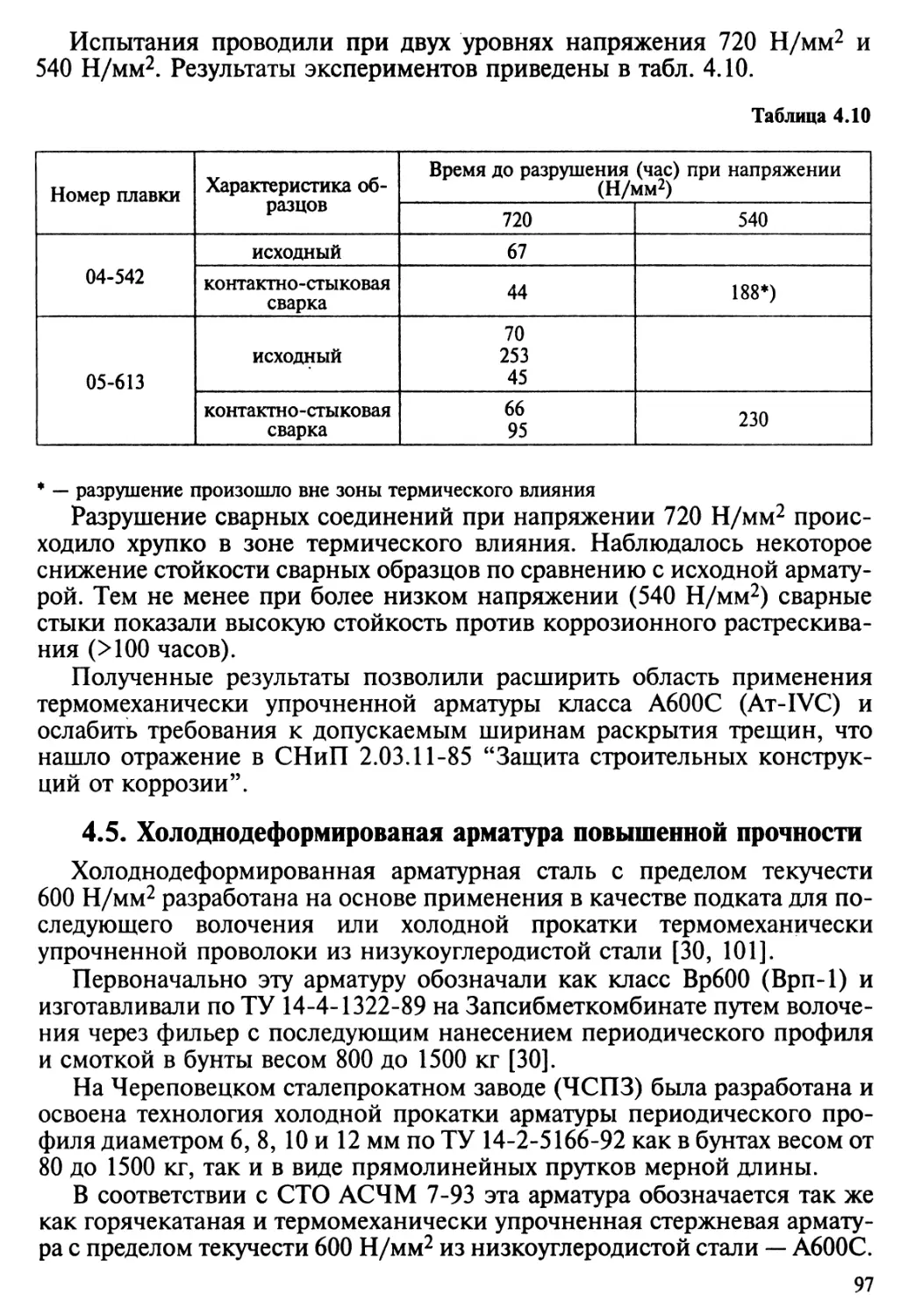
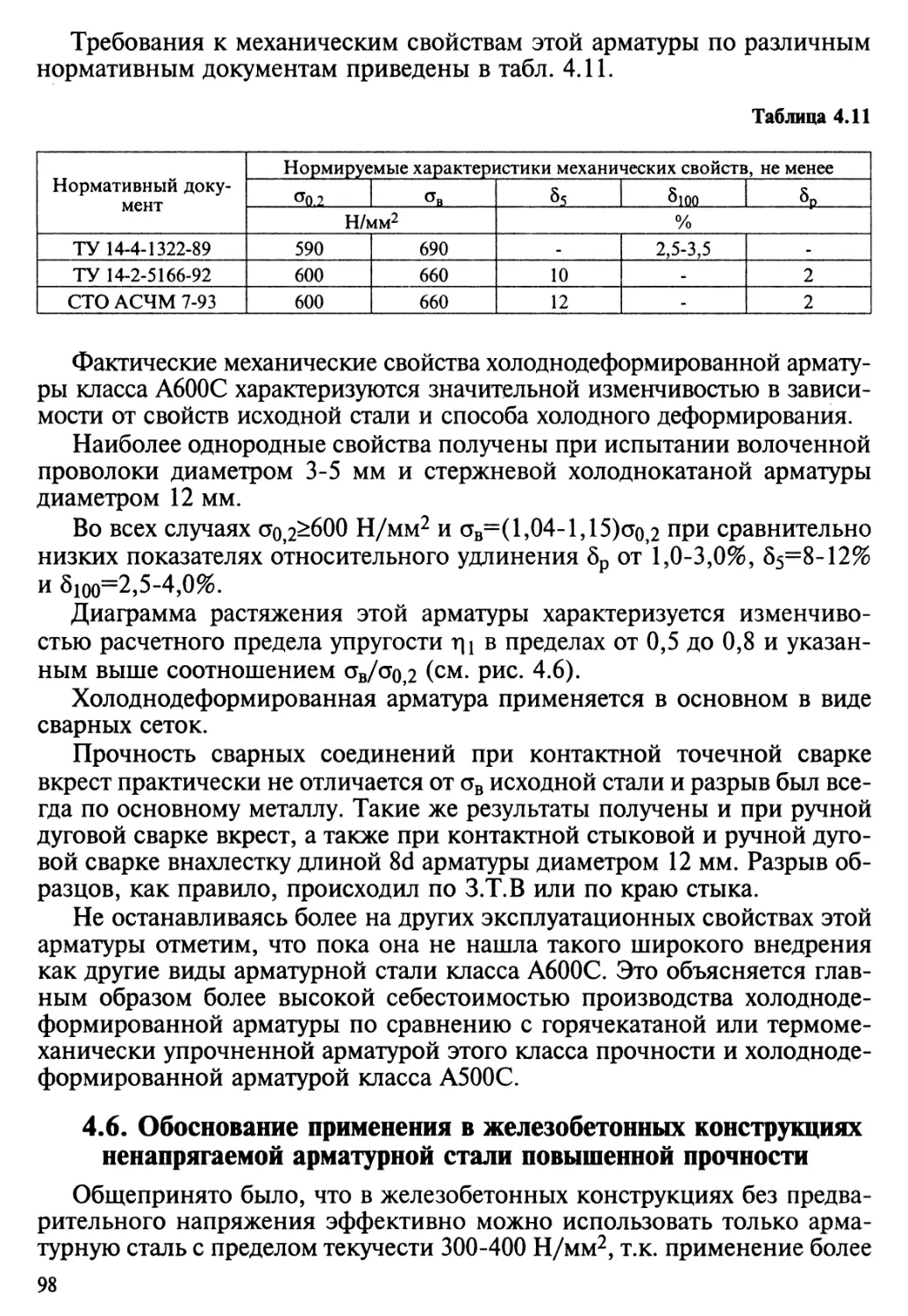
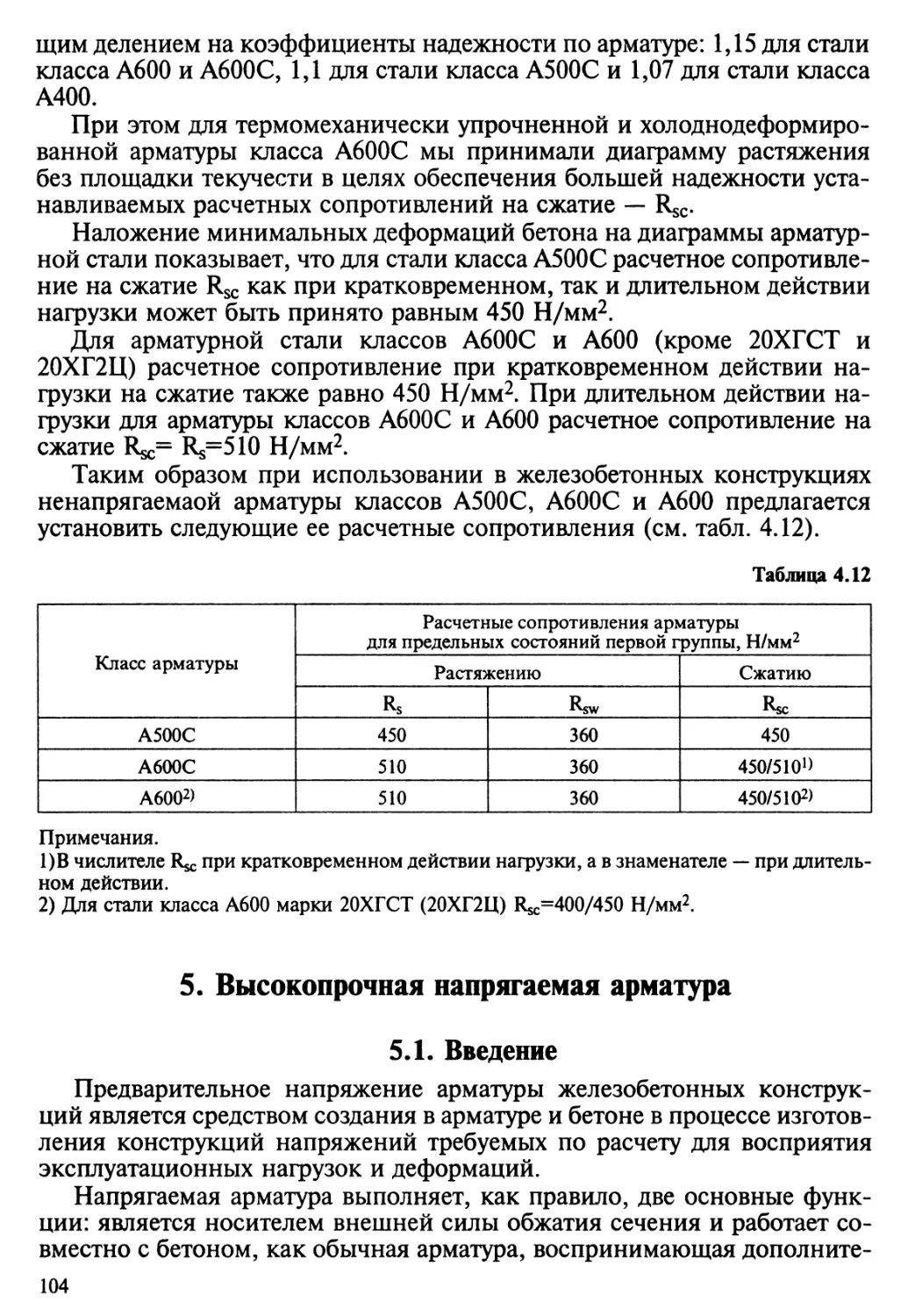
/

























































































































































































































Author: Мадатян С.А.
Tags: технология строительного производства железобетонные конструкции строительное проектирование
ISBN: 5-900053-023-1
Year: 2000




Text
С.А. МАДАТЯН
АРМАТУРА
ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
С.А. МАДАТЯН
АРМАТУРА
ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
Timomchtff £t Arram.
DWG „на 2©!4
Москва. 2000
УДК 693.554
ББК 38.621
М13
Мадатян С.А. Арматура железобетонных конструкций. М. Воентех-
лит. 2000, 256 с.
В книге рассмотрены классификация, терминология, способы произ¬
водства и методы испытания обычной и напрягаемой арматурной стали.
Изложены основные данные о механических и реологических свойст¬
вах всех видов современной отечественной и зарубежной арматуры и
влиянии на них температуры и других эксплуатационных воздействий.
Предлагаются разработанные автором методы расчета потерь напря¬
жения от релаксации и изменения механических свойств высокопрочной
арматурной стали в результате предварительного напряжения.
Подробно рассмотрены свойства унифицированной свариваемой ар¬
матуры класса А500С и данные о новом периодическом профиле.
Книга предназначена для научных и инженерно-технических рабо¬
тников, занятых исследованием, проектированием и изготовлением же¬
лезобетонных конструкций.
Формат 60x90/16. Объем 16,0 п.л.
Печать офсетная. Подписано в печать 5.10.2000 г.
Компьютерная верстка и печать ООО “Воентехлит”
Тел. 962-04-88
ISBN 5-900053-023-1
© Мадатян С.А., 2000
Мадатян Сергей Ашотович
докт. техн. наук, профессор, лауреат
премии Правительства РФ, заслужен¬
ный строитель России, заведующий
лабораторией арматуры НИИЖБ Гос¬
строя РФ.
Является автором более 230 научных трудов, книг
и изобретений, в т.ч. основных стандартов и др.
нормативных документов по обычной и напрягае¬
мой арматуре железобетонных конструкций.
Адрес лаб. арматуры НИИЖБ: 109428, Москва,
2-я Институтская ул., д.6.
Телефон лаб. — 1747498, факс — 1747494.
Введение
Арматура железобетонных конструкций является наиболее массовым
видом высокопрочной стали. Несмотря на имеющуюся в мире тенден¬
цию к сокращению производства стального проката объем выпуска арма¬
турной стали за последние 20 лет вырос по^ги вдвое.
В 70-80-х годах нашего столетия произошли революционные измене¬
ния в технологии производства и свойствах высокопрочной стержневой
арматурной стали для обычного и преднапряженного железобетона,
большая часть которой во всем мире уже производится путем термомеха¬
нического упрочнения в потоке проката или с использованием других со¬
временных технических средств. Изменяется периодический профиль
стержневой арматуры, введена прокатная маркировка прочности и заво-
да-изготовителя, происходит постепенная замена в обычном железобето¬
не стали с пределом текучести 290—400 Н/мм2 на сталь с пределом теку¬
чести 500 Н/мм2. Развивается выпуск напрягаемой стержневой арматуры
с пределом текучести 1000—1200 Н/мм2, а также стабилизированной вы¬
сокопрочной проволоки и арматурных канатов с временным сопротивле¬
нием свыше 1700 Н/мм2.
Имеются значительные достижения в теории и практике расчета, про¬
ектировании и изготовлении обычных и предварительно напряженных
железобетонных конструкций с высокопрочной арматурной сталью. Раз¬
работана теория упрочнения арматуры в результате преднапряжения,
энергетическая теория расчета железобетонных конструкций и др. Это
позволяет с одной стороны реализовать на практике значительные резер¬
вы экономии материалов, а с другой — осуществлять расчет и проектиро¬
вание железобетонных конструкций более корректно и обеспечивать бо¬
льшую их надежность и долговечность.
В то же время применение на практике новых достижений теории и
технологии, связанных с арматурой, затрудняется наряду с другими при¬
чинами недостаточностью информации о результатах законченных ис¬
следований и сертификационных свойствах новых материалов.
Кроме того, современное состояние требует рассматривать новые ма¬
териалы и новые теоретические разработки в обязательном сравнении с
требованиями по качеству и долговечности передовых зарубежных норм
и стандартов.
Несмотря на очевидную актуальность рассматриваемых проблем в этой
области мало фундаментальных публикаций и нормативно-технической
литературы. Причем в последние годы число таких работ уменьшилось.
Поэтому в книге рассматриваются основные результаты исследований
и данные о промышленном производстве новых эффективных видов ар¬
матуры в России, странах СНГ и передовых зарубежных государствах. Об¬
суждаются также физико-механические свойства напрягаемой арматурной
стали и влияние усилия и технологии предварительного напряжения на ее
свойства.
5
Значительное внимание в книге уделено особенностям свойств и
условий работы в обычных железобетонных конструкциях (без преднап-
ряжения) арматурной стали повышенной и высокой прочности с преде¬
лом текучести 500—600 Н/мм2, а также влиянию геометрических разме¬
ров периодического профиля арматуры на ее физико-механические
свойства, долговечность и совместную работу с бетоном.
Автор благодарит сотрудников и аспирантов руководимой им лабора¬
тории арматуры НИИЖБ В.И. Петину, О.И. Падина, И.Н. Сурикова,
И.Н. Тихонова, Б.Н. Фридлянова, В.Д. Терина, Т.Д. Тулеева, О.И. Мар-
голину, J1.H. Уварову и других за помощь в проведении эксперименталь¬
ных работ и подготовке результатов исследований к публикации.
Все замечания по книге автор примет с признательностью.
Глава 1. Состояние вопроса и задачи работы
Бетон и железобетон является прогрессивным и непрерывно развива¬
ющимся видом строительных материалов [1, 2]. Одним из важнейших
преимуществ железобетонных конструкций является возможность при¬
менения в них арматурной стали повышенной или высокой прочности. В
первую очередь это относится к предварительно напряженным железобе¬
тонным конструкциям, где сейчас успешно применяют материалы с пре¬
делом текучести от 600 до 1800 Н/мм2. В дальнейшем имеется реальная
возможность использования в таких конструкциях и более прочных на¬
прягаемых материалов из углеродных или арамидных волокон.
Средний предел текучести примененной в1986—1990 гг в железобето¬
не арматурной стали составил 428—437 Н/мм2. По данным ФИП и наше¬
го анализа [2, 3,4] за период с 1962 по 1988 г. объем производства предва¬
рительно напряженных железобетонных конструкций в мире вырос с 10
до 55 млн. м3, в том числе в СССР с 6 до 30,5 млн. м3. Соответственно
выпуск высокопрочной напрягаемой арматурной стали увеличился с 600
до 2250 тыс. т, в том числе в СССР — с 220 до 1250 тыс. т.
Развитие бетонных и железобетонных конструкций в России и других
странах бывшего СССР отвечает тенденциям и практике их применения
в других промышленно развитых странах. По прогнозам [1,3] бетон и же¬
лезобетон на обозримую перспективу останутся основными строитель¬
ными материалами.
С 1950 г. по 1986 г. объем производства железобетона вырос с 16,5 до
192 млн. м3, т.е. в 11,6 раза, а производство арматурной стали увеличи¬
лось несколько более чем в 8 раз и достигло 12 млн. т [2, 4]. Причем, за
период с 1980 г. по 1986 г. объем применения железобетона увеличился с
174,6 до 192 млн. м3 или на 9,9%, а объем применяемой арматурной стали
изменился незначительно.
Таким образом, расход арматурной стали на м3 железобетона в целом за
рассматриваемый период снизился на 45,4% и в том числе в 1980—1986 гг.
6
на 9,9%. Среди многих причин такого прогресса основной является повы¬
шение прочности применяемой арматурной стали. Средневзвешенное нор¬
мативное сопротивление или браковочный минимум предела текучести ар¬
матурной стали увеличилось с 243 Н/мм2 в 1950 г. и 376 Н/мм2 в 1980 г. до
428 Н/мм2 в 1986 г. [2, 3, 5].
Это достигнуто в результате освоения в 60-х годах массового произ¬
водства и применения арматурной стали повышенной прочности классов
A-III, Ат-ШС, В-1 и Вр-1 для обычного железобетона и напрягаемой ар¬
матурной стали классов A-IV, A-V, Ат-V и Ат-VI, а также увеличения
производства и применения высокопрочной арматурной проволоки и ка¬
натов (см. рис. 1.1 и 1.2). Сортамент арматурной стали, выпускаемой в
СССР приведен в табл. 1.1.
Таблица 1.1.
Номиналь¬
ный диаметр,
мм
Расчетная
площадь
поперечного
сечения,
см2
Теоретичес¬
кая масса 1 м
длины,
кг
Номиналь¬
ный диаметр,
мм
Расчетная
площадь
поперечного
сечения,
см2
Теоретичес¬
кая масса 1 м
длины,
кг
А. Стержневая арматура
5,5
0,237
0,186
28
6,160
4,830
6,0
0,283
0,222
32
8,040
6,310
8,0
0,503
0,395
36
10,100
7,990
10
0,785
0,617
40
12,570
9,870
12
1,131
0,883
45
15,000
12,480
14
1,54
1,210
50
19,630
15,410
16
2,01
1,580
55
23,760
18,650
18
2,54
2,000
60
28,270
22,190
20
3,14
2,470
70
38,480
30,210
22
3,80
2,980
80
50,270
39,460
25
4,91
3,850
Б. Арматурная проволока
3
0,071
0,056
6
0,283
0,222
4
0,126
0,099
7
0,385
0,302
4,5
0,159
0,125
8
0,503
0,395
5
0,196
0,154
10
0,785
0,617
В. Арматурные канаты
К-7
К-19
6
0,23
0,184
14
1,287
1,010
9
0,53
0,419
12
0,93
0,736
15
1,39
1,099
Достигнутый уровень прочности арматурной стали достаточно высок
и арматура железобетонных конструкций является самым массовым ви¬
дом высокопрочной стали.
7
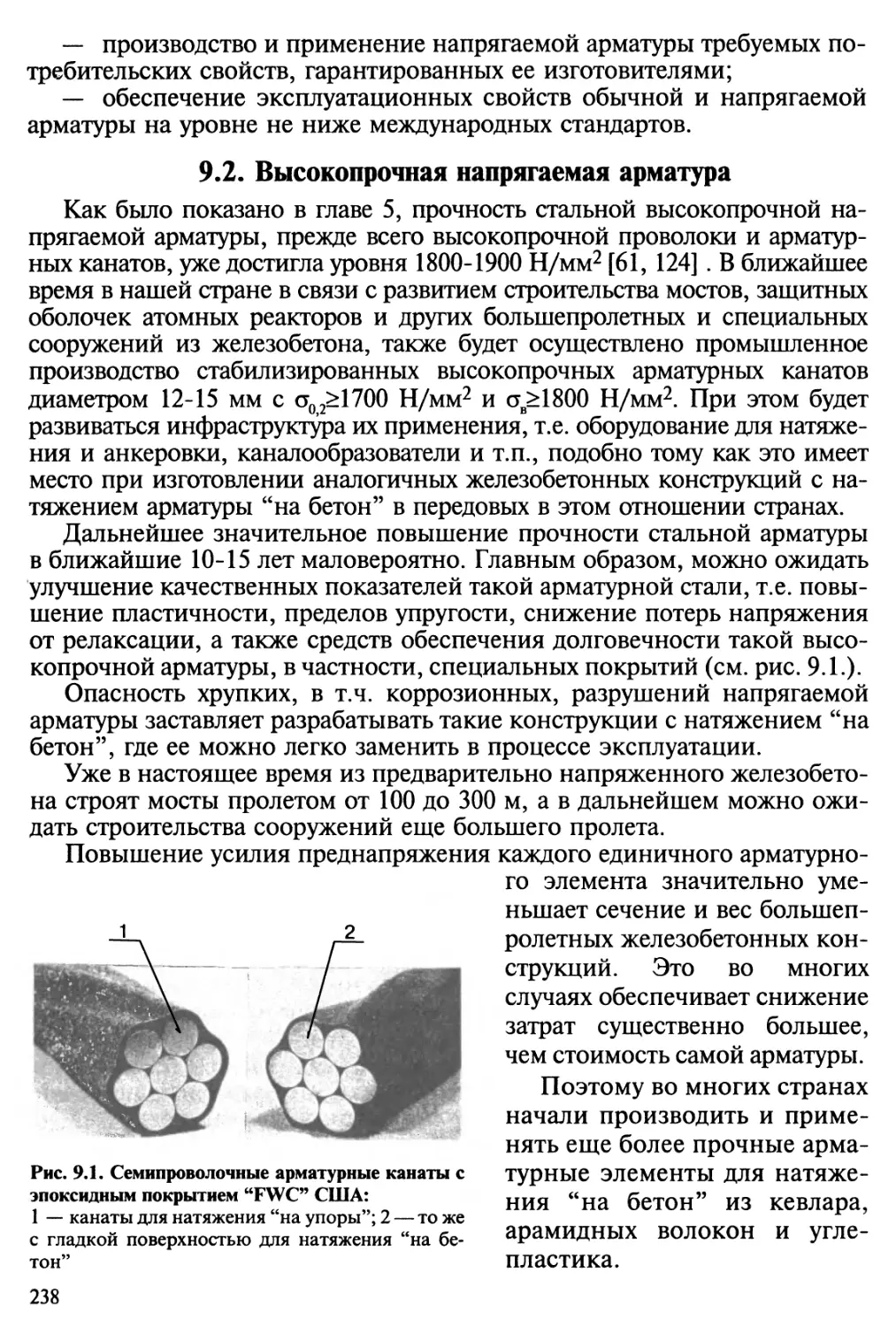
1 и 2 — стержневая классов А400 (A-III) и
А440С (Ат-ШС); 3 — холоднодеформи- Рис. 1.2. Производство напрягаемой арматур-
рованная проволока классов Вр-500 ной стали:
(Вр-1) и B500 (В-1) 1 — стержневая классов А800-Ат1000 (A-V,
Ат-V и Ат-VI); 2 — высокопрочная проволо¬
ка и арматурные канаты; 3 — стержневая
классов А600 и АтбОО (A-IV и Ат-IV)
Таблица 1.2
Страна
Цемент,
млн.т.
Бетон и железобетон, млн.м3
Арматурная сталь, млн.т.
Всего
Преднапряженный
бетон
Всего
Напрягаемая
СССР
90
260
30,5
12,0
1,25*
США
82
266
5,0**
10,0
0,2
Страны ЕС
*
*
О
О
310-320**
7,0**
13,8-14,6
0,32
Япония
69,4
231,3
3,85-4,0
11,84
0,183
Примечания: * Этот объем включает только напрягаемую арматурную сталь, выпущенную
металлургическими и метизными заводами.
** Экспертная оценка автора.
«
Мировой уровень производства в 1986 г. только стержневой арматур¬
ной стали с пределом текучести 390 Н/мм2 (40 кгс/мм2) и выше может
быть ориентировочно оценен в 30-40 млн. т. При этом в СССР выпуска¬
ли в год около 7 млн. т такой арматурной стали, в Японии ориентировоч-
8
Рис. 1.3. Производство стали:
1 — страны ЕЭС, 2 — Япония, 3— США,;
4 - СССР
1
с.
3
Д-
—¥ ■ 1 ч
1 |
_/
I
_4_/
I
(Vi_
1979 1980 1981 1982 1983 1984 1985 гг.
Рис. 1.4. Производство напрягаемой арматур¬
ной стали:
1 — СССР (всего); 2 — СССР — высоко¬
прочная проволока и арматурные канаты;
3 — страны ЕЭС, 4 — США, 5 — Япония
но 6—7 млн. т, в США — 4 млн. т, в странах Восточной Европы (СЭВ) —
2 млн. т.
Несмотря на имеющуюся в мире тенденцию к сокращению производ¬
ства стали (см. рис. 1.3) объем выпуска арматурной стали непрерывно
увеличивается и за последние 20 лет вырос почти вдвое.
При общих объемах производства бетона и железобетона в 1986 г. в
СССР, США, Японии и странах ЕС соответственно 260, 266, 231,3 и
310—320 млн. м3 применение арматурной стали всех видов в этих странах
составило соответственно около 12, 10, 11,8 и 14,2 млн. т в год (см.
табл. 1.2).
Из этого объема (см.табл.1.2) в Российской Федерации применялось в
1986 г. около 7 млн.т арматурной стали в год. После 1991 г. объемы про¬
изводства железобетона и потребления арматуры начали уменьшаться и в
1999 г. в России применено всего около 3 млн. т арматурной стали, и, в
том числе около 200 тыс.т высокопрочной напрягаемой арматуры. В этот
же период производство железобетона и потребление арматуры в эконо¬
мически развитых странах мира не уменьшалось.
Анализ приведенных данных показывает, что ставшее привычным
представление о том, что по производству железобетона наша страна опе¬
режает всех, относится к категории “легенд” и справедливо только для
преднапряженного железобетона (см. рис. 1.4). По общему объему железо¬
бетона на душу населения мы даже в 1986 г. отставали от Японии в 2,5 раза
и на 15-20% от США и стран Западной Европы. При этом необходимо
учесть, что проблема жилищного строительства в этих странах не стоит
столь остро, как у нас. w
Следовательно, для обеспечения необходимого развития жилищ-
но-гражданского строительства в нашей стране следует увеличивать еже¬
9
годное производство железобетона к 2005 г. примерно в 1,5 раза по срав¬
нению с 1986 г.
Этот прирост производства железобетона должен быть обеспечен без
существенного увеличения количества применяемой арматурной стали,
так как последнее в настоящее время мало реально. Поэтому решение
этой проблемы может быть достигнуто в значительной степени за счет
повышения прочностных и эксплуатационных свойств арматурной ста¬
ли, рационального ее применения, изменения номенклатуры возводи¬
мых конструкций и дальнейшего развития предварительно напряженно¬
го железобетона.
Рассмотрим раздельно состояние дел и перспективы по арматуре для
обычного и предварительного напряженного железобетона.
Характерной особенностью производства предварительно напряжен¬
ных железобетонных конструкций в СССР было и остается сейчас в Рос¬
сии и других странах СНГ широкое применение высокопрочной стерж¬
невой арматуры классов А600 (А-IV) — Ат1000 (Ат-VI) и электротермиче¬
ского способа ее натяжения на упоры, используемого для изготовления
по агрегатно-поточной и конвейерной технологическим схемам изделий
для массового жилищно-гражданского и промышленного строительства
таких как: пустотные плиты перекрытия, ребристые плиты покрытия,
опоры ЛЭП и т.п. [8, 9, 10].
Это в значительной мере определило быстрый рост производства
предварительно напряженных железобетонных конструкций в нашей
стране и позволило сэкономить значительные средства за счет сокраще¬
ния расхода трудозатрат на изготовление конструкций и существенной
экономии арматурной стали.
Так в 1957 г., т.е. до внедрения электротермического способа натяже¬
ния, было изготовлено всего 0,6 млн. м3 предварительно напряженного
железобетона, в 1962 г. — уже 6 млн. м3, в 1975 г. — 28 млн. м3 и в
1988 г. — 30,5 млн. м3, из которых по меньшей мере 18-20 млн. м3 с натя¬
жением высокопрочной стержневой арматуры электротермическим спо¬
собом.
Соответственно (см. рис. 1.2) развивалось производство высокопроч¬
ной арматурной стали классов А800, Ат800 и Ат1000 (A-V, Ат-V и Ат-VI).
В настоящее время работы по стержневой высокопрочной напрягае¬
мой арматурной стали развиваются в двух главных направлениях:
— повышение прочности стержневой арматуры до уровня по ао,2 До
1200-1400 Н/мм2 и обеспечение комплекса эксплуатационных свойств
таких материалов;
— разработка эффективных технологий и оборудования для примене¬
ния напрягаемой арматуры, в том числе автоматизации процессов заго¬
товки и натяжения, применения арматуры мерных длин до 24 м, винто¬
вого профиля и т.п.
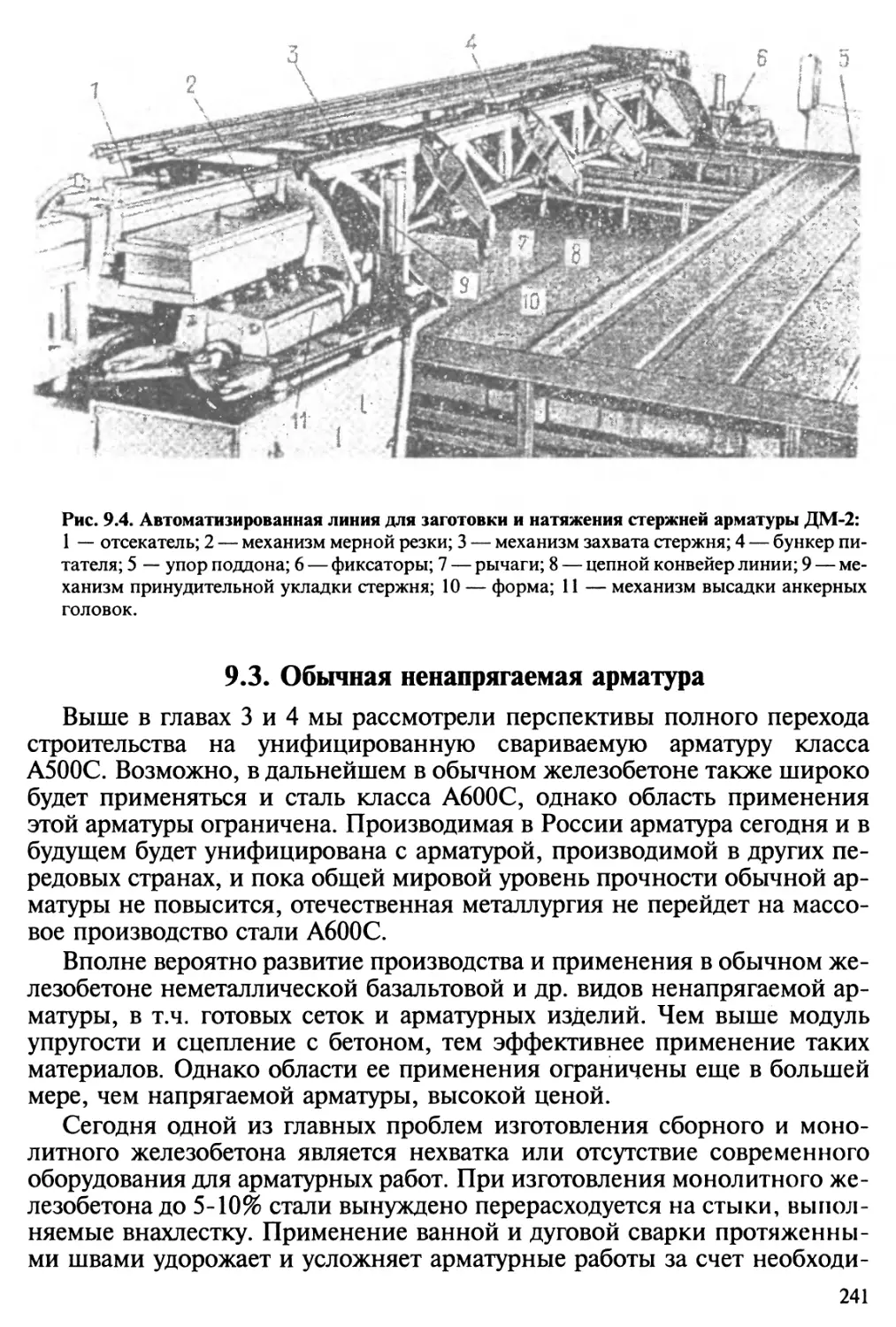
Проведенные исследования [10, И] и многолетний опыт эксплуата¬
ции автоматизированных линий ДМ-2 по заготовке и натяжению стерж¬
невой арматуры классов Ат800 и АтЮОО (Ат-V и At-VI) на Ивано-Фран¬
10
ковском и ряде других заводов железобетонных конструкций показал,
что автоматизация технологических процессов весьма эффективна, так
как обеспечивает снижение расхода электроэнергии и трудозатрат в 2-3
раза, и расхода напрягаемой арматурной стали на 5-10%.
Работами [10, 12, 13, 14, 15, 16] доказано, что предварительное напря¬
жение арматуры, расположенной в растянутой в стадии эксплуатации
зоне железобетонных элементов, повышает не только их жесткость и тре-
щиностойкость, но и прочность, за счет эффекта упрочнения структурно
устойчивых арматурных сталей. Предварительное напряжение действует
как механическое упрочнение, повышая пределы упругости и текучести
стали, и это, в свою очередь, приводит к повышению прочности пред-
напряженных изгибаемых элементов.
Следует различать свойства арматурной стали в состоянии поставки,
т.е. перед натяжением, и после такового, т.е. действительные эксплуата¬
ционные характеристики напрягаемой стали [10-14].
Для количественной оценки эффектов преднапряжения арматурной
стали в книге предлагается разработанная автором энергетическая теория
упрочнения.
Факторами, определяющими изменение диаграммы работы арматур¬
ной стали при длительной выдержке в напряженном состоянии, являют¬
ся релаксация напряжений и деформации ползучести, которые в свою
очередь определяются исходными свойствами и диаграммой работы ар¬
матуры до натяжения. Поэтому исследование реологических свойств вы¬
сокопрочной стали решает две задачи: с одной стороны определение по¬
терь напряжения в натянутом арматурном элементе, а с другой — упроч¬
нение стали за этот же период наблюдения.
Обсуждение этих проблем в книге позволяет подойти к решению мно¬
гих практических задач и, в частности, разработке требований к техноло¬
гиям производства, обеспечивающим реологические свойства и диаграм¬
му растяжения в соответствии с требованиями передовых зарубежных и
международных стандартов.
Влияние эффектов предварительного напряжения арматуры на несу¬
щую способность предварительно напряженных железобетонных конст¬
рукций также зависит от многих факторов, к важнейшим из которых сле¬
дует отнести конструктивные особенности, степень армирования, кате¬
горию трещиностойкости и требования к эксплуатационным свойствам,
прочность и деформативность бетона и т.п.
Учет этих факторов возможен лишь при использовании новых подхо¬
дов к расчету железобетонных конструкций и, в частности, при исполь¬
зовании в расчетах энергетических критериев и обобщенных характери¬
стик материалов в виде диаграмм работы напрягаемой арматуры, сущест¬
венно изменяющихся под воздействием предварительного напряжения и
длительных нагрузок.
Рассматриваемые научно-технические достижения в производстве и
применении высокопрочной напрягаемой арматуры и предварительно
напряженных железобетонных конструкций имеют все-таки ограничен-
11
12
Рис. 1.5. Периодический профиль арматурной стали:
а) кольцевой по ГОСТ 5781 для стержней класса АЗОО (A-II); б) то же для стержней классов А400 (A-III) - А1000 (А-VI); в) серповидный
по СТО АСЧМ 7-93 и ГОСТ 10884 для стержней классов А400С - Ат1200; г) винтовой по ТУ 14-1-5254-94; д) кольцевой по ГОСТ 6727
для проволоки класса Вр-1; е) серповидный по ТУ 14-1-5324-94 и СТО АСЧМ 7-93для проволоки класса А500С (Вр-500).
ное применение из-за значительных трудовых и энергетических затрат,
недостаточного развития производства соответствующего оборудования
и др.
Не менее важным направлением экономии стали в железобетонных
конструкциях является повышение прочности и улучшение качества ар¬
матурной стали для обычного железобетона.
Относительно высокий уровень прочности арматуры для обычного
железобетона был достигнут в СССР за счет массового производства и
применения арматурной стали классов А400 (A-III) марки 35ГС и Ат440
(Ат-ШС) марки Ст5 с содержанием углерода в готовом прокате до 0,4%
[17]. Это недопустимо высокий для свариваемой стали уровень. Для срав¬
нения по стандарту ISO/DIS 6935-2 [18] предельно допустимое содержа¬
ние углерода в свариваемой стали классов А400С и А500С не более
0,22% [2].
Повышенное содержание углерода и марганца в горячекатаной стали
35ГС класса А400 (A-III) может вызывать хрупкие разрушения арматур¬
ной стали как по целому металлу, так и особенно по сварным соединени¬
ям типа “дуговых прихваток” и т.п. [19].
Снижение расхода углерода может компенсироваться либо увеличе¬
нием расхода весьма дефицитных легирующих или микролегированием,
либо коренным изменением технологии прокатки, включая термомеха¬
ническое упрочнение.
К сожалению, до настоящего времени многие прокатные станы в
стране не оснащены современным оборудованием для этих целей. Поэ¬
тому потребуется определенное время для реконструкции прокатных ста¬
нов и оснащения их соответствующими устройствами.
Технология термомеханического упрочнения арматурной стали в пото¬
ке проката начала применяться в СССР в 1967-1968 гг. [20, 21, 22, 23]. Од¬
нако основной упор нами был сделан в то время на высокопрочную напря¬
гаемую арматурную сталь классов Ат800 и Ат1000 (Ат-V и Ат-VI), исходя из
возможно большей получаемой прочности и соответственно экономии на¬
прягаемой стали. Освоение же массового производства термомеханически
упрочненных свариваемых сталей повышенной прочности для обычного
железобетона с пределом текучести 500-600 Н/мм2 фактически происходит
лишь в настоящее время. При этом имеют место значительные изменения
в производстве и применении стержневой арматуры периодического про¬
филя.
Рассматриваются два пути решения этой задачи.
— Первый — сохранение широкой номенклатуры выпускаемых ви¬
дов и классов арматуры [24, 25], каждый из которых имеет наиболее удач¬
ное применение в определенных конструкциях и условиях эксплуатации.
Например, сталь класса АсЗОО (Ас-П) — для северного строительства, а
сталь класса АтбОО (Ат-IV) — для применения в гражданском строитель¬
стве и т.д.
При этом в качестве наиболее массовой арматурной стали могла бы
быть принята свариваемая арматура класса А600С с пределом текучести
13
ат(ао;2)>600 Н/мм2, изготавливаемая в диаметрах 3-8 мм путем холодного
деформирования и в диаметрах 10-32 мм путем термомеханического
упрочнения низколегированной стали.
Проведенные теоретические и экспериментальные [26, 27, 28, 29, 30]
исследования показали, что такое решение возможно для большинства
железобетонных конструкций и обеспечивает экономию не менее
20-25% стали в среднем на изделие при замене рабочей арматуры класса
А400 (A-III) на сталь класса А600С.
Другим путем повышения механических свойств ненапрягаемой ар¬
матуры и экономии стали является переход на применение унифициро¬
ванной свариваемой стали класса А500С с пределом текучести
От>500 Н/мм2, изготавливаемой из рядовой низкоуглеродистой стали
марки СтЗ [31, 32, 33, 34].
В настоящее время Евронормами EN 10080 [35] этот класс арматуры с
содержанием углерода не более 0,22% принят как единый для всех стран
Европы.
Несомненными преимуществами этого решения являются:
— экономия дорогостоящих легирующих материалов и снижение се¬
бестоимости стали;
— возможность унификации свойств арматуры со всеми странами
Европы;
— получение весьма пластичной и хорошо свариваемой арматуры,
которая может заменить все другие классы ненапрягаемой арматуры от
А240 (А-I) до А400 (A-III) [36].
Задача упрощается тем, что холоднодеформированная проволока
класса Вр-1 фактически имеет свойства класса А500С, т.е. предел текуче¬
сти 500 Н/мм2 и выше.
Поэтому переход на стержневую арматуру этого класса прочности по¬
зволяет унифицировать свойства практически всей арматуры для железобе¬
тона.
По данным [33, 34] переход на арматуру класса А500С дает общую
экономию 10-12% стали.
Актуальным также пока остается упрочнение вытяжкой горячеката¬
ной арматурной стали класса А400 (А-III) (холодное деформирование) на
заводах ЖБИ. При этом получают арматуру с пределом текучести
550 Н/мм2 (А-Шв), которую можно эффективно применять как в пред-
напряженном, так и в обычном железобетоне [37].
Таким образом, очевидно, что применение термомеханически обрабо¬
танной и холоднодеформированной стали с повышенными механически¬
ми свойствами в качестве обычной ненапрягаемой арматуры железобе¬
тонных конструкций, является практически основным направлением со¬
кращения расхода стали в обычном железобетоне. Поэтому одной из
задач данной работы является подробное обсуждение физико-механиче-
ских свойств такой арматурной стали.
Кольцевой периодический профиль стержневой арматуры по ГОСТ
5781 [17, 38] с пересекающимися продольными и поперечными ребрами
14
(см. рис. 1.5а и 1.56) приводит к концетраторам напряжений в месте их пе¬
ресечения, снижению пластичности, неполному использованию механиче¬
ских свойств и ограничивает прочность стали при многократно-повторном
нагружении арматуры всех классов прочности, практически, одним уров¬
нем, определяемым этим видом профиля и коэффициентом асимметрии —
р [39, 40, 41]. Поэтому последние 20-25 лет во всех странах Европы отказа¬
лись от такого профиля арматуры и перешли на более мягкий серповид¬
ный, без пересечения продольных и поперечных ребер [18, 35, 39, 40, 41,
42, 43] (см. рис. 1.5в и 1.5е).
Одновременно решается проблема прокатной маркировки арматур¬
ной стали. Основные результаты этих исследований также обсуждаются в
книге.
За 1987-1991 гг. проведены комплексные исследования влияния гео¬
метрических размеров и вида профиля на механические свойства арма¬
турной стали и ее совместную работу с бетоном. Регламентированы и
гармонизированы с требованиями DIN 488 и ISO 6935-2 [18] геометриче¬
ские размеры периодического профиля, и осуществляется повсеместный
переход на серповидный профиль (см. рис. 1.5в и 1.5е) вместо кольцевого
для всех классов стержневой и проволочной арматурной стали по СТО
АСЧМ 7-93, ГОСТ 10884 и различным Техническим Условиям.
Несмотря на очевидные преимущества [39, 40, 41, 44, 45, 46] переход
на серповидный периодический профиль вызвал ряд проблем и вопро¬
сов, поэтому одна из задач данной работы — дать полную информацию о
свойствах и совместной работе с бетоном стержневой арматуры серпо¬
видного профиля, как обычной, так и напрягаемой, всех классов прочно¬
сти.
Большой интерес вызывает применение стержневой арматуры с вин¬
товым периодическим профилем (см. рис. 1.5г). Вслед за Германией и
Японией в России и на Украине освоено промышленное производство
арматурной стали классов А400-Ат1000 с таким профилем [2, 47]. Ее при¬
менение в строительстве открывает совершенно новые возможности
строительства.
Информация по рассмотренному широкому кругу вопросов произ¬
водства и применения арматурной стали позволит читателю ознакомить¬
ся практически со всеми новейшими результатами работ в этой области
техники.
В связи с развитием международного экономического и технического
сотрудничества также расширяется применение в нашей стране арматур¬
ной стали иностранного производства и поставок за рубеж отечественной
стали.
Поэтому целью данной работы является также информация о сорта¬
менте и свойствах основных видов зарубежной арматуры для обычного и
преднапряженного железобетона. При этом необходимо учесть, что при¬
менение арматурной стали, не соответствующей требованиям отечест¬
венных стандартов и не прошедшей сертификации в России, может при¬
15
вести к аварийным ситуациям и не допускается на территории нашей
страны.
Это позволит строителям не только выбирать для применения стан¬
дартные материалы, но и определять необходимость соответствующей
сертификации “нестандартных” материалов, которые в условиях разви¬
тия рыночных отношений предлагаются потребителю уже сейчас и будут
предлагаться в дальнейшем в более широких масштабах.
Глава 2. Основные свойства и классификация арматуры
железобетонных конструкций
2,1 Общие требования
Арматура является важнейшей составной частью железобетона и дол¬
жна работать совместно с бетоном на всех стадиях изготовления и эксп¬
луатации железобетонных конструкций и удовлетворять следующим
основным требованиям:
— быть технологичной в производстве и применении;
— обладать требуемыми прочностными свойствами и пластичностью
при кратковременном и длительном действии нагрузок, а также в услови¬
ях воздействия повышенных и пониженных температур, коррозионных
воздействиях и т.п.;
— иметь необходимое сцепление с бетоном за счет соответствующего
периодического профиля или специальных анкеров.
Арматура железобетонных конструкций, особенно напрягаемая, ис¬
пользуется весь срок эксплуатации конструкций при высоких напряже¬
ниях и работает при этом практически на осевое растяжение или сжатие,
поэтому основным критерием оценки ее механических свойств является
испытание на растяжение [2, 10, 17, 22, 47].
Напряженное состояние арматуры в конструкциях определяется ком¬
плексом технологических и конструктивных факторов, к которым наряду
с указанными выше следует отнести:
— прочность и упругопластические свойства бетона;
— технологию изготовления арматурных элементов, в том числе их
сварку, технологию заготовки и натяжения напрягаемой арматуры;
— технологию изготовления железобетонных элементов;
— вид железобетонных элементов по условиям их эксплуатации (из¬
гибаемые, сжатые, внецентренно сжатые);
— процент армирования — ц или относительная высота сжатой зоны
бетона — £ и геометрические размеры железобетонных элементов;
— и другие.
Арматуру железобетонных конструкций по основному способу приме¬
нения и эксплуатации подразделяют на обычную ненапрягаемую и на¬
прягаемую.
16
Работами [17, 19, 48-52] было показано, что в обычных железобетон¬
ных элементах без преднапряжения целесообразно использовать армату¬
ру с нормативным пределом текучести 400 Н/мм2 . Современными ис¬
следованиями [29] установлена возможность эффективного применения
без преднапряжения арматурной стали с пределом текучести до
600 Н/мм2. За рубежом по EN 10080 уже широко применяется арматур¬
ная сталь с нормативным пределом текучести 500 Н/мм2 [35]. Обсужда¬
ется возможность производства и применения [26-30] арматуры тина
А600С (Ат-IVC) с пределом текучести 600 Н/мм2.
Повышение эксплуатационных напряжений в растянутой в стадии эк¬
сплуатации арматуре ограничивается чрезмерными прогибами или ши¬
риной раскрытия трещин в железобетонных элементах. Поэтому при
проектировании необходимо учесть, что использование без преднапря¬
жения стали с пределом текучести 550-600 Н/мм2 ограничивается в ста¬
тически определимых элементах соотношением полезной высоты сече¬
ния — ho к расчетной длине — 10 не менее 1/15 [29].
Такая же сталь повышенной прочности может быть успешно приме¬
нена в качестве сжатой в стадии эксплуатации арматуры. При дополните¬
льном поперечном армировании в сжатых элементах успешно применя¬
ется без преднапряжения арматурная сталь классов Ат800 (Ат-V) и даже
АтЮОО (Ат-VI) с нормативным пределом текучести 800 и 1000 Н/мм2
[53-57].
Таким образом, в качестве ненапрягаемой продольной рабочей арма¬
туры может эффективно применяться арматурная сталь как классов А400
и А500 (A-III, Ат-ШС, В-1 и Вр-1) с пределом текучести 400-500 Н/мм2,
так и более прочная классов А600С (Ат-IVC) и А550 (А-Шв) с пределом
текучести 550-600 Н/мм2. Практическое применение последней взамен
стали классов А400 (A-III и Ат-ШС) дает экономию от 10% до 40% стали
[29, 36].
Наличие многих классов и марок арматуры кроме определенных пре¬
имуществ создает и существенные проблемы. Поэтому в странах Запад¬
ной Европы и в СНГ переходят на унифицированную свариваемую арма¬
туру класса А500С с пределом текучести о,>500 Н/мм2 в соответствии с
Евронормами EN 10080 и Российским стандартом СТО АСЧМ 7-93
[31-36].
Напрягаемая арматура выполняет, как правило, две основные функ¬
ции: является носителем внешней силы обжатия сечения и работает со¬
вместно с бетоном как обычная арматура, воспринимающая дополните¬
льные к предварительному напряжению (остаточному после проявления
всех потерь преднапряжения — asp) усилия растяжения или сжатия, воз¬
никающие в железобетонном элементе от воздействия внешней нагрузки
[10, 58].
Главным преимуществом преднапряжения является возможность ис¬
пользования в железобетоне арматурной стали или неметаллической ар¬
матуры высокой прочности. Поэтому в качестве напрягаемой арматуры
используются наиболее эффективно материалы с пределом текучести от
17
800 до 2000 Н/мм2. Вместе с тем высокая прочность напрягаемой армату¬
ры требует дополнительных условий ее совместной работы с бетоном,
главным из которых является анкеровка арматуры в опорных частях из¬
делий.
Существуют две основные технологии преднапряжения арматуры: “на
упоры”, когда усилие преднапряжения передается на затвердевший бетон
за счет сцепления или дополнительных промежуточных анкеров, и “на бе¬
тон” [10], когда натяжение арматуры в каналах или в пазах изделий осуще¬
ствляется непосредственно на бетон с постоянной анкеровкой ее по тор¬
цам изделий.
В нашей стране при изготовлении сборных предварительно напря¬
женных железобетонных изделиях применяется, как правило, натяжение
“на упоры”, так как такая технология проще и дешевле [8-11]. В то же
время анкеровка высокопрочной арматуры вызывает ряд проблем. При
очень большом преднапряжении образуются продольные трещины и на¬
рушается анкеровка. Увеличение прочности бетона и постановка допол¬
нительной косвенной арматуры незначительно улучшает положение, но
существенно удорожает изделия. Поэтому стержневая арматура периоди¬
ческого профиля с условным пределом текучести 800-1000 Н/мм2 имеет
определенные преимущества перед более прочной арматурой. Для сни¬
жения вероятности раскалывания бетона в настоящее время осуществля¬
ется переход на производство стержней всех классов с более мягким сер¬
повидным профилем, который при той же практически длине зоны анке-
ровки обеспечивает возможность повышения усилия преднапряжения.
Другим определяющим фактором натяжения на упоры является
устройство временных концевых анкеров. Отсутствие надежного серий¬
ного оборудования для высадки анкерных головок, чрезмерно большой
сортамент преднапряженных изделий, выпускаемых каждым заводом
ЖБИ, и другие обстоятельства приводят к тому, что при существующей
технологии обеспечить уровень преднапряжения при натяжении на упо¬
ры форм более 600Н/мм2 весьма сложно. И это делает наиболее эконо¬
мичным применение, например, в пустотных настилах арматурной стали
классов Ат800 и А800 (Ат-V и А-V) с нормативным пределом текучести
800 Н/мм2.
Массовое производство предварительно напряженных железобетон¬
ных изделий с натяжением арматуры на упоры форм электротермиче¬
ским и механическим способами выдвинуло ряд дополнительных требо¬
ваний к высокопрочной напрягаемой арматурной стали. Она должна со¬
хранять свои высокие прочностные свойства после натяжения
электротермическим способом с нагревом до 400-450°С и в период эксп¬
луатации конструкций, быть пригодной к горячему и холодному дефор¬
мированию для устройства временных концевых анкеров, свариваться и
т.п. [10, 17].
Одним из важнейших свойств арматурной стали является долговре¬
менная прочность, выражающаяся в сохранении и даже повышении [10]
18
ее механических свойств после преднапряжения и в период эксплуата¬
ции.
Критерием долговременной прочности высокопрочной напрягаемой
арматуры в условиях агрессивных сред является стойкость против коррози¬
онного растрескивания под напряжением [17, 22, 23, 59, 60], одного из са¬
мых опасных видов разрушения, которое обычно не связано с развитием
пластических деформаций. Поэтому испытания на длительную прочность,
склонность к коррозионному растрескиванию, так же как испытания на
выносливость, релаксацию, влияние пониженных и повышенных темпера¬
тур на механические свойства, являются в большинстве стран обязатель¬
ными.
2.2. Классификация и терминология
В соответствии с международными [18, 35, 61] и отечественными [38,
42, 43] стандартами арматуру железобетонных конструкций по условиям
поставки подразделяют на:
— бунтовую (проволока) гладкую или периодического профиля, по¬
ставляемую в смотанном состоянии в бунтах;
— стержневую периодического профиля или гладкую, поставляемую
в виде пакетов прямолинейных прутков;
— арматурные канаты однократной и многократной свивки, постав¬
ляемые в смотанном состоянии на катушках, в бунтах или специальных
контейнерах;
— готовые арматурные элементы в виде сварных арматурных сеток,
каркасов и т.п.
По основному способу производства, обеспечивающему требуемые
физико-механические свойства, арматурную сталь подразделяют на:
— горячекатаную;
— упрочненную вытяжкой или скручиванием;
— термомеханически упрочненную в потоке прокатки с использова¬
нием тепла прокатного нагрева;
— термически упрочненную путем закалки со специального нагрева
и последующего отпуска;
— холоднотянутую и холоднокатаную обыкновенного качества;
— патентированную холоднотянутую (или холоднокатаную) и отпу¬
щенную или стабилизированную проволоку и арматурные канаты из нее.
В зависимости от механических свойств арматурную сталь подразде¬
ляют на классы прочности, которые, исходя из условий поставки и
основного способа производства, в нашей стране обозначают: А — стер¬
жневая горячекатаная и термомеханически упрочненная; В — холоднотя¬
нутая и холоднокатаная проволока, К — высокопрочные арматурные ка¬
наты.
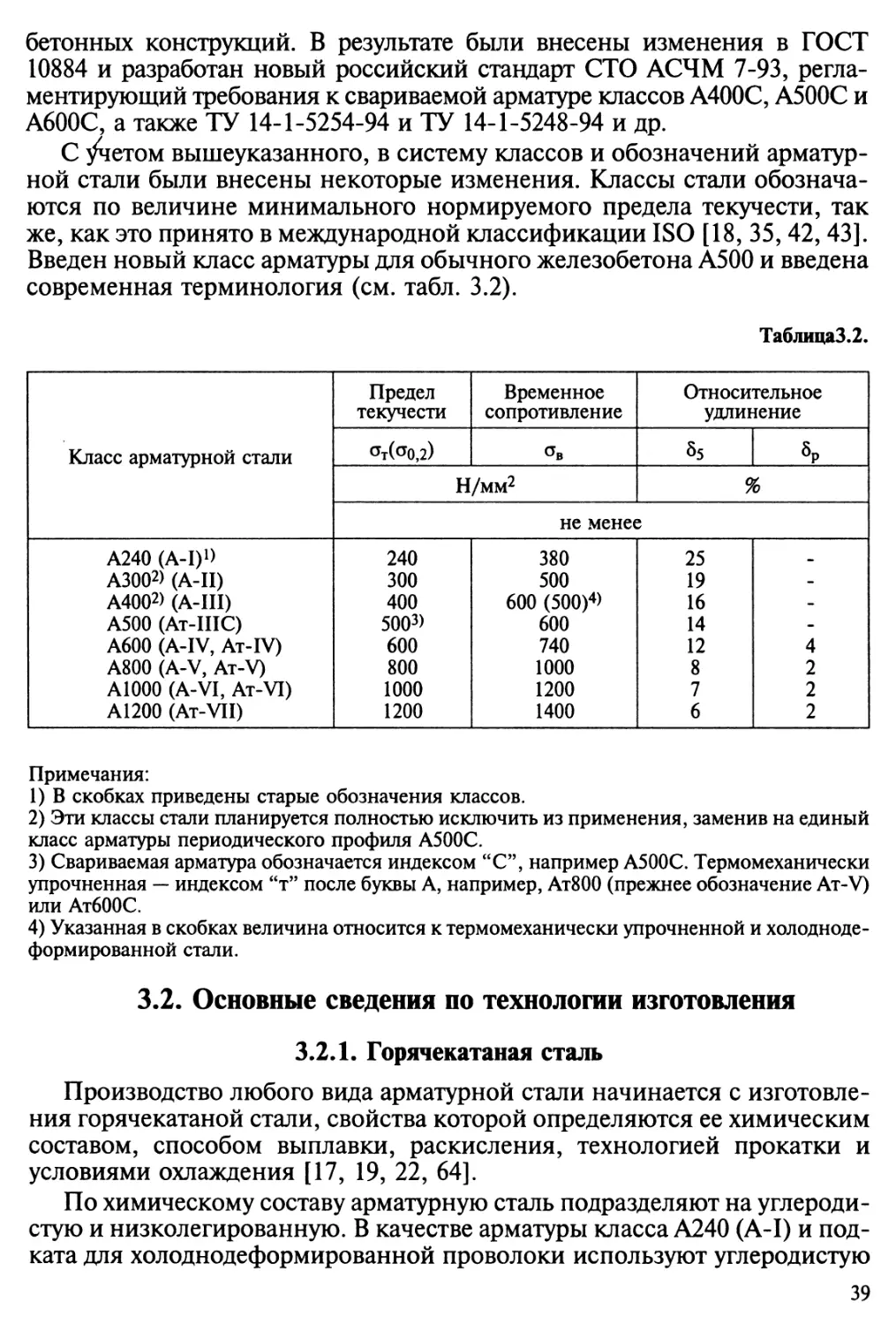
Обозначения классов прочности арматуры железобетонных конструк¬
ций в соответствии с системой ISO и EN, начиная с 1991 г. [18, 35, 61, 63]
приняты исходя из ее прочностных свойств. По ГОСТ 5781-93 и ГОСТ
10884-94, а также по Российским стандартам СТО АСЧМ 7-93 и СТО
19
АСЧМ 7-93 [38, 42, 43] классы арматуры обозначаются по ее пределу те¬
кучести.
Так арматура класса A-III с нормативным пределом текучести 400
Н/мм2 обозначается как А400, А-1 — А240 и т.п. А500С, А600, Ат800,
Ат1000.
Поэтому в дальнейшем тексте мы даем эти новые обозначения клас¬
сов арматуры.
Индексы “С” в обозначении класса, например, А500С обозначает сва¬
риваемость, индекс “т” — обозначает по ГОСТ 10884-94 термомеханиче¬
ское или термическое упрочнение, например, Ат800 — класс, соответст¬
вующий At-V.
В других странах используют иные обозначения [2, 5, 33, 34] или вы¬
деляют требования к стали разных видов в отдельные стандарты. При
этом обязательно выделяется класс прочности или механические свойст¬
ва и способ производства. В США на каждый пруток в процессе прокат¬
ки наносится маркировка класса стали, диаметр и фабричная марка (см.
рис. 2.1). Так, например, в США низколегированная горячекатаная сталь
с пределом текучести не менее 415 Н/мм2 производится по ASTM А-706,
а стержневая арматура с пределом текучести не менее 800 Н/мм2 по стан¬
дарту ASTM А-722.
Как правило, арматурная сталь изготавливается и применяется в виде
прутков периодического профиля. Однако, как указывалось выше, нали¬
чие профиля может снижать пластичность и прочность арматуры при
многократно-повторных и динамических нагрузках. Поэтому “мягкая”
А)
Направление чтения
Б)
марка стали ствие стали
. ASTM
В)
Направление чтения
AJ U./ '//-ГУ
/ / / / /
Рис. 2.1. Прокатная маркиров¬
ка арматуры:
А) Класс B500W (А500С) по
Евростандарту EN 10080;
Б) Класс G60 по стандарту
ASTM А615М США; В) Класс
А500С по ТУ 14-1-5254-94
20
сталь с пределом текучести 230-250 Н/мм2 (класс А240 (А-I) по ГОСТ
578IJ во всех странах поставляется в виде прутков с гладкой поверхно¬
стью. По этой же причине в предварительно напряженных железобетон¬
ных конструкциях при натяжении арматуры на бетон предпочитают ис¬
пользовать высокопрочную проволоку или стержни с гладкой поверхно¬
стью.
Ниже рассмотрим основные понятия и терминологию по обычной и на¬
прягаемой арматурной стали [2, 10, 61, 63], принятые в отечественной и
международной практике. Для напрягаемой арматуры эти данные система¬
тизированы в документе ФИП-ЕКБ-РИЛЕМ 24.1.20 “Терминология по
стали для предварительно напряженного железобетона” [63].
Проволока — арматурная сталь, поставляемая в бунтах.
Стержни — арматурная сталь, поставляемая в виде прямолинейных
прутков периодического профиля или гладких.
Арматурные канаты однократной свивки — арматурные элементы, со¬
стоящие из 2,3,7 или 19 проволок. 7 и 19-ти проволочные канаты классов
К-7 и К-19 состоят из одной центральной прямолинейной проволоки,
вокруг которой свиты спирали 6 проволок в один ряд или 18 — в два ряда.
Шаг и направление свивки одни и те же для всех проволок.
Волоченый арматурный канат — арматурный канат однократной свив¬
ки, который после свивки протягивается через фильер.
Арматурный канат многократной свивки — арматурный канат, состоя¬
щий из нескольких арматурных канатов однократной свивки, располо¬
женных по спирали вокруг центрального каната.
Практически вся высокопрочная напрягаемая арматура в процессе из¬
готовления проходит термическую обработку. Следует при этом разли¬
чать термообработку упрочняющую, производимую при нагреве до тем¬
ператур выше 800°С и приводящую к образованию структуры закалки, и
термообработку, производимую при температурах, как правило,
250-500°С, которая осуществляется для снятия внутренних напряжений
или искусственного старения стали. Первый вид термообработки приня¬
то называть закалкой, второй — отпуском.
В различных странах применяют для изготовления высокопрочной
арматурной стали следующие виды термообработки:
— Патентирование — термообработка, состоящая из нагрева стали до
температуры не менее 860-970°С с последующим специальным охлажде¬
нием для получения структуры стали, пригодной для последующего хо¬
лодного волочения, Применяется для производства холоднотянутой про¬
волоки классов В-П и Вр-П.
— Закалка и отпуск — термообработка, состоящая из нагрева стали
до температуры не менее 800°С, быстрого охлаждения (закалка в масле
или воде) и последующего отпуска при температуре 400-450°С. Это окон¬
чательная термообработка, обеспечивающая требуемые свойства стали.
Примером применения такой термообработки может служить технология
производства термически упрочненной арматурной стали в Японии. В
21
нашей стране подобным образом производят термоупрочнение арматур¬
ной стали на установках ЭТУ [64, 65].
— Термомеханическое упрочнение — быстрое и равномерное охлаж¬
дение стали, деформированной в горячем состоянии, от температуры не
менее 800°С до температуры отпуска. Это окончательная термообработ¬
ка, обеспечивающая требуемые свойства материала.
Этот вид упрочнения применяется в нашей стране [2, 4, 17, 22] для
производства арматурной стали повышенной и высокой прочности клас¬
сов (А400С-Ат1200) с пределом текучести от 400 до 1200 Н/мм2.
За счет проявления эфекта ВТМО [66] при такой обработке обеспечи¬
вается высокая пластичность стали.
Благодаря значительной производительности стоимость упрочнения
этим способом в 10-20 раз ниже, чем использование закалки и отпуска.
— Низкотемпературный отпуск — термообработка, применяемая при
изготовлении высокопрочной проволоки, арматурных канатов и стерж¬
ней горячекатаной стали классов А800 и А1000 (А-V и А-VI) и состоящая
в нагреве стали до температур 250-500 С с последующим охлаждением на
воздухе. Производится для уменьшения внутренних напряжений, возни¬
кающих в стали вследствие деформационного упрочнения и предшеству¬
ющей обработки, а также для ускоренного удаления водорода. Приводит
к повышению условных пределов упругости и текучести, а также плас¬
тичности стали и прочности при многократно повторяющихся нагрузках.
Кратковременный отпуск высокопрочных термомеханически упроч¬
ненных сталей при температуре 400-500°С в ряде случаев приводит к по¬
вышению их стойкости против коррозионного растрескивания [10, 23].
Применяется также после механического упрочнения стержневой ста¬
ли вытяжкой или скручиванием. В этом случае различают два режима,
которые не обязательно приводят к одинаковым результатам:
— искусственное старение, производимое при относительно низкой
температуре порядка 250°С;
— снятие внутренних напряжений, производимое при температуре
выше 250°С, но за более короткое время.
— Механо-термическая обработка (стабилизация), низкотемператур¬
ный отпуск, совмещенный с пластическим деформированием, Произво¬
дится для повышения релаксационной стойкости стали, а также услов¬
ных пределов упругости и текучести.
— Волочение в холодном состоянии — механическое упрочнение пу¬
тем уменьшения площади сечения стального прутка за счет приложения
усилия растяжения. Для этого проволока протягивается через фильер,
изготавливаемый обычно из карбида вольфрама. Эта операция является
неотъемлемой частью технологии производства высокопрочной прово¬
локи классов Вр-П и В-П.
— Вытяжка в холодном состоянии (упрочнение вытяжкой) — механи¬
ческое упрочнение путем холодного деформирования стали в направле¬
нии оси стержня периодического профиля или гладкого.
22
Отечественная металлургическая промышленность не применяет этот
вид упрочнения из-за его высокой трудоемкости. В строительстве его ис¬
пользуют для получения стали класса А-Шв (А550в). За рубежом приме¬
няется довольно широко для производства стержней стали диаметром до
40 мм с пределом текучести 850-1100 Н/мм2.
— Скручивание в холодном состоянии — механическое упрочнение
путем скручивания стержней относительно их собственной оси для обес¬
печения заданной деформации. Для этого стержень закрепляют за оба
конца в захватах машин для скручивания, один из которых имеет воз¬
можность поворачиваться, а другой — закреплен неподвижно. Этот спо¬
соб упрочнения позволяет сформировать необходимый для сцепления
периодический профиль в процессе скручивания. В отечественной прак¬
тике для производства арматурной стали не используется.
За рубежом в большинстве экономически развитых странах использу¬
ется для производства арматуры с пределом текучести 400-550 Н/мм2.
Этот способ, так же, как упрочнение вытяжкой, позволяет существенно
увеличить пределы упругости стали без ее дополнительного легирования.
2.3. Основные характеристики механических свойств
и методы их определения
Эксплуатационные свойства арматуры железобетонных конструкций
оцениваются путем комплексных исследований:
— механических свойств, определяемых при осевом растяжении и
сжатии;
— динамической прочности при растяжении и прочности при много-
кратно-повторных нагрузках;
— длительной прочности или долговечности, оцениваемых путем
длительных испытаний на растяжение, испытаний на стойкость против
коррозионного растрескивания и т.п.;
— реологических свойств, т.е. релаксации или ползучести ;
— склонности к локальной хрупкости, оцениваемой путем испыта¬
ний на ударную вязкость;
— свариваемости, под которой понимается не только возможность
соединения арматурной стали теми или иными видами сварки, но и обес¬
печения требуемых механических свойств и пластичности соединения, а
также технологичности сварки, т.е. возможности применения стандарт¬
ного оборудования для выполнения сварных соединений и контроля их
качества;
— влияния температуры и продолжительности нагрева на механиче¬
ские свойства и условия их сохранения и повышения при натяжении ее
электротермическим способом;
— возможности устройства временных концевых анкеров, требуемой
прочности, без существенного разупрочнения стали.
Свойства арматурной стали и арматурных материалов принято разде¬
лять на механические, зависящие только от свойств самого материала и
определяемые при испытании на растяжение, сжатие или изгиб собст¬
23
венно образца арматурных материалов, и технологические — определяе¬
мые дополнительными воздействиями сварки, изгиба и перегиба и т.п.
Технологичность [10] тех или иных видов арматурной стали определя¬
ется свойствами самой стали, достигнутым уровнем технологии предпри¬
ятий стройиндустрии и качеством бетона.
Поэтому с развитием оборудования для арматурных работ, совершен¬
ствованием проектных решений и повышением качества и прочности бе¬
тона создаются лучшие условия для применения более прочных и эконо¬
мичных видов арматуры.
Служебные свойства арматурной стали определяются расчетными со¬
противлениями, с которыми она применяется в железобетонных конст¬
рукциях в различных условиях эксплуатации. Расчетные и нормативные
сопротивления арматуры устанавливаются на основании изучения комп¬
лекса механических и технологических свойств. Главными при этом яв¬
ляются предел текучести и диаграмма условно-мгновенного растяжения
[48, 52, 58].
Испытание арматурной стали на растяжение существенно отличается
от испытания на растяжение других видов стали. Это связано с тем, что в
данном случае выявляются не только механические свойства стали как
таковой, но и свойства стержня арматуры, связанные с наличием профи¬
ля, дополнительной упрочняющей обработкой и т.п.
Механические свойства стали, определенные при кратковременном и
длительном испытании на растяжение позволяют оценить не только
прочность, но и пластичность, вязкость, а также склонность к релакса¬
ции напряжений и ряд других показателей, Это, конечно, не исключает
иных видов испытаний, таких, как испытание на изгиб, перегиб, удар¬
ную вязкость, определение процента вязкой составляющей на изломе.
Однако эти испытания дают косвенную оценку свойств стали и должны
проводиться по специально разработанным методам с учетом действите¬
льной работы арматуры в железобетонных конструкциях.
Особенностью требований к механическим свойствам высокопроч¬
ной, преимущественно напрягаемой, арматурной стали является обязате¬
льное определение относительного равномерного удлинения после раз¬
рыва — 5Р или перед разрывом — 6П (Agt).
При осевом растяжении величина равномерного относительного уд¬
линения является одним из критериев возможности хрупкого разруше¬
ния стали во времени. Кроме того в зависимости от относительной высо¬
ты сжатой зоны железобетонных элементов £, величина 8р или 5П может
определить характер разрушения изгибаемых элементов даже при весьма
высокой локальной вязкости и пластичности напрягаемой арматурной
стали [10, 13, 49-52].
Существующие и разрабатываемые вновь отечественные и зарубеж¬
ные стандарты на испытание арматурной стали на растяжение преду¬
сматривают проведение испытаний на натурных образцах арматуры.
Оценка характеристик механических свойств по результатам испыта¬
ний точеных образцов, хотя и применима в отдельных случаях, но, как
24
правило, приводит к некоторым ошибкам, связанным с неравномерно¬
стью распределения свойств стали по сечению, вызванной условиями го¬
рячей прокатки, последующей термообработкой или деформированием
стали и изготовлением образцов.
Опыты [17] показали, что даже в стержнях горячекатаной арматуры
относительно низкой прочности из стали Ст5сп при диаметре 80 мм пре¬
дел текучести в середине сечения на 15% меньше, чем у поверхности.
При термомеханическом упрочнении в потоке проката с охлаждением
в субкритическом интервале температур на периферийных участках сече¬
ния сталь классов А400С, А500С, АтбООС (Ат-ШС и Ат-IVC) имеет
структуру высокоотпущенного мартенсита, а ближе к сердцевине — пе¬
реходные структуры сорбита или бейнита [2, 22, 27]. Таким образом до¬
стигается конструкция естественного композита (см. рис. 2.2 и 2.3), обес¬
печивающая требуемые эксплуатационные свойства.
Естественно, выточка образцов из сечения такой стали с одной сторо¬
ны весьма трудоемка, а с другой — приводит к получению материала раз¬
личного по структуре и свойствам.
Для оценки механических свойств арматурной стали при осевом рас¬
тяжении используются следующие основные термины и определения ха¬
рактеристик механических свойств стали:
— Предел упругости (расчетный) — сеь Н/мм2 — напряжение, при
котором в условиях кратковременного нагружения начинается необрати¬
мая пластическая деформация, не превышающая 10'4%.
— Условный предел упругости — cfyoi ~ ао,ь Н/мм2 — напряжение,
при котором необратимая условно-мгновенная пластическая (остаточ¬
ная) деформация достигает 0,01-0,1%. В зависимости от величины допус¬
ка на величину остаточной деформации условный предел упругости обо¬
значается как ао,оь а0,02> а0,05 и тп- (см* Рис* 2.4).
— Условный предел текучести — oq^, Н/мм2 — напряжение, при ко¬
тором условно-мгновенная пластическая (остаточная) деформация до-
320
300
«260
а
3“
£ 220
Рис. 2.3. Изменение твердости по сечению
стержней классов Ат800 и АтбОО марки
25Г2С диаметрами 16 и 28 мм (данные ИЧМ)
Рис. 2.2. Макроструктура стали классов
Ат800 и АтбОО марки 25Г2С диаметрами
16 и 28 мм (данные ИЧМ):
1 — поверхностный более прочный слой
отпущенного мартенсита: 2 — внутреняя
часть сечения с переходной структурой
8 10 12 14 16
Расстояние от поверхности,мм
25
стигает 0,2% или условный предел упругости с допуском на величину
остаточной деформации, равным 0,2%.
— Физический предел текучести — ах, Н/мм2 — наименьшее напря¬
жение, при котором деформация происходит без заметного увеличения
нагрузки;
— Временное сопротивление — ав, Н/мм2 — напряжение, соответст¬
вующее наибольшей нагрузке Ртах перед разрывом (см. рис. 2.4);
— Относительное удлинение после разрыва — 85, 5ю, бюо и т.п. в % —
изменение расчетной длины образца, в пределах которой произошел раз¬
рыв, выраженное в процентах от первоначальной длины.
При испытании стержневой арматуры относительное удлинение по¬
сле разрыва определяется на базе 5 или 10 диаметров и обозначается 65 и
8ю, а при испытании проволочной арматуры — на базе 100 мм и обозна¬
чается — бюо-
— Относительное равномерное удлинение — 8р, % — изменение рас¬
четной длины образца на участке длиной 50 или 100 мм, не включающем
место разрыва, выраженное в процентах от первоначальной длины.
— Относительное удлинение перед разрывом — 5П (Agt), % — измене¬
ние расчетной длины образца при наибольшей нагрузки — Ртах*
Рис. 2.4. Диаграмма растяжения высокопрочной арматурной стали:
1 — кратковременное нагружение;
2 — то же, длительное
26
— Начальный модуль упругости — Es, Н/мм2 — отношение прираще¬
ний напряжений и относительной деформации, определяемое при пер¬
вом нагружении образца в интервале напряжений от 0,2 до 0,9aei или от
0,1 до 0,4сгв.
— Модуль деформаций — E=das/des, Н/мм2 — отношение прираще¬
ний напряжений и деформаций при любом напряжении — as.
— Диаграмма растяжения (сжатия) — кривая соотношения напря¬
жений и деформаций, определяемая при кратковременном “услов¬
но-мгновенном” испытании на растяжение (сжатие) по методике ГОСТ
12004. Обычно записывается в координатах as, es или Р, А1 (см. рис. 2.4).
Весьма часто для построения условно-мгновенной диаграммы растя¬
жения определяют также напряжения, соответствующие условно-мгно-
венной пластической деформации 0,5 и 1,0%, а иногда 1,5, 2,0 и 4,0% т.е.
<*0,5> Ol,0, <*1,5, <*2 И <*4-
— Текущее напряжение — as.
— Текущая относительная деформация — е5.
— Упругая деформация — es ej:
sS) ei = <rs / Es. (2.1)
— Условно-мгновенная пластическая деформация — eS; pi — пластиче¬
ская деформация, получаемая при кратковременном испытании по мето¬
дике ГОСТ 12004.
— Неупругие конструктивные деформации — sS) с — неупругие (оста¬
точные) деформации при растяжении, вызываемые изменением конст¬
рукции арматурного элемента. Наиболее заметно проявляются в арма¬
турных канатах, где имеет место уплотнение проволок под действием
усилия растяжения. Для других видов арматуры без большой погрешно¬
сти можно рассматривать величину eS) с как часть пластических деформа¬
ций растяжения при кратковременном sSj pi или длительном sS) сг растяже¬
нии.
— Деформации длительной ползучести — г СТ — деформация, опреде¬
ляемая при постоянном напряжении as, начиная с продолжительности
выдержки в условиях as=const от 1—2 мин до 1000 час и более. Скорость
as нагружения до заданного напряжения а при этом может быть той же
или незначительно отличаться от принятой в ГОСТ 12004.
— Релаксация напряжений — arei— снижение напряжений в стали в
условиях es=const.
Испытание арматурной стали на растяжение производят на серийных
универсальных машинах отечественного и зарубежного производства
МР-100, МР-500, МР-1000, Шоппер-20, Амслер-50, “Шенк RBO” и др. с
предельным усилием не менее, чем 1,25 от возможного разрывного уси¬
лия арматуры [10, 68, 70-72].
Для определения характеристик сопротивления стали малым пласти¬
ческим деформациям 00,05> сто,2> °о,5 и начального модуля упругости Es, а
также построения диаграммы растяжения продольные деформации арма¬
27
туры измеряют по двум диаметрально противоположным образующим с
помощью индикаторных или рычажных тензометров.
Наибольшее распространение на практике получили рычажно-инди¬
каторные тензометры МК-3 “Шоппер”, индикаторные тензометры
НИИЖБ и рычажно-стрелочные тензометры типа Окхайцена-Гугенбер-
гера (см. рис. 2.5).
Для обеспечения необходимой точности измерения относительная
цена деления шкалы тензометра не должна превышать 0,005% его базы
при определении сго,02> <*0,05 и Es и 0,05% при определении оо,2> <*о,5 и ДРУ-
гих, характеризуемых большим допуском на величину остаточной или
пластической деформации.
При работе с индикаторными тензометрами база измерений составля¬
ет, как правило, 100 или 200 мм, а при использовании рычажных тензо¬
метров — 20 мм.
Современные испытательные машины обычно оснащаются механиче¬
скими или электронными приборами, позволяющими автоматически из¬
мерять продольные деформации арматуры с требуемой точностью, что
существенно упрощает определение механических свойств стали.
При этом измерения могут производиться как на базе прибора, так и
на базе всего образца от одного зажима до другого зажима.
При испытании образец закрепляют в захватах машин и прикладыва¬
ют к нему нагрузку равную 3-5% ожидаемого разрывного усилия. При
этой нагрузке на образец устанавливают прибор для измерения деформа¬
ции и контролируют базу измерения с предельно допустимой погрешно¬
стью не более ±0,5%. Далее нагрузку прикладывают равными или про¬
порциональными этапами, но так, чтобы до усилия, соответствующего
искомому, было не менее 8-10 этапов нагружения. При приближении к
Рис. 2.5. Приборы для измерения деформаций арматуры при испытании на растяжение:
1 — стрелочный тензометр Окхайцена-Гугенбергера
2 — индикаторный тензометр МК-3
3 — индикаторный тензометр НИИЖБ
28
нагрузке, соответствующей пределу упругости ае[ или ао,02> Усилие на эта_
пе, как правило, уменьшается вдвое.
Выдержка на каждом этапе, необходимая для снятия отчетов по тензо¬
метрам, составляет обычно 5-10 с.
По результатам испытаний значения искомых характеристик опреде¬
ляют графическим или аналитическим методами в соответствии с требо¬
ваниями ГОСТ 12004 [67].
Значения характеристик сопротивления малым пластическим дефор¬
мациям ао,02, <5о,2 и ДР- определяют по величине неупругой деформации,
накапливаемой в процессе непрерывного нагружения:
^s.pi es Og/Es (2-2)
Специальные исследования, проведенные на образцах арматурной
стали классов А600 и Вр-П (В 1400), при разработке ГОСТ 12004-66 пока¬
зали [68, 72], что такой метод дает более достоверные результаты нежели
метод “нагрузка-разгрузка”, когда значения ао,02 и ао,2 определяют по ве¬
личине остаточной деформации.
Это объясняется исключением в первом случае ошибок, обусловлен¬
ных люфтами и погрешностями испытательного оборудования, а также
гистерезисом и эффектами деформационного упрочнения стали. Расхож¬
дение в величине неупругой деформации, определяемое при заданном
начальном напряжении этими двумя методами, в среднем составляет 5%.
Опыты [68, 69] показали, что равномерные деформации высокопроч¬
ной проволоки диаметром 3-7 мм с достаточной достоверностью можно
определить лишь непосредственно перед разрывом, так как после разры¬
ва в силу эффекта динамического сжатия стали у захватов машин оста¬
точные деформации растяжения заметно уменьшаются по краям образ¬
цов.
Исследования остаточных деформаций после разрыва обычной и вы¬
сокопрочной стержневой арматуры показали [70, 71], что сосредоточен¬
ные деформации стержней у места разрыва проявляются на участке дли¬
ной не более 5d (см. рис. 2.6), таким образом эту величину 85 с достаточ¬
ной достоверностью можно принять за базу измерения относительного
удлинения по месту разрыва.
Относительное удлинение, измеряемое на расстоянии не менее 3d от
места разрыва на базе 50 или 100 мм, изменяется по длине незначительно
и может быть принято постоянным, равным — 5р.
Фактически вне места разрыва стержней периодического профиля от¬
носительные деформации имеют пилообразный характер с явным их уве¬
личением на участках между поперечными ребрами. Это объясняется
большей жесткостью стержней в месте поперечных ребер профиля [70].
В общем виде зависимость между значениями средних относительных
деформаций после разрыва арматурных прутков, измеренных на различ¬
ных базах, выражается как:
85= n-6i-6p(n-l),
(2.3)
29
Рис. 2.6. Распределение относительных деформаций после разрыва по длине стержней арма¬
туры:
. 1 - А400 (35ГС); 2 - А600 (20ХГ2Ц); 3 - А600 (80С); 4 - АтбОО (Ст5); 6 - АтЮОО (Ст5).
где п — отношение расчетной базы измерений 1 к 5d;
5j — относительное удлинение, измеренное на базе 1, включающей
место разрыва.
Исследования скорости нагружения при испытании на растяжение
показали, что значения и характер распределения остаточных деформа¬
ций после разрыва арматуры практически не изменяются при изменении
средней скорости деформирования от 0,000001 до 0,001 1/сек или скоро¬
сти нагружения от 0,1 до 100 Н/мм2 в сек.
Это объясняется тем, что деформации ползучести к моменту разрыва
изменяются в пределах несоизмеримо меньших, чем суммарная дефор¬
мация стали.
В качестве практически рекомендуемых пределов изменения скорости
нагружения при стандартных испытаниях на осевое разрушение в соот¬
ветствии с ГОСТ 12004 приняты 0,4-20 Н/мм2/с или скорость деформи¬
рования 0,005-0,00001 1/с.
Регламентируемая ГОСТ 12004, методика определения относительно¬
го удлинения включает разметку образцов с шагом 10 мм перед испыта¬
нием и измерение относительного удлинения после разрыва стержневой
арматуры в месте разрыва на базе 5d симметрично относительно места
разрыва и 5Р на базе 50 или 100 мм, отстоящей от места разрыва не менее
чем на 3-4а [72].
30
Для проволочной арматуры малых диаметров 3-6 мм измерение отно¬
сительного удлинения после разрыва на базе 5d связано с большими по¬
грешностями, т.к. фактическая база измерения очень мала. Поэтому для
такой арматуры относительное удлинение в месте разрыва принято изме¬
рять на единой базе, равной 100 мм.
При испытании высокопрочной проволоки и арматурных канатов изме¬
ряют относительное удлинение перед разрывом 6П (AgO на базе тензометра
или иной базе измерения при нагрузке не менее 0,95 от усилия разрыва.
2.4. Математическое описание диаграммы растяжения (сжатия)
Применительно к стали используют два вида диаграмм растяжения
“условную” и “истинную”. В первом случае напряжения на всех стадиях
растяжения до разрыва определяют исходя из начальной площади попе¬
речного сечения, во втором — вычисляют “истинные” напряжения, ис¬
ходя из действительной площади поперечного сечения образца, изменя¬
ющейся в процессе его деформирования.
Для арматурной стали железобетонных конструкций расчет напряже¬
ний в которой ведется исходя из начальной площади сечения, а предель¬
ные деформации в составе железобетонного элемента, вплоть до разру¬
шения последнего редко превышают 1-2%, более удобно использовать
условную диаграмму растяжения.
Условная диаграмма растяжения (сжатия) — это обобщенная характе¬
ристика упруго-пластических свойств стали. Записывается в координатах
Р-Al или as-es [10, 22, 58, 74].
Диаграмма растяжения изменяется в зависимости от последователь¬
ности и скорости приложения нагрузки, продолжительности выдержки
под напряжением, температуры испытаний и т.д.
В зависимости от технологии производства, условий поставки, проч¬
ности и диаметра, арматурная сталь может иметь диаграмму растяжения с
явно выраженной площадкой текучести (см. рис. 2.7) или без нее (см.
рис. 2.4).
Как правило, высокопрочная напрягаемая сталь не имеет площадки
текучести и ее нормативные и расчетные характеристики оценивают по
условному пределу текучести ао,2 или gq,i-
Такая же диаграмма характерна для холоднотянутой проволоки обыч¬
ной прочности класса Вр500 и для горячекатаной стали классов А400
(A-III) и А240 (А-I), поставляемой в бунтах.
Деформации арматурного образца при одноосном простом растяже¬
нии можно рассматривать (см. рис. 2.4) как сумму упругой и неупругих
деформаций:
es — Es.el ^s.pl ^s.c Es.cr (2.4)
Исследования [10, 12-16, 74-79], показывают, что условно-мгновен¬
ная пластическая деформация es pi определяет комплекс свойств высоко-
31
О I 4 § i ID 12 14 \b £g%
Рис. 2.7. Диаграмма растяжения стали класса А400(35ГС):
1 — опытная; 2 — рассчитанная по формулам 2.13 и 2.14 при % =1.
прочной арматурной стали, в том числе реологические свойства, степень
упрочнения при преднапряжении, а также прочностные и деформатив-
ные свойства арматуры при напряжениях, превышающих е^.
Для оценки условно-мгновенных пластических деформаций име¬
ется множество предложений [10, 22, 75, 77, 79]. Однако большинство из
них по различным причинам непригодны для комплексного решения за¬
дачи работы арматуры в составе железобетонного элемента с учетом рео¬
логических свойств и факторов упрочнения стали.
Аппроксимация одним уравнением всей диаграммы условно мгновен¬
ных пластических деформаций (os—e^i) в пределах от aei до ав затрудните¬
льна в силу различных закономерностей развития условно-мгновенных
пластических деформаций на упруго-пластическом и пластических участ¬
ках работы арматурной стали. Поэтому автором [10], а впоследствии и дру¬
гими исследователями предложено применить для аппроксимации зависи¬
мости cts—es кусочно нелинейные и линейные функции типа “сплайн”
функций [79].
Диаграмма растяжения высокопрочных сталей, не имеющих явно вы¬
раженной площадки текучести, разделяется на 4 участка: от as=0 до aei,
ОТ aei ДО (Год, от ао,2 Д° а0,5 и от ао,5 Д° ств-
В качестве опорных точек взяты достаточно устойчивые характеристи¬
ки, определяемые при изучении механических свойств стали аеь аод, ао,5>
ав и 8р.
Величину aei мы предлагаем определять исходя из опытных значений
<*0,02, <*0,05, ао,ь а0,2 И а0,5 — путем построения зависимости as — n^ss pl
(см. рис. 2.8), отвечающей выражению:
32
(2.5)
СУ5,Н/ммг
1300
1100
900
700
500
''l
/ ySi
\l V\
1 \ \
9
•
i
/iit 4k
У\
i ^
/
/ X
/ X
Л ц
J3
Рт Л
~ Л/
«г
i
N ?
L..:s.
X;
/
/
/
s'**9
< -
V
О
т
№
0.17
0.1В
Рис. 2.8. Результаты статистической обработки показателей диаграммы растяжения стали
класса Ат1000(Ат-У1) диаметром 10—18 мм (п = 504):
• — опытные данные; 1 — средние значения; 2 — расчетные средние при щ = 0,6 по ф-ле
(2,8); 3 — границы изменчивочти при вероятности Р = 0,9
Обозначив aeiM),2= Ль получим:
«s.pl=mi(asM,2 “ т)П| (2.6)
При описании диаграмм растяжения исходной стали значения щ мо¬
гут быть приняты от 2 до 7. Для практических расчетов наиболее удоб¬
ным и широко применяемым является кубический сплайн [79, 80]. В со¬
ответствии с этим при crs в пределах crei—арj ni~3—const.
Исходя из линейной зависимости ст5 = (см.рис.2.8)
тц =1 -2,7-(СТ°’2 ~ст°.°5), (2,7)
а0,2
Взяв за основу уравнение (2.8) криволинейного участка по [10] в ин¬
тервале от сте 1 До во,2-
<=s =-^ + т,(-^-Л1)3, (2.8)
s а0,2
где mi=0,002/(l-Tii)3. Обозначив Л1=ое|/а0,2; Л2=1; Лз=сго,5М,2; Л4=<*вМ,2
получаем выражение условно-мгновенной диаграммы растяжения.
33
При 0 < as <aei £s =^-
s
при ael < as Sa„ 2 £s =^-+Ш,
Es °0,2
при a0>2<as <a0)5 es =-^-+ m, -1ц)п‘+ m2 -1)"2
Es °0,2 <*0,2
при a0 5 < cts <as £s = |5_ + m1 (-^--Л1)П1 +
Es CT0,2
(2,9)
+ m2 (-^--l)"2 +m3 (-^--лз)"3
°0,2 °0,2
Из условия прохождения кривых через базовые точки определяют mj,
m2 и ту.
ПМ =
0,002
8п -
Шз =
(l-ni)"1
0,005-ш^лз -т)П|
(чз -I)"2
ПЧ(Л4 -Л!)"1 -m2(il4 “I)"2
Ш2 =
(2.10)
(Л4 -Лз)Пз
где 8р Sjj-cTg/Ej.
Исследования соотношений (2.9) показали, что в точках диаграммы с
координатами (crei , es.ei); (a0,2 , £0,2) и„(°о,5 , eo,s) при ni>2; п2>2 и n3>2
первая и вторая производные f'(es) и f"(ss) непрерывны. Следовательно,
в этих точках слева и справа кривые (2.9) имеют общую касательную и
одинаковую кривизну.
Зависимость (2.9) при ni=n2= пз=3 весьма точно описывает поведение
высокопрочных арматурных сталей, у которых диаграмма является моно¬
тонно возрастающей и выпуклой кривой.
Эти условия обеспечиваются тем, что f (ss) > 0 и f"(es) < 0.
Для кубическго сплайна (2.9) Л.С.Дудоладов [79] определил следую¬
щие условия монотонного возрастания и выпуклости диаграммы:
1 <а < 1,39, (2.11)
и
34
8Р=0,005+0,006(2,5-а2) у +0,008(1,25+0,5а-сх2)у2 , (2.12)
где: дЛ^-Ч^и у = (Ч4-г1з),
(1 -4l) (лз-1)
Проверка условий (2.11) и (2.12) для практически всех видов напряга¬
емой арматурной стали от стержневой упрочненной вытяжкой класса
А-Шв (А550в) до арматурных канатов К-7 дала положительные результа¬
ты и поэтому значения щ, П2 и пз рекомендуется применять равными 3.
Вместе с тем в ряде исследований показано, что для отдельных видов
высокопрочной проволоки и канатов значения ni и Пз определенные из
условия, что f'(es)>0 и f"(es)<0, могут быть в пределах от 3 до 7 [16].
Такой же подход может быть применен для сталей с четко выражен¬
ной площадкой текучести.
В этом случае (например, при Л1=1) связь напряжений и деформаций
можно выразить следующим образом:
_ esEs> ПРИ 0 < es < £s ei ^2
(JT, при < 8S < £s.el
^- + m2(—-Л2)"2, при стт <as <СТпр
es = | Стт (2.14)
^- + т2(— -Л2)"2 +m3(—-лз)"3, при anp <<js < <гв
g (Jj Qj
Из условия прохождения кривых через базовые точки находим:
„ а"Лз. апР. _ ет <*в.
42= Лз = > т2 —у Л 4 =—>
а-1 стТ (1-Л2) 2 ат
6р -m2(ii4 -Л2)"2
Шз =
(лз -Л2)Пз
Здесь
ц-т/впр-р1- с ,=Е _^EL
а л| а ’ np.pl пр g »
где стпр и 8пр— координаты промежуточной точки на участке диаграммы
между концом площадки текучести и временным сопротивлением ав;
&Г— величина относительной деформаций площадки текучести.
Сравнение расчетных и опытных диаграмм растяжения высокопроч¬
ной напрягаемой арматуры и сталей с площадкой текучести (см. рис. 2.7)
показывает их хорошее совпадение на всем диапазоне от as>0 до св.
Универсальный характер зависимостей (2.9) позволяет использовать
их для оценки влияния преднапряжения на повышение пределов упруго-
35
сти и текучести стали [13, 14], расчета железобетонных конструкций в
упруго-пластической стадии работы арматуры и т.п. [15, 81].
Вместе с тем следует учитывать, что реальные напряжения в арматуре
железобетонных конструкций в большинстве случаев не достигают аод и
поэтому при нормировании и проектировании железобетонных элемен¬
тов во многих случаях целесообразно использовать для оценки диаграм¬
мы растяжения напрягаемой арматуры ф-лу (2.8), что и предусмотрено
нормами ЕКБ-ФИП-РИЛЕМ [82].
Для ненапрягаемой арматуры, имеющей диаграмму растяжения с пло¬
щадкой текучести, использовать систему ур-ний (2.14) возможно лишь
при упрочнении ее вытяжкой. Для железобетонных конструкций напря¬
жения выше ат просто недопустимы. Исходя из этого для нормирования
и проектирования железобетонных конструкций принимают лишь урав¬
нения (2.13).
Глава 3. Арматура для обычного железобетона
(ненапрягаемая)
3.1 Введение
Первым и до последнего времени самым массовым видом арматуры
железобетонных конструкций являлась горячекатаная сталь.
Горячекатаная арматурная сталь выпускается в виде прямолинейных
стержней диаметром 10-70 мм или в виде бунтовой арматуры диаметром
5,5-12 мм в мотках.
Первоначально горячекатаную арматуру изготавливали только из ста¬
ли марок СтО и СтЗ. До 1950 г. гладкая арматура класса А240 (А-1) была
единственным видом стержневой арматуры железобетонных конструк¬
ций [17, 19, 24, 85].
В 1950 г. в нашей стране было освоено промышленное производст¬
во стержневой арматуры периодического профиля (рис. 1.5а) класса
АЗОО (А-П) из горячекатаной стали марки Ст5 [17, 48]. Большой вклад
в создание и применение арматуры периодического профиля внес
коллектив НИИЖБа под руководством проф. А. А. Гвоздева,
С.А.Дмитриева и Н.М Мулина.
Позднее в 1956 г. было начато производство и применение горячека¬
таной арматуры марки 25Г2С класса А400 (A-III) (рис. 1.56). Однако,
из-за дефицитности и высокой стоимости легирующих элементов ее вы¬
пускали в небольшом количестве, составляющем примерно 15-30% от
потребности в арматуре этого класса прочности.
В 1960 г. было начато массовое промышленное производство более
экономичной стали этого класса прочности марки 35ГС [17, 19, 84].
Это позволило достичь ежегодного производства и применения арма¬
туры класса А400 в 1961 г. — 1 млн.т, в 1965 г. — 1,8 млн. т и 3,4 млн. т
в 1970 г. (см. рис. 1.1).
36
В 1958-1962 гг. НИИЖБом была разработана система классов и услов¬
ных обозначений арматурной стали, принятая в СНиП 1-В.4-62, СНиП
II-B.1-62 и государственных стандартах на арматурную сталь ГОСТ 5781,
ГОСТ 10884 и др. [17, 24, 25].
Вся горячекатаная и термомеханически упрочненная арматура была
обозначена индексом “А” как стержневая независимо от условий поставки
и диаметра от 6 до 70 мм и разделена на классы по ее пределу текучести.
Низкоуглеродистую холоднотянутую проволоку диаметром 3-5 мм на¬
чали применять в нашей стране для армирования железобетонных конст¬
рукций еще в 40-е годы [24]. До 1953 г эту арматурную проволоку
изготавливали по ГОСТ 3282-46 из стали марок Ст0-Ст2 только гладкой
и без нормирования минимальной прочности. С 1953 г. ГОСТ 6727-53
были установлены нижние браковочные значения временного сопротив¬
ления для проволоки диаметром 3-5,5 мм — 5500 кг/см2 (550 Н/мм2).Од¬
нако из-за отсутствия периодического профиля применение этой армату¬
ры было ограничено сварными сетками.
Дальнейшие работы, выполненные под руководством проф. К.В.Ми¬
хайлова, привели к созданию и массовому производству и применению
холоднотянутой проволоки периодического профиля (см. рис. 1.5д) клас¬
са Вр-1 с фактическими механическими свойствами на уровне класса
А500С по СТО АСЧМ 7-93 и EN 10080 (а0,2>500 Н/мм2, ав>550 Н/мм2).
С 1993 г подобную арматуру изготавливают также холоднокатаной с
двухсторонним или трехсторонним серповидным периодическим профи¬
лем [30] диаметром до 12 мм включительно и поставляют как А500С (см.
рис. 1.5е).
Объем производства и применения в России холоднодеформирован-
ной арматуры диаметром 3-5 мм в виде сеток и др. арматурных изделий
составляет 15-20% от общего объема применения арматурной стали.
Ненапрягаемую термомеханически упрочненную арматуру для обыч¬
ного железобетона класса Ат-ШС (Ат440С) из стали Ст5пс и Ст5сп нача¬
ли разрабатывать с 1973 г., а ее промышленное производство было освое¬
но в 1976 г.
Стало очевидным, что металлургическая промышленность может
обеспечить строительство экономичными материалами для массовой
обычной арматуры железобетона с пределом текучести до 500-600 Н/мм2
[20, 17, 26, 27, 29].
Поэтому были проведены исследования особенностей применения в
железобетонных конструкциях без преднапряжения термомеханически
упрочненной арматурной стали повышенной и высокой прочности. Уста¬
новлено, что требования норм по трещиностойкости, деформативности и
прочности допускают в обычных изгибаемых конструкциях эффективное
применение без преднапряжения рабочей арматуры с пределом текучести
до 600 Н/мм2 [26,27,29, 30], а в сжатых элементах до 1000 Н/мм2 [53-57].
Однако до 1994 г. объем производства и применения ненапрягаемой
термомеханически упрочненной арматуры класса Ат-ШС (Ат440) из ста¬
37
ли Ст5пс был невелик и не превышал 10% от объема горячекатаной стали
класса А400 марок 35ГС и 25Г2С.
Это объяснялось следующим:
— металлургическим заводам было невыгодно выпускать эту армату¬
ру, т.к,. она относилась к категории углеродистой и не давала тех преиму¬
ществ, которые они получали при производстве легированных сталей, но
требовала дополнительных затрат на термомеханическое упрочнение;
— строители не имели от применения стали класса Ат-ШС никакого
эффекта, т.к. ее эксплуатационные характеристики были те же, что и у
горячекатаной стали класса А400 марки 35ГС. Наличие же дополнитель¬
ного вида арматуры лишь осложняло работу;
— в связи с неотработанностью технологического оборудования для
упрочнения такой арматуры, изменчивость ее механических свойств
была существенно выше, чем у горячекатаной стали.
В европейских странах пошли по иному пути [33, 34, 35, 36]. Всю
стержневую арматуру периодического профиля унифицировали, пе¬
рейдя по EN10080 на единый класс стали B500W (А500С) с норматив¬
ным пределом текучести 500 Н/мм2 и химическим составом по
табл. 3.1. Это автоматически сделало целесообразным переход на про¬
изводство и применение термомеханически упрочненной стержневой
арматуры диаметром 10-40 мм.
В 1991-1997 гг. НИИЖБ совместно с металлургическими предприятия¬
ми провел комплекс исследовательских работ по переходу на термомехани¬
ческую арматуру сначала класса Ат400С, а затем класса А500С с механиче¬
скими свойствами, химическим составом (см. табл. 3.1) и периодическим
профилем (см. рис. 1.5в), унифицированными с требованиями междуна¬
родных стандартов ISO 6935-2 и EN10080 к свариваемой арматуре железо-
ТаблицаЗ.1.
Содержание элементов, % не более
с1)
Si
Mn
Р
S
N2>
Сэкв1)
0,22
0,60
1,60
0,050
0,050
0,012
0,50
(0,24)3)
(0,65)
(1,70)
(0,055)
(0,055)
(0,013)
(0,52)
Примечания:
1) Для стержней диаметром более 32 мм допускается содержание углерода до 0,25% (0,27%)
и углеродный эквивалент СЭКв До 0,55% (0,57%), определяемый по формуле:
_ ^ Mn Сг + V + Mo Ni + Си .
С эк» = С + + з +—, (3.1)
где С, Mn, Cr, V, Мо, Си и Ni — содержание в % соответственно углерода, марганца, хрома,
ванадия, молибдена , меди и никеля.
2) Указанное ограничение по содержанию азота не относится к содержанию азота в связан¬
ном состоянии
3) В скобках приведено содержание элементов в готовом прокате.
38
бетонных конструкций. В результате были внесены изменения в ГОСТ
10884 и разработан новый российский стандарт СТО АСЧМ 7-93, регла¬
ментирующий требования к свариваемой арматуре классов А400С, А500С и
А600С, а также ТУ 14-1-5254-94 и ТУ 14-1-5248-94 и др.
С Учетом вышеуказанного, в систему классов и обозначений арматур¬
ной стали были внесены некоторые изменения. Классы стали обознача¬
ются по величине минимального нормируемого предела текучести, так
же, как это принято в международной классификации ISO [18, 35,42,43].
Введен новый класс арматуры для обычного железобетона А500 и введена
современная терминология (см. табл. 3.2).
Таблица3.2.
Класс арматурной стали
Предел
текучести
Временное
сопротивление
Относительное
удлинение
^(^0,2)
<*в
85
8р
Н/мм2
%
не менее
А240 (A-I)1)
240
380
25
_
А3002> (A-II)
300
500
19
-
А4002) (A-III)
400
600 (500)4>
16
-
А500 (Ат-ШС)
5003>
600
14
-
А600 (A-IV, At-IV)
600
740
12
4
А800 (A-V, At-V)
800
1000
8
2
А1000 (А-VI, Ат-VI)
1000
1200
7
2
А1200 (Ат-VII)
1200
1400
6
2
Примечания:
1) В скобках приведены старые обозначения классов.
2) Эти классы стали планируется полностью исключить из применения, заменив на единый
класс арматуры периодического профиля А500С.
3) Свариваемая арматура обозначается индексом “С”, например А500С. Термомеханически
упрочненная — индексом “т” после буквы А, например, Ат800 (прежнее обозначение At-V)
или АтбООС.
4) Указанная в скобках величина относится к термомеханически упрочненной и холодноде-
формированной стали.
3.2. Основные сведения по технологии изготовления
3.2.1. Горячекатаная сталь
Производство любого вида арматурной стали начинается с изготовле¬
ния горячекатаной стали, свойства которой определяются ее химическим
составом, способом выплавки, раскисления, технологией прокатки и
условиями охлаждения [17, 19, 22, 64].
По химическому составу арматурную сталь подразделяют на углероди¬
стую и низколегированную. В качестве арматуры класса А240 (А-I) и под¬
ката для холоднодеформированной проволоки используют углеродистую
39
сталь обыкновенного качества марок СтЗсп, СтЗпс и СтЗкп с химиче¬
ским составом по ГОСТ 380-88 (см. табл. 3.3). Термомеханически упроч¬
ненную арматуру класса А500С изготавливают из стали марок СтЗсп и
СтЗГпс.
Для повышения прочностных свойств арматурную сталь легируют, т.е.
добавляют в нее такие элементы, как марганец, кремний, хром, а также
микролегирующие, добавляемые в небольших количествах, такие как:
цирконий, титан, ванадий, ниобий, соединения азота и т.п. Эти элемен¬
ты обеспечивают, наряду с высокой прочностью, также улучшение сва¬
риваемости, хладостойкости и пластичности. Химический состав основ¬
ных видов низколегированной арматурной стали приведен в табл. 3.4.
Выплавка стали на металлургических заводах осуществляется в печах
трех типов: мартеновских, конверторных и электросталеплавильных.
Наиболее производительной технологией является выплавка стали в кис¬
лородно-конверторных печах емкостью 100 и 250 т. Конверторная сталь
характеризуется низким содержанием фосфора, серы и азота. Ее прочно¬
стные характеристики не уступают свойствам мартеновской стали, а пла¬
стические даже превосходят их [22].
В то же время эта технология имеет ряд ограничений по сортаменту
выпускаемой стали и условиям производства. Поэтому на малых метал¬
лургических предприятиях, а также там, где необходимо обеспечить
широкую гамму выпускаемых сталей, используются электросталеплави¬
льные и мартеновские печи.
ТаблицаЗ.З.
Марка
стали
Содержание элементов, %
С
Мп
Si
S
р
не более
СтО
Не более 0,23
-
-
0,06
0,07
Ст1кп
0,06-0,12
0,25-0,50
Не более 0,05
0,05
0,04
Ст1пс
0,06-0,12
0,25-0,50
0,05-0,15
и
и
Ст1сп
0,06-0,12
0,25-0,50
0,15-0,30
и
it
Ст2кп
0,09-0,15
0,25-0,50
Не более 0,05
и
и
Ст2пс
0,09-0,15
0,25-0,50
0,05-0,15
и
и
Ст2сп
0,09-0,15
0,25-0,50
0,15-0,30
и
и
СтЗкп
0,14-0,22
0,30-0,60
Не более 0,05
и
и
СтЗпс
0,14-0,22
0,40-0,65
0,05-0,15
и
и
СтЗсп
0,14-0,22
0,40-0,65
0,15-0,30
и
и
СтЗГ пс
0,14-0,22
0,80-1,10
Не более 0,15
и
а
СтЗГсп
0,14-0,20
0,80-1,10
0,15-0,30
и
и
Ст4кп
0,18-027
0,40-0,70
Не более 0,05
и
и
Ст4пс
0,18-0,27
0,40-0,70
0,05-0,15
и
и
Ст4сп
0,18-0,27
0,40-0,70
0,15-0,30
и
и _
Ст5пс
0,28-0,37
0,50-0,80
0,05-0,15
и
«
Ст5сп
0,28-0,37
0,50-0,80
0,15-0,30
и
и
Ст5Г пс
0,22-0,30
0,80-1,20
Не более 0,15
и
и
40
Таблица3.4
Марки
стали
Содержание элементов, %
С
Мп
Si
Сг
Ni
S
Р
Си
Ti
(Zr)
А1
не более
ЮГТ
не более
0,13
1,0-1,4
0,45-0,65
0,30
-
0,04
0,03
0,30
0,015-
0,035
0,02-
0,05
18Г2С
0,14-0,23
1,2-1,6
0,60-0,90
0,30
0,30
0,045
0,04
0,30
-
-
25Г2С
0,20-0,29
1,2-1,6
0,60-0,90
0,30
0,30
0,045
0,04
0,30
:
-
35ГС
0,30-0,37
0,80-1,2
0,60-0,90
0,30
0,30
0,045
0,04
0,30
-
-
27ГС
0,24-0,30
0,9-1,3
1,0-1,5
0,30
0,30
0,045
0,04
0,30
-
-
28С
0,25-0,32
0,65-0,95
0,65-1,25
0,30
0,30
0,045
0,04
0,30
-
-
32Г2Рпс
0,28-0,37
1,3-1,75
не более
0,17
0,30
0,30
0,05
0,04
0,30
-
0,001-
0,015
Примечание: допускается добавка титана в сталь марок 18Г2С, 25Г2С и 35ГС из расчета его
содержания в готовом прокате 0,01-0,03%.
После выплавки сталь разливается в чугунные формы-“изложницы”.
В зависимости от объема изложниц вес получаемого слитка колеблется
от 250 кг до 7-8 т.
При соприкосновении со стенками и дном изложниц жидкая сталь
начинает затвердевать в направлении от поверхности слитка к его серд¬
цевине, причем зона жидкого металла постепенно вытесняется к середи¬
не и вверх. Вместе с нею оттесняются к центру и вверх газовые и неме¬
таллические включения.
Структура слитка зависит от условий твердения стали, которые опре¬
деляются степенью ее раскисления, осуществляемого путем введения в
печь, ковш или изложницы ферромарганца, ферросилиция, алюминия
или титана.
По степени раскисления углеродистые арматурные стали могут быть
кипящими, полуспокойными или спокойными. Соответствующие обо¬
значения в табл. 3.3: кп, пс и сп. Потребитель может различать их по со¬
держанию кремния. В спокойной стали содержание кремния — свыше
0,15%, в полуспокойной — 0,05-0,15% и в кипящей — не более 0,05%.
Спокойная сталь затвердевает при полном раскислении и большая
часть газообразных и неметаллических включений накапливается в го¬
ловной части слитка, которая составляет 15-16% веса слитка и отрезается
перед дальнейшей прокаткой (см. рис. 3.1). Спокойная сталь имеет наи¬
более однородные физико-механические свойства и менее склонна к
хрупкому разрушению.
Полуспокойную сталь получают добавкой такого количества раскис -
лителей, при котором кристаллизация металла происходит с образовани¬
ем пор по высоте слитка. В результате головная обрезь слитка меньше на
41
7-10% по сравнению со спокой¬
ной сталью. Соответственно сни¬
жается себестоимость проката.
Кипящая сталь застывает в
изложницах с выделением газов,
что создает видимость кипения.
В этом случае газообразные и не¬
металлические включения рав¬
номерно распределяются по
слитку и создают наибольшую
неоднородность свойств стали,
но головная дефектная его часть,
обрезаемая после твердения, со¬
ставляет около 5-7%. Это позво¬
ляет обеспечить максимальный
Рис. 3.1. Сечение слитка спокойной стали: выход ГОДНОГО проката и мини-
1 - усадочная раковина; 2 - уровень верх- мальную себестоимость стали,
ней обрези; 3 - уровень нижней обрези. Механические свойства при
испытании на статическое растя¬
жение и изгиб полуспокойной и
кипящей стали практически не отличаются от свойств спокойной стали.
Однако полуспокойная и, еще в большей мере, кипящая сталь склонны к
хрупким разрушениям при низких температурах и динамических нагруз¬
ках.
Слитки стали сначала раскатывают на заготовки сечением от 60x60 мм
до 140x140 мм, из которых прокатываются собственно прутки соответст¬
венно диаметром 6-70 мм.
В 70-х годах в производство стали была внедрена технология непре¬
рывной разливки, суть которой в том, что сталь из ковша сразу разлива¬
ется в непрерывно производимую заготовку сечением от 80x80 мм до
140x140 мм. Это позволяет существенно сократить цикл производства
стали и полностью ликвидировать обрезь. В этом случае сталь изготавли¬
вают только спокойной с содержанием кремния не менее 0,15%.
Заготовки после предварительного разогрева до температуры
1000-1100°С прокатывают на сортопрокатных станах общего назначения
с большим количеством прокатных клетей, постоянно уменьшая сечения
прутка до заданных размеров. В последней клети стана на пруток нано¬
сится периодический профиль. Скорость выхода прутков из последней
“чистовой” клети стана составляет, в зависимости от диаметра прутков и
конструкции стана, от 6 до 20 м/с, а катанки диаметром 6-8 мм, сматыва¬
емой в бунты, до 40 м/с.
Механические свойства горячекатаных прутков в большой степени за¬
висят от степени обжатия и деформации стали в валках прокатного стана.
Для обеспечения требуемого обжатия стали прокатку прутков раз¬
личных диаметров осуществляют на станах разной мощности. Например,
арматуру диаметром 10-25 мм катают на стане “250”, а диаметром
42
28-40 мм на более мощном стане “350”. Однако это не позволяет полно¬
стью избежать изменения механических свойств в зависимости от диа¬
метра стали.
С увеличением диаметра разница в степени обжатия наружной и внут¬
ренней части сечения прутков увеличивается [17] и делается весьма су¬
щественной. Поэтому оценку механических свойств прутка арматурной
стали следует осуществлять только на натурных образцах без их обточки
или вырезания малых образцов из сечения.
Температура конца проката и скорость охлаждения после проката
оказывают также большое влияние на свойства арматурной стали. Так
как температура конца проката на современных станах составляет
950-1100°С, то основные процессы структурообразования стали происхо¬
дят в процессе ее охлаждения после прокатки.
После горячей прокатки прутки арматуры попадают на “холодиль¬
ник”, где медленно охлаждаются в соответствии с температурой окружа¬
ющего воздуха.
Углеродистые стали обыкновенного качества с невысоким содержа¬
нием легирующих приобретают устойчивую структуру в относительно
широком диапазоне скоростей охлаждения. Высокопрочные низколеги¬
рованные стали для надежного формирования структуры и комплекса
свойств требуют скорости охлаждения в температурном интервале, огра¬
ниченном относительно небольшими пределами.
В реальных условиях это трудно обеспечить и в результате свойства
низколегированной горячекатаной стали различаются зимой и летом и
достигают стабильности после длительного вылеживания при положите¬
льных температурах [10, 84].
Для этого, чтобы избежать хрупкости высокопрочных низколегиро¬
ванных сталей, их необходимо после прокатки подвергать дополнитель¬
ному нагреву для снятия внутренних напряжений и удаления водорода
[19, 64, 91].
Эти обстоятельства в сочетании со значительной стоимостью легиру¬
ющих элементов существенно повышают себестоимость низколегиро¬
ванных сталей повышенной и высокой прочности. Поэтому постепенно
происходит сокращение производства чисто горячекатаной арматуры и
замена ее более экономичными термомеханически упрочненными и хо-
лоднодеформированными материалами.
3.2.2. Термомеханическое
упрочнение проката
Термомеханически упрочненная арматурная сталь по сути является
разновидностью горячекатаной стали и отличается лишь условиями ох¬
лаждения после горячей прокатки.
Термомеханическое упрочнение осуществляется непосредственно по¬
сле выхода прутка арматурной стали из последней клети прокатного ста¬
на [20, 22].
43
Рис. 3.2. Принципиальная схема термомеханического упрочнения арматурной стали в потоке ста¬
на:
1 — чистовая клеть; 2—летучие ножницы; 3—трайбаппарат; 4—охлаждающие секции; 5 — хо¬
лодильник; 6 — насосная станция высокого давления; 7 — главный вентиль с дистанционным
управлением; 8 — коллектор высокого давления.
На скорости прокатки 6-20 м/с пруток арматурной стали попадает в
охлаждающее устройство, выполненное в виде форсунок, подающих воду
под давлением до 1,8-2,0 МПа в трубы, по которым движется пруток ар¬
матуры. Причем вода подается как по ходу движения стержня (прямоточ¬
ные форсунки), так и навстречу движению (противоточные форсунки).
Это позволяет сохранить скорость движения прокатки постоянной и рав¬
номерно охлаждать арматурный пруток.
Принципиальная схема установки для термомеханического упрочне¬
ния арматурной стали в потоке проката на стане “250” показана на
рис. 3.2. В зависимости от скорости прокатки, длины охлаждающих
устройств, давления и температуры охлаждающей воды достигается раз¬
личная скорость охлаждения и обеспечивается соответствующее упроч¬
нение стали.
Собственно процесс термомеханического упрочнения* состоит из че¬
тырех стадий охлаждения [22, 31] и иллюстрируется рис. 3.3.
Первая стадия — быстрое охлаждение, начинающееся сразу же после
выхода прутка из последней чистовой клети (область I на рис. 3.3). В те¬
чение этой стадии происходит закалка поверхностного слоя на некото¬
рую глубину. В конце этой стадии пруток имеет аустенитную сердцевину,
окруженную приповерхностным слоем, который состоит из мартенсита,
и в зависимости от химического состава стали может содержать также не¬
которое количество не превращенного остаточного аустенита.
За рубежом [31] эту технологию принято называть “Темпкор-процесс”.
44
Продолжительность первой
стадии зависит от температуры
конца прокатки, возрастая с ее
увеличением, эффективности
и длительности активного ох¬
лаждения, а также диаметра
арматуры и марки стали.
На второй стадии процесса
пруток покидает зону быстрого
охлаждения водой и охлажда¬
ется теперь уже на воздухе,
В момент прекращения быст¬
рого охлаждения коэффици¬
ент теплоотдачи окружаю¬
щей среды очень мал из-за
низкой температуры поверхно¬
сти (100— 150°С), а температур¬
ный градиент по сечению
прутка, наоборот очень высо¬
кий [22].
Поэтому тепло из сердцеви¬
ны начинает быстро поступать к поверхности, нагревая ее. К концу этой
стадии происходит выравнивание температуры по сечению с установле¬
нием среднемассовой температуры, которую принимают за температуру
самоотпуска.
Во время второй стадии происходит отпуск образовавшегося в припо¬
верхностном слое мартенсита, а остаточный аустенит в этом слое превра¬
щается в бейнит. Сердцевина прутка продолжает оставаться в аустенит-
ном состоянии. Длительность этого периода определяется диаметром
прутка и условиями охлаждения на первой стадии.
Третья стадия процесса наступает, когда пруток оказывается уже на
холодильнике. Эта стадия представляет собой процесс квазиизотермиче-
ского превращения аустенита центральных зон прутка. Продуктами это¬
го превращения могут быть либо смесь феррита и перлита, либо смесь
феррита, перлита и бейнита в зависимости от таких факторов, как состав
стали, диаметр прутка, температура конца прокатки, эффективность и
длительность охлаждения на первой стадии.
В указанной на рис. 3.3 схеме охлаждения распад аустенита на третьей
стадии происходит с образованием феррито-перлитной структуры.
Четвертая стадия — охлаждение прутка на холодильнике до окружаю¬
щей температуры после завершения в металле структурных превраще¬
ний.
В результате получается композитная структура сечения с высоко¬
прочным высокоотпущенным мартенситом или бейнитом в поверхност¬
ных слоях и менее прочной ферритно-перлитной структурой в сердцеви¬
не (см. рис. 3.4). При этом проявляется эффект высокотемпературной
Время охлаждения, с
Рис. 3.3. Схематическое изображение процесса
термомеханического упрочнения на термокинети¬
ческой диаграмме:
1 — горячекатаное состояние; 2 — термоупроч¬
ненное состояние.
45
термомеханической обработки (ВТМО),
суть которого в том, что механическое
упрочнение стали и ее продольно-ориенти-
рованная структура, создаваемые в послед¬
ней клети прокатного стана, фиксируются
последующим за горячей прокаткой охлаж¬
дением и сохраняются после полного осты¬
вания стали [66].
Благодаря этому достигаются принципи¬
ально новые свойства стали т.е. повышается
прочность, улучшается свариваемость, стой¬
кость против ударных нагрузок и воздейст¬
вия низких температур.
В зависимости от температуры самоотпу-
ска и химического состава стали эта техно¬
логия позволяет получать материалы от ста¬
ли класса А400С при исходной марке СтЗ и
температуре самоотпуска около 600°С до класса Ат1200 при исходной
стали типа 30ХГС2 и температуре самоотпуска порядка 300°С.
Для получения однородных свойств термомеханически упрочненной
арматуры важным фактором является обеспечение постоянной скорости
движения прутков в охлаждающем устройстве и соответственно скорости
их охлаждения. Допускаемый диапазон температуры самоотпуска для
каждого класса прочности стали не должен превышать ±50°С.
3.2.3. Холоднодеформированная арматура
Этот способ получения арматуры повышенной прочности является
самым старым и применяется в нашей стране по крайней мере с 1951 г.
[19, 24].
Холоднодеформированную арматуру изготавливают по различным
технологичным схемам (см. главу 1). В России получили практическое
применение:
— Холоднотянутая проволока, изготавливаемая путем протяжки под¬
ката через фильеру с последующим нанесением периодического профиля
в специальных прессах. Производится гладкая проволока класса В500
(В-1) или периодического профиля класса Вр-500 (Вр-1) [24, 83].
Холоднотянутая проволока выпускается в соответствии с требования¬
ми ГОСТ 6725-80 номинальным диаметром 3, 4 и 5 мм.
— Холоднокатаная проволока и стержни, изготавливаемые путем хо¬
лодной прокатки в двух или трех валковых станах с одновременным на¬
несением периодического профиля. Вся эта арматура изготавливается в
основном из стали группы СтЗ.
Холоднокатаную арматуру диаметром 5-14 мм изготавливают в соот¬
ветствии с требованиями ТУ 14-1-5248-94 и других ТУ и нормативных
документов с двухсторонним (см. рис. 1.5в) или трехсторонним профи¬
лем (см. рис. 1.5е) и обозначают как сталь класса А500С, Вр500 или В500.
Рис.3.4. Структура “ТМУ” арма¬
тура с естественной композитно-
стью диаметром 16 мм:
1 — поверхностный слой отпу¬
щенного мартенсита; 2 — внут¬
ренняя часть сечения.
46
Перед протяжкой через фильеру или холодной прокаткой эту армату¬
ру в некоторых случаях подвергают низкотемпературному отпуску.
Дальнейшее развитие технологии производства холоднодеформиро-
ванной арматурной стали построено на сочетании термомеханического
упрочнения исходной низкоуглеродистой проволоки с последующим ее
волочением по режимам, соответствующим производству стали классов
В500 (В-1) и Вр500 (Вр-1). В соответствии с ТУ 14-4-1322-85 такая арма¬
тура производится диаметром 4-6 мм с пределом текучести не ниже
600 Н/мм2 [30] и обозначается ВрбОО (Врп-1).
3.3. Условия поставки арматурной стали
Поставка арматурной стали определяется объемами ее систематиче¬
ского потребления и может быть разделена на две основные категории:
Первая — повагонная поставка арматурной стали крупным потребите¬
лям, таким как большие заводы железобетонных изделий, стройки и ме-
таллобазы, имеющие объемы ежеквартального потребления арматурной
стали одного класса и диаметра больше вагонной нормы, т.е. 65 т. В этом
случае арматурная сталь поступает потребителю непосредственно от за-
вода-изготовителя по железной дороге.
Вторая — поставка арматурной стали меньшими партиями, как прави¬
ло, автомобильным транспортом, в объемах существенно меньших ва¬
гонной нормы. Такая поставка осуществляется с централизованных ме-
таллобаз или дилерами металлургических заводов-поставщиков, с проме¬
жуточных складов. Возможна также такая поставка и непосредственно с
завода-изготовителя потребителям, расположенным вблизи их (не более
100-150 км).
В обоих случаях арматурная сталь поставляется партиями массой не
более 70 т одной плавки (ковша) и одного диаметра и оформляется одним
документом о качестве — сертификатом.
В сертификате указываются номера государственных стандартов или
технических условий на данный вид арматурной стали и условия ее по¬
ставки, маркировки, упаковки и испытаний; а также: номер и вес каждой
партии, класс прочности, марка стали, ее химический состав и механиче¬
ские свойства.
Приводимые в сертификате характеристики механических свойств за¬
висят от требований стандартов на поставляемую арматурную сталь, но,
как правило, это временное сопротивление ав, условный сто,2 111111 физи¬
ческий стт пределы текучести, относительное удлинение в месте разрыва:
65 для стержневой арматуры и бюо для холоднотянутой проволоки, а так¬
же результаты испытаний на изгиб или перегиб. Для высокопрочной на¬
прягаемой арматуры указывается также равномерное удлинение 8Р или
удлинение перед разрывом 5П.
Для холоднотянутой проволоки и арматурных канатов в сертификате
указывают агрегатную прочность арматурного элемента.
47
В случаях поставки стержневой арматурной стали, сертифицированной по
качеству, указывают также минимальное среднее значение X и среднеквадра¬
тическое отклонение Sq в партии величин ат(аод) и ав, что позволяет не про¬
изводить контрольных испытаний при входном контроле у потребителя.
Применение арматурной стали, не имеющей документа о качестве,
недопустимо, т.к. может привести к аварийным ситуациям.
В России допускается применять без дополнительной сертификации то¬
лько арматурную сталь, поставляемую по ГОСТ или российским стандар¬
там и техническим условиям. В случае применения арматуры, поставляе¬
мой по иностранным техническими условиями или стандартам без допол¬
нительной сертификации, ответственность за ее качество несет покупатель.
Упаковка арматурной стали осуществляется либо в пакеты для стерж¬
ней диаметром 10-70 мм, либо в бунты (мотки). В бунтах поставляются
арматурные канаты, холоднотянутая проволока, а также арматура горяче¬
катаная или термомеханически упрочненная всех классов диаметром
5-10 мм и гладкая класса А240 (А-1) диаметром 6-20 мм.
Стержневую арматуру поставляют в прутках длиной от 6 до 12 м:
— мерной длины;
— мерной длины с немерными отрезками длиной не менее 2 м, не
более 15% от массы партии;
— немерной длины.
В партии стержней немерной длины допускается наличие стержней
длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается поставка
стержней длиной от 5 до 25 м.
Допускаемые отклонения по длине мерных стержней длиной до 6 м
включительно +50 мм и свыше 6 м +70 мм.
Стержни поставляют пакетами массой 3,5,10 или 15 т. Вес пакетов по
согласованию с заказчиком.
Бунты поставляют весом не более 3,0 т, но, как правило, весом
0,6-1,5 т.
Каждый пакет или бунт арматуры снабжают ярлыком (биркой), на
котором указан завод-изготовитель, номер партии, диаметр, класс и
марка стали. Кроме того, каждый стержень арматурной стали должен
иметь прокатную или иную маркировку, обозначающую класс стали и
завод-изготовитель.
3.4. Механические свойства
3.4.1. Горячекатаная арматурная сталь
Механические свойства горячекатаной углеродистой арматурной ста¬
ли классов А240 и АЗОО диаметром 6-40 мм регламентируются ГОСТ
5781, а стали класса А240 диаметром 5,5 мм — ТУ 14-15-154-86.
Химический состав этих сталей установлен ГОСТ 380.
Фактические механические свойства горячекатаной арматурной стали
СтЗсп и СтЗпс в 99,9% случаев выше требований ГОСТ 5781 (см. табл.З. 2).
48
Это можно иллюстрировать
обобщенными статистическим
данными за 1987 г. по стержням
диаметром 10-25 мм (см. табл.
3.5). В малых размерах 6-8 мм эта
арматура используется, как пра¬
вило, в виде конструктивной ар¬
матуры железобетонных конст¬
рукций, поэтому возникла воз¬
можность сократить ее расход
для этих случаев, заменив стерж¬
ни диаметром 6,0 мм на диаметр
5,5 мм, выпускаемой по ТУ
14-15-154-86. При этом обеспе¬
чивается экономия 19% стали
при сохранении такой же агре¬
гатной прочности прутка.
Статистические данные по
механическим свойствам прут¬
ков диаметром 5,5 мм из стали
СтЗсп производства Белорус¬
ского мет. завода приведены в табл. 3.5.
Диаграмма растяжения арматурной стали класса А240, поставляемой в
прутках, характеризуется значительной площадкой текучести (1т до 3%) и
величиной равномерного относительного удлинения 5р от 18 до 28%. В ре¬
зультате сталь марки СтЗ имеет наиболее высокую из всех видов горячека¬
таной стали удельную энергию разрушения при растяжении А/ (см.
рис. 3.5). Арматура диаметром 6-10 мм, поставляемая в бунтах, при такой
Таблица 3.5
Диметр,
мм
Характеристика
механических свойств
Единицы
измерений
Значения механических свойств
X
S
S/X
X-2S
Предел текучести,
сгт
Н/мм2
310,4
17,1
0,055
276,2
Временное
сопротивление,
<*в
Н/мм2
460,0
25,7
0,056
408,6
1V/ ZJ
Относительное
удлинение,
55
%
36,0
2,0
0,055
32,0
5р
%
22,0
1,5
0,068
19,0
Предел текучести,
<Тт
Н/мм2
387,8
19,81
0,051
348,28
Временное
5,5
сопротивление,
<*в
Н/мм2
524,9
24,18
0,046
476,5
Относительное
удлинение,
б5
%
33,5
2,24
0,067
29,0
Рис. 3.5. Среднестатистические диаграммы
растяжения арматурной стали для обычного
железобетона различных классов прочности:
1 - А240 (А-1) марки СтЗ; 2 - АЗОО (А-П)
марки Ст5; 3 — А400 (А-Ш) марки 35ГС; 4 —
А400С марки СтЗ; 5 — А500С марки СтЗ; 6 —
А500 (Ат-ШС) марки Ст5
А^ — площадь, охватываемая диаграммой растяжения.
49
же большой пластичности, не имеет явно выраженной площадки текуче¬
сти. В большинстве случаев площадка текучести образуется после правки и
старения стали в процессе изготовления и эксплуатации железобетонных
конструкций.
Арматурная сталь класса А240 марок СтЗсп и СтЗпс обладает высокой
локальной пластичностью при изгибе. В 100% случаев образцы этой ста¬
ли выдерживают нормируемый ГОСТ 5781 изгиб до 180° при диаметре
оправки Id, а прутки диаметром 6-12 мм и при диаметре оправки 0,5d.
Одним из условных, но весьма распростаненных критериев эксплуата¬
ционных свойств стали, является ее ударная вязкость или энергия разруше¬
ния при ударном изгибе. Это особенно важно для материалов, испытываю¬
щих при эксплуатации изгибные напряжения, в частности, для арматуры
класса А240, применяемой в качестве монтажных петель железобетонных
конструкций.
Исследования, проведенные в начале 60-х годов П.И.Соколовским
[19] показали, что в горячекатаном состоянии эти марки стали по склон¬
ности к хрупкому разрушению не имеют преимуществ перед низколеги¬
рованными сталями. Он предложил классифицировать арматурные стали
по температуре порога хладоломкости, определяемого ударным изгибом
при различных температурах (см. табл. 3.6).
Таблица 3.6
Классы п/п
Марка стали
Состояние поставки или
вид обработки
Температура порога
хладоломкости
1
СтЗкп, 65ГС, 30ХГ2С
Г орячекатаная
+20; -20
П
СтЗпс, Ст5пс
Г орячекатаная
+ 10; -30
35ГС
Упрочненная вытяжкой
Ш
СтЗсп, Ст5сп, 35ГС
Горячекатаная
-30; -40
1У
25Г2С
Г орячекатаная
-40; -60
У
18Г2С
Горячекатаная
-40; -60
У1
Ст5, 25Г2С, 35ГС
Термически упрочненная
-60; -80
Вместе с тем, испытания на ударный изгиб специально изготовленных
образцов с различными видами надрезов или искусственных дефектов в
большей степени характеризуют свойства этих образцов или стали как
материала, но не агрегатные свойства арматурного прутка.
Для оценки поведения арматуры при низких температурах и сложных
условиях эксплуатации, необходимо учитывать все факторы, в т.ч.: ста¬
бильность технологии производства и системы контроля и нормирова¬
ния свойств готовой продукции, вид поверхности арматурных прутков
(гладкая или периодического профиля), характеристики пластичности
при растяжении и изгибе и их стабильность как в исходном состоянии,
так и после переработки, в т.ч. сварки.
50
По этим показателям арматура класса А240 из стали марки СтЗсп и
СтЗпс имеет очевидные преимущества.
Как показал многолетний опыт ее производства и применения, благо¬
даря высоким пластическим свойствам и гладкой поверхности, эта арма¬
тура в меньшей степени склонна к охрупчиванию при изгибе.
Поэтому СНиП 2.03.01-84* рекомендует ее использование для монтаж¬
ных петель и допускает к эксплуатации при низких отрицательных темпе¬
ратурах. При строительстве в районах с расчетной зимней температурой
ниже минус 40°С для монтажных петель следует применять сталь только
марки СтЗсп.
Наличие сварочных ожогов и механических поверхностных повреж¬
дений может привести к хрупкому разрушению монтажных петель из
этих сталей.
Арматура класса АЗОО диаметром 10-40 мм изготавливалась из углеро¬
дистой стали марки Ст5, а диаметром 40-70 мм из низколегированной
стали марки 18Г2С.
Стержни диаметром 45-70 мм использовали практически только в
гидротехническом строительстве.
Механические свойства углеродистой горячекатаной арматурной
стали класса АЗОО(А-П) марки Ст5 иллюстрируем статистическими
данными Запсибметкомбината за 1987 г. Арматуру этого класса изго¬
тавливали из марки Ст5пс. При средних значениях: временного со¬
противления ав =568,7 Н/мм2, предела текучести ат =358,5 Н/мм2 и
относительного удлинения §5=26,78% изменчивость, этих характери¬
стик определяется коэффициентами вариаций S/Х соответственно
0,05; 0,063 и 0,1076. Это ниже требований ГОСТ 5781 к величинам ко¬
эффициента вариаций для стали АЗОО.
Нормативные значения этих показателей (ав>500 Н/мм2, а^ЗОО Н/мм2
и §5>19%) обеспечиваются в генеральной совокупности с вероятностью
более 0,98, а расчетное значение предела текучести Rs=280 Н/мм2 обес¬
печивается с вероятностью более 0,999.
Специально для применения в северном строительстве в районах с
расчетной зимней температурой ниже минус 30°С была разработана и
выпускалась горячекатаная низколегированная сталь класса АсЗОО*
(Ас-П) марки 10ГТ. Для этой стали нормативные характеристики меха¬
нических свойств отличаются от углеродистой стали и установлены
ГОСТ 5781: ав>450 Н/мм2, а-[> 300 Н/мм2, 6s>25%. Дополнительно нор¬
мируется ее ударная вязкость при температуре —60°С, которая должна
быть не менее 0,5 М-Дж/м2 или 5 кгс-м/см2. Специфика механических
свойств низколегированной стали с малым содержанием углерода состо¬
ит в том, что соотношение ав/стх существенно ниже, чем у углеродистой
стали. Поэтому ГОСТ 5781 допускает возможность снижения её времен¬
ного сопротивления ств до 435 Н/мм2 при 300 Н/мм2 и относительном
удлинении 65>30%.
Индекс “с” при обозначении класса, например АсЗОО, обозначает северное исполнение.
51
Статистический анализ данных испытаний механических свойств
этой стали диаметром 12-20 мм производства Запсибметкомбината пока¬
зал, что средние значения временного сопротивления ав, предела текуче¬
сти ат и относительного удлинения 65 составили соответственно:
474,8 Н/мм2, 356,5 Н/мм2 и 35,56%.
Средняя ударная вязкость при температуре —60°С составила
19,55 кгс/м-см2 (1,955 М-Дж/м2). Величины коэффициентов вариаций
соответственно 0,055; 0,059; 0,096 и 0,3.
Обеспеченность нормативных и расчетных показателей в этой стали
по пределу текучести и относительному удлинению выше, чем у углеро¬
дистой стали, а по временному сопротивлению ниже. Это объясняется
природными свойствами этого материала.
Низколегированная арматурная сталь марки 18Г2С класса А300 (A-II)
предназначена для гидротехнического строительства и выпускалась этим
классом прочности диаметром 40-80 мм.
В сортаменте 6-18 мм сталь марки 18Г2С имеет, как правило, механи¬
ческие свойства класса А400С и благодаря низкому содержанию углерода
не имеет ограничений по условиям применения.
Арматурная сталь класса А300 марок Ст5сп, Ст5пс и 18Г2С практиче¬
ски во всех случаях выдерживает изгиб 180° при диаметре оправки 3d.
Сталь того же класса марки ЮГТ более пластична, и так же как и сталь
класса А240 выдерживает в 100% случаев изгиб до 180° вокруг оправки
диаметром Id.
Контроль качества по углу изгиба в холодном состоянии для всех ви¬
дов арматуры является безальтернативным, т.е. если хотя бы один обра¬
зец не выдержал испытания, вся партия стали бракуется.
Диаграмма растяжения арматурной стали класса А300 всех видов, по¬
ставляемой в прутках, характеризуется наличием отчетливой площадки
текучести длиной 0,5-2,5% у стали марки Ст5 (см. рис. 3.5) и до 3% у ста¬
ли марок ЮГТ и 18Г2С. Высокие величины равномерного удлинения 5р и
удлинения перед разрывом 5n(Agt) обеспечивают удельную энергию As
при растяжении стали марок ЮГТ и 18Г2С на уровне этой же характери¬
стики СтЗ. У стали марок Ст5сп и Ст5пс относительное удлинение перед
разрывом несколько меньше.
Нормативные и расчетные сопротивления арматуры железобетонных
конструкций устанавливаются СНиП и нормами других стран, исходя из
предела текучести стали.
Соотношение временного сопротивления и предела текучести являет¬
ся производным от химического состава и технологии производства. В
частности, для низкоуглеродистой стали марки СтЗ в стержнях диамет¬
ром 10-25 мм ав/стт=1,48, а для катанки диаметром 5,5 мм, охлажденной в
потоке проката — 1,35 (см. табл. 3,5). У стержней из стали марки Ст5 —
ав/ах=1,58 (см. рис. 3.5).
Низколегированная горячекатаная сталь в зависимости от содер¬
жания углерода имеет соотношение ав/ат от 1,35 для стали ЮГТ до
52
1,52 для стали 35ГС. Нормами различных стран и международными
стандартами ISO и EN минимальное временное сопротивление для
горячекатаной и термомеханически упрочненной стержневой армату¬
ры устанавливается в пределах 1,08-1,2 [2, 35, 18]. Знание этого пока¬
зателя позволяет также определить вид применяемой арматуры данно¬
го класса при отсутствии сертификата.
В настоящее время во всех развитых странах сталь этого класса как
малоэффективная снята с производства и заменена на более прочные
виды арматуры классов А500 или А400.
Решением X Всесоюзной конференции по железобетону, прошедшей в
1988 г. в г. Казани, также было принято решение сократить сортамент стер¬
жневой арматуры периодического профиля за счет ликвидации класса А300.
Горячекатаная низколегированная сталь класса А400 (A-III) марок
35ГС и 25Г2С с пределом текучести а^400 Н/мм2 в течение многих лет,
начиная с 1961 года по 1998 год была основным видом арматуры для
обычного железобетона.
Статистические данные механических свойств этого класса стали
представлены в табл. 3.7.
Сравнение данных об основных механических свойствах этого класса
стали, изготовленной в мартеновских печах на Макеевском мет. заводе в
1959-1960 гг., в конверторах на Западно-Сибирском мет. комбинате в
1987 г. (см. табл. 3.7) и полученной на стройках г.Москвы в 1995-1996 гг.
Таблица 3.7.
Изготовители и
потребители,
диаметр, мм
Марка
стали и
число
испытаний
Характеристики меха¬
нических свойств
Един.
измер.
Статистические показатели
X
S
X-1,64S
X-3S
Макеевский
мет. завод
1959-1960 гг.,
14-40 мм
25Г2С
п=3184
Предел текучести- от
Врем.сопротивл. - ав
Относит.удлинен.- 85
Н/мм2
Н/мм2
%
454.6
658,8
24.6
30,0
41,9
3,74
405,4
590,3
18,47
364,6
533,5
13,38
и
14-40 мм
35ГС
п=809
Предел текучести- ат
Врем.сопротивл. - ав
Относит.удлинен.- 65
Н/мм2
Н/мм2
%
456.0
693.0
21,34
22,0
36,7
3,6
419,9
633,41
15,44
390,0
583,5
10,54
ЗапСибмет-
комб., 1987гг.,
12-25 мм
25Г2С
п=2000
Предел текучести- ах
Врем.сопротивл. - ов
Относит.удлинен.- 65
Н/мм2
Н/мм2
%
441,9
668,1
24,41
24.4
33.5
2,98
401,9
613,16
19,52
368,7
567,6
15,47
и
12-25 мм
35ГС
п=7876
Предел текучести- ат
Врем.сопротивл. - ов
Относит.удлинен.- 85
Н/мм2
Н/мм2
%
449,8
684,3
23,73
25,3
32,8
2,55
408,31
630,5
19,55
373.9
585.9
16,08
Стройки
Москвы
1995-1996 гг.,
10-40 мм
35ГС
п=809
Предел текучести- ах
Врем.сопротивл. — ав
Относит.удлинен.- 85
Относит.удлинен.- 8Р
Н/мм2
Н/мм2
%
%
460,0
708,4
26,9
15,7
34,4
37,3
3,38
3,2
403,6
647,2
21,36
10,45
356,8
595,6
16,82
6Д
53
показывает, что за этот период времени горячекатаная арматурная сталь
класса А400 марок 25Г2С и 35ГС характеризуется стабильными и одно¬
родными механическими свойствами. Это же показывают и данные ста¬
тистического анализа механических свойств стали класса А400, собран¬
ные в различные годы на 14 заводах-изготовителях арматурной стали,
продукция которых была аттестована на высшую категорию качества.
Анализ свойств стали диаметром 10-40 мм в генеральной совокупно¬
сти результатов показывает, что браковочные (нормативные) значения
(см. табл. 3.7) механических свойств обеспечиваются по отдельным пред¬
приятиям с вероятностью 0,95-0,98, а расчетное сопротивление
Rs=365 Н/мм2 в каждой партии стали [17, 62] с вероятностью более 0,99.
Диаграмма растяжения горячекатаной стали класса А400 марок 35ГС
и 25Г2С диаметром 10-40 мм, поставляемой в виде прямолинейных прут¬
ков, характеризуется так же как и у других видов горячекатаной стали,
наличием площадки текучести длиной 0,5-1,5%, значительным равно¬
мерным удлинением 8Р (от 5 до 20%) и средним соотношением ав/ат от
1,47 для стали 25Г2С до 1,52 для стали 35Г2С. Большие величины ав/стт и
удельной энергии при растяжении As указывают на целесообразность
упрочнения этой арматуры.
Пластичность при изгибе этой арматуры заметно хуже, чем у стали
классов А240 и АЗОО. ГОСТ 5781 регламентирует угол изгиба 90° при диа¬
метре оправки 3d. Принятые в зарубежных стандартах испытания на за¬
гиб до 90° с последующим старением и разгибом на 20° на этих сталях
практически не производили.
В табл.3.8 приведен удельный расход ферросплавов при выплавке ста¬
ли марок 35ГС и 25Г2С [84]. Расход ферросплавов при изготовлении мар¬
теновской стали 35ГС на 7,16 кг/т меньше, за счет сокращения расхода
наиболее дорогого и дефицитного ферромарганца.
Таблица 3.8.
Ферросплавы
Сталь 35ГС
Сталь 25Г2С
Раскисление и леги¬
рование в ковше
кг/т
Раскисление
и легирование
в ковше
кг/т
Раскисление
ферромарганцем
в печи
кг/т
Ферромарганец
10,6
17,7
22,0
75%-ный ферросилиций
11,7
11,7
-
45%-ный ферросилиций
18,1
18,16
16,0
Вместе с тем горячекатаная арматурная сталь 35ГС при содержании
углерода и марганца на верхнем пределе марочного состава, обладает по¬
вышенной хрупкостью. В этих плавках стали углерод и марганец накап¬
ливаются в верхней части ковша и последние 1-2 слитка имеют недопус¬
тимо низкую пластичность. Это было причиной многих аварий, особен¬
но при применении дуговой сварки стержней (см. рис. 3.6).
54
При содержании углерода ме¬
нее 0,35% и марганца менее 1,0%
свойства стали 35ГС практически
не отличаются от свойств стали
25Г2С.
Однако при таком химиче¬
ском составе трудно обеспечить
требуемые механические свой¬
ства горячекатаной стали 35ГС в
стержнях диаметром более
28 мм.
Результаты испытаний удар¬
ной вязкости образцов арматур¬
ной стали класса А400 марок 35ГС и 25Г2С и класса А300 марки Ст5 приве¬
денные в работе [19, 84] показывают (см. табл. 3.9), что наибольшая удар¬
ная вязкость в интервале температур от +20° до —60°С получена для стали
25Г2С. По мнению одного из авторов стали 35ГС Б.Р.Ратнера порог хладо-
ломкости для стали 35ГС и 25Г2С колеблется от —20° до —60°С, а для стали
марки Ст5 — от —20° до —40°С.
Таблица 3.9
Марка
стали
Место отбора
проб
Средняя величина ударной вязкости (М Дж/м2) при температуре,
еС
+20
-20
-40
-60
верх слитка
0,632
0,52
0,46
0,333
3Jl
низ слитка
0,918
0,674
0,552
0,493
верх слитка
0,602
0,448
0,444
0,162
LTj
низ слитка
0,884
0,578
0,446
0,234
верх слитка
1,06
0,70
0,608
0,417
Z D1
низ слитка
1,466
1,043
0,857
0,702
Однако на этот показатель большое влияние оказывает химический
состав стали. По данным [84] повышение в стали 35ГС содержания угле¬
рода с 0,3 до 0,39% снижает ударную вязкость во всем интервале темпера¬
тур от +20° до — 60’С почти в 2 раза (см. рис. 3.7).
Практически вся арматура железобетонных конструкций при изготов¬
лении арматурных изделий может подвергаться сварке. Исследования
влияния сварки на повышение склонности к хрупкому разрушению [19,
84] показали, что сварные ожоги повышают склонность стали Ст5 и 35ГС
к хрупким разрушениям. В этих сталях на участке ожога феррито-пелит-
ная структура превращается в хрупкую структуру трооста-мартенсита,
интенсифицирующую разрушение.
Поэтому, П.И.Соколовский предложил принять порогом хладоломко-
сти сварных соединений стали марки 35ГС температуру —40°С. Однако,
Рис.3.6. Хрупкое разрушение при пацении с
высоты 1,5 м стали класса А400 марки 35ГС
диаметром 40 мм по месту дуговой сварки по¬
перечного стержня (1988 г).
из его данных, приведенных на
рис. 3.8, видно, что для сварных
соединений из стали 35ГС таким
порогом можно считать — 20°С.
Высокое содержание углерода
и склонность к охрупчиванию в
месте сварных ожогов дают осно¬
вание считать сталь 35ГС, так же
как и сталь марки Ст5, ограни¬
ченно свариваемой.
При нормировании областей
применения по температуре экс¬
плуатации приходится учитывать
весь комплекс результатов и поэ¬
тому в СНиП 2.03.01-84* приня¬
ты ограничения для стали 35ГС в
зависимости от характера дейст¬
вующих нагрузок, расчетной тем¬
пературы эксплуатации и нали¬
чия сварных соединений.
Диаметр стержневой арматуры класса А400 в пределах 12-40 мм в ко¬
нечном счете не оказывает заметного влияния на механические свойства
стали в состоянии поставки, т.к. изготовитель специально регулирует хи-
Температура, °С
Рис. 3.7. Влияние содержания углерода на
ударную вязкость стали 35ГС.
Рис. 3.8. Влияние ожога на величину ударной вязкости стали:
после ожога; — в состоянии поставки.
56
мический состав так, чтобы получать одинаковые механические свойства
для всех диаметров арматуры.
Бунтовая арматура диаметром 6-8 мм характеризуется значительной
изменчивостью механических свойств по бунту. Это связано с разными
условиями охлаждения наружных и внутренних витков в бунте. Попытки
увеличения содержания легирующих и подстуживание перед смоткой до
температур 750-800’С не дали положительных результатов. Поэтому тре¬
буемые показатели механических свойств этого вида проката достигают¬
ся лишь после правки.
Одним из вариантов обеспечения механических свойств бунтовой ар¬
матуры было применение полуспокойной стали 32Г2Рпс с повышенным
содержанием марганца.
Механические свойства горячекатаной стали класса А400 после про¬
катки могут изменяться во времени. Как правило, после вылеживания
при положительной температуре в течении от 8 часов до 8 суток наблюда¬
ется некоторое повышение относительного удлинения — 65. При этом
значения ав и ат практически не изменяются. По данным [84] 65 в этот
период может увеличиться в 1,5-2,0 раза. В летнее время это незаметно
для потребителя, т.к. к моменту доставки металла эффект вылеживания
проходит. В зимнее время этот процесс замедляется и изменения свойств
стали происходят при хранении ее в теплом помещении.
Следующим этапом развития горячекатаной арматуры периодическо¬
го профиля является переход на производство и применение арматурной
стали класса А500С по СТО АСТМ 7-93 и EN10080.
Производство этой арматуры диаметром 12-32 мм освоено Чусовским
металлургическим заводом из стали микролегированной ванадием с хи¬
мическим составом, приведенным в табл. 3.10.
Таблица 3.10
Содержание элементов, %
Сэкв, %
С
Мп
Si
V
0,16-0,22
0,60-0,90
0,50-0,90
0,12-0,20
0,37-0,42
Механические свойства этой стали характеризуются средними: преде¬
лом текучести ат=555,7 Н/мм2, временным сопротивлением ав=726,1
Н/мм2 и относительным удлинением 65=23,3 и 5Р= 11,3% и их изменчи¬
востью, такой же, как и у горячекатаной стали класса А400 (см. табл. 3.7).
При среднем соотношении ав/ах= 1,307 оно составило от 1,34 до 1,252
соответственно в стержнях диаметром 32,0 и 14 мм.
Диаграмма растяжения характеризуется четко выраженной площад¬
кой текучести длиной 0,84-2,02% в стержнях всех диаметров и парамет¬
ром упругости г|1=суе]/сТт^=0,95-1,0.
57
По показателям свариваемости, изгиба и хладостойкости эта арматур¬
ная сталь соответствует стали марки 25Г2С на нижнем пределе химиче¬
ского состава и сваривается всеми видами сварки без разупрочнения.
Таким образом, начато промышленное производство и применение
свариваемой горячекатаной арматуры класса А500С, отвечающей требо¬
ваниям международных стандартов.
3.4.2. Термомеханически упрочненная арматурная сталь
Первым видом термомеханически упрочненной арматуры для обыч¬
ного железобетона в нашей стране была арматура из стали марок Ст5пс и
Ст5сп, предназначенная для замены горячекатаной стали класса А400
(A-III). При замене термомеханически упрочненной сталью этих марок
горячекатаной стали марки 35ГС достигается экономия легирующих от
21,4 до 17,5 кг [19, 22] на 1 т стали.
При производстве этой арматуры из полуспокойной стали Ст5пс уве¬
личивается также выход готового проката из 1 т стали на 7% [17,19, 22].
Исследование механических свойств стали Ат440 (Ат-ШС) были на¬
чаты в 1973 г и проводились сначала на стержнях диаметром 10, 12, и
14 мм 87 опытно-промышленных партий от 37 плавок стали производст¬
ва комбината “Криворожсталь”.
Образцы испытывали на растяжение по методике ГОСТ 12004 с опре¬
делением ав, ат, 65 и §р и на изгиб в холодном состоянии по методике
ГОСТ 14019 вокруг оправки диаметром 3d.
Данные статистической обработки результатов этих испытаний при¬
ведены в табл. 3.11.
Аналогичные данные были получены и при испытаниях стержней
диаметром 16-22 мм.
Таблица 3.11
№№
п/п
Характеристика механических
свойств
Един.
измере¬
ний
Число
испы¬
таний
Значения механических свойств
X
S
S/X
X-1.64S
1
Предел текучести - ат
Н/мм2
822
657,4
71,5
0,109
540,1
2
Временное сопротивление-<тв
Н/мм2
877
794,6
58,3
0,073
698,9
3
Относительное удлинение - 65
%
855
20,11
2,43
0,121
16,12
Механические свойства и диаграмма растяжения (см. рис. 3.5) этой
стали отличаются от аналогичных показателей горячекатаной стали клас¬
са А400 более высокими средними значениями предела текучести аДоо^)
и временного сопротивления ств при несколько меньших 65 и 5Р и (см.
табл. 3.7 и 3.11).
При этом соотношение ав/ах у термомеханически упрочненной стали
существенно ниже и составляло в среднем по заводам-изготовителям от
1,20 до 1,26. Термомеханическое упрочнение приводит к увеличению ат и
58
ав в среднем соответственно в 1,5 раза ив 1,25 раза по сравнению со
свойствами исходной горячекатаной стали Ст5. Одновременно относите¬
льное удлинение 65 снижается в 1,4 раза.
При испытаниях на изгиб все образцы без разрушений и трещин вы¬
держали загиб на угол 160-180°. Это объясняется высокой локальной пла¬
стичностью термомеханически упрочненной стали.
Исследования [20, 22] влияния химического состава на механические
свойства термомеханически упрочненной стали Ст5 показали, что наи¬
большее влияние на эти свойства оказывает содержание углерода. Увели¬
чение его содержания на 0,01% повышает временное сопротивление ав
на 10-15 Н/мм2 и предел текучести ат(ао,2) на 15-20 Н/мм2 при снижении
относительного удлинения 85 на 0,3-0,5% (абсолютных).
Изменчивость механических свойств этой арматуры в 2-3 раза превы¬
шала изменчивость механических свойств горячекатаной стали класса
А400 (см. табл. 3.7 и 3.11). Это объясняется главным образом неоднород¬
ностью этих свойств по длине раската, вследствие неравномерной скоро¬
сти движения прутка арматуры через охлаждающее устройство.
Учитывая это обстоятельство браковочный минимум ее предела теку¬
чести в ГОСТ 10884-81 был установлен равным 440 Н/мм2 при браковоч¬
ных минимумах временного сопротивления и относительного удлинения
таких же как и для горячекатаной стали класса А400 по ГОСТ 5781
(ав>600 Н/мм2 и 65>14%).
Проведенные в дальнейшем работы по совершенствованию техноло¬
гии производства этой арматуры позволили несколько уменьшить измен¬
чивость её механических свойств и обеспечить их на уровне норматив¬
ных показателей стали класса Ат500С. Поэтому в ГОСТ 10884-94 термо¬
механически упрочненная арматура из стали марок Ст5сп и Ст5пс
отнесена к классу Ат500С, а класс Ат440С (Ат-ШС) исключен.
Исследование механических свойств этой арматуры при температурах
от минус 70°С до плюс 20’С на целых образцах арматуры в состоянии по¬
ставки и на образцах с поверхностными концентраторами, а также испы¬
тания на ударный изгиб при этих температурах проводились в ИЧМ
(г. Днепропетровск) Ю.Т.Худиком и А.В.Ивченко [22] на стержнях диа¬
метром 14 мм производства комбината “Криворожсталь” (см. табл. 3.12).
Испытания натурных образцов в холодильной камере “Инстрон” по¬
казали, что с понижением температур от плюс 20°С до минус 70°С имеет
место приблизительно одинаковый для всех исследуемых сталей подъем
значений предела текучести и временного сопротивления (50-75 Н/мм2).
Предел текучести горячекатаной стали класса А400 при температуре ми¬
нус 70°С достигает 500 Н/мм2, а термомеханически упрочненной—
620-650 Н/мм2. Временное сопротивление соответственно 750 и
790-830 Н/мм2.
При этом не наблюдается существенного снижения показателей плас¬
тичности стали: относительного удлинения (65) и равномерного удлине¬
ния (5р). Для стали класса А400 относительное удлинение составляет
59
Таблица 3.12
Марка
стали и
№
плавки
Класс
стали по
ГОСТ
Химический состав,
%
Механические свойства1)
С
Мп
Si
С2>экв
<*в
(Jj
8Р
Н/мм2
%
35ГС
224812
А400
0,34
0,99
0,67
0,559
0,505
668
434
25,8
Ст5сп
АЗОО
0,33
0,60
0,18
0,431
576
358
29,0
225025
Ат500
и
и
а
0,43
753
603
21,3
Ст5пс
АЗОО
0,34
0,75
0,13
0,452
554
361
29,2
245238
Ат500
и
а
и
и
0,465
729
549
19,9
Примечания: 1) — Среднее значение трех испытаний;
2) — Углеродный эквивалент определенный по формуле
СЭКВ.=С + Mn/8 + Si/7, приведен в числителе и по формуле
Сэкв~С +Мп/6, приведен в знаменателе.
24-25%, класса Ат500С 18-22%; равномерное удлинение соответственно
изменяется в пределах 13-16 и 5-9%.
Полученные результаты показывают, что при испытании натурных
образцов на растяжение при пониженных температурах свойства стали
классов А400 (A-III) и Ат500С (Ат-ШС) изменяются практически одина¬
ково. При этом полностью обеспечиваются обусловленные стандартом
значения характеристик механических свойств, и даже при пониженных
температурах невозможно выделить преимущество какой-либо из сталей.
Испытания на растяжение образцов с искусственными поверхностны¬
ми дефектами и испытания на ударный изгиб образцов различной конст¬
рукции показали, что критическая температура хрупкости термомехани¬
чески упрочненной стали на 20°С ниже чем для горячекатаной стали и
следовательно ее можно использовать в железобетонных конструкциях
эксплуатируемых при расчетной зимней температуре до минус 55-70°С.
В 80-х годах произошли значительные изменения в технологии произ¬
водства арматурной стали и нормировании ее свойств. В табл. 3.14 приве¬
дены требования международных и национальных стандартов ведущих
стран мира к химическому составу и механическим свойствам сваривае¬
мой арматуры периодического профиля для обычного железобетона.
Сравнение требований отечественных ГОСТ 5781 и ГОСТ 10884 с
нормами международных стандартов ISO 6935-2 и Евронормами EN
10080, а также стандартов Германии, США и Великобритании показыва¬
ет, что стандартами ISO и EN для свариваемой арматурной стали содер¬
жание углерода ограничивается величиной 0,22%; Британским стандар¬
том BS 4449 — 0,25% и стандартом США ASTM А706/А706М — 0,3% про¬
тив 0,37% по ГОСТ 5781 и ГОСТ 10884 (см. табл. 3.13).
Значительная изменчивость механических свойств и высокое содер¬
жание углерода в термомеханически упрочненной стали марок Ст5пс и
Ст5сп, не соответствующие требованиям международных стандартов к
60
Таблица 3.13
61
Углеродный эквивалент
Сэкв,%
_ Мп Си Ni Сг Mo , У^Л ..
С+ + + + + +—<0,55
6 40 20 10 50 10
Мп+Сг + Мо + У+№ + Си
6 5 15
_ Мп Сг Mo Си Ni , Р^_
С+ +—+ +—+— +-<0,65
6 5 4 15 15 2
^ Мп .
С+ <0,65
6
_ Мп Сг+Мо+V Ni + Qi Л.
С+ + + <0,5
6 5 15
_ Мп Сг+Мо+V Ni + Oi лс
С+ + + <0,5
6 5 15
С+Ми +Sl<0,62
6 10
С+^Г +Т7[г °'32
О 1U
> 0,40
> 0,44
_ Мп Сг+Мо + V Ni + Qi лс
С+ + + <0,5
6 5 15
<0,65
_ Мп Сг + Mo + V Ni + Си _ -
С+ + + <0,5
6 5 15
Плавочный химический
состав, %
Р
не более
0,035
0,05
0,05
0,04
0,04
0,05
0,05
0,04
0,04
-
0,05
99
0,045
0,05
99
S
0,045
0,050
0,050
0,04
0,04
0,05
0,05
0,045
0,045
-
0,05
99
0,045
0,05
99
Мп
1,50
-
-
1,8
1,8
-
1,60
1,60
1,20
-
1,60
99
1,60
1,60
99
Si
0,50
-
-
0,55
0,55
-
0,60
0,90
0,90
0,65
0,65
2,40
0,90
99
1,00
0,90
99
С
0,30
0,25
0,22
0,29
0,32
0,22
0,22
0,29
0,37
0,24
0,32
0,32
0,22
0,28
0,22
99
Механические свойства
Agt(5n)
%
не менее
-
-
-
-
5,0
2,5
2.5
2.5
-
-
-
-
85(810)
(14)
12
(10)
(10)
16
12
14
14
14
14
16
14
12
16
14
12
16
14
<*в
Н/мм2
550
(1,25ат)
506
500
550
570
630
540
525
440
550
570
600
550
600
740
500
600
740
550
600
ат
400
460
420
500
400
500
500
500
400
500
400
400
440
500
600
400
500
600
440
500
Класс
арматуры
и диаметр,
мм
Gr.60, 10-55
460, 8-40
BSt 420S, 6-40
BSt 500S, 6-40
SD 40, 6-51
SD 50, 6-51
В500В, 6-40
В 500А, 6-16
Rb 400W, 6-40
Rb 500W, 6-40
А400 (A-III)
25Г2С, 6-40
35ГС, 6-40
Ат400С, 6-40
Ат500С, 6-40
АтбООС, 6-40
А400С, 6-40
А500С, 6-40
А600С, 6-40
А400С, 6-25
А500С, 6-40
Страна
и стандарты
США
А706/А706М-92Ь
Великобритания
BS 4449; 1988
Германия
DIN 488
Япония
JISG 3112; 1987
EN 10080; 1995
ISO/DIS 6935-2
ГОСТ 5781
ГОСТ 10884-94
Россия
СТО АСЧМ
7-93
Россия
ТУ 14-5254-94
свариваемой арматуре классов А400С и А500С, привели к необходимости
изучения возможностей получения арматуры этих классов из сталей с со¬
держанием углерода до 0,22%.
Это также определялось целесообразностью унификации механиче¬
ских свойств и химического состава свариваемой арматуры в России с
нормами Евростандарта EN 10080, где вместо классов А300, А400 и А500
принят единый класс свариваемой арматуры — А500С (В500), который
сочетает высокие пластические свойства с высоким пределом текучести
ах>500 Н/мм2.
Унифицированная свариваемая арматура с химическим составом по
табл.3.1 может в соответствии с СТО АСЧМ 7-93 и EN 10080 изготавли¬
ваться из горячекатаной, термомеханически упрочненной или холодно-
деформированной стали, поэтому ее обозначение принято единообраз¬
но, независимо от способа производства: А500С.
Для отечественного строительства желательно также заменить этим
классом стали и гладкую арматуру класса А240 (А-1), применяемую в
виде конструктивной арматуры, в монтажных петлях, в закладных дета¬
лях и т.п.
Для этого новая арматура при а-г>500 Н/мм2 должна была иметь мак¬
симальную пластичность при растяжении и изгибе как в целых стержнях,
так и после сварки, и удельную энергию разрушения на уровне горячека¬
таной стали класса А240 как при положительных, так и низких отрицате¬
льных температурах.
Этим условиям в термомеханически упрочненном состоянии могут
соответствовать низкоуглеродистые стали марок: СтЗсп, СтЗпс, СтЗГпс
или низколегированные стали типа 18Г2С, 20ГС и т.п.
Применение низколегированных сталей не дает экономических преи¬
муществ новой арматуре. Поэтому за основу была принята модифициро¬
ванная сталь марок СтЗсп, СтЗпс или СтЗГпс.
Комплексные исследования физико-механических свойств и сварива¬
емости термомеханически упрочненной арматуры из сталей этих марок
производства Белорусского мет. завода (БМЗ) и Западно-Сибирского
мет. комбината (ЗСМК) были начаты НИИЖБ в 1992 г. Параллельно от¬
рабатывали технологию изготовления, режимы упрочнения и новый сер¬
повидный профиль арматуры.
В 1993 г. ЗСМК были изготовлены первые 17 партий-плавок стали
классов А400С и А500С диаметром 10, 12, 14,18 и 25 мм из стали СтЗпс.
Сталь была изготовлена с различным химическим составом и на пре¬
дельных (мин. и макс) режимах термомеханического упрочнения для вы¬
явления возможного диапазона изменчивости ее механических свойств и
свариваемости. Углеродный эквивалент определяли по формуле (3.1):
Диаграмма растяжения арматурной стали класса А500С имеет значи¬
тельную до 1,0-2,5% площадку текучести, что характерно для стержней
относительно низкой прочности. С повышением механических свойств
площадка текучести уменьшается до 0 и сталь характеризуется условным
пределом текучести стод.
62
За счет высоких пределов
упругости и текучести и большой
пластичности диаграмма растя¬
жения этой стали не имеет зна¬
чительной зоны упрочнения и на
участке от ао,2(от) до ав почти
прямолинейна (см. рис. 3.9).
Угол изгиба при диаметре
(оправки) c=3d во всех случаях
более 180°. Изгиб до полного со¬
прикосновения сторон (с=0) с
последующим разгибом и по¬
вторным изгибом до 180° также
не приводит к излому стержней.
Изломы на стержнях диаметром
10-12 мм начинаются после 5-10
кратного загиба и разгиба.
Полученные результаты ис¬
следований позволили с 1995 г. начать ЗСМК промышленное производст¬
во новой арматурной стали, которая, учитывая неотработанность техноло¬
гии ее производства и применения, поставлялась как сталь класса А400С.
Для уменьшения изменчивости механических свойств и обеспечения
их на уровне требований к стали класса А500С ЗСМК была проведена ра¬
бота по совершенствованию прокатного оборудования и установок ТМУ.
Были также ограничены нижние пределы содержания углерода и марган¬
ца и выполнены другие мероприятия.
Это позволило начать промышленное производство свариваемой ар¬
матурной стали класса А500С диаметром 12-25 мм, статистические дан¬
ные о механических свойствах которой за 1996 г. приведены в табл. 3.14.
Несмотря на сохранившуюся значительную изменчивость свойств ар¬
матуры отдельных диаметров, требуемые нормативные значения предела
текучести а-г>500 Н/мм2 обеспечиваются по всему сортаменту с вероятно¬
стью более чем 0,975 (X-2S). Расчетное сопротивление стали
Rs=450 Н/мм2 обеспечивается с вероятностью более 0,999, что соответст¬
вует требованиям СНиП. Данные ЗСМК о средних значениях (Тт, СГВ И 85
по диаметрам стали классов А500С и А400С приведены на рис. 3.10. Как
видим, значения ат стали класса А500С изменяются в пределах от 574,5
Н/мм2 для стержней диаметром 20 мм до 635,1 Н/мм2 для стержней диа¬
метром 18 мм и какого либо закономерного изменения свойств стали в
зависимости от увеличения диаметра арматуры от 12 мм до 25 мм не об¬
наружено.
Исследования механических свойств промышленных партий новой
стали показали, что по мере отработки технологии и химического состава
достигается сближение величин <гт и ав, разница между которыми состав¬
ляет около 100 Н/мм2, а среднее соотношение ав/ат=1,18.
63
<*S
H/W
ТОО
(«I
500
400
300
■200
t
110
4-
-Ь
1
-
-
1
1
—
1
/—
—
!
-•
---
•: -
т
...
*“*
.. ...
—
- •*- -
~~~
-
-Г-
-
.....
-
■j-
....
;
....
.....
i
.....
I
i- -
1
»
•
1
;
i
|
>
i
I
-T—
i
1
!
1
1
•
I I ; 1 I II II i_' ' : i ' L ' j ' ! ; •
[ 0~Г? ~1~4 Б I 8'~П0~Н2~: 14 | 4S~pa J_« " 22.3%
Рис. 3.9. Диаграммы растяжения арматурной
стали класса А500С.
1 — исходная сталь СтЗ; 2, 3 — сталь класса
А500С
Таблица 3.14
Год
Наименование
предприятия-изгото-
вителя, марка стали,
диаметр мм, число
испытаний
Класс
стали
<*т ...
от
<*в
<*в
§5
S8<
Н/мм2
%
1983
Сулинский
Ст5пс,Ст5пс,
16-18. 1000 исп.
Ат500С
(Ат-ШС)
583,5
39,7
732,8
38,2
18,3
1,35
1995
ЗСМК, СтЗпс,
12-25. 1800 исп.
А400С
549,3
45,1
657,8
44,3
21,3
2,1
1996
ЗСМК, СтЗпс,
12-25. 2800 исп.
А500С
600,2
36,1
707,9
36,4
19,7
1,7
1996
ЗСМК
СтЗпс, 10-25,
219 исп. НИИЖБ
А500С
579,3
39,9
692,0
45,4
20,0
1,77
1999
Белорусский М3
СтЗсп 10-16,
295 исп.НИИЖБ
А500С
587,7
25,1
676,2
25,4
4,5
2,0
1999
Белорусский М3
СтЗсп, 20-36,
194 исп. НИИЖБ
А500С
569,4
26,0
716,34
25,0
22,4
1,5
1998
Криворожсталь
СтЗГпс, 10-16,
144 исп. НИИЖБ
А500С
596,5
38,5
687,4
40,6
23,8
2,83
2000
АО “Северсталь”
СтЗГпс, 12-25,
150 исп НИИЖБ
А500С
583,2
41,26
689,2
33,0
22,5
1,68
Н/мм*
7М
HI
ио
^00
500
201
12 <4 « 18 20 П П <*.мм
Рис. 3.10. Значения средних показателей механических свойств арматурной стали классов
А500С и А400С производства ЗСМК:
1, 2 и 3 — ав, <гт, и 65 стали класса А500С; 4, 5 и 6 — с„, ат, и 85 стали класса А400С
64
Для оценки хладноломкости стали класса А500С ЦНИИСКом и
НИИЖБом были проведены сравнительные испытания на ударный из¬
гиб горячекатаной стали класса А240 марки СтЗсп, рекомендуемой
СНиП для монтажных петель и для применения в конструкциях при рас¬
четных зимних температурах до минус70°С, и новой термомеханически
упрочненной арматуры, изготовленной из стали СтЗпс [119].
Испытания провели на стандартных образцах с острым надрезом
“Менаже” и “ЦНИИПС”. Использование образцов “ЦНИИПС” с на¬
турной поверхностью профиля определялось тем, что на сложнонапря¬
женное состояние металла при ударном изгибе большое влияние оказы¬
вает состояние поверхности образца, Это наиболее актуально для термо¬
механически упрочненной арматуры, имеющей композитную структуру с
отпущенным слоем толщиной 0,10-0,15 d.
Образцы прямоугольного сечения “Менаже”, вырезанные из сердце¬
вины термомеханически упрочненного стержня диаметром 25 мм, пока¬
зали результаты, незначительно отличающиеся от образцов горячеката¬
ной стали. Критерий работы разрушения КС=50 Дж достигался в горяче¬
катаной стали СтЗсп при температуре минус 30°С, а в ТМУ стали СтЗпс
при температуре минус 20°С.
Результаты испытаний образцов “ЦНИИПС” с натурной поверхно¬
стью показали, что при нормальной температуре и температуре минус
20°С сталь класса А500С имеет примерно одинаковую работу разрушения
с горячекатаной сталью класса А240. При температурах от минус 40°С до
минус 70°С на образцах горячекатаной стали наблюдались случаи “прак¬
тически полностью хрупкого” разрушения. Стержни класса А500С из по-
луспокойной стали СтЗпс показали гораздо большую хладостойкость,
чем образцы горячекатаной стали СтЗсп (см. рис. 3.11).
При температурах от минус 20°С до минус 60°С работа разрушения
стали класса А500С была практически одинакова и составляла в среднем
94,0-96,5 Дж, а при минус 70°С — 63,3 Дж, что больше критерия разруше¬
ния, принятого в работе равным 50,0 Дж.
По результатам этих исследований [119] рекомендуется принимать
новую арматуру при строительстве на Севере при температурах эксплуа-
Таблица 3.15
Завод-изготовитель
и диаметр, мм
Статистические
показатели
Химический состав, %
С
Si
Mn
Сэкв
ЗСМК, 12-25
X
0,173
0,072
0,504
0,229
S
0,0111
0,0129
0,0313
-
БМЗ, 10-16
X
0,172
0,185
0,547
0,323
S
М19
0,028
0,059
0,039
БМЗ, 20-36
X
0,20Х
0,436
0,922
0,413
S
0,015
0,044
0,059
0,022
65
тации конструкции ниже минус
40°С, а также в монтажных пет¬
лях и других изделиях.
Так же, как и в ранее прове¬
денных исследованиях [22] со
сталью марки Ст5, эффект повы¬
шения стойкости стали против
хрупких разрушений достигается
за счет получаемой в результате
термомеханического упрочнения
СтЗ в потоке проката структуры
естественного композита в стер¬
жнях стали класса А500С со зна¬
чительным 0,10-0,15 d поверхно¬
стным слоем высокоотпущенно-
го мартенсита [22, 36].
Механические свойства термомеханически упрочненной арматурной
стали марки СтЗсп (см. табл. 3.12) производства БМЗ исследовали в
1994-1997 гг. на стержнях диаметром 10, 12, 14 и 16 мм более 100 пла¬
вок-партий стали промышленного производства.
Химический состав стали класса А500С приведен в табл. 3.15 и харак¬
теризуется в стержнях диаметром 10-16 мм содержанием углерода в гото¬
вом прокате от 0,14 до 0,22:% и углеродным эквивалентом Сэкв, опреде¬
ленным по формуле (3.1) от 0,26 до 0,422%. В стержнях диаметром
20-36 мм содержание углерода от 0,18 до 0,22% и углеродный эквивалент
СЭкв от 0,376 до 0,454.
Макроструктура сечения стержней характеризуется четко выражен¬
ным поверхностно отпущенным слоем толщиной от 0,12 до 0,2 d (см.
рис. 3.4).
По мере развития потребности строительства в арматуре класса А500С
ее сортамент на БМЗ был расширен до 36 мм включительно.
Результаты сертификационных испытаний стержней диаметром 20-36
мм 29 партий плавок промышленного производства также приведены в
табл. 3.12.
Испытания показали, что арматура в исходном состоянии в 100% слу¬
чаев выдерживает изгиб до 180° вокруг оправки диаметром c=3d.
Арматура диаметром 10,12 и 16 мм выдерживает изгиб до 180° при
полном соприкосновении стержней, т.е. при с —> 0.
Сталь имеет высокий предел упругости г| 1=0,85-0,95 и явно выражен¬
ную площадку текучести длиной от 1,5-2,0% у стержней диаметром
10-22 мм и 0,34-0,41% у стержней диаметром 32-36 мм.
С увеличением диаметра наблюдается тенденция к увеличению абсо¬
лютной разницы между ав и стт и их соотношения ав/ат. Так для стержней
диаметром 10, 12, 16, 20-25 и 32-36 мм это соотношение в среднем соста¬
вило 1,14, 1,21, 1,19, 1,23 и 1,3.
Рис. 3.11. Работа разрушения при ударном из¬
гибе образцов типа “ЦНИИПС”:
1 — горячекатаная сталь СтЗсп класса А240;
2 — термомеханически упрочненная сталь
СтЗпс класса А500С
66
Анализ влияния величины углеродного эквивалента Сэкв, рассчитан¬
ной по формуле (3.1), на механические свойства арматурной стали класса
А500С диаметром 10-36 мм изготовленной на БМЗ из стали СтЗсп пока¬
зал, что минимально допустимое значение ав=600 Н/мм2 для стержней
диаметром 10-18 мм соответствуют углеродному эквиваленту Сэкв=0,26.
При этом значение ах составляет около 525 Н/мм2, что хорошо согласуется
со статистичесюши данными по этой арматуре (см. табл. 3.14), где расчет¬
ные значения (X-3S) стт и ств соответственно 512,4 Н/мм2 и 600 Н/мм2.
Для арматуры из стали марки СтЗпс, с учетом необходимости обеспе¬
чения требований по прочности сварных соединений, величина Сэкв Дол¬
жна быть не менее 0,30, что объясняется пониженным содержанием
кремния в этой стали.
Характеристики пластичности 65 и 6Р, а также длина площадки теку¬
чести 1х практически не зависят от Сэкв.
Изучение свариваемости этой стали проводили путем изготовления и
испытания крестообразных соединений, выполненных контактной то¬
чечной и ручной дуговой сваркой прихватками. 97% испытанных образ¬
цов разорвались по основному металлу и 3% в зоне сварного соединения
пластично без снижения прочности. Образцы этих соединений, испы¬
танные на изгиб, в 100% случаев не разрушились при угле изгиба 180°.
Стыковые соединения, выполненные контактной сваркой, дуговой свар¬
кой протяженными швами и ванно-шовной сваркой на удлиненной до 4d
скобе-накладке, во всех случаях разупрочняются пластично при
ав>615-670 Н/мм2.
В целом по механическим свойствам, их однородности, свариваемо¬
сти и другим эксплуатационным показателям арматурная сталь класса
А500С производства БМЗ является эталоном качества и первой получила
сертификаты соответствия в системах “ГОСТ РФ” и “Мостройсертифи-
кация”.
В 1998 г производство термомеханически упрочненной арматурной
стали класса А500С было освоено комбинатом “Криворожсталь”, кото¬
рый в настоящее время изготавливает ее диаметром 6-32 мм, и в 2000 г
Череповецким комбинатом АО “Северсталь”. Данные о механических
свойствах стали, выпускаемой этими предприятиями, полученные нами
в результате проведенных НИИЖБ сертификационных испытаний, при¬
ведены в табл.3.14. Качество арматуры соответствует требованиям СТО
АСЧМ 7-93 и EN 10080.
3.4.3. Холоднодеформированая арматурная сталь
Механические свойства холоднотянутой арматуры (Вр-1) периодиче¬
ского профиля диаметром 3, 4 и 5 мм, выпускаемой по ГОСТ 6727-80, и
холоднокатаной арматурной стали, изготавливаемой из горячекатаной
стали марок СтЗпс и СтЗсп соответствуют, как правило, требованиям к
стали класса А500 (Вр500).
67
Рис. 3.12. Диаграмма растяжения холоднодеформированной стали класса А500С по ТУ 14-1
-5166-92:
1, 2 — стержни 06 мм до и после правки; 3 — стержни 012 мм
Арматурная проволока класса Вр-1 (В500) по ГОСТ 6727-80 в течение
многих лет применялась с нормируемой массой на 6,7-7,2% ниже стан¬
дартной для этих диаметров. Это достигалось за счет минусового допуска
на диаметр прутков. Таким путем обеспечивали соответствующую эконо¬
мию стали без пересчета сечений железобетонных конструкций.
В настоящее время по СТО АСЧМ 7-93 и ТУ вся холоднодеформиро-
ванная арматура поставляется с размером сечения и массой 1 пм соответ¬
ствующими номинальным, а ее механические свойства соответствуют
показателям арматуры класса А500С (Вр500), т.е. предел текучести не ме¬
нее 500 Н/мм2.
Характерной особенностью диаграммы растяжения холоднодеформи¬
рованной арматуры как в состоянии поставки, так и после правки явля¬
ется отсутствие физического предела текучести, поэтому нормативными
показателями ее прочности приняты условный предел текучести со,2 и
временное сопротивление ав (см. рис. 3.12).
Отношение ав к ао,2 относительно низкое и составляет от 1,03 до 1,12
в зависимости от диаметра и технологии производства.
Холоднодеформированная арматура диаметром 3-8 мм поставляется,
как правило, в бунтах, а диаметром 10-12 мм как в бунтах, так и в прутках
мерной длины.
68
Бунтовая арматура имеет относительно низкие пределы упругости ао,02
и сто,о5 в состоянии поставки, т.е. до правки, составляющие от 0,75 до 0,8
стод и от 0,85 до 0,9 Go,2- После правки соотношения сто,02/^0,2 и а0,05/ст0,2
несколько повышаются и составляют 0,81-0,85 и 0,87-0,9 соответственно
(см. рис. 3.12).
Расчетный предел упругости rii в бунтовой арматуре изменяется в пре¬
делах от 0,55 до 0,714 [30], а после правки может быть от 0,702 до 0,89.
Т.е. после правки эта арматура работает практически упруго до уровня
расчетного сопротивления.
Международными стандартами ISO/DIS 6935-2, ISO/DIS 10544 [18,
83] и Евронормами EN 10080[35] соотношение Для холоднодефор-
мированной арматурной стали класса А500С (В500А) нормируется соот¬
ветственно равным 1,1 и 1,05. Однако, как в нормах ISO, так и в EN 10080
допускается в отдельных прутках проволоки соотношение равное
1,03.
Российским стандартом СТО АСЧМ 7-93 [43] минимальное времен¬
ное сопротивление холоднодеформированной стали класса А500С
(Вр500) установлено равным 550 Н/мм2, а минимальное соотношение
ав/ао,2=1,05 при ав>550 Н/мм2.
ГОСТ 6727 для холоднотянутой проволоки диаметром 3,0-5,0 мм в ка¬
честве критериев пластичности приняты относительное удлинение 5юо,
измеряемое на базе 100 мм и равное 2,0%, 2,5% и 3,0%, для проволоки
диаметром 3,0, 4,0 и 5,0 мм соответственно и число перегибов равное 4.
Для прутков этих диаметров удлинение, измеренное на базе 100 мм,
близко по величине к 5Р и поэтому эта характеристика может быть сопо¬
ставима с нормами по Agt(5n) или 5р.
Международными стандартами ISO [18,83] сортамент холоднодефор¬
мированной проволоки установлен от 5 до 12 мм, a DIN 488 от 4 до 12
мм. Проволоку диаметром 3,0 мм в большинстве стран не выпускают,
опасаясь ее коррозии во времени.
В качестве критериев пластичности принимаются значения относите¬
льного удлинения (65 или 8ю) и относительное удлинение перед разры¬
вом Agt(6n). Аналогичные требования установлены также в Российском
стандарте СТО АСЧМ 7-93 и ряде ТУ на этот вид арматуры, выпущенных
в последнее десятилетие.
3.5. Заключение
Обсуждение особенностей производства, механических свойств и
условий применения ненапрягаемой арматуры для железобетонных кон¬
струкций показало, что в период с 1950 г. по 2000 г. прочность такой ар¬
матуры увеличилась в 2 раза.
В настоящее время и в ближайшем будущем основным видом армату¬
ры железобетонных конструкций является унифицированная хорошо
свариваемая сталь класса А500С с пределом текучести а-^500 Н/мм2, из¬
готавливаемая на основе той же стали СтЗ класса А240 (А-I) с пределом
69
текучести Gt>240 Н/мм2, которая 50 лет назад была основным видом ра¬
бочей арматуры железобетонных конструкций.
Микролегирование, термомеханическое упрочнение или холодное де¬
формирование позволяет получить сталь с пределом текучести
ат>500 Н/мм2 при почти таких же эксплуатационных свойствах, что и у
горячекататаной арматуры из стали марок СтЗ.
Унификация арматуры дает возможность использовать, например, тер¬
момеханически упрочненную сталь класса А500С в качестве рабочей, кон¬
структивной и вспомогательной арматуры в т.ч. в закладных деталях, мон¬
тажных петлях и т.п. Т.е. любая строительная огранизация или завод желе¬
зобетонных конструкций, применяя только один этот класс арматуры,
может полностью заменить им, все ранее применявшиеся виды арматурной
стали.
Одной из самых сложных проблем армирования, как это и ни пара¬
доксально, является получение и применение арматуры гладкой и перио¬
дического профиля диаметром 6 и 8 мм. Это связано с тем, что металлур¬
гические предприятия не заинтересованы и не имеют пока технических
возможностей производить такую горячекатаную или термомеханически
упрочненную арматуру требуемых размеров и прочности.
Поэтому строители до последнего времени имели значительный, до
20-30%, перерасход стали в изделиях, где проектами предусмотрено при¬
менение такой арматуры.
Переход на единый унифицированный класс арматуры позволит заме¬
нить горячекатаную сталь периодического профиля на более прочную хо-
лоднодеформированную и термомеханически упрочненную арматуру этих
или меньших диаметров, причем холоднодеформированная арматура мо¬
жет изготавливаться непосредственно на предприятиях стройиндустрии,
как это делается, например, на АООТ “Моспромжелезобетон” (завод ЖБИ
№18).
Здесь следует учесть опыт Германии и других стран, где в качестве ар¬
матуры диаметром 4-12 мм применяют преимущественно холоднодефор-
мированную сталь.
Переход на новую унифицированную арматуру в железобетонных
конструкциях позволяет уменьшить общий расход металла в строитель¬
стве не менее чем на 10% и, что еще более важно, снизить травматизм
при арматурных работах и повысить надежность железобетонных конст¬
рукций за счет исключения возможности хрупких разрушений арматуры
периодического профиля по дуговой сварке, характерных для стали клас¬
са А400 марки 35ГС.
В ближайшем будущем предстоит перейти на безсварные соединения
арматуры на монтаже с помощью опрессованных или навинчиваемых
муфт как это широко применяется в других странах. Наряду с повышени¬
ем долговечности при этом достигается значительная экономия электро¬
энергии.
В 1997 г. НИИЖБом были разработаны “Рекомендации по примене¬
нию в железобетонных конструкциях термомеханически упрочненной
70
свариваемой стержневой арматуры новых видов”, где рассмотрены все
необходимые данные по проектированию и изготовлению железобетон¬
ных конструкций с термомеханически упрочненной арматурой класса
А500С, а также А400С и А600С.
Госстрой РФ 11.03.98 г. выпустил Инструктивное письмо
№ОФ-132/13 “О применении в железобетонных конструкциях арматур¬
ной стали класса А500С”, где устанавливаются: нормативное сопротив¬
ление Rsn=500 Н/мм2 и расчетные сопротивления предельных состояний
первой группы: Rs=450 Н/мм2, RsW=360 Н/мм2 и RsC=400 Н/мм2 и реко¬
мендуется повсеместное применение этой арматуры.
В 2000 г. Правительством Москвы изданы разработанные НИИЖБ,
КТБ ЖБ и КТБ “МОСМ” территориальные строительные нормы г.Мо-
сквы ТСН 102-00 “Железобетонные конструкции с арматурой классов
А500С и А400С”, где представлены все данные для применения в железо¬
бетонных конструкциях термомеханически упрочненной, горячекатаной
и холоднодеформированной арматурной стали класса А500С выпускае¬
мой по стандарту СТО АСЧМ 7-93.
Таким образом, до выхода нового СНиП строители обеспечены нор¬
мативной документацией для проектирования и изготовления железобе¬
тонных конструкций с арматурной сталью класса А500С.
Глава 4. Универсальная арматурная сталь
повышенной прочности
4.1. Введение
Самым распространенным видом напрягаемой стержневой арматуры
в 60-70 годы была горячекатаная арматурная сталь класса A-IV (А600) и
упрочненная вытяжкой сталь класса А-Шв (А550в) с нормируемым пре¬
делом текучести 600 и 550 Н/мм2 соответственно.
Первоначально горячекатаная арматурная сталь класса А600 разраба¬
тывалась и применялась только как напрягаемая арматура предваритель¬
но напряженных железобетонных конструкций и была в 50-60 годы са¬
мым высокопрочным видом напрягаемой стержневой арматуры [10, 17].
Одновременно в связи с постоянным дефицитом арматуры класса А600 и
особенно диаметром 20-32 мм в строительстве широко применялась на¬
прягаемая арматура класса А550в, упрочнение вытяжкой которой осуще¬
ствлялось непосредственно на предприятиях стройиндустрии [85-89].
Позднее в 70-80 годах после разработки и освоения массового производ¬
ства и применения высокопрочной арматурной стали классов A-V
(А800), Ат-V (Ат800) и Ат-VI (Ат 1000) и развития производства высоко¬
прочной арматурной проволоки и канатов значимость арматуры повы¬
шенной прочности, только как напрягаемой, существенно уменьшилось.
Одновременно были начаты исследования возможности применения
арматуры повышенной прочности в качестве обычной ненапрягаемой
71
арматуры железобетонных конструкций [26-30, 88, 89, 90], результаты
которых будут рассмотрены ниже в разделе 4.6.
Эти исследования показали, что рассматриваемая арматура может
быть весьма эффективно использована взамен менее прочной арматуры
класса А400 в сжатых в стадии эксплуатации железобетонных элементов,
а также в широком классе изгибаемых и внецентренно-сжатых элемен¬
тов.
С развитием технологии термомеханического упрочнения в потоке
проката [22, 27, 28, 32] и других современных технологий возникла воз¬
можность массового производства арматуры класса А600С (Ат-IVC) из
экономичных материалов и обеспечения ее использования в качестве ар¬
матуры обычных железобетонных конструкций.
Весьма актуальной является проблема универсальности основной ра¬
бочей арматуры железобетонных конструкций, т.е. возможность приме¬
нения одного и того же вида стали, в качестве обычной и напрягаемой
арматуры железобетонных конструкций.
Многие предприятия стройиндустрии, имеющие широкую номенкла¬
туру производимого железобетона для промышленных и гражданских
зданий, в качестве напрягаемой стержневой арматуры больших диамет¬
ров 22-40 мм использовали до перехода на арматуру класса А500С, упроч¬
ненную вытяжкой арматурную сталь [37, 86, 87].
В 50-х годах упрочняли вытяжкой сталь класса А-П (А300) [85], а с на¬
чала массового производства в 60-х годах горячекатаной стали класса
A-III (А400) перешли на упрочнение вытяжкой стали этого класса [86-89]
и применение напрягаемой арматурной стали класса А-Шв (А550в).
Главными преимуществами этой арматуры являются:
— возможность оперативного изготовления на месте арматурной ста¬
ли требуемых диаметров и объемов;
— универсальность, заключающаяся в том, что фактически одну и ту
же партию арматуры можно применять как ненапрягаемую так, и как на¬
прягаемую;
— технологическая надежность, обеспечиваемая хорошей сваривае¬
мостью, проверяемой в процессе упрочнения и следовательно возможно¬
стью изготовления конструкций любого пролета.
Исследования [29, 37, 88, 89] показали, что арматурная сталь класса
Ат-Шв (А550в) может также эффективно применяться в качестве обыч¬
ной ненапрягаемой растянутой арматуры. При этом сортамент ее расши¬
ряется за счет упрочнения бунтовой арматуры диаметром 6-8 мм, кото¬
рую металлургические заводы страны выпускали только классом A-III
(А400). При работе в качестве растянутой арматуры железобетонных кон¬
струкций сталь класса А-Шв имеет преимущество, заключающееся в со¬
кращении ее длины после упрочнения. Минимальная величина этого
укорочения, составляет около 0,1% [87] и позволяет достичь самонапря-
жения около 180-200 Н/мм2, что особенно важно при использовании ее в
качестве ненапрягаемой арматуры. Это явление, установленное автором,
72
впоследствии подтверждено в опытах ХИСИ на железобетонных элемен¬
тах [37, 88, 89].
Недостатком этого типа арматуры является невозможность ее эффек¬
тивного использования в качестве сжатой в стадии эксплуатации армату¬
ры.
4.2. Упрочненная вытяжкой арматурная сталь класса А-Шв
(А550в)
Упрочнение вытяжкой представляет собой процедуру выбора части
условно-мгновенной пластической деформации в зоне упрочнения стали
при растяжении ее до требуемого уровня напряжений с последующим
после разгрузки повышением сопротивлений стали малым пластическим
деформациям, т.е. пределов упругости и текучести ао,02> ао,ь ао,2> °т за
счет работы пластической деформации, выбираемой при растяжении и
последующего старения.
Технология и режимы упрочнения горячекатаной арматурной стали
класса А400 (A-III) были изучены в работах [86, 87, 89].
Результаты этих исследований имеют некоторые различия в величи¬
нах рекомендуемых контролируемых удлинений и получаемых значений
пределов текучести упрочненной арматуры. Это объясняется главным
образом различием в механических свойствах исходной, до упрочнения,
арматурной стали.
Поэтому рассмотрим технологические параметры упрочнения на базе
статистических данных [22] о диаграммах растяжения горячекатаной ар¬
матурной стали класса А400 (A-III) в 95% интервале изменчивости для
стали этого класса марок 25Г2С и 35ГС (см. рис. 4.1).
Как видно из рис. 4.1. при контролируемом напряжении
асоп=550 Н/мм2 возможные деформации арматуры могут изменяться в
пределах от 1% до 6%.
Здесь сказывается как изменчивость свойств стали по марке, так и
различия в свойствах стали марок 25Г2С и 35ГС, в которой, как было по¬
казано ранее, соотношение ат/ав меньше. Поэтому нормируемые преде¬
льные допустимые деформации при упрочнении вытяжкой стали
25Г2С-3,5% [86], а стали 35ГС-4,5% [87].
Ниже рассмотрим некоторые основные результаты исследований ста¬
ли 35ГС диаметром 14-36 мм [87]. Всего было испытано 418 образцов ис¬
ходной и упрочненной арматуры 13 плавок.
Вся арматурная сталь была разделена на группы по диаметрам 14-16
мм, 20-25 мм и 32-36 мм. В каждой группе были плавки с верхним и ниж¬
ним содержанием углерода и легирующих элементов.
Данные о механических свойствах стали в исходном состоянии и по¬
сле упрочнения приведены в табл. 4.1.
На рис. 4.2. приведены общие данные по изменению величины услов¬
ного предела текучести образцов стали марки 35ГС, упрочненных вытяж-
73
Рис. 4.1. Диаграмма растяжения горячекатаной арматурной стали класса А400 (А-Ш) марок
25Г2С и 35ГС.
1 — минимальные; 2 — средние и 3 — максимальные величины механических свойств
кой при контролируемом относительном удлинении от 2,1 до 5,6%. Всего
213 образцов 13 плавок, не подвергнутых искусственному старению.
ао,2(°т)= 500 + 208s, Н/мм2, (4.1)
где:
cf0,2((Jt) — условный (или физический) предел текучести, Н/мм2;
Es — величина контролируемого удлинения при упрочнении в %.
Максимальный фактический разброс величин предела текучести со¬
ставил приблизительно 100 Н/мм2.
Таблица 4.1
Характеристика стали
Средние показатели _
механических свойств - X
Среднеквадратиче¬
ские отклонения -S
<*т(<*0,2)
65
«р
от
Н/мм2
%
Н/мм2
Исходная
416,0
677,0
23,2
15,3
13,5
26,2
Упрочненная при осоп=550 Н/мм2
575,0
689,0
19,8
12,2
26,7
22,2
Упрочненная при £5=4%
588,0
688,0
19,3
10,2
29,6
24,8
Упрочненная при £s=4,5%
600,0
685,0
18,8
9,8
30,0
24,4
74
Статистическая обработка величин относительного удлинения после
разрыва — 65 образцов, упрочненных до контролируемого напряжения
асоп=550 Н/мм2 и до контролируемого удлинения 4,0 и 4,5%, показывает,
что 85 мало меняется в зависимости от режима упрочнения и колеблется
соответственно от 11,0 до 28,0%, от 15 до 30% и от 11 до 25%. Упрочнение
вытяжкой до контролируемого удлинения es=4,0% обеспечивает несколь¬
ко больший запас пластичности чем упрочнение до контролируемого уд¬
линения 4,5%. Разница средних величин 65 соответствует разнице вели¬
чин контролируемого удлинения при упрочнении и составляет 0,5% (см.
табл. 4.1).
На рис. 4.3 приведено распределение величин относительного удлине¬
ния при разрыве 5р 210 образцов 13 плавок стали марки 35ГС, упрочнен¬
ных вытяжкой при контролируемом удлинении es от 2,1 до 5,6%.
В результате математической обработки результатов опытов получено
уравнение:
6Р= 12,53 - 0,45es, %, (4.2)
где:
5р — относительное равномерное удлинение после разрыва, %;
65 — величина контролируемого удлинения при упрочнении вытяжкой, %.
На рис. 4.2 и на рис. 4.3 пунктирными линиями отделены полосы тео¬
ретически возможных минимальных и максимальных значений, исходя
из X±3S.
Рис. 4.2. Изменение величины условного предела текучести 00,2 образцов стали марки 35ГС,
упрочненных вытяжкой, в зависимости от величины контролируемого удлинения вытяжкой;
213 образцов, 13 плавок
75
t
16
12
8
4
О
6 =12,35-0,45es%
■
1
* *
•
* » i
•
•
•
•••
jAl
—ж—М
L■*
t
Ji
—
** л
«• Я
• •
•
W
***
Sjn
r •
•
t:
*
i-
2If 2,8 3,0 3,6 4,0 kxk 4,8 5,2 5,8 5,8 £s%
Рис. 4.3. Изменение величины относительного удлинения при разрыве 5р образцов стали мар¬
ки 35ГС, упрочненных вытяжкой, в зависимости от величины контролируемого удлинения
вытяжкой
Максимально возможный разброс величины 5Р составил ±6%, а наи¬
меньшее теоретически возможное значение 5р образцов, упрочненных
вытяжкой до контролируемого удлинения 4,0%, составляет 4,55%.
Вышеизложенные данные показывают, что разница в величине конт¬
ролируемого удлинения при упрочнении вытяжкой в 0,5%, незначитель¬
но сказывается на изменении величины предела текучести и вызывает
снижение запаса пластичности у упрочненных вытяжкой образцов, близ¬
кое к разнице в величине контролируемого удлинения.
Это объясняется тем, что диаграмма as-es для арматурной стали марки
35ГС имеет крутой подъем сразу после площадки текучести, а затем
плавную и почти горизонтальную линию, характеризующую участок, где
в основном происходят пластические деформации (см. рис. 4.1).
В отдельных случаях, даже при небольшой (2-3 минуты) выдержке под
нагрузкой первоначально соответствующей удлинению в 4,0%, получа¬
лось удлинение в 4,5%.
Рассмотрим характер деформаций при упрочнении стержней армату¬
ры плавки 298170, которые при контролируемом напряжении
<W=550 Н/мм2 дали удлинение es от 5,13 до 5,62%.
По ходу упрочнения этих стержней измеряли и деформации и напря¬
жения. Эти замеры показали, что при удлинении в 3,5% напряжение со¬
ставило 500 Н/мм2, при удлинении в 4,0% около 520 Н/мм2, а при удли¬
нении в 4,5% около 530 Н/мм2. Следовательно, в случае упрочнения
стержней, обладающих высокой пластичностью, для обеспечения
асоп=550 Н/мм2 недостаточно удлинения ни в 4,0% ни в 4,5%. Однако,
этих величин удлинения в большинстве случаев достаточно для получе-
76
Рис. 4.4. Изменение диаграммы растяжения стали марки 35ГС плавки 2110126 после упроч¬
нения вытяжкой и искусственного старения:
а — образец в состоянии поставки; Es=l,875 105 Н/мм2; б — образец упрочненный вытяж¬
кой Es= 1,63-105 Н/мм2; в — образец упрочненный вытяжкой и подвергнутый искусственно¬
му старению; Es = 1,875 105 Н/мм2
ния после упрочнения и последующего старения предела текучести Go,2
большего или равного 550 Н/мм2 (см. рис. 4.4).
При изготовлении сборных преднапряженных железобетонных кон¬
струкций вся арматура вместе с бетоном после формования изделия под¬
вергается термовлажностной обработке при t=60-80°C в течении 4-12 ча¬
сов. Это по сути дела является формой искусственного старения.
Влияние старения было изучено на 112 образцах 7 плавок стали,
упрочненной вытяжкой. Испытания проводились в течение суток после
упрочнения, через 3 недели после упрочнения и после искусственного
старения путем двухчасовой пропарки при t=95-100°C.
Результаты испытаний показали, что у стали упрочненной до
Gcon=550 Н/мм2, £s=4,0% и es,=4,5% предел текучести после искусствен¬
ного старения повысился на 40-50 Н/мм2 и во всех случаях стал сущест¬
венно больше нормируемого 550 Н/мм2 (см. рис. 4.5).
При этом наблюдается также значительное повышение пределов
упругости Go,o2> а0,05и стод (см- Рис- 4.4) и появление площадки текучести.
Относительное удлинение после разрыва 85 и 5Р упрочненной стали по¬
сле старения понижается в среднем на 1,2% независимо от режима
упрочнения.
С учетом вышеуказанного для практических целей были рекомендо¬
ваны следующие режимы упрочнения арматурной стали класса А400
(A-III) марки 35ГС:
77
<*0,2 Н/ММ2
500
2,5 3,0
3,5 4,0 45 5,0 es%
Рис. 4.5. Распределение величин предела текучести арматуры из стали марки 35ГС в состоя¬
нии поставки, после упрочнения вытяжкой и после упрочнения вытяжкой и искусственного
старения; 112 образцов, 7 плавок.
Условные обозначения: 1 — через 1 сутки упрочнения; 2 — через 3 недели после упрочне¬
ния; 3 — после 2 часовой пропарки; 4 — образцы в состоянии поставки
— с контролем напряжения асоп=550 Н/мм2 при относительном уд¬
линении es не более 4,5%;
— с контролем только удлинения при контролируемом удлинении
Для стали этого класса марки 25Г2С относительное удлинение, как в
случае упрочнения с контролем напряжения асоп=550 Н/мм2, так и в слу¬
чае контроля только удлинения, принято 3,5% [86].
Многолетняя практика производства упрочненной вытяжкой армату¬
ры класса А-Шв (А550в) позволила собрать достаточное количество
опытных данных о механических свойствах и диаграмме растяжения это¬
го вида арматуры, которые после старения в процессе термообработки
железобетонных конструкций характеризуются значениями предела те¬
кучести а-г>600 Н/мм2, ав>650 Н/мм2, предела упругости tji>0,75 и отно¬
сительного удлинения 85>17% и 6р>7% [10, 88, 89].
Технология сварки и прочность сварных соединений соответствует
требованиям нормативных документов к горячекатаной арматурной ста¬
ли класса А400 (A-III) [37].
Нормативная (минимальная с 95% обеспеченностью) диаграмма
условно-мгновенного растяжения стали класса А550С (А-Шв) диамет¬
ром 6-40 мм может быть описана уравнением (2.9) при
сго,2(Ог)=550 Н/мм2 и параметрах r|i=0,75; л з=ао,5Л*о,2= 1,054 и
Л4=^00 2= 1,17. Возможное наличие площадки текучести не дает значи¬
тельных отклонений расчетной диаграммы от фактической (см. рис. 4.6).
Вполне допустимо также рассматривать для этой стали нормативные и
расчетные диаграммы, исходя только из упругой работы т.е. es= Gs/Es при
о>550 Н/мм2.
£§—4,0%.
78
I 1 I 3 4 5 6 J e.%
Рис. 4.6. Диаграммы растяжения арматурной стали повышенной прочности:
1 - А600 (20ХГ2Т), 2 - А600 (80С). 3 - АтбООС (27ГС), 4 - А600С (Врп-1), 5 - А550в
4.3. Горячекатаная арматурная сталь класса А600 (А-IV)
Производство и применение арматурной стали A-IV (А600) с услов¬
ным пределом текучести аод>600 Н/мм2 и временным сопротивлением
ав>900 Н/мм2 начато в 1956 г. Первой сталью этого класса была 30ХГ2С
[17, 19, 64], химический состав которой приведен в табл. 4.2.
Металлографические исследования, проведенные ЦНИИЧерметом и
ЦНИИСК [19, 64], показали, что сталь 30ХГ2С в зависимости от условий
охлаждения и химического состава может иметь структуры, относящиеся
к различным температурным областям распада аустенита.
Таблица 4.2
Марка стали
С
Si
Mn
Cr
Другие
легирующие
%
30ХГ2С
0,26-0,35
0,6-0,9
1,2-1,6
0,6-0,9
-
80С
0,74-0,82
0,6-1,0
0,5-0,9
-
Титан
0,03-0,04
20ХГ2Ц
0,19-0,26
0,4-0,7
1,5-1,9
0,9-1,2
Цирконий
0,05-0,14
20ХГ2Т
0,19-0,26
0,5-0,7
1,2-1,7
1,2-1,7
Титан
0,02-0,08
20ХГСТ
0,18-0,25
1,0-1,3
1,0-1,3
1,0-1,3
Титан
0,08-0,15
Примечание. Содержание Р и S не более 0,04% каждого.
79
Основная масса имела структуру бейнита, встречались также структу¬
ры перлито-феррита и мартенсита. Поэтому сталь этой марки обладала
повышенной чувствительностью к колебаниям химического состава, из¬
менениям условий аустенизации и скорости охлаждения в субкритиче-
ском интервале температур. Вследствие этого арматурная сталь 30ХГ2С
сразу после проката имела неоднородные механические свойства, низ¬
кую пластичность и ограниченную свариваемость.
Восьмилетний опыт применения стали 30ХГ2С и параллельные исследо¬
вания позволили отработать технологию заготовки и натяжения напрягаемой
стержневой арматуры класса А600, выявить ее преимущества и недостатки и
наметить пути развития производства и рационального применения горячека¬
таной напрягаемой арматурной стали классов А600 (A-IV) и А800 (A-V).
Дальнейшие исследования были направлены на создание и внедрение
напрягаемой арматурной стали класса А600 (A-IV) двух видов:
— экономичной, с повышенным содержанием углерода и уменьшен¬
ным — легирующих элементов (марок 80С и 65ГС);
— свариваемой, с уменьшенным по сравнению со сталью 30ХГ2С со¬
держанием углерода, легированной дополнительно марганцем, хромом,
титаном, цирконием и другими элементами (см. табл. 4.2).
Напрягаемую стержневую арматурную сталь с повышенным содержа¬
нием углерода, т.е. несвариваемую, можно применять в предваритель-
но-напряженных железобетонных конструкциях, для которых (при проле¬
тах до 12 м) стержни арматуры поставляют и используют в мерных длинах,
без сварки. К арматуре такого вида относится сталь 80С, разработанная в
1963 г. Макеевским металлургическим заводам и НИИЖБом*.
В связи с относительно высоким содержанием углерода время вы¬
плавки этой стали сокращается, а легирующих элементов в ней меньше,
чем в других сталях этого класса, поэтому себестоимость стали марки 80С
значительно ниже себестоимости напрягаемой стержневой арматуры
других видов, в том числе и класса А-Шв (А550в).
По структуре сталь 80С представляет собой тонкопластинчатый пер¬
лит без участков мартенситного и бейнитного происхождения [64, 91, 95].
Присадки титана (0,03-0,04%) способствуют измельчению зерна в горя¬
чекатаном состоянии и повышению характеристик сопротивления плас¬
тической деформации, в частности ао;2-
Механические свойства горячекатаной арматурной стали марки 80С ис¬
следовали совместно с металлургическими заводами, предприятиями строй¬
индустрии, Донецким политехническим институтом и ЦНИИЧМ [92-95].
Арматурная сталь 80С диаметром 12-16 мм в состоянии поставки пол¬
ностью отвечает требованиям ГОСТ 5781 к механическим свойствам ар¬
матурной стали класса А600 (А-IV).
Отмечена высокая однородность свойств этой стали, характеризуемая
коэффициентами вариаций величин ав, аод и 65, соответственно равны-
А.С. №165184 (СССР). Высокопрочная арматурная сталь /А.И.Жуков, Б.Р.Ратнер,
К.С.Алферов и др. — 3аявл.09.05.93, №835348/22-2; опубл. в Б.И; 1964, №18
80
ми 4,7, 7,44 и 19,4%. Временное сопротивление стали 80С, как правило,
больше 1000 Н/мм2, соотношения оо^/ств, и сго.ог/^од* в среднем состав¬
ляют соответственно 0,615 и 0,8 и изменяются в пределах: первое -
0,59-0,64, второе - 0,75 и 0,9 (см. рис. 4.7).
Наименьшие опытные значения 65 — 6%ибр — 3%. Внутриплавочная
изменчивость механических свойств, выявленная в результате испыта¬
ний 59 образцов арматуры диаметром 14 мм пл.233061, проведенных в
различное время в течение 1,5 лет, определяется размахом по ав, оод,
оо,02» S5 и 6р, соответственно 45, 40, 100 Н/мм2 и 6 и 4%. Изменчивость
значений ав и ао,2 по длине 6-метрового прутка не превышает 10 Н/мм2.
Начальный модуль упругости Es стали 80С в среднем составляет
2,06 105 Н/мм2. В опытах он изменялся от 1,95 до 2Д6105 Н/мм2, что зна¬
чительно выше, чем у других сталей этого класса.
Угол изгиба вокруг оправки диаметром 5d для арматуры диаметром 12
и 14 мм составил 140-180°, а для образцов диаметром 16, 25 и 32 мм —
38-180° и значительно изменялся по длине прутка.
Ударная вязкость стали 80С низкая: при температуре 20°С — от 0,13 до
0,26 М-Дж/м2, а при температуре минус 30°С — от 0,06 до 0,08 М Дж/м2.
500 600 700 000 900 1000 1100 1200 Osv
Н/мм2
Рис. 4.7. Кривые распределе¬
ния механических свойств ста¬
ли класса A-IV марки 80С,
диаметром 12-16 мм (произ¬
водства КрМК и ММК):
1 Gq 2» 2 ств, 3 Oj,
4-5р;
— браковочные значе¬
ния механических свойств
стали класса А600 (A-IV) по
ГОСТ 5781
81
Испытания [96] показали, что эта сталь весьма чувствительна к кон¬
центраторам напряжений в виде надрезов глубиной 0,05d и ожогов на
продольных ребрах от электрической дуги. Понижение температуры ис¬
пытаний на растяжение от +20 до —40°С сопровождается уменьшением 5Р
почти в 10 раз и заметным снижением ств. Поэтому сталь 80С не рекомен¬
дуется применять в конструкциях, эксплуатируемых на открытом воздухе
и в не отапливаемых помещениях при температуре ниже —30°С.
На втором этапе исследовали механические свойства стали в горячеката¬
ном состоянии по данным контрольно-сдаточных испытаний металлургиче¬
ских заводов и в состоянии поставки на заводы железобетонных конструкций.
Статистическая обработка результатов испытаний 2643 образцов ар¬
матурной стали диаметром 14-16 мм (382 плавки) Макеевского (ММК) и
10-14 мм (140 плавок) Криворожского (КрМК) металлургических комби¬
натов подтвердила результаты исследований НИИЖБ и показала, что
при средних значениях ав от 1129,2 до1062,5 Н/мм2 в зависимости от диа¬
метра прокатываемой стали коэффициенты вариаций ав составили
3,58-5,12%. При средних значениях сод от 720 до 610 Н/мм2 и 65 от 11,5
до 9,5% коэффициенты вариаций сто,2 и 85 по диаметрам находились в
пределах соответственно 5,25-10% и 17-20,13% (см. рис. 4.8).
Os
Н/мм*
ЦОС.
Г ООО.
900.
800
700
600
500
Ю 12 14 I6
1
Кр
.т
1
г~
ММК
■ ■■
•
'——1
_L
о ..
■■1 —<
> (
—ии,
'
i
л
*
«
1
Рис. 4.8. Изменение механиче¬
ских свойств стали класса
А600 (А-ГУ) марки 80С в зави¬
симости от диаметра:
1 ав, 2 ^0,2’ ^ ^5’
— • — • — _ границы изменчи¬
вости свойств при вероятно¬
сти Р = 0,9
82
Таблица 4.3
Харак¬
теристика
Число
испытаний
X
S
Cv=S/X
х100%
Нормативные
величины
X-1,64S
X-3S
Сертификационные данные
а„, Н/мм2
4831
1060,1
47,2
4,45
900
990,5
918,5
Оо,2, Н/мм2
4831
668,2
44,2
6,61
600
600
535,6
85,%
4831
9,4
1,62
17,9
6
6,38
4,18
Испытания НИИЖБ и заводов ЖБИ
ов, Н/мм2
3242
1073,3
50,5
4,7
900
984,6
921,9
ао,2, Н/мм2
1105
668,3
49,6
7,44
600
590
519,5
85, %
2118
11,0
2,13
19,4
6
7,51
4,6
В объеме производства стали 80С основное место занимала арматура
диаметром 12 и 14 мм, изменчивость механических свойств которой иссле¬
довали по данным испытаний образцов от 800 партий-плавок, поступив¬
ших на Московские заводы железобетонных изделий № 4, 5,6 и 11 [92-93].
Результаты испытаний 4831 образца (сертификаты) и 3242 образцов
(контрольные испытания) приведены в табл. 4.3.
Данные испытаний НИИЖБ и заводов железобетонных конструкций
хорошо совпадают по значениям св и аод с результатами контрольно-сда¬
точных испытаний металлургических заводов (сертификаты).
Величины 65, полученные по данным сертификатов, в среднем на 20%
ниже, чем результаты испытаний стали у потребителя. Это свидетельст¬
вует о проявлении эффекта вылеживания стали 80С в период ее транс¬
портирования и хранения на металлургическом заводе, а затем на пред¬
приятиях строительной индустрии и объясняется так же, как и для стали
30ХГ2С, диффузией водорода из стали и некоторым изменением размера
зерен во времени. Однако, эти явления происходят в стали 80С в значи¬
тельно меньших масштабах, чем в стали 30ХГ2С. Значения 65 >6% обес¬
печиваются непосредственно после прокатки в 95% случаев, а в состоя¬
нии поставки в 98-99% случаев (см. рис. 4.7 и табл. 4.3).
Влияние масштабного фактора на механические свойства стали пока¬
зано на рис. 4.8. С увеличением диаметра прокатываемой арматуры на¬
блюдается общее достаточно монотонное снижение характеристик проч¬
ности и пластичности, особенно заметное при переходе от диаметра
10 мм к диаметру 12 и 14 мм.
Средние значения условного предела Текучести с?о,2 существенно уме¬
ньшаются также с увеличением диаметра от 14 до 32 мм, хотя ств и 65 не
претерпевают при этом таких больших изменений. Диаметр арматуры не
оказывает заметного влияния на межплавочную дисперсию механиче¬
ских свойств, которая в большей степени зависит от условий производст¬
ва стали на различных металлургических заводах.
83
Рис. 4.9. Диаграмма услов¬
но-мгновенных пластических
деформаций стали марки 80С:
• — опытные данные; 1 — рас¬
четные средние при r|i=0,74 по
формуле (4.3); 2 — то же при
r|i=0,70; 3 — границы измен¬
чивости при вероятности
Р=0,9
Диаграмму растяжения стали 80С в состоянии поставки исследовали
по результатам испытаний 72 образцов арматуры диаметром 12-16 мм,
взятых от 12 партий-плавок различного химического состава (по 6 образ¬
цов от партии).
Уравнение связи es.pi и as в пределах es.pi от 0,0005 до 0,005 (см.
рис. 4.9) имеет вид:
es.pl =0,1143 (0^0,2- 0,74)3 (4.3)
и достоверно описывается выражением (2.9) при r|i=0,74;
Пз=<*о.5М),2=1,093 и Л4=ав/а0>2=1,61 (см. рис. 4.6 и 4.9)
Опыты [59, 60, 97] показали, что сталь 80С благодаря устойчивой и мел¬
кодисперсной структуре обладает относительно высокой стойкостью про¬
тив коррозионного растрескивания при напряжениях, соответствующих
расчетному. Поэтому СНиП II-A. 10-75 рекомендует ее для применения в
качестве напрягаемой арматуры предварительно-напряженных железобе¬
тонных конструкций, эксплуатируемых в агрессивных средах. Вместе с тем
из-за плохой свариваемости [17, 93], недостаточной пластичности и проч¬
ности при низких отрицательных температурах область применения арма¬
турной стали марки 80С ограничивается использованием ее в виде прутков
диаметром 10-18 мм мерных длин в предварительно-напряженных железо¬
бетонных изделиях пролетом до 12 м. В случае необходимости стыковку
стержней немерных длин этой стали рекомендуется выполнять опрессов¬
кой втулок или с помощью муфтовых соединений.
Исследования влияния легирующих добавок на свариваемость разных
по составу сталей с механическими свойствами, соответствующими тре¬
бованиям ГОСТ 5781 к арматурной стали класса А600 (А-IV), показало,
что удовлетворительную свариваемость в сочетании с требуемой прочно¬
стью имеют хромо-марганцовистые стали с содержанием углерода
0,20-0,28% [64, 98]. Этот вывод, а также результаты изучения влияния со¬
держания различных легирующих элементов на механические свойства
таких сталей в горячекатаном состоянии [64, 98, 19, 17] позволили со-
84
здать свариваемую горячекатаную арматурную сталь класса А-IV (А600)
нескольких марок: 20ХГ2Ц, 20ХГСТ, 20ХГ2Т и 20ХГ2Ф, отличающихся
от 30ХГ2С уменьшенным содержанием углерода и модифицирующими
добавками титана, циркония или ванадия (см. табл. 4.2).
Уменьшенное по сравнению с содержанием в стали 30ХГ2С количест¬
во углерода в этих сталях компенсируется большим расходом марганца
или кремния и введением указанных выше модифицирующих добавок,
которые, наряду с увеличением относительного удлинения при разрыве
65 и 5р, способствуют определенному улучшению в горячекатаном состо¬
янии характеристик сопротивления стали пластическому деформирова¬
нию (70,02 и ао.2и ускоряют процессы изменения свойств стали в процессе
“вылеживания”. Это объясняется тем, что добавка в хромомарганцови¬
стые стали рассматриваемых марок элементов с большой карбидообразу¬
ющей способностью, таких, как титан, ванадий или цирконий, приводит
к уменьшению размера зерен и расширению интервала бейнитных пре¬
вращений [64, 91]. Одним из наиболее эффективных карбидообразую¬
щих элементов является титан: 0,02-0,08% его оказывает такое же влия¬
ние, как легирование цирконием в количестве 0,06-0,014%.
Исследования физико-механических свойств этих сталей проводи¬
лись в НИИЖБе совместно с Макеевским, Череповецким (ЧерМК), Че¬
лябинским (ЧМК) и Салдинским (СМЗ) металлургическими комбината¬
ми, ЦНИИЧМ, ЦНИИСК, УралНИИПроектом, Уральским и Донецким
политехническими институтами, заводами железобетонных конструкций
Москвы, Череповца, Вильнюса и другими организациями.
Механические свойства арматуры в состоянии поставки исследовали
на образцах стали марок 20ХГ2Ц производства ЧМК, ЧерМК и СМЗ.
Общее число плавок-партий стали одного диаметра — 47. Диаметр арма¬
туры 10-32 мм (см. рис. 4.10-4.12).
Специально для исследования ЧерМК (АО “Северсталь”) в 1966 г. из¬
готовил две плавки стали 20ХГ2Ц диаметром 12-32 мм с содержанием уг-
Рис. 4.10. Диаграмма услов¬
но-мгновенных пластических
деформаций стали марки
20ХГ2Ц:
• — опытные данные; 1 —
расчетные средние при
тц-0,4 по формуле (4.4); 2 —
границы изменчивости при
вероятности Р=0,9
85
%
,0
16.0
Рис. 4.11. Изменение механи-
в.о ческих свойств стали класса
А600 (А-1У) марки 20ХГ2Ц в
зависимости от диаметра:
о 1 — <^в; 2 — оо,2; 3 — 00,1; 4 —
°0,02> 5 — 65; 6 — 5р
ММ
лерода и легирующих элементов на нижнем (№ 83112) и среднем
(№ 63760) уровнях марочного химического состава.
Выплавляли сталь в 350-тонных мартеновских печах с разливкой в два
ковша. В каждой плавке от одного ковша стали отбирали по три средних
по порядку разливки слитка. Два — прокатывали на заготовку размером
80x80 мм, а третий 100x100 мм. Заготовки стали плавки № 63760 выдер¬
живали в ямах замедленного охлаждения 65 ч, а плавки № 83112 — 45 ч.
Вынутые из ям заготовки рассортировали так, чтобы арматуру каждого
профиля прокатывали из заготовок разного уровня по высоте слитка для
обеспечения максимальной изменчивости механических свойств. Из за¬
готовок размером 80x80 мм прокатывали арматуру диаметром 12, 14, 18,
20, 22, 25 и 28 мм, а из заготовок размером 100x100 мм — диаметром
32 мм. Арматуру диаметром 12-22 мм прокатывали на стане 250-1, а диа¬
метром 25-32 мм — на стане 350.
Половину арматуры от каждой партии одной плавки и диаметра под¬
вергали отпуску при t=250°C в течении 12 ч в колпаковых печах.
Испытания на растяжение и загиб в холодном состоянии проводили
на Череповецком металлургическом комбинате в день прокатки и в НИ-
Г2 R 16 18 20 22 25
86
Рис. 4.12. Распределение меха¬
нических свойств арматурной
стали класса А600 (A-IV) марок
20ХГ2Ц, 20ХГ2Т и 20ХГ2Ф
диаметром 10-32 мм в состоя¬
нии поставки
ИЖБе через 3-4 мес. В результате установлено, что с увеличением диа¬
метра механические свойства стали 20ХГ2Ц несколько уменьшаются, что
особенно видно из данных испытаний в состоянии поставки стали плав¬
ки № 63760 (рис. 4.11).
Влияние масштабного фактора на свойства стали имеет сложный ха¬
рактер, обусловленный комплексом технологических факторов: степе¬
нью обжатия заготовки, температурой конца прокатки, скоростью про¬
катки и охлаждения стали, которые наряду с химическим составом опре¬
деляют конечные свойства арматурной стали.
Снижение характеристик прочности стали св и аод в среднем состав¬
ляет 5 Н/мм2 при увеличении номинального диаметра на 1 мм и соответ¬
ствующем увеличении 5Р на 0,2% (абсолютных). Изменение механиче¬
ских свойств стали в зависимости от диаметра наиболее заметно, когда
она находится в горячекатаном состоянии и в некоторой степени ниве¬
лируется за счет “вылеживания” или низкотемпературного отпуска. Вы¬
леживание стали 20ХГ2Ц и 20ХГСТ так же, как и рассмотренной ранее
30ХГ2С, способствует повышению ее пластичности.
Наименьшие значения относительного удлинения и угла изгиба стали
в холодном состоянии регистрируются через 1-3 суток после прокатки,
87
затем с течением времени величина 85 начинает увеличиваться, достигая
браковочных значений на 6-10-й день, а значений порядка 9-18% — че¬
рез 20-30 дней. Это связано, как отмечалось, с удалением водорода из ме¬
талла путем диффузии и применительно к стали 20ХГ2Ц было доказано
прямым экспериментом ЦНИИЧМ [91].
Скорость нарастания пластичности при вылеживании в значительной
степени зависит от температуры, поэтому относительное удлинение 65
стали, поставляемой в зимнее время, меньше, чем летом, но во всех слу¬
чаях превышает 6% к моменту ее применения в железобетоне. Пластиче¬
ские свойства стали могут быть повышены путем выдержки ее в теплом
помещении 2-5 суток или в пропарочных камерах заводов-потребителей
в течение 10-12 ч.
Опыты показали, что средняя внутрипартионная изменчивость харак¬
теристик механических свойств стали оцениваемая с 95% вероятностью
по результатам испытаний 12-36 образцов стали каждого диаметра взятых
от 12 партий-плавок арматуры, характеризуется коэффициентами вариа¬
ций величин ав, ао,2, сго,о2> 85 и 5Р, соответственно равными 3; 4; 5; 10 и
22%, что несколько ниже чем у стали 30ХГ2С, но превышает аналогич¬
ные характеристики стали 80С.
Во время испытаний стали на изгиб в холодном состоянии наблюда¬
лись случаи разрушений образцов при угле изгиба менее 45°, однако,
число таких результатов в опытах с арматурой диаметром 10-18 мм не
превышали 1%.
На рис. 4.12 приведены результаты статистической обработки мето¬
дом сумм данных 282 испытаний арматурной стали диаметром 10-32 мм
класса A-IV марок 20ХГ2Ц, 20ХГСТ, 20ХГ2Т и 20ХГ2Ф 47 опытно-про-
мышленных партий в состоянии поставки в НИИЖБе и на заводах желе¬
зобетонных конструкций.
Характерным для сталей этих марок являются низкие средние отно¬
шения а0,02М),2 и ао,2/ав, Равные соответственно 0,63 и 0,67 и мало изме¬
няющиеся в зависимости от диаметра и других факторов.
Среднестатистическая диаграмма растяжения арматурной стали
20ХГ2Ц диаметром 12-32 мм в состоянии поставки удовлетворительно
апроксимируется уравнением (2.9) при r|i=0,4; Лз=сго,5/сто,2==1Д84 и
П4=<*вЛуо,2=М9. При ст5>1,1ао,2 уравнение диаграммы растяжения имеет
вид:
ss =|^ + 0,0093-(-^--0,4)3. (4.4)
l-'s СТО,2
Исследования предельных ошибок расчета деформаций, исходя из
уравнения (4.4), проведенные по результатам 72 испытаний 12 пар¬
тий-плавок стали диаметром 12-32 мм, показали, что в 90% случаев
ошибки расчета es при es.pi до 1% не превышает ±12% (см. рис. 4.10).
88
Относительные удлинения 85 и 6р стали в состоянии поставки во всех
случаях превышали браковочные значения, равные соответственно 6 и 2%.
Начальный модуль упругости Es изменялся в пределах (1,6-2,5)-105 Н/мм2
и в среднем составил 1,85* 105 Н/мм2.
Низкотемпературный отпуск стали 20ХГ2Ц при Т=250°С приводит к
некоторому повышению значений сто,02 и 00,2 ПРИ одновременном увеличе¬
нии относительных удлинений 65 и 5Р, угла изгиба стали в холодном состо¬
янии а и практически неизменном ав. Средние отношения сто,02/00,2 и
ао,2/ов увеличиваются до 0,73-0,75 и г\\ до 0,5, а диаграмма растяжения ап-
роксимируется уравнением (2.9) при r|i=0,5; Лз=оо,5/оо,2=1Д47 и
Л4=Ов/а0,2=1,32.
При а8<ао,5 уравнение диаграммы растяжения соответствует выраже¬
нию:
£s =|L + 0,016(-^-Q5)3. (4.5)
bs а0,2
При этом сталь с химическим составом на среднем уровне марочного
для 20ХГ2Ц и 20ХГ2Т отвечает требованиям к арматуре класса А800
(А-V), т.е. (*0,2^800 Н/мм2; ав>1050 Н/мм2 и Ь$>1%.
Арматурная сталь марок 20ХГ2Ц и 20ХГ2Т значительно лучше стыку¬
ется сваркой, чем 30ХГ2С [64, 98, 99], обладает хорошей ударной вязко¬
стью при температурах до —40°С, сохраняет высокие пластические и
прочностные свойства при растяжении в условиях низких отрицательных
температур и динамических нагрузок [19, 94]. Поэтому ее можно приме¬
нять практически при любых условиях эксплуатации предварительно-на¬
пряженных железобетонных конструкций без ограничения длины проле¬
та.
Начиная с 1963 г. эта арматура полностью заменила сталь марки
30ХГ2С и в течении почти 10 лет была основной напрягаемой стержне¬
вой свариваемой арматурой преднапряженных железобетонных конст¬
рукций.
4.4. Термомеханически упрочненная арматурная сталь класса
А600С (At-IVC)
4.4.1. Структура и механические свойства
Термомеханически упрочненная свариваемая арматура класса А600С
(Ат-IVC) изготавливается по такой же технологии, как и сталь
классаА500С, путем ускоренного охлаждения в потоке проката с темпе¬
ратурой самоотпуска около 500-550°С [22, 27, 29] из низколегированных
сталей марок 28С, 27ГС или 25Г2С.
Химический состав стали класса АтбООС по ГОСТ 10884 ограничива¬
ется содержанием углерода до 0,32% и значением углеродного эквива¬
лента Сэкв, определяемого по формуле:
89
СЭкв=С + ^ + у>0,44% (4.6)
Российским стандартом СТО АСЧМ 7-93 эта сталь обозначается как
А600С.
Требования к химическому составу стали А600С регламентированы
нормами, приведенными в табл. 4.4.
Таблица 4.4
Класс
прочности
Химический состав, %, не более
Углерод
Кремний
Марга¬
Фосфор
Сера
Азот
Углеродный
С
Si
нец Мп
р
S
N
эквивалент Сэкв
А600С
0,28
1,0
1,6
0,045
0,045
0,010
0,65
(0,30)
(1Д)
(1,7)
(0,050)
(0,050)
(0,012)
(0,67)
Примечание. В скобках приведен химический состав стали в готовом прокате.
Углеродный эквивалент в СТО АСЧМ 7-93 определяется по формуле
(3.1).
Нормируемые показатели механических свойств стали этого класса
приведены в табл. 4.5.
Таблица 4.5
Класс прочности
Механические свойства, не менее
Предел текучести
СГ0,2(<*т) '
Временное сопро
тивление ав
Относительное удлинение
85
8Р
Н/мм2
%
А600С
600
740
12
2
Исследование макро- и микроструктуры в ИЧМ и ДМЕТИ (г.Днепро-
петровск) [22, 27] проводили на образцах стали 25Г2С в горячекатаном и
термомеханическом состоянии. На стержнях горячекатаной стали разде¬
ление макроструктуры отсутствует поскольку по всему сечению аустенит
распадается на ферритно-перлитную структуру при сравнительно близ¬
ких скоростях охлаждения внутренних и поверхностных слоев металла.
По сечению термомеханически упрочненных стержней также, как и у
стали класса А500С, наблюдается две зоны — внешнее кольцо и внутрен¬
няя часть с переходными участками. Такое строение макроструктуры по
данным [22] “соответствует двум схемам превращения аустенита в про¬
цессе прерванной закалки с последующим отпуском: аустенит поверхно¬
стной зоны претерпевал мартенситное и мартенсито-бейнитное превра¬
щения с последующим кратковременным отпуском при t=550-550°C,
аустенит внутренней зоны распадался в области образования бейнита”.
90
Такие отличия в макрострук¬
туре вызваны разными скоростя¬
ми охлаждения поверхностных и
внутренних слоев низколегоро-
ванной стали.
Соответственно изменяется и
твердость стали по сечению (см.
рис. 4.13). При этом твердость
стали в середине сечения выше
чем у исходной горячекатаной
стали.
Механические свойства арма¬
турной стали класса А600С
(Ат-IVC и Ат-IVCK) исследовали
в НИИЖБ на образцах стали ма¬
рок 25Г2С, 27ГС, 28С, 08Г2С,
10ГС2 и 10ХГС2 диаметром
10-25 мм.
Наиболее экономичными из этих марок стали являются 28С и 27ГС.
Поэтому ниже рассмотрим результаты испытаний арматуры класса
А600С из этих марок стали производства БМЗ и к-та “Криворожсталь” с
химическим составом приведенным в табл. 4.6.
Установлено, что эта арматурная сталь характеризуется высокими
пределами упругости и текучести. Среднее соотношение ат/ав составляет
-0,845 при расчетном пределе упругости щ от 0,748 до 0,80.
Диаграмма растяжения, как правило, характеризуется физическим
пределом текучести с площадкой текучести около 1% (см. рис. 4.14).
Таблица 4.6
№№
п/п
Класс
и марка
стали
Диаметр,
мм
и № плавки
Химический состав в %
Углеродный
эквивалент
С
Мп
Si
S
р
Сэкв
СЬкв
1
АтбООС
28С
10
№ 13673
0,25
0,69
0,94
0,030
0013
0,365
0,499
2
АтбООС
27ГС
12
№ 221829
0,27
1,27
1,28
0,031
0,019
0,482
0,665
14
№02500
0,26
1,20
1,28
0,030
0,026
0,460
0,643
18
№03613
0,26
1,09
1,20
0,030
0,029
0,417
0,588
25
№ 223243
0,24
1,2
1,22
0,032
0,021
0,440
0,614
Примечание: Сэкв — углеродный эквивалент, определенный по формуле (3.1),
С'экв — углеродный эквивалент, определенный по формуле (4.6).
Расстояние от центра , мм
Рис. 4.13. Распределение твердости по сече¬
нию арматурных стержней [22] диаметром 22
мм из стали 25Г2С класса А400 (1) и класса
А600С (2-4) при уровне ств, Н/мм2:
1 - 700, 2 - 860, 3 - 940, 4 - 1030.
91
<*s
Н/мм2
ем
HI
4»
211
1,1
Несмотря на значительную изменчивость механических свойств стали
производства к-та “ Криворожсталь”, объясняемую главным образом раз¬
ной скоростью движения стального проката в начале и в конце раската
[22], браковочные значения механических свойств арматуры обеспечива¬
ются с вероятностью более 0,95 (X-1,64S) см. табл. 4.7.
Таблица 4.7
п/п
Класс
и
марка
стали
Диа¬
метр,
мм
Число
испы¬
таний
Статисти¬
ческие
показатели
Характеристики механических свойств
<*в
ат(а0,2)
§5
Л1
Н/мм2
%
1
А600С
28С
10
47
X
850,2
718,5
17,50
6,21
0,75
S
18,4
23,7
1,84
1,03
X—1,64S
820,0
679,6
14,48
4,52
2
А600С
27ГС
12,14
18,25
61
X
846,8
715,0
22,75
10,00
0,80
S
62,0
68,0
2,94
1,88
X—1,64S
748,4
603,5
17,92
6,92
Исследования свойств этого класса арматуры из стали марки 10ГС2
[28] показали, что уменьшение содержания углерода и повышение содер¬
жания кремния приводили к некоторому снижению пределов упругости
стали (ri 1=0,662) и отсутствию физического предела текучести. Среднее
соотношение ао,2/^в=0,816.
Арматурная сталь класса А600С (АтбООС) характеризуется высокой
локальной пластичностью и вязкостью. Испытания на загиб в холодном
состоянии во всех случаях показали угол загиба 160-180° при диаметре
оправки — 5d.
92
Рис. 4.14. Диаграмма растяжения арматур¬
ной стали класса А 600С (Ат-ГУС):
1 — при ств=950 Н/мм2; 2 — при ств=745
Н/мм2
4.4.2. Низкотемпературная прочность и хладностойкость*
Влияние температуры на механические свойства арматурной стали
класса А600С (Ат-IVC) оценивали по результатам испытания натурных об¬
разцов диаметром 16 мм на статическое растяжение при температуре
+20°С, 0°С, — 20°С, —40°С и — 60°С [22], а также путем испытания на дина¬
мический изгиб стандартных образцов типа I и II по ГОСТ 9454 и натурных
образцов типа ЦНИИПС в интервале температур от — 80°С до +100°С.
Опыты провели в ИЧМ и ДМЕТИ на арматурной стали марки 25Г2С
двух плавок с содержанием углерода 0,21% и 0,27% (см. табл. 4.8).
Таблица 4.8
№№
Содержание элементов в %
партии
С
Si
Mn
1
0,21
0,89
1,26
2
0,27
0,78
1,32
Испытания на растяжение выполнили на машине ЦЦМУ-30 с испо¬
льзованием холодильной камеры фирмы “Инстрон”. Охлаждение натур¬
ных образцов длиной 320 мм осуществляли парами жидкого азота.
Время охлаждения образцов — 30 мин. Заданную температуру поддер¬
живали с допуском + 1°С.
Результаты испытаний на растяжение показали, что с понижением
температуры от +20°С до —60°С прочностные свойства образцов с натур¬
ной поверхностью моно¬
тонно повышаются на 40-60
Н/мм2 при незначительном
снижении относительного
удлинения 65 (см. рис .4.15).
Известно, что в процессе
транспортирования и пере¬
работки арматурной стали
возможно нанесение на ее
поверхность повреждений в
виде вмятин, ожогов и т.п.,
которые являются концент¬
раторами напряжений и
могут способствовать хруп¬
кому разрушению особенно
при низких отрицательных
температурах.
Работа проводилась сотрудниками ДМЕТИ к.т.н. А.В.Ивченко и О.А.Чайковским
совместно с сотрудником НИИЖБ И.Н.Суриковым
93
Рис. 4.15. Влияние температуры испытания на меха¬
нические свойства арматуры класса А600С (Ат-IVC)
марки 25Г2С.
Испытания на растяжение образцов с поврежденной поверхностью
проводили по той же методике, что и натурных образцов, результаты ис¬
пытаний приведены выше.
Повреждение поверхностей осуществляли индентором, обеспечиваю¬
щим дефект глубиной 0,6 мм с углом раскрытия 45° и радиусом закругле¬
ния 0,15 мм, на одном продольном ребре в средней части образца. Одно¬
временно испытывали образцы близнецы с неповрежденной поверхно¬
стью.
Результаты этих опытов приведены в таблице 4.9. Как видно из этих
данных наличие концентраторов не привело к заметным качественным
изменениям влияния температуры испытания на механические свойства
арматурной стали класса А600С (Ат-IVC), а прочность образцов, разру¬
шившихся по концентраторам, практически та же, что и образцов, разру¬
шившихся по целому металлу.
Таблица 4.9
Температура
испытаний,
°С
ов
ст0,2
55
°0,2
б5
Н/мм2
%
Н/мм2
%
С=0,21%
С=0,27%
+20
840*)
710
16,7
840
745
16,7
895
775
13,25
-
-
-
0
900
770
14,7
857
755
16,0
930
800
10
-
-
-
-20
905
765
14,4
870
765
16,25
930
800
ИД
-
-
-
-40
910
770
12,3
905
795
-
-
-
-
910
800
11
-60
930
775
16,7
900
780
18,7
1000
860
9,2
940
830
13,6
"“Примечание — в числителе приведены средние значения механических свойств при раз¬
рыве вне концентратора; в знаменателе — то же при разрыве по концентратору.
Это свидетельствует о высокой стойкости этой арматуры против воз¬
действия низких температур при осевом растяжении.
Испытания на динамический изгиб проводили на образцах, указан¬
ных выше видов, изготовленных из арматуры диаметром 18 мм из термо¬
механически упрочненной стали класса А600С (Ат-IVC), горячекатаной
стали класса А400 (A-III) и класса А600 (А-IV) марок 20ХГ2Т и 80С [22].
Опыты показали существенно большую хладностойкость стали А600С по
94
сравнению как с горячекатаной сталью класса А600, так и с исходной
сталью 25Г2С класса А400.
В частности, при температуре минус 40°С ударная вязкость на образ¬
цах ЦНИИПС была у стали А600С около 1,7 М-Дж/м2, у исходной горя¬
чекатаной стали класса А400 — 1,4 М-Дж/м2, у горячекатаной стали клас¬
са А600 марки 20ХГ2Т — 0,6 М Дж/м2 и марки 80С — 0,1 М-Дж/м2.
Таким образом, показано, что термомеханическое упрочнение стали
марки 25Г2С на класс А600С (Ат-IVC) повышает хладностойкость этой
низколегированной стали по чувствительности к концентраторам напря¬
жений и ударной вязкости при одновременном сохранении комплекса
нормируемых механических свойств при растяжении.
Полученные результаты объясняются в значительной мере структурой
естественного композита со значительным поверхностным упрочненным
слоем и проявлением эффекта ВТО в стали.
4.4.3. Стойкость против коррозионного растрескивания
Важным критерием надежности эксплуатации предварительно напря¬
женных железобетонных конструкций является стойкость напрягаемой
арматуры против хрупкого коррозионного разрушения [59, 60, 97].
Испытания на склонность к коррозионному растрескиванию проводи¬
ли в лаборатории коррозии НИИЖБ в 1987-1988 гг. Опыты проводили на
стержнях арматурной стали термомеханически упрочненной арматурной
стали класса А600С марки 25Г2С и 28С диаметром 14, 18, 22, 25 и 28 мм и
горячекатаной стали класса А600 марки 20ХГ2Т диаметром 18 мм.
Напряжения в образцах создавали изгибом на рычажной установке. В
качестве коррозионной среды был принят кипящий раствор состоящий
из 600 м.ч. азотнокислого кальция, 50 м.ч. азотнокислого аммония и 350
м.ч. воды при температуре 98-100°С. В процессе испытания обеспечива¬
лась постоянная температура и концентрация раствора. Стойкость оце¬
нивали по времени разрушения образца, которое регистрировалось само¬
писцем.
В соответствии с положением ГОСТ 10884 термомеханически упроч¬
ненная арматура считается стойкой против коррозионного растрескива¬
ния если в процессе испытаний при напряжении 0,9 ао 2, нормируемого
для данного класса прочности (для стали класса А6006 — 540 Н/мм2),
время до разрушения превышает 100 часов.
Поэтому испытания проводили на нескольких уровнях напряжений
от 900 до 520 Н/мм2.
Изучали влияние на коррозионную стойкость следующих факторов:
— исходная прочность стали А600С (At-IVC);
— диаметр арматуры — масштабный фактор;
— химический состав стали и технология упрочнения;
— влияние контактного электронагрева;
— наличие сварных стыков.
Для исследования влияния исходной прочности стали А600С на ее
стойкость против коррозионного растрескивания комбинатом “Криво-
95
рожсталь” были специально изготовлены из стали 25Г2С стержни диа¬
метром 14, 18 и 25 мм с пределом текучести от 680 Н/мм2 до 1115 Н/мм2.
Опыты показали, что при одинаковом химическом составе наибольшую
стойкость имеют стержни на нижнем уровне механических свойств.
При напряжении 640-780 Н/мм2 все такие образцы арматуры диамет¬
ром 18-25 мм выдерживали без разрушения 220 часов. Аналогичные резу¬
льтаты получены и на стержнях диаметром 14 мм. При оптимальном ре¬
жиме упрочнения в исходном состоянии и после элекгронагрева до темпе¬
ратур 350-750°С сталь с исходным пределом текучести стод=667-705 Н/мм2
и временным сопротивлением <тв=878-900 Н/мм2 при напряжении
540 Н/мм2 выдерживала без разрушения от 172 до 220 часов.
Наибольшую стойкость среди стержней диаметром 14 мм показали
образцы стали класса А600С из стали 28С производства ЗСМК с такими
же механическими свойствами.
При напряжении 720 Н/мм2 время до разрушения колебалось от 54 до
257 часов, а при контрольном напряжении 540 Н/мм2 образцы не разру¬
шились при продолжительности испытания — 350 часов.
Стержни горячекатаной арматуры класса А600 марки 20ХГ2Т диамет¬
ром 18 мм показали высокую стойкость против коррозионного растрес¬
кивания и при напряжении 540 Н/мм2 не разрушались за 220 часов.
Контактный электронагрев до температур 350-750°С не ухудшает кор¬
розионную стойкость. Наилучшие результаты получены после электро¬
нагрева до 550°С.
Изменение диаметра от 14 до 25 мм привело к определенному повы¬
шению стойкости против коррозионного растрескивания, что можно
объяснить повышением температуры самоотпуска и увеличением толщи¬
ны отпущенного слоя у стержней больших диаметров.
Химический состав в пределах марочного для стали 25Г2С (углерод от
0,26 до 0,28% и марганец от 1,12 до 1,32%) не оказал заметного влияния
на стойкость против коррозионного растрескивания. Наиболее значите¬
льным фактором является технология термомеханического упрочнения,
нарушение которой приводит к многократному снижению времени до
разрушения образцов и значительной неоднородности результатов.
При обеспечении заданной температуры и равномерности самоотпу¬
ска в пределах 550-600°С и технологии термомеханического упрочнения,
обеспечивающей требуемую структуру стержней с толщиной отпущенно¬
го слоя не менее 0,10-0,15d, арматурная сталь марок 25ГС, 27ГС и 28С
класса А600С (Ат-IVC) является коррозионно стойкой и может применя¬
ться так же как и горячекатаная сталь.
Арматура класса А600С (Ат-IVC) является свариваемой, т.е. может
стыковаться сваркой [100]. В связи с этим представляет интерес коррози¬
онное поведение ее сварных стыков. Методика испытаний на склонность
к коррозионному растрескиванию была аналогична, принятой для ис¬
ходных стержней.
Для испытаний были приняты две промышленные плавки арматуры
диаметром 22 мм из стали 25Г2С: пл. № 04-542 и пл. № 05-613.
96
Испытания проводили при двух уровнях напряжения 720 Н/мм2 и
540 Н/мм2. Результаты экспериментов приведены в табл. 4.10.
Таблица 4.10
Номер плавки
Характеристика об¬
разцов
Время до разрушения (час) при напряжении
(Н/мм2)
720
540
04-542
исходный
67
контактно-стыковая
сварка
44
188*)
05-613
исходный
70
253
45
контактно-стыковая
сварка
66
95
230
* — разрушение произошло вне зоны термического влияния
Разрушение сварных соединений при напряжении 720 Н/мм2 проис¬
ходило хрупко в зоне термического влияния. Наблюдалось некоторое
снижение стойкости сварных образцов по сравнению с исходной армату¬
рой. Тем не менее при более низком напряжении (540 Н/мм2) сварные
стыки показали высокую стойкость против коррозионного растрескива¬
ния (>100 часов).
Полученные результаты позволили расширить область применения
термомеханически упрочненной арматуры класса А600С (Ат-IVC) и
ослабить требования к допускаемым ширинам раскрытия трещин, что
нашло отражение в СНиП 2.03.11-85 “Защита строительных конструк¬
ций от коррозии”.
4.5. Холоднодеформированая арматура повышенной прочности
Холоднодеформированная арматурная сталь с пределом текучести
600 Н/мм2 разработана на основе применения в качестве подката для по¬
следующего волочения или холодной прокатки термомеханически
упрочненной проволоки из низукоуглеродистой стали [30, 101].
Первоначально эту арматуру обозначали как класс ВрбОО (Врп-1) и
изготавливали по ТУ 14-4-1322-89 на Запсибметкомбинате путем волоче¬
ния через фильер с последующим нанесением периодического профиля
и смоткой в бунты весом 800 до 1500 кг [30].
На Череповецком сталепрокатном заводе (ЧСПЗ) была разработана и
освоена технология холодной прокатки арматуры периодического про¬
филя диаметром 6, 8, 10 и 12 мм по ТУ 14-2-5166-92 как в бунтах весом от
80 до 1500 кг, так и в виде прямолинейных прутков мерной длины.
В соответствии с СТО АСЧМ 7-93 эта арматура обозначается так же
как горячекатаная и термомеханически упрочненная стержневая армату¬
ра с пределом текучести 600 Н/мм2 из низкоуглеродистой стали — А600С.
97
Требования к механическим свойствам этой арматуры по различным
нормативным документам приведены в табл. 4.11.
Таблица 4.11
Нормативный доку¬
мент
Нормируемые характеристики механических свойств, не менее
а0.2
55
Оо
о
о
5о
Н/мм2
%
ТУ 14-4-1322-89
590
690
-
2,5-3,5
-
ТУ 14-2-5166-92
600
660
10
-
2
СТО АСЧМ 7-93
600
660
12
-
2
Фактические механические свойства холоднодеформированной армату¬
ры класса А600С характеризуются значительной изменчивостью в зависи¬
мости от свойств исходной стали и способа холодного деформирования.
Наиболее однородные свойства получены при испытании волоченной
проволоки диаметром 3-5 мм и стержневой холоднокатаной арматуры
диаметром 12 мм.
Во всех случаях ао^бОО Н/мм2 и ав=( 1,04-1,15)00,2 ПРИ сравнительно
низких показателях относительного удлинения 5Р от 1,0-3,0%, 55=8-12%
и 5юо=2,5-4,0%.
Диаграмма растяжения этой арматуры характеризуется изменчиво¬
стью расчетного предела упругости г) j в пределах от 0,5 до 0,8 и указан¬
ным выше соотношением ав/ао,2 (см. рис. 4.6).
Холоднодеформированная арматура применяется в основном в виде
сварных сеток.
Прочность сварных соединений при контактной точечной сварке
вкрест практически не отличается от ав исходной стали и разрыв был все¬
гда по основному металлу. Такие же результаты получены и при ручной
дуговой сварке вкрест, а также при контактной стыковой и ручной дуго¬
вой сварке внахлестку длиной 8d арматуры диаметром 12 мм. Разрыв об¬
разцов, как правило, происходил по З.Т.В или по краю стыка.
Не останавливаясь более на других эксплуатационных свойствах этой
арматуры отметим, что пока она не нашла такого широкого внедрения
как другие виды арматурной стали класса А600С. Это объясняется глав¬
ным образом более высокой себестоимостью производства холодноде¬
формированной арматуры по сравнению с горячекатаной или термоме¬
ханически упрочненной арматурой этого класса прочности и холодноде¬
формированной арматурой класса А500С.
4.6. Обоснование применения в железобетонных конструкциях
ненапрягаемой арматурной стали повышенной прочности
Общепринято было, что в железобетонных конструкциях без предва¬
рительного напряжения эффективно можно использовать только арма¬
турную сталь с пределом текучести 300-400 Н/мм2, т.к. применение более
98
прочной арматуры может привести в изгибаемых элементах к недопусти¬
мому раскрытию трещин и чрезмерным прогибам, а в сжатых и внецент-
ренно сжатых элементах и к ограничению по прочности.
Проведенные в 60-80 годах многочисленные исследования показали,
что в действительности арматура с пределом текучести 500-600 Н/мм2
может весьма эффективно применяться в большинстве железобетонных
конструкциях без снижения их надежности.
Рассмотрим возможности использования арматурной стали повышен¬
ной прочности в изгибаемых железобетонных элементах, где она исполь¬
зуется как продольная растянутая в стадии эксплуатации арматура.
Применив метод расчета прочности нормальных сечений, основанный
на использовании диаграмм растяжения арматуры и деформативных
свойств бетона [10, 103], рассмотрим на примерах, достаточно полно про¬
веренных экспериментально [10, 92, 95,102], предельные напряжения в ар¬
матуре с пределом текучести стх и стод — 575-640 Н/мм2 (см. рис. 4.16). Тео¬
ретический анализ и опытные данные показали, что в части прочности
нормальных сечений железобетонных элементов, армированной сталью
классов А500-А600, не возникает никаких ограничений. В зависимости от
относительной высоты сжатой зоны £o2=x/ho такая арматура может испо¬
льзоваться до напряжений соответствующих ее временному сопротивле¬
нию ав (см. рис. 4.16). При этом наличие площадки текучести практически
ограничивает ее предельные напряжения при от 0,1 до 0,5 величиной ст
и ее расчетная диаграмма при проектировании должна выражаться:
при as< стт as=esEs; (4.7)
Gj ^ Qg Of .
Следовательно, термомеханически упрочненная сталь класса А500С и
А600С, как правило имеющая физический предел текучести, должна
иметь расчетные сопротивления для предельных состояний первой груп¬
пы определенные по СНиП 2.03.01-84*. Значения коэффициентов на¬
дежности по арматуре ys при расчете конструкций по предельным состоя¬
ниям первой группы предлагается принять равным 1,10 для стали класса
А500С и 1,15 для стали класса А600С.
Предельное напряжение в растянутой в стадии эксплуатации арматуре
существенно повышается при ее предварительном напряжении [103]. Это
в наибольшей мере проявляется при £о,2^0,15 и определяется двумя глав¬
ными факторами.
После предварительного напряжения и проявления потерь напряже¬
ний от ползучести бетона, релаксации напряжений и других воздействий
в арматуре остается остаточное напряжение osp которому соответствует
деформация esp t
При нагружении внешней нагрузкой напрягаемая арматура начинает
работать от asp t и £sp t. В результате при одинаковом £о,2, те- одинаковой
деформации арматуры от внешней нагрузки предельное напряжение в
99
преднапряженной арматуре
выше и при работе в упругой
стадии эта разница составляет
asp.t, а при работе в упругопла¬
стической части диаграммы
растяжения эта разница уме¬
ньшается за счет проявления
пластических деформаций
Es.pi и может быть равна 0 если
при малых величинах £0,2 пре¬
дельные напряжения в’арма¬
туре достигают ее временного
сопротивления (см. рис. 4.16).
Вторым фактором является
упрочнение арматуры при ее
предварительном напряже¬
нии, которое тем больше, чем
выше уровень начального
преднапряжения и ниже пре¬
дел упругости rii [103].
Эти эффекты более подроб¬
но будут рассмотрены ниже
при обсуждении теории упроч¬
нения арматуры в главе 7.
Здесь отметим также, что в
арматуре, не имеющей пло¬
щадки текучести, за счет зна¬
чительной зоны упрочнения,
предельные напряжения до¬
стигаемые при £0,2 от 0,05 до
0,35 больше чем в арматуре с площадкой текучести (см. рис. 4.16).
Второе предельное состояние, определяемое шириной раскрытия тре¬
щин и прогибами железобетонных конструкций, армированных сталью
повышенной прочности, рассмотрим, используя нормативные ограниче¬
ния СНиП и многочисленные экспериментальные данные, полученные в
процессе исследований работы железобетонных конструкций с этими
видами арматуры.
Анализ формул расчета ширины раскрытия трещин [50, 51, 52, 104],
применяемых в нормах США, Европейских стран и в СНиП 2.03.01-84*
показал, что формула 144 СНиП 2.03.01-84* (см. формулу 4.8) хотя и но¬
сит эмпирический характер [50-52], но в наиболее полной мере раскры¬
вает характер влияния на астс различных действующих факторов и дает
вполне удовлетворительное совпадение с опытными данными.
дсгс=&Фг Tl’0’s/ Es' 20(3,5-100|и) л/ё (4.8)
aSl Н/мм2
Рис. 4.16. Предельные напряжения в арматуре
повышенной и обычной прочности:
1 - А400, от=440 Н/мм2, <тв=б30 Н/мм2; 1т=1,5%,
5р=12%, aspt=0; 2 -А500, aT=575 Н/мм2, ств=760
Н/мм2; 1х=1,0%, 8р=9%, aspt=0; 3-А600 (80С),
сто 2=660 Н/мм2, ов=1050 Н/мм2, 5Р=5%,
asp.t=450 Н/мм2.4 - А600 (80С), ст0,2=640 Н/мм2,
ств=1050 Н/мм2, 8Р=5%, 0^=0.
• — опытные данные НИИЖБ с напрягаемой ар¬
матурной сталью марки 80С класса А600; +, +,
▲, Д — опытные данные ЛИСИ и НИИЖБ с не¬
напрягаемой арматурой классов А600 (80С),
А500С и А400
100
Os,
Н/мм2
600.
500
400
300
200
100
о
0 0,1 0,2 0,3 0,4 а^.мм 0 0,1 0,2 0,3 0,4 а^мм
j
[—*—
i
ч
]
7'
i
X
к
к
•
*
/■.j
' +
9
\
к А*
f JL ^
Jh
*+ x «
\'/
O O . i
- . L
\ i
к <
■ •</
?r J
N
г .
*
t
!
‘ Ум-
7
\ N
\i_
Ч£_
£
— <w-o
ЦТ
Н/мм2
600
500
400
300
200
100
i
—П—
i
71
* • t
I
V /
*
к
к *
i
• •
/ •
* +
о /
/
к
к к
/
* +
к-. ,
c * y-b
y*
Г/
_ Л
pi-
\_2_
■ S x >- i
-
/
Рис. 4.17. Опытные данные по ширине раскрытия трещин в балках при ц от 0,0031 до 0,054 и
ЬоД, от 1/13-1/9,3 при d от 12 до 28 мм:
• — Ат1200 (Р.В.Петросян); А— АтЮОО (Т.И.Мамедов); ° — Ат500С (Ат-ШС) (В.Д.Терин);
х, + — А600, 80С (Г.Т.Аубакиров); 1 — средние; 2 — наибольшие величины и астс
Наиболее точное совпадение с опытом достигается при применении
арматуры диаметром 14-18 мм. При арматуре меньших диаметров расчет
дает определенные запасы, а при диаметрах арматуры 25-32 мм опытные
данные астс несколько больше расчетных (см. рис. 4.17).
В соответствии с положениями п.1.16 СНиП 2.03.01-84* наибольшая
допустимая ширина раскрытия трещин при непродолжительном дейст¬
вии нагрузки астс в стадии эксплуатации не должна превышать 0,4 мм для
железобетонных конструкций армированных сталью обычной и повы¬
шенной прочности.
Опытные данные многих авторов [15, 29, 102] показали, что средняя
ширина раскрытия нормальных трещин в зоне изгиба балок армирован¬
ных сталью А500С-Ат1200 при напряжени аИ5—500 Н/мм2 в растянутой
арматуре диаметром 12-28 мм составляет около 0,2 мм, а максимальная
величина астс около 0,37 мм (см. рис. 4.17).
Если рассматривать нормальные трещины максимального раскрытия,
то в наихудшем случае максимальная ширина раскрытия ясгстах=0,4 мм
обнаружена при as=470-495 Н/мм2, а средняя величина асгстах при
as=500 Н/мм2 не превышает 0,3 мм.
Фактические эксплуатационные напряжения в арматуре класса А600С
и А500С не могут превышать 510/1,2=425 Н/мм2 и 450/1,2=375 Н/мм2.
101
<*S
Н/мм2
600
500
400
300
200
100
0
О 0,002 0,004 0,006 0,008 0,01 щ
Рис. 4.18. Прогибы балочных образцов при ц от 0,0031 до 0,054 и ho/l0 =1/13-1/9,3 (опыты
Аубакирова Г.Т. — х, +; Петросяна Р.В. — •; Терина В.Д. — о и Мамедова Т.Н. — А):
1 -расчет по формуле (4.9) 2 — предельные отклонения при Р=0,95.
Поэтому ширина раскрытия нормальных трещин не является факто¬
ром ограничивающим применение без преднапряжения арматуры класса
А600С в железобетонных конструкциях 3-ей категории трещиностойко-
сти и арматуры класса А500С в конструкциях 3-ей и 2-ой категории тре-
щиностойкости.
Для изгибаемых элементов, характеризуемых ho/lo= 1/13-1/9,3, преде¬
льные прогибы f равные 1/150 пролета 1о достигаются в опытах при
as=400-700 Н/мм2, a f=l/200 1о при а8=300-600 Н/мм2 (см. рис. 4.18).
Зависимость средних прогибов от эксплуатационного напряжения в
растянутой арматуре железобетонных конструкций в рассматриваемом
диапазоне ho/lo предлагается определять по формуле:
f/lo= 1,15 10-5 as (4.9)
Таким образом, можно утверждать, что арматурные стали класса А600
(Ат-IVC, A-IV, Врп-600) могут применяться в качестве рабочей ненапряга¬
емой арматуры широкого класса изгибаемых железобетонных элементов,
1
4/200 1
/
/
«-‘ГТГ
wj
7
ж / \
ц
i
;vV
Ж нр
о *
п + -*г /
1
+
*/400
i
/*
А I
J
* +1
* 1
• J
°х/ 4
'
\М
/
и
/г
/
я
/
N
\JL
А
+>/
Hi
ЛЛЛ
г/
'
Tv
/
102
ограниченных соотношением ho/lo>l/10. Для стали класса А500С это огра¬
ничение меньше и она может применяться без преднапряжения при пол¬
ном использовании своих высоких механических свойств в изгибаемых же¬
лезобетонных элементах характеризуемых ho/lo^l/15-1/18, т.е. практически
во всех конструкциях где ранее применялась сталь класса А400.
Весьма перспективным представляется использование арматуры по¬
вышенной прочности и особенно стали класса А500С в качестве попе¬
речной арматуры, где в случае расчета прочности по наклонному сече¬
нию деформаций esw арматуры периодического профиля по данным опы¬
тов, выполненных МАДИ совместно с НИИЖБ [105], могут достигать до
1,0-1,5%, что позволяет эффективно использовать арматуру повышенной
прочности с теми же расчетными сопротивлениями R^, что и для продо¬
льной расчетной арматуры — R} и принять RsW= Rj.
Наиболее эффективным является применение арматуры повышенной
прочности в качестве сжатой в стадии эксплуатации арматуры колонн с
поперечным армированием при объемном коэффициенте косвенного ар¬
мирования |лк>0,5%.
Исследования [53-57, 90, 106, 107] показали, что предельные деформа¬
ции кратковременного сжатия железобетонных элементов, армированных
сталью повышенной прочностью, составляют 0,3-0,4%, а напряжения в ар¬
матуре классов А600 и Ат800 составляют 618-860 Н/мм2. По данным
Б.Я.Рискинда [53] даже при применении в колоннах арматурной стали
класса Ат1200 предельные напряжения в арматуре достигли 1010 Н/мм2.
Минимальная кратковременная сжимаемость железобетона как по
данным отечественных исследований, так и по данным зарубежных ра¬
бот [26, 82] может быть принята
0,25%-0,37% при средней 0,31%.
При этом учитывается и начало
ниспадающей ветви диаграммы
бетона. Деформации сжатия же¬
лезобетона при длительно дейст¬
вующей нагрузке существенно
выше и составляют не менее
0,35%.
Для установления расчетных
сопротивлений арматуры повы¬
шенной прочности и стали клас¬
са А500С на сжатие рассмотрим
расчетные диаграммы растяже¬
ния арматуры классов А400,
А500С, А600С и А600 марок 80С
и 20ХГ2Ц (см. рис. 4.19). Эти
диаграммы получены путем
аффинного их преобразования
от минимальных с обеспеченно¬
стью 0,95(X-1,64S) с последую¬
ще
Н/мо*
т
400
зоо
200
101
8.В
I «.1 0.1 0.) м W е»%
Рис. 4.19. Расчетные диаграммы растяжения
арматурной стали обычной и повышенной
прочности:
1 - А500С, 2 - А600С, 3 - А600 (80С), 4 -
А600 (20ХГ2Ц), 5-А400.
103
щим делением на коэффициенты надежности по арматуре: 1,15 для стали
класса А600 и А600С, 1,1 для стали класса А500С и 1,07 для стали класса
А400.
При этом для термомеханически упрочненной и холоднодеформиро-
ванной арматуры класса А600С мы принимали диаграмму растяжения
без площадки текучести в целях обеспечения большей надежности уста¬
навливаемых расчетных сопротивлений на сжатие — R^.
Наложение минимальных деформаций бетона на диаграммы арматур¬
ной стали показывает, что для стали класса А500С расчетное сопротивле¬
ние на сжатие Rsc как при кратковременном, так и длительном действии
нагрузки может быть принято равным 450 Н/мм2.
Для арматурной стали классов А600С и А600 (кроме 20ХГСТ и
20ХГ2Ц) расчетное сопротивление при кратковременном действии на¬
грузки на сжатие также равно 450 Н/мм2. При длительном действии на¬
грузки для арматуры классов А600С и А600 расчетное сопротивление на
сжатие R^ Rs=510 Н/мм2.
Таким образом при использовании в железобетонных конструкциях
ненапрягаемаой арматуры классов А500С, А600С и А600 предлагается
установить следующие ее расчетные сопротивления (см. табл. 4.12).
Таблица 4.12
Класс арматуры
Расчетные сопротивления арматуры
для предельных состояний первой группы, Н/мм2
Растяжению
Сжатию
Rs
Rsw
Rsc
А500С
450
360
450
А600С
510
360
450/5101)
А6002>
510
360
450/5102)
Примечания.
1)В числителе при кратковременном действии нагрузки, а в знаменателе — при длитель¬
ном действии.
2) Для стали класса А600 марки 20ХГСТ (20ХГ2Ц) Rsc=400/450 Н/мм2.
5. Высокопрочная напрягаемая арматура
5.1. Введение
Предварительное напряжение арматуры железобетонных конструк¬
ций является средством создания в арматуре и бетоне в процессе изготов¬
ления конструкций напряжений требуемых по расчету для восприятия
эксплуатационных нагрузок и деформаций.
Напрягаемая арматура выполняет, как правило, две основные функ¬
ции: является носителем внешней силы обжатия сечения и работает со¬
вместно с бетоном, как обычная арматура, воспринимающая дополните¬
104
льно к предварительному натяжению (остаточному после проявления
всех потерь преднапряжения — asp) усилия растяжения или сжатия, воз¬
никающие в железобетоне от воздействия нагрузки [10].
Впервые основные требования к напрягаемой арматуре сформулиро¬
вал Э.Фрейсине: “высокий и стабильный предел упругости, достаточная
пластичность, прямолинейность и приемлемая цена” [103].
Одним из главных преимуществ предварительно напряженного желе¬
зобетона является возможность использования в нем высокопрочной ар¬
матуры.
По международным стандартам ISO 6934 и EN 10138, а также стандар¬
там США, Германии и др. стран, минимальные нормируемые механиче¬
ские свойства напрягаемой арматуры: аод>835 Н/мм2 и ав>1030 Н/мм2.
Это соответствует нормам ГОСТ 5781 и ГОСТ 10884 к стали классов А800
и Ат800. Поэтому ниже мы рассматриваем свойства стержневой и прово¬
лочной арматуры с механическими свойствами от класса А800 и более
прочной, отнесенной нами к высокопрочной напрягаемой арматуре.
В процессе предварительного напряжения напрягаемая арматура рас¬
тягивается до напряжений от 0,6 до 0,9 от ее предела текучести, нагрева¬
ется при электротермическом способе натяжения до 350-450°С, остывает,
а затем длительное время в процессе термовлажностной обработки бето¬
на нагревается и остывает вместе с ним. Все эти воздействия приводят к
изменению механических свойств, а в ряде случаев и долговременной
прочности напрягаемой арматуры [103].
В связи с этим необходимо разделять механические свойства и диа¬
грамму условно-мгновенной деформации стали в исходном состоянии
(состояние поставки) и после преднапряжения и воздействия технологи¬
ческих факторов изготовления железобетонных конструкций.
Целью материалов, изложенных в данной главе, является обсуждение
исходных механических свойств и диаграммы работы основных видов
напрягаемой арматуры, которые в соответствии с разработанной нами
“теорией упрочнения” количественно определяют основные свойства
напрягаемой арматуры после преднапряжения.
Кроме того механические свойства (в состоянии поставки) в силу су¬
ществующей системы контроля качества арматурной стали являются
основой для установления ее нормативных и расчетных сопротивлений.
5.2. Стержневая арматура
Высокопрочная напрягаемая стержневая арматура имеет следующие
основные преимущества:
— прямолинейность;
— значительное агрегатное усилие;
— стойкость против коррозии;
— технологичность производства и применения;
— низкая цена.
К недостаткам стержневой напрягаемой арматуры относятся:
— поставка в ограниченных длинах и необходимость стыкования;
105
— более низкие, чем у холоднотянутой проволоки и канатов механи¬
ческие свойства.
В соответствии с международной терминологией [63] напрягаемая
стержневая арматурная сталь по основному способу производства по¬
дразделяются на:
— горячекатаную (самоупрочняющуюся);
— горячекатаную упрочненную вытяжкой;
— термомеханически упрочненную в потоке проката;
— термически упрочненную путем закалки и отпуска со специально¬
го нагрева.
Горячекатаная, а также упрочненная вытяжкой высокопрочная стер¬
жневая арматура, как правило, после прокатки или после упрочнения
вытяжкой подвергается низкотемпературному отпуску при Т=250-400°С
(НТО).
Производство и применение высокопрочной напрягаемой стержне¬
вой арматуры в нашей стране началось с горячекатаной стали класса
А600 (А- IV) > технология производства и механические свойства которой
рассмотрены в главе 4.
Проведенные исследовательские и производственные работы позво¬
лили к 1970 г. определить комплекс эксплуатационных свойств этой ар¬
матуры и регламентировать технические требования к ней в ГОСТ 5781.
В результате удалось обеспечить в стране ежегодное производство 220
тыс.т арматурной стали класса А600 и перейти к производству и приме¬
нению более прочной арматуры классов А800 и А1000 (A-V, А-VI) по
ГОСТ 5781 и классов Ат800 и АтЮОО (Ат-V, Ат-VI) по ГОСТ 10884, кото¬
рые и являются в настоящее время основными видами высокопрочной
напрягаемой стержневой арматурной стали.
Сортамент, химический состав и механические свойства основных ви¬
дов высокопрочной стержневой напрягаемой арматуры, производимой по
ГОСТ 5781 и ГОСТ 10884 в России и странах СНГ приведены в табл. 5.1, а
стержневой арматуры производимой в зарубежных странах — в табл. 5.2.
5.2.1. Горячекатаная арматурная сталь классов А800 и А1000
Горячекатаная арматурная сталь классов А800 (А-V) марки 23Х2Г2Т
была разработана Чер.М.К., ЦНИИЧМ и НИИЖБ на основе арматур¬
ных сталей марок 20ХГ2Ц и 20ХГ2Т путем совершенствования их хими¬
ческого состава и введения в технологический процесс низкотемператур¬
ного отпуска (НТО) после прокатки.
Сталь выплавляют в одножелобных или двухжелобных мартеновских
печах емкостью 300 и 600 т или в электропечах с использованием жидко¬
го чугуна в количестве 55-60% массы металлической шихты. Раскисление
производят в два этапа: предварительно в печи силикомарганцем или
ферромарганцем и окончательно в ковш, куда вводят алюминий, ферро¬
титан и 45%-ный ферросилиций. Разливку стали на слитки массой 8,35 и
8,1 т осуществляют сверху из двухстопорных 300-тонных сталеразливоч¬
ных ковшей через стакан диаметром 60 мм [109]. В процессе дальнейшего
106
Таблица 5.1
107
Примечания: 1) Сталь 23Х2Г2Т легируется титаном 0,02-0,08% и алюминием - 0,015-0,050%. 2) Сталь 22Х2Г2АЮ легируется титаном
0,005-0,03%, алюминием 0,02-0,07% и азотом 0,015-0,30. Арматура класса Ат800 изготавливается также из сталей 25Г2С, 27ГС, 10ГС2 и 22С (см.
ГОСТ 10884-94.) Сталь марки 20ГС используется и для изготовления арматуры класса АтЮОО. 5) Содержание хрома, никеля и меди в стали ма¬
рок 20ГС, 08Г2С, 28С и 20ГС2 не превышает 0,30% каждого.
Нормируемые механические
свойства
(не менее)
5р
%
2
2
2
2
2
б5
7
6
8
7
6
Н/мм2
1050
1250
1000
1200
1450
<*0,2
800
1000
800
1000
1200
Химический состав, %
Р
не более
0,045
0,40
0,045
0,030
0,045
0,040
0,040
0,045
S
0,045
0,040
0,045
0,025
0,045
0,048
0,040
0,045
Сг
1,35-1,70
1,50-2,10
5)
5)
5)
5)
0,80-1,20
0,60-0,90
Мп
1,40-1,70
1,40-1,70
1,00-1,50
1,50-2,30
0,60-0,90
1,00-1,50
1,00-1,50
0,60-0,90
Si
0,40-0,70
0,40-0,70
1,00-1,50
0,60-1,00
0,90-1,20
1,70-2,40
1,70-2,40
1,60-2,20
С
0,19-0,26
0,19-0,26
0,17-0,22
0,05-0,15
0,25-0,32
0,17-0,22
0,17-0,22
0,26-0,32
Марка
стали
23Х2Г2Т1)
22Х2Г2АЮ2)
20ГС4)
08Г2С
28С
20ГС2
20ХГС2
30ХС2
Сорта¬
мент,
мм
10-40
10-22
10-32
10-32
10-22
Класс стали
А800 ГОСТ
5781
А1000 ГОСТ
5781
Ат8003> ГОСТ
10884
АтЮОО
ГОСТ 10884
Ат1200 ГОСТ
10884
№№
п/п
1
2
3
4
5
Таблица 5.2
Нормируемые механические свойства
ак1 при
t=1000 ч и
c^con 0,7ав,%
не более
13
1,5
1,5
1.5
1.5
4
2
2
2.5
2.5
и
и
2,5
§8(85)
%
12
5
5
5
5
7
7
6
7(4)2
7(4)2
6
Н/мм2
не менее
11
930
1030
1080
1180
1230
1320
1470
1080
1230
1100
1030
1230
1035
1100
1035
1035
1030
°0.2(a0.l)
10
785
785
930
930
1080
1080
1270
930
1080
900
835
1080
875
935
830
880
835
i состав в %
Р
не более
9
0,035
0,035
0,035
0,035
0,035
-
0,05
0,04
0,04
S
8
0,03
0,035
0,03
0,035
0,035
-
0,04
и
0,045
Сг
7
0,40-
0,60
-
до 1,0
-
-
и
а
и
и
-
Химически*
Мп
6
0,45-
0,51
0,70-
0,71
1,0-
1,5
0,5-
1,2
1,10-
1,70
и
и
а
и
-
Si
5
0,45-
0,51
0,26-
1,60
0,15-
1,0
0,15-
0,45
0,65-
0,85
и
и
и
и
-
С
4
0,45-
0,51
0,30-
0,35
0,65-
0,80
0,65-
0,80
0,65-
0,80
1)
1)
1)
Диа¬
метр,
мм
3
13-32
7,4-
13,0
17-36
12-22
26-40
19-36
15-36
26,5,
32, 36,
40
Метод
производства
2
Закаленная и
отпущенная
индукционным,
нагревом
Закаленная и
отпущенная
Горячекатаная и
упрочненная
вытяжкой с НТО
Термомеханичес
ки упрочненная
Горячекатаная и
упрочненная
вытяжкой с НТО
Горячекатаная и
упрочненная
вытяжка с НТО
Горячекатаная и
упрочненная
вытяжкой с НТО
Горячекатаная и
упрочненная
вытяжкой с НТО
Страна
изготови¬
тель,
№ стандар¬
та
1
Япония JIS
G
3109-88
и
ФРГ
ФРГ,
Бразилия
EN 10138
Канада
CSA 6279
М1982
США
ANSI-ASTM
А722-90
Великобрита
ния
BS4486
108
Примечания. 1 - химический состав не регламентируется; 2 - 820
производства заготовки при тем¬
пературе 500-650°С укладывают¬
ся в ямы замедленного охлажде¬
ния, где их выдерживают 45-65
час., а затем прокатывают в ар¬
матуру периодического профиля,
диаметром 12-40 мм.
После прокатки (не позднее
чем через 48 часов) стержни ар¬
матуры подвергают низкотемпе¬
ратурному отпуску при темпера¬
туре 250°С в течение 8 часов.
Механические свойства стали
класса А800 марки 23Х2Г2Т в со¬
стоянии поставки оценивали по
результатам испытаний на растя¬
жение и изгиб стержней арматуры
диаметром 10-22 мм 27 пар¬
тий-плавок, диаметром 25-40 мм
— 5 партий-плавок и диаметром
8 мм — 5 партий-плавок [103].
Результаты статистической
обработки данных 648 испыта¬
ний стали марки 23Х2Г2Т класса
А800 диаметром 10-22 мм приве¬
дены на рис. 5.1.
Изменчивость механических свойств характеризуется коэффициента¬
ми вариации ао,о2> ао,2 и ств соответственно 13,1%, 8,82% и 6,33%.
Испытание на изгиб в холодном состоянии до 140-180° вокруг оправки
диаметром c=5d образцы стали 23Х2Г2Т выдержали без разрушения или
трещин.
Начальный модуль упругости этой стали в среднем около 1,9-105 Н/мм2
и соответствует нормативной величине, принятой в СНиП 2.03.01-84*.
Влияние масштабного фактора в значительной мере нивелируется ре¬
гулированием оптимального для каждого диаметра химического состава
и последующим после прокатки НТО. Однако общая тенденция к сниже¬
нию механических свойств с увеличением диаметра имеет место.
Опыты показали, что при средних ао,2> сгв и 8р для арматуры диамет¬
ром 10-22 мм соответственно 898 Н/мм2, 1185 Н/мм2 и 4,64% (см.
рис. 5.1), средние значения этих же характеристик для гладких стержней
диаметром 38-40 мм были 860 Н/мм2, 1120 Н/мм2 и 4,0%, а сужение при
разрыве 50-60%.
Среднестатистическая диаграмма условно-мгновенных пластических
деформаций стержней этой арматурной стали в состоянии поставки ха¬
рактеризуется (см. рис. 5.2 и 5.3) параметрами уравнения (2.9) rji=0,5,
г|з=1,147 и г]4=1,32, а диаметром 8 мм после правки величиной t]i=0,7.
109
п.%
П5
85.0
50.0
ХО
05
400 600 вОО 4000 1200 Os,H/мм*
Рис. 5.1. Распределение механических
свойств горячекатаной арматурной стали
класса А800 марки 23Х2Г2Т в состоянии по¬
ставки.
. А олп
A 501/
/
/
/
5 •<
п«5(
Ь5Ь
16
/
(«•Ш
у
Si-
S.1
It »(
1463
Г5
»48
«
/
Г
/
/
/
<
У
/
/
W
4
/
/:
/
Gs
Н/мм2
1000
800
600
400
0 0,04 0,08 0,12 0,16 0,20
Рис. 5.2. Диаграмма услов¬
но-мгновенных пластиче¬
ских деформаций стали
класса А800 марки
23Х2Г2Т диаметром 10-18
мм
• — опытные данные; 1 —
расчетные средние при
rii=0,5 по формуле (2.8); 2
— границы изменчивости
при вероятности Р=0,9.
Исследования [96] показали,
что арматурная сталь 23Х2Г2Т
как при нормальной, так и при
отрицательных температурах до
минус 70°С, обладает меньшей
чувствительностью к концентра¬
торам напряжений, вызванными
механическими повреждениями
или сварными ожогами, чем го¬
рячекатаная сталь других марок и
классов.
Технологию и режимы кон¬
тактной стыковой и дуговой
сварки с накладками этой стали
изучали в ЦНИИСК, ВНИИже-
лезобетоне, а также в НИИЖБ и
на заводах ЖБК [110].
Было выявлено, что тепловая
и эксплуатационная сваривае¬
мость стали 23Х2Г2Т оценивает¬
ся в тех же уровнях, что и стали
20ХГ2Ц класса А600 (A-IV), а ме¬
таллургическая свариваемость
даже выше [110].
Полученные данные позволили включить этот класс стали в СНиП
Н-21-75 и рекомендовать применение арматурной стали марки 23Х2Г2Т
в качестве свариваемой напрягаемой арматуры класса А800 (А-V) для
железобетонных изделий пролетом 12 и более метров при расчетных
температурах до минус 55°С, а без сварки в виде целых стержней мерной
длины — без ограничения температуры эксплуатации и вида нагрузок.
Рис.5.3. Средне-статистические диаграммы
растяжения арматурной стали класса А800
марки 23ХГ2Т.
1 — стержневая диаметром 10-22 мм; 2 —
стержневая диаметром 38-40 мм; 3 — бунто¬
вая арматура диаметром 8 мм после правки.
110
Для выбора химического состава и технологии производства более
прочной горячекатаной арматуры класса А1000 (А-VI) были исследованы
три [111, 112, 113] возможных решения задачи:
— Селектирование стали 23Х2Г2Т по химическому составу с после¬
дующем за горячей прокаткой низкотемпературным отпуском (НТО) при
Т=250-300°С.
— Использование механизма нитридно-карбидного упрочнения пу¬
тем введения в металл азота и НТО при температуре 300-400°С.
— Специальное охлаждение стали в потоке проката для получения
оптимальных скоростей охлаждения в субкритическом интервале темпе¬
ратур 750-500°С с последующим самоотпуском (термомеханическое
упрочнение).
Практическая возможность получения механических свойств армату¬
ры класса А1000 (А-VI) путем селектирования химического состава пока¬
зана в исследованиях [109] и подтверждена практикой производства этой
стали на ЧерМК. Однако, увеличение содержания легирующих элемен¬
тов приводит к осложнению технологических переделов, увеличению
случаев отбраковки из-за охрупчивания и удорожанию стали.
Исследования ЦНИИЧМ и ЧерМК (АО “Северсталь”) показали
[109-113], что при суммарном содержании хрома и марганца в пределах
до 2,9% сталь в процессе охлаждения проходит бейнитную область, ми¬
нуя зону перлитных и мартенситных превращений. Увеличение содержа¬
ния хрома и марганца сдвигает вправо область мартенситных превраще¬
ний и приводит к попаданию в эту область стали при охлаждении, осо¬
бенно стержней малых диаметров (10-12 мм).
Кроме того, пластические свойства стали 23Х2Г2Т в значительной
мере зависят от содержания в ней водорода, которого в стали тем больше,
чем выще содержание углерода, марганца и хрома. Последующий за про¬
каткой низкотемпературный отпуск в этом случае лишь снижает вероят¬
ность охрупчивания, но не устраняет его. Поэтому этот вариант произ¬
водства стали А1000 сомнителен и может быть реализован лишь в случае
когда НТО возможен непосредственно после прокатки или не позднее
2-4 часов после прокатки.
Легирование азотом позволяет достичь упрочнения ферритной матри¬
цы и повышения механических свойств стали за счет образования нитри¬
дов алюминия и карбонитридов хрома при несколько пониженном про¬
тив стали 23Х2Г2Т содержании хрома, кремния и углерода и таком же со¬
держании марганца.
Поскольку стоимость газообразного азота невелика, то себестоимость
стали класса А1000 марки 23Х2Г2АЮ не многим выше, чем стали класса
А800 марки 23Х2Г2Т.
Исследования механических свойств стали этой марки были проведены
в 1976 г. в лабораторных и производственных условиях на стержнях диамет¬
ром 12, 16 и 18 мм. Установлено, что в состоянии поставки арматура диа¬
метром 12 мм отвечает требованиям к стали класса А1000 по всем характе¬
ристикам механических свойств и углу загиба, а стержни диаметром 16 и
ill
18 мм в состоянии поставки при высоком временном сопротивлении
(ав>1275 Н/мм2) имеют условный предел текучести ао,2 ниже 1000 Н/мм2.
Параметр упругости r|i для стержней, прошедших низкотемператур¬
ный отпуск, составляет в среднем 0,6 (см. рис. 5.4).
Термомеханическое упрочнение стали 23Х2Г2Т в потоке проката
было впервые опробовано на ЧерМК в 1979 г. на стержнях диаметром 14
мм плавки №98941.
По результатам испытания
41 образца арматуры, взятых от
16 различных прутков стали,
установлено, что при средних
значениях ав и go,2 соответст¬
венно равных 1430 Н/мм2 и
981,2 Н/мм2 коэффициенты ва¬
риации этих характеристик со¬
ставили 0,542% и 1,53%, что в
3-5 раз меньше, чем обычно на¬
блюдается в стали этого класса
прочности.
Исследование усталостной
прочности стали А1000 рас¬
сматриваемых марок показало
[114], что эта характеристика
значительно выше, чем у стали
А800. Арматурная сталь класса
А1000 после низкотемператур¬
ного отпуска отличается также
высокой ударной вязкостью при низких отрицательных температурах и
стойкостью против хрупкого разрушения. Эти особенности механиче¬
ских свойств свариваемой арматуры этого класса позволили рекомендо¬
вать ее применение в железобетонных конструкциях, эксплуатируемых
как при нормальных, так и низких отрицательных температурах. Весьма
перспективным является также применение стали класса А1000 диамет¬
ром 22-40 мм в специальных конструкциях, подвергаемых динамическим
нагрузкам и воздействию переменных температур, где требуется повы¬
шенная надежность арматуры.
Вместе с тем работы по совершенствованию технологии производства
и химического состава этой наиболее высокопрочной свариваемой арма¬
турной стали должны быть продолжены для обеспечения ее производства
в полном сортаменте.
5.2.2. Высокопрочная термически и термомеханически упрочненная
стержневая арматура
Теоретические и экспериментально-поисковые исследования свойств
и технологии производства и применения высокопрочной термически и
термомеханически упрочненной арматурной стали в НИИЖБе были на¬
Рис. 5.4. Диаграмма условно-мгновенных плас¬
тических деформаций горячекатаной стали
класса А1000 марки 22Х2Г2АЮ диаметром
12 мм.
• — опытные данные; 1 — расчетные средние
при rii=0,57 по формуле (2.8.); 2 — границы
изменчивости при вероятности Р=0,9.
112
чаты в 1958 г. [17]. Результатом их было создание первого ГОСТ 10884-64
“Сталь термически упрочненная стержневая для армирования предвари¬
тельно-напряженных железобетонных конструкций” в котором были
регламентированы механические свойства этой арматурной стали (см.
табл. 5.3).
Таблица 5.3
гост
10884
Класс
стали
Тем-ра
элект¬
ронаг¬
рева, °С
Механические свойства
Испыта¬
ние на из¬
гиб вокруг
оправки
c=5d,
град.
Величина ре¬
лаксации на¬
пряжения arei
при asp=0,7aB
Времен,
сопро-
тивл., ов
Предел
текуче¬
сти,ст0,2
Относит.
удлинение
55
5Р
Н/мм2
%
не более, %
1964
At-V
-
1000
800
7
-
45
-
At-VI
-
1200
1000
6
-
45
-
1994
Ат800
400
1000
800
8
2
45
4
АтЮОО
450
1250
1000
7
2
45
4
Ат1200
450
1450
1200
6
2
45
4
В 1960г в Тульском политехническом институте была изготовлена
опытная установка, на которой удалось получить первую высокопрочную
термически упрочненную арматуру класса Ат-IV (АтбОО) из стали марки
Ст5 и более прочные материалы из стали 35ГС и 25Г2С [10,17,19, 60, 65].
Промышленное производство термически упрочненной высокопроч¬
ной напрягаемой стержневой арматуры было осуществлено в 1962 г. на
заводе ЖБИ №2 в г. Рязани на установке электротермического упрочне¬
ние арматуры ЭТУ-1, разработанной УралНИИстромпроектом, ЦНИИ-
Черметом и заводом ЖБИ №2 [65, 115]. В дальнейшем подобные уста¬
новки были построены на заводах ЖБИ в г.Щекино Тульской обл., на за¬
воде ЖБИ №4 в г.Дзержинске и др.
По этой технологии стержень мерной длины (6,2 м) нагревается путем
контактного электронагрева за 0,5-1,5 мин до температуры 860-950°С и
закаляется путем быстрого охлаждения в воде комнатной температуры, а
затем отпускается путем также контактного электронагрева до темпера¬
туры 340-450°С [65].
В качестве исходной для упрочнения арматуры использовали перво¬
начально сталь марки Ст5. Результаты статистической обработки контро¬
льных испытаний арматурной стали Ат-IV (АтбОО) [115], изготовленной
на установках ЭТУ-1 на заводах ЖБИ г.г.Рязани, Щекино (ЩОЭЗ) и
Дзержинска (ЖБИ №4) в 1962-1965 гг, приведены в табл.5.4.
Полученные результаты свидетельствовали о чрезмерной изменчиво¬
сти механических свойств упрочненной на установке ЭТУ стали. Коэф¬
фициенты вариации ао,2 и ав соответственно 12,1% и 9,5-11,16%. Среднее
соотношение ао.г/^в =0,89 (см. табл. 5.4).
из
В дальнейшем на установках ЭТУ-1 и новых усовершенствованных
установках ЭТУ-2 начали изготавливать упрочненную арматуру класса
Ат800 (At-V) из стали марок 35ГС и 25Г2С [115], однако большая измен¬
чивость механических свойств сохранилась.
Таблица 5.4
Место ис¬
пытаний и
число ис¬
пытаний
Характери¬
стики ме¬
ханических
свойств
X
S
Cv,%
X-1,64S
X-3S
НИИЖБ,
310
а0,2, Н/мм2
907,0
110
12,1
726,6
577,0
а„, Н/мм2
1017,0
97,0
9,5
857,9
726,0
85, %
11,8
2,76
23,4
7,27
3,52
80, %
2,62
0,63
24,0
1,59
0,73
ЖБИ №2,
4985
ав, Н/мм2
1029,2
101,1
9,91
827,0
726,9
ЩОЭЗ,
2739
ов, Н/мм2
1131,6
135,6
11,16
840,4
714,8
ЖБИ №4,
602
ав, Н/мм2
1016,5
111,6
11,0
793,3
681,7
Это объясняется, во-первых, использованием для упрочнения стали
случайного химического состава и, во-вторых, изменчивостью свойств
по длине закаливаемого прутка и между отдельными прутками за счет ох¬
лаждения в стоячую воду при определенных колебаниях температуры
воды и температуры наГрева.
Главным недостатком термически упрочненной арматуры с закалкой
в воде является образование закалочных трещин, которые иногда не за¬
лечиваются последующим отпуском и приводят к разупрочнению такой
стали во времени и к хрупким разрушениям стали в обычных и тем более
в агрессивных средах при значительном предварительном напряжении.
Это подтверждено нашими опытами и случаями аварий железобетон¬
ных конструкций. Наиболее показательный случай был на скотооткор¬
мочном пункте в г. Рязани, где произошли хрупкие разрушения напряга¬
емой арматуры ребристых плит покрытий. Особенностью этой аварии
было то, что в одном покрытии были плиты с термомеханически упроч¬
ненной на к-те “Криворожсталь” арматурой класса Ат800 и термически
упрочненной на установке ЭТУ арматурой класса АтбОО. После относи¬
тельно небольшого срока эксплуатации термически упрочненная армату¬
ра хрупко разорвалась, а термомеханически упрочненная сталь того же
класса прочности не имела признаков разрушения.
Поэтому производство и применение термически упрочненной арма¬
туры из рядовых сталей с закалкой в воду представляется нецелесообраз¬
ным, тем более в условиях заводов ЖБИ. К такому же выводу пришли
после многолетнего производства термически упрочненной катанки и в
114
Германии. В Японии для производства такой арматуры применяется
фактически термомеханическое упрочнение и специально легированные
кремнием и никелем стали [117].
Попытки организовать промышленное производство термически
упрочненной стержневой арматуры на металлургических заводах также
не привели к положительным результатам.
На Макеевском металлургическом заводе была построена специаль¬
ная установка, где разогретые в процессе прокатки стержни диаметром
16-32 мм закаляли в ванне с водой. Первоначально планировали изготав¬
ливать такую арматуру с прерванной закалкой, затем были вынуждены
делать отпуск путем контактного электронагрева и в результате перешли
на поверхностный индукционный отпуск [116]. Однако, несмотря на
очень жесткий контроль качества технологии и получаемые высокие ме¬
ханические свойства стали, не удалось обеспечить гарантию от хрупких
разрушений арматуры у потребителя при ее натяжении и в начальной
стадии эксплуатации преднапряженных железобетонных изделий.
Возникает вопрос, как удалось избежать массовых аварий с предвари¬
тельно напряженными железобетонными конструкциями, армированны¬
ми этой арматурой?
Во-первых, стержневая арматура диаметром 10-18 мм в нашей стране
почти повсеместно натягивается на упоры электротермическим спосо¬
бом, а сочетание электронагрева до 400°С с предварительным напряже¬
нием является процессом стабилизации и в результате либо дефектные
стержни рвутся при натяжении, либо развитие закалочных трещин при¬
останавливается.
Во-вторых, эксплуатационные напряжения в арматуре ниже чем мак¬
симальные напряжения в напрягаемой арматуре в процессе натяжения и
последующей термовлажностной обработки бетона.
В-третьих, как правило, при изготовлении конструкций с натяжением
на упоры бетон надежно защищает напрягаемую арматуру от внешних аг¬
рессивных воздействий, а фактические эксплуатационные нагрузки на
конструкции существенно меньше расчетных.
При всех указанных выше недостатках производство термически
упрочненной арматуры сыграло определяющую роль в последующем раз¬
витии производства напрягаемой стержневой арматуры в нашей стране и
за рубежом.
Было доказано, что путем термического упрочнения возможно полу¬
чить высокопрочную стержневую арматуру с пределом текучести
сто;2>800 Н/мм2, выявлены все недостатки и преимущества такой арма¬
турной стали и впервые в мире разработана принципиально новая техно¬
логия [20] термомеханического упрочнения арматурной стали в потоке
проката на металлургических заводах.
Были созданы новые методы испытаний и критерии оценки качества
и долговечности высокопрочной арматурной стали [17, 19, 20-23, 59, 60,
97, 100, 103], разработаны нормы проектирования железобетонных кон¬
струкций и др.
115
Промышленное производство термомеханически упрочненной арма¬
турной стали классов Ат800 (Ат-V) и AtIOOO (At-VI) было впервые в ми¬
ровой практике освоено в СССР в 1967 г. Криворожским металлургиче¬
ским комбинатом по технологии, разработанной Институтом черной ме¬
таллургии г. Днепропетровск (ИЧМ), совместно с к-том
“Криворожсталь” и при участииНИИЖБ [17, 20, 22,].
Затем производство такой высокопрочной арматурной стали было
освоено Череповецким мет.комбинатом (ЧерМК), а в 1974 г. — Запсиб-
меткомбинатом (ЗСМК) и в 1987 г. — Белорусским мет.заводом (БМЗ).
Весь этот период мы проводили комплексные исследования свойств
арматурной стали классов Ат800 и Ат1000, выпускаемых этими предпри¬
ятиями, с целью обеспечения требуемых ГОСТ 10884 свойств и совер¬
шенствования технологии ее применения в качестве напрягаемой стерж¬
невой арматуры массовых преднапряженных железобетонных изделий
пролетом до 12 м.
Исследования механических свойств в НИИЖБ проводили в несколь¬
ко этапов параллельно с отработкой технологии производства и химиче¬
ского состава новой арматурной стали путем отбора опытно-промыш¬
ленных партий и испытания их на растяжение, изгиб в холодном состоя¬
нии, влияния электронагрева, релаксацию напряжений и длительную
прочность.
Ниже будут рассмотрены результаты испытаний арматурной стали
этих классов в состоянии поставки, а в главе 7 — после контактного элек¬
тронагрева и предварительного напряжения.
Первоначально изучали механические свойства термомеханически
упрочненной арматурной стали марок СтЗ, Ст5 и 35ГС [21], затем были
разработаны специально для арматуры классов Ат800 (Ат-V) и Ат 1000
(Ат-VI) марки стали 20ГС и 20Г2С, а позднее для стали класса Ат800 мар¬
ки 08Г2С, 20ХГС2 [22] и 28С (см. табл. 5.1).
Были испытаны образцы стали марок 20ГС и 20ГС2 32-х промышлен¬
ных партий-плавок стали класса АтЮОО и 14 партий-плавок стали класса
Ат800 диаметром 10-22 мм, выпущенной в 1968-1970 гг. КрМК и ЧерМК
[102, 103].
На рис. 5.5 приведены результаты анализа данных опытов со сталью
класса АтЮОО диаметром 10-22 мм, а в табл. 5.5 аналогичные результаты
по стали класса Ат800 отдельно диаметром 10-14 мм (6 партий) и 16-22
мм (8 партий). От каждой партии-плавки стали одного диаметра и класса
брали по 12 случайных результатов.
Рассмотрение полученных данных показывает, что нормативные или
браковочные значения условного предела текучести в состоянии постав¬
ки аод обеспечивались в стали классов Ат800 и АтЮОО с доверительной
вероятностью Р, соответственно не менее 0,95 и 0,84.
116
Таблица 5.5
№№
п/п
Характери¬
стики меха¬
нических
свойств
Диаметр,
мм
X
S
Cv, %
X-1,64S
X-3S
1
а0,02, н/мм2
10-14
16-22
673,9
790,8
65,2
54,8
9,57
6,92
565.9
700.9
478.3
626.4
2
а0)2, Н/мм2
10-14
16-22
918.9
970.9
36,4
57,2
3,9
5,8
859,2
877,1
809,7
799,3
3
ав, Н/мм2
10-14
16-22
1117,2
1130,0
35,9
63,6
Ч
5,6
1058,3
1025,7
1009,5
939,2
4
§5, %
10-14
16-22
14,28
13,39
2,74
1,86
19,18
13,89
9,79
10,3
6,06
7,82
5
5р, %
10-14
16-22
3,0
3,07
1,145
0,918
38,17
29,1
1,122
1,565
6
Es 105, Н/мм2
10-14
16-22
1,78
1,91
0,193
0,086
10,84
4,5
1,463
1,769
_
Среднее отношение ао,2/ств у стали класса Ат800 диаметром
10-14 мм — 0,84, ау стали класса АтЮОО тех же диаметров — 0,78. Поэ¬
тому для стали класса АтЮОО диаметром 10-14 мм браковочное значение
ав было увеличено до 1250 Н/мм2.
Опытами установлены высокие значения сосредоточенного удлине¬
ния на базе 5d-5s, которое как для стали класса Ат800, так и для стали
класса АтЮОО в состоянии поставки в 95% случаев больше 10%. Это объ¬
ясняется, по-видимому, проявлениями эффектов ВТМО [66].
Средние значения относительного равномерного удлинения 8Р в стали
обоих классов отличаются незначительно. Минимальные величины 6Р,
определенные с вероятностью 0,95(-l,64S), находятся в пределах 1,1-2%.
Причем у стали класса АтЮОО эта характеристика как по средним, так и
по минимальным значениям несколько выше, чем у стали класса Ат800.
Начальный модуль упругости Es у различных групп исследованной ар¬
матурной стали классов Ат800 и АтЮОО изменяется в пределах от
1,78-Ю5 Н/мм2 до 2,НО5 Н/мм2.
Увеличение диаметра арматуры при прочих равных условиях приво¬
дит к уменьшению характеристик прочности [10, 20, 21, 22]. Поэтому для
обеспечения требуемых физико-механических свойств стали необходимо
сохранять одни и те же условия охлаждения и соответственно увеличи¬
вать объем и давление охлаждающей воды.
Увеличение диаметра приводит также к повышению характеристик
сопротивления стали малым пластическим деформациям ао,02> <*0,05> <*о,2
и Tii (см- табл. 5.5).
Уравнение корреляционной связи ао,2 /°в и d по данным испытаний
арматуры 71 партии-плавки стали 20ГС, 08Г2С, 20ГС2 и 20ХГ2С произ¬
водства КрМК, ЧерМЗ и ЗСМК [10,22] имеет вид:
117
ао,2 /сгв=0,743 + 0,0047d,
(5.1)
где: 0,0047 — коэффициент корреляции, 1/мм.
Величину параметра упругости термомеханически упрочненной арма¬
туры в состоянии поставки r|i определяли так же как и других видов вы¬
сокопрочной арматуры, применяя методику рассмотренную выше в главе
2 (см. рис. 2.8).
Результаты статистической обработки значительного количества ис¬
пытаний арматуры классов Ат800 и АтЮОО диаметром 10-14 мм и 16-22
мм показали, что средние значения r|i стали для арматуры диаметром
10-14 мм класса Ат800 равно 0,65, а для класса АтЮОО — 0,6. Услов¬
но-мгновенная диаграмма арматурной стали тех же классов диаметром
16-22 мм характеризуется средним параметром упругости r|i=0,7.
Исследования влияния различных факторов, определяющих свойства
термомеханически упрочненной стали, проведенные ИЧМ г. Днепропет¬
ровска показали, что наибольшее влияние на прочностные свойства тер¬
момеханически упрочненной арматурной стали марки 20ГС оказывает
углерод и марганец (в пределах марочного состава), а из технологических
факторов — температура охлаждающей воды, ее расход и поперечное се¬
чение стержня.
Увеличение содержание кремния в стали до 2-2,5%, по данным отечест¬
венных [97] и зарубежных иссле¬
дований [117], обеспечивает су¬
щественное повышение стойко¬
сти против коррозионного
растрескивания, особенно значи¬
тельное после низкотемператур¬
ного отпуска до 450-500°С [23].
Эти данные послужили осно¬
ванием, для создания и внедре¬
ния стали марки 20ГС2 и других
высокопрочных арматурных ста¬
лей, легированных дополнитель¬
но кремнием.
Для обеспечения свариваемо¬
сти в сочетании с высокой стой¬
костью против коррозионного
растрескивания сотрудниками
КрМЗ, ИЧМ и НИИЖБ была
разработана [а.с. СССР № 524853]
и исследована сталь марки
20ХГС2 дополнительно (по срав¬
нению с 20ГС2) легированная
хромом в количестве 0,8-1,4%.
Механические свойства арма¬
турной стали этой марки в тер¬
118
п%
«,*
55.0
51.0
5,0
0.5
о.о
/
/
/
/
/
0<МК
S=(
=915,0/
>1,3 /
Г J,
Ь=1129,0
8=47,2/
f
/
а=13530
S=46,2
/
/
/
/
Г
0(0
8011 1000 1200 Ш0 4 н/мм’
Рис. 5.5. Распределение показателей механи¬
ческих свойств стали класса АтЮОО производ¬
ства КрМК и ЗСМК (1982г).
моупрочненном состоянии изучали путем испытания образцов арматуры
диаметром 10, 12, 14 и 22 мм 7 плавок (13 партий-плавок) из стали с хи¬
мическим составом в пределах марочного.
Исследования показали, что в термомеханически упрочненном состо¬
янии арматура из стали 20ХГС2 диаметром 10-12 мм отвечает требовани¬
ям ГОСТ 10884-81 к стали класса АтЮОО, а диаметром 14 и 22 мм — к ста¬
ли класса Ат800.
При содержании хрома в этой стали в количестве 0,9-1,2% и суммар¬
ном количестве марганца и хрома 2,1-2,3% удается обеспечить прочность
сварных соединений при контактной стыковой сварке стержней диамет¬
ром 10-22 мм по крайней мере до уровня требований к стали класса А800,
а в сочетании с легированием кремнием в количестве 1,5-2,2% — значи¬
тельно повысить стойкость против коррозионного растрескивания, полу¬
чив таким образом сталь класса Ат800К.
Одним из недостатков высокопрочной термомеханически упрочнен¬
ной арматурной стали этих классов была большая неоднородность меха¬
нических свойств, характеризуемая коэффициентами вариаций а о,2 и ав
соответственно 3,9-5,8% и 3,2-5,6% (см. табл. 5.5). Это связано главным
образом с неравномерной скоростью перемещения арматуры в установке
охлаждения. В начальный период скорость движения меньше и в резуль¬
тате достигаются более высокие прочностные показатели, а затем штука
(пруток длиной 90-110 м) разгоняется, скорость увеличивается, а прочно¬
стные показатели стал ^снижаются.
Самым высокопрочным видом стержневой термомеханически упроч¬
ненной арматуры является сталь класса Ат1200 (Ат-УП) [15, 118] с преде¬
лом текучести ао,2^1200 Н/мм2 и ав>1450 Н/мм2. При такой высокой
прочности в стержнях диаметром 10-25 мм фактическое относительное
удлинение 8s>9% и 5Р>2,3%, что существенно больше нормируемых по
ГОСТ 10884 величин 65 и 5р (см. табл. 5.1). Диаграмма растяжения в со¬
стоянии поставки характеризуется параметром упругости rii=0,54 и соот¬
ношением ав/ао 2=1,296. Статистические данные о механических свойст¬
вах Ат1200 (Ат-VII) диаметром 1£-18 мм приведены в табл.5.6.
Арматурная сталь такой высокой прочности может эффективно испо¬
льзоваться в конструкциях большого пролета или специальных сооруже¬
ниях с высокой степенью ответственности, например, в оболочках атом¬
ных реакторов. Поэтому для широкого практического применения в
строительстве необходимо осуществлять ее чистовую отделку, т.е. низко¬
температурный отпуск, калибровку (см. рис. 5.6), а также изготавливать с
винтовым или иным специальным профилем для стыковки без сварки и
поставлять строителям комплектно, т.е. так чтобы ее прочность была
максимально использована.
Последующие исследования были направлены на улучшение техноло¬
гичности, повышение однородности, пределов упругости и текучести стали
для обеспечения соответствия нормам международных стандартов [22, 36,
108].
119
Таблица 5.6
Характери¬
стики меха¬
нических
свойств
X
S
Cv, %
X-1,64S
X+1.64S
<*0.02, н/мм2
874
49,8
5,7
792
955
О0,2> Н/мм2
1194
24,3
2,04
1154
1233
ао,5, Н/мм2
1346
23,6
1,75
1307
1385
а„, Н/мм2
1548
23,2
1,50
1510
1586
Es10*5, Н/мм2
1,95
0,098
5,03
1,79
2,11
Ль -
0,54
0,049
9,02
0,491
0,589
85, %
11,08
0,715
6,45
9,91
12,25
5р,%
3,07
0,51
16,6
2,23
3,9
Рис. 5.6.
растяжения стали клас¬
са Ат1200 (Ат-УП).
1 — исходное состоя¬
ние, 2 — после стаби¬
лизации.
Этому способствовали введение в строй новых технологических ли¬
ний на ЗСМК и КрМК, а также систематические, раз в 3 года сертифика¬
ционные испытания арматуры на соответствие высшей категории каче¬
ства и др. (см. табл. 5.7).
120
Таблица 5.7
№№
п/п
Разработчик
информа¬
ции
Класс
стали
Марка
Диа¬
метр,
мм
<*0,2
So,2
<*в
SB
55
5Р
в0,2/<*в
Н/мм2
%
1
Криворож-
сталь
Ат800
20ГС
10-14
1031,6
61,0
1236,0
69,77
12,2
3,85
0,835
2
Криворож-
сталь
Ат800
20ГС
16-18
960,0
60,0
1149,5
70,0
11,55
3,47
м
3
Криворож-
сталь
Ат800
08Г2С
16-18
894,0
39,2
1096,0
42,5
11,74
4,10
0,816
4
Запсибметк
омбинат
Ат800
20ГС
12-14
1028,0
59,5
1237,0
55,0
11,23
2,77
0,831
5
Чер. мет.
комбинат
Ат800
20ГС
14
955,2
62,5
1161,6
73,7
10,96
2,98
0,822
6
Криворож-
сталь
АтЮОО
20ГС
10-14
1148,0
46,2
1373,5
50,3
11,73
3,83
0,836
7
Запсибмет-
комбинат
АтЮОО
20ГС2
12-14
1110,0
48,0
1322,0
42,0
10,83
2,65
0,840
8
Бел. мет.
завод
Ат800
20ГС
10-14
953,0
37,0
1078,0
33,9
14,6
3,07
0,940
ГОСТ 10884-81 были установлены требования по ограничению измен¬
чивости механических свойств арматуры и разработанный автором но¬
вый метод статистического управления качеством высокопрочной арма¬
туры [62]. Сущность этого метода заключается в определении путем зна¬
чительного количества испытаний на металлургических заводах
механических свойств стали (до,2 и ав) и характеристик их изменчивости
в генеральной совокупности: X, S и Cv (S/Х) и в каждой партии-плавке:
X, So и Cv (Sq/X) и оценки у потребителя на малом числе испытаний
(п=6) соответствия этих показателей фактическим свойствам стали из
условий:
Xmin^Xi-l,64S0, (5.2)
( X6>Xi>Xi6p, (5.3)
где Хб — среднее значение механических свойств по результатам 6 испы¬
таний; Xmin — минимальное значение из результатов 6 испытаний.
Этот метод включен также в ГОСТ 5781 для горячекатаной стали.
Проведенные работы позволили к 1985 г. существенно улучшить каче¬
ство высокопрочной термомеханически упрочненной арматурной стали
классов Ат800 и АтЮОО и гарантировать нормативное значение предела
текучести оо,2 в каждой партии-плавке с обеспеченностью Р>0,95, а рас¬
четное сопротивление Rs с обеспеченностью Р>0,999 (см. табл. 5.7).
Дальнейшему улучшению свойств и повышению однородности этой
стали способствовало строительство самых современных установок ТМУ
121
арматуры на Белорусском и Молдавском мет.заводах [22, 108], где удер¬
живается практически постоянная скорость движения прутка арматуры
при его термомеханическом упрочнении, что обеспечивает высокую од¬
нородность механических свойств стали (см. табл. 5.7).
В ГОСТ 10884-94 были включены требования к величине предела
упругости <10,02> который должен быть не менее 0,85ао 2, а также условие,
что релаксация напряжений за 1000 часов не более 4% от исходного уси¬
лия, составляющего 70%ав. Арматурная сталь этих классов должна также
выдерживать без разрушения 2 млн.циклов напряжения, составляющего
70% начального предела прочности ав. Интервал атах _ для арматуры
периодического профиля равен 195 Н/мм2. Выполнение этих новых тре¬
бований привело к существенному улучшению диаграммы растяжения
стали классов Ат800 и АтЮОО и повышению gq 02 М) 2 Д° 0>85 и gq 2 /ав Д°
0,86 - 0,88.
При этом значения расчетного предела упругости гц стали Ат800 и
АтЮОО также увеличились и составили для этих классов прочности соот¬
ветственно: 0,75 и 0,70; величины Лз=сто,5 М),2 соответственно 1,06 и 1,08
и Л4=(7в Л*о,2 соответственно 1,13 и 1,15.
Механические свойства и показатели диаграммы растяжения арматур¬
ной стали классов Ат800 и АтЮОО, производимой по ГОСТ 10884-94, со¬
ответствуют требованиям Евронорм EN 10138 [61] и других международ¬
ных стандартов (см. рис. 5.7).
Существенным недостатком
высокопрочной термомеханиче¬
ски упрочненной арматуры явля¬
ется разупрочнение при контакт¬
ной стыковой и других видах
сварки с большими тепловложе-
ниями [100]. Степень разупроч¬
нения зависит от вида исходной
стали и способа сварки [22], од¬
нако в расчетных сечениях желе¬
зобетонных конструкций свар¬
ные стыки арматурной стали
классов Ат800 и АтЮОО не допус¬
каются. Поэтому, несмотря на
весьма значительные объемы
производства и применения эта
0 05 1 1 5 2 25 3 35 4 es,% арматура используется в основ¬
ном в виде стержней мерной дли-
Рис. 5.7. Расчетные по формуле (2.9) и опыт- ны диаметром 10-14 ММ В сбор¬
ные диаграммы растяжения арматурной стали ппепияпитрлт,нп няттпяжен-
классов Ат800 (1) и АтЮОО (2), отпущенных ных предварительно напряжен
арматурных канатов 015 мм (3) и стабилизи- НЫХ изделиях Пролетом ДО 12 М,
рованной проволоки 05 мм (4) по данным главным образом В ПЛИТах ПО-
1994-1999 гг. крытий и перекрытий 5,8-7,2 м.
122
5.2.3. Упрочненная вытяжкой высокопрочная стержневая арматура
Технология упрочнения вытяжкой арматурной стали марок 80С и
20ХГ2Ц для получения арматуры класса А800в была разработана нами в
60-х годах.
Исследования проводись по той же методике, которая использовалась
при изучении режимов упрочнения стали А550в (А-Шв) [87], рассмот¬
ренной в главе 4.
Ниже обсудим физико-механические свойства такой арматуры по ре¬
зультатам исследований, выполненных А.П.Кусакиным [90] на арматуре
из наиболее экономной стали марки 80С диаметром 14-25 мм 11 плавок.
Химический состав (см. табл. 5.8) и механические свойства исходной
горячекатаной стали (см. табл. 5.9) соответствовали требованиям ГОСТ
5781 к арматурной стали класса А600 (А-IV) этой марки.
Таблица 5.8
Химический состав исходной горячекатаной стали 80С исследованных партий, %
С
Мп
Si
Ti
S
Р
0,72
0,66
0,67
0,025
0,029
0,015
0,80
0,80
0,88
0,039
0,041
0,032
Опыты показали, что оптимальным режимом упрочнения является
деформирование до es>2,0%. При этом нормативная величина предела
текучести <то,2^800 Н/мм2 достигается с обеспеченностью Р>0,95 (см.
табл. 5.9). Непосредственно после упрочнения наблюдается некоторое
снижение модуля упругости стали, которое после вылеживания проходит
(см. рис. 5.8). Снижение относительного удлинения 65 не превышает es, а
6р всего 1,3-1,4%, т.е. меньше чем es.
После снятия нагрузки растяжения происходит значительное укоро¬
чение стали, величина которого при деформации es=2% составила в
среднем 0,55%.
Последующий нагрев приводит к значительному дополнительному
увеличению характеристик сопротивления стали малым пластическим
деформациям ао,о2> <^о,ь ^0,2* После печного нагрева до 300°С условный
предел упругости Go,02 увеличивается почти на 50% и в среднем составил
872,6 Н/мм2, а условный предел текучести ао,2 увеличился на 12% и в
среднем составил 964,1 Н/мм2 (см. табл. 5.9), т.е. после упрочнения вы¬
тяжкой и последующего нагрева до 300°С такая арматура работает упруго
до уровня 800-850 Н/мм2 или 0,7-0,77 ав. Расчетный предел упругости г\\
при этом составляет около 0,8.
Практически такой же эффект достигается при контактном электро¬
нагреве до температур 370-450°С, применяемом при натяжении стержне¬
вой арматуры электротермическим способом.
Упрочнение вытяжкой с последующим “НТО” до 300°С не снижает комп¬
лекс эксплуатационных свойств стали, в частности, ударную вязкость стали.
При температурах от минус 40°С до плюс 20°С величина ак>5 К.Дж/см2.
123
Рис. 5.8. Диаграмма растяжения стали 80С.
1. В исходном состоянии до упрочнения. 2. После упрочнения вытяжкой до es=2,0%. 3. По¬
сле упрочнения вытяжкой и низкотемпературного отпуска при Т=300вС.
Таблица 5.9
п/п
Состояние
арматурной
стали
Характеристи¬
ки механиче¬
ских свойств
X
S
Cv, %
X-1,64S
X-3S
1
Исходный
металл
<*0.02, н/мм2
558,5
40,8
7,32
499,1
436,0
2
а0,2, Н/мм2
650,8
30,3
4,66
601,1
559,8
3
а„, Н/мм2
1071,0
30,5
2,85
1021,0
979,5
4
85, %
11,78 '
1,14
9,71
9,91
8,35
5
5Р, %
7,26
0,83
11,42
5,90
4,77
6
После
деформации
до Es=2%
а0,02, Н/мм2
584,2
39,1
6,69
520,1
466,9
7
О0,2, Н/мм2
859,8
32,3
3,75
806,9
763,0
8
а„, Н/мм2
1074,0
33,3
3,10
1019,4
974,1
9
85, %
10,23
0,95
9,24
8,66
7,39
10
5Р, %
5,98
0,87
14,67
4,56
3,38
11
После
деформации
до es=2% и
нагрева до
Т=300°С
а0.02, Н/мм2
872,6
30,1
3,45
823,2
782,3
12
а0,2, Н/мм2
964,1
33,8
3,51
908,7
862,7
13
а„, Н/мм2
1080,0
31,2
2,91
1028,9
986,5
14
»5, %
10,0
1,31
13,1
7,85
6,07
15
5Р, %
5,78
0,60
10,38
4,80
3,98
124
Аналогичные данные получены и при упрочнении вытяжкой горяче¬
катаной стали 20ХГ2Ц класса А600 и 23Х2Г2Т класса А800.
Необходимо отметить, что рассматриваемая технология упрочнения
стали позволяет обеспечить однородность ее механических свойств су¬
щественно большую, чем при термическом и термомеханическом упроч¬
ненная и уменьшить их изменчивость по сравнению с исходной сталью
при одновременном повышении пределов упругости и текучести.
Несмотря на значительную трудоемкость такого упрочнения можно
утверждать, что стержневая арматура, упрочненная вытяжкой с последу¬
ющим низкотемпературным отпуском (НТО), является самой надежной
высокопрочной арматурной сталью. Это заключение подтверждено мно¬
голетним опытом применения этой арматуры во всем мире [2, 61, 124].
5.2.4. Напрягаемая стержневая арматурная сталь за рубежом
Европейским стандартом EN 10138 [61, 124] регламентируются тех¬
нические требования к стержневой арматуре двух классов 835/1030 с уг¬
ловым пределом текучести аод>835 Н/мм2 и временным сопротивлени¬
ем ав>1030 Н/мм2 диаметром 15-40 мм (15, 17, 20, 23, 26, 32 и 40 мм) и
класса 1080/1230 с аод>1080 Н/мм2 и ав>1230 Н/мм2. В стандарте ISO
6935-5 [2] регламентируются требования к стержням диаметром
15-40 мм 4-х классов 835/1030, 930/1080, 930/1180 и 1080/1230 соответст¬
венно с браковочным пределом текучести Go i равным 835 Н/мм2,
930 Н/мм2 и 1080 Н/мм2.
Основным видом напрягаемой стержневой арматуры в Западной Ев¬
ропе, США, Канаде, и Бразилии являются стержни диаметром 26-40 мм
класса 835/1030 и 26-36 мм класса 1080/1230 (см. табл. 5.2). Это объясня¬
ется тем, что в этих странах высокопрочная стержневая арматура исполь¬
зуется при натяжении на бетон и главной задачей ее применения являет¬
ся возможность получения возможно большего агрегатного усилия пред¬
напряжения при высокой степени надежности и долговечности,
существенно превышающих возможности высокопрочной проволоки и
арматурных канатов.
Такая стержневая арматура изготавливается из горячекатаной стали
подобной отечественной стали классов А600 и А800 путем упрочнения
вытяжкой с длительным низкотемпературным отпуском при температуре
около 400°С в виде стержней с гладкой поверхностью, обычного перио¬
дического профиля или с винтовым профилем.
Стандарты этих стран включают также требования по релаксации, вы¬
носливости, коррозионной стойкости, качеству поверхности, условиям
упаковки и т.п. В частности, в зависимости от класса релаксационной
стойкости величина потерь напряжения от релаксации при начальном
напряжении 0,7gb не должна превышать 2,5% или 4,0% [124].
Стержни должны выдерживать без разрушения 2 млн. циклов нагру¬
жений при максимальном напряжении 0,7gb при диапазоне от максима¬
льной до минимальной нагрузки:
125
— для гладких стержней — 200 Н/мм2;
— для стержней периодического профиля — 180 Н/м2.
При испытании в аммониемом растворе стержни диаметром менее
12 мм должны выдерживать не менее 20 час; диаметром 12-25 мм не ме¬
нее 60 час, а стержни диаметром более 25 мм не менее 100 час.
Объемы производства за рубежом высокопрочной стержневой армату¬
ры относительно невелики и не превышают 20-30 тыс.т в год во всех
странах вместе взятых.
В Японии наряду с высокопрочной стержневой арматурой больших
диаметров выпускают в большом количестве (около 100 тыс.т в год) тер¬
мически упрочненную арматуру малых диаметров 7,4-13,0 мм класса
1270/1470 с пределом текучести ао,2^1270Н/мм2 и временным сопротив¬
лением ав>1470 Н/мм2 (см. табл. 5.2).
Ранее такую арматуру выпускали и в Германии, но в настоящее время
от ее производства отказались из-за случаев хрупких коррозионных раз¬
рушений.
Химический состав высокопрочной стержневой арматуры существен¬
но различается в зависимости от технологии производства и упрочнения
стали. Стержни больших диаметров изготавливают из стали с содержани¬
ем углерода от 0,65% до 0,8%, легированной марганцем и кремнием. Тер¬
мически упрочненную арматуру в Японии производят из среднеуглеро¬
дистой кремнемарганцовистой стали с микролегированием [117]. Срав¬
нение химического состава отечественной и зарубежной горячекатаной
арматуры (см. табл. 5.1, 5.2) показали, что отечественная арматура клас¬
сов А800 и А1000 содержит существенно большее количество дорогостоя¬
щих марганца и хрома и имеет в 3-4 раза меньшее содержание углерода.
В то же время химический состав японской термически упрочненной
арматуры принципиально не отличается от химического состава стали
20ГС2 или 30ГС2 [97, 117, 118].
Фактические механические свойства зарубежной напрягаемой арма¬
туры характеризуются высоким отношением ае1/оо,2=Ль составляющим
от 0,75 до 0,9 для различных видов арматуры. Этим объясняются малые
потери напряжений от релаксации, т.к. контролируемая величина asp на¬
ходится в пределах упругой работы стали.
Диаграммы растяжения этих видов арматуры соответствуют диаграм¬
мам растяжения стали А800в после НТО (см. рис. 5.8) и стабилизирован¬
ной стали Ат1200 (см. рис. 5.6).
Как было показано выше, технический уровень промышленного про¬
изводства высокопрочной стержневой арматуры в России выше, чем в
других странах мира, а объем ее производства и применения почти в 10
раз больше, чем во всех остальных станах мира вместе взятых.
Однако наряду с массовым производством горячекатаной и термоме¬
ханически упрочненной стали на металлургических заводах следует, с
учетом огромных размеров нашей страны, предусмотреть возможность
производства высокопрочной стержневой арматуры путем упрочнения
126
вытяжкой а также термомеханического упрочнения на метизных пред¬
приятиях районного и областного масштабов.
С развитием строительства из монолитного железобетона и техноло¬
гии натяжения арматуры на бетон и в нашей стране целесообразно орга¬
низовать производство высокопрочной стержневой арматуры больших,
до 50 мм включительно, диаметров с последующим упрочнением ее вы¬
тяжкой и низкотемпературным отпуском, При этом важно иметь ввиду,
что возможности производства стержней больших диаметров в Западной
Европе весьма ограничены из-за повсеместного перехода металлургиче¬
ских заводов на непрерывную разливку стали. Это открывает также ши¬
рокие возможности экспорта высокопрочной стержневой арматуры.
5.3. Высокопрочная проволока и арматурные канаты
5.3.1. Общие требования и сортамент
Производство специальной высокопрочной проволочной арматуры и
арматурных канатов началось в нашей стране после 1956 г. при активном
участии НИИЖБ и ЦНИИЧМ [120].
До этого предварительно напряженные железобетонные конструкции
армировали высокопрочными сталями, предназначенными для других
целей: канатной, семафорной и пружинной проволокой диаметром 2-5
мм, которые по ряду причин не отвечали требованиям, предъявляемым к
напрягаемой арматуре.
В 1955 г. в ЦНИИПС был разработан и принят первый в стране госу¬
дарственный стандарт на высокопрочную проволочную арматуру ГОСТ
7348-55 “Проволока стальная круглая углеродистая для предварительных
железобетонных конструкций”. По этому стандарту метизная промыш¬
ленность начала выпускать гладкую высокопрочную проволоку диамет¬
ром 2,5-5 мм. \
На основании исследований НИИЖБ [120] уже в 1957 г. был разработан
и утвержден стандарт на высокопрочную проволоку периодического про¬
филя — ГОСТ 8480-57. Затем этими же организациями были разработаны
ЧМТУ 426-61 на семипроволочные стальные пряди* для армирования
предварительно напряженных железобетонных конструкций (см. рис. 5.9).
Технология производства и
качество высокопрочной прово¬
локи и арматурных канатов не¬
прерывно совершенствуются [74,
120-127]. В результате достигнут
уровень механических свойств,
приведенный в табл. 5.10 и раз¬
работаны современная класси- Рис.5.9. Семипроволочный арматурный канат
фикация и система стандартов. к-7.
В настоящее время термин “пряди” заменен в ГОСТ 13840 и СНиП на “арматурные
канаты”.
127
Углеродистая холоднотянутая проволока диаметром 3-8 мм и арматур¬
ные канаты из нее диаметром 6-15 мм (см. табл. 5.10) являются самым
прочным видом напрягаемой арматуры и имеют ряд существенных преи¬
муществ перед стержневой арматурой:
— высокая прочность достигается за счет использования углероди¬
стой стали (С>0,7%) при малом расходе дефицитных легирующих доба¬
вок главным образом за счет многоступенчатого механо-термического
упрочнения [121].
— возможность поставки любой требуемой длины;
— создание напрягаемых арматурных элементов любого очертания с
широким диапазоном разрывного усилия.
Недостатками высокопрочной проволоки и арматурных канатов явля¬
ются:
— высокая стоимость технологических переделов упрочнения, в резу¬
льтате чего себестоимость такой арматуры значительно выше стержневой;
— разупрочнение при натяжении электротермическим способом;
— значительная трудоемкость при применении в короткомерных из¬
делиях (1о=6-9 м) при натяжении на упоры форм или поддонов по агре-
Таблица 5.10
Класс прочности стали и тех¬
ническая документация
Диа
метр
, мм
Модуль
упругости,
Es10-5
Условный
предел те¬
кучести,
<*0,2
Временное
сопротив¬
ление раз¬
рыву, ав
Относите¬
льное уд¬
линение
после раз¬
рыва бюо
Н/мм2
%
не менее
ГОСТ 7348-8 Iх
В1500
3;52>
1500
1780
4
В-П
В1400
4
1400
1700
4
В1400
5
2,0
1400
1670
4
В1300
6
1300
1570
5
В1200
7
1200
1470
6
В1100
8
1100
1370
6
ГОСТ 7348-8Iх
В1500
3
1500
1780
4
Вр-П
В1400
4
1400
1700
4
В1400
5
2,0
1400
1670
4
В1300
6
1200
1470
5
В1200
7
1100
1370
6
В1100
8
1000
1270
6
ГОСТ13840-68Х
К7-1500
6
1500
1770
41)
К7-1500
9
1,8
1500
1770
4
К7-1500
12
1500
1770
4
К7-1400
15
1410
1670
5
Примечание. 1) Относительное удлинение перед разрывом 5П (Agt); 2) Стабилизитрованная
проволока.
128
гатно-поточной или конвейерной технологиях изготовления преднапря-
женных железобетонных изделий;
— необходимость использования бетона высокой прочности
Rb >30 Н/мм2.
Поэтому высокопрочная проволока и арматурные канаты в нашей
стране эффективно применяются в длиномерных предварительно напря¬
женных конструкциях мостов и инженерных сооружений, в напорных
трубах и элементах силосов с навивкой на сердечник или поддон, а также
в плитах, изготавливаемых по стендовой технологии и др.
Таблица 5.11
Страна
и №№ стандартов
Вид стали
Диа¬
метр,
мм
Модуль
упруго¬
сти,
Es10-5
Условный
предел те¬
кучести,
<*0,2 (<*0.1
ИЛИ (Ji)
Времен¬
ное со¬
против¬
ление, ав
Относите¬
льное уд¬
линение
Sji(Agt)
Н/мм2
%
не менее
Европа
Проволока
5
6
7
8
2,05
а
и
«
15231)
1523
1435
1435
1770
1770
1670
1670
3,5
и
и
«
EN 10138-95
7 проволоч¬
ные канаты
13
15
16
18
1,95
и
и
и
1580
1500
1500
1500
1860
1770
1770
1770
3,5
и
«
и
США
ASTM
А416-А422-А722-90
Проволока
6,35
7,01
2,05
сс
14072>
1377
1655
1620
3,5
Тхпроволоч-
нью канаты
12,7
15.24
12,70
15.24
1,95
и
и
«
1466
1466
1583
1584
1725
1725
1863
1863
3,5
«
и
Проволока
6
7
8
9
1,95
«
и
и
1367
1325
1279
1226
1558
1515
1471
1418
3,5
«
и
и
Япония
JISG 3109-3536-88
7 проволоч¬
9,3
10,8
12,4
15,2
1,95
«
и
и
1463
1463
1463
1470
1720
1720
1720
1720
3,5
и
и
((
ные канаты
9,5
ИД
12,7
15,2
1,95
«
а
1584
1590
1580
1600
1860
1860
1860
1860
3,5
«
и
а
Примечания: 1. — Условный предел текучести — сг01; 2. — То же а, напряжение при общем
удлинении равном 1%.
129
По этой же причине в России и странах СНГ в основном применяют
высокопрочную арматурную проволоку диаметром 3-5 мм и арматурные
канаты диаметром 6-15 мм. В 1990 г. [2, 3, 24] объем применяемой в на¬
шей стране высокопрочной проволоки и арматурных канатов составил
около 20% всей высокопрочной напрягаемой арматуры.
За рубежом в Западной Европе, США и других странах предваритель¬
но напряженные конструкции изготавливают либо с натяжением “на бе¬
тон”, либо с натяжением “на упоры” на длинных, до 200 м, стендах, поэ¬
тому высокопрочная проволочная арматура составляет там 90-95% от
всей напрягаемой арматуры, а для обеспечения максимального агрегат¬
ного усилия преднапряжения используют проволоку, в основном, диа¬
метром 6-8 мм (см. табл. 5.11). Проволоку диаметром 3 мм вообще не
применяют из-за возможной коррозии.
Для систем натяжения “на бетон” без сцепления изготавливают воло¬
ченные канаты, которые в готовом виде протягивают через фильеру и по¬
лучают круглый гладкий канат.
5.3.2. Механические свойства
Нормируемые ГОСТ 7348, ГОСТ 13840 и ТУ 14-4-22 механические
свойства высокопрочной проволоки и арматурных канатов приведены в
табл. 5.10.
Эти показатели механических свойств установлены НИИЖБом и
ВНИИметизом относительно недавно [25, 123] на “основе комплексного
анализа достигнутого уровня качественных показателей высокопрочной
арматуры и возможностей его дальнейшего повышения с учетом совре¬
менных технических возможностей метизной промышленности”.
Для обеспечения таких показателей на всех метизных заводах России,
Украины и Белоруссии осуществляют низкотемпературный отпуск, а на
Череповецком и Харцизском з-дах стабилизацию проволоки и арматур¬
ных канатов.
Выполненный в 80-х годах анализ изменчивости прочностных показа¬
телей этой арматурной стали [123] показал, что диапазон изменчивости
и ав одного диаметра проволочной арматуры в зависимости от объема и со¬
става выборки может достигать 300-500 Н/мм2, а величина среднеквадра¬
тичного отклонения этих показателей составляет около 60,0 Н/мм2. Анализ
более 1300 испытаний образцов проволоки периодического профиля клас¬
са Вр-П диаметром 5 мм и 500 образцов гладкой проволоки класса В-П
[123] показал, что соотношение ао.г/^в в проволоке класса Вр-П с обеспе¬
ченностью Р>0,95 составляет 0,85 при среднем — 0,89, а в “отпущенной”
проволоке класса В-П соответственно 0,85 и 0,9, что хорошо корреспонди¬
руется с данными [125], приведенными в табл. 5.10
Механические свойства стабилизированной проволоки диаметром 5 мм
производства Череповецкого сталепрокатного завода (ЧСПЗ) существенно
выше чем у “отпущенной” проволоки того же диаметра и отвечают требо¬
130
ваниям Евростандарта EN 10138-95 (см. табл. 5.11). Минимальные значе¬
ния Go,2 и ств превышают соответственно 1700 и 1780 Н/мм2 при 5р>3,0%.
Исходя из достигнутого уровня прочности эта напрягаемая арматура
может быть отнесена к классу В1600, которого пока нет в ГОСТ 7348 и
EN 10138.
Выпускаемые в настоящее время семипроволочные арматурные кана¬
ты после свивки либо проходят НТО [121]и далее обозначаются нами как
“отпущенные”, либо стабилизацию, т.е. отпуск совмещенный с растяже¬
нием и называется “стабилизированными”.
Отпущенные канаты в нашей стране выпускают Череповецкий и Ор¬
ловский сталепроволочные канатные заводы (ЧСПЗ и ОСПЗ) и Белорец-
кий металлургический комбинат (БМК).
Производство стабилизированных канатов в России осваивается
ЧСПЗ и БМК.До 2000г такие канаты в СНГ производил лишь Харциз-
ский СПЗ на Украине.
Данные о механических свойствах “отпущенных” арматурных канатов
производства БМК приведены в табл. 5.12, а диаметром 15 мм производ¬
ства ЧСПЗ — в табл. 5.13.
Механические свойства современных стабилизированных арматурных
канатов можно оценить по результатам испытаний НИИЖБ (март 2000 г)
Таблица 5.12
Номиналь¬
ный диаметр,
мм
Шаг свивки,
мм
Площадь по¬
перечного
сечения,
мм2
Механические свойства
Относитель¬
ное удлине¬
ние 5jj(Agt),
°В
<*0,2
Н/мм2
6
7Q-74S*
72
2U8.-2X71
23,66
шыш
1782
1501-1658
1600
5Л1-7.24
6,02
9
110
53.42-54.18
53,67
1801-1917
1876
1601-1702
1668
3.84-5.78
4,69
12
\
95,22-95,90
95,33
1Ж-_Ш2
1804
1564-1631
1600
3.97-4.43
4,22
15
185-195'
190
140.7-142.0
141,4
1672-1694
1685
1436-1535
1490
3.30-4.33
3,94
х) В числители приведены минимальные и максимальные значения, а в знаменателе —
средние значения.
Таблица 5.13
№№
Показатели механи¬
Статистические данные
п/п
ческих свойств
X
S
Cv
Х-1,64 S
1
ав, Н/мм2
1718
13,7
0,8
1695,5
2
а0,2, Н/мм2
1552
24,3
1,57
1512
3
8n(Agt), %
4,73
0,52
11,0
3,88
131
семипроволочных канатов диаметром 15,2 мм, изготовленных фирмой
’’Voest-Alpine Austria Draht” по стандарту США ASTM.A416-94.
При средних значениях ао,2=1722 Н/мм2, ав=1914 Н/мм2, rii=0,79, и
Es=2,02105 Н/мм2 минимальные значения 5П>3,56% и ао,2/ав^О,87.
Использование кубической сплайн-функции (см. формулу 2.9) позво¬
ляет вполне достоверно описать диаграмму растяжения высокопрочной
проволочной арматуры. Опытные и расчетные данные практически сов¬
падают (см. рис. 5.7).
Рассмотрение данных различных авторов [16, 120-123, 125-127] и ре¬
зультаты наших испытаний позволяют считать, что принятые в СНиП
2.03.01-84* нормативные сопротивления Rsn проволоки Вр-П диаметром
5 мм и канатов К-7 диаметром 12 и 15 мм обеспечиваются с вероятно¬
стью не менее 0,95, а расчетные сопротивления Rg с вероятностью более
0,999 (см. табл. 5.12-5.14). Аналогичных результатов можно ожидать по
другим видам проволоки и арматурных канатов, выпускаемых по ГОСТ
7348 и ГОСТ 13840.
Сравнение нормируемых ГОСТ 7348 и ГОСТ 13840 (редакция 1993 г.)
механических свойств высокопрочной проволоки и арматурных канатов
производимых в России (см. табл. 5.10) с аналогичными свойствами вы¬
сокопрочной проволочной арматуры производимой в Японии, странах
Европы и США (см. табл. 5.11) показывает, что механические свойства
высокопрочной “отпущенной” проволоки диаметром 5-8 мм и арматур¬
ных канатов на 100-300 Н/мм2 ниже, чем в странах Европы по EN 10138,
в США и Японии.
Фактические механические свойства отечественной стабилизирован¬
ной проволоки диаметром 5 мм вполне сопоставимы со свойствами ана¬
логичной зарубежной арматуры.
Широкое развитие экспорта высокопрочной проволочной арматуры,
ее высокая цена и конкуренция с Европейскими изготовителями приво¬
дит к постоянному повышению механических свойств и улучшению ком¬
плекса свойств этой напрягаемой стали: качество профиля и сцепления с
бетоном, выносливость, релаксационная стойкость, прямолинейность в
свободном состоянии, коррозионная стойкость и т.п.
Можно ожидать, что в ближайшем будущем свойства высокопрочной
проволоки и канатов, изготавливаемых в России и странах СНГ будут
полностью отвечать требованиям Евростандарта EN 10138 и стандартов
США.
В табл. 5.14 приведены средние и нормативные значения (X-1,64S)
основных характеристик механических свойств в состоянии поставки
(исходном) всех основных видов напрягаемой арматурной стали, произ¬
водимой и применяемой в нашей стране. Сравнение с аналогичными
данными 1985 г. [128] показывает существенное улучшение этих показа¬
телей главным образом в части повышения пределов упругости и текуче¬
сти высокопрочной напрягаемой арматуры классов Ат800, АтЮОО, Вр-П
и К-7.
132
Таблица 5.14
Л4=
ств/а0,2
1,17
1,61
1,49
1,32
1,24
1,13
1,15
1,21
1,14
1,13
1,04
Л 3=
ст0,5/а0,2
1,054
1,09
1,18
1,15
1,11
1,06
1,08
1,08
1,07
1,07
1,011
Нормативные значения
5Р
%
6,0
3,0
2,0
2,0
2,6
2,0
2,0
3,0
2,0
2,0
3,0**
<Ув
Н/мм2
644
966
900
1056
1240
1000
1200
1000
1596
1670
1790
^0,5
580
654
710
920
1110
940
1126
892
1498
1581
1740
<*0,2
550
600
600
800
1000
885
1043
826
1400
1478
1720
Средние значения
5Р
%
10,3
6,3
5,9
4,6
3,7
3,1
3,57
5,0
3,0
3,0
3,5**
<*в
Н/мм2
688
1073
1067
1175
1
1351
1085
1298
1074
1656
1710
1840
<*0.5
620
730
850
1025
1210
1018
1219
961
1560
1630
1790
^0,2
588
/ 668
718
890
1086
960
1129
890*)
1459
1520
1770
Л1
0,75
0,74^
0,40
0,50
0,60
0,70
0,75
0,75
0,70
0,65
0,80
Класс,
диаметр, мм.
марка стали
А550в (А-Шв);
10-36; 35ГС, 25Г2С
А600 (A-IV);
10-18; 80С
А600 (A-IV);
10-32;
20ХГ2Ц, 20ХГ2Т
А800 (A-V);
10-40; 23Х2Г2Т
А1000 (А-VI);
10-18; 22ХГ2АЮ
Ат800 (At-V); 10-25;
20ГС, 28С, 25Г2С
АтЮОО (At-VI); 10-22;
20ГС, 20ГС2, 28С
А800в (A-Vb)*>;
10-18; 80С
В1400 (Вр-П);
5,0
К7-1400 (К-7);
15,0
В1500
(стабилизированная)
5,0
№№
п/п
1
2
3
4
5
6
7
8
9
10
11
133
Примечание: *> После вылеживания **) Agt или 8П.
5.4. Свойства высокопрочной арматурной стали при различных
эксплуатационных воздействиях
5.4.1. Механические свойства при низких отрицательных температурах
В большинстве отечественных исследований низкотемпературной проч¬
ности стали за основной критерий принимают результаты испытаний на
ударный изгиб образцов, вырезанных из прутков стали [19, 20, 64, 91].
Высокопрочная напрягаемая арматурная сталь работает в процессе
эксплуатации железобетонных конструкций на осевое растяжение и име¬
ет специфическую конструкцию: канаты, проволока, стержни периоди¬
ческого профиля, поэтому оценка ее поведения в условиях низких отри¬
цательных температур по результатам испытаний на ударный изгиб весь¬
ма условна, а в ряде случаев просто невозможна.
Основным методом определения свойств высокопрочной напрягае¬
мой арматуры при низких отрицательных температурах являются испы¬
тания на растяжение при соответствующих температурах.
Исследования горячекатаных арматурных сталей [17,96] позволили
установить некоторые общие закономерности, которые характерны для
поведения всех видов высокопрочной арматуры при работе на растяже¬
ние в условиях воздействия низких температур.
При снижении температуры испытания от +20°С до —60°С наблюдает¬
ся монотонное увеличение моду¬
ля упругости Es, временного со¬
противления ав и предела теку¬
чести ао,2(ст)^• Так, увеличение
условного предела текучести ао,2
стали класса А800 составило
6,5% при температуре —60°С, а
модуля упругости (на точеных
образцах) около 2,5%. Характе¬
ристики пластичности 65 и 5Р
при этом практически не изме¬
няются (см. рис. 5.10).
Аналогичные испытания [22]
термомеханически упрочненной
арматурной стали класса АтЮОО
из стали марок 20ГС и 20ГС2 по¬
казали (см. табл. 5.15), что меха¬
нические свойства этого вида ар¬
матурной стали с понижением
температуры от +20°С до —60°С
практически не изменились, а
разрушение во всех случаях но¬
сило пластический характер с
образованием шейки.
а
Н/мм2
1300
1200.
1100
1000.
900
800
700.
600
500.
400
.1 1
I F*
в
о <
1
а
а— •
«
•
£
9\
У
а
а
=• ■
fp е
5*0,2
а /
(
в
1
1U
* с
в ^
>
с
с
э
• I
h—.
<
....
1 Л
\
<
г*
(
с
1
ь
%
>
«
• 4
L/ .
[ Г *
1 7
6%
16
12
8
-60
-40 -20
+20
0
t,°C
Рис. 5.10. Механические свойства горячеката¬
ной арматурной стали класса А800 марки
23Х2Г2Т при низких температурах.
134
Таблица 5.15
Характери¬
стики ме¬
ханических
свойств
20ГС
20ГС2
Температура испытаний, *С
+20
-20
-60
+20
-20
-60
Со,2, н/мм2
1140
1115
1115
1120
1130
1120
о„, Н/мм2
1300
1330
1330
1300
1290
1270
ст0,2/°в
0,88
0,84
0,84
0,86
0,88
0,87
V, %
57
57
60
61
62
64
§5, %
12
12,5
12
13
13,5
13,5
5р,%
2,6
2,8
3,0
3,2
4,6
4,0
Подобные результаты получе¬
ны и при испытаниях высоко¬
прочной проволоки [120]. Кроме
того установлено, что при темпе¬
ратуре —50°С число перегибов
проволоки диаметром 5 мм уме¬
ньшается в 1,5-2,0 раза и состав¬
ляет от 2 до 4.
Как видно из приведенных
выше данных, уменьшение тем¬
пературы испытаний от +20°С до
—60°С не приводит к ухудше¬
нию комплекса эксплуатацион¬
ных свойств высокопрочной на¬
прягаемой арматуры, в худшем
случае лишь несколько уменьша¬
ет локальную пластичность, оце¬
ниваемую снижением величины
сужения \|I или числа перегибов.
Строительство емкостей для
сжиженного газа и других соору¬
жений, эксплуатируемых при тем¬
пературах до минус 150°С-г-200°С,
потребовало оценки поведения
напрягаемой арматуры при этих
низких отрицательных темпера¬
турах.
Поведение высокопрочной
стержневой напрягаемой армату¬
ры при таких температурах про¬
иллюстрируем результатами опы-
*”S 1
Н/мм2
2,1
3
• ——
— л — J
Es
Г
ц—
* ■ *■***•
А
<
\
■' ■ ■ ■ -г
X ,
*—
- • ■■
—— —
/.
НМ -Ш -100 -60 -20 0+20 t°c
Рис. 5.11. Свойства термически упрочненной
стержневой арматуры 0 23 мм производства
Японии при низких отрицательных темпера¬
турах [129].
135
тов, проведенных в Японии [129]
со стержневой арматурой диа¬
метром 23 мм, изготовленной
путем закалки и отпуска с помо¬
щью индукционного электро¬
нагрева стали с химическим со¬
ставом: С=0,49%, Мп=1,52% и
Si=0,27% (см. рис. 5.11).
При охлаждении от +20°С до
—140°С прочностные свойства:
СТо,2 И сгв и модуль упругости Es
почти монотонно увеличивают¬
ся при таком же монотонном
снижении величины сужения —
\j/. Относительное удлинение 85
при температурах от — 50°С до
—70°С несколько увеличивается,
а при дальнейшем снижении
температуры до — 140°С снижает¬
ся до уровня на 2-3%, ниже чем
85 исходной стали при темпера¬
туре +20°С.
На рис. 5.12 показано изме¬
нение модуля упругости Es, вре¬
менного сопротивления ав,
условных пределов текучести
аод и упругости (70,02 и относите¬
льного удлинения 8юо стабили¬
зированных арматурных канатов и проволоки в зависимости от темпера¬
туры испытания от — 170°С до +500°С в процентах к тем же характеристи¬
кам при Т=20°С [130].
Охлаждение от +20°С до — 170°С приводит к заметному повышению
прочностных свойств стали, достигающему для ав — 12% и ао,02 — 16% при
снижении относительного удлинения на 9%.
Приведенные данные показывают общие закономерности изменения
механических свойств высокопрочной арматурной стали при охлажде¬
нии как в пределах возможных климатических температур до — 60°С, так
и при температурах близких к криогенным и позволяют утверждать, что
при охлаждении по крайней мере до — 170°С снижение вязкости и плас¬
тичности находится в пределах допустимых для эксплуатации высоко¬
прочной напрягаемой арматуры.
В реальных условиях высокопрочная арматурная сталь в процессе
транспортирования, складирования и производства арматурных работ
может получить механические повреждения поверхности, сварочные
ожоги и т.п. Поэтому при определении области применения по темпера¬
%
100
90
80
70
%
110
100
90
80
70
60
50
40
30
-200 -100 0 100 200 300 400 500
%
220
180
140
100
60
-200 -100 0 100 200 300 400 500
Температура вС
Рис. 5.12. Механические свойства высоко¬
прочной проволоки производства Японии при
низких и повышенных температурах.
136
туре арматуры различных видов были проведены исследования механи¬
ческих свойств образцов с поврежденными поверхностями в виде искус¬
ственно образованных дефектов на продольном ребре стержня. Повреж¬
дение имитировали надрезом глубиной 0,05d и ожогом электрической
дугой. Надрез осуществляли вдавливанием индентора из твердого сплава
с радиусом округления 0,1 мм. Ожог наносили быстрым (0,3-0,5с.) при¬
косновением сварочного электрода при силе тока 300 амп [17, 96]. Опы¬
ты проводили в НИИЖБ на нескольких видах горячекатаной стали.
Здесь мы обсудим результаты сравнительных испытаний арматуры 35ГС
класса А400, высокопрочной стали класса А800 марки 23Х2Г2Т и стали
класса А600 марки 80С [96]. Опыты дали одинаковые результаты как при
надрезе, так и при ожогах. Изменение предела текучести для всех сталей
при температурах от +20°С до —60°С такое же, как в образцах без надреза.
Наблюдалось снижение временного сопротивления ав в сталях с боль¬
шим содержанием углерода: 80С и 35ГС. Для этих же марок стали нали¬
чие дефекта приводит к некоторому снижению относительного удлине¬
ния при положительной температуре +20°С и дальнейшему значительно¬
му уменьшению 85 и 8Р при понижении температуры до —60°С. Сталь
марки 23Х2Г2Т класса А800 с дефектами поверхности практически не из¬
меняет свойств при температуре до —60°С (см. рис. 5.13).
Существенно большее влияние на повышение прочностных свойств ао,2
иови снижение пластичности \|/ и
85 оказывают надрезы и поверхно¬
стные дефекты на сталь класса
АтЮОО [22, 96], однако проводить
количественное сравнение затруд¬
нительно из-за разных радиусов
надреза, принятых в работах [17,
96] и [22].
Общим является то, что для бо¬
льшинства арматурных сталей по¬
верхностные дефекты могут суще¬
ственно снизить их пластичность.
Поэтому во всех странах большое
внимание уделяют защите высоко¬
прочной напрягаемой арматуры от
повреждений в процессе ее транс¬
портировки и хранения. Это тем
более важно, что механические
повреждения в сочетании с агрес¬
сивными воздействиями и просто
попаданием воды могут привести
также и к коррозионным разруше¬
ниям стали в процессе эксплуата¬
ции предварительно напряженных
железобетонных конструкций.
-60 -40 -20 0 +20
Температура, °С
Рис. 5.13. Влияние поверхностных поврежде¬
ний на пластичность арматурных сталей [96].
1 - А600 80С; 2 - А400 35ГС; 3 - А800
23ХГ2Г2Т.
137
5.4.2. Механические свойства высокопрочной арматурной стали
при повышенных температурах
В обычных условиях железобетонные и предварительно напряженные
железобетонные конструкции в процессе эксплуатации могут подверга¬
ться нагреву до температуры не более 50-100°С, даже в районах с жарким
климатом. Вместе с тем железобетон все шире применяется в конструк¬
циях, эксплуатируемых при высоких температурах: дымовые трубы, бо¬
рова, фундаменты тепловых агрегатов, подвергающиеся воздействию по¬
вышенных температур до 200°С и выше.
Воздействие высоких температур приводит к снижению механических
свойств и увеличению потерь напряжения в напрягаемой арматуре от ре¬
лаксации.
Для обычной горячекатаной стали классов А400 (A-III) и А600 (А-IV)
[17,19, 131] при нагреве наблюдается монотонное снижение пределов те¬
кучести и модуля упругости. При нагреве до 400°С величины пределов те¬
кучести составляют — 65%, а при 500°С — 50% исходных значений. Вели¬
чина модуля упругости Es стали класса А400 при 500°С составляет
65-70%, а стали класса А600 — 80-85% исходных значений. Для всех горя¬
чекатаных сталей при нагреве до 350°С временное сопротивление ав не
снижается, а в интервале температур от 200°С до 300°С наблюдается даже
некоторое увеличение ав. При нагреве до 400°С и выше наблюдается су¬
щественное снижение временного сопротивления, величина которого
при температуре 500°С составляет для этих сталей 60-70% исходной вели¬
чины [17, 131].
Относительное удлинение 85 низколегированной горячекатаной стали
снижается до 60-70% от исходной величины при нагреве до 200°С, а затем
монотонно увеличивается и при температуре 500°С составляет 120% ис¬
ходной величины.
На рис. 5.14 показаны изменения механических свойств наиболее рас¬
пространенных видов отечественной и зарубежной арматуры при темпе¬
ратурах от +20°С до +500°С [129, 130, 131, 132].
Для обсуждения результатов испытаний при нагреве мы использовали
данные о стабилизированной проволоке и канатах производства фирмы
“SHINKO WIRE COMP” (Япония) [130], высокопрочных арматурных
канатах диаметром 9 мм [132] и высокопрочной проволоки класса Вр-П
отечественного производства; стержневой горячекатаной и упрочненной
вытяжкой арматуры класса А800 из углеродистой стали типа 60ГС диа¬
метром 18 мм и термически упрочненной стержневой арматуры диамет¬
ром 23 мм класса 1120/1245 (АтЮОО) из стали 48СХ, полученной путем
закалки и отпуска индукционным элекгронагревом [129].
Рассмотренные экспериментальные данные показывают, что для всех
видов высокопрочной стали общие закономерности изменения механи¬
ческих свойств те же, что и для горячекатаной стали. Следует, однако, от¬
метить некоторые особенности, связанные в значительной мере с техно¬
логией упрочнения стали.
138
Упрочненная вытяжкой стер¬
жневая горячекатаная арматура
сохраняет высокие исходные
свойства ав и ао,2 ПРИ некотором
снижении относительного удли¬
нения и модуля упругости при
нагреве до 300°С, а при темпера¬
туре 350°С ав даже несколько уве¬
личивается. Эти данные весьма
схожи с данными [17, 131] по го¬
рячекатаной стали класса А600,
Нагрев до 500°С снижает ав и ао,2
до уровня 60-65% от исходных
величин ав и ао,2- Модуль упруго¬
сти с 2,1 Ю5 Н/мм2 изменяется до
1,7-Ю5 Н/мм2. Термически
упрочненная арматура класса
АтЮОО характеризуется незначи¬
тельным снижением ств при на¬
греве до температуры 300°С с по¬
следующим монотонным его
снижением до 50% от исходного
при Т=500°С. Модуль упругости
этой стали монотонно снижается
от 2105 Н/мм2 при температуре
350°С, а затем резко уменьшается
до 1,2 Ю5 Н/мм2 при температуре
500°С (см. рис. 5.15). Снижение
ав и ао,2 сопровождается сначала
плавным небольшим повышени¬
ем 8юо, а затем после нагрева до 400°С резким, в 2,5 раза, увеличением
его при температуре 500°С (см. рис. 5.14).
Снижение временного сопротивления ав высокопрочной проволоки и
арматурных канатов при нагреве до 200°С относительно невелико и состав¬
ляет около 3% (см. рис. 5.12) у стабилизированной проволоки и канатов
[130] и 6,5-10% у отечественной высокопрочной проволоки и канатов. При
нагреве до больших температур разупрочнение существенно увеличивается
и временное сопротивление при нагреве до 500°С проволоки диаметром 5
мм [131] составляет 0,37-0,40 от ав при Т=200°С и около 30% от исходной
ав у отечественных и зарубежных арматурных канатов.
Снижение ав сопровождается сходным уменьшением пределов упру¬
гости <30,02 и текучести ао,2, значения которых при нагреве стабилизиро¬
ванной проволочной арматуры до 200°С составляют соответственно 0,75
и 0,86 от исходных величин ао,02 и ао,2 и 0,26 и 0,28 этих значений при на¬
греве до 500°С.
Рис. 5.14. Изменение механических свойств
высокопрочной стали в нагретом состоянии.
1. 4, 5 — сталь АтЮОО (Япония) ав, сто,г, 5юо;
2. 3, 6 — сталь800/1000 — упрочненная вы¬
тяжкой (Япония) ств, ст0)2, 5joo- [129]; 8 и 7 —
ств — соответственно: арматурные канаты 0 9
мм и проволока класса Вр-П диаметром 5 мм
[130, 131].
139
Уменьшение прочностных
свойств сопровождается увеличе¬
нием относительного удлинения
на 50% при температуре 200°С и
на 240% при температуре 500°С.
Закономерности снижения
модуля упругости Es высокопроч¬
ной проволоки и арматурных ка¬
натов отечественного производ¬
ства качественно не отличаются
от аналогичных показателей
стержневой горячекатаной и
упрочненной вытяжкой стали
(см. рис. 5.15). У стабилизирован¬
ной проволоки и канатов за счет
механо-термического упрочне¬
ния с нагревом на 200-250°С мо¬
дуль упругости при температуре
200°С незначительно, на 5-8%
ниже исходного значения при
Т=20°С, но при дальнейшем уве¬
личении температуры плавно
снижается до 67% от исходного Es
при температуре 500°С (см.
рис. 5.15).
Длительный (t>30 мин) нагрев
до температур 300-400°С приво¬
дит практически для всех видов
высокопрочной стали к невосполнимому снижению прочности после
остывания. В наименьшей степени разупрочняется горячекатаная сталь и
в наибольшей — высокопрочная проволока и арматурные канаты. Разу¬
прочнение термомеханически упрочненной стержневой арматуры клас¬
сов Ат800 и АтЮОО в значительной степени зависит от химического со¬
става исходной стали и температуры самоотпуска. После нагрева до
600°-800°С во всех случаях прочность термомеханически упрочненной
стали снижается до уровня исходной (до упрочнения) горячекатаной ста¬
ли.
Рис. 5.15. Изменение модуля упругости высо¬
копрочной стали в нагретом состоянии.
1,2,3 - А800, АтЮОО [129], Вр-П.
5.4.3. Выносливость
Обычная и напрягаемая арматура железобетонных конструкций, ра¬
ботающие при многократно повторных нагрузках, таких как мосты, под¬
крановые балки и т.п. в процессе эксплуатации этих конструкций под¬
вергается многократно повторяющимся нагрузкам и рассчитывается на
выносливость.
Влияние таких нагрузок на механические свойства арматуры оценивает¬
ся испытаниями на выносливость (усталость) [39]. Эти испытания состоят
140
в многократном растяжении образцов в диапазоне напряжений — А от ми¬
нимального aS)mjn до максимального as max. Число циклов таких нагруже¬
ний, которые должен выдержать образец без разрыва обычно — 2 млн. [17].
По нормам Великобритании (BS 4449) обычная ненапрягаемая арматура
должна выдерживать 5 млн. циклов без разрушения. Продолжительность
цикла нагружения может варьироваться в пределах от 0,5 сек до 1 сек.
До последнего времени для установления расчетных сопротивлений
различных классов арматуры приходилось проводить значительное коли¬
чество длительных и дорогостоящих испытаний. По результатам этих ис¬
пытаний строили кривые Велера, которые при p=as,mm /as>max= const в
координатах as max-log N (см. рис. 5.16) дают практически прямую линию
выносливости от начальной наибольшей величины as max, когда разрывы
образцов происходят при числе
циклов “N” меньше чем 2106 и
до уровня as max, при котором об¬
разцы выдерживают заданное
число циклов 2106 без разрыва и
признаков разрушения. На рис.
5.16 эти образцы помечены
стрелками.
Достигнутый нижний уровень
значений as max и есть усталост¬
ная прочность asr при данном р.
Величина усталостной проч¬
ности тем меньше, чем ниже р.
Так, для высокопрочной стерж¬
невой арматуры классов
А800-Ат1200 с кольцевыми пери¬
одическим профилем по ГОСТ
5781 значения asr изменяются
от 900 Н/мм2 при р=0,85,
500-550 Н/мм2 при р=0,7 до
180-240 Н/мм2 при р=0,2. При¬
чем при р=0,2 средняя фактиче¬
ская усталостная прочность вы¬
сокопрочной стержневой армату¬
ры не отличается и в ряде случаев
даже ниже чем средняя усталост¬
ная прочность обычной арматуры
класса А400 (asr=219 Н/мм2).
Это связано с тем, что сопро- _ __
„ Рис. 5.16. Линии выносливости арматурной
тивление арматурной стали мно- стяли класс». Ат1200, AX000 и А800.
гократно ПОВТОРНЫМ нагрузкам 1. • — термомеханически упрочненная клас-
ОПределяется главным образом Са Ат1200; 2. А. — отпущенная класса А1000;
ВИДОМ И качеством исполнения 3. ■ — горячекатаная класса А800.
141
периодического профиля, а также наличием дефектов и концентраторов
на поверхности стержней. Низкотемпературный отпуск и др. мероприя¬
тия по снятию поверхностных напряжений могут несколько [133] увели¬
чивать усталостную прочность, но определяющим остается периодиче¬
ский профиль.
Аналогичные факторы определяют предел усталостной прочности вы¬
сокопрочной проволоки. По данным, приведенным в [134], снижение
предела выносливости высокопрочной проволоки периодического про¬
филя по сравнению с гладкой в зависимости от формы вмятин профиля
может составлять от 5 до 40%.
Поэтому наилучшей для применения в конструкциях, работающих на
многократно повторные нагрузки с точки зрения усталостной прочности
является арматура с гладкой поверхностью, подвергнутая низкотемпера¬
турному отпуску или стабилизации.
До 1993 г.усталостная прочность обычной и высокопрочной арматур¬
ной стали не регламентировалась отечественными стандартами на арма¬
турную сталь. Поэтому многократные исследования выносливости, про¬
веденные в НИИЖБ, ЦНИИС МТС, УПИ, НИС Гидропроекта, ВНИИ-
железобетона и др. организациях [17, 39, 133, 134], в основном служили
целям исследования и не являлись юридической основой для установле¬
ния расчетных сопротивлений R^, т.к. поставщик не гарантировал соот¬
ветствие усталостной прочности фактически производимой арматурной
стали показателям испытанных образцов.
С переходом на нормативы, унифицированные с Евростандартами:
для обычной арматуры — EN 10080, для напрягаемой — EN 10138, требо¬
вания к усталостной прочности введены в отечественные стандарты СТО
АСЧМ 7-93 для обычной арматуры и ГОСТ 10884-94 для термомеханиче¬
ски упрочненной стали и др.
Напрягаемая арматура должна без признаков разрушения выдержи¬
вать 2106 циклов усталостных испытаний при максимальном напряже¬
нии crs max=0,7aB, где ав фактическая величина временного сопротивле¬
ния стали.
Разница A=as max-as>min должна составлять не менее:
— для высокопрочной проволоки — 200 Н/мм2;
— для арматурных канатов -190 Н/мм2;
— для гладких стержней — 200 Н/мм2;
— для стержней периодического профиля 180 Н/мм2.
Для обычной ненапрягаемой арматуры класса А500С стандартом СТО
АСЧМ 7-93 по аналогии с EN 10080 усталостная прочность определяется
при as max=0,7ax. Для стержней диаметром 6-22 мм Д=200 Н/мм2 и стерж¬
ней диаметром 25-40 Д=150 Н/мм2. При этих условиях стержни и прово¬
лочная арматура должны выдерживать без разрушения 2 млн. циклов на¬
гружения.
Таким образом, поставщик гарантирует определенную величину вы¬
носливости, которую относительно просто можно проверить контроль¬
ными испытаниями 2-х или 3-х образцов.
142
Такой подход увеличивает надежность обеспечения расчетной проч¬
ности арматурной стали при многократно-повторных нагрузках и упро¬
щает установление расчетных сопротивлений R^.
5.4.4. Коррозионная стойкость и защита от коррозии
Стальная арматура находится в бетоне, который является достаточной
защитой от агрессивных воздействий среды. Однако известны случаи,
когда из-за повреждения защитного слоя бетона происходят местные по¬
вреждения арматуры коррозией, а иногда и разрушения конструкций от
коррозии.
Следует различать [17, 59, 60] три вида коррозии арматуры:
— обычную поверхностную, не сопровождающуюся заметным изме¬
нением прочностных и пластических свойств стали. Как правило, слой
поверхностной коррозии можно очистить и он полностью удаляется при
вибрации бетона при изготовлении железобетонных конструкций;
— язвенную, приводящую к локальным разупрочнению или охруп¬
чиванию стали;
— коррозионное растрескивание, вызывающее преждевременный
хрупкий обрыв стержней арматуры.
Обычная поверхностная коррозия свойственна всем видам арматуры,
но особенно опасна для прутков малых диаметров 3-5 мм. Поэтому вся
проволочная арматура этих диаметров, не имеющая специальной защиты
поверхности на период транспортирования и хранения, защищается от
внешней среды путем упаковки бунтов водозащитными материалами.
Из-за опасности такой коррозии в большинстве стран Европы высо¬
копрочную проволоку диаметром 3 мм вообще не применяют.
В то же время, как показывает многолетняя практика, даже значитель¬
ный слой поверхностной ржавчины (без язв) удаляется как при изготов¬
лении железобетонных конструкций, так и впоследствии за счет пасиви-
рующего действия щелочной среды бетона. Однако, при низком качестве
или при применении пористого бетона поверхностная коррозия может
развиваться.
Поэтому основным условием защиты арматуры от коррозии является
применение плотного морозостойкого бетона с достаточной толщиной
защитного слоя.
Тем не менее в США в 80-е годы получила распространение защита
обычной ненапрягаемой арматуры в конструкциях фундаментов, свай и
т.п., эксплуатируемых во влажной и возможно агрессивной среде путем
нанесения на арматуру эпоксидного покрытия. Применение такого по¬
крытия существенно удорожает строительство и ухудшает сцепление ар¬
матуры с бетоном, однако, из других способов защиты арматуры от кор¬
розии этот способ самый безопасный.
Применение в железобетоне арматурной стали, имеющей на поверх¬
ности язвенную коррозию, недопустимо. Такая арматура должна быть за¬
бракована.
143
Коррозионное растрескивание или коррозия под напряжением “про¬
исходит при одновременном действии статических растягивающих на¬
пряжений и коррозионной среды” [135] и поэтому свойственно напряга¬
емой арматуре, т.к. она весь срок эксплуатации конструкций на всей
своей длине имеет значительные растягивающие напряжения, достигаю¬
щие 0,9 от ао.2-
Обычная ненапрягаемая арматура испытывает значительное растяги¬
вающее напряжение только временно, да и то в зоне наибольших момен¬
тов, а большую часть срока эксплуатации работает при небольших на¬
грузках в основном от собственного веса конструкции.
Поэтому коррозионное растрескивание ненапрягаемой арматуры ма¬
ловероятно и испытания на этот вид коррозии в международных норма¬
тивных документах EN и ISO предусмотрены только для высокопрочной
напрягаемой_арматуры.
“При коррозии под напряжением образование трещин может проис¬
ходить в результате анодного процесса, локализированного на узких уча¬
стках поверхности стали (коррозионное растрескивание) и за счет наво-
дороживания. Механизм указанных видов растрескивания еще не выяв¬
лен” [135].
Отсутствие четких представлений о механизме коррозионного растре¬
скивания высокопрочных сталей и связи между собой различных видов
разрушений напрягаемой арматуры, которые в нашей стране происходи¬
ли из-за развития закалочных трещин в термически упрочненной арма¬
туре или избыточного водорода в горячекатаной хромомарганцовистой
стали, весьма затрудняет выбор критериев и методов оценки стойкости
напрягаемой арматуры в агрессивных средах.
Первоначально стойкость термически и термомеханически упрочнен¬
ной арматуры в агрессивных средах как в нашей стране, так и за рубежом
оценивали путем испытаний в различных агрессивных средах.
В нашей стране проф. С.Н.Алексеевым и его сотрудниками [97] для
оценки стойкости против коррозионного растрескивания был выбран
метод испытания высокопрочной арматуры на растяжение в растворе ки¬
пящих нитратов, состоящим из 600 частей по массе азотного кальция, 50
частей по массе азотнокислого аммония и 350 частей по массе воды при
температуре 98-100°С. В соответствии с ГОСТ 10884 арматурная сталь,
стойкая против коррозионного растрескивания, должна выдержать в
этой среде под напряжением 0,9аод не менее 100 часов.
Постоянные контрольные испытания всех видов напрягаемой армату¬
ры этим методом показали, что повышению стойкости термически и тер¬
момеханически упрочненной стали в этой среде способствует увеличение
содержания до 1,7-2,0% кремния и уменьшение содержания углерода
[97], поверхностный индукционный отпуск [116] и контактный электро¬
нагрев до 450-500°С [23].
В то же время наиболее массовые и экономичные термомеханически
упрочненные стали классов Ат800 и АтЮОО Марок 20ГС, 28С и 27ГС не
144
выдерживают этих испытаний и были отнесены к обычной условно “не
стойкой” против коррозионного растрескивания стали.
Прошедшие 33 года с начала производства и применения в нашей
стране термомеханически упрочненной стали классов Ат800 и АтЮОО по¬
казали, что при применении в строительстве почти 7,0 млн.т такой на¬
прягаемой арматуры в основном марок 20ГС и 28С ни в одном случае
аварий преднапряженных железобетонных конструкций из-за коррози¬
онного растрескивания стали этих марок не было.
В то же время обрывы термически упрочненной арматуры в т.ч. класса
Атп-У с поверхностным индукционным нагревом при отпуске имели
место, хотя эта сталь в среде кипящих нитратов выдерживала 200 часов
без разрыва.
Большой практический опыт показывает, что философию и критерии
оценки качества арматуры этим методом испытания следует изменить.
Тем не менее мы до сих пор используем его для качественной сравните¬
льной оценки различных материалов.
В западной Европе после 3-х летних испытаний коррозионной стой¬
кости различных видов высокопрочной напрягаемой арматуры 19 лабо¬
раториями многих стран в различных агрессивных средах пришли к вы¬
воду о целесообразности оценки стойкости против коррозионного рас¬
трескивания в среде раданистого аммония. В техническом документе
Международной федерации преднапряженного железобетона [124] и Ев¬
рокоде 1990 г.установлены следующие требования к напрягаемой армату¬
ре (см. табл. 5.16).
Таблица 5.16
Тип напрягаемой стали
Минимальное время до раз¬
рушения
Минимальное время до раз¬
рушения 50% образцов
часы
Проволока
1,5
4
Арматурные канаты
1,5
4
Стержни <012 мм
20,0
50,0
Стержни 012-25 мм
60,0
250
Стержни >025 мм
100,0
400
Авторы этого метода считают, что принятое время до разрушения яв¬
ляется характеристикой только данного конкретного типа стали и не дает
возможности прямого сравнения стойкости различных видов напрягае¬
мой арматуры.
По-видимому, такой подход более удобен, хотя прямыми данными его
объективности мы не располагаем.
Многолетний опыт оценки коррозионной стойкости и долговечности
высокопрочной арматурной стали показывает, что одним каким либо ме¬
145
тодом испытаний оценить стойкость против коррозионного растрескива¬
ния невозможно.
Необходимо принимать во внимание следующие факторы:
— однородность механических свойств стали в состоянии поставки и
после преднапряжения;
— пластичность, в т.ч. локальную пластичность при изгибе и вероят¬
ность хрупких разрушений;
— вид профиля и качество поверхности проката;
— выносливость стали;
— длительную прочность, определяемую как сохранение исходных
механических свойств стали после длительной выдержки при осевом рас¬
тяжении в условиях ползучести или релаксации при обычных условиях
среды;
— испытания на коррозионное растрескивание при растяжении в
различных средах;
— испытания на растяжение и изгиб арматуры с явными поверхност¬
ными дефектами.
Только такой комплексный подход может дать возможность сделать
объективное заключение о долговечности стали и ее стойкости против
коррозионного растрескивания.
Фактически в этом направлении идут сейчас ведущие производители
высокопрочной арматурной стали в Европе, Японии и США, стараясь
путем комплексных контрольных испытаний обезопасить потребителя от
хрупких в т.ч. коррозионных разрушений напрягаемой арматуры.
Кроме того для применения в условиях возможных агрессивных воз¬
действий напрягаемую арматуру, главным образом в виде высокопроч¬
ной проволоки и канатов защищают путем специальных покрытий, на¬
пример, в виде эпоксидного клея в чистом виде или с наполнением круп¬
нозернистым песком для лучшего сцепления с бетоном.
Значительное количество арматурных канатов и пучков проволоки
для натяжения “на бетон” поставляется упакованными в полихлорвини-
ловые трубки, наполненные антикоррозионной смазкой.
В нашей стране применялась оцинковка арматурной проволоки. За
рубежом сейчас, после имевшей место аварии, предпочитают не исполь¬
зовать гальванические покрытия цинком, т.к. при этом возникает опас¬
ность водородного охрупчивания [135], что и привело к аварии крепле¬
ния вант.
Для обеспечения защиты напрягаемой арматуры с натяжением “на бе¬
тон” и возможности контролировать состояние напрягаемых элементов
применяют также технологию “внешнего” армирования, когда напрягае¬
мые арматурные элементы в местах наименьших моментов находятся вне
сечения бетона и в случае необходимости в них можно измерить уровень
предварительного напряжения — подтянуть или заменить.
Комплексный контроль качества в сочетании с защитой от коррозии у
производителя стали и применения новых технологий изготовления
предварительно напряженных железобетонных конструкций обеспечива¬
146
ют гарантию этих конструкций от аварий, связанных с хрупкими разру¬
шениями напрягаемой арматуры.
При натяжении высокопрочной стержневой арматуры на упоры, ши¬
роко применяемой в нашей стране, защита напрягаемой стали в изделиях
значительно упрощается и обеспечивается, как указывалось выше, каче¬
ством бетона.
Глава 6. Реологические свойства высокопрочной
напрягаемой арматурной стали
6.1. Состояние вопроса и задачи исследования
Под термином “реологические свойства” обычно понимается релак¬
сация напряжения — ате\, происходящая при постоянной деформации
(es=const) и деформации ползучести — есг при cs=const.
Поскольку при расчете предварительно напряженных железобетон¬
ных конструкций принято условие es=const, то основной характеристи¬
кой реологических свойств, представляющей в этом случае практический
интерес, является релаксация напряжений arei.
Природу релаксации напряжений в стали объясняют [136, 138, 139]
вязким течением по границам зерен, развитием пластических деформа¬
ций внутри зерен и движением дислокаций (сдвигово-дислокационный
механизм), диффузией атомов из напряженной области атомной решет¬
ки в менее напряженные (диффузионный механизм) и образованием си¬
лового поля вокруг дислокации при ее движении [139, 140]. Силовое поле
создает “облако” из атомов вокруг дислокации, которые мешают свобод¬
ному движению дислокаций. Взаимодействием этого “облака” и дисло¬
каций при возникновении напряжений в металле от внешних сил опре¬
деляется величина релаксации (дислокационно-диффузионный меха¬
низм).
При этом в большинстве случаев ползучесть и релаксация напряже¬
ний при Т<500°С не связана с механизмами, которые определяются диф¬
фузией [138, 139].
Для математического описания процессов релаксации существует
множество предложений [137, 141-146, 149-162], которые с определенной
условностью можно разделить на три группы:
— Феноменологические подходы, основанные на эксперименталь¬
ном изучении зависимости реологических свойств стали от характери¬
стик механических свойств и начального напряжения в стали, температу¬
ры и продолжительности нагружения.
— Микрофизические подходы — базирующие на физических меха¬
низмах релаксации, в частности, перечисленные выше.
— Макромеханистические — использующие условные модели про¬
цессов релаксации и ползучести.
147
В последние годы для оценки реологических свойств напрягаемой ар¬
матурной стали находят применение методы теории вероятности и мате¬
матической статистики, что позволяет при достаточном объеме инфор¬
мации достоверно оценить релаксацию напряжений [143, 157].
Исследованиями релаксации напряжений высокопрочной арматур¬
ной стали в нашей стране занимались К.В.Михайлов, А.П.Кудзис,
Н.М.Мулин, Б.В.Прыкин, С.СДжаназян, А.И.Семенов, Э.А.Кричев-
ская, В.Э.Савранский, В.А.Постников, В.П.Зацариный, В.А.Зацариный,
B.А.Шилов и др.
За рубежом релаксацию напряжений высокопрочной арматурной ста¬
ли исследовали: И.Гийон, ФДюма, М.Рош, А.Бренайзен, Т.Кахилл,
К.Дамиан, Ф.Кубик, М.Элисис, Е.Столте, Д.Бранч, Д.Могура, М.Созен,
C.Сисс, А.Эрдеи, Б. де Халлеукс, С.Вереш, Я.Танака и многие другие.
Результаты исследований релаксации напряжений высокопрочной
арматурной стали обобщены в докладе К.В.Михайлова на Мадридском
симпозиуме ФИП в 1968 г. [150] ив докладе специального подкомитета
комиссии ФИП по напрягаемой стали и системам, опубликованном
ФИП в 1978 г. [161].
Не рассматривая подробно эти материалы, остановимся на установ¬
ленных общих положениях, характерных для релаксации напряжений
всех видов напрягаемой арматурной стали:
— Релаксация напряжений тем больше, чем больше начальное на¬
пряжение Оф, но закономерность соотношения arei и asp при asp<0,8aB и
постоянных t и Т носит сложный нелинейный характер, и для каждого
вида напрягаемой стали имеет свои особенности.
— Развитие релаксации напряжений во времени происходит по лога¬
рифмическому закону.
— Оценку изменения скорости релаксации при повышенных темпе¬
ратурах производят через параметры Ларсона-Миллера [137] или Михай-
лова-Кричевской [146].
Следует различать “чистую” релаксацию напряжений, определяемую
в лабораторных условиях при T=const и фактические потери напряжения
от релаксации, которые связаны с технологией изготовления железобе¬
тонных изделий, способом натяжения, условиями термовлажностной об¬
работки бетона и многими другими факторами.
При этом целью большинства исследований в этой области является
изучение именно потерь напряжения от релаксации в напряженной ар¬
матуре и подготовка соответствующих предложений в нормы проектиро¬
вания.
Для этих целей имеется ряд предложений, основанных на простейших
феноменологических подходах [161], и несколько работ, базирующихся
на микрофизических представлениях о релаксации. Второе направление
развито в работах [141, 154]. Этот подход основан на том, что все совре¬
менные физические теории объясняют релаксацию напряжений накоп¬
лением и движением релаксаций. При этом величина релаксации напря¬
жений зависит от накопленной в металле энергии активации, в которой
148
нуждаются дислокации для своего движения; а энергия активации увели¬
чивается с ростом температуры и напряжения.
Из статистической физики [140, 141] следует, что дислокация для пре¬
одоления препятствий требует энергии активации — Ни может v раз в
секунду преодолеть препятствие в виде атомов или других дислокаций,
каждый раз с вероятностью е-н/кт, где:
К — постоянная Больцмана, равная 1,38047-10"13;
Т — абсолютная температура, °К;
Н — энергия активации в эргах;
v — частота, сек-1.
Поэтому можно рассчитать вероятность преодоления дислокацией
препятствия, образовавшегося за время t при температуре Т. В течение
времени t дислокация производит v t попыток преодолеть препятствие,
каждый раз с вероятностью в успехе е*н/кт и вероятностью не преодолеть
его 1- е_”/кт.
Вероятность Р движения дислокаций, которое произошло за время t
при температуре Т и энергии активации Н определяется’ по формуле:
Л,_-н/кт
Р = 1 — е . (6.1)
По данным [141] экспериментальная величина v для холоднотянутой
и отпущенной бейнитированной проволоки равна 10"13сек_1. Пользуясь
рассмотренным выше подходом, можно оценить длительную релаксацию
при температуре 20°С (Ti) путем кратковременных испытаний при повы¬
шенной температуре, исходя из условия:
K-Trlog(v.ti) = KT2 log(v t2).
(6.2)
Потери напряжения от релаксации в общем случае предлагается опре¬
делять по формуле:
CTsp
cjs К.То-М,
— + In vt
Р VP
m
^sp K T M. .
+ —lnvt0
V
VP
,(6.3)
где asp, To, to — начальные напряжение, температура и время;
Ми V — постоянные, равные соответственно 3 и 4,375 10"22см3;
Рит — параметры материала, определяемые из опыта.
Этот метод обеспечивает удовлетворимую сходимость с опытными
данными, но более сложен, чем другие подходы [161]. Главным, на наш
взгляд, преимуществом этой теории является возможность правильной
качественной оценки реологических процессов.
Вместе с тем этот подход не дает количественных и качественных свя¬
зей are 1 с характеристиками диаграммы растяжения арматурной стали и
не позволяет рассматривать в явном виде арматурную сталь как упрочня¬
149
ющийся в процессе натяжения и выдержки в растянутом состоянии ма¬
териал. Еще в большей мере это замечание относится к предложениям по
расчету агеь основанным на феноменологических гипотезах и широко
используемых в нормах различных стран.
Практические расчеты потерь напряжения от релаксации в этих слу¬
чаях производят, пользуясь более простыми формулами. “Международ¬
ные рекомендации по проектированию и изготовлению железобетонных
конструкций” ФИП/ЕКБ [163] предполагают оценивать изотермическую
релаксацию напряжений в высокопрочной напрягаемой арматуре по
формуле:
log£!SL=K1 +K2logt, (6.4)
asp
где arei — потери напряжений от релаксации, Н/мм2;
с sp — величина начального напряжения, Н/мм2.
Величины коэффициентов Ki и К2 зависят от типа напрягаемой стали
и графически показаны на рис. 6.1. Общая закономерность, выражаемая
уравнением (6.4), приведена на рис. 6.2.
Влияние времени на величину напряжения от релаксации по [163]
оценивается по формуле:
^гс1.«> — ^rel.t Кз((ТГеи — ^ге1.12о) > (6-5)
где t — продолжительность опыта, принимаемая как можно большей, но
во всяком случае не менее 1000 часов.
Эти выражения оказываются в общем приемлемыми для оценки по¬
терь напряжения от релаксации в зависимости от величины начального
Рис. 6.1. Схема оценки релаксации напря¬
жений по формуле (6.4).
Начальное напряжение C7Sp
Рис. 6.2. Общая закономерность зависимости
arei — a sp по формуле (6.4).
150
напряжения и времени, но не позволяют выявить действительные физи¬
ческие критерии релаксации.
Более интересным представляется предложение [144], которое в до¬
статочно простой форме учитывает влияние времени и величины началь¬
ного напряжения как функции arei/oo,i*
стге1=10 lgt • (R- 0,55), % (6.6)
при R>0,55,
где Grei — потери напряжения от релаксации в процентах от величины
начального напряжения;
t — время испытания в часах;
R — отношение начального напряжения asp к условному пределу те¬
кучести <To,i(asp/ao,i= R)-
Формула (6.6) предложена американскими специалистами и по дан¬
ным ряда американских и японских исследований хорошо корреспонди¬
руется с результатами опытов по изучению релаксации напряжений вы¬
сокопрочной проволоки и арматурных канатов [161, 162].
Австралийские нормы и правила для шоссейных мостов (проект
1974 г.) [161] устанавливают конечную величину потерь напряжения от
релаксации при Т = 20°С и t =106 час (115 лет), исходя из опытной вели¬
чины релаксации напряжения за 1000 час — arenooo> %
arei.t= С(2 • areuooo)> % • (6-7)
В случае термообработки бетона при стендовой технологической схе¬
ме изготовления изделий с натяжением арматуры на упоры:
^rel.st = ^геМ ^»3 tc, % . (6-8)
где С — константа, обычно принимаемая равной 1,0;
tc — продолжительность пропаривания при температуре не выше
80°С, час.
Постоянное совершенствование технологии производства высоко¬
прочной напрягаемой арматурной стали привело к существенному повы¬
шению ее пределов упругости и снижению релаксации напряжений при
эксплуатационных нагрузках.
В соответствии с [124] напрягаемая арматурная сталь по величине ре¬
лаксации напряжений подразделяется на 3 класса:
Класс 1 — высокопрочная проволока и арматурные канаты с обычной
релаксацией;
Класс 2 — высокопрочная проволока и арматурные канаты с пони¬
женной релаксацией;
Класс 3 — стержневая арматурная сталь.
151
Величина релаксации напряжений, оцениваемая в процентах от нача¬
льного напряжения за 1000 час при постоянной температуре 20°С при на¬
чальном напряжении osp равном 0,7 от нормативной величины времен¬
ного сопротивления ов не должна превышать: для класса 1 — 7%, класса
2 — 2,5% и класса 3 — 4%. При этом Евростандартом EN 10138 допуска¬
ется применение высокопрочной проволоки и арматурных канатов толь¬
ко класса 2.
Соответственно изменялись и требования Европейских норм при
проектирование преднапряженных железобетонных конструкций. В ча¬
стности, Германские нормы DIN 4227 [147] устанавливают, что расчет¬
ная величина сгеi принимается по сертификату завода изготовителя.
В СНиП 2.03.01-84* конечные потери напряжения от релаксации при
механическом способе натяжения высокопрочной проволочной армату¬
ры рекомендуется определять по формуле:
\
аге1 —
0,22—^5 Oil
R s,ser
а^Н/мм2 (6.9)
и стержневой по формуле:
<тге1 = 0,l<7Sp — 20,0 Н/мм2 . (6.10)
При электротермическом способе натяжения потери напряжения от
релаксации проволочной арматуры вычисляются по формуле:
суге1= 0,05asp, Н/мм2 (6.11)
и стержневой — по формуле:
Orel = 0,03csp, Н/мм2 (6.12)
Ниже мы рассмотрим основные положения теории расчета релакса¬
ции высокопрочной арматурной стали и сопоставим их с эксперимента¬
льными данными, определившими принятые в СНиП и ГОСТах норма¬
тивные величины потерь напряжения от релаксции.
6.2. Основные теоретические предпосылки расчету релаксации
напрягаемой высокопрочной арматурной стали
Релаксация напряжений напрягаемой арматуры железобетонных кон¬
струкций происходит в сложных условиях.
В зависимости от технологии изготовления предварительно напря¬
женных железобетонных конструкций мы имеем дело со следующими
основными случаями развития реальной релаксации напряжения [10,
160, 164-170].
1. Натяжения арматуры механическим способом на бетон, когда после
натяжения при нормальной температуре величина предварительного на¬
пряжения о,, постепенно за время около 100 суток снижается за счет де-
152
формаций ползучести и усадки бетона. Затем эти деформации железобе¬
тонного элемента прекращаются, и арматура работает в условиях es~ const.
2. Натяжение на упоры, которое в свою очередь можно подразделить
на три случая:
— механическое натяжение на упоры стендов, когда после натяже¬
ния арматуры и формования изделия производится тепловлажностная
обработка бетона (Т.В.О. при Т=60-80°С), вызывающая тепловое расши¬
рение арматуры и в связи с постоянством размеров между упорами стен¬
да, снижение напряжения в арматуре по сравнению с начальным asp. По¬
сле твердения бетона и прекращения Т.В.О. напряжение в арматуре еще
раз уменьшается при передаче усилия ее натяжения на бетон за счет де¬
формаций упругого обжатия, быстронатекающей и длительной ползуче¬
сти бетона. Лишь после окончания этих процессов арматура работает в
условиях близких es=const [159, 161, 165-167].
— механическое натяжение на упоры форм при изготовлении пред¬
варительно напряженных железобетонных конструкций по агрегатно-по-
точной или конвейерной технологическим схемам. В этом случае после
натяжения в процессе Т.В.О арматура дополнительно удлиняется за счет
теплового расширения форм и может получать дополнительное напряже¬
ние, которое при температурах Т.В.О, равных 80-90°С, почти полностью
нивелируется ускоренной релаксацией напряжений, но приводит к про¬
явлению упрочняющих эффектов и к сокращению общих потерь напря¬
жений за этот период [160, 169].
Изменения деформаций и напряжений, происходящие после оконча¬
ния Т.В.О. и обжатия бетона, аналогичны стендовой технологии:
— электротермический способ натяжения на упоры форм, когда на¬
гретые путем контактного электронагрева до 350-400°С прутки арматур¬
ной стали в процессе остывания за 25-40 мин до Т=20°С напрягаются до
заданного напряжения, а затем претерпевают те же воздействия, что и
при механическом натяжении по агрегатно-поточной технологии.
Особенностью этого случая является повышение характеристик со¬
противления стали малым пластическим деформациям в результате кон¬
тактного электронагрева и проявление значительной релаксации напря¬
жений в процессе остывания и натяжения стали [171-174].
Для решения этих сложных задач необходимо было разработать единый
и возможно более простой метод расчета, приемлемый как к оценке “чис¬
той” релаксации при ^ = const и Т = const, так и к условиям воздействия на
арматуру переменных температур и напряжений. Вместе с тем требовалось
также, чтобы этот метод расчета в явном виде учитывал эффекты “упроч¬
нения” напрягаемой стали за счет предварительного напряжения и воздей¬
ствия технологических факторов изготовления изделий.
Рассмотрение существующих разработок в этой области (см. раздел
6.1) показало, что известные физические или феноменологические тео¬
рии оценки релаксации напряжений в стали, во-первых, требуют для
своего практического применения либо большого объема эксперимента¬
льной информации по каждому виду стали, либо приводят нас к слож¬
153
ным конечным уравнениям, использование которых вызывает значите¬
льные практические затруднения, во-вторых, не позволяют оценивать в
явном виде изменение характеристик диаграммы растяжения стали в ре¬
зультате предварительного напряжения и связь релаксации напряжений
с этими изменениями.
Поэтому ниже предлагается метод расчета релаксаций напряжений
[157] и деформаций ползучести, базирующийся на макрофизических
представлениях о механических свойствах стали, простейших феномено¬
логических гипотезах и статистических методах оценки эксперименталь¬
ных данных.
Было проанализировано 172 результата испытаний напрягаемой стер¬
жневой арматуры продолжительностью от 100 до 10000 час, проведенных
при температуре от +20 до +200°С и более 200 аналогичных испытаний
высокопрочной проволоки и арматурных канатов проведенных в России
и за рубежом [25, 103, 142, 143, 145, 149, 152, 157, 160, 169, 174].
Общеизвестно, что релаксация напряжений arei тем больше, чем выше
уровень начального напряжения asp/ao,2> температура Т и время испыта¬
ния t.
Зависимость arej-asp/ao,2 носит нелинейный характер и при постоян¬
ных Т и t определяется диаграммой условно-мгновенных пластических
деформаций исходной стали при осевом растяжении epi. Эта зависимость
может быть разделена на три участка (см. рис. 6.3).
Первый — при asp < aei, когда релаксационный эффект относительно
невелик, а величина arei/asp может быть принята равной — р и зависящий
Рис. 6.3. Зависимость потерь напряжения от релаксации в стали класса А600 марок 80С и
154
только от Т и t. Соответственно arei при asp от 0 до aei определяется по
формуле:
СУГе1= Р • Ssp> Н/ММ2 . (6.13)
Второй — при сте 1 < asp < cjq,2 > когда скорость релаксации существенно
возрастает и определяется через условно мгновенную пластическую де¬
формацию — es Р1 по формуле (6.14).
стге1 / ^sp = Р + U • Пд/еs.pl » (6-14)
где р и и — функции влияния вида стали, определяемые из опыта.
Это объясняется общностью природы процессов условно-мгновенного
и длительного процессов деформирования, т.е. ползучести и релаксации.
Третий участок при asp > ao,2, где благодаря значительным пластиче¬
ским деформациям, выбираемым при натяжении, деформационное
упрочнение, как правило, опережает развитие релаксации, особенно в
первые 10-100 ч при Т=20°С в результате чего скорость релаксации
arel/asp снижается по сравнению с arei/asp на втором участке (см. рис. 6.3).
Предложения использовать величину условно-мгновенной пластиче¬
ской деформации при кратковременном растяжении es pi для количест¬
венной оценки релаксации напряжений arei и деформаций есг в высоко¬
прочной арматурной стали рассматривались ранее в работах [142, 175],
однако они не были доведены до практического решения.
В работе [155] наличие трех четко выраженных участков зависимости
arei_asp/ao,2 объясняют различными причинами упрочнения в результате
нагружения стали в макроупругой и пластической областях. Напряжение
aei авторы называют “пороговым”, при котором релаксация локальных
пиковых остаточных искажений начинает осуществляться путем пласти¬
ческих деформаций.
Напряжение, соответствующее второму перелому кривой arei-asp/ao,2,
в этой работе называют “критическим”, ведущим к увеличению локаль¬
ных пиковых напряжений, а релаксацию напряжений в этих условиях
связывают преимущественно с образованием микротрещин. Таким обра¬
зом, принятая модель хорошо объясняется с позиции металловедения и
имеет явный физический смысл.
6.3. Релаксация и ползучесть при механическом
способе натяжения
6.3.1. Изотермическая релаксация и ползучесть при Т=20°С
Предварительное напряжение арматуры железобетонных конструкций
осуществляют до asp < аод, поэтому для решения практических задач пред¬
ставляет интерес релаксация напряжений на первом и втором участках.
Зависимость (6.14) are| от asp при постоянных Т и t преобразуется с
учетом (2.8) в формулу:
155
Orel = pc^sp + Ui(asp/a0)2 -Л1) °8Р> н/мм2 , (6.15)
где — U! = u • пфщ.
Приняв, чтог|п = —трансформируем выражение (6.15) в вид:
ui
Orel = Uiasp (aSp/a0,2 ■%)» н/мм2 • (6-16)
Развитие релаксации во времени происходит по логарифмическому
закону, действующему, по крайней мере, при t от 10 час и более (см.
рис. 6.4 ).
В соответствии с этим при T=const и t> 1 час:
ffrel = ulasp (^sp/^0,2 -Tlp)-(A+lgt), Н/ММ2 , (6.17)
где А — коэффициент определяемый для каждого вида стали из опы¬
тов.
При исчислении времени в долях часа величина А может быть приве¬
дена к 0 путем замены A+lgt= lgt*, тогда:
Orel = ulCTsp (aSpM),2 “V' 1^*’ Н/мм2 > (6.18)
где t*= t-10A.
В некоторых случаях удобно заменить параметр ui на 112= ui ао,2- Тог¬
да, трансформируя выражение (6.17), получаем:
Рис. 6.4. Зависимость изотермической релаксации при Т=20°С стали класса АтЮОО от про¬
должительности испытания — t:
1, 2, 3 и 4 — опытные данные при asp = 500, 700, 800 и 900 Н/мм2 или asp / CTqC2x = 0,463,
0,657, 0,754 и 0,877.
156
Orel - U2aSp/a0,2(aSpM),2 -ЛрИА+lgt), Н/мм2 . (6.19)
Определение количественной зависимости релаксации напряжений arei
и деформаций ползучести есг от величины предварительного напряжения
asP и параметров условно-мгновенной диаграммы растяжения проводим
путем установления корреляционной зависимости arel/asp от n^jes^\ (см.
рис. 6.5 и рис. 6.6).
Экспериментальное определение релаксаций напряжений и деформа¬
ций ползучести в НИИЖБ проводятся на специальных рычажных установ¬
ках (см. фото на рис. 6.7),
динамометрических стен¬
дах и коротких динамомет¬
рических рамках, а также
на другом оборудовании
обеспечивающим требуе¬
мые условия: £s=const или
as=const.
Подробно методика
этих испытаний рассмот¬
рена в работах [23, 103,
149-153,158,160,169,174].
Здесь мы обсудим срав¬
нение результатов испы¬
таний с расчетными пред¬
ложениями, изложенны¬
ми выше.
В зависимости от хими¬
ческого состава и техноло¬
гии производства высоко¬
прочной арматурной стали
изотермическая релакса¬
ция напряжений arei при
Т=20°С может изменяться
более чем 10 раз при одних
и тех же начальных напря¬
жениях и продолжительно¬
сти опытов.
Это можно иллюстри¬
ровать данными о потерях
напряжений от релакса¬
ции в термомеханически
упрочненной стали клас¬
сов Ат800 и АтЮОО различ¬
ных партий (см. рис. 6.8).
Orel
a 0/
'“'sp
4
2
0
9
7
5
3
1
10
8
6
4
2
12
10
8
6
4
2
Рис. 6.5. Корреляционная зависимость "re! =
стали класса А800:
• — опытные данные 1 — корреляционная зависи¬
мость стге1 = ^ss pl, вычисленная отдельно для t = 1,
10, 100 и 1000 час; 2 — среднее соотношение
CTrei = s.pl Для стали класса А800; 3 — границы 90%
интервала изменчивости опытных данных.
157
О 0,03 0,06 0,09 0,12 0,15 ^/8^
1,0
0,5
1,5
1,0
0,5
2,0
1,5.
1,0
0,5
0
0 0,0075 0,015 0,0225 0,03 0,0375
Рис. 6.6. Зависимость деформаций ползучести стали
класса Ат800 марки 20ХГС2 диаметром 14 мм от es pt.
Рис. 6.7. Общий вид рычажной установки для испыта¬
ния на релаксацию и ползучесть.
При достаточно широ¬
ко применяемой величине
предварительного напря¬
жения Gsp=0,6 а0,2 и t=100
час arei изменяется от 4,0
до 40,0 Н/мм2.
Поэтому мы в дальней¬
шем рассматриваем сред¬
ние данные по релаксации
напряжений каждой пар¬
тии стали.
Установлено, что при¬
нятая теоретическая зако¬
номерность изменения аге|
и ^сг от сг5р при Gsp—gq,2 отве¬
чает опытным данным при
Т=20°С для всех рассмат¬
риваемых групп стали.
Испытанная стержневая
арматурная сталь по харак¬
теру зависимости orei от asp
может быть разделена на
две группы. К первой отно¬
сится сталь класса А600 ма¬
рок 80С и 65ГС с перлит-
но-ферритной структурой,
для которой релаксация на¬
пряжений при osp< Gei не¬
значительна и характеризу¬
ется параметром р=0,0013.
Средняя относительная ве¬
личина релаксации напря¬
жения в этой стали при
Т=20°С и Gsp=Gei при
t=1000 час составляет
0,78%.
Ко второй группе мож¬
но отнести все другие виды
напрягаемой горячеката¬
ной и термомеханически
упрочненной арматурной
стали со структурой бей-
нита или отпущенного
мартенсита, для которых
параметр р изменяется в
158
пределах 0,0030- 0,0075, а сред¬
ние относительные потери на¬
пряжения при c7sp=aei=rii ao 2 за
1000 часов составили от 1,& до
4,36%.
Значение параметра А в фор¬
мулах (6.15)-(6.19) изменяется от
2 до 5 и в большинстве случаев
равно 3.
Величины U2 изменяются в
пределах: 11,3-50,0 Н/мм2 при г\\
от 0,50 до 0,80, соответственно
rip: от 0,0 до 0,70.
Высокопрочная проволока и
арматурные канаты также могут
быть разделены на две группы:
“отпущенные”, т.е. прошедшие
при изготовлении только низко¬
температурный отпуск, которые
характеризуются r\i =0,6-0,7 и
<*0,2/^** 0,85-0,91, и “стабилизи¬
рованная” проволока диаметром
5 мм имеющая =0,8-0,9 и
а0>2/ав«0,94-0,96.
Значение параметра А для
этих видов стали изменяется в
пределах от 1 для “отпущенной”
проволоки до 2 для “стабилизи¬
рованной” проволоки [158]. Для отпущенных канатов по данным [152 и
158] “А” также составляет 1, а г|р =0,50-0,55. Для стабилизированной
проволоки диаметром 5 мм — р=0,0038.
Анализ сходимости расчета по формулам (6.15)-(6.19) при опытных
величинах р и и, проведенный путем статистической обработки методом
сумм отношений расчетных и опытных величин релаксации напряжения
стержневой арматурной стали при Т=20°С и t от 1 до 10000 часов показал,
что в 90% случаев расхождение расчетных и опытных величин arei не пре¬
вышает ±30%.
Корреляционная зависимость arei/ao,2HCX от (asp/a[Jc2x)2 при Т=20°С для
стержневой арматурной стали с riiHCX от 0,4 до 0,7 (см. рис. 6.9) описыва¬
ется уравнением:
Оге|/ао,2исх =0,012(asp/cjQ 2Х)2 (З+lgt). (6.20)
Рис. 6.8 Средняя релаксация напряжений по
отдельным партиям стали классов Ат800 и
АтЮОО при Т=20вС:
•, х, ■ - АтЮОО, 20ГС; + - Ат800, 20ГС;
о, А - Ат800, 20ХГС2.
159
Рис. 6.9. Сводные данные по
релаксации напряжения в
стали классов А600, А800,
А1000, Ат800 и Ат1000 при
Tconst-20 С:
1 — расчет по формуле (6.20);
2 — границы 90% интервала
изменчивости опытных дан¬
ных.
Основными видами напрягаемой стержневой арматуры является сталь
классов А800, Ат800 и Ат1000.
ГОСТ 10884-94 для этих классов стали установлено требование по
минимальному пределу упругости ао^О,85(^2 , а также в соответствии с
EN 10138 условие, что релаксация напряжений при asp=0,7aB, Т=20°С и
t=1000 ч была не более 0,04asp.
Выпускаемая в настоящее время арматурная сталь классов Ат800 и
АтЮОО отвечает этим требованиям и имеет r\i « 0,78-0,85 и
а0, 2/ств>0,88-0,91.
Сравнение расчета по формуле (6.20) с опытными данными по такой
стали показано на рис. 6.10.
По принятой выше методике расчетная формула для определения ре¬
лаксации напряжения в этой арматуре имеет вид:
^reiMP=0,02 (asp/a0)2 - 0,25) (3+lgt) (6.21)
Однако и расчет по формуле (6.20) также дает результаты, вполне сопо¬
ставимые с опытными данными. Поэтому, учитывая широкое применение
160
'sp
У
Г"
2
г
Г
— *—
'
—
1
J
—“
1
г
2
г
•
" _ _]
I J
/ •
I
1 !
1
горячекатаной напрягаемой стер¬
жневой арматуры, характеризуе¬
мой ti i=0,5-0,6 принимаем фор¬
мулу (6.20) за базовую для норми¬
рования потерь напряжения от
релаксации при Т=20°С.
Нами была также рассмотрена
сопоставимость предлагаемого ме¬
тода расчета с опытами, проведен¬
ными в Голландии на высокопроч¬
ной холоднотянутой и отпущенной
проволоке диаметром 7 мм [143], в
ЧССР с высокопрочной проволо¬
кой диаметром 5 мм и арматурны¬
ми канатами диаметром 15 мм и
другими опытными данными
иностранных авторов. Некоторые
результаты этих исследований
приведены в работе [157] и на рис.
6.11 и 6.12.
Обсуждение результатов испы¬
таний отечественной стабилизи¬
рованной проволоки [158] диамет¬
ром 5 мм производства ЧСПЗ по¬
казало, что при osp<0,7ов<0,7 5со; 2
потери напряжения от релакса¬
ции за 1000 ч в 99% случаев не
превышают 0,025(^р, а конечная
величина за t=10° часов может
быть принята равной 0,04asp.
Аналогичные результаты до¬
стигаются при применении ста¬
билизированных канатов.
Диаграмма условно-мгновен-
ной пластической деформации
“отпущенных” высокопрочных арматурных канатов диаметром 15 мм
отечественного производства характеризуется величиной r]iHCX ~ 0,6.
Подставляя в (6.15) опытные [152] значения р и и, после соответствую¬
щих преобразований, получаем:
1
1
1
[ ■
1 /
У
г
2
г
•
/
1 /
1А
к
/ —
1
$
\
к
а ■■
1
ОД 0.3 0,4 0,5 0.6 0,7 0,8 0,9
Рис. 6.10. Релаксация напряжения в стали
класса АтЮОО с r|iHCX=0,78-0,85:
1 — расчет по формуле 6.20; 2 — расчет по
формуле 6.21; • , ▲ — опытные данные по
стали соответственно с rjiHCX=0,85 и
Л1ИСХ=0,78.
<W<V=8' lgtVspM),2 “ 0,55) %,
(6.22)
где lgt*=l + lgt.
Эта формула сходна с формулой (6.6) (см. раздел 6.1) применяемой в
США для оценки релаксаций напряжений в “отпущенных” арматурных
канатах производства США и Японии [144].
161
Рис. 6.11. Зависимость потерь напряже¬
ния от релаксации arei от неупругой де¬
формацией es pi (а) и отношения
ст5р / ст0 2 (б) для холоднотянутой прово¬
локи диаметром 5 мм и арматурных кана¬
тов производства ЧССР при Т=20вС:
1, 2, 3 и 4 расчет при t=l, 10, 100 и 1000
час.
Рис. 6.12. Зависимость потерь напряжения от
релаксации от отношения asp / аЦс£ при
Т=20°С для отпущенных арматурных канатов
диаметром 15 мм:
1 — расчет по формуле (6.22); 2 — расчет по
формуле (6.6').
Принимая в соответствии с [152] cq^/^o, 1-^05 и преобразуя выраже¬
ние (6.6), получим:
^reiMP=10'lgt(aSp/a0,2 - 0,525). (6.6')
Формула (6.6') может быть применена (см. рис. 6.12) с почти такой же
достоверностью, как и формула (6.22) для оценки релаксации напряже¬
ний отечественных отпущенных арматурных канатов при t= 100-1000 ч.
Факт того, что расчет по формулам (6.6') и (6.22), полученным в раз¬
ных странах и при разных предпосылках дает практически одинаковые
результаты, говорит об их закономерном характере и подтверждает пра¬
вильность предполагаемого метода расчета потерь напряжения от релак¬
сации.
162
6.3.2. Изотермическая релаксация напряжения и ползучесть
при повышенных температурах
Изучение релаксации напряжений различных видов высокопрочной
напрягаемой арматуры при постоянных повышенных температурах [137,
141, 142, 146,150] показало, что общая закономерность изменения релак¬
сации напряжений при температуре от 20 до 200°С носит характер моно¬
тонно ускоряющегося повышения.
Для стержневой высокопрочной арматуры отмечено сравнительно
слабое влияние на релаксацию напряжений и деформации ползучести
(см. рис. 6.6, 6.13, 6.14) температур от 20 до 60°С. Так среднее соотноше¬
ние arei.6o/tfrei.20 составило 1,3,
при изменчивости его в зависи¬
мости от продолжительности ис¬
пытания и вида стали от 1,00 до
2,02. При этом имеет место тен¬
денция к увеличению этого отно¬
шения с увеличением продолжи¬
тельности опытов и уменьшени¬
ем asp.
Наибольшее увеличение arei
наблюдается при температурах от
60 до 100°С. Среднее соотноше¬
ние релаксации напряжений при
Т=100°С — areUoo и Т=20°С —
стге1..20 составляет 1,9 и изменяет¬
ся в пределах от 1,43 до 3,18.
Влияние температуры в пре¬
делах 200-400°С на релаксацию
напряжений высокопрочной
стержневой арматурной стали
носит сложный криволинейный
характер с явным максимум при
Т=200-250°С и последующим
значительным снижением arei
при Т=300-350°С. При этом вели¬
чины релаксации напряжения и
ползучести при Т= 120-150° С и
300-350°С почти равны, а при
Т=200*С в 2-2,5 раза выше, чем
при 100°С.
По данным [155] наиболее ве¬
роятным механизмом такого из¬
менения arei является взаимодей¬
ствие движущихся дислокаций с
атомами внедрения, которое обу-
Рис. 6.13. Зависимость релаксации напряже¬
ния от температуры испытаний стали А600:
1 - 20ХГ2Ц, пл. № 67881 asp=500 Н/мм2;
2 - 20ХГСТ, пл. N° 04706 asp=400 Н/мм2
Orel
asP
0,5
0,4
0.3
0.2
0,1
Г т
_ t=200 час. -
}
*
/
*
/
►
2
I
“\
У
/
?
/
/
У
/
3
/
у
~ 7
/s
V4^
'л
9
>
i
4
asp=0,85aO2
О 50 100 150 200 250 300 350 Т°С
Рис. 6.14. Зависимость релаксации напряже¬
ний от температуры испытаний:
1 - А600, 20ХГ2Ц; 2 - А800, 23Х2Г2Т;
3 - АтЮОО, 20ГС.
163
Рис. 6.15. Релаксация напряжений при
Т=100вС:
▲, о, • — опытные данные; 1 — расчет по
формуле (6.26) при 00,2=90 Н/мм2.
ской [146] через параметр:
сдавливается конкуренцией двух
процессов: облегчения движения
дислокаций с повышением тем¬
пературы и затруднением их пе¬
ремещения в результате более
интенсивного закрепления дис¬
локаций при старении.
Предположения о проявлении
эффектов деформационного ста¬
рения по-видимому неточно, т.к.
здесь наблюдается повышение
характеристик пластичности.
Более вероятная причина ин¬
тенсивного закрепления дисло¬
каций: выделение атомов вне¬
дрения при низкотемператур¬
ном отпуске, которому соответ¬
ствует температура длительного
нагрева 250-350°С.
Исходя из приведенного
выше, обобщенную оценку за¬
висимости релаксации напряже¬
ний от температуры линейным
законом можно осуществить до¬
статочно достоверно лишь при Т
от 20 до 100°С.
Влияние температуры на ре¬
лаксацию напряжений высоко¬
прочной арматурной стали в
пределах Т от 20 до 100°С наибо¬
лее удобно определять методом
К.В.Михайлова и Э.П.Кричев-
Ст = 1 + С - А Т .
(6.23)
Соответственно время релаксации при Т=20°С, эквивалентной релак¬
сации при T=Tj, определяется по формуле:
lgt*Ti/ lgt*20“l+C-A Т,
(6.24)
где: С — коэффициент, равный 0,012, АТ =Т, —20°С.
Отсюда при изотермической релаксации
arei=ui asp • (asp/a0,2- Лр) ■ (A +lgt) • (1+С А Т), Н/мм2. (6.25)
164
Наши опыты показали также, что при длительном действии повышен¬
ных температур релаксация напряжений более существенно увеличивает¬
ся при малых asp. Поэтому для большинства видов стержневой арматур¬
ной стали релаксация напряжений при температурах, соответствующих
температуре термовлажностной обработке бетона может быть оценена по
формуле (6.25) при г|р=0. Это упрощает решение и не приводит к сущест¬
венным погрешностям.
Закономерности изменения деформаций ползучести от температуры
(см. рис. 6.6) те же, что и у релаксации напряжений, однако величина есг
с ростом температуры увеличивается несколько больше, чем arei.
На основании анализа зависимости ок\ от Т и исходя из статистиче¬
ских данных средние потери напряжений от релаксации в высокопроч¬
ной стержневой арматуре классов А600-Ат1200 в результате изотермиче¬
ской релаксации при Т от 20 до 100°С определяются по формуле:
аге1= 0>012a2sp/ao)2 (З+lgt) (1+0,012Д Т), Н/мм2. (6.26)
Сравнение экспериментальных данных с расчетом по формуле (6.26)
показывает удовлетворительную сходимость (см. рис. 6.15).
6.4. Потери напряжения от релаксации при
электротермическом способе натяжения.
Особенность определения релаксации напряжений при электротер¬
мическом способе натяжения заключается в том, что начальное напряже¬
ние asp является расчетной величиной, которую невозможно получить
непосредственно из опыта.
Натяжение арматуры происходит в процессе ее остывания в условиях
es=const и значительные напряжения в ней достигаются при Т=100-200°С
(см. рис. 6.16 и 6.17). Поэтому процесс натяжения сопровождается увели¬
ченной релаксацией напряжений. Кроме того, механические свойства и
диаграмма растяжения существенно изменяются за счет электронагрева.
Рис. 6.16. Изменение
температуры и напряже¬
ний в процессе натяже¬
ния электротермическим
способом арматурной
стали класса А600:
о — 80С, 014 мм; + —
20ХГСТ, 016 мм.
165
Рис. 6.17. Изменение
температуры и напряже¬
ний в процессе натяже¬
ния электротермиче¬
ским способом арматур¬
ной стали классов А800
и АтЮОО:
о — АтЮОО, 0 10 мм;
+ — А800, 0 12 мм.
Изменение механических свойств и деформаций стали при электротер¬
мическом способе натяжения будут рассмотрены ниже в главе 7. Здесь мы
проанализируем результаты исследований релаксации в зависимости от
<Tsp.K — т.е. фактически измеренного напряжения в арматуре в момент нача¬
ла релаксации после натяжения стали электротермическим способом.
Релаксация напряжения при электротермическом способе натяжения
арматуры на упоры форм поддонов отличается тем, что происходит в 2
этапа. Сначала в процессе остывания и натяжения арматуры после элект¬
ронагрева и укладки арматуры в упоры.
Остывание обычно применяемых при этой способе натяжения стерж¬
ней диаметром 10-18 мм от 350-400°С до 150-200°С происходит относите¬
льно быстро (за 3-10 мин), а натяжение в стали обычно не превышает
0,5osp.K (см. рис. 6.16 и 6.17).
Поэтому основная релаксация напряжений происходит при остыва¬
нии стали от 200°С до 30-40°С, которое продолжается обычно 20-40 мин.
В этот же период предварительное напряжение увеличивается до asp.K.
Поэтому для расчета релаксации на этом этапе принимаем некоторые
средние условия Т=100°С , t =0,5 ч, asp.K=asp и А=3.
Принятая средняя расчетная продолжительность t =0,5 часа определя¬
ется также и тем, что в производственных условиях на нагретые стержни
арматуры не позднее, чем через 20-30 мин после электронагрева уклады¬
вают холодный бетон и, следовательно, их остывание от 50-30°С до 20°С
и соответственно натяжение до asp-K может происходить быстрее, чем по¬
казано на рис.6.16 и 6.17.
Приведенные выше предпосылки позволяют рассчитать среднюю ре¬
лаксацию напряжения в период остывания по формуле (6.26) для стерж¬
невой арматуры классов А600-Ат1200 диаметром 10-18 мм, тогда:
<?ге1.эл = 0,0635 • а25р.к/а^2х, Н/мм2 (6.27)
Здесь <JqC2 — сто,2 Д° электронагрева.
166
Величина этих потерь напряжения от релаксации соответствует arei за
200 ч при Т=20°С или =0,88 от релаксации напряжения за 1000 ч при
Т=20°С.
Второй этап развития релаксации напряжения начинается после пол¬
ного остывания стержней и достижения расчетных напряжения asp к.
Характер развития релаксации напряжений во времени при электро¬
термическом способе натяжения при Т=20°С показан на рис. 6.18. Как
правило, релаксация напряжений начинается через 0,5-2 часа после
остывания стержня до Т=20°С. В этот период времени напряжение обыч¬
но постепенно увеличивается или наблюдались его колебания в пределах
возможных погрешностей динамометра, что не позволяло регистриро¬
вать релаксацию напряжений.
Это обстоятельство, по-видимому, определяется эффектом последей¬
ствия релаксации, произошедшей в процессе остывания и натяжения
стали, и в значительной степени осложняет количественную оценку ре¬
лаксации напряжений за первые 10 часов, тем более, что сама величина
релаксации мала и редко превышает 1-2 Н/мм2, т.е. цену одного-трех де¬
лений индикаторов динамометра.
Потери напряжения от релаксаций в 3-5 раз (см. рис. 6.9 и 6.18) мень¬
ше, чем при механическом способе напряжения. Максимальная величи¬
на arei за 1000 ч была 0,037asp при asp =0,938ao,2-
Рис. 6.18. Изотермическая релаксация при Т=20°С после натяжения арматурной стали клас¬
са Ат800 электротермическим способом:
167
Натяжение электротермическим способом до температур 350-400°С,
приводит к значительному увеличению гц и отношения ао,2/ав> которые
как будет показано ниже в главе 7, независимо от исходных их значений
достигают величины соответственно 0,75-0,85 и 0,8-0,9.
Поэтому закономерность изменения arei от а5р подобна аналогичной
для стали с такими исходными показателями.
Развитие релаксации во времени так же, как и при механическом спо¬
собе натяжения, происходит по логарифмическому закону, но начиная с
t>10 час. При t=l час в силу указанных выше причин релаксация напря¬
жения в опытах, как правило, не регистрировалась.
Исследования показали, что в ряде случаев процесс релаксации при
этой технологии натяжения через некоторое время, значительно мень¬
шее, чем 106 часов, затухает в такой степени, что не регистрируется при¬
борами. Так при испытании стали классов Ат1200 и А800, когда наиболь¬
шая продолжительность экспериментов составила 6000-24500 часов, по¬
сле 3000-10000 часов релаксация напряжений не наблюдалась. В
частности, в образце стали А800 при asp.K=735 Н/мм2, который испыты¬
вался в течение 24500 час, релаксация при Т=20°С прекратилась через
4000 час, хотя малейшие, 1-3°С изменения температуры окружающего
воздуха приводили к соответствующим изменениям напряжений на
0,4-1,0 Н/мм2.
Применив принятую выше методику расчета получаем формулу для
определения средних потерь напряжения от релаксации после натяжения
стержневой арматуры электротермическим способом:
CFrei= 1 Icrsp/CT^C2X (ог«с2х -°,45) lgt, Н/мм2 (6.28)
Сравнение расчета по формуле (6.28) с опытными данными показано
на рис. 6.19.
Опыты, проведенные на железобетонных балочных образцах показа¬
ли, что в связи с низкой релаксацией напряжения стержневой арматур¬
ной стали после ее натяжения электротермическим способом конечные
потери напряжения от релаксации в этом случае в большей, чем при ме¬
ханическом способе натяжения, мере определяются условиями техноло¬
гии производства и дополнительными условиями, возникающими в ар¬
матуре в процессе Т.В.О.
Для нормирования конечных средних потерь напряжения от релакса¬
ции при электротермическом способе натяжения высокопрочной стерж¬
невой арматурной стали, учитывая очень малые величины потерь (от 0 до
0,042asp.K), их значительный разброс, и имеющие место случаи прекра¬
щения регистрируемой релаксации напряжений через 4000-10000 час,
предлагается более простая формула:
168
crei=0,005 • csp- lgt, Н/мм2,
(6.12')
Рис. 6.19. Потери напряжения от релаксации при электротермическом способе натяжения:
А, о, • — опытные данные; 1 и 2 — расчет по формулам (6.28) и (6.12').
Это выражение (см. рис. 6.19) с достаточной для практических расче¬
тов надежностью определяет область рассматриваемых конечных вели¬
чин arei.
Потери напряжения от релаксации высокопрочной проволочной ар¬
матуры электротермическим способом с такой же достоверностью оце¬
ниваются по формуле (6.11) (см. раздел. 6.1).
169
6.5. Прогнозирование потерь напряжения от релаксации
в процессе изготовления и эксплуатации железобетонных
конструкций
Натянутая арматура вместе с бетоном железобетонного изделия, как
правило, подвергается вибрации при виброуплотнении бетона и последу¬
ющей термообработке (Т.В.О.). И вибрация, и термообработка оказыва¬
ют значительное влияние на релаксацию напряжений в стали. Так по
данным Б.В.Прыкина [167] при вибрации в течение 5 мин высокопроч¬
ной проволоки класса Вр-П диаметром 5 мм скорость релаксации сразу
увеличивается в 1,6-1,9 раза, а затем постоянно уменьшается до 0 после
200 часовых испытаний.
Термовлажностная обработка бетона в нашей стране при производст¬
ве сборных железобетонных конструкций производится, как правило,
при температуре 80-90°С с продолжительностью изотермического нагре¬
ва 4-10 часов. В результате такого нагрева, а также вследствие изменения
напряженно-деформированного состояния стали в процессе Т.В.О. в ней
могут частично проявляться эффекты старения и “вылеживания”, осо¬
бенно заметные у упрочненной вытяжкой арматурной стали [87, 89, 94].
В работах [142, 145, 146, 149, 150, 159, 161] показано, что в процессе
термовлажностной обработки бетона релаксация напряжений в напря¬
женной стали заметно увеличивается. Это объясняется воздействием по¬
вышенных температур и дополнительных усилий, возникающих в про¬
цессе Т.В.О.
При стендовой технологии арматура натягивается на упоры стенда,
расстояние между которыми постоянно: es=const. На обычных* стендах
изделия изготавливаются в формах, между которыми и между формами и
неподвижными упорами имеются свободные от бетона участки напрягае¬
мой арматуры. При Т.В.О сначала нагреваются свободные участки арма¬
туры, а лишь затем одновременно с прогревом бетона изделий нагревает¬
ся и напрягаемая арматура, расположенная в теле бетона. Это вызывает
потери напряжения определяемые согласно СНиП 2.03.01 -84* для бетона
классов В15-В40 по формуле:
ап=1,25 At, Н/мм2, (6.29)
где A t — разность между температурой нагреваемой арматуры и непо¬
движных упоров (вне зоны нагрева) воспринимающих усилие натяже¬
ния, °С.
При отсутствии опытных данных A t принимается равной 65°С.
При агрегатно-поточной или конвейерной технологических схемах
изготовления изделий, когда арматура натягивается на упоры перемеща¬
емых силовых форм или поддонов, в начале процесса термообработки за
счет теплового растяжения форм натягиваемая арматура получает допол-
Стендовая технология безопалубочного формирования бетона здесь не обсуждается.
170
го
4о
S)
нительное напряжение, которое теоретически может достигать 100-120
Н/мм2. Однако это дополнительное напряжение отчасти гасится значи¬
тельной релаксацией напряжений стали, особенно сильной на свободных
от бетона участках стержней, а также в результате их постепенного нагре¬
ва одновременно с нагревом бетона до его твердения, деформациями
форм и т.п. [159-170]. В результате этого фактический прирост напряже¬
ний в арматуре изменяется в пределах от 20 до 40 Н/мм2.
При изготовлении предварительно напряженных железобетонных из¬
делий с натяжением на бетон происходят потери напряжения за счет де¬
формаций анкеров, трения арматуры о стенки канатов или поверхность
бетона конструкций или об огибающие приспособления.
Термовлажностная обработка бетона в этом случае если и производит¬
ся то до натяжения арматуры на
бетон и на релаксацию напряже¬
ний не сказывается.
При стендовой технологии
изготовления предварительно
напряженных железобетонных
изделий с натяжением арматуры
на упоры в процессе Т.В.О (см.
рис. 6.20, б) потери напряжения
в зависимости от указанных
выше факторов повышаются в
стержневой арматуре в 1,5-2 раза
[160, 169], а в высокопрочной
проволоке и арматурных канатах
[152, 159, 161] — в 1,8-2,5 раза по
сравнению с обычными условия¬
ми (Т=20°С) при том же началь¬
ном напряжении asp. Значение
arei в этих условиях может быть
найдено исходя из Т= Тт в.0. при
времени t, равном продолжите¬
льности выдержки стали под на¬
пряжением, достигаемом при Т=
Тт.в.о. (Рис* 6.20, б). Здесь Тх в о. —
температура нагрева при термо¬
обработке.
При изготовлении железобе¬
тонных изделий по агрегатно-по¬
точной технологии, условия ко¬
торой исследовали моделирова¬
нием на рычажных установках
НИИЖБа, и при формовании
опытных балок на специальном
стенде-камере с использованием
^ 60
£
—
—-
1
г
ч
‘ч
Продолжительность. v
Рис. 6.20. Потери напряжения от релаксации
при термообработке железобетона и последу¬
ющей ползучести бетона:
а) опытные данные о ползучести бетона
[166]; б) то же, о потерях напряжения в стали
класса АтЮОО марки 20ХГС2[160] при изго¬
товлении железобетонных изделий на стен¬
де; в) то же, при агрегатно-поточной техно¬
логии; 1 — потери напряжения от релакса¬
ции при asp = 0,875 стог и Т=20°С; 2 — то же,
при термовлажностной обработке по режиму
2+3+6+Эч; 3 — тоже, при Tconst=100°C
171
динамометрической силовой формы [10,160] релаксация напряжения в
арматуре значительно больше.
Изучение влияния продолжительности различных этапов Т.В.О. на
релаксацию напряжений [160,169] показало, что релаксационный эф¬
фект в этом случае определяется суммарной продолжительностью перио¬
да подъема температуры и изотермического нагрева. Причем продолжи¬
тельность этих этапов, в исследованных нами пределах, оказывает одина¬
ковое влияние на конечные величины arei после Т.В.О., а потери
напряжения от релаксации определяются общей продолжительностью
Т.В.О. и напряжением в стали к моменту начала изотермического нагре¬
ва.
Это позволило оценить потери напряжения от релаксации в процессе
Т.В.О. по формуле (6.26) при t равном суммарной продолжительности
этапов выдержки, подъема температуры и изотермического нагрева и
расчетной температуры Т равной температуре изотермического нагрева
[103].
Расчетная релаксация напряжений стержневой напрягаемой стали
при механическом способе напряжения в процессе Т.В.О при температу¬
ре 90°С и продолжительности подъема температуры и изотермического
нагрева 10 час определяется в этом случае по формуле:
tfrei.T.B.o =0,088a2sp/ao,2 e0>09a2sp/0o,2, Н/мм2 . (6.30)
При электротермическом способе натяжения, исходя из формул (6.26)
и (6.28) и принимая среднюю величину ао,2 для используемых при этом
способе натяжения сталей классов А800 и Ат800 равной 850 Н/мм2:
arei.T.B.o=0,013aSp(aSp/a0)2- 0,45), Н/мм2 . (6.31)
После термовлажностной обработки по такой схеме и последующих
деформаций обжатого бетона от ползучести (см. рис. 3.20,а) релаксация
напряжений в стали фактически прекращается (см. рис. 3.20,в). Действи¬
тельное напряжение в арматуре, расположенной в теле бетона asp.t, при
этом может быть определено как:
(Jsp-t aSp arei i AcrSp, (6.32)
где Aasp — остаточное изменение напряжения в арматуре в резуль¬
тате термообработки бетона.
Потери напряжения от релаксации, используемые в расчете трещино-
стойкости и деформативности предварительно напряженных железобе¬
тонных конструкций, определяются не только собственно релаксацией
напряжения, которая весьма значительно изменяется даже в стали одно¬
го вида и класса прочности, но и комплексом факторов, включающим:
172
диаметр и вид стали, технологическую схему и режимы Т.В.О. при изго¬
товлении конструкций.
Все эти факторы носят весьма противоречивый характер и на основа¬
нии имеющейся информации не могут быть оценены с достаточной до¬
стоверностью.
Поэтому нам приходится исходить из ограниченного объема собст¬
венных исследований [10, 160, 169] и данных работ [159, 161, 164, 168].
Так, например, дополнительные деформации и напряжения, возникаю¬
щие в процессе Т.В.О. при агрегатно-поточной технологии напряжения
стержневой арматуры, с одной стороны приводят к увеличению собственно
релаксации напряжений, особенно заметному при а5р<0,7аод, а с другой —
вызывают увеличение остаточных напряжений в стали, которые практиче¬
ски полностью компенсируют релаксацию напряжений, именно, при ма¬
лых начальных напряжениях и в меньшей степени сказываются при
asp>0,7a0)2.
Результаты определения потерь напряжения от релаксации на опыт¬
ных балочных образцах, изготовленных нами по агрегатно-поточной тех¬
нологической схеме, подтвердили наличие остаточного дополнительного
усилия растяжения арматуры в указанных выше пределах, что значитель¬
но, почти вдвое, уменьшает конечные потери напряжения от релаксации
[160].
Значительная релаксация напряжений в процессе Т.В.О. в сочетании
с растягивающим усилием преднапряжения приводит наряду с другими
воздействиями к значительному упрочнению стали, механизм которого
будет рассмотрен ниже в главе 7.
Например, при моделировании Т.В.О. по агрегатно-поточной техно¬
логии на стали класса АтЮОО при г\\ =0,5 увеличение ао,2 при asp=0,9ao2X
составило 12-15% и — 40,0-50,0%.
Это в свою очередь определяет существенное снижение arei или пол¬
ное ее прекращение после Т.В.О. при Т=20°С (см. рис. 6.20).
Исходя из этого, для применяемой в отечественной практике стерж¬
невой напрягаемой арматурной стали конечные потери напряжения от
релаксации за время t =Ю6 часа при механическом способе натяжения
арматуры на упоры при агрегатно-поточной и стендовой технологиче¬
ских схемах изготовления изделий предлагается рассчитывать по форму¬
ле (6.10).
Для практического расчета конечных потерь напряжения от релакса¬
ции в “отпущенных” арматурных канатах и высокопрочной проволоке
предлагается формула (6.9), а в стабилизированной проволоке формула
(6.11).
При электротермическом способе напряжения высокопрочной про¬
волочной и стержневой арматуры конечные потери напряжений от ре¬
лаксации определяются по формулам (6.11) и (6.12).
173
Глава 7. Влияние предварительного напряжения
на механические свойства арматурной стали
7.1. Постановка задачи
Предварительное напряжение арматурной стали осуществляют меха¬
ническим, электротермическим или электротермомеханическим спосо¬
бами. При механическом способе натяжения на бетон возможные изме¬
нения свойств арматурной стали определяются факторами усилия (де¬
формации) и времени. При натяжении на упоры всеми
рассматриваемыми способами, влияние предварительного напряжения
на механические свойства напрягаемой арматуры определяется действи¬
ем системы факторов: усилие + температура + время [159-174].
В процессе изготовления предварительно напряженных железобетон¬
ных изделий, арматура которых натягивается механическим способом,
температурные воздействия от термообработки бетона имеют место спус¬
тя некоторое время после натяжения [164-170], а в случае применения
электротермического и электротермомеханического способов контакт¬
ный электронагрев арматурной стали происходит до или одновременно с
созданием предварительного напряжения [171-174] , а величина требуе¬
мого усилия натяжения определяется, исходя из задаваемого удлинения
стали.
Контактный электронагрев может приводить к существенным изме¬
нениям характеристик механических свойств и диаграммы растяжения
высокопрочных сталей. В процессе натяжения стали при высокой темпе¬
ратуре происходит увеличение релаксации напряжений, что также может
приводить как к изменениям контролируемого после остывания стали
напряжения, так и механических свойств арматурной стали [10, 103, 171,
172, 179, 180].
Поэтому оценку удлинения арматуры необходимо в этом случае про¬
изводить не по исходным показателям диаграммы условно-мгновенного
растяжения, как при механическом способе натяжения, а исходя из про¬
исходящих в процессе натяжения под воздействием системы факторов:
усилие + температура + время (as, Т, t) изменений механических и рео¬
логических свойств арматурной стали.
В связи с этим целью исследований, результаты которых рассмотрены
в главе 7, являлось:
1. Выбор основных предпосылок и разработка расчетного аппарата
технической теории упрочнения арматурной стали при ее преднапряже-
нии в зависимости от действия системы (as, Т, t).
2. Разработка методики и экспериментальные исследования влияния
усилия натяжения, температуры и продолжительности выдержки под на¬
пряжением арматурной стали на изменение ее механических свойств в
результате предварительного напряжения и воздействия технологических
факторов изготовления железобетонных конструкций.
174
3. Оценка деформаций напрягаемой стержневой арматурной стали
при натяжении ее электротермическим (электротермомеханическим)
способом.
7.2. Выбор основных предпосылок и разработка расчетного
аппарата технической теории упрочнения
Результаты исследований в области теории пластичности и ползуче¬
сти, современной металлофизики и теории прочности металлов позволя¬
ют предполагать, что действие системы “усилие + температура + время”
в пределах, ограниченных условиями технологии изготовления предва¬
рительно напряженных железобетонных конструкций, может приводить
к определенным изменениям основных характеристик механических
свойств и диаграммы растяжения арматурных сталей [141, 142, 144, 172].
Причины этих изменений можно систематизировать, разделив на сле¬
дующие основные группы по влиянию:
А. Усилия растяжения:
— релаксация напряжений или деформации ползучести, вызыва¬
ющие, исходя из теоретических разработок [136-145], определенный “на¬
клеп” металлов. Соответствующая феноменологическая теория ползуче¬
сти получила название теории упрочнения [176]. При этом реологиче¬
ские процессы, определяемые дислокационным механизмом и энергией
активации, являются функцией не только величины усилия натяжения,
но и температуры и продолжительности приложения усилия:
— деформационное упрочнение, происходящее за счет выбора при
натяжении условно-мгновенных пластических деформаций, соответству¬
ющих начальному напряжению — osp [10, 16, 103].
Б. Температуры нагрева:
— старение при температуре не выше 200°С, действующей длитель¬
ное время, и приводящее для стали, подвергнутой перед этим значитель¬
ному деформированию, например, упрочненная вытяжкой сталь 35ГС, к
повышению сопротивлений малым пластическим деформациям и умень¬
шению пластичности [177]. Изменения дислокационной структуры
вследствие начальной стадии старения, особенно ощутимые при нагреве
до 80-170°С, являются причиной, по мнению авторов работ [22, 156], не¬
которого снижения характеристик прочности ао,2 и ав и пластичности 65,
наблюдающегося у термически упрочненных путем закалки и отпуска с
помощью печного нагрева или на установках ЭТУ сталей 35ГС и Ст5 по¬
сле длительной выдержки под напряжениям asp>0,4aBMCX;
— низкотемпературный отпуск при температуре 250-300°С, вызываю¬
щий активное выделение водорода, стабилизацию внутренних напряжений
и, в конечном счете, повышение характеристик сопротивлений стали ма¬
лым пластическим деформациям и характеристик пластичности [22, 64];
— контактный электронагрев при температуре 350-450°С в течение
1-5 мин., приводящий к тем же результатам, что и длительный низкотемпе¬
ратурный отпуск [10, 103,133, 179-184], но при более высоких температурах.
175
В. Времени без воздействия усилия растяжения и повышенной темпе¬
ратуры:
— “вылеживание” (при Т=20°С), вызывающее, в результате выделе¬
ния водорода и снятия внутренних напряжений, те же изменения меха¬
нических свойств стали, что и низкотемпературный отпуск, но при про¬
должительности в 100-1000 раз большей.
Результаты исследований, приведенные в главах 4 и 5, дают возмож¬
ность утверждать, что освоенные в массовом производстве высокопроч¬
ные напрягаемые арматурные стали не склонны к деформационному ста¬
рению при начальных напряжениях asp<GQC2x, а, напротив, характеризу¬
ются некоторым повышением пластичности и прочности в результате
“вылеживания” или выдержки длительное время при постоянном усилии
растяжения [10, 22, 23, 103, 153].
Температура нагрева стали в процессе термообработки бетона паром
не превышает обычно 80-90°С. Результаты исследований, приведенные
выше в разделе 5.4.2 настоящей работы, показывают, что влияние повы¬
шенных температур в этом диапазоне на диаграмму условно-мгновенно-
го растяжения и основные характеристики механических свойств высо¬
копрочной напрягаемой арматурной стали, — незначительно. Это можно
также иллюстрировать данными испытаний стали класса Ат800 марки
20ХГС2, приведенными на рис. 7.1 и 7.2.
Рис. 7.1. Диаграмма рас¬
тяжения стали класса
Ат800 марки 20ХГС2
014 мм при температу¬
рах 20-175вС.
Рис. 7.2. Диаграмма
условно-мгновенных
пластических деформа¬
ций стали класса Ат800
марки 20ХГС2 014 мм.
176
Исходя из изложенного, принимаем, что эффекты “упрочнения” вы¬
сокопрочной арматурной стали, не имеющей явно выраженного физиче¬
ского предела текучести, при ее предварительном напряжении и изготов¬
лении изделий (см. рис. 7.3), определяются независимым действием сле¬
дующих физических явлений:
— условно-мгновенным деформационным упрочнением при предва¬
рительном напряжении asp>ae[ и es.pi>0, оцениваемыми по формуле:
— релаксацией напряжения или деформациями ползучести в процес¬
се технологических переделов и термообработки железобетонных изде¬
лий, а также длительного действия нагрузки, определяемыми как:
— контактным электронагревом при электротермическом и электро-
термомеханическом способах натяжения арматуры.
Дст'. = Pi * es р1;
(7.1)
(7.2)
Рис. 7.3. Изменение
условно-мгновенной диа¬
граммы растяжения стали
в результате предварите¬
льного напряжения и дли¬
тельной выдержки под на¬
грузкой.
О 0,2 0,4 0,6 0,8 1,0 1,2 £s%
177
Здесь Pi; Yi — эмпирические функции влияния;
afcx— значения характеристик сопротивления стали малым
пластическим деформациям в исходном состоянии, т.е. до пред¬
напряжения ао,о2, а0Д> ао,2 и т-п-
Влияние контактного электронагрева при электротермическом и
электротермомеханическом способах натяжения, в связи с происходя¬
щими при этом значительными качественными и количественными из¬
менениями физико-механических свойств стали, рассматриваем как воз¬
действие, происходящее до приложения усилия натяжения (при asp=0).
Значения этих характеристик после проявления эффектов преднапря¬
жения определяется как:
В качестве меры упрочнения, обусловленной выбором при растяже¬
нии условно-мгновенной пластической деформации es.pi, обычно прини¬
мают удельную работу деформации:
или так называемый параметр Удквиста [176]. В данном случае для опре¬
деления функции р i в формуле (7.1) мы также используем параметры ра¬
боты условно-мгновенной пластической деформации г& р\.
Известно, что у стали с площадкой текучести значительной величины
(>0,5%) характеристики сопротивления стали малым пластическим де¬
формациям не увеличиваются в результате напряжений, не превышаю¬
щих физического предела текучести ох (один из постулатов Баушингера).
Поэтому для оценки функции влияния — ft принята гипотеза о том,
что повышение характеристик сопротивления малым пластическим де¬
формациям при asp<ao;2HCX пропорционально разнице удельной работы
пластических деформаций стали, имеющей условно идеальную диаграм¬
му растяжения с площадкой текучести при ат и Л1=1, и стали с условным
пределом текучести аод^^а-гИ Л1исх==<7исхе1/а0,2исх (см- Рис- 7.4).
Тогда получаем:
CTi = a”cx (1 + Aa'i + Да").
(7.3)
(7.4)
(7.5)
£s.pl0 £s-Pl ПРИ aSp-
178
ACTj = p. • £ . = — j 8 . (7.6)
1 s.pl0 nj +1 s.plo v 7
и,.М15р,
1 П[ +1
где Э[ _ эмпирический коэффициент пропорциональности характери¬
стик ai(a0,05, ст0,2, и т.д).
Эо,о5=И60; Эо,2=400 и Эо,5=160.
Yo,05=2,5 (1- Л1исх), Yo,2=2,0 (1- Л1исх) и Yo,5=0,6 (1- гцисх).
Значения 3i и Yi получили из опытов, методика проведения и результа¬
ты которых будут рассмотрены ниже в разделе 7.3.
Таким образом, для характеристик (fyos, ao,2> ао,5 и aei> необходимых
для построения диаграммы работы стали с учетом влияния предваритель¬
ного напряжения при ni=3, получены следующие зависимости:
-0,05 “К» -<СХ> <2>5 °ге. /<05 +290'\р,0) + 11-о75 (7.7)
-0,2 =[(l-<CX)(2,0ard/a-x +100.£splo) + l]a^ (7.8)
-0,5 =[(1-пГСХМ0,6'-ге1/а-* +40.Esp|o) + l].a““ (7.9)
(7.10)
179
Схема учета эффектов преднапряжения при построении диаграмм
as — es, соответствующая рассмотренному аппарату, показана на рис. 7.4.
Решение рассматриваемой задачи также может быть осуществлено
“деформационным” способом, основанным на несколько упрощенном
представлении о том, что выбираемая в результате преднапряжения и по¬
следующих воздействий пластическая деформация, состоящая из услов¬
но-мгновенной е , и деформаций ползучести есг, не изменяет диаграм-
s.pio
му растяжения, а отделяет от нее участок, соответствующий сумме этих
деформаций.
При этом совместное влияние времени t и температуры Т действия
нагрузки на параметры диаграммы растяжения: ао,05, ао,2» <*0,5 и т п-
оценивается деформациями ползучести есг, которые, в случае отсутствия
опытных данных, можно оценить как:
Решение задачи в общем случае в соответствии с формулой 2.9 осуще¬
ствляется исходя из условия:
При описании зоны упрочнения только первым членом уравнения
(2.9) (см. формулу 2.8) и ni=3 получаем:
Используя вычисленные значения определяем диаграмму услов¬
но-мгновенного деформирования арматуры после преднапряжения, воз¬
действия технологических факторов и выдержки во времени.
В этом случае она практически повторяет очертание исходной кривой
as — es , за вычетом выбранной части пластических деформаций (см.
рис. 7.5). Соответствующие зависимости Да'о 2 от е , при г|1исх от 0,3 до
’ s.pio
0,8 показаны на рис 7.6, а Да'о,о5> Дсу/о,2 и Да'о,5 Для стали с диаграммой ха¬
рактеризуемой *ni=0,5 — на рис. 7.7.
Применение этого варианта теории упрочнения не требует экспери¬
ментального определения каких- либо коэффициентов или функций
влияния. Для решения задачи достаточно знать параметры исходной диа-
ecr — CTrel / Es •
(7.11)
s.plj + Es.pl0 + £СГ -
180
Рис. 7.7. Условно-мгно¬
венное упрочнение ста¬
ли с г|”сх=0,5 при t—>0 и
стге|=0:
1. Расчет по ф-лам
(7.7)-(7.9); 2. Расчет по
ф-лам (7.12)-(7.13). • —
опытные данные.
7.3. Экспериментальное исследование эффектов упрочнения
при механическом способе натяжения
Для экспериментальной проверки предложенного расчетного аппара¬
та и определения функций влияния ft, Yi и Э| были проведены испытания
8 видов стержневой арматуры классов А600, А800, АтЮОО и А1000 и се¬
мипроволочных арматурных канатов диаметром 15 мм [12,13,16,103,127].
Механические свойства исследованных партий стали приведены в
табл. 7.1.
Основные испытания для оценки влияния osp, t и Т проводили на
стержневой арматуре классов А600, А800 и АтЮОО марок 20ХГ2Ц,
20ХГС2, диаграмма растяжения которой характеризовалась параметром
упругости Л1исх= <Г/аО,2Х=0’5-
Для изучения влияния величины riiHCX на изменение характеристик
механических свойств в результате предварительного напряжения были
взяты партии стали класса А800 с г]]исх=0,3 и АтЮОО марки 22С и А600
марки 80С с г|1исх=0,78.
Образцы стержневой арматуры испытывали на универсальных маши¬
нах “Шоппер-Ю” и “Лозенгаузен-20” с механическим приводом, что
обеспечивало сохранение постоянных деформаций в условиях выдержки
образцов.
Нагружение до начальных напряжений asp, равных 0,47-l,22ajjc2x, осу¬
ществляли с постоянной скоростью изменения напряжения в стали, рав¬
ной -100-120 Н/мм2 в мин, что отвечает условиям натяжения арматуры в
производственных условиях и требованиям ГОСТ-12004 к методам испы-
Таблица 7.1
№№
п/п
Класс и марка
стали
Диа¬
метр,
мм
Механические свойства в исходном состоянии
—нос
0,05
—исх
0,2
--исх
0,5
—исх
ств
Es10-5
“ИСХ
С исх
5
с исх
5Р
Н/мм2
%
1
А600, 20ХГ2Ц,
14
622
762
865
1009
1,82
0,50
13,82
3,5
2
А800,
23Х2Г2Ц,
(20ХГ2Ц),
12
595
815
983
1178
1,75
0,30
16,0
4,0
3
АтЮОО,
20ХГС2,
10
876
1070
1216
1379,
8
1,97
0,50
14,9
3,6
4
АтЮОО,
20ХГС2,
10
831
1014
1145
1305
1,92
0,50
15,0
4,0
5
А600, 80С
14
657
712
770
1133
1,95
0,78
-
-
6
АЮ00,
22Х2Г2ТАЮ,
12
876
1079
1241
1425
1,97
0,50
12,7
3,7
7
АтЮОО, 22С
14
976
1061
1125
1201
2,05
0,78
12,7
2,4
8
К-7
15
1138
1373
1485
1633
1,96
0,55
-
3,01
182
таний арматурной стали на растяжение. Затем образцы выдерживали при
постоянной достигнутой деформации или напряжении, т.е. в условиях
релаксации или ползучести в течение 1-720 часов и вновь нагружали с та¬
кой же скоростью или скоростью 24-26 Н/мм2 в мин (“Шоппер-Ю”) до
напряжений =0,95овисх или до разрыва.
Часть образцов после достижения заданного начального напряжения asp
немедленно разгружали и затем испытывали на растяжение на тех же ма¬
шинах, после вылеживания в свободном состоянии в течение 1, 100 и 2680
часов.
Деформации стали в процессе испытаний регистрировали с помощью
индикаторных тензометров НИИЖБ с ценой деления прибора 0,005 мм и
базой измерения величин — 100 мм.
По результатам этих испытаний были установлены параметры Э* и ух
для оценки измерения ао,2> <*0,02, <*0,05 и
Затем испытания были повторены на образцах стали класса АтЮОО
марки 20ХГС2 пл. 223090 и А600 марки 80С при Т=20°С и на образцах
стали класса АЮ00 марки 22Х2Г2ТАЮ [169] , которые испытывали при
постоянных температурах 20 и 100 °С и переменных режимах по Т —
20° 100° 20°С [169].
Величины начальных напряжений asp принимали равными 0,5, 0,7,
0,9 и 1,0 от cjqC2 . Методика нагружения при Т=20°С была такая же, как
при предыдущих испытаниях. Нагрев стержней осуществляли с помо¬
щью печей типа ИП-2 на участке длиной 410 мм.
Температуру измеряли хромель-алюминиевыми термопарами и авто¬
матически регулировали приборами КСП. В процессе испытаний также
определяли релаксацию напряжений по методике, изложенной в главе 6.
Некоторые особенности этих испытаний при Т=Ю0°С заключались в
том, что для изучения эффектов “упрочнения” при предварительном на¬
пряжении образцов арматуры, первоначально нагретых до 100°С, их нагру¬
жали с той же скоростью, что и при Т=20°С, до заданного начального на¬
пряжения Оф , выдерживали при этой температуре в течение 1, 8 или 100
часов при постоянной температуре Т=Ю0°С и постоянной величине де¬
формаций, достигнутых при начальном напряжении asp, и после этого
вновь нагружали до разрыва по методике, указанной выше для условий
Т=20°С.
Напряжения в арматуре при моделировании агрегатно-поточной
(конвейерной) технологии в процессе испытаний снижали по сравнению
с asp только на величину релаксации напряжений arei, а при стендовой
(ssp=const) — происходило дополнительное уменьшение напряжения в
стали за счет теплового расширения участка стержня к моменту начала
изотермического нагрева на величину asre|.t«71 Н/мм2.
После окончания моделирования режимов Т.В.О. образцы арматуры
испытывали до разрыва по методике, принятой для условий Т=20°С.
Контрольные образцы стали каждой партии были испытаны на тех же
машинах на растяжение до разрыва, без промежуточных нагрузок или
183
остановок. Всего таким образом было испытано 168 образцов, из них 134
после натяжения и выдержки под нагрузкой.
Опыты, проведенные при повышенной и переменных температурах,
дали практически те же значения Э[ и yj, что и при Т=20°С =const. Поэто¬
му в дальнейшем мы будем рассматривать общие данные по результатам
испытаний всех партий стали.
Установлено, что в процессе предварительного напряжения арматур¬
ной стали при величине начального напряжения asp, не превышающей
условного предела текучести исходной стали ctJJc2x , и выдержке (отдыхе)
под нагрузкой в условиях £sp =const и при переменных режимах модели¬
рования Т.В.О. наблюдается существенное увеличение характеристик со¬
противления стали малым пластическим деформациям ао,02, ст0,05> <*о,2 и
т.п., достигающее для стали, характеризуемой г|1исх=0,5, например, при
CTsp=0,9ajJC2 , t=100 час и Т=20°С, величин: Доо,о2=32-40%, Actyos^ 19-25%
и Aao,2=8-10% (см. рис. 7.8; 7.9; 7.10).
0)
1
—ч
1
/
1 - -
\
1
• •
•
2
"Ч
V
и л
6
•
\
t
.
¥
"Ч
. . .
I
f
'
//А
У
и
0,5 0,6 0.1 0,8 (19 10
Рис. 7.8. Повышение <?0 2 (я),
ст0 05 (б) и тц (В) стали классов
А800 и АтЮОО с г|"сх=0,5 в ре¬
зультате предварительного на¬
пряжения и выдержки под на¬
грузкой
о,» — опытные данные при
t=100 ч и t=l4
1 — расчет по формулам (7.7),
(7.8) и (7.10) при t= 100 ч;
2 — расчет по формуле (7.13)
при t=100 ч;
3 — то же при t=l ч.
184
0,4 0Л5 0,6 0,7 0,8 0,9 1,0- V0^
Рис. 7.9. Изменение Да0 2
в зависимости от ^ и
_ /_исх.
аф/ст0,2 •
1, 2, 3 расчет ст0 2 по фор¬
муле (7.8) при Т1ГСХ=0,3,
ПГХ=0,5 и пГх=0,8 при
t=100 час и Т=20*С; 4,5 и 6
то же при t-»0.
8 0,9 1,0 V°£?
Рис. 7.10. Повьппение
ст0 2, стали классов А600,
АтЮОО и А1000 в зависи¬
мости от продолжитель¬
ности испытаний t:
1, 2, 3 и 4 — расчет по
формуле (7.8) при t->0 и
t=l,102 и 106 час.
При температуре 100 С и переменных температурах, соответствую¬
щих режимам термовлажностной обработки бетона при изготовлении
предварительно напряженных железобетонных изделий, эффекты значи¬
тельно выше [169] (см. рис. 7.10). В частности, при моделировании Т.В.О.
по агрегатно-поточной технологии на стали АтЮОО Лап? составило
12-15% при asp=0,9a£c2\
Временное сопротивление стали ав и относительное удлинение 65 и 6Р
остаются на исходном уровне, а в ряде случав даже повышаются на 2-5%.
Модуль упругости Es практически не отличается от Е5ИСХ.
Зуба течения при исследованных уровнях начального напряжения не
наблюдали. Однако эффект повышения характеристик сопротивления
стали малым пластическим деформациям в результате воздействий фак¬
торов времени и температуры Да" сходит на нет при es.Pi.o>0,005.
Опытные значения величин: rjj, aom ofo 05» сто,2 и сто,5 достаточно точно
оцениваются как по формулам (7.7)- (/.10), так и по деформационному
185
варианту теории упрочнения (7.12) и (7.13). Расхождение опытных и рас¬
четных величин не выходит за пределы погрешностей определения ис¬
следуемых величин в опытах. При этом расчет по формулам (7.12) и
(7.13) в ряде случаев дает величины Дс^ на 1-2% ниже, чем расчет по (7.7)-
(7.10), но более точно описывает эффект упрочнения во всем диапазоне
исследуемых величин и для всех рассмотренных видов арматурной стали
(см. рис. 7.7 и рис. 7.8).
Опыты с семипроволочными арматурными канатами проводили в Но¬
восибирском инженерно-строительном институте [16,127]. Образцы ис¬
пытывали (см. рис. 7.11) по трем схемам:
1.— нагружение — выдержка под нагрузкой — дальнейшее нагружение
до разрыва;
2.— нагружение — выдержка под нагрузкой — разгрузка (неполная) —
нагружение до разрыва;
3.— нагружение — выдержка под нагрузкой — полная разгрузка — вы¬
держка в свободном состоянии — нагружение до разрыва.
Контрольные образцы испытывали без разгрузок для определения пара¬
метров исходной, до преднапряжения, диаграммы растяжения стали. Об¬
щее число испытаний — 62. Уровень начального напряжения asp принима¬
ли равным 0,95aJJc2x и 0,5а^с2х. Основные результаты испытаний приведены
в табл.7.2 и достаточно точно описываются расчетом по формуле (7.12).
Рис. 7.11. Диаграммы растяжение канатов при различных режимах нагружения:
опытная кривая (• — измерения на этапах); кривая приближения по урав¬
нению (7.12) при ni=3.
186
Таблица 7.2
Режим ис¬
пытаний и
число об¬
разцов
_ / ИСХ
sp/ 0,2
Средние соотношения характеристик механических свойств
арматурных канатов до и после предварительного напряжения
и выдержки под нагрузкой
исх
О0,05/Сто,05
_ /„ИСХ
00,2/^02
_ / ИСХ
аО,5/^о,5
_ /„ИСХ
^в/ств
№1/12
0,95
1,3
1,175
1,074
1,012
-1,0
№2/14
0,95
1,4
1,23
1,075
1,033
=1,0
№3/14
0,95
1,2
1,067
105
1,025
=0,99
№3/9
0,50
=1,0
=1,0
=1,0
=1,0
=0,98
Для подтверждения полученных результатов нами были также исполь¬
зованы опытные данные, полученные путем испытаний арматурной ста¬
ли классов А600, А800, Ат800 и АтЮОО взятой из участков изгибаемых
железобетонных элементов, где в процессе их испытаний напряжение в
арматуре не превышало asp. Эти результаты сравнивали с исходными до
преднапряжения свойствами арматурной стали.
Сопоставление результатов расчета по формуле (7.8) показало, что со¬
отношение cjq^/ctJJ 2 в сРеДнем 110 229 образцам составило 1,0 при откло¬
нениях в 90% случаев от 0,95 до 1,04.
Для установления предельных значений Да* и r\i нами были проанали¬
зированы [103] результаты 27 опытов со сталью класса А800 трех плавок,
характеризуемых величинами г| 1исх =0,3, 0,55 и 0,7. В опытах образцы
стали выдерживали в напряженном состоянии в условиях релаксации
(es= const.) при температурах от 20 до 200°С в течение 1000 часов при asp
о'г П ^ИСХ ттл «-ИСХ
ОТ U,j<7q 2 Д° ao 2 *
Сочетание такой продолжительности испытания и температуры
100-200°С при asp до ajjc2x является наибольшим из вероятных при изго¬
товлении и эксплуатации железобетонных конструкций. Однако, даже
после таких воздействий значения г\\ не превысили 0,92, а ао,2/ав оказа¬
лись во всех случаях менее 0,97. Аналогичные данные получены и для
других видов высокопрочной арматурной стали.
При этом предельные значения г\\ и аод/Ов* по-видимому, слабо зави¬
сят от параметров исходной диаграммы растяжения. Отсюда при значи¬
тельной величине предварительного напряжения, т.е. asp~0,8-0,9ajjC2 и
воздействиях Т.В.О. диаграммы растяжения стали, характеризуемые в
исходном состоянии величинами г| 1исх от 0.3 до 0,8 после натяжения ар¬
матуры и Т.В.О. бетона отличаются существенно в меньшей мере за счет
разной энергии упрочнения (см. рис. 7.12). Соотношения ао,2Л*в ПРИ
этом не ниже 0,77-0,80, а г\ 1-0,75-0,85. Поэтому в случае необходимости
представляется возможным использовать некоторую усредненную диа¬
грамму условно-мгновенных пластических деформаций преднапряжен-
187
сy<3?
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
Рис. 7.12. Схема изменения
диаграммы растяжения ста¬
ли в результате предварите¬
льного напряжения и ТВО
бетона:
1 — исходная диаграмма;
ной стержневой арматуры, характеризуемую параметром упругости
r|i=0,75 (см. рис. 7.8 и 7.12).
Для исследования возможного влияния предварительного напряже¬
ния на структуру стали нами совместно с лабораториями металловедения
ЦЗЛ комбината “Криворожсталь” и ЦНИИСКа им. В.А.Кучеренко* был
проведен анализ микроструктуры стали класса А-V марки 23Х2Г2Ц
пл.№63760, 23Х2Г2Т пл.№98941 и Ат800 марки 20ХГС2 пл.№223090 в ис¬
ходном состоянии и после выдержки при asp=0,6, 0,8, 0,9ctqC2 и a|Jc2x в те¬
чение 100 часов в условиях £s=const.
Было выявлено, что при исходной структуре бейнита у горячекатаной
стали или смешанной структуре нижнего бейнита и мартенсита у стали
термомеханически упрочненной в потоке проката, предварительное на¬
пряжение механическим способом до asp=cjQC2x не привело к значитель¬
ным изменениям микроструктуры стали.
Исходя из этого [136, 139], можно предполагать, что происходящие в
<-» ^ ИГУ
результате натяжения арматурной стали до asp<cjQ 2 и длительной выдер¬
жки ее под нагрузкой при Т=20°С повышение характеристик сопротив¬
ления стали малым пластическим деформациям (<70,02, ст0,05> ао,2 и т*п )
определяется снятием пиковых напряжений по границам зерен, началь¬
ными стадиями изменения дислокационной структуры и более ускорен¬
ным выделением водорода [64].
С позиций современной теории металловедения и, в частности, теории
дислокаций, установленные эффекты могут быть объяснены механизмами
торможения дислокаций, поскольку деформация определяется движением
дислокаций, а повышения сопротивления деформации можно добиться,
Автор выражает благодарность д.т.н.,проф. П.Д.Одесскому за помощь и консультации в
металловедческих исследованиях.
188
край Середина
Продольный олиф I х I0Q0
Край Середина
Поперечный шлиф I х 1000
Край Середина
Продольный шлиф I х 1000
Середина
Поперечный шлиф I х 1000
Рис. 7.13. Микроструктура стали Ат800 014
мм. пл.223090 после натяжения до asp=0,9aQC2x
и выдержки до t=100 час.
когда в результате воздействия
на структуру металла способ¬
ные к движению дислокации
будут в той или иной мере “за¬
торможены” [ 136 с. 11].
По-видимому, выбор малых
пластических деформаций ар¬
матурных сталей исследован¬
ных видов и выдержка их дли¬
тельное время в растянутом
состоянии при Т=20-100°С со¬
здает в металле благоприятные
“полупроницаемые” барьеры,
могущие обеспечить как “тор¬
можение” движущихся дисло¬
каций, так и возможность их
прорыва при возникновении
пиковых напряжений [136
с.12].
Этот же эффект достигается
путем кратковременной меха-
но-термической обработки ста¬
ли в процессе ее производства,
например, путем “стабилиза¬
ции” высокопрочной проволо¬
ки и арматурных канатов, при¬
меняемых в настоящее время в
большинстве стран мира.
7.4. Влияние контактного электронагрева на механические
свойства напрягаемой стержневой арматурной стали
Исследования влияния температуры и продолжительности контакт¬
ного электронагрева на механические свойства стержневой арматурной
стали были начаты нами в 1958 году одновременно с созданием и внедре¬
нием в производство электротермического способа натяжения [179].
Влияние температуры нагрева изучали в интервале температур от 60
до 1100°С. Как правило, образцы нагревали до температур 100, 200, 300,
350, 400, 450, 500, 600 и 700°С [179-182].
Температуру нагрева измеряли либо с помощью поверхностных тер¬
мопар с плоским спаем [179], либо тонких (0,3-0,4 мм) точечных термо¬
пар, привариваемых к поверхности или зачеканенных в отверстие на глу¬
бину, равную, примерно, 2/3 диаметра нагреваемого стержня, потенцио¬
метрами типа ПП или ПСР. Нагрев длился обычно 2-5 мин [180-182].
189
Влияние продолжительности электронагрева в пределах от 15 сек до
25 мин на механические свойства стали изучали при температурах 250,
350, 400 и 450°С. В качестве источника тока, как правило, использовали
трансформатор ТСД-1000. Ток регулировали в пределах 300-1200А, а на¬
пряжение — в пределах 10-45В.
Влияние электронагрева на механические свойства определяли путем
сравнения результатов испытания арматурной стали на растяжение и из¬
гиб в холодном состоянии до и после электронагрева. Для этого от каж¬
дого нагреваемого стержня отбирали по 2-3 образца из участка, подвер¬
гавшегося нагреву, один из зоны контактов и один — два образца от не
нагреваемых участков стержня. Сопоставляя результаты испытаний, оце¬
нивали влияние температуры и времени нагрева на свойства стали после
электронагрева по сравнению с исходными. При этом исключаются
ошибки за счет неоднородности свойств стали в партии.
Ниже обсуждаются результаты испытаний более 3000 образцов 68 пар¬
тий-плавок практически всех видов высокопрочной стержневой арматурной
стали а также данные аналогичных испытаний по высокопрочной проволоке.
В проведении опытов совместно с автором принимали участие в раз¬
личное время Е.А.Гузеев, О.М.Рыбаков, Б.М.Сергеенко, Я.И. Ярхин,
И.Н.Суриков и В.И.Петина.
Анализ опытных данных пока¬
зывает, что в результате элекгро-
нагрева до температур 60-1100°С
достигаются четыре основные
зоны изменения механических
свойств арматурной стали (см.
рис. 7.14-7.18).
Первая зона электронагрева
до температур 100-200°С, где,
как правило, не наблюдается ка¬
ких-либо существенных измене¬
ний свойств стали. Вторая зона
— заметного увеличения при
температуре 250-400°С характе¬
ристик сопротивления стали ма¬
лым пластическим деформаци¬
ям ао5о2> ао>2 и физического пре¬
дела текучести ах (для стали
А550в (А-Шв)). На этом участке
начинаются изменения также
о loo 2оо зоо 400 500 боо 700 ооо т°с характеристик относительного
Рис. 7.14. Влияние температуры «илшпю» Удлинения 55 и 5р и временного
электронагрева на механические свойства сопротивления GB. Третий
упрочненной вытяжкой стали класса А550в участок — разупрочнения стали
(А-Шв) марки 35ГС диаметром 16м. (Т=400-750°С), когда сначала
190
Рис. 7.15. Влияние температуры контактного электронагрева на механические свойства стали
класса А1000 марки 20Х2Г2СР.
Рис. 7.16. Влияние контактного электронагре¬
ва на механические свойства термомеханиче¬
ски упрочненной стали класса АтЮОО марок
20ГС и 20ГС2.
191
Рис. 7.17. Влияние температуры контакт¬
ного электронагрева на механические
свойства стали класса Ат800 марки 22С
0 12 и 14мм (пл.№222107; 422202;323803
и 320870).
Рис. 7.18. Влияние температуры электро¬
нагрева на механические свойства стали
класса Ат800 марки 20ГС (БМЗ
пл.№11999 014мм
192
временное сопротивление сгв, а затем сто,2, <*о,ь а0,05, <*0,02 и другие харак¬
теристики начинают снижаться одновременно с повышением относите¬
льного удлинения.
Четвертая зона характеризуется стабилизацией в состоянии разупроч¬
нения, дальнейшим разупрочнением или повышением прочностных
свойств стали при температуре 800-1100°С за счет эффектов закаливания
на воздухе, сопровождаемых стабилизацией или некоторым снижением
относительного удлинения стали (см. рис. 7.15а).
С точки зрения технологии натяжения наибольший интерес представ¬
ляет переход от второй к третьей температурным зонам, поскольку при
этих температурах обычно в пределах 350-500° производят электронагрев
в производственных условиях и возможность нагрева стали без разупроч¬
нения до большей температуры определяет контролируемое напряжение
арматуры железобетонных изделий.
Общим для всех исследуемых сталей является определенное увеличе¬
ние ао,о2, а0,05> ао,1 и ао,2(ат) ПРИ нагреве до температур в диапазоне
350-450°С, которые будем называть рекомендуемыми, если при этом
снижение временного сопротивления не превышает 5%, а относитель¬
ное удлинение 65 и 5р не уменьшается ниже нормируемых значений для
исходной стали [179, 180, 182].
Электронагрев до более высоких температур приводит, как правило, к
значительному снижению (см. рис. 7.14-7.18) механических свойств ста¬
ли. Поэтому для каждого вида арматурной стали нами установлены мак¬
симально допустимые температуры электронагрева, превышение кото¬
рых приводит к снижению ао.2(<гт) и ав ниже нормативных значений для
стали данного класса прочности.
Рекомендуемые и максимально допустимые температуры электранаг-
рева и рекомендуемое время электронагрева приведены в табл.7.3.
Испытания на изгиб в холодном состоянии образцов стержневой ар¬
матурной стали классов А600 — АтЮОО, рассматриваемых марок после
электронагрева до температур 200-800°С показали, что ни один из испы¬
танных образцов не сломался при угле загиба менее 180°С. В то время как
Таблица 7.3
Класс арматурной стали
Температу
ра электронагрева, °С
Рекомендуемое
время электронаг¬
рева, мин
Рекомендуемая
Максимально допустимая
А600, АтбООС, А800
400
500
0,5-5,0
А1000
450
500
Ат800, АтЮОО, Ат1200
400
450
А-Шв, А500С
350
450
Вр-И 0 4 мм
0 5 мм
0 6 мм
-
350
400
450
0,1-0.5
0,1-0,8
0,1-1,0
193
в исходном состоянии такие случаи наблюдаются довольно часто, осо¬
бенно при испытании горячекатаной стали классов А600 и А800.
Данные о влиянии времени нагрева на механические свойства стали
рассматривались в работе [183]. Исходя из изменения твердости стали, по
этим опытам можно полагать, что электронагрев в течение 3-5 мин при
температуре 400°С должен соответствовать печному нагреву с двухчасо¬
вой выдержкой при расчетной температуре 320-330°С.
Сравнение фактических данных по влиянию длительного печного на¬
грева [103, 179] и кратковременного электронагрева горячекатаной стали
класса А600 подтвердили эти результаты. Исследование влияния времени
электронагрева в пределах 0,3—25 мин на свойства стали классов А600,
А800 и Ат800 показали, что продолжительность электронагрева в этих
пределах при температуре 250, 350, 400 и 450°С не оказывает существен¬
ное влияние на механические свойства стержневой арматурной стали.
Это объясняется тем, что время электронагрева определяется продолжи¬
тельностью подъема температуры, а не продолжительностью нагрева при
заданной температуре, которая практически равно 0.
Для высокопрочной проволочной арматуры оптимальное время элек¬
тронагрева 15-20 сек. При более длительном нагреве происходит сниже¬
ние ее механических свойств [181] (см. табл. 7.3).
Для выявления структурных изменений в стали, связанных с элекгро-
нагревом, нами совместно с лабораторией металловедения ЦНИИСКа
Госстроя СССР были проведены исследования микроструктуры и твер¬
дости высокопрочной стали до и после электронагрева. Выявлено, что
электронагрев до 350°С не приводит к изменениям микроструктуры, ви¬
димыми при увеличении 1x1000. Причинами происходящих изменений
свойств стали является снятие внутренних пиковых напряжений, выде¬
ление водорода и возможно частичное снижение поверхностных концен¬
траций напряжений за счет скин-эффекта при электронагреве перемен¬
ным током. После нагрева до оптимальной температуры 400°С и выше
наблюдается дифференциация феррита и перлита и изменение размера
зерна. В результате электронагрева до 850-1100°С в ряде случаев наблюда¬
ется образование закалочных структур, вызывающих некоторое повыше¬
ние прочности горячекатанной стали (см. рис. 7.15а).
Повышение характеристик сопротивления стали малым пластическим
деформациям ао,о5> °о,2 и т.п. после элекгронагрева до рекомендуемых тем¬
ператур и соответствующее изменение диаграммы растяжения, несмотря на
различные условия производства и химический состав высокопрочной ар¬
матурной стали, с достаточной достоверностью описывается расчетным ап¬
паратом рассмотренной выше теории упрочнения (см. рис. 7.19,7.20 и 7.21).
Однако, зависимости Дст?л отличаются от Да'* существенно большим
влиянием тцисх на степень упрочнения. Задаваясь экспериментальными
данными при т]1исх =0,5 и Э^л2=250 получаем:
A0j£= 100(1-пГХ)4. %> <7-14)
194
Рис. 7.19. Изменение услов¬
ного предела текучести с02,
горячекатаной (•) и термоме¬
ханически упрочненной (о)
стали после электронагрева до
оптимальных температур в за¬
висимости от п}1СХ:
1 — расчет по формуле (7.14).
Рис. 7.20. Изменение относительного
предела упругости после электронаг¬
рева до оптимальных температур в зави¬
симости от исходной величины г|”сх:
1 — расчет по формуле:
АП1= 400(1-п1исх)4, %.
Рис. 7.21. Влияние элект¬
ронагрева до оптималь¬
ных температур на изме¬
нение отношения aQ 2/ств:
о, • — опытные данные
1 и 2 — расчет по форму¬
лам (7.16) и (7.17).
то же по ао,о5 ПРИ Ээло,о5=535:
Да^05 =210(1 -л"СХ)4> %• (7.15)
Соответствующие расчетные значения Дг|р вычисленные по форму¬
лам (7.14), (7.15) и (7.10) показаны кривой на рис. 7.20.
Расчет Ааэло}о5 > Д<*эло,2 и Дп?л Дает удовлетворительное совпадение с
опытом во всем исследованном диапазоне ц^1 от 0,35 до 0,85.
195
Количественную зависимость оо^Л^в от Л^л определили также с уче¬
том энергетических предпосылок на основе теории “упрочнения”. Уста¬
новлено, что в исходном состоянии взаимосвязь r|i и ао,2/ав ПРИ
г|1исх=0,4-0,85 описывается формулой:
ИСХ / ИСХ _ЛС . Л <„исх /7 1 /ГЧ
О 2 ® ~ j • v • W
Тогда из (7.14) и (7.16) с учетом данных о среднем снижении ав на 3%
после электронагрева до рекомендуемых температур — находим, что
,, [1+(1-лГсх)4](0,5г|Гсх +0,5)
= -— 1 —. (7.17)
0,2 0,97 [1+ 0,05 (г1|,сх -0,4)]
Сравнение результатов расчета по формулам (7.16) и (7.17) с опытны¬
ми данными приведено на рис. 7.21, из которого следует, что расчет по
формуле (7.17) удовлетворительно описывает тенденцию изменения
<Т0,2/ав в ЗаВИСИМОСТИ ОТ Г|1исх.
Чем больше r|iHCX, тем меньше увеличивается это отношение после
электронагрева, а при г|]исх >0,8 опытные данные по Go г/оъ приближают¬
ся к a”cx/afx.
7.5. Влияние предварительного напряжения
электротермическим способом на механические свойства
арматурной стали
7.5.1. Изменение характеристик механических свойств
и диаграммы растяжения
В процессе натяжения арматурной стали электротермическим и элек-
тротермомеханическим способами происходят физические явления, свя¬
занные с комплексом температурных и силовых воздействий и вызываю¬
щие структурные изменения стали, которые приводят в конечном счете к
изменениям физико-механических свойств стали.
Исходя из данных, полученных при изучении релаксации напряжений
и теоретических предпосылок, изложенных в разделе 7.2 данной главы,
для аналитического решения этой задачи примем условие, что усилие на¬
тяжения действует на арматурную сталь независимо от изменения ее ме¬
ханических свойств в результате электронагрева и после их проявления с
учетом релаксации напряжений в процессе электронагрева и натяжения.
Принятие такого условия правомерно, так как при электротермическом
способе натяжения стержневой арматурной стали значительные напря¬
жения в стали, превышающие aei, возникают в процессе остывания при
температуре не более 100-150°С (см. рис. 6.16 и 6.17), когда изменения
структуры и механических свойств стали, вызванные температурным
воздействием контактного электронагрева, уже произошли.
196
Исходя из этого диаграмму условно-мгновенного растяжения после
электронагрева (при 0^=0) можно рассматривать как исходную и опреде¬
лять совместное упрочняющее влияние элекгронагрева и усилия растяжения
исходя из теоретических предпосылок, принятых в разделе 7.2 для механиче¬
ского способа натяжения, по формулам (7.7)—(7.10), где вместо Дст-*сх в со¬
ответствии с изложенным выше вводятся те же параметры после элекгронаг¬
рева арматуры Дст?л, определенные по формулам (7.14) —(7.17).
Для изучения сопоставимости, расчетных данных с результатами опы¬
тов были проанализированы данные 75 испытаний, проведенных авто¬
ром на динамометрических стендах НИИЖБ за период с 1964 по 1978
годы. В опытах по натяжению электротермическим способом использо¬
вали арматурную сталь класса А600 марок 80С, 65ГС, 20ХГ2Ц, 20ХГСТ,
20ХГ2Ф, класса А800 марок 23Х2Г2Т и 20ХГ2Ц, классов Ат800 и АтЮОО
марок 20ГС и 20ХГС2, класса АЮОО марок 22Х2Г2ТАЮ и 20Х2Г2СР и
сталь класса Ат1200 марки 35ГС диаметром 12-16 мм.
Оценку характеристик механических свойств и диаграммы растяже¬
ния после натяжения производили по двум параметрам: условному пре¬
делу текучести ао,2 и относительному пределу упругости г\\. Сравнение
опытных данных и расчетных величин Go,2 показано на рис. 7.22, то же по
Tii на Рис- 7.23.
Рис. 7.22. Соотношение
опытных и расчетных ве¬
личин а0 2 в зависимости
от CTsp K (п=75):
▲ - А600, 80С и 65ГС,
Д - А600, 20ХГ2Ц и
20ХГСТ; • - Ат800 и
АтЮОО; о - А800 и АЮОО;
▼ - Ат 1200.
Рис. 7.23. Соотношение
опытных и расчетных ве¬
личин г| 1 в зависимости от
^sp 75):
▲ - А600, 80С и 65ГС,
Д - А600, 20ХГ2Ц и
20ХГСТ; • - Ат800 и
АтЮОО; о - А800 и АЮ00;
▼ - Ат 1200.
1,05
1.0
0,95
0.9
—
АД
А
А **о
•
lit
т
Ь 7
о о
Л _ А.
1 & *
•
•
» • •
9 „ СО
1
1 *
1
Д *
to Д
Д
Т
Л-А _
* L
• ok
> оо о
—о —X-
о
•
э
Q
д
200 300 400 500 600
700
800 Одрк/Н/ММ2
ЧГ/П?
1,05
1,0
0.95
0.9
Л
АД
к
&
д
t&
А о
•
«° I
I..'
1 о
•
Д
й
' Л
&
Л
1- '
1 ■
. * г-
к
ь
-Д
о
со о
_ О -
7Г* ■ —
•
• о
о
о» <
200 300 400 . 500 600 700 800 900 кН/ммг
197
Н/ммг
IIOO
1000
900
600
700
600
I 2 3
— V
AS
9
\\
й
S's
Ат800 20ХГС2
221187, 0 12
ММ
7
0,02 0,05 0,1 0,2
Рис. 7.24. Диаграммы услов¬
но-мгновенной пластической де¬
формации стали класса Ат800:
1 — Исходная сталь ( rj|,cx=0,66),
2 — после натяжения механическим
способом до asp =443,7 Н/мм2;
3 — после контактного электронаг¬
рева до Т=430°С при CTsp=0;
4 и 5 после элекгронагрева и натя¬
жения до ст5р =444 и osp =889 Н/мм2.
В целом можно отметить удовлетворительную сходимость расчетных и
опытных величин, особенно хорошую по ао,2> что позволяет рекомендо¬
вать, рассмотренную методику расчета с использованием формул
(7.7)-(7.10) и (7.14)-(7.17) для количественной оценки эффектов измене¬
ния механических свойств и диаграммы растяжения при электротерми¬
ческом способе натяжения высокопрочной арматурной стали.
В результате наблюдается дальнейшее повышение характеристик со¬
противления стали (см. рис. 7.24) малым пластическим деформациям
<*0,02, <*0,05> <*0,2 •
После натяжения арматуры электротермическим способом значения
этих характеристик при относитеьно низких, до 0,8ctqC2x , уровнях пред-
напряжения оказываются несколько большими, чем при механическом
способе натяжения, а при ст5р>0,8а^с2х практически одинаковы.
7.5.2. Определение деформаций, необходимых для получения
заданного напряжения osp.
При электротермическом способе натяжения на упоры величина
предварительного напряжения обеспечивается расчетным удлинением
арматуры, при определении которого необходимо учитывать реальные
деформации арматуры в процессе ее натяжения этим способом.
Деформации арматуры, необходимые для получения заданного напря¬
жения при электротермическом способе натяжения, определяются комп¬
лексом факторов, связанных с одновременным воздействием на сталь из¬
меняющихся усилий натяжения и температуры нагрева, релаксацией на¬
пряжения, упруго-пластическими свойствами исходной стали и их
изменениями в процессе остывания и натяжения.
Точный расчет удлинения арматурной стали в этом случае связан со
значительным и неоправданным осложнением вычислений, поэтому
здесь для упрощения решения этой задачи примем подтвержденную при¬
веденными в предыдущем разделе данными предпосылку, что повыше¬
ние характеристик сопротивления стали малым пластическим деформа¬
198
циям (go,2> <*0,2 и т ‘п‘) в РезУльтате выбора при натяжении условно-мгно-
венной пластической деформации espi 0 проявляется после остывания
стали, а в процессе остывания и натяжения стержней арматуры оно ком¬
пенсируется снижением этих же показателей у нагретой стали.
За расчетную диаграмму растяжения в процессе остывания после
электронагрева и натяжения арматуры (см. рис. 6.16 и 6.17) берем услов¬
но-мгновенную диаграмму растяжения после электронагрева при asp=0,
а ее изменения оцениваем исходя из релаксации напряжения, происхо¬
дящих в процессе остывания и натяжения.
Поскольку значительные напряжения в арматуре в процессе ее осты¬
вания и натяжения достигаются при Т~100°С, а дальнейшее остывание до
20°С происходит во много раз медленней и не сопровождается сущест¬
венным увеличением asp принимаем расчетную величину <т'ге1=0,5аге1.эл
определенной по формуле (6.27).
Используя указанные выше предпосылки и уравнение диаграммы рас¬
тяжения (2.8) деформации арматурной стали в процессе ее натяжения
электротермическим способом при aspa|Jc2x определяем по формулам:
£s =^2- + т?л(-^Е--т1?л)3 +0,5 gfel эл (7.18)
Е a3” Е
cs 0,2 cs
при а5р>т1[Л -стмо,2
и е„ =^!Е. + Ц5^Уй. (7.19)
Es Es
при а5р<ч?л Сто,2-
Сопоставление опытных величин — es и рассчитанных по формулам
(7.18) и (7.19) показало (см. рис. 7.25), что в 90% случаев расхождение
опытных и расчетных величин es не превысило ±5% при среднем соотно-
шени £sp/eson ~1 А
Для практического учета влияния релаксации напряжений и услов¬
но-мгновенных деформации стали в процессе ее натяжения электротер¬
мическим способом предлагается в расчет удлинения вводить коэффици¬
ент “К”, который определяется как:
К = (7.20)
8s.el
Удлинение арматурной стали Д10 рассчитывается при этом как:
К • aSD + Р
Д15=( 2 Ну, (7.21)
Е.
199
0,9
а)
А
I
•
2.
/Г
. i
/ а А
*•
1
TV ■
4
*':у
O’. ’
Hr •
О
тГ
’А
О *
Рис. 7.25. Сравнение опыт¬
ных и расчетных величин —
£s:
а) с учетом неупругих де¬
формаций: 1 среднее соот¬
ношение / 6°п; 2 — гра¬
ницы 90% интервала, б) без
учета неупругих деформа¬
ций.
• — Ат800, АтЮОО и Ат1200;
▲ - А600, 20ХГ2Ц,
20ХГСТ И20ХГ2Ф;
0 4 о',5 0,б 0^7 0,8 0,9 1,0 <W<£T о — А800 и АЮОО;
+ - А600, 80С.
где: Р — предельное отклонение asp от заданного, определяемое изменчи¬
востью расстояний между упорами на форме, деформациями анкерных
устройств и другими технологическими факторами а также изменчиво¬
стью механических свойств стали, Н/мм2;
1У — расстояние между упорами на форме.
Расчетные значения “К” принятые с некоторыми округлениями в
нормативных документах по изготовлению предварительно напряжен¬
ных железобетонных конструкций приведены в табл.7.4.
Таблица 7.4
б)
А
•
9 ■■■ 1
*
i
А «
к«У ]
fc° А Лс
А
I*
• •
.. *
•
•
»
+
к А
W
*+ к А
оо
• • ■
•
+
+
+
о
о
Нормируемое
предваритель¬
ное напряже¬
ние,
CTSP) Н/мм2
Коэффициент “К” для сталей классов
А600 (А-IV)
марок
20ХГ2Ц,
20ХГ2Т
А600 (A-IV)
марки 80С,
АтбОО, АтбООК,
АтбООС
А550в
(А-Шв)
А800
(A-V),
Ат800
(Ат-У)
АЮ00
(А-VI),
АтЮОО
(At-VI)
Ат1200
(Ат-VI 1),
Вр-П
400
1,0
1,0
1,0
1,0
1,0
1,0
500
1,05
1,0
1,05
1,0
1,0
1,0
600
1,15
1,2
1,2
1,05
1,0
1,0
700
-
-
-
1Д
1,05
1,0
800
-
-
-
1,15
1,1
1,05
900
-
-
-
-
1,2
1,1
Примечание — промежуточные значения “К” принимаются по линейной интерполяции.
200
В заключение отметим, что разработанная техническая теория “упроч¬
нения” арматурной стали в результате предварительного напряжения дает
хорошее совпадение с опытом не только при механическом, но и при элек¬
тротермическом способе натяжения и позволяет достаточно просто и точно
учитывать воздействие комплекса физических и технологических факторов
на механические и реологические свойства напрягаемой стали.
7.5.3. Влияние предварительного напряжения электротермическим
способом на стойкость против коррозионного растрескивания
и предел выносливости арматурной стали
Исследования показали, что большинство видов термоупрочненной
стали имеет низкое сопротивление коррозионному растрескиванию.
Термомеханически упрочненная сталь марки 20ГС2 благодаря повы¬
шенному содержанию кремния обладает несколько более высокой стой¬
костью против коррозионного растрескивания — порог, при котором за
100 часов воздействия кипящих нитратов в стали не образуется коррози¬
онных трещин, увеличивается до 640 Н/мм2 против 340 Н/мм2. Испыта¬
ние этой стали после электронагрева до 400, 450 и 500°С показало, что
при напряжении в стали 910 Н/мм2 время до растрескивания после элек¬
тронагрева увеличивается соответственно в 2, 3 и 5 раз.
Для проверки полученных результатов в условиях натяжения арматуры
электротермическим способом были проведены специальные опыты [23].
Нагретые до заданной температуры 450 или 500°С стержни длиной 6 м с на¬
детым на них бачком для коррозионной среды вставлялись в упоры дина¬
мометрического стенда. В процессе остывания и натяжения арматурного
стержня усилие натяжения измеряли кольцевыми динамометрами с ценой
деления 1,3—1,4 Н/мм2. Коррозионная среда в виде кипящих нитратов
подводилась через 150-400 часов после натяжения. В результате выявлено,
что при усилии соответствующему расчетному сопротивлению стали
АтЮОО (780-830 Н/мм2), коррозионная стойкость в результате элекгронаг-
рева до 450°С была более 200 часов. Это в 10 раз больше, чем при механиче¬
ском натяжении. После электронагрева до 500°С сталь 20ГС2 становится
практически не склонной к коррозионному растрескиванию: при напряже¬
нии as= 880 Н/мм2 разрушение образца произошло через 1446 часов. По¬
вышение сопротивления коррозионному растрескиванию стали 20ГС2 в
результате элекгронагрева до температуры 450-500°С можно объяснить раз¬
витием процессов компонизации ферритной матрицы, сопровождающих¬
ся, в частности, перераспределением микронапряжений второго рода и
снижением напряжений по границам бывших аустенитных зерен, по кото¬
рым преимущественно распределяются коррозионные трещины.
Металлофизические исследования процессов “упрочнения” стали
при выборе малых пластических деформаций в условиях повышенных
температур, проведенные в СССР и за рубежом [103], показали, что на¬
ряду с эффектами повышения характеристик сопротивления стали ма¬
лым пластическим деформациям в этих условиях следует ожидать и по¬
вышения предела выносливости стали.
201
Для проверки этой гипотезы нами была взята сталь класса А1000 диа¬
метром 12 мм двух партий, различающихся химическим составом и тех¬
нологией производства: горячекатаная марки 22Х2Г2ТАЮ пл.№20377 и
термомеханически упрочненная в потоке проката марки 20Х2Г2СР
пл.№81859. Выбор этих партий стали был обусловлен малой изменчиво¬
стью их механических свойств в состоянии поставки и возможностью
оценить предел выносливости стали А1000 в зависимости от технологии
производства стали.
Влияние контактного электронагрева и усилия натяжения на вынос¬
ливость оценивали путем сравнительных усталостных испытаний образ¬
цов стали в состоянии поставки, после контактного электронагрева до
430-450°С и охлаждения до Т=20°С и после натяжения электротермиче¬
ским способом до gsp=0,9ctqC2x и выдержки в условиях es=const в течение
1000-2000 часов [114].
Усталостные испытания проводили на разработанной во ВНИИжеле-
зобетоне ультразвуковой установке при частоте нагружения около 20 кгц
при постоянном значении коэффициента ассиметрии цикла р =0,5, при
котором обычно наиболее полно выявляется влияние различных факто¬
ров на выносливость арматурной стали.
Усталостные испытания показали, что вследствие электротермическо¬
го натяжения до asp =0,9a[Jc2x предел выносливости горячекатаной стали
увеличивался на 15,2% (с 454 до 523 Н/мм2). Кроме того, повысилась
долговечность образцов арматуры во всем диапазоне исследованных на¬
пряжений. При этом наибольшее повышение предела выносливости
произошло при совместном воздействии электронагрева и упрого-плас-
тического деформирования стали.
В результате воздействия только контактного электронагрева (без на¬
тяжения) предел выносливости увеличился на 11,2%.
Предел выносливости стали 20Х2Г2СР, термомеханически упрочнен¬
ной в потоке проката, равный в исходном состоянии 582 Н/мм2 практи¬
чески не изменился в результате электротермического натяжения. Это,
по-видимому, объясняется тем, что предел выносливости этой стали бли¬
зок к максимальному пределу, ограниченному видом профиля.
Таким образом, эффект повышения предела выносливости стали в ре¬
зультате ее преднапряжения зависит от уровня исходной усталостной
прочности стали и ограничен пределами, определяемыми видом профи¬
ля и величиной коэффициента ассиметрии. Поскольку предел выносли¬
вости стали 20Х2Г2СР = в 2,5 раза выше, чем у аналогичной горячеката¬
ной и термомеханически упрочненной стали классов А800 и АтЮОО,
можно считать его предельным.
7.6. Заключение
Рассмотренная теория упрочнения позволяет достоверно оценить ко¬
личественные и качественные изменения механических свойств и диа¬
202
граммы условно-мгновенных пластических деформаций высокопрочных
арматурных сталей в результате их предварительного напряжения и воз¬
действия переменных факторов: усилие + температура + время при ши¬
роко применяемых на практике механическом и электротермическом
способах натяжения.
Повышение сопротивления стали малым пластическим деформациям в
результате натяжения механическим способом объясняется снятием пико¬
вых напряжений по границам зерен, начальными стадиями изменения
дислокационной структуры и более ускоренным выделением водорода.
При электротермическом способе натяжения после электронагрева до
оптимальных температур ~400-450°С в горячекатаной и термомеханиче¬
ски упрочненной стержневой арматурной стали бейнитного класса на¬
блюдается дифференциация феррита и перлита, коагуляция карбидных
частиц и начало структурных преобразований бейнита и мартенсита, ха¬
рактерных для низкотемпературного отпуска закаленной стали.
Положительное влияние предварительного напряжения до asp ,
особенно при электротермическом способе натяжения, не ограничивает¬
ся повышением характеристик сопротивления арматурной стали малым
пластическим деформациям (аод)2> а0,05и ао,2 и т.п.), а приводит к комп¬
лексному улучшению ее служебных свойств и надежности, включая по¬
вышение предела выносливости, стойкости против коррозионного рас¬
трескивания и уменьшение дисперсии механических свойств.
Основным критерием, интегрально определяющим служебные свой¬
ства арматурной стали, является ее диаграмма условно-мгновенного рас¬
тяжения. Чем ниже tji= cJei/CTo,2» тем больше релаксация напряжения,
упрочнение после предварительного напряжения и больше неупругие де¬
формации при натяжении. Предварительное напряжение значительного
уровня в сочетании с термовлажностной обработкой бетона при изготов¬
лении преднапряженных железобетонных конструкций при агрегат¬
но-поточной или конвейерной технологиях изготовления преднапряжен¬
ных железобетонных изделиях практически полностью нивелирует раз¬
ницу в показателях исходной диаграммы и дальнейших потерь
предварительного напряжения от релаксации. В результате нормируемые
значения гц и аог/^в для большинства видов напрягаемой арматуры
классов Ат800 — бр-П могут быть приняты равными 0,80 и 0,90.
Глава 8. Периодический профиль арматуры
8.1. Введение
Первым видом арматуры периодического профиля (см. рис. 1.5а) была
сталь класса А-П с пределом текучести а^ЗОО Н/мм2, производство ко¬
торой было начато в конце 40-х годов.
Использование такой арматуры в железобетонных конструкциях вме¬
сто гладких стержней из СтЗ с пределом текучести 210-250 Н/мм2 потре¬
203
бовало значительного увеличения ее сцепления с бетоном, что было
обеспечено за счет периодического профиля [48].
Тогда же был разработан ГОСТ 5781-51 “Сталь горячекатаная перио¬
дического профиля для армирования железобетонных конструкций”, ко¬
торый предусматривал выпуск арматуры периодического профиля диа¬
метром 12-32 мм из стали марки Ст5 группы А ГОСТ 380-50 [17].
Одновременно была разработана и проволочная арматура периодиче¬
ского профиля [185, 186].
Эти работы и последующие исследования [187-192] определили усло¬
вия применения в железобетонных конструкциях стержневой и прово¬
лочной арматуры периодического профиля и создали условия для ее мас¬
сового производства и применения.
С тех пор и до 1987 г периодический профиль стержневой арматуры не
менялся. Прутки арматуры с профилем по ГОСТ 5781-82 (см. рис. 1.56)
представляют собой круглый профиль с двумя продольными ребрами и
поперечными выступами, идущими по трехзаходной винтовой линии.
Для стержней 6 и 8 мм допускаются расположение выступов по одно-
и двухзаходным винтовым линиям. Арматурная сталь класса А300 (А-П)
имела выступы идущие по винтовым линиям с одинаковым заходом на
обеих сторонах профиля, а арматурная сталь класса А400 (A-III) и других
более прочных видов (Аб00-Ат1200) имеет выступы по винтовым лини¬
ям, имеющим с одной стороны правый, а с другой — левый заходы.
Выбор конструкции и геометрических размеров профиля для арматур¬
ной стали является сложной технологической задачей в связи с тем, что
при этом должны удовлетворяться многочисленные и противоречащие
друг другу требования.
Обеспечение наилучших условий совместной работы арматуры с бето¬
ном в обычном железобетоне требует необходимого для данного класса
стали наибольшего усилия сцепления и наименьшей длины анкеровки
при одновременном сохранении механических свойств и высокого пре¬
дела выносливости.
Проведенный сравнительный анализ [2] требований стандартов ISO,
Германии и др. стран и ГОСТ 5781 к периодическому профилю арматуры
показал, что все страны Европы и большинство стран мира выпускают
арматуру с серповидным периодическим профилем, в котором попереч¬
ные выступы сходят на нет и не пересекаются с продольными ребрами
(см. рис. 1.5в и фото на рис. 8.1).
За счет этого ликвидируются концентраторы напряжений в местах пе¬
ресечения продольных ребер и поперечных выступов и снижается рас¬
клинивающее действие профиля
на бетон.
Исследования [39, 40, 41] до¬
казали значительное влияние
геометрии периодического про¬
филя на механические свойства
арматурной стали.
К
Рис. 8.1. Арматура диаметром 16 мм с серпо-
видньм периодическим профилем.
204
Так, опыты проведенные в Болгарии на горячекатаной стали марок
35ГС и Ст5 [40] показали, что при переходе с профиля по БДС 4758-62,
полностью соответствующего ГОСТ 5781, на серповидный профиль за
счет ликвидации концентраторов напряжений путем сведения на нет по¬
перечных выступов при сопряжении их с продольными ребрами и умень¬
шения угла наклона поперечных ребер, временное сопротивление ав и
предел текучести ат стали увеличились соответственно от 3,43 до 12,5% и
от 4,4 до 13,3% при среднем их увеличении на 5,4 и 7,12%.
Аналогичные данные получены были и в нашей стране [41, 198]. Пер¬
выми в нашей стране эффективность серповидного профиля показали
исследования УралНИИстромпроекта [41]. В работе [39] теоретически
обоснованы основные источники концентраторов напряжений в армату¬
ре периодического профиля и доказана возможность значительного по¬
вышения предела выносливости и механических свойств арматурного
стержня при переходе на серповидный профиль. Повышение предела
выносливости арматуры в зависимости от вида ее периодического про¬
филя отмечается также в работах [17, 41, 194-198].
Общие закономерности влияния геометрии периодического профиля
на механические свойства арматурной стали можно с некоторыми упро¬
щениями сформулировать следующим образом. Чем чаще поперечные
выступы, больше их пересечений с продольными ребрами и меньше ра¬
диус сопряжения с телом стержня, тем ниже:
— сопротивление стали многократно-повторным нагрузкам (вынос¬
ливость) и динамическим нагружениям;
— пластические свойства арматуры и сопротивление хрупким разру¬
шениям при низких отрицательных температурах;
— статическая прочность (временное сопротивление и предел теку¬
чести);
— сопротивление стали коррозионному растрескиванию;
— технологичность переработки в строительстве.
По этим причинам высокопрочную напрягаемую сталь при натяже¬
нии на бетон в ответственных сооружениях таких, как мосты и т.п., во
многих странах используют в виде гладких стержней [2, 61, 69, 124].
Конструкция периодического профиля в значительной мере опреде¬
ляет эффективность производства арматурной стали и на металлургиче¬
ских предприятиях.
Уменьшение концентраторов на поверхности арматурного прутка при
переходе на серповидный профиль увеличивает в 1,5 раза стойкость ка¬
либров (прокатных валков) и соответственно уменьшает затраты на про¬
катку арматуры.
Периодический профиль должен обеспечивать возможность разли¬
чать по его внешнему виду класс прочности стали, завод-изготовитель и
страну, где произведена арматурная сталь [2, 18, 35].
В зарубежных и международных стандартах оценка эффективности
профиля обычной арматуры производится по относительной площади
смятия — fr [18, 35];
205
F
_ гсм
тс-dt’
(8.1)
где d _ номинальный диаметр арматуры;
t — шаг поперечных выступов (см. рис. 1.5);
FCM — площадь смятия, определяемая как проекция поперечных высту¬
пов профиля на плоскость, перпендикулярную оси арматурного стержня.
Нормируемая минимальная величина fr в большинстве зарубежных
стандартов [18,35] для стержней диаметром до 10 мм составляет
0,039-0,048, а для арматуры диаметром 12-40 мм — 0,048-0,06.
Евростандартом EN 10080 [35] для ненапрягаемой арматуры класса
В500 минимальные значения fr установлены равными 0,039, 0,045 и 0,052
для стержней диаметром соответственно 6, 8 и 10 мм и 0,056 для стерж¬
ней диаметром 12-40 мм. ГОСТ 5781 не регламентирует величину fr. По
расчету средние значения fr для кольцевого профиля стержней диаметром
10-40 мм составляют 0,133-0,214, а минимальные 0,06-0,141, т.е. сущест¬
венно больше, чем принято в других странах мира как для серповидного,
так и кольцевого профиля. Однако, фактические минимальные значения
fr стержней с кольцевым профилем бывают существенно ниже (до 0,03).
Основные нормируемые геометрические размеры серповидного про¬
филя по EN 10080 и кольцевого по ГОСТ 5781 приведены в табл.8.1, где h
— высота поперечных выступов.
Величина t для кольцевого профиля дается в ГОСТ 5781 как номина¬
льная без нормирования ее минимальных и максимальных значений, что
позволяет изготовителям арматуры изменять ее в широких пределах и это
в свою очередь приводит к большей изменчивости fr для такого профиля
и возможности существенного уменьшения этого показателя.
Минимальный угол наклона поперечных выступов (3 регламентирует¬
ся стандартами ФРГ, США, а также международными стандартами ISO
[18] и EN [35] в пределах от 35° до 45°.
По ГОСТ 5781 величина угла наклона поперечных ребер не нормиру¬
ется и теоретически может быть равна 90°. Однако на практике он состав¬
ляет 60-70°.
Для напрягаемой арматуры требуется минимальная распорность про¬
филя, чтобы не происходило продольное раскалывание бетона при пере¬
даче преднапряжения, и противоречащие этому — возможно меньшая
длина зоны передачи преднапряжения на бетон.
В результате сильного расклинивающего воздействия (распора) при
передачи усилия натяжения на бетон стержней высокопрочной стали с
профилем по ГОСТ 5781 продольные трещины в бетоне образуются при
асоп^500 Н/мм2 [47, 191, 192]. Поэтому в торцах изделий, изготавливае¬
мых с натяжением на упоры арматурной стали классов Ат800
(At-V)-At1000 (Ат-VI) достаточно часто наблюдаются продольные тре¬
щины.
Для компенсации этого приходится применять дополнительное кон¬
структивное армирование в виде сеток, каркасов, спиралей и т.п. Однако
206
Таблица 8.1
d мм
Геометрические размеры п]
рофиля
EN 10080
ГОСТ 5781
hmin
hmax
tmin
tmax
fr
min
hmin
l^max
t*
ММ
ММ
6
0,3
0,6
3,0
6,0
0,039
0,25
0,75
5,0
8
0,4
0,8
4,0
8,0
0,045
0,50
1,00
5,0
10
0,5
1,0
5,0
8,0
0,052
0,50
1,50
7,0
12
0,6
1,2
6,0
9,6
0,056
0,75
1,75
7,0
14
0,7
1,4
7,0
11,2
0,056
0,75
1,75
7,0
16
0,8
1,6
8,0
12,8
0,056
1,00
2,0
8,0
18
0,9
1,8
9,0
14,4
0,056
1,00
2,0
8,0
20
1,0
2,0
10,0
16,0
0,056
1,00
2,0
8,0
22
1Д
2,2
11,0
17,6
0,056
1,00
2,0
8,0
25
1,25
2,5
12,5
20,0
0,056
1,00
2,0
8,0
28
1,4
2,8
14,0
22,4
0,056
1,30
2,7
9,0
32
1,6
3,2
16,0
25,6
0,056
1,30
2,7
10,0
36
1,8
3,6
18,0
28,8
0,056
1,80
3,2
12,0
40
2,0
4,0
20,0
32,0
0,056
1,80
3,2
12,0
t* — номинальная величина t.
это не предотвращает образование трещин, а лишь препятствует их рас¬
крытию и развитию по длине изделий.
Первые сообщения о поперечном давлении арматуры на бетон, яв¬
ляющегося причиной раскалывания бетона сделаны в начале 60-х го¬
дов в ВНИИжелезобетоне [191, 192].
Установлено, что трещины появляются при определенной величине
взаимных смещений арматуры и бетона и развиваются от углов рабочих
площадок выступов, т.е. от зоны концентраций напряжений.
Направление развития трещин зависит от высоты поперечных высту¬
пов. Если выступы невысокие и площадь смятия мала, то возникающие
трещины развиваются в поперечном направлении (см. рис. 8.2 “а”). При
увеличении высоты выступов увеличивается площадь смятия, трещины
направлены ближе к оси стержня (см. рис. 8.2 “б”) и их появление отме¬
чается существенно раньше [189].
Плавный профиль поперечных выступов или их наклонное располо¬
жение приводит к появлению одновременно множества мелких трещин
локального характера (рис. 8.2. “в”,”г”).
207
Таким образом, интенсив¬
ность поперечного давления ар¬
матуры на окружающий бетон за¬
висит в основном от конструк¬
ции периодического профиля,
что подтверждается многими ис¬
следованиями.
Опыты [198]. проведенные в
НИИЖБ на специально изготов¬
ленных образцах с различной
геометрией профиля, показали,
что минимальная распорность
наблюдалась у профилей с наи¬
более низкими редко располо¬
женными выступами. Наиболь¬
шая распорность наблюдалась у
профилей с редкими высокими
выступами, активно вовлекаю¬
щими в работу бетон в околоар-
матурной зоне. Подобный же вы¬
вод сделан также в работе [199]
на основании результатов широ¬
кого экспериментального иссле¬
дования сцепления с бетоном
стержневой арматуры больших
диаметров (20-40 мм).
Следует отметить, что рас¬
смотренные выше исследования
проводили на образцах с ненапрягаемой арматурой, и изучалась распор¬
ность при выдергивании стержней из бетона.
При применении напрягаемой арматуры передача усилия натяжения
на бетон вызывает ее втягивание в бетон. Поэтому необходимо было спе¬
циально изучить влияние геометрических параметров профиля на распор¬
ность в образцах с напрягаемой арматурой.
Нарушение сцепления арматуры с бетоном как вследствие продольного
раскалывания бетона в преднапряженных железобетонных изделиях, так и
вследствие недостаточной анкеровки арматуры в обычных элементах могут
приводить к разрушению железобетонного изделия по наклонному сече¬
нию, что, как правило, снижает его прочность по сравнению с прочностью
по нормальным сечениям и является нежелательным. Однако применение
арматуры с кольцевым профилем из-за его распорности повышает вероят¬
ность такого разрушения для преднапряженных изделий.
Изучением совместной работы арматуры с бетоном, построением тео¬
рии сцепления и установлениям оптимальных размеров периодического
профиля в нашей стране занимались очень многие исследователи [17,
187, 189-202]. Однако применение различных методов испытаний и кон¬
CTS as
Рис. 8.2. Характер образования и развития
трещин под выступами арматуры:
а) при прямоугольном мелком выступе;
б) при прямоугольном крупном выступе;
в) при плавном (криволинейном) выступе;
г) при наклонном выступе.
208
струкций опытных образцов, использование в этих работах, как правило,
ненапрягаемой арматуры и отсутствие комплексных единообразных ис¬
следований всех перечисленных факторов фактически привело нашу
страну в конце 80 годов к значительному отставанию в производстве ар¬
матуры с современным периодическим профилем.
В 1985-1992 гг НИИЖБ совместно с ЦНИИС Минтрансстроя, Челя¬
бинским политехническим институтом (ЧПИ), ВНИИжелезобетоном,
ДМИТИ (г. Днепропетровск), УКРНИИМетом (г. Харьков), Криворож¬
ским (КрМК), Белорусским (БМЗ) и Лиепайским (ЛМ3) металлургиче¬
скими предприятиями, а позднее и Западно-Сибирским (ЗСМК) и др.
российскими металлургическими заводами провел комплексные иссле¬
дования влияния геометрических размеров периодического профиля на
свойства арматурной стали и ее совместную работу с бетоном. На основа¬
нии этих работ были определены оптимальные размеры серповидного
периодического профиля, подготовлены ТУ 14-2-949-91, а затем СТО
АСЧМ 7-93 и ГОСТ 10884-94 и начато массовое промышленное произ¬
водство арматуры с таким профилем.
Поэтому нашей целью является обсуждение результатов этих исследо¬
ваний и обоснование принятых нормативных требований к серповидно¬
му периодическому профилю.
При установлении оптимальных геометрических размеров серповид¬
ного профиля для России и стран СНГ мы руководствовались следующи¬
ми соображениями:
— переход на новый профиль не должен вызывать переработки про¬
ектов железобетонных конструкций, и поэтому геометрические размеры
серповидного профиля должны обеспечивать усилие сцепления (выдер¬
гивание из бетона), не ниже, чем у стержней кольцевого профиля того же
диаметра, а длину зоны анкеровки и длину зоны передачи преднапряже¬
ния не больше, чем у стержней кольцевого профиля;
— геометрические размеры серповидного профиля должны обеспе¬
чивать максимально возможное увеличение механических свойств при
статическом нагружении, предела выносливости и коррозионной стой¬
кости арматурной стали;
— основные опыты проводить на высокопрочной стали класса АтЮОО
(Ат-VI) с высоким пределом упругости и обычной арматуре класса А400
(A-III), чтобы выделить фактор влияния неупругих свойств стали;
— методика экспериментальных работ должна соответствовать единым
международным методам испытаний, принятым РИЛЕМ/ФИП/ЕКБ.
8.2. Влияние геометрических размеров периодического профиля
на механические свойства арматурной стали
Для изучения влияния геометрических размеров серповидного про¬
филя на механические свойства арматурной стали и ее совместную рабо¬
ту с бетоном на комбинате “Криворожсталь” была изготовлена арматур¬
ная сталь класса АтЮОО (Ат-VI) марки 20ГС [203, 204] с восемью вариан¬
тами профиля арматуры диаметром 16 мм (см. табл. 8.2), в том числе
209
шесть вариантов серповидного профиля с высотой поперечных выступов
h от 0,688d до 1,063d (1,1-1,7 мм), шагом поперечных выступов t от 0,54 d
до l,54d (8,7-24,7 мм) и углом их наклона к продольной оси — |3 (см.
рис. 1.5в) от 32,6° до 61° (1сп-6сп), а также гладкий, круглый 7гл и коль¬
цевой профиль 8го по ГОСТ 5781-82 с геометрическими размерами на
уровне средних значения hcP=0,091d (1,45 мм) и t=0,525 d (8,4 мм).
С целью уменьшения влияния изменчивости механических свойств
стали по длине раската отбор образцов проводили следующим образом,
По ходу прокатки каждого вида профиля от стержней по длине раската
отрезали головные и хвостовые участки длиной ~4 м. Из оставшихся
стержней отбирали головные, средние и хвостовые образцы длиной по 2
м, от которых брали образцы для испытаний на растяжение, выносли¬
вость и стойкость против коррозионного растрескивания.
Принятый набор профилей дал возможность изучить влияние геомет¬
рических размеров (h, t, р и fr) серповидного профиля на свойства арма¬
турной стали и сравнить ее свойства со свойствами арматуры кольцевого
профиля со средними размерами по ГОСТ 5781 (8-го), а также круглой
гладкой арматуры (7гл).
Опыты на статическое растяжение проводили в три этапа. На первом
этапе сталь испытывали сразу же после прокатки. Второй и третий эта¬
пы — через 30 и 750 дней, — испытания в НИИЖБ.
Перед испытанием определяли массу, длину и площадь поперечного
сечения образцов. С помощью специально сконструированного измери¬
тельного прибора с погрешностью не более 0,01 мм были измерены гео¬
метрические размеры профиля.
Испытания на растяжение проводили по методике ГОСТ 12004.
В процессе испытания определяли следующие основные характери¬
стики механических свойств и диаграммы работы арматурной стали:
условные пределы упругости и текучести ао,о2> ао,()5> ^0,2 и <*0,5 и ДР-> вре¬
менное сопротивление ав, относительное удлинение после разрыва 65 и
5р, начальный модуль упругости Es и расчетный [10] предел упругости aej
(tfel =ЛГ °0,2)-
Кроме того в НИИЖБ были проведены сравнительные испытания ар¬
матуры диаметром 12 мм класса АтЮОО (Ат-VI) производства БМЗ и диа¬
метром 20 и 25 мм класса А400 (A-III), изготовленной с кольцевым и сер¬
повидным профилями из стали одних и тех же партий-плавок ЛМЗ. Все¬
го испытано 184 образца.
Значения fr для арматуры с кольцевым профилем были от 0,112 до
0,185, с серповидным профилем — от 0,024 до 0,102.
Основные результаты испытаний, полученные в НИИЖБ через 30
дней после прокатки стали диаметром 16 мм на комбинате “Криворож-
сталь”, показаны в табл.8.2, где в числителе приведены минимальные и
максимальные значения механических свойств, а в знаменателе средние
их величины.
210
Таблица 8.2
Ин¬
декс
про¬
фи¬
ля
d
Разме]
ры
fr
00,2
<*0,5
Л1
б5
5Р
h
t
Р
мм
гра¬
дус
Н/мм2
%
1 СП
16
1Д
23,9
32,6
0,024
1162.5-1189
1235-1297
1282-1360
0,657
12.5-15.0
3.0-4.2
1177,5
1272,3
1327
13,63
3,6
2сп
16
1,4
24,7
32,8
0,032
1175-1194
1186
1254-1295
1277,6
1302-1360
1333
0,666
13.0-14.7
13,6
2.0-3.0
2,5
Зсп
16
1,1
11,5
39,1
0,051
1160-1196
1177,7
1244-1299
1274,3
1283-1354
1327,6
0,676
12,5-14,7
13,8
з.о-з.о
3,0
4сп
16
1,7
11,6
52,9
0,073
1113-1194
1149,6
1215-1245
1232
1271-1305.
12,937
0,624
10,2-14,25
12,15
2,3-3,4
2,85
5сп
16
1,1
11,6
53,4
0,046
1111-1166
1142
1206-1262
1240
1280-1312
1301
0,676
11,0-14,8
12,53
3,0-3,6
3,3
бсп
16
1,1
8,7
61,0
0,058
1140-1172
1153,5
1217-1271
1246,5
1257-1317
12,96
0,679
11.5-14.7
12,57
3.0-3.2
3,1
7гл
16
—
—
—
0,0
1153-1161
1160
1235-1237
1236,7
1269-1288
1278,5
0,709
11.9-14.18
13,04
3.2-3.2
3,2
8го
16
1,45
8,4
61,4
0,125
1089-1113
1174-1206
1215-1250
0,665
11.25-12.5
2.0-2.7
1100,8
1194
1238,6
11,78
2,35
Опыты показали, что переход на серповидный профиль приводит к
повышению по сравнению с профилем по ГОСТ 5781: временного со¬
противления ав на 4,4-7,7% и условного предела текучести ао,2 на
3.7-7,7%. Относительное удлинение 65 сразу после прокатки практически
не различалось, а через месяц у стержней с серповидным профилем и
круглой гладкой арматуры было на 0,5-2,0% абсолютных больше чем у
стержней с профилем по ГОСТ 5781.
Временное сопротивление ав стержней с серповидным периодиче¬
ским профилем выше, чем у круглой гладкой арматуры на 1,2-5,9%.
Условный предел текучести стали с этими профилями различался лишь
при угле наклона поперечных выступов р менее 50° и эта разница для
серповидных профилей 1сп, 2сп и Зсп и круглых гладких стержней соста¬
вила 1,5-4,7%.
Отдельно обсудим влияние на механические свойства арматурной ста¬
ли относительной площади смятия fr, высоты и шага поперечных высту¬
пов h и t и угла их наклона р.
Наибольшее влияние на механические свойства арматурной стали в
исследованном диапазоне профилей оказывают относительная площадь
смятия fr, угол наклона поперечных выступов — р и их шаг t.
Наибольшие значения ав получены у стержней с Гг=0,024-0,032. Уве¬
личение fr до 0,073 приводит к снижению ав на 3%, а переход к кольцево¬
му профилю с fr=0,125 уменьшает ав еще на 4,2-4,7% (см. рис. 8.3).
211
Изменение шага поперечных
выступов t от 8,70 мм (0,54d) до
24 мм (l,5d) при постоянной их
высоте h=l,l дало повышение
временного сопротивления ав и
условного предела текучести аод
примерно на 2,0-2,5%. Это отча¬
сти связано с уменьшением угла
их наклона и более активным
вовлечением поперечных высту¬
пов в работу на растяжение.
Таким образом, выявлены три
основные фактора, определяю¬
щие изменения механических
свойств исследованных видов пе¬
риодического профиля арматуры.
Первый — ликвидация кон¬
центраторов напряжений в пере¬
сечении продольных ребер и по¬
перечных выступов профиля. В
результате механические свойст¬
ва серповидных профилей 4сп,
5сп и бсп увеличиваются по сред¬
ним значениям ав на 3,7-5,2% и
ао 2 на 3,7-4,8% по сравнению с
Рис. 8.3. Влияние относительной илощщи смя- профилем 8го и СХОДНЫ СО СВОЙ-
тия — fr на механические свойства стали клас- ствами гладкой арматуры,
са АтЮОО при статическом растяжении и мно- Второй — более активное
гократно-повторном нагружении до 2хЮ6 цик- включение в работу на растяже-
лов при p=amin/ainax=0,2: ние поперечных выступов про-
о; ▲ — круглый, серповидный и кольцевой филя При шаге t=0,725-1,5d И
профили. урЛе ш наклона 32,6-39°, т.е. ме¬
нее 45°.
Это приводит к дополнительному увеличению ав на 2,6-2,7% и ао,2 на
3,0-3,3% при заметном повышении 65.
Третий — поверхностное упрочнение стержней за счет прокатки арма¬
туры периодического (серповидного) профиля при t=l,5d,
h=0,0688-0,0875d, и (3=32,6-32,8°, которое обеспечивает повышение ов
стали периодического профиля на 3,8-4,2% и ао,2 на 1,5-2,0% по сравне¬
нию с гладкой арматурой.
Изменение геометрии периодического профиля почти не сказывается
на диаграмме условно-мгновенного растяжения исследованной стали.
Однако, для круглой гладкой арматуры характерны несколько большие
значения t]i (см. табл. 8.2).
212
Таблица 8.3
Вид профиля
d, мм
Геометрические ]
размеры профиля
Механические свойства
h
t
Р
fr
ат
<*в
б5
мм
град.
Н/мм2
%
Серповидный
по ТУ
25
1,35
6,15
57,9
0,043
447,3
689,1
25,45
Кольцевой по
ГОСТ 5781
25
1,5
8
72,3
0,185
427,8
661,7
21,17
Аналогичные данные получены и на стержнях класса АтЮОО диамет¬
ром 12 мм производства БМЗ и класса А400 (A-III) марки 35ГС диамет¬
ром 25 мм производства JIM3 (см. табл. 8.3).
Средние значения предела текучести ат, временного сопротивления ав
и относительного удлинения 65 у стержней класса А400 серповидного
профиля соответственно на 4,56%, 4,1% и 20,2% выше, чем у стержней
кольцевого профиля той же партии.
Полученные результаты вполне корреспондируются с ранее получен¬
ными данными [40, 41, 198] с арматурной сталью классов А300 (A-II) и
А400 (A-III). Это дает основание утверждать, что производство и приме¬
нение стержневой арматуры серповидного профиля гарантирует повы¬
шение прочности арматурной стали на 3-5% при значительном увеличе¬
нии ее относительного удлинения по сравнению с выпускаемой с коль¬
цевым профилем по ГОСТ 5781-82.
Прочность стали классов А400 (A-III) и АтЮОО (Ат-VI) с серповидным
профилем при многократно повторных нагрузках с числом циклов нагру¬
жения 2 Ю6 и p=crmin/amax=0,2 изучали в ЦНИИС МТС и во ВНИИжеле-
зобетоне.
Результаты испытаний стержней диаметром 16 мм из стали класса
АтЮОО, приведенные на рис. 8.3 показывают, что предел выносливости
asr почти пропорционально уменьшается от 570 Н/мм2 для гладких стер¬
жней при fr=0, до 300 Н/мм2 при fr=0,073 для стержней с серповидным
профилем и затем снижается до 240 Н/мм2 для стержней с кольцевым
профилем (fr=0,125).
При этом стержни с серповидным профилем, характеризуемым
fr=0,046-0,058, показали предел выносливости asr примерно в 1,5-2 раза
больший, чем стержни кольцевого профиля при fr=0,125.
Испытания на выносливость стержней с серповидным профилем из
стали класса А400 (A-III) диаметром 20 и 25 мм показали прочность при
многократно повторных нагрузках от 262,73 Н/мм2 до 324,2 Н/мм2.
Сравнение этих данных со средними и минимальными, полученными
по той же характеристике на стержнях с кольцевым профилем по ГОСТ
5781, полученными ранее в ЦНИИС, НИИЖБ, ЦНИИСК и ВНИИже-
лезобетоне при р=0,2 (см. табл. 8.4), дает увеличение предела выносливо¬
сти стержней из стали класса А400 (A-III) с серповидным профилем на
20-49% и на 42-71,9% для высокопрочной напрягаемой стали.
213
Таблица 8.4
Организация
Класс арматур¬
ной стали
Марка
стали
Диаметр,
мм
Р
Предел вы-
носливо-
стиН/мм2
ЦНИИС МТС
А400 (A-III)
А400 (A-III)
35ГС
25Г2С
28
28
0,2
0,2
190
235
А400(А-Ш)
35ГС
25
0,2
217
А400 (A-III)
35ГС
14
0,2
217
Ат800 (At-V)
35ГС
14
0,2
180
НИИЖБ
А600 (A-IV)
80С
14
0,2
205
А400 (A-III)
35ГС
16
0,2
185
Ат800 (At-V)
35ГС
22
0,2
199
Ат800 (At-V)
35ГС
16
0,2
230
пниигк
А400 (A-III)
35ГС
40
0,2
242
JLI, О ж 1 ж 1 v-' IV
А400 (A-III)
ЗОГ2Т
32
0,2
222
ВНИИжелезобетон
Ат440С (Ат-IIIC)
АтЮОО (Ат-VI)
Ст5пс
20ГС
16
16
0,2
0,2
245
240
Примечание. Средний предел выносливости по стали классов А440 и Ат-400С — 219 Н/мм2
и по стали классов А600, Ат800, АтЮОО — 210,8 Н/мм2.
Изучение влияния геометрии профиля на время до коррозионного
разрушения в кипящих нитратах проведенное в лаборатории коррозии
НИИЖБ показало (см. рис. 8.4), что при изгибном напряжении на про¬
дольных ребрах as=720 Н/мм2 время до разрушения стержней с серпо¬
видным профилем, характеризуемых fr=0,058-0,073 в 1,5-2 раза больше
чем у стержней с кольцевым профилем fr=0,125.
Наибольшую стойкость против коррозионного растрескивания пока¬
зали гладкие стержни, время до коррозионного растрескивания которых
в 5-20 раз больше чем у стержней периодического профиля.
t,
Рис. 8.4. Влияние геометрических
размеров профиля на стойкость
стержней класса АтЮОО против
коррозионного растрескивания в
кипящих нитратах при изгибном
напряжении as=720 Н/мм2 на
продольных ребрах:
• — круглый гладкий профиль,
^ — серповидный профиль,
▲ — кольцевой профиль.
214
Рассмотренные выше результаты исследований позволяют утверж¬
дать, что переход на производство и применение стержневой арматуры с
серповидным периодическим профилем вместо кольцевого обеспечивает
повышение ее механических свойств при растяжении при существенном
улучшении долговечности за счет повышения пластичности, выносливо¬
сти и стойкости против коррозионного растрескивания.
Наилучшие результаты по этим показателям отмечены у стержней с сер¬
повидным периодическим профилем, характеризуемым h=0,067-0,88d,
t=0,72-l,5d, (3=32,0-39,0° и fr=0,024-0,051.
8.3. Сцепление с бетоном и анкеровка ненапрягаемой арматуры
Прочность и деформативность сцепления арматуры с бетоном изуча¬
ли, используя для экспериментальных работ методику Рекомендаций
РС-6 РИЛЕМ/ФИП/ЕКБ [205] путем испытания на выдергивание стер¬
жней арматуры из бетонных кубиков 200x200x200 мм (см. рис. 8.5) при
длине заделки 100 мм, а также 250x250x250 мм, 300x300x300 мм и более
при длине заделки более 100 мм. Во всех случаях длина участка с нару¬
шенным сцеплением была 100 мм. Всего испытано 335 образцов из тяже¬
лого и легкого бетонов нормального твердения и пропаренного с кубико-
вой прочностью от 15 Н/мм2 до 53,2 Н/мм2. Длину заделки стержней в
бетоне 1ап изменяли в пределах от 5d до 15d. Диаметр арматуры варьиро¬
вали в пределах от 12 до 25 мм.
Выдергивание стержней из бетона происходило либо при срезе бетона
ребрами профиля, либо при раскалывании бетонного образца.
Срез наблюдался при малых величинах 1ап или относительно низкой
прочности бетона. При lan^8d и Rb>17 Н/мм2 разрушение, как правило,
происходило при раскалывании бетона.
Результаты проведенных в НИИЖБ опытов по выдергиванию из раз¬
личных видов бетона естественного твердения арматуры диаметром 16
мм класса АтЮОО при длине заделки 100 мм приведены в.табл. 8.5. Дан-
Рис. 8.5. Схема испытания на выдергива¬
ние по методике РИЛЕМ/ФИП/ЕКБ
(РС-6):
1. Измеритель деформаций, 2. Испытуе¬
мый образец бетона, 3. Опорная плита, 4.
Резиновая опорная прокладка. 5. Стальная
пластина, 6. Направление усилия выдер¬
гивания, 7. Участок с нарушенным сцеп¬
лением.
215
ные испытаний Челябинского политехнического института по влиянию
глубины заделки на усилие выдергивания этой же арматуры из пропарен¬
ного бетона со средней прочностью 27,7 Н/мм2 показаны в табл. 8.6.
Кроме вышеизложенных материалов нами были получены опытные
данные испытаний на выдергивание из бетона различных видов стерж-
Таблица 8.5
№
№
п/п
Вид бетона
Н/мм2
Чис¬
ло
об¬
раз¬
цов,
п
Относи¬
тельная
длина
заделки
lan/d
Напряжение в арматуре os при выдергивании ее
из бетона, Н/мм2
1сп
2сп
Зсп
4сп
5сп
бсп
7гл
8го
1
Тяжелый
30,4
37
6,25
312,4
321,4
278,6
378,6
293,5
269,1
23,2
346,2
2
Тяжелый
38,6
18
6,25
382,5
466,5
342,5
438,5
344,0
331,0
-
417,5
3
Тяжелый на
внв
53,2
20
6,25
460,0
770,0
725,0
802,0
655,0
751,5
-
980,0
4
Тяжелый на
тмцв
27,9
20
6,25
271,6
304,3
230,1
315,6
268,7
257,0
-
344,1
5
Керамзито-
бетон
15,0
16
6,25
177,1
166,7
146,3
201,0
192,5
203,0
39,3
213,9
6
Керамзито-
бетон
32,0
16
6,25
328,2
325,9
421,9
487,6
412,9
377,1
43,8
492,5
7
Легкий на
лессовидных
суглинках
42,0
16
6,25
369,7
520,0
514,9
644,3
601,0
569,7
97,0
716,1
8
Легкий на
лессовидных
суглинках
33,4
16
6,25
369,7
386,6
386,6
430,3
430,3
370,3
102,0
452,7
Таблица 8.6
№№
п/п
Н/мм2
Число
образ¬
цов, п
Длина
заделки
lan>MM/lan/d
Напряжение в арматуре при выдергивании ее из бетона,
as, Н/мм2
1сп
2сп
Зсп
4сп
5сп
бсп
7гл
8го
1
23,1
14
80/5
226,1
221,8
266,7
334,0
329,0
314,8
-
395,9
2
27,9
16
80/5
207,6
207,3
329,1
395,7
269,9
233,9
45
325,3
3
30,3
14
80,5
168,5
189,9
258,2
391,5
328,0
191,3
-
332,6
4
25,3
14
160/10
321,7
332,6
537,6
663,8
518,3
577,0
-
643,5
5
28,69
14
160/10
358,0
421,0
453,0
666,0
421,0
558,0
-
577,0
6
32,6
14
160/10
340,0
314,0
481,5
605,0
449,0
503,0
-
692,0
7
25,6
14
240/15
680,5
571,0
758,0
959,0
694,6
762,8
-
860,1
8
28,1
14
240/15
526,1
427,0
734,4
918,1
781,7
671,0
-
904,7
Примечание. Испытания проведены в ЧПИ. инж.Жуковым
216
Таблица 8.7
№№
п/п
Rb,
Н/мм2
Число
образ¬
цов, п
d,
мм
Вид
профи¬
ля и fr
Длина задел¬
ки
Усилие
выдер¬
гивания
кН
Напряжение
в арматуре
при выдер¬
гивании,
crs, Н/мм2
Харак¬
тер раз¬
руше¬
ния
Os/Rb
1ап,
ММ
lan/d
1
17,0
тяже¬
лый на
П/ц
естеств.
твер¬
дения
2
2
2
2
2
2
2
12
12
14
16
18
18
25
Серповид¬
ный
по ТУ
14-2-635-85
0,04-0,06
80,0
145.0
92.0
190.0
120,0
216,0
165,0
6,6
12,0
6,6
12,0
6,6
12,0
6,6
1,625
3,4
3.24
6,83
3,55
6,65
8.25
143.7
300,6
210,4
340.0
139.8
261.8
168.0
срез
м
«
раскол
«
U
((
8,4
17,68
12.3
20,0
8,22
15.4
9,9
3
12
80,0
6,6
2,68
237,3
срез
6,78
3
12
Серповидн
т тт/
145,0
12,0
4,83
427,4
и
12,21
2
14
ЫИ
пп TV
92,0
6,6
4,91
318,3
U
9,09
2
jj,U
U
3
16
1IU 1 У
14-2-635-85
190,0
12,0
9,03
449,4
раскол
12,84
3
18
X ■ L* U*/
120,0
6,6
6,55
257,9
срез
7,37
«
3
18
0 04-0 06
216,0
12,0
9,72
382,6
раскол
10,93
3
25
V/j W I v j V/V/
165,0
6,6
14,5
295,3
8,44
4
20
Серповидн
т ttjt
100,0
5,0
6,98
221,8
срез
9,62
2
20
ЫИ
0,047
200,0
10,0
8,4
267,5
раскол
11,59
4
20
Кольцевой
100,0
5,0
8,35
265,8
срез
11,52
'Х
24,0
2
20
0,112
200,0
10,0
8,7
276,9
раскол
12,0
J
«
4
25
Серповидн
125
5,0
10,16
207,3
срез
8,72
4
25
ЫИ
0,0433
200
8,0
11,13
227,1
раскол
9,62
4
25
Кольцевой
125
5,0
14,5
296,9
срез
12,55
4
25
0,185
200
8,0
11,69
238,6
раскол
10,08
ней серповидного профиля из стали класса АтЮОО с fr от 0,04 до 0,102
(см. рис. 8.6) и из стали класса А400 промышленного производства с fr от
0,04 до 0,06 диаметром 12, 14, 16,18, 20 и 25 мм (см. табл. 8.7).
Среди геометрических параметров профиля наибольшее влияние на
усилие выдергивания из бетона оказала высота поперечных ребер h. Уве¬
личение h от 0,069d до 0,106d, при t=0,725d и р=53° привело при
lan=6,25d к приросту усилия выдергивания на 14,8-22,8%. Влияние h
было тем больше, чем больше длина анкеровки 1ап и прочность бетона.
При этом в образцах из легкого бетона этот эффект был меньше, чем для
тяжелого бетона.
Статистический анализ зависимости усилия выдергивания от шага
поперечных ребер t показал, что оптимальная величина t для стержней
серповидного профиля диаметром 12-25 мм составляет соответственно
от 0,6d до 0,8d. Изменение угла наклона поперечных выступов при этих
значениях t не дало заметных результатов. Отметим также значительное
увеличение деформативности сцепления при малых величинах
217
Рис. 8.6. Зависимости напряжения в
арматуре при выдергивании ее из бе¬
тона от относительной площади смя¬
тия fr и длины заделки — 1ап
1,2,3 — 1ап равная 5,10 и 15d при
d= 16 мм и Rb=27,7 Н/мм2, 4 —
lan=10ds при d= 12 мм и Rb=45,0
Н/мм2: о, • — стержни серповидного
профиля с d,=16 мм и d,=12 мм; А,
▲ — стержни кольцевого профиля с
d,=16 мм и d,=12 мм; V — гладкие
стержни:
lan=5,0d — 6,6d с увеличением шага t и уменьшением высоты h попереч¬
ных ребер.
Усилие выдергивания из бетона с Rb=27,7 Н/мм2 и деформативность
сцепления арматуры серповидного периодического профиля при 1ап равном
5,10 и 15ds находятся в прямой зависимости от величины fr (см. рис. 8.6).
При fr =0,024-0,032 величина as составила для стержней класса АтЮОО
диаметром 16 мм от 168,5 Н/мм2 при lan=5d до 680,5 Н/мм2 при lan=15d.
При fr =0,051 соответственно as от 258,2 Н/мм2 до 758,0 Н/мм2 и при
fr=0,073 as соответственно от 334,0 Н/мм2 до 959,0 Н/мм2. Средние напря¬
жения as в арматуре серповидного профиля с fr =0,073 на 1,5-11,5% пре¬
вышают аналогичные данные для кольцевого профиля при fr =0,125 (см.
табл. 8.6).
Поэтому, по нашему мнению, fr =0,07-0,073 является для арматуры
серповидного профиля оптимальной и далее рассматривается как норми¬
руемая средняя.
Вместе с тем установлено, что зависимость усилия сцепления от fr не
однозначна для стержней разных диаметров и классов прочности и раз¬
ных видов бетона.
Для стержней серповидного профиля диаметром 16 мм класса АтЮОО
при lan>10d наблюдается линейное увеличение as и as/RB при fr от 0,024 до
218
0,073 (см.рис.8.6). При lan=6,25d и lan=5d эта зависимость менее однород¬
на, но общая тенденция та же (см. табл. 8.5 и 8.6).
Для стержней диаметром 12 мм того же класса прочности уменьшение
шага поперечных ребер t с l,5d до 0,58d и соответствующее увеличение fr
от 0,04 до 0,102 привело к некоторому уменьшению усилия сцепления
при Rb=45 Н/мм2 (см. рис. 8.6). Это можно объяснить тем, что оптималь¬
ный шаг поперечных выступов должен быть соизмерим с размерами за¬
полнителя и способствовать вовлечению его в работу сцепления.
Если же этого не происходит из-за малых величин t, меньших, чем
размеры заполнителя, то изменяется характер совместной работы арма¬
туры с бетоном, и, следовательно, зависимость as — fr.
Дальнейшее увеличение fr при переходе на кольцевой профиль (см.
рис. 8.6) не приводит к увеличению усилия сцепления. Одинаковые вели¬
чины усилия выдергивания и деформаций сцепления достигаются при
соотношении величин fr серповидного и кольцевого профилей равном
0,55-0,60 (см. табл. 8.5 и 8.6).
Опыты показали, что наиболее однородная линейная зависимость на¬
блюдается между fr и усилием соответствующим началу смещения стерж¬
ней из бетона, оцениваемого деформацией go=0,25 мм (см. рис. 8.7). Эта
зависимость по предложению [204] оценивается уравнением:
Рис. 8.7. Зависимость усилия
сцепления от относительной пло¬
щади смятия профиля fr при
go=0,25 мм:
1 — среднестатическая корреля¬
ционная зависимость; 0, •, о, ▲,
Д, ■, □, х — опытные данные по
профилям 7гл, 1сп, 2сп, 5сп, Зсп,
бсп, 4сп, 8го.
219
as/Rb=A+Bfr,
(8.3)
где A = Os/Rb при fr=0, т.е. для гладких стержней,
B=/[Fb Л *апИ Др].
В частности для стержней класса АтЮОО диаметром 16 мм и исследо¬
ванных видов бетона при lan=6,25d.
as/Rb = 0,5 + 55fr. (8.4)
Для стержней того же класса прочности диаметром 12 мм при
Rb=45 Н/мм2 и lan=8,33d: А = 2,4 и В=76.
Изменение диаметра арматуры одного класса прочности в пределах
12-25 мм не приводит к существенным изменениям напряжения в арма¬
туре при выдергивании ее из бетона (см. табл. 8.7).
Важнейшим фактором, определяющим прочность и деформативность
сцепления, является длина заделки в бетоне 1ап. Для серповидного про¬
филя благодаря относительно “мягкому” сцеплению с бетоном характер¬
на большая деформативность и неоднородность усилий выдергивания
при малых величинах lan=5,0-6,25d (см. табл. 8.5-8.7).
При lan>10d напряжение выдергивания арматуры класса А400 (A-III) с
серповидным профилем с fr=0,043-0,06 вполне сопоставимо с напряже¬
нием в арматуре с кольцевым профилем с fr от 0,112 до 0,185.
При lan=12-15d напряжение выдергивания арматуры из бетона с
Rb=35,0 Н/мм2 достигают и превышают предел текучести арматуры
класса А400 (см. табл. 8.7).
При lan=15d напряжение в арматуре класса АтЮОО с fr=0,046-0,058
(Зсп, 5сп, бсп) достигают 671,0-762,8 Н/мм2, а при fr=0,073 (4сп) состав¬
ляют 918,1-959,0 Н/мм2, что на 6,4% больше чем у стержней кольцевого
профиля с fr=0,125 (8го) (см. табл. 8.6).
Сравнительный анализ результатов испытаний с арматурой класса
АтЮОО и А400 показал, что большое влияние на прочность сцепления
при длине заделки lan>10d оказывают предел упругости и диаграмма рас¬
тяжения стали.
Так, при lan=10d усилие выдергивания арматуры класса АтЮОО из бе¬
тона с Rt,=24-35 Н/мм2 как стержней серповидного, так и кольцевого
профиля было существенно больше (см. табл. 8.6 и 8.7), чем у стержней
класса А400 при lan=10d и 12d.
Это в значительной степени объясняется тем, что при напряжениях в
арматуре превышающих ее предел упругости неупругие деформации ста¬
ли способствуют нарушению сцепления с бетоном.
Зависимость относительной прочности сцепления as/Rb стали класса
АтЮОО (Ат-VI) от Л= lan/d описывается (см. рис. 8.8) выражением:
220
Х= 0,45as/Rb.
(8.5)
То же для стали класса А400 (A-III) (см.рис.8.9) — формулой:
Х= 0,75as/Rb. (8.6)
Начало смещения арматуры этого класса относительно бетона при
go=0,25 мм может быть определено (см. рис. 8.9) исходя из формулы (186)
СНиП 2.03.01-84*:
Рис. 8.8. Зависимость относите¬
льного усшщр чыдергивания стер¬
жней класса АтЮОО при Rb от 15
до 53,2 Н/мм2 от относительной
длины заделки A=lan/d:
о • — стержни с серповидньм
профилем при fr от 0,032 до 0,04 и
fr от 0,073 до 0,1; + — стержни с
кольцевым профилем при fr от
0,115 до 0,185; х — гладкие стерж¬
ни; 1 — расчет по формуле X =
0,75as/Rb; 2 — расчет по формуле
X = 0,75as/Rb +8; 3 — среднеста¬
тистическая зависимость Х=
0,45as/Rb ; 4 — границы 90% ве¬
роятности (±1,64S) изменчиво¬
сти опытных данных.
Рис. 8.9. Результаты испытаний на выдер¬
гивание стержней класса А400 (A-III) при
Rb=17-35H/MM2:
+,о — стержни кольцевого и серповидно¬
го профилей при выдергивании; А, • —
то же при начале смешения (go=0,25 мм);
1 — расчет по формуле 0,750/1^ ; 2 —
расчет по формуле X = 0,75os/Rb +8
221
X = 0,75as/Rb+8.
(8.7)
Начало смещения арматуры класса АтЮОО относительно бетона опре¬
деляли только при 1ап=6,25-8,33d (см. рис. 8.7 и 8.8) и если судить по этим
данным то соотношение X и а5/% может быть оценено по формуле:
Х= 0,45as/Rb +8 (8.8)
Этот факт ранее не рассматривался, так как подобных исследований
на высокопрочной стали не проводили.
В связи с полученными результатами расчет длины заделки 1ап напря¬
гаемой арматуры принятый в СНиП 2.03.01-84* требует корректировки и
учета более высоких пределов упругости высокопрочной арматуры.
Исходя из полученных результатов испытаний на выдергивание для
обеспечения стержням диаметром 10-40 мм с серповидным периодиче¬
ским профилем таких же усилий и деформативности сцепления как и у
стержней кольцевого профиля по ГОСТ 5781 необходимо иметь t от 0,6d
до 0,8d, h>0,065d, среднее значение fr =0,07, а минимальное — fr >0,056.
Это несколько более жесткие требования чем принятые в EN 10080
(см. табл. 8.1), однако, их выполнение обеспечивает равнопрочность
сцепления арматуры серповидного и кольцевого профилей при 1ап> 10ds и
эти нормы приняты в отечественных стандартах ГОСТ 10884-94 и СТО
АСЧМ 7-93.
Статистические данные, полученные при сертификационных испыта¬
ниях арматуры класса А500С с серповидным профилем диаметром
10-40 мм выпускаемой по СТО АСЧМ 7-93 различными металлургиче¬
скими заводами показали, что действительные средние значения геомет¬
рических размеров серповидного профиля отвечают указанным выше
нормам.
8.4. Влияние геометрических размеров профиля арматуры
на прочность, деформативность и трещинообразование изгибаемых
железобетонных элементов
Влияние геометрических размеров профиля на совместную работу
обычной ненапрягаемой арматуры с бетоном изучали путем сравнитель¬
ных испытаний на изгиб железобетонных балок, армированных в растя¬
нутой зоне стержнями арматуры класса А400 (A-III) диаметром 25 мм и
класса АтЮОО диаметром 16 мм кольцевого (fr=0,12-0,185) и серповидно¬
го профилей (fr=0,043-0,073). Такая существенная разница в активности
профиля охватывала практически весь возможный диапазон изменений
геометрических размеров серповидного профиля и реальные средние и
максимальные показатели геометрических размеров кольцевого профиля
(см. табл. 8.1) и позволила оценить влияние более высоких механиче¬
ских свойств стержней с серповидным профилем (см. табл. 8.2, 8.3) и
имеющихся различий в усилиях и деформативности сцепления арматуры
222
кольцевого и серповидного профилей на прочность, деформативность и
трещиностойкость изгибаемых железобетонных элементов по нормаль¬
ным и наклонным сечениям.
Совместно с Полоцким Техническим Университетом [206, 207] было
изготовлено и испытано на изгиб по нормальным сечениям 12 балок рас¬
четным пролетом 1о=3600 мм прямоугольного и таврового сечений с про¬
центом армирования 1,0; 1,5 и 2,1 и относительной высотой сжатой зоны
от 0,1 до 0,54.
Балки различались периодическим профилем рабочей арматуры и
прочностью бетона. В качестве рабочей арматуры использовали стержни
арматуры класса А400 (А-III) диаметром 25 мм серповидного профиля с
fr=0,043 и кольцевого профиля с fr=0,185.
Прочность бетона Rb была в 6-и балках 47,8 Н/мм2 и в 6-и других тех
же размеров сечения и пролета — 20,6 Н/мм2.
Опыты показали большие значения прочности по нормальным сече¬
ниям в балках с продольной рабочей арматурой серповидного профиля
по сравнению с балками, армированными стержнями с кольцевым про¬
филем.
Это превышение соответствует разнице в пределе текучести этих ви¬
дов стержней (см. табл. 8.3). Заметного влияния вида периодического
профиля на момент образования и ширину раскрытия нормальных тре¬
щин и прогибы балок не установлено.
Для определения влияния геометрии периодического профиля стерж¬
ней на анкеровку ненапрягаемой арматуры на свободных опорах балок,
характер разрушения и прочность по наклонным сечениям были изго¬
товлены и испытаны 24 железобетонные балки двух серий из тяжелого
бетона. Эта работа была подготовлена и проведена МАДИ [105] совмест¬
но с НИИЖБ.
Все опытные балки имели одинаковые поперечные размеры (Ь=150 мм,
h=300 мм, ho=250 мм), пролет 1о=1250 мм, расстояние между сосредото¬
ченными силами 250 мм и пролет среза а=500 мм. Продольная рабочая
арматура, расположенная в растянутой зоне диаметром 25 мм класса
А400 (A-III) марки 35ГС, поперечная и конструктивная арматура диамет¬
ром 6 мм того же класса прочности.
Серии различались профилем арматуры и прочностью бетона.
В первой серии сопоставляли показатели балок с продольной армату¬
рой серповидного профиля с геометрическими размерами по табл. 8.3
(мягкий профиль) с fr=0,43 и кольцевого профиля с fr=0,185. Разница в
усилии выдергивания из бетона на кубах при длине заделки 5d и 8d была
соответственно 43% и 5% (см.табл.8.7), а деформативность сцепления
при Р=10 кН различалась соответственно в 6 раз и в 2 раза.
Во второй серии балки армировали стержнями серповидного профиля
соответствующего требованиям СТО АСЧМ 7-93 с fr=0,065 (нормальный
профиль) и кольцевого с тем же fr=0,185.
Средняя прочность бетона в первой серии Rb=19,4 Н/мм2, во вто¬
рой — Rb=29,6 Н/мм2.
223
Кроме того, в бал¬
ках первой серии с про¬
дольной рабочей армату¬
рой серповидного про¬
филя применили попе¬
речную арматуру диа¬
метром 6 мм с трапецеи¬
дальным профилем (по
ТУ 14-2-590-84*), кото¬
рая имела очень низкое
сцепление (fr=0,01) и ме¬
ханические свойства ах и
ав на 9,4 и 18,7% мень¬
ше, чем поперечная ар¬
матура диаметром 6 мм
кольцевого профиля,
примененная во всех
других балках (fr=0,03).
В каждой серии балки
подразделяли на три
группы по длине запуска
продольной арматуры за
грань опорного сечения
lx: 5d, 10d и 15d (см.
рис. 8.10).
Каждая группа вклю¬
чала две подгруппы: с хо¬
мутами в зоне среза и без
хомутов. Балки второй
подгруппы имели два хо¬
мута в опорной зоне и
четыре — в зоне прило¬
жения нагрузки. В бал¬
ках первой подгруппы
дополнительные хомуты
располагались в зоне
среза с шагом 125 мм.
Разрушение балок происходило по двум схемам: первая — продерги¬
вание продольной арматуры на приопорных участках балок с последую¬
щим разрушением сжатой зоны под грузом, вторая по наклонному сече¬
нию вследствие разрушения сжатого бетона в верхней части наклонной
трещины.
Рис. 8.10. Геометрические размеры и армирование ба¬
лок испытанных по наклонным сечениям.
В настоящее время ТУ 14-2-590-84 отменены и арматура с трапецоидальным профилем
. не производится.
224
Вид профиля не повлиял на схему разрушения. Определяющими фак¬
торами были: длина запуска за опору 1х и прочность бетона R^,. В первой
серии при Rb=19,4 Н/мм2 по первой схеме разрушились балки с lx=5d и
lx=10d. Во второй серии при Rb=29,0 Н/мм2 по первой схеме разруше¬
ния — только балки с lx=5d, а балки с lx=10d разрушались по второй схе¬
ме при незначительном втягивании арматуры.
При lx=15d все балки обеих серий разрушились по второй схеме.
Не останавливаясь на других результатах этой работы, выделим в чис¬
том виде влияние геометрии профиля продольной арматуры.
Априорно заданная существенно меньшая величина fr серповидного
профиля сказалась на величинах втягивания арматуры в бетон — g0 при
разрушении балок 1-ой серии при lx=5d и lx=10ds и второй серии при
lx=5d (см. рис. 8.11). В других балках втягивания арматуры в бетон не на¬
блюдали.
Вид периодического профиля арматуры в балках с lan/d>10d практиче¬
ски не сказался на их прочности по наклонным сечениям (см. рис. 8.12).
При величине 1х равной 5d прочность балок армированных стержнями
серповидного профиля была 15-25% меньше чем у балок, армированных
стержнями кольцевого профиля.
Момент образования наклонных трещин был практически одинаков в
каждой серии. В 1-ой серии Qcrc=30 кН, а во второй Qcrc~40 кН и опреде¬
лялся лишь прочностью бетона.
9о
ММ
0,4
0,0
9Ь
МУ/1
0,4
0.0
//
“о4
1
2
г
^Н9,4 %»■
Ь) о
2
•ч
i
4
6 8 10 12 И Ml
Рис. 8.11. Предельные деформации смеще¬
ния продольной арматуры в балках без хо¬
мутов в зоне среза.
а) Балки 1-ой серии; б) Балки 2-ой серии.
1 — Стержни серповидного профиля.
2 — Стержни кольцевого профиля.
Рис. 8.12. Соотношение прочности балок с
Qu
и
продольной арматурой кольцевого
серповидного профиля Q£.
1 — Балки 1-ой серии без хомутов в зоне
среза. 2 — Балки 2-ой серии с хомутами в
зоне среза, о — Балки 2-ой серии без хо¬
мутов с lx=5d
225
Влияние геометрии периодического профиля ненапрягаемой арматуры
на прочность и трещиностойкость балок по наклонным сечениям из бето¬
на на пористых (легких) заполнителях* исследовали в лаборатории легких
бетонов НИИЖБ [208]. Эти балки являлись близнецами преднапряженных
балок, результаты испытаний которых будут рассмотрены в разделе 8.5.
Они армировались в растянутой зоне двумя стержнями класса АтЮОО диа¬
метром 16 мм и в сжатой зоне двумя стержнями диаметром 12 мм класса
А400. Конструкция и геометрические размеры балок приведены на рис.
8.13, а схема их испытаний и расположения приборов — на рис. 8.14.
|ь
Ъ* 150
|| 12
1Мо
28оо
| 3 * 15О U* ТО j
IS
ъ- ъ
Рис. 8.13. Конструкция
опытных образцов.
Таблица 8.8
Шифр
балок
Прочностные характеристики бетона
Опытные значения
Расчет¬
ные зна¬
чения
Qb+sw
R
Rb
Rbt
Qcrc
Qcrc.m
Qu
Н/мм2
кН
кН
БС-1
36,1
30,4
2,52
25
45
182,5
149
БС-2
22,5
45
150,0
БС-3
22,5
45
157,5
БК-1
24,0
19,9
1,84
15,0
30
107,5
106,2
БК-2
15,0
20
95,0
БК-3
15,0
20
95,0
Данные испытания были приведены к.т.н. У.Р.Сатаровым
226
Рис. 8.14. Схема расположе¬
ния измерительных прибо¬
ров:
И — индикаторы; Д — тен-
зодатчики; П — прогибоме-
ры; Т — тензометры
Гугенбергера.
Три балки были изготовлены из легкого бетона на лесовидных суглин¬
ках (БС) и три — из керамзитобетона (БК).
По две балки каждой из этих групп армировали стержнями с серпо¬
видным профилем (fr=0,073) и одну (№ 3) — стержнями кольцевого про¬
филя (fr=0,125) (см. табл. 8.2 и 8.5). Результаты испытаний этих балок
приведены в табл. 8.8.
Все балки разрушились по наклонному сечению с разрушением бето¬
на над наклонной трещиной и взаимным смещением двух блоков, разде¬
ленных наклонной трещиной. При этом деформаций смещения продоль¬
ной арматуры по торцам балок не наблюдалось вплоть до окончательного
их разрушения.
В целом можно констатировать, что для испытанных балок из легкого
бетона без предварительного напряжения арматуры при длине заделки
стержней за внутреннюю грань опоры lx=9d анкеровка арматуры как с ко¬
льцевым, так и с серповидным периодическим профилем обеспечивает¬
ся, а вид профиля практически не сказывается на прочности балочных
образцов по наклонным сечениям.
Вид периодического профиля продольной арматуры также практиче¬
ски не сказался на моментах образования нормальных и наклонных тре¬
щин, ширине их раскрытия, а также прогибах балок.
Сравнение опытных и рассчитанных по СНиП 2.03.01-84 предельных
значений поперечных сил показала их удовлетворительную сходимость.
Максимальное расхождение опытных и расчетных значений Qu состави¬
ло +22,5%; — 10,5% (см. табл. 8.8).
и
Oi
Т
и
Ог*Т
X 1Л
СИ iv*-
1
X
j^Q
= т
Н'З
с-с
11
Т
И
-Ю
I у I zr
-ёгьЮ
к
8.5. Длина зоны передачи преднапряжения и совместная работа
напрягаемой арматуры с бетоном
Для определения влияния геометрических размеров периодического
профиля арматуры на длину зоны передачи преднапряджения — 1р и де¬
формаций распора — 8ь в НИИЖБ были изготовлены и испытаны в соот¬
ветствии с рекомендациями [209] 6 серий из 37 стандартных призматиче¬
ских балок размером 100x100x100 мм и длиной 2700 (см. рис. 8.15) с од¬
ним напрягаемым стержнем диаметром 16 мм, расположенным в центре
сечения. Использованы стержни шести видов серповидного профиля
один — кольцевого (см. табл. 8.2). Бетон естественного твердения на тя¬
желых и легких заполнителях с передаточной прочностью бетона RbP от
21,2 до 35,0 Н/мм2.
Призматические балки (ПБ) изготавливали [204, 210] на стенде по 3-4
шт в одну линию с натяжением арматуры на упоры гидродомкратом. ПБ
с одного конца на участке длиной 300 мм имели поперечную арматуру из
проволоки диаметром 5 мм класса А500 (Вр-1) с шагом 70 мм. Другая
сторона не армировалась.
Образцы испытывали после набора прочности бетона через 40-50 су¬
ток. Во время плавной ступенчатой передачи напряжения на бетон изме¬
ряли деформации бетона на уровне арматуры в продольном и попереч¬
ном направлениях с помощью тензометров с базой 50 мм и смещение ар¬
матуры относительно бетона по торцам призм индикаторами с ценой
деления 0,01 мм. Серии отличались уровнем предварительного напряже¬
ния: 0,55ао(2; 0,8ао?2 и 0>9ао,2 и сечением профилей в серии.
Длину зоны передачи преднапряжения определяли по фактическим
деформациям бетона (см. рис. 8.16) и по смещению арматуры по торцам
призм по формуле И.Гийона:
Ip ~ 2,5Es/asp(g0 g0s), (8.9)
где g0s — укорочение арматуры на базе 1х от торца изделия до места креп¬
ления прибора;
go — смещение конца арматурного стержня.
Рис. 8.15. Армирование концевых участков опытных образцов-балок I, II и III серий.
228
Рис. 8.16. Типичные эпюры усредненных продольных деформаций бетона на боковых поверх¬
ностях призм:
1 - ст5р=306 Н/мм2, 2 - asp=571 Н/мм2, 3 - asp=773 Н/мм2.
Результаты расчета по формуле (8.9) и данные полученные по дефор¬
мациям бетона получились вполне сопоставимыми. Поэтому ниже мы
анализируем результаты, полученные по деформациям бетона.
Распорность оценивали по поперечным деформациям бетона (см.
рис. 8.17).
Опыты с призматическими балками [210] из тяжелого бетона
Rb=33,4 — 35,3 Н/мм2 показали, что увеличение высоты поперечных ре¬
бер с 0,069 до 0,0875d при t=l,5d, (1сп, 2сп) и от 0,069 до l,06d при
t=0,725d (5сп, 4сп) привело к снижению 1р соответственно на 32-35%.
При этом, распорность несколько увеличилась в образцах с t=0,725d и
осталась практически неизменной (в пределах разброса) в образцах с
t=l,5d.
Зависимость 1р от h и asp носит сложный характер их влияние наибо¬
лее заметно при уровнях asp=600-800 Н/мм2.
Изменение угла наклона поперечных выступов р с 39,1 до 53,4° при
t=0,725d и h=0,069ds практически не сказалось на величине 1р и лишь
привело к некоторому на 4-10% увеличению распорности.
Влияние величины шага поперечных ребер t от 0,54d до l,5d на 1р ис¬
следовалось при h=0,069d. Получено незначительное влияние t в интер¬
вале от 0,54d до 0,725d и существенное в 1,5 раза увеличение 1р при
t=l,5d.
229
ebxl О'5
100 Moo I Ю01 ЪОО I 500 soy ^ SOO ^ *OQ } t0° ^ 100 | 100 I
_I - ilsa., 1
Рис. 8.17. График распределения поперечных деформаций бетона боковой поверхности приз¬
мы (П серия) сечением 100x100 мм длиной 2700 мм:
1 - asp=306 Н/мм2; 2 - 0^=773 Н/мм2.
деформация бетона при арматуре с профилем 4сп; то же с профи¬
лем 8го.
Наиболее полно влияние геометрических размеров профиля на 1р и еь
удается оценить по относительной площади смятия fr.
В среднем по трем сериям образцов из тяжелого бетона с
Rb=32,4 Н/мм2 и Rbt=2,34 Н/мм2 длина зоны передачи напряжения 1р
при (jsp=571 Н/мм2 серповидного профиля 4сп с fr=0,073 и кольцевого
8го с £=0,125 практически одинаковы как по армированному, так и по
неармированному концам призм (см. рис. 8.18).
Длина зоны передачи напряжений стержней с fr=0,046-0,058 при этом
на 5-6% больше чем у кольцевого профиля, а распорность меньше в 1,7
раза чем у кольцевого профиля и в 1,2 раза меньше чем у серповидного
профиля с fr=0,073.
С увеличением предварительного напряжения до 773-800 Н/мм2 длина
зоны передачи напряжений и распорность кольцевого профиля увеличи¬
вается в большей мере чем у серповидного профиля (см. рис. 8.19 и 8.20).
Зависимость длины зоны передачи предварительного напряжения 1р
стержней серповидного профиля в призматических балках из тяжелого
бетона от величины относительной площади смятия fr [204] достовер¬
но описывается формулой:
1р =122К1К2К3(—I— + 1),мм, (8.10)
у 0,55 + 10fr
230
где Ki — коэффициент, учитывающий величину предварительного на¬
пряжения и равный 1 при asp=571 Н/мм2 и 1,1 при asp=773 Н/мм2;
К2 — коэффициент, учитывающий влияние поперечной арматуры и
равный 1 для образцов с поперечной арматурой и 1,16 для образцов без
поперечной арматуры;
К3 — коэффициент, учитывающий вид бетона и равный 1 для тяжело¬
го бетона Rb=34 Н/мм2.
Рис. 8.18. Зависимость длины зоны пере¬
дачи напряжения 1р от относительной пло¬
щади смятия fR при csp=571 Н/мм2:
•, о, А, А, ■, □, х — опытные данные об¬
разцов ПН1сп, ПН2сп, ПН5сп, ПНЗсп,
ПНбсп, ПН4сп, ПН8го серий 1.. .Ш.
а) сторона с поперечной арматурой;
б) сторона без поперечной арматуры.
1 — расчетная по формуле (8.10),
2 — по формуле (11) СНиП 2.03.01-84*.
Рис. 8.19. Влияние fr на длину зоны пере¬
дачи преднапряжения 1р при asp=773-805
Н/мм2:
о, + и •, х — опытные данные по балкам
и призмам;
1 — средние опытные данные 1р;
2 — расчет 1р по СНиП 2.03.01-84*.
231
Аналогичные зависимости
получены в работе [208] на 28
призматических образцах из
легкого бетона на лесовидных
суглинках и керамзитовом гра¬
вии. При этом значение Кз для
легкого керамзитобетона с
Rb=21,2 Н/мм2 практически
равно 1. Для бетона на лесовид¬
ных суглинках с Rb=32,l Н/мм2
К3=0,7.
Сравнение расчета величины
1р по формуле (11) СНиП
2.03.01-84* с результатами опы¬
тов показало в образцах из тя¬
желого бетона с поперечной арматурой хорошее совпадение в пределах fr
от 0,046 до 0,125 (см. рис. 8,18 и 8,19).
Для серповидного профиля при fr от 0,046 до 0,073 отношение 1Рр/ 1опр
составило от 0,89 до 1,10, для кольцевого профиля с fr=0,125 1Рр/ 1опр — от
0,96 до 1,04 (см. рис. 8.18 и 8.19).
В образцах из легкого бетона с арматурой серповидного профиля с fr
от 0,046 до 0,073 соотношение 1Рр/ 1опр составило от 1,20 до 1,86 для бето¬
на на лесовидных суглинках с Rb=32,l Н/мм2 и от 0,83 до 1,58 для керам¬
зитобетона с Rb=21,l Н/мм2. То же при арматуре кольцевого профиля с
fr=0,125 соответственно 1,87-2,06 и 1,41-1,51. В образцах из легкого бето¬
на опытная величина 1р в большинстве случаев была существенно мень¬
ше чем в образцах из тяжелого бетона.
При osp=985 Н/мм2 оценивали предельные напряжения до образова¬
ния трещин раскалывания. Установлено, что переход на серповидный
профиль с fr=0,051-0,073 позволяет увеличивать величину предваритель¬
ного напряжения без продольных трещин раскалывания на
100-150 Н/мм2 и напрягать стержневую арматуру с натяжением на упоры
до уровня asp=800 Н/мм2.
Полученные результаты были проверены [204] на балках размерами се¬
чений: h=300 мм (ho=255 мм) и Ь=150 мм пролетом 2500 мм (см. рис. 8.13).
Балки были армированы в растянутой зоне 2-я напрягаемыми стержнями
из стали класса АтЮОО диаметром 16 мм. Величина acon=805 Н/мм2
(0,7оь,2). Балки различались по виду и прочности бетона и периодическо
му профилю арматуры. Из тяжелого бетона были изготовлены по две бал
ки с напрягаемой арматурой всех рассмотренных выше видов профили,
в т.ч. гладкой арматурой. Всего 16 балок. Из легкого бетона на лесовид
ных суглинках и керамзитобетона было изготовлено по 2 балки. Всего
4 балки.
Балки были испытаны в процессе изготовления с целью определения
влияния геометрии профиля на величину потерь напряжения от усадки и
Рис. 8.20. Влияние fr на деформации распора Еь
в призмах:
1 — asp=773 Н/мм2; 2 — asp=571 Н/мм2;
о, + и •, х — опытные данные по образцам со
стержнями серповидного и кольцевого про¬
филей.
232
ползучести, длину зоны передачи преднапряжения 1р, возможности обра¬
зования трещин раскола и выгибов.
Выявлено, что изменение геометрии периодического профиля в ис¬
следуемых пределах не оказывает влияния на потери напряжения от пол¬
зучести и усадки за исключением гладких стержней без анкеров, где по¬
тери были существенно выше.
Зависимость длины зоны анкеровки от fr практически совпала с дан¬
ными по призмам (см. рис. 8.19). Расчетные значения длины зоны пере¬
дачи напряжения определяли по формуле (11) СНиП 2.03.01-84*:
‘р =Н^2- + ^р)4 (8-И)
кЬр
Сопоставление опытных величин 1р с расчетом по этой формуле пока¬
зало их удовлетворительное совпадение при fr>0,051.
Продольные трещины раскола в балках наблюдались при напряжени¬
ях asp меньших почти на 150 Н/мм2 по сравнению с призмами. Послед¬
нее объясняется изгибом балок от обжатия и возникновении вследствие
этого эксцентриситета приложения нагрузки.
В балках со стержнями с периодическим профилем — 1сп и гладкими
(7гл), видимых продольных трещин по их торцам не наблюдали. Макси¬
мальная ширина продольных трещин в балках с арматурными стержнями
с профилями 4сп и 8го не превышала 0,06 мм и на прочность балок по
наклонным сечениям не сказывалась.
После выдержки в течение 30-50 суток балки испытаны на изгиб для
изучения влияния геометрических размеров периодического профиля
напрягаемой арматуры на:
— прочность по наклонным сечениям;
— момент образования и ширину раскрытия нормальных трещин;
— прогибы балок.
Балки испытывали на стенде рамного типа как однопролетные стати¬
чески определимые балки нагруженные двумя сосредоточенными силами
на расстоянии а=550 мм от оси опор (см. рис. 8.14).
Опыты показали, что прогибы балок и моменты образования норма¬
льных трещин в зоне изгиба находятся в определенной зависимости от
геометрии профиля арматуры характеризуемой параметром fr (см.
рис. 8.21).
При fr>0,051 момент образования нормальных трещин хорошо кор¬
респондируется с расчетом СНиП, а при увеличении шага поперечных
выступов профиля t до l,5d и снижении величины fr от 0,032 до 0 наблю¬
дается резкое снижение Мсгс Причем, в балках с гладкой арматурой без
анкера оно было в три раза меньше, чем при такой же арматуре, имевшей
анкера по торцам балок.
Прогибы балок при М=0,6 Ми при изменении fr от 0,032 до 0 весьма
значительно увеличивались, а при fr профиля напрягаемой арматуры от
233
0,046 до 0,125 достаточно точно совпадали с расчетом. Геометрические
размеры периодического профиля напрягаемой арматуры также оказыва¬
ют некоторое влияние на ширину раскрытия нормальных трещин, одна¬
ко, это влияние существенно меньше воздействия других факторов (см.
рис. 8.22). Исключение составляют балки с гладкой напрягаемой армату¬
рой, в которых ширина раскрытия нормальных трещин была в 1,5 раза
Рис. 8.21. Влияние fr на момент образова¬
ния нормальных трещин Мсгс и прогибы
преднапряженных балок:
1 — средние опытные данные; 2 — расчет
по СНиП 2.03.01-84*.
234
Рис. 8.22. Зависимость ширины раскры¬
тия нормальных трещин от напряжения в
арматуре преднапряженных балок:
• — БН1сп; о — БН2сп; Д — БНЗсп;
□ — БН4сп; ▲ — БН5сп; ■ — БНбсп;
0 — БН7гл-2; х — БН8го. 1 — расчет по
СНиП 2.03.01-84*.
больше, чем в балках с армату¬
рой периодического профиля с fr
от 0,051 до 0,125.
По характеру разрушения все
испытанные балки можно разде¬
лить на две группы. К первой
группе относятся образцы, кото¬
рые разрушились по наклонному
сечению от изгибающего момен¬
та с нарушением анкеровки про¬
дольной арматуры. Это балки,
напрягаемая арматура периоди¬
ческого профиля которых харак¬
теризовалась fr<0,06. Вторая
группа — балки, которые разру¬
шились по наклонному сечению
с разрушением бетона над нача¬
лом наклонной трещины. Это
балки с напрягаемой арматурой с
fr=0,073 и fr=0,125 и 1 балка с
гладкой арматурой с анкерами
по торцам балок.
Средние деформации бетона
сжатию Еь изменялись в пределах
от 109-10'5 до 27МО-5 при fr от 0 до 0,125. Соответственно, средние де¬
формации растянутой арматуры es в стадии разрушения были 68-10 5 до
550 10‘5.
Прочность наклонных сечений изгибаемых элементов с напрягаемы¬
ми стержнями серповидного периодического профиля на действие попе¬
речной силы и изгибающего момента при fj>0,06 достаточно достоверно
оценивается стандартным расчетом по СНиП 2.03.01-84* (см. рис. 8.23).
В балках, испытанных на прочность по нормальным сечениям, гео¬
метрические размеры профиля рабочей растянутой арматуры сказыва¬
лись только в части некоторого повышения Ми за счет большей прочнос¬
ти арматуры серповидного профиля.
Проведенный анализ не выявил сколько-нибудь существенного влия¬
ния вида периодического профиля на прочность балочных элементов из
легкого бетона при fr=0,073 арматуры серповидного профиля и fr=0,125
арматуры кольцевого профиля (см. рис. 8.23).
8.6. Заключение
Приведенные выше основные результаты исследований свойств арма¬
турной стали с серповидным периодическим профилем и совместной ее
работы с бетоном в обычных и предварительно напряженных железобе¬
тонных элементах послужили основанием для установления требований
Рис. 8.23. Зависимость прочности преднапря-
женных балок по наклонным сечениям от fr:
1 — средние опытные данные; 2 — расчет по
СНиП 2.03.01-84 ; •, + — балки Т.Тулеева;
▲, х — балки У.Сатгарова.
235
к геометрическим размерам этого профиля принятым в СТО АСЧМ 7-93
и ГОСТ 10884-94 (см. табл. 8.9).
Эти требования более жесткие, чем по EN 10080, в частности, для
стержней диаметром 10-40 мм hmjn>0,08d-0,0625d вместо 0,05d, tmax от
0,08 до 0,625d вместо 0,08d для всех этих диаметров. Это обеспечивает
средние значения fr=0,07-0,075d и соответствие величин 1ап и 1р средним
показателям кольцевого профиля. Последующие исследования [211, 212]
подтвердили, что переход на серповидный профиль “способствует созда¬
нию более благоприятных условий работы” арматуры в бетоне. При про¬
чих равных условиях тсцтах у стержней с серповидным профилем, выпус¬
каемых промышленностью (fr=0,056-0,083) несколько выше, чем у коль¬
цевого профиля [211]. За счет несколько большей деформации максимум
усилия зацепления смещен на большее расстояние от торца изделия.
Таблица8.9
Основные геометрические размеры серповидного профиля
Номиналь¬
ный диа¬
метр, мм
hmin
t-min
Wax
Стах
Р
fr
не менее
ММ
град
6
0,4
4,0
6,0
1,9
0,045
8
0,6
5,0
7,0
2,5
10
0,8
6,0
8,0
3,1
12
1,0
7,0
9,0
3,8
14
1Д
8,0
10,5
4,4
16
1,2
9,0
11,5
5,0
18
1,3
10,0
12,5
5,6
35-60°
20
1,4
11,0
14,0
6,3
0,056
22
1,5
12,0
16,0
6,9
25
1,65
13,0
17,0
7,9
28
1,90
14,5
19,5
8,8
32
2,0
16,0
21,0
10,0
36
2,3
18,0
23,0
11,3
40
2,5
20,0
26,0
12,5
Переход на новый периодический профиль напрягаемой арматуры
позволил существенно уменьшить вероятность образований продольных
трещин раскалывания при передаче предварительного напряжения на
бетон и повысить на 100-150 Н/мм2 допустимую величину csp при кото¬
рой гарантируется отсутствие таких трещин.
Расчет длины зоны анкеровки 1ап и длины зоны передачи предварите¬
льного напряжения 1р по СНиП 2.03.01-84* достаточно достоверно оце¬
нивает фактические значения этих величин. Однако эти методы расчета
целесообразно усовершенствовать для учета различия в механических
236
свойствах и диаграммы растяжения высокопрочной арматуры, применя¬
емой в настоящее время, наличия или отсутствия в железобетонном эле¬
менте поперечной арматуры и специфики различных видов бетона, что
отчетливо проявилось при обсуждении приведенных выше опытных дан¬
ных.
Механические свойства стержней с новым профилем на 3-5%, предел
выносливости на 20-70% и стойкость против коррозионного растрески¬
вания примерно в 1,5 раза выше, чем у стержней с кольцевым периодиче¬
ским профилем. Это обеспечило отечественной стержневой и проволоч¬
ной арматуре периодического профиля класса А500С и др. классов соот¬
ветствие требованиям международных стандартов.
Глава 9. Перспективы развития арматуры железобетонных
конструкций
9.1. Общие предпосылки
Выше мы рассмотрели основные виды стальной арматуры железобе¬
тонных конструкций, их свойства в исходном состоянии и влияние пред¬
варительного напряжения, условий изготовления и эксплуатации конст¬
рукций на эти свойства.
Целью краткого анализа, предлагаемого в данном разделе, является
прогнозирование дальнейшего развития арматуры обычных и предвари¬
тельно напряженных железобетонных конструкций и технологии арма¬
турных работ на ближайшие 10-15 лет.
При этом мы исходим из предпосылки, что железобетон как конст¬
руктивный материал будет развиваться в России как качественно, так и
количественно в соответствии с общемировыми тенденциями и потреб¬
ностями страны [1].
Излагаемые соображения основаны на уже выполненных и проводи¬
мых в настоящее время в нашей стране и за рубежом исследованиях ста¬
льной и неметаллической арматуры и общих тенденциях развития желе¬
зобетонных конструкций.
Для дальнейшего обсуждения сформулируем основные концепции
гармоничного развития арматуры железобетонных конструкций, испол¬
нение которых должно обеспечить наибольший народно-хозяйственный
эффект:
— повышение прочности применяемой арматуры при обязательном
сохранении или увеличении ее пластичности и обеспечении необходи¬
мой прочности, жесткости, трещиностойкости и долговечности железо¬
бетонных конструкций;
— максимальная унификация свойств обычной арматуры и сокраще¬
ние типоразмеров арматурных изделий;
— снижение энергоемкости, трудоемкости и повышение безопасно¬
сти арматурных работ;
237
— производство и применение напрягаемой арматуры требуемых по¬
требительских свойств, гарантированных ее изготовителями;
— обеспечение эксплуатационных свойств обычной и напрягаемой
арматуры на уровне не ниже международных стандартов.
9.2. Высокопрочная напрягаемая арматура
Как было показано в главе 5, прочность стальной высокопрочной на¬
прягаемой арматуры, прежде всего высокопрочной проволоки и арматур¬
ных канатов, уже достигла уровня 1800-1900 Н/мм2 [61, 124]. В ближайшее
время в нашей стране в связи с развитием строительства мостов, защитных
оболочек атомных реакторов и других большепролетных и специальных
сооружений из железобетона, также будет осуществлено промышленное
производство стабилизированных высокопрочных арматурных канатов
диаметром 12-15 мм с а02>1700 Н/мм2 и ав>1800 Н/мм2. При этом будет
развиваться инфраструктура их применения, т.е. оборудование для натяже¬
ния и анкеровки, каналообразователи и т.п., подобно тому как это имеет
место при изготовлении аналогичных железобетонных конструкций с на¬
тяжением арматуры “на бетон” в передовых в этом отношении странах.
Дальнейшее значительное повышение прочности стальной арматуры
в ближайшие 10-15 лет маловероятно. Главным образом, можно ожидать
улучшение качественных показателей такой арматурной стали, т.е. повы¬
шение пластичности, пределов упругости, снижение потерь напряжения
от релаксации, а также средств обеспечения долговечности такой высо¬
копрочной арматуры, в частности, специальных покрытий (см. рис. 9.1.).
Опасность хрупких, в т.ч. коррозионных, разрушений напрягаемой
арматуры заставляет разрабатывать такие конструкции с натяжением “на
бетон”, где ее можно легко заменить в процессе эксплуатации.
Уже в настоящее время из предварительно напряженного железобето¬
на строят мосты пролетом от 100 до 300 м, а в дальнейшем можно ожи¬
дать строительства сооружений еще большего пролета.
Повышение усилия преднапряжения каждого единичного арматурно¬
го элемента значительно уме¬
ньшает сечение и вес большеп¬
ролетных железобетонных кон¬
струкций. Это во многих
случаях обеспечивает снижение
затрат существенно большее,
чем стоимость самой арматуры.
Поэтому во многих странах
начали производить и приме¬
нять еще более прочные арма¬
турные элементы для натяже¬
ния “на бетон” из кевлара,
арамидных волокон и угле¬
пластика.
Рис. 9.1. Семипроволочные арматурные канаты с
эпоксидным покрытием “FWC” США:
1 — канаты для натяжения “на упоры”; 2 — то же
с гладкой поверхностью для натяжения “на бе¬
тон”
238
Наиболее перспективной является углепластиковая арматура, изго¬
тавливаемая из высокомодульных углеродных волокон с ав>4000 Н/мм2 и
Es=3105 Н/мм2.
В Японии, Германии и ряде других стран уже производятся арматурные
элементы диаметром от 6 до 15 мм с ав>2000 Н/мм2 и Es=2,1105 Н/мм2 из
таких волокон.
По видимому, в ближайшее десятилетие будет осуществлено промыш¬
ленное производство и применение углепластиковой напрягаемой арма¬
туры в объемах, сопоставимых с объемами производства высокопрочной
проволоки и арматурных канатов.
При существенно большей стоимости этот материал обладает стойко¬
стью в любой агрессивной среде, и его долговечность существенно выше
стальной арматуры [213].
Опыт работы с другими видами неметаллической арматуры: стекло¬
пластиковой, базальтопластиковой и т.п. — не дает основания для опти¬
мизма. Эти виды высокопрочной арматуры имеют существенно мень¬
шую величину модуля упругости и склонны к разрушению как просто в
среде бетона, так и при воздействии внешних агрессивных сред. В то же
время их прочность ниже [148], а цена многократно превышает стои¬
мость стальной арматуры.
Указанное можно иллюстрировать сравнением диаграмм растяжения
стальной и неметаллической арматуры различных видов (см. рис. 9.2).
В качестве напрягаемой стер¬
жневой арматуры в системах с
натяжением “на бетон” можно
ожидать применение стержней
классов АЮОО (АтЮОО) и Ат1200
диаметром 25-50 мм гладких или
с винтовым периодическим про¬
филем (см. рис. 9.3), стыкуемых
резьбовыми соединительными
муфтами.
Такие стержни применяются
в качестве грунтовых анкеров,
напрягаемой арматуры мостов,
АЭС и др. специальных соору¬
жений.
Основной объем предварите¬
льно напряженных железобе¬
тонных конструкций, в различ¬
ных странах от 70 до 95%, изго¬
тавливают путем натяжения
арматуры “на упоры” по стендо¬
вой, агрегато-поточной или
конвейерной технологиям. По-
Рис. 9.2. Диаграмма растяжения неметалличе¬
ской и стальной арматуры различных видов:
1,2—углепластиковая арматура по международ¬
ным нормам диаметром 5 и 12 мм; 3 — стабили¬
зированная проволока и арматурные канаты
диаметром 5 и 15 мм; 4 — стеклопластиковая и
базальтопластиковая арматура диаметром 5 мм.
239
Им
Л
следние две технологии приме¬
няются, практически, только в
России и других странах СНГ.
Это, как правило, массовые
однотипные изделия, такие как
пустотные плиты перекрытий,
плиты покрытий, стойки опор
ЛЭП. Главная задача предвари¬
тельного напряжения арматуры
в этих изделиях — обеспечить
их жесткость и трецщностой-
кость при существенном уме¬
ньшении расхода арматуры.
Например, при переходе на
изготовление предварительно
напряженных пустотных плит
перекрытий пролетом 6-7 м рас¬
ход продольной рабочей армату¬
ры был снижен в 3 раза и это
привело к тому, что себестои¬
мость преднапряженных изде¬
лий ниже, чем ненапряженных.
Для этой технологии линей¬
ного изготовления предварите¬
льно напряженных железобе¬
тонных конструкций оптималь¬
ным является применение
стержневой арматуры классов
Ат800 и А800 с уровнем пред¬
напряжения (7^=500-600 Н/мм2.
При изготовлении элементов кольцевого сечения: труб больших диа¬
метров, элементов силосов и т.п. успешно применяется и будет использу¬
ется в будущем высокопрочная проволока и арматурные канаты и техно¬
логия непрерывной навивки на арматурно-намоточных машинах [1,181].
Главным направлением работ здесь является совершенствование тех¬
нологии изготовления и переход на полную ее автоматизацию.
В качестве примера такой автоматизации может быть представлен агре¬
гат ДМ-2 для заготовки и натяжения высокопрочной стержневой армату¬
ры, указанных выше классов прочности (см. рис. 9.4), которой был впер¬
вые изготовлен и применен в 1980 г в г.Ивано-Франковске на Украине, и
сейчас несколько таких машин успешно работают на Украине и в России.
Выполнение одним автоматическим агрегатом всех технологических
операций заготовки и натяжения высокопрочной арматуры [11] позволи¬
ло повысить точность преднапряжения, ликвидировать тяжелый ручной
труд и обеспечить социальную привлекательность работы.
При этом трудоемкость и энергозатраты снижены в 2-3 раза.
Рис. 9.3. Соединение и анкеровка высокопрочной
напрягаемой стержневой арматуры в системах на¬
тяжения “на бетон” (DYWIDAG):
1 — Соединительные муфты; 2 — Анкер со сторо¬
ны натяжения.
240
Рис. 9.4. Автоматизированная линия для заготовки и натяжения стержней арматуры ДМ-2:
1 — отсекатель; 2 — механизм мерной резки; 3 — механизм захвата стержня; 4 — бункер пи¬
тателя; 5 — упор поддона; 6 — фиксаторы; 7 — рычаги; 8 — цепной конвейер линии; 9 — ме¬
ханизм принудительной укладки стержня; 10 — форма; 11 — механизм высадки анкерных
головок.
9.3. Обычная ненапрягаемая арматура
Выше в главах 3 и 4 мы рассмотрели перспективы полного перехода
строительства на унифицированную свариваемую арматуру класса
А500С. Возможно, в дальнейшем в обычном железобетоне также широко
будет применяться и сталь класса А600С, однако область применения
этой арматуры ограничена. Производимая в России арматура сегодня и в
будущем будет унифицирована с арматурой, производимой в других пе¬
редовых странах, и пока общей мировой уровень прочности обычной ар¬
матуры не повысится, отечественная металлургия не перейдет на массо¬
вое производство стали А600С.
Вполне вероятно развитие производства и применения в обычном же¬
лезобетоне неметаллической базальтовой и др. видов ненапрягаемой ар¬
матуры, в т.ч. готовых сеток и арматурных изделий. Чем выше модуль
упругости и сцепление с бетоном, тем эффективнее применение таких
материалов. Однако области ее применения ограничены еще в большей
мере, чем напрягаемой арматуры, высокой ценой.
Сегодня одной из главных проблем изготовления сборного и моно¬
литного железобетона является нехватка или отсутствие современного
оборудования для арматурных работ. При изготовления монолитного же¬
лезобетона до 5-10% стали вынуждено перерасходуется на стыки, выпол¬
няемые внахлестку. Применение ванной и дуговой сварки протяженны¬
ми швами удорожает и усложняет арматурные работы за счет необходи¬
241
мости большого расхода электроэнергии, значительной трудоемкости
этих работ, отсутствия гарантии качества и наличия проблем с техникой
безопасности.
В большинстве Европейских стран вместо этого применяют муфтовые
соединения. На торцы стержней накатывается резьба, и они соединяются
муфтами длиной 2d, подобно тому как это применяется для газовых труб.
Другое решение — опрессовка втулок переносными прессами, кото¬
рые для прутков малых диаметров умещаются в переносном ранце, а для
стержней больших диаметров 20-40 мм устанавливаются на опалубке или
подмостях.
Такое оборудование производства США уже нашло практическое
применение на строительстве мостов в Москве и других городах России.
В настоящее время разработаны подобные пресса отечественного произ¬
водства, и в дальнейшем можно ожидать широкое применение в строите¬
льстве соединений арматуры с помощью навинчивающихся или опрессо-
ванных муфт, длина которых в соответствии с ТУ 21-23-33-88, разрабо¬
танных ВНИИжелезобетоном, например, для стали А600 равна 4d.
Эти соединения оказываются проще и дешевле, чем соединения арма¬
туры винтового профиля, т.к. последняя сама по себе дороже арматуры
обычного профиля.
Все эти решения в нашей стране известны и исследованы. Для их ши¬
рокого применения необходимо обеспечить строителей соответствую¬
щим оборудованием.
Для производства сборного железобетона и товарных сеток предстоит
обновление парка сварочного оборудования. Эта работа была начата в
начале 80-х годов, и ее необходимо продолжить и привести уровень тех¬
ники в этой области в соответствие с требованиями времени.
Здесь мы не обсуждаем производство стальной и неметаллической
фибры, т.к. фибробетон не рассматривается в книге. Тем не менее, необ¬
ходимо отметить широкие возможности и большие перспективы приме¬
нения этого материала в строительстве.
242
Литература
1. Михайлов К.В., Рогатин Ю.А. Перспективы развития железобетона и по¬
требность в арматуре на период до 2010. //Бетон и железобетон — 1990. —
№ 6 - С. 2-4.
2. Мадатян С. А. Стержневая арматура железобетонных конструкций. М.:
ВНИИНТПИ, 1991. - 75 с.
3. Михайлов К.В., Рогатин Ю.А. Состояние и перспективы применения арма¬
турных сталей //Новое в создании и применении арматуры железобетонных
конструкций. М.: НИИЖБ. 1986. С. 4-9.
4. Мадатян С. А. Основные направления развития стержневой арматурной ста¬
ли для обычных и предварительно напряженных железобетонных конструк¬
ций. Сталь. 1991. С. 61-65.
5. Мадатян С. А. Высокопрочная стержневая арматура в СССР и за рубе-
жом//Бетон и железобетон. — 1990. — № 6 — С. 4-6.
6. Muller H.R. New aspects of the future of prestressing steels and systems./FIP
NOTES. 1989. № 2. P. 18-22.
7. Weise H. The application of prestressed concrete in Japan — some general
data./FIP NOTES. 1987. № 2. P.9
8. Ратц Э.Г. Железобетон с электротермическим натяжением арматуры. М.:
Стройиздат, 1967. — 231 с.
9. Рискинд Б.Я. Практика электронатяжения арматуры предварительно напря¬
женных железобетонных конструкций. Челябинское кн.изд-во. 1962. —
140 с.
10. Мадатян С. А. Технология натяжения арматуры и несущая способность же¬
лезобетонных конструкций. М., Стройиздат. 1980. — 196 с.
11. Досюк В.Д. Автоматическая линия ДМ-2 для заготовки и натяжения высо¬
копрочной арматуры//Бетон и железобетон. — 1982. — № 12 — С. 17-19.
12. Мадатян С. А. Расчетный аппарат технической теории упрочнения армату¬
ры при предварительном напряжении.//Совершенствование конструктор¬
ских форм, методов расчета и проектирования железобетонных конструк¬
ций. М.: НИИЖБ, 1983. - С. 83-101.
13. Мадатян С. А. Развитие теории упрочнения арматурной стали //Бетон и же¬
лезобетон. — 1985. — № 5. — С. 35-37.
14. Митасов В.М. Некоторые пути дальнейшего развития теории сопротивле¬
ния железобетона//Изв. вузов. Строительство и архитектура. — 1990
№ 10. - С. 3-9.
15. Петросян Р.В. Особенности работы стержневой арматуры класса Ат-VII в
изгибаемых элементах.//Новое в создании и применении арматуры в желе¬
зобетонных конструкций. М.: НИИЖБ, 1986. — С. 19-28.
16. Федоров Д.А. Применение технической теории упрочнения для арматурных
канатов и оценки прочности изгибаемых железобетонных элементов.//Но-
вое в создании и применении арматуры железобетонных конструкций.
НИИЖБ, 1986. - С. 64-75.
17. Мулин Н.М. Стержневая арматура железобетонных конструкций. — М.:
Стройиздат, 1974. — 233 с.
18. Стандарт ISO/DIS 6935-2. Steel for the reinforcement of concrete. Part 2. Ribbed
bars. 1990.
19. Соколовский П.И. Арматурные стали. — М.: Металлургия, 1964. — 208 с.
243
20. Стародубов К.Ф., Узлов И.Г., Савенков В.Я. и др. Термическое упрочнение
проката. — М.: Металлургия, 1970. — 368 с.
21. Рыбаков О.М., Сергиенко Б.М. Термически упрочненная арматура, выпус¬
каемая металлургическими заводами .//Эффективные виды арматуры для
железобетонных конструкций. — М.: Стройиздат, 1970. С. 110-131.
22. Кугушин А.А., Узлов И.Г., Калмыков В.В., Мадатян С. А., Ивченко А.В. Вы¬
сокопрочная арматурная сталь. — М.: Металлургия, 1986. — 272 с.
23. Красовская Г.М., Мадатян С. А., Крошков Б.В. Особенности натяжения
термически упрочненной арматуры предварительно напряженных железо¬
бетонных конструкций, предназначенных для эксплуатации в агрессивных
средах//Технология заготовки и натяжения арматуры. — М.: Стройиздат,
1977. - С. 65-71.
24. Михайлов К.В. Становление современной номенклатуры арматурных ста-
лей//Бетон и железобетон. — 1995. — № 2. — С. 6-8.
25. Михайлов К.В., Мамедов Т.И. Изменение стандартов на высокопрочную
проволочную арматуры// Бетон и железобетон. — 1988. — № 2 — С. 15-17.
26. Применение стали с пределом текучести выше 600 Н/мм2 для арматуры же¬
лезобетона. СЭВ. Тема 1.26/3.85. — Будапешт, 1985. сентябрь. — 13 с.
27. Суриков И.Н., Худик Ю.Т., Ивченко А.В. Термомеханически упрочненная
сталь класса Ат-1УС//Бетон и железобетон. — 1990. — № 6. — С. 8-9.
28. Кужелев М.Ю. Свойства арматурной стали класса Ат-ГУК//В кн.: Новое в
создании и применении арматуры железобетонных конструкций. — М.:
НИИЖБ, 1986. - С. 28-32.
29. Мадатян С. А., Черненко В.Т., Брагинский В.А. Эффективные виды армату-
ры.//Бетон и железобетон. — 1988. — № 9 — С. 21-23.
30. Бондаренко В.И., Пирогов В.А., Киреев Е.М. Холоднотянутая проволока
повышенной прочности класса Вр-600 (Врп-1)//Бетон и железобетон. —
1990. - № 6. - С. 18-19.
31. Simon Н., Economopoles М., Nilles P. /Tempcore. A New process for the pro¬
duction of high-guality reinforcing bars. Jron and steel Engineer. 1984. March.
P. 53-57.
32. Ли Т., Сноу Ф., Томас Г.,(США) и Рао Р. (Индия). Новое развитие высоко¬
прочных и высокопластичных арматурных стержней и напрягаемых арма¬
турных элементов (пер. с шт.)// Материалы X конгресса ФИП — Нью-Де-
ли, 1986.
33. Ван дер Хорст А.К.К. Целесообразность перехода к единственному классу
арматурной стали.//Cement. 1985. № 1. р. 19-22. (перевод ВЦП № М-10579)
34. Bst 500 nach DIN 488. Eine Information der Tempcore — Gruppe. Juni 1986. 3 p.
35. Евронормы. EN 10080 “Steel for reinfocement of concrete. — Weldable ribbed
reinforcing steel B500 — Technical delivery conditions for bars, coils and wel¬
ded. - CEN. 1995. 43 p.
36. Мадатян С. А. Общие тенденции производства и применения обычной и на¬
прягаемой арматуры .//Бетон и железобетон. — 1997. — № 1. — С. 2-5.
37. Токарев М.С. Сварные соединения арматурной стали класса А-Шв.//Бетон
и железобетон. — 1982. — № 12. — С. 11-12.
38. Межгосударственный стандарт ГОСТ 5781 (1991 г) “Сталь горячекатаная для
армирования железобетонных конструкций. Технические условия”. — М.:
Госстандарт. — 76 с.
39. Скоробогатов С. М. Основы теории расчета выносливости стержневой ар¬
матуры железобетонных конструкций. — М.: Стройиздат, 1976. — 108 с.
244
40. Цанко Цанков и др. Влияние на геометриана на профила вырху механичпи¬
те показатели на тепловалцуваните арматурни стомания.//Рудодобив метал -
лргия. — Болгария, 1965. № 3.
41. Арматура нового периодического профиля и ее использование на выносли¬
вость и сцепление с бетоном./Рискинд Б.Я., Масленников В.Н., Кучер Б.В.,
Шорникова Г.Н.//Железобетон и железобетонные конструкции. УралНИ-
Истройпроект, 1967. — С. 51-54.
42. Межгосударственный стандарт ГОСТ 10884-94. “Сталь арматурная термоме¬
ханически упрочненная для железобетонных конструкций. Технические
условия”. — Минск, 1994. — 25 с.
43. СТО АСЧМ 7-93. “Прокат периодического профиля из арматурной стали.
Технические условия”. Ассоциация Черметстандарт. — М.: 1993. — 22 с.
44. Влияние геометрических размеров периодического профиля стержневой ар¬
матуры на ее механические свойства /С.А. Мадатян, Т.Д.Тулеев, И.Н.Сури¬
ков и А.С.Натапов.//Изв.вузов. Строительство и архитектура. — 1991. —
№ 3 - С. 132-136.
45. Скоробогатов С. М., Эдварс А.Ф. Влияние вида периодического профиля
стержневой арматуры на сцепление с бетоном.//Бетон и железобетон. —
1979. - № 9. - С. 20-22.
46. Мадатян С. A. The jnfluence that surface geometry of deformed bar steel has on its
performanse as prestressing steel. 23 p. //Доклад на XI1 конгрессе ФИП. — Ва¬
шингтон, 1994.
47. Рекомендации по применению в железобетонных конструкциях эффектив¬
ных видов стержневой арматуры. — М.: НИИЖБ, 1987. — 47 с.
48. Мурашев В.И. Трещиностойкость, жесткость и прочность железобетона. —
М.: Машстройиздат, 1950. — 286с.
49. Теория железобетона //под ред. К.В.Михайлова и А.С.Дмитриева. — М.:
Стройиздат, 1972. — 190 с.
50. Новое в проектировании бетонных и железобетонных конструкций
//А.А.Гвоздев, С. А.Дмитриев, С. М.Крылов и др. — М.: Стройиздат, 1977. —
272 с.
51. Новое в проектировании бетонных и железобетонных конструкций
//А.А.Гвоздев, С. А.Дмитриев, Ю.П.Гуща и др. — М.: Стройиздат, 1978. —
263 с.
52. Предельные состояния элементов железобетонных конструкций. — М.:
Стройиздат, 1976. — 216 с.
53. Рискинд Б.Я. Прочность сжатых железобетонных стоек с термически упроч¬
ненной арматурой.//Бетон и железобетон. — 1972. — № 11. — С. 31-33.
54. Чистяков Е.А., Мулин Н.М., Хаит И.Г. Высокопрочная арматура в колон-
нах.//Бетон и железобетон. — 1979. — № 8 — С. 20-21.
55. Галеня А.Ф., Шорникова Г.И. Опыт применения высокопрочной арматуры
класса А-V в колоннах серии ИИ-04.//Новые виды арматуры и ее сварка.
Тезисы доклада Всесоюзного научного совещания. — М.: 1982. — С. 275-276.
56. Чистяков Е.А., Тарасов А.А. Колонны с высокопрочной ненапрягаемой ар-
матурой.//Новые исследования элементов железобетонных конструкций
при различных предельных состояниях. Сборник научн. трудов НИИЖБ
Госстроя СССР. М.: 1982. - С. 139-146.
57. Курыло А.С. Результаты новых испытаний железобетонных колонн с кос¬
венной арматурой.//Строительная промышленность. — М.: 1952. № 8. —
С. 22-25.
245
58. Дмитриев С. А., Калатуров Б.А. Расчет предварительно напряженных желе¬
зобетонных конструкций. — М.: Стройиздат. 1966.
59. Алексеев С. Н., Мулин Н.М. Стойкость высокопрочной стержневой армату¬
ры к коррозионному растрескиванию.//Бетон и железобетон. — 1971. —
№ 10. - С. 8-10.
60. Алексеев С. Н., Соколовский П.И., Красовская Г.М. и др. О сопротивлении
коррозионному растрескиванию термически упрочненных стал ей.//Защита
железобетонных конструкций от коррозии. М.: НИИЖБ, 1972. —
С. 113-121.
61. Евронормы. EN 10138. Prestressing steel. Parts 1,2,3 u 4. CEN. 1999. — 58 p.
62. Мадатян С. А., Кочетов А.И. Статистический метод контроля качества ар¬
матурной стали.//Бетон и железобетон. — 1972. — № 8. — С. 16-17.
63. Терминология по стали для преднапряженного железобетона. //Документ
ФИП-ЕКБ-РИЛЕМ. 24.1.20. 1976. 12 с. Русский, английский и француз¬
ский тексты.
64. Гуляев А.П., Астафьев А.С., Волкова М.А. и др. Высокопрочные арматурные
стали. — М.: Металлургия. — 1966. — 138 с.
65. Рискинд Б.Я., Тюрин А.В. Упрочнение стержней арматуры электротермиче¬
ским способом. — М., Стройиздат. — 1966. — 46 с.
66. Пилипченко Ю.И. Проявление эффекта ВТМО при термическом упрочне¬
нии арматурной стали 20ГС в процессе прокатки .//Металлургическая и гор¬
норудная промышленность. — 1975. — № 5. — С. 30-32.
67. Межгосударственный стандарт ГОСТ 12004-84 “Сталь арматурная. Методы
испытания на растяжение”. М.: 1982. — 15 с.
68. Скляр Б.Л. Изменение остаточных удлинений проволоки после разрыва.//
Заводская лаборатория. 1963. — № 9. — С. 1129-1133.
69. Baus R., Brenneisen А/ Fatigue et rupture des structures de classe Ш. Y1 Congress
de la FIP. Prague. 1970. — 98 p.
70. Мадатян С. А. Распределение остаточных деформаций по длине арматурных
стержней. ЦНИИС. НТИ. Межотраслевые вопросы строительства. //Отече¬
ственный опыт. 1967. — № 2. С. 6-11.
71. Гуща Ю.П. Равномерные относительные удлинения высокопрочной стерж¬
невой арматуры. ЦНИИС. НТИ. Межотраслевые вопросы строительства.//
Отечественный опыт. 1967. — № 2. С. 12-17.
72. Мулин Н.М., Мадатян С. А., Кочетов А.И. К выходу Государственного стан¬
дарта “Сталь арматурная. Методы испытания на растяжение’’//Бетон и же¬
лезобетон. — 1966. — № 11. — С. 17-20.
73. Steel for presfressing. Symposium held in Madrid 6 and 7 june 1968. FIP, London,
1969. P. 1-142.
74. Семенов А.И. Предварительно напряженный железобетон с витой прово¬
лочной арматурой. — М.: Стройиздат, 1976. — 208 с.
75. Гуща Ю.П., Горячев Б.П., Рыбаков О.М. Исследование характера упругоп¬
ластических деформаций стержневой напрягаемой арматуры.//Эффектив¬
ные виды арматуры для железобетонных конструкций. — М.: Стройиздат,
1970. - С. 165-180.
76. Байков В.Н. Расчет изгибаемых элементов с учетом экспериментальных за¬
висимостей между напряженными для бетона и высокопрочной армату-
ры.//Изв. вузов. Строительство и архитектура. 1981, № 5. — С. 26-32.
77. Мекеров Б.А., Маилян Р.Л. Аналитическое описание диаграммы растяже¬
ния высокопрочной арматурной стали.//Новые виды арматуры и ее свар¬
ка. — М.: Стройиздат, 1982. — С. 166-171.
246
78. Завьялов Ю.С., Квасов Б.И., Мирошниченко B.JI. Методы сплайн-функ-
ций.-М.: Наука, 1980. — 352 с.
79. Байков В.Н., Мадатян С.А., Дудоладов J1.C., Митасов В.М. Об уточнении
анлитических зависимостей диаграмм растяжения арматурных сталей.//Изв.
вузов. Строительство и архитектура. 1983,№9. — С. 1-5.
80. Глушков В.М. Основы безбумажной информатики. — М.: Наука, 1985. —
50 с.
81. Митасов В.М. Повышение эффективности применения арматурных ста-
лей.//Бетон и железобетон. — 1990. — № 6. — С. 19-20.
82. International recommendations for the design and construction of concrete struc¬
tures. Principals and Recommendation. CEB-FIP. June. 1970. — 80 p.
83. Стандарт ISO/DIS 10544. “Холоднодеформированная стальная проволока
для армирования бетона и изготовления сварных сеток”. 1991. — 15с.
84. Ратнер Б.Р. Экономичная сталь для периодических профилей. — Металлур-
гиздат,1963. — 125 с.
85. Аваков А.И. Упрочнение арматурной стали вытяжкой.//Бетон и железобе¬
тон. - 1956. - № 6. - С. 220-222.
86. Белобров И.К. Упрочнение арматурных сталей вытяжкой//Бетон и железо¬
бетон. — 1959. — № 4. — С. 158-162.
87. Мадатян С. А. Упрочнение вытяжкой стержневой арматуры из стали марки
35ГС.//”Новые виды арматуры.” НИИЖБ. — М.: Стройиздат, 1964. —
С. 129-148.
88. Токарев М.С., Альперт А.А. Исследование конструкций армированных
сварными каркасами из стали класса А-Шв.//Бетон и железобетон —
1987. - № 11. - С. 37-38.
89. Михеев Ю.М. Оптимизация режимов упрочнения стали 35ГС для железобе¬
тонных конструкций.// Автореф. дис. канд.техн.наук. М. 1977. — 25 с.
90. Кусакин А.П. Исследование изменчивости свойств и путей повышения
прочностных характеристик высокопрочной горячекатаной стержневой ар¬
матуры железобетонных конструкций.//Дис. канд.техн.наук. ДПИ. — До¬
нецк, 1969. — 167 с.
91. Гуляев А.П. Арматурные стали./ Сталь. — 1969. — № 7. С. 8-9.
92. Горячев Б.П. Особенности применения арматурной стали марки 80С класса
A-IV в предварительно напряженных железобетонных настилах.// Эффек¬
тивные виды арматуры для железобетонных конструкций”. — М. 1970. —
С. 82-109.
93. Горячекатаная стержневая арматурная сталь класса А-IV марки 80С.
Б.Р.Ратнер, В.А.Осташевский, С. А.Мадатян, И.Г.Хаит// Сб.тр. СКТБ.
Главстройматериалов. № 42. (331М). 1965. — 9 с.
94. Кусакин А.П. Свойства новых марок арматурной стали класса А-ГУ.//Бетон
и железобетон. — 1968. — № 7. С. 28-30.
95. Мадатян С. А. Исследования свойств новой горячекатаной арматурной ста¬
ли марки 80С.//Новые виды стальной и стеклопластиковой арматуры желе¬
зобетонных конструкций. — М.: Стройиздат, 1966. — С. 6-25.
96. Мулин Н.М., Мешков В.З. О механических свойствах горячекатаных арма¬
турных сталей при низких температурах. Проблемы прочности. — 1970. —
№ 8. - С. 115-118.
97. Красовская Г.М., Алексеев С. Н., Калмыков В.В. Коррозионные свойства
новых видов термомеханически и термически упрочненной стержневой ар¬
матуры.//Новые виды арматуры и ее сварка. НИИЖБ. М. 1982.- С. 143-147.
247
98. Астафьев А.С., Гуляев А.П., Щербаков О.Б. Влияние легирующих элементов
на свариваемость высокопрочных сталей//Сварочное производство. —
1963. - № 5. - С. 21-23.
99. Бродский А.Я., Горохова Э.Ф. Дуговая сварка натурных стержней из стали
20ХГСТ класса A-IV предварительно-напряженных железобетонных конст¬
рукций.//” Сварка в строительстве”. М. 1972. — С.24-37.
100. Фридман А.М., Зборовский J1.A., Исаев Г.И. Свариваемость термически
упрочненной арматуры// Бетон и железобетон. — 1982. — № 12. — С. 12-14.
101. Бондаренко В.И., Амарян В.В. Длина зоны передачи усилия предваритель¬
ного натяжения с проволоки класса Врп-1 на бетон.// Новое в создании и
применении арматуры железобетонных конструкций. НИИЖБ. М. 1986. —
С. 41-44.
102. Мадатян С. А., Терин В.Д. Влияние локального разупрочнения арматуры на
прочность изгибаемых железобетонных элементов по нормальным сечени-
ям.//Новое в создании и применении арматуры железобетонных конструк¬
ций. НИИЖБ. М. 1986. - С. 10-19.
103. Мадатян С. А. Влияние предварительного напряжения на свойства высоко¬
прочной стержневой арматурной стали и несущую способность изгибаемых
железобетонных элементов.//Дис. докт.техн.наук. М. 1980. — 533с.
104. Гуща Ю.П. Ширина раскрытия трещин в элементах железобетонных конст-
рукций.//Предельные состояния элементов железобетонных конструк¬
ций. — М.: Стройиздат, 1976. — С. 30-34.
105. Али Абдель Захир Эль-Сайед Халил. Анкеровка продольной ненапрягаемой
арматуры серповидного профиля на свободных опорах балок. //Дис.
канд.техн.наук. МАДИ. — М.: 1992. — 175 с.
106. Таль К.Э. О деформативности бетона на сжатие.//Исследование прочности,
пластичности и ползучести строительных материалов. Труды ЦНИИПС . —
М.:Стройиздат, 1955. — С. 202-207.
107. Смирнов Н.Ф., Гамаюнов Е.И. К расчету центрально сжатых железобетон¬
ных элементов.//Бетон и железобетон. — 1973. — №11. — С. 34-36.
108. Тихонов И.Н., Леви М.И., Соколов В.П. и др. Применение стали класса
Ат-IVC при производстве панелей перекрытий жилых домов.//Бетон и же¬
лезобетон. — 1990. — № 11. — С. 4-5.
109. Бочков Н.Г., Татьянщиков А.Г., Ильченко М.М. и Алексеев Ю.Н. Техноло¬
гия производства высокопрочной арматурной стали класса А-У//Новая го¬
рячекатаная арматурная сталь класса А-V. — М.: НИИЖБ, 1973. — С. 15-17.
110. Фридман А.М., Исида О.Н. Режимы сварки арматурной стали класса
А-У//Новая горячекатаная арматурная сталь класса A-V — М.: НИИЖБ,
1973. - С. 39-44.
111. Босков Н.Г., Ильченко М.М., Алесеев Ю.М. Новая горячекатаная сталь
класса A-У. М. НИИЖБ. 1973. - С. 25-28.
112. А.С. № 522267 (СССР) //Сталь./Н.П.Козлов, Н.М.Вышванюк, Ю.Д.Моро¬
зов и др. Опубл. в Б.И., 1976. — № 27.
ИЗ. А.С.№522263(СССР) //Конструкционная сталью./ М.Г.Анань — евский,
В.А.Пономаренко, Н.Г.Бочков и др. Опубл. в Б.И. 1976. — №27.
114. Рахманов В.А., Мадатян С. А., Лепилина Н.А. и др. Механические свойства
новой свариваемой термически обработанной арматурной стали класса
А-VI.//Архитектура и строительство Узбекистана. — 1977, № 7. С. 11-13.
115. Гузеев Е.А., Рыбаков О.М., Дубовой И.Б. Упрочненная электротермическим
способом стержневая арматура из стали Ст5.// Новые виды эффективной
248
стальной и стеклопластиковой арматуры для железобетонных и армирован¬
ных бетонных конструкций.
116. Хаит И.Г., Мулин Н.М., Гузеев Е.А., Стычинский и др. Термически упроч¬
ненная арматура повышенной надежности//Бетон и железобетон. — 1972. —
№ - С. 8-10.
117. Effects of Ni, Si and Cu on the properties of steel bars for prestressed concre-
te//Tetsuo Shirada, Nobuyuki Jshikawa и др. NKK Techical Review. — 1996. —
№ 75. - P. 11-18.
118. Кауров А.И. Новая высокопрочная арматурная сталь класса Ат-VII диамет¬
ром 10-25 мм.//Бетон и железобетон. — 1990. — № 6. — С. 11-13.
119. Одесский П.Д., Зборовский JI.A., Абашева JI.П. О теоретических основах по¬
вышения прочности арматурной стали нового поколения.//Бетон и железо¬
бетон. - 1997. - № 1. - С. 5-8.
120. Михайлов К.В. Проволочная арматура для предварительно напряженного
железобетона. — М.: Стройиздат, 1964. — 190 с.
121. Юхвец И.А. Производство высокопрочной проволочной арматуры — М.:
Металлургия, 1973. — 264 с.
122. Высокопрочная витая проволочная арматура. (Материалы координационно¬
го совещания. Москва, 1971 г.) под ред. К.В. Михайлова и Ф.М. Городниц-
кого. М. НИИЖБ. 1972. - 22 с.
123. Мамедов Т.И., Михайлов К.В. Повышение эффективности высокопрочной
проволочной арматуры путем введения классов прочности .//Бетон и желе¬
зобетон. — 1985. — № 1 С. 16-18.
124. FIP TECHNICAL REPORT “TENDONS”. Commission 2. Prestressing materials
and systems/ May — 1994. — 36 p.
125. Исследование изменчивости механических свойств и параметров профиля
высокопрочной арматурной проволоки./Н.Я.Брискин., Гуменюк., А.С.Ко-
лоша и Л.И.Прохоров.//Высокопрочная проволочная арматура и ее приме¬
нение в железобетонных конструкциях. — Волгоград, 1977. — С. 44-49.
126. Гуменюк B.C. Требования к свойствам арматурных сталей для транспортного
строительства.//Бетон и железобетон. — 1990. — № 6. С. 6-8.
127. Мадатян С. А., Федоров Д.А. Влияние преднапряжения на диаграмму растя¬
жения арматуры класса К-7.//Бетон и железобетон. — 1990. — № 10 —
С. 26-28.
128. Мадатян С. А. Диаграмма растяжения высокопрочной арматурной стали в
состоянии поставки.//Бетон и железобетон. — 1985. — № 2 — С. 12-13.
129. Method of production of steel for prestressed concrete and its realization (part 2).
Steel bars/Jamadzaki, Fukuoka, Sakhamura. “Puresutoresuto Concurito”. 1971,
v. 13, № 3. P. 52-58.
130. Yoshito Tanaka. Physical properties at low and elevated temperatures of prestres¬
sing steel wire. Shinko wire company, LTD/ Amagasaki, Japan. 1975. 18 p.
131. Милованов А.Ф. Расчет жаростойких железобетонных конструкций. — М>:
Стройиздат, 1975. — 232 с.
132. Кричевская Э.А. Механические свойства арматурных канатов конструкции
1x7 при повышенных температурах.//Высокопрочная витая проволочная ар¬
матура. - М.: НИИЖБ, 1972. - С. 116-123.
133. Мадатян С. А., Фридлянов Б.Н., Суриков И.Н. Влияние, электротермиче¬
ского натяжения на выносливость высокопрочной стержневой армату¬
ры.//Совершенствование арматуры железобетонных конструкций. — М.:
НИИЖБ, 1979. - С. 79-84.
249
134. Городницкий Ф.М., Михайлов К.В. Исследование свойств высокопрочной
холоднотянутой проволоки различного периодического профиля.//Новые
виды арматуры. — М.: НИИЖБ, 1964. — С. 98-110.
135. Ажогин Ф.Ф. Коррозионное растрескивание и защита высокопрочных ста¬
лей. — М.: Металлургия, 1974. — 256 с.
136. Берштейн M.JI. Прочность стали. М., Металлургия, 1974. — 200 с.
137. Larson F.R., Miller I.A. A time-temperature relationship for rupture and creep
stresses. Transaction ASME, 1952, July, 765 p.
138.Гарофало Ф. Законы ползучести и длительной прочности металлов. М., Ме¬
таллургия, 1968. — 304 с.
139. Борздыко А.М., Гецов Л.Б. Релаксация напряжений в металлах и сплавах.
М., Металлургия, 1978. — 256 с.
140. Котрелл А.Х. Строение металлов и сплавов. Пер.с анг. М., Металлургиздат,
1961. - 288 с.
141. Halleux В. Explication physigue de binfluence de la temperature sur la fluage et la
relaxation des aciers de precontrainte. 12e session d’Etudes de 1A.S.P. Oct. 1971. —
P.86-90.
142. Dumas F. Materials: Their specifications and use. Paris, 1966. — 74 p.
143. A mathematical analysis of results of relaxation tests on a drawn heat — treated pre¬
stressing wires. Report 46. C.U.R. (Netherlands). 1967. — 49 p.
144. Magura D.D., Sosen M.A., Siess C.P. A study of stress relaxation in prestressing re¬
inforcement, Journal of the Prestressed Concrete Institute, April 1964. P. 13-17.
145. Report on Prestressing Steel: 3. Losses of prestressing tendons due to steam curing
of concrete. FIP. 5/5 Sept. 1978, — 95 p.
146. Михайлов K.B., Кричевская Э.А. Исследование реологических свойств вы¬
сокопрочной проволочной арматуры при нормальной и повышенных темпе -
ратурах//В.кн.:Новые виды стальной и стеклопластиковой арматуры для
ж.б. и армированных бетонных конструкций. М., Стройиздат. 1966. —
С. 152-176.
147. DIN 4227. Prestressed concrete. Part 1. Dec. 1979. — 29 p.
148. Фролов Н.П. Стеклопластиковая арматура и стеклопластиковые конструк¬
ции. М.: Стройиздат. 1980. — 104 с.
149. МуЛин Н.М., Мадатян С. А., Джаназян С. С. Исследование реологических
свойств горячекатаной арматурной стали класса А-1У//Бетон и железобетон.
1966. № 7. - С. 37-40.
150. Михайлов КВ. Релаксация напряжений в высокопрочной арматуре//Бетон и
железобетон. 1968. № 11. — С. 11-18.
151. Мадатян С. А. Исследование связи механических и реологических свойств
высокопрочной стержневой арматурной стали//Бетон и железобетон. 1968.
№ 3. С. 13-16.
152. Савранский В.Э. Исследование релаксационной стойкости арматурных ка¬
натов 1х7.//В кн.: Высокопрочная витая проволочная арматура. М. 1972. —
С. 124-140.
153. Мулин Н.М., Мадатян С. А., Падин О.И. Исследование релаксации напря¬
жений в высокопрочной стержневой арматурной стали//В кн.: Новая горя¬
чекатаная арматурная сталь класса А-V. М., НИИЖБ. 1973. — С. 121-136.
154. Sanchez-Galvez Y., Elices М., Astiz М.A. A new formula for relaxation of
stress-relieved steels. Materiaux ET constructions. Vol.9. N54, Madrid, 1976. —
P.411-417.
250
155. Постников В.А. Влияние методов упрочнения на релаксационную стойкость
высокопрочных арматурных сталей в различных средах//Авторсфсрат
Дисс.канд.техн.наук. Тула. 1974. — 21 с.
156. Залежшсть релаксацшно1 стшкосп арматурно1 стал1 20ГС вщ режим1в тер-
Mi4Hoi обробки /В.Калмиков, В.Гешелш, 1.П1вненко, А.Резнжов//Буд1вель-
Hi матер1али и конструкции.№4.1970. Кшв. С. 29-30.
157. Мадатян С. А. Оценка потерь напряжений в высокопрочной арматурной ста¬
ли от релаксации. Сообщ. на УП конгрессе ФИП. — Нью-Йорк. Москва.
1974. - 20 с.
158. Михайлов К.В, Мамедов Т.И., Короткий А.С. Ускоренное определение ре¬
лаксационной стойкости высокопрочной проволочной арматуры//Бетон и
железобетон. 1994. № 5. — С. 14-16.
159. Erdelyi A. Expected values of relaxation due to steam curing. Reports submitted at
the meeting of the FIP commission of on steel for prestressing. Budapest. April 5-6
1973. P. 47-78.
160. Кеворков В.А. Влияние технологических факторов заводского изготовления
предварительно напряженных железобетонных конструкций на релаксацию
напряжений новой стержневой арматурной стали классов Ат-V и
Ат-\Т//Дис.канд.техн.наук. М. 1975. — 133 с.
161. Report on Prestressing Steel: 3. Losses of prestressing tendons due to steam curing
of concrete. FIP. 5/5 Sept. 1978. — 95 p.
162. Current situation of Large Diameter PC BAR and Q.T.Wire in Japan. (Mar¬
ket. Usage. Propertes etc.) 1990. №4.-9 p.
163. International recommendation for the design and construction of concrete structu¬
res. Principles and Recommendations. June 1970. FIP. Sixth Congress, Prague,
English edition, London-80 p.
164. Юрина T.B., Митник T.C. Устранение отицательного воздействия темпера¬
турных деформаций стальных форм на трещиностойкость железобетонных
изделий.//Бетон и железобетон. 1968, № 10 — С. 13-17.
165. Фоломеев А.А. Карамзин В.Е., Болтянский М.Д. Исследование напряженно¬
го состояния арматуры в процессе изготовление железобетонных изде-
лий.//Бетон и железобетон — 1968. — № 7. — С. 26-28.
166. Бердичевский Г.И., Маркаров Н.А., Шабанова Г.П. О возможности обжатия
горячего бетона преднапряженных конструкций после пропаривания.//Бе-
тон и железобетон. — 1971. — № 7. С. 18-22.
167. Прыкин Б.В. Неупругие свойства арматуры железобетонных конструкций.
Киев, Буд1вельник, — 1969 — 170 с.
168. Лазарев А.Д., Митник Г.С. Изменение условий в предварительно напряжен¬
ной арматуре при пропаривании плит перекрытий.//В кн.: Строительство в
районах Восточной Сибири и Крайнего Севера. Красноярск. — 1975. —
С. 219-230.
169. Положнов В. И. Условия применения новой стержневой арматуры класса
А-VI в предварительно напряженных железобетонных конструкциях//Дисс.
канд. техн. наук. М., — 1979. — 173 с.
170. Прилуцкий В.М. Влияние предварительного напряжения на надежность же¬
лезобетонных плит массового назначения.//Дис.,канд. техн. наук. Пермь. —
1979. - 204 с.
171. Литвинов А.А. Опыт электротермического натяжения высокопрочной про¬
волоки // В кн.: Электротермический способ натяжения арматуры сборных
ж.б.конструкций. М., Госстройиздат. — 1963. — С. 76-86.
251
172. Косолапов А.В. Напряженное состояние высокопрочной проволочной арма¬
туры при электротермическом натяжении//Бетон и железобетон — 1964. —
№ 2 - С. 460-461.
173. Титов Г.И. О методике учета влияния изменений свойств арматуры в процес¬
се электронатяжения при расчете предварительного напряжения. Известие
вузов. Строительство и архитектура. 1972. — № 9. — С. 19-20.
174. Мартынов А.А. Предельные уровни предварительного напряжения электро¬
термическим способом арматурной стали классов At-Vh-AtVII. Дисс.
канд.техн.наук. М. НИИЖБ. 1988. 258 с.
175. Кудзис А.П. О методике изучения реологических свойств арматуры из твер¬
дой стали//В кн.: Методика лабораторных исследований деформаций и
прочности бетона, арматуры и железобетонных конструкций. М. Госстрой-
издат. 1962. — С. -122-124.
176. Работнов Ю.Н. Ползучесть элементов конструкций. М., Наука, 1966. —
752 с.
177. Бабич В.К., Гуль Ю.П., ДолженковИ.Е. Деформационное старение стали.
М., Металлургия, 1972. — 320 с.
178. Балдин В.А., Борисов Е.В., Потапов В.Н. Влияние перерывов в нагружении
на механические свойства малоуглеродистой стали. Заводская лаборатория.
1972. -№ 11.-С. 1368-1371.
179. Мадатян С. А. Влияние электронагрева на свойства горячекатаной арматур¬
ной стали 30ХГ2С//Бетон и железобетон. — 1960. — № 10. — С. 454-457.
180. Мадатян С. А. Влияние контактного электронагрева на свойства горячеата-
ной арматурной стали марки 35ГС, упрочненной вытяжкой//Бетон и желе¬
зобетон. — 1962. — № 2. — С. 56-59.
181. Дьяченко П.Я. Об экспериментальных работах по электронагреву холодно¬
тянутой углеродистой проволоки//В кн.: Электротермический способ натя¬
жения арматурных сборных ж.б.конструкций. М., Госстройиздат. — 1963. —
С. 64-66.
182. Влияние контактного электронагрева на механические свойства высоко¬
прочной стержневой арматурной стали/С.А.Мадатян, Е.А.Гузеев, О.М.Ры¬
баков и Б.М.Сергеенко. — В кн.Эффективные виды арматуры для железо¬
бетонных конструкций. М., 1970. — С. 147-164.
183. Гордон И.З., Гуляев А.П. Влияние продолжительности отпуска на механиче¬
ские свойства стали. Научные доклады высшей школы. М., Металлургиздат.
1959.
184. Сайдулаев К. А. Огнестойкость изгибаемых элементов, армированных терми¬
чески упрочненной арматурой.//Автореф. дисс. канд. техн. наук. М., —
1974. - 19 с.
185. Аваков А.И. Холодноплющенная арматура периодического про-филя для
железобетона. М.: Стройиздат. 1954. — 205 с.
186. Гвоздев А.А. Состояние и задачи исследования сцепления арматуры с бето-
ном//Бетон и железобетон. 1968. № 12. — С. 3-5.
187. Оатул А.А. Вопросы сцепления арматуры с бетоном //Сб.пер./ ЧПИ. Челя¬
бинск. 1967. Вып. 46. С. 37-41.
188. Ахвердов И.Н. Влияние усадки, твердение бетона и циклических темпера¬
турных воздействий на сцепление бетона с арматурой. //Бетон и железобе¬
тон. - 1968. № 12 - С. 18-20.
189. Холмянский М.М. Контакт арматуры с бетоном. М.: Стройиздат, 1981. —
184 с.
252
190. Астрова Т.М., Дмитриев С. А., Мулин Н.М. Анкеровка стержневой арматуры
периодического профиля в обычном и предварительно напряженном желе-
зобетоне//Сб.пер НИИЖБ. М.: 1971. Вып 23. С. 18-21.
191. Холмянский М.М., Алиев Ш.А., Белович Ф.С. Экспериментальное опреде¬
ление поперечного давления арматуры периодического профиля на бетон//
Сб.трудов ВНИИжелезобнтон. М.: 1964. Вып № 9. С. 114-125.
192. Холмянский М.М. Трещинообразование в результате раскалывания бетона
арматурой. М.: Стройиздат, 1968. С. 118-144.
193. Bond Action and bond Behaviour of Reinforcement. State of tht Art Report Bill.
C.E.B. - 1981. № 12. 153 p.
194. Кобрин M.M., Сверчков А.Г. Влияние элементов периодического профиля
на усталостную прочность стержней арматуры// Сб.трудов НИИЖБ. М.:
1963. — Экспериментально-теоретические исследования железобетонных
конструкций. С. 21-29.
195. Мулин Н.М. Экспериментальные данные о сцеплении арматуры с бето-
ном.//Бетон и железобетон. — 1968. — № 12 — С. 16-18.
196. Михайлов К.В., Терехова Г.Б. Исследование арматурной стали марки 35ГС//
Сб. трудов НИИЖБ М. 1964. — Новые виды арматуры. С. 40-43.
197. Городницкий Ф.М., Михайлов К.В. Выносливость арматуры железобетоных
конструкций. М.: Стройиздат, 1972. 152 с.
198. Мулин Н.М. Коневский В.П., Судаков Г.Н. Новые типы профиля для стерж¬
невой арматуры//В сб.трудов НИИЖБ. Эффективные виды арматуры для
железобетонных конструкций. М. 1970. С. 16-45.
199. Sorets S. Joined Investigation of Bond as a Test Quality//C.E.B. Bulletion D’lnfor-
mation. 1987. № 118.
200. Жунусов Т.Ж., Дмитриев С. А., Мулин Н.М. Исследование изгибаемых же¬
лезобетонных элементов, армированных горячекатаной сталью периодиче¬
ского профиля крупных размеров//В кн.: Экспериментально теоретические
исследования железобетонных конструкций.М.: НИИЖБ. — С. 36-40
201. Карпенко Н.М. К построению модели сцепления арматуры с бетоном, учи¬
тывающей контактные трещины//Бетон и железобетон. — 1973. — № 1 —
С. 12-15.
202. Карпенко Н.И., Судаков Г.Н., Лейтес Е.С. Моделирование механического
взаимодействия арматурного стержня с бетоном, учитывающее напряжен¬
но-деформированное состояние контактной зоны//Сб.трудов НИИЖБ. М.
1980. С. 17-21.
203. Мадатян С. А., Тулеев Т.Д., Суриков И.Н., Судаков Г.Н., Натапов А.С. Влия¬
ние геометрических разменров периодического профиля стержневой арсату-
ры на ее механические свойства// Известия вузов. Строительство и архитек¬
тура. 1991. № 3. С. 132-136.
204. Тулеев Т.Д. Особенности работы стержневой арматуры серповидного профи¬
ля в преднапряженных железобетонных элементах. Дис. канд. техн. наук,
М., НИИЖБ 1992. 239 с.
205. RILEM/CEB/FIP. Recommendation on reinforcement steel for reinforced conc¬
rete. RC6. Bond Test for renforcement steel. 2. Pull-out tests. May. 1983. 8 p.
206. Терин В.Д., Банзекуливахо М.Ж. Изгибаемые элементы с арматурой серпо¬
видного профиля// Матералы Республиканской научно-технической кон¬
ференции — Минск, 1991. — С. 51-53.
207. Банзекуливахо М.Ж. Прочность по нормальным сечениям, трещиностой-
кость и деформативность изгибаемых железобетонных элементов с рабочей
253
арматурой серповидного профиля. Автореферат диссертации
канд.техн.наук, Минск. 1997. 19 с.
208. НТО НИИЖБ по теме № 10-3.2.11-92. Исследовать свойства и совместную
работу с бетоном стержневой арматуры нового серповидного профиля. М.
1992. 66 с.
209. FIP. Technical report on Prestessing steel: 7. “Test for determination of tendon
transmission length under static conditions”. 1982. 19 p.
210. Мадатян С. А., Суриков И.Н., Тулеев Т.Д. и др. Анкеровка напрягаемой
стержневой арматуры//Бетон и железобетон. — 1990. — № 12. — С. 9-11.
211. Пак Сахара. Деформационные характеристики взаимодействия стержневой
арматуры серповидного периодического профиля с бетоном. Авт. дисс.
канд. техн. наук. Р. Казахстан, г. Тимертау. 1999. 27 с.
212. Назаренко Н.Н. Контактное взаимодействие арматуры и бетона в элементах
железобетонных конструкций. Авт.дисс.докт.техн. наук. МГСУ. М. 1999.
34 с.
213. High-strength fibrous elements for structural application. 1998. FIP commission
2/fib commission № 9. 50p.
254
Содержание
Введение 5
Глава 1. Состояние вопроса и задачи работы 6
Глава 2. Основные свойства и классификация арматуры железобетонных конструкций . 16
2.1. Общие требования 16
2.2. Классификация и терминология 19
2.3. Основные характеристики механических свойств
и методы их определения 23
2.4. Математическое описание диаграммы растяжения (сжатия) 31
Глава 3. Арматура для обычного железобетона (ненапрягаемая) 36
3.1 Введение 36
3.2. Основные сведения по технологии изготовления арматурной стали 39
3.3. Условия поставки арматурной стали 47
3.4. Механические свойства 48
3.5. Заключение 69
Глава 4. Универсальная арматурная сталь повышенной прочности 71
4.1. Введение 71
4.2. Упрочненная вытяжкой арматурная сталь класса А-Шв (А550в) 73
4.3. Горячекатаная арматурная сталь класса А600 (A-IV) 78
4.4. Термомеханически упрочненная арматурная сталь класса А600С (Ат-IVC) . . 89
4.5. Холоднодеформированая арматура повышенной прочности 97
4.6. Обоснование применения в железобетонных конструкциях ненапрягаемой
арматурной стали повышенной прочности 98
Глава 5. Высокопрочная напрягаемая арматура 104
5.1. Введение 104
5.2. Стержневая арматура 105
5.3. Высокопрочная проволока и арматурные канаты 127
5.4. Свойства высокопрочной арматурной стали при различных эксплуатационных
воздействиях 134
Глава 6. Реологические свойства высокопрочной напрягаемой арматурной стали. ... 147
6.1. Состояние вопроса и задачи исследования 147
6.2. Основные теоретические предпосылки расчету релаксации напрягаемой
высокопрочной арматурной стали 152
6.3. Релаксация и ползучесть при механическом способе натяжения 155
6.4. Потери напряжения от релаксации при электротермическом способе
натяжения 165
6.5. Прогнозирование потерь напряжения от релаксации в процессе изготовления и
эксплуатации железобетонных конструкций 170
Глава 7. Влияние предварительного напряжения на механические свойства арматурной
стали 174
7.1. Постановка задачи 174
7.2. Выбор основных предпосылок и разработка расчетного аппарата технической
теории упрочнения 175
255
7.3. Экспериментальное исследование эффектов упрочнения при механическом
способе натяжения 182
7.4. Влияние контактного элекгронагрева на механические свойства напрягаемой
стержневой арматурной стали 189
7.5. Влияние предварительного напряжения электротермическим способом на
механические свойства арматурной стали 196
7.6. Заключение 202
Глава 8. Периодический профиль арматуры 203
8.1. Введение 203
8.2. Влияние геометрических размеров периодического профиля на механические
свойства арматурной стали 209
8.3. Сцепление с бетоном и анкеровка ненапрягаемой арматуры 235
8.4. Влияние геометрических размеров профиля арматуры на прочность,
деформативность и трещинообразование изгибаемых железобетонных
элементов 222
8.5: Длина зоны передачи преднапряжения и совместная работа напрягаемой
арматуры с бетоном 228
8.6. Заключение 235
Глава 9. Перспективы развития арматуры железобетонных конструкций 237
9.1. Общие предпосылки 237
9.2. Высокопрочная напрягаемая арматура 238
9.3. Обычная ненапрягаемая арматура 241
Литература 243
256