В.А. Волосатова. — Л.: Машиностроение, Ленингр. отд-ние, 1988. — 719 с.
55. Справочник по технологии лазерной обработки // Под ред. В.С. Коваленко. — Киев: Техника, 1985. — 167 с.
489
56. Справочник кузнеца-штамповщика / В.И. Ершов, В.В. Уваров, А.С. Чумадин и др. — М.: Изд-во МАИ, 1996. — 352 с.
57. Справочник по пайке/Под ред. С.Н. Лоцманова, И.Е. Петрунина, В.П. Фролова. — М.: Машиностроение, 1975. — 407 с.
58. Справочник по клеям и клеящим мастикам в строительстве / Под ред. В.Г. Микульского, О.Л. Фиговского. — М.: Стройиздат, 1984. - 1014 с. • . .
59. Тамбулатов Б.Я. Доводочные станки. — М.: Машиностроение, 1980. . ' . .
60. Технические средства диагностирования: Справочник /.В.В. Клюев, П.П. Пархоменко, В.Е. Абрамчук и др.; Под общ. ред. В.В. Клюева. — М.: Машиностроение, 1989. — 672 с.
61. Технологичность конструкции изделия: Справочник / Ю.Д. Юрьев, Т.К. Алферова, П.Н. Волков и др.; Под общ. ред. Ю.Д. Амирова. — 2-е изд., перераб. и доп. —М.; Машиностроение, 1990. - 768 с.
62. Технология самолетостроения: Учебник для авиационных вузов / А.Л. Абибов, Н.М. Бирюков, В.В. Бойцов и др.; Под ред. А.Л. Абибова. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1982. - 551 с.
63. Троицкий В.А., Валевич М.И. Неразрушающий контроль сварных соединений. — М.: Машиностроение, 1988. — 112 с.
64. Ультразвуковая микросварка / А.А. Грачев, А.П. Кожевников, В.А. Лебига, А.П. Россошинский. — М.: Энергия, 1977. — 185 с.
65. Холопов Ю.В. Ультразвуковая сварка пластмасс и металлов. — Л.: Машиностроение, Ленинград, отд-ние, 1988. — 224 с. >
66. Шавырин В.Н., Рязанцев В.И. Клеесварные конструкции. — М.: Машиностроение, 1981. — 168 с.
67. Экспериментальное исследование температуры плазменной струи. / В.Е. Логинов, И.А. Морозов, О.Б. Чевела и др. // Сварочное производство. 1975. № 10.
68. Якухин В.Г., Ставров В.А. Изготовление резьбы: Справочник. — М.: Машиностроение, 1989.
69. Ящерицын П.И., Зайцев А.Г., Барботъко А.И. Тонкие доводочные процессы обработки деталей машин и приборов. — Минск: Наука и техника, 1976. — 328 с.
490
ОГЛАВЛЕНИЕ
Предисловие ............................................. 3
Обозначения . ... ,.......................................5
Основные сокращения........................................ 7
Введение ...................................................8
Часть 1. Конструктивно-технологические особенности жидкостных ракетных двигателей. Материалы.
Методы формообразования заготовок .......................12
Глава 1. Общие сведения о ЖРД .......................12
1.1. Классификация ЖРД ............................12
1.2. Общие требования к ЖРД .......................16
1.3. Основные узлы и агрегаты ЖРД..................17
Глава 2. Конструктивно-технологические особенности узлов и агрегатов ЖРД ...................19
’ 2.1. Камера сгорания . . . '......................19
2.2. Турбонасосные агрегаты.........,..............25
2.3. Жесткие и гибкие трубопроводы ................28
2.4. Агрегаты автоматики (клапаны, дроссели, регуляторы) .............................34
Глава 3. Материалы, используемые в ЖРД ..............45
3.1. Назначение различных материалов ..............45
3.2. Классификация материалов .....................47
Глава 4. Методы получения заготовок деталей ЖРД . . 50
4.1. Холодное и горячее пластическое деформирование (штамповка) ........................50
4.2. Литье ........................................68
Часть II. Методы обработки при изготовлении деталей жидкостных ракетных двигателей....................76
Глава 5. Механические методы.........................76
5.1. Инструментальные материалы, применяемые при обработке деталей ЖРД .............76
5.2. Обработка металлическим инструментом..........79
5.3. Обработка абразивным инструментом ............80
5.4. Отделочная обработка ........................ 89
5.4.1. Обработка лезвийным инструментом . . . . 89
5.4.2. Обрабетка абразивным инструментом ... 97
491
Глава 6. Физико-химические методы ...................119
6.1. Электроэрозионная обработка . ... . . . . 119
6.2. Химическая обработка (размерное травление) . 123
6.3. Электрохимическая обработка ......... 124
6.4. Ультразвуковая обработка.................143
6.5. Электронно-лучевая обработка . . z.......147
6.6. Лазерная размерная обработка ............... 149
6.7. Обработка взрывом ............................156
6.8. Плазменная обработка.....................159
Глава 7. Методы упрочняющей обработки металлов, применяемых при изготовлении деталей ЖРД .........................................163
7.1. .Пластическое деформирование..................163
7.2. Комбинированные методы упрочнения.............165
7.3. Термические и химико-термические методы . . 166
7.4. Химическое осаждение .........................181
7.5. Электролитические методы......................182
Глава 8. Покрытия на деталях ЖРД . ..................184
8.1. Технологические процессы нанесения электролитических и химических покрытий .... 184
8.2. Твердые анодно-оксидные покрытия алюминия и его сплавов.............................187
8.2.1. Твердое анодирование алюминиевого сплава АЛ-9 ...................................188
8.2.2. Химическое травление йлюминия и его сплавов ........... .................191
8.3. Применение ультразвука для интенсификации гальванических процессов .... 191
8.4. Нанесение гальванических покрытий на алюминий и его сплавы ...................... . 193
8.5. Хроматное пассивирование алюминия и его сплавов .....................................198
8.6. Промывка деталей..............................202
Глава 9. Методы и средства контроля параметров деталей и узлов ЖРД ......................203
9.1. Контроль геометрических параметров ...........204
9.2. Контроль физических параметров................211
9.3. Контроль герметичности....................... 219
9.4. Универсальные средства измерений и приспособления . . . ,...........................222
492
9.5. Методы неразрушающего контроля деталей и узлов ЖРД . . .................... . . 224
Глава 10. Методы очистки и обезжиривания
деталей в производстве ЖРД.........................229
10.1. Классификация моющих и очищающих средств ...............................229
10.2. Интенсификация процессов очистки деталей . 235
Часть III. Сборка соединений, применяемых 'в производстве ЖРД .....................................240
Глава 11. Подвижные соединения ;...................240
11.1. Узлы с подшипниками качения и скольжения 240
11.2. Зубчатые передачи........................ 248
11.3. Уплотнения................................ 254
Глава 12. Неподвижные соединения ................ 257
12.1. Резьбовые соединения ......................257
12.2. Прессовые соединения ......................266
12.3. Сварные соединения ..................’. . . 269
12.4. Паяные соединения ........................287
12.4.1. Сущность процесса и >
особенности образования соединений...........287
12.4.2. Методы пайки, припои, паяльные флюсы 290
12.4.3. Особенности пайки различных материалов 300
12.4.4. Подготовка поверхности к пайке .... 305
12.4.5. Контроль качества паяных соединений . 306
12.5. Клеевые соединения ........................307
12.5.1. Классификация клеев и их характеристики .............................307
12.5.2. Составы клеевых Композиций...........308
12.5.3. Клеевые составы для герметизации соединений................................ 316
12.5.4. Типы и характеристики клеевых 321 соединений................................. 319
12.5.5. Приготовление клеев и способы нанесения клея на поверхность ...............321
12.5.6. Подготовка поверхностей к склеиванию 322
12.5.7. Контроль качества клеевых соединений 325
Часть IV. Изготовление основных деталей и узлов
жидкостных ракетных двигателей ........................ 326
Глава 13. Изготовление жестких и гибких трубопроводов..................................... 326
493
Глава 14. Изготовление витых цилиндрических пружин ........................................: . . 338
14.1. Общие положения ...........................338
14.2. Факторы, влияющие на точность изготовления пружин .............................339
14.3. Конструкции, технические требования и материалы..................................... 340
14.4. Построение технологического процесса .... 345
14.5. Выполнение основных операций.............. . 345.
14.6. Контроль пружин ...........................351
Глава 15. Изготовление прецизионных пар...........352
15.1. Конструкции, технические требования и материалы...........................352
15.2. Построение технологического процесса .... 354
15.3. Основные требования к подготовке деталей под притирку . ......................... 359
15.4. Причины брака при' доводке и меры его предупреждения ............................ 361
Глава 16. Изготовление камер ЖРД
с гофрированными проставками........................364
16.1. Изготовление оболочек камеры сгорания и сопла ............................. 364.
16.2. Изготовление гофрированных проставок , . . 365
16.3. Сборка камеры сгорания и сопла под пайку 368
16.4. Пайка камеры сгорания и сопла .............371
Глава 17. Изготовление камер с фрезерованными пазами ............................375
17.1. Изготовление камеры сгорания............. 375
17.2. Сборка камеры сгорания под пайку и пайка 383
Глава 18. Изготовление форсуночных
18.1. Общие требования и конструкторско-технологические решения................1..........386
18.2. Технологические процессы производства . . . 389
18.3. Сборка, сварка и пайка форсуночных головок 399
18.4. Контроль форсунок...........................403
Глава 19. Изготовление турбонасосных агрегатов . . . 405
19.1. Изготовление дисков турбин..................405
19.2. Изготовление лопаток .......................411
19.3. Изготовление крыльчаток.....................418
19.4. Изготовление валов..........................423
19.5. Изготовление корпусных деталей..............427
494
19.6, Сборка ТНА ................................433
19.7. Балансировка роторов ТНА ..................436
Глава 20. Изготовление агрегатов автоматики .... 443
20.1. Основные требования к агрегатам автоматики 443
20.2. Изготовление корпусных деталей........... 445
20.3. Изготовление штоков, направляющих втулок, толкателей, клапанов.....................447
20.4. Сборка агрегатов автоматики ’..............450
Глава 21. Применение композиционных материалов в производстве ЖРД.......................453
21.1. Технологические процессы изготовления баков из полимерных композиционных материалов 453
21.2. Особенности технологии получения и
физико-механические характеристики
углерод-углеродных композиционных материалов . . 456
21.3. Технологические процессы изготовления неохлаждаемых сопловых раструбов и насадков . . 461
21.3.1. Намотка и отверждение оболочки насадка ..... ..................... 461
‘ 21.3.2. Пироуплотнение, насыщение
насадка пироуглеродом . . ...................464
21.3.3. Нанесение противоокислительного покрытия.....................................466
21.4. Технологические процессы изготовления магистральных криволинейных трубопроводов . . . 467
Часть V. Сборка и испытания агрегатов жидкостных ракетных двигателей .....................................472
Глава 22. Общая сборка ЖРД ........................ 472
22.1. Сборочное оборудование и оснастка .........472
22.2. Организация процессов сборки и
испытания ЖРД....................................473
22.3. Этапы проектирования технологического
проце сса сборки и испытания камеры сгорания . . 475
Глава 23. Методы испытаний узлов и агрегатов ЖРД 477
23.1. Особенности и классификация испытаний ЖРД....................................477
23.2. Устройства для измерения основных параметров............................ 481
23.3. Испытания агрегатов ЖРД....................482
Литература ............................................. 487
495