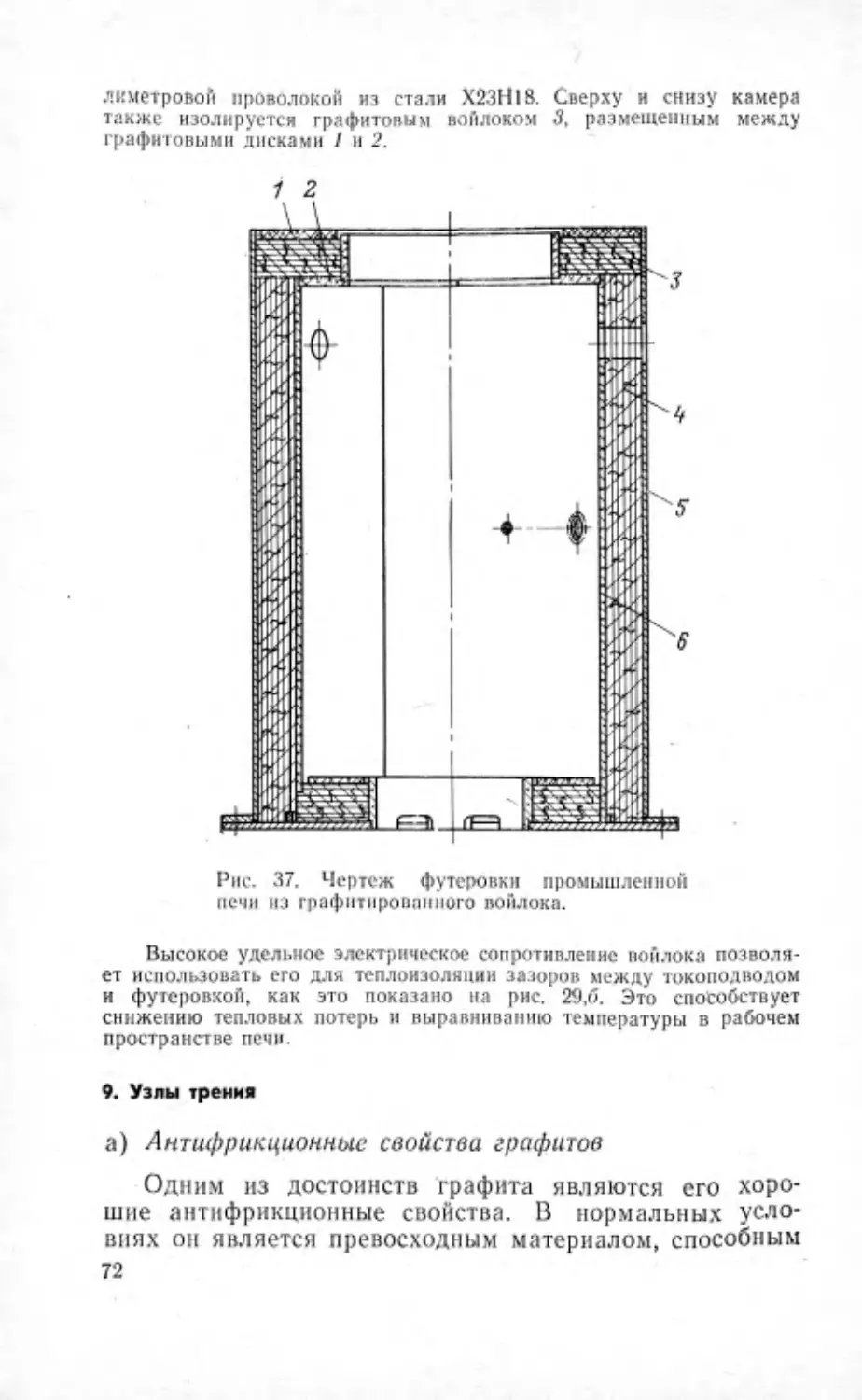
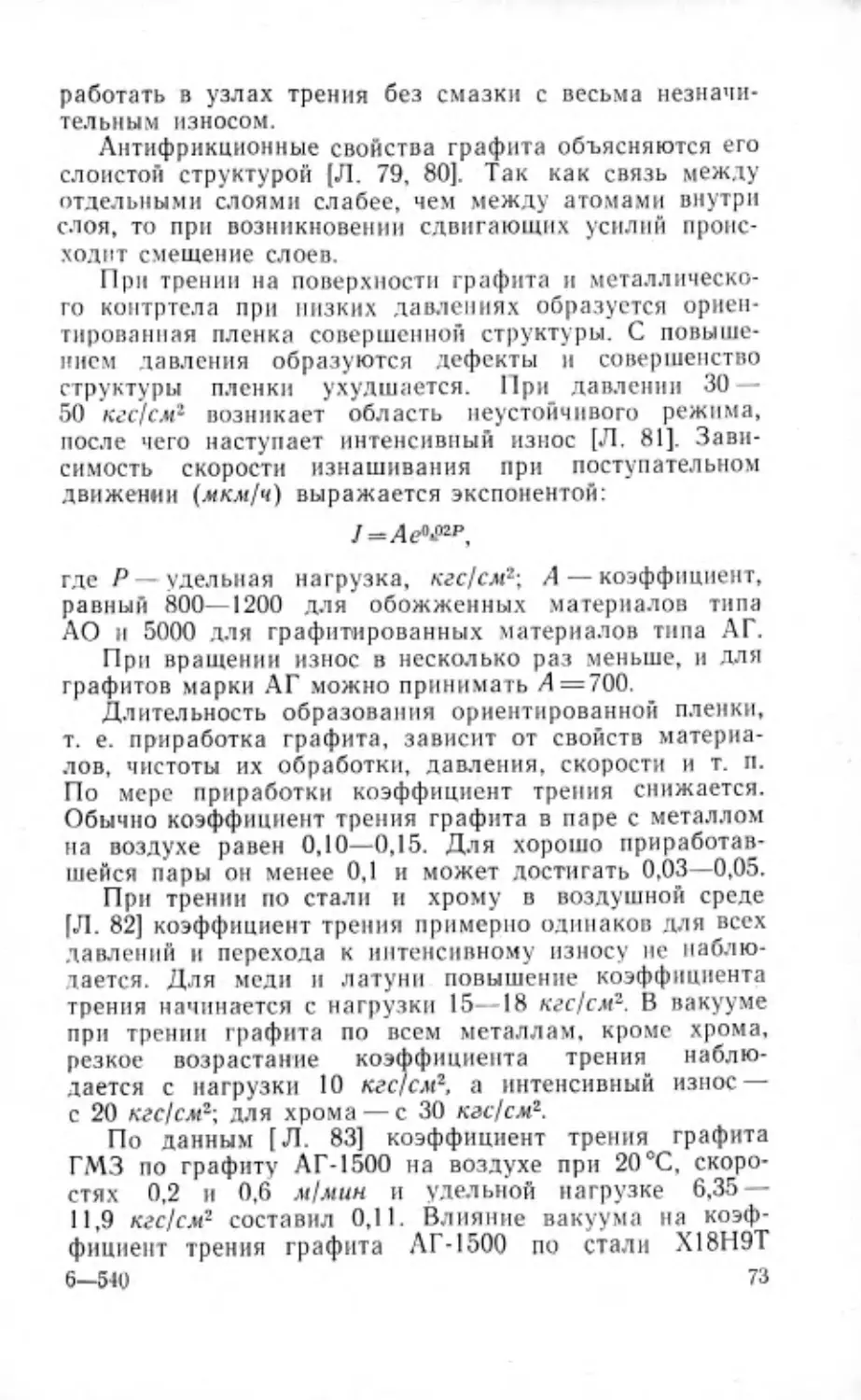
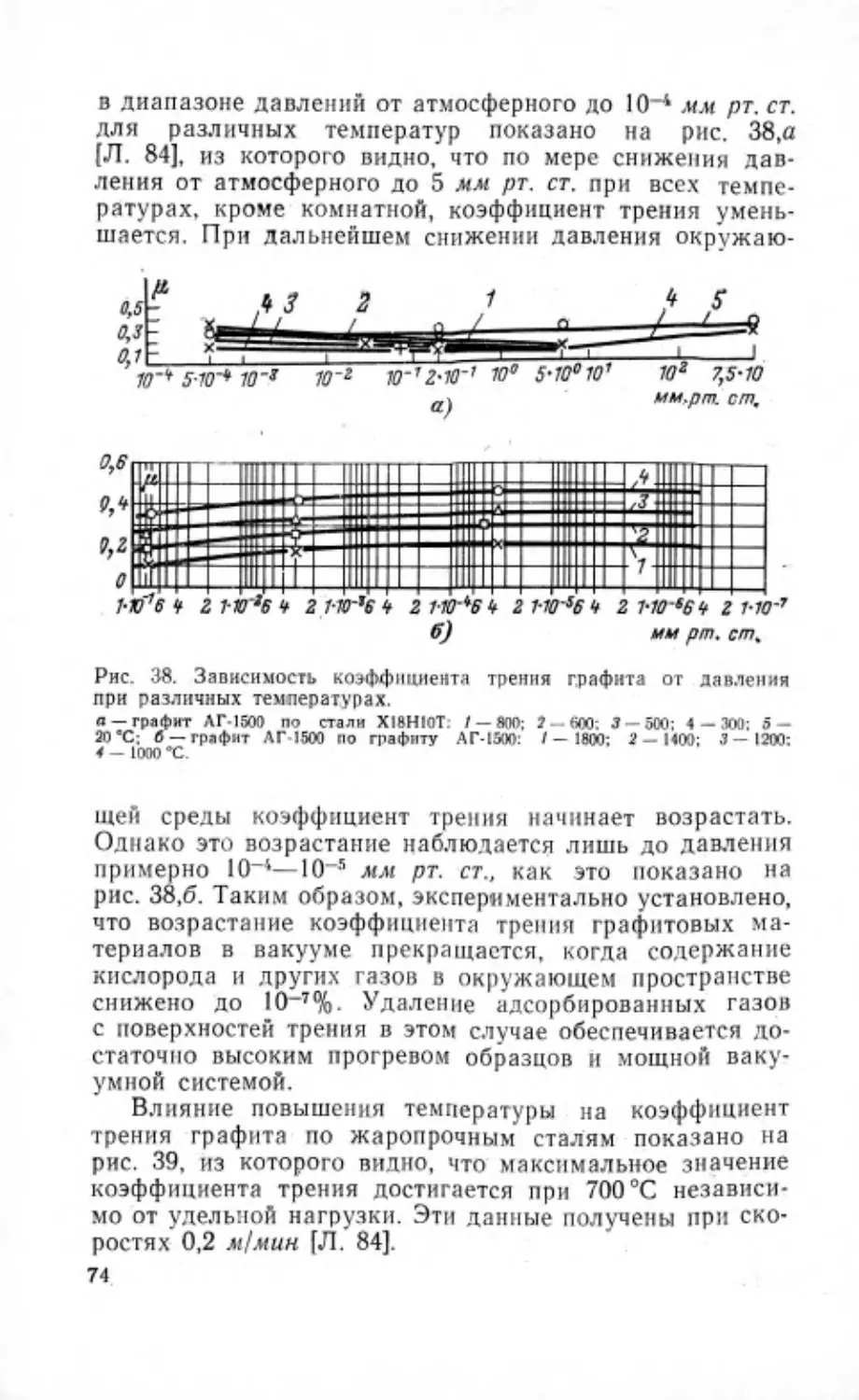
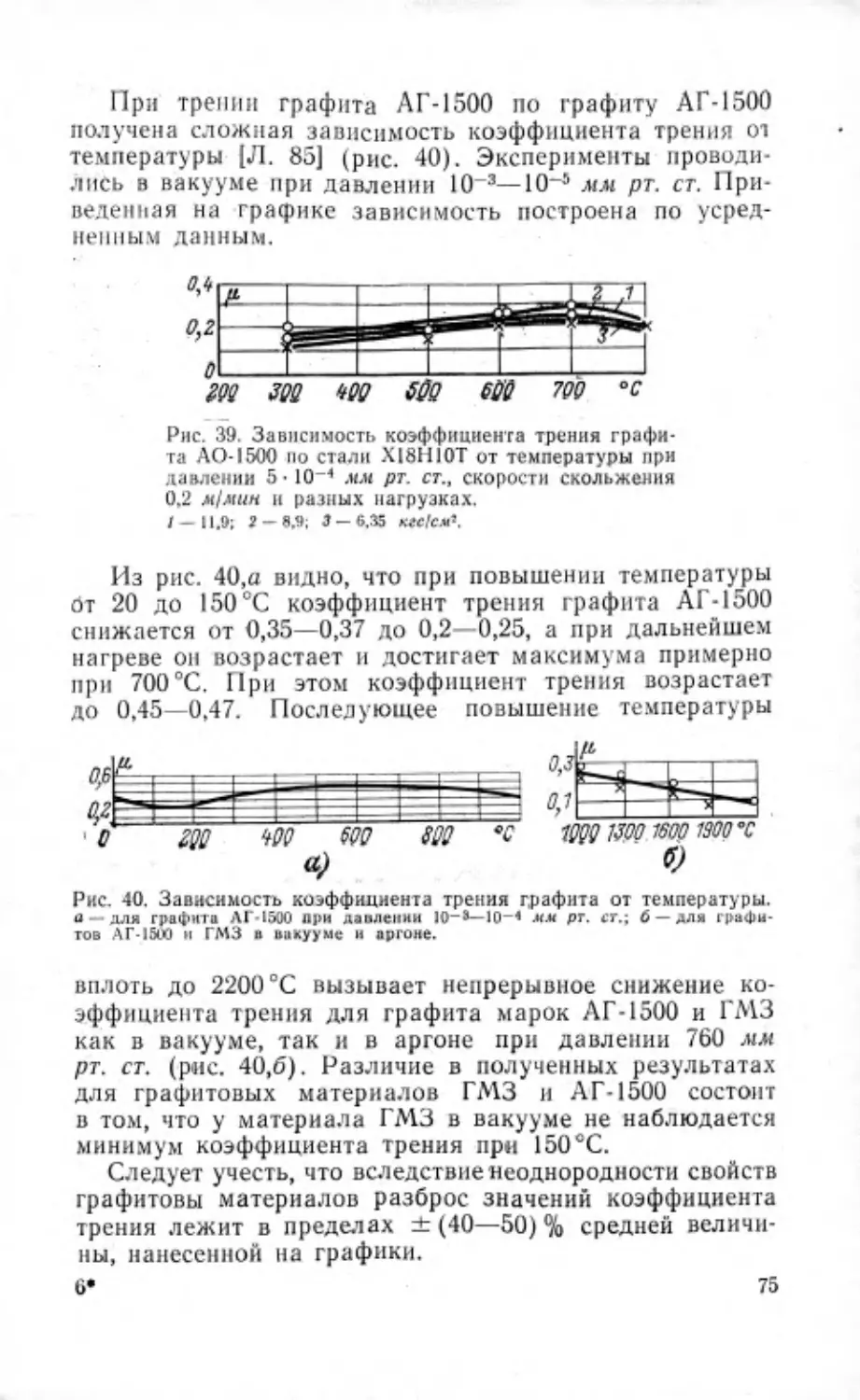
/





Author: Гурвич О.С. Ляхин Ю.П. Соболев С.И.
Tags: электротехника электроника инженерное дело электропечи издательство энергия
Year: 1974



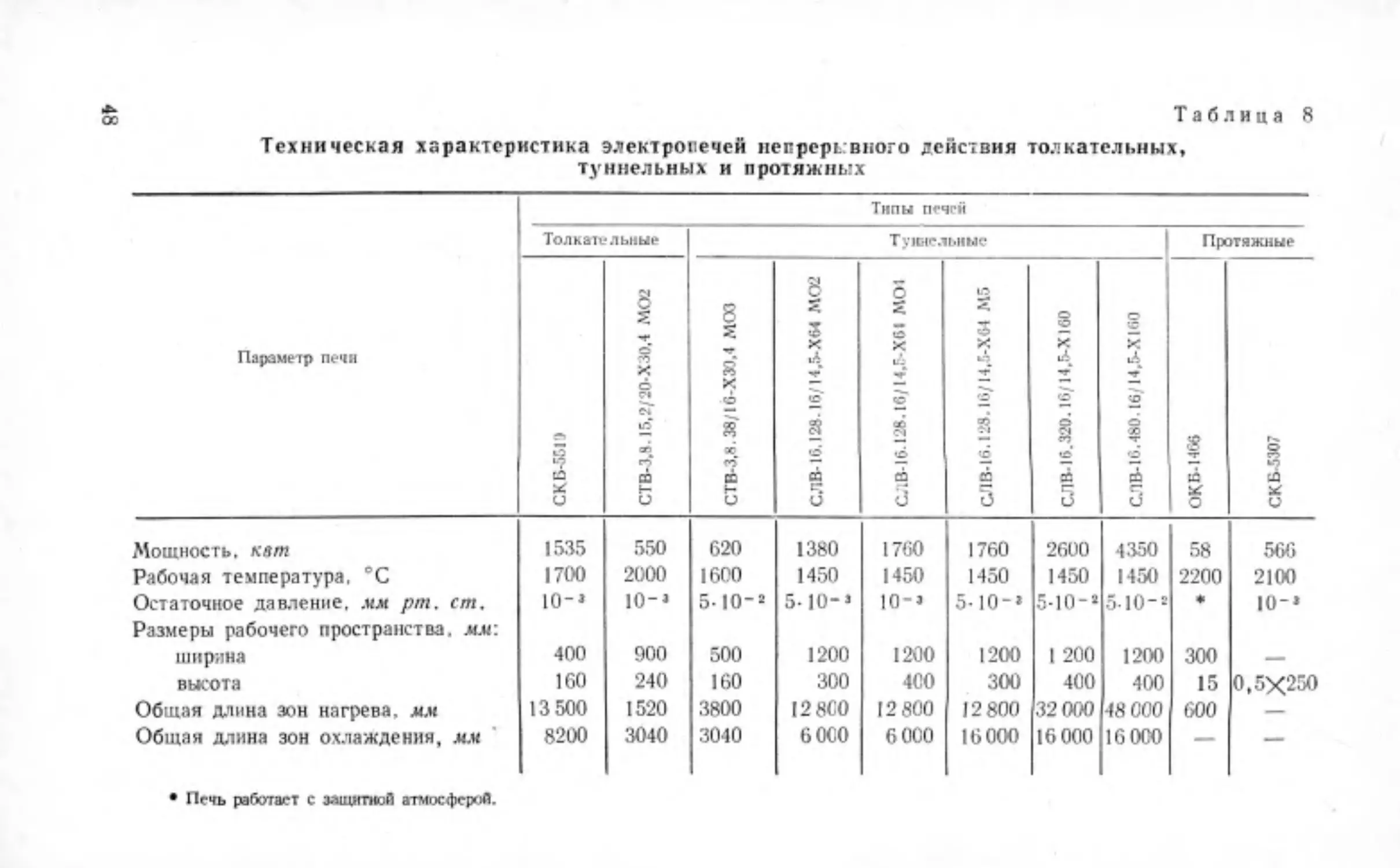
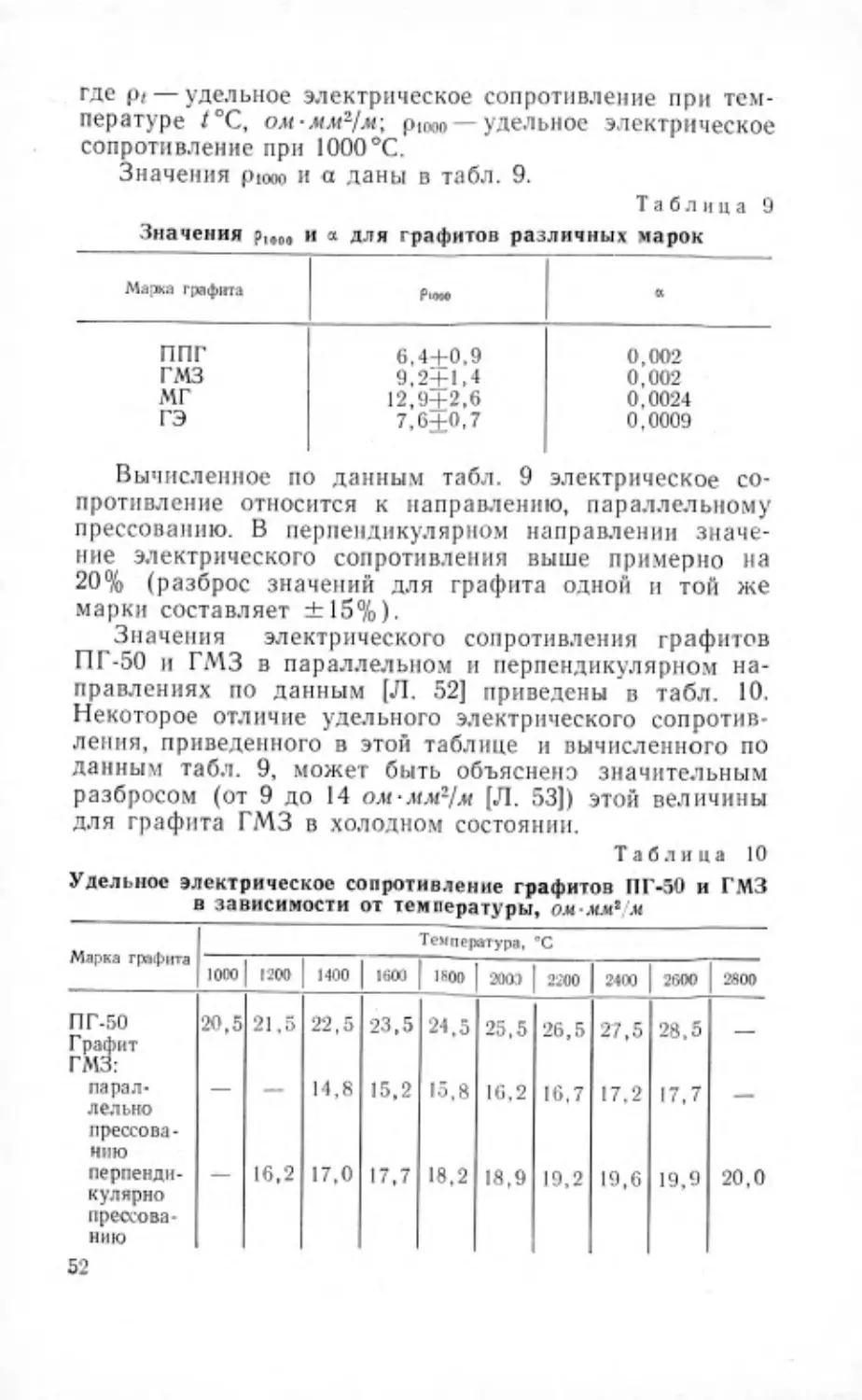
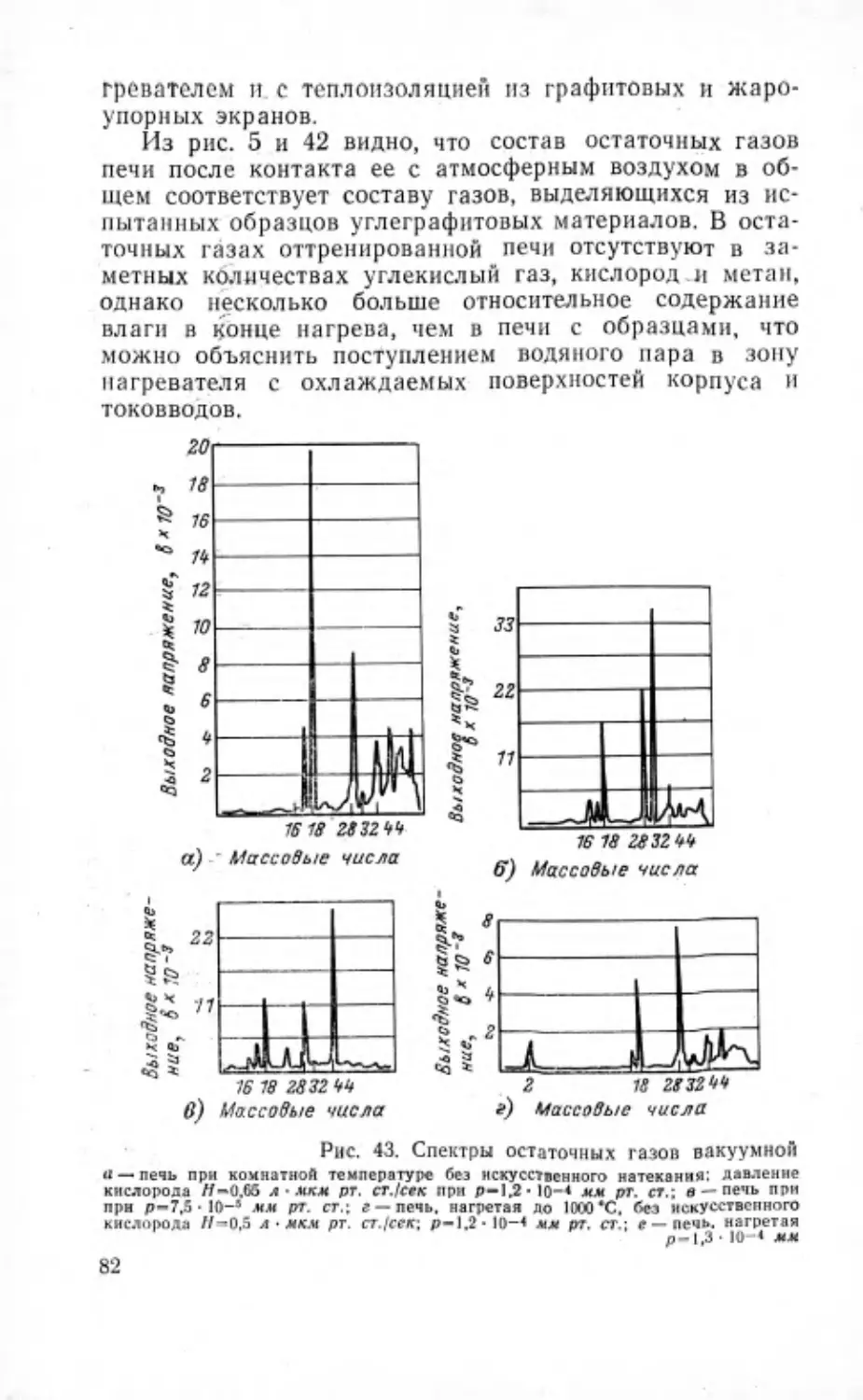
Text
ИБЛИОТЕКА ЭЛЕКТРОТЕРМИСТА
О.С.Гурвич, Ю.П.Ляхин.С.И.Соьолев
ВЫСОКО-
ТЕМПЕРАТУРНЫЕ
ЭЛЕКТРОПЕЧИ
С ГРАФИТОВЫМ И
ЭЛЕМЕНТАМИ
ИЗДАТЕЛЬСТВО «ЭНЕРГИЯ»
БИБЛИОТЕКА ЭЛЕКТРОТЕРМИСТА
Выпуск 53
О. С. Гурвич, Ю. П. Ляхин,
С. И. Соболев
ВЫСОКО-
ТЕМПЕРАТУРНЫЕ
ЭЛЕКТРОПЕЧИ
С ГРАФИТОВЫМИ
ЭЛЕМЕНТАМИ
ж: аллиам
Ь \А Оу у 1.1 (л! 1хах(1 IX
и к. и Оа 4/
«ЭНЕРГИЯ» МОСКВА 1974
6П2.1.081
Г 95
УДК 621.365
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Л. Е Никольский С. П. Розанов. Ю. Л. Рыжнев. А. Д. Свенчан-
ский. М. Л. Шевцов. К. 3. Шепеляковский, Ф. И. Шуманскнй
Гурвич О. С. и др.
Г 95 Высокотемпературные электропечи с графитовы-
ми элементами. М„ «Энергия», 1974.
104 с. с ил. (Б-ка электротермиста, вып. 53).
Перед загл. авт.: О. С. Гурвич, 10. П. Лядин, С. И. Соболев.
В книге приведено описание различных высокотемпературных
электропечей, в которых основные узлы изготовлены из графита. Опи-
саны конструкции этих узлов и обобщены сведения о свойс1вах раз-
личных графитовых материалов. Подробно описано влияние графита
на состаи среды, возникающей в печи при высоких температурах
в зависимости от остаточного давления Приведены рекомендации по
применению, а также изложены некоторые вопросы монтажа, наладка
и испытаний высокотемпературных электропечей с графитовыми эле-
ментами.
Книга предназначена для конструкторов и работникоп предпрня
тий. эксплуатирующих указанные электропечи, а также может быть
использована при проектировании предприятий, па которых должно
применяться электротермическое оборудование.
30307-280
051(01)-74
185-74
6П2.1.08!
© Издательство «Энергия». 1974 г.
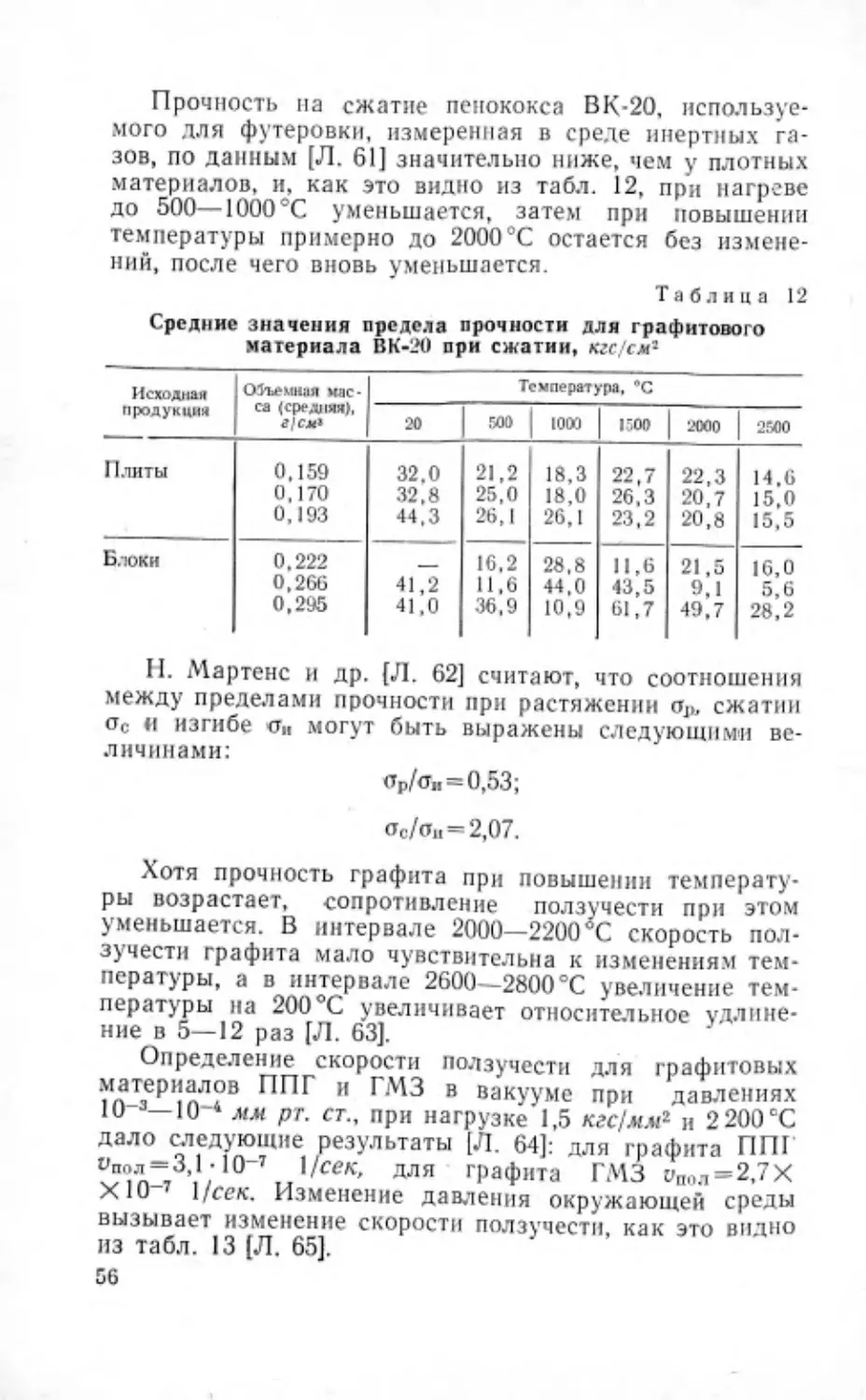
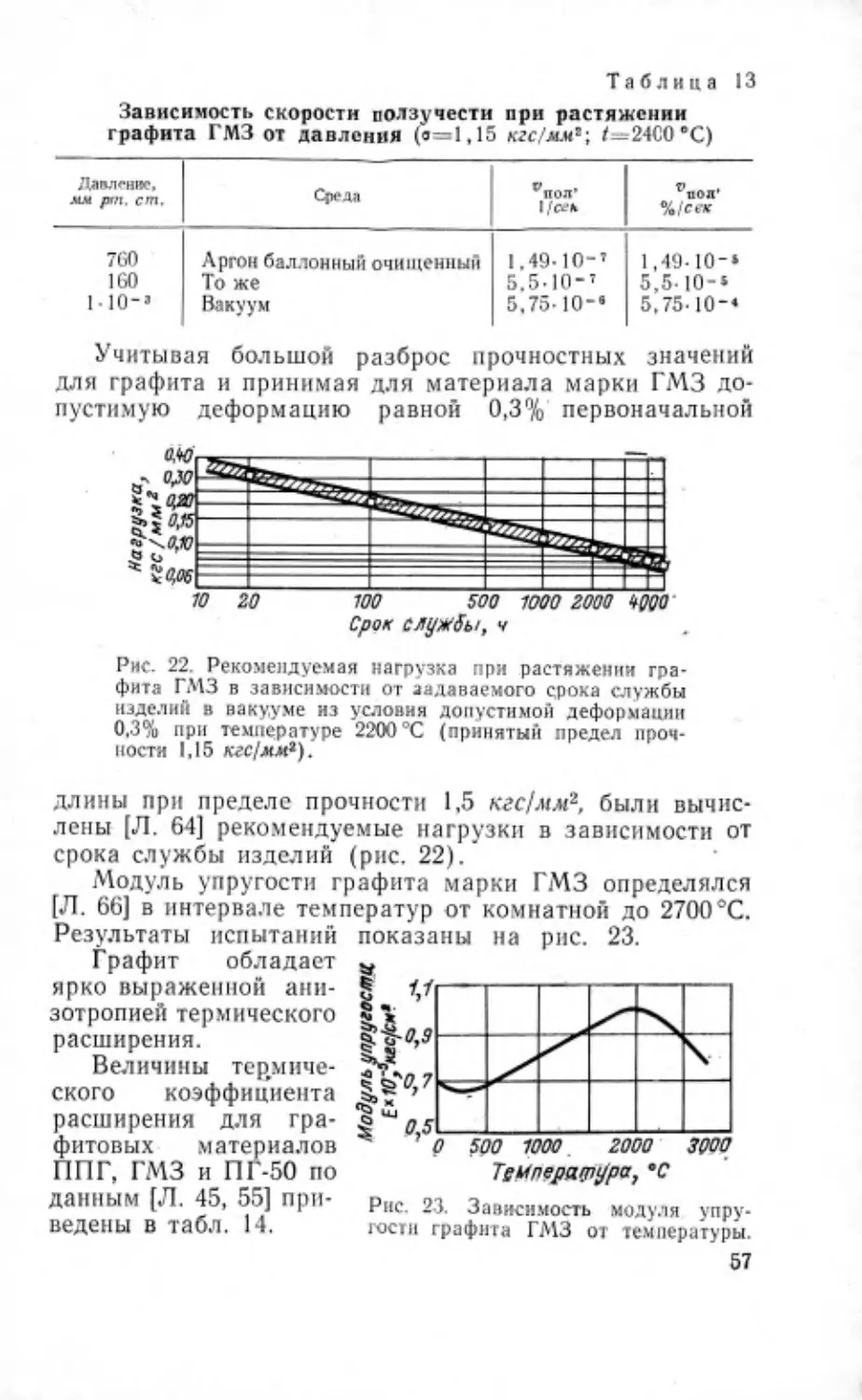
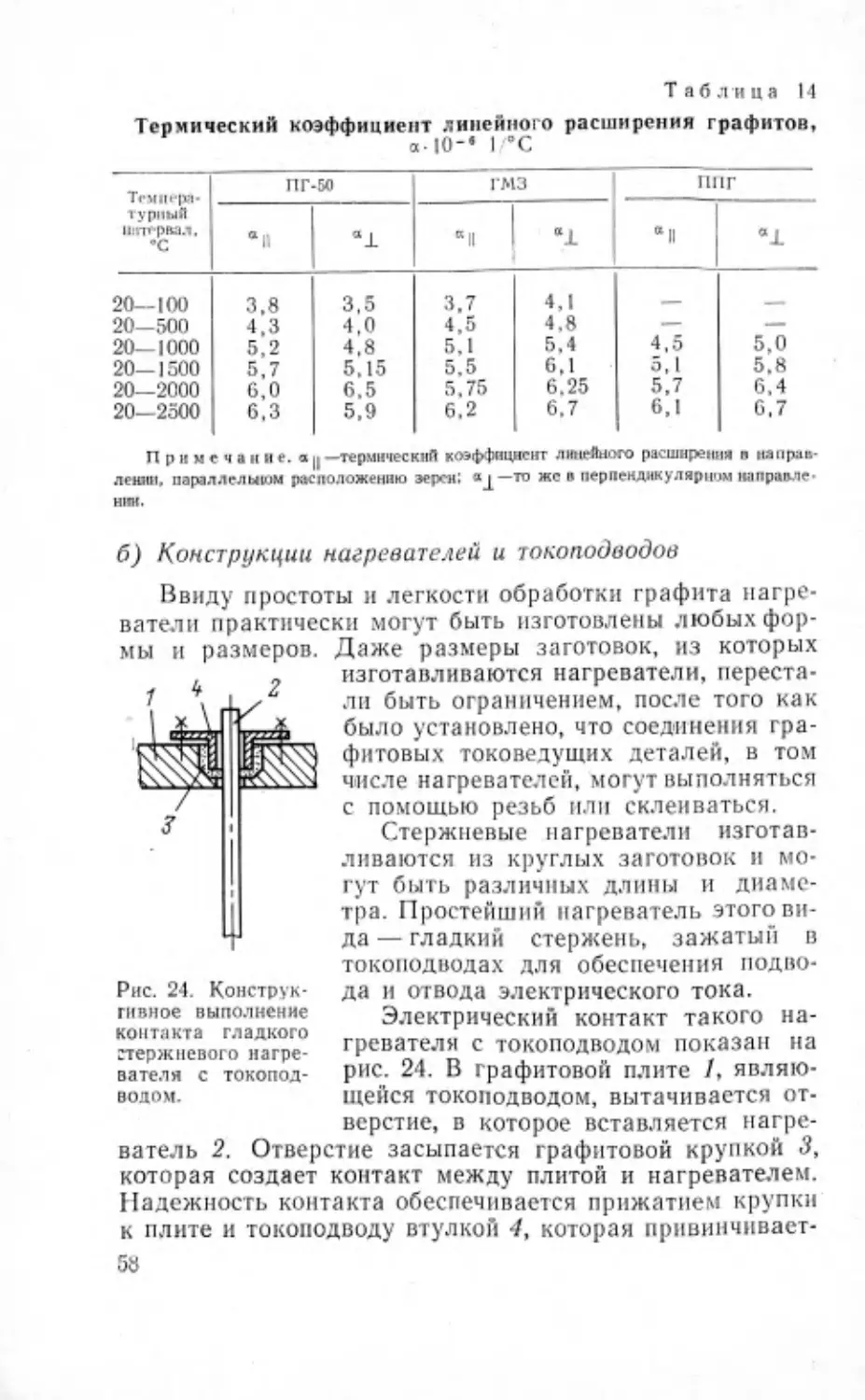
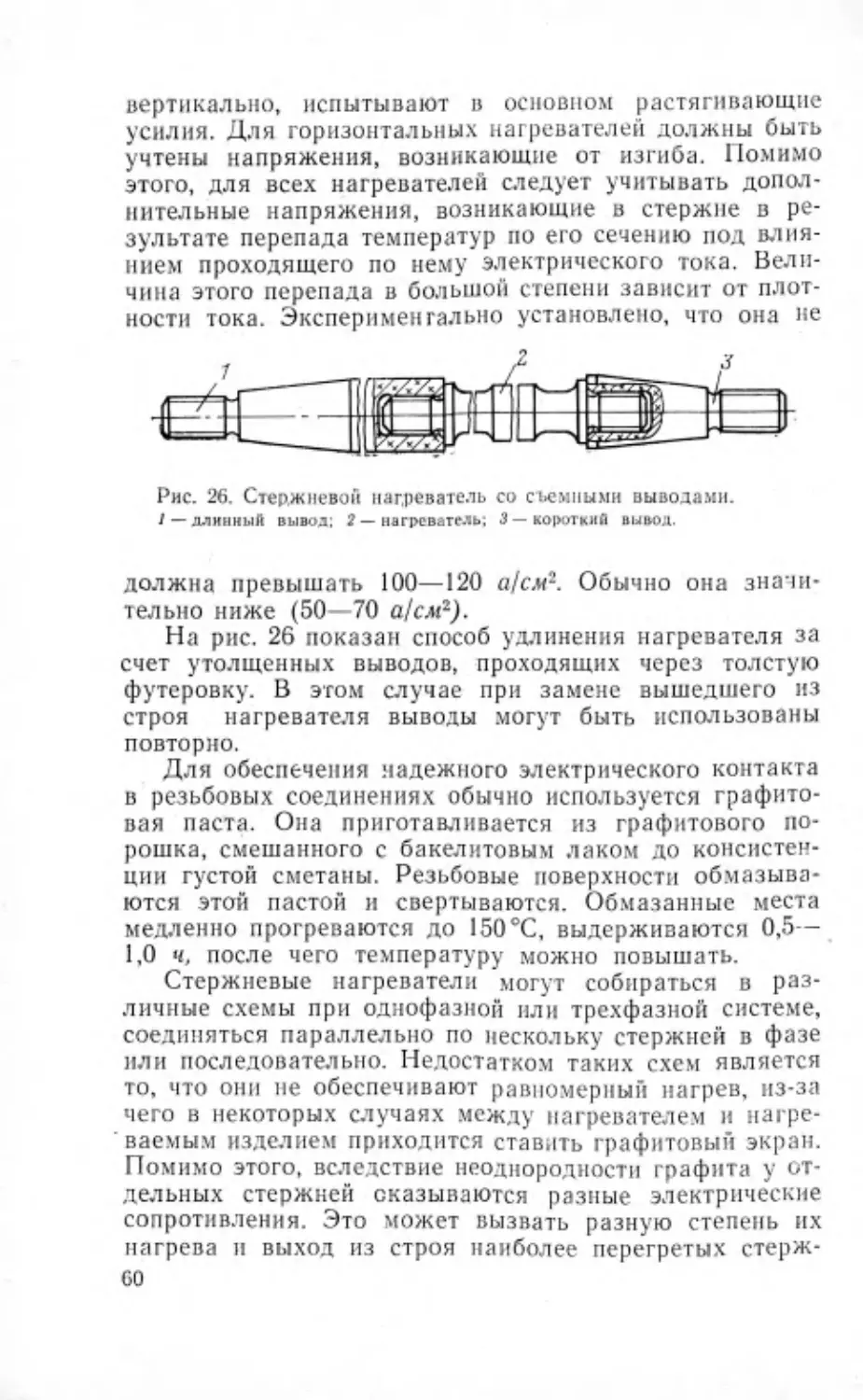
ПРЕДИСЛОВИЕ
В последнее десятилетие отмечено значи-
тельное распространение высокотемператур-
ных электропечей в разных отраслях про-
мышленности.
Высокотемпературные электропечи с рабо-
чей температурой свыше 1250°С, работающие
без защитной атмосферы или вакуума, изго-
тавливаются с нагревателями из карборунда
и дисилицида молибдена. Печи с карборун-
довыми нагревателями могут работать при
1350- 1400°С, а с нагревателями из ДИСНЛИ-
цида молибдена — при 1500—1600 °С [Л. 1].
Эксплуатация этих печен весьма сложна, на-
греватели легко разрушаются, требуют спе-
циального режима разогрева и охлаждения.
Для получения более высоких температур,
а также для работы в печах с защитной сре-
дой или в вакууме широкое распространение
получили нагреватели из тугоплавких метал-
лов (молибдена и вольфрама) и графита. На-
греватели из молибдена используются в ва-
куумных и водородных электропечах до
1600— 1650°С, из вольфрама—до 2500°С. На-
греватели из этих материалов обладают ря-
дом недостатков и их следует применять толь-
ко в тех случаях, когда присутствие графита
в печи недопустимо.
Область применения графитовых материа-
лов в электропечах непрерывно расширяется
как вследствие появления новых видов мате-
риалов, таких, как графитовые войлок, вата и
ткани, так и вследствие изучения влияния
графита на обрабатываемые материалы [Л. 2,
3]. Появление новых материалов позволяет
делать печи безынерционными н более эконо-
мичными но сравнению с изготавливавшимися
ранее. В некоторых случаях при нагреве до
сравнительно невысоких температур графито-
вые нагреватели используются в печах с футе-
ровкой из окислов или металлических экра-
нов. Большей частью в печах с графитовыми
нагревателями из графита выполняются и теп-
лоизоляция, и различные конструктивные эле-
менты печи. Разные марки и виды графитовых
материалов, обладая весьма большим диапа-
зоном разнообразных тепловых, электрических
и механических свойств, позволяют весьма
эффективно использовать этот материал для
изготовления различных узлов электропечей.
Предисловие, § 1,2 и гл. 3 написаны
О. С. Гурвичем, § 3, 10 и 11 — Ю. П. Ляхн-
пым, гл. 2 и § 12 —С. И. Соболевым.
А вторы
Глава первая
НЕКОТОРЫЕ СВЕДЕНИЯ О ГРАФИТЕ
1. Отличительные особенности, получение и основные марки
графита
Широкое распространение в электропечестроеиин
графит получил благодаря ряду его качеств. При обыч-
ных температурах графит менее прочен, чем металлы,
однако с повышением температуры его прочность уве-
личивается и при 1700—1800 °С он оказывается проч-
нее всех окислов и металлов.
При атмосферном давлении графит все время оста-
ется твердым и возгоняется при 3600°С. Упругость пара
графита достигает 1 кгс/см2 примерно при 1300°С, т. е.
ниже температуры его плавления [Л. 4]. По некоторым
свойствам графит напоминает как металлы, так и кера-
мику. Как металлы, он имеет высокие теплопроводность
и электрическую проводимость, поддается механической
обработке, а как керамика обладает пористостью и ма-
лым коэффициентом термического расширения.
Сочетание высокой теплопроводности с малым коэф-
фициентом термического расширения делает графит
одним из наиболее стойких материалов по отношению
к термическому удару.
Доступность и относительная дешевизна графитовых
материалов позволяют применять их во всех случаях,
когда требованиям технологии обработки нагреваемых
изделий не препятствует присутствие некоторого коли-
чества углерода в печном пространстве.
В электропечестроеиин применяются изделия из гра-
фита, изготавливаемого в виде блоков с относительно
небольшой пористостью, пористые графиты, графитовые
войлок и вата, графитированные ткани, пирографит.
Обычно графит получают из коксов и веков. Продолжительность
спекания может длиться до 30 сут. при 1.300'С, после чего произ-
водится графптацня при 2400—2800 °С, которая может продолжать-
ся 14—16 сут. В результате графи гании резко снижается электричес-
кое сопротивление, изменяются механические и электрофизические
ст.ойства графита (Л. 5].
Вследствие особенностей технологии получения гра-
фита он обладает весьма значительным разбросом
свойств не только на образцах, изготовленных из раз-
личных заготовок, но и в пределах одной и той же за-
готовки, а также в различных направлениях относитель-
но оси прессования. Это может быть объяснено анизо-
тропностью графита. В заготовках, получаемых прессо-
ванием, частицы располагаются своей длинной осью
перпендикулярно направлению прессования, а при вы-
давливании через мундштук — параллельно.
Графитовые войлоки изготавливаются термообработкой при
2 500 С нетканых материалов из вискозного штапельного волокна.
Они имеют весьма низкую теплопроводность и используются для
теплоизоляции.
Пирографит представляет собой продукт, образующийся в ре-
зультате пиролитического разложения углеродсодержащих соедине-
ний осаждением углерода на твердых поверхностях.
В зависимости от назначения электропечи, ее рабочей
температуры, материала обрабатываемых изделий, дли-
тельности цикла их нагрева и охлаждения, размеров
и т. п. могут использоваться разные марки графитов,
обеспечивающие создание наиболее экономичного вари-
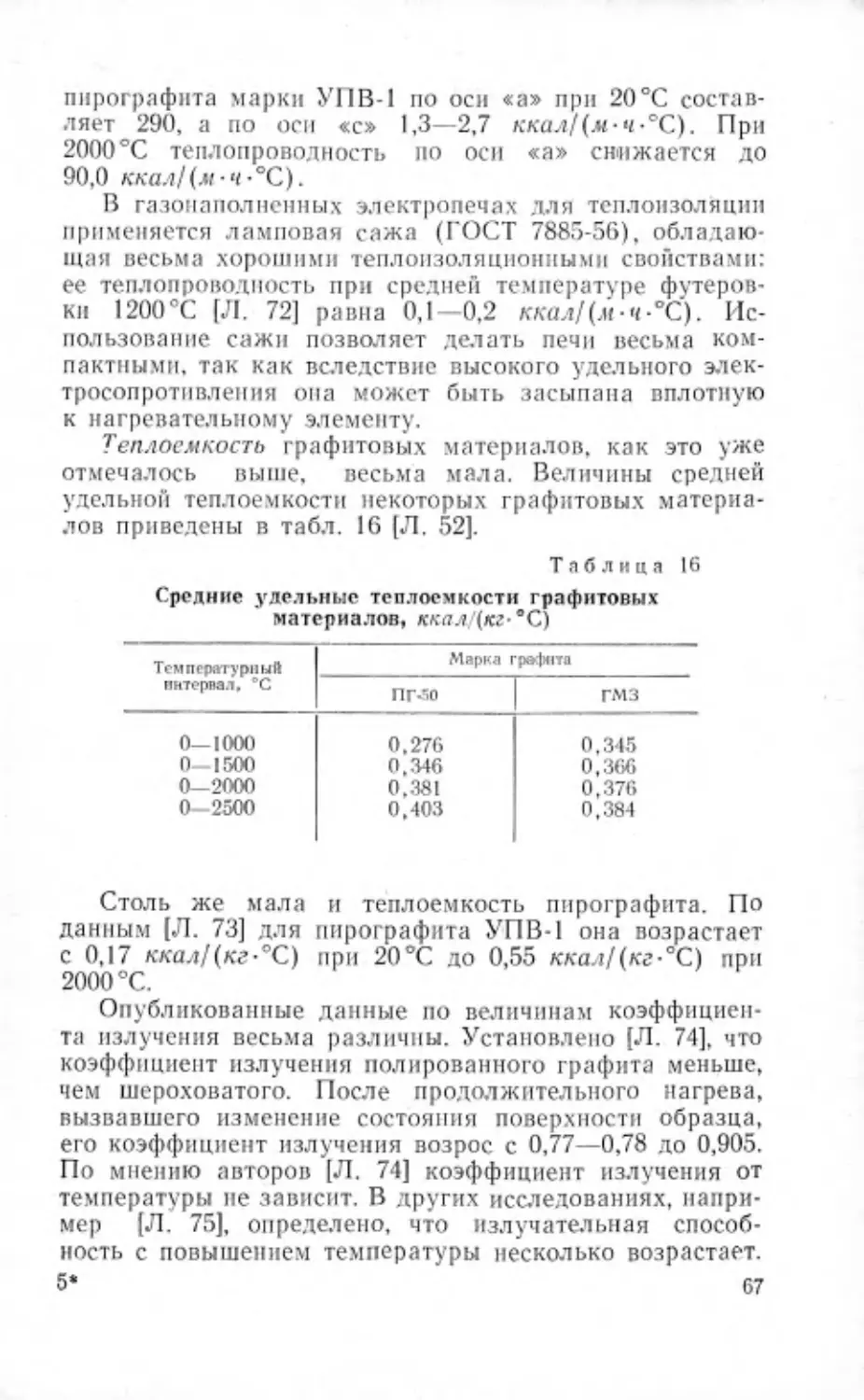
анта печи. Основные марки графитовых материалов,
применяемых в электропечестроенни, приведены в табл. I.
Отдельные элементы графитовых нагревателей, футеровки и т.п.
изготавливаются электродными заводами по чертежам заказчика.
Однако простота обработки графита часто позволяет изготовить не-
обходимые изделия из заготовок непосредственно у потребителя.
Графит обрабатывается на обычных металлорежущих
станках при больших скоростях резания с большими
сечениями среза. Удельное сопротивление резанию для
графита примерно в 20 раз меньше, чем для чугуна. Си-
лы резания в 30—50 раз меньше, чем при обработке
конструкционной стали [Л. 6]. Для закрепления графита
при его обработке могут использоваться обычные патро-
ны, тиски, а для зажатия тонкостенных изделии должны
быть использованы специальные оправки. На графито-
вых деталях возможно нарезание как наружной, так и
внутренней резьб.
6
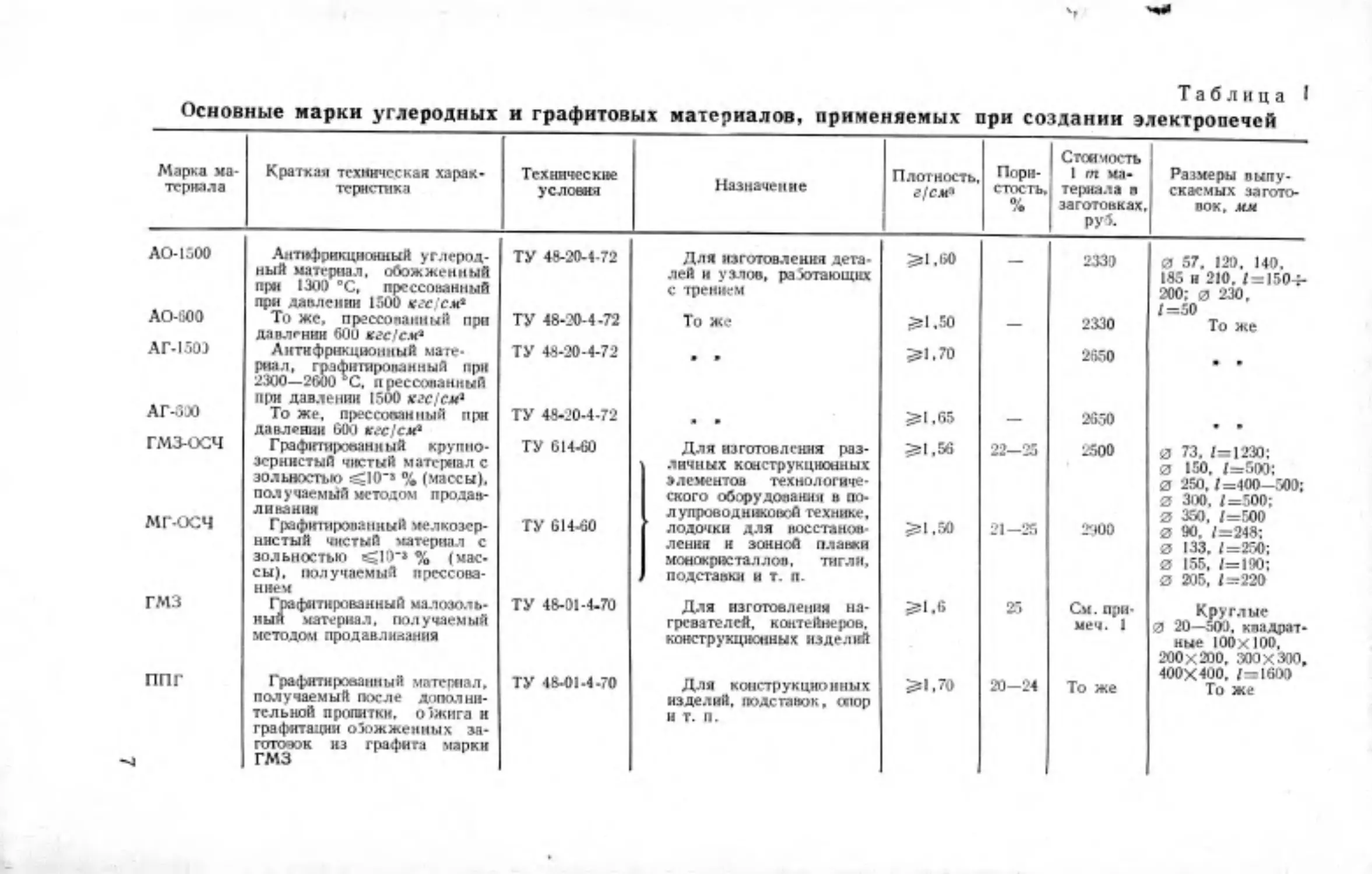
Таблица I
Основные марки углеродных и графитовых материалов, применяемых при создании электропечей
Марка ма- териала Краткая техническая ха рак - Технические условия Назначение Плотность, г/см3 Пори- стость» % Стоимость 1 гп ма- териала и заготовках. руб. Размеры выпу- скаемых загото- вок, мм
АО-1500 Аи-пЧ'РИКцианкый углерод- ный материал, обожженный при 1300 ’С, прессованный при давлении 1500 кге сж* ТУ 48-20-4-72 Для изготовления дета- лей и узлов, работающих С цп । 1 И >1.60 — 2339 0 57. 120. 140. 185 и 210. 1 = 1504- 200; 0 230, 1=50
Ао-аоо АГ-1503 То же, прессованный пре давлении 600 кге 'см* Антифрикционный мате- риал, графитированный при 2300—2600 ЬС, прессованный При давлении 1500 хгс/СМ* ТУ 48-20-4-72 ТУ 48-20-4-72 То Же • » >1.50 >1.70 2330 2650 То же • •
АГ-ЗЮ То же, прессованный при давления 1ХК1 ксс'см2 ТУ 48-20-4-72 • я >1,65 — 2650 * •
гмз-осч Граф|гт|юван>| ый крупно- зернистый чистый материал с зольностью <10'з % (массы), получаемьМ методом продан- л и клини ТУ 614-60 Для изготовления раз- личных конструкционных элементов технологиче- ского оборудовании к пи- дупроводниковой технике. >1,56 22-25 2500 0 73. 1=1230: 0 150, 1=500; 0 250.1=400—300; 2 3». 1=500; 0 350. 1=500
мг-осч Графитированный мелкозер- нистый чистый материал с зольностью <10"* % (мас- сы), получаемый прессова- ТУ 614-00 лодочки для восстанов- ления и зонной планки монокристаллов, тигли, подставки и т. п. >1,50 21-25 2300 0 90. 1=248; 0 133. 1=250; 0 155. 1=190; 0 205. 1=220
гмз Графитированный малозоль- ный материал, получаемый методом продавливания ТУ 48-01-4-70 Для изготовлении на- гревателей, контейнеров, конструкционных изделий >1.6 25 См. при- мем. 1 Круглые 0 20—лОТ, квадрат- ные 100x100, 200 x 200, 300 X 300, 400X 400. 1 = 1600
ппг Графитированный материал, получаемый после дополни- тельной пропитки. отжига и графятащш обожженных за- готовок из графита марки ГМЗ ТУ 4В4М-70 Для конструкционных изделий, подставок, <жюр и т. п. >1.70 20-24 То же То Же
со
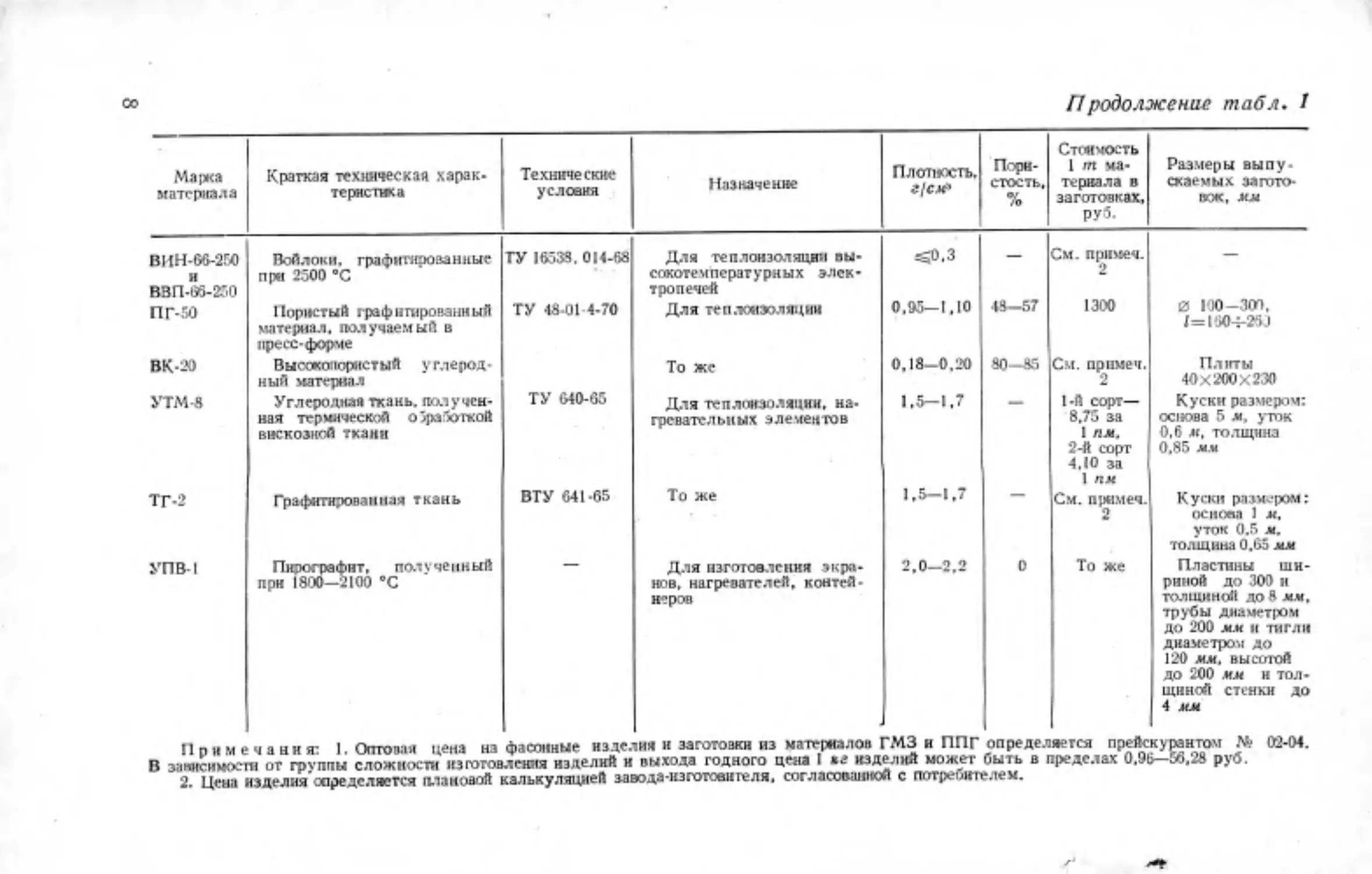
Продолжение табл. 1
Марка материала Краткая техническая харак* теряет»» Технические условия Назначение Плотность. г/см* Пори- стость. % Стгжмость 1 т ма- териала в заготовках, ру5. Размеры выпу- скаемых загпто- ГУЖ, мм
ВИН-66-250 ВВП-1»-250 Войлоки, графнпсюванные при 2500 ”С ГУ 16538. 014-68 Для теплоизоляции вы- сокотемпературных элек- тропечей ^0.3 — См. примем. 2 —
ПГ-50 Пористый графитированный материал, получаемый в пресс-форме ТУ 48-01 4-70 Для теплоизоляции 0,95—1,10 48-57 1300 0 190-ЮТ. 1=1604-260
ВК-20 Выоокоаормстый углерод- ный материал То же 0,18—0,20 80—85 См. примет. Плиты 40x200x230
УТМ-8 Углеродная ткань, получен- ная термлческ-Л Озра'югкой вискозной ткани ТУ 640-05 Для теплоизоляции, на- гревательных элементов 1.5-1.7 1-й сорт— 8,75 за 1 пм. 2-й сорт 4.10 за 1 пм Кусин размером: основа 5 л», уток 0,6 м, толщина 0.85 м м
ТГ-2 Графитированная ткань ВТУ 641-65 То же 1,5-1,7 См. примем. 2 Купен размером: г к-нояа 1 м, уток 0.5 м. толщина 0.65 мм
УПВ-1 Пирографнт. пол ученный при 1800—2100 ’С Для изготовления экра- нов, нагревателей, контей- неров 2.0—2,2 0 То же Пластаны ши- римой до 300 н толщиной до Я ММ, трубы диаметром до 200 мм н тигли диаметром до 120 мм. выстой до 200 мм и тол- щиной стенки до 4 мм
Примечания: 1. Оптовая цена на фасонные изделия и заготовки из материалов ГМЗ и ППГ определяется прейскурантом 7* 02-М.
В зависимое™ от группы сложности изготовления изделий и выхода годного цена I ч изделий может быть в пределах 0.96-56,28 руб.
2. Цена изделия определяется плановой калькуляцией завода-изготовителя, согласованной с потребителем.
2. Структура и строение
Свойствг» графита, столь сильно отличающие его от
металлов и окислов, объясняются его кристаллическим
строением. В идеальном кристалле графита атомы угле-
рода образуют слоистую гексагональную решетку и рас-
положены в параллельных плоскостях, отстоящих одна
от другой на расстоянии 0,3345 нм. Внутри плоскости
атомы образуют правильные шестиугольники со сторо-
ной, равной 0,1417 нм. Таким образом, связь атомов
внутри слоев значительно выше, чем связь между сосед-
ними слоями. Соседние параллельные слон в кристалле
графита смещены один относительно другого таким об-
разом, что в слоях, расположенных через один, атомы
углерода находятся точно один под другим и порядок
упаковки выражается чередованием слоев.
Вдоль слоев кристалл графита легко расщепляется,
однако прочность внутри слоя весьма высока, подтверж-
дением чего служат аномально малая теплоемкость гра-
фита, высокие температура плавления и теплота испаре-
ния.
Но термостойкости графит значительно превосходит
окислы и карбиды.
Согласно [Л. 7] показатель термостойкости различных
материалов оценивается следующими величинами:
Двуокись циркония стабилизированная .... 345
Окись магния.............................. 640—1840
Окись бериллия................................ 6390
Карбид титана............................... 18 200
Графит искусственный ...................... 3003000
На качество графита влияет содержание в нем при-
месей.
Некоторые молекулы (главным образом хлоридов переходных и
редкоземельных металлов, а также меди, бора, железа, алюминия
и т. п.), внедряясь между слоями графитовой решетки, образуют
так называемые слоистые соединения (Л. 8]. При высоких темпера-
турах происходит взаимодействие примесей с углеродом с образова-
нием карбидов металлов или твердых растворов, дальнейшее их
разложение и испарение металлов, давление паров которых значи-
тельно ниже давления паров графита. Поэтому в некоторых случаях
содержание примесей в графите является нежелательным при его
участии в высокотемпературном процессе. В этих случаях могут
быть использованы малозольные графиты, в частности марок
ГМЗ-ОСЧ и МГ-ОСЧ (см. табл. 1). Содержание примесей в этих
сортах графита (% по массе): алюминия ЗЮ-5. магния 3-Ю-5,
марганца 1-10-5, бора 1-Ю-*, железа 3-10-*, меди 1-10-8 [Л. 6).
Общее содержание примесей в графитах этих марок ие превышает
10~3% по массе.
3. Вакуумные и химические свойства
К вакуумным свойствам графита можно отнести
упругость пара, скорость испарения, газопроницаемость
и газовыделение.
Установлено [Л. 10], что паровая фаза над графитом
содержит частицы с числом атомов 1—7, причем каждый
компонент паровой фазы имеет свои, отличные от дру-
гих, скорости и коэффициенты испарения.
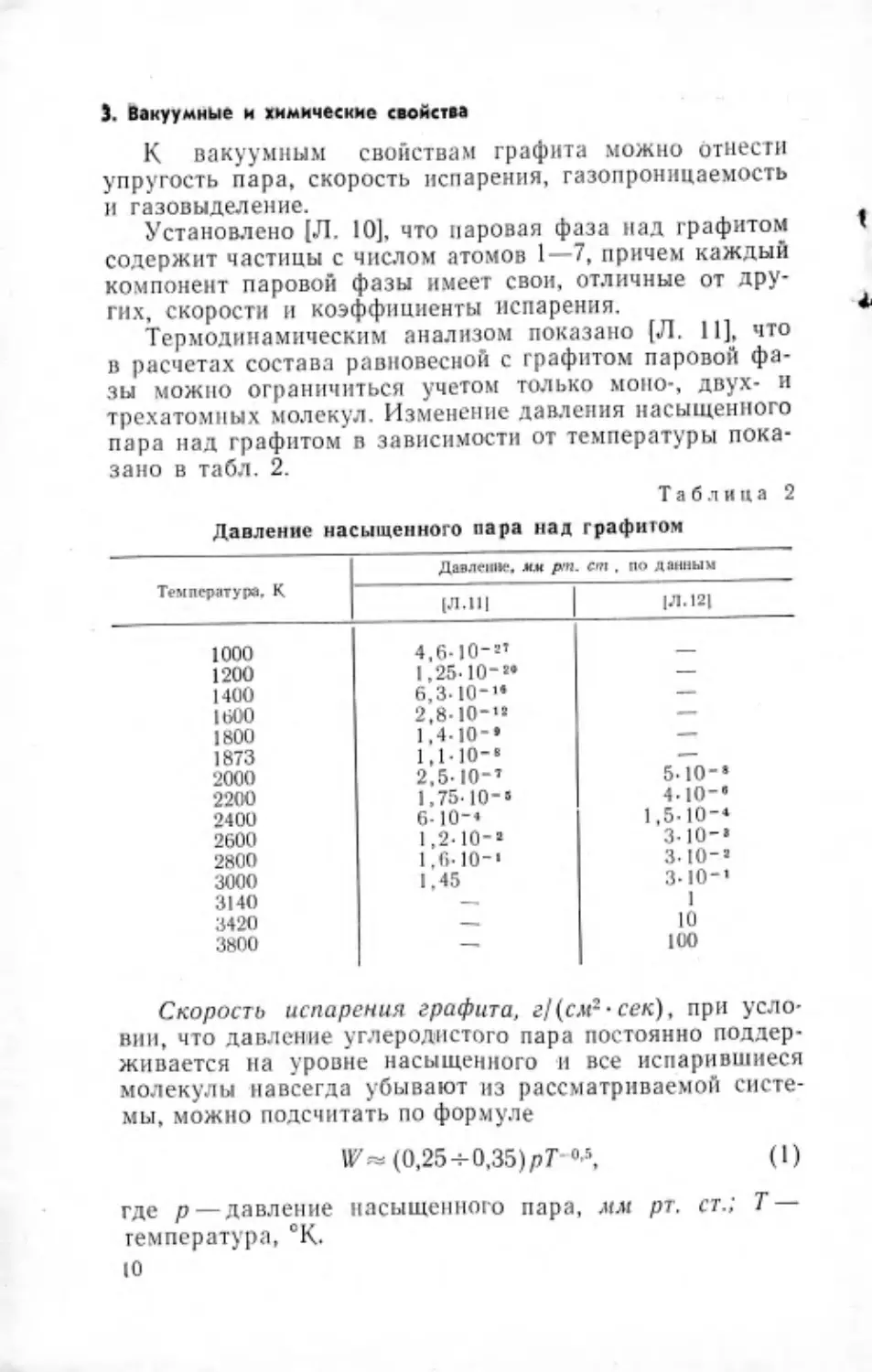
Термодинамическим анализом показано [Л. 11], что
в расчетах состава равновесной с графитом паровой фа-
зы можно ограничиться учетом только моно-, двух- и
трехатомных молекул. Изменение давления насыщенного
пара над графитом в зависимости от температуры пока-
зано в табл. 2.
Таблица 2
Давление насыщенного пара над графитом
Темпериту ре. К Давление. мм рт. ст , по данным
(Л.щ 1Л-121
1000 4,6-10“”
1200 1,25-10-” —
1400 6,3-10-“ —
1600 2,8-10-“ —
1800 1.4-10-’ —-
1873 1,1-ю-« —
2000 2,5-10-’ 5-10-’
2200 1,75-10-’ 4-10-’
2400 6- ю-< 1.5-10-<
2600 1,2-10-’ 3-10-’
2800 1,6-10-' 3-10-’
3000 1.45 3-10-*
3140 —. 1
3420 —— 10
3800 — 1оо
Скорость испарения графита, г/(см2-сек), при усло-
вии, что давление углеродистого пара постоянно поддер-
живается на уровне насыщенного и все испарившиеся
молекулы навсегда убывают из рассматриваемой систе-
мы, можно подсчитать по формуле
(0,25-8-0,35)/?Г °-5,
(1)
где р — давление насыщенного пара, леи рт. ст.; Т —
температура, °К.
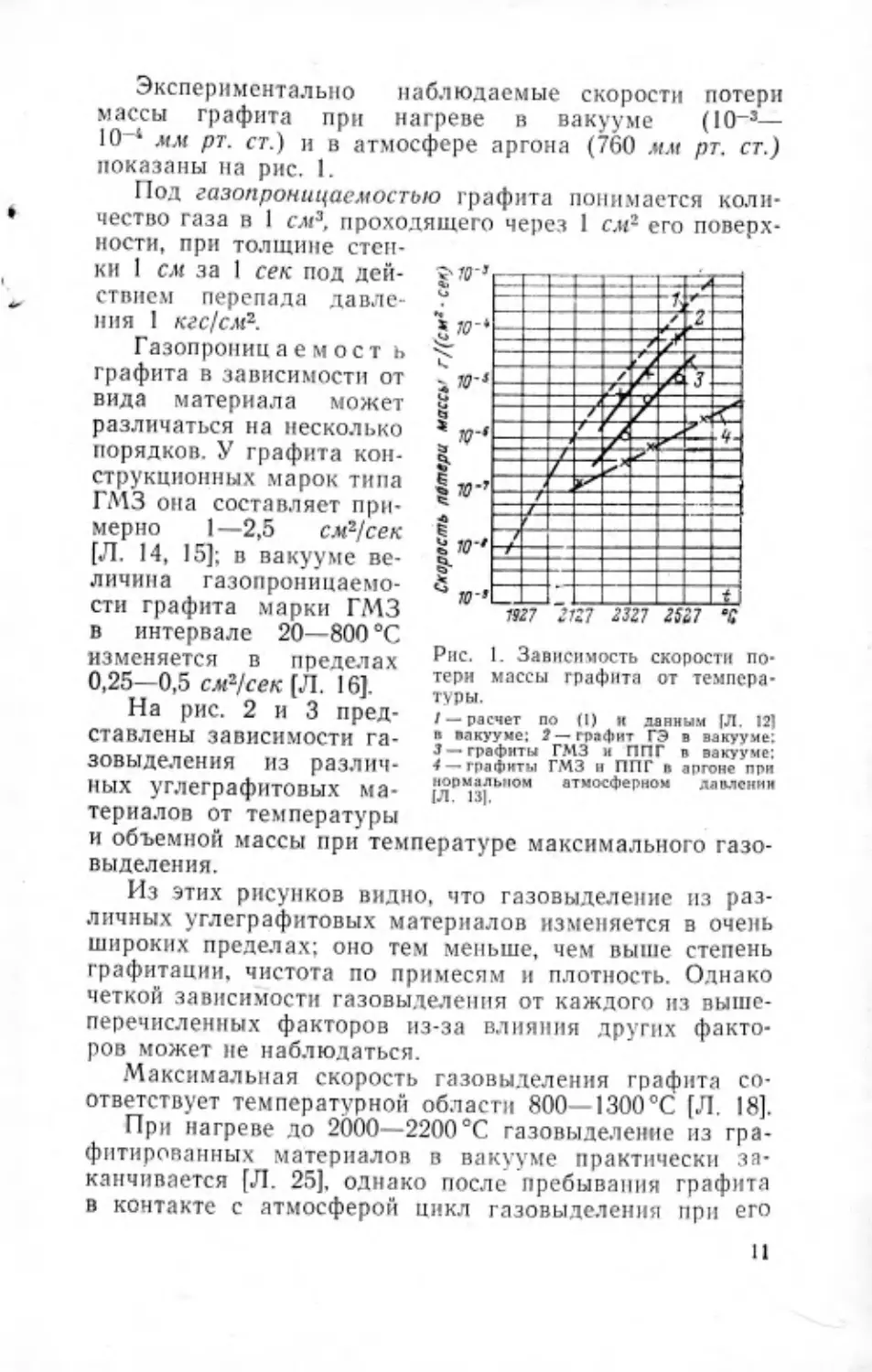
Экспериментально наблюдаемые скорости потерн
массы графита при нагреве в вакууме (10-3—
10 4 леи рт. ст.) и в атмосфере аргона (760 мм рт. ст.)
показаны на рис. 1.
Под газопроницаемостью графита понимается коли-
чество газа в 1 си3, проходящего через 1 си2 его поверх-
ности, при толщине стен-
ки 1 см за 1 сек под дей-
ствием перепада давле-
ния 1 кгс/см2.
Газопрониц а е м о с т ь
графита в зависимости от
вида материала может
различаться на несколько
порядков. У графита кон-
струкционных марок типа
ГМЗ она составляет при-
мерно 1—2,5 см2/сек
[Л. 14, 15]; в вакууме ве-
личина газопроницаемо-
сти графита марки ГМЗ
в интервале 20—800 °С
изменяется в пределах
0,25—0,5 см21сек (Л. 16].
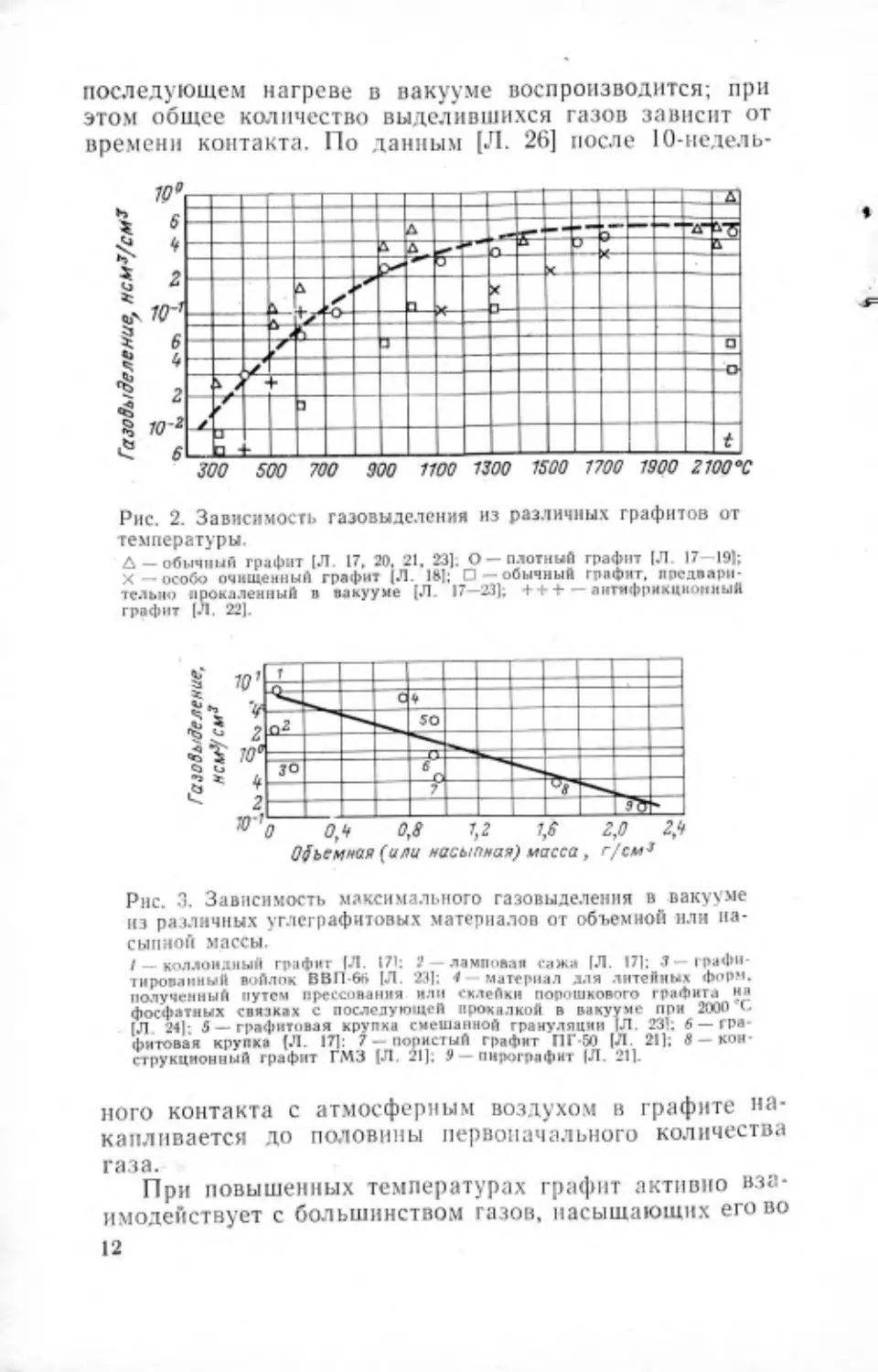
На рис. 2 и 3 пред-
ставлены зависимости га-
зовыделения из различ-
ных углеграфитовых ма-
Рис. 1. Зависимость скорости по-
тери массы графита от темпера-
туры.
I — расчет по (I) к данным (Л. 121
п какууме; 1 — графит ГЭ в вакууме:
3 —графиты ГМЗ н ППГ в вакууме:
4— графиты ГМЗ н ППГ п аргоне при
нормальном атмосферном давлении
[Л. 13].
териалов от температуры
и объемной массы при температуре максимального газо-
выделения.
Из этих рисунков видно, что газовыделение из раз-
личных углеграфитовых материалов изменяется в очень
широких пределах; оно тем меньше, чем выше степень
графитацин, чистота по примесям и плотность. Однако
четкой зависимости газовыделения от каждого из выше-
перечисленных факторов из-за влияния других факто-
ров может не наблюдаться.
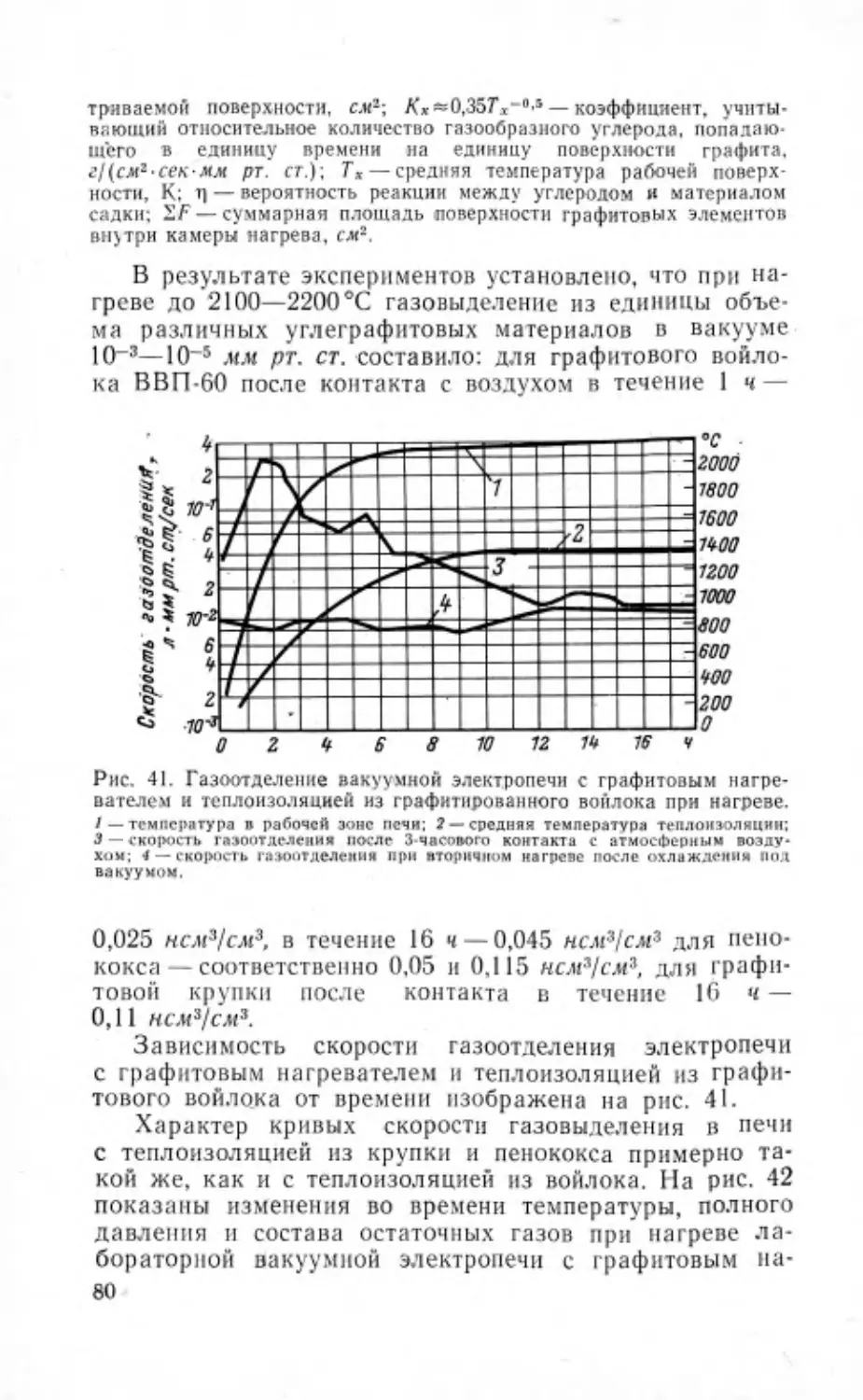
Максимальная скорость газовыделения графита со-
ответствует температурной области 800 1300°С [Л. 18].
При нагреве до 2000—2200°С газовыделение из гра-
фитированных материалов в вакууме практически за-
канчивается [Л. 25], однако после пребывания графита
в контакте с атмосферой цикл газовыделения при его
последующем нагреве в вакууме воспроизводится; при
этом общее количество выделившихся газов зависит от
времени контакта. По данным [Л. 26] после 10-недель-
Рис. 2. Зависимость газовыделения из различных графитов от
температуры.
Д — обычный графит [Л. 17. 20, 21, 23]. О —плотный графит [Л. 17- 19);
X - особо очищенный графит [Л. 18); □ —обычный графит, прсдиари-
телъио прокаленный в вакууме (Л 17—23); + + + — антифрикционный
графит (Л, 22).
Рис. 3. Зависимость максимального газовыделения в вакууме
из различных углеграфитовых материалов от объемной или на-
сыпной массы.
/ — коллоидный графнг |Л. 171; 2 — ламповни сажи |Л. 17); Я графи
тированный войлок ВВП 6»> |Л. 23); / материал для литейных форм,
полученный путей прессования или склейки порошкового графита ни
фосфатных связках с последующей прокалкой в вакууме при 2000 ’С
[Л 24); б —графитовая крупка смешанной грануляции |Л. 231; 6 — ГР»
фитовая крупка (Л. 17): 7 — пористый графит ПГ 50 (Л. 21); «-кон-
струкционный графит ГМЗ (Л. 21); 9 — пирографит |Л. 21).
лого контакта с атмосферным воздухом в графите на-
капливается до половины первоначального количества
газа.
При повышенных температурах графит активно вза-
имодействует с большинством газов, насыщающих его во
12
время контакта с атмосферой, поэтому вопрос о составе
газов, выделяющихся пр» обезгаживании углеграфнто-
вых материалов в вакууме, будет рассмотрен совместно
с основными закономерностями физико-химического
взаимодействия углерода с газами.
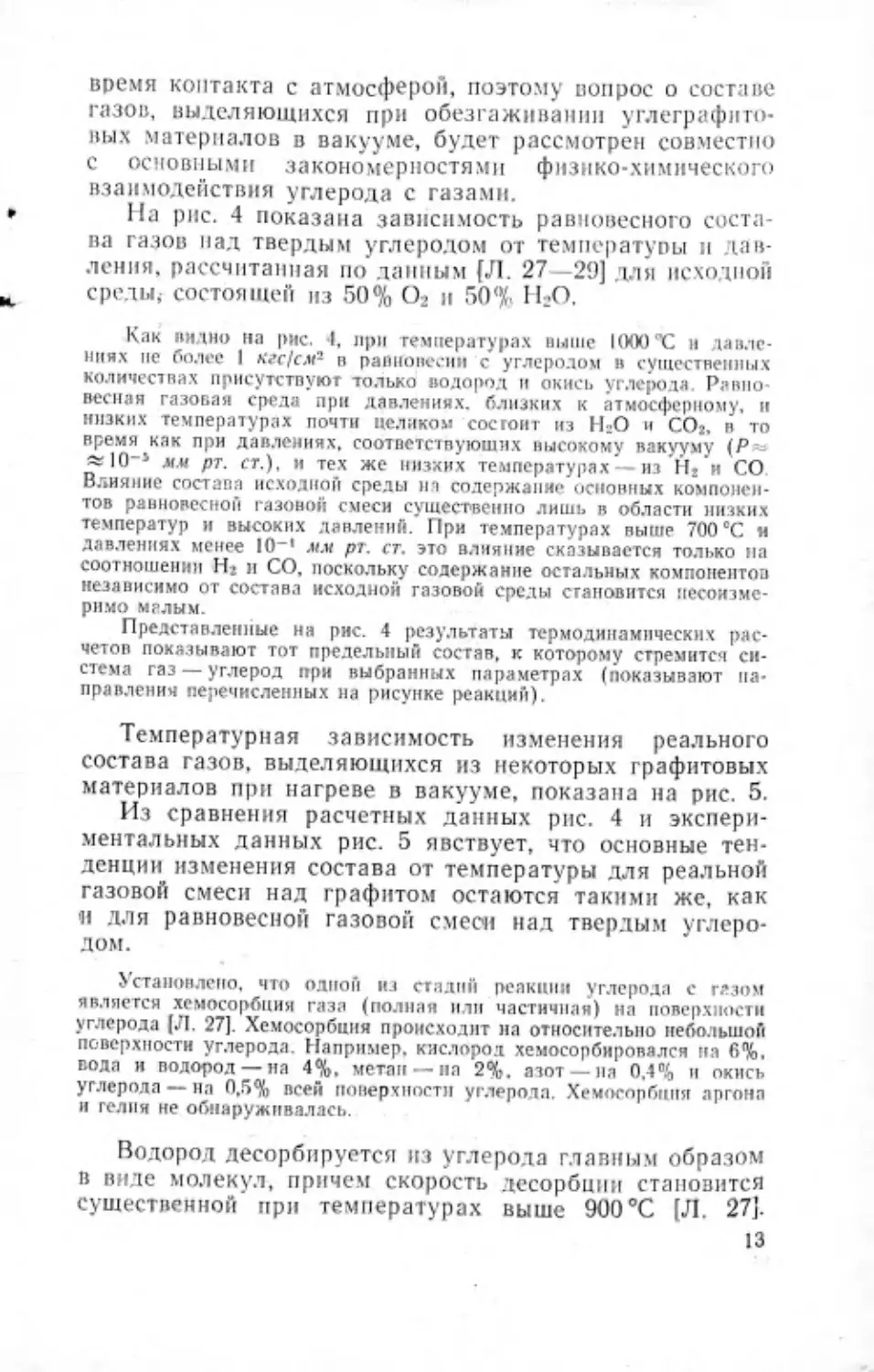
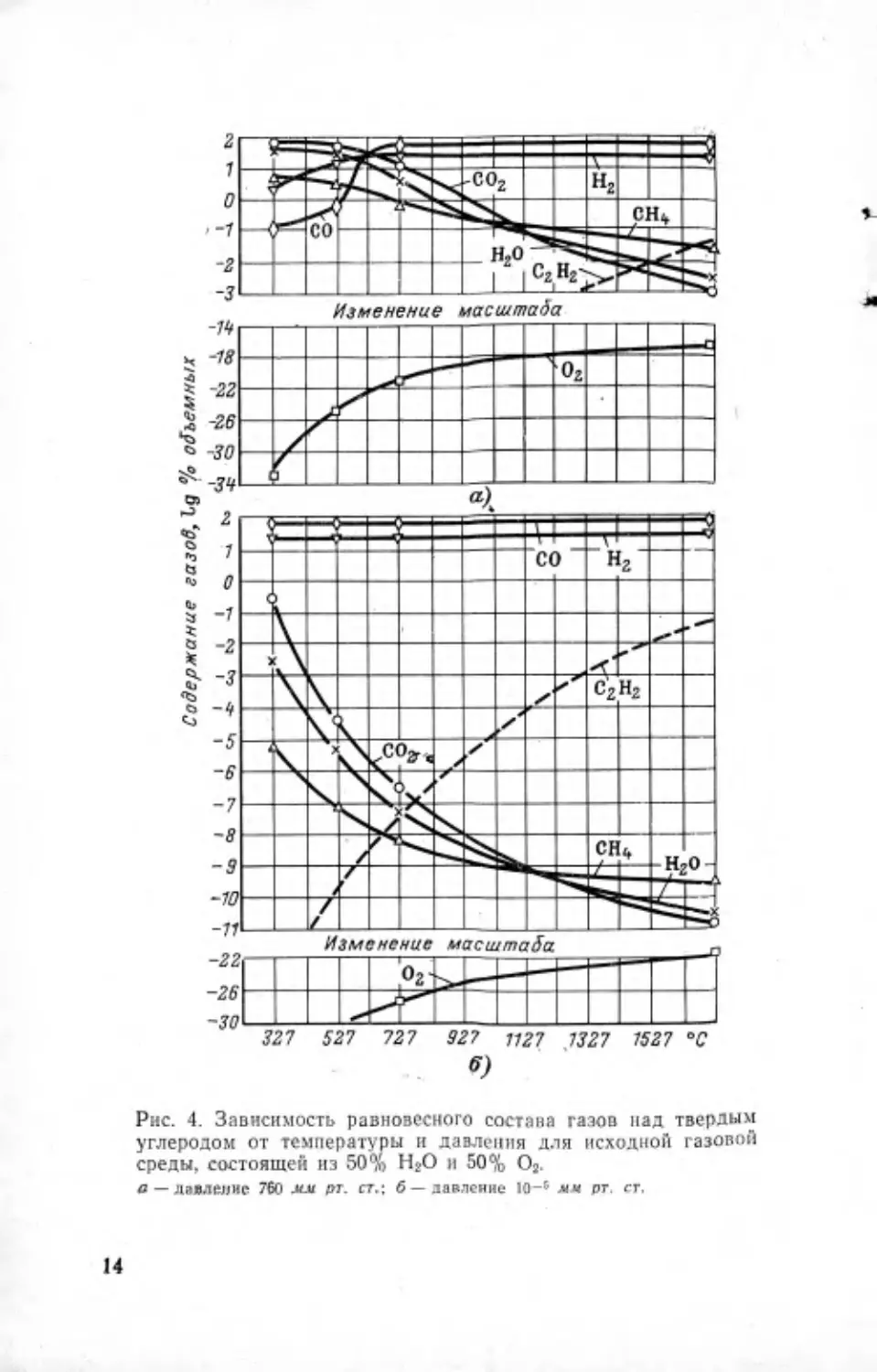
На рис. 4 показана зависимость равновесного соста-
ва газов над твердым углеродом от температуры и дав-
ления. рассчитанная по данным [Л. 27—29] для исходной
среды, состоящей из 50% О2 и 50% Н2О.
Как видно на рис. 4, при температурах выше 1000 "С и давле-
ниях не более I кгс/см- в равновесии с углеродом в существенных
количествах присутствуют только водород н окись углерода. Равно-
весная газовая среда при давлениях, близких к атмосферному, и
низких температурах почти целиком состоит из Н;О и СОг. в то
время как при давлениях, соответствующих высокому вакууму (Р
«10~* мм рт. ст.), и тех же низких температурах—из Нг и СО
Влияние состава исходной среды ия содержание основных компонен-
тов равновесной газовой смеси существенно лишь в области низких
температур и высоких давлений. При температурах выше 700 "С я
давлениях менее 10~* .«.« рт. ст. это влияние сказывается только на
соотношении Н* и СО, поскольку содержание остальных компонентов
независимо от состава исходной газовой среды становится несоизме-
римо малым.
Представленные на рис. 4 результаты термодинамических рас-
четов показывают тот предельный состав, к которому стремится си-
стема газ — углерод при выбранных параметрах (показывают на-
правления перечисленных на рисунке реакции).
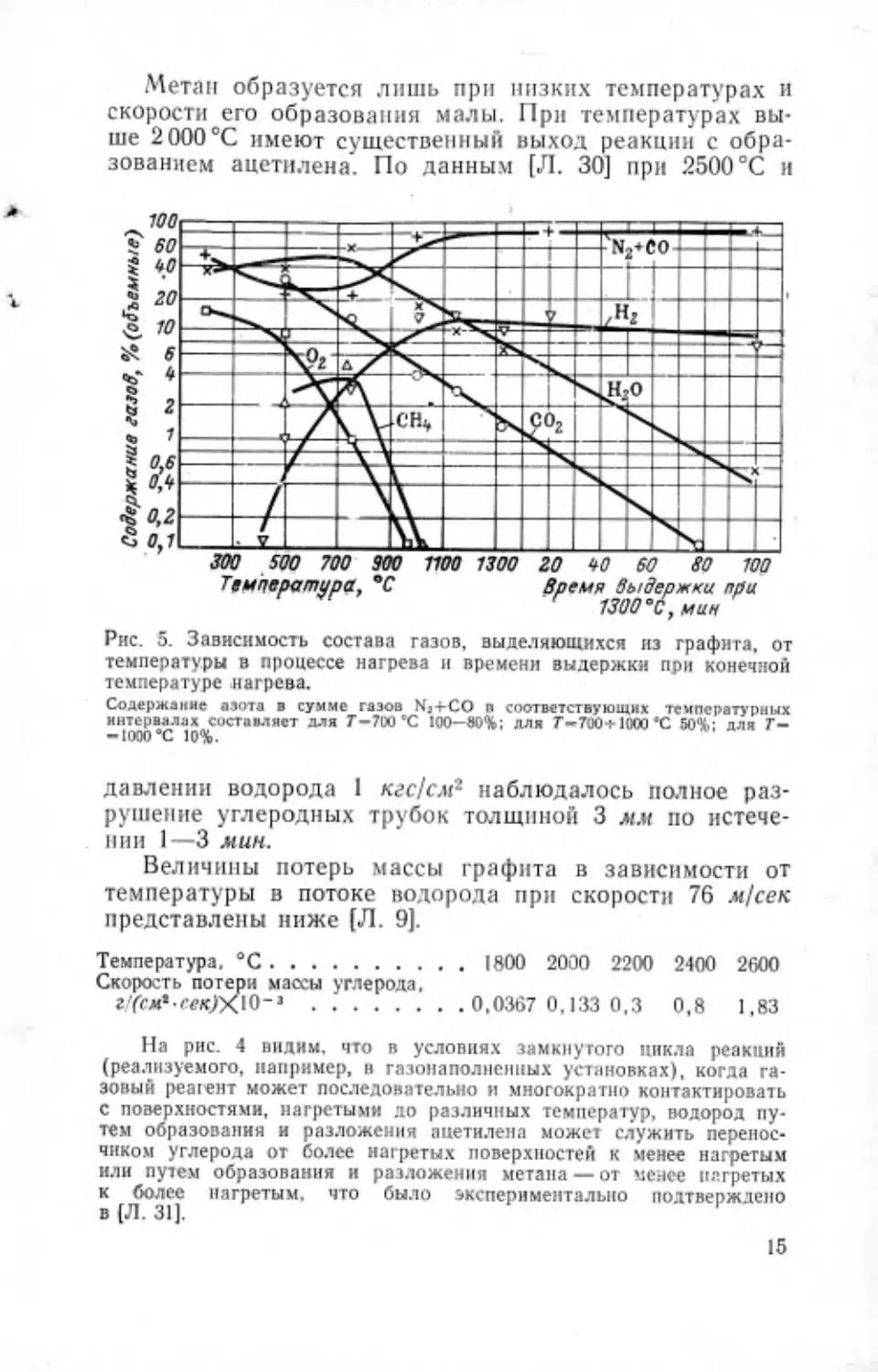
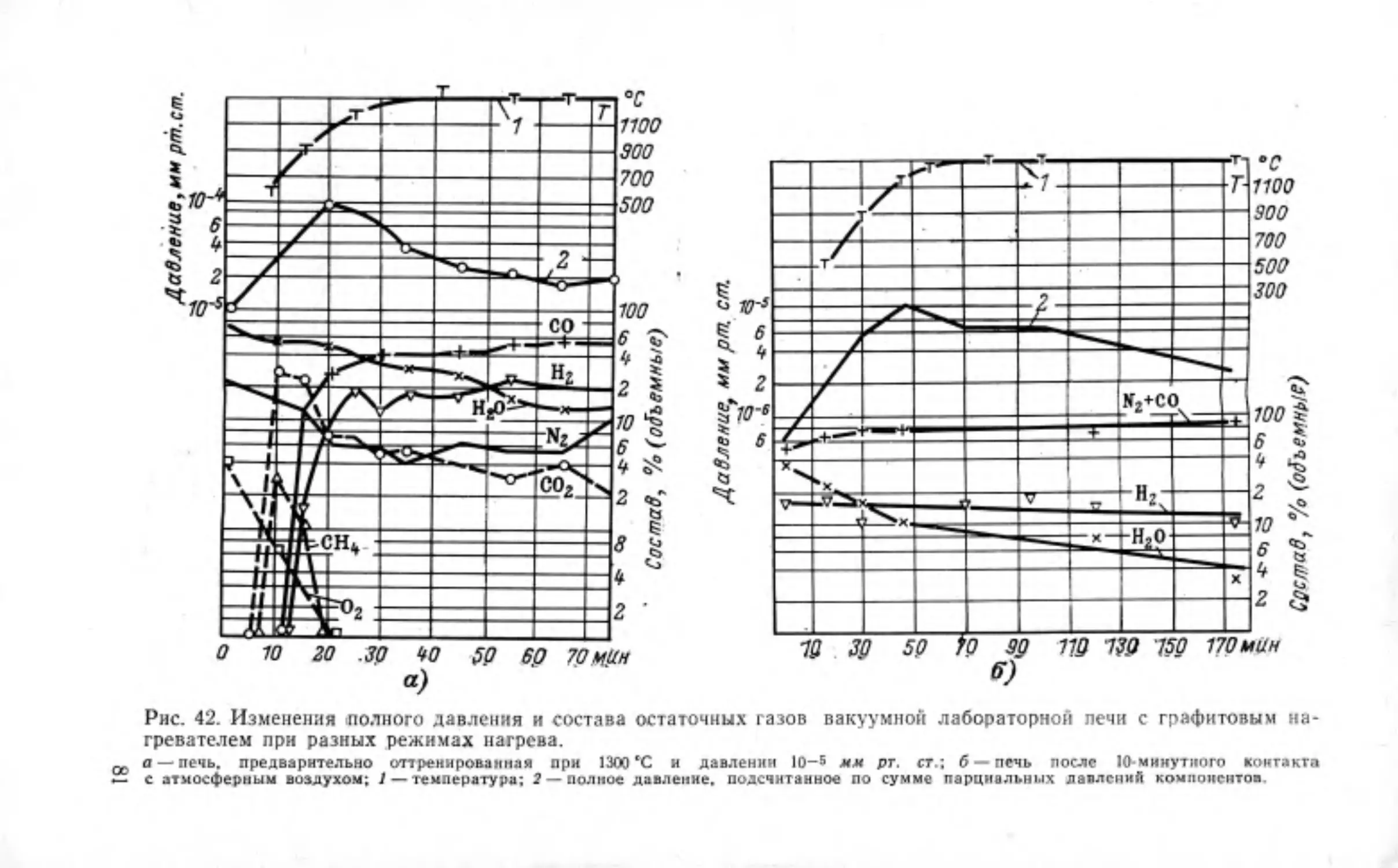
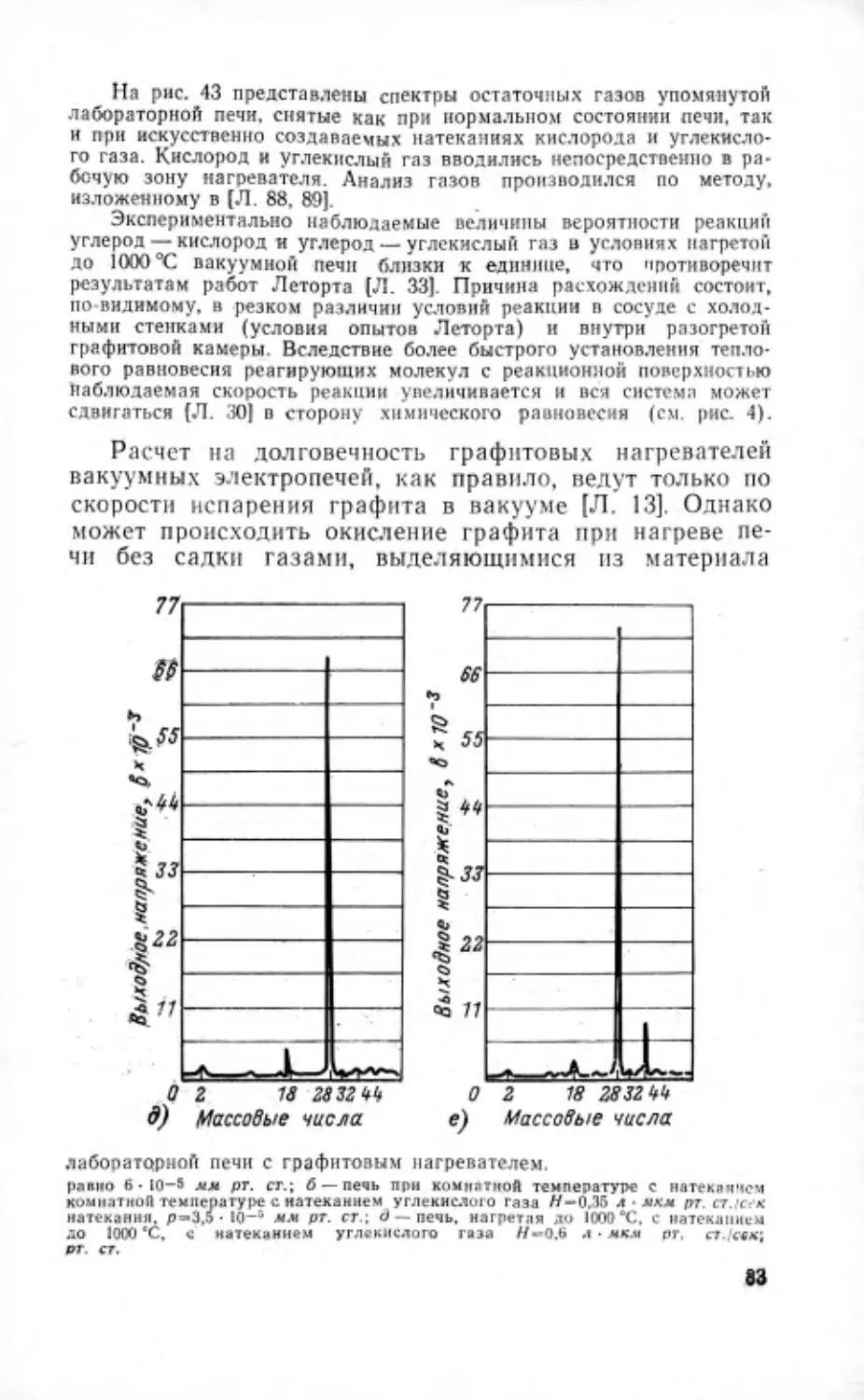
Температурная зависимость изменения реального
состава газов, выделяющихся из некоторых графитовых
материалов при нагреве в вакууме, показана на рис. 5.
Из сравнения расчетных данных рис. 4 и экспери-
ментальных данных рис. 5 явствует, что основные тен-
денции изменения состава от температуры для реальной
газовой смеси над графитом остаются такими же, как
и для равновесной газовой смеси над твердым углеро-
дом.
Установлено, что одной из стадий реакции углерода с газом
является хемосорбция газа (полная или частичная) на поверхности
углерода (Л. 27]. Хемосорбция происходит па относительно небольшой
поверхности углерода. Например, кислород хемосорбировался на 6%.
вода и водород — на 4%, метан — на 2%. азот — па 0,4% и окись
углерода — на 0.5% всей поверхности углерода. Хемосорбция аргона
и гелия не обнаруживалась.
Водород десорбируется из углерода главным образом
в виде молекул, причем скорость десорбции становится
существенной при температурах выше 900 °С [Л. 27].
Рис. 4. Зависимость равновесного состава газов над твердым
углеродом от температуры и давления для исходной газовой
среды, состоящей из 50% Н2О и 50% О2.
с — давление 760 мм рт. ст.; б— давление 10-° мм рт. ст.
Метан образуется лишь при низких температурах и
скорости его образования малы. При температурах вы-
ше 2000°С имеют существенный выход реакции с обра-
зованием ацетилена. По данным [Л. 30] при 2500 °С и
Рис. 5. Зависимость состава газов, выделяющихся из графита, от
температуры в процессе нагрева и времени выдержки при конечной
температуре нагрева.
Содержание азота в сумме газов Щ+СО в соответствующих температурных
интервалах составляет для Г-700 'С 100—80%; для Г-700+1000 ‘С 50%; для Г-
-1000 “С 10%.
давлении водорода 1 кгс/см2 наблюдалось полное раз-
рушение углеродных трубок толщиной 3 мм по истече-
нии 1—3 мин.
Величины потерь массы графита в зависимости от
температуры в потоке водорода при скорости 76 м/сек
представлены ниже [Л. 9).
Температура. °С................1800 2000 2200 2400 2600
Скорость потери массы углерода,
г!(см*геК)у(уа-> .............0,0367 0,133 0,3 0.8 1,83
На рис. 4 видим, что в условиях замкнутого никла реакции
(реализуемого, например, н газонаполненных установках), когда га-
зовый реагент может последовательно и многократно контактировать
с поверхностями, нагретыми до различных температур, водород пу-
тем образования и разложения ацетилена может служить перенос-
чиком углерода от более нагретых поверхностей к менее нагретым
или путем образования и разложения метана — от менее нагретых
к более нагретым, что было экспериментально подтверждено
в (Л. 31].
С молекулярным азотом графит в заметных количе-
ствах взаимодействовать не может, так как константа
этой реакции чрезвычайно мала. С атомарным азотом
при высоких температурах графит достаточно легко об-
разует цианоген (СгМг), а в тлеющем разряде — пара-
цианоген (СМ) х [Л. 8]. При добавках водорода может
образовываться синильная кислота (2С+Ма4-Н2з^
^2НС\—59,7 ккал), температурная зависимость равно-
весной концентрации которой показана ниже [Л. 32].
Температура, ®С.....................1637 1877 2727 37'27
Равновесная концентрация. о/»....... 1,9 4,5 23 53
Однако существенный выход реакции образования
синильной кислоты возможен только в условиях дуго-
вого разряда ]Л. 32].
Опытным путем установлено, что в обычных условиях
графит в атмосфере азота может работать до 2500°С.
В атмосфере хлора графит устойчив до 2300 °С [Л. 9].
Хемосорбированный на графите кислород может об-
разовывать несколько типов углеродо-кислородных ком-
плексов с настолько прочными связями углерод — кисло-
род, что дегазация кислорода возможна только в виде
окислов, образующихся по реакциям С + О2 = СОг| и
С + 0,5О2 = СО|.
Скорость окисления графита в вакууме [жо ль/(ел*-сек)] (как и
любой гетерогенной реакции при низких давлениях реагирующего
газа) упрощенно может быть описана уравнением
1Га&5.8310»р1/НЙ7г, (2)
где р — давление реагирующего газа, л.м рт. ст.; Т — температура
газа, К; Л1 молекулярная масса газа; ц — вероятность реакции.
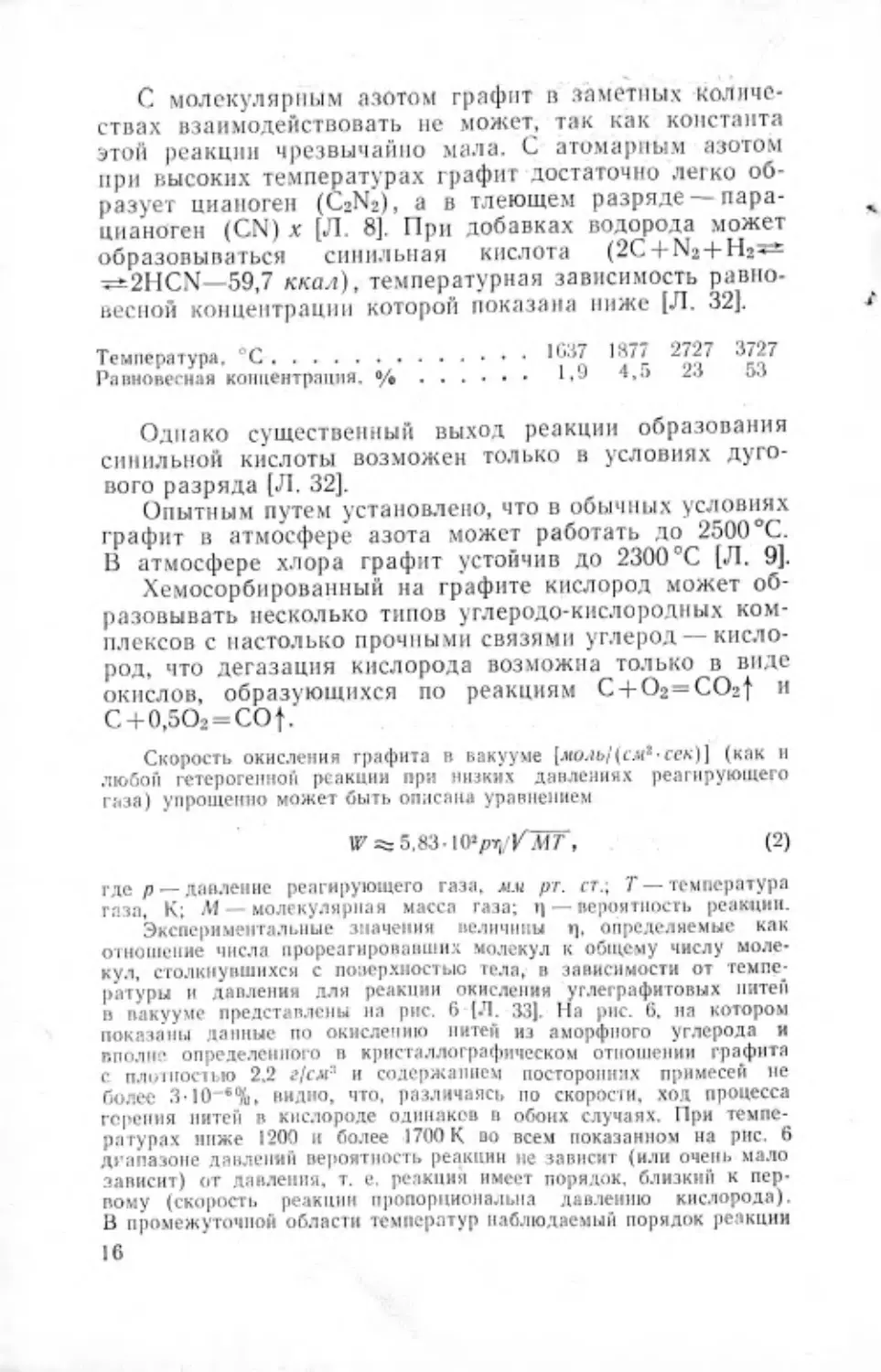
Экспериментальные значения величины >]. определяемые как
отношение числа прореагировавших .молекул к общему числу моле-
кул, столкнувшихся с поверхностью тела, в зависимости от темпе-
ратуры и лепления для реакции окислении углеграфитовых нитей
в вакууме представлены на рис. б |Л. 33). На рис. 6. на котором
показаны данные по окислению нитей из аморфного углерода и
вполне определенного в кристаллографическом отношении графита
с. плотностью 2.2 г!см' и содержанием посторонних примесей не
более 3-10 €%, видно, что, различаясь по скорости, ход процесса
горения нитей в кислороде одинаков в обоих случаях. При темпе-
ратурах ниже 1200 и более 1700 К по всем показанном на рис. 6
диапазоне давлений вероятность реакции не зависит (или очень мало
зависит) от давления, т. е. реакция имеет порядок, близкий к пер-
вому (скорость реакции пропорциональна давлению кислорода).
В промежуточной области температур наблюдаемый порядок реакции
16
изменяется п довольно широких пределах, но стремится к указан-
ному по мере увеличения давления до некоторой зависящей ст тем-
пературы величины. Большинство исследователей при различных
условиях эксперимента также убедительно показывают, что реакция
углерод — кислород имеет порядок, близкий к первому {Л. 27]. Одна-
ко авторы [Л. 34] нашли, что
в диапазоне 500—800 'С и при дав-
лении 0,1 мм рт. ст. истинная по-
верхностная реакция углерода с
кислородом имеет нулевой поря-
док (не зависит от давления). а на-
блюдаемый из-за диффузии кисло-
рода в поры графита оказывается
ранным 0,5.
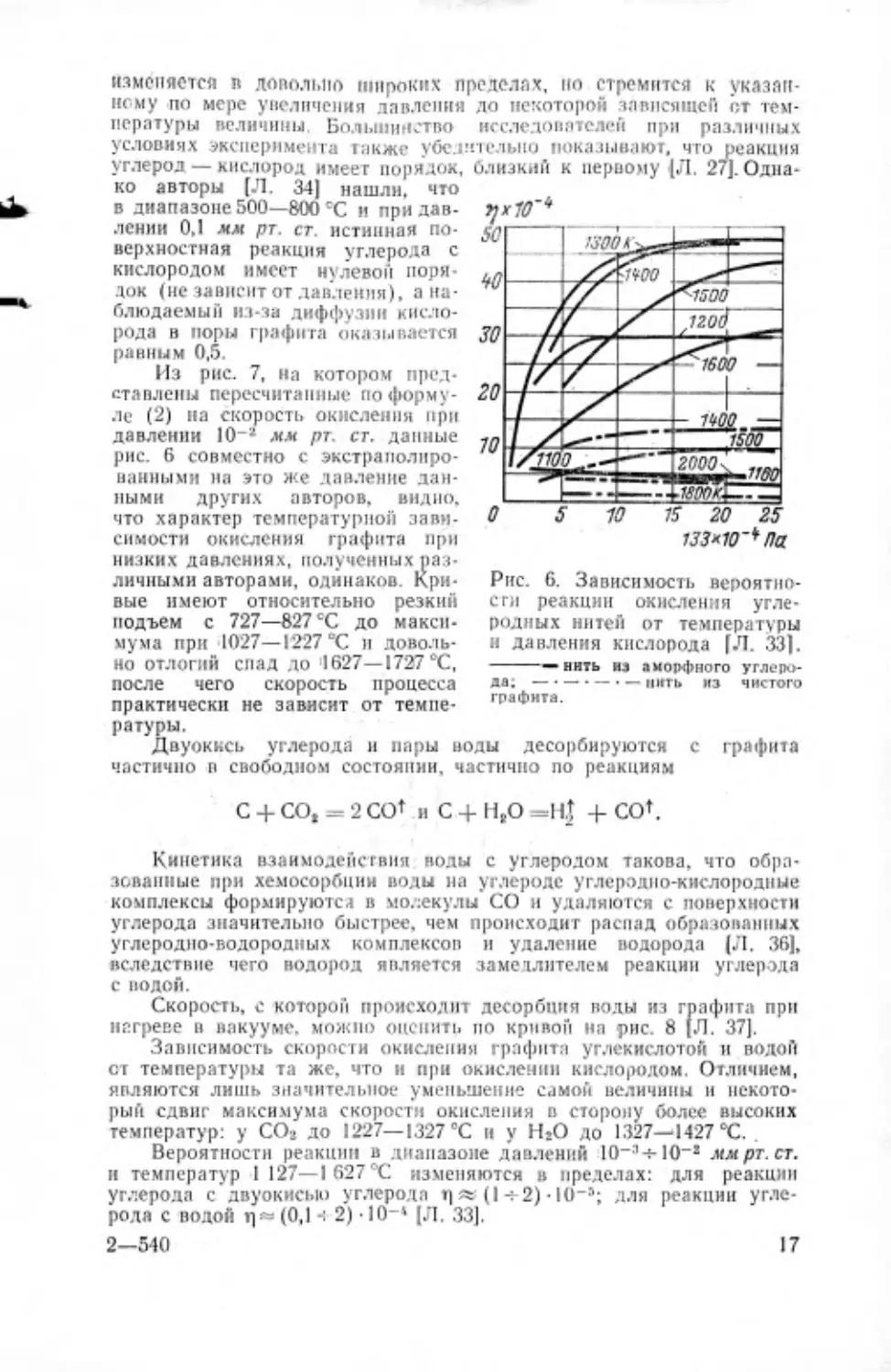
Из рис. 7, на котором пред-
ставлены пересчитанные по форму-
ле (2) на скорость окисления при
давлении 10~2 мм рт. ст. данные
рис. 6 совместно с экстраполиро-
ванными на это же давление дан-
ными других авторов, видно,
что характер температурной зави-
симости окисления графита при
низких давлениях, полученных раз-
личными авторами, одинаков. Кри-
вые имеют относительно резкий
подъем с 727—827 СС до макси-
мума при 1027—1227 °С и доволь-
но отлогий спад до 1627—1737°С,
после чего скорость процесса
практически не зависит от темпе-
Рис. 6. Зависимость вероятно-
сти реакции окисления угле-
родных нитей от температуры
и давления кислорода [Л. 33).
——нить из амо1н|>ного углеро-
да; — ------- — нить из чистого
графита.
ратуры.
Двуокись углерода и пары воды десорбируются с графита
частично в свободном состоянии, частично по реакциям
С 4-СО, = 2СО* и С + Н,О =Н| -|- СО*.
Кинетика взаимодействия волы с углеродом такова, что обра-
зованные при хемосорбции воды на углероде углерэдно-кислородные
комплексы формируются в молекулы СО и удаляются с поверхности
углерода значительно быстрее, чем происходит распад образованных
углеродно-водородных комплексов и удаление водорода (Л. 36],
вследствие чего водород является замедлителем реакции углерода
с водой.
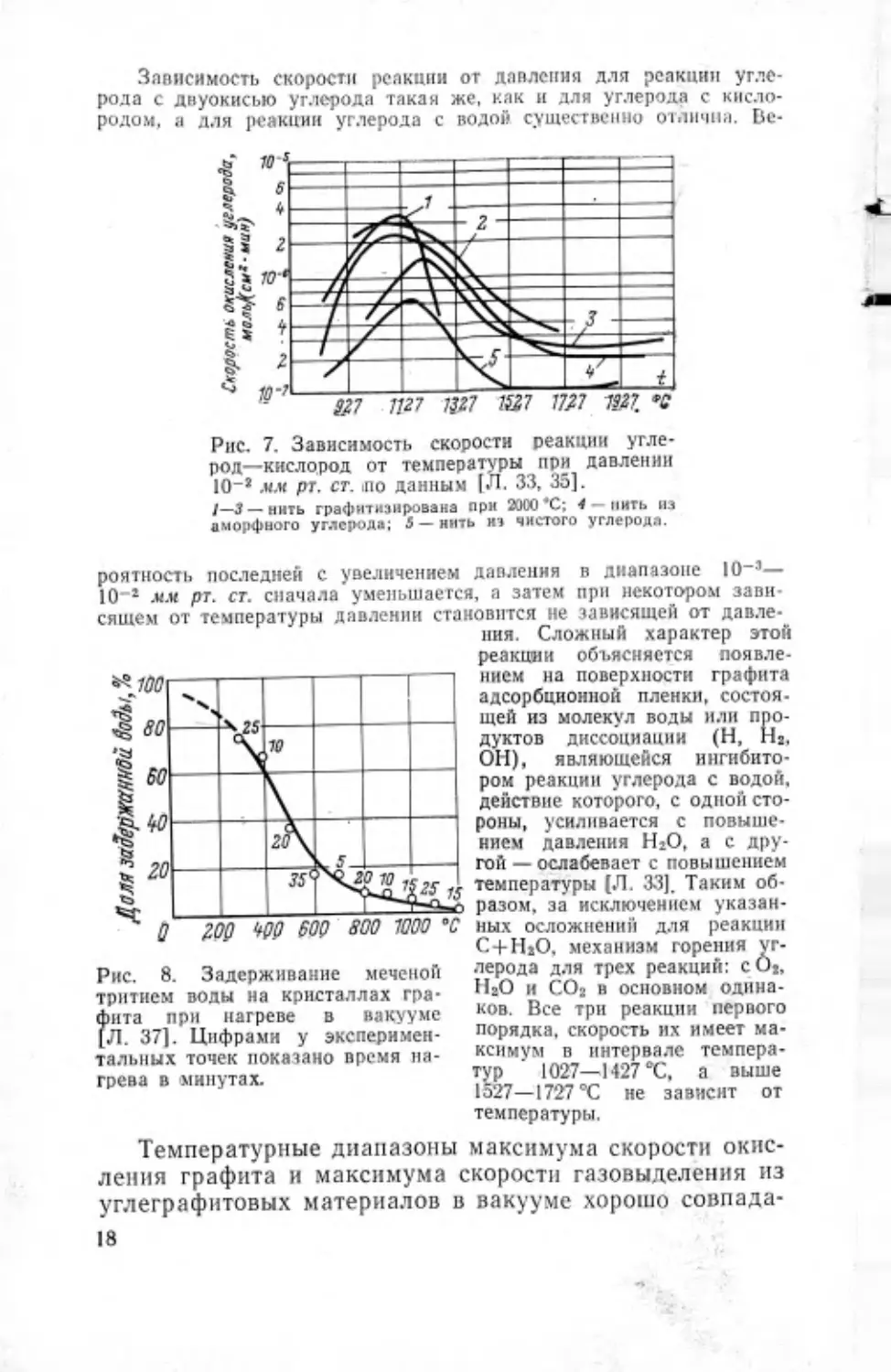
Скорость, с которой происходит десорбция воды из графита при
нагреве в вакууме, можно оценить по кривой на рис. 8 [Л. 37].
Зависимость скорости окисления графита углекислотой и водой
ст температуры та же, что и при окислении кислородом. Отличием,
являются лишь значительное уменьшение самой величины и некото-
рый сдвиг максимума скорости окисления в сторону более высоких
температур: у СОз до 1227—1327°С и у Н,0 до 1327—1427 °С.
Вероятности реакции в диапазоне давлений Ю-’ч-Ю-’ ммрт.ст.
и температур 1127—| 627°С изменяются в пределах: для реакции
углерода с двуокисью углерода т)» (I -? 2) • 10_»; для реакции угле-
рода с водой т]«=(0,Н 2) 10-' (Л. 33].
2—540 17
Зависимость скорости реакции от давления для реакции угле-
рода с двуокисью углерода такая же, как и для углерода с кисло-
Рис. 7. Зависимость скорости реакции угле-
род—кислород от температуры при давлении
10~* .«.и рт. ст. по данным [Л. 33, 35].
I—3 — нить графитизирована при 2000 *С: 4 — нить из
аморфного углерода; 5 — нить иэ чистого углерода.
роятность последней с увеличением давления в диапазоне |0-’—
10-г мм рт. ст. сначала уменьшается, а затем при некотором зави-
сящем от температуры давлении становится не зависящей от давле-
Рис. 8. Задерживание меченой
тритием воды на кристаллах гра-
фита при нагреве в вакууме
[Л. 37]. Цифрами у эксперимен-
тальных точек показано время на-
грева в минутах.
ния. сложный характер этой
реакции объясняется появле-
нием на поверхности графита
адсорбционной пленки, состоя-
щей из молекул воды или про-
дуктов диссоциации (Н, Нг,
ОН), являющейся ингибито-
ром реакции углерода с водой,
действие которого, с одной сто-
роны, усиливается с повыше-
нием давления НгО, а с дру-
гой — ослабевает с повышением
температуры (Л. 33], Таким об-
разом. за исключением указан-
ных осложнении для реакции
СфНгО. механизм горения уг-
лерода для трех реакций: сОг,
НгО и СО2 в основном одина-
ков. Все три реакции первого
порядка, скорость их имеет ма-
ксимум в интервале темпера-
тур 1027—1427 °С, а выше
1о27—1727 °С не зависит от
температуры.
Температурные диапазоны максимума скорости окис-
ления графита и максимума скорости газовыделения из
углеграфитовых материалов в вакууме хорошо совпада-
ют. Такое совпадение кажется вполне естественным, по-
скольку процесс газовыделения из графита в вакууме
можно рассматривать как замедленное окисление его
поверхности газами, адсорбированными во время пред-
варительного контакта с кислородсодержащей средой.
При давлениях, близких к атмосферному, процесс
окисления углерода усложняется переносом реагирую-
щего газа к реакционной поверхности через пленку
инертных газов и продуктов реакции. Скорость реакции
|лц>ль/(сл2-сек)] [Л. 38] в указанных условиях может
быть описана следующим уравнением:
* = (3)
где Л — толщина пограничного слоя газа, см; л»— кон-
центрация реагирующего газа, моль/см3; О — коэффи-
циент диффузии реагирующего газа в пограничном слое
нейтрального газа, см2/сек; с—средняя скорость молекул
при данной температуре газа, см/сек; т| — вероятность
реакции.
В |Л. 38] изучались скорости окисления углерода и
графита в нагретых до 2327°С продуктах горения, со-
стоящих на 50% из НгО (остальное СО2, СО, Нг и Мг),
при скоростях потока 19 53 м/сек. Было показано, что
для различных сортов углерода скорость реакции в ука-
занных условиях зависит от скорости потока газа в сте-
пени 0,23—0,36. Значения скорости реакции при скоро-
сти потока 53 м/сек изменялись в пределах (3,4 + 4,9)Х
ХЮ-3 г/(см2-сек). Вычисленная по формуле (3) и экс-
периментальным данным вероятность реакции л для ис-
следованных сортов технического графита и углерода
оказалась равной (5 +13) • 10~3, а для пиролитического
углерода (1,5+2) • 10-’.
Вычисленные по экспериментальным данным значения
). оказались равными: при скорости потока 53 м/сек
2,5-10"2 см, а при 19 м/сек 4,3-10-2 см.
В [Л. 39] изучалась скорость газификации порошко-
вого углерода водяным паром при атмосферном давле-
нии. Было показано, что при 900—950 °С почти весь пар
проходит, не разлагаясь, а при 1080°С реагирует до 5%
водяного пара при скорости потока 5 см3/сек и до 10%
при 20 смя/сек. Опыты со смесями водяного пара и азо-
та показали, что скорость реакции при высоких скоро-
2* 19
стях потока и температурах свыше 900 °С пропорцио-
нальна концентрации водяного пара.
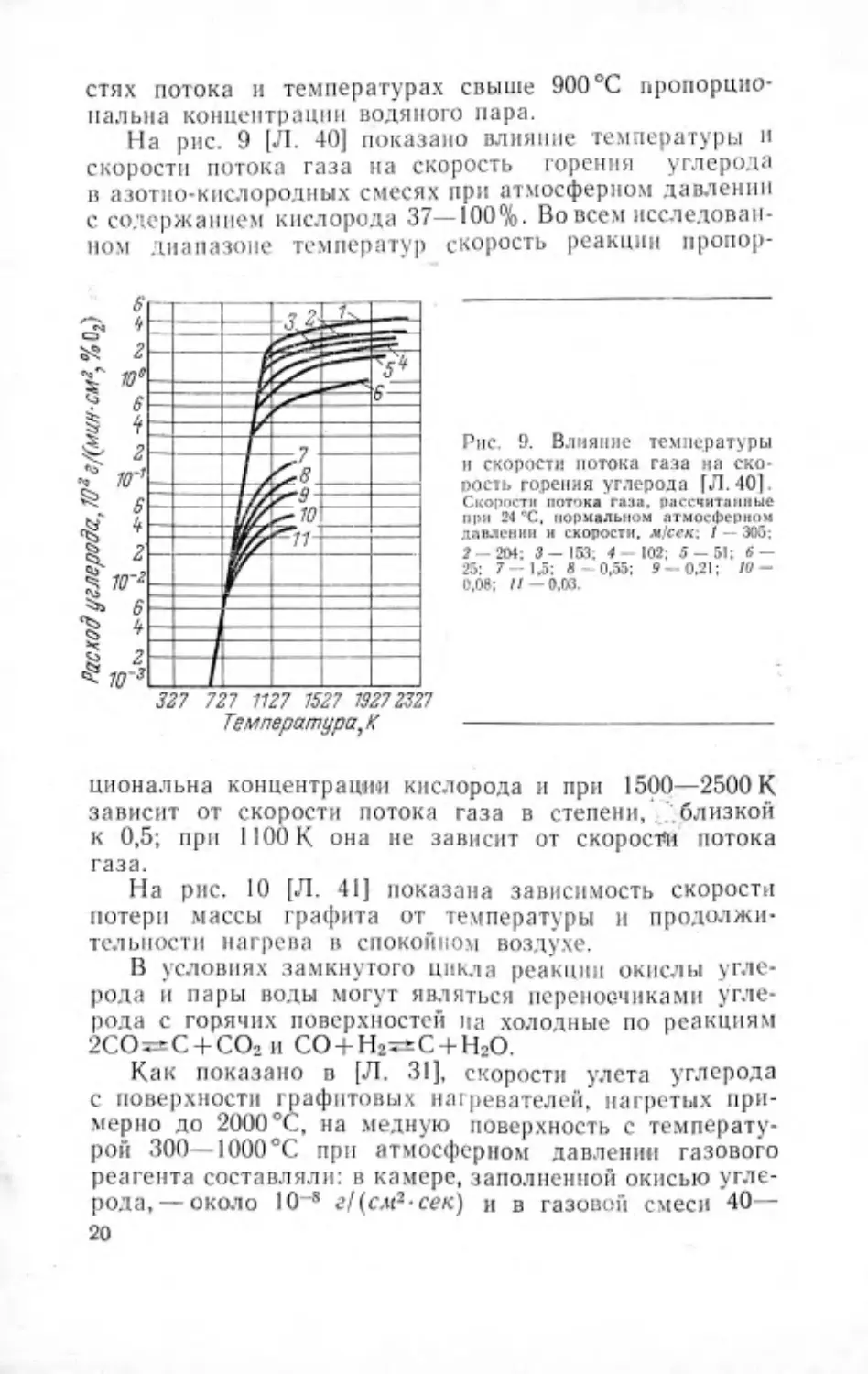
На рис. 9 [Л. 40] показано влияние температуры и
скорости потока газа на скорость горения углерода
в азотио-кислородных смесях при атмосферном давлении
с содержанием кислорода 37—100%. Во всем исследован-
ном диапазоне температур скорость реакции пропор-
Рнс. 9. Влияние температуры
н скорости потока газа на ско-
рость горения углерода [Л. 40].
Скорости потока газа, рассчитанные
при 24 "С. нормальном атмосферном
давлении и скорости. м!сек. I — 305:
3 - 20»: 3 — 153; 4 102; 5-51: в -
25: 7—1,5: Я 0.55; 9-0.21; IV-
0,08; II — 0.03.
циональна концентрации кислорода и при 1500—2500 К
зависит от скорости потока газа в степени, близкой
к 0,5; при 1100 К она не зависит от скоростей потока
газа.
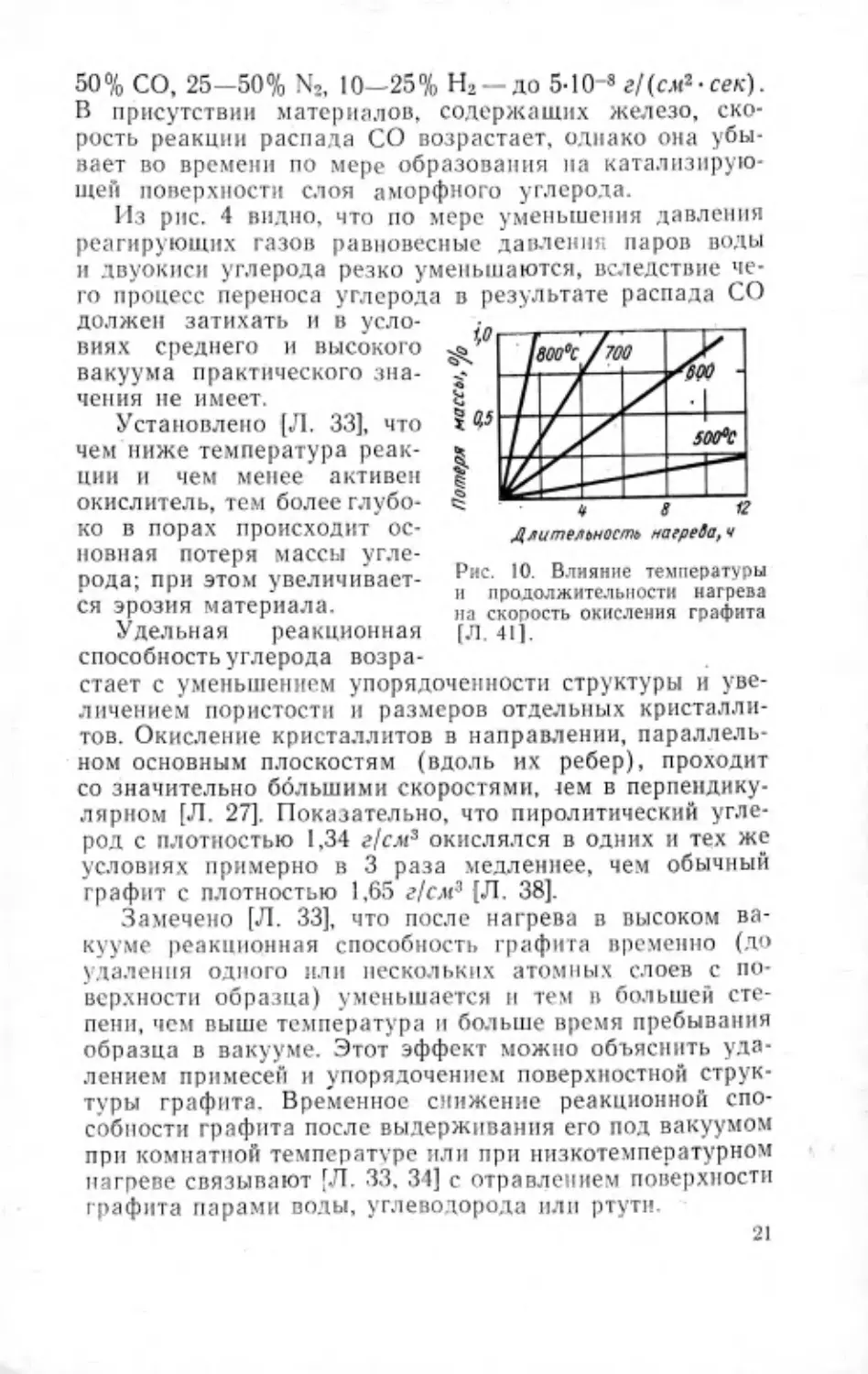
На рис. 10 [Л. 41] показана зависимость скорости
потери массы графита от температуры и продолжи-
тельности нагрева в спокойном воздухе.
В условиях замкнутого цикла реакции окнслы угле-
рода и пары воды могут являться переносчиками угле-
рода с горячих поверхностей па холодные по реакциям
2СО^С + СО; и СО + Н2==±С4-Н2О.
Как показано в [Л. 31], скорости улета углерода
с поверхности графитовых нагревателей, нагретых при-
мерно до 2000 °С, на медную поверхность с температу-
рой 300—1000°С при атмосферном давлении газового
реагента составляли: в камере, заполненной окисью угле-
рода,— около Ю 8 г/(см2 сек) и в газовой смеси 40—
20
Рис. 10. Влияние температуры
и продолжительности нагрева
на скорость окисления графита
[Л. 41].
50% СО, 25-50% Ы2, 10-25% Н2-до 5-Ю 8 гЦсм3-сек).
В присутствии материалов, содержащих железо, ско-
рость реакции распада СО возрастает, однако она убы-
вает во времени по мере образования па катализирую-
щей поверхности слоя аморфного углерода.
Из рис. 4 видно, что по мерс уменьшения давления
реагирующих газов равновесные давления паров воды
и двуокиси углерода резко уменьшаются, вследствие че-
го процесс переноса углерода в результате распада СО
должен затихать и в усло-
виях среднего и высокого
вакуума практического зна-
чения не имеет.
Установлено (Л. 33], что
чем ниже температура реак-
ции и чем менее активен
окислитель, тем более глубо-
ко в порах происходит ос-
новная потеря массы угле-
рода; при этом увеличивает-
ся эрозия материала.
Удельная реакционная
способность углерода возра-
стает с уменьшением упорядоченности структуры и уве-
личением пористости и размеров отдельных кристалли-
тов. Окисление кристаллитов в направлении, параллель-
ном основным плоскостям (вдоль их ребер), проходит
со значительно большими скоростями, (ем в перпендику-
лярном [Л. 27]. Показательно, что пиролитический угле-
род с плотностью 1,34 г/см3 окислялся в одних и тех же
условиях примерно в 3 раза медленнее, чем обычный
графит с плотностью 1,65 г!см3 ]Л. 38].
Замечено [Л. 33], что после нагрева в высоком ва-
кууме реакционная способность графита временно (до
удаления одного или нескольких атомных слоев с по-
верхности образца) уменьшается и тем в большей сте-
пени, чем выше температура и больше время пребывания
образца в вакууме. Этот эффект можно объяснить уда-
лением примесей и упорядочением поверхностной струк-
туры графита. Временное снижение реакционной спо-
собности графита после выдерживания его под вакуумом
при комнатной температуре или при низкотемпературном
нагреве связывают [Л. 33, 34] с отравлением поверхности
графита парами волы, углеводорода или ртути.
Сильное отравляющее действие на поверхность углеграфитов
оказывают галогены. Так, введение в струю кислорода 0,15% хлора
понижает температуру окисляющейся поверхности графита па 280 °С,
я добавка 0,25% хлора моментально гасит реакцию (Л, 38].
Примеси могут либо повышать, либо понижать реакционную
способность углерода (Л. 27]. Например, фосфор, кремний, бор, ти-
тан и вольфрам задерживают окисление графита, а железо, медь,
никель, марганец ускоряют его. Щелочные металлы повышают хемо-
сорбцию кислорода на графите и ослабляют связи углерод — угле-
род. Добавление солей, как правило, ускоряет окисление. Напрн.мер.
ацетат свинца снижает температуру воспламенения углерода на
.300 °С. Авторы (Л. 27] считают, что общее содержание примесей
в углероде не является решающим фактором, определяющим реак-
ционную способность к газам. Более важным условием являются
местоположение примеси в решетке графита и ее конкретная хими-
ческая формула.
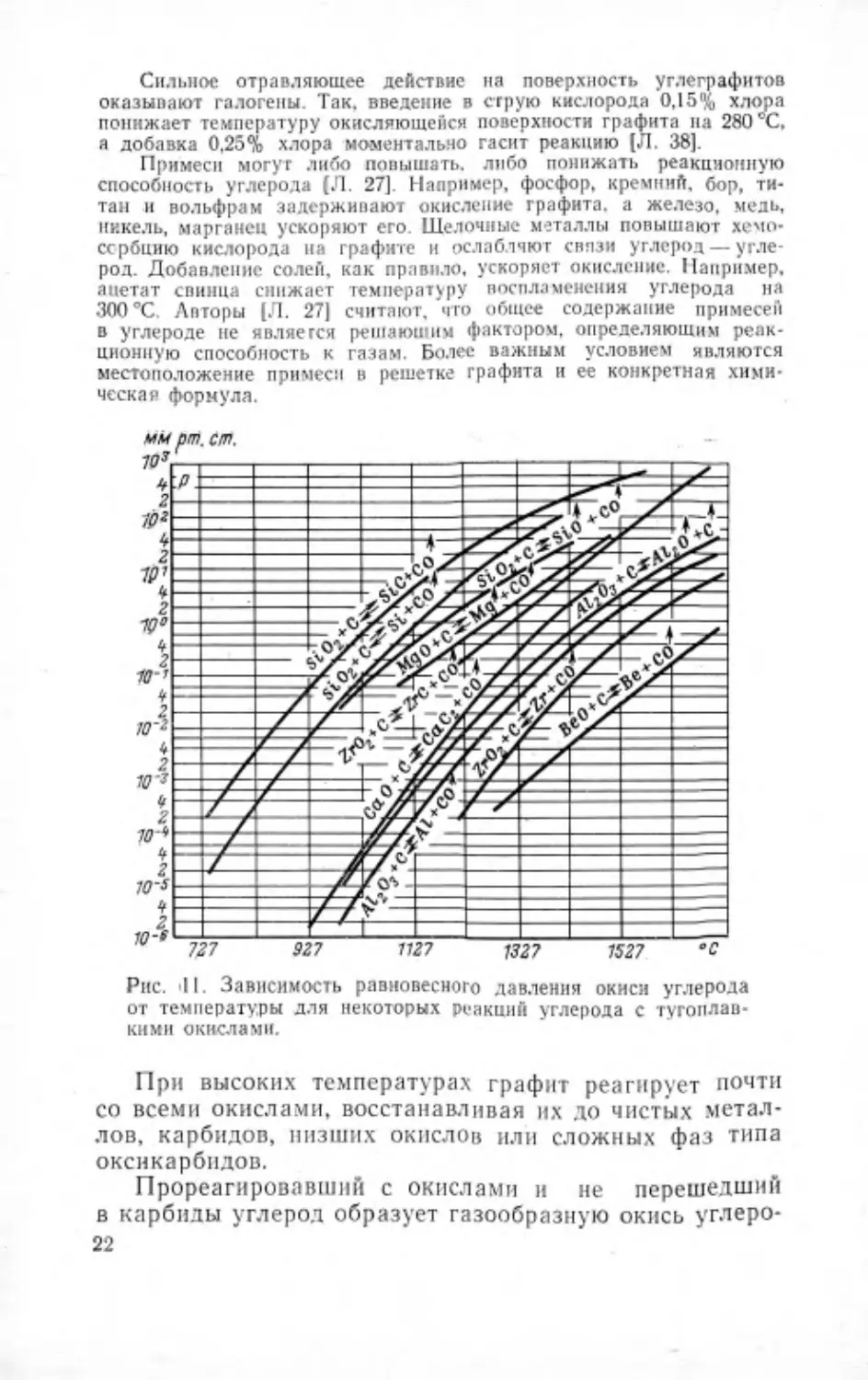
Рис. II. Зависимость равновесного давления окиси углерода
от температуры для некоторых реакций углерода с тугоплав-
кими окислами.
При высоких температурах графит реагирует почти
со всеми окислами, восстанавливая их до чистых метал-
лов, карбидов, низших окислов или сложных фаз типа
окенкарбпдов.
Прореагировавший с окислами и не перешедший
в карбиды углерод образует газообразную окись углеро-
22
да, равновесные давления которой для различных реак-
ций показаны на рис. И. Кривые получены путем рас-
чета данных (Л. 28] при условии, что активности исход-
ных реагентов образующихся конденсированных про-
дуктов реакции равны единице.
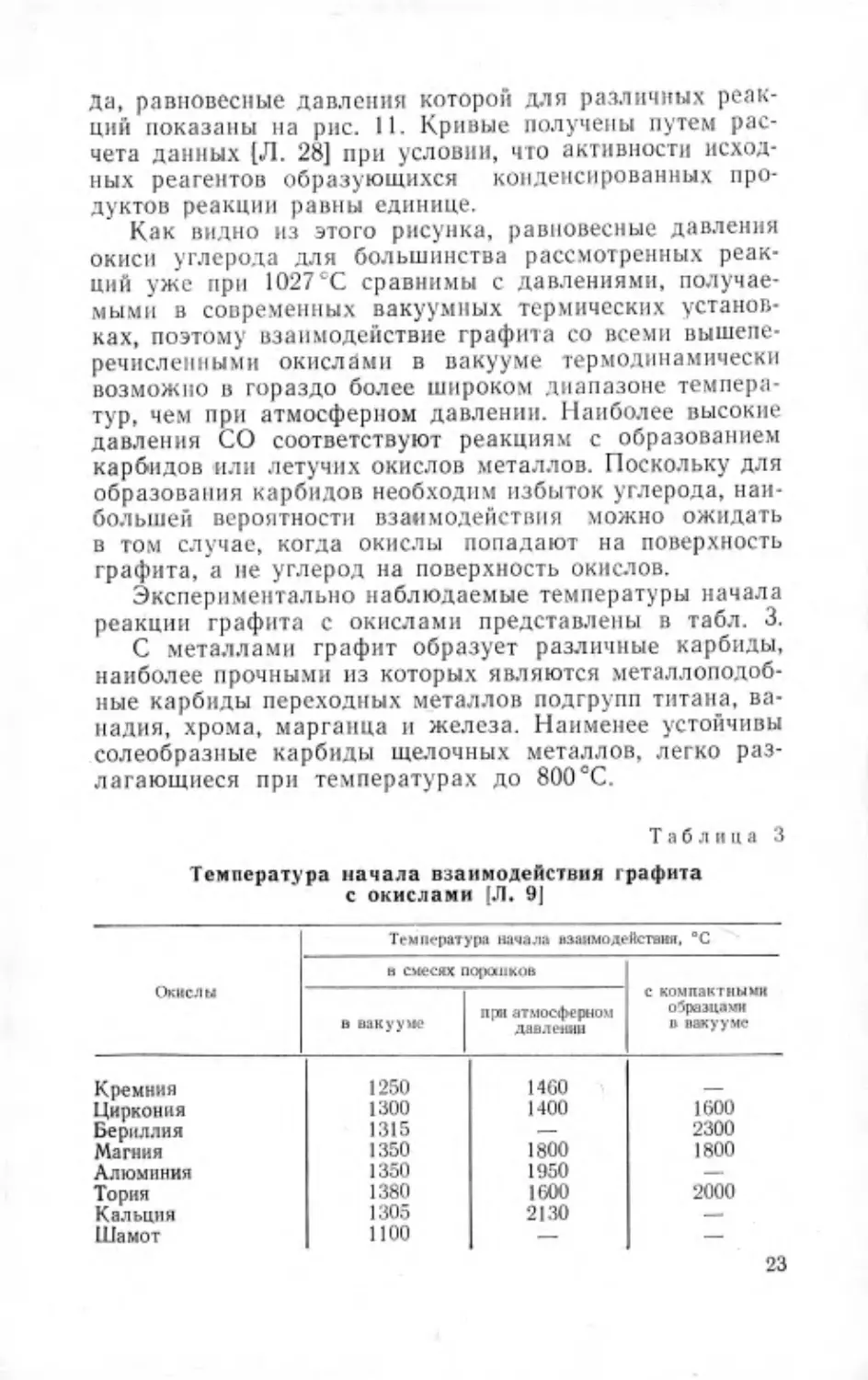
Как видно из этого рисунка, равновесные давления
окиси углерода для большинства рассмотренных реак-
ций уже при 1027 СС сравнимы с давлениями, получае-
мыми в современных вакуумных термических установ-
ках, поэтому взаимодействие графита со всеми вышепе-
речисленными окислами в вакууме термодинамически
возможно в гораздо более широком диапазоне темпера-
тур, чем при атмосферном давлении. Наиболее высокие
давления СО соответствуют реакциям с образованием
карбидов или летучих окислов металлов. Поскольку для
образования карбидов необходим избыток углерода, наи-
большей вероятности взаимодействия можно ожидать
в том случае, когда окислы попадают на поверхность
графита, а не углерод на поверхность окислов.
Экспериментально наблюдаемые температуры начала
реакции графита с окислами представлены в табл. 3.
С металлами графит образует различные карбиды,
наиболее прочными из которых являются металлоподоб-
ные карбиды переходных металлов подгрупп титана, ва-
надия, хрома, марганца и железа. Наименее устойчивы
солеобразные карбиды щелочных металлов, легко раз-
лагающиеся при температурах до 800°С.
Таблица 3
Температура начала взаимодействия графита
с окислами [Л. 9]
Окислы Температура начала аааимодействия, °С
и смесях порошков с компактными образцами в вакууме
в вакууме при атмос<|>ерном давяекни
Кремния 1250 1460
Циркония 1300 1400 1600
Бериллия 1315 — 2300
Магния 1350 1800 1800
Алюминия 1350 1950
Тория 1380 1600 2000
Кальция 1305 2130
Шамот 1100 — —
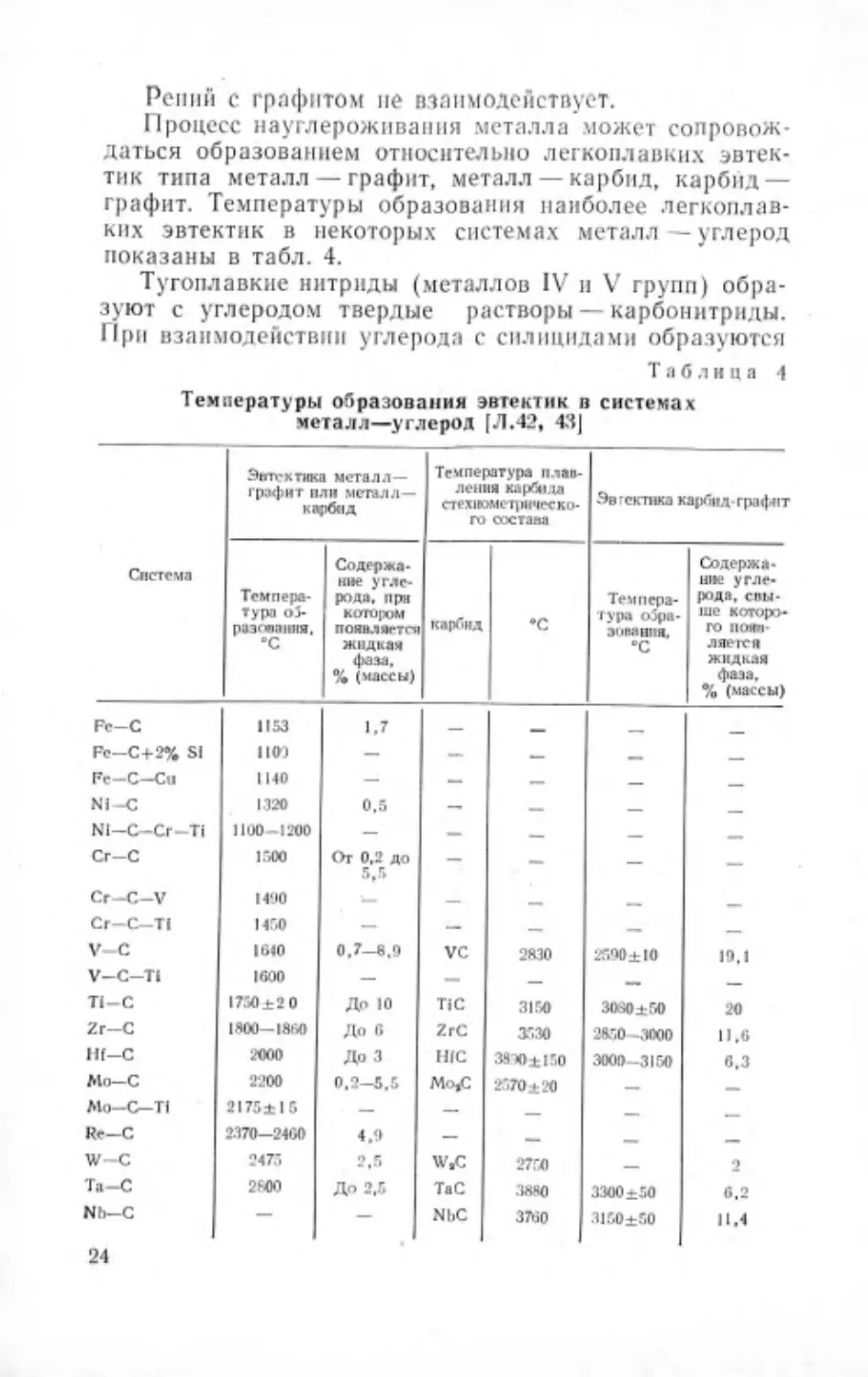
Рений с графитом ио взаимодействует.
Процесс науглероживания металла может сопровож-
даться образованием относительно легкоплавких эвтек-
тик типа металл — графит, металл — карбид, карбид —
графит. Температуры образования наиболее легкоплав-
ких эвтектик в некоторых системах металл — углерод
показаны в табл. 4.
Тугоплавкие нитриды (металлов IV и V групп) обра-
зуют с углеродом твердые растворы — карбонитриды.
При взаимодействии углерода с силицидами образуются
Таблица 4
Температуры образования эвтектик в системах
металл—углерод [Л.42, 43]
Система Эвтектика металл— графит или металл— карбид Температура плав- ления карбида стех1юметричес ко- го состава Эвтектика карбид -графит
Темпера- тура о5- раз«|»1П1Я. °С Содержа- ние угле- рода. при котором ПОЯН.1ЙГТП1 жидкая фаза. % (массы) карбид •с Темпера- тур;» о5ра- ЗНШ1Н1ЗД. •с Содержа- ние угле- рода, свы- ше которо- го поив । жидкая фаза, % (массы)
Ре-С 1153 1.7 — — — —
Рс-Сч-2% 81 ПО) — — — — —
Ре-С-Сч 1140 — — — — —
№-С 1.320 0.5 — — — —
Ь11—С—Сг—Т1 1100 — 1200 — — — —
Сг—С 1500 От 0,2 до — — — —
Сг-С-У 1490 — — — —
Сг—С—Т1 1450 — — — —
V—С 1640 0.7—8.9 УС 2ЯЗО 2590±10 19.1
У-С-Т1 1600 — — — м* —
Т1-С 1750 ±2 0 До ю Т1С 3150 30й0±50 20
2г—С 1800—1860 До 6 2гС ЗГ.ЭО 2850 -3000 п.в
Н(-С 1-000 До з Н/С 3830^150 3000 -31ГХ) 6.3
Мо—С 2200 0,2-5.5 Мо»С 2570*20 —
Мо-С—Т1 2175±|5 — — — — —
Ке-С 2.170—2460 4.9 — — —
IV-С 2475 2,5 27ГО — 2
т«-с 2МЮ До 2,5 ТаС 33<Ю±50 6.2
ыь-с — — МЬС 3760 3150±50 П.4
тронные фазы, имеющие достаточно высокие химическую
прочность и температуры плавления [Л. 42].
С боридами графит образует эвтектики, температуры
образования которых приведены ниже [Л. 44].
Борид.........Т(в, ггв, Н(В, ев, Тав, СгВ, м-\В, \с,в.
Температура, *С . . . 2290 2230 2340 22Я0 2141) 1ВД0 2180 2190
Глава вторая
КОНСТРУКЦИИ ЭЛЕКТРОПЕЧЕЙ
4. Классификация
В Советском Союзе и за рубежом выпускается боль-
шое количество различных по назначению электропечей
сопротивления, в которых графит и углеграфитовые ма-
териалы используются для изготовления нагревателей,
теплоизоляции и других конструктивных элементов.
В большинстве случаев они выполняются вакуумны-
ми с возможностью подачи в них нейтрального газа для
ускоренного охлаждения садки и печи или проведения
всего технологического процесса.
По режиму работы и конструктивному исполнению
электропечи с теплоизоляцией и нагревателями из гра-
фита можно разделить на несколько групп. По режиму
работы электропечи подразделяют на следующие:
а) периодического действия, когда весь технологиче-
ский процесс (нагрев, выдержка садки и охлаждение)
происходит в одной камере, после чего производится
разгрузка; в вакуумной электропечи после окончания
процесса в камеру напускается атмосферный или осу-
шенный воздух или нейтральный газ в зависимости от
тех нол огич ее кого ироцесс а;
б) полунепрерывного действия, когда нагрев и вы-
держка садки происходят в одной камере, а охлажде-
ние— в другой; эти камеры разделяются заслонкой,
а в вакуумных печах — вакуумным затвором, и воздух
или нейтральный газ напускается только в камеру ох-
лаждения;
в) непрерывного действия, когда пагрев и выдержка
садки при заданной температуре происходят также
в одной камере, но сачка в этом случае перемешается
непрерывно пли периодически вдоль рабочего простран-
ства печи; кроме рабочей камеры имеются камера ох-
лаждення и загрузочная камера, а в вакуумных элек-
тропечах— н форкамеры, которые обеспечивают непре-
рывность процесса без нарушения вакуума в камере
нагрева.
В печах непрерывного действия, как правило, имеется
несколько тепловых зон; при этом во многих печах эти
зоны имеют различную температуру.
Во всех вакуумных печах периодического, полуне-
прерывного и непрерывного действия с целью сокраще-
ния времени охлаждения садки целесообразно при до-
стижении в процессе охлаждения 600 —800°С напускать
в камеру инертный газ. В некоторых электропечах в ка-
мерах охлаждения предусмотрены вентиляторы, обеспе-
чивающие при напуске инертного газа интенсивное пе-
ремешивание газа и значительное ускорение остывания
садки.
По конструкции электропечи подразделяют на сле-
дующие:
а) камерные, шахтные, элеваторные и колпаковые;
все эти печи являются печами либо периодического, ли-
бо полунепрерывного действия;
б) толкательные, туннельные, с шагающим подом и
протяжные; они относятся к группе печей непрерывного
действия.
Вакуумные электропечи с графитовыми нагревателя-
ми обычно имеют и графитовую теплоизоляцию, однако
есть конструкции, в которых теплоизоляция выполнена
из керамики. За рубежом выпускаются печи с графито-
выми нагревателями, в которых в качестве теплоизоля-
ции применяются металлические экраны [Л. 45, 46].
Наличие графита в качестве нагревателей или тепло-
изоляции обусловливает проведение определенного
технологического процесса, при котором качество нагре-
ваемого изделия не ухудшается вследствие наличия гра-
фита в печи.
Электропечи с графитовой теплоизоляцией и графито-
выми нагревателями просты в изготовлении и удобны
в эксплуатации. Только из графита могут быть установ-
лены и надежно работать вертикальные нагреватели
длиной до 4 лг. Никакой другой материал в этом не мо-
жет конкурировать с графитом. Относительно низкая
стоимость графита, простота изготовления и монтажа,
возможность получения в печах в течение длительного
периода температур до 2200 °С и кратковременно до
26
2500—2700°С и хорошие теплоизоляционные свойства
характеризуют печи этого типа.
Обозначения электропечей сопротивления соответствуют приня-
тым а электропсчестроении СССР и расшифровываются следующим
образом:
первая буква обозначает метол нагрева: С — нагрев методом со-
противления;
вторая буква — конструктивную особенность печи:
III — шахтная; Н — камерная; Э — элеваторная; Л — туннельная;
Т — толкательная;
третья буква — среду печи: В — вакуумная; 3—защитная сре-
да (газ).
Числитель в дроби после букв обозначает размеры рабочего
пространства в дециметрах в следующей последовательности: для
цилиндрических конструкций — диаметр, высота (длина); для прямо-
угольных— ширина, длина, высота.
Знаменатель обозначает рабочую температуру в сотнях граду-
сов Цельсия.
За температурой через тире следует буква X — холодильник
(камера охлаждения) и число — длина холодильной камеры в деци-
метрах.
В некоторых электропечах за температурой имеется буква Г,
обозначающая тип теплоизоляции — графитовая.
Конструкции электропечей с обозначением СКБ и ОКБ были
введены раньше, чем указанные обозначения.
Ниже приводится описание наиболее распространен-
ных электропечей периодического, полунепрерывного и
непрерывного действия, внедренных, либо находящихся
на стадии внедрения в СССР, а также некоторых извест-
ных зарубежных конструкций.
5. Электропечи периодического и полунепрерывного действия
Выбор необходимой конструкции электропечи опре-
деляется прежде всего технологическим процессом (тем-
пературным режимом, рабочим давлением, средой, при
которой должен проводиться процесс), а также мате-
риалом садки и ее конфигурацией и необходимой произ-
водительностью. Кроме того, конструкция печи зависит
от технологического оборудования, в комплекте с кото-
рым работает электропечь, и экономической целесооб-
разности применения этой конструкции для данного тех-
нологического процесса.
Шахтные электропечи, являющиеся наиболее распро-
страненными печами, чаще всего выполняются с цилин-
дрическим рабочим пространством. Промышленные пе-
чи изготавливаются для термообработки изделий диа-
метром 100—800 и высотой 400—2500 мм. Как правило,
27
шахтные печи разрабатываются однотонными с распо-
ложением однофазных или трехфазных нагревателен
вдоль боковой поверхности рабочего пространства.
Крышки печей снабжаются механизмом подъема и по-
ворота с ручным пли электроприводом.
Загрузка в шахтную печь производится сверху вруч-
ную или цеховым краном в зависимости от размеров
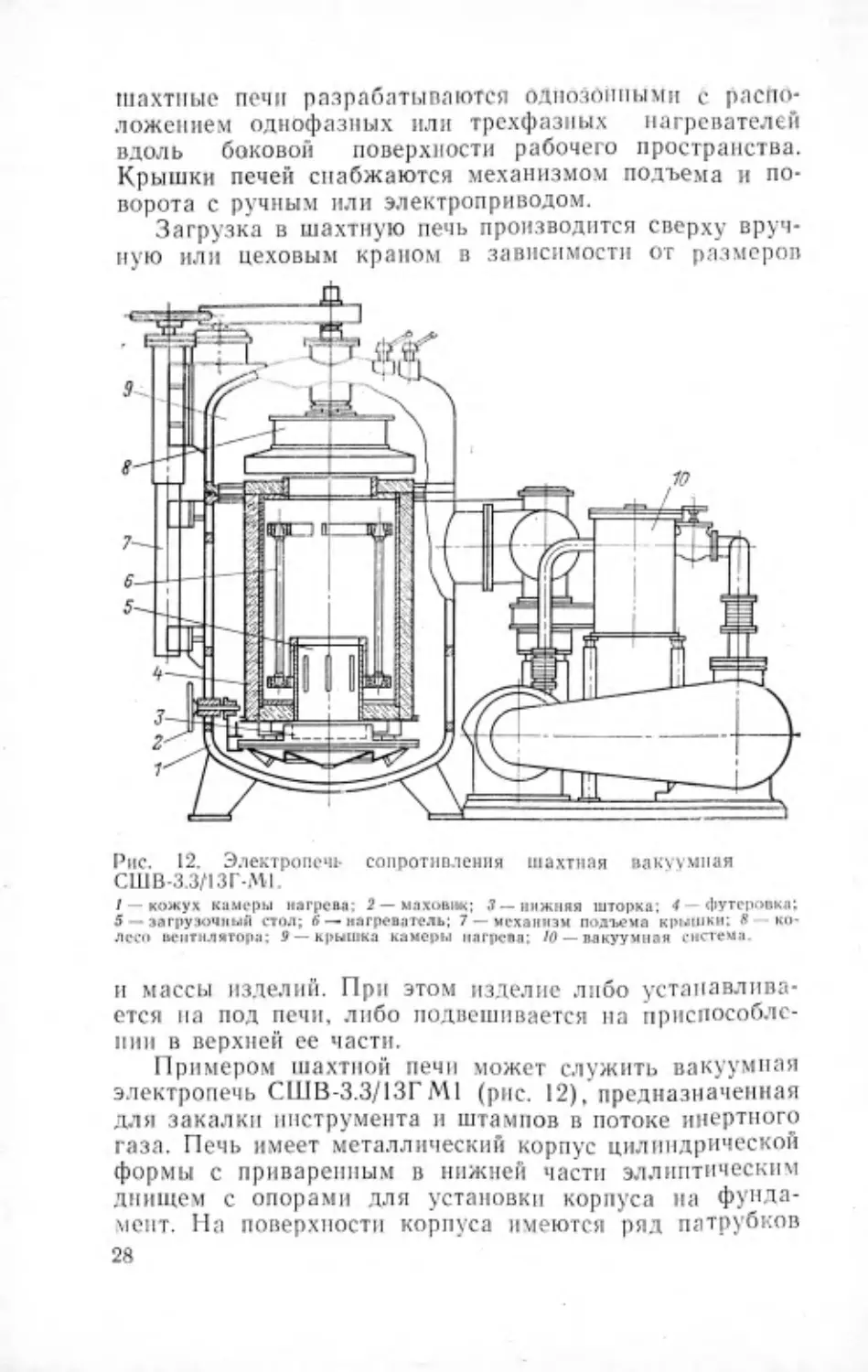
Рис. 12. Электропечь сопротивления шахтная вакуумная
СШВ-3.3/13Г-М1
/ — кожух камеры нягревл: 2—маховик; .‘/—нижняя шторка: 4 футсровкл:
5 лл| ру «очный СТОЛ; 6* — нагреватель; 7 — механизм подъема ' КО*
лес» вентилятора; 9 — крышка камеры нлгрсва; /0 —вакуумная система
и массы изделий. При этом изделие либо устанавлива-
ется на под печи, либо подвешивается па приспособле-
нии в верхней ее части.
Примером шахтной печи может служить вакуумная
электропечь СШВ-3.3/13ГМ1 (рис. 12), предназначенная
для закалки инструмента и штампов в потоке инертного
газа. Печь имеет металлический корпус цилиндрической
формы с приваренным в нижней части эллиптическим
днищем с опорами для установки корпуса на фунда-
мент. На поверхности корпуса имеются ряд патрубков
28
для подсоединения вакуумной системы, установки тер-
мопары, токоподводов, вала поворота шторок, а также
смотровое окно для наблюдения за садкой или замера
температуры оптическим пирометром. На корпусе за-
креплен механизм подъема и поворота крышки, который
представляет собой колонну с расположенными внутри
винтом н ганкой, С помощью штурвала механизма, вра-
щающего винт, осуществляются подъем и опускание
крышки.
Крышка крепится к корпусу через резиновое уплотне-
ние накидными болтами. На крышке смонтирован венти-
лятор. соединенный клнноремениой передачей с электро-
двигателем.
Рабочее колесо вентилятора выполнено из жаропроч-
ной стали. Кроме того, на крышке расположены
уплотнения для вывода осей поворота верхних шторок,
перекрывающих рабочее пространство при нагреве.
Футеровка печи выполнена в виде отдельного узла,
который собирается вне печи, а затем через керамиче-
ские прокладки устанавливается па кронштейны, прива-
ренные в нижней части кожуха. Футеровка представляет
собой графитовый цилиндр, обмотанный несколькими
слоями графитового войлока, закрепленного (от сполза-
ния) нержавеющей проволокой, и заключенный в два
металлических полуцилиндра, обеспечивающих уплотне-
ние войлока на 5—8%. Торцы футеровки образованы
графитовыми кольцами и графитовым войлоком. В ниж-
нее кольцо вставлен графитовый цилиндр с продольными
прорезями. На него надет другой цилиндр, имеющий
аналогичные прорези. При поворачивании наружного
цилиндра открываются или закрываются прорези в пер-
вом цилиндре, обеспечивая возможность регулирования
потока газа. Совокупность этих двух цилиндров образует
загрузочный стол.
В процессе нагрева отверстие в нижней части футе-
ровки перекрывается двумя шторками, поверхности ко-
торых покрыты войлоком. Кроме того, внизу под штор-
ками установлен металлический конус с отверстиями,
который обеспечивает максимальную концентрацию и
направление основного потока газа внутрь рабочего
пространства.
Нагреватель печи состоит из 12 параллельно располо-
женных стержней, в нижней части скрепленных четырь-
мя секторами, а в верхней двумя. Такое крепление
обеспечивает параллельно-последовательное соединение
стержней и тем самым позволяет повысить напряжение
на нагревателе и уменьшить ток, не уменьшая диаметра
стержней.
В верхних секторах имеется паз, в который на гра-
фитовой пасте вставлена молибденовая пластина для
обеспечения надежного электрического контакта между
нагревателем и выводом последнего, который выполнен
из молибдена прямоугольного сечения. На два молибде-
новых вывода, входящих в рабочее пространство печи,
через отверстие в теплоизоляции подвешивается одно-
фазный нагреватель.
Молибденовые выводы при выходе из рабочего про-
странства соединяются с помощью металлических коло-
док с медными токоподводами, которые через вакуум-
ные уплотнения в корпусе выведены наружу из печи.
Откачная система состоит из механического форва-
куумного насоса ВН-4Г, двух бустерных насосов БН-3,
вакуумных вентилей и трубопроводов.
Все узлы печи — корпус, крышка, токоподводы и ва-
куумные насосы охлаждаются водой.
Работа печи при закалке изделий в потоке инертного газа за-
ключается н следующем. Садка устанавливается внутрь рабочего
пространства, крышка печи закрывается, затем поворачиваются ру-
коятки верхних шторок и штурвал нижних шторок и рабочее про-
странство перекрывается. Печь вакуумируется и включается на на-
грев. После нагрева в печь напускается инертный газ, открываются
нижние и верхние шторки и включается вентилятор. Скорость потока
газа можно регулировать изменением частоты вращения рабочего
колеса вентилятора, что достигается с помощью сменных шкивов
с различными диаметрами. В зависимости от количества подавае-
мого газа изменяется его расход, в результате чего происходит либо
закалка изделия, либо ускоренное охлаждение. Посте окончания
процесса садка извлекается из печи и процесс повторяется.
Наряду с описанной выше печью имеются и другие
шахтные печи, аналогичные по конструкции, но в то же
время имеющие существенные отличия в части конструк-
ции и материала теплоизоляции. К этим печам относятся
электропечи СШВ-5.15/22, ОКБ-645 и опытная шахтная
электропечь.
Вместо войлока в качестве теплоизоляции применена
графитовая крупка, которая засыпана в пространство
между графитовым цилиндром, набранным из колец, и
металлическим кожухом футеровки. Под печи образован
графитовым цилиндром, заполненным крупкой. Тепло-
изоляция верха печи осуществлена аналогично. Нагре-
30
ватель в этих печах в зависимости от размеров выпол-
нен либо в виде графитовой разрезной трубы, либо
в виде системы параллельных стержней, соединенных
в нижней части кольцом.
Примером печи с нагревателем в виде трубы может служить
опытная шахтная электропечь [Л. 47].
Рабочая камера опытной шахтной печи (рис. 13) представляет
собой вертикальный водоохлаждаемый цилиндрический корпус, вы-
полненный из нержавеющей стали, с наставленными на него по вы-
соте съемными секциями. Торны камеры закрыты съемными водо-
охлаждаемыми крышками На бобышки, приваренные к стенкам
корпуса, установлена опорная рама, на которой при помощи устано-
вочных болтов вывешена металлическая обечайка, состоящая из
трех секций, скрепленных болтами. Внутри обечайки на графитовых
дисках установлена цилиндрическая графитовая шахта. Сверху и
снизу шахта закрыта графитовыми пробками. Полости пробок, а так-
же пространство между шахтой и обечайкой заполнены графитовым
войлоком марки ВВП-66. В теплоизоляции имеются отверстия для
смотровых окон. Внутри шахты размещен графитовый трубчатый
нагреватель, свободно висящий па трех токоподводах, конструкция
которых показана на рис. 29,6.
Особенностью описываемой конструкции является то. что обычно
предусматриваемые зазоры между токоподводами и теплоизоляцией
печи отсутствуют — они заполнены графитовым войлоком марки
ВВП-66, уложенным в несколько слоев параллельно поверхности то-
коподводов. Возможность значительного уплотнения войлока при
температурном расширении теплоизоляции здесь устраняется тем,
что подвешенная па опорной раме обечайка от нагрева удлиняется
вниз, а смонтированная на дне обечайки теплоизоляция — вверх,
вследствие чего суммарное перемещение теплоизоляции относительно
места установки токоподводов незначительно.
Описанная печь подвергалась длительным испытаниям (несколь-
ко тысяч часов), которые показали надежность нсех основных узлов
конструкции Применение теплоизолированных токовводов уменьшило
тепловые потери печи и увеличило размеры зоны равномерной тем-
пературы.
Недостатком всех вакуумных шахтных печен является
длительное время остывания, особенно начиная с 800—
700°С. Причиной этого служит отсутствие конвективного
теплообмена. Иногда время остывания печи сокраща-
ется за счет напуска инертного газа, но наиболее пра-
вильным путем решения этого вопроса является создание
печей полунепрерывного действия с камерами охлажде-
ния. Производительность и рентабельность этих печей
во многих случаях значительно выше, чем у однокамер-
ных шахтных печей. К этим печам относится электро-
печь СКВ-5117. Конструкция камеры нагрева аналогич-
на конструкции описанной ранее электропечи
СШВ-5.15/22. На крышке печи имеется патрубок с ва-
4760
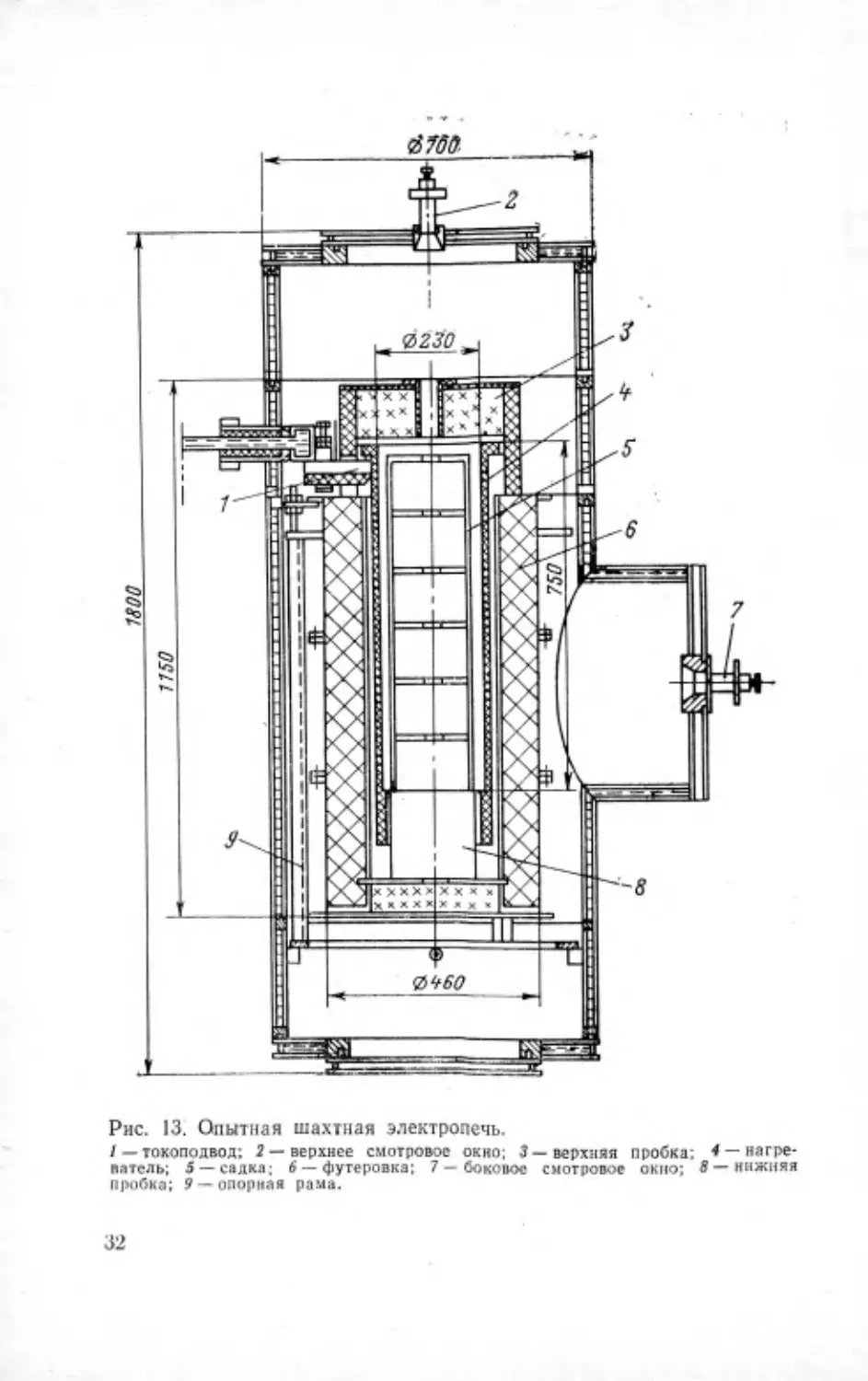
Рис. 13. Опытная шахтная электропечь.
/ — токоподвод; 2 — верхнее смотровое окно; 3—верхняя пробка; < — нагре-
ватель; 5 —садка; в —футеровка; 7—боковое смотровое окно; В — нижняя
пробка; 9— опорная рама.
куумным затвором. Камера охлаждения, представляю-
щая собой водоохлаждаемый контейнер, на тросах под-
вешена к самоходной тележке, перемещающейся над
печью по рельсовому пути. В нижней части камера за-
канчивается патрубком с вакуумным затвором. Па те-
лежке смонтированы три механизма: один для передви-
жения тележки, другой для подъема и опускания садки,
а третий обеспечивает подъем и установку камеры на
патрубок с затвором.
Откачка камеры нагрева производится двумя меха-
ническими форвакуумными насосами ВН-6Г и одним
бустерным насосом БН-4500. Камера охлаждения отка-
чивается механическим форвакуумным насосом.
Такие печи могут выполняться как с одной, так и с несколькими
камерами. Количество камер зависит от времени нагрева и остыва-
ния, загрузки и разгрузки садок. При оснащении печи несколькими
камерами можно достичь почти непрерывной ее работы. Загрузка
с помощью механизма подается в камеру охлаждения, затем закры-
вается вакуумный затвор, в камере создается требуемое технологией
разрежение и камера устанавливается на фланец патрубка горлови-
ны печи. Открываются затворы, и садка опускается в рабочее про-
странство камеры нагрева. По окончании нагрева и выдержки садка
поднимается в камеру охлаждения, перекрываются затворы н камера
снимается с печн и отводится в сторону. Па ее место устанавливает-
ся следующая камера, предварительно подготовленная к нагреву.
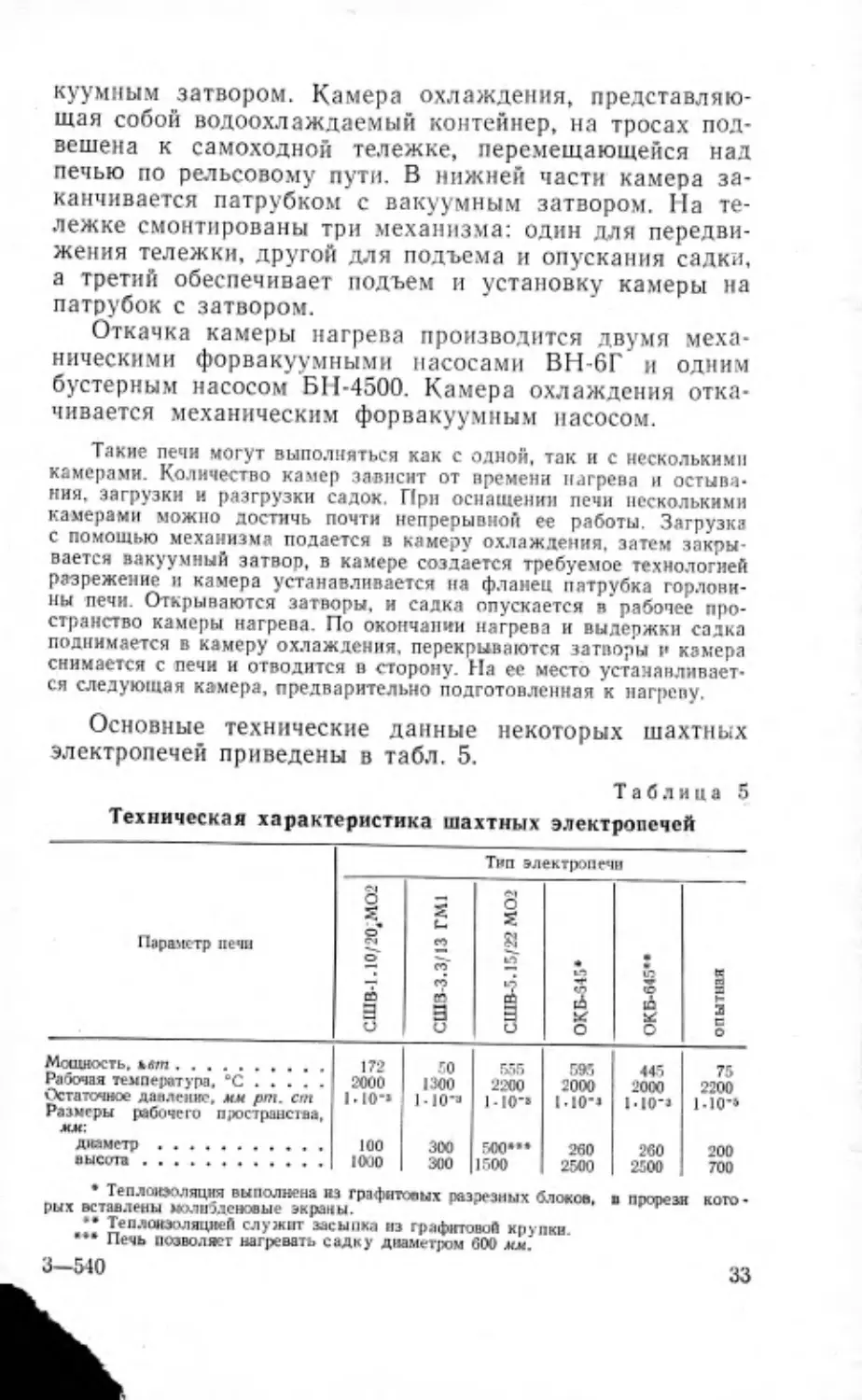
Основные технические данные некоторых шахтных
электропечей приведены в табл. 5.
Таблица 5
Техническая характеристика шахтных электропечей
• Теплоизоляция выполнена из графитовых разрезных блоков. и прорези кото-
рых вставлены молнэленоеые экраны.
•• Теплоизоляцией служит засыпка вз графитовой крупки.
••• Печь позволяет нагревать садку диаметром 600 мм.
Элеваторные электропечи имеют, как правило, камеру
охлаждения, расположенную в нижней части печи. В не-
которых печах имеется вакуумный затвор, отделяющий
камеру нагрева от камеры охлаждения, но в большинст-
ве печей такого затвора нет.
Элеваторные печи в большинстве своем применяются
для технологических процессов, требующих ускоренного
охлаждения садки. В случаях, когда скорость охлажде-
ния должна обеспечить возможность закалки, камеры
охлаждения оснащаются вентиляторами. Интенсивный
поток инертного газа, охлажденного у стенок камеры,
рабочими колесами двух вентиляторов полается на горя-
чую садку и обеспечивает скорость остывания, в 2—2,5
раза большую по сравнению со скорстью охлаждения
без вентиляторов.
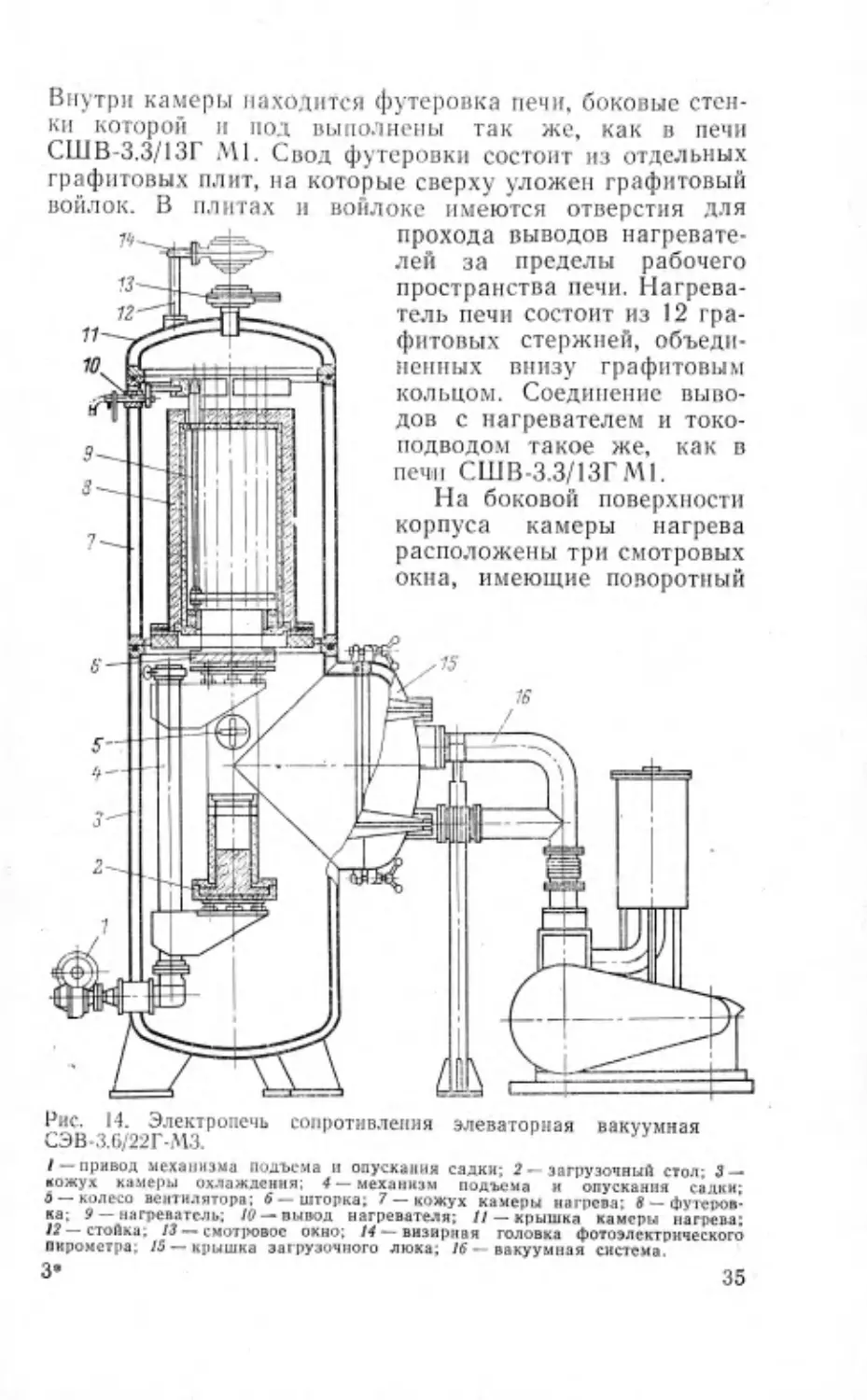
На рис. 14 изображена вакуумная элеваторная элек-
тропечь СЭВ-3.6/22Г М3. Как указывалось выше, печь
состоит из двух камер — камеры нагрева и камеры
охлаждения. Корпуса обеих камер охлаждаются водой.
Внутри камеры охлаждения на боковой стенке вер-
тикально установлен механизм подъема и опускания
садки, представляющий собой водоохлаждаемую трубу,
внутри которой имеется винт с гайкой. Винт парой кони-
ческих шестерен соединен с электроприводом, находя-
щимся на горизонтальном валу, проходящем через ва-
куумное уплотнение. Гайка механизма соединена с ка-
реткой, на кронштейне которой закреплен стол с тепло-
изоляционной пробкой.
На боковой поверхности корпуса имеются загрузоч-
ный люк с крышкой эллиптической формы и смотровое
окно для наблюдения за садкой и замера температуры
остывающей садки, а также вакуумные уплотнения для
ввода валов вентиляторов. В камере установлен покры-
тый войлоком экран, перекрывающий загрузочное от-
верстие футеровки в период остывания садки. Поворот
экрана осуществляется вручную.
Загрузка садки производится с помощью загрузочно-
го механизма, консоль которого с установленной садкой
входит внутрь камеры и устанавливает се на загрузоч-
ный стол, затем садка поднимается в рабочее простран-
ство.
Камера нагрева установлена на камере охлаждения.
Герметичность их соединения обеспечивается вакуум-
ным уплотнением, расположенным между фланцами.
Внутри камеры находится футеровка печи, боковые стен-
ки которой и пол выполнены так же, как в печи
СШВ-3.3/13Г М1. Свод футеровки состоит из отдельных
графитовых плит, на которые сверху уложен графитовый
войлок. В плитах и ’ ---
войлоке имеются отверстия для
прохода выводов нагревате-
лей за пределы рабочего
пространства печи. Нагрева-
тель печи состоит из 12 гра-
фитовых стержней, объеди-
ненных внизу графитовым
кольцом. Соединение выво-
дов с нагревателем и токо-
подводом такое же, как в
печи СШВ-3.3/13ГМ1.
На боковой поверхности
корпуса камеры нагрева
расположены три смотровых
окна, имеющие поворотный
14
3
3
13
12
11
10
Рис. 14. Электропечь сопротивления элеваторная вакуумная
СЭВ-3.6/22Г-МЗ.
/ — привод механизма Подъема и опускания садки; 2 - загрузочный стол- 3 —
кожух камеры охлаждения; 4 — механизм подъема и опускания салки-
4 — колесо вентилятора: в—шторка; 7 — кожух камеры нагрева; в —футеров-
ка; 9--нагреватель; /0 —вывод нагревателя; // — крышка камеры нагрева;
/2 —стойка; /а —смотровое окно; И —визирная головка фотоэлектрического
Пирометра. 13 — крышка загрузочного люка; 13- вакуумная система.
3'
35
диск с 6 стеклами, через которые замеряют с помощью
оптического пирометра температуру в верхней, средней
и нижней точках садки.
Камера нагрева сверху закрыта через резиновое
уплотнение эллиптической крышкой, необходимость ко-
торой мотивируется только удобством монтажа и обслу-
живания печи. На крышке смонтировано смотровое окно,
также с поворотным диском, и установлен фотоэлектри-
ческий пирометр для замера и регулирования темпера-
туры в центре верхней плоскости садки.
Откачная система состоит из механического форва-
куумного насоса ВН-6Г н бустерного насоса БН-4500.
Наряду с описанной выше элеваторной электропечью с теплоизо-
ляцией из графитового войлока существует ряд электропечей, в кото-
рых в качестве теплоизоляции применяется графитовая крупка. При-
мером такой печи может служить электропечь СЭВ-8.8/22 МО2.
Камеры нагрева и охлаждения ее аналогичны таковым электро-
печи СЭВ-3.6,''22Г М3, а футеровка аналогична футеровке печи шахт-
ного типа СШВ-5.15/22 МО2.
Существенным отличием этой печи от всех известных элеватор-
ных печей является наличие на своде печи нагревателя, состоящего
из семи горизонтально расположенных графитовых стержней, соеди-
ненных параллельно графитовыми башмаками. Два вывода нагре-
вателя преходят через отверстия в своде и соединяются с токопод-
водами. За счет сводовых нагревателей увеличивается зона
равномерного нагрева при той же высоте камеры нагрева. Крупно-
габаритные изделия со значительным газовыделением, для нагрева
которых предназначена электропечь, плюс большое количество гра-
фитовой крупки обусловливают необходимость установки откачной
системы большой производительности. В нее входят два механичес-
ких форвакуумных насоса ВН-300, один из которых работает в паре
с насосом 2ДВН-1500, и бустерный насос БН-15000, работающий
с насосами 2ДВН-500 и ВН-4Г.
Для загрузки и разгрузки изделий печь снабжена устройством
с электромеханическим приводом, обеспечивающим передвижение
самого устройства и подачу садки в камеру охлаждения и ее вы-
емку.
Как и в описанных выше печах, в этой печи можно вести уско-
ренное охлаждение изделий за счет направленного потока инертного
газа с помощью вентиляторов.
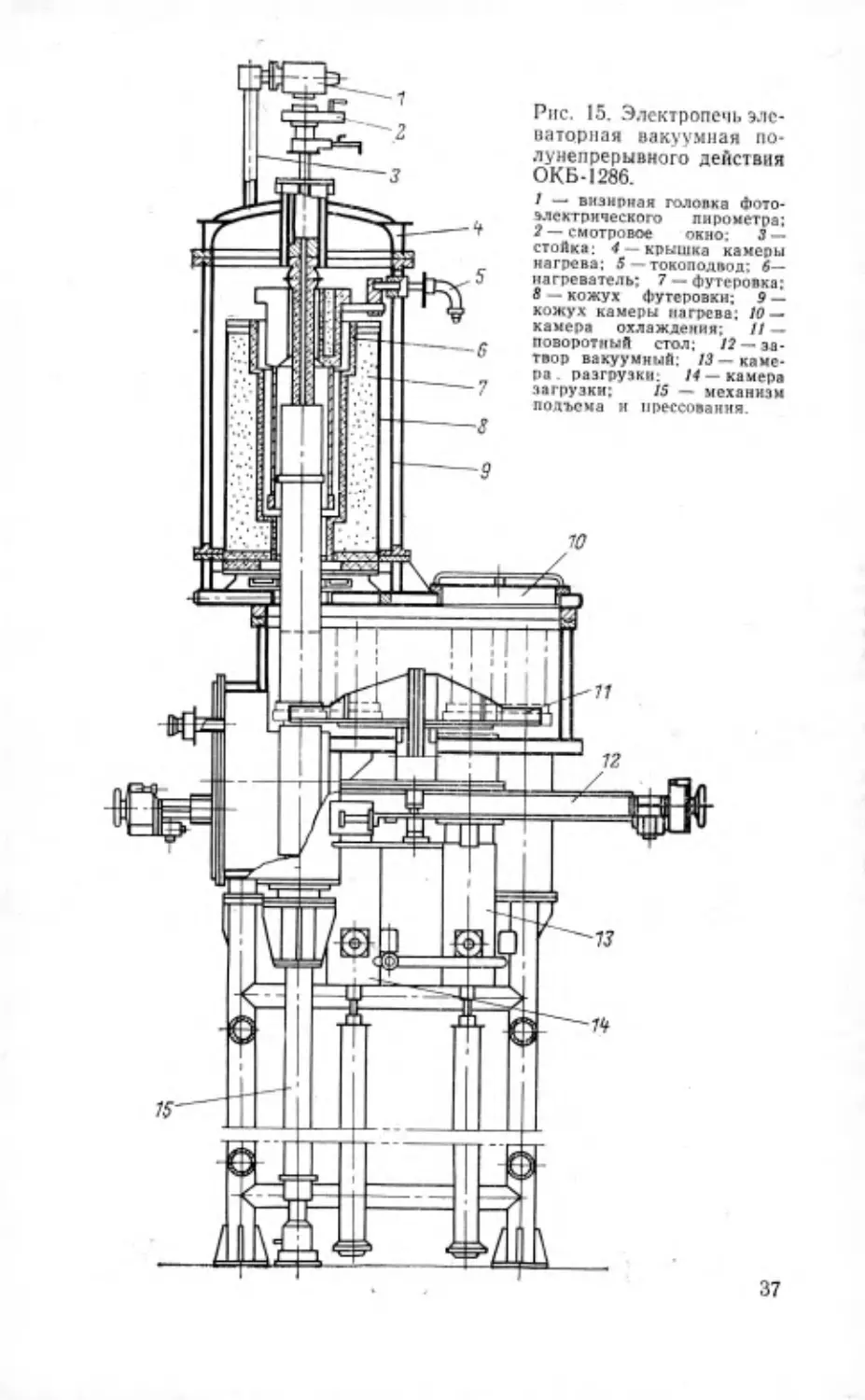
Электропечь ОКБ-1286 (рис. 15) является электро-
печью элеваторного типа полунепрерывного действия.
Электропечь предназначена для получения изделий ме-
тодом горячего прессования, но наряду с этим в печи
можно проводить отжиг, дегазацию и другие технологи-
ческие процессы при температурах до 23бО°С.
Корпус камеры нагрева и теплоизоляция выполнены
аналогично таковым в печах, имеющих теплоизоляцию
из графитовой крупки.
<4
5
кожух камеры нагрева; 10
7
загрузки:
подъема и прессования
г
камера охлаждения;
нагреватель; 7 — футеровка
» — кожух футеровки;
-Б
9
/5 — механизм
Рис. 15. Электропечь эле-
ваторная вакуумная по-
лунепрерывного действия
ОКБ-1286.
1 — визирная головка Фото-
влектричеекого пирометра:
3 — смотровое окно; 3 —
стойка: 4 — крышка камеры
нагрева: 5 — токоподвод; 6—
9
_____________„_____ И -
поворотный стол; /2 —за-
твор вакуумный: 13— каме-
ра разгрузки: 14 — камера
Трехфазный графитовый нагреватель, выполненный
в виде трубы с тремя прорезями, подвешен па выводах
из молибденовых прутков, которые в свою очередь со-
единены с медными водоохлаждаемыми токоподводами.
На крышке камеры установлены смотровое окно
с поворотными стеклами и визирная головка фотоэлек-
трического параметра для регулирования и замера тем-
пературы в печи. Кроме того, на крышке смонтирован
графитовый цилиндр, служащий для упора садки при
прессовании. Верхний конец цилиндра имеет сфериче-
скую поверхность, которая при прессовании всегда обес-
печивает его установку по осн прессующего устройства.
При использовании печи для других технологических
процессов, не связанных с прессованием, цилиндр легко
демонтируется и отверстие в своде закрывается тепло-
изолирующей пробкой.
Камера нагрева установлена па камере охлаждения,
которая полностью отличается от камер вышеописанных
элеваторных электропечей.
Основным отличием является наличие карусели (по-
воротного стала), обеспечивающей полунепрерывную ра-
боту печи и верхнего и бокового люков для обслужива-
ния камеры, и то, что загрузка и разгрузка производятся
через патрубки в нижней части камеры, к которым под-
соединены камеры загрузки и разгрузки с вакуумными
затворами, перекрывающими пространство между ними
и камерой охлаждения.
Прессование, загрузка и разгрузка, поворот карусели
и шторок производятся гндроцилиндрамн, давление в ко-
торые подается от одной маслонапорной установки че-
рез гидропанель.
Для создания требуемого вакуума печь снабжена
тремя самостоятельными откачными системами.
Камеры загрузки и разгрузки имеют одинаковые от-
качные системы. Напуск нейтрального газа производит-
ся через вентили, установленные на каждой камере.
Работа вертикальной электропечи полунепрерывного действия за-
ключается в следующем. Поддон с помощью толкателя выдвигается
из камеры загрузки. С помощью цехового грузоподъемного устройст-
ва садка устанавливается на поддон, который возвращается в каме-
ру. Дверца закрывается и камера вакуумируется. Затем открывается
вакуумный затвор и садка с помощью подъемника подается в камеру
охлаждения, проходя через отверстие в карусели. Карусель имеет
12 отверстий, 6 из них имеют диаметр больше диаметра садки,
а 6 — меньше. Садка, пройдя через отверстие с большим диаметром,
останавливается. Карусель поворачивается па угол 30°, проходя
38
своим краем через скобу, закрепленную на конце шгока подъемника,
и останавливается. При этом ось садки совмещается с вертикальной
осью меньшего отверстия. Шток подъемника опускается, и садка
устанавливается и гнездо карусели с меньшим отверстием. После
ухода штока подъемника вниз закрывается вакуумный затвор и ка-
русель поворачивается, устанавливая садку по оси камеры нагрева
и штока механизма прессования, который подает садку в камеру на-
грева для ее нагрева и, если необходимо, прессования. Затем садка
опускается и устанавливается на карусель для остывания. Поворо-
том карусели новая садка, поданная на карусель описанным выше
способом, устанавливается по оси штока механизма прессования.
Таким путем происходит нагрей шести садок; при этом первая
садка, остывшая аа время полного оборота карусели, устанавливает-
ся по оси с камерон разгрузки и шток механизма разгрузки снимает
седку с карусели. Вновь поворот карусели на 30°, и садка, проходя
через отверстие большего диаметра, опускается в камеру разгрузки,
затвор закрывается, в камеру напускается воздух, открывается двер-
ца и садка на поддоне выдвигается из камеры. Садка снимается
с поддона, который возвращается в камеру, дверца закрывается и
камера вакуумируется для приема следующей садки. После разгруз-
ки происходит загрузка описанным выше способом, затем разгруз
ка и т. д.
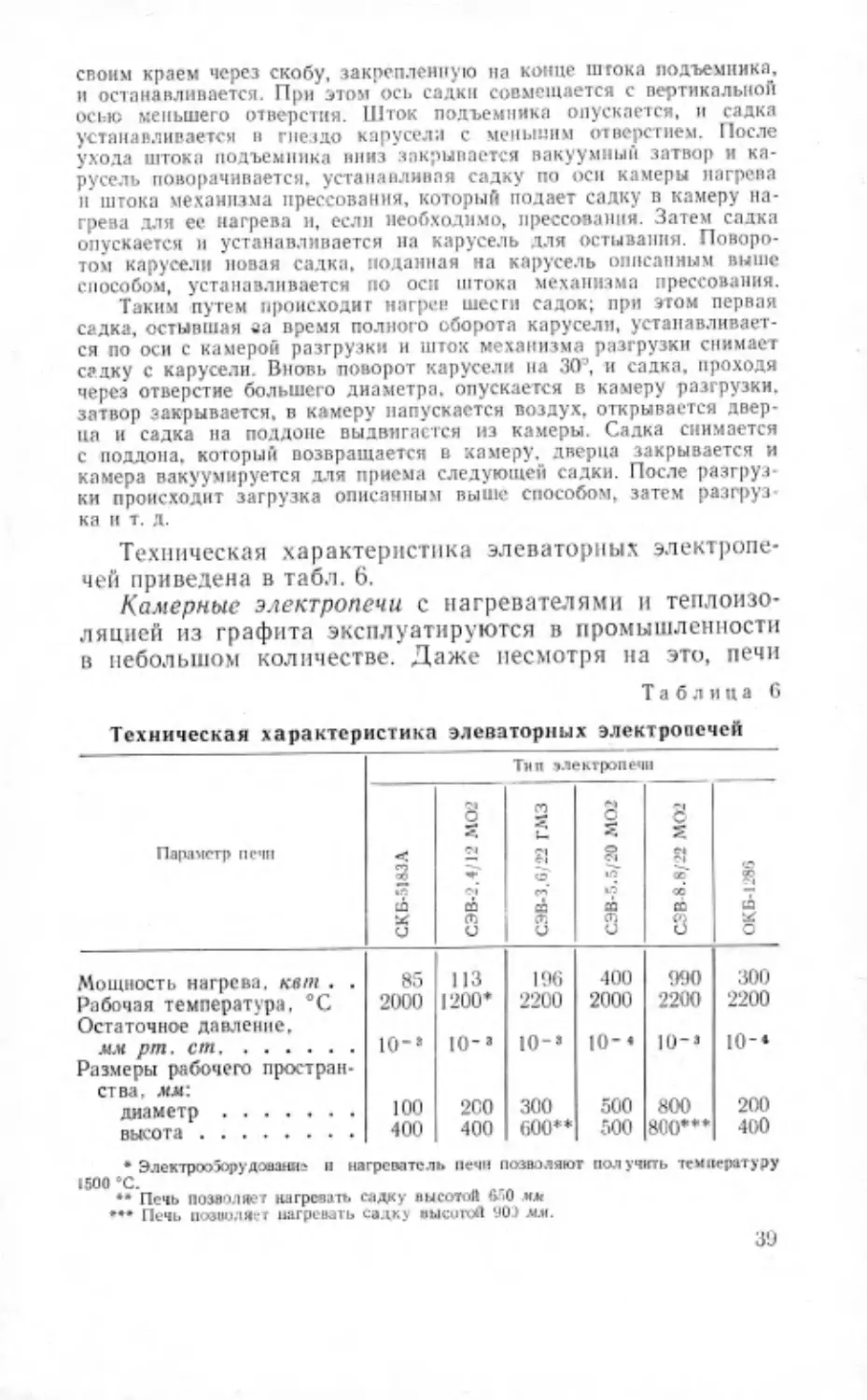
Техническая характеристика элеваторных электропе-
чей приведена в табл. 6.
Камерные электропечи с нагревателями и теплоизо-
ляцией из графита эксплуатируются в промышленности
в небольшом количестве. Даже несмотря на это, печи
Таблица б
Техническая характеристика элеваторных электропечей
Тип злектропеча
8 СО о 8
г
Параметр печп о» ?• я
2 Я1’ 5 «.О х' г,
СО ? 20 сс 2
а 6 о 8 8 О
Мощность нагрева, кет . . 85 113 196 400 990 300
Рабочая температура, °С Остаточное давление. 2000 1200* 2200 2000 2200 2200
мм рт. ст Размеры рабочего простран- 10-’ ю-« 10-» 10-• ю-> 10-‘
ства. мм:
диаметр 100 200 300 500 «00 200
высота 400 400 600** 500 800* ** 400
• Электрооборудование и нагреватель печи позволяют пол учить температуру
1500 “С.
*• Печь позволяет нагревать садку высотой <’>‘О «и
Печь позволяет нагревать садку высшхД 903 ми.
имеют несколько исполнений: с ручной загрузкой садки,
как правило печн небольших размеров или лаборатор-
ные; с механизированной загрузкой садки, при которой
в печь подается поддон с изделиями или выкатывается
под.
К числу графитовых электропечей можно отнести
камерные электропечи с графитовыми нагревателями и
теплоизоляцией из керамических огнеупорных материа-
лов. Максимальная рабочая температура таких печен
зависит от огнеупорности футеровки. Существующие
печи с керамической теплоизоляцией разработаны на
максимальную температуру 1450°С.
Все камерные электропечи имеют горизонтально рас-
положенный цилиндрический корпус, охлаждаемый во-
дой, и эллиптические крышки.
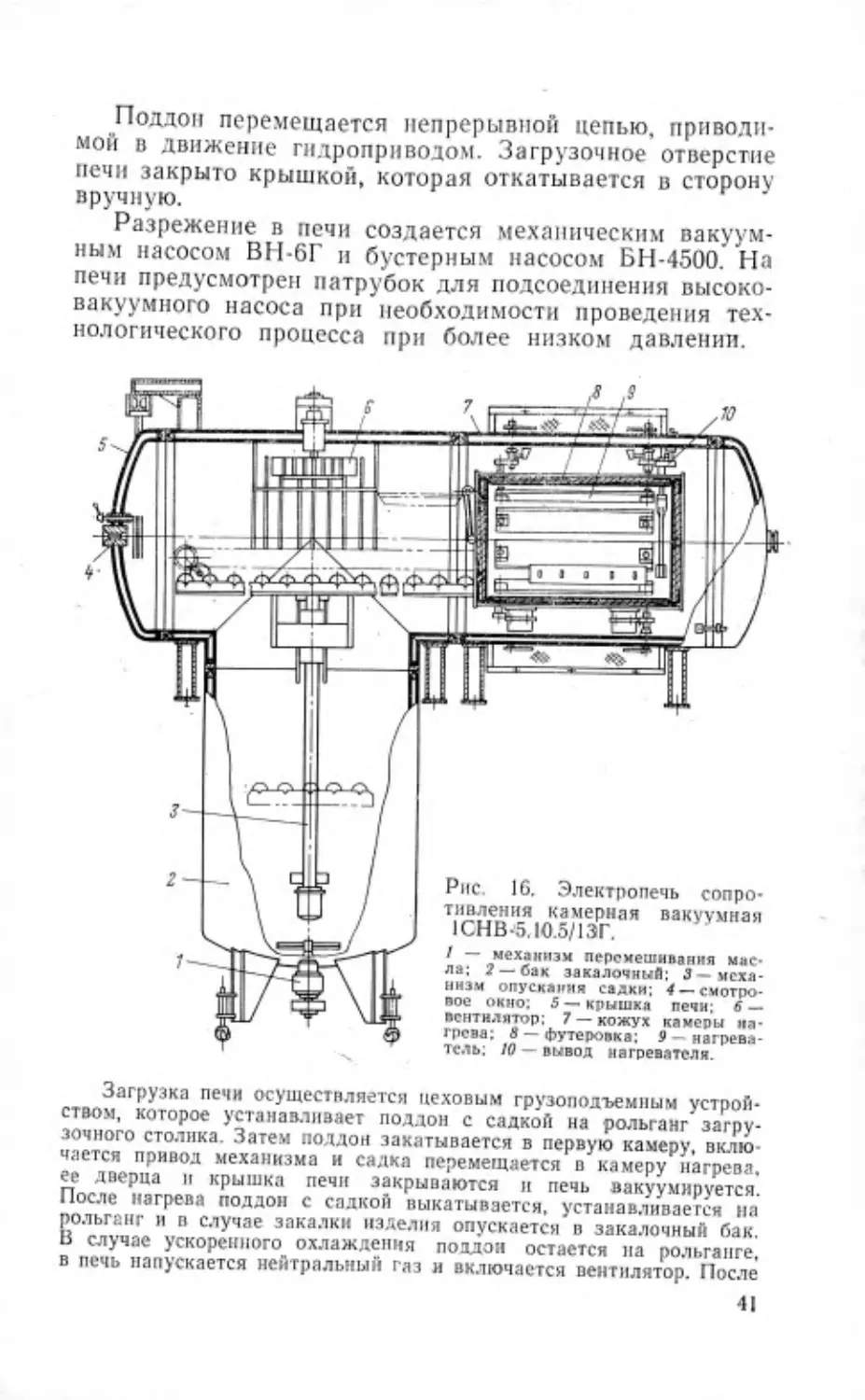
На рис. 16 показана камерная вакуумная электро-
печь 1 СИ В-5.10.5/1 ЗГ.
Характерные особенности электропечи состоят в том,
что в ней возможны ускоренное охлаждение в потоке
инертного газа и закалка изделий в масле.
Электропечь состоит из трех камер, соединенных
через резиновые вакуумные уплотнения. В передней
камере расположены рольганг и вентилятор, обеспечи-
вающий циркуляцию нейтрального газа во время охлаж-
дения садки. Перпендикулярно этой камере расположена
вторая камера, являющаяся закалочным баком; в ней
размещены механизм опускания садки и механизм
перемешивания масла. Последний необходим для обес-
печения равномерного распределения температуры
в объеме масла и улучшения его дегазации.
В третьей камере расположена футеровка. Она пред-
ставляет собой металлический цилиндр, изолированный
изнутри графитовым войлоком и графитированной
тканью. В переднем торце камеры нагрева имеется двер-
ца, открываемая гидравлическим цилиндром, располо-
женным на наружной поверхности корпуса печи. Нагре-
ватели в виде графитовых пластин расположены на
боковых и задней стенках футеровки. Выводы нагревате-
лей проходят через теплоизоляцию и соединяются труб-
чатыми водоохлаждаемыми токоподводами. В нижней
части боковых стенок футеровки имеются прорези, в ко-
торые входят края поддона при его перемещении по
роликам, расположенным между корпусом печи и кожу-
хом футеровки.
Поддон перемещается непрерывной цепью, приводи-
мой в движение гидроприводом. Загрузочное отверстие
печи закрыто крышкой, которая откатывается в сторону
вручную.
Разрежение в печи создается механическим вакуум-
ным насосом ВН-6Г и бустерным насосом БН-4500. На
печи предусмотрен патрубок для подсоединения высоко-
вакуумного насоса при необходимости проведения тех-
нологического процесса при более низком давлении.
Загрузка печи осуществляется цеховым грузоподъемным устрой-
ством, которое устанавливает поддон с садкой на рольганг загру-
зочного столика. Затем поддон закатывается в первую камеру, вклю-
чается привод механизма и садка перемещается в камеру нагрева,
ее дверца и крышка печи закрываются и печь вакуумируется.
После нагрева поддон с садкой выкатывается, устанавливается на
рольганг и в случае закалки изделия опускается’в закалочный бак.
В случае ускоренного охлаждения поддон остается на рольганге,
в печь напускается нейтральный газ н включается вентилятор. После
закалки изделие поднимается, рольганг механизма совмещается
с рольгангом печи, крышка печи открывается и поддон с садкой
выкатывается на загрузочный стол.
Камерные электропечи с графитовыми нагревателями и керами-
ческой теплоизоляцией мало чем отличаются от печей с графитовой
теплоизоляцией. Футеровка изготавливается из шамотного или ко-
рундового кирпича. Нагреватели стержневого типа расположены либо
по ширине камеры, либо по длине ее в зависимости от размера на-
греваемого изделия.
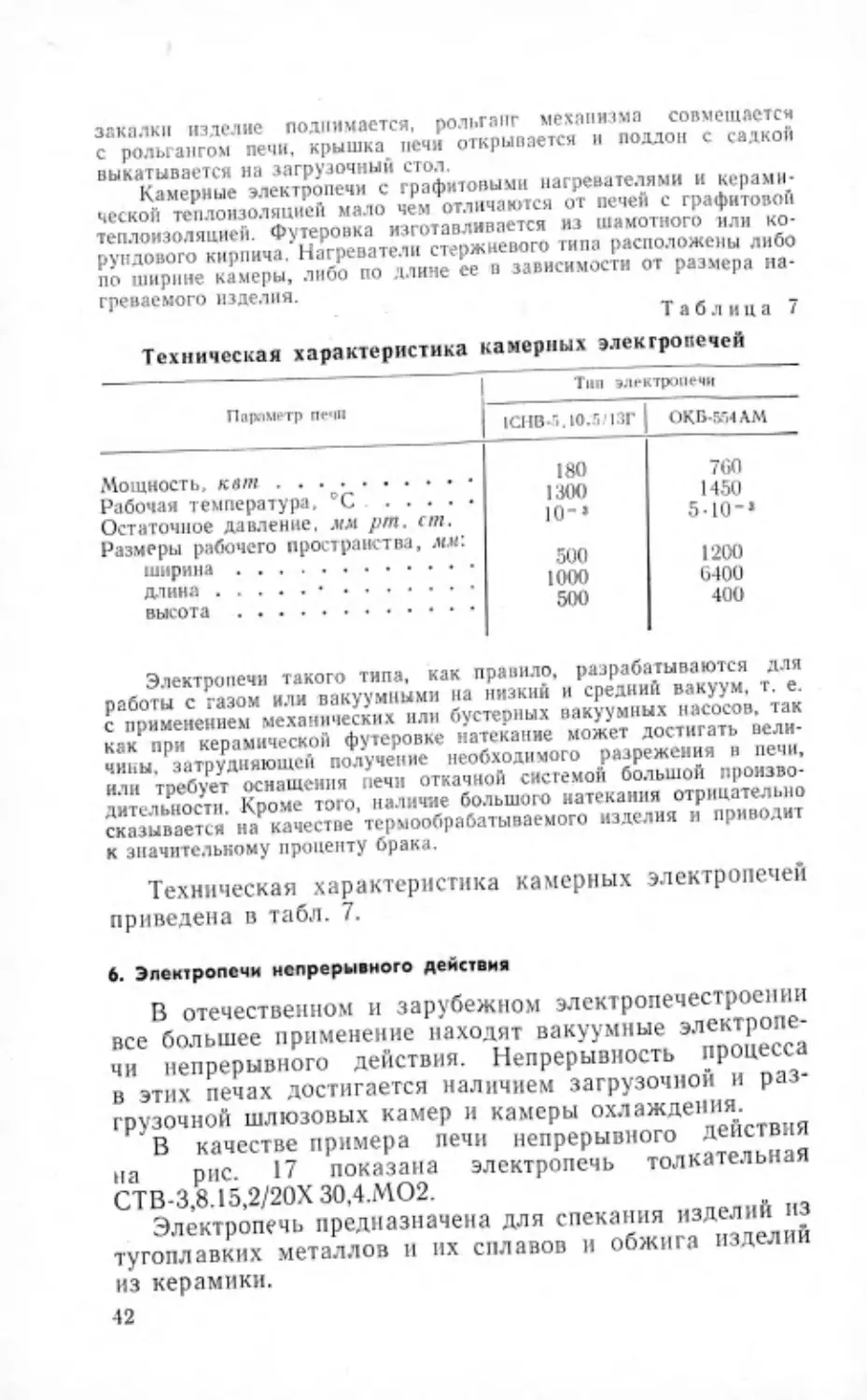
Таблица 7
Техническая характеристика камерных электропечей
Параметр печи Тип электропечи
снв-5. ю.ялзг ОКВ-КИАМ
Мощность, кет .......... 180 700
Рабочая температура. ''С 1300 1450
Остаточное давление, .ям рт. ст. Размеры рабочего пространства, .«.и: 10-’ 5-Ю-*
ширина 500 1200
длина ♦ 1000 6400
высота 500 400
Электропечи такого типа, как правило, разрабатываются для
работы с газом или вакуумными на низкий и средний вакуум, т. е.
с применением механических или бустерных вакуумных насосов, так
как при керамической футеровке натекание может достигать вели-
чины, затрудняющей получение необходимого разрежения н печи,
или требует оснащения печи откачной системой большой произво-
дительности. Кроме того, наличие большого натекания отрицательно
сказывается на качестве термообрабатываемого изделия и приводит
к значительному проценту брака.
Техническая характеристика камерных электропечей
приведена в табл. 7.
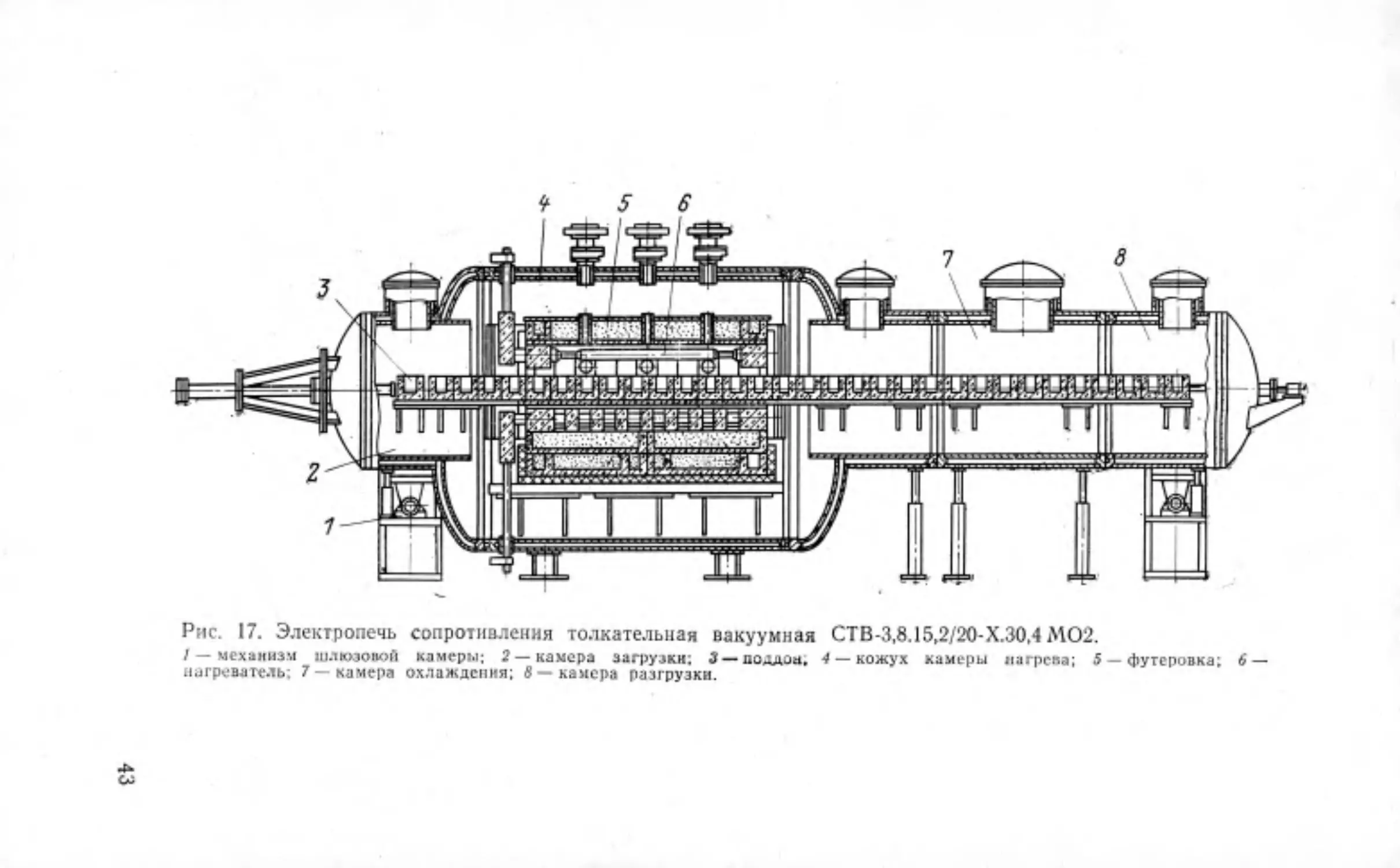
6. Электропечи непрерывного действия
В отечественном и зарубежном электропечестроеиин
все большее применение находят вакуумные электропе-
чи непрерывного действия. Непрерывность процесса
в этих печах достигается наличием загрузочной и раз-
грузочной шлюзовых камер и камеры охлаждения.
В качестве примера печи непрерывного действия
на рис. 17 показана электропечь толкательная
СТВ-3,8.15,2/20Х 30.4.МО2.
Электропечь предназначена для спекания изделий из
тугоплавких металлов и их сплавов и обжига изделий
из керамики.
Рис. 17. Электропечь сопротивления толкательная вакуумная СТВ-3,8.15,2/2О-Х.30,4 МО2.
/ — механизм шлюзовой камеры; 2 — камера загрузки; 3 — поддай. 4 — кожух камеры нагрева; 5- футеровка; 6 —
нагреватель; 7—камера охлаждения; в —камера разгрузки.
Горизонтально расположенная камера нагрева име-
ет цилиндрический водоохлаждаемый корпус, закрываю-
щийся с двух сторон эллиптическими крышками, к ко-
торым приварены со стороны загрузки под прямым
углом камера загрузки, со стороны разгрузки — камера
охлаждения.
Камера загрузки, также цилиндрической формы, от-
секается от пространства печи вакуумным затвором, а от
наружного пространства —дверцей.
Камера охлаждения не имеет теплоизоляции и на-
гревателей, диаметр ее меньше диаметра камеры нагре-
ва. Корпус камеры охлаждается водой. Внутри располо-
жены металлические трубчатые водоохлаждаемые на-
правляющие для передвижения поддонов и ускорения
их охлаждения. Под прямым углом к камере охлажде-
ния расположена камера разгрузки, конструкция кото-
рой аналогична описанной выше конструкции камеры за-
грузки.
Камера нагрева имеет одну тепловую зону. Футеров-
ка ее выполнена из графитовых блоков, заполненных
графитовой крупкой. Блоки расположены на металличе-
ской конструкции. На поду футеровки расположены
графитовые направляющие, по которым перемещаются
поддоны. Направляющие камеры нагрева стыкуются
с направляющими камеры охлаждения.
Графитовые стержневые нагреватели расположены
на своде и поду горизонтально вдоль печи. Один конец
нагревателей соединен графитовыми перемычками, дру-
гой— с выводами, которые в свою очередь соединены
с водоохлаждаемыми токоподводами.
В верхней части корпуса камеры нагрева расположе-
ны три смотровых окна с поворотными стеклами и ва-
куумными затворами, которые необходимы для замены
стекол во время работы печи.
Работает печь следующим образом. Графитовый поддон уста-
навливается на загрузочный стол и проталкивается в камеру загруз-
ки, Дверца камеры закрывается и камера вакуумируется. Откры-
вается затвор и поддон транспортируется в печь, затвор закры-
вается. Одновременно все поддоны, находящиеся в печи,
проталкиваются на длину одного поддона и впереди стоящий под-
дон, остывший в камере охлаждения, поступает на разгрузку.
Открывается затвор разгрузочной камеры и поддон проталкивается
в камеру. Затвор закрывается, в камеру напускается воздух, дверца
открывается и поддон с садкой извлекается из камеры. Дверца
закрывается и камера вакуумируется Затем цикл повторяется.
Наряду с горизонтальными печами непрерывного
действия имеются печи непрерывного действия верти-
кального типа. На рис. 18 показана вакуумная методи-
ческая электропечь ОКБ-845.
Рис. 18. Вакуумная методическая элеваторная электропечь
ОКБ-845.
/ — рама; 1— механизм разгрузки; 3— механизм загрузки: 4 — камера
загрузки; 5 — Крышка; 6 — блок нагревателей: 7 — футеровка: 3 —ко-
жух камеры нагрева: 9—камера разгрузки; 10 — механизм опускания
Нагреватели и футеровка печи конструктивно ана-
логичны таковым шахтных и элеваторных печей.
Печь снабжена вентилями для напуска нейтрального
газа в случае работы печи с защитной средой.
В камеру загрузки, расположенную в верхней части печи, посту-
пает садка н с помощью гидравлического механизма проталкивается
н камеру нагрева, в которой по всей высоте рабочего пространства
установлены поддоны. Через заданный технологией промежуток вре-
мени все поддоны опускаются па высоту одного поддона. В прорези
предпоследнего поддона входит вилка механизма, который удержи-
вает все поддоны, кроме последнего. Механизм опускает поддоны
и останавливает их против камеры разгрузки, Затем механизмом
разгрузки они подаются в камеру разгрузки для окончательного
остывания.
Печи непрерывного действия вертикального типа по
сравнению с горизонтальными печами занимают меньше
производственной площади. Однако, несмотря на это пре-
имущество, горизонтальные печи нашли более широкий
спрос в промышленности.
Для ряда технологических процессов, когда требует-
ся термообработка крупногабаритных изделий с боль-
шим газовыделением, целесообразно применение элек-
тропечей с несколькими камерами. Основное газоотде-
ление происходит в первой — низкотемпературной —
камере, затем садка на тележке транспортируется в дру-
гую — высокотемпературную — камеру, отделенную от
первой камеры технологическим затвором. После нагре-
ва садка поступает в камеру охлаждения.
Такие печи могут состоять из двух или более камер
нагрева, причем каждая камера может иметь свой неза-
висимый температурный и вакуумный режим. Приме-
ром такой печи может быть вакуумная туннельная элек-
тропечь СЛВ-16.128.16/14,5Х64МО2 с перемещающимися
тележками.
Электропечь состоит из двух камер нагрева и каме-
ры охлаждения. Первая камера — низкотемпературная —
с футеровкой из шамотного кирпича и нагревателями из
хромоникелевого сплава. Температура в камере дости-
гает 1000°С, давление 10-1 лг.н рт. ст. Вторая камера —
высокотемпературная — имеет аналогичную футеровку,
но нагреватели графитовые и расположены на своде по-
перек печи.
Камеры разделены вакуумными технологическими за-
творами с проходом 1600X1600 ям. Передний, загру-
зочный, проем и разгрузочный проем камеры охлажде-
ния закрываются эллиптическими крышками. Тележка,
футерованная кирпичом, вместе с садкой перемещается
из камеры в камеру механизмами, расположенными
внутри камер в холодных зонах. Приводы механизмов
установлены на наружной поверхности камер. Тележки
снабжены четырьмя парами колес каждая для обеспе-
чения перехода их через разрыв рельсов в месте уста-
новки технологического затвора.
К печам непрерывного действия относятся протяжные
электропечи. Камеры нагрева этих печей ничем не от-
Рис. 19. Электропечь протяжная с защитной атмосферой ОКБ-1466.
/ — кожух камеры нагрева; 2 — нагреватель; 3 — футеровка; 4 — шторка; 5 —
вывод нагревателя; 6 — токонровод: 7 — шека контактная; Я — вентиль вакуум-
ный; Я — ротаметр.
личаются от камер нагрева шахтных или камерных
электропечей. Печи предназначены для нагрева ленты
или проволоки. Эти печи отличаются наличием размо-
точно-намоточных устройств и многоступенчатых вакуум-
ных уплотнений для протяжки ленты или проволоки без
нарушения вакуума в камерах нагрева и охлаждения
[Л. 49].
На рис. 19 приведена протяжная электропечь
ОКБ-1466 для графитизации нитей в среде нейтрального
Таблица 8
Техническая характеристика электропечей непрерывного действия толкательных,
туннельных и протяжных
Параметр печи Типы печей
Толкательные Т у«аелы1ыс Протяжные
СКВ-5613 $ X о с» е* — яз Ш О СТВ-3.8.38/16-ХЭТ.4 МОЯ СЛВ-16.128.16/ 14,5-ХМ МОЙ о «о X е «г о § о со 3 СЛВ-16.128.16/14,5-Х64 М5 СЛВ-16.320.16/14.5-Х 160 СЛ В-16.480.16/ 14.5-Х160 $ й X О СКБ-5307
Мощность, клт 1535 550 620 1380 1760 1760 2600 4350 58 566
Рабочая температура, °С 1700 2000 1600 1450 1450 1450 1450 1450 2200 2100
Остаточное давление. .«л< рт. ст. 10-й 10-» 5-10-* 5-10-‘ 10-* 5-10-’ 5-10-* 510- = ♦ 10-*
Размеры рабочего пространства, мм:
ширина 400 900 500 1200 1200 1200 1 200 1200 300 —
высота 160 240 160 300 400 300 400 400 15 0,5X250
Общая длина эон нагрева, мм 13 500 1520 3800 12 860 12 800 12 800 32 000 48 000 600 —
Общая длина зон охлаждения, мм 8200 3040 3040 6000 6 000 16000 16000 16 ОСО — —
Печь работает с защитной атмосферой.
газа. Обрабатываемый материал поступает с размо-
точного устройства в горизонтальное щелевидное рабо-
чее пространство печн, непрерывно движется по нему
с необходимой скоростью и нагревается до рабочей тем-
пературы. Обработанный материал поступает на намо-
точное устройство.
Камера нагрева печн имеет прямоугольную форму,
стенки ее охлаждаются водой. Теплоизоляция камеры
выполнена из пенококсовых блоков. В некоторых печах
с защитной средой в качестве теплоизоляции применя-
ется графитовая сажа.)
Графитовый нагреватель зигзагообразной формы, вы-
полненный из отдельных частей, скрепленных графито-
выми болтами, установлен па вертикальных цилиндри-
ческих выводах. На верхнем торце печн предусмотрена
съемная крышка, позволяющая вести монтаж и демонтаж
нагревателя. На крышке смонтированы два смотровых
окна с поворотными стеклами для замера температуры
на концах нагревателей. На двух вертикальных торцах
печи имеются регулируемые по высоте металлические
губки, расположенные против щелевых отверстий в те-
теплоизоляцин и образующие входное и выходное от-
верстия для термообрабатываемого материала. Преду-
смотренное ручное перемещение губок позволяет прово-
дить заправку обрабатываемого материала в холодную
печь при их раздвигании, а максимальное сближение
губок в рабочем режиме обеспечивает минимально воз-
можный расход защитного газа, чему способствуют так-
же специальная форма внутренних поверхностей губок
и наличие защитных шторок из стеклоткани на боковых
и торцевых сторонах губок.
Система газоснабжения печи предусматривает воз-
можность подачи газа как в нижнюю часть печи при
первоначальном наполнении, так и в верхнюю ее часть
в рабочем режиме.
Визуальный контроль расхода и избыточного давле-
ния газа в печн осуществляется ротаметром и М-образ-
ным манометром.
Техническая характеристика электропечей непрерыв-
ного действия приведена в табл. 8.
Глава третья
ОСНОВНЫЕ УЗЛЫ ЭЛЕКТРОПЕЧЕЙ С ГРАФИТОВЫМИ
ЭЛЕМЕНТАМИ
7. Нагреватели
Нагреватели в печах сопротивления являются основ-
ным узлом, от которого зависят режим работы элек-
тропечи, ее температура, надежность, срок службы
и т. п. Это объясняется тем, что условия работы нагре-
вателей наиболее напряженные по сравнению с таковы-
ми других узлов лечи, так как они имеют наиболее вы-
сокую температуру. В процессе нагрева нагреватели
расширяются; при охлаждении они сжимаются, что вы-
зывает в них дополнительные напряжения. Нагреватель
высокотемпературной печи должен быть стойким по от-
ношению к термическому удару, т. е. обладать малым
коэффициентом линейного расширения в сочетании с вы-
сокой теплопроводностью и высокими механическими
свойствами, обладать достаточной прочностью при изги-
бе, сжатии и растяжении и допустимой скоростью пол-
зучести во всем диапазоне температур, при которых он
работает. Помимо этого, нагреватель должен удовлетво-
рять определенным требованиям к изменению его
удельного электрического сопротивления в зависимости
от температуры, что весьма важно при выборе силового
электрооборудования.
Совокупность всех упомянутых выше свойств мате-
риалов нагревателя определяет область его применения,
конструкцию самого нагревателя и токоподвода и влияет
на выбор конструкции печи в целом.
а) Основные свойства графита, используемые при рас-
чете нагревателей
Из свойств графита, знание которых необходимо для
проектирования и эксплуатации электропечей с графи-
товыми нагревателями, здесь будут рассмотрены элек-
трические свойства (удельное электрическое сопротивле-
ние и напряжение зажигания), прочность, ползучесть,
модуль упругости и термический коэффициент расшире-
ния при различных температурах.
Температурный коэффициент электросопротивления
графитов при изменении температуры от комнатной и
выше изменяется с отрицательного на положительный,
50
достигая минимального значения в диапазоне 500—
800 °С.
Характер зависимости сопротивления от температуры
для графитов различных марок одинаков и изменяется
лишь по абсолютной величине.
В электропечестроеиин для изготовления нагревате-
лен обычно используются графиты марок ГМЗ или
Рис. 20. Зависимость изменения
величины удельного электрическо
го сопротивления графитовых ма-
териалов от температуры.
/—ППГ (параллельно прессованию);
2- ППГ (перпендикулярно прессова
мню); 3 ГМЗ (параллельно прессова-
нию): 4—МГ. 5 АГ-1500.
ППГ, реже используются другие марки. В последнее
время для изготовления нагревателей начали применять
графитированные ткани [Л. 2, 50].
На рис. 20 показана зависимость изменения удель-
ного электрического сопротивления графитовых мате-
риалов от температуры (Л. 51], построенная для средних
значений температуры образцов /ср в диапазоне 20—
2500 °С.
Средняя температура определялась по формуле
(гр”((п'Нц)/2,
где/и—температура поверхности нагревателей; /ц— температура
центра нагревателен, вычисленная по формуле
<ц-Г«+0.12ГУдгД.
где Й7,я — удельная поверхностная мощность образца, вт]смг-, г —
радиус нагревателя, см-, Л — коэффициент теплопроводности мате-
риала нагревателя, калЦсм-сек-9С).
Как видно из рис. 20. для всех марок графита при
температуре выше 1000 °С зависимость удельного элек-
трического сопротивления от температуры представляет
собой прямую. Поэтому расчет удельного электрическо-
го сопротивления графита для температур выше 1000°С
можно производить по формуле
рг = рнюо-|-а(/ 1000),
4*
51
где р( — удельное электрическое сопротивление при тем-
пературе /°С, о,м-.«.м2/.и; р|о«о — удельное электрическое
сопротивление при 1000 °С.
Значения рюоо и а даны в табл. 9.
Таблица 9
Значения и а для графитов различных марок
Марка графита Р|»Х1 а
ппг 6,4+0.9 0,002
ГМЗ 9,24-1,4 0,002
мг 12,9+2,6 0,0024
гэ 7,6±0,7 0,0009
Вычисленное по данным табл. 9 электрическое со-
противление относится к направлению, параллельному
прессованию. В перпендикулярном направлении значе-
ние электрического сопротивления выше примерно на
20% (разброс значений для графита одной и той же
марки составляет ±15%).
Значения электрического сопротивления графитов
ПГ-50 и ГМЗ в параллельном и перпендикулярном на-
правлениях по данным [Л. 52] приведены в табл. 10.
Некоторое отличие удельного электрического сопротив-
ления, приведенного в этой таблице и вычисленного по
данным табл. 9, может быть объяснено значительным
разбросом (от 9 до 14 ом‘ммг/м (Л. 53]) этой величины
для графита ГМЗ в холодном состоянии.
Таблица 10
Удельное электрическое сопротивление графитов ПГ-50 и ГМЗ
в зависимости от температуры, ом-ммг м
Марка графита Температура, ’С
1000 1200 1400 1600 1НО0 2003 2 200 2400 2000 2800
ПГ-50 Г рафит ГМЗ: 20,5 21.5 22,5 23,5 24,5 25,5 26,5 27,5 28.5 —
парал- лельно прессова- нию 14,8 15,2 15,8 16,2 16,7 17.2 17.7 —-
перпенди- кулярно прессова- нию 16,2 17,0 17,7 18,2 18,9 19,2 19,6 19.9 20,0
С целью облегчения подбора нагревателей электрод-
ными заводами выпускаются графитированные стержни
с нормированным удельным электрическим сопротивле-
нием по ТУ 48-20-1-72. В соответствии с этим стержни
в зависимости от удельного электрического сопротивле-
ния разбиваются на две группы и поставляются заво-
дом-изготовителем комплектами, состоящими из стерж-
ней только первой или только второй группы. Первая
группа содержит стержни с удельным электрическим
сопротивлением в пределах 7,0—8.0 ом-мм2/м, вторая
группа 8,1—9,0 ом-мм2/м. Стержни поставляются с об-
работанными поверхностями и торцами и предназначе-
ны для использования в качестве нагревателен.
Таблица II
Размеры графитированных стержней с нормированным
уделгным электрическим сопротивлением по ТУ 42-20-1-72
Диаметр*. 30 40 50 60 70 80 90 100
Длина**, мм 800 1000 1300 1300 1500 1500 1500 1500
• +1.5 мм.
±2 л.«.
Размеры поставляемых стержней указаны в табл. 11.
По согласованию вместо стержней могут поставляться
нагреватели, изготовленные по чертежам потребителя.
Весьма перспективным материалом, который начи-
нает применяться для изготовления нагревателей, явля-
ется графитированная ткань {Л. 2]. Она оказалась очень
экономичным материалом, способным выдерживать вы-
сокие температуры.
Графитированная ткань очень гибка, сохраняет свои
основные характеристики после повторных нагревов, об-
ладает очень низкой теплоаккумулирующей способно-
стью, что позволяет изготовленным из нее элементам
быстро реагировать на изменение температуры. Мате-
риал выдерживает тысячи циклов без изменения основ-
ных характеристик. Он чистый, легко обезгаживается.
Удельное электрическое сопротивление выпускаемой
у нас ткани ТГ-2 по данным [Л. 54] составляет 102 ожХ
Хльм2/л<. Влияние температуры на изменение удельного
электрического сопротивления для этой ткани не изуче-
но. Однако о характере этой зависимости можно судить
53
по поведению графитированной ткани, применяемой за
рубежом [Л. 2].
Температура, “С............................ 21 538 1649
Удельное’электрическое сопротивление, ом-мм- м 274 222 116,7
В некоторых случаях при расчетах электропечей тре-
буется знание величины электрического сопротивления
соприкасающихся с нагревателем теплоизоляционных
материалов.
Удельное электрическое сопротивление графитовой
крупки с насыпной массой унас=0,74 г/см* при комнат-
ной температуре составляет 5-Ю4 ом-мм2/м, а при уве-
личении насыпной массы до 1,2 г/см3 оно снижается до
40 ом-мм2/м [Л. 55]. При повышении температуры удель-
ное электрическое сопротивление этих материалов умень-
шается; интенсивнее оно изменяется у плотных мате-
риалов.
Удельное электрическое сопротивление войлочных ма-
тов в различных направлениях различно и лежит в пре-
делах 103—10е ом-мм2/м. При увеличении степени их
уплотнения удельное электрическое сопротивление во
всех направлениях изменяется одинаково.
Напряжение зажигания газового разряда Из зависит
от расстояния между электродами Л и давления газа Р
в зоне разряда. Зависимость напряжения зажигания от
произведения р<7 (закон Пашена) изображается кривой,
имеющей минимум.
Напряжения зажигания для графита при 20 -2000°С
и давлениях 5—1 • 10~* мм рт. ст. по данным (Л, 56]
приводятся ниже.
Температура, ’С.......... 20 1200 1400 1600 1800 2000
Минимальное напряжение за-
жигания, в............ 330 250 140 80 55 30
Из опыта эксплуатации установлено, что рабочее на-
пряжение вакуумных электропечей, работающих при
температуре до 2200°С, следует выбирать около 20 в.
По своим механическим свойствам графит резко от-
личается от всех остальных материалов. Это единствен-
ный материал, прочность которого возрастает с повы-
шением температуры от комнатной до 2400—2800 °С.
Между прочностью и плотностью графита наблюда-
ется линейная зависимость [Л. 57], но имеется присущий
графитам существенный разброс данных, полученных
54
при испытаниях. Результаты, полученные на графитах
отечественных и зарубежных марок, показывают оди-
наковый характер изменения прочности от температуры.
При всех температурах прочность в направлении,
параллельном зерну, выше, чем в перпендикулярном на-
правлении, а прочность при сжатии примерно в 3 раза
выше, чем при растяжении. В (Л. 46] показано, что на-
именьшую прочность на растяжение имеют образцы
графита ГМЗ, вырезанные под углом 45° к оси прессова-
ния.
Рис. 21. Зависимость прочности
графита от температуры.
/-ПГ-50, 4—ГМЗ (в направлении,
параллельном расположению частиц);
2 — ПГ-50; .3 — ГМЗ; 1н мааравло <и,
перпендикулярном расположению ча-
С Г НЦ I
Прочность графита ППГ и парал-
лельном н перпендикулярном напрев
лениях при 22X1 равна соответствен-
но 2.8 и 2.6 кес/.чл5.
На рис. 21 показана зависимость величины разру-
шающего напряжения при растяжении для графитов
ПГ-50 и ГМЗ в направлениях, перпендикулярном и па-
раллельном оси прессования, а также величина разру-
шающего напряжения для графита ППГ при 2200°С.
Графиты ППГ и ГМЗ испытывались в вакууме [Л. 51,
58], графит ПГ-50 — в среде инертного газа [Л. 59]. Как
видно из графика, для графитов ППГ и ГМЗ, получае-
мых продавливанием, прочность в направлении, парал-
лельном прессованию, выше, чем в перпендикулярном.
Для графита ПГ-50, который прессуется в закрытой
форме, прочность в параллельном направлении ниже,
чем в перпендикулярном.
В (Л. 58, 60] отмечается влияние окружающей среды
па прочность графитовых материалов. Прочность графи-
та в вакууме несколько выше, чем в воздухе. Прочность
в водороде та же, что и в воздухе [Л. 60], а в аргоне при
комнатной температуре прочность графита лежит между
прочностями в вакууме и воздухе.
Образцы, прошедшие обезгаживание в вакууме, на
воздухе имеют ту же прочность, что и до обезгаживания.
Прочность на сжатие пенококса ВК-20, используе-
мого для футеровки, измеренная в среде инертных га-
зов, по данным [Л. 61] значительно ниже, чем у плотных
материалов, и, как это видно из табл. 12, при нагреве
до 500—1000°С уменьшается, затем при повышении
температуры примерно до 2000°С остается без измене-
ний, после чего вновь уменьшается.
Таблица 12
Средние значения предела прочности для графитового
материала ВК-20 при сжатии, кгс/см-
Исходная продукция Объемная мас- са (Средняя), г 1см* Температура, ’С
20 500 1000 1500 2000 2500
Плиты 0,159 32,0 21,2 18,3 22,7 22,3 14.6
0,170 32.8 25,0 18,0 26,3 20,7 15,0
0,193 44,3 26,1 26,1 23,2 20,8 15,5
Блоки 0,222 16,2 28,8 11,6 21,5 16,0
0,266 41,2 11,6 44,0 43,5 9,1 5,6
0.295 41,0 36,9 10,9 61,7 49.7 28,2
Н. Мартенс и др. {Л. 62] считают, что соотношения
между пределами прочности при растяжении пр, сжатии
ос « изгибе <Тц могут быть выражены следующими ве-
личинами:
Ор/<Т||=0,53:
Пс/0и=2,О7.
Хотя прочность графита при повышении температу-
ры возрастает, сопротивление ползучести при этом
уменьшается. В интервале 2000—220042 скорость пол-
зучести графита мало чувствительна к изменениям тем-
пературы, а в интервале 2600—2800°С увеличение тем-
пературы на 200°С увеличивает относительное удлине-
ние в 5—12 раз ]Л. 63].
Определение скорости ползучести для графитовых
материалов ППГ и ГМЗ в вакууме при давлениях
Ю-3—10 4 мм рт. ст., при нагрузке 1,5 кге/мм2 и 2 200сС
дало следующие результаты [Л. 64]: для графита ППГ
1>пол = 3,1 • 10-7 Мсек, для графита ГМЗ Оппл = 2,7Х
Х10-7 Мсек. Изменение давления окружающей среды
вызывает изменение скорости ползучести, как это видно
из табл. 13 (Л. 65].
Зависимость скорости ползучести при растяжении
графита ГМЗ от давления (о=з1, 15 кгс/ммг\ I—24С0 ®С)
Давление, льы ргп, ст. Среда V . ПОЛ’ 1/сев ^ПОЛ’
760 Аргон баллонный очищенный 1,49-10-’ 1,49-10-»
160 То же 5,5-10-’ 5.5-10-»
|.10-’ Вакуум 5,75-10-‘ 5,75-10-*
Учитывая большой разброс прочностных значений
для графита и принимая для материала марки ГМЗ до-
пустимую деформацию равной 0,3% первоначальной
Рис. 22. Рекомендуемая нагрузка при растяжении гра-
фита ГМЗ в зависимости от задаваемого срока службы
изделий в вакууме из условия допустимой деформации
0,3% при температуре 2200 °С (принятый предел проч-
ности 1,15 кгс/мм1).
показаны на рис. 23.
Рис. 23. Зависимость модуля упру-
гости графита ГМЗ от температуры.
длины при пределе прочности 1,5 кгс/мм2, были вычис-
лены [Л. 64] рекомендуемые нагрузки в зависимости от
срока службы изделий (рис. 22).
Модуль упругости графита марки ГМЗ определялся
[Л. 66] в интервале температур от комнатной до 2700 °С.
Результаты испытаний
Графит обладает
ярко выраженной ани-
зотропией термического
расширения.
Величины термиче-
ского коэффициента
расширения для гра-
фитовых материалов
ППГ, ГМЗ и ПГ-50 по
данным (Л. 45, 55] при-
ведены в табл. 14.
Термический коэффициент линейного расширения графитов,
о. |0-‘ 1’С
Темпера» 1 урны л интервал, •с ПГ-50 ГМЗ ППГ
“п •1 “II “1 “II “1
20—100 3.8 3,5 3.7 4.1 —
20—500 4,3 4.0 4.5 4.8 — —
20—1000 5,2 4.8 5,1 5.4 4.5 5,0
20—1500 5.7 5.15 5.5 6.1 5.1 5,8
20—2000 6,0 6.5 5,75 6.25 5,7 6.4
20-2500 6.3 5,9 6.2 6.7 6,1 6,7
П р и и « ч а к и е. а ц —термический коэффициент линейного расшарена» а напраа-
деним. параллельном расположению зерен: а^—то же в перпендикулярном направле-
НИН.
б) Конструкции нагревателей и токоподводов
Ввиду простоты и легкости обработки графита нагре-
ватели практически могут быть изготовлены любых фор-
мы и размеров. Даже размеры заготовок, из которых
Рис. 24. Конструк-
тивное выполнение
контакта гладкого
стержневого нагре-
вателя с токопод-
водом.
изготавливаются нагреватели, переста-
ли быть ограничением, после того как
было установлено, что соединения гра-
фитовых токоведущих деталей, в том
числе нагревателей, могут выполняться
с помощью резьб или склеиваться.
Стержневые нагреватели изготав-
ливаются из круглых заготовок и мо-
гут быть различных длины и диаме-
тра. Простейший нагреватель этого ви-
да — гладкий стержень, зажатый в
токоподводах для обеспечения подво-
да и отвода электрического тока.
Электрический контакт такого на-
гревателя с токоподводом показан на
рис. 24. В графитовой плите /, являю-
щейся токоподводом, вытачивается от-
верстие, в которое вставляется нагре-
ватель 2. Отверстие засыпается графитовой крупкой 3,
которая создает контакт между плитой и нагревателем.
Надежность контакта обеспечивается прижатием крупки
к плите и токоподводу втулкой •/, которая привинчивает-
58
Рис, 25. Конструкция составного стержневого
нагревателя с утолщенными выводами.
Г—гайка; ?—к-ти; 3 — нагреватель. 4 — втулка со-
единительная; 5 — токоподвод.
ся графитовыми винтами к плите / по-
сле установки нагревателя и засыпки
крупки. Обычно для этого выбирается
крупка с размером частиц 1,5—2,0 мм.
Такой токоподвод обеспечивает на-
дежный электрический контакт и по-
зволяет нагревателю перемещаться
при его удлинении за счет термических
расширений. Поэтому второй конец
нагревателя может быть закреплен
наглухо.
Достаточно надежный контакт со-
здается между крупкой с размером зе-
рен 2—3 мм и свободно вставленными
в нее стержнями. Глубина погружения
стержней должна быть в 1,5—2 раза
больше их диаметра.
Чаще используются стержневые на-
греватели с утолщением на выводных
частях, что снижает электрическое со-
противление этих частей и уменьшает
выделяющееся в них количество тепла.
Один из таких нагревателей пока-
зан на рис. 25. Длина его превышает
размер заготовок, выпускаемых промышленностью, по-
этому нагреватель 3 изготовлен из двух частей, соеди-
ненных резьбовой втулкой 4. Концы нагревателя утол-
щены и обработаны с уклоном I : 5.
Контакт нагревателей с токоподводом 5 осуществля-
ется через клинья 2, представляющие собой клиновые
сегменты, изготовленные из разрезанной на четыре ча-
сти вдоль образующей графитовой втулки, внутренняя
расточка которой выполнена конусной. На концах на-
гревателей нарезается метрическая резьба. При наво-
рачнванип гайки 1 на нагреватель, клинья 2 плотно
заходят в отверстия между нагревателем и токоподво-
дом, обеспечивая надежный электрический контакт.
Размеры нагревателя должны быть увязаны с его
механическими свойствами. Нагреватели, расположенные
59
вертикально, испытывают в основном растягивающие
усилия. Для горизонтальных нагревателей должны быть
учтены напряжения, возникающие от изгиба. Помимо
этого, для всех нагревателей следует учитывать допол-
нительные напряжения, возникающие в стержне в ре-
зультате перепада температур по его сечению под влия-
нием проходящего по нему электрического тока. Вели-
чина этого перепада в большой степени зависит от плот-
ности тока. Экспериментально установлено, что она не
Рис. 26. Стержневой нагреватель со съемными выводами.
/ — длинный вывод; 2 — нагреватель; 3— короткий вывод.
должна превышать 100—120 а/см2. Обычно она значи-
тельно ниже (50—70 а/см2).
На рис. 26 показан способ удлинения нагревателя за
счет утолщенных выводов, проходящих через толстую
футеровку. В этом случае при замене вышедшего из
строя нагревателя выводы могут быть использованы
повторно.
Для обеспечения надежного электрического контакта
в резьбовых соединениях обычно используется графито-
вая паста. Она приготавливается из графитового по-
рошка, смешанного с бакелитовым лаком до консистен-
ции густой сметаны. Резьбовые поверхности обмазыва-
ются этой пастой и свертываются. Обмазанные места
медленно прогреваются до 150°С, выдерживаются 0,5—
1,0 ч, после чего температуру можно повышать.
Стержневые нагреватели могут собираться в раз-
личные схемы при однофазной или трехфазной системе,
соединяться параллельно по нескольку стержней в фазе
или последовательно. Недостатком таких схем является
то, что они не обеспечивают равномерный нагрев, из-за
чего в некоторых случаях между нагревателем и нагре-
ваемым изделием приходится ставить графитовый экран.
Помимо этого, вследствие неоднородности графита у от-
дельных стержней сказываются разные электрические
сопротивления. Это может вызвать разную степень их
нагрева и выход из строя наиболее перегретых стерж-
60
тывать тс и другие потери, выбирая его оптимальную
величину, соответствующую минимуму потерь.
Для увеличения электрического сопротивления графи-
тового нагревателя, когда его длина невелика и тол-
щину из условий прочности уменьшать нельзя, прпменя-
Рнс. 28. Конструкции графитовых нагревателей с увеличенным
электрическим сопротивлением.
а — спиральный; б —с поперечными прорезями; в — плоский.
ются нагреватели, на боковой поверхности которых
проточены спиральная канавка (рис. 28,а) или попереч-
ные пазы (рис. 28,6). Конструкция во втором случае
позволяет снизить унос тепла от нагревателя за счет
теплового подпора, создаваемого внешним цилиндром,
который нагревается от проходящего по нему тока. При
рабочем пространстве некруглой формы могут быть при-
менены нагреватели, изображенные на рис. 28,в.
Подвод электроэнергии к нагревателям осуществляется с по-
мощью токоподводов, основные типы которых описаны в (Л. 67].
В них вода для охлаждения места соединения с нагревателем пода-
стся в рабочую зону.
Эти токоподводы, помимо сложности изготовления, имеют еще
тот недостаток, что через них теряется много тепла (до 8—10 кет
через один токоподвод). Для уменьшения тепловых потерь разрабо-
таны так называемые горячие токоподводы, в которых непосредст-
венно к нагревателю подводится графитовый стержень. Второй конец
стержня подключается к водоохлаждаемому токоподводу, удаленно-
му на значительное расстояние от камеры нагрева. Конструкция та-
кого токоподвода ясна из рис. 29,а.
ней. Поэтому для установки в одном комплекте подби-
раются нагреватели с одинаковым сопротилвением.
Более равномерный нагрев обеспечивают трубчатые
нагреватели, которые могут изготавливаться однофазны-
ми и трехфазными. На рис. 27 показан грехфазный труб-
чатый нагреватель, предназначенный для вертикальной
установки. Сечение части нагревателя, прилегающей
к присоединительному фланцу, так же как и нулевого
кольца, делают больше сечения нагревателя в его сред-
Рис. 27. Трехфазный трубчатый нагреватель.
ней части. Это обеспечивает выделение мощности, иду-
щей на нагрев садки, в средней части нагревателя. Тол-
щина стенки в этом месте обычно выбирается при элек-
трическом расчете нагревателя с учетом его прочности,
но обычно она не менее 5—6 мм, так как при меньшей
толщине длинный нагреватель может сломаться при
транспортировке или установке его в печь.
Ширина паза, прорезаемого между фазами, выбира-
ется с учетом напряжения, подводимого к нагревателю,
и его рабочей температуры. При этом следует учесть,
что испаряющийся с наиболее нагретых мест нагревате-
ля графит конденсируется в менее горячих местах, в том
числе на поверхности паза вблизи присоединительного
фланца, где напряжение равно линейному. Поэтому ши-
рину паза обычно делают равной 8—12 мм. В выводе
нагревателя имеют место два вида потерь [Л. 67]: элек-
трические за счет омического сопротивления вывода и
тепловые за счет теплового потока от части нагревателя,
находящейся в рабочей зоне печн, к выводу. Поэтому
при определении сечения выводной части следует учн-
Относительно высокое электрическое сопротивление
графита обусловливает необходимость выполнения таких
токоподводов с поперечным сечением, значительно боль-
шим, чем требуется по условиям прочности, а это при-
водит к большому отводу тепла теплопроводностью,
снижению равномерности температур в рабочей зоне
печи и т. п. Было предложено [Л. 48] применение ком-
бинированных токоподводов, у которых графитовый
Рис. 29 Горячие токоподводы.
а — графитовый: б — комбинированный: / — водоохлаждаемый медный токо-
подвод; 2 — графитовый стержень: 3— графитовый нагреватель; вольфра-
мовый стержень; 5 — экраны; 6. 7 — теплоизоляция, в — вольфрамовый шта-
бик; 9 — войлочная теплоизоляция токоввода; 10 — теплоизоляция камеры на-
грева.
стержень используется вместе с вольфрамовым. Такой
токоподвод показан на рис. 29,6. В нем вольфрамовый
и графитовый стержни жестко скреплены между собой
и с медной водоохлаждаемой частью токоподвода. Элек-
трический контакт между нагревателем и вольфрамовой
частью токоподвода осуществляется через вольфрамовый
штабик, вмонтированный на пасте из вольфрамового
порошка и бакелитового лака в специальный паз нагре-
вателя.
Преимущество комбинированных токоподводов перед
другими состоит в том. что их сечение значительно мень-
ше графитовых, вследствие того, что в них используются
электропроводность вольфрама и прочность графита.
При длительных испытаниях эти токоподводы показали
себя достаточно надежными и они легко поддаются
разборке после работы в течение более 1000 ч.
8. Футеровка
а) Тепловые свойства графитовых материалов
Теплопроводность различных графитовых материа-
лов, являющаяся одним из основных свойств, опреде-
ляющих возможность и целесообразность использования
материала для теплоизоляции, изменяется в широких
пределах в зависимости от марки материала и его вида.
Наибольшим коэффициентом теплопроводности облада-
ют плотные материалы. Так
ккая/нч °С
Рис. 30. Зависимость коэффи-
циента теплопроводности плот-
ных графитовых материалов от
нагрева.
/ — АГ-1500; 2 — ГМЗ параллельно:
3 — ГМЗ перпендикулярно; Т —
ПГ-50.
же как и другие свойства,
теплопроводность в парал-
лельном и перпендикулярном
направлениях относительно
осн прессования или выдав-
ливания различна. Обычно,
для плотных графитов
ХпМл-1,5-5-1,25.
По мере повышения тем-
пературы теплопроводность
графитов снижается и до-
стигает минимума (по дан-
ным некоторых исследовате-
пей [Л. 68, 69] при 2400—
2800°С), после чего она не-
сколько увеличивается. В за-
висимости от давления окружающей среды теплопро-
водность графитовых материалов при одной и той же
температуре также изменяется: по мере повышения дав-
ления теплопроводность возрастает. На рис. 30 приве-
дены зависимости изменения коэффициента теплопро-
водности для графитов марок ГМЗ, ПГ-50 [Л. 45]
и АГ-1500, измеренные в вакууме при давлении Ю-3—
Ю-4 мм рт. ст. Как видно из этих кривых, теплопро-
водность с повышением температуры до 1200—1400 °С
снижается весьма значительно, а затем почти не изменя-
ется. Зависимость коэффициента теплопроводности гра-
фита ГМЗ при атмосферном давлении аргона имеет
такой же характер, но кривая располагается несколько
выше.
Теплопроводность графита АГ-1500 несколько выше,
а пористого графита ПГ-50, как и следует ожидать,
значительно ниже, чем плотных.
<54
Коэффициент теплопроводности графитовой крупки
уменьшается с уменьшением крупности частиц н в от-
личие от плотных графитов возрастает с повышением
температуры. На рис. 31 показана зависимость тепло-
проводности графитовых крупок с различной грануля-
цией от температуры, изме-
ренная в вакууме при давле-
нии 10-3—10_* мм рт. ст.цлп
средних температур 500
1500°С [Л. 70].
В табл. 15 приведены
сравнительные данные 'теп-
лопроводности графитовой
крупки, пенококса ВК-20 и
графитового войлока.
Крупка содержала 23% ча-
стиц размером 2—1 мм. 38% раз-
мером 1—0,6 мм. 23% размером
0,6—0,3 мм и 16% размером ме-
нее 0,3 л.и. Теплоизоляция из круп-
ки выполнялась путем свободной
засыпки н слегка утрамбовывалась
до средней плотности примерно
1,1 г] см3. Пенококсовая теплоизо-
ккаЛ/(м-у*С)или Ъ1в7Дж/(м-ч-'‘С)
Рис. 31. Зависимости коэф-
фициента теплопроводности
графитовой крупки от темпе-
ратуры при давлении 10~*4-
10-♦ мм рт. ст.
Размеры зереи: / — 2 -4 мм; 2 —
1—2,5 мм.
ляцня выкладывалась из колец и
кольцевых секторов, вырезанных из блоков размером 500 Х 500Х
ХбО.яж. Плотность материала составляла 0,20 грм3. Образовавшие-
ся вследствие неровности сопряженных поверхностей пустоты запол-
нялись войлоком. Графитированный войлок располагали поперек
тепловому потоку '(намоткой войлока на графитовую шахту печи) н
продольно, укладкой плоских рулонов. Средняя плотность укладки
составляла 0,12 г/см3.
Из табл. 15 видно, что наименьшей теплопроводно-
стью обладает графитированный войлок.
Таблица 15
Зависимости коэффициента теплопроводности графитовой
крупки, пенококса и графитированного войлока
от температуры |Л. 47]
Материал Выражение зави- симости X—а (Т °К) ц-калЦМ'Ч -’С) Температур- ный диапазон, *С
Графитовая крупка 1,55-10-» Г'-»» 700—1800
Пенококс типа ВК-20 Графитированный войлок типа ВВП-66-250: 3,48-10-’ Г',’»* 600—1700
продольная укладка 3,65-Ю-* Г'-« 700—1500
поперечная укладка 2,58-10-» р.» 900—2000
териалов.
Рис. 32. Зависимость температуры от
времени при охлаждении печи (а —
в рабочем пространстве; б — на ко-
жухе футеровки) при различных теп-
лоизоляциях.
I — крупка; 1 — войлок; 3 — пснококс.
На рис. 32 показана скорость,
охлаждения вакуумной печи с рабо-
чим пространством диаметром 200 и
высотой 700 мм, теплоизоляция кото-
рой выполнена из графитовой круп-
ки, панококса и войлока. При футе-
ровке войлоком и пенококсом печь
остывает с 2 200 до 900—400 °С при-
мерно в 1,5—2,0 раза быстрее, чем
при футеровке графитовой крупкой,
что можно объяснить меньшим теп-
лосодержанием первых двух футеро-
вой по сравнению с последней.
Однако целесообразность приме-
нения графитированного войлока для
теплоизоляции должна в каждом
конкретном случае определяться с учетом режима работы печи и
стоимости войлока, которая значительно выше стоимости других ма-
Весьма перспективными являются графитированные
тканые материалы вследствие их хороших теплоизоля-
ционных свойств, компактности, способности принять
любую форму. Выпускаемые у нас углеродные ткани
согласно (Л. 6] имеют теплопроводность при комнатной
температуре 0,07 ккал/(см • ч’°С) для ткани УТМ-8 и
0,6 ккал/(м-ч-°С) для ткани ТГ-2.
Теплопроводности пирографита по осн «а» (парал-
лельно слоям) и по осн «с» (перпендикулярно слоям)
резко различаются. Величина теплопроводности этого
материала зависит от условии его получения, но всегда
по оси «а» она значительно больше, чем по осп «с». По
данным [Л. 71] в направлении оси «а» для некоторых
сортов графита теплопроводность оказывается выше,
чем у меди, в то время как по осп «с» теплопроводность
в несколько сотен раз меньше. При высокотемператур-
ном нагреве пирографита происходит отжиг, в результа-
те которого изменяется расположение кристаллов, что
приводит к изменению его свойств.
Величина коэффициента теплопроводности выпускае-
мого предприятиями электродной промышленности
66
пирографита марки УПВ-1 по осн «а» при 20°С состав-
ляет 290, а по осп «с» 1,3—2,7 ккал/(.«-ч-°С). При
2000°С теплопроводность по осн «а» снижается до
90,0 ккал/(м-ч-°С).
В газонаполненных электропечах для теплоизоляции
применяется ламповая сажа (ГОСТ 7885-56), обладаю-
щая весьма хорошими теплоизоляционными свойствами:
ее теплопроводность при средней температуре футеров-
ки 1200°С [Л. 72] равна 0,1-0,2 «гал/(лч°С). Ис-
пользование сажи позволяет делать печп весьма ком-
пактными, так как вследствие высокого удельного элек-
тросопротивления она может быть засыпана вплотную
к нагревательному элементу.
Теплоемкость графитовых материалов, как это уже
отмечалось выше, весьма мала. Величины средней
удельной теплоемкости некоторых графитовых материа-
лов приведены в табл. 16 (Л. 52].
Таблица 16
Средние удельные теплоемкости графитовых
материалов, ккал/(кг-*С)
Температурный Марка графита
интервал. "С ПГ-'О ГМЗ
0—1000 0,276 0,345
0-1500 0,346 0,366
0-2000 0,381 0,376
0- 2500 0,403 0,384
Столь же мала и теплоемкость пирографита. По
данным [Л. 73] для пирографита УПВ-1 она возрастает
с 0,17 ккал/(кг'°С) при 20°С до 0,55 ккал/(кг-°С) при
2000°С.
Опубликованные данные по величинам коэффициен-
та излучения весьма различны. Установлено [Л. 74], что
коэффициент излучения полированного графита меньше,
чем шероховатого. После продолжительного нагрева,
вызвавшего изменение состояния поверхности образца,
его коэффициент излучения возрос с 0,77—0,78 до 0,905.
По мнению авторов [Л. 74] коэффициент излучения от
температуры не зависит. В других исследованиях, напри-
мер (Л. 75], определено, что излучательная способ-
ность с повышением температуры несколько возрастает.
5* 67
Излучательная способность графитового материала
ППГ была определена в вакууме при давлении 10-3—
10~1 лея рт. ст. (Л. 76]. Поверхность графита была шеро-
ховатой, что достигалось выдержкой образцов в течение
10—15 ч в вакууме при 1300—1700°С. В результате
измерений было установлено, что интегральная излуча-
тельная способность &г несколько возрастает при повы-
шении температуры, а монохроматическая — сни-
жается. Величина коэффициента излучения может быть
определена по следующим формулам:
ет=(0,70±0,02) + (1.7±1,1)-10-5 7;
= (0,95 0,02) - (4,0 ± 1,4) • 10 ‘ ‘Г,
где Т — температура поверхности графита, К.
Для пирографита коэффициент излучения зависит от
температуры осаждения. Обычно он уменьшается или
остается постоянным до температуры, примерно совпа-
дающей с температурой осаждения, после чего он на-
чинает возрастать (Л. 75]; по этим данным для пиро-
графита с температурой осаждения 1600°С к постоян-
но в интервале примерно 1100—1500°С, затем оно
возрастает и при температуре, близкой к 2000°С, до-
стигает величины 0,95. Для пирографита с температурой
осаждения 2200°С коэффициент излучения уменьшается
примерно с 0,7 при 1100°С до 0,5 при 1700°С, после чего
он возрастает до 0,8 при нагреве до температуры, близ-
кой к 2100°С.
По данным [Л, 73] интегральная полусферическая
излучательная способность пирографита марки УПВ-1
по оси «а» при 927°С равна 0,7; при 1627®С она равна
0,57. При тех же температурах по оси «с» она соответ-
ственно равна 0,9 и 0,94.
6) Конструкционное исполнение футероаок
Для изготовления футеровой используются самые разнообраз-
ные графитовые материалы и их сочетания. Применение плотных
графитов нерационально, так как их теплопроводность даже при
высоких температурах слишком велика. Поэтому плотные графиты
используются лишь для изготовления конструкций, служащих для
крепления материалов с более высокими теплоизоляционными свой-
ствами: графитовой крупки, войлока. Плотный Материал может быть
использован для изготовления экранов.
Экраны делаются сплошными или составными из отдельных
колец. Прн составных экранах следует » местах стыковки колец
68
Рис. 33. Футеровка с графитовыми экранами и засыпкой из
графитовой крупки.
предусмотреть замок, предотвращающий их смещение в результате
вибрации печи и под влиянием температурных расширений отдель-
ных ее частей. Нижний и верхний экраны должны иметь кольцевые
проточки, в которые входят боковые экраны.
Несколько более сложной является конструкция футеровки с гра-
фитовой засыпкой. Одна из конструкций такой футеровки показана
на рис 33. Внутренний экран 2 такой футеровки выполнен из гра-
фитовых сегментов, наружный /—стальной. Между экранами засы-
пается графитовая крупка 4. толщина слоя которой определяется
Рис. 34. Футеровка из графитовой кр.пки, коробов и блоков.
тепловым расчетом. Свод, образуемой экранами рабочей камеры так-
же изолирован графитовой крупкой. Самый верхний слой теплоизо-
ляции засыпают обезвоженной крупкой с грануляцией зерна 3—
5 л,« для предотвращения уноса мелких фракций в период форва-
куумной откачки вакуумной печи, когда создается интенсивный воз-
душный поток.
В своде оставляются отверстия для прохода токовводов, а в бо-
ксвон стенке — для наблюдения за внутренним пространством и
возможности измерения температуры в печи с помощью оптического
пирометра. Чтобы графитовая крупка не просыпалась через это
отверстие в рабочее пространство печи, между наружным и внутрен-
ним экранами вставляется трубка 3, изготовленная из плотного
графита. Отверстие в экране 2 делается удлиненным.
В печах с рабочей камерой большой высоты делают по несколь-
ку отверстии что позволяет измерять температуру в различных точ-
ках рабочего пространства.
Футеровка с графитовой крупкой может быть самых разнооб-
разных формы и размеров. На рис. 34 показана футеровка, выпол-
ненная из графитовой крупки /, засыпанной в короба 4, 1 и Л, из-
готовленные из графита марки ГМЗ, а также между графитовыми
плитами 3 и блоками 5. Веи футеровка установлена в сварном
металлическом каркасе 2. Графитовые плиты скрепляются между
собой и крепятся к каркасу и блокам болтами 9 также изготовлен-
ными из графита. Торцевые стенки металлического каркаса делаются
съемными для удобства транспортировки и укладки графитовых
Рис. 35. Графитовый блок.
блоков. Для теплоизоляции использует-
ся графитовая крупка размером частиц
0,5-2,0 мм.
Наблюдение за рабочим простран-
ством ведется через отверстия, образуе-
мые с помощью патрубков 6. Сверху и
снизу в футеровке оставлены отверстия
для размещения нагревателен.
На рис. 35 показан графитовый блок
с отверстиями, через которые проходят
нагреватели [Л. 77]. Для улучшения теп-
лообмена между нагревателем и нагре-
ваемыми изделиями в блоке сделаны
Рис. 36. Футеровка лабо-
раторной печи из плотно-
го графитированного
войлока.
прорези, что устраняет экранизацию нагревателей и способствует
снижению их рабочей температуры, уменьшению расходуемой элек-
троэнергии и повышению срока службы.
Наиболее экономичной является футеровки из графитированного
войлока.
Низкая теплопроводность материала позволяет создавать футе-
ровку небольшой толщины. Малая масса такой футеровки способст-
вует тому, что она аккумулирует мало тепла и может быть быстро
нагрета и охлаждена, т. е. делает печь малоинершюнпой. Благодаря
своей гибкости войлок позволяет создавать печи с рабочим прост-
ранством любой формы.
На рис. 36 показана футеровка из войлока лабораторной печи
[Л. 78]. а на рис. 37—чертеж футеровки промышленной электро-
печи. Опа набирается из отдельных слоев войлока ВВП-66-250 4,
оборачиваемого вокруг графитового стакана 6 В месте стыковки
войлок сшивается хлопчатобумажной ниткой. Снаружи футеровка
закрывается металлическим листом 5, который обвязывается 2-мил-
ЛКМетровой проволокой из стали Х2-ЗН18. Сверху и снизу камера
также изолируется графитовым войлоком 3, размещенным между
графитовыми дисками I и 2.
Высокое удельное электрическое сопротивление войлока позволя-
ет использовать его для теплоизоляции зазоров между токоподводом
и футеровкой, как это показано па рис. 29,6. Это способствует
снижению тепловых потерь и выравниванию температуры в рабочем
пространстве печи.
9. Узлы трения
а) Антифрикционные свойства графитов
Одним из достоинств графита являются его хоро-
шие антифрикционные свойства. В нормальных усло-
виях он является превосходным материалом, способным
72
работать в узлах трения без смазки с весьма незначи-
тельным износом.
Антифрикционные свойства графита объясняются его
слоистой структурой (Л. 79, 80]. Так как связь между
отдельными слоями слабее, чем между атомами внутри
слоя, то при возникновении сдвигающих усилий проис-
ходит смещение слоев.
При трении на поверхности графита и металлическо-
го контртела при низких давлениях образуется ориен-
тированная пленка совершенной структуры. С повыше-
нием давления образуются дефекты н совершенство
структуры пленки ухудшается. При давлении 30
50 кгс{смг возникает область неустойчивого режима,
после чего наступает интенсивный износ [Л. 81]. Зави-
симость скорости изнашивания при поступательном
движении (мкм/ч) выражается экспонентой:
/=Ае°к°гр,
где Р—удельная нагрузка, кгс/см2; А — коэффициент,
равный 800—1200 для обожженных материалов типа
АО и 5000 для графитированных материалов типа АГ.
При вращении износ в несколько раз меньше, и для
графитов марки АГ можно принимать А = 700.
Длительность образования ориентированной пленки,
т. е. приработка графита, зависит от свойств материа-
лов, чистоты их обработки, давления, скорости и т. п.
По мере приработки коэффициент трения снижается.
Обычно коэффициент трения графита в паре с металлом
на воздухе равен 0,10—0,15. Для хорошо приработав-
шейся пары он менее 0,1 и может достигать 0,03—0,05.
При трении по стали и хрому в воздушной среде
(Л. 82] коэффициент трения примерно одинаков для всех
давлений и перехода к интенсивному износу не наблю-
дается. Для меди и латуни повышение коэффициента
трения начинается с нагрузки 15—18 кгс)см2. В вакууме
при трении графита по всем металлам, кроме хрома,
резкое возрастание коэффициента трения наблю-
дается с нагрузки 10 кгс/см1, а интенсивный износ —
с 20 кгс/см2; для хрома — с 30 кас/см2.
По данным [Л. 83] коэффициент трения графита
ГМЗ по графиту АГ-1500 на воздухе при 20°С, скоро-
стях 0,2 н 0,6 м/мин и удельной нагрузке 6.35 —
11,9 кгс/см2 составил 0,11. Влияние вакуума на коэф-
фициент трения графита АГ-1500 по стали Х18Н9Т
6—540 73
в диапазоне давлений от атмосферного до 10~4 мм рт. ст.
для различных температур показано на рис, 38,а
[Л. 84], из которого видно, что по мере снижения дав-
ления от атмосферного до 5 мм рт. ст. при всех темпе-
ратурах. кроме комнатной, коэффициент трения умень-
шается. При дальнейшем снижении давления окружаю-
Рис. 38. Зависимость коэффициента трения графита от давления
при различных температурах.
а —графит АГ-1500 по стали Х18Н10Т: / — 800; 1 «»; 3 — 500 ; 4 — 300: о —
20’С; б —графит АГ 1500 по графиту АГ-1500: /—ПК»; 2— 1400; 3—1200:
4— 1000 "С.
щей среды коэффициент трения начинает возрастать.
Однако это возрастание наблюдается лишь до давления
примерно 10-4—10-5 лом рт. ст., как это показано на
рис. 38,6. Таким образом, экспериментально установлено,
что возрастание коэффициента трения графитовых ма-
териалов в вакууме прекращается, когда содержание
кислорода и других газов в окружающем пространстве
снижено до 10-7%. Удаление адсорбированных газов
с поверхностей трения в этом случае обеспечивается до-
статочно высоким прогревом образцов н мощной ваку-
умной системой.
Влияние повышения температуры на коэффициент
трения графита по жаропрочным сталям показано на
рис. 39, из которого видно, что максимальное значение
коэффициента трения достигается при 700 °С независи-
мо от удельной нагрузки. Эти данные получены при ско-
ростях 0,2 м/мин [Л. 84].
При трении графита АГ-1500 по графиту АГ-1500
получена сложная зависимость коэффициента трения от
температуры [Л. 85] (рис. 40). Эксперименты проводи-
лись в вакууме при давлении 10~3—10-5 рт. ст. При-
веденная на графике зависимость построена по усред-
ненным данным.
Рис. 39. Зависимость коэффициента трения графи-
та АО-1500 ио стали Х18Н10Т от температуры при
давлении 5-Ю-4 .«.« рт. ст., скорости скольжения
0,2 м/мин и разных нагрузках.
Г —11.9; 2 — 8,9; 3 — 6.35 кес!см'.
Из рис. 40,а видно, что при повышении температуры
От 20 до 150°С коэффициент трения графита АГ-1500
снижается от 0,35—0,37 до 0,2—0,25, а при дальнейшем
нагреве он возрастает и достигает максимума примерно
при 700 °С. При этом коэффициент трения возрастает
до 0,45—0,47. Последующее повышение температуры
Рис. 40. Зависимость коэффициента трения графита от температуры.
а — для графита Л Г 1500 при дапленни 10-3—10-1 мм рт. ст.; б — для графи-
тов АГ-1500 и ГМЗ и вакууме и аргоне.
вплоть до 2200°С вызывает непрерывное снижение ко-
эффициента трения для графита марок АГ-1500 и ГМЗ
как в вакууме, так и в аргоне при давлении 760 мм
рт. ст. (рис. 40,6). Различие в полученных результатах
для графитовых материалов ГМЗ и АГ-1500 состоит
в том, что у материала ГМЗ в вакууме не наблюдается
минимум коэффициента трения при 150°С.
Следует учесть, что вследствие неоднородности свойств
графнтовы материалов разброс значений коэффициента
трения лежит в пределах ±(40—50)% средней величи-
ны, нанесенной на графики.
6* 75
При испытаниях различных графитовых материалов
повышение скорости скольжения в пределах 0,83—
3,0 м/мин при температурах до 1000°С приводит к не-
которому снижению коэффициента трения. Это сниже-
ние происходит тем интенсивнее, чем больше значение
коэффициента трения.
На примере пары графит АГ-1500 — сталь Х23Н18
установлено (Л. 83], что для графитовых материалов
продолжительность неподвижного контакта на статиче-
ский и кинетический коэффициент трения не влияет.
Это позволяет использовать графитовые материалы
в высокотемпературных узлах трения, предназначенных
для работы в механизмах периодического действия.
Опыты по определению коэффициента трения и изно-
са графитовых материалов при работе в паре со ста-
лями показали, что при температурах до 1000°С коэф-
фициент трения графита с хромоникелевыми сталями
в вакууме изменяется так же, как и у пары графит —
графит. Однако при 200—300 СС и с 800 "С и выше
скольжение образцов с сочетанием графит — металл
сопровождается сильными скачками. При этом на до-
рожке трения металлических дисков, подвергавшихся
испытаниям при температурах выше 800 °С, образуются
пятна чистого металла, что может явиться следствием
снижения прочности поверхностного слоя металла при
высокой температуре.
Результаты исследований работоспособности графи-
товых материалов в паре подшипник из графита — вал
из стали 9X18 в воздушной среде при нормальной тем-
пературе [Л. 86] показали, что с увеличением скорости
и нагрузки коэффициент трения снижается, а темпера-
тура в объеме подшипника возрастает. При определен-
ном критическом давлении закономерность изменения
этих величин нарушается и наступает интенсивный из-
нос. Этот процесс обратим: снижение давления ведет
к восстановлению ориентированной пленки и уменьше-
нию трения и износа, С увеличением частоты вращения
значение критической нагрузки уменьшается.
б) Конструкции узлов трения
Графитовые материалы могут использоваться в уз-
лах трения поступательного и вращательного движения.
Для поступательного движения из графита изготав-
ливаются желоба направляющие, по которым движут-
76
ся кассеты или поддоны с расположенной на них сад-
кой, штоки, пуансоны и пр. Поверхность, по которой
происходит перемещение, обрабатывается по пятому-ше-
стому классам чистоты. При небольших размерах на-
правляющих или поддонов они изготавливаются из ан-
тифрикционных марок графита, при больших —из гра-
фита марки ГМЗ или ППГ, так как размеры заготовок
этих материалов значительно больше, чем антифрикци-
онных (см. табл. 1). При этом коэффициент трения при-
нимается на 0,1—0,2 больше, чем для антифрикционных
графитов.
Примером узла трения при поступательном движения могут слу-
жить направляющие печи типа СТВ-3.8,15,2/20-Х30.4 МО2. Здесь
по трем направляющим перемещаются поддоны, представляющие
собой короба прямоугольного сечения размером 200X200 н длиной
900 мм. Направляющие закрепляются от перемещений пластинами,
привинченными графитовыми болтами к блокам футеровки. Смеще-
ние поддонов в стороны предотвращается выступами па боковых
направляющих. Средняя направляющая служит для предотвращения
провисания и поломки поддона. Удельная нагрузка на направляю-
щие составляет примерно 0,25 кгс/см1. Износостойкость таких на-
правляющих и контртела (поддонов) весьма высока. Так, в печи,
используемой для спекания спрессованных заготовок из порошка
молибдена при 1900—2000 °С в вакууме 1 • 10-я—5-10~* мм рт. ст.,
за 3 года было заменено около 30% поддонов. Толщина стенки под-
донов за 3 года уменьшилась на 8—10 мм, что составляет 20—25%
их первоначальной толщины [Л. 771.
При конструировании узлов трения для вращатель-
ного движения обычно вал изготавливается из металла,
а подшипник — из графита. При этом следует учиты-
вать, что графит по сравнению с металлом значительно
более хрупок, допускает малые деформации и обладает
малым температурным коэффициентом расширения. По-
этому графитовые детали желательно изготавливать по
возможности простой конфигурации, без резких перехо-
дов сечений и концентраторов напряжений. Работать
подшипники должны только в условиях сжимающих
или изгибающих нагрузок.
Рабочие нагрузки на подшипники желательно выби-
рать как можно более низкими, так как это ведет
к уменьшению износа и повышению долговечности де-
талей. Для использования в нормальных условиях гра-
фитовые подшипники чаще всего изготовляют в виде
втулок, которые сажают при горячей посадке в метал-
лическую обойму. Механическая запрессовка графито-
вых втулок нежелательна, так как при этом графит
срезается. Детали из антифрикционных материалов сле-
дует изготавливать с такими же допусками, что и де-
тали из металлов. Диаметр втулки следует выбирать
с учетом температуры, при которой работает узел. Чи-
стота поверхности графитовых детален должна быть
класса 6 8, металлических контртел — не менее клас-
са 8 [Л. 6].
Металлические валы, сочетающиеся с графитовыми
деталями, должны быть выиолнеы с минимальными от-
клонениями от конусности и эллиптичности. В процессе
сборки следует обращать особое внимание на правиль-
ность установки графитовых детален, концентричность
рабочих поверхностей и отсутствие перекосов. Непра-
вильная сборка может вызвать местное повышение
удельных давлений и интенсивный износ графита. Перед
пуском в эксплуатацию необходимо произвести приработ-
ку пары трения. Приработку проводят при пониженных
скоростях и давлениях. Окончание приработки обнару-
живается по образованию на поверхности трения бле-
стящей пленки или по снижению коэффициента трения.
Обычно удельные нагрузки для нормальных условий ре-
комендуются до 10 кгс!смг для вакуума, осушенных и
нейтральных газов, а для высоких температур — до
5 кгс!см2.
В табл. 17 представлена интенсивность износа под-
шипников из графита марки АГ-1500, работающих
в нормальных условиях в паре с валом из закаленной
до НРС = 49ч-52 стали 9X18 при отношении длины под-
шипника к его диаметру, равном 0,3 [Л. 86].
Повышение нагрузки при каждой скорости приводи-
ло к резкому увеличению износа. Частота вращения на
изменении интенсивности износа практически не сказы-
Таблнца 17
Износ подшипников из графита АГ-1500, мкм ч [Л.87]
Скорость, м(сгк Удельная нагрузка, ггс/си1
7.0 10,0 12,5 15.0 17.5 20.0
О.з 0,03 0,04 0.048 0,055 0,070 0,097
0,6 0,03 0.04 0,050 0,07
0,9 0,032 0,05 —
1.5 0,04 — — — — —
валась. Коэффициент трения изменялся в пределах
0,175—0,27. Область допустимых режимов работы
в этом случае определяется критерием РУ=
= 6(кгс/см2) X (м/сек).
Критерий РУ для графитовых подшипников, рабо-
тающих в вакууме, не установлен. С известной степенью
приближения для втулок из графита АГ-1500 в паре
с валом из стали 45 при температуре окружающего
пространства 20°С и давлении 10-1 лл рт. ст. эту вели-
чину можно принимать равной 1,12 (кгс/см2) X (м-сек).
Данные относятся к диапазону скоростей до 0,2 м/сек и
удельной нагрузке 5,6 кгс/см2. Скорость изнашива-
ния при этом составляла примерно 300—400 мкм/км,
а коэффициент трения 0,3—0,4. Суммарный путь до на-
чала интенсивного изнашивания и резкого возрастания
коэффициента трения составлял в среднем 1500—
2000 м. Для сбора и удаления из зоны трения продук-
тов износа на внутренней поверхности подшипника
должна быть сделана канавка вдоль образующей или
кольцевая проточка. Приведенные данные относятся
к подшипнику диаметром 25 и длиной 40 мм.
Главе четвертая
ОБЛАСТЬ ПРИМЕНЕНИЯ И ЭКСПЛУАТАЦИЯ ЭЛЕКТРОПЕЧЕЙ
С ГРАФИТОВЫМИ ЭЛЕМЕНТАМИ
10. Оценка давлений и состава остаточной парогазовой среды
При проектировании печи бывает необходимо оце-
нивать давление и состав парогазовой среды на различ-
ных ступенях нагрева. Для этого нужно знать время
нагрева, распределение температур по садке, теплоизо-
ляции и другим конструкциям камеры нагрева.
Среднее давление пара углерода (мм рт. ст.) в рабочем прост-
ранстве вакуумной печи с графитовыми элементами при некоторых
упрощениях можно приближенно подсчитать по формуле
о • 1Т,Г,-|-ИГ,Г, + ...4-Г,Гя
Кя (ЕГ + Ги„ит)) ’ Н)
где Д',, (р,, .... —скорость испарения графита при температуре
рассматриваемого участка поверхности (нагревателей, футеровки,
углеграфитовой садки и т. Д-), г/(см2-сек)-1 Р„— площадь рассма-
триваемой поверхности, см2; К*~0,35Тх-°'2— коэффициент, учиты-
вающий относительное количество газообразного углерода, попадаю-
щего в единицу времени иа единицу поверхности графита.
г/(см2секмм рт. ст.); Т, — средняя температура рабочей поверх-
ности, К; т) — вероятность реакции между углеродом и материалом
садки; 2Г — суммарная площадь поверхности графитовых элементов
внутри камеры нагрева, см2.
В результате экспериментов установлено, что при на-
греве до 2100—2200 °С газовыделение из единицы объе-
ма различных углеграфитовых материалов в вакууме
10~3—10-5 мм рт. ст. составило: для графитового войло-
ка ВВП-60 после контакта с воздухом в течение 1 ч—
Рис. 41. Газоотделенне вакуумной электропечи с графитовым нагре-
вателем и теплоизоляцией из графитированного войлока при нагреве.
/ — температура п рабочей зоне печи; 2 —средняя температура теплоизоляции;
3 — скорость гаэоотделения после 3-часового контакта с атмосферным возду-
хом; 4—-скорость гаэоотделеккя При вторичном нагреве после охлаждения под
вакуумом,
0,025 нсм3/см3, в течение 16 ч — 0,045 нсм3/см3 для пено-
кокса— соответственно 0,05 и 0.115 нсм3/см3, для графи-
товой крупки после контакта в течение 16 ч —
0,11 нсм3/см\
Зависимость скорости газоотделения электропечи
с графитовым нагревателем и теплоизоляцией из графи-
тового войлока от времени изображена на рнс. 41.
Характер кривых скорости газовыделения в печи
с теплоизоляцией из крупки и пенококса примерно та-
кой же, как и с теплоизоляцией из войлока, На рис. 42
показаны изменения во времени температуры, полного
давления и состава остаточных газов при нагреве ла-
бораторной вакуумной электропечи с графитовым иа-
80
Давление, мм рт. ст.
Рис. 42. Изменения полного давления и состава остаточных газов вакуумной лабораторной лечи с графитовым на-
гревателем при разных режимах нагрева.
__ а —печь, предварительно (тренированная при 1300 СС и давлении 10-5 мм рт. ст.; 6 — печь после 10* минутного контакта
«— с атмосферным воздухом; / — температура; 2 — полное давление, подсчитанное по сумме парциальных давлений компонентов.
Состав, °/о (ойъемнЫв)
гревателем и с теплоизоляцией из графитовых и жаро-
упорных экранов.
Из рнс. 5 и 42 видно, что состав остаточных газов
печи после контакта ее с атмосферным воздухом в об-
щем соответствует составу газов, выделяющихся из ис-
пытанных образцов углеграфнтовых материалов. В оста-
точных газах оттренированной печи отсутствуют в за-
метных количествах углекислый газ, кислород и метан,
однако несколько больше относительное содержание
влаги в конце нагрева, чем в печи с образцами, что
можно объяснить поступлением водяного пара в зону
нагревателя с охлаждаемых поверхностей корпуса и
токовводов.
Рнс. 43. Спектры остаточных газов вакуумной
и —печь при комнаткой температуре без искусственного натекания: давление
кислорода Я-О.И л • мкм рт. ст.!стк при р-1.2-10-» мм рт. ст.; в — печь при
при р-7,5-10-5 мм рт. ст.; с — печь, нагретая до 1000*С. без искусственного
кислорода //-0,5 л -мкм рт. ст./сек; р-1.2 - 10-4 мм рт. ст.; е — печь, нагретая
р—1,3 • 10 -4 мм
На рис. 43 представлены спектры остаточных газов упомянутой
лабораторной печи, снятые как при нормальном состоянии печи, так
и при искусственно создаваемых натеканиях кислорода и углекисло-
го газа. Кислород н углекислый газ вводились непосредственно в ра-
бочую зону нагревателя. Анализ газов производился по методу,
изложенному в (Л. 88, 89].
Экспериментально наблюдаемые величины вероятности реакций
углерод — кислород и углерод — углекислый газ а условиях нагретой
до 1000°С вакуумной печи близки к единице, что противоречит
результатам работ Леторта (Л. 33]. Причина расхождении состоит,
по видимому, в резком различии условий реакции в сосуде с холод-
ными стенками (условия опытов Леторта) и внутри разогретой
графитовой камеры. Вследствие более быстрого установления тепло-
вого равновесия реагирующих молекул с реакционной поверхностью
наблюдаемая скорость реакции увеличивается и вся система может
сдвигаться (Л. 30] в сторону химического равновесия (см. рис. 4).
Расчет на долговечность графитовых нагревателей
вакуумных электропечей, как правило, ведут только по
скорости испарения графита в вакууме [Л. 13]. Однако
может происходить окисление графита при нагреве ле-
чи без садки газами, выделяющимися из материала
лабораторной печи с графитовым нагревателем.
равно 6 - 10-5 мм рт. ст.; б —печь при комнатной температуре с натеканчем
комнатной температуре с натеканием углекислого газа АУ-0.35 л мкм рт. ст./с-.к
натекания, р-3,5-10-* мл от. ст.; О -печь. нагретая до 1000“С. с натеканием
до 1000 *С, « натеканием углекислого газа А/-О,Ь л мкя от. ст./сек;
рт ст.
нагревателей, теплоизоляции и других конструкций
печи, после контакта ее с атмосферным воздухом и га-
зами. натекающими извне.
Ниже сопоставлены рассчитанные для 1300 и
2100°С скорости потери массы №’ нагревателя печи,
показанной на рис. 13, от окисления газами (а), выде-
ляющимися из внутренних конструкций печи и за счет
испарения графита (б).
Т. °с 1300 2100
1Г. г (см*-сек) . , . а) 3.510-"; 6) 2-10"1*; а) 1.75-10-"; 6) МО-»
Скорости потери массы нагревателя за счет окисле-
ния газами, натекающими извне, рассчитанные для на-
текания 10-3 и 10-1 л -мм рт. ст.!сек, составили соответ-
ственно 10-н и 10 *2 гЦсм'-сек).
Таким образом, для нормально спроектированной
вакуумной печи с графитовыми элементами при высо-
котемпературном нагреве без садки выделения углерода
за счет окисления составляет ничтожно малую долю
в общем балансе потерь массы нагревателей. При низ-
котемпературном нагреве окисление нагревателей мо-
жет быть фактором, определяющим их срок службы.
Быстроту окисления нагревателей [г/(си2-с)] газами,
выделяющимися из садки, можно оценить по формуле
7.05 Ю-Ч10,1До,2 + 1с°,1дот,+ 14,0)^} С'с /г.
М/ яа ’ (О)
где <2'с— скорость гаэоотделения садки, приведенная к
20 °С, лмм рт.ст.1сек', [О,], |СОа] [НаО|—концентрации
кислородсодержащих газов в газах, выделяющихся из
садки, ®/ф; т?о при давлении в печи 10’’—10"’ мм рт.ст.
можно принимать равным 1; и т)Н1О = 0,8; однако
лучше т) для всех газов уточнять экспериментально в
условиях, максимально приближающихся к условиям
реального процесса; Е/2—суммарная площадь поверхно-
стей графитовых элементов внутри камеры нагрева, см*.
11. Опыт эксплуатации и рекомендации по применению
Область применения электропечей сопротивления
с графитовыми элементами распространяется на самые
разнообразные технологические процессы, из которых
84
можно выделить следующие основные группы: 1) полу-
чение и термическая обработка изделий из углеграфи-
товых материалов; 2) получение и термическая обра-
ботка изделий из тугоплавких соединений на основе
углерода (карбидов, карбонитридов и различных угле-
родометаллических композиций), в том числе металли-
зация поверхности графитовых изделий; 3) получение
(спекание и горячее прессование) и термическая обра-
ботка изделий из металлических порошков и порошков
безуглеродистых высокотемпературных соединений;
4) получение и термическая обработка изделий из туго-
плавких окислов; 5) термическая обработка сталей и
сплавов.
Процессы первой группы могут разделяться на отно-
сительно низкотемпературные, например карбонизация
исходных материалов для получения углеграфитов, и
высокотемпературные: графитация, рафинировка и т. п.
Большинство высокотемпературных процессов характе-
ризуется тем, что материалы обрабатываемых изделии
и нагретых печных конструкций имеют одну и ту же
углеграфнтовую основу и возможность химического
взаимодействия между ними исключена.
При карбонизации исходных материалов неизбежны
большие выделения влаги, углекислоты и углеводоро-
дов, а нагреватели печн должны длительно работать
при температурах, близких к соответствующим макси-
мальным скоростям окисления графита, поэтому здесь
следует принимать меры по защите нагревателей от
слишком быстрого сгорания (снижать концентрацию
окислителей путем увеличения скоростей откачки или
разбавления инертными газами, добавлять в атмосферу
печи водород или другие газы, замедляющие скорость
реакции углерода с водой, и т. п.).
Применение графитовых печей для процессов вто-
рой и особенно третьей групп ограничено температурами
интенсивного испарения графита в вакууме или выбран-
ной нейтральной среде.
Одним из примеров применения печей с графитовыми элемента-
ми для процессов третьей группы является высокотемпературное
спекание молибденовых заготовок в вакуумных печах садочного
типа и толкательных (Л. 77, 90].
Исходным материалом для спекания служат полуспеченные при
1100°С в атмосфере водорода прессованные изделия из молибдено-
вого порошка. Указанные заготовки укладываются в графитовые
контейнеры, внутренние поверхности которых покрыты молибденом
путем нанесения на графитовые поверхности пасты из молибденового
порошка (60%) и бакелитового лака (40%) и последующего ее за-
пекания при нагреве в вакууме.
При спекании в садочной печи контейнер с заготовками нагре-
вается до температуры максимального г а зовы.те лен и я из молибдена
(1300—1400°С), выдерживается при этих температурах до удаления
основного количества газов (при этом давление в печи снижается
от 10-2 до 10~3 .«.« рт ст.), затем нагревается до температуры спе-
кания (1800—2000°С) и выдерживается при ней до окончания
процесса.
Рис. 44. Распределение температур в вакуумной толкательной элек-
тропечи СТВ-3,8.15,2/20-Х30,4 МО2.
/ — загрузочная форкамера; //—камера нагрева: ///— вагрепатсльный блок:
/г—камера охлаждения; V — разгрузочная форкамера. Крестиками отмече-
ны значения температур, измеренных термопарами через 30 мин после оче-
редного цикла проталкивания с интервалами I ч.
Охлаждение контейнера со спеченными заготовками производит-
ся либо в вакууме, либо в аргоне до 100—200 °С, после чего он
извлекается на воздух.
На рис 44 показано распределение температур по зонам толка-
тельной печи СТВ-3.8-15,2/20Х30,4МО2 при максимальной темпера-
туре 1900°С. Интервал проталкивания контейнеров обычно опреде-
ляется опытным путем в зависимости от принятой температуры
спекания Давление в печи изменяется от (1+5)-10 * в начале до
1-10"’—5-10-* мм рт. ст. — в конце интервала между двумя про-
талкиваниями.
Спеченные таким образом молибденовые заготовки пригодны для
передела путем пластической обработки на различные изделия, в том
числе тончайшую проволоку.
Упомянутая выше защита от науглероживания достаточно
эффективна для производства металлов технической чистоты
Например, при спекании п печи СТВ-3,8-15,2/20X30,4МО2 шта-
биков молибдена сечением 11X11 мм при указанных на рис. 44 тем-
пературах измеренное стандартным способом содержание углерода
в исходных штабиках и штабнках, прошедших обработку и печи
86
(для анализа отбирался материал из поверхностного слоя толщиной
2 м.н), составляло 0,02%.
При обезгаживании в этой же печи полуспеченных танталовых
штабиков (20 x 20 жм) (которые нагревались в контейнерах с тан-
таловым защитным покрытием) при максимальной температуре
в печн 2000 °-С происходило обезуглероживание с 0,5—0,7% в исход-
ных штабиках до 0,3—0,5% в штабиках, прошедших обработку.
В некоторых случаях, например, если обрабатывае-
мые в печи изделия необходимо или удобнее размещать
не в закрытых контейнерах, а па открытых поддонах
(подставках), более целесообразно покрывать защит-
ным металлическим или карбидным слоем поверхности
нагревателей и всех стенок, ограничивающих объем ка-
меры нагрева. В (Л. 77] показано, что срок службы
стержневых графитовых нагревателей, покрытых молиб-
деновым слоем, увеличился с 1200 до 2500—3000 ч (по
сравнению с непокрытыми).
Выбор материала для покрытия графита следует производить,
исходя из конкретных условий процесса (температура, среда, мате-
риал обрабатываемой садки и т, п.). Температуру карбндизацин на-
несенного металлического слоя необходимо поддерживать на уровне,
меньшем температуры образования соответствующей эвтектики ме-
талл—карбид (см. табл. 4) до тех пор, пока содержание углерода
в слое не превысит границы области гомогенности данного карбида.
Циклограмма процесса карбидизацни должна определяться опытным
путем (в зависимости от материала, толщины слоя и т. п.).
Спекаемый в вакуумных печах с графитовыми элементами мо-
либден не окисляется даже при нагреве в садочной печи с теплоизо-
ляцией из графитовой крупки, газовыделение из которой, как это
показано в табл. 18, достаточно велико Однако для получения и
обработки нысокореакционных металлов такие печи мало пригодны.
Например, при попытке запечь или карбидизировать нанесенную на
поверхность графита пленку металлического циркония в опытной ва-
куумной печн (см. рис. 13) металлическая пленка при нагреве до
1300°С полностью превратилась в белый налет двуокиси циркония.
Очевидно, что процессы второй и третьей групп, в ко-
торых в качестве исходных материалов фигурируют вы-
сокореакционные металлы или соединения, предпочти-
тельнее вести в печах, камеры нагрева которых не
сообщаются с воздухом в процессе загрузки обрабаты-
ваемых материалов, например в садочных печах с за-
грузочными шлюзами (СКБ-5117 и др.) или проходных
типа СТВ.
Необходимо, однако, учитывать, что в проходных вакуумных
печах упомянутых типов при спекании материалов с большим газо-
содержанием поверхность заготовок, охлаждающихся в камере
охлаждения, может окисляться за счет кислородсодержащих газов,
выделяющихся из материала нагреваемых заготовок. Такой эффект
наблюдался при упомянутом выше обезгаживапии танталовых шта-
биков в печи типа СТВ. Окислялись шгабнки. находящиеся в контей-
нере на местах /7, 18 (рис. 44), за счет газов, выделяющихся из
контейнера на местах 8, 9. Для устранения окисления проталкивали
одновременно не более 6 загруженных контейнеров с интервалом
в 11 незагруженных. При таком интервале проталкивания загружен-
ных контейнеров последний из предыдущей партии успевает охла-
диться до такой температуры, при которой выделяющиеся из пер-
вого контейнера последующей партии газы не взаимодействуют
с поверхностью тантала. При спекании молибдена н проходных печах
вторичного окисления спеченных штабиков не наблюдается, посколь-
ку выделяющийся из полуспеченных заготовок газ содержит глав-
ным образом водород.
Из вышесказанного ясно, что при спекании изделий из металлов
и различных соединений в вакуумных проходных печах типа СТВ
в ряде случаев целесообразно предварительно обезгаживать исход-
ные материалы в садочных вакуумных печах.
Применение электропечей с графитовыми элемента-
ми для процессов четвертой группы ограничивается
температурами интенсивного протекания реакций вос-
становления окнелов графитом. Как видно из рис. 11 и
табл. 3, для термовакуумных процессов эти температуры
значительно снижаются. Следует учитывать, что данные
табл. 3 получены в условиях контактных реакций, в то
время как в печах обрабатываемое изделие может раз-
мещаться так, что оно непосредственно с поверхностью
графита не соприкасается. Поэтому температуру начала
интенсивного протекания реакции желательно уточнять
опытным путем в конкретных условиях предполагаемого
процесса.
При обработке в опытной печи (см. рис. 13) образ-
цов из спектрально чистой плотной окиси алюминия рез-
кое повышение давления (с 10-4 до 10 2 мм рт. ст. при
непрерывной откачке) наблюдалось при 1450—|500°С.
Взаимодействие шло на поверхности графита за счет
испаряющихся окнелов (образцы непосредственно с гра-
фитом не контактировали ) с образованием окиси угле-
рода и металлического алюминия, что было определено
по найденным в охлажденной печи алюминиевым ко-
ролькам. Таким образом, даже при относительно невы-
соких температурах взаимодействие графита с не кон-
тактирующими с ним окислами может приводить к зна-
чительной «потере вакуума» (насосы не справляются
с потоком образующейся окиси углерода), ощутимым
потерям обрабатываемого материала и ускоренному
окислению нагревателен. Тем не менее конструктивные
преимущества, надежность и удобство эксплуатации пе-
88
чей с графитовыми элементами в сравнении с печами
с молибденовыми и вольфрамовыми элементами часто
заставляют мириться с указанными выше недостат-
ками.
Так, н одной из толкательных печей была проведена работа по
получению опытной партин изделий из пористого кварца. Процесс
осуществлялся при 1700 "С и давлении около 3 л.и рт. ст. Откачная
система печи состояла из механического вакуумного насоса ВН-4Г
и матерчатых фильтров для улавливания дисперсных ок и ело в крем-
ния. Исходный материал загружался в графитовые контейнеры без
защитных покрытий.
Испаряющийся при нагреве материал (улет материала достигал
20%) активно взаимодействовал с графитом нагревателей и футе-
ровки, образуя окись углерода и карбид кремния. Образование кар-
бида на графитовых направляющих и контейнерах приводило
к взаимному сплавлению их и частым заклиниваниям при проталки-
ваниях. Тем не менее печь в указанном режиме проработала свыше
1000 ч; при этом было израсходовано 2 комплекта нагревателей.
Несмотря на то, что упомянутая работа показала
непригодность толкательной вакуумной печи для такого
процесса, была доказана принципиальная возможность
использования вакуумных печей с графитовыми элемен-
тами для получения и обработки изделий из окислов
при температурах, превышающих температуру начала
интенсивного протекания реакции углерод — окисел. Ра-
бота позволила сформулировать основные требования
к печам для подобных процессов: 1) при получении или
обработке изделий из тугоплавких окислов выше тем-
пературы начала интенсивной реакции восстановления
окисла углеродом, как правило, следует ориентировать-
ся на печи садочных типов; 2) нагреватели должны
быть отделены от места размещения садки легко сме-
няемыми сплошными экранами из графита или графи-
тированной ткани; 3) направление потоков откачки га-
зов из камеры необходимо выбирать таким образом,
чтобы попадание с ними летучих окислов (в таких про-
цессах молекулярное истечение газов исключено) в зо-
ну нагревателен было минимальным; 4) для каждого
конкретного процесса необходимо отработать оптималь-
ные защитные (металлические, карбидные и т. п.) по-
крытия графита; 5) если производственные соображе-
ния настоятельно диктуют необходимость использования
методической печи, механизм перемещения контейнеров
следует выбирать таким, в котором отсутствует сколь-
жение графитовых поверхностей в горячих зонах печи.
7—540 89
Для термообработки стали и сплавов графитовые
электропечи практически не применялись, несмотря на
то, что для вакуумтермических процессов они обладают
неоспоримыми преимуществами перед печами на основе
жаропрочных сплавов или молибдена (в части надежно-
сти, долговечности, технологичности в изготовлении,
удобства эксплуатации и т. п.). Отчасти такое положе-
ние объясняется боязнью науглероживания металла
в лечи с графитовыми элементами.
Из табл. 2 видно, что упругость паров графита при
1100—1300°С составляет около 10_|*—10_,г мм рт. ст.,
в то время как давление паров вакуумного масла
в остаточной среде вакуумных печей с масляными на-
сосами составляет по меньшей мере 10-*—10~8 ммрт.ст.
Таким образом, вероятность науглероживания материа-
ла от вакуумного масла (в том числе в вакуумной печи
без графита) на 4—10 порядков выше, чем вследствие
испарения графитовых нагревателей. Более вероятно
науглероживание за счет осыпания на поверхность
обрабатываемого металла частичек твердого углерода
при неравномерном окислении поверхности нагревателей
и футеровки (как было показано в гл. 2, вероятность
эрозии при окислении графита увеличивается с уменьше-
нием температуры и активности окислителя), однако
этот эффект, как правило, бывает незначительным.
В [Л. 3] изучалась возможность использования ва-
куумных печей с графитовыми элементами для отжига
труб из нержавеющих и углеродистых сталей. Как вид-
но из табл. 18, состав большинства обработанных в та-
ких печах сталей по углероду достаточно стабилен.
Эффективным средством предупреждения науглеро-
живания садки вследствие эрозии графитовых конструк-
ций печи является их защитное покрытие металлическим
слоем по упомянутому выше методу [Л. 77, 90]. Так, при
отжиге в печи, все графитовые поверхности которой
были покрыты молибденом, образцов трансформаторной
стали толщиной 0,35 мм (по режиму: нагрев до 1250°С
и 2 ч выдержки) материал обезуглеродился с 0,016 —
0,02 до 0.006—0,009%.
Можно отметить, что за рубежом вакуумные печи
с графитовыми элементами для относительно низкотем-
пературных процессов уже начали внедрять в промыш-
ленность, например для закалки различных сталей
в нейтральном газе или масле при 1000—1300°С
Таблица 18
Химический состав (»/») образцов труб из различных материалов, проведших обработку в вакуумной
печи с графитовыми элементами при разных значениях температуры и выдержки
Эле- мент ОХ18Н10Т ЭИ-852 ЗОХГСА Ст. 10 ШХ -15 О8КП Титан
До термовЪ раиотки 1200 ’С До тгрмосв- ра юткн 1000 *С До термооб- работки 900 ’С До термэаб- работки 1000 ’С До тержхЛ- | работ*и 803 ’С До термооб- работки 950’С «50 ’С
3 ч 5 « 3 ч 5 ч 3 ч 5 ч 3 ч 5 « 5 ч 7 ч 3 ч 5 ч -1 1 ер ра ютки 1 ч
Угле. рол 0.0В1 0.080 0,082 1 0.143 0.140 0,145 0.280 0.24 0,22 0.082 0,072 0.074 0,98 1.10 0.98 0.98 о.эд 0.96 0.087 0.083 0,077 0,055 0,049
0.009 0.087 0,088 0.148 0.150 1.148 0.285 0,29 0.29 0.125 0,120 0.119 0,085 0.07» 0.085 0.06 0,058
Храм 17.7 17,в 16.9 17,6 16.0 17,5 12,7 12,7 123 11.6 12.8 0,860 0,83 0,87 0,83 0.87 0,067 0.063 0.065 1.38 1.40 1.32 1.36 1,31 1.33 — — — —
12,65 0.890 0,074 0.072 0,070
Марга нец 1.27 1 .Эв 1.29 1.37 1.25 Г.37 0.36 0,34 0.34 0.890 0.87 0,90 0.89 0.617 0,630 0.63 0,61 0.31 0.30 0.29 0.30 о.зо 0,39 0,39 0.38 0,385 — —
0.336 0,335 0.34 0,895 0.91 0.64 0,62 и,29 0.375 0.380
Примечание. В числителе дан состав наружного слоя, п знаменателе—внутреннего.
[Л. 50], для отжига титановых листов при 930 °С [Л. 46],
для отжига крупногабаритных узлов самолетов при
Н00°С и т. п.
12. Некоторые вопросы монтажа, наладки и испытаний
К вопросам монтажа, наладки и испытаний элек-
тропечей с нагревателями и теплоизоляцией из графи-
та, а в особенности вакуумных электропечей предъяв-
ляются специфические требования. Для вакуумных элек-
тропечей к числу этих требований, имеющих важное
значение, относятся требования по вакуумной гигиене.
Только соблюдение этих требований обеспечивает нор-
мальную эксплуатацию электропечей. Условия соблюде-
ния требований вакуумной гигиены включают требова-
ния к помещениям, где устанавливаются печи, инстру-
менту, обслуживающему персоналу [Л. 67].
Соблюдение требований вакуумной гигиены относит-
ся не только к вакуумным электропечам, но и к печам,
работающим с газовой средой. Эти требования должны
соблюдаться в части чистоты поверхности садки, так
как графитовые детали печи выделяют много графито-
вой пыли, попадание которой на поверхность садки
в большинстве случаев недопустимо.
Все узлы этих печей, вакуумное, часть механическо-
го и электрического оборудования и некоторые узлы
газонаполненных электропечей требуют водяного охлаж-
дения. Прекращение подачи воды для охлаждения или
снижение се давления ниже допустимого (2 кгс/см2)
может привести к серьезной аварии и выходу печи из
строя на длительное время. Поэтому питание печи во-
дой должно осуществляться от двух независимых источ-
ников, либо должна быть предусмотрена аварийная
емкость.
Охлаждающая вола должна соответствовать сле-
дующим требованиям: количество взвешенных веществ
2—5 мг-экв!л\ жесткость 0,5—2 ме-экв/л; окисляемость
10 мг/л Ог. Несоблюдение этих требований может так-
же привести к аварии и выходу из строя печи.
Во всех вакуумных электропечах предусмотрен на-
пуск инертного газа для ускоренного охлаждения,
а в некоторых печах — и для проведения технологиче-
ского процесса. В этом случае необходимо строго сле-
дить за давлением газа в печи, которое не должно пре-
вышать 1,2 кгс!см2.
При монтаже печей необходимо строго соблюдать
требования, изложенные в «Правилах устройства элек-
троустановок» [Л. 91].
Понижающие трансформаторы следует устанавли-
вать в непосредственной близости к печи с целью сокра-
щения длины шинопроводов и уменьшения в них актив-
ных и индуктивных потерь.
Щиты управления располагаются вблизи рабочего
места оператора, чтобы создать ему максимальные
удобства в работе.
Монтаж печи должен начинаться с черновой сборки,
в особенности это относится к печам с наличием меха-
низмов и значительного количества вакуумного обору-
дования. В процессе черновой сборки выявляется необ-
ходимость подгонки узлов и деталей и устранения де-
фектов транспортировки.
Вначале корпус печн устанавливают на фундамент, выверяют
его вертикальное или горизонтальное положение н закрепляют бол-
тами. Далее монтируют крышку, механизмы, токовводы, смотровые
окна и пр. и все узлы, расположенные на корпусе, за исключением
теплоизоляции и нагревателей. В вакуумных печах затем устанавли-
вают вакуумные насосы, трубопроводы, затворы и вентили. Щиты
управления и трансформаторы могут монтироваться одновременно
с печью или после нее.
При монтаже сливной воронки и коллектора необходимо пом-
нить, что они располагаются в месте, удобном для регулировки по-
дачи воды и визуального наблюдения за стоком ее.
После проведения черновой сборки печи производятся разборка
и промывка всех поверхностен узлов и деталей, которые находятся
в вакууме, и очистка и протирка остальных поверхностей. Только
после этого производят окончательную сборку; при этом необходимо
обращать внимание на равномерную затяжку болтов вакуумных
соединении, тщательную установку термопар, ионизационных и тер-
мопарных ламп.
Приступая к наладочным работам, прежде всего
производят отладку механизмов, работающих на возду-
хе и в вакууме, и только после этого приступают к на-
ладке вакуумной системы.
Все графитовые детали должны быть изготовлены
из графита с содержанием золы не более 0,05%. Вели-
чина зерен крупки не должна превышать размера, ука-
занного в технической документации. Крупка не должна
иметь окисных или других включений, которые в про-
цессе нагрева могут образовывать пирофорные и взры-
воопасные вещества. Перед началом засыпки крупка
должна быть просушена при 300—400 СС.
В крупногабаритных печах сборка футеровки произ-
водится внутри корпуса печи; в небольших печах футе-
ровка собирается вне печи.
Если в печи предусмотрены нагреватели стержневого
типа, то перед сборкой необходимо проверить удельное
электрическое сопротивление каждого стержня и соб-
рать нагреватель из стержней с одинаковым удельным
электрическим сопротивлением.
Для улучшения контакта между соединением как
в случае соединения отдельных стержней нагревателей
между собой, так и нагревателей с кольцом иногда
применяют графитовую пасту — смесь тонкого графито-
вого порошка с бакелитовым лаком. Консистенция па-
сты должна соответствовать густоте сметаны.
В печах камерного типа и непрерывного действия
стержневые нагреватели расположены горизонтально.
Соединение нагревателей аналогично описанному выше.
Сборка их производится внутри печи.
В шахтных и элеваторных печах сборка нагревате-
лей, как правило, производится вне печи. Собранный
нагреватель опускается в рабочее пространство и под-
вешивается на токоподводах. При этом следует обра-
щать особое внимание на контактные поверхности, до-
биваясь надежного контакта между нагревателем и то-
коподводом. Нагреватель должен быть установлен стро-
го вертикально с соблюдением зазоров между ним м
футеровкой с одной стороны и садкой — с другой.
Трубчатые нагреватели устанавливаются в шахтных,
элеваторных печах небольших размеров и камерных
печах лабораторного типа, пластинчатые нагреватели —
в печах камерного типа. Соединение этих нагревателей
с токоподводами выполняется аналогично соединению
стержневых нагревателей.
Перед началом проведения нагрева следует вклю-
чить нагреватели на воздухе до их покраснения. Это
необходимо для проверки правильности сборки и соеди-
нения нагревателей.
Полностью собранную печь продувают нейтральным
газом, а вакуумную откачивают до требуемого давле-
ния и постепенно разогревают до рабочей температуры.
Выдерживают их при этой температуре до установив-
шегося режима, при котором определяют мощность
холостого хода печи, расход воды на охлаждение ее,
равномерность распределения температуры по высоте
94
или длине рабочего пространства, время разогрева и
охлаждения печи, проверяют работу механизмов, опре-
деляют расход газа, а в вакуумной печи — изменение
давления в зависимости от температуры и времени.
Для определения мощности холостого хода и расхо-
да воды на охлаждение проводят калориметрирование
по участкам водоохлаждения. Иногда мощность холо-
стого хода определяют с помощью счетчика.
Важное значение имеет измерение температуры, ко-
торое может производиться в печах с рабочей темпера-
турой до 1600°С вольфрам-рениевыми термопарами,
в печах с рабочей температурой выше 1600°С — опти-
ческими пирометрами. Для защиты термопар от влия-
ния электрического поля нагревателя (наводок) реко-
мендуется применять заземленные экраны, изготовлен-
ные из труб, или ленты из тугоплавких металлов, спе-
циальные фильтры, включенные в цепи термопар, нт. п.
[Л. 92]. Замер температуры оптическим пирометром ча-
сто приводит к погрешности вследствие загрязнения
стекол смотровых окон и изменения степени черноты
нагреваемого тела. Для получения температуры, близ-
кой к истинной, используются смотровые окна с пово-
ротными стеклами и вакуумным затвором, обеспечи-
вающим замену стекол без нарушения вакуума, и вво-
дится поправочный коэффициент на степень загрязнения
стекла.
Для определения равномерности температуры по высоте или
длине рабочего пространства в печах с температурой до 1600 °С
вводят в рабочее пространство несколько термопар. В печах с рабо-
чей температурой выше 1600 °С определить зону равномерного на-
грева значительно сложнее. В этом случае можно определить зону
равномерного нагрева с помощью тела, перемещающегося по высоте
рабочего пространства. Берегся графитовый стакан диаметром 50—
80 и длиной 150—200 мм и подвешивается на графитовую штангу,
соединенную с тросом, который наматывается на барабан специаль-
ного приспособления. При подвеске нескольких стаканов по окруж-
ности и в центре рабочего пространства можно определить зону
равномерного нагрева по объему рабочего пространства. Стаканы
опускают на уровень нижней границы рабочего пространства, нагре-
ваются до рабочей температуры, выдерживаются при этой темпера-
туре, затем с помощью пирометра через смотровое окно, располо-
женное <в нижней или верхней части печи, производят замер темпера-
туры внутренней поверхности дна стаканов. Затем стаканы подни-
мают на некоторую высоту, вновь выдерживают до полного прогрева
и производят замер. И так по всей высоте до верхней границы
рабочего пространства. Желательно повторить замеры не менее
2 раз. По точкам замеров строится кривая распределения темпера-
туры
В печах с рабочей температурой до 1600°С равно-
мерность температуры может определяться и по объему
садкн, для чего в нее заделывается несколько термо-
пар по высоте и диаметру.
После окончания испытаний в хлюстом режиме под-
готавливают печь к технологическим нагревам садки.
В качестве садки выбирают или исходный материал,
для нагрева которого рассчитана печь, или имитирую-
щую садку. Перед загрузкой садку необходимо тща-
тельно очистить от пыли и обезжирить.
Катичество технологических нагревов должно быть
не менее 3.
В процессе эксплуатации вакуумной печи после про-
ведения каждого нагрева, а в печах непрерывного дей-
ствия после остановки печи желательно перед вскры-
тием печи заполнить ее осушенным воздухом или газом.
Это даст возможность сократить время последующей от-
качки печи. Кроме того, рекомендуется периодически
проводить чистку внутренней поверхности печи пыле-
сосами и промывать ее растворителями. В качестве ра-
створителей можно применять бензин, ацетон и спирт.
В этом случае категорически запрещается проводить
очистку металлическими щетками или скребками во из-
бежание образования искр.
Перед разборкой печи для перефутеровки, ремонта
или чистки необходимо прожечь факелом рабочее про-
странство и всю поверхность корпуса печи, в особенно-
сти холодные части ее. После этого следует длинным
металлическим стержнем провести несколько раз по всем
внутренним металлическим поверхностям до возникно-
вения искры. В случае наличия в печи пирофорных и
взрывоопасных веществ они воспламенятся и сгорят
в пламени факела или от искры. Это предотвратит
опасность самовозгорания и воспламенения от искры,
которая может образоваться при работе с металличе-
ским инструментом, а также несчастные случаи.
Человек, выполняющий эти операции, должен нахо-
диться не ближе, чем в 1,5 м, от проема печи. Другим
лицам категорически запрещается находиться в это вре-
мя вблизи печи.
СПИСОК ЛИТЕРАТУРЫ
I. Электротермическое оборудование (справочник). Под ред.
Альтгаузена А. П., Смелянского М. Я., Шевцова М, С., М., «Энер-
гия», 1967.
2. Вгеппап Н. Е. Оесе1оре1пеп( о( уасиит оП циепсЬ (игпасев (ог
то<1егп Ьеа( 1геа1етеп(.— «МеТаПиг^^а», 1969, V. 79, № 474, 475,
р. 139-144, 193- 200.
3. Яновский В. М. и др. Влияние термообработки в графитовых
вакуумных печах на химический состав труб из нержавеющей и
углеродистой стали.— «Электротермия», 1969, вып. 84, с, 14—17.
4. Веселовский В. С. Угольные и графитовые конструкционные
материалы. М., «Металлургия», 1965.
5. Фиалков А. С. Формирование структуры и свойств углеграфи-
товых материалов. М. «Металлургия», 1965.
6. Конструкционные материалы и изделия на основе углерода
(каталог-справочник). М., «Металлургия», 1970.
7. Тугоплавкие материалы в машиностроении (справочник). М.,
«Машиностроение*. 1967.
8 Вяткин С. Е. и др. Ядерный графит. М., «Атомиздат,». 1967.
9. Мармер Э. Н„ Гурвич О. С., Мальцева Л. Ф. Высокотемпера-
турные материалы. М„ «Металлургия», 1967.
10. Несмеянов А. Н. Давление пара химических элементов. М„
Изд-во АН СССР. 1964.
11. Куликов И. С. Термическая диссоциация соединений. М„
«Металлургия», 1966.
12. 5(и11 О., 81пке С. ТЬегтобупаппс ргорсгНе» о! (Не е1етеп(ь.—
«Абсапсеь 1п СЬепйвку». Зег. 18. Атег. СЬет. 5ос., и'азЫп^оп
(1956).
13. Мармер Э. Нм Мальцева Л. Ф. Сравнительные характери-
стики теплопроводности и испаряемости графита при высоких темпе-
ратурах в атмосфере аргона и в вакууме.— «Электротермия»,
ЦИНТИэлектроиром, М., 1963, №5, с. 17—28.
14. Островский В. С., Бутылева Н. П. Исследование проницаемо-
сти искусственного графита.— В кн.: Конструкционные материалы на
основе графита., М., «Металлургия», 1967, с. 197—203.
15. Островский В. С. и др. Изменение пористости и проницаемо-
сти углеродного материала в процессе термической обработки. —
В кн.: Конструкционные материалы на основе графита. М., «Метал-
лургия». 1967,’с. 204—208.
16. Мармср Э. Н. Материалы вакуумных электропечей. М., Гос-
энергоиздат, 1959.
17. Гриссел Р. В. Использование масс-спектрометра для оценки
эффективности различных обработок вакуумных материалов.— В кн.:
Очистка деталей электронных приборов. М., «Энергия», 1964.
18. Зигель, Картер. Материалы по мирному использованию
атомной энергии. Женева, 1955, т. 9, с. 392.
19. Олсоп Г., Дэвис Г., Уатт В Сорбция и десорбция обрабо-
танного графита после предварительной обработки.— В кн.: Сорб-
ционные процессы в вакууме. М, Атомиздат. 1966.
20. Эспе В. Технология электровакуумных материалов, т. 1, М„
Госэнергоиздат, 1962.
21. Вайнштейн Э. Е., Халитов Р. 111. и др. Газосодержание. кине-
тика дегазации и сорбционные свойства графитов различных ма-
рок.— В кн.: Методы определения и исследования состояния газов
в металлах. М„ «Наука», 1968.
22. Наад Н. Е1ееп5сЬаЯеп пгк! Апч'епс1ип(?$т6й11сЫ<еЦеп е1п>вег
пеиегег апог^апиейег Ге.Мвс111е5(оИе.— «Наия Тесйп. УоНгаее-
уегоИ», 1967, № 127, 8, 5. 29—47.
23. Ляхин Ю. П„ Мармер Э. Н. Газовыделеиие из углеграфито-
вых материалов.— «Электротермия», вып. 103, 1971.
24. Ляхин Ю. П., Самосеев А. П. Определение газовыделения
из углеграфитовых материалов литейных форм.— В кн.: Исследова-
ния в области промышленного электронагрева. Отделение ВНИИЭМ
(ИНФОРМЭЛЕКТРО), 1969, с. 68.
25. Дэшман С. Научные основы вакуумной техники. М., Изд-во
иностр, лит., 1950.
26. Материалы для ядерных реакторов. М.. Госатомиздат, 1963.
27. Уокер П., Русинко Ф., Остин Л. Реакции углерода с газа-
ми.— В кн.: Реакции углерода с газами. М., Изд-во иностр, лит.,
1963, с. 9—125.
28. Туровцева 3. Н., Кунин Л. Л. Анализ газов в металлах. М.,
Изд-во АН СССР, 1959
29. Крепелин Г., Винтер Е. Равновесие в системах С + Пт и
С+2Н* в диапазоне температур от 1000 до 6000 °К. — В кн.: Термо-
динамические свойства и свойства переноса газов, жидкостей и
твердых тел. М.. «Энергия», 1964. с. 207—226.
30. Плустер, Рид. Равновесие системы углерод — водород —
ацетилен при высоких температурах.— В кн.: Реакции углерода
с газами. М., Изд-во иностр, лит.. 1963, с. 300- 319.
31. Локша В. К. Причины износа графитовых нагревателей и
метод расчета срока их службы,— «Проблемы теплоэнергетики и
прикладной теплофизики», вып 5, М., «Наука», 1966. с. 164—175.
32. Марковский Л. Я. и др. Химическая электротермия, Госхим-
нздат. 4952.
33. Леторт М. Механизм горения углерода. — В кн.: Реакции
углерода с газами М. Изд-во иностр, лит.. 1963, с. 126—168.
34. Блайхолдер Г., Эйринг X. Кинетика окисления графита.—
В кн.: Реакции углерода с газами. М., Изд-во иностр, лит., 1963,
с. 182—201.
35. БлаЙхолдер Г., Бинфорд М., Эйринг X. Теория окисления
углеродных нитей.— В кн.: Реакции углерода с газами. М., Изд-вс
иностр, лит., 1963, с. 169—181.
36. БлаЙхолдер Г., Энрннг X. Кинетика реакции углерода с во-
дяным паром.— В кн.: Реакции углерода с газами. М., Изд-во
иностр, лит., 1963, с. 202—213.
37. Хеннинг Г. Поверхностные реакции монокристаллов графи-
та— В кн.: Реакции углерода с газами. М., Изд-во иностр, лит.,
1963, с. 336 349.
38. Грэхем И., Браун А., Холл Л., Уатт В. Скорости реакций
углерода и графита с газообразными продуктами горения при высо-
ких температурах.— В кн.: Реакции углерода с газами.-М., Изд-во
иностр, лит., 1963, с. 232—256.
39. Хедден К., Викке Е. О некоторых воздействиях на реакцион-
ную способность углерода,— В кн.: Реакции углерода с газами. М.,
Изд-во иностр, лит., 1963, с. 214—231.
40. Дей Р., Уокер П., Райт К. Реакции углерода с кислородом
при высоких температурах и больших скоростях газового потока.—
В кн.: Реакции углерода с газами М, Изд-во иностр, лит., 1963,
с. 257—299.
41. Брейтуэйт Е. Р. Твердые смазочные материалы и антифрик-
ционные покрытия. М., «Химия», 1967.
42. Самсонов Г. В., Портной К. Н. Сплавы на основе тугоплав-
ких соединений. М., Оборонгиз, 1961.
43. Алисова С. Н., Будберг П. Б. Диаграммы состояния метал-
лических систем, опубликованные в 1965—67 гг., вып. XI—XIII, Про-
изводств.-нзд. комбинат ВИНИТИ. М., 1968, 1969, 1970.
44. Левинский Ю. В., Портной К. И., Салнбеков С. Е. Взаимо-
действие тугоплавких соединений с углеродом, сб. «Взаимодействие
материалов высокотемпературного назначения со средой», Киев,
«Наукова думка», 1968, с. 175—1185.
45. Дымов Б. К. и др. Теплопроводность, удельное электросопро-
тивление и тепловое расширение конструкционных материалов на
основе графита в интервале температур 100—3000 К. — В кн.: Кон-
струкционные материалы на основе графита, № 6. М.. «Металлур-
гия», 1971, с. 45—58.
46. Барабанов В. Н., Ануфриев Ю. Л., Дергунов Н. Н, Исследо-
вание анизотропии физико-механических свойств графита. — В кн.:
Конструкционные материалы на основе графита. № 6. М., «Метал-
лургия», 1971, с. 35—41.
47. Ляхин Ю. П., Мармер Э. Н., Самоссев А. П. Испытание
различных теплоизоляционных материалов для футеровки вакуумной
электропечи с графитовым нагревателем.— «Электротермия», 1969,
вып. 89, с. 9.
48. Ляхин Ю. П., Мармер Э. Н., Самосеев А. П. Повышение
экономичности токоподводов вакуумных электропечей с графитовыми
нагревателями —«Электротермия», 1969, вып. 85, с. 41.
49. Ляхин Ю. П., Мармер Э. Н. Динамические уплотнения ва-
куумных протяжных электропечей.— «Металловедение и термообра-
ботка металлов». 1969, № 7, с. 63—67.
50. Мурованная С. Г. Закалка в вакууме,— «Электротермия»,
1969, вып. 85, с. 51,
51. Мармер Э. Н. и др. Исследование свойств графита при вы-
соких температурах в вакууме.— «Электротермия*. 1961, вып. 3,
с. 14-21.
52. Борисов Б. Н. и др. Исследование теплофизических свойств
графитированных материалов,— В кн.: Материалы к совещанию об
улучшении техники и технологии в электродной промышленности.
Изд-во НТО ЦМ, 1963. с. 193.
53. Ангелевич М. М. Углеродистые графитированные изделия
(каталог-справочник). М.. Металлургиздат, 1962.
54. Конструкционные углеграфитовые материалы в цветной ме-
таллургии (каталог-справочник). М.. Цветметипфррмапня. 1970.
55. Мармер Э. Н., Мальцева Л. Ф. Применение высокотемпера-
турных материалов в электропечестроении.— «Электротермия», 1969,
вып. 86.
56. Ковалев М. Н., Герасенков В. П„ Мармер Э. Н. Определение
пробивных напряжений в вакууме при повышенных температурах.—
«Электротермия», 1962, вып. 2.
57. Барабанов В. Н., Волков Г. М., Лаухина М. С. Определение
механических свойств графита по плотности.— В кн.: Конструкцион-
ные материалы на основе графита. № 5, М.. «Металлургия», 1970,
с. 70—80
58. Гурвич О. С., Мармер Э. Н. Прочность графита при растя-
жении в атмосфере аргона в интервале температур от 20 до
2650 °С — «Электротермия», 1962. № 8, с. 18—19.
59. Ануфриев Ю. П. и др. Исследование механических свойств
при растяжении и сжатии графитовых материалов при высоких тем-
пературах.— В кн.: Материалы к совещанию об улучшении техники
и технологии в электродной промышленности, НТО цветной метал-
лургии, 1963, с. 184—192.
60. Коэее 6. Мг. Боте оЬ«егса(юп$ оп П1е (Г1сНопа1 ЬеЬау1оиг о!
Ьогп пПп<1е ап(1 егарЬИе,— «У/еаг», 1960, V. 3. № 4, р. 274—285.
61. Барабанов В. Н. и др. Физико-механические свойства угле-
родных материалов марок ВК-20 и ВГ-20. — В кн.: Конструкцион-
ные материалы на основе графита. № 3. М.. «Металлургия», 1967,
с. 145—152.
62. Мартенс Н. Е„ Джаффи Л. Е., Баттон. Кратковременная
ползучесть при высоких температурах.— «Проблемы современной
металлургии», № 3, 1961. с. 118—130,
63. Дергунов Н. Н. и др. Техника эксперимента и результаты
исследования прочности, ползучести и ударной вязкости графита при
температурах 300—3500°К.— «Термопрочность материалов и кон-
структивных элементов», вып. 5. Киев. «Паукова думка», 1969,
с. 354—361.
64. Гурвич О. С., Мармер Э. Н. Механические свойства графита,
применяющегося в вакуумных электропечах.— «Порошковая метал-
лургия», 1962. № 2, с. 77—86.
65. Гурвич О. С., Мармер Э. Н. Ползучесть графита в зависи-
мости от давления при высоких температурах.— «Электротермия».
1963, № 1, с. 26.
66. Зайцев Г, Г, и др. Методика и результаты исследования ло-
гарифмического декремента колебаний н модуля упругости углерод-
ных материалов при 20—,3000 СС,—«Конструкционные материалы на
основе графита», № 5, 1970, с. 174—181,
106
67. Лейканд М. С. Вакуумные электрические печи. М. «Энер-
гия». 1968.
68. Ро»с11 К. И'.. $с(тоПе1с1 Г. Н. ТНе 1Ьегта| с1ес1г!са1 сопсП-
Цу111ез о! сагЬоп апд вгарЬйе (о И1[?Ь (етрегаГигед.— «Ргос. РЬуз.
8ос». 1939, V. 51. раг( 1. р. 153—172.
69. 81гаи&$ Н. Е. 8<и(Пез о! (Ьегта! сопбисПуКу о( ро1усгу$1а111пе
цгарЬИе <»( Ы01 1етрега1иге5.—«Ргос. о! (Не Еоиг1Н Соп(. <т Саг-
Ьоп». ВиИа1о. Ыеи1 Уогк, Рег|»атоп Ргезд. ОхГогЗ. 1960. р. 473— 481.
70. Русин С. П., Гурвич О. С., Мармер Э. Н. Теплопроводность
теплоизоляционных засыпок из графита и карбида ниобия при вы-
соких температурах в вакууме.—«Электротермия», 4964, вып. 31.
с. 15—17.
71. 1_1ЬЬе1о<1е А. к. Руго1уПс р;гарЫ(е.—«Е1ес(г. Реу.». 1962,
у. 1970, № 3, р. 91—92.
72. Рубинчик Л. Е. Водородные электрические печи. М„ «Энер-
гия», 1970.
73. Нопые конструкционные материалы пл основе углерода. Пи-
ролитические материалы марок УПВ-1 и УПВ 1т, Цветметинформа-
цня. 1970.
74. ТЬогп Н. 4., $1<прэоп О. С. 3. 5рсс1га1 еш1551у|(е5 о! егарЬНе
ат1 сагЬоп.— «Арр1. РЬув.», 1953, V. 24, № 5, р. 633—639.
75. Спиридонов Э. Г., Барыкин Б. Л., Абрамов А. С. Исследова-
ние испускателыюй способности углеродных материалов— В кн.:
Структурная химия углерода и углей. М.. «Паука», 1968. с. 118.
76. Русин С. П., Гурвич О. С. Излучательная способность графи-
товых материалов,—«Электротермия». 1965. вып. 46. с. 31.
77. Горбачев В. С., Бадриддинов X. С, Опыт эксплуатации ва-
куумной методической электропечи ОКБ-870.— «Электротермия»,
1969, вып. 83, с. 8—10.
78. СагЬоп ап<1 кгарЬИе (е1(-сопсеп1еп( ле* ЫцЬ 1етрега(иге
1П5и1а(1оп. — «1п<1и<>(г1а1 НеаНпк», 1963. у. 30. № 10 р, 2020—2022,
2024.
79. Плуталова Л. А. Современные представления о механизме
трения пары металл — графит. — В кн.: Труды III Всесоюзной кон-
ференции по трению и износу в машинах, т II, 1960, с. 79—87.
80. Вом'Зеп Г. Р.. Зоиоц 3. Е, РпсПоп о! <Ватоп<1, ^гарЬп(е ап<1
сагЬоп ап4 (Ье 1п1 [целее о( вигСасе ГПта.— «Ргос. Иоуа! 5ос.», вег. А,
1951, у. 208. № 1095, р 444
81. Плуталова Л. А„ Панишева 3. А. Интенсивное изнашивание
графитовых материалов.— «Машиноведение», 1970, № 4. с. 112.
82. Григоренко Л. П. и др. Влияние материала контртела на тре-
ние пары металл — графит.— «Машиноведение», 19(58, № I. с. 71—75.
83. Мармер Э. Н., Гурвич О. С. Определение коэффициента тре-
ния некоторых пар материалов под вакуумом до 10“‘ мм рт. ст.
при температурах до 4200 "С. — В кн.: Применение вакуума в метал-
лургии. М.. Изд-во АН СССР, 1963. с. 225 231.
84. Мармер Э. Н.. Гурвич О. С. Исследование пар трения для
работы и вакуумных электропечах.— «Вестник электропромышлен-
ности». 1960. № 9, с. 20—25.
85. Гурвич О. С., Мармер Э. Н. Влияние температуры на коэф-
фициент трения графита.— «Электротермия», 1964. вып. 42, с. 23—25.
86. Джонсон В. А. Исследование фрикционных характеристик
вращательной пары с углеграфитовой опорой при трении без смаз-
кн. Диссертация на соискание ученой степени кандидата технических
наук, МИФИ, М„ 1970.
87. Семенов А. П. Подшипники скольжения. Мин-во станко-
строительной и инструментальной промышленности. Главное техни-
ческое управление. М., НИИМАШ. 1969.
88. Мармер Э. Н.. Ляхин Ю. П„ Истомин Г. Н. I Всесоюзная
конференция по масс-спектрометрии. Тезисы и аннотации докладов
и сообщений Л., Изд-во АН СССР, 1969, с. 262.
89. Мармер Э. И., Ляхин Ю. П., Истомин Г. Н. Установка для
оценки состава газовой среды средневакууыных (10~‘—
|0~! лиг рт. ст.} электропечей с помощью омегатрона. — В кн.:
1 Всесоюзная конференция по масс-спектрометрии. Тезисы и 'анно-
тации докладоа и сообщении. Л„ 1969, с. 262.
90. Горбачев В. С, Практика спекания порошкового молибдена
в вакуумных печах с графитовыми нагревателями.— «Труды конфе-
ренции по порошковой металлургии», Минск, «Высшая школа», 1966.
91. Правила устройства электроустановок. М„ «Энергия», 1965.
92. Малышев В. Н. Обеспечение помехоустойчивости входной
цепи электронных потенциометров дтя измерений температуры при
индукционном нагреве.—«Электротермия», 1968, вып. 70.
ОГЛАВЛЕНИЕ
Предисловие . •............................................ 3
Глава первая. Некоторые сведения о графите ... 5
I. Отличительные особенности, получение и основные
марки графита........................................ 5
2. Структура и строение . . •..................... 9
3. Вакуумные и химические свойства...................10
Глава вторая. Конструкции электропечей.....................25
4. Классификация . . . •...........................25
5. Электропечи периодического и полунепрерывного дей-
ствия ................................................27
6. Электропечи непрерывного действия • . . . . 42
Глава т ре т ь я. Основные узлы электропечей с графитовы-
ми элементами.........................................50
7. Нагреватели.......................................50
8. Футеровка ...................................... 64
9. Узлы трения...................................." 72
Глава четвертая. Область применения и эксплуатация
электропечей с графитовыми элементами...........79
10. Оценка давлений и состава остаточной парогазовой
среды .............................................79
II. Опыт эксплуатации и рекомендации по применению 84
12. Некоторые вопросы монтажа, наладки и испытаний . 92
Список литературы......................................... 97
Осип Соломонович Гурвич
'Юрий Петрович Ляхин
Сергей Иванович Соболев
Высокотемпературные электропечи с графитовыми
элементами
Редактор А. М. Сандомирский
Редактор издательства М. И. Николаева
Художественный редактор Д. И. Чернышев
Технический редактор М. П. Осипова
Корректор
Сдано в набор 21/Х11 1973 г .
Т-11229 Формат 84х1М’/и
Уел. веч. л. 5,46
Тираж 4 000 эка.
Г. Г. Желтова
Подписано к печати 7/У1 1974 г.
Бумага типографская № 2
Уч.-иэд. л. 6,00
Зак. 640 Цена 30 кол.
Издательство <Энергия». Москва. М-114. Шлюзовая наб . 10
Московская типография К> 10 Союзполиграфпрома
при Государственном комитете Совета Министроп СССР
по делам издательств. полиграфии и книжной торговли.
Москва М-114. Шлюзовая наб., 10.
Цена 30 кои.