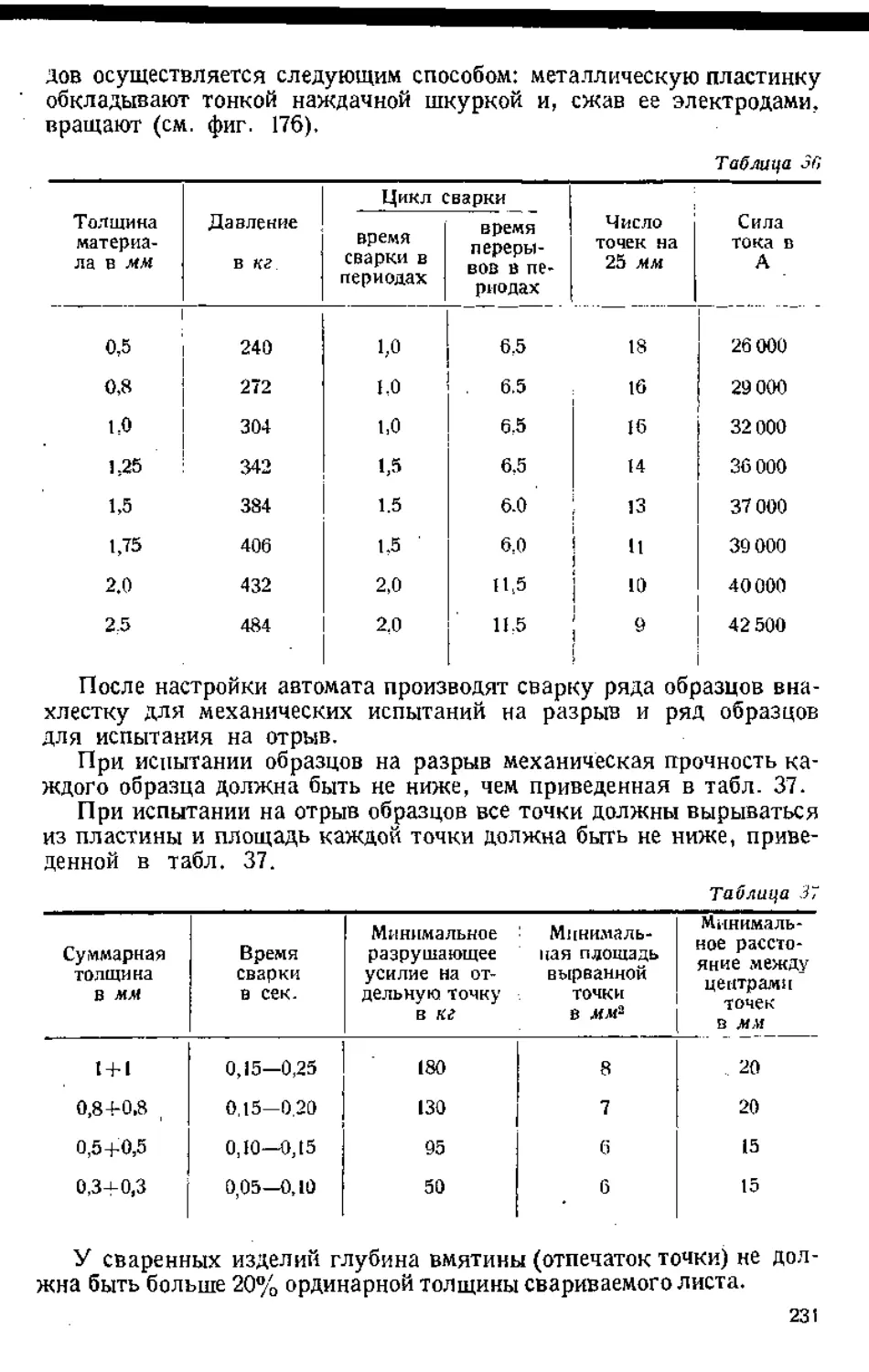
/























































































































































































































































Author: Поплавко М.В.
Tags: сварка самолетостроение самолеты конструирование авиатехника сварочное оборудование авиационные узлы издательство оборонгиз
Year: 1939




Text
ОБОРОНТОЗ 1939
Настоящая книга составлена применительно к программе курса сварки в авиа-
ционных втузах и^предназначается в качестве учебного пособия для студентов
этих втузов.
В книге даются основные понятия о всех видах сварки, применяемых в авиа-
ционной промышленности, оборудовании и технике сварки,
Кроме того, в книге приводятся данные о химическом составе и физико-меха-
нических свойствах сталей и легких сплавов, применяемых в самолетостроении,
и вытекающих отсюда особенностях техники и технологии сварки. Одновременно
с этим дается указание о целесообразности применения того или иного вида
сварки для данного металла. |
В книге также освещены причины образования внутренних напряжений и
способы борьбы с образованием трещин при сварке. |
В данной книге отражены новейшие достижения сварочной техники как у нас,
так и за границей с оценкой их с точки зрения возможности применения их
в самолетостроении. !
Редактор Г. К. X о ломаное Техн, редактор И. М. ЗрЭакин
Изд. те 39. Сдано в набор Ь/11 1939 г. Подл, к печати 31V 1939 г. Индекс Д-60-5-2.
Тираж 6000. Печ. листов ifi. Буи. листов 8. Формат бум. 60 X 92/,.. Уполн. Глав-
лита № А-9937, Учетн.-авт. л. 18,20 . Учета. те 351. Заказ те 389.
Типография Обо роит из а. Киев, Крещатик, те 42.
ПРЕДИСЛОВИЕ
Сварка, как весьма совершенный вид неразъемного соединения
металлов, в настоящее время широко применяется во всех отраслях
промышленности.
Еще недавно, примерно 15 лет назад, сварка применялась только
при выполнении ремонта, теперь она уже находит применение при
изготовлении всевозможных деталей и конструкций из самых разно-
образных Металлов и сплавов и вполне обеспечивает высокое качество
соединения, при высокой производительности сварочных работ.
С течением времени были разработаны и вошли в практику различ-
ные виды сварки. Каждый вид сварки обладает своими специфиче-
скими особенностями (величина зоны нагрева, возможность механи-
зации процесса сварки, универсальность и т. д.). От правильного
выбора вида сварки зависит не только ее качество, но и возможность
применения того или иного металла или сплава. Вопрос этот приоб-
ретает особенную важность в самолетостроении, где применяются
самые различные металлы и сплавы для изготовления деталей слож-
ной конфигурации.
Для правильного выбора вида сварки необходимо знать химиче-
ский состав и физико-механические свойства применяемого металла
или сплава, а также учитывать особенности конструкции сваривае-
мого изделия. Так, например, газовая и дуговая сварки, дающие
хорошие результаты при сварке различных металлов и сплавов, не
могут быть использованы для соединения деталей из жароупор-
ного сплава фуродит. Между тем этот сплав по сравнению со
сталью 18-8 имеет большие преимущества и его широкое применение
весьма желательно, так как в нем отсутствуют импортные присадки.
Только благодаря разработке метода точечной и роликовой сварки
применение этого сплава в сварных деталях становится возможным.
В настоящей книге нами даны основные понятия о сварочном
оборудовании и аппаратуре, технике и технологии сварки и дана
характеристика всех видов сварки, применяющихся в самолетострое-
нии. Кроме того, в книге приводятся физико-механические свойства
основных сталей и легких сплавов, и указаны особенности сварки
этих материалов, а также приводятся сведения о механической проч-
ности сварных соединений этих сталей и сплавов.
С целью ознакомления будущих технологов и конструкторов
с особенностями сварочных процессов в самолетостроении в книге
приведены соответствующие сведения.
Среди конструкторов еще и сейчас наблюдается некоторое недо-
верие к надежности сварных швов, в результате чего ими часто
3
итого количества наплавленного металла. Это значительно удлиняет
сварочный процесс, повышает вес конструкции и вовсе не увеличивает
прочности соединения. Иногда именно из-за этого предрассудка кон-
структоры предпочитают вместо сварки применять механическую
обработку узлов (фрезеровку и пр.), а в последнее время и литье.
Между тем игнорирование сварки всегда чрезвычайно усложняет
производство и увеличивает производственные расходы.
В данной книге нами приводятся основные мероприятия, необхо-
димые для получения высококачественных сварных соединений с тем,
чтобы подчеркнуть возможность использования всех преимуществ
сварки (высокая производительность, небольшая трудоемкость и пр.)
без ущерба для качества продукции.
В Советском Союзе сварка получила особенно широкое развитие.
В специальном постановлении Совета труда и обороны от 27 сен-
тября 1934 г. предусмотрено максимальное внедрение сварки в основ-
ных отраслях промышленности вместо применения клепаных и литых
конструкций. В этом же постановлении говорится об организации
кафедр по сварке во всех металлургических и машиностроительных
втузах, чем в достаточной степени подчеркнута целесообразность
преимущественного использования сварки.
Усовершенствование сварочных процессов и расширение областей
применения сварки принесло с собой стахановское движение. Опыт
передовых сварщиков-стахановцев нашел свое отражение в соответ-
ствующих разделах настоящей книги.
При составлении книги нами использована терминология, разра-
ботанная Комиссией технической терминологии Академии наук
СССР.
В данном труде нами не приводятся методы расчета сварных швов,
так как в настоящее время еще нет общепризнанных методов расчета
их в самолетостроении и, кроме того, этот раздел не предусмотрен
программой курса, утвержденной ГУУЗ НКАП для авиационных
втузов, для которых и предназначена книга.
Автор приносит благодарность проф. К. К. Хренову и С. Т. Киш-
кину, просмотревшим рукопись и давшим ряд ценных указаний.
Авпор
4
ГЛАВА I
КЛАССИФИКАЦИЯ ВИДОВ СВАРКИ И ТИПЫ СВАРНЫХ
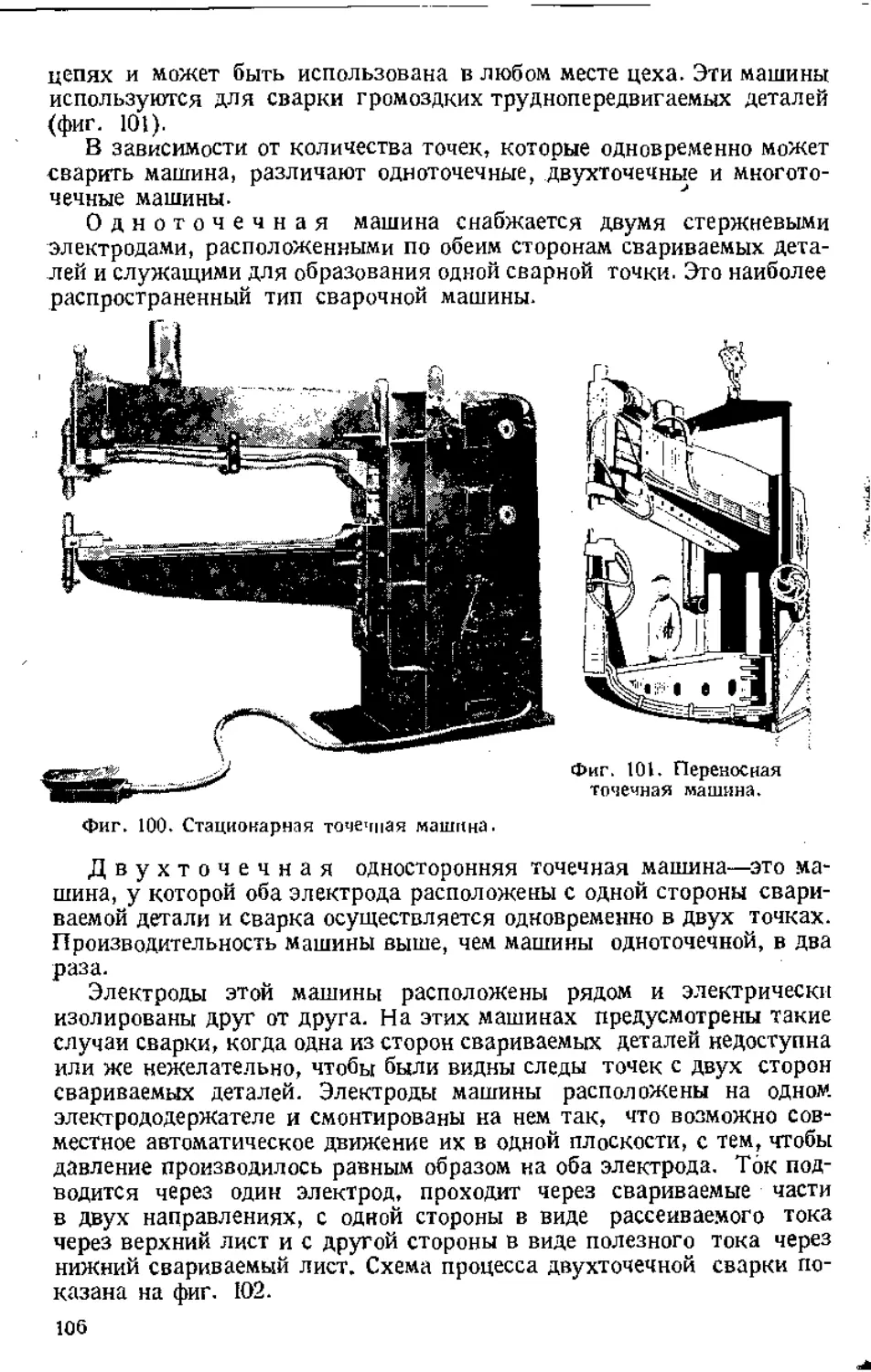
СОЕДИНЕНИЙ
1. ВИДЫ СВАРКИ
Сварка металлов представляет собой способ неразъемного соеди-
нения металлических частей путем местного их нагревания до расплав-
ленного или тестообразного состояния; в последнем случае требуется
некоторое давление для прочного соединения свариваемых металлов.
Благодаря своим технико-экономическим преимуществам по срав-
нению с другими видами соединения металлов (клепка, пайка, болто-
вые соединения и пр.) сварка в настоящее время является одним из
основных видов соединения металлов.
В самолетостроении к сварным конструкциям предъявляются осо-
бенно высокие требования. Конструкции самолета должны обладать
высокой вибрационной устойчивостью, хорошо Противостоять корро-
зии, а ряд деталей, кроме того, обладать высокой ударной вязкостью.
Ни в одной отрасли машиностроения нет такого многообразия
применяемых материалов, как в самолетостроении. Различные физико-
механические свойства этих материалов и наличие деталей сложной
конфигурации и различных толщин соединяемых деталей потребовали
использования самых различных видов сварки, обеспечивающих
в данных условиях наиболее высокое качество сварного соединения.
Для получения высококачественного сварного соединения необ-
ходимо знать свариваемость данного металла и особенности того или-
иного вида сварки.
Под свариваемостью понимается свойство металла давать добро-
качественное соединение при сварке, характеризующееся степенью
непрерывности и гомогенности металла шва и прилегающих ко шву
зон.
В зависимости от используемого при сварке источника энергии
различаются следующие виды сварки:
1) химическая, 2) электрическая, 3) электрохимическая, 4) элек-
тромеханическая и 5) химико-механическая.
В диаграмме (фиг. 1) дается классификация основных видов сварки.
Из перечисленных видов сварки не находят применения в само-
летостроении термитная сварка плавлением и сварка водяным газом.
В процессе сварки подача присадочного металла, а также управ-
ление горелкой или дугой (при дуговой сварке), может производиться
либо от руки, либо автоматически при помощт специальных меха-
низмов.
5
В зависимости от этого различается ручная, полуавтоматическая
и автоматическая сварка:
Ручная сварка — способ сварки, при котором подача
присадочного металла к месту соединения и управление дугой или
горелкой производятся вручную.
Полуавтоматическая сварка — способ сварки, при
котором подача присадочного металла к месту соединения произво-
дится автоматически, а управление дугой или горелкой — вручную.
Автоматическая сварка — способ сварки, при кото-
ром все процессы при сварке производятся автоматически специаль-
ными механизмами. Подача присадочного металла к месту соединения
и управление дугой или горелкой производится автоматически.
Наиболее широкое применение получила ручная сварка. В само-
летостроении она является единственным видом сварки при газовой,
дуговой и атомноводородной сварке.
Автоматическую и полуавтоматическую сварку целесообразной
выгодно применять при сварке продольных швов и швов по окруж-
ности большой длины. В самолетостроении такие швы встречаются
чрезвычайно редко. При сварке сталей они совсем не встречаются,
а при сварке легких сплавов — лишь для баков, у которых сварива-
ются обичайки и приваривается дно газовой сваркой. В этом случае
можно рекомендовать вместо применения полуавтоматической газо-
вой сварки роликовую сварку.
Только при массовом или крупносерийном производстве стальных
деталей с простыми однородными швами можно считать целесообраз-
ным применение автоматической и полуавтоматической сварки.
У нас газовая сварка в настоящее время выполняется только
вручную. За границей существуют полуавтоматические и автомати-
ческие установки для газовой сварки. Например, горелка фирмы
Линде для сварки труб является полуавтоматической горелкой, так
как снабжена приспособлением только для механической подачи
присадочной проволоки.
Значительно бблыиие размеры приобрела механизация сварочного
процесса при дуговой сварке.
2. ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ
В настоящее время применяются следующие типы сварных со-
единений: 1) встык, 2) внахлестку, 3) впритык, 4) угловое, 5) поверх-
ностное и 6) боковое.
1. Соединение встык, т. е. такое сварное соединение, при котором
свариваемые части изделий соединяются своими торцевыми поверх-
ностями.
Соединение встык встречается нескольких видов.
а) О т б oj) тованное соединение, при котором концы соеди-
няемых частей отбортовываются (фиг. 2). Этот вид соединения приме-
няется при толщине металла до 2 леи. Высота бортов равна, примерно,
двойной толщине основного материала. Обычно такое соединение
выполняется без присадочного материала благодаря расплавлению
основного металла сварочным пламенем (газовое). При газовой сварке
7
легких сплавов отбортованное соединение выполняется с присадоч-
ным материалом.
б) Бесскосное соединение, при котором свариваемые края
частей не скашиваются (фиг. 3). Между краями кромок оставляют
зазор, равный от х/в Д° ’/а толщины свариваемого изделия. Зазор
обеспечивает полный провар и предупреждает опасность прожога кро-
мок. Этот вид соединения применяется при толщинах свариваемого
металла от 0,8 до 2,5 мм. Листы толщиной до 2 мм свариваются чаще
Фиг, 2. Отбортованное соединение.
Фиг. 3. Бесскосное соединение.
всего без присадочного материала по способу газовой и атомноводо-
родной сварки. При дуговой сварке бесскосное соединение в самолето-
строении встречается чрезвычайно редко.
в)У-образное соединение, при котором для образования шва
свариваемые части скашиваются с одной стороны (фиг. 4).
Фиг. 4. V-образное соединение.
Фиг. 5. Х-образное соединение.
Угол скоса, т. е. угол, образуемый между скошенными поверх-
ностями шва, меняется от 60 до 90° в зависимости от толщины кромок
и применяемого метода сварки: при дуговой сварке угол составляет
60—70°, при газовой 60—90°, при атомноводородной— около 60°.
Нижние края кромок, так называемые кромки притупления, не ска-
шиваются. Кромка притупления составляет от 1/i до х/3 толщины
материала свариваемого изделия. Кромки притупления предохраняют
торцы свариваемого изделия от сгорания, а также исключают воз-
можность образования шлаковых включений. Между краями кромок
оставляют зазор, который колеблется от х/6до х/4 толщины материала
свариваемого изделия.
г) Х-о б р а з н о е соединение, при котором свариваемые части
для образования шва скашиваются с двух сторон (фиг. 5). Этот вид
соединения применяется для толщин более 12 мм и в тех случаях,
когда сварка может быть осуществлена с двух сторон. Угол скоса
такой же, как и у V-образного соединения, и также меняется в зави-
симости от вида сварки. Кромка притупления колеблется от х/3 до х/8
толщины материала свариваемого изделия.
д) U-o б р а з н о е соединение, при котором свариваемые края
обрабатываются по вогнутой линии. В тех случаях, когда толщина
материала требует применения Х-образного соединения, а практически
такое двухстороннее соединение невозможно, то применяют этот вид
соединения (фиг. 6). При применении этого вида стыкового соединения
возможен удобный доступ сварочной горелкой или электродом к любой
точке по вогнутой линии соединения. U-образное соединение приме-
няют для толщины материала более 20 мм при дуговой и атомноводо-
родной сварке. Кромка притупления равна 2—4 мм. Зазор между
верхними кромками равняется от 1 до 1,5 толщин материала свари-
ваемых изделий.
Фиг. 6. U-образное соединение. Фиг. 7, — -образное двойное соединение.
е) U-образное двойное соединение (фиг. 7) при котором
свариваемые края обрабатываются с двух сторон по вогнутой линии.
Этот вид соединения применяется для толщин больше 25 мм, когда
сварка может быть осуществлена с двух сторон. Этот вид соединения
чаще всего применяется при дуговой электрической сварке. Вели-
чина кромки притупления и зазор между верхними кромками такие же,,
как и в предыдущем соединении.
Фиг. 9. Пробочное соединение.
’Ж
Фиг. 8. Соединение с накладкой.
Фиг. 10. Соединение внахлестку.
ж) Соединение с накладкой — соединение двух ме-
таллических частей, осуществляемое при помощи приварки дополни-
тельной части (накладки), перекрывающей место стыка (фиг. 8). Этот
вид соединения применяется только для сварки сталей при дуговой
электрической сварке с целью усиления прочности сварного шва.
При применении длинных накладок их ширина должна быть в 10—
12 раз больше толщины листа привариваемой накладки. Для того
чтобы накладки не отставали от основного листа, применяется про-
бочное соединение (фиг. 9).
2. Соединение внахлестку представляет собой такое сварное соеди-
нение, при котором боковые поверхности металлических изделий ча-
стично перекрывают друг друга. Указанное соединение широко при-
меняется при точечной сварке и, в частности, при сварке легких
сплавов (фиг. 10). Для удлинения периметра сварного шва иногда
обрабатывают верхний лист по синусоидальной кривой.
9
Ширина нахлестки зависит от толщины свариваемого изделия и
устанавливается обычно по следующей формуле:
I = 3 8 -J- 5 .М.М,
где 8 — толщина листа,
I — ширина нахлестки.
Разновидностью соединения внахлестку является совмещен-
ное соединение, при котором одна
УглаЙпй шой
свариваемая часть отгибается
таким образом, чтобы какая-
либо из ее боковых поверхно-
стей служила продолжением
боковой поверхности другой
части (фиг. 11).
Фиг, 11. Совмещенное соединение,
3. Соединение впритык
(фиг. 12), или тавровое со-
единение, представляет собой
сварное соединение, при
котором торец одного из ме-
таллических изделий соеди-
няется с боковой поверх-
ностью другого. Указан-
ное соединение очень широко
применяется в самолетострое-
нии для сталей различных
толщин. Для сварки легких
сплавов указанное соединение
не применяется. При газовой
атомноводородной сварке
кромок
— скашивание с двух
ФигЛ12. Соединение впритык.
И
стали толщиной выше 2 мм предусматривают скашивание
•с одной стороны, а при толщине выше 10 мм
сторон. Угол скоса обычно равен 55—65°.
Фиг. 13а, Угловое двух-
стороннее соединение.
Фиг. 13- Угловое одно-
стороннее соединение.
4. Угловое соединение — это такое сварное соединение, при кото-
ром части изделий свариваются под углом и соединяются по кромкам.
Оно бывает односторонним и двухсторонним, В первом случае сварной
шов располагается с одной стороны (фиг. 13), во втором — сварные
10
швы расположены с двух сторон. Этот шов применяется в тех случаях,
когда прочность одностороннего соединения недостаточна (фиг. 13а).
5. Поверхностное соединение — это вид сварного соединения, при
котором одно изделие своей боковой поверхностью соприкасается
с боковой поверхностью другого.
Фиг. 14. Боковое соединение. Фиг. 14а. Бортовое соединение.
6. Боковое соединение представляет собой соединение двух, сопри-
касающихся своими боковыми поверхностями листов, при котором
сварка осуществляется по смежным торцам. Боковое соединение широ-
ко применяется в самолетостроении для различных толщин сталей при
газовой и атомноводородной сварке (фиг. 14). Кроме того, оно может
быть также использовано при дуговой сварке угольным электродом.
Разновидностью бокового соединения является бортовое со-
единение, при котором отбортованная часть одного листа сопри-
касается с боковой поверхностью другого (фиг. 14а). Бортовое соеди-
нение часто применяется при точечно-линейной (роликовой) сварке
как сталей, так и легких сплавов.
3. ВИДЫ СВАРНЫХ швов
Сварной шов есть часть сваренного металлического изделия, обра-
зовавшаяся в месте сварки и характеризующаяся структурой, отлич-
ной от структуры основного металла изделия-
Структура сварного шва при сварке с применением механического
усилия или после специальной дополнительной обработки (механи-
ческой, термической и т. д.) может измениться вплоть до полного
совпадения со структурой основного металла, причем в некоторых
случаях совершенно исчезают границы между металлом шва и основ-
ным металлом.
В зависимости от видов соединений различают угловые (фиг. 8,
10, 11, 12, 13) и стыковые швы (фиг. 2, 3, 4, 5, 6, 7).
В зависимости от расположения сварного шва к направлению
действующего усилия различают:
1) лобовой шов, который располагается нормально к направлению
действующего усилия (фиг. 15);
2) фланговый шов, располагающийся параллельно направлению
действующего усилия (фнг. 16), и
3) косой шов, располагающийся под углом к направлению дей-
ствующего усилия (фиг. 17).
и
Фиг. 15. Лобовой шов.
Фиг. 17. Косой шов.
Фиг. 18. Нормальный шов.
12
Фиг. 19. Вогнутый шов.
Фиг. 20. Выпуклый’шов.
Фиг, 21. Горизонтальная сварка. Фиг, 22. Вертикальная
сварка.
Фиг. 23. Нижняя сварка.
13
По форме поперечного сечения различают следующие виды швов:
1) нормальный шов, т. е. шов, у которого действительная высота
вна расчетной высоте шва; под расчетной высотой шва понимают
нейный размер в поперечном сечении шва, вводимый для расчета
;ов (фиг. 18);
2) вогнутый шов, т. е. шов, у которого геометрическая (действи-
чьная) высота меньше высоты нормального шва (фиг. 19);
: 3) выпуклый шов, т. е. шов, у которого геометрическая (действи-
пьная) высота больше высоты нормального шва (фиг. 20).
Фиг. 24. Верхняя сварка.
у Кроме перечисленных видов швов, бывают еще так называемые
| н епрерывные швы, когда шов тянется без разрывов по всей
' своей длине, и швы прерывные, имеющие разрывы по своей
(длине.
Способы наложения сварных швов бывают различны, в зависимости
от чего различают следующие виды сварки:
! 1) сварка горизонтальная, при которой сварной шов располагается
. горизонтально на вертикальной поверхности свариваемого изделия
j.i (фиг. 21);
Л 2) сварка вертикальная, при которой сварной шов располагается
1. в процессе выполнения вертикально (фиг. 22);
। 3) сварка нижняя, при которой вольтова дуга, или сварочное
пламя, находится над свариваемыми частями (фиг. 23), и
' 4) сварка верхняя (потолочная сварка); при этой сварке вольтова
[ дуга, или сварочное пламя, находится под свариваемыми частями
(фиг. 24).
Из перечисленных видов наибольшее распространение имеет
I нижняя сварка.
I
।
ГЛАВА 11
ГАЗОВАЯ СВАРКА
1. ГАЗЫ ГЛЯ ГАЗОВОЙ СВАРКИ
Газовая сварка является одним из видов химической сварки, т, е.
такой, при которой используется тепло, выделяющееся в результате
протекания химической реакции.
При газовой сварке для нагревания соединяемых в расплавленном
состоянии металлических частей непосредственно используется теп-
лота сгорания горючих газов, развивающих пламя высокой темпера-
туры (до 3100 — 3300° С). Пламя газовой горелки нагревает место
соединения до расплавления. В момент расплавления присаживается
сварочный пруток, который также плавится и образует вместе с рас-
плавленным металлом сварное соединение.
В зависимости от рода используемого горючего для получения^
пламени различают следующие виды газовой сварки:
1) ацетиленовая сварка (ацетилен),
2) водородная сварка (водород),
- 3) бензоловая сварка (пары бензола),
4) бензиновая сварка (пары бензина) и
5) сварка светильным газом (светильный газ).
В авиационной промышленности находят применение только два;
вида газовой сварки, а именно: ацетиленовая и водород-
ная сварка.
а. Ацетилен
Ацетилен (С2Н2) по своим физико-химическим свойствам обладает
большими преимуществами перед другими горючими газами и поэтому
особенно широко применяется при газовой сварке в авиационной
промышленности. В других отраслях промышленности в последнее
время наблюдается тенденция к его замене смесью ацетилена со
светильным газом, а также парами бензина и бензола.
Ацетилен легче воздуха и кислорода; 1 ма ацетилена при 0° и дав-
лении 760 льи рт. ст. весит 1,179 кг. При нормальном атмосферном
давлении и температуре ацетилен находится в газообразном состоянии.
При наличии ацетилена в количестве более 3% в смеси с кислородом
и воздухом образуется смесь, которая при зажигании взрывается
с большой силой. Воспламенение ацетилена происходит при
420—430° С. Температура сгорания ацетилена с кислородом находится
в пределах 3100—3300°.
15
При длительном соприкосновении ацетилена с красной медью и
серебром он образует ацетиленистую медь и ацетиленистое серебро,
которые взрываются при нагреве до 110—120° или при сильном ударе.
Ввиду этого для аппаратуры ацетиленовой сварки применяют не крас-
ную медь, а сплавы с содержанием меди не более 60—65%.
Нагревание ацетилена до 400—500° и одновременное повышение
давления его до 1,5—1,6 ат приводят ацетилен к расщеплению на
углерод и водород с большим выделением тепла. При этом может про-
изойти взрыв газа с повышением температуры до 2500—3000° и повы-
шением давления в 10—11 раз.
Для сварочных работ ацетилен получается из карбида кальция,
который добывается в дуговых электрических печах путем сплав-
ления 100 частей извести с 60 частями кокса или каменного угля.
Карбид кальция разрешается хранить только в герметически закры-
тых металлических сосудах, так как он энергично поглощает влагу
из воздуха. Соединяясь с водой, карбид кальция образует ацетилен,
который в соединении с воздухом составляет сильно взрывчатую
смесь. Поэтому раскупорка барабанов с карбидом должна произво-1
диться осторожно, без ударов, чтобы не вызвать взрыва.
Промышленное получение ацетилена осуществляется в особых
генераторах путем взаимодействия карбида кальция с водой. Из
этих аппаратов ацетилен подается к месту работы по трубопроводу.
Реакция образования ацетилена из карбида кальция и воды про-
текает с выделением значительного количества тепла (до 450 калорий)
по следующему уравнению:
СаСг + 2(Н3О) = С3Н2 + Са (ОН)2;
Количество ацетилена, выделяемого 1 кг карбида кальция, должно
равняться 300 л, но так как технический карбид кальция обычно
содержит в себе от 10 до 14% примесей -и процесс разложения
протекает несовершенно, то удается получать только 240—270 л ।
ацетилена. I
Из примесей в ацетилене вредное влияние на качество сварного :
шва могут оказать сероводород, фосфористый водород и аммиак,
поэтому они обязательно Должны быть удалены из ацетилена. Эти I
примеси оказывают вредное влияние не только на качество сварного ;
шва, но прежде всего на органы дыхания и зрения сварщика. !
Сероводород при сгорании дает серную кислоту, а сера при переходе
в сварной шов делает его красноломким. Присутствие сероводорода
в пределах до 0,007% не оказывает вредного влияния на прочность
сварного шва.
Для удаления сероводорода из ацетилена последний пропускается
через воду, где сероводород растворяется. Наличие сероводорода
в струе ацетилена определяется с помощью куска фильтровальной
бумаги, смоченной в растворе хлористой ртути; при наличии серо-
водорода бумага белеет.
Фосфористый водород при сгорании дает фосфорную кислоту;
фосфор, переходя в сварной шов, делает его хладноломким. Присут-
ствие фосфористого водорода ₽ пределах 0,027% не оказывает вред-
ного влияния на прочность'Сварного, шва-
1« *
Для удаления фосфористого водорода химическим путем приме-
няются особые очистительные массы, например гератоль, представ-
ляющий собой массу желтого цвета; изменение желтого цвета массы
в зеленый цвет указывает, что химическое действие очистительной
массы прекратилось.
Наличие в струе ацетилена фосфористого водорода определяется
с помощью куска фильтровальной бумаги, смоченной в десятипроцент-
ном растворе азотнокислого серебра. При содержании в ацетилене
0,01% фосфористого водорода бумага принимает отчетливую светло-
желтую окраску; если же количество его превышает норму (0,02%),
то бумага темнеет.
Очистка ацетилена от аммиака осуществляется так же, как и от
сероводорода, т. е. промывкой водой.
В тех случаях, когда сварочные работы производятся на временных
установках, пользуются небольшими переносными аппаратами-гене-
раторами или же баллонами с растворенным ацетиленом. Во избе-
жание взрыва давление в баллонах не должно превышать 16 ат.
Ацетилен хорошо растворяется в ацетоне. При сжатии раствори-
мость увеличивается пропорционально давлению. Баллон для хране-
ния ацетилена заполняется массой, состоящей из активированного
.древесного угля; эта масса пропитывается ацетоном. В баллоне ем-
костью в 40 л вмещается 6 л<3 ацетилена.
б. Водород
Водород представляет собой газ без цвета, вкуса и запаха; он легко
воспламеняется и горит. Соединяясь с кислородом, водород образует
пламя температуры порядка 2000—2500° С, которое может быть
использовано при сварке сплавов небольших толщин (5 льи).
Водород в смеси с кислородом (при наличии 3% водорода) и воз-
духом (при наличии от 9,5 до 66%) образует сильно взрывчатую смесь.
Воспламенение водорода в кислороде происходит при 397° Сив воз-
духе при 410° С.
Водород добывают следующими способами: 1) путем электролиза
воды и 2) контактным способом, для чего пропускают пары воды через
железо.
Полученный водород собирается в баллоны, где он и находится
под давлением в 150 ат или по трубопроводу направляется в свароч-
ный цех.
в. Кислород
Кислород при нормальной температуре и нормальном атмосфер-
ном давлении является газом без цвета, запаха и вкуса. При темпе-
ратуре 182,8°С и давлении 760 мм кислород превращается в прозрач-
ную синеватую жидкость. Один литр жидкого кислорода весит
1,446 кг и дает 800 л газообразного. Существует два способа промыш-
ленного получения кислорода: 1) из воздуха, методом глубокого ох-
лаждения или ректифика^е1^жнДкШ (гтездуха, и 2) из воды, методом
электролиза. Чистотд Кислорода1 рЫня^тся, приадедвр*.
Паштавяо- 389-a / **' Ь К. £ J Р 6? f [ • '*••! i. \
Полученный из воздуха кислород обычно содержит примесь азота}
который снижает температуру горения. Содержание азота в кислород^
до 1% понижает производительность газовой сварки на 1,5—3,5% |
Механические свойства сварного шва ухудшаются, если загрязнен}
ность кислорода превышает 8%.
2. ГАЗОВОЕ ПЛАМЯ
I
а. Ацетиленовое пламя
При выходе из наконечника горелки ацетилено-кислородная смесь
обладает высокой теплотворной способностью. Теплотворная способ-
'Фиг. 25. Схема ацетиленового пламени.
л—не it тральное ацетиленовое пламя, б—пламя с иа-
бытном ацетилена, е — пламя с избытком кислброда.
ность ацетилена при 0° С
и давлении 760 мм 11470 кал
(на 1 ж3), при сварке же
используется до44% тепла
В фокусе пламени горелки
развивается температура в
3 100—3300° С.
Полное сгорание аце-
тилена должно протекать
по химическому урав-
нению:
2СгН2 -Т эО2 =
= 4СО, + 2Н,,О.
Из этого уравнения
видно, что на единицу
объема ацетилена требу-
ется 2,5 единицы кисло-
рода.
Практически сгорание
ацетилена протекает в двг
этапа, которые можно выразить следующими двумя уравнениями:
СЙН2 + О, = 2СО + Н2,
2СО — П2 ; 1,5О2 = 2СО, -J- Н2О.
Из уравнения, характеризующего первый этап горения ацетилена,
видно, что количества кислорода и ацетилена равны по своему объему,
В действительности же для горения в первом этапе требуете?,
некоторый избыток кислорода. Во втором этапе горения ацетилена
кислород берется из воздуха.
В зависимости от соотношения кислорода и ацетилена' будут
меняться характер пламени и его свойства.
При соотношении кислорода к ацетилену, равном от 1,1 до },2,
весь подведенный к горелке кислород пойдет на сжигание С в СО
и части водорода в НгО. В этом случае происходит полное сгорание
смеси и получается так называемое нейтральное пламя, обест
печивающее наиболее высокое качество сварки (фиг. 25). Оно состоЩ
из трех частей. Первая часть (фиг. 26) имеет вид белого конуса, кото
)в I
рый по внешнему виду представляет собою ослепительно бЬлый стер-
жень с округленным концом. В небольших горелках порядка номеров
Он 1 эта часть тлеет форму ко-
нического стержня.
Вторая часть, окружающая
первую в виде ореола, называ-
ется восстановительной зоной.
Третья часть пламени окру-
жает первые две; она называе-
тсдвторичным пламенем или обо-
лочкой и имеет вид широкого и
длинного факела желто-красно-
го цвета.
Размеры каждой зоны пла-
мени меняются в зависимости от
величины горелки.
Ниже, в табл. ], дан размер
первой зоны части пламени в
зависимости от номера горелки
и толщины свариваемого мате-
риала.
Фиг. 26. Схема строения нейтрального
пламени.
Таблица 1
№ наконечника О
I
1 2 i 3
Толщина свариваемого
металла в мм . . .
Расход ацетилена в л(чвс
Расход кислорода В л/час
Приблизительная длина
ядра пламени в мм .
0.5—1
75
90
6
1—2
150 '
180
8
2—4
300
360
12
4—6
500
600
15
6—9
750
900
9-1414—20 20—30
Г200 1700
1400 2000
2500
3000
17 19 21 23
При соотношении кислорода и ацетилена, равном или большем
i,2, будет иметь место некоторый излишек кислорода в газовой смеси,
в результате чего пламя будет окислительным.
Этот излишек кислорода имеется как в первой, так и во второй
частях пламени. Он окисляет свариваемый металл, в результате
чего получается низкое качество сварки. Изменение пламени в сторону
окислительного можно узнать по внешнему виду: длина пламени
уменьшается, внутреннее ядро становится короче и пламя окраши-
вается в фиолетовый цвет.
Практика показала, что при сварке конструкционных сталей
нейтральным пламенем имеет место незначительное выгорание при-
месей, благодаря чему обеспечивается получение высококачествен-
ного шва. Такой шов обладает полным проваром и безукориз-
ненным соединением между основным и наплавленным металлом.
Сварной металл, полученный при -сварке нейтральным пламенем,
чист, не имеет шлаковых включений, окислов и налета в виде сажи.
19
1
Очень редко внешний вид такого сварного шва имеет следы окисли-
тельного и науглероживающего пламени.
Избыток кислорода в горючей смеси ускоряет процесс горения
сварки.
При избытке кислорода в горючей газовой смеси всегда остается
некоторое количество свободного кислорода, сохраняющееся как
в первой, так и во второй зоне пламени. Таким образом создаются
условия к сильному окислению как присадочного металла, так и той
зоны основного металла, которая прилегает к сварному шву.
При сварке сталей опасным является окисление железа, т. е. обра-
зование закиси железа; последняя способна растворяться в жидких
шлаках и в жидком металле.
Сильное окисление металла приводит к образованию пленок окиси
и шлака, которые препятствуют полному сплавлению основного ме-
талла с присадочным, т. е. имеет место непровар.
При избытке кислорода происходит в процессе сварки выгорание
углерода, в результате чего наблюдается обезуглероживание. Обра-
зующаяся окись углерода не успевает улетучиться из жидкого металла
и остается в шве в виде мельчайших раковин и пор. При этом наблю-
дается сильное кипение и разбрызгивание металла.
Избыток кислорода вызывает выгорание не только углерода, но и j
других компонентов, как то: хрома, марганца, кремния и др., что, и
конечно, сказывается на понижении механических свойств металла
свариваемого изделия. Избыток кислорода в пламени свыше 20%я
нормы сказывается на понижении коэфициента крепости и удлинения. Я
Кроме избытка кислорода, в газовой горючей смеси может иметь Я
.место и его недостаток. При соотношении кислорода к ацетилену,Я
равном или меньшем единицы, будет иметь место недостаток кислорода;Я
тогда при сжигании смеси мы получим так называемое науглеро-Я
живающее пламя. Вследствие недостатка кислорода имеет место "
неполное сгорание, в результате чего во второй зоне пламени находится
свободный углерод. При расплавлении металла последний поглощает .
этот свободный углерод, т. е. происходит науглероживание металла. ‘
. При избытке в пламени ацетилена, оно получается длиннее ней-
трального пламени и приобретает оранжево-красный цвет. Ядро пла-
мени теряет свой ослепительно-белый цвет и сливается со следующей <
зоной пламени.
Науглероживающее пламя благодаря восстановительному харак-
теру пламени не вызывает таких видимых дефектов, как окислитель-
ное пламя. Шов, выполненный при работе науглероживающим пла-
менем, характеризуется отсутствием окислов металла; даже больше
того, существовавшие окислы железа, марганца и др. при наличии
в пламени свободного углерода и водорода разрушаются и элементы
эти восстанавливаются, Такие швы свободны от раковин и шлаковых
включений и обладают хорошим проваром. Сварной металл чист,
а смежные зоны покрыты налетом в виде сажи.
Но вместе с тем шов, выполненный науглероживающим пламенем,
почти что всегда имеет трещины. Такой дефект шва считается очень
серьезным, и сваренная деталь бракуется. Необходимо заметить,
20
что чем больше избыток ацетилена, тем больше размер этих трещин.
Обычно трещины эти располагаются в зоне соединения основного и
сварного металла и идут вдоль сварного шва. Образование таких
трещин является результатом большой хрупкости сварного металла
вследствие науглероживания.
Опытный сварщик может достигнуть хорошего провара и при сварке
науглероживающим пламенем. Однако, при такой сварке уменьшается
скорость сварки, что может привести к перегреву сварного соединения.
Избыток ацетилена в пламени снижает коэфициент крепости ос-
новного металла и особенно резко уменьшает коэфициент удлинения.
Выше нами указывалось, что вследствие нагрева наконечника
инжекторной горелки происходит при сварке изменение соотношения
смеси и пламя перестает быть нейтральным, а становится окислитель-
ным. Во избежание этого в начале сварочного процесса следует при-
держиваться более низкого соотношения смеси, близкого к нижнему
пределу.
б. Водородное пламя
Теплотворная способность водорода ниже, чем у ацетилена. Она
равняется от 2573 до 3070 кал (на 1 ж3). В фокусе пламени горелки
развивается температура до 2000—2100° С.
Полное сгорание водорода протекает по уравнению:
Н2+0 = Нй0.
При вышеуказанной температуре происходит диссоциация пара;
освободившийся при этом кислород окисляет свариваемый материал.
Во избежание этого дают обычно избыток водорода. На практике
горение протекает по следующей химической формуле:
4 Н2 4- О» = 2Н,0 + 2Н,.
Эта смесь газов соединяется с кислородом воздуха по формуле::
2Н..О + 2Н., | С).2-- 4Н.,О.
Водородное пламя подобно ацетиленовому имеет три зоны: пер-
вая — центральное ядро, состоящее из смеси водорода и кислорода,
не вступивших в реакцию; вторая — обладающая наиболее вы-
сокой температурой, в которой происходит горение водорода и кисло-
рода; третья — наружная зона, окружающая первые две. В ней
происходит сгорание избытка водорода в воздухе.
В отличие от ацетиленового пламени зоны водородного пламени
трудно различаются друг от друга по внешнему виду, что затруд-
няет регулирование пламени.
В зависимости от соотношения поступающих газов, водородно-
кислородное пламя может быть: 1) нейтральным — при пра-
вильном соотношении газов (объемное соотношение 4:1), 2) окис-
лительным — при избытке кислорода и 3) восстановитель-
ным — при избытке водорода.
Нагрев металла должен осуществляться второй зоной водород-
ного пламени. Если слишком приблизить пламя к свариваемой
21
поверхности и нагрев осуществлять первой зоной, то на поверхности
металла образуется темное пятно. В этом случае на металл действует
холодная смесь кислорода и водорода, и, следовательно, нужно ото-
двинуть горелку.
Интенсивность как ацетиленового, так и водородного пламени
ослепляет сварщика, затрудняя работу, и вредно отражается на его
зрении. Поэтому при работе сварщику необходимо пользоваться спе-
циальными очками, которые вместе с тем служат защитой глаз от
брызг металла.
3. ПРИСАДОЧНЫЕ МЕТАЛЛЫ ДЛЯ ГАЗОВОЙ СВАРКИ
Присадочным металлом называется металл, подводимый к месту
соединения свариваемых изделий извне и расплавляемый для образо-
вания сварного шва.
В зависимости от сорта свариваемого материала используют соот-
ветствующий присадочный металл.
При сварке стали целесообразно использовать малоуглеродистую
проволоку с содержанием углерода не более 0,15%. При более высо-
ком содержании углерода в процессе сварки имеют место разбрызги-
вание и сильное кипение сварочной ванны, что отрицательно влияет
на качество сварного шва.
Повышенное содержание фосфора в сварочной проволоке (выше
0,05%) сказывается на понижении вязкости и пластичности металла.
То же самое замечается при повышенном содержании серы выше
0,04%.
Для повышения механических свойств сварного шва применяют
сварочную проволоку со специальными присадками, как то: марга-
нец, хром, кремний, молибден и др.
При сварке легких сплавов применяют проволоку, по своему
химическому составу близкую к основному материалу.
Для улучшения плавкости сварочной проволоки используются
флюсы, т. е. реагенты, которые уничтожают вязкую пленку окиси
алюминия и тем самым облегчают расплавление проволоки. С увели-
чением толщины свариваемого изделия увеличивается и диаметр при-
садочного металла, колеблющийся от 1,5 до 8 млс. При сварке малых
толщин наиболее часто применяется сварочная проволока с диа-
метром в 1,5—3 мм.
4. АППАРАТУРА ДЛЯ ГАЗОВОЙ СВАРКИ
а. Баллоны
Кислородный баллон представляет собою металлический сосуд
цилиндрической формы, служащий для хранения и перевозки газо-
образного кислорода, находящегося под давлением. Верхняя часть
баллона заканчивается конусообразной горловиной, на которую на-
винчивается предохранительный колпак. В горловине имеется отвер-
стие с конической резьбой, куда ввертывается вентиль для регулиро-
вания выхода газа из баллона, имеющий предохранительный колпак.
На нижнюю часть баллона насажен башмак, служащий опорой при
22
вертикальной установке баллона. Баллоны окрашиваются в синий
цвет (фиг. 27). Кислородные баллоны изготовляются емкостью, при-
мерно, в 40 л. Вес баллона достигает 68 кг.
Ацетиленовый баллон — это металлический сосуд цилиндриче-
ской формы, заполненный пористой массой, пропитанной ацетоном;
он служит для перевозки и хранения растворенного ацетилена под
давлением (фиг. 28). Растворенный ацетилен находится в баллоне
под давлением не более 16 ат. Ацетиленовые баллоны окрашиваются
Фиг. 27. Кислородный
баллон.
Фнг. 28. Ацетилено-
вый баллон.
в белый цвет. В сферической части аце-
тиленового баллона имеется горловина, в
которую ввертывается ацетиленовый вен-
тиль.
Водородные баллоны имеют такую же
конструкцию, как и кислородные; они
рассчитаны на такое же давление, как и
кислородные, и имеют одинаковый с по-
следними вес. Эти бал-
лоны окрашиваются в
красный цвет или имеют
три красных полоски.
В процессе эксплоа-
тации от частых напол-
нений и опорожнений,
а также от толчков и
ржавления стенки бал-
лонов изнашиваются и
делаются значительно
тоньше установленных
размеров, вследствие
чего самый баллон ста-
новится непригодным.
Кислородные, ацети-
леновые и водородные
баллоны должны перио-
Дически, не реже одного раза в три года, подвергаться определенным
испытаниям для выяснения их пригодности к дальнейшей работе.
Дата проверки ставится на каждом испытанном баллоне.
При наполнении баллонов допускаются следующие давления:
для кислорода и водорода до 150 ат, а для растворенного ацетилена —
до 16 ат.
При ударах и толчках это давление сильно повышается, вследствие
чего может произойти взрыв баллона. Поэтому транспортировку бал-
лонов нужно производить чрезвычайно тщательно, избегая толчков
и ударов баллонов один о другой. Запрещается перекосить баллоны
на руках, чтобы избежать возможности падения и взрыва баллона.
Особенную опасность взрыва представляют баллоны с кислородом
и водородом,
Арматура кислородных баллонов не должна содержать просален-
ных и промасленных частей или прокладок, так как смазочные веще-
ства в соединении с кислородом развивают большое количество тепла.
23
вследствие чего возможно самовозгорание промасленных прокладок
и взрыв баллона.
Обезжиривание деталей производится чистым авиационным бен-
зином, затем детали промываются в воде и сушатся.
Баллоны с сжатыми и сгущенными газами должны храниться
в специально оборудованных сухих вентилируемых помещениях,
удаленных от складов горючих материалов.
Баллоны не должны помещаться вблизи нагревательных приборов
и подвергаться действию прямых лучей солнца.
Не допускается совместное хранение баллонов для кислорода
с карбидом кальция, а также с баллонами с водородом и ацетиленом.
Фиг. 29. Вентиль.
б. Вентили ;
Как сказано ранее, в горловину баллона ввинчивается вентиль
(фиг. 29), служащий для регулирования расхода газа, а равно и для
укрепления соответствующей арматуры (редук-
тора). В зависимости от применяемого газа
различают кислородный, водородный и ацети-
леновый вентиль.
Необходимо тщательно осматривать вентиль,
наблюдая за тем, чтобы он не был загрязнен
маслом или жирами. Это относится к вентилям
кислородных баллонов; кислородный баллон
с жировыми загрязнениями отправляется об-
ратно на завод.
Для проверки исправности вентиля его сле-
дует открыть без помощи какого-либо инстру-
мента, коротким движением маховичка: если
вентиль неисправен, то он не откроется и газ не
получит выхода из баллона; такой баллон так-
же возвращается на завод.
При работе при низких температурах или же
при большом расходе кислорода часто имеет
место замерзание вентиля. Отогрев вентиля
можно производить при помощи тряпок, намоченных в горячей
воде; использование какого-либо пламени для отогрева вентиля
воспрещается.
в. Редукторы
Л рименяемые для сварки газы поступают к месту работы с избыточ-
ным давлением; поэтому в процессе сварки приходится регулировать
давление, снижая его с помощью специальных приборов, так называе-
мых редукторов.
В зависимости от применяемого газа различают кислородные,
водородные и ацетиленовые редукторы.
Кислородный и водородный редукторы навинчива-
ются на вентиль при помощи накидной гайки. Ацетилено вы й
редуктор прикрепляется к ацетиленовому вентилю при помощи хо-
мута, снабженного упорным винтом.
24
I
Кислородные редукторы устанавливаются для каждого сварочного
поста и, кроме того, устанавливаются на магистралях или рампах.
Фиг. 30. Общий вид одноступен-
чатого редукционного вентиля.
Фиг. 30а. Общий вид двухступенчатого
редукционного вентиля.
Камерн ниакага
Мления
Я foaoi кеа
f'Мембрана
Главная nptpfcuna
Газ из Галлона
Задорная пруПиМ!
, Камера высокого-
*' Мления
В первом случае используется так называемый постовой кис-
лородный редуктор, устанавливаемый на трубопроводе
или укрепляемый на баллоне и обслу-
живающий один сварочный пост. Во
втором случае используется централь-
ный кислородный редуктор, устанав-
ливаемый на магистралях или рампах,
предназначенных для питания кисло-
родом сварочных цехов.
В зависимости от числа камер
редукторы бывают одноступенчатые и
Двухступенчатые. В одноступенчатом
редукторе (фиг. 30) снижение давле-
ния происходит путем одновременного
расширения газа, а в двухступенча-
том, или двухкамерном,— путем его
последовательного расширения в ка-
мерах (фиг. 30 в).
В одноступенчатом ре-
дукторе при выходе газа из узкого
пространства вентиля баллона газ
увеличивает свой объем в камере
редуктора и тем самым снижается давление выходящего газа. При
Фиг. ЗОб. Схема одноступенчатого
редукционного вентиля.
вращении маховичка редуктора специальная пружина нажимает на
мембрану в редукторе; мембрана прогибается и, приоткрывая клапан
высокого давления, пропускает газ в камеру редуктора. Регулировка
давления газа производится поворачиванием маховичка. Камера вен-
•&
тиля связана с трубопроводом или шлангом, в которые газ поступает
с необходимым рабочим давлением.
При снижении давления кислорода со 150 ат до рабочего давления
в 3 ат наступает сильное снижение температуры, могущее вызвать
замерзание вентилей и редукторов, так как в газообразном кислороде
содержится влага. Для борьбы с этим явлением ранее применяли подо-
гревание кислорода путем подогрева редукторов тряпками, смочен-
ными в горячей воде, электрическими подогревательными аппаратами
и др. В настоящее время уже имеются новые конструкции редукторов,
исключающие возможность замерзания.
Особенность этих конструкций заключается в том, что интервал
редуцирования газа разделен на две ступени. Этим самым избегается
резкое, падение температуры и, следовательно, устраняется возмож-
ность замерзания. Такой редуктор представляет собой как бы два
26
редукционных вентиля с двумя редукционными клапанами и двумя
редукционными камерами. В таком редукторе снижение давления
совершается плавно, без толчков, что обеспечивает не только отсут-
ствие замерзания, но и поддержание постоянной величины установ-
ленного рабочего давления.
Двухступенчатый редуктор (фиг. ЗОв) действует сле-
дующим образом.
Первой ступенью понижения давления служит вентиль А, пони-
жающий давление до 5—7 ат. Он состоит из редуцирующего клапана 1,
штифта 2, мембраны 3, пружины 4, установочного винта 5, манометра
высокого давления б, указывающего давление в рампе. Давление
после первой ступени редуцирования показывает манометр 7.
Вторая ступень редуктора снижает давление кислорода до 3 ат.
Регулятором Б поддерживается постоянное давление в трубопроводе,
а манометр 8 отмечает давление в нем. Если в камере регулятора
давление возрастает, то мембрана 9 поднимается вверх, прикрывая
клапан 10 до тех пор, пока в камере не установится прежнее давле-
ние. Степень открытия клапана 10, следовательно, и величина давле-
ния в трубопроводе зависят от количества грузов 11, надетых на
стержень регулятора Б.
Общий вид редуктора показан на фиг. 30а. У нас в СССР редук-
торы этого типа изготовляются на заводах ВАТ.
г. Газификаторы
Так как использование баллонов газообразногокислорода при свар-
ке^сопряжено с различными трудностями, то предпочтение следует
Фиг. 31. Схема теплого газификатора.
отдать жидкому кислороду. По мере надобности жидкий кислород
может быть переведен в газообразный. Этот перевод осуществляется
при помощи специальных установок — газификаторов, а
самый процесс называется газификацией.
Все существующие типы газификаторов разделяются на две
группы: теплые газификаторы и холодные.
Теплые газификаторы применяются при небольшом
расходе кислорода. Хранить кислород в этих газификаторах долгое
время нельзя, так как кислород быстро испаряется- Давление в теп-
лых газификаторах поддерживается в пределах 150—170 ат.
Из схемы на фиг. 31 видно устройство теплого газификатора. Гази-
фикатор состоит из наружного сосуда 7, стального цилиндрического
сосуда 2, змеевика для подвода воды 3 и двух реципиентов. Внутри
сосуда 7 помещается медный сосуд; между стенками обоих сосудов
имеется прослойка воздуха, которая служит изоляцией. Эта изоляция
препятствует сильному испарению кислорода при его наливании в со-
суд. Жидкий кислород наливается через отверстие в крышке. В этой же
крышке укреплена в штуцере газоотводящая трубка, которая змееви-
ком окружает стальной сосуд. Кислород, охлаждаясь проточной во-
дой между первым и вторым сосудами, направляется в реципиенты.
Все отверстия, трубопроводы и сосуды газификатора должны
быть чисты от масла, влаги, ржавчины, пыли и т. д. В табл. 2 при-
ведены данные, характеризующие типы газификаторов.
Таблица 2
Характеристика теплых газификаторов
№ по пор, Параметры газификатора Тип 1 Тип II Тип 1’1
1 Емкость жидкого кислорода вл ....... 29 60 120
2 Рабочее максимальное давление в ат 150 150 150
3 Производительность в м3/час . . 25 50 100
4 Необходимая емкость реципиентов вл .... 110 228 480
Холодными газификаторами пользуются при боль-
шом дневном расходе жидкого кислорода. Эти газификаторы позволяют
хранить большое количество кислорода в течение длительного про-
межутка времени. Давление холодных газификаторов 15—-20 ат.
Холодные газификаторы делают возможным постепенный перевод
жидкого кислорода в газообразный по мере надобности.
Из схемы, приведенной на фиг. 32, видно устройство холодного
газификатора. Холодный газификатор состоит из стального шарооб-
разного сосуда 7, внутри которого помещен латунный шар 2 для
хранения жидкого кислорода и железного кожуха 3, в котором укреп-
лены оба сосуда. В газификаторе имеются: испаритель с двумя змее-
виками для подогревания газа, реципиенты и щиток управления гази-
фикатором.
Холодный газификатор наполняется жидким кислородом через
вентиль. За наполнением следят по указателю уровня жидкости и
по пробным кранам. По окончании наполнения вентиль закрывается
сначала на танке с жидким кислородом и через некоторое время вен-
тиль жидкости на газификаторе.
Газообразный кислород в сосуде идет по трубам в реципиент. Из
реципиента газообразный кислород идет по трубе через вентиль в тру-
28
бопровод, ведущий к местам потребления. По мере расхода газообраз-
ного кислорода жидкий кислород поднимается по трубе и идет в змее-
вик 4, подогреваемый паром или электрическим током в ванне Б,
где жидкость испаряется и по трубе уходит через вентиль в заборную
трубу.
Фиг. 32. Схема холодного газификатора.
Необходимо следить за тем, чтобы все трубопроводы были сухими
и чтобы не имело места замерзание трубок, вентилей и т. д.
Характеристика холодных газификаторов видна из данных табл. 3
Таблица .1
№ по I пор. .! Параметры газификатора | 1
1 Емкость жидкого кислорода вл 500—1 000
2 Максимальное рабочее давление в ат . . . , . 20—15
3 Пробное гидравлическое давление в ат .... 40—30
4 Производительность в мг1час 75—125
5 Потери при хранении в час в % 0,3—1,3
I
д. Ацетиленовые генераторы
Ацетилен, необходимый для ацетиленовой сварки, может пода-
ваться к рабочему месту сварщика двояким образом: из баллона,
если пользуются растворенным ацетиленом, либо по трубопроводу,
если ацетилен добывается непосредственно на заводе-потребителе.
Растворенный ацетилен применяется чрезвычайно редко. На сва-
'рочных заводах чаще всего ацетилен вырабатывается в ацетиленовых
генераторах из карбида кальция.
29
Ацетиленовый генератор является основной частью ацетиленовой
установки и служит для получения ацетилена из карбида кальция
путем разложения последнего водой.
Ацетиленовые генераторы в зависимости от принципа действия
разделяются на системы «карбид в воду» и «вода иа карбид».
В генераторах «карбид в воду» вода остается неподвижной, а кар-
бид порциями погружается в воду из загрузочной камеры (фиг. 33).
Загрузочная камера снабжается специальным материалом для перио-
дической подачи карбида в генератор.
Фиг. 33. Схема генерато-
ра «карбид в воду».
Фиг. 34. I кредвижнон
генератор.
В генераторах, работающих по принципу «вода на карбид», карбид
подается в сухом виде в аппарат и смачивается каплями воды в реторте.
В генераторах первого типа регулируется поступление карбида;
в генераторах второго типа регулируется поступление активной воды
на определенное количество карбида. Активной водой называется
вода, расходуемая в ацетиленовых генераторах на разложение карбида
кальция. В генераторах обычных конструкций расход активной воды
колеблется от 5 до 20 л на 1 кг карбида.
Если производительность генератора не превышает 3000 л/час, то
он должен быть отнесен к группе генераторов малой производитель-
ности. Такие генераторы производят ацетилен в количестве, необхо-
димом для работы не более двух сварщиков. Обычно этого рода гене-
раторы — передвижные (фиг. 34).
Генераторы высокой производительности дают свыше Ю ООО л[Ч01.
Они предназначаются для питания всего сварочного цеха, и поэтому
они обычно стационарные (фиг. 35).
В зависимости от величины давления газа в генераторе различа-
ются:
30
1) генераторы низкого давления с избыточным давле-
нием газа в генераторе от 100 до 500 мм вод. ст. (0,05 техниче-
ских ат);
Фиг. 35. Стационарный генератор.
2) генераторы с р е д и е г
нием газа в генераторе от 300
ческих ат);
3) генераторы высокого
давления с избыточным дав-
лением газа от 3000 до
10 000 мм вод. ст. (0,3 до 1
технических ат).
Наилучшие результаты в
работе показывают генерато-
ры высокого давления, так
как они делают возможным
применение горелок высокого
давления, обеспечивающих
надежную регулировку пла-
мени и тем самым обеспечи-
вающих высокое качество
сварки. Кроме того, генера-
торы высокого давления бес-
перебойно снабжают свароч-
ный цех высококачественным
о давления с избыточным давле-
до 3000 мм вод. ст. (0,05—0,3 технн-
Фнг. 36. Общий видгенераторной установки,
работающий по принципу «карбид в воду*.
ацетиленом, свободным от каких бы то ни было вредных примесей.
Генераторы низкого давления не всегда обеспечивают беспере-
бойное снабжение ацетиленом, так как незначительное увеличение
31
нормы расхода газа может повлечь приостановку подачи ацетилена
и вызвать прекращение сварочных работ цеха.
Кроме того, при наличии генераторов низкого давления возможно
применение горелок только низкого давления,1 которые не всегда
обеспечивают надежное регулирование пламени.
Современные генераторы являются в значительной своей части
механизированными; генераторное помещение отличается своей чисто-
той; при правильном обслуживании генераторы обеспечивают полную
безопасность работы. Этот генератор (фиг. 36) работает по прин-
ципу «карбид в воду». Преимущество генераторов такой системы,
по сравнению с генераторами принципа работы «вода на карбид»,
заключается в том, что полученный ацетилен менее загрязнен вредными
примесями, например, в нем не более 0,08% сернистого водорода,
в то время как ацетилен, полученный от генератора системы «вода на
карбид», содержит сернистого водорода 0,16 до 1,2%. Затем в генера-
торах типа «карбид в воду» ацетилен содержит меньшее количество
аммиака, так как при частой смене генераторной воды около 90%
аммиака поглощается водой и вместе с ней удаляется. Последующая
промывка и очистка газа, правда, снижают до минимума вредные
примеси, но для этого требуется принятие дополнительных мер в про-
цессе производства ацетилена. Работа генератора системы «карбид
в воду» протекает следующим образом.
Карбид через крышку 1 (фиг. 37) загружается в коробку 2, оттуда
через барабан 3 поступает в генератор 4, наполненный водой до уровня
середины смотрового окна 5. Наполнение генератора водой произво-
дится через трубку 6. Образующийся газ идет через трубку 7 в водя-
ной затвор 8, где он промывается и очищается от примесей. Отсюда
газ поступает в газгольдер 9, поднимая его колокол. Из газгольдера
газ идет через очиститель 10, наполненный гератолем, и оттуда по
трубкам в сварочный цех. Спуск отработанной воды с известью про-
изводится клапаном 11, снабженным рычагом. Вода спускается в
устроенные выгребные ямы.
На фиг. 38 показана схема устройства генератора, работающего по
принципу «вода на карбид».
В корпусе 1 генератора Г введены зарядные ящики 2, разделен-
ные на ряд отделений поперечными перегородками различной высоты-
Разложение карбида начинается в отделении ящика, имеющем самые
низкие стенки, и постепенно переходит во все отделения. Образую-
щийся газ поступает через трубку 5 в газгольдер, откуда через трубку 4
в очиститель О, регулятор Р, водяной затвор 3 и идет в трубопровод.
Подача воды в реторты производится потрубе 5 через бак Б с поплав-
ковым клапаном 6, посредством которого в нем поддерживается по-
стоянный уровень воды. Из этого бака вода поступает в реторты по
трубам 7 и 8 через трехходовой кран и сифоны. Подача воды регули-
руется давлением газа; при падении давления в газгольдере вода на-
чинает поступать в реторты, и происходит новое разложение карбида.
При усиленном газообразовании вода давлением газа вытесняется
через сифон и трубку 8 в бак Б, и дальнейшее разложение карбида
прекращается. Газообразование регулируется автоматически в зави-|
симости от расхода газа.
086—
Фиг. 37, Схема стационарного генератора/работающего по принципу «карбид в воду«.
1 Jk
Фиг. 38. Схема стационарного генератора, работающего по принципу «вода на карбид».
Данные для характеристики описанных выше генераторов приве-
дения табл. 4 и 5.
Таблица 4
Характеристика ацетиленовых генераторов системы «карбид в воду»
№ по пор. Марка генератора Производи- тельность в л)час Единовре- менная за* грузка кар- бида в кг Количество воды в ге- нераторе в л Давление газа в мм вод. ст. Грану- ляция карбида в мм
1 CTKB-III 12000 125 1875
2 3 CTKB-1V CTKB-V 21000 36 000 250 500 3 750 7 500 До 350 (50 X 80)
4 CTKB-VI 60000 750 11250
5 СТКВ-VII 90 000 1 000 15 000
6 ВД-25 25000 100 —
Таблица 5
Характеристика ацетиленовых генераторов системы «вода на карбид»
№ по пор. Марка генератора Производи- тельность в л {час Единовремен- ная загрузка карбида в кг Давление газа в мм вод. ст. Грануля- ция карби- да в мм
1 CTBK-I 7 500 25,0 3 500
2 ствк-п 15 000 50,0 4000 (50 x 80)
3 CTBK-III 32000 100,0 4500
4 Рекорд 1000 2,0 (в реторту) 120—140 15X25
5 МГ5 2 500 2,5 300—350 25x50
Оценивая существующие модели ацетиленовых генераторов, наи-
лучшим типом генераторной установки следует признать генератор,
работающий по принципу «карбид в воду», высокого давления — гене-
ратор типа ВД-25. Э,тот генератор, во-первых, обеспечивает
надежную работу сварочных постов, во-вторых, дает ацетилен
наилучшей чистоты, и, в-третьих, обеспечивает полную меха-
низацию как загрузочных, так и разгрузочных работ ацетиленовой
установки. Изготовляемые в настоящее время генераторы этого типа
СТКВ являются генераторами низкого давления и не отвечают всем
вышеуказанным требованиям.
е. Водяные предохранительные затворы
Устройство, предохраняющее ацетиленовый генератор от обрат-
ного поступления газов и от проникновения пламени в газопровод, на-
зывается водяным затвором. Место этого предохранительного устрой-
35
ства в генераторных установках — между генератором или газголь-
дером и сварочным постом.
Водяные затворы имеют большое значение в технике безопасности
газовой сварки.
Водяной затвор представляет собой сосуд, наполненный водой,
в который опущены на разную глубину две трубки (фиг. 39). Одна из
этих трубок, более короткая, служит для наливания воды, а другая
связана с трубой, подводящей ацетилен. При засорении наконечника
горелки кислород, поступающий под большим давлением, чем ацети-
лен, может попасть в ацетиленовый канал и оттуда в генератор, обра-
зуя взрывчатую смесь. Водяной затвор препятствует попаданию кис-
лорода в генератор. Кислород попадает в затвор, и благодаря боль-
шему давлению, чем давление ацетилена, он вгоняет в трубу воду,
которая препятствует попаданию кислорода в генератор.
Фиг. 39. Схема устройства водяного затвора.
Водяные затворы обладают определенной пропускной способ-
ностью. Максимальный пропуск газа наиболее совершенных водяных
затворов равняется 5000 л/час.
В зависимости от величины давления в генераторной установке
существуют водяные затворы низкого, среднего и высокого давления
В зависимости от места установки водяного затвора различают
постовой затвор и центральный водяной затвор. Постовой водяной
затвор — это водяной затвор, устанавливаемый у каждого сварочной
поста при питании последнего ацетиленом из генератора. Центральный
водяной затвор — это водяной затвор, устанавливаемый при стацио-
нарных ацетиленовых генераторах.
36
ж* Сварочные горелки
Сварочная горелка — это прибор, служащий при сварке для при-
готовления и подачи горючей смеси и надлежащего направления
сварочного пламени.
Сварочная горелка состоит из ствола, наконечника и мундштука.
Ствол — это часть горелки, через которую проходят каналы
для горючего кислорода. Ствол имеет два ниппеля для присоединения
газовых шлангов и одновременно служит рукояткой горелки.
Наконечник горелки состоит из смесительной камеры, ин-
жектора, а в некоторых конструкциях и мундштука. Горелка снаб-
жается комплектом наконечников. Смена наконечников позволяет
изменить мощность (интенсивность) сварочного пламени. К стволу
сварочной горелки может быть присоединен сменный наконечник для
газовой резки.
Фиг. 40. Горелка инжекторного типа.
Концевая коническая часть горелки, через которую струя горючей
смеси выходит в атмосферу, называется мундштуком.
Мундштуки бывают сменные или составляющие одно целое с оста-
льными частями горелки.
В мундштуке сварочной горелки имеется только один канал для
истечения горючей смеси.
В зависимости от количества наконечников горелки бывают одно-
пламенные (с одним мундштуком) и многопламенные (с несколькими
мундштуками). По роду применяемого для сварки горючего горелки
бывают ацетиленовые, водородные и т. п. Имеются также горелки,
приспособленные для работы на разном горючем; такие горелки носят
название универсальных.
В зависимости от величины давления поступающего горючего
различаются горелки низкого, среднего и высокого давления. В горелки
низкого давления (инжекторные горелки) горючая смесь может посту-
пать под избыточным давлением не свыше 0,005 ат (50 мм вод. ст.),
а Кислород под более высоким давлением. Для засасывания горючего
11 создания соответствующих скоростей истечения горючей смеси
37
горелки низкого давления снабжаются инжекторами, почему они и
называются инжекторными.
К сварочным горелкам высокого давления относятся такие, в кото-
рые горючее поступает под избыточным давлением свыше 0,5 ат.
В настоящее время горелка низкого давления (инжекторная)
является наиболее распространенным типом горелок для сварочных
работ (фиг. 40).
Принцип инжекции использован здесь следующим образом. Кис-
лород поступает в горелку под давлением 1—3 ат с большой ско-
ростью, в то время как ацетилен идет с меньшим давлением 0,01—
0,02 ат и с меньшей скоростью. Таким образом ацетилен засасывается
кислородом и образовавшаяся смесь поступает в наконечник, где
и сгорает в виде сварочного пламени.
Фиг. 41. Горелка равного давления.
При работе инжекторной горелкой наконечник нагревается, в ре-
зультате чего нарушается правильное.соотношение поступлений кис-
лорода и ацетилена: количество ацетилена снижается и получается
окислительное сварочное пламя. Для устранения этого явления
приходится все время в процессе сварки регулировать соотношение
обоих газов.
Следующим типом сварочных горелок являются горелки равного
давления (фиг. 41).
Горелка этого типа отличается от описанной выше горелки тем,
что ацетилен и кислород поступают в смесительную камеру при рав-
ном давлении, которое достигается с помощью специального редук-
тора. Давление ацетилена в редукторе регулируется давлением кисло-
рода. Горелка равного давления снабжена приспособлением, кото-
рое автоматически устанавливает соотношение газов в смеси в преде-
лах от 1 : 1 до 1 : 1,07, и установленное соотношение поддерживается
постоянным. Таким образом в процессе сварки обеспечивается равно-
мерность сварочного пламени независимо от степени нагрева наконеч-
ника сварочной горелки. Эти горелки по своей конструкции приспо-
соблены для газов под высоким давлением. Несомненно, что в авиа-
ционной промышленности такие горелки целесообразно применять.
Третьим типом сварочных горелок является тип горелки высокого
давления (фиг. 42).
В такую горелку ацетилен поступает под давлением свыше 0,5 а/и,
а кислород—под более высоким. Оба газа в смесительной камере
смешиваются и выходят из отверстия наконечника в виде сварочного
пламени.
Горелка высокого давления обеспечивает устойчивое пламя; нег
необходимости в частом регулировании его в процессе сварки для <
38
хранения соотношения смеси, отсутствует опасность обратных ударов
и, наконец, нет опасности пережога ввиду избытка кислорода.
Фиг. 42. Горелка высокого давления.
Сварочные горелки низкого и равного давления применяются
только для ацетиленовой сварки; горелки же высокого давления могут
быть применены и для водородной сварки.
з. Трубопроводы и шланги
Т рубопроводы служат для подачи ацетилена из стацио-
нарного аппарата к месту работы. По мере прохождения ацетилена по
трубопроводу давление его снижается, поэтому трубопровод должен
иметь такой диаметр, чтобы потеря давления была минимальной.
Не рекомендуется допускать потери давления в сети свыше 10 мм
вод. ст. для генераторов низкого давления.
Шланги предназначены для соединения ацетиленовых и кис-
лородных трубопроводов со сварочной горелкой; они обычно изготов-
ляются из резины. Внутренний диаметр шланга равен, примерно,
9,5 мм; толщина стенок — около 4 леи; длина, учитывая удобство
работы сварщика, должна быть не менее 3 м.
Ацетиленовые шланги окрашиваются в светлосерый цвет, кисло-
родные — в черный цвет.
Необходимо следить, чтобы шланги плотно присоединялись к го-
релке, редуктору и к водяному затвору. Неплотное присоединение
шлангов ведет к утечке газа и может послужить причиной вспышки
ацетилена.
5. ТЕХНИКА ГАЗОВОЙ СВАРКИ
Прежде чем приступить к сварке, необходимо в зависимости от
материала, вида соединения и сочетания толщин в изделии подобрать
нужный наконечник горелки и диаметр присадочного материала и
в соответствии с этим выбрать правильное давление кислорода.
Чем больше толщина материала, тем больше наконечник горелки,
диаметр присадочного материала и давление кислорода. Выбор нако-
нечника горелки зависит также от теплопроводности свариваемого
металла.
Опыт стахановцев установил, что при газовой сварке целесообразно
практиковать увеличение количества и скорости выхода смеси газов.
Тепло, выделяемое при сгорании ацетилена в кислороде, исполь-
зуется меньше, чем на 50% (5000 кал)м3); остальная часть тепла те-
ряется на нагрев окружающего воздуха.
39
Количество используемого тепла и скорость [нагревания свари-
ваемых металлов в значительной ’степени:! зависят от скорости
истечения газовой смеси из мундштука сварочной горелки. Ядро
ацетилено-кислородного пламени становится уже и длиннее с увели-
чением скорости истечения газовой смеси. В этом случае сварочное
пламя становится более концентрированным, и нагрев металлов
ускоряется.
Фиг; 436, Схема правой сварки,
В обычных сварочных горелках скорость истечения смеси колеб-
лется в пределах 80—160 Mjcen. *
Увеличение скорости истечения у горелок марки СУ может быть
Фиг. 44. Схема наклона горелки при
газовой сварке различных толщин.
рительно подвергается нагреву
ванны.
достигнуто путем повышения да-
вления кислорода с 3 ат до 3,5, 4
и 5 ат.
Однако, при повышении скоро-
сти необходимо опасаться прожога
и проплавления основного метал-
ла. При некоторой тренировке
эта опасность может быть устра-
нена.
Металлы с большой теплопро-
водностью требуют использования
большого наконечника.
В процессе сварки необходимо
следить за тем, чтобы сохранялся
соответствующий характер пла-
мени.
Свариваемый участок предва-
горелкой до образования сварочной
После этого присаживается сварочная проволока.
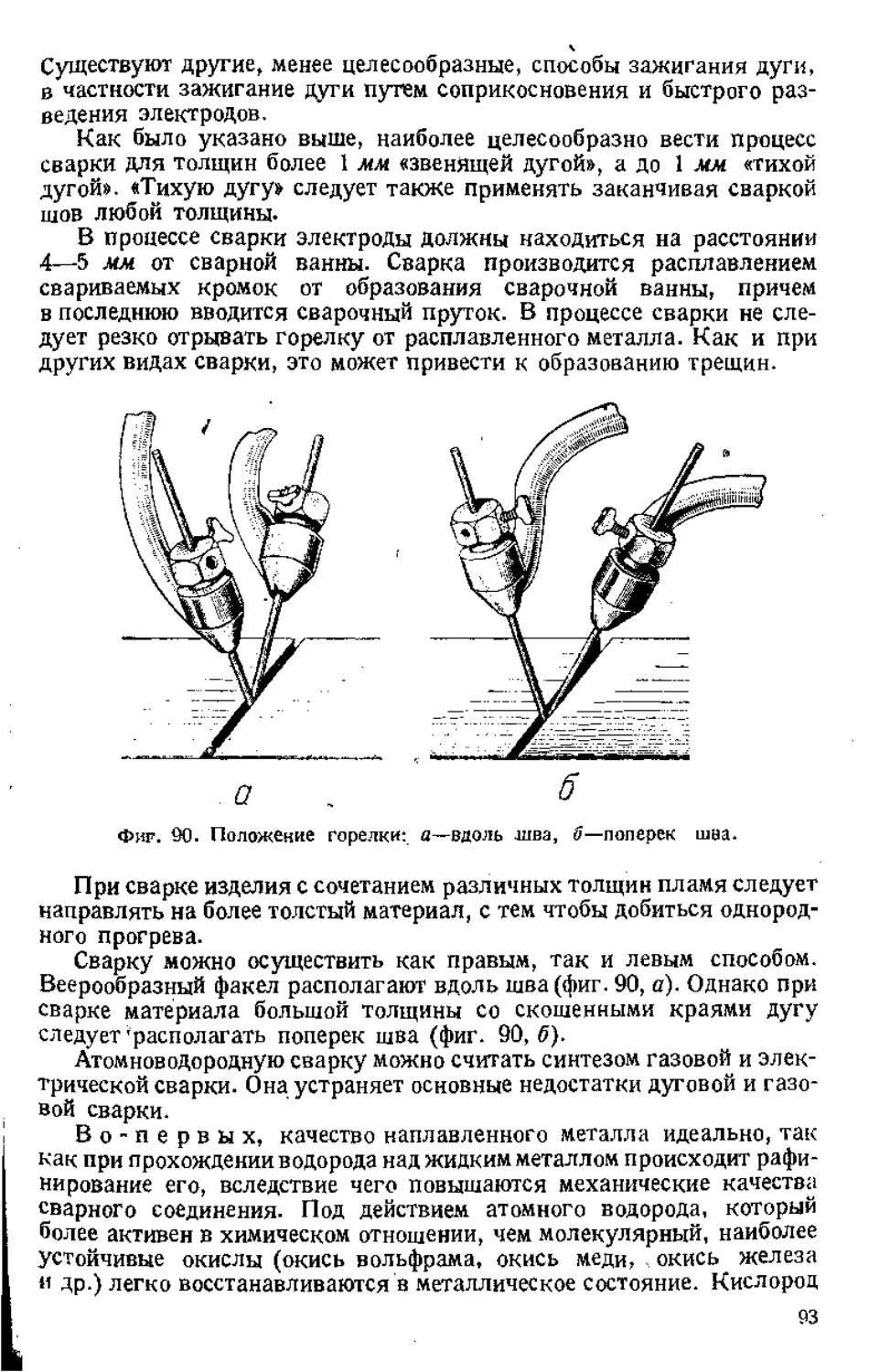
Поскольку в самолетостроении мы прежде всего имеем дело с ма-
лыми сечениями, постольку предпочитается так называемая левая
сварка, т. е. вид газовой сварки, при которой пламя горелки
движется позади сварочного прутка (фиг. 43а).
40
Второй вид газовой сварки, правая сварка, когда пламя
горелки направлено на сварной металл и горелка движется впереди
сварочной проволоки, применяется при сварке металлов больших
толщин (фиг. 436).
Второй вид сварки обладает преимуществами по сравнению с пер-
вым лишь при сварке толщин выше 2 мм. Эти преимущества заклю-
чаются в большей производительности, в меньшем расходе ацетилена
и, благодаря медленному охлаждению сварного металла, в получении
плотного сварного шва.
Угол наклона горелки к свариваемой поверхности зависит от тол-
щины изделий. Чем толще материал, тем больше должна быть концен-
трация тепла и, следовательно, тем ближе к прямому углу должен
быть наклон горелки (фиг. 44).
Наклон горелки при сварке толщин, применяемых в самолето-
строении, не должен превышать 75° к плоскости свариваемой поверх-
ности. При сварке материала различных толщин пламя горелки
направляется на более толстое сечение.
Организация рабочего места’сварщика газовой сварки
За каждым сварщиком, или — при сменной работе — за несколь-
кими, должно быть закреплено определенное рабочее место и следую-
щее оборудование:
1) кислородный редуктор со шкалой давления до 10 ат.
2) водяной затвор,
3) подводящие резиновые шланги с брезентовой оплеткой с мини-
мальной длиной в 3 м,
4) сварочный стол, приспособленный для данной работы свар-
щика, и
5) стул.
Кроме того, за каждым сварщиком должен быть индивидуально
закреплен следующий инструмент:
1) горелка облегченного типа с набором наконечников,
2) гаечный ключ,
3) пассатиж,
4) ящик для хранения инструмента,
5) защитные очки,
6) спецодежда.
Расстояние между сварочными столами должно быть не менее
1,5—2 .и. Возле сварщика, обычно у стены, должен стоять ящик
с инструментом. Здесь же около ящика хранится и дневной запас при-
садочной проволоки.
Перед тем как приступить к работе, необходимо ежедневно про-
верять исправность всей аппаратуры, а именно:
1) продуть запорный вентиль баллона,
2) проверить редуктор на отсутствие пропусков и отсутствие само-
тека,
3) проверить шланги (нет ли в них воды и т. д.),
4) проверить,горелку, не засорена ли она, дает ли она хорошее
пламя.
41
6. ПРИМЕНЕНИЕ ГАЗОВОЙ СВАРКИ В САМОЛЕТОСТРОЕНИИ
Газовая сварка, в частности с помощью ацетиленового пламени,
является наиболее широко распространенным видом сварки в самоле-
тостроении. Газовой сваркой удается сварить все конструкционные
и легкие сплавы.
Фиг. 45. Швы в сварных узлах, выполненные газовой
сваркой.
При газовой сварке желательно соблюдение сочетания сваривае-
мых толщин 1 : 1 и 1 : 2.
Ввиду того, что газовая сварка допускает точное регулирование
тепла, то является возможным проводить сварку материала неболь-
ших толщин; этим объясняется
широкое применение этого вида
сварки в самолетостроении.
Г азовая сварка охватывает
изготовление большинства ответ-
ственных изделий в авиационной
промышленности из различных
сортов стали и легких сплавов.
На фиг. 45, 46 показаны некото-
рые из деталей самолета, на ко-
торых сварные швы выполнены
газовой сваркой.
Однако наряду с указан-
ными достоинствами газовой
сварки, она обладает весьма су-
щественным недостатком. Вслед-
ствие большой зоны нагрева
при газовой сварке сталей обра-
Фиг. 46. Швы в сварных узлах, выпол-
ненные газовой сваркой.
зуются внутренние напряжения металла, вызывающие появление
трещин в зоне, прилегающей к сварному шву. При сварке легких
сплавов сильный нагрев вызывает коробление сварных деталей, а
иногда и образование трещин. Поэтому при выполнении газовой свар-
ки требуется особая тщательность проведения сварочного процесса и
строгое соблюдение правил, выработанных практикой, как для под-
готовки детали к сварке, так и для выполнения процесса сварки.
42
7. ГАЗОВАЯ РЕЗКА
Газовой резкой называется процесс разъединения металлов при по-
мощи сжигания металла в струе кислорода.
Процесс газовой резки основан на том, что металлы (сталь), нагре-
тые до температуры воспламенения (1350°), сгорают в струе кисло-
рода.
Газовая резка представляет собой прежде всего химический про-
цесс, основанный на химическом сродстве кислорода с железом, на-
гретым до вышеуказанной температуры.
Кроме химической реакции, здесь имеет место действие кинети-
ческой энергии режущей струи кислорода, которая выдувает образую-
щиеся при горении закись и окись железа.
Металл подвергается подогреву до температуры воспламенения,
после чего на него пускается струя кислорода и металл начинает
гореть. Тепло, выделившееся при горении, подогревает соседнее место,
на которое последовательно направляется струя кислорода.
. В качестве горючего газа в газовой смеси для подогрева могут быть
использованы также ацетилен, бензин и другое горючее. Все эти
газы с одинаковым успехом могут быть использованы для газовой
резки сталей толщиной до 100 мм, так как для резки требуется гораздо
меньшее тепло, чем для сварки.
В зависимости ОТ Таблица б
толщины разрезаемого
металла используется
различное давление кис-
лорода. В табл, б приве-
дены данные о взаимо-
отношении между номе-
ром сопла, толщиной
материала и давлением.
При недостаточном
давлении прорез метал-
ла не будет полным.
Кислород, применяе-
Данные для подбора сопла при газовой резке
мый при резке, должен быть чистым (99,5%). Загрязнение кислорода
влечет за собой увеличение его расхода и снижение производительно-
сти резки. При чистоте кислорода в 98% расход кислорода увеличи-
вается, примерно, на 50%. Время резки в этом случае увеличивается
на 20—30%.
Резке поддается большинство сталей, в том числе и нержавеющая
сталь. Цветные металлы, как, например, медь и алюминий, не режутся
вследствие их высокой теплопроводности; не режется и чугун вслед-
ствие низкой температуры плавления.
Кислородная резка нержавеющих сталей осуществляется вполне
удовлетворительно. Для этой цели пользуются резаком инжекторного
типа повышенной мощности; пламя в этом случае слегка науглерожи-
вающее.
Для резки листов нержавеющей стали часто применяется следую-
щий метод: к листу по обе стороны линии разреза прикрепляются
пластины малоуглеродистой стали с таким расчетом, чтобы образую-
43
щееся большое количество окис лов железа поглощало более тугоплав-
кие окислы хрома и никеля. Последнее достигается также путем
введения под режущее пламя железной проволоки.
Если сталь не содержит специального элемента, стабилизирующего
углерод (ниобий и титан), то повышенный нагрев нержавеющей стали
может вызвать межкристаллитную коррозию.
а. Аппаратура для газовой резки
Газовая резка осуществляется на обычном газосварочном обору-
довании. Только вместо сварочной горелки присоединяется режущая
горелка, подающая газовую смесь для подогрева и кислород для сжи-
гания.
РмьцеВое ошию
Фиг, 47. Режущая горел-
ка с концентрическими
каналами.
Расположение дВух
отдельных стел
Направление резки
Фиг. 48. Режущая горел-
ка с эксцентрическими
каналами.
Различаются следующие типы режущих горелок:
1, Режущая горелка с концентрическими
каналами. У этой горелки по центральному каналу подается
режущая струя кислорода, а горючая смесь для подогрева металла
подается по кольцевому концентрически расположенному каналу
(фиг. 47).
2, Режущая горелка с эксцентрическими ка-
налами (фиг, 48). В этом случае режущее и подогревательное
сопла расположены эксцентрично, причем подогревательное сопло
располагается впереди режущего (в направлении резки).
Режущая горелка, примерно, в два раза тяжелее газосварочной
горелки.
Наряду с режущими горелками, которыми резка осуществляется
вручную, имеются полуавтоматические и автоматические станки.
Газорежущими аппаратами называются аппараты для газовой
резки, в которых автоматизация процесса резки возможна только
в определенном направлении (по прямой, по окружности). У станка
для газовой резки движение режущей головки осуществляется по
любому контуру -
Широкое распространение у нас получили аппараты для газовой
резки типа «Секатор». При помощи этого аппарата возможна резка
по прямой линии, по кругу и по кривым линиям. Однако только в пер-
вых Двух случаях резка осуществляется автоматически. При резке
по кривой линии аппарат направляется вручную.
44
Передвижение аппа-
рата осуществляется от
электромотора, который
приводит в движение
ролик, при помощи кото-
рого аппарат передви-
гается.
В США широкое при-
менение получили стан-
ки для газовой резки,
которые делают возмож-
ной резку любых про-
филей для массового
производства. Резка осу-
ществляется автомати-
чески по шаблону, по
которому движется элек-
тромагнитный ролик
(фиг. 49). В это же время
горелка движется в точ-
ном соответствии с дви-
жением ролика по шаб-
лону, обеспечивая таким
образом точную копию
последнего.
Кроме этого, имеются
еще аналогичные станки,
которые позволяют осу-
ществить как автомати-
ческую резку по шабло-
ну, так и ручную по
чертежу (фиг. 50).
б. Техника и технология
резки
В процессе резки ре-
жущее сопло должно
находиться на опреде-
ленном расстоянии от
разрезываемой поверх-
ности, а именно на 3—
6 мм. Положение горел-
ки должно быть верти-
кальное к разрезаемой
поверхности. Скорость
передвижения режущей
горелки зависит от тол-
щины разрезаемого мате-
риала. При большой
Фиг. 49. Станок для газовой резки.
Фир. 50. Станок для газовой резки по шаблону
и по чертежу.
45
Таблица 7 скорости металл неуспе-
Расход газа и время резки при работе режущей
горелкой в зависимости от толщины материала
вает прогреваться и
кислород будет попадать
На 1 м длины тре-
буется:
а) кислорода вл..
б) ацетилена вл..
в) водорода вл..
Потребное время в ми-
нутах .............
Толщина материала
в мм
3 5 10 20 30 50
50 70 130 230 360 580
14 14 16 20 30 40
65 65 75 90 135 180
3 3 3,5 4 4,5 5
Таблица 8
Зависимость между толщиной материала и ши-
риной разреза
Толщина материала в мм 5-10 10-20 2Q—>50 50—100
Ширина разреза в мм 2.5—3 3,5 5 5-6
на недостаточно про-
гретый металл, так что
резка не будет осу-
ществлена полностью.
Признаком слишком
большой скорости явля-
ется обилие шлаковых
выделений. При недо-
статочной скорости рез-
ки получается неравно-
мерная поверхность об-
реза.
При машинной резке
скорость регулируется
особым прибором.
Ширина разреза за-
висит от толщины ма-
териала. Чем больше
толщина материала, тем
больше ширина разреза
(табл. 8).
Кромки при газовой резке имеют острую нижнюю и верхнюю грани
Если в результате резки получается оплавленная верхняя кромка, то
это является признаком сильного действия нагревающего пламени
вследствие недостаточной скорости резки или малого расстояния
сопла режущей горелки от разрезаемой поверхности.
ГЛАВА JU
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
1. ВОЛЬТОВА ДУГА И ПЕРЕНОС МЕТАЛЛА
Дуговой сваркой называют сварку, при которой для нагревания
соединяемых изделий используется непосредственно вольтова дуга.
Дуговая сварка была изобретена в 1885 г. русским изобретателем
Н. Н. Бенардосом, который впервые использовал для сварки уже из-
вестную тогда в электротехнике
вольтову дугу.
Предложенный им способ ду-
говой сварки осуществлялся
при помощи угольного элек-
трода.
В 1891 г. русский инженер
Славянов предложил новый ме-
тод дуговой сварки, а именно
дуговую сварку металлическим
электродом.
Оба метода дуговой сварки,
и в особенности дуговая сварка
металлическим электродом, по-
лучили широкое применение в
самых разнообразных отраслях
промышленности во всем мире.
Со дня своего появления дуговая
Фиг.) 51 .['Схема процесса дуговой сварки
угольным электродом.
сварка стала вытеснять газовую
сварку и только сварка сталей малых толщин и сварка цветных метал-
лов до последнего времени выполняется с помощью газовой сварки-
Небольшое распространение получила дуговая сварка по методу,
предложенному Церенером, это так называемая сварка независимой
Дугой. Этот вид сварки осуществляется при помощи вольтовой дуги,
которая горит между двумя угольными электродами.
Сварка угольным электродом—это такой вид дуговой сваркиг
при которой вольтова дуга возникает между основным металлом и
угольным электродом. На фиг. 51 показана схема процесса дуговой
сварки угольным электродом.
Дуговая сварка угольным электродом находит применение прежде
всего для стыковых соединений с отбортовкой, для которых присадоч-
ный металл требуется в небольших количествах или не требуется вовсе.
Затем этот метод применяется также при сварке толстостенных
47
конструкций, когда кромки не отбортовываются и не скашиваются,
а оставляется зазор, примерно, в 5—8 мм; в этот зазор вставляются
полоски из основного металла, служащие присадочным металлом.
Дуговая сварка угольным электродом дает хорошие результаты
при сварке листового материала толщиной 0,5 и 0,25 мм. В табл. 9
даны оптимальные режимы этого процесса сварки.
Таблица 9 Режим дуговой сварки угольным электродом При сварке листов толщиной в 1—1,5 мм края отбортовываются и сварка осуществляется без присадочного мате- риала. Длина угольных эле-
Толщина сваривае- мой стали в мм ч, Рабочее напряжение в вольтах Сила тока в амперах Диаметр угольного электрода в мм
1 0,20—0,25 i 20—22 0,5 I 22—27 0,75—0,1 ; 25—30 1,5 35 i ние постоянному току и так как электрод сг 120 160 160 160 S чем дос орает мед 6 леблется от 150 до 6 300 мм. ю При сварке уголь- ю—12 ными электродами сле- дует отдавать предпочте- гигается большая устойчивость дуги, пеннее, то можно использовать мень-
шую силу тока.
В настоящее время дуговая сварка угольным электродом в само-
летостроении не применяется, но может и должна найти применение
при сварке конструкционных сталей.
Сварка металлическим электродом представ-
ляет собой вид дуговой электросварки, при котором вольтова дуга
возникает между основным
свариваемым металлом и
металлическим электродом,
служащим присадочным
материалом. Схема про-
цесса этого вида сварки
дана на фиг. 52.
При сварке вольтова
дуга образуется в резуль-
тате соприкосновения эле-
ктрода со свариваемой
Злг/rmpo Зодер>котепЬ
Метамио.
Электрод
Вольтова
руга
Изделие
S3
СбароинЬ/й
генератор
Фиг. 52. Схема сварки металлическим
электродом.
деталью и последующего отрыва электрода от детали.
При установившемся горении вольтовой дуги мы имеем между
электродами столб ионизированного газа высокой температуры, при-
мерно, 5000° С. В дуге протекают электроны. Движение электронов
связано с образованием катодного пятна на одной из границ иониза-
ционной среды. Эмиссия электронов с катода происходит в основном
благодаря сильному разогреву поверхности катода. Электроны после
вылета из катода приобретают ускорение под действием электриче-
ского поля в области катодного падения напряжения. Это ускорение
дает электронам кинетическую энергию, достаточную для поддержа-
ния ионизации и высокой температуры дугового пространства. При
постоянном токе катодное пятно располагается на отрицательном
48
конце дуги, при переменном же токе катодное пятно перебрасывается
с одного электрода на другой, причем происходит перерыв тока и пе-
реход через нуль понижает ионизационное состояние среды, что ухуд-
шает стабильность дуги.
Под влиянием высокой температуры происходит перенос металла
от электрода на свариваемую деталь в виде шарообразных капель
(фиг. 53). Перенос каждой капли сопровождается увеличением силы
тока. Исследование металлических коллоидных растворов при об-
разовании вольтовой дуги между двумя металлическими электро-
дами, погруженными в
жидкость, показывает,
что при дуговой сварке
перенос металла в виде
газов или паров малове-
роятен. И, действитель-
но, работа Академии
наук Украинской ССР
показала, что при свар-
ке в виде мельчайших
капель переносится бо-
лее 85% расплавляемого
металла.
Диаметр капель ко-
леблется в пределах от
0,01 до 2,5 мм, а ско-
рость переноса капель—
от 2,5 до 40 MjceK.
Каждая капля по-
крыта шлаковой оболоч- _
кой (при сварке обма-
занными электродами),
причем толщина этой
оболочки колеблется в
пределах от 0,026 до
0,161 мм.
Капли, летящие с
большой скоростью в
вольтовой дуге, ударя-
ются о поверхность рас-
Фиг. 53. Схема процесса переноса металла в дуге.
Л—высокая температура дуги расплавляет конец элек-
трода и лежащий против него основной металл, л—элек-
трод; Ь—кончик электрода; с—обмазка; <1—вольтова дуга;
е—защитное пламя; /-кратер; Л—застывший металл.
В-капля расплавленного металла переходит с элект-
рода на основной металл.
С—переходящая капля приводит к короткому замыка-
нию. Дуга потухает. Защитное пламя сохраняется.
D—после перехода капли замыкание прекращается. Ду-
га вновь воспламеняется, и расплавленная капля покры-
вается шлаком.
плавленного металла и проникают в глубь ванны. Здесь шлак
отделяется от металла и всплывает на поверхность ванны.
При отрыве капли с кончика электрода происходит короткое за-
мыкание сварочной цепи и сила тока в дуге повышается до максимума.
При хорошем электрическом режиме получается равномерное колеба-
ние тока с большой частотой. Каждому максимуму силы тока соответ-
ствует падение напряжения до нуля, показывающее короткое замы-
кание дуги при переходе капли металла. Сила тока меняется вслед-
ствие переноса металла.
Если сварка производится в нижнем положении, то расплавленные
капли присадочного металла попадают в сварочную ванну основного
Поплавко—389—4
44»
металла. Этот переход осуществляется под действием силы тяжести
капель.
При горизонтальной, вертикальной и верхней сварке перенос
металла осуществляется благодаря наличию сил поверхностного на-
тяжения, притягивающих расплавленные капли присадочного ме-
талла в сварочную ванну основного металла.
Наиболее важными факторами, действующими на перенос металла,
являются: сила тяжести, расширение газов, электромагнитные силы
и электрические силы.
Сила тяжести при сварке в нижнем положении является
главным фактором, вызывающим перенос металла. В этом случае целе-
сообразно использование толстых электродов, способствующих быст
роч^у отложению сварного металла.
При сварке в другом положении следует пользоваться электро-
дами малого диаметра, так как в этом случае силы поверхностного
натяжения не в состоянии удержать сравнительно большой объем
расплавленного металла в кратере сварного соединения.
Расширение газов, содержащихся в металле электрода,
и газов, образующихся вследствие улетучивания, сгорания и диссо-
циации компонентов обмазки электродов, также является фактором,
вызывающим перенос металла. Скорость нагрева кончика электрода
вызывает внезапное расширение этих газов, вследствие чего металл
отбрасывается от электрода в кратер основного металла. Поэтому
верхнюю сварку удается осуществить только обыкновенной стальной
проволокой, в то время как она неосуществима проволокой из железа
без газовых включений.
Электромагнитные силы следующим образом влияют
при сварке на перенос капель металла.
Поток капель в контакте с кончиком электрода является электри-
ческим проводником, который подвергается поперечному сжатию маг-
нитными силами в направлении электрического тока. Магнитная сила
вызывает в капле пинч-эффект, или явление реострикции. Пинч-эф-
фект — это явление поперечного сжатия проводника, вызываемо;
взаимным притяжением отдельных его нитей, несущих ток. Хотя эп
силы и не особенно велики, все же они повышаются пропорциональн;
плотности тока. Таким образом, поскольку расплавленная капля
перед тем как отделиться от кончика электрода, начинает образовывав
шейку, постольку чрезвычайно возрастает в этом месте плотност!
тока. Это повышает электромагнитную силу, и тем самым ускоряете;
отделение капли от кончика электрода. Эта сила, несомненно, способ
ствует переносу металла при сварке в горизонтальном, вертикально*
и верхнем положении электродов.
Наконец, на перенос капель влияет электрическая
сила, являющаяся функцией изменения напряжения в дуге; она г
оказывает отрывающее усилие на каплю, действуя вдоль ионизиро-
ванного пространства независимо от положения свариваемого изделия
в пространстве.
Сила поверхностного натяжения также способствует переносу
металла, если капли присадочного металла и шлака соприкасаются
с расплавленным металлом в кратере. Эта сила не только притягивает
50
капли жидкого присадочного металла в кратер, но и удерживает их
там. Поверхностное натяжение в значительной степени определяет
также и форму контура шва.
При дуговой сварке наблюдается углубление в основном металле,
которое получается в результате выдувания вольтовой дугой расплав-
ленного металла, расположенного непосредственно против конца
электрода. Это углубление называется кратером (фиг. 54).
Полученная в процессе сварки глубина кратера свидетельствует
о глубине расплавления основного металла, т. е. о проникании приса-
дочного материала.
В кратере происходит соединение расплавленного основного ме-
талла с присадочным. Глубина проникания зависит от сварочного
режима и от устойчивого горения дуги.
Недостаточная сила тока не обеспечивает необходимого нагрева
основного металла в месте соединениях наплавленным, и, следова-
тельно, сварное соединение не
будет удовлетворительным. То
же самое будет иметь место при
неустойчивом горении дуги.
При правильно подобранной
обмазке всегда имеет место
устойчивое горение дуги.
При устойчивом горении ду-
ги капли металла расположены
в центре дугового потока.^ При
неустойчивом горении дуги
капли металла, перед тем как
'Основной мета/ц’
Фиг. 54. Кратер при дуговой сварке.
оторваться от кончика элект-
рода, блуждают вокуг элект-
рода. В этом случае вместо короткого замыкания дуги произой
дет моментальное повышение напряжения Дуги и вследствие внезап-
ного снижения температуры дуги будет иметь место неудовлетвори-
тельное проникание присадочного материала.
Устойчивое горение дуги зависит в большой степени от компонен-
тов, находящихся в электроде и его обмазке. При наличии в металле
электрода и в обмазке одних компонентов горение дуги становится
устойчивым при нормальной полярности, а при наличии других ком-
понентов только при обратной полярности. Это объясняется тем, что
капли металла, благодаря этим компонентам, приобретают в электри-
ческом поле дуги электрический заряд того или иного знака.
Таким образом можно изменять знак заряда капель и величину
заряда благодаря использованию тех или иных компонентов в обмазке
и тем самым обеспечить устойчивое горение дуги как при прямой,
так и при обратной полярности.
2. ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
Для Дуговой электросварки применяются угольные и металличе-
ские электроды. Металлическим электродом для дуговой сварки на-
зывают проволоку или металлический пруток, который служит для
5]
образования электрической вольтовой дуги и одновременно является
присадочным металлом при сварке.
Металлические электроды бывают голыми или покрытыми специ-
альной обмазкой для повышения устойчивости дуги или физико-
химического воздействия на качество наплавленного металла.
Голый электрод ранее был единственным электродом,
которым пользовались при дуговой сварке. В настоящее время область
его применения весьма ограничена. Таким электродом выполняются
чаще всего наплавочные работы при восстановлении изношенных
деталей, а также изредка неответственные сварочные работы.
Сварка голым электродом обычно выполняется при пользовании
постоянным током. При сварке же на аппарате переменного тока
применение голого электрода возможно только с использованием токов
высокой частоты.
Голые электроды изготовляются из малоуглеродистой стальной
проволоки химического состава, приведенного в табл. 10.
Таблица 10
/ ОСТ \
Химический состав электродной проволоки [ по 26032 ]
•______________________________________\ нцм _______/
Марка Углерод в % Марганец в % Кремний в % Фосфор в % Сера в %
I II До 0,10 0,11—0.20 0.35—0,60 0,40-0,60 Не более 0,03 0,03 Не более Не более
III IV 0,11—0.20 0,60—0,75 0.60—0,90 ОДО—0,80 0,03 0,12 I U,U4 U,U4
Расплавление электрода при сварке происходит в атмосфере воз-
духа, т. е. кислород и азот воздуха взаимодействуют с металлом элек-
трода. Ввиду высокой температуры вольтовой дуги эти газы находятся
в атомном и ионизированном состоянии. Химические анализы металла,
наплавленного голым электродом, показывают присутствие кислорода
в виде закиси железа и значительное содержание азота, поэтому зна-
чительно снижается вязкость наплавленного металла.
Так как наплавленный металл поглощает большое количество кис-
лорода, то он получается красноломким, что часто приводит к образо-
ванию трещин при его остывании.
Покрытыми электродами называются металличе-
ские электроды с нанесенными на их поверхности какими-либо покры-
тиями или электроды, подвергнутые обработке в специальных ра-
створах.
Электроды первого типа покрываются специальной обмазкой и
в зависимости-от толщины слоя обмазки разделяются на т о н к о об-
мазанные' (0,15—0,25 льи) и толстообмазанные (0,5—
1,5 мм).
В тонкообмазанных электродах вес обмазки составляет 1% от веса
электродов, а в толстообмазанных 20—25% от веса электродов.
53
а. Тонкообмаданные электроды
В широкой практике принято считать, что тонкообмазанные элек-
троды незначительно повышают качество сварного шва по сравнению
с голым электродом и что высококачественными электродами являются
толстообмазанные электроды.
Однако при сварке малых толщин и в особенности при сварке спе-
циальных сталей небольшой слой обмазки обеспечивает короткую
дугу (1—1,5 мм), что, как известно, является решающим для полу-
чения высокого качества сварки. Благодаря такому свойству легко-
обмазанных электродов, они нашли широкое применение для сварки
в самолетостроении. В обмазку электродов необходимо вводить веще-
ства, способствующие усилению электронного потока, т. е. такие,
которые являются хорошими ионизаторами.
Наиболее хорошими ионизаторами являются углекислые соли
металлов второй группы (щелочноземельных). С увеличением атом-
ных весов этих ингредиентов повышается стабильность дуги,
Однако это относится только к сварке при прямой полярности,
при использовании обратной полярности вышеуказанные ионизаторы
уже плохо стабилизуют сварочную дугу.
При изготовлении электродных обмазок надо обращать большое
внимание на чистоту применяемых веществ, не допуская ни в коем
случае введения хлористых соединений металлов в состав обмазки,
так как последние ведут к окислению металла.
Применение азотнокислых соединений, как, например, LiNO3,
KNO3, NaNO3, Ca(NO3)3, Cn(NO3)3 и SrfNO^, влияет положительно,
на стабильность дуги. Калиевая и натриевая селитры дают весьма
устойчивую дугу как при прямой, так и обратной полярности. Однако
эти азотнокислые соединения могут быть использованы в весьма
ограниченных количествах, так как при их нагреве образуется большое
количество свободного кислорода, который может окислять расплав-
ленный металл шва.
Очень устойчивую дугу дают хромокислые соединения. Такие
вещества, как хромат калия (КгСгО4), бихромат калия (К2Сг2О7) и
хромат бария (ВаСгО4), значительно повышают стабильность дуги и
одновременно образуют маленькую концентрированную дугу без
пламени. Однако недостатком этих соединений является выделение
значительного количества свободного кислорода при нагреве.
Хорошее влияние на стабилизацию дуги оказывает введенный
в обмазку пиролюзит (кислородные соединения марганца).
Устойчивое горение дуги при обеих полярностях дают такие кисло-
родные соединения, как железо-окалина, а также так называемая
мумия, или крокус (прокаленный железный купорос).
При сварке вообще стараются избежать применения заржавленных
электродов. Это объясняется тем, что применяемыё?робмазки чаще
всего настолько примитивны, что не обеспечивают восстановления
железа, и имеющаяся закись железа может легко растворяться в на-
плавленном металле шва, Кроме того, ржавчина содержит большое
количество кристаллизационной влаги, наличие которой может ухуд-
53
шить горение дуги, вследствие парообразования и увеличения раз-
брызгивания металла электрода.
Многими исследователями приписываются совершенно исключи-
тельные свойства по влиянию на устойчивость дуги двуокиси ти-
тана TiO2. В действительности она не имеет какого-либо преимущества
по сравнению с другими окисями металлов (Fe, Мп, Сг, Со и др).
Применение углеводородов в обмазках сильно нарушает стабиль-
ность дуги вследствие большого образования различных газов.
Существует определенная зависимость между устойчивостью дуги
и скоростью плавления электрода. Эта зависимость существует как
при прямой, так и при обратной полярности. Чем медленнее происхо-
дит плавление электрода, тем устойчивее вольтова дуга и тем легче
ее поддерживать.
На основании вышесказанного можно заключить, что, применяя
тонкие ионизирующие обмазки для электродов при сварке небольших
толщин, можно улучшить качество сварных швов и облегчить процесс
сварки.
б. Толстообмазанные электроды
Применение толстообмазанных электродов при сварке в самолето-
строении пока не получило широкого применения, главным образом,
потому, что большое количество шлака, заволакивающее сварочную
ванну при использовании таких электродов, не позволяет сварщику
наблюдать за ее состоянием, поэтому при сварке тонких материалов
возможны прожоги основного металла. Кроме того, короткие швы и
частые перерывы дуги для изменения положения свариваемой самолет-
ной детали также затрудняют применение толстообмазанных эле-
ктродов.
В состав покрытий этих электродов входят различные вещества,
между прочим вещества газообразующие, шлакообразующие и леги-
рующие. В зависимости от этого различаются электроды г а з о о б-
разующие и шлакообразующие. '
Г азообразующий электрод — это металлический электрод, покры-
тый слоем обмазки, состоящей из веществ, образующих при сгорании
газовую защитную атмосферу вокруг вольтовой дуги.
В обмазке этих электродов используются различные органические
соединения: древесная, пшеничная, картофельная мука и др. Эти
вещества растворяются с жидким стеклом и, таким образом, наносятся
на электрод. При температуре, развиваемой вольтовой дугой, органи-
ческие соединения либо улетучиваются, либо частично распадаются,
образуя газовую зашиту, состоящую, главным образом, из водорода
и окиси углерода. Жидкое стекло — кремнекислый натрий, добав-
ленный в виде связывающего вещества в обмазке, превращается в шлак,
который в дальнейшем защищает расплавленный металл от влияния
кислорода и азота воздуха.
Помимо того, что восстановительная атмосфера обмазки защищает
свариваемый металл от воздействия азота и кислорода, она делает
возможным применение специальной проволоки с легкоокисляемыми
элементами, как, например, ванадием и титаном. Благодаря действию
восстановительной атмосферы эти элементы не выгорают, а переходят
54
в сварной металл, приближая состав его к составу основного ме-
талла.
Горение дуги электрода с газообразующей обмазкой протекает
при более высоких температурах, чем при обмазках другого состава.
При этом в сварном соединении наблюдаются подрезы, т. е. углуб-
ления основного металла в месте его перехода к поверхности шва,
образуемые вследствие избытка тепла при сварке. Кроме этого недо-
статка газообразующих электродов, необходимо отметить их склон-
ность к образованию газовых пузырей в сварном шве.
Более совершенным типом толстообмазанного электрода является
шлакообразующий электрод, т. е. электрод с обмазкой,
представляющей собой комбинацию шлакообразующего и газообра-
зующего покрытия.
Электрод с шлакообразующим покрытием дает при сгорании слой
шлака, защищающий как металл в дугз, так и наплавленный металл.
В процессе плавления обмазка образует шлак, который обвола-
кивает капли расплавленного металла и, таким образом, защищает
его от окисления и азотирования. При применении таких электродов
образуется некоторое количество нейтральных газов, которые в зна-
чительной мере способствуют защите металла в дуге от окисления и
азотирования.
Обмазка шлакообразующих электродов обычно содержит окись
титана, которая легко улетучивается при температуре вольтовой дуги
и является ионизатором, стабилизирующим дугу.
Шлак должен обладать способностью быстро подниматься на по-
верхность шва после расплавления металла и легко отделяться с по-
верхности щва после его охлаждения.
В процессе застывания шлаковая пленка продолжает защищать
поверхность наплавленного металла от воздействия азота и кислорода
воздуха.
Для компенсации элементов, выгорающих в процессе сварки,
в обмазку присаживают некоторое их количество с тем, чтобы полу-
чить наплавленный металл, примерно, такого же состава, как и основ-
ной металл. К таким элементам обычно относятся феррохром, ферро-
марганец, никель, медь или их соединения. Однако более целесооб-
разно использовать электрод, содержащий вышеуказанные элементы.
Ниже приводятся толстообмазанные электроды, изготовляемые
у нас в Союзе.
Электроды с о б м a-в к о й ВЭТ-26
Для изготовления электрода идет малоуглеродистая проволока
с обмазкой следующего состава: закись железа — 622,5 г, кремнезем—
424 г, углекислый кальций—-304,5 г, полевой шпат— 583 а, ферро-
марганец — 583 г, жидкое натриевое стекло до 460—500 г, вода —
до 300 г.
Все компоненты размельчаются и просеиваются через сито.
Жидкое стекло растворяют с половинным количеством воды и всы-
пают компоненты, причем в последнюю очередь, после тщательного
перемешивания всех компонентов, добавляют ферромарганец и оста-
ток, воды.
55
Таблица 11
Диаметр
электрода
в лш
Толщина слоя
обмазки в мм
2,5
3
4
5
0,4—0,5
0,7—0,8
1,0—1,1
1,3—1,5
Обмазка наносится окунанием. Тол-
щина слоя обмазки находится в зави-
симости от диаметра электрода (см.
табл. И),
Обмазанные электроды сушатся на
воздухе, а затем прокаливаются в печи
при температуре 100—200°.
Сварной шов, выполненный элект-
родом с обмазкой ВЭТ-26, имеет следую-
щие механические свойства:
1) Коэфициент крепости............ 41—45 кг/мм2
2) Угол загиба .................... 160—180°
3) Удлинение (при свободном изгибе) . 23%
4) Ударная вязкость................ 9,6 кгм]см2
Электродами с обмазкой ВЭТ-26 возможна сварка в нижнем и
в наклонном положениях до 45° на переменном и постоянном токе*
Электроды с обмазкой ТК или ОММ-2
Эта обмазка состоит из газообразующих, шлакообразующих и
легирующих веществ. В качестве легирующего вещества в обмазку
входит марганцовая руда—300 г, и ферромарганец (80%) — 200 г„
в качестве ионизирующего вещества — титановая руда (45-процент-
ная окись титана) — 250 г; в качестве шлакообразующего вещества —
каолин 300 а; в качестве газообразующего вещества — крахмал 150 г
и в качестве растворителя и клеющего вещества жидкое стекло и вода
в отношении 2 : 1 по объему.
Все компоненты размельчаются и просеиваются через сито
с 3600 отверстиями на 1 сма и смешиваются с водой и с жидким сте-
клом до консистенции вязкой, глиноподобной массы.
Обмазка осуществляется под давлением. Толщина слоя обмазки
при диаметре электрода 4—5 мм равняется 0,75 и 0,85 мм. Обмазан-
ные электроды сушатся на воздухе в течение 1—2 часов, а затем про-
каливаются в печи при температуре 100—150° в течение часа.
Сварные швы, выполненные этими электродами, имеют следующие
механические свойства:
1) Коэфициент крепости •........... 45—50 к^мм1
2) Угол загиба...................... 180°
3) Удлинение ....................... 18—20%
4) Ударная вязкость ................ 8—10 кгм/см2
Нанесение толстого слоя обмазки осуществляется путем окунания
электрода в жидкий раствор обмазки. Этот способ не дает однородного
качества обмазки. В последнее время в США и у нас в СССР находит
применение нанесение обмазки под давлением при помощи специаль-
ных обмазочных машин. Ниже дается схема процесса обмазки под
давлением (фиг. 55).
Нарезанные и рихтованные электроды загружаются в бункер А
откуда поступают самотеком в загрузочный желобок В. Подающий
56
шток С гидравлического действия, имеющий возвратно-поступатель-
ное движение, регулируемое электромагнитным реле, проталкивает
электрод, находящийся в загрузочном желобке, сквозь ванну с мас-
сой, откуда последний падает на конвейер D, подающий электроды
для окончательной просушки в сушилку. Калибровка слоя обмазки
достигается выходным калиброванным соплом Е. Для того чтобы
масса не выдавливалась в загрузочный желобок, установлена втулка
с подающим соплом /, являющаяся вместе с тем направляющей элек-
трода. Давление на массу (50 кг1см*) достигается при помощи
поршня g и масляного насоса Н.
Этими электродами возможно производить сварку как в нижнем,
так и вертикальном положении при постоянном и переменном токе,
До сих пор толстообмазанные электроды не нашли значительного
применения в самолетостроении, так как предназначены для сварки
сталей толщиной выше 3 мм. Кроме того, все эти обмазки предназна-
чены для сварки малоуглеродистых и среднеуглеродистых сталей,
в то время как в самолетостроении применяются специальные стали.
Кроме рассмотренных выше типов обмазанных электродов, суще-
ствуют так называемые обмотанные электроды, когда метал-
лический стержень электрода обвивается хлопчатобумажной или.
асбестовой пряжей, пропитанной соответствующей обмазкой.
Фиг. 55. Схема процесса обмазки электродов под давлением.
Обмотка вышеуказанных электродов хорошо защищает металл
от окисления и азотирования, а составы, которыми она пропитана,
служат хорошими ионизаторами. Раскислителем служит алюминие-
вое покрытие. Сохраняя одну и ту же обмотку и только меняя метал-
лический стержень электрода (малоуглеродистая или специальная
сталь), можно использовать такой электрод как для малоуглероди-
стой, так и для специальной стали.
Такие электроды недавно начаты производством у нас в СССР.
Кроме всех вышеуказанных электродов существуют еще армиро-
ванные и фитильные электроды, которые не производятся и не приме-
няются у нас в Союзе.
Армированный электрод — это металлический электрод,
покрытый поверх слоя обмазки металлической оболочкой. По срав-
57
нению с вышеописанными электродами он не дает никаких существен-
ных преимуществ.
Фитильный электрод — металлический электрод с внутрен-
ней обмазкой в виде фитиля. Этот электрод представляет собой разно-
видность тонкообмазанных электродов со стабилизирующей обмазкой.
Эти электроды имеют то преимущество по сравнению с тонкообмазан-
ными электродами, что обмазка не находится под действием воздуха
и потому влага не воздействует на нее. Фитильный электрод, по срав-
нению с электродами наружной обмазки, имеет то преимущество, что
может быть использован для полуавтоматической и автоматической
сварки.
3. АППАРАТУРА ДЛЯ ДУГОВОЙ СВАРКИ
Оборудование для дуговой сварки предназначено для питания
вольтовой дуги электрической энергией.
Существуют два вида источников питания: 1) электросварочные
генераторы для сварки постоянным током и 2) сварочные трансфор-
маторы для сварки переменным током-
Проблема выбора оборудования того или иного типа для дуговой
сварки в самолетостроении имеет в настоящее время большое зна-
чение.
Практика машиностроительных заводов свидетельствует о хорошем
качестве сварки при работе на аппаратах переменного тока,
которые в настоящее время составляют до 80% всех применяемых
аппаратов.
Это объясняется простотой конструкции аппаратов переменного
тока, быстротой их изготовления и невысокой стоимостью, которая
в 3—5 раз меньше стоимости машин постоянного тока.
В отношении расхода электрической энергии преимущество также
на стороне аппаратов переменного тока. Практические данные пока-
зывают, что при работе на сварочном аппарате переменного тока
на 1 кг расплавленного металла расходуется 4—5 kWh электрической
энергии, в то время как расход на машинах постоянного тока дости-
гает в среднем 8 kWh.
а. Электросварочные генераторы постоянного тока
Электросварочный генератор — это электрический генератор с на-
пряжением холостого хода, колеблющимся в пределах от 40 до 80 V,
применяемый для питания электроэнергией одного или нескольких
сварочных постов при дуговой электросварке.
Вольтова дуга образуется при сварке в результате соприкоснове-
ния электрода со свариваемой деталью и последующего отрыва элек-
трода от детали. В момент соприкосновения электрода со свариваемой
деталью получается короткое замыкание. В обычных машинах это
привело бы к выходу из строя машины (сгорела бы обмотка якоря);
сварочный же генератор выдерживает без повреждения такие корот-
кие замыкания.
Любая электросварочная установка должна обеспечить устойчи-
вость горения дуги, поскольку от этого в основном зависит качество
.58
сварного шва.'Устойчивое горение дуги зависит от статической и дина-
мической характеристики сварочной установки.
Под статической (внешней) характеристикой источника сварочного
тока понимается зависимость между установившимися значениями
напряжения и соответствующего тока нагрузки.
Вольтова дуга легко зажигается при высоком напряжении, но,
исходя из требований техники безопасности, напряжение холостого
хода сварочной установки не должно быть выше 80 V. Для поддер-
жания легкого горения сварочной дуги не должно быть значительной
разницы между током короткого замыкания и силой тока при сварке.
Поэтому статическая (внешняя) характеристика сварочной уста-
новки должна быть падающей при всех возможных режимах регу-
лировки.
Динамическая характеристика показывает, насколько быстро реа-
гируют напряжение и сила тока сварочной установки на изменение
силы тока и напряжения в дуге, вследствие колебаний длины дуги
в процессе сварки.
Сварочный генератор СМГ-1 является двухполюсной
электрической машиной с четырьмя магнитными полюсами (фиг. 55а).
В отличие от обычных электрических машин в генераторе СМГ-1
одноименные полюсы расположены рядом, поэтому представляется
возможным разделение
магнитного потока на
два взаимно перпенди-
кулярных потока. Щет-
ки помещены в нейтраль-
ной зоне между полю-
с ами п ротивоп ол ожн ой
полярности.
Электродвижущая си-
ла якоря обусловлива-
ется суммой магнитных
потоков обеих пар по-
люсов.
При нагрузке поток
от поперечной состав-
ляющей реакции якоря
замыкается через лежа- фиг 55.,_ электрическая схема сварочного
щие рядом одноименные генератора.
полюсы, причем в одной
системе полюсов он идет навстречу основному потоку, а в другой —
он идет по направлению основного потока (фиг. 55а).
Так как полюсы насыщены уже значительно и при холостом ходе
машины, то в первой магнитной цепи поток увеличивается попереч-
ными ампер-витками, реакция якоря очень мала, в то время как
в полюсах другой системы поперечное поле реакции якоря производит
значительное ослабление магнитного потока. Так как при холостом
ходе магнитные потоки обеих систем почти одинаковы, то указанное
действие поперечных ампер-витков реакции якоря значительно ослаб-
59
ляет общий поток машины, следовательно, и электродвижущую
силу и ее напряжение на зажимах; чем больше будет ток в якоре,
тем больше и уменьшение общего потока. Таким образом получается
падающая внешняя характеристика генератора зависимости напряже-
ния от силы тока.
При сдвиге щеток с нейтрали, кроме поперечного поля, будет дей-
ствовать и продольное поле реакции. В случае сдвига щеток по направ-
лению вращения якоря продольное поле ослабляет основное поле,
Фиг. 56. Схема соединения генератора СМГ-2.
усиливая, таким образом, действие реакции поперечного поля. При
сдвиге щеток против направления вращения якоря продольное поле
усиливает основное поле полюсов и, следовательно, ослабляет дей-
ствие реакции поперечного поля. При постоянном возбуждении для
разных сдвигов щеток от машины можно получить внешние характе-
ристики с большой регулировкой тока замыканий. При крайнем
сдвиге щеток по вращению якоря получим наименьший рабочий ток,
при обратном крайнем сдвиге щеток — наибольший.
Напряжение холостого хода для различных положений щеток
изменяется незначительно.
Катушки возбуждения машины питаются отчасти током якорной
обмотки, находящейся под насыщенным полюсом. Ввиду того, что
при различных нагрузках поток этого полюса меняется незначительно,
электродвижущая сила в этой части обмотки якоря почти постоянна.
Ток возбуждения снимается посредством одной из главных и одной
добавочной щетки, помещенной между одноименными полюсами,
Перемещение щеток для регулировки рабочего тока легко произ-
водится посредством специальной рукоятки.
60
Сварочный генератор СМГ-2 по характеру действия
похож на генератор СМГ-1. Генератор СМГ-2 имеет четыре полюса;
по два одноименных полюса расположены рядом и образуют две перпен-
дикулярных магнитных системы, причем у одной пары полюсов для
большего их насыщения сделаны вырезы. Схема соединений генера-
тора показана на фиг. 56. При нагрузке генератора реакция ампер-
витков якоря размагничивает одну пару полюсов и намагничивает
другую (с вырезами). Вследствие насыщения последних увеличение
потока их при всех нагрузках незначительно; размагничивание же
другой пары полюсов с увеличением тока якоря сильно уменьшает
общий[поток машины. Таким образом при постоянном возбуждении
получается падающая внешняя характеристика.
Для генератора СМГ-2не требуется возбудителя; постоянное воз-
буждение получается от части витков якоря, находящихся под насы-
щенными полюсами; их поток почти постоянен, следовательно, посто-
янна и электродвижущая сила, индуктируемая в этой части якоря.
Ток снимается с помощью одной главной и одной дополнительной
щетки, расположенной между главными полюсами.
В отличие от генератора СМГ-1, для большей крутизны падающей
внешней^ характеристики, генераторы СМГ-2 снабжены небольшой
шунтовой обмоткой возбуждения, расположенной на невырезанных
полюсах.
Регулировка сварочного тока у генератора СМГ-2 производится .
реостатом, включенным в цепь катушек постоянного возбуждения
невырезанных полюсов, и лишь для работы в предельных токах (боль-
ших и малых) приходится с помощью соответствующей передачи
смещать в ту или другую сторону щетки машины.
61
Сварочные генераторы СМГ-1 и СМГ-2 нашли широкое применение
на заводах самолетостроения, так как могут быть использованы для
сварки сталей малых толщин.
Ввиду того, что для сварки малых толщин требуется небольшая
сила тока, то, конечно, неэкономично использование генератора как
однопостового сварочного аппарата. Незначительные изменения в
схеме делают возможным использование генераторов СМГ-1 и СМГ-2
как многопостовых сварочных машин постоянного тока (см. схемы
на фиг. 57, 58). Необходимая для устойчивого горения дуги падающая
характеристика создается в этом случае путем включения последо-
вательно с каждым сварочным постом омического сопротивления в виде
реостатов, с помощью которых
производится регулирование
тока сварки.
Регулятор устанавливается
в постоянное положение, соот-
ветствующее необходимому на-
пряжению на клеммах в 50 V.
Число постов в зависимости
от толщины свариваемого мате-
риала может быть доведено до
четырех.
Многопостовая сварка с по-
мощью этих генераторов воз-
можна для сталей толщиной не
выше 3—4лем(придвух постах).
Внесенные в схему генерато-
ра изменения позволяют исполь-
зовать его для многопостовой и
для однопостовой сварки. В по-
следнем случае щетки возвраща-
ются в исходное положение,
Фиг. 58. Схема соединения генератора Дополнительно установленные
смг-2 для многопостовой сварки. клеммы замыкаются перемыч-
кой, регулирование сварочного
тока производится, как обычно, регулировочным реостатом. Не сле-
дует допускать длительной работы на один пост генератора, переклю-
ченного на многопостовую сварку.
Однокорпусный мотор-генератор типа СУП- J.
В отличие от генераторов СМГ-1 и СМГ-2, у которых отдельно
изготовленные мотор и сварочная машина монтируются на одной
плите и соединяются с помощью муфты, однокорпусные мотор-генера-
торы имеют общий вал и корпус (фиг. 59).
Генератор СУП-1 является двухполюсной электрической машиной
с двумя магнитными полюсами. Регулирование сварочного тока
производится изменением магнитной проводимости для потока про-
дольной реакции якоря и одновременным шунтированием продольного
потока полюсов. Последнее достигается радиальным передвижением
специального сердечника, установленного внутри корпуса умформера.
Для указания величины тока на умформере установлена шкала с де-
62
лениями, по которой передвигается стрелка соответственно изменению'
зазора между сердечником и якорем.
Схема соединений умформера типа СУП-1 приведена на фиг. 59.
Генератор СУП-1 обычно устанавливается на трех колесах, т. е.
является передвижным, но может быть смонтирован и на фунда-
менте.
Однокорпусный генератор СУГ-2 построен по из-
мененной несколько схеме генератора СИГ и подобно последнему
представляет собой двухполюсную электрическую машину с распре-
делением обмоток возбуждения на четырех полюсах, сгруппирован-
ных по два рядом, одинаковой полярности.
Фиг. 59. Схема соединения генератора СУП-1.
Возбуждение генератора осуществляется посредством двух обмо-
ток. Первая обмотка, с нерегулируемым током возбуждения, распо-
ложена на всех четырех основных полюсах. Вторая обмотка, в цепь
которой включен реостат для регулирования возбуждения, располо-
жена на двух полюсах (поперечных).
Грубая регулировка рабочей силы тока производится поворотом
щеточной системы, а главная регулировка — реостатом, включенным
в цепь обмотки поперечных полюсов. Напряжение холостого хода ге-
нератора равно 35 V; сила сварочного тока 300 А.
Сварочный генератор типа СМГ-3 представляет со-
бой генератор большой мощности, используемый только при много-
постовой сварке. Генератор рассчитан на4—5 постов. Схема соеди-
нений генератора представляет собой обычную схему компаундного
генератора (фиг. 60). Схема включения многопостовых сварочных
генераторов показана на фиг. 61.
Для каждого поста предусмотрен регулировочный реостат.
Многопостовой генератор типа СМГ-4-1 рассчи-
тан на обслуживание 10 постов, причем для каждого поста предусмо-
трен реостат.
61
Вид со стороны коллектора
+-им
К распределительному
щиту генератора
Схема соединений такая
же, как и для генератора
СМГ-3 (фиг. 60). Схема
включения генератора типа
СМГ-4-1 показана на фиг. 61.
Генератор типа
СМГ-5 представляет собой
мощный многопостовой сва-
рочный генератор, рассчи-
танный на обслуживание
15 постов.
Схема включения и схема
соединения те же, что и для
выщеуказанных многопосто-
вых генераторов. Этот гене-
ратор отличается от предше-
ствующих только большей
силой тока.
Электросвароч-
ный генератор с дви-
гателем внутреннего
сгорания представляет со-
бой агрегат, состоящий из эле-
ктросварочного генератора и
приводного двигателя внут-
реннего сгорания (фиг. 61а).
Фиг. 60. Схема соединения многопостовых
генераторов типа СМГ-3.
Фиг. G1. Схема включения многопостовых сварочных агрегатов.
Эти агрегаты можно перебрасывать любыми транспортными Сред-
ствами. Вес этого агрегата около 1 т. Для работы ночью агрегат снаб-
жен электрическим освещением, питаемым осветительным генератором.
64
Существует несколько типов генераторов с двигателем внутрен-
него сгорания (тип САК-2, САГ-2 и др.).
Генераторы типа САК-2 имеют бензиновый или керосиновый
двигатель и сварочный генератор типа СМГ-2.
Генератор типа САГ-2 состоит из сварочного генератора СМГ-2,
который установлен на грузовом автомобиле типа ГАЗ. Сварочный
генератор присоединен к
автомобильному мотору
через редуктор и кардан-
ный вал. При передвиже-
нии автомобиля генератор
отключается.
Генератор с двигателем
внутреннего сгорания мо-
жет быть также присоеди-
нен к трактору или уста-
новлен на дрезине.
До сих пор генераторы
с двигателем внутреннего
сгорания не нашли при-
менения при сварке в само-
летостроении. Однако ге-
нераторы типа САК-2 и
САГ-2, безусловно, могут
быть успешно использова-
ны в передвижных ремонт-
ных мастерских, в полевых
условиях и для монтажных
работ. Широкое примене-
Фиг. 61а. Общий вид сварочного генератора
ние в самолетостроении по- с двигателем внутреннего сгорания.
лучили машины СМГ-1 и
СМГ-2 для работ по сварке материала малых толщин. Более совер-
шенной машиной является машина СУП-1. В табл. 12 приведены
данные для однопостовых гене ратов.
Данные генераторов постоянного тока
Таблица /2
Тип агре- гата (одно- постовой) Генератор Эл ектродв и г ате ль Вес кг
Номи- нальное напря- жение V Номинальный ток А Мощ- ность kV На- пря- жение V Число об/мин. агре- гата гене- рато- ра
при дли- тельной нагруз- ке при повтор- но -кратко- временном режиме (ПНР)
50% 70%
СМГ-1 . . . 25 150 230 180 10 220/380 1430 570 275
СМГ-2. . . 25 и 40 250 350 300 16.5 220/380 1 430 750 385
СУП-1 . . 25 150 230 180 10 220/380 1430 350 —
СУГ-2а . . 40 250 350 300 1 11,6 220/380 1430 550 ’—
СУГ-26 . . 25 250 350 300 и,б 220/380 1430 550 —
Поплавко— 389—»
65
При большом объеме сварочных работ используются генераторы
типа СМГ-3, СМГ-4 и СМГ-5.
Технические данные для генераторов постоянного тока приведены
в табл. 12 и 13.
Таблица 13
Тип агре- гата (много- постовой) Генератор Электродвигатель Вес в кг
Номиналь- ное напря- жение V Номиналь- ный ток А Мощ- ность kV Напря- жение v Число об/мин. агре- гата гене- рато- ра
СМГ-3 . . . 60 500 36,8 220/380 1430 1800 650
СМГ-4-1 60 1000 НО 220/380 1430 2500 1 120
СМГ-5 . . . 60 1500 ПО 220/380 1430
б. Электросварочные аппараты переменного тока
Аппарат, применяемый при сварке переменным током, называется
сварочным трансформатором. Сварочные трансформаторы, подобно ма-1
шинам постоянного тока, бывают однопостовые и многопостовые. ]
Однопостовой сварочный трансформатор имеет крутопа- ]
дающую внешнюю характеристику и служит для питания током '
одного сварочного поста. ;
Многопостовой сварочный трансформатор применяется/
для питания током нескольких сварочных постов (дуг). При этом ’•
крутопадающая характеристика сварочной дуги получается путем
включения сварочных дросселей. Под сварочным дросселем понимают
аппарат, представляющий собой индуктивную катушку с железом,
имеющую переменное индуктивное сопротивление, и служащий для
регулировки силы сварочного тока.
Наиболее распространенным сварочным трансформатором у нас
в СССР является сварочный аппарат типа СТ-2, работающий от сети
переменного тока. Он состоит из трансформатора, дросселя и осцил-
лятора (активизатора).
Трансформатор снижает напряжение сети до сварочного напряже-
ния (65—55 V), дроссель служит для регулирования сварочного тока
в зависимости от толщины свариваемых изделий и диаметра электрода,
а осциллятор стабилизирует сварочную дугу.
Осциллятор представляет собой аппарат, состоящий из
электрического колебательного контура, генерирующего токи высо-
кой частоты- Он служит для дополнительной ионизации вольтовой
дуги при сварке переменным током.
Схема присоединения осциллятора и сварочного трансформатора
изображена на фиг. 62. Главной частью этой схемы является источник
высокого напряжения переменного тока частотой в 50 периодов. Ток
создается трансформатором с замкнутым сердечником, преобразую-
щим рабочий ток сети 220 V в ток с напряжением в 300 V, эффектив-
ных.
Для получения высокочастотных колебаний в аппарате имеет место
сочетание в известном отношении емкости, самоиндукции и искрового
бб
промежутка. Емкость в замкнутом колебательном контуре представ-
ляет собой конденсатор, последовательно включенный в цепь. Искро-
разрядник является ответственнейшей частью аппарата, так как от
правильной его работы зависит получение постоянной ионизации дуги.
Для увеличения мощности разрядник имеет: 1) три последовательно
включенных воздушных разрядных промежутка на расстоянии не бо-
лее 0,4 мм, 2) контакты, изготовленные из вольфрамовых наконечни-
ков, которые охлаждаются во время работы аппарата с помощью
ребристых дисков.
Для создания нормальных условий работы искроразрядников
необходимо иметь строго вертикальное положение разрядных поверх-
ностей друг к другу и не
допускать образования
между ними вольтовой#ду-
ги, а добиваться частоты
! 2 'Трансформатор
разряда или увеличения
числа проскакивания искр,
ослабляя тем самым воз-
можность затухания.
Для осцилляторов, из-
готовляемых нашими заво-
дами, разработан ряд схем.
Из них наибольшую безо-
пасность представляет ос-
циллятор, работающий по
схеме, построенной по
принципу индуктивной
СВЯЗИ.
Несмотря на высокое
Регулятор
Осшгллатор
вч
о2
о 6S
ъД
о 220
Фиг. 62. Схема соединения осциллятора
со сварочным аппаратом СТ-2.
напряжение осциллятора, работа с ним не представляет для свар-
щика никакой опасности, так как в аппарате ток нормальной частоты
высокого напряжения не может попасть к сварщику, ток же высокой
частоты не опасен. Самый надежный метод защитить сварщика от про-
никания тока низкой частоты высокого напряжения — это создание
осциллятора по упомянутой выше схеме с индуктивной связью.
Трансформатор СТ-2 при сварке малых толщин может быть исполь-
зован, как многопостовой сварочный трансформатор. Получение
малых сил тока может быть достигнуто заменой дросселя реостатом
или введением в сварочную цепь второго дросселя-
в. Аппаратура для автоматической сварки
Как у нас, так и за границей изготовляется ряд антоматов и полу-
автоматов, которые нашли применение при дуговой сварке продоль-
ных и поперечных швов. Эти аппараты предназначены прежде всего
для крупносерийного массового производства.
Автомат для дуговой сварки, или так называемый дугосварочный
автомат, представляет собой агрегат, применяемый для дуговой авто-
матической сварки. Он состоит из электросварочного мотор-генератора
или трансформатора, автоматической сварочной головки, каретки и
ст
станка, снабженного механизмами для автоматического процесса
сварки.
Фиг 63. Общий вид дугосварочного автомата.
Сварочная головка представляет часть дугосварочного автомата,
в/которой сосредоточены механизмы для автоматического поддержа-
ния постоянства длины дуги (или напряжения) и регулирования
подачи присадочного металла к шву.
При сварке угольными электродами часто не применяют присадоч-
ного материала, и в этом случае механизмы головки служат только
для поддержания постоянства
длины дуги.
Сварочная головка и вся
аппаратура, служащая для пе-
ремещения головки, в процессе
сварки укрепляются на каретке
сварочного автомата.
Станок дугосварочного авто-
мата представляет собой ту его
часть, на которой сосредоточены
механизмы для закрепления
свариваемого изделия (или сва-
рочной головки) и их перемеще-
ния в процессе сварки. Общий
внд одного из таких станков
Фиг. 64. Общий вид головки.
показан на фиг. 63.
Наиболее широкое применение в СССР получили сварочные головки
АМГ-1 и головка системы Дульчевского (с металлическим электродом)
и системы Торнейдо (с угольным электродом).
Общий вид сварочной головки АМГ-1 показан на фиг. 64. Головка
состоит из механизма для подачи электрода и реле для поддержания
постоянства длины дуги. Длина дуги автоматически поддерживается
постоянной в процессе сварки.
68
Для защиты металла от окисления при автоматической дуговой
сварке металлическим электродом применяют сварку в защитной
среде или применяют специальные устройства для осуществления
сварки с качественными обмазками.
г. Сварочный кабель
Для подачи сварочного тока от сварочной машины или аппарата
к месту сварки применяются провода (кабель).
Как и при подаче газа по трубопроводам, так и при подаче свароч-
ного тока по проводам имеет место потеря электрической энергии.
Величина потери электроэнергии зависит от поперечного сечения
Фиг. 65. Наконечник кабеля.
и длины проводника и от материала, из которого изготовлены про-
вода. Наиболее целесообразно при-
менять медные провода, обеспечи-
вающие наименьшую потерю элек-
троэнергии. Для удобства работы
сварщика кабель, присоединяющийся
к ручке электроде держателя, должен
быть гибким.
Вследствие пониженной силы
тока при сварке сталей малых тол-
щин значительно уменьшается сечение применяемых проводов. Для
сварки малых толщин (до 2 мм) сечение кабеля должно быть 12—16 мм*.
Диаметр кабеля для сварки меди — 3,5—4,5 мм, для влюминия —
5 мм.
Конец кабеля имеет наконечник (фиг. 65) для закрепления ка-
беля к сварочному столу специальными зажимами в вид? струбцинок.
При закреплении конца кабеля к сварочному столу необходимо тща-
тельно зачищать места соединения и прочно закреплять кабель.
д. Измерительные приборы
Каждая сварочная установка как постоянного, так и переменного
тока должна быть снабжена одним амперметром и одним вольтметром
для измерения силы сварочного тока и напряжения в сварочной цепи.
При многопостовой сварке каждый сварочный пост должен быть
снабжен амперметром.
При наличии амперметра всегда легко установить, действительно
ли сварка происходит при правильном режиме. По вольтметру можно
определить устойчивость горения дуги и равномерно ли происходит
плавление электрода.
е. Электрододержатели
При дуговой электросварке для закрепления электрода и подвода
к нему тока служит электрододержатели.
Электрододержатели должен быть простым по конструкции, легким
и удобным в работе. Он должен одинаково плотно держать электрод
в течение процесса сварки.
69
Поскольку в процессе сварки приходится держать электрод под
различным углом наклона в зависимости от толщины свариваемого
металла, то электрододержатель должен допускать зажим электрода
под любым утлом.
Размеры S мм
рг в 1 £ | D d
1 8 tF 7П fG <5
Фиг. 66. Электрододержатель.
Применение тонких электродов при сварке малых толщин требует
использования облегченного электрододержателя.
Одним из наиболее простых и удобных в работе является электро-
додержатель, показанный на фиг. 66. Этот электрододержатель удер-
живает электрод самопружинящими контактами, выполненными
в виде двух медных изогнутых пластин.
Ж. Щитки, шлемы и защитные стекла
Яркий свет вольтовой дуги требует защиты не только глаз, но и
всего лица сварщика. Так как сварщик продолжительный срок нахо-
дится под воздействием
Фиг. 676, Шлем.
ультрафиолетовых лучей,
возможны ожоги кожи.
Для защиты сварщика
применяются щитки и сва-
рочные шлемы.
Сварочный щиток пред-
ставляет собой ручной
экран, снабженный цвет-
ным стеклом для защиты
зрения и кожи лица свар-
щика при дуговой сварке
(фиг. 67а). Щиток сварщик
обычно держит в левой
меняется сварочный
(фиг. 67б).
руке.
Для этой же цели при-
шлем, надеваемый на голову сварщика
Щиток изготовляется из фанеры или из фибры, шлемы — только
из фибры. Шлем более удобен, потому что оставляет обе руки свар-
щика свободными.
Стекла для щитков и шлема служат светофильтрами, они задержи-
вают ультрафиолетовые и инфракрасные лучи дуги и в то же время
обеспечивают хорошую видимость. Обычно они желто-зеленого цвета.
70
4. ТЕХНИКА ДУГОВОЙ СВАРКИ
а. Выбор силы тока
Решающим фактором для получения безукоризненного сварного
соединения при дуговой сварке является надлежащая сила тока.
Силу тока следует выбирать в зависимости от: 1) рода материала,
2) толщины свариваемого металла, 3) химического состава металла,
4) вида сварного соединения, 5) диаметра электрода, б) положения
детали в пространстве и 7) характера тока (постоянный или пере-
менный).
Для сплавов на алюминиевой основе сила тока берется больше,
чем для сталей, на 30—50%, вследствие их большей тепло- и электро-
проводности.
Чем больше толщина свариваемого металла, тем больше тепла необ-
ходимо подвести для сварки и, следовательно, тем выше должна быть
сила тока.
От химического состава материала зависит его теплопроводность;
для сварки материала малой теплопроводности используется меньшая
сила тока. Например, для сварки малоуглеродистой стали, обладаю-
щей наибольшей по сравнению со сталями хромомолибден и хроман-
силь теплопроводностью, сила тока должна быть наиболее высокой.
Вследствие этого для сварки хромомолибденовой стали сила тока
требуется на 10%, а для стали хромансиль на 20% ниже, чем для
малоуглеродистой стали.
Для различного вида сварных соединений требуется различная
сила тока. Например, для тавровых соединений, требующих больше
тепла при сварке, сила тока должна быть повышена, примерно, на
10—12% по сравнению со сваркой встык; для сварки трубчатых кон-
струкций сила тока должна быть еще выше, примерно, на 20% по срав-
нению со сваркой встык.
Сила тока должна повышаться с увеличением диаметра электрода,
который в свою очередь зависит от толщин свариваемого изделия.
Положение свариваемой детали в пространстве влияет на выбор
силы- тока: при вертикальной сварке сверху вниз сила тока должна
быть на 10—20% выше, чем при вертикальной сварке снизу вверх.
Наконец, характер тока (постоянный или переменный) требует
при сварке различной силы, а именно, на переменном токе сила тока
берется на 10% больше, чем при сварке на постоянном токе.
Для дуговой сварки большая производительность труда по опыту
стахановцев — при увеличении плотности тока в соответствии с диа-
метром электрода до 18—20А/аьч2и, кроме того, при увеличении диа-
метров применяемых электродов—в зависимости от толщины свари-
ваемых металлов.
4 б. Выбор длины дуги и ее зажигание
Кроме силы тока, на качество сварного соединения оказывает зна-
чительное влияние длина дуги, установленной в процессе сварки.
Под длиной дуги понимается расстояние между торцом электрода
и свариваемым изделием.
71
Фиг. ’68. Валики наплавленного
металла: а—длинной дугой, б—
короткой дугой.
Выбор длины дуги зависит от типа электрода иположения в про-
странстве изделия при сварке-
При использовании тонкообмазанных электродов длина дуги должна
быть минимально короткой (не более 0 электрода). При шлакообра-
зующих или газообразующих элек- ‘
тродах длина дуги может быть от ;
3 до 5 мм. В зависимости от длины
дуги меняется и напряжение в дуге.
При длине дуги до 1,5 мм напря-
жение 15—18 V, при длине дуги от
3 до 5 мм — до 22—40 V. й. Л
Короткая дуга при ис-я
пользовании тонкообмазанных элек-w
тродов обеспечивает наилучшее ка-И
честно сварки (фиг. 68,6).
Длинная дуга снособет-
вует плохому сплавлению, увели- <!
чивает разбрызгивание и дает не- ;
равномерный шов. Длинная дуга
при использовании обмазанныхэлек- -
тродов типа шлакообразующих или
газообразующих ухудшает пудлинго-
вание наплавленного металла (68, а). ;
Выбирая ту или иную длину |
дуги, приходится учитывать положе- j
ние свариваемого изделия- Вертикальная и верхняя сварки (потолоч- ;
ная) требуют более короткой дуги, чем при положении изделия, тре- j
бующем нижней сварки.
Помимо правильно выбранной силы тока и длины дуги, очень важ-
ное значение для получения высококачественного шва имеет угол ;
наклона электрода к свариваемой детали. От правильного наклона
электрода зависит получение
хорошего провара.
Для получения такого
провара необходимо, чтобы
тепло вольтовой Дуги было
направлено на основной, а не
на наплавленный металл.
Для нормальных толщин
правильным наклоном элек-
трода считается наклон под фиг, 60. Наклон
электрода к свариваемой
уГЛОМ, Примерно, В 60—65 поверхности.
к свариваемой поверхности
в направлении движения электрода (фиг. 69). I
При сварке встык сталей малых толщин угол наклона электродД
должен быть 75—80°. При сварке в тавр листового материала равнойЧ
толщины угол наклона электрода должен составлять, примерно, по-
ловину угла, образованного свариваемыми частями, и составлять
угол в 75—80° с линией направления сварки.
Для удаления шлаковых и газовых включений из наплавленного
72
при сварке металла сварщик придает электроду колебательные дви-
жения.
Эти движения могут быть различны, а именно: петлеобразные,
по кривой в виде полумесяца и др. (фиг. 70). Лучшие результаты
получаются при колебаниях электрода по кривой в направлении,
показанном на фиг. 70а.
При сварке малых толщин нельзя придавать электроду колебатель-
ные движения, так как это может вызвать прожоги.
При сварке стали, в особенности стали малых толщин, наблю-
дается магнитное дутье. Под сильным магнитным дутьём понимается
воздействие магнитного поля, создаваемого прохождением тока в сва-
рочной цепи, на пламя вольтовой дуги. Магнитное дутье сильно затруд-
няет процесс сварки, поскольку вольтова дуга затухает. Различные
исследования, проведенные в этой области, показали, что магнитное
дутье обычно имеет место при постоянном токе (при переменном токе
это явление отсутствует).
Фиг. 70. Колебательные движения электрода. Фиг. 70а. Колебатель-
ные движения элект-
рода, дающие наи луч-
шие результаты.
Отклонение дуги в процессе сварки вызывается магнитным полем
образующимся от собственного сварочного тока.
Большое влияние на задувание дуги оказывает подвод тока к месту
сварки.
На фиг. 71а—д схематически показано расположение силовыхли-
ний. Из рассмотрения фиг. 71а видно, что магнитные линии окружают
путь тока, идущего в свариваемом изделии 1—в вертикальных пло-
скостях, а вокруг электрода 2 и дуги 3 — в горизонтальных плоско-
стях. В том месте, где дуга соприкасается с изделием, ток изменяет
горизонтальное направление на вертикальное, поэтому силовые ли-
нии сгущаются в месте а и, таким образом, отклоняют дугу в направ-
лении стрелки, т. е. в сторону, противоположную подводу тока.
Отсюда можно сделать вывод, что для равномерного горения дуги
ток следует подводить к изделию с обеих сторон, так как тогда по обе
стороны дуги образуются поля равного напряжения (фиг. 7 16).
При наклонном положении электрода и включении тока с двух
сторон расположение силовых линий сгустится в точке а (фиг.71в),
т. е. с одной стороны дуги, почему дуга отклонится в указанную
стрелкой сторону, т. е. по направлению оси электрода. В этом слу-
чае часто образуются короткие замыкания, вследствие чего дуга
делается малоустойчивой.
73
Если ток подводить к свариваемому изделию только с одной сто-
роны, а электрод наклонить к свариваемому изделию, то получается
распределение силовых линий, показанных на фиг. 71г, где в ме-
стах а и б получается сгущение линий, и дуга отклонится в противо-
положном направлении.
Придавая электроду различные наклоны, можно изменять силу,
действующую на дугу. Если электрод наклонить в направлении от
подвода тока к изделию, то в этом случае отклонение дуги в направ-
лении от подвода тока можно уничтожить или даже заставить дугу
отклониться в другую сторону (фиг. 71д).
Фиг. 71а. б, в, г, д.
Схема магнитносиловых
линий при дуговой
сварке.
Дуга имеет стремление отклоняться в сторону наплавленного
металла шва. При сварке в свариваемом металле получается кратер,
наполненный немагнитным металлом, температура которого превы-
шает 750°; при этих температурах сталь теряет свои магнитные свой-
ства и проницаемость для магнитных линий. В этом случае магнитные
линии пойдут не через горячий немагнитный металл, а в окружающий
его менее нагретый. Перед дугой образуется сгущение магнитных
силовых линий; тогда как позади дуги они идут более длинным путем.
Таким образом дуга отклоняется к расплавленной ванне. Особенно
сильно это заметно при наложении первого слоя, когда воздушная
щель перед дугой еще открыта; при дальнейшем наложении слоев
отклонение дуги будет слабее вследствие перекрытия щели. При
74
приближении Шва к краю свариваемых листов встык получается от-
клонение дуги в сторону наваренного шва, что объясняется густотой
магнитных силовых линий.
Начальный участок шва, где зажигается дуга, при сварке малых
толщин, часто имеет неполный провар.
В этом случае зажигание дуги рекомендуется производить следую-
щим образом. Вначале образовав дугу, поддерживают ее немного
длиннее, чем в процессе сварки (примерно, 4—5 мм); подогрев таким
образом основной металл, укорачивают дугу до длины не более 1,5 мм.
Существует и другой способ устранения непровара в таких случаях,
а именно: зажигание дуги на начальном участке производят не в на-
чальной точке шва, а 3—5л<л1отступя от негостем, чтобы шов по всей
его длине имел провар.
Сило тона
Фиг. 71е. Диаграмма выбора силы тока.
Участки возобновления дуги после перерыва сварки также сопро-
вождаются недостаточным проваром. Для того чтобы избежать этого,
зажигают дугу на наружной кромке кратера, возвращаются назад
к внутренней кромке и продолжают сварку в прежнем направлении.
В местах возобновления шва валик получается высоким, и избежать
Этого может только опытный сварщик.
В местах поворота швов и на торцах не следует прерывать сварку;
кончая шов, необходимо поддерживать короткую дугу, постепенно
заполнить кратер, причем не следует резко отрывать электрод, так как
это влечет за собой образование трещин в кратере.
Выбор силы тока в основном производится по Диаграмме (фиг. 71е).
Проверять и бодее точно подбирать режим сварки следует на пласти-
нах той же стали соответствующих толщин в виде соединения данной
детали. Нормальный режим стыкового соединения может быть опреде-
лен по внешнему виду с обратной стороны соединения. Образующийся
при сварке проплав должен быть равномерным по всей линии шва и
высотой не более двух мм (для стали толщиной не свыше трех мм).
Нормальный режим сварки тавровых соединений дает с обратной
стороны соединений по всей длине шва полосу прогретого металла
цвета окалины и шириной, равной 1—1,5 ширины шва. На обратной
стороне таврового соединения и соединения внахлестку при толщине
материала не более двух мм допускается частичный проплав.
75
в. Рабочее место сварщика при дуговой электрической сварке
За каждым сварщиком (посменно) должно быть закреплено опре-
деленное рабочее место, огражденное ширмой из брезента, пропитан-
ного огнестойким веществом, площадью 3 х 3 м. Рабочее место должно
быть снабжено следующим оборудованием:
1. Сварочный мотор-генератор при сварке постоянным током или
же сварочный трансформатор при сварке переменным током.
2. Реостат, используемый при сварке толщин ниже двух мм. Спе-
циальный дуговой реостат должен быть в этом случае включен в элек-
трическую цепь сварочного поста для снижения силы сварочного тока
до минимальной величины в 15—20 А со ступенями для регулировки
силы тока не более чем на 2—2,5 А.
3. Стабилизатор Дуги.
4. Балластный реостат типа РНС-200, который необходимо после-
довательно включить в электрическую цепь сварочного поста при
сварке толщин от 2 мм и ниже.
5. Защитная маска и щиток.
б. Рабочий стол со стулом с вращающимся сиденьем и ящиком
для хранения инструмента.
7. Металлическая щетка.
8. Молоток с зубилом.
9. Комплект запасных цветных и прозрачных защитных стекол
для маски в готовом виде.
10. Рабочее клеймо.
Проходы между сварочными машинами должны быть не менее
1 м. Расстояние между сварочными столами 1,5 м.
Прежде чем приступить к работе, необходимо ежедневно прове-
рять:
1) места присоединения сварочных кабелей к реостату, сварочному
столу и к электрододерЖателю,
2) проверить правйльность присоединения сварочных кабелей
к столу и к электрододержателю.
5. ДУГОВАЯ СВАРКА В САМОЛЕТОСТРОЕНИИ
Дуговой сваркой удается сварить все применяемые в самолето-
строении конструкционные и специальные стали и легкие сплавы.
Причем эта сварка, по сравнению с газовой, дает минимальный про-
цент коробления и трещин. *
. Сочетание толщин для дуговой сварки желательно 1:1; 1:2;
1 : 3.
Дуговая сварка начала более широко применяться в авиационной
промышленности.
Отсутствие соответствующего оборудования и навыков по дуго-
вой сварке сталей малых толщин, а также режимов, делало невоз-
можным применение дуговой сварки в самолетостроении.
Доминирующее положение, которое занимала газовая сварка в за-
граничном самолетостроении, заставляло думать многих наших ра-
ботников, что замена газовой сварки, дающей большой процент брака
76
вследствие образования трещин, более совершенным видом сварки
не нужна.
Однако, несмотря на некоторые трудности в отношении техники
дуговой сварки для сварки сталей малых толщин, она все больше
внедряется в самолетостроении как вид сварки, обеспечивающий
высококачественное соединение без трещин.
За границей в этом вопросе могут иметь значение не только причины
технического и экономического порядка, как, например, монополисти-
ческое положение газовых фирм и пр., и нам, конечно, не следует
итти по пути слепого копирования зарубежной практики. Но и в за-
граничной литературе в последнее время все чаще встречаются работы
об исследовании дуговой сварки малых толщин, которые говорят
о преимуществах дуговой сварки по сравнению с газовой. Дуговой
сваркой могут быть изготовлены любые узлы самолета.
Механическая прочность сварного шва, выполненного дуговой
сваркой, не ниже, чем прочность его при газовой сварке.
Сварной шов, выполненный малоуглеродистой проволокой,
после термообработки принимает закалку. При этом коэфициеит
крепости сварного шва составляет: для хромомолибденовой стали
117—129 кг/мм2, для хромансиля— 118—126 кг/лсм2.
Испытание на коррозию показало, что шов корродирует не больше,
чем основной материал. Более интенсивной локальной коррозии
сварного шва не наблюдалось ни при исследовании в среде влажного
воздуха, ни при исследовании в морской воде.
Что касается веса, имеющего такое большое значение в самолето-
строении, то при дуговой сварке получается уменьшение веса кон-
струкций и деталей по сравнению с деталями, выполненными газо-
вой сваркой.
Большим преимуществом дуговой сварки перед газовой является
увеличение производительности цехов, которая возрастает в 2—3
раза на тех же площадях и при том же количестве рабочих. Это про-
исходит потому, что отпадает необходимость в таких операциях, как
правка, подогрев и др., которые имеют место при газовой сварке.
Дуговая сварка сталей малых толщин не требует специального
оборудования. Может быть рационально использовано существующее
оборудование машин СМГ-1 и СМГ-2 с небольшой переделкой, причем
от одной машины можно работать для обслуживания 3—4 постов.
Освоение сварки сталей малых толщин сварщиком средней квали-
фикации достигается в течение не более 80—120 часов.
Таким образом дуговая сварка сталей малых толщин становится
обычным видом дуговой сварки.
В самолетостроении дуговую сварку применяют при изготовлении
значительного количества ответственных узлов и агрегатов из кон-
струкционных низколегированных сталей.
На фиг. 72а, 73, 74 и 75 показаны узлы самолета, выполненные
дуговой сваркой.
ГЛАВА IV
ЭЛЕКТРОХИМИЧЕСКАЯ СВАРКА
1. ВИДЫ ЭЛЕКТРОХИМИЧЕСКОЙ СВАРКИ
Электрохимической сваркой называется такой вид сварки, когда,
для нагревания свариваемых деталей используется не только теплота
вольтовой дуги, но одновременно теплота, выделяющаяся в резуль-
тате протекания химической реакции.
Существуют два вида электрохимической сварки: 1) газоэлектри-
ческая (аркоген), 2) атомноводородная сварка.
а. Газоэлектрическая сварка (аркоген)
Газоэлектрическая сварка, или сварка по методу аркоген, — это
вид сварки, при которой для нагревания свариваемых изделий исполь-
/—сварочный;
трансформатор’ СЬ2г
5—дроссель первый;
5— др«ссе/ъ второй;
^f—электр о до держатель;
>—сварочная горелка;
5—баллон с кислородом?
7— баллон с ацетиленом'
Фиг. 76. Схема включения трансформатора но методу аркоген.
зуется совместное воздействие тепла вольтовой дуги и газового^
преимущественно ацетиленового пламени. Схема включения транс-
форматора для сварки по этому методу показана на фиг. 76.
79
Газоэлектрическая сварка может быть использована только для
сварки толщин в 2 мм и выше, так как сильный нагрев при этой
сварке вызывает прожоги материала малых толщин.
Неудобством этого вида сварки по сравнению с дуговой сваркой
является большая и жидкая ванна, позволяющая производить сварку
только нижнюю, кроме того, в процессе работы у сварщика заняты
обе руки.
Газоэлектрическая сварка может быть с успехом прежде всего
использована при заварке алюминиевого литья.
Газоэлектрическую сварку целесообразнее осуществлять на пере-
менном токе. Для сварки этим способом не требуется специального
оборудования.
Наличие аппаратуры для дуговой и газовой сварки позволяет
осуществить этот способ; при этомрасходгаза сокращается по сравне-
нию с газовой сваркой в 2 раза, а процесс сварки протекает в 2 раза
быстрее.
б. Атомноводородная сварка
Атомноводородная сварка представляет собой вид сварки, при
которой для нагрева соединяемых изделий используются вольтова
Фиг. 77. Схема а томи о водорода ой сварки.
дуга и теплота, выделяющаяся при обращении диссоциированного
вольтовой дугой атомного водорода в водород молекулярный. При
этой сварке водород образует защитную среду, предохраняющую
расплавленный металл от воздействия атмосферного воздуха.
Атомноводородная сварка была изобретена в 1925 г. американцем
Лаигмюром.
Во время нагревания водорода при соприкосновении его с раска-
ленной вольфрамовой нитью лампочки, какэто имело место в первых
исследованиях Лангмюра, происходит диссоциация молекул водорода
на атомы.
Особенно интенсивную диссоциацию (61—62% всего нагретого
водорода) Лангмюру удалось получить в вольтовой дуге, образован-
ной в атмосфере водорода между двумя вольфрамовыми электродами.
Атомное состояние водорода неустойчивое, оно длится доли секунды.
Воссоединение атомов в молекулы сопровождается выделением тепла,
80
которое было поглощено при диссоциации. Схема этого вида сварки
дана на фиг. 77.
Вольфрам при этом процессе не плавится, а только испаряется,
вследствие того, что все тепло дуги расходуется на диссоциацию
водорода и температура нагрева электродов не превышает 3000°,
а температура плавления вольфрама равняется 3360°.
При сварке водород диссоциирует (расщепляется) в пламени
вольтовой дуги, образующейся между двумя вольфрамовыми электро-
дами, и из молекулярного переходит в атомное состояние. При
этом водород поглощает^ большое количество тепла от электрической
дуги.
Атомы водорода, соприкасаясь с холодной поверхностью сваривае-
мого металла, вновь соединяются в молекулы и выделяют ранее по-
глощенное количество тепла, причем процесс проходит без участия
в реакции кислорода. Температура дуги при этом доходит до 3700°,
в то время как температура водородного пламени достигает только
2400°.
Общее количество расщепленного водорода зависит от напряжения
и от силы тока. Чем больше сила тока, тем больше тепла выделится
в дуге и тем больше будет Количество расщепленного водорода. С по-
вышением температуры при диссоциации степень расщепления водо-
рода увеличивается. Так, из 10 000 молекул водорода при 2000° расщеп-
ляется 65 молекул, при 3700° расщепляется 6250.
Атомноводородная сварка протекает при силе тока от 20 до 70 А
при напряжении для возбуждения дуги в 300 V. Рабочее напряжение
дуги от 35 до 120 V. Повышенное напряжение при зажигании
и горении дуги объясняется следующими причинами: при разло-
жении водорода на атомы из дуги поглощается большое количество
тепла, а потому ионизация газовых молекул, заполняющих дугу,
замедляется и этим уменьшается число носителей электроэнергии.
Для переноса определенного количества электроэнергии требуется
при этих условиях увеличить скорость движения электронов, а это
может быть достигнуто только повышением разности потенциалов,
т. е. применением повышенного напряжения. В процессе атомноводо-
родной сварки электропроводность дуги ниже, что обусловливает при-
менение высокого напряжения.
Необходимая величина силы тока зависит от толщины сваривае-
мого материала.
Чем больше толщина свариваемого изделия, тем большая необхо-
дима сила тока; кроме того, сила тока зависит от сорта свариваемого
металла. Зависимость между величиной силы тока и толщиной свари-
ваемого металла дана в табл. 15. Диаметры электродов в свою очередь
зависят от применяемой силы тока.
Толщина сварочной проволоки выбирается в зависимости от тол-
щины свариваемого изделия. С увеличением толщины свариваемого
изделия увеличивается и диаметр присадочной проволоки.
В табл. 14 приводятся данные для выбора диаметра присадочной
проволоки.
Сила тока, приведенная в таблице, повышается на 20% при сварке
диссоциированным аммиаком.
Поплавко—389—G
81
Данные для выбора диаметра проволоки Таблица 14 присадочной При сварке встык, внахлестку и при угло- вых соединениях еле-
Толщина материала в мм Диаметр электродов в мм Диаметр присадочной проволоки в мм дует пользоваться мень- шими значениями силы тока, указанными в табл. 15, а при сварке в тавр — большими зна-
0.5 1—1,5 2—3 3—5 5—8 Расход вод< определяется свариваемых л 1,5 1,5 1 5 3.0 3,0 >рода при свар! мощностью эле истов, тем бол! чениями. d таил, id ука- ! зана ориентировочная 1—1,5 сила тока,которая может 2—2,5 быть несколько изменена 2,5—3 в зависимости ОТ конфи- 2.5—3 гурации узла, легкости доступа горелки и т. п. <е зависит от силы тока, т. е. в основном ктрической дуги. Чем больше толщина □ше потребляемая мощность и тем больше
расход водорода в пламени.
Таблица 15
Зависимость силы тока и диаметра присадочной проволоки от толщины
_________________свариваемого материала________________________________
Сочетание толщин свариваемых мате- риалов в м м 1—1,5 1—2 1-3 1—4 2—3 i 2—4 j 3-5 4—6 5-8
Сила тока в А . 14—15 14—15 1 14—16! 14—16 16—20 18—20 20—25 25—36 36—57
Диаметр присадоч- ной проволоки в мм , ... 1-1.5 1,5 1,5—2 1,5—2 2 1 2—2^ 2—2,5 1 3 2,5-3
При сварке малых толщин (до 1,5 леи) расход водорода в среднем
составляет 1000 л/час. Длятолщин от2 до5лш он доходит до 1200л/час,
а для толщин 5—8 мм составляет, примерно, 1500 л/час.
При избытке водорода при атомноводородной сварке качество
сварного соединения ухудшается. В сварном шве образуются газовые
пузыри и раковины. Недостаток водорода вызывает повышенный
расход вольфрамовых электродов.
В зависимости от расхода водорода меняется характер сварочной
дуги. При малом расходе водорода (500—800 л/час) получается так
называемая «тихая дуга». Рабочее напряжение такой дуги равняется
35 V, расстояние между электродами в таком случае около 0,5 мм.
Если расход водорода составляет более 800 л[час и расстояние между
электродами 1—1,5 мм, получается так называемая «звенящая дуга»,
напряжение которой равно 70—120 V.
2. ГАЗЫ ДЛЯ АТОМНОВОДОРОДНОЙ СВАРКИ
Для атомноводородной сварки применяют водород, азотоводород-
ную смесь, полученную в результате диссоциации аммиака, и, нако-
нец, метанол.
В СССР в настоящее время имеет широкое применение диссоции-
рованный аммиак, исключающий опасность взрыва. Аммиак'транспор-
тируется в жидком состоянии, поэтому снижаются расходы, связан-
ные с дорогим транспортом и хранением газов вообще. При испарении
1 кг жидкого аммиака получается 3220 л азотоводородной смеси. Таким
образом из стандартного баллона, содержащего 30 кг жидкого аммиака
после разложения его получается количество аммиака, равное при-
мерно 16—18 баллонам водорода.
Стоимость баллона аммиака, примерно, такова же, что и стоимость
16—18 баллонов водорода.
Фиг. 78, Схема установки для диссоциации аммиака.
Аммиак, будучи нагрет до 600°, разлагается на азот и водород,
причем^реакция протекает по следующей химической формуле:
2NH3 N2 -J- ЗН2.
Устройство диссоциатора для аммиака и схема процесса диссоциа-
ции показаны на фиг. 78- Жидкий аммиак из баллона А поступает
по шлангу Б в испаритель В, откуда он уже в газообразном состоя-
нии проходит по трубке, снабженной редуцирующим вентилем Г и
предохранительным колпаком, в диссоциатор Д. Проходя через нагре-
тый катализатор, он диссоциирует и поступает по трубке в горелку,
отдавая предварительно по пути в змеевике 3 часть своего тепла
поступающему аммиаку, ускоряя этим процесс его испарения и диссо-
циации.
Диссоциатор (фиг. 79) состоит из четырех труб, образующих че-
тыре концентрических пространства. В трубу с наименьшим диамет-
ром помещается термопара для определения температуры диссоциа-
83
Фиг. 79. Схема устройства диссоциатора.
ции аммиака. На вторую трубу наматывается спиралью обмотка из
нихромовой проволоки.
Труба с нихромовой обмоткой помещается в другую трубу, имею-
щую;большой внутренний диаметр, и затем все это вкладывается
в трубу, имеющую наибольший внешний диаметр.
Катализатор помещается между трубой, в которой находится тер-
мопара, для определенной степени диссоциации аммиака, и трубой,
на которой находится на-
греватель. После окончатель-
ной сборки диссоциатор (кре-
кер) помещается в кожух,
в который набивается асбест,
предохраняющий от потерь
тепла. Контакт с нихромо-
вым нагревателем осуществ-
ляется нажимными болтами,
в которые вставлены фарфо-
ровые трубки.
Материалом для диссоциа-
тора служат дымогарные и
водопроводные трубы ходо-
вых размеров, котельное же-
лезо и нихромовая или кон-
стантановая проволока.
Для разложения аммиака
нагревают катализатор до
требуемой температуры, обыч-
но до 600—650°, и затем,
открыв вентиль баллона,
содержащего аммиак, сжатый
до давления около 15 ат,
пускают в печь аммиак, отку-
да диссоциированный аммиак
поступает в горелку. Даль-
нейший путь диссоциирован-
ного аммиака обычный, как
и при применении комприми-
рованного водорода, по
шлангам в горелку. Давле-
ние поступающего в диссоциатор аммиака регулируется вентилем;
во время сварки давление диссоциированного аммиака регули-
руется (как и при сварке чистым водородом) при помощи вентиля,
находящегося на атомноводородном аппарате. Аммиак может частично
диссоциировать при прохождении над катализатором, нагретым и до
500°; однако степень и скорость разложения аммиака в значительной
степени зависят от температуры катализатора.
В табл. 16 показано, что с повышением температуры катализатора
процесс диссоциации протекает энергичнее.
Катализатор стимулирует и ускоряет процесс распада аммиака
на азот и водород. В качестве катализатора может быть использована
84
Таблица 16
зависимость процесса диссо-
циации от температуры ката-
лизатора
Температура катализатора в °C Степень разло- жения аммиака В %
635 99,94
600 99,88
550 98,19
500 96,2
обычная железная струж-
ка, предварительно про-
каленная для устранения
масла и грязи, или маг-
нетит.
Следует избегать окис-
ления катализатора вслед-
ствие воздействия на него
кислорода воздуха. Это
достигается при полной
герметичности диссоциа-
тора. При работе окислен-
ным катализатором может
иметь место образование
воды, которая собирается
в шлангах, откуда может
попасть в горелку.
При условии продолжи-
тельности работы 10—12
часов в сутки катализа-
тор нужно менять мини-
мум каждые Р/а месяца,
так как по истечении
этого срока он совершенно
теряет свои свойства.
Диссоциатор описанной
конструкции может быть
использован ' для работы
Фиг. 80. Схема устройства диссоцнатора
новейшей конструкции.
2—3 сварочных постов.
Надежная работа диссоцнатора возможна при наличии хорошей
электрической изоляции.
Основным недостатком вышеописанной конструкции диссоцнатора
является то, что нагреватель находится внутри, и поэтому в случае
сгорания обмотки приходится разбирать весь аппарат. В более совер-
шенных конструкциях (фиг. 80) нагревательная обмотка полностью
85
изолирована от действия азотоводородной смеси, чем и увеличен
срок службы диссоциатора.
3, АППАРАТУРА ДЛЯ АТОМНОВОДОРОДНОЙ СВАРКИ
Установка для атомноводородной сварки состоит из следующих
частей:
J) повысительного трансформатора с дросселем или другим видом
регулирования,
2) горелки для крепления электродов и подвода тока и газа,
Фиг, 8Г. Атомноводород!гый аппарат типа АЭГ.
3) баллона для аммиака с редуктором, шлангом и крекером для
диссоциации аммиака,
4) вспомогательной аппаратуры для включения и выключения
установки и для защиты сварщика от высокого напряжения.
У нас в СССР применяются три типа атомноводородных аппаратов:
аппарат завода «Электрик» ГЭ-1-2, ЦАГИ типа АГ-2 и импортный
типа АЭГ (фиг. 81).
Атомноводородный аппарат состоит из повысительного трансфор-
матора и системы реле, включающей автоматически вторичное повы-
шенное напряжение, подведенной к газоэлектрической горелке каж-
дый раз, когда прерывается вольтова дуга.
а. Трансформаторы
Для получения тока напряжением 300 V и выше, необходимого
для атомноводородной сварки, применяется специальный трансфор-
8б
матор, в котором первичная обмотка питается от 220 V, вторичная
обмотка дает 300 V и больше. Схема включения показана на фиг. 82.
Для регулирования силы сварочного тока и понижения напря-
жения при сварке существует дроссель.
Дроссель имеет замкнутый сердечник, на котором насажены две
обмотки, последовательно соединенные через штепсельный переклю-
чатель. Перестановкой вилки в соответствующие гнезда замыкается
пара отводов от обеих катушек дросселя. Таким образом осуществля-
ется регулирование силы тока и напряжения.
Фиг. 82. Схема включения транс- Фиг. 83. Эуктрическая схема
форматора атомноводородного аппарата для атомноводородной
аппарата. сварки.
Первый тип дросселя использован в сварочном аппарате завода
«Электрик», второй — в аппаратах ЦАГИ и АЭГ.
Для защиты сварщика от поражения током высокого напряжения
атомноводородный аппарат снабжен двухполюсным контактным реле
для автоматического отключения горелки в момент разрыва дуги.
Этим достигается защита сварщика от поражения током.
Обмотка этого реле включена параллельно обмоткам дросселя.
Этим самым прохождение тока через обмотку реле возможно либо
во время горения дуги, либо при коротком замыкании электродов.
И в том и в другом случае напряжение значительно пониженное
(около 100 V).
В случае обрыва дуги прохождение тока через обмотку реле пре-
кращается и якорек под влиянием собственного веса и усилия пружины
отскакивает, размыкая контакты, вследствие чего горелка оказывается
отключенной от высокого напряжения.
Для включения цепи и выключения сварочного аппарата служит
пусковая кнопка. Электрическая схема аппарата дана на фиг. 83,
87
Сварочный аппарат завода «Электрик^ имеет электромагнитный
автоматический газовый клапан, который служит для автоматической
подачи газа во время горения вольтовой дуги и автоматического при-
крытия газа в момент разрыва дуги. Обмотка электромагнита автома-
тического клапана приключена параллельно дросселю. При разом-
^вкнутой вторичной цепи ток не проходит через обмотку электромагнита,
под действием пружины клапан плотно прикрывает отверстие для
прохождения газа. При возникновении вольтовой дуги или замыкании
электродов по обмотке электромагнита проходит ток и втягивает
подвижной сердечник, преодолевая силу натяжения пружины. Благо-
даря этому открывается отверстие для прохождения водорода. В слу-
чае обрыва дуги ток по обмотке электромагнита не проходит напру-
жина клапана снова прикрывает доступ газа к горелке.
б. Горелки
Для атомноводородной сварки применяется горелка специальной
конструкции. В горелке закрепляются два вольфрамовых электрода,
снабженных контактами для подвода к ним тока; кроме того, она
имеет каналы для подвода газа (водорода, аммиака, паров метанола)
и приспособление для ручного регулирования длины вольтовой дуги.
Существует несколько конструкций горелок для атомноводородной
сварки. Наибольшее распространение получила горелка, показанная
на фиг. 84.
Показанный тип горелки значительно более громоздкий и тяжелый,
чем горелки для газовой сварки. Обычно вес доходит до 1 кг, и только
горелка нового типа весит до 600 г.
Горелка состоит из алюминиевого корпуса 7, через отверстия
которого проходят две стальные трубки 2 и 3, служащие газо- и токо-
проводами. Подвод газа осуществляется при помощи резиновых
шлангов 6, внутри которых расположены токоведущие проводники,
припаянные к стальным трубкам 2 и 3.
Трубка 2 с надетым на нее шлангом жестко закреплена винтом 77
в корпус горелки. Трубка 3 имеет возможность продольного переме-
щения. Она вместе с резиновым шлангом проходит внутри разрезан-
ной латунной трубки 8, на которой закреплена стальная зубчатая
рейка 9. Эта рейка сцеплена с зубчатой шестеренкой, ось которой
проходит в корпусе 7 и заканчивается маховичком 12. Вращением
этого маховичка и осуществляется изменение расстояния между
концами электродов.
Корпус, с размещенными в нем трубками и зубчатой передачей,
закрыт прессшпановым чехлом. Для предохранения шлангов от из-
лома в месте выхода их из рукоятки горелки поставлены стальные
спиральные пружины 77. Для защиты руки сварщика от высокой
температуры рукоятка имеет со стороны дуги гэтинаксовый щиток 75.
Сопла горелки состоят из медных электрододержателя 79 и насадки 20
и латунной трубки 21.
Электрододержатели являются сменными и изготовляются для элек-
тродов диаметром 1,5; 2; 3 и 4 лж. Закрепление электродов осущест-
вляется стопорным винтом 22. Сейчас изготовлены специальные
88
Фиг. 84. Горелка для атомноводородной сварки.
горелки, которые дают возможность осуществлять сварку в некото-
рых труднодоступных местах. Вес этих горелок не превышает 0,6 кг.
Имеются также американские горелки, в которых вместо стерж-
невых вольфрамовых электродов использованы гибкие электроды,
сплетенные из нескольких тонких вольфрамовых проволок (фиг. 85).
Фиг. 85 Горелка с гибкими электродами для атомноводородной
сварки.
Диаметр такого гибкого электрода 3 мм. Преимущество горелок этого
типа заключается в том, что ими удобнее работать в более узких и тес-
ных Местах, так как электроды занимают меньше места. Кроме того,
пламя горелки можно поворачивать вокруг вертикальной оси на угол
до 90°, не изменяя положения самой горелки. При использовании
гибких электродов отходы их меньше, так как они легче подаются
вперед, нежели вольфрамовые прутки.
Фиг. 86. Трехэлектродная горелка для' Дтомноводородпой сварки.
В изолированной рукоятке такой горелки (фиг. 85), имеющей за-
щитное приспособление от ожогов, смонтированы газоподводящие
трубки 2. Эти трубки снимаются вместе с направляющими для элек-
тродов 3; гибкие вольфрамовые электроды выходят из сменных нако-
нечников для газа 4. Зарядка горелки гибкими вольфрамовыми элек-
тродами осуществляется через направляющие б. Г ибкий кабель 7, служа-
щий для подвода тока и газа, присоединен к горелке. Для изменения
положения пламени дуги служит установочный. винт 8, а для зажи-
гания и поддержания дуги в процессе горения электродов — рычаг 9.
90
Во Франции разработана трехэлектродная горелка. Преимущество
этой горелки заключается в том, что она дает острое сосредоточенное
пламя (фиг. 86).
4. ТЕХНИКА АТОМНОВОДОРОДНОЙ СВАРКИ
Помещение, в котором осуществляется атомноводородная сварка,
должно быть хорошо вентилируемым, а над баллоном или диссоциато-
рами должны устанавливаться вытяжные шкафы или зонты-
Процесс атомноводородной сварки протекает следующим образом.
По трубкам в горелку fпоступает азотоводородная смесь или чистый
водород, который подводится к вольфрамовым электродам, после чего
сварщик надевает защитный шлем и включает электрический ток.
Замыкая концы вольфрамовых электродов, расположенных в горелке,
сварщик получает вольтову дугу.
Фиг 87. Форма дуги'.при’атомново-
дородной сварке.
Фиг. 88. Боковое смеще-
ние электродов при атом-
новодородной сварке.
Дуга выдувается по направлению струи водорода и принимает
форму веерообразно/о факела, имеющего очень высокую темпера-
туру (фиг. 87).
В процессе сварки надо направлять веерообразный факел на основ-
ной материал, так как при удалении факела от поверхности сваривае-
мого металла резко снижается его температура.
Под влиянием высокой температуры веерообразного факела проис-
ходит расплавление поверхности основного металла; левой рукой
сварщик присаживает в расплавленную ванну сварочную проволоку,
образуя сварной шов.
В процессе сварки электроды выгорают, их следует переставлять.
Чтобы свести к минимуму число перестановок электродов в процессе
сварки, следует придавать выступающим концам электродов опреде-
ленную длину. Прежде чем передвинуть электрод, надо выключить
высокое напряжение, нажимая кнопку аппарата. Концы электродов,
выступающие из наконечника горелки, должны быть равны 25—30 мм
при сварке водородом и 20—25 мм при сварке диссоциированным
аммиаком. Длина концов электродов больше, чем выше указано,
мешает работе: дуга горит неустойчиво, а водород недостаточно
окружает концы электродов.
91
При меньшей длине концов электродов последние быстро испаря-
ются, и их часто приходится переставлять. В процессе сварки н
следует допускать большого обгорания электродов, с тем чтобы н
обгорало сопло горелки и оставшийся конец электрода имел длин;
не менее 10 мм.
Электродам необходимо придавать небольшое боковое смещение,
чтобы Получить устойчивое горение дуги; при электродах, располо-
женных в одной и той же вертикальной плоскости, дуга горит менее
устойчиво (фиг. 88).
Величина сдвига электрода зависит от силы тока и диаметра элек-
трода; в среднем эта величина равняется 3 мм.
При сварке внахлестку электроды следует установить таким об-
разом, чтобы концы их находились на разном уровне, и расположить
так, чтобы приподнятый конец находился над верхним листом соеди-
нения (фиг. 89).
Неправильно Правильно
Фиг, 89. Расположение электродов при сварке внахлестку.
Давление газа должно быть в пределах 0,1—0,3 ат. Струя газа
должна быть, по возможности, небольшой. Однако очень сильное
уменьшение струи может вызвать образование капель на концах
электродов.
Регулирование пламени производится с помощью вентиля на бал-
лоне.
По цвету вольфрамовых электродов в процессе сварки можно су-
дить о достаточном количестве водорода. Темносиний или бурый
цвет электродов говорит об образовании окислов вольфрама. При
недостаточном количестве водорода на поверхности электродов обра-
зуется желтый налет. При правильном расходе водорода поверхность
вольфрамовых электродов получается металлически блестящей, сере-
бристой.
Длина пламени не должна превышать 60—70 мм. Пламя должно
быть прозрачным, не иметь белесоватого оттенка в середине, что ука-
зывает на наличие не разложившегося аммиака. Последнее подтвер-
ждается также наличием запаха аммиака. В случае наличия аммиака
необходимо повысить температуру в диссоциаторе.
Отрегулировав пламя, разводят концы электродов на 2—4 мм при
помощи маховичка или рычага на рукоятке горелки. ч
Зажигание дуги целесообразно осуществить касанием электродов
об угольную или графитовую плитку. Чем меньше угол наклона
электродов к угольной плитке, тем легче возбуждение дуги. Этот спо-
соб зажигания дуги наиболее экономичен, в смысле расхода вольфрама.
9?
Существуют другие, менее целесообразные, способы зажигания дуги,
в частности зажигание дуги путем соприкосновения и быстрого раз-
ведения электродов.
Как было указано выше, наиболее целесообразно вести процесс
сварки для толщин более 1 мм «звенящей дугой», а до 1 мм «тихой
дугой». «Тихую дугу» следует также применять заканчивая сваркой
шов любой толщины-
В процессе сварки электроды должны находиться на расстоянии
4- -5 мм от сварной ванны. Сварка производится расплавлением
свариваемых кромок от образования сварочной ванны, причем
в последнюю вводится сварочный пруток. В процессе сварки не сле-
дует резко отрывать горелку от расплавленного металла. Как и при
других видах сварки, это может привести к образованию трещин.
Фиг. 90. Положение горелки:, а—вдоль шва, &—поперек шва.
При сварке изделия с сочетанием различных толщин пламя следует
направлять на более толстый материал, с тем чтобы добиться однород-
ного прогрева.
Сварку можно осуществить как правым, так и левым способом.
Веерообразный факел располагают вдоль шва (фиг. 90, а). Однако при
сварке материала большой толщины со скошенными краями дугу
следует ‘располагать поперек шва (фиг. 90, б).
Атомноводородную сварку можно считать синтезом газовой и элек-
трической сварки. Она устраняет основные недостатки дуговой и газо-
вой сварки.
Во-первых, качество наплавленного металла идеально, так
как при прохождении водорода над жидким металлом происходит рафи-
нирование его, вследствие чего повышаются механические качества
сварного соединения. Под действием атомного водорода, который
более активен в химическом отношении, чем молекулярный, наиболее
устойчивые окислы (окись вольфрама, окись меди, , окись железа
и др.) легко восстанавливаются в металлическое состояние. Кислород
93
и азот в шве отсутствуют, в связи с чем отпадает забота о высоко-
качественных специально обмазанных электродах.
Во-вторых, при атомноводородной сварке нет нужды в кис-
лороде, в то время как при газовой сварке он необходим.
Фиг» 91а. Масляный амортизатор,- сваренный атомнонодородной сваркой..
В-третьих, подготовка кромок металла, которую мы делаем
при газовой и электрической сварке при толщине листов 4 мм и выше,
для атомноводородной сварки производится только при толщине
свыпз 6—7 МЛ!.
Атомноводородная сварка дает высокое качество сварного соеди-
нения при сварке плотно-прочных швов всевозможных сосудов, рабо-
Фиг. 916. Штуцер масля-
ного амортизатора, при-
варенный атомноводород-
ной сваркой.
тающих при высоком давлении.
Несмотря на перечисленные качества,
атомноводородная сварка находит ограни-
ченное применение при сварке конструкций
вследствие неудобных, громоздких горелок,
с помощью которых невозможно осущест-
вить сварку в острых углах деталей и в
сложных трубчатых конструкциях.
Другим недостатком атомноводородной
сварки является необходимость использова-
ния дефицитного металлического вольфрама
для электродов.
И, наконец, атомноводородная сварка
является не безопасным способом сварки,
вследствие использования, компримирован-
ного водорода в баллонах, представляющего
собой большую опасность взрыва. В настоя-
щее время разработан вместо компримиро-
ванного водорода диссоциированный аммиак,
который получил широкое применение на
заводах, благодаря своей безопасности.
Однако, остается еще высокое напряжение
до 300 V, необходимое при атомноводород-
ной сварке, которое при малейшей неосто-
рожности может привести к несчастным случаям — поражению даже
насмерть током высокого напряжения.
Несмотря на высокое качество сварного соединения, получаемого
при атомноводородной сварке, не следует увлекаться широким внед-
рением этого вида сварки и именно вследствие его опасности,
а также вследствие зависимости, которая создается применением
94
импортного вольфрама, при широком внедрении этого вида
сварки.
Для атомноводородной сварки особенно целесообразно применять:
стыковое, угловое, бортовое и боковое соединения свариваемых дета-
лей, при сочетании толщин 1 : 1, 1 : 2 и 1 : 3.
Атомноводородной сваркой можно сварить все конструкционные
и специальные стали и легкие сплавы.
Сочетание толщин для атомноводородной сварки желательно
: 1, 1:2.
На фиг. 91а показан общий вид амортизатора, а на фиг. 916 его
штуцер, сваренные атомноводородной сваркой.
Рабочее место сварщика для атомноводородной сварки
За каждым сварщиком (посменно) должно быть закреплено опре-
деленное рабочее место, огражденное ширмой из брезента, пропитан-
ного огнестойким веществом, площадью 4 х 4 м с кселолитовым или
торцевым полом со следующим оборудованием:
' 1. Мраморная панель с набором: амперметр, вольтметр, счетчик,
предохранитель, двухполюсный рубильник, манометр на 1 ат для
газа.
2. Атомноводородный аппарат с заземлением его и сигнальными
лампами включения.
3. Горелка со шлангом длиной не менее 3 м со сменными наконеч-
никами для проволоки диаметром 1,5 и 3 мм, инструментом и хому-
тами для крепления шлангов.
4. Защитная маска и щиток.
5. Уголь для зажигания дуги 40 х 60 мм.
б. Рабочий стол с изоляцией от пола (резиновая изоляция) со сту-
лом из дерева с вращающимся сиденьем и ящиком для хранения ин-
струмента.
7. Крекер один на два сварочных поста с реостатом, термопарой
и гальванометром, амперметром, манометром, предохранительным
клапаном с шиной заземления и хомутами для крепления шлангов
на ниппелях. $...<
8. Баллон для аммиака с редуктором и шлангом длиной не менее.
2 м.
9. Коврик резиновый толщиной б мм, площадью 1 X 1,5 м.
10. Пассатижи с изоляцией.
11. Ключ.
12. Металлическая щетка-
13. Молоток с зубилом.
14. Фартук прорезиненный и спецодежда.
15. Галоши для стапельных работ.
16. Замшевая перчатка на левую руку.
17. Сварочная проволока.
18. Вольфрамовая проволока в готовом виде.
19. Комплект запасных защитных стекол для маски, цветных и
прозрачных в готовом виде.
20. Рабочее клеймо.
Прежде чем приступить к работе, необходимо ежедневно проверять
исправность сварочной аппаратуры, а именно:
I) присоединение трансформатора атомноводородного аппарата,
присоединение шлангов горелки к колодке аппарата и достаточно ли
уплотнены места соединения, т. е. нет ли утечки газа;
2) присоединение крекера к электрической сети;
3) присоединение баллона с аммиаком к крекеру;
4) присоединение термопары крекера с гальванометром.
' ГЛАВА V
КОНТАКТНАЯ СВАРКА
Контактной сваркой, или сваркой методом сопротивления, называют
такой вид сварки, при котором для нагревания изделий непосредст-
венно в месте их сварки используется д жоул ев а теплота, и соединение
изделий осуществляется с применением механического давления-
Как известно, электрический ток, проходящий через проводники,
нагревает их.
По закону Джоуля-Ленца количество тепла, выделившееся в
Сиесте сварки, зависит от квадрата силы тока, времени прохождения
тока и переходного сопротивления в месте сварки. Оно выражается
следующей формулой:
Q = 0,24 РШ,
где Q —количество выделившегося тепла в малых калориях;
I — сила тока в амперах;
R —сопротивление проводника в омах;
t — время прохождения тока в сек.
Различают три вида контактной сварки:
1) точечная сварка,
2) роликовая, или линейная, и
3) стыковая, или поверхностная, сварка.
Контактная сварка является cajiuM совершенным методом сварки,
обеспечивающим высокое качество сварочного соединения. Этот вид
сварки в то же время является наиболее механизированным, дающим
наиболее высокую производительность сварочного процесса и потому
нашедшим применение в серийном и массовом производствах.
По степени механизации сварочного процесса различают автомати-
ческую и полуавтоматическую контактную сварку.
Автоматической контактной сваркой называется такая,
при которой после подачи импульса управления, сдавливание, вклю-
чение и выключение тока протекают автоматически.
П о л у а в то м атичес кой носит название контактная сварка,
при которой автоматически происходит только включение тока.
А. ТОЧЕЧНАЯ СВАРКА
1. ОБРАЗОВАНИЕ СВАРОЧНОЙ ТОЧКИ, ВЫБОР ЭЛЕКТРИЧЕСКОЙ
МОЩНОСТИ И ВЫБОР ДАВЛЕНИЯ
Точечная сварка — это такой вид контактной сварки, при которой
соединяемые металлические изделия (наложенные обычно внахлестку)
свариваются в отдельных точках (фиг. 92).
Яоалавно—389—7 97
В 1887 г. русский инженер Бенардос предложил и осуществил
первый опыт по применению томечной сварки, выполненной с уголь-
ными электродами. В дальнейшем в 1898 г. угольные электроды
были заменены медными, применяющимися и в настоящее время.
Фиг. 92. Схема точечной
сварки.
давления, силы тока и времени
сварки при точечной сварке.
Процесс точечной сварки в основном заключается в том, что нало-
женные друг на друга листы сжимаются двумя электродами, по кото-
рым пропускается ток большой силы в короткий отрезок времени.
Вследствие большого переходного сопротивления в месте контакта
свариваемых частей электрический ток вызывает сильный нагрев.
Образовавшееся здесь тепло расплавляет поверхностный тонкий слой
материала, а прилегающие к нему зоны доводит до пластического со-
стояния. В этот момент выключают ток и производят давление.
Фиг. 926. Схема рельефной сварки.
Из диаграммы (фиг. 92а) зависимости силы тока, давления и вре-
мени при точечной сварке видно, что в первоначальный момент
дается небольшое давление Рг для приведения свариваемых изделий
в соприкосновение. После этого ток включают на небольшой отрезок
времени (/2—i3). После выключения тока давление возрастает до Ps
и в момент давление прекращается-
Разновидностью точечной сварки является так называемая рель-
ефная сварка. Это точечная сварка, при которой соединение
98
происходит по предварительно подготовленным в металлических из-
делиях выступам (фиг. 926). Высота выступа должна составлять по-
ловину толщины свариваемого листа. В месте контакта образуется
сварное соединение в виде сварной точки.
Из диаграммы (фиг. 93) зависимости силы тока, давления и вре-
мени при рельефной сварке видно, что в первоначальный момент
дается большое удельное давление, на выштампованную часть изделий
и большая сила тока /г Удельное давление в процессе образования
точки снижается до Р2. Также снижается в этом отрезке времени и
сила тока (^—(,). Ток выключается в момент /2, после чего прекра-
щается давление /3.
Фиг. 93а. Схематический вид точки (разрез)
при точечной сварке.
Хорошо сваренная точка при точеч-
ной сварке двух листов в разрезе имеет
вид, схематически представленный на
фиг. 93а. Общий контур представляет
собой эллипсис довольно правильного
начертания. Между точками а и & проис-
ходит сварка расплавлением; зоны ad
и Ьс соответствуют сварке вследствие
рекристаллизации. Зона А показывает
литую мелкозернистую структуру и
окружена зоной В, состоящей из про-
долговатых кристаллов с радиальной
ориентацией и ограниченной зоной О,
в которой можно постепенно дойти до
металла D, не испытывающего превра-
щения.
Фиг. 93. Диаграмма зависимо-
сти давления, силы тока и
времени сварки при рельефной
сварке.
Таким образом сварная точка образуется в результате перехода
электрической энергии в теплоту.
Не все тепло, выделившееся при прохождении электрического тока,
идет на образование сварочной точки. Некоторая часть тепла расхо-
дуется вследствие лучеиспускания, конвекции и теплопроводности.
При малой силе тока поступающее тепло в значительной степени
будет потеряно путем теплопроводности в основной металл сваривае-
мых частей, а также через медные электроды, так что сварка не может
быть осуществлена. При увеличении времени прохождения тока
увеличивается объем нагреваемого металла, и свариваемые части
будут доведены до пластического состояния, т. е. оплавления, и
сварка будет осуществлена. Однако может иметь место и такой слу-
99
чай, когда при незначительной силе тока увеличение времени выдержки
не даст достаточного количества тепла для образования сварочной
точки. В этом случае тепло будет рассеиваться вследствие теплопро-
водности, конвекции и лучеиспускания.
Электрическая мощность точечных машин зависит от толщины
свариваемых металлов, от удельного их сопротивления, теплопровод-
ности и конфигурации свариваемых деталей.
С увеличением толщины свариваемых изделий мощность возрастает.
Практически можно считать, что мощность в киловольт-амперах
(kVA) соответствует увеличению в 8—14 раз толщины стальных сва-
риваемых листов, выраженной в миллиметрах.
Стало____
НуяЦстль
Никель
Нихром
Монель-мег.
Латунь
Пронзи
Медь ~
Алюминий
Магний
Молибден ~
Тдинец
Слада
ОЮЮ
□□□ПО
№
• - Хорошая сдирка?
• - Хорошая сварка
на хрупкой шов
£ -Плохая сдирка
О - Совершенно не
сваривается
Пустые места нс
испробод. комбинация
□□□□□□по
□□@□□0001
апо
Кадмии Л*
щйнков.М. !•,
.„□□□□□□□□и
!□□□□□□□□□□□
Лу>нен.юел.
Крамйр.ст. 1 i
Фиг. 94. Диаграмма свариваемости различных металлов
точечной сваркой.
Для сварки алюминиевых сплавов мощность соответствует увели-
чению в 20—25 раз ординарной толщины листов в мм на машинах
малой мощности и в 30—150 раз на машинах больших мощностей.
Для сварки нержавеющей стали мощность соответствует увели-
чению в 25—40 раз ординарной толщины, а для электрона мощность
соответствует увеличению в 8—12 раз ординарной толщины листа.
Размер и форма свариваемых деталей влияют на выбор мощности
сварочной машины. Так, при сварке цилиндра из магнитного металла
вследствие того, что он надевается на электрододержатели, потеря
мощности, ввиду изменения индуктивности контура, может дохо-
дить до 15—20% в зависимости от длины цилиндра и толщины его
стенок. Увеличение длины электрододержателей также требует повы-
шения мощности, вследствие увеличения индуктивных потерь.
На диаграмме (фиг. 94) показана степень свариваемости различ-
ных металлов по методу точечной контактной сварки.
100
В табл. 17 приведены Таблица 17
ориентировочные дан- ные изменения мощно- сти в киловольт-амперах в зависимости от тол- Толщина листа в леи Диаметр электрода в мм Время сварки в се- кундах Мощность в kVA
щины свариваемых ли- стов малоуглеродистой i,oo стали. 2, оо Обычная электриче- ^,00 ская мощность точечных 5’00 машин для сварки ста- б’оо лей в самолетостроении колеблется от до 40 kVA. При ббльшей мощности трещин при сварке хромомолибденов Для сварки легких сплавов на дуется применять машины завода «Э 175 kVA. 4,00 5,50 7,00 9,00 11,00 14,00 трудно ИЗ1 ой стали и алюминиев дектрик» м 0,80 1,20 1,80 2,60 3,40 5,00 бежать об} стали хр ой основе ощн остью 4,5 5 6,5 8,5 10,5 15 >азования омансиль. рекомен- от 25 до
Наиболее распространенный в самолетостроении тип точечной
машины имеет мощность от 25 до 40 kVA.
Для выполнения точечной сварки кроме выбора надлежащей мощ-
ности необходимо установить давление.
Давление должно быть достаточным прежде всего для того, чтобы
обеспечить хороший контакт между электродами и свариваемыми
частями. Оно должно создавать минимальную точку соприкосновения
между обеими частями с тем, чтобы сварка осуществлялась в месте,
где осуществляется давление, а не в каком-либо другом.
Давление меняется в зависимости от толщины свариваемых из-
делий и от сорта металла. Обыкновенно это давление колеблется в
пределах от 2 до 12 кг!л1м1.
Практика показала; что при -хвзцже тонких листов, давление
колеблется от 20 до 120 кг.
Для того чтобы давление и, следовательно, сварка осуществлялись
в месте опоры электрода, необходимо, чтобы свариваемые листы
имели ровные поверхности и точно накладывались друг на друга.
Это не всегда удается при сварке больших толщин. Поэтому целесо-
образно в этом случае использовать до начала сварки давление боль-
шее по сравнению с процессом сварки.
С повышением давления при сварке одной и той же толщины
необходимо повысить мощность. При использовании обычных свароч-
ных машин давление в процессе сварки не меняется.
Иногда непосредственно после выключения сварочного тока целе-
сообразно произвести давление на свариваемые части, с тем, чтобы
улучшить структуру точки. Давление, произведенное непосредственно
после сварки, на еще не остывший металл является горячей про-
ковкой, улучшающей качество сварной точки.
Давление должно быть значительно меньше для сварки алюминие-
вых сплавов, чем для сварки сталей. В табл. 18 приведены ориенти-
ровочные данные для выбора величины давления в зависимости от
толщины свариваемой стали.
101
Таблица 78
Толщина материала в мм Давление в кг
1 40—180
1,5 55—220
2,0 70—285
2,5 80—340
3,0 90—415
3,5 105—480
4,0 120—570
НиЖний предел предназначен для машин
с педальным давлением 8—16 кг}мм2, верх-
ний предел — для машин с моторным дав-
лением 25—40 кг/мм2 и выше.
Для получения хорошего качества сва-
рочной точки ее диаметр должен быть в
2—3 раза больше толщины наиболее тонкого
материала в свариваемом изделии. Диаметр
точки зависит также от диаметра электрода
(диаметр медного наконечника). Таким
образом, от правильного выбора диаметра
электрода зависит прочность сварной точки.
2. ЭЛЕКТРОДЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
Электрод в точечной сварке играет большую роль в отношении
рабочего процесса и качества сварки. Возникающие в процессе работ
Фиг. 95. Диаграмма зависимости устойчивости электродов
от их длины для различных сплавов и меди.
усилия электрод должен выдерживать без прогиба. Последнее усло-
вие не всегда можно достаточно легко реализовать, так как вследствие
особой сложности свариваемых деталей, электродам приходится сооб-
щать специальную форму. Стремление к устранению или, по крайней
мере, к максимальному уменьшению нагрева детали в точке контакта
«электрод-дета ль» является главнейшей задачей при созданйи высоко-
качественного электрода. Такой нагрев действует вредно как на
деталь, так и на электрод, ускоряя его износ.
Для качества электрода большое значение имеет правильный вы-
бор металла, который должен обладать следующими свойствами:
1) хорошей теплопроводностью и электропроводностью,
2) достаточной прочностью для устранения возможности деформа-
ции под давлением,
3) способностью сохранять прочность в интервале рабочих темпе-
ратур,
4) способностью кмеханической обработке без особых трудностей и
5) невысокой стоимостью.
102
До сих пор для этой цели в качестве электродного материала
применяли электролитическую холоднокатаную медь, которая, од-
нако, не соответствует всем перечислен-
ным условиям.
В заграничной практике для сварки
сталей широко применяют электроды
из специальной бронзы с присадками
кобальта, берилия и электроды из спе-
циальных сплавов, так называемых
«Эльконайт» на вольфрамовой основе.
Указанные бронзы и сплавы повышают
стойкость электродов в работе в 5—7 раз
по сравнению с медью.
У нас разработан сплав «кирит» на
вольфрамовой основе.
В последнее время разработан и
Фиг. 95а. Форма электродных
наконечников.
успешно применяется в производстве
сплав ЭВ (ВИАМ) на медной основе без импортных и редких
ингредиентов. Этот сплав повышает стойкость электродов в 4—6 раз
Фиг. 96. Электрод с пра-
вильным охлаждением.
по сравнению с медью при сварке конструк-
ционных сталей, а при сварке нержавеющей
стали в 7—8 раз. Электроды из этого сплава
дают экономию меди до 30% и значительно
повышают производительность труда (фиг. 95).
Применяемые при точечной сварке сталей
электроды с наконечниками из специальных
сплавов «эльконайт», или специальных
бронз, как, например, кобальтбериллиевые,
бериллиевые и хро^обериллиевые,-—не дают
хороших результатов при сварке легких
сплавов, так как вызывают прилипание по-
верхностного слоя алюминия или его сплавов.
Наилучшим материалом для электродов,
применяемых для точечной и роликовой
сварки легких сплавов, является медь. По-
следнее время за границей находит приме-
нение кадмиевая бронза.
Помимо качества металла, из которого
изготовлен электрод, большое значение имеет
форма электрода.
Электроды делают, по возможности, мас-
сивными с целью получения максимальной
жесткости и достаточного сечения для про-
хождения тока.
Наиболее распространенная форма электродных наконечников
показана на фиг. 95а.
Поверхность электрода, кото рая.приходит в соприкосновение с де-
талью, может быть ровной или несколько выпуклой, однако, сохра-
нение ровной поверхности предпочтительно, так как это позволяет
удобно зачищать электроды.
103
В процессе сварки электроды осаживаются и вследствие нагрева
теряют форму; следовательно, ухудшается качество сварочной точки.
Во избежание этого требуется частая зачистка электрода, отнимаю-
щая время и, следовательно, снижающая производительность сварки.
Правильное охлаждение устраняет все эти недостатки и делает
ненужным частую зачистку электрода.
Фиг. 98. Наконечник электрода
с водяным охлаждением.
Фиг. 97. Неправильная форма
электрода.
При точечной сварке всегда целесообразно пользоваться электро-
дом со сменными наконечниками.
Правильная форма электрода, которая способствует эффективному
охлаждению, показана на фиг. 96. Здесь наконечник имеет достаточно
большое основание, что придает ему хорошую устойчивость и лучше
отводит тепло. '
Фиг. 99. Фигурный электрод без
охлаждения.
Фиг. 99а. Фигурный электрод с
охлаждением-
Эффективность охлаждения может быть сведена на-нет при непра-
вильной форме электрода (фиг. 97). Электрод такой длины с трудом
поддается охлаждению, так как он неустойчив и, кроме того, изнаши-
вается чрезвычайно быстро. Если трубочка, подводящая воду, нахо-
дится слишком далеко от наконечника, то глубокие карманы могут
104
послужить тепловым изолятором, так как в них образуются пары
воды.
Электроды должны быть полыми для водяного охлаждения и иметь
конуса посадки, точно совпадающие с конусными пазами электродо-
держателя и державки (фиг. 98).
При сварке деталей сложной конфигурации все же приходится
применять фигурные электроды. Так как охлаждение их трудно
осуществимо, то их часто применяют без
охлаждения (фиг. 99).
Но имеются конструкции фигурных элек-
тродов, отвечающие всем требованиям, т. е.
правильной формы, с правильным охлажде-
нием воды и со сменным наконечником
(фиг. 99а, 996).
Фиг. 995. Фигурный элек-
трод с охлаждением и
с ме н н ы м наконечни ком.
3. МАШИНЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
а. Типы точечных машин
Контактная сварка осуществляется ' на
специальных, так называемых контактных,
машинах.
Контактная сварочная точечная машина
состоит из понижающего трансформатора,
токоведущих электродов и механизмов для
зажатия свариваемых деталей.
Имеются машины, предназначенные только для сварки сталей, но
существуют и более совершенные точечные машины, которые могут
быть использованы как для сварки сталей, так и легких сплавов.
К первым машинам относится точечная машина типа АТН-8 и
АТН-16 завода «Электрик». Эти машины широко применяются у нас
как для сварки сталей хромомолибден, хромансиль, малоуглероди-
стой, таки для нержавеющей стали.
Обычно точечная машина состоит из двух электродов, прикреп-
ленных к концу двух электрододержателей.
Один из электрододержателей неподвижен, другой может при
помощи того или иного приспособления (пневматического, гидравли-
ческого, механического или электрического) оказывать достаточное
давление на свариваемую часть.
К электродам подводится электрический (от однофазного трансфор-
матора) ток низкого напряжения (от 2 до 5 V, иногда до 10 V), но
очень большой силы (от 5000 до 20 000 А).
Типы сварочных машин весьма разнообразны. Различают стацио-
нарные и переносные машины.
Стационарные точечные машины устанавливаются непо-
движно с подачей свариваемых изделий к машине (фиг. 100).
.Переносные точечные машины допускают изменение своего
положения в зависимости от расположения свариваемого изделия,
но во время процесса сварки остаются неподвижными.
Основные части машины смонтированы в одном агрегате; чаще
всего переносная точечная машина подвешивается на тросах или
105
цепях и гложет быть использована в любом месте цеха. Эти машины
используются для сварки громоздких труднопередвигаемых деталей
(фиг. 101).
В зависимости от количества точек, которые одновременно может
сварить машина, различают одноточечные, двухточечные и многото-
чечные машины.
Одноточечная машина снабжается двумя стержневыми
электродами, расположенными по обеим сторонам свариваемых дета-
лей и служащими для образования одной сварной точки. Это наиболее
распространенный тип сварочной машины.
Фиг. 100. Стационарная точечная машина.
Двухточечная односторонняя точечная машина—это ма-
шина, у которой оба электрода расположены с одной стороны свари-
ваемой детали и сварка осуществляется одновременно в двух точках.
Производительность машины выше, чем машины одноточечной, в два
раза.
Электроды этой машины расположены рядом и электрически
изолированы Друг от друга. На этих машинах предусмотрены такие
случаи сварки, когда одна из сторон свариваемых деталей недоступна
или же нежелательно, чтобы были видны следы точек с двух сторон
свариваемых деталей. Электроды машины расположены на одном
электрододержателе и смонтированы на нем так, что возможно сов-
местное автоматическое движение их в одной плоскости, с тем, чтобы
давление производилось равным образом на оба электрода. Ток под-
водится через один электрод, проходит через свариваемые части
в двух направлениях, с одной стороны в виде рассеиваемого тока
через верхний лист и с другой стороны в виде полезного тока через
нижний свариваемый лист. Схема процесса двухточечной сварки по-
казана на фиг. 102.
106
Недостатком двухточечной односторонней машины является воз-
можность большей деформации верхнего свариваемого листа вследст-
вие большего нагрева. Кроме того, так как проход тока более продол-
жителен, чем в машине одно-
точечной, то состояние по-
верхностей свариваемых ли-
стов -оказывает в этом случае
большее влияние на проч-
ность сварки.
Имеются также двухточеч-
ные машины, снабженные
двумя парами стержневых
электродов, расположенных
по обеим сторонам сваривае-
мых изделий, и сварка осу-
ществляется одновременно в
Фиг. 102. Схема двухточечной сварки.
двух точках.
В точечных машинах всех видов, за исключением точечной машины
одностороннего действия, электроды расположены с двух противопо-
ложных сторон свариваемых деталей, и сварочный ток, проходя через
Фиг. 103. Многоточечная машина.
А—навонечнян, В-сменный наконечник» С—подвод воды» Z—плита многото-
чечной машины.
электроды, пересекает свариваемое изделие по всей толщине, что поз-
воляет такие машины называть машинами двухстороннего действия.
В точечной машине одностороннего действия сварочный ток, про-
ходя через электроды, полностью пересекает только деталь, непосред-
ственно соприкасающуюся с наконечниками электродов.
107
Многоточечная машина (фиг. 103) представляет собою
сварочную машину, в которой сварочный ток проходит одновременно
через несколько заранее установленных точек (выступов) свариваемых
изделий. Она применяется для рельефной сварки.
Эта машина не только чрезвычайно повышает производитель-
ность, но и делает возможным полную автоматизацию процесса
сварки.
Имеются машины, которые в состоянии поставить одновременно до
35 точек. Производительность такой машины может достигнуть до
70 000 точек в час. Недостатком этой машины является необходимость
использования для нее трансформатора большой (300—500кУА)мощ-
ности, так как в среднем
для сварки одной точки
малоуглеродистой стали
требуется 10—15 kW.
Нафиг. 104 показана
деталь рамы шасси, сва-
риваемой многоточечной'
сваркой.
Точечная ма-
шина последо-
вательного дей-
ствия (гидроматик)—
это точечная машина,
снабженная системой
электродов, расположен-
ных по контуру шва и
приводимых в действие
гидравлическим путем,
в заранее установлен-
ной последовательности
Фиг. 104. Многоточечная сварка рамы. Отдельно
показаны электрод и свариваемая деталь.
(фиг. 105).
Эта машина представляет собою последнее достижение в области
автоматизации сварки.
Точечная машина последовательного действия имеет комплект
электродов в количестве от 10 до 50. Давление на свариваемые части
осуществляется гидравлическим путем при помощи масла, подавае-
мого к каждому электроду. Подача масла к электродам особым распре-
делительным устройством от насоса высокого давления синхронизи-
рована с подачей тока.
Основные части этой машины следующие:
1) Сварочный трансформатор небольшой мощности (35—40 kVA),
соединенный параллельно с общим регулирующим устройством и
управлением. От одной общей шины вторичных витков идут ответвле-
ния к каждому электроду, другая общая шина идет или на массу из-
делия или на массу контактной плиты (приспособления) или развет-
вляется к отдельным электродам.
2) Электромотор, приводящий в движение масляный насос и рас-
пределительное устройство.
3) Масляный насос высокого давления 60—75 ат.
108
4) Распределительное устройство, от которого отходит трубка для
подвода масла к каждому электроду.
5) Приспособление, куда закладывается подлежащее сварке из-
делие.
6) Электроды и электрододержатели. Электроды могут распола-
гаться в различных плоскостях; электрододержатели представляют
собою гидравлические цилиндры с поршнем, в нижней части которого
крепится электрод. К каждому электрододержатели) подходит трубка
от распределительного устройства, по которой подается к электроду
масло, и токоподводы (гибкий медный кабель или гибкие шины).
Многоточечная машина последовательного действия представляет
собою последнее достижение в области автоматизации процесса сварки.
Она приводится в действие от нажима кнопки. Прохождение тока и
давление осуществляются-последовательно в каждой точке, так что
в результате нажатия одной кнопки происходит последовательная
сварка во всех намеченных ранее точках. Эта машина допускает
любое положение электродов, поэтому на ней возможно осуществлять
сварку деталей сложной конфигурации. Она не требует трансформа-
торов большой мощности и, наконец, обладает большой производи-
тельностью.
Фиг. 105- Точечная сварочная машина последовательного действия. Пунктиром
показан путьугока по приспособлению.
Точечные клещи — это подвижная часть точечной машины
(в форме клещей), гибкосвязанная с трансформатором и предназна-
ченная для зажатия свариваемых изделий и подвода к ним сварочного
тока (фиг. 106). Эти клещи удобны в работе. Трансформатор и кон-
трольные приспособления находятся отдельно в ящике неподвижном
или передвигаемом. Клещи могут быть присоединены к стационарной
сварочной машине (фиг. 107).
109
Электроды и механизм для осуществления давления смонтированы
на клещах, которые связаны с трансформатором при помощи двух гиб-
ких и достаточно длинных электрических кабелей.
Клещи весят несколько килограммов и для облегчения работы
сварщика обычно подвешиваются на крючке. Кнопка управления
находится под большим пальцем правой руки сварщика (фиг. 108).
Фиг. 106. Точечные клещи.
Ккаждому рычагу клещей примыкает электрический кабель, между ни-
ми трубка для подвода воды, регулируемая гидропневматическим реле-
Различают несколько видов клещей в зависимости от осуществле-
ния давления: а) ручные, б) пневматические, действующие при помощи
по <
сжатого воздуха, и в) гидравлические клещи, в которых зажатие
свариваемых изделий производится гидравлическим путем.
Благодаря использованию гидравлического или пневматического
давления удается создать большие давления. Вылет сварочных клещей
может доходить до м (фиг. 109). У нас наиболее широкое примене-
ние получили клещи преимущественно при сварке нержавеющей
стали.
Большинство точечных сварочных машин питаются переменным,
током, но имеются электросварочные установки для точечной сварки,,
питаемые постоянным током.
Фиг. 107. Точечные клеши, приключенные к стационарной
сварочной машине.
Точечная машина переменного тока обязательно имеет понижаю-
щий трансформатор. Точечная же машина, питаемая постоянным то-
ком, состоит из генератора постоянного тока, или выпрямительной
установки, дроссельной катушки с первичной и вторичной обмотками.
На точечных машинах постоянного тока осуществляется так на-
зываемая электромагнитная сварка, т. е. точечная сварка,
при которой для нагревания используется запас электромагнитной
энергии, накопленной в контуре с самоиндукцией. Эта маши на исполь-
зуется, главным образом, для сварки легких сплавов.
Точечная машина для электромагнитной сварки построена на прин-
ципе аккумуляции энергии. Аккумуляция энергии происходит в дрос-
сельной катушке, имеющей первичную и вторичную обмотки. Первич-
ная обмотка питается источником постоянного тока и имеет реле,
которое действует при максимальной силе тока. Реле управляет
выключением тока электрической энергии, аккумулируемой в дрос-
сельной катушке. При разрыве первичной цепи экстраток передается
ш
во вторичную цепь сварочного тока в форме импульса. Продолжи-
тельность разряда зависит от электрической характеристики свароч-
ного тока. Его полезная длительность весьма кратковременна (около
0,01 сек-). Продолжительность заряда меняется в зависимости от
максимального реле.
Фиг. 108. Ручные клещи.
Одним из наиболее важных преимуществ машин для электро-
магнитной сварки является возможность уменьшения подводимой
мощности к сварочной машине. Так, машина в 30 kVA позволяет осу-
ществить сварку металла тех же толщин, что и машина, питаемая пе-
ременным током в 170 kVA. Кроме того, машина первого типа
нечувствительна к изменению напряжения в сети.
Фиг. 109. Сварочные клещи с большим вылетом.
Существует другой способ сварки с аккумуляцией энергии, но уже
при питании машин переменным током, так называемая конден-
саторная сварка.
Конденсаторная сварка — это точечная сварка, при которой для
нагревания используется запас энергии, накопленной в электри-
ческом конденсаторе.
112
Электромагнитная и конденсаторная сварки обеспечивают хорошее
качество сварочных работ при сварке легких сплавов и нержавеющей
стали и дают большую производительность при малой потребляемой
МОЩНОСТИ. z
б. Точечные машины АТН-8 и АТН-16
Точечные машины типа АТН-8 и АТН-16 работают по одному
принципу и отличаются друг от друга только своей номинальной мощ-
ностью: 8 kVA для первого типа и 16 kVA для второго типа машин.
Внутри корпуса машин (фиг. ПО) установлен однофазный транс-
форматор /. На корпусе машиныустановленыэлектродоцержатели 2, 3
из меди или латуни, педальный механизм 4 и выключатель
Фиг. 110. Точечная машина АТН.
Один конец электрододержателя 2 закреплен в колодке, в которой
он качается в вертикальной плоскости. Другой конец электродо-
держателя 2 имеет круглое отверстие, в которое вставляется державка
электрода с конусным отверстием. В него вставляется медный нако-
нечник-электрод. Верхний электрододержатель 2 приводится в дви-
жение от педального механизма. Электрододержатель 3 неподвижный
и отлит из латуни. Один конец его закреплен на вертикальной колонне,
к которой подведен вторичный виток трансформатора; другой конец
имеет конусообразное углубление для установки электрода.
Электрододержатели служат не только для подвода тока, но и для
подвода воды, необходимой для охлаждения электродов, которые
в процессе работы сильно нагреваются.
Ло плавко—389 —8
113
Схема водяного охлаждения электродов машин типа АТН пока-
зана на фиг. 111.
Управление точечным аппаратом типа АТН осуществляется педаль-
ным механизмом. При помощи этого механизма производится давле-
ние электродов на свариваемые
детали, а также включение и
выключение трансформатора.
По мере опускания педали вниз
— величина давления непрерывно
возрастает, и максимальное дав-
ление получается при крайнем
нижнем положении педали. Воз-
вращение педали и верхнего
Фиг. 111.'Схема водяного охлаждения
в машине АТН.
дит подъем электродов. В машинах
электрододержателя в первона-
чальное положение произво-
дится силой тяжести груза.
В процессе сварки требуется,
чтобы электрический ток вклю-
чался в тот момент, когда сва-
риваемые части сжаты электро-
дами, а выключение тока проис-
ходило бы раньше, чем происхо-
типа АТН-8 и АТН-16 выклю-
чатель сблокирован с ножной педалью. Включение машины в сеть
осуществляется рубильником. На самой же машине имеется специаль-
ный выключатель, который включает и выключает первичную цепь
во время процесса сварки.
в. Точечная машина АТН-25
•
Точечная машина АТН-25 (фиг. 112) получила широкое применение
благодаря тому, что она может быть использована не только для сварки
сталей, но и для сварки легких сплавов на алюминиевой основе.
Эта машина представляет собою автомат с одиночным моторным
приводом, составляющим одно целое со всей машиной. Кулачковый
механизм сжатия и включения дает возможность довольно точно
устанавливать время прохождения тока при сварке; установленный
определенный режим точно выдерживается, что обеспечивает каче-
ство сварки независимо от сварщика.
Работа сварщика на этой машине сводится к управлению его при
помощи ножной педали.
Внутри корпуса машины установлен трансформатор, имеющий
семь ступеней регулировки мощности; -регулировка мощности дости-
гается комбинацией включения в сеть различного количества витков.
Машина имеет два электрододержателя, причем нижний электро-
додержатель неподвижный, а верхний приводится в движение при
помощи упомянутого выше кулачкового механизма.
Машина имеет механический выключатель. Включение тока при-
нудительное от кулачкового механизма, а выключение от пружины-
114
wt
Фиг, ИЗ. Новая схема прерывателя машины АТН-25,
Фиг, 112, Точечная машина АТН-25-
Такое устройство нерационально, так как при нем пригорают и при-
вариваются контакты. Поскольку размыкание контактов осущест-
вляется от пружины, то время отрыва слишком продолжительное.
Ввиду этого машины АТН-25, используемые на самолетостроитель-
ных заводах, были переделаны таким образом, что механизм включе-
ния тока осуществлялся от пружины 7, а выключение тока — прину-
дительное от кулачкового механизма 3. Схема измененного механизма
показана на фиг. 113. При таком устройстве можно регулировать
время прохождения тока от 0,15 до 0,5 сек.
Пуск и установка машины и перевод машины на неавтоматическую
работу осуществляются нажимом ножной педали на тормозной меха-
низм.
г. Точечная машина АТА-40
Точечная машина АТА-40 (фиг. 114), подобно машине АТН-25,
предназначена для сварки различных сталейАи может быть исполь-
Фиг. 114. Схема точечной машины АТА-40.
зована для сварки легких сплавов на алюминиевой основе и также
является довольно распространенной сварочной машиной на самоле-
тостроительных заводах. Производительность этой машины достигает
3000 точек в час.
Электрическая схема машины приведена на фиг. 114а.
116
Внутри корпуса машины установлен однофазный трансформатор
с восемью ступенями регулирования. По сравнению с предыдущими
машинами АТА-40 имеет несколько повышенное напряжение во вто-
ричной цепи от 2,6 до 7,0 V, почему возможно осуществление сварки
Фиг. 114а. Электрическая
схема машины АТА-40.
Фиг. 1143. Машина АТА-40 с приспособлением
для роликовой сварки.
в более короткие промежутки времени (от 0,12 до 0,25 сек.). Восьмая
ступень использована для сварки ручными клещами. Машина имеет
сменные запасные части, позволяющие осуществлять роликовую
сварку (фиг. 1146).
4. ТЕХНИКА ТОЧЕЧНОЙ СВАРКИ
Детали, поступающие на сварку, должны быть очищены от краски,
грязи и т.- п.
Контактная поверхность верхнего и нижнего электродов должна
прилегать по всему диаметру, так как несовпадение поверхностей
электродов приводит к непровару и образованию сильных вмятин.
Необходимо правильно установить соответствующую ступень сва-
рочного трансформатора и правильное давление электрода.
117
Выбранный режим проверяется испытанием контрольного образца
на отрыв в тисках, причем в этом случае при хорошей сварке точки
должны вырываться с материалом и иметь диаметр не меньше диа-
метра электрода. Заготовки контрольных образцов подаются сварщику
на рабочее место одновременно с заготовками свариваемых деталей.
Индивидуально для каждой машины устанавливается характери-
стика давления на электроды в зависимости от расстояния между ними
и положения нажимной пружины; эти данные вывешиваются на рабо-
чем месте сварщика.
При падении напряжения в сети следует увеличить время сварки
или повысить ступень машины.
В процессе сварки необходимо направлять диаметр контактных
поверхностей электродов с тем, чтобы они соответствовали требова-
ниям чертежа и контрольного образца, сваренного при подборе режима
сварки.
В процессе сварки должно быть осуществлено интенсивное водяное
охлаждение электрода.
В тех случаях, если одна и та же деталь кроме точечной сварки,
обваривается еще и другими видами сварки (газовой, дуговой, атомно-
водородной), то точечную сварку следует осуществлять в первую
очередь.
Свариваемые поверхности деталей должны плотно прилегать
друг к другу.
Точечная сварка считается качественно выполненной при соблю-
дении следующих условий:
1) наружный диаметр отпечатка сварных точек должен соответ-
ствовать контрольному образцу с отклонениями не более + 0,5 лгм;
2) зона цветов побежалости от нагрева в месте сварки должна
быть не менее трех диаметров электрода;
3) при разрушении контрольного образца в тисках на отрыв свар-
ная точка должна вырываться с основным материалом, образуя в нем
отверстие;
4) глубина вмятин в сварных точках не должна выходить за пре-
делы 30% ординарной толщины материала;
5) точки не должны иметь трещин;
6) поверхность точек не должна иметь свищей и наружных вы-
плесков металла и, наконец,
7) расположение сварных точек должно соответствовать требова-
ниям чертежа с допуском + 1,5 мм.
При контактной сварке целесообразно использование приспособле-
ний, механизирующих и ускоряющих как процесс подготовки, так и
процесс сварки. По опыту стахановцев при точечной сварке повышение
производительности достигается применением электродов ЭВ, .обла-
дающих высокой стойкостью, что сокращает зачистку их до минимума.
Рабочее место сварщика для точечной, роликовой и стыковой сварки
За каждым сварщиком должно быть закреплено определенное
рабочее место со следующим оборудованием:
1. Мраморная панель с набором: амперметр, вольтметр и двух-
полюсный рубильник.
118
2. Сварочная машина с заземлением, резиновыми шлангами во-
дяного охлаждения и набором сменных электродов из красной меди
или электроды ЭВ.
3. Плоскогубцы с изоляцией.
4. Гаечный и торцовые ключи.
5. Молоток.
6. Зубило.
7. Напильники (бархатный, личной и драчевый).
8. Стальная линейка.
9. Защитные очки с простыми стеклами.
10. Рабочее клеймо.
11. Шаблон для проверки рабочей части электродов.
12. Ящик для хранения инструмента.
Перед началом работы сварщик обязан проверить исправность
машины, а именно;
1) Проверить и отрегулировать работу системы водяного охла-
ждения электродов.
2) Проверитьи отрегулировать работу прерывателя.
3) Проверить плотность закрепления вылета машины и электро-
дов при точечной и роликовой сварке.
4) Проверить состояние поверхности и надежность контакта на
переключателе ступеней трансформатора.
5) Проверить механизм зажатия и осадки при стыковой сварке.
Б. РОЛИКОВАЯ (ЛИНЕЙНАЯ) СВАРКА
1. ВИДЫ РОЛИКОВОЙ СВАРКИ
Роликовая, или линейная, сварка представляет вид контактной
сварки, при которой соединяемые внахлестку металлические изделия
свариваются по линии качения ролика (фиг. 115).
Этот способ контактной сварки отличается от точечной сварки тем,
что стержневые электроды заменены вращающимися роли-
ка м и (А, фиг. 115), которые захватывают свариваемое изделие
(Б, фиг. 115).
Ток подводится к обоим роликам и проходит между ними и свари-
ваемыми частями. Вращаясь, ролики увлекают свариваемое изделие
с постоянной скоростью, и, таким образом, получается непрерывный
сварной шов.
Из диаграммы (фиг. 115а) зависимости силы тока, давления и вре-
мени при линейной (роликовой) сварке видно, что в первоначальный
моментдается максимальное давление Рти наибольшая сила тока Iv
В момент окончания сварки /3 сила тока снижается до нуля и давление
прекращается. Этот вид сварки делает возможным получение с боль-
шой скоростью герметически плотного сварного шва.
Вместе с тем непрерывность выполнения сварного шва этим мето-
дом сварки вызывает ряд серьезных неудобств для получения высоко-
качественного шва.
Во-первых, применяемая при этом виде сварки аппаратура
очень чувствительна к изменениям силы тока, поэтому малейшее из-
менение качества и чистоты свариваемых поверхностей (наличие на
119
линии прохождения роликов загрязнений, окалины, Гуглублений)
может вызвать прекращение прохода тока и, следовательно, разрыв
линии шва.
Во-вторых, непрерывное прохождение тока через сваривае-
мые изделия вызывает повышенный нагрев металла с обеих сторон
шва, вследствие чего труд-
но производить сильное
нажатие электродов-роли-
ков.
Для устранения этих
недостатков сконструиро-
ваны усовершенствован-
ные машины, у которых
ролики получают ритмич-
ное питание током, обес-
печивающее при каждом
своем прохождении обра-
зование сварочной точки.
Этот способ применяют
для сварки тонких листов
(1.5—3 мм) нержавеющей
стали и легких сплавов,
Фиг. П5а. Диаграмма зависимости давления как продольным швом, так
силы тока и времени сварки при роликовой н швом ио ОКРУЖНОСТИ
(линейной) сварке. Различают три вида
роликовой сварки: непрерывная, прерывистая и шаговая сварка.
Непрерывной роликовой сваркой называется
такая сварка, когда сварочный процесс ведется без прерывания тока
120
при непрерывном качении роликов. Производительность этого вида
сварки составляет 12 м в минуту.
Прерывистая сварка — это такой способ роликовой
сварки, при котором при непрерывном качении роликов-электродов
процесс ведется с прерыванием тока через определенные интервалы.
Прерывание тока осуществляется специальным токопрерывателем.
В этом случае получается прерывистый сварной шов с равномерными
интервалами.
В СССР наибольшее применение получила прерывистая роликовая
сварка, поэтому и сварочные машины нашейконструкции предназна-
чены в первую очередь для выполнения прерывистой роликовой
сварки.
Шаговая сварка — это такой способ роликовой сварки,
при котором качение роликов не постоянное, а совершается с переры-
вами, включение токасовпадает с остановками роликов, авыключение
совпадает со временем их движения. Таким образом во время движе-
ния роликов происходит только перемещение свариваемой детали.
Ток проходит лишь во время остановки роликов.
Этот способ, так же как и при точечной сварке, позволяет осущест-
вить значительное давление на электроды во время сварки.
По сравнению с предыдущим способом роликовой сварки этот вид
сварки более совершенен, так как при его использовании возможно
более быстрое регулирование интервалов между свариваемыми точ-
ками. Достаточно изменить ритм прерываний с тем, чтобы получить
целую гамму необходимых интервалов. Производительность по способу
шаговой сварки несколько меньше таковой по способу непрерывной,
но зато здесь меньшее значение имеет чистота поверхности. Для сварки
алюминиевых сплавов, термически обработанных, этот способ роли-
ковой сварки наиболее удобен, так как дает меньший нагрев приле-
гающих зон.
В табл. 19 приведены данные о свариваемости различных металлов
по способу роликовой сварки.
Таблица t9
Свариваемость металлов по способу роликовой сварки
Сталь С до 0,5% углеро- дистая сталь Нержа- веющая сталь Оцинко- ванное железо Луженое железо Цинк Ла- тунь
Сталь Углеродистая сталь (С до 0,5%) Нержавеющая сталь Оцинкованное же- лезо Луженое железо Цинк Латунь 4- + 4- i 1 4- г I + 4- 4- + 4~ + 4- ; + + 4-4- 4*
12t
Выбор мощности при роликовой сварке производится в зависимости
от рода материала, толщины его и скорости сварки.
На фиг. 116 приводится диаграмма для выбора мощности в зави-
ОСщая то/ку/на йЗуг листоб S мн
Фиг. 116. Диаграмма выбора мощности
и скорости сварки для прерывистой
роликовой сварки.
симости от толщины малоуглеро-
дистой стали и скорости при п р е-
р ы в ист ой роликовой сварке.
Суммарная толщина листе!) Sum
Фиг. Нба. Диаграмма выбора
мощности для шаговой сварки.
На фиг. 11ба дана диаграмма для выбора мощности в зависимости
от толщины малоуглеродистой стали и скорости сварки при шаго-
вой роликовой сварке.
Для прерывистой роликовой сварки допускается давление не
выше 300—350 кг. Увеличение давления вызывает усиленный износ
рол иксе: .
2. ЭЛЕКТРОДЫ-РОЛИКИ для РОЛИКОВОЙ СВЛРКИ
Электроды, применяемые при роликовой сварке, имеют форму
роликов, диаметр которых меняется в зависимости от кривизны сва-
риваемого изделия. Детали с малым радиусом кривизны не удается
варить роликовой сваркой.
Минимальный диаметр роликов равняется 40—50 мм. Чем больше
Диаметр ролика, тем более электрод-ролик устойчив в работе, диаметр
ролика доходит де 350 мм.
Ширина той части ролика, которая соприкасается в процессе
сварки со свариваемой деталью, обычно равна 4—6 л(,и.
При большей ширине качество сварки становится неудовлетвори-
тельным.
Электроды-ролики изготовляются из такого же материала, как
и обычные электроды, предназначенные для точечной сварки.
Ролики, как и электроды для точечной сварки, должны хорошо
охлаждаться.
В американской практике применяется наружное охлаждение ро-
-ликов с помощью двух тонких металлических трубочек, по которым
(22
подводится вода к наружной поверхности ролика. Обильная подача
воды энергично охлаждает ролик и не мешает процессу сварки
Ролики подвергают зачистке в процессе сварки.
3, МАШИНЫ ДЛЯ РОЛИКОВОЙ СВАРКИ
Для выполнения роликовой сварки применяются стационарные и
передвижные сварочные машины.
Сварочная роликовая машина — это контактная машина, снаб-
женная двумя (или одним) электродами-роликами для осуществления
сварки по линии качения роликов.
Фиг. 117* Роликовая машина АШ-40*
Наибольшее применение имеют стационарные машины, но для
сварки нержавеющей стали швов большой длины имеются специаль-
ные передвижные машины. Механизм передвижения устроен в самой
сварочной машине, так что в процессе выполнения сварки возможно
и передвижение самой машины.
Давление на рабочий ролик в передвижных машинах осущест-
вляется весом машины и регулируется дополнительным балластным
грузом. 41
Современные машины для роликовой сварки оборудованы, глав-
ным образом, пневматическим или гидравлическим давлением, но
имеются и машины с механическим давлением, а также комбиниро-
ванные с пневматическим и пружинным давлением.
Производительность современных сварочных роликовых машин
составляет 2,5 м в минуту.
На фиг. 117 дан общий вид роликовой машины типа АШ-40, дающей
скорость сварки 1 м. в минуту.
123
В современных роликовых машинах имеются сменные вращаю-
щиеся головки роликов, ито позволяет осуществить как продольную,
так и поперечную сварку (фиг. 118 и 118а).
На вновь сконструированной советской машине АШ-50 возможна
роликовая сварка продольных и поперечных швов различных полых
изделий.
Фиг. J18Л Роликовая машина для Фнг. 118а. Роликовая машина для
продольной сварки. . поперечной сварки.
Диаметр нижнего ролика предопределяет радиус закруглений сва-
риваемых изделий. В целях лучшего охлаждения ролика и лучшего
качества сварки необходим минимальный диаметр в 60 мм. Радиус
закругления свариваемой полой обичайки должен быть несколько
больше диаметра нижнего ролика.
Минимальный диаметр свариваемого цилиндра на этой машине
110—120 мм.
Электрическая мощность машины и механизм давления машины
ограничены. На машине АШ-50 возможна сварка следующих толщин
металлов:
Малоуглеродистая сталь ................до 2,5 мм
Нержавеющая сталь..............до Ь,5 »
Алюминиевые сплавы.............до 1,5 ъ
Электрон до 3 *
4. ТОКОПРЕРЫВАТЕЛИ ДЛЯ КОНТАКТНОЙ СВАРКИ
Токопрерывателем называют аппарат, предназначенный для перио-
дического включения и выключения сварочного тока в первичной
OSWl
Фиг. 119. Схема механического (педального) прерывателя-
цепи контактной машины для осуществления заданного сварочного
режима.
Все современные контактные машины, кроме машин для конденса-
торной и электромагнитной сварки,
снабжены прерывателями. При сварке
время прохождения тока можно регу-
лировать двояким образом.
Если меняется толщина свариваемых
частей или чистота поверхности от
одной точки к другой, то целесообразно
применять прерыватель, который пре-
рывает прохождение тока непосредст-
венно после достижения необходимой
температуры в данной точке. Такими
токопрерывателями являются: 1) пре-
рыватели с ампер-секундно-метрическим
реле (так называемый балистический
амперметр), 2) прерьГватели с вольт-
ампер-секундно-метрическим реле, или,
наконец, 3) прерыватели с ватт-се-
кундно-метрическим реле.
Если же толщина свариваемых ча-
стей одна и та же, а чистота поверх-
ности однородна, то время прохождения
тока может быть для всех точек одина-
ково. Первый тип прерывателей не
находит применения, так как время
включения тока при использовании
этих прерывателей (от 0,1 сек. и более)
очень велико для материалов и тол-
щин, применяемых в самолетостроении.
Широкое применение получил вто-
рой тип токопрерывателей.
Прерыватели второго типа, т. е.
прерыватели с регулированием времени
выдержки, делятся на следующие основ-
ные группы:
1) Механические педаль-
ные прерыватели (фиг. 119,
119а, 1196), в которых замыкание и
размыкание первичной цепи произво-
дятся механическими контактами, при-
водимыми в движение различными
способами.
Эти прерыватели не допускают точ-
ной регулировки времени, поэтому
могут применяться только для грубых
работ,
2) Синхронные прерывате
чающие ток в определенной заданной точке (фиг. 119а).
включающие и выклю-
л
и,
125
196
Фиг. 119а Схема синхронного прерывателя.
Фиг, 1196. Схема асинхронного прерывателя.
3) Асинхронные прерыватели, т. е. прерыватели*
у которых включение и выключение тока не совпадают с определенным
синусоидальным значением прерываемого тока (фиг. 1196).
Как синхронный, так и асинхронные прерыватели приводятся
в движение от электромотора. При применении синхронного мотора
для прерывателя можно получить точность регулировки времени
прохождения тока от 0,01 до 0,02 сек. Прерыватели, в которых приме-
няется асинхронный мотор, дают точность регулировки временипро-
хождения тока в пределах от 0,04 до 0,06 сек.
Фиг. 120. Схема электромагнитного прерывателя с электростатической
регулировкой.
4) Электромагнитные прерыватели производят
включение тока электромагнитом, действующим при достижении тока
в обмотках контактной машины заданного среднего значения. Электро-
магниты управляются либо от электрокнопки, либо автоматически.
Эти прерыватели могут быть применимы для получения промежутка
прерывания в пределах от 0,04 сек. до нескольких секунд.
На фиг. 120 показана схема электромагнитного прерывателя
с электростатической регулировкой. Электростатическая регулировка
времени осуществляется одной радиолампой типа УО-Ю4 или тира-
троном 7, изготовления завода «Светлана, типа ТГ-160 или ТГ-205.
конденсатором 2, заряжаемым между отдельными сварками до опре-
деленного потенциала, и сопротивлением, через которое конденсатор
разряжается во время сварки. Для управления моментом сварки слу-
жит кнопка 10, которая может быть также связана с механизмом
передвижения сварочных электродов.
Электростатический регулятор прерывателя работает следующим
образом. В промежутке между сварками лампа регулятора является
проводником, благодаря чему электромагнитное реле 5, включенное
в анодную цепь лампы 7, находится под током и поддерживает контакты
127
катушки основного контактора разомкнутыми. Размыкание кнопки 10
вызывает уменьшение тока в реле 5. Уменьшение тока в реле вызы-
вает замыкание контактов для катушки основного контактора на время
разряда конденсатора 2 через сопротивление 3. Сопротивление 3 оформ-
лено в виде ступенчатого реостата со шкалой, на которой отмечено
максимальное и минимальное время, которое можно получить с дан-
ным реостатом.
5) И о н я ы е п р е р ы в а т е л и, т. е. прерыватели, в которых
включение и выключение производятся безинерционно в специальных
трубках, включенных последовательно в первичную цепь контактной
Сила ь
тока
Фиг. 121. Схема тиратронного прерывателя.
машины. При помощи ионных прерывателей точность регулировки
времени прохождения тока находится в пределах до 0,001 сек. С по-
мощью таких прерывателей ток прерывается в заранее предусмот-
ренный момент и всегда при прохождении волны через нулевуюточку.
Ионные прерыватели, в свою очередь, бывают нескольких видов,
к числу которых, между прочим, относятся тиратронные прерыватели,
т. е. токопрерыватели, производящие включение и выключение тока
тиратроном (одним или двумя, фиг. 121).
Существует ряд схем тиратронных токопрерывателей.
Принцип работы тиратронного прерывателя состоит в следующем.
В первичную цепь сварочного трансформатора включается после-
довательно первичная обмотка сериесного трансформатора тиратрон-
ного прерывателя. Если вторичная обмотка сериес-трансформатора
разомкнута (фиг. 122), то первичная обмотка его будет представлять
для сварочного тока индуктивное сопротивление (дроссель) и напря-
жение сети почти полностью будет поглощено этим сопротивле-
нием.
Во вторичной цепи сварочный ток будет незначительный, так что
становится невозможным осуществить сварку. Если же рубильник а
(условно заменяющий тиратронную лампу) замкнут, то вторичная
обмотка окажется замкнутой накоротко, падение напряжения в пер-
128
вичной7обмотке будет незначительно и напряжение между точками В
и С составит около 95% от общего напряжения сети. Благодаря этому
во вторичной обмотке сварочного трансформатора появится ток доста-
точной’силы, необходимой для осуществления сварки. В тиратронном
прерывателе размыкание и замыкание вторичной цепи производятся
не рубильником, атиратронной лампой.
В
Сериесный
трансформатор
—
Сварочный
трансформатор
Фиг. 122. Схема тиратронного прерывателя с сериес-
трансформатором.
Тиратронная лампа обладает свойством выпрямителя и пропус-
кает ток в одном направлении от анода к катоду. Наличие сетки
дает возможность управлять прохождением тока через лампу.
Если потенциал сетки выше потенциала катода, то лампа пропу-
скает ток. При наложении на сетку более
отрицательного потенциала, чем потенциал
катода, тиратрон не проводит тока.
Эта способность тиратронной лампы пропус-
кать (при определенных условиях) и задержи-
вать ток легла в основу использования ее для
прерывания тока в сварочной цепи точечных
и ролцковых машин. Одна тиратронная лампа
Фиг. 123. Схема игнай-
тронной лампы.
пропускает ток только в течение полупе-
риода.
Для того чтобы можно было пропускать ток
больше, чем в течение одного полупериода, в
цепь включают не одну, а две тиратронных лампы, из которых
одна работает на одной- полуволне, а другая на другой.
В тиратронном прерывателе регулирование времени сварки осу-
ществляется электрическим путем, поэтому удается наиболее точно
регулировать время сварки (до тысячных долей секунды).
Тиратронный прерыватель обеспечивает сохранение принятого
режима в процессе всей сварки.
Недостатком этих прерывателей является то, что тиратронные
лампы типа ТГ-162 с накаленным катодом быстро изнашиваются, что
делает использование этих прерывателей дорогостоящим. Кроме того,
тиратроны с ртутными парами рассчитаны на высокие напряжения,
Поплавко—389—9
129
а амплитудный ток этих ламп ограничен величиной в 40 А, поэтому
использование этих ламп возможно через высоковольтный сериес-
Трйнсформатор, что сильно увеличивает стоимость прерывателя. Эти
прерыватели целесообразно применять при сварке нержавеющей
стали на машинах мощностью до 25 kVA.
Кроме описанных выше схем существуют ионные прерыватели,
имеющие лампы с жидким катодом различных схем, включаемые
непосредственное питающую сеть (фиг. 124).
Существует ряд схем этих прерывателей. К ним относятся преры-
ватели с управляемым ртутным выпрямителем, т. е. прерыватели,
производящие включение и выключение тока управляемым ртутным
выпрямителем (одним или двумя), включенным последовательно
в первичную цепь контактной машины.
Другим типом прерывателей с жидким катодом является преры-
ватель ртутно-механический, производящий включение и выключе-
ние тока с помощью механических контактов.
Прерыватель с управляемым ртутным выпрямителем имеет ртут-
ную колбу с управляемыми сетками. Эти колбы пропускают значи-
тельно большую мощность, нежели тиратронные лампы типа ТГ-162.
Они не требуют для включения сериес-трансформатора и имеют боль-
ший срок службы, но вместе с тем они имеют весьма неустойчивую
характеристику. Конструкция колбы является недоработанной. Колб
с сетками, удовлетворительно работающих на любых режимах, еще
нет.
Ртутно-механический прерыватель прост по устройству и надежен
в работе, дешев в изготовлении и эксплоатации. В нем использованы
стандартные ртутные выпрямительные колбы, что делает его весьма
доступным.
Небольшим недостатком этой системы следует считать незначитель-
ную потерю напряжения на щетках прерывателя.
В группу ионных прерывателей входят так называемые и г н а ft-
тронные прерыватели, т. е. токопрерыватели, произво-
дящие включение и выключение тока игнайтроном (одним или двумя),
включенным последовательно в первичную цепь контактной ма-
шины.
Принцип работы игнайтрона виден из схемы на фиг. 125.
130
В цепь зажигателя, питаемого от той же цепи, что и рабочие элек-
троды игнайтрона, включен газотрон 2, с тем чтобы вспомогательная
дуга на зажигателе возникала только в течение положительной полу-
волны рабочего напряжения. Как только напряжение в цепи зажи-
гателя оказывается достаточным, чтобы зажечь дугу в газотроне,
по цепи зажигателя начинает проходить ток. По достижении этим
током определенной величины между зажигателем и ртутью появ-
ляется искра, быстро переходящая в дугу. За дугой на зажигателе
^появляется дуга и на рабочем аноде.
Основными элементами игнайтрона
(фиг. 126) являются: железный или гра-
фитовый анод 1, ртутный катод 2 и
опущенный в ртутный катод игнайтор
или зажигатель 4.
Фиг. 126-СтеклянныЙ игнайтрон.
J—авод; 2— ртутный катод; з—дер-
жатель зажигателя; 4—зажита те ль;
д—стеклянная колба.
Фиг, 125, Схема включения игнайтрона.
1—игнайтрон;’ 2—вспомогательный газотрон (выпря-
митель); J—нагрузочное сопротивление; <—сопротив-
ление для защиты газотрона от перегрузок.
Зажигание дуги в игнайтроне производится перед каждым
рабочим полупериодом. Этим самым игнайтрон освобожден от
анодов возбуждения и зажигания и может управляться без помощи
сеток.
В игнайтроне зажигание и гашение вспомогательной дуги произ-
водятся электрически и потому могут повторяться с любой частотой,
соответствующей частоте тока.
Игнайтронные лампы выполняются обычно одиоанодиыми. На
фиг. 127'приведена схема включения иГнайтронных ламп в цепь
контактной машины. В схеме использованы два игнайтрона 7 для
возможности пропускания переменного тока через первичную обмот-
ку сварочного трансформатора 2. Управление цепями зажигателей 3
блокируется с замыкателем вторичной обмотки сварочного трансфор-
матора, так что продолжительность и количество импульсов тока
могут регулироваться в широком пределе.
Этот тип прерывателей надежен в работе и в состоянии прерывать
ток большой силы с малыми потерями благодаря лампе игнайтрон.
Для маломощных прерывателей используются стеклянные лампы,
для прерывателей больших мощностей применяются металлические
лампы.
131
Игнайтрон большой мощности ^представляет собой высоко-ваку-
умный стальной цилиндр, охлаждаемый водой.
Игнайтронные прерыватели являются наиболее совершенными пре-
рывателями и применяются для мощных сварочных машин мощностью
выше 50 kVA.
Игнайтронные прерыватели особенно целесообразно применять
при сварке легких сплавов на машинах большой мощности (100 kVA
и более). Для машин меньших мощностей целесообразно использовать
при сварке нержавеющей стали ртутно-механический прерыватель
и тиратронный прерыватель.
Фиг. 127. Схема включения игнайтронов в цепь
контактной машины.
1—игнайтрон; 2-сварочный трансформатор; я—фазорегулятор и
система зажигания игиайтрона.
Тиратронные и игнайтронные прерыватели обладают большой
точностью регулировки времени прохождения тока, обеспечивая
хорошее качество сварного соединения. При сварке конструкцион-
ных сталей такая точность не требуется, и поэтому здесь могут
быть использованы механические прерыватели, синхронные или асин-
хронные и электромагнитные прерыватели с электростатической
регулировкой.
При сварке легких сплавов на машинах АТН-25 и АТА-40 можно
использовать механический прерыватель с приводом от асинхрон-
ного или синхронного мотора.
5. ТЕХНИКА РОЛИКОВОЙ (ЛИНЕЙНОЙ) СВАРКИ
Перед тем как приступить к сварке, необходимо отрегулировать
ролики таким образом, чтобы получить полное совпадение рабочих
поверхностей роликов во время сварки и устранить возможность
смещения их в процессе сварки-
Геометрические центры роликов должны совпадать в вертикальной
плоскости, в противном случае возможен непровар.
Наконечники электродов у точечной машины и рабочие кромки
роликов должны быть очищены от загрязнений; очистка должна систе-
132
матично осуществляться и в процессе сварки. Зачистка же роликов
может быть осуществлена мелким напильником и тонкой наждачной
бумагой.
При сварке длинных швов во избежание перекоса сварку надо
вести от середины к краям, предварительно осуществив прихватку
короткими швами, длиною 10—15 лик через каждые 100—150 мм.
ВАропессе сварки необходимо следить за тем, чтобы перед роли-
ко!$не происходило выпучивания свариваемого материала в резуль-
тате сильного нагрева. При наличии такого явления сварка немедленно
прерывается и ролики переставляются на середину выпучившейся
поверхности. Оставшийся участок доваривается по окончании сварки
всего шва.
Положение свариваемых листов во время сварки должно быть
горизонтальное, перпендикулярно к плоскости, проходящей через
геометрические центры роликов.
Свариваемый материал должен перемещаться между роликами
с равномерной скоростью. В ином случае возможен непровар в отдель-
ных местах.
При сварке магнитных материалов (низколегированная сталь
и др.) следует избегать помещения их между электрододержателями
точечной и роликовой машин, так как в результате этого значительно
увеличиваются индуктивные потери, а мощность машины снижается
на 15—20%.
Пространство между верхним и нижним электрододержателями
должно быть минимальным, что содействует повышению производи-
тельности. Места возможного контакта нижнего и верхнего электро-
додержателей со свариваемым материалом изолируются шеллаком
пли каким-либо другим изолирующим веществом.
6. ПРИМЕНЕНИЕ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ
В САМОЛЕТОСТРОЕНИИ
Точечная и роликовая сварки нашли применение в самолетострое-
нии как при сварке сталей, так и легких сплавов.
При точечной и роликовой сварке точка образуется за счет металла
соединяемых элементов, так что нет повышения веса конструкции.
Эти виды сварки повышают производительность по сравнению с клеп-
кой в 3—5 раз, а по сравнению с газбвой сваркой в 2—3 раза.
Точечная сварка. делает возможным сварку различных толщин
металла, а также соединение пакета из нескольких листов.
Так как точечной и роликовой сваркой можно осуществить соеди-
нение с наружной стороны изделия (крыла, фюзеляжа), то при этих
методах сварки значительно облегчается сборка сложных конструкций.
Соединение, выполненное точечной и роликовой сваркой, не под-
дается влиянию знакопеременных нагрузок и вибрации и хорошо
противостоит коррозии.
Роликовая сварка обеспечивает герметичность сварного соеди-
нения, поэтому ее целесообразно использовать при сварке баков,
радиаторов и пр. При сварке длинных швов в конструкциях, требую-
щих только прочности, можно применять прерывистую роликовую
сварку.
133
Точечная сварка успешно используется при сварке всевозможных
шайб, накладок и других деталей, где имеется в узлах соединение внах-
лестку или отбортовка, удобная для постановки сварных точек.
Применение более совершенных и специализированных машин,
как то: подвесные точечные машины, клещи, движущиеся роликовые
машины с применением ионныхпрерывателей,дает возможность пере-
хода к цельносварным конструкциям.
В. СТЫКОВАЯ (ПОВЕРХНОСТНАЯ) СВАРКА
1. ВИДЫ СТЫКОВОЙ СВАРКИ
Стыковая сварка является изобретением американского физика
Элайю Томсон. В 1876 г., пропуская ток высокого напряжения через
первичные витки индукционной катушки, он обнаружил, что вторич-
ные витки, пришедшие в соприкосновение, сварились. В 1877 г. была
изготовлена первая стыковая машина, все основные элементы которой
сохранились в стыковых машинах до настоящего времени.
Стыковая, или поверхностная, сварка представляет собой один
из видов контактной сварки, при которой соединение свариваемых
металлических изделий осуществляется по всей поверхности их сопри-
касания (фиг. 128).
Различают следующие виды стыковой сварки; 1) сварка сопротив-
лением, 2) сварка оплавлением и 3) сварка прерывистым оплавлением.
1. Сварка сопротивлением — это такой способ стыко-
вой сварки, при котором сварочный процесс ведется при плотном кон-
такте между свариваемыми частями в течение всего процесса сварки.
Осуществляется она следующим образом: свариваемые изделия, за-
жатые в специальных губках, приводятся в соприкосновение друг
с другом при помощи особого механизма. К губкам подведен ток,
который включается в момент соприкосновения деталей друг с дру-
гом. Между свариваемыми изделиями в месте стыка создается большое
переходное сопротивление для электрического тока, вызывающее
134
давления, силы
Фиг. 128а. Диаграмма зависимости
тока и времени сварки при стыковой (поверхност-
ной) сварке.
Фиг. 1285. Диаграмма зависимости давления,
силы тока и времени сварки при стыковой
(поверхностной) сварке оплавлением.
быстрый местный нагрев до сварочной температуры. После достижения
сварочного жара ток выключается, и осуществляют давление вруч-
ную или с помощью
моторного привода.
Из диаграммы на
фиг. 12& зависимо-
сти сиры тока, давле-
ния и времени при
поверхностной (сты-
ковой) сварке сопро-
тивлением видно, что
в первоначальный мо-
мент /т давление на
свариваемые части
незначительно, сила
тока же /х наиболь-
шая. Однако с увели-
чением контактной
поверхности сила то-
ка падает до /2 в мо-
мент/,. Сила тока/, остается неизменной до момента /3. С этого момен-
та сила тока падает, давление резко возрастает до Р, и осуществля-
ется обжатие изделия.
Так как сварка по это-
му методу осуществляется
без оплавления, то возмож-
но производить сварку
цветных металлов и легких
сплавов. Недостатком сты-
ковой сварки сопротивле-
нием являются плохая сва-
риваемость низколегиро-
ванных сталей и низ-
кая производительность по
сравнению с другими вида-
ми стыковой сварки.
2. Стыковаясвар-
ка оплавлением—
это такой способ стыковой
сварки, при котором про-
цесс ведется с искрообразо-
ванием при непрерывном
сбл иже нии сварив аемых
частей.
Из диаграммы (фиг. 1286) зависимости силы тока, давления и вре-
мени при поверхностной (стыковой) сварке оплавлением видно, что
в первоначальный момент /х давление на свариваемые части незна-
чительно, сила тока же 1г наибольшая. Однако с увеличением контакт-
ной поверхности сила тока падает до /2 в момент /2. Сила тока 12
остается неизменной до момента /э. С этого момента сила тока падает,
135
давление резко возрастает до Pz и осуществляется обжатие
изделия.
В отличие от предыдущего способа в этом случае свариваемые
части приводятся в соприкосновение при включенном электрическом
токе. Место соприкосновения частей прогревается и частично' оплав-
ляется. Сквозь небольшой воздушный промежуток (зазор) между
свариваемыми изделиями летит сноп искр. Поверхностный слой ме-
талла в месте стыка сгорает и оплавляется, а прилежащие зоны про-
греваются на некоторую глубину. После этого осуществляют давление.
Преимущество этого способа, по сравнению со стыковой сваркой
сопротивлением, заключается в большей быстроте протекания про-
цесса и в том, что благодаря оплавлению возможна сварка специаль-
ных сталей, которые не поддаются стыковой сварке сопротивлением.
Недостатком стыковой сварки оплавлением является сгорание не-
которого количества металла в процессе производства сварки.
3. Стыковая сварка прерывистым оплавле-
нием представляет такой способ стыковой сварки, при котором про-
цесс сначала ведется с чередованием плотного и неплотного контакта,
а затем заканчивается непрерывным оплавлением.
Этот способ стыковой сварки применяется в тех случаях, когда
необходимо уменьшить сгорание металла, имеющее место при стыко-
вой сварке оплавлением. Стыковой сваркой прерывистым оплавлением
свариваются те же металлы, что и сваркой оплавлением.
На табл. 20 приведены данные о свариваемости различных метал-
лов стыковой сваркой.
Таблица 20 * 2
Сечение
в
Удельная
мощность
в kVA/cex1
Сталь . .
Медь . . .
Алюминий
Латунь. .
Цинк . , ,
Свинец . .
Никель . .
30- 200
200— 300
800-2000
2000—5000 I
15—20
12-15
8—10
6- 8
2. ВЫБОР МОЩНОСТИ И ДАВЛЕНИЯ
При стыковой сварке изделий из листового материала и толсто-
стенных труб средняя мощность колеблется от б до 20 kVA на 1
(табл. 20). Для сварки деталей из тонкого листового материала и
труб, т. е. ниже 3 мм, мощность должна быть в Р/г—2 раза выше.
Чем тоньше лист и больше его длина, тем большая мощность тре-
у ется для проведения процесса сварки.
Для прямоугольных сечений мощность должна быть увеличена
вдвое. При сварке изделий с замкнутым контуром (кольца, ободья)
вследствие шунтирования тока приходится повышать мощность на 30—
136
50°/„ по сравнению с приведенными выше данными. При сварке сопро-
тивлением нн^Ьяжение сварочного тока равно примерно 5—6 V.
Напряжение сварочного тока при сварке с оплавлением бэлыне,
чем при сварке сопротивлением, и равняется примерно 12— lo V.
При сварке с оплавлением в месте стыка свариваемых изделий
имеется большой воздушный зазор, который повышает напряжение
при прохождении тока.
При сварке сопротивлением максимальное давление, прилагае-
мое в начале сварки, равно от 150 до 350 кг/см*. Благодаря этому
высокому давлению избегается окисление поверхности стыка при
нагреве. В конце процесса осадочное давление уменьшается.
При сварке оплавлением в начале сварочного процесса нет сопри-
косновения деталей и, следовательно, нет давления. Давление осу-
ществляется позднее, после достижения прогрева свариваемых изде-
лий. При этом давление достигает 250—500 кг/см2.
Верхние пределы давления берутся для деталей с большим пери-
метром свариваемого изделия.
3. ДЛИНА ВЫСТУПА ПРИ СТЫКОВОЙ СВАРКЕ
Сгорание и высадка части материала при стыковой сварке требуют
правильного выбора длины выступа металла на соединяемых деталях.
Длиной выступа называют свободную длину конца свариваемого
изделия, выступающего из зажимных губок со стороны свариваемого-
стыка. Для круглых сечений можно принять длину выступа равной^
0,6—0,7 диаметра на сторону.
С точки зрения качества сварки при сварке оплавлением большое
значение имеет правильное соотношение между величинами плавле-
ния, осадки под током и без тока.
В табл. 21 приведены величины длины выступа на оплавление и
осадку для круглых и прямоугольных сечений.
Таблица 21
Выбор величины оплавления и осадки
при стыковой сварке оплавлением
CD co: ft . n 1 * Я w Осадка
2 ft I с s g 1 ft _ ft X У Св o c S Св ft 5 ft cr под током без тока
hIs ,□ as ft * д м о a 3-0 Й и лик. в
Ю-14 8,0 6,0 2,0 0,50 1,50
15-19' 10,0 7,0 3,0 0,75 2,25
20—24’ 12,0 8,5 3,5 0,90 2,60
25-29 14,0 10,0 4,0 1,00 3,00
30 -341 15.0 10,5 4,5 1,10 3,40
35-39 18.0 12,5 5,5 1,40 4,10
40 -44! 20,0 ' 14,0 6,0 1,50 4,50
45—49 22,0 15,5 6,5 1,60 4,90
50-54' 24,0 17,0 7,0 1,80 5,20
Таблица 22
Выбор общей длины выступа при
стыковой сварке легких сплавов
тт Площадь по- Общая длина выступа (для легких спла- вов) в мм
В AIAI перечного сечения В .WjH3
10—14 75—150 6
15-19 180—280 9
20—24 315—450 10,5
25—29 490—660 12,0
30—34 700-900 13,5
35—39 960—1180 16,5-
40—44 1260—1500 18,0
45—49 1600—1880 19,5
Длина выступа устанавливается в зависимости от тепло- и электро-
проводности свариваемого металла. Для металла с большим попереч-
137
ным сеченцем берется больший вылет, так как онлучше .ало
и представляет собою меньшее сопротивление прохождению электри-
ческого тока. Для металла с большей электропроводностью также
берется больший вылет.
Данные, приведенные в табл. 22, должны быть уменьшены в
раза для сварки латуни, в 3 раза уменьшены при сварке сталей и при
сварке меди увеличены в lJ/-j раза. В среднем на оплавление расходу-
ется 0,65—0,75, а на осадку 0,25—0,35 от всей длины выступа,
4. ТИПЫ МАШИН ДЛЯ СТЫКОВОЙ СВАРКИ
Ручная стыковая машина (машина с ручным при-
водом) — это такая машина, в которой зажатие и осадка свариваемых
изделий, атакже управление процессом сварки производятся вручную.
Фиг. 129. Трубосварочная машина.
Моторная стыковая машина (машина с моторным
приводом) — это такая машина, в которой осадочный механизм при-
водится от электромотора. Имеются стыковые сварочные машины,
у которых осадочный механизм приводится в движение гидравличе-
ским приводом или сжатым воздухом.
При сварке трубчатых изделий стыковой машиной с ручным приво-
дом необходимо около 6,5 kVA на 1 сжа.
При сварке круглых изделий на стыковых машинах с моторным
приводом необходимо около 10—12 kVA на 1 сжа.
Эти же мощности применяются для машин с гидравлическим и
пневматическим приводами.
Стыковая сварка может быть использована для изготовления
тонкостенных труб специальным трубосварочным агрегатом.
Трубосварочный агрегат для изготовления сварных труб из длин-
ных металлических полос состоит из стола 1 для профилирования
труб, машины 2 для стыковой сварки и механизмов для калибровки 3
и отрезки труб 4. Работа этого агрегата делает чрезвычайно простым
изготовление труб (фиг. 129).
138
5. ТЕХНИКА СТЫКОВОЙ СВАРКИ
Сечения свариваемых частей по методу стыковой сварки должны
быть равной площади. Невозможно хорошо сварить сопротивлением
два стержня разных диаметров, так как стержень А (фиг. 130а) боль-
шего диаметра значительно позже нагреется до сварочного жара,
чем- стержень В. При некоторых обстоятельствах тепло выделяется
преимущественно в отрезке с стержня В, а стержень А только слегка
нагреется. Вследствие этого осаживающее давление будет действовать
на отрезок с, который и даст осадку. При таких условиях ожидать
безукоризненного сварного соединения между частями не приходится.
Фиг. 130а. Неправильная подго-
товка для стыковой сварки.
Фиг. 1306. Правильная подготов-
ка для стыковой сварки.
Фиг. 130в. Правильная подготов-
ка для стыковой сварки.
Фиг. 130г. Неправильная подго-
товка для стыковой сварки.
Фиг. 130д. Неправильная подго-
товка для стыковой сварки.
Однако условие равенства сва-
риваемых сечений легко может быть
выполнено и при неравенстве диа-
метров изделия. Для этого деталь
с большим сечением обрабатывают
так, как показано на фиг. 1306,
или же производят ее обточку — по
конусу (фиг. 130в). В последнем
случае деталь А должна сохранить цилиндрическую форму на протя-
жении не менее половины длины осадки. При таком способе подготовки
свариваемых изделий оба сечения одновременно достигнут сварочного
жара, и теплота будет равномерно распределяться по обеим поверх-
ностям, обеспечивая, таким образом, безусловно хорошую сварку.
Свариваемые поверхности должны быть параллельны. При непарал-
лельности сечений они будут соприкасаться не по всей поверхности,
а только в точке А (фиг. 130г), вследствие чего все остальные части
сечения останутся холодными. Они достигнут достаточного взаимного
соприкосновения и начнут нагреваться лишь после того, как перво-
начально соприкасающиеся поверхности получат достаточную осадку.
Но эти последние поэтому перегреются, а проникающий в зазор стыка
воздух будет способствовать образованию слоя окиси. Равномерного
распределения тепла можно достигнуть многократным выключением
тока, так как во время перерывов тепло успевает распространяться по
всей свариваемой поверхности. Для усиления прочности необходимо,
139
кроме того, усилить осаживающее давление. В результате получается
неравномерное утолщение, и шов поэтому на первый взгляд представ-
ляется плохо выполненным.
На доброкачественность сварного соединения влияет также поло-
жение параллельных поверхностей сечения относительно продольной
оси. Плоскости сечения должны лежать перпендикулярно продольной
оси. Осаживающее давление, являющееся весьма существенным для
процесса сварки, действует наиболее полно тогда, когда оно направ-
лено перпендикулярно плоскости сечения свариваемых частей. По-
этому плоскости стыка не должны лежать наклонно, как представлено
на фиг. 130д.
Для сварки сопротивлением требуется, чтобы давление было при-
ложено к свариваемым сечениям еще до включения тока. Поэтому
если поверхности загрязнены, например покрыты ржавчиной или ока-
линой, то в стыке сварки останутся шлаковые включения, что значи-
тельно понизит прочность соединения.
Подготовка свариваемых плоскостей осуществляется особенно тща-
тельно для стыковой сварки сопротивлением, с тем чтобы не было
просветов между свариваемыми плоскостями.
Для сварки оплавлением такой точной подгонки не требуется.
Свариваемые детали должны плотно зажиматься в зажимах, кото-
рые представляют собою части зажимного механизма, служащие для
закрепления свариваемых изделий и подвода к ним сварочного тока.
Одна часть свариваемой детали зажимается в подвижный зажим,
который перемещается в процессе сварки (в направлении осей свари-
ваемых деталей). Другая часть свариваемой детали закрепляется
в неподвижный зажим, который остается неподвижным в процессе
сварки.
Неплотное зажатие свариваемых частей может привести к плохому
качеству сварки, вследствие недостаточного подвода тепла. Кроме
того, ввиду отсутствия плотного контакта проскакивают искры между
губками зажима и свариваемым изделием; это ведет к оплавлению как
свариваемой детали, так и губок зажима.
Губками зажима называются сменные части зажимов, непосред-
ственно прилегающие к свариваемому изделию и обычно приспособ-
ленные к его форме.
При стыковой сварке специальных сталей наблюдается резкая
закалка в зоне нагрева заготовки. При неправильном режиме сварки
это может привести к образованию кольцевых трещин вокруг места
стыка. Чтобы избежать образования трещин, необходимо вести про-
цесс сварки таким образом, чтобы место сварки и прилежащие зоны
в месте стыка имели на определенном расстоянии п по окончании
сварки температуру около 1000°.
Для круглых изделий расстояние п равно диаметру свариваемых
изделий, а для прямоугольных сечений п = S2, где S — площадь
свариваемого изделия в мм2. При этом допустимы колебания на 2—3 мм
в ту или другую сторону.
Масса нагретого металла . замедляет охлаждение свариваемых из-
делий и тем самым устраняется возможность образования трещин
в процессе сварки.
14
J Иногда для замедления охлаждения сваренное изделие сразу же
опускают в свинцовую ванну или в ванну с горячим песком. Однако
это мероприятие недостаточно для устранения возможности образо-
вания трещин, особенно при сварке инструментальных сталей.
. Обычно после сварки детали подвергаются термической обработке,
с тем чтобы получить во всем изделии однородную структуру.
Режим сварки тот же, что и для малоуглеродистой стали. Нагрев
и охлаждение этих сталей должны происходить быстро.
' При стыковой сварке оплавлением процесс протекает быстро, и по-
этому карбиды не успевают выделиться, благодаря чему обеспечивается
вязкое соединение.
При стыковой сварке всех специальных сталей необходимо при-
менять высокое давление при осадке до 400—500 кг/см2.
6. ПРИМЕНЕНИЕ СТЫКОВ О Й^С В АРК И В САМОЛЕТОСТРОЕНИИ
{Из всех видов контактной сварки стыковая сварка в настояще е
время находит наименьшее применение в самолетостроении при из-
готовлении деталей самолетов.
Применение стыковой сварки
при изготовлении трубчатых
конструкций из сталей малых
толщин вполне возможно, но
очень|трудоемко, поэтому целе-
сообразнее использовать газо-
вую и] дуговую ^сварки-
Фиг. 131а. Трубчатое соединение. Фиг. 1315. \зел из листового материала.
Стыковая сварка может и должна найти применение в тех слу-
чаях, .когда изготовляется большое количество одинаковых частей.
Так, на фиг. 131а и 1316 показаны однотипные детали, встречающи-
еся в большом количестве в одной конструкции. Вместо приклепки
ушей или приварки их газовой или дуговой сваркой целесообразнее
использовать стыковую сварку, которая наряду с высоким качеством
обеспечивает высокую производительность.
Стыковая сварка может быть с успехом использована для сварки
ободьев колес, изготавливаемых из легких сплавов.
ГЛАВА VI
ПАЙКА МЕДЬЮ В ВОДОРОДНОЙ СРЕДЕ
(бразинг-процесс)
1. МЕТАЛЛЫ, ПОДДАЮЩИЕСЯ ПАЙКЕ МЕДЬЮ
Пайка медью в водородной среде благодаря большой производи-
тельности получает широкое распространение. Этот способ пайки
целесообразно применять при изготовлении небольших серийных
деталей.
Фиг. 132. Заготовки для пайки медью:
« — до пайки» б — после’пайки.
Пайка медью осуществляется в специальной электрической печи
туннельного типа с восстановительной атмосферой водорода, или
диссоциированного аммиака, или другого аналогичного газа.
Подготовленные к пайке заготовки, обмазанные в местах соедине-
ния медным порошком или обмотанные медной проволокой, загру-
жаются в печь (фиг. 132, а, б).
Ввиду высокой температуры печи в 1150° и восстановительной
атмосферы медь диффундирует в металл.
Благодаря поверхностному натяжению медь по капиллярам про-
двигается в местах соединения и проникает на некоторую глубину
в сталь, образуя таким образом прочное соединение.
Пайке медью в водородной среде могут подвергаться все стали:
малоуглеродистые, стали с большим содержанием углерода, кон-
струкционные, быстрорежущие стали и др.
Наличие в стали хрома, алюминия и кремния ухудшает способ-
ность стали к пайке медью в водородной среде.
Особые трудности при пайке стали медью возникают тогда, когда
наличие хрома превышает 0,5%; в этом случае они могут быть устра-
нены при использовании буры в виде флюса.
142
Стали с небольшим количеством никеля хорошо поддаются пайке
медью. При наличии в сплаве большого количества никеля, как,
например, в монель-металле (Ni 72%. Fe 1,5%, Си 26,5%) медь плохо
проникает в соединение, так как она поглощается никелем, а кроме
того цотому, что диффузия никеля в медь повышает точку плавление
меди.
Это явление может быть устранено, если использовать пластины
из меди или медный порошок в качестве вкладышей в соединение;
в этом случае медь сплавляется с монель-металлом, образуя прочное
соединение.
Присутствие в стали вольфрама, молибдена и карбидов вольфрама
не оказывает вредного влияния на прочность соединения пайкой
медью в водородной среде.
Для выполнения пайки медь может быть использована в виде
проволоки, обрезков, лент, порошка и пасты. В практике же обычная
медная проволока применяется весьма успешно. Использование
медных сплавов [с низкой точкой плавления, с целью избежать
необходимости применять специальные печи, себя не оправдало.
Так, например, сплав меди, содержащий цинк, практически непри-
меним, так как цинк улетучивается в большом количестве, загряз-
няя при этом атмосферу печи и конденсируясь на стенках печи
и камеры охлаждения.
То же самое наблюдается при использовании сплава меди и свинца,
так как последний также улетучивается в значительной степени.
Что касается олова, то оно обладает меньшей способностью уле-
тучиваться, но наличие олова снижает текучесть расплавленного
сплава и дает хрупкое соединение. Примерно такие же результаты
дает использование и других сплавов с низкой точкой плавления.
Иногда при выполнении пайки необходимо ограничить распро-
странение меди в пределах определенной площади, с тем чтобы предо-
хранить скопление меди в обработанных частях, как, например,
резьба, углубления и т. д.
Наиболее простым средством является применение меловой
обмазки.
В местах, покрытых меловой обмазкой, медь не увлажняет поверх-
ность, так как мел является преградой для меди. После окончания
пайки меловая обмазка снимается жесткой щеточкой.
Для этой же цели может быть использована окись хрома, однако
использование этого покрытия значительно сложнее.
2. ПРОЦЕСС ПАЙКИ МЕДЬЮ В ВОДОРОДНОЙ СРЕДЕ
Оборудование для пайки медью состоит из печи длиной в несколько-
метров и снабженной различными автоматическими контрольными
приборами.
Нафиг. 133 показан общий вид полной установки для пайки медью.
Печь имеет камеру нагрева и камеру охлаждения. Она оборудована
конвейером. Мощность установки примерно 100 kVA.
Ранее в качестве защитной атмосферы применялся чистый водород.
Однако этот газ обезуглероживает сталь в значительной степени,
кроме того, он опасен и дорог. В настоящее время применяется дис-
143
социированный аммиак и электролен как безопасный и дешевый газ;
расход его выражается около 9 м3 в час.
Печь снабжена двумя огнеупорными дверцами, предназначенными
для загрузки и разгрузки изделий. Дверцы управляются вручную,
но можно приспособить и ножное управление, с тем чтобы иметь
свободными руки для загрузки и разгрузки изделий.
Чтобы предохранить медь от окисления, необходимо производить
охлаждение изделий в печи. Благодаря охлаждению в защитной ат-
мосфере медь застывает и дает чрезвычайно прочное, плотное и пла-
стичное соединение, причем изделия вынимаются из печи в настолько
чистом виде, что отпадает необходимость в последующей их очистке.
Под воздействием высокой температуры печи медь расплавляется
и образует на поверх-
ности железа сплав же-
леза и меди (3% меди и
97% железа). Этот сплав
представляет собой хо-
рошее соединение между
медью и железом и обес-
печивает высокую проч-
ность, превосходящую
прочность при обычной
пайке.
Микроструктура спла-
ва (фиг. 134) показы-
вает, что медь не только
легко растекается и
Фиг. 133. Установка для пайки медью.
равномерно проникает
в зазоры свариваемых
изделий, но успевает проникнуть по границам наружных зерен,
образуя прочное соединение.
В расплавленном состоянии медь обладает свойством растворять
железо при температурах ниже точки плавления железа. При 1200°
медь содержит от 3 до 4% железа в растворе. Этот сплав меди с железом
образуется в зазорах изготавливаемых деталей и тем самым образует
плотное соединение, содержащее лишь тонкую пленку меди.
На фиг. 135 показана деталь, подготовленная к пайке медью:
•вокруг зазора-положена медная проволока, которая после расплавле-
ния проникнет в зазоры.
Капиллярное притяжение проявляется, как только расплавлен-
ный металл смочит поверхность железа, а также вследствие большой
текучести и плотности меди..
Для того чтобы медь могла смочить поверхность железа, послед-
няя должна быть чистой. Плотность соединения необходима для того,
•чтобы имело место капиллярное притяжение.
Водородная атмосфера, поддерживаемая в печи, снимает пленки
окиси и загрязнения с поверхности железа, создавая, таким образом,
необходимые условия для получения безукоризненного соединения.
Если детали охлаждаются в атмосфере водорода, то они получают
чистую и красивую поверхность. Однако окислы в большом коли-
144
— 389—10
Фиг. 134, Микроструктура соединения при пайке
детали медью в водородной среде.
Фиг, 135. Деталь;
подготовленная
для пайки медью.
Фиг. 136. Различные детали, изготовленные
с помощью пайки медью.
честве должны быть устранены с поверхностей, предназначенных
к пайке медью.
Для пайки медью допускается максимальный зазор в 0,10 мм;
при наличии зазора, не превышающего этой величины, сила натяже-
ния может заставить течь медь в соединение, и пленка будет состоять
из сплава меди и железа. Если зазор больше 0,10 мм, то иногда возни-
кают трудности в том, чтобы заставить медь течь в зазоры соединения
и остаться там. Если даже медь и останется в соединении (при большом
зазоре), то возможно неполное заполнение зазора. Исследования по-
казали, что с повышением плотности шва увеличивается капилляр-
ность меди.
Нафиг. 136 показаны различные детали, изготовленные с помощью
пайки медью.
3. ВЛИЯНИЕ ТЕМПЕРАТУРЫ И ЗАЩИТНОЙ АТМОСФЕРЫ НА СТРУКТУРУ
СТАЛИ
Вследствие высоких температур при панке медью сталь приобретает
сравнительно крупнозернистую структуру, несмотря на то, что детали
покидают печь равномерно отожженными.
Детали, подвергающиеся в эксплоатации ударным и вибрацион-
ным нагрузкам, необходимо дополнительно термообрабатывать, с
тем чтобы придать им мелкозернистую структуру.
Водородная атмосфера не вызывает хрупкости стали и не ухудшает
ее качества. Однако в громоздких деталях, требующих продолжитель-
ного времени выдержки в печи при высоких температурах, имеет
место поверхностное обезуглероживание. У сталей с высоким содер-
жанием углерода такое обезуглероживание повлечет за собой сниже-
ние механических свойств стали. Поэтому при пайке деталей из таких
сталей следует покрывать поверхности слоем меди толщиной около
0,08 мм. Обезуглероживание обычно незначительно у небольших
деталей, требующих небольшого времени нагрева для проведения
процесса пайки.
Образовавшиеся в материале напряжения в результате холодной
протяжки, изгиба и пр. снимаются во время пайки ввиду нагрева до
сравнительно высокой температуры. Иногда снятие напряжений в ма-
териале влечет за собой коробление изделий, и, следовательно, яв-
ляется необходимой правка деталей. При пайке медью такое явление
не имеет места, и правка становится излишней. ;;
Пайка медью в водородной среде обеспечивает высокую механи- ,
вескую прочность. При проводившихся испытаниях образцы, изго- \
товленные этим видом пайки встык и нормализованные, давали
разрыв на расстоянии 25 мм от места соединения. Прочность получа-
ющегося соединения составляет не ниже 95% прочности основного
металла до пайки.
ГЛА&А VII
СВАРКА СТАЛЕЙ, ПРИМЕНЯЮЩИХСЯ В САМОЛЕТОСТРОЕНИИ
В настоящее время сваркой пользуются в строительстве самолетов
всех видов, начиная от спортивных и кончая большими транспортными
самолетами и бомбардировщиками.
В самолетостроении сварка широко применяется при изготовлении
фюзеляжей, органов управления, шасси, лонжеронов, подмоторной
рамы, трубопроводов для выхлопных газов, баков и пр. Все при-
меняющиеся в самолетостроении металлы, к которым относятся стали:
хромансиль, хромомолибденовые, малоуглеродистые, нержавеющие,
а также сплавы алюминия (типа дюраль и АМЦ), успешно свариваются.
Конструкторы самолетов, стремясь к максимальному облегчению
конструкции, используют конструкционные стали с максимальным
коэфициентом крепости (120—180 кг(мм*). Но эти стали представляют
большие трудности при их обработке, сварке, штамповке и клепке,
и потому возрастает процент брака вообще и в частности при сварке.
В связи с этим перед сварщиками встала большая задача —устра-
нить брак, сохраняя высокую прочность облегченной сварной кон-
струкции.
Причины брака при сварке чрезвычайно разнообразны и зависят
не только от качества свариваемых металлов и качества проводимых
при сварке работ, но и от правильного выбора вида сварки и, наконец,
от того, насколько правильно выбрана конструкция узлов или дета-
лей, предназначенных на сварку. Последнее обстоятельство необхо-
димо учитывать конструктору самолета.
За границей, ввиду затруднений при сварке хромомолибденовой
стали, пошли на применение сталей меньшей прочности, но легко
свариваемых. Советское самолетостроение разрешило задачу сварных
конструкций из высокопрочных сталей, получая коэфициент крепости
180 кг/мм2, благодаря тщательному исследованию особенностей раз-
личных видов сварки.
Система организации производства самолетов также предъявляет
свои требования к сварке и, следовательно, влияет на выбор метода
и вида сварки. Например, сварка, применяемая в условиях поточно-
конвейерного производства, должна обеспечить бесперебойность ра-
боты конвейера, т. е. минимальный процент брака, отсутствие необхо-
димости дополнительных после сварки операций (правка, заварка
трещин) и максимальную механизацию сварочного процесса. Так
как широко применяющаяся в самолетостроении газовая сварка не
отвечает всем этим требованиям, то, следовательно, она не может
иметь места при поточно-конвейерном производстве.
147
За границей самолетостроительные заводы в основном мелко-
серийные, вследствие чего там не возникает вопрос замены газовой
сварки другими новыми видами сварки.
Опыт наших авиационных заводов показывает, что взамен газовой
успешно используется дуговая сварка в серийном производстве при
изготовлении ответственных узлов и конструкций.
Не меньшее значение приобрели у нас атомноводородная и кон-
тактная сварки, особенно последняя, обладающая несомненными
преимуществами перед другими видами сварки. Высокая прочность
соединения, уменьшение веса конструкции, улучшение обтекаемости
деталей являются основными преимуществами данного способа сварки,
в особенности так называемой точечной сварки, представляющей
один из видов контактной сварки.
А. ХИМИЧЕСКИЕ СВОЙСТВА РАЗЛИЧНЫХ СПЕЦИАЛЬНЫХ
СТАЛЕЙ
Специальными сталями называются малоуглеродистые стали,
к которым добавлены те или другие специальные элементы для по-
лучения определенных физических свойств данной стали. В тех слу-
чаях, когда требуются высокая прочность на разрыв, изгиб, высокая
ударная вязкость и выносливость, при знакопеременных нагрузках
применяют низколегированные стали.
Требования промышленности дать материалы, которые противо-
стояли бы коррозии и высоким нагревам, привели к применению
нержавеющей стали и появлению жароупорной стали. Степень их
сопротивления высоким температурам и коррозии зависит от коли-
чества присаживаемых примесей и термической обработки. Ввиду
широкого применения всех этих сталей приобретает большую актуаль-
ность вопрос их свариваемости. Решающими факторами свариваемости
являются химический состав, физические свойства и процесс термо-
обработки стали. Поэтому, приступая к сварке, важно знать состав,
свойства и термообработку этих сталей.
Для сварки представляет интерес разделение специальных сталей
по структурному признаку на следующие основные группы: стали
мартенситного, перлитного, аустенитного и ферритного классов.
Стали, относящиеся к мартенситному классу, обладают
свойством резкой закалки на воздухе и характеризуются большой
твердостью ихрупкостью. Распад аустенита в этих сталях при охлажде-
нии после нагрева происходит в области сравнительно низких темпе-
ратур, и продуктом распада твердого раствора даже при малых ско-
ростях охлаждения является мартенсит. Поэтому при любых скоро-
стях сварки (при замедленной сварке газовой и атомноводородной)
мы всегда получаем резкую закалку на воздухе. При любом виде
сварки стали мартенситного класса при существующих скоростях
охлаждения после сварки всегда структура материала будет мартен-
ситная.
При сварке стали перлитного класса наблюдается иная
картина, так как эти стали сочетают в себе свойства прочности и вяз-
кости. В этом случае превращения, происходящие в сварном соеди
148
нении после сварки, различны в зависимости от изменения скорости
сварки. Твердость переходных зон сварного металла при газовой
сварке меньше, чем при дуговой. Очень часто при тех скоростях
охлаждения, которые имеют место при дуговой сварке, мы получаем
при сварке сталей перлитного класса в переходных зонах высокие
твердости, вследствие резкого охлаждения.
Стали, структура которых остается перлитовой или сорбитовой
в зоне влияния сварки, могут быть легко свариваемы. Установлено,
что при сварке конструкционных низколегированных сталей иногда
требуется применение предварительного нагрева стали перед
сваркой.
Стали, которые приобретают мартенситовую структуру в зоне
влияния сварки, свариваются с большими трудностями, потому что
высокая хрупкость не позволяет им пластически деформироваться
в процессе нагрева и охлаждения при сварке. Поэтому, чтобы избежать
появления трещин, такие стали нуждаются в предварительном подо-
греве и в последующей термической обработке.
В сталях перлитного класса при нагреве до температуры
150—300° в сварном соединении обладает значительно меньшей твер-
достью, чем при резком охлаждении.
Практически все низколегированные стали могут свариваться
при применении правильного технологического процесса, который
включает часто предварительный нагрев или последующую терми-
ческую обработку.
Аустенитные стали характерны большой вязкостью. Они
хорошо свариваются, так как не подвержены структурным изменениям
(распаду аустенита) в процессе охлаждения. Благодаря своей высо-
кой вязкости аустенитные стали могут противостоять напряжениям,
возникающим при сварке, без появления трещин. К числу аустенитных
сталей, применяющихся у нас в самолетостроении, относятся нержа-
веющая сталь и сталь типа 18-8.
Стали ферритного класса характерны большой вязкостью.
В процессе нагрева при сварке газовой, атомноводородиой и дуговой
склонны к росту зерна. При контактной сварке это явление не наблю-
дается. Благодаря росту зерна в переходной зоне основного металла
рядом со сварным швом эти стали после сварки обладают низкой
вязкостью. Термической обработкой трудно повысить вязкость свар-
ного соединения, выполненного из стали ферритного класса. Поэтому
при изготовлении деталей из этих сталей нецелесообразно применять
другие виды сварки, кроме контактной.
1. ХРОМОВАНАДИЕВЫЕ И МАРГАНЦОВИСТОВАНАДИЕВЫЕ^СТАЛИ
Хромованадиевые стали (перлитного класса) содержат в %.
Cr V С Si Мп
около 1,00 ’ 0,10 — 0,20’ до 0,30 ’ 0,20 — 0,30 ’ 0,50 — 0,70 ‘
Ванадий служит хорошим раскислителем и дает мелкую и плотную
структуру металла. Кроме того, ванадий устраняет первичную и
вторичную микросегрегацию и придает металлу однородность.
149
Механические свойства листового материала в состоянии по.
ставки следующие:
1) Коэфициент крепости ...........60—70 кг[мм~
2) Предел текучести............... 42—56 кг'/мм-
3) Удлинение на 50 мм............. 20—25%
4) Сужение площади................ 50—55%
Фиг. 137. Микроструктура хромозанадиевой- 'стали: а — в состоянии
поставки (увеличение х 100), б — в состоянии нормализации.
,Фиг. 138. Микроструктура марганцовисто-ванадиевой стали: а —
в состоянии поставки (увеличение X 100). о — в состоянии норма-
лизации .
Нафиг. 137, а и б показана микроструктура хромованадиевой стали.
Добавление ванадия к малоуглеродистой марганцовистой стали
(марганец от 1,2 до 2%) в количестве 0,1% значительно задерживает
рост зерен при сварке и устраняет сегрегацию марганца. Ванадий
оказывает большое влияние на механические свойства марганцови-
стых сталей.
150
На фиг. 138, а и б показана типичная структура марганцовисто-
ванадиевой листовой стали.
Как хромованадиевые, так и особенно марганцовисто-ванадиевые
стали хорошо свариваются всеми видами сварки, так как
малое количество углерода.
Благодаря этому основной
металл, расположенный ря-
дом со сварным швом, пре-
терпевает лишь небольшие
изменения под влиянием
содержат
Фиг, 139. Микроструктура сварного лшва
хромованадиевой стали (увеличение х 1000).
механическими свойствами в со-
сварочного тепла.
Сварное соединение мар-
ганцовисто-ванадиевой стали
без термической обработки
выдерживает сравнительно
большой угол изгиба без
появления трещин. Сварной
шов хромованадиевой стали,
выполненный при дуговой
сварке качественными элек-
тродами, имеет химический
состав, близкий к основному
металлу, и обладает следующими
стоянии после сварки:
1) Коэфициент крепости ........... 63—73 кг[мм-
2) Удлинение на 50 мм.............17—22%
3) Сужение площади................ 45—50%
Фиг. 140. Микроструктура сварного соединения хромованадиевой стали
(увеличение х 50).
На фиг. 139 показана микроструктура сварного шва хромована-
диевой стали при увеличении X 1000.
151
На фиг. 140 показано влияние сварочного тепла на микрострук-
туру хромованадиевой стали. Следует отметить отсутствие крупно-
зернистости как в шве, так и в переходной зоне сварного металла.
Незначительная часть переходной зоны имеет структуру сорбита,
которая постепенно меняется до первоначальной структуры перлит-
ферритовой.
Хромованадиевые стали обладают хрупкостью при отпуске.
Нагрев до 650° с последующим медленным охлаждением приме-
няется часто для снятия напряжений у сварных деталей и конструкций.
Хромованадиевые стали испытывают сильное падение ударной
вязкости при медленном охлаждении на воздухе с высоких темпера-
тур. Падение вязкости может достигнуть 0,14—0,28 кгм/сма.
Отсюда следует, что для этих сталей нецелесообразно применение
термической обработки для снятия напряжений. Для сварных за-
каленных конструкций охлаждение при отпуске необходимо осуще-
ствлять не на воздухе, а в более резкой среде — в воде или в масле.
То же самое относится к марганцовисто-ванадиевым сталям.
2. МАЛОУГЛЕРОДИСТЫЕ МАРГАНЦОВИСТЫЕ СТАЛИ
Стали этой группы обычно содержат Мп от 0,70 до 2% и С от 0,10
до 0,25%.
Для повышения коррозионной устойчивости прибавляют в эти
стали медь в количестве 0,2—0,3%.
Свойства этих сталей при сварке изменяются, но могут быть
в большой степени восстановлены при термообработке после сварки.
Малоуглеродистые марганцовистые стали с незначительным со-
держанием углерода (до 0,15%) несколько закаливаются при темпе-
ратуре сварки, если они подвергаются быстрому охлаждению.
Присутствие марганца в стали в пределах примерно 2% при 0,15%
углерода не сказывается отрицательно в отношении образования
трещин при сварке.
Для получения хорошей вязкости малоуглеродистые марганцо-
вистые стали должны подвергнуться после сварки нормализации
при температуре около 870° С.
Свойства стали, вытекающие из относительно высокого содержания
углерода (более 0,15%), таковы, что в результате сварки, имеет место
повышение твердости, если не применяется предварительный нагрев.
На повышение степени твердости при сварке оказывает влияние
размер свариваемых деталей. Следовательно, при сварке тонких сече-
ний повышенная твердость в зоне сплавления имеет относительно
небольшое значение. При сварке больших сечений рекомендуется
предварительный нагрев в 150—260°. Способность стали к повышению
твердости требует особых мероприятий при газовой резке.
Сварной шов этих сталей имеет следующие механические
свойства:
1) Коэфициент крепости............ 56—63 кг]мм1 2 3
2) Предел пропорциональности .... 39-46 кг/мм2
3) Удлинение на 50 мм длины........ 25—20%
152
3. КРЕМНИСТЫЕ СТАЛИ
Процентное содержание кремния в низколегированной стали
может быть доведено до 1,5%. Трудности, встречающиеся при сварке
кремнистой стали с содержанием кремния 1,5% и больше, заключаются,
в том, что кремний окисляется при газовой и дуговой электрической
сварке и делает шлак вязким.
В малокремнистых сталях присутствие этого элемента благо-
приятно влияет на текучесть металла в процессе сварки, так как обра-
зовавшийся шлак расплавляется ниже температуры плавления стали.
Поэтому кремний имеет достаточную вязкость для образования за-
щитных покрытий на металле и поглощает все окислы, которые могут
образоваться в сварном шве. Когда процент кремния повышается,
то обнаруживается тенденция к образованию шлака с высокой точкой
плавления. Однако при сварке толстых (25 мм и более) листов обра-
зуется шлаковая пленка со стороны шва, которую при повторном
расплавлении и затвердении с трудом удается удалить; наличие этой
пленки может привести к непровару.
При ацетиленовой сварке выгорание кремния колеблется от 45%
при применении сварочной проволоки с небольшим содержанием
кремния (0,45% Si) до 90% с высоким содержанием (4,5% Si).
При дуговой сварке голым электродом выгорание колеблется
от 9 до 75% при проволоке с содержанием 0,40% кремния, в зависи-
мости от содержания углерода.
При увеличении содержания кремния до 1,20% выгорание кремния
составляло 60% даже при применении низкоуглеродистой сварочной,
проволоки и около 90% при применении проволоки с 4% кремния.
Марганец не оказывает влияния на выгорание кремния- При
атомноводородной сварке выгорание кремния составляет от 90 до
100%.
Диффузия кремния из основного металла при высоком содержании
кремния (4% Si) в металле шва, выполненного дуговой сваркой,
происходит сравнительно медленно. Высококремнистые стали (15% Si
и 0,5% С) не поддаются газовой резке, как с предварительным, так
и без предварительного нагрева.
4. НИКЕЛЕВЫЕ СТАЛИ
В самолетостроении за границей наибольшее распространение
имеют никелевые стали следующего химического состава в %:
С Nt Si Мп Р s
0,10 — 0,20 ’ 3,25 — 3,75 ’ 0,15 — 0,30 ’ 0,30 — 0,60 ’ 0,04 ’ 0,05 '
Встречаются никелевые стали с несколько повышенным содержа-
нием: С 0,35—0,45% и Мп 0,60—0,90%;
Механические свойства стали с повышенным содержанием угле-
рода и марганца следующие:
1) Коэфициент крепости........ 56—63 кг 1мм2 (для первой)
и . - 70—77 кг}мм2 (для второй)
2) Предел пропорциональности . 39—42 кг/мм2 (для первой)
и . . . 42—46 кг/мм2 (для второй)
3) Удлинение.................. 25—50%
Так как никель имеет свойство повышать прочность и твердость
без потери вязкости, то никелевые стали имеют широкое применение
при сварных конструкциях. Присутствие никеля является желатель-
ным с точки зрения получения полного сплавления и хорошей теку-
чести при сварке. Стальные отливки, имеющие примерно 2% никеля,
могут свариваться ацетиленовой сваркой.
Для конструкционных целей применяется несколько видов стали
с содержанием 3,5% никеля, отличающихся по содержанию марганца.
Эти стали имеют перлитную структуру, но в зоне, подвергнувшись
действию тепла при сварке, приобретают мартенситовую структуру.
Для лучшей свариваемости рекомендуется более низкое содержание
углерода, а именно до 0,20%. Так как повышение твердости этих
сталей при сварке вызывает образование трещин, то целесообразно
применять предварительный нагрев деталей до 150°.
Для сварки этих сталей могут применяться тонкообмазанные
электроды; получаемые сварные швы имеют низкую пластичность
и меньший коэфициент крепости, чем у основного металла. Однако
такие сварные швы имеют сравнительно высокую прочность, так как
в шве имеется от 0,9 до 1,25% N1.
Более положительные результаты в смысле качества сварного шва
дает применение электродов с защитной обмазкой. Можно применять
электроды: малоуглеродистые, электроды с содержанием никеля
от 2 до 3% и электроды с присадкой молибдена.
Механические свойства шва зависят от типа применяемых электро-
дов, но почти не зависят от содержания углерода в основном металле.
Единственным свойством, зависящим от углерода основного металла,
яаляется коэфициент крепости, который на 11% ниже, чем у высоко-
углеродистых сталей.
Зависимость механических свойств сварного шва от применяемых
электродов видна из сравнения данных табл. 23.
Таблица 23
Электроды Коэфициент крепости в кг!мм2 Удлинение на 50 мм в %
Голый; малоуглеродистая проволока . 42—49 8—10
Покрытый; малоуглеродистая проволока 53—56 10—15
Покрытый; с присадкой 3,5% никеля . 63—67 15—20
Покрытый, с присадкой 2% никеля . . 56—60 15—20
С присадкой никеля и молибдена . . . 56—60 15—20
Низкий отжиг или отпуск при 620—650° после сварки уменьшает
твердость хрупких зон и делает их более вязкими. После термооб-
работки сопротивление удару увеличивается в два раза, а сопротивле-
ние разрыву на . 1—2%.
Электроды с присадкой никеля и молибдена дают швы с высоким
сопротивлением удару при низких температурах. Сварные швы,
изготовленные из малоуглеродистых сталей, имеют небольшое со-
противление удару при температуре ниже 0°, а сварные швы, сварен-
154
ные из никельмолибденовой стали, имеют ударное сопротивление при
низкой температуре, равной основному материалу. Никельмолибде-
новые стали имеют способность к закалке даже при низком содержа-
нии углерода.
С увеличением углерода способность к закалке увеличивается.
5. НИКЕЛЕВЫЕ СТАЛИ С ПРИСАДКОЙ ХРОМА
Применяемые за границей в самолетостроении никелевые стали
с присадкой хрома имеют следующий химический состав в %:
С Сг Мп Ni Si Р S
0,05 — 6,15’ 4—6’ 0,20 — 6,40’ ~3,25~3,75' ’ 0,40’ 6,03 ’ 0,03 ‘
Механические свойства этой стали следующие:
1) Коэфициент крепости ............. 46—49 кг! мм?
2) Предел пропорциональности .... 25—28 кг {мм2
3) Удлинение на 50 мм .............. 35—40%
4) Твердость по Бринеллю........... . 130—140
Сильная^склонность этой стали к закалке требует предваритель-
ного нагрева до 150—260°, особое значение этот нагрев имеет при
сварке больших толщин. Указанная выше температура предваритель-
ного нагрева должна поддерживаться во время всего процесса сварки.
Для сварки никелевых сталей с присадкой хрома обычно реко-
мендуются электроды из основного металла, но удовлетворительные
результаты могут быть получены и при использовании электродов
из стали 18-8. Сварные швы, изготовленные электродами из стали 18-8,
имеют большую пластичность, но твердая хрупкая зона в основном
металле не уменьшается. Электроды, изготовленные из стали 18-8,
оказываются во многих случаях сварки неудачными, так как коэфи-
циент расширения таких швов'значительно выше, чем у основного
металла. Для никелевых сталей с присадкой 4—6% хрома рекомен-
дуется термическая обработка, повышающая коррозионную устой-
чивость таких швов.
При дуговой сварке этой стали применяется обратная полярность,
а сила тока и напряжение должны быть несколько ниже, чем при
сварке углеродистых сталей.
Для получения пластичного сварного шва и зоны, подвергнув-
шейся действию тепла, рекомендуется отжиг с нагревом до 870°
л последующим медленным охлаждением в печи.
6. 'ХРОМИСТЫЕ СТАЛИ
В США получили распространение хромистые стали с неболь -
шим содержанием хрома в качестве легирующего элемента для повы-
шения механических свойств. Присадка, кроме того, 0,3—0,5% меди
в этой стали повышает ее коррозионную устойчивость. Содержание
углерода в этих сталях обычно низкое, следовательно, эти стали не
дают резкого увеличения твердости, и перед сваркой не требуется
предварительного нагрева. Эта сталь также легко поддается газовой
резке.
155
Упомянутая хромистая сталь имеет следующий химический со-
став в %:
С Мп Si Сг Си__ Р
до 0,10 ’ 0,10 — 0,30 ’ 0,5 — 1 ’ 0,05 — 1,5 ’ 0,3 —0,5 ’ 0,1 —0,2
Эта сталь обладает следующими механическими свойствами:
1) Коэфициент крепости.............. 46—53 кг]мм2
2) Предел пропорциональности .... 35—42 кг]мм-
3) Удлинение ............................ 22—27%.
Для дуговой сварки хромистой стали можно применять голые
электроды и электроды с толстой обмазкой. Выполненные голыми
электродами сварные швы имеют меньшую прочность и пластичность, j
чем выполненные электродами с толстой обмазкой, так как хром, со-1
держащийся в голом электроде, дает пористость в зоне сплавления. 1
Часто применяются толстообмазанные электроды из малоугле-
родистой проволоки. Такие электроды обеспечивают механические
свойства, приближающиеся к свойствам основного металла.
Легированные электроды дают сварные швы с сопротивлением
разрыву выше основного металла. Последующая термообработка
после сварки не требуется. Термообработка улучшает пластичность
сварного шва, после термообработки имеет место незначительное
снижение сопротивления разрыву.
Простые стали с малым содержанием хрома хорошо свариваются
газовой сваркой. Хром в количестве до 2—3% неблагоприятно дей-
ствует на текучесть расплавленного металла, хотя окись хрома яв-
ляется по своей природе огнеупорной. Шлак содержит окиси железа,
марганца и кремния в большом количестве.
Лучшие результаты достигаются при сварке хромистых сталей,
если содержание углерода ниже 0,14%. Стали этой группы, содержа-
щие процент углерода выше 0,14, должны подвергаться термообра-
ботке с целью освобождения от остаточных напряжений.
При сварке хромистых сталей высокой прочности деталь всегда
должна освобождаться от напряжений. Эта операция не только служит
для снятия напряжений, но фактически является операцией отпуска
или низкого отжига.
7. МЕДИСТОНИЦЕЛЕВЫЕ СТАЛИ
Медистоникелевая сталь имеет медь и никель в качестве легирую-
щих элементов и может содержать углерод, но не больше чем в коли-
честве 0,20%.
Она имеет следующий химический состав в %:
С Ni Си Si Мп Р
0,08 ’ 2,00 ’ 1,02 ’ 0,26 ’ 0,60 ’ 0X12’ "ОДЙ ‘
Наличие меди в этой стали не только увеличивает ее антикорро-
зионные свойства, но и повышает механические качества стали.
Стали с содержанием углерода выше 0,20% должны подвергаться
предварительному нагреву, а после сварки для получения хороших
результатов должны подвергнуться термообработке.
156
Медистоникелевая сталь имеет следующие механические качества:
1) Коэфициент крепости..................46 кг/мм2
2) Предел пропорциональности ... 37 кг/мм2
3) Удлинение.......................28%
При сварке сталей этой марки применяются толстообмазанные
электроды с защитной средой из малоуглеродистой стали, а также
из проволоки с присадкой молибдена.
Электроды из основного металла имеют то преимущество, что свар-
ной шов, выполненный ими, способен к термообработке, так же как
и основной металл.
8. МЕДИСТАЯ СТАЛЬ
Медистая сталь имеет следующий химический состав в %:
с £JL № Мо_ р s
ОД"’ "1,44 ’ 0,75 ’ 0Д)7 ’ 0,04 ’ 0,04 '
Как видно из приведенного химического состава, в качестве леги-
рующих элементов эта конструкционная сталь содержит не только
медь, но также никель и молибден. Медь в этом сплаве повышает
механические свойства стали и увеличивает антикоррозионную устой-
чивость. Для лучшей свариваемости стали рекомендуется возможно
низкое содержание углерода, так как наличие углерода вызывает
закалку.
При наличии тенденции к закалке при сварке и резке рекомендуется
предварительный нагрев этой стали, а после сварки желательна
термообработка.
Механические качества медистой стали приведенного выше хими-
ческого состава характеризуются следующими данными:
1) Коэфициент крепости..58 кг]мм2
2) Предел пропорциональности ... 48 кг[мм2
3) Удлинение..................33%
Сталь с более высоким содержанием углерода дает более высокое
Сопротивление разрыву и небольшое понижение пластичности.
Для сварки таких сталей применяются толстообмазанные электроды
из малоуглеродистой или молибденовой стали.
Легированные электроды дают швы с большим сопротивлением
разрыву. Если требуется предварительный нагрев, то он должен
производиться до-температуры не выше 260°.
9. ХРОМОМОЛИБДЕНОВЫЕ СТАЛИ
Примерно в 1929 г. в США стали применять для трубчатых кон-
струкций хромомолибденовую сталь. С тех пор применение этой стали
упрочилось в самолетостроении благодаря ее высоким качествам и,
в первую очередь, большой прочности, что позволяет значительно
уменьшить вес конструкции.
Хромомолибденовая сталь имеет следующий химический состав
В °/о--
С Cr Мо Мп Si
0,25—0,35 ’ 0,8—1,1 ’ 0,15 — 0,25 ’ 0,4 — 0,6 ’ 0,25 не более ’
Р ______S _
0,03 не более ’ 0,03 не более
157
Введением всталь молибдена достигается: получение мелкозернис-
той однородной структуры, уменьшение опасности перегрева, возмож-
ность допуска более широкого интервала температуры для закалки, от-
сутствие хрупкости при отпуске, получение высокой твердости после
закалки и отпуска, повышенное сопротивление разрыву, удару и
изнашиваемости, повышение пределов текучести и упругости стали
и, наконец, что важно для сварки, хорошая свариваемость. При-
садка в эту сталь хрома увеличивает твердость и прочность стали,
правда, одновременно добавление хрома снижает процент удлинения
и предрасполагает к образованию трещин, вследствие понижения
теплопроводности стали. Однако, если брать хром в пределах не более
1%, то опасность образования трещин значительно снижается. Отри-
цательным свойством хрома является его быстрая окисляемость при
сварке.
Все перечисленные качества хромомолибденовой стали обеспечи-
вают ей широкое применение в машиностроении. В частности, в авиа-
промышленности эта сталь получила применение еще и потому, что
высокие механические ее свойства позволяют уменьшить вес кон-
струкций по сравнению с другими сталями, что видно из сравнитель-
ных данных табл. 24 для трубы.
Таблица 24
Наиме нова- ! ния стали j Данные ? 1 Углеро- дистая Углеро- дистая нормали- зованная Хромомо- либдено- вая нормали- зованная Хромомо- либдено- вая закален- ная
Временное сопротивление в кг/мм3 . 28 38 67 140
Максимальная нагрузка на трубу в кг ‘0600 1 11600 11500 12400
Размер трубы в мм 25X6,5 1 25x4,8 25x2,4 25 X 1.2
Вес в кг)мм3, 3,0 ] 2,5 1 1,38 0,75
Как видно из этой таблицы, применение хромомолибденовой
стали позволяет уменьшить толщину трубы, а при использовании
закаленной хромомолибденовой стали достигается уменьшение в 4
раза по сравнению с нормализованной углеродистой сталью.
Особенно повышенные механические свойства по сравнению с мало-
углеродистой сталью хромомолибденовая сталь получает после термо-
обработки.
Хромомолибденовая сталь обладает сравнительно большой склон-
ностью к закалке на воздухе. Вследствиеэтого механические свойства,
приобретенные ею в результате нормализации, в сильной мере зависят
от толщины листа.
По мере уменьшения толщины листа (с 3 до 1 мм) коэфициент
крепости стали однойитой же плавки повышается от 93,5 до 128 кг/мм2,
а удлинение соответственно падает от 10,6 до 7,1%.
В нормализованном состоянии хромомолибденовая сталь обладает
сравнительно низким пределом текучести. Термическая обработка
оказывает особенно сильное облагораживающее влияние на эту сталь
и позволяет выявить все положительные ее свойства.
158
На механические свойства стали в состоянии закалки в воду или
масло невлияеттолщиналистоввпределах от 1до2 мм. Иначе обстоит
дело для листового материала больших толщин. Ударная вязкость ,
хромомолибденовой стали не изменяется от скорости охлаждения
после отпуска, т. е. эта сталь не подвержена хрупкости при
отпуске.
После закалки в масло при отпуске в интервале температур 100—
200° наблюдается некоторое понижение относительного удлинения
и повышение коэфициента крепости. После отпуска в интервале
температур 300—450° наблюдается значительное понижение удлине-
ния при одновременном понижении коэфициента крепости. При
температурах выше 450° отпуск вновь дает повышение удлинения
при снижении коэфициента крепости.
10. СТАЛЬ «РОМАИСИЛЬ
Проблема замены хромомолибденовой стали, требующей для своего
изготовления импортного молибдена, нашей отечественной сталью
хромансиль имеет чрезвычайно актуальное значение.
За границей, несмотря на большие промышленные разработки
молибдена, сталь хромансиль в последнее время получает все более
широкое применение.
Объясняется это прежде всего дешевизной составных элементов
хромансиля. Наряду с дешевизной изготовления эта сталь по
своим механическим свойствам не уступает высоколегированным,
сталям.
Сталь хромансиль имеет следующий химический состав в %:
С Сг Мп Si р
0,28 — 0,35’ 0,8 —1,1’ 0,8 — 1,1’ 0,9 — 1,2’ 0,03 не более ’
___ S_____
0,03 не более
Присутствие кремния в стали повышает предел упругости и вре-
менное сопротивление. Хром в комбинации с кремнием и марганцем
повышает пластичность и увеличивает способность стали принимать
закалку. Присутствие хрома одновременно повышает коэфициент
крепости и предел упругости, а также улучшает удельное сопротивле-
ние удару, относительное удлинение и сжатие.
Основными легирующими элементами в этой стали являются
марганец, кремний и хром, содержание каждого из них в среднем
достигает 1%. Импортных составляющих в этой стали не имеется.
Сталь хромансиль обладает сравнительно большой склонностью
к закалке на воздухе. Вследствие этого, механические свойства, при-
обретенные ею в результате нормализации, в сильной мере зависят
от сечения детали. Кроме того, в нормализованном состоянии сталь
эта обладает сравнительно низким пределом текучести.
Оптимальная температура закалки стали хромансиль лежит в пре-
делах 870—890°. Сталь хромансиль обладает небольшой чувстви-
тельное . перегреву.
159
В качестве охлаждающей среды при закалке стали хромансиль
следует рекомендовать пользоваться только маслом, так как приме-
нение более резко действующих охладителей (воды) может повести
в ряде случаев к появлению больших внутренних напряжений, а
следовательно, к короблению и поводке детали. В то же время про-
каливаемость хромансиля на-
столько высока, что разница в
механических качествах при за-
калке в воду или масло незна-
чительна, даже для стали с низ-
ким пределом по химическому
анализу.
Сталь хромансиль по срав-
невнию с хромомолибденовой
сталью обладает более высокой
прочностью и вязкостью.
Сравнительные механические
свойства стали хромансиль и
хромомолибденовой видны из
данных табл. 25.
На диаграмме (фиг. 141) так-
же приведены сравнительные
данные о механических свойст-
вах сталей хромансиль и хро-
момолибденовой.
Заштрихованные площадки
диаграммы показывают пределы
колебаний коэфициеита крепо-
Фиг. 141. Сравнительная диаграмма ме-
ханических свойств ста ли хромомолибде-
новой и хромансиль.
сти в зависимости от содержания элементов. При температуре отпуска
выше 400° обе стали имеют почти одинаковые свойства. При темпера-
туре отпуска ниже 400° сталь хромансиль имеет более высокие свой-
ства, чем сталь хромомолибденовая.
Таблица 2>
Наименова- ние стали Механике- ские свойства Сталь хроман- силь после закалки в масле при 870 —890° и отпуске 200—225° Хромомолиб- деновая сталь после закалки в масле при 870—890° и отпуске 550—575°
_ Коэфициент крепости в кг/мм^ . 160 130
Предел текучести в кг! мм- . .. . 130 —
Удлинение в % 5-6 4—5
Понижение вязкости наблюдается при отпуске в интервале темпе-
ратур 250—400°.
<60
Б. ВЛИЯНИЕ ОТДЕЛЬНЫХ КОМПОНЕНТОВ НА КАЧЕСТВО *
СВАРИВАЕМЫХ СТАЛЕЙ
1. ВЛИЯНИЕ УГЛЕРОДА
Влияние углерода, входящего в качестве компонента в свариваемые
стали, оказывает сильное влияние на механические свойства стали,
на поведение стали при сварке и на качество сварного шва.
Прежде всего наличие углерода свыше 0,30% в низколегированных
сталях влечет за собою склонность к образованию трещин.
Наряду с углеродом имеются компоненты, усиливающие это дей-
ствие углерода, как, например, хром и марганец. С другой стороны,
значительное снижение углерода влечет за собою понижение меха-
нических свойств стали. С увеличением содержания углерода в стали
увеличивается склонность к самозакаливанию переходной зоны
основного металла, находящегося рядом со сварным швом. Чем больше
углерода, тем резче происходит закалка и переходная зона становится
более хрупкой. Сварное соединение с резкой зоной закалки с твер-
достью на 35—40% выше по твердости основного металла склонно
к образованию трещин. При дуговой электрической сварке влияние
углерода отражается в значительно меньшей степени, чем при газовой.
Повышение количества углерода до 0,35—0,37%.не вызывает образо-
вания трещин при дуговой сварке, и наряду с хорошей свариваемостью
стали достигается повышение ее механических свойств.
Изменение содержания углерода сказывается: 1) на величине
коэфициента крепости сварного шва, 2) на динамической прочности на
разрыв соединения, 3) на статической вязкости шва и, наконец,
4) на твердости сварного соединения.
1)Коэфициент крепости наплавленного металлу свар-
ного шва с повышением процента содержания углерода в свариваемой
стали повышается. Такая закономерность наблюдается на сварном
шве, выполненном газовой и дуговой сваркой, но не наблюдается
на шве, выполненном атомноводородной сваркой.
Наибольшим коэфициентом крепости'обладает сварной шов, вы-
полненный дуговой сваркой; он составляет примерно 90% от коэфи-
циента крепости основного металла.
Наименьшим коэфициентом крепости обладает сварной шов, вы-
полненный газовой сваркой, составляющий примерно 80% от коэ-
фициента крепости основного металла. Среднее значение коэфициента
крепости принадлежит сварному шву, выполненному атомноводород-
ной сваркой.
2) Коэфициент динамической крепости свар-
ного соединения, выполненного газовой сваркой, повышается с 7
до 8,5 к?м^смг с увеличением процента содержания углерода в стали
на 0,08%.
Образцы, сваренные дуговой сваркой, рвутся в большинстве слу-
чаев на расстоянии 4—5 мм от края шва; такие же образцы, сварен-
ные атомноводородной сваркой, — на расстоянии 10—15 мм от края
и реже — на расстоянии 4—5 мм от края шва.
3) Статическая вязкость сварного шва понижается
с увеличением процента содержания углерода в свариваемой^стали.
Для шва, выполненного газовой и атомноводородной сваркой, наи-
гю плавно-38 9—И 161
более значительное падение вязкости (Ю—-15%) наблюдается при
увеличении углерода в стали от 0,25 до 0,31%. Для выполненного дуго-
вой сваркой шва падение вязкости (на 20—25%) имеет место при по-
вышении содержания углерода в стали от 0,31 до 0,35%.
При отпуске на 500° вязкость сварного соединения, выполненного
дуговой сваркой, составляет примерно 35—40% от вязкости основного
металла; вязкость сварного соединения, выполненного атомноводо-
родной сваркой и газовой, составляет примерно 70—75% от вязкости
основного металла.
4) Твердость сварного соединения (наплавлен-
ного металла) возрастает с повышением процента содержания угле-
рода в свариваемой стали.
Твердость металла сварного шва в термически не обработанном
состоянии выше твердости основного металла. Одна и та же плавка
стали дает различную твердость металла шва при различных видах
сварки. Наибольшей твердостью обладает металл, выполненный дуго-
вой сваркой. Высокая твердость наплавленного металла шва в терми-
чески необработанном состоянии объясняется тем, что при сварке
за счет быстрого охлаждения (на воздухе) с высокой температуры
металл шва получил закалку.
Высокая твердость металла, выполненного дуговой сваркой,
может быть объяснена более быстрым охлаждением с более высокой
температуры, что приводит к более интенсивной закалке, а следо-
вательно, и к большей твердости металла.
Кроме того, на повышение значений твердости металла, наплавлен-
ного дуговой сваркой, оказывает влияние находящийся в металле азот.
Структура металла сварного шва, выполненного газовой и атомно-
водородной сваркой, представляет собой крупный сорбит с большими
включениями свободного феррита. Структура металла, наплавлен-
ного дуговой сваркой, представляет собой также сорбит, но более
мелкий, и имеется некоторая ориентировка на мартенсит (включения
свободного феррита гораздо меньше).
Чем больше углерода содержится в свариваемой стали, тем больше
получаемая закалка металла шва, так как умельчается сорбит,
а ориентировка по мартенситу становится более резко выраженной.
Еще большую закалку и большую твердость, чем наплавленный
металл, получает переходная зона непосредственно у края шва. Это
обстоятельство можно объяснить еще более интенсивным охлаждением
с высокой температуры. Кроме того, переходная зона представляет
собой уже основной металл, в котором содержится больше углерода,
хрома, молибдена и других неуспевших выгореть элементов, увели-
чивающих способность металла принимать закалку. Хотя в процессе
сварки и происходит диффузия этих элементов из основного металла
в металл шва, то все же она не может произойти в степени, достаточной
для выравнивания химического состава, ввиду большой скорости
протекания процесса сварки. Особенно малая диффузия этих элементов
происходит при дуговой сварке, так как скорость протекания про-
цесса этого вида сварки очень большая.
Твердость переходной зоны, так же как и твердость
металла сварного шва, возрастает с повышением процента содержания
162
углерода в свариваемой стали при различных видах сварки (фиг. 142а,.
1426 и 142в).
Одна и та же плавка стали дает различную твердость переходной
зоны при различных видах сварки. Наибольшая твердость переход-
ной зоны наблюдается у сварного соединения, выполненного дуговой
сваркой. Объясняется это тем, что скорость дуговой сварки больше
скорости газовой и атомноводородной сварки и, следовательно,
охлаждение металла происходит значительно быстрее.
Фиг. 142а. Изменение твердости сварного соединения в зависимости от про-
центного содержания углерода при газовой сварке.
Наибольшая величина переходной зоны при сварке сталей толщи-
ной 1—2 мм получается при газовой сварке и равна В—10 мм; при
атомноводородной сварке она равна 3—3,5 мм и, наконец, при дугобой
сварке она наименьшая и равна 1,5—2,25 мм.
Наибольшая твердость переходной зоны при газовой сварке на-
ходится на расстоянии 6—В мм от центра сварного шва, при атомно-
водородной сварке — на расстоянии 3—4,5 мм и при дуговой — на
расстоянии 2—3 мм от центра шва.
163
Большая переходная зона при газовой сварке является следствием
сравнительно большой поверхности нагрева, малой скорости проте-
кания самого процесса сварки и медленного охлаждения металла
шва и прилегающего к нему основного металла. Поэтому кривые
твердости при газовой сварке идут более плавно, чем при атомново-
дородной и дуговой сварке. При газовой сварке наблюдается весьма
плавный переход от максимальной твердости в переходной зоне к твер-
дости основного металла (в исходном состоянии).
Фиг. 1426. Изменение твердости сварного соединения в зависимости от про-
центного содержания углерода при дуговой сварке.
При атомноводородной сварке переход от максимальной твердости
в переходной зоне к твердости основного металла менее плавный.
При дуговой сварке наблюдается резкое снижение твердости от мак-
симума в переходной зоне до твердости основного металла (в исход-
ном состоянии). Такой характер изменения твердости от металла шва
до основного металла при различных видах сварки подтверждается
макро-и микроструктурой наплавленного металла и переходных зон-
При газовой сварке микроструктура переходной зоны в 3 мм
от края шва имеет вследствие перегрева явно выраженное крупно-
кристаллическое строение. При атомноводородной сварке структура
металла на таком же расстоянии от края шва близка к исходной
164
структуре свариваемой стали и имеются лишь некоторые элементы
перегрева. При дуговой сварке Структура металла на этом участке
почти ничем не отличается от исходной структуры свариваемой стали
и следов перегрева совершенно незаметно.
Переходная зона шва при дуговой сварке после изотермического
отжига имеет резкую границу между структурой переходной зоны:
наплавленный металл имеет мелкое зерно, переходная зона — крупное
зерно, причем по мере удаления от шва величина зерна становится
крупнее.
Образцы В термически необработанном состоянии
Фиг. 142в. Изменение твердости сварного соединения в зависимости от процент-
ного содержания углерода при атомноводородпой сварке.
При атомноводородной сварке также можно установить границу
между структурой наплавленного металла и структурой переходной
зоны.
При газовой сварке установить границу почти невозможно, так
как не наблюдается разницы в величине зерна. Казалось бы, что такая
плавность перехода структуры и твердости от наплавленного металла
165
к основному при газовой сварке является положительным обстоя-
тельством, но на самом деле такая большая зона нагрева часто при-
водит к большим внутренним напряжениям, вызывающим коробле-
ние и трещины.
Резкость перехода структуры от наплавленного металла к основ-
ному при атомноводородной и дуговой сварках не создает такого
напряженного состояния, как это имеет место при газовой сварке,
и потому при этих видах сварки случаи образования трещин наблю-
даются реже.
Твердость металла шва и величина переходной зоны не зависят
от предварительной перед сваркой термообработки. Твердость ме-
талла шва при сварке стали в состоянии отжига и при сварке стали
в состоянии нормализации одинакова. Однако нет полной аналогии
в характере кривых твердости сварных соединений, выполненных из
стали в состоянии отжига и в состоянии нормализации.
Необходимо подчеркнуть, что металл шва, наплавленный всеми
видами сварки, при отпуске на 200° обладает меньшей твердостью,
чем основной металл. Правда, большой разницы между твердостью
основного металла и твердостью металла сварного шва не наблю-
дается.
Причиной пониженной твердости металла шва по сравнению
с основным металлом, как указывалось выше, является то обстоя-
тельство, что металл шва беднее углеродом и легирующими присад-
ками.
При отпуске на 500° твердость металла шва, наплавленного газо-
вой и атомноводородной сваркой, так же как и при отпуске на 200°.
ниже твердости основного металла. Особо большой разницы между
твердостью основного металла и твердостью металла шва здесь также
не наблюдается.
Твердость металла шва, наплавленного дуговой сваркой, при
отпуске на 500° выше твердости основного металла и она почти равна
твердости металла шва, полученной при отпуске на 200°.
Относительно значений твердости для металла шва, наплавлен-
ного различными видами сварки, нужно сказать, что наибольшей
твердостью обладает металл шва, наплавленный газовой сваркой,
а наименьшей — металл, наплавленный дуговой сваркой.
Высокую твердость металла шва, наплавленного дуговой сваркой,
следует объяснить, так же как и высокий коэфициент крепости этого
металла, наличием в нем азота (нитридов железа).
2. ВЛИЯНИЕ МАРГАНЦА И КРЕМНИЯ
Влияние марганца и кремния на свариваемость сталей —- еще мало
исследованная область.
Марганец понижает критические точки при охлаждении стали
и увеличивает предел текучести.
Марганец,- как известно, является одним из употребительных
раскислителей и обладает тем преимуществом, что связывает серу
в сернистый марганец. Присутствие марганца в таком количестве,
как в стали хромансиль, связывает кислород и серу, что способ-
ствует хорошей свариваемости стали.
166
Марганцовистые конструкционные стали со средним содержанием
углерода склонны к крупнозернистости. Кроме того, марганец при-
дает стали большую чувствительность к перегреву. Присутствие мар-
ганца в пределах 0,8-^ 1,1% в стали хромансиль улучшает процесс
сварки как при газовой, так и при дуговой сварке.
Присутствие кремния облегчает процесс дуговой сварки и значи-
тельно повышает качество сварных швов.
Кремний повышает сопротивление разрыву и предел текучести
металла. С увеличением содержания кремния в стали повышается
ее закаливаемость. Действие кремния сказывается также и при одно-
временном применении марганца и кремния.
Кремний способствует меньшему окислению стали, следовательно,
препятствует образованию окалины прверхностного слоя, но вместе
с тем он способствует выделению газов, вследствие чего получаются
усадочные раковины. Образование этих усадочных раковин наблю-
дается также при сварке, если последняя осуществлялась с присадоч-
ным материалом из основного металла.
Присутствие кремния в стали создает тугоплавкую пленку шлаков,
затрудняющих процесс газовой сварки, вследствие того, что они
мешают видеть расплавление сварочной ванны. Эти трудности не
возникают при дуговой сварке.
3. ВЛИЯНИЕ ХРОМА
Хром увеличивает прочность, вязкость, текучесть и ковкость
металла, кроме того, он уменьшает сегрегацию, обеспечивая тем самым
однородность структуры и, наконец, хром понижает критические точки
при охлаждении. Присадка хрома понижает чувствительность к пере-
греву чисто марганцовистых сталей, измельчает зерно и этим повышает
вязкость стали.
Наиболее важным фактором в отношении влияния хрома на свой-
ства стали является способность хрома придавать стали свойства
сам озака лив аем ости.
Большое содержание хрома подобно углероду влечет за собой
образование хрупкой структуры в переходной зоне сварного соеди-
нения.
При газовой, дуговой, атомноводородной и стыковой сварке
оплавлением неблагоприятное действие окислов хрома на прочности
шва не сказывается. В том количестве, в котором хром присутствует
в стали хромансиль, сварка осуществляется в расплавленном состоя-
нии, и при достаточно хорошей защите от окисления при первых
трех видах сварки и при стыковой сварке оплавлением окислы хрома
удаляются из места стыка.
4. ВЛИЯНИЕ ФОСФОРА
Фосфор является нежелательной присадкой в стали, так как он
оказывает неблагоприятное влияние на механические свойства свар-
ного шва. Что же касается свариваемости стали, то фосфор не оказы-
вает вредного влияния при сварке, если присутствует в стали в незна-
чительных количествах.
167
1) Статическая вязкость сварного шва (угол загиба)
с увеличением процента содержания фосфора в свариваемой стали
понижается. Однако следует заметить, что общей закономерности
в отношении падения вязкости сварных швов, выполненных раз-
личнымивидами сварки, не наблюдается.
2) К оэ фи ци е нт крепости сварного шва с повышением
содержания фосфора в свариваемой стали также понижается.
3) Коэфициент динамической крепости свар-
ного соединения с увеличением процента содержания фосфора в сва-
риваемой стали понижается.
4) Твердость свариваемого металла с повы-
шением процента содержания фосфора значительно понижается,
причем почти в одинаковой степени для металла шва, наплавленного
различными методами сваркй.
5. ВЛИЯНИЕ СЕРЫ
Влияние серы, как и фосфора, при сварке всегда неблагоприятно
отражается на механических свойствах стали. Известным действием
серы является вызываемая ею в стали склонность к красноломкости
и ломкости при белом калении. Явление красноломкости объясняется ,•
наличием эвтектики железосернистого железа с температурой плавле- ,
ния 985° С. Эти включения весьма хрупки и имеют наклонность раз- '
мещаться по границам зерен, тем самым ослабляя связь между ними.
Присутствие закиси железа понижает еще больше температуру плавле-
ния легкоплавкой эвтектики.
При повышении содержания серы в стали наблюдается образова-
ние трещин при высоких температурах. Это образование трещин
можно объяснить сильным понижением температуры плавления,
ввиду наличия сульфида железа. Вследствие низкой температуры
плавления эвтектики происходит оплавление границ зерен, богатых
серой.
Если в стали имеются никель, кобальт, молибден, то свойство
серы создавать красноломкость и ломкость при белом калении может
быть еще увеличено, так как эти компоненты обладают свойством
снижать точку плавления эвтектики и склонны к образованию сетки.
Такие компоненты, как марганец и хром, обладающие свойством
повышать точку плавления, образуют безвредные включения суль-
фидов в виде точек. Этим объясняется, почему сталь хромансиль при
сварке менее склонна к образованию трещин, чем хромомолибденовая
сталь.
Неблагоприятное влияние серы сказывается: I) на коэфициенте (
крепости сварного шва, 2) на вязкости металла шва, 3) на твердости j
сварного соединения и 4) на коэфициенте динамической крепости ;
соединения. |
1) Коэфициент крепости сварного шва, выполнен- i
него дуговой сваркой, с повышением содержания серы понижается, 1
причем наиболее значительное понижение коэфициента крепости г
наблюдается при повышении содержания серы от 0,015 до 0,02%;
при атомноводородной и газовой сварке коэфициент крепости не из- j
16S I
меняется, если содержание серы в свариваемой стали повышается
от 0,007 до 0,024%.
2) Статическая вязкость металла сварного шва, вы-
полненного всеми видами сварки, понижается с повышением содержа-
ния серы свариваемой стали. Однако следует заметить, чтостепень
падения вязкости сварного шва, выполненного различными видами
сварки, различна.
При дуговой и атомноводородной сварке наиболее значительное
падение вязкости наблюдается при повышении содержания серы
в стали с 0,02 до 0,024%, когда угол загиба .понижается примерно
на 10°.
При газовой сварке наиболее значительное падение статической
вязкости наблюдается при повышении содержания серы с 0,015 до
0,02% (при отпуске на 500° угол загиба понижается с 60 до 48,5°).
3) Твердость металла шва, выплавленного всеми
видами сварки, с повышением содержания серы в стали не изменяется.
4) Коэфициент динамической крепости свар-
ного соединения, выполненного всеми видами сварки, с повышением,
содержания серы, понижается. Во всех случаях наиболее значитель-
ное понижение коэфициента динамической прочности наблюдается
при изменении содержания серы с 0,002 до 0,04%.
Таким образом из всего сказанного выше можно заключить, что
сварные швы, выполненные газовой дуговой и атомноводородной
сваркой, обладают механическими свойствами, вполне удовлетво-
ряющими установленным требованиям, если содержание серы в стали
находится в пределах 0,007—0,04%.
В. ТЕХНОЛОГИЯ И ОСОБЕННОСТИ СВАРКИ СТАЛЕЙ
Предварительно термообработанные и заклейменные заготовки
принимаются контролером и поступают на сборку и прихватку.
Сборка и прихватка осуществляются в приспособлениях. При
этом необходимо учесть получение зазора, равномерного по всей
длине швов. Прихватка может осуществляться как ацетиленовой,,
так и дуговой и атомноводородной сваркой.
После прихватки необходимо проверить зазоры, контрольные
размеры, качество прихватки и наличие и соответствие клейм на за-
готовках, с тем чтобы удостовериться, что они действительно совпа-
дают с требованиями для данного материала, указанными в техноло-
гических картах и в чертежах.
После вышеуказанной проверки заготовки поступают на сварку.
По окончании сварки узлы предварительно осматриваются кон-
тролером и детали с трещинами отбираются.
Стальные детали, термообрабатываемые после сварки, подвер-
гаются низкому отжигу или высокому отпуску для снятия внутрен-
них напряжений, образовавшихся в результате сварки-
После термообработки детали поступают на правку, а затем на
пескоструйную очистку от окалины, грязи и пр.
После Ътого детали подвергаются повторному внешнему осмотру
контролером, который отбирает дефектные детали, а особенно от-
169
ветственные и сомнительные детали направляет на рентгеновски
просвечивание. На годных деталях рентгеновская лаборатория стави
свое клеймо.
Проверенные детали с клеймом контролера поступают в окон-
чательную термообработку. Термообработанные детали подвергаются ,1
внешнему осмотру и проверяются на твердость на приборах Бринелля, |
Роквелла или Виккерса, после чего пригодные детали поступают |
в обработку для защиты их от коррозии. 1
После этого детали поступают на сборку. Л
I. ПОДГОТОВКА СТАЛЕЙ К СВАРКЕ
Чтобы обеспечить высокое качество сварных деталей самолета,
необходимо перед сваркой тщательно проверить, насколько посту-
пившая сталь, атакже сварочная проволока и электроды удовлетворяю
установленным для этого требованиям.
После проверки маркировки поступивший материал проходи1
следующие этапы проверки:
а) наружный осмотр,
б) химический анализ,
в) механические испытания,
г) металлографический анализ и
д) проверку стали на склонность ее к образованию трещин.
а. .Наружный осмотр материала
Наружному осмотру подвергается весь листовой и трубчатый
материал, для того чтобы отсортировать материал с такими внешними
дефектами, как глубокие риски, вмятины и пр. Затем не менее 10%
данной партии листов и труб проверяется для определения соот-
ветствия размеров и допусков материала техническим условиям.
б. Химический анализ
Химическому анализу подвергают от партии 2—3 листа или трубы
от поступившей партии с тем, чтобы установить, что материал w
своему составу действительно соответствует техническим условиям
В углеродистых сталях следует определять, только процентно
содержание углерода, серы и фосфора, наличие которых сказывается
на свариваемости и прочности сварного соединения.
В хромомолибденовой стали необходимо проверить наличие угле-
рода, хрома, молибдена, серы и фосфора; в стали хромансиль — на-
личие углерода, хрома, кремния, марганца, серы и фосфора; в нержа-
веющей стали — углерода и титана.
Для сварных узлов, где сочетаются большая и малая толщины
^6 и 1,5 лш), и термически обработанных на высокий коэфициент
^ крепости, необходимо подбирать заготовки узлов и конструкций
таким образом, чтобы они после закалки обладали твердостью в различ-
ных частях узла, близкой к заданной по техническим условиям.
Это достигается применением для одного узла стали одной и той же
группы. Исходя из этого, материал следует сортировать на две группы-
170
Л
Первая группа — стали с химическим составом ниже среднего
процентного содержания компонентов.
Вторая группа — стали с химическим составом выше среднего
процентного содержания компонентов.
разбивка материала по этим группам производится на основании
величины качественного числа, которое подсчитывается
по следующим формулам:
для хромомолибденовой стали
5Сф-Сг4-ЗМо=/(;
для стали хромансиль
5C+Cr+Mn + Si=/(.
Если химический состав хромомолибденовой стали дает на осно-
вании этой формулы качественное число меньшее или равное 3, то
Листы и трубы относятся к группе первой (мягкой), а если это число
более трех, то материал относится к группе второй (твердой).
Для стали хромансиль к первой группе следует относить материалы,
качественное число которых менее или равно 4,7, и ко второй — если
это число более 4,7.
в. Механические испытания
Для механических испытаний от каждой партии берется несколько
листов или труб, которые и подвергаются испытанию на разрыв для
определения коэфициента крепости и коэфициента удлинения.
г. Металлографический анализ
Металлографический анализ производится с целью установить
степень обезуглероживания, загрязненности и определить строчеч-
ность структуры металла.
Обезуглероживание может быть установлено при рассмотрении
в микроскоп шлифа металла, сделанного перпендикулярно поверх-
ности при стократном линейном увеличении. Величина обезуглерожи-
вания определяется в процентах к толщине материала и не допускается
выше 8%. Структуру чистого феррита следует считать обезуглерожи-
ванием.
Резкая строчечность может привести к образованию трещин при
сварке, а большое количество загрязнения снижает механические
свойства стали.
д. Проверка стали на склонность к образованию трещин
Помимо перечисленных способов контроля качества необходимо
проверить, склонность стали к образованию трещин рядом со швом ,
под влиянием сварочного тепла. Эта склонность стали называется
сварочной чувствительностью.
Существуют два вида проверки материала на склонность к образова-
нию трещин при газовой сварке. При испытаниях одни образцы нахо-
171
дятся без напряжений, а другие образцы в процессе Сварки—под н:^
пряжениями. Данные пробы применимы для стали толщиной до 1,5 леи.
Фиг. 143а. Проба на склонность Фиг. 1436. Проба на с клок-
отали к образованию трещин при ность к образованию трещин
сварке на прямоугольной пласти- на крестообразной пластине,
не. Стрелкой показано направлен Стрелками показано направ-
ние сварки. лепие сварки.
К видам испытания без напряжения принадлежат:
1. Проба на пл астине. На квадратную пластину 50 х50 лш
от края до середины осуществляют сварку с присадочным материа-
лом (см. фиг. 143а).
2. Проба на крестообразных обр^аз'ц'ах. Две прямо-
угольные пластины, положенные внахлестку под прямым углом,
свариваются с применением приса-
дочного материала, после чего отги-
баются по кромкам (см. фиг. 1436).
По величине трещины с обратной
стороны образцов можно судить
о склонности стали к образованию
трещин.
Фиг. 143в. Проба на склонность к образо- Фиг. 143г. Приспособление 'для
ванию трещин в приспособлении. Образен сварки встык.
мосле сварки. Видны выштамповки от
шипов приспособления.
К испытанию образцов, находящихся под напряжением, отно-
сится сварка в зажимах.
3. Сварка в зажимах. Сконструирован ряд приспособлений,
в которые укладываются две пластины, я сварку осуществляют встык
172
с присадочной проволокой (фиг. 143в). Одно из этих приспособлений
приведено на фиг. 143г.
Такому виду испытаний подвергаются стали толщиной до 1,5 мм.
При испытании стали трещины появляются в основном материале
рядом со сварным швом. По величине трещин судят о степени сва-
рочной чувствительности стали. Эти испытания проводятся различ-
ными методами.
Для стали, менее склонной к образованию трещин, как, например,
маломарганцовистая, применяется проба на прямоугольной пластине.
Другие стали при этой пробе всегда дают трещину. Поэтому для этих
сталей следует применять пробу в зажимном приспособлении. Наиболее
распространенным является метод, осуществляемый зажимными при-
способлениями. В приспособлении, показанном на фиг. 143г., зажим
свариваемых образцов из листового материала производится благо-
даря наличию шипов диаметром в 20 мм между зажимами. Испытание
проводится на образце, ширина которого равна 50 мм и длина 75 мм.
е. Проверка качества сварочной проволоки и электродов
Кроме основного материала сталей, следует еще проверить ка-
чество сварочной проволоки и электродов. Проверка сварочной про-
волоки осуществляется следующим образом: на квадратной пластине
100 х 100 (толщина пластины берется в зависимости от диаметра
испытуемой проволоки) наплавляется шов длиной 50—100 мм.
Если процесс наплавления шва происходит без большого выделе-
ния искр, шов при затвердевании не выпучивается, наплавленный ме-
талл имеет равномерную чешуйчатость, а оплавление—равномерное без
пор и шероховатостей, то проволоку можно считать пригодной к сварке.
Такого рода проверке подвергаются все сорта проволоки за исклю-
чением проволоки из нержавеющей стали.
Испытание электродов имеет целью определить склонность свар-
ного шва к образованию трещин. Электроды из малоуглеродистой
стали, применяемые для сварки низколегированных сталей с сопро-
тивлением разрыву до 55 кг/мм2, испытываются наложением двух
швов впритык (фиг. 144, а). Требуется, чтобы оба шва совершенно не
имели трещин.
Точность результатов испытания зависит от промежутка времени
между наплавлением первого и второго слоя. Чем быстрее наплав-
ляется второй слой после первого, тем больше склонность к образованию
трещин. При применении очень плохих электродов даже первый шов
может иметь трещины, а при несколько лучших электродах может
разрушаться второй шов.
При испытании аустенитных электродов сначала наплавляют
электродом тонкий слой, а затем на него с другой стороны наплав-
ляется другим электродом толстый слой. Второй слой имеет тенден-
цию к большому сжатию и поэтому легко может вызвать образование
трещин в тонком сварном шве (фиг. 144, б).
Высокопрочные электроды, применяемые для сварки легирован-
ных сталей, можно испытать путем сварки встык двух круглых прут-
ков (фиг. 144, в) или впритык (фиг. 144, г). Если трещины не будут
173
появляться при наложении третьего шва, то такие электроды счи-
таются хорошими.
Кроме того, существует еще способ проверки аустенитных электро-
дов на образце, имеющем соединение впритык-
Фиг* 144. Проверка электрода па склонность к образованию
трещин при сварке:
п—соединение впритык» <5—соединение встык; проверка аустенитных
электродов; в—круглые прутки; соединение встын; г—соединение
впритык.
Отсутствие трещин в швах при этих пробах может служить га-
рантией, что трещины не появятся и при сварке изделий.
2. ПОДГОТОВКА СТАЛЬНЫХ ЗАГОТОВОК И ЛИСТОВОГО МАТЕРИАЛА
К СВАРКЕ
Предназначенные для сварных деталей стальные заготовки из
материала с резкой полосчатой структурой необходимо подвергать
изотермическому отжигу. t
Для снятия внутренних напряжений детали, полученные после
выколотки, вытяжки, прессовки или крутых загибов (на угол более
90°), необходимо перед сваркой подвергать отжигу при температуре
650° с охлаждением в воде или на воздухе.
Обнаруженные на заготовках заусенцы и неровности удаляются
запиловкой, чтобы обеспечить равномерную подгонку деталей по
всему контуру, так как неравномерный зазор в сварных деталях
часто приводит к появлению трещин при сварке.
Заготовки из листового материала всех толщин должны быть тща-
тельно очищены от окалины, жиров, красок и пр. Наличие жира,
окалины и пр. мешает получению высококачественного сварного
шва.
Подготовка кромок у заготовок для сварки должна осуществляться
в соответствии с данными, приведенными на фиг. 145а и 1456.
Необходимо строго соблюдать величину зазора, так как от него-
в значительной степени зависит качество сварного соединения. Угол
скоса и величина притупления могут варьировать в определенных
пределах.
174
2мм~. J m
{S
^'77//^//77777?l
Фиг. 145a. Подготовка кромок
для сварки встык.
Фиг. 1456. Подготовка кромок для сварки впритык.
3s ГАЗОВАЯ И АТОМНОВОДОРОДИАЯ СВАРКА ХРОМОМОЛИБДЕНОВОЙ
СТАЛИ И СТАЛИ ХРОМАНСИЛЬ
а. Общие положения
Технологический процесс и техника сварки хромомолибде-
новой стали почти ничем не отличаются от сварки малоуглеродистой
стали. Хромомолибденовая сталь более легкоплавка, и поэтому про-
цесс сварки протекает несколько быстрее, что должно быть учтено
сварщиком.
Учитывая склонность этих сталей к образованию трещин, следует
избегать их перегрева в процессе сварки.
Процесс сварки стали хромансиль несколько затруднен по сравне-
нию со сваркой хромомолибденовой стали или малоуглеродистой
стали.
Наличие в стали хромансиль таких легирующих присадок (как
кремний, марганец) увеличивает шлакообразование, заволакивает
тугоплавкой пленкой сварочную ванну, что мешает хорошей видимости
ванны, и, таким образом, может иметь место непровар. Этот недоста-
ток может быть устранен при наличии у сварщика некоторого опыта.
Склонность к образованию трещин как у хромомолибденовой
стали, так и у стали хромансиль при газовой сварке может быть
сведена к минимуму при соблюдении техники и технологии газовой
сварки.
Особенности газовой сварки хромомолибденовой стали и стали
хромансиль относятся также и к атомноводородной сварке этих сталей.
И здесь, как и при газовой сварке этих сталей, не рекомендуется
быстро отводить горелку от расплавленного металла. В остальном
атомноводородная сварка этих сталей ничем не отличается от сварки
малоуглеродистой стали.
К сварке допускается исключительно отожженный материал,
так как материал нормализованный часто дает при газовой сварке
трещины.
Детали, поступающие на сварку, должны быть очищены от краски,
грязи, жира и т. д.
Особенное значение имеет правильная подготовка кромок, т. е.
места соединения свариваемых изделий. Неравномерные зазоры
в свариваемых деталях вызывают при сварке неравномерное сжатие,
вследствие чего возникают большие местные напряжения, которые
могут привести к образованию трещин. Большие зазоры (более 0,5—
0,8 лш) также вызывают трещины при газовой сварке сталей малых
толщин. Зазор больше, чем толщина свариваемого металла, вызывает
повышенные напряжения, так как приходится наплавлять больше
сварочного металла. Это, в свою очередь, вызывает в соседней зоне
со сварным швом образование трещин. Заз,ор должен быть равномерным
во всех местах подгонки. Заготовка под сварку должна тщательно
просматриваться и проверяться с тем, чтобы исключить наличие заусен-
. цев и запилов, так как при нагревании они могут привести к образо-
ванию трещин.
Первой операцией при сварке является прихватка, которая должна
быть выполнена таким образом, чтобы была исключена возможность
176
образования трещин, а также прожогов, проплавов и наслоения
большого количества присадочного металла. Для этого необходим
правильный выбор номера наконечника горелки и диаметра при-
садочного материала. При применении большого номера наконечника
и большого диаметра проволоки нагромождается лишний присадочный
металл в прихватке, который затрудняет получение хорошего про-
вара и способствует появлению трещин.
При сварке деталей и конструкций, изготовляемых-из хромомолиб-
деновой стали и стали хромансиль, легко образуются трещины, по-
этому требуется особенно тщательное соблюдение всех правил техники
сварки.
Режим прихватки и сварки устанавливается согласно данным,
приведенным в табл. 25а.
Сварка производится нейтральным пламенем. В начале сварки
пламя может быть отрегулировано с небольшим избытком ацетилена.
В процессе сварки необходимо следить за поддержанием нейтрального
характера пламени.
Сварка производится следующим образом: а) прогревают горел-
кой участок, где предполагают начать шов, до темнокрасного цвета,
б) расплавляют основной материал в точке начала шва до образования
ванночки, в) вводят в ванну присадочный пруток.
Следует избегать касания конусом пламени расплавленного ме-
талла, так как при этом происходит окисление металла.
Не рекомендуется быстро отводить горелку от сварочной ванны
в сторону или вверх, так как в этом случае неминуемо образование
в металле шва трещин, газовых пузырей, а иногда вследствие потери
тепла — непровара.
Это обстоятельство особенно важно, так как сварщики часто
используют неправильный, прием, так называемый способ газовой
сварки шятачком». В этом случае попеременно производят движение
горелки, сперва расплавляя металл и присаживая проволоку, а затем
отрывая горелку от сварочной ванны вверх с тем, чтобы избежать
прожога. В результате этого неправильного приема газы в расплав-
ленном металле не успевают выйти на поверхность и остаются внутри
сварного металла.
Не следует пользоваться повторным прохождением пламени го-
релки по сварному шву, чтобы сгладить поверхностные дефекты,
выровнять чешуйки шва и придать хороший внешний вид сварному
шву. Повторное прохождение пламени повышает количество внутрен-
них напряжений, что приводит к образованию трещин.
В случае необходимости оторвать горелку (при перерывах, в ра-
боте или для окончания шва) пламя горелки отводится медленно
вверх, прогревая данное место с радиусом 20—40 мм.
В случае вынужденного перерыва в процессе наложения шва
последующее начало работы должно сопровождаться перекрытием
ранее наложенного шва не менее чем на 4 При несоблюдении этого
правила в месте возобновления сварного шва образуются радиальные
трещины поперек шва под наплавленным металлом.
Место прихватки необходимо хорошо прогреть до красного цвета,
причем пламя горелки подводится медленно к нагреваемому месту.
Поплавко—389—12 177
ОС
Таблица 25а
Режимы для газовой сварки и прихватки в зависимости от типа соединения и толщины материала
В и д ы с о е д И н е н и й
В С т ь к в п р И ? ы к в н а х л е с тку б о КОВ о е
Сочетания Ь —
Др,
свариваемых
'’Е тп ь 1 J1
1tZZz.<z^y,' гл/ Mrs 'г С 1 Д 4 1
ТОЛЩИН 1
в мм
№ пако (яеч-' давление кислоро- да в ат приса- дочный материал Хе наконеч- ника давление кислоро- да в ат приса- дочный материал № наконеч- ника давление кислоро- да в ат ириса* дочный материал № наконеч- ника давление кислоро- да в ат приса- дочный материал
ника 0 в мм В Л/ЛЛ 0 в мм 0 В ММ
0,5+0,5 00 1,5 1 00 1,5 1 00 1,5 1 00 1,5 1
0,5+1 00 1,5 1 0 1,5 1 0 1.5 1 00 1,5 1
0,8+0,8 0 1,5 1 0 1,5 1 0 1,5 1 00—0 1.5 1
0,8+1,5 0 1,5 1 — 1 0 1 5 1—1,5 0 1.5 1 0 1,5 1
1+1 0 1,5 1—1,5 0 1,5 1,5 0 1,5 1—1,5 0 1,5 1
1+2 О-1 1,5 1,5 0—1 1,5 1,5 0—1 1,5 1,5 0 1,5 1
1+3 1 2 1,5 1 2,0 1,5 1 2 1,5 1 2 1,5
1,5+1,5 1 2 1,5 1 2 1,5 1 2 1,5 1 2 1,5
1,5+3 1—2 2,5 2 1—2 2,5 2 1—2 2,5 2 I 2 2
2+.2 1—2 2,5 2 1—2г 2,5 2 1—2 2,5 ’ 2 1 2 2
4 2+3 2 2,5 2 2 ' 2,5 2 2 2,5 2 1-2 2,5 2
2+4 2 2,5 2 2 3 2,5 2 3 2 2 2,5 2
2,5+ 2,5 2 25 2 2 3 2,5 2 3 2 2 2,5 2
2,5+5 2 3 2,5 2—3 3 2,5 2 3 2,5 2 3 2,5
3+3 2 3 25 2—3 3 2,5 2 3 2,5 2 3 2,5
3+6 ! з 3 3 3 3,5 3 3 3,5 3 3 3 3
4+4 1. 3 3 3 3 3,5 3 3 3,5 3 3 3 3
недо-
место
Как резкий нагрев, так и резкое остывание сварного ^'металла в месте
прихватки может вызвать появление трещин в месте прихватки или
в основном металле. Такие
же результаты дает
статочный прогрев места
прихватки.
После того как
прихватки было разогрето
до красного цвета, на рас-
стоянии 20 — 25 мм рас-
плавляют кромки детали и
присаживают сварочную
проволоку, место прихват-
ки вновь подогревают го-
релкой на расстоянии 25льи
вокруг прихватки; затем
постепенно отводят пламя и снижают нагрев.
Расстояние между прихватками устанавливается в зависимости
от толщины свариваемого материала: так, например, при толщине
материала от 0,5 до
1,5 мм расстояние
между прихватками
(при соединении впри-
тык) должно быть
равно 20—35 мм, при
толщине материала
2 мм и выше — 40 —
60 мм.
Не допускаются
прихватки на краях
и углах загиба мате-
риала, так как это
Фиг. 147. прихватка длинных изделий. может вызвать обра-
зование трещин. В
этом случае прихватки допускаются не ближе 10 от края
детали или конца кривизны изогнутого материала (фиг. 146).
При наличии на детали отверстия прихватка ставится не ближе
10 мм от края такового. При выполнении длинных сварных швов
прихватка ведется от середины в оба конца сварного шва (фиг. 147).
При прихватке шайб, трубчатых соединений точки прихватки распо-
лагают симметрично с тем, чтобы избежать неравномерной поводки
(фиг. 148). В случаях двусторонней прихватки деталей точки при-
хватки располагают в шахматном порядке (фиг. 149) или прихватку
ведут с одной стороны, а сварку — с противоположной (фиг. 150).
При соединении встык и внахлестку прихватка осуществляется
с промежутками в 100— 110 мм и ведется от середины к краям изделия.
В зависимости от порядка направления швов на одной и той же
детали трубчатой конструкции будет происходить отклонение рас-
коса в направлении движения сварки. Поэтому сварку надо про-
179
изводить слева направо до середины и потом с обратной стороны___
зеркальное отражение этого шва.
Фиг. 148. Прихватка патрубка.
При сочетании нескольких косынок и ребер в узлах следует всегда
начинать сварку с углов и вести шов вовне, но никогда не доводить
до конца ребер. Всегда следует заканчивать швы на концах пластин i
в обратном направлении.
Фиг. 149. Прихватка длинных ребер в шахматном порядке.
При сварке замкнутого контура следует разбивать периметр
сварного шва на четыре равных участка. Сварку следует начинать
в местах, где проходит ось симметрии (фиг. 151).
180
При наложении швов с двух сторон следует участок шва,тполо-
женного с одной стороны, закреплять с соответственным участком
другой стороны (зеркальное отражение первого шва с другой сто-
роны).
Фиг. 150. Прихватка и направление сварки длинного ребра.
Фиг. 151. Правильное направление при сварке накладки.
При сварке сложных узловых конструкций трудно решить, где
начинать и в каком направлении вести шов. При этом надо руко-
водствоваться правилом, что сварку всегда следует вести с внутрен-
ней стороны вовне, от середины к краям (фиг. 152).
181
При односторонней сварке необходимо обваривать концы, причем
первыми обвариваются концы, расположенные ближе к краям
пластины.
При сварке узлов сложной конструкции нужно заваривать сна-
чала внутренние швы, где при сварке может быть сильное отражение
пламени, а затем переходить к сварке наружных сторон. При несо-
блюдении этого правила увеличивается сечение шва, и в силу большего
нагрева в углах увеличивается отражение пламени на сопло горелки.
В результате этого быстро нагревается сопло, уменьшается приток
ацетилена и будет иметь место окисление шва.
При сварке близко расположенных параллельных швов второй
шов выполняется после остывания первого. Не следует располагать
швы ближе 10 мм.
Фиг. 152. Направление сварки при Фиг. 153. Порядок наложения швов
соединении косынок и ребер. при сварке шайб.
Сварка материала толщиной до 1,5 мм производится с одной сто-
роны, с обваркой концов деталей с обратной стороны на участке 5—
10 мм.
При сварке узлов особенно часто появляются трещины в шайбах.
При обварке шайб по замкнутому контуру создаются большие напря-
жения, и в результате получаются трещины. Поэтому следует разби-
вать порядок сварки на два этапа, придерживаясь порядка, установ-
ленного при сварке деталей трубчатой конструкции.
Трудность обварки шайб часто еще усложняется наличием отвер-
стий вблизи шайб и ребер. В этом случае неизбежно образование
трещин. Порядок наложения швов, показанный на фиг. 153, сводит
к минимуму возможность образования трещин.
Многие мелкие детали самолета состоят из сочетания тонкого и
толстого материала. При этом обычно при сварке имеет место образо-
вание трещин в тонком сечении. Для предотвращения этого явления
применяют подкладки из полосовой медитолщиной в 1,5 мм и меньше.
Медная пластинка подкладывается под стальную деталь в месте
сварки и благодаря своей большей теплопроводности забирает часть
тепла, чем и устраняется возможность образования трещин.
При сварке тонких и толстых сечений в конструкциях рекомен-
дуется применять подогревающую горелку, т. е. сварку такого сое-
182
динения производить двумя сварщиками. Один из сварщиков произ-
водит сварку, другой — подогрев свариваемого места. При этом
следует соблюдать большую осторожность, с тем чтобы избежать
перегрева тонких сечении. Подогревательное пламя должно быть
направлено на толстое сечение и нагрев должен производиться до
темнокрасного цвета.
С целью уменьшения напряжений иногда пользуются асбестовой
ватой, смоченной в холодной воде. Этим мокрым асбестом обкладывают
части детали, которые необходимо предохранить от температурных
влияний, на расстоянии 25 мм вокруг места сварки. Мокрый асбест
забирает часть тепла и устраняет возможность коробления и образо-
вания трещин.
б. Сварка лонжеронов
Газовая сварка ведется восстановительной зоной пламени, при-
чем конец ядра должен отстоять от расплавленного металла не менее
чем на 1мм, а наклон горелки должен быть не более 75° по отношению
к плоскости свариваемой поверхности.
Присадочным материалом при сварке конструкций, термически
не обрабатываемых, служит малоуглеродистая сварочная проволока,
для термически обрабатываемых служит хромомолибденовая прово-
лока.
Сварка производится как левым, так и правым способом, в
зависимости от положения сварных швов и подхода к ним.
Сварной шов должен иметь поверхность с правильным чередованием
чешуек, т. е. каждая последующая чешуйка должна закрывать со-
бою не менее 3/4 предыдущей.
Порядок сварки при изготовлении сварных сложных агрегатов
имеет существенное значение. Одной из причин появления трещин
при сварке сложных конструкций являются внутренние напряжения,
создающиеся в процессе сварки. При хорошо разработанном порядке
наложения швов, даже при газовой сварке, удается изготовить детали
без трещин.
На заводах необходимо иметь для каждой сложной конструкции
(лонжероны, моторная рама, фюзеляж) инструкционные карты по
сварке и строго разработанный технологический процесс.
Ниже приведены примеры прихватки и сварки деталей типовых
трубчатых конструкций.
Сварка плоскостных трубчатых ферм лонжеронов должна произ-
водиться одновременно двумя сварщиками, причем процесс сварки
может выполняться как в стапеле, так и вне его; при выполнении
сварки в стапеле предварительная прихватка не производится. При
сварке же вне стапеля необходимо произвести в стапеле предваритель-
ную полную прихватку всей фермы одновременно двумя сварщиками,
т. е. прихватка каждого узлового соединения в лонжероне должна
производиться одновременно с двух сторон. Места прихваток обу-
словливаются количеством труб, присоединяемых к поясу (фиг. 154).
Примерный порядок прихватки узлов лонжерона показан на
фиг. 155.
183
Е
Фиг. 154. Прихватка ферм лонжеронов.
В процессе прихватки все трубы лонжерона должны быть плотно
закреплены в фиксаторах стапеля* зазор должен быть равномерным
по всему контуру соединения и не выходить за пределы 0,5 мм.
После прихватки лонже-
рон освобождается из ста-
пеля.
По окончании прихват-
ки переходят к производ-
ству сварки.
Сварка лонжеронов мо-
жет выполняться как j вне
стапеля, так и в стапеле.
В последнем случае при-
хватка не производится.
Вне стапеля сварка
каждого узла производит;
ся с двух сторон одновре-
менно двумя сварщиками,
причем один из них при-
меняет правый метод свар-
ки, а другой левый.
Перед сваркой каждого узла необходимо равномерно и по всему
контуру прогревать трубу пояса.
При приварке нескольких труб к поясу сначала производится
сварка этих труб между собой.
Сварка, как пра-
вило, начинается с 7
острого узла между
раскосами и ведется у
также в две горелки 4
одновременно до со-
прикосновения с по-
ясом.
Последующей опе-
рацией является при- Фиг. 155. Порядок прихватки узлов лонжеронов,
варка этих труб к по-
ясу, причем таковая, как правило, должна начинаться со стороны
более острого угла, образуемого поясом и соединяемой трубой.
Порядок наложения швов при сварке узловых соединений показан
на фиг. 156.
Окончание сварки (замки) следует располагать не в углах, а
с боковых сторон стоек (фиг. 156). Замыкание швов производить
с проходом по ранее проложенному шву на длину 4—6 льи.
Порядок сварки узлов на лонжеронах обозначен на фиг. 157.
При сварке лонжеронов в стапеле соблюдаются
все указанные выше правила для сварки вне стапеля. Кроме того,
необходимо перед началом сварки каждого узла ослабить за-
жимы фиксаторов на стойках и подкосах и освободить зажимы на
трубе пояса. Иначе неизбежны большие коробления и появление
трещин.-
184
После заварки узлового соединения и последующего прогрева
пояса производится закрепление только фиксаторов, расположенных
на трубе пояса с обеих сторон зава* г—..__——- -____________s
ренного узла. Степень закрепления I
обусловливается только необходи- X ___ }
мостью выравнивания положения по- ----------
яса в стапел^.
в. Сварка рамы для звездообраз-
ного мотора
Кольцо рамы после загибки и
обрезки концов встык прихватыва-
ется газовой сваркой в четырех ди-
аметрально противоположных точках.
Прихваченное кольцо заваривается
в порядке, приведенном нафиг. 158.
Для снятия напряжений и выравни-
вания структуры в материале коль-
цо после сварки подвергается нор-
мализации с последующим высоким
отпуском при температуре 650°.
Изготовление бобышек произво-
дится отдельно в особом сборочном
кондукторе. Прихватка бобышки про-
изводится в десяти точках, согласно
эскизу фиг. 159. После прихватки
проводится сварка вне приспособле-
ния.
Порядок наложения швов при
приварке каждой бобышки к коль-
цу производится, как указано на
Фиг. 156. Порядок наложения швов
при сварке узлов лонжерона.
фиг. 160.
Установка вырезных косынок и прихватка их к кольцу произ-
водятся в трех точках. Приварка врезных косынок производится вне
стапеля; направление швов показано на фиг. 161.
Фиг. 157. Порядок сварки узлов на лонжеронах.
После приварки врезных косынок кольцо подвергается термиче-
ской обработке на крепость 70—90 кг/мм2.
Приварка подкосов производится в стапеле с ослабленными зажи-
мами на подкосах. Порядок наложения швов указан на фиг. 162-
185
Приварка узла крепления моторной рамы к фюзеляжу и косынки
жесткости производится вне стапеля; порядок наложения швов
показан на фиг. 163.
Фиг. 158. Сварка встык кольца моторной рамы.
г. Сварка каркаса
фюзеляжа
Сварка каркаса фю-
зеляжа осуществляется
следующим образом. От-
дельно в самостоятельных
стапелях свариваются верхняя и нижняя
Фиг. 159. Прихватка
бобышек.
Фиг. 160. Порядок наложения швов при
приварке бобышек.
панели, затем в главном сборочном стапеле собирается каркас из
сваренных уже панелей стоек и раскосов.
Фиг, 161, Порядок сварки врезных косынок.
Сварка узлов каркаса ведется от головной части к хвосту.
186
Сварка стыков лонжеронов производится в последнюю очередь
вне стапеля после проверки геометрических размеров каркаса и до-
пусков на сварку.
Фиг. 162. Порядок наложения швов при приварке
подкосов.
Сварка деталей из толстого материала (уши и т. п.) производится
в две горелки.
Режим сварки выбирается согласно данным табл. 25а.
Фиг. 163. Порядок наложения швов при приварке
узла крепления моторной рамы к фюзеляжу.
4.ДУГОВАЯ СВАРКА ХРОМОМОЛИБДЕНОВОЙ СТАЛИ И СТАЛИ ХРОМАНСИЛЬ
а. Выбор силы тока и диаметра электрода
При дуговой сварке решающим для получения сварного соедине-
ния, обладающего необходимым коэфициентом крепости, является
правильно выбранная сила тока. Влияние силы тока на этот коэфи-
циеит видно из диаграмм на фиг. 164 и 164а.
187
При сварке малых толщин зависимость силы тока от толщины
свариваемого металла очень велика; чем больше толщина сваривае-
мого металла, тем больше тепла необходимо подвести для сварки и,
следовательно, тем выше требуется сила тока. При толщинах больше
2—3 мм эта зависимость уменьшается, так как при дуговой сварке
нагревается до высоких температур только верхний слой металла,
и в этом случае главным фактором для установления силы тока яв-
ляется диаметр электрода.
-----ЙВарка встык
Фиг. 164а. Диаграмма зависимости
коэфициента крепости от силы тока
при сварке толщин более 2 мм.
Сила тона (S ампера!)
Фиг. 164. Диаграмма зависимости коэ-
фициента крепости сварного шва от силы
тока при сварке толщиной в 2 мм.
Сила тока находится в прямой зависимости также от теплопровод-
•, ности свариваемой стали. Так, например, при сварке хромомолибде-
новой стали сила тока на 10%, а для стали хромансиль на 20% должна
быть ниже, чем для малоуглеродистой стали, так как последняя об-
ладает большей теплопроводностью. Затем тип сварного соединения,
диаметр и обмазка электрода также влияют на выбор соответствующей
силы тока.
Для тавровых соединений, требующих больше тепла при сварке,
сила тока должна быть повышена примерно на 10—12% по сравнению
со сваркой встык.
При сварке трубчатых конструкций сила тока должна быть еще
повышена на 20% по сравнению со сваркой встык. При сварке листо-
вого материала и труб различных толщин берется нижний предел силы
тока для большей толщины.
С увеличением диаметра электрода необходимо увеличить силу
тока. Увеличение диаметра электрода, в свою очередь, зависит от
толщины свариваемого изделия. Ускорение переноса металла в дуге
188
позволяет получить вязкий сварной металл с минимальным коли-
чеством поглощенного азота.
В табл. 26 приведены данные, указывающие зависимость величины
силы тока от толщины, материала и диаметра электрода.
При вертикальной сварке сверху вниз сила тока должна быть
на Ю—20% выше, чем при сварке снизу вверх.
При сварке на переменном токе сила тока берется на 10% больше,
чем при сварке на постоянном токе.
Таблица
Название стали Толщина свариваемой стали в мм Диаметр электрода в мм Тип соединения
СТЫК притык на хлестка н трубы
сила тока в А сила тока в А сила тока в А
Хромо- 0.5 1,5—2 17— 22 19— 24 20— 24
0,75 1,5—2 22— 28 24— 30 26— 33
молибде* 1.0 2—2,5 27— 53 28- 57 30— 63
новая 1,5 2—2,5 32— 85 36^ 90 40— 95
ci аль 2,0 2,5—3 45—105 48—115 55—125
0,5 1,5—2 13— 18 15— 20 16— 22
Сталь 0,75 1,5—2 20— 25 22— 28 24— 30
хромак- 1,0 2—2,5 23— 50 25— 55 28- 60
СИЛЕ 1,5 2—2,5 30— 80 33— 85 36— 90
2,0 2,5-3 42-100 46—110 50—120
0,5 1,5—2 20— 25 22— 28 25- 30
Сталь 0,75 1,5—2 25— 30 28— 34 30— 36
марки 1,0 2—2,5 30— 55 33— 60 36— 65
м 1.5 2—2,5 35— 90 38— 95 42—100
2,0 2,5-3 50-110 55—12q 60-130
б. Электроды и обмазки для сварки стали хромомолибден и стали
Хромансиль
В зависимости от свариваемого материала применяют легко-
обмазанный электрод из малоуглеродистой или хромомолибденовой
проволоки.
Для сварки малоуглеродистой стали применяются исключительно
малоуглеродистые электроды,. обычно с обмазкой ВИАМ-24. Кроме
того, малоуглеродистые электроды с обмазкой ВИАМ-24 приме-
няются для сварки узлов и конструкций из хромомолибденовой стали
и стали хромансиль, прочность которых не превышает 90 кг!ммТ
Если прочность конструкции или узла превышает 90 кг/мм2, то при-
меняют хромомолибденовую проволоку с обмазкой ВИАМ-25-А.
Хромомолибденовые электроды обычно применяются следующего
химического состава в %:)
С Сг Mo s р
“0,15—0,25" ’ 0,8— 1,0’ 0,15 —0,25 ’ 0,04 ’ 0,04 ’
189
Толщина наносимой на электроды обмазки должна быть равно-
мерной и равняться примерно 0,1—0,2 мм.
Обмазка ВИАМ-24 наносится на обычную малоуглеродистую про-
волоку. Обмазка ВИАМ-25-А,предназначенная для хромомолибденовой
проволоки наносится на проволоку, насыщенную водородом.
Насыщение проволоки водородом осуществляется в процессе ее
химического или электролитического травления путем погружения
в ванну с десятипроцентным раствором серной или соляной кислоты.
В результате действия раствора кислоты на железо при травлении
всегда имеет место более или менее бурное кипение ванны и выделе-
ние газообразного водорода. Водород, образующийся на поверхности
проволоки, диффундирует внутрь металла. При этом существует
определенная зависимость диффузии водорода от концентрации тра-
вильного раствора, температуры его к толщине металла.
Время выдержки в растворе зависит от диаметра проволоки элек-
трода, что видно из нижеследующей таблицы:
Диаметр электрода в мм....... 2 2,5 3 3,5 4
Продолжительность насыщения . . .
в часах...................; ; 24 48 72 90 103
Перед процессом насыщения водородом электроды должны быть
обезжирены.
В одном литре раствора кислоты можно травить 20 кг электродов
для выполнения надлежащего насыщения водородом.
После травления электроды тщательно промываются водой и
вытираются ветошью. Плохо вытертые электроды, после нескольких
минут лежания на воздухе, покрываются ржавчиной, которая за-
трудняет горение вольтовой дуги при сварке. По окончании насы-
щения водородом электроды покрываются обмазкой.
Если до насыщения водородом хромомолибденовая проволока
с той же обмазкой давала неустойчивое горение дуги и плохое соеди-
нение наплавленного металла с основным, то после насыщения дости-
гается устойчивое горение дуги. Дуга редко прерывается. Водород
в дуге частично защищает металл от окисления и азотирования, бла-
годаря этому повышаются коэфициент крепости и угол загиба свар-
ного шва;
в. Технология дуговой сварки
Перед тем как приступить к дуговой сварке, заготовки деталей
проходят прихватку в кондукторе.
Как и при газовой сварке, прихватку следует начинать от середины
шва. Шаг прихватки для малых толщин 20—40 мм, для толщин
более 2 мм 50—70 мм. Высота прихватки должна быть не более а/3
высоты шва, длина прихваток не более 3—5 мм.
Сила тока должна быть при прихватке на 25—30% больше, чем
при сварке. Прихватку следует вести короткой дугой.
При прихватке следует заполнять картер одной-двумя каплями
металла электрода.
В практике заводов принято после прихватки подвергать детали
высокому отпуску, в результате чего прихватки часто отрываются.
190 .
Во избежание этого более целесообразно отпуск производить до при-
хватки. Отпуск' обязателен для снятия внутренних напряжений,,
образовавшихся при выколотке и гнутье деталей.
Неправильный порядок проведения газовой сварки, как об этом,
было сказано выше, влечет
трещин. При дуговой свар-
ке образование трещин по
этой причине — явление
чрезвычайно редкое. Одна-
ко, несмотря на это, выбор
порядка сварки имеет и
здесь большое значение.
Неправильный выбор по-
рядка сварки при дуговой
сварке вызывает коробление
и снижение производитель-
ности, которое может до-
стигнуть 50%. Кроме того,
при неправильном порядке
сварки (например, сварка
небольшими участками,
т. е. при частом отрыве
дуги) можно получить боль-
шое число участков со
слабым проваром в местах
отрыва и возбуждения дуги,
и шов в таких случаях
неоднороден.
На фиг. 165а приводит-
ся пример сварки одного
из узлов (фиг. 165) в двух
вариантах.
Первый вари ант,
отмеченный цифрами 1,
2, 3 и т. д,, является худ-
шим вариантом. В этом
случае швы накладываются
в порядке, указанном цифрами, и в направлении, указанном стрел-
ками.
Второй вариант отмечен цифрами 1а, 2а и т. д. Направле-
ние швов то же, что и при первом варианте. Разница заключается
только в том, что во втором случае после наложения первого шва
накладывается зеркальное отражение этого шва с противоположной
стороны детали. Благодаря этому порядку сварки нет потери тепла
и достигается хороший провар.
При первом варианте вследствие того, что к сварке второго шва
(по нумерации 3 и 4) переходили, уже потеряв тепло первого шва,
сварщику приходилось дольше задерживаться на этом участке, что
давало малоудовлетворительный провар и прожоги.
191
При дуговой сварке хромомолибденовой стали нарушение режима
процесса сварки может вызвать наплыв1 металла по краям сварного
шва, поэтому при сварке этой стали имеет большое значение проверка
выбранного режима на специальных образцах.
Процесс дуговой сварки стали хромансиль протекает значительно
легче, чем сварка хромомолибденовой стали. При сварке стали хро-
мансиль сварочная ванна остается в процессе сварки чистой и хорошо
видимой, так как здесь не имеет места заволакивание шлаком распла-
вленной ванны металла.
Большая концентрация тепла делает возможным провар кромки
шва при сварке встык почти без всякого зазора; провар кромок при
этом достигается очень легко.
При сварке как хромомолибденовой стали, так и стали хроман-
силь следует обращать внимание на осторожный отрыв электрода от
расплавленной ванны. Для этого дуга в момент отрыва электрода
должна быть, по возможности, короткой (не более 2 мм). Несоблю-
дение этого правила влечет за собою образование в кратере радиаль-
ных трещин. Эти трещины вызываются, очевидно, резким охлажде-
нием кратера.
При дуговой сварке, как и при газовой, зазоры должны быть
(равномерными во всех местах подгонки. Большие зазоры создают
сильное магнитное дутье.
5. ТОЧЕЧНАЯ СВАРКА ХРОМОМОЛИБДЕНОВОЙ СТАЛИ И СТАЛИ
ХРОМАНСИЛЬ
Выбор правильного режима для точечной сварки является решаю-
щим для получения хорошего качества сварки.
Сварка на неправильно выбранной ступени контактной машины
приводит либо к непровару, либо к образованию трещин, либо к пере-
греву. Подбор режимов производится согласно данным табл. 27.
Таблица 27
Сварочная машина АТН-8 Сварочная машина АТН-16
суммар* ная тол- щина ма- териала в лъи диаметр элек- трода в мм I Ступень суммар- ная тол- щина ма- териала в мм диаметр элеК’ трода в мм Ступень
для мало- углеро- дистой стали [ для хро- момолиб- деновой стали и хроман- силь для мало- углеро- дистой стали для хромо-: молибдено- вой стали и хроман- силь
1 3—4 3-4 2—3 — __ —
2 4-5 4—5 3-4 2 4—5 1 1
3 4-5 4—5 3—4 3 4-5 1-2 1-2
4 4—6 5—6 4—5 4 4—6 2—3 2
5 4—6 5—7 4—5 5 5—6 3-4 2-3
6 5—6 7 5—6 6 5-6 3—4 2-3
— — — — 8 6 4-5 3-4
— — — — 10 6 5—6 4—5
— — — — 12 6 7 6—7
1 Наплывом называется такое соединение шва, когда края наплавленного
металла несколько отделяются от основного металла' соединяемых частей, при
одновременном наличии хорошего соединения по остальному контуру сечения
тива.
192
Приступая к работе, необходимо проверить правильность выбран-
ного сварочного режима на образцах из назначенного к сварке мате-
риала и толщины. Эти образцы испытывают на отрыв в тисках. При
хорошем качестве сварки точки вырываются с материалом и диаметр
вырванной точки не должен быть меньше диаметра электрода. При
этом глубина отпечатка не должна превышать 15% ординарной тол-
щины листа.
При хорошем качестве
сварки отсутствуют выплески
металла.
Расстояние точки от края
накладки или шайбы не долж-
но быть больше 5 и меньше
2 мм.
При сварке шайб неболь-
шого диаметра 15 мм и мень-
ше точки приходится ставить
близко к краю, что влечет к
образованию выплесков ме-
талла в месте соприкоснове- . „
ния шайбы с другой деталью. Фиг' 166‘ приварка шайбы в кондукторе.
Для устранения выплесков
применяют медные шайбы, которые обхватывают привариваемую
шайбу. Медные шайбы служат кондуктором и отводят тепло, в ре-
зультате чего устраняется возможность образования выплесков ме-
талла (фиг. 166).
Заготовки под точечную сварку должны быть тщательно выпол-
нены. Они должны быть очищены от жира, грязи и окалины, так
как очень часто в практике наблюдается непровар вследствие грязных
контактных поверхностей.
Точечную сварку хромомолибденовой стали и стали хромансиль
следует производить медленнее, т. е. с большим временем прохожде-
ния тока и с большей выдержкой, чем сварка малоуглеродистой стали,
чтобы избежать образования трещин.
Г. ПОНЯТИЕ О ВНУТРЕННИХ НАПРЯЖЕНИЯХ ПРИ СВАРКЕ
СТАЛЕЙ И ПРОЧНОСТЬ СВАРНОГО ШВА
а. Образование внутренних напряжений в сварных соединениях
Под действием сварочного пламени или электрической дуги металл
в месте сварки плавится, а смежная зона основного металла резко
нагревается, причем тепловое расширение последнего не может про-
исходить беспрепятственно, так как прилегающий основной металл
является более прочным.
Внутренние напряжения в сварном соединении возникают в ре-
зультате объемных изменений металла в процессе нагрева и охлажде-
ния (термические напряжения), фазовых превращений в металле
(структурные напряжения) и усадки сварного шва.
Поплавко—389—13 193
Напряжения в металле существенно зависят от характера измене-
ния температуры по объему металла и по времени. Чем резче изме-
нения температуры с переходом от одной точки металла к другой
Направление сварки па участка#
Общее направление сварка.
Фиг. 166а. Обратно-ступенчатый шов.
и чем резче изменения темпера-
туры во времени, тем выше
возникающие в металле напря-
жения. Следует иметь в виду,
что рост напряжений не может
быть безграничным, он приоста-
навливается с наступлением пла-
стической деформации металла,
как только величина напряже-
ний достигнет предела текучести.
Суммируя по некоторому
объему металла напряжения,
существующие в отдельных
точках, получаем результиру-
ющее усилие, действующее на рассматриваемый объем металла и
вызывающее некоторую деформацию этого объема, а следовательно,
деформацию (коробление) всего сварного изделия. Например воз-
можно, что один вид
сварки, скажем, газо-
вая, дает напряжения П
в среднем меньшие, чем 5—'*-
сварка дуговая,но объем
металла, в котором на-
пряжения возникают,
значительно больше при
газовой сварке. Поэто-
му во многих случаях
результирующие усилия
и коробления изделия
коробление сваривае-
сварочного тепла при
соединения.
Фиг. 1666. Перемещение и
мых частей под влиянием
различных типах
при газовой сварке в
несколько раз превы-
шают усилия и короб-
ления при дуговой свар-
ке. Повидимому, для
большинства случаев
практики объем метал-
ла, нагреваемого при
сварке, является ре-
шающим фактором при
оценке данного способа сварки с точки зрения коробления изделия
и возможных его разрушений.
Наименьшее продольное напряжение в сварном соединении вызы-
вает способ сварки, при котором смежный со швом металл нагревается
незначительно, но распространяется на большую зону. Наивысшие
напряжения в сварном соединении вызовет способ сварки с наимень-
шей зоной нагрева, но с высокой температурой нагрева рядом со
сварным швом.
194
Одним из методов уменьшения коробления является применение
обратно-ступенчатого шва при сварке длинных швов. При закреплении
прихватками участков шва в 300—400 мм шов разбивается на разные
участки длиной 100—150льм. Эти участки сваривают в направлениях,
как указано на фиг. 166а. При этом способе сварки длинных швов
короблений меньше, чем при сварке непрерывным швом.
При сварке незакрепленных частей происходит перемещение
свариваемых частей или их коробление под влиянием внутренних
напряжений (фиг. 1666).
б. Образование трещин" при сварке сталей
Образование трещин в основном свариваемом
металле
При выполнении сварки различных изделий приходится весьма
часто сталкиваться с появлением трещин в свариваемой стали.
В самолетостроении склонность к образованию трещин наблю-
дается, главным образом, при сварке сталей малых толщин.
Обобщая выводы ряда исследований по вопросу опричине образо-
вания трещин при сварке сталей, можно сказать, что причинами обра-
зования трещин при сварке конструкционных низколегированных
сталей являются прежде всего структурные объемные напряжения,
образовавшиеся в результате изменения объема соседней зоны свар-
ного шва, при которых металл из одной фазы переходит в другую
фазу. Эти напряжения дополняются еще тепловыми напряжениями,
в результате которых в жестко закрепленных деталях появляются
напряжения перпендикулярные сварному шву. Действуя совместно,
эти напряжения вызывают появление микротрещин, которые затем,
при охлаждении, увеличиваются.
Одним из факторов,влияющих насклонностькобразованиютрещин
при сварке, является способ получения стали, предназначенной для
сварки. Условия, при которых сталь была получена, а следовательно,
и свойства, которые сталь приобретает в результате этого, имеют
влияние на склонность стали к образованию трещин при сварке.
В зависимости от рода плавки металл будет более или менее
однородным и, следовательно, будет иметь меньшую или большую
склонность к образованию трещин.
В мартеновской печи, ввиду относительно спокойного кипения
ванны, может получиться металл не совсем однородный. Это особенно
относится к стали хромансиль вследствие ликвации кремния, мар-
ганца, серы и фосфора.
Сталь, выплавленная в высокочастотной печи, получается наиболее
однородной и хорошо очищенной от примесей серы и фосфора.
При получении стали в электродуговой печи, благодаря более вы-
сокой температуре и хорошей регулировке ее, имеется возможность
проведения полного раскисления выплавляемой стали.
Основным фактором, влияющим на елейность к образованию трещин
при сварке, является содержание серы, фосфора и углерода; с увели-
чением процентного содержания этих элементов в свариваемой стали
количество трещин возрастает.
195
Для сталей малых толщин предусмотрено предельное содержание
серы до 0,03%, фосфора до 0,03% и углерода до 0,30%, Иногда
появление трещин наблюдается при охлаждении после сварки в интер-
вале 700—800°, так как при этих температурах ряд сталей обладает
пониженным сопротивлением разрыву.
Распространено мнение, что основной и главной причиной обра-
зования трещин в сталях при газовой сварке является обезуглеро-
живание. Однако ряд исследований показал, что если степень обезуг-
лероживания не превышает 8%, то такое обезуглероживание лишь
незначительно снижает предел усталости металла как при перемен-
ном изгибе, так и при вибрации, но это не способствует образованию
трещин.
Среди факторов, оказывающих влияние на образование тре-
щин при сварке, не последнее место занимает выбор способа
сварки. Как известно, величина зоны металла, подвергаемая силь-
ному нагреву, при различных видах сварки различна.
При электродуг свой сварке величина этой зоны невелика. При
атомноводородной сварке величина этой зоны больше, и наибольшей
она является при ацетиленовой сварке.
В результате этого имеют место небольшие напряжения при дуго-
вой и атомноводородной сварке и большие напряжения при газовой
сварке, и, следовательно, наибольшее образование трещин имеет
место при газовой сварке.
Отсюда следует, что при возможности выбора способа сварки для
того или иного узла следует предпочесть либо атомноводородную,
либо электродуговую сварку как способы сварки, обеспечивающие
минимальный процент образования трещин.
При сочетании в одном узле или конструкции материала разных
групп (мягкий и твердый) и различных толщин (1,5 и б мм, 2 и 10 мм
и т. д.) наблюдаются образование трещин в процессе последующей
‘термообработки и большой брак вследствие неодинаковой твердости
свариваемых частей.
При наличии в одном и том же узле материала различной толщины,
с содержанием компонентов по верхнему и нижнему пределу, исполь-
зуемый материал обладает различной способностью к закалке. Сталь
малой толщины с содержанием компонентов по верхнему пределу
химического состава данной марки приобретает очень резкую закалку.
Сталь же с содержанием компонентов по нижнему пределу и большой
толщины обладает значительно меньшей способностью к закалке.
Таким образом после термообработки этих сталей, входящих в один
и тот же узел, получается неоднородное качество сварного узла.
Разница в коэфициенте крепости может достигать для стали хроман-
силь 70—80 кг^мм^.
Для сварных узлов, термически обработанных на высокий коэфи-
циент крепости, необходимо подбирать заготовки узлов и конструкций г
таким образом, чтобы они после закалки обладали твердостью в различ-
ных частях узла, близкой к заданной по техническим условиям. Это до-
стигается применением для одного узла стали одной и той же-группы.
Образование трещин вызывается не только различным сочетанием
толщин, но и сосредоточением на небольшом участке конструкции
большого количества сварных швов.
Величина процента возможного образования трещин в основном
металле зависит от сорта стали. Так, хромомолибденовая сталь более
склонна к образованию трещин, чем сталь хромансиль. Чрезвычайно
невелика склонность к образованию трещин у малоуглеродистых
сталей и совершенно не наблюдается у малоуглеродистых марганцо-
вистых сталей. Правда, последние две стали обладают низким коэ-
фициентом крепости и в самолетостроении применяются для ограни-
ченного числа деталей и конструкций.
Образование трещин в сварном шве
Образование трещин в сварном шве' зависит прежде всего от марки
свариваемой стали. Чаще всего образование трещин имеет место
в высокопрочных сталях.
Образование трещин — обычное явление в стали с коэфи-
циеитом крепости 55 кг/мм2, а также в высокоуглеродистых или леги-
рованных сталях.
Трещины часто образуются в сварных швах во время охлаждения.
Наиболее часто встречаются продольные трещины, реже — поперечные,
которые могут распространяться за пределы шва.
Кроме того, образование трещии в сварном шве зависит от сорта
присадочного металла и правильного выбора режима сварки. Так,
при использовании малоуглеродистой проволоки реже появляются
трещины, при использовании легированной проволоки образование
трещин наблюдается чаще.
При газовой сварке отрицательно сказывается на качестве свар-
ного шва (в отношении образования трещин) избыток кислорода;
при дуговой и атомноводородной сварке такое же отрицательное
влияние оказывает избыток тепла, получающийся при слишком боль-
шой силе тока.
При дуговой сварке образование трещин зависит также от типа
используемых электродов, Электроды с толстой обмазкой согласно
ряду источников дают швы, более склонные к образованию трещин,
чем швы, полученные при сварке тонкообмазанными электродами.
Химический состав электродов также оказывает влияние на склон-
ность шва к образованию трещин. Например, высокое содержание
серы и фосфора способствует образованию трещин.
в.£Прочность{сварного^шва^
Сварной шов имеет литую’структуру. Процесс расплавления и
охлаждения происходит здесь значительно быстрее, чем при обыч-
ном литье, что, конечно, не может не оказать влияния на образова-
ние первичной структуры.
Кристаллизация в сварном металле начинается в местах соединения
расплавленного металла с основным. Оси кристаллов ориентируются
в двух направлениях: перпендикулярно к кромкам свариваемого ме-
талла и к наружному слою шва, но чаще всего в сварном металле
наблюдаются дезориентированные кристаллиты.
Величина зерна в сварном шве значительно отличается от величины
зерна в слитке.
197
Ударная вязкость 'О^гм/см2
Число кристаллов в слитке зависит, во-первых, от числа
центров кристаллизации, которое растет с увеличением переохлажде-
ния и с течением времени, и, в о - в т о р ы х, от линейной скорости
кристаллизации, которая также возрастает с переохлаждением.
Если число центров кристаллизации велико, а линейная скорость
кристаллизации мала, получается мелкое зерно, в противном случае
зерно бывает крупное.
Образованию дендритной и крупнозернистой структуры во время
застывания сварного металла особенно способствует медленное охла-
ждение. Отсюда следует, что чем
выше температура сварочного ме-
талла и чем больше сварочная
ванна, предшествующая застыва-
нию, тем вероятнее образование
нежелательной столбчатой струк-
туры сварного металла.
При сварке плавлением, благо-
даря теплу, развиваемому пламенем
газовой горелки или вольтовой
дуги, имеет место локальное рас-
плавление основного металла и
присадочного металла и вслед за
этим быстрое охлаждение наплав-
ленного металла. Отвод тепла от
расплавленного металла осущест-
вляют, во-первых, большая
масса основного металла и, во-
вторых, интенсивно охлажда-
ющий ббльшую поверхность шва
наружный воздух.
Металл сварного шва можно
считать слитком, отлитым с интен-
сивным охлаждением. Процесс кристаллизации протекает здесь зна-
чительно быстрее, чем в обычном слитке. Поэтому кристаллы в сварном
шве получаются более мелкими, чем обычно в слитках.
Крупнозернистая и столбчатая структуры преобладают при сварке
голыми электродами с высокой плотностью тока.
Увеличение числа слоев при многослойной сварке деталей больших
толщин и быстрое отложение металла способствуют получению мелко-
зернистой структуры наплавленного металла.
Мелкозернистая структура предохраняет основной -металл от пере-
грева и уменьшает время охлаждения, При этом получаются высокие
механические свойства (фиг. 167).
Мелкокристаллическую структуру сварного шва без последующей
термообработки можно получить при правильном и тщательном
использовании оптимальных режимов сварки.
Наиболее слабым местом в сваренной детали, как известно, яв-
ляется переходная зона от наплавленного металла к основному, т. е.
участок основного материала, непосредственно соприкасающийся
с наплавленным металлом. Однако наименьшей удельной прочностью
8,8 кг м/см2
2,бкг.м!смг
Фиг. 167. Влияние многослойной
сварки на ударную вязкость шва.
198
Фиг. 168а. Изменение механической прочно-
сти сварного шва стали хромансиль в зави-
симости от температуры отпуска (закалка,
холодное масло с 900°). Газовая сварка ма-
лоуглеродистой проволокой.
и вязкостью до и после термической обработки обладает наплавленный
металл.
Разрушение по переходной зоне основного металла у сварной
конструкции или деталей при ее испытании происходит потому, что
сечение шва по сравнению с сечением металла в переходной зоне
во много раз больше.
Термическая обработка после сварки снимает внутренние напря-
жения, которые создались в процессе сварки, и, кроме того, делает
однородной структуру сварного соединения.
Разница в химическом составе основного и сварного металла,
несомненно, должна отразиться на температуре нагрева при терми-
ческой обработке сварных деталей.
При обработке сварных деталей температуру нагрева под закалку,
отжиг и нормализацию желательно брать не ниже 900—920°. В ре-
зультате закалки с температуры более высокой (940°) следует незна-
чительное понижение твердости, вследствие укрупнения структуры.
Закалка с температуры 880°
сообщает металлу также бо-
лее низкую твердость, объ-
ясняющуюся в данном случае
наличием в структуре ме-
талла некоторого количества
свободного, не растворивше-
гося феррита присадочного
металла.
На фиг. 168а, 1686, 168в,
168г показано влияние раз-
личных температур отпуска
на механические свойства
закаленного сварного шва
стали хромансиль, выпол-
ненного различными видами
сварки.
Такая же картина наблю-
дается и у хромомолибдено-
вой стали. С повышением температуры отпуска повышается вязкость
и уменьшается коэфициент крепости (фиг. 169а, 1696, 169в).
При температуре отпуска 275—350° имеет место снижение вяз-
кости. При температуре отпуска выше 350°, особенно при примене-
нии малоуглеродистой проволоки, имеет место быстрое повышение
вязкости. Поэтому целесообразно при обработке деталей использовать
температуру отпуска выше 450°.
Изотермическая закалка, придавая стали тот же коэфициент кре-
пости, значительно увеличивает вязкость сварного шва, особенно при
дуговой сварке.
Статическая и ударная вязкость сварного шва, выполненного
газовой и атомноводородной сваркой, выше статической и ударной
вязкости шва, выполненного дуговой сваркой. Динамический же раз-
рыв для деталей, сваренных дуговой сваркой, выше, чем таковой у
деталей, сваренных газовой и атомноводородной сваркой на 20 25/с.
199
Фиг. 1686. Измене-
ние механической
прочности сварного
шва стали хроман-
силь в зависимости
от температуры от-
пуска (закалка, хо-
лодное масло с
600°). Дуговая
сварка малоуглеро-
дистой проволокой.
Фиг. 1б8в. Измене-
ние механической
прочности сварного
шва стали хроман-
силь в зависимости
от температуры
отпуска (закалка в
холодное масло с
900°). Атомноводо-
родная сварка
мал оуглеродистой
проволокой.
Фиг. 168г. Изменение механических
свойств сварной точки при сварке
стали хромансиль в зависимости
от режима термообработки и тол-
щины свариваемой стали.
1Ы
/30
/го
/№
/во
ж.
93
8О--
70е
Л?°
Ы°-
40--.
лоуглеродистой
проволоки.
Фиг. 169а. Измене-
ние механической
прочности сварног.о
шва хромомолибде-
новой стали в за-
висимости от тем-
пературы отпуска
44 (закалка в холод-
да ное масло с 900°).
OS Газовая сварка ма-
02
28
24
20
(“o/ri/iyaa гоо
Фиг. 1696- Измене-
ние механической
прочности сварного
шва хромомолиб-
деновой стали в
зависимости от тем*
пературы отпуска
(закалка в холод-
ное масло с 900°).
Дуговая сварка
малоуглер одиетой
проволокой.
'/ю/уека 280 275 350 3 2 J 580
Фиг. 169в, Изменение механической прочности
сварного шва хромомолибденовой стали в зави-
симости от температуры отпуска (закалка в хо-
лодное масло с 900°). Атомноводородная сварка
малоуглеродистой проволокой.
Таблица 28
Степень нагар- товки в % Коэфи- циент крепости в кг/мм* Удлине* ние В %
3,0 63 50-60
22,0 91 18—22
30,0 113 7-14
40,0 135 3.5—8
д. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА НЕРЖАВЕЮЩЕЙ
И ЖАРОУПОРНОЙ СТАЛЕЙ
1. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА АУСТЕНИТНОЙ ХРОМОНИКЕЛЕВОЙ
(НЕРЖАВЕЮЩЕЙ) СТАЛИ
Аустенитные хромоникелевые стали получили широкое приме-
1ение в самолетостроении всех стран как конструкционный материал.
Чаще всего встречаются стали с известным составом 18-8 (18% Сг+
г 8% Ni), характерные высокой антикоррозийностью. Способность
утих сталей не ржаветь зависит от присутствия хрома. В зависимости
от назначения стали содержание хрома колеблется от II до 30%.
Нержавеющая сталь применяется чаще всего в виде холодно-
катанных длинных лент и профилей. Нержавеющая сталь является
не только устойчивой по отношению к атмосферным влияниям и хими-
ческим воздействиям, но обладает также высокими механическими
свойствами. Такие свойства сталь получает в результате холодной
прокатки, после которой отпадает необходимость в термической об-
работке по выполнении сварки этой стали.
Нержавеющая сталь 18-8 обладает большой тягучестью и мягкостью
в закаленном состоянии. Сопротивление растяжению этой стали
составляет 56—63 кг^мы1, а удлинение равно 50—60%.
Сопротивление разрыву значительно
повышается благодаря холодной обра-
ботке, причем химическая устойчивость
незначительно снижается.
В табл. 28 показана зависимость
коэфициента крепости и удлинения от
степени нагартовки стали.
Нержавеющие стали типа 18-8 обла-
дают высокой коррозионной стойкостью
только после правильной термической
обработки (нагрев при 1050— 1150° с
быстрым охлаждением в воде или на
воздухе).
При неправильной термической обработке в результате замедлен-
ного охлаждения или же в результате вторичного нагрева при
температуре 500—850° стали типа 18-8 приобретают склонность
к интеркристаллитной коррозии, т. е. к разрушению по границам
зерен.
Сталь 18-8 может быть использована для изготовления фюзеляжей,
крыльев, рулей элеронов, бензобаков и других деталей самолета и его
оборудования.
Термическая обработка, в результате которой образуется аусте-
нитная структура стали, а именно закалка с 1100°, имеет двойную
цель. Сталь становится более прочной и пластичной и углерод пере-
ходит в раствор в гамма-фазе, что является типичными чертами
аустенитной структуры.
При нагреве металла, хотя бы и на короткий отрезок времени,
до температуры 600—750° хром поглощает углерод из твердого рас-
твора с железом и образует карбиды хрома. Карбиды хрома выпадают
202
Фиг. 170. Микроструктура стали
18-8. По границам зерен видны
выпавшие карбиды.
по границам зерен (фиг. 170). Количество выпавших карбидов зависит
от содержания углерода и времени, в течение которого материал на-
ходился в пределах критической температуры. Выпадение карбидов
ухудшает механические свойства материала и его химическую устой-
чивость. По границам зерен отдельных кристаллов металла появляется
коррозия. Следовательно, выпадение
карбидов должно быть предотвра-
щено. Однако снижение содержания
углерода ниже 0,15% нежелательно,
так как это понизило бы механиче-
ские свойства стали.
Таким образом при известном
нагреве нержавеющей стали имеет
место так называемая межкри-
сталлитная коррозия,
т. е. разрушение металла по грани-
цам зерен. При этом следует заме-
тить, что межкристаллитная корро-
зия особенно опасна, так как в усло-
виях эксплоатации ее нельзя обна-
ружить; только при окончательном
разрушении детали устанавливается
настоящая причина разрушения-
В табл. 29 показана степень межкристаллитной коррозии в зави-
симости от процента углерода в стали.
При сварке нержавеющей ста^и
важно в процессе нагрева не вызывать
межкристаллитной коррозии.
Как при газовой атомноводород-
ной, так ид у г о в о й сварке основной
металл нагревается в месте соединения
до точки плавления, и по мере увеличе-
ния расстояния от места сварки посте-
пенно снижается температура. Продол-
жительность времени, в течение которого
эта температура будет сохранена метал-
лом, зависит от толщины основного
металла и скорости сварки. Зона ме-
талла, расположенная параллельно
сварному шву, подвержена на некото-
ром расстоянии от края шва нагреву до
различныхтемператур, в течение време-
адение карбидов; таким образом эта зона
чувствительна к межкристаллитной коррозии. При условии продол-
жительной или интенсивной коррозии эта зона подвергаетсясильному
коррозионному воздействию, в то время как остальная часть основ-
ного металла и сварного шва испытывает воздействие коррозии в
значительно меньшей мере.
Кроме стали 18-8, широкое применение имеют нержавеющие стали
типа ЭИ-119 и ЭЯ-1.
Таблица S9
Углерод в % Степень меж- кристаллитной коррозии в 0,025 мм за 100 часов
0,035 160
0.04 370
0,05 390
0,06 490
0.07 620
0,08 580
0,09 670
0,10 900
0,14 1450
0,20 1750
ни, достаточного вызвать
203
Нержавеющая сталь типа ЭИ-119 имеет следующий химический
состав в %:
С Cr Ni Si _ _____Мп
0,07 и меньше ’ 17—20 ’ 8—10 ’ 0,7 и меньше ’ 0,7 и меньше ’
Применяется эта сталь для деталей, которые после сварки не
могут быть термически обработаны.
Сталь ЭИ-119 хорошо сваривается. Она применяется еще в ка-
честве присадочного материала при сварке. Однако при сварке вы-
хлопных трубопроводов эта проволока не может быть использована,
так как повышенное содержание углерода и отсутствие титана вызы-
вают склонность к межкристаллитной коррозии сварного шва.
Для деталей и конструкций, работающих при нагреве температуры
500—900°, эта сталь может быть использована в качестве присадочного
металла или основного материала, так как в этом интервале темпера-
туры она почти не приобретает склонности к межкристаллитной
коррозии.
Нержавеющая сталь типа ЭЯ-1 имеет следующий химический
состав в %:
С Cr Ni Si Мп
0,14 и меньше ’ 17—20 ’ 8—10 ’ 0,7 и меньше ’ 0,7 и меньше
Эта сталь применяется как конструкционный материал для деталей
самолета, дирижабля, гидросамолета.
Сталь ЭЯ-1 хорошо сваривается, но при нагреве в интервале
500—900° приобретает склонность к межкристаллитной коррозии,
и поэтому после сварки необходима закалка ее с 1080 до 1150° с охла-
ждением в воде или на воздухе. Если применить точечную и ролико-
вую сварку с коротким временем выдержки, то можно термообработку
после сварки не применять.
Для определения наличия склонности к межкристаллитной кор-
розии стали 18-8 после сварки применяют следующее испытание.
Сварные пластинки закладывают в колбу Эрленмейера (с обратным
холодильником), наполненную следующим раствором: медный ку-
порос, растворенный в одном литре воды, и 55 CjW3 серной кислоту,
(удельный вес 1,84).
Испытание образцов продолжается 48 часов для стали толщиной
менее 2 мм и 72 часа для стали толщиной более 2 мм, причем
раствор подогревается до кипячения. По изменению металличе-
ского звука, издаваемого образцом при падении на каменную
или мраморную плиту, судят о наличии межкристаллитной коррозии.
Сталь с межкристаллитной коррозией теряет металлический звук
и не обладает пластичностью и при изгибе на 90° дает трещины.
Единственным методом неразъемного соединения конструкций
из нержавеющей стали, дающим хорошие результаты, являются
точечная и роликовая сварки. Эти виды сварки не только обеспечивают
прочное соединение, но и делают возможным сохранение всех ценных
свойств нержавеющей стали.
Точечная и роликовая сварки нержавеющей стали применяются
при изготовлении как отдельных, так и целых конструкций.
У нас в Союзе с 1930 г. уже ведутся работы по точечной и ролико-
вой сварке нержавеющей стали ив 1931 г. был построен цельносвар-
204
ной самолет (Сталь-2) с помощью точечной и роликовой сварки из
нержавеющей стали. С тех пор был изготовлен еще ряд других метал-
лических сварных конструкций.
2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ЖАРОУПОРНЫХ СТАЛЕЙ
Жароупорными сталями называются стали, которые продолжи-
тельное время выдерживают температуру выше 600° без разрушения.
Эти стали обладают сопротивлением образованию окалины. Такая
сопротивляемость обусловлена образованием на поверхности металла
защитного плотно прилегающего слоя окислов.
Аустенитная хромоникелевая сталь используется не только как
конструкционный материал, но и как жароупорная сталь для изго-
товления коллекторов для выхлопных газов.
Коллекторы выхлопных газов двигателя подвергаются действию
высоких температур отходящих газов, что может вызвать газовую
коррозию металла.
Добавление титана, имеющего большее сродство с углеродом,
чем хром, к нержавеющей стали снижает склонность этой стали
к межкристаллитной коррозии.
Нагрев стали с присадкой титана до интервала температуры 600—
750° вызывает выпадение карбидов с большим содержанием титана.
Выделившиеся карбиды могут содержать и некоторое количество
хрома, однако зоны, находящиеся вокруг карбидных частиц хрома,
теперь менее чувствительны к коррозии, вследствие чего повышается
коррозионная сопротивляемость стали.
Наибольшее распространение у нас имеет жароупорная хромо-
никелевая сталь типа ЭД-1Т, имеющая следующий химический
состав в %:
С Cr Ni Si Мп Ti
□714 и меньше" ’ "17—20 ' 8—10 ’ 0?7 ’ 0?Г ’ 0“,70 ‘
Эта сталь применяется для изготовления громоздких деталей
без термической обработки сварных швов, так как она нечувстви-
тельна к межкристаллитной коррозии при сварке и нагреве. Из этой
стали изготовляют патрубки и коллекторы выхлопной системы
мощных авиамоторов.
От предыдущих сталей она отличается по своему содержанию
титана, который вводится в количестве в 5 раз большем, чем эффектив-
ное содержание углерода (т. е. свыше 0,03%), принимающего участие
в образовании карбидов для предотвращения межкристаллитной
коррозии при нагреве в интервале температуры 500—850°.
Для сварки жароупорной нержавеющей стали типа ЭЯ-1Т при-
меняется проволока следующего химического состава в %:
С Сг Ni Si Мп Ti
0,10 ’ 17—20 ’ 8—10 ’ 1,2 и меньше ’ 0,7 и меньше ’ 0,5—0,8
Для определения наличия склонности стали ЭЯ-ТТ и ЭИ-119
к межкристаллитной коррозии применяют тот же метод, что и для
стали 18-8. Однако образцы перед испытанием нагреваются в рас-
творе в течение 2 час. при температуре 650° с последующим охлажде-
нием на воздухе.
205
Поскольку нержавеющие стали содержат большой процент ни-
келя (до 8%), являющегося импортной присадкой, то в последнее
время сделана попытка заменить эти стали аналогичной по своим
физико-механическим свойствам сталью, содержащей меньший про-
цент никеля. -Такой сталью является хромомарганцовоникелевая
сталь типа ЭИ-100.
Эта сталь в холоднокатанном состоянии обладает следующими
механическими свойствами:
1) Коэфициент крепости ............. 134—138 кг/мм2
2) Удлинение.........................до 20%
3) Число перегибов.................. 3
Структура стали аустенитная.
Как и у хромоникелевой стали, повышение содержания углерода
вызывает увеличение склонности к межкристаллитной коррозии.
При нагреве в интервале температур 500—900° хромомарганцо-
воникелевая сталь приобретает склонность к межкристаллитной кор-
розии.
Технологический процесс изготовления профилей и деталей из
этой стали ничем не отличается от такового нержавеющей стали.
Как и для нержавеющей стали, основным видом сварки является то-
чечная и роликовая сварка. Газовая и дуговая сварка без последу-
ющей термической обработки сварной детали невозможна, так как
высокая температура нагрева резко снижает механические свойства
основного металла рядом со сварным швом и создает склонность
к межкристаллитной коррозии.
Прочность сварной точки, полученной на машине АТН-25 для
материала толщиной 0,8 мм, не уступает прочности точки, получен-
ной при сварке нержавеющей стали типа 18-8. Обе стали могут быть
сварены вместе в конструкциях точечной сваркой без понижения
механических свойств. Пластичность точки также не уступает пла-
стичности точки стали типа 18-8. Коррозионная стойкость сварных те-
чек в атмосферных условиях такая же высокая, как устали типа 18-8.
Ф у р о д и т является жароупорной сталью ферритового класса.
От уже известных жароупорных сталей (ЭД-1Т) фуродит отличается
тем, что не содержит импортных присадок.
Химический состав стали в %:
С Мп Si Cr Ni Р S .
до 0,05 ’ до 0,34 ’ до 1,15 ' до 25 ’ до 0,53 ’ до 0,014 ’ до 0,015
Механические свойства стали:
1) Коэфициент крепости............ 53,0 кг!мм-
2) Удлинение....................... до 22%
Для данной стали целесообразно применять точечную и роликовую
сварку. В этом случае имеет место незначительное снижение проч-
ности основного материала (не более 10%). Прочность сварной точки
равна для материала толщиной 1 мм 593 кг (разрушающее усилие).
Прочность сварного соединения при роликовой сварке равна при-
мерно 47 кг)мм2.
Точечная сварка стали фуродит может быть осуществлена ш’..
машинах малой мощности 8 и 16 kVA.
206
Роликовая сварка может быть осуществлена на машинах АШ-20
и АШ-50 при тех же режимах, что и для стали нержавеющей типа 18-8.
Сталь фуродит поддается и газовой сварке, однако ее применение
нецелесообразно, так как она вызывает значительное снижение меха-
нических свойств стали (до 50%). В результате сильного нагрева при
газовой сварке сталь фуродит приобретает в переходной зоне большую
хрупкость. Зона термического влияния при газовой сварке распро-
страняется на 8—10 мм и характеризуется сильно разросшимися кри-
сталлами феррита. Термическая обработка не восстанавливает перво-
начальных механических свойств основного материала, так как сплав
фуродит не имеет превращений.
Кроме стали фуродит, в качестве заменителей жароупорных сталей
применяются еще сталь с ил ьх ром и сталь хромсиаль..
Химический состав стали с и л ьх р ом в %:
С Мп Si Сг р s
до 0,13 ’ до 0,42.’ до 2,72 ’ до 10,3 ’ 1до 0,019 ' до 0,016 '
Механические свойства стали:
1) Коэфициент крепости ........... около 57,0 кг[ммг
2) Удлинение .......................до 20%
Эта сталь относится к полуферритовому классу. Она поддается
одинаково успешно всем видам сварки. При газовой сварке следует
применять нейтральное пламя. Применение восстановительного пла-
мени замедляет и затрудняет процесс сварки. Сварку необходимо
осуществить по возможности быстро во избежание проплавов. Наклон
горелки к свариваемому изделию не более 15—20°. В качестве сва-
рочной проволоки можно применять как основной материал, так и
проволоку из стали ЭЯ-1Т. Под влиянием сварочного тепла в пере-
ходных зонах основного металла имеет место закалка на воздухе,
типичная для хромистых сталей. Переходная зона, равна 4—5 мм\
структура ее двухфазная: феррит — перлит. Твердость переходной
зоны примерно на 20% выше твердости основного металла до сварки.
Для устранения внутренних напряжений и закаленных переход-
ных зон необходимо сварное изделие подвергнуть отпуску при
температуре 780° в течение двух часов для материала толщиной
1 — 1,5 мм. Охлаждается изделие на воздухе.
Точечная и роликовая сварка осуществляется на тех же машинах
и режимах, что и сталь 18-8. Коэфициент крепости сварного шва при
газовой сварке равен 75 кг] мм2 без термической обработки и до
50 кг!мм? после термической обработки. Прочность сварной точки
высокая. Разрушающее усилие для материала толщиной 1 мм равна
850 кг. Прочность сварного шва, выполненного роликовой сваркой,
не уступает прочности основного материала.
Химический состав стали хромсиаль в %:
С_ Мп Si _ Сг Ni _________________________Ai___ Р S
до 0,09 ’ до 0,51 ’ до 1,46 ’ до 8,75 ’ до 0,26’ до 0,68 ’ 0,015’ 0,015 ‘
Механические свойства стали:
1) Коэфициент крепости.............. около 50,0 кг 1мм2
2) Удлинение....................... 21—28%
207
Сталь х р о м с и а л ь одинаково успешно поддается всем видам
сварки. При газовой сварке следует применять науглероживающее
пламя. Нейтральное пламя дает худшие результаты. Конус ацетиле-
нового пламени должен быть около 5 мм. В качестве присадочного
материала целесообразно применять проволоку из стали ЭЯ- 1Т. При-
менение проволоки из основного материала нецелесообразно, ввиду
его тугоплавкости.
Сталь хромсиаль, как и сталь сильхром, склонна к закалке
в процессе сварки.
Твердость переходных зон выше твердости основного металла
при сварке. Для устранения закаленных переходных зон и для сня-
тия внутренних напряжений необходимо применять после сварки
термообработку изделий. Режим термообработки тот же, что и для
стали сильхром.
Точечная и роликовая сварка осуществляется на тех же машинах
и режимах, что и стали типа 18-8. Время прохождения тока при сварке
может быть для этой стали увеличено почти в два раза без ущерба
для качества сварки. Коэфициент крепости сварного шва при газовой
сварке равен 63 кг]мм2. Прочность сварной точки высокая. Разру-
шающее усилие для материала толщиной 1 мм равно 856 кг.
Прочность сварного шва, выполненного роликовой сваркой, не
уступает прочности основного материала.
3. ТОЧЕЧНАЯ и РОЛИКОВАЯ СВАРКА НЕРЖАВЕЮЩЕЙ СТАЛИ
Ввиду того что электрическое сопротивление нержавеющей ау-
стенитной стали в несколько раз превышает сопротивление обычной
углеродистой стали, то при прохождении одной и той же силы тока
тепло в массе металла образуется быстрее, чем при сварке углероди-
стой стали. Поэтому возможно использование тех же машин, что и
при сварке малоуглеродистой стали, т. е. АТН-8 и АТН-16. Преры-
ватели целесообразно применять синхронные.
Давление должно быть сравнительно высоким, чтобы обеспечить
хороший контакт и быстрое удаление тепла из шва через электроды.
Давление можно определить по следующей эмпирической зависи-
мости:
P-4J2,
Р — давление в кг! мм2;
d — диаметр электрода в мм.
Обычно величина применяемого давления не менее 5 кг}мм\
Время прохождения тока при сварке нержавеющей стали должно
быть значительно меньше, чем при сварке малоуглеродистой стали,
с тем чтобы избежать выпадения карбидов, вследствие длительного
нагрева в опасном интервале температур для этой стали (600—750°).
В табл. 30 дается время выдержки в зависимости от толщины
материала.
Диаметр точки и тем самым площадь, подвергающаяся воздей-
ствию сварочного тепла, при сварке нержавеющей стали значительно
меньше, чем при сварке малоуглеродистой стали. Средний диаметр
точки равен 2,5—3,5 мм.
208
Таблица 30
Зависимость времени сварки от толщины материала
I
2
Толщина свариваемой
стали в мм..............
Время сварки в се-
кундах .................
0,20 0,75
0,01 0,02
1,00 1,50 2,00
0,10 0,15 0,20
Толщина металла, разогретого под воздействием сварочного тепла,
не должна превышать 70—80% общей толщины обоих свариваемых
листов.
Отсутствие цветов побежалости на поверхности точки и других
видимых дефектов говорит о ее хорошем качестве.
Помимо повышенного давления и
короткого времени выдержки точечная
и роликовая сварки нержавеющей стали
ничем не отличаются от сварки мало-
углеродистой стали.
Фиг. 171. Точечная сварка сложного Фиг. 171а. Схема сварки с при-
лонжерона из нержавеющей стали. способлением «лягушкой».
Ниже дается процесс точечной сварки полок лонжерона, состоящих
из трех профилей сложной формы (фиг. 171). Профили привариваются
друг к Другу при помощи точечной сварки и образуют, таким образом,
жесткую и легкую конструкцию. Толщина свариваемого материла
0,4—-0,5 мм.
Так как длина лонжерона не позволяет осуществить сварку всех
швов на обычной стационарной машине, то сварка шва № 4 (фиг. 171)
выполняется при помощи специального приспособления, которое
устанавливается между профилями, создавая хорошую опору для
осуществления давления и хороший контакт в месте касания приспо-
собления с профилем. Нижний электрод имеет при этом форму про-
филя, что обеспечивает более хороший контакт по большой площади
соприкосновения.
Несмотря на то, что прерыватель обеспечивает короткое время
выдержки, необходимое при сварке нержавеющей стали, все же
целесообразно сварить образцы и разрушить их, чтобы убедиться,
что выбранный режим действительно является оптимальным.
Поплавко— 3 8 9—14
209
4. ГАЗОВАЯ СВАРКА ЖАРОУПОРНОЙ СТАЛИ
Ввиду того что аустенитная жароупорная сталь мало подвержена
межкристаллитной коррозии, последняя может быть сварена не
только контактной сваркой, но и газовой.
Фиг. 172. Коллектор из жароупорной стали, сваренный
из двух половинок труб;
Заготовки для коллекторов (в виде половинок труб) поступают
в сварочный цех (фиг. 172). Из половинок свариваются куски труб,
из которых потом собирают кольцо или длинную трубу'с патрубками
(фиг. 173).
Фиг. 173. Коллектор, сва репный ^газовой сваркой.
До сварки заготовки тщательно прихватываются в тисках газовой
прихваткой. Расстояние последних друг от друга 10—15 мм. Газовая
прихватка осуществляется голой проволокой одинакового с основным
металлом химического состава.
Продольные швы штампованных секций коллектора накладываются,
отступя от края на 15—20 мм по направлению сварки, и ведутся
непрерывно до конца. Закончив соединение, сварщик возвращается
к началу шва и сваривает его в обратную сторону. Такой порядок
обеспечивает получение доброкачественного соединения без трещин.
При осуществлении сварки от одного конца до другого неизбежно
появление трещин рядом со швом или по шву.
210
Таблииа 3
[Данные для выбора [наконеч-
ника горелки для сварки коллек-
торов приведены в табл. 31.
Пламя горелки в работе долж-
но быть нейтральным и должно
строго регулироваться в процессе
сварки.
При избытке ацетилена углерод
будет поглощаться расплавленным
металлом, что приведет к пониже-
Толщина стали В JKjW Ne нако- нечника । Толщина стали в мм Ne нако- ; нечника
0,5+0,5 00 0,84-1,5 00
0,5+1,0 00 1,04-1,0 00
0,8+0,8 00 1.544,5 0
* 1,5+1,5 0
нию сопротивления зоны рядом
со сварным швом межкристаллит-
ной газовой коррозии и развитию повышенной хрупкости.
Избыток кислорода ведет к образованию тугоплавких окисей и
пористости сварного шва.
Внешне красивый и доброкачественный шов может быть получен
при использовании флюса. Флюс изготовляется из равных весовых
частей жидкого стекла, борной кислоты и буры и наносится в виде
пасты на кромки с наружной и, по возможности, с нижней стороны
кромок. Нанесенная на кромки паста должна сохнуть в течение 15—
20 минут и не должна наноситься непосредственно перед сваркой.
Угол наклона сварочной горелки к свариваемой поверхности со-
ставляет не менее 45—50° по отношению к свариваемой детали. Угол
между присадочной проволокой и горелкой составляет 90°. Сварщик
производит горелкой небольшие прямолинейные колебательные дви-
жения вперед. Сварка осуществляется быстро, без перерывов,
чтобы избежать коробления.
Контроль сваренных таким образом швов осуществляется на-глаз
по внешнему виду. При хорошей сварке должен быть проплав с об-
ратной стороны, цвет хорошо выполненногосварногошва—темный, не
блестящий. Блестящий сварной шов говорит о хрупкости. Детали
после сварки не подвергаются термической обработке. Коробление
отдельных заготовок устраняется правкой молотком.
Образующиеся в' сварном шве свищи могут быть устранены про-
ковкой или подваркой.
В настоящее время коллекторы свариваются исключительно га-
зовой сваркой (фиг. 173), но для них успешно могут быть использо-
ваны точечная и роликовая сварки. Эти виды сварки значительно
повысят производительность, а главное повысят качество сварного
соединения.
Режимы сварки в этом случае те же, что и при сварке нержавею-
щей стали, применяемой в качестве конструкционного материала.
ГЛАВА VIII
СВАРКА ЛЕГКИХ СПЛАВОВ, ПРИМЕНЯЕМЫХ В МЕТАЛЛИ-
ЧЕСКОМ САМОЛЕТОСТРОЕНИИ
А. ХИМИЧЕСКИЙ СОСТАВ И СВОЙСТВА ЛЕГКИХ СПЛАВОВ
Стремление к уменьшению веса самолета при условии обеспече-
ния высокой прочности его конструкции привело к применению лег-
ких сплавов на алюминиевой и магниевой основе.
Алюминий имеет широкое применение не только в самолетострое-
нии, но и в автостроении, вагоностроении и, в особенности, в постройке Д
аппаратуры для химической промышленности. 1
У нас в СССР самолетостроение в основном ориентируется на а
дуралюминий и другие сплавы на алюминиевой основе. Это пред- -
почтение алюминия и его сплавов объясняется не только малым удель-
ным весом этих сплавов, но и большими технологическими преимуще-
ствами.
Большим достоинством алюминия и его сплавов, по сравнению
со сталью, является то, что он поддается прокатке в форме листов,
профилей и труб или же отливке, кроме того, алюминиевые сплавы
легко поддаются обработке и обладают хорошей свариваемостью.
Несмотря на сравнительно широкое распространение алюминия
и его сплавов в машиностроении, сварка этих сплавов начала приме-
няться только в последние годы, постепенно вытесняя клепку.
Физико-механические свойства алюминиевого сплава меняются
в зависимости от его химического состава, степени нагартовки в про-
цессе его изготовления, а для некоторых сплавов также и от термо-
обработки.
Различаются Две основных группы алюминиевых сплавов: 1) про-
катанные алюминиевые сплавы и 2) литые алюминиевые сплавы.
Прокатанные алюминиевые сплавы, в свою очередь, разделяются
на: а) нагартованные и б) термически обработанные.
Механические свойства нагартованных алюминие-
вых сплавов зависят от степени нагартовки в процессе его
изготовления. С увеличением степени нагартовки повышается и
коэфициент крепости. К таким сплавам относятся сплавы 2-S, Б-95
(АМЦ) магналий 52-S. Прочность сварных соединений этих материа-
лов, выполненных газовой и дуговой сваркой, равна прочности сплава
при отжиге в результате влияния сварочного тепла при сварке.
Механические свойства термически обработанных
алюминиевых сплавов благодаря этой обработке зна-
212
чительно повышаются по сравнению с первой группой. К этим спла-
вам относятся дуралюминий и сплав 53-S.
Все алюминиевые сплавы поддаются в большей или меньшей сте-
пени сварке. Первоначально для них применялась исключительно
газовая сварка. Одиако сравнительно большая продолжительность
нагрева металла, требующаяся при газовой сварке, вызывает измене-
ние механических свойств алюминиевых сплавов и тем самым снижает
механическую прочность металла. Это снижение механической проч-
ности алюминиевых сплавов различно в зависимости от степени на-
гартовки и вида термической обработки.
Наименьшее снижение прочности имеет место для отожженных
алюминиевых сплавов.
Наибольшее снижение прочности имеет место при газовой сварке
высокопрочных алюминиевых сплавов в состоянии закалки. В этом
случае снижение прочности в зонах нагрева до 180—350° равно 50%
прочности основного материала. Объясняется это тем, что при ука-
занных температурах происходит отжиг металла и, следовательно,
изменение структуры металла, а также растворение составляющих
сплавов, что влияет на свойства сварного соединения.
Технический алюминий и сплавы Б-95 и 53-S находят широкое
применение в самолетостроении, а также для аппаратуры в химиче-
ской и пищевой промышленности, потому что они слабо поддаются
влиянию химических реагентов. Кроме того, необходимо отметить,
что вес конструкций, изготовленных из этих сплавов, на 25% меньше
равнопрочных стальных.
Сплав на магниевой основе (электрон) является одним из наиболее
легких сплавов. Удельный вес электрона составляет 1,8 кг/см3, темпе-
ратура плавления 650°.
Физико-механические свойства сплавов на магниевой основе ме-
няются в зависимости от его химического состава, степени нагартовки
в процессе их изготовления.
Имеются две основных группы этих сплавов:
1) литые магниевые сплавы и
2) сплавы для обработки давления.
В чистом виде металлический магний в качестве конструкцион-
ного материала не применяется, вследствие низких механических
свойств (коэфициент крепости 10—12 кг/мм2 и удлинение 4—5%).
Применение различных ингредиентов (цинк, алюминий, марганец
и др.) повышает механические свойства сплава. В среднем электрон
дает в отожженном состоянии коэфициент крепости около 27 кг]мм1
и удлинение около 13%. В нагартованном состоянии коэфициент кре-
пости равен примерно 35 кг^, а удлинение 2%.
Недостатком сплавов на магниевой основе является их большая
склонность к коррозии под действием морского воздуха и воды.
В обычных условиях в атмосфере сухого воздуха электрон не кор-
родирует. Как и алюминий, он покрывается пленкой окиси, предохра-
няющей его от действия сухого кислорода.
В самолетостроении применяют электрон двух типов: с присад-
кой цинка и без цинка, но с присадкой марганца. Первый сплав под-
дается только контактной сварке, второй—всем видам сварки.
213
Огромный объем работ в изготовлении металлического самолета
падает на обработку и соединение деталей из алюминиевых сплавов.
Низкий коэфициент крепости чистого алюминия (8—12 кг/мм'1)
чрезвычайно ограничивает возможность его применения. Использо-
вание различных ингредиентов (медь, магний, кремний и др.) в алю-
минии значительно повышает коэфициент крепости.
Применяющиеся в самолетостроении такие алюминиевые сплавы,
как дуралюминий, магналий, сплавы 52-S, 53-S и Б-95, поддаются
сварке.
1. ДУРАЛЮМИНИЙ
Дуралюминий является одним из наиболее распространенных
алюминиевых сплавов.
1) Коэфициент крепости: отожженный. . . . 18—25 кг/мм2
закаленный .... 38—42 кг/мм2
2) Удлинение: отожженный . . . 12—18%
закаленный . . . 15—22%
Дуралюминий имеет следующий химический состав в %:
Си Mg Мп Fe Si Zn
4-5 ’ 0,5 — 0,8 ’ 0,5 —0,8’ <0,7 ’ < 0,7 ’ <0,1
Sn Al
<0,1 ' остальное
Сплав подвергается термической обработке.
Для дуралюминия отпадает возможность применения газовой
сварки. Детали этого материала возможно изготовлять исключительно
при помощи контактной сварки (роликовой или точечной). Эти виды
сварки обеспечивают прочное сварное соединение с хорошей сопро-
тивляемостью коррозии. Дуралюминий, сваренный точечной или
роликовой сваркой, может быть использован для изготовления дета-
лей, несущих нагрузку.
2. СПЛАВ 52-S
Сплав 52-S имеет следующий химический состав в %:
Мп Сг _ А1
< 2,5 ’ 0,25 ’ остальное
Механические свойства сплава 52-S следующие:
1) Коэфициент крепости (в кг/мм2): отожженный.......22,0
при 50% нагартовки 24,0
при 75% нагартовки 26,0
2) Удлинение в %: отожженный..........‘............20,0
при 50% нагартовки................8,0
при 75% нагартовки................4,0
От остальных алюминиевых сплавов этот сплав отличается высо-
ким пределом усталости.
Присутствие кремния в этом сплаве в пределах 0,33—0,6%
при наличии железа от 0,3 до 0,4% незначительно снижает коэфициент
крепости основного металла. Так, при содержании кремния 0,3%
коэфициент крепости равен 19,3 кг) мм2, а при 0,6%—17,3 кг/мм1.
214
Вязкость по Эрриксену в первом случае равна 7,35 мм, а во втором
случае равна 7,51 мм.
Содержание железа в сплаве от 0,18 до 0,3% незначительно
изменяет коэфициент крепости основного материала и вязкость,
но резко повышает коэфициент крепости сварного шва (с 15,9 до
20,3 кг[мм2) и вязкость по Эрриксону (с-4,9 до 6,6 мм).
Увеличение процентного содержания хрома в этом сплаве
выше 0,25%, а именно, 0,3—0,4%, не изменяет механических свойств
основного металла, а также не ухудшает механических свойств свар-
ного шва и вязкости.
Наличие кремния и железа в сумме до 0,7% в этом сплаве
не изменяет механических свойств основного металла. Сварной шов
незначительно меняет свой коэфициент крепости, но резко снижает
вязкость по сравнению со сплавом, не содержащимв таком количестве
железо и кремний (С 7Т5 до 5,4 лш).
Сплав 52-S не меняет своих механических свойств при термиче-
ской обработке, и потому он легко поддается сварке. Обычно этот
сплав применяется в нагартованном состоянии, и при газовой сварке
зона, прилегающая' к сварному шву, на расстоянии 3—4 толщин
свариваемого материала теряет свои механические свойства. Более
совершенные результаты дает точечная и роликовая сварка этого
сплава’.
Для всех видов сплава сопротивление разрыву при газовой сварке
равно до 20 кг}мм2. При точечной сварке разрушающая нагрузка
на точку равна 200—250 кг.
Сплав 52-S более чувствителен к нагреву при газовой сварке,
чем алюминий. Лучшим типом шва для этого сплава является стыко-
вой шов, получить шов другого типа — очень сложно, так как после
газовой сварки наблюдается образование трещин в основном мате-
риале.
3. СПЛАВ 53-S’1
Сплав 53-S имеет следующий химический состав в %:
Si Мп Cr А1
<0,7 ’ < 1,25 ’ <0,25 ’ остальное
Механические свойства этого сплава следующие:
Отожен- Закален-
ный ный
1) Коэфициент крепости в кг/мм2 ... 13 20
2) Удлинение в %................... 22 20
После
искусствен-
ного сгорания
25
10
Обычно этот сплав применяется в термически обработанном со-
стоянии. Нагрев при сварке вызывает выпадение из твердого раствора
составляющих сплава, что влияет на свойства сварного соединения.
Нагрев при сварке не уничтожает полностью структуры термически
обработанного материала. Прочность сварного соединения зависит
от длины и типа сварного шва, а также от количества подводимого
тепла.
При точечной сварке разрушающая нагрузка на точку для за-
каленного сплава (толщиной 1—1,2 мм) достигает 350 кг.
215
4. СПЛАВ Б-95 (АМН)
Сплав АМЦ (Б-95) имеет следующий химический состав в %: I
____________ Мп Fe Si Al I
1,25 — 3,00 ’ 0,3 ’ 0,35 ’ остальное ' Ч
Механические свойства сплава меняются в зависимости от степени
нагартовки, а именно:
1) Коэфициент крепости в кг/лм<2:
при 50% нагартовки...........................до 20,0
при 75% нагартовки .......................до 21,0
2) Удлинение в %:
при 50% нагартовки........................... 6—8
при 75 % нагартовки ...................... 5—8
Сплав обладает хорошей свариваемостью и высокой устойчивостью
против коррозии и хорошо штампуется. Поэтому он нашел широкое
применение в самолетостроении.
Увеличение процента содержания кремния в сплаве повышает
коэфициент крепости и незначительно снижает вязкость основного
материала, что видно из табл. 32.
Таблица 32
Изменение процента Si Коэфициент крепости основного материала в Глубина продавли- вания основного материала в мм Коэфициент крепости при сварке в кг/мм* Вязкость по Эрриксону
0,4 12,9 7,9 13,2 8,0
0.6 13,6 7,7 14,7 7,7
0.8 14,1 7,6 15,3 7,5
крепости
сварного шва также возрастает от 13 до
Коэфициент
15 кг]мм2', вязкость же понижается незначительно, следовательно,
наличие кремния в сплаве Б-95 оказывает благоприятное влияние
на свариваемость.
При газовой сварке коэфициент крепости сварного шва,
выполненного газовой сваркой, равен И—13 кг] мм2. Зона отжига
основного материала при газовой сварке имеет пониженные механи-
ческие свойства (коэфициент крепости 11—12 кг/мм2)-
При точечной сварке сплава разрушающая нагрузка
на точку материала толщиной 1 мм равна 94—ЮЗ кг при 50% нагар-
товки и 100—108 кг при 70% нагартовки.
При роликовой сварке коэфициент крепости составляет
12-^-15 кг]мм2 для сплава с 50% нагартовки и 12—16 кг] мм2 при 70%
нагартовки. Разрушение при испытании сварных швов происходит
в зоне отжига.
Присадка магния к техническому алюминию, имеющему коэ-
фициент крепости 11 кг] мм2 и вязкость по Эрриксону 9,4, повышает
коэфициент крепости, но понижает вязкость основного металла. На-
216
пример, при содержании 2% Мп коэфициент крепости сварного шва
равен 17,6 кг!мм2 и вязкость 5,3 мм, а при содержании 2,5 Мп коэфи-
циент крепости составляет 18,1 кг/мм2, а вязкость 5,9 мм.
Присадка марганца к алюминию повышает коэфициент кре-
пости основного металла.
В зависимости от содержания марганца (до 0,8%) в алюминиевых
сплавах с магнием (2,5%) коэфициент крепости возрастает от 18 до
23 кг}мм2, а вязкость от 6 до 7,4 мм.
5. СПЛАВ МАГНАЛИЙ
Магналий имеет следующий химический состав в %:
Mg Мп Si Fe Al
7,8 —8,2’ 0,7—0,9’ <0,8 ’’ <0,8 ’ остальное
По своим механическим свойствам этот сплав в незначительной
степени уступает дуралюминию (коэфициент крепости в отожжен-
ном состоянии равен до 34—36 кг/л/м2). Удлинение равно 20—24%.
В полунагартованном состоянии коэфициент крепости45—47 кг/мм2
и удлинение 12—15%; Удельный вес магналия ниже, чем у дуралю-
миния, а именно 2,65—2,7.
Сплав магналий хорошо штампуется. Коррозионная устойчивость
магналия выше, чем дуралюминия.
Коэфициент крепости сварного шва при газовой сварке равен
для отожженного материала 28 кг/мм2.
При точечной сварке разрушающая нагрузка на точку равна:
для 1 мм......... 150—170 кг
для 1,5 мл(........ 250—300 кг
для 2 мм......... 300—450 кг
6. ЭЛЕКТРОН
Сплав электрон на. магниевой основе является одним из наиболее:
легких сплавов; его удельный вес составляет 1,8 г/см3-
В настоящее время получили применение два сорта электрона.
Химический состав их несколько отличается друг от друга.
Химический состав первого сплавав % следующий:
Al Fe
0,04 ’ 0,05 ’
Si
0,05 ’
1 7~ остальные примеси ниже 0,5;
второго сплава:
А1 _ Zn Мп Ts Bi _
6 — 7 ’ 0,8 —1,2 ’ 0,2 — 075’ 0,2 —0,4’ 0,01—0,03 ’
Fe Si
ниже 0,1 ’ 0,1 ’
остальные примеси ниже 0,5%.
Механические свойства также различны для обоих сплавов,
а именно:
Первый сплав:
1) Коэфициент крепости . . ....... 20—24 кг/мм2
2) Удлинение....................... 7—11%
217
Вт о рой с пл а в:
1) Коэфициент крепости в кг/мм2...... 28—32
2) Удлинение в% .................... 10—14
Первый сплав обладает хорошей свариваемостью всеми видами
сварки, в частности, поддается хорошо газовой и точечной сварке.
Коэфициент крепости сварного шва, выполненного газовой свар-
кой, до 22 кг/мм2. Второй сплав хорошо поддается точечной
сварке, но плохо сваривается газовой сваркой, вследствие выгорания
цинка.
Электрон может быть успешно использован не только для
малоответственных деталей самолетов, но и для ответственных сварных
конструкций сухопутных самолетов; для деталей гидросамолетов
сплав неприменим, так как легко корродирует от морской воды.
Электрон может быть использован также для маслобаков и для
баков, предназначенных для чистого бензина, наличие специальных
смесей в бензине вызывает интенсивную коррозию электрона, поэтому
для таких баков его использовать без специальных мер предосто-
рожности нельзя.
Б. ТЕХНОЛОГИЯ И ОСОБЕННОСТИ СВАРКИ ЛЕГКИХ
СПЛАВОВ
1. ГАЗОВАЯ СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
Сварка алюминия по сравнению со сваркой мягкой стали значи-
тельно сложнее вследствие следующих свойств алюминиевых сплавов:
1) низкой температуры плавления,
2) сравнительно высокой теплопроводности,
3) большого значения коэфициеита теплового расширения,
4) интенсивной окисляемости с образованием тугоплавких окислов,
5) низкой критической температуры,
б) рекристаллизации,
7) укрупнения структуры при быстром охлаждении,
8) хрупкости при повышенных температурах,
9) резкого падения механической и химической устойчивости
в результате попадания в металл шва посторонних примесей.
Первоначально при применении чистого алюминия сварка произ-
водилась кузнечным способом, при котором нагрев до сварочной
температуры производится горелкой, соединение же свариваемых
деталей осуществляется ударами молотка в пластично-тестообразном
состоянии металла на предварительно подогретой наковальне. Таким
образом получались швы внахлестку. Однако этот способ очень
дорог, и, кроме того, ему поддается только чистый алюминий.
Для алюминиевых прокатных и листовых сплавов кузнечная
сварка неприменима. При газовой сварке этих материалов столкнулись
со следующими затруднениями: при сварке легко образовывалась
и плохо плавилась окись алюминия, которая значительно ухудшает
качество соединения.
Первоначально при применении газовой сварки алюминий свари-
вали водороднокислородным пламенем. При этом не пытались устра-
нить пленку окиси алюминия, вследствие чего получалось недоста-
218
точное соединение присадочного материала с основным. Сварку можно
было осуществить благодаря пудлингованию наплавленного металла.
Однако, несмотря и на это, полученные сварные соединения обладали
недостаточной прочностью.
Только с появлением в 1910 г. флюсов в виде порошков, паст
и жидкостей, мешающих образованию окислов алюминия, удалось
получить безукоризненные сварные соединения почти всех сплавов
алюминия.
Дальнейшее улучшение было достигнуто использованием водород-
ной горелки. За этим следовала и параллельно развивалась ацетиле-
новая сварка.
Водородная и ацетиленовая газовая сварки могут быть использо-
ваны для самых различных толщин алюминиевых сплавов. Получен-
ный шов чист, и при желании можно его осуществить так, что он
становится незаметным, ,
а. Сварочная проволока и флюсы
Технический алюминий и сплав Б-95 обычно варятся алюминиевой
проволокой, но такие сплавы, как 52-S, 53-S и дуралюминий, должны
вариться проволокой АН, содержащей 5% кремния.
Сварные швы, выполненные проволокой с 5% кремния, имеют
после термической обработки значительно меньший коэфициент кре-
пости, чем основной металл.
В тех случаях, когда детали свариваются, в приспособлении необхо-
димо использовать также проволоку АК, и это независимо от свари-
ваемого сплава. Эту же проволоку применяют при сварке сплавов вы-
сокой прочности, поскольку они более красноломки, чем чистый
алюминий.
Проволока АК, имеющая, как сказано, присадку кремния,
сплавляется со всеми алюминиевыми сплавами и обладает хоро-
шей коррозионной. устойчивостью и прочностью. Благодаря до-
вольно низкой точке плавления и большему интервалу плавления
этой проволоки металл шва в расплавленном или в пластическом
состоянии остается дольше, чем основной металл, и заполняет пустоты,
которые могут образоваться вследствие сжатия свариваемых частей
при охлаждении их. Шов, выполненный проволокой АК, некрасно- '
ломок и в то же время в интервале температуры ниже точки плавле-
ния обладает хорошей вязкостью и прочностью и, следовательно,
хорошо противостоит сварочным напряжениям.
В тех случаях, когда после сварки применяется термообработка,
следует использовать алюминиевую проволоку, содержащую только
2% кремния- Сварной шов, выполненный такой сварочной проволо-
кой. поддается последующей термической обработке.
При сварке обычно пользуются проволокой, диаметр которой при-
ближается к толщине свариваемого материала.
До начала сварки как кромки шва, так и сварочная проволока
толсто обмазываются флюсом в виде пасты. Для этого флюс разводят
водой или спиртом и полученную пасту наносят кисточкой на место
сварки и на проволоку.
219
Флюс расплавляется под действием пламени горелки. Он стекает
на свариваемую деталь и течет вдоль шва впереди пламени горелки,
удаляя пленку окиси и оставляя металл абсолютно чистым. Таким
образом сварка осуществляется доброкачественно.
Флюс должен обладать определенными качествами, а именно:
1) должен быть легкоплавким, т. е. переходить в жидкоплавкое
состояние при температурах ниже рабочих температур процесса
сварки;
2) должен быть достаточно вязким, для того чтобы не стекать
с места сварки и не обнажать его;
3) должен хорошо растворять пленку окиси, сплавляясь с послед-
ней;
4) должен обладать менылим удельным весом, чем свариваемый
металл;
5) не должен образовывать газообразных продуктов, растворяю-
щихся в металле и дающих впоследствии поры, и
6) остатки флюса и продукты реакции должны легко смываться
после сварки.
Флюс покрывает поверхность шва сплошной пленкой, которая
предохраняет его от дальнейшего окисления в процессе сварки.
Главнейшие флюсы, применяющиеся для сварки алюминия, имеют
следующий химсостав в %:
Для материала, толщиной не более двух мм:
Хлористый натрий............... 40
» калий ...................50
» литий .................. 5,5
Фтористый натрий............... 1,5
Фтористый калий.................3,0
Г ля материала, толщиной более двух мм\
Хлористый калий.............43,8
Бура.........................48,2
Сернокислый натрий .......... 4,4
Углекислый натрий ........... 3,6
При отсутствии первого флюса для сварки тонкого материала
может быть использован и второй флюс.
Флюс, в состав которого не входит хлористый литий, является
более приемлемым, так как не содержит этот редкий дефицитный
элемент.
б. Техника и технология газовой сварки алюминиевых сплавов
Особые свойства алюминия требуют применения несколько иной
техники, чем при сварке стали. Освоение этой техники несложно,
так как алюминий является одним из наиболее хорошо свариваемых
металлов.
Аппаратура, требующаяся для газовой сварки алюминия и его
сплавов, та же, что для сварки сталей. Для нее также не требуется
никакого дополнительного оборудования.
220
Наконечник горелки для сварки алю- миниевых сплавов выбирается соответ- ственно толщине свариваемых листов и массе изделия- Примерные данные для выбора сва- рочной горелки приведены в табл. 33. Сварщику, который не имеет опыта в сварке алюминия, рекомендуется выбирать наконечник на номер меньше приведенного в табл. 33, Правда, при этом несколько увеличивается время сварки, но зато значительно умень- шается опасность прожога. Таблица 33
№ наконеч- ника Расход ацети- лена в л/час Толщина мате- риала в мм
00—0 1 . 2 3—4 4—5 50—100 100—200 200—400 400—700 700—1200 0,5-1 1—2 4—7 7—12
В процессе сварки сварочной проволокой делают характерное
для сварки алюминия- движение перемешивания против горелки,
однако так, чтобы не задеть сварочное пламя; этим облегчается
удаление окиси алюминия.
При применении как водорода, так и ацетилена горелка должна
быть тщательно отрегулирована на нейтральное пламя, обеспечи-
вающее наибольшую скорость сварки и получение чистого и проч-
ного шва.
Скорость сварки деталей толщиной от 1 до 3 мм будет больше,
чем для сварки малоуглеродистой стали. Среднее время сварки шва
встык длиной 1 м, при толщине листов от 1 до 5 мм будет от 5 до 15 мин.
Предварительный нагрев
Алюминиевые листы толщиной 9 мм и больше и алюминиевое литье
сравнительно больших размеров должны подвергаться предваритель-
ному нагреву до температуры 400°, с тем чтобы избежать образования
тепловых напряжений и снизить потребное количество кислорода
и ацетилена. Дополнительный нагрев горелкой вызывает небольшое
расширение, которое не сможет повлечь за собою образования дефек-
тов основного металла, если температура нагрева его ниже точки
плавления.
Слишком высокая температура нагрева может вызвать опасность
прожога материала. Кроме того, высокая температура может повлечь
за собою у больших литых деталей сильную осадку их в печипредвари-
тельного нагрева.
Для определения правильной температуры предварительного по-
догрева без помощи пирометров существуют следующие способы;
1) при правильной температуре подогрева на литье остается след
обугливания при натирании его сосновой веткой;
2) нагрев следует считать законченным, когда флюс в виде пасты
растекается и принимает воскообразный вид;
3) при температуре примерно 300°, требуемой для сварки, метал-
лический звон, характерный для холодного алюминия, при ударе
исчезает.
Для частичного предварительного подогрева алюминия можно
использовать газовую горелку со светильным газом, причем нагрев
осуществляется вдоль шва, как раз впереди сварочного пламени,
221
так что сварочное тепло не вызывает внезапного повышения темпера-
туры и тем самым образования трещин.
Детали простой формы могут быть сварены без предварительного
подогрева.
Прихватка
Прихватка обязательна для материала толщиной до 5—6 мм.
Она производится при помощи такого же присадочного металла и
флюса, что и сварка. При прихватке следует стремиться к полному
провару металла. Расстояние между точками прихватки колеблется
от 30 до 60 мм для толщин материала от 1 до 3 мм и от 80 до 150 мм
для толщин от 4 до 7 мм. Прихватка материала толщиной до 6 мм
производится без зазора. При большей толщине оставляют зазор,
равный 1—2 мм. Материал толщиною 5—б мм и выше прихватки
не требует, и потому можно приступать сразу к его сварке.
Сварка листов и литья алюминиевых сплавов
Качественная сварка алюминия может быть выполнена только
в соединении встык. Таких соединений, как сварка в угол или вна-
хлестку, следует избегать, так как в этом случае невозможно пол-
ностью смыть остатки флюса.
Наиболее целесообразно применять шов встык с отбортовкой.
Остальные виды соединения дают менее хорошие результаты как
с точки зрения прочности, так и в отношении коррозионной устойчиво-
сти. Кроме того, этот вид соединения позволяет значительно ускорить
процесс сварки по сравнению с другими видами соединения при газо-
вой сварке. И, наконец, благодаря большей скорости сварки здесь
отсутствуют условия рекристаллизации основного металла, что имеет
при газовой сварке очень большое значение.
Широкое применение соединения встык с отбортовкой весьма же-
лательно, так как при таких соединениях ускоряется процесс сварки.
Сварка алюминиевых сплавов производится левым швом. Свари-
ваемые кромки должны занимать нижнее положение. Если толщина
материала более 4 мм, то иногда оказывается более удобным распо-
лагать деталь наклонно, под углом 20—30° к горизонтали.
При сварке угол наклона горелки должен быть 30 — 45°, наклон
прутка 45° (фиг. 174).
Движение горелки должно быть только поступательным справа
налево. Пруток помимо поступательного движения должен совер-
шать и быстрое вращательное движение снизу вверх, чем обеспечи-
ваются: хорошее перемешивание металла, распределение флюса и
хорошее выделение окислов на поверхность ванночки. Кроме того,
таким движением проволоки сварщик может контролировать глубину
Проникания. Конец сварочного прутка не должен выходить за пре-
делы защитной зоны, образуемой факелом пламени.
Сварочное пламя устанавливается нейтральным или
с незначительным избытком ацетилена. Ядро пламени не должна
быть расположено близко к ванночке. По мере нагрева листа пламя
удаляется от свариваемого листа во избежание прожогов. Необходимо,
чтобы между ванночкой и ядром было расстояние в 3—5 мм.
222
Никогда не следует начинать сварку от края листа, так как алю-
миний в горячем состоянии очень хрупок. Если кромки прихвачены,
то следует начинать сварку на расстоянии 50—60 мм от края и вести
шов от начальной точки к ближайшему краю, а затем к более отдален-
ному.
Если точки не прихвачены, то шов начинают варить на расстоянии
примерно 100 мм от края. Алюминий толщиной 5 мм и больше сле-
дует варить в два слоя- Первый слой накладывается небольшими
участками в 250—300 мм в вершине утла, образуемого с конечными
кронами. По наложении каждого участка первого слоя накладывается
такой же участок второго слоя. Таким образом избегают больших
потерь тепла. Оканчивая сварку у края листа, следует увеличить
скорость сварки и уменьшить угол наклона горелки, так как здесь
металл плавится очень быстро.
Фиг. 174. Схема газовой^сварки легких'сплавов.
При сварке листов толщиной от 2 мм и выше во избежание слишком
сильного проплава рекомендуется применять железные или медные
подкладки, плотно прилегающие к листам с изнанки шва.
Шов должен быть правильно выполнен чередующимися чешуй-
ками и не должен иметь раковин и пор. С обратной стороны должен
быть равномерный небольшой проплав по всей длине шва.
Механические качества шва могут быть улучшены путем проковки.
При желании создать большую сопротивляемость коррозии про-
ковывают металл в горячем состоянии при температуре примерно
350 С.
Техника сварки литья из алюминиевых сплавов примерно такая же,
как и при сварке алюминиевых листов. Здесь следует, однако, учи-
тывать склонность литья к термическим напряжениям и трещинам
вследствие их сложной конструкции и различной толщины. Кроме
того, в литых конструкциях сварка уничтожает, правда, в различной
степени, эффект первоначальной термообработки. Если повторная
термообработка таких деталей невозможна, то их сварка не рекомен-
дуется.
223
При сварке поврежденной алюминиевой' от-
ливки требуется тщательная предварительная очистка щеткой
и бензином поверхности для устранения следов масла, жира и грязи.
Для литья небольшого поперечного сечения не требуется специаль-
ной обработки трещин или скоса кромок.
Однако, это необходимо для большого поперечного сечения.
В этом случае место дефекта либо полностью расплавляется, либо
удаляется до сварки. Сломанную деталь держат в процессе сварки
в соответствующем фиксаторе. Фиксаторы не должны быть закреплены
слишком жестко, с тем чтобы в процессе нагрева в литье не образова-
лись напряжения.
Литые детали больших размеров или сложной конфигурации
должны подвергаться медленному и равномерному предварительному
нагреву в соответствующей печи.
Для литых деталей небольшого размера и тонкого сечения место
сварки может подвергнуться предварительному нагреву при помощи
горелки. То же самое возможно, если сварка осуществляется близко
от кромок.
Сварка начинается по середине излома по направлению к концам.
Сварочная проволока должна быть расплавлена горелкой, так как
тепло расплавленного металла недостаточно для его расплавления.
По окончании сварки излишний металл удаляется при помощи же-
лезного прутка и литье-медленно охлаждается.
После сварки деталь не следует перемещать, пока шов не охла-
дится ниже 400°, так как иначе возможны разрывы ввиду пониженной
прочности при этой температуре.
Поры и раковины завариваются таким же образом, как и повре-
жденное литье. Здесь также необходимо расплавить полностью ме-
талл вокруг раковины, с тем чтобы удалить посторонние включения
и сделать возможным доступ горелки.
При сварке обычного литья используется сварочная проволока АН.
При сварке литья, подвергающегося термообработке после сварки,
целесообразно пользоваться сварочной проволокой из того же ме-
талла. В этом случае обязательно нужно пользоваться также флюсом.
В процессе сварки присадочный металл должен полностью рас-
плавляться, а расплавленный металл должен тщательно промеши-
ваться концом сварочной проволоки или железным прутком, чтобы
поднять флюс и окись на поверхность расплавленного металла; тогда
законченное сварное соединение будет очищено от остатков флюса
или других посторонних включений:
Очистка после сварки
По окончании сварки и по охлаждении детали последняя должна
быть тщательно промыта для удаления всех следов флюса. Так как
все флюсы корродируют, поэтому чрезвычайно важно, чтобы флюс
был тщательно устранен в течение нескольких часов после сварки,
особенно если законченная деталь должна быть окрашена или под-
вергнуться механической обработке. Очистка при помощи горячей
воды и щетки недостаточна для удаления флюса из небольших пор
и зазоров.
224
Очень хорошим способом очистки является промывка шва горячей
водой и затем горячим пятипроцентным раствором азотной кислоты
или десятипроцентным раствором серной кислоты. Остатки этих
растворов должны быть смыты чистой горячей водой.
Качество промывки проверяется двухпроцентным раствором азот-
нокислого серебра. Если капли этой кислоты вызывают образование
тяжелого белого осадка, то очистка недостаточна и промывка должна
быть повторена.
Во многих случаях удовлетворительный вид сварного шва полу-
чается уже после промывки. В тех случаях, когда желательно
устранить все следы сварки, необходимо применить механическую
обработку.
Сварные соединения технического алюминия и сплава Б-95 можно
подвергнуть проковке молотком. Эта обработка особенно целесообраз-
на в тех случаях, когда наряду с очень ровной поверхностью требуется
большая прочность. Обработкой молотком сварной шов доводится
до толщины прилегающего основного металла.
Этот процесс предназначен к удалению напряжений сжатия, образо-
вавшихся в процессе охлаждения в сварном соединении и в зонах,
прилегающих к нему, а также для устранения возможности образова-
ния пор на поверхности шва.
2 ТОЧЕЧНАЯ И РОЛИКОВАЯ СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
Точечная сварка легких сплавов применяется в самолетостроении
всех стран.
Алюминий и его сплавы легко свариваются точечной и роликовой
сваркой. Свойства алюминия и его сплавов окисляться с поверхности
при комнатной температуре является предпосылкой к тому, что для
этого металла можно успешно применить контактную сварку, так
как пленка окиси создает большое сопротивление для прохождения
электрического тока.
Поскольку алюминиевые сплавы обладают большой теплопро-
водностью, ток должен проходить в очень короткий и точно установлен-
ный срок (от О, I до 0,25 сек.) в зависимости от свариваемых толщин
металла.
С другой стороны, хорошая электропроводность и легкоплавкость
алюминиевых сплавов требуют использования тока большой силы.
При той же толщине свариваемых листов алюминиевые сплавы тре-
буют в два раза большую мощность, чем при сварке малоуглероди-
стых сталей.
Наконец, поскольку сопротивление контактной поверхности имеет
здесь особенное значение, то необходимо, чтобы она была однород-
ной. Следовательно, поверхности должны быть чистыми. Вследствие
большой электропроводности алюминиевых сплавов давление между
электродами должно быть меньше, чем при сварке стали.
В табл. 34 приведены данные, показывающие разницу в тепловых
и электрических свойствах Стали и алюминия.
Таким образом при точечной и роликовой сварке алюминиевых
сплавовсварка должна осуществляться быстро и хорошо контролиро-
Поп павко —3 8 9—15
225
Таблица 34
Характеристика Алюми- ний чистый i Дура- : люминий Малоуг- лероди- стая сталь Нержаве- ющая сталь 18-8 Медь
Точка плавления в С ... . 650 650 1500 1440 1083
Теплопроводность при 20г в калием? сек/°С 0,52 0,44 0,11 0,03 0,92
Удельная теплота в кал;г 'С . 0,22 0,22 0,11 0,12 0,09
Скрытая теплота плавления в кал/г . 92 92 — — —
Электропроводность в % к меди 62 40 12 * 4 1011
ваться. Сварочные машины должны быть снабжены автоматически-
ми прерывателями, которые регулируют интенсивность и продол-
жительность прохождения тока.
Сварочные машины, предназначенные для сварки алюминия него
сплавов, должны обладать трансформатором большей мощности
для одной и той же толщины, чем при сварке стали-
При сварке алюминиевых сплавов имеет значение не только стати-
ческая прочность алюминиевых сплавов, но и внутренняя структура
и внешний вид точки.
Внутри точки не должно быть трещин, обусловливающих разруше-
ние от усталости, либо пустот, которые, как правило, указывают
на слишком продолжительное время сварки.
Что касается внешнего вида точки, то нужно стремиться получить
правильный отпечаток точки небольшой глубины с гладкой поверх-
ностью, свободной от трещин.
Для получения высококачественной сварочной точки необходимо:
1) правильно подготовить поверхности,
2) сделать правильный выбор электродов и
3) выбрать правильный режим сварки, т. е. давление, силу тока
и время прохождения тока.
а. Подготовка поверхности деталей к сварке
Состояние поверхности свариваемых деталей является одним из
факторов, определяющих сопротивление контакта между сваривае-
мыми деталями, с одной стороны, и между деталями и электродами,
с другой стороны. Сопротивление контакта между деталями должно
быть, по возможности, выше с целью уменьшения силы тока, приме-
няемой для сварки,.
Пленка окиси, покрывающая поверхность алйминиевых сплавов,
служит хорошим сопротивлением для прохождения тока. Однако
226
эта пленка обычно представляет собою толстый неравномерный слой.
Поэтому необходимо до сварки тщательно удалить ее, чтобы полу-
чить однородные точки. Полученная чистая поверхность алюминия
на воздухе моментально покрывается новым, чрезвычайно тонким и
на этот раз ровным, слоем окиси, которая способствует осуществле-
нию хорошей однородной точечной или роликовой сварки.
Сопротивление контакта между свариваемыми деталями и электро-
дами должно быть возможно ниже, так как вызываемый электродами
нагрев оказывает вредное действие. Вследствие большого электри-
че1кого сопротивления слоя окиси большой нагрев может привести
при прохождении тока в месте соприкосновения между электродом
и листом к недопустимо большому нагреву электрода и тем самым
к приварке электрода к основному материалу. Кроме того, имеется
опасность расплавления поверхности листа. При большой толщине
слоя окиси не всегда удается ограничить распространение тепла от
места сварки к поверхности листа, с тем чтобы не ухудшить струк-
туру и состояние внешних зон. Таким путем можно вызвать неблаго-
приятное изменение структуры металла на поверхности деталей и
создать благоприятные условия для коррозии. Кроме того, пленка
окиси содействует загрязнению электродов, покрывающихся серо-
ватым слоем алюминия и окиси алюминия;этот слой приходится часто
удалять, что связано со значительной потерей времени и быстрым
износом электродов.
В процессе сварки имеется также опасность отложения следов
меди (или сплавов с высоким содержанием меди) с наконечников элек-
тродов, на поверхность швов точечной сварки; эти отложения могут
вызвать более или менее быструю коррозию сварных швов.
Существуют два способа очистки поверхности деталей: механи-
ческая очистка и химическая очистка. При использовании механиче-
ской очистки следует очищать только внешние поверхности, при хими-
ческой очистке — все четыре поверхности.
Механическая очистка поверхности детали произ-
водится для обычных нагартованных сплавов, когда не требуется
особого удаления пленки окиси, так как давление электрода в состоя-
нии смять его. В этом случае достаточно протереть поверхности
ацетоновой смывкой. Для термообработанных сплавов, которые имеют
более сильный слой окиси, очистка внешней поверхности обязательна.
В частности, обязательна очистка сплавов, термообработанных в со-
ляной ванне, или штампованных деталей.
Очистка осуществляется при помощи небольшой вращающейся
проволочной щетки, приводимой в движение пневматической дрелью
или от электромотора. При очистке не следует удалять плакирован-
ный слой чистого алюминия, он должен остаться нетронутым. При
соблюдении известной осторожности можно тщательно очистить даже
тонкий материал (0,25 мм), не разрушив при этом слой плакирован-
ного дуралюминия. Хорошая очистка поверхности достигается также
при помощи тонкой наждачной шкурки, однако в этом случае нако-
нечник электрода должен чаще подвергаться очистке. До применения
щетки или шкурки необходимо удалить жир с поверхности, чтобы
не получилась отполированная оксидная пленка.
2'Г,
Химическая очистка поверхности предпочитается ме!
ханической, так как выполняется быстрее и дает более однородны]
поверхности. Как и при механической очистке, предварительно доЛ
жен быть удален жир. Химическая очистка поверхности для сварки
может быть выполнена серной кислотой или сульфохромовой кислот ом
При очистке серной кислотой детали погружаются последов»
тельно в две ванны. Первая ванна состоит из водного раствора 12Л
15%-ной серной кислоты. Ванну нагревают до 45—60°; вокруг бака
делают свинцовую рубашку 5—7 мм. Нагрев происходит циркуля-
цией пара в свинцовых трубах. Время травления 20 минут, после трав-
ления детали приобретают сероватый оттенок. После выхода из первой
ванны детали промываются в холодной проточной воде. После про-
мывки детали переносятся в другую ванну, состоящую из раствора
15—20%-ной технически чистой азотной кислоты в воде. В этой ванне
детали остаются при комнатной температуре всего в течение одной
минуты. Этого времени достаточно для удаления сероватого оттенка,
после чего деталь становится матово-белой.
После тщательной промывки деталей в проточной воде произ-
водится быстрая сушка в нагретом воздухе или в нагретых древесных
опилках. Весьма важно производить сушку непосредственно после
промывки для того, чтобы не допустить повторного образования тол-
стой пленки окиси под влиянием медленного испарения воды.
Очистка в смеси серной их ром свой кислот получила
широкое распространение, так как производится только в одной ванне
и, кроме того, эта кислота оказывает весьма слабое растворяющее
действие на алюминиевые сплавы, следовательно, отпадает опасность
порчи промываемых деталей при задержке в ванне. Это последнее
преимущество особенно ценно при очистке деталей из плакирован-
ного дуралюминия.
Ванна для этой очистки содержит раствор следующего состава:
серной кислоты 15 л, хромового ангидрида (в порошке) 5 кг и воды 85 л.
Полученный раствор хранится в свинцовом баке и может нагреваться
до 50—60°. Продолжительность обработки в подогретом растворе со-
ставляет 20—30 минут, в холодной ванне детали нужно держать
в течение нескольких часов.
После очистки детали промываются и просушиваются.
б. Режим сварки
При сварке алюминиевых сплавов давление значительно ниже,
чем при сварке сталей (2—12 кг/мм*).
Величина давления зависит от мощности применяемой машины.
Так, при сварке материала толщиной 1 мм оптимальное давление
при использовании, например, машины АТН-25 равно 45—50 кг,
в то время как при сварке на машинах большей мощности требуется
для этой же толщины 200—280 кг.
Применение небольших давлений дало возможность использовать
малые силы тока, что обеспечивает получение доброкачественных
точек без трещин. Унас в СССР широко применяются сварочные ма-
шины мощностью 25—40 kVA.
228
В США и во Франции применяют машины большой мощности
в 150—300 kVA, оборудованные так, что они обеспечивают большое
давление и время выдержки порядка 0,01—0,03 сек (фиг. 175).
Фиг. 175. Точечная машина большой мощности.
Таблица Д5
Толщина материала в мм Время вы- держки в секундах Сила тока в А Давление в кг
макси- мальное мини- мальное
0.4 0,07 14 000 80 160
0,5 0,10 16000 120 200
0,6 0,10 17000 120 200
0,7 0,14 18000 160 240
0,8 0,14 20 000 160 240
1.0 0,18 22 600 200 280
1,3 0,18 24 000 200 280
1,6 0,20 28000 240 320
2,6 0.20 32 000 320 400
3,2 0,27 35 000 320 480
Возможность применения сварочных машин небольших мощно-
стей представляет огромные преимущества по сравнению с примене-
нием машин большой мощности. Приключение к сети машин большой
мощности с пиковой нагрузкой тяжело отражается на работе электри-
229
ческой станции и требует наличия мощной подстанции на заводах-
потребителях. Поэтому более целесообразно ориентироваться на при-
менение машин небольшой мощности, но обладающих хорошей регули-
ровкой как силы тока, так и давления.
За границей имеются специальные сварочные машины для сварки
легких сплавов, оборудованные гидравлическим или пневмогидравли-
ческим давлением и обладающие большой мощностью и большим вы-
летом.
Качество сварной точки в большой степени зависит от правильно
выбранного давления. Недостаточное давление вызывает образование
трещин и пор в чечевице точки. Слишком большое давление понижает
механические свойства точки за счет уменьшения толщины точки и <
даже может вызвать прекращение сварки.
Давление осуществляется пневматическим, гидравлическим или
механическим путем. Предпочтение следует отдать гидравлическому,
так как в этом случае можно получить плавное давление с большим
диапазоном.
На табл. 35 приведены данные для выбора давления при точеч-
ной сварке на машинах большой мощности.
При роликовой, сварке на машине АШ-40 сплава Б-95 толщиной
1—.1,2 мм следует использовать верхний предел мощности машины.
Понижение мощности резко сказывается на снижении механических
свойств сварного шва. Оптимальным давлением в этом случае следует
считать 140—180 кг при ширине ролика в 3,5—4,5 мм (т. е. 9 — 12
кг/мм2). Уменьшение давления снижает прочность сварного шва,
Скорбеть сварки при оптимальном режиме составляет около
1,2 м/мин, при этом шаг между точками 5 мм.
При использовании роликовых машин большой мощности можно
рекомендовать режимы сварки, приведенные в табл. 36.
Сплавы с большим коэфициентом крепости (дуралюминий, сплав
52-S) требуют повышения давления, указанного в табл. 36, на 10 —
15%. Для сплава Б-95 в полунагартованном состоянии требуется
снижение давления примерно на 25%.
При сварке громоздких изделий чрезмерно большое давление на
роликах, понижение напряжения в сети и слишком большой зазор
между свариваемыми изделиями может вызвать непровар. Трещины,
образуются в результате неплотной подгонки деталей. Сильное за-;
грязнение свариваемых деталей или электродов может вызвать про-*
жоги.
Выбор режимов при точечной сварке производится по данным
табл. 35 для машин большой мощности.
Перед сваркой изделий выбранный режим следует проверить на
соответствующих образцах-
Образцы для подбора оптимального режима должны быть изго-
товлены из такого же материала и иметь такую же толщину, как и
свариваемый металл.
При точечной и роликовой сварке легких сплавов электроды не-
обходимо тщательно и часто зачищать. Зачистка электродов при то-
чечной сварке через десять точек обеспечивает блестящую поверх-
ность отпечатков точек, отсутствие загрязнений. Зачистка электро-
230
дов осуществляется следующим способом: металлическую пластинку
обкладывают тонкой наждачной шкуркой и, сжав ее электродами,
вращают (см. фиг. 176).
Таблица -J'i
Толщина материа- ла в мм Давление в кг Цикл сварки Число точек на 25 мм Сила тока в А
время сварки в периодах время переры- вов в пе- риодах
0,5 240 1,0 6,5 18 26 000
0,8 272 1,0 6.5 16 29 000
1,0 304 1,0 6,5 16 32 000
1,25 342 1,5 6,5 14 36 000
1,5 384 1.5 6.0 13 37 000
1,75 406 1,5 ' 6,0 И 39 000
2.0 432 2,0 11,5 .0 40000
2.5 484 2.0 11,5 ; 8 42 500
После настройки автомата производят сварку ряда образцов вна-
хлестку для механических испытаний на разрыв и ряд образцов
для испытания на отрыв.
При испытании образцов на разрыв механическая прочность ка-
ждого образца должна быть не ниже, чем приведенная в табл. 37.
При испытании на отрыв образцов все точки должны вырываться
из пластины и площадь каждой точки должна быть не ниже, приве-
денной в табл. 37.
Таблица 37
Суммарная толщина в мм Время сварки в сек. Минимальное разрушающее усилие на от- дельную точку в кг Минималь- ная площадь вырванной точки в мм2 Минималь- ное рассто- яние между центрами точек в мм
1+1 0,15—0,25 180 8 20
0,8+0,8 0,15-0.20 130 7 20
0,5+0,5 0,10—0,15 95 6 15
0,3+0,3 0,05—0,10 50 6 15
У сваренных изделий глубина вмятины (отпечаток точки) не дол-
жна быть больше 20% ординарной толщины свариваемого листа.
231
Поверхность точки не должна иметь черноты, выплесков, углубле-
ний и других следов сварочного жара.
Деталь, имеющая внешние трещины в сварных точках, допускается
только в том случае, если число таких дефектных точек не превышает
5% общего числа точек на детали.
. Подбор оптимальных режимов
гчаа шкирка Г м°жет быть произведен следующим
1 I образом: отрегулировав давление и
время прохождения тока, приступают
к сварке образцов при малой силе
LJ LM тока; силу тока постепенно увеличи-
вают до получения сварных точек,
Фиг. 176. Очистка электродов для^_ имеющих правильные очертания и
точечной сварки. сечения, соответствующие толщине
деталей и диаметру электродов. Если
наблюдается разбрызгивание металла в момент сварки, то слегка
повышают давление.
Если точки имеют недостаточное сечение, то осторожно повышают
силу тока. Слишком низкое давление дает точки, которые обнаружи-
вают тенденцию к образованию трещин и к распространению их на
всю толщину металла. При применении тока слишком большой силы
а
Фиг. 177. Сварной шов, выполненный
при оптимальном режиме: а—ролико-
вой сваркой, 6 — точечной сваркой.
Фиг. 178-j Микроструктура сварной
точки, полученной при малом дав-
лении (видна трещина).
поверхность точки становится матовой, тусклой, причем такая точка
чаще всего бывает пористой. Между тем доброкачественная точка
должна быть гладкой и блестящей. Чечевица точки не должна вы-
ходить на поверхность листа (фиг. 177).
Применение большого давления связано с использованием большой
силы тока, т. е. машин больших мощностей.
При выборе правильного давления, а именно 1,5—4 кг^ым1, при
сварке на машинах АТН-25 можно получить хорошее качество точек.
Рентгеновское просвечивание таких точек, сваренных при данном
232
давлении, не обнаруживает трещин. Однако более низкое давление?
уже не дает удовлетворительных результатов, так как появляются
трещины поперек чечевицы точки (фиг. 178).
При сварке на машинах малой мощности, как АТН-25 и АТА-40,
требуется только механическая зачистка двух внешнихповерхностей.
При сварке же на машинах больших мощностей следует зачищать все
четыре поверхности. При зачистке всех четырех поверхностей по-
следние обладают меньшим контактным сопротивлением и, следова-
тельно, требуют большой силы тока для образования точки. С другой
стороны, применение материала без зачистки наружных поверхностей
приводит к низкому качеству точки, а иногда и к образованию трещин.
3. ДУГОВАЯ СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
При сварке алюминиевых сплавов может быть использована дуго-
вая сварка. Сварка металлическим электродом имеет ^олее широкое
применение, чем сварка угольным электродом.
В настоящее время дуговая сварка угольным электродом исполь-
зуется для сварки встык как со скосом кромок, так и без скоса кро-
мок. Сварка осуществляется при помощи покрытой сварочной про-
волоки. Сварочное тепло передается через электрод к кромкам соеди-
нения, и флюс, расплавляясь, удаляет пленку окиси, делая, таким
образом, возможным соединение основного и присадочного металла.
Этот метод дуговой сварки особенно подходит для сварки малых
ТОЛЩИН.
а. Оборудование и выбор электродов
Оборудование, применяемое для дуговой сварки алюми-
ниевых сплавов, то же, что и для сварки сталей. Наиболее удобным
в работе является генератор СМГ-4. Путем включения реостата можно
регулировать силу тока, снижая ее при сварке малых толщин (3 мм-
и ниже).
Для сварки алюминиевых спла-
вов могут быть также использова-
ны сварочные аппараты перемен-
ного тока. В этом случае для
получения больших сил тока вклю-
чаются параллельно два аппара-
та СТ-2 или СТ-22.
Таблица 38
Толщина материала в мм Диаметр электрода в мм Сила тока в А
1,5 3,0 45—55
2.0 3,0 55—65
2,75 3,0 65—75
3,0 3,0 75—85
4,0 3—4,0 85—100
4.5 4,0 100—125
6.0 4,0—4,5 125—175
8,0 4,5 175—225
9,5 6,0 225—300
Электроды при сварке
алюминия и его сплавов приме-
няются только обмазанные, причем
для сварки толщин до 5 мм можно
использовать электроды диамет-
ром 4 мм. Выбор диаметра элект-
рода применительно к толщине свариваемого алюминия производят,
пользуясь данными табл. 38.
Для получения хорошего качества сварки очень важно сделать
правильный выбор обмазки электродов.
233
Толщина слоя обмазки для металлического электрода толщиной
6 MJu должна равняться 0,6—0,8 мм. Для получения обмазки такой
толщины целесообразно погружать электрод в пасту два-три раза,
причем электрод сушится после каждого погружения. Сосуд с пастой,
в который погружаются электроды, должен быть из алюминия или
латуни или стекла. Нельзя пользоваться'железным сосудом, так
как химическая реакция между обмазкой и железом вызовет измене-
ние химического состава обмазки. Электроды сушатся на воздухе.
Как и при газовой сварке, обмазкаэлектродовкорродируетипоэтому
должна полностью удаляться. Наиболее хорошая промывка дости-
гается горячим 5-процентным раствором азотной кислоты или
10-процентным раствором серной кислоты с последующим ополаски-
ванием горячей водой.
б. Техника дуговой сварки
Для дуговой сварки необходимо подготовить поверхности так же,
как и для сварки точечной и роликовой.
При дуговой сварке металлическим электродом листов толщиной
до 6 мм подготовка кромок не требуется, так как в этом случае при
хорошей подгонке свариваемых листов обеспечено хорошее проника-
ние. При сварке листов толщиной выше б мм кромки скашиваются
под углом 45°; толщина кромки притупления составляет не более Змм.
Для улучшения механических свойств сварного соединения боль-
шое значение имеют высокая температура дуги и небольшая длина
ее, обеспечивающая небольшое пламя. Высокая температура дуги ,
вызывает быстрое плавление материала и электрода, в то время как
короткая Дуга локализует тепло. Благодаря этому ограничивается $
зона нагрева и повышается эффективность сварки.
Хорошие результаты дает длина дуги от 3 до 5 мм. Слишком длин-
ная дуга часто прерывается, и металл распыляется в полурасплавлен-
ном виде.
При сварке больших толщин необходимо придавать электроду
движение вперед и назад для получения галтели необходимой высоты.
При сварке алюминиевых сплавов никогда не следует вести элек-
трод поперек сварного шва.
При сварке алюминиевых сплавов необходимо пользоваться желез-
ными или медными подкладками, чтобы избежать проплава металла,
так как совершенно расплавленный металл может без опоры про-
валиться. При использовании плоских прокладок по всей длине шва
обратная сторона шва будет несколько вогнутой, вследствие сжатия
при охлаждении. Для устранения этого накладки должны иметь ка-
навку (желобок) непосредственно под швом. Между листами, находя-
щимися в приспособлении, должен быть зазор в 1,5 мм на 300 мм
длины шва.
в. Техника сварки по методу аркоген
При сварке легких сплавов больших толщин с успехом может
быть использована сварка по методу аркоген.
Техника газоэлектрической сварки по методу аркоген очень нез-
начительно отличается от техники газовой сварки.
234
Горелка, которая при сварке находится в правой руке, составляет
с поверхностью свариваемого изделия в зависимости от толщины ме-
талла угол от 60 до 70°. Чем больше толщина свариваемого металла,
тем больше угол наклона приближается к прямому углу. Угол нак-
лона электрода во всех случаях остается одинаковым и равняется
примерно 55°.
Ведение сварки по этому методу не сложнее, чем при газовой.
Движение горелки обычное — полумесяцем, в то время как электрод
ведется вслед за горелкой без каких бы то ни было поперечных коле-
баний, принятых в дуговой сварке. Длцна дуги может при этом спо-
собе сварки колебаться в широких пределах от 2 до 12 мм.
Направление ведения сварки при данном методе отличается от
принятого при нормальной газовой сварке. Сварку следует вести
слева направо.
При газоэлектрической сварке не требуется скос кромок, так
как провар во всех случаях остается совершенно достаточным.
4. СВАРКА ЭЛЕКТРОНА
а. Газовая сварка
Наиболее хорошие результаты сварки листов электрона дает
ацетиленовая газовая сварка при использовании проволоки из того же
металла.
Использование сварочной проволоки другого химического состава
нецелесообразно, так как это может повлечь за собою коррозию свар-
ного соединения. Диаметр проволоки применяют 1,5 и 3 мм, причем
для сварки листов толщиной 0,5— 1 мм применяется проволока 1,5 мм,
а З-льм проволока — для листов толщиной 1—2 мм.
Для сварки электрона могут быть использованы те же флюсы,
что и для сварки алюминиевых сплавов. Флюс в виде пасты наносится
по обе стороны сварного соединения и на проволоку.
Наконечник горелки применяется такого же размера, как и при
сварке алюминиевых сплавов. Пламя должно быть нейтральным,
причем следует использовать мягкое пламя, чтобы не усложнять
процесса сварки.
Перед сваркой электрона материал должен быть предварительно
очищен обезжиривающим раствором, причем, в первую очередь,
следует очистить кромки. Очистка осуществляется проволочной щет-
кой до получения блестящей поверхности.
При производстве сварки угол наклона сварочной горелки больше
обычно принятого (до 30°), с тем чтобы избежать прожогов. Пламя
направляют вдоль шва, чтобы осуществлять предварительный нагрев
шва. Целесообразно придавать горелке небольшое боковое колеба-
тельное движение, причем сварочная проволока должна находиться
все время в пламени.
При некотором опыте сварщика сварка электрона осуществляется
достаточно быстро.
Для улучшения механических свойств сварного шва производится
проковка листов в подогретом состоянии до температуры 270—330°.
235
Обработка при более низкой температуре нецелесообразна, поскольку
в этом случае электрон становится очень хрупким.
После сварки необходимо тщательно удалить флюс, промывая
сварное соединение в мыльной воде, а затем несколько раз в горячей
чистой воде.
б. Точечная и роликовая сварка
По сравнению с легкими сплавами на алюминиевой основе электрон
обладает меньшей тепло- и электропроводностью. Поэтому мощность
сварочных машин может быть меньше, чем при сварке алюминиевых
сплавов. Для сварки электрона толщиной до 3 мм могут быть исполь-
зованы машины мощностью 25—40 kVA. Мощность для сварки ме-
няется в зависимости от изменения химического состава электрона.
Давление при сварке электрона колеблется от 2 до 6 кг [мм?.
Время прохождения тока
Таьлич у при сварке электрона колеблет-
Толщина электро- на в мм Время сварки в сек. Диаметр электро- на в мм Разрушаю- щая на- грузка в кг
0,8 0,10 4,0 145
1,о 0,13 5,0 215
1,5 0,15 6,5 374
2,0 0,20 7.0 500
2,5 0,23 7,5 525
3,0 0.25 7,5 586
ся в пределах 0,25—0,35 сек.
Ввиду большого времени вы-
держки при сварке электрона
можно использовать механиче-
ские прерыватели как синхрон-
ные, так и асинхронные.
В табл. 39 приведены данные
для выбора времени сварки
различных толщин электрона и
данные о прочности сварного
соединения.
В коррозионном отношении точечная сварка электрона обеспечи-
вает высокое качество сварной точки. Точка корродирует так же,
как и основной металл.
5. ПРОЧНОСТЬ Н КОРРОЗИОННАЯ УСТОЙЧИВОСТЬ ШВА ПРИ СВАРКЕ
ЛЕГКИХ СПЛАВОВ
а. Прочность сварного шва при газовой и дуговой сварке
После сварки прокатанные листы имеют три зоны:
1) зону литой структуры в сварном шве,
2) зону отожженного металла по обеим сторонам шва и
3) зону материала, не подвергнувшуюся воздействию сварочного
тепла.
У нагартованных алюминиевых сплавов металл рядом со сварным
швом не снижает значительно своих механических свойств, а слабым
местом сварного соединения является сварной шов, коэфициент кре-
пости которого равен 8—10 кг [мм2.
При сварке алюминиевого прокатанного материала превращение
литой структуры шва в прокатную структуру достигается обработкой
шва (после его окончательного охлаждения) маленьким выпуклым
молотком. В процессе дальнейшей обработки удаляют отжигом на-
клеп, образовавшийся вследствие холодной обработки.
236
При сварке термообработанных алюминиевых сплавов слабым
местом является основной металл рядом со сварным швом. Эта зона
расположена на 20—35 мм от кромки сварного шва. Ослабление этой
зоны имеет место независимо от того, было ли снято усиление свар-
ного шва. Очевидно, сварной шов воспринимает воздушную закалку
в процессе сварки, поскольку здоровый сварной шов всегда прочнее
прилегающей отожженной зоны. В хороших сварных соединениях
прочность их составляет от 70 до 80% прочности основного металла.
При газовой и дуговой сварке не только изменяется прочность
алюминиевых сплавов типа дуралюминий, но и снижается коррозион-
ная устойчивость. В результате нагрева в процессе сварки содержа-
щаяся в алюминиевых сплавах СиА12 выделяется на границах зерен,
что и снижает сопротивление коррозии.
Ввиду большой температуры нагрева, требующегося при газовой
сварке, образуются большие внутренние напряжения, приводящие
к образованию трещин.
Практика выработала ряд мероприятий для устранения образова-
ния трещин при газовой сварке. Наиболее известным средством яв-
ляется охлаждение основного материала, прилегающего к сварному
шву, путем наложения металлических пластин, мокрого асбеста или
опрыскивания водой. Другим средством является нагрев всей детали
до 350—400°, благодаря чему снижаются внутренние напряжения.
И, наконец, большое значение имеет правильный порядок сварки,
что также снижает внутренние напряжения.
Эти мероприятия дают хорошие результаты при сварке простых,
несложных деталей из невысокопрочных алюминиевых сплавов. Менее
благоприятные результаты они дают при сварке деталей сложной
конфигурации и деталей из алюминиевых сплавов типа дуралюминий.
В нашем самолетостроении ряд деталей, как, например, баки об-
текатели, патрубки, выполняются газовой сваркой. При этом алюми-
ниевые сплавы можно варить только встык или внахлестку. Газовая
сварка впритык не дает положительных результатов.
Кроме того; следует учесть, что в самолетостроении дуралюминий
применяется в закаленном состоянии. Как уже было указано выше,
в процессе дуговой и газовой сварки меняются механические свойства
основного материала рядом со сварным швом.
Поэтому такие ответственные детали, как обшивка крыла и фюзе-
ляжа, изготовляемые из сплавов типа дуралюминий, не могут свари-
ваться газовой и дуговой сваркой. Для этих деталей при газовой
сварке неизбежно коробление и ослабление механических свойств
основного материала по соседству со сварным швом.
При дуговой сварке эти недостатки имеют место в меньшей степени,
но осуществить этот способ сварки для малых толщин алюминиевых
сплавов чрезвычайно трудно, вследствие частых прожогов металла.
б. Механическая прочность соединения при точечной сварке
Механическая прочность при точечной сварке зависит от основ-
ного материала и его обработки как холодной, так и термической.
Прочность сварной точки возрастает с увеличением толщины мате-
237
Таблица 40
Сплав 1 То л щи на: Д л а мет р Разру- шающая нагрузка в кг
листа в мм точек В Л1ЛГ
Алюминий 0,4 j 1Д 1,5 2,0 -3,3—3,8 '4,0—4,5 4 5—5,0 5Д—5,5 40—47 110—120 125—140 130—150
Плакирован- ный дура- л ЮМ и НИЙ 0.4 0,75 1Д 1,5 2,0 3,3—3,6 3,8-4,0 4,0—4,3 4 8—5,5 5,3—6,0 70—80 140—155 150—170 250—300 300—350
Д у рал юм и- ннй 0,4 0,75 1,0 1,5 2,0 3,3—3,6 4.1—4,6 4,3-4,8 5,5—6,0 6,0—7,0 S0—100 180220 220—250 280—350 320—400
рате АТН-25 в заводских условиях,
ки (табл. 41).
риала. На диаграмме фиг.
179 показана зависимость
разрушающего усилия от тол-
щины листа алюминия, а на
фиг. 180 дуралюминия.
Абсолютное сопротивле-
ние разрыву одной отдель-
ной сварной точки как в
необлаг о роже ином, так и в
облагороженном состоянии,
для листов толщиной более
1 мм выше, чем прочность
заклепки. Об этом говорят
многочисленные исследова-
ния, проведенные каку нас,
так и в США, во Франции и
в Германии.
В табл. 40 приведены дан-
ные о прочности алюминие-
вых и дуралюминиевых ли-
стов, сваренных точечной и
роликовой сваркой.
Прочность точки, полу-
ченная при сварке на аппа-
не уступает прочности заклеп-
Тсящииа лиспа
Фиг. 179. Диаграмма зави-
симости разрушающего уси-
лия сварной точки от
толщины алюминия.
Тоидцина листа
Фнг. 180. Диаграмма зави-
симости разрушающего уси-
лия сварной точки от
толщины дуралюминия.
238
Из табл. 41 видно, что на аппарате АТН-25 можно варить только
толщины не более 1,5 мм. Для больших толщин мощность аппарата
недостаточна, и поэтому механическая прочность точки будет падать.
Таблица 4!
Толщина- листов j в мм j 1 "X- • зел Нагрузка на одну точку в кг
точек । i в кг
0,5+0,5 1 83 83
0,5+0,5 2 151 75,5
0,5+0,5 3 210 70
0 8+0,8 1 134 184
0,8+0,8 2 248 124
0,8+0,8 3 389 129
1,0+1,0 1 237,6 237,6
1.0+1.0 2 324,6 16,3
1,0+1,0 3 426 142,2
1,5 + 1,5 1 297 297
1.5+1,5 2 495 247,5
1,5+1,5 3 665 228
2,0+2.0 1 291,2 291
2,0+2,0 2 387 168
2,0+2,0 3 370 123,2
Фиг. 181. Образец, сваренный
роликовой сваркой, после раз-
рушения.
При испытании образца с несколькими точками оказалось, что
точки несколько неравномерно нагружены, но усилия на срез не ниже
нагрузки, допускаемой по техническим условиям на заклепки,
(табл. 42).
Таблица 42
Толщина листов в мм Число точек Нагрузка на обра- зец в кг Нагрузка на 1 точку в кг Характер разрыва
0,5+0,5 2 151 75,5 Разрыв
точки
0,5+0,5 3 210 70 То же
0,8+0,8 2 248 124 Срез точки
0.8+0,8 3 389 129 То же
1,0+1,0 2 324 162 То же
1,0+1,0 3 425 142 То же
1,5+1,5 2 495 248 То же
1.5+1,5 1 3 ! 665 223 То же
В отношении дуралюминия установлено, что сопротивление раз-
рыву точек увеличивается в течение 2—3 дней после сварки; это свя-
зано с явлением старения. Весьма значительное повышение прочности
на 20—25% можно получить при закалке, если она возможна после
сварки.
Для испытания на разрыв применяется образец, изготовленный
роликовой сваркой и состоящий из двух полос листа, соединенных
239
Таблица
I Сопротив-
Толщина ление раз-
Метзлл £
в мм рыву
I В KijMM-
Алюминий . ! 1 I 10—11
Б.95 . . . 1 [ 12—16
Дура л юм и- ! 1 25—30
ний . . . I
непрерывным сварным швам перпендикулярно к направлению раз-
рушающего усилия. Обычно разрыв получается не в сварном металле,
а на одном из листов, граничащем с линией шва (фиг. 181). Разрыв
происходит в той зоне, где металл ослаблен, вследствие отжига или
изменения структуры во время нагрева сварочным током. Поэтому
сварщик должен, таким образом, регулировать свою машину (давле-
ние, силу тока, время прохождения тока), чтобы не только получить
непроницаемый шов, но и добиться
наименьшего отжига металла ря-
дом со сварным швом.
В табл. 43 даны величины со-
противления разрыва, полученные
при шовной сварке.
Как сказано выше, разрыв по-
лучается рядом со сварным швом,
поэтому прочность детали не уве-
личивается при выполнении второй
линии сварки параллельно первому шву. В этом случае увеличивается
лишь плотность шва.
Прочность сварных точек достаточно велика и не уступает проч-
ности заклепок; применение точечной сварки вполне оправдалось
для деталей, подвергающихся вибрационным колебаниям.
в. Сопротивление коррозии сварных швов
. Поведение швов точечной и роликовой сварки в присутствии кор-
родирующих реагентов (морской воздух, влажная атмосфера и пр.)
различно в зависимости от химического состава сплава.
Сопротивление коррозии сварных изделий из технического алю-
миния из сплава АМЦ (Б-95) очень хорошее.
Дуралюминий дает несколько худшие результаты, но термическая
обработка (закалка) весьма значительно улучшает антикоррозионные
его свойства, ввиду гомогенизации структуры зон сварки и окружаю-
щего металла.
Детали, изготовленные из плакированного дуралюминия, точечной
и роликовой сваркой обладают высоким сопротивлением коррозии,
вследствие наличия слоя чистого алюминия, который покрывает обе
поверхности.
Испытания на коррозионную устойчивость различных образцов
алюминиевых сплавов показали, что разрушение под влиянием мор-
ской воды происходит одинаково как швов, выполненных точечной
и роликовой сваркой, так и основного металла. Поэтому, если речь
идет о защите от коррозии деталей из легких сплавов, то сварные
швы нуждаются в такой же защите, как и остальные поверхности
данной детали.
Избыток тепла при сварке плохо сказывается на коррозионной
устойчивости свариваемых термически обработанных сплавов.
240
ГЛАВА IX
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
1. ДЕФЕКТЫ СВАРКИ
Дефектами сварного шва и прилежащих зон основного металла
называются недостатки, которые в той или иной степени понижают
механические свойства сварного шва и, таким образом, влияют на
прочность сварной конструкции. Сварной шов и основной металл
около шва не должны иметь таких дефектов, как, например, непро-
вар, пережог, прожог, проплав, подрез, наплыв, пористость, трещины
и т. п.
а. Непровар
Непроваром называется отсутствие соединения между наплавленным
и основным металлом или недостаточная глубина проникания наплав-
Фнг. 183. Непровар при соединении впритык;-
ленного металла в основной (фиг. 182 и 183). Непровар чаще всего
имеет место вследствие неправильно подобранных режимов сварки.
Поплавко-380—16 241
При газовой сварке неправильный выбор режима в ча-
стности может заключаться в использовании малого наконечника го-
релки и преждевременном присаживании присадочного материала и др.
При дуговой сварке непровар появляется чаще всего
при использовании малой силы сварочного тока, в выборе неправиль-
ного диаметра электрода и в слишком большой скорости сварки,
не соответствующей выбранной силе тока.
При атомноводородной сварке в результате не-
правильного выбора "режима, заключающегося в преждевременном
присаживании присадочного материала, в использовании малой силы
тока и в слишком большой скорости сйарки появляется непровар.
При контактной сварке в результате использования
большого давления и недостаточной мощности имеет место непровар
при сварке.
Кроме того, непровар может иметь место при всех видах сварки
вследствие загрязнений поверхности свариваемых изделий, непра-
вильной подготовки изделий к «варке и отсутствия зазора (послед-
нее относится к газовой, дуговой и атомноводородной сварке).
б. Пережог
Пережогом сварного соединения называется дефект сварного со-
единения, который заключается в окислении металла шва и основного
металла рядом с ним, характеризующемся наличием пленок окиси
по границам зерен и низкой прочностью материала. В основном пере-
жог имеет место в результате избытка кислорода при газовой сварке
и слишком большой длинной дуги при дуговой сварке.
в. Прожог
Прожогом называется местное расплавление теплом вольтовой
дуги свариваемых частей с последующим заполнением (или без него)
образовавшихся отверстий окисленным металлом электродов. Про-
жог имеет место при дуговой электрической сварке, вследствие
большой силы тока. Чаще всего прожог встречается при сварке
малых толщин.
г. Проплав
Проплавом называется сквозное проникание наплавленного ме-
талла в основной металл при наличии хорошего сцепления наплав-
ленного металла с основным. Проплав имеет место при всех видах
сварки малых толщин вследствие избытка тепла.
д. Подрез
Подрезом сварного соединения называется такой дефект, при кото-
ром вдоль шва на основном металле, рядом со сварным швом, имеется
углубление, ослабляющее прочность основного металла.
Подрез имеет место при всех видах сварки (кроме контактной)
вследствие неправильного управления горелкой при газовой и атомно-
водородной сварке и избытка тепла при дуговой сварке толстооб-
мазанными электродами. Кроме того, подрез может иметь место при
неравномерной подаче присадочного материала.
242
е. Наплыв
Наплывом называется такой дефект сварного соединения, при
котором края наплавленного металла несколько отделяются от ос-
новного металла соединяемых изделий при одновременном наличии
хорошего соединения по остальному контуру сечения шва.
Наплыв встречается при всех видах сварки (кроме контактной)
и является следствием неправильного выбора режима и скорости
сварки, вызывающих быстрое плавление присадочного металла.
ж* Включения окислов и шлаков (пористость)
Пористостью называется дефект сварного шва, который выра-
жается в наличии свищей, газовых пузырей или шероховатостей
на поверхности шва. Включения окислов и шлаков образуются при
загрязнении основного или присадочного материала. Эти загрязне-
ния, попадая в расплавленную ванну, не успевают подняться на по-
верхность шва в процессе охлаждения и образуют внутри шва газовые
и шлаковые включения. Включения окислов и шлаков могут еще
иметь место ввиду быстрого отвода пламени горелки от расплавлен-
ного металла при газовой и атомноводородной сварке. При дуговой
сварке неправильная обмазка электрода может вызвать пористость.
з. Трещины
Трещиной называется разрыв металла по его зернам или по грани-
цам зерен. Трещины как в сварном шве, так и в переходной зоне
(фиг. 184, 185) являются наибо-
лее опасным видом сварочных де-
фектов-. Основной причиной обра-
зования трещин являются внутрен-
ние напряжения, образующиеся в
процессе сварки. Большие напря-
жения могут иметь место вследствие фиг 184, Трещина в свар|10м шве.
неправильного порядка ведения
сварки, отсутствия зазора, большого количества наплавленного
Фиг. 185, Трещина в переходной зоне.
металла и при большой концентрации сварных швов на небольшом
участке основного материала.
243
2. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Наиболее распространенными способами выявления дефектов при
контроле качества сварных изделий являются: а) внешний осмотр,
б) рентгеновский контроль, в) магнитный контроль, г) механический
и различные другие виды испытаний. I
а. Внешний осмотр *
После прихватки, а также и сварки все изделия, очищенные на
пескоструйном аппарате, подвергаются внешнему осмотру для выяв-
ления вышеуказанных дефектов сварного шва, если таковые видимы
простым глазом.
Сомнительные в отношении трещин места промываются спиртом
и протравливаются десятипроцентным раствором азотной кислоты
в воде.
Травление производится в течение 2—3 минут наложением там-
пона из ваты, смоченного этим реактивом. После травления поверх-
ность принимает матовый вид. Остатки кислоты смываются спиртом,
с тем чтобы следы азотной кислоты не вызвали коррозии, и затем
производится осмотр швов с помощью лупы или бинокулярного мик-
роскопа.
При производстве внешнего осмотра контролер проверяет пра-
вильность габаритных размеров сварных швов, пользуясь данными
табл. 44 и табл. 45.
Таблица 44
Габаритные размеры швов при электро дуговой сварке
Т и п ь с о е з и н е ний
* to m о В стык Г Д-1 1 b в npumbfK Окя S наг иестку
S с? св я S S ч lTt т
о F а ь а- ь а ь
в мм в мм В мм в мм в мм в мм
1—1 3—4,5 1,0 2,5—4,5 2,5—4,5 4—5 1—1,5
1,5-1,5 4—6 1,5 3,5—6,5 3,5—6,5 6—7,5 1,5—2
2—2 5-8 2 5—9 5—9 8—10 2—2
25—2,5 6—10 2,5 6—11 6—11 10—12,5 2,5—3
3—3 7—12 3 7—14 7—14 12—15 3—3,5
4 4 8—14 3,5 8—16 8—16 12—16 4—4,5
5 -5 10—17 4 10—20 10—20 15—20 5—6
6—6 12—18 4,5 12—20 12—20 18—24 6—7
8—8 16—24 6 16—28 16—28 16—24 8—9
10—10 20—30 7,5 20—35 20—35 20—30 10—11
244
Таблица 45
Габаритные размеры сварных швов при ацетиленокислородной и атомноводородной сварке
В натмсм#*/
i
d г.р,-:
ш
Толщина материала в мм Ширина а Б ММ Размеры а в мм Размеры b в мм Размеры а в мм Размеры b Б ММ , Размеры г в мм Размеры а в мм Размеры b в мм
0,5+0,5 0.5+1 1 +1 1 +1,5 1 +2 1 +3 1,5+1,5 1,5+2 1,5+3 2 +2 2 +3 2 +4 2,5+2,5 2,5+4 3 +3 3 +4 4 +4 3—4,0 3—4,5 4—5,5 4—5,5 4,5—6,0 5 -63 4,5—6,0 4,5—6,0 5,0—6,5 5,5—7,0 6 —7,5 6,5—8,0 6 -7,5 7 —9,0 7 —9,0 8 —10 9 —11 1) Не менее 0.5 толщины свари- ваемого материала 2) При соединениях разных тол- щин не менее 0,5 толщины бо- лее тонкого материала 3,5—4,5 4.0-5,0 4 —5,5 4,5—6,0 5,0—6,5 5 —7 5,0—6,5 5,5—7,5 6 —8 6 —8,5 6,5—8,5 7 —9,5 6,5—9,0 7,5-10 7 —9,5 8,0—11 9 —11,5 3,5—4,5 4,0-5,0 4 —5,5 4,5-6,0 5,0—6,5 5 —7 5,0—5,5 5,5-7,5 6 —8 6—85 6,5—8,5 7 —9,5 6,5—9,0 7,5-10 7 —9,5 8,0-11 9 —11,5 1) Не менее 1,25 толщины верхнего листа 2) Величина я равна толщине верх- него листа; когда необходима ровная поверхность, допустима запиловка выступающего усиления Не менее J,5 толщины верх- него листа 3-4 3.5—4,5 4 —5,5 4,5—6 5,0—6,5 5 —7 5 —7 5 —7 5,5-7,5 5,5-8.0 6 —8.5 6,5 9 6,5—9 7,5—10 7 —9,5 8 -11 8,5—11,5 1) Не менее суммарной толщины листов 1 2) В необходимых случаях допу- скается запиловка до плоско- сти листа Не менее 1,5 толщины мень- шего листа
NJ
U1
Примечание. В отдельных случаях при трудности подхода и в углах, вызывающих отражение пламени, допус-
кается отступление от указанных размеров в пределах 25% в сторону увеличения.
Фиг. 186. Рентгенограмма сварного шва
встык без дефектов.
Фиг, 186а. Рентгенограмма дефектного
сварного шва.
б. Рентгеновский контроль ,
В борьбе за высокое качество сварной продукции рентгеновскиЯ
контроль стал у нас обязательным способом проверки качества сварныЯ
изделий. Я
Метод просвечивания рентгеновскими лучами металлов основаЯ
на свойстве рентгеновских лучей неодинаково поглощаться разли’Я
ными средами. Чем большЯ
плотность металла, тем больЯ
шее количество рентгеновскиЯ
лучей поглотится в нем. Я
Рентгеновские лучи, проЯ
ходящие в направлении свадЯ
ного шва с дефектом (порьЯ
шлаковые включения, трз||
щины), поглощаются в мень- ‘
шей степени, чем лучи, про-
шедшие в направлении основ-
ного металла.
С возрастанием толщины
металла, подвергаемого про-
свечиванию, интенсивность
лучей падает.
Различают два способа
просвечивания: визуальный
(наблюдение на экране) ифото-
графический метод (съемка).
Наиболее целесообразно
пользоваться вторым мето-
дом, так как чувствитель-
ность пленки значительно
выше чувствительности све-
тящегося экрана, а поэтому
можно получить более точные
результаты.
Потемнение фотопленки
зависит от толщины шва и
химического состава приса-
дочного металла. Идеальный
сварной шов должен поэтому
дать равномерное потемнение
пленки без каких бы то ни
было теней (фиг. 186).
Рентгеновским контролем
можно установить следующие
дефекты в сварном соединении.
1) Непровар, который на рентгеновской пленке отражается
в виде темной полосы между основным и наплавленным металлом
шва или между отдельными валиками швов, в то время как хороший
провар виден как облачность в месте перехода от наплавленного^
металла к основному (фиг. 186а). И
Фиг.
187; Рентгенограмма ' сварного шва.
Видны шлаковые включения.
Фиг.
188. Рентгенограмма сварного шва.
Видны газовые включения.
246
2) Включения (шлаковые), так же как и газовые пузып
получаются более темными, чем основной металл; границы шлаковРИ’
включений обычно имеют неправильную форму (фиг. 187); газовые
пузыри на рентгеновской пленке видны в форме круглых или эллип-
тических относительно правильных теневых пятен (фиг. 188).
3) Подрез на рентгенопленке выявляется в виде равномерного
потемнения с размытыми краями рядом со сварным швом.
4) Проплав отражается на рентгенопленке в виде светлых пятен
так как он имеет местное утолщение по сравнению с основным метал-
лом, а на фотографии в виде темных пятен (фиг. 189). • z
Фиг. 189. Рентгенограмма проплава сварных швов. Видны темные
пятна и светлые линии-трещины в основном металле.
5) Трещины, которые образуются как в наплавленном, так и
в основном металле,^появляются на пленке в виде резко ограничен-
ных прямых или зигзагообразных линий (фиг. 189).
Контроль с помощью рентгеновского просвечивания рекомен-
дуется применять для установления правильного режима сварки
в следующих случаях: а) для деталей, на которых наблюдается по-
вышенный процент брака; б) для деталей, о качестве сварки которых
трудно дать заключение при внешнем осмотре; в) для деталей после
исправления обнаруженного дефекта (главным образом трещин) и,
наконец, г) для сложных опытных деталей.
Рентгеновское просвечивание не рекомендуется применять как
метод контроля, обязательный для всех изделий.
Ввиду дороговизны этого метода нецелесообразно просвечивать
неответственные, предназначенные для малой нагрузки детали.
При наличии очень сложной конфигурации деталей с различным
сочетанием толщин, в которых преобладает соединение впритык,
247
рентгенопленка часто не поддается расшифровке вследствие слож-
ности этих деталей.
Для просвечивания деталей применяют аппаратуру, выпущенную
отечественными заводами (аппарат ОКТ-250, РУ-285, трубки РМ-180
и РМ-200).
Обычно при просвечивании облучают участок не более 300 мм
по длине. Просвечивание готовых изделий может быть осуществлено
также гамма-лучами, которые имеют бблынее проникание, чем рентге-
новские лучи.Гамма-лучи испускаются радием или его соединениями.
Ввиду дороговизны этот способ применяется в исключительных
случаях, когда невозможно использование рентгеновских установок.
в. Магнитный контроль
Испытываемое изделие покрывается бумагой, на которую насы-
пается порошок магнитного железа. Если через сварное соединение
пропустить магнитный поток, частицы порошка, находящиеся на бу-
маге над сварным швом, отражают магнитносиловые линии в сварном
соединении. Трещины, раковины и тому подобные дефекты создают
повышенное сопротивление магнитному потоку, и это вызывает,
в свою очередь, неравномерное распределение частиц магнитного
порошка.
Разновидность магнитного контроля может осуществляться с по-
мощью особых приборов — дефектоскопов.
Прибор основан на намагничивании участков сварного соединения
с помощью электромагнита. По силе звука в телефоне и по показаниям
стрелки прибора могут быть обнаружены дефекты сварного соеди-
нения.
При помощи дефектоскопа можно выявлять в шве непровар, ра-
ковины и шлаковые включения и трещины.
Указанные методы контроля применимы для стыков швов стали
толщиной от 6 до 25 мм. Для тавровых швов и швов внахлестку эти
методы не приспособлены.
г. Механические и различные другие испытания
При испытании сварного шва различаются три зоны: первая —
сварной металл, вторая — соединение между наплавленным металлом
и основным металлом и третья — основной металл, расположенный
рядом со сварным швом, свойства которого могут быть изменены
в процессе сварки.
При испытании прочности сварного соединения часто пользуются
образцом, где усилие при испытании на растяжение направлено под
прямым углом к сварному шву (фиг. 190). Такой образец широко
используется при испытании сварных соединений. Если при испытании
такого образца на растяжение разрыв получается вне сварного шва,
то, следовательно, наплавленный металл и соединение между наплав-
ленным металлом и основным металлом имеют большее сопротивление
разрыву, чем сам основной металл. Для определения прочности шва
применяют выточки в сварном образце (фиг. 191).
248
Для определения механической прочности сварного металла об-
разец изготовляется целиком из наплавленного металла.
Фиг. 190. Образец сварного соединения для испытания на разрыв.
Основным методом, применяющимся широко в заводских условиях
для определения механических свойств сварных конструкций, яв-
ляется определение твердости. Твердость определяется на приборах
Бринелля, Роквелла и Виккерса; полученные данные твердости пере-
водятся по специальным таблицам на временное сопротивление раз-
рыву.
Усиление снято
I
Фиг. 191. Образец для испытания на разрыв с выточкой.
Выбор прибора для определения твердости производят, пользуясь
данными табл. 46.
Таблица 46
Толщина детали в мм Прибор для испы- тания Шкала или диа- метр ша- рика Нагрузка в кг
6 и выше Бринелль 10 3000
6 » » Роквелл ВС 100—150
3-6 Бринелль 5 750
3-6 _ Роквелл ВС 100—150
3—2 Бринелль 2,5 187,5
3—1.2 Роквелл АВС 60—100
1,2 и ниже Виккерс Алмаз 10, 30
3-1,2 Виккерс । Алмаз 10, 30, 50
249
При отсутствии прибора Виккерса для толщины 1—1,2 мм допус-
кается испытание по Роквеллу.
Часто сварные конструкции испытываются при помощи нагрузки,
в эксшюатации, но не
перегружает металл.
Необходимо иметь в
виду, что такие испы-
тания могут вызвать
образование мелких
трещин, незаметных
при проведении испы-
тания, но вызываю-
щих появление дефек-
тов в эксплоатации
сварного изделия.
Сварные соедине-
которая значительно превышает нагрузку
Фиг. 392. Образец для испытания на статический
изгиб.
ния подвергаются
также статическому и
ударному изгибу. Для
испытания образцы
вырезаются из свар-
ных пластин так,
чтобы сварной шов
оказался посередине
образца (фиг. 192, 193).
Статический изгиб
производится на раз-
рывной машине с осо-
бым приспособлением
для укрепления ножа
и роликов. Радиус
закругления берется
металла (фиг. 192). Дина-
изгиб.
Фиг. 193. Образец для испытания на ударный
равным двум толщинам испытываемого
мический изгиб производится на копре типа Шарпи или Амслера.
Фиг. 194, Образец для испытания на ударный разрыв.
Удельной работой при испытании на изгиб считают работу, вос-
принятую образцом в кгм и отнесенную к площади действительного
сечения образца, выраженную в см2. Для сварных соединений
обычно удельная работа на изгиб на 15—20% ниже основного металла.
Испытание сварных образцов на ударный разрыв про-
изводится на копрах типа Шарпи или Амслера. Для испытания образцы
вырезаются из сварных пластин так, чтобы сварной шов оказался
посередине образца (фиг. 194).
250
Удельной работой при ударном испытании на растяжение считают
работу, поглощаемую образцом в кгм, отнесенную к объему рабочей
части образца, выраженному в см3.
Удельная работа деформации является мерой энергетической ем-
кости (работоспособности) материала и может служить общей харак-
теристикой его механических качеств. Сравнивая удельную работу
при статическом и динамическом испытаниях, судят о сравнительной
способности испытуемого материала сопротивляться ударам. Для
сварных соединений обычно удельная работа газовой сварки при лю-
бых видах термообработки всегда ниже дуговой и атомноводородной
сварки на 5—10%, по сравнению с основным металлом на 15—20%.
Гидравлическое испытание предназначено: 1) для
испытания прочности сварки сосудов, работающих при высоком давле-
нии, 2) для обнаружения сквозных трещин в трубчатых конструкциях
с незаваренными концами и 3) для установления сквозных трещин
таких сварных деталей, которые для производства испытания можно
заполнить жидкостью под давлением. Наиболее целесообразно исполь-
зовать при испытании масло. Перед испытанием деталь необходимо
очистить от окалины и грязи. 1.
Преимуществом гидравлического метода испытания является его
простота, недостатком—невозможность выявления несквозных трещин.
Для проверки плотности шва сварных сосудов.применяется также
и метод пневматического испытания. Это испытание применяется
для баков и производится следующим способом: испытуемый бак
с давлением воздуха, равным 0,2 ат, помещается в ванну с водой.
Для проверки плотности места сварки поливаются водой или же,
если это возможно, погружаются в воду. Если на месте сварки не
будет появляться воздушных пузырьков, то шов является плотным
и испытание считается законченным. В противном случае место
появления пузырьков отмечается карандашом и шов подвергается
подварке.
Шов, выдержавший испытание на плотность, как правило, выдер-
живает и длительное испытание на вибрацию, поэтому испытание
баков на вибрацию производится выборочным порядком — один из
десяти.
Испытания на вибрацию производятся обычно на
готовых сварных изделиях опытных конструкций или деталей.
Испытания осуществляются с помощью вибраторов, укрепленных
непосредственно на испытуемом объекте.
Основную часть вибраторов составляют два эксцентрика, полу-
чающих вращение через передачу от электромотора.
Условия крепления и соответствующей нагрузки испытуемых из-
делий воспроизводят применительно к условиям работы данной детали:
бак подвешивают на ленты, наполняют водой, для моторной рамы
воспроизводят соответствующим образом тягу винта и вес мотора
и т. д.
При испытаниях задают определенные напряжения и колебания,
которые после определенного числа циклов приводйт к разрушению
изделий. При наступлении явлений усталости, как показывают
испытания, надежность сварных изделий обычно не ниже клепаных.
251
3. ОПРЕДЕЛЕНИЕ МАКРОСТРУКТУРЫ СВАРНОГО ШВА
Определение макроструктуры методом изучения макрошлифа
позволяет сделать заключение:
1) о качестве сварки, о правильности режимов сварки, скорости
сварки и об охлаждении металла шва в зависимости от величины зерна
и наличия столбчатых кристаллов;
2) о шлаковых включениях;
3) о пористости и
4) о зонах влияния при сварке (наплавленный и основной металл).
Для выявления мелкой пористости, трещин, рыхлости, границ
зерен и ликвации применяют травление.
Для алюминия применяют реактив Флика, состоящий из 10 объемов
фтористого водорода, 15 объемов соляной кислоты и 90 объемов воды.
На одну-полторы минуты шлиф погружают в этот реактив.
Для сплавов дуралюминий и других сплавов применяют следую-
щий реактив: 5 объемов Н, 20 объемов НС, 20 объемов и 55 объемов
Н2О. Время травления — от 1 до 5 минут.
4. ОПРЕДЕЛЕНИЕ МИКРОСТРУКТУРЫ СВАРНОГО ШВА
Микроанализ по микрошлифу позволяет сделать следующее за-
ключение:
1) о качестве сварного металла;
2) о выявлении структуры переходных зон;
3) о наличии микротрещин и
4) о состоянии основного металла.
Для травления алюминиевых сплавов применяют реактив Вилела,
состоящий из одного объема HNO3, 1—2 объемов HF и трех объемов
глицерина. Порядок травления: микрошлиф погружают в горячую
воду, а затем в реактив на 1—10 секунд..
Кроме реактива Вилела, применяется также реактив, состоящий
из 0,5% водного раствора HF, шлиф смачивают ватой 10—20 се-
кунд и промывают в воде (фиг. 199).
Нержавеющая и жароупорная стали имеют
аустенитную структуру. При сварке аустенитных сталей происходят
превращения, связанные с изменением растворимости углерода
в аустените, которые сопровождаются растворением и выпадением
карбидов. В процессе сварки, особенно газовой, атомноводородной
и дуговой происходит выделение сложных карбидов хрома, сопро-
вождающееся обеднением твердого раствора хрома по границам
зерен сварного соединения- В сварных образцах границы зерен
протравливаются сильнее.
Для травления применяется следующий реактив: 50 см3 соляной
кислоты, 5 см3 азотной кислоты и 50 сл<3 воды. Подогрев 40—60°.
Время травления 15—60 секунд.
Микроструктура углеродистой и низколегированной стали за-
висит от состояния сварного соединения (термически обработанное
или без термообработки) и от состояния основного металла до сварки
(отжиг, нормализация).
252
Для отожженного металла структура будет феррит—перлит, для
нормализованного — тростосорбит или сорбит и для закаленного—
тростит или тростосорбит, а в отдельных случаях мартенсит.
Для травления сварных изделий из упомянутых металлов при-
меняют реактив, состоящий из 1,5% пикриновой кислоты в этиловом
спирте; время травления 1—2 минуты.
Кроме того, применяется также реактив следующего состава:
1 часть 2-процентной азотной кислоты и 3 части 4-процентной
пикриновой кислоты в этиловом спирте; время травления 1—2 ми-
нуты.
БИБЛИОГРАФИЯ
1. Джонсон, Сварка в самолетостроении.
2. Фалькевич и Черняк, Газовая сварка и резка. 1938 г.
3. Ахун и Алексеев, Контактная сварка. 1935 г.
: 4. Справочник сварщика. 1937 г.
5. Поплавко, Дуговая сварка в самолетостроении. 1935 г.
6. Контактная сварка в СССР. (Сборник ВНИТОС 1935 г.).
7. Штерлинг, Достижения сварочной техники в США. 1935 г.
8. Атомноводородная сварка, технический справочник ВЭТ. 1936.
9. Журнал «Авиационная промышленность» с 1932 г.
10. Журнал «Автогенное дело» с 1932 г.
II. Сборник «С^роточное дело СССР» 1936 г.
12. Haris. Metallic Arc Welding 1935 г. ’
13. Hand book Welding. 1938 r.
14. J. A. W. S. c 1932 r.
15. welding Engineer c 1932 r.
16., Technische Mitteilungen Krupp c 1933 r.
17. Archiv fiir das Eisenhtittewesen c 1933 r.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ............. . . . ..................................... 3
Глава /
Классификация видов сварки и типы сварных соединений
1. Виды сварки .................................................. 5
2. Типы сварных сое доений ...................................... 7
3. Виды сварных швов'-. ........................................ 11
Глава II
’ Газовая сварка
1. Газы для газовой сваркй...................................... 15
а. Ацетилен................................,.................. —
о. Водород ................................ ,............ 17
в. Кислород ...................................... ........ —
2. Газовое пламя................................................ 18
а. Ацетиленовое пламя ....................................... —
б. Водородное пламя ....................................... 21
3. Присадочные металлы для газовой сварки....................... 22
4. Аппаратура для газовой сварки ............................., —
а. Баллоны................................................... —
б. Вентили ................................................. 24
в. Редукторы................................................. —
г. Газификаторы ............................................ 27
д. Ацетиленовые генераторы ................................. 29
е. Водяные предохранительные затворы........................ 35
ж. Сварочные горелки....................................... 37
з. Трубопроводы и шланги ................................... 39
5. Техника газовой сварки ...................................... —
6. Применение газовой сварки в самолетостроении............ . 42
7. Газовая резка ............................................. 43
а. Аппаратура для газовой резки ............................ 44
б. Техника и технология резки.............................. 45
Глава III
Дуговая электрическая сварка
1. Вольтова дуга и перенос металла ............................ 47
2. Электроды для дуговой сварки................................ 51
3. Аппаратура для дуговой сварки............................... 58
а. Электросварочные генераторы постоянного тока............. —
б. Электросварочные аппараты переменного тока.............. 66
в. Аппаратура для автоматической сварки.................... 67
г. Сварочный кабель........................................ 69
е. Электрододержатели . . . ^................................ —
ж. Щитки, шлемы и защитные стекла........................... 70
4. Техника дуговой сварки ................................ . . 71
а. Выбор силы тока............................................ —
б. Выбор длины дуги и ее зажигание . . . ..................... —
в. Рабочее место сварщика при дуговой электрической сварке . . 76
5. Дуговая сварка в самолетостроении.........................., —
Глава IV
Электрохимическая сварка
1. Виды электрохимической сварки.........>....................... 79
а. Газоэлектрическая сварка (аркоген)......................... —
б. Атомноводородная сварка .............................. , . 80
2. Газы для атомноводородной сварки ............................. 82
3. Аппаратура для атомноводородной сварки .............. 86
254
а. Трапсформпоры............................................
б. Горелки /........................................... «
4. Техника атомюводо родной сварки..............................
I Глава V
/ Контактная сварка
А. Точечная сваша.................................................
1. Образований сварочной точки, выбор электрической мощности и вы-
бор давления ...................................................
2. ’Электроды иля точечной сварки ..............................
3. Машины для точечной сварки ..................................
а. Типы Точечных машин .....................................
б. Точечные машины АТН-8, АТН-16....................... . *
в. Точечная машина АТН-25...................................
г. Точешая машина АТА-40 ...................................
4. Техника точечной сварки......................................
Б. Роликовая (линейная) сварка ...................................
1. Виды роликовой сварки........................................
2. Электроды-ролики для роликовой сварки..................... •
3 Машины для роликовой сварки .................................
4. Токопрерыватели для контактной сварки........................
5. Техника роликовой (линейной) сварки .................... ...
6. Применение точечной и роликовой сварки в самолетостроении
В Стыковая (поверхностная) сварка ................................
1. Виды стыковой сварки ........................................
2. Выбор мощности и давления....................................
3. Длина выступа при стыковой сварке ...........................
4- Типы машин для стыковой сварки ............;............. ,
5. Техника стыковой сварки ..................... ...............
6. Применение стыковой сварки в самолетостроении ...............
86
88
9)
97
102
105
ИЗ
114
116
117
119
122
123
124
132
133
134
136
137
>138
139
141
Глава VI
Пайка медью в йодородной среде (бразинг-процесс)
1. Металлы, поддающиеся пайке медью ............................ 142
2. Процесс пайки медью в водородной среде .................. . 143
3. Влияние температуры и защитнЬй атмосферы на структуру стали . 146
Глава VII
Сварка сталей, применяющихся в самолетостроении
А. Химические свойства различных специальных сталей.............. 148
1. Хромованадиевые и марганцов исто ванадиевые стали ........... 149
2. Малоуглеродистые-маргаицовистые стали ....................... 152
3. Кремнистые стали - . . * .................................... 153
4. Никелевые стали ............................................... —
5. Никелевые стали с присадкой хрома ,.......................... 155
6. Хромистые стали ............................................ —
7. Медисто-никелевые стали ................................. . 156
8. Медистая сталь ............................................. 157
9. Хромомолибденовые стали .................................... —
10. Сталь хромансиль.............................................. 159
Б. Влияние отдельных компонентов на качество свариваемых сталей . . 161
1. Влияние углерода.............................................. —
2. Влияние марганца и кремния ................................. 166
3. Влияние хрома............................................... 167
4. Влияние фосфора ........................................... —
5. Влияние серы ............................................... 168
В. Технология и особенности сварки сталей........................ 169
1. Подготовка сталей к сварке ................................ 170
2. Подготовка стальных заготовок и листового материала к сварке . . 174
3. Газовая и атомноводородная сварка хромомолибденовой стали и
стали хромансиль .............................................- • 176
255
а- Общие положения .......................1................. 176
б. Сварка лонжеронов .......................А.............. 183
в. Сварка рамы для звездообразного мотора . А.............. 185
г. Сварка каркаса фюзеляжа..................\............. 186
4. Дуговая сварка хромомолибденовой стали и стали хромансиль . . 187
а. Выбор силы тока и диаметра электрода . . . 1. . . ............ —
б. Электроды и обмазки для сварки стали хромомолибден и
стали хромансиль .г...................... А............. 189
в. Технология дуговой сварки ................. \ .......... 190
5. Точечная сварка хромомолибденовой стали и стали Хромансиль . . 192
Г. Понятие о внутренних напряжениях при сварке сталей и прочность
сварного шва.....................................\........... 193
а. Образование внутренних напряжений в сварных соединениях. . —
б. Образование трещин при сварке сталей.........\.......... 195
в. Прочность сварного шва.......................\ ..... . 197
Д. 'Физико-химические свойства нержавеющей и жароупорной сталей . . . 202
L Физико-химические свойства аустенитной хромоникелевой (нержавею-
щей) стали .'................................................... —
2. Физико-химические свойства жароупорных сталей............... 205
3. Точечная и роликовая сварка нержавеющей стали............ . 208
4. Газовая сварка жароупорной стали............................ 210
' Глава VIII
^Сварка легких сплавов, применяемых в металлическом самолетостроении
А. Химический состав и свойства легких «плавов.................. 212
1. Дуралюминий................................................ 214
2. Сплав 52-S ................................-. . ........... —
- 3. Сплав 53-S ............................................... 215
4. Сплав Б-95 (АМЦ)........................................... 216
5. Сплав магналий..............................................217
6. Электрон .......,................................ —
Б. Технология и особенности сварки легких сплавов............... 218
1. Газовая сварка алюминиевых сплавов........................... —
а. Сварочная проволока и флюсы ........................... 219
б. Техника и технология газовой сварки алюминиевых сплавов . . 220
2. Точечная и роликовая сварка алюминиевых сплавов ............225
а. Подготовка поверхности деталей-к сварке................. 226
б- Режимы сварки......................................... 228
3. Дуговая сварка алюминиевых сплавов ........................ 233
а. Оборудование и выбор электродов ........................ —
б. Техника дуговой сварки............................... , 234
в, Техника сварки по методу аркоген......................... —
4. Сварка электрона ......................................... 235
а. Газовая сварка .......................................... —
б. Точечная и роликовая сварка . . . . . . ............... 236
5. Прочность и коррозионная устойчивость сварного шва при сварке
легких сплавов................................................ —
а. Прочность сварного шва при газовой и дуговой сварке ....'. —
б. Механическая прочность соединения при точечной сварке . . . 237
в. Сопротивление коррозии сварных швов............ . , 240
Глава IX
Контроль качества сварных соединений
1. Дефекты сварки .............................
2. Методы контроля качества сварных соединений . . .
а. Внешний осмотр ............................
б. Рентгеновский контроль . ,..............
в. Магнитный контроль].....................
г. Механические и различные другие испытания . .
3. Определение макроструктшма1 2 3 4 ейГрнстЬ шва.
4. Определение мшМВД"5qaртPro’^лвэ.............
Библиография . . . ./.feAfirJ ..........
241
244
246
248
252
253