/






Author: Кутцбах Берилов М.Н.
Tags: электротехника машиностроение




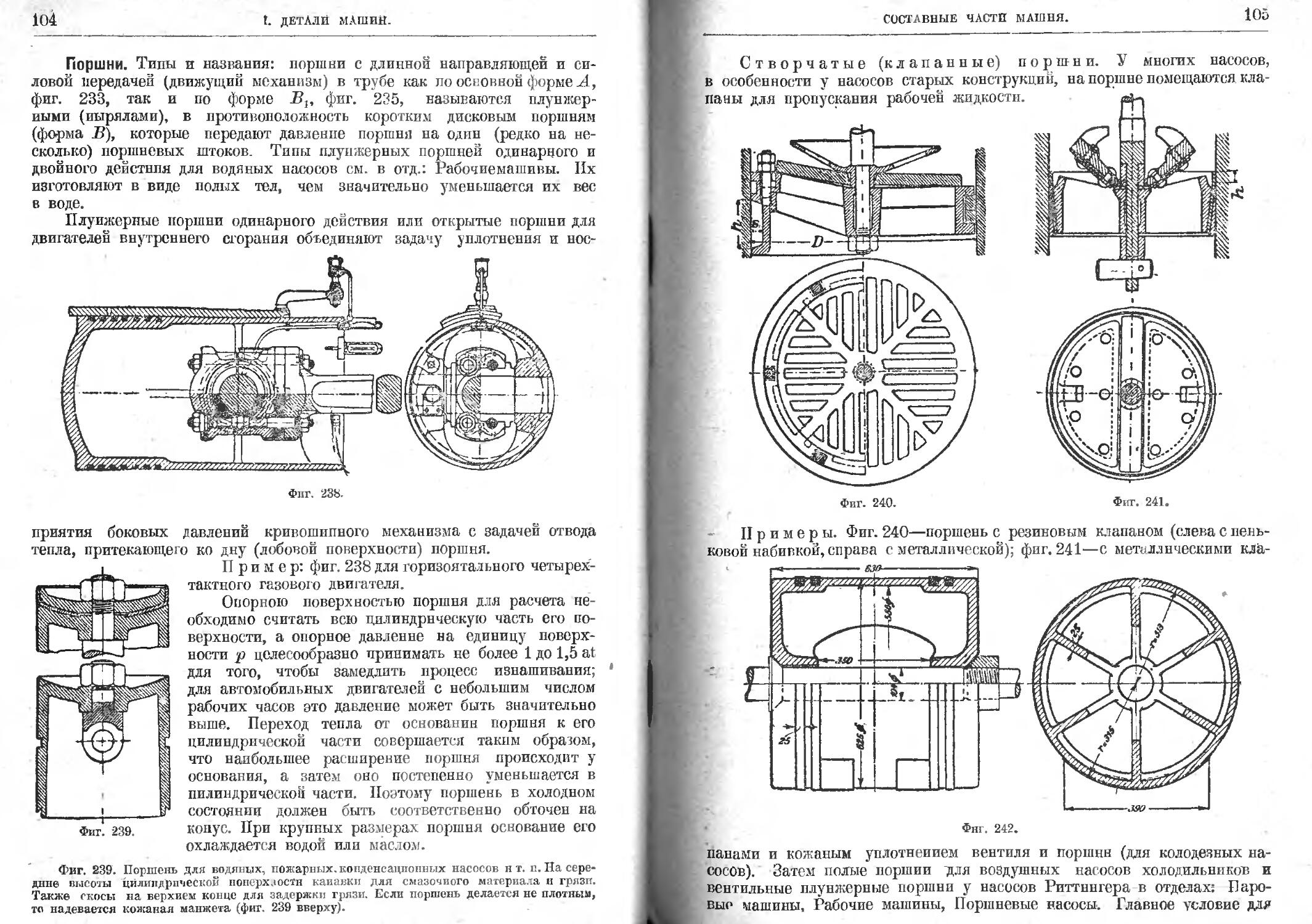
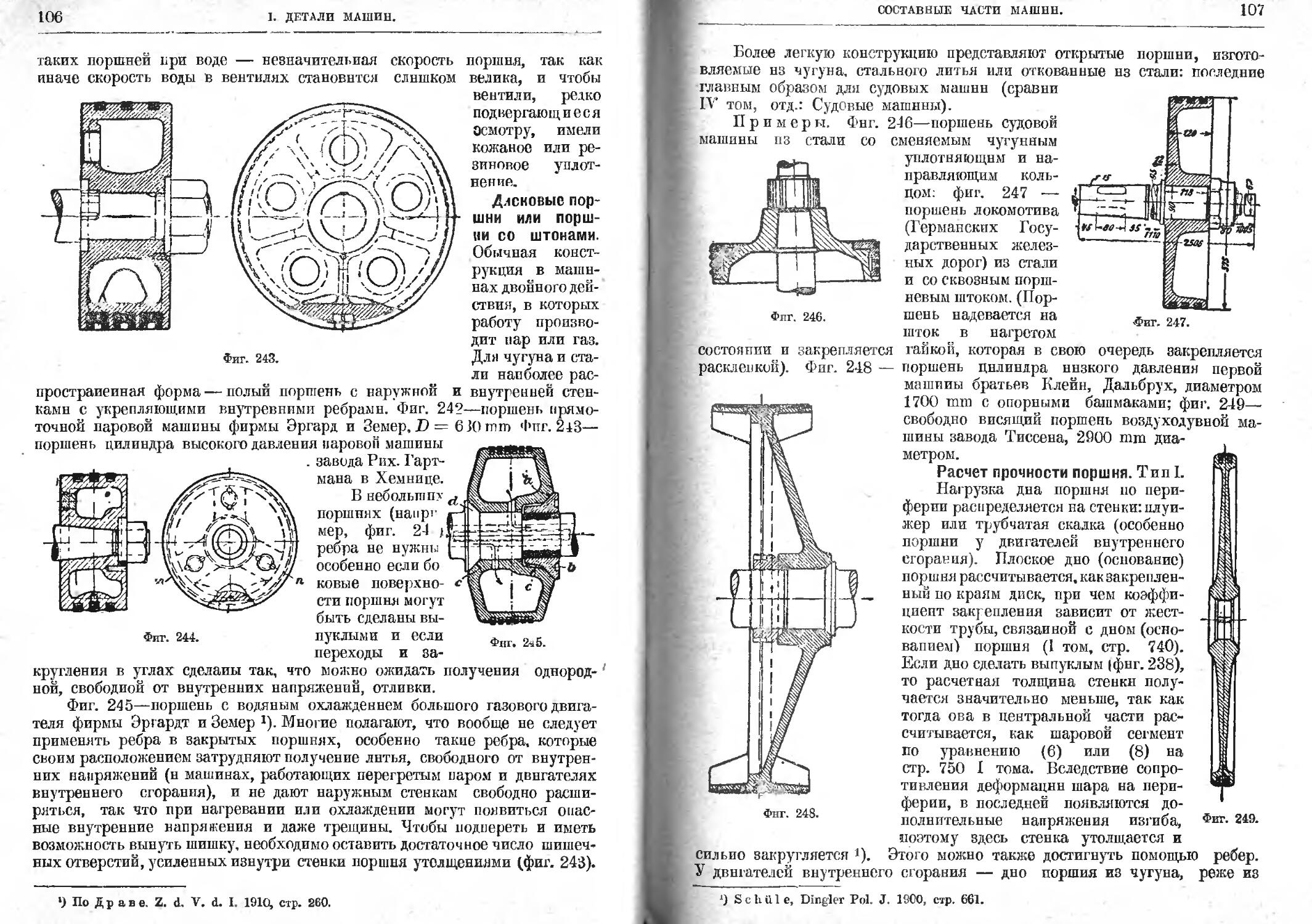
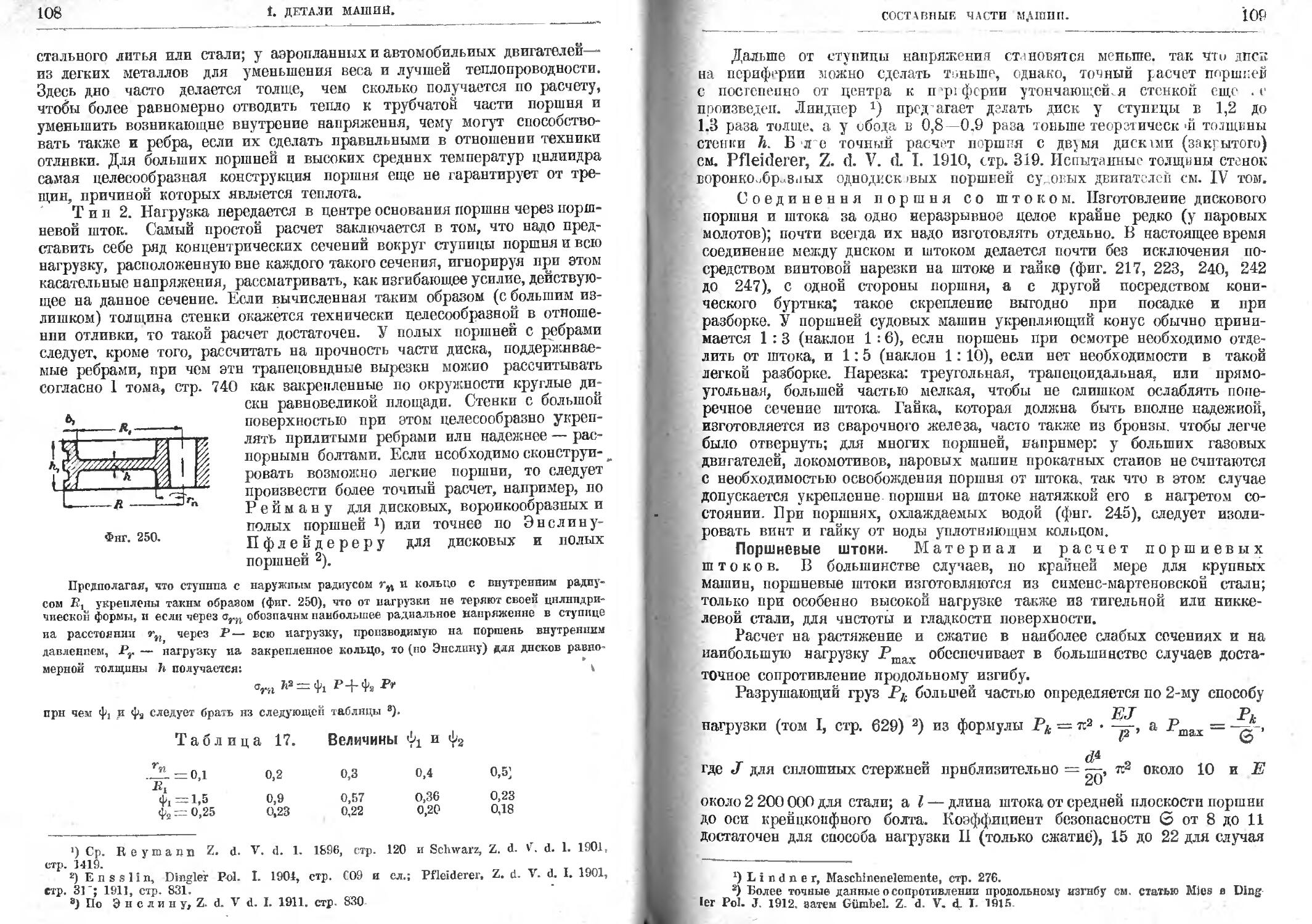
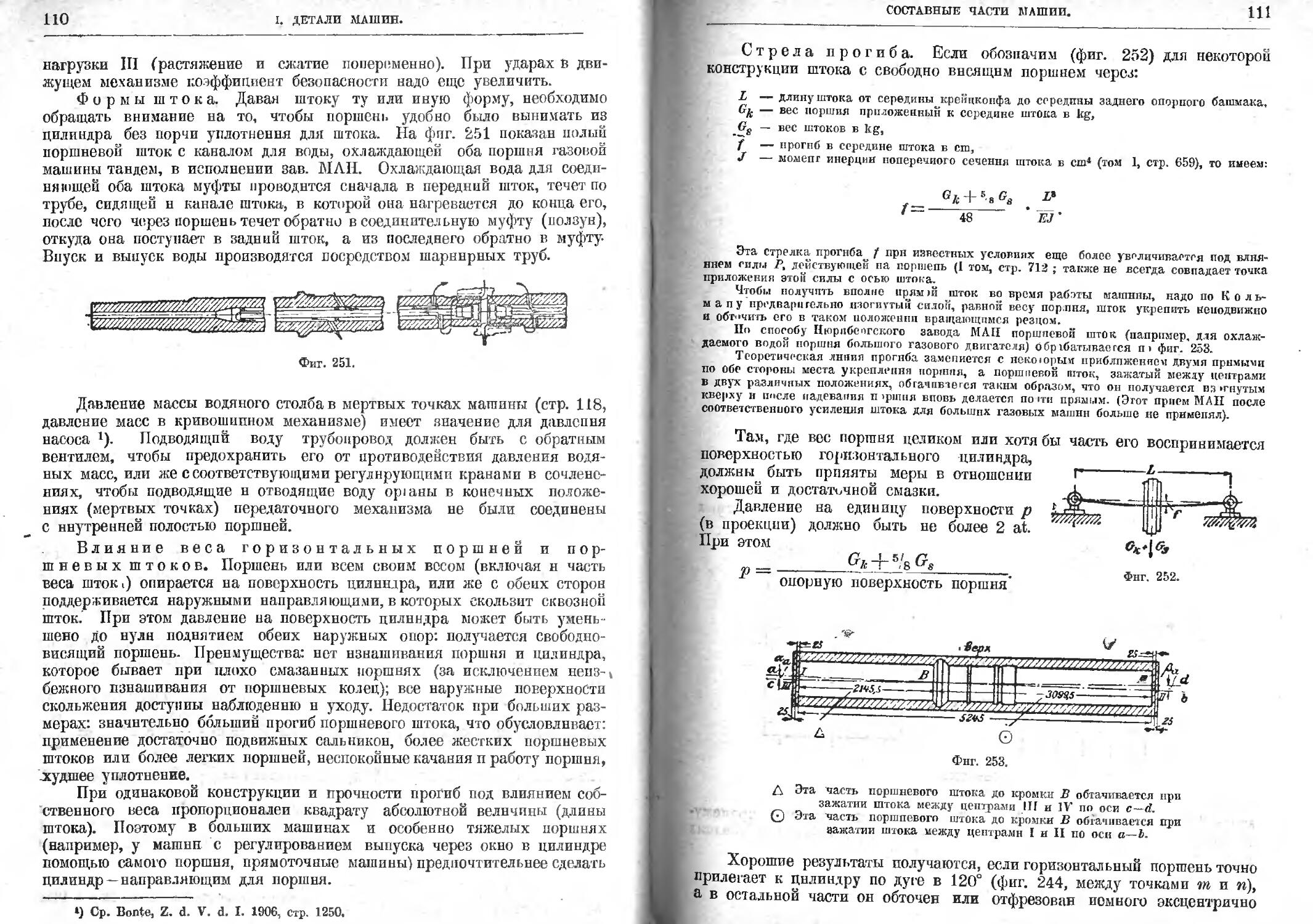
Text
X
ОГЛАВЛЬН 11 Ь.
Стр.
Ь) Влияние высоты водвеса и расстояния между лампами .................. . . 1172
с) Методы расчета освещения ....................... 1173
С. Внутреннее освещение . . 1174
а) Необходимые величины освещенности............ —
Ь) Выбор рода освещения и расположение ламп . . . 1175
с) Отраженное освещение . —
<1 ) Специальные случаи . . —
D. Освещение внешних пространств и больших крытых помещении................... 1178
а) Необходимая величина освещенности............ —
Ь) Уличное освещение ... 1179 с) Освещение рельсовых путей и вокзалов .............. —
d) Освещение прожекторами (авто-прожекторы) ... 1180
е) Время горения.......... 1181
V отдел. Электротехника.
I. Общие данные............ 1182
а) Единицы электрических измерении .................
Ь) Основные законы магнетизма .................. 1184
с) Основные законы для постоянного тока.......... 1187
d) Основные законы электромагнетизма .......... 1190
е) Правила для определения направления токов н действия магнитных и механических сил............ 1194
f) Основные законы для переменного тока.......... 1195
g) Электрическое поле . . . 1201 11) Изолирующие материалы 1204 П. Элементы и аккумуляторы.
А. Первичные элементы .... 1207
В. Вторичные элементы (аккумуляторы) ..................’. 1208
а) Сиинцовые аккумуляторы. — Ь) Щелочные „ . 1212
с) Регулирование напряжения ..................... 1213
III. Электрические генераторы и моторы. А Общие положения н объяснение терминов............. 1215
В. Ман.шпл постоянного тока. 1218
Стр.
С. Синхронные машины переменного тока................ 1242
D. Асинхронные машины переменного тока................ 1269
Е. Коллекторные машины переменного тока................ 1284
IV. Трансформаторы, умформеры и выпрямители.....................1306
А. Трансформаторы переменного тока..................... 1307
В. Потенциал-регуляторы ... 1321
С. Преобразователи........... 1322
D. Выпрямители .... 1329
V. Электрические измерения. . . 1334
А. Электрические измерительные приборы..................... 1338
В. Электрические измерения . . 1347
VI. Испытание электрических машин ........................... 1353
А. Нормы для испытания электрических машин .... —
В. Измерение при испытании электрических машин . 1360
VII. Схемы включения источников тока и распределительные устройства....................1369
А. Схемы включения для постоянного тока .... —
В. Схемы соединения для трехфазного тока ..... 1375
С. Выполнение распределительных устройств . . . —
VIII. Выбор системы тока . . . 1382
IX. Способы улучшения коэффициента мощности . . 1385
X. Провода..................1389
А. Общие соображения для определения сечения проводов .................... —
Определение сечений проводов ................. 1392
С. Выполнение сетей проводов 1399 а) Воздушные линии ... —
Ь) Кабели..................1411
XI. Применение теплового действия тока в технике .... 1418
А. Нагревание жидких или содержащих жидкость тел . 1419 а) Электрические паровые котлы.......................... —
Ь) Подогреватели воды. . . 1427 с) Приборы для варки для домашнего, сельского хозяйства и ремесла .... 1429
В. Нагревание газообразных тел 1430 а. Обогревание помещений .
Ъ) Нагревание воздуха . . 1432 с) Сушилки.................1433
С. Нагревание твердых тел . . —
I ОТДЕЛ.
ДЕТАЛИ МАШИН.
Составлено проф. Кутцбах, Дрезден.
Перевод под редакцией проф. М. Н. Берлова.
I. Части для соединения деталей машин.
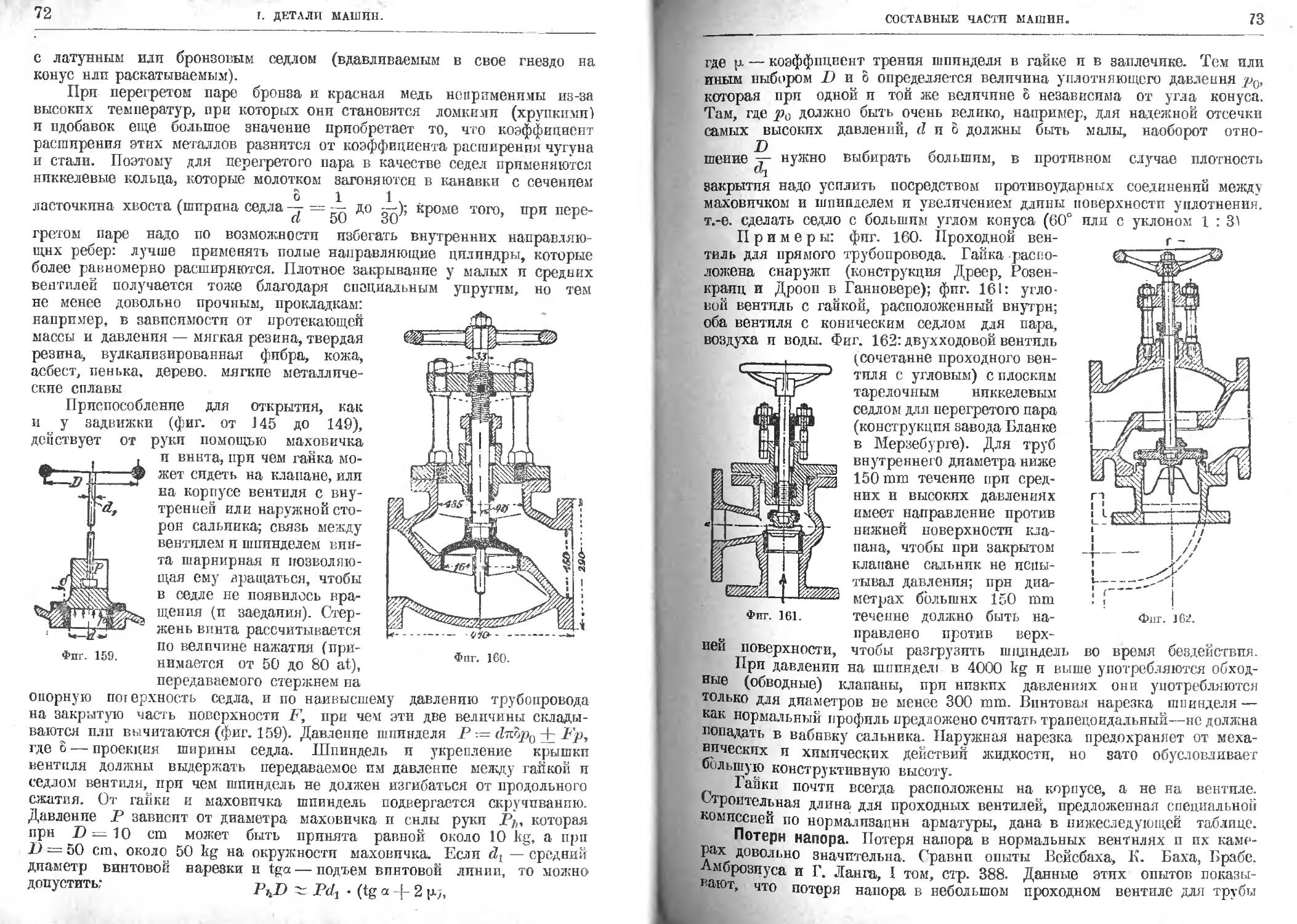
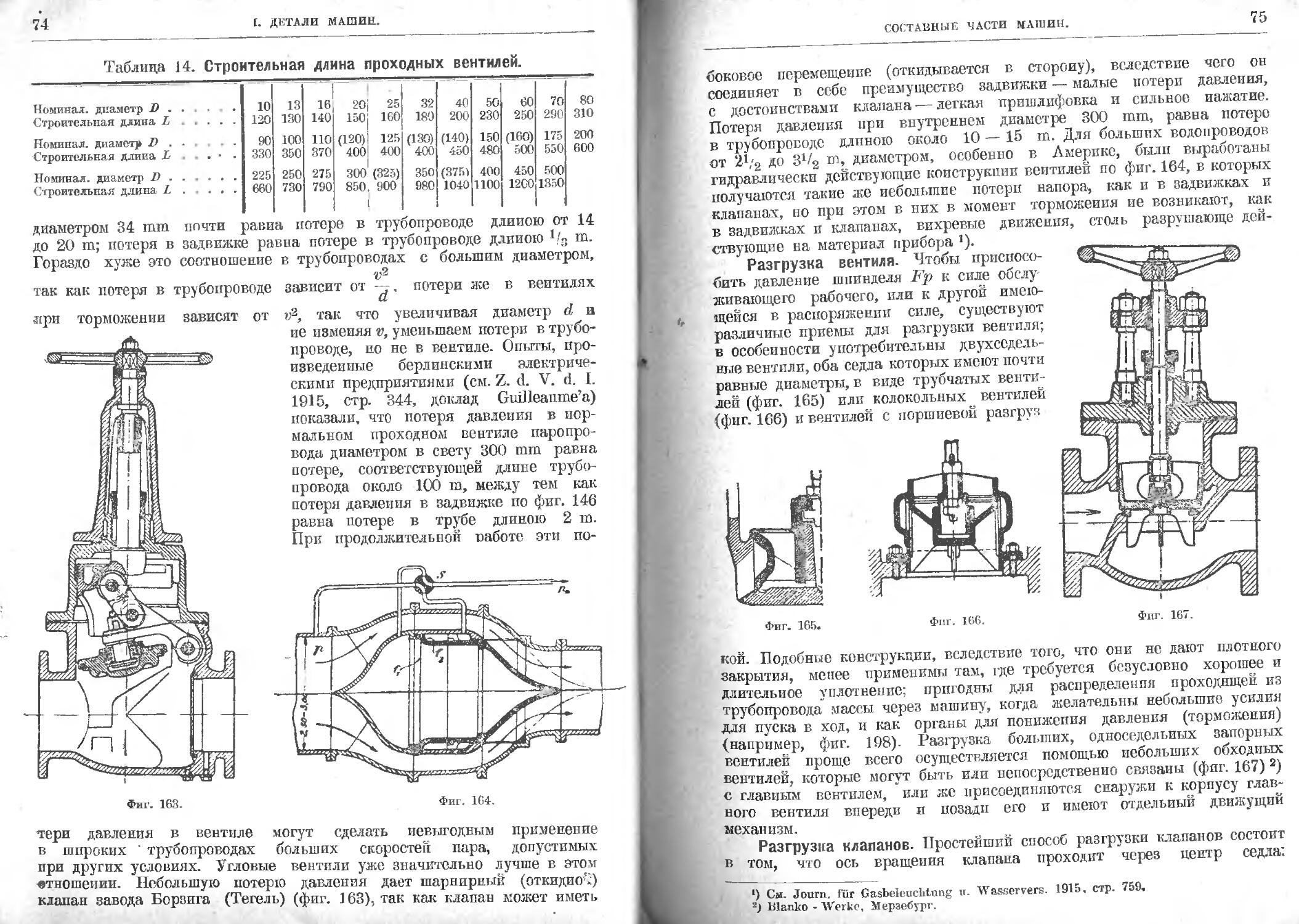
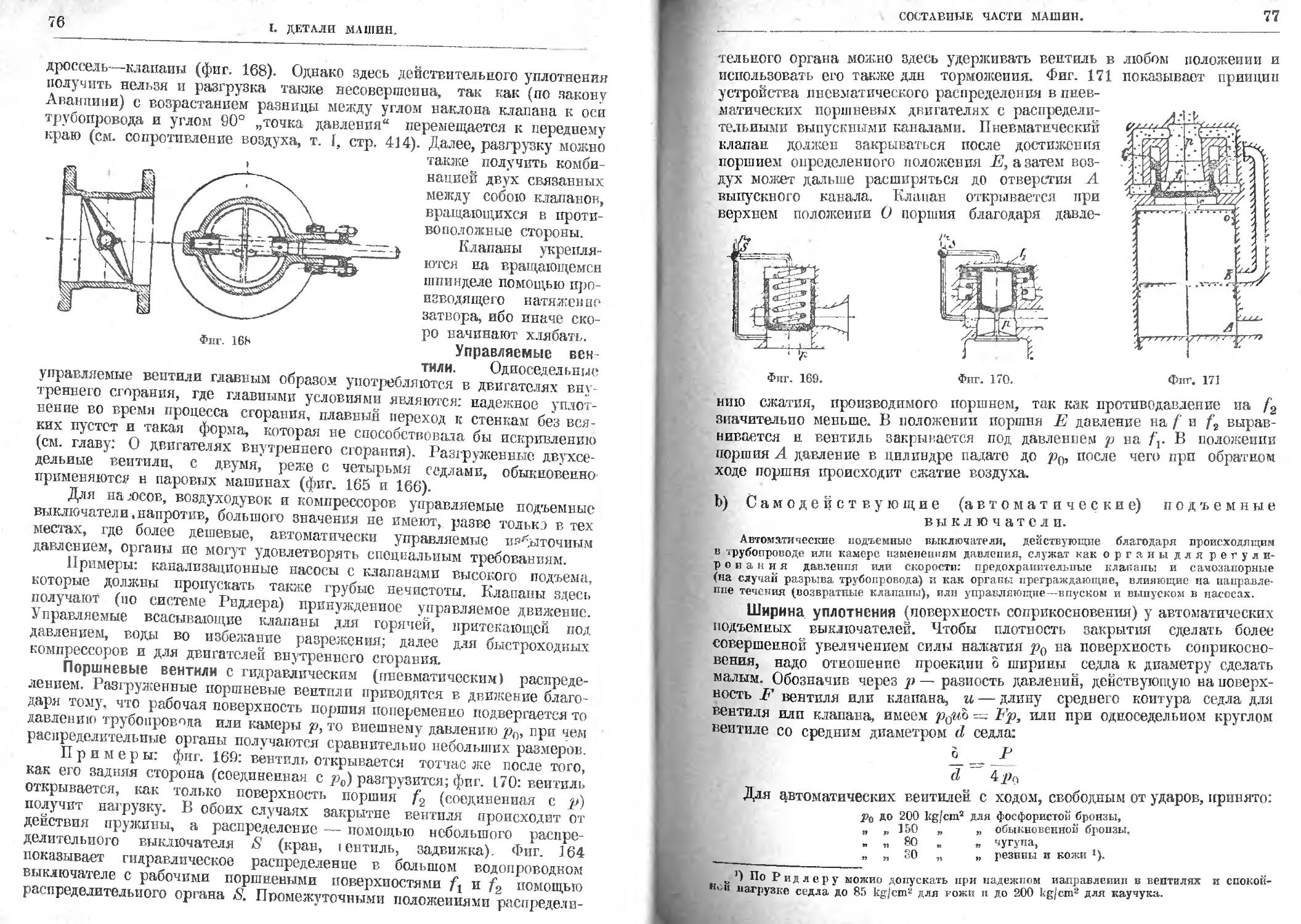
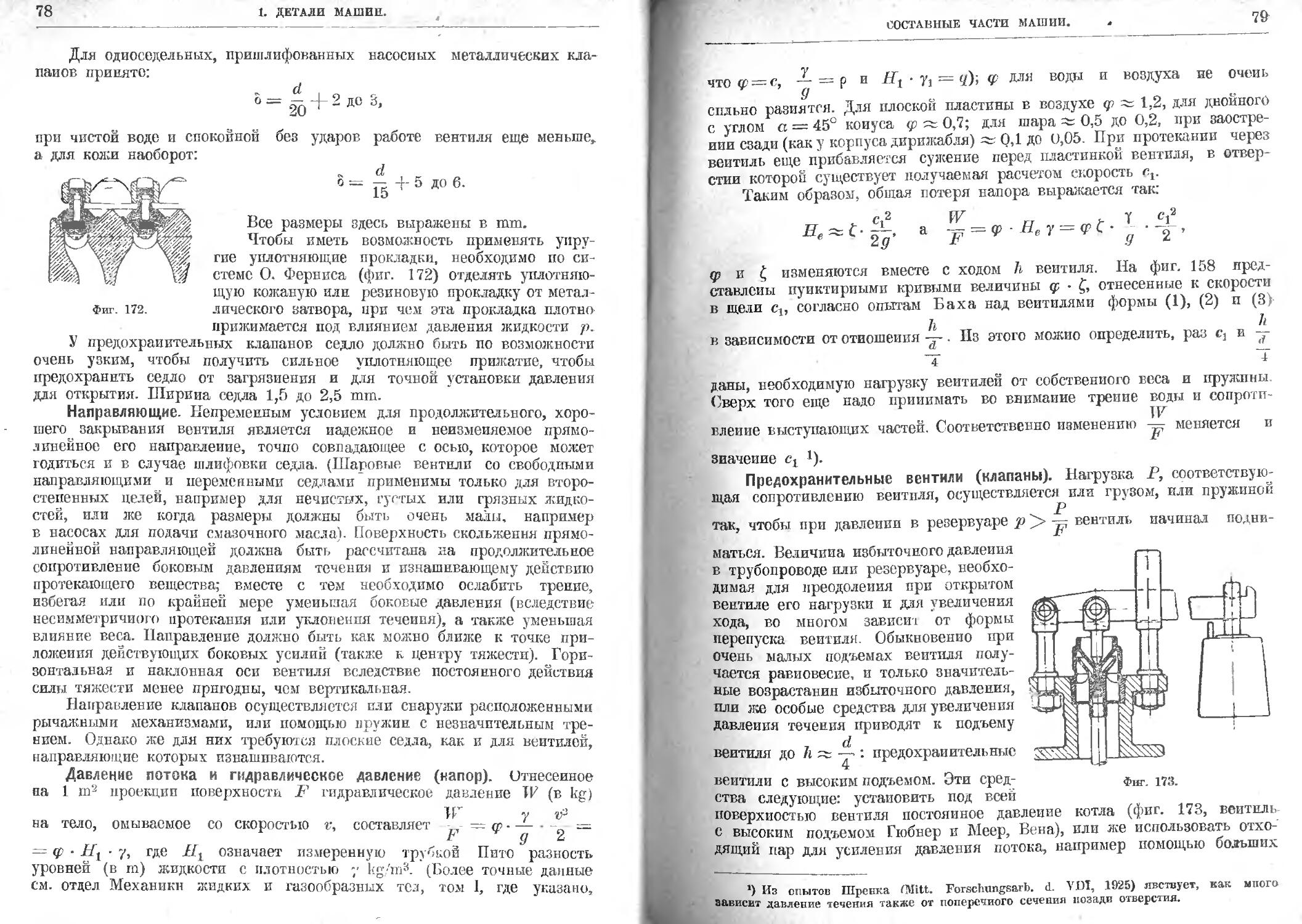
(Элементы для натяжения, направления и установки относительного положения).
А. Призматические и цилиндрические элементы.
а) Поперечные клинья.
Заклинивание по большей части производится точном натяжении держится самоторможением; уклон первый из них — при частых разборках.
ударом. При доста-
1 1 1
“ 20 ’ ЗОМИ4О’
Примечание: в DIN 1350 Комитета по нормализации германской промышленности от ноября 1924 г. нормированы обозначения для статики, сопротивления материалов н испытания материалов, фасонного и сортового железа. Эти обозначения приняты во внимание в отделах „Сопротивление материалов" п „Материаловеденнеа I тома и будут также употребляться в отделе „Строительная техника4* (Ш том).
В машиностроении эти обозначения еще не получили права гражданства, поэтому мы воздержались во II томе от замены употреблявшихся до сих пор в „Ifiitte** обозначений—нормированными. Однако, чтобы облегчить одновременное пользование отделами I и II тома, мы в нижеследующей таблице приводим рядом с нормированными обозначениями — принятые во II томе прежние обозначения.
' Обозначения, употребительные в машиностроении и недавно нормированные в сопротивлении материалов.
| Употреби- 1 геЛьные [ в машино- 1 строении По DIN 1350 ! Определение понятия о я тельные в машппо- । ! строении По DIN 1350 Определение понятия
К Z К к„ Ed к 8 Кк к 2 к ®-В тБ/ ~В 9к ТД0!1 3^оп ’'доп т дои Временное сопротивление разрыву. Временное сопротивление сжатию. Временное сопротивление изгибу. Временное сопротивление скручиванию. Временное сопротивление срезу (сдвигу) Временное сопротивление продольному изгибу. Допускаемое напряжение прн разрыве. Допускаемое напряжение при сжатии. Допускаемое напряжение при изгибе. Допускаемое напряжение при скручивании к 8 'к Т р 9г X /. jg т ~ 1 | 18 8 Ь, Ч => а Допускаемое напряжение при срезе (сдвиге). Допускаемое напряжение при продольном пзгибе. Напряжение при пределе пропорпиональпэ-стп. Напряженно при пределе упругости. Напряжение прн пределе текучести. Изменение длины. Степень стройноеги. Относительное удлинение. Работоспособность.
4
I. ДЕТАЛИ МАШИН.
Литература: Бах. Детали машин; Lindner, Maschinenelemente; Sholl—Grassman. Fuhrer des Maschinisten.
О нормировании сравни I том н сводку в I томе. Немецкие промышленные нормы (DIN) в дальнейшем приняты во внимание, поскольку они были утверждены до конца 1925 года.
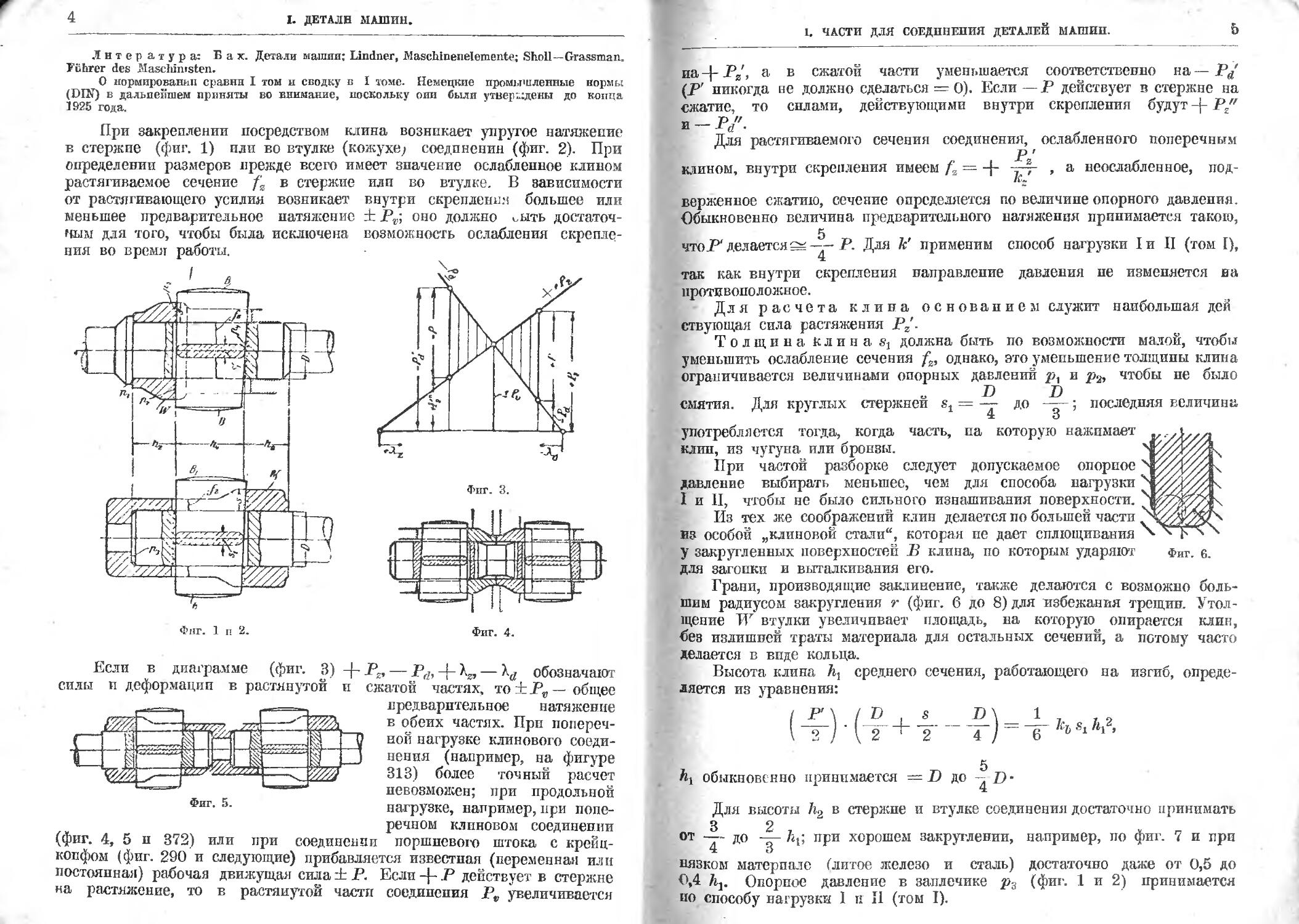
При закреплении посредством клина возникает упругое натяжение в стержне (фиг. 1) или во втулке (кожухе; соединении (фиг. 2). При определении размеров прежде всего имеет значение ослабленное клином растягиваемое сечение в стержне или во втулке. В зависимости от растягивающего усилия возникает внутри скрепления большее или меньшее предварительное натяжение ± Рг,; оно должно ъыть достаточным для того, чтобы была исключена возможность ослабления скрепления во время работы.
Если в диаграмме (фиг. 3) -ф- Рг, — Ра, -{- Хг, — Хй обозначают силы и деформации в растянутой и сжатой частях, то + Р„ — общее
предварительное натяжение в обеих частях. При поперечной нагрузке клинового соединения (например, на фигуре 313) более точный расчет невозможен; при продольной нагрузке, например, при попе-
Фиг. 5.
речном клпновом соединении (фиг. 4, 5 н 372) или при соединенна поршневого штока с крейцкопфом (фиг. 290 и следующие) прибавляется известная (переменная или постоянная) рабочая движущая сила ± Р. Если -ф- Р действует в стержне на растяжение, то в растянутой части соединения 7’„ увеличивается
1. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
5
иа -|- Рг', а в сжатой части уменьшается соответственно на — Pg (Р' никогда не должно сделаться = О). Если—Р действует в стержне на сжатие, то силами, действующими внутри скрепления будут Р"
к-Р,?-
Для растягиваемого сечения соединения, ослабленного поперечным Р'
клином, внутри скрепления имеем fz = , а неослабленное, под
верженное сжатию, сечение определяется по величине опорного давления. Обыкновенно величина предварительного натяжения принимается такою, 5
чтоР‘ делается = Р- Для к' применим способ нагрузки 1и II (том I), так как внутри скрепления направление давления не изменяется на противоположное.
Для расчета клина основанием служит наибольшая деп ствующая сила растяжения Р/.
Толщина клина Sj должна быть по возможности малой, чтобы уменьшить ослабление сечения fz, однако, это уменьшение толщины клина ограничивается величинами опорных давлений р, и чтобы не было „ D D
смятия. Для круглых стержней st = — до ; последняя величина употребляется тогда, когда часть, па которую нажимает «ук/д клин, из чугуна или бронзы. w7////fy\
При частой разборке следует допускаемое опорное давление выбирать меньшее, чем для способа нагрузки 'ууууууР I и II, чтобы не было сильного изнашивания поверхности, Чу//уул'
Из тех же соображений клин делается по большей части из особой „клиновой стали", которая не дает сплющивания XX р \Х у закругленных поверхностен Р клина, по которым ударяют фИг. е. для загонки и выталкивания его.
Грани, производящие заклинение, также делаются с возможно большим радиусом закругления г (фиг. 6 до 8) для избежания трещин. Утолщение W втулки увеличивает площадь, на которую опирается клин, без излишней траты материала для остальных сечений, а потому часто делается в виде кольца.
Высота клина Р среднего сечения, работающего на изгиб, определяется из уравнения:
В\ 1 7 7 2
Л, обыкновенно принимается — D до — D •
Для высоты 7j2 в стержне и втулке соединения достаточно принимать
3 2
— Д° ~тг при хорошем закруглении, 4 3
от
например, по фиг. 7 и при
вязком материале (литое железо и сталь) достаточно даже от 0,5 до 0,4 ftj. Опорное давление в заплечике ps (фиг. 1 и 2) принимается ио способу нагрузки 1 и И (том I).
6
I. ДЕТАЛИ МАШИН.
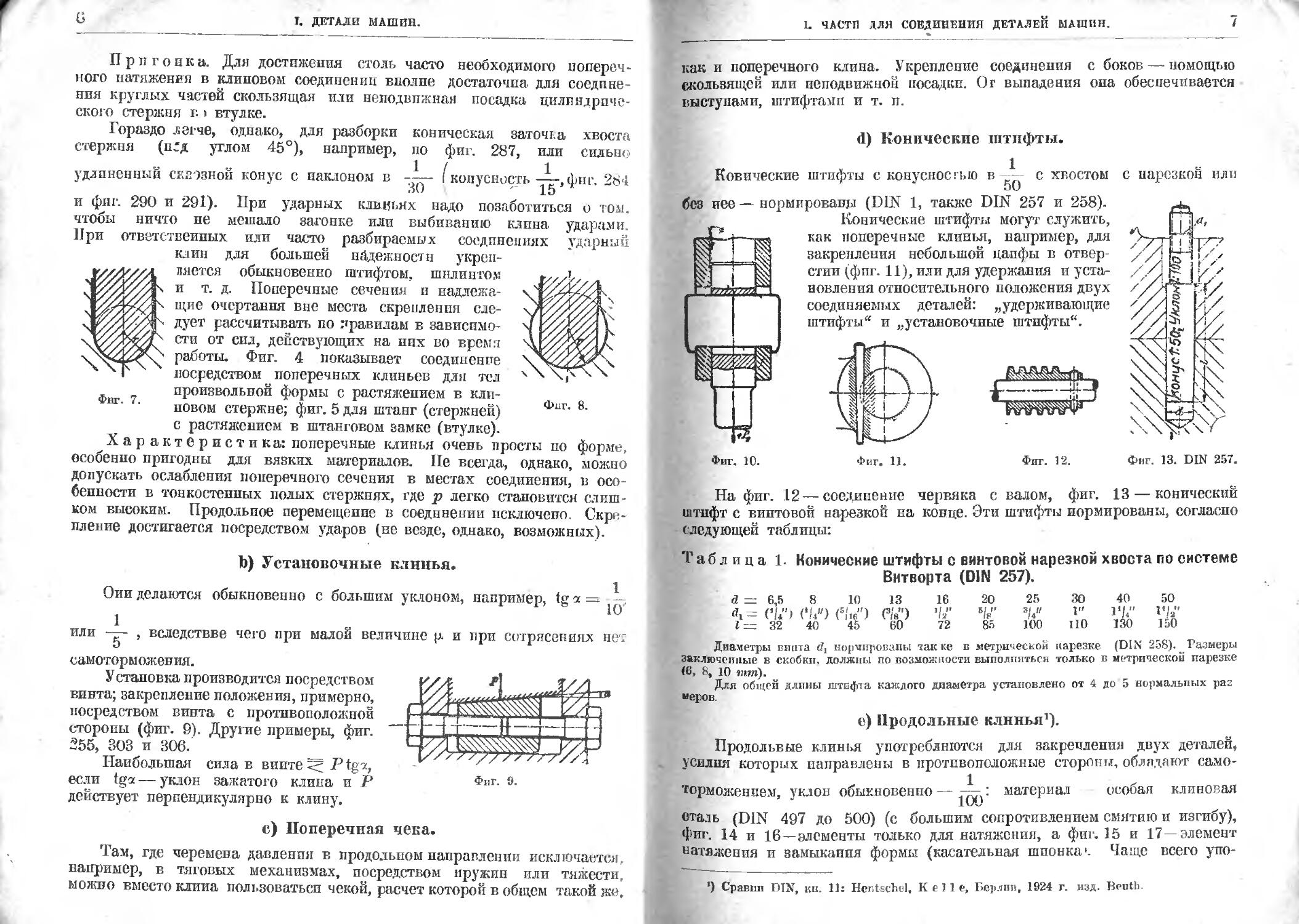
Прпгонка. Для достижения столь часто необходимого поперечного натяжения в клиновом соединении вполне достаточна для соединения круглых частей скользящая или неподвижная посадка цилиндрического стержня г. > втулке.
Гораздо легче, однако, для разборки коническая заточка стержня (п'д углом 45°), например, по фиг. 287, удлиненный сквозной конус с наклоном в
Фнг. 7.
хвоста
или сильно
I конусность -Дг.фпг. 264 30 ' 15
и фит. 290 и 291). При ударных клиньях надо позаботиться о том. чтобы ничто не мешало загонке или выбиванию клина ударами. При ответственных или часто разбираемых соединениях ударный клин для большей надежности укрепляется обыкновенно штифтом, шплинтом и т. д. Поперечные сечения и надлежащие очертания вне места скрепления следует рассчитывать ио правилам в зависимости от сил, действующих на них во время работы. Фиг. 4 показывает соединение посредством поперечных клиньев для тел произвольной формы с растяжением в клиновом стержне; фиг. 5 для штанг (стержней) с растяжением в штанговом замке (втулке).
X а р а к т е р и с т и ка: поперечные клинья очень просты по форме, особенно пригодны для вязких материалов. Пе всегда, однако, допускать ослабления поперечного сечения в местах соединения, в особенности в тонкостенных полых стержнях, где р легко становится слишком высоким. Продольное перемещение в соединении исключено. Скрепление достигается посредством ударов (не везде, однако, возможных).
МОЖНО
Ъ) Установочные клинья.
Оии делаются обыкновенно с большим уклоном, например, tg а = |— 1
или — , вследствие чего при малой величине р и при сотрясениях нет
самоторможения.
У становка производится посредством винта; закрепление положения, примерно, посредством винта с противоположной стороны (фиг. 9). Другие примеры, фиг. 255, 303 п 306.
Наибольшая сила в винте < Р tga, если tga—уклон зажатого клина и Р действует перпендикулярно к клину.
с) Поперечная чека.
Там, где перемена давления в продольном направленпп исключается, например, в тяговых механизмах, посредством пружин или тяжести, можно вместо клипа пользоваться чекой, расчет которой в общем такой же.
1. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШПИ.
как и поперечного клина. Укрепление соединения с боков — помощью скользящей или неподвижной посадки. От выпадения опа обеспечивается выступами, штифтами и т. и.
<1) Конические штифты.
Конические штифты с конусностью в с хвостом
без иее — нормированы (DIN 1, также DIN 257 и 258).
Конические штифты могут служить, как поперечные клинья, например, для закрепления небольшой цапфы в отверстии (фиг. 11), или для удержания и установления относительного положения двух соединяемых деталей: „удерживающие штифты" и „установочные штифты".
с нарезкой или
Фиг. 13. DIN 257.
Нафиг. 12 — соединение червяка с валом, фиг. 13 — конический штифт с винтовой нарезкой на конце. Эти штифты нормированы, согласно следующей таблицы:
Таблица 1. Конические штифты с винтовой нарезной хвоста по системе Витворта (DIN 257).
а = 6,5 8 10
(Ч<"> С!?') <'/«")
I = 32 40 45
13 т 60
16 V 72
20 25 <30 40 50
V 314W 1" г/4” 1’/2”
85 1'00 по 130 150
Диаметры винта нормированы так ке в метрической нарезке (DIN 258). Размеры заключенные в скобки, должны по возможности выполняться только в метрической парезке (6, 8, К) пип).
Для общей длины штифта каждого диаметра установлено от 4 до 5 нормальных pas «еров.
о) Продольные клинья1).
Продольные клинья употребляются для закрепления двух деталей, усилия которых направлены в противоположные стороны, обладают самоторможением, уклон обыкновенно——,материал особая клиновая
стать (DIN 497 до 500) (с большим сопротивлением смятию и изгибу), фиг. 14 и 16—элементы только для натяжения, а фиг. 15 и 17 —элемент натяжения и замыкания формы (касательная шпонка1. Чаще всего упо-
') Сравни DIN, кн. 11: Hentschel, К е 11 е, Берлин, 1924 г. изд. Beutb.
10
1. ДЕТАЛИ МАП1ПВ.
Таблица 3. Глубина выемчи для тангенциальных клиньев по DIN 271
D П 1
60 7 1:® ю
70 7 140 11
80 8 150 11
90 8 160 12
300 9 170 12
ПО 9 180 12
120 10 190 14
° 1)
200 14 270 ।
210 14 230
220 16 290
230 16 300
240 16 320
250 18 340
260 18 360
I) t п
18 &Ж) i 26 520
20 400 ' 26 540
20 420 30 560
20 4;о i 30 580
•л » 460 30 600
480 , 34
26 500 , 34 —
34
38
38
38
42
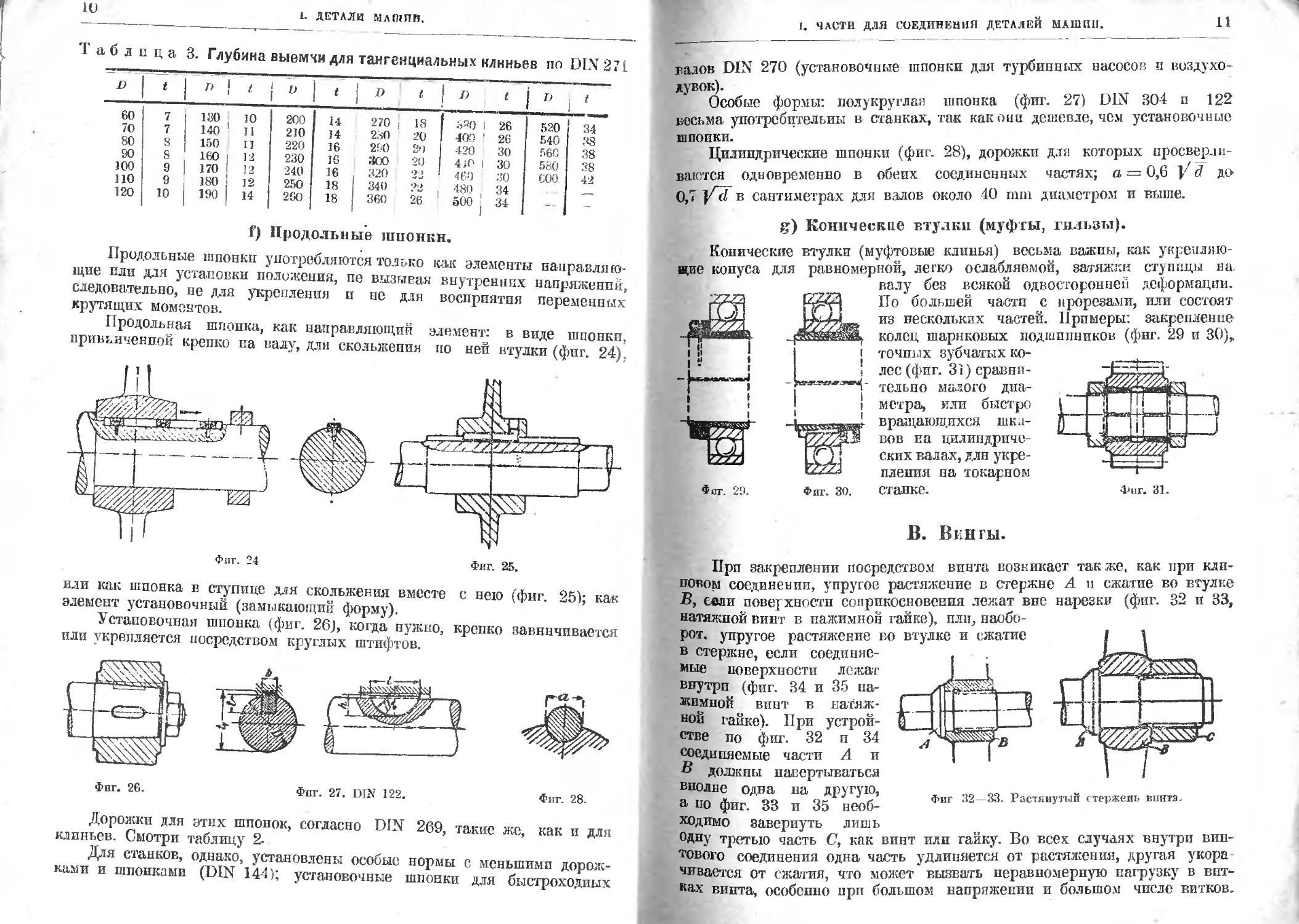
f) Продольные шпонки.
Продольные шпонки употребляются только как элементы направляющие пли для установки положения, не вызывая внутренних напряжений, следовательно, не для укрепления и не для восприятия переменных крутящих моментов.
Продольная шпонка, как направляющий элемент: в виде шпонки, привинченной крепко иа валу, для скольжения по ней втулки (фиг. 24),
или как шпонка в ступице для скольжения вместе с нею (фиг. 251; как элемент установочный (замыкающий форму).
Установочная шпонка (фиг. 26), когда нужно, крепко завинчивается пли укрепляется посредством круглых штифтов.
Фиг. 28.
Фиг. 27. DIN 122.
Дорожки для этих шпонок, согласно DIN 269, такие же, как и для клиньев. Смотри таблицу 2.
Для станков, однако, установлены особые нормы с меньшими дорожками и шпонками (DIN 144); установочные шпонки для быстроходных
1. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
11
налов DIN 270 (установочные шпонки для турбинных насосов и воздуходувок).
Особые формы: полукруглая шпонка (фиг. 27) D1N 304 п 122 весьма употребительны в станках, так как они дешевле, чем установочные шпопки.
Цилиндрические шпонкп (фиг. 28), дорожки для которых просверливаются одновременно в обеих соединенных частях; а = 0,6 V <1 до 0,7 У~(1 в сантиметрах для валов около 40 mm диаметром и выше.
g) Конические втулки (муфты, гильзы).
Конические втулки (муфтовые клинья) весьма важны, как укрепляющие конуса
Фиг. 29.
для равномерной, легко ослабляемой, затяжки ступицы на. валу без всякой односторонней деформации. По большей части с прорезами, или состоят из нескольких частей. Примеры: закрепление колец шариковых подшипников (фнг. 29 и 30)г точных зубчатых колес (фиг. 31)сравнительно малого диаметра, или быстро вращающихся шкивов на цилиндрических валах, длн укрепления на токарном станке.
Фиг. 30.
В. Вкн гы.
Прп закреплении посредством винта возникает так же, как при клиповом соединении, упругое растяжение в стержне А и сжатие во втулке В, сели поверхности соприкосновения лежат вне нарезки (фиг. 32 и 33, натяжной винт в нажимной гайке), пли, наоборот. упругое растяжение во втулке и сжатие I 1
в стержне, если соединяемые поверхности лежат внутрп (фиг. 34 и 35 нажимной впнт в натяжной гайке). Прп устройстве по фиг. 32 и 34 соединяемые части А и В должны навертываться вполне одна па другую, а по фиг. 33 и 35 необходимо ваверпуть лишь
одну третью часть С, как впнт пли гайку. Во всех случаях внутрп винтового соединения одна часть удлиняется от растяжения, другая укора чивается от сжатия, что может вызвать неравномерную нагрузку в витках винта, особенно прп большом напряжении и большом числе витков.
12
I. ДЕТАЛИ МАШИН.
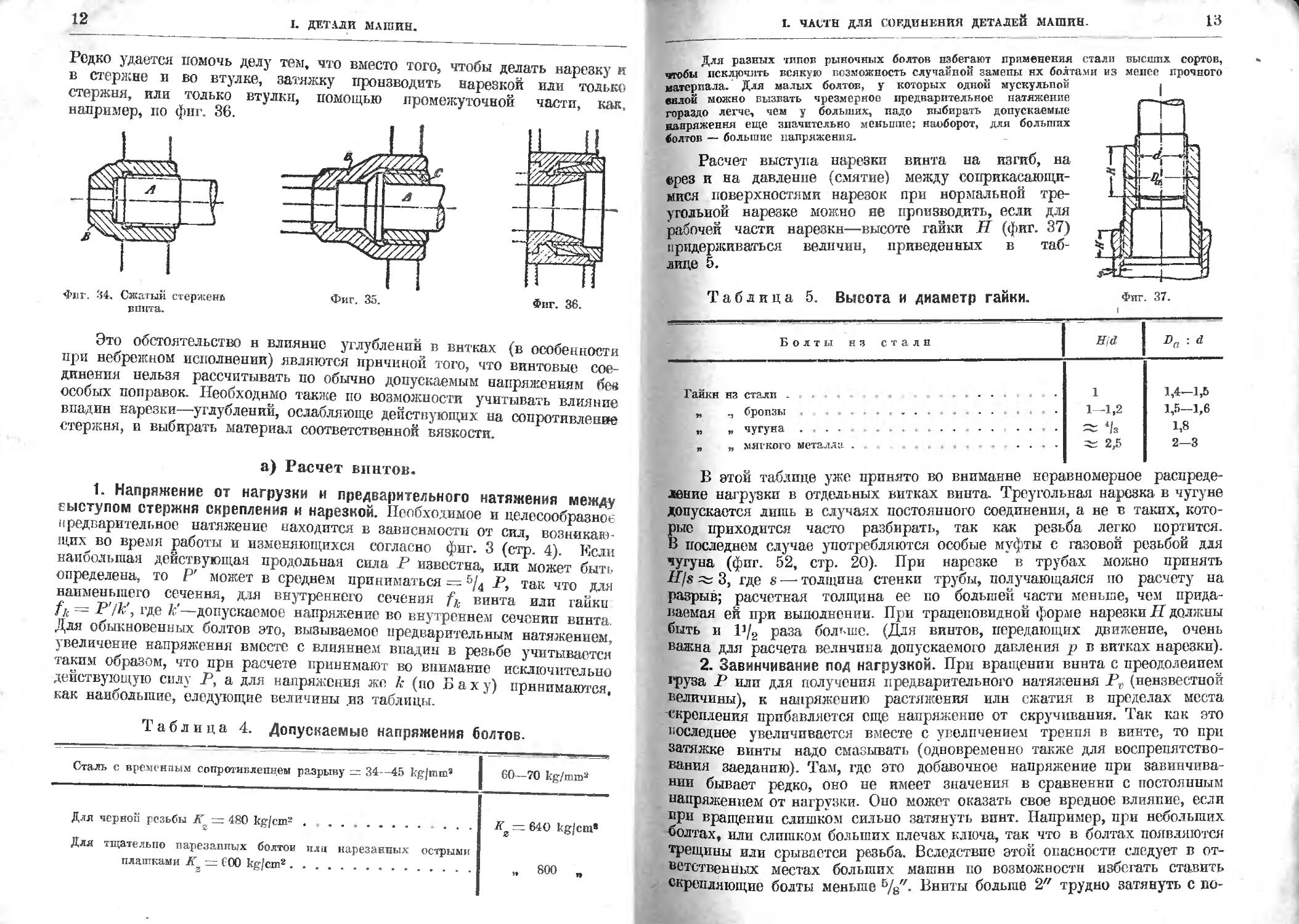
Редко удается помочь делу тем, что вместо того, чтобы делать нарезку и в стержне и во втулке, затяжку производить нарезкой или только стержня, или только втулки, помощью промежуточной части, как.
Фиг. 34. Сжатый стержень Фиг. 35. Фиг. 36.
впита.
Это обстоятельство н влияние углублений в витках (в особенности при небрежном исполнении) являются причиной того, что винтовые соединения нельзя рассчитывать по обычно допускаемым напряжениям бее особых поправок. Необходимо также по возможности учитывать влияние впадин нарезки—углублений, ослабляюще действующих на сопротивление стержня, и выбирать материал соответственной вязкости.
а) Расчет винтов.
1. Напряжение от нагрузки и предварительного натяжения между выступом стержня скрепления и нарезкой. Необходимое и целесообразное предварительное натяжение находится в зависимости от сил, возникающих во время работы и изменяющихся согласно фиг. 3 (стр. 4). Коли наибольшая действующая продольная сила Р известна, или может быть определена, то Р' может в среднем приниматься = 6/4 Р, так что для наименьшего сечення, для внутреннего сечения винта или гайки fk = P'/fc', где к'—допускаемое напряжение во внутреннем сечении винта. Для обыкновенных болтов это, вызываемое предварительным натяжением, увеличение напряжения вместе с влиянием впадин в резьбе учитывается таким образом, что прн расчете принимают во внимание исключительно действующую силу Р, а для напряжения же к (по Баху) принимаются, как наибольшие, следующие величины .из таблицы.
Таблица 4. Допускаемые напряжения болтов.
Сталь с временным сопротивлением разрыву — 34—45 kg/mma 60—70 kg/mm8
Для черной резьбы — 480 kg/cm2 . 7f^r=64O kg/cm®
Для тщательно нарезанных болтои иля нарезанных острыми плашками К? ~ 600 kg/cm2 ,. 800 „
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
13
Для разных типов рыночных болтов избегают применения сталп высших сортов, чтобы исключить всякую возможность случайной замены нх болтами из менее прочного
материала. Для малых болтов, у которых одной мускульной вилой можно вызвать чрезмерное предварительное натяжение гораздо легче, чем у больших, надо выбирать допускаемые напряжения еще значительно меньшие; наоборот, для больших болтов — большие напряжения.
Расчет выступа нарезки винта на изгиб, на срез и на давление (смятие) между соприкасающимися поверхностями нарезок при нормальной треугольной нарезке можно не производить, если для рабочей части нарезки—высоте гайки Н (фиг. 37) придерживаться величин, приведенных в таблице 5.
Таблица 5. Высота и диаметр гайки.
Болты нз стали
Фиг. 37.
Hid
Dn : d
Гайки нз сталп . и ., бронзы „ „ чугуна
1—1,2
~ 41з
5= 2,5
1,4— 1,Ь
1,5—1,6
1,8
2—3
В этой таблице уже принято во внимание неравномерное распределение нагрузки в отдельных витках винта. Треугольная нарезка в чугуне допускается лишь в случаях постоянного соединения, а не в таких, которые приходится часто разбирать, так как резьба легко портится. В последнем случае употребляются особые муфты с газовой резьбой для чугуна (фиг. 52, стр. 20). При нарезке в трубах можно принять H/s 5= 3, где s — толщина стенки трубы, получающаяся по расчету на разрыв; расчетная толщина ее по большей части меньше, чем придаваемая ей при выполнении. При трапеповидной форме нарезки JS должны быть и 1’/2 раза больше. (Для винтов, передающих движение, очень важна для расчета величина допускаемого давления р в витках нарезки).
2. Завинчивание под нагрузкой. При вращении вннта с преодолением Туза Р или для получения предварительного натяжения Р, (неизвестной величины), к напряжению растяжения или сжатия в пределах места -скрепления прибавляется еще напряжение от скручивания. Так как это последнее увеличивается вместе с увеличением трения в винте, то при затяжке винты надо смазывать (одновременно также для воспрепятствования заеданию). Там, где это добавочное напряжение при завинчивании бывает редко, оно не имеет значения в сравнении с постоянным напряжением от нагрузки. Оно может оказать свое вредное влияние, если при вращении слишком сильно затянуть винт. Например, при небольших болтах, или слишком больших плечах ключа, так что в болтах появляются трещины или срывается резьба. Вследствие этой опасности следует в ответственных местах больших машин по возможности избегать ставить скрепляющие болты меньше 6/8". Вннты больше 2" трудно затянуть с по-
14
1. ДЕТАЛИ МАШИН.
мощью простого ключа, насколько это требуется. Поэтому для болтов больших диаметров предварительная затяжка производится удлиненными ключами, или помощью предварительного нагрева растягиваемого стержня; предохранение от развинчивания особенно важно и необходимо.
Ь) Системы нарезок.
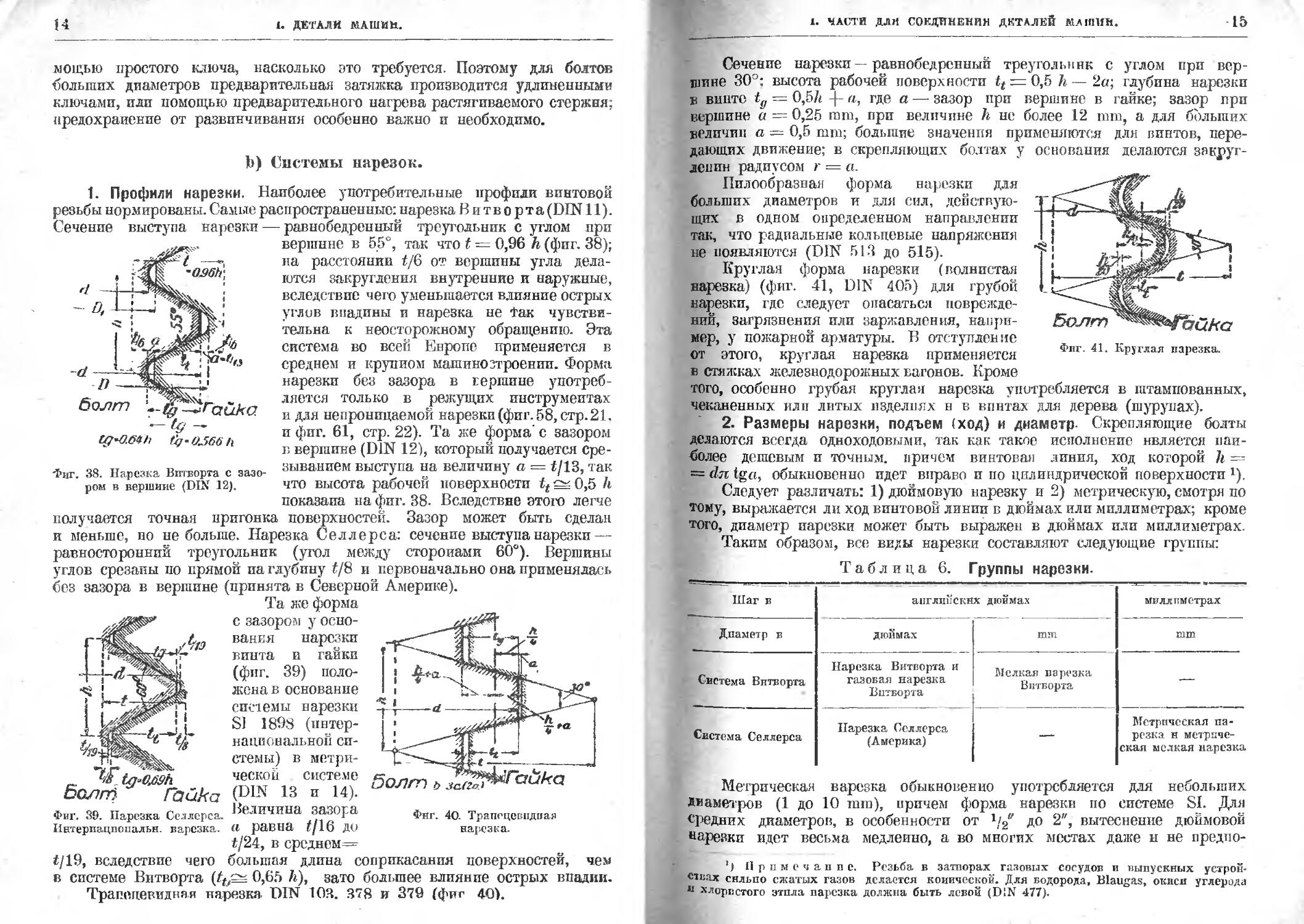
1. Профили нарезки. Наиболее употребительные профили винтовой резьбы нормированы. Самые распространенные: нарезка Витворта (DIN 11). Сечение выступа нарезки — равнобедренный треугольник с углом при
tff~O.6ih tij-OJ66h
Тиг. 38. Нарезка Витворта с зазором в вершине (DIN 12).
вершине в 55°, так что t — 0,96 h (фиг. 38); на расстоянии 1/6 от вершины угла делаются закругления внутренние и наружные, вследствие чего уменьшается влияние острых углов впадины и нарезка не Так чувствительна к неосторожному обращению. Эта система во всей Европе применяется в среднем и крупном машиностроении. Форма нарезки без зазора в вершине употребляется только в режущих инструментах и для непроницаемой нарезки (фиг. 58, стр. 21, и фиг. 61, стр. 22). Та же форма' с зазором в вершине (D1N 12), который получается сре-
зыванием выступа на величину а — 1/13, так что высота рабочей поверхности tts;0,5 h показана на фиг. 38. Вследствие этого легче
получается точная пригонка поверхностей. Зазор может быть сделан и меньше, но не больше. Нарезка Селлерса: сечение выступа нарезки — равносторонний треугольник (угол между сторонами 60°). Вершины углов срезаны по прямой па глубину 1/8 и первоначально она применялась без зазора в вершине (принята в Северной Америке).
Та же форма с зазором у основания нарезки винта п гайки (фиг. 39) положена в основание системы нарезки S1 1898 (интернациональной системы) в метрической системе (DIN 13 и 14). Величина зазора
Фнг. 40. Трапецевидная нарезка.
Фиг. 39. Нарезка Селлерса.
Интерпацпопалън. варезка. « равна (/16 ДО 1/24, в среднем=
£/19, вследствие чего большая длина соприкасания поверхностей, чем в системе Витворта (^= 0,65 h), зато большее влияние острых впадии. Трапецевидная нарезка DIN 103. 378 и 379 (фиг 40).
1. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
15
основания делаются закруг-
Фиг. 41. Круглая нарезка.
Сечение нарезки — равнобедренный треугольник с углом при вершине 30°; высота рабочей поверхности tt — 0,5 h — 2«; глубина нарезки в винте tg = 0,5/t -|-«, где а — зазор при вершине в гайке; зазор при вершине а — 0,25 mm, при величине h не более 12 mm, а для больших величии а = 0,5 mm; большие значения применяются для винтов, передающих движение; в скрепляющих болтах у левин радиусом г = а.
Пилообразная форма нарезки для больших диаметров и для сил, действующих в одном определенном направлении так, что радиальные кольпевые напряжения не появляются (DIN 513 до 515).
Круглая форма нарезки (волнистая нарезка) (фиг. 41, DIN 405) для грубой нарезки, где следует опасаться повреждений, загрязнения или заржавления, например, у пожарной арматуры. В отступление от этого, круглая нарезка применяется в стяжках железнодорожных вагонов. Кроме
того, особенно грубая круглая нарезка употребляется в штампованных, чеканенных или литых изделиях н в впнтах для дерева (шурупах).
2. Размеры нарезки, подъем (ход) и диаметр. Скрепляющие болты делаются всегда одноходовыми, так как такое исполнение является наиболее дешевым и точным, причем винтовая линия, ход которой h = = djt tget, обыкновенно идет вправо и по цилиндрической поверхности 1).
Следует различать: 1) дюймовую нарезку и 2) метрическую, смотря по тому, выражается ли ход винтовой линии в дюймах или миллиметрах; кроме того, диаметр нарезки может быть выражен в дюймах или миллиметрах.
Таким образом, все виды нарезки составляют следующие группы:
Таблица 6. Группы нарезки.
Шаг в английских дюймах миллиметрах
Диаметр в дюймах mm шт
Система Витворта Нарезка Витворта и газовая нарезка Витворта Мелкая нарезка Витворта —
Система Селлерса Нарезка Селлерса (Америка) — Метрическая парезка и метрическая мелкая нарезка
Метрическая варезка обыкновенно употребляется для небольших Диаметров (1 до 10 mm), причем форма нарезки по системе SI. Для средних диаметров, в особенности от 1/2" до 2", вытеснение дюймовой нарезки идет весьма медленно, а во многих местах даже и не предпо-
') Примечание. Резьба в затворах газовых сосудов и выпускных устройствах сильно сжатых газов делается конической. Для водорода, Blaugas, окиси углерода и хлористого этила парезка должка быть левой (D1N 477).
16
I. ДЕТАЛИ МАШИН.
лагастся. Для диаметров выше 2" метрическая система все более и более распространяется т).
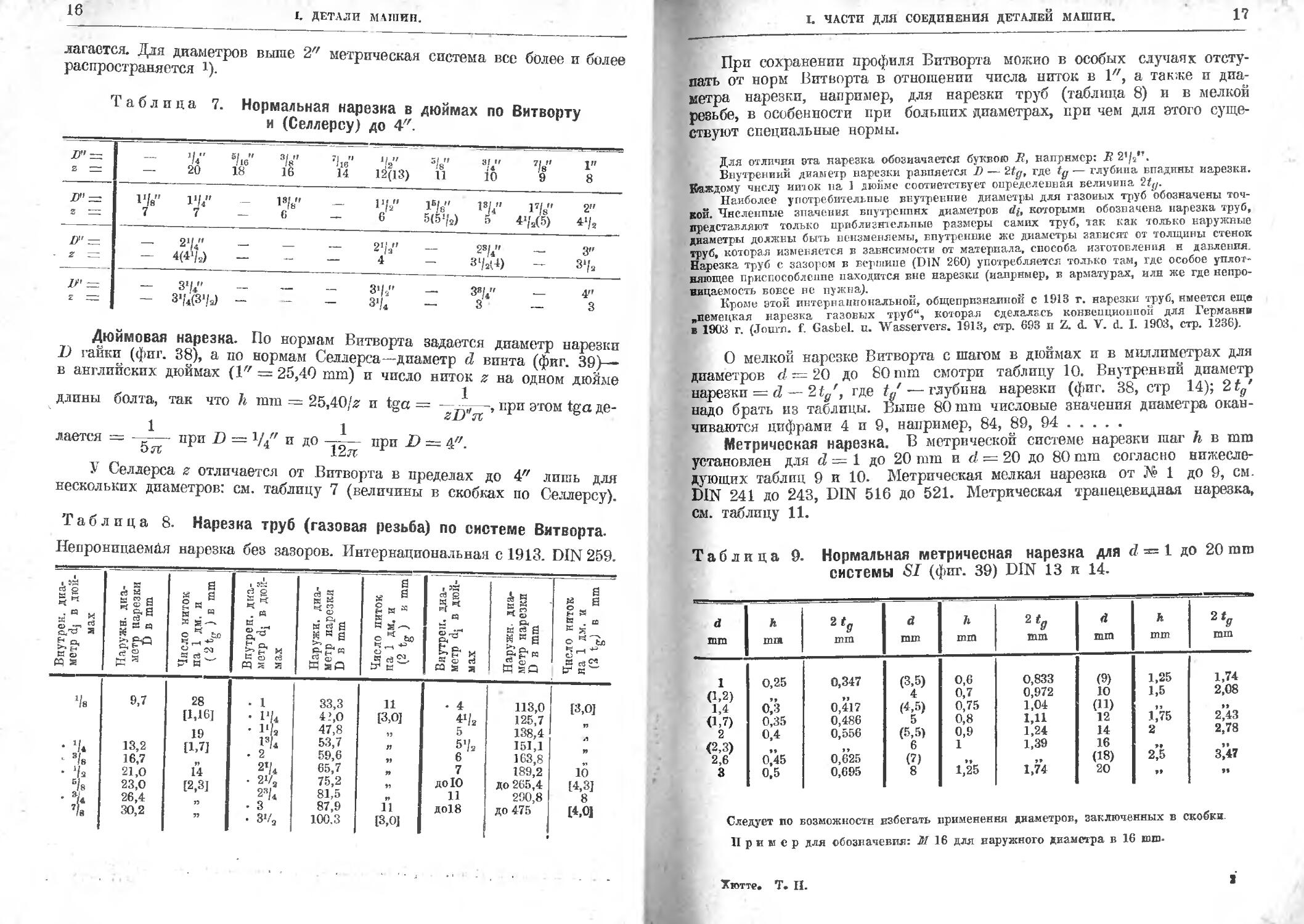
Таблица 7. Нормальная нарезка в дюймах по Витворту и (Селлерсу) до 4".
В1 =2 2 ~ — ’/Г 20 51 •> /16 18 ¥ ‘lie” 14 1/ ч 12(13) V 11 8f " 10 V 9 1" 8
В'=2 VI." ’V 1-|2" 1Б/в" 18//' IV 2"
~ — 7 1 — 6 —- 6 5(5'/,) 4‘М5) 4'/,
В'= — 2'/." — — — 2'/3" 2»//' 3"
2 — — 4(*’Ы — - — 4 — з*/аН) — 3'/а
В'= — з-/4" — — — 3'1," —. 3«/4" 4"
Z ~ — З'МЗ'/J — — — 3'/4 — 3 — 3
Дюймовая нарезка. По нормам Витворта задается диаметр нарезки D гайки (фиг. 38), а по нормам Селлерса—диаметр d винта (фиг. 39)— в английских дюймах (1" = 25,40 mm) и число ниток z на одном дюйме
длины
лается
болта, так что h mm = 25,40/д и tga = ——, при этом tea де-zD п
= при D = 1/<" И до при D = 4". 5л 4 12л
У Селлерса г отличается от Витворта в пределах до 4" лишь для нескольких диаметров: см. таблицу 7 (величины в скобках по Селлерсу).
Таблица 8. Нарезка труб (газовая резьба) по системе Витворта.
Непроницаемая нарезка без зазоров. Интернациональная с 1913. DIN 259.
Внутрен. диаметр dj в дюймах Наружи, ди а- | метр нарезки I) в mm 1 Число ниток на 1 дм. и ( 2 tg ) в mm Внутрен. диаметр dj в дюймах Наружи, диаметр иарезки D в mm Число ниток на 1 дм. и (2 tg ) в mmj Ви утр ей. диаметр d| В ДЮЙ- ; мах Наружи, диа- | метр нарезки D в mm Число ниток на 1 дм. и (2 tg) в mm
11а • Ч* Б 3/в * Ча 9,7 13,2 16,7 21,0 23,0 26,4 30,2 28 [1,16] 19 [1,7] 14 [2,3] - 1 • • 1'1, Is/. . 2 2*/« 2>/, 2»/4 • 3 3»/3 33,3 42,0 47,8 53,7 59,6 65,7 75,2 81,5 87,9 100.3 11 [3,0] » п п » й [3,0] • 4 5 5*/а 6 7 до 10 11 до18 113,0 125,7 138,4 151,1 163,8 189,2 до 265,4 290,8 до 475 [3.0] 10 [4,3] 8 [*.01
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
17
При сохранении профиля Витворта можно в особых случаях отступать от норм Витворта в отношении числа ниток в 1", а также и диаметра нарезки, например, для нарезки труб (таблица 8) и в мелкой резьбе, в особенности при больших диаметрах, при чем для этого существуют специальные нормы.
Для отличия эта нарезка обозначается буквою R, например: Л 2,/2*\
Внутренний диаметр нарезки равняется D — 2tg, где tg — глубина впадины иарезки. Каждому числу ниток па 1 дюйме соответствует определенная величина 2tg.
Наиболее употребительные внутренние диаметры для газовых труб обозначены точкой. Численные значения внутренних диаметров d[, которыми обозначена нарезка труб, представляют только приблизительные размеры самих труб, так как только наружные диаметры должны быть неизменяемы, внутренние же диаметры зависят от толщины стенок труб, которая изменяется в зависимости от материала, способа изготовления н давления. Нарезка труб с зазором в вершине (DIN 260) употребляется только там, где особое уплотняющее приспособление находится вне нарезки (иапрнмер, в арматурах, или же где непроницаемость вовсе не нужна).
Кроме этой интернациональной, общепризнанной с 1913 г. нарезки труб, имеется еще „немецкая нарезка газовых труб*4, которая сделалась конвенционной для Германии в 1903 г. (Jonrn. f. Gasbel. u. Wasservers. 1913, стр, 693 n Z. d. V. d. I. 1903, стр. 1236).
О мелкой нарезке Витворта с шагом в дюймах п в миллиметрах для диаметров d — 20 до 80 mm смотри таблицу 10. Внутренний диаметр нарезки = d— 2ts', где /„' — глубина нарезки (фиг. 38, стр 14); 2tg' надо брать из таблицы. Выше 80 mm числовые значения диаметра оканчиваются цифрами 4 и 9, например, 84, 89, 94 ..............
Метрическая нарезка. В метрической системе нарезки шаг h в mm установлен для й — 1 до 20 mm и d — 20 до 80 mm согласно нижеследующих таблиц 9 и 10. Метрическая мелкая нарезка от № 1 до 9, см. DIN 241 до 243, DIN 516 до 521. Метрическая трапецевидная нарезка, см. таблицу 11.
Таблица 9. Нормальная метрическая нарезка для d — 1 до 20 mm системы 81 (фиг. 39) DIN 13 и 14.
d mm h ma 2 ч min d mm h mm mm d mm h mm 2‘д mm
1 0,25 0,347 (3,5) 0,6 0,833 O) 1,25 1,5 1,74
(1,2) 4 0,7 0,972 10 2,08
1,4 0,3 0,417 (4,5) 0,75 1,04 (11) 1J5
<1,7) 0,35 0,486 5 0,8 1,11 12 2,43
2 0,4 0,556 (5,5) 0,9 1,24 14 2 2,78
(2,3) 0,625 6 1 1,39 16 .. ..
2,6 0,45 (7) (18) 2,5 3,47
3 0,5 0,695 8 1,25 1,74 20 >»
Следует по возможности: избегать применения диаметров, заключенных в скобки.
Пример для обозначевия: Л7 16 для наружного диаметра в 16 шш-
Хютте. 7. II.
18
I. ДЕТАЛИ МАШИН.
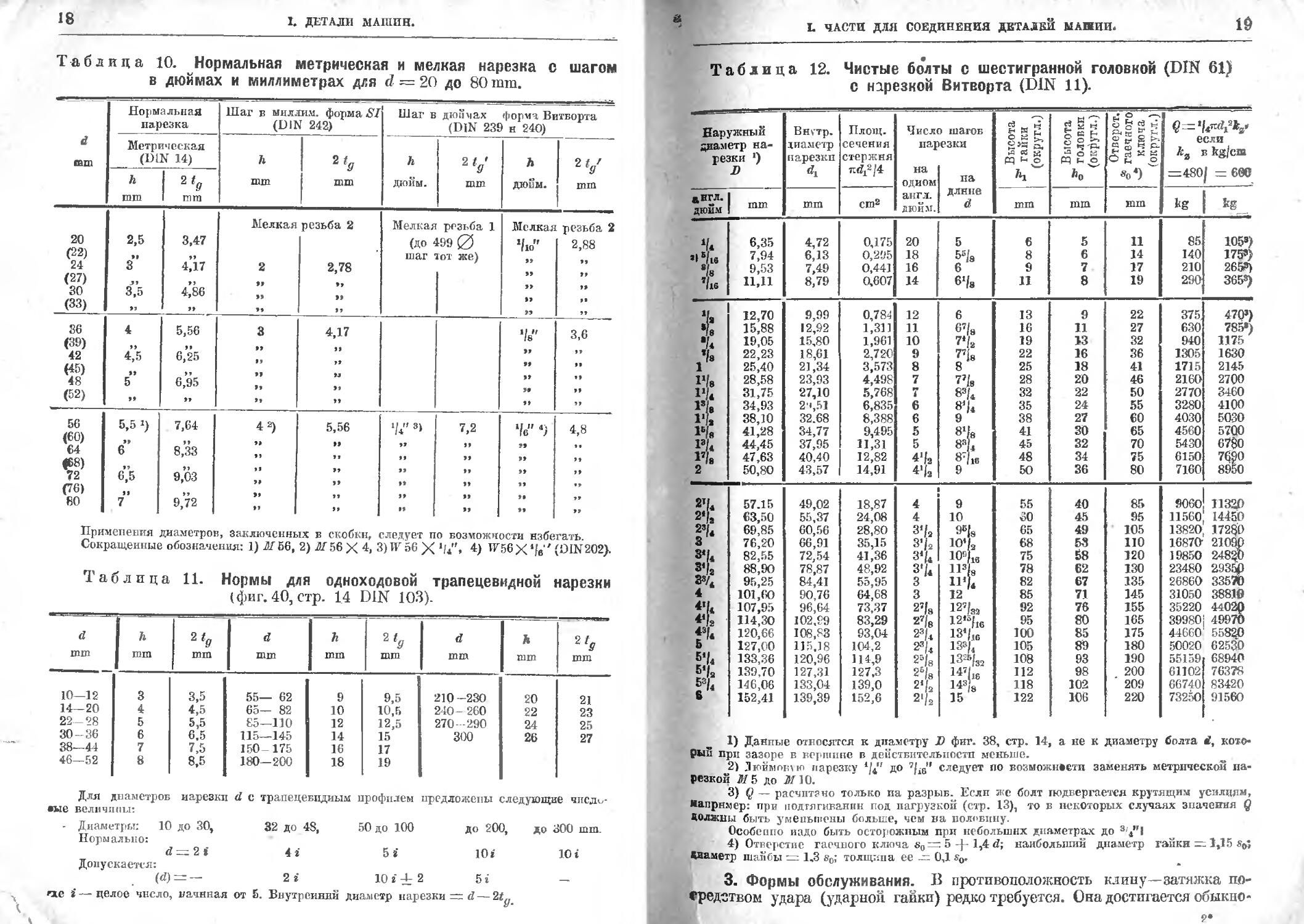
Таблица 10. Нормальная метрическая и мелкая нарезка с шагом в дюймах и миллиметрах для d = 20 до 80 mm.
Нормальная нарезка Шаг в миллим, форма SI (D1N 242) Шаг в дюймах (DIN 239 |>орма Витворта и 240)
d cam Метрическая (D1N 14) h 21 д h 2,д h 2‘д'
h mm 2'</ mm mm mm дюйм. mm дюйм. mm
20 (22) 24 (27) 30 (33) 2,5 з" 3,5 3,47 4Д7 4,*86 Мелкая 2 »» резьба 2 2,78 ♦» » Мелкая (ДО шаг резьба 1 Ю9 0 от же) Мелкая Чю” »» »» ,3 резьба 2 2,88
36 (39) 42 (45) 48 (52) 4 4,5 б” 5,56 6,25 6,95 3 »» »» »> >» »» 4,17 V >» »» ,» I» 3,6
56 (60) 64 (76) ВО 5,5 *) б” 6,5 7,64 8,33 9,03 9,72 4 2) »» »» ,i »> >» »» 5,56 >> V 3> 7,2 ,, >» ‘W ч T9 »» 4,8
Применения диаметров, заключенных в скобки, следует по возможности избегать.
Сокращенные обозначения: 1) М 66, 2) М 56 X 4, 3)17 56 X V» 4) 1756 X Че' (OIN202).
Таблица 11. Нормы для одноходовой трапецевидной нарезки (фиг. 40, стр. 14 D1N 103).
d mm h тт 2tg mm d mm h mm 2,д mm d mm Ь mm mm
10—12 14-20 22 — 28 30-36 38--44 46—52 Для •ые вели ч1 - Диаме Норы Допус me i — де. 3 4 5 6 7 8 хнаметров пи: тры: 1С 1лыю: кается: (d) ное число 3,5 4,5 5,5 6.5 7,5 8,5 иарезга до 30, — — начнна; 55— 62 65— 82 £5—110 115—145 150-175 180—200 d с трапеце 32 до 4 г 2 г от 5. Внутр 9 10 12 14 16 18 видным г 18, ВИННИ ди 9,5 10,5 12,5 15 17 19 рофнлем 0 до 100 5 г Юг^ шетр нар 210—230 240- 260 270 -290 300 предложены до 20< 10 г 5г езки — d — 2 20 22 24 26 следующи D, до *д. 21 23 25 27 е 4iicjiv- э00 mm. 10 i
L ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАИИИ. 16
Таблица 12. Чистые болты с шестигранной головкой (DIN 61) с нарезкой Витворта (D1N 11).
Наружный диаметр нарезки ’) D Внутр, диаметр нарезкп «?i Площ. сечения стержня КЙ^/4 Число шагов нарезки Высота гайки (округл.) Высота «Г головки (округл.) Отверст. ©° гаечного ключа (округл.) lift.*® «5» II О м —• и <я g >£ . 8 в -
на одном англ, дюйм. па длине й
,кгл. дюйм mm mm сш1 2 mm mm mm kg kg
*|4 6,35 4,72 0,175 20 5 6 5 11 85 105s)
7,94 6,13 0,295 18 5s|s 8 6 14 140 17!?)
8/в 9,53 7,49 0,441 16 6 9 7 17 210 265?)
’116 11,11 8,79 0,607 14 6‘ls И 8 19 290 365s)
12,70 9,99 0,784 12 6 13 9 22 375 4703 4)
»h 15,88 12,92 1,31] 11 6’ls 16 11 27 630 7851)
•it 19,05 15,80 1,961 10 7*/2 19 13 32 940 1175
’Is 22,23 18,61 2,720 9 7’is 22 16 36 1305 1630
1 25,40 2] ,34 3,573 8 8 25 18 41 1715 2145
I’/s 28,58 23,93 4,498 7 7’4, 28 20 46 2160 2700
VL 31,75 27,10 5,768 7 8’|4 32 22 50 2770 3460
l3/8 34,93 2ч,51 6,835 6 8'1. 35 24 55 3280 4100
I1, 38,10 32.68 8,388 6 9 38 27 60 4030 5030
У/8 41,28 34,77 9,495 5 8‘ls 41 30 65 4560 5700
pl 44,45 37,95 11,31 5 8». 45 32 70 5430 6780
4 47,63 40,40 12,82 4‘|. 48 34 75 6150 7(jp0
2 50,80 43,57 14,91 44s 9 50 36 80 7160 8950
2’L 57.15 49,02 18,87 4 9 55 40 85 9060 11320
2‘. 63,50 55,37 24,08 4 10 30 45 95 11560 14450
fl. 69,85 60,56 28,80 3‘|, 95k 65 49 105 13820 1728'0
3 76,20 66,91 35,15 3’/2 10'L 68 53 110 16870- 210§p
s*l. 82,55 72,54 41,36 3*1. 10'7,., 75 88 120 ] 9850 24820
?» 88,90 78,87 48,92 з«/4 U’|8 78 62 130 23480 293ф
S’/. 95,25 84,41 55,95 3 n*. 82 67 135 26860 33570
4 101,60 90,76 64,68 3 12 85 71 145 31050 38810
fl. 107,95 96,64 73,37 2’ls 12’ls, 92 76 155 35220 44020
114,30 102,99 83,29 z’/s 12*=Iie 95 so 165 39980 49970
fl. 120,66 108,83 93,04 23|, 100 85 175 44660 55820
5 127,00 115,18 104,2 2»/4 IS3/, 105 89 180 50020 62530
5*1. 133,36 120,96 114,9 25/в 132% 108 93 190 55159 68940
fls 139,70 127,31 127,3 26|s W’lis 112 98 200 61102 76378
fl. 146,06 133,04 139,0 2*ls 14’s 118 102 209 66740 83420
6 152,41 139,39 152,6 2‘/S 15 122 106 220 73250 91560
1) Данные относятся к диаметру D фиг. 38, стр. 14, а не к диаметру болта Л, который при зазоре в вершине в действительности меньше.
2) Дюймовую нарезку */4" до 7[i6,r следует по возможности заменять метрической нарезкой Л/5 до >10.
3) Q — расчптано только на разрыв. Если эке болт подвергается крутящим усилиям, мапрнмер: при подтягивании под нагрузкой (стр. 13), то в некоторых случаях значения Q Должны быть уменьшены больше, чем на половину.
Особенно надо быть осторожным при небольших диаметрах до 3'4”!
4) Отверстие гаечного ключа в0 — 5 1,4 й; наибольший диаметр гайки =. 1,15
диаметр шайбы = 1,3 а0; толщина ее ОД s0.
3. Формы обслуживания. В противоположность клину—затяжка по-
средством удара (ударной гайки) редко требуется. Она достигается обыкно-
20
I. ДЕТАЛИ МАШИН.
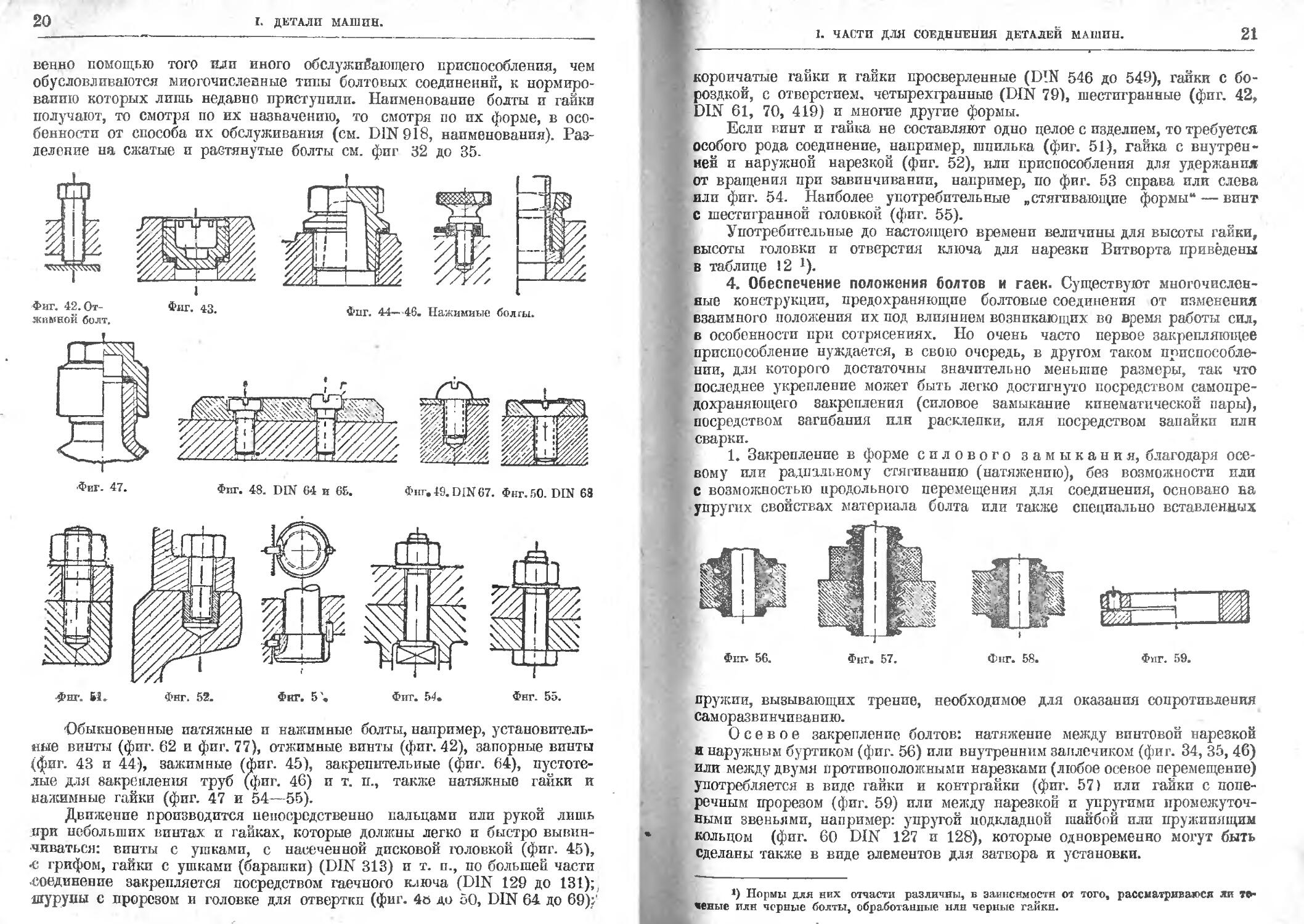
венно помощью того или иного обслуживающего приспособления, чем обусловливаются многочисленные типы болтовых соединений, к нормированию которых лишь недавно приступили. Наименование болты и гайки получают, то смотря по их назначению, то смотря по их форме, в особенности от способа их обслуживания (см. D1N 918, наименования). Разделение на сжатые и растянутые болты см. фиг 32 до 35.
Фиг. 42.0т- Фиг. 43,
жимной болт.
-Фиг. 47.
Фиг. 44—46. Нажимные болгы.
•Обыкновенные натяжные и нажимные болты, например, установитель-ные винты (фиг. 62 и фиг. 77), отжимные винты (фиг. 42), запорные винты (фиг. 43 и 44), зажимные (фиг. 45), закрепительные (фиг. 64), пустотелые для закрепления труб (фиг. 46) и т. и., также натяжные гайки и нажимные гайки (фиг. 47 и 54—55).
Движение производится непосредственно пальцами или рукой лишь при небольших винтах и гайках, которые должны легко и быстро вывинчиваться: винты с ушками, с насеченной дисковой головкой (фиг. 45), •е грифом, гайки с ушками (барашки) (DIN 313) и т. п., по большей части •соединение закрепляется посредством гаечного ключа (D1N 129 до 131);, шурупы е прорезом и головке для отверткп (фиг. 4о до 50, DIN 64 до 69);’
1. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
21
корончатые гайки и гайки просверленные (DIN 546 до 549), гайки с бороздкой, с отверстием, четырехгранные (DIN 79), шестигранные (фиг. 42, DIN 61, 70, 419) и многие другие формы.
Если винт и гайка не составляют одно целое с изделием, то требуется особого рода соединение, например, шпилька (фиг. 51), гайка с внутренней и наружной нарезкой (фиг. 52), или приспособления для удержания от вращения при завинчивании, например, по фиг. 53 справа или слева или фиг. 54. Наиболее употребительные „стягивающие формы” — винт с шестигранной головкой (фиг. 55).
Употребительные до настоящего времени величины для высоты гайки, высоты головки и отверстия ключа для нарезки Витворта приведены в таблице 12 ]).
4. Обеспечение положения болтов и гаек. Существуют многочисленные конструкции, предохраняющие болтовые соединения от изменения взаимного положения их под влиянием возникающих во время работы сил, в особенности при сотрясениях. Но очень часто первое закрепляющее приспособление нуждается, в свою очередь, в другом таком приспособлении, для которого достаточны значительно меньшие размеры, так что последнее укрепление мотет быть легко достигнуто посредством самопре-дохраняющего закрепления (силовое замыкание кинематической пары), посредством загибания плн расклепки, иля посредством запайки плн
сварки.
1. Закрепление в форме силового замыкания, благодаря осевому или радиальному стягиванию (натяжению), без возможности пли с возможностью продольного перемещения для соединения, основано на упругих свойствах материала болта пли также специально вставленных
пружин, вызывающих трение, необходимое для оказания сопротивления саморазвинчиванию.
Осевое закрепление болтов: натяжение между винтовой нарезкой и наружным буртиком (фиг. 56) или внутренним заплечиком (фиг. 34, 35, 46) или между двумя противоположными нарезками (любое осевое перемещение) употребляется в виде гайки и контргайки (фиг. 57) или гайки с поперечным прорезом (фиг. 59) или между нарезкой п упругими промежуточными звеньями, например: упругой подкладной шайбой или пружинящим кольцом (фиг. 60 DIN 127 и 128), которые одновременно могут быть сделаны также в виде элементов для затвора и установки.
1) Нормы для них отчасти различны, в эаикснмостн от того, рассматриваюся яи то-«ные или черные болты, обработанные нлн черные гайки.
22
I. ДЕТАЛИ МАШИН.
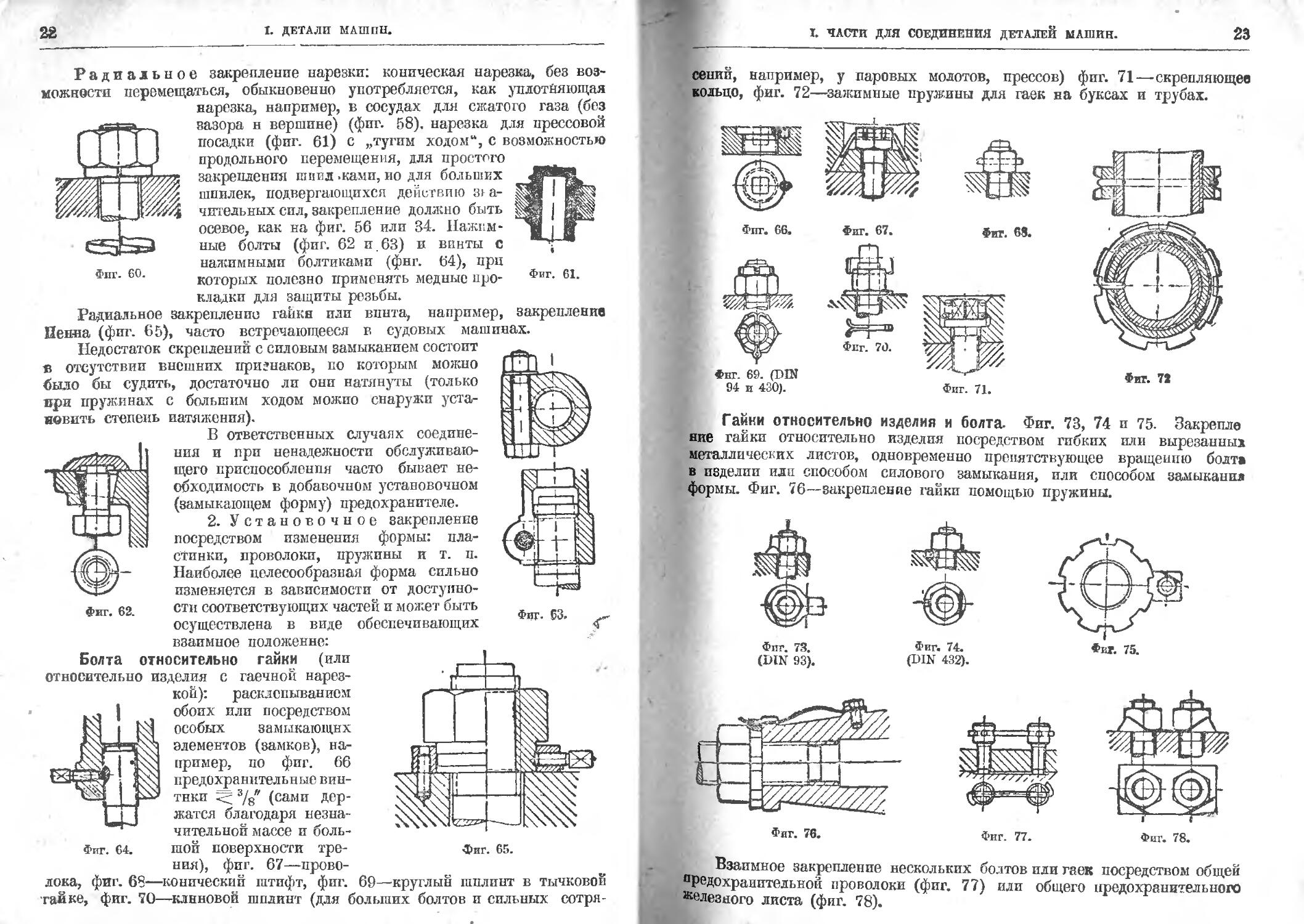
Радиальное закрепление нарезки; коническая нарезка, без возможности перемещаться, обыкновенно употребляется, как уплотняющая нарезка, например, в сосудах для сжатого газа (без зазора н вершине) (фиг. 58). нарезка для прессовой посадки (фиг. 61) с „тугим ходом”, с возможностью продольного перемещения, для простого закрепления шпил .ками, ио для больших шпилек, подвергающихся действию зга- I ЙЕм чптельных сил, закрепление должно быть Ой | gg-Sf осевое, как на фиг. 56 или 34. Нажим- । jjf" ные болты (фиг. 62 и. 63) и винты с нажимными болтиками (фнг. 64), при которых полезно применять медные про- фиг- м-кладки для защиты резьбы.
Радиальное закрепление гаикн пли впита, например, закрепление Пенна (фиг. 65), часто встречающееся в судовых машинах.
Недостаток скреплений с силовым замыканием состоит в отсутствии внешних пригнаков, по которым можно было бы судить, достаточно ли они натянуты (только ври пружинах иввить степень
с большим ходом можно снаружи уста-натяжения).
В ответственных случаях соединения и при ненадежности обслуживающего приспособления часто бывает необходимость в добавочном установочном (замыкающем форму) предохранителе.
2. Установочное закрепление посредством изменения формы: пластинки, проволоки, пружины и т. п. Наиболее целесообразная форма сильно изменяется в зависимости от доступности соответствующих частей и может быть осуществлена в виде обеспечивающих взаимное положение:
Болта относительно гайки (или относительно изделия с гаечной нарезкой): расклепыванием обоих пли посредством особых замыкающих элементов (замков), например, по фиг. 66 предохранительные винтики 3/8" (сами держатся благодаря незначительной массе и боль-
Фиг. 64. шой поверхности трения), фиг. 67—проволока, фиг. 68—конический штифт, фиг. 69—круглый шплинт в тычковой гайке, фиг. 70—клиновой шплинт (для больших болтов и сильных сотря-
Фиг. 62.
Фиг. 65.
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
23
сений, например, у паровых молотов, прессов) фиг. 71—скрепляющее кольцо, фиг. 72—зажимные пружины для гаек на буксах и трубах.
94 и 430). Фиг. 71.
Гайки относительно изделия и болта. Фиг. 73, 74 и 75. Закрепле ние гайки относительно изделия посредством гибких или вырезанных металлических листов, одновременно препятствующее вращению болт» в ивделии пли способом силового замыкания, пли способом замыканил формы. Фиг. 76—закрепление гайки помощью пружины.
Фиг. 76.
Фиг. 77.
Фиг. 78.
Взаимное закрепление нескольких болтов пли гаек посредством общей °редохранптельной проволоки (фиг. 77) или общего предохранительного железного листа (фиг. 78).
24
I. ДЕТАЛИ МАШПИ.
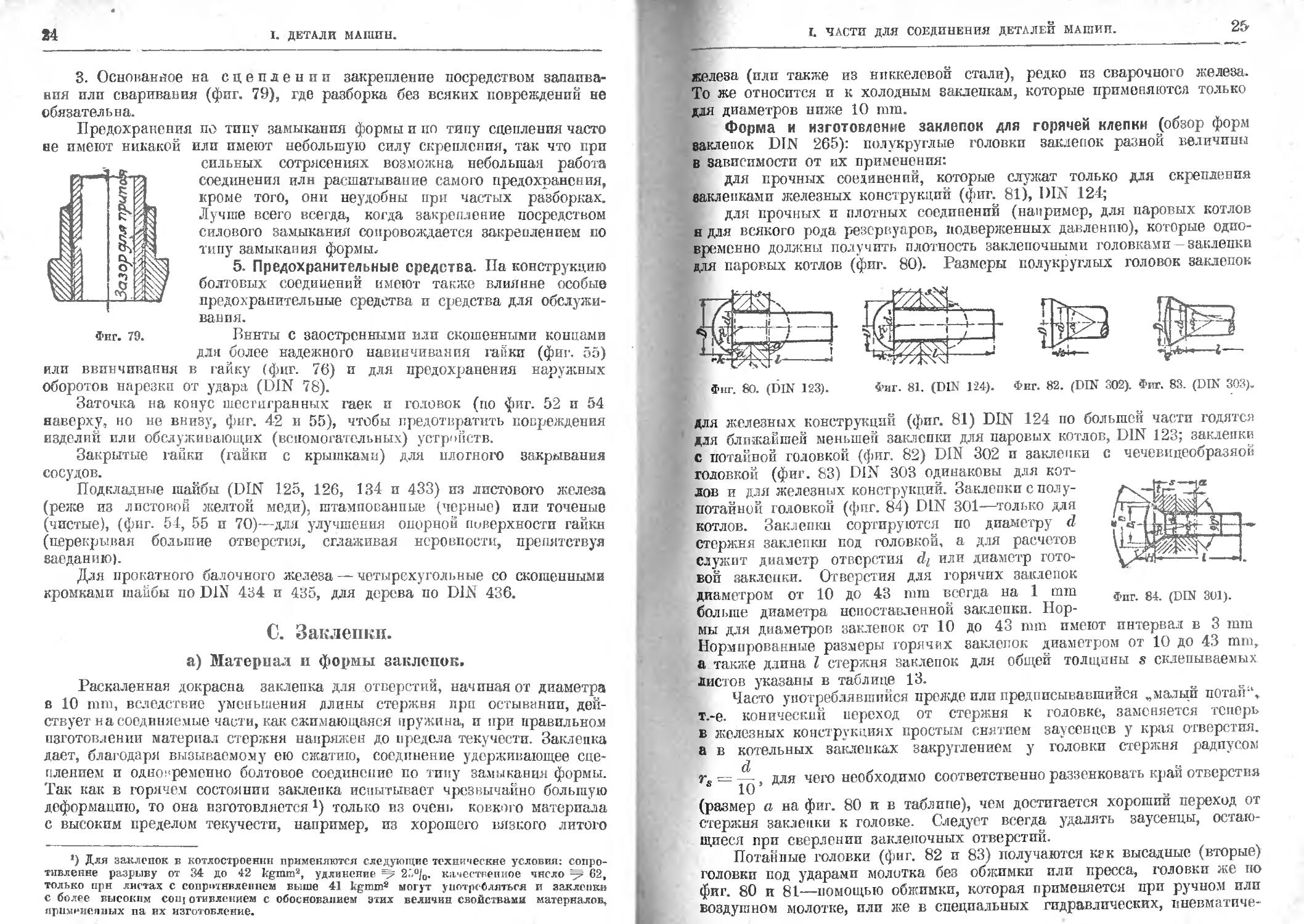
3. Основанное на сцеплении закрепление посредством запаивания или сваривания (фиг. 79), где разборка без всяких повреждений не обязательна.
Предохранения по типу замыкания формы и ио типу сцепления часто не имеют никакой или имеют небольшую силу скрепления, так что при сильных сотрясениях возможна небольшая работа Я—1 ~§Т1 соединения илн расшатывание самого предохранения,
я § И кроме того, они неудобны при частых разборках.
5 1 Лучше всего всегда, когда закрепление посредством
% Я силового замыкания сопровождается закреплением по
' 'А типу замыкания формы,
5. Предохранительные средства. Па конструкцию 3 Ж» болтовых соединений имеют также влияние особые предохранительные средства и средства для обслуживания.
Фиг. 79. Винты С заостренными или скошенными концами
для более надежного навинчивания гайки (фиг. 55) или ввинчивания в гайку (фиг. 76) и для предохранения наружных оборотов нарезкп от удара (D1N 78).
Заточка на конус шестигранных гаек и головок (по фиг. 52 и 54 наверху, но не внизу, фиг. 42 и 55), чтобы предотвратить повреждения изделий или обслуживающих (вспомогательных) устройств.
Закрытые гайки (гайки с крышками) для плотного закрывания сосудов.
Подкладные шайбы (DIN 125, 126, 134 и 433) из листового железа (реже из листовой желтой меди), штампованные (черные) или точеные (чистые), (фиг. 54, 55 и 70)—для улучшения опорной поверхности гайки (перекрывая большие отверстия, сглаживая нсровпости, препятствуя заеданию).
Для прокатного балочного железа — четырехугольные со скошенными кромками шайбы по D1N 434 и 435, для дерева по D1N 436.
С. Заклепкп.
а) Материал и формы заклепок.
Раскаленная докрасна заклепка для отверстий, начиная от диаметра в 10 mm, вследствие уменьшения длины стержня при остывзнии, действует на соединяемые части, как сжимающаяся пружина, и при правильном изготовлении материал стержня напряжен до предела текучести. Заклепка дает, благодаря вызываемому ею сжатию, соединение удерживающее сцеплением и одновременно болтовое соединение по тину замыкания формы. Так как в горячем состоянии заклейка испытывает чрезвычайно большую деформацию, то она изготовляетсях) только из очень ковкого материала с высоким пределом текучести, например, из хорошего вязкого литого
’) Для заклепок в котлостроеннн применяются следующие технические условия: сопротивление разрыву от 34 до 42 kgmm2, удлинение 2.'/%. качественное число 62, только при листах с сопротивлением выше 41 kgmm2 могут употребляться и заклепки с более высоким conj отивлением с обоснованием этих величин свойствами материалов, примененных па их изготовление.
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
25
железа (или также из никкелевоп стали), редко из сварочного железа. То же относится и к холодным заклепкам, которые применяются только для диаметров ниже 10 ram.
Форма и изготовление заклепок для горячей клепки (обзор форм ваклепок DIN 265): полукруглые головки заклепок разной величины в зависимости от их применения:
для прочных соединений, которые служат только для скрепления заклепками железных конструкции (фиг. 81), DIN 124;
для прочных и плотных соединений (например, для паровых котлов н для всякого рода резервуаров, подверженных давлению), которые одновременно должны получить плотность заклепочными головками-заклепки для паровых котлов (фиг. 80). Размеры полукруглых головок заклепок
Фиг. 81. (DIN 124). Фиг. 82. (DIN 302). Фиг. 83. (DIN 303).
с чечевицеобразной
Фиг. 84. (DIN 301). интервал в 3 mm
для железных конструкций (фиг. 81) DIN 124 по большей части годятся для ближайшей меньшей заклепки для паровых котлов, DIN 123; заклепки с потайной головкой (фиг. 82) DIN 302 и заклепки головкой (фиг. 83) D1N 303 одинаковы для котлов и для железных конструкций. Заклепки с полу-потайной головкой (фиг. 84) DIN 301—только для котлов. Заклепкн сортируются по диаметру d Стержня заклепки под головкой, а для расчетов служит диаметр отверстия dt или диаметр готовой заклепки. Отверстия для горячих заклепок диаметром от 10 до 43 mm всегда на 1 mm больше диаметра нспоставленной заклепки. Нормы для диаметров заклепок от 10 до 43 ram имеют
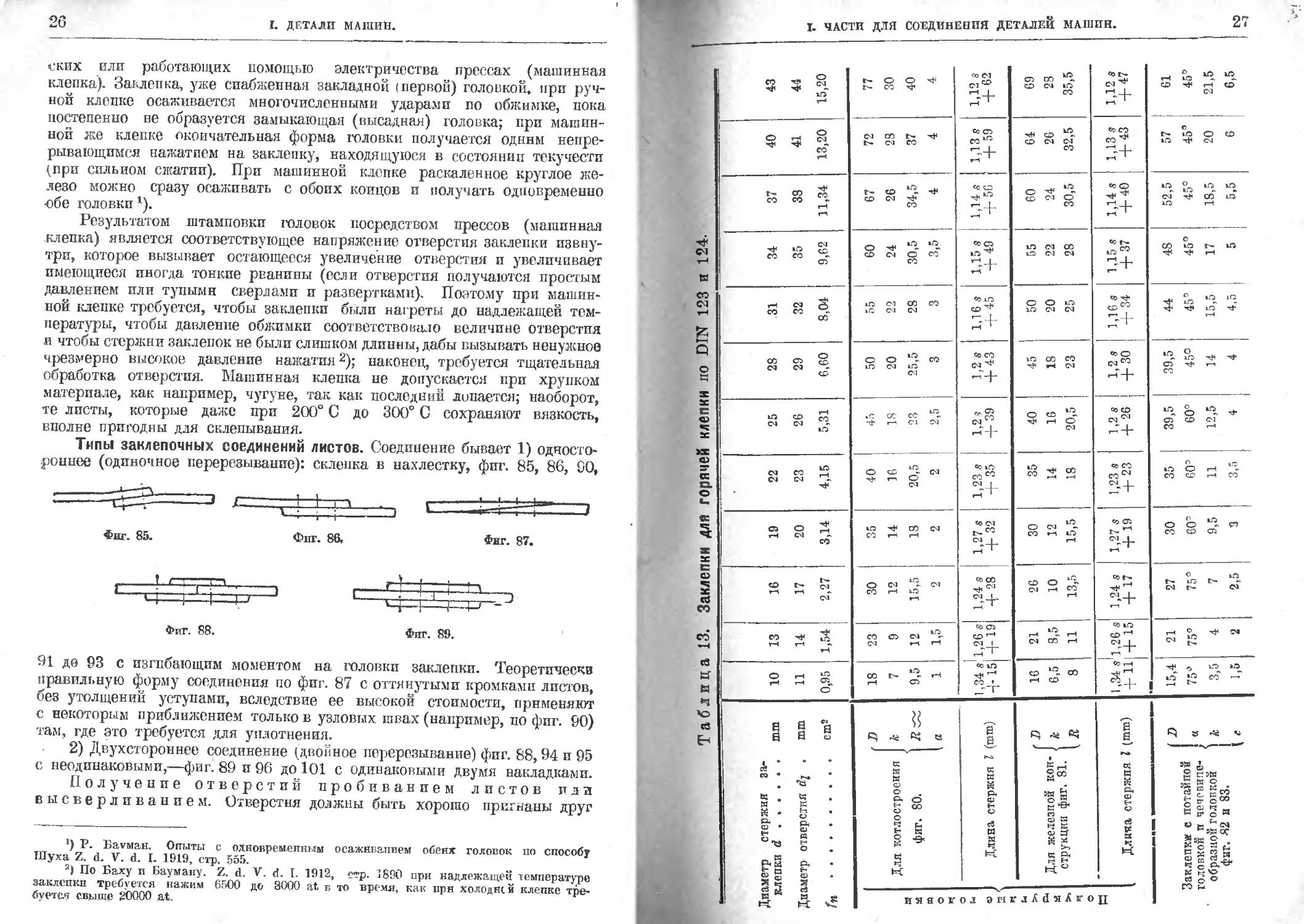
Нормированные размеры горячих заклепок диаметром от 10 до 43 mm, а также длина I стержня заклепок для общей толщины s склепываемых листов указаны в таблице 13.
Часто употреблявшийся прежде или предписывавшийся „малый потай11, т.-е. конический переход от стержня к головке, заменяется теперь в железных конструкциях простым снятием заусенцев у края отверстия, а в котельных заклепках закруглением у головки стержня радиусом
<Z „
rs — —, для чего необходимо соответственно раззенковать край отверстия
(размер а на фиг. 80 и в таблице), чем достигается хороший переход от стержня заклепки к головке. Следует всегда удалять заусенцы, остающиеся при сверлении заклепочных отверстий.
Потайные головки (фиг. 82 и 83) получаются как высадные (вторые) головки под ударами молотка без обжимки пли пресса, головки же по фиг. 80 и 81—помощью обжимки, которая применяется при ручном или воздушном молотке, или же в специальных гидравлических, пневматиче
26
I. ДЕТАЛИ МАШИН.
ских или работающих помощью электричества прессах (машинная клепка). Заклепка, уже снабженная закладной (первой) головкой, при ручной клепке осаживается многочисленными ударами по обжимке, пока постепенно не образуется замыкающая (высадная) головка; при машинной же клепке окончательная форма головки получается одним непре-рывающимся нажатием на заклепку, находящуюся в состоянии текучести (при сильном сжатии). При машинной клепке раскаленное круглое железо можно сразу осаживать с обоих концов и получать одновременно •обе головки1).
Результатом штамповки головок посредством прессов (машинная клепка) является соответствующее напряжение отверстия заклепки извну-три, которое вызывает остающееся увеличение отверстия и увеличивает имеющиеся иногда тонкие рванины (если отверстия получаются простым давлением или тупыми сверлами и развертками). Поэтому при машинной клепке требуется, чтобы заклепки были нагреты до надлежащей температуры, чтобы давление обжимки соответствовало величине отверстия и чтобы стержни заклепок не были слишком длинны, дабы вызывать ненужное чрезмерно высокое давление нажатия2); наконец, требуется тщательная обработка отверстия. Машинная клепка не допускается при хрупком материале, как например, чугуне, так как последний лопается; наоборот, те листы, которые даже при 200° С до 300° С сохраняют вязкость, вполне пригодны для склепывания.
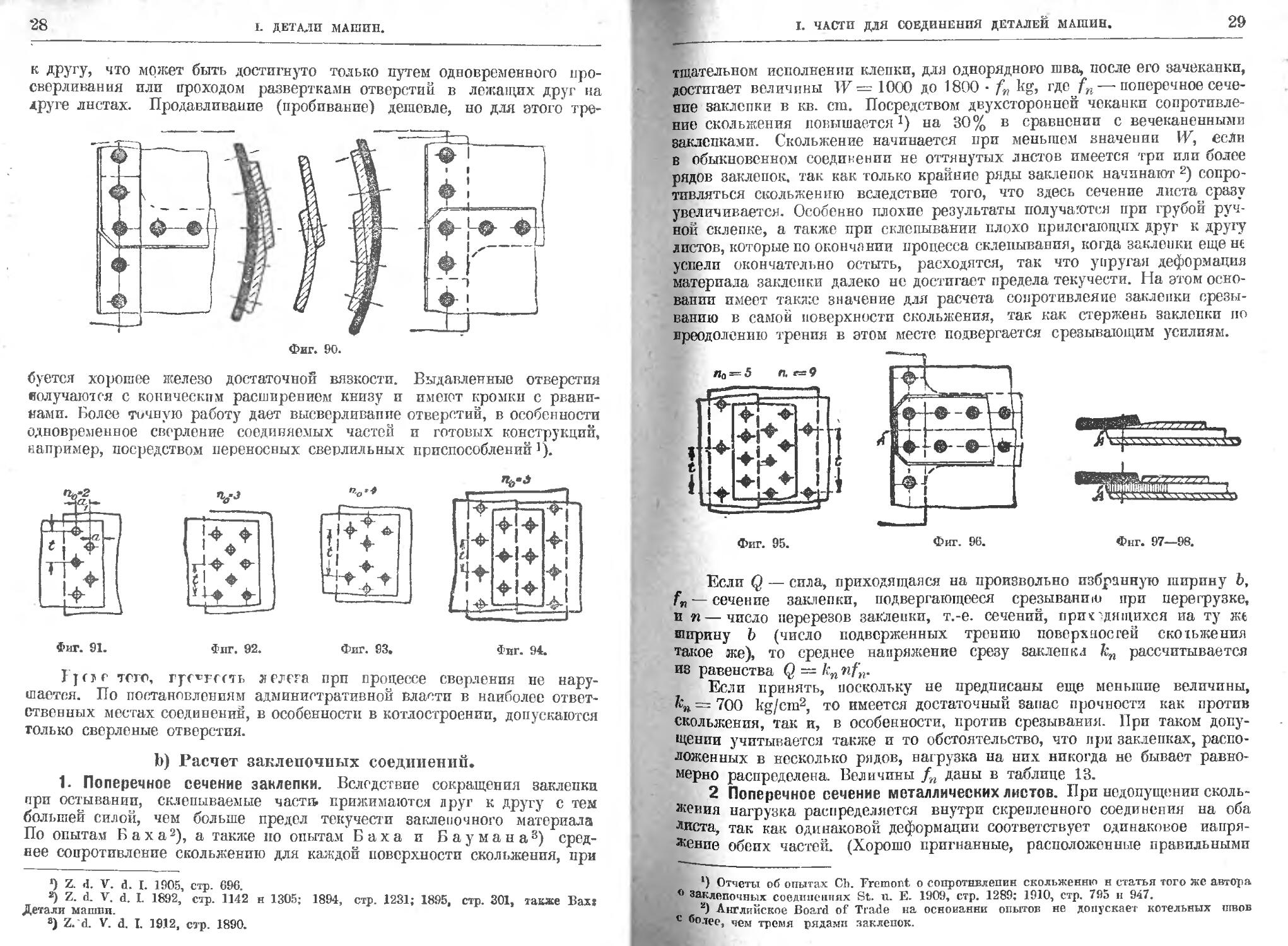
Типы заклепочных соединений листов. Соединение бывает 1) одностороннее (одиночное перерезывание): склейка в нахлестку, фиг. 85, 86, 90,
Фиг. 86,
Фиг. 88.
Фиг. 89.
91 до 93 с изгибающим моментом на головки заклепки. Теоретически правильную форму соединения по фиг. 87 с оттянутыми кромками листов, без утолщений уступами, вследствие ее высокой стоимости, применяют с некоторым приближением только в узловых швах (например, по фиг. 90) там, где это требуется для уплотнения.
2) Двухстороннее соединение (.двойное перерезывание) фиг. 88,94 и 95 с неодинаковыми,—фиг. 89 и 96 до 101 с одинаковыми двумя накладками.
Получение отверстий пробиванием листов пли высверливанием. Отверстия должны быть хорошо пригнаны друг
’) Р. Бауман. Опыты с одновременным осаживанием обеих головок но способу Шуха Z. d. V. d. I. 1919, стр. 555.
2) По Баху и Бауману. Z. d. V. d. I. 1912, стр. 1890 при надлежащей температуре заклепки требуется нажим 6500 до 8000 at б то время, как прн холодней клепке требуется свыше 20000 at.
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
27
Таблица 13. Заклепки для горячей клепки по DIN 123 и 124.
со 5 15,20 £- О О -Ф 1,12 8 + 62 <35 CO co CM нО но со 1,12 s + 47 61 45° НО СМ нО СО
о 3 13,20 СМ со см со Со 05 со1" ~-+ co co CM нО см' СО Со СО + но нО О см со
сс СО со СО со со см но £ * 1,14 s + 56 О co CM НО со 1,14 s + 40 нО С-1 пО нО НО се" НО ПО
то но со см со 05 о см но 8 НО СО 1,15 з + 49 Ю Ю CM Cl со см 05 НО ++1 ю НО
W ем со 8,04 ю О1 см со см со 05 Щ со S+ О но о CM НО СМ СО + нО НО 3
се см 05 СМ О со о о см НО нО СМ то со СО СМ -"+ HO co w см 1,2 s + 30 НО С5 о ю s:
но см со О1 нО * £ О» 6S + ^‘1 s co rH но й 1,2 s , + 26 . НО <35 ео о со нО СМ г-4 *
см СМ со см НО о £ ю о см см 1 1,23 s + 35 no CO •—* се 1,23 s + 23 но со ь со
05 о см СО НЯ со со см 1,27 s + 32 3 CM НО НО 61 + 1 «И‘1 J О СО S нО <зГ со
С£ г-4 см см о см Ю но С-1 1 1,24 s 1 + 28 1 CO CM о СО г-1 СО + см о НО Г. НО сГ
сс 3 со см <35 см но. 61 + S 93*1 CM HO CO Д 1,26 s | + 15 см О см
о 1“ д ю 05 О се г- но 1,34 s1 + 15| CO HO co СО Со + но но г- ;О но
а в а а а А -4S a a A -45 в' в. А а г4£ *5
Диаметр стержня заклепки d ...... 'О* bj к о <и и о р. ф Для котлостроеиия о со ё 1 Длина стержня I । 1 Для железной кон- 1 струкцни фиг. 81. 1 1 Длина стержпя Z 1аклепк» с потайной *0ловкой п чечевипе- i образной головкой фаг. Я2 и 83.
ri *5 и я а о if о л эн® лИяЛ if оц
28
I. ДЕТМИ МАШИН.
к другу, что может быть достигнуто только путем одновременного просверливания или проходом развертками отверстии в лежащих друг на друге листах. Продавливание (пробивание) дешевле, но для этого тре-
Фиг. во.
буется хорошее железо достаточной вязкости. Выдавленные отверстия «случаются с коническим расширением книзу и имеют кромки с рванинами. Более точную работу дает высверливание отверстии, в особенности одновременное сверление соединяемых частей и готовых конструкций, например, посредством переносных сверлильных приспособлений]).
} j о г теге, грс”гггть лелега при процессе сверления не нарушается. По постановлениям административной власти в наиболее ответственных местах соединений, в особенности в котлостроении, допускаются только сверленые отверстия.
I») Расчет заклепочных соединений.
1. Поперечное сечение заклепки. Вследствие сокращения заклепки при остывании, склепываемые частгь прижимаются друг к другу с тем большей силой, чем больше предел текучести заклепочного материала По опытам Баха* 2), а также по опытам Баха и Баумана3) среднее сопротивление скольжению для каждой поверхности скольжения, при
) Z. .1. V. d. I. 1905, стр. 696.
2) Z. d. V. d. I. 1892, стр. 1142 в 1305; 1894, стр. 1231; 189Б, стр. 301, также Бах» Детали машин.
3) Z. d. V. d. I. 1912, стр. 1890.
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
29
тщательном исполнении клепки, для однорядного шва, после его зачеканки, достигает величины ТЕ = 1000 до 1800 • f„ kg, где fn — поперечное сечение заклепки в кв. ст. Посредством двухсторонней чеканки сопротивление скольжения повышается !) на 30% в сравнении с вечеканенными наклепками. Скольжение начинается при меньшем значении 1У, если в обыкновенном соединении не оттянутых листов имеется три или более рядов заклепок, так как только крайние ряды заклепок начинают 2) сопротивляться скольжению вследствие того, что здесь сечение листа сразу увеличивается. Особенно плохие результаты получаются при грубой ручной склепке, а также при склепывании плохо прилегающих друг к другу листов, которые по окончании процесса склепывания, когда заклепки еще не успели окончательно остыть, расходятся, так что упругая деформация материала заклепки далеко не достигает предела текучести. На этом основании имеет такя:е значение для расчета сопротивление заклепки срезыванию в самой поверхности скольжения, так как стержень заклепки по преодолению трения в этом месте подвергается срезывающим усилиям.
Фиг. 96.
Фиг. 97—98.
Фиг. 95.
Если Q — сила, приходящаяся на произвольно избранную ширину Ъ, fn — сечение заклепки, подвергающееся срезыванию при перегрузке, и п — число перерезов заклепки, т.-е. сечений, приходящихся па ту же ширину Ь (число подверженных трению поверхностей скотьжения такое же), то среднее напряжение срезу заклепка к„ рассчитывается из равенства Q ~ кп nfn.
Если принять, поскольку не предписаны еще меньшие величины, кп — 700 kg/cm2, то имеется достаточный запас прочности как против скольжения, так и, в особенности, против срезывания. При таком допущении учитывается также и то обстоятельство, что при заклепках, расположенных в несколько рядов, нагрузка на них никогда не бывает равномерно распределена. Величины fn даны в таблице 13.
2 Поперечное сечение металлических листов. При недопущении скольжения нагрузка распределяется внутри скрепленного соединения на оба листа, так как одинаковой деформации соответствует одинаковое напряжение обеих частей. (Хорошо пригнанные, расположенные правильными
*) Отчеты об опытах Ch. Fremont о сопротивления скольжению и статья того же автора * заклепочных соединениях St. и. Е. 1909, стр. 1289: 1910, стр. 795 н 947.
“) Английское Board of Trade на основании опытов не допускает котельных швов с более, чем тремя рядами заклепок.
30
I. ДЕТАЛИ МАШИН.
рядами, заклепки могли бы и без закрепления поверхностен вызывать одинаковую деформацию обоих листов). Напряжение падает поэтому внутри закрепленного соединения приблизительно пропорционально общей толщине листов, так что расчет отдельных листов в соединении не требовался бы. Также задача размещения заклепок („Заклепочная схема") заключалась бы лишь в том, чтобы требующуюся общую площадь поперечных сечений заклепок nf„ распределить между ними так, чтобы съэко-номить на материале и распределить нагрузку в соединении, по возможности, более или менее равномерно ’).
' Пс=Н n„ = ie
«0 = 6 По = 10
Фиг. 106.
Фиг. 101.
-ф -ф^-ф.
Фиг. 99.
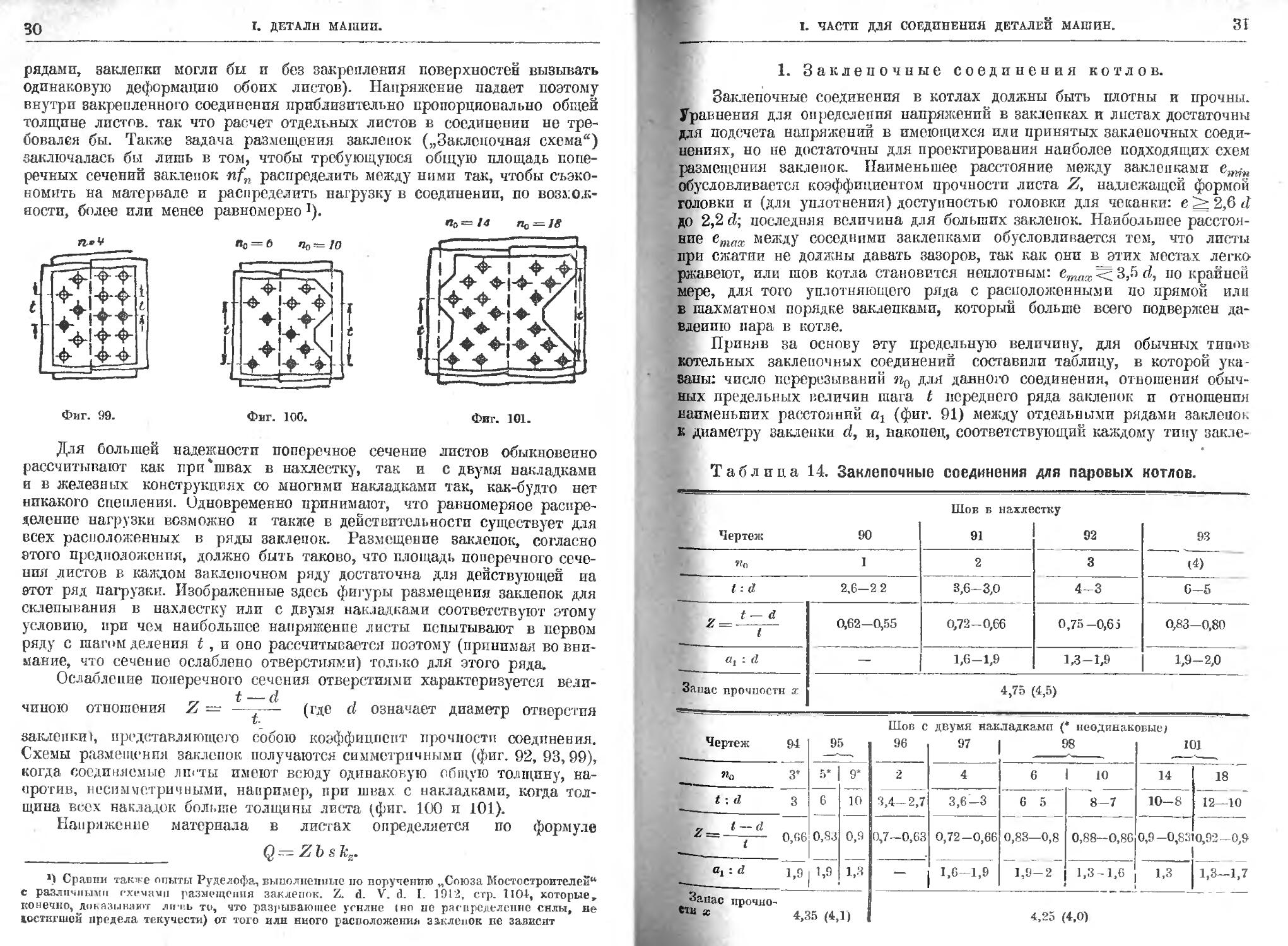
Для большей надежности поперечное сечение листов обыкновенно рассчитывают как прп “швах в нахлестку, так и с двумя накладками и в железных конструкциях со многими накладками так, как-будто нет никакого сцепления. Одновременно принимают, что равномерное распределение нагрузки возможно и также в действительности существует для всех расположенных в ряды заклепок. Размещение заклепок, согласно атого предположения, должно быть таково, что площадь поперечного сечения листов в каждом заклепочном ряду достаточна для действующей на этот ряд нагрузки. Изображенные здесь фигуры размещения заклепок для склепывания в нахлестку или с двумя накладками соответствуют этому условию, при чем наибольшее напряжение листы испытывают в первом ряду с шагом деления t, и оно рассчитывается поэтому (принимая во внимание, что сечение ослаблено отверстиями) только для этого ряда.
Ослабление поперечного сечения отверстиями характеризуется вели-„ t —d .
чиною отношения Z = —-— (где d означает диаметр отверстия заклепки), представляющего собою коэффициент прочности соединения. Схемы размещения заклепок получаются симметричными (фиг. 92, 93,99), когда соединяемые листы имеют всюду одинаковую общую толщину, напротив, несимметричными, например, прп швах с накладками, когда толщина всех накладок больше толщины листа (.фиг. 100 и 101).
Напряжение материала в листах определяется по формуле
Q — Zb s kz.
б Сравни такче опыты Руделофа, выполненные по поручению „Союза Мостостроителем** с различными схемами размещения заклепок. Z. d. V. d. I. 1912, стр. 1104, которые, конечно, доказывают лггнь то, что разрывающее усилие (но не распределение силы, не достигшей предела текучести) от того или иного расиоложенш, заклепок пе зависит
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
31
1. Заклепочные соединения котлов.
Заклепочные соединения в котлах должны быть плотны и прочны. Уравнения для определения напряжении в заклепках и листах достаточны для подсчета напряжений в имеющихся или принятых заклепочных соединениях, но не достаточны для проектирования наиболее подходящих схем размещения заклепок. Наименьшее расстояние между заклепками еи|,-.и обусловливается коэффициентом прочности листа Z, надлежащей формой головки и (для уплотнения) доступностью головки для чеканки: е 2,6 d до 2,2 d; последняя величина для больших заклепок. Наибольшее расстояние между соседними заклепками обусловливается тем, что листы при сжатии не должны давать зазоров, так как они в этих местах легко ржавеют, пли шов котла становится неплотным: e,!M!T < 3,fi d, по крайней мере, для того уплотняющего ряда с расположенными по прямой или в шахматном порядке заклепками, который больше всего подвержен давлению пара в котле.
Приняв за основу эту предельную величину, для обычных типов котельных заклепочных соединений составили таблицу, в которой ука-ваны: число перерезываний п0 для данного соединения, отношения обычных предельных величин шага t переднего ряда заклепок и отношения наименьших расстояний (фиг. 91) между отдельными рядами заклепок к диаметру заклепки d, и, наконец, соответствующий каждому типу закле-
Таблица 14. Заклепочные соединения для паровых котлов.
Шов б нахлестку
Чертеж 90 91 92 93
?г0 I 2 3 (4)
t:d 2,6—2 2 3,6-3/) 4 3 0-5
Iz 0,62—0,55 0,72-0,66 0,75—0,65 0,83—0,80
at : d — 1,6—1,9 1,3-1,9 1,9—2,0
Запас прочности х 4,75 (4,5)
Чертеж 94 95
п0 3* 5* 9*
t : d 3 6 10
। iZ__ t~d И 0,66 0,83 0,9
: d 1,9 1,9 1,3
Запас прочно-
Шов с двумя накладками (* неодинаковые;
96 97 98 101
2 4 6 10 14 18
3,4-2,7 ,3,6-3 6 5 8—7 10-8 12—10
0,7-0,63 0,72-0,66 0,83—0,8 0,88—0,86 0,9 -0,83 0,92—0,9
1,6-1,9 1,9-2 1,3-1,6 1,3 1,3—1,7
4,25 (4,0)
34
I. ДЕТАЛИ МАШИН.
2. Заклепочные соединения для резервуаров.
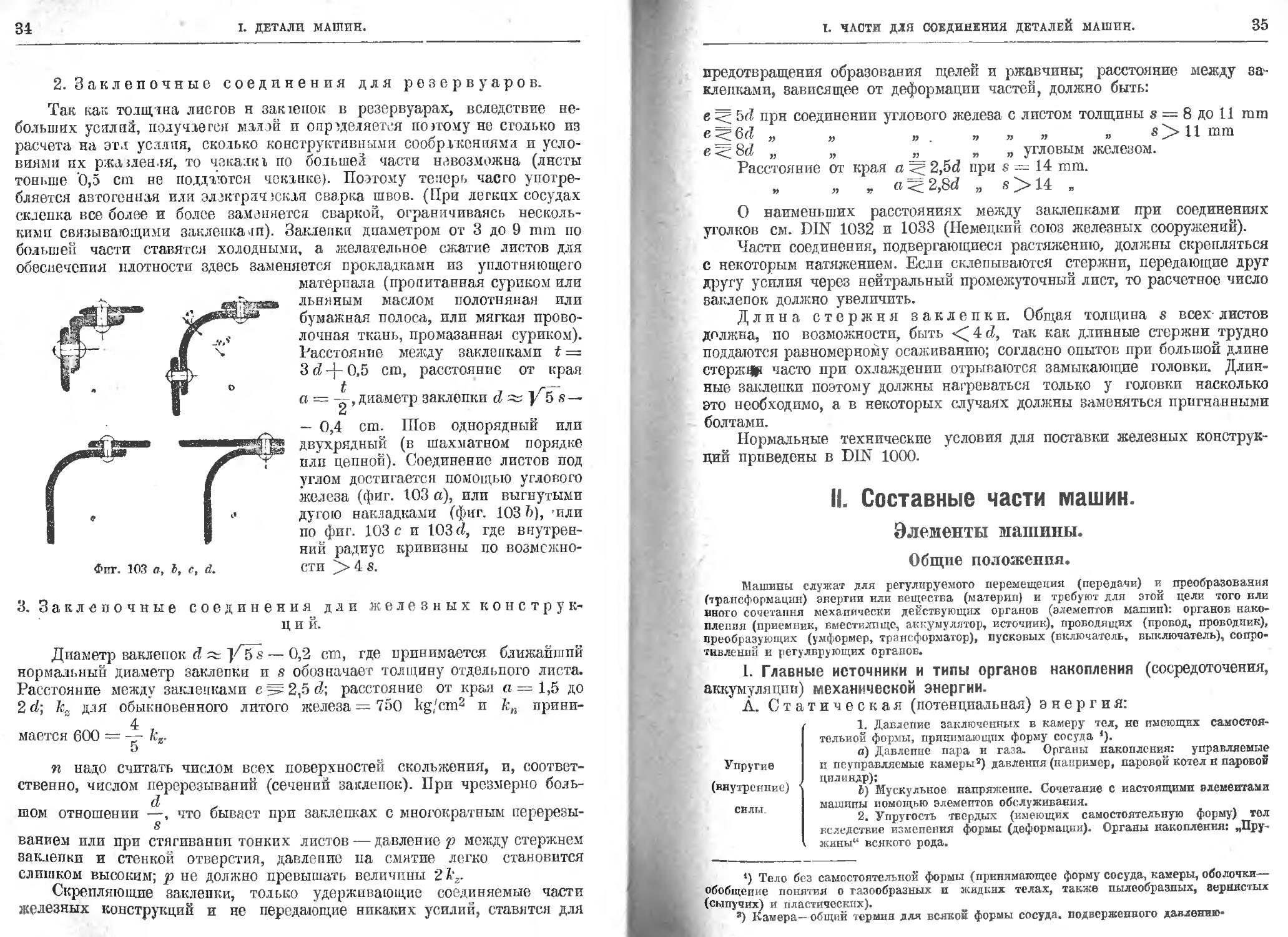
Гак как толщтна листов н зактепок в резервуарах, вследствие небольших усилии, получается малой и определяется поэтому не столько пз расчета на эти усилия, сколько конструктивными сообр гконпяма и условиями их ржаэленля, то чвкалкг по большей части невозможна (листы тоньше '0,5 ст не поддаются чеканке). Поэтому теперь часто употребляется автогенная или элэктрач )скдя сварка швов. (При легких сосудах склепка все более и более заменяется сваркой, ограничиваясь несколькими связывающими заклепка ли). Заклепки диаметром от 3 до 9 mm по большей части ставятся холодными, а желательное сжатие листов для обеспечения плотности здесь заменяется прокладками пз уплотняющего
материала (пропитанная суриком или льняным маслом полотняная пли бумажная полоса, плп мягкая проволочная ткань, промазанная суриком). Расстояние между заклепками t = 3 d 0,5 cm, расстояние от края а = у, диаметр заклепки d « ]Лэ s— — 0,4 cm. Шов однорядный пли двухрядный (в шахматном порядке плп цепной). Соединение листов под углом достигается помощью углового железа (фиг. 103 а), или выгнутыми дугою накладками (фиг. 103 6), 'пли по фиг. 103 с и 103 d, где внутренний радиус кривизны по возможности )> 4 з.
3. Заклепочные соединения дли железных конструк-ц и й.
Диаметр ваклепок d 1^5 s — 0,2 cm, где принимается ближайший нормальный диаметр заклепки и s обозначает толщину отдельного листа. Расстояние между заклепками е - 2,5 d; расстояние от края а = 1,5 до 2 d; ka для обыкновенного литого железа = 750 leg,'ст2 и кп прини-4 мается 600 = — ке. 5
п надо считать числом всех поверхностей скольжения, и, соответственно, числом перерезываний (сечений заклепок). При чрезмерно боль-d „
шом отношении —, что бывает при заклепках с многократным перерезыванием или при стягпванпп тонких листов — давление р между стержнем заклепки и стенкой отверстия, давление па смятие легко становится слишком высоким; р не должно превышать величины 2к..
Скрепляющие заклепки, только удерживающие соединяемые части железных конструкций и не передающие никаких усилий, ставятся для
I. ЧАСТИ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН.
35
предотвращения образования щелей и ржавчины; расстояние между заклепками, зависящее от деформации частей, должно быть:
е 55 5й при соединении углового железа с листом толщины s = 8 до 11 гот e^6d „ „ „ „ „ „ „ s> 11 тт
е < 8d „ „ „ „ „ угловым железом.
Расстояние от края а 2,5d при s = 14 mm.
„ » „ a^2,8d „ s>14 „
О наименьших расстояниях между заклепками при соединениях уголков см. DIN 1032 и 1033 (Немецкий союз железных сооружении).
Части соединения, подвергающиеся растяжению, должны скрепляться с некоторым натяжением. Если склепываются стержни, передающие друг другу усилия через нейтральный промежуточный лист, то расчетное число заклепок должно увеличить.
Длина стержня заклепки. Общая толщина а всех- листов должна, по возможности, быть так как длинные стержни трудно
поддаются равномерному осаживанию; согласно опытов при большой длине стержф часто при охлаждении отрываются замыкающие головки. Длинные заклепки поэтому должны нагреваться только у головки насколько это необходимо, а в некоторых случаях должны заменяться пригнанными болтами.
Нормальные технические условия для поставки железных конструкции приведены в DIN 1000.
II. Составные части машин.
Элементы машины.
Общие положения.
Машины служат для регулируемого перемещения (передачи) и преобразования (трансформации) энергии или вещества (материи) и требуют для этой цели того или иного сочетания механически действующих органов (элементов машин): органов накопления (приемник, вместилище, аккумулятор, источник), проводящих (провод, проводник), преобразующих (умформер, трансформатор), пусковых (включатель, выключатель), сопротивлений и регулврующих органов.
I. Главные источники и типы органов накопления (сосредоточения, аккумуляции) механической энергии.
А. Статическая (потенциальная) энергия:
Упругие (внутренние) силы.
1. Давление заключенных в камеру тел, не имеющих самостоятельной формы, принимающих форму сосуда 4).
а) Давление пара и газа. Органы накопления: управляемые и неуправляемые камеры2) давления (например, паровой котел в паровой цилиндр);
Ъ) Мускульное напряжение. Сочетание с настоящими элементами машины помощью элементов обслуживания.
2. Упругость твердых (имеющих самостоятельную форму) тел вследствие изменения формы (деформации). Органы накопления: „Пру-жины“ всякого рода.
*) Тело без самостоятельной формы (принимающее форму сосуда, камеры, оболочки— обобщение понятия о газообразных и жидких телах, также пылеобразных, зернистых (сыпучих) и пластических).
а) Камера—общий термин для всякой формы сосуда, подверженного давлению-
36
I. ДЕТАЛИ МАШИН.
Внешние силы (силы поля).
3. Масса в неизменяемом поле действия тяжести. Формы накопления: вес, неуравновешен ио е состояние, атмосферное давление.
4. Магнит и катушка в управляемом электромагнитном поле.
Применение приемника статической энергии в машине: а} для передачи механической энергии упругих сил;
Ъ) для периодического восприятия и отдачи энергии и как пружинный двигатель;
с) для перемещения тел, не имеющих самостоятельной формы, сообщая им необходимое напряжение сжатия (разность давлений, высоту напора);
d) для образования силового замыкания в неподвижных и подвижных соединениях; в) для измерения сил и пар сил.
В. Динамическая (кинетическая) энергия:
Давление массы вследствие изменения направления пли скорости движения. Форма аакопления: масса
а) при поступательном движении: струя, снаряд, молот;
Ъ) при вращательном движении: вихрь, турбина, масса маховика;
с) в состоянии покоя: рама, фундамент.
Применение приемника динамической энергии:
1) для получения и отдачи энергии, например, в форме накопления а;
2) как регулирующая деталь машины для уменьшения неравномерности движения: форма накопления Ъ н с;
3) как счетчик (форма накоп. Ъ) центробежный регулятор.
С. С т а т и к о-д инамическая энергия:
В виде энергии периодически переходящей от энергии А в энергию В. Форма накопления: маятник, продольные и поперечные волнообразные колебания всякого рода, например, пружинный маятник, физический маятник, стоячие волиы в трубах.
Применен ие:
1) для регулирования хода: маятниковый, регулятор, счетчик времени (часы);
2) для уснокоепия и изоляции колебаний;
3) для транспортирования (качающиеся желоба, сотрясательные машины).
II. Проводники энергии.
Опи действуют благодаря отдельному расположению зарядки и разрядки подвижных яриемников (аккумуляторов) группы Л 1 и 2 и обыкновенно состоят из подвижной части проводника и направляющей части (направление, обратный провод, рама), которая в иных случаях частично заменяется заземлением (через фундамент). (Также и обе части могут быть подвижны).
Пусковые части проводки для включения или выключения. Проводниковые сопротивления—для торможения н заглушения течения энергии.
А. Передача энергии через тела, не имеющие самостоятельной формы (жидкие
н газообразные).
Род движения Направление по трубопроводам и каналам
с) поступательное или вращательное ' Ъ) колебательное Передачи сжатым воздухом, паром, сжатой водой и маслом, передачи для несжатых тел *)• Гидравлические и пневматические тяговые механизмы.
Б. Передача энергии помощью нагрузки и разгрузки тел, имеющих самостоятельную форму 2), или тел гибких (огибающих) 3).
Род движения Передача и направление
а) колебательное . . | тело с самост. Ъ) крутящее | формой с) поступательное или вращательпое . . Передача помощью тягового механизма, кулис, качающихся валов. Передача помощью гибких (огибающих) тел (ремень, канат, цепь).
*) Где главная • цель передачи только транспортирование материала, там энергия служит только для преодоления сопротивлений, вызываемых силой трения.
2) Общее выражение для всех твердых тел, способных иметь самостоятельную форму.
3) Общее выражение для всех ни евидпых, лентообразных и плоских легко изгибаемых тел, включая цепи, плетения и ткани.
СОСТАВНЫЕ ЧЛСТП МАШИН.
37
III. Преобразователи (умформеры, трансформаторы).
Они служат для изменения:
а) направления и осей движения (передача);
Ъ) скорости движения и величины усилия (перевод);
с) рода движения: колебательного, крутящего и вращательного.
А. Для тел, не имеющих самостоятельной формы:
1. Непосредственное изменение скорости движения вследствие сужения провода (сопла и проводящих каналов в струйных насосах и двигателях с лопатками—(турбинах) и расширения его (дпффузор и проводящие каналы в струйных,—и нжектора х,—и центробежных пасосах).
2. Изменение скорости или формы движения посредством присоединения промежуточных тел с самостоятельной формой (твердых) (поршни, лопатки).
В. Для тел с самостоятельной формой (твердых) и гибких изменение направления, скорости и формы движения производится (осуществляется):
1. Непосредствен пой трансформацией:
2. Трансформацией j при посредстве:
</) катание помощью катящихся рычагов, фрикционных-колес;
6) криволинейная передача, помощью кулаков, зубчатых колес.
а) соединительных звеньев, иапример, шарнирного сое-динения, кулисного камня;
Ь) фрикционной или зубчатой передачи помощью гибких тел (ремня, каната, цепи).
IV. Передача и трансформация при переходе от тел. ие имеющих самостоятельной формы, к телам с самостоятельной формой.
Переход от тела, не имеющего самостоятельной формы, к твердому и обратно может совершаться:
А. Статически:
а) вследствие трения с соответствующей потерей скольжения, например, в струйных пасосах;
Ь) вследствие давления на подвижную стейку в (вытеснительных) „нагнетательных камерах" и „плавающих сосудах".
Подвижность стенки возможна:
1) При употреблении пружинящих стенок (например, упругих перепонок, волнистых труб и т. п.) пли гибких тел (дпафрагм, мехов и т. п.). Применение тех и других ограничено определенными: величинами, жидкостями, давлениями и температурами.
2) При употреблении направляющих из твердого материала:
а) поршни с прямолинейным движением: цилиндр с поршнем и поршневым штоком для передачи помощью шатуна п кривошипа;
Ь) вращающиеся поршпи: закрытый кожух с вращающимся или качающимся поршнем для передачи валами.
3) Благодаря столбам жидкости (заполняющим форму), замыкающим более легкие тела внутри „нагнетательных камер", или снаружи омывающим „плавающие камеры" (плавающие тела) всякого рода.
Приме п£> кие „нагнетательных камер" (вытесиительпых камер): а) неуправляемых, действующих благодаря колебаниям давления;
1) как прибор для измерений п показаний: указатель давления (манометр, барометр, измерительный ящик (см. 1 том, отд. 7, II), аппарат для автоматического записывании давлений (индикатор, мапограф), регулятор давления (действуя на органы распределения и регулирования), орган, предохраняющий от опасных давлений (предохранительный клапан);
2) как приемник (аккумулятор), уравнитель (компенсатор) и успокоитель (глушитель): например, колокол для собирания газа, гидравлический резервуар, паровом колпак (паросборник), воздушный колпак, масляный тормаз (катарракт).
&) с управляемым движением или положением для передачи энергии от тел, ие имеющих самостоятельной формы, к тяговым механизмам пли к трансмиссии:
I) без регулировки для произвольного перемещения или изменения формы, например, в гидравлических транспортных и подъемных устройствах, в цилиндрах со сжатым возДу
38
I. ДЕТАЛИ МАШИН.
хом и паровых цилиндрах, в прессах, молотах *), как „усилители** действия регуляторов и распределительных махапнзмов * 2) и как статический изменитель давления;
2) с регулировкой в поршневых двигателях и поршневых насосах с тяговым механизмом (шатун и кривошип) и в машинах с вращающимися или качающимися поршпями с траисмиссиоипой передачей.
Б. Динамически: давлением массы (напорное давление, давление при отклонении, реактивное давление) на перегородки (подпоры), лопатки, крылья или в соплах (конусах, насадках).
Применение перегородок динамического давления и крыльев:
а) без управления, при колебаниях скорости, уравновешиваемых пружинами или грузовыми аккумуляторами (приемниками):
1) как измерительные приборы для скоростей: указатели скоростей (гидравлическая трубка Пито, гидравлическая пластинка3), прибор для записывания скоростей, регулятор скорости в насосах н воздуходувных машинах, органы предохранения от опасных скоростей (само запорный клапан иа случай разрыва трубопровода).
2) как тормаз и успокоитель (модератор) колебаний;
д) с управляемым движением или положением:
1) для перемещения произвольного или зависящего от действия регулятора: крылья, паруса, руль, плавники, лопатки в перевозочных средствах всякого рода;
2) регулируемым в турбинах (двигателях с лопатками) и центробежных (лопастных) иасосах всякого рода, включая и архимедов впнт для подъема воды и пропеллер 4).
А. Элементы для проводки п включения тел, не имеющих самостоятельной формы.
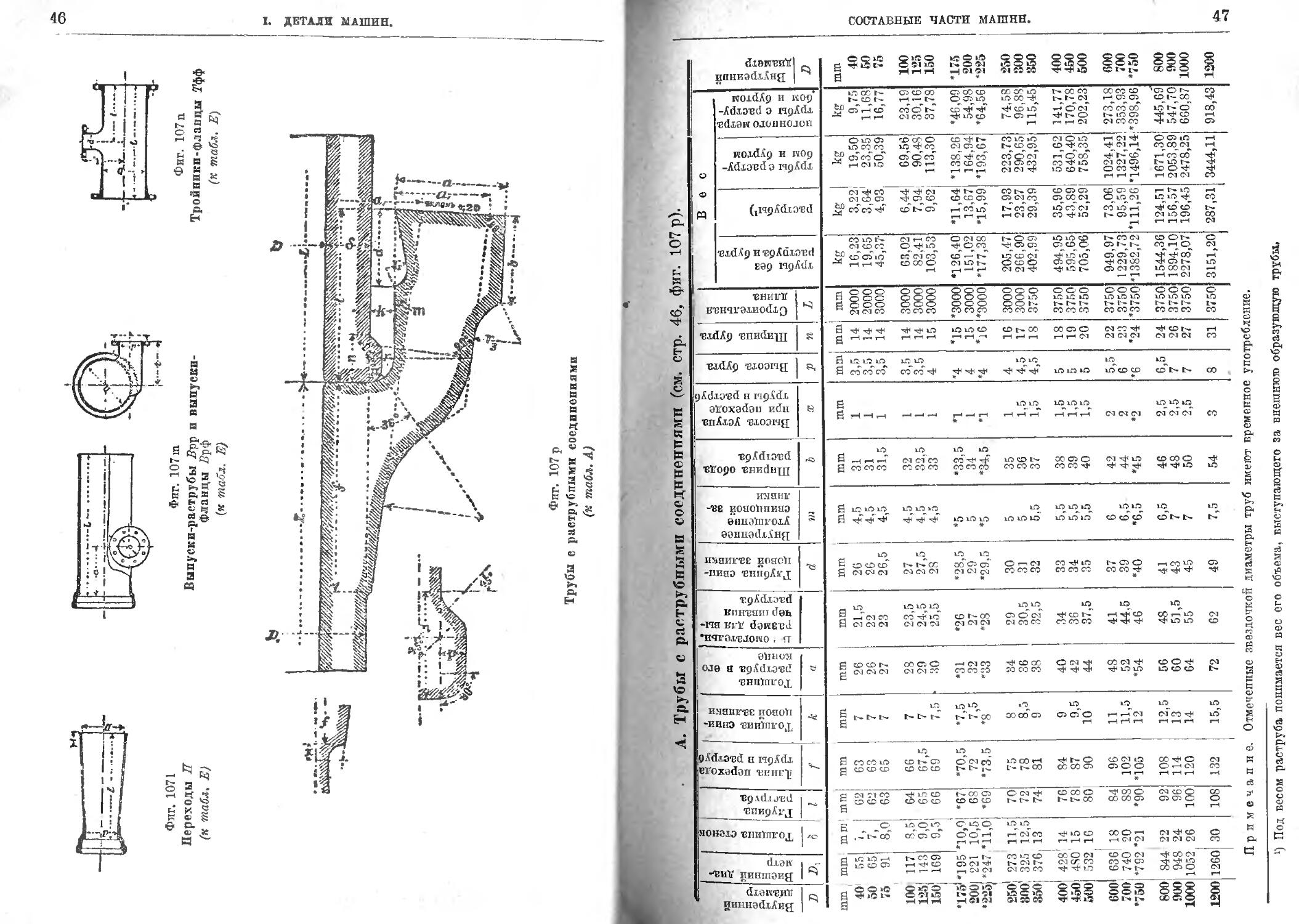
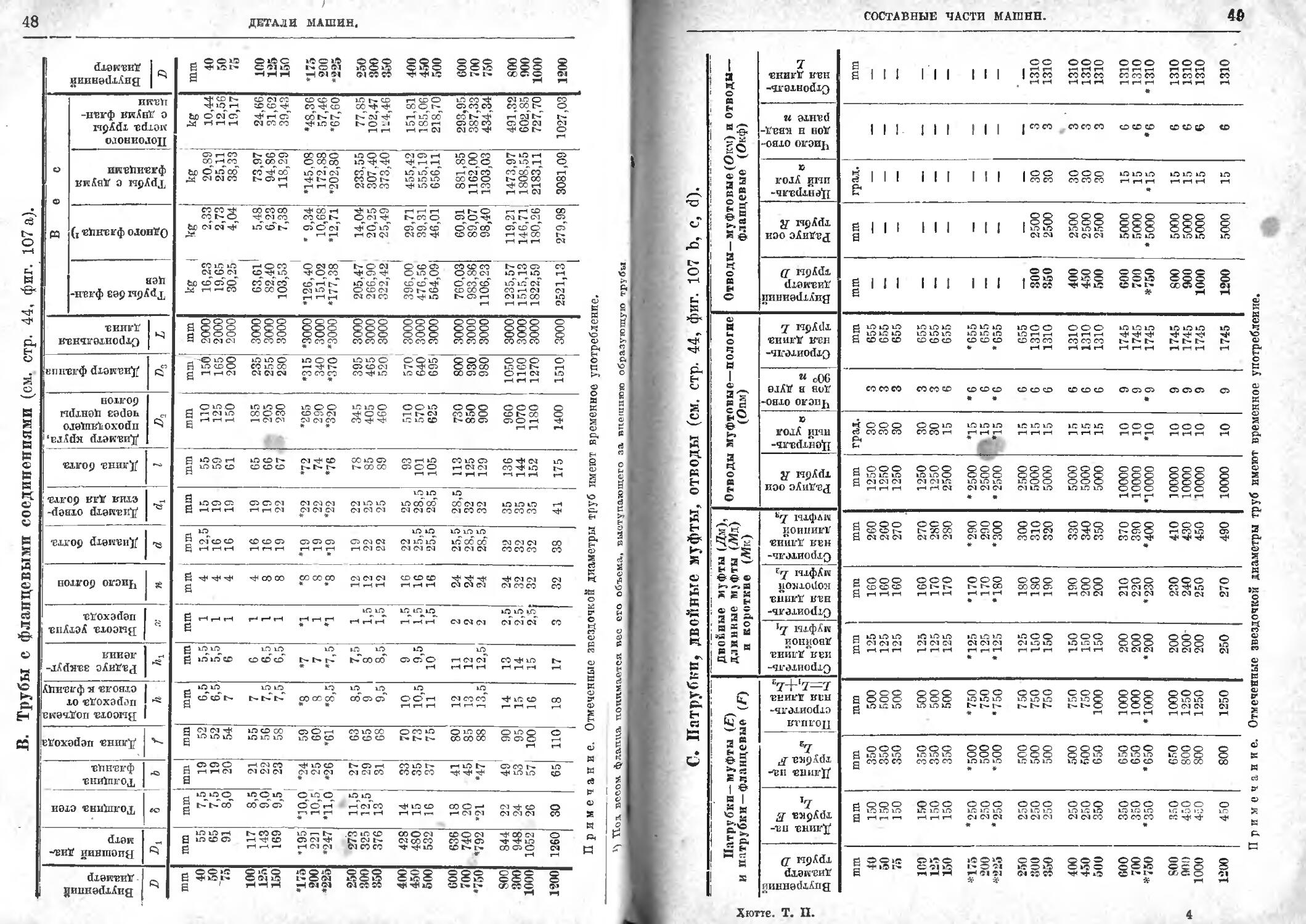
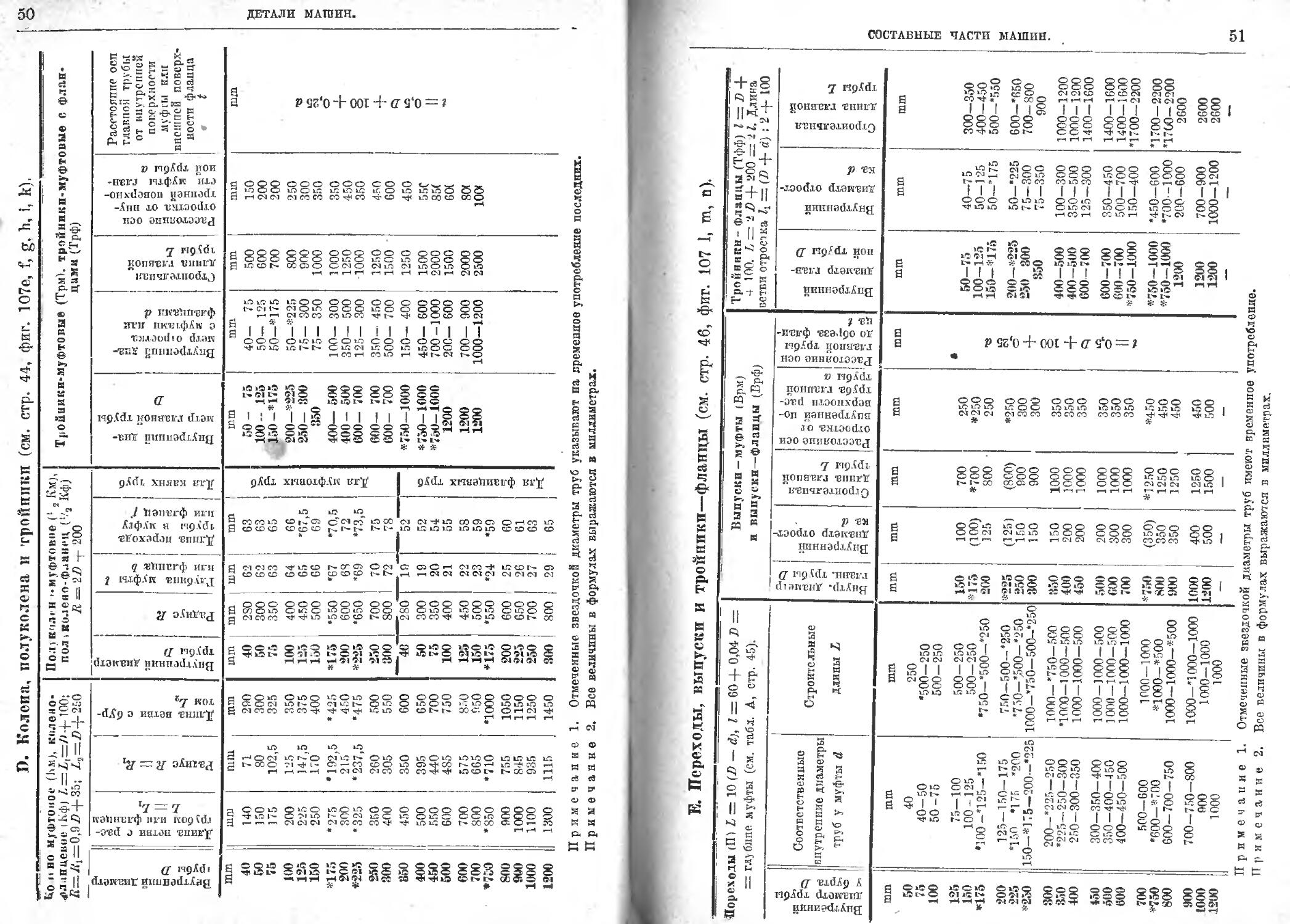
а) Трубопроводы.
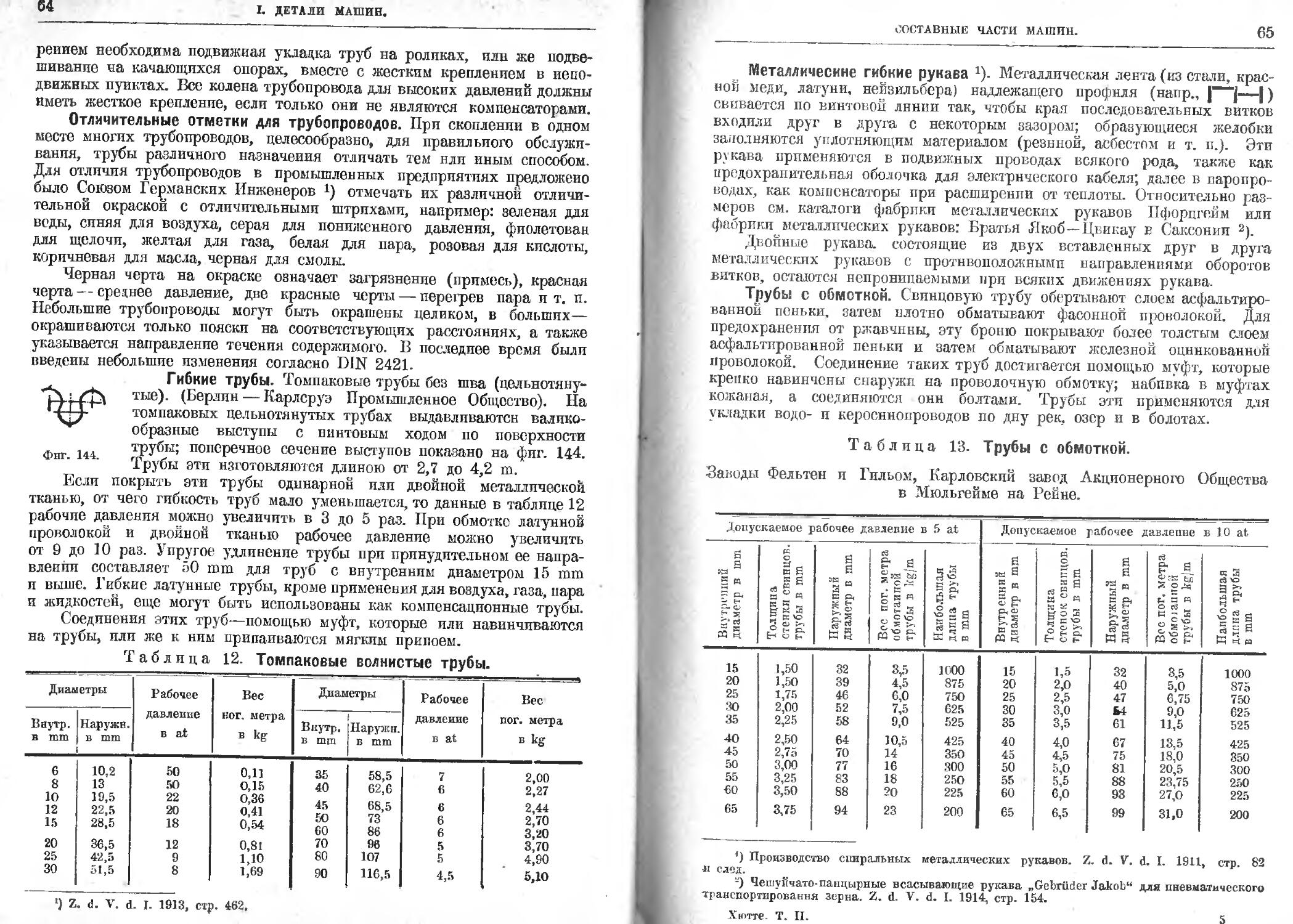
Трубопроводы служат для продвижения всех родов тел, не имеющих самостоятельной формы: пара, газа, жидкостей, пылевидных и зернистых материалов (сыпучих тел).
Для удешевления производства и содержания складов труб были выработаны определенные нормы как для рабочих давлений в трубах, так и их поминальных диаметров (Специальная комиссия по нормализщии трубопроводов при DIN).
Таблица 1 представляет перечень предложенных норм для рабочих давлений, а таблица 2 перечень нормальных диаметров.
В нижеприведенной таблице 1 указаны давления манометрические (сверх атмосферного).
Приведенный в этой таблице, составленный с известной закономерностью, ряд номинальных давлений служит основой для построения шкалы нормальных размеров для труб и арматуры.
Каждому номинальному давлению соответствует наибольшее допускаемое рабочее давление для воды, газа, насыщенного и перегретого паров. Прп определении величин этих рабочих давлений учитывалась опасность, заключенная в содержимом трубопровода, а также температура этого содержимого, так как прн более высоких температурах понижается предел текучести материала трубопровода.
Рабочие давления по отношению к номинальным составляют в общем 100% для воды, 80% Для газа и насыщенного пара н 64% для перегретого пара.
Рабочие давления для воды относятся к воде при температуре ниже 100°С, а к другим безопасным жидкостям при . температуре ниже их точки кипения при атмосферном давлении.
Рабочие давления для „газа и насыщенного пара** относятся к газам прн температуре ниже 300°С, как и к другим легко расширяющимся веществам, заключенным в трубопроводе, как, например, к воздуху и пару, в особенности же к насыщенному и умеренно перегретому водяному пару ниже этой температуры; далее к жидкостям, которые благодаря своим физическим или химическим свойствам или ио другим каким-либо причинам требуют особых предосторожностей.
*) См. 3 отд. Машины-орудия, гл. станки: Ковочные машины.
2) См. Разд. Е. Детали машин для регулирования хода.
®) Ср. измерение жидкостей, т. I, отд. 7, III, Ви измерение газов, отд. 7, III, С.
4) Ср. 2 отдел: Двигатели, глава о паровых и водяных турбинах, отд. 3. Машины— орудия, глава о подъемных устройствах для жидких тел; том IV, отд. техники Путей Сообщения: гребные судовые винты, в которых форма крыльев рассматривается для каж-гпго отдётЬНого случай.
СОСТАВНЫЕ ЧАСТИ МАШИН.
39
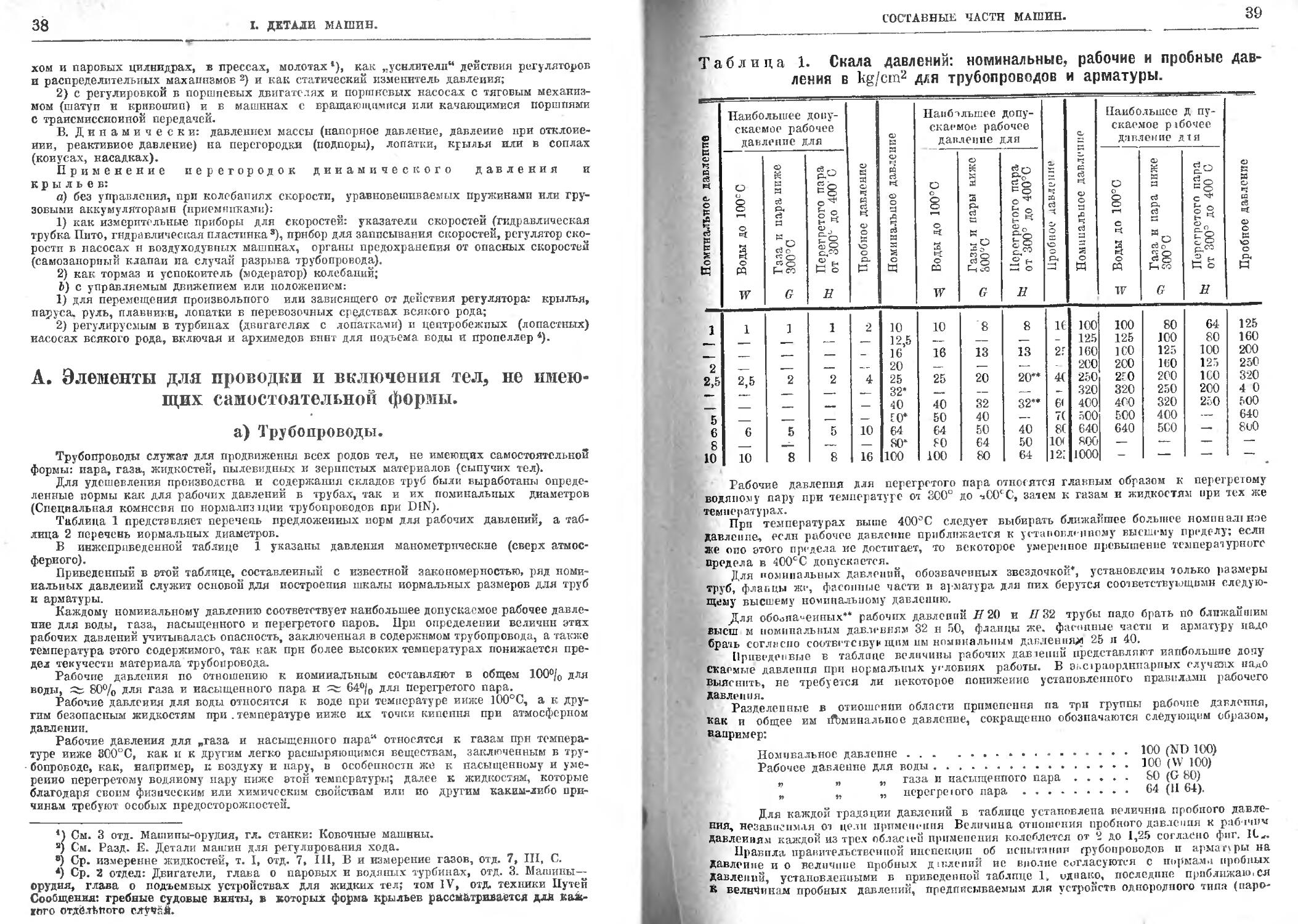
Таблица 1. Скала давлений: номинальные, рабочие и пробные давления в kg/cm2 для трубопроводов и арматуры.
Наибольшее допу- Пробное давление Номинальное давление Наибольшее допускаемое рабочее давление для Пробное давление Номинальное давление И Наибольшее д пускаемое р1бочее давление дтя Пробное давление
В к CJ *3 р= се н а. с »= 15 св П 8 с К скаемое рабочее давление для
Воды до 100* С Газа и пара ниже Ъ 300°G . Перегретого пара °5 от 300е до 400' С Воды до 100°G Газы и пары ниже 300° С . Перегретого пара 553 от 300° до 400°С 3 Воды до 100°G Газа н пара ниже 300°С . Перегретого пара от 300° до 400 0
1 1 1 2 10 10 8 8 16 100 100 80 64 125
— — — — 12,5 — — .— - 125 125 J00 80 160
— — — - 16 16 13 13 2Г 160 1С0 125 100 200
- — — — 20 — — ,— 200 200 160 125 250
2,5 2,5 2 2 4 25 25 20 20** 44 250 250 200 1С0 320
— — — — 32* — — 320 320 250 200 4 0
— 40 40 32 32** 6< 400 400 320 250 500
5 — — — ГО* 50 40 — 7( 500 500 400 — 640
6 6 5 5 10 64 64 50 40 86 640 640 5С0 —. 8и0
8 —— — — 80* 80 64 50 Ш 800 — — ——
10 10 8 8 16 100 100 80 64 12; 1000 — — — —
Рабочие давления для перегретого пара относятся главным образом к перегретому водяному пару при температуре от 300° до -зСОсС, затеи к газам и жидкостям ори тех же температурах.
Прп температурах выше 400°С следует выбирать ближайшее большее номинал!ное давление, если рабочее давление приближается к установленному высшему пределу; еслп же опо этого предела не достигает, то некоторое умеренное превышение температурного предела в 400сС допускается.
Для поминальных давлений, обозначенных звездочкой*, установлены только размеры труб, фланцы же, фасонные части и арматура для пих берутся соответствующими следующему высшему номинальному давлению.
Для обозначенных** рабочих давлений 7/20 и 77 32 трубы падо брать по ближайшим высш м номинальным давлениям 32 н 50, фланцы же. фасонные части и арматуру надо брать согласно соотвгтС1вун щим мы номинальным давления^ 25 д 40.
Приведен вые в таблице величины рабочих дав тений представляют наибольшие допу скаемые давления при нормальных условиях работы. В экстраординарных случаях надо выяснить, не требуется ли некоторое понижение установленного правилами рабочего Давления.
Разделенные в отношении области применения па три группы рабочие давления, как п общее им йЪмипалыюе давление, сокращенно обозначаются следующим образом, например:
Номинальное давление...................................100 (ND 100)
Рабочее давление для воды.............................100 (W 100)
„ „ „ газа и насыщенного пара......... SO (G 80)
„ „ „ перегреюго пара................... 64 (II 64).
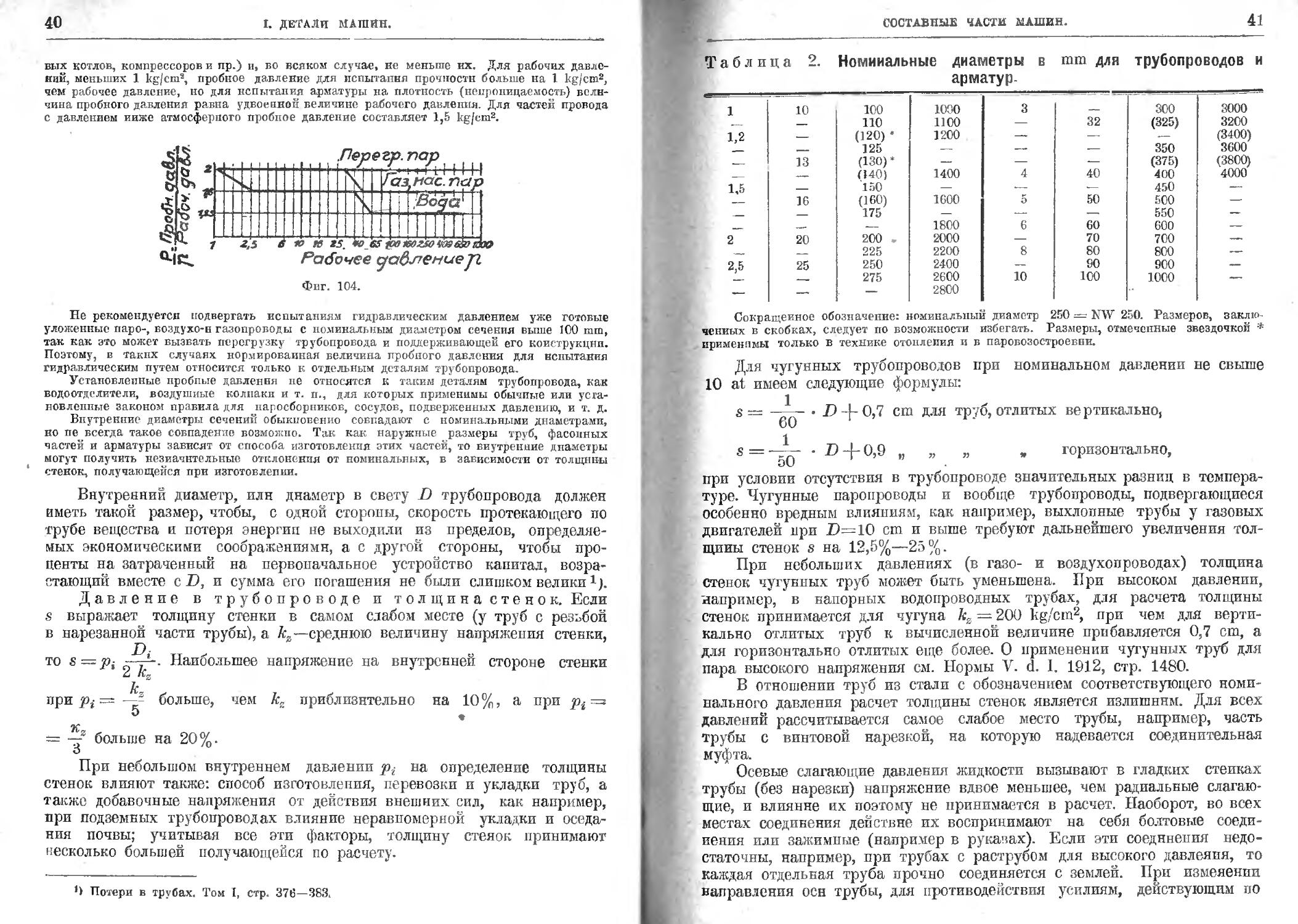
Для каждой градации давлений в таблице установлена величина пробного давления, независимая от цели применения Величина отношения пробного давления к рабтчпм Давлениям каждой из трех областей применения колеблется от 2 до 1,25 согласно фиг. 1CW. Правила правительственной инспекции об испытании трубопроводов и арматры на давление и о величине пробных дтлений не вполне согласуются с нормам.i пробных Давлений, установленными в приведенной таблице 1. ид па ко, последние приближаю .ся к величинам пробных давлений, предписываемых5 для устройств однородного типа (пара-
40
I. ДЕТАЛИ МАШИН.
вых котлов, компрессоров и пр.) и, во всяком случае, не меньше их. Для рабочих давлении, меньших 1 kg/cm2, пробное давление для испытания прочности больше на 1 kg/cm2, чем рабочее давление, но для испытания арматуры на плотность (непроницаемость) величина пробного давления равна удвоенной величине рабочего давления. Для частей провода с давлением ниже атмосферного пробное давление составляет 1,5 kg/cm2.
Фиг. 104.
Не рекомендуется подвергать испытаниям гидравлическим давлением уже готовые уложенные паре-, воздухо-в газопроводы с номинальным диаметром сечения выше 100 mm, так как это может вызвать перегрузку трубопровода и поддерживающей его конструкции. Поэтому, в таких случаях нормированная величина пробного давления для испытания гидравлическим путем относится только к отдельным деталям трубопровода.
Установленные пробные давления не относятся к таким деталям трубопровода, как водоотделители, воздушные колпаки и т. п., для которых применимы обычные или установленные законом правила для паросборников, сосудов, подверженных давлению, и т. д.
Внутренние диаметры сечений обыкновенно совпадают с номинальными диаметрами, но пе всегда такое совпадение возможно. Так как наружные размеры труб, фасонных частей и арматуры зависят от способа изготовления этих частей, то внутренние диаметры могут получить незначительные отклонения от номинальных, в зависимости от толщины стенок, получающейся при изготовлении.
Внутренний диаметр, или диаметр в свету D трубопровода должен иметь такой размер, чтобы, с одной стороны, скорость протекающего по трубе вещества и потеря энергии не выходили из пределов, определяемых экономическими соображениями, а с другой стороны, чтобы проценты на затраченный на первоначальное устройство капитал, возрастающий вместе с D, и сумма его погашения не были слишком велики
Давление в трубопроводе и толщина стенок. Если s выражает толщину стенки в самом слабом месте (у труб с резьбой в нарезанной части трубы), a kz—среднюю величину напряжения стенки, то s — pj Наиоолыпее напряжение на внутренней стороне стенки 2 kz
при р{ = —- больше, чем kz приблизительно на 10 %, а при pt =
= больше на 20%.
При небольшом внутреннем давлении р{ на определение толщины стенок влияют также: способ изготовления, перевозки и укладки труб, а также добавочные напряжения от действия внешних сил, как например, при подземных трубопроводах влияние неравномерной укладки и оседания почвы; учитывая все эти факторы, толщину стеяок принимают несколько большей получающейся по расчету.
*> Потери в трубах. Том I, стр. 376—383,
СОСТАВНЫЕ ЧАСТИ МАШИН
41
Таблица 2. Номинальные диаметры в арматур- mm для трубопроводов и
1 10 100 1000 3 300 3000
—. — 110 1100 — 32 (325) 3200
1,2 — (120) • 1200 —- — — (3400)
— — 125 — —— — 350 3600
— 13 (130) * — — — (375) (3800)
.— — (140) 1400 4 40 400 4000
1,5 — 150 — — .— 450 —
— 16 (160) 1600 5 50 500 —
— 175 — — — 550 —
__ — 1800 6 60 600 —
2 20 200 • 2000 — 70 700 ——
— — 225 2200 8 80 800 —
2.5 25 250 2400 — 90 900 —
. . 275 2600 10 100 1000 -—
— — — 2800
Сокращенное обозначение: номинальный диаметр 50 == NW 250. Размеров, заклю-
чениых в скобках, следует по возможности избегать. Размеры, отмеченные звездочкой *
применимы только в технике отопления и в паровозостроевни.
Для чугунных трубопроводов при номинальном давлении не свыше 10 at имеем следующие формулы:
8 = • .D [-0,7 cm для труб, отлитых вертикально,
з = - D -ф- 0,9 „ „ „ » горпаонтально,
при условии отсутствия в трубопроводе значительных разниц в температуре. Чугунные паропроводы и вообще трубопроводы, подвергающиеся особенно вредным влияниям, как например, выхлопные трубы у газовых двигателей при 23=10 ст и выше требуют дальнейшего увеличения толщины стенок s на 12,5%—25%.
При небольших давлениях (в газо- и воздухопроводах) толщина стенок чугунных труб может быть уменьшена. При высоком давлении, например, в напорных водопроводных трубах, для расчета толщины стенок принимается для чугуна к, — 200 kg/cm2, при чем для вертикально отлитых труб к вычисленной величине прибавляется 0,7 ст, а для горизонтально отлитых еще более. О применении чугунных труб для пара высокого напряжения см. Нормы V. d. I. 1912, стр. 1480.
В отношении труб из стали с обозначением соответствующего номинального давления расчет толщины стенок является излишним. Для всех давлений рассчитывается самое слабое место трубы, например, часть трубы с винтовой нарезкой, на которую надевается соединительная муфта.
Осевые слагающие давления жидкости вызывают в гладких стейках трубы (без нарезки) напряжение вдвое меньшее, чем радиальные слагающие, и влияние их поэтому не принимается в расчет. Наоборот, во всех местах соединения действие их воспринимают на себя болтовые соединения плп зажимные (например в рукавах). Если эти соединения недостаточны, например, при трубах с раструбом для высокого давления, то каждая отдельная труба прочно соединяется с землей. При изменении направления осн трубы, для противодействия усилиям, действующим по
42
L ДЕТАЛИ МАШИН.
ее оси, необходимо трубу закреплять. (Это очень важно при всех трубопроводах для среднего и высокого давлений). То же самое относится н к включаемым в трубопровод коленам, сальникам, компенсаторам.
Употребительные трубопроводы. Для наиболее важных материалов и способов изготовления труб и соединительных частей для труб были предложены определенные нормы, перечень которых приведен в таблицах 3 и 11. (Эти нормы до появления в свет этой книги еще не были опубликованы).
Т а бл и ц а 3. Трубопроводы. сводка.
Материал Тип трубы Наименование * Применяются при: DIN * 8)
Номинальном давлении kg/cm2 >) Поминальном диаметре 2) в mm
С фланцами Чугун 1—10 40—1200
С раструбом 1—10 40—2000
Стальное литье
Трубы с газовой резьбой Газовые, цельнотянутые —
Газовые, сварные . . — W'-tf'
Гладкие тр убы о । 6-400 6—400
SL 24, 11 Цельнотянутые. St. 42, И 1-50 1-50
ч О 1-6 250—2000
Литое ж Железные трубы сварные (С нагревом на водяном газе) 10 16-32 250—1400 250 -МО —
40 и 50 250-400
Железные трубы с автогенной сваркой . 1 и 2,5 50-2000
6 50-1000
Железные трубы, клепанные • 1 и 2,5 600—2000
6 600—1200
Е) Величины давления согласно таблицы 1. 2) Номинальные диаметры по таблице 2.
8) Данных еще ие.. Нормальная Дтнпа труб от 5 до 6\!э tn.
составные части машин.
43
1. Чугунные трубы: а) Газо- и водопроводные трубы по „Нормальному германскому сортаменту труб 1882“ имеются в продаже с раструбами и фланцами; нормальные размеры и формы труб, фланпев, раструбов и фасонных частей —
даны в таблицах 6—10, стр. 54 — 59. ^ggsssss^^"]
Ъ) Чугунные трубы для отопления см. *|
т. III. Отопление и вентиляция (Нормальный I ~Ц jl сортамент Союза немецких промышленников I 1 т
по центральному отоплению. Berlin W. 9, Фиг- 105.
Linkstr. 29).
с) Чугунные сточные трубы для канализационных установок. Размеры согласно DIN 364 приведены в таблице 4 и на фиг. 105.
Таблица 4. Сточные трубы.
А оа । -®тах 1 ^3 А -^шах 1 ^3 1
50 60 92 65 89 13 125 137 175 75 105 15
70 80 114 70 96 14 150 162 200 80 112 15
100 112 146 75 103 14 200 212 252 90 125 16
Строительная длина, не считая длины муфты, I = 2000, 1500, 1250, 1000, 750, 500, 250 mm.
Нормали фасонных частей для этих труб: для колен, переходов, переходных колен, отводов формы S, косых тройников и крестов приведены в D1N 540—544.
Свинцовые сточные трубы см. т. I, отд. 6, IV, табл. 7. Трубы гончарные см. т. Ill, глава: Канализация городов. Цементные и бетонные трубы см. т. I, отд. 6, VII, табл. 4.
2. Стальные литые трубы делаются только в впде коротких труб, колен (отводов) и фасонных частей. Нормы для них еще не установлены.
3. Трубы из литого железа (сравн. таблицу 3, стр. 42 и таблицу 11, стр. 60).
а) Трубы с винтовой нарезкой на концах имеются как цельнотянутые (без шва) газовые трубы, так и более дешевые, сваренные в стык, не допускающие сильного изгиба
Конусность
1 : 16.
Резьба цилиндрическая.
Фиг. 106.
Резьба на конус.
Фиг. 107.
без расхождения шва. Номинальные диаметры—от1//' до 4" (реже до б"). Размеры (номпн. диам.) в английских дюймах согласно таблицы 5. Газовая резьба по таблице 8, стр. 16.
Соединения труб осуществляются помощью готовых соединительных частей из ковкого чугуна: муфт, ниппелей, соединительных гаек, колен, отводов, угольников и тройников с газовой резьбой. Для воды эти части оцинковываются пли покрываются оловом; давления до 3 атмосфер.
14
1. ДЕТАЛИ МАШИН
(к табл. В)
Фиг. 107 е и f
Тропинки 2рм и Урф*) (к табл. D)
Фиг. 107 g Колено-раструб
Ам
(к табл. D)
Фиг. 107h Колено-фланец АГф
Отводы-раструбы
Спр
Фиг. 107 d
Отводы-раструбы
Окр
(к табл. С)
Отводы фланцевые йкф
Фиг. 1071
По.чуколеио-раструб 1/2 АГм
Фиг. 107 k
Полуколено-фланец 1/я Агф
(к табл. D)
*) У Т’рф вместо фланцев у отростков имеются раструбы.
СОСТАВНЫЕ ЧАСТИ МАШИН.
45
Нормальный метрический сортамент чугунных водопроводных труб, установленный в 1901 году Пятым русским водопроводным съездом.
Размеры труб и фасонных частей см. таблицы Л—Е стр. 47—51.
•г Главные размеры труб определяются на основанпи формул.
А) Для раструбных соединений: (См. стр. 46).
I = 60 mm -j- 0,04 D;
f = 60 mm -f* 0,06 D;
I -|- f = 120 mm -1 0,10 D;
6 = 6,5 mm -j- 0,02 D для труб диаметром 40—300 mm;
8 = 6 mm -j- 0,02 D для труб диаметром 350—1200 mm;
4 = 6 mm -j- 0,008 D;
a =24 mm 4* 0,04 D;
o,= 20 mm -j- 0,035 D;
m= 4 mm -f- 0,003 D;
b = 30 mm0,2 D;
® = 0,05 mm 4~ 0,002 D с округлением до 0,5 mm;
P = 3 mm 4- 0,004 D = 0,5 7c;
и = 12 mm 4- 0,016 D = 4 p = 2 k;
r2~ 0,025 b;
r3 = 6 mm -j- 0,02 D.
В) Для фланцевых соединений: (См. стр. 44).
Ь = 17 mm-j- 0,04 D;
f =50 mm -j- 0,05 D;
b -j- f = 67 mm 4- 0,09 D;
о = 6,5 mm 4- 0,02 D для труб диаметром 40—300 mm;
o=6 mm 4- 0,02 1) для труб диаметром 350—1200 mm;
h = 6 mm 4- 0,01 I);
Л, = 5 mm 4~ 0,01 I);
D, = D 4- 13 mm 4- 0,04 D для труб диаметром от 40 до 300 mm;
D, = 4-12 mm Ц-0,04 D для труб диаметром от 350 до 1200 mm;
Р2 = jDt 4- 2(А 4-hi) 4- 2d с округлением до сантиметра, при чем оно не должно превышать 0,5 h;
Т)^ = Л2 И" 2 (<? 4~ Ьд);
di ----- d 4- (2,5 mm — 3,5 mm);
I =37 mm 4- 0,08 D 4- 1,1 d с округлением до 1 mm;
x = 0,05 mm 4~ 0,002 T) с округлением до 0,5 ram.
Нормальные технические условия изготовления и приемки чугунных водопроводных труб и фасонных частей V русского водопроводного съезда ириведены в т. III, в отделе: Водоснабжение.
Фиг. 1071 Переходы П (к табл, Е)
Фиг. 107 п
ТроЙники-флаицы Гфф (к табл. Е)
Фиг, 107 in
Выпуски-раструбы 2?рр и выпуски-фланцы 2?рф
(« табл. Е)
fa
Я
К
I а
Фиг. 107 р
Трубы с раструбпыми соединениями (к табл. А)
А. Трубы с раструбными соединениями (см. стр. 46, фиг. 107 р).
Внутренний диаметр Внешний диа- 1 -че-гр Толщина стенок! Глубина раструба Длина перехода' трубы в раструб- Толщина свинцовой заливки Толщина раструба в его конце 1> 1 омогательи. размер для вы-чер швания раструба Глубина свинцовой заливки Ширина обода раструба Высота уступа при переходе трубы в раструб | Высота бурта 1 | Ширина бурта 1 а в 1-г С О | длина । В е С 1 Внутренний [диаметр
Внутреннее утолщение свинцовой 3 а и g ч гбы без ярубаибурта / бы с растру-if и буртом гон пого метра (бы с растру-] и и буртом
П 1>, 5 1 f к а а т ъ X Р п L Ьч ей н — еЗ а 5 Н Ю О гъ о я Гчэ. D
mm mm mm mm mm mm mm mm mm mm mm mm mm mm пт kg kg kg kg mm
401 55 62 63 7 26 21,5 26 4,5 31 1 3,5 14 2000 16,23 3,22 19,50 9,75 40
65 7, 62 63 7 26 22 26 4.5 31 1 3,5 14 2000 19,65 3,64 23,35 11,68 50
75 91 8,0 63 65 7 27 23 26,5 4,5 31,5 1 3,5 14 3000 45,37 4,93 50,39 16,77 75
100 117 8,5 64 66 7 28 23,5 27 4.5 32 1 3,5 14 3000 63,02 6,44 69,56 23,19 100
125, 143 9,0 65 67,5 7 29 24,5 27,5 4.5 32,5 1 3,5 14 3000 82,41 7,94 90,48 30,16 125
150 169 9,5 66 69 7,5 30 25,5 28 4,5 33 1 4 15 3000 103,53 9,62 113,30 37,78 150
*175' *195 *10,0 •67 *70,5 •7,5 *31 *26 *28,5 •5 •33,5 *1 ’4 •15 *3000 •126,40 *11,64 *138,26 *46,09 *175
200 221 10,5 68 72 7,5 32 27 29 5 34 1 4 15 3000 151,02 13,67 164,94 54,98 200
•225 *247 *11,0 •69 •73,5 *8 *33 *28 *29,5 *5 •34,5 *1 *4 *16 •зооо *177,38 *15,99 *193,67 *64,56 *225
250 273 11,5 70 75 8 34 29 30 5 35 1 4 16 3000 205,47 17,93 223,73 74,58 250
800 325 12,5 72 78 8,5 36 30,5 31 5 36 1,5 4,5 17 3000 266,90 23,27 290,65 96,88 300
350 376 13 74 81 9 38 32,5 32 5,5 37 1,5 4,5 18 3750 402,99 29,39 432,95 115,45 350
400 428 14 76 84 9 40 34 33 5.5 38 1,5 5 18 3750 494,95 35,96 531,62 141,77 400
450 4S0 15 78 87 9,5 42 36 34 5,5 39 1,5 5 19 3750 595,65 43,89 640,40 170,78 450
500 532 16 80 90 10 44 37,5 35 5,5 40 1,5 5 20 3750 705,06 52,29 758,35 202,23 500
ООО 636 18 84 96 11 48 41 37 6 42 2 5,5 22 3750 949,97 73,06 1024,41 273,18 600
700 740 20 88 102 11,5 52 44.5 39 6,5 44 2 6 23 3750 1229,73 95,59 1327,22 353,93 700
•750 *792 •21 •90 ’105 12 *54 46 *40 •6,5 *45 *2 ’6 *24 '3750 *1382,72 •111,26 *1496,14 •398,96 •750
800 844 22 92 108 12,5 56 48 41 6,5 46 2,5 6,5 24 3750 1544,36 124,51 1671,30 445,69' 800
ООО 948 24 96 114 13 60 51,5 43 7 48 2,5 7 26 3750 1894,16 156,57 2053,89 547,70 900
1000 1052 26 100 120 14 64 55 45 7 50 2,5 7 27 3750 2278,07 196,45 2478,25 660,87 1000
1200 1260 30 108 132 15,5 72 62 49 7,5 54 3 8 31 3750 3151,20 287,31 3444,11 918,43 1200
Примечание. Отмеченные звездочкой диаметры труб имеют временное употребление.
W а §
я
3 л я
1) Под весом раструба понимается вес ого объема, выступающего за внешнюю образующую трубы»
В. Трубы с фланцевыми соединениями (см. стр. 44, фиг. 107 а).
£ я ев 3 rt а S и ь, — св i.8 « ев = В
я ф 3s . й я о Ё S 4 Длина болта о 3 3
Виутренпи! диаметр Внешний д метр Толщина ci I Толщина | фланца Длина пере 1 Высота под: перехода от ствола к фл Радиус зак] леиия Высота уст; перехода Число болт! Диаметр бо. Диаметр oti стия для бо Диаметр кр проходящег через центр болтон Ч н Ф 1 й Строительна длина гбы без флан- св Я-а ч -9* о бы с двумя .ицами оиного за трубы ]умя флан- и Внутренний диаметр
D Л, 6 Ь г h й; п d *1 1 л О, L а© F- я 5 О а ч F- •©• К а © й D
mm mm mm mm mm mm гага гага mm mm mm mm mm mm. mm kg kg kg kg mm
40 55 7,5 19 52 6,5 5,5 1 4 12,5 15 55 110 150 2000 16,23 2,33 20,89 10,44 40
50 65 7,5 19 52 6,5 5,5 1 4 16 19 59 125 165 2000 19,65 2,73 25,11 12,56 50
75 91 8,0 20 54 7 6 1 4 16 19 61 150 200 2000 30,25 4,04 38,33 19Д7 75
100 117 8,5 21 55 7 6 1 4 16 19 65 185 235 3000 63,61 5,48 73,97 24,66 100
125 143 9,0 22 56 7,5 6,5 1 8 16 19 66 | 205 255 3000 82.40 6,23 94,86 31»62 125
150 169 9,5 23 58 7,5 6,5 1 8 19 22 67 230 280 3000 103,53 7,38 118,29 39,43 150
*175 *195 •10,0 *24 59 *8 *7 *1 '8 *19 *22 *72 •265 •315 •3000 •126,40 ' 9,34 *145,08 •48,36 *175
200 221 10,5 25 *26 60 8 7 1 8 19 22 74 290 340 3000 151.02 10,68 172,88 57'46 200
*225 •247 *11,0 •61 •8,5 *7,5 *1 *8 •19 •22 *76 •320 •370 *3000 *177,38 *12,71 •202,80 •67,60 •225
250 273 11,5 27 63 8,5 7,5 1 12 19 22 78 345 395 3000 205,47 14,04 233,55 77,85 250
300 325 12,5 29 65 9 8 1,5 1,5 12 22 25 85 405 465 3000 266,90 20,25 307,40 102,47 300
350 376 13 31 68 9,5 8,5 12 22 25 89 460 520 3000 322,42 25,49 373,40 1L4/16 350
400 428 14 33 70 10 9 1,5 16 22 25 93 510 570 3000 396,00 29,71 455,42 151,81 400
450 480 15 35 73 10,5 9,5 1,5 16 25.5 28,5 101 570 640 3000 476,56 39,31 555,19 185,06 450
500 532 16 37 75 11 10 1,5 16 25,5 28,5 105 625 695 3000 564,09 46,01 656,11 218,70 500
600 636 18 41 80 12 11 2 24 25,5 28,5 113 730 800 3000 760,03 60,91 881,85 293,95 387,33 600
<оо 740 20 45 85 13 12 2 24 28,5 32 125 850 930 3000 983,86 89,07 1162,00 700
*750 ’792 *21 *47 88 13,5 12,5 2 24 28,5 32 129 900 980 3000 1106,23 98,40 1303,03 434,34 750
800 844 22 49 90 14 13 2,5 24 32 35 136 960 1050 3000 1235,57 119,21 1473,97 491,32 800
300 948 24 53 95 15 14 2,5 32 32 35 144 1070 1160 3000 1515,13 146,71 1808,55 602,85 900
1000 1052 26 57 юо 16 15 2,'5 32 32 35 152 1180 1270 3000 1822,59 180,26 2183,11 727,'70 1000
1200 1260 30 65 по 18 17 3 32 38 41 175 1400 1510 3000 2521,13 279,98 3081,09 1027,03 1200
Примечание. Отмеченные звездочкой диаметры труб имеют временное употребление.
Пол, весом, фладна, понимает ел вес сто объема, выступающего за внешнюю образующую трубы
и н >
С. Патрубки, двойные муфты, отводы (см. стр. 44, фиг. 107 b, с, d).
Хютте.
Патрубки—муфты (£) двойные муфты (Дм), л.шнныр мч<Вты (ТИл! Отводы муфтовые—пологие (Опм) Отводы— муфтовые (Окм) и отводы—
и патрубки —Фланцевые (F) и короткие (Мк) ' фланцевые (Окф)
Внутренний диаметр трубы D Длина патрубка Е Длина па-I трубка F Полная строительная длина Строительная длина двойной муфты Z, Строительная длина короткой муфты Х3 Строительная длина длипиой муфты Радиус оси трубы 7? Центральный угол а Число отводов в дуге 90° п Строительная длина трубы L Внутренний диаметр трубы D Радиус оси трубы R Централь- 1 ими угол а Число отводов н квадранте п А св R Я g й в «Ч о. я н Я О я
mm mm mm mm mm mm mm mm град. mm mm mm град. mm
40 150 350 500 125 160 260 1250 30 3 655 — — — — —
50 150 350 500 125 160 260 1250 30 3 655 — —— — — —
4» 150 350 500 125 160 270 1250 30 3 655 — — — — —
100 150 350 500 125 160 270 1250 30 3 655 — — — — —
125 150 350 500 125 170 280 1350 30 3 655 — — — — —
150 150 350 500 125 170 280 2500 15 6 655 — — — — —
*175 *250 •500 *750 •125 •170 *290 •2500 •15 •6 •655 — — — —
200 250 500 750 125 170 290 2500 • 2500 15 •15 6 655 — — — — —
*225 *250 *500 *750 •125 •180 •зоо •6 *655 — — — — —
250 250 500 750 125 180 300 2500 15 6 655 — —
300 250 500 750 150 180 310 5000 15 6 1310 300 2500 30 3 1310
350 250 500 750 150 190 320 5000 15 6 1310 350 2500 30 3 1310
400 250 500 750 150 190 330 5000 15 6 1310 400 2500 30 3 ' 1310
450 250 S00 750 150 200 340 5000 15 6 1310 450 2500 зо 3 1310
500 350 650 1000 150 200 350 5000 15 6 1310 500 2500 30 3 1310
600 350 650 1000 200 210 370 10000 10 9 1745 600 5000 15 6 1310
700 350 650 1000 200 220 390 юооо 10 9 1745 700 5000 15 6 1310
*750 *350 •650 « 1000 *200 *230 •400 •10000 *10 •9 1745 *750 •5000 •15 •6 •1310
800 350 650 1000 200 230 410 10000 10 9 1745 800 5000 15 6 1310
900 450 800 1250 200 240 430 10000 10 9 1745 900 5000 15 6 1310
1000 450 800 1250 200 250 450 10000 10 9 1745 1000 5000 15 6 1310
1200 450 800 1250 250 270 490 10000 10 9 1745 1200 5000 15 6 1310
Примечание. Отмеченные звездочкой диаметры труб имеют временное употребление.
СОСТАВНЫЕ ЧАСТИ МАШИН.
D. Колена, полуколена и тройники (см. стр. 44, фиг. 1О7е, f, g. h, i, k),
Ко к но муфтоное (Км), колено-л лицевое (Кф) Z/ = Z(=/>-|“ 100: 2?=A1=0,9Z>+35; Z2 — Z>4-250 и ~~а с с 5S Е £ Й о.т)К<1.тгн ••муфтовое (12 Км), юл 1 колено-фланец (1?3 КФ) К =• 22) -г 200 Троиники-муфтовые (Трм). тройникп-муфтовые с фланцами (Трф)
„ 1 Внутренний диаметр |₽убы D Длина ветви с рас- ] гр\бом или фланцем Z = Zj Раа,иус Rzzz Ri 1 Длина ветви с буртом Z3 трубы D Радиус R Глубина муфты 1 или фланца Ъ Длина перехода трубы в муфгу или фланец f Для каких труб Внутренний диаметр главном трубы D Внутренний диаметр о»ростка с муфтами пли фланцами d Строительная длина главной тр>бы Z Расстояние осн отростка от внутренне н поверхности муфты сланной трубы а Расстояние осп главной трубы от внутренней поверхности муфгы или внешней поверхности фланца < t
mm i шт пин шт mm mm i шт mm ' mm mm mm min mm
40 140 71 290 40 280 62 63 50 — 75 40- 75 500 150
50 150 80 300 50 300 62 63 S 100 - 125 50- 125 600 200
75 175 102,5 325 75 350 63 65 ? 150 -«175 50-*175 700 200
100 200 125 350 100 400 64 66 3 200—*225 50-*2 25 800 250
125 225 147,5 375 125 450 65 67,5 § 250- 300 75- 300 900 300 ю
150 250 170 400 150 500 66 69 S- 350 75- 350 1000 350 OJ o'
*175 •192,5 *425 *175 *550 •67 •70,5 '= «XI— 500 100- зоо 1000 350 -г
200 зоо 215 450 200 600 68 72 к 400 - 500 350- 500 1250 450 о
*225 •325 *237,5 *475 *225 *650 •69 *73,5 Д 600— 700 125- 300 -1000 350 о
250 350 260 500 250 700 70 75 600- 700 350— 450 1250 450 +
300 400 305 550 300 800 72 78 GOO- 700 500- 700 1500 ' 600 С)
850 450 350 600 40 280 19 52 *750-1000 150- 400 1250 450 Lft
400 500 395 650 50 300 19 52 S *750—1000 450- 600 1500 55С ||
450 550 440 700 75 350 20 54 » *750-1000 700-1000 2000 85( 11
500 600 485 750 100 400 21 55 и 1200 200— 600 1500 6СК
coo 700 575 850 125 450 22 58 § 1200 700— 900 2000 80С
700 800 665 950 150 500 23 59 g 1200 1000—1200 2500 10«
»7М •850 *710 *1000 *175 *550 *24 •59 =
800 900 755 1050 200 600 25 60
900 1000 845 1150 225 650 26 61 s
1000 1100 935 1250 250 700 27 63 4
1200 1300 1115 1450 300 800 29 65
Приме ч а н и е 1. Отмеченные, звездочкой диаметры труб указывают па временное употребление последних.
Приме ч ание 2. Все величины в формулах выражаются в миллиметрам
E. Переходы, выпуски и тройники—фланцы (см. стр. 46, фиг. 107 1, тп, п).
Переходы (П) Z = 10 (D — d), 1 = 60 4- 0,04 D = = глубине муфты (см. табл. А, стр. 45). Выпуски - муфты (Врм) и выпуски—фланцы (Врф) Тройники- фланцы (Тфф) 1 = D -4--+ 100. Z = 2 D 4" ‘-00 = 2 1, Длина ветви отростка lt = (D -j- d) : 2 ~f- 100
1Й руби I Соответственные Строительные uieip бы D А с 5В £" ’ я S св 3 S g о Г i но-р ас-ной J осн >убы флац- «i b 33 p* я о g a
Е к ° -0 св 3 « ° «=5 а Я fi 5 2 5 a 5 и ta fi Й ® 5 Ы
5 внутренние диаметры 4 ? S & о> L м и 8 2 е а св <5 И Я a a ® Я a a.
О. О О. И труб у муфты d длины Z Внутр, гланн. е. а> ® д св 14 Ч Ы С грот длина трубы и о св отроет виутре верхио труба трубы Рас сто главно до обр ца t Впутре диамет пой тр Внутре диамет ка d Строит длина : трубы .
mm ram mm mm mm mm mm mm mm mm mm
50 40 250
75 40-50 '500-250
100 50-75 500-250
125 75-100 500-250 150 100 700 250 • 40—75 300—350
150 100 -125 500-250 ::175 (100) *700 *250 100-125 50—125 400 450
*175 •100-’125—'150 *750—'500—*250 200 125 800 • 250 'в 150-«175 50—*175 500—'550
200 125-150-175 750—500—*250 *225 (125) (800) *250 200—*225 50—’225 600—'650
225 *250 *150 *175 *200 150-*175—200—*225 *7 50-*500-*250 1000-*750-500-*250 250 300 150 150 900 900 300 300 + 250 300 350 75-300 75-350 700-800 900
300 200-*225—250 1000-*750- 500 350 150 1000 350 о 400-500 100—300 1000—1200
350 22.э—250—300 •1000—1000—500 400 200 1000 350 + 400-500 350—500 1000 1200
400 250—300—350 1000-1000-500 450 200 1000 350 С) G00-700 125-300 1400-1600
450 300 - 350- 400 1000-1000-500 500 200 1000 350 GOO—700 350—450 1400 1600
500 3;)0—400—-150 1000-1000-500 600 зоо 1000 350 II 600-700 500—700 1400 1600
600 400—450—500 1000—1000—1000 700 зоо woo 350 || *750-1000 150-400 *1700—2200
700 500-600 1000-1000 *750 (350) *1250 *450 *750-1000 •450—600 *1700 2200
*750 '600—*700 *1000-*500 800 350 1250 450 *750-1000 *700—1000 *1700 2200
800 600—7оО—750 1000—1000—«500 900 350 1250 450 1200 200-600 2600 '
900 700-750-800 1000-'1000-1000 1ооо 400 1250 450 1200 700—900 2600
1000 1200 900 1000 1000-1000 1000 1200 500 1500 500 1200 1000-1200 2600
Примечание 1. Отмеченные звездочкой диаметры труб имеют временное употребление.
Примечание 2. Все величины в формулах выражаются в миллиметрах.
гл
СОСТАВНЫЕ ЧАСТИ МАШИН.
52
L ДЕТАЛИ МАШИН.
Таблица 5. Газовые трубы по DIN 2999.
Для газовой резьбы Витворта без зазора в вершине и для соединительных муфт (фиг. 106 и 107).
Помин, диам. в дюйм.1) '/о •/в 7» 7< 1 1‘/. 17» 2 2 % 2'/з 3 3‘/и 4
dj / do . . . в mm ~ ’/и “117 '7гз 20/27 S3A *%,. 501 /60 “7™ «/и т/от “7102 ,07и.
Помин, диам. но DIN 2003 6 8 10 13 16 20 25 32 40 50 60 70 80 90 100
Полезная длина 1 8 9 11 14 14 16 19 21 21 24 27 27 30 32 36
резьбы | 12 10 11 13 16 16 19 22 25 25 2S 32 32 35 38 4]
Наименьшая длина муфты В 20 25 30 35 35 40 45 50 55 60 65 65 70 80 85
Приблизительная длина соединения 2) . . 40 45 45 48 — 56 62 70 70 82 — — — — —
Ь) Цельнотянутые трубы (без шва): холодной плп горячей протяжки (до диаметра в свету 25 mm), далее до 400 mm горячей прокаткп (по способу М а и е с м а н а), для номинальных давлений до 50 atm. По особому соглашению доставляются трубы для любых высоких давлений и любой толщины. Наименьший радиус загиба = 4 <1п.
Они изготовляются также в виде труб со с’уживающпмися муфтами наподобие чугунных труб с муфтами. Премущества их: большая строительная длина (до 15 т), возможность сварки ва месте, сопротивляемость действию внешних сил и влиянию оседания почвы, незначительный вес.
с) Трубы сваренные с нагревом на водяном газе (внахлестку) изготовляются любого употребительного размера, начиная от диаметра 250 mm и для всех давлений до 50 at, трубы же сваренные автогенным способом (в стык) диаметром выше 50 mm можно рекомендовать только для небольших давлений.
d) Клепанные трубы делаются не меньше 600 mm диаметром в свету и только для небольших давлений, как и трубы сваренные в стык.
4. Трубы красной меди, бронзовые и латунные: изготовляются спаянными на твердом припое, следовательно со швом, длиною до 4 m или же тянутыми (без шва) длиною от 3 до 7 т; трубы красной меди и бронзовые имеют внутренний диаметр D = 3 до 380 mm, при толщине стенок а=1 до 10 mm. согласно DIN 1754, латунные трубы имеют наружный диаметр D' = 5 до 180 mm и стенки толщиною от 0,5 до 5 mm (таблицы в I томе, отд. Материалы).
Трубы красной меди без шва диаметром D = 3 до 2500 mm и а = 0,5 до 15 mm, изготовляет Эльморес Металла Акц. Общество в Шла-дерне (Зиг). За лужение внутренней или наружной поверхности труб или же той и другой вместе — дополнительная приплата. Трубы отпускаются после холодной протяжки, но могут по желанию отпускаться так же и отожженными без приплаты
') Размеры в скобках мало употребительны,
2) Еще не нормализованы (фиг. 126).
СОСТАВНЫЕ ЧАСТИ МАШИН.
53
Для гнутых труб из красной меди небольшого внутреннего диаметра D радиус кривизны оси трубы R, > 2 до 3 О; для труб больших диаметров .R2i4 до 5D.
Правила Германского флота *) запрещают применение паяных труб для паропроводов высокого давления; следует употреблять или цельнотянутые трубы пли склепанные из листовой красной меди помощью двойных накладок по шву; к, == 200 kg/cm2. Если трубы обмотаны проволокой, то сопротивление обмотки не принимается в расчет.
Фиг. 109.
Нормальная толщина стенок з согласно таблице относится к трубам водопроводным для рабочего давления в 10 at, испытанным наибольшим пробным давлением в 20 at. При средних давлениях, обычных для водопровода (4 до 7 at), а также при небольших давлениях, которым подвергаются газо- и воздухопроводы и канализационные трубы, толщина стенок может быть уменьшена. Трубы для паропроводов, подвергающиеся частым и сильным изменениям температуры, вызывающим соответственные внутренние напряжения, равно как и трубы, находящиеся в особых внешних вредно влияющих условиях, должны иметь соответственно увеличенную толщину стенок.
Наружный диаметр трубы остается неизменным; изменения толщины стенок, следовательно, допускаются за счет изменения внутреннего диаметра (D). Далее, должны оставаться неизменными: внутренние нормальные размеры муфты, ее переход в цилиндрическую часть трубы и толщина свинцовой заливки f.
Принимая во внимание способ изготовления чугунных труб, необходимо для веса прямых нормальных труб, полученного вычислением, допускать отклонения ие превышающие + 3°/о. При вычислениях веса, плотность чугуна принимается равной 7.25 g/сш8. При разметке болто ых отверстий у труб с фланцами должво соблюдать правило: вертикальная плоскость, проходящая через ось трубы, есть плоскость симметрии для отверстий болтов и ие должва пересекать ии одного отверстия. Прн больших внутренних диаметрах трубы нагрузка болтов рассчитана только на 4 at поминального давления. Для более высоких давлений надо применять более толстые болты.
L — употребительная полезная длипа труб с муфтами и строительная длина труб с фланцами — выполняется различными заводами для некоторых труб па С,5 и иа 1 ш больше, так что при заказах надо предварительно договориться с поставщиком. На фиг. 108 и 109 части сечения трубы, имеющие все необходимые данвые для вычисления веса муфты и фланца, выделены противоположной штриховкой. Постепенный переход флаица к цилиндрической части трубы делается с уклоном 1 : 5, от толщины d к толщине в; вес этой переходной части включен в вес фланца.
Чтобы ие приходилось обтачивать всю лицевую поверхность фланца, последний имеет невысокий выступ b с высотой h.
И Z. d. V, d. Т. 1895, стр. 780 й ел.
54
I. ДЕТАЛИ МАШИН.
Таблица 6. Нормальные размеры чугунных труб о
(Составлена Союзом германских инженеров и Обще
В । В Т) — внутр, дпаметр a в — нормальная 0 толщина стенки 0 Dt — варужп. диа-В метр Вос 1 пог. m цп-л- лйндр. части трубы 04 (без муфты или флан- на) В /’ — толщ на да- . В бнвкп Трубы с муфгами (фиг. 103)
В D2 — внутр, дпам. j В муфты в Л3 — наружный S диам. муфты в t — внутр, длина 0 м\фты a f — длина набивки I = *-1,5$ L — полезн я дли-i 3 иа трубы Вес муфты Общий вес трубы при указанной полезной длине L Средний вес 1 пог. оч ш трубы при полезя, длине L
40 8 56 8.75 7 70 116 74 62 2 2,68 20,18 10,09
50 8 66 10.57 7,5 81 127 77 65 2 3,14 24,28 12,14
60 8,5 77 13,26 7,5 92 140 80 67 2 8,89 30,41 15.21
70 8,5 87 15,20 7.5 102 150 82 69 3 4,35 49,95 16,65
80 9 98 18,24 7,5 113 163 84 70 3 5,09 59,81 19,94
90 9 108 20,29 7,5 123 173 86 72 3 5,70 66,57 22,19
100 9 118 22,34 7,5 133 183 88 74 3 6,20 73,22 24,41
123 9,5 144 29,10 7,5 159 211 91 77 3 7,64 94,94 31,65
150 10 170 36,44 7,5 185 239 94 79 3 9,89 119,21 39,74
175 10,5 196 44,36 7,5 211 267 97 81 3 12,00 145,08 48,86
200 11 222 52,46 8 238 296 100 83 3 14,41 172.99 57,66
225 11,5 248 61,95 8 264 324 100 83 3 16,89 202,71 67,’ 7
250 12 274 71,61 8,5 291 353 103 84 4 19,61 306,05 76,51
275 12,5 300 81,85 8,5 317 381 103 84 4 22,51 349,91 87,48
зоо 13 326 92,68 8,5 343 409 105 85 4 25,78 396,50 99,13
325 13,5 352 104,08 8,5 369 437 105 85 4 28,83 445,15 111,29
350 14 378 116,07 8,5 395 465 107 86 4 32,23 496,51 121,13
375 14 403 124,04 9 421 491 107 86 4 34,27 530,43 132,61
400 14,5 429 136,89 9,5 448 520 НО 88 4 39,15 586,71 146,68
425 14,5 454 145. Г 9,5 473 545 но 88 4 41,26 621,82 155,46
450 15 480 158,87 9,5 499 573 112 89 4 44,90 680,38 170,10
475 15,5 506 173,17 9,5 525 601 112 89 4 48,97 741,65 185,51
500 16 532 188,04 10 552 6S0 115 91 4 54,48 806,64 201,66
550 16,5 583 212,9 1 10 603 683 117 92 4 62,34 918,94 228,49
600 17 634 238,90 Ю,5 655 737 120 94 4 71.15 1026,75 256,69
650 18 686 273,86 10,5 707 793 122 95 4 83,10 1178,54 294,64
700 19 738 ЗП,Н 11 760 850 125 96 4 98,04 1342,64 335.66
750 20 7 0 350,71 11 812 906 127 97 4 111,29 1514,33 378,58
1 8С0 21 842 392,60 12 866 964 130 98 4 129,27 170 1,03 425,01
900 22,5 945 472,76 12,5 970 1074 135 101 4 160,17 2051,21 512,80
юоо 24 1048 559,7G 13 1074 1184 140 104 4 185,89 2435 03 608,76
1100 26 1152 666 81 13 1178 1296 145 106 4 243,76 2911,00 727,75
1200 28 1256 783,15 13 *282 1408 150 108 4 294,50 3427,10 856,78
СОСТАВНЫЕ ЧАСТИ МАШПИ.
65
муфтами и с фланцами по германскому сортаменту (1882). етвом специалистов по газо- и водопроводному делу).
Трубы с фланцами (фиг. 109)
d я <в • S 1 mm 140 160 175 185 200 215 230 260 290 320 ""О .0 400 425 450 490 520 550 575 .600 630 655 680 740 790 840 900 950 в св ё ев Я С й 1 mm 18 18 19 19 20 20 20 21 22 22 23 23 24 25 25 26 26 27 27 23 28 29 30 33 31 33 33 33 Выступ фланца Й й si-*4 с sS £ g < я 1 но 125 135 145 160 170 ГО 210 240 270 300 320 350 375 400 435 465 495 520 545 570 600 625 675 725 775 830 880 Болты в = 2 Ь 6 « я ч < L П1ТП 15 18 18 18 18 18 21 21 21 21 21 21 21 21 21 25 25 25 25 25 25 25 25 28.5 28.5 28,5 28,5 28,5 --а п <- — с" 1 с т 2 2 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 а 3 3 i ст V С2 kg 1,89 2,41 2,96 3,21 3,81 4,37 4,96 6,26 7,<i9 8,96 10,71 11,02 12.98 14,41 15,32 19 48 21,29 24,29 25.44 27,64 29.89 32,41 34.69 44,28 47,41 50,13 56,50 59,81 & ч о к С- о К а xg 21.28 2." ,96 32,44 52.02 62,40 69,61 76.94 99,82 124.70 151,00 180,00 207,89 240,79 274,37 308,68 3.4,20 390.79 420,70 461,55 490,73 536,39 584,33 633,50 727,26 811,52 921,84 1046,45 1171,90 сЯ йе >-> S < 5 Я :< ё kg 10,64 12,98 15,22 17.34 20,80 23,20 25.65 33.27 41,57 50,33 60.00 69,30 80 26 91,46 102.89 117.07 13<» 26 140,23 153,85 163,58 178,80 194,78 2Н,17 242,42 270,51 307,28 348,82 390,63 в. © 5 К я 1 А тт 40 50 60 70 80 90 100 125 150 175 200 225 250 275 300 325 3.-0 375 400 425 450 475 500 550 600 650 700 750
! 1 tnm 25 25 25 25 25 25 28 28 28 30 30 30 30 30 30 35 35 35 35 35 35 40 40 40 4и 4>» 40 40 «в о S в 1 •« шт 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 4 4 4 4 4 4 4 4 5 5 5 5 5 е ю н ₽ Ч О К 4 4 4 4 4 4 4 4 6 6 6 6 8 8 8 10 10 10 10 12 12 12 12 14 16 18 18 20 Дмамс it тш 12,7 15,9 15,9 15,9 15,9 15,9 19.0 19,0 19,0 19,0 19,0 19,0 19,0 19,0 19,0 22,2 22,2 22.2 22.2 22,2 22,2 22,2 22,2 25Л 25,4 25,4 25,4 25,4 5 6 5 ч 6 6 3 8 • • 3 3 8 - 7 7 7 2 Н е ч 8 * 8 8 8 8 8 8 . «в •S § 1 - mtn 70 75 75 75 75 75 85 85 85 85 8.5 85 160 10Э 100 105 105 105 105 105 105 105 10г> 120 ПО 120 120 120
56
I. ДЕТАЛИ МАШИН.
Таблица 7.
Нормальные фасонные части и строительная длина задвижек для чугунных трубопроводов по DiN 2431—2450 1).
(Составлена в 188S г. Союзом Германских Инженеров и Обществом специалистов по газо-и водопроводному делу).
Условные обозначения фасонных частей с примерными числовыми значениями представлены на фиг. 110 119, указывающих тип (наименование) фасонной части и внутрен-
Фиг, 121—124. Фланцевые фасонные части
нии диаметр D трубы в mm, далее знаменатель дроби выражает внутренний диаметр отростка, а при коленах (отводах) знаменатель показывает число штук для образования квадранта (т.-е. 90 : а), при чем а = 45’\ 30°, 22‘/2° и 15°.
*) Перечень ненормальных фасонных частей и их изображения см. DIN 2430*
СОСТАВНЫЕ ЧАСТИ МАШИН.
57
При определении веса фасонных частей (при плотности чугуна—7.25 g/cms) следует к вычисленному весу нормальных чугунных труб прибавить 15°/о а для отводов 20°/о. Фасонные части с отростками, если внутренний диаметр последних равен 400 mm и больше, при рабочем давлении в 2 at и выше, должны иметь толщину стенок большую, а в случае надобности еще укрепляются ребрами.
Все фасонные части с внутренним диаметром больше 750 mm рассматриваются как части ненормальные.
Части А и В (фиг. 110 и 111).
а = 0,2 В 4- 0,5 d + 100 mm
I " 0,1 d -f- 120 mm
r = 0.05Й + 40 mm
t = глубине муфты отростка с внутренним диаметром d.
Часть С (фиг. 112).
а = 0,1 В -}~ 0,7 d 4- 80 mm
с ~ 0,1 В 4~ 80 mm
I — 0,75 а и г =d.
— езн.! аа В
Диаметр главной Диаметр
трубы отростка §3 К ч
В mm d mm m
40— 100 40 — 100 0,80
125 — 325 40 — 325 1,00
40 — 300 1,00
350 — 500 { 325 — 500 40 - 250 1,25 1,00
275 — 500 1,25
550 — 750 { 550 — 750 1,50
Диам. главной грубы Диаметр отростка Полезн. длина
В шт d mm m
40 —100 125 — 275 300 — 425 . 450 — 600 650 — 750 40 - 100 40 - 275 40 — 250 275 - 425 40 - 250 275 — 425 450 - 600 40 — 250 275 — 425 450 — 600 650 - 750 0,80 1,00 1,00 1,25 1,00 1,25 1.50 1,00 1,25 1,50 1,75
Часть U (фиг. ИЗ).
Надвижная муфта, Z— 4 t, где t— глубина муфты, соответствующего диаметра В.
Часть Е (фиг. 114).
L — 300 mm для В 4b 40 mm.
Часть F (фиг. 115).
L — COO mm для В =z 40 до 475 mm
Z —800 „ r D = 500 „ 750 ,,
Часть (Фпг. 116).
Переходные трубы, L = 1.0 т.
Часть L (фиг. 117).
R — 5 В для В 300 mm.
Часть J (фиг. 118*.
R — 250 mm для В = 40 до 90 mm
72=1)4-150 „ „ В^ 100 „
тп -в 4 200 „ „ В = 40 „ 375 „
9П— 600 „ „ В^ 400mm.
Часть К (Фиг. 119).
R = 10 В для В 40 mm.
Кроме фасонных частей Л, В н С существуют еще части АЛ, ВВ и СС с двумя диаметрально-противоположными отростками; размеры их те же, что и у ординарных частей.
Фланцевые фасонные части.
Глухне фланцы см. фиг. 120.
Для фасонных частей по фиг. 121 до 124 имеем: L = В 4- 100 mm; для фиг. 123 кроме того, L — */я (В 4- d) -j- 100 mm.
Строительная длина L задвижек.
Для фланцевых задвижек ...... L — В 200 mm „ муфтовых задвижек с вбитыми коль-
цами .................. L — 0,7 В 4- Ю0 mm.
„ муфтовых задвижек с запаянными
кольцами...................Z = Z) - 2 / + 250 пип.
58
1. ДЕТАЛИ МАШПИ.
Таблица 8. Веса чугунных фасонных частей для труб в кд.
D Часть А кфтгг, 110) Часть В (фиг. НИ
d (в mm) ~ d (в mm) =
80 юс 1.0 200 300 400 » 1 80 100 I 150 | 200 зоо 400
4< 14 14 —
6(1 19 -—- — — — — 19 — — —— . — —
60 22 22
7( 27 — — .— -— — 27 -—. — --- —
80 :о 30 — — — — — 31 31 — — — — —
»(' 33 32 —•• — — 34 33 — —-
!<»• 37 35 37 — — — 38 36 38 — —— —
12 51 49 51 — — 55 50 52 — — —
15' РЯ 59 63 63 — 70 60 64 70 —
171 88 79 81 84 — — — SO 80 82 86 — —
20 97 88 90 91 97 - 100 89 91 94 100 —
225 1<>С 95 97 100 104 — ПО 96 98 102 107 .— —
25 125 111 ИЗ 116 121 — 130 112 114 118 124 ——
27’ 144 126 128 131 136 150 127 129 133 139 .— »
80<! 162 146 148 152 155 162 — 170 147 149 154 158 170 ——*
8о( 241 174 178 1S2 187 199 250 175 179 184 190 207
4<Е 299 210 212 216 222 234 299 3.0 211 213 218 225 242 310
45 348 240 243 248 255 268 340 3 4 246 249 254 260 276 346
50 4:4 ‘284 288 293 300 312 388 416 287 290 295 301 320 396
66 562 327 330 337 346 426 452 582 328 331 340 350 437 468
бое 680 367 370 377 386 473 500 658 368 371 380 390 485 516
Часть С (фиг. 112) 0 ИЗ), (HI . я F 115) Часть К (фиг. 119)
D d (в mm) = д S fa «С Св Я Э1. угол а —
В 8.> I 100 150 200 300 kg kg kg 45° 30° 22,5- 15"
40 16 .— 7 9 •8 7 6
59 21 — — — — — 8 11 10 9 7 —
61» 25 — — — — — 10 13 12 13 9 —
70 31 —_ — — — 12 15 14 16 13 — ——
80 37 37 — — — — 14 17 16 21 16 14 —
90 40 39 — — — — 17 19 18 25 18 16 —
100 48 42 48 ~— — — 19 21 20 30 22 18 —-
'«5 65 57 60 — — — 24 26 26 45 33 28
j5O 82 69 72 82 — — 31 32 32 66 48 39 —
17> 106 88 91 101 — — 38 39 40 94 66 53 —
200 119 95 98 108 119 — 45 47 48 — 87 70 —
2’5 132 102 105 115 126 — 53 55 54 — 112 90 —
250 152 115 118 128 139 —— 62 62 63 — 142 113 83
27.5 178 133 136 146 157 — 71 70 71 — 176 140 —
800 229 149 152 162 173 229 82 78 80 — 215 170 123
32.5 255 164 167 177 188 245 91 85 90 — — 202 —
350 282 179 182 192 203 261 103 95 100 —. — 240 173
87.5 310 199 202 212 223 281 114 104 ио — —. 272 —
4(0 354 218 221 231 242 ЗОЭ 125 116 120 — — — 230
425 371 229 232 243 256 330 135 126 130 — — —
4 0 457 2F0 253 2 63 276 355 146 138 140 — — 407 290
475 500 270 273 284 297 380 157 152 150 —. — —
500 550 294 297 307 320 410 175 167 212 — — — 376
СОСТАВНЫЕ ЧАСТИ МАШПИ.
59
Таблица 9. Веса чугунных фасонных частей для труб в кд.
Часть Л (фиг. 116)
Внутренний диаметр d трубы со стороны муфты в mm
50 | 60 | 70 | 80 | 90 | 100| 12э| 15о| 17э| 200| 22т| 25о| 27о| 300| ^5о| 400| 450
60 70
80
90
100
126
150 175
200 225
250 273 800 325
350
875 400
425
450
475
500 550
16
19
21
23
24
27
34
41
20
22
25
26
29
35
43
49
24
27
30
32
38
45
52
58
66
28
32
35
40
47
54
61
68
76
82
34
37 43
4S 56 62
70 77
84 94
40
45
51
58
04
72
79
86
96
103
50
56
63
69
77
84
91
100
108
118
62
69
75
82
90
97
106
114
124
130
71
80
88
96
103
112
120
130
136
145
82
90 102 ПО 119 127 136 142 154 166
93
104
118
134
142
148
160
172
184
105
124
134
141
148
157
166
178
190
126
136
146
154
163
174
185
196
208
137
150
162
172
184
194
204
2151
167 —
176 — ——
190 198 —
204 212 —
218 224 232
232 238 245
260 270 280
Таблица 10. Фланцевые фасонные части (фиг. 121 до 124).
-диаметр! в свету i 1метр ища ухой анец ышка) © о Й а © К Л ойиикн ! апцевыс ф S - и 3 © £ s => rt Р S 1в ф $ S =3 ci <в *св с ф а 5 з ф о и О ф S а ч Л © S § Н Ф .5 S о «в ф м gs О 3 Ф св
А к ч !=£*& с ч И-& 4 С-ч’&С © Ч й •& ь •& «е
mm mm kg kg kg kg mm mm kg kg kg kg
40 140 2,5 7 10 13 225 370 21 65 88 117
50 160 3 8 13 17 255 400 25 80 ПО 147
60 175 3,5 10 15 20 27J 425 29 95 135 ISO
70 18’> 4 13 19 25 ЗОЭ 450 33 по 165 2'5
80 200 4,5 15 21 28 325 490 39 130 190 255
90 215 5 18 25 33 350 520 45 150 220 295
100 230 6 20 £9 39 375 550 50 175 255 340
125 260 8 26 40 53 490 57.5 54 2Ю 290 390
150 290 10 35 52 69 425 6Ю 60 2'26 323 416
175 320 13 45 64 85 45 J 630 66 255 370 490
200 350 17 55 76 102 475 655 70 — — —
Предохранение труб от внешних влияний. В зависимости от целей применения и месторасположения труб шровода: для жидкостей, для газа, воздуха, пара, для отопления, вентиля щи пли конденсационных д'лтройств, на открытом воздухе» в земле или в машинных
60
L ДЕТАЛИ МАШИН.
зданиях,—трубы могут оставаться черными или асфальтируются, имеют джутовою обмотку с просмолкой, покрываются суриком или масляной краской, бывают оцинкованными или лужеными.
Таблица 11. Нормированные соединения фланцев с трубами пз чугуна, стали и лптого железа для номпнальных давлений от 1 до 40 at
« i c tf e / j AIS ft I on п о I р
Фиг. 125.
Величина давления в at 1—2,5 at 6 at 10 at 16 at 25 at 40 at
Группа Тип фланца, фиг. 125. Номинальные внутренние диаметры нормированные в mm
Литые трубы Ч’упв.пыи а Стальной а 10/ /2000 150/ 12000 ,Ol'/20l»0 °/юо Jioo 6/150 4150 I0/l200 101 11200 “7«0 ,о/боо >0 10ieoo ,ou 1O/500
Фланец сверенный с трубой Фланцы с вин товои резьбой Автогенно с “”/.20о|ПоОО “"lioool - fill II 1III 1=2 II 11If
Овальный без заплечика . . . d „ с заплечиком . . . е Круглый без заплечика . . . . d Круглый с заплечиком . . . . е 6hoo 6I1OO 6/l50 «/15.» 1 1 1 J
Гладкий флане! Фланцы с раз вальцовкой Припаянный или приваренный . / Без заплечика д С заплечиком . . . . h С заплечиком и приклепанный .i - - -
‘"/150 ,6"U "llSO 16o/4O9 W/4M «“(«o *”11200 №lm “/<00 “/«0 «“U wlm - I ~o ”f«00 “/«O ’°4 J *“/«
Фланцы приклепанные Из прокатного материала ... Л Специального профиля . . . . 1 i_?J' si ‘“/ooo “U
Свободные фланцы Для труб с отогнутыми краями . т Для наваренного борта или кольца . Для кольца сваренного в на-кладку .о Для кольца автогенно сва- _ s _g s У s i ? I °U/1200 20U П-.х lo°|1200 6o/eoo 2%o 15OJ 11200 '“I»» '“/«о “U
Чугунные водопроводные и газопроводные трубы для предохранения от ржавчины опускаются в горячую смолу пли асфальт, или же покрываются асфальтовым лаком (кроме внутренней поверхности муфты и конца трубы, входящей в нее).
О способах предохранения от химических действий воды см. том I, отд. Материаловедение.
СОСТАВНЫЕ ЧАСТИ МАШИН.
61
Соединения. Нормализация всех важнейших соединений для труб еще разрабатывается, также для труб нагнетательных, с весьма высоким давлением от 40 до 640 kg/cm2. Сводку соединений для давлении до 40 at дает таблица 11 и фиг. 125.
У чугунных и стальных труб фланцы отлиты за одно целое с трубой; ненормальные промежуточные части удобнее делать из железа, или из муфтовых соединении, или же, в крайнем случае, па отрезанный конец трубы навинчивают фланец.
Трубы до 150 mm NW (номинального диаметра) и для давлений до 6 at ND (номинального давления) соединяются помощью припаянных или приваренных фланцев, плп же помощью фланцев на резьбе, в особенности трубы с нарезкой, трубы без шва (цельнотянутые) и сваренные иа пламени водяного газа.
В тех местах трубопровода, где не встретится надобности в разъединении труб, целесообразно железные трубы сваривать в стык, непосредственно на месте укладки, чтобы избежать дорого стоящих соединений, иди же свинчивать их наглухо. Там же, где требуется, чтобы трубы легко раз’едпнялись и вынимались, для труб с газовой резьбой употребляются специальные винтовые соединения (фиг.
Фиг. 126. 126) плп фланцевые соеди-
нения (фиг. 127). Для уплотнения резьба на конце зачеканпвается, расклепывается или же запаивается; при низких давлениях (в газопроводах) достаточное уплотнение дает нарезка на конус с небольшим уклоном, или же обмотка пенькой с суриком.
Для труб свыше 150 mm NW большей частью применяются фланцевые соединения со свободными пли неподвижными фланцами: для сва-
Фиг. 127.
приваренные кольца со свободными фланцами, пли же фланцы, укрепленные развальцовкой, а также приваренные неподвижные фланцы (фиг. 129) для номинальных давлении от 1 до 6 at.
Неподвижные фланцы вообще менее выгодны и удобны, чем свободные для труб с приваренными кольцами.
Скрепление фланцев развальцовкой ') применяется только для труб с толщиной стенок пе более 7,5 mm, так как для более толстых стенок требуется механическое развальцованпе, поэтому лучше фланцы приклепывать плп по крайней мере укреплять помощью заклепок (фиг. 130).
*) О прочности соединений при развальцовке труб с отогнутыми и не отогнутыми кромками или же с кольцевыми желобками, гм. опыты *Egestorff,f (Z. d. V. d. I. 1912, стр. 361) и „Berndt“ (Z. d. V. d. I. 1924, стр. 809) с трубами диам. от 80 до 95 mm.
62
I. ДЕТАЛИ МАШИН.
Соединения труб для перегретого пара от 200 mm и выше помощью фланцев, насаженных развальцовкой, необходимо кроме того всегда укреплять заклепками (см. также работу „Franld’ji о соединениях труб, „Ver Betrieb® 1919, стр. 138 и Укрепление потайными заклепками Всеобщей компании трубопроводов А. О. Dusseldorf, „Maschinenbau® 1922, стр. 688, далее соединении помощью развальцовки для номинального давления до 60 at Sciffert и. Со., Вердин „Maschinenbau® 1923/24, стр. 742 и 747).
Фиг. 131. BnjipciH.na ПО1 С| XJJOClb гладкая.
Фиг, 132. Ва| ужпая поверхность гладкая.
Фиг. 134.
Наружная поверхность гладкая с ниппелем.
Фиг. 133.
Наружная и внутренняя поверхно-
сти гладкие.
Помощью винтогой нарезки трубы соединяются только при низких давленьях, или также при очень высоких давлениях (выше 40 at), или же для специальных целен, как, например, буровые I | ( трубы, которые соединяются помощью муфт, пли же
ГТ ] ) непосредственно свинчиваются согласно фиг. 131—135 -------- (способ Манесмана).
пая' Для тР.'б красной меди пли железных без шва
гладкая с прямой (цельнотянутых) от 4 до 32 mm NW винтовые соединения aapjMoE нормированы (сводка в DJN 2360 для привинчивания
трубы к резервуару (фиг. 136 и 137) или для присоединения одной трубы к друюй (фиг. 138). Уплотнение здесь достигается помощью уплотняющих колец (фиг. 138 или же металлически помощью конических поверхностей (D1N 2355 .... 2366). Трубы при этом припаиваются.
Фпг. 136. Фиг. 137. фпг. 138.
Скорые соединения для трубопроводов временного пользования осуществляются помощью клиньев, как, вапример, в трубопроводе Феникс, Берлин—Мариендорф ')•
Уплотнение. Уплотнение между приваренными кольпами пли фланцами проще всего делать чисто металлическим с поверхностями: плоскими, шаровыми или коническими; но такие уплотнения по большей части слишком дороги и применяются лить там, где жидкость действует разрушающе на уплотняющий матерпал (также при бензине), пли же при высоких давлениях и небольших диаметрах труб.
Чаще всего уплотнение производится помощью уплотняющих колец из уплотняющего материала для высоких давлений, как, например, клингерита (состав из резины и асбеста), резины, прессованного асбеста, пропп-
<) Z. d. V. d. I. 1923 стр. 399.
СОСТАВНЫЕ ЧАСТИ МАШИН.
63
Фпг. 141.
тайного картопа, бумаги, кожи, меди, гартблея (сплав свинца с сурьмой) я т. и., в зависимости от жидкости, давления, температуры и цены.
Самым важным условием прп этом для хорошего уплотнения является то, чтобы уплотняющий материал сохранял во время работы свою упругость, форму и строение также и после многих разборок трубопровода. Для предохранения от выжимания лучше всего употреблять листы достаточно крепкие, пли же упругие материалы укреплять металлической оправой, например, „асбест с медью". Очень недурное и вместе с тем центрирующее уплотнение получается, если одна труба входит гребнем в паз другой, пли заплечиком в соответствующую выточку другой, пли, наконец, посредством наружного кольца (фиг. 139, 140 и 141), по такое устройство, стоящее дороже и трудное для сборки и разборки, применяется лишь при высоких фпг 139 фцг 140 давлениях.
Уплотнение газопроводных и водопроводных труб с муфтами достигается посредством смоленого пенькового жгута и залпнкп свинцом (для заливки свинцом требуется образование глиняного кольца), свинец и жгут затем зачеканпваются зубилом и молотком. В некоторых случаях для уплотнения муфт служат также резиновые кольца и кольпа применяемые для сальников. Например, соединение Кобера по фиг. 142 для трубо-Фиг. 142. проводов сжатого воздуха не препятствует движению труб прп изменениях температуры.
Уплотнеппе рукавов достигается зажатием на металлических наконечниках (штуцерах).
Компенсационные приспособления (компенсаторы). Изменения длины в дливных трубопроводах, или в трубах с высокими температурами должны быть восприняты в каком-либо промежуточном пункте между неподвижными точками трубопровода Прп прямых трубопроводах вставляются петли или специальные упругие >пружинящие) трубы, волнистые трубы с одной (фиг. 143) ') пли несколькими волнами (фиг. 144) или трубы с сальниками, а также с уплотняющими муфтами. (Разгруженные трубы с саль никами Дене в Галле, Общество проводов высокого давления в Берлине, система Кёнига1. Уплотнения помощью сальников со временем легко теряют свою плотность, начинают пропускать и требуют поэтому постоянного надзора. Благоприятные результаты дают несколько загибов трубопровода под прямым углом, если это только осуществимо, а в случае необходимости включаются еще упругие пли шарнирные фланцевые соединения, пли же упругие трубы (железные!.
Укрепления трубопровода Короткие трубопроводы прикрепляются к стенам или к потолку помощью хомутов; еелп проводка идет по земле, то вполне достаточно собственного веса для удержания на фундаментных цоколях или в земле. Прп длинных трубопроводах с меняющимся расшп-
Фиг. 143.
•) Фирмы Wehrle-Wcrlc A. G. Emmendingen (Baden).
64
I. ДЕТАЛИ МАШИН,
рением необходима подвижная укладка труб на роликах, плн же подвешивание на качающихся опорах, вместе с жестким креплением в неподвижных пунктах. Все колена трубопровода для высоких давлений должны иметь жесткое крепление, если только они не являются компенсаторами.
Отличительные отметки для трубопроводов. При скоплении в одном месте многих трубопроводов, целесообразно, для правильного обслуживания, трубы различного назначения отличать тем пли иным способом. Для отличия трубопроводов в промышленных предприятиях предложено было Союзом Германских Инженеров 1) отмечать их различной отличительной окраской с отличительными штрихами, например: зеленая для веды, синяя для воздуха, серая для пониженного давления, фиолетовая для щелочи, желтая для газа, белая для пара, розовая для кислоты, коричневая для масла, черная для смолы.
Черная черта на окраске означает загрязнение (примесь), красная черта — среднее давление, две красные черты — перегрев пара и т. п. Небольшие трубопроводы могут быть окрашены целиком, в больших— окрашиваются только пояски на соответствующих расстояниях, а также указывается направление течения содержимого. В последнее время были введены небольшие изменения согласно D1N 2421.
Гибкие трубы. Томпаковые трубы без шва (цельнотяну-тые). (Берлин — Карлсруэ Промышленное Общество). На чПТ томпаковых цельнотянутых трубах выдавливаются валико-образные выступы с пинтовым ходом по поверхности Фиг 144 трубы; поперечное сечение выступов показано на фиг. 144.
Трубы эти изготовляются длиною от 2,7 до 4,2 т.
Если покрыть эти трубы одинарной плп двойной металлической тканью, от чего гибкость труб мало уменьшается, то данные в таблице 12 рабочие давления молено увеличить в 3 до 5 раз. При обмотке латунной проволокой и двойной тканью рабочее давление можно увеличить от 9 до 10 раз. Упругое удлинение трубы при принудительном ее направлении составляет 50 mm для труб с внутренним диаметром 15 mm и выше. Гибкие латунные трубы, кроме применения для воздуха, газа, пара и жидкостей, еще могут быть использованы как компенсационные трубы.
Соединения этих труб—помощью муфт, которые пли навинчиваются на трубы, плп же к ним припаиваются мягким припоем.
Таблица 12. Томпаковые волнистые
Диаметры Рабочее Вес Диаметры Рабочее Вес
Ваутр. в mm давление пог. метра давление пог. метра
Наружи, в mm в at в kg Внутр, в mm Наружи, в mm в at В kg
6 10,2 50 0,11 35 58,5 7 2,00
8 13 50 0,15 40 62,6 6 2,27
10 12 15 19,5 22,5 28,5 22 20 18 0,36 0,41 0,54 45 50 60 68,5 73 86 6 6 6 2,44 2,70 3,20
20 12 0,81 70 96 5 3,70
25 42,5 9 1,10 80 107 5 4,90
30 51,5 8 1,69 90 116,5 4,5 5,10
') Z. d. V. d. I. 1913, стр. 462,
СОСТАВНЫЕ ЧАСТИ МАШИН.
65
Металлические гибкие рукава ’)- Металлическая лента (из стали, красной меди, латуни, нейзильбера) надлежащего профиля (напр., |~“j—|) свивается но винтовой линии так, чтобы края последовательных витков входили друг в друга с некоторым зазором; образующиеся желобки заполняются уплотняющим материалом (резиной, асбестом и т. п.). Эти рукава применяются в подвижных проводах всякого рода, также как предохранительная оболочка для электрического кабеля; далее в паропроводах, как компенсаторы при расширении от теплоты. Относительно размеров см. каталоги фабрики металлических рукавов Пфорпгейм или фабрики металлических рукавов: Братья Якоб — Цвикау в Саксонии 2).
Двойные рукава, состоящие из двух вставленных друг в друга металлических рукавов с противоположными направлениями оборотов витков, остаются непроницаемыми при всяких движениях рукава.
Трубы с обмоткой. Свинцовую трубу обертывают слоем асфальтированной пеньки, затем плотно обматывают фасонной проволокой. Для предохранения от ржавчины, эту броню покрывают более толстым слоем асфальтированной пеньки и затем обматывают железной оцинкованной проволокой. Соединение таких труб достигается помощью муфт, которые крепко навинчены снаружи на проволочную обмотку; набивка в муфтах кожаная, а соединяются они болтами. Трубы эти применяются для укладки водо- и керосинопроводов го дну рек, озер и в болотах.
Таблица 13. Трубы с обмоткой.
Заводы Фельтен и Гпльом, Кардовский завод Акционерного Общества в Мюльгейме на Рейне.
Допускаемое рабочее давление 5 at Допускаемое рабочее давление в 10 at
й а № С Е В плп ютра й g/m е 5Ы S пцов. .т а Й ей & Я fc£l с; 3
S и л и R 3 * СЙ „• В Наибольш: длина тру в mm К и я « св g „ 9S к 3 о лч § &
Внутр ci диаметр Толщин стенки трубы I Паружг диаметр Вос по1 обмотан трубы I Внутр ei диаметр Толщие стенок трубы I Наружг диаметр Вос пог 0бмО1Я1 трубы ] Паи бол длина 1 в mm
15 1,50 32 3,5 1000 15 1,5 32 3,5 1000
20 1,50 39 4,5 875 20 2,0 40 5,0 875
25 1,75 46 6,0 750 25 2,5 47 6,75 750
30 2,00 52 7,5 625 30 3,0 Ы 9,0 G25
35 2,25 58 0,0 525 35 3,5 61 11,5 525
40 2,50 64 10,5 425 40 4,0 67 13,5 425
45 2,75 70 14 350 45 4,5 75 18,0 350
50 3,00 77 16 300 50 5,0 81 20,5 300
55 3,25 83 18 250 55 5,5 88 23,75 250
€0 3,50 88 20 225 60 6,0 93 27,0 225
65 3,75 94 23 200 65 6,5 99 31,0 200
4) Производство спиральных металлических рукавов. Z. d. V. d. I. 1911, стр. 82 я след.
-) Чешуйчато-панцирные всасывающие рукава „Gebriider Jakob“ для пневматического транспортирования зерна. Z. d. V. d. I. 1914, стр. 154.
Хютте. Т. II. 5
66
L ДЕТАЛИ МАШИН.
b) Пусковые органы (выключатели или включатели) п с о и р о-тивленпя трубопровода.
Выключатели трубопровода служат для автоматического пли управляемого включения и выключения (закрывания) и для торможения трубопроводов (как сопротивления).
Управление может осуществляться произвольно от руки пли регулируется машиной (распределительным механизмом).
Составные части выключателей трубопроводов суть: 1) коробка (камера) и седло, являющиеся также направляющими для: 2) затвора и тормозящего органа. К атому еще прибавляются при выключателях с внешним управлением: 3) движущее приспособление и 4) часть для уплотнения атого приспособления.
1. Поперечные выключатели: задвижки и краны- Движение затвора поперек седла. Главные группы: 1. Плоские задвижки с прямолинейным или круговым движением по плоскому седлу. 2) Поршневые з а д в и л: к и: движение осевое по цилиндрическому седлу. 3) Вращающиеся задвижки и краны: касательное движение по цилиндрическому пли коническому седлу.
Достоинства и недостатки задвижек п кранов: полное освобождение прохода, вследствие чего наименьшие потери энергии при совершенно открытой задвижке; простота формы. Зато изготовление, доступность и содержание в порядке уплотняющих поверхностей в большинстве случаев затруднительнее, чем у подъемных выключателей (вентилей). Конусообразные поверхности седла, как у вентилей, здесь невозможны, что сильно' затрудняет прпшлифовку для более высоких давлений. Заедание седла при перемещении под давлением. На уплотняющую силу, кроме давления самой жидкости, влияет еще перемена направления движения клином, винтом или рычагом. Самоторможение вследствие избыточного давлении, т.-е. превращение в автоматический выключатель от возвратных ударов, невозможно, так как направление движения перпендикулярно направлению давления. Уже при малейшем открытии задвижки за яеп образуется сильное вихревое движение, которое, в особенности при нечистой воде, действует на стенки и вызывает стук в задвижке.
Задвижки для трубопроводов. Уплотняющее давление и нажатие в седле получаются проще всего применением двойного конусообразного седла (фиг. 145 для водопроводной задвижки). Другие решения задачи: нажатие особыми клиновыми поверхностями на затворе, поверхности же седла перпендикулярны к осп трубы, что гораздо удобнее для обработки и дальнейших исправлений; противодействующие поверхности в коробке плп на шпинделе задвижки |Пита—задвижки Ч]. При трубопроводах с высоким давлением приспособления для нажатия могут отпасть, если давление в трубопроводе достаточно для уплотнения (фиг. 150). Паровые задвижки для перегретого пара с высоким давлением * 2). Уплотняющие поверхности (седла) часто делаются сменными; для воды п насыщенного пара из бронзы, для перегретого пара из чугуна, стали, ннккеля плп нпккелевых сплавов.
*) КбЫег. Задвижки новейшей конструкции для перегретого пара н высоких давлений. Z. d. V. d, I. 1924, стр. 95 с 22 чертежами задвижек.
2) Конструкция „Шеффер и Буденберг", Магдебург.
СОСТАВНЫЕ ЧАСТИ МАШИН.
гайка которого
Фнг. 146.
Фиг. 149.
загрязнения
и дешевая конструкция, но часто неприемлемая вследствие внутри лежащих винта и гайки, илн химического действия на ппх), пли же прилаживается к коробке с внутренней или лучше с внешней стороны
Прямое непосредственное движение задвижки получается у ручных скородействующих задвижек, или у гидравлических поршневых задвижек. Большей же частью движение передается вращением винтового шппнделя, ) сидит илп в самом затворе (фиг. 145) (самая укороченная
Фиг. 145.
Фиг. 147.
Фиг. 148.
сальника (фнг. 146). В последнем случае легко производить чистку и смазку. Также целесообразна передача движения от маховичка к перемещающейся вдоль винта гайке (фиг. 14ь), в особенности, если никакое вращение внутри не желательно. Применением винтов с двойной нарезкой достигается во всех случаях более быстрое движение затвора и вместе с тем укорачивается строительная длина, например, на фнг. 147 и 149. Гайка 5’
68
I. ДЕТАЛИ МАШИН.
обыкновенно делается бронзовой, шпиндель же из бронзы н тех случаях, когда действие ржавчины очень вредно, и ирг том только для небольших задвижек. Фиг. 145 до 149 показывают строительную длину и крайние положения маховичков при одном и том же ходе. Фиг. 145 представляет тот недостаток, что положение затвора не может быть определено непосредственно по положению маховичка плп шпинделя.
Уплотнение шпинделя в сальнике надо по возможности устраивать так, чтобы при крайнем (открытом) положении затвора уплотнение осуществлялось внутренним заплечиком, и чтобы можно было сальник набивать во время работы.
Поршневые затворы дают только несовершенное уплотнение вслед
ствие трудности достигнуть плотного нажатия, например, посредством специальных пружинящих поршневых колец (фиг. 151) и соответственно точной пригонки рабочей поверхности седла с наименьшим зазором. Поэтому они менее применяются для продолжительных закрытий, но больше, как постоянно движущийся распределительный орган, а также для регулировании трубопровода сужением сечения (сравн. поршневые золот-
краны закрываются герметп-
ники для распределения в паровых машинах и для регулирования в двигателях, ниже во 2 главе: Двигатели).
Вращающиесй золотники (затворы) и запорные краны. Относительно подвижных и распределительных вращающихся золотников и об их нажатии см. ниже 2 глава: Двпгателп. Запорные ческп натяжением гайки (фиг. 152 и 153), а татке давлением пружины или же давлением в трубопроводе по направлению осн конуса. Пригонка производится прп-шлифовкоп. „Нормальный конус" для кранов равен 1 : 6 (уклон 1 :12), но в особых случаях применяются и другие конуса. Прямоугольный проход пробки делается большей частью с отношением сторон 1: 2,5 или 1 :3 (предполагается нормировка). Нормальная строительная длпна=строп-тельной длине вентиля
Фиг. 152. (см. абзац „Запорные вен- Фпг- 153.
тплн").
Достоинства крана: большая простота и дешевизна, занимает мало места, быстрая перестановка, удобное образование распределителен или выключателей с несколькими ходами.
Недостатки: большое сопротивление движению, в особенности при заедании уплотняющих поверхностей, их окислении, искривлении или загрязнении, легкое просачивание вследствие заедании пли искривления уплотняющих поверхностей, что возможно устранить лишь частично дорого-СТ0Я1ЩПЫ исправлением. *
СОСТАВНЫЕ ЧАСТИ МАШИН.
69
Где неплотность в трубопроводе и неплотность снаружи должны быть совершенно исключены, там конструкция должна быть более надежной (сальники снаружи, набивка внутри). Для кислот краны должны быть
глиняные плп стеклянные.
Двух-п трехходовые краны, специально для машиностроительного и арматурного завода бр. (фпг. 154 п 155) строятся так: корпус и коническая пробка из специального чугуна, для специальных целей—из алюминия, фосфористой бронзы и т. п. Жидкость соприкасается только с поверхностной коркой, имеющей большую способность сопротивляться, менее с пришлифованными поверхностями, которые как при открытом, так п закрытом кране прикрыты
Фиг. 154.
кислот и щелочей '), Реулинг в Мангейме
Фиг. 155.
и смазаны.
Краны с упругпм асбестовым вкладышем и цилиндрической пробкой завода Дреера, Розенкранца и Дроопа в Ганновере. Пробка касается металлических поверхностей корпуса без шлифовки; непроницаемость достигается благодаря двум асбестовым кольцам над и под отверстием крана и четырем продольным асбестовым полоскам в канавках, имеющих форму ласточкина хвоста.
2. Подъемные выключатели: вентили н клапаны. Открытие достигается движением затвора с седла вверх.
У вентилей: движение прямолинейное по направлению оси, перпендикулярной к поверхности седла.
У клапанов: вращательным движением приводного механизма для непосредственного поднятия с седла.
Вентили и клапаны изготовляются: 1) в виде подъемных выключателей, управляемых извне, от руки плп машины; 2) в виде подъемных выключателей, действующих изнутри от давления в трубопроводе или камере (.автоматические подъемные выключатели).
Достоинства и недостатки подъемных выключателей. •
Достоинства вентилей: точное осевое направление для затвора, благодаря чему возможен любой наклон поверхности седла, которая, например, может быть плоской плп конической с наклоном образующей к осп в ЗОЭ, 45° п 60°; невозможность бокового сдвига по отношению к седлу, а поэтому даже при самом сильном уплотняющем нажатии нет заедания; меньшая чувствительность к высоким температурам и к разностям температур (к искривлению). Легкая взаимная пришлифовка при помощи осевой направляющей, когда вентиль может па седле вращаться; возможность самоуправления при избыточном давлении, действующем по направлению движения: „автоматические вентили".
•) Z. d. V. я. I. 1908. стр. 599.
70
I. ДЕТАЛИ МАШИН.
Недостатки: так как затвор расположен на пути протекания содержимого трубопровода также и во время открытия прохода, то трудно избежать причиняемых этим больших потерь в давлении. У запорных вентилей в прямых трубопроводах прпвод также расположен по оси вентиля, так что, для удобства расположения привода, течение в вентиле должно отклониться от направления трубопровода, что является причиной дальнейших потерь давления.
Достоинство клапанов также состоит в том, что затвор поднимается
с седла, но так как у них нет осевых направляющих, то коническое седло не подходит, и поэтому у них большей частью плоские седла, которые гораздо труднее исправлять. У клапанов затвор гораздо легче удаляется чз течения или легче приппмает положение, свободное от сопротивлений (например, у дроссель-клапанов), чем у вентилей, но зато вслед-
ствие неодинаковости расстояния различных точек седла от осп вращения
трудно достигнуть равномерной герметичности и достаточно сильного нажатия на опорную поверхность. Поэтому клапаны вообще менее упо-
требительны для закрывания, чем для тормажения (регулирования) и распределения (возвратные заслонки).
Главные размеры. Объем материи в ш3, протекающей в одну секунду
через поперечное сечение F, Q = Fc, остается для всех сечений F постоян-
ным, прп чем с = рс0 = р
а с„ - соответствующая понижению напора Н наибольшая теоретическая скорость (в м/сек) прохода через поперечное сечение F, перпендикулярное к на-
Н
есть средняя скорость,
Фнг. 157.
правлению течения. (Изменяемость величины у принимается в расчет только при сильном падении да-
Фиг. 15(5.
вления в газах и
парах).
Если цель избежать понижения напора важнее, чем дешевпзна устройства, то надо стремиться к тому, чтобы, во-первых, устранить вихревые движения, во-вторых, чтобы с0 по возможности сохраняла постоянную величину в общем цикле течения, а следовательно, и 7'р, (р = л/ \-коэффициент истечения, см. Механику жидких тел, 1 том j.
У вентиля с плоским круглым седлом (фпг. 156) поперечное сечение седла F = наиболее узкому сеченню щели Fb когда
(Р • — = d • п • //, пли h = .
4 4
У клапанного ных сечений, когда
кольца (фпг. 157) получается равенство попереч-, V 7*7 **
й = 1 . У конических седел F, при той
СОСТАВНЫЕ ЧАСТИ МАШИН.
лее величине подъема (хода) меньше, но так как коэффициент истечения р. прп плоских седлах особенно неблагоприятен, то, несмотря на меньшую величину Ъ\, количество протекающего вещества, однако, может быть •больше, чем прп плоских седлах. Далее, количество протекающего веще-„ _ „ 7 . d
ства еще может увеличптьсн, когда или п _> — , так как р. от
этого улучшается, как это показали опыты К. Баха >) с пропусканием воды через вентили. На фиг. 158 результаты опытов Баха представлены в виде кривых для протекающей массы Qr — cm3/m* 2, отнесенной
к F = 1 ш2 и к падению давления Н = 1 т; кривые нанесены в завп-
ского клапана; кри- ^Olj вентиля.
пая (2) для клапана
(2) С ОСТрпем; Кри- Фиг. 158.
вая (3) для клапана
(3) с коническим седлом, который обладает наибольшей пропускной способностью. Qi также увеличивается длн всех типов, когда h становится больше —. Подобные результаты получаются и в отношении газов при
иебольшпх потерях напора 2). О потерях напора см. дальше стр. 73.
а) Подъемные выключатели, приводимые в действие извне.
Запорные вентили. Большей частью односедельные и не разгружены. Малые вентили почтп сплошь из бронзы, большие из чугуна пли стали
*) См. С. Bach. Versuche uber Ventilbelastung und Ventihviderstand. Berlin 1884 г. и C. Bach, Z. d. V. d. I. 1886, стр. 421, 1887, стр. 41
2) Шренку потребовалось почти в 5 раз меньший ход клапана прн выработке его диффузорного вентиля с медленным падением скорости позади щели. Ср. Schrenk, Versuche <iber Stromungsarten und Ventilwiderstand. Mitt. Forschungsarb., Heft 272, VDI Verlag. 1925.
72
Г. ДЕТАЛИ МАШИН.
1. .
до =-); кроме того, прп пере-избегать внутренних направляю-которые средних но тем
цилиндры, у малых и упругим.
Фпг. 160.
Фиг. 159.
с латунным или бронзовым седлом (вдавливаемым в свое гнездо на конус нлп раскатываемым).
Прп перегретом паре бронза и красная медь неприменимы из-за высоких температур, при которых они становятся ломкими (хрупкими) и вдобавок еще большое значение приобретает то, что коэффициент расширения этих металлов разнится от коэффициента расширения чугуна и стали. Поэтому для перегретого пара в качестве седел применяются нпккелевые кольца, которые молотком загоняются в канавки с сечением , 0 1
ласточкина хвоста (шпрпна седла — = — «50 гретом паре надо по возможности i щнх ребер: лучше применять полые направляющие более равномерно расширяются. Плотное закрывание вентилей получается тоже благодаря специальным не менее довольно прочным, прокладкам: например, в завпспмости от протекающей массы и давления — мягкая резина, твердая резина, вулканизированная фибра, кожа, асбест, пенька, дерево, мягкие металлические сплавы
Приспособление для открытия, как и у задвижки (фиг. от J45 до 149), действует от руки помощью маховичка и винта, прп чем ганка может сидеть на клапане, или на корпусе вентиля с внутренней или наружной сторон сальника; связь между вентилем и шпинделем винта шарнирная и позволяющая ему вращаться, чтобы в седле не появилось вращения (п заедапия). Стержень впнта рассчитывается по величине нажатия (принимается от 50 до 80 at), передаваемого стержнем на опорную погерхность седла, и по наивысшему давлению трубопровода на закрытую часть поверхности F, при чем эти две величины складываются плп вычитаются (фиг. 159). Давление шпинделя Р — dmp0 + Р'р, где о — проекция ширины седла. Шпиндель и укрепление крышкп вентиля должны выдержать передаваемое пм давление между гайкой и седлом вентпля, прп чем шпиндель не должен изгибаться от продольного сжатия. От ганки и маховпчка шпиндель подвергается скручиванию. Давление Р зависит от диаметра маховичка п силы руки Р/„ которая при D = Ю ст может быть принята равной около 10 kg, а прп Z> = 50 cm, около 50 kg на окружности маховпчка. Если <1, — средний диаметр винтовой нарезки и tga— подъем впнтовоп линии, то можно допустить: pJiD pdi . (tg а + 2 р7,
СОСТАВНЫЕ ЧАСТИ МАШИН
73
где р. — коэффициент трения шпинделя в гайке и в заплечике. Тем или иным выбором D и 6 определяется величина уплотняющего давления jo0, которая прп одной и той же величине 6 независима от угла конуса. Там, где должно быть очень велико, например, для надежной отсечки самых высоких давлений, d и о должны быть малы, наоборот отно-
D А л
шеиие нужно выбирать большим, в противном случае плотность закрытия надо усилить посредством противоударных соединений между
маховичком и шпинделем и увеличением длины поверхности уплотнения, т.-е. сделать седло с большим углом конуса (60° пли с уклоном 1 : 3'
Примеры: фиг. 160. Проходной вентиль для прямого трубопровода. Гайка -расположена снаружи (конструкция Дреер, Розенкранц и Дрооп в Ганновере); фиг. 161: угловой вентиль с гайкой, расположенный внутри; оба вентиля с коническим седлом для пара, воздуха и воды. Фиг. 162: двухходовой вентиль
Фпг. 161.
(сочетание проходного вентиля с угловым) с плоским тарелочным нпккелевым седлом для перегретого пара (конструкция завода Бланке в Мерзебурге). Для труб внутреннего диаметра ниже 150 mm течение прп средних и высоких давлениях имеет направление против нижней поверхности клапана, чтобы при закрытом клапане сальник не испытывал давления; прн дна-метрах больших 150 mm течение должно быть на-
правлено против верхней поверхности, чтобы разгрузить шцдндель во время бездействия.
Прп давлении на шппндел! в 4000 kg и выше употребляются обходные (обводные) клапаны, прп низких давлениях они употребляются только для диаметров не менее 300 mm. Винтовая нарезка шпинделя — как нормальный профиль предложено считать трапецеидальный—не должна попадать в вабпвку сальника. Наружная нарезка предохраняет от механических и химических действии жидкости, но зато обусловливает большую конструктивную высоту.
Гайки почти всегда расположены на корпусе, а не на вентиле. Строительная длина для проходных вентилей, предложенная специальной комиссией по нормализации арматуры, дана в нижеследующей таблице.
Потерн напора. Потеря напора в нормальных вентилях и их камерах довольно значительна. Сравнп опыты Всйсбаха, К. Баха, Брабе. Амброзиуса и Г. Ланга, I том, стр. 388. Данные этих опытов показывают, что потеря напора в небольшом проходном вентиле для трубы
74
t. ДЕТАЛИ МАШИН.
Таблица 14. Строительная длина проходных вентилей.
Номинал, диаметр D . Строительная длина L
Номинал, диаметр D . Строительная длииа L
Номинал, диаметр D . Строительная длина L
10 13 16 20 25 32 40 50 60 70 80
120 130 140 150 160 180 200 230 250 290 310
90 100 110 (120) 125 (130) (140) 150 (160) 175 200
330 350 370 400 400 400 450 480 500 550 600
225 250 275 300 (325) 350 (375) 400 450 500
660 730 790 850 900 980 1040 1100 1200 1350
диаметром 34 mm почти равна потере в трубопроводе длиною от 14 до 20 т; потеря в задвижке равна потере в трубопроводе длиною •/„ т. Гораздо хуже это соотношение в трубопроводах с большим диаметром, так как потеря в труоопроводе зависит от — потери же в вентилях
•при торможении зависят
Фиг. 163.
от у2, так что увеличивая диаметр d и ие изменяя v, уменьшаем потери в трубопроводе, ио не в вентиле. Опыты, про-изведеииые берлинскими электрическими предприятиями (см. Z. d. V. d. I. 1915, стр. 344, доклад Guilleanme’a) показали, что потеря давления в нормальном проходном вентиле паропровода диаметром в свету 300 mm равна потере, соответствующей длине трубопровода около 100 т, между тем как потеря давления в задвижке ио фиг. 146 равна потере в трубе длиною 2 то. Г1ри продолжительной юаботе эти по-
Фиг. 164.
тери давления в вентиле могут сделать невыгодным применение в широких ' трубопроводах больших скоростей пара, допустимых при других условиях. Угловые вентили уже значительно лучше в этом етношепии. Небольшую потерю давления даст шарнирный (откидной) клапан завода Борзига (Тегель) (фиг. 163), так как клапан может иметь
СОСТАВНЫЕ ЧАСТИ МАШИН.
75
как дей-
Соковое перемещение (откидывается в сторону), вследствие чего он соединяет в себе преимущество задвижки — малые потери давления, с достоинствами клапана •— легкая пришлифовка и сильное иажатие. Потеря давления при внутреннем диаметре 300 mm, равна потере в трубопроводе длиною около 10 — 15 т. Для больших водопроводов от 21'2 до 3*/2 т, диаметром, особенно в Америке, были выработаны гидравлически действующие конструкции вентилей по фиг. 164, в которых получаются такие же небольшие потерп напора, как и в задвижках и клапанах, но при этом в них в момент торможения ие возникают, в задвижках и клапанах, вихревые движения, столь разрушающе ствующпе на материал прибора ’).
Разгрузка вентиля. Чтобы приспособить давление шпинделя Fp к силе обслуживающего рабочего, или к другой имеющейся в распоряжении силе, существуют различные приемы для разгрузки вентиля; в особеиности употребительны двухседельные вентпли, оба седла которых имеют почти равные диаметры, в виде трубчатых вентилей (фиг. 165) или колокольных вентилем (фиг. 166) и вентилей с поршиевой разгруз
Фиг. 167.
Фиг. 165.
Фиг. 166.
кой. Подобные конструкции, вследствие того, что они не дают плотного закрытия, менее применимы там, где требуется безусловно хорошее и длительное уплотнение: пригодны для распределения проходящей из трубопровода массы через машину, когда желательны небольшие усилия для пуска в ход, и как органы для понижения давления (торможения) (например, фиг. 198). Разгрузка больших, односедельиых запорных вентилей проще всего осуществляется помощью небольших обходиых вентилей, которые могут быть или непосредственно связаиы (фпг. 167) 2) с главным вентилем, или же присоединяются снаружи к корпусу главного вентиля впереди и позади его и имеют отдельный движущий механизм.
Разгрузка клапанов. Простейший способ разгрузки клапанов состоит в том, что ось вращения клапана проходит через центр седла;
*) См. Journ. fur Gasbeleuclitung и. Wasservers. 1915, стр. 759.
9 Blanko - Werkc, Мерзебург.
76
I. ДЕТАЛИ МАШИН.
Фиг. 16b
дроссель—клапаны (фиг. 168). Однако здесь действительного уплотнения получить нельзя и разгрузка также несовершеина, так как (по закону Аванпипи) с возрастанием разницы между углом наклона клапана к оси трубопровода и углом 90° „точка давления" перемещается к переднему краю (см. сопротивление воздуха, т. I, стр. 414). Далее, разгрузку можно также получить комбинацией двух связанных между собою клапанов, вращающихся в противоположные стороны.
Клапаны укрепляются на вращающемсн шпинделе помощью производящего натяжев не затвора, ибо иначе скоро начинают хлябать.
Управляемые вентили. Одиоседельные
управляемые веитили главным образом употребляются в двигателях внутреннего сгорания, где главными условиями являются: надежное уплотнение во время процесса сгорания, плавный переход к стенкам без всяких пустот и такая форма, которая не способствовала бы искривлению (см. главу: О двигателях внутреннего сгорания). Разгруженные двухсе-дельиые веитили, с двумя, реже с четырьмя седлами, обыкновенно применяются в паровых машинах (фиг. 165 и 166).
Для паюсов, воздуходувок и компрессоров управляемые подъемные выключатели,напротив, большого значения не имеют, разве только в тех местах, где более дешевые, автоматически управляемые избыточным давлением, органы ие могут удовлетворять специальным требованиям.
Примеры: канализационные насосы с клапанами высокого подъема, которые должны пропускать также грубые нечистоты. Клапаны здесь получают (ио системе Ридлера) принужденное управляемое движение. Управляемые всасывающие клапаны для горячей, притекающей под давлением, воды во избежание разрежения; далее для быстроходных компрессоров и для двигателей внутреннего сгорания.
Поршневые вентили с гидравлическим (пневматическим) распределением. Разгруженные поршневые веитили приводятся в движение благодаря тому, что рабочая поверхность поршия попеременно подвергается то давлению трубопровода или камеры р, то внешнему давлению р0, при чем распределительные органы получаются сравнительно небольших размеров.
Примеры: фиг. 169: вентиль открывается тотчас же после того, как его задняя сторона (соединенная с />0) разгрузится; фиг. 170: вентиль открывается, как только поверхность поршия f2 (соединенная с у>) получит нагрузку. В обоих случаях закрытие вентиля происходит от действия пружины, а распределение — помощью небольшого распределительного выключателя А (кран, юнтиль, задвижка). Фиг. 164 показывает гидравлическое распределение в большом водопроводном выключателе с рабочими поршневыми поверхностями и f2 помощью распределительного органа S. Промежуточными положениями распредели
СОСТАВНЫЕ ЧАСТИ МАШИН.
77
тельного органа можно здесь удерживать вентиль в использовать его также дли торможения. Фиг. 171 устройства пневматического распределения в пневматических поршневых двигателях с распределительными выпускными каналами. Пневматический клапан должен закрываться после достижения поршнем определенного положения Е, а затем воздух может дальше расширяться до отверстия А выпускного канала. Клапан открывается при верхнем положении О поршия благодаря давле-
любом положении и показывает принцип
Фиг. 171
Фпг. 169.
Фиг. 170.
нию сжатия, производимого поршнем, так как противодавление иа /2 значительно меньше. В положении поршня Е давление на f и f, выравнивается н вентиль закрывается под давлением р на f\. В положении поршия А давление в цилиндре палате до р(|, после чего прп обратном ходе поршня происходит сжатие воздуха.
Ь) Самодействующие (автоматические) подъемные выключатели.
Автоматические подъемные выключатели, действующие благодаря происходящим в трубопроводе или камере изменениям давлепия, служат как органы для регулирования давления или скорости: предохранительные клапаны и самозапорные (на случай разрыва трубопровода) и как органы преграждающие, влияющие на направление течения (возвратные клапаны), или управляющие—впуском и выпуском в насосах.
Ширина уплотнения (поверхность соприкосновения) у автоматических подъемных выключателей. Чтобы плотность закрытия сделать более совершенной увеличением силы нажатия р0 на поверхность соприкосновения, надо отношение проекции о ширины седла к диаметру сделать малым. Обозначив через р — разность давлений, действующую на поверхность F вентиля или клапана, и — длину среднего коитура седла для вентиля или клапана, имеем рот = Ер, или при односедельиом круглом вентиле со средним диаметром d седла:
О_ _ J' d 4рп
Для автоматических вентилей с ходом, свободным от ударов, принято:
Ро до 200 kg/cm2 для фосфористой бронзы, „ „150 „ „ обыкновенной бронзы.
. „ 80 „ „ чугуна,
„ „ 30 „ „ резины и кожи ’).
«ой
’) По Рид л ер у можно допускать при надежном направлении в вентилях и спокой-иагрузке седла до 85 kg/cm2 для кожи и до 200 l<g/cm2 для каучука.
78
1. ДЕТАЛИ МАШИН.
Для одиоседельных, пришлифованных насосных металлических клапанов принято:
d । „ 0= 2о + 2 до й,
при чистой воде и спокойной без ударов работе вентиля еще меньше, а для кожи наоборот:
о = — 4- о до 6.
15
Все размеры здесь выражены в mm.
Чтобы иметь возможность применять упругие уплотняющие прокладки, необходимо по системе О. Ферниса (фиг. 172) отделять уплотняющую кожаную или резиновую прокладку от метал-
Фиг. 172. лического затвора, при чем эта прокладка плотно прижимается под влиянием давления жидкости р.
У предохранительных клапанов седло должно быть по возможности очень узким, чтобы получить сильное уплотняющее прижатие, чтобы предохранить седло от загрязнения и для точной установки давления для открытия. Ширина седла 1,5 до 2,5 mm.
Направляющие. Непременным условием для продолжительного, хорошего закрывания вентиля является надежное и неизмеияемое прямолинейное его направление, точпо совпадающее с осью, которое может годиться и в случае шлифовки седла. (Шаровые вентили со свободными направляющими и переменными седлами применимы только для второстепенных целей, например для нечистых, густых или грязных жидкостей, или же когда размеры должны быть очень малы, например в насосах для подачи смазочного масла). Поверхность скольжения прямолинейной направляющей должна быть рассчитана па продолжительное сопротивление боковым давлениям течения и изнашивающему действию протекающего вещества; вместе с тем необходимо ослабить треиие, избегая или по крайней мере уменьшая боковые давления (вследствие^ несимметричного протекания или уклонения течения), а также уменьшая влияние веса. Направление должно быть как можно ближе к точке приложения действующих боковых усилий (также к центру тяжести). Горизонтальная и наклонная оси вентиля вследствие постоянного действия
силы тяжести менее пригодны, чем вертикальная.
Направление клапанов осуществляется или снаружи расположенными рычажными механизмами, или помощью пружин с незначительным трением. Однако же для них требуются плоские седла, как и для вентилей,
направляющие которых изнашиваются.
Давление потока и гидравлическое давление (напор). Отнесенное на 1 т2 проекции поверхности F гидравлическое давление W (в kg)
1Г
тело, омываемое со скоростью г, составляет - -о• /ft • 7, где JUt означает измеренную трубкой
на
7 V2
= <Р’7' 2 “ Пито разность уровней (в in) жидкости с плотностью -/ kg/m3. (Более точные данные см. отдел Механики жидких и газообразных тел, том I, где указано,
СОСТАВНЫЕ ЧАСТИ МАШИН.
7$
что ср —с,, — — Р и • 7i = ЧУ <Р Для воды и воздуха не очень спльно разнятся. Для плоской пластины в воздухе ср 1,2, для двойного с углом а — 45° конуса ср ~ 0,7; для шара 0,5 до 0,2, при заострении сзади (каку корпуса дирижабля) чг 0,1 до 0,05. При протекании через вентиль еще прибавляется сужение перед пластинкой вентиля, в отверстии которой существует получаемая расчетом скорость с1.
Таким образом, общая потеря напора выражается так:
/* 2 ПЛ Y z> 2
^^2? а Т = * ^7 = <К' д
ср и £ изменяются вместе с ходом h вентиля. На фиг. 158 представлены пунктирными кривыми величины ср f, отнесенные к скорости в щели сп согласно опытам Баха над вентилями формы (1), (2) п (3)
71 тг 7<
в зависимости от отношения —. Пз этого можно определить, раз г, п --
Т ~1
даны, необходимую нагрузку вентилей от собствениого веса и пружины, (’верх того еще надо принимать во внимание трение воды и сопротп-
влеиие выступающих частей. Соответственно изменению меняется и значение с, 1).
Предохранительные вентили (клапаны). Нагрузка Р, соответствующая сопротивлению веитпля, осуществляется или грузом, или пружиной „ Р
так, чтооы при давлеиии в резервуаре р > -= вентиль начинал подни-
маться. Величина избыточногодавлеиия в трубопроводе пли резервуаре, необходимая для преодоления при открытом вентиле его нагрузки и для увеличения хода, во многом зависит от формы перепуска вентиля. Обыкновенно при очень малых подъемах вентиля получается равиовесие, и только значительные возрастания избыточного давлеиия, пли же особые средства для увеличения давлеиия течения приводят к подъему „ , d
вентиля до /1 я: —•: предохранительные
веитили с высоким подъемом. Эти средства следующие: установить под всей поверхностью вентиля
Фиг. 173.
173, веитиль
постояиное давлеиие котла (фиг.
С высоким подъемом Гюбнер и Меер, Вена), или же использовать отходящий пар для усиления давления потока, например помощью больших
’) Из опытов Шренка IMitt. Forschungsarb. d. YI1T, 1925) явствует, как много зависит давление течения также от поперечного сечения позади отверстия.
80
1. ДЕТАЛИ МАШПИ.
прокладок (пластинок) или же подушек, воспринимающих удары, в сужен-ном канале ')
О предохранительных вентилях нормальных и с высоким подъемом для паровых котлов см. 2 отд. Двигатели. Предохранительный вентиль для гидравлических прессовых установок с давлением воды до 300 at показан на фиг. 174. Вентиль 2) имеет большое седло, « но сильно суженное проточное отверстие, так что вполне достаточно весьма незначительного подъема, мри чем I I J всякое колебательное движение (хлопание) невозможно, ч? Пружина защищена от действия выходящей воды.
Фиг. 174. Фиг. 175 Фиг. 176
Самозапирающиеся вентили 3) служат для закрытия трубопровода на случай разрыва н нем трубы. Увеличение скорости в трубопроводе производит автоматическое закрытие: в вентиле Дреер, Розенкранц и Дрооп, фиг. 175, в самозапорном клапане Франц Зейфферт и К", Берлин SO, с самоустанавливающейся пружиной, фиг. 176. Вентиль может также закрываться посредством тяги, подвешенной к рычагам а, на которую действуют с некоторого расстояния (скородействующие запорные вентили). О самозапорных вентилях на случай разрыва труб—Гюбнер и Меер, Вена см. еще 2 отд.: Паровые котлы.
Возвратные вентили и клапаны. Они служат как определяющие направление запорные выключатели в трубопроводах всякого рода, главным же образом для автоматического распределения в поршневых (плунжерных) насосах для жидкостей и газов: всасывающие, питательные, напорные вентили.
Расчет. Величина гидравлического давления (напора) на поверхность нентиля а следовательно и величина необходимой нагрузки вентиля получаются из уравнения:
— = <р • Z — <Р Неу — 10000 <р £\р (смотри стр. 79).
') См. R os е n 1< г а п г, Z. d. V. d. J. 1905, стр. 359; 1910, стр. 594.
2) Конструкция Eduard Mailer, Z. a. v. d. J. 1909, стр. 2122, „Гидравлические предо--хранительные вентили".
3) См. Kohler, выл. 34, Mitt. Forschungsarb. Беюлии, издател. VDI.
СОСТАВНЫЕ ЧАСТИ МАШИН.
81
Допускаемую для насоса потерю давления Не (в ш) у= 10000 Д р at обыкновенно принято считать дробной частью среднего давления pmi в насосе. Если допустить во всасывающем н нагнетательном вентиле потерю давления,
равную s процентам, так что
Др В
-==- =----, то получим:
Pmi 100’
_ 1/20000 е gpmi_ i/I .1000
1 ~ F 100 ; 7 ~ ’ I, 1т 7 '
При В = 1 % и С = 3 получилось бы, например, для воды (7 — 1000): £ = 1%)р>жг = 1 5 10 50 at
; = 3 J с, = 0,8 1,8 2,5 5,7 m
В действительности же — скорости ct для воды, в интересах прочности седла, в особенности когда вода не совсем чистая, редко позволяют возрасти выше 4 до 5 па, а с другой стороны, при небольшом pmi допускают большие потери, чем 1%, с целью избегать применения слишком большпх вентилей, так что ct получается больше.
При большей высоте всасывания в особенности необходимо уменьшать потери во всасывающем клапане. Наиболее употребительная скорость протекания через отверстие сг = 2 до 3 ш.
Для газов прп тех же значениях ? = 1 % и £ = 3 получаются следующие величины:
Таблица 15. Расет потерь давления для газов.
е=1%, с=з 7 kg/m3 Углекислота 1,06 Воздух 1,29 Светильный газ 0,5—0,55 Пар 0,6 Водород 0,09
С1 для
Pmi “ 1 at . . 18 22 35 33 85 m/scc
Pmi = 4? » • • 36 44 70 66 170 „
При атом всасывающие и напорные вентили могут иметь одинаковые поперечные сечения, так как пропускаемый объем в такой-же мере уменьшается, в какой увеличивается 7, так что потеря в целом не изменяется. Приблизительно те же скорости в вентиле получаются также и при начальном давлении, большем 1 at и при одинаковых потерях-если отношение давлений в начале и конце закрытия (уплотнения) остается неизменным. Величина С играет, одиако, весьма важную роль в отношении потерь.
У тарелчатых вентилей с плоскими седлами, вследствие неблагоприятных условий протекания и образования противоположных круговоротов, £ часто значительно превышает 3 (доходит даже ДО 20!), но с другой стороны, при коническом седле п благоприятных условиях протеканья она становится <£ 1 (фиг. 158).
Хютте. Т. И
6
82
I. ДЕТАЛИ МАШИН.
Поперечное сечение щели. Если даиы скорость и количество протекающей в секунду массы, то молено определить площадь рабочего сечения щели вентиля илп клапана Р\ = Uh cos а, где U означает величину среднего периметра, а а угол наклона седла вентиля к шайбе, а отсюда уже определяют величину самого вентиля. У поршневых насосов !) с переменным направлением протекания для каждого момента применимо гГбщее уравнение:
₽*•”* = -₽1’ ci — Uh-cos а • Cj, где Fk — величина вытесняющей поверхности поршня, a vk — скорость его в данный момент. Так как скорость вентиля сх вследствие почти неизменяемой нагрузки Р свободно сидящего клапана и почти постоянного коэффициента истечения (л, точно так же почти неизменяема, то h изменяется пропорционально скорости поршня, а для наивысшего подъема 7»шах при площади поршня Fk (в тя) имеем:
Fk (i’*)max = (^1)шах q = U Лшах cos а q.
Отсюда следует, что наибольшее сечение отверстия щели
— Z77imax-cos а, при данной величине су зависит только от произведения Fk (г-'*)тах, следовательно, от количества протекающей массы, а не
от числа оборотов. Зиачепие Fk (i't)majc = Fk ~ определяется из величины секундной подачи насоса.
Конструкцию вентиля на основании вычисленного сечения отверстия щели целесообразно выполнить таким образом, чтобы сечение отверстия щели приблизительно равнялось поперечному сечению седла. Нагрузку иа поверхность Fa вентиля помощью груза или пружины выбирают таким образом, чтобы она уравновешивала гидравлическое давление (давлен не напора) на вентиль непосредственно перед его открытием см. выше).
Надлежащим выбором этой нагрузки, а также ее переменой можно всегда при свободно сидящих веитилях добиться скорости с, в отверстии щели.
Удары вентиля и ширина кольца. У насосов для жидкостей -) с малыми скоростями прохода через кольцевую щель и отверстие седла весьма большое влияние на закрывание клапана и стучание в нем 3) имеет вытесняющая, движущаяся вверх и вина, поверхность клапаиа F„, которая приблизительно = Z7b.
Целесообразно, по крайней мере в новых конструкциях, применять пружины с регулируемым натяжением, чтобы иметь возможность сделать подъем клаьаиа и соответственно скорость протекания через кольцевую щель настолько выгодными, насколько это допускает удар клапана при наивысших числах оборотов. * 2
*) См. 3 Отд : Рабочие машины.
2) См. 3 Отдел: Рабочие машины.
•1 Ср. Westph-tl, Определение размеров клапанов для насосов, Z. d. V. d. I. 1893,. стр. 381 п Berp. Di1 Kolbenpumpen. Другие авторы: Lindner, Расчет клапанов для насосов, Z d. V. d I. 1908, стр. 392. Новейшие исследования: Кгадъ, Испытание самодевсгвующих клапанов для насосог Z. d. V. d. I. 1921, стр- 116.
СОСТАВНЫЕ ЧАСТИ МАШИН.
83
У воздуходувок и газовых компрессоров всяких типов вытесняющее действие поверхности клапана не играет никакой роли, так как эта поверхность при больших скоростях значительно меньше, но за то тем большее значение прп быстрых движениях клапана приобретает вес его G или его масса и опасность колебания клапана.
„ 9 G G
Величина выражения -=-т, где есть вес движущегося тела, при-С/ и
холящийся ва 1 ст длины седла, должна быть ограничена, чтобы вентиль не пришел быстро в негодное состояние вследствие тяжелых условий работы и закрывания с запаздыванием. I У вентиля воздухо-
дувки Гёрбигера и2
15 kg
Пружина должна уравновесить поло-
вину движущейся заключенной в G массы. Поэтому быстроходные
компрессоры имеют узкие пластинчатые вентили из
воздуходувки и
лучшей листовой стали толщиной от 2 до 3 mm с легким направлением; более тяжелые вентили с направлением часто снабжаются специальными пружинными и воз» душными буферами, чтобы воспрепятствовать неправильным движениям и жестким ударам (хлопанию), 1), когда вентиль садится. Очень полезно для своевременного закрывания вентиля,
Фиг. 177!). если его направляющая по возмож- Фпг. 178 ности свободна от трения, напри-
мер, состоит только из одних пружин. Слишком тонкие пластинки легко
искривляются при шлифовке и в работе, поэтому должна быть 2> 0,1 Ъ.
Конструкции: а) вентилей. Фиг. 177, 178 и 179 показывают форму конструкции небольших тарелочных и кольцевых вентилей; первые две конструкции с мягкими пластинами, а третья с металлической, которые бывают одинарными или групповыми (тип: А. Борзиг, Тегель). Фпг. 180 показывает соединение в одну группу нескольких малых кольцевых вентилей с нагрузкой от собственного веса, которая, однако, достаточна лишь для малых скоростей в вентиле. Не следует
Фиг. 179. 5) желтая медь, латунь.
толщина пластинки «
Фиг. 180.
*) Ср. Tobeli. Вентили для насосов и воздуходувных машин. Z. d. V. d. I- 1889, стр. 25, 1890. стр. 325.
а) Значения цифр 1, 2, 3, 4 см. на фиг. 184 6*
84
I. ДЕТАЛИ НАШИВ.
здесь упускать из виду тормозящее действие больших поверхностей трения в направляющей части при возможных боковых течениях. Групповым вентилям часто отдают предпочтение перед одинарными в интересах массового производства, в особенности для быстроходных насосов, в виду их мовьшей массы, но зато они требуют совершенно одинаковую нагрузку на каждый вентиль и направление с небольшим трениг.ч для того, чтобы они закрывали все одновременно.
Фиг. 181. Фиг. 182.
Фиг. 181 показывает простой кольцевой вентиль с уплотнением Фер-нис'а (Бейзе и Монски, Галле) для высоких давлении например, для
Фиг. 183 484. Ч Твердая резниа, 2) резиновый
буфер, 3) бронза, 4) красная латунь, томпак, 5) стальное личье.
питания котлов. На фиг. 182 —184 показаны миогоссдельные кольцевые вентили. На фиг. 182— кольца дли облегчения уплотнения и прпшли-фовки сами по себе подвижны, но благодаря этому они получают вредные свойства групповых вентилей, а именно, зачастую не одновременно закрывают; на фиг. 183 и 184—седло чугунное с бронзовой накладкой. На фиг. 184 закрытие производится кольцами из твердой резины для умеренных давлений в насосах, накачивающих и откачивающих воду (тип А Борзига, Тегель).
Фиг. 185 показывает кольцевой веитиль (системы Шоне) ’) конструкции Саксонского Машиностроительного завода, бывший Рихарда Гарт-
Schoen е. К динамике движения вентилей. Z. d. V. d. I. 1913, стр. 1246.
СОСТАВНЫЕ ЧАСТИ МАШИН.
85
манна, Хемниц, масса которого весьма мала. Каждые два соединенные между собою кольца вентиля имеют свободное от трения направление по-
средством велна из 6 или
12 крепко зажатых плоских пружин, расположенных по винтовым линиям.
Меньшие диаметры, но зато большую строительную высоту, чем плоские вентили, имеют конусообразные и цилиндрические ступенчатые вентили. Фиг. 186 представляет ступенчатый вентиль (Машиностроительного Акц. Общ. Балке, Франкенталь) для больших высот напора с
Фиг. 183.
уплотнением Ферние'а (хромовая кожа).
Нагрузка вентиля, кроме собственного веса, достигается еще особыми пружинами; для асидкостсй, от которых пружины могут ржаветь, в особенности для воды, оип делаются из твердой латуни, бронзы, ие ржавеющей стали или из лучшей мягкой резииы (фиг. 182 и 184). чтобы уменьшить их изнашивание.
Примеры вентилей для воздуха и газов см.: Воздуходувки, 3 отд., Рабочие машины. Лучший материал для пружин — хромоииккелевая сталь твердостью (определяемой прибором Бринеля) от 370 до 450 и диаметром от 1,5 до 2,5 mm 1).
Ъ) Клапаны. Движущаяся часть соединена с коробкой помощью шарипров (фиг. 187), пружин (фиг. 188 и 189) или гибких тел, например, кожи (фиг. 190) или резины (фиг. 191). В последнем случае круглая резиновая пластинка сама отгибается вверх, принимая форму блюдца, прп чем целесообразно устроить так, чтобы при напвыс-
Седло пагпетатсльного веи™я. шем подъеме образующий угол конуса=ЗО°
Фиг. 186.
А Седло всасывающего вентиля;
Эти клапаны имеют обширное применение,
благодаря их бесшумности и способности сохраняться в воде, в насосах для холодильников пз лучшей парагумми (сорт чистого каучука). Применением клапанов Гутермута из пружинной лпстовой стали или бронзы для насосов, компрессоров и холодильных машии получаются очень большие выгоды в конструктивном отношении для нсего устройства и в отношении удобства вынимания клапанов.
1) Z. d. V. d I. 1924. стр. ПО.
86
I. ДЕТАЛИ МАШИН.
3. Сопротивления в трубопроводах. Органы торможения (понижения давления). Все трубопроводные выключатели служат не только для включения и выключения потока в трубопроводе, но могут быть также частично или даже исключительно использованы как регулируемые сопротивления для регулирования живого сечения, например: в водяных и паровых турбинах, в двигателях вну- '“И К” треинего сгорания и т. д. (ср. эти главы). (f
Фиг. 191.
Фиг. 187. -
Фиг. 189.
Примеры. Обыкновенный дроссель - клапан (фиг. 168), дроссельные винты в масляных тормозах, буферах и периодических регуляторах (жидкостные катаракты).
Если при этом сопротивление должно действовать так, чтобы количество протекающей массы возрастало вместе с движением выключателя в арифметической или геометрической прогрессии, то поперечное сечение прохода, в особенности для газов и паров, должно сначала весьма медленно возрастать, и только в конце быстро. Ср. фиг. 192’), где к закрывающему органу добавляется собственно регулирующий или тормозящий оргаи. Такие тормозящие сечения должны быть добавлены как „пусковые сопротивления" там, где внезапиое открытие прохода может вызвать сильные колебания или вредные сжатия в трубопроводе.
Ч По В а г п е р у. Поперечные сечения прохода п регулируемых паровых вентилях Z. d. V. <L I. 1911, стр. 1379 (фиг. 14)
СОСТАВНЫЕ ЧАСТИ МАШИН.
87
Дроссельные вентили/ движущиеся в осевом направлении в переменном сеченип f, могут также служить как водо-, паре- или газоизмерители, в которых при изменяющемся количестве протекающей массы Q = fctf сечение f устанавливается, а зависящее от с/у динамическое давление остается неизменным.
Примеры. Пароизмеритель Классена (Z. d. V. d. I. 1918, стр. 521) ротаметры для газов и жидкостей и т. п.
Самодействующие (автоматические) дроссельные органы, как регуляторы давления (понижатели давления) или регуляторы положения. Понижатели давления служат для автоматического регулирования давления р, (также уровня жидкости) в резервуаре или трубопроводе, изменяя разность давлений р2 ~Pt в сечении f\ впуска по отношению к разности давления рх—р0 в сечении f2 выпуска (фиг. 193). Давление на поверх-
Фиг. 193.
яость F подвижной стеикп камеры (или на поплавок) изменяется вместе с Pt (и уровнем жидкости), при чем. например, согласно фиг. 193,
• (Pi —Ро) = К,
где К представляет добавочную нагрузку помощью груза или пружины. Малейшее изменеиие или К вызывает изменение в торможении до тех пор, пока снова не наступит равновесие. Стенка F может действовать непосредственно или посредством рычажиой передачи на сечение впуска (фиг. 193) или же и иа сечение впуска f\ и выпуска f2 (фиг. 194).
Примеры. Регулировка поплавком для резервуаров с жидкостью всякого рода (поплавок для горючего в бензиновых двигателях, поплавок для воды в конденсационных горшках, в напорных резервуарах). Фиг. 197 изображает разгруженный вентиль с поплавком конструкции Дена в Галле, закрывающийся без ударов. Регулировка давления в паропроводах низкого давления при включении в паропровод высокого давления показана на фиг. 198. Вентиль для понижения давления завода Бланке в Мерзебурге с разгруженным затвором. Газовый регулятор для трубопроводов светильного газа, понижатели давления в кислородных горелках и мн. др.
88
I. ДЕТАЛИ МАШИН.
При сильных колебаниях р, очень полезно, а иногда необходимо для сохранения постоянного давления последовательное включение двух
Фиг. 196.
Фиг. 198.
регуляторов давления. При больших количествах протекающей массы необходимые в таком случае большие вставные поршни могут получить добавочную нагрузку помощью небольших регулято-
ров давления (вместо нагрузки увеличением веса иди пру-жинами), при чем легко устанавливаемое давление р/ действует на противоположную сторону поршня (фиг. 195).
Понижатели (редукторы) давления служат также, как измерительные приборы, для измерения величины К помощью манометра (управляемый измерительный прибор Бендемана на подобие фиг. 194); далее
Фиг. 197,
для разгрузки и регулировки положения вала у центробежных иасосов высокого давления, как па фиг. 196, где напорная вода вступает в регулирующую камеру
СОСТАВНЫЕ ЧАСТИ МАШИН.
89
через узкую щель над поверхностью F2, а вытекает через другую, произвольно или движением перегородки Ft устанавливающуюся щель. Давление + F2 (р2—/>j)j уравновешивается силой К, направленной по оси, при чем одновременно закрывается проход из пространства с давлением р2.
4. Дифференциальный выключатель трубопровода применяется тогда, когда несколько регулирующих или распределяющих органов действуют
на один выключатель.
Фиг. 199.
Фиг. 200-
Фиг. 201.
Пр им ер ы. Фиг. 199: кран с отдельной перестановкой для пробки л вкладыша, фиг. 200: трехходовой кран или распределитель, фиг. 201 кран, поворот которого и перемещение вдоль оси совершаются отдельно друг от друга Такое дифференциальное действие, которое удобнее выполнять в поперечных выключателях, чем в подъемных (продольных), имеют многие распределительные (например, двойные парораспределительные золотники паровых машпн) и регулирующие механизмы. Один из двух выключателей может быть также использован для точной установки и регулировки от руки.
В. Элементы для передачи, трансформации, включения и выключения энергии в телах, имеющих самостоятельную форму (твердых).
а) Переход от тел, не имеющих самостоятельной формы, к телам с самостоятельной формой.
1. Уплотнение направляющих. Если 6—кольцевой зазор в mm, d'.l— отношение диаметра направляющей к ее длине, Др— уменьшение давления в атмосферах и Z — удельная вязкость (но Уббелоде) относительно воды при температуре 0°, то выделяющийся в час через уплотнение объем V в cm3/h
_ (1OO5)3 d Др
2 • I • Z
Главную роль играют о и Z, прп чем Z= 5470i)/, a rlt— технический коэффициент вязкости в kg.sec/m2.
Уменьшение давления в жидкостях, протекающих тонкими слоями, при неизменяемом о—прямолинейно, а в газах, притом же условии течения параллельными слоями, — по параболе
Если, например,
- = 1, ^- = 1, I ’ Z
•00
I. ДЕТАЛИ МАШИН.
то для о = 0,10 0,05 0,01 mm
У =500 66 0,5 cm3/h.
Величины удельной вязкости Z при 20° С для некоторых тел по отношению к вязкости воды при 0° имеют приблизительно следующие значения:
Таблица 16. Удельная вязкость Z.
Материал Z Материал Z
Водяные нары . . Водород Воздух .... Эфир . Вода (при 20° С) . . } около . 4100 . ч, 0,57 Керосин Веретенное масло .... Оливковое и репное масла Минеральное масло . . . Касторовое масло . . • . около 1,5 от 10 до 20 „ 50 „ 100 „ 150 „ 300 около 550
Поэтому введение вязких жидкостей, именно, смазочных масел в зазор является выгодным, так как их вязкость по сравнению с вязкостью воды и, особенно, газов очень велпка. При газах и парах уже является выгодным включение одной только воды или воды в виде конденсирующейся из пара. В остальном задача каждого упг^тиеиия сохранять небольшой величину зазора о.
Этого можно достигнуть различными способами, кото. ые можно также применять и в совокупности:
а) точной пригонкой. Тесная вращательная посадка в направляющей.
Преимущества: наименьшее трение независимо от обслуживания. Недопустимое увеличение 6 в работе всячески следует предотвращать, например, выбором мало изнашивающихся или легко заменимых материалов (закаленная сталь, чугун, фосфористая бронза, белый металл), удалением накопившейся грязи, избегая боковых давлений и поперечных движении и вызываемого ими изнашивания. Особенно вредные последствия при больших диаметрах вызывают искривление, сильное натяжение и большая разница в температурах у внутренней части и ее оболочки. Внутренние и наружные направляющие по возможности надо делать сменными на случай изнашивания. Точная пригонка, как единственный способ уплотнения, применяется только там, где исполнимы вышеуказанные условия, или там, где небольшая неплотность не вызывает опасений.
Примеры: воздушные насосы холодильников, насосы для чистой воды двойного действия, примерно, до 8 at давления в насосе и диаметром 400 mm, насосы для смазочного масла и горючих веществ.
Канавки и камеры: для собпраипя могущих быть механических загрязнений и смазочного материала, особенно в длинных направляющих, делаются кольцевые канавки (на стержне или его направляющей); уплотняющей длиной I при этом считается длина без канавок.
Примеры: уплотнение тяги клапана (см. Паровые машины). При газах и парах с быстро меняющимся давлением, значит, в поршиевых двигателях и поршиевых (плунжерных) насосах очень полезно для их.
СОСТАВНЫЕ ЧАСТИ МАШИН.
91
уплотнения применение расширительной камеры, действующей, как воздушный колпак, так как газы, вступающие в нее под давлением, превышающим давление, соответствующее среднему напору, наполняя ее, теряют в своем давлении, так что для величины Ьр наибольшее давление (которое может легко вытеснить смазочное масло из зазора) имеет меньшее значение, чем среднее давление полного цикла машины.
Примеры особо больших расширительных камер: 1. Металлическое уплотнение сист. Ленца для пара, фиг. 202, с тремя последовательно включенными уплотняющими цельными чугунными кольцами а, с весьма малым зазором надетыми на стержень точно цилиндрической формы н тремя перемежающимися с ними камерами d. Эти камеры друг к другу пришлифованы и нажаты друг на друга помощью крышки с. За последней камерой следуют два самопружпнящие кольца Ъ для удержания конденсационной воды, которая выпускается внизу сальника. Смазка постоянно нагнетается и подводится к кольцам, чтобы они были всегда смазаны. Благодаря тому, что уплотняющие кольца отделены друг от друга, можно достигнуть весьма точной пригонки стержню, а также возможности поперечного перемещения его.
2. Уплотнение индикаторного поршня индикатора Дрейера-Розеикрапца (фиг. 203). Индикаторный цилиндр, для равномерного нагревания, снаружи омывается наром.
В то время, как при параллельном течении среднее сопротивление уменьшается вследствие сокращения длины набивки промежуточными незаполненными канавками и камерами, это
Фиг. 202.
Фиг. 203. Фиг. 204.
сопротивление значительно увеличивается ’) при тех же приспособлениях, в случае вихревого течения, так что при газах и парах вполне действительны лабиринтные уплотнения.
Примеры: фиг. 204: Уплотнение вала (Всеобщей Компании Электричества) для стороны низкого давления паровых турбин. Длина зазора должна быть довольно большой, чтобы воспринять неизбежные разницы в тепловом расширении, а также вал должен быть хорошо центрировав для того, чтобы ширина зазора оставалась небольшой. Чтобы сделать тем ие менее выступающий пар невидимым, уплотнение соединяется с холодильником, так что с одной стороны поступает пар, а с другой— немного воздуха. Особенно применимо для незначительных разниц в давлении. Подробности см. Стодола, Паровые турбины
/>) автоматическим уплотнением посредством рабочего давления; 1. Манжетное уплотнение, в большинстве случаев действующее радиально,
’) Z. d. V. d. I.. 1923. стр. 766. Опыты Р. Випке ля.
02
I. ДЕТАЛИ МАШПИ
например, посредством манжет из мягкой, гибкой кожи (прессованной в формах ровно и без складок), особенно употребительно прп жидкостях. Фпг. 205 до 207 для внутреннего уплотнения или уплотнения в кожухе, фиг. 208 и 209 (затем фиг. 233 и 241) для наружного уплотнения пли уплотнения у поршня. Форма манжета по фиг. 210 уплотняет снаружи н пз нутри. Каждый манжет действует только до тех пор, пока давление прижимает его радиально к стенке, следовательно там, где напор меняется, как например, при дисковых поршнях двойного действия, следует в соответственных местах ставить два противодействующие манжета (фиг. 209), также при уплотнении стержней (фиг. 205 и 206), если
Фиг. 207.
Фиг. 209.
Фиг. 210.
Фиг. 205. Фиг. 206. Фиг. 208.
образно величину
Фиг. 211.
давление падает ниже атмосферного (например при всасывании у насосов). Где кожа неприменима - часто применяются манжеты из мягкого и упруго прилегающего металла (латуни, меди, белого металла), из резииы, также из гуттаперчи для особых целей.
Трение манжет R = l!„ -|- р. где F—поверхность трения манжета и Др,я — средняя разиица давлении с внутренней и наружной сторон манжета, Z?()—трение, которое следует по возможиости уменьшать и которое имеется при рт = 0.
Из этого соотношения ясно, что для уменьшения трения целесо-а следовательно, и длину уплотнения не выбирать слишком большой; р. для мягкой кожи (смазанной) 0,03 до 0,07; для жесткой сильно дубленой кожи 0,10 до 0,13; при необработанных поршнях, грязной воде и т. п. до 0,20 (по Г. Ланг у).
Преимущество манжетного уплотнения то, что потери от трения уменьшаются пропорционально уменьшению давлеиия. Манжетное уплотнение применимо при давлениях любой величины, особенно если при этом включают одну за другой несколько манжет, чтобы уменьшить и силу нажатия в отдельных манжетах и чтобы смазка не выдавливалась.
Пример. На фиг. 211 поршень пресса Губера для давлений до 5600 at, набивка которого _)ошей кожи, с заостренными краями, сменяющихся
металлическими шайбами ’), также с заостренными кромками.
Условия для длительной прочности кожаных манжет: чистая вода или не портящие кожи жидкости (отсутствие ржавчины и бороздок на поверхности скольжения).
состоит из слоев
*) Z. d. V. d. I., 1901, стр. 625.
СОСТАВНЫЕ ЧАСТИ МАШИН.
93
скорость движения поршня < 1 m/sec, так как в противном случае изнашивание и треийе слишком велики. Манжета должна быть н снаружи, и внутри, в случае необходимости также помощью заполняющего кольца, приложена таким образом, чтобы только ее цилиндрическая часть была подвижна и чтобы она ие могла перемещаться туда и назад вследствие трения. Заполняющее кольцо при кольцевых канавках (фиг. 210J—из металла резины плп пряжи. Для кожаных манжет Геркеи рекомендует хорошо дубленую кожу, но там, где встречается температура выше 8Г.°, следует предпочитать хромовую кожу
Для манжет нгляповидной и чашевидной формы (фиг. 207 и 20R)—наиболее употребительные размеры: 2,5 до 30 ст диаметром. Из цельного куска кожи изготовляются, ио с большим трудом, манжеты диаметром до 100 и даже 150 ст манжеты формы U для кольцевых гнезд до 50 сш диаметром, поставляются также диаметром до 100 и даже 150 ст. Для более крупных размеров кожу приходится уже склеивать. Пз очень тонкой кожи, навример, от 1 до 1,5 mm толщины делаются манжеты даже для скалок диаметром 1 ст.
2. Уплотнение щели основано на принципе автоматического торможения (фиг. 196), в особенности для уплотнения валов с осевой нагрузкой помощью производящей работу жидкости или специальном жидкости.
с) упругим нажатием. 1. Осевым давлением в сальниках 2): а) использованием поперечного расширения весьма упругих материалов или смесей из них, например шнуров из волокнистых веществ (пенька, хлопок, асбест), затем колец пз кожи, металлизованной бумаги и т. и., которые, будучи сжаты в осевом направлении, расширяются радиально и этим уменьшают зазор. Это собственно сальники. Для уменьшения трения насухо необходимо обильно пропитывать эту набивку маслом, салом, жиром, графитом, тальком и т. п., также полезно для отвода теплоты, уменьшения трения и для сохранения набивки примешивать опилки баббита. Смазка зависит от рода и температуры материалов, подлежащих уплотнению.
Трение возрастает вместе с давлением, производимым иа сальник снаружи и извиутри в осевом направлении; соответственно повышается и радиальное давление. Радиальное нажатие рг составляется при достаточно упругих и однородных материалах из предварительного пажатия производимого внешним осевым давлением и из части pri, которая при достаточном внутреннем давлении превышает предварительное нажатие, так что и здесь, как у манжеты, происходит нечто вроде самопрп-гонки уплотнения. Таким образом, сопротивление трения R —у- Р' ’ (Рч "Ь Рг 1 ~ Ra + -R/, из которых первый член Ra, т.-е. трение при холостом ходе направляющей, и вызывающее его предварительное нажатие может быть тем ниже, чем больше упругость уплотняющего материала. Поэтому трение тем легче держать на низком уровне, чем меньше уплотняющий материал теряет свою упругость. При неравномерной иабивке, веупругом материале и слишком сильиой затяжке сальиика, трение На может стать чрезвычайно большим. При вращающихся сальниках, например, у центробежных насосов уплотняющий жгут ие должен быть намотай на вал по направлению вращения, так как в этом случае он во время работы, благодаря действию кручения, еще крепче будет обтягивать вал.
') Доклад Геркена, Z. d. V. d. I. 1905, стр. 1445.
См. VV. Lyne п: Сальники у паровых машин, Z. bay г. Rev. —V. 1904, стр. 35 и ел. (со мно1. черт.).
94
I. ДЕТАЛИ МАШИН.
Преимущества сальника с набивкой из волокнистых веществ: шнуры для набнвки могут быть намотаны, не будучи разрезаны,, на скалкн любого диаметра; можно даже уплотнять не круглые, сдвинутые или износившиеся скалки, благодаря плотному прижатию набивки. Для скалки возможны большие боковые перемещения; дешевое устройство.
Недо татки волокнистых веществ: недолговечность службы, непригодность в большинстве случаев после разборки; при больших значениях мА стержень сильно изнашивается (вследствие содержания кремния в волокне); для более высоких температур органические материалы неприменимы, например: у паровых машин с перегретым паром и у двигателей внутреннего сгорания. Часто удорожают работу.
Набивка Роберта Цаппа, Дюссельдорф (Крупповская мягкая с примесью металла набивка): безформепная или н виде готовых колец и полуколец, состоит, главным образом, из асбеста, графита и опилок от свинцовых сплавов, применяется для самых высоких температур и давлении, имеет достаточную упругость, чтобы ие препятствовать незначительным боковым движениям скалки и чтобы уплотнять скалки, сделавшиеся некруглыми или шероховатыми. От этой набивки скалкн не изнашиваются.
Набивка М. Баха Шарлотенбург, Г- Гун Барлин, Гетце Буршельд, Л е х-дера Штутгард и мн. др: пустотелые или и—кольца из мягкого, металла, полости которых наполнены упругим материалом, также дают радиальное нажатие под действием осевого давления (переход к следующей группе).
Так как врвгмя от времепн набивку приходится дополнять или вовсе сменять г то такие сальники применяются почти только в доступных неподвижных частях.
Применение сальников в движущихся частнх по фиг. 240 слева
теперь редко,
Фиг. 212.
только у насосов с незначительной скоростью поршня или с непродолжительным рабочим временем, чтобы соответственно замедлить изнашивание, или же для ци
линдров не совсем круглых.
Уплотняющий материал сидит большой частью на особом основном кольце, плотно обхватывающем скалку, имеющем снаружи зазор (см. фпг. 224, наружную набивку), чтобы скалка не увлекала с собою волокнистое вещество. Там, где направление для скалки необходимо, последнее составляет
Фиг. 213.
одно целое с основным кольцом и превращается в груидбуксу: фиг. 212;. на фнг. 213. наоборот, направление, чтобы оно могло самоустанавли-ваться, составляет отдельную деталь. В паровых машинах, работающих перегретым паром, и в двигателях внутреннего сгорания грундбуксы делаются часто очень длинными для предохранения от влияния высоких
температур.
Размеры сальников. Длина сальника в первую очередь зависит от условий места, его положения, разницы в давлениях и от качества уплотнения. Поршни компрессоров для аммиака, сернистой кислоты и т. и. должны иметь особенно длинные сальники; при жидкостях длина может быть меньше, чем при газах. Средние размеры: ширина кольца (толщина набивки) 2/;( до ~\/~d, если d диаметр направляющей, а длина набнвки не превышает 6-ти до 8-ми кратной ее толщины.
СОСТАВНЫЕ ЧАСТИ МАШИН.
95-
Наименьшая длина крышки сальника, которая при нажатии не должна искривляться от набивки, получается на расчета на полное сжатие материала набивки. Крышка часто снабжается втулкой из бронзы или белого металла для направления и вместе с тем длн уменьшения трения. Смазка трущихся поверхностен набивки имеет большое значе
ние и для итого оставляется место для масла, но лучше к этим трущимся
поверхностям масло подводить под некоторым постоянным давлением. Фиг. 212 показывает сальник с маслоуловителем.
Р) Превращением упругого осевого давления в радиальное нажатие помощью кольцеобразных клиновых поверхностен.
Пример: Набнвка Говальдта (фиг. 214): радиальное давление вовнутрь и внаружу (без поперечного движения) действующими как
клинья, коническими кольцами, состоящими из 2 и более частей; эти кольца, если не все, то внутренние
Фиг. 214.
Фиг. 215.
обязательно, делаются из подходящих свинцовых сплавов (например, 80% свинца, 15 до 8% сурьмы и от 5 до 12% олова). Где необходимо поперечное или угловое движение, весь сальник, в котором находится набивка, должен быть подвижным.
Пример, фиг. 215, сальник Нюрнбергского газового двигателя с набивкой Говальдта, как внешнее уплотнение. Подвижность получается с одной стороны от самоустанавливающегося кольца, а с другой стороны благодаря пружинам. Упругое нажатне металлическими пружинами (фиг. 215) илн пружинящим жгутом (фпг. 214) может быть незначительным, так как внутреннее давление само регулирует нажатие пружина здесь коротка, так как не имеет хода, но упругость ее должна быть достаточной, чтобы воспрепятствовать движению набивки вперед и назад, вследствие чего пружину следует по возможности ставить со стороны давленпя. Так как при прекращении смазки металл набнвкн плавится, при загрязнении образуются шероховатости, то целесообразно подводить смазку масляным насосом (Молеруп), а также защищать набивку от загрязнения и от высоких температур со стороны давления (фиг. 215).
При хорошем исполнении: весьма большая продолжительность службы, штоки не изнашиваются (как прн пеньковой набивке), незначительна» потеря от трення.
*96
I. ДЕТАЛИ МАШПИ.
Фиг. 216.
Фиг. 216: Сальнпк сквозного поршневого штока локомотивов с перегретым паром (конструкция В. Шмидта, Кассель) с внутрилежащей длинной, а потому и легко устанавливаемой, пружиной и со втулкой, которая может иметь и поперечное и угловое перемещение, благодаря набивочным кольцам, ограниченным плоскими п шаровыми поверхностями. Направляющая сквозного штока совершенно отделена от сальника.
Эти металлические набивки часто имеют еще снаружи особые мягкие, плотно прилегающие тонкие кольца, препятствующие проникновению грязп снаружи п просачиванию масла извнутри.
2. Упругое нажатие благодаря радиальному упругому давлению в пружинящих кольцах. Кольца с прорезом пз одной или нескольких частей с узким стыковым зазором давят радиально внаружу или но внутрь помощью особых пружин, или благодаря собственной упругости, и этим уменьшают зазор о, который необходимо уплотнять, чтобы не было пропуска. Необходимое для этого условие: в высшей степени точная обработка, чтобы при нажатии зазор был везде одинаково узок п особые меры надо принимать длн уплотнения стыковых зазоров.
Материал для этих колец: вязкий, не слишком мягкий, но очень крепкий чугун, рейсе бронза (при опасении появления ржавчины); залнвка баббитом плп обкладка углем только прп малых диаметрах.
Полезно для конструкции оставить незначительный радиальный зазор между кольцом и канавкой (так как последняя легко забивается грязью или затвердевшим маслом) в весьма малый зазор в осевом направлении, также полезно упругое нажатие колец по уплотнения). Быстро движущиеся кольца высоту, чтобы уменьшить давление масс (при переменах направления движения) и изнашивание канавок.
направлению осн (н целях должны иметь небольшую
Фиг. 218.
Чем короче у кольца, разделенного на несколько частей, каждая его часть, тем лучше оно прилегает к цилиндру, но н тем больше стыков
СОСТАВНЫЕ ЧАСТИ МЯПИИ.
подлежащих уплотнению, поэтому деление кольца более чем на 4 части допустимо только при очень больших диаметрах цилиндра. Внаружу уплотняющие приспособления лочтн всегда находятся на движущейся части (например, на поршне) н должны поэтому иметь как можно меньше подвижных детален для уменьшения инерцнн масс.
Примеры уплотнения внаружу: фиг. 217 и 218 нзобра :;ают кольцо из нескольких частей с винтовой пружиной системы Вуклея, нажимающей внаружу в осевом и радиальном направлениях (часто применяется при тршнях цилиндров низкого давления больших судовых двигателей); чем
Фиг. 219
Фиг. 220.
Фиг. 221.
Фиг. 222.
меньше длина уплотнения, тем слабое могут быть пружины; в настоящее время применяются преимущественно узкие уплотняющие кольца; фиг. 210 показывает поршневые кольца с кольцевыми пружинами для той же цели (внутренние кольца из стали, наружные— из чугуна); фиг. 220 и 221—разные пружины, употребляемые для нажатия в радпальном или осевом направлениях; фиг. 222 —особо узкие поршневые кольца из четырех и более кусков с замком (конструкция бр.
Шмек в Эйзерфельде на Зиге).
Нанпростейшее решение: кольцевая пружина из одного куска с прорезом, которая одновременно сама уплотняет: поршневые кольца (введенные Рамсботомом) но фиг. 223 (см. также о поршнях, стр. 104 и сл.) всюду применимы, благодаря их простоте, одпако, для иих требуется хорошо пружинящий материал, самая точная цилиндрическая форма для кольца и направляющей и неизменяемость этой формы, а поэтому из:Отовление колец и направляющих должно быть очень тщательное, и должно строго следить, чтобы не было искривления цилиндров во время работы (расчет см. ниже).
Примеры для внутреннего уплотнения: фнг. 224. Сальник инженерного бюро д pa Р. Прёлль в Дрездене: 3 чугунные сегмента с прокладками в стыках обвязываются гибкой трубкой и образуют кольцо, и каждая пара таких колец кладется в камеры так, чтобы стыки их чередовались. В зависимости от высоты давления пара для уплотнения бывает достаточно от одной до четырех пар таких колец. Чтобы избежать поды-
Хютте. Т. П. 7
W
I. ДЕТАЛИ МАШИН.
мания самого внутреннего кольца и шума в набивке, самое внутреннее уплотняющее кольцо снабжено разгрузочными каналами.
Фиг. 225 показывает сальник с кольцами
из угля В. К. Э. (Всеобщей Компании Электричества) дтя стороны высокого давюния паровых турбин. Кольца составляются пз трех
Фиг. 223.
Фиг. 224. I) Нагнетаемое маоло, 2) прокладка, 3) асбестовая прокладка, 4) без прокладки.
сегментов ретортного угля, стягиваемых или упругими скобами, или гибкими трубками. Для осевого нажатия и уплотнения служат особые спн-
фиг. 225.
ются для перегретого пара. Другая форма представлена на фиг. 215, сальник для газовых машин МАН'ан Нюреи-6epie. Сперва уплотнение производится поршьевымн кольцами, нажимающими вовнутрь, затем набивкой Го-вальдта, а между ними подводится под
ральные пружины, кроме того, имеются выступы, препятствующие кручению. Проникающий пар отводится вовнутрь.
Фиг. 226: уплотняющие порш новые кольца не разделены иа части; кольца с перемежающимися прорезами поочередно уплотняют с внутренней и наружной сторон, делаются из чугуна н употребля-
давлением масло. Все части могут выниматься каждая порознь (в новейших
конструкциях сразу вынимается весь сальник, так как внутренние части легко склеиваются друг с другом и ржавеют).
СОСТАВНЫЕ ЧАСТИ МАШИН.
99
Расчет пружинящих колец. В зависимости от разницы в давлении, скорости движения поршня и материала, в основу расчета берется радиальное давление нажатия р от 0,2 до 0,4 at (для компрессоров высокого давления 0,5 at п более). Для отдельных, равномерно распределенных, радиально действующих пружин (например, фнг. 221) сумма радиальных упругих сил S iPfi =pdnb, где drd>— соприкасающаяся поверхность кольца.
При равномерном натяжении от огибающих пружин гибких трубок,
на осно-
согласно фнг. 224, касательное упругое натяжение ;
вании этого можно определить длину ненатянутой пружины, длина же натянутой пружины дается конструкцией (то же относится н к пружинам, нажимающим наружной стороной, фиг. 218 и 2191.
В кольцевой пружине с прорезом, состоящей из одной части, фиг. 227 и 228, т.-е. у нормального поршневого кольца, а также в нажимающей внаружу или вовнутрь стальной листовой рессоре, натяжение pbd . „ „
пружины в прорезе Pj = — должно быть заменено пружинящей силой
самого кольца. Поэтому для показанных на фиг. 227 и 228 сечений имеем
. - г г,
в точке А изгноающни момент Л1Ь = Р? - а — —, откуда следует, что
при толщине кольца s в точке А п напряжении от изгиба кь
\ dI 1сь ’
Длина дуги а, на которую концы кольца должны раздвинуться, или прп внутреннем уплотнении сдвинуться, чтобы произвести напряжение кь
в точке А и через это давление р на поверхность касания получается Рейнгардту нения:
no нз урав-
а
_2д d ~~ Е
S ’ ~0~
Эта величина къ действительна и достаточна для прочности всех колец, которые вставляются в свои гнезда без раздвигания недруга концов, в особенности
Фнг. 228.
для колец с большим
рекрьтбающпх доуг
нажатием р пли низким кь, а также для колец, уплотняющих извнутри, например, ио фиг. 226 и 232, которые целесообразно помещать в особые обоймы.
Наоборот, в поршневых кольцах по фиг. 223, для посадки которых з гнезда необходимо сильно разнять перекрывающие друг друга концы,
) Более точную теорию расчета поршневых колец см. Reinhardt, Z. d. V. d. I., 1901, itu. 237.
100
I. ДЕТАЛИ МАШИН.
при некоторых условиях возникают значительно большие, хотя и единовременные напряжения перекрытия kin, которые, однако, ни в коем случае не должны переходить за предел текучести, так как кольцо от этого теряет свою круглую форму. Наименьшее значение къи прп тщательном раскрытии концов получается по Р е и н г а р д т у для неизменяемой толщины кольца: ,
къа = 1,6
принимая нагрузка, внаружу:
Е = 800000 и кь = 1000 kg/cm2 для чугуна (постоянная лучший материал), получим тогда для колец, уплотняющих
S т = 2% 3% 3,5% 4% 5%
р = 0,133 0,3 0,4 0,53 0,83 at
а ~d = 15% 10% 8,6% 7,5% 6%
кьа = 510 1150 1570 2050 3200
с разводимыми концами целесообразно ныбрать
Поэтому прн кольцах
V = 0,3, = 3% п — = 10%. Для р — 0,5 требуется уже чугун наи-
высшего качества, при больших значениях р кольца с разводимыми концами недопустимы. Сталь, в виду опасности заедания, как материал для поршневых колец нельзя рекомендовать.
Изготовление пружинящих колец. Вычисленная величина расхождения концов а для безопасности еще должна быть увеличена на некоторую . . , d
величину е (в mm), которая по меньшей мере равна е — 1 - =-, имея оОО в виду, что поршневые кольца во время работы обыкновенно сильнее нагреваются, чем лучше охлаждаемые цилиндры; этот разрыв получается или разрезанием цельного кольца, пли наклепкой внутренней поверхности кольца с противоположной стороны перекрывающих друг друга концов вальцем илн молотом (прп наружном уплотнении). Сами кольца должны быть обработаны таким образом, чтобы они в натянутом состоянии были точно цилиндрическими на уплотняющей стороне и таковыми оставались бы во время работы. Поэтому целесообразно удерживать концы поршневых колец в стыке во время обточки нли шлифовки в окончательном положении помощью свободно вставленного штифта. Форма кольца, толщина которого ио направлению к стыку постепенно уменьшается до 2/3 или 3/4 своей величины, лучше в смысле уменьшения собственного веса и ллавного перекрытия, но зато дороже, чем кольца одинаковой по всей длине толщины.
Стыковые зазоры е прп наружном уплотнении малы (фиг. 229) и легко могут еще уменьшиться, например, помощью особого замка (фиг. 222,
Фиг. 229,
Фиг. 230.
Составные части машин.
101
или согласно фиг. 230 или 231), так что сечение прохода становится весьма малым. Кроме того, прп нескольких последовательных коль-
дах стыки их располагаются вперемежку, а прн неразгруженных от нормальных давлений поршнях (горизонтальных) они располагаются наверху. Наоборот, при внутренних уплотнениях стык наименьший = а (фиг. 227).
Способ Зондермана ’): кольца с .
перекрывающимися в нахлестку концами, согласно фиг. 232, сначала приготовляются в виде спирали, а затем прн нажиме становятся плоскими.
Фиг. 231.
Фиг. 232.
2. Цилиндры, поршни и поршневые штоки. Придаваемая им форма будет, смотря по тому, где помещено уплотнение, в выемке ли рабочей камеры (фиг. 233) пли внутри в самом теле (поршня пли штока) при почти всегда цилиндрической форме направляющей (фпг. 234); соответствующая часть должна иметь наименьшую длину направления L = ходув-|-+ длина уплотнения 1а. Соответственно этому получаются основные формы
А и В цилиндров одинарного действия открытых и соответственно открытых поршней. Для поглощения работы всех нормальных ела-
Фпг. 233.
Фпг. 234.
Фиг. 235
гающпх, включая и вес. предусматривается особая направляющая вне цилиндра. Если эти силы воспринимает на себя сам цилиндр, то тогда
*) Зопдермак, Z. d. V. d. I., 1899, стр. 1527.
102
I. ДЕТАЛИ МАШИН.
он принимает форму Bt (фиг. 235). Наконец, смотря по надобности, дальнейшая передача давления /*р, может осуществляться посредством пустотелого цилиндра (трубы) (формы А и Bt), или же посредством стержня (форма В), ось которого совпадает с осью цилиндра и площадь сечения
которого должна соответствовать наивысшему напряжению, могущему в нем возникнуть.
Формы А поршня и цилиндра главным образом применяются для жидкостей, для которых величина вредного пространства и его поверхность не имеют значения; формы В—для воздуха, газа и пара, так как они могут при самом малом вредном пространстве п незначительной поверхности оказывать сильное противодействие. Для поршней одинарного действия прн большом внутреннем давленип особенно выгодна форма В,, так как уплотнение улучшается благодари большой длине направляющей.
Обыкновенно делают внутреннюю часть подвижной, а наружную (цилиндр) неподвижной, вследствие большей простоты конструкции; обратное устройство илн же подвижность обеих частей составляют очень редкое исключение.
Особые формы получаются различными сочетаниями основных форм для цилиндров двойного действия или многоступенчатых с поршнями и поршневыми штоками соответственной конструкции.
®иг- 236- Цилиндры. О с н ов и ан форма
А. Минимальная толщина стевкн s
рабочих камер получается, когда таковая зависит только от внутреннего давления при шаровой форме, которая поэтому применяется особенно
для водяных насосов с высоким внутренним давлением и коротким ходом поршня (по сравнению с цилиндрической формой).
Шаровая форма очень удобна для сочетания
гт PPl
При ЭТОМ S = 4 к,
и перехода к направляющим и расположения всасывающих н нагнетательных клапанов и затворов. Более часто, однако, употребляется цилиндрическая форма, ось которой совпадает с осью направляющей илп перпендикулярна к ней (см. отд.: Рабочие машины. Поршневые насосы).
Расчет толщины стенок s, как н для труб (см. выше, стр. 40),
Л-A
s = где pi не должно быть
А,
При более высоком внутреннем
давленип 7г„ наибольшее превышает более чем на 10% среднее напряжение kz, вследствие чего необходимо применять более точный расчет по уравнению (1), том I, стр. 744. Особенно важны все места, через которые происходит проникание и переходы в углах (фиг. 23G). Дли последних действительно kzf — piF в указанном разрезе. Сечение f может быть усилено утолщением плн сильным закруглением, в случае необходимости (при чугуне, алюминии) помощью крепко затянутого натяжного болта (фнг. 237), который воспринимает растягивающие усилия.
При отливках далее с незначительным внутренним давлением самый способ изготовления часто не позволяет удовлетворяться толщиною стенок,
СОСТАВНЫЕ ЧАСТИ МАШИН.
ЮЗ
которая теоретически вполне достаточна. Поэтому у чугунных цилиндров, но подлежащих расточке, минимальная толщина стенок
в ст:
А 50
-]-1,0 ст, если цилиндр отлит вертикально, и
Di 40
-I- 1,2 ст, если цилиндр отлит горизонтально.
Помимо этой эмпирической формулы для минимальной толщины стенок, вообще, необходима прибавка от 0,3 до 0.6 ст к полученной вычислением величине s, имея в виду возможность смещения шишки во время литья, не считая припуска на обработку. Обработанные стенки, которые после износа должны еще раз плп два растачиваться, получают еще для этой последней цели припуск от 0,3 от 0,5 ст.
Насосные цилиндры. Вследствие пульсирующего давления (способ нагрузки II) здесь для чугуна kg/cm2, дли стального
литья 500 kg/cm2, при этом 1,5 cm, так как тонкостенное стальное литье бывает пористо и с трещинами.
Цилиндр гидравлического пресса’). Постоянное давление (способ нагрузки I). При высоком давлении для легкости конструкции часто /:г принимается непомерно большим:
для чугуна и бронзы: Дя . . . . = 300 до 750 kgicm3. w фосфористой бронзы.............” 500 „ 1000 „
„ стального литья и жсл-’за „ . =:1000 „ 2000 „
Доводить допускаемое напряжение до вышеуказанных пределов следует только в крайних случаях; в отношении стал него литья рекомендуется вопрос о пределах допускаемого согласовать с пою. антиком, и в зависимости от этого придать конструкции ту или иную форму.
Если дана сила давления Р, передаваемая поршнем пресса, а давление на единицу поверхности может быть произвольно выбранным, то
наружный радиус та цилиндра пресса будет наименьшим при ~ = 0,36, а
7*
-3- = 1,5.
именно:
откуда s = 0,5 гj.
Для /г2 = 1100 kg/cm2 можно, сле-
довательно, принять pt = 400 ат.
Основная форма В. Формы цилиндров в виду разнообразия связанных с ними распределительных органов бывают чрезвычайно разнообразны и расматрпваются для каждого отдельного случая в соответствующем отделе поршневых машпн. При выборе толщины стенок, формы и материала 2) должны быть приняты в расчет не только те напряжения и деформации, которые вызываются не.юсредственно внутренним давлением, но также весьма большое значение имеют внутренние напряжения и деформации, происходящие от разности температур в стенках, в особенности в машинах, работающих перегретым паром, и в двигателях вну-
треннего сгорания.
’) Расчет т'уб с надетыми п нагретом состоянии кольцами, см. том I, стр. 746; Губер, Цплиидры пр ссоо, Z. d. V. d. I., 1901, стр. 622; Лоренц, Ьалллстика, Z. d. V. d. 1., 1916 стр. 689 (орудийные дула).
а) См. Rehfus, Olaiotor 1916/17, стр. 313.
104
t. ДЕТАЛИ МАШИН.
Поршни. Типы и названия: поршни с длинной направляющей и силовой передачей (движущий механизм) в трубе как но основной форме А, фиг. 233, так и по форме Bt, фиг. 235, называются плунжерными (нырялами), в противоположность коротким дисковым поршням (форма В), которые передают давление поршня на один (редко на несколько) поршневых штоков. Типы плунжерных поршней одинарного и двойного действия для водяных насосов см. в отд.: Рабочиемашивы. Пх изготовляют в виде полых тел, чем значительно уменьшается их вес в воде.
Плунжерные поршни одинарного действия плп открытые поршни для двигателей внутреннего сгорания объединяют задачу уплотнения и нос-
Фпг. 238.
Фиг. 239.
приятия боковых давлений кривошипного механизма с задачей отвода тепла, притекающего ко дну (лобовой поверхности) поршня.
Пример: фиг. 238 для горизонтального четырехтактного газового двигателя.
Опорною поверхностью поршня для расчета необходимо считать всю цилиндрическую часть его поверхности, а опорное давление на единицу поверхности р целесообразно принимать не более 1 до 1,5 at для того, чтобы замедлить процесс изнашивания; для автомобильных двигателей с небольшим числом рабочих часов это давление может быть значительно выше. Переход тепла от основании поршня к его цилиндрической части совершается таким образом, что наибольшее расширение поршня происходит у основания, а затем оно постепенно уменьшается в цилиндрической части. Поэтому поршень в холодном состоянии должен быть соответственно обточен на конус. При крупных размерах поршня основание его охлаждается водой или маслом.
Фнг. 239. Поршень для водяных, пожарных.конденсационных насосов нт. п.На середине высоты цилиндрической нонерхзостн канавки для смазочного материала и грязп. Также скосы на верхнем конце для задержки грязи. Если поршень делается не плотным, то надевается кожаная манжета (фиг. 239 вверху).
СОСТАВНЫЕ ЧАСТИ МАШНЯ.
10а
Створчатые (клапанные) поршни. У многих насосов, в особенности у насосов старых конструкций, на поршне помещаются клапаны для пропускания рабочей жидкости.
Фпг. 240.
Примеры. Фиг. 240—поршень с резиновым клапаном (слева с пеньковой набивкой, справа с металлической); фиг. 241—с металлическими кла-
3S0
Фиг. 242.
панами и кожаным уплотнением вентиля и поршни (для колодезных насосов). Затем полые поршни для воздушных насосов холодильников и вентильные плунжерные поршни у насосов Риттннгера в отделах: Паровые машины, Рабочие машины, Поршневые насосы. Главное условие для
106
I. ДЕТАЛИ МАШИН.
таких поршней при воде — незначительная скорость поршня, так как иначе скорость воды в вентилях становится слишком велика, и чтобы
Фиг. 243.
вентили, редко подвергающиеся осмотру, имели кожаное или резиновое уплотнение.
Дисковые поршни или поршни со штонамм. Обычная конструкция в машинах двойногодействия, в которых работу произво-
дит пар или газ. Для чугуна и ста-
простраиеиная форма — полый поршень с наружной и
ли наиболее рас-внутренней стен-
ками с укрепляющими внутренними ребрами. Фиг. 242—поршень прямоточном паровой машины фирмы Эргард и Земер, D = 6 Я) rnm Фпг. 213—
поршень цилиндра высокого давления паровой машины
завода Рпх. Гартмана в Хемнице.
Б небольших поршнях (наире мер, фиг. 24 । ребра не нужны особенно если бо ковые поверхности поршня могут быть сделаны вы-
Флг. 244. иуклыми и если Фпг> 2s6_
переходы и за-
кругления в углах сделаны так, что можно ожидать получения однородной, свободной от внутренних напряжений, отливки.
Фиг. 245—поршень с водяным охлаждением большого газового двигателя фирмы Эргардт и Земер '). Многие полагают, что вообще не следует применять ребра в закрытых поршнях, особенно такие ребра, которые своим расположением затрудняют получение лнтья, свободного от внутренних напряжений (н машинах, работающих перегретым паром и двигателях внутреннего сгорания), и не дают наружным стенкам свободно расширяться, так что при нагревании или охлаждении могут появиться опасные внутренние напряв:ения и даже трещины. Чтобы подпереть и иметь возможность вынуть шишку, необходимо оставить достаточное число шишечных отверстий, усиленных изнутри стенки поршня утолщениями (фиг. 243).
1) По Др а в е. Z. d. V. d. I. 1910, стр. 260.
СОСТАВНЫЕ ЧАСТИ МАШИН.
107
Более легкую конструкцию представляют открытые поршни, изгото-
вляемые нз чугуна, стального литья или откованные нз стали: последние главным образом для судовых машин (сравни IV том, отд.: Судовые машины).
Примеры. Фнг. 246—поршень судовой машины стали со сменяемым чугунным уплотняющим и направляющим кольцом: фиг. 247 — поршень локомотива (Германских Государственных железных дорог) из стали и со сквозным поршневым штоком. (Поршень надевается на
Фпг. 246.
Фиг. 247.
шток в нагретом состоянии и закрепляется ганкой, которая в свою очередь закрепляется расклепкой). Фиг. 248 — поршень цилиндра низкого давления первой машины братьев Клейн, Дальбрух, диаметром 1700 mm с опорными башмаками; фиг. 249— свободно висящий поршень воздуходувной машины завода Тиссена, 2900 mm диаметром.
Расчет прочности поршня. Тип I.
Нагрузка дна поршня но периферии распределяется на стенки: плунжер или трубчатая скалка (особенно поршни у двигателей внутреннего сгорания). Плоское дно (основание) поршня рассчитывается, как закрепленный по краям диск, при чем коэффициент закрепления зависит от жесткости трубы, связанной с дном (основанием) поршня (I том, стр. 740). Если дно сделать выпуклым (фнг. 238), то расчетная толщина стенки получается значительно меньше, так как тогда ова в центральной части рассчитывается, как шаровой сегмент по уравнению (6) или (8) на стр. 750 I тома. Вследствие сопротивления деформации шара на периферии, в последней появляются до-
полнительные напряжения изгиба, фиг. 2М-
Фнг. 248.
иоэтому здесь стенка утолщается и
сильно закругляется 1). Этого можно также достигнуть помощью ребер. У двигателей внутреннего сгорания — дно поршия из чугуна, реже из
О Sc 11 ill е, Dingier Pol. J. 15C0, стр, 661.
108
t. ДЕТАЛИ МАШПИ.
стального литья или сталп; у аэропланных и автомобильных двигателей— из легких металлов для уменьшения веса и лучшей теплопроводности. Здесь дно часто делается толще, чем сколько получается по расчету, чтобы более равномерно отводить тепло к трубчатой части поршня и уменьшить возникающие внутренне напряжения, чему могут способствовать также и ребра, если их сделать правильными в отношении техники отливки. Для больших поршней и высоких средних температур цилиндра самая целесообразная конструкция поршня еще не гарантирует от трещин, причиной которых является теплота.
Т и п 2. Нагрузка передается в центре основания поршни через поршневой шток. Самый простой расчет заключается в том, что надо представить себе ряд концентрпческпх сечений вокруг ступицы поршня и всю нагрузку, расположенную вне каждого такого сечения, игнорируя прп этом касательные напряжения, рассматривать, как изгибающее усилие, действующее на данное сечение. Если вычисленная таким образом (с большим излишком) толщина стенки окажется технически целесообразной в отношении отливки, то такой расчет достаточен. У полых поршней с ребрами следует, кроме того, рассчитать на прочность части диска, поддерживаемые ребрами, при чем этн трапецевидные вырезкв можно рассчитывать как закрепленные по окружности круглые диски равновеликой площади. Стенки с большой поверхностью при этом целесообразно укреплять прилитыми ребрами плн надежнее — распорными болтами. Если необходимо сконструировать возможно легкие поршни, то следует произвести более точный расчет, например, по Рейману для дисковых, воронкообразных и полых поршней ’) или точнее по Энслину-Пфлейдереру для дисковых и полых поршней 2).
согласно г тома, стр.
Фнг. 250.
Предполагая, что ступнпа с наружным радиусом и кольцо с внутренним радиусом В, укреплены таким образом (фиг. 250), что от нагрузки не теряют своей цплнндри-чпеской формы, и если через сгп обозначим наибольшее радиальное напряжение в ступице па расстоянии rtl через Р— всю нагрузку, производимую на поршень внутренним давлением, Рг — нагрузку на закрепленное кольцо, то (но Энслину) для дисков равномерной толщины h получается: * ь
= Р-ЬФз
при чем ф] и фа следует брать нз следующей таблицы 3).
Таблица 17. Величины фх и Ф2
=0,1 0,2 0,3 0,4 0,5’
•Ki
Ф1 = 1,5 0,9 0,57 0,36 0,23
ф2 = 0,25 0,23 0,22 0,20 0,18
’) Ср. Reymann Z. d. V. d. 1. 1896, стр. 120 и Schwarz, Z. d. V. d. 1. 1901, стр. 1419.
2) Enss lin, Dingier Pol. I. 1901, стр. CO9 и сл.; Pfleiderer, Z. d. V. d. I. 1901, стр. 31"; 1911, стр. 831.
8) По Э н с ли н у, Z. d. V d. I. 1911. стр. 830
СОСТАВНЫЕ ЧАСТИ М.41ППП.
109
Дальше от ступицы напряжения становятся меньше, так чти диск на периферии можно сделать тоньше, однако, точный расчет поршней с постепенно от центра к п‘р:фсрии утончающей, я стенкой еще . е произведен. Линднер J) пред агает дзлать диск у ступицы в 1,2 до 1.3 раза толще, а у обода в 0,8— 0.9 раза тоньше теорзтическ >й толщины стенки Л. Б л е точный расчет поршня с дв)мя диск ши (закрытого) см. Pfleiderer, Z. d. V. fl. I. 1910, стр. 319. Испытанные толщины стенок воронко.,6р..злых однодиск (вых поршней суровых двигателей см. IV том.
Соединения поршня со штоком. Изготовление дискового поршня и штока за одно неразрывное целое крайне редко (у паровых молотов); почти всегда их надо изготовлять отдельно. В настоящее время соединение между диском и штоком делается почти без исключения посредством впнтовой нарезки на штоке и гайке (фпг. 217, 223, 240, 242 до 247), с одной стороны поршня, а с другой посредством конического буртика; такое скрепление выгодно прп посадке и при разборке. У поршней судовых машин укрепляющий конус обычно принимается 1 : 3 (наклон 1 :6), если поршень при осмотре необходимо отделить от штока, и 1:5 (наклон 1: 10), если нет необходимости в такой легкой разборке. Нарезка: треугольная, трапецеидальная, пли прямоугольная, большей частью мелкая, чтобы не слишком ослаблять поперечное сечение штока. Ганка, которая должна быть вполне надежной, изготовляется из сварочного железа, часто также из бронзы, чтобы легче было отвернуть; для многих поршней, например: у больших газовых двигателей, локомотивов, паровых машин прокатных стаиов не считаются с необходимостью освобождения поршня от штока, так что в этом случае допускается укрепление поршня на штоке натяжкой его в нагретом состоянии. При поршнях, охлаждаемых водой (фнг. 245), следует изолировать винт и гайку от воды уплотняющим кольцом.
Поршневые штоки. Материал и расчет поршневых штоков. В большинстве случаев, по крайней мере для крупных машин, поршневые штоки изготовляются из снменс-мартеновскон стали; только при особенно высокой нагрузке также из тигельной или никке-левой стали, для чистоты и гладкости поверхности.
Расчет на растяжение и сжатие в наиболее слабых сечениях и на наибольшую нагрузку Ршях обесиечпвает в большинстве случаев достаточное сопротивление продольному изгибу.
Разрушающий груз Рк большей частью определяется по 2-му способу
EJ Р
нагрузки (том I, стр. 629) 2) из формулы Рк — к2 • —, а Ршах =
где J для сплошных стержней приблизительно =
20’
к2 около 10 и Е
около 2 200 000 для стали; а I — длина штока от средней плоскости поршни до оси крейцкопфного болта. Коэффициент безопасности S от 8 до 11 Достаточен для способа нагрузки II (только сжатие), 15 до 22 для случая
х) L i n d n е г, Maschinenelemente, стр. 276.
г) Более точные данные о сопротивлении продольному изгибу см. статью Mies в Ding ler Pol. J. 1912. затем Giimbel. Z. d. V. <L I. 1915.
110
I. ДЕТАЛИ МАШИН.
нагрузки III (растяжение и сжатие попеременно). При ударах в движущем механизме коэффициент безопасности надо еще увеличить.
Формы штока. Даван штоку ту или иную форму, необходимо обращать внимание на то, чтобы поршень удобно было вынимать из цилиндра без порчи уплотнения для штока. На фиг. 251 показан полый поршневой шток с каналом для воды, охлаждающей оба поршня газовой машины тандем, в исполнении зав. МЛН. Охлаждающая вода для соединяющей оба штока муфты проводится сначала в передний шток, течет по трубе, сидящей н канале штока, в которой она нагревается до конца его, после чего через поршень течет обратно в соединительную муфту (ползун), откуда она поступает в задний шток, а из последнего обратно в муфту. Впуск и выпуск воды производятся посредством шарнирных труб.
Фиг. 251.
Давление массы водяного столба в мертвых точках машины (стр. 118, давление масс в кривошипном механизме) имеет значение для давлспня насоса '). Подводящпй воду трубопровод должен быть с обратным вентилем, чтобы предохранить его от противодействия давления водяных масс, пли же с соответствующими регулирующими кранами в сочленениях, чтобы подводящие н отводящие воду ор>аны в конечных положениях (мертвых точках) передаточного механизма не были соединены с внутренней полостью поршней.
Влияние веса горизонтальных поршней и поршневых штоков. Поршень плп всем своим весом (включая н часть веса шток,) опирается на поверхность цилиндра, плп же с обеих сторон поддерживается наружными направляющими, в которых скользит сквозной шток. При этом давление на поверхность цилиндра может быть уменьшено до нули поднятием обеих наружных опор: получается свободно-висящпй поршень. Преимущества: нет изнашивания поршня и цилиндра, которое бывает при плохо смазанных поршнях (за исключением неиз-, бежного изнашивания от поршневых колец); все наружные поверхности скольжения доступны наблюдению н уходу. Недостаток при больших размерах: значительно больший прогиб поршневого штока, что обусловливает: применение достаточно подвижных сальников, более жестких поршневых штоков пли более легких поршней, неспокойные качания и работу поршня, .худшее уплотнение.
При одинаковой конструкции и прочности прогиб под влиянием собственного веса пропорционален квадрату абсолютной величины (длины штока). Поэтому в больших машинах и особенно тяжелых поршнях (например, у маганп с регулированием выпуска через окно в цилиндре помощью самого поршня, прямоточные машины) предпочтительнее сделать цилиндр —направляющим для поршня.
») Ср. Bonte, Z. d. V. d. I. 1906, стр. 1250.
СОСТАВНЫЕ ЧАСТИ МАШПИ.
Ш
Стрела прогиба. Если обозначим (фиг. 252) для некоторой конструкции штока с свободно висящим поршнем через:
L — длину штока от середины крейцкопфа до середины заднего опорного башмака, G^ — вес поршня приложенный к середине штока в kg,
Gs — вес штоков в kg,
f — прогиб в середине штока в cm,
J — момент инерции поперечного сечення штока в ст4 (том 1, стр. 659), то имеем:
f~ 48 ’ EJ'
Эта стрелка прогиба / прн известных условиях еще более увеличивается под влиянием силы Р, действующей на поршепь (1 том, стр. 712 ; также не всегда совпадает точка приложения этой силы с осью штока.
Чтобы получить вполне прям >й шток во время рабэты машины, надо по К о л ь-мапу предварительно изогнутый силой, равной весу пор.ппя, шток укрепить неподвижно и обточить его в таком положении вращающимся резцом.
По способу Нюрнбергского завода ИАН поршневой шток (например, для охлаждаемого водой поршня большого газового двигателя) Обрабатывается п> фиг. 253.
Теоретическая линия прогиба заменяется с некоюрыи приближением двумя прямыми по обе стороны места укрепления поршня, а поршневой шток, зажатый между центрами в двух различных положениях, обтачивается таким образом, что он получается изогнутым кверху н после надевания п >ршия вповь делается по <ти прямым. (Этот прием МАИ после соответственного усиления штока для больших газовых машин больше не применял).
Там, где вес поршня целиком или хотя бы часть его воспринимается
поверхностью горизонтального цилиндра, должны быть приняты меры в отношении хорошей и достаточной смазки.
Давление на единицу поверхности р (в проекции) должно быть не более 2 at. При этом
= +
опорную поверхность поршня’
Фнг. 252.
Фнг. 253.
Д Эта часть поршневого штока до кромки В обтачивается при зажатии штока между центрами III и IV по оси c~d.
0 Эта часть поршневого штока до кромки В обтачивается при зажатии штока между центрами I и II по осн а—Ъ.
Хорошие результаты получаются, если горизонтальный поршень точно прилегает к цилиндру по Дуге в 120° (фиг. 244, между точками т и п), а в остальной части он обточен или отфрезован немного эксцентрично
112
I. ДЕТАЛИ МАШИН.
так. чтобы он мог свободно расширяться. Для очень больших поршней применяются особые опорные башмаки или кольца из латуни, бронзы пли белого металла (фпг. 248, поршни братьев Клейн в Дальбрухе) для уменьшения трения. Однако, проще всего, когда чугунные поршни сами хорошо пригнаны и смазаны. Вне цилиндра вес поршия и штока, кроме крейцкопфа, воспринимают на себя еще особые опорные башмаки. Шток или скользит в цилиндрической, устанавливаемой по высоте направляющей (срав. направляющие поршневых штоков фнг. 213 и 216, сальник Шмидта в Касселе), или же конец штока пли муфта, соединяющая два штока, устанавливаются на особом ползуне, скользящем по отдельной направляющей, например, у паровых машпн-тандем и газовых двигателей.
Такого рода соединительная муфта с ползуном показана на фнг. 264 (конструкция Эргардта
фпг. 254. п Земер, Шлейф мюле-Заарбрю-
кен) !). Гайки а, навернутые на концы тесно соприкасающихся поршневых штоков, соединяются между собой помощью свертного хомута 6, после чего одна из гаек немного отвертывается, пока лобовые поверхности т и п штоков по прижмутся крепко одна к другой.
Фиг. 255 показывает соединение МАП, Нюрнбергского завода, также для большого газового двигателя. Натяжение обоих штоков, соединенных
Фиг. 255.
крепкой установочной свертной гайкой, производится помощью промежуточного клнна, который для этого затягивается. При небольших усилиях также применимо клиновое соединение (фнг. 5).
l) R. Drawe Z. d. V. d. I. 1910, стр. 260 и сл.
СОСТАВНЫЕ ЧАСТИ МАШИН.
113
Ь) Элементы четырехзвенного механизма.
I. Основные положения для главнейших типов четырехзвенных механизмов *).
Обозначения:
-j-а== путь, т.-е. расстояние в данный момент какой-либо точки качающегося звена, (нанрнмер, поршневого штока, поршня, крейцкопфа и т. н.) от середины ее хода М,
“ скорость качающегося звена в данный момент, v — гео — скорость цапфы (пальца) кривошипа, Р — ускорение или замедление качающегося звена, s-ход качающегося*звена вдоль оси его направляющей.
1. Механизм кривошипа с кулиссой. Фнг. 256 показывает сочетание кривошипа, сидящего на валу, с качающейся тягой посредством кулиссы, охватывающей пален кривошипа, в качестве соединительного звена, при
то получим простые косинусоиды и синусоиды
(фиг. 259 до 261). ПГ’
Давление на направляющую N (фиг. 256) определяется из равенства моментов Р • у = Л” - а. Отношение мгновенной потерн от трения dAr к произведенной работе dA определяется, если пренебречь трением цапфы, пз величины трения ползуна вследствие сопротивления р; Р и трения в направляющих вследствие сопротивления р2’-Р" (не принимая в расчет собственный вес) так, что
dAr : dA = р.] ctg я -|- pg • (2у: а).
Отсюда для одного оборота получается:
лг ' А = Н + Р2 2а)-
К атому надо еще прибавить потерю от трения н цапфе (см. Нормальный кривошипный механизм стр. 122 внизу).
Кривошип с кулиссой применим лишь в тех случаях, когда в кулисном камне возникают только небольшие усилия, потому что давление кулисной рамы на камень, который здесь должен принять форму крейцкопфа, равно полному давлению Р цапфы, а опорное давление на единицу поверхности,, во избегание сильного изнашпвання, должно быть только небольшим. Изнашивание здесь неизбежно и притом очень неравномерно, что сильно затрудняет последующие исправления и сборку.
2. Нормальный кривошипный механизм. Путь а?, проходимый поршнем. Для произвольного угла кривошипа я, при отношении длины кривошипа к длине шатуна г: I = X, если отнести движение шатуна к центру
*) См. также том I, Учение о механизмах, стр. 31Q,
1.14
I. ДЕТАЛИ МАШИН.
кривошипа И, принимаемому sa начало координат (фиг. 257 и 264), теоретически будем иметь:
х = — г cos а + I (1 — cos р) = — г cos а + I [1 — •— (X sin а)2].
Разложив в ряд, получаем:
х = — г cos а + I — ) ?• sin- а + . . . .
Пренебрегая дальнейшими членами ряда, имеем:
sin2 а] = ?• [— cos а +
(1 — cos 2а)]
или
х — — г cos а г
cos
X
4
Для а =
о , X 90°, х = -f- т —
для I = со (X = 0), х = Жр следовательно
для а = 90° = 0.
Для а = о°, х = — г, для а = 180°, ж = - |-г. Графически путь + х определяется по фиг. 257; если I = со, то, опустив перпендикуляр Ка, получим ж= Ма; если Z < со, то, проведя радиусом I дугу Каи получим х — — Mat.
Для большей ясности представления, проводят (по Мюллеру) через точку М или Ко и /Г/ окружности радиусом I (фиг. 258) и определяют расстояние точки К кривошипа от этих окружностей по горизонтали, проведенной пз К, или же применяют построение Прикса (см. ниже).
Зависимость величины х от угла кривошипа а при X = 1 ; 5 представлено графически на фиг. 2 9, как сумма двух косинусоид Шток совершает вынужденные гармонические колебания 1 и 2 порядка (I том, стр. 255 и 429). а при кривошипе с кулисной (I = со) — колебаипя только
первого порядка.
Из уравнения для х выводится следующее построение для х и для погрешности е (фиг. 262). На прямой, представляющей ось штока, в рас-
стоянии -р г — от первоначального центра JT отмечается второй центр Л',
из которого описывается окружность радиусом г, а из каждой точки L „ X
этой окружности -—другая окружность радиусом г — .
СОСТАВНЫЕ ЧАСТИ МАШИН.
115
Если радиус (кривошип) этой второй окружности будет вращаться по сравнению с главным кривошипом с удвоенной угловой скоростью, так что из точки L описывается дуга 2а в то время, как главный кривошип описывает дугу а, то проекция а^М — х, а расстояние между
величиной аМ при шагуне бесконечном
проекциями точек Q и N, = е представляет поправочный член или погрешность ио сравнению с длины.
Если через N провести прямую, под углом а к оси, т.-е. параллельную QM, то получится второй центр О на т2 расстоянии г = — — -
от центра М. На этом основано приближенное построение Брикса (фиг. 262 и 263) для поправочного члена 11.
ГХ
Откладывают МО = у = = — от пентра М в сторону, противоположную направлению движения штока (фнг. 262) и проводят из О прямую нод углом а, которая пересечет окружность кривоши щей с точкой N, так что проекция этой прямой а2 М почти = а, М = х.
l) Brix, Полярная бнцентричоская диаграмма эксцентрика золотинка. Z. d. V. J. I 1897, стр. 431. 8*
Фиг. 262.
в некоторой точко К, почти совпадаю-
116
I. ДЕТАЛИ МАШИН.
Скорость с и ускорение р. Теоретически нмеем:
v sin (я + (3) MD $ t
1) С = -------- = V • ------= « • — = ,<’> (фиг. 264), Стах COOT-
COS Р г г
ветствуст р = О (см. низке).
тт
Из построения помощью вспомогательного кривошипа радиуса — на фиг. 262 с другой стороны следует, что
с — Cj -|- с2 = -j- у2 (2<а) = гоз [sin а (
2) Р = = + ж2(2оз)2=
(.11
=r<o2 (cos я-ф-Х cos 2я) =
sin 2 я].
(cos я -[- cos
Для ct = 0 имеем р = гш
дли я = 180° имеем р = — гш2 (1 — X) = — — j (1 — X).
Графическое построение. 1. Если развернутые пути га, ! роходимые кривошипом, или же дуги а (следовательно, для постоянной . . п
величины а> также и время), представляют абсциссы, то для оз = — = 1,
ординаты, выражающие величины скорости с и ускорения р, как видно из построений на фпг. 260 и 261. получаются в результате суммирования
Фиг. 263.
Фиг. 264.
Длины ординат для каждого деления в 10° могут быть представлены в одном масштабе. Влияние величины X (отношения длины кривошипа к длине шатуна) легко может быть учтено.
2. Если пути, проходимые поршнем, п положения кривошипа принять как абсциссы: проще всего перенесение ординат, выраасающих скорость и соответственно ускорение, из предыдущего построения.
Скорость с может также определяться из фпг. 264, так как для из = 1, с =5. Величины £ могут быть отложены на ордпватах соответственных точек пути поршня В0В0' (кривая I), а также в полярных коор
СОСТАВНЫЕ ЧАСТИ МАШИН.
117
динатах в зависимости от угла кривошипа (кривая II). При I — со получаются всегда окружности. Влияние отношения X ясно проявляется в различии обеих кривых.
Ускорение/), о) По Буру и Проллю р равно субнормали BJ в кривой скоростей В0ЕВ0' (фиг. 264. Масштаб действителен для <о = 1).
Ъ) По Мору1) (фиг. 264) находят точку пересечения D перпендикуляра к линии ВМ в точке М с прямой ВК (осью шатуна), через I) проводят DF параллельно ВМ до пересечения с продолже- г - - -<? нпем МК в точке F, затем | FG параллельно DM и GII »i«. I перпендикулярно к ВК до •? пересечения с ВМ в точке Н. I с В'
Полученный отрезок НМ— •* -*-£--------vii'sT'r7?-----
= BJ = р. Ординаты кривой А0А0' построенной на основании В0В0', изображают величины ускорения р (фиг. 264).
с) Кривая А0А0' может быть заменена параболой (фиг. 265), которую проще всего
построить по способу обвертывающпх касательных помощью касательных A0D и A0'D, проведенных в конечных точках А„ и Ао' (I том стр. 110, фиг. 29а);
В<,А0 = (1-|-X)-—= г<о2(1-|-Х), и В0’А0’ = ~— (1—Х) = - — no2 (1 - X).
3
; Ход вперед '•£^-<5 и--------------2г ———
Фиг, 265.
Эти величины В0А0 и В0А0' откладываются на перпендикулярах в точках Во и В„‘, принимая <в = 1. Точка D определяется, если В„В0’ — 2г, по абсциссе МС = ?Х = В0Во’ и по ординате CD —
= по* . ЗХ = ЗХ ВоА, прп чем Б0А = В('А = — = гы2 ограничивают кривую ускорении р для Z=ooa). представляющую в этом случае прямую АА'. Значение коэффициента X ясно показано заштрихованной частью.
В полярной системе координат для углов, описываемых кривошипом, получается соответственно с-кривой—II (фпг. 264) >уга. Одна окружность повернута
по отношению к другой на 9э° (т.-ё. для одного н того же положе-
*) Civilingdnieur 1879 стр. 612. Построение общ°е для конечного шттуна. Другой построение Rittershaus, стр. 461. Срав. Z. d. V. d. L 1833 стр. 283; 1895, стр. 716; 1896, стр. 933.
а) Обэсиоваии.- *' «Не, Rcgeluup der Kraftmaschinen изд. III. сто. 35 и се.
118
I. ДЕТАЛИ МАШИН.
ния кривошипа вектор скорости с вектором ускорения составляют угол 9о°).
Несимметричный кривошипный механизм (фиг. 266). Центр вращения кривошипа М отстоит от оси направляющей ВвВ0' на величину а. Мертвые точки Кв и Кв расположены несимметрично по отношению к оси направляющей; ход s > 2г получается из равенства
s = У(/ -| г)2 — о2 — У(( —г)2 —а2
Например, для а = 0,6 г г и X — ’/6.
в = 2,01г 2,04г.
Ускорения определяются из формулы
р — гш2 [cos а X cos 2 а -[- X ( j Sin а];
так что к ординатам на фпг. 261, представляющим величины р, надо еще прибавить ординаты синусоиды X ) sin а, прп чем кривые ускорений для переднего и заднего ходов выходят различными.
Соотношения сил и работ в нормальном кривошипном механизме. 1. Силы инерции масс (давление масс). Силы инерции перемещающихся вперед и назад частей весом (например, крейцкопф, поршневой шток, поршень) суть: q
Рь = рт = р .
Если отнести силы инерции масс к определенному поперечному сечению F (в ст2), например, к площади поршня пли к сечению штока, то их „давление масс“ рь можно сравнивать с рабочим давлением рк. действующим на ту же площадь:
Имеем:
р • т , ,, , .. w2 т
РЬ = ~~р- и = ± С1 + Х)~ ’ р>
G при чем v выражено в m/sec, г в ш, д = 9,81 m/sec2 и т = — •
Если представить себе всю движущуюся массу в виде массивного поршня сокращенной длины Ъг с соответствующим сечением F, то в атом сеченни будем иметь:
р6шах«±а±^(^)\-^-
Пример: Столб охлаждающей воды в охлаждаемом водою поршневом штоке имеет, положим, длину Lr ~ 10 ш, далее пусть г = 0,5 m, 7=6 m/sec; у = 1 kg/1,^ — тогда получим рг. = 1,2.0,36 • 1 • = 8,6 at.
чпах 0,5
Для поршневых машин полезно отнести вес всех перемещающихся частей к 1 литру объема рабочего пространства, описываемого поршнем.
Так как вес этого литра
(<М = (В ш = Lr [dmJ F [dm2] уЬ? fdm8]
СОСТАВНЫЕ ЧАСТИ МАШПИ.
119
то по отношению ко всей площади поршня ^шах«±2(1±Х) (^-(G,o.
(Ps)o = 2 до 3 kg/l для поршней авиационных двигателей,
(<?*)o = 3 „ 4 „ . » авто «обильных двигателей,
(ffjJo — 4 „ 6 „ „ » неподвижных двигателей без крейцкопфа,
(Ppi. = 6 „ 8 „ » неподвижных двигателей внутреннего сгорания, двойного действия с крейцкопфом,
(6^)0 — ® » 5 ,, „ неподвижных паровых машин двойного действия.
Пример: л'виомотор со скоростью V — 15 m/sec,
(₽*)» = 2,5 kg/l; Х = -|-
р, — 2 • 1,25 • 1,52 • 2,5 = 14 at.
мп ах
Давление массы вычитывается нз рабочего давления в течение периода ускорения движения и прибавляется к нему в период замедления.
Прп определении значений Ск, к последнему надо еще отнести ту часть веса шатуна, котррая приходится при горизонтальном положении 2
его на крейцкопф и в сотом составляет около его веса.
Остальную часть надо причислить к эксцентрически вращающимся массам Ge •).
2. Рабочее давление. Если Р = Ррк—сила, действующая на поршень, где F—площадь поршня ърк—рабочее давление на единицу поверхности поршня, то вертикальное усилие N на параллель:
Ру
N прп механизме кривошипа скул(ссой = —(фпг. 256).
N при нормальном кривошипном механизме (с шатуном)
Р tg р — б7sin р (фиг. 267).
Рг
Для а -|- р = 90°: N = — = Р\, для а = 90° (Р = Ртах) при постоян ном Р получается наибольшее вертикальное давление:
Рг
Лтах = Р tg ₽гаах Рsin ₽ шах “ *=* РХ
Горизонтальный кривошипный механизм называется вправо вращающимся, если при положении, показанном на фиг. 267 (крейцкопф слева от- наблюдателя), вращение кривошипа, рассматриваемое в верхней половине, происходит вправо.
я) Более точные данные о действия массы шатуна см. Autenrleth Z. d. V. d. I. 1885, cip 716 и гл. я Г-96, стр. 901; Lorenz Z. d. V. d I. 1918, стр. 563. Далее Huber, EtSchGt*?runveil schwerer Fahrzetigmotoren, Munchen 1920.
120
Г. ДЕТАЛИ МАШИН.
Вели давление Лт на параллель должно быть направлено внив, то поршневой двигатель должен иметь правый ход, а поршневой насос— леный.
Сила, действующая по направлению шатуна: S = Р : cos р.
Р-.
При постоянном
для I = со В = Р.
Сила давления пара Р, разлагаемая в точке В на составляющие S и N, действует полностью, как давление, на подшипник вала, где к этому давлению еще присоединяется давление веса вала и маховика.
3. Касательная сила (вращающая). По величине передаваемой поршнем силы Р == Fpk определяется касательная сила (вращающая) Т, действующая
на палец кривошипа, из формулы:
Рт — Рк ^siB а -ф- sin 2 а • —.
СОСТАВЙЫВ ЧАСТИ МАШИН.
121
Затем, так как р £ fc
Т • v = Р - с, то Т = Р — = Р • — и Рк • ~ .
V г Т
Момент вращения М = Tr «® Р 6.
Графический способ определения значений Т-. Он может быть применен для = Р- (фнг. 268) н для К —О (фиг. 269). (Uocipoeniw д я к — О значительно проще и ошибки его во многих случаях допустимы) На фиг. 268 и 269 каждое значение Р (представленное отрезком АВ), берется из верхней диаграммы для Р н переносится в нижнюю полярную диаграмму как отрезок 1ИК''
Так как Т: Р — ^, : г, то для нахождения величины MB' ~ Т проводят линию К'В' параллельно КВ. Отрезки MB' =z Т могут быть непосредственно перенесены в диаграмму для Т, основанием которой служит развернутый путь цапфы кривошипа, как ординаты А'В'. Целесообразно вносить в диатрамму силы в масштабе (1 mm = ® kg) и пути в масштабе (1 mm—у т), чтобы работа могла быть вычислена »ю площади диаграммы в kgm (килограммометрах). Длину основания Т—диаграммы целесообразно делать равной 18, 24 или 36 ст. а окружность кривошипа делить иа 18, 24 или 36 равных частей (-£: а = 20\ 15° или 10е'.
Поскольку сила Р постоянна, постольку диаграмма для Т имеет такой же характер, как и диаграмма скоростей (фи» ?60), так как Т ~Р • .
v
Для а = 0° и а = 180° Г ~~ О.
„ а = 90° Т=Р,
„ (а + 0) = 90° 7та, «й = = р/1 н2, „ I = оэ (X = 0) Т — Р sin а. Кривая сопротивлений Wt при равномерной передаче силы в Т диаграмме представляется в виде прямой, при чем N-
Wi = 75 = Fpwt и ^9^РГ1л~-
Кривая сопротивлений включает сопротивление трению W, машины и внешнее сопротивление We, соответственно внутренней работе N( и отданной внешней Ne.
Касательные давления массы Tb = Fpbrp целесообразно откладывать от липин сопротивлений, если опа представляет прямую. Имеем:
Рът —Рь [81Ю ® + l-g I sin 2 а] = mv* Г • л / х \ . , гх\ . „
*= ВД Ism 2 “ ' (2)sm а + Кг)sin 3 а
Подставив вместо
122
I. ДЕТАЛИ МАШИН.
получим:
РЪТ = (<4)о(^) [ sin 2 а — sin а 3 \ sin 3 а
где v означает скорость цапфы кривошипа.
Для I = со (X — 0) имеем:
/ v V
Рът=(&к)о ( Jq] • sin 2 а.
В большинстве случаев достаточно бывает исследовать вопрос при допущении, что X—О, в особенности когда величины, принятые для веса поршня Gt, и предположенный ход взмснений давления поршня не вполне отвечают действительности. Площадь фигуры, основанием которой служит развернутая окружность цапфы кривошипа, ограниченная кривой Т, как и площадь фигуры, построенной на том же основании для сопротивлений W, выражают работу; различия в этих фигурах: то временный избыток, то временный недостаток работы (+ вызывают колебания в течение одного оборота.
Их расчет и способы успокоения см. подъотдел D. Детали машин для успокоения.
4. Соотношения работы. Работа, производимая поршнем, должна теоретически во всякое время равняться работе цапфы (пальца) кривошипа, следовательно:
Pc = Tv.
Точно так же, если Pm = pmF есть среднее давление на поршень, а Тт среднее касательное давление на кривошип, то работа Рт • 2 г = Тт г л, откуда
^чп ^-чп i ^-чп ?чп 'Z' Е чп^чп — -^чп^'
Влияние трения в цапфе. При повороте кривошипа на угол di работа трения dAr пальца криюшппа диамет;.ом d п цапфы вала диаметром D, если Р есть давление штока в данный момент, выразится так:
,(Н^ + Plа
л* _ — *— — ' «
2 полезная работа
dA = Pdx — Ру di f отсюда получаем отношение
dA _ 2 у
dAr p-jd -1 - р..2£> ‘
Значения 2 у = 2 г sin а и p.,d-|--|- р..,/Л откладываемые на перпендикулярах к основанию 2 г, ограничены ду-
гами окружности и прямыми (фнг. 270).
Пока 2 у плп 2r sin a 5J p^d-)-р..,7) является самотормаженне в кривошипном механизме: мертвый угол кривошипа а0.
СОСТАВНЫЕ ЧАСТИ МАШИН.
123
Средний или общий коэффициент полезного действия кривошипа при передаче работы от штока к валу, не считая потерь, часто весьма зга-чительных в направляющих, получается из выражения для работы штока за время одного оборота Ат=Рт • 4т и работы пальца кривошипа
— Рт (p-jd -|- Р-г®) ”•
__ _А,, _ +
1 Ат 4 г
Таблица 18. Угол кривошипа и средний коэффициент полезного действия.
Для длинных и коротких кривошипов и эксцентриков получаются следующие сравнительные величины для мертвого угла кривошипа а0 и среднего коэффициента отдачи tq при условии, что Р4 — р-2 =0,14 (без смазки), 0,05 и 0,01.
Длинные кривошипы . <7 = D = ——
2,5
Короткие . Эксцентрик.
d = 2D ~ 4г
p. = 0,14 p. = 0,05 p.= 0,01
«0 V «0 7} «0 7]
3е 16' 0,91 140' 0,97 0°14' 0,994
8° 0,82 3° 0,92 0е 34' 0,984
34° 0,34 11° 0,77 2°20' 0,953
должна быть
учтена
н
связанные помощью
Потеря в направляющих составляет « (Ап при определении общего коэффициента полезного действия, при чем р. обыкновенно бывает больше, чем в цапфе.
3. Универсальная криволинейная (кулачная) передача. Применяя ролик, как соединительную часть, или две
силового замыкания кривые, можно достигнуть любого преобразования пути (траектории).
Для исследования условий движения можно по Гартману1) всякую криволинейную или кулачную передачу привести к четырехзвенной шарнирной цени, если рассматривать центры кривизны касающихся кривых, как центры шарнпров качающейся штавги (шатуна) (фпг. 271) (см. том I, стр. 314 фпг. 21). Целесообразно при этом кулачную форму вращающегося или качающеюся вала составить из отдельных сопряженных дуг окружностей, а кулаку качающегося рычага или качающегося шатуна
придать форму ролика для уменьшения износа („Качающиеся кулаки' см. Клапанное парораспределение, отдел 2, Паровые машины).
*) Haitm m 1 4. V. d, I. 1906 стр. 1581, затем Polster. Klnetrt* / fSamadtmff G*1*. ^p
124
I. ДЕТАЛИ МАШИН.
Другой способ: строят диаграмму путей sc, проходимых качающимся рычагом пли качающейся штангой (в случае применения роликов - путей, описанных центрами роликов) в зависимости от времени t (фиг. 272) и определяют из нее скорость
___dx Ьх с~ dt = At
и ускорение Ъ =
<Рх
dt2
de dt
>нг. 272. 1) Первоначальная натяжная пружина:
2) натяжная пружина.
приближенно, вычислением или графическим путем, кладя в основу вычисления или построения конечные значения времени At. Если прп этом получатся слишком большие величины для ускорения Ъ и, следовательно, для давления массы mb, то это можно исправить, изменив форму кулака.
Если кулачная передача
осуществляется помощью сило-вого замыкания и без изменений давления в штангах, то
сила Р, которой замыкается кулачный привод (в большинстве случаев это упругая сила пружины + собственный вес, при чем упругая сила увеличивается или уменьшается соответственно колебательному движению), должна быть достаточной для того, чтобы Р— mb оставалось )>О, где т означает всю массу, отнесенную к центру качаний штанг пли качающегося рычага (одноплечего коромысла). Во всех тех местах, в которых
кулак имеет концентрические части кривых, скорость и ускорение — О. Основой для расчета касающихся кри-
вых на давление должно служить наибольшее давление
Р-]-тЪ .
I Ш Л А
4. Подвижные направляющие (шарнирные механизмы). Назначение особых подвижных направляющих [соединительные звенья
Фиг. 274.
между качающимися
штангами (коромыслами) и станиной] заключается в том, что при их
посредстве штанги пли произвольные тела движутся так, что какая либо точка этой штанги описывает определенную траекторию, например, дугу окружности, прямую линию. При этом вместо направляющих стержней, прикрепленных к станине, можно везде ставить кулисные камня, направляемые по круговым путям в самой станине.
Направляющие—дуги окружностей. Простейшее применение. Параллельный шарнирный механизм. Каждая точка (например, фиг. 273) тела,
СОСТАВНЫЕ ЧАСТИ МАШИН.
У
Фнг, 276.
общается прямолинейное
Фиг. 275.
направляемого двумя или несколькими параллельными направляющими радиуса г, расположенными в одной плоскости, описывает дугу окружности радиуса г.
Механизмы для получения прямолинейного движения *). Треугольное коромысло Роберта (фпг. 274), для которого должны быть приняты следующие соотношения: = 0,584; — =0,593; = 1,112.
Лемнпскатное коромысло (фпг. 275 и 276) (о лемнискате см. том I, стр. 118).
Обозначим через:
а и at — длины обратных коромысел,
d и dt— соответствующие отрезки соединительной тяги (шатуна), ср и cpj— половины углов колебаний обратных коромысел,
s — высоту подъема — 2 g sin о — 2at sin срь
с —проекцию линии, соединяющей неподвижные точки М. и иа направление подъема ауь
вне, — стрелы дуг, описанных конечными точками С н D обратных коромысел при их движении:
е = а(1 — cos ср) н et = (1—cos<px). Направление ху точки В, которой со-двпжение, делит пополам стрелки дуг е и ev Даны: коромысло а, его неподвижная точка М, отрезки d и dt соединительной тяги и точка В, которая должна двигаться по прямой линии; требуется найти длину обратного коромысла и его неподвижную точку Mj.
Так как угол <р известен, то можно определить sue. Начертив коромысло а в его крайнем положении МС и установив в этом положении соединительную тягу таким образом, чтобы точка В лежала на линии ху, делящей пополам стрелу дуги, описанной точкой С, находим тогда положение конечной точки D. Затем находим положение Dt конечной точки соединительной тяги при среднем положении коромысла alt описав из точки Ct (среднего положения конечной точки С) радиусом CD = dt + d окружность, которая пересечет прямую, проведенную параллельно MCi на расстоянии -~ • s от точки D, в точке Dt. Соединяем
>) См. Kineinatisches Skizzenbuch по лекциям ф. Рело, обработ. и издан. А. V. Hiltte, Ьерлин. 1880/1892, Вильгельм Эрнст и сьш; Рпттерсгауа, Gelenkgcradfilhrungen Z. d. V. d. I. 1877, стр. 217; P. Мюллер, Z. f. Mathem. u. Phys., том 43, стр. 36.
126
I. ДЕТАЛИ МАШИН.
точки D и О] прямой, ив середины PDj восставляем перпендикуляр до встречи с примой, проведенной из Dj параллельно СХМ в точке Мг, которую и тр(бовалось найти. Линия, соединяющая D с ЛЦ, определяет искомую длину ах обратного коромысла.
Даны: оба коромысла а и а„ расстояние е между ними, когда они параллельны друг другу, и высота подъема а; требуется найти: положение точки В, которая должна двигаться прямолинейно, и положения неподвижных точек М и ЛГр Определяем ф, ф,, е и et и, проведя а и aj перпендикулярно к ху в .расстоянии с друг от друга так, чтобы е и щ разделились пополам, находим неподвижные точки М и М^. В крайнем своем положении CD пересекает направление ху в точке В, которая и будет двигаться прямолинейно. Хорошее направление получается, еелп принять (фиг. 275):
3 _ 1 2
a = a1>~s; <? = % < 19 т°; e = et^- s; d = d^—-s.
Эллиптические коромысла. Обозначим чс- рев (фиг. 277 до 281):
АВ — главное коромысло, а — половину угла его отклонения,
СВ — обратное коромысло, С — ведущую точку, D — его неподвижную точку, В— точку, которой сообщаст-
Фнг. 277. ся прямолинейное дви-
жение.
1. Коромысло Эванса (фиг. 277). Угол
Если А имеет принужденное движение по прямой AD, то получаем вполне точное прямолинейное направле те; если же точка А движется по дуге окружности радиуса ЕА, то получается приближенное прямолинейное направление. Чем больше ЕА и меньше угол а, тем точнее коромысло. Следует выбирать а 20° н ЕА 2г BD.
2. Приближенное эллиптическое коромысло. В зависимости от положения точки С различают три рода эллиптических коро
АПВ = 90э; а=Ь=г
мысел: 1) точка С лежит между А и В (фиг. 278); 2) точка С лежит за точкой В (фиг. 279); 3) точка С лежит за точкой А (фиг. 280). Прн всех этих трех коромыслах прямолинейный путь точки А может быть
СОСТАВНЫЕ ЧАСТИ МАШПИ,
17
заменен круговым. Коромысло третьего рода дает наибольшее отклонение точки В от прямолинейного пути.
Определение обратного коромысла. 1) Дана точка С, требуется найти D (фиг. 278 до 280). Начертив главное коромысло в его крайнем положении и отложив ОС„ = ВС = Ъ (фиг. 279), проводим С„С и из середины этого отрезка восставляем перпендикуляр, который пересечет горизонтальную линию ОАС,: н точке D. Если выбрать а очень малым, то приближенно имеем т : а = а: Ъ.
2) Дана точка D, требуется найти точку С (фиг. 281). Продолжив при драйвом положении главного коромысла линию АВ на длину BDl = OD и, г^^чедя прямую DyD, восставляем в середине ее перпендикуляр, который прп пересечении с главным коромыслом и определит точку С.
Во втором и третьем случае отрезок ВВг = 0 D отклгдываетея от точки В в сторону А.
Конхоид ное коромысло (фиг. 282). (Конхоиду см. том 1, стр. 119). Пусть АВ гк ie, a CD—обратное коромысло. С—его ведущая точка и D не.>,-4впжная. Смотря по тому, находится ли точка С между А и В «ан за В, или же за А, получаем конхоидное коромысло первого второго и третьего рода (подобно эллиптическим). Обратное коромысло определяется приближенно таким же образом, как и эллиптические. Коромысло второго рода при условии г — гг дает хотя п короткое, но весьма хорошее прямолинейное направление.
II. Формы элементов кривошипного механизма.
А. Соединение со штоком, крейцкопфы. Боковые давления, которые прп перемене направления сил, действующих на стержни, неизбежны, воспринимаются рамой посредством подвесных сочленений, а при прямолинейном направлении- самой направляющей. Чтобы избежать вредного влияния одностороннего действия боковых давлений в направляющей, от которых увеличивается изнашиваемость, следует шарнирную цапфу притянуть, по возможности, ближе к направляющей; а где конструкция позволяет, направляющую располагают так. чтобы боковое давление воспринималось или впереди, нли позади сочленения.
Примером для этого служит хомут Клейна, внутри которого расположен колеи-чатыи вал (фнг. 233). Поршневые штоки, соединенные п мощью хомута, получают направление от своих сальников впереди и позади этого соединительного хомута.
Проще п лучше всего воспринимается давление симметрично по отношению к оси сочленения или же непосредственно через нее в крейцкопфах. Одном из всегда пригодных для небольших сил, типов крейцкопфа является крейцкопф, который устанавливается внутри поршней
128
ПИТАЛИ млшип.
двигателей внутреннего сгорания одинарного действия, где трубочный поршень непосредственно соединен с направляющей крейцкопфа (фиг. 283).
Разрез по а-b г>.
Фиг. 2НЗ.
Фиг. *284.
Особенные формы крейцкопф принимает лишь благодаря тому или иному соединению со штоком и шатуном н особым условиям, могущим влиять па характер конструкции крейцкопфа в связи с остальными звеньями
движущего механизма: возможность установки и регулировки в напра-
влении, разборки соединении со штоком, перестановки в продольном направлении соединения со штоком, пригонка башмаков к станине и соответ-
ствующий этому характер формы и обработки последней (двухстороннее плп одностороннее направленет, цилиндрическое ИЛИ плоское)
Фиг. 2н5.
Фиг. 236.
Типы крейцкопфов (крестовин). 1. Вилкообразная головка шатуна в виде подшипника. Самая дешевая форма: фиг. 284 с одним устанавливающимся и регулируемым башмаком, который значительно облегчает достижение правильного направления. Регулировка помощью вставки промежуточных листов железа. Соединяется со штоком посредством винтовой нарезки, что не всегда допустимо; закрепление посредством осевой контр-гайки. Регулировка в направляющих помощью установочных члиньев (фиг. 285), вследствие дороговизны такой конструкции, теперь редко применяется. Соединение со штоком, как на фиг. 286, посредством клиньев, без всякой регулировки но длине. Па фиг. 286 укрепление направляющих башмаков посредством цапф, что значительно дешевле, чем строганные поверхности (фиг. 283 и 284). Еще дешевле укрепление башмаков концентрически по отношению к поршневому штоку (цилиндрическая поверхность, ось которой совпадает с осью штока) (фиг. 287).
СОСТАВНЫЕ ЧАСТИ МАШИН.
129
. У локомотивов вилкообразный крейцкопф стальной или из стального литья; так как направление состоит нз одной или двух призматических балок, то получается необычная и дорогая конструкция крейцкопфа.
Фиг. 287.
На фиг. 288—^крсйпкопф пассажирского паровоза с двухсторонним направлением. На фиг. 289 — крейцкопф для новейших паровозов скорых поездов с одной наплавляющей балкой. Паровозные параллели работают с большим давлением для того, чтобы достичь более легкой конструкции. Регулировка—новой заливкой башмаков белым металлом.
360
Фнг. 288. Фиг. 289.
2. Вилкообразная головка шатуна: подшипник в крейцкопфе. Фиг. 290 — крейцкопф из стали с регулированием вкладышей посредством випта н с двухсторонней направляющей (для горизонтальных паровых машин). Фиг. 291 крейцкопф нз стального лнтья с регулированием вкладышей помощью натяжного клина, башмаки с заливкой белым
130
I. ДЕТАЛИ МАШИН.
металлом (конструкция МАП, Нюрнберг, для паровых машин). В обеих конструкциях, чтобы освободить шатун, необходимо вытягивать крейцкопфный болт пз вилки в боковом направлении.
На фиг. 202 подшипник разъемный, так что крейцкопфный болт для освобождения шатуна вынимать не надо.
Фит- 290. Фиг. 291.
Крейцкопф для быстроходных судовых паровых машин с поршневым штоком пз одного ку'-ка (незначительная масса крейцкопфа), плоская односторонняя направляющая, вполне достаточная для переднего и заднего хода. Положение плоскости i аздела подшипника обусловливается формой соединения подшипника с направляющей. Прогиб крышки должен быть, по во можиостп, очень мал, чтобы гайки не были односторонне нагружены. Для таких болтов очень важно применение вязкого болтового железа и допускаемое
напряжение материала должно быть незначительным (К < 600 k^/cm2.).
Фиг. 292.
Фиг. 293.
СОСТАВНЫЕ ЧАСТИ МАШИН.
13J
Подшипник в вилке ш ат у.на. Преимущество: так как соединение со штоком может находиться между цапфами, то это дорогое само по себе устройство, однако же, позволяет сделать расстояние между осью цапфы и сальником цилиндра, а следовательно, и длину всей машины наименьшими.
Фиг. 293 — крейцкопф для судовых машин торгового флота (с относящимся к нему вилкообразным шатуном, фпг. 307). Фиг. 294 крейцкопф большого газового двигателя МАП, Нюрнберг
Фиг. 294.
Фиг. 295.
Для уменьшения износа в направляющих, наибольшее допускаемое в них давление не должно превышать 1—2 at, так как трение, с хорошей смазкой невозможно и скорость v слишком велика, только как исключение, допускается давление от 3 до 4 at в машинах военных судов, а у паровозов — 6 at и больше. Заливка баббитом дорога, но за то получается более плотное прилегание и приработка к направляющей, а также устраняется заедание параллели, поэтому очень употребительна.
На фиг. 287, впереди и позади расположенных канавок для масла кромки скошены (масштаб сильно увеличенный), чтобы достигнуть лучшей смазки.
В. Соединительные звенья, шатуны, тяги (коромысла). Для соединительных частей, являющихся, главным образом, посредствующими звеньями для преобразования направления и формы движения между качающимися (связанными посредством шарниров) и вращающимися (соединенными помощью подшипников) проводниками (см. Общие положения, стр. 35) возможны различные формы, так как сочленения могут быть скользящими, катящими, обвивающими н пружинными, а опоры-подшипники — скольжения и роликовые (качения).
Длина соединительных тяг (коромысел). Соединительные тяги могут быть тем короче, чем меньше амплитуды их качаний и, соответственно, чем меньше, вызываемые боковыми давлениями, вредно влияющие потери от трения и изнашиваемость в направляющих. (Направляющие, см. Крейцкопф, стр. 127 и след.).
Поэтому качающиеся шарнирные, как и кривошипные механизмы устраивают так, чтобы их качания были симметричны в обе стороны от оси стержня. Если же, идяако, сама сила, передаваемая стержнем изменяется во время его движения, то отступления от симметрии могут оказаться более выгодными, если этим достигаются меньшие боковые давле
132
I. ДЕТАЛИ МАШИН.
ния: несимметричный качающийся механизм и несимметричный кривошипный механизм (фиг 266).
Два главные типа: а) стержни (качающиеся тяги), рычаги (коромысла) или кривошипы движутся в параллельных (пли в одних и тех же) плоскостях: оси и линии касания шарниров перпендикулярны к этим плоскостям; наиболе употребительный тип—Ь) стержни (качающиеся тяги), рычаги или кривошипы движутся не в параллельных плоскостях: шаровые и крестообразные (Гука и Кардана) шарниры.
1. Короткие соединительные звенья для качающихся шарнирных механизмов: двухшарнпрные соединительные звенья могут быть выполнены в виде шарнирных тяг с силовым замыканием или с замыканием
формы (фиг. 295 до 297), или в виде кулисных камней (фиг. 298 до 300) в виде роликовых шарниров нли роликов (фиг. 301), в виде соединения из гибкого материала, например, помощью стальной ленты, также в виде пружинного сочленения (пружинящие тела). Па всех этих чертежах качающийся рычаг (коромысло) показан в среднем положении, в середине хода, а по в положении покон.
Там, где соединяемые части могут быть расположены симметрично по отношению к одной общей средней плоскости, целесообразно придать соединению форму симметрично надетых на одну общую цапфу вилки и головки. На фиг. 295 вилка может быть или у соединительного звена (шатуна), или у качающегося коромысла (кривошипа), или у тяги. [Если одна часть литая (из чугуна или стали!, то обыкновенно эта часть делается с вилками, потому что выработка вилки из цельного куска дороже, чем выработка головки]. Шарнирная цапфа может вращаться в обоих концах вилки или в головке. Второе устройство дешевле, потому что головка получается цельная, но лучшее направление друг относительно друга соединяемые части получают посредством двух лежащих в вилке шарнпров (см. также Крейцкопфы, с гр. 127 и след.). Одностороннее соединение посредством концевых цапф вызывается или условиями работы, или способом изготовлення. в особенности для качающихся рычагов (коромысел).
2. Длинные соединительные звенья: шатуны, эксцентриковые тяги, сцепные дышла. Там, где соединительное звено связано с подшипником цапфы (пальца) кривошипа для дальнейшей передачи к валу, кривошип принимает следующие формы: симметричную, в виде колена вала или эксцентрика, пли одностороннюю, в виде концевого кривошипа.
Конструкция больших и сильно нагруженных шарнирных штанг (шатунов), которые, например, в нормальном кривошипном механизме соединяются с качающимся стержнем (штоком) посредством головки с шарниром, а с кривошипом — посредством головки с подшипником, можег еще зависеть от других специальных условий, например: разделение головки на две части для сборки без удаления цапфы, изменяемость расстояния между осями пацф, возможность установки и регулирования вкладышей для шарнира или кривошипа, специальные формы цапфы, например, эксцентриковые.
а) Головки, обхватывающие качающиеся цапфы: головка шатуна, соединенная с крейцкопфом, небольшие головки зкецен-триковых тяг, головки тяг. Соединение со стержнем, имеющим прямую направляющую, например, с поршневым штоком, лучше всего посредством симметричного крейцкопфного шарнира (см. Крейцкопф, стр. 127 и след.). Так как в сочленении движение является колебательным, то чистого (почти без изнашивания) трения смазанных тел возможно достигнуть только приблизительно, вследствпе уменьшения давления на крейпкопфнып болт при переменах давления в сочленении и при обильной смазке. По при преобладании смешанного трения с увеличением трения насухо, общая работа трения и износ значительно увеличиваются и допускаемое давление на единицу поверхности должно быть уменьшено.
Ртах
Размеры шарнира (крейцкопфного болта): Id С ———, прн чем 4 шах
Л = 80 at у паровых машин, для четырех-тактного двигателя внутреннего сгорания 7сшах, не принимая во внимание давления масс, значительно выше (до 150 at п более); для малых шарниров fcmax = 20 до 50, в зависимости от допускаемого износа, рода смазки и надзора.
134
I. ДЕТАЛИ МАШИН.
Отношение длины цапфы к ее диаметру целесообразнее всего сделать = 1,4 до 1,5. Размеры цапфы с больший запасом и обильная смазка дают
годно для работы.
Пример ы: фпг. 302. — Регулирование и закрепление посредством нажимного болта (вкладыши литые из стали с заливкой белым металлом). Фиг. 303 — регулирование и закрепление бронзовых вкладышей (при ударах п высоких давлениях) посредством сбоку расположенного натяжного клина. Фиг. 304, вкладыши без регулировки держатся на месте
ф ЗО2 упругостью головки; вкладыши чугун-
ные — залиты баббитом. При небольших размерах наивыгоднеишая конструкция с цельной втулкой из бронзы, чугуна илп закаленной и шлифованной стали, так как последняя
Фиг. 303.
Фиг. 304.
Фиг. 305.
СОСТАВНЫЕ ЧАСТИ МАШИН.
135
не легко искривляется при износе и легко может быть вся целиком заменена (фиг. 305, правая головка). У новейших авпомоторов свободно движущаяся в проушине шатуна чугунная втулка (Даймлер), так что и внутрь и снаружи возможно скольжение.
Разъемных головок следует по возможности избегать, по причине их дороговизны и бесполезности. Если головка шатуна вилкообразная, то цапфа или укрепляется в вилке с обеих сторон (фиг. 306), или же вилка снабжена подшипниками (фпг. 307 вверху, вилкообразная головка судовых машин), что значительно удорожает изготовление шатуна, ио за то уменьшает строительную длину машины (см. О крейцкопфах, фиг. 293).
Ъ) Головки с подшипниками у пальца кривошипа: большая головка шатуна, головка эксцентрика и головка соединительной таги (звена) в параллельных кривошипных механизмах. Для кривошипов,
Фиг. 307.
Фпг. 306.
образуемых коленами вала, или срединных кривошипов, головки шатуна для возможности сборки делаются всегда разъемными, что прп роликовых подшипниках представляет особенно большие трудности: у концевых кривошипов головки шатунов и соединительных тяг (сцепных дышл), например, у паровозов, могут быть неразъемными, ссш шатун может быть передвинут в направлении осп цапф (например, фиг. 306 и 308). Если головка разъем на, то соединяющие обе части головки два или четыре болта обеспечивают так же, как установочные болты, взаимное положение вкладышей; регулирование же производится помощью прокладок (фиг. 307 и 309).
136
Т. ДЕТАЛИ МАШИН.
У эксцентриков получаются большие и узкие головки (фпг. 310), которые делаются из чугуна пли стального литья с заливкой белым металлом или без нее, из бронзы или стали.
Скоба всякой головки шатуна, как разъемной (фиг. 305,307, 309 и 310), и цельной или сомкнутой (фиг. 306) должна быть рассчитана на изгиб способа нагрузки II, тол I, стр. 607 и при том с очень невысокими
где предел 7гшах опредо-
так для ....
допускаемыми напряжениями, чтобы, в особенности при больших головках, достигнуть весьма небольших деформаций. Разъемные вкладыши делаются так, что соприкасаются с цапфой в нагруженных поверхностях; в стыках Их следует подшабривать. чтобы не было тут нажатия.
Размеры подшипника: 1а < . —
ляется ударами, которые получаются при переменах направления давления или при внезапном повышении давления. Например, для паровых машин 7rmaj. 5g 60 до 70 at; для двигателей внутреннего сгорания — от 70 до 80 at; для паровозов переходят за эти пределы на 50%; для судовых машин коммерческого флота, где требуются: наибольшая надежность во время работы и притом продолжительной работы, мягкий ход н незначительная изнашиваемость, уменьшают этот предел до половины. Кроме того, диаметр цапфы d для концевого кривошипа, коленчатого вала и эксцентрика обусловливается только допускаемыми напряжениями на изгиб или способом изготовления (см. Коленчатые валы, стр. 142 цапфы I зависит, как и у всех подшппни-
и след.); наименьшая длина
ков, от теплоты, развиваемой трением. Расчет и металл для заливки подшипников: ем. Подшипники для валов, сгр. 147 и след.
с) Тело шатуна. Тело шатуна подвергается попеременно растяжению п сжатию, на что и следует рассчитывать диаметр его стержня rf0. Одновременно нужно форму поперечного сечения выбирать таким обра-
СОСТАВНЫЕ ЧАСТИ МАГИИ.
137
зом, чтобы при изгибе напряжения от изгиба оставались незначительными. Для шатунов это наибольшее допускаемое усилие Р (добытсе
опытом) принимается, как определенная доля временного сопротивления продольному изгибу Pfr р
Р — . где (S — коэффициент надежности (запас прочности) против
излома при продольном изгибе (ср. с расчетом поршневого штока, стр. 109). Это разрушающее усилие при шаровых и крестообразных сочленениях невелико и одинаково во всех направлениях и столь же невелико для цилиндрических цапф в плоскости качан пи шарнирного механизма (способ нагрузки, 2-й случай, I том, стр. 629), наоборот, в 4 раза больше в перпендикулярной к ней плоскости (способ иагр. 4).
Для нагрузки 2 имеем Р. = к2-------- , где
к I2
Е — модуль упругости материала в kg/cm2 (для стали около 2 200 000 kg/cm2).
I в ст* — соответствующий направлению изгиба экваториальный момент инерции поперечного сечения стержня в его середине (том I, стр. 657 и сл.).
I — длина стержня между осями цапф (крейцкопфного болта и пальца кривошипа в ст).
® принимается по отношению к плоскости качания для медленно движущихся шатунов и особенно, если это движение сопровождается ударами, равным от 20 до 40; для больших диаметров пальцев кривошипа (например, для эксцентриков) и для насосов даже больше; для очень большого числа перемен направления давления, наир., в паровозах и моторах легких машин употребительный запас прочности — от 10 до 20. (Для быстроходных дизелей, пускаемых в ход помощью сжатого воздуха, опыт показал, что вследствие особенно высоких давлений, которым может при начале пуска подвергаться поршень, ® должно быть от 30 до 40). Пер-
пендпкулярно к плоскости качании допускается уменьшение до —- -
Для сплошных шатунов круглого сечении диаметр d в середине шатена определяется из формулы:
4
_ l/ 2g Р
I У Т'Т
так что отношение -у является основанием для утолщения
в середине
шатуна диаметра dn, рассчитанного только на одно сжатие. Только прп р _
больших значениях —г имеем dn d. Предельное значение получается
Р „ ®
при -jp — 1,25 V
11 р я м е р: к^ — 400, @ = 20, Е — 2 200 000, продел при 2 пли же, если под-
г I Р _ Р
ставить — — при 50* (Относительно ~ см. Кривошипы, стр 141 я 142).
Диаметр d, рассчитанный для среднего сечения шатуна, может в обе стороны уменьшаться до размера <70, необходимого для сопротивления одному только сжатию, ио нужно при этом сообразоваться с величиной
138
I. ДЕТАЛИ МАШИН.
головки на том и другом концах, чтобы ие было слишком резких переходов и чтобы обработка не оказалась слишком дорогой (фиг. 311, круглый шатун для паровой машины).
Сплошной шатун круглого сечения (фиг. 306 и 307, и фиг. 311) самый дешевый для обработки и потому охотно применяется в машинах, выпускаемых на рыиок для продажи. Применением полых шатунов можно значительно уменьшить пх вес. Поэтому полые шатуны употребляются в легких двигателях для судов и аэропланов, где дороговизна устройства не играет значительной роли. Экономия в весе может быть также достигнута спрямлением боков круглого шатуна
Фиг. 311.
(фиг. 306), или применением прямоугольного или двутаврового профиля, так как момент инерции относительно осп, перпендикулярной к плоско-
1
сти качания, может составлять около — момента инерции относительно
оси, лежащей в плоскости качании.
Фиг. 305 — представляет шатун аэропланного двигателя, прессованный и затем обработанный на станке. - Материал для шатунов, подверженных большим усилиям, большей частью сталь с сопротивлением на разрыв от 6 000 до 7 000 kg'ст2 при удлинении 20—18%—для легких двигателей, а также хромо-никкелевая сталь.
Дли паровозных сцепных шатунов (спарников) принимают большие величины @ — 20 / 20 \
I соответственно -g— I вследствие того, что здесь возможно неодинаковое распределение давления между отдельными шатунами (спарниками). При расчете паровозных шатунов целесообразно исходи,ь из того предположения, что усилие, которое вообще может быть передаваемо шатуном, определяется действующей по окружности колеса силой сц *п е-вня от сцепного веса G прн очень высоком коэффициенте сцепления р. (наир., р.~ О,S3/1).
Влияние масс в шатунах и сцепных дышлах. Силы инерции вследствие поперечного движения действуют при положениях поворота точно так же, как и продольный изгпб, в плоскости качаний (движения), но имеют некоторое значение только прн очень больших скоростях поршня, или же при несоразмерно большом отношении длины шатуна к радиусу кривошипа (например, в лесопильных рамах).
Для расчета всю длину разбивают на равные отрезки массою т и с вылетом а. из которых каждый при обратном движении нагружает шатун давлением массы таы!. При постоянном поперечном сечении шатуна q, так как у крейцкопфа а = 0 и у кривошипа а = г, вся изгибающая нагрузка = 0,5 - гы2, при чем графически представленная
*) О шатунах в электровозах: Z. d. V. d. I. 1909, стр. 993 (сводка), lORj. 1163. и 1216; там же 1910. стр. 558 и 650; там же 1920, стр. 765; Dlnglers. Pol. J., 15 поия 1912 г.
СОСТАВНЫЕ ЧАСТИ МАШИН.
139
нагрузка распределяется по шатуну в виде треугольника (случай 12, I том, стр. 672)') При длинных и тяжелых стержнях, например, сцепных
дышлах паровозов, надо следить за тем, чтобы число собственных колебаний прогиба было значительно больше, чем наибольшее число ходов, дабы не было резонанса. Число собственных колебании
Фиг. 312.
где fg в ст—стрела прогиба в середине шатуна от собственного веса.
3. Кривошипы. Кривошипы исполняются или в виде концевых кривошипов на конце вала, илп в виде колена, а также эксцентрика в любом месте вала. Кривошипы, приводимые в движение от руки, ручные кривошипы (рукоятки), изготовляются в виде концевых кривошипов, или коленчатых валов (реже).
Концевые кривошипы. Концевые цапфы редко делаются из одного куска с кривошипом (фиг. 318), так как для них большей частью требуется другой материал, или возможность замены изношенных новыми. Цапфы, подверженные большим усилиям, делаются из стали лучшего качества; рабочая поверхность их закаливается и шлифуется. Небольшие концевые кривошипы имеют цапфы, укрепленные в них прессовой посадкой или винтовой нарезкой, а затем еще закрепляются посредством штифтов, винтов или расклепки. Надежное и вместе с тем разборное соединение получается при конической форме хвоста цапфы, которая утоняется кнаружи (фиг. 312 и 313) или же вовнутрь (фиг. 315).
Фиг. 313.
Р/Г2 К 3 фиг. 314»
Р т* 10
Фнг. 315.
При большом наклоне конуса (1:15) цапфа скрепляется гайкой, фланцем или клином, при больших цапфах (фиг. 315) со слабым конусом (наклон 1 :30) помощью прессовой посадки или посадки с натягом при нагреве; специальные закрепления иногда, в особенности при не очень малом наклоне, помощью поперечного штифта или крайнего винта. Цапфы, которые не вынимаются, делаются цилиндрическими и вставляются в отверстие с прессовой посадкой или под нагревом (фиг. 314)
*) Сравн. Autenrleth, Z. d. V. d. 1.1895, стр. 716; Land, Z. d. V. d, I. 1896, стр. 904.
I. ДЕТАЛИ МАШИН.
Размеры (фиг. 316 и 317): Цапф: большей частью 1:1;
~- = 2 до 2,2; = 1 для надетых в нагретом состоянии и ~ —-
= 1,5 для цапф, которые легко демонтируются.
Ступицы: -у- = 0,8 до 1 при посадке в
= 1,25, при неподвижной (жесткой) посадке с
^*2 j)
клина. = 1,8 до 2. Величина натяга
нагретом состоянии,
помощью натяжного
---до -г—— в зави-1000 600 2
с.пмости от предела текучести ния материала (только для
Фиг. 316.
(растяжения) и коэффициента удлине-ковких материалов по фиг. 317, для стальных отливок по фиг. 316). Смотри также жесткие соединения валов стр. 180 и сл.
Силы: на плечо концевого кривошипа на расстоянии z от цапфы (фиг. 316) действуют:
Фиг. 317.
1. Нормальная (радиальная) сила В и изгибающий моментMh=R-v, являющиеся следствием радиальной силы R, достигающей своей наибольшей величины в мертвых положениях кривошипа.
2. Срезывающая сила Т, изгибающий момент Mb = Tz и крутящий момент Мл = Tv, как результат действия касательной силы Т, достигающей наибольшей величины в средних положениях кривошипа (в паровых машинах при углах от 40° до 60°, в зависимости от степени расши-
рения пара в цилиндре).
Радиальной силой В и срезывающей Т целесообразно пренебречь, а рассчитать кривошип в мертвом положении на изгиб силою В = P„MJ.
ч 6JJb
(оез вычета давления масс), так что
< h- Для
машин с боль-
шим наполнением надо еще установить наибольшее напряжение от '•.фучиваиия из соотношения Md = Tmax v.
СОСТАВНЫЕ ЧАСТИ МАШИН.
141
Шейка (цапфа) вала диаметром рассчитывается согласно пункта 4, стр. 716, I тома, по теоретическому моменту, как результирующему из изгибающего, вызванного давлением поршня, момента Мъ = Р а и одновременно возникающего с ним наибольшего крутящего момента Ма = Тг. Для предварительного расчета можно крутящим моментом Md пренебречь, если в выражении для изгибающего момента Мъ заменить плечо рычага а величиной расстояния с от середины цапфы кривошипа до середины шейки вала (в подшипнике).
Форма концевого кривошипа зависит, главным образом, от материала, из которого изготовляется кривошип требуемых размеров (литой или
Р не литой), а затем уже в зависимости от величины отношения —, где
Р есть наибольшее давление, ат — радиус кривошипа. Если в поршнс-d
вых машинах отношение диаметра поршня к ходу: — — ф, то
р
—= (р,и(м = наибольшему давлению, действующему на пор-
шень). Фиг. 313 до 315 показывают различные формы кривошипов Р
в зависимости от величины отношения —, при чем поверхность цапфы рассчитана с наибольшим допускаемым fcmoc. = 50 до 60kg/cm2. Каждый отдельный кривошип рассчитан на один и тот же крутящий момент, так что толщина вала, если принять во внимание только одно кручение, была бы для всех сечений одинакова.
Для одного и того же крутящего момента, при возрастании радиуса т кривошипа, должна уменьшаться сила Р, а вместе с тем уменьшаются
Р 5
величина цапфы и размеры поперечных сечений. На фиг. 313-
на фиг. 314— около 3 и на фиг. 315 — около 10. При увеличении „ Р
значении — толщина вада и размеры плеча кривошипа, вследствие добавочного изгиба и кручения, возрастают и значительно превышают обозначенные на фиг. 314 и 315 пунктиром размеры, которые необходимы были бы только для передачи силы. Во всяком случае необходимо
142
I. ДЕТАЛИ МАШИН.
делагь плечи рычагов v и а сколь возможно малыми. Фиг. 318 представляет концевой кривошип электровозного мотора переменного тока, мощностью в 3 000 PS, электрического завода Бергмана. Цапфы сравни-Р
тельио малы, так как для ктах принято около 100 kg/cm2, —2-----око-
—s, ло 14, так что изготовить цапфу
отдельно от кривошипа оказалось ; невозможным '). Фиг. 319 — дисковый литой кривошип с прилитым противовесом. Концевые кривошипы для паровозных колес см. главу: Железнодорожное дело, о паровозах.
кривошипы (рукоятки) главным образом
применяются в грузоподъемных машинах и орудиях всякого рода. Радиус г — 35 до 40 ст, давление па рукоятку2) от одного рабочего Р в среднем от 10 до 15 kg—иногда только на короткое время 20 kg
1
• Скорость на окруж-
-
1/)U0
Фиг. 320.
Ручные
и более, так что —=-»-
ности — от 0,5 до 1 m/sec. Ось вала рукоятки помещается на высоте от 0,90 до 1,20, лучше всего от где расположены ступни ног рабочего. На фиг. 320 боль-
1 — 1,05тот пола, где расположены ступни ног рабочего. На фиг. 320 большие размеры относятся к рукоятке, предназначенной для двух рабочих,
/>/)•= eg 10
Фиг. 321.
।
Р/га 24
Фиг. 322.
а меньшие (в скобках) для рукоятки, обслуживаемой одним рабочим. Диаметр вращающейся деревянной ручки иди газовой трубы от 40 до 50 mm, диаметр штифта для ручки 26 (17) mm, диаметр вала рукоятки 40 (30) mm. длина втулки 60 (45) mm.
Другие элементы обслуживания: ручки для небольших кривошипов, маховички в т. п. < м. D1N.
Коленчатые валы. Недостаток коленчатых валов заключается в том, что с обеих сторон колена требуется по подшипнику, так что криво-
*) Z. d. V. d. 1.1920, стр. 1105, R е i с h е 1, Vorlailfige Grenzen im Elektromaschinenbau.
См. также 2 отд. Двигатели: 1. Живая рабочая сила.
СОСТАВНЫЕ ЧАСТИ МАШИН.
143
шинный механизм от этого становится значительно дороже, но компен-Р
сируется при возрастании величины —— тем, что изгибающие силы
р
в колене уменьшаются. Поэтому уже при —5- ~ 10 kg/cm2 коленчатые
Р
валы предпочтительнее, а при больших величинах
едва ли
можно
их избежать. Фиг. 321 показывает коленчатый вал при —- 10. фиг. 322
при —g сн 24 составной вал, а фиг. 323 — вал из пельного куска,
Р
фиг. 324 при —— си 80 коленчатый вал для тихоходной, а фиг. 325—
для быстроходной машины. Во всех случаях, расстояние между середи-
нами подшипников здесь делается как изгибающий момент для цапфы колена (по середине между обоими подшипниками). Легко видеть, что прп одном и том же усилии Р, например, при том же диаметре поршня, если ход 2г машины уменьшается, то переход от концевого кривошипа к коленчатому валу сам собою напрашивается.
Составные коленчатые
р/r2 г во
Фиг. 325.
валы: фиг. 322 и 326 изобра-
жают коленчатые валы, которые главным образом употребляют’.я дгя судовых машин, для паровозов и больших локомобилей, но нс Вшше, чем р
для —2 — 50, ибо в противном случае для укрепления обеих i апф
в щеке колена остается мало места. Достоинства их состоят в том, что изготовление их более быстрое, затем в большем сопротивлении излому (потому что можно лучше выбрать материал: для плеча более вязкий, а для цапфы более плотный и твердый) и в случае надобности легче испра-
141
I. ДЕТАЛИ МАШИН.
вить, чем в коленчатых валах нз одного куска. При больших значениях Р
— можно также сделать из одного куска плечи колена аа (фиг. 326) и
шейку b и надеть их в
Фиг. 326.
нагретом состоянии с обеих сторон на вал. Подобное же устройство показано на фиг. 327: паровозный коленчатый вал Акционерного О-ва горного производства и железоделательных заводов в Витковицах.
Многоколенчатые, боль-
автомобильных
болванки различными материала (положение нейтрального слоя) и его прочность; небольшие валы при массовом производстве штампуются. Материал: мартеновская сталь с сопротивлением разрыву 7000 kg ста2 при 18% удлинения, или хромо-никкеле-вая сталь с сопротивлением разрыву от 7500 до 9500 kg на ст2 при 15% до Ю°/о удлинения, а в особых случаях из еще более прочного материала специаль- • ной обработки. В
и авиационных двигателей
шей частью цельные, валы выделываются из цельной
способами, которые имеют влияние на строение
Фнг. 327.
некоторых случаях
большая вязкость материала важнее большой крепости: у краев отверстии и в острых углах колен.
Для смазки цапф в последнее время все более и более стараются использовать вал и самый шатун в качестве трубопровода для масла. Например: фиг. 328—коленчатый вал Нюрнбергского газового двигателя. Смазочное масло из коренных подшипников поступает через вал в подшипник головки шатуна, а через последний—к крейцкопфу.
Расчет коленчатых валов. Верный (статически определимый) расчет прочности возможен только при двух опорах. Если число опор больше двух, то силы, действующие на опоры, неопределенны, так как оии зависят от положения осей подшипников, которое н свою
очередь зависит от установки подшипников, зазора в них, износа
СОСТАВНЫЕ ЧАСТИ МАШИН
145
и деформаций во время работы >)• Поэтому для получения более падежных результатов поступают правильно, если при числе опор, большем двух, допускают самый неблагоприятный случай, что влиянию действующей силы подвергаются только подшипники, находящиеся по обеим сторонам точки приложения этой силы. Очень важна также обильная, омывающая смазка во время работы так, чтобы однажды правильно установленный подшипник не изнашивался. Безусловно также должен быть принят во внимание прн тяжелых нагрузках вала, например, маховиком, естественный (свободный) прогиб вала воз
должны быть самоустанавливающимися, чтобы согнутый вал мог лежать свободно в ближайших подшипниках, без иажатия у краев.
Фиг. 328.
опоры, и подшипники поэтому
Пример расчета коленчатого вала с двумя опорами.
Вал (фиг. 329 и 330) подвержен действию касательной силы Р, момент которой М—P-r передается на вне сидящий маховик весом G; реакции опор в точках с и d. Нормальная (радиальная) слагающая
силы Р и патяжевие ремня относительно малы. Реакции опор Р, и Р2 в точках end получаются из уравнений моментов относительно точек end:
Pj («, 4" в2) = G*(b —di -|— a2) — P@2 и
P2 («! 4- «.,) = Gb 4- Pay
Напряжения вала между e и а от изгибающего момента Мь и крутящего Md должны быть сложены согласно стр. 716 I тома:
для сечеиия с: Мг1 = Р • г; Mb — G • Ъ
„ „ fi- Md = Pr, Mb=G (т + Ъ) — Р,т
„ „ f2: Md= О; Мь = Ргп.
а) Е п s s 1 i ш Mehrmals gelagerte Kurbelwelle, Stuttgart. 1902. Для более точных расчетов.
YxTMM'O Т1 ТТ
146
I. ДЕТАЛИ МАШИН.
Для сечения х (произвольного): каждую из пар сил Р • ех и Р2(1х разлагают па две составляющие пары: одну в плоскости сечения, а другую в плоскости перпендикулярной к нему. Сумма первых дает крутящий момент Ма, а сумма вторых — изгибающий Мь (расчет прямоугольного сечения см. I том, стр. 717).
Для сечения у (произвольного). С парой сил I‘2dy поступают по предыдущему.
• Для сечения е: Md = Р2г; Мь = Р.2а.2
Исследование следует производить по отношению к обоим возможным направлениям наибольшей вертикальной силы Р и размеры сечения рассчитать по наибольшим моментам. Там, где Р перпендикулярна к G-(в горизонтальных машинах), силы и Р2 дожны быть сложены в про-
странстве.
Прп многоколенчатых валах почти всегда бывает достаточным рассчитать вал на кручение в главных коренных подшипниках, и на изгиб и кручение одновременно в цапфе кривошипа. Самые опасные места это переходы от цилиндрических частей к щекам кривошипа, потому что большей частью именно в этих местах, благодаря одновременному действию крутящего п изгибающего моментов, лоя-
Фиг. 331. вляются трещины. Для устранения ф 332 этого делают большие закругления
при переходе, чтобы не было острых углов; для сильно нагруженных валов очень хорошее, но дорогое решение этой задачи дали Клозе, фиг. 331 ’), и Фремои, фиг. 332 2).
О размерах в соединениях составных коленчатых валов см.: „Жесткие соединения валов, стр. 180 и сл. (Соединения стержней). О минимальной длине цапфы, определяемой по величине теплоты от трения см.: Подшипники, стр. 154.
Эксцентрики. Диаметр цапфы (диска) больше диаметра вала, так что последний насквозь проходит через цапфу. Эксцентрики главным образом употребляются там, где требуется лишь небольшое ответвление энергии вала для получения колебательного движения и где радиус кривошипа (эксцентриситет) р меньше или немногим больше, чем радиус Г
вала —, в особепности там, где образование колена для вала без
всякой пользы удорожило бы и ослабило его. Преимущество: очень незначительный размер ширины. Эксцентрики большей частью надеваются на вал цельными пли разъемными из 2 частей, чтобы не нарушать гладкую форму вала. Например, фиг. 310 п 333. Толщива стенки втулки s должна быть достаточной, чтобы выдержать заклинеиие на
) z. а. V. а. I. 1903, стр. 1616.
а> Z. d. V. а. I. 1909, стр. 557
СОСТАВНЫЕ ЧАСТИ МАШИН.
147
валу шпонкой для передачи силы. Если 7)0 диаметр вала (в ст), соответствующий наибольшему, необходимому для колебательного движения, D 3
крутящему моменту Ма = Р r = kd • (I том, стр. 1 [ ।
696), то, например, для чугунного эксцентрика можно г" выбирать: ^<5=2^
s = а ( О0+ +°>5 ст> гДе ТСхЙ’АТТ
а = 0,2 до 0,25. Для эксцентриков из железа или стали достаточна толщина з втулки меньшая на 20—30%.
Фнг. 333.
с) Детали трансмиссии.
Тогда как основной привод устанавливается самостоятельно, для контр-прпвода, реже работающего, могут быть часто использованы имеющиеся уже станина, фундамент или стена, при достаточной их жесткости, при чем необходимо только тщательно обеспечить взаимную передачу движении и укрепление на опорах. Подшипники, контр-привода в большинстве случаев лежат вне основного привода и только при коротких полых валах внутри привода.
I. Опоры валов.
Обозначения. Подшипнини воспринимают радиальные силы, ПОДПЯТНИКИ— осевые.
Подшипники со скользящим трением работают со смазкой между скользящими поверхностями, шариковые и роликовые подшипники работают с катящимися телами между поверхностями качения.
1. Подшипник со скользящим трением. Коэффициент трения р. '). Во всех подшипниках со скользящим трением необходимо отличать трение насухо между цапфой и вкладышем от трения смазанных тел; оба эти вида трения могут встречаться отдельно или в смешанном виде (смешанное трение); см. т. I, стр. ЗОО. Только при тренпи насухо пли смешанном трении имеет место существенное изнашивание вкладыша или цапфы.
Трение насухо наступает при полном бездействии или отсутствии смазки. При этом р71. =0,14 до 0,25 в зависимости от материала подшипника. Затем этот вид трения представляет предельный случай работы подшипников со смазкой при v --ь: О, т.-е. прп пуске и перед остановом.
Смешанное трение имеет место при движении смазаных поверхностен. пока слой смазки недостаточен для их разделения между собой, следовательно при слабой смазке (фитпльная или густая смазка), при высоком р, малом или меняющем свое направление v (шарнирные цапфы, салазкп и т. п_), затем при подпятниках с плоской поверхностью трения, а также и у подшипников, хотя и работающих со смазкой, ио имеющих
Сравн. Giimbel-Everling, Reibung und Schmierung, Berlin. 1925, Krayn, u Falz, Gruudziige dcr Schmicrtechnik, Berlin 1926, Springer.
148
I. ДЕТАЛИ МАШИН.
давления у краев при неточной пригонке вкладышей или вследствие пересечения поверхности скольжения канавками. В этом случае р. = 0,02 до 0,1 и выше в зависимости от степени величины трения смазанных тел, а при некоторых обстоятельствах и ниже. Сравни идущие к низу ветви кривых на фиг. 335 согласно опытам Стрибека над обыкновенными подшипниками ’)
Опыты над подпятниками со смешанным видом трения производились Вудбери 2), Лаше 8) и Нейманом 4). Опыты Вудбери над небольшим подпятником прп р=О,07 до 2,8 at дали наименьшее значение для (при 2,8 at) н 0,02, а опыты Лаше и Неймана дали при р 10 at значение
p.ff=0,005 и выше. Опыты Лаше и Неймана были проведены до 450 (со значительным охлаждением масла), а опыты Вудбери были доведены только до pvm ~ 2. При опытах Лаше большое значение pv было возможно благодаря наличию соответствующих канавок для смазки в стальной поверхности (скользящей по поверхности ив белого сплава без канавок).
Во всех случаях нельзя было избежать некоторого изнашивания вследствие смешанного трения. Чем меньше участие трения насухо, тем ближе значения коэффициентов смешанного трения к коэффициентам треипя смазанных тел.
При трении смазанных тел p7-z = f^’] jjj5)- Щ’и данномр = Р: Id п v значение ру; зависит от вязкости жидкости »] (том I, стр. 358 и 359), которая уменьшается с повышением температуры подшипника и значительно равнится для различных смазочных материалов (см. выше. Уплотиепие направляющих тел, стр. 89). Вязкость смазочных материалов определяетсн в градусах по Энглеру Е° (измеряемых при помощи аппарата Энглера, том I, стр. 389) или выражается по техническому коэффициенту вязкости V) в kgsec/m2 (1000 т; = 0,74 — 0,64
или, как удельная вязкость z ио отношению к вязкости воды при 0° (z = 5470 т;). Отдельные значения вязкости приведены в таблице 19.
Таблица 19. Вязкость в градусах Энглера.
Температуры; 20° 30° 40° 50° 80° С
Оливковое масло 39 34 29 26 12
Минеральное масло I 57 25 14 9 4,5
. II. 23 12 7 5 2,5
Веретенное масло 5 3,8 2,8 2.0 1,2
Вода ...... 1 — — — —
*)Stribeck, Eigeuschaften der Gleit-und Rollenlager, Z. d. V. d I. 1902, 7. d.
V. d. I. 1885, S. 450. з) Z. d. V. d. I. 1.906, S. 1355. *) Z. d. V. d. I. 1918, S. 571.
5) Подробнее см. G fi m b el, Der hentige Stand der Schmieruugsfrage, Mitt. For-fichungsarbeit. 1920, Heft 224 u GOmbel-Everling (см. выше).
СОСТАВНЫЕ ЧАСТИ МАШИН.
149
Добиться наименьшего коэффициента трения и отсутствия изнашивания можно только при трении хорошо смазанных тел. Для осуществления этого случая трения необходимо подведение достаточного количества смазочного масла под давлением так, чтобы цапфа окружена была маслом:
1) специальным насосом, нагнетающим масло в зазоры подшипника; применяется при дисковых подпятниках, например, у вертикальных турбинных осей, в гребенчатых подпятниках;
2) периодической переменой давления, так называемым „д ы х а--н и е м“ во вкладышах, при чем под действием иасоса зазор постоянно1 снова наполняется маслом;
Фпг, 334.
3) конструированием поверхностей цапфы в виде иасосов, действующих по принципу волосности, основанным на сужении вазоров подшипников'):
а) в упорных подшипниках с самоуста-павливающпмися упорными кольцами Михеля 2) (фиг. 334) или в подпятниках с соответственно образованными гребпями в дисковых или гребенчатых цапфах (работают правильно только при вращении в одном направлении);
б) в обыкновенных подшипниках с
автоматической эксцентричной установкой цилиндрической (или конической) цапфы в зиачнтельио рассверленном подшипнике, при чем при
Фиг. 335. Тренне в подшипнике Селлерса с кольцевой смазкой диаметром 70 mm по Стрибеку.
*) К u t z Ъ а с h. Z. d. V. а. I. 1915 S. 849, Giimbel (см. выше) u, Falz (см. выше) .
*) z. а. V. а. 1.1920, s. эм.
ISO
I. ДЕТАЛИ МАШИН.
V достаточном притоке масла при определенном т)> — прекращается соприкосновение выступов и цапфа как бы плавает в масле. (В закрытых вкладышах иногда имеет место всестороннее давление, так что приходится принимать меры против поднятия самих вкладышей по направлению обратному наг-рузке).
На фиг. 335 изображены кривые Стрибека для р./йгде поднимающиеся кверху кривые трения смазанных тел начинаются при тем меньших v, чем ниже р; наоборот, понижающиеся кривые смешанного трения при повышении v при повсюду одинаковом наименьшем значении, лежащем в зависимости от величины подшипника и его состояния работы, между pmin — 0,001 до 0,006, переходят в поднимающиеся кривые трения смазанных тел. Подбором т], т.-е. выбором соответствующего масла, можно соответственно повлиять на начало явления трения смазанных тел и легко достичь того, чтобы подшипник .начал работать с трением смазанных тел. Чем выше р и чем меньше v и соответственно п, тем вязче должно быть при этом масло Вязкость щ, а с ней и р.л, зависящее от-»), падаете повышением температуры подшипника, ио до опредеаен-
Температура подшипника. ного 8начения р.И11и, при котором наступает
Фиг. 336. „соприкосновение выступов",
или смешанное трение после чего снова возрастает р. На фиг. 336 изображено влияние температуры подшипника по Стрибеку при » = 4,03 in/sec н различном р, прп чем, однако, опыты были прекращены до достижения
Bmin тем бааее приближается к теоретическому наименьшему значению, чем лучше пригнаны или приработались поверхности подшипника друг к другу, и лежит при тем высшей температуре, чем больше значение — и чем более вязко масло. Наинизшее значение , может упасть до 0,0015 и ниже. Необходимым условием для того, чтобы части подшипника могли быть разделенными друг от друга маслом, является достаточно большое значение v, поэтому при переменном направлении движения представляется затруднительным достичь трения смазанных тел.
Температурное равновесие. Температура в подшипниках со скользящим трением определяется условием равновесия между количеством тепла, развиваемого трением в секунду, и коли-
') Giimbel (см выше) находит для нормальных подшипников 1,6J
2^0,01 , гтс т,-дано в kgse^r^ п — числу оборотов в мин., р дапо в at.
СОСТАВНЫЕ ЧАСТИ МАШИН.
151
чеством тепла, отдаваемого подшипникам зато же
время: \pPvA = QK1 где Р обозначает опорное давление, v — скорость
скольжения,
А 427’
a Qw выражено в kg cal/sec. Так как количество
отдаваемого подшипником тепла возрастает с увеличением разности между температурой в зазоре подшипника и температурой наружного воздуха, то с увеличением количества развиваемого при трении тепла происходит возрастание температуры до тех пор, пока снова не установится равновесие, Предел допускаемого повышения температуры, главным образом, зависит от свойства масла и материала подшипника. Количество отдаваемого подшипником тепла Qw по мере повышения температуры (в зазоре) для каждого данного подшипника определенной формы и конструкции определяется разностью температуры по отношению к температуре наружного воздуха и различными условиями работы вала1). Qw имеет наименьшее значение при естественной отдаче тепла от металлической поверхности непосредственно наружному воздуху в спокойном состоянии. При сильаом движении воздуха (подшипники у шатуна, подшипники паровозов и авиационных моторов) Q№ значительно возрастает и может быть также повышено
Фиг. 337
водяного охлаждения вкладышей,
Фиг. 338.
а более всего путем пропускания значительного количества масла, которое одновременно смазывает и понижает трение в подшипнике: искусственное отведение тепла. Взяв отношение Р —pF к проекции поверхности скольжения на направление силыр, определим „удельное охлаждение" Lk подшипника Lk — цр„, v — [kgmsec — 1 cm 2]> или p. = —— в момент состояния подшипника в температурном равно-pmv
весии. На фиг. 337 указана но опытам Лаше х) зависимость между средними значениями Lk для нормальных подшипников со скользящим тре-
4) L asche, Die Reibungsverhiiltnisse von Lagern mit hoher Umfangsgeschwindigkeit Z d. V. d. I. 19u2.
152
I. ДЕТАЛИ МАШИН.
ниею при естественном отводе тепла и А/'" разностью между температурой в зазоре и температурой наружного воздуха.
Путем искусственного охлаждения и пропускания масла молено повысить Lk в несколько раз.
Если нанести для определенного подшипника кривую зависимости коэффициента р. от температуры t° (по фиг. 336) и кривую зависимости значения —- от 1°, то точка пересечения обеих кривых определит состояние теплового равновесия подшипника. Па фиг. 338 изображены кривые зависимости коэффициента р. от средней температуры подшипника для различных значений т] и различной степени приработки подшипников: кривая 1 дана для жидкого масла и еще неприработавшегося подшипника (pmin ~ 0,006), кривые 2 и 3 для масел средней густоты и для плотного масла и хорошо приработавшегося подшипника-(p-min~ 0,002). Для данных значений pv определяется кривая —. Точки пересечения обеих систем кривых a.j, а2, определяют температуры и значения р, при которых наступает состояние температурного равновесия подшипников. В точке «, наступает уже смешанное трение и связанное с ним изнашивание подшипника, а в точках а2 и as имеет место трение смазанных тел без изнашивания. Для подшипника наиболее подходит то масло, которое при наивысших значениях pv, возможных по условиям работы подшипника, вызывает наименьшее нагревание подшивника.
Допускаемое значение pv. Наименьшие величины повышения темпе-
ратуры подшипника имеют место, когда —- = р-т1п или pv =
Р*' Pmin
Для Lk 0,05 (соответствующего Д<° '-t 30° согласно фиг. 337) и pmin = 0,006 по 0,002 получается pv — 8 до 20 для нормальных подшипников с трением смазанных тел.
Меньшие значения pv повышают надежность работы. Для закрытых машин, для подшипников, расположенных вблизи от обогреваемых паром стен или в пароходных помещениях, в рудниках и т. п., необходимо брать более низкие значения для pv, особенно надо понижать pv при слабой капельной или фитильной смазке, при которой возможно только смешанное трение.
Воздушное охлаждение. 1. Железнодорожные подшипники:
pv — 70 до 100 в паровозных буксах (паровозы скорых поездов), pv — 35 — 50 в буксах железнодорожных вагонов с подушечной смазкой.
2. Ц а п ф ы кривошипа. Расчет ведется по рт - v, так как давле-_р
ние цапфы сильно колеблется. рт = обозначает среднее давление цапфы за время одного оборота, которое определяется пз диаграммы зависимости от времени значений давлений шатуна (с учетом инерции движущихся масс, во безотносительно к направлению движения). Если
СОСТАВНЫЕ ЧАСТИ МАШИН.
153
известие только наибольшее давление цапфы ртах, то расчет производится по Р,я = <рРтах пли соответственно по рт = <р Ртах-
Таблица 20. Значения^.
Для насосов двойного действия с полным напол- ) пением..................................... I
Для насосов одинарного действия с полным | наполнением.................................J
Для двухтактных машин двойного действия (паре- ' вых н двигателей внутреннего сгорания), четырехтактных тандем-машин двойного действия ........................................
Для двухтактных машин одинарного действия
I
Для J <р около 1
жидкостей ।
I „ „ 0,5
Для пара
и газа
I v
I 0,3 до 0,7 в завися-? мости от наполнения
I 0,2 до 0,35 в зависи-• мости от наполнения..
Для четырехтактных машин одинарного действия, в зависимости от с
влияния инерцип масс н колебаний давления................ 0,15 до 0.2
В сомнительных случаях лля данного подшипника требуется специальная проверка колебаний давления цапфы в течение одного оборота
или такта.
pmv = 20 до 30 для цапф кривошипа постоянных поршневых машин, — 50 до 100 для папф кривошипа с воздушным охлаждением
в паровозах,
= 5 для цапф эксцентриков
= 10 для цапф эксцентриков
литого железа или ( стали по чугуну | белого металла по { чугуну;
для паровозов выше. (
смешанное тревпе.
Искусственное охлаждение. При pv = 120, например, в подшипниках паровых турбпн с р = 6 и v = 20 ш, требуется искусственное отведение главного количества тепла. Для р = 0,01 (вследствие весьма высоких скоростей цапф) имеем Lk = 0,01 120=1,2 = -—; илп Q№ = 1,2 AF в единицах тепла в секунду. Отсюда молено подсчитать потребное охлаждение, количество подаваемого масла, падение его температуры и самое оборудование дли охлаждения масла. Чем выше температура подшипника, том легче и дешевле устроить масляное охлаждение, поэтому для паровых турбин принимают (° = 70 до 80° 1).
В небольших подпятниках (дисковых), хотя р вследствие смешанного трения большей частью выше, чем в подшипниках, допускается pv до 20, так как отвод тепла из стоящих в масле подпятников весьмг удобен.
*) При опытах Las с he, 1902, 1906 и 1918 г.г. достигали» значения рт — 300, 400,. 600 и выше, см. Lasche, Konstruktion end Material 1га Ван von llampfturbinen, S. 143. Berlin. 1920, Julius Springer.
154
I. ДЕТАЛИ МАШИН.
В простых кольцевых цапфах, например, в водяных турбинах, которые обильно смазываются нагнетаемым маслом или другим способом, pv = = 40 до 80, а в подшипнике Михеля (стр. 149): pv — 150 до 200 (вследствие искусственного охлаждения и хорошей смазки); гребенчатые подшипники в судовых двигателях (менее удовлетворительная смазка): pv = = около 5 при неподвижных вкладышах и около 10 при перестанавливаемых вкладышах.
р
Размеры цапф. Так как рт — ~ в цилиндрических цапфах,
а в кольцевых цапфах рт = _ , где i обозначает число, а Ъ ширину
, dn , ,
кольца со средним диаметром ат и v = ni/sek при а в ст, то наименьшие размеры I и Ъ цапф определяются из I илп соответственно
1 Л- 1900(рт),„
плп
— 1900 (pi;)"”
между тем, как диаметр цапфы d обусловливается только прочностью, изменениями давления илп конструктивными соображениями (в цапфах кривошипа применим второй вид неравенства).
Канавки для смазывания *)• Только в подшипниках, работающих продолжительное время или непрерывно со смешанным трением, устраиваются канавки для смазывания, которые достаточно обеспечивают -смазывание всех поверхностей подшипника вследствие капиллярности и вязкости смазочного материала. При чистом трении смазанных тел, яапример, в подшипниках валов и кривошипов, ати канавки неблагоприятно влияют на несущие поверхности подшппнпка. так как они прерывают несущий слои масла и таким образом, благоприятствуют непосредственному соприкосновению металла с металлом. Канавки в не несущих поверхностях (наир., под 90° или 180° к направлению давления) целесо образны для скопления масла и для непосредственного масляного охлаждения прп помощи нагнетаемого масла. Канавки в белом металле должно как следует округлять по краям во избежание прилипания масла.
Смазочные материалы * 2). 1. Густая смазка. Преимущества этой смазкп в том, что она держится в зазорах подшппнпка; меньшие потери материала, но большие tq и р., поэтому эта смазка подходит для второстепенных подшипников и шарнирных соединений, для низкого или переменного v, илп при работе в пыли, когда масло портится.
Смазка вдавливается от руки (штауфферовские масленки), пружиной пли смазочным прессом.
2- Жидкая смазка. Смазка каплями. Масло подвозится только в количествах наименьшей потребности в соответствии со сме , шанным трением; действует во время работы подшипника, прекращает действие при остановке; своевременное наполнение. Целесообразно устрой-
*) См. особенно Falz, Grundzuge der Schmiertechnik, Berlin 1926, Springer: rp. 13 и 266.
2) Том I отр. 969 и след.
СОСТАВНЫЕ ЧАСТИ МАШИН.
155
ство видимого падения капель п применение стеклянных резервуаров Фитильные и игольчатые масленки вытесняются вентильными с точной регулировкой. При значительном числе мест смазки применяется „центральная капельвая смазка". Циркуляционная смазка: Обильная смазка, в зависимости от надобности с большим или меньшим падением, давления, особенно для подшипников с чистым трением смазанных тел, циркуляция всего масла или в самом подшипнике, пли общая для всей машинной установки, пуск и остановка отпадают. Широко распространены: кл>п.чрван смазка (фиг. 351 до 353). цепочная смазка (фиг. 339'
•яг. 3'9.
и смазка закрепленным на валу кольцом (фиг. 350) с резервуаром для масла под вкладышем, пополнеипе резервуара по мере потерн (устранимой!) масла через большие промежутки. Стремление к наивозможному устранению всех потерь масла при циркуляционной смазке имеет существенное влияние на все конструкции подшипников. При больших машинах подача масла общими насосами ко всем подшипникам (напрпмер, в паровых турбинах, в больших поршневых машниах) с охлаждением отходящего масла и очисткой нагретого масла. Смазка поддавлена е м, например, в цилиндрах паровых и газовых двигателей с сальниками с неустранимой потерей масла из-за испарения, распыления в подаваемых в цилиндр жидкостях, газах пли паре. Целесообразно устройство отдельных поршней для подачи масла в каждый пункт смазки. Пример: аппарат Молерупа, масленка Боша ').
Вязкость смазочных масел должна соответствовать значениям р и п подшипника, при чем для предполагаемых температур подшипника для ориентировки
можно принять Е° > 150 — • Для р = 7,5 at, п — 150 должно быть i — 40 — 50.
При t — 50 имеют: веретенное масло..................................1,2— 2,0 Е°
легкие машинные масла...................2,0— 3,5 „
средвие „ „ ..............3,5— 5,5 „
тяжелые „ „ ..............5,5—20 „
цилиндровые,, „ ... ... 20 —60 „
Е° > 7.5 при
(градусы по Зиглеру).
Срази. W ague г, Schmierung der Hcissdampflokomotive, Z. d. V. d. 1. 1925, S 1539, черт. 5 и 16.
156
I. ДЕТАЛИ МАШИН.
Металл подшипников и вкладышей. Хороший для подшипников металл ') должен иметь следующие свойства: незначительное трение насухо, ^незначительную изнашиваемость, хорошую приработку и достаточную теплоотдачу.
Эти свойства тем важнее, чем чаще можно ожидать смешанного пли даже трения насухо, между тем как при трении смазанных тел и отдаче тепла при посредстве смазочного материала металл, из которого изготовлен подшипник, ие имеет значения.
Наивысшие значения опорного давления рП1ах при сметанном трении, допускаемые обычно при смазке через смазочные канавки, указаны в таблице 21.
Таблица 21. Наибольшие опорные давления в подшипниках.
Pmax и закаленной и шлифованной стали а п ф ы из : чугуна литого железа
Втулки или co- \ закаленная и ответственно 1 ш шфованная вкладыши J сталь .... Чугун Бронза и пластичные сплавы .... Твердое дерево . . до 150 кд Icin'2 - 40 „ „ so „ до — » 80 п г j 5 до 20
Прп нагреве цапфы бронза задирает; она предпочтильна в тех случаях, когда желательно сильным ударам противопоставить высокую прочность на сжатие и твердость, пластичные же материалы: нормальный белый металл с приблизительно 80% олова (а также и новые сплавы свинца, твердые благодаря добавлению бария, натрия или кальция) прирабатываются скорее и лучше плавятся прп нагреве, без задирания вала. Пластичные сплавы из-за недостаточной твердости и из-за высокой стоимости заливаются в чугунных пли бронзовых вкладышах (фиг. 350, 352).
Вкладыши и корпуса подшипников. Требования: 1. Легкая сменяемость вкладышей в случае надобности замены: цельные вкладыши применимы только прп возможности осевой разборки цапф и подшипников. Вкладыши большей частью из чугуна, бронзы пли закаленной и шлифованной стали (DIN 146 и 147). Преимущества — дешевпзна и длительное сохранение цилпндрической формы, но их нельзя переставлять плп разбирать в радиальном направлении. Разъемные на несколько частей (2 нлп 4) вкладыши допускают разборку в радпальном направлении без удаления соседних частей, изготовляются большей частью из бронзы пли чугуна С залпвкоп сплавом, а при незначительном опорном давлении из чугуна. Разъемные вкладыши допускают регулировку в случае изнашивания и расточку, но с другой стороны разъемные вкладыши легко утрачивают правильную круговую форму при обработке или во время работы
’) Z. d. V. d. I. 1898 стр. 1300 работа Шарли, а равно Czochralsld "u. Welter Lagermetalle tind Ihre technologische Bewertung, Berlin 1920, Jul. Springer.
СОСТАВНЫЕ ЧАСТИ МАШИН.
157
благодаря нагреву, поэтому не надо их делать слишком тонкостенными. Поверхности раздела между отдельными частями вкладыша должны быть расположены так, чтобы давление не приходилось на них (сравн фиг. 339). Подшипник локомобиля Ланца, Маннгейм, с горизонтальными цилиндрами. Конструкция нижнего вкладыша горизонтального подшипника должна быть такова, чтобы ужо прп незначительном подъеме вада его легко можно было вынуть, поворачивая вокруг вала.
2. Установка оси подшипника по осн вала, а) Угловая подвижность вкладышей внутри подшипника, прп 3 необходима,
I. а прп — а'
1,5 желательна, особенно при всех сильно прогибающихся
валах для устранения давления у краев; подвижность вкладыша достигается шаровыми опорами вкладышей (например, в подшипниках Селлерса). Сравн. фиг. 349, 351 и 352 и вкладыши с угловой подвижностью в подшипниках паровых турбин (во втором разделе, Паровые турбины). Прп отсутствии такой автоматической установки необходимо тщательно пришабрить вкладыши по валу для устранения односторонней нагрузки.
Ъ) Перестановка вкладышей в подшипниках, в коренных подшипниках поршиевых двигателей и в станинах машин— при помощи установочных клиньев или прокладок из листового железа (также и в подшипниках шатуна); в стенных и потолочных подшипниках в зданиях—укреплением вкладышей между двумя установочными стержнями с нарезкой на подвеске или кронштейне, которые имеют различную конструкцию в зависимости от места их прикрепления (потолочные подшипники на подвесках, фиг. 348, стенные, наколенные, на балках или на полу); в прейскурантах различных трансмиссионных фирм >) приведены многочисленные примеры таких конструкций, допускающих боковое закладывание вала при сборке (в Америке вал по большей части закладывается снизу).
с) Установка корпуса подшипника на особых плитах (фиг. 341), стойках (фиг. 344), подвесках (фиг. 345) на стенных угольниках (фиг. 346), в стенных коробках (фиг. 343), консолях степных (фиг. 347) и иаколонных (фиг. 347«).
Конструкция закрепления вкладышей в корпусе подшипников обусловливается формой и условиями удобного доступа к ним в зависимости от конструкции станины или рамы. Пример: конструкция подшипников поршневых машин и турбинных во 2 разделе: Машппы-двнгатели.
Нормы для подшипников приводных фабричных валов. Кроме диаметров валов 1) нормирована в D1N 118 и длина подшипника установлением предельных наибольших размеров L, прп чем подшипники разделяются на три группы: формыАпВ—подшипники со скользящим трением, форма С для подшипников с трением качения. Нормирование проведено до диаметров вала D — 500 mm.
*) И пример, Bamag, Dessau; завод Wulfel, Hannover; Flender & Co., Diisseldorf; Peniger; Polysius, Dessau; Tacke & Co., Rheine; Vogel & Schlegel, Dresden. Gehr. Wetzel, Leipzig и np.
158
I. ДЕТАЛИ МАШИН.
Подшипники с неподвижными цапфамипвращающимися вкладышами. Оти подшипники применяются прп натяжных роликах, промежуточных колесах зубчатой передачи, холостых ременных шкивах и муфтах и требуют специальной конструкции смазки во избежание вытекания масла. Пример: фиг. 354—букса Легус завода Вюль-феля: поверхность скольжения имеет достаточно большой диаметр, чтобы смазка не выжималась и легко держалась на ней; при более высоких удельных давлениях применяется смазка зачерпыванием, например, по фиг. 355—букса Гилн, работающая и прп вращающемся вале.
Таблица 22. Подшипники по DIN 118.
Размеры в mm фпг. 340. А—длинный подшипник со скользящим трением, В—такой же коротквп подшипник, С— подшипник с трением качения.
D Наибольшее зпаченне L подшипников.
Со скользящим трением С трением качении h а Ъ (1
Форма А длинные Форма В короткие Форма С
25 и 30 140 120 100 65 200 55 150 Ч„"
35 „ 40 180 150 110 75 220 65 170 L"
45 „ 50 220 180 120 90 260 75 200
55 „ 60 260 210 130 100 290 85 230 v
70 300 240 140 110 330 95 260 V
80 340 270 150 125 370 110 290 9ltt
90 380 300 170 140 410 125 320 7/ п
ЮОи 110 460 360 190 165 470 150 370 11'
125 .,14" ”50 450 — 200 560 195 450
Фиг. 340.
Фпг. 342.
Фиг. 341.
Таблица 23. Плиты для подшипников и стенные коробки.
Размеры в mm фиг. 341 и 342 по DIN 189, фиг. .343 по DIN 193.
в * н 1 * 1 а 1 Ъ' 1 г
25 и 30 65 100 260 W 330 65 300
35 „ 40 75 115 290 %" 360 75 350
45 „ 50 90 135 330 ч," 410 85 400
55 „ 60 100 150 360 V 450 95 450
70 110 165 ч10 V 510 110 500
80 125 185 460 1" 570 125 550
90 140 205 520 1*/в" 650 145 600
100 и 110 165 240 650 I’U" 790 180 700
125 „140 200 290 750 IV 910 230 800
Фпг. 343.
СОСТАВНЫЕ ЧАСТИ МАШИН.
T3F
Таблица 24. Опоры.
Размеры в mm фнг. 344 и 344а no D1N 195
D Л р ъ
300 375 40 150
45 и 50 СО 400 400 ’/в" 45 180
500 425 ’Is" 45 180
— 400 450 V 45 180
55 и 60 100 500 475 1" 50 210
600 500 1" 50 210
400 500 1" <50 210
70 по 500 525 1" .50 210
600 550 р/в" 55 240
800 с'ю Ив” 55 240
400 550 1 ‘/в" 55 240
80 12? 500 575 Р/в" 55 240
600 ООО Р/в” 60 270
80; 656 Р/в" 60 270
500 I 625 1'1в" 60 270
90 140 60С 650 IV 65 300
яог | 706 ! р/8" 65 300
600 800 13," 65 300
100 и ПС 165 806 850 1 ‘/f 70 330
1000 906 1*/2" 70 330
— — 600 |“ 900 P/а” 70 330
125 и14С 20С 806 950 IV 80 360
1000 11000 IV 80 360
Фнг. 344 а.
Таблица 25. Потолочные подвески
двуплечие (фиг. 345) по DIN 194.
D Л А Л й V ъ
55н60 100 500 600 700 900 1000 1100 140 V 60 60 60 230
70 по 500 600 700 900 1000 1100 160 ’/в" 65 65 65 260
80 125 500 609 700 800 900 1000 1100 1200 180 1" 75 75 75 75 300
90 140 500 600 700 800 900 1000 1100 1200 200 Р/в” 80 80 80 80 330
100 и ПО 165 600 700 800 1000 1000 1100 1200 1400 220 Р/в” 85 85 85 85 360
Фпг. .345.
160
I. ДЕТАЛИ МАШИН.
Фиг. 346.
Таблица 26. Настенные угольники (фпг. 346) по DIN 187.
D I | (А) 4 | t > I а
25 и 30
3540
45 „ 50
~55и 60
70
80
90
100 и 110
125 „ 140
65 150 75 170 9( 200
Т00| 230 110 260 1251 290 140i 320 165 370 200| 450
tlO ISO 150 Tro
190 210
45 110
45 130
50 150
50 170
55 190
60 2LO
240i 70| 240j lJf8"
280 801 280 I*j4"
3501 901 350| 1%"
фиг. 347 a.
Таблица 27. Стенные иронштейны (фиг. 347) по D1N 117.
D л а е А i d
25 30 65 310 95 195 200—300 300—400 300 400 120 5/8"
35 40 75 330 85 185 285 385 200-300 300—400 400—500 500- 600 300 400 500 600 120 sy
45 50 90 370 65 165 265 365 465 200-300 300-400 400-500 500-600 600—700 300 400 500 600 700 140 з; ч
55 60 100 400 150 250 350 450 550 300—400 400—500 500—600 600—700 700—800 400 500 600 700 800 140 V
70 110 440 130 230 330 430 530 300—400 400- 500 500 - 600 еоо—700 700—800 400 500 600 700 800 160
80 125 480 110 210 310 410 510 300-400 400- 500 500-600 600-700 700—800 400 500 600 700 800 180 Г'
90 140 520 190 290 390 490 400-500 500—600 600-700 700—800 500 600 700 800 200 I1/»"
100 110 165 590 1551400-500 255 500—600 355 600—700 455*700--800 500 600 700 800 220 IV."
125 140 200 680 210 310 410 500—6С0 600 - 700 700—800 600 700 800 240
СОСТАВНЫЕ ЧАСТИ МАШИН. •
161
Таблица 28.
Подшипники на подвесках (фнг. 348) по DIN 119
45 „ 50
1 200j 2401 :о 110[ 300 320 ГО
| 400| 400' 50
300: 320рЮ
120 40О| 400 50 tool 4801 Г.О
300 400 Г,(О соо
3201 55
4С0| Г 5
480 55
500! 55
300
400
500
400 500 60С
700
80 180
400
500
600
700
320 55
400 55
480 Зэ
560 55
400 60
480 60
56С 60
641 60
40' 70
48( .0
56( 70
640 70
фнг. 348.
Для длины L в общем пригодны формы А п С (1абл. 22).
« 400 400 75
эОО 480 75
90 ' 200 600 560 75
700 64( 75
100 и 1101 240
500; 480 80 I
6001 560! 80
7001 640, 80 I
Фиг. 350.
Фиг. 349.
На чертежах 349 и 350 представлены примеры приводных фабричных подшипников фиг. 349 подлипших с шаровым вкладышем, форма А, завода Вюльфеля н Ганповере. со смазкой, наглухо зажатым на валу кольцом; фиг. 350—подшипник той же фирмы форма JB, с вкладышами, залитыми белым металлом. Для неподвижной установки вала зажатоо на нем кольцо для масла заменяется обваркой вала.
162
I. ДЕТАЛИ МАШИН.
2. Пэдшипники с трением качения (шариковые и релиновые подшипники)1). Кинематические осповы. Дш получения движения чистого катания требуется вести равные катящиеся тела между концентричными
Фнг. 351. — Подшипники с шаровыми вкладышами фирмы БАМАГ, Дегсау (старая модель).
Фнг. 352.—Новая модель В с ложащчми внутри шаровыми вклады шамп, заливкой из белого металла и выемкам i для помещения обварок вала для его установки.
поверхностями катанпя. Если при этом требуется палпчие нескольких степеней свободы движения, то необходимо примснеппе в качестве катя-
РоЬтрхп сколЬж.
Фог. 354.
щихся тел — шаров, движущихся между плоскими, шаровыми или цилиндрическими поверхностями. Если же ирод у-смотрено только одно движение вращения, то в качестве катящихся тел пригодны любые тела вращения, прп кото
рых выполнимо условие качения, по которому все соответствующие осп качения п оси вращения проходят через одну общую точку
Ahrens, Das Kug llager, 2 Aufl. Berlin, 1925, Jul. Springer
СОСТАВНЫЕ ЧАСТИ МАШПН.
163
(на главной осп вращения, сравн. I том, стр. 266 фпг. 86). В таком случае применимы шары в желобках треугольного сечения пли из соображений прочности и дешевизны лучше в круговых желобках (для направления движения достаточно одного желобка в наружном плп внутреннем кольце) плп конусные ролики между конусными поверхностями качения. Чаще всего имеет место предельный случай: общая точка пересечения со далеко, все оси качения п вращения параллельны, катящиеся тела имеют форму шаров, плп бочкообразных, плп цилиндрических роликов, каковая форма лучше всего пригодна для восприятия чистых поперечных сил, между тем как для восприятия чистых продольных сил лучше всего подходят такие подшипники, в которых общая вершина качения лежит внутри подшипника.
Чтобы различно нагруженные катящиеся тола не меняли своего расстояния, целесообразно заключить пх в направляющую их движение общую „клетку" (обойму), между тем как все боковые силы, возникающие, например, прп конусных катках, лучше всего воспринимаются самими кольцами для качения.
Сопротивление трения. О сопротивлении каченпя шаров и катков см. 1 том, стр. 304. Идеальный коэффициент трении pi,-, т.-е. коэф-
фициент трения, отнесенный к диа-
Фш*. 355.
Фиг. 356.
(фиг. 356) понижался до 0,0013 при 65 до 780 оборотах и прп наибольшей нагрузке, между тем как сопротивление Wr подшипника возрастает с увеличением пагрг зкп. Отсюда вытекает главное преимущество подшипников с трением качения: почти постоянное наименьшее сопротивление т р с и и я при всех скоростях, стало-быть, п прп начале движения.
Величину р. Гс прп хорошей копструкцпп и выполнении можно легко довести до таких низких значений, какие в подшипниках со скользящим
TiV треппем достижимы только при определенном наименьшем значении -— и при чистом трении смазанных тел; поэтому в подшипниках с трением качения и прп естественном наружном охлаждении все же получается менее значительный расход смазочных материалов. Прп весьма незначительном Ре и непродолжительных периодах работы достаточно для смазки только слоя масла Общее сопротивление тренпя составляется из сопро-
') Z. d. V, d. I. 1901, S. 121: 1902, S. 1463.
IG4
J. ДЕТАЛИ МАШПИ.
гиг.лення качении и добавочных сопротивлений обоймы, взаимных соприкосновений, защемления и т. и., которые необходимо по возможности устранять. Сопротивление тропин в некоторых случаях значительно увеличивается благодаря добавочному сопротивлению от скользящего трения в шаровой пли роликовой обойме, а н подшипниках с осевым давлением и в роликовых подшипниках особенно благодаря боковому давлению В направляющих. Поэтому только при небольших и средних значениях v применяется вазелиновая плп густая смазка, а прп больших v и Р трс бустся, как и в подшипниках со скользящим трением, смазка маслом и достаточное охлаждение.
Характерные особенности: отсутствие слон масла, заглушающего колебания и толчки, является недостатком по сравнению с подшипниками с трением скольжения прп быстроходных, трудно балансируемых гадах, поэтому ход не такой мягкий и бесшумный, как в подшипниках с тренпем скольжения; необходимость точной установки подшипников и их корпусов. Шариковые подшипники значительно чувствительнее к толчкам, чем с катками цилиндрической плп бочкообразной формы. Подшипники с трением качения в общем наиболее уместны в тех случаях, где установка пх дает значительные преимущества перед более дешевыми подшипниками с тренпем скольжепия, особенно в транспортных механизмах п аппаратах всякого рода в целях экономии мускульной или двигательной силы, или для замены таких подшипников с трением скольжения, в которых трудно выполнить трепне смазанных тол (подпятники, подшипники с небольшим пли сильно меняющимся v плп с частым остановом движения, подшипники со значительным Р), пли, где смазка недопустима или ненадежна.
Нагрузка. Об изменении формы (сплющивании) и напряжении шариков и роликов см. сопротивление материалов (уравнения Гертца) 1 том, стр. 620. От изменения формы и напряжения зависит и относительная кривизна соприкасающихся поверхностей, которая сводится к соприкосновению выпуклой поверхности диаметром d,. с плоскостью (d — оо), согласно уравнения А = А
(знак|—[относится к полой выпуклой поверхности), в таком случае d, = 0,5 или 1, пли 2. Для увеличения dr в случае шариков желательно наибольшее прилегание к направляющей путем придачи желобам круговой формы. Поверхность сплющивания в случае соприкосновения шариков =
= —— , а при соприкосновении роликов (длиной I) = С, <1,1, так что среднее давление по поверхности соприкосповения
4- А . Пример: d, = 1, d2 = 1, пли оо, плп — 2 «2
для шариков
для роликов
р
Pm~'7lrl •
Рт “ к
4
ТТ Т1 !• 4,5 !
11о I е р т ц у ч 'г; - (точнее 4,3 для шариков, 4,65 для роликов) арп одинаковом модуле упругости А’ обоих соприкасающихся тел. При-
СОСТАВНЫЕ ЧАСТИ МАШПН.
165
, , , Р
няв значение характеризующего соприкосновение коэффициента /г=-^-2
, Р
плп к — -fy , пмеем следующие значения:
Е
, Р \Wpn? , Р 4,65 р„?
ki = .,=----для шариков, К2= □ > =------------тт-— лтя роликов.
<лг“ 1^- clrl Л/
Обозиачпв через у общее понижение поверхностей под действием нагрузки (упругое сближение центров соприкасающихся поверхностей), имеем £в С2. Отсюда елздует, что при нескольких катящихся телах неодинаковых диаметров плп прп неравномерном распределении нагрузки между этпмп телами квадраты их нагрузок Р или к относятся, как кубы понижений.
а) Подтип и и к и. Если катящиеся тела сидят свободно в жестких кольцах (фиг. 357), то
Р = Ро + 2 Pi cos у -J- 2 Р2 cos 2 у 2 Р„ cos п у.
Еслп кольцо без прогпба опускается иод действием нагрузки Р, то P-t — Ри cos '!у, Р2 = Ро cos ^2у и т. д., так как радиальные составляющие понижения определяют нагрузку, отсюда:
А А 5
Р = Ро (1 + 2 cos 2 у -f- 2 cos 2 2 у . .. -ф- 2 cos 2 п у).
Для числа г = 10 до 20 катящихся тел выражение в скобках = —- , так что
или Ро^~ ’)•
Прп весьма большом числе катящихся тел, например, при шариковых подшипниках SKP, I допускающих угловое V перемещение (фиг. 358) I выражение
S* возрастает
Фиг. 357.
в скобках z
до — , так
Фпг. 358. 1—смазочная канавка; 2—поблочное кольцо для уплотнения.
что Р ~ .
Так как Ау возрастает в третьей (для роликов соответственно
к2—во второй) степени допускаемой нагрузки, то для шариков (роликов) и их направляющих предпочтительно применяются наплучшпе материалы, на пример, лучшая хромовая сталь (1% хрома, 0,8 до 0,9% С), з авале н-
) S t г i Ь с с k. Z. d. V. d. I. 1901 S. 121.
166
t. ДПТЛЛП МАШИН.
нами точно и равномерно отшлифованная. Для таких шариков „растрескивающая нагрузка" (при которой прп разгрузке обнаруживаются
Р
тонкие трещины) составляет 7с= —л:5ОО для давления шарика нашарнк Р
(соответствует — 2000). Чем выше нагрузка шариков или ролпков 7с,
тол меньше: размеры подшипников, влияние тренпя обоймы п коэффициент трения р.,-.
Па основании опытов и наблюдении Гудмана *) для шариковых ЛОДШНШПКОВ можно привить
, _ Р_ _ 180 до 400
1 — </-’ ~ 1 ’
аосо а '
при чем наименьшее значение пригодно для движения шариков в плоских желобках, а наибольшее—для движения в дуговых желобках, D обозначает диаметр внутренней направляющей шариков, d — диаметр шариков, п — число оборотов. Для ролпков (например, цилиндрических ролпков нормальной модели SKF, Берлин, Эгера в Оберфельде, и т. и.; конусных роликов фирмы Тпмксна и Крупна) при том же материале можно принять к2 ~ 2/г,, но для ролпков по незакаленным валам принимается только к.--20 до 60 в зависимости от латерита вала. Нагрузку для нормированных подшипников см. на следующей странице.
Ь) Подшипники прп давлениях вдоль осп вала (ji о д и я т и п к п). р
В этом случае Ро = —, если нагрузка всех шариков пли ролпков
одинакова. Для осуществления такой нагрузки необходимо при подпятниках с большой нагрузкой иметь шариковые кольца, имеющие возможность устанавливаться под различным углом, а при нескольких кольцах неизбежны особые меры для равномерного распределения нагрузки. Сравни фнг. 159 соединенный подшипник и подпятник SKF — нормальна/
Фиг, 359,
Фиг. 360.
модель для центрофуги; ~ £ для шариков в желобах с дуго-
вым сечением, к, очень быстро уменьшается с увеличенном скорости,
9 Minutes of proceedings of the Institution of civil englne.ers, 1012.
СОСТАВНЫЕ ЧАСТИ МАНТИИ.
167
так как прп значительном числе оборотов вследствие центробежной силы имеет место сильное сверлящее трение и неспокойная работа шариков; вапхудшие условия работы прп временной разгрузке шариков, когда шарики за отсутствием давления перестают принудительно двигаться по направляющим. Поэтому дли восприятия осевых давлений часто применяются подшипники, например, подгаппникп с особо глубокими канавками (кольцами), с дуговыми профилями, при чем осевая нагрузка может возрастать до допускаемой радиальной нагрузки Р, или же подшипники с конусными катками, например, подшипники Тпмкена (Линке-Гоф-мава-Лаухгамервсркс, Берлин) фиг. ЗСО для осей трамвайных вагонов.
Нормированные подшипники с трением качения. Исполпн’глътш бюро по шарпкопым подшипникам в Комитете по нормированию были установлены формы, размеры, нагрузки п допуски дли наиболее употребительных п>дпппшиков и подпятников с трением качения или же в некоторых случаях предположены к нормированию. В таблице 29 при-ведет» главные типы, в таблицах :О п :»1 — соответствен по важнейшие размеры. Мантии-косые подшипники и подшипники с заплечиками только по размерам и допускам соответствуют нормам других подшипников, ио но по нагрузкам.
Размеры прочих подшипников имеются в прейскурантах фирм по шариковым подшипникам.
Нагрузка Р длн нормированных подшипников дана для мучая покоящейся нагрузки Р (п ~0) и для этого случая представлена иа фиг. 363.
Нагрузка ДЛЯ ПОДШИПНИКОВ Р = СР0, в движении
где для
п = 10 50 100 200 500
0,9 0,85 0,75 0.60 0,55
п — 1000 1500 2000 3000 5000
с 0,45 0,40 0,35 0,25 0.15.
Данные пагрузкп представляются только, как средние значения для нормальных случаев п для шариковых ппдшппнпков.
При вссеокойной нагрузке с толчками особенно для шариковых подшипников нагрузка должна быть значительно уменьшена
t-b -J ь-*-.
Фгг. 362.
Размеры роликовых подшипников те же, как и шарп-когых, а нагрузки в среднем двойные.
Конструкция и устанэвка подшипников. Прилагаемые к подшпппп-кам трсбовпния и пх конструкция тс же, как н в подшипниках с трением скольжения; хгловая нодвиашость, где опа требуется, достигается
168
I. ДЕТАЛИ МАШПИ.
благодаря самим шарикам (подшипники SKF) или подвижности в уста новочных кольцах. Установка затруднена тем, что вес кольца должны быть цельными, при разъемных кольцах неизбежны толчкп и иоломка. Внутреннее кольцо должно неподвижно сидеть на своей оси или валу, наружное кольцо держится в корпусе так, что оно может немного перемещаться относительно вша. Прп этом должны быть приняты во внимание возможные удлинения вала и неточности в расстояниях между
Таблица 29. Обзор типов под’лчпнихов с трениек качения. (DIN 619).
Подшипники.
Ппдпятппки, подшипники для восприятия осевых сил, (пока нормированы только шариковые)
Для шариков или роликов без установочного кольца с установочным кольцом Подптппппк для осевой нагрузит. ы ШУ
Однорядные подшипники DiN 612—614 С шаровым основанием ведущего кольца.
?1
Двурядпые 1ЮД1Ш1НПНКИ *) DIN 622—624 С установочной шайбой.
Однорядные подшипники с натяжной втулкой DIN 632 -633 |Оу Для нагрузки, иеья • щей направленно.
.. а 5В
1
Дпурядные подшипники *) с натяжной втулкой DIN 642 С шаровымп основаниями ведущих олец длл^пагрузкп, меняющей направление.
Магтпиковые подшипники (с шариками нлп роликами SKF). Дтя нагрузки, я ел t я ю щ о й п а 11 р ав л е-дио с ус гач о точными шайбами.
Подшипники с заплечиками (с шариками или роликами). Однорядные для нагрузки, меняющем направление. |м|
’) Размеры особенно широких пчшипников с роликами соответствуют размерам шариковых подшипников с двумч г • да ч шариков.
СОСТАВНЫЕ ЧАСТИ МАШИН.
169
Таблица 30. Однорядные подшипники.
л.— легкая; ср. — средне-тяжелая, т.- тяжелая нагрузка; размеры в mm.
а <?0 ’) Ъ л. I) A
л. с». V. т. fit. л. <P- m.
10 9 11 30 35 35 40
12 _— -— 10 12 — 32 37 —_ 37 42 .—
15 .— 11 13 — 35 42 — 40 47 —
17 .— _— 12 14 17 40 47 62 47 52 70
20 15 — 14 15 19 47 52 52 58 80
25 20 15 17 21 52 62 80 58 70 90
30 25 25 16 19 23 62 79 90 70 80 100
35 30 30 17 21 9’S 12 80 100 80 90 11G
40 35 35 18 23 27 80 90 по 90 ICO 120
45 40 40 19 25 29 85 100 120 95 110 130
50 45 45 20 27 31 90 по 130 100 120 140
55 50 50 21 29 33 100 120 140 ИО 130 150
60 55 — 22 31 35 110 130 150 120 140 160
65 60 55 23 33 37 120 140 160 130 150 170
70 — 60 24 35 42 125 150 180 135 160 190
7 5 65 65 25 37 45 J30 160 190 140 170 210
80 70 70 26 39 48 140 170 200 150 180 220
85 75 75 28 41 52 150 180 210 IGO ISO 230
90 80 80 30 43 — 1С0 ISO — 170 210
95 85 85 32 45 -— 170 200 — isO 220 —
100 90 34 —. — ISO — — 190 .—
105 95 — 36 —- ,— 190 — __ 210 — —
ПО 100 — 38 — — 200 — — 220 — —
Таблица 31. Двурядные подшипники (фиг. 36^).
d b D 27,
Л. Л. ср. in. Л. cp m. Л. V- tn.
10 14 17 30 35 35 40
12 .— 14 17 — 32 37 —— 37 42 —
15 — 14 17 -— 35 42 — 40 47 —-
17 ,— 16 19 29 40 47 62 47 52 70
20 15 18 21 33 47 52 72 52 58 80
25 20 18 24 36 n.9 62 80 58 70 90
30 25 20 97 40 62 79 90 70 80 106
35 30 23 31 43 72 80 100 80 90 110
40 35 23 33 4G 80 90 no 90 100 120
45 40 23 36 50 £5' 100 120 - 95 no 130
50 45 23 40 53 SO 110 130 100 120 140
55 50 43 57 100 120 140 110 130 150
60 55 28 46 C/J 110 ]30 150 120 140 16v
65 60 31 48 64 120 140 160 130 150 170
70 — 31 51 74 125 150 180 535 ICO 190
75 65 31 л5 l i 130 160 190 140 170 210
80 70 33 58 SO 140 170 200 150 180 220
85 75 36 60 86 150 180 210 IGO 190 230
90 80 40 64 __ 160 ISO — 170 210 —
95 85 43 67 — 170 200 ISO 220 —
ICO 90 46 — — 180 — — 190 — -л-
105 95 50 —. 190 — 210 — —
110 100 53 — — 200 —- 220 —
ТИдиппшики с натяжной втулкой нормированы только для легкой и средней нал у :ки.
*/ II >д шип пики с натяжной втулкой поп ми ров пил го тыс > ня легкой пагрузкч
170
I. ДЕТАЛИ МАШПИ.
центрами подшипников. При установке валов только должен быть установлен неподвижно без боковых смещении.
Фиг. 3G3.
один подшипник Па гладких валах кольца подшипников закрепляются прп помощи затаж-ных втулок (фпг. 29 п 30).
Фиг. 364.
Корпус подшипников делается плп ра-ъемным (как в раздельных подшипниках с трением скольжения), фпг. 358 и 364, плп же делается цельным; в последнем случае он замыкается центрирующей крышкой
Фиг. 335.
Фпг. 366.
(фиг. 359, 361 и 366). В обоих случаях место соединения частей должно быт;, плотным п не пропускать масла; равным образом должно быть исключено проникание пыли (например, прп помощи войлочного кольца). Затем должны быть предусмотрены отверстия для наполнения и для выпуска смазочного материала. На фпг. 365 изображена конструкция для смазки в подшипнике для вертикальных валов. Шариковые п роликовые подшипники наиболее ходких размеров выполняются специальными фирмами ') которыми поставляются комплекты шариковых или роликовых элементов или целые ! одшпппики, равным образом эти фирмы
’) Пгпрпмер, Berlin- Ka-lsruhcr—Industriewcrke A. G. Fichte! & Sa^hs, Schweinfurt; Kugelf-ibrik Hscher, там же; SKF—Norma, Berlin Wt>; Ricbewtrke, Berlin—Weisseusee; Vollmann, VVet-iar и т. u.
СОСТАВНЫЕ ЧАСТИ МАШПИ.
171
дают указания по установке ') плп в сложных случаях принимают на себя таковую. Готовые шариковые подв|ппипкп для трансмиссий поставляются также специальными трансмиссионными заводами.
II. Устройство валов.
Валы служат для передачи энергии как в виде колеблющихся валов между рычагами, так, в особенности, в виде вращающихся валов.
Напряжение. При напряжении исключительно на скручивание (I том, стр. 696).
, Л/л , , ,, kg/cm"* 2,
где
для
для сплошных цилиндрических валов момент сопротивления
ж*= БГ~5 ст> цилиндрических полых валов с коэффициентом ослабления ? — cP
Wd = (cP - df):5 d = (1 - <р4) у ст»,
топкостеппых полых валов (труб) с толщиной стенок s и средним
для
диаметром dm
1,6 ст3.
Полые вялы с коэффициентом ослабления 9 при одинаковом ка должны
быть толще в отношен, и
©'
шеппп г, прп чем для
——т- , но при этом опп легче в отно-1-?
ср 3= 0,4 0,5 0,6 0,7 0,S 0,9
— =1,009 d 1,022 1,047 1,096 1,192 1,472
© © -°’85 0,78 0,70 0,61 0,51 0,39
прочность прп
Одновременно возрастает и получается пз уравнения — 620
изгибе. Крутящий момент kgem 2), так что для сплош-\ п I
иых валов
3tiOOJ() N
п
’) Сравп. также Betriebsbiatt 16 Бюро экономичного производства (Ausschuss f. wirt-schaftlichcr I vrtigung).
2j Дли валов, которым работа передается по середине, за А принимается тольк- паи*
большая работа, передаваемая на одном нз двух участков вала.
172
I. ДЕТАЛИ МАШПИ.
3
Приняв d = с , имеем для M’d = ^9 ^00 800
1 я I с = 15,3 12,2 9,65 7,7.
Прп выборе допускаемых напряжений при скручивании kd см таблицу 24, том I, стр. 608.
Случай нагрузки 1 сравнительно редок; очень часто встречаются случаи II и III. Особенно надо обращать внимание на нлпянпе толчков, главным образом, при наличии мест с изменением сечения: резкие переходы от одного сечения к другому, ослабление вала шпонками пли отверстиями.
Для дубовых валов водяных колес kd — 50 до 60 kg/cm2.
Чтобы принять во внимание влияние изменения сечения от шпонок и влияние одновременно действующего изгиба от веса шкивов, иатя-женпя ремней и т. п. для приходных валов, диаметр которых нормировав по D1N 114, выбирают весьма малое ка. Для валов из обыкновенного
прокатного железа обычно kd = 120 kg/cm2, так что d — 14,4|/ —, илв соответственно М = 24 cl3 (см. нижеследующую таблицу 32).
Таблица 32. Производительность нормальных приводных валов при kd = 120 fcg/cm2
d cm kg* cm N n d cm -®d kg-cm N n
2,5 376 0,0052 8.0 12290 0,151
3,0 648 0,0394 9,0 17500 0,243
3,5 1030 C.C14 10,0 24C00 0,333
4,0 1540 , 6 021 I I.o 31900 0,141
4.5 2190 0,030 12.5 47000 0,6'5
5.0 3000 0.042 14,0 65860 0,955
5,5 3990 0,055 16,0 98200 1,36
6,0 51 SO 0, 72 18,0 140000 1,94
7,0 8230 0,114 20,0 192000 2,67
Число оборотов вала. Целесообразное и
Дпаметры ио DTN 114. От 20 ст до 50 ст нормальные размеры диаметров выражаются только четными числами 22, 24,,..
Тяжелые валы, к которым приложены значительные радиальные силы, как-то коленчатые валы п валы с насаженными па них большими канатными и ременными шкивами, j ассчн-тываются всегда на скручивание и изгиб, т.-с. на сложное сопротивление. (Том I, стр. 716).
обычное число оборотов
вала п обусловливав гея применяемыми двигателями или генераторами, или числом оборотов рабочих машин, или промежуточных преобразователей движении. В этом отношении различные системы двигателей и генераторов характеризуются „удельным числом оборотов" т.-е. числом оборотов, которым бы обладал дачный тип машины при соответствующем его уменьшении и при сохранении всех скоростей в приводах и ведущих частях при мощности этой машины в 1 PS. По Куц-
баху 1) пт = пУ К и действительно чпело оборотов вада п =
У N
’) Kutzbach, Fortschritte und Prab’.e ne «ler mechanischen Energicumfonner, Z. d-7. d. I. 1Г21, S. 1302.
СОСТАВНЫЕ ЧАСТИ МАШИН.
173
Таблица 33. Обычные удельные числа оборотов.
Паровые турбины Водяные турбины (Н— напор в ш) . . . Пропеллеры Судовые впиты Аэропланные и автомобильные двигатели (Z—число цн- Дизольмоторы одиночного действия и газовые двигатели Паровые машины двойного действия Машины постоянного тока (электрические). - Приводные валы 200 ОСО до 400 000 150 000 „ 200 0*20 300 „ 750 Я* 5/* 10 000 „ 20 000 5 000 „ 30 000 6 000 „ 9 000* yF 3 000 „ 4 000-VF 2 000 „ 3 000’Vz нормальные „ 25 ООО быстроходные „100 000 500 „ 1 000 „ 2 000
Нормированное число оборотов. В таблице 34 содержатся нормированные но BIN 112 числа оборотов, которыми необходимо пользоваться в пределах возможности, а также выраженные в kgem PS значения Mi = т.-е. значения крутящего момента, отнесенные к I PS по
которым без труда можно определить действительный крутящий момент Ма = Mi N в kgem.
Скручивание и колебания закручивания. Закрепленные па валах вращающиеся массы, в особенности маховые колеса, ременные и канатные шкивы, могут создавать прямопротивоположные друг другу и притом колеблющиеся скручивающие моменты; прп i отдельных вращающихся массах, разделенных отдельными пружинящими участками вала, периодически колеблющаяся система имеет i—1 различных периодов собственных колебаний. Сравп. т. I, стр. 426 и след, и стр. 442. Поэтому необходимо принять меры к тому, чтобы число возможных периодических колебаний в размере приложенных к валу сил (возникающих, йапрпмер. при кривошипном механизме в поршневой машине плп в какой-либо ударной машине) было бы значительно ниже наименьшего числа собственных колебаний периодически колеблющейся системы так, чтобы была исключена возможность возникновения явления „резонанса" с числом оборотов между состоянием покоя и полным числом оборотов вала. О расчете и способах уничтожения резонанса в валах смотри также раздел D— Детали машин для регулирования вращающихся масс.
Подсчет числа собствснпых колебаний при нескольких отдельных массах в большинстве случаев может быть упрощен, так как наименьшее число импульсов определяется только наибольшими моментами инерции ).
Паиньв-псе число собственных колебаний пе также определяется очень часто по двум совокупным массам. (В двигателях часто массы всех подвижных частей протпвоставятся как одно целое, массе махового колеса).
О Подробный расчет см. Cdmbel. Z. d. V. d. I. 1912, S. 1025; 1922, S. 252 u. 797; Kutzbach, Z. d. V. d. 1. 1917, S 917; 1919. S. 100: Drove s. Z. d. V. d. I. 1918, S. 588; W-у d i e r, Dfohschwjngungea in Kribenmasehinen uad das Gesetz ihre.' Ausgleiclies, Berlin. 1922, Springer; Holzer, Bjreehnuag <L»r Drehsjhwingungon, Sptingei 1921; Toile, llegelaig d. Kraftmisjiiinen, 3. Aufl., 1921; Geiger, Z. d, V. d. I. 192’
S. 1241; F б p p 1, Techn. Schw ingungen, Springer, 1924,
174
I. ДЕТАЛИ АГАШИН.
Таблица 34. Нормированное число оборотов (DIN 112) и крутящий момент на 1 IS (Jf, — MJN) в legem.
п д/, п ЛД п л/,
25 2865 71 1010 200 358 560 128
28 2560 80 895 225 313 630 114
32 '2240 90 796 250 247 710 101
36 1990 100 716 2'0 256 800 90
40 1790 112 638 320 224 900 80
45 1590 125 573 360 199 1000 72
50 1430 140 511 400 179 1120 64
56 1280 160 447 450 159 1250 57
СЗ 1140 180 398 500 из 1400 51
Для длинных приводных валов указанно па то, чтобы число колебаний tie было достаточно высоко, соблюдается (в соответствии с опытом) тем, что принимают угол закручивания прп полной & 1°
нагрузке у— па 100 ст длины, если только нс приходится иметь
дело с исключительно большими вращающимися массами. Подставив г& Кл , указанный угол закручивания в уравнение кручения — = -л! (сравни I \JF
том 1, стр. 695), получаем для G = 800 000 kg/cm3 — часто применяемую формулу для длинных приводных валов:
d = 12 |/ = 0,734 V3,Id плп Ма = 3,454 d*.
По этой формуле получается:
Таблица 35. Производительность длинных приводных валов.
d cm kgem а 1 Ч d cm Md kgem п
2,5 Г 36 0,0019 8,0 14 140 0,198
3,0 279 0,0039 9,0 22 6C0 0.316
3,5 516 0,0072 10,0 34 530 0,482
4.0 881 0,0123 11,0 50 570 0,706
4.5 1 420 0,0198 12,5 84 400 1,085
5,0 2 ICO 0,030 14.0 Г* 2 700 1,85
5,5 3 160 0,044 16,0 226 400 3,16
6.0 4 480 0,061 18,0 362 600 5,03
7,0 8 290 0,116 20,0 552 600 7,72
Г
—1м получается kd = 17,4 d, т.-с. для валов малого
Из условия
диаметра получаются слишком низкие напряжения, так как для:
d = 3 5 7 10 15 cm
fy=52 87 120 174 260 kg/cm2;
СОСТАВНЫЕ ЧАСТИ МАШПИ.
175
только для диаметров свыше 7 ст получаются напряжения, превышающие напряжения, определяемые по формуле и таблице 32. стр. 172.
Поэтому представляется целесообразным при малых дпамеграх валов пользоваться вышеприведенной формулой только в тех случаях, когда приходится фактпчсекп опасаться колебательных движений вала. Те же валы, которые благодаря весьма упругим соединениям, как-то: упругим ремням пли эластичным муфтам, изолированы от источников вибраций, короткие приводные валы п валы с легкими шкивами могут подвергаться и более высоким напряжениям. В серьезных случаях целесообразно подвергнуть их точному расчету.
Изгиб и колебания при изгибе. Прогиб валов можно определить подсчетом только при постоянном сечении п прп простых случаях нагрузки, в прочих же случаях прогиб определяется графически по способу Мора (том I, стр. 651 и сл.). Число собственных колебаний пала при изгибе (обычно именуемое »критпческим“числом оборотов) не дол кио быть близко к числу его оборотов, что особенно важно для быстроходных ваюв. О подсчзге критического числа оборотов см т. I. Колебания прп изгибе, затем Стодола, Паровые турбины, где приведена и дальнейшая литература по вопросу.
Число оборотов вала плп должно лежать значительно выше критического числа оборотов (составляющего для вала паровой турбины де Лаваля 10 000 до 40 000) плп, что в большинстве случаев надежнее п для больших валов даже лучше, ниже критического числа оборотов. Критическое число оборотов возрастает пропорционально |/А,где f — абсолютный прогиб горизонтального вала от собственного его веса.
Если вес колеса или барабана на валу велик по сравнению с собственным весом вала, то = 3001/ — где fg (в cm) — наибольший прогиб иод грузом от ' fg
его веса при горизонтальном положен и и вала. Е -л i груз в ваде барабана, ряда шкивов и самого вала рас и роде л еп равномерно, то:
6 = 1,13 при вяло, свободно лежащем с обеих плп одной стороны,
ф~1,?0 «г и вале, зак^енлеппом с обеих сторон.
tp — 0,90 при вале, закро плен ком с одной стороны (другой конец свободно колеблется).
Так как в валах на нескольких опорах сосгояппе вала и его прогиб колеблю сся между случаем, когда вал является свободно лежащим и закрепленным, то число собственных колебании такого вала (панрнмср, в паровых турбинах) часто является неточным
валов, согласно данным опыта, допускают m длины вала. Для уменьшения прогиба рас-шкпвы, колеса и т. п. по возможности блике
Для приводных прогиб — mm на 1 ире.тетяют соединения.
к опорам.
Расстояние между подшипниками приводных валов из соображений меньшего прогиба определяют в d (в ст), ври
чем нре.дчодаге?тся свободная опора концов вала.
Считаясь с тем, что в дальнейшем нагрузка вала может быть увели-
чена ременными шкивами и т. и., рекомендуется для уменьшения заметного прогиба применять следующую эмпирическую формулу:
3
таким образом для:
d - 3 4 5
I = 170 200 220
V - 160 175 190
V 110 У d ,
6 7. 8 9 10 11
240 2G0 280 300 320 330
200 210 220 230 240 245
12,5 14 16 cm
350 370 400 cm 250 270 280 cm.
Прп бол шеи числе оборотов из-за колебаний вала прп изгибе целесообразно уменьшать расстояния между подшипниками, прп п = 500 примерно до 3/4, прп п — 1000 до 2/3 выше приведенных значений или же располагать шкивы вблизи от подшипников. Указанные формулы дают только примерные указания. Решающее значение имеют местные условия (как то, расположение рабочих машин, размер частей здания, расстояния между колоннами, прогонами и т. д.).
При хороших опорах под валами и хорошей их выбаланспровке удельное число оборотов приводных валов может быть принято в п УN — 500 до 1 000 и более (до 2 000).
Таким образом, в настоящее время обычно принимаются следующие числа оборотов п
в минуту:
главные валы и валы для привода тяжелых станков по обработке метал юв................................................. 100 — 300
валы для привода легких станков по обработке металлов . . .150 — 500
валы передаточных приводов..........'........•..............200 — 600
валы для привела станков по обработке дерева.............. 230 — 600 до 100'
для привода ткацких станков . . * . 300 — 800.
в оольшпнетве
Фпг. 367.
Конструкция приводных валяв. Каждый отдельный вал необходим^ предохранить от осевого перемещения, прп чем должно учесть температурное его удлинение. Во избежание закручивания вала закрепление его случаев производится при помощи установочных колец (разъемных) (фиг. 368) илп (цельных) (фпг. 367) по обе стороны подшппнпка, а в подшипниках с закрепленными на валу кольцами — посредине подшипника, илп же между двумя соседними подшипниками (D1N 701 — 710). На главном валу кольца
устанавливаются по возможности у перу.д- фПг. 368. него подшппнпка. Кольца устанавливаются
прп помощи одного илп двух запаленных стальных винтов с потайными головками. В подшипниках с кольцами для смазки, — неподвижно насаженными на валу, эти кольца могут быть использованы и для установки вала.
Наиболее подходящий материал для приводных валов — вязкая сталь с незначительным временным сопротивлением, так как напряжения в них незначительны и цена имеет решающее значение; резкие изменения формы л размеров сечения недопустимы. Кованые и прокатные валы изготовляются обычно со сплошным сечением, прп точных размерах они шлифуются. Так называемые х о л о д и о - п р о к ат-вые валы (блестящие валы) нз очень мягкой мартеновской стали
СОСТАВНЫЕ ЧАСТИ МАШИН.
177
делаются, во избежание искривлений, без канавок и применяются с фрикционными шпонками, натяжными вкладышами и разрезными зажимаю-щ.и м п ся втул кам и.
Заводом Братьев Реймболъд в Кальке у Кельма изготовляются холотпо-прокатные валы (из мягкой сваривающейся (мартеновской) стали с прочностью Kz ~ 5500 kg ст2), диаметром от 1,0 до 10,0 ст (с промежутком в 1 mm до 5,2 ст, 3—5 тт до d — 10,0 ст), длиной до 6—6,5 ст.
Длина валов. При d = 3 до 5 ст длину отдельных частей вала принимают между 4 и 6 т, прп большем диаметре из соображений удобного железнодорожного транспорта в более легкой установки L <;7 т. При П > 7 т п L <^2 т цены валов повышаются, а для длинных валов увеличивается и стоимость фрахта. Представляется целесообразным устраивать приводные валы на фабриках длиною не свыше 2U т и приводить их в движение отдельными электромоторами примерно у середины вала. Прп таком расположении отдельные валы получают меньший диаметр, одинаковый для всей фабрики (для возможности пере-стаповкп шкивов).
Валы для двигателей прп значительных напряжениях изготовляются из лучшей лптой сталп. а в случае надобности и из никкелевой стали; для уменьшения веса валов п пробы материала валов, для удобной смазки и охлаждения валов высверливают центральную часть вала п подучают таким образом полые валы; в виде исключения применяются валы пз сваренных и прокатанных б.?з шва труб пдп пз склепанных полых цилиндров. Чугун применяется для полых валов с круглым кольцевым сеченном (фпг. 424). В редких случаях применяется и дерево (мельничные налы, водяные колеса).
Шкивы и маховики. Прп налпчпп на валу шкивов и барабанов и прп большом числе оборотов, к рабочим усилиям вала присоединяются етцс у с п л и я от центробежной силы.
В цельных шкивах срезывающие усилия в большинстве случаев весьма малы, так что разделение тела шкива на отдельные спицы, работающие па пзгпб, вполне целесообразно во всех случаях, когда пс приходится исходить пз специальных соображений при пзготовленнп шкивов пли считаться с значительной центробежной силой.
О шкивах со спицами см. ниже Зубчатые колеса, стр. 254, п Ременные шкпвы. Диаметры ременных шкивов, благодаря пх широкому распространению, нормированы (DIN 111). Расчет на центробежную силу см. Сопротивление материалов, т. I, стр. 680 и след. О конструкции быстроходных шкивов см. раздел 2-п, Паровые турбины.
Маховые колеса. Шкивы и барабаны, имеющие главной пелью своей массой уменьшать колебания в период оборота, изготовляются как маховые колеса; конструкция пх зависит главным образом от чпела оборотов; прп малом числе оборотов делают обод большого диаметра и отдельные спицы, прп большом числе оборотов делают сплошной диск малого диалера.
Точное определение напряжений в ободе маховых колес представляется затруднительным и ненадежным '), так как томимо усилий, воз-
Ъ J. G о е Ъ е I, Schwungradexplosionen, Z. d. V. d. I. 18Э8, S. 353; Tolle, Rcgelung der Kraftnuischincn, 3 Aufl., S. 281 п след.; Lindner, Maschlnenelemente, S. 116; O. Foppl, Schwongradberechnung, Maschinenbau/Gestltg., 1922—23, 8. 40—43.
178
I. ДЕТАЛИ КАШИП.
пикающих от центробежной силы и стремящихся расширить кольцо обода, в последнем возникают изгибающие усилия вследствие незначительной
Фиг. 369.
упругости спиц и неравномерного распределения масс в оболе. Чем меньше в колесе спиц, тем значительнее изгибающие усилия в месте их примыкания к ободу. Обод подвергается действию одной только центробежной силы лишь при упругих спицах плн упругих соединениях их с ободом. Кроме того, благодаря спицам возникают сильные напряжения прп отливке; эти напряжения устраняются целесообразной конструкцией мест перехода спиц в обод, тщательным охлаждением во время отливки, а в случае надобности и разделением ступицы в промежутках между спицами (фиг. 369) (промежутки между разделенными частями ступицы заполняются после отливки сплавами цинка, а отдельные части ступицы скрепляются стяжными кольцами). Для устранения напряжений при отливке в месте перехода спин в обод рекомендуется
придавать последнему j , | и | j -образное сечение; такое сечение удобно и для соединения частей составного обода. Центробежная сила составляет:
к? == (fo) ' Ътак что ПРП Y “ g/cm8 для чугуна
при v = 10 20 30 40 50 m/scc
7,25 29 65 116 180 kg/cm2.
Для v берется наибольшее возможное значение, возникающее, например, при внезапной разгрузке иди большем чпеле оборотов колеса. Учитывая неустранимые полностью напряжения изгиба, принимают для чугунных колес фиг. 369, 370 в = 25— 35 m sec; для колес с более свободным ободом по фпг. 371 и т. и. принимают с 40 —45 m/sec.
Весьма важно также избегать какого то ни было скопления масс между спицами, например, в местах соединения частей обода; избежать совершенно применение составного обода невозможно ввиду необходимости считаться с условиями удобного транспорта и монтажа. Особенно целесообразна конструкция места стыка обода по фпг. 372, так как она не связана со скоплением массы в центре тяжести сечения обода, почему эта конструкция пригодна и длн большего г; соединения по фпг. 373 и 374 более подходят к незначительным v п к,. Точно также и соединение по фпг. 370 неблагоприятно влпяет на распределение напряжений и было бы целесообразнее перенести его ближе к спинам. На фпг. 371 место стыка частей обода для устранения изгибающего момента связывается непосредственно со ступицей. Наиболее надежным является соединение через самые спицы по фнг. 375, так как оно совершенно не вызывает изгиба в спицах.
СОСТАВНЫЕ ЧАСТИ МАШИН.
179
Сг
Прп расчете стыка обода исходят из окружного усилия Р>-\---, тде
4
a G есть вес обода (!<’— площадь нормального сечения обода). Соединение ступицы производится только для возможности закрепления ее на валу путем затяжки.
В колесах больших диам етров прели о чтптел!. ио применяются железные спи
Фнг. 370.
Фиг. 371.
Л
Фпг. 374.
Фиг. 373.
Фиг. 375.
цы, особенно в маховиках для прокатных станов J). На фиг. 371 изображена конструкция, допускающая некоторую подвижность как у обода
Маховики прокатных станов см. Maschinenbau/Gestltg. 1924. S. 525/26.
180
I. ДЕТАЛИ МАШПИ.
в месте присоединения паклоиных спиц, так и у соединительных болтов. Для равномерного укрепления обода с успехом применяются полосы пз льстивого железа, прн которых совершенно отпадают нагибающие напряжения в ободе.
Во пзбежаипе вихревых движений воздуха при большом v необходимо спицы маховика закрывать кожухом или, но крайней мере, придать им овальное сечение.
Для стали плп стальных отливок с у = 7,85 g/cm3 получается:
для г = 50 75 100 125 J50 m/sec
7.у ~ 190 440 785 1230 1770 kg/cm®.
Эти напряжения могут быть значительно понижены применением сплошных дисков (т. I, стр. 751), так что для маховых колес из стальной отливки, например, в колесах системы Ильгнера, скорость доводится до 150 m/sec.
Расчет масс маховых колес см. раздел О, Частп машин для урегулирования.
III. Глухие и подии ясные соединения валов.
Соединение втулками, а) Передача силы трением между валом и втулкой. Прп опорном давлении у поверхностп трения р, d d3
крутящий момент Ма = ррЪйт: — = kd —. Отсюда следует, что отно-5
Фит >76.
шение между опорным давлением п напряжением кручения у 25 •
Опорное давление р производится прп помощи:
и) цельных втулок (фпг. 376), сечение которых претерпевает растягивающие напряжения (касательные напряжения), убывающие к наружной поверхности. Закрепление втулки на валу производится прп соответствующей разнице в расточке втулки п диаметра вала путем насадки втулки давлением (гидравлическим прессом) или нагревом 'соединение путем последующего сжатия), или же при отсутствии этой разницы в случае конусной насадки натя-
жением, резьбой (флянцем илг шпонкой) плп же в случае неподвижной, вызывающей сценлеино пли дсдускающеп передвижение при посредство шпонки ').
J) Об обозначении и размерах разных „пригонок* при „точной, топкой, гладкой и грубой пригонках" см. D1N 772 до 778.
СОСТАВНЫЕ ЧАСТИ ЫАШПП.
181
Обозначив через Е — модуль упругости вала и втулки, через е — (d,„ — tl„i)
= —~-——--------относительное уменьшение размера между диаметром
, 7 и 7сгтах
вала dw п внутренним диаметром втулкт dni и через С = —, то при
сплошных валах необходимую величину уменьшения размера втулки отно-
сительно вала е =
апа
(fc.max П Р
Е ' ‘ Е Для отношения.
= 1,1 1,2 1,4
= 10,6 5,5 3,1
1,6 1,8 2
2,4 1,9 1,67
2,5
1,38
3
1,25
откуда для —~ — 1,8,
шах = 1,9 v и при р _ 750 kg/cm3 _ 750 • 2,9 1
* “ 2 200 000 ~f000 '
При выборе более значптельпоп разницы в размерах вала и втулки (насадка путем последующего сжатия) напряжение превысит предел текучести, что не имеет вредных последствий при безупречном материале. Все же значение р = -г ™ах ограничивается пределом текучести. Если например, ~ = 1,1 п предел текучести fc2max — 2 200, то надо принять
2 200 Ь
р = —— о- 200 и в соответствии с этим -г берется большим.
1 10,6 ~ d 1
Остальные размеры втулки зависят от ее материала:
стали или железа:
ок₽' ’2.000' Д° 1.3(хГ
Втулка из стали, стального литья и железа на таком же валу: ^па
При насадке путем нагрева; относительное сжатие е — ’/1000—‘/600, —— 1,8.
Длина втулки: — *= 0,6 до 0,8 прп отсутствии изгиба (узкие шкивы, коленчатые валы, дисковые муфты) — — 0,8 до 1,0 прп наличии изгиба (шкивы с широким ободом, кривошипные валы), ~ ~ 1,0 до 1,25 прп последующем изгибе прп насаживании прессом, заклпппвапии, затягивании.
Втулка из чугуна на валу из
При насадке путем пагрсва: е
= 1,2 прп отсутствии пзгпба; d
— — ],5 при наличии изгиба; d Ъ - = 1,5 до 2 при насаживании d da Прн натяжении клином учитывая влияние дорожек для клиньев
прессом, заклинивании и затягивании бо тами
а.-
182
I. ДЕТАЛИ МАШПИ.
₽• Прп помощи разъемных втулок пли имеющих прорезы, затягиваемых стяжными болтами (фпг. 377) илп соединяемых натяжными кольцами, с общим сечением Sf.
При величине проекции поверхности трения на плоскость горизонтального сечения вала = F имеем:
W _ °'13 fkd\
Фиг. 377. F kz pb:d\kj
Болты или -кольца затягиваются клиньями, нарезкой (фпг. 377) илп сжатием после напева.
Ъ. Передача силы выступами (прп посредстве шпонки и канавкп, зубьев по окружности, пальцев илп болтов). Недостатком этого способа является то. что прп передаче движения от вала к валу при помощи втулки но цилиндрической поверхности для каждого направления движения статически определимой является передача только по одной выступающей поверхности и при нескольких поверхностях для возможности равномерного распределения нагрузки и возможности расчета необходима совершенно точная пригонка илн достаточная упругость материалов или прокладок.
В результате: при одной пригнанной поверхности высокая удельная вагрузка на выступающей поверхности и односторонняя передача силы от вала пли к валу. Поэтому при значительных передаваемых усилиях рекомендуется применять передачу через одну поверхность только в качестве предохранительной, а основную передачу выполнить в виде фрикционной. При легких конструкциях машин, при высоких напряжениях и тонкостенных полых валах обычно применяются сцепления при помощи нескольких выступов п соответственно нескольких канавках.
Дисковое соединение. Передача треплем (Фпг- 378): еелп I) обозначает средний диаметр поверхности трения, которую необходимо отнести по возможности дальше от центра, то потребное отношение площади стяжных болтов к площади сплошного вала Fw диаметром d
[J. fcz Я
Где расположить болты, зависит только от местных условий, они могут лежать как вне, так и внутрп D.
Соединение, частями работающими на прочность: а) среза (фиг. 379). Площадь срезываемых сечений точно пригнанных болтов пли колец определяется пз уравнения
У’~О,5> ",
1<\, К D
где D обозначает диаметр центров срезываемых болтов;
СОСТАВНЫЕ ЧАСТИ МАШПИ.
183
изгиба (фпг. 380); при нагрузке несколькими болтами диаметром о и сечением приложена на расстоянии а, имеем
2Д ~ . ° Ki d F„~ г кь Ь'
распределенной между ft,, при чем нагрузка
где D обозначает диаметр окружности, болты.
на которой расположены
Фиг, 379,
Фпг. 380.
При упругих прокладках, фиг. 380 (как то: пружины, кожа, дерево, войлок и т. и.), пли прп упругих болтах равномерное распределение нагрузки достпжпмо п прп менее точной пригонке. Вместо болтов применяются прплптыс зубпя, кулаки п прочие выступы, работающие на изгиб и срез.
Наиболее распространенные конструкции муфт. Фиг. 377. Свертные муфты (D1N 115). Очень удобны, болты делаются втопленнымп пли закрываются кожухом из ластового железа (для предохранения от несчастных случаев).
Yf 1 1
На каждой стороне по 2 до 5 болтов. = т- до ,т- достаточно при г w 10 20
нормальных условиях, так как к,: в приводных валах очень низко; при \f
высоком kd, наоборот, -= соответственно выше. Нормированные нап W
большие размеры в mm приведены в таблице 38.
Таблица 36. Свертные муфты (в mm) по Г1Ч 115.
Диаметр налов 25 л 30 35 и 40 50 55 и СО' 70 80 90 100 ПО 125 140 160 180 гос
Общая наибольшая длина муфты 130 160 190 2..0 250 280 310 350 390 430 490 560 630 700
Муфта Селлерса. Две прорезанные конусные втулки затягиваются тремя болтами внутри охватывающей пх цилиндрической втулки
184
I. ДЕТАЛИ МАШПИ.
Получается сильное зажатие благодаря заклинивающему действию зажатых болтами втулок. Такое соединение валов весьма удобно далее прн валах разного плп невполне одинакового диаметра. Внешняя втулка иногда служит одновременно и ременным шкивом. Наклон конуса l/s до Ч1п. Так как в настоящее время валы изготовляются но точным предельным калибрам, то дорогие муфты Селлерса применяются редко.
Во избежание заедания при недостаточном натяжении во всех муфтах желательно, а при больших диаметрах даже необходимо, устрой ство сквозной шпонки.
Дисковые муфты, при неразъемном соединении
Фиг. 381.
Фиг. 382.
Легко разнимающееся дисковое соединение самих дисков с валом. Па фнг. 381 и 382 изображены дисковые муфты для приводных валов по принципу конструкции фиг. 378. Диски насаживаются на концы валов прессом плп предварительным подогревом и поэтому в дальнейшем не снимаются с последних. Для установки на валу все помещаемые па нем подшипники, шкивы, колеса и т. и. делаются разъемными. Где это невозможно, например, при наличии колец
шариковых подшипников, там целесообразно, но обходится значительно дороже, применение конусных соединении валов (плп же свертных муфт). Для достижения точного взаимного соединения служит центрирующий бортик на одной пз поло-
винок муфты, по вследствие этого прп монтаже требуется некоторое осевое перемещение валов. В тех случаях, когда такое перемещение недопустимо, необходимо закладывать между обоими половинам:! специальное раздельное промежуточное центрирующее кольцо. Установка последнего требуется и в том случае, когда одна часть вала выключается на
продолжительное время.
Таблица 37. Размеры чугунных дисковых муфт (в mm) по DIN ПС.
Диаметр вала 25 п 30 35 и 40 45 п 50 55 п 60 70 80 £0 1С0 11С 1С5 140 160 ISO 200
Длина г h 59 69 79 89 99 109 124 139 154 164 184 204 224 244
втулок ( 1 70 80 90 100 110 120 135 150 16Г 1'5 205 225 245 265
Общая , L 1зо 150 17С 190 210 230 260 290 320 35С 390 430 470 510
длина ( L 4 20 L 4- 30
Расстояние между концами валов в муфтах без промежуточного кольца составляет 1 mm, а прп наличии кольца ровно 10 mm. При валах разных диаметров модель муфты выбирается по валу большего диаметра.
СОСТАВНЫЕ ЧАСТИ МАШИН.
185
Прп осевом паправлснип нахватывающих поверхностей в муфтах, образованных, например, по принципу фнг. 380 п прп всевозможных зубчатых сцеплениях, возможно продольное неромещенпе вала но отно-
шению к его опорам, поэтому такие муфты применяются как расширительные в тех случаях, когда недопустимо различие в удлинениях вала и рамы. Недостаток неунругих муфт: необходимость в точной пригонке и разметке, быстрая изнашиваемость и
Фит. 383.
игра прп изменениях давления (в быстроходных
валах с переменным давлением захватывающие поверхности заключаются в кожух и работают в масле для смазки и смягчения ударов). Фпг. 383: Зубчатая плп кулачная муфта. Предпочтительно с 3, 5, 7
кулаками с радиальными пригнанными поверхностями, так как такое расположение кулаков более удобно при изготовлении (пригоняемые поверхности пристрагиваются через середину); для центрирования лучше всего применять общее центрирующее кольцо между валами пли половинками муфты.
Фиг. 384. Прп применении кожаной про-
кладки, вроде изображенной на фпг. 380 пли упругих соединительных болтов (БАМАГ) плп соединения накладками каяедой пары смежных болтов, кроме продольной подвижности,
возможна п некоторая поперечная, и угловая подвижность и, сверх того, изоляция от электрического тока. Поэтому, такие муфты повсеместно распространены в приводах от электромоторов. С той ясе целью применяют включение натянутых кожаных лент, например, в старой модели муфты Цодель-Фойта и в муфте Кахина (завод Вюльфеля).
Муфты №№0,75 до 3,5 выполняются для трех разных диаметров валов каждая (модели I—III).
Таблица 38. Упругие (эластичные) муфты Фейта (фиг. 384 и 385) с кожаными эластичными частями.
Помер муфты Nffl до . 0,75 0,005 1 0,01 1,25 0,022 1,5 6,055 2 0,1 2.5 0,21
Наибольшая длила в mm . . Наибольший диаметр в mm . Вес в kg 110-130 80 , 2,4—2,8 140-160 105 4,9—5,5 190-210 130 10-11 170—2С0 J5O 12,5—16 200 - 230 200 20-25 240—280 250 40—50
{Продолжение табл. гм. след, стр ).
186
I. ДЕТАЛИ МАШИН.
Номгр муфты 3 3,5 4 5 6 7 8 9 10
Arjn до 0,48 0,75 1,1 2,2 | 4 6,5 10 15 22
Наибольшая длина в mm . . Наибольший диаметр в mm Вес в kg................
290—340 340- 380
300 1 350 63-83 85-120
400
400
165
480
500
295
570
600
505
640 770 895 1015
700 | 800 | 900 1000
790 \ 1185 1800 2550
. I
Фнг. 386. Упругая зубчатая муфта Л. Полизиуса в Дессау, с деревянными, войлочными п т. п. прокладкамп. И i фигуре представлена модель для привода с нсмеяяющимнса давлениями. В случае
фиг. 385.
привода с вращением в оба направления пли с переменным давлением как спереди, так п сзади зубьев делается оди-ваковое число прокладок.
Если в целях предохранения муфты от передачи колебаний вала или колебаний числа обо-
ротов желательно иметь большую упругость при скручивании половинок муфты, то прокладки, вроде изображенных на фиг. 384—386, делаются более упругими,
в виде резиновых илп спиральных пружин.
Муфты с преобразованием движения. Такие муфты служат для
переменного илп непеременного изменения смещения осей вращения прн передаче движения в трансмиссиях, но без изменения направления вращения и числа оборотов.
Соединение валов под
углом и л и с п о п е р е ч н ‘ы м с м е-1цен ием нх осей вращения производится пли непосредственно передачей движения по кривой, пли же
направления движения паи
г Г
Фпг. 383.
путем сочленения.
1. Изменение направления движения. Соединение валов troi определенным неменяющчмзя углом а. Передача движения производится лучше всего при помощи зубчатых колос (конические колеса, стр. 250) с одинаковым числом зубьез пли прп помощи фрикционных колес.
Переменный или неизвестный угол а м е ж д у о с я м и валов. Передача движения по кривой. Передача движения суставной м у ф то й (фиг. 387), в которой пространственный профиль зубца, образованный по любой основной <[о;1.ме (путем взаим-
ного сцеплении при относительном движении катания), может точно соответствовать наибольшему углу отклонения вадов. При, но большей
СОСТАВНЫЕ ЧАСТИ МАШИН.
187
части необработанных, зубьях с происходит быорое изнапипанис,
в передаче, которое может быть значительно понижено точной обработкой, смазкой, выбором малого угла отклонения а, бо.чг.тпого диаметра обода, большого числа зубьев и достаточно твердого материала. Указанная конструкция, благодаря малому диаметру п допускаемому продольному
очертаниями, не дающими зазора, особенно при перемене давления
Фпг. 387.
перемещению точки пересечения осей находит применение в прокатных валах (сцепление автомобилях.
с формой трилистника) и в грузовых
Соединение серьгой. Кривошипное соединение. Кривошипы у конца валов насажены под определенным углом и связаны серьгой, соединенной с ними шаровыми шарнирами. Передача неравномерная, так как угол между кривошипами и серьгой меняется.
Фиг. 388.
Крестовое шарнирное соединение. Универсальный шарппр, а) Сочленение состоит издвух цапф и опор, пересекающихся под 90° перпендикулярно к оси вала, прячем для устранения боковых усилий цапфы образованы симметрично к точке пересечения О. Имеются разнообразные формы этой конструкции, для больших усилий чаще всего применяется
следующая: сочленевде в виде
симметричного креста: „крестовое соединение" пли в виде кольца — „шарнир Кардана" (фпг. 388), в пснолнеипи фирмы БАМАГ, Дессау.
Место пересечения осей должно быть предохранено от поперечных перемещений прн посредстве подшипников в обоих соединенных валах, пли же взаимным расположением обоих концов валов в шаровых вкладышах, пли же, наконец, направлением движения концов валов в одном общем сочленении (прп помощи соединительных колец).
Таблица 39. Шарнир Кардана фирмы БАМАГ, Дессау (фиг. 383).
Диаметр вала d в mm
Диаметр D.............в mm
Длина X...............в mm
„ конца вала для втулки а в mm
Вес....................в kg
40 50 60 70 80 90 100 ПО 120 135 155 175
ISO 210 240 280 315 350 390 430 490 580 690 810
166 204 240 280 330 370 402 440 490 580 640 730
60 90 105 120 135 150 165 190 210 255 300
10 16 25 40 58 86 120 165j 225 330 520 7Е0
Диаметр вала d может бьиь до 5 пип больше, чем дано в таблице, а для 5 последних размеров п до 15 mm больше.
188
I. ДЕТАЛИ МАШПИ.
Так как крестовое (кардан) соединение допускает и передвижение осей, то оно применяется и для валов,
оси которых не пересекаются,
Фиг. 389.
но скрещиваю гея на но-особенно большом расстоянии, но которые не имеют колец или обварок, препятствующих поперечному перемещению на о
Ь) Соединительная часть в виде шарнирного ка?. н и На фиг. 389 представлено шарнирное соединение для автомобилей. При значительных силах
возможно применить четыре шарнирные камня, расположенные под 90°; вместо камней можно также применить ролики. Сочленение по фиг. 389 обладает одновременно и осевой, или продольной подвижностью точки пересечения осей, наличие
которой может быть важно, например, для валов с независимым движением, соединенных так называемыми „шарнирными валами". Поэтому перемещению можно воспрепятствовать соответствующей опорой
Фпг. 320.
концов валов нлп соответ-
ственным направлением движения камней.
На фиг. 390 представлена муфта Моргана для прокатпых валов: для уменьшения опорного давления к паре камней, образованных
в виде полупил и ндрп ческах цапф, добавлена вторая пара камней под углом в 90° к первым ])-
При передаче при посредстве крестового сочленения получаются переменные угловые скорости (изменяющиеся по синусоиде в зависимости от угла отклонения а осей обоих валов), при чем
CJo
*тах
1 ^2 ;
----- и —— = cos а (см. фпг. 391), COS a <ut
где а>1 н а>2 отложены от центра цапфы кривошипа полярно к общей плоскости расположения валов ЕЕ. Величины ш2юах и Ш2Ш|П получаются, если под углом отклонения а провести луч OS, который отрежет величину <о2шах на касательной Т и ш2 min на Окружности К. Если неравномерное движение должно иметь обратный ход или же соответ-
•) Peter, WalzwcrMupplungeu, Halle 1914, Wilhelm Knapp.
СОСТАВНЫЕ ЧАСТИ МАШПИ.
189
ственно ограничится промежуточным валом, то надо применить два крестовые сочленения с одинаковым углом отклонения а, причем в обоих сочленениях кривошипы промежуточного вала 2 (фиг. 392) одновременно лежат в общих плоскостях валов Е.кЕ2 плп Е3Е2, безразлично, совпадают ли обе эти плоскости в одну плоскость, или же пересекаются по осп вала 2. Более частый случаи общей плоскости дает решения передачи движении 3 и 3'. (При этом оба шарнира могут быть сведены к одному двойному шарниру Кардана, направляемому извне).
Фиг. 392.
Влияние массы неравномерно дьчжущегося промежуточного вал;1. 2 на- весь привод может быть ограничено только уменьшением его размеров.
Фиг 393.
Так как векторы ЭД, и ЭД2 момента ведущего и момента сопротивлении не одинаково направлены (фпг. 39 5), при чем ЭД, <«, = ЭД., «>2; то получается равнодействующий вектор момента ЭДГ, величина которого прп вращении колеблется между ЭД,. — ЭД, sin я = ЭД, tga и ЭД2 =
= ЭД2 sin а = ЭД] tg я, вызывающий опорах реакции равные по вели-
чине ЭДГ — Р2 /j == Р2 I..
Фиг. 394.
и стремящиеся вывести опоры из общей плоскости валов.
Пружинные муфты. Соединение ваг лов может быть выполнено в виде не нуждающихся в смазке н не срабатывающихся пружинных сочленений, если они допускают одинаковое вращательное относител ь ное движение обоих валов.
Фиг. 395.
Пример: пружинная муфта (фпг. 394), состоящая пз тонких колеи из листовой стали с прокладками из резины или кожи (муфта Гарди). Так как передача неравномерна, то пружинное сочленение, как и крестовое, должно быть взято вдвойне. Более простым поэтому
является прпмзненпе епчмегрпчных шарнирных внлэк с двумя полосами винтовых иружиа (фиг. 395), которые прн любом числе витков и пружин
ISO
I. ДЕТАЛИ МАШИН.
-
дают равномерную передачу движения и одновременно обладают значительной угловой и продольной подвижностью
Гибкие валы *) из стальных винтообразно свитых проволок, как и шарнирные цепи, служат для привода меняющих место инструментов, приборов, тахометров и т и., в общем только при незначительных моментах вращения, но прп чпсле оборотов до и = 2 000 и выше. Скручивающий момент, передаваемый каждой отдельной витой проволокой, приблизительно соответствует тому моменту, который эта проволока могла бы передавать в вытянутом впде в качестве вала. Диаметр гибких валов d = 5 до 100 mm. Наименьший допускаемый диаметр закругления вала в зависимости от числа проволок и диаметра самого вала составляет от 7 до 15 d. Для предохранения вала и для удобного обращения с металлическим приводом в сырых помещениях вал покрывают кожаной оболочкой. Прп заказах необходимо указывать направление вращеапя. Размеры указаны в нижеследующей таблице.
Таблица 40. Диаметры гибких валов 2).
п = 200 400 800 1250 2000 91 200 400 800 1250 2000
чм л.с. 9 mm 8 mm 6 mm 6 mm 5 mm 1 л.с. 40 mm 35 mm 30 mm 25 mm 15 mm
*|ю 15 „ 12,5 „ 10 . 10 „ 8 2 50 „ 45 „ 35 ,. 30 „ 20 „
Ч< 25 „ 25 . 15 „ 15 „ 10 3 60 „ 55 „ 45 „ 30 „
Ч. 30 . 30 „ 20 „ 20 „ 12.5 „ 4 CO » 45 „ 40 35
Фиг. ЗЕС.
2. Смещение осей валов. Неизменное расстояние между осями е. Передача проще всего производится параллельными сопряжепи ими на расстоянии е между центрами обеих цапф (фиг. ВОС). Из-за наличия мертвых точек в случае контурного замыкания кинематической пары в шарнире требуется по меньшей мере два соответственно смещающихся звена сопряжения, а прп силовом замыкании — по меныпей мере четыре таких звена. Если е равно, или, что лучше, меньше г-расстояния центров цапф, то эти звенья сопряжения могут быть размещены в одной плоскости между концами обопх валов п таким образом могут иметь вид серег, катков в эксцентричных отверстиях и т. п. Прп больших е, например, при передаче движения от е й в паровозах, передача в одной плоскости
параллельных о ис осуществима.
Изготовляются: Felten & Guillaume, Carls work, Millheim-Rhein; A. Otto & Co., Berlin N, Schmid & W<311, Stuttgart; C. L Decker, Hamburg, н проч.
Прп большей мощности более выгодны валы с крестовыми шарнирами, так как они легче и дешевле.
СОСТАВНЫЕ ЧАСТИ МАШИН.
191
Переменное или неизвестное расстояние между осями с: Кривошипное соединение. Серьга длиной 7^>3е (фпг. 397) с цапфами, параллельными осям валов; прп 1 — со — кулисный камень (фнг. 398), который можно заменить катком или еще проще — пальцем. Нсравномер-
Фиг. 397. Фиг. 398. Фиг. 399.
Кулисная муфта (фпг. 399). Сопряжение производится при помощи элемента К с двумя прямыми направляющими, перссекающпмпся лучше всего нод углом в 90°. В данном случае применимо любое „крестовое сочленение", по фаг. 3S8, но без обварок плп колеи. Одна из старых конструкций — муфта О л ь д г а м а. Равномерная передача. Центр крестовины С вращается но окружности вокруг центра D прп АВ — е (за один оборот вала, два оборота С). Любая неподвижная точка на прямой АВ описывает эллипс на соединительной части К. (Применяется в эллиптическом циркуле пли при обточке по овалу).
Пружинные сочленения. Упрупсгь пружинящих промежуточных элементов дисковых муфт по принципу фиг. 380 делает во многих случаях возможным достаточное параллельное смещение.
IV. Детали для включения, выключения (сцепные муфты) и остановка валов; сопротивление скольжения.
Обзор и общие основы. Выключающие механизмы служат для включения и выключения соединений валов и помещаются (фггг. 400);
А, между включаемым приводом 2 и постоянно движущимся главным приводом 1,для включения п выключения привода 2: сцепляющие и расцепляющие муфты, пли
В, между включаемым приводом 2 и неподвижным приводом 4 (станиной, рамой); храповики и тормоза. Последние слупит энергии п заглушения колебаний.
Фиг. 400
также для длительного поглощении Выключающие механизмы действуют
192
L ДЕТАЛИ МАШИН.
пли по желанию, или приводятся в действие от машины, пли же автоматически при изменении направления вращения, прп определенном ' числе оборотов или прп определенном крутящем моменте.
Вее выключающие механизмы содержат подвижные элементы 3 для соединения включаемого привода 2 с главным приводом 1 (а прн тормозах с неподвижным приводом 4). Эти частп посредством зубчатых илп стержневых сопряжений соединены с одной частью привода, а с другой они соединены: а) выступами пли зубьями, исключающими возможность скольжения, Ь) путем трения, допускающего скольжение (проскальзывание).
а) В зубчатых муфтах прп отсутствпп возможности скольжения относительная скорость готп между включаемыми частями при включе-dv
нии падает мгновенно до О. Давление масс Рт = , где Рт и тг
действуют на тот же радиус г, достигает поэтому мгновенным толчком весьма большого значения, которое не должно вызывать в соединении и проводе напряжений, превышающих допускаемые; поэтому целесообразно при включении пметь г>отн весьма низким, лучше = 0 (синхронное включение); там же, где последнее невозможно шп не надежно, необходпмо иметь тг по возможности меньше. Для ограничения тг включают пружинящие часгн и прп помощи смазочных веществ смягчают влияние толчков.
Ь) Трение. Пока окружная спла, действующая на расстоянии среднего радиуса тренпн г во включаемом приводе Ри = /! N, где N - р F суммарное нормальное давление на поверхности треппя F, до тех пор не происходит изменения в величине относительной скорости, измеренной у радиуса тренпя г, vmn = vt — v2 между главным приводом 1 (илп 4) п включаемым приводом 2. Пример: всевозможные тормозящие сопротивления, тормоза двигателей, спускные тормоза для грузов. Если р-N, то значение v0TH возрастает от нуля, вапрпмер, в муфтах, в которых возможно скольжение (предохранительных муфтах). Если Pu<^pN, то имеющаяся какая-либо относительная скорость готн падает до нуля: фрикционные муфты и остановочные тормоза. При этом /I Лг = Рм-|- Рт (фпг. 401), где Рт обозначает действие масс для ускорения нлп замедления массы тг, отнесенное к радиусу г,
S J GPfi *). „ dv .
mr f2 — 4 дГ2 ’ -Р>1» — тг сц — mr &
, p.N — Ри и Ige = —------------.
mr
Па фиг. 401 и 402 г>отп = — v2 отложено над значениями времени в секундах в том же масштабе в m/sec, а в пижпих диаграммах представлены спла трения р N, потребная в приводе 2 окружная
’) Механика! I юл, стр. 239 и след.
СОСТАВНЫЕ ЧАСТИ МАШИН.
1Ио
сила Р„2 и имеющаясп в распоряжении в приводе 1 (или 4) окружная силаРм1. На фиг. 401 принято, что™—о-0, д N и Ри2 остаются равны, иа фиг. 402 представлен случай, когда меняется от 0 до 1, gN и Рн2 переменны, Ри1 возрастает от нуля, откуда и получены изображенные на чертеже изменения rlt v2 и оощк (для случая остановочных тормозов обычно подходит фиг. 401, но прн этом г>!, Pui и Ри2 = 0). При-
нятые постояНПО равными друг другу значения Ри2 и /nV нанесены над соответствующим п значениями времени. Время включения механизма или торможения тем короче, чем меньше ег2 и масса тг2 а чем больше избыток Д N U’
Если в начале включения имеющаяся в распоряжении окружная спла главного привода Ри1 меньше gN, то масса,
движущаяся с главным приводом — тг1 движется с замедлением, так что в любой момент периода включения РИ1 ф- mrl tg — Рм2-ршг.2 tg е2.
До окончания включения должно быть по мепыпей мере Ри\ — Риг (путем произвольного иля автоматического регулирования), если только t>x
не должно продолжать уменьшаться. Целесообразно такое расположение, прп котором с постоянно движущимся приводом была бы соединена для передачи действия масс Р1п1 большая движущаяся масса mrV, а с вклю-
чаемым прпводом—по возможности меиыпис движущиеся массы.
Возбуждение трения. Так как должно быть д N > Ри 2, чтобы A'i>s воспрепятствовать скольжению, то при Рг = 71 620 ----------полу
чаем Лг >71620 Л7р s : дгп. Нормальное давление Лт, действующее по
осевому или радиальному направлению (цилиндр, диск итп коническая поверхность) возрастает с возрастанием Put пли передаваемой мощности jVps пли падает с возрастанием д, г и п. Это давление заимствуется от какого-либо источника энергии или отдается каким-либо аккумулятором энергии; в связи с этим различаются три главные труппы фрикционных муфт и тормозов:
1. Спла, как-то: мускульная (фиг. 400), спла машины, гидравлическая, пневматическая илп электромагнитная (фиг. 49(5) действует пене-
Хютте. Т. II. 13
194
1. ДЕТАЛИ МАШИН.
Фпг. 403.
чивого мертвого положения какого-либо
срсдственно на элемент сопряжения и возбуждается нлн освобождается для его включения.
2. Накопленная сила: сила пружины, сила тяжести или центробежная сила, действует непосредственно на элемент сопряжения и только для
выключения преодолевается какой-либо большей силой, при чем пружина подвергается большему напряжению (фиг. 403—405).
3. Накопленная сила, по большей части пружина плп части, напряженные под действием упругости, действуют на элемент сопряжения не непосредственно, а в виде какого-либо задерживающего натяжного механизма непосредственно после неустоп-зобразователя энергии, так
что для выключения по переходе мертвого положения задерживающий механизм освобождается и сопряжение ле ко раздвигается (фиг. 407 411).
Механизмы группы 1 наиболее простые и дешевые, а механизмы группы2—наиболее сложные и дорогие. К группе 1 относится большинство тормозов и часто выключаемые фрикционные муфты,к группе 2 автомобильные муфты и многочисленные предохранительные тормоза, к группе 3 нормальные муфты фабричных приводных валов, приводимые в движение от руки. Где имеющаяся в распоряжении сила нажатия, например, мускульная сила, оказывается недостаточной, там пли требуется применение передачи (преобразование) от этой силы до потребного нормального давления, для чего можно использовать разнообразные конструкции, или же параллельно включаются несколько поверх-
Фиг. 405.
СОСТАВНЫЕ ЧАСТИ МАШИН.
195
Фиг. 406. 1—или .. ..нита; 2—магнитная катушка; 3— контактные кольца; 4—якорное кольцо; 5—фрикционные кольца; 6—пружина; 7—установочное кольцо.
ностей трения, прижимаемых одной общей силой нажатия: пластинчатые муфты (фнг. 405) Передача, которую наиболее удобно включить в самую муфту' и которая заключается в единичном или комбинированном применении: а) конической поверхности (фиг. 404, 407, 410) кляна, кулаков (криволинейных), вията,
Л) рычага и шарнира (фиг. 407 до 411), с) охватывающей ленты илн развертывающейся лен-т ы, часто бывает ограничена соответственным коэффициентом полезного действия, особенно в случае конической поверхности и клина. Коэффициент полезного действия передачи —кроме крайних положений механизма—должен быть по возможности выше, для сохранения чувствительности включающего механизма. О передаче охватывающей ° ~ т см. Тормоза, стр. 205 и след.,
лентой или развертывающейся лентой
где они чаще всего применяются.
Применяя механизмы групп 2 и 3, давление N под действием пружины
Фиг. 407.
возможно получить нормальное определенной силы, и таким образом ограничить N определенными пределами, при чем внешние силы используются только для включении этой пружины, а не для непосредственного получения требуемого нажима.
Если при нажиме пружиной выключенное положение сопряжения является только кратковременным, как это-имеет место в автомобильных муфтах и ь остановочных и задерживающих тормозах, то в этот короткий промежуток
времени внутренняя пружина, действовать на включающее или
вызывающая включение силы, должна
вспомогательное приспособление, поэтому в этом случае предпочтительно пользуются механизмами группы 2.
Па фпг. 4( )3 -- 405 даны примеры таких автомобильных муфт с различными способами приложения силы, накопленной пружиной. Обычно, центрально расположенная сжатая пружина вызывает нормальное давление в поверхностях скольжения между главным приводом 1 н подвижной частью сопряжения 3, которая соединена с 2 и прп этом свободно передвигается по нем в продольном направлении. Механизм, изображенный на фиг. 403, работает без передачи между
196
I. ДЕТ4ЛИ МАШИН.
пружиной и поверхностью трения. На с конической передачей, а на фиг. 405
фнг. 404 изображен механизм без передачи, но с параллельно
Фиг. 409.
включенными поверхностями трения. В механизме на фпг. 403 механизм, включающий (освобождающий) сжатую пружину, находится вне муфты в отдельном кожухе, по фиг. 403 он заключен в самой муфте, по фиг. 405 он соединен с приводом вала. Для выключения муфты или тормоза требуется приложить внешнк ю силу К, которая преодолевает сопротивление пружины и также может служить
Фиг. 408.
и для уменьшения нажима пружины при регулирова-
нии включения.
Трущиеся материалы. Выбор материалов, производящих трение, завпспт от степени изнашивания, стоимости их замены, высоты коэффициента трения ц прп различных относительных скоростях, от давления н температуры, теплопроводности и большей или меньшей неизменяемости при нагревании.
Таблица 41. Коэффициент трения р различных материалов муфты.
В сухом состоянии С густой смазкой Со смазкой маслом
Чугун по чугуну , . Дерево » Пробка по металлу . Кожа „ » . • 0,2 —0,15 0,25-0,2 0,35 0,3 -0,6 0,1—0,05 ~0,1 0,32 0,25 0,02 0,15
(в зависимости ОТ V)
Волокна асбеста . . 0,4 —0,6 0,32 0,25—0.2
В сухом виде или слегка смазанные жиром применяются: ткаии асбестовые или проволочно-асбестовые (Феродо и т. п.), дерево, кожа, бумага и т. п. по железу.
Со смазкой (где она возможна): чугун, железо или бропза по чугуну, сталь по бронзе, листовая сталь по ней же.
В фрикционных муфтах для большей надежности ведется расчет с наименьшим возможным значением р. (в результате смазкн), между тем как
СОСТАВНЫЕ ЧАСТИ МАШИН.
197
в тормозах в этом нет необходимости. Для чугунных колодок по стальному ободу Гальтон определил следующие значения р,:
г в m sec 0 2,25 4,5 11 20 27
у,—0,33. 0,273 0,242 0,166 0,127 0,074
Теплота трения и поверхности трения. (РЙ2 4-.Рт21 уста. есть мгновенная работа ligm/sec (см. фиг. 491 и 402). Полная работа трения состоит из работы, прилоасенной для получения давления масс—
Г V.?
21' — / Дл„оотн dl — тг2 ~2~> независимой от времени включения и падающей с и гщ и для получения окружной силы Р„2 приложенной работы 21" = уР,^'та dt, возрастающей с увеличением времени включения.
Фиг. 410.
Поэтому в период включения грузке от Ри и там, где это включения путем повышения р.Д', уменьшения тг и возможного уменьшения т01Н (по возможности сппхронное включение).
Работа трения и средняя мощность трения определяют нагрев и изнашивание поверхностей тренпя. Температура поверхностей трении или всей муфты возрастает до тех пор, пока теплоотдача через поглощение тепла металлом, теплопроводностью и теплоизлучением не станет
необходимо стремиться к возможной разве осуществимо, к сокращению периода
Фиг. 411.
равна производимому количеству тепла. Вследствие некоторых побочных неблагоприятных обстоятельств (заедание, испарение и затвердение смазочного масла, обугливание дерева, искривление металла) ограничивают в определенных пределах удельную мощность трения на единицу поверх-
<198
I. ДЕТАЛИ МАШИН.
«гости П,.ю = ррг-К1 в kg • m/scc-crn2, причем р= -р- в kg/cm2, a vr„ обозначает среднюю относительную скорость во время скольжения (/V —есть нормальное давление на поверхности треиия).
Для чувствительности механизма регулирования при соединенна и торможенпп поверхности торможения должны быть отшлифованы, трущиеся поверхности должны быть смазаны и не должны заедать, а опорное давление р должно быть незначительно. Желательно также, чтобы v было > 1 m/sec. Величина р зависит от размера допускаемого изнашивания. Для кожи, пробки и тонкого листового металла р = 0,5 до 1; для толстостенного металла и дерева для р допускается от 3 до 6, а для волокнистого асбеста в тормозах до 20 kg/cm2. Но при значительном v для понижения удельной работы трения и уменьшения изнашивания останавливаются на меньших значениях, р.
Средством для уменьшения^ являются:
1. Уменьшение нормального давления N путем увеличения р., г и я.
2. Увеличение поверхности тренпя F путем увеличения радиуса поверхности трения г и ее ширины Ъ (фиг. 403), а где это неосуществимо, параллелы-ым включением г поверхностей тренпя (на фиг. 405 i = 3). так что F — ib/r. (пластинчатый тормоз, пластинчатая муфта).
Средство для повышения удельной работы трения заключается в повышении удельного охлаждения например, путем
устройства ребер, отводящих и излучающих тепло, благодаря которым охлаждающая поверхность Fk в 5—15 раз превышает нагревающуюся от тренпя поверхность Fr. Удельная работа тренпя в тормозах может быть также существенно повышена устройством водяного охлаждения
Средняя удельная работа трения Lrm определяется вполне способом и размерами теплоотдачи и допускаемой температурой. Средние значения:
F]. | для чувствительных тормозов с продол-
Lrm ~ 0,4 —=— | жмтельным торможением (дерево по чу-
) туну),
0,8
Fr
для муфт включения п остановочных тормозов (дерево по чугуну),
Fj. 1 для тормозов с иаилучшей отдачей тепла, 1,2 — I например, для случая работы металла
*т J в масляной каппе.
Управляемые муфты.
Фрикционные муфты 2). Преимущества: включение возможно прп любой относительной скорости главного и включаемого валов. Применяются для приводных валов, автомобилей, включения и выключения двигателей, васосов, рабочих машин и преобразователей движения. Недостатки: возможность скольжения н высокая цена. В дальнейшем приведены примеры чаще всего встречающихся в продаже муфт.
*) Сравн. Удельное охлаждение L]. подшипников, стр. 151.
a) Ad. Ernst Ausriickbare Kupplungen, Berlin, 1890, Jul. Springer; Z. d. V. d. 1-3899, S. 481: 1907, S. 1768.
СОСТАВНЫЕ ЧАСТИ МАШИН.
169
На фиг. 406 изображена муфта группы 1, в которой включение силы (осевое) производится электромагнитом без какой-либо передачи: муфта Вулкан (А. О-во машиностроительный завод Вулкан, Берлин) ). Зубчатое сцепление передвпжного легкого якорного кольца состоит из направляющих в виде паза и гребня, фрикционные кольца делаются из неяамагничпваюшего материала во избежание прилипания. При выключении тока под действием пружин муфта немедленно расцепляется. В больших муфтах для получения меньшей силы нажима R большие фрикционные кольца (с большим г) располагаются снаружи. Преимущества муфты: короткий путь сцепления, быстрое включение и выключение на любом расстоянии. Надостатки: во время включения длительное прохождение (незначительного) тока, высокая цепа. Главным образом применяется в качестве муфты, меняющей направление, например, в строгательных станках, при чем главное преимущество заключается в том, что меняющая направление часть вала несет на себе только легкое якорное кольцо, между тем как тяжелые магнитные тела имеют длительное равномерное вращательное движение, так что при перемене направления вращения потери скольжения весьма малы.
На фпг. 407 изображена фрикционная муфта группы 3: муфта системы Домен-Леблана (БАМАГ, Дессау). Нажимные колодки для увеличения поверхности и соответственного уменьшения силы нажима имеют конусообразные желобки. Обратное давление пружины устраняется тем, что в положении включения пружина образует коленчатый рычаг (вытянутое положение). В качестве пружин служат стержни, загнутые с обеих сторон в виде крючьев. Муфта может быть включена совершенно плавно. Для быстроходных валов колодки муфты уравновешиваются противовесами (фпг. 407), так что облегчается размыкание муфты, ибо противовесы действуют в направлении, обратном направлению центробежной силы.
Таблица 42. Муфта Домен-Леблана фирмы БАМАГ (фпг. 407).
Диаметр вала mm Диаметр I) mm Длина L mm Длина конца вала для: Ход с mm Вес kg
Кожуха а min Муфты и крестовины Ъ mm
40 350 229 80 147 30 48
45 400 229 80 147 30 60
50 450 271 85 184 40 85
55—60 too 314 100 211 50 120
65 660 358 125 230 60 175
70 860 388 135 250 65 240
75—80 740 413 150 2G0 55 275
85—90 880 451 160 288 75 380
95—105 1 040 525 180 340 95 560
110-115 1 290 575 200 370 110 82Q
120—130 1 490 646 230 411 125 1 150
140—150 1 720 780 300 475 140 1 800
160-170 1 850 856 330 520 160 2 300
180—190 1850 856 330 520 160 2 500
’) Новейшие модели см. Elektro-magnetische 1923, S. 344.
Reibungs Kupplungen, Maschinenbau
200
I. ДЕТАЛИ МАШИН.
На фиг. 408 и 409 изображена муфта Гилля завода Вюльфель (Вюльфель у Ганновера). Тормозные колодки со сменной деревянной обкладкой. На звезде А из нескольких спиц сидят тормозные колодки С; колодки имеют осевое перемещение и при посредстве рычага А радиально прижимаются с обеих сторон к фрикционному кольцу J?; при этом регулируемое пружинящее давление производится при посредстве цапф и деревянных колодок.
Обе тормозные колодки, соединенные шарниром г, радиально разводятся друг от друга н с одинаковым давлением прижимаются к фрикционному кольцу прп помощи рычага А, который цапфой d лежит в наружной колодке, а роликом е нажимает на перестанавливаемый болт f внутренней колодки. Муфты изготовляются также с мгновенным выключателем на расстоянии для случая, когда требуется немедленный останов вала (для очень пыльных помещений особая модель: муфта X).
На фиг. 410 показана двухконусная муфта Саксонского машино--стронтельного завода (бывший Р. Гартманна в Хемнице): фрикционные кольца end цапфой крестовины втулки С передвигаются в осевом направлении. Три пружины I натягиваются коленчатыми рычагами s и поддерживаются в вытянутом положении, в котором они прижимают конуса к кожуху. Обе половины кожуха а и Ъ перестанавливаются при помощи особой крупной резьбы. Муфты эти выполняются для валов диаметром от 25 до 280 mm.
Таблица 43. Муфта Гилля завода Вюльфель (фиг. 408 и 409).
№ Наибольшая мощность наибольшее N (Р. S.) при п — | Число спиц I Крестовина А Кольцо Гилля В Вес (фиг. 408}
D mm ъ А mm с? 3 а а (фиг. 408) о* 2 с. ьл к ей L К —' О
шш в-в II -ЯК 0ft Сверт-ная mm Цельная mm Сверт-иая mm
50 100 200
5 2 4 8 2 500 155 399 415 120 54
6 3 6 12 2 610 170 200 490 510 140 180 83 116
7 5 10 20 3 610 170 490 510 140 180 96
8 8 17 32 3 725 200 599 625 165 185 160 —
9 15 31 60 4 865 245 265 713 745 180 205 271 310
10 23 45 87 4 980 265 295 800 835 200 225 367 423
11 33 65 122 4 1 090 310 345 902 940 235 245 521 595
12 50 100 190 4 1 2. а 345 385 1 036 1 080 280 280 750 855
13 80 158 300 4 I 420 380 425 1 168 1 220 310 310 1 030 1180
и 120 240 450 6 1 420 435 450 1 168 1 220 310 310 1 285 1390
15 160 325 600 6 .1 620 480 500 1 344 1 400 350 375 2085
J6 225 430 760 6 1 810 — 525 1 510 1 570 — 400 2 770
17 300 590 1 000 6 2 020 — 560 1 682 1 750 — 450 3955
18 400 SOO 1 375 6 2 190 — 600 1 824 1 000 — 500 4940
19 580 1 150 1 6 2 610 — 730 2 176 2 260 —- 550 — 7900
20 880 1 750 С; 2 920, — 7G0 2 476 2 560 —. 600 losoo
21 1 250 2 500 — 6 3 400 — 880 2 905 3 000 —~ 650 14800
Помимо этого имеются многочисленные промежуточные номера.
На фиг. 411 пзображеиа муфта Бенна (в Германии в исполнении вавода Фогель и Шлегель Дрезден) в разомкнутом виде. Пружина при
СОСТАВНЫЕ ЧАСТИ МАШИН.
201
посредстве двойного рычага Н действует на тормозные кольца ВВ, отжимаемые друг от друга коленчатым рычагом. Эти кольца передви-
гаются на двух цапфах, или прн помощи выступов от втулки на валу. Пружина натягивается при включении муфты, пока рычаг т не займет приблизительно вертикального положения. Диск D точно устанавливается при помощи крупной винтовой нарезки по всей его окружности. Как н в муфте, изображенной на фиг. 410, постоянная смазка всех внутренних частей обеспечена ’).
На фпг. 412 изображена центробежная муфта (муфта Фуга завода Вюльфеля, Вюльфель близ Ганновера). Внутри холостого ременного шкива расположено фрикционное кольцо, к
Фпг. 412. 1—крестовина: 2- - муфта;. 3~ход для выключения; 4—кольцо; 5—втулка Фуга для холостого хода со смазкой жиром; 6 — ременный шкив.
которому под влиянием центробежной силы плотно прилегают вращающиеся колодки Ъ со смеп.чыми деревянными обшитыми кожей обкладками, если этому
ие препятствуют рычаги, приводимые в
действие при включении муфты. Таким образом, нет необходимости в каких-либо пружинах. Эта муфта особенно применима при центробеж-
Фиг. 413.
Фвг. 414.
ных барабанах на сахарных заводах и на молочных заводах или для пуска моторов переменного тока, включаемых без нагрузки.
Об автомобильных фрикционных муфтах см.. кроме фиг. 403 — 405. еще т. IV, 1 разд.—Автомобили, муфты 2).
Зубчатые и стержневые муфты. Соединение производится при посредстве зуба пли обода с зубьями 3, который хорошо связан с. одним
валом 1, имея вдоль него продольное перемещение в хороших направляющих, и служит для соединения его со вторым валом 2 (фиг. 413—414). Из-за неизбежного удара при включении, оно производится только при незначительных относительных скоростях между обоими палами (синхронное включение) плн при незначительной массе включаемого вала. Выключение возможно в любой момент.
Пример: зубчатая муфта Гильдебрандта (изготовляется фирмой БАМАГ и многими другими трансмиссионными заводами
*) Далее, заслуживают внимания муфты: Муфта с виток пружиной („Triumph-K**)’ завода Wulkan, Dortmund; муфта Flendcr’a (Maschinenbau 3923, S. 346); муфта P o I y-s i и s. Dessau; Lohmann & Stolterfoht, Witten (Ruhr) я пр.
2) См затем: Н е 11 о г Motorwagenhau, 1 том, Берлин, 1925, Julius Springer, и W inkier, Motorwagen 1907, S. 903 и след.
202
I. ДЕТАЛИ МАШИН.
{фиг. 415). Передвигаемый обод В имеет три зуба с радиальными поверхностями; эти зубья, входя во впадины диска С, попадают в соответствующие три отверстия ji.
При незначительных крутящих моментах для непрерывного захватывания передвигающегося зубчатого обода может служить одна или несколько скользящих шионок на валу (фиг. 419).
Фиг. 415.
Фиг. 416. Фпг. 417.
Таблица 44. Муфта Гильдебрандта фирмы БАМАГ, Дессау (фиг. 415).
Диаметр вала . » . . • зпт
Диаметр D.........тт
Длина L........- . тт
Длина конца вала для неподвижного диска а . . тт
Длина копка вала для крестовины и муфты Ь . тт
Ход с ........ тт
Вес, .............кд
30 40 50 60 70
250 275 300 330 365
24(1 260 280 300 330
90 97 105 110 125
145 158 170 185 2001
23 24 27 31 35
42 47 54 68 911
80 95 110 125 140
425 500 576 659 750
380 450 61 590 670
142 167 193 220 250
230 275 314 360 410
42 51 60 70 80
136 220 325 460 675
160 180
920 1080
820 960
300 350
505 596
100 112
1030 1620
Диаметр вала может быть на 5—20 пни выше указанного в таблице.
Радиальные зубья имеют форму прямоугольника по фиг. 416, или равносторонней трапеции при вращении по обоим направлениям, или
Фпг. 418.
прямоугольного притупленного треугольника по фиг. 417 при вращении только в одном направлении. Для более легкого выключения целесообразно дать захватывающим поверхностям уклон около 3°. При необходимости включения в любом положении, зубья должны быть заострены (во избежание отламывания—прочный материал), и не подвергаться большому напряжению. Но и в муфтах, включаемых во время хода, можновобопх включаемых элементах иметь только несколько выступающих зубьев с заостренными концами, ест между обоими конечными положениями включающей муфты допускается промежуточное положение вплоть до момента зацепления выступающими зубьями.
В штамповальных и эксцентриковых прессах часто применяется зубчатое соединение между вращающимся диском сцепления 1 с вну-
СОСТАВНЫЕ ЧАСТИ МАШИН.
203
тренним зубом (фиг. 418) и ведомым валом 2 прп посредстве стержня 3, закрепленного по окружности вала, свободно вращающегося и управляемого снаружи; на ширину внутреннего зуба стержень состроган таким образом, что он в зависимости от своего положения или захватывается или ио нем зуб проскальзывает. И в данном случае толчок при включении смягчается малыми включаемыми массами.
Применение управляемых зубчатых муфт: фиг. 419, муфта Л д л я в к л ю ч е н и я в а л а с установкой его неподвижно прп помощи выключающей втулки Б. Включающий элемент муфты управляется снаружи; фпг. 420, муфта для двойного включения с осевым включением и выключением; включающий элемент передвигается при посредстве
Фиг. 419.
Фпг. 421.
Фиг. 420.
полого вала с захватывающим болтом; фиг. 421, муфта для многократного включения с радиальным включением и выключением путем защелкивания при помощи ,.выскакивающей шноики" С. Для перестановки зубчатое колесо А сцепляется с зубчатой подвижной рейкой В. Применяется для перемены скоростей, при чем все колеса одновременно при нимают участие в движении.
Муфты с автоматическим включением валов К автоматическим выключателям валов или муфтам относятся: м у ф т ы скольжения, действующие в обоих направлениях вращения при превышения передаваемого момента кручения, выдерживаемого тренпем р.Л’ плп давлением пружины; центробежные муфты, включающие плп выключающие при превышении или наоборот прп понижении часта оборотов выше или ниже определенного предела и, наконец, главным образом, действующие в одном направлении муфты свободного хода: последние действуют при помощи соответственно устроенных захватывающих приспособлений, которые при одном направлении относительного движения включаются, а при противоположном направлении относительного движения выключаются при посредстве автоматически действующих или управляемых фрикционного или зубчатого остановов: собачки. О механизме этой муфты см. также автоматические фрпкпио-ные п зубчатые остановы, стр. 210 и 211. Применение: для изменения скорости по фпг. 522; „свободная втулка" применяется в велосипедах, „трещетка" во вращающихся инструментах. Затем во всех тех случаях, когда несколько двигателей должны приводить в движение рабочий привод так, что только после полного использования всей мощности главного двигателя, например, гидросиловой установки, автоматически включается второй вспомогательный двигатель (электромотор или двигатель внутреннего сгорания). Первый двигатель имеет несколько
204
I. ДЕТАЛИ МАШПИ.
большие нормальное число оборотов, чем второй, оно падает и делается меньше числа оборотов второго двигателя только при перегрузке первого двигателя, и тогда при посредстве муфты свободного хода приключается
к приводу и второй двигатель. Равным образом, муфта автоматически включается и при выключении первого двигателя. Так как начальное значение скорости относительного движения в данном случае равно нулю, то без особых затруднении можно применить зубчатые остановы, при которых, впрочем, часто нельзя добиться бесшумной работы.
Пример ы: фиг. 422. Храповая муфта У л ь-
Фпг. 422.
гориа с зубчатым остановом: внутренняя часть сиднт на валу вспомогательного двигателя. Если внутренняя часть движется с опережением, то собачки отодвигаются внаружу под несколько пружинящим действием двойного рычага, если же наружная часть опережает внутреннюю, то собачки защелкиваются внутрь. Для надежного устранения хлопания свободных собачек необходима их выбаланси-рогка.
Фиг. 423. М у ф-та Онезорге с автоматическим действием развертывающейся тормозной
ленты (изделие фирмы БАМАГ по принципу фрикционных ленточных остановов (см. ниже). Как только коробка муфты, соединенная с главным двигателем, отстает в своем относительном движении от действующей изнутри развертывающейся тормозной ленты, связанной с вспомогательным двигателем, лента прижимается к коробке и увлекает с собой вал главного двигателя; если же главный двигатель снова начинает вращаться быстрее вспомогательного, то лента освобождается 2).
Расположение муфт для сцепления валов. Всевозможные управляемые или автоматические муфты для сцепления валов располагаются илн непосредственно между концами обоих валов (все чертежи муфт, кроме фиг. 409
•) Z. d. V. d. I. 1913, S. 1023—S р г i n g е г Bandkupplung, Z. d. V. d. J. 1912, S. 2067.
a) Rutschkupplungen fiir Webstunlantrieb, SSW und AEG.
СОСТАВНЫЕ ЧАСТИ МАШИН.
205
и 412), при чем необходимо обращать внимание на надежную опору валов, принятие осевых сил и в случае надобности на взаимное центрирование, или же муфта располагается между проходящими через нее валом и приводом, геометрическая ось которого совпадает с осью первого
Фпг. 424.
Фпг. 425,
вала, при чем на этот привод движение передается при посредстве преобразующего диска, например, зубчатого колеса илн ременного шкива. Этот диск для преобразования должен иметь опоры отдельно от опор главного вала. При значительных боковых усилиях, особенно прп ремеиной п канатной передачах, муфта располагается по фиг. 424 на отдельном полом валу илп по фнг. 425 только на более короткой полой папфе, при чем безразлично, включается ли муфтой вал илп преобразующий движение диск. При малых боковых усилиях п незначительном изнашивании опор н преобра-
зующий движение диск может лежать непосредственно на главном-валу при помощи „свободной втулки" (фиг. 426, затем фпг. 409, и 412). Последнее расположение особенно часто применяется для соединения вала с несколькими дисками с различным движением (передача с переменными скоростям или для изменения направления движения), фнг. 419 до 421.
Фпг. 426.
Управляемые фрикционные остановы и сопротивления.
Тормоза. Область применения: закрепление у станины только временно движущихся валов с колебательным или вращательным движением („фрикционные остановы"), при чем включение и выключение может иметь место во время хода, торможение опускаемого груза („опускные тормоза' с превращением потенциальной энергии в теплоту) и торможение движущихся масс („останавливающие тормоза" с превращением в теплоту кинетической энергии), например, ио всевозможных экипажах и подъемниках.
Между тем, как фрикционные муфты (для сцепления валов) по большей части действуют при помощи производящих нажатие пружин, в тормозах, если вызывающая трение деталь помещается на неподвижной
206
I. ДЕТАЛИ МАШИН.
Фиг. 428.
Фпг. 427.
станине, в виду отсутствия вращения можно для получения давления производить нажим и при помощи груза, действующего непосредственно или при посредстве механизма, при чем передача действия груза производится рычагом, клином пли охватывающей ленгой.
1. Рычажная передача (фиг. 427). Как общее правило если G—есть вес груза, упругость пружины или какая-либо другая сила, то Gb — Na + +; p.Nc. Только в том случае, если с ~ О (точка вращения Е тормозного рычага лежит иа касательной тормозной шайбы) действие тормоза ие зависит от направления вращения. Если лее точка вращения 2? лежит с наружной или внутренней стороны касательной, то при изображенном ва чертеже направлении вращения, силу G должно взять соответственно больше или
меньше, чем для случая, когда с = 0. Ниболее удобна конструкция с расположением точки вращения снаружи касательной. Пользуясь обозначениями, приведенными иа чертеже, имеем, относя груз L и движущуюся массу М к радпусу барабана г, а сопротивление трения [>.N к радиусу трения R, \i.NTl = (L -|-Мtge) • г, при чем tge=l до 1,5 m/sec2 (фиг. 401).
2. К. и новая передача (фиг. 428). Если 2се есть угол клина,
го Tv, = ——, прп чем для движения при включении и выключении sma
fry Ct __
/; = t (~+—) ’ а В0 вРемл самого торможения tj = 1. Еслп а < 20°, то при значительном р. надо опасаться заклинивания (самоторможение при •»; 5 0,5).
3. Передача при помощи ленты (фиг. 429). При прилегании тормозной ленты (каната, цепи и т. п.) снаружи (защемляющая лента) или изнутри (развертывающаяся леита) в состоянии покоя
„ N
натяжение ленты 1 т = — , следовательно, не зависит от р., при чем
N есть полное нормальное давление, а <»—угол охвата (в дуговых еди-
<о
ницах). Для — =
Г
оборотах ленты делается все меньше. При наступающем скольжении натяжение ленты, в зависимости от величины р, изменяется более или менее, так что оно падает от Т до t по направлению (а для растягивающихся лент против направления) относительного движения тормозной
3 Т,
— имеем, например, = 0,21. При нескольких
СОСТАВНЫЕ ЧАСТИ МАШИН.
207
т
шайбы, прп чем — = (см. Т. I). Таким образом, окружное сопро-
ii.N
гивление равно Pw = Т — t— t • — 1) = (-uV и t = —— и стало
быть Т— —г----------.
(еГ° — В
На фиг. 429 нанесены напряжения в покое Тт в виде дуг, а напряжения при скольжении Т п t—в виде логарифмических спиралей от центра (для р. = 0,3). Значения е1”0 (см.
т в виде дуг, а иапря-
центра (для р. = 0,3). Значения (см. т. I и фиг. 430). Для обитой деревом, слегка смазанной маслом тормозной ленты р. = 0,3, для голой тормозной ленты и проволочного каната р. =0,15. ~
случая при = -j- имеем е(Ш>;»4, для последнего ж 2;
чаем следующее отношение передач
. I 0,1 N
0,15 N
Для черного отсюда полу-
к У:
0,3
0,15
Т — л ЧП ---
I 0,21 Л' _ j
| 0,21 N ~ )
0,4 Лт
0,3 У
•ч
При данном направлении торможения целесообразно приложение
силы только со стороны t (фиг. 431), так что
<?==* — =—-------------— .
Ъ (e^-l) Ъ
При переменном направлении торможения и равном сопротивлении
торможения в обоих направлениях сила прилагается с одинаковыми плечами рычага и к Т, и к t (фнг. 432), так что
(J = — (T-}-i) = — '’"“-У р ъ b е^~ 1
Согласно вышеприведенному примеру имеем при данном направлении торможения
G= — • — J* Ъ 3
1208
Т. ДЕТАЛИ МАШИН
(х 5 _
а при переменном направлении торможения = - —- /к, т.-е. в 5 раз
О о
<5олыпе.
Сравнение трех способов передачи. Приняв ход тормозящей части нормально к поверхности торможения в 1 mm (по крайней мере!), получаем, так как отношение плеч рычага — при колодочных ' „ 5
тормозах при удовлетворительной конструкции не должно превосходить— , „ х к 10 к
а при ленточной, наоборот, легко может быть доведено до — , ход h груза
тормоза
, . Ъ , .
п1 = 1 mm-----(рычажная передача),
, Ъ 1 , .
пг — 1 mm • — • —— (клиновая передача),
/;3 = 1 mm w , со е дуговых единицах (ленточная передача).
„ b ш 3
При 2 а — 45 и — = 5 для 1) и 2) = 10 для 3) и —
1 а 2 к 4
получаем:
ht = 5 mm, h2 — 13 mm и Л3 = 47 mm.
При одинаковом Р„ потребные силы G находятся в отношении:
/-г . f-t . /-f km я a T'tl a
1 ' 6 p Ъ p Ъ ерш—1 b
Для p — 0,3 (дерево) получается для указанных условий передачи •соответственно:
Gill
Pw ~ 1,5 Д° 4 Д° 30 "
В ленточных тормозах с вращением в обе стороны _G _ _5_ Р„~ 30 ’
Поверхности трения. О величине р и щп)т см. стр. 198. Если от тормозов требуется чувствительность, как например, от опускных тормозов, тормозов у барабанов, подъемников, то р и нагревание от \>.pv не должны быть велики. Заедание металла и обугливание дерева устраняются смазкой *).
Специальные средства для увеличения F и для уменьшения р те же, как и в фрикционных муфтах: конусные тормоза, пластин
*) Ср. Stahl u. Eisen 1920, статью Geitmann’a о тормозе Tordan’a и печатный материал О-ва lordanbremsen Ges. Berlin Neukolln.
СОСТАВНЫЕ ЧАСТИ МАШИН,
209
чат ы е тормоза Конструкция и применение: см. 3 раздел, Подъемные механизмы, тормоза.
Область применения. Если тормоз, в котором нажим производится грузом или пружиной, должен работать только в одном направлении, то наиболее целесообразной является ленточная конструкция, благодаря большой п >верхности трения и значительной передаче, если же тормоз должен работать в обоих направлениях вращения (подъемные машины, экипажи), то по большей части предпочитается уравновешенный тормоз с двумя колодкамп (см. 3 раздел, Подъемные механизмы).
так как в этом тормозе’ (в нротнвополо?кность ленточному) отвод колодок протекает принудительно п точно. Цилиндра ческпе тормоза применяются при больших усилиях (подъемные машины) и затем с наружным и вну"решим прижимом в автомобилях; клиновые т о р-
Фиг. 431.
Фиг. 432.
Фиг. 433.
м о з а, наоборот, применимы при малых усилиях (в передвижных н поворотных механизмах). На фпг. 433 представлена распространенная форма экипажного тормоза с обкладкой из асбестовых волокон. Для устранения самоторможения ваименыпий угол ЕЛО между шарниром и центром шайбы не должен быть меньше угла трения р. Отсюда следует, что {_ о должен быть около 90° при р. <0,4 и около 120° для р. <0,2. Неуравновешенные простые тормоза с колодками (фиг. 427) применяются только при весьма малых моментах вращения (например, для валов с диаметром ниже 40 mm), так как она односо ронне нагружают вал и опору. При работе с точным остановом (опускные тормола) и осевом давлении (тормоза с нажатием под действием груза) предпочитаются пластинчатые тормоза в масляной ванпе, так как они имеют мало изменяющуюся и точно регулируемую величину трения; в данном случае трудно достичь полного разъединения пластин, например, при помощи пружин, ио оно и нс требуется. Конусные тормоза применяются только при ручных блоках.
Тормоза для измерения мощности по большей части выполняются в виде тормозов с двумя колодкамп (нажим Ироии) илп ленточных тормозов, а при большом числе оборотов и в виде жидкоствых и воздушных крыльчатых тормозов. Подробнее см. I том: Технические измерения стр. 991.
Хитте. Т. П. И
210
I. ДЕТАЛИ МАШИН.
Автоматические фрикционные остановы.
Опп действуют или как муфты скольжения, илп как предохранительные тормоза, в оба направления вращения (тормоз устанавливается пружиной иди грузом), или как тормоза свободного хода по одному направлению. Пои расположении по фиг. 427, молено так расположить точку вращения Е тормозного рычага, что Na = p..Vc (фпг. 434), при этом условии тормозящий груз G = 0, т.-е. тормоз при опускании груза по одному направлению является самотормозящнм. Таким образом должно быть
(I _
tg р = — р. Любая точка на прямой через точку Е может служить точкой вращения, ио необходимо всегда иметь tgp меньше р. Так как радиальное давление весьма значительно, то для разгрузки вала надо колодкп распологать одну против другой.
Так как угол тр'ния весьма мал — при р = О,15 угол р = 8°, то поверхность треиия должна быть только очень небольшой. При прпме-
, Р
нении клинового тормоза можио вместо р иметь р == и поэтому
р будет больше. Поэтому клпновую канавку всегда предпочитают колодкам. Если производящая треннз деталь расположена внутри, а не снаружи тормоза, то получается особенно компактная конструкция. При всех случаях тормозная шайба по должна пружинить и должна быть достаточной для восприятия значительных радиальных давлений. При значительных скоростях колодки должны быть выбаланенрованы. Вместо скользящих шарниров в Е и N применяются и катящиеся.
При небольших усилиях применяются р о-
ликовые и шариковые остановы, при чем всегда должно быть tgp ^р.. Очень часто задерживающие элементы состоят из роликовых частей, которые пружина и згжимаются между особыми тормозящими элементами, чтобы неустранимое изнашивание при скольжении не действовало непосредственно на роликп. Одновременного и равномерного введения в действие нескольких тормозящих тел трудно добиться, к тому же катки легко вызывают остающиеся впадины.
Осевые остановы. К этой категории принадлежат многочисленные конструкции, в которых тормоза нагружаются илп разгружаются в зависимости от направления вращения под действием осевой составляющей давления. Особенно часто онп применяются в качестве грузовых тормозов в подъемниках и прп предохранительных рукоятках.
Ленточные фрикционные остановы. Если в фиг. 432 илп 435 плечи рычага, к которым присоединена лепта, выбраны так, что Та 4- id = 0, то G — 0, п тормоз для изображенного на чертеже случая приложения груза является самотормозящнм. Следовательно, должно быть
Фиг. 434-.
Фпг. 435.
СОСТАВНЫЕ ЧАСТИ МАПТИН.
211
d Т
—=—= е^ш илп для надежности несколько больше. Длн увеличения a t
трения ленту обкладывают кожей.
Управляемые зубчатые остановы (затворы с щекэлдой). Они служат для жесткого закрепления относительно станины при помощи собачек, щеколд, зубьев и т. п. вращающихся плп качающихся валов и включаются только в спокойном состоянии или при малой соги вала. Сравни фпг. 419. Сохранение в определенном положении производится благодаря опрзделенной форме остановов илп определенному приложенному усилие (под действием груза, пружины илп тренпя).
Пример: закрепление управляющих рычагов (фиг. 430) в выключаемых зубчатых переборах; этот механизм удобен также при необходимости во взаимном закреплении нескольких валов с целью допустить вращение одного т<л.ко прп опр‘деленном положении других. На фиг. 437 и 438 закреплены валы В, между тем как А может вращаться.
Фиг. 436.
Фпг. 438.
Фпг. 437.
Автоматические зубчатые остановы (гребенчатые и храповые колеса).
Гребенчатые колеса (фиг. 439 и 410) пр вставляют собой зубчатые остлноьы, работающие в оба напрлвхчшп вращения, и действующие пугем защелкивания. Останавливающий э. е гент 3 между нс-
Фиг. 439. Фпг. 440. Фпг. 441. Фиг. 442.
подвижной частью 1 и подвижной 2 с одной стороны закреплен шарнирно, с другой — закапчивается частью, имеющей форму затвора, зубца, или же образует силовой затвор. Зубец или имеет соответствующую форму и перемещается в осевом или радиальном направлениях, или же для уменьшения трении принимает форму ролика.
Храповые колеса работают с защелкивающимися пли выключающимися собачками, включение которых при нежелательном направлении
В*
I. ДЕТАЛИ МАШИН.
вращения вала вызывается грузом или пружиной (но но связано с формой зубца) пли производится специальным управлением. Наиболее соответствующая форма собачки: дуга круга с центром в точке вращения собачки или соответствующая касательная. Зубья подвергаются напряжению на изгиб п смятие поверхности; для уменьшения времени, потребного для защелкивания, собачке надо придать незначительную высоту (от 10 до 15 mm) и соответственно увеличить ширину. Па фиг. 441 изображено храповое колесо с наружной собачкой, а па фиг. 442 с внутренней; последняя пелесообразна для сбережения места в тормозах, расположенных в наружной части какого-лпбо механизма.
Собачкн с принудительным движением. При применении храповых механизмов к машинам и в связи с этим при значительных скоростях вращения целесообразно управлять движением собачки при посредстве сопротивления трения, возбуждаемого грузом гла пружиной (фиг.443). Полезно распределить две или три отдельные собачки с разделенным управлением каждой, чтобы получить меньший угол деления. Применение: см. 3 раздел: Подъемные механизмы, передача движения.
О соединении автоматических храповых или фрикционных остановов с тормозящими сопротивлениями см. 3 разд.: Подъемные механизм!’, передача движения.
Автоматическое включение и выключение качающихся валов и рычагов.
Чтобы превратить колебательное движение вала пли рычага о (фиг. 444 и 445) во вращательное движение вала или дпека Ъ, необходимо применить автоматически сменяющиеся воздействия „муфты свободного хода" с, для включения вала при движении его вперед, п останова о! для выключения вала при его обратном движении. Выключение в данном случае производится или храповым механизмом (собачкой) (фиг. 444) или бесшумным фрикционным остановом (фиг. 445), прп чем ддн качающегося вала, если приходится иметь дело с незначительными усилиями, достаточно одного рычага с о д и и м включающим и задерживающим механизмом. При значительных скоростях инерция масс воспринимается пружинами, при чем остановы автоматически выключаются уже не под действиям собственного веса, а под влиянием пружин f
СОСТАВНЫЕ ЧАСТИ МАШИН.
213
d) Передача движения качением (роликовая передача): перекатывающийся рычаг и фрикционные колеса.
4-7^
Фиг. 446-
nVJ I
ередаточиое число или отношение —- угловых скоростей
двух катков с параллельными (или пересекающимися) осями вращения О, и О2 дано кривыми качения 9?, и в плоскостях (шаровых сегментах), перпендикулярных косим вращения; точка качения С — точка соприкосновения обоих кривых качения, лежит постоянно на—или на продолжении прямой OL О2, линии центров, и делит ее в отношении,
О2 С со,
равном передаточному числу — = —. При постоянном передаточном С* j (Йр
числе кривые качения представляют собой круги качения (начальные окруж ности i (фпг. 446 и 447). Прп пространственных представлениях получаются оси качения С (или мгновенные оси, ср. Механику, т. I, стр. 2621, поверхности качения, цилиндры и конусы качения. В точке С окружные скорости v, и по величине и направлению равны: Г] == г( ш, = = v2 = г2 ш2. Длины скатывания между соответ
ствующими пунктами кривых качения остаются постоянно равны. По положению меньшего колеса различают внешнее (фиг. 446) и внутреннее (фиг. 447) сцепления.
Относительная угловая скорость между обоими кривыми качения <о12 = (<», ± <о2) имеет своим центром точку качения С. Звак минус
Фиг. 447.
относится к С1учаю внутреннего сцепления.
1. Перекатываю дилен рычаг ’) Пока в точке С (фиг. 448 угол между нормалью в точке соприкосновения и направлением давления К и лпнпей центров At Л2 не слишком острый, представляется возможном передача силы без скольжения с наименьшим изнашиванием. Угол колебания все же ограничен, в большинстве случаев он значительно меньше 45°, поэтому передача приспособлена только для колебательного движения. „Перекатывающиеся рычаги“ применяются между качающимися валами и, являясь колеблющимися рычагами, имеют переменное передаточное число, так как точка качения С перемещается туда и обратно по прямой центров Л, Л2. Главная область применения в распределительных механизмах, срани. 2 раздел, главу V: Паровые машины. Кривые качения представляют собой кривые одинаковом формы и являются или
*) Сравн. также Holzer, WKlzhrbcl, Z. d. V. d. 1. 1 г,оч, s. 2013; M a g g, Die* Steuerungen d.-r Vvrbrcnnungs-Kraftmaschinen, Springer. 1914, S. ill bls 133; Alt, Willzhebtl-mechanismcn. Z. f. ancr. Math. u. Meeh. 1922, S, 181
214
Г. ДГТАТТГ МАНГЛЯ.
двумя подобными диарифмическими спиралями, или двумя подобными эллипса in. На фиг. 448 представлен перекатывающийся рычаги с подобными эллиптическими кривыми качения. Пх преимущество в том, что после закалки обе поверхности можно легко точно и при том одновремен но при шлифовать.
Эллипсы выбираются так, чтобы большая их ось 2<1 была равна расстоянию между осями вращения перекатывающихся рычагов; малая ось 2 Ь выбирается но усмотрению и определяет расстояние фокусов эллипсов 2 г, так как г2 — о2 — Ь2. Фокусы Aj и Ло лежат на осях вращения перекатывающихся рычагов; соединительная линия -В|.В2 между двумя другими фокусами при качении проходит постоянно через точку качения С и = At А2. С определяет возможную
передачу, которая никогда не меж’т упасть до нуля. Эллиптические кривые качения могут быть механгч.ски образованы па перекатывающихся рычагах сложением двух синусоидальных движений (катящиеся друг по другу рычаги).
При весьма низких первоначальных передаточных числах целесообразно применение прямой и кривой качения (фиг. 449) ’) (кривая качения йтроптся по точкам ио одинаковым длинам скатывания), или же в качестве начальной кривой выбирается не кривая качения, а кривая сколь-женпя.
При одной специальной форме применения перекатывающихся рычагов, при рычаге с „подушкой качения", одна из крт ых качения 9?» закреплена неподвижно, между тем как точка А, описывает в большинстве случаев заданную кривую, напрпмер, дугу круга или прямую. L ноелед-вем случае (сравни также 2 раздел, кривой качения применяется дуга круга на подушке качения с двойным радиусом (фиг. 450) пли логарифмическая спираль с начальной точк<йв.41 на прямой подушке качения, соприкасающейся с ней в точке С, если начальная точка должна непосредственно быть связана с движением
*) В о е с к «п. МавсЫаепЬаи 192Ш24. S. 206.
СОСТАВНЫЕ ЧАСТИ МАШПИ.
215
стержня по прямой направляющей. При этом линия Л,С передвигается параллельно.
2- Фрикционные колеса. Если нормаль в точке соприкосновения совпадает вполне, илп приблизительно, с спла Р„ для передачи энергии возникнет только прн наличии производящей трение нормальной силы (осевого давления) К в направлении 0^2 (фиг. 451).
тг wi
При —- = const, траекторпи качения представляют собой круги, а материальные фрикционные колеса— цилпндрпческие колеса с параллельными осями или конические колесас вершиной обоих кои х сон в точке пересечения пересекающихся осей.
Размеры. Прп одинаковой ширине колес Ъ и диаметрах и d2 допускаемая удельная нагрузка fc = где приведенный г 1 1 । 1 г> — тг
аг определяется пз уравнения -/-= ттт, затем Р < р.п.
(1Г ttj (1-2
Pw> pJC, то имеет место скольжение, которое часто длительно кается, если р. возрастает с увеличением скорости скольжения также ленточную передачу, Таблица к =. от 3 до 5 ,
линией центров то окружная
Фиг. 451.
Фиг. 450.
колес d.
диаметр
Если
продол-'огн. <СМ-
сопротивление трения).
45. Средние значения к и р. — от 0,10 до 0,15 при чугуне {Р---»5
Р — »♦ Р = « Меньшие значения относятся к случаю, трущиеся поверхности гладки и прочны.
Пример. Требуется определить окружную силу па 1 ст ширины двух фрикцион» вых колес с диаметрами dy 33 cm и d2=z50cm. Pw ~ y.K =z у. к b dr пли
к — от 1 до 2 ,
0,20
0,20
0.20
0,30
0,50
и
Р'-
по чугупу
бумаге „ „ коже „ „
дспеве „ „
наиболее частому, когда
ъ
zr p-kd?. Для чугуна по чугупу принято у. Л — 0,125 • 4, затем ——~ -Ь —
Отсюда JPW : Ъ 10 (подобно тому, как в ремеппоп передаче). С увеличением диаметра до-
_ Л пускаемая окрхжпая спла возрастает, а с уменьшением—падает. Сила пажатия: К=? —- , ВЛ/-
> —> ВО kg па 1 ст ширины. Мощность па
N Pw v
—~ — —х— • х- или для v «= 10 20
о в 7о
К откуда —
cm ширины:
30 m
~~ 20
-Р = 1,33 2,66
V
л ЛС 4
Г1X1
216
t. ДЕТАЛИ МАШИН.
Фрикционные колеса весьма часто применяются в качестве приводных колес в паровозах, грузовых и легковых автомобилях между двигателем п дорогой. К в данном случае производится только весом паровоза или автомобиля (при том без передачи).
Фиг. 452.
Фпг. 453.
Между двумя приводными валами для повышения К может быть включена передача илп любая сила - пружины, плп прочие источники энергии, при чем самые валы могут лежать неподвижно на опорах или быть
Фпг. 454.
завода Вюлфеля, Вюлфель-Гапновер, между двумя конусными барабанами.
подвижными один относительно другого (натяжные валы).
Оба вала лежат в неподвижных опорах. Передача непосредственная или при помощи пружинящего пли сильно зажатого и поэтому пружинящего материала (как то: резины, кожи), который зажат между колесами (фиг. 451 и 452). Если этот материал не прикреплен к колесу п может передвигаться по нему, то тем самым можно получить переменное передаточное число между неподвижными осями вращения (фпг. 453). Переменная передача с бесконечным кожаным ремнем
Фпг. 454. Планетарная фракционная передача фирмы В. Г. Гпльгсра и К», Бонн, для передач от 1 : 12 до 1:7, лучше всего 1 : 9 п малых крутящих моментов — 0,02 па
п
быстроходном валу. От малого колеса а сила передается па диск Л через посредство трех пли 4cn.iiex упруго прилегающих к колесам пальпых колец I, днпжутпхея в косо про-дорожеплом кольцо С, которое Шфеотаиавлмиас’тсл при помощи важна пых клиповых
СОСТАВНЫЕ ЧАСТИ МАШИН.
217
колец <7, фпг. 455. Фрикционная передача Ц. Гоппе: два упруго прижатые друг к Другу и соединенные между собой валика выполняют передачу между двумя валами в неподвижных опорах.
Валы передвигаются один относительно другого. Грузы, пружины, либо какие-нибудь другие источники накопления энергии, например, гидравлической пли электромагнитной, воздействуют на фрикционные колеса
Фит. *55. фпг. 456. Фиг. 457.
Фрик ц ионная клиновая передача (фиг. 456).
Сравн. также: Тормоза, клиновая передача, фиг. 423 и т. 1, стр. 306.
Окружная сила получается равной , где ц = длг
движения включения; во время работы т; приближается к 1, так что прн мало упругих материалах Р№ » 2а ~ 30° — 45° в клиновых коле
сах по фиг. 456 и 457. Недостатком данной передачи является лишь то обстоятельство, что чистое качение может иметь место только по кривым качения (начальным окружностям), прочие же точки скользят (потери па скольжение!), благодаря чему получается быстрое пзпа-шчвание; поэтому необходима смазка маслом и глубина желобков е делается относительно незначительной. Преимущество клиновых колес: незначительное давление в опорах, общий коэффициент полезного действия (no Ernst, у Ilebczeuge) т; = 0,88 до 0,90 при нормальных подшипниках.
Конические фрикционные колеса (фиг. 458) имеют то преимущество, что нормальная сила/С, перпендикулярная к поверх-иО
носгп трения, , так что сила нажатия
r sin а
Фиг. 458.
Q может быть относи-
тельно незначительна. Но полная реакция в подшипниках приводов — К, так что потери в опорах не уменьшаются. ПоЭришу т) — 0,85 до 0,92.
Дерево (фиг. 459) редко применяется для конусных колес: большей частью сыромятная кожа или бумага (фиг. 460) катятся по чугуну. Дерево,
218
I. ДЕТАЛИ МАШИН.
кожа и бумага закладываются в обод колеса и соответствующим образом в нем зажимаются.
Фрикционные колеса для включения валов. Возможность изменить р
величину нормальной силы К = — позволяет использовать фрикционные колеса для включения двух разделенных валов на тех же основаниях, как фрикционные муфты, стр. 192. Для уменьшения сильного изнашивания от продолжительного скольжения необходимо, ио возхможности, понизить живую сплу включаемого элемента фиг. 461, включение о переменой направления и передаточного числа; фпг. С остановом прп помощи тормоза В на валу.
Фиг. 463—фрикционные колеса с постепенным переходом от од-Kejcro вой величины к передачи кдругой
В и переменой на-
“ правления вра-
щения. К торцу диска Ъ прижат параллельно Ь, благодаря числа от 4- п... О...
462, включение вала
Фиг. 460.
каток а, передвигаемый изменение передаточного
чему возможно \ Эта передача
Фнг. 462.
Фиг. 463.
Фиг. 45S.
применяется только для незначительных крутящих моментов, так как чистое качение имеет место только в одной точке, а в остальных происходят потери от скольжения. Применяется в многочисленных машипнх, орудиях, также в легких автомобилях и для измерительных приборов; передвигаемый каток а обкладывается кожей, деревом или бумагой. Расчет во таблице 45.
Недостатки фрикционных передач:
1) Сила нажат ня Ку 7’г/.р. обычно от пяти до десяти раз больше, чем 7^, между тем как в ременной передаче это отношение приблизительно рагпп трем, благодаря чему потери в опорах фрпкцйонпоп перед«чи могут быть весьма значительны.
2) Получить потребную силу нажатия и использовать часто затруднительно в конструктивном отношении; только при подвижных валах выполнима удобная конструкция и для значительных Мощностей.
3; Мощность, передаваемая с вала па вал, прп данной ширине колеса падает с jмспь-шенн м d3; поэтому мощность па 1 ст ширины весьма ограничена, сели только нельзя допустить больших диаметров колес или сильного итпашнванни. Поэтому, кроме больших колес Д’Я передвижения ио рельсам плп дорогам и паровозах и автомобилях, применение фрикционной передачи ограничено малыми мощностями п передачами для перемены направления и скоростей.
Составные части машин.
219
е) Передача зубчатыми колесами (зубчатая передача качения и винтовал).
Пе[сдача зубчатыми колесами J) закиочается в передаче но кривой несколькими зубчатыми профилями, последовательно вступающими в сцепление, и служит, главным образом, для принудительною преобразования движения или энергии между двумя вращающимися валами, или между валом и рейкой. (О преобразовании движения между качающимися валами см. Перекатывающийся рычаг, стр. 213, передача кулачными шайбами стр. 123 и кривошипная передача стр. 113).
Мгновенное значение передаточного числа
“1
z\ П2 ГГ С
среднее значение передач, числа гт = „ = — , где Z; и z2—числа Z2 W]
зубьев зубчатых колес. В передачах, работающих с зубчатыми телами вращения, i и im постоянно совпадают, между тем как в некруглых зубчатых колесах, эллиптических, кулачковых и т. и. г закономерно изменяется.
По взаимному расположению осей вращения отличаются две основные группы:
I. Осн параллельны или пересекаются, передача происходит при посредстве зубчатых тел качения или зуб ин ых колес, цилиндрических или конически к. Зубчатые колеса образуют зубчатую передачу качения (О чистой передаче качения стр. 213).
II. Осп скрещиваются в определенном расстоянии: криволинейная передача производится:
1) вшиоиымн телами: винтовое колесо-{-чериячпое — чнетая винтовая передача (например, чеуиячвая. глобоидная).
2) зубчатыми колесами качения -винтовая передача иачения.
I. Зубчатая передача.
1. Определение профиля зубьев. О телах качения, кривых и окружностях качения, точке качения, линии центров, внешнем и внутреннем зацеплении см.: Преобразование движения при передаче качением, стр. 2132). ' Образование сцепления между телами качения. Любой профиль /1! какого-либо тела качения может быть применен в качестве основного профиля, по которому путем катания его по исходным поверхностям других тел качения (или путем вычерчивания ряда последующих их относительных положений на плоскозти чертежа) получаются соответствующие профили сцепления Вп В.>,..., В„, как обертывающие формы. Если с другой стороны по профилям В образовать любые профили А2..., А„ на соответствующих телах качения, то все профиля А подойдут ко всем профилям В.
Практически определение профилей производится: а) косвенным путем на основании чертежа профиля, который сперва наносится на модель (для литых колее), шаблон или инструмент определенных очертаний: способ вычерчивания (называемый также делительным способом, так как помимо вычерчивания профилей при нем трс-
*) Источники: Schiebel, ZahnradeT, Bd. Т и IT, Berlin, 1922, Julius Springer, где приведена дальнейшая библиография по данному вопросу.
£) Обозначения сравн также К u t ?. b л с h. Bezeichnungen und Vorschriftcn fdr die StirnraderVerzahnung, Maschincnbau, 1922, S. 144.
220
1. ДЕТАЛИ МАШИН.
буется деление окружности колеса). Этот способ не точен, благодаря искажению при вычерчивании и перенесении чертежа. 6) Непосредственно при помощи инструмента, образованного в виде профиля зуба (инструмент по форме боковой поверхности зуба) пли в впде зубчатой рейки, зубчатого колеса, или зубчатого винта (грофильный инструмент) строгальный резец, фрезер, шлифовальный инструмент, который образует передачу качения или винтовую с обрабатываемым для образоьанпя зубьев предметом: способ качения, а именно, главным образом, способ шабрения (выработки) при качении и способ винтового качения ’).
Вычерчивание точного профиля зуба необходимо только прп первом способе образования зубьев и прп точном исследовании свойств профиля.
Ф о р м а з а це пл о н и я. Каждый зуб ограничен линией головкп и линией ножки (окружность головки и окружность ножки), имеет две боковые поверхности -правую боковую по-верхноеть п левую; правую нлп левую сторону определяют, смотря от осп на верхние зубья [фиг. 464 2)|. Во всякой передаче качением правые поверхности работают исключительно с правыми, при чем одну пз них называют „ведущей", а другую „ведомой".
Форма зацепления передачи качением определяется:
Линиями боковой поверхности, т.-е. линиями пересечении боковых поверхностей зуба с теоретическими поверхностями к-чения.
Делением, т.-е. расстоянием по касательной или нормали между правыми плп левыми
боковыми поверхностями. В конических колесах деление дается также в градусах плп дуговых мерах (делительный угол).
Вместо н зуба (глубиной впадин), т.-е. радиальным расстоянием окружности головкп от окружности ножки (впадины), другими словами, суммой „высоты головкп" к и „высоты ножки" f, которые разделены начальной окружностью. В передаче под „волной высотой зуба" понимают сумму высот противолежащих зубьев (Ji = kA + *в), пли расстояние между обоих окружностей головок по осевой линии, так что высота зуба = полной высоте -| „зазор у головкп".
Боковым профилем в поверхностях сечения перпендикулярных к образующим тел качения (лобовой профиль, касательный профиль) пли перпендикулярных к ребрам боковой поверхности (нормальный профиль).
Шаг (деление), начальная (делительная) окружность, окружность головок. Начальной (делительной) окружностью (вобщем случае делительной кривой) называется окружность качения (траектория качения),
') К г. I 7. 1? а с h, Grundlagcn und печете Fortschritte der Zahnradcrmeeugung, Z. d. V. d. I. S. l<13 ff., dors. Zahnra.derzpugung Berlin, 1925, VD1—Verlag.
2) Окончательно нс установлено, надо лн в конических колесах смотреть на боковые поверхности зубьев ст вер.ииоы, или наоборот.
СОСТАВНЫЕ ЧАСТИ МАШИН.
221
па которую прп образовании зубьев определенное (по возможности нормированное) деление наносится непосредственно иди ire переносится скатыванием с делительного инструмента. Таким образом, делительная окружность — окружности нормального деления = , окружности качения для образования зубьев" J), между тем как в производстве, фактически окружности качения могут быть несколько больше, например из-за раздвижения делительных кругов.
Замкнутые делительные кривые могут иметь только такую длину U, которая при постоннном шаге t является кратным fc U — st. При делительной окружности поэтому ее диаметр
d =
= та.
где г — число зубьев, t — „деление (шаг) по окружил-
гтв‘,т—------„деление по диаметру" илп „модуль",
тз
Для передач при взаимно прикасающихся делительных кругах е диаметрами </л и d.2 расстояние между осямп
«о =
2 *2
-4-~~2~'
= т
При взаимно раздвинутых делительных кругах (см. ниже) расстояние осей «г>«0.
Чтобы иметь значения диаметров делительных кругов и расстояний между осями у цилиндрических колес с прямыми зубьями в целых числах, обычно выбирают для значения модуля т целое число. Нормированное значение т, определенное по DIN 780 см. таблицу 46. При пользовании профильными инструментами надо устранять какие-либо другие значения модулей („дикие"). После выбора нормированных модулей т Значения d и а0 не являются более произвольными.
Таблица 46. Нормированные значения модулей т в mm (DIN 780).
я « 11 2,75 27 0,6 6,0 60
ь - “ с 3S 'О 1.25 1,5 12 0,3 3,0 30 (0,65) 6,5 65
о а С fc д й S Е ° ° 5 в 13 14 15 (0,35) 3,25 3,5 33 36 0,7 0,8 7,0 8,0 70 75
0 воз 1ТЬ ЗЕ иных 1,75 16 18 0,4 3,75 4,0 39 42 0,9 1,0 9,0 10 —
2.0 20 (0,45) 4,5 45
Ss I 2,25 22 0,5 5,0 50
к 2,5 24 (0,55) 5,5 55
s) Исключение могут представлять только делнтелъвыю । зубчатых колвеах, изготовляемых на долбежных станках.
ОК-РУЖПГМГГИ, в^>«'’Ч*ЯМЫ«
222
II ДЕТАЛИ МАШИН.
Ъ
головок da — т • (г 2).
Высота головки к также выбирается в зависимости от т. так что к = Епг. Обычно 5 = 1, так что обычный внешний диаметр колеса илп диаметр окружности г о л о в о к da — т • (z 2).
Пример. Для зубчатых колес с 20 и 80 зубьями выбран »i = 8 шт,- в таком случае — 9nzt 8 - 20 —160 mm; d3 — 9nz3 = 8 - 80 — 640 mm, следовагелыю, a0= 80 4*'320 — 400 mm, dat 8-22 =: 176 mm. da3 =8 «82 — 650 mm.
Плоское зацепление и исходный профиль. Зацепления зубчатых колес любой кривизны А„ и Вп могут быть сведены и отнесены к „плоскому., их зацеплению Асю и Вео (фиг. 46а), т.-е. к сцеплению плоской зубчатой рейки, а у конических колес зубчатого диска (плоского конуса), которые могли бы быть получены прп том же инструменте качения, том же процессе качения и той же точке качения. Плоские зацепления А со п В со колеса А„ и сцепленного с ним колеса Вп должны взаимно подходить друг к другу, как форма и отливка (если не считать зазоров у головки и боковых поверхностей).
Если подходят плоские зацепления," то подходят и самые колеса. Линии боковых поверхностей в большинстве колес качения идут в плоском зацеплении по направлению образующих прямых: колеса с прямыми зубьями и остаются прямыми прп любом искри-J влении цилиндрических и конпческпх колес (фиг. 466 а и f, при чем линии левых поверхностей отличаются пунктиром от линий правых поверхностей).
Из соображений работы колес и пх изготовления Л иногда образовывают линии боковых поверхностей и наклонно к образующим тел качения, а именно в виде прямых, круговых дуг, спиралей или соединенных прямых, или прямых, смещенных одна относительно другой В таком случае (фиг. 466, с. h и г)
Фиг. 465.
Фиг. 466 а к х).
Ь a—прямые зубья; ступенчаты» зубья; с—коеые зубья; d -стрел гатые (шевроо выо) зубья; е—зубья по дуге круга; f~прямые зубья; д- зубья по касательной; fe—зубья по архимедовой спирали: г—зубья по ©вольвенте; к—зубья по дуг© круга,
СОСТАВНЫЙ Ч\СТП МАШПН.
223
i адо отличать торцевое деление (шаг по касательной) ts перпенди-1 ударно к образующей от нормального деления tn по нормалям к линии боковых поверхностей и от меридианного деления te в направлении образующих. Фпг. 406 изображает плоские зацепления: Ъ для ступенчатых зубьев, с — для косых пли винтовых, d—для елчатых пли гребенчатых, е — для зубьев по дуге круга, д— по касательной, h — по архимедовой спирали (te = Const ), г— для спиральных зубьев по эвольвенте (/.„ = Const.), к — для зубьев по дуге круга, где дуга круга заменяет эвольвенту, которую трудпо воспроизвести. В плоском коническом зацеплении деления обозначаются или в градусах (б ) пли в отношении к определенному радиусу, например, р = 1ш, а в случаях, изображенных под буквами д, г и к деление выражается в его отношении к радиусу р основного круга р.
Во всех случаях косых зубьев дастся угол между линиями боковой повсрхвости п образующей тела качения пли в виде угла наклона |3 или в виде угла и о д ъ е м а у, при чем L ₽ 4* у = 80° (фиг. 466 с).
Боковые профили плоского зацепления являются исходными профилямп данного зацепления, прп чем в случае надобности, например, в колесах с косыми зубьями отличают касательный и нормальный исходный профили.
Исходные профиля Лео и Вт какого-либо колеса, сопряженного с ним (фпг. 465 и 467) или, сокращенно, „профиль" и „сопряженный профиль" образуют совместно „профильное изображение" зацепления.
Условия тождественности инструментов для изготовления колес и возможности в з а и м о заменяемости колес. Прп симметрии в общей части (рабочем профиле) профильного изображения Лоэ и Вт относительно осевой линии профилей ММ (фпг. 467) как профиль, так и „сопряженный профиль" илп колесо и сопряженное с ним колесо при из,отоплении колес по способу качения возможно выполнить одними и теми же инструментами левых и правых поверхностей. Если кроме того, нормальное деление t„ вдоль всего ребра поверхности одинаково, что имеет место только в цилиндрических
колесах с прямыми и косыми зубьями (фиг. 466 а до d) н в конических колесах со спиральными зубьями по эвольвенте (фиг. 466г), то инструмент для правой п левой поверхности может быть соединен в один общий профильный инструмент для всех колес с одинаковым делением. По в этом случае и толщина зуба по осевой линии профилей , так что и впадипа ВА колеса Лт становится равной
впадине LB колеса /?<».
Если нужно, чтобы любые цилиндрические колеса с одинаковым делением подходплп друг к другу, что требуется для набора сменных колес, например, для сменных колес приводов и для целей массового
224
Г. ДЕТАЛИ МАШПИ.
производства, то необходимо соблюдение следующих условий для сменных зацеплений или для зацеплений наборпых колес:
1) угол наклона р = 0: зубчатые колеса с прямыми зубьями (фиг. 466 а);
2) одинаковый профильный инструмент, стало - быть L. — L в
(фиг. 467);
3) симметричные впадины, т.-е. правый профиль и левый профиль симметричны (фиг. 465, но но 467);
4) осевая линия профилей ММ должна проходить через точку качения С. т.-е. AfC=O, „нулевые колеса" (фпг. 472).
Игра зубьев. Игра у головок. Для возможности перестановки сработавшихся зубьев предусматривается радиальная игра в головке=аг т, при чем часто принимается с„= — ( = 0,166), 0,2 или 0,1 (фиг. 467).
В результате этой игры, которая предохраняет закругление внадпны от срабатывания, высота ножкп нормального зуба больше высоты головки. Чем меньше неточность зубьев и их изнашивание, тем меньше можно
выбрать с,., например, = 0,1.
Играв ребре. (Игра при вступлении в зацепление).
Для облегчения вступления ребер зубьев в зацепление при часто неустра-
нимой неточности при установке, формовке и разметке и прп измене-
ния формы зацепления часто ребро головки (как на фпг. 467) или головки и ножкп закругляется в пределах неустранимой неточности, благодаря чему возникает игра в ребро, доходящая наиболее до круга каченпя.
Игра в боковых поверхностях. По существу нежелательная касательная игра в боковых поверхностях t прп неизменном расстоянии между осями более или менее необходима, в зависимости от неточностей при изготовлении, при сборке и при нагреве во гремя
работы, при чем на линии ММ толщина зуба определяется — t (0,5 — аД а ширина впадины — t (0,5 ai>- Для необрабо-
1 „ „
тайных, но хорошо отлитых колес , дли хорошо обработан-
ных J/ ~ даже для точно пришлифованных или приработавшихся
колес при наружной передаче необходимо иметь в виду нагрев, так как игра при нагреве уменьшается; наоборот, во внутренней передаче она должна быть устроена совершенно без опасенпя защемления.
Законы зацепления. Точкой соприкасания (фиг. 468) может быть только та точка поверхности Е, для которой вормаль к поверхности проходит через точку качения С. В пространстве все возможные точки соприкосновения любого косого сцепления образуют линию соприкасания, нормали которой проходят через ось качении. Нормаль в точке соприкасания ЕС образуют с касательной (не изображенной на чертеже) в точке С угол зацепления а.
Линия зацепления (в пространстве поверхность зацепления) (£ есть геометрическое место всех возможных точек соприкасания боковых поверхностей при неподвижных траектории качения и линии центров. Для правой и левой боковых поверхностей имеются отдельные линии
СОСТАВНЫЕ ЧАСТИ МАШИН.
225
зацепления, по они проходят между одинаковыми точками Ео’ и Ео" линии центров О) О2 и, точку качения С, если только боковая поверхность пересекает траекторию качения (начальную кривую) ’).
Отличают „рабочую линию зацепления" (£ = =2?1Е10 от ограничивающей линии зацепления (£3, которая соответствует только ребрам головок зубьев. Линии зацепления колеса и образующего колесо инструмента качения совершенно совпадают, между тем как линии зацепления для совместно рабатающих колес совпадают только в рабочей части С, из-за игры головки и ребра.
Построение липни Зацепления. На кривой качения откладывают на равных расстояниях точки деления а1ч ая . . . . ап (которые одновременно соответствуют моментам времеин) и проводят в этих точках нормали к боковым профилям
........Лпап. Нормаль Atat вращается около цеитра Ot и при посредстве AA^i^i переносится в положение, при котором точка деления с\ совпадет с Си точка е Ег. Таким же образом производится перенесение и прочих нормалей Л2а2 . . . А10в10. Точки Ек . . . Еп образуют одновременно и точки линии зацепления 0^ и соответствуют определенным , . . ап моментам времени. Ребру головки профиля соответствует окружиость линии зацепления ЕХЕ" =. (£^ с центром в
Построение по данному профилю соответствующего ему профиля при помощи линии зацепления (по Рело).
Построим сперва линию зацепления соответствующего плоского профиля (фиг. 468), перенесем соответствующие точки деления с начальной кривой на начальную кривую отметив их bt ... Ъп и при посредстве А будем вращать относительно 02 нормаль CEl в обратном направлении до совпадения с точками Полученные таким образом последовательно точки Bt. . . представляют одновременно как точки соответствующего профиля, так и соответствующие моменты времени и дадут возможность определить скольжение одного профиля относительно другого. Указанными точками определится и часть профиля, соответствующая ..рабочей лниии зацепления** (£ . Ребрам головки 4 и соответственно Вп профиля соответствуют ограничивающие лннни зацепления (£3 и @4 и частн ПР°ФИЛЯ 4, и 4)» которые имеют значение при образовании профиля и прп определении изнашивания профиля.
,) На фиг. 438 указаны только левые боковые поверхности и соответствующая левая линия зацепления (£j_, для которой правая линия зацепления (£2 прн симметричном профиле является зеркальным изображением.
Хютте. Т. II.
15
226
1. ДЕТАЛИ МАШИН.
Потребная игра головки достигается тем, что круги головок при конструировании н изготовлении инструмента делаются больше на величину игры голопки, чем надо по чертежу зубьев.
Длина дуги зацепления е есть та величина кривой качения, по которой передвигаются катящиеся основные кривые, пока профили зубьев сцепляются от начала до конца зацепления. Угу длину можно отсчитывать по действительной кривой качения, а еще лучше в соответствующем построении исходного профиля (фиг. 473)
Продолжительность зацепления пары совместно работающих зубьев определяется величиной = — и может служить мерой возможного распределения окружного усилия между несколькими зубьями при начале и конце зацепления, когда скольжение плп момент изгиба наиболее велики. Так как увеличение продолжительности зацепления влечет за собой разгрузку и большую сохранность профиля, то при колесах с прямыми зубьями стремятся довести ее по крайней мере до > 1,2, а еще лучше до gs 1,5 до 2.
Возможно большое значение е имеет место при наружном н плоском зацеплении и вследствие кривизны круга головок уменьшается с уменьшением произведения ZjZ2, но для данного значения gjZ2 приблизительно постоянно. Поэтому при данном наименьшем числе зубьев z, значение е является наименьшим прн zt = z2; наоборот, если дано Zj z2 в виде суммы числа зубьев или заданным расстоянием между осями м величиной шага, то наибольшее значение е получается при zt — z2. С другой стороны, значение е совершенно не зависит от величины шага.
Разделением обода зубчатого колеса на два пли три обода, равномерно смещенные один относительно другого—ступенчатые колеса или колеса со сдвоенными зубьями (фиг, 466, Ь), — илп применением косых или изогнутых боковых поверхностей (фиг. 466 с, d, е, д, к, i, к) начало и конец зацепления в различных профилях передвигаются на величину „сдвига” зубьев з, и таким образом напряжение зубьев равномернее распределяется, как по месту, так и по времени; в результате получаются более спокойный ход и более благоприятные условия напряжения зубьев, почему в данном случае применимы профиля и с 5, < 1. Продолжительность зацепления по линии боковой .9 поверхности — — •
Циклоидальное зацепление. Если часть рабочей плп ограничивающей линип зацепления представляет собой дугу круга с пентром на линии центров 0,0-j, то соответствующие части профиля являются циклоидальными кривыми (1 том., стр. 111), а именно: эпициклоидами пли гипоциклоидами, если дуги круга проходят через точку качения С; удлиненными (илп укороченными) эпп- илп гипоциклоидами, если они не проходят через С. Иа фпг. 468 ограничивающие линии зацепления С3 и £4. Работающие профили по циклоиде применяются в циклоидальных зацеплепиях:
а) Двустороннее циклоидальное зацепление. На фиг. 469 изображено соответствующее плоское зацепление с кривой каче-нпяУ^о-,. Заштрихованные части „кругов качения" с радиусами р.
СОСТАВНЫЕ ЧАСТИ МАШПИ
227
п р2 описывают при качении от точки С по обе стороны R циклоиды, образующие исходные профили; их линия зацепления есть зеркальное изображение кругов качения. Круги качения колес, работающих в плоском зацеплении, могут иметь при данном р2 любой радиус отгш1п = р2 до гшах = ос. Для иабора колес с наименьшим радиусом делительного круга =ги!п целесообразно иметь pj = р2 =O,5rmin (Виллис 1838); наоборот, для отдельных парных колес наилучшее зацепление при pj st 0,4 г„ р2 > 0,4 г2. Прп ps = 0,5 г, и р2 = 0,5 г2, приме няемых постоянно в зубчатых колесах часовых механизмов из-за простоты изготовления, профиля ножек совпадают с радиальными прямыми. Двусторонние циклоиды подходят
также к случаю весьма малого
У?_________ числа зубьев (г, = 4 до 10), напри-
Фиг. 469.
Фпг. 470.
Фпг. 471.
двукратным искривлением усложняют изготовление точного инструмента и самих колес, так что в настоящее время эти очертания совершенно н е up вменяются для обработанных колес в крупном машиностроении.
Ь) Одностороннее циклоидальное зацепление. Зубья находятся но одну сторону кривой качения приблизительно с р, = = 0,4 Г]. Недостаток: незначительная продолжительность зацепления и несимметричность профилей, поэтому зацепление пригодно только для парных колес, а не для иабора; с другой стороны, это зацепление допускает точное изготовление и в последнее время принято для ступенчатых колес и колес с косыми зубьями нзза хорошего прилегания зубьев и незначительного: изнашивания ').
с) Колеса с цилиндрическими зубьнми с равноудаленным точечным зацеплением (цевочное зацепление). Если при одностороннем циклоидальном зацеплении принять pj = rt, то профиль зуба колеса А сливается в одну точку С (фиг. 470), а профиль колеса В образуется по линии CD (рабочая линия зацепления Cj = CG). Точка С может быть преобразована в палец или цилиндрический каток, при чем вместо профиля CD получается равноудаленный профиль ЕЕ.
*) Z. d. V. d. I. 1924, S. 788. Hullverzahnung von Vickers.
IV
228
I. ДЕТАЛИ МАШИН.
Недостаток всех цевочных колес. Точное разделение, изготовление труднее, а изнашивание больше (кроме случая цилиндрических катков), чем в случае колес с зубьями. Поэтому, в общем эти зацепления применяются для
тихоходных колес нли при применении цилиндрических катков свободно сидящих на цапфах.
П р е и м у щ ество-. существенно более удобное изготовление колеса 2 по способу качения, когда катки заменяются вр ащающимся инстр уме н-том. Поэтому цевочные колеса целесообразны для всех специальных зубчатых колес с периодически меняющимся передаточным числом.
Пример: передача с временными остановами ведомого вала *). При г, ; z2 — 1 : 4 „Мал ь-т и и с к п и к р е с т.и (фиг. 471).
Фиг. 472.
Недостаток всех циклоидальных зацеплен ни: работающие круги качения должны быть точно равны кругам качения прп изготовлении, иначе в передаче возникают периодические неточности в работе каждого зуба. Поэтому для точной работы недопустимо удаление осей друг от друга.
Эвольвентное зацепление. Если рабочие части линии зацепления и (£2 (фиг. 472 и 473) представляют собой прямые, проходящие через точку качения С, то при круговой траектории качения 911 и Э?2, соответствующие профили зубьев образуются по разверткам круга (J том, стр. 114), основные круги которых и (S2 (с центрами в (\ и (73) соприкасаются с линиями зацеплен пя в Glb G"u G2' и G2". Угол зацепления а остается по-
стоянным для всех точек
линии зацепления. Для плоского зацепления А оо и В оо (фиг. 472 и 473) все эвольвентные профили преобразуются в прямые, пеу-
J) Alt. Malteserkreuzgetriebe. Werksr. Technik. 1916, S. 229.
СОСТАВНЫЕ ЧАСТИ МАШИН.
229
пендикулярные к линии зацепления, образующие с линией центров О] О., утлы и а2* равные углам зацепления (утол (ay-j-aj) именуется у гл о м профиля).
Для вычерчивания профиля зубьев, согласно фиг» 472, целесообразно для каждого колеса начертить исходный профиль сопряженного с ннм колеса, точки пересечения исходных профилей с линиями зацепления одновременно являются точками соприкосновения эвольвент. gt и д2 представляют центры кругов кривизны эвольвент в этих точках пересечения, поэтому эвольвенты могут проходить, только вне основиыхкругов и Ограничивающие профиля подобно тому, как н 2?0 Bt на фиг. 468 конструируются нз линии зацепления и инструмента в виде удлиненных эвольвент или удлиненных эпициклоид в зависимости от того, (1g и G.j прямые или дуги круга. В большинстве случаев для выполнения зацепления достаточно вычертить исходный профиль или задаться и е л п ч н и а м н а, £ и т.
Благодаря простому исходному профилю, при эвольвентном зацеплении возможны простейшие рабочие инструменты для пх изготовления. Изменение расстояния между осями работающих колес (без периодически повторяющихся неточностей в работе передачи) возможно исключительно при этом зацеплении, и поэтому почти исключительно одно только эвольвентвое зацепление кладется в основу инструментов для изготовления зубчатых зацеплений. При этом суммарная высота зацепления в изображении профиля доходит до обеих линий головок (h на фиг. 473) или из-за игры в ребрах (закругления головок) делается короче (he на фиг. 467).
Недостаток эвольвентного зацепления: Прн незначительном ч и с лезу б ь е в требуются особые меры (сдвиг профиля или косое зацепление). Прн наименьшем числе зуСьев часто проще выполнить двустороннее циклоидальное зацепление.
Нормирование эвольвентного плоского зацепления заключается в установлении: а) равной ширины впадии = но осевой профильной линии ММ; Ъ) углов зацепления а1 = а2; с) общей высоты зубьев h = 2zm; d) общей высоты работающих профилей (только при наличии игры у головок) 1>е = 2^т, где <р<5.
Принято применять а = 15° в Германии и а = 14’/2° (Виллис 1838) в Англии и Америке; 5 = 1, так что 7г = 2 иг. По новому проекту DIN (1925): а = 20°, игра у головки сг = 0,1... 0,25; закругление у ножки зуба = 1,5 сгт. Исключение см. стр. 235.
Возможно большая продолжительность зацепления emax для плоского зацепления, по эвольвенте:
е — е— 2 А _ 2 ?! + с2 max — t — t sin g a ~ и sin 2 n '
так что для
E = 1 и a = 10° 15° A 25° 30°
ешах =3,72 2,55 1,98 1,66 1,17
Прн числе зубьев ниже 50 и < — 1 :1, см. значение е па фнг. 477, <х15 и а^.
Нулевыми колесами называются колеса, в которых осевая линия профилей ММ проходит через точку качения С (фиг. 472). В этих колесах, если высота головки равна 7с=5»г, то наружный диаметр йО1 = иг(г-]-25).
Колеса Ф а у (.корректированные колеса")—такие колеса, в Которых осевая профильная линия ММ пли соответствующий инструмент при
230
1. ДЕТАЛИ МАШПИ.
изготовлении сдвинуты относительно точки качепия С па величину+а»и в наружном направлении колесо) или во внутреннем (V_ колесо). (Фиг. 473). Вследствие такого сдвига профиля
одновременно меняется ширина зуба по делительной линии (при а = 15' или а=20° приблизительно в отношении Vr и соответственно ) о 2 /
так что ножка зуба для F_|_ колес сильнее, а для V _ колес слабее, чем в нулевых колесах (фиг. 474), где для а = 15° колесо AVi есть F|_колесо, а сопряженное колесо В50 есть V_ колесо).
Внешний диаметр: daT — т (z 2 ? + 2 ж).
Таким образом, длн обычных колес с ? = 1 da0 = »»(« + 2) и dm = m(z + 2±2x).
Пример: Прн обработке зубчатого колеса с et ~ 10 до 20 зубьев при а = 15* часто инструмент наставляется таким образом, как если бы колесо имело 1 зуб <• тем же шагом. Каксво прн этом смещение инструмент или профиля? Воображаемая делительная окружность есть d' — tn (zt 1) — tn (zt-[ 2 ос), откуда sc =z 0,5.
ll у л е в о й передачей называется такая передача, в которой телительиые окружности соприкасаются, так что расстояние между осями а0 “ . Различают: а) чистую нулевую
&
передачу, состоящую из двух нулевых колес, так что Л/Л/ проходит через С (фиг. 472): Ъ) Фау нулевую передачу, состоящую из Одного колеса Р+и одного колеса V_ с одинаковым, но противоположным профильным смещением aim, так что Ц о-ри —- ж2т (фиг. 474). Осевая профильная линия ММ не проходит через точку качения С.
Передачи Фау представляют собою передачи со сдвинутыми осями, т.-е. они состоят из одного или обоих колес Фау, делительные окружности торых во время бот раздвинуты величину' \т, что расстояние
жду осями av=a, 4--j-Хда, где коэффициент сдвига осей 1\.
)
52 («1 -|- ж2) (*i + £г)
*) По Dr. Gcckeler, Jena.
ко* рана так we-
Фиг. 474.
СОСТАВНЫЕ ЧАСТИ ГпАШИН.
231
Пример: Одно колесо Фау с г, — 20, m —10 и xt = 0,5 сцеплено с нулевым колесом г2 _ 30. Определить a$?
X = 0,5 :1/ 1 4- 32 4.'j = 0,45,
отсюда
' • 50
at, = 10 • — -|- 0,45 • 10 — 254,5.
Пределы эвольвентного зацепления. При эвольвентном зацеплении под предельными колесами понимаются колеса, в которых рабочая линия зацепления инструмента начинается на основном круге. Они имеют наименьшее число зубьев - возможное без подрезывания профиля. На фпг. 472 колесо /130 является предельным колесом при а = 15° и, именно, предельным нулевым колесом, так как х = 0; на фиг. 474 колесо Ai2 есть предельное колесо Фау.
Рабочие линии зацепления инструмента должны проходить, все удаляясь от центра колеса О. Если они и некоторых частях проходят концентрически, то в этом месте профиль имеет соответствующую кромку, если же онн имеют точки поворота, то в профиле получается петля, которой соответствует ослабляющее зуб подрезывание рабочего профиля и укорочение зацепления. Так как точка соприкосновения Gt основного круга Oj (фиг. 472 п 474) являлась бы поворотной точкой рабочей липин зацепления при продолжении последней, то она не должна лежать в пределах фактического зацепления, а должна находиться на границе последнего: предельные колеса.
Предельная передача состоит из двух предельных колес, так что рабочая линия зацепления = G^G„ и обладает наименьшей суммой числа зубьев, возможной без подрезывания профиля, г91 4-г9г.
Проходящая через ио фиг. 474 ограничивающая линия зацепления (rjBj ограничивает допускаемую высоту головок к2 прямобочного профиля инструмента В^ (закругление на этом профиле может иттн еще далее). Если эта высота головки
й2 — ~ СВи то ^2т — —— т sin2 а,
так что для предельных колес:
_ 2^ _ 2£х
Z^i sin2 а 11 sin2 а ’
для предельной передачи
s л_г + 2^
У* sin2 a msin2a
Если обозначить предельное число зубьев нулевых колес с обычной ВЫСОТОЙ зубьев (с.р ~ £а — 1)
через г0, то г0 ~ g , откуда ► . *-oft
~ и zn 4- z„ — •
ffi Si 1 У2 m
для h — 2 m
Для a — 10°
4 = 67 ^+ef73-134
203
17
34
25°
11
22
Предельное число зубьев для обычно применяемых пулевых колес (а = 15° или 20°, h =- 2 т) лежит около 30 плп 17, наименьшая сумма числа зубьев в- таких предельных передачах составляет, следовательно, 60 плп 34 зуба. Большее чем число зубьев всегда возможно, а меньшее -только при подрезывании, т.-е. за счет прочности зубьев и сокра
232
I. ДЕТАЛИ МАШПИ.
щения зацепления. Но, изменяя а и можно достичь любых малых значений гд.
Меры для уменьшения числа зубьев. I. Сдв игом профиля. Сдвигом . . __ h
профиля +хт, высота головки делается S2 , так что предельные
Фиг. 475.
колеса имеют меньшее, а У_ предельные колеса имеют большее число зубьев, чем нулевые предельные колеса. При г зубьях потребный для предельных колес сдвиг профиля:
7г г
й 2 т «о
Для обычвого профиля (7г = = 2 т, а— 15е или 20°) полу-(30 —z) (17—г)
чается хд=———илп -7.
" 30 17
Но так как незначительное подрезывание еще не является вредным для зацепления, и поэтому возможно допустить наименьший сдвиг профиля a?min, при котором подрезывание профиля еше
безвредно, то ведут расчет для нулевых колес сг9 =
( 25 ПР° “ —
I 14 при а = 20°
И ДЛЯ КОЛеС Фау C '«»
(25 —г)
-------- прп а = 15
30 1
Н С Жднп
_ (И f) _ g0<>.
Таким образом, получается изображенное на фиг. 475 сопоставление разных случаев нормального эвольвентного зацепления при а — 15°, если применяется наименьший возможный сдвиг профиля ж„и-л:
gx 25 | Чистая нулевая передача (0) как при внешней, так и при
z2 25 j внутренней передаче.
<Г 25 f —нУлевая передача (VO) с одним предельным колесом z » В1 == < с равновеликим, ио противоположным сдвигом профиля (при 1 "т* 2 ( внутренней передаче и для < 50).
< 25 1 передача Фау (У) с двумя предельными колесами (только Ед 4- z2 < 50 J для внешней передачи).
Соединительная линия АВС соответствует предельной передаче с ). = О, А ОАС содержит предельные передачи с (передача Фау), фиг. 475 пригодна и для а = 20°, если числа 25, 50 и 75 -вменить числами 14, 28 и 42.
Передача Фау: на фиг. 476 слева изображена конструкция двух предельных колес /121 и В12 в одном общем профильном изображении с различным сдвигом профиля х^т и яцт. Прп этом пункты
СОСТАВНЫЕ ЧАСТИ МАШПИ.
233
качения С' и С" отстоят иа (.г, ay ,и> а боковые поверхности имеют
достаточную обоюдную игру. Поэтому колесо А24 (справа) возможно при-
близить на величину тт = (аЗ] -ф- ;г2) т — — 1 т к колесу В12, пока не останется уже неустранимое расстояние между делительными кругами )ni (= „смещению осей") и не получится передача без игры в боковых поверхностях. Если же после сближения игра в головках должна быть приблизительно одинаковой, то радиусы кругов головок должны быть путем стачивания укорочены приблизительно на величину со-
Фиг. 476.
кращения головкп
нт (зачерненные поверхности на фиг. 476). Значение аз, -| - я?2 х. и X для а =15° или 20° (7г = 2т) для предельных колес с возможно меньшим сдвигом профиля atain можно опре-
делить по таблице 47. Значение X, пригодное для всех случаев, определится по формуле на стр. 230 внизу (в передаче Фау).
Таблица 47. Коэффициенты для сдвига профиля, укорочения головок и сдвижения осей при а — 15°.
(Значения в скобках пригодны для а = 20°) ’).
Bt+S2 а1+Л2 z S1-H2 z ’
50 0 0 0 30 0,667 0,116 0,550
48 0,067 0,002 0,065 28 0,733 (0) 0,140 (0| 0,593 (0)
46 0,133 0,008 0,125 26 0,800(0,118) 0,168 (0,004) 0,632 (0.114)
44 0,200 0,014 0,186 24 0,867 (0,236) 0,200 (0,014) 0,667 (0,222)
42 0,267 0,022 0,244 22 0,933 (0,354) 0,234 (0,033) 0,699 (0,321)
40 0,333 0,033 0,300 20 1,000 (0,470) 0,273 (0,058) 0,727 (0,412)
38 0,400 0,046 0,354 18 1,067 (0,588) 0.315 (0,088) 0,752 (0,500)
36 0,467 0,062 0,405 16 1,133 (0,708) 0,360(0,128) 0,773 (0,580)
34 0,533 0,078 0,455 14 1,200 (0,825) 0,410(0,177) 0.790 (0,648)
32 0,600 0,095 0,505 12 1,267 (0,94) 0,470 (0,231) 0,797 (0,709)
*) Об основах расчета см. Гб)mer, „Der Betrieh“, 1919, S. 107 в S. 265.
234
I. ДЕТАЛИ МАШИН.
Примеры для колес с а ~ 15°, h = 2m. 1. Нулевые передачи Фау: 3j=15;
25 — - 15
s2—60, «1=10,#!=-------——- — 0,33, то Хц ~— 0,33, </а1=«г(15-}-2-}~0,66)=176,6 шт,
—т (604-2 — 0,66)=613 шт. Расстояние между осями с0 = ?2). — 375 тт.
„ 25—12 13
2. Передача Фау: Sj —12, г2=17, т—20. В таком случае хг —-----------—----=30 ’
8 21
jcs = go , -|- ж3 — — 0,7. Для zt 4* s2 ~ 29 получается из таблицы промежуточное значение к ж ~ 0,57 • 20 — 11,4 или с округлением 12 mm, так что av~a0-]-2.m = 310-|—12 шш, da = 20 (12 + 2 4- 2 х-i — 2 %) = 20 • 14,61 = 292,2 mm.
3. Даны расстояние между осями av 200 mm и i = 1 : 2; желательно получить малое число зубьев. При «г=9 mm получается s1=15, с2=30 или л,?п=-|--0,33-9--:3 mm; х.^п — - ——-— = — 1,5 mm, hn по таблице для 2Х 4* z2 — с округлением равно
45
-0,155 • 9 = 1,4 mm, av = — • 9 4-1,4 = с округлением 204 тт.
Если дано расстояние между осями aVi то вследствие сдвига осей кт легко получаются дробные значения для модуля ?п. Допускаемая игра в боковых поверхностях и возможность округлить путем увеличения величину сдвига профили облегчают выбор целых значений для ?п, так
Преимущества сдвига профиля. Наилучшая форма зуба и наивысшее значение яродолжительности зацепления выполнимы при малом числе зубьев н нормальном режущем инструменте (ио во всяком случае только при способе качения). На фиг. 477 даны значения продолжительности зацепления s для i — 1 : 1 в зависимости от числа зубьев (значения е приблизительно равны при равных произведениях з^). Иод а15 и а.№ обозначены кривые е^для 5—1 и а = 15° или 20°. При z = со (рейка) они достигают наибольших значении 2,55 и соответственно 1,98; Ь^иЬ^ получаются в результате по д р е.з ы Н а пи я нулевых колес. Кривая С изображает вообще возможный предел значений е, какой достижим применением сдвига профиля *).
Меры для уменьшения числа зубьев. II. Без сдвига профиля. Так как в результате сдвига профиля исключается возможность изгото-
г) Kutgbach. Gesichtspunkte fur die Normung von Satzradern. Maschinenbau. 1922—23,
S. 626 (G. 180). 1
СОСТАВНЫЕ ЧАСТИ МАШИН.
23з
вления набора колес, то часто целесообразнее допустить для общего зацепления уклонение от нормального профиля (а = 15° или 20°, при наборе колес возможно иметь запас
1*2»-*1
упои зуб
Фиг. 479.
h = 2 т). Кроме того, только фасонных инструментов для выборки впадины по способу предварительного вычерчивания, так как в случае сдвига профиля число потребных фасонных инструментов было бы слишком велико. Поэтому прибегают к следующим мерам:
«) Увеличение угла зацепления в случае надобности с одновременным уменьшением общей высоты зубьев h — 21 т („тупые зубья"). Приняв предельное число зубьев гя = 14 илп 12 (прп чем без' вреда его можно превысить на 1 нлн 2 зуба), получаем соответствующее значение $ из таблицы 48. Тупые зубья с а = 20° и s 0,8 шли h = 1,6 т (фиг. 479) применяются для передач в автомобилях и наборе фасонных фрезеров.
Преимущество: менее значительная обработка зубьев и большая их прочность.
Недостатки: менее благоприятное зацепление и в результате больший износ и шум. На фиг. 478 под d^ обозначена кривая е для а — 20° и £г=0,8 при i — 1 : 1.
Таблица 48. Значение коэффициентов для тупых зубьев.
а —20° 22° 24°
г0 - 1? 14, 12
0,82 1,0 —
Ев=0,7 084 1,0
делах общей высоты зацепления
Ъ) Округление головки и впадины с одновременным зазором (игрою) у ребер, так что общая высота работающих профилей he h (фнг. 467). При этом в пределах игры у ребер оба профиля закругляются так, что линии зацепления представляют собой прямые линии только в пре-he = 2 9 т. Затем f при 15° целесо-
образно довести до 0,5, при 20° до 0,7. При изготовлении зубьев при помощи специальных колес на долбежном станке (система Фелло,
см. раздел: Снимающие стружку станки) из-за ограничивающей линии зацепления само собой •< 1.
При фрезах, работающих качением, изготовление инструмента затруднено, но при фасонных инструментах настоящий способ применяется с успехом.
При этом способе получаются более благоприятные соотношения зацепления, чем при тупых зубьях и более плавное вступление зубьев^в зацепление На фиг. 478 е1В изображает кривую е для а = 15° н == 0,6 с игрой у ребер, --ту же кривую для а = 20° и ср ~ 0,72.
с) Округлевие головки и впадины без зазора у ребер, например, по дуге круга у концов общей линии зацеплениг
I. ДЕТАЛИ МАШИН.
(фиг. 480) !). Этот способ представляет переход к циклоидальному зацеплению по другую сторону точек перегиба Gl и Gs
меньшего из колес. Если, например, взять дуги с радиусом равным радиусу основного круга колеса с 15 зубьями, то для случаев большего числа зубьев исключается возможность подрезывания.
Этот способ с успехом применяется для фасонных фрез (норм не имеется, но обычно округление ср = 0,5, фиг. 480). К этому типу зацепления относится озопдное зацепление фирмы Фридрих Штельценберг, Берлин-Рейниксндорф.
Недостаток: недостаточно простые инструменты. Кроме того, при передвижеивн центров зацепление не точно из-за циклоидальных кривых.
Преимущество: благоприятная продолжительность зацепления. На фнг. 478 /15 обозначает кривую е для а. — 15° и — 0,6 без игры у ребер, f20 —ту же кривую для а — 20° и <р — 0,72.
Косое зацепле-ние. При косых зубьях с ребрамп боковых поверхностей (направляющими) по фиг. 466 с целесообразно исходить из нормального шага tn и соответствующего „исходного нормального профиля*) **, чтобы образование зубьев по способу качения было возможно при помощи употребительных инструментов.
В таком случае
Фиг. 481.
(фиг. 481):
ts
= cos P = sin у,
где ef — проекция линии зацепления в плоскости плоского зацепления, р — угол наклона и у — угол подъема.
*) Эти дуги могут быть частями основных кругов, как на фпг. 377, или крутой каче-
ния по фиг. 469 (американские предложения, 1925).
СОСТАВНЫЕ ЧАСТИ МАШИН.
237
Колеса с косыми зубьями по большей части образуются по эвольвент ным профилям, так что их плоское зацепление (фиг. 481 внизу) получает плоские боковые поверхности. На фиг. 481 изображены рабочие предельные колеса (без сдвига профиля) для а = 20°, для р = 0°, 30° и 60° с их касательными профилями и движением образую-щих (ребер боковых поверхностей) по телу качения. У всех этих колес одинаковое плоское зацепление, между тем, как угол зацепления ав в касательном исходном профиле увеличивается одновременно с р.
tg п
— COS Р-
Предельное число зубьев
Z = — я Sin2 as ’ и возможно большая продолжительность зацепления касательного исходного профиля
е
шах г. sin 2 а,
умг'-’-шаются с увеличением наклона, см. таблицу 49.
Таблица 49. Значения as, гд и гшах для косого зацепления.
? = 0° 30° 45° 60° 75°
« - 1 15° 17° 22,5° 28° 46°
S 1 (20°) 23°) 27°) (36°) (54,5)
s -1 30 20 10 5 1
Я 1 (17) (11) (7) (3) «1)
е I 2,55 1,94 1,27 0,77 о.зз
max— ( (1,98) (1,54) (1,1) (0,67) (0,35)
При посредстве наклона зубьев можно достичь любого предельного числа зубьев до zg = 1 без сдвига профиля. Чтобы зацепление с цятью зубьями нарезать нормальным инструментом без подрезывания, достаточно для а = — 15° взять р — 50 до 60°, а для а = 20° р = 45° до 50° (фиг. 492).
На фиг. 481 для а = 20° показаны наименьшие допускаемые числа зубьев— 14, 10 и 3 для р = 0°, 30° и 60°.
Колеса с косыми зубьями соприкасаются по прямым линиям с о и р и к о с и о-в е ии я, осевую проекцию которых представляет линия зацеплепия. Линия соприкосновения ECDH (фиг. 482) одновременно является каса* тельной в точке На к основному цилиндру радиуса г0, которая свертывается с основного цилиндра под углом наклона ₽0, при чем
Фиг. 482.
238
I. ДЕТАЛИ МАШИН.
внутреннем зацеплении (фиг. 483)
Фш . 483.
так как сдв.иг обоих профилей можно
— — —5-*'°- — cosaK. Осевое сечение GF№K через зацепление представляет кривую, r tg р
которая тем более приближается к прямой, чем далее она удаляется от основного цилиндра.
При дробнсм значении модуля ras в колесах с косыми зубьями расстояние между центрами легко может быть также дробным, ио соответствующим подбором z : cos 3 можно получить и целые значения диаметра делительного круга, так как d ~ zm = -—- . Затем s COS Р
надо иметь в виду, что колеса с левым наклоном работают с колесами с правым наклоном прн одинаковых углах р, а колеса с елками, обращенными вправо, работают с колесами с елками, обращенными влево (фиг. 466 d).
Колеса с внутренним зацеплением и внутренняя передача. Прп центры кругов кривизны обоих зубчатых профилей лежат по одну и ту же сторону, благодаря чему оба Профиля лучше прилегают друг к другу, чем при внешнем зацеплении. Если при эвольвентном зацеплении число зубьев малого колеса zt < zff (стр. 232), то и в данном случае необходим сдвиг профиля; это здесь тем более уместно, что при внутреннем зацеплении всегда приходится иметь дело с парными колесами, а не с набором колес. Всегда возможно выполнять Фау нулевую передачу (стр. 230). в которой 4-^ — 4- а?2, произвести по направлению внаружу. Для уменьшения zg можно также применить увеличение угла боковых поверхностей, укорочение головки или игру в головке.
Колеса с внутренним зацеплением лучше всего изготовлять при помощи долбежных колес по способу качения (колеса Фалло) в виде колес с прямыми или косыми зубьями. Так как при работе долбежными колесами само собою <4, то целесообразно все зацепления при внутренней передаче (см. Средства для уменьшения числа зу'ьев, II Ь, стр. 235) выполнять с округлением головки п ножки ©»n < fyn, вследствие чего соответственно уменьшается число 3}бьев внутреннего колеса.
Зацепление для парных колес Вильямса *): Для определенной пары колес внутреннего зацепления выбирается для наружного колеса профиль с прямыми боковыми поверхностями, допускающвй точное и дешевое исполнение, при чем профиль соответствующего внутреннего колеса изготовляется по первому профилю по способу качения.
Колесам внутреннего зацепления с незначительно ыеиьвгнм внутренним колесом благодаря легко достижимой удовлетвори гельной продолжительности зацепления можно придать и другой профиль, легко и дешево изготовляемый.
Преимущества колес внутреннего зацепления: благоприятные условия прилегания кривых очертании зубьев (в прп эвольвентном зацеплении), незначительное изнашивание, экономия места, бесшумный ход.
Но внутреннее колесо может сидеть только иа конце вала (кроме случая планетной передачи), поэтому область применения ограничена.
Эллиптические колеса. Эллиптические колеса (как пример некруглых колес) служат для передачи с периодически меняющейся угловой скоро-
*) Am. Mach. 1919, ст. 255.
СОСТАВНЫЕ ЧАСТИ МАШИН.
23£>
стыо при im = 1. Как и в эллиптическом перекатывающемся рычаге (стр. 213), зацепление осуществляется при посредстве двух равных эллипсов с зубьями, катящихся один по другому, вращаясь вокруг своих фокусов, которые отстоят на расстоянии равном большей оси 2а. Деление наносится по окружности эллипса, но все зубья каждого квадранта различны нз-за переменной кривизны кривой качения. Эта передача редко применяется из-За неточного и дорогого способа изготовления (по способу вычерчивания). Там, где требуется ход некруглых колес без игры, можно согласно пункта 2 применять точную копию первого колеса в качестве инструмента для образования принудительного движущегося второго колеса с требующейся передачей. Нечетное число зубьев дает одинаковые модели]).
Передача. Если на фиг. 381 ю обозначает постоянную угловую скорость оси А, шшах и —соответствующие предельные значения угловой
скорости для оси А[, то при соприкосновении в точке D передача
шах ,, 1 min
— — =------- н при соприкосновении в точке С г2 = — = — —, откуда
ниям по фиг. 485.
Если оси конических колес пересекаются в точке М, то их конуса ^качения соприкасаются по МС, ребра боковых поверхностей зубьев лежат в конусах качения, а касательные боковые профили
— в персендикулярвыхк ним дополнительных конусах, вершины которых лежат на осях конусов качения.
Для исследования или точного определения зацепления в большинстве
случаев достаточно иметь заданными:
1. Углы конусов Oj и й2, откуда угол между осями конусов о = с, -|-62.
2. Плоское зацепление с расстоянием его вершин lit и Ra (фиг. 466, f до к) форму ребер (образующих} боковых поверхностей зубьев, шаг или угол шага и величину R сужения высоты зубьев при наличии такового. Отношение ср =—----—
определяет степень полноты конического запеплевия.
4) Дальнейшие данные о иекруглых зубчатых колесах см. В u г m е st er, Kfnematik.
240
I. ДЕТАЛИ МАШИН.
Шаг при определением расстоянии вершин МС = В, например, В — 1 т (фиг. 485) или при ребрах боковых поверхностей по фиг. 466 д, г и 1с, при определенном радиусе основного круга р выражается в тт или в виде угла шага t°.
Всякий шаг определяется „числом зубьев соответствующего плоского
.зацепления" z?,, при чем z^
тельно целым числом. Тогда в
z< г, '
= —~ не должно быть обяза-ып ох sin о2
2 Bit плоском зацеплении tR=mRr.—-------------
гр
Более точное исследование того развертки дополнительных
и изображение профилей требует сверх конусов в любой точке С на их общую
Фив, 485.
Фиг. 486.
касательную плоскость, перпендикулярную в С к МС. Развернутые (в плоскость чертежа повернутые) дополнительные конуса с кривыми качения 3})6 и 9t2i иа фиг. 485 и числом зубьев zx = 16, z.2 = 24 г .
имеют радиусы р = и „полное число зубьев дополнительных
конусов" Z, = и Z2 = —V- Лля формы и пределов эвольвент-ного зацепления и для продолжительности зацеплении имеет значение только это полное число зубьев Zx и Z.,, например, на фиг. 485 Zx = 17,1 и Z2 — 28,4 вместо 16 и 24. („Дополнительными конусами" дли плоского конического колеса служат цилиндры с 5 = 90° и полным числом зубьев Z == оо).
При прямых зубьях и зубьях по архимедовой спирали (фиг. 466 f и 71) высота зубьев в большинстве случаев (но не всегда) равномерно суживается к вершине конуса. Углы наружных конусов необработанного
СОСТАВНЫЕ ЧАСТИ МАШИН.
241
колеса определяются для нормально суживающихся прямых зубьеи (Zt=^25 при a =z 15°, Zx 14 при а = 20°) из профильного изображения или кругов головок (фяг. 485), поскольку шаг уже установлен. Можно выполнить колеса и без сужения, особенно колеса с эвольвент-ными спиральными зубьями и з у бьями подугекруга (фиг. 466 i и к п фиг. 486) Ч, а также и колеса с прямыми зубьями при небольшой степени полноты.
Для получения малого числа зубьев применимы средства, указан
ные на стр. 232 и 234, но в данном случае ве применима передача
Фау, так как при конических колесах эта передача слишком затруднительна и только можно достичь в ней отсутствия неточностей при суже-
нии зубьев. Наоборот, в этом случае легко выполнить нулевые передачи Фау, укорочение головок и увеличение угла боковых поверхностей (а = 20° на фиг. 485).
Пример: передача 3 = 90°, i — 1 : 5 ~ tg о15 ” 11° 20', 32 — 90Q — 6t ~ 78°40'.
Для = 10, s2 " 50 получается Zt ~ — 10,2, Z2 — 254, откуда Zt Z2 ~ 261,2.
так что нулевая передача Фау возможна (при 15р) с =(25—10,2) : 30^0 к х2~—0,5; s. 2R
£ — -----— 51, так что -----------можно определить нз указанных велитии. При су-
V sin о.
женин зубьев можно исходить из R — 1 т, так что па этом расстоянии сдвиг профиля
0,5 2000
•около вершины —--------gj---
— 19,65 mm. При сдвиге профиля парал-
лельно к МС без сужения зубьев надо исходить из среднего расстояния вершин Ит прямых зубьев или радиуса основного круга р эвольвеитиых спиральных зубьев (или зубьев по дуге круга, фиг. 466, К/.
Об изготовлении конических колес, которое имеет часто решающее значение ири выборе зацепления, см. 3 раздел. Станки а).
2. Условия работы зубчатых иолес. Величина окружной силы. Средне е зваченне окружной силы Рт в kg определяется крутящим моментом Af,i = Ртг в kgcm. Если даны мощность и число оборотов пли окружная скорость, то Рт определяется из уравнений Ртг = 71620 - илк
.- Рщ^ тт
Л = -_—. При пульсирующем или меняющем направление приводе, 7э
часто имеющем место в рабочих и подъемных машпнах, особенно во всех машинах с рычажным или кулачным приводом, помимо наибольшего значения Р надо иметь в виду и действие сил инерции + Ру, так чт» в общем случае окружная сила:
Ри = Р±РЬ И
ГТ
Но передаточное число г = —- длительно меняется в течение одного «2
оборота и при неточном укреплении в опорах или на валу (например, при эксцентричном закреплении или закреплении небольших колес на шпоике), неправильном делении, изменении формы во время работы, а
’) Конические колеса фирмы Ббтхер н Геснер, Альто на-Бареифельд.
2) Срави. также Kutzbach, Grundlagen and Fortschritte der Zahnradererzeugung, Z. d. V. d. 1. 192-4, S. 913 и след, и Zahnraderzengung, Berlin, 1925, VDI — Verfag, где приведена дальнейшая литература по этому вопросу.
'Г ТТ
242
I. ДЕТАЛИ МАШИН.
главным образом, при неправильной форме зубьев; таким образом, получаются принудительные колебательные движения обоих окружностей колес в виде относительного движения по отношению к равномерному ходу. В результате возникают силы ускорения или замедления в виде сил инерции iPj, возрастающие с квадратом окружной скорости, и значительно повышающие давление на зубья или же, наоборот, уменьшающие его или меняющие его направление. Прп соответственно значительных силах замедления наступает перемена давления и щелканье зубьев в их боковых поверхностях — главная причина шума при работе зубчатых колес. В сильно нагруженных быстроходных колесах трудно избежать определенного шума в результате трения зубьев. Если уклонения при работе зубчатой передачи носят периодический характер (изменяясь по синусоиде) с амплитудой колебаний (наибольшие ошибки—уклонении) в mm и длиной периода колебания (шаг ошибки) — по окружности колеса tf, то сила инерции
РЬ = ± 80 000 (-%•} тг1 • ~,
где m„ — обозначает массу, отнесенную к радиусу колеса jRj и связан-I?2 W.2 Г
----ее живую силу. Суммарная
обоими колесами, а = ал + а2, которая
7’
ную с ним иеподвпжно, »гг1 ошибка, уклонение между может быть определена контрольным прибором для проверки зубчатых колес 1), распределяется на оба радиуса /( и К, в обратном отношении
«1 тт
к вращающимся масс «гг1 и тг2, так что —~ - 1. Периодическая #2 тг11
ошибка в форме зубьев в большинстве случаев имеет шаг ошибки равный половине или всему шагу зубьев t.
Пример. В судовой зубчатой передаче «j — 0,01 mm, t'f — t~7 тс mm, mi 1kg sec2Jm} и в = ?0 m/sec.
В таком случае
pb = + 80000
300 ff
^.^=+ 10000 9 2 -
(при соответствующей периодической мощности в 2700 Р.
Принимая во внимание неустранимую ошибку зубьев п возникающий при перемене давления (если Ри — Р— Рь отрицательно) шум в передаче, величина v ограничена, а именно прп нормальном хорошем выполнении для:
необработанного стального литьн г> не свыше ... 2 m/sec, „ чугуна v не свыше...............................3 m/sec,
для чугуна с нормальной обработкой v не свыше 6 (наибольшая 9) m/sec
При более высоких значениях окружной скорости (встречаются скорости свыше 50 m/sec) необходимы специальные меры для устранения шгма путем уменьшения + Рь, для заглушения шума масляными подушками и применением незвучащих материалов, для изоляции звука в воздухе и телах (см. ниже Быстроходные зубчатые колеса, стр. 251).
*) Z. d. V. d. I. 1920, S. 382 и 447.
СОСТАВНЫЕ ЧАСТИ МАШИН.
245
Фактическое наибольшее значение Р„шах или С Р,„ можно только примерно оценить. Так как при одинаковых ошибках в обработке зубьев С должно возрастать одновременно с г>2, а с другой стороны, с увеличением v, ошибки уже во избежание шума должны быть меньше, то для нормальных „рабочих колес“ (ц = 1 до 10 m sec) принимают С = 1 -j- .
Чем спокойнее ход колес, тем ниже можно принять С
Напряжение на изгиб- В цилиндрических колесах с прямыми зубьями в ведущем колесе зацепление переходит постепенно от ножки к головке, а в ведомом колесе, наоборот, от головки к ножке, так что максимальная нагрузка зуба, которую для надежности надо положить в основание расчета, имеет место тогда, когда вся сила вследствие неправильной продолжительности зацепления или неточного деления колеса приложена к ребру головки (фиг. 487).
Обозначив через Ъ длину зуба, h — его высоту, — его толщину у основания, получаем для расчета прямого зуба на изгиб уравнение
Ъ 8]^
P-h— FFь • къ, где Т7& = - 1 , аРсоответствует наибольшему значению РИшах = £ Рт- Значение sy берется из чертежа; оно растет с увеличением утла боковой поверхности а и с числом зубьев.
Для расчета с обычно достаточным приближением можно принять «1 = 0,8 h и тогда „среднее давление н а з у б“ pz, распределенное на всю поверхность зуба:
Фиг. 487.
Р fy, *’ = ън
или же принимают h = 0,66 t и s, = 0,53 t и тогда получается част* применяемое выражение для коэффициента с:
При расчете предполагается, что закругление у ножки достаточно велико, чтобы повышение напряжения от изгиба вследствие срабатывания во впадине не достигало больших значений.
Для значения къ при медленном движении („силовые колеса"), пригоден случай нагрузки И (т. I, стр. 607), но принимая во внимание соприкасание в хорошо обработанных колесах и особо хороший их материал, можно остановиться и на высших значениях.
*) По распространенному в Америке более точному
*Ь
--- получается (по подсчету Lewi s’a):
у =14 13 12 11
для а — 15° при z ~ 14 16 18 21
„ а = 20° при s = — 12 13 15
расчету по
формуле с ~
10 9 8
30 50 <»
19 26 42
244
1. ДЕТАЛИ МАШИН.
Обычно принимается:
Таблица 50. Допускаемые напряжения на изгиб зубьев.
Чугун (высшего качества) *).............350 до
Стальное литье......................... 500 „
Сталь.................................. 800 „
Нпккелевая и инструментальная сталь без закалки............................ 3000 „
закаленная и шлифованная . .
более высокие значения - особенно
1400 „ 1100
450 чему соответствует с — 25 до
960 „ „ с- 35 „ 65
1400 „ „ с = 55 „ 100
1400 „ „ с = 70 „ 100
Литье из красной бронзы..............500
Фосфористая бронза............, . . . 700
Дельта-мсталл.......................
„ „ прокованный..............
Дерево............................... 80
высшее значение для сухого белого бука
Сыромятная кожа.....................200
для цементированной хромопиккелевой стали
600 чему соответствует с ~ 35
800 „ „ с= 50
1000 „ „ с-
1100 „ „ с —
230 w „ с — 5,э
300 „ , 14
43
55
70
80
16
21
е —100 „ 200
Считаясь с износом зубьев или с переменой давления в изношенных и неточных зубьях, можно кь брать соответственно ниже; с другой сто-
роны, для стальных колес, только
Фиг. 488.
временами работающих с наибольшей нагрузкой (например, для обратного хода в автомобильных приводах) можно допустить и высшую нагрузку.
Давление в ребрах головки и толщина зуба. Напряжение изгиба значительно повышается при неравномерном распределении нагрузки на ребро головки зуба, которое возникает по следующим причинам:
«) Не параллельное положение колес или изменение во время работы формы вала, подшипников или рамы; в конических колесах: не совпадение вершин конусов с точкой пересечения осей валов. Последствия: одно-
сторонний износ зубьев, напряжение в углах и ребрах. Чем больше отно-Ъ Ъ
гаение — или , тем: неблагоприятнее последствие неточной установки
и тем важное тщательная и надежная установка колес.
В обычных тихоходных механизмах, особенно в подъемных, транспортных, в станках и т. и., общепринято:
b л.: 21 3 h ~ 6 т.
Для чугунного колеса с напряжением зубьев = 350 kg/cm2, получаются при Ъ = З/i указанные на фиг. 488 размеры зубьев, при чем для
вала принимается ~~ и (ка=1сь).
*) По Баху для чугуна (том I, стр. 609) к^ — 1,7Л2>
СОСТАВНЫЕ ЧАСТИ МАШИН.
245
В колесах малых диаметров и соответственно при высоких значениях при этом получается слишком малое число зубьев,, почему значс-
Ъ _
-г- надо увеличить. В данном случае из-за повышенной опасности
Р
т‘г
нпе односторонней нагрузки и износа требуется особо тщательная сборка' колес, скашивание зубьев и сточка боковых поверхностей в\ бьев у ребер. Фиг. 488 пригодна при любом масштабе и дает возможность судить об
Р соотношении важнейших размеров, поскольку известно значение — для
, . 1000 Р
определенного пли вообще значение ——— , где т обозначает радиус делительного круга в ст.
Ъ) Изменение формы колеса вследствие нагрузки. В колесах с особо большим —g-, в которых, следовательно, диаметр вала и обода колеса близки по размерам, например, в шестернях судовых приводов и в прокатных приводах, легко наступает изменение формы в опорах вала, и особенно самого зубчатого колеса, как от изгиба осп вала, так и, особенно, от неодинакового скручивания последнего, ток как угол закручивания вследствие отдачи силы постепенно падает до нуля.
Мерами против этого служат: жесткие опоры, елчатые зубчатые к з Р
колеса и устранение слишком больших значении —и соответственно больших длин.
Прочность на сжатие при качении. Напряжение на выпуклых боковых поверхностях зубьев зависит от их средней кривизны —т
при чем в данном случае применяется тот же эмпирический коэффициент к — ’ как и при определении давления в катках (сравни подшпп-
ники с трением качения, стр. 163 и след.). С Рт есть наибольшее давление на боковых поверхностях зуба (см. выше стр 241 и след.).
г р /1 1 \
При эвольвентных зубьях в точке качения к = (----1- — I =
26 sin а \ г, — г9 )
1 1
= , 7-- • —, где — есть „средняя
26smct rr гг г
Р принять для нормального зацепления тг
и 2zr = mzr, где —— = , то должно быть кь С кг,., где
Zi 4
С и к — опытные коэффициенты, которые получаются сравнением различных передач и для зубчатых колес еще пе окончательно установлен^. Для роликовых подшипников с медленным движением (С s 1) допускается к = 200 при роликах из закаленной хромонпккелевой сталп
кривизна" передачи. Если
= "Jq> h — 2 т, а = 15 01 5
’46
L ДЕТАЛИ МАШИН.
в таких же кольцах и всего лишь /с = 20 до 30 в незакаленных стальных кольцах. С прочностью роликов, во избежание поверхностного разрушения, приходится считаться только при незначительных величинах z,~
С увеличением угла профиля при внутреннем и циклоидальном зацеплениях кривизна
ца
Фяг. 489.
боковых поверхностей, а с вею и напряжение получают более благоприятные значения. Для зубчатых колес из особо хорошего материала наибольшее значение имеет прочность при качении, которая может оказаться недостаточной, особенно вследствие значительных сил инерции; при этом, несмотря на наилучшую смазку, может произойти разрушение поверхности зуба, которое начинается с образования небольших впадин по кругу качения, где отсутствует скольжение и опасность разрушения наибольшая, так как здесь не имеет места одновременная работа нескольких зубьев и действие смазки наихудшее.
Скорость скольжения и износ Постепенный износ зубьев происходит вследствие трения насухо пли смешанного трения зубьев.
Так как относительная угловая скорость вращения относительно точки качения С (фиг. 446) ы12 = о>( + о>2, то относительная скорость скольжения в какой-либо точке Е линии
. , , v . е
зацепления va = + е • (w, + ю?) и — = н— , у — v — гг
где с — длина нормали ЕС от каждой точки зацепления Е до точки
ХУ 1 1 > 1
качения С, v — окружная скорость в G, а — средняя
кривизна профилей передачи.
Если провести на фиг. 489 параболу через центры точке М на расстоянии —от ОХО2> внутреннего зацепления С' G' — г/). Если VQ । е точек линии зацепления, то —- = НН —
колес Oj и О2
с вершиной в CG = гг (для
какая-либо из
то расстояние
Е или Е' есть СЕ
V - =сё:^умень-наибольшее значение, до зна-е меняет знак, а затем снова точке выхода из зацепления, меньше, чем во внешнем
шаетея от начала зацепления, где е имеет чения нуль в точке качения, в которой возрастает до наибольшего значения в Во внутреннем зацеплении vg : г> значительно зацеплении.
Назовем боковые поверхности зуба внутри делительного крута боками ножки, а вне делительного круга—боками головки; в таком случае всегда бок головки является более быстро движущейся частью зацепления. До точки качения бок головки ведомого колеса „подпирает*1 бок ножки ведущего колеса, а за точкой качения бок головки ведущего колеса „гладит*1 бок ножки ведомого колеса.
Скорости v, и г>2 боков зубьев в точке зацепления Е и относительная скорость скольжения vg = vl — v2 определяются по отметкам
СОСТАВНЫЕ ЧАСТИ МАШИН.
247
времени, введенным Лаше1), см. фиг. 468. Графическое изображение дает также фиг. 489. Здесь CD || О2Е, NE проведена нормально к линии зацепления, и DE || NE.
Таким образом : v2 : vg = ЕЕ : FC : СЕ.
Износ боковых поверхностей возрастает при трении насухо и непостоянной смазке одновременно с „удельным скольжением" или vg : v2 в отдельных точках боковых поверхностей зубьев.
В циклоидальном зацеплении иначеипе •—— остается постоянным вдоль бока V;
ножки или бока головки, в эвольвентном ваиекп.еини в точке качения С оно равно О, а на основной окружности (предельные колеса) равно оо.
Устраняя сцепление по основной окружности или приближая профиль к циклоидальному, можно уменьшить „удельное скольжение14 пли исправить „характеристику износа" 2). Так как при наличии одновременного зацепления нескольких зубьев, особенно в колесах с косыми зубьями, всякий износ влечет за собой разгрузку и, кроме того, с увеличением относительной скорости возрастает влияние смазки на величину трения 3), то характеристика износа имеет значение только для колес с прямыми зубьями при незначительной продолжительности зацепления, малой окружной скорости и незначительной смазке.
Потери в зубчатой передаче. Теоретические потери в зубчатой передаче от трения зубьев получаются из отношения средней работы трения Nr — [iPvgm (где vgm = ет (со, + о>2) есть средняя скорость скольжения зубьев) к полезной работе N — Pv = Р>\ coj
О) — — — о Vam *в- N - V- V.
ет 7СЕ
Наиболее благоприятно на уменьшение потерь влияет улучшение коэффициента р. смазкой зубьев для уменьшения влияния трения насухо по сравнению с треяием смазанных тел, достигаемого созданием достаточно устойчивых слоев масла, затем выбор большего числа зубьев и применение внутреннего зацепления. При соответствующей смазке (например, касторовым маслом в соединении с хлопьевидным графитом, несколько хуже Минеральными маслами',, правильной форме зубьев и нагрузке, без труда возможно довести до значений меньших 1%.
Потеря в зубчатой передаче от трения в опорах равна:
о? __ (Pi Pi Ю1 + [*2 Ра “я) = Pi Pi । На Ра
1 V г, 1 Т2
где Pj и р2 обозначают радиусы цапф.
П в этом случае наибольшее влияние иа величину потерь имеет значение коэффициента р-, а затем уже отношение диаметра цапф к диаметру обода колеса.
При больших значениях — потери от трения в цапфах по большей
V части выше, чем потери от треиия в зубьях.
*) L asche, Z. d. V. d. I. 1899, S. 1417 и след.
2) В u c h п e г, Abnutzungs-und Reibungsverhaltnisse fiir Stirnzahnrader, Z, d. V. d. I. 1902, S. 156 u. 278. ..
3) G u m b e 1, Uber geschmierte Arbeltsrader, Z. f. Turbinenw. 1916.
248
I. ДЕТАЛИ МАШИН.
Пример. Для р. — 0,05, — — —- = 0,8, Г1 гг
для р. = 0,01, 03гуже=1,6%. Прп-- = — =
Г1 г2 93(=1%.
значение <23г = 8%;
-jT? и Н = Н = 0,05,
В быстроходных и неточных колесах возникают и другие потери трения, например, от влияния масс, являющихся главной причиной шума при работе колес, от сотрясений и колебаний, которые без соответствующей полезной работы вызывают трение на задней стороне зубьев; затем имеют место потери от работы стирания кромок головок при сильном износе, потери при толчках и потери от затухания колебаний !).
В сильно изношенных зубчатых передачах коэффициент полезного действия значительно хуже (на 5 —15% )2), чем в точных передачах, в которых можно достичь к] = 98 — 99% при наилучшем выполнении и обильной смазке.
Как и в подшипниках существует
Выделение тепла и длина зуба.
равновесие между теплом, производимым
---------- ----- ——-------------------L[ вследствие тренпя и теплом, отводимым колесами и смазкой (в период установившейся работы колес).
Возникающее тепло определяется величиной pPvffm, при чем средняя скорость скольжения vgm возрастает с относительной скоростью (И + »!,) „
о>]2 = со, + <о2 = —> с Длиной линии зацепления — et coset,
(е — продолжительность зацепления).
Количество отводимого тепла зависит от наружной поверхности зубчатого колеса, главным образом, от поверхности меньшего, быстрее движущегося колеса, так как его зубья за одинаковый промежуток времени чаще подвергаются нагреванию, чем зубья большего колеса. Отсюда получается, при прочих равных условиях зубчатой передачи, следующий коэффициент для быстроходных колес:
Pt (И1 + ”2) _ Р 0’1 +
6 <7, к Ъ Zi
Если известно наивысшее допустимое значение w для определенной конструкции передачи, обусловливающее нагрев ве свыше допустимого предела (например, не свыше 70°), то таким образом определяется потребная наименьшая ширина зуба:
b = Р (И1 ±
Если с одним колесом работает i колес, то вместо Р принимается iP. Для передачи авиационных моторов (имеющих хорошую смазку и относительно хорошо охлаждаемых током наружного воздуха) ги < 30 000; для пароходных больших передач и передач в паровых турбинах w < 15 000.
R i k 1 i. Messung von Zahnradverlusten, Z. d. V. d. I. 1911, S. 1435.
s) С г an z u. Kammerer, Versuche mil Zahnradern von Strassenbahnwagen, Munchen, 1923, Oldenbourg.
СОСТАВНЫЕ ЧАСТИ МАШИН.
249
Нагревание масла и потребное охлаждение его определяется из-величины потери на трение N,.. Если, например, принимается Уг ~ 0,02 Лг,. то так как 1 I' Я /11 = 632 jE77’, то требуется отвести воздушным, масляным или водяиым охлаждением до 0,02 • 632ЛТ ЕТ в чае.
Колеса с косыми зубьями (см. зацепление на стр. 236 и след.). У нормально сцепленных колес с косыми зубьями лпнпя зацепления-перемещается в проекции как касательная к начальной окружности зацепления от одного края рабочей поверхности до противоположного.
. 2
поэтому средвее плечо давления на зуб достигает максимум - того, которое получается при прямых зубьях, и в основание расчета можно лоло-р
жить уравнение =— й; 1,5 с (стр. 243). При этом за t принимают постоянно шаг зацеплевия перпендикулярно к направлению зуба, в то время как при определении числа зубьев показательно значение торцевого шага ТС
(шага по касательной) ts =. d — . Поэтому при одинаковом числе зубьев-
Фиг. 490.
плп соответственно прп одинаковом торцевом шаге с увеличением наклона зубья становятся слабее, тогда как прп одинаковом нормальном шаге tn величина угла наклона не имеет значения для расчета.
Так как зацепление наступает только для части каждого косого зуба, то не участвующая в зацеплении часть зуба усиливает первую. Поэтому колеса с косыми зубьями при одинаковом шаге в смысле прочности находятся в значительно лучших условиях, чем нормальные колеса с прямыми зубьями. Края зубьев, которые при входе и выходе из зацепления могут быть перегружены (особенно угрожаемы места ведущего колеса, которые первые включаются в зацепление). должны быть целесообразно закруглены или срезаны, или усилены боковыми шайбами (фиг. 501).
Колеса с угловыми или ельчатыми зубьнмн имеют то преимущество, что давления от обеих осевых составляющих уравновешивается и, если существует возможность осевого сдвига, окружное усилие Р делится поровну на обе половины.
Литые колеса с угловыми зубья ми (фиг. 501), чугу ттые, могут иметь любую форму угла. Наиболее употребительные размеры: угол паклена р 20°, длина зуба Ь — 4 до 5 ts и сдвиг зубьев, т.-е. часть делительной окружности, на которую сдвинуты наружные концы зуба, z= 1,4 до 1,75 ts , И здесь большей частью шаг tn выбирается как нормальный шаг. Форма зубьев лвтых колес выбирается такая, чтобы при формовке возможно было извлечь модели впадин по радиальному направлению, что особенно важно при малом числе зубьев (сдвинутый нормальный профиль).
Обработа нные колеса с угловыми зубьями, если оин цельные, могут быть получены с помощью фасонного в виде пальца фреза (фиг. 490)')- или фреза
9 Выполняются заводом Berg. Stahlindustrie по системе Citroen, Париж; ириме-пимы и для конических колес.
Фет 491.
или сталь-
250
J. ДЕТАЛИ МАШИН.
работающего по способу скатывания — Бюста (фиг. 491У), прн чем зубья смещаются на половину шага, чтобы облегчить фрезеровку середины. В последнее время колеса изготовляются при посредстве долбежных зубчатых колес (система Сайкес-Лореица* 2), которые выдалбливают зубья с обеих сторон до середины. Возможно также соединение двух симметрично образованных колес, например, по фиг. 492 3 *).
Конструкция по фиг. 492 обращает внимание малым числом зубьев я, — 5 в шестерне, почему оиа приспособлена для больших передач. Продолжительность зацепления, несмотря на значительный угол профиля ag, длительная вследствие особенно большого наклона
зубьев. Испытания, произведенные Бахом над двумя такими колесами с передачей 10~ при “ 5 6 и 3, показали сравнительно неблагоприятный коэффициент полезного
действия (Tj < 0,94), возможно, вследствие заклинивающего действия ёльчатых зубьев, так
как угол наклона ₽ — 60° и 71°. Малое колесо из стали, большое нз чугуна.
При больших окружных скоростях и малом диаметре шестерни, в большинстве случаев принято в одной
Фиг. 492.
шестерне соединить два отдельные зацепления с левым и правым подъемом, отделенные друг от друга доста-точво большой ваадинои (которая может быть использована и для опоры: колеса в прокатных и турбинных передачах).
Испытания подобных передач с обильной смазкой, применяемых в передачах паровых турбин Лаваля, Вестингауза, Парсонса, Всеоб. Компании Электричества, Круппа и др., с передаточным числом до 1:20 и с коэффициентом полезного действия зубчатой передачи до 98 и 99% Б) при р — 20° до 45° показали очень благоприятные результаты. Фиг. 493 колесный привод для 56(0 ОбОГЛТОВ В МИНУТУ и выполненный
В. К. Э. ' с упругим промежуточным валом и с продольно перемещающейся муфтой 7).
Прп цельных угловых зубьях целесообразно направить вершину угла зубьев в ведущем колесе против хода колеса, так как прп этом лучше сохраняется место вступления ведомого колеса в зацепление. Особо широкие колеса имеют зубья с двойным углом или двойной елкой. На фиг. 490 представлена передача с переменой
направления движения.
Конические колеса. При расчете в основу кладется средняя высота зуба, если желательно иметь вадожную, с равномерной нагрузкой передачу. Конические колеса с косыми илп спиральными зубьями, изготовленные по способу скатывания мп фасонными фрезами (фиг. 466, д до /г)
’) Выполняются Аугсбургским заводом зубчатых колес, б. Joh. Renk.
2) Z. d. V. d. I. 1925, S. 482.
8) Исполнение Аугсбургского завода зубчатых колес, б. Joh. Renk.
<) Z. d. V. d I. 1908, S. 661.
B) Z. f. Turbinenw. 1909, S. 496; 1910, S. 75, общий обзор Z. d. V. d. I. 1916, S. 990.
6) Всеобщая Компания Электричества.
Z. d. V. d. I. 1921, S. 673 н др., К u t z b a s h, Fortschritte and Probleme mecha-
scher Energieumformung.
составные части машин.
251
отличаются бесшумным ходом и потому применяются в механизмах управления (фиг. 494), легковых автомобилях и в водяных турбинах '). Быстроходные зубчатые колеса. Для возможности достижения высоких окружных скоростей, свыше 6 m/sek до 100 m/sek, требуется уменьшение влияния масс (см. стр. 241) применением особых мер для уменьшения неточностей в зубьях, уменьшения относительных движущихся масс, для заглушения шума и ослабления звукопроводности.
Таким образом, применяются следующие меры:
Фпг 493.
1) Уменьшение неточностей в зубчатом запел лени и— неточностей при закреплении колес, прн делении, неточностей при образовании формы зуба—достигается тщательной работой при изготовлении колес:
а) Устранение неточностей при закреплении колес как при их изготовлении, так и во время работы (например, при экпентрич-ном укреплении на валу). Поэтому, ошибочно было бы при высоком v заклинивать па валу небольшие шестерни вместо того, чтобы насаживать их давлением на пилиидр или конус (со шпонкой и дорожкой) (фиг. 488), или применять затяжные втулки (фиг. 495).
Ъ) Самое точное деление при помощи точнейших и больших делительных дисков и делительных механизмов без мертвого хода.
Для уравнивания неточностей при делении, никогда не устранимых полностью, служит т т
Ееболыпое закругление ребер головки, приблизительно на -- до — высоты (игра в ребрах), очень часто применяемое, несмотря на вызываемое им уменьшение продолжительности зацепления.
•) О спиральных конических колесах см. Z. f. Werkzeugmaschinen u. Werltzeuge 1910, S. 342; Schiebel, Zahnrader, Bd. II, S. 17 ff., Berlin 1923, Springer; Kutznach, Grundlagen and neuere Fortschritte der Zahnradererzeugung, Z. d. V. d. I. 1924.