/




Text
СССР — нквм „УТВЕРЖДАЮ" Нач. АУ Симонов 21 ноября 1930 г. ВЕДОМСТВЕННЫЙ СТАНДАРТ ВСТ 65
Сталь для изготовления частей ручного огнестрельного оружия. 05 АБ Материалы.
А. Классификация.
у в.и. \?|
с
Сталь для изготовления ружейных, пулеметных и револьверных деталей может
следующих сортов:
а) По способу выплавки:
1) мартеновская,
2) тигельная,
3) электросталь;
б) По химическому составу:
1) углеродистая,
2) специальная.
Б. Технические условия.
1. На изготовление частей ручного (автоматического) огнестрельного оружия назна-
чаются сорта стали (проволока), указанные в приложениях №№ 1 и 2, причем как по
химическому составу, так и по механическим качествам они должны отвечать требова-
ниям, изложенным в тех же приложениях №№ 1 и 2.
Примечание. Спесификации деталей и материалов (сорта стали) помещены
в соответствующих ВСТ-ах на ручное оружие.
2. Нормы обрезки прибылей (по весу металла) для болванок, отливаемых широким
концом кверху, устанавливаются следующие:
а) для стали ствольной и коробочной—40%;
б) для стали с-содержанием углерода от 0,4% и выше—35%;
в) для более мягких сортов стали—25%.
3. Вместе с удалениием головной части слитка должна быть удалена его нижняя
часть в размере не меньшем 3% по весу металла.
4. В случае применения заводом специального исследования слитков на ликвацию,
нормы удаления верхних частей слитков в каждом отдельном случае могут быть по со-
глашению завода с техническим приемщиком понижены, причем норма обрезки прибыль-
ной части во всей плавке устанавливается на основании результатов исследования toi о
слитка, который показал наибольший процент подлежащего удалению металла.
5. Катаный материал, поступающий непосредственно в механическую разработку
на станках, должен быть обязательно подвергнут отжигу.
6. При наружном осмотре катаного материала допускаются только те дефекты в
отношении качества металла (плены, раковины, трещины, волосовины, закаты и пр.), ко-
торые могут быть удалены вырубкой без нарушения установленных для данной заготовки
размеров.
7. Для полного суждения о качестве металла является обязательным исследование
микроструктуры образцов и определение характера излома брусков.
Результаты этих исследований являются факультативными, но, в случае сомнения в
качестве металла на основании указанных результатов исследований, производятся по
соглашению с заводом дополнительные лабораторные испытания металла.
8. Механические качества отштампованных отожженых коробочных болванок и чер-
новых закаленных высверленных стволов должны отвечать требованиям, указанным в
приложении № 1.
9. Производство ударной пробы термически обработанных черновых стволов является
обязательным.
Сопротивление металла удару должно быть не менее 5 кг-м!смг.
В. Правила приема и методы испытания.
1. При приемке металл подвергается следующим испытаниям:
а) химическому анализу;
б) проверке механических качеств в нормально-отожженном состоянии;
в) исследованию внутреннего строения и однородности (микро и макрострук-
тура, характер излома);
г) проверке размеров;
д) наружному осмотру.
2. Химический состав стали и отнесение ее к той или иной марке устанавливаются
на основании результатов химического анализа пробы, взятой от плавки.
3. До введения общесоюзных стандартных методов химического анализа стали та-
ковой должен производиться методами, принятыми заводом—изготовителем стали.
4. При необходимости производства поверочного анализа стали вне завода бесспор-
ным результатом поверки считается параллельная проверка в двух научно-технических
лабораториях одинаковых образцов, давших совпадающие результаты.
5. Для исследования на ликвацию с целью установления нормы обрезки прибылей,
от плавки берется не менее 5% слитков (для ствольной и ствольно-коробочной стали не
менее 10%) и во всяком случае не менее 2 слитков, а для ствольной и ствольно-коро-
бочной стали не менее 3 слитков. Слитки для исследования отбираются технич. прием-
щиком, но заводу предоставляется право предварительно отбраковать слитки по внеш-
нему виду с тем, что отбракованные болванки будут совершенно из'яты от назначения
на изготовление деталей ручного оружия и пулеметов или эти болванки будут индиви-
дуально исследованы на ликвацию, при чем результаты индивидуально исследованных
слитков не принимаются в расчет при определении нормы удаления верхних частей бол-
ванок данной плавки.
6. При забраковании по ликвации целого слитка вместо него берутся два дополни-
тельных слитка. В этом случае процент отреза от прибыльной части для слитков данной
плавки определяется на основании исследования как дополнительных, так и ранее взя-
тых (за исключением забракованного) слитков.
7. При приеме тигельной стали, идущей на изготовление ответственных пулеметных
деталей, исследуется на ликвацию каждый слиток, и степень отрезки прибыльной части
устанавливается на основании результатов этого исследования для каждого слитка в от-
дельности.
8. Во всех случаях исследования на ликвацию образцы берутся от слитков, прошед-
ших первую обжимку, но не катаных в меньшие размеры.
9. Материалы, в виде прокатанных в надлежащие размеры заготовок, подвергаются
механическим испытаниям по плавкам.
10. От каждых 3 тонн плавки материала среднего сорта (свыше 12 мм сечения) бе-
рется не менее 2 полос или прутков; от стали же мелкого сорта и проволоки такое же
количество образцов берется от одной тонны плавки.
Примечание. Выбор полос (прутков) для механических испытаний и уста-
новление количества образцов из полосы (прутка) предоставляется техническому
приемщику.
И. Сталь, не подлежащая отжигу, испытывается на разрыв брусками, отожжеными в
лаборатории.
12. При неудовлетворении металла установленным нормам, заводу предоставляется
право исправить материал новой термической обработкой и снова пред'явить его к
приему.
13. Нормальными брусками для испытания на растяжение признаются бруски ниже-
указанных размеров:
а) цилиндрические, с отношением диаметра к расчетной длине, как 1 :10. Преиму-
щественно d= 10 мм, расчетная длина 1= 100 мм\
б) плоские,—размеры которых удовлетворяют формуле:
L=ll,3 ]/>', где L — расчетная длина, F площадь поперечного сечения, при чем L
определяется по F.
Примечание. Образцы на разрыв на машине Гагарина могут иметь иное
отношение диаметра к расчетной длине.
14. Испытание брусков на разрыв должно обязательно сопровождаться вычерчива-
нием диаграммы растяжения в масштабе, при котором 1 мм, отсчитанный по оси орди-
нат, отвечал бы не более 200 кг нагрузки; если конструкция пресса допускает, то надле-
жит стремиться к масштабу 1 мм—100 кг.
15. При испытании на разрыв обязательно отмечается:
а) начало текучести (по наблюдению за рычагом с поверкою наблюдаемой величины
диаграммою разрыва);
б) временное сопротивление разрыву, отнесенное к первоначальной площади сече-
ния образца;
в) сжатие площади поперечного сечения в месте разрыва образца, выраженное
в % % от первоначальной площади;
г) окончательное удлинение в % % от расчетной длины;
д) характер излома бруска.
16. При оценке качеств металла решающими служат первые три характеристики, а
удлинение только регистрируется. Однако при сортах полосового металла толщиной
меньше 1 мм и проволоки, когда определение сжатия представляется затруднительным
и ненадежным, критерием качества металла служит относительное удлинение.
Примечание. Для определения поперечного сжатия разорванного плоского
образца складывают его части и обмеряют в месте разрыва наименьшую ширину.
Толщина в месте разрыва обмеряется, отступя на ширины от края образца.
При неодинаковой толщине можно пользоваться для определения расчетной толщины
формулой:
а 4- b -J- 4с , -
е ---где а и Ь —толщина у краев бруска в месте разрыва, с толщина в
середине.
17. Методом исследования макроструктуры рекомендуется метод Баумана.
18. Макро-исследование литых слитков производится над сечением соответственно
тых квадратных или круглых заготовок размерами сечения 100—125 мм, после
с таковых прибыльных частей металла.
19. Макро-исследование производится над образцами, вырезанными из головок брус-
ов, испытанных на разрыв.
20. Характер излома брусков (цилиндрических) определяется в буквах артиллерий-
,ой шкалы изломов.
21. Результаты химического анализа и механических испытаний должны быть зане-
гны в соответствующие журналы.
К результатам механических испытаний должны быть всегда приложены микрофото-
1имки и данные о характере излома бруска. Если же оценка резулг ^Ъв исследования
груктуры металла производится путем отнесения ее к установлен) .м на заводе типам
груктур, то в журнале отмечается условное обозначение этой структуры.
собецности приема и методов испытания черновых ствольных коробок
и стволов.
22. Отштампованные (не сверленые) и отожженные коробочные болванки для про-
бки их механических качеств пред'являются партиями одной плавки и прошедшими
|жиг в одинаковых условиях (в одной печи).
23. От партии коробочных болванок механическим испытаниям подвергается 0,3%
робок партии и во всяком случае не менее 2 коробок.
Расчетная длина брусков должна быть 100 мм при диаметре 10 мм.
24. К окончательному приему черновые стволы пред'являются партиями, составлен-
ии из одной плавки, прошедшими в процессе своей разработки установленные пробы
к в виде металла, так и в откованном виде.
25. Черновые стволы подвергаются следующим приемным испытаниям-
а) пробе на разрыв с высверленным каналом;
б) пробе высверленного ствола под маятниковым копром;
в) пороховой пробе.
Примечание. Правила производства пороховой пробы изложены в приложе-
нии № 3.
26. Бруски на разрыв от закаленных стволов (со сквозным каналом) берутся ниже-
азанных размеров: Наружный Внутренний Расчетная диаметр диаметр длина
Бруски из казенной части . Бруски из дульной части . 17,8 — 18,0 мм 12,7—12,9 мм 100 мм . 12,4 — 12,5 мм 7,4— 7,5 мм 100 мм
Количество стволов, подлежащих пробе на разрыв, должно составлять 0,3%, но не
нее 2 стволов от пред'являемой после термической обработки партии. Бруски от каж
го ствола берутся от 2 концов: из казенной и дульной части.
27. При неполучении хотя бы у одного из испытанных стволов требуемых механиче-
их качеств партия или переиспытывается в двойном количестве стволов по отношению
количеству стволов при первом испытании и признается годной, когда все вновь взя-
,е стволы дали удовлетворительный результат, или поступает в переработку и вновь
пытывается в нормальном количестве образцов.
28. Ударная проба термически обработанных стволов производится над брусками из
едней части стврла следующих размеров: общая длина 160; мм наружный диаметр—
мм-, внутренний—7,3 мм с круговою заточкой в месте закрепления 14 мм, радиус за-
угления—1 мм. Брусок
ртикальном положении,
зажима.
Мощность копра для
Количество брусков
нтых на разрыв.
закрепляется коротким концом у шейки (круговой заточки) в
и удар производится по длинному концу в расстоянии 75, мм
данного испытания: вес бабы—20 кг, высота под'ема—1 метр.
для ударной пробы должно соответствовать числу стволов, 3
Г. Клеймение и упаковка.
1. Каждый слиток стали должен иметь ясные клейма номера сталии номера плавки,
2. Каждая штанга или полоса готового сортового материала должна иметь на од-
ном из концов ясное клеймо номера стали, за исключением мелких сортов или прово-
локи, клеймение коих невозможно.
3. Условные клейма номеров плавок ствольной и ствольно-коробочной сталей со
храняются на всех полуфабрикатах стволов и коробок вплоть до готовых изделий.
4. Отправляемый с завода металл в той или иной форме упаковки (бунт, связка, I
деревянных щитах и пр.) обязательно должен быть снабжен металлическими бирками, ш
которых ясно выбивается наименование завода-отправителя, номер стали, размер и клей
ОТК завода.
Приложение № I
Таблица сортов сталей, идущих на изготовление деталей винтовок, пулеметов
и револьверов
Материалы Механические качества нормального образца Химический состав
Отожженная сталь Закаленная сталь
№№ сталей Сопрот. разрыву Предел те- кучести Og Удлине- ние 1 Сжатие j | Сопрот. разрыву Предел те- кучести Og Удлине- ние 1 г • 1 Сжатие j С Мп Si Р не более 41 1 5 с о : X [
. В кг на кв.мм В %% (не ниже) В кг на кв. мм В %% (не ниже) — В %% (не ниже)
Сталь марте- новская
3 3’/2 30-40 35-45 18-28 20-30 30 28 65 60 А— — — 0,08-0,13 | 0,14-0,20 / 0,35-0,55 до 0,20 0,06 0,« f
4 40-50 22—32 24 55 — — — 0,21-0,28 0,45-0,65 0,20-0,30 0,05 Ш 1
5 5V2 45-55 50-60 24-34 26-36 22 20 50 45 70-90 80-95 45-60 50-65 t 6 45 40 0,29-0,35 1 0,36-0,41 j 0,50-0,70 0,20-0,30 0,05 0,J I
6 61/2 55-65 60-70 28-38 29-39 16 15 40 40 85—100 90-105 55—70 60-75 5 4 40 40 0,42-0,47 1 0,48-0,55 1 0,50-0,70 0,20—0,30 0,05
7 65-75 30-40 12 35 95-110 65-80 3,5 35 0,56-0,60 0,50-0,70 0,20-0,30 0,05
Сталь тигель- ная
75 — — — — — — 0,75—0,89 0,2—0,3 0,15-0,30 0,035
90 — — — — — — — 0,90—1,04 0,2-0,3 0,15-0,30 0,035
105 — — — — — - __ 1 1,05-1,19 0,2-0,3 0,15-0,30 0,035
Ствольная Ствольно-ко- робочная 55-65 55-65 28 28 17 17 40 40 80-100 Не менее 55 ! 8-10 40 0,44-0,51 0,40-0,45 0,50—0,70 0,50-0,70 0,20—0,30 0,20-0,30 0,05 0,05
Примечания. 1) Допускается содержание кремния на +0,05% и марганца на + 0,10% против yi
занных пределов, 2) цифры механических испытаний ствольной стали в закаленном состоянии относятся таю
и к стволам термически обработанным, 3) цифры механич. испытаний ствольно-коробочной стали относя
также и к штампованным, но не сверленым отожженным коробочным болванкам.
Приложение М 2
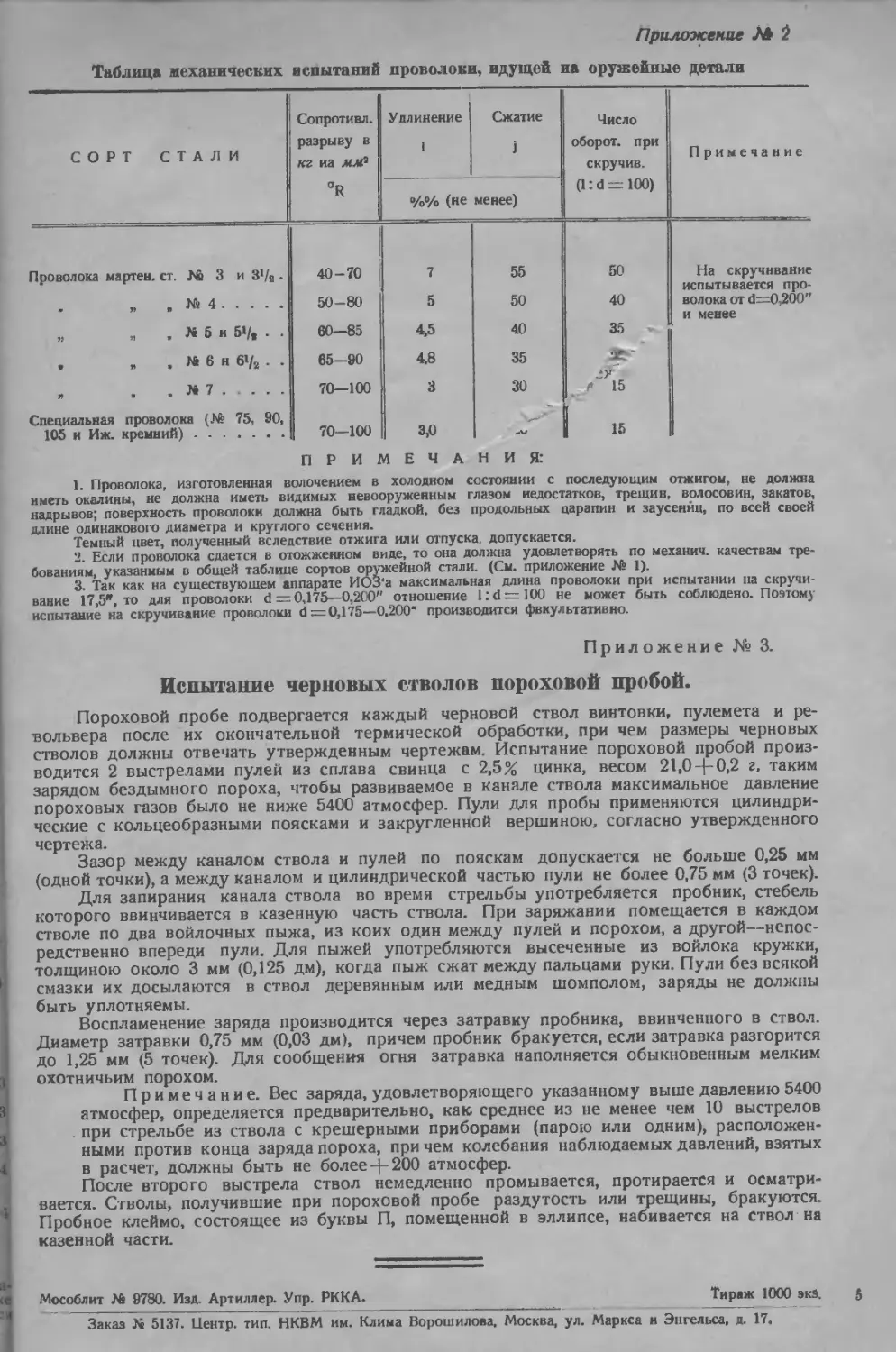
Таблица механических испытаний проволоки, идущей на оружейные детали
СОРТ СТАЛИ Сопротивл. разрыву в кг иа млС1 Удлинение 1 Сжатие j Число оборот, при скручив. (1: d = 100) Примечание
%% (не менее)
Проволока мартен, ст. № 3 и 3Vn . 40-70 7 55 50 На скручивание
„ » № 4 . 50-80 5 50 40 испытывается про- волока от d=0,200"
Я „ , Ji 5 и 5‘/, • • 60—85 4,5 40 35 и меиее
я , № 6 и 6*/2 • • 65—90 4.8 35 л?-
Я . . Ji 7 . Ь а > 70—100 3 30 15
Специальная проволока (№ 105 и Иж. кремний) . . . 75, 90, 70—100 3,0 15
ПРИМЕЧАНИЯ:
1. Проволока, изготовленная волочением в холодном состоянии с последующим отжигом, не должна
иметь окалины, не должна иметь видимых невооруженным глазом недостатков, трещин, волосовин, закатов,
надрывов; поверхность проволоки должна быть гладкой, без продольных царапин и заусениц, по всей своей
длине одинакового диаметра и круглого сечения.
Темный цвет, полученный вследствие отжига или отпуска, допускается.
2. Если проволока сдается в отожженном виде, то она должна удовлетворять по механич. качествам тре-
бованиям, указанным в общей таблице сортов оружейной стали. (См. приложение № 1).
3. Так как на существующем аппарате ИОЗ‘а максимальная длина проволоки при испытании на скручи-
вание 17,5", то для проволоки d = 0,175—0,200" отношение l:d = 100 не может быть соблюдено. Поэтому
испытание на скручивание проволоки d =0,175—0.200" производится фвкультативно.
Приложение № 3.
Испытание черновых стволов пороховой пробой.
Пороховой пробе подвергается каждый черновой ствол винтовки, пулемета и ре-
вольвера после их окончательной термической обработки, при чем размеры черновых
стволов должны отвечать утвержденным чертежам. Испытание пороховой пробой произ-
водится 2 выстрелами пулей из сплава свинца с 2,5% цинка, весом 21,0 ^0,2 г, таким
зарядом бездымного пороха, чтобы развиваемое в канале ствола максимальное давление
пороховых газов было не ниже 5400 атмосфер. Пули для пробы применяются цилиндри-
ческие с кольцеобразными поясками и закругленной вершиною, согласно утвержденного
чертежа.
Зазор между каналом ствола и пулей по пояскам допускается не больше 0,25 мм
(одной точки), а между каналом и цилиндрической частью пули не более 0,75 мм (3 точек).
Для запирания канала ствола во время стрельбы употребляется пробник, стебель
которого ввинчивается в казенную часть ствола. При заряжании помещается в каждом
стволе по два войлочных пыжа, из коих один между пулей и порохом, а другой—непос-
редственно впереди пули. Для пыжей употребляются высеченные из войлока кружки,
толщиною около 3 мм (0,125 дм), когда пыж сжат между пальцами руки. Пули без всякой
смазки их досылаются в ствол деревянным или медным шомполом, заряды не должны
быть уплотняемы.
Воспламенение заряда производится через затравку пробника, ввинченного в ствол.
Диаметр затравки 0,75 мм (0,03 дм), причем пробник бракуется, если затравка разгорится
до 1,25 мм (5 точек). Для сообщения огня затравка наполняется обыкновенным мелким
охотничьим порохом.
Примечание. Вес заряда, удовлетворяющего указанному выше давлению 5400
атмосфер, определяется предварительно, как среднее из не менее чем 10 выстрелов
. при стрельбе из ствола с крешерными приборами (парою или одним), расположен-
ными против конца заряда пороха, при чем колебания наблюдаемых давлений, взятых
в расчет, должны быть не более-(-200 атмосфер.
После второго выстрела ствол немедленно промывается, протирается и осматри-
вается. Стволы, получившие при пороховой пробе раздутость или трещины, бракуются.
Пробное клеймо, состоящее из буквы П, помещенной в эллипсе, набивается на ствол на
казенной части.
Мособлит № 9780. Изд. Артиллер. Упр. РККА.
Тираж 1000 экз. 5
Заказ J4 5137. Центр, тип. НКВМ им. Клима Ворошилова. Москва, ул. Маркса и Энгельса, д. 17.