






























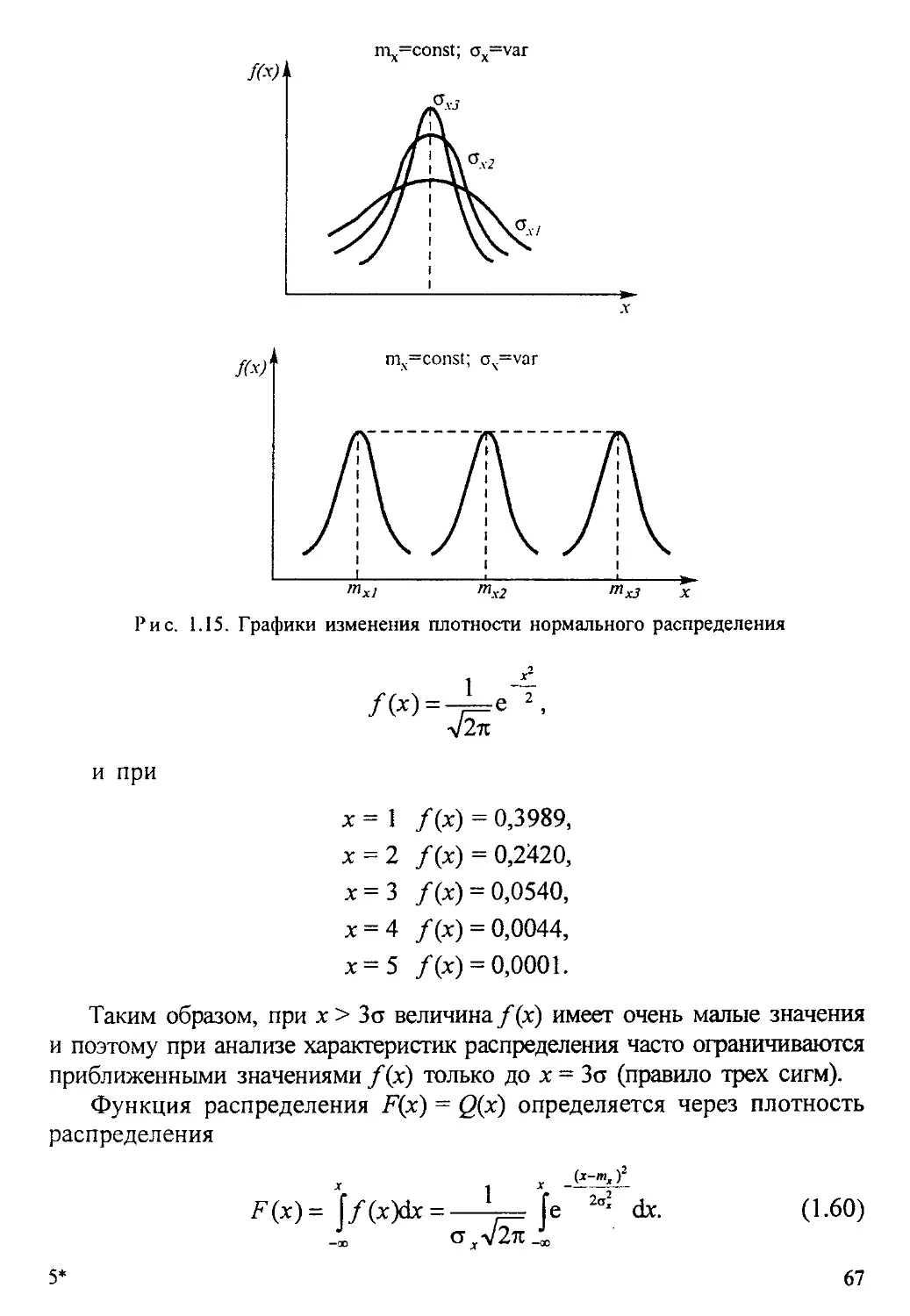






















































































































Author: Елисеев Ю.С. Крымов В.В. Малиновский К.А. Попов В.Г.
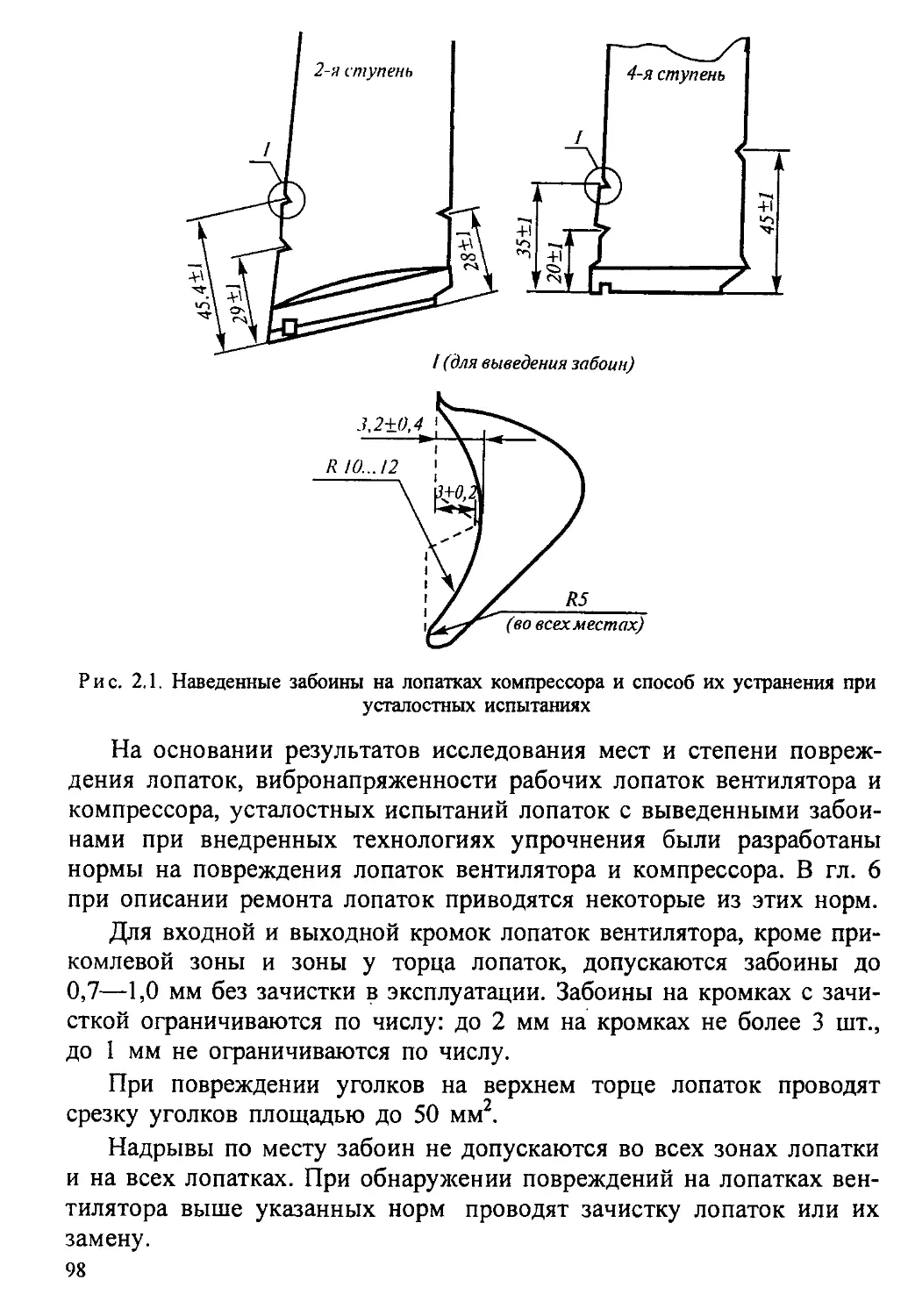
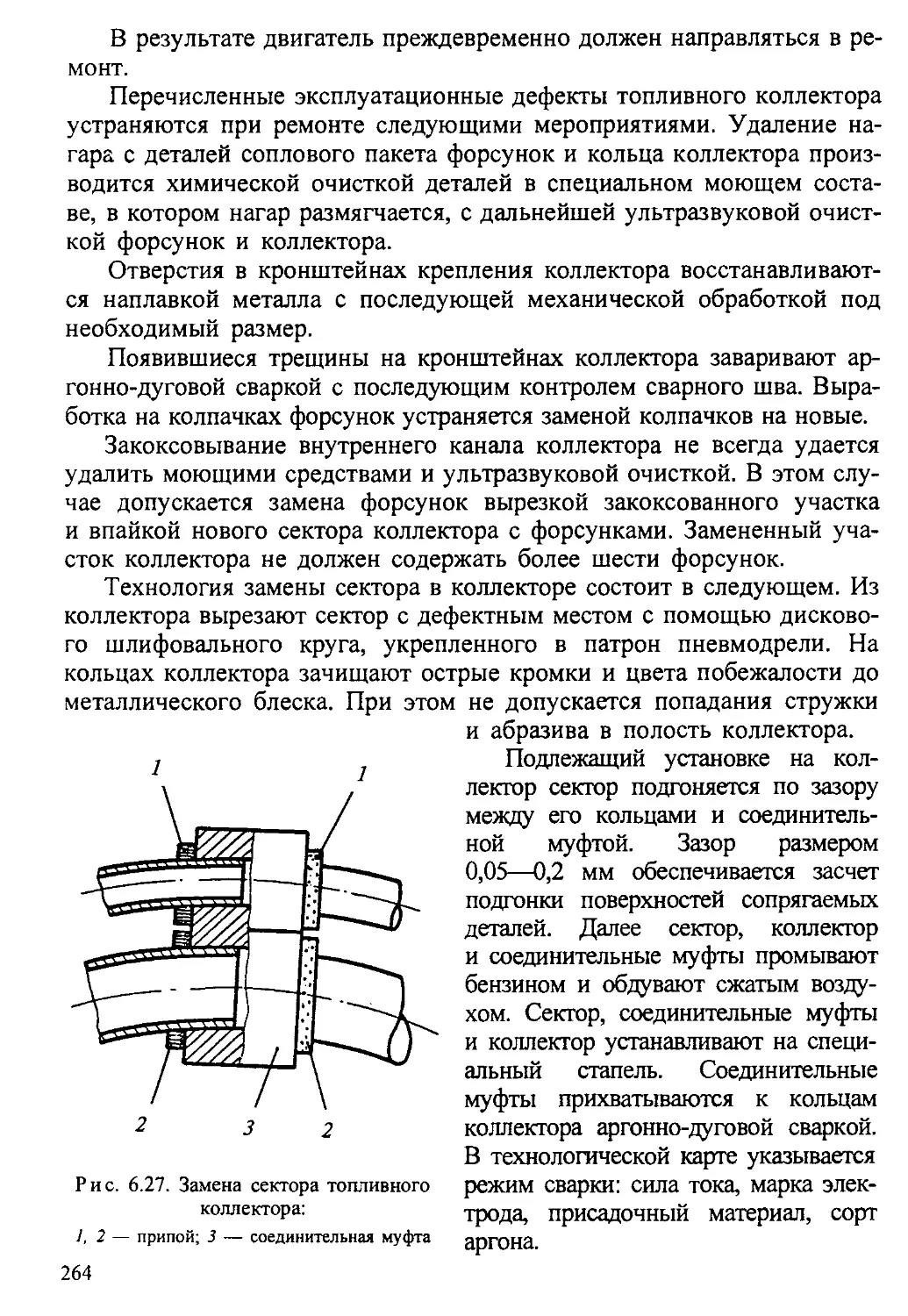
Tags: авиация и космонавтика летательные аппараты ракетная техника космическая техника воздушный транспорт авиация и воздушные соединения воздушные линии и аэропорты механика двигатели
ISBN: 5-06-004322-3
Year: 2002




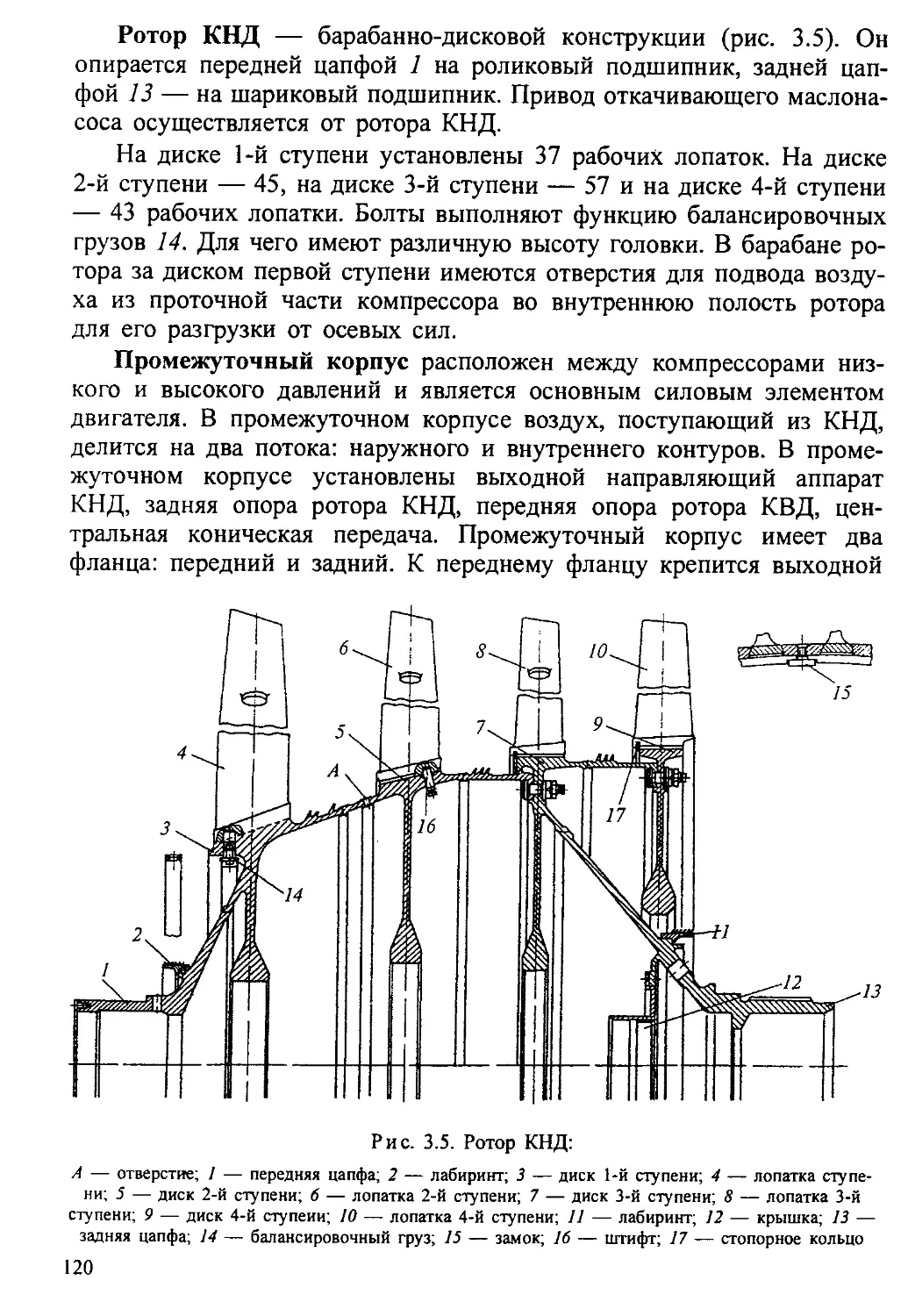
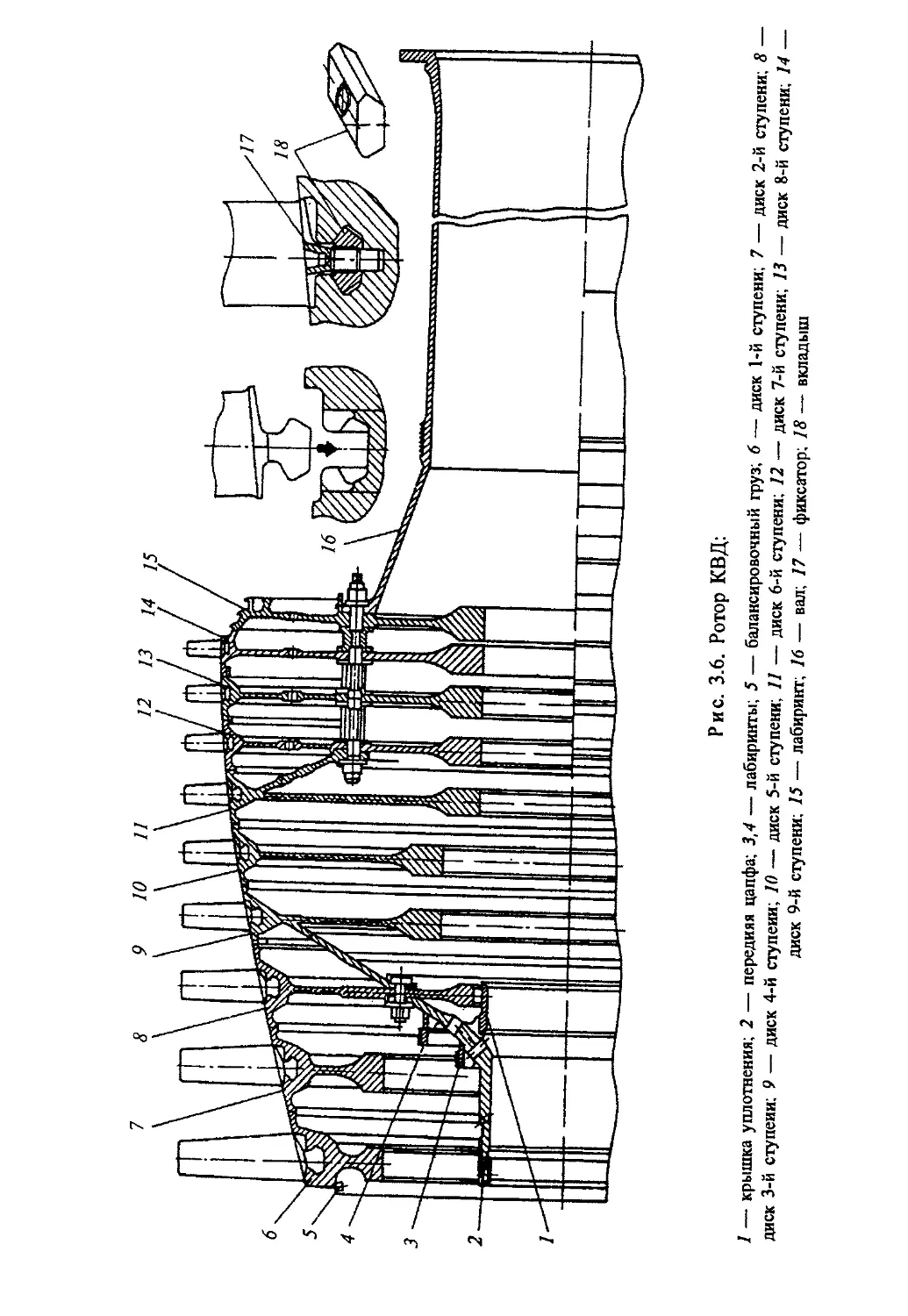
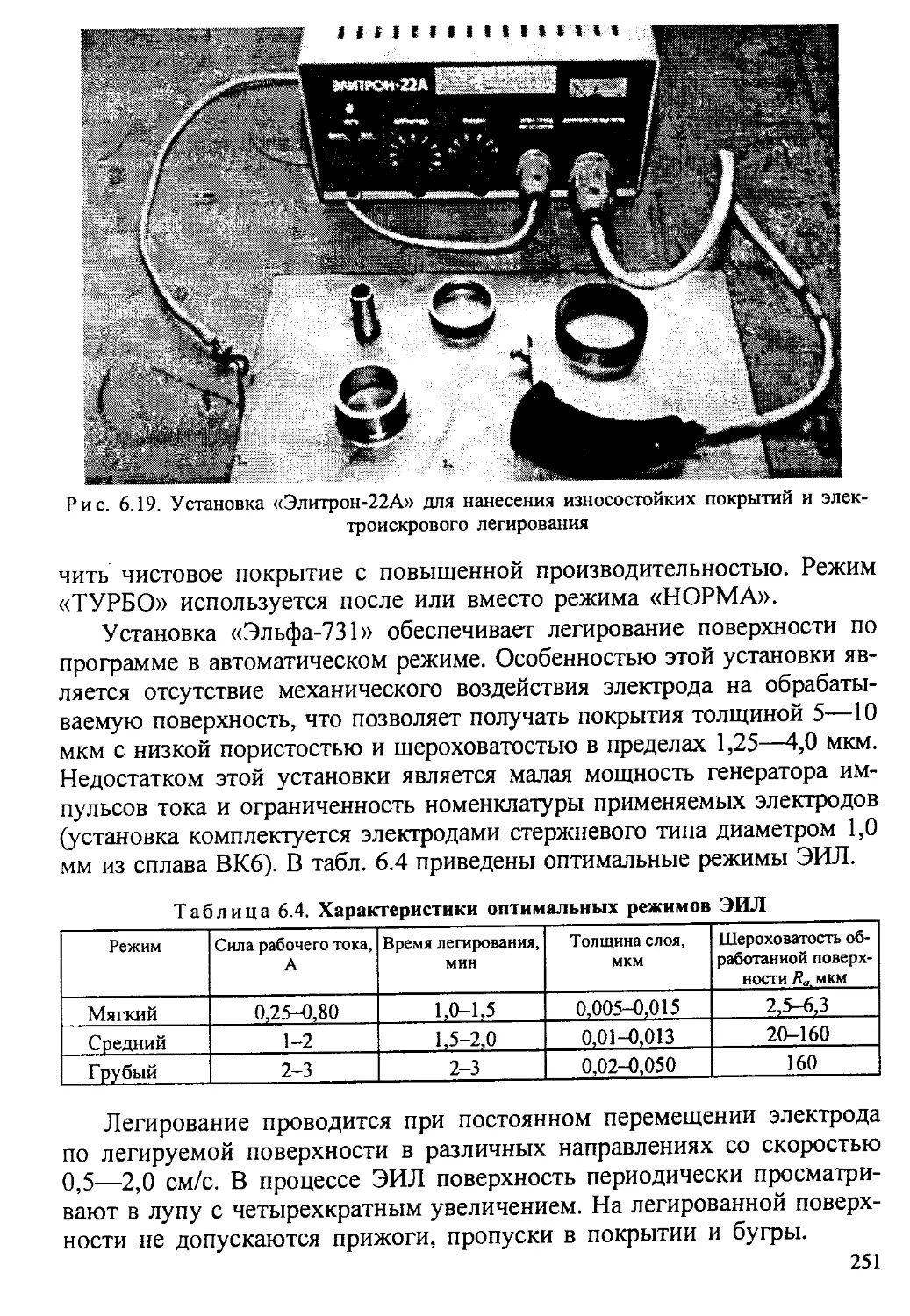
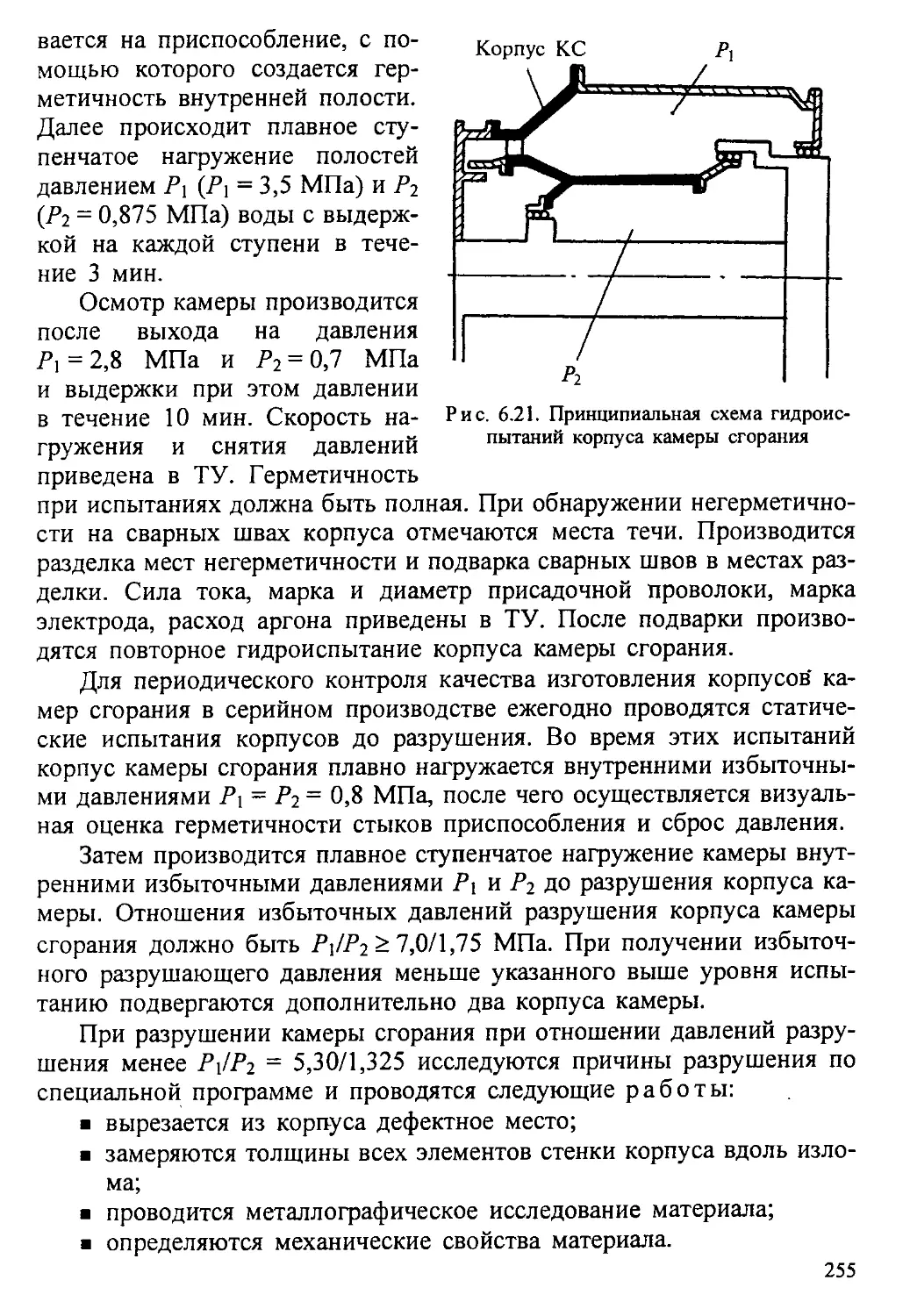
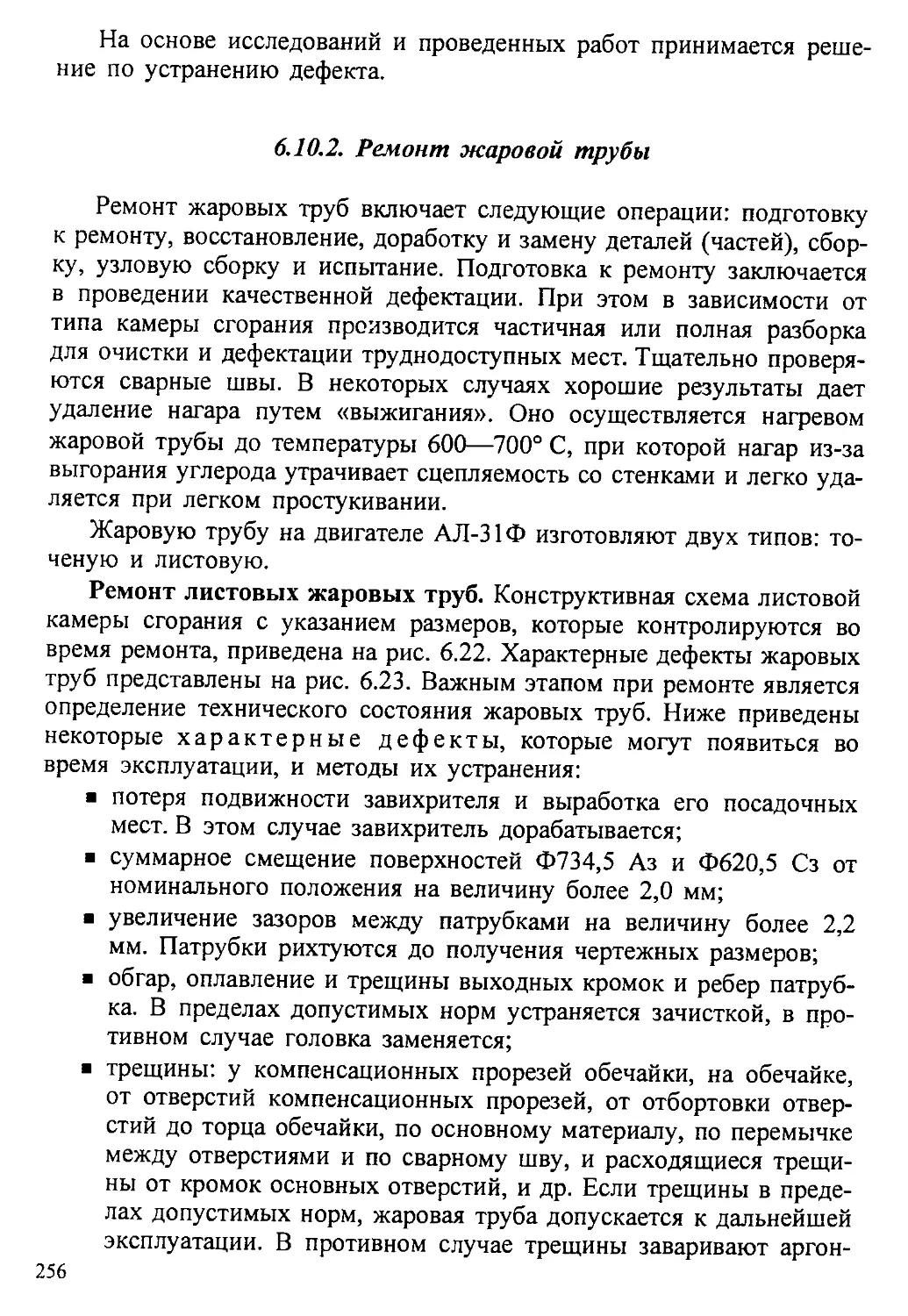
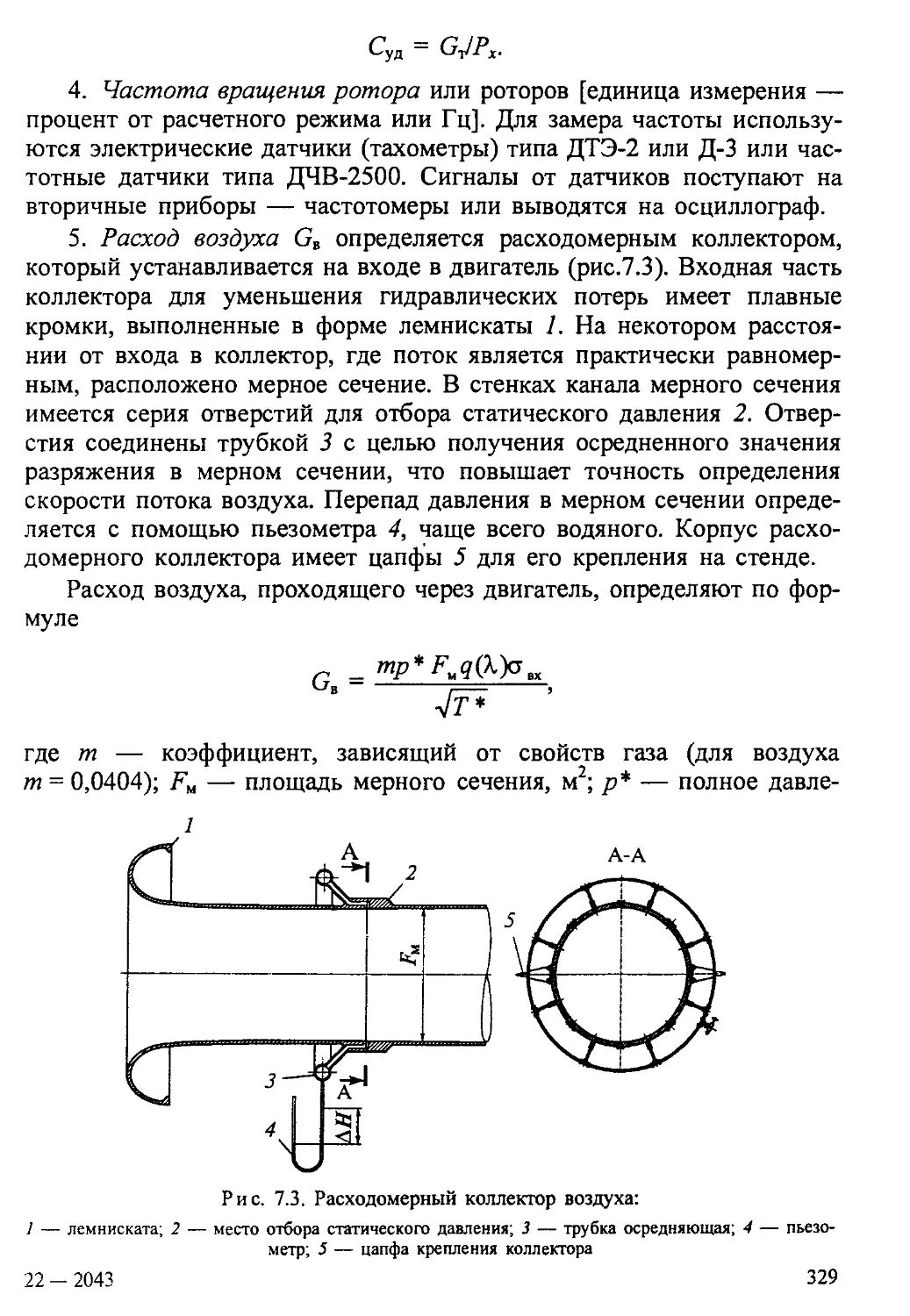
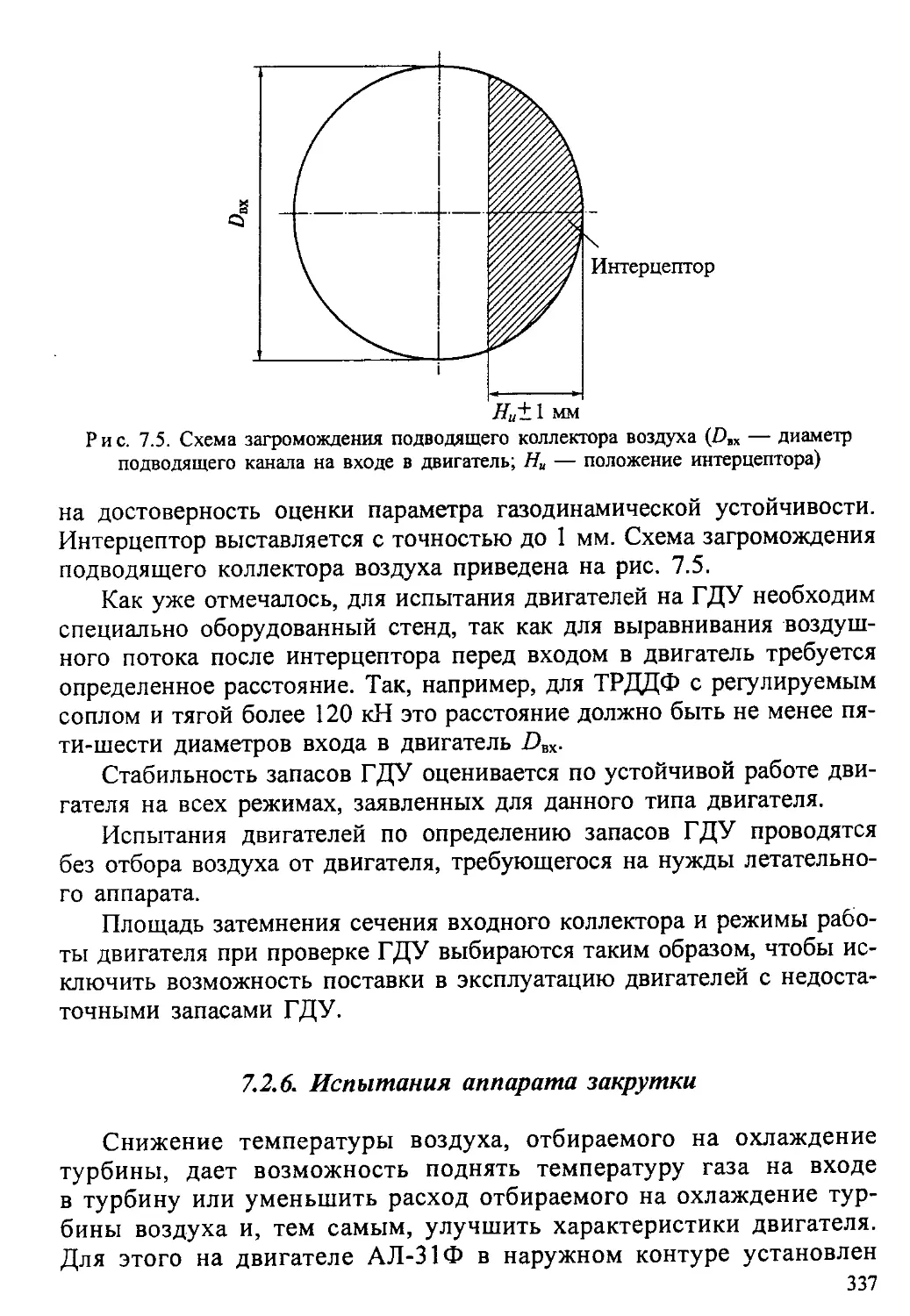
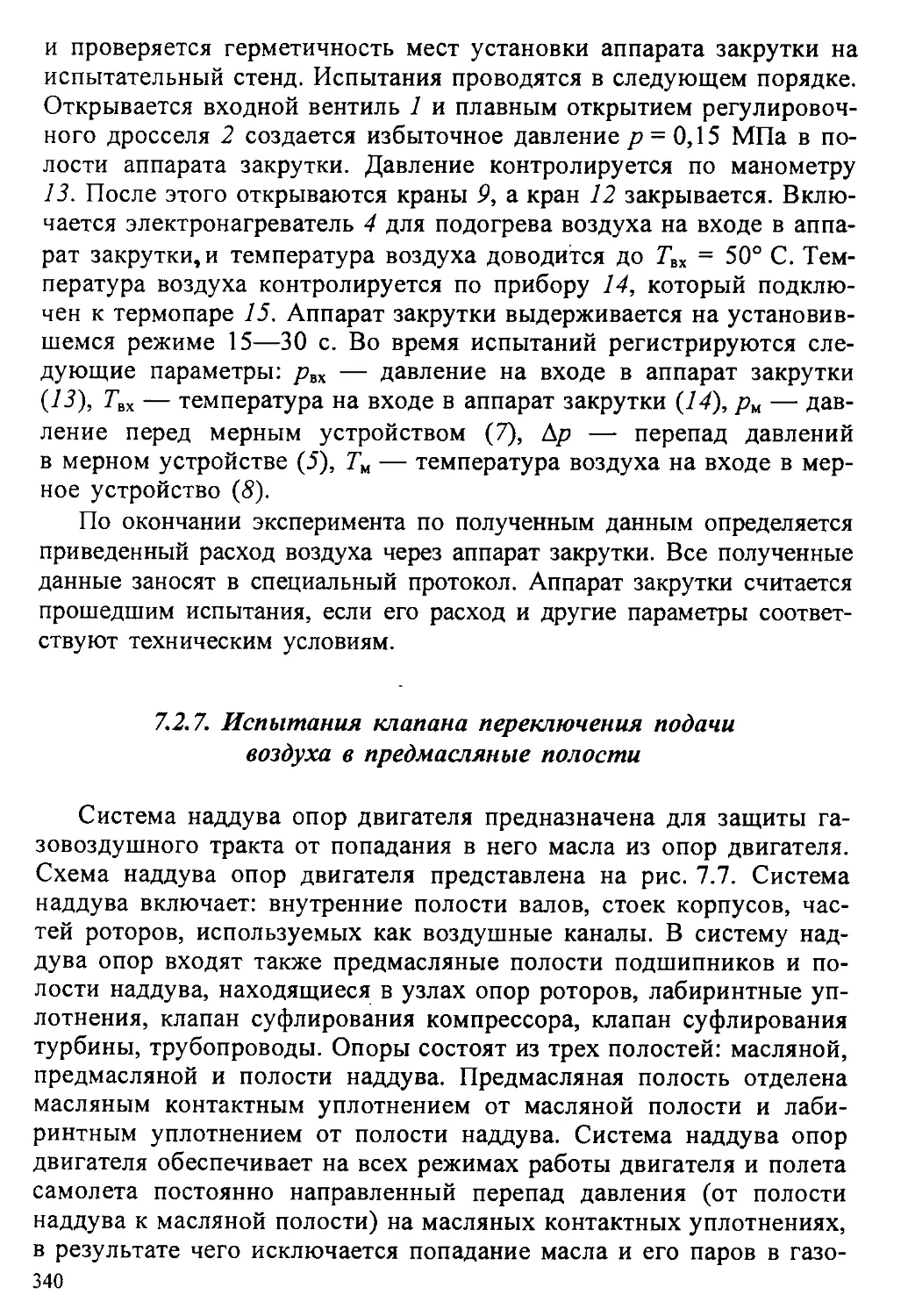
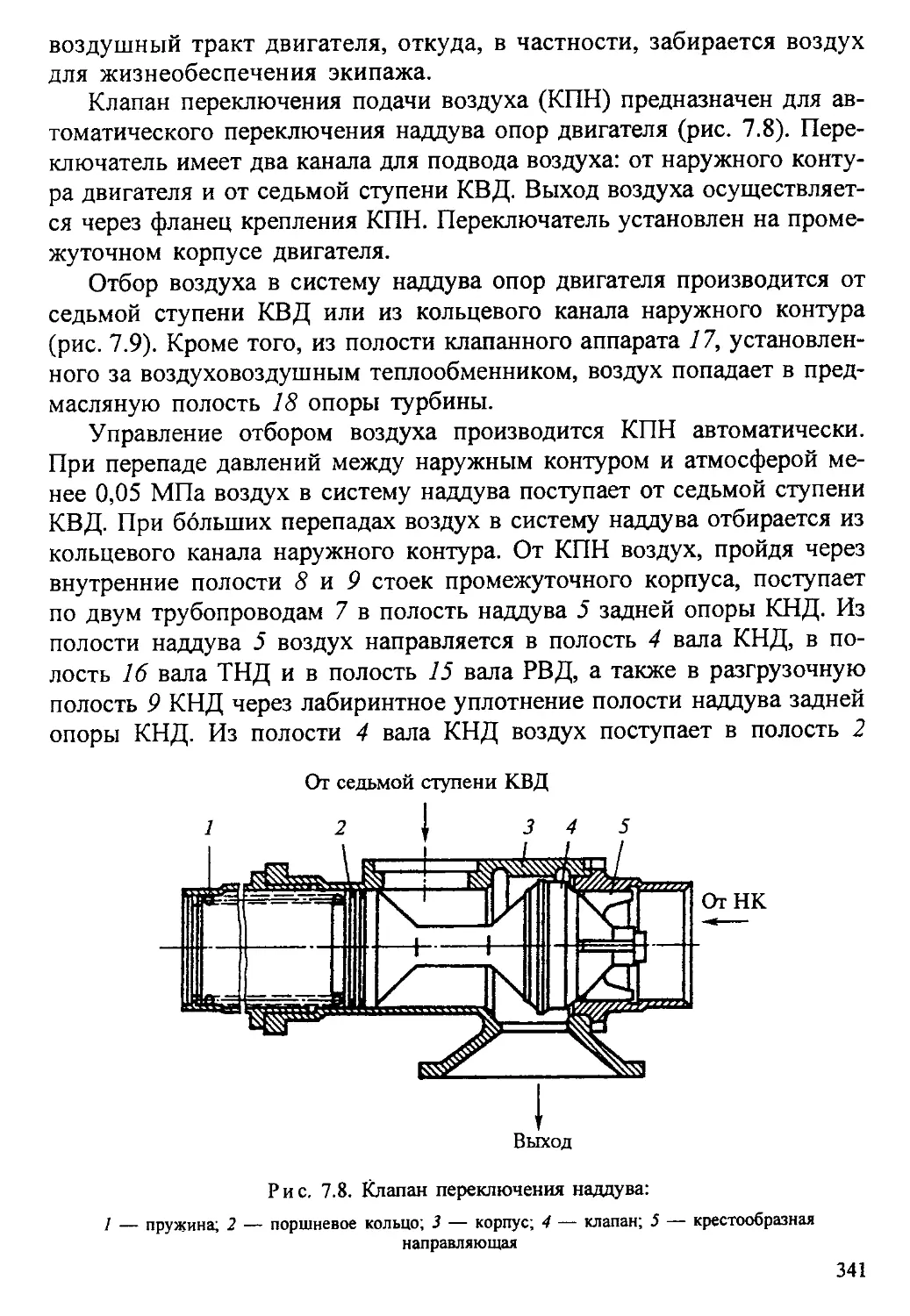
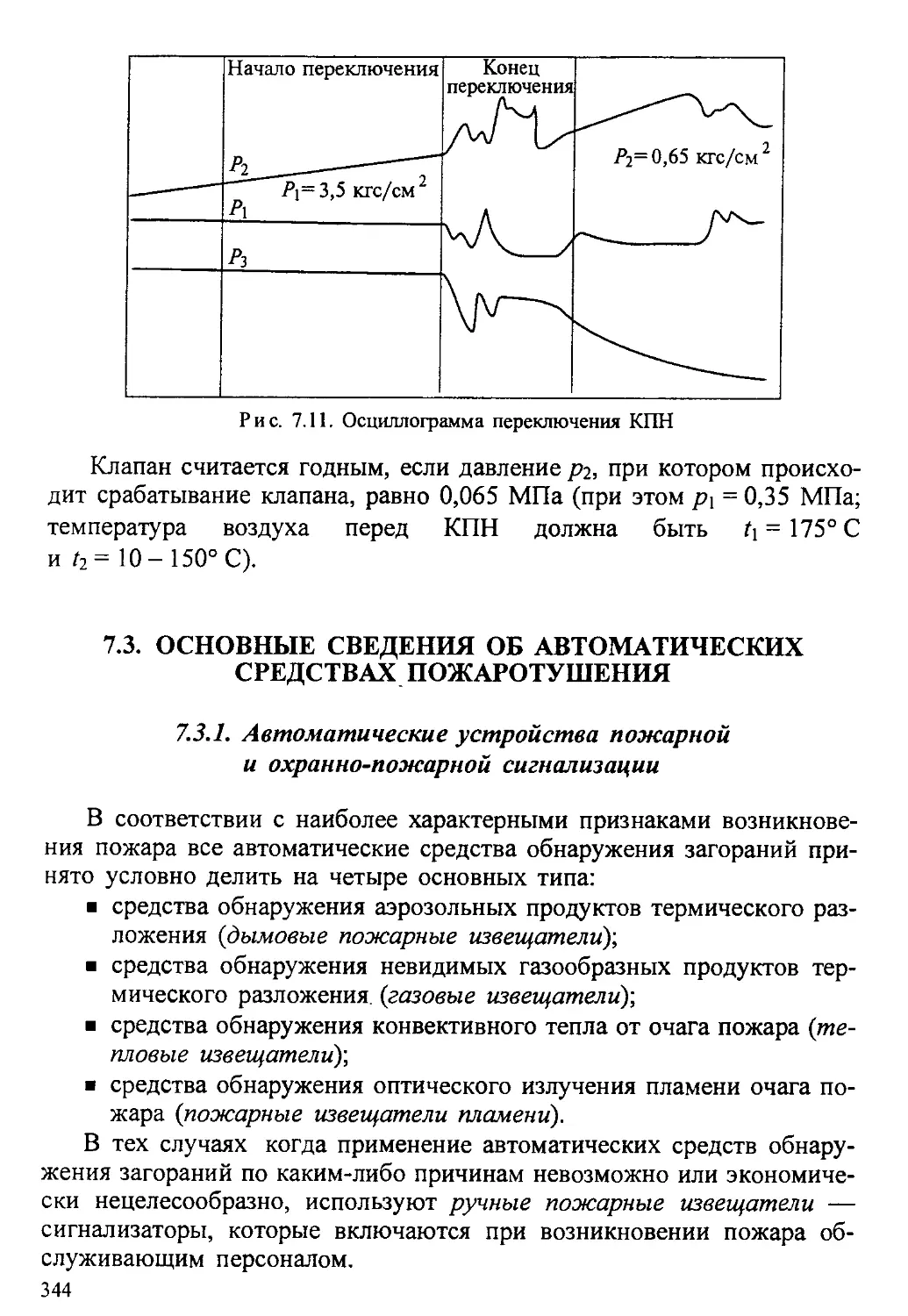
-ггигег*и; JSfc,
Yu. ELISEEV
V.KRYMOV
K. MAUNOVSKI
V. POPOV
TECHNOLOGY OF GAS-TURBINE
ENGINES’ EXPLOITATION,
DIAGNOSTICS and REPAIR
SS^MMnn
ОИНКелг
Moscow "Vysshaya shkola" 2002
Ю.С. ЕЛИСЕЕВ
В.В. КРЫМОВ
К.А. МАЛИНОВСКИЙ
ВТ. ПОПОВ
Технология эксплуатации,
ДИАГНОСТИКИ И РЕМОНТА
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Допущено Министерством образования
Российской Федерации
в качестве учебного пособия
для студентов высших учебных заведений,
обучающихся по направлению подготовки
бакалавров и магистров «Авиа- и ракетостроение»,
специальности «Авиационные двигатели
и энергетические установки*
направления подготовки дипломированных
специалистов «Двигатели летательных аппаратов»
Москва «Высшая школа» 2002
УДК 629.7.02
ББК 39.55
Т 38
Авторы:
Ю.С. Елисеев, В.В. Крымов, К.А. Малиновский, В.Г. Попов
Рецензенты:
кафедра «Теория авиационных двигателей» Московского государственного
авиационного института — технического университета (зав. кафедрой — д-р
техн, наук, проф. В.В. Рыбакову, военная кафедра «Эксплуатация и ремонт лета-
тельных аппаратов и силовых установок» Московского государственного авиаци-
онного института — технического университета (зам. начальника факультета Во-
енного обучения — полковник НИ. Телушко); начальник ЦИАМ им. П.И. Бара-
нова д-р техн, наук, проф. В.А. Скибин
Технология эксплуатации, диагностики и ремонта газотурбин-
Т 38 ных двигателей: Учеб. пособие./Ю.С. Елисеев, В.В. Крымов, К.А.
Малиновский, В.Г. Попов. — М.: Высш, шк.; 2002.— 355 с.; ил.
ISBN 5-06-004322-3
В учебном пособии изложены вопросы надежности и увеличения ресурса
авиационных газотурбинных двигателей (ГТД), описаны современные методы
контроля и технической диагностики ГТД. Большое внимание уделено ремонту и
восстановлению работоспособности основных деталей и узлов двигателя, испыта-
ниям авиационного ГТД на серийном заводе и ремонтном предприятии.
Для студентов высших учебных заведений, обучающихся по направлению
«Авиа- и ракетостроение» и специальности «Авиационные двигатели и энергети-
ческие установки». Может быть полезна студентам средних специальных учеб-
ных заведений, а также инженерно-техническим работникам, занимающимся
эксплуатацией и ремонтом газотурбинных двигателей.
УДК 629.7.02
ББК 39.55
ISBN 5-06-004322-3 © ФГУП «Издательство «Высшая школа», 2002
Оригинал-макет данного издания является собственностью издательства «Высшая
школа», и его репродуцирование (воспроизведение) любым способом без согласия изда-
тельства запрещается.
Принятые сокращения
АМГ — авиационная моторная гидросмесь
ВВТ — воздухо-воздушный теплообменник
ВКА — выносная коробка приводов самолетных агрегатов
ВНА — входной направляющий аппарат
ВРД — воздушно-реактивный двигатель
ГТВ — газовоздушный тракт
ГТД — газотурбинный двигатель
ГТДЭ — газотурбинный двигатель — энергоузел
КВД — компрессор высокого давления
КДА — коробка приводов двигательных агрегатов
КНД — компрессор низкого давления
КПН — клапан переключения наддува
НА — направляющий аппарат
ЛА — летательный аппарат
ОКС — основная камера сгорания
Режимы («М» — максимальный, «Ф» — форсажный, «МГ» — малого газа; «Кр» —
крейсерский)
РВД — ротор высокого давления
РНД — ротор низкого давления
PC — реактивное сопло
РУД — рычаг управления двигателем
СА — сопловой аппарат
САУ — система автоматического управления
ТВД — турбина высокого давления
ТНД — турбина низкого давления
ТРД — турбореактивный двигатель
ТРДД — двухконтурный турбореактивный двигатель
ТРДДФ — двухконтурный тербореактивный двигатель с форсажной камерой
ФК — форсажная камера
ЦКП — центральная коробка приводов агрегатов
ЭТС — эксплуатация по техническому состоянию
Посвящается 90-летию со дня
образования первого в России завода
по производству авиационных двига-
телей «Гном» — ныне Московское
машиностроительное производствен-
ное предприятие «Салют»
ПРЕДИСЛОВИЕ
Газотурбинные двигатели (ГТД) в настоящее время являются од-
ним из самых распространенных типов силовых установок. Они при-
меняются на воздушном, сухопутном, водном и железнодорожном
транспорте, а также широко используются в энергетике. ГТД различ-
ного назначения отличаются между собой главным образом условиями
применения и уровнем термодинамических параметров и нагрузок.
Наиболее напряженными в этом смысле являются авиационные ГТД,
которые занимают монопольное положение в качестве двигателей для
самолетов и вертолетов.
Как показывает опыт отечественного и зарубежного двигателе-
строения, создание нового образца двигателя следующего поколения
занимает 15—20 лет и является очень дорогостоящим. Созданный се-
рийный двигатель эксплуатируется в течение 30—35 лет и необходи-
мость поддержания существующего парка двигателей в исправном со-
стоянии является важнейшей технико-экономической задачей. Поэто-
му, на наш взгляд, современный опыт эксплуатации, диагностики и ре-
монта авиационных двигателей может оказаться полезным и в других
областях техники, где используются ГТД.
В существующей технической литературе есть ряд книг, посвящен-
ных ремонту авиационных двигателей, эксплуатации и диагностике.
Однако эти книги опубликованы, как правило, 10—15 лет назад, и не
содержат сведений о новейших достижениях в этой области. В связи с
этим авторы сочли целесообразным издать книгу, в которой были бы
представлены современные материалы по эксплуатации, диагностике и
ремонту авиационных ГТД.
Данное учебное пособие предназначено для студентов авиацион-
ных вузов, специализирующихся в области двигателестроения и изу-
чающих курсы конструкции, испытания, производства, ремонта и экс-
плуатации воздушно-реактивных двигателей.
При написании книги использованы материалы Федерального Го-
сударственного унитарного предприятия ММПП «Салют» (Московское
машиностроительное производственное предприятие «Салют») по соз-
данию и совершенствованию методов и средств диагностического кон-
4
троля, современным методам восстановления работоспособности дета-
лей и испытаниям двигателя и его узлов на серийном заводе.
Книга написана на основе курсов лекций, читаемых авторами в
«МАТИ» — Российском Государственном Техническом университете
им. К.Э. Циолковского.
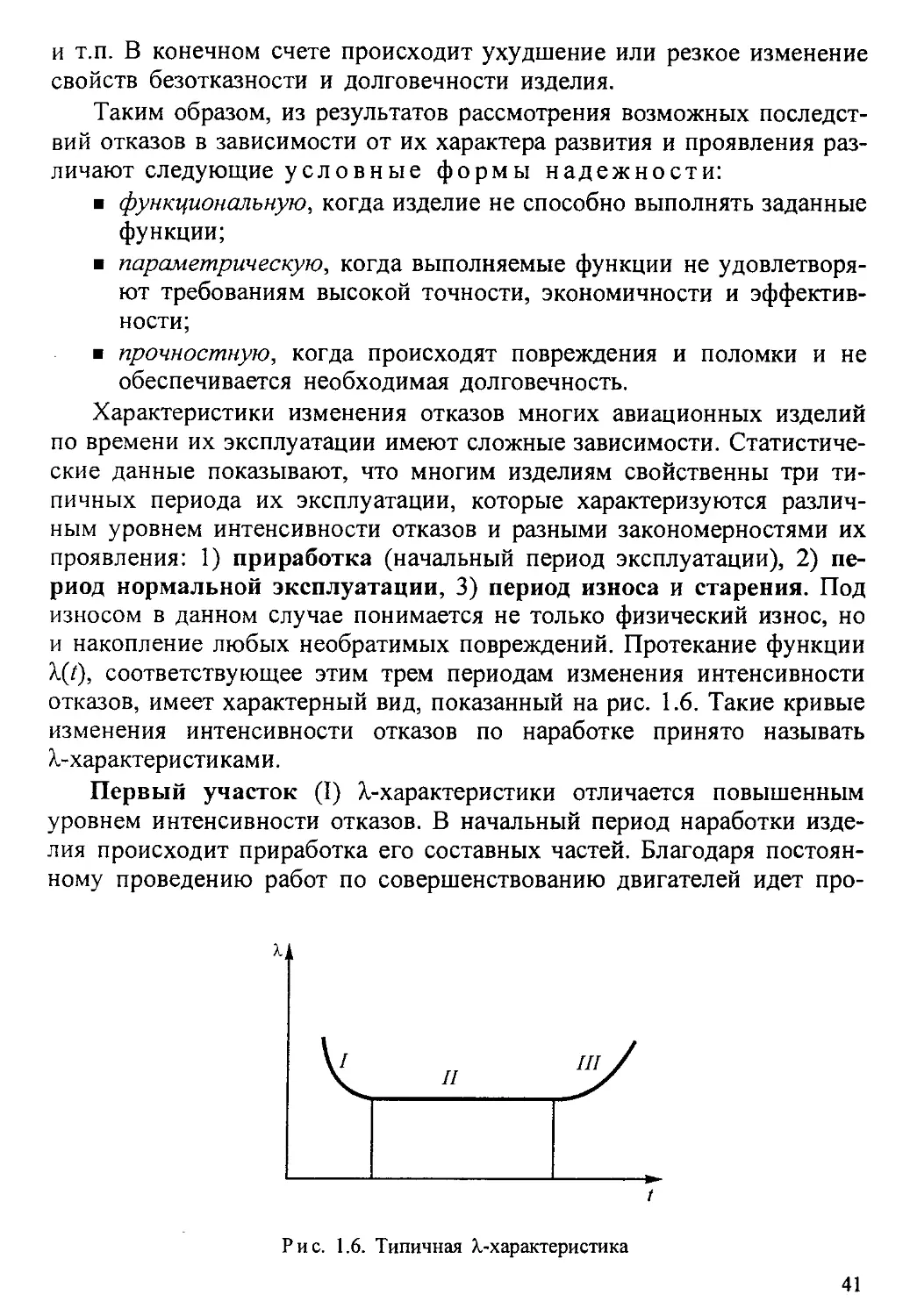
В гл. 1 кратко изложены основные положения теории надежности,
гл. 2 посвящена ресурсу авиационного ГТД и проблеме его увеличе-
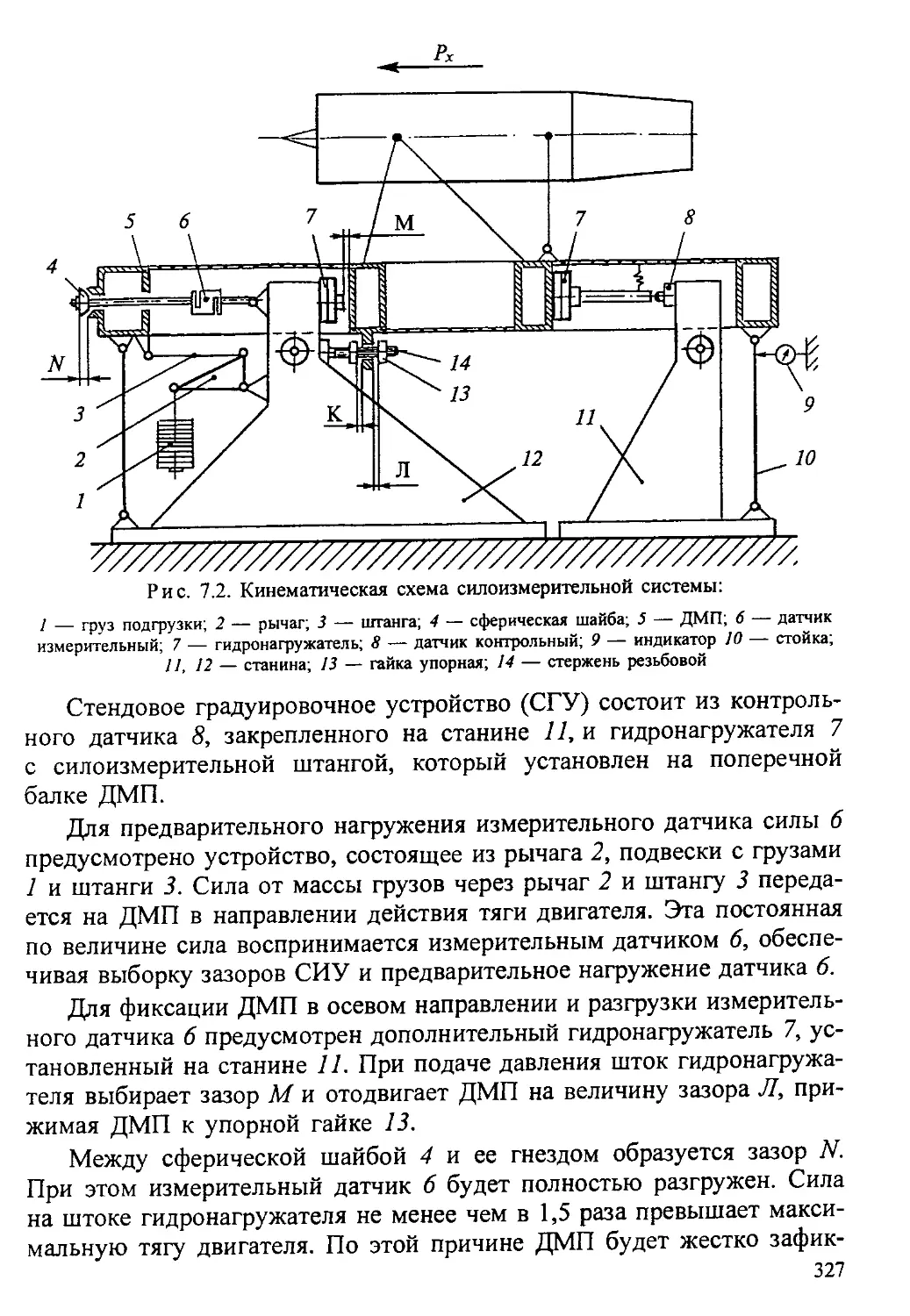
ния, в гл. 3 рассмотрены конструктивные особенности современного
ТРДДФ (на примере двигателя АЛ-31Ф), гл. 4 посвящена методам и
средствам технической диагностики и технологиям обнаружения де-
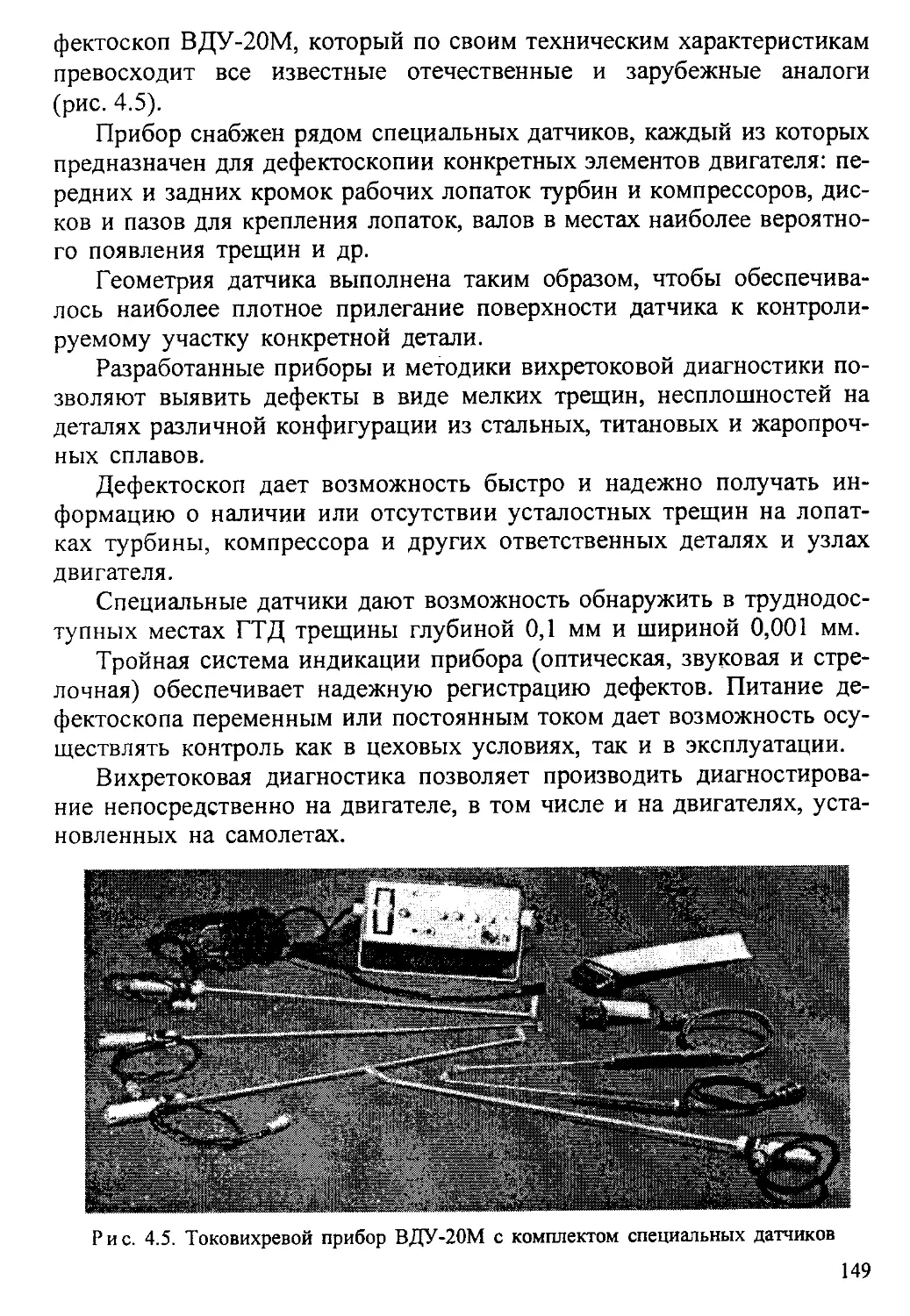
фектов авиационных ГТД, в гл. 5 рассматриваются вопросы, связан-
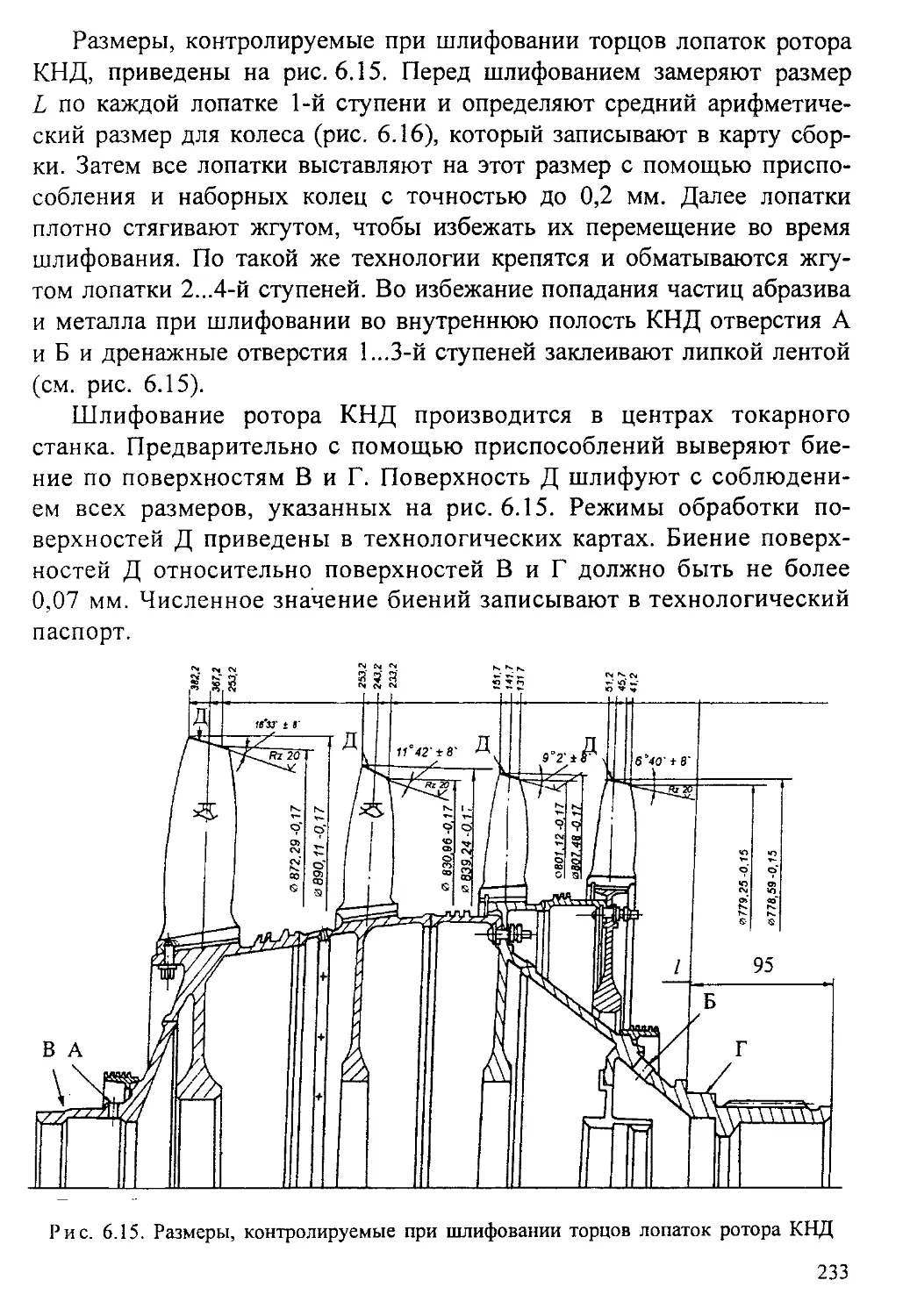
ные с эксплуатацией двигателя, в гл. 6 приводятся технологии ремонта
и восстановления работоспособности узлов и деталей двигателя, гл. 7
посвящена испытаниям двигателя на серийном заводе и ремонтном
предприятии.
Авторы выражают благодарность специалистам ММПП «Салют» за
предоставленные материалы, которые были использованы при написании
книги: Булатову В.М., Круглову М.Н., Крюкову М.М., Мошкину Ю.Б.,
Садофьеву В.Б., Ходыреву В.В., Яковлеву В.Е., а также доценту
«МАТИ» — Российского Государственного технологического универ-
ситета им. К.Э. Циолковского Колесникову С.П., зав. лабораторией
Коммунишен-Иванову И.В. и работникам завода Пиляеву В.А. и Ти-
мошиной О.А., оказавшим помощь в подготовке данного издания.
Авторы
ВВЕДЕНИЕ
Современный авиационный газотурбинный двигатель является
очень сложной технической системой, в создание которой внесли
вклад творческие коллективы очень многих отраслей науки и техники.
При проектировании и производстве авиадвигателей используются
новейшие достижения в области теории двигателей, теории автомати-
ческого регулирования, электроники, конструирования, технологии об-
работки металлов, металлургии, материаловедения и других областей.
В связи с этим изготовление авиационного двигателя считается науко-
емким производством. Учитывая большую стоимость и длительный
срок создания нового двигателя, на первый план выходят задачи уве-
личения ресурса двигателя, повышения его надежности и возможности
на базе существующего двигателя создать его модификацию с более
высокими параметрами.
Проблемы эксплуатации, диагностики и ремонта авиационных га-
зотурбинных двигателей являются взаимосвязанными между собой.
Ключевую роль в комплексном их решении играет конструкция двига-
теля: его модульность, контролепригодность, ремонтопригодность.
Конструкция двигателя обеспечивает тактико-технические требова-
ния, предъявляемые к двигателю, открывает возможности для созда-
ния на его основе семейства базовых двигателей для летательных ап-
паратов различного назначения, продления ресурса и обслуживания
его по техническому состоянию.
Долговечность двигателя также зависит от совершенства его конст-
рукции, обеспечивающей надежную работу основных узлов и агрега-
тов при естественном износе и изменении свойств материалов и по-
крытий.
Другим необходимым условием для увеличения технического ре-
сурса двигателя является ремонтопригодность двигателя и наличие ме-
тодов и средств диагностики его технического состояния. Ремонтопри-
6
годность двигателя обеспечивается модульностью его конструкции и
возможностью восстанавливать работоспособность узлов и деталей не
только на ремонтном предприятии, но и условиях эксплуатации.
Примером удачного сочетания перечисленных выше свойств явля-
ется двигатель АЛ-31Ф, серийно выпускаемый на ММПП «Салют» и
УМПО (г.Уфа).
В то же время двигатель АЛ-31Ф начал проектироваться 25—30
лет тому назад, когда вопрос об эксплуатации по техническому со-
стоянию остро не стоял перед авиационной промышленностью, и по-
этому в полной мере не были учтены в конструкции современные тре-
бования к диагностике, новые технологии восстановления и ремонта
деталей и узлов ГТД.
Безаварийная эксплуатация ГТД, увеличение ресурса и эксплуата-
ция по техническому состоянию невозможны без современных мето-
дов и средств диагностического контроля. Поэтому на ММПП «Салют»
еще в 1982 г. было создано конструкторское бюро диагностического
контроля (КБДК). За время существования этого подразделения разра-
ботаны уникальные методики и оборудование, позволяющие контроли-
ровать техническое состояние двигателя как установленного на само-
лете, так и снятого с него.
Создание высокоэффективных базовых двигателей—одно из основ-
ных направлений унификации в двигателестроении.
Это направление требует, чтобы типоразмеры и уровень совершен-
ства базового двигателя гарантировали его максимальную применяе-
мость и наиболее медленное моральное старение. Создание базового
двигателя должно обеспечивать надежную основу для дальнейшего
модифицирования и развития.
Анализируя опыт отечественного и зарубежного двигателестроения
можно привести ряд примеров удачных базовых конструкций. Обра-
щаясь к истории поршневого авиадвигателестроения, следует вспом-
нить такие двигатели, как АМ-34 конструкции А.А. Микулина и
ВК-100 конструкции В.Я. Климова, которые явились родоначальника-
ми целого семейства двигателей. В качестве одного из примеров авиа-
ционного газотурбинного двигателя, нашедшего применение на боль-
шом числе самолетов разных типов, можно назвать американский ТРД
J-57 фирмы «Пратт-Уитни».
Одна из причин, побуждающих к новому применению двигателя,
уже используемого на каком-либо другом объекте, связяна с тем, что
надежность такого двигателя всегда выше при прочих равных услови-
ях, чем только что начинающего эксплуатироваться.
В практике двигателестроения определились следующие направле-
ния процесса модификации базового двигателя:
7
приспособление для других объектов без изменения качеств;
модернизация с получением новых качеств при взаимозаменяе-
мости с базовым двигателем;
развитие с существенным улучшением данных без сохранения
взаимозаменяемости;
частичное или полное моделирование на другую размерность;
создание базового газогенератора и развитие на его основе се-
мейства двигателей.
Двигатель АЛ-31Ф может считаться базовым для создания семей-
ства двигателей этого класса. На ММПП «Салют» непрерывно ведутся
работы по модификации двигателя с целью улучшения его данных и
повышения ресурса и надежности при сохранении взаимозаменяемо-
сти с исходным образцом. Созданная на заводе диагностическая база и
разработанная система ремонта и восстановления двигателя АЛ-31Ф
позволили значительно повысить его гарантийный и общетехнический
ресурс.
На заводе также создано конструкторское бюро перспективных
разработок (КБПР), которое, используя двигатель АЛ-31Ф в качестве
базового, работает над изменением его конструкции с целью
улучшения тактико-технических данных.
ГЛАВА 1
НАДЕЖНОСТЬ ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ
Понятие надежность двигателя в широком смысле включает в
себя наряду с безотказностью также долговечность, ремонтопригод-
ность, контролепригодность, эксплуатационную технологичность.На-
дежность как свойство, обеспечивающее работоспособность двигателя,
относится к основным его показателям. Надежность работы двигателя
помимо безопасности полетов непосредственно влияет на затраты, свя-
занные с эксплуатацией летательного аппарата. От того, как часто вы-
ключается двигатель в полете, непосредственно зависит безопасность
полетов, а от того, как часто он снимается с самолета (досрочно или
для ремонта) зависит количество капитальных или средних ремонтов
двигателя за время назначенного ресурса.
Вопросам надежности двигателя посвящено большое количество
работ, например, [1,8, 13—15, 17, 24, 27]. В ГОСТ 27.002—86 дается
следующее определение надежности. Надежность — это свойство
объекта сохранять во времени в установленных пределах значения
всех параметров, характеризующих способность выполнять требуемые
функции в заданных режимах и условиях применения, технического
обслуживания, ремонтов, хранения и транспортировки.
Наблюдающееся усложнение ГТД, связанное с постоянным повы-
шением температуры и давления рабочего тела, делают решение зада-
чи обеспечения высокой надежности ГТД все более трудным. Это свя-
зано с тем, что получение определенного уровня надежности изделия
обязательно при любом уровне его сложности. При этом не может
быть допущено снижение безотказности полетов.
В решении проблемы обеспечения высокого уровня надежности
авиационных изделий участвуют многие ученые, конструкторы, произ-
водственники и эксплуатационники. Работа по созданию высоконадеж-
ных изделий ведется на всех этапах их проектирования, изготовления,
испытаний и эксплуатации. При этом используются многие норматив-
но-технические документы, методики и руководства.
9
На этапе проектирования проводится расчетный анализ и оценка
возможности создания изделия с заданным уровнем надежности, а так-
же выполняются расчеты по обоснованию выбора наиболее приемле-
мых схемных и конструктивных решений.
Расчетные данные по уровню надежности основных узлов и изде-
лия в целом впоследствии подтверждаются по специальным методи-
кам на этапе испытаний. В случае их несоответствия заданным требо-
ваниям проводят необходимые конструктивно-технологические дово-
дочные работы. Окончательную оценку достигнутого уровня надежно-
сти осуществляют по результатам обработки и анализа статистических
материалов по неисправностям, выявленным при эксплуатации серий-
ных изделий.
Полученные эксплуатационные данные используются для уточне-
ния расчетных и экспериментальных методов оценки надежности и
эффективности реализованных конструктивных и технологических ре-
шений. Они также являются исходными данными при анализе надеж-
ности в процессе проектирование новых изделий.
Надежность двигателя следует рассматривать наравне с другими
важнейшими его параметрами, такими, как например, удельный рас-
ход топлива, тяга, удельная масса. Однако если эти параметры могут
быть легко определены теоретическим и экспериментальным путем, то
определить надежность двигателя в численном виде весьма затрудни-
тельно, так как на нее влияет много различных факторов, которые
практически не поддаются расчету. Поэтому для количественной оцен-
ки надежности двигателя пользуются статистическими методами.
Достоверность оценки надежности двигателя зависит от полноцен-
ности поступающей информации об отказах и неисправностях двигате-
ля. Система сбора и обработки такой информации при эксплуатации
двигателя служит для решения следующих основных задач:
определения причин возникновения отказов и неисправностей
двигателя и разработки мероприятий по их устранению и преду-
преждению;
разработки требований к промышленности по устранению и пре-
дупреждению причин возникновения дефектов и недостатков
двигателя и оценки эффективности ранее внедренных мероприя-
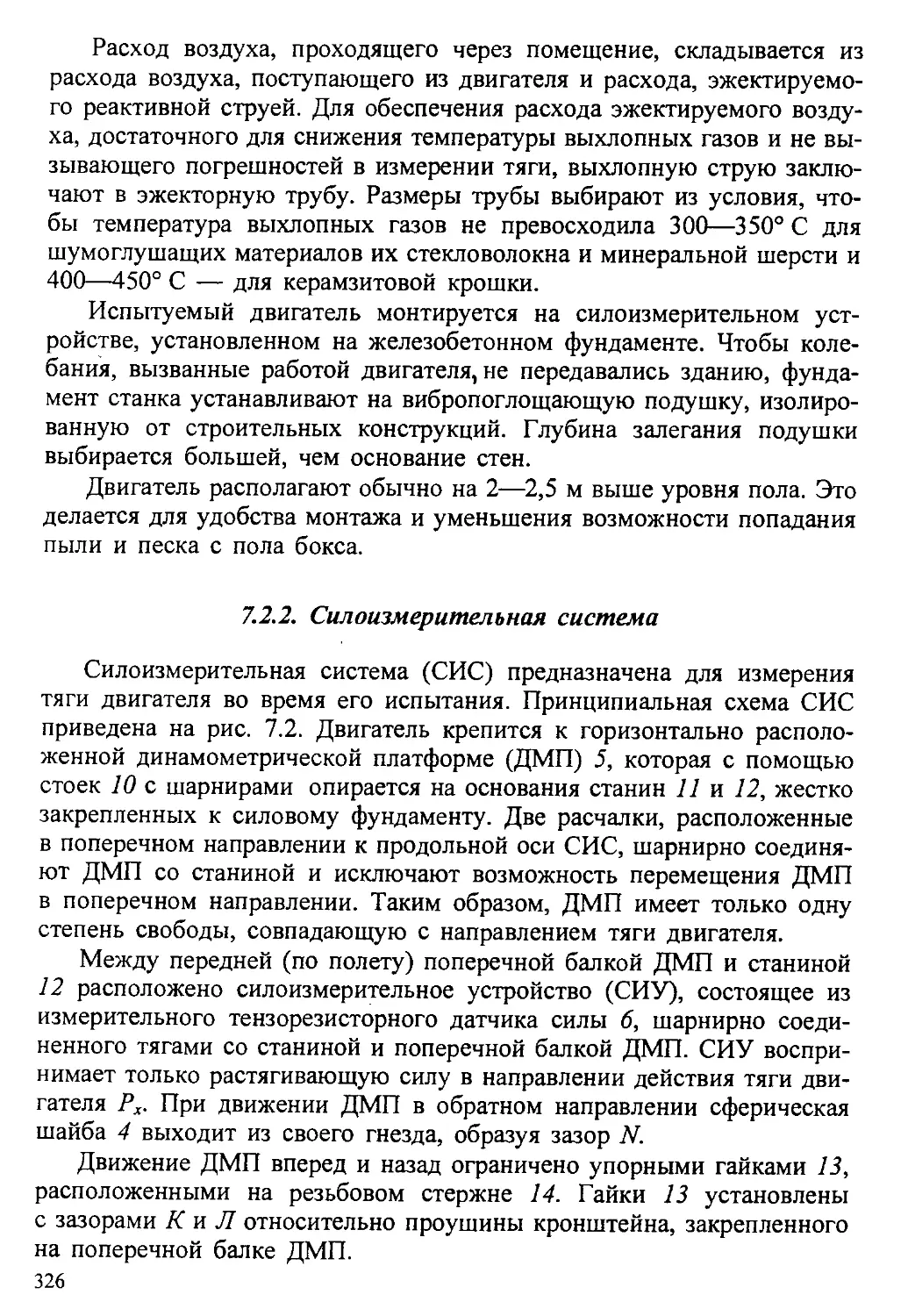
тий;
определения фактического уровня надежности двигателя и обос-
нования норм на показатели надежности;
обоснования возможности дальнейшего увеличения ресурса дви-
гателя;
уточнения руководств по эксплуатации двигателя;
уточнения регламентов технического обслуживания двигателей.
ю
Количественному определению эксплуатационной надежности
двигателя предшествует оценка его технического состояния, в резуль-
тате которой выявляется количество тех или иных неисправностей. Та-
ким образом, располагая суммарной наработкой эксплуатируемого
парка двигателей и количеством выявленных на них неисправностей,
можно определить наработку, приходящуюся на одну неисправность,
и другие статистические показатели надежности двигателя.
Методы оценки технического состояния двигателя в условиях экс-
плуатации определяются как приспособленностью самого двигателя к
всестороннему и объективному контролю его параметров т.е. уровнем
контролепригодности, так и уровнем оснащения бортовыми, наземны-
ми или наземно-бортовыми средствами приема и регистрации посту-
пающей от двигателя информации.
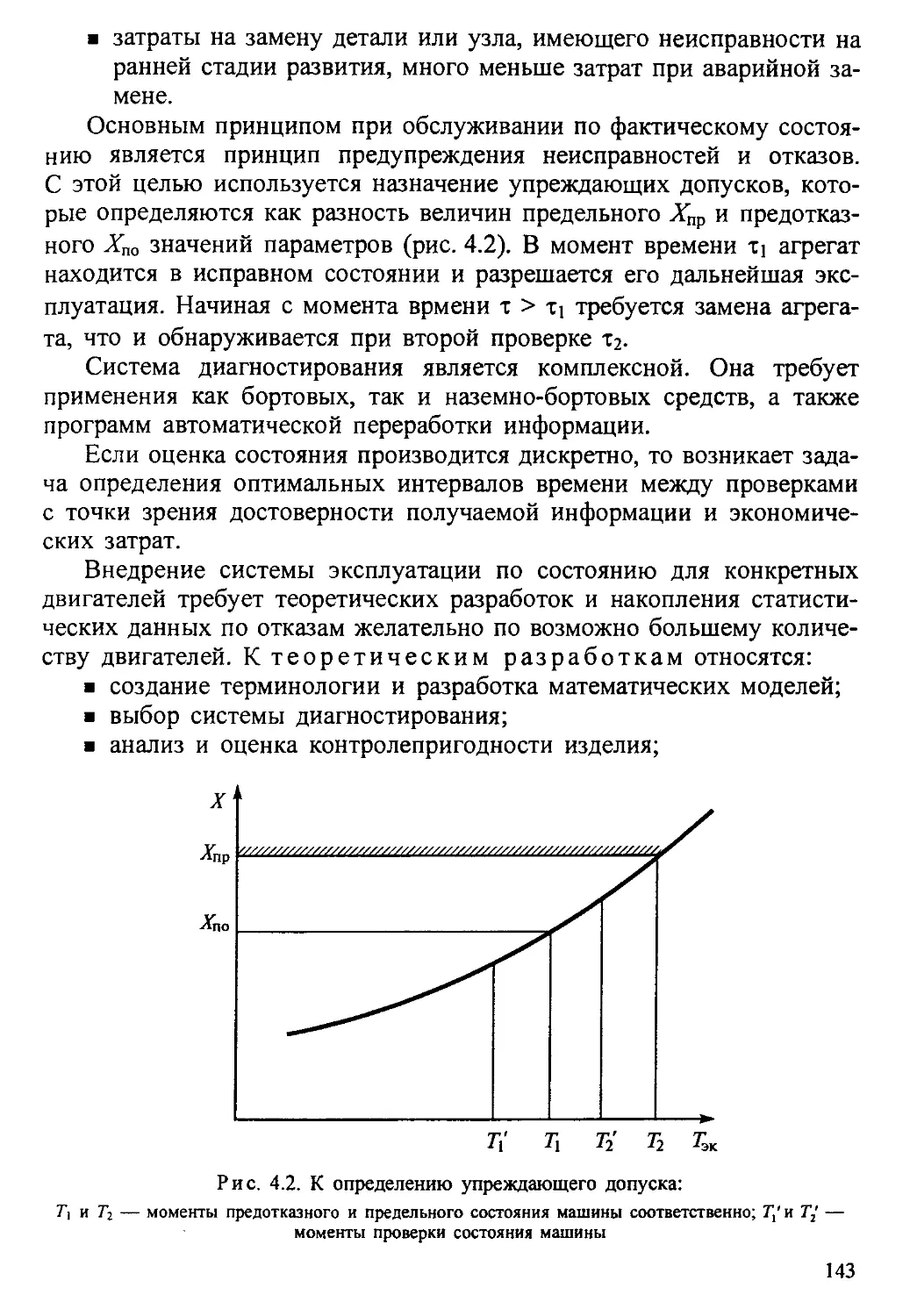
1.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
В зависимости от назначения и условий эксплуатации объекта
надежность может включать в себя как отдельные свойства, такие как
безотказность, долговечность, ремонтопригодность и сохраняемость
двигателя, так и комбинацию этих свойств. Для конкретных объектов
и условий их эксплуатации указанные свойства надежности имеют
различную относительную значимость, однако важнейшими из них
являются безотказность и долговечность, поэтому во многих случаях,
когда это специально не оговорено, под надежностью подразумевают
именно безотказность и долговечность объектов.
Надежность одновременно является важным и самостоятельным
научным направлением. Необходимость установления и исследования
закономерностей, характеризующих надежность технических уст-
ройств, желание получать количественное описание характеристик их
надежности привели к созданию теории надежности, позволившей
сформировать общетеоретические подходы к решению многих задач
надежности различных устройств.
Теория надежности как наука исследует влияния конструктивных,
технологических и эксплуатационных факторов на уровень надежно-
сти изделия. Математические методы, используемые в теории надеж-
ности, базируются на теории вероятностей и математической статисти-
ке. Вероятностно-статистическая база теории надежности объясняется
тем, что каждый конкретный отказ есть событие случайное, появление
которого не может быть точно предсказано заранее.
Изучением же закономерностей, свойственных случайным событи-
ям, занимается теория вероятностей. Характеристики случайных собы-
тий на практике определяются на основании массовых наблюдений, а
11
объективно обоснованная оценка получаемых при этом статистических
материалов основывается на методах математической статистики.
Уровень надежности авиационных изделий, задаваемый техниче-
скими требованиями, характеризуется рядом количественных показате-
лей, среди которых наиболее часто используется вероятность безотказ-
ной работы. Применительно к отдельным узлам и элементам изделий
удобнее применять количественный показатель — наработку на отказ.
Надежность двигателя обуславливается его безотказностью, ремон-
топригодностью, сохраняемостью и долговечностью.
Работоспособность — состояние двигателя, при котором он спосо-
бен выполнять заданные функции с параметрами, установленными
требованиями технической документации.
Неисправность — состояние двигателя, при котором он не соот-
ветствует хотя бы одному из требований технической документации.
Современный авиационный двигатель является сложным и дорого-
стоящим техническим устройством, надежность которого должна быть
очень высокой на протяжении достаточно длительного периода его
эксплуатации, а также требуется подтверждение этих параметров по-
сле проведенных ремонтов.
Интенсивность отказов и вероятность безотказной работы двигате-
ля характеризуются следующими показателями.
Наработка — продолжительность работы двигателя, измеряемая в
часах.
Ресурс — наработка двигателя до предельного состояния, указан-
ного в технической документации.
Срок службы — календарная продолжительность эксплуатации
двигателя до момента возникновения предельного состояния, указан-
ного в технической документации, или до списания. Предельное со-
стояние двигателя определяется невозможностью его дальнейшей экс-
плуатации, либо снижением эффективности работы (ухудшение пара-
метров двигателя, соответствующих его назначению), либо требова-
ниями безопасности и приводится в технической документации.
Различают ресурс и срок службы до первого ремонта, межремонт-
ный ресурс и назначенный ресурс.
Ресурс до первого ремонта — наработка двигателя до первого ре-
монта, устанавливаемая в технической документации или в договорах
между изготовителем и заказчиком.
Межремонтный ресурс — наработка двигателя между двумя по-
следовательными капитальными ремонтами, устанавливаемая техниче-
ской документацией.
12
Назначенный ресурс — наработка двигателя, при достижении ко-
торой эксплуатация должна быть прекращена независимо от состояния
двигателя. Назначается из соображений безопасности и экономично-
сти. Ресурс до первого ремонта и межремонтные ресурсы (сроки служ-
бы между ремонтами) являются составными частями назначенного ре-
сурса ( срока службы до списания).
Использование количественных показателей надежности двигате-
лей позволяет получить исходные данные для решения важных прак-
тических задач:
установления обоснованных норм надежности;
оценки правильности назначения ресурса4 и возможности его
дальнейшего увеличения;
указания объема и периодичности регламентных работ;
разработки норм расхода запасных частей и материалов для
обеспечения эксплуатации и ремонта;
определения влияния различных условий эксплуатации на на-
дежность двигателя.
В настоящее время для практического использования результатов
количественной оценки надежности принята следующая классифика-
ция отказов авиационных двигателей:
конструктивный отказ (отказ, обусловленный ошибками или
недостатками при конструировании или несовершенством конст-
рукции);
производственно-технологический отказ (отказ, обусловленный
нарушениями (недостатками) принятого производственно-техно-
логического процесса или его несовершенством);
конструктивно-производственный отказ (отказ, вызванный как
ошибками при конструировании, так и нарушениями (или несо-
вершенством) производственно-технологического процесса);
эксплуатационный отказ (отказ, вызванный нарушением правил
эксплуатации и технического обслуживания).
Кроме того, отказы могут наступать из-за плохого качества мате-
риала, попадания в двигатель посторонних предметов, низкого качест-
ва поставляемых агрегатов и покупных деталей.
Критерием достаточности эксплуатационной надежности для кон-
кретного типа двигателя является соответствие его расчетных показа-
телей, полученных на основе статистических данных, установленным
нормам надежности. На величину расчетных показателей надежности
данного типа двигателя существенно влияют такие факторы, как нара-
ботка парка двигателей и количество проявившихся при этом отказов.
13
Отказы двигателей в процессе эксплуатации особенно часто на-
блюдаются на начальном этапе. Поэтому для повышения надежности
двигателей систематически проводят конструктивные, технологиче-
ские, эксплуатационные и организационно-технические мероприятия.
Как показывает статистика, большинство отказов авиационных двига-
телей во время эксплуатации вызвано разрушением или поломкой де-
талей из-за их недостаточной прочности, что в 70% случаев обуслов-
лено вибрацией. Поэтому при проектировании и выпуске двигателей в
эксплуатацию много внимания уделяется расчетам деталей на проч-
ность и на воздействие вибрации.
Разрушение деталей в процессе эксплуатации начинается как пра-
вило с поверхностного слоя, так как он оказывается наиболее нагру-
женным и подверженным воздействию окружающей среды. Поэтому
основные технологические мероприятия по повышению надежности
авиационных двигателей направлены на упрочнение рабочих поверх-
ностей деталей.
При эксплуатации возможно появление неисправностей или дефек-
тов из-за нарушений точного выполнения правил эксплуатации, приве-
денных в соответствующих инструкциях. Важным фактором является
также применение рекомендованных для данного типа двигателя сортов
масел и топлив, своевременное проведение профилактических осмотров
деталей и узлов, контроль наличия стружки в масле, контроль вибра-
ций, строгое выполнение регламентных работ в установленные сроки.
В теории надежности для более удобной классификации методов и
средств обеспечения и анализа уровня надежности все изделия разде-
лены на простые и сложные. Простыми называют такие изделия, все
элементы и узлы которых функционально составляют единую, после-
довательную цепь, и при отказе любого отдельного элемента происхо-
дит отказ изделия в целом.
Сложными называют изделия, для выполнения заданных функций
которых имеется несколько параллельно функционирующих узлов, аг-
регатов и систем или же когда могут быть использованы различные
сочетания нескольких функциональных узлов и систем. Поэтому в
случае их отказа работоспособность изделий в целом сохраняется. Та-
кие системы иногда называют системами с переменной структурой.
Понятия простого и сложного изделий также связаны с понятиями
физического и схемного обеспечения надежности. Метод физического
обеспечения, условно названный методом физической надежности,
наиболее применим для отдельных элементов, узлов и простых изделий.
Это обусловлено физическими и химическими свойствами материалов
элементов, условиями работы и действующими нагрузками, а также ста-
бильностью характеристик материалов и производственных процессов.
14
Схемное обеспечение надежности сложного изделия связано с его
способностью выполнять заданные функции в реальных условиях в те-
чение полетного времени при наличии отказов отдельных элементов и
агрегатов. Этот метод условно назван методом схемной надежности.
Его использование наиболее характерно для стадии проектной разра-
ботки сложного изделия при выборе и обосновании рационального ре-
зервирования, т.е. установки нескольких параллельно работающих эле-
ментов или узлов.
Метод физической надежности обычно используется при конструк-
тивной разработке отдельных элементов сложного изделия или при
создании простых изделий. Фактический уровень надежности сложно-
го изделия зависит не только от уровня физической надежности его
отдельных элементов, но и от их рационального включения в конст-
руктивные схемы узлов и систем изделия. Иными словами, надеж-
ность сложного изделия обусловлена сочетанием физической и схем-
ной надежностей элементов и узлов.
Многие изделия и системы авиационных силовых установок такие,
как системы топливо- и маслопитания, управления, регулирования, по-
дачи воздуха, выхлопа являются сложными. Они состоят из большого
количества гидравлических, электрических и механических агрегатов и
узлов: насосов, кранов, регуляторов, электромагнитных реле, переклю-
чателей и других узлов, уровень надежности которых не всегда соот-
ветствует заданному уровню надежности системы в целом.
В то же время для безотказной работы ГТД в полете должна быть
обеспечена бесперебойная подача топлива, воздуха и масла и парамет-
ры работы двигателя должны поддерживаться в заданных пределах.
При решении этой задачи с учетом уровней физической надежности
отдельных входящих в состав систем агрегатов конструктор должен
разработать такую схему изделия, чтобы было обеспечено его функ-
ционирование при возможных отказах отдельных агрегатов.
В техническом задании на новые авиационные изделия требования
по надежности задаются на изделие в целом, и конструктор, получив
задание, должен разработать методы обеспечения заданного уровня на-
дежности. Это обязывает изучить достигнутые уровни физической на-
дежности уже созданных элементов, агрегатов и узлов, которые могут
быть использованы в качестве комплектующих, разработать конструк-
тивную схему создаваемого изделия с рациональным распределением
требований по надежности с учетом действующих нагрузок по его от-
дельным элементам и составным частям. Затем расчетными методами
должен быть определен ожидаемый уровень надежности изделия при
различных уровнях физической надежности комплектующих элемен-
тов и различных вариантах его схемного выполнения.
15
Особенно подробно должны быть исследованы варианты схемного
обеспечения надежности применением резервирования. При резерви-
ровании наряду с обеспечением функционирования узлов и систем при
отказах отдельных элементов одновременно могут быть созданы более
благоприятные условия работы недостаточно надежных элементов пу-
тем уменьшения нагрузок, действующих на каждый из них при их па-
раллельной работе. При схемном обеспечении надежности благодаря
резервированию из недостаточно надежных элементов можно создать
сложное высоконадежное изделие.
Таким образом, при оценке и анализе уровня надежности сложного
изделия необходимо различать схемную надежность собственно изде-
лия и физическую надежность отдельных его элементов. Уровень
схемной надежности при заданном уровне физической надежности от-
дельных элементов зависит от схемно-конструктивной компоновки из-
делия, наилучшие варианты которой выбираются на основе результа-
тов расчетного анализа. Уровень физической надежности элементов,
как правило, определяется конструктором в зависимости от применяе-
мых материалов и технологических процессов и оценивается по ре-
зультатам испытаний или эксплуатации большого числа элементов.
Критерием удачного решения задачи обеспечения заданного уров-
ня надежности любого изделия и рационального сочетания физиче-
ской надежности элементов и схемной надежности изделия является
относительная простота конструктивной схемы изделия с заданной
надежностью при низкой стоимости и хороших его эксплуатацион-
ных свойствах.
Для изделия в целом, как и для отдельных сложных его систем,
анализируется целесообразность применения метода схемной надежно-
сти с обоснованием необходимой степени резервирования и способов
обеспечения наиболее благоприятных условий работы отдельных бло-
ков и агрегатов системы. Для простых элементов и агрегатов изделия
разрабатываются способы физического обеспечения надежности,
включая выбор материалов с физико-химическими прочностными
свойствами, удовлетворяющими требованиям надежности.
При выборе метода обеспечения надежности изделия необходимо
учитывать следующие особенности каждого метода. При применении
метода физической надежности такого .изделия, как ГТД, для которого
практически неприменим метод схемной надежности, изделие пред-
ставляется в виде единой цепи с последовательно соединенными
звеньями или частями. В этом смысле ГТД структурно весьма про-
сты—параллельные соединения, как правило, отсутствуют.
16
В последовательной цепи при отказе одного любого звена этой
цепи полностью нарушается работоспособность изделия в целом, а ве-
роятность его безотказной работы определяется как произведение ве-
роятностей безотказной работы всех входящих в состав элементов, и
поэтому уровень надежности изделия в целом всегда ниже уровня на-
дежности наименее надежного его элемента.
Итак, в ГТД все его основные части—компрессор, камера сгора-
ния, турбина и реактивное сопло—представляют единую цепь с после-
довательно соединенными звеньями. В связи с этим при создании вы-
соконадежного двигателя необходимо принимать меры по отработке
его элементов.
Учитывая, что метод резервирования в этом случае неприменим,
необходимый уровень безотказности частей двигателя обеспечивается
на основе применения высокопрочных материалов, сохраняющих свои
свойства при внешних воздействиях, выбора достаточных запасов
прочности, применения эффективных систем охлаждения, виброзащи-
ты, уравновешивания и разгрузки вращающихся роторов и др.
Метод схемной надежности и резервирования, имеющий решаю-
щее значение для сложных изделий и систем, для ГТД находит приме-
нение в различных его системах: регулирования, управления, топливо-
и маслопитания, подачи воздуха и др.
1.2. СОСТОЯНИЯ И СОБЫТИЯ. СВОЙСТВА ИЗДЕЛИЙ
Надежность объекта зависит от его технического состояния. Разли-
чают пять основных видов состояния объектов: 1) исправное; 2) неис-
правное; 3) работоспособное; 4) неработоспособное; 5) предельное.
Переход изделия из одного состояния в другое происходит вслед-
ствие событий: повреждений или отказов.
Появление и развитие каждого события обусловлены внутренними
процессами, происходящими в элементах и деталях изделия, характе-
ром нагружений и воздействием внешних условий. Раскрытие физиче-
ских причин и прогнозирование закономерностей развития событий
является одной из важнейших и сложных задач теории и практики на-
дежности.
Нормальным состоянием объекта или изделия является исправное
состояние, при котором объект соответствует всем требованиям нор-
мативно-технической документации. В этом случае объект полностью
выполняет заданные функции и удовлетворяет всем требованиям за-
казчика. Исправное состояние является наиболее продолжительным в
жизненном цикле объекта тгттарязпьным с позиции эксплуатации.
2 - 2043 17
Состояние объекта, при котором он не соответствует хотя бы одно-
му из требований нормативно-технической документации, называется
неисправным состоянием или неисправностью (царапины на корпу-
се двигателя).
Переход объекта из исправного состояния в неисправное происхо-
дит вследствие повреждения и заключается в нарушении состояния
объекта при сохранении работоспособности. Работоспособный объ-
ект в отличие от исправного должен удовлетворять лишь тем требова-
ниям нормативно-технической документации, выполнение которых
обеспечивает нормальное применение объекта по назначению.
Понятие исправность шире понятия работоспособность, так как
исправный объект, как правило, работоспособен. Работоспособный
объект может быть и неисправным, однако при этом возможные по-
вреждения не влияют на его функционирование, например, царапины
на корпусе, повреждения элементов вспомогательных устройств, повы-
шенные зазоры и люфты вращающихся пар и т.п.
Событие, заключающееся в нарушении работоспособного состоя-
ния объекта, называется отказом.
Дефект — это отдельное несоответствие продукции установлен-
ным требованиям. Термин «дефект» отличается от термина «отказ».
В соответствии с определением отказа, до его возникновения объект
был работоспособен. Отказ может быть следствием развития неустра-
ненных повреждений или наличия дефектов. Например, развитие та-
ких повреждений, как царапины и мелкие трещинки поверхностей,
потертости изоляции, погнутости и небольшие деформации в случае
их длительного неустранения, приводят к нарушениям функциониро-
вания, поломкам и замыканиям, т.е. к отказу — нарушению работо-
способности.
Надежность как комплексное понятие включает в себя следующие
четыре свойства: I) безотказность; 2) долговечность; 3) ремонтопри-
годность; 4) сохраняемость.
Безотказностью называется свойство изделия непрерывно со-
хранять работоспособность в течение определенного времени (вели-
чины наработки) в заданных условиях эксплуатации, т.е. работать
без отказов.
Наработкой называется продолжительность или объем работы
объекта, измеряемые в часах, циклах, количествах посадок и взлетов и
т. п. В процессе эксплуатации различают суточную, месячную, квар-
тальную или годовую наработку, наработку между отказами, наработ-
ку до предельного состояния.
18
Долговечность — это свойство изделия сохранять работоспособ-
ное состояние при установленной системе технического обслуживания
и ремонтов до некоторого предельного состояния, которое обуславли-
вается либо экономическими показателями, либо требованиями безо-
пасности.
Перемонтируемый объект достигает предельного состояния при
возникновении отказа или при достижении заранее установленного
предельного срока службы или суммарной наработки.
Ремонтопригодностью называется приспособленность изделия к
восстановлению его исправного состояния и к поддержанию заданных
сроков службы путем обнаружения и устранения неисправностей и
предупреждения отказов.
При подходе к двигателю, как к восстанавливаемому в эксплуата-
ции изделию, ремонтопригодность означает возможность выявления и
устранения неисправностей без снятия двигателя с самолета. Если это
не удается сделать без переборки ГТД в заводских условиях, то для
эксплуатации такой двигатель является неремонтопригодным, снимает-
ся с самолета и заменяется другим.
Устранение же дефектов, вызвавших отказ или неисправность, при
переборке на заводе вполне возможно. Двигатель при этом полностью
восстанавливает работоспособность и является ремонтопригодным,
если его рассматривать вне связи с самолетом.
Сохраняемость — это свойство объекта сохранять обусловленные
показатели в течение срока хранения и после него, а также при транс-
портировке.
Указанные выше свойства надежности в зависимости от назначе-
ния изделия и условий его эксплуатации в различных сочетаниях мо-
гут быть присущи изделиям в целом или отдельным его частям. Не-
восстанавливаемые изделия, при работе которых допустим только
один отказ, не имеют свойства ремонтопригодности, а их свойства без-
отказности и долговечности практически совпадают. Авиационный
двигатель как сложное восстанавливаемое изделие имеет все четыре
свойства надежности.
1.3. КОЛИЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ НАДЕЖНОСТИ
В соответствии с ГОСТ 27.002—86 для количественной оценки на-
дежности применяют количественные показатели отдельных свойств:
безотказности, долговечности, ремонтопригодности и сохраняемости, а
также комплексные показатели, характеризующие готовность и эффек-
тивность использования изделий.
2*
19
Эти показатели позволяют проводить сравнительную расчетно-ана-
литическую оценку количественных характеристик отдельных свойств
при выборе различных схемных и конструктивных вариантов изделий
при их разработке и испытаниях.
Комплексные показатели надежности используются главным обра-
зом на этапах испытаний и эксплуатации при оценке и анализе соот-
ветствия эксплуатационно-технических характеристик изделий задан-
ным требованиям.
Выбор конкретной номенклатуры количественных показателей на-
дежности изделий обусловлен решением следующих задач:
выполнение расчетов и сравнительный анализ надежности воз-
можных различных вариантов схем изделий и его агрегатов, а
также оценка результатов моделирования и лабораторно-стендо-
вых испытаний. В этом случае наиболее часто используют такие
показатели, как интенсивность отказов, наработку на отказ и ве-
роятность безотказной работы, т.е. характеристики безотказности;
общая оценка уровня надежности изделий, динамики его измене-
ния в процессе серийного производства и эксплуатации, а также
сравнение уровня надежности данного изделия с другими анало-
гичными изделиями. В этом случае наибольшее применение на-
ходят показатели безотказности и долговечности, наработка на
отказ, ресурс. При этом особое внимание уделяется анализу их
улучшения при введении новых конструктивных и производст-
венных мероприятий;
оценка уровня эксплуатационно-технических характеристик из-
делия и, особенно, оценка эффективности их применения и экс-
плуатационных затрат. Для этого в основном используются ком-
плексные показатели надежности: коэффициенты готовности,
технического использования и сохранения эффективности.
Оценка показателей на более высоком уровне невозможна без
предварительной оценки соответствующих показателей на предыду-
щем уровне. Поэтому на этапах проектирования и испытаний должны
быть оценены расчетно-аналитическим способом такие показатели, как
интенсивность отказов и наработка на отказ.
Показатель надежности может иметь размерность (например, нара-
ботка на отказ в часах) или не иметь ее (например, вероятность безот-
казной работы).
Для количественной оценки безотказности применяют следующие
показатели:
вероятность безотказной работы;
среднюю наработку на отказ для восстанавливаемых и среднюю
наработку до отказа—для невосстанавливаемых изделий;
20
параметр потока отказов для восстанавливаемых и интенсив-
ность отказов — для невосстанавливаемых изделий.
Вероятность безотказной работы. В задачах надежности время
работы до отказа считается непрерывной случайной величиной. Если
при t - 0 изделие начало работать, а при наработке t = /от потеряло ра-
ботоспособность, то наступление отказа есть событие, заключающееся
в том, что {Гот < t}, т. е. в том, что случайная величина оказалась не
больше времени t.
Одним из основных количественных показателей надежности явля-
ется вероятность того, что время безотказной работы окажется больше
заданного времени Г.
P(0 = Bep{ZOT >t}. (1.1)
Функцию P(t') называют вероятностью безотказной работы (час-
то функцией надежности, иногда—просто надежностью).
Вероятностью отказа называется, соответственно, функция
e(Z) = Bep{/0T <t}. (1.2)
Так как при любом значении наработки t изделие может быть
только или работоспособным, или потерявшим работоспособность, то
вероятность того, что оно находится в одном из двух указанных со-
стояний, есть вероятность достоверного события и, следовательно,
p(o+ew=i. (1.з)
Итак, вероятность безотказной работы — это вероятность того, что
в пределах заданной наработки отказ изделия не возникнет. Этот пока-
затель может применяться как количественный критерий надежности
для восстанавливаемых и невосстанавливаемых изделий. Он всегда
меньше единицы. Однако при его нормировании или расчете необхо-
димо указывать время или наработку, когда значение этого показателя
должно быть не ниже указанной величины. Например, в технических
требованиях на летательный аппарат может быть задана вероятность
безотказной работы не ниже 0,98 за один полет продолжительностью 4
ч; для невосстанавливаемого агрегата может быть задана вероятность
безотказной работы не ниже 0,90 при наработке 250 ч.
Вероятность безотказной работы P(f) может быть приближенно оп-
ределена из рассмотрения результатов эксплуатации или испытаний
достаточно большого числа N однотипных устройств. Если в любой
момент времени t функция Not (f) определяет число отказавших к это-
му моменту устройств, а № (0 — число исправных к этому же момен-
ту устройств, то очевидно, что jV0T (Z) + jVh (Z) - N.
21
При М-> оо отношение N^(t)/ N —> P(t). Функция NK(t)IN, вооб-
ще говоря, ступенчатая, так как Ми (1) при каждом отказе уменьшается
на единицу. Но при больших N будем считать, что Ми (1) / N сколь
угодно близко приближается к непрерывной монотонно убывающей
функции P(t), т.е.
N/ N = Р(Г). (1.4)
Очевидно, что P(t) — убывающая функция времени, так как при
отсутствии восстановления число исправных изделий из общего числа
N с увеличением наработки уменьшается. При отсутствии наработки
(t = 0) отказов еще быть не может и P(t) = 1, а при t -> °о P(J) ->0.
Примерный вид функций P(t) и Q(f) = 1 - P(t) показан на рис. 1.1.
Аналогично уравнению (1.4) имеем :
Nm(t)/N=Q(t). (1-5)
Если взять малый интервал (t, t + Д1), то A2V0T (1, t + Al) — число
отказов в этом интервале, а выражение (t, 1 + Al) IN — есть
опытная величина вероятности отказа за время А1.
Отношение величины вероятности отказа в малом интервале (1,1 + А1)
к продолжительности этого интервала, является одной из важных харак-
теристик надежности — плотности вероятности отказов /(1):
АМ0Т(1,1 + А1)/А (1.6)
J V ) ~
&
Чем больше N и меньше А1, тем точнее формула (1.6), которая в
пределе при N -> х> и А1 -> О имеет вид
22
f^ = dQ(t)/dt. (1.7)
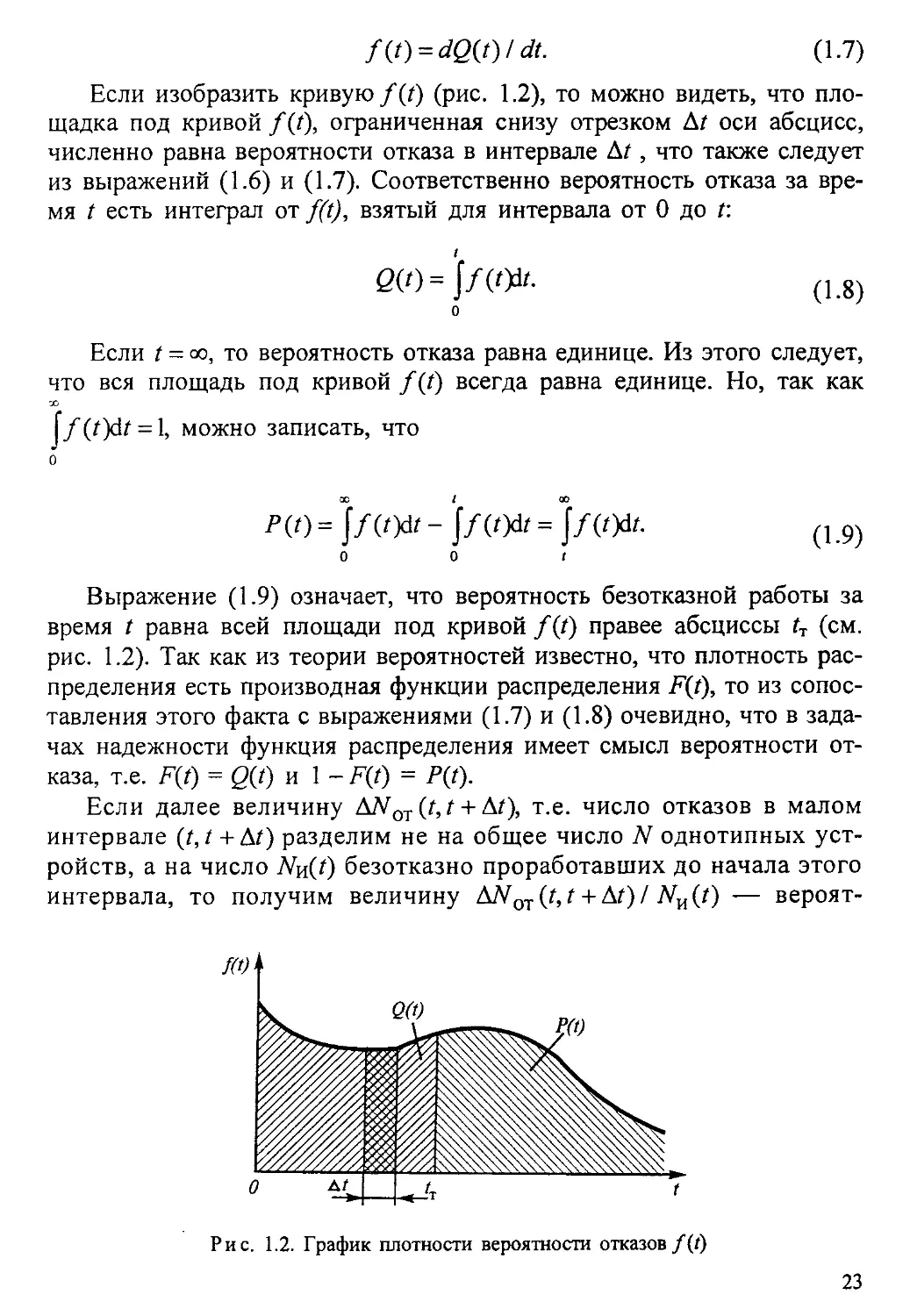
Если изобразить кривую /(/) (рис. 1.2), то можно видеть, что пло-
щадка под кривой f(t\ ограниченная снизу отрезком А/ оси абсцисс,
численно равна вероятности отказа в интервале А?, что также следует
из выражений (1.6) и (1.7). Соответственно вероятность отказа за вре-
мя t есть интеграл от f(t), взятый для интервала от 0 до I:
2(')=ИЯ'- (1.8)
о
Если t = оо, то вероятность отказа равна единице. Из этого следует,
что вся площадь под кривой f(t) всегда равна единице. Но, так как
J/(Odz = i, можно записать, что
о
ас / со
P(f) = j7(Z)dZ - j/(/)dZ = j7(Z)dZ. q 9)
0 0 t
Выражение (1.9) означает, что вероятность безотказной работы за
время t равна всей площади под кривой /(/) правее абсциссы ?т (см.
рис. 1.2). Так как из теории вероятностей известно, что плотность рас-
пределения есть производная функции распределения F(f), то из сопос-
тавления этого факта с выражениями (1.7) и (1.8) очевидно, что в зада-
чах надежности функция распределения имеет смысл вероятности от-
каза, т.е. F(f) = Q(t) и 1 - F(t) = P(f).
Если далее величину A2V0T (/, t + AZ), т.е. число отказов в малом
интервале (Z, t + AZ) разделим не на общее число N однотипных уст-
ройств, а на число №(0 безотказно проработавших до начала этого
интервала, то получим величину AjV0T (/, t + А?) / Nw (?) — вероят-
Рис. 1.2. График плотности вероятности отказов
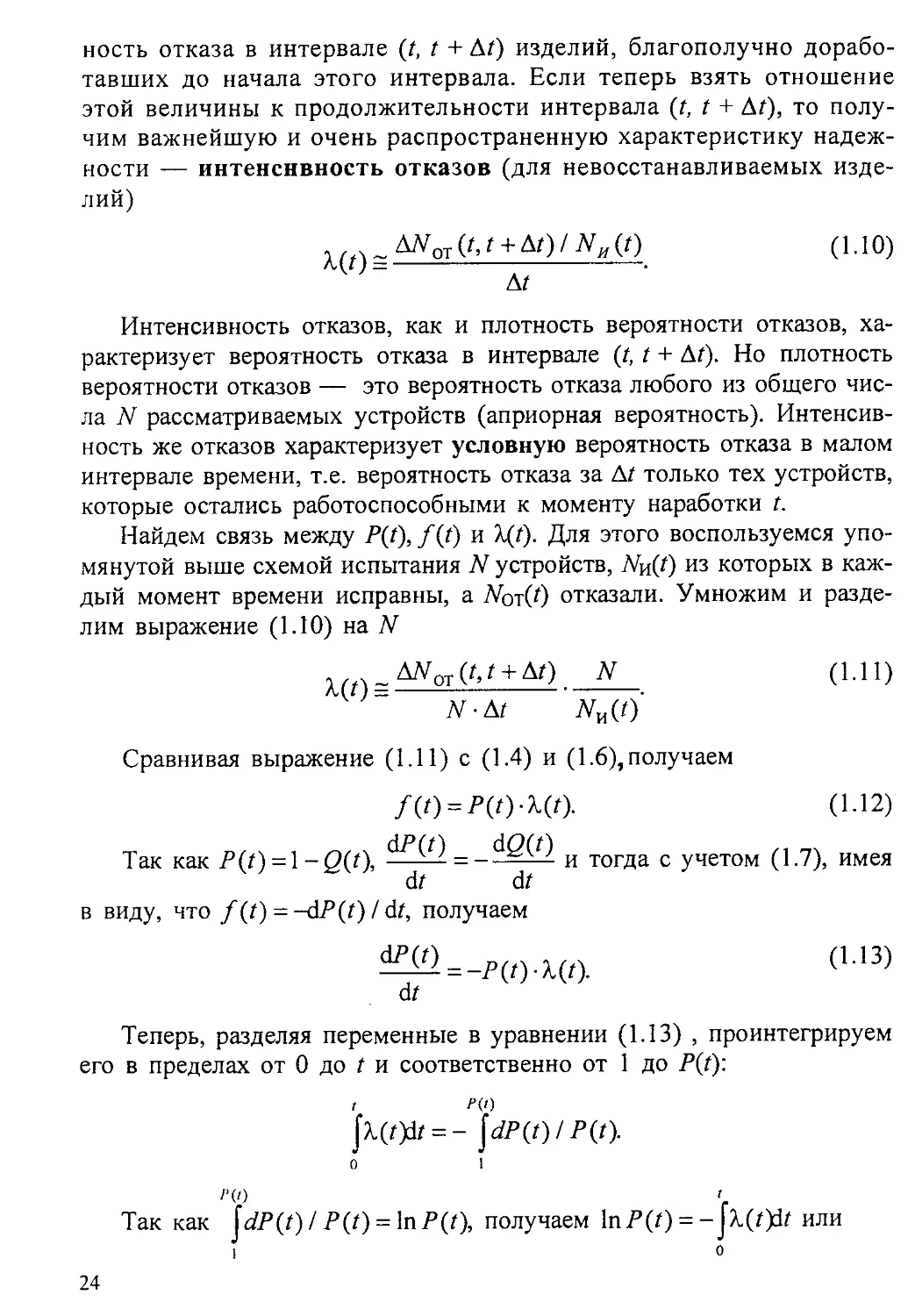
23
ность отказа в интервале (t, t + Д?) изделий, благополучно дорабо-
тавших до начала этого интервала. Если теперь взять отношение
этой величины к продолжительности интервала (Z, t + Д?), то полу-
чим важнейшую и очень распространенную характеристику надеж-
ности — интенсивность отказов (для невосстанавливаемых изде-
лий)
ДУот(?,? + ДТ)/Уя(?) (1.10)
Д?
Интенсивность отказов, как и плотность вероятности отказов, ха-
рактеризует вероятность отказа в интервале (J, t + Д?). Но плотность
вероятности отказов — это вероятность отказа любого из общего чис-
ла N рассматриваемых устройств (априорная вероятность). Интенсив-
ность же отказов характеризует условную вероятность отказа в малом
интервале времени, т.е. вероятность отказа за Д? только тех устройств,
которые остались работоспособными к моменту наработки t.
Найдем связь между P(t), f(f) и X(Z). Для этого воспользуемся упо-
мянутой выше схемой испытания N устройств, №(0 из которых в каж-
дый момент времени исправны, а М)т(0 отказали. Умножим и разде-
лим выражение (1.10) на N
? Д^ОТ(?Д + Л/) N (1.11)
лг-дг уи(0'
Сравнивая выражение (1.11) с (1.4) и (1.6), полу чаем
/(Z)-P(O-X(Z). (1.12)
Так как P(Z) = 1 = и тогда с учетом (1.7), имея
d? d?
в виду, что f (f) = -dP(f) I dz, получаем
^2=-p(O-x(o. (L13)
dz
Теперь, разделяя переменные в уравнении (1.13) , проинтегрируем
его в пределах от 0 до t и соответственно от 1 до P(t):
jx(z)dz = - pP(z)/P(z).
о 1
/>(/) t
Так как jdP(f) / P(J) = In P(J), получаем InP(Z) = —JX(z)dZ или
I о
24
-’[МОЛ
P(f) = e” . (1-14)
Выражение (1.14) является одним из наиболее практически важных
соотношений в теории надежности.
Из соотношения формул (1.13) получаем точную формулу для вы-
числения интенсивности отказов
ад=__(1-15)
P(z) dr
В том случае, когда ?.(Z) = const и известна наработка То, приходя-
щаяся на один отказ, имеем:
Р(0 = е’м')-е 7’“. (1.16)
Все рассмотренные выше характеристики надежности на практике
определяются путем обработки статистических данных, которая доста-
точно трудоемка. Поэтому наряду с ними широкое использование в
практике находят такие критерии надежности как наработка на отказ
восстанавливаемого и наработка до отказа невосстанавливаемого из-
делия. Эти показатели очень удобны для понимания уровня надежно-
сти и применяются как при расчетном анализе, так и при оценке на-
дежности по результатам испытаний и эксплуатации изделий.
Для восстанавливаемых объектов наработка на отказ определя-
ется как отношение наработки объекта к математическому ожиданию
числа его отказов в течение этой наработки.
Для невосстанавливаемых объектов применяется показатель
средней наработки до отказа, который определяется как математическое
ожидание наработки объекта до первого отказа. Наработка на отказ озна-
чает, что в течение этого времени вероятно появление одного отказа,
приводящего к нарушению работоспособности самолета или двигателя.
Широкое распространение получили такие показатели надежности
двигателей как наработка на один отказ, приводящая к выключению
двигателя в полете, и наработка на отказ, приводящая к необходимо-
сти досрочного съема двигателя с самолета.
Для большинства систем, агрегатов и приборов наработка на отказ
оценивается в часах налета, а для агрегатов и узлов с прерывистыми
циклами работы — количеством включений (выключений) или цик-
лов, приходящихся на один отказ (это агрегаты и приборы систем за-
пуска двигателей, управление механизацией компрессора и реактивно-
го сопла и т.п.).
25
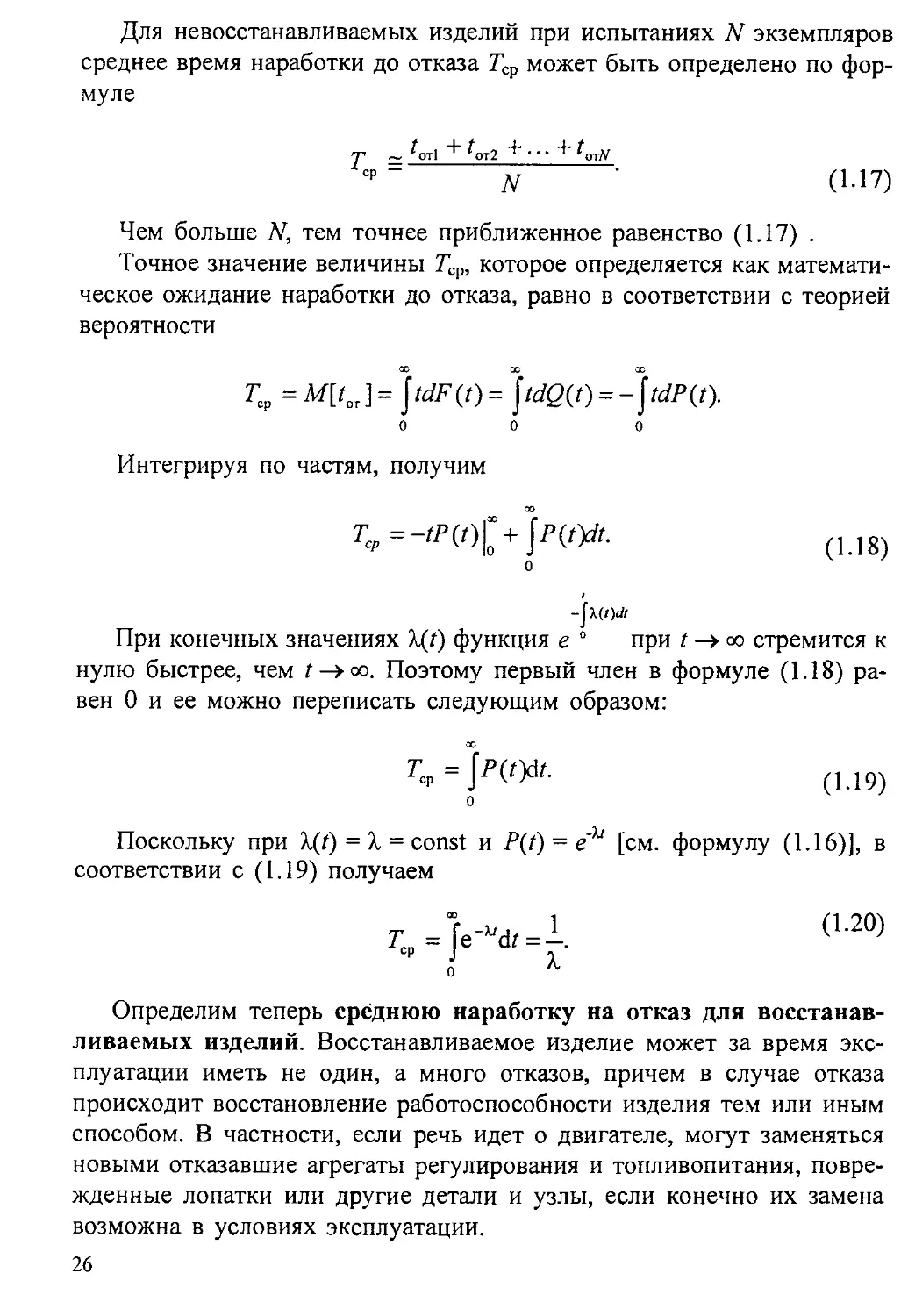
Для невосстанавливаемых изделий при испытаниях N экземпляров
среднее время наработки до отказа Тср может быть определено по фор-
муле
'р — ^от! ^от2 ^ОТ1у
(1-17)
Чем больше N, тем точнее приближенное равенство (1.17) .
Точное значение величины Тср, которое определяется как математи-
ческое ожидание наработки до отказа, равно в соответствии с теорией
вероятности
Tip = WoJ= \tdF{t)= \tdQ{t) = -\tdP{t).
О
Интегрируя по частям, получим
Tcp=-tP{t)[ + \P(tyit.
(1-18)
При конечных значениях Д7) функция е “ при t -> оо стремится к
нулю быстрее, чем t ->оо. Поэтому первый член в формуле (1.18) ра-
вен 0 и ее можно переписать следующим образом:
Тср = p>(Z)dZ.
(1-19)
Поскольку при Д7) = X = const и P(t) = [см. формулу (1.16)], в
соответствии с (1.19) получаем
Определим теперь среднюю наработку на отказ для восстанав-
ливаемых изделий. Восстанавливаемое изделие может за время экс-
плуатации иметь не один, а много отказов, причем в случае отказа
происходит восстановление работоспособности изделия тем или иным
способом. В частности, если речь идет о двигателе, могут заменяться
новыми отказавшие агрегаты регулирования и топливопитания, повре-
жденные лопатки или другие детали и узлы, если конечно их замена
возможна в условиях эксплуатации.
Во всех случаях существенно лишь то, что последствия отказа лик-
видируются и изделие продолжает работать, сохраняя те же свойства,
что и до отказа.
Для изделий, работающих в интервале времени от t\ до ti, средняя
наработка на один отказ Тср может быть вычислена по следующим
формулам:
т (1-21)
с₽
где wcp (7) — среднее число отказов за время t.
При определении количественных показателей безотказности не-
обходимо правильно классифицировать отказы и различать классифи-
кацию математическую (вероятностную) и инженерную (физиче-
скую). Это позволяет исключить возможные ошибки в применении
формул теории вероятностей при расчетном определении уровня на-
дежности и оценке количественных характеристик по результатам ис-
пытаний и эксплуатации. Такая классификация позволяет правильно
применять математические и инженерные методы анализа отказов дви-
гателей и их агрегатов.
Отказы как случайные события с позиций применения законов
теории вероятностей по характеру проявления делятся на:
постепенные и внезапные;
совместные и несовместные;
зависимые и независимые.
К постепенным отказам относятся такие, которые развиваются во
времени и связаны со старением, износом, усталостными поврежде-
ниями и другими факторами изменения свойств материала, а к внезап-
ным — отказы, вероятность появления которых трудно увязать со
временем предыдущей работы изделия; проявляются внезапные отказы
без заметных внешних предупредительных признаков.
Чаще всего внезапные отказы связаны с воздействием на элементы
изделий больших нерасчетных разовых или длительных нагрузок; эти
отказы могут и должны прогнозироваться на основании изучения ус-
ловий работы.
Совместными называются отказы (не менее двух) отдельных эле-
ментов или узлов изделия, которые могут одновременно появиться в
процессе работы изделия.
Независимыми называются отказы, вероятности появления которых
не зависят друг от друга. Если же вероятность появления одного отка-
за связана с вероятностью появления другого, то такие отказы называ-
ются зависимыми.
27
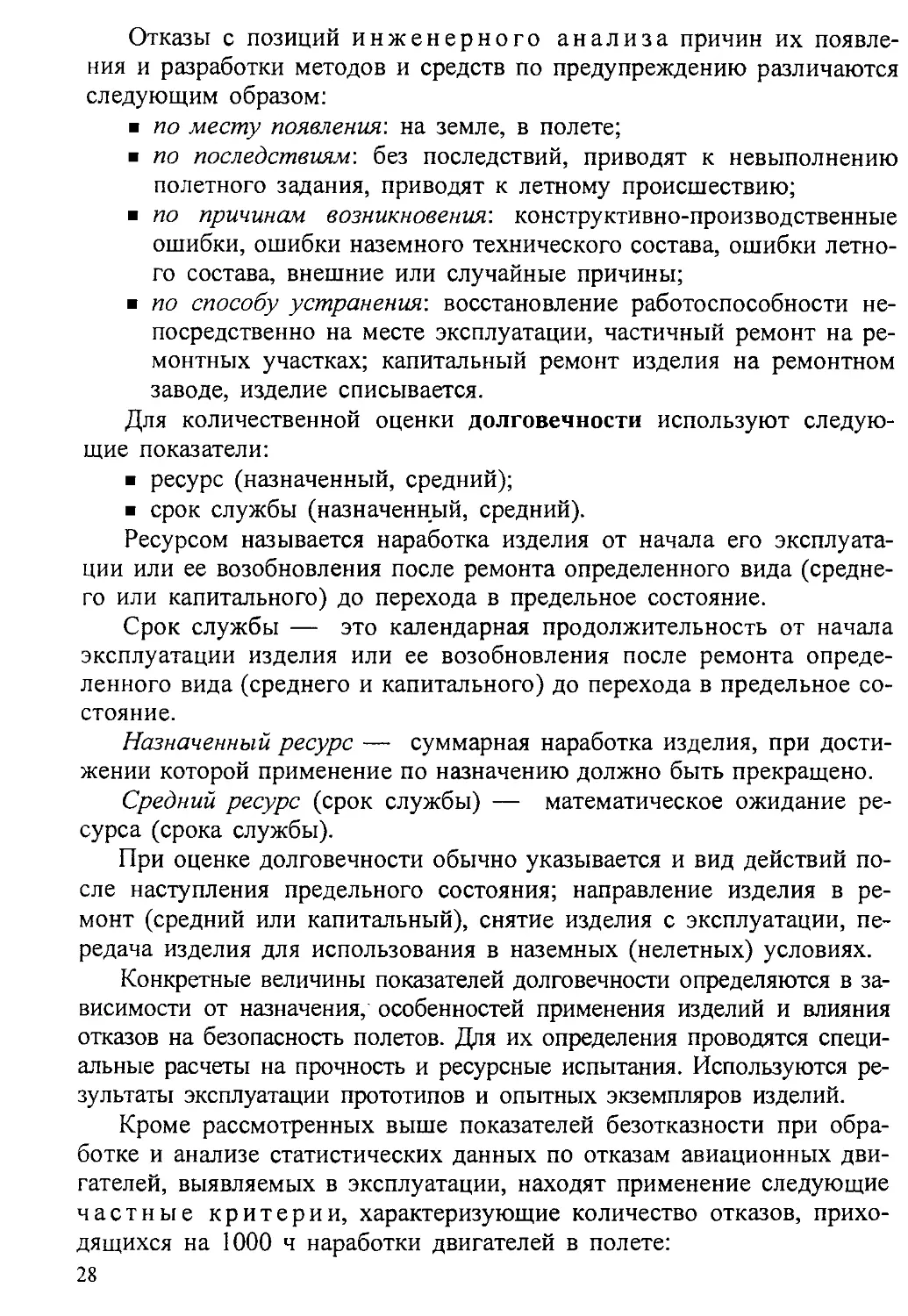
Отказы с позиций инженерного анализа причин их появле-
ния и разработки методов и средств по предупреждению различаются
следующим образом:
по месту появления: на земле, в полете;
по последствиям: без последствий, приводят к невыполнению
полетного задания, приводят к летному происшествию;
по причинам возникновения: конструктивно-производственные
ошибки, ошибки наземного технического состава, ошибки летно-
го состава, внешние или случайные причины;
по способу устранения: восстановление работоспособности не-
посредственно на месте эксплуатации, частичный ремонт на ре-
монтных участках; капитальный ремонт изделия на ремонтном
заводе, изделие списывается.
Для количественной оценки долговечности используют следую-
щие показатели:
ресурс (назначенный, средний);
срок службы (назначенный, средний).
Ресурсом называется наработка изделия от начала его эксплуата-
ции или ее возобновления после ремонта определенного вида (средне-
го или капитального) до перехода в предельное состояние.
Срок службы — это календарная продолжительность от начала
эксплуатации изделия или ее возобновления после ремонта опреде-
ленного вида (среднего и капитального) до перехода в предельное со-
стояние.
Назначенный ресурс — суммарная наработка изделия, при дости-
жении которой применение по назначению должно быть прекращено.
Средний ресурс (срок службы) — математическое ожидание ре-
сурса (срока службы).
При оценке долговечности обычно указывается и вид действий по-
сле наступления предельного состояния; направление изделия в ре-
монт (средний или капитальный), снятие изделия с эксплуатации, пе-
редача изделия для использования в наземных (нелетных) условиях.
Конкретные величины показателей долговечности определяются в за-
висимости от назначения, особенностей применения изделий и влияния
отказов на безопасность полетов. Для их определения проводятся специ-
альные расчеты на прочность и ресурсные испытания. Используются ре-
зультаты эксплуатации прототипов и опытных экземпляров изделий.
Кроме рассмотренных выше показателей безотказности при обра-
ботке и анализе статистических данных по отказам авиационных дви-
гателей, выявляемых в эксплуатации, находят применение следующие
частные критерии, характеризующие количество отказов, прихо-
дящихся на 1000 ч наработки двигателей в полете:
28
коэффициент Л?юоо on, характеризует общее количество отказов в
полете, вызвавших нарушение работоспособности двигателя. Раз-
новидностью этого коэффициента является коэффициент /Сооо вп, ха-
рактеризующий количество отказов, проявившихся в полете и
повлекших за собой вынужденное или самопроизвольное выклю-
чение двигателя;
коэффициент Л?юоо дед, характеризует количество отказов, при-
ведших к досрочному съему двигателей с летательного аппарата.
Коэффициенты /Сюоо оп и Кюоо вп имеют большое значение для ана-
лиза безопасности полета, так как отказы и выключение двигателей
могут привести к таким серьезным последствиям, как вынужденная
посадка, невыполнение полетного задания или летное происшествие.
Коэффициенты А'юоо дед позволяет оценивать трудозатраты и эко-
номичность эксплуатации двигателей.
Количественное определение указанных выше коэффициентов про-
водится по формулам
„1000 ,. _Ю00 _1000
Люоооп - - , Л1000ВП - - ’ Л1000 дед - - , (1.30)
-* оп -* вп 1 дед ' ' '
где Топ, Тт и Тясд — наработка на один отказ, определяемая соответ-
ственно по формулам
. £'» . £<» . (1з1)
7- _ /=1 . 7- _ <=1 . 7- _ /=1
1 оп - ’ 1 вп - > 1 дед - „ ’
”ons ^вге деда
где — суммарная наработка /-го двигателя за рассматриваемый пе-
риод эксплуатации или испытаний; N — общее количество рассмот-
ренных однотипных двигателей (или двигателей одной модификации);
Адсд — число досрочно снятых двигателей; — число выключений
двигателей в полете; nonz — общее количество отказов в полете всех
двигателей данного типа за рассматриваемый период эксплуатации.
1.4. НАДЕЖНОСТЬ СИЛОВЫХ УСТАНОВОК И ИХ ВЛИЯНИЕ
НА НАДЕЖНОСТЬ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Силовой установкой летательного аппарата (ЛА) называется конст-
руктивно-объединенная совокупность газотурбинного двигателя (дви-
гателей) с входным и выходным устройствами, а также со всеми агре-
гатами и системами, необходимыми для его (их) эксплуатации на лета-
тельном аппарате (ГОСТ 23851—79).
29
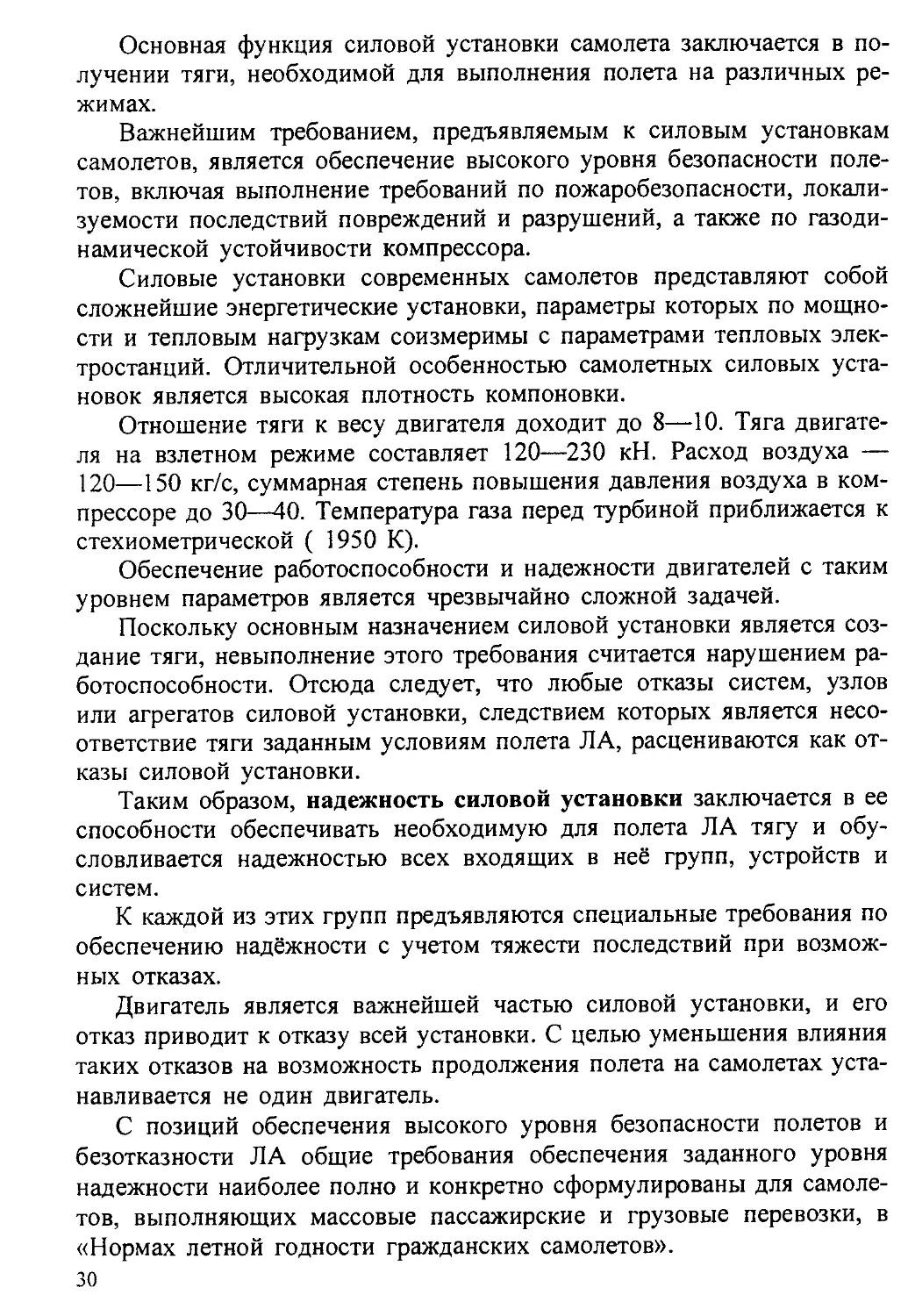
Основная функция силовой установки самолета заключается в по-
лучении тяги, необходимой для выполнения полета на различных ре-
жимах.
Важнейшим требованием, предъявляемым к силовым установкам
самолетов, является обеспечение высокого уровня безопасности поле-
тов, включая выполнение требований по пожаробезопасности, локали-
зуемое™ последствий повреждений и разрушений, а также по газоди-
намической устойчивости компрессора.
Силовые установки современных самолетов представляют собой
сложнейшие энергетические установки, параметры которых по мощно-
сти и тепловым нагрузкам соизмеримы с параметрами тепловых элек-
тростанций. Отличительной особенностью самолетных силовых уста-
новок является высокая плотность компоновки.
Отношение тяги к весу двигателя доходит до 8—10. Тяга двигате-
ля на взлетном режиме составляет 120—230 кН. Расход воздуха —
120—150 кг/с, суммарная степень повышения давления воздуха в ком-
прессоре до 30—40. Температура газа перед турбиной приближается к
стехиометрической ( 1950 К).
Обеспечение работоспособности и надежности двигателей с таким
уровнем параметров является чрезвычайно сложной задачей.
Поскольку основным назначением силовой установки является соз-
дание тяги, невыполнение этого требования считается нарушением ра-
ботоспособности. Отсюда следует, что любые отказы систем, узлов
или агрегатов силовой установки, следствием которых является несо-
ответствие тяги заданным условиям полета ЛА, расцениваются как от-
казы силовой установки.
Таким образом, надежность силовой установки заключается в ее
способности обеспечивать необходимую для полета ЛА тягу и обу-
словливается надежностью всех входящих в неё групп, устройств и
систем.
К каждой из этих групп предъявляются специальные требования по
обеспечению надёжности с учетом тяжести последствий при возмож-
ных отказах.
Двигатель является важнейшей частью силовой установки, и его
отказ приводит к отказу всей установки. С целью уменьшения влияния
таких отказов на возможность продолжения полета на самолетах уста-
навливается не один двигатель.
С позиций обеспечения высокого уровня безопасности полетов и
безотказности ЛА общие требования обеспечения заданного уровня
надежности наиболее полно и конкретно сформулированы для самоле-
тов, выполняющих массовые пассажирские и грузовые перевозки, в
«Нормах летной годности гражданских самолетов».
30
В частности двигатель вместе с его системами и агрегатами дол-
жен быть спроектирован и изготовлен таким образом, чтобы в ожидае-
мых условиях эксплуатации в течение назначенного ресурса и срока
службы отказы с опасными последствиями, приводящими к возникно-
вению катастрофической ситуации, оценивались за час наработки дви-
гателя как события практически невероятные. Подтверждение этого
требования должно проводиться на основе анализа конкретной схемы
и реальной конструкции, материалов статической оценки подобных
конструкций за длительный период эксплуатации, а также результатов
испытаний данной конструкции.
В частности должны быть приняты меры по исключению следую-
щих событий: помпаж двигателя в полете; появление опасных послед-
ствий при попадании посторонних предметов (птиц, воды, дождя, кус-
ков льда и града); пожар двигателя.
К числу недопустимых отказов, которые приводят к катаст-
рофическим последствиям, относят:
разрушение элементов роторов, обломки которых не удержива-
ются внутри корпуса (нелокализованные разрушения);
отказы, вызывающие повышенное содержание вредных приме-
сей в воздухе, отбираемом для жизнеобеспечения экипажа;
нелокализованные пожары;
отказы, приводящие к возникновению отрицательной тяги, —
для турбовинтовых двигателей;
отказы, исключающие возможность выключения двигателя.
Кроме общих требований по обеспечению безопасности полетов к
авиационным двигателям предъявляются специальные требования по
уровню их безотказности и долговечности, по топливно-экономиче-
ской эффективности, т.е. по Сул, удобству и минимальным трудозатра-
там на техническое обслуживание и ремонт, уровню шума и эмиссии
вредных веществ.
Требования, предъявляемые к силовым установкам самолетов, на-
пример, локализуемость последствий разрушения вращающихся частей
двигателей, уровень шума и загрязнения окружающей среды, мини-
мальное число двигателей на пассажирских самолетах и другие, опре-
делены Международной организацией гражданской авиации (ИКАО) и
Комитетом по контролю за уровнем шума и загрязнением окружаю-
щей среды.
В соответствии с правилами ИКАО все создаваемые пассажирские
самолеты, их силовые установки и бортовое оборудование подлежат
сертификации, т.е. подтверждению их соответствия заданным требова-
ниям на основе результатов специальных стендовых и летных испыта-
31
ний. Выдаваемый при наличии положительных результатов сертифи-
кат — документ о соответствии объекта предъявляемым требованиям
— является основанием для начала эксплуатации объекта и перевозки
пассажиров.
Общие и специальные требования непрерывно уточняются и ус-
ложняются по мере возрастания требований к дальнейшему повыше-
нию уровня безотказности полета.
1.5. ОСНОВНЫЕ НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ
СИЛОВЫХ УСТАНОВОК И ПОВЫШЕНИЯ
УРОВНЯ ИХ НАДЕЖНОСТИ
Основными показателями, характеризующими конструктивное со-
вершенство двигателя, являются удельный расход топлива, удельная
тяга и затраты на техническую эксплуатацию.
Удовлетворение этих требований осуществляется путем повыше-
ния температуры газа перед турбиной, увеличения степени повышения
давления воздуха в компрессоре, повышения окружных скоростей ло-
паточных машин с одновременной реализацией новых схемных и кон-
структивных компоновок двигателей. В результате усложняются спо-
собы обеспечения заданного уровня надежности как составных частей,
так и двигателя в целом. Таким образом, четко определяется взаимо-
связь конструктивного совершенства и уровня надежности.
Для решения этой проблемы на разных стадиях развития двигате-
лей проводятся работы по созданию новых высоконадежных и термо-
стойких материалов и разрабатываются более эффективные технологи-
ческие процессы.
Проблема создания надежных двигателей возникла с самых пер-
вых этапов разработки и применения ГТД. Способы и уровень ее ре-
шения во многом определялись свойствами материалов, возможно-
стями технологии и эффективностью результатов научно-исследова-
тельских работ.
Общая теория воздушно-реактивного двигателя (ВРД) была разра-
ботана акад. Б. С. Стечкиным еще в 1929 г. и изложена в книге « Тео-
рия ВРД». Однако реальное создание авиационного ГТД стало воз-
можным только в 40-х годах благодаря достижениям в области авиа-
ционной технологии, металлургии и созданию новых материалов.
Первый отечественный ГТД был разработан и построен в 1939 г.
под руководством акад. А. М. Люльки. Им же была предложена и за-
патентована схема двухконтурного турбореактивного двигателя с фор-
сажной камерой (ТРДДФ).
32
Для обеспечения необходимого уровня безотказности и долговеч-
ности турбореактивного двигателя (ТРД) проводилась отработка их ос-
новных частей: осевых компрессоров, трубчатых и кольцевых камер
сгорания, газовых турбин и форсажных камер. Особое внимание уде-
лялось обеспечению газодинамической устойчивости двигателей, теп-
лостойкости их горячих частей и надежности систем регулирования.
Турбины в то время изготовляли неохлаждаемыми, поэтому темпера-
тура газов на входе в газовую турбину двигателя была невысокой
(1150 К).
Большим достижением отечественного двигателестроения было
создание и внедрение в эксплуатацию двухконтурного турбореактив-
ного двигателя (ТРДД) повышенной экономичности с большим ресур-
сом и хорошей эксплуатационной надежностью. При создании ТРДД
был использован отечественный опыт создания ТРД и особенно ТВД.
Большую ценность представляли работы коллектива под руководством
академика В. Я. Климова по созданию ТРД с центробежным компрес-
сором и коллектива под руководством А. Г. Ивченко, разработавшего
новый ТВД АИ-20 с ресурсом 4000 — 6000 ч.
Важным этапом двигателестроения следует считать разработку
ТВД АИ-20М мощностью 3140 кВт с удельной массой 0,333 кг/кВт,
удельным расходом топлива 0,38 кг/кВт-ч и высоким уровнем эксплуа-
тационной надежности. Этот двигатель около 20 лет успешно эксплуа-
тировался на самолетах Ил-18 с четырьмя двигателями и на самолетах
Ан-10, Ан-12.
Крупным этапом в отечественном двигателестроении явилось соз-
дание под руководством акад. Н. Д. Кузнецова мощного ТВД НК-12
мощностью 11000 кВт. Этот двигатель успешно эксплуатировался око-
ло 20 лет на самом большом пассажирском самолете Ту-114 и продол-
жает эксплуатироваться на транспортном самолете Ан-22 («Антей»).
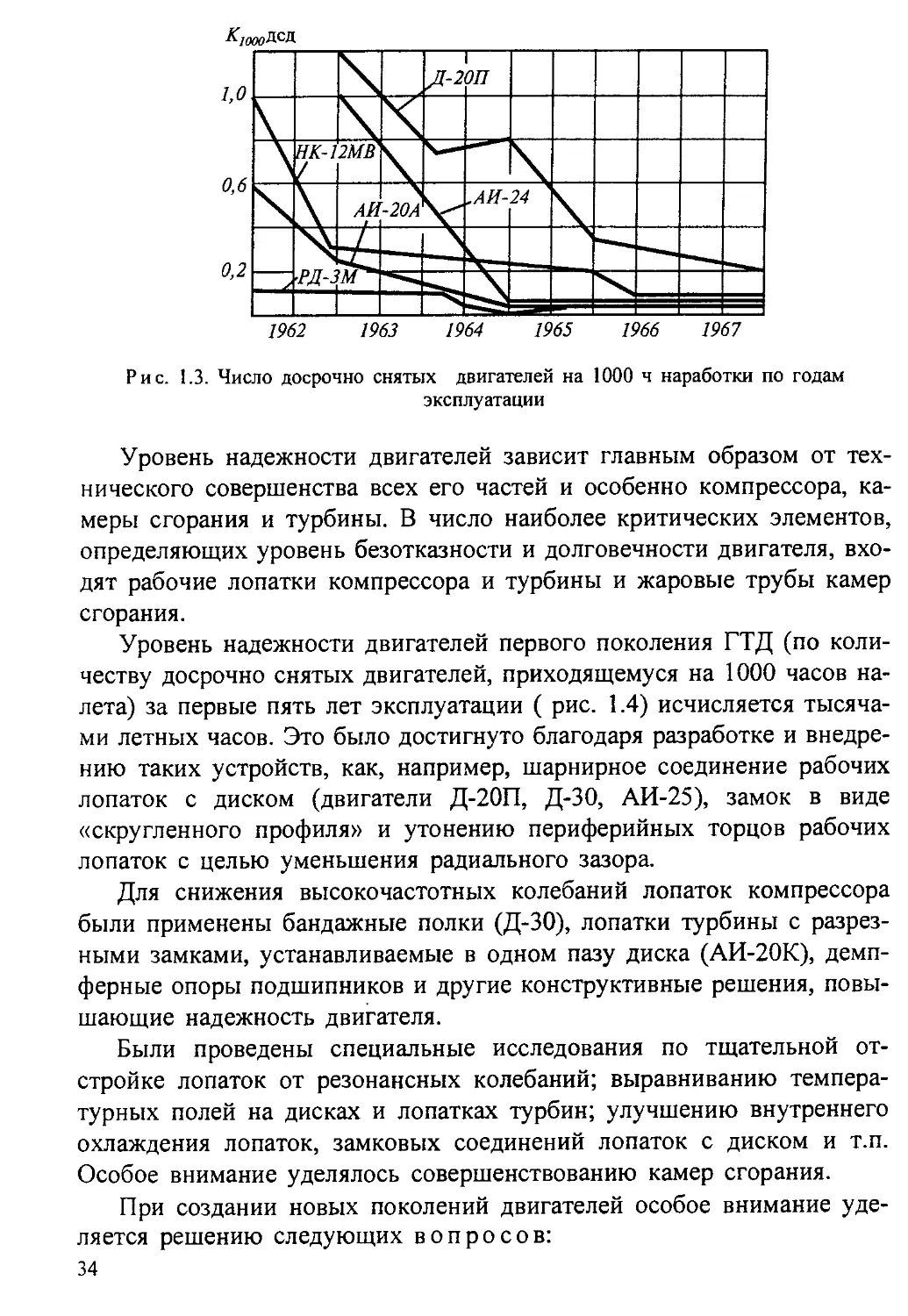
ТВД НК-12 и АИ-20М имеют высокий уровень надежности, пре-
восходящий уровень надежности аналогичных типов зарубежных дви-
гателей. Двигатель НК-12, созданный в 60—70-х годах, является са-
мым мощным ТВД до настоящего времени. На рис. 1.3 представлены
данные по уровню надежности первых ГТД.
Дальнейшее повышение скоростей полета потребовало создания
ТРДД, обладающих повышенной экономичностью при высоких скоро-
стях полета по сравнению с ТВД и особенно — с ТРД.
Первым отечественным ТРДД является ТРДД Д-20П, созданный в
1955 г. под руководством П.А. Соловьева. Затем были разработаны
модификации этого двигателя Д- 30 и Д-ЗОКУ, имеющие соответствен-
но на взлетном режиме тягу 66,7 и 113 кН.
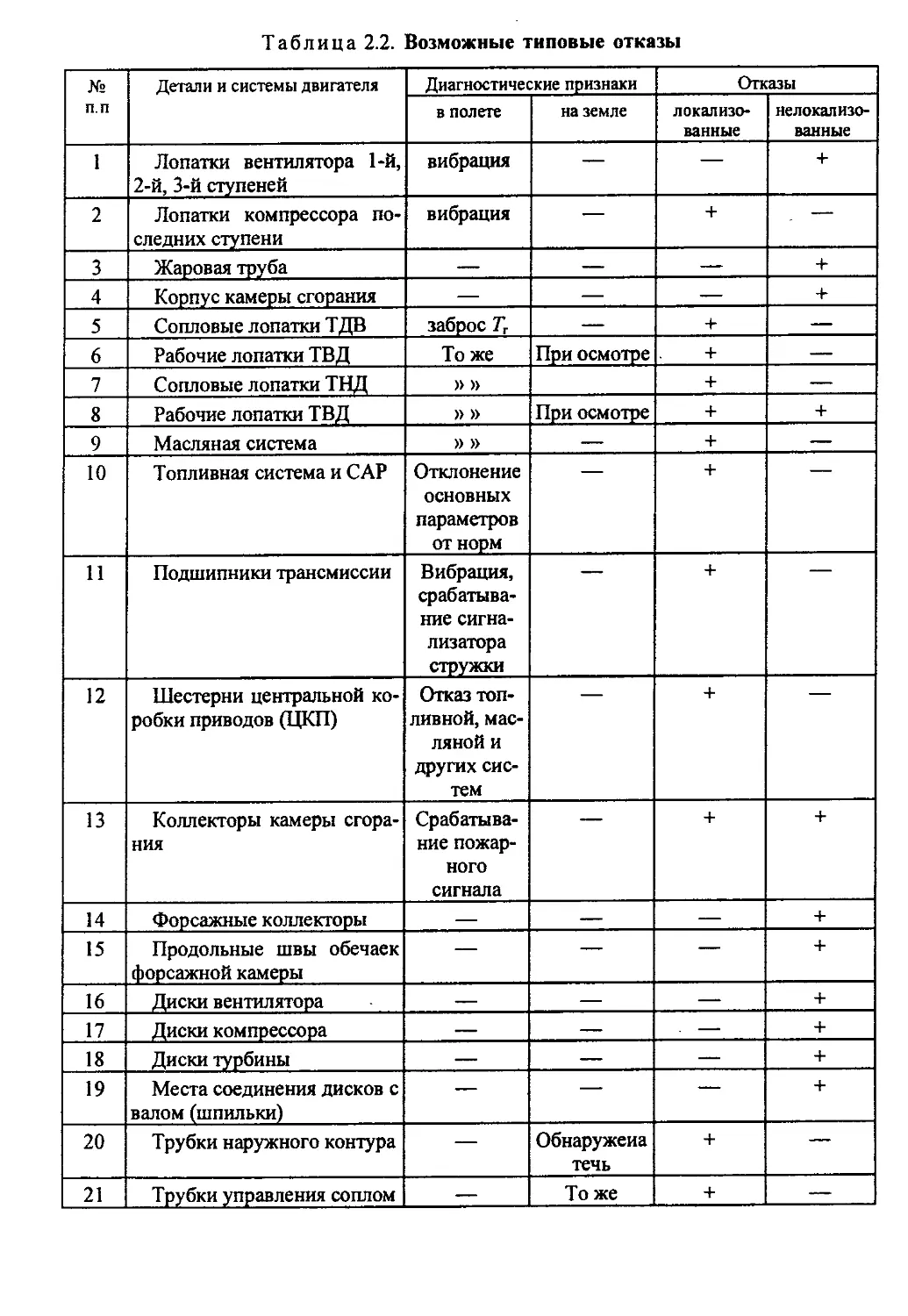
3 - 2043 33
КнЮоПСЛ
Рис. 1.3. Число досрочно снятых двигателей на 1000 ч наработки по годам
эксплуатации
Уровень надежности двигателей зависит главным образом от тех-
нического совершенства всех его частей и особенно компрессора, ка-
меры сгорания и турбины. В число наиболее критических элементов,
определяющих уровень безотказности и долговечности двигателя, вхо-
дят рабочие лопатки компрессора и турбины и жаровые трубы камер
сгорания.
Уровень надежности двигателей первого поколения ГТД (по коли-
честву досрочно снятых двигателей, приходящемуся на 1000 часов на-
лета) за первые пять лет эксплуатации ( рис. 1.4) исчисляется тысяча-
ми летных часов. Это было достигнуто благодаря разработке и внедре-
нию таких устройств, как, например, шарнирное соединение рабочих
лопаток с диском (двигатели Д-20П, Д-30, АИ-25), замок в виде
«скругленного профиля» и утонению периферийных торцов рабочих
лопаток с целью уменьшения радиального зазора.
Для снижения высокочастотных колебаний лопаток компрессора
были применены бандажные полки (Д-30), лопатки турбины с разрез-
ными замками, устанавливаемые в одном пазу диска (АИ-20К), демп-
ферные опоры подшипников и другие конструктивные решения, повы-
шающие надежность двигателя.
Были проведены специальные исследования по тщательной от-
стройке лопаток от резонансных колебаний; выравниванию темпера-
турных полей на дисках и лопатках турбин; улучшению внутреннего
охлаждения лопаток, замковых соединений лопаток с диском и т.п.
Особое внимание уделялось совершенствованию камер сгорания.
При создании новых поколений двигателей особое внимание уде-
ляется решению следующих вопросов:
34
-----TPMJT8D
-----трддто
-----трддто
(запланировано)
Рис. 1.4. График повышения уровня надежности двигателей по годам
эксплуатации
разработке несущих конструкций и ротора двигателя повышен-
ной жесткости, обеспечивающих их минимальные деформации и
стабильность радиальных и осевых зазоров на рабочих режимах;
повышению стойкости лопаток вентилятора от повреждения по-
сторонними предметами, попадающими через воздухозаборник
самолета;
обеспечению эффективного охлаждения жаровых труб камер
сгорания, сопловых и рабочих лопаток турбины;
разработке мероприятий по уменьшению повреждаемости сило-
вых корпусов двигателя;
повышению уровня эксплуатационной технологичности и сокра-
щению трудоемкости обслуживания двигателя;
улучшению контролепригодности двигателя и его основных наи-
более нагруженных и повреждаемых частей.
В процессе создания новых двигателей выполняется большой ком-
плекс испытаний по отработке и оценке надежности, а также стендо-
вых и летных испытаний, предусмотренных требованиями норм лет-
ной годности (НЛГ). С целью подтверждения соответствия двигателей
требованиям НЛГ проводятся их сертификационные испытания, вклю-
чающие в себя специальные стендовые испытания и испытания по ус-
тановлению ресурса.
Важное значение имеют испытания по проверке корпусов двигате-
ля на прочность, жесткость, несущую способность и циклическую дол-
говечность, а также испытания по проверке газодинамической устой-
чивости двигателя, защищенности частей двигателя от внешних воз-
действии, локализуемое™ повреждений корпуса от разрушенных эле-
ментов, аварийных и вспомогательных систем.
3* 35
В состав сертификационных испытаний включаются 150-часовые
стендовые испытания по проверке надежности двигателя и его пригод-
ности к летной эксплуатации, а также испытания по установлению на-
чального назначенного ресурса на основе эквивалентно-циклических
испытаний двигателя в целом и его основных частей.
В общий объем сертификационных испытаний включаются летные
испытания по проверке газодинамической устойчивости, оценке эф-
фективности систем регулирования, управления и запуска. В процессе
летных испытаний также проверяется работоспособность аварийных,
вспомогательных и защитных систем (противопожарных, противообле-
денительных и др.). Для оценки нагруженности двигателя и его основ-
ных частей определяют их вибрационные, тепловые и прочностные ха-
рактеристики с оценкой распределения времени работы двигателя на
основных регламентированных режимах, т.е. оценивают циклы нагру-
жения.
При испытаниях двигателей совместно с самолетом определяются
полетные циклы нагружения двигателя с проверкой работоспособно-
сти двигателя и его систем на установившихся и переходных режимах
и оценкой газодинамической устойчивости, тягово-экономических и
эксплуатационных характеристик двигателя в компоновке силовой ус-
тановкой самолета.
1.6. РЕАЛИЗОВАННЫЕ УРОВНИ НАДЕЖНОСТИ
АВИАЦИОННЫХ ДВИГАТЕЛЕЙ
Сравнение и оценка показателей надежности двигателей должна
проводиться с учетом их конкретных стадий создания, испытания,
производства и длительности эксплуатации, при этом особое значение
имеет фактический объем наработки парка двигателей. Показатели на-
дежности должны быть привязаны к определенным календарным пе-
риодам эксплуатации с учетом выполнения работ по устранению выяв-
ленных недостатков. С этой точки зрения необходимо осторожно под-
ходить к оценке «средних» данных по надежности двигателей за дли-
тельный период их эксплуатации, так как обычно в течение такого пе-
риода в конструкцию отдельных агрегатов и систем и в технологию их
изготовления вносятся многие изменения, а иногда даже создаются
практически новые модификации.
Так, например, в ходе доводки двигателя F-100 было разработано и
внедрено 320 мероприятий по повышению надежности и ресурса. При
летных ^испытаниях, только в течение одного года, было 44 случая
помпажа вентилятора при включении форсажной камеры, 28 случаев
помпажа при запуске двигателя на земле, а также много случаев разру-
36
шения лопаток вентилятора, компрессора и турбины и разрушения
подшипников [13].
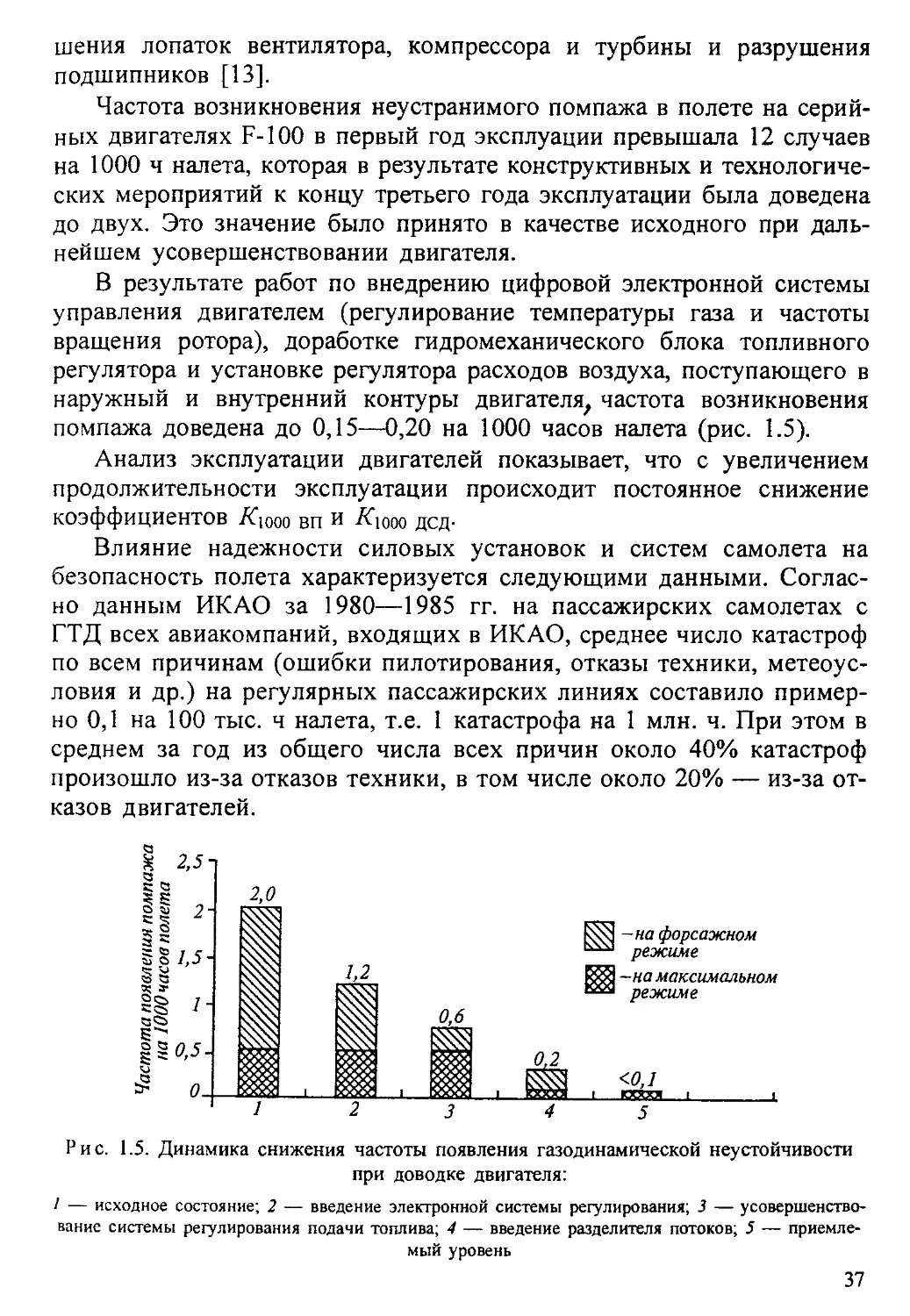
Частота возникновения неустранимого помпажа в полете на серий-
ных двигателях F-100 в первый год эксплуации превышала 12 случаев
на 1000 ч налета, которая в результате конструктивных и технологиче-
ских мероприятий к концу третьего года эксплуатации была доведена
до двух. Это значение было принято в качестве исходного при даль-
нейшем усовершенствовании двигателя.
В результате работ по внедрению цифровой электронной системы
управления двигателем (регулирование температуры газа и частоты
вращения ротора), доработке гидромеханического блока топливного
регулятора и установке регулятора расходов воздуха, поступающего в
наружный и внутренний контуры двигателя, частота возникновения
помпажа доведена до 0,15—0,20 на 1000 часов налета (рис. 1.5).
Анализ эксплуатации двигателей показывает, что с увеличением
продолжительности эксплуатации происходит постоянное снижение
коэффициентов Я)ооо Вп и /Сюоо дед-
Влияние надежности силовых установок и систем самолета на
безопасность полета характеризуется следующими данными. Соглас-
но данным ИКАО за 1980—1985 гг. на пассажирских самолетах с
ГТД всех авиакомпаний, входящих в ИКАО, среднее число катастроф
по всем причинам (ошибки пилотирования, отказы техники, метеоус-
ловия и др.) на регулярных пассажирских линиях составило пример-
но 0,1 на 100 тыс. ч налета, т.е. 1 катастрофа на 1 млн. ч. При этом в
среднем за год из общего числа всех причин около 40% катастроф
произошло из-за отказов техники, в том числе около 20% — из-за от-
казов двигателей.
I — исходное состояние; 2 — введение электронной системы регулирования; 3 — усовершенство-
вание системы регулирования подачи топлива; 4 — введение разделителя потоков; 5 — приемле-
мый уровень
37
Число катастроф в военной авиации значительно выше, чем в пас-
сажирской, и в середине 80-х годов в среднем по авиации ВВС США
составило около двух на 100 тыс. ч налета.
Отказы двигателей вызываются разрушением частей ротора, сило-
вых элементов и камер сгорания, отказами систем топливоподачи и
регулирования, нарушениями газодинамической устойчивости.
Особую опасность вызывают нелокализованные разрушения рото-
ров двигателя, приводящие к повреждениям других систем двигателя,
силовых конструкций и систем управления самолета, а также к пожа-
рам силовых установок и самолета.
Из обобщенных данных NASA по 275-ти случаям нелокализован-
ных разрушений элементов ротора двигателей производства американ-
ских фирм за период с января 1962 г. по декабрь 1975 г. на самолетах
гражданской авиации при общей наработке двигателей 417 млн. ч сле-
дует, что:
17,8% общего числа разрушений приводят к значительным по-
вреждениям самолета, пожару, разгерметизации кабины, а в от-
дельных случаях — к потере самолета и человеческим жертвам;
13,8% общего числа или 75% числа нелокализованных разруше-
ний приходятся на диски вентилятора, компрессора и турбины;
46,9% нелокализованных разрушений происходит на режиме
взлета, 18,9% — при наборе высоты, 12,7% — в крейсерском
полете.
Причинами нелокализованных разрушений от общего числа при-
чин, приводящих к разрушениям, являются, %: 18,9 — многоцикловая
усталость; 10,2 — трение ротора о статор; 9,1 — дефекты материа-
лов; 5,5 — перегрев, малоцикловая усталость и повреждение посто-
ронними предметами; 5,0 — производственные дефекты и разрушение
болтов крепления валов.
1.7. ТЕНДЕНЦИИ РАЗВИТИЯ РАБОТ
В ОБЛАСТИ НАДЕЖНОСТИ СИЛОВЫХ
УСТАНОВОК
При создании двигателей новых поколений наиболее полно долж-
ны быть использованы достижения в области проектирования, конст-
руирования и технологии производства двигателей. Особое внимание
будет уделяться, решению следующих вопросов:
улучшению параметров рабочего процесса, включая создание
двигателей с изменяемым циклом;
38
применению новых высоконадежных и жаропрочных материа-
лов, включая композиционные материалы и специальные защит-
ные покрытия;
созданию высокоэффективных диагностических систем;
улучшению согласования характеристик двигателя и планера;
дальнейшему улучшению эксплуатационных характеристик дви-
гателей путем повышения уровня их безотказности, долговечно-
сти и эксплуатационной технологичности.
Уровень надежности двигателей и их эксплуатационного качества
определяется главным образом безотказностью газогенератора, состоя-
щего из компрессора высокого давления, камеры сгорания и турбины
высокого давления.
Газогенератор является наиболее напряженным узлом двигателя
вследствие высокого уровня температур, высоких окружных скоростей
ротора высокого давления, агрессивности газового потока и сложности
создания эффективной системы охлаждения рабочих лопаток и эле-
ментов турбины в целом.
В связи с этим процесс проектирования газогенератора и его до-
водки занимает гораздо больше времени по сравнению с другими эле-
ментами двигателя. Поэтому работы по созданию газогенератора сле-
дующего поколения начинаются задолго до принятия решения о созда-
нии нового двигателя. Это открывает возможность более тщательной
проработки новых конструктивных решений, что, в конечном счете,
повысит надежность создаваемого двигателя. Иными словами, работы
по новому газогенератору могут вестись без привязки к конкретному
двигателю. Необходимо также отметить, что один и тот же газогенера-
тор без существенных изменений может быть использован на двигате-
лях с разной степенью двухконтурности и разного назначения, в том
числе и для гражданских самолетов.
Имеющийся опыт работ по обеспечению надежности вновь созда-
ваемых изделий показывает, что для успешного решения этой пробле-
мы необходимы следующие условия:
владение теорией и методами аппарата надежности, включая
знание закономерностей зависимости уровня надежности от кон-
структивных, технологических и эксплуатационных факторов;
умение применять расчетно-аналитические методы определения
и оценки надежности на этапах проектирования, испытания и
эксплуатации изделий;
хорошее знание конструкции изделия и его основных частей;
владение современными методами проектирования и конструи-
рования изделия и его основных частей, методами проведения
39
испытаний, анализа и обобщения опыта создания и эксплуатации
прототипов или аналогов изделия;
освоение необходимого объема знаний в области материаловеде-
ния и технологии, включая рациональный выбор материалов и
технологических процессов для обеспечения надежности;
знание основных правил, методов и средств, применяемых при
эксплуатации изделий.
1.8. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ НАДЕЖНОСТИ
1.8.1 Надежность — временная категория
Сущность решения проблемы обеспечения надежности изделий за-
ключается в изучении физических причин появления и закономерно-
стей развития отказов, рассматриваемых в качестве случайных собы-
тий, возникающих и изменяющихся во времени, и разработка на этой
основе научных и инженерных методов создания изделий с заданным
в соответствии с требованиями уровнем надежности. Поскольку отка-
зы как случайные события имеют вероятностный характер зависимо-
сти от времени, то для изучения их закономерностей применимы тео-
рия вероятностей и теория математической статистики.
Конкретный вид этих закономерностей для отдельных изделий
определяется характером влияния различных физических факторов на
природу возникновения и развития отказов. В числе таких факторов
могут быть износ и старение материалов элементов изделия, накопле-
ние усталостных повреждений, наличие производственно-технологи-
ческих дефектов (прижоги и перегревы), неоднородность материалов,
наличие местных концентраторов напряжений, трещины, волосови-
ны, а также несоответствие фактических условий и нагружений рас-
четно-допустимым, превышение предельно допустимых параметров
(температуры газа, частоты вращения, вибраций и др.) при эксплуата-
ции изделий.
Отказы изделий имеют разнообразные формы проявления. К числу
наиболее характерных проявлений отказов можно отнести отклонения
выходных параметров функциональных систем или их агрегатов от
нормативных значений (например, по тяге, необходимой для заданного
режима полета) или выход параметров за установленные ограничения
(например, по температуре газа перед турбиной или по удельному рас-
ходу топлива); проявление отказов может быть также в виде механи-
ческих повреждений, приводящих к появлению трещин, поломок или
деформаций, а также в виде рассогласования взаимодействия регули-
рующих исправляющих систем, снижения точностных характеристик
40
и т.п. В конечном счете происходит ухудшение или резкое изменение
свойств безотказности и долговечности изделия.
Таким образом, из результатов рассмотрения возможных последст-
вий отказов в зависимости от их характера развития и проявления раз-
личают следующие условные формы надежности:
функциональную, когда изделие не способно выполнять заданные
функции;
параметрическую, когда выполняемые функции не удовлетворя-
ют требованиям высокой точности, экономичности и эффектив-
ности;
прочностную, когда происходят повреждения и поломки и не
обеспечивается необходимая долговечность.
Характеристики изменения отказов многих авиационных изделий
по времени их эксплуатации имеют сложные зависимости. Статистиче-
ские данные показывают, что многим изделиям свойственны три ти-
пичных периода их эксплуатации, которые характеризуются различ-
ным уровнем интенсивности отказов и разными закономерностями их
проявления: 1) приработка (начальный период эксплуатации), 2) пе-
риод нормальной эксплуатации, 3) период износа и старения. Под
износом в данном случае понимается не только физический износ, но
и накопление любых необратимых повреждений. Протекание функции
/.(/), соответствующее этим трем периодам изменения интенсивности
отказов, имеет характерный вид, показанный на рис. 1.6. Такие кривые
изменения интенсивности отказов по наработке принято называть
Л-характери сти кам и.
Первый участок (I) ^-характеристики отличается повышенным
уровнем интенсивности отказов. В начальный период наработки изде-
лия происходит приработка его составных частей. Благодаря постоян-
ному проведению работ по совершенствованию двигателей идет про-
Рис. 1.6. Типичная /.-характеристика
41
цесс «выжигания» отказов, и интенсивность отказов по времени при-
менения изделия падает. Причиной повышенного уровня отказов в на-
чале эксплуатации является главным образом недостаточное совершен-
ство методов контроля, приводящее к тому, что изделия со скрытыми
дефектами выходят из строя вскоре после начала работы. Основное
средство снижения интенсивности отказов в этот период эксплуатации —
совершенствование контроля выпускаемых изделий и повышение эф-
фективности заводских испытаний готовой продукции. Период прира-
ботки обычно непродолжителен и часто полностью перекрывается пе-
риодом обкаточных или приработочных испытаний.
На втором участке (II) интенсивность отказов по времени экс-
плуатации остается постоянной; этот период значительно продолжи-
тельнее первого и третьего и называется периодом нормальной экс-
плуатации.
В этот период работы изделия нельзя повысить надежность путем
замены каких-то элементов, так как причины отказов при нормальной
эксплуатации связаны главным образом с внезапным воздействием не-
учтенных при проектировании изделия факторов, с попаданием изде-
лия в такие эксплуатационные ситуации, последствия которых не были
достаточно хорошо предусмотрены и проверены.
Величина интенсивности отказов в этот период обусловлена дейст-
вием таких объективных факторов, как стабильность свойств материа-
лов и соответствие фактических условий работы изделия заданным.
Она также зависит от совершенства реализованных методов проекти-
рования и производства.
Нормируемый уровень допустимой величины интенсивности от-
казов наряду с этими факторами зависит также от соотношения стои-
мостных затрат на стадии создания и эксплуатации изделий. Из гра-
фика, представленного на рис. 1.7, следует, что уровень надежности
изделия пропорционален величине затрат на его разработку и изго-
товление. Действительно, при малых затратах на создание трудно
обеспечить хорошую конструктивную разработку и качественное из-
готовление изделия.
В то же время при низком уровне надежности создаваемого изде-
лия повышается стоимость его эксплуатации, так как ненадежные из-
делия имеют низкий коэффициент технического использования, требу-
ют больших затрат рабочего времени на подготовку изделия к экс-
плуатации и повышенного расхода запасных частей.
При суммировании затрат на изготовление и эксплуатацию опреде-
ляется минимальная (оптимальная) величина общих затрат для реали-
зуемого уровня надежности. Этот уровень обычно и задается в требо-
ваниях на разработку новых изделий, однако для многих изделий авиа-
42
с
Рис. 1.7. График зависимости стои-
мости создания и эксплуатации изде-
лия от уровня его надежности: С —
общая стоимость; С, — стоимость
изготовления изделия; Сг — стои-
мость эксплуатации; Р — уровень
надежности
ционной техники нормирование заданного уровня только по оптимуму
экономических затрат недостаточно, необходимо учитывать требова-
ния обеспечения высокого уровня безопасности.
Уровень надежности вновь создаваемого изделия в значительной
степени определяется полнотой и объемом расчетов надежности кон-
структивных разработок изделия на этапе проектирования.
Третий период (III, см. рис. 1.6) называется периодом износа и
старения. В этом периоде интенсивность отказов начинает возрастать.
Появляются отказы, вызываемые старением и износом материалов от-
дельных элементов изделия. В конце периода вследствие приближения
к предельному техническому состоянию эксплуатация изделия стано-
вится небезопасной или нерентабельной и поэтому она должна быть
прекращена. Изделие направляется в ремонт или списывается. Замена
износившихся элементов и ремонт изделий — основной путь повыше-
ния надежности в этот период. Изучение временных закономерностей
возрастания отказов — одна из важных задач теории надежности.
Типичная для авиационного двигателя зависимость изменения во
времени его надежности в процессе длительной эксплуатации с ремон-
тами представлена на рис. 1.8. Уровень надежности отдельного изде-
лия, т.е. вероятность Р его безотказной работы за время полета, незна-
чительно снижается, так как происходит износ материалов и накопле-
ние усталостной повреждаемости, но при выполнении ремонтов в мо-
менты времени t2, tj ... увеличивается количество N заменяемых аг-
регатов.
При изучении зависимости изменения уровня надежности во вре-
мени необходимо четко определять периоды эксплуатации изделия.
Для AD характерными периодами, используемыми для анализа на-
дежности, являются время одного полета fa и время между ремонтами
fa. В связи с применением метода эксплуатации двигателя по фактиче-
скому состоянию понятие общий ремонт двигателя претерпело суще-
ственное изменение. Блочная или модульная конструкция двигателей
43
позволяет в процессе их эксплуатации в случае возникновения отказов
или выработки установленного числа нагружений заменять отдельные
блоки или модули без отправки двигателя в ремонт, в отдельных слу-
чаях даже без снятия двигателя с самолета: вводится дифференциро-
ванное время допустимого нахождения в эксплуатации отдельных бло-
ков или модулей foj.
В соответствии с действующими регламентами технического об-
служивания осуществляется осмотр и проверка технического состоя-
ния двигателя и систем силовой установки и устраняются выявленные
неисправности, такие как, например, нарушение герметичности, разре-
гулировка, внешние повреждения и др. Таким образом, перед каждым
очередным полетом восстанавливается снизившийся в течение преды-
дущего полета уровень надежности изделия. В отдельных случаях про-
водят замену неисправных агрегатов и даже модульных блоков. Одна-
ко восстанавливаемый уровень надежности во многих случаях не дос-
тигает исходного, так как при подготовке самолета и двигателя к оче-
редному полету не может быть устранено воздействие на состояние
отдельных узлов и деталей таких факторов, как износ трущихся по-
верхностей, старение теплоизолирующих, герметизирующих, защит-
ных и других материалов. Эти неисправности могут быть устранены
только при капитальном ремонте двигателя.
Поэтому представленную на рис. 1.8 зависимость можно рассмат-
ривать лишь условно гладкой, так как с учетом работ, выполняемых
перед каждым полетом, уровень безотказной работы после незначи-
тельного снижения практически восстанавливается, т.е. для одного по-
лета его изменение аналогично характеру зависимости на участке
О—1\, для второго полета — на участке t\—t2, для третьего полета —
на участке t2—t2.
Р и с. 1.8. Зависимость вероятности безотказной работы Р ремонтируемого изделия от
времени эксплуатации t (N — количество замененных узлов при ремонте)
44
Из анализа графиков следует, что в течение эксплуатации уровень
надежности двигателя постепенно снижается от начальной величины
Ро до минимально допустимой на первом этапе эксплуатации, ко-
гда текущий уровень надежности превышает Pmjn, межремонтный
срок равен t\. В момент времени t\, когда уровень надежности дости-
гает Р.ш,,,эксплуатация изделия прекращается, и оно направляется на
ремонтные базы или ремонт производится на месте. При этом заме-
няют ряд агрегатов и узлов, вышедших из строя или выработавших
свой ресурс.
Пусть количество замененных при первом ремонте агрегатов и уз-
лов равно N\ ; при этом уровень надежности повышается до Одна-
ко из-за снижения уровня надежности остающихся основных узлов об-
щий уровень надежности изделия меньше первоначальной величины
Ро. Изделие вновь поступает в эксплуатацию и используется до момен-
та t2, пока уровень надежности снова не снизится до Anin- Проводится
второй ремонт с заменой N2 агрегатов. И так может повторяться не-
сколько раз до тех пор, пока восстановление уровня надежности ста-
нет или невозможным или невыгодным из-за необходимости замены
большого количества узлов.
Таким образом, подтверждается неразрывная связь уровня надеж-
ности со временем применения изделий и развитие отказов как слу-
чайных событий.
Вернемся к ^-характеристикам изделий (см. рис. 1.6). В практиче-
ских задачах надежности ^-характеристики элементов и систем имеют
большое значение. Объективное решение таких вопросов, как правиль-
ное назначение величины ресурса, сроков и содержания регламентных
работ, некоторых вопросов, связанных с обеспечением заданной на-
дежности проектируемого изделия и других, требуют использования
X- характеристик.
На практике выявление фактических закономерностей изменения
надежности часто начинается с построения графиков ^-характеристик
на основе статистических данных. Это позволяет потом перейти к оп-
ределению и других характеристик — f(t) и P(f), связанных с Х(/). При
этом во многих случаях для того, чтобы описать характеристики на-
дежности какими-либо математическими моделями с возможностью их
анализа, важно имеющиеся в действительности распределения времени
безотказной работы аппроксимировать теоретическими распределения-
ми, различными для каждого периода эксплуатации. Так, период нор-
мальной эксплуатации описывается экспоненциальным распределе-
нием, играющим в связи с этим важную роль в теории надежности;
период безотказной работы при износе — нормальным распределе-
45
нием, распределением Вейбулла и др.; период приработки — обычно
распределением Вейбулла. Далее эти теоретические распределения бу-
дут рассмотрены подробно.
1.8.2. Порядок решения задач надежности
Надежность изделия обеспечивается на всех этапах его жизненного
цикла: от начальной стадии выполнения проектно-конструкторских ра-
бот до заключительной стадии эксплуатации. Основным условием пол-
ного соответствия авиационного изделия заданным требованиям по на-
дежности является строгое выполнение правила, называемого триадой
надежности: надежность закладывается при проектировании, обеспе-
чивается в производстве и поддерживается в эксплуатации.
Это значит, что нельзя решить задачу создания высоконадежных
изделий путем компенсации недоработок предыдущего этапа на после-
дующем. Если в процессе проектирования не полностью решены все
вопросы создания изделия с заданным уровнем надежности и не зало-
жены конструктивные и схемные решения , обеспечивающие безотказ-
ное функционирование всех узлов и систем изделия, то эти недостатки
нельзя устранить в процессе производства и их последствия приведут
к низкой надежности изделия в эксплуатации. В процессе производст-
ва должны быть в полном объеме реализованы все решения, разработ-
ки и указания конструктора и строго выполнены заданные технологи-
ческие операции и испытания. Важное значение в реализации необхо-
димого уровня надежности имеет эксплуатация. В эксплуатации долж-
ны выполняться установленные инструкциями условия и правила при-
менения изделия, своевременно приниматься меры по изучению и уст-
ранению причины выявляемых неисправностей, анализироваться и
обобщаться опыт использования изделия в реальных условиях.
Требования и количественные показатели надежности обычно за-
даются в техническом задании на разработку конкретного изделия од-
новременно с функциональными и параметрическими характеристика-
ми. При этом учитываются:
назначение и особенности применения создаваемого изделия,
требования безопасности и технического обслуживания для под-
держания его надежности в эксплуатации;
достигнутый уровень надежности образцов или прототипов изде-
лия, находящихся в эксплуатации, и фактические количествен-
ные показатели надежности комплектующих элементов, узлов и
агрегатов. При этом следует учитывать достижения в областях
создания новых материалов, технологических процессов и разви-
тия методов проектирования;
46
внешние условия (температура, давление, влажность, запылен-
ность, загазованность и другие параметры окружающей среды),
действующие нагрузки и режимы работы изделия;
методы и критерии подтверждения заданных показателей надеж-
ности (расчет, результаты испытаний, сроки эксплуатации), а
также виды и необходимый объем испытаний.
Основным документом, определяющим объем работы по надежно-
сти, является комплексная программа обеспечения надежности, разра-
батываемая для каждой стадии разработки конкретного вновь созда-
ваемого изделия. Критерием оценки правильности и полноты выполне-
ния этих работ является соответствие уровня надежности изделия и
его важнейших частей заданным требованиям, т.е. выданному техниче-
скому заданию на разработку, производство и эксплуатацию изделия.
Комплексные программы содержат организационные, технические
и методические вопросы, решаемые на всех стадиях разработки изде-
лия, и направлены на решение задач по обеспечению заданного уровня
надежности, безопасности и эксплуатационной технологичности и под-
тверждения этого уровня в эксплуатации.
Высокая эффективность работ по реализации такой программы
подтверждена надежностью и безопасностью самолета Ил-86 и сравни-
тельно короткими сроками его создания, испытания и освоения.
Типовая комплексная программа включает в себя перечень сле-
дующих конкретных работ, выполняемых на отдельных стадиях:
анализ и обоснование различных возможных конструктив-
но-функциональных вариантов схем создаваемого изделия;
анализ достигнутых уровней надежности имеющихся аналогов
или прототипов изделия;
разработку и обоснование выбранной конструктивной схемы из-
делия;
анализ ожидаемых условий эксплуатации, внешних воздействий
и рабочих нагрузок;
распределение требований к уровню надежности составляющих
системы комплектующих агрегатов и выдачу заданий их разра-
ботчикам;
полный расчет по подтверждению выполнения заданных требо-
ваний по надежности;
расчет и обоснование минимально допустимых уровней безот-
казности и назначенных уровней ресурса на отдельных этапах
доводки и испытания;
разработку требований к технологии изготовления элементов и
частей изделия, их монтажу и контрольно-сдаточным испыта-
ниям;
47
анализ работоспособности изделия и отдельных его частей при
возможных отказах с оценкой эффективности резервирования;
оценку работоспособности и эффективности средств контроля,
систем сигнализации об отказах и методов диагностики техниче-
ского состояния;
анализ причин выявляемых отказов, их последствий и подготов-
ку решений по необходимым доработкам;
оценку фактического уровня безотказности и обоснование назна-
ченного ресурса.
1.9. ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ ВЕРОЯТНОСТЕЙ
1.9.1. Случайные события
При проведении большого числа испытаний, т.е. при многократной
реализации одной и той же совокупности условий, обнаруживаются
определенные закономерности в наступлении случайных событий.
Изучение этих закономерностей и составляет одну из задач теории ве-
роятностей.
Центральным вопросом всей проблемы надежности является изуче-
ние отказов как случайных событий. Отказы могут быть также и не-
случайными, к которым можно отнести отказы из-за неправильной ре-
гулировки, грубых ошибок и просчетов обслуживающего персонала.
Событие, которое при неоднократном воспроизведении одного и того
же опыта или испытания в одних и тех же условиях протекает каждый
раз несколько по-иному и в различные моменты времени, называется
случайным. Это значит, например, что при однотипных испытаниях в од-
них и тех же условиях и в течение отделенного периода времени отказ
возможен, но, однако, он может возникнуть, а может и не возникнуть.
1.9.2. Случайные величины
Случайные события количественно оцениваются случайными ве-
личинами, к которым, например, можно отнести:
продолжительность срока службы t, tcp, и т.д. ;
количество отказов т определенной группы однотипных изделий
в течение заданного времени наработки;
частость появления отказов однотипных изделий m/N, где N —
общее число изделий, участвующих в испытании.
Из-за невозможности заранее указать, какое конкретное значение
примет случайная величина при данных испытаниях, для ее характери-
стики введено понятие вероятности.
48
Вероятность — численная мера объективно существующей воз-
можности появления (или не появления) изучаемого события А и обо-
значается через Р(А).
Классический способ определения вероятности основан на понятии
равновозможных событий, являющихся исходами данного испытания
и образующих полную группу несовместных событий. Вероятность со-
бытия численно равна отношению числа случаев, благоприятствую-
щих появлению данного события, к общему числу равновозможных
случаев при стремлении общего числа событий к бесконечности.
Вероятностью случайного события называется постоянное число,
около которого группируется частность этого события, т.е. отношение
числа испытаний, в которых появилось данное событие, к общему чис-
лу испытаний.
Из определения следует, что вероятность появления события лежит
в пределах от 0 до 1, т.е.
0£Р(Л)£1. (1.24)
Событие, вероятность которого равна 1, называется достоверным
событием Р(А) - 1. Событие, вероятность которого равна 0, называет-
ся невозможным событием Р(А) = 0.
Несколько событий образуют полную группу, если при каждом
испытании обязательно наступит хотя бы одно из них.
На практике полная группа событий всегда бывает группой таких
событий, из которых хотя бы два являются несовместными. В этом
случае, когда полная группа событий состоит из двух событий, эти два
события также называют противоположными. Событие, противопо-
ложное данному событию А, обозначают А. Для полной_группы собы-
тий достаточно иметь два несовместных события А и А.
В теории вероятности в качестве примера противоположных событий
приводится выпадение орла или решки при бросании монеты. Примерами
противоположных событий являются отказ и нормальная работа изделия.
1.10. ОСНОВНЫЕ ТЕОРЕМЫ ТЕОРИИ ВЕРОЯТНОСТЕЙ
1.10.1. Теорема сложения вероятностей
Авиационный двигатель — это сложное изделие и в нем возмож-
ны самые разнообразные виды отказов. Поэтому отказ ГТД должен
рассматриваться как сложное событие, определяющееся совокупно-
стью появления отказов его отдельных агрегатов, узлов и систем. При-
чем отказы этих составных частей двигателя могут быть несовместны-
ми и независимыми.
4 - 2043 49
Сложное событие А, заключающееся в том, что произойдет либо
событие А], либо событие А2, либо А,, либо Ап, называется суммой ис-
ходных событий и обозначается
А =At +А2 + ... + Д + ... + Ап = ^Д. (1-25)
/=1
При этом предполагается, что известны исходные вероятности
P(Ai) для п несовместных событий At(i= 1, 2, ... п). Тогда вероятность
суммы нескольких несовместных событий равна сумме вероятностей
этих событий:
Р(А) = Р(А}+А2 + ...+А, + ...+ А„) = P(Ai) + Р(А2) + ... Р(А,) +
+ ...р(Л)=£р(Д). (к26)
?=1
Если появление хотя бы одного из п несовместных событий явля-
ется достоверным событием, то события А составляют полную груп-
пу несовместных событий, для которых выполняется нормирующее
соотношение
ЛА)=^(4)=1
/=1
Отсюда для двух противоположных событий (А и А):
Р(А)-1-Р(А).
Для совместных независимых событий
р(^)=/£дХ£лд)-Хтл)+ и 27)
\ 1=1 ) /=1 |</ ' ' '
+ХЛ44А) + - + (-1)^(4А-А)-
/<j<k
В частности, для трех совместных событий
Р(Д +Л +А3) = Р(А,) + Р(А2) + Р(А3)-Р(А}А2)- (1.28)
-Р(АхА3)-Р(А2А3) + Р(АхА2А3).
1.10.2. Теорема умножения вероятностей
Сложное событие А, заключающееся в одновременном осуществле-
нии нескольких событий, называется произведением исходных собы-
тий А,
50
A = A\A2 ...A, ...A„ =ПЛ- (L29)
i=l
Вероятность произведения независимых совместных событий равна
произведению вероятностей этих событий:
Р(Л) = Р(А,Л2 ... А,... А„) = Р(Л0 Р(А2) ... Р(А1) ... Р(А„) = )•
(1-30)
В частном случае, когда вероятности всех событий равны,
Р(А,) = Р; Р(А) = Рп-
Для зависимых событий
Р(Л) = Р(А0 ’ W/M2) ••• Р(Ап/А.А2 ...А^), (1.31)
где P(A2/Ai), Р(А2/А\А2), Р(Ап/А]А2 ...A„.i) — условные вероятности за-
висимых событий, вычисленные при условии, что произошли все
предшествующие события.
Если события несовместны, то произведение таких событий являет-
ся невозможным событием, вероятность которого равна нулю.
1.10.3. Теорема полной вероятности
При решении некоторых практических задач вычисление вероятно-
сти появления некоторого события можно существенно облегчить,
если связать появление этого события с возникновением единственно
возможных и несовместных событий, под которыми понимаются гипо-
тезы о всех возможных исходах испытаний.
Например, необходимо оценить вероятность безотказной работы
двигателя в полете, в то же время известно, что отказ двигателя в
полете может вызываться отказами различных элементов, узлов и
систем двигателя. Известна также степень влияния различных отка-
зов составных частей двигателя на отказ двигателя в целом, напри-
мер, нарушение газодинамической устойчивости неизбежно приво-
дит к помпажному срыву или самовыключению двигателя; погаса-
ние форсажной камеры приводит к значительному снижению тяги,
однако двигатель продолжает работать; повреждения системы
управления при некоторых обстоятельствах могут привести или к
помпажному срыву или невыходу двигателя на заданный_режим.
Поэтому для облегчения вычисления вероятности отказа А ( или
безотказной работы А )двигателя удобно ввести следующие гипоте-
4* 51
зы (предположения) о влиянии отдельных отказов составных частей
на отказ двигателя в целом: Hi—нарушение газодинамической ус-
тойчивости; Н2 — погасание форсажной камеры; Ну—повреждение
системы управления; Н4 —нарушение смазки и т.д.
Для решения поставленной задачи, т.е. определения вероятности
отказа двигателя при появлении того или иного события, нет надобно-
сти в проведении испытаний с доведением двигателя до отказа (помпа-
жа или самовыключения), а достаточно определить из ряда частных
или поэлементных испытаний вероятность появления каждого в от-
дельности из рассматриваемых отказов элементов или узлов. Дальше
можно решать задачу определения условной вероятности отказа двига-
теля при появлении рассматриваемых отказов, т.е. при осуществлении
выбранных гипотез.
Таким образом, необходимо определить условные вероятности отка-
за двигателя при нарушениях газодинамической устойчивости Р(А/Н\) ,
при погасании форсажной камеры P(A/Hi), при повреждении системы
управления Р(А/Н3) и т.п. Зная вероятности гипотез Р(Н,) и условные
вероятности появления события А при осуществлении этих гипотез
PtA/H,), можно определить вероятность отказа (или безотказной работы)
двигателя. Для этой цели используется формула полной вероятности.
Условия, при которых применяется эта формула:
1) некоторое интересующее нас событие А может наступить или не
наступить с одним из ряда несовместных событий
Hi, Нъ ... Н, ... Нп,
составляющих полную группу событий. События такого ряда называ-
ют гипотезами. Вероятности этих гипотез известны, т.е. даны
Р(Я0, Р(Я2), ... ?(Я) ... Р(Нп\
Так как имеем полную группу событий, получаем
/=|
2) известны условные вероятности появления события А при осу-
ществлении каждой из указанных гипотез, т.е. даны
P(A/Hi), Р(А1Н£) ... Р(А!Щ)... Р(А!Нп).
Требуется найти вероятность события А.
Событие А может осуществиться, если произойдет одно из следую-
щих возможных событий:
52
осуществится гипотеза Н (с вероятностью Р(Н})), тогда вероят-
ность зависимого от этой гипотезы события А будет равна
РЦ/Я,);
осуществится гипотеза Hi с вероятностью P(Hi), и тогда вероят-
ность события А будет равна P(A/Hi)',
осуществятся гипотезы И ... Н„ и соответственно
Р(Л/Я,)... Р(А/Нп).
Полная искомая вероятность события А определится по следующей
формуле полной вероятности:
Р(/О = £[Р(Я,.)Р(Л/Я,.)]. (132)
1=1
Итак, полная вероятность события равна сумме парных произведе-
ний вероятностей каждой из гипотез на отвечающие им условные ве-
роятности появления этого события.
При определении полной вероятности необходимо следить за тем,
чтобы полностью были учтены все гипотезы, при которых может на-
ступить рассматриваемое явление. Свидетельством полного учета всех
условий является выполнение равенства
£р(я,)=1. <133)
/=1
Кроме того, необходимо обращать внимание на то, чтобы гипотезы
Я, Я2, ... Н, ... Н„, были несовместными.
1.10.4. Теория гипотез (формула Байеса)
При проведении испытаний можно определить фактическую веро-
ятность появления события А в зависимости от той или иной гипоте-
зы. Тогда по теореме Байеса можно определить, какие вероятности
имеют гипотезы с учетом полученных результатов испытаний, при ус-
ловии появления события А, т.е. определить P(Ht / А).
p(Hi/A)= (1-34)
1=1
Итак, теорема Байеса гласит: вероятность гипотезы после испыта-
ния равна произведению вероятности гипотезы до испытания на соот-
ветствующую ей условную вероятность события, которое произошло
при испытании, деленному на полную вероятность этого события.
53
При этом сумма вероятностей гипотез как до, так и после испыта-
ний должна быть равна единице, т.е.
£>(#,/Л) = 1. (1-35)
/=1
1.11. ХАРАКТЕРИСТИКИ СЛУЧАЙНЫХ ВЕЛИЧИН
1.11.1. Закон распределения вероятностей случайной величины
Все случайные величины имеют одну общую характерную особен-
ность: все они являются такими переменными величинами, которые в
зависимости от случайного хода испытаний могут принимать то или
иное (но только одно ) возможное свое значение, которое заранее до
проведения испытаний предсказать невозможно. Знание возможных
значений случайной величины еще не позволяет полностью описать
эту случайную величину. Весьма важно знать, как часто следует ожи-
дать появления тех или иных возможных значений в результате повто-
рения испытания в одних и тех же условиях. Для этого необходимо
знать закон распределения случайной величины.
Прежде чем перейти к законам распределения случайных величин,
рассмотрим такие характеристики распределения вероятностей случай-
ных величин, как функция распределения случайной величины и плот-
ность распределения вероятности случайной величины.
Для рассмотрения этих функций воспользуемся в качестве примера
случайной дискретной величиной, число возможных значений которой
конечно. Пусть имеется случайная дискретная величина X, которая мо-
жет принимать значения Х\, Xi, ... Хп. В результате испытаний случай-
ная величина X примет какое-то одно из этих возможных значений,
т.е. произойдет какое-то одно из следующих событий:
Х = Х\, Х=ХЪ ..., Х=Хп.
Все эти события образуют полную группу несовместных событий.
Если вероятности появления каждого из событий обозначить:
при Х=Хх через Р{Х = Х}) = Р,;
X = Xi P(X=Xi) = Pi,
X = Xt Р(Х=Х1) = Р>,
x=x„ "p(x=x„)=p„,
54
то сумма вероятностей всех возможных значений дискретной случай-
ной величины равна единице:
£р(Х=х,) = 1.
1.11.2. Функция распределения
Функцией распределения случайной величины X называется функ-
ция аргумента х„ равная вероятности того, что эта случайная величина
X примет любое значение, меньшее, чем х.
Возьмем случайную величину X, выберем на числовой оси точку с
координатой х и рассмотрим вероятность события X < х, т.е. Р(Х < х).
Очевидно, указанная вероятность Р(Х< х) является функцией х, и
обозначается она через F(X) = Р(Х < х).
Если X— случайная дискретная величина, то на основании прави-
ла сложения вероятностей несовместных событий ее функция распре-
деления будет иметь вид
F(x) = £P(X=x;).
Неравенство х, < X означает, что суммирование распространяется
на все те возможные значения случайной величины, которые по сво-
ей величине меньше выбранного аргумента х. Функция распределе-
ния дискретной величины разрывна и возрастает скачками при пе-
реходе возможных значений дискретной случайной величины. Сово-
купность вероятностей всего ряда значений данной дискретной ве-
личины выражается в виде ступенчатой функции распределения ве-
роятностей.
Рис. 1.9. Функция распределения непрерывной случайной величины
55
Рис. 1.10. Точка разрыва функции распределения
Если представить, что число п возможных значений дискретной
случайной величины бесконечно возрастает, а промежутки между
ними становятся все меньше и меньше, то в пределе можно получить
гладкую непрерывную кривую F(x) (рис. 1.9).
Если рассматривать промежуток между случайными величинами,
стремящимися к 0, то вероятность попадания любого конкретного воз-
можного значения непрерывной случайной величины в нулевом про-
межутке также становится равной 0. В этом состоит сущность непре-
рывной случайной величины.
Основные свойства функции распределения
1. Функция распределения есть неотрицательная функция, заклю-
ченная между 0 и 1:
Q<F(x)< 1.
2. Вероятность появления случайной величины в интервале (а, 0),
(включая а и исключая 0) равна
P(a<x<0) = F(0)-F(a).
3. Функция распределения случайной величины есть неубывающая
функция, т.е. если 0 > а, то F(0) > F(a).
4. Функция распределения F(-oo)=0;F(+oo) = l.
5. Функция распределения в точках разрыва непрерывна слева.
6. Величина скачка функции распределения в точке разрыва равна
вероятности появления случайной величины в этой точке (рис. 1.10)
Р(Х = х) = F(x + 0) - F(x).
56
1.11.3. Плотность распределения
Функция распределения непрерывной случайной величины яв-
ляется ее исчерпывающей вероятностной характеристикой. Но она
имеет недостаток: по ней трудно судить о характере распределе-
ния случайной величины в небольшой окрестности той или иной
точки на числовой оси. Поэтому вводится особая функция, назы-
ваемая плотностью распределения вероятности или плотностью
распределения, которую находят путем дифференцирования функ-
ции распределения непрерывной случайной величины F(x). Для
дискретной случайной величины функция плотности распределе-
ния не существует.
Предел отношения вероятности попадания непрерывной случайной
величины на элементарный участок от х, до х, + Дх к длине этого уча-
стка Ах, когда Дх стремится к нулю (рис. 1.11), называется плотностью
распределения случайной величины в точке х,:
. .. Р(х< X<х + Хх) .. dF(x)
j (х) = пт —------------- - lim--—.
Дх->0 Д^ Лх—>0 Дх
f, dF(x)
т.е. /(х) = —
ох
Рис. 1.11. График плотности распределения/(х) для заданной
функции распределения F (х)
57
Рис. 1.12. График вероятности попадания случайной величины
на участок а — р
Таким образом, плотность распределения f(x) указывает на то, как
часто появляется случайная величина в малой окрестности х при по-
вторении испытаний.
Вероятность попадания непрерывной случайной величины на уча-
сток (а, Р) равна интегралу от плотности распределения, взятого по
этому участку (рис. 1.12),
₽
P(a<Jf<P)= J/(x)dx
a
(1.38)
1.11.4. Генеральные числовые характеристики
или параметры законов распределения
Получение вероятностных законов распределения, как правило,
связано с целым рядом трудностей и сложностью эксперимента. По-
этому так же, как для описания и характеристики геометрического
тела, когда взамен описания подробностей формы и распределения
масс твердого тела бывает достаточным знать его ширину, высоту,
длину, центр тяжести, момент инерции и т.п., для вероятностного опи-
сания случайных величин используют некоторые числовые характери-
стики, являющиеся параметрами законов распределения.
Таким образом, при решении многих практических задач можно и
не знать точные законы распределения случайных величин, а доста-
точно лишь знать числовые характеристики этих величин, определение
которых осуществляется гораздо проще.
58
Основными числовыми характеристиками случайных
величин, используемыми в теории надежности, являются:
математическое ожидание или среднее значение [Л/(х)];
дисперсия или среднеквадратическое отклонение [£>(х)] или о2;
коэффициент вариации v(x);
мода Мо и медиана Мд',
моменты различных порядков (начальные и центральные), част-
ными случаями которых являются математическое ожидание и
дисперсия.
1.11.5. Математическое ожидание
Математическим ожиданием или средним значением случайной ве-
личины называется постоянное число, около которого с ростом числа
испытаний устойчиво колеблется среднее арифметическое значение
случайной величины, найденное по опытным данным (механическая
интерпретация — абсцисса центра тяжести системы материальных то-
чек).
Для произвольной случайной величины с функцией распределения
F(x) математическое ожидание определяется как интеграл
00
тх = М[Х] = JxdF(x). 3g)
В том случае, когда X — дискретная случайная величина, предыду-
щее выражение сводится к виду
(1.39)
/=1 /=1
Таким образом, математическое ожидание дискретной случайной
величины (например, числа отказов) равно сумме парных произведе-
ний всех возможных значений этой величины на вероятность этих зна-
чений.
Если X— непрерывная случайная величина, то dF(x) =/(x)dx и то-
гда математическое ожидание определяется интегралом
тх = \xf (x)dx. (Е40)
При определении математического ожидания , например, такой не-
прерывной случайной величины, как время наработки до отказа (кото-
59
рое существует только в интервале (0, оо)), последний интеграл имеет
вид:
О
(1-41)
1.11.6. Дисперсия случайной величины
Дисперсия случайной величины — это математическое ожидание
квадрата отклонения случайной величины от ее математического ожи-
дания. Если математическое ожидание есть центр рассеивания, то дис-
персия характеризует степень или рассеивание случайной величины X
около ее центра рассеивания:
D[X] = М[(х-тД2]. (1.42)
Дисперсия всегда больше 0 и вычисляется как интеграл
со
D[X]= J(x-^)2dF(x). (143)
Для дискретной величины дисперсия вычисляется как сумма
D[X] = ^(x,-тД2Р{Х = х,) = £(х/-тД2Р,.
/=1 1=1
Для непрерывной случайной величины дисперсия вычисляется при
помощи интеграла
со
Z)[T]= J(x-™,)7(x)dx. (145)
-ос
Дисперсия измеряется квадратом единицы измерения случайной
величины. Для большего удобства вместо дисперсии используют толь-
ко ее положительный квадратный корень. Эта величина называется
средним квадратичным отклонением и обозначается буквой о с индек-
сом случайной величины. Для случайной величины X имеем
<т(х) = 70[Л- (1-46)
Рассеивание в относительных единицах ( в процентах ) выражается
коэффициентом вариации
60
v(x)=^a.. о-47»
M(i)
Коэффициент вариации может иметь любые положительные или
отрицательные значения. Например, при М(х) = 0 v(x) = со.
1.11.7. Мода и медиана случайной величины
Модой Мо дискретной случайной величины называется наиболее
вероятное ее значение. Для непрерывной случайной величины мода
есть такое значение случайной величины, которому отвечает наиболь-
шее значение плотности распределения, т.е. f (Mo) - max.
Распределение может быть двухмодальным или многомодальным, а
также антимодальным.
Медианой Мд случайной величины X называется такое ее возмож-
ное значение, относительно которого равновероятно получение боль-
шего или меньшего значения случайной величины, т.е.
Р(х> Мд) = Р(х< Мд). (1.48)
Это равенство означает, что медиана — это абсцисса точки, в кото-
рой площадь, ограниченная кривой распределения, делится пополам.
Так как вся площадь, ограниченная кривой, равна единице, то, очевид-
но, функции распределения в точке Мд
F(Md) = P(x< Мд) = 0,5.
Если распределение одномодальное и симметричное, то все три ха-
рактеристики — математическое ожидание, мода и медиана — совпа-
дают.
1.12. ЗАКОНЫ РАСПРЕДЕЛЕНИЯ СЛУЧАЙНЫХ
ВЕЛИЧИН
Законы распределения отказов, являющихся случайными величи-
нами, имеют большое значение для теории и практики работ по
обеспечению надежности изделий. Знание этих законов позволяет
рассчитывать и прогнозировать надежность изделий на этапах их
проектирования и испытаний; особенно большое значение эти зако-
ны имеют при оценке правильности установления и продления ре-
сурса изделий.
Наибольшее значение для надежности имеют законы: биномиаль-
ный и Пуассона — для дискретных величин; экспоненциальный, Вей-
61
булла и нормальный — для непрерывных величин. Кроме того, ис-
пользуются два вспомогательных закона — хи-квадрат и гамма-рас-
пределения. Для сложных и многофункциональных распределений
применяются композиции указанных законов распределения и усечен-
ные законы распределения.
1.12.1. Биномиальное распределение
Это распределение может быть получено, если в качестве случай-
ной величины взять число отказов, возникающих в процессе проведе-
ния однотипных независимых испытаний выборки изделий в одинако-
вых условиях, т.е. когда равновероятно появление отказов в любом из
проводимых испытаний.
Если q — вероятность появления отказа единичного изделия
(7 = const), п — число испытаний (изделий), т — возможное число от-
казов при п испытаний (отказ т изделий), то вероятность qmn появле-
ния отказа т изделий из п числа испытаний, т.е. вероятность рассмат-
риваемой случайной величины X определится по формуле Бернулли:
P(X=m} = qm^C”-q\\-qrn, d-49)
где т = 0, 1, 2, ... п, а С” — число всех возможных сочетаний, кото-
рое можно образовать из п испытаний, собирая в каждом из них по т
отказов
/и!(п-иг)!
Практическое применение биномиального закона:
статистический контроль качества выборки изделия , составляю-
щий не более 10% объема партии;
определение количества отказов перемонтируемых изделий в те-
чение заданного времени при их испытаниях.
При очень малых значениях q < 0,1 биномиальное распределение
может быть заменено распределением Пуассона, а при больших зна-
чениях nq > 20 — нормальным распределением.
1.12.2. Распределение Пуассона
Распределение Пуассона, или закон редких явлений, так же, как и
биномиальное распределение, распространяется на те случаи, когда
случайная величина принимает целые и положительные значения.
62
Физический смысл распределения Пуассона такой же, как и бино-
миального, т.е. оно определяет вероятность появления в малых выбор-
ках различных значений случайной величины тп. Эта вероятность на-
ходится по формуле
P(X = m) = qтл= — е-\ .. ...
л т\ С1-50)
Распределение Пуассона можно использовать двояко:
как заменитель биномиального распределения. В этом случае
а = qn, где п — число испытуемых изделий (количество изделий
в выборке); q — вероятность появления отказа единичного изде-
лия;
при выполнении расчетов по надежности и при испытаниях ре-
монтируемых изделий, для которых распределение Пуассона
имеет самостоятельное значение. В частности для ремонтируе-
мого изделия при установившемся режиме работы случайное
число отказов в единичном изделии распределено по закону Пу-
ассона. В этом случае а = М, т.е. равно математическому ожида-
нию, т.е. среднему числу отказов, приходящемуся на одно изде-
лие при проведении испытаний:
а —,
п
где т, — число отказов, которое было определено в z-м опыте; п —
число опытов.
Правильность предположения о наличии распределения Пуассона
подтверждается опытным путем: найденные из опыта статистические
характеристики Л/(х) и Д(х) должны быть равны между собой.
Если т = 0, то распределение Пуассона трансформируется в экспо-
ненциальное распределение.
1.12.3. Экспоненциальное распределение
Экспоненциальный закон — один из основных законов распреде-
ления длительности срока службы технических устройств. В качестве
основного параметра экспоненциального распределения является X(Z),
которым характеризуется интенсивность отказов для перемонтируе-
мых, и параметр потока отказов о>(/) — для ремонтируемых изделий
при их работе на установившихся режимах (для внезапных отказов,
не связанных с износом или старением элементов изделия). Для нере-
63
монтируемых изделий Х(/) показывает, какая доля работающих в мо-
мент времени t изделий выходит из строя в единицу времени после
момента t.
Если в выражении для вероятности безотказной работы (1.14) по-
ложить X(t) = X = const, где t — наработка до отказа (или между отка-
зами), что соответствует периоду нормальной эксплуатации, то полу-
чим (рис. 1.13)
P(t)=e'v,
(1-51)
а учитывая (1.12), имеем плотность распределения длительности срока
службы
Ж = Хе-х'.
(1-52)
Из выражений (1.3) и (1.51) следует, что вероятность отказа (или
функция экспоненциального распределения) равна
2(0 = 1 -е^. (1.53)
,, /1 -1 * dP(t)l dt
Учитывая выражение (1.15) и Л = const, имеем------—=const,
что соответствует условию постоянства относительной скорости
уменьшения по времени величины вероятности безотказной работы.
Поскольку среднее время наработки до отказа Гср в соответствии с
выражением (1.20) Тср = 1/Х , то можем записать (см. (1.51)) :
Р(/) = е^ и £(/)=!-е~'/'4’.
Так как Тср «1, имеем
e-jr=l-x; Р(/)=1-//7;р; Q(t) = t/Tcp,
где t — время полета.
Рис. 1.13. Графики экспоненциального
распределения, содержащие зависимо-
сти от времени наработки основных ха-
рактеристик надежности
64
Следовательно, при экспоненциальном законе надежности доста-
точно знать среднюю наработку до отказа, чтобы определить вероят-
ность безотказной работы в любой момент времени. Напомним, что
экспоненциальный закон надежности описывает надежность только
при условии внезапного характера отказов, не связанного с предыду-
щей работой изделий.
На практике часто бывает так, что экспоненциальный закон не
имеет места (X Ф const), но однако и в этом случае его можно приме-
нять для ограниченных отрезков времени. Это допущение оправдыва-
ется тем, что при ограниченном периоде времени переменную интен-
сивность отказов без большой ошибки можно заменить средним значе-
нием Хср, т.е. Х(Г) ~ Хср (Г).
1.12.4. Распределение Вейбулла
Двухпараметрическое распределение Вейбулла является более гиб-
ким , чем экспоненциальное, которое может рассматриваться как част-
ный случай первого. Это распределение получено эмпирически.
Плотность распределения Вейбулла
/(/) = —^V'”7'0
С
(1-54)
При 1/Г0 = X и т = 1 уравнение (1.54) превращается в (1.52) для
плотности вероятностей экспоненциального распределения. Величина
т — переменный параметр, имеющий разные значения и подбирается
в результате обработки экспериментальных данных. При описании
участка приработки т < 1, участка износа — т > 1, участка нормаль-
ной эксплуатации т = 1; to — параметр, связанный со средней нара-
боткой до отказа Тср уравнением
/ 1 \ со
и Ът =Г 1 +— = fwl/'ne“"dw — гамма-функция.
I т) 0J
Интегрируя выражение (1.54) от 0 до 1, получаем функцию распре-
деления F(t) = Q(f)
g(t) = 1-е-'”7'". (1-55)
Следовательно,
Р(?)=е-'”’/'"; (1.56)
5 - 2043 65
X(,)=ZW = ”,“ (1-57)
/>(') A,
Средняя наработка до отказа
« ( 1 \
7.p = Je-"'-d< = Wl + - . (158)
о \ rri /
На рис. 1.14 показаны графики распределения Вейбулла.
1.12.5. Нормальное (гауссово) распределение
Главная особенность нормального распределения состоит в том,
что оно является предельным распределением, к которому приближа-
ются другие законы распределения. Можно показать, что сумма боль-
шого числа независимых случайных величин, подчиненных каким
угодно законам распределения, приближенно подчиняется нормально-
му закону распределения. При этом основное ограничение состоит в
том, чтобы все величины в общей сумме имели относительно малое
значение.
В отличие от экспоненциального и распределения Вейбулла, ко-
торые применимы только для положительных непрерывных случай-
ных величин, нормальное распределение применимо для непрерыв-
ных случайных величин, которые могут принимать любые значения
от —да до +оо.
Плотность нормального распределения определяется формулой
/(*) =—т=е
ст
(1-59)
Графики изменения плотности нормального распределения приве-
дены на рис. 1.15. В частном случае, когда тх = 0 и стх = 1 имеем
66
И при
fW
mx=const; ax=var
mx=const; ax=var
Рис. 1.15. Графики изменения плотности нормального распределения
х = 1 /(х) = 0,3989,
х = 2 /(х) = 0,2420,
х = 3 /(х) = 0,0540,
х = 4 /(х) = 0,0044,
х = 5 /(х) = 0,0001.
Таким образом, при х > Зо величина /(х) имеет очень малые значения
и поэтому при анализе характеристик распределения часто ограничиваются
приближенными значениями f (х) только до х = Зо (правило трех сигм).
Функция распределения F(x) = Q(x) определяется через плотность
распределения
х х )2
F(x)= f/(x)dx = —7= [е 2а' dx.
о ,л/2л
(1.60)
5'
67
В задачах надежности для оценки распределения продолжительно-
сти срока службы (времени наработки до отказа) нормальный закон в
чистом виде не применим, так как время t не может принимать отри-
цательные значения. Поэтому пользуются понятием усеченного нор-
мального распределения, которое получается из нормального при ус-
ловии ограничения возможного интервала изменений случайной вели-
чины от 0 до +оо.
Плотность усеченного распределения f (?) определяется из условия
f(f) = c- f(t), где с — нормирующий множитель, получаемый из уело-
X
вия с- J/(Z)d/ = 1. Смысл множителя с можно пояснить с помощью
о
рис. 1.16, из которого видно, что вся площадь под гауссовой кривой
X
А + В = 1. Но В = J/(/)dr< 1, следовательно, если с • В = 1, то величина
О
с всегда больше 1 и с = 1 + A/В, где отношение A/В характеризует от-
носительную долю площади А под кривой Гаусса, отбрасываемой при
ограничении интервала изменения t от 0 до оо. Если коэффициент ва-
риации vz = —<0,5, то величина отношения A/В мала и с«1. Тогда
т,
можно считать, что (/) с достаточной для практических расче-
тов точностью и пользоваться неусеченным нормальным распределе-
нием для описания распределения времени безотказной работы. В
практических задачах надежности ГТД коэффициент вариации значи-
тельно меньше 0,5 и поэтому можно считать с~1.
Вероятность отказа Q(t) в случае с~1 равна площади под кривой
Гаусса, лежащей левее t (см. рис. 1.16) и определяется по формуле
(1.60), в которой величина х заменяется на время t.
Соответственно вероятность безотказной работы
Рис. 1.16. График к понятию об усеченном нормальном распределении
68
P(t) =—[e 2a' dr, (1.61)
о ,л/2л i
а интенсивность отказов, учитывая (1.12), (1.59) и (1.61)
(<-м, )2 / (1-т, )2
Х(Г) = е 2а? / Je 2о? dr. (1.62)
/ I
Интегралы в уравнениях (1.60)...(1.62) в конечном виде не берутся.
Они вычисляются с помощью табулированной функции вида
FoW = ^Je 2dk’ (1.63)
—со
, t-m, „ _
где х =для которой составлены таблицы. Учитывая равенство
о
(1.63), выражение (1.60) ( при х = f) можно записать
Графики нормального распределения показаны на рис. 1.17.
1.12.6. Распределение хи-квадрат
Данное распределение используется для оценки согласованности
теоретического и экспериментального распределений. Критерий согла-
сия %2 (критерий «хи-квадрат») обычно записывается так
(1-64)
69
где к — число групп или разрядов (интервалов), на которые разбиты
статистические данные; ти, — число наблюдений изучаемого события,
попавших в i-ю группу ( число отказов); М, — математическое ожида-
ние числа событий (отказов) в /-й группе.
Для распределения хи-квадрат введен особый параметр, называе-
мый числом степеней свободы:
r = k-s, (1.65)
где 5 — число независимо наложенных связей (число параметров) за-
кона распределения.
Для распределения хи-квадрат составлены специальные таблицы.
ГЛАВА 2
РЕСУРС ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
И ПУТИ ЕГО УВЕЛИЧЕНИЯ
Интенсивное развитие авиации выдвигает на первый план пробле-
му качества, в решении которой ведущую роль играют вопросы дости-
жения надежности и ресурса газотурбинных двигателей, во многом оп-
ределяющих безопасность и экономическую эффективность эксплуата-
ции авиационной техники.
Вопросам ресурса деталей авиационных ГТД посвящен ряд работ
[4, 12, 22, 23, 26]. Одной из последних опубликованных в этой области
является работа Третьякова О.Н. [33].
В настоящее время в условиях жесткой конкуренции с зарубежны-
ми производителями для отечественного авиадвигателестроения эта
проблема стала острой в связи со следующими обстоятельствами:
развитие авиационных ГТД, связанное с дальнейшим повышени-
ем параметров рабочего процесса и выходом на их предельные
значения сопровождается значительным усложнением конструк-
ции и технологии изготовления деталей и узлов двигателя. При
этом следует иметь в виду, что повышение надежности элемен-
тов, составляющих отдельные системы, в ряде случаев отстает
от роста сложности этих систем, что снижает надежность двига-
теля в целом;
широкое использование авиационных ГТД в качестве базовых
конструкций при создании различных силовых установок назем-
ного применения, например, в качестве привода электрогенера-
тора, газоперекачивающего аппарата, судового двигателя и т.п.
определяет значительное различие по условиям применения,
действующим и допустимым нагрузкам, уровням весовой и па-
раметрической избыточности конструкции двигателя;
быстрое моральное старение авиационной техники затрудняет
выявление эксплуатационных недостатков, доводку объектов, на-
копление и соответствующую обработку статистических данных
по отказам;
71
необходимость повышения надежности и ресурса диктуется так-
же требованием снижения стоимости эксплуатации авиационной
техники.
Таким образом, проблема обеспечения качества является комплекс-
ной и решается по следующим основным направлениям:
дальнейшая разработка теории надежности;
разработка новых принципов конструирования двигателя;
разработка новых технологических процессов производства и
методов контроля качества его изготовления;
создание современных методов и средств автоматизированного
контроля и диагностики технического состояния двигателя, по-
зволяющих быстро оценивать не только состояние отдельных уз-
лов и систем и определять отказы, но и прогнозировать измене-
ние состояние объекта в процессе эксплуатации;
разработка технологий восстановления элементов и систем дви-
гателя;
разработка научных основ эксплуатации авиационной техники,
обладающей ограниченной надежностью.
Современное состояние отечественной промышленности, характе-
ризуемое резким снижением финансирования наукоемких областей
оборонного направления, к которым относится авиационное двигателе-
строение, существенно усложняет процесс создания новых конкурен-
тоспособных двигателей пятого и шестого поколений. Для того чтобы
остаться в числе мировых авиационных держав, необходимо, прежде
всего, решить проблему продления сроков эксплуатации двигателей
третьего и четвертого поколений, которые еще долгое время будут на-
ходиться в эксплуатации. Поэтому особую актуальность приобретают
задачи, решение которых позволяет осуществить переход на эксплуа-
тацию двигателей без фиксированного ресурса, т.е. по техническому
состоянию.
Такой подход позволяет за счет увеличения срока эксплуатации
дорогостоящих авиационных ГТД высвободить средства и целевым
образом направить их на создание перспективных двигателей.
Однако при всей ясности технико-экономических преимуществ пе-
рехода на эксплуатацию авиационных двигателей по техническому со-
стоянию (ЭТС), реализовать этот процесс для каждого типа двигателя
чрезвычайно сложно.
Для практической реализации перехода к ЭТС необходимо решить
комплексную научно-техническую проблему, включающую в себя про-
блемы качества и стабильности производства, проблемы выполнения
стендовых и прочностных испытаний двигателей и их узлов, проблемы
создания и адаптации необходимых диагностических средств для не-
72
прерывного мониторинга и инспекций, проблемы проведения ремон-
тов, обеспечивающих необходимый ресурс основных деталей и узлов
двигателя.
Если говорить о двигателях третьего и четвертого поколений, не-
обходимо учитывать особенности этих двигателей, которые создава-
лись для эксплуатации по фиксированному ресурсу и не имеют конст-
руктивных преимуществ, присущих двигателям пятого поколения, об-
легчающих диагностику технического состояния, ремонт и замену де-
талей без съема двигателя с крыла. Такие двигатели проходили госу-
дарственные сдаточные испытания без учета дальнейшего перехода на
эксплуатацию по техническому состоянию, что еще более усложняет
процесс, так как требует решения задач обеспечения запасов по темпе-
ратуре газа и циклической долговечности в сжатые сроки, не прерывая
процессов производства, ремонта и эксплуатации.
Следует также отметить, что решение проблемы перехода на ЭТС
для двигателей военного назначения осложняется значительно боль-
шей индивидуальностью условий эксплуатации по сравнению с двига-
телями парка гражданской авиации.
Это затрудняет выборку достоверной партии двигателей при стати-
стической обработке экспериментального материала и существенно со-
кращает возможности использования математических моделей для дос-
товерной оценки и прогнозирования состояния двигателя и управления
надежностью. В результате на первый план при оценке фактического
состояния двигателя и его деталей выходят результаты мониторинга
основных показателей, на основе которых разрабатываются «планы
управления ресурсами», регламентирующие показатели надежности,
задачи технического обслуживания, ремонта и испытаний.
Названные выше проблемы взаимосвязаны и могут быть успеш-
но решены только в комплексе при успешном организационном со-
гласовании производственной деятельности конструкторских, техно-
логических, испытательных подразделений, эксплуатационников и
ремонтников.
2.1. ПОВЫШЕНИЕ РЕСУРСА ВЫСОКОТЕМПЕРАТУРНЫХ
ДВИГАТЕЛЕЙ
Трудности в процессе перехода на эксплуатацию по фактическому
техническому состоянию двигателей АЛ-31Ф и РД-33 обусловлены
тем, что эти двигатели были заложены 15—20 лет назад, когда вопрос
об эксплуатации по техническому состоянию не стоял перед авиацион-
ной промышленностью.
73
В связи с этим в техническом задании на двигатель не были вы-
ставлены в полной мере требования по модульности, контролепригод-
ности, диагностике.
Формально, например, у двигателя РД-33 имеются модули: венти-
лятор, турбина низкого давления (ТНД), газогенератор, коробка при-
водных агрегатов, форсажная камера с регулируемым соплом. Факти-
чески же в условиях эксплуатации удается менять только форсажную
камеру, агрегаты, что явно недопустимо для реализации эксплуатации
по состоянию с заменой модулей [33].
Вопрос по контролепригодности решен в большей степени. Через
лючки просматриваются лопатки вентилятора, компрессора, жаровая
труба камеры сгорания, лопатки турбины и оценивается их состояние.
Замену и ремонт лопаток можно проводит только на 1-й и 2-й сту-
пенях вентилятора, что также недостаточно для эксплуатации по тех-
ническому состоянию с большим использованием ресурсных возмож-
ностей.
В первоначальный момент эксплуатации двигателей вибродиагно-
стика оценивала состояние изделия по суммарному сигналу без его
анализа. Например, при отказе подшипников опор, при изменении ба-
лансировки из-за разрушения лабиринтов, вибродиагностика срабаты-
вала и являлось эффективной, но выявляла дефекты на поздней стадии
их развития. Так при срабатывании автоматики из-за разрушения опо-
ры повреждался ротор и статор высокого давления, что приводило к
большим затратам при их ремонте.
В настоящее время на ММПП «Салют» разработаны новые подхо-
ды к анализу вибросигналов и создан прибор, позволяющий обнару-
живать дефекты по роторам и подшипникам на ранней стадии их раз-
вития.
Явно недостаточна и сдерживает внедрение эксплуатации по со-
стоянию система учета наработки. Эта система учитывает общую на-
работку двигателя и наработку на режимах «М» — Максимал и «Ф»
— Форсаж.
Современные счетчики учитывают циклическую наработку лопа-
ток, дисков, корпусов, валов и позволяют корректно оценивать повре-
ждаемость этих узлов на двигателе и не превышать подтвержденную
экспериментально повреждаемость деталей, несмотря на нестабиль-
ную, отличающуюся по режимам, эксплуатацию двигателя.
В соответствии с требованиями начала 70-х годов, когда были за-
ложены эти двигатели, расчетный ресурс составлял при проектирова-
нии 300 ч, а требования по циклической наработке не были сформули-
рованы и затем реализованы на двигателях, что также сдерживало вне-
74
дрение эксплуатации по техническому состоянию. В дальнейшем это
потребовало от разработчиков и изготовителей двигателя напряжен-
ных усилий при проведении в короткие сроки работ по повышению,
более чем втрое, циклической долговечности роторов.
Запасы по температуре газа в то время были невысокими. При зна-
чении Тг = 1680 К в проекте двигателя в 70-х годах запас по темпера-
туре требовался в 30 град, а в настоящее время при этом же уровне
температуры газа запас достигает 100—150 град.
Незначительный запас по температуре привел к тому, что после
проведения Государственных сдаточных испытаний (ГСИ) в первые
годы эксплуатации стали проявляться дефекты по горячей части газо-
воздушного тракта двигателя, связанные с растрескиванием и прога-
ром сопловых и рабочих лопаток, камеры сгорания.
Это также потребовало от разработчиков и изготовителей напря-
женных усилий для ликвидации в короткий срок этих недостатков.
Для решения указанных проблем необходимо исследовать нагруже-
ние двигателя и его узлов в реальной эксплуатации во время проведе-
ния учебно-боевой подготовки. При этом непрерывно фиксируется ис-
пользование стационарных и нестационарных режимов. Такие иссле-
дования, проводимые в течение ряда лет, дают надежные результаты
об использовании этих режимов в эксплуатации. Полученные данные
используются для расчетной оценки циклической долговечности лопа-
ток турбины, дисков роторов и при разработке мероприятий для повы-
шения циклической долговечности.
Эффективной подготовкой к эксплуатации по техническому состоя-
нию явился анализ эксплуатации с фиксированным ресурсом после
проведения ГСИ. Эта эксплуатация выявила степень повреждения га-
зовоздушного тракта (ГВТ) посторонними предметами с взлетной по-
лосы, птицами и кусочками льда. Эксплуатация также определила ве-
личину допустимых забоин вентилятора и компрессора, выявила про-
блему замены лопаток вентилятора и допустимых дефектов на сопло-
вых лопатках ТВД и ТНД. Эти проблемы были решены полностью.
Полезная информация по повреждаемости деталей и узлов двигате-
ля была получена при проведении ремонтов. Учитывая, что процесс
ремонта входит в систему эксплуатации по состоянию, отработка ре-
монта является одной из основных составляющих эксплуатации по
техническому состоянию.
Таким образом, можно сформулировать три основные проблемы,
решение которых делает возможным внедрение эксплуатации по тех-
ническому состоянию.
75
1. Современные прочностные расчеты при наличии необходимо-
го объема деформационных и прочностных характеристик, в том
числе по скорости развития трещин до их предельного состоя-
ния, приравнены в настоящее время к экспериментальным мето-
дам.
Такие расчеты будут эффективными и объективными при наличии
полного объема характеристик циклического деформирования мате-
риалов, характеристик циклической ползучести, циклической пластич-
ности, характеристик циклической прочности с учетом совместного
действия вибрационных напряжений, а также, при наличии полного
объема характеристик, определяющих развитие трещин до предельно-
го состояния.
Получение таких характеристик связано с большими материальны-
ми и временными затратами. Несмотря на указанные недостатки, эф-
фективность расчетных методов при использовании вышеуказанных
характеристик даже в ограниченном объеме позволяет рассчитывать
повреждаемость лопаток турбины, дисков турбины и компрессора в
процессе всего полетного цикла эксплуатации. Эти расчеты позволяют
выявить наиболее повреждающиеся детали и наиболее повреждающие
режимы эксплуатации, что непросто выявить другими методами для
двигателя маневренного летательного аппарата, где имеется непрерыв-
ное изменение режимов двигателя.
Используя алгоритмы современных расчетов, в процессе каждого
полета удается определить повреждаемость основных деталей — лопа-
ток турбины, дисков, корпусов, валов и т.д. На этом принципе в на-
стоящее время создаются «счетчики повреждаемости» основных дета-
лей. По записанным параметрам двигателя непрерывно производится
расчет циклического деформирования и повреждаемости детали.
Если ведется эксплуатация по состоянию, то использование такого
«счетчика повреждаемости» для двигателей каждого индивидуального
самолета позволяет определить накопленные при эксплуатации повре-
ждаемости и при накоплении предельных повреждений (с необходи-
мым запасом) прекращать эксплуатацию и направлять двигатель в ре-
монт.
Такие подходы особенно важны для узлов, где диагностика в пол-
ной мере неприменима—диски компрессоров и турбин. Разрушение
дисков является тяжелым нелокализованным отказом, приводящим к
разрушению двигателя и самолета.
2. В связи с недостаточным объемом характеристик циклическо-
го деформирования, циклической ползучести, пластичности, цик-
лической прочности, характеристик по скорости развития тре-
щин и т.д., кроме расчетных методов определения значений пре-
76
дельных повреждаемостей, приходится использовать лаборатор-
ные и стендовые испытания двигателя.
Лабораторные ресурсные испытания проводятся для лопаток тур-
бины при их циклическом нагружении температурной нагрузкой с од-
новременным наложением вибрационной нагрузки, существенно сни-
жающей циклическую долговечность даже при низком уровне вибро-
напряжений (напряжения в 2—3 кг/мм2 снижают циклический ресурс
на порядок).
Лабораторные ресурсные испытания проводятся для дисков ком-
прессоров и турбин на разгонных стендах или на стендах типа колес
Френэ, где имитируется приложение нагрузок от лопаток с помощью
гидравлических силовозбудителей и проверяются при этом замковые
элементы дисков, как правило, определяющие ресурс.
В связи с тем, что при лабораторных испытаниях не всегда удается
получить соответствие нагрузок на установках нагрузкам на двигателе,
используются для оценки предельного состояния специальные испыта-
ния деталей и узлов в системе двигателя.
Для оценки предельного состояния деталей и узлов «горячего»
тракта — сопловых и рабочих лопаток турбины, жаровых труб камеры
сгорания, форсажной камеры получили распространение сокращенные
циклические испытания, при которых испытательный цикл уменьшает-
ся, но является эквивалентным по повреждаемости за счет использова-
ния только повреждающих режимов.
Для оценки предельного состояния дисков разработаны и реализо-
ваны циклические программы, в которых используются циклы, вклю-
чающие запуск, выход на режим максимальных оборотов, циклы изме-
нения оборотов от «Малого газа» до «Максимала» и останов. Чтобы
завершить эти испытания и не разрушить «горячий» тракт, снижается
значение температуры газа на 40—50°С. При таком снижении Тг тем-
пературы дисков практически не снижаются (в пределах 5°С).
Для проверки влияния газовой коррозии на сопловые и рабочие ло-
патки, что часто определяет ресурс турбины, проводятся испытания
при максимальных Тг.
Так как в настоящее время все испытания в системе двигателя яв-
ляются сокращенными по времени и циклам, подшипники, агрегаты
«дорабатывают» циклы и обороты либо на установках, либо перестав-
ляются с одного двигателя на другой.
3. Имея информацию по накоплению повреждаемости в эксплуа-
тации, а также сведения о предельных повреждениях для узлов и
деталей, полученную в результате ресурсных испытаний в лабо-
ратории и в системе двигателя, можно определить наиболее
«слабые» места в двигателе и для них отработать технологию
77
проведения диагностики и ее периодичность при введении экс-
плуатации по состоянию.
Кроме широко использующейся в настоящее время вибродиагно-
стики по роторным частотам, визуальной и приборной диагностики
для оценки состояния ГВТ, осмотра фильтров и анализа проб масла на
наличие металлических включений, широко внедряются счетчики по-
вреждаемости, которые позволяют оценивать состояние дисков, прак-
тически не поддающихся другим видам диагностики.
Применение широкополостной вибродиагностики, внедряемое на
ММПП «Салют», позволяет анализировать полученный спектр частот
и на ранней стадии выявлять повреждения межроторных и межваль-
ных подшипников, а также подшипников агрегатов.
Как показывают расчеты [33], введение эксплуатации по техниче-
скому состоянию позволит вдвое сократить производство двигателей,
вдвое сократить загрузку ремонтных предприятий и сократить затраты
на эксплуатацию. Обычно самолет во время ремонта не оставляют без
двигателей за счет резервного фонда, т.е. резервный фонд в случае
эксплуатации по состоянию будет также меньше.
Методы установления ресурса всегда были связаны с загрузкой
двигателя в эксплуатации. При сертификационных и ресурсных испы-
таниях двигателей военной авиаций воспроизводились все режимы в
соответствии с использованием их в процессе учебно-боевой подготов-
ки. При этих испытаниях наработка на режимах «М» и «Ф» произво-
дится со значительным увеличениием по времени (до 30%) по сравне-
нию с эксплуатацией, где наработка на этих режимах составляет
10—20%. Для сертификационных и ресурсных испытаний использует-
ся несколько двигателей.
Методы установления ресурса всегда учитывают связь серийного
производства, эксплуатации и ремонта.
Качество серийного изготовления проверяется комиссионными ис-
пытаниями за каждый квартал. Новые технологические процессы про-
веряются технологическими испытаниями, что позволяет усовершенст-
вовать производство и повышать качество, и во многом определяет на-
дежность и ресурс двигателей.
Ремонтные технологические процессы проверяются ремонтными
технологическими испытаниями.
Ресурс повышается для выпущенной или выпускаемой техники по
результатам прохождения ресурсных стендовых испытаний, с учетом
состояния двигателей, приходящих в ремонт, с учетом анализа отказов
в эксплуатации, с учетом результатов комиссионных, технологических,
ремонтных испытаний двигателей.
78
Без учета эффективности внедренных мероприятий по дефектам,
выявленным в процессе испытаний, эксплуатации и ремонта, ресурс
для выпускающейся и выпущенной серийной техники не может быть
увеличен.
При выработке установленного ресурса двигатель снимается с экс-
плуатации и отправляется в капитальный ремонт на авиаремонтное
предприятие.
Такие методы установления и выработки ресурса были эффектив-
ными при межремонтных ресурсах 200—300 ч и назначенных до пол-
ного списания 1000—2000 ч для авиационных двигателей, выпущен-
ных и эксплуатируемых в период с 1960 по 1970 гг.
В дальнейшем в процессе эксплуатации при повышении ресурса
столкнулись с проблемой увеличения отказов, связанных с исчерпани-
ем малоцикловой прочности при использовании нестационарных ре-
жимов.
Такие отказы имели место на наиболее нагруженных узлах: на ох-
лаждаемых рабочих лопатках турбин высокого давления, на титановых
дисках компрессоров, на корпусах камеры сгорания, на элементах
форсажных камер.
На охлаждаемых рабочих лопатках ТВД дефекты проявлялись при
наработке более 300 ч в виде поперечных растрескиваний средней час-
ти пера, начинающихся с внутренней поверхности входной кромки ло-
патки от охлаждающих ребер, выполненных с малыми радиусами пе-
рехода. По результатам выполненных исследований причиной этих
растрескиваний является термоциклическое нагружение на нестацио-
нарных режимах из-за более быстрого нагрева и охлаждения кромок
лопатки по сравнению с остальной частью пера.
На титановых дисках КНД дефекты проявлялись в виде растрески-
ваний галтели замка «ласточкин хвост» от действия окружных напря-
жений в ободной части диска. По результатам проведенных исследова-
ний причиной этих растрескиваний явилось малоцикловое нагружение
от воздействия центробежных нагрузок при изменении оборотов дви-
гателя, что имело место в результате изменения режимов работы дви-
гателя в эксплуатации. Наибольшая величина такого нагружения име-
ла место при реализации полетного цикла: за счет полного изменения
оборотов (~ 80%) и за счет частичных изменений оборотов (~ 20%).
На сварных силовых корпусах камер сгорания дефекты проявля-
лись в виде растрескивания материала в местах вварки арматурных
фланцев большого размера (до 150 мм) с геометрией, имеющей откло-
нения от круговой формы корпуса в виде выштамповок. По результа-
там металлографических исследований и лабораторных испытаний
причиной этих растрескиваний является малоцикловое нагружение от
79
воздействия перепада давления на оболочку корпуса камеры сгорания
при изменении режима работы двигателя в эксплуатаци.
Наибольшая величина такого нагружения имеет место при реализа-
ции полетного цикла: за счет полного изменения перепада давления в
корпусе камеры сгорания при изменении оборотов от п = 0 до п = итах
и за счет частичных изменений перепада давления. Эта нагрузка суще-
ственно зависит от выполняемого в эксплуатации профиля полета.
При полете с максимальной скоростью у земли
АЛлах= (1,5-2,0) х ДДзл, а при выполнении полета на даль-
ность АДПах — Ръ^.
Элементами форсажной камеры, где проявлялись малоцикловые
растрескивания, были стабилизаторы, створки регулируемого сопла,
коллекторы. К наиболее серьезным последствиям приводят дефекты
по коллекторам. Развитие сквозной трещины в элементе коллектора,
расположенного в зоне стенки корпуса форсажной камеры, приводит к
прожогу корпуса и, как следствие, к пожару на самолете, т.е. к нелока-
лизованному развитию разрушения двигателя и самолета. Металлогра-
фические исследования и термоциклические лабораторные испытания
показали, что причиной этих дефектов является термоциклическое на-
гружение коллекторов при включении форсажного режима с режима
«М». В прогретые на режиме «М» коллекторы подается «холодное»
топливо, что приводит к образованию в элементах коллекторов нерав-
номерности температур до ~ 200 град и высоких температурных на-
пряжений.
Для уточнения программ стендовых испытаний, воспроизведения
нагрузок, реализующихся в эксплуатации, авиационная промышлен-
ность и ВВС стали проводить периодическое исследование эксплуата-
ции в разных регионах страны. По результатам этих исследований
были разработаны программы стендовых испытаний: эквивалент-
но-циклических (ЭЦИ) и ускоренно эквивалентно-циклических
(УЭЦИ).
В программу ЭЦИ входит наработка на режимах «М» и «Ф», на ре-
жиме малого газа «МГ» и циклическая наработка на нестационарных
режимах «МГ-М-МГ», «МГ-Кр-МГ», «Кр-М-Кр», выполненных в темпе
приемистости и в темпе управляемости, т.е. при «медленном» измене-
нии оборотов. Число этих переменных режимов выбрано эквивалент-
ным по повреждаемости в эксплуатации для наиболее нагруженного
элемента горячего тракта (лопатки ТВД). При этих испытаниях воспро-
изводились растрескивания изнутри на входных кромках лопаток ТВД,
трещины на сварных корпусах камеры сгорания, трещины на коллекто-
рах форсажной камеры сгорания. При испытаниях по стандартной про-
грамме эти дефекты в полном объеме не воспроизводились.
80
Учитывая циклический характер основных дефектов была введена
усовершенствованная программа УЭЦИ. В отличие от ЭЦИ в ней ос-
тались самые напряженные переменные режимы «МГ-М-МГ». Число
этих режимов выбрано эквивалентным по повреждаемости в эксплуа-
тации от воздействия всех переменных режимов. В этом случае эффек-
тивность проверки осталась такой же как и при ЭЦИ, но время испы-
таний и трудозатраты сократились примерно в два раза.
При проведении УЭЦИ была сокращена наработка для подшипни-
ков, топливных, масляных и электрических агрегатов. Поэтому при не-
обходимости эти агрегаты проходили дополнительную наработку в ла-
боратории, либо на двигателе при испытаниях по специальной «глад-
кой» программе.
По программе УЭЦИ обычно проводятся одно или два испытания
с запасом по наработке до 20 %.
Работы по установлению ресурса по программам ЭЦИ и УЭЦИ
проводились в отрасли до середины 80-х годов.
Одним из важных, часто используемых, приемов при установлении
ресурса, являются также «лидерные» летные испытания, которые, как
правило, являются конечным, завершающим этапом установления ре-
сурса. При положительных результатах таких испытаний устанавлива-
ется ресурс.
При «лидерных» испытаниях проводится опережающая контроли-
руемая наработка в эксплуатации для ограниченного количества двига-
телей с увеличенным числом регламентных работ и осмотров. «Лидер-
ные» испытания позволяют в условиях реальной эксплуатации под-
твердить установленный ресурс, уточнить число необходимых инспек-
ций, осмотров.
Опережающая «лидерная» наработка в эксплуатации для ограни-
ченного количества двигателей при эксплуатации по техническому со-
стоянию также является эффективной, так как позволяет уточнить ус-
ловия перехода на ЭТС для всего парка двигателей.
Методы повышения ресурса двигателей в авиапромышленности
регламентируются в настоящее время «Нормами летной годности» для
двигателей гражданской авиации и «Положениями об установлении и
увеличении ресурсов и сроков службы газотурбинных двигателей» для
военной авиации.
В соответствии с этими документами увеличение всех видов ресур-
са двигателей и назначенного ресурса его основных деталей и узлов
проводится на основании результатов ресурсных испытаний двигате-
лей узлов и основных деталей. После выработки любого вида ресурса
двигатель снимают с самолета и направляют в капитальный ремонт
или списывают.
6 - 2043 81
При таком подходе для обеспечения необходимого уровня надеж-
ности следует отбирать для определения циклического ресурса детали
и узлы, обладающие наиболее низкими характеристиками циклической
прочности. Учитывая, что объемы прочностных проверок ограничены
для заготовок и еще более ограничены для готовых деталей, следует
считать, что это требование практически не выполняется. Выбор дви-
гателя, узлов и деталей для проведения ресурсных испытаний является
случайным, и для обеспечения требуемой надежности необходимо вво-
дить запас по долговечности (KN = 3).
Итак, в России и в Украине двигатели эксплуатируются с фиксиро-
ванным ресурсом, который подтвержден экспериментально эквива-
лентно-циклическими испытаниями двигателей и циклическими испы-
таниями основных деталей [33]. В этом случае эксплуатация двигате-
лей начинается с ресурсов ~300 ч для двигателей военных самолетов и
1 000—2000 ч для двигателей гражданских самолетов. Далее, по мере
продолжения испытаний и накопления опыта эксплуатации,ресурс уве-
личивается. Капитальный ремонт двигателя или его списание прово-
дится после фиксированной наработки.
Эксплуатация с фиксированным ресурсом является экономи-
чески неэффективной, так как не полностью используются ресурс-
ные возможности двигателя и его основных деталей из-за необхо-
димых запасов по долговечности при проведении циклической на-
работки.
Задача о полном использовании ресурсных возможностей двигате-
ля может быть решена при эксплуатации по техническому состоянию
(ЭТС).
При использовании ЭТС одной из основных проблем является раз-
работка и внедрение эффективной диагностики, позволяющей своевре-
менно обнаруживать дефекты, возникающие на основных деталях при
исчерпании их ресурса.
В настоящее время в Российских ВВС введена эксплуатация по
техническому состоянию для двигателей АЛ-31Ф и РД-33. Для двига-
телей гражданской авиации эксплуатация ведется по фиксированному
ресурсу.
Опыт эксплуатации по ЭТС показал, что степень использования
ресурса определяется объемом ресурсных циклических испытаний и
эффективностью диагностических средств.
В работе [33] приведены три группы факторов, обеспечивающих
успешную реализацию эксплуатации по техническому состоянию за
рубежом. К первой группе факторов относится наличие жесткой кон-
куренции между основными разработчиками двигателей (PW, GE, RR),
82
а также ужесточение требований по количеству выключений двигателя
в полете. Эту группу факторов следует считать организационной.
Ко второй группе факторов относится совершенствование конст-
рукции, основанное на использовании трехмерных моделей процессов,
происходящих в двигателе и их оптимизации; совершенствование тех-
нологии, обеспечивающей стабильное качество; внедрение электрон-
ных систем автоматического управления (САУ), обеспечивающих оп-
тимальные стационарные и нестационарные режимы работы двигате-
ля; внедрение эффективных систем диагностики для тестирования на
«земле» и для мониторинга на борту.
К третьей группе следует отнести обязательное создание резерва
по параметрам при проектировании и закладке нового двигателя для
обеспечения высоких ресурсов и необходимой надежности. Это дости-
гается за счет запаса по тяге, за счет снижения наработки на взлете
для магистральных самолетов и за счет взлетов на пониженных режи-
мах (80% взлетов осуществляется с тягой 0,75 7?взл). Сюда же можно
отнести широкое использование учебных режимов для двигателей ис-
требительной авиации (F 18, F 16).
Сдерживающими факторами для реализации эксплуатации
по техническому состоянию являются:
дефекты комплектующих и агрегатов САУ;
разрушение подшипников;
повреждение элементов «горячей» части газовоздушного тракта,
рабочих лопаток ТВД;
дефекты вентилятора, компрессора из-за попадания посторонних
предметов в двигатель;
ложные срабатывания электронных систем диагностики;
эрозионный износ элементов газовоздушного тракта.
Наиболее трудные проблемы возникают при проведении ресурс-
ных циклических испытаний роторов турбины. Обычно ротор турбины
состоит из основного рабочего диска, покрывного диска и закреплен-
ных на основном диске лабиринтов. При циклических испытаниях
проверяется ресурс основного диска и ресурс всех его элементов. На-
гружение основного диска и лабиринтов зависит от центробежных на-
грузок и температур, существенно неодинаковых для каждого из эле-
ментов при переходных процессах выхода на максимальные обороты и
сброса оборотов.
Воспроизведение нестационарных полей температуры, определяе-
мых конвективным теплообменом, при использовании индукционных
нагревателей представляет серьезные технические трудности. Необхо-
димо при термометрировании с использованием межвального токо-
съемника исследовать нестационарные режимы прогрева, охлаждение
6* 83
основного диска и его элементов на двигателе. По результатам термо-
метрирования необходимо также подобрать индукторы и программу
их работы. Далее при воспроизведении испытательного цикла на уста-
новке необходимо подтвердить соответствие полей температур реаль-
ным, которые имеют место на двигателе. При несоответствии этих
температур на переходных режимах будет несоответствие нагрузки
для основного диска, покрывного диска и лабиринтов, что является не-
допустимым.
При ресурсных циклических испытаниях вентилятора и компрессо-
ра на установке такая проблема не возникает из-за более низкого уров-
ня температур.
Для проведения ресурсных циклических испытаний отдельного
диска, входящего в ротор, или отдельного барабана из нескольких дис-
ков, приходится проектировать испытательный ротор, состоящий из
испытуемого диска (барабана), переходника, вала и опор. Испытатель-
ный ротор должен быть спроектирован так, чтобы ресурс переходника,
вала и опор были выше ресурса исследуемого диска (барабана). Эти
требования не всегда удается выполнить, что приводит либо к ремонту
установки, либо к ее разрушению.
Из-за отсутствия осевых газовых нагрузок на ротор нарушаются
условия работы шарикового радиально-упорного подшипника, что
приводит к проскальзыванию сепаратора и его разрушению. Для уст-
ранения этого недостатка установка проектируется вертикальной. В
этом случае на подшипник действует осевая сила, равная весу ротора.
При такой компоновке установки усложняется ее конструкция, увели-
чиваются размеры испытательного стенда, усложняется обслуживание.
При определении циклического ресурса для дисков, барабанов, ро-
торов двигателя приходится каждый раз решать задачу вибраций для
нового испытуемого ротора, что часто требует переборки установки с
проведением дополнительной балансировки.
При оценке трудозатрат и времени для испытания шести элементов
ротора на лабораторной установке с учетом указанных трудностей, за-
грузки производства и проведением конструкторских работ требуется
не менее двух лет для оценки ресурса исходной конструкции.
При испытании в системе двигателя эти испытания можно провес-
ти в течение полугода без больших дополнительных загрузок произ-
водства и конструкторов.
Учитывая опыт работы по доводке узлов, можно сказать, что рабо-
ты по ресурсу целесообразно вести как в системе двигателя, так и на
лабораторных установках.
84
Наиболее острые и трудные проблемы ресурса для роторов венти-
лятора и компрессора с проведением мероприятий по их конструктив-
ной доводке можно решить и на лабораторных установках. В этом
случае не требуется проведения термометрирования, подбора индукто-
ров и программ их работы.
После решения наиболее трудных проблем ресурса циклическую
наработку для установления ресурса по техническому состоянию целе-
сообразнее проводить в системе двигателя.
2.2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА РЕСУРС
МНОГОРЕЖИМНЫХ ДВИГАТЕЛЕЙ
В настоящее время авиационные двигатели по конструктивным
особенностям и особенностям эксплуатации можно разделить на сле-
дующие группы:
1) двигатели для высокоманевренных боевых, учебно-боевых и
учебных самолетов;
2) двигатели для военно-транспортной и гражданской авиации;
3) двигатели для вертолетов.
В табл. 2.1 для этих групп двигателей приведены эксплуатацион-
ные характеристики, а также возможное схемное решение.
Из таблицы следует, что наиболее нагруженными являются двига-
тели 1-й группы для высокоманевренных самолетов (истребители, пе-
рехватчики, учебные и учебно-боевые самолеты). Для этой группы
двигателей температура газа близка к максимальной и является опти-
мальной для указанного диапазона степени повышения давления в
компрессоре. Эта группа характеризуется также преимущественным
использованием в эксплуатации переменных режимов, выполняемых в
темпе приемистости, с максимальным диапазоном изменения давления
на входе в двигатель.
Для двигателей 2-й группы, используемых на военно-транспортных
и гражданских самолетах, максимальные параметры на взлетном режи-
ме близки к параметрам двигателей 1-й группы, но из-за малого числа
приемистостей и превалирования стационарных пониженных режимов
при полетах на дальность, вдвое меньшего диапазона изменения давле-
ний в полете, нагруженность ответственных элементов двигателя ока-
зывается значительно меньше, что позволило для этой группы полу-
чить назначенные ресурсы в 5—10 раз больше.
Поскольку эксплуатация в сильной степени влияет на ресурс дви-
гателя, рассмотрим основные отличия в эксплуатации двигателей
1-й и 2-й группы:
85
Таблица 2.1. Эксплуатационные характеристики двигателей. Назначение (класс) двигателя
Эксплуатационные характеристики Группа 1 Группа 2 Г руппа 3
Двигатели для высо- команевренных, бое- вых, учебно-боевых, учебных самолетов Двигатели для военно-транспортной, граж- данской авиации Двигатели для вер- толетов
Схема
Двухконтурные двигатели со степенью двухконтурности m ~ 0,5 Двухконтурные, m - 4—6 Турбовинтовые Турбовальные
Основные параметры Тяга, мощность /’ = 70—170 кН /’ = 25 - 250 кН #= 1300-2500 кВт #=500-3000 кВт
Температура газа тпк 2000-2300 (в форсажной каме- ре) -1700 (перед рубиной) - 1600 - 1600
Степень повышения давления в компрес- соре *к 14—27 14—35 - 15 - 15
Особенность эксплуатационного режима Переменные ре- жимы с большим числом приемисто- стей На дальность На дальность —
Диапазон давлений на входе в двигатель при эксплуатации кПа (МПа) 19,6—216 (0,19—2,16) 19,6—118 (0,19—1,18) 19,6—98,1 (0,19—0,98) 49—98,1 (0,49—0,98)
Реализованные и прогнозируемые ресурсы, ч 2000 - 12000 - 20000 - 10000
продолжительность полетного цикла для двигателя боевого вы-
сокоманевренного самолета составляет от 40 мин до 2 ч. Про-
должительность полетного цикла для двигателей военно-транс-
портного и гражданского самолета составляет от 2 до 8 ч. За
одинаковую наработку число полетных циклов будет примерно в
5 раз больше для двигателей 1-й группы;
сам полетный цикл для двигателя высокоманевренного самолета
является более высоконагруженным. Взлет всегда осуществляет-
ся на режимах «М» или «Ф». В процессе полета в темпе приеми-
стости и сброса происходит до пяти изменений режима от «МГ»
до «М» или «Ф». В полете происходит до десяти изменений
вйутри диапазона режимов «МГ»-«М»(«Ф») также в темпе прие-
мистости и непрерывное изменение режимов в темпе управляе-
мости, т.е. при медленном движении рычага управления двигате-
лем (РУД). Для двигателей 2-й группы изменение режимов в
темпе приемистости практически не используется в эксплуата-
ции;
продолжительность использования режима «М»(«Ф») для двига-
телей 1-й группы составляет 15—20% от ресурса, продолжитель-
ность взлетного режима для двигателей 2-й группы в 10—50 раз
меньше;
характерным для эксплуатации двигателей 1-й группы является
наличие больших эволюционных нагрузок (перегрузки достига-
ют 5—10 g). Для двигателей 2-й группы они в 3 раза меньше.
Приведенные отличия в эксплуатации показывают, что нагружен-
ность двигателей 1-й группы значительно превосходит нагруженность
двигателей 2-й группы. При этом следует иметь в виду, что в связи с
очень жесткими требованиями по массе и габаритам конструкция дви-
гателей 1-й группы оказывается компактной и предельно напряжен-
ной. Параметром, определяющим эти требования, является удельная
масса удв = G/Р кг/даН, т.е. масса двигателя, отнесенная к единице тяги
(в данном случае к деканьютону).
Для двигателей 1-й группы уда = 0,13—0,16, а для двигателей 2-й
группы — удв = 0,17—0,23, т.е. удельная масса двигателя 1-й группы
оказывается примерно в 1,5 раза ниже. Этот параметр определяет так-
же степень конструктивного совершенства двигателей.
Вышеуказанными требованиями по эксплуатации, нагруженно-
сти деталей, габаритам, массе и определяются особенности конст-
рукции двигателей 1-й группы. В России к этой группе двигателей
следует отнести современные серийные двигатели, принятые на воо-
ружение — АЛ-31Ф и РД-33. Данные двигатели имеют близкие кон-
87
структивные особенности, поэтому многое, о чем будет идти речь,
относится и к двигателю РД-33. Следует иметь в виду, что оба дви-
гателя эксплуатируются в настоящее время по техническому состоя-
нию. Ниже приводятся характерные особенности конструкции
этих двигателей.
1. Блочное (модульное) выполнение конструкции (см. гл. 3), что
позволяет при необходимости заменять часть модулей непосредствен-
но в условиях эксплуатации.
2. Наличие продольного разъема статора вентилятора, что позволя-
ет заменять и ремонтировать лопатки ротора и статора вентилятора в
эксплуатации. Учитывая, что это самые повреждаемые элементы кон-
струкции, понятна необходимость такого выполнения конструкции.
3. Выполнение в корпусах двигателя лючков осмотра газовоздуш-
ного тракта (ГВТ). Благодаря этому имеется возможность при помоши
эндоскопов с жесткими и гибкими световодами проводить осмотр де-
талей вентилятора, компрессора, камеры сгорания и турбин высокого
и низкого давлений.
4. Вынесение фильтров наружу и введение сигнализаторов стружки
для контроля состояния элементов трансмиссии.
5. Наличие коллектора термопар в системе регулирования и кон-
троля температуры газа.
Перечисленные особенности конструкции являются определяющи-
ми для обеспечения контроля и локального ремонта в эксплуатации.
В связи с предельной нагруженностью роторов и серийным произ-
водством двигателей этой группы отметим особенности конструкции,
позволяющие обеспечить прочность и надежность.
6. Наличие развитой системы охлаждения деталей газовоздуш-
ного тракта ( в двигателе охлаждаются камера сгорания, сопловые
и рабочие лопатки ТВД и ТНД, диски ТВД и ТНД, корпус турби-
ны). Охлаждение производится воздухом, отбираемым из тракта
компрессора высокого давления (-КВД). Для большей эффективно-
сти охлаждения используется воздухо-воздушный теплообменник,
находящийся в потоке наружного контура и обдуваемый воздухом
с более низкой температурой, чем воздух за КВД. В результате
температура высоконапорного воздуха внутреннего контура снижа-
ется на 120 град, что позволяет поддерживать высокий уровень Тг.
Поскольку интенсивное охлаждение необходимо не на всех режи-
мах работы двигателя, используется регулятор расхода охлаждаю-
щего воздуха, который включает систему охлаждения по мере не-
обходимости.
88
Для повышения эффективности охлаждения сопловые лопатки вы-
полняются из литых жаропрочных сплавов на основе никеля с штам-
пованными дефлекторами во внутренней полости, с перфорацией в
зоне входной кромки и с выпуском воздуха через щель в выходной
кромке. Штампованные дефлекторы, как правило, являются конструк-
тивными элементами, ограничивающими ресурс сопловых лопаток
из-за их износа.
Рабочие лопатки ТВД являются самыми нагруженными элементами
двигателя. Их выполняют литыми из современного жаропрочного
сплава ЖС-32 с наилучшими характеристиками прочности и жаростой-
кости (сопротивление окислению). Внутри пера лопатки имеются кана-
лы сложной конфигурации с интенсификаторами теплообмена для
прохода охлаждающего воздуха. Поскольку появление микротрещин
начинается на границах зерен, что в конце конечном итоге приводит к
появлению развитых дефектов, на ММПП «Салют» разработана и вне-
дрена в производство технология монокристаллического литья лопаток
из жаропрочных сплавов.
7. Использование защитных покрытий для деталей горячей части
газового тракта. Эмалевые покрытия применяют для защиты внутрен-
ней и наружной поверхностей жаровых труб камер сгорания от окис-
ления. При современных уровнях температуры газа сопловые и рабо-
чие лопатки без защитного покрытия неработоспособны. В течение ко-
роткого промежутка времени (~ 10 ч) после разрушения покрытия на-
блюдается окисление поверхности, растрескивание и прогар.
Работоспособность лопаток ТВД двигателей 1-й группы в настоя-
щее время определяется стойкостью покрытия. Для лопаток ТВД при-
меняется двухслойное покрытие на основе NiCrAl. Первый слой нано-
сят на всю поверхность пера, второй — на самую повреждаемую часть
поверхности — входную кромку. Внутренняя поверхность лопатки
также защищается покрытием от окисления.
8. Использование для горячих дисков порошковых материалов гра-
нульной технологии. Диски турбины и диски последних ступеней ком-
прессора, вал ТВД барабанного типа изготовляют с использованием
гранульной технологии из материала ЭП 741 НП, обладающего наи-
лучшими характеристиками длительной и циклической прочности и
максимальным сопротивлением ползучести.
Для материалов гранульной технологии характерна малая чувстви-
тельность к концентрации напряжений, что очень важно для обеспече-
ния ресурса в условиях интенсивного циклического нагружения.
89
9. Использование для дисков компрессоров высокопрочных свари-
ваемых титановых сплавов. В конструкции компрессора используется
диско-барабанная сварная конструкция, обеспечивающая максималь-
ную прочность, жесткость и технологичность.
Титановый сплав широко применяют и в конструкции форсажной
камеры, в частности для наружного корпуса, а также форсажной ка-
меры и при изготовлении корпуса вентилятора и основных опор дви-
гателя.
Использование титановых сплавов позволило для двигателей 1-й
группы получить приемлемые параметры удельной массы — удв.
10. Применение при производстве двигателей современных
высокопроизводительных процессов, обеспечивающих ста-
бильное качество:
литье рабочих лопаток ТВД с использованием высокоскоростно-
го метода направленной кристаллизации;
вальцовка лопаток компрессора малой размерности;
применение электрохимии при изготовлении титановых лопаток
вентилятора;
использование станков с числовым программным управлением и
наличием обратной связи от инструмента для изготовления дис-
ков, валов, корпусов;
использование метода глубинного шлифования при обработке
замков лопаток турбин;
использование электронно-лучевой сварки для изготовления ро-
тора компрессора;
использование лазерной техники при изготовлении заготовок из
листового материала.
Учитывая, что двигатели 1-й группы изготовляются в процессе се-
рийного производства, последняя особенность является одной из са-
мых важных для обеспечения качества, надежности и ресурса этих
двигателей.
Как отмечено выше, вследствие статистической природы как само-
го материала, так и процесса его обработки при изготовлении деталей,
а также статистической природы измерений при изготовлении и кон-
троле детали конструктивная прочность деталей будет всегда иметь
значимую дисперсию.
Вследствие допусков на размеры деталей ГВТ и замковых соедине-
ний статистическая природа нагрузок даже на одном режиме также бу-
дет проявляться в полной мере, и нагружение деталей будет также
иметь дисперсию.
90
При сложившемся опыте эксплуатации летательных аппаратов вы-
полнение летчиком различных режимов также имеет статистическую
природу.
Для всех рассмотренных факторов дисперсия может быть уменьше-
на, но не может быть устранена.
Несмотря на достижения науки в области прочности материалов и
процессов в двигателях все закономерности, определяющие накопле-
ние повреждаемости и исчерпание ресурсных возможностей основных
деталей, не до конца изучены. Все вышеизложенное можно отнести
также и к агрегатам двигателя, обеспечивающим его работу.
Поэтому для эксплуатации с полным использованием ресурсных
возможностей из-за дисперсии конструктивной прочности, нагрузок,
неполной изученности закономерностей накопления повреждаемости
необходимо контролировать состояние всех основных узлов и деталей
до некоторого критического уровня непрерывно и затем по мере их от-
браковки заменять на детали, обеспечивающие дальнейшую эксплуата-
цию. При такой эксплуатации сложится ситуация, когда большая часть
деталей и узлов будет заменена, затем наступит вторая замена и т.д. В
результате от двигателя останется только номер.
Такая эксплуатация возможна при выполнении следующих усло-
вий:
при доступе к деталям и узлам для проведения контроля;
при наличии инструментов, обеспечивающих контроль;
при проведении необходимого числа инспекций с требуемой пе-
риодичностью;
при модульном выполнении конструкции двигателя, обеспечи-
вающем быструю замену исчерпавших ресурс деталей и моду-
лей.
Число инспекций определяется интервалом наработки от начала
проявления диагностического признака в детали до его критического
уровня. Число инспекций может быть настолько большим, что не по-
зволит проводить «реальную» эксплуатацию.
Другим способом обеспечения эксплуатации с полным использова-
нием ресурсных возможностей является непрерывная инспекция во
время эксплуатации за счет размещения и использования диагностиче-
ского оборудования на борту. В настоящее время такая инспекция ве-
дется по уровню температуры газа перед турбиной, по давлению в
масляной системе, по вибрациям и ряду других параметров. По своим
возможностям такая система, как правило, является ограниченной и не
обеспечивает эксплуатацию с полным исчерпанием ресурсных возмож-
ностей.
91
В связи с этим наиболее эффективным направлением является вне-
дрение непрерывной инспекции за счет использования бортового обо-
рудования и мониторинга. В этом случае затраты на эксплуатацию
становятся наименьшими, так как не требуется снятия двигателя с са-
молета, не требуется снятия агрегатов и коммуникаций. Самолет после
проведения необходимых работ готов к следующему вылету.
В настоящее время при проведении наземной инспекции проводят-
ся четыре вида работ:
1. Осмотр ГВТ. При этом оценивается состояние лопаток вентиля-
тора, компрессора, камеры сгорания, сопловых и рабочих лопаток тур-
бины. Перед осмотром проводят подготовительные работы. Снимают
капоты, открывают лючки, снимают некоторые трубки и агрегаты. Ос-
мотр проводится с помощью эндоскопов, эндоскопов с телевизионны-
ми камерами, токовихревых и ультразвуковых приборов.
Целью осмотра являются:
поиск забоин и трещин в элементах вентилятора и компрессора;
поиск прогаров, коробления и трещин в камере сгорания;
оценка состояния сопловых лопаток по прогарам и трещинам;
оценка состояния покрытия на рабочей лопатке ТВД и наличие
трещин в зоне перфорации.
Для повышения эффективности осмотров необходимо использовать
специальные составы, проявляющие дефекты на деталях, и применять
телевизионную технику с записью на видеомагнитофон результатов
осмотра для создания базы данных.
2. Осмотр фильтров на наличие стружки. Специальных инструмен-
тов для определения стружки не требуется. Эффективность осмотра
удовлетворительная при транспортировке стружки по маслосистеме.
3. Контроль состава масла позволяет выявить ранние износы. При
подготовительных работах снимают крышки фильтров и берут пробу
масла. Для анализа масла используется установка типа «Барс». Цель
анализа заключается в определении количественного и качественного
состава металлических составляющих в масле, что позволяет опреде-
лять место и интенсивность износов. Эффективность такого метода
вполне удовлетворительная.
4. Проведение тестовой наземной гонки по специальной програм-
ме. Перед гонкой проводят подключение к двигателю пультов назем-
ного контроля. При гонке используются дополнительные вибродатчи-
ки со специальной виброаппаратурой, пульты наземного контроля для
тестирования электрических и гидравлических параметров систем и
параметров двигателя.
92
Цель гонки заключается в инспекции систем, параметров и состоя-
ния двигателя с использованием бортовой и наземной диагностической
аппаратуры от взлетного режима до выбегов при останове. Повышение
эффективности этого вида контроля может быть достигнуто за счет
создания базы данных, введения широкополосной вибродиагностики,
автоматизированного анализа характера выбегов.
Эффективность инспекций будет существенно выше, если их сде-
лать бортовыми и автоматизированными.
2.3. ПОВРЕЖДАЕМОСТЬ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ
ПРИ ЭКСПЛУАТАЦИИ
Анализ статистики отказов по двигателям показывет, что 40% отка-
зов приходится на системы и агрегаты САР (системы автоматического
регулирования); 25% — на отказы по подшипникам и 35% — на ос-
тальные виды отказов [33].
Для обеспечения приемлемого уровня безотказности двигателя сис-
тема САР выполняется с дублированием. Агрегаты системы по резуль-
татам инспекций могут заменяться.
С подшипниками проблема возможных отказов стоит острее. В од-
них случаях отказ приводит к прекращению выполнения полетного за-
дания и съему двигателя, в других — к разрушению вала двигателя,
самолета и в результате к летному происшествию. Аналогичная про-
блема имеет место и для систем, узлов и деталей, входящих в града-
цию «остальное».
В связи с тем, что возможность тяжелого летного происшествия на
одномоторном самолете значительно выше, чем на двухмоторном, в
настоящее время проектируются и производятся, как правило, двухмо-
торные самолеты.
При проектировании и изготовлении одномоторного самолета, на
него устанавливают серийный доведенный двигатель, выпускавшийся
и эксплуатировавшийся в течение ряда лет.
В табл. 2.2 приведены возможные типовые отказы систем, узлов и
деталей в системе двухмоторного самолета. Отказы можно разделить
на два вида: локализованные и нелокализованные. В первом случае от-
каз локализуется в пределах двигателя. При этом летчик либо выклю-
чает двигатель, либо переводит САР на резервную систему и прекра-
щает выполнение полетного задания. Во втором случае отказ не лока-
лизируется в пределах двигателя, что приводит к летному происшест-
вию и потере самолета.
93
Таблица 2.2. Возможные типовые отказы
№ п.п Детали и системы двигателя Диагностические признаки Отказы
в полете на земле локализо- ванные нелокализо- ванные
1 Лопатки вентилятора 1-й, 2-й, 3-й ступеней вибрация — — +
2 Лопатки компрессора по- следних ступени вибрация — + —
3 Жаровая труба — — — +
4 Корпус камеры сгорания — — —
5 Сопловые лопатки ТДВ заброс 7) — + —
6 Рабочие лопатки ТВД То же При осмотре + —
7 Сопловые лопатки ТВД » » +
8 Рабочие лопатки ТВД » » При осмотре + +
9 Масляная система » » — + -1—
10 Топливная система и САР Отклонение основных параметров от норм — + —
11 Подшипники трансмиссии Вибрация, срабатыва- ние сигна- лизатора стружки +
12 Шестерни центральной ко- робки приводов (ЦКП) Отказ топ- ливной, мас- ляной и других сис- тем +
13 Коллекторы камеры сгора- ния Срабатыва- ние пожар- ного сигнала — + +
14 Форсажные коллекторы — — — +
15 Продольные швы обечаек форсажной камеры — — — +
16 Диски вентилятора — — — +
17 Диски компрессора — — . — +
18 Диски турбины — — — +
19 Места соединения дисков с валом (шпильки) — — — +
20 Трубки наружного контура — Обнаружена течь + —
21 Трубки управления соплом — То же + —
В зависимости от эффективности диагностики и противопожарной
системы самолета один и тот же отказ двигателя может рассматри-
ваться как локализованный или нелокализованный. Так на двигателе
при образовании трещин на топливном коллекторе основной камеры
сгорания может возникнуть локальный пожар. При срабатывании по-
жарной сигнализации отказ является локализованным, при несрабаты-
вании — пожар может распространиться по мотоотсеку и стать нело-
кализованным.
Половина позиций табл. 2.2 связана с возникновением нелокализо-
ванных отказов. Приведенная таблица построена на основе опыта экс-
плуатации и доводки двигателей типа РД-33 [33].
Для других двигателей нелокализованные отказы могут
иметь место и для иных узлов и деталей, в зависимости от выполнен-
ной конструкции и размерности двигателя, например:
обрыв пера рабочих лопаток 1-й и 2-й ступеней вентилятора;
разрушение дисков вентилятора, компрессора и турбины;
разрушение соединений валов с дисками;
разрушение корпуса камеры сгорания;
разрушение обечаек форсажной камеры;
разрушение мест подвода топлива к топливным коллекторам, на-
ходящимся в газовоздушном тракте основной и форсажной ка-
мер сгорания.
К сожалению разработать для этих узлов и деталей раннюю диаг-
ностику не удается, поэтому расчеты и эксперименты должны дать на-
дежную оценку долговечности этих элементов. Перечисленные выше
узлы и детали называются основными. Они утверждаются отраслевым
институтом ЦИАМ и Заказчиком.
По остальным узлам, деталям и системам ситуация более благо-
приятная. Отказы не приводят к нелокализованным разрушениям, име-
ется прямая или косвенная диагностика на борту, возможны осмотр и
тестирование на земле.
Для обеспечения эксплуатации с исчерпанием ресурсных возмож-
ностей для систем, агрегатов и узлов должны быть экспериментально
определены предельные наработки для всей области режимов эксплуа-
тации двигателя с необходимыми запасами параметров двигателя.
К таким испытаниям относятся:
испытания по проверкам на автоколебания всех ступеней венти-
лятора с запасом по давлению и режиму;
специальные стендовые испытания с запасом по температуре
газа (АД = 50—70 град) для проверки деталей горячего тракта;
испытания в барокамере на режимах с максимальными давле-
ниями (pi* « 2 • 105 Па);
95
эквивалентно-циклические испытания с запасом по наработке 1,2
для проверки деталей газовоздушного тракта;
циклические испытания для определения долговечности роторов
и их элементов с запасом по долговечности KN = 3—4;
лабораторные циклические испытания корпуса камер сгорания
для определения долговечности;
динамические и статические тензометрирования мест подвода
топлива к коллекторам основной и форсажной камер сгорания;
динамическое и статическое тензометрирования обечаек форсаж-
ной камеры;
расчетные оценки долговечности основных узлов и деталей.
2.4. НОРМИРОВАНИЕ ПОВРЕЖДЕНИЙ ЛОПАТОК
ВЕНТИЛЯТОРА И КОМПРЕССОРА
В связи с тем, что при эксплуатации авиационных двигателей од-
ной из основных причин досрочного съема двигателей является повре-
ждение титановых лопаток вентилятора и компрессора из-за попада-
ния в ГВТ посторонних предметов, до введения эксплуатации по тех-
ническому состоянию необходимо было выявить частоту и степень по-
вреждения лопаток вентилятора и компрессора при реальной эксплуа-
тации разработанного двигателя. Далее, используя результаты по фак-
тической вибронагруженности ступеней вентилятора и компрессора,
по результатам стендовых тензометрирований, необходимо выбрать
лопатки в эксплуатации с наиболее опасными повреждениями для про-
ведения работы по нормированию повреждений и внедрению зачистки
допустимых забоин.
Проведение такой работы для лопатки с эксплуатационными повре-
ждениями нереально из-за невозможности подбора в эксплуатации не-
обходимого числа лопаток с забоинами заданной глубины и располо-
женными в требуемых зонах пера лопатки.
Поэтому эта работа выполнялась на лопатках с искусственно нане-
сенными забоинами (методом прорезания на фрезерном станке с углом
заточки фрезы 60 град и радиусом скругления R = 0,1 -0,2 мм). При
этом воспроизводятся забоины, идентичные по глубине, степени кон-
центрации напряжений и месту расположения на пере.
В этом случае для каждой исследуемой ступени при колебаниях
опасной формы с расположением забоины в месте максимальных на-
пряжений можно при проведении усталостных испытаний получить
предел усталости для забоин заданной глубины. При проведении серии
таких испытаний для исследуемой ступени с разной заданной глуби-
96
ной забоины h (мм) можно получить зависимость предела усталости от
глубины забоин — о.] =/(Л).
Пределы усталости характеризуются параметром Ка и регламенти-
руются стандартом ОСТ 100304—79 «Нормирование повреждения ло-
паток компрессора от попадания посторонних предметов».
Для снижения значений параметра Ка определяются допустимые
значения глубины забоины для исследуемой ступени при эксперимен-
тальном значении запаса усталостной прочности Kvm.
В соответствии с указанным выше стандартом, допускаются сле-
дующие значения параметра Ка = о.1ИСХ0ДН /0.1 с забоиной в зависимости от
экспериментального значения запаса усталостной прочности Kvm:
Ка < 2,0 при Kvm > 4,8;
Ка < 1,35 при 3,6 < Kvm < 4,8;
Ка = 1,0 при Кут < 3,6.
Из этих данных следует, что при Kvm <3,6 эксплуатация без выве-
дения забоин не допускается.
В случае если глубина забоины оказывается большей, чем это пре-
дусмотрено Стандартом, допускается выводить забоины за счет плав-
ного скругления кромки радиусом R = 10—12 мм.
На рис. 2.1 показаны нанесенные забоины и способ их выведения
при усталостных испытаниях рабочих лопаток 2—4-й степеней. При
таком оформлении скругления кромки предел усталости практически
восстанавливается (отличие в пределах ~ 10%).
Следует указать, что для лопаток вентилятора, в наибольшей степе-
ни подверженных повреждению в эксплуатации за счет ударов посто-
ронними предметами, необходимо применять поверхностное упрочне-
ние. При максимальном поверхностном упрочнении предел усталости
также достигает максимального значения о.] = 60 кг/мм2, но при этом
резко повышается чувствительность материала к забоинам.
При выборе более «мягкого» поверхностного упрочнения предел
усталости получается несколько меньшим (о.] ~ 50 кг/см2), но при
этом вдвое снижается чувствительность материала к забоинам. В ре-
зультате при «мягком» режиме упрочнения предел усталости лопатки
с забоиной получается вдвое выше, чем для лопатки с такой же забои-
ной, но при «предельном» упрочнении.
Введение «мягкого» режима виброгалтовки уменьшает остаточные
напряжения по толщине материала примерно вдвое, что и определяет
снижение чувствительности к забоинам.
7 - 2043 97
Рис. 2.1. Наведенные забоины на лопатках компрессора и способ их устранения при
усталостных испытаниях
На основании результатов исследования мест и степени повреж-
дения лопаток, вибронапряженности рабочих лопаток вентилятора и
компрессора, усталостных испытаний лопаток с выведенными забои-
нами при внедренных технологиях упрочнения были разработаны
нормы на повреждения лопаток вентилятора и компрессора. В гл. 6
при описании ремонта лопаток приводятся некоторые из этих норм.
Для входной и выходной кромок лопаток вентилятора, кроме при-
комлевой зоны и зоны у торца лопаток, допускаются забоины до
0,7—1,0 мм без зачистки в эксплуатации. Забоины на кромках с зачи-
сткой ограничиваются по числу: до 2 мм на кромках не более 3 шт.,
до 1 мм не ограничиваются по числу.
При повреждении уголков на верхнем торце лопаток проводят
срезку уголков площадью до 50 мм2.
Надрывы по месту забоин не допускаются во всех зонах лопатки
и на всех лопатках. При обнаружении повреждений на лопатках вен-
тилятора выше указанных норм проводят зачистку лопаток или их
замену.
98
Для лопаток КВД также допускаются без зачистки забоины и вмя-
тины глубиной до 1 мм, но совершенно не допускаются, как и для ло-
паток вентилятора, надрывы по месту забоин.
Разработанные для эксплуатации нормы были подтверждены резо-
нансными испытаниями на двигателе. На лопатки наносились забоины
в местах, соответствующих опасным формам колебаний. Затем опреде-
лялись диапазоны частот и резонансные обороты, соответствующие
этим опасным формам колебаний.
Резонансная наработка для лопаток вентилятора двигателя обычно
проводится для следующих диапазонов числа оборотов п, %:
45,3—48,0; 60,7—62,5; 64,6—68,5; 87,8—90,5; 100,0—101,8. В каждом
диапазоне шаг изменения составляет Ди = 0,3% при наработке в тече-
ние 30 мин.
Если осмотр лопаток после окончания испытаний показывает, что
трещины на лопатках отсутствуют, то это указывает на правильность
выбранных норм для эксплуатации. Принятые нормы для лопаток
вентилятора подтверждены эксплуатацией двигателей в течение мно-
гих лет.
Понятен экономический эффект от внедрения обоснованных норм
на допустимые в эксплуатации повреждения рабочих лопаток вентиля-
тора и компрессора. Внедрение этих норм позволило увеличить нара-
ботку двигателей без их досрочного съема не менее, чем на 30 % при
обеспечении необходимой надежности.
2.5. АНАЛИЗ ФАКТОРОВ, ВЛИЯЮЩИХ НА ЗАПАС
ПО ТЕМПЕРАТУРЕ ГАЗА
Как отмечалось выше, эксплуатирующиеся в настоящее время дви-
гатели четвертого поколения были заложены более 20 лет назад на
уровень температур газа до 1700 К. В момент проектирования этих
двигателей материалы, обеспечивающие их работоспособность, были
еще не внедрены в промышленность, т.е. по отношению к имеющимся
жаропрочным материалам эти проекты были опережающими. Из-за
чего и не ставилась задача по обеспечению работоспособности двига-
телей с необходимым запасом по температуре газа.
В момент сертификации этих двигателей нормативный запас по
температуре газа составлял 30—50 градусов. В дальнейшем опыт экс-
плуатации двигателей военной и гражданской авиации показал, что за-
пас по температуре газа должен составлять для двигателей военной
авиации \ТГ = 100- 150 град, а для двигателей гражданской и транс-
портной авиации — &ТГ = 150-200 град.
7* 99
При обеспечении запасов по &Тт такого уровня отказы по узлам и
деталям горячего тракта маловероятны.
С учетом факторов, определяющих значения запасов по ЛТГ, при-
менительно к двигателям истребительной авиации выраже-
ние для ДД будет выглядеть следующим образом:
ЛД = ДД + ДД + ДД + ДД + Д?5,
где: ДД — допуск на отладку двигателя; ДД2 — отклонение в работе
автоматики; ДД — отклонения в условиях эксплуатации; ДД — ухуд-
шение параметров двигателя по ресурсу; ДД5 — отклонения в размерах
деталей и узлов горячего тракта, приводящие к увеличению их темпе-
ратуры.
Если допустить, что ДД = 10 град, ДД = ДДз = ДД4 = ДД5 s 30 град,
то необходимый запас по температуре газа будет равен 130 град.
Для двигателей гражданской авиации к этим требовани-
ям добавляются жесткие требования по постоянству тяги независимо
от климата и высотности аэродрома. В странах с жарким климатом и
на высотных аэродромах тяга снижается. Для компенсации этого тре-
буется увеличивать при взлете значение температуры газа еще на
50—70 град.
Для обеспечения запасов по температуре газа проводились меро-
приятия на жаровой трубе камеры сгорания, по сопловым и рабочим
лопаткам ТВД, по сопловым лопаткам ТНД.
Для правильного выбора мероприятий, способствующих повыше-
нию запаса по температуре газа, необходимо располагать данными по
распределению температур в горячей части двигателя. Для этого про-
водятся экспериментальные и теоретические исследования. Напри-
мер, расчеты температурного и напряженного состояния показали,
что на входной кромке среднего сечения лопатки ТНД реализуются
максимальные температурные напряжения ст = 36,5 кг/мм2 при уровне
температур t = 1050° С за счет неравномерного распределения темпе-
ратур по сечению пера лопатки. С учетом разницы температур пера и
полки напряжение на входной кромке дополнительно увеличивается
на 10 кг/мм2.
Проведенные расчеты температур и напряжений, а также металло-
графические исследования растрескиваний входных кромок пера лопа-
ток подтвердили их температурное происхождение.
Напряжения за счет неравномерности температур значительно уве-
личиваются на нестационарных режимах: режимах приемистости
«МГ-М» и сброса оборотов «М-МГ», так как перо лопатки быстрее
прогревается и охлаждается, чем верхние и нижние полки.
100
В результате такого циклического воздействия температурных на-
грузок на входной кромке пера лопатки, наружных и внутренних пол-
ках образуются трещины. Трещины при наработке увеличиваются и
могут стать сквозными.
Из-за недостаточного запаса по температуре газа на рабочих лопат-
ках ТВД в эксплуатации могут появляться дефекты в виде:
схода защитного покрытия на входной кромке и появления в
этом месте трещин;
образования трещин у основания щели на задней кромке;
образование трещин по реборде на торце пера лопатки.
Наиболее проблемными являются дефекты по защитному покры-
тию, по растрескиванию и окислению входной кромки. Следует отме-
тить, что эти дефекты имеют также статистическую природу.
Повышение сопротивления окислению и стойкости покрытия обес-
печивает работоспособность лопатки и увеличивает запас по темпера-
туре газа.
После проведения ряда мероприятий по рабочим лопаткам ТВД
случаи появления дефектов были практически исключены.
2.6. ОСОБЕННОСТИ НАГРУЖЕНИЯ РАБОЧЕЙ
ЛОПАТКИ ТУРБИНЫ ВЫСОКОГО ДАВЛЕНИЯ
На современных высокотемпературных двигателях одним из ос-
новных элементов конструкции, определяющих ресурс, является ло-
патка ТВД. Для правильного выбора технологических и конструкци-
онных мероприятий, исключающих появление дефектов во время
эксплуатации, необходимо располагать достоверными сведениями о
динамике распределения температур и напряжений в наиболее опас-
ных зонах лопатки на всех переходных режимах работы двигателя.
Для этого проводят специальные теоретические и эксперименталь-
ные исследования.
При исследовании динамической нагруженности замеряют вибра-
ционные напряжения на лопатках ТВД в диапазоне всех эксплуатаци-
онных режимов в системе газогенератора.
При теоретическом исследовании напряженного состояния лопатки
составляют ее конечно-элементную модель. Если расчетные частоты и
напряжения совпадают с экспериментальными, то модель считается
адекватной лопатке. При использовании адекватной модели появляется
возможность определить распределение напряжений внутри лопатки,
что не удается сделать экспериментально.
101
По результатам проведенных расчетов для повышения надежности
лопаток и исключения растрескивания в ряде случаев увеличивают ра-
диусы переходов в зоне штырьков от 0,4 до 0,6 мм, что приводит к
снижению вибрационных напряжений в этой зоне.
Другим фактором, определяющим надежность и ресурс лопатки
ТВД, является циклическое нагружение лопатки за полетный цикл при
изменении режимов работы двигателя.
При исследовании режимов эксплуатации было выявлено, что за
каждые 100 ч работы лопатка ТВД подвергается воздействию, эквива-
лентному ~ 500 циклам на режимах «МГ—М(Ф)—МГ». В связи с этим
такой цикл используется как основной при проведении ускоренных ис-
пытаний для установления ресурса горячего тракта.
Для оценки уровня циклического напряжения проводились расчеты
различных переходных режимов, встречающихся в эксплуатации. Для
этого необходимо составить математическую модель двигателя, а Так-
же установить адекватность модели и динамического процесса в дви-
гателе на различных переходных режимах. Для этих режимов опреде-
ляют газодинамические параметры, необходимые для расчетов наруж-
ного обтекания лопатки и внутреннего течения по охлаждающим кана-
лам и соответствующего теплообмена между газом и охлаждающим
воздухом. По параметрам теплообмена определяют нестационарную
температуру лопатки во всех точках профиля для нескольких харак-
терных сечений пера.
Для каждого режима определяют «размах» деформаций — Е/. Для
размаха деформаций £, по кривой малоцикловой прочности материала
лопатки (ЖС-32) находят число циклов до разрушения Npi. Затем опре-
деляют значение повреждаемости для данного нестационарного режи-
ма а, = N /Npi. Здесь N, — число нестационарных режимов за иссле-
дуемый интервал эксплуатации (в данном случае принято 100 ч).
За основной испытательный цикл принимается нестационарный ре-
жим «МГ—М(Ф)—МГ», проводящийся в темпе приемистости и сбро-
са. Повреждаемость одного такого цикла будет составлять аи = 1/VP,
где N'p — число циклов до разрушения при данном нестационарном
режиме.
Эквивалентное по повреждаемости число испытательных циклов N"
за 100 часов эксплуатации находят по зависимости N" = А/а", где А —
суммарная повреждаемость от всех нестационарных режимов за 100
часов эксплуатации.
Таким образом определяется для 100 ч эксплуатации эквивалентное
по повреждаемости число испытательных режимов — ?/и = 500.
102
В частности расчетный анализ, проведенный для рабочей лопатки
ТВД, показывает, что напряжения на входной кромке на стационарном
режиме не являются максимальными. На спинке и выходной кромке
напряжения значительно выше. Однако на нестационарных режимах
размах напряжений на входной кромке является максимальным.
На рис. 2.2 для испытательного цикла «МГ-М(Ф)-МГ» показано
изменение по времени оборотов РВД — и2, изменение температуры
лопатки — Гл и изменение суммарных напряжений на входной кром-
ке среднего сечения лопатки ТВД.
В первой части испытательного цикла во время приемистости
«МГ-М» из-за заброса температуры газа при работе автоматики на-
блюдается заброс температуры лопатки относительно стационарного
режима на ДГЛ s 150°С. В этом случае входная кромка кратковременно
(1—2 с) нагревается до 1150°С. При увеличении числа оборотов на-
п2,%
100 г
80
70
60
тл°.с
о£, кг/мм2
О 10 20 30 t, с
Рис. 2.2. Изменение числа оборотов ротора п2, температуры лопатки Т„ и суммарного
напряжения на входной кромке лопатки ТВД прн испытательном цикле
103
ружная поверхность входной кромки оказывается сжатой (стЕ = -18
кг/мм2), так как эта часть лопатки прогревается быстрее, чем осталь-
ной массив.
При переходе на стационарный режим напряжения на входной
кромке снижаются до уровня стг= 0—5 кг/мм2.
В заключительной стадии испытательного цикла при сбросе оборо-
тов (М-МГ) наблюдается резкое охлаждение входной кромки по срав-
нению с основной массой лопатки и напряжения на ней становятся
растягивающими = 16 кг/мм2). После этого при переходе к режиму
МГ за счет выравнивания температуры напряжения на входной кромке
снижаются до низкого исходного уровня.
В результате для рассмотренного испытательного цикла напряже-
ния на входной кромке меняются от - 18 до + 16 кг/мм2. Это измене-
ние напряжений и определяет циклическое нагружение входной
кромки с амплитудой 34 кг/мм2. При этом изменение деформаций бу-
дет составлять еи = 0,0031, долговечность N"p = 60000 циклов, повре-
ждаемость за ресурс 2000 ч А = 0,16, с запасом по циклам Кц = 6,2.
Эти показатели являются допустимыми, так как удовлетворяют нор-
мам прочности.
Расчеты показывают, что при обеспечении работоспособности
покрытия на входной кромке лопатки ресурс лопатки ТВД по металлу
может быть более 2000 ч. Это подтверждает вывод о том, что случаи
образования трещин на входной кромке в среднем сечении связаны со
сходом покрытия и коррозионным повреждением незащищенной вход-
ной кромки.
Для отработки мероприятий по термическим трещинам, встречаю-
щимся на «перегретых» лопатках по основанию щели выходной кром-
ки, по реборде на верхнем торце лопатки проводятся исследования
термической прочности с вибрационной подгрузкой.
Для создания вибрационной подгрузки лопатку устанавливают на
вибростоле, где создается при колебаниях по 1-й изгибной форме воз-
буждение с реальным в эксплуатации уровнем напряжений аа = 2 — 3
кг/мм2.
Основное термоциклическое нагружение производится за счет про-
граммного нагрева индуктором от высокочастотного генератора и
программного охлаждения воздухом, подаваемым в охлаждаемую
внутреннюю полость лопатки.
Вибрационная подгрузка является существеннным фактором,
влияющим на ресурс. Подгрузка с уровнем напряжений ста = 2 - 3
кг/мм2 снижает долговечность при термоциклическом нагружении в
2—3 раза.
104
Исследования лопатки ТВД на термоциклическом стенде подтвердили,
что трещины по основанию выходной щели на пере лопатки появляются в
результате термоциклического нагружения, и что скругление щели являет-
ся эффективным мероприятием по увеличению долговечности лопатки.
Проведенные испытания подтвердили, что трещины на торцевой
реборде лопатки также являются результатом термоциклического на-
гружения, но скорость их развития незначительна и не ограничивает
ресурс лопатки. По результатам этих испытаний была введена допус-
тимая норма на размер таких трещин в случае их появления [33].
Приведенные примеры еще раз показывают, что внедрению тех
или иных конструктивно-технологических мероприятий по повыше-
нию ресурса двигателя должны предшествовать скрупулезные иссле-
дования по изучению физических причин, вызывающих те или иные
дефекты в элементах двигателя.
2.7. КОНТРОЛЬ ПОВРЕЖДАЕМОСТИ ОСНОВНЫХ
УЗЛОВ ДВИГАТЕЛЯ ПРИ ЭКСПЛУАТАЦИИ
В настоящее время наработка двигателя истребительной авиации
ведется с использованием счетчика, фиксирующего общую наработку
и нараборку двигателя на режимах «М» и «Ф». В целом эта система
обеспечивает эксплуатацию двигателей по ЭТС при данном уровне ис-
пользования ресурсных возможностей.
Дальнейшее повышение наработки при эксплуатации по ЭТС мо-
жет сдерживаться из-за следующих обстоятельств. Наработка не ха-
рактеризует в полной мере нагруженность деталей в полетном цикле,
так как полетные циклы различны для нагружения лопаток турбины,
для дисков турбины и компрессора, для хиртового соединения, для
корпуса камеры сгорания и т.д.
Так, например, при отработке взлета и посадки используется цикл:
«2 = 0, «2 ~ «щах, «2 = 0. При реализации этого цикла повреждаемость
диска ТВД близка к максимально возможной из-за использования наи-
более повреждающего «отнулевого» цикла изменения цикла оборотов,
повреждаемость рабочих лопаток турбины в этом случае может быть
очень низкой, если не будут использованы режимы приемистости и
сброса, определяющие циклическую повреждаемость лопаток ТВД.
При полетах на дальность по-прежнему повреждаемость диска ТВД
близка к наибольшей из-за наличия «отнулевого» цикла, а повреждае-
мость рабочих лопаток ТВД при отсутствии приемистостей будет низ-
кой, т.е. повреждаемости диска и рабочих лопаток ТВД будут такими
же, как и в полетных циклах при отработке взлета и посадки. Продол-
жительность же этих циклов может отличаться в 5 и более раз.
105
При использовании полетных циклов учебно-боевой подготовки,
реализующихся в диапазонах скоростей полета М = 0,2 - 0,9 и высот
Н = 0 - 8000 м, повреждаемость диска ТВД по-прежнему близка к мак-
симальной, а повреждаемость лопаток в этом случае из-за использова-
ния режимов приемистости и сбросов оборотов также становится близ-
кой к максимальной, т.е. повреждаемость данных деталей характеризу-
ется не только длительностью полета и использованием режимов
«М»(«Ф»), а определяется также изменением амплитуды оборотов
(Дл2, А«1) и скоростью изменения оборотов (Д^г/Ат, A«i/At), давлением
и температурой газа перед турбиной и т.п.
Для корректного учета повреждаемостей основных деталей двига-
теля необходимо определять в каждый момент полета (земной гонки)
все его параметры, необходимые для расчета на циклическую проч-
ность и повреждаемость. По мере выработки ресурса циклическая по-
вреждаемость накапливается по полетам и сравнивается с допусти-
мой Лдоп для каждого узла.
В случае если = ЛДОП, принимается решение о замене узла в
эксплуатации или о снятии двигателя. При таком подходе основные
детали двигателя всегда будут находиться под контролем эксплуатаци-
онников, несмотря на изменения условий эксплуатации.
Для обеспечения такого учета повреждаемости требу-
ется разработать:
динамическую модель двигателя, позволяющую в каждый мо-
мент работы двигателя, от запуска до останова, и с учетом усло-
вий полета (высоты, скорости, времени работы на каждом режи-
ме) и режима работы двигателя, задаваемого летчиком — «2^),
определять все параметры двигателя;
нестационарную модель определения теплового состояния ос-
новных деталей и узлов в каждый момент времени — ъ;
модель для определения напряженно-деформированного состоя-
ния основных деталей от действия центробежных и газовых сил,
температурных нагрузок;
модель накопления повреждений при сложном процессе измене-
ния напряжений и деформаций за полет с учетом требований по
необходимым базовым прочностным характеристикам;
механизм сбора полетной информации, ее обработку и введение
в программный комплекс по накоплению циклических поврежде-
ний и их оценке.
В настоящее время такие комплексы учета повреждаемости разра-
ботаны и внедряются в практику.
106
2.8. СОПРОВОЖДЕНИЕ РЕСУРСА ДВИГАТЕЛЯ
ПРИ ЭКСПЛУАТАЦИИ
Работы по определению усталостной прочности проводятся, как
правило, до прохождения Государственных сдаточных испытаний. За-
пасы по прочности определяются для лопаток вентилятора и компрес-
сора, для рабочих лопаток турбин, для дисков вентилятора и компрес-
сора, для трубопроводов и зубчатых колес.
Для определения запаса усталостной прочности на работающем
двигателе в процессе тензометрирования замеряют динамические на-
пряжения сТдИН и сравнивают со значением усталостной прочности для
исследуемой детали ст.]. В этом случае запас прочности вычисляют по
зависимости К.\ = а.\/оат. Значения запасов прочности нормированы
отраслевыми документами (Нормы прочности ЦИАМ). В этих доку-
ментах подробно приведены условия исследования динамических на-
пряжений на работающем двигателе и условия определения усталост-
ной прочности для деталей на лабораторных установках.
Усталостную прочность определяют при периодической проверке
качества деталей для контроля внедренных более эффективных техно-
логических процессов.
Усталостные испытания проводятся также при исследовании по-
вреждений лопаток вентилятора, компрессора и турбины в эксплуата-
ции для установления норм на допустимые повреждения. Обеспечение
запасов усталостной прочности является необходимым условием для
установления и повышения ресурса, но напрямую ресурс устанавлива-
ется по результатам ресурсных циклических испытаний на лаборатор-
ных установках и в системе двигателя.
При ресурсных циклических испытаниях в системе двигателя все-
гда есть проблема, заключающаяся в воспроизведении режимов мак-
симальных усилий. Для решения этой проблемы необходимо прово-
дить испытания с переменным наддувом воздуха (до 2- 105 Па) на
вход в двигатель, т.е. в барокамере. Такие ресурсные циклические ис-
пытания требуют больших материальных затрат и технически трудно
реализуются.
Лабораторные циклические испытания при необходимости прово-
дят для определения ресурса валов двигателей при циклическом дейст-
вии осевой нагрузки и кручения.
Лабораторные циклические испытания проводятся также для рабо-
чих лопаток турбин. Несмотря на сложное нагружение (центробежные,
изгибные, температурные и вибрационные нагрузки), удается с ис-
пользованием лабораторных установок воспроизводить эксплуатацион-
ные повреждения и проверять разработанные мероприятия по увеличе-
107
нию ресурса. На таких установках воспроизводится термоциклическое
нагружение в сочетании с вибрационным.
Так как повреждаемость охлаждаемых рабочих лопаток турбин оп-
ределяется, в основном, термоциклическим нагружением, такое нагру-
жение берется за основу, а недостающая нагрузка центробежными и
изгибающими силами компенсируется соответсвующим изменением
термоциклического нагружения, определяемого расчетным путем.
В процессе испытаний на термическое нагружение накладывается
вибрационное, реализующееся в эксплуатации. Неучет вибрационного
нагружения может привести к ошибке в определении долговечности
лопатки в 2 и более раза.
На установках такого типа не проверяется стойкость защитного по-
крытия лопаток при воздействии высокоскоростного газового потока.
Для проверки работоспособности покрытия целесообразно проводить
специальную наработку на двигателе.
Эффективными являются также лабораторные циклические испыта-
ния дисков компрессоров и турбин. Наиболее распространенными схе-
мами лабораторных стендов для циклического нагружения дисков яв-
ляются схемы с электроприводом исследуемого диска или ротора при
нагреве его от индуктора. Для реализации испытательного цикла изме-
нение числа оборотов установки и нагрев диска индуктором проводят
по специальным программам.
Для определения состояния диска установку периодически останав-
ливают, частично разбирают и оценивают состояние диска с использо-
ванием методов неразрушающего контроля. В связи с тем, что пере-
численные выше операции существенно увеличивают продолжитель-
ность процесса испытаний и повышают его стоимость, в последнее
время разрабатываются бесконтактные методы оценки состояния диска
[5, 29, 30]. Наиболее перспективными для этих целей являются токо-
вихревые методы.
Применяется также схема циклического нагружения дисков уси-
лиями, приложенными через замки для лопаток. В этом случае центро-
бежные усилия от лопаток имитируются от радиально установленных
гидроцилиндров. Данная схема используется для отработки ресурса
замковой части диска, так как полностью воспроизвести напряженное
состояние диска при такой схеме нагружения не удается.
Преимуществом такой схемы является визуальный контроль за со-
стоянием диска и изменением длины трещин. При этой схеме к наруж-
ному диаметру диска прикладывают «контурную» нагрузку от лопаток
и выступов диска без центробежной нагрузки от самого диска.
108
Температурное нагружение может воспроизводиться за счет соот-
ветствующего расположения индукторов, которые нагревают диск по
радиусу и окружности. В связи с указанными особенностями такая
схема не используется для ресурсных испытаний дисков, а использует-
ся для отработки технологических и конструктивных мероприятий по
повышению ресурса и тестовых проверок.
Несмотря на то, что циклические ресурсные испытания на лабора-
торных установках проводят автономно от двигателя, они требуют
больших материальных и временных затрат и не всегда реализуемы.
Ресурсные циклические испытания в системе двигателя являются
эффективным средством установления ресурса дисков. Требования по
ресурсной циклической наработке для двигателя в целом, включая де-
тали газовоздушного тракта, и для дисков различны. Для двигателя в
целом для установления ресурса требуется запас по наработке
KN= 1,2; для дисков KN = 3,0 (для ранее спроектированных двигателей)
и KN = 4,0 (для вновь проектируемых).
При проведении испытаний со штатной отладкой двигателя на ус-
тановленный ресурс для исключения разрушений деталей ГВТ и под-
шипников трансмиссии испытания дисков прекращаются. При этом
используют три двигателя, на которые необходимо поочередно пере-
ставлять диски (роторы) с заменой рабочих лопаток. В этом случае ма-
териальные и временные затраты значительны. Чтобы этого избежать,
разработана специальная программа испытательного цикла для дисков
двигателя, предусматривающая создание повреждающих циклов для
дисков с сохранением деталей ГВТ и остальных элементов двигателя.
В этом случае двигатель должен использоваться в качестве эффектив-
ной установки для ресурсных испытаний дисков.
Основные положения этой программы следующие:
проведенные расчеты показали, что при уменьшении температу-
ры газа на 5(>—70 град температура диска будет изменяться не-
значительно, всего на ~5 град, что практически не влияет на по-
вреждаемость дисков. В связи с этим температура газа перед
турбиной на режимах «М» для обеспечения работоспособности
горячего тракта должна быть снижена на 50—70 град;
для обеспечения работоспособности «горячего» тракта все режи-
мы приемистости и сброса должны быть заменены на нестацио-
нарные режимы с темпом изменения не более 5—7 с;
выдержки на режимах с п = итах, а также на режимах с промежу-
точными оборотами должны быть сокращены до 5 с для умень-
шения времени испытательного цикла;
109
в цикле должны использоваться только наиболее повреждающие
режимы для дисков с соблюдением эквивалентности по повреж-
даемости;
для уменьшения газовых нагрузок (на 20—30%) целесообразно
при испытаниях устанавливать на входе в двигатель специаль-
ную сетку для снижения расхода воздуха.
Таким образом, при выполнении перечисленных требований долго-
вечность дисков не увеличится, а для всех основных деталей долговеч-
ность увеличится в 5—10 раз (кроме корпусов), что обеспечит необхо-
димую наработку дисков без разрушения других деталей двигателя.
С учетом рассмотренных требований был разработан испытатель-
ный цикл для дисков двигателя, соответствующий 40-минутному по-
летному циклу с равномерным использованием переменных режимов
(рис. 2.3). Цикл включает в себя запуск, выдержку на режиме «МГ»,
двухминутную выдержку на максимальных оборотах, три переменных
режима («2 = 80% — «М» — «2 ~ 80%), два переменных режима
(«МГ-М-МГ»), режим охлаждения («2 = 80%), выдержку (режим «МГ»)
и останов с выбегом. Продолжительность цикла 7 мин.
Для подтверждения ресурса 1000 ч с запасом = 3,0 при продол-
жительности полетного цикла 40 мин должно быть отработано в про-
цессе испытания 4500 циклов. При продолжительности испытательно-
го цикла ~ 7 мин продолжительность испытания составляет 525 ч.
Использование испытательного стенда для подтверждения ресурса
1000 часов вместо полного полетного цикла позволяет уменьшить вре-
мя наработки с 3000 ч до 525 ч с сохранением ресурсных возможно-
стей остальных узлов двигателя (донора) и для продолжения цикличе-
ской наработки.
Рис. 2.3. Испытательный цикл для дисков двигателя
ПО
При проведении ресурсных циклических испытаний дисков с ис-
пользованием такого испытательного цикла необходимо применять
программное устройство для автоматизированного повторения боль-
шого числа циклов.
2.9. ЭКСПЛУАТАЦИЯ ДВИГАТЕЛЯ С ПОЛНЫМ
ИСПОЛЬЗОВАНИЕМ ЕГО РЕСУРСНЫХ
ВОЗМОЖНОСТЕЙ
Эксплуатацию двигателей с более полным использованием его ре-
сурсных возможностей за счет проведения регулярных инспекций с
диагностированием состояния систем, узлов и деталей как в наземных
условиях, так и с непрерывным мониторингом параметров двигателя,
систем и узлов в полетных условиях при использовании бортовой ди-
агностики называют эксплуатацией по фактическому техническому со-
стоянию (ЭТС).
Процесс перехода на эксплуатацию по состоянию и эффективность
такой эксплуатации будут существенно отличаться для двигателей во-
енной истребительной авиации и для двигателей магистральных само-
летов гражданской и транспортной авиации. Эти отличия определяют-
ся более полным выполнением требований по контролепригодности,
модульности, большим использованием диагностических систем на
борту, большей стабильностью условий эксплуатации для рейсовых
магистральных самолетов.
Для двигателей истребительной авиации из-за жестких требований
по массе и габаритам, из-за менее удобного подхода к двигателям при
наземном обслуживании эти требования в полной мере выполнить не
удается, и поэтому наработка по техническому состоянию является ог-
раниченной.
В настоящее время ведется эксплуатация двигателей типа АЛ-31Ф
с наработками 350 ч плюс 350 ч по техническому состоянию до перво-
го ремонта и 350 ч плюс 150 ч по техническому состоянию после ре-
монта.
В авиационных компаниях России на пассажирских и транспорт-
ных самолетах эксплуатация по техническому состоянию не введена.
Двигатели эксплуатируются с фиксированным, подтвержденным экс-
периментально, ресурсом.
За рубежом двигатели магистральных самолетов эксплуатируются
по техническому состоянию, в основном, без фиксированного ресурса
с наработкой до первого ремонта ~ 30000 ч, что в 50 раз превышает
наработку двигателей типа АЛ-31Ф.
111
На рис. 2.4 приведена возможная схема эксплуатации двигателя по
техническому состоянию. Данная модель эксплуатации определяется
нагруженностью узлов двигателя и нестабильностью эксплуатации.
В связи с требованиями к двигателю истребительной авиации
по тяговооруженности и динамике переменных режимов наиболее
нагруженными являются детали и узлы горячего тракта, работаю-
щие с предельными температурами газа (Тг = 1680 К). При экс-
плуатации по состоянию проводятся наземные инспекции с перио-
дичностью 50 ч.
При таких инспекциях контролируется состояние газовоздушного трак-
та. Кроме контроля ГВТ проводят проверку фильтров на наличие стружки,
берутся пробы масла для контроля механических составляющих.
При наземной гонке, завершающей инспекцию, проводится кон-
троль всех систем двигателя, параметры которых введены в бортовую
диагностику. После окончания гонки контролируются выбеги роторов
низкого и высокого давлений, проводится осмотр обвязки на наличие
течи.
UjU2 Uj и2 Uj и2 и} и2
ft it m tt mtt mtt m
мониторинг мониторинг мониторинг мониторинг
|~~|350_ч_
т®
350 ч
©
Ь0ч|—|350>^ 150 g|—|350 ч
@т © ®т ©
150 ч
©
350 чр-|
® т
Изготовление KPI КР2 КРЗ
Мониторинг в эксплуатации с сигнализацией по предельным параметрам
Параметры двигателя п^ТфТк Параметры Параметры масляной системы Вибродиаг- ностика
Содержание инспекций (и1,и2,—)
Осмотры Гонка
Внешний осмотр, поиск течей Осмотр ГВТс примене- нием инстру- ментов Осмотр фильтров Оценка проб масла на метал- лические включения Замена агрегатов из ограни- штельногс перечня Гонка с проверкой парамет- ров двига- теля, систем, вибраций
Рис. 2.4. Схема эксплуатации двигателя по техническому состоянию:
1 — гарантированный ресурс; 2 — ресурс по техническому состоянию; KP — капитальный
ремонт
112
/-я строка
2-я строка
(KN=3.0)
3-я строка
—I—
1000
3000 т,ч
3000 т,ч
(7) -лопатки вентилятора компрессора
(2) -жаровая труба камеры сгорания
©-сопловая лопатка ТВД,ТНД
© -рабочаялопатка ТВД
©-рабочая лопатка ТНД
@ - ротор вентилятора
© -ротор компрессора
@ -ротор ТВД
©-ротор ТНД
©-подшипники трансмиссии
©-ЦКПиКПА
8-агрегаты САР
-агрегатымасляной системы
Рис. 2.5. Предельные наработки узлов и деталей без ремонта
На рис. 2.5 представлены предельные экспериментальные наработ-
ки агрегатов, узлов и деталей без ремонта. В первой строке приведе-
ны подтвержденные наработки деталей и узлов ГВТ. Лопатки вентиля-
тора, компрессора имеют неограниченный ресурс, но они в большой
степени подвержены воздействию от попадания в тракт посторонних
предметов. Жаровая труба камеры сгорания также имеет ресурс более
2000 ч.
Сопловые лопатки ТВД и ТНД имеют ресурс ~ 2000 ч, но они чув-
ствительны к отклонениям по режимам эксплуатации, к возможным
отклонениям в работе камеры сгорания и автоматики вследствие высо-
кой теплонапряженности этих элементов.
Работоспособность рабочей лопатки ТВД определяется состоянием
покрытия на входной кромке лопатки. При сходе покрытия работоспо-
собность лопатки ТВД ограничивается наработками 50 ч. В этом слу-
чае на входной кромке может образоваться трещина и произойти про-
гар до сквозного отверстия.
8-2043 113
При отсутствии отклонений по режимам эксплуатации, по отлад-
кам двигателя, по работе автоматики подтверждена наработка лопатки
ТВД более 1000 ч (для рабочих лопаток ТНД — более 2000 ч).
Во второй строке приведены подтвержденные наработки для дис-
ков вентилятора, компрессора и турбины с запасами по долговечности
/Cv=3,0. Для дисков вентилятора эти наработки превышают ~ 1600 ч.
Для дисков компрессора и турбины они превышают ~ 1000 ч.
Отсутствие дефектов по этим узлам при дефектации во время ре-
монта подтверждает правомерность использования данной схемы экс-
плуатации по техническому состоянию.
Проверенные экспериментально наработки с требуемыми запасами
по долговечности и периодичность ремонтов гарантируют эксплуата-
цию без нелокализованных разрушений дисков вентилятора, компрес-
сора и турбины.
В третьей строке приведены подтвержденные наработки подшип-
ников трансмиссии, агрегатов САР, агрегатов масляной системы и уз-
лов ЦКП и КПА.
Подшипники трансмиссии, узлы ЦКП и КПА имеют наработку на
двигателе более 2500 ч. Агрегаты САР и масляной системы имеют на-
работку в системе двигателя более 2000 ч.
Дублирование САР, эффективный мониторинг состояния систем и
подшипников в полете также подтверждают правомерность использо-
вания приведенной схемы эксплуатации по техническому состоянию.
По мере накопления опыта эксплуатации, проведения дальнейших
наработок для двигателей, узлов и агрегатов схема эксплуатации по
техническому состоянию может совершенствоваться в сторону увели-
чения наработки. Существенное влияние на это будут оказывать новые
эффективные методы диагностики.
Положительный экономический эффект по увеличению наработки
дает также сокращение времени наиболее напряженных режимов дви-
гателя в процессе учебно-боевой подготовки.
ГЛАВА 3
КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ
АВИАЦИОННОГО ДВИГАТЕЛЯ АЛ-31Ф
3.1. ОБЩИЕ СВЕДЕНИЯ
Двигатель АЛ-31Ф является современным двигателем, предназна-
ченным для многоцелевых самолетов, и по условной классификации
принадлежит к двигателям четвертого поколения. Двигатель двухкон-
турный, двухвальный, со смешением потоков за турбиной внутреннего
и наружного контуров, с общей форсажной камерой и регулируемым
сверхзвуковым всережимным реактивным соплом.
Техническая характеристика двигателя иа максимальном режиме
Частота вращения ротора высокого давления, мин’1..... 13300
Частота вращения ротора низкого давления, мнн’1...... 10098
Тяга, кН............................................. 76,1
Удельный расход топлива, кг/Н • ч.................... 0,0764
Суммарная степень повышения давления................. 23
Степень повышения давления в КНД..................... 3,55
Суммарный расход воздуха, кг/с....................... 112
Степень двухконтурности.............................. 0,56—0,57
Температура газа перед турбиной, К................... 1665
Суммарная степень понижения давления в турбине....... 6,7
Степень понижения давления в ТВД..................... 2,87
Тяга двигателя на режиме полного форсажа, кН......... 122,5
Конструктивная схема двигателя представлена на рис. 3.1 (см.
цветную вклейку). Двигатель имеет модульную конструкцию, обеспе-
чивающую высокую технологичность сборки и позволяющую прово-
дить замену модулей при минимальном объеме регулировок и прове-
рок. В число модулей входят: компрессор низкого давления (КНД),
газогенератор (включает компрессор высокого давления (КВД), ос-
новную камеру сгорания (ОКС), воздухо-воздушный теплообменник,
турбину низкого давления (ТНД), смеситель), фронтовое устройство
форсажной камеры (ФК) сгорания, реактивное сопло (PC) с корпусом
форсажной камеры сгорания, коробка приводов двигательных агрега-
тов с агрегатами.
8* 115
Двигатель состоит из следующих основных узлов и систем: ком-
прессора, основной камеры сгорания, турбины, наружного контура,
форсажной камеры со смесителем и реактивным соплом, приводов
вспомогательных агрегатов, масляной и топливной систем, системы
противообледенения, системы запуска, системы автоматического регу-
лирования.
Ротор низкого давления 2 — четырехопорный. Передняя опора ро-
тора КНД с роликоподшипником 1 (рис. 3.2) расположена в корпусе
входного направляющего аппарата, задняя опора с шарикоподшипни-
ком 3 — в промежуточном корпусе. Передняя опора ротора ТНД с ро-
ликоподшипником 4 размещена в валу ведущей шестерни центральной
конической передачи, находящейся в промежуточном корпусе; задняя
опора с роликоподшипником 8 — в корпусе опоры турбины.
Ротор высокого давления 6 —двухопорный. Передняя опора РВД с
шарикоподшипником 5 размещена в промежуточном корпусе, задняя
опора с роликоподшипником 7 смонтирована на валу ТНД.
Силовая схема двигателя изображена на рис. 3.3. Жирными линия-
ми выделены элементы, передающие усилия и обеспечивающие жест-
кость двигателя в целом.
Компрессор двигателя—осевой, двухкаскадный, тринадцатиступен-
чатый (рис. 3.4). Компрессор включает четырехступенчатый КНД с ре-
гулируемым входным направляющим аппаратом, девятиступенчатый
КВД с тремя регулируемыми направляющими аппаратами (входным и
первых двух ступеней), промежуточный корпус. Промежуточный кор-
пус состоит из задней опоры ротора КНД, передней опоры ротора
КВД и выходнго направляющего аппарата КНД.
Основная камера сгорания — кольцевого типа и включает в себя
корпус с диффузором и жаровую трубу. Топливо в ОКС поступает че-
Рис. 3.2. Схема роторов и опор двигателя
116
1
2
3 4
Рис. 3.3. Силовая схема двигателя:
1 — наружный контур; 2 — РНД; 3 — внутренний корпус; 4 — РВД 5 — промежуточный кор-
пус; 6 — узлы крепления к самолету
рез двадцать восемь двухкаскадных форсунок. Воспламенение топли-
вовоздушной смеси при запуске двигателя осуществляется электриче-
ской системой зажигания.
Турбина двигателя — осевая двухступенчатая. В состав узла тур-
бины входит одноступенчатая ТВД и одноступенчатая ТНД с сопловы-
ми и рабочими лопатками и с деталями наружного и внутреннего кор-
пусов, опора турбины. Опора турбины состоит из корпуса опоры и
корпуса подшипника.
Форсажная камера является общей для двух контуров, со смешени-
ем потоков на входе во фронтовое устройство. Форсажная камера
включает смеситель и фронтовое устройство.
Регулируемое реактивное сопло — сверхзвуковое, всережимное. В
состав реактивного сопла входят: створки сужающейся части, над-
створки расширяющейся части, внешние створки, проставки, упругие
элементы, стяжное устройство с пневмоприводом. Реактивное сопло
смонтировано на корпусе форсажной камеры. Внешние створки обес-
печивают плавное обтекание хвостовой части самолета, уменьшая ее
сопротивление.
Воздухо-воздушный теплообменник предназначен для снижения
температуры воздуха, охлаждающего турбину. В состав воздухо-воз-
душного теплообменника входят корпус, трубчатые теплообменные
модули и аппарат отключения охлаждения.
Узел приводов вспомогательных устройств состоит из центральной
конической передачи, коробки приводов двигательных агрегатов
(КДА), зубчатые передачи которой приводятся во вращение ротором
высокого давления через центральную коническую передачу, редукто-
ра датчиков ротора низкого давления, зубчатые передачи которого
приводятся во вращение ротором низкого давления. От КДА через
117
Рис. 3.4. Компрессор:
1 — входной направляющий аппарат; 2 — ротор КНД; 5 — статор КНД; 4 — выходной направляющий аппарат КНД; 5 — промежуточный кор-
пус; 6 — статор КВД; 7 —- ротор КВД; 8 — выходной направляющий аппарат КВД; 9 — основная камера сгорания; 10 — вал ротора ТНД; 11
— стяжная труба; 12 — передняя опора КВД; 13 — рессора; 14 — центральная коническая передача; 15 — рессора; 16 — гайка; 17 — задняя
опора КНД; 18 — труба; 19 — передняя опора КНД; 20 — откачивающий маслонасос; 21 — кок
гибкий вал осуществляется привод самолетных агрегатов, установлен-
ных на выносной коробке агрегатов (ВКА). Этими агрегатами являют-
ся газотурбинный двигатель-энергоузел (ГТДЭ), самолетный генератор
и гидронасосы, которые установлены в фюзеляже самолета. ВКА слу-
жит для передачи вращательного движения на агрегаты самолета от
КДА при работе двигателя и на РВД и агрегаты самолета от ГТДЭ при
запуске двигателя на земле, а также на агрегаты самолета от ГТДЭ
при работе в режиме «Энергоузел» при неработающем двигателе.
3.2. КОМПРЕССОР
Компрессор двигателя (см. рис. 3.4) — осевой, двухкаскадный, с
регулируемыми направляющими аппаратами (НА). В узел компрессора
входят КНД, КВД и промежуточный корпус. Управление механизаци-
ей компрессора осуществляют системы управления поворотными за-
крылками входного направляющего аппарата (ВНА) КНД и поворот-
ными лопатками направляющего аппарата КВД и система ликвидации
помпажа.
КНД состоит из ротора 2 и статора 3. В состав статора входят:
входной направляющий аппарат 7, кок 27, передняя опора 19, корпуса
первой, второй, третьей и четвертой ступеней и направляющие аппара-
ты первой, второй и третьей ступеней.
Входной направляющий аппарат — титановый. Он является си-
ловым элементом двигателя. В нем смонтированы передняя опора
КНД 19, откачивающий маслонасос 20, кок 27. Кок состоит из двух
обечаек, образующих полость, в которую поступает горячий воздух
из-за 7-й ступени КВД.
Передняя опора ротора — силовой элемент двигателя, закреплена
на заднем фланце ступицы ВНА. В ее состав входят: корпус ролико-
подшипника, роликоподшипник, узел масляного уплотнения, крышки
лабиринтного уплотнения. Корпус роликоподшипника состоит из на-
ружного и внутреннего корпусов.
Корпуса 1-й—4-й ступеней выполнены в виде кольцевых оболо-
чек. Соединение корпусов — фланцевое. Передний фланец корпуса
1-й ступени соединен с входным НА, задний фланец корпуса 4-й сту-
пени — с промежуточным корпусом. Направляющие аппараты 1-й, 2-й
и 3-й ступеней состоят из лопаток с наружными и внутренними полка-
ми, а также внутренних полуколец, являющихся неподвижными эле-
ментами воздушных лабиринтных уплотнений. Подвижными элемента-
ми служат гребешки на барабане ротора.
119
Ротор КНД — барабанно-дисковой конструкции (рис. 3.5). Он
опирается передней цапфой 1 на роликовый подшипник, задней цап-
фой 13 — на шариковый подшипник. Привод откачивающего маслона-
соса осуществляется от ротора КНД.
На диске 1-й ступени установлены 37 рабочих лопаток. На диске
2-й ступени — 45, на диске 3-й ступени — 57 и на диске 4-й ступени
— 43 рабочих лопатки. Болты выполняют функцию балансировочных
грузов 14. Для чего имеют различную высоту головки. В барабане ро-
тора за диском первой ступени имеются отверстия для подвода возду-
ха из проточной части компрессора во внутреннюю полость ротора
для его разгрузки от осевых сил.
Промежуточный корпус расположен между компрессорами низ-
кого и высокого давлений и является основным силовым элементом
двигателя. В промежуточном корпусе воздух, поступающий из КНД,
делится на два потока: наружного и внутреннего контуров. В проме-
жуточном корпусе установлены выходной направляющий аппарат
КНД, задняя опора ротора КНД, передняя опора ротора КВД, цен-
тральная коническая передача. Промежуточный корпус имеет два
фланца: передний и задний. К переднему фланцу крепится выходной
Рис. 3.5. Ротор КНД:
А — отверстие; 1 — передняя цапфа; 2 — лабиринт; 3 — диск 1-й ступени; 4 — лопатка ступе-
ни; 5 — диск 2-й ступени; й — лопатка 2-й ступени; 7 — диск 3-й ступени; 8 — лопатка 3-й
ступени; 9 — диск 4-й ступени; 10 — лопатка 4-й ступени; 11 — лабиринт; 12 — крышка; 13 —
задняя цапфа; 14 — балансировочный груз; 15 — замок; 16 — штифт; 17 — стопорное кольцо
120
направляющий аппарат КНД и статор КНД, к заднему передний кор-
пус наружного контура. На наружной поверхности обода промежуточ-
ного корпуса размещены два узла крепления двигателя к самолету,
кронштейны привода механизма поворота направляющих аппаратов,
бобышки крепления клапана переключения наддува (КПН) и трубо-
проводы наддува полостей подпора масляных уплотнений опор КНД и
КВД, бобышки крепления редуктора датчиков РНД и др. Выходной
направляющий аппарат КНД состоит из наружного кольца, двух рядов
лопаток и внутреннего кольца. Фланцами на наружном и внутреннем
кольцах выходной НА крепится к промежуточному корпусу.
Задняя опора ротора КНД воспринимает суммарную осевую на-
грузку от роторов КНД и ТНД, а также радиальную нагрузку от рото-
ра КНД. Она состоит из корпуса подшипника, шарикового подшип-
ника, радиально-контактного масляного уплотнения, крышки лаби-
ринтного уплотнения и вала КНД. В задней опоре смонтирован привод
редуктора датчиков РНД.
Передняя опора ротора КВД воспринимает суммарную осевую и
радиальную нагрузки от роторов КВД и ТВД. В переднюю опору вхо-
дят корпус подшипника, шариковый подшипник и радиально-контакт-
ное уплотнение.
КВД включает статор и ротор (см. рис. 3.1). Статор КВД состоит
из корпуса выходного НА 1-й ступени, корпуса 2-й и 3-й ступеней,
заднего корпуса, выходного НА и девяти направляющих аппаратов.
Передним фланцем статор соединен с промежуточным корпусом, а
задним — с корпусом ОКС. В корпусах статора имеются окна для ос-
мотра лопаток КВД.
Корпус выходного НА и 1-й ступени выполнен с двумя фланцами
и продольным разъемом. В корпусе смонтированы лопатки выходного
НА и НА 1-й ступени. Корпуса 2-й и 3-й ступеней имеют два фланца
и продольный разъем. В корпусе смонтированы лопатки НА.
Задний корпус имеет два фланца и продольный разъем. К корпу-
су приварена обечайка коллектора, образующая с ним кольцевую по-
лость для отбора воздуха из-за седьмой ступени для предотвращения
помпажа.
Лопатки выходного НА — поворотные, двухопорные. Поворот-
ные лопатки НА 1-й и 2-й ступеней — консольные. Поворот лопаток
выходного НА, НА 1 -й и 2-й ступеней происходит по сигналу системы
управления и осуществляется гидроцилиндрами через приводные коль-
ца и систему рычагов.
Направляющие аппараты 3-й—8-й ступеней — нерегулируемые.
Через прорези в наружном кольце НА 7-й ступени и отверстия в кор-
пусе производится отбор воздуха для нужд самолета и системы надду-
121
7 8 9 10 11 12 13 14 15
Рис. 3.6. Ротор КВД:
1 — крышка уплотнения; 2 — передняя цапфа; 3,4 — лабиринты; 5 — балансировочный груз, 6 — диск 1-й ступени; 7 — диск 2-й ступени; 8 —
диск 3-й ступени; 9 — диск 4-й ступени; 10 — диск 5-й ступени; 11 — диск 6-й ступени; 12 — диск 7-й ступени; 13 — диск 8-й ступени; 14 —
диск 9-й ступени; 15 — лабиринт; 16 — вал; 17 — фиксатор; 18 — вкладыш
ва масляных уплотнений опор двигателя. Выходной НА КВД выпол-
нен двухрядным и фланцем на наружном кольце крепится к корпусу
ОКС.
Ротор КВД (рис. 3.6) включает: диски с рабочими лопатками, вал
16, переднюю цапфу 2 и лабиринт 15. Барабан ротора состоит из двух
секций дисков. В состав первой секции входят диски 1-й 6, 2-й 7 и 3-й
8 ступеней. Вторая секция включает диски 4-й 9, 5-й 10 и 6-й 11 сту-
пеней. Диски 7-й ступени 12, 8-й 13 и 9-й 14 ступеней представляют
собой самостоятельные элементы конструкции, которые соединяются
призонными болтами. Первая ступень имеет 47 лопаток, вторая — 62,
третья — 73, четвертая — 94, пятая — 99, шестая — 101, седьмая —
103, восьмая — 105 и девятая — 107 лопаток.
Вал 16 соединяет роторы КВД и ТВД и передает крутящий момент
от ротора турбины ТВД. Передней цапфой 2 ротор КВД опирается на
шарикоподшипник, смонтированный в промежуточном корпусе.
На цапфе установлены лабиринты 3, предотвращающие утечку воз-
духа: лабиринт 3 — из полости наддува в предмасляную полость пе-
редней опоры ротора КВД; лабиринт 4 — из полости наддува перед-
ней опоры в проточную часть КВД; лабиринт 15 — из тракта компрес-
сора в разгрузочную полость КВД. Крышка 1 уплотнения предотвра-
щает утечку воздуха из предмасляной полости межвального уплотне-
ния в полость наддува передней опоры КВД.
3.3. ОСНОВНАЯ КАМЕРА СГОРАНИЯ
Основная камера сгорания — кольцевого типа (рис. 3.7) и состоит
из наружного 1 и внутреннего 9 корпусов и жаровой трубы 5. Корпуса
ОКС и теплообменника 7 образуют со стенками жаровой трубы коль-
цевые каналы, по которым воздух из КВД поступает в жаровую трубу.
Топливо в ОКС подается топливным коллектором через 28 форсунок.
Воспламенение топлива в ОКС осуществляется системой зажигания.
Топливный коллектор и запальные устройства размещены на корпусе
ОКС.
Корпус основной камеры сгорания является элементом силовой
схемы двигателя. Передняя часть корпуса образует кольцевой диффу-
зор, в котором снижается скорость воздуха, поступающего в ОКС из
компрессора. Наружный 1 и внутренний 9 корпуса соединены 14-ю
полыми стойками 14. На семи стойках имеются кронштейны 13 для
крепления жаровой трубы 5 и топливного коллектора 77 к корпусу
ОКС. На переднем фланце внутреннего корпуса 9 укреплены крышки
лабиринтного уплотнения разгрузочной полости. Задний фланец внут-
реннего корпуса 9 крепится к корпусу соплового аппарата ТВД. Пе-
123
Рис. 3.7. Основная камера сгорания:
] — наружный корпус; 2 — лопаточный завихритель; 3 — камера смешения; 4 — воздухозабор-
ник; 5 — жаровая труба; 6 — смесительные отверстия; 7 — корпус теплообменника; 8 — флан-
цы; 9 — внутренний корпус; 10 кольцевая щель; 11 — топливный коллектор; 12 — кольцевая
обечайка; 13 — кронштейны; 14 — стойка; 15 — штифт
редкий фланец наружного корпуса 1 крепится к фланцу корпуса КВД,
а задний — к переднему фланцу корпуса теплообменника.
Жаровая труба 5 состоит из набора профилированных обечаек, со-
единенных между собой сваркой. Фронтовая часть жаровой трубы 5
состоит из кольцевой обечайки 12 с 28-ю цилиндрическими камерами
смешения 3 и лопаточных завихрителей 2, подвижно установленных
на входе в камеры смешения.
Для создания горючей топливовоздушной смеси во фронтовой час-
ти жаровой трубы имеется ряд отверстий для подвода воздуха—возду-
хозаборников 4. Камеры смешения 3 служат для подготовки топли-
вовоздушной смеси, поступающей в жаровую трубу. Формирование
поля температур на выходе из камеры сгорания осуществляется за
счет воздуха, поступающего через четыре ряда отверстий 6, располо-
женных на смесительной части жаровой трубы. Для охлаждения сте-
124
нок жаровой трубы на ее внутренней и наружной оболочках имеются
кольцевые щели 10, в которые через отверстия поступает воздух, обра-
зующий заградительную пелену вдоль стенок. На внутреннюю поверх-
ность жаровой трубы нанесено жаростойкое покрытие.
Для компенсации взаимных перемещений от тепловых воздействий
жаровая труба и топливный коллектор крепятся к кронштейнам 13
стоек 14 радиальными штифтами 75. Компенсация взаимных переме-
щений жаровой трубы и соплового аппарата ТВД осуществляется с
помощью телескопического соединения по фланцам 8.
3.4. ТУРБИНА
Узел турбины (рис. 3.8) включает последовательно расположенные
одноступенчатые осевые турбины высокого и низкого давления, а так-
же опору. ТВД приводит во вращение компрессор высокого давления
и агрегаты, установленные на коробке приводов двигательных агрега-
тов и на выносной коробке агрегатов. ТНД приводит во вращение
компрессор низкого давления. Каждая из турбин включает ротор и со-
пловой аппарат. Опора узла турбины является элементом силовой схе-
мы двигателя. Радиальные усилия от ротора ТВД передаются на опору
через межроторный подшипник, вал ТНД и расположенный в опоре
подшипник ротора ТНД. Узел турбины включает также корпус опоры
и корпус подшипника. Наружное кольцо 6 соплового аппарата ТВД
имеет отверстия для подвода вторичного воздуха из ОКС и возду-
хо-воздушного теплообменника (ВВТ) для охлаждения соплового ап-
парата и рабочих лопаток ТВД. Внутреннее кольцо 7 соплового аппа-
рата ТВД соединено фланцем с аппаратом закрутки 5 и с внутренним
корпусом ОКС.
Внутреннее кольцо 7 через кольцо 3 телескопически соединено с
жаровой трубой ОКС. Кольца 7 и 5 образуют канал подвода вторичного
воздуха от ОКС на охлаждение внутренних полок сопловых лопаток.
Сопловой аппарат ТВД имеет 42 лопатки, объединенные в 14 литых
трехлопаточных блока 5, благодаря чему уменьшается перетечка газа.
Сопловая лопатка пустотелая, охлаждаемая. Перо, наружная и
внутренняя полки образуют с пером и полками соседних лопаток про-
точную часть. Внутренняя полость сопловой лопатки разделена пере-
городкой 44. На входной кромке лопатки имеется перфорация 41,
обеспечивающая пленочное охлаждение наружной поверхности пера.
В передней полости размещен дефлектор 43, а в задней — дефлектор
45. Дефлекторы имеют отверстия для прохождения охлаждающего
воздуха и необходимого распределения воздуха по профилю сопловой
лопатки.
125
Рис. 3.8. Узел турбины:
а — общая схема
б — блок лопаток соплового аппарата ТВД; в — рабочая лопатка ТВД; г — блок лопаток сопло-
вого аппарата ТНД; д — рабочая лопатка ТНД; I — внутреннее кольцо СА ТВД; 2 — аппарат
закрутки; 3, 4 — кольцо; 5 — блок лопаток СА ТВД; 6 — наружное кольцо СА ТВД; 7 — про-
ставка; 8 — сотовая вставка ТВД; 9 — лопатка рабочего колеса ТВД; 10 — обод СА ТНД; 11 —
блок лопаток СА ТНД; 12 — внутреннее кольцо СА ТНД; 13 — сотовая стойка ТНД; 14 — диа-
фрагма; 15 — лопатка рабочего колеса ТНД; 16 — труба; 17 — наружный корпус опоры; 18 —
силовая стойка; 19 — напорный диск; 20 — экран; 21 — внутреннее кольцо; 22 — маслооткачи-
вающий насос; 23 — корпус подшипника; 24 — пеногасящая стенка; 25, 32, 34, 53 — крышка; 26
— масляный коллектор; 27 — набор уплотнительных колец; 28 — диск ТНД; 29 —цапфа ротора
ТНД; 30 — вал ротора ТНД; 31, 33 — набор уплотнительных колец; 35 — лабиринт; 36 — цап-
фа ротора ТВД; 37 — диск ТВД; 38 — вал КВД; 39 — отверстия в диске ТНД; 40 — отверстия
в диске ТВД; 41 — перфорация на входной кромке лопаток СА ТВД; 42, 47 — цапфа; 43, 45, 48
— дефлектор ; 44 — перегородка; 46, 49 — турбулизирующие штырьки; 50 — поперечные ребра;
51 — стяжной призонный болт; 52 — диафрагма
Ротор ТВД включает в себя диск 37 с 90-ми рабочими лопатками 9
и цапфу 36 с лабиринтами и маслоуплотнительными кольцами 31. В
диске выполнены наклонные отверстия 40 для подвода охлаждающего
воздуха к рабочим лопаткам.
Рабочая лопатка ТВД — литая, полая, охлаждаемая. Для охлаж-
дения во внутренней полости лопатки расположен канал с отвер-
стиями в перегородке и ребра. Хвостовик лопатки «елочного типа».
127
В хвостовике цапфы 36 размещены масляное уплотнение и обойма
роликового подшипника, который является задней опорой ротора
высокого давления.
Сопловой аппарат ТНД соединен с корпусом теплообменника и на-
ружным кольцом 6 турбины высокого давления, а также с корпусом
опоры турбины. Сопловой аппарат ТНД имеет 33 лопатки, спаянные в
11 трехлопаточных блоков 11 для уменьшения перетечек газа.
Сопловая лопатка — литая, пустотелая, охлаждаемая. Перо, наруж-
ные и внутренние полки образуют с пером и полками проточную
часть соплового аппарата ТНД. Во внутренней полости пера лопатки
размещен перфорированный дефлектор 48. На внутренней поверхно-
сти пера имеются поперечные ребра 50 и турбулизирующие штырьки
49 для направленного течения охлаждающего воздуха. Диафрагма 14
служит для разделения полостей между рабочими колесами турбин
высокого и низкого давлений.
Ротор ТНД включает в себя следующие элементы: диск 28 с 90-ми
рабочими лопатками 75; цапфу 29; вал 50; напорный диск 19. Диск 28
имеет пазы для крепления рабочих лопаток и наклонные отверстия 39
для подвода к ним охлаждающего воздуха.
Рабочая лопатка ТНД — литая, полая, охлаждаемая. На перифе-
рийной части имеется бандажная полка с гребешком лабиринтного
уплотнения, которое уменьшает радиальный зазор между ротором и
статором.
На передней части цапфы 29 расположены внутренние шлицы, пе-
редающие крутящий момент на вал 30. На наружной поверхности пе-
редней части цапфы установлена внутренняя обойма роликового под-
шипника, на который опирается РВД, лабиринт 35 и набор уплотни-
тельных колец 33, образующих переднее уплотнение масляной полос-
ти задней опоры ТВД.
На цилиндрическом поясе в передней части цапфы 36 имеется на-
бор уплотнительных колец 31, образующих уплотнение масляной по-
лости между роторами турбин высокого и низкого давлений. На ци-
линдрическом поясе в задней части цапфы установлен набор уплотни-
тельных колец 27, обеспечивающих уплотнение масляной полости
опоры ТНД.
Вал 30 состоит из трех частей, соединенных штифтами. В задней
части вала имеются шлицы, передающие крутящий момент на ротор
КНД через рессору. Напорный диск 19 обеспечивает увеличение дав-
ления охлаждающего воздуха на входе в рабочие лопатки ТНД.
Опора турбины состоит из корпусов опоры и подшипника 23. Кор-
пус опоры включает наружный корпус 77 и внутренние кольца 27, со-
единенные силовыми стойками 18, которые образуют силовую схему
128
опоры турбины. В состав опоры входят также экран 20 с обтекателя-
ми, пеногасящая сетка 24 и крепежные детали.
Внутри силовых стоек 18 размещены трубопроводы для подвода и
отвода масла, суфлирования масляных полостей и слива масла.
Через полости силовых стоек 18 подводится воздух для охлажде-
ния ТНД и отводится воздух из предмасляной полости. Силовые стой-
ки 18 закрыты снаружи обтекателями. Экран 20 с обтекателями обра-
зует проточную часть газовоздушного тракта за ТНД.
Корпус подшипника 23 и крышки 25 и 53 образуют масляную по-
лость опоры турбины. Масляная полость термоизолирована. На кор-
пусе подшипника 23 установлены маслооткачивающий насос 22 и
масляный коллектор 26. Между наружной обоймой роликоподшипни-
ка ротора ТНД и корпусом подшипника размещен упругомасляный
демпфер.
3.5. ФОРСАЖНАЯ КАМЕРА
В состав форсажной камеры входят (рис. 3.9): смеситель 2, фрон-
товое устройство 3, корпус 5 с теплозащитным экраном 6 и кок-стека-
тель 10.
Смеситель является элементом силовой схемы двигателя, с помо-
щью которого осуществляется связь корпусов внутреннего и наружно-
го контуров двигателя. Смеситель состоит из корпуса 2 и непосредст-
венно смесителя 7 (рис. 3.10). Корпус 2 передним фланцем 1 прикреп-
лен к корпусу наружного контура. К заднему фланцу 8 прикреплено
Рис. 3.9. Форсажная камера с реактивным соплом:
/ — корпус смесителя; 2 — смеситель; 3 — фронтовое устройство; 4, 8 — фланец; 5 — корпус
форсажной камеры; 6 — теплозащитный экран; 7 — шпангоут; 9 — реактивное сопло; 10 —
кок-стекатель; И — дренажиый клапан
9-2043 129
Рис. 3.10. Смеситель:
1, 8 — фланец корпуса смесителя; 2 — корпус смесителя; 5 — обечайка; 4 — фланец смесителя;
5 — термопара; 6 — шпангоут; 7 — смеситель; 9 — кольцо; 10 — карман
фронтовое устройство. На шпангоуте 6 установлены восемь термопар
5, центробежная форсунка системы «огневой дорожки» ФК и прием-
ник полного давления.
Смеситель 7 предназначен для смешения потоков газа внутреннего
контура и воздуха наружного контура перед фронтовым устройством.
Смеситель передним фланцем 4 крепится к корпусу опоры турбины, а
кольцом 9 подвижно опирается на корпус 2. Подвижность смесителя
обеспечивает осевую компенсацию перемещений внутреннего контура
относительно наружного. Смеситель имеет 22 кармана 10.
Фронтовое устройство (рис. 3.11) предназначено для устойчивого
горения топлива в форсажной камере. Фронтовое устройство состоит
из корпуса с двухсекционным теплозащитным экраном, системы ста-
билизации пламени и топливных коллекторов.
Корпус представляет собой кольцевую обечайку 11с фланцами 1
и 12. В корпус вварены силовой пояс 10 с узлами крепления двигате-
ля к самолету, два фланца для установки ионизационных датчиков
пламени, пять втулок для выводов топливных коллекторов; 11 флан-
цев для крепления тягами 8 стабилизаторов 13 и 16 и форсажной ка-
меры 15 с топливными коллекторами 3, 4, 5, б, и 9; патрубок для ава-
рийного слива топлива и фланец для установки приемника полного
давления.
Теплозащитный экран 2 - - двухсекционный. Экран с обечайкой
корпуса образует кольцевой каь ал подвода воздуха из наружного кон-
тура на охлаждение форсажной камеры и реактивного сопла. Первая
секция имеет 22 гофра на входе и 44 — на выходе. Вторая секция эк-
130
Рис. 3.11. Фронтовое устройство:
/, 12 — фланец; 2 — теплозащитные экраны; 5 — второй коллектор ; 4 — третий коллектор; 5
— первый коллектор; б — четвертый коллектор; 7 — форсунка; 8 — тяга; 9 — пусковой коллек-
тор; 10 — силовой пояс; 11 — обечайка; 13 — большой стабилизатор; 14 — стойки большого
стабилизатора; 15 — форсажная камера; 16 — малый стабилизатор; 17 — радиальный стабилиза-
тор; 18 — карбюратор; 19 — кольцо пускового коллектора; 20 — отражатель; 21 — стойки мало-
го стабилизатора
рана имеет 44 гофра и одновременно является антивибрационным эле-
ментом.
Система стабилизации пламени состоит из форсажной камеры 15,
двух V-образных стабилизаторов — большого 13 и малого 16, а также
22 стоек 14 и 21 соответственно большого и малого стабилизаторов.
Внутри форсажной камеры расположен карбюратор 18, образованный
11 -ю перфорированными трубами с заборниками на входе. В каждую
трубу поступает топливо от пускового коллектора 9 и газ из тракта
двигателя. Топливо и газ проходят через карбюратор и поступают во
внутреннюю полость форсажной камеры.
9* 131
Большой и малый стабилизаторы закреплены на форсажной каме-
ре, каждый 11-ю стойками 14, которые одновременно выполняют
функции радиальных стабилизаторов. Форсажная камера закреплена в
корпусе 11-ю тягами 8. На внутренней полке малого стабилизатора
имеется одиннадцать V-образных радиальных стабилизаторов 17.
Топливные коллекторы 3, 4, 5, 6, и 9 расположены перед форсаж-
ной камерой и закреплены серьгами, которые обеспечивают свободу
перемещения коллектора при нагреве.
Коллектор 9 постоянно работает на всех форсированных режимах
двигателя и является пусковым. Он имеет 11 струйных форсунок, пи-
тающих топливом карбюратор, и 33 отверстия в кольце 19, направлен-
ных на отражатели 20, питающих форсажную камеру. Каждый из кол-
лекторов 3, 4, 5, и 6 имеет по 22 форсунки 7. У коллекторов 5 и 6
форсунки установлены на наружном диаметре колец; у коллекторов 3
и 4 — на внутреннем. Каждая форсунка коллекторов 3, 4, 5, и 6 имеет
соответственно 6, 5, 8 и 8 отверстий, через которые подается топливо
в проточную часть фронтового устройства перпендикулярно потоку
газа.
Коллекторы 3, 4 и 5 имеют по 11 экранов для защиты внутренних
полостей кольцевых труб от нагарообразования.
Форсажная камера (см. рис. 3.9) состоит из корпуса 5 и теплоза-
щитного экрана 6. На конической части корпуса расположен шпангоут
7 для крепления элементов реактивного сопла. В нижней части уста-
новлен дренажный клапан 11 для слива топлива. Теплозащитный эк-
ран состоит из четырех секций, каждая из которых имеет по 44 перфо-
рированных гофра.
Кок-стекатель уменьшает потери энергии при выходе газа из тур-
бины. Перфорация на коке-стекателе служит для предотвращения
пульсационного горения в форсажной камере. Принцип работы ФК за-
ключается в следующем. Газовоздушный поток из смесителя поступа-
ет в полость фронтового устройства. Часть воздуха попадает в по-
лость, образованную экранами и стенками корпусов фронтового уст-
ройства и корпуса ФК, и охлаждает корпуса и реактивное сопло. В
системе стабилизации пламени фронтового устройства создается об-
ширная зона обратных токов, что обеспечивает полноту сгорания топ-
лива, надежный запуск и устойчивость работы ФК в широком диапа-
зоне режимов.
Включение ФК осуществляется системой запуска при перемеще-
нии рычага управления двигателем (РУД) в диапазон форсированных
режимов. Пламя «огневой дорожки», достигнув зоны обратных токов
форсажной камеры, воспламеняет топливовоздушную смесь, подготов-
ленную форсажной камерой 15 (рис. 3.11) и пусковым коллектором
132
9. При этом расход топлива через пусковой коллектор составляет при-
близительно 10% от суммарного расхода всех коллекторов. После вос-
пламенения топлива в ФК по сигналу ионизационных датчиков пламе-
ни снимается блокировка в регуляторе сопла и форсажа (РСФ), соот-
ветствующая его работе на минимальном форсированном режиме. То-
пливо через форсунки топливных коллекторов 3, 4, 5, и 6 1-го и 2-го
каскадов (или только 1-го) подается в проточную часть фронтового
устройства и вместе с потоком газа поступает в зону горения ФК.
Расход топлива определяется регулятором сопла и форсажа в зависи-
мости от степени форсирования двигателя.
3.6. РЕГУЛИРУЕМОЕ РЕАКТИВНОЕ СОПЛО
Регулируемое реактивное сопло — сверхзвуковое, всережимное, с
внешними створками. В состав PC (рис. 3.12) входят: дозвуковое су-
жающееся сопло с приводом и синхронизирующими механизмами ре-
гулировки площади критического сечения, сверхзвуковая часть PC с
механизмами привода, синхронизации и регулировки площади среза
сопла, осуществляемой через внешние створки и дозвуковое сопло;
внешние створки с упругими элементами, являющиеся подвижной ча-
стью фюзеляжа самолета.
Дозвуковое сопло имеет 16 створок 14 с уплотняющими их 16-ю
проставками, которые образуют сужающую часть сопла. Каждая
створка двумя пружинами подвижно закреплена в корпусе 16 шарнира
на заднем фланце корпуса 1 форсажной камеры. Корпус шарнира не-
подвижно закреплен на заднем фланце корпуса ФК. Каждая проставка
подвижно закреплена ограничителем на двух соседних створках, а пе-
редняя часть проставок свободно опирается штифтами на те же сосед-
ние створки. Штифты неподвижно закреплены на проставках.
133
Шестнадцать гидроцилиндров 4 с 16-ю рычагами бис 32-ю тяга-
ми 15 образуют синхронизирующий привод створок. Рабочим телом
гидроцилиндров является топливо двигателя. Гидроцилиндры и рыча-
ги подвижно закреплены на траверсах 5. Траверса неподвижно закреп-
лена на заднем фланце корпуса ФК и подвижно — на шпангоуте кор-
пуса ФК.
Штоки гидроцилиндров подвижно закреплены на рычагах, а каж-
дый рычаг тягами 15 подвижно связан с двумя соседними створками,
что обеспечивает синхронное перемещение створок.
Шестнадцать надстворок 13 с уплотняющими их 16-ю проставками
образуют расширяющуюся сверхзвуковую часть PC. Каждая надствор-
ка подвижно соединена со створкой 14, а проставки надстворок под-
вижно соединены с проставками створок 14. Каждая проставка под-
вижно закреплена на двух соседних надстворках тремя ограничителя-
ми, которые подвижно закреплены на проставках. Ограничитель, рас-
положенный у заднего торца проставки, обеспечивает минимальное
перекрытие боковых кромок надстворок проставки при максимальной
площади среза PC.
Шестнадцать внешних створок И с уплотняющими их 16-ю про-
ставками являются продолжением подвижной части фюзеляжа само-
лета. Внешние створки передней частью подвижно закреплены на
траверсах 5, а задней — скреплены кронштейнами с двумя ролика-
ми и введены в направляющие пазы надстворок 13. Каждая простав-
ка передней частью подвижно закреплена на двух соседних внеш-
них створках, а задней — свободно опирается на те же соседние
внешние створки.
Ограничители, неподвижно закрепленные на внешних створках с
внутренней стороны на кронштейне, не допускают перемещение про-
ставок в окружном направлении. Средней частью проставка входит в
пазы соседних внешних створок. Пазы образованы неподвижно закре-
пленными ограничителями и днищем.
Шестнадцать кронштейнов 8 с 30-ю тягами 9 образуют синхрони-
зирующий механизм сверхзвуковой части PC и внешних створок.
Кронштейны подвижно закреплены на рычагах 6 привода дозвукового
сопла. Каждый кронштейн тягами 9 подвижно связан с двумя соседни-
ми внешними створками, чем обеспечивается синхронное перемеще-
ние сверхзвуковой расширяющейся части PC через внешние створки.
Шестнадцать пневмоцилиндров 10 образуют механизм регулиров-
ки площади среза PC. Пневмоцилиндры попарно, крышка с крышкой,
шток со штоком подвижно закреплены в окружном направлении с
внутренней стороны в средней части на кронштейнах каждой внешней
створки и образуют «браслет».
134
Шестнадцать регулируемых ограничителей 12 телескопического
типа ограничивают предельную площадь среза PC. Они подвижно за-
креплены с внутренней стороны на кронштейнах в конце внешней
створки в окружном направлении и также образуют «браслет».
Шестнадцать регулируемых упоров 7 телескопического типа обра-
зуют механизм регулировки минимальной и максимальной площадей
среза PC. Каждый упор подвижно закреплен гильзой на траверсе 5 и
штоком — на кронштейне (рычаге) 8.
Тридцать два упругих элемента 2 обеспечивают плавный переход
от внешних створок 11с проставками PC к фюзеляжу самолета. Упру-
гие элементы закреплены на кольце 17, которое 16-ю тягами 3 под-
вижно закреплено на траверсах 5.
Работа реактивного сопла заключается в изменении площадей кри-
тического сечения и среза в зависимости от режима работы двигателя.
Площадь критического сечения сопла определяется положением ство-
рок 14. Площадь среза определяется положением надстворок 13 и при
постоянной площади критического сечения сопла изменяется в преде-
лах изменения длины телескопических упоров 7.
Оптимизация площади среза сопла в пределах хода телескопиче-
ских упоров 7 при постоянной площади критического сечения обеспе-
чивается автоматически под воздействием газовых и аэродинамиче-
ских сил, действующих на надстворки 13 и внешние створки 11, а так-
же под воздействием сжимающих сил пневмоцилиндров 10. Пневмо-
цилиндры — одностороннего действия, постоянно работающие на
сжатие сверхзвуковой части PC от воздуха, отбираемого за компрессо-
ром. При максимальной длине телескопического упора площадь среза
сопла минимальная.
3.7. НАРУЖНЫЙ КОНТУР
Наружный контур (рис. 3.13) является внешней оболочкой двигате-
ля, который совместно с корпусами КВД, ОКС, ВВТ, ТВД и ТНД об-
разует канал для подачи части сжатого в КНД воздуха к смесителю
ФК. Наружный контур состоит из двух профилированных корпусов —
переднего 4 и заднего 8. Корпуса входят в силовую схему двигателя.
Передний корпус 4 имеет продольный разъем 1 для обеспечения дос-
тупа к КВД, ОКС и два поперечных силовых шпангоута 5.
Задний корпус 8 наружного контура представляет собой цилиндри-
ческую оболочку с фланцами б и 7 и поперечным силовым шпанго-
утом 5.
135
12 3 4
5
6
5 8
7
Рис. 3.13. Наружный контур
На корпусах наружного контура имеются фланцы систем отбора
воздуха, крепления запальных устройств, окон осмотра двигателя, а
также бобышки для крепления агрегатов и коммуникаций.
Фланцы систем отбора воздуха на переднем корпусе 4 соединены
на корпусе КВД двухшарнирными элементами 9, обеспечивающими
возможность взаимного перемещения корпусов.
Профилирование проточной части наружного контура обеспечено
установкой в переднем корпусе 4 внутреннего экрана 2, имеющего
продольный разъем для обеспечения доступа к КВД. Экран центриру-
ется в промежуточном корпусе и крепится на 20-ти кронштейнах, ус-
тановленных на стыке корпусов ОКС и ВВТ.
Часть воздуха наружного контура используется для охлаждения де-
талей ФК и PC. В канале наружного контура охлаждаются трубчатые
модули ВВТ, через которые воздух от КВД поступает на охлаждение
турбины.
3.8. МОДУЛЬНОСТЬ КОНСТРУКЦИИ
ДВИГАТЕЛЯ АЛ-31Ф
Для современных авиационных двигателей, имеющих очень боль-
шую стоимость, важное значение имеет стоимость их жизненного цик-
ла, т.е. суммарные расходы, включающие проектирование, доводку,
серийное производство, эксплуатацию и ремонт. Существенное сокра-
щение стоимости жизненного цикла авиационного ГТД может быть
достигнуто за счет сокращения эксплуатационных расходов, стоимости
запасных частей, рабочей силы, сокращения времени и увеличения пе-
риодичности регламентов обслуживания, возможности устранения де-
фектов и замены отдельных деталей и узлов (модулей) по месту экс-
плуатации.
136
В более полной мере вышеприведенным требованиям, обеспечи-
вающим сокращение стоимости жизненного цикла двигателя, соответ-
ствует модульная конструкция двигателя и эксплуатация его по факти-
ческому техническому состоянию. В этом случае операции по техни-
ческому обслуживанию двигателя сокращаются до минимума, превра-
щаясь в операции по замене отдельных модулей по причине их полом-
ки или выработки установленного ресурса.
Под модульной конструкцией понимается такая конструкция, ко-
торая позволяет разобрать двигатель на отдельные модули (блоки), ка-
ждый из которых может независимо от других ремонтироваться и ис-
пользоваться для укомплектования любого из двигателей данного
типа. Каждый модуль имеет свой формуляр, где учитывается его нара-
ботка. Применение модулей уменьшает стоимость обслуживания, ре-
монта и материально-технические затраты на создание парка двигате-
лей, так как позволяет дифференцировать в зависимости от надежно-
сти и ресурса количество выпускаемых модулей. Так потребное число
модулей горячей части ГТД, как правило, больше, чем число модулей
компрессора, имеющих больший срок службы.
Применение модульных конструкций позволяет примерно на 25%
сократить общий объем запасных двигателей и модулей, необходимых
для обеспечения бесперебойной эксплуатации двигателя, по сравнению
с немодульной конструкцией [13].
ЭТС предусматривает возможность диагностического контроля и
определения работоспособности или критического состояния модуля
или двигателя в целом.
Опыт и статистика показывают, что значительная часть поврежде-
ний и отказов двигателя может быть устранена в эксплуатирующей ор-
ганизации, если в конструкции двигателя предусмотрена возможность
съема и ремонта отдельных модулей или отдельных деталей, входя-
щих в модуль.
На двигателе АЛ-31Ф имеется ряд модулей, деталей, узлов и агре-
гатов, подлежащих восстановлению или замене в условиях эксплуата-
ции. Ниже приводится их примерный перечень.
Модули: КНД, КДА, фронтовое устройство, PC, ВКА, муфта от-
ключения ВКА.
Детали: рабочие лопатки 1-й ступени ротора КНД, рабочие ло-
патки ротора КВД, детали PC (проставка внешних створок,
внешняя створка, проставка надстворки, надстворка, топливные
трубопроводы, кронштейн, упор, гидроцилиндр, проставка доз-
вуковой части PC, створка).
137
Узлы и агрегаты: маслобак, маслоагрегат, топливомасляный те-
плообменник основной ФК, насос-регулятор, гидроцилиндры на
ВНА, КНД, КВД, сигнализатор помпажа, регулятор сопла и фор-
сажа, датчик положения створок PC.
В условиях эксплуатации также заменяются: клапаны различного
назначения, сигнализаторы, термодатчики, насосы, датчики, приемни-
ки температуры и давления, фильтры и др.
Известно, что установление ресурса по одному или нескольким
критическим узлам приводит к нерациональному использованию ре-
сурса двигателя в целом и дополнительным затратам на закупку новых
двигателей.
Эксплуатация двигателей по техническому состоянию с учетом
циклической незащищенности основных деталей, особенно на большие
ресурсы, значительно эффективнее при модульной конструкции двига-
телей, так как позволяет производить замену отдельных узлов, вырабо-
тавших ресурс и значительно снизить стоимость жизненного цикла
двигателя. В последнем случае наиболее целесообразно создавать рег-
ламентные сервисные центры, имеющие прямую связь как с произво-
дителями авиационной техники, так и с эксплуатирующими организа-
циями на местах (по регионам эксплуатации).
ГЛАВА 4
КОНТРОЛЬ И ТЕХНИЧЕСКАЯ ДИАГНОСТИКА
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
4.1. ОСНОВНЫЕ ЗАДАЧИ ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ
Техническая диагностика — это направление в науке и технике,
представляющее собой процесс определения технического состояния
объекта диагностирования с определенной степенью точности. Под
техническим состоянием понимается совокупность подверженных из-
менению в процессе производства или эксплуатации свойств объекта,
характеризуемых признаками, которые устанавливаются технической
документацией на этот объект. Быстрое определение неисправности
в авиационных ГТД необходимо для обеспечения безопасности поле-
тов, для сокращения времени простоя самолета и для перехода обслу-
живания авиационной техники по фактическому техническому состоя-
нию. Все это повышает экономичность эксплуатации самолета и дви-
гателя.
Основной целью технического диагностирования авиационного
ГТД является организация процессов оценки его технического состоя-
ния. В основе этой организации лежат базовые положения общей тео-
рии диагностики, методы построения и анализа математической моде-
ли объекта диагностирования. Вопросам диагностики авиационных
ГТД посвящен ряд работ [2, 3, 7, 10, И, 21, 28, 37].
Специфика решений задач диагностирования авиацион-
ных ГТД состоит в следующем:
сложность объектов диагностирования делает невозможным по-
лучение универсальных решений, вызывает трудности при со-
ставлении алгоритмов диагностирования и требует различных
подходов к решению конкретных задач;
многообразие режимов работы ГТД при эксплуатации;
ограничения по габаритам и весам средств диагностирования;
недостаточно высокая контролепригодность ГТД, т. е. невозмож-
ность измерения параметров, необходимых для поиска дефектов;
139
необходимость выявления неисправностей на ранней стадии их
развития и предотвращение отказов в полете;
сложность природы и многопричинность отказов, возникающих
в ГТД.
В связи с вышеизложенным разработка и внедрение методов диаг-
ностирования идет по направлениям, которые наиболее приспособле-
ны к особенностям ГТД в условиях эксплуатации. Такими направ-
лениями являются:
диагностика по изменению параметров динамических процессов
(виброакустическая диагностика, диагностика по параметрам
систем двигателя);
диагностика по изменению физико-механических параметров
объекта диагностирования (спектральный анализ масла, визуаль-
но-оптическая диагностика, радиография, термометрирование,
металлографический анализ деталей и др.).
Диагностика как научное направление формирует идеологию,
принципы, способы диагностирования и прогнозирования техническо-
го состояния изделий в процессе их испытаний и эксплуатации. Тех-
ническая диагностика решает следующие задачи:
создание контролепригодного изделия;
разработка систем и средств получения необходимой информа-
ции;
разработка методов обработки и анализа получаемой информа-
ции;
обоснование и реализация наиболее рациональных способов ре-
гистрации параметров;
разработка рекомендаций по использованию результатов контро-
ля и диагностики.
Уровень диагностирования технического состояния изделия оцени-
вается рядом количественных показателей, в число которых
входят:
точность — соответствие величины параметра, полученного при
диагностировании, действительному его значению;
достоверность — минимальная вероятность ошибок диагности-
рования;
быстродействие;
стоимость.
Исследование технического состояния изделия осуществляется по
трем основным направлениям:
1) диагностирование — определение состояния, в котором нахо-
дится изделие в настоящий момент времени;
140
2) прогнозирование — предсказание состояния, в котором окажется
изделие в некоторый последующий момент времени;
3) генезирование — определение состояния, в котором находилось
изделие в некоторый предыдущий момент времени (при расследовании
причин аварии).
Качество диагностирования в значительной степени зависит от пра-
вильности выбора диагностических признаков. Решение этой задачи во
многом определяется возможностями инструментального подтвержде-
ния наличия этих признаков.
На первом этапе внедрения в эксплуатацию средств диагности-
рования ГТД произошло резкое увеличение числа единиц провероч-
ного оборудования, в котором преобладали визуальные средства
(манометры, вольтметры, световая сигнализация). Однако способ
повышения эффективности диагностирования путем увеличения
числа элементов визуального контроля неприемлем для условий
эксплуатации. Оператор в этом случае не в состоянии оценить
и проанализировать полученную информацию. Поэтому в настоящее
время широко внедряются специализированные наземные комплек-
сы систем диагностирования, а также бортовые средства контроля
и регистрации полетных данных.
4.2. ЭКСПЛУАТАЦИЯ ДВИГАТЕЛЕЙ
ПО ФАКТИЧЕСКОМУ ТЕХНИЧЕСКОМУ
СОСТОЯНИЮ
В настоящее время в практику эксплуатации ГТД внедряется про-
грессивный и экономически эффективный способ эксплуатации по
фактическому техническому состоянию. В этом случае ремонту, пере-
борке или замене подвергаются лишь те детали, узлы и агрегаты, кото-
рые неисправны или не соответствуют техническим требованиям.
Метод эксплуатации по фактическому состоянию обеспечивает бо-
лее высокий уровень надежности двигателя и существенно снижает
расходы, связанные со снятием двигателя с крыла и переборкой ис-
правных двигателей. Однако практическая реализация данного метода
возможна лишь при наличии эффективных инструментальных методов
и средств диагностирования, которые позволили бы осуществлять кон-
троль и прогнозировать техническое состояние двигателя.
Таким образом, широкое внедрение эксплуатации по фактическому
техническому состоянию возможно только благодаря развитию и со-
вершенствованию средств технической диагностики.
141
Сущность указанного метода заключается в отказе от назначения
фиксированной наработки между ремонтами и переходу к замене дета-
лей по их фактическому техническому состоянию, т.е. деталь снимает-
ся и ремонтируется или заменяется на новую только после появления
в ней дефекта, а не после выработки определенного ресурса.
Согласно статистическим данным расходы на необоснованное об-
служивание и ремонт по планово-предупредительному методу состав-
ляют около 7% по отношению ко всем затратам на эксплуатацию.
Качественная зависимость интенсивности отказов (70те от времени
эксплуатации Гэк представлена на рис. 4.1.
Эксплуатация по фактическому состоянию основывается на пред-
положении, что реальное техническое состояние всех узлов, агрегатов
и систем может быть оценено по контролю ряда параметров:
состояние двигателя характеризуется множеством параметров,
которые случайно изменяются во времени;
техническое состояние, определяющее надежность двигателя,
оценивается по комплексу параметров;
конструкция двигателя позволяет непрерывно или периодически
контролировать значение этих параметров;
превышение этих параметров относительно нормативных опре-
деляет недопустимое в эксплуатации состояние двигателя;
методы и средства диагностирования и контроля обеспечивают
выявление неисправностей на ранней стадии;
Рис. 4.1. Качественная зависимость интенсивности отказов от времени эксплуатации:
/ — время эксплуатации по ресурсу; 2 — максимально возможное время эксплуатации; 3 — не-
использованный ресурс; А — область преждевременных отказов (приработки); Б — область слу-
чайных отказов; В — область отказов по износу
142
затраты на замену детали или узла, имеющего неисправности на
ранней стадии развития, много меньше затрат при аварийной за-
мене.
Основным принципом при обслуживании по фактическому состоя-
нию является принцип предупреждения неисправностей и отказов.
С этой целью используется назначение упреждающих допусков, кото-
рые определяются как разность величин предельного А"пр и предотказ-
ного Хпо значений параметров (рис. 4.2). В момент времени Т] агрегат
находится в исправном состоянии и разрешается его дальнейшая экс-
плуатация. Начиная с момента врмени т > Т] требуется замена агрега-
та, что и обнаруживается при второй проверке т2-
Система диагностирования является комплексной. Она требует
применения как бортовых, так и наземно-бортовых средств, а также
программ автоматической переработки информации.
Если оценка состояния производится дискретно, то возникает зада-
ча определения оптимальных интервалов времени между проверками
с точки зрения достоверности получаемой информации и экономиче-
ских затрат.
Внедрение системы эксплуатации по состоянию для конкретных
двигателей требует теоретических разработок и накопления статисти-
ческих данных по отказам желательно по возможно большему количе-
ству двигателей. К теоретическим разработкам относятся:
создание терминологии и разработка математических моделей;
выбор системы диагностирования;
анализ и оценка контролепригодности изделия;
Рис. 4.2. К определению упреждающего допуска:
Г, и Тг — моменты предотказного и предельного состояния машины соответственно; Г/и Г/ —
моменты проверки состояния машины
143
оценка экономической эффективности (целесообразности);
принцип организации и обслуживания ремонтных работ.
Экспериментальная проверка системы включает в себя проведение
подконтрольной эксплуатации группы двигателей с заменой по состоя-
нию узлов, деталей и агрегатов, разработку необходимой эксплуатаци-
онной документации и рекомендаций, разработку требований к систе-
мам диагностирования.
В настоящее время в условиях эксплуатации поиск неисправности
в некоторых случаях базируется на интуитивных методах, которые но-
сят субъективный характер и не отличаются высокой достоверностью.
Это требует ускоренного развития и внедрения в эксплуатацию мето-
дов и средств технической диагностики ГТД, а также разработки алго-
ритмов выявления неисправностей, как правило, основанных на ис-
пользовании статистических данных.
4.3. ОСОБЕННОСТИ ДВИГАТЕЛЕЙ
КАК ОБЪЕКТА ДИАГНОСТИРОВАНИЯ
Авиационные ГТД характеризуются множеством состояний, каж-
дое из которых определяется конкретным набором входных и выход-
ных параметров. На практике редко удается получить полное матема-
тическое описание поведения двигателя в общем виде, поэтому чаще
стараются использовать методы имитации изучаемого объекта.
Существует два метода инструментального контроля ГТД. Первый
метод заключается в выявлении отличия «Образа» (комплекса основ-
ных и вспомогательных параметров) проверяемого двигателя от сред-
нестатистического семейства исправных двигателей данного типа.
Эти отличия сопоставляются с вероятными возможными измене-
ниями технического состояния двигателя, т.е. с учетом условий экс-
плуатации, времени наработки и т.д.
«Образ» семейства исправных двигателей формируется на основе
статистической обработки значений параметров в ходе эксплуатации
двигателей данного типа.
Указанный метод инструментального контроля определяет необхо-
димость наличия значительного банка данных по параметрам двигате-
ля рассматриваемого типа и сопряжен с проведением большого числа
измерений и сложной статистической обработки экспериментальных
данных. Применение его целесообразно для серийных двигателей,
имеющих значительный срок эксплуатации т. е. при наличии банка
данных по неисправностям.
144
Второй метод инструментального контроля называется «детерми-
нистским» и заключается в обнаружении определенных физических
явлений, которые служат объективными признаками возникновения
в двигателе конкретных неисправностей.
К числу диагностических средств, используемых для обнаружения
в двигателе таких физических явлений, относятся: устройства для виб-
роакустической диагностики, ультразвуковые и токовихревые прибо-
ры, оптические системы, капиллярные и радиационные методы, уст-
ройства для контроля маслоомываемых деталей и др.
Второй метод является более универсальным и информативным,
отличается меньшей трудоемкостью по сравнению с первым.
Перечень аварийных сигналов, выводимых на приборную доску,
зависит от конкретной силовой установки, особенностей назначения
и эксплуатации самолета. Наиболее часто в этот список входят:
помпаж двигателя;
пожар в двигателе;
пониженное давление топлива перед насосом;
отключение электрогенераторов;
отказ автоматики управления механизацией компрессора;
малый остаток топлива в баках;
падение давления масла в системе.
Система аварийной сигнализации перед установкой на самолет
подвергается значительным лабораторным и стендовым испытаниям
с целью отработки ее высокой надежности и исключения ложного сра-
батывания в условиях эксплуатации.
Возможность выявления неисправностей систем двигателя с помо-
щью методов и средств диагностирования называется контролепригод-
ностью двигателя.
Под контролепригодностью ГТД обычно понимают обеспечение
его конструкцией и оборудованием возможности получения информа-
ции, необходимой для достоверной оценки состояния двигателя в ус-
ловиях эксплуатации без его разборки и снятия со стенда или самоле-
та. Контролепригодность двигателя зависит от его конструкции, кото-
рая должна обеспечивать возможность выявления следующих неис-
правностей на ранней стадии их возникновения и развития:
повреждение лопаток компрессора и турбины по перу и замку;
повреждение дисков ротора;
разрушение подшипников ротора;
помпаж компрессора;
повышенный уровень вибрации;
прогар лопаток соплового аппарата;
неравномерность температурного поля;
10-2043 145
повреждение деталей основной и форсажной камер сгорания;
отказы топливной системы, систем регулирования и управления;
ухудшение характеристик ГТД.
Современные отечественные ГТД обеспечивают контроль порядка
30—40 параметров.
4.4. ДИАГНОСТИКА ДВИГАТЕЛЕЙ
ПРИ ЭКСПЛУАТАЦИИ
4.4.1. Технические средства диагностики
двигателей
Вопросам диагностики машин и механизмов посвящено большое
количество работ (см., например, [2, 3, 7, 10, И, 21, 28, 37]. В данном
параграфе отмечены те средства диагностики, которые получили
наибольшее применение при эксплуатации и ремонте двигателей на
ММПП «Салют».
Безаварийная эксплуатация ГТД, увеличение ресурса и эксплуата-
ция по техническому состоянию невозможны без современных мето-
дов и средств диагностического контроля. Поэтому на ММ11Г1 «Салют»
еще в 1982 г. было создано конструкторское бюро диагностического
контроля (КБДК). За время существования этого подразделения разра-
ботаны уникальные методики и оборудование, позволяющие контроли-
ровать техническое состояние двигателя как установленного на само-
лете, так и снятого с него.
Эндоскопическая диагностика. Для контроля технического со-
стояния газовоздушного тракта двигателя и его узлов применяются
специальные волоконно-оптические технические жесткие и гибкие эн-
доскопы (рис. 4.3), которые позволяют не только проводить осмотр
в труднодоступных местах, но и осуществлять замер выявленных по-
вреждений (забоин, трещин, прогаров и т. д.). Эндоскопический кон-
троль составляет 80% всей диагностики двигателя.
В процессе освоения двигателя АЛ-31Ф разработаны конструкции
и изготовлены специальные технические эндоскопы с повышенными
техническими характеристиками, обеспечивающие проведение диагно-
стики в условиях эксплуатации при отрицательных температурах до
- 30° С.
Жесткие технические эндоскопы выполняются с окуляр-шарни-
ром, имеющим две степени свободы, чтобы дать возможность операто-
ру производить осмотр под любым углом, и снабжены мерной сеткой,
которая позволяет оценить размеры обнаруженных дефектов.
146
Рис. 4.3. Волоконно-оптический гибкий эндоскоп ЭТГ 4-08
с осветительным блоком питания
Гибкие технические эндоскопы (с диаметром смотровой трубки 6 и
8 мм) также снабжены мерной сеткой, а некоторые из них имеют био-
псийные каналы для ввода специальных инструментов (захватов, ер-
шиков и т. д.), позволяющие извлекать из труднодоступных полостей
двигателя посторонние предметы или проводить более детальную
оценку обнаруженных повреждений.
Для проведения специальных диагностических работ на двигателе
АЛ-31Ф без демонтажа его с самолета, а именно: контроля состояния
и замера смещения стопорного замка фиксации рабочих лопаток ТНД,
были впервые разработаны и изготовлены специальные технические
эндоскопы диаметром 6 мм с плоским (толщиной 2 мм) подвижным
дистальным концом и с мерной сеткой на окуляре. Они позволяют
производить осмотр и регистрацию дефектов с помощью телевизион-
ной и фотографической аппаратуры.
Для разрабатываемых двигателей РД-600 и ТВД-1500 спроектиро-
ваны и изготовлены новые сверхтонкие (жесткие — диаметром 4,5 мм
и гибкие — диаметром 4 мм) технические эндоскопы, которые по сво-
им характеристикам превосходят ранее использовавшиеся. Например,
не имеющий аналогов отечественный сверхтонкий жесткий техниче-
ский эндоскоп ТЭ-4,5-394 обеспечивает высокую разрешающую спо-
собность (до 25 линий на 1 мм при угле поля зрения 90 ± 5°) благода-
ря применению стержневых линзовых элементов.
Среди многочисленных разработок КБДК следует отметить видеоте-
левизионный измерительный комплекс (рис. 4.4), предназначенный для
эффективного и качественного контроля состояния и замера выявлен-
ных повреждений проточной части авиационных двигателей с выводом
изображения на цветной монитор через жесткие и гибкие эндоскопы
10* 147
Рис. 4.4. Видеотелевизионный измерительный комплекс
и документированием полученных результатов на магнитном регистра-
торе. С помощью комплекса можно осматривать и измерять поврежде-
ния газовоздушного тракта двигателя с точностью до 0,05 мм.
Вихретоковая диагностика. На предприятиях авиационной про-
мышленности широко применяется метод вихретоковой диагностики
деталей и узлов авиационных двигателей на стадии их изготовления
и в условиях эксплуатации.
Процесс контроля по этому методу состоит в следующем. На кон-
тролируемую деталь устанавливается датчик, представляющий собой
миниатюрную катушку, питаемую током высокой частоты. В металле
под катушкой возбуждаются вихревые токи, величина которых зависит
от свойств металла на контролируемом участке, наличия дефекта и ве-
личины зазора между деталью и датчиком. Вихревая дефектоскопия
позволяет обнаружить трещины, скрытые раковины, волосовины.
Для проведения такой диагностики на ММПП «Салют» еще в 1980 г.
был разработан, испытан и внедрен оригинальный вихретоковый де-
148
фектоскоп ВДУ-20М, который по своим техническим характеристикам
превосходит все известные отечественные и зарубежные аналоги
(рис. 4.5).
Прибор снабжен рядом специальных датчиков, каждый из которых
предназначен для дефектоскопии конкретных элементов двигателя: пе-
редних и задних кромок рабочих лопаток турбин и компрессоров, дис-
ков и пазов для крепления лопаток, валов в местах наиболее вероятно-
го появления трещин и др.
Геометрия датчика выполнена таким образом, чтобы обеспечива-
лось наиболее плотное прилегание поверхности датчика к контроли-
руемому участку конкретной детали.
Разработанные приборы и методики вихретоковой диагностики по-
зволяют выявить дефекты в виде мелких трещин, несплошностей на
деталях различной конфигурации из стальных, титановых и жаропроч-
ных сплавов.
Дефектоскоп дает возможность быстро и надежно получать ин-
формацию о наличии или отсутствии усталостных трещин на лопат-
ках турбины, компрессора и других ответственных деталях и узлах
двигателя.
Специальные датчики дают возможность обнаружить в труднодос-
тупных местах ГТД трещины глубиной 0,1 мм и шириной 0,001 мм.
Тройная система индикации прибора (оптическая, звуковая и стре-
лочная) обеспечивает надежную регистрацию дефектов. Питание де-
фектоскопа переменным или постоянным током дает возможность осу-
ществлять контроль как в цеховых условиях, так и в эксплуатации.
Вихретоковая диагностика позволяет производить диагностирова-
ние непосредственно на двигателе, в том числе и на двигателях, уста-
новленных на самолетах.
Рис. 4.5. Токовихревой прибор ВДУ-20М с комплектом специальных датчиков
149
В настоящее время прибор ВДУ-20М и его модификации серийно
выпускаются отечественной промышленностью.
Виброакустическая диагностика. Виброакустическая диагностика —
одно из направлений технической диагностики ГТД, использующее
в качестве диагностических сигналов механические колебания деталей
и узлов, акустические колебания в твердых, жидких и газообразных
средах.
Механические колебания (вибрации) обладают высокой информа-
тивностью и быстрой реакцией на изменения состояния деталей и уз-
лов, а также высокой чувствительностью к дефектам на ранней стадии
развития. Внедрение методов и средств виброакустической диагности-
ки не требует разборки или доработки конструкции изделий, что очень
важно при их эксплуатации.
Конструкция авиационного ГТД представляет собой сложную ди-
агностическую систему, состоящую из множества взаимодействующих
деталей и узлов. Вибрация какой-либо детали двигателя — это реак-
ция на действия возмущающих сил, которая зависит от количества
этих сил, их величины, характера и места действия.
Если измерение вибраций осуществляется в одном месте, то схему
формирования вибросигнала можно представить в виде многомерной
системы с одним выходом (рис. 4.6) [8].
На схеме изображены действующие силы F\(t), Fi(t), ..., F„(t), кото-
рые передаются к месту измерений через свои каналы связи с переда-
точными функциями ..., В результате получают-
ся вибросигналы х2(0, ..., х„(/), которые при отсутствии помех
и некоррелированных возмущений складываются, и вибродатчик вос-
принимает сигнал хх(0.
Поэтому главной задачей при разработке методики диагностики
является нахождение канала связи который бы воспринимал
и передавал наиболее информативный вибросигнал xrfj), являющийся
составной частью вибросигнала x^(f). Известно, что HqQ'co') представля-
Рис. 4.6. Схема формирования вибросигнала
150
ет собой частотную характеристику канала связи, с помощью которой
можно установить связь между входом и выходом:
SX<») мад»)]2 &в(о>), (4.1)
где (о — угловая частота; 5^(<a) — спектральная плотность мощности
информативного вибросигнала; 5м)(а>) — спектральная плотность мощ-
ности возмущающей силы от диагностируемой детали.
Сложность решения диагностической задачи состоит в том, что по-
лезный вибросигнал хо(О является составной частью x%(f), а параметры
Sxoto) и HjcofJa) до проведения экспериментальных исследований раз-
работчикам неизвестны.
Поэтому для определения канала связи Ho(jco) и полезного вибро-
сигнала хо(О, который характеризуется спектральной плотностью мощ-
ности 5ло(о>), производится испытание диагностируемой детали с раз-
личными степенями ее разрушения (S^o) или 5хо(<т>). Для установления
связи между полезным вибросигналом ^(со) и состоянием диагности-
руемой детали проводят испытания с тремя степенями развития
дефектов:
начальная стадия дефекта;
средняя стадия дефекта;
сильно развитый (недопустимый дефект).
Затем определяются диагностические признаки вибросигнала xq(Z)
путем спектрально-корреляционного анализа вибросигнала x%(f). На
его основании выбирается оптимальный алгоритм работы диагностиче-
ского прибора и пороговые значения для оценки технического состоя-
ния диагностируемой детали. Надежность и достоверность оценки тех-
нического состояния диагностируемой детали определяются в значи-
тельной степени отношением интенсивности полезного сигнала хо(О
к интенсивности суммарного сигнала xrft) на входе диагностического
прибора.
Алгоритм работы прибора выбирается таким образом, чтобы еще
больше повысить это отношение и выявить дополнительные диагно-
стические признаки, которые могли бы повысить достоверность оцен-
ки технического состояния диагностируемой детали.
В конце 1989 г. авторским коллективом ММПП «Салют» совмест-
но с ЦИАМ разработана методика ранней диагностики межроторных
и межвальных подшипников авиационных ГТД при их изготовлении
и ремонте и создан портативный прибор ДИП-1 для ее проведения
(рис. 4.7). Новизна технического решения подтверждена патентом РФ.
В последующие годы создан ряд модификаций этого прибора с лучши-
ми характеристиками.
151
Рис. 4.7. Виброакустический прибор ДИП-2 для определения технического состояния
подшипников
Диагностика подшипников осуществляется в режиме ручной про-
крутки ротора низкого давления при различных фиксированных угло-
вых положениях неподвижного ротора высокого давления (см.
п. 4.4.5). Место установки пьезоэлектрического вибродатчика выбира-
ется с учетом формулы (4.1), а частотный состав вибросигнала опреде-
ляется в соответствии с выражениями:
внешнего кольца подшипника
ДЛЯ
ЮЛ1 =
2
(4.2)
ДЛЯ
внутреннего кольца
Ю»2 =
б/
1+-JL
Dn
Z О.
2
(43)
для
роликов
= 1---
I.
-----и,
(4.4)
где с/р — диаметр ролика; Do — диаметр окружности, проходящей че-
рез центры роликов; — количество роликов (тел качения); Qp —
скорость вращения РНД; п = 1, 2, 3, ... — номер гармоники вибраций.
На основании результатов испытаний межвальных и межроторных
подшипников на двигателе АЛ-31Ф при различных их технических со-
стояниях путем спектрального анализа вибросигналов x(t) и с учетом
выражений (4.2) — (4.4) определяется информативный диапазон час-
152
тот 5ло(®), на который настраивается диагностический прибор. Интен-
сивность вибросигнала в рабочей полосе частот от сонижн до юверх опре-
деляется как среднеквадратическое значение из выражения
«скз = И (co)ato, (4.5)
V ш»
что является первым диагностическим признаком, или как среднее
значение виброускорения
5 = ljx0(W (4'6)
о
где Т — время осреднения вибросигнала.
Диагностическими признаками при диагностике подшипников яв-
ляются превышения заданных значений аскз или а.
Вторым диагностическим признаком, который в основном указыва-
ет на наличие ударных вибросигналов, является максимальная ампли-
туда, т.е. ее пиковое значение а„. Обычно ударные вибрации возбуж-
даются выкрашиванием поверхностей на кольцах или телах качения,
а также обрывом сепаратора. Поэтому в прибор ДИП-1 встроен пико-
вый детектор, который с помощью светодиода фиксирует наличие
ударных вибраций. В этом случае пороговое значение устанавливается
для определенного типоразмера подшипника из условия
ап = (3-7)аскз (4.7)
с учетом экспериментальных данных, полученных при испытаниях
подшипников с различными дефектами.
Прибор ДИП-1 позволяет выявить следующие дефекты в под-
шипниках качения на начальной стадии их разрушения:
проскальзывание тел качения;
износ колец более 0,05 мм;
мелкое точечное выкрашивание (питтинг), раковины, сколы на
телах качения;
выкрашивание на кольцах площадью более 4 мм2;
трещины и обрыв сепаратора;
отрыв кронштейна крепления основного топливного коллектора;
выпадение стопорного замка кольца фиксации рабочих лопаток
ТНД;
касание рабочих лопаток компрессора о специальную смесь, на-
несенную на статор;
биение рессоры привода редуктора;
153
дефект гибкого валика привода переднего откачивающего насо-
са.
Прибор ДИП-1 может также оценить размеры выкрашиваемых по-
верхностей на кольцах. Погрешность оценки размеров определяется
дискретностью установки фиксированных положений РВД.
Прибор ДИП-1 и разработанная методика позволяют проводить ди-
агностику двигателя без его запуска и снятия с летательного аппарата.
На ММПП «Салют» разработан целый ряд модификаций прибора
ДИП-1 (ДИП-1 М, ДИП-1 П, ДИП-2, ДИП-2М) с улучшенными техни-
ческими характеристиками. Прибор ДИП-1 эффективно используется с
1989 г. до настоящего времени на аэродромах.
В настоящее время работа по выявлению дефектов межроторных
и межвальных подшипников проводится периодически во всех парках,
эксплуатирующих двигатели АЛ-31Ф. Методика раннего диагностиро-
вания и прибор ДИП-1 также успешно применяется на двигателях
РД-33, устанавливаемых на самолетах МиГ-29.
Модификации приборов типа ДИП-1 прошли метрологическую ат-
тестацию в Департаменте воздушного транспорта РФ, где получено
регистрационное удостоверение, что позволило успешно использовать
их для проведения ранней диагностики межвальных подшипников
двигателей Д-ЗО, Д-ЗОКУ(КП) на самолетах Ил-76, Ил-62, Ту-154М.
Виброакустический метод контроля был впервые применен в
1987 г. на собранных двигателях Р-15Б-ЗОО для выявления дефектов на
статорных лопатках спрямляющего аппарата ступени компрессора на
наличие или отсутствие их отрыва по сварным точкам (ТЭС), когда
все другие методы и средства диагностики не дали положительных ре-
зультатов из-за труднодоступности места, подлежащего контролю.
Авторским коллективом ММПП «Салют» был разработан, изготов-
лен и апробирован малогабаритный виброакустический прибор
ИВА-4000 со специальным дефектоискателем (возбудителем колеба-
ний), который крепится на одной из рабочих лопаток 2-й ступени ком-
прессора. Контроль осуществляется при повороте ротора двигателя
вручную за рабочие лопатки 1-й ступени компрессора на один оборот.
При этом с помощью вибродатчика, который устанавливается на коке
компрессора, измеряется отклик резонансных колебаний диагностируе-
мых лопаток.
В случае отрыва лопаток по сварным точкам на приборе ИВА-4000
загорается сигнальная лампочка.
Усовершенствование методов и средств виброакустической ди-
агностики авиационных ГТД. В настоящее время создан новый уни-
версальный виброакустический диагностический индикатор машин
«ВАДИМ» (рис. 4.8).
154
Рис. 4.8. Виброакустический диагностический индикатор машин «ВАДИМ»
По сравнению с предыдущими образцами ДИПов прибор
«ВАДИМ» имеет пять информативных фильтров с различным диапазо-
ном рабочих частот, что позволяет использовать его для диагностики
подшипников на различных типах двигателей.
Еще одним принципиальным отличием нового прибора является то,
что он измеряет не средние, а среднеквадратичные значения (СКЗ)
и пиковые значения СКЗ. Прибор опробован при контроле подшипни-
ков на двигателях: АЛ-31Ф, АЛ-31ФП, АЛ-37ФП, АЛ-39, АЛ-41,
АЛ-55, Д-ЗО, Д-ЗОКП, Д-ЗОКУ, АИ-25ТЛ. У нового прибора расширен
диапазон рабочих температур измерительного блока (- 30 до + 50°С
вместо + 5 до + 30°С;), прибор создан на новой элементной базе. Пи-
тание прибора «ВАДИМ» — автономное. В настоящее время прибор
проходит сертификацию в Госстандарте России.
С середины 1994 г. ММПП «Салют» совместно с ЦИАМ проводит
работы по созданию бортового (самолетного) блока для виброакусти-
ческой диагностики технического состояния межвального и межротор-
ного подшипников, а также выявления других возможных дефектов,
которые вызывают ударные вибрации его корпуса.
С этой целью используется сигнал, поступающий непосредственно
от штатного вибродатчика МВ-27-1 Г, установленного на промежуточ-
ном корпусе двигателя.
В настоящее время проведены исследования информационных
свойств вибросигналов от штатного датчика МВ-27-1 Г и получены по-
ложительные результаты.
155
На основании этих результатов для определения технического со-
стояния межвального и межроторного подшипников разработаны алго-
ритм диагностирования и опытные образцы бортовых блоков
ДИП-1ПБ («Салют») и ББК-1 (ЦИАМ), которые прошли проверку
и испытания на стендах предприятия непосредственно на двигателях.
Выходные сигналы от этих блоков поступают на бортовой регистратор
«Тестер-УЗ» с последующей перезаписью и расшифровкой на дешиф-
раторе «Луч-71», применяемом при эксплуатации самолетов СУ-27.
Регистрация показаний бортовых блоков ДИП-1 ПБ и ББК-1 о тех-
ническом состоянии межвального и межроторного подшипников дви-
гателей осуществляется на выбеге ротора низкого давления после:
«ручной прокрутки» с частотой вращения 1 сч;
«холодной прокрутки» и прекращения вращения ротора высоко-
го давления;
выключения двигателя с режима «Малого газа» и прекращения
вращения ротора высокого давления.
Апробирование методики определения технического состояния
межвального и межроторного подшипников с помощью разработанных
бортовых блоков контроля ДИП-1 ПБ и ББК-1 проводились на семи
двигателях АЛ-31Ф:
с дефектным (предполагаемым) межвальным подшипником (три
двигателя);
с дефектным (предполагаемым) межроторным подшипником
(один двигатель);
с межвальным подшипником без дефекта (два двигателя);
с межроторным подшипником без дефекта (один двигатель).
После испытаний все двигатели были разобраны. После их полной
разборки наличие дефектов на межвальном и межроторном подшипни-
ках, которые были записаны бортовым регистратором, подтверждено.
Таким образом, показана возможность диагностирования техниче-
ского состояния межвального и межроторного подшипников двигате-
лей АЛ-31Ф с записью показаний от штатного вибродатчика
МВ-27-1 Г на бортовой самолетный регистратор «Тестер-УЗ» и после-
дующей их наземной расшифровкой на дешифраторе «Луч-71».
Внедрение бортового блока для диагностики технического состоя-
ния подшипников позволит:
повысить надежность, достоверность и объективность оценки со-
стояния межвального и межроторного подшипников за счет пе-
риодического контроля;
исключить субъективную погрешность определения состояния
подшипников оператором;
156
обеспечить документирование и хранение полученных результа-
тов на регистраторе полетов;
уменьшить трудоемкость диагностирования и подготовительных
работ без открытия люка для осмотра двигателя и агрегатов;
выявить другие возможные дефекты на двигателе, которые вы-
зывают ударные вибрации.
Разработанный метод бортовой диагностики межвальных и межро-
торных подшипников является перспективным и может эффективно
применяться на двигателях других типов.
Капиллярный метод ЦМ-15. Цветной метод контроля ЦМ-15
предназначается для выявления поверхностных дефектов в заготовках,
в окончательно обработанных литых и штампованных деталях, а также
при ремонте и восстановлении деталей.
Цветной метод основан на использовании явления капиллярного
проникновения в полости дефектов жидкости, обладающей высокой
смачивающей способностью.
Сущность метода заключается в том, что на предварительно очи-
щенную и обезжиренную поверхность детали наносят слой индикатор-
ного пенетранта И2 (красная краска «К»), Под действием капиллярных
сил жидкость проникает в поверхностные дефекты и удерживается
в них. Через определенный промежуток времени, необходимый для за-
полнения индикаторным пенетрантом полости дефектов, жидкость
удаляют с поверхности детали очистителем М2 (смесь керосина с мас-
лом), при этом часть пенетранта остается в дефектах.
Под действием проявителя П2 (краска «М»), тонкий слой которого
наносится на контролируемую поверхность, за счет абсорбционных
и диффузионных процессов индикаторный пенетрант извлекается из
дефекта, образуя индикаторный след от дефекта.
Цветной метод контроля позволяет выявить дефекты, выходящие
на поверхность: трещины, неспаи, рыхлоты, поры, раковины и др.
Чувствительность цветного метода зависит от:
чистоты обработки поверхности;
качества подготовки поверхности перед контролем;
характера дефекта;
качества используемых материалов;
температуры контролируемой детали и окружающей среды.
Если деталь подвергается кроме контроля цветным методом дру-
гим видам контроля, например магнитному, то сначала необходимо
произвести контроль цветным методом, так как оставшиеся в дефектах
керосин, масло и другие вещества снижают эффективность цветного
метода.
157
Также если по технологии на деталь наносятся какие-либо покры-
тия (гальваническое, лакокрасочное и др.), то цветной метод контроля
следует проводить перед нанесением покрытий.
Метод ЦМ-15 обладает высокой чувствительностью. Минимальное
раскрытие выявляемого дефекта составляет 1-2 мкм.
Люминисцентиый метод ЛЮМ-1-ОВ. Люминисцентный метод
контроля ЛЮМ-1-0В также как и цветной метод применяется для
выявления поверхностных дефектов: трещин, окисных плен, рас-
слоений, неспаев, рыхлот и других невидимых глазом несплошно-
стей материала.
Данный метод не гарантирует выявления широкораскрытых тре-
щин и других видимых невооруженным глазом дефектов, для обнару-
жения которых достаточно перед проведением контроля провести ви-
зуальный осмотр детали.
Сущность метода заключается в следующем: на предварительно
очищенную поверхность контролируемой детали наносится слой инди-
каторного пенетранта И5 (зеленая жидкость ЛЖ-6А). Под воздействием
капиллярных сил жидкость проникает в поверхностные дефекты
и удерживается в них. После того как пенетрант проникнет в поверх-
ностные дефекты, для чего необходимо некоторое время, он удаляется
с поверхности детали очистителем Mi (ОЖ-1), при этом часть пенет-
ранта остается в дефектах. Затем на контролируемую поверхность тон-
ким слоем наносится проявитель Щ (белая краска ПР-1). За счет диф-
фузионных процессов индикаторный пенетрант извлекается из дефек-
та, образуя в этом месте индикаторный след.
Непосредственно при контроле поверхность детали освещается
ультрафиолетовым светом. Дефекты при этом обнаруживаются в виде
светящихся желто-зеленым светом линий, соответствующих форме
и размеру дефекта.
Осмотр деталей осуществляется преимущественно визуально, без
применения оптических средств. В некоторых случаях могут приме-
няться лупы или бинокулярные микроскопы. Осмотр проводится в за-
темненном помещении. Ультрафиолетовая облученность должна быть
равна 200-300 относительных единиц (2-3 мВт/см2).
Проявитель после контроля удаляется промывкой в ацетоне.
Метод ЛЮМ-1-ОВ обладает высокой чувствительностью, которая
зависит от тех же факторов, что и для метода ЦМ-15 (см. выше).
Лопатки ротора турбин высокого и низкого давления, как наибо-
лее ответственные детали, проходят повторный контроль методом
ЦМ-15.
158
4.4.2. Определение уровня вибрации двигателя
в характерных местах после каждого
походного дня
Вибрационная диагностика (вибродиагностика) — одно из направ-
лений технической диагностики, использующее в качестве диагности-
ческих сигналов различные колебательные процессы: механические
колебания, переменные (динамические) деформации, акустические ко-
лебания в твердых, жидких и газообразных средах. В более узком
смысле термин «вибродиагностика» часто употребляют при использо-
вании в качестве диагностических сигналов только механических ко-
лебаний.
Широкий частотный диапазон вибрационных сигналов обуславли-
вает их быструю, практически мгновенную, реакцию на изменение со-
стояния объекта. Поэтому методы вибродиагностики незаменимы в тех
случаях, когда необходимы быстрый диагноз и быстрое принятие ре-
шения. Например, при попадании в двигатель каких-либо посторонних
предметов, помпаже и т.п.
В этой связи необходимо отметить, что большинство неисправно-
стей в ГТД либо вызывается непосредственно колебаниями, либо свя-
зано с ними. Поэтому на долю неисправностей, обнаруженных с помо-
щью вибро диагностики, приходится 35% от общего количества обна-
руженных неисправностей.
Методы вибродиагностики оказались очень эффективными для об-
наружения неуравновешенности вращающихся деталей, дефектов под-
шипников, повреждений и обрывов рабочих лопаток, износов деталей,
погрешностей сборки различных узлов, прогаров жаровых труб камер
сгорания, повышенных пульсаций давления в газовоздушном тракте,
вибрационного горения, помпажа и др.
После каждого походного дня по результатам расшифровки сигна-
лограммы анализируются величины вибрации каждого двигателя.
Оценка величины вибрации осуществляется при взлете по уровню виб-
рации, измеренному через 10-15 с после установки РУД на режим
«Максимал» или «Форсаж». При этом на специальном бортовом диаг-
ностическом приборе «Тестер» фиксируется виброхарактеристика дви-
гателя, на которой по вертикали откладывается виброскорость, а по го-
ризонтали — приведенная частота вращения ротора высокого давле-
ния (рис. 4.9). После этого величина виброскорости, на которой про-
изводился взлет, наносится на характеристику кондиционного двигате-
ля при той же приведенной частоте вращения ротора. Расхождение по
виброскорости допускается не более 15 мм/с.
159
Рис. 4.9. Контроль уровня вибраций двигателя:
1 — виброхарактеристика исправного двигателя; 2, 3 — допустимые пре-
делы отклонения вибраций контролируемого двигателя; 4 — виброхарак-
теристика контролируемого двигателя; 5 — недостающий участок харак-
теристики; 6 — отрезок характеристики, полученный интерполяцией
Также анализ величины вибрации осуществляется по отсутствию
или наличию резких (более 15 мм/с за время не более 10 с) измене-
ний виброскорости на всех установившихся режимах. Естественно,
что наличие таких изменений свидетельствует о ненормальной рабо-
те двигателя.
Горизонтальная прямая (см. рис. 4.9), соответствующая значению
виброскорости V= 50 мм/с, является границей нормальной работы
двигателя. Значение виброскорости не должно превышать этого преде-
ла на всех режимах работы. Однако в походных условиях при пере-
грузках более 3g допустим рост значений виброскорости до 70 мм/с,
с последующим снижением при уменьшении перегрузок.
Может оказаться, что частота вращения п2 при взлете, на которой
замерена виброскорость, выше максимальной частоты вращения на
виброхарактеристике. Это расхождение обусловлено тем, что частота
вращения на взлете была снята при более низкой температуре окру-
жающего воздуха. В этом случае характеристика продлевается в такой
последовательности. Снимается часть виброхарактеристики от макси-
мального значения п2, имеющегося на графике, до максимальной час-
тоты вращения в конкретных температурных условиях. Полученный
участок характеристики наносится на график (кривая 5). Путем интер-
160
полиции получают недостающий отрезок характеристики (кривая 6).
Контроль вибрации на взлете проводится по продленной виброхарак-
теристике (линии 1, 6).
Для контроля за двигателем и его работой во время эксплуатации
величины виброскорости, частоты вращения, перегрузки периодически
заносятся в «Листок величины вибрации», который прилагается к фор-
муляру двигателя. В этом листке также делается отметка в случае де-
монтажа двигателя, замены вибродатчика или его кронштейна, на ко-
тором он крепится к двигателю.
Если наблюдается наличие резких изменений виброскорости (более
15 мм/с) на установившихся режимах или происходит превышение
уровня вибраций сверх 50 мм/с при взлете, то следует проконтролиро-
вать состояние межроторного и межвального подшипников по методи-
кам, приведенным ниже.
Если происходит отклонение уровня вибраций на взлете в сторо-
ну уменьшения, то следует проверить исправность системы замера
вибраций.
После устранения указанных выше отклонений, еще раз снимается
виброхарактеристика двигателя и сравнивается с предыдущей. Допус-
кается отклонение любой точки новой виброхарактеристики от преды-
дущей не более чем на ±10 мм/с. В случае большего отклонения дви-
гатель отстраняется от эксплуатации.
4.4.3. Методика замера усилия расцепки роторов
Усилие расцепки роторов высокого и низкого давлений характери-
зует состояние межвального подшипника и является его диагности-
рующим признаком, поэтому периодически производится замер этого
усилия. Для определения усилия расцепки роторов в наружном корпу-
се двигателя предусмотрено окно, в которое вставляется специальный
ключ-трещетка. Этот ключ входит в зацепление с ротором высокого
давления (РВД), что позволяет осуществлять его вращение.
Непосредственно замер усилия расцепки роторов осуществляется с
помощью динамометрического ключа, который закрепляется в специ-
альном приспособлении между стойками входного направляющего ап-
парата КНД и рабочими лопатками первой ступени КНД (рис. 4.10).
При этом головка ключа не должна касаться лопаток КНД.
Специальный ключ имеет динамометрическое устройство и лимб, с
помощью которого определяется момент, передаваемый на РНД через
подшипник от РВД. Динамометрический ключ рассчитан на крутящий
момент Л/кр = 0-7 Н м.
11- 2043 161
2
Замер усилия расцепления роторов
проводится двумя испытателями. Пер-
вый непосредственно замеряет усилие
расцепления, а второй по команде пер-
вого производит вращение РВД при по-
мощи ключа-трещетки с частотой при-
близительно 1 с"1.
В первый момент при страгивании ро-
торов происходит совместное вращение
РНД и РВД. Затем рабочая лопатка КНД
упирается в головку динамометрического
ключа и происходит расцепка роторов.
Усилие расцепки роторов фиксируется по
лимбу динамометрического ключа. Момен-
ту расцепки роторов соответствует макси-
мальное отклонение стрелки ключа. В при-
меняемых динамометрических ключах
цена деления шкалы лимба равна 0,2 Н • м.
После определения усилия расцепки
роторов проводят повторные замеры. При
этом РНД поворачивают на 90, 180 и 270
град относительно исходного положения
ротора. Поворот осуществляется за рабо-
чие лопатки первой ступени КНД против часовой стрелки. Во время
прокрутки ротора необходимо обращать внимание на его ход. Он дол-
жен быть легким, без заеданий и посторонних шумов.
Таким образом, после проведения всех изложенных выше работ,
получают четыре значения усилия расцепления роторов, которые зано-
сятся в бюллетень очередного осмотра двигателя. В случае превыше-
ния усилия расцепления роторов сверх установленных норм, двигатель
не допускается к дальнейшей эксплуатации.
Рис. 4.10. Схема замера усилия
расцепки КНД и КВД:
/ — стойка входного направляюще-
го аппарата; 2 — рабочая лопатка
КНД; 3 — наконечник приспособле-
ния для замера усилия расцепки ро-
торов; 4 — гибкая штанга; 5 —
лимб; 6 — корпус приспособления
4.4.4. Определение состояния межроторного
подшипника
Межроторный подшипник является одним из самых уязвимых эле-
ментов двигателя. Это объясняется тяжелыми условиями его работы,
которые заключаются в том, что помимо высоких механических нагру-
зок, воспринимаемых подшипником, происходит частая смена режи-
мов его работы. Например, когда скольжение роторов РВД и РНД от-
сутствует, кольца и ролики подшипника находятся в относительном
покое. При изменении режима работы двигателя или при эволюции са-
162
молета происходит раскрутка одного из колец подшипника, что приво-
дит к проскальзыванию роликов по беговой дорожке подшипника
и износу их рабочих поверхностей.
Выход из строя межроторного подшипника может привести к соз-
данию аварийной ситуации, поэтому контроль технического состояния
этого подшипника является одной из основных задач диагностирова-
ния двигателя.
Контроль состояния подшипника проводится виброакустическим
методом двумя исполнителями с помощью виброакустического прибо-
ра ДИП-1 или его модификаций.
Перед началом работы проверяется работоспособность датчика
вибраций АНС 014-4)2. Для этого датчик подсоединяют к прибору
ДИП-1, который переводится в рабочее положение, и производят лег-
кие постукивания по корпусу датчика. Если датчик исправен, то свето-
вой индикатор на приборе вспыхивает при постукивании, а стрелоч-
ный индикатор отклоняется.
Убедившись в исправности аппаратуры, один из исполнителей
плотно прижимает датчик к корпусу двигателя в районе окошек ос-
мотра турбины. После этого второй исполнитель производит плавную
раскрутку РИД до скорости 1,5—2,0 с-1.
Для этой цели в наружном корпусе двигателя имеется специальное
окно, куда устанавливается ключ-трещетка, который входит в зацепле-
ние со шлицами рессоры РИД. При вращении ключа за рукоятку про-
исходит поворот РИД. После придания РИД необходимой скорости
вращения во избежании шумовых помех от ключа-трещетки, ключ вы-
нимают из корпуса двигателя. Другой исполнитель в это время произ-
водит контроль подшипника на выбеге РИД.
Если его состояние удовлетворительное, то световой индикатор не
вспыхивает, а стрелочный быстро возвращается в положение «Ноль».
Если же на беговых дорожках и телах качения существуют дефекты
(выкрашивание, выработка и т. д.), то при выбеге РНД происходит
вспыхивание светового индикатора, а стрелка стрелочного индикатора
медленно возвращается в нулевое положение.
В последнем случае, т.е. при наличии дефекта подшипника, произ-
водят повторную проверку состояния подшипника, но датчик устанав-
ливается на коке на расстоянии не более 30 мм от радиальных стоек
на входе в КНД.
После повторного замера при установке датчика на коке возможны
два случая. В первом — прибор фиксирует дефект при установке дат-
чика и на коке ВНА и на корпусе наружного контура. В этом случае
возможен дефект как межроторного, так и межвального подшипников.
Тогда для нахождения неисправного подшипника необходимо провес-
11* 163
ти диагностику межроторного подшипника и замерить величину выра-
ботки (биение РВД) межроторного подшипника по методике, приве-
денной в следующем разделе.
Если по результатам этих измерений выяснится, что межроторный
подшипник находится в удовлетворительном состоянии, то делается
вывод о дефекте межвального подшипника.
Во втором случае прибор ДИП-1 фиксирует дефект при установке
датчика на наружный контур и не фиксирует дефект при установке
датчика на кок. Этот случай соответствует дефекту межроторного
подшипника. При таком результате двигатель отстраняется от экс-
плуатации. На рис. 4.11 представлен момент проверки состояния под-
шипников.
После проведения вышеизложенных работ проводят замер числен-
ной величины шумов прибором ДИП-1 или одной из его модифика-
ций. Для этого датчик устанавливают на наружном корпусе двигателя
и на коке ВНА. Один исполнитель медленно раскручивает РНД до
частоты вращения примерно 1 с-1 и удерживает ее постоянной в тече-
ние 10—15 с. Другой исполнитель по стрелочному индикатору фикси-
рует максимальное значение шумов (в делениях шкалы). На световой
индикатор в этом случае внимание не обращается, так как вспыхива-
ние лампочки происходит из-за фиксирования датчиком шумов нагру-
женного редуктора.
После окончания работ полученные данные заносятся в бланк ос-
мотра двигателя.
Рис. 4.11. Проверка технического состояния межвального подшипника
164
4.4.5. Определение величины выработки
межроторого подшипника
Контролю подлежит межроторный подшипник на наличие или от-
сутствие в нем выработки, что в частности вызывает биение РВД.
Контроль величины выработки производится с помощи специального
прибора и определяется по показаниям микронных индикаторных ча-
сов типа МИГ-2.
Специальный прибор закрепляется на корпусе двигателя в окне,
предназначенном для осмотра входной кромки рабочих лопаток ТВД
(рис. 4.12). При этом ножка прибора 2
должна стоять на полке рабочей лопатки
ТВД, как показано на рисунке. Затем мик-
ронные индикаторные часы вставляют
в прибор с небольшим натягом и фиксиру-
ют. Контроль подшипника осуществляется
двумя исполнителями. Один исполнитель
производит непосредственно контроль,
а второй осуществляет плавный поворот ро-
тора низкого давления за рабочие лопатки
первой ступени вентилятора. При этом фик-
сируется максимальное установившееся от-
клонение стрелки индикаторных часов от
начального (исходного) положения вправо
и влево. Показания эти складываются. По-
лученная величина характеризует биение
РВД, что в свою очередь зависит от состоя-
ния межроторного подшипника.
Это объясняется тем, что при прокрутке
РНД и невращающемся РВД, положение
в пространстве последнего зависит от выра-
ботки межроторного подшипника, что
и фиксируется индикаторными часами. Для
большей достоверности измерения проводят-
ся два-три раза.
При проведении замеров необходимо об-
ращать внимание на характер отклонения
стрелки часов. Если стрелка дрожит и резко
отклоняется вправо и влево от исходного по-
ложения, показывая десятые доли миллимет-
ра, то это свидетельствует о дефекте межро-
торного подшипника. Если стрелка часов
Рис. 4.12.Определение вели-
чины износа межроторного
подшипника:
1 — рабочая лопатка ТВД; 2 —
ножка прибора; 3 — часы инди-
каторные МИГ-2; 4 — окно ос-
мотра рабочей лопатки ТВД со
стороны входной кромки
165
дрожит и показывает только сотые доли миллиметра, то это дефект
межвального подшипника.
Для более точного определения величины выработки следует про-
вести описанные выше операции при различных углах поворота рото-
ра высокого давления. Для этого РВД поворачивают на 90, 180 и 270
град от начального положения ротора. Углы поворота фиксируются по
лимбу специального приспособления ручной прокрутки РВД. При ка-
ждом новом положении РВД производятся замеры по изложенной
выше методике. Полученное максимальное отклонение стрелки часов
и будет наиболее полно характеризовать величину выработки (биения
РВД) межроторного подшипника.
4.4.6. Определение состояния межвального
подшипника по виброакустическому сигналу
Разрушение межвального подшипника двигателя происходит не
из-за чрезмерной нагрузки на опору, а из-за слишком малой его нагру-
женное™. Межвальный подшипник находится гораздо дальше от цен-
тра масс ТНД, чем задняя опора, и он воспринимает относительно не-
большую долю весовой нагрузки турбины. В отдельные моменты вре-
мени из-за вибраций контакт между внутренним кольцом подшипника
и ролика прекращается. Ролики отбрасываются центробежной силой от
внутреннего кольца, теряют с ним постоянный контакт и начинают
проскальзывать без вращения. Сепаратор, центрированный по наруж-
ному кольцу, увлекается роликами.
Нерегулярная вибрационная нагрузка и прецессия вала ТНД, под-
клинивая случайным образом то один, то другой ролик, вызывают их
огранку, а также появление следа проскальзывания на внутреннем
кольце, так называемый «язык». Ролик, внезапно подторможенный
внутренним кольцом, получает удар сепаратором, у которого при этом
деформируется перемычка. От удара сепаратора о ролик на наружном
кольце образуется след от проскальзывания в виде поперечной поло-
сы, так называемое «нарубание». Следы приработки центровочных по-
верхностей сепаратора, наружного кольца и его бортов слабые, так как
проскальзывание сепаратора уменьшает их относительную скорость.
Таковы в принципе основные причины и механизм выхода из строя
межвального подшипника.
При наличии виброакустического сигнала по межвальному под-
шипнику (см. п. 4.4.4) необходимо также определить величину выра-
ботки (биения РВД) межроторного подшипника и момент расцепления
роторов (см. выше).
166
После этого производится разборка и осмотр маслофильтра. Филь-
тропакет и полость в маслобаке не должны быть загрязнены и в них
не должна присутствовать стружка. Далее проводят анализ проб масла
на наличие в них частиц металла. Наличие в масле частиц металла не
должно превышать допустимых значений. Отбор проб масла должен
производиться не позднее, чем через 20 мин после остановки двигате-
ля. Если после остановки двигателя прошло более 20 мин, то перед от-
бором проб масла необходимо запустить двигатель с выходом на ре-
жим малого газа и дать поработать двигателю на этом режиме не ме-
нее 5 мин.
Масло отбирается из коробки двигательных агрегатов (КДА) в ко-
личестве 60—70 см3, из выносной коробки двигательных агрегатов
(ВКА) — в количестве 10 см3 и из маслобака.
Содержание металла в стружке не должно превышать допустимых
норм, г/т: железа — 5,0; меди — 3,0; магния — 5,0. Если наблюдается
превышение норм, то ВКА отстраняется от эксплуатации, как вырабо-
тавшая ресурс. Если превышения норм не наблюдается, то ВКА не
подлежит дополнительному контролю и эксплуатируется дальше.
При положительных результатах осмотра маслофильтра и анализа
проб масла производится снятие виброхарактеристики двигателя
и сравнение ее с предыдущей.
При этом отклонение любой точки новой виброхарактеристики от
соответствующей точки предыдущей не должно быть более 5 мм/с.
В случае несоответствия указанных параметров установленным нор-
мам изделие отстраняется от эксплуатации. При соответствии парамет-
ров установленным нормам разрешается продолжать эксплуатацию
двигателя не более 100 ч с проведением ряда дополнительных работ
в соответствии с инструкцией по эксплуатации.
Во время дальнейшей эксплуатации через каждые 10—12 ч нара-
ботки должны проводиться работы по осмотру маслофильтра, а также
виброакустический контроль приборами типа ДИП-1.
Оценка вибрации на взлете проводится относительно последней
виброхарактеристики. При этом, как было оговорено выше, любое от-
клонение виброскорости не должно быть больше 5 мм/с.
4.4.7. Определение уровня вибрации выносной
коробки агрегатов
Замер уровня вибраций выносной коробки агрегатов (ВКА), ГТДЭ
и измерение виброперегрузки происходят с применением пульта на-
земного контроля двигателя (ПНК-99).
167
Для проведения указанных замеров необходимо установить и за-
крепить на корпусе ВКА кронштейн с датчиком вибрации МВ-27-2В.
Этот датчик замеряет виброскорости в вертикальном направлении.
Второй датчик вибрации МВ-27-1 Г с помощью кронштейна устанавли-
вают на корпус ГТДЭ. Он замеряет виброскорости в горизонтальном
направлении.
Через соединительный кабель и коммутационную коробку вибро-
датчики подсоединяются к прибору ИВ-300 пульта наземного контро-
ля. При этом от прибора ИВ-300 отсоединяют кабель штатного замера
вибрации двигателя.
Работоспособность измерительной системы проверяют по прохож-
дению сигнала с вибродатчиков на регистрирующую аппаратуру при
легком постукивании мест их крепления.
Для замера вибраций запускается двигатель и прогревается при
оборотах РВД 0,95 % в течение 2 мин. После этого производится за-
мер виброскорости ВКА. Для этого переключатель коммутационной
коробки ПНК-99 устанавливают в положение замера вибрации ВКА.
Замер осуществляется при частотах вращения РВД, %: 80, 85, 90, 95,
а также на режимах «Максимал», «Полный форсаж» и «Малый газ».
Продолжительность каждого режима не менее 5 с. Во время замера
фиксируется максимальное отклонение стрелки указателя виброскоро-
сти и частота вращения РВД, на которой это отклонение произошло.
После этого производится замер вибрации ГТДЭ. Порядок замера
вибраций аналогичен изложенному выше замеру вибраций ВКА.
Помимо определения виброскорости находят также величины виб-
роперегрузок. По графику, представленному на рис. 4.13, или по при-
веденной ниже формуле определяют величины виброперегрузок J, g:
J= (Кхи2)/1016,
где V — виброскорость, мм/с; п2 — частота вращения РВД, %.
Полученные результаты виброскорости заносят в таблицу
и сравнивают с предельными значениями. Для ВКА предельное зна-
чение виброперегрузки во веем диапазоне частоты вращения РВД от
режима малого газа до максимального не должно быть больше 5 g.
Если это условие выполняется, то ВКА допускается к дальнейшей
эксплуатации.
Если виброперегрузка превышает это значение, то на ВКА произ-
водится поворот гибкого вала на 90 град и проверяется правильность
установки ВКА относительно двигателя. Во время этой операции де-
монтируется кожух гибкого вала и сам гибкий вал. Производится кор-
ректировка размеров с помощью регулировочных тяг, которые опреде-
168
Рис. 4.13. Зависимость виброскорости V от перегрузки j и частоты
вращения РВД (и2)
ляют положение ВКА относительно двигателя. После этого кожух
и гибкий вал устанавливают на место.
После этого осуществляют повторный замер вибрации ВКА. Если
и после этого замера величина перегрузки больше допустимого значе-
ния, то выполняется повторный поворот гибкого вала на 90°, после
чего снова проводится замер уровня вибрации.
При положительном результате краской наносятся метки оконча-
тельного положения гибкого вала относительно КДА и ВКА.
При отрицательном результате производится еще один поворот
гибкого вала. Если и после последнего поворота гибкого вала величи-
на вибрации ВКА оказывается больше допустимого значения и не сни-
жается до норм технических условий, то следует произвести полную
замену ВКА совместно с гибким валом. После этой замены снова про-
водят замер вибраций и при необходимости поворот гибкого вала. При
соответствии вибраций ТУ ВКА принимается к эксплуатации.
Виброперегрузки ГТДЭ по осям X и Y во всем диапазоне частот
вращения РВД не должны превышать 4 g. Бывают случаи, когда пере-
грузка ВКА не превышает допустимого значения, а перегрузка ГТДЭ
превышает его. В этом случае проверяется монтаж ГТДЭ на ВКА.
Если по монтажу нет замечаний, ГТДЭ заменяется. После этого повто-
169
ряется замер вибраций. Если после этого выполняются оба условия по
вибрациям (менее 5 g — для ВКА и менее 4 g — для ГТДЭ), ВКА со-
вместно с новым ГТДЭ принимается к дальнейшей эксплуатации.
4.4.8. Определение технического состояния
неразборных подшипников
На двигателе АЛ-31Ф, включая-выносную коробку агрегатов, уста-
новлено 18 различных типов неразборных подшипников. Общее коли-
чество таких подшипников около 100 шт. Стоимость одного подшип-
ника в зависимости от размера и типа колеблется от 500 до 8000 р. Та-
ким образом, стоимость всех подшипников, установленных на двигате-
ле, составляет значительную сумму.
В последнее время на предприятиях подшипниковой промышлен-
ности снизилось качество изготовления подшипников, что требует вне-
дрения средств определения технического состояния подшипников пе-
ред установкой их на двигатель. Кроме того, при плановом ремонте
двигателя, особенно когда наработка двигателя небольшая, многие из
неразборных подшипников вполне пригодны для дальнейшей эксплуа-
тации, но для того чтобы бывший в употреблении подшипник можно
было снова устанавливать на двигатель, необходимо располагать объ-
ективными средствами контроля технического состояния подшипни-
ков, которые позволили бы количественно определять остаточный ре-
сурс подшипника.
В настоящее время на ММПП «Салют» совместно с ЦИАМ разра-
ботана методика, изготовлена установка ИУП-1 и создан прибор
ИВД-1М, позволяющие количественно оценивать техническое состоя-
ние неразборных подшипников с погрешностью не более 10 %.
Методика определения технического состояния подшипников осно-
вана на контроле параметров вибраций: среднего значения виброуско-
рения — а и пикового значения виброускорения — аП в выбранном
интервале времени to при частоте вращения внутреннего кольца
п = 3000 мин-1.
Среднее значение виброускорения определяется выражением
a=lj|a(D|dr.
При разработке методики для большого числа подшипников, нахо-
дившихся в эксплуатации, были определены значения а и а„.
Средние и пиковые значения виброускорений были также найдены
для новых подшипников. При этом оказалось, что параметр а более
170
чувствителен к дефектам в деталях подшипников, которые вызывают
ударные вибрации, например, выкрашивание. Параметр а„ более чувст-
вителен к дефектам, которые вызывают периодические вибрации, свя-
занные с износом тел качения. Поэтому оценка технического состоя-
ния только по одному параметру а или а„ не может быть объективной.
Более точную оценку состояния подшипника может дать произведение
а х ап. Но численное произведение этого комплекса зависит от геомет-
рических размеров подшипника и его конструкции, что не удобно
в практической работе. Как показал анализ, лучшие результаты оценки
технического состояния подшипников получаются по численному зна-
чению комплекса
К = ^~,
аоао„
где до, Доп — средние и пиковые значения нового кондиционного под-
шипника.
Как показали исследования, значения К=2-10 соответствуют
подшипникам в хорошем состоянии; при К =10-30 появляется на-
чальная стадия дефектов; при К =30 -60 — средняя стадия дефектов
при К > 60 подшипник находится в стадии разрушения.
Для более объективной оценки технического состояния необходи-
мо для каждого типоразмера исправного подшипника эксперименталь-
но определить величину пикового и среднего значения виброускоре-
ния доп и а0. Далее опытным путем для подшипников с различной ста-
дией развития дефектов определяются диапазоны значений К.
Принципиальная схема установки для определения технического
состояния неразборных подшипников представлена на рис. 4.14. Уста-
новка состоит из станины 1, жестко закрепленного трехкулачкового
патрона 2, электродвигателя 3, гибкого резинового валопровода 4 и ре-
зиновых амортизаторов 5.
Проверяемый подшипник закрепляют за наружное кольцо в трехку-
лачковый патрон. Усилие затяжки должно быть одним и тем же, по-
этому затяжка осуществляется тарированным ключом. Затем внутрен-
нее кольцо подшипника с помощью специального приспособления со-
единяют гибким валом с электродвигателем. В нерабочем состоянии
гибкий вал и внутреннее кольцо являются ненагруженными. После
включения электродвигателя проверяемый подшипник генерирует ко-
лебания, которые воспринимаются пьезометрическим датчиком. Дат-
чик рукой прижимают к наружному кольцу подшипника.
171
2
3
Рис. 4.14. Принципиальная схема установки для определения технического состояния
неразборных подшипников;
1 — станина; 2 — трехкулачковый патрон; 3 — месторасположение датчика виброускорений; 4 —
гибкий вал; 5 — электродвигатель; 6 — амортизатор; 7 — контролируемый подшипник
Сигнал от вибродатчика типа АВС-17 поступает на прибор
ИУП-1, разработанный и изготовленный на ММПП «Салют» со-
вместно с ЦИАМ им.П.И.Баранова. Структурная схема прибора
представлена на рис. 4.15. Принцип работы прибора следующий.
Сигнал от вибродатчика 1 воспринимается согласующим устройст-
вом 2, которое обеспечивает согласование сигнала датчика с нор-
мирующим усилителем 3, в котором сигнал усиливается и норми-
руется таким образом, чтобы шкала стрелочного индикатора 4 со-
ответствовала пределам измерения среднего значения ускорения а
от 0 до 10 м/с2 и пределам пикового значения ускорения ап от 0 до
100 м/с2. Замер величин а и а„ осуществляется переключением
тумблеров 5 и 6. При замере пикового ускорения ап сигнал ослаб-
ляется в 10 раз и, таким образом, стрелочный индикатор позволяет
замерять а и ап.
Выход нормирующего усилителя 3 подключен к полосовому
фильтру 7, настроенному на диапазон частот от 100 до 3000 Гц. Сиг-
нал с выхода полосового фильтра, пропорциональный амплитуде виб-
роускорения, подается одновременно на детектор средних значений 8
и на детектор пиковых значений 9. Время осреднения ускорений со-
ставляет 3 с. Детектор пиковых значений 9 запоминает максимальное
значение ап и сохраняет его показания на стрелочном индикаторе в те-
чение 10 с. Прибор ИВД-1М питается напряжением 15 В от блока пи-
тания 10.
172
4
Рис. 4.15. Структурная схема прибора ИУП-1
Описанная методика апробирована на большом количестве нераз-
борных подшипников (более 300 шт.).
В результате опытной проверки установки ИУП-1 и прибора
ИВД-1М можно сделать вывод о том, что предложенная техноло-
гия определения технического состояния неразборных подшипни-
ков позволяет количественно оценивать работоспособность под-
шипников и делать вывод о возможности их дальнейшей эксплуа-
тации.
4.4.9. Определение величин повреждений на торцах
рабочих лопаток турбины высокого давления
Осмотр производится на отсутствие (наличие) начала разрушения
(трещины, сколы) рабочих лопаток ТВД со стороны выходной кромки
в районе торца.
Рабочие лопатки ТВД работают в зоне высоких температур и при
больших давлениях. При таких условиях возможно появление дефек-
тов как на пере лопатки, так и в зоне перфорации. Поэтому контроль
рабочих лопаток ТВД является одним из важных элементов диагности-
ки проточной части двигателя.
Осмотр производится смотровым эндоскопом типа ЭЛЖ-1 (рис.
4.16) или АС-1 с диаметром смотровой трубки 6,5—8,5 мм через окна
осмотра выходной кромки рабочих лопаток ТВД. Для этой цели
в гнездо ручной прокрутки РВД вставляют специальный ключ, имею-
щий приспособление для определения порядкового номера осматри-
ваемой лопатки.
173
5
Рис. 4.16. Эндоскоп ЭЛЖ-1:
1 — переходник к фотоаппарату; 2 — окуляр угловой; 3 — световод; 4 — переключатель режима
подсвета; 5 — блок питания; 6 — гнездо световода; 7 — трубка смотровая 0 16 мм; 8 — трубка
смотровая 0 8,5 мм; 9 — трубка смотровая 0 6,5 мм; 10 — наглазник; 11 — штуцер
Эндоскоп вводят в окно осмотра и настраивают таким образом,
чтобы был отчетливо виден торец рабочей лопатки со стороны спинки.
Далее, поворачивая РВД каждый раз до следующей риски на лимбе
приспособления, осматривают все 90 рабочих лопаток ТВД.
После этого осматриваются рабочие лопатки со стороны корыта.
Для этого эндоскоп поворачивается вокруг своей оси, настраивается
на осмотр лопаток со стороны корыта, и производится осмотр всех
лопаток.
При обнаружении повреждений на торцах рабочих лопаток ТВД
следует определить величины этих повреждений. Для этого со смотро-
вой трубки прибора снимают наглазник и устанавливают на его место
переходник с микроскопом. Далее эндоскоп вводят в окно осмотра
и закрепляют в положении, при котором четко видны повреждения на
торце лопатки. Затем определяется размер повреждения в делениях
шкалы сетки окуляра (рис. 4.17).
Величину повреждения L, мм находят по формуле
L = 0,25 х Пер,
где 0,25 — цена деления шкалы сетки, мм; Пср — среднее значение
повреждения в делениях шкалы сетки окуляра (определяется как сред-
нее арифметическое значение после трех измерений).
Вывод о возможности дальнейшей эксплуатации лопаток делается
на основании норм повреждений, приведенных в «Инструкции по тех-
нической эксплуатации».
174
КВД
КНД
К блоку
подсветки
2 3
VII
Корпус
1 №6
нп
Корпус
Корпус
наружного
контура
14
Д
6
CSSSSJ ГЦ
Рис. 4.17. Устройство для опре-
деления размеров повреждения ра-
бочих лопаток:
1 — заглушка наружного контура; 2 —
выходная кромка лопаткн 6-й ступени;
3 — входная кромка лопаткн 6-й ступе-
ни; 4 — заглушка; 5 — державка
880-700 (КВД), 880-701 (КНД, ТВД, ТНД); 6 — переходник; 7 — устройство мерного осевого пе-
ремещения; 8 — гайка; 9 — смотровая трубка; 10 — винт; 11 — забоина; 12 — кромка рабочей
лопатки; 13 — мерная сетка; 14 — барабан с подвижной шкалой; 15 —- рабочая лопатка КНД
4.4.10. Определение состояния сопловых блоков
лопаток турбины высокого давления
Осмотр блоков сопловых лопаток проводят с целью обнаружения
или отсутствия начала разрушения в виде трещин, прогаров, местных
вырывов металла. Для осмотра используют фиброскоп «Олимпус»
с диаметром смотровой трубки 6—10 мм или эндоскоп с гибким воло-
конным световодом. Осмотр проводят со стороны входной и выходной
кромок лопаток соплового блока ТВД.
Перед осмотром демонтируют заглушки на корпусе наружного
контура и на корпусе воздухо-воздушного теплообменника (ВВТ).
Также удаляют заглушку с окна осмотра входной кромки рабочей ло-
патки ТВД.
При осмотре смотровую трубку фиброскопа или эндоскопа вводят
в окно жаровой трубы основной камеры сгорания через окно наружно-
го контура и окно на корпусе ВВТ. Характерные дефекты блока сопло-
вых аппаратов приведены на рис. 6.35.
Для осмотра соплового блока со стороны выходной кромки РВД
поворачивают так, чтобы рабочие лопатки турбины расположились ме-
жду лопатками соплового блока.
Если при осмотре сопловых блоков обнаруживаются дефекты, их
сравнивают визуально с допустимыми дефектами, которые имеются на
эталонном сопловом блоке.
Существуют недопустимые повреждения сопловых блоков, с ко-
торыми они не допускаются к дальнейшей эксплуатации. К их чис-
лу относятся прогары лопаток в любом месте (на пере, на наружной
или внутренней полках). К дальнейшей эксплуатации не допускают-
ся сопловые блоки с кольцевыми трещинами и трещинами, имею-
щими тенденцию к смыканию между собой или с компенсационны-
ми прорезями.
Существуют нормы на наиболее распространенные поврежде-
ния сопловых блоков, при которых блоки допускаются к дальней-
шей эксплуатации. В этих нормах регламентируется размер, место-
положение и характер дефекта. Так, например, допускаются
к дальнейшей эксплуатации блоки с трещинами от отверстий ком-
пенсационных прорезей на нижней полке (не более 8) или блоки
с трещинами на наружных или внутренних полках длиной не более
15 мм.
4.4.11. Определение состояния напайки
на бандажных полках рабочих лопаток
турбины низкого давления
Контролю подлежат бандажные полки рабочих лопаток турбины
низкого давления на предмет наличия износа или повреждения напаек
пластин.
Осмотр проводят с помощью фиброскопа «Олимпус» или эндоско-
па ЭВГ волоконного типа с диаметром смотровой трубки 6-11 мм (бо-
ковой или торцевой). На двигателе, снятом с самолета, имеется воз-
можность убрать заглушки с окон осмотра входных кромок рабочих
лопаток ТНД. В этом случае смотровую трубку фиброскопа или эндо-
скопа вводят в окно осмотра и производят контроль состояния бан-
дажных полок. На двигателе, не снятом с самолета, разрешается про-
водить осмотр эндоскопом типа ЭЛЖ с диаметром смотровой трубки
8,5 мм через лючок осмотра выходной кромки рабочих лопаток ТНД,
доступ к которому имеется.
Работы по осмотру выполняются двумя техниками. Один из них
производит непосредственно осмотр, другой по команде первого мед-
ленно проворачивает РНД, с тем чтобы были осмотрены все рабочие
лопатки ТНД.
После этого снимаются заглушки на корпусе наружного контура
и корпусе ТНД с окон для осмотра входной кромки рабочих лопаток
ТНД. В окно вводится смотровая трубка прибора и, управляя ее пово-
ротной частью (дистальным концом), добиваются хорошего изображе-
ния бандажной полки рабочей лопатки ТНД. Другой исполнитель про-
изводит медленный поворот ротора ТНД, с тем чтобы была возмож-
ность осмотреть все 180 рабочих лопаток.
Бандажные полки не должны иметь повреждения, которые сущест-
венно увеличивали бы перетекание воздуха, так как это снижает КПД
турбины и ухудшает показатели двигателя. На повреждения бандаж-
ных полок существуют допустимые нормы, приведенные в инструкции
по технической эксплуатации двигателя.
4.4.12. Контроль величины суммарного зазора
по контактным поверхностям бандажных
полок рабочих лопаток турбины
низкого давления
Замер зазоров по бандажным полкам производится специальным
приспособлением, которое вводится между рабочими лопатками ТНД
через нижнюю часть фронтового устройства. Затем приспособление
12-2043 177
устанавливают на бандажной полке таким образом, чтобы бандажные
полки находились между выступами основания приспособления. Плав-
ным нажатием на рычаг приспособления бандажные полки разводятся.
В момент загорания сигнальной лампочки рычаг фиксируется в этом
положении специальным сепаратором.
После этого необходимо оттянуть и отпустить специальную гайку.
При этом происходит снятие оттиска зазора между бандажными пол-
ками рабочих лопаток турбины на пластилин, закрепленный в пальце
приспособления и имеющий возможность перемещаться при нажатии
рукой на рычаг и прижиматься к зазору между бандажными полками.
Поверхность пластилина должна быть ровной и выступать над
краями пальца на величину 0,1-0,3 мм. Перед началом работ поверх-
ность пластилина припудривают тальком, чтобы пластилин не прили-
пал к полкам лопаток.
После этого приспособление снимают с двигателя и с помощью
микроскопа замеряют зазор по оттиску на пластилине.
Замер суммарного зазора по контактным поверхностям бандажных
полок рабочих лопаток ТНД проводят через каждые шесть лопаток пу-
тем соответствующего поворота ротора ТНД. Суммарный зазор не
должен превышать 16 мм. В случае превышения зазора осуществляют
повторный замер по каждому стыку и в случае необходимости лопат-
ки заменяют.
4.4.13 Проверка состояния рабочих лопаток
компрессоров низкого и высокого давлений
Контроль состояния рабочих лопаток КНД и КВД осуществляет-
ся с помощью эндоскопа типа ЭТЖ. На корпусе КНД демонтируют
заглушки на окнах осмотра компрессора. При осмотре входных кро-
мок рабочих лопаток КНД прибор ЭТЖ вводят в окно объективом
против направления полета или по направлению полета при осмотре
выходных кромок лопаток. Во избежание запотевания оптики смот-
ровых трубок прибор выдерживают при температуре осмотра в те-
чение 15 мин.
Осмотр всех лопаток осуществляется поворотом РВД с помощью
узла ручной прокрутки.
Меняя окна осмотра, проверяют все рабочие лопатки КНД со сто-
роны входной и выходной кромок. Осмотр рабочих лопаток КВД про-
водят аналогично осмотру рабочих лопаток КНД по методике, описан-
ной выше в этом параграфе. На наружном корпусе двигателя и корпу-
се КВД имеются окна для осмотра лопаток КВД (на каждом корпусе
по девять окон по количеству ступеней).
178
Выявленные при осмотре рабочих лопаток повреждения должны
находиться в допустимых пределах (см. § 5.5). Для этого определяются
размеры повреждений тем же прибором ЭТЖ, но снабженным мерной
сеткой.
При проведении замера, используя регулировочные элементы труб-
ки, фиксируется число делений, соответствующее длине (Z.) и глубине
(Л) повреждения (рис. 4.18).
Величина повреждения L определяется считыванием показаний по
неподвижной и подвижной шкалам мерного устройства по принципу
микрометра: один поворот барабана соответствует величине поврежде-
ния 1,0 мм.
НП
4 5
Рис. 4.18. Контроль состояния напайки на бандажных полках рабочих лопаток ТНД:
1 — рабочая лопатка ТНД; 2 — окно осмотра выходной кромки рабочей лопатки ТНД; 3 — рабо-
чая трубка эндоскопа; 4 — бандажная полка; 5 — напайные пластины на бандажных полках
12*
179
Например, если размер повреждения вдоль кромки рабочей лопат-
ки равен пяти делениям шкалы прибора, то размеры этого и других
повреждений определяются следующим образом. Путем перемещения
деления сетки от одного края забоины до другого находят истинный
размер забоины. Допустим этот размер равен 1,5 мм. Далее определя-
ют цену деления сетки прибора делением истинного размера повреж-
дения на число делений шкалы прибора: Д = 1,5:5 = 0,3 мм. Если при
этом будут определены другие повреждения, например, забоина, то ее
глубина в миллиметрах определится как произведение цены деления
шкалы прибора на глубину забоины в делениях шкалы.
Для того чтобы сделать вывод о пригодности или непригодности
лопатки для дальнейшей эксплуатации, необходимо определить поло-
жение дефекта относительно верхней кромки лопатки. Сначала это
расстояние находят в делениях шкалы прибора, а затем — в милли-
метрах.
Существует ряд ограничений на повреждения рабочих лопаток,
с которыми их эксплуатация недопустима (см. § 5.5).
4.4.14. Контроль состояния диска лабиринта
девятой ступени компрессора
высокого давления
Диск лабиринта 9-й ступени КВД во время эксплуатации периоди-
чески проверяют на появление трещин в зоне отверстий в полотне
диска.
Контроль состояния диска осуществляют прибором вихретокового
контроля типа ВДУ-20 со специальным датчиком, а также с помощью
фиброскопа «Олимпус». Для более объективной оценки дефектов ис-
пользуется эталонный образец диска лабиринтов 9-й ступени компрес-
сора с трещинами по штатным отверстиям в диске диаметром 5 мм.
Проверка диска лабиринта производится не ранее чем через 4-7 ч
после окончания работы двигателя, что вызвано необходимостью охла-
ждения деталей.
Работу выполняют три оператора. Перед началом работ датчик
прибора ВДУ-20 обрабатывают специальным составом для обеспече-
ния плавного скольжения по поверхности диска.
Осмотр проводят через отверстие левого (по направлению полета)
запального устройства. Перед началом работ осуществляют настройку
датчика, подсоединенного к прибору ВДУ-20, по эталонному образцу,
в котором, как отмечалось выше, имеются трещины в зоне отверстий.
При этом датчик при настройке подводится к отверстию со стороны
трещины.
180
Схема контроля диска с обозначением основных позиций представ-
лена на рис. 4.19. При контроле через отверстие 14 в стойке корпуса
основной камеры сгорания 2 вводится световод фиброскопа и настраи-
вается для наблюдения отверстий в диске 9. Настроенный датчик при-
Рис. 4.19. Проверка диска лабиринта 9-й ступени КВД:
/ — дистальный конец фиброскопа; 2 — корпус ОКС; 3 — кожух обдува ОКС; 4 — наружный
кожух ОКС; 5 — отсек двигателя; 6 — световод фиброскопа; 7 — гайка; 8 — датчик; 9 — кон-
тролируемое отверстие; 10 — электрожгут; II — диск лабиринта; 12 — управляемая часть датчи-
ка; 13 — стойка в корпусе ОКС; 14 — отверстие в стойке корпуса ОКС; 15 — рукоятка датчика;
16 — вращающаяся часть датчика
181
бора ВДУ-20 вводится в отверстие 14 ОКС. Для осмотра всех имею-
щихся на диске отверстий второй оператор поворачивает РВД на опре-
деленный угол через узел ручной прокрутки ротора.
Наблюдая за процессом через окуляр фиброскопа, датчик 8 вводят
в контролируемое отверстие и производят контроль каждого отверстия
лабиринта не менее двух-трех раз. Поворот вставленного в отверстие
датчика фиксируется визуально при наблюдении за его положением
через световод фиброскопа по двум рискам (красной и черной), нане-
сенным на вращающуюся часть датчика.
Периодически после контроля диска в зоне у каждых пяти-десяти
отверстий необходимо проверять настройку датчика по эталонному об-
разцу. Также необходимо периодически очищать головку от возмож-
ного попадания в нее пыли и мелких частиц.
ГЛАВА 5
ЭКСПЛУАТАЦИЯ АВИАЦИОННОГО
ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Наблюдающееся усложнение газотурбинных двигателей, связанное
с постоянным повышением основных параметров цикла — температу-
ры и давления рабочего тела, а также усложнение всех систем двигате-
ля делает решение задач обеспечения высокой надежности ГТД все
более трудным, так как получение определенного уровня надежности
изделия обязательно при любом уровне его сложности. Бесспорность
этого тезиса совершенно очевидна, потому что ни при каком усложне-
нии силовой установки самолета и систем двигателя не может быть
допущено снижение безопасности полетов.
Как было отмечено в гл. 1, надежность является проблемой ком-
плексной. На нее оказывают влияние совершенство конструкции,
уровень технологии и стабильность производства, качество и ста-
бильность свойств материалов, используемых в двигателе, наличие
дефектов в покупных изделиях. Далеко не последнюю роль играет
соблюдение правил эксплуатации и обслуживания двигателей. Очень
многие отказы могут быть вызваны неправильной эксплуатацией дви-
гателя: несоблюдением ограничений, наложенных инструкцией по
эксплуатации, использованием двигателя в нерасчетных условиях, не-
качественным выполнением регламентных работ, а иногда и грубыми
ошибками при обслуживании. Эффективность сложной технической
системы, какой является двигатель, не может рассматриваться изоли-
рованно от людей, его обслуживающих и эксплуатирующих. Обеспе-
чение высокой надежности такой системы связано с предъявлением
жестких требований не только к техническим устройствам, но
и к людям, работающим с ними, к их квалификации и психо-физио-
логическим качествам.
В данной главе изложены основные мероприятия по технической
эксплуатации и обслуживанию современного авиационного газотур-
бинного двигателя.
183
5.1. ЭКСПЛУАТАЦИЯ ДВИГАТЕЛЯ В РАЗЛИЧНЫХ
КЛИМАТИЧЕСКИХ УСЛОВИЯХ
Двигатель на современном самолете эксплуатируется в различных
климатических условиях, характеризуемых климатом той или иной
зоны земного шара. Существует следующая классификация основ-
ных климатических зон:
заполярная,
умеренная,
пустынь и степей,
тропиков и субтропиков.
Заполярная зона вблизи ледовых покрытий (так называемая запо-
лярная сухая подзона) характеризуется прежде всего максимальной от-
рицательной температурой атмосферного воздуха, доходящей до
-63° С с порывами ветра до 70 м/с, а полярная зона вблизи открытых
водоемов (так называемая влажная заполярная подзона) максимальной
влажностью атмосферного воздуха, доходящей до 88%, максимальной
отрицательной температурой воздуха до -50° С и максимальной поло-
жительной температурой до +35° С. По схожим к заполярной зоне сле-
дует отнести и район Антарктиды, в которой самая низкая отрицатель-
ная температура атмосферного воздуха была зарегистрирована к на-
стоящему времени около -90° С.
Зона пустынь н степей (Средняя Азия, Ближний Восток, некото-
рые районы Африки) характеризуется прежде всего высокой положи-
тельной температурой атмосферного воздуха, доходящей до + 55° С,
максимальной влажностью в зимний период, доходящей до 100%,
и перепадом суточной температуры до 50° С, т. е. отличается от дру-
гих зон резко континентальным климатом. Для этой зоны характерны
также прогрев атмосферы до высоты 3000 м, подъем песка и пыли
с лессовых грунтов в атмосферу до высоты 6000 м и прогрев почвы
до + 80° С.
Зона тропиков и субтропиков (экваториальные области земно-
го шара) характеризуется несколько умеренными по сравнению
с зоной пустынь и степей параметрами атмосферы и очень сильны-
ми ветрами, достигающими при ураганах и тайфунах скорости 50
м/с, относительно высокой влажностью круглый год (75—90%)
и ливневыми дождями.
В связи с тем что современный летательный аппарат должен экс-
плуатироваться в различных климатических зонах, ожидаемые ус-
ловия эксплуатации должны включать в себя:
состояние внешней воздушной среды (давление, плотность, тем-
пература и влажность воздуха);
184
а активные воздействия внешней среды (обледенение, ливневые
дожди, соляной туман, град, запыленность воздуха, наличие
птиц);
а характеристику покрытия (бетонное или грунтовое);
а состояние взлетно-посадочной полосы (снег, лед, слякоть, вода).
При эксплуатации двигателя в условиях низких температур инст-
рукцией по технической эксплуатации предусмотрены следующие ме-
роприятия.
Для улучшения запуска двигателя при температуре окружающей
среды ниже - 40° С производится его подогрев воздухом от аэродром-
ного подогревателя в течение 30 мин. Горячий воздух, имеющий тем-
пературу 70-80° С, направляется в зоны: маслобака, коробки двига-
тельных агрегатов, газотурбинного двигателя-энергоузла, топливомас-
ляных теплообменников. При температуре наружного воздуха ниже
- 40° С масло перед заправкой в маслобак подогревается до температу-
ры 30—40° С.
При температуре наружного воздуха 0° С и ниже двигатель экс-
плуатируется на топливе с добавлением специальной жидкости.
Перед запуском двигателя необходимо осмотреть входной канал
воздухозаборника, выходного НА и лопатки КНД. При обнаружении
следов обледенения на поверхности канала воздухозаборника, на стой-
ках, закрылках и корпусе выходного НА, на лопатках 1-й ступени не-
обходимо удалить лед горячим воздухом, подаваемым аэродромным
подогревателем. После этого проверяется легкость вращения РВД
и РНД. Прокрутка ротора РНД осуществляется со стороны воздухоза-
борника за рабочие лопатки 1-й ступени КНД. Вращение РНД должно
быть легким, без заеданий и посторонних шумов.
На снятом двигателе прокрутка ротора низкого давления произво-
дится через гнездо ручной прокрутки специальным инструментом.
Ручная прокрутка ротора высокого давления осуществляется через
специальный лючок ключом-трещеткой. Вращение РВД должно быть
легким и не сопровождаться посторонними шумами.
Если при температуре наружного воздуха + 5° С и ниже выпадают
осадки в виде моросящего дождя или мокрого снега, то при опробова-
нии возникает опасность обледенения канала воздухозаборника
и ВНА. В этом случае перед запуском двигателя необходимо вклю-
чить систему противообледенения. После запуска с безопасного рас-
стояния необходимо следить за состоянием сетки воздухозаборника
и при появлении льда на его поверхности немедленно сообщить об
этом оператору, находящемуся в кабине. В этом случае надо выклю-
чить двигатель и выполнить работы по прогреву двигателя горячим
воздухом.
185
5.2. ПРОВЕРКА ПАРАМЕТРОВ ДВИГАТЕЛЯ
Подготовка самолета к запуску и опробование двигателя проводят-
ся согласно Регламенту технического обслуживания (РТО). В этом па-
раграфе кратко изложена методика и указан объем проверки парамет-
ров двигателя. Для запуска и опробования должны быть заправлены
масляная и кислородные системы двигателя, обеспечено питание само-
лета постоянным током напряжением 27 В и переменным током на-
пряжением 115 В с частотой 400 Гц. При всех видах опробования на
самолете должны быть установлены бортовые аккумуляторные бата-
реи. Запуск двигателя разрешается как от бортового, так и от аэро-
дромного источника электропитания.
Проверка параметров двигателя может осуществляется как с помо-
щью пультов наземного контроля (ПНК), так и без подключения ПНК.
В последнем случае должна быть обеспечена связь по переговорному
устройству между оператором у пульта и техником в кабине самолета.
Ниже приводится методика опробования двигателя без подключения
ПНК. После запуска и выхода на режим малого газа проверка парамет-
ров двигателя проводится на режимах, приведенных на графике
(рис. 5.1).
При возникновении помпажа необходимо немедленно выключить
двигатель. Помпаж сопровождается появлением характерного звука ра-
Режим
"Полный
форсаж"
"Минимальный
форсаж"
"Максимал"
«2 = 95%
«2 = 90%
«2 = 85%
«2 = 80 %
«2 = 75%
"Малый
газ"
"Стоп"
1 2 3 4 5 6 7 8
Время, мин
Рис. 5.1. Циклограмма опробования двигателя без подключения пультов наземного
контроля
186
ботающего двигателя, самопроизвольным уменьшением частоты вра-
щения роторов, при этом возможно увеличение температуры газа за
турбиной. При значении этой температуры более 795° С на указателе
в кабине самолета высвечивается сигнал «ПЕРЕГРЕВ ДВИГ» и вклю-
чается система ликвидации помпажа. После прекращения помпажа вы-
ясняется причина его возникновения и определяется возможность
дальнейшей эксплуатации двигателя.
Время до полной остановки роторов (выбег) характеризует со-
стояние подшипников и проточной части двигателя. Поэтому после
опробования двигателя замеряется выбег роторов высокого и низко-
го давления. Выбег РВД контролируется по указателю частоты вра-
щения РВД и измеряется от момента установки РУД на упор
«СТОП» до достижения частоты вращения РВД, равной 15%, и дол-
жен быть не менее 15 с. До полной остановки РВД время должно
быть не менее 25 с.
Выбег ротора низкого давления контролируется по вращению ТНД
и измеряется от момента установки РУД на упор «СТОП» до полной
остановки РНД. Время выбега должно быть не менее 60 с. В процессе
выбега посторонние шумы не допускаются.
5.3. ОСМОТР И ПРОВЕРКА ДВИГАТЕЛЯ
Периодичность и объем осмотров и проверок определяются Рег-
ламентом технического обслуживания самолета. Осмотр осуществ-
ляется в пределах видимости со стороны реактивного сопла, возду-
хозаборника и при вскрытых быстросъемных люках. При этом визу-
ально контролируется состояние деталей и узлов. Механические по-
вреждения, деформации и трещины не допускаются. Проверяется
качество контровки соединений трубопроводов, агрегатов, соедини-
телей, скоб, хомутов. При наличии следов масла и топлива опреде-
ляются места утечек.
Затем осматриваются створки и проставки реактивного сопла, фор-
сажная камера, фронтовое устройство, топливные коллекторы и фор-
сунки ФК, смеситель и рабочие лопатки ТНД. Прогары и механиче-
ские повреждения на лопатках ТНД не допускаются.
Со стороны воздухозаборника осматриваются стойки и закрылки
ВНА КНД, рабочие лопатки и лопатки НА первой ступени КНД.
При обнаружении повреждений во время осмотра детали ремонти-
руют или заменяют новыми.
187
5.4. ОСМОТР ПРОТОЧНОЙ ЧАСТИ ДВИГАТЕЛЯ
На корпусах двигателя предусмотрены окна для контроля состоя-
ния деталей рабочих лопаток компрессора и турбины. Схема располо-
жения окон для осмотра рабочих лопаток КНД и КВД представлена
соответственно на рис. 5.2 и 5.3. Проточная часть и рабочие лопатки
осматриваются эндоскопом типа ЭЛЖ-1 (см. рис. 4.16). Трубки эндо-
скопа подбираются по размерам окон осмотра. Для осмотра рабочих
лопаток КНД, ТНД и ТВД используется смотровая трубка диаметром
8,5 мм. Осмотр рабочих лопаток КВД осуществляется трубкой диамет-
ром 6,5 мм. Для определения величины дефектов рабочих лопаток ис-
пользуется специальное устройство (см. рис. 4.17), которое позволяет
определять глубину и ширину повреждений и расположение повреж-
дения относительно верхней кромки пера лопатки.
На корпусе двигателя имеется пять окон для осмотра проточной
части КНД (см. рис.5.2) и 18 окон для осмотра КВД (см. рис. 5.3).
Причем окна для осмотра лопаток КВД расположены соосно: девять
— на корпусе КВД и девять — на корпусе наружного контура. Окна
на корпусах наружного контура имеют те же номера, что и на корпу-
сах КВД. Такое расположение окон позволяет вводить смотровые
трубки эндоскопов в проточную часть КВД через наружный контур.
Все окна имеют заглушки, которые снимаются и устанавливаются спе-
циальными приспособлениями.
Осмотр КНД производится через: окно № 1 (входные кромки 37-ми
лопаток 1-й ступени); окно № 2 (выходные кромки лопаток 1-й ступени
и входные кромки 45-ти лопаток 2-й ступени); окно № 3 (выходные
кромки лопаток 2-й ступени и входные кромки 57-ми лопаток 3-й ступе-
ни); окно № 4 (выходные кромки лопаток 3-й ступени и входные кромки
43-х лопаток 4-й ступени); окно № 5 (выходные кромки лопаток 4-й сту-
пени). При осмотре ротор КНД проворачивают на необходимый угол.
Осмотр КВД производится через: окно № 1 (входные кромки
47-ми лопаток 1-й ступени); окно № 2 (выходные кромки лопаток 1-й
и входные кромки 62-х лопаток 2-й ступени); окно № 3 (выходные
кромки лопаток 2-й и входных кромок 73-х лопаток 3-й ступени); окно
№ 4 (выходные кромки лопаток 3-й и входные кромки 94-х лопаток
4-й ступени); окно № 5 (выходные кромки лопаток 4-й и входные
кромки 99-ти лопаток 5-й ступени); окно № 6 ( выходные кромки ло-
паток 5-й ступени и входные кромки 101-й лопатки 6-й ступени); окно
№ 7 (выходные кромки лопаток 6-й и входные кромки 103-х лопаток
7-й ступени); окно № 8 (выходные кромки лопаток 7-й и входные
кромки 105-ти лопаток 8-й ступени); окно № 9 (выходные кромки ло-
паток 8-й ступени и входные кромки лопаток 9-й ступени).
188
Направление полета
(НП)
Рис. 5.2. Осмотр рабочих лопаток КНД:
1 — входная кромка рабочей лопатки 1-й ступени; 2 — выходная кромка рабочей лопатки l-й ступени;
3 — заглушка; 4 — корпус КНД; № 1 — № 5 — номера окон для осмотра лопаток
наружного
контура
Рис. 5.3. Осмотр рабочих лопаток КВД:
1 — заглушка наружного контура; 2 — выходная кромка рабо-
чей лопатки 5-й ступени; 3 — входная кромка рабочей лопатки
5-й ступени; 4 — заглушка КВД (I — IX — номера ступеней;
№ 1 — № 9 — номера окон для осмотра лопаток)
При осмотре ротор КВД поворачивают на необходимый угол через
гнезда ручной прокрутки ключом-трещеткой.
5.5. УКАЗАНИЯ ПО ВВОДУ В ЭКСПЛУАТАЦИЮ
ДВИГАТЕЛЕЙ, ИМЕЮЩИХ ПОВРЕЖДЕНИЯ
НА ЛОПАТКАХ КОМПРЕССОРА
В процессе эксплуатации лопатки компрессора могут быть повреж-
дены. Учитывая, что лопатки изготовляют из дорогостоящего металла
и что на двигателе их большое количество, экономически целесообраз-
но появившиеся повреждения устранить и использовать лопатки при
дальнейшей эксплуатации. Повреждения могут быть вызваны абразив-
ным износом поверхности пера в результате попадания в проточную
часть двигателя пыли и песка вместе с воздухом, засасываемым
Размеры писать
в следующем порядке:
Lxlxh
Размеры писать
в следующем порядке:
Дх/хДхй
б
в следующем порядке:
axb
в
Рис. 5.4. Схема обозначения
Размеры писать
в следующем порядке:
Дхс/хД
параметров повреждений лопаток:
г
а — забоина; б — вмятина с искривлением входной кромки; в — загиб уголка; г — вмятина на
поверхности пера
191
компрессором. Не исключена возможность попадания в компрессор
и мелких камней со взлетной полосы. В полете есть опасность попада-
ния в двигатель мелких и крупных птиц, что также может вызвать по-
вреждения лопаток. При смене режимов и из-за неравномерности на-
грева ротора и статора компрессора бывают случаи касания лопаток
статора. В результате перечисленных выше случаев на лопатках могут
появляться повреждения в виде забоин, вмятин с искривлением вход-
ной кромки, загиб уголка на передней и задней кромках, вмятин на по-
верхности пера (рис. 5.4).
Допустимые повреждения кромки пера лопатки характеризуются
размерами, указанными на рис. 5.5. Для принятия решения о допус-
тимости повреждения и методах его устранения необходимы сле-
дующие сведения: принадлежность лопатки к КНД или КВД, тип
лопатки (рабочая, направляющая), номер ступени, поврежденная
кромка (входная, выходная), размеры повреждения. Глубина и ме-
сто повреждения являются определяющими параметрами при реше-
нии вопроса о допустимости повреждения. Особенно важно место
повреждения, измеряемое от торца лопаток, так как связано с фор-
мой колебания лопаток. Повреждения в зоне пучности, где изгиб-
ные напряжения наибольшие, являются наиболее опасными. Допус-
тимость повреждения для дальнейшей эксплуатации регламентиру-
Рис. 5.5. Выведение повреждений на лопатках компрессора (при L2-L3> 15 мм и
L3-Lt> 15 мм — лопатки допускаются к зачистке; при L2-L3< 15 мм и
L3 -L\ < 15 мм — лопатки бракуются)
192
ется специальными инструкциями и таблицей допустимых норм по-
вреждения лопаток. В качестве примера ниже приведена табл. 5.1
для определения допустимых повреждений рабочих лопаток первой
и четвертой ступеней КНД.
Таблица 5.1. Допустимые нормы повреждения рабочих лопаток КНД
Номер ступени Кромка лопаток Зоны и размеры повреждений, допустимых без зачистки, мм Зоны и размеры повреждений, до- пустимых для зачистки, мм
расположение зоны от торца пера(Г) глубина повреж- дения (Л) не бо- лее расположение зоны от торца пера (L) глубина повреж- дения (Л) не бо- лее
1 Входная 0-5 5-15 15-250 10 мм от хвостовика 0,1 0,3 0,2 0,1 0-40 40-250 4,0 2,0
Выходная 0-5 5-25 25-210 10 мм от хвостовика 0,1 1,5 0,2 0,1 0-25 25-250 4,0 2,0
4 Входная 0-17 17-35 35-65 65-95 95-113 10 мм от хвостовика 1,5 0,3 0,1 0,3 0,1 0,1 0-20 20-113 3,0 1,5
Выходная 0-50 50-80 80-108 10 мм от хвостовика 0,1 0,3 0,1 0,1 0-10 10-85 85-108 3,0 1,5 1,0
Аналогичные таблицы существуют и для допустимых зон выведе-
ния повреждений вблизи уголков рабочих лопаток.
5.6. ОСМОТР РАБОЧИХ ЛОПАТОК ТУРБИН
ВЫСОКОГО И НИЗКОГО ДАВЛЕНИЙ
Осмотр рабочих лопаток ТВД и ТНД проводят с помощью эндо-
скопа по технологии, которая аналогична осмотру лопаток компрессо-
ра. Для осмотра состояния лопаток на турбине имеются восемь окон
(четыре — в корпусе наружного контура и четыре — в корпусе турби-
ны). Окна в корпусе наружного контура имеют те же номера, что
и в корпусе турбины. Схема расположения окон приведена на рис. 5.6.
13-2043 193
нп
Рис. 5.6. Осмотр рабочих лопаток ТВД и ТНД:
1 — заглушка наружного контура; 2, 4 — рабочая лопатка ТНД; 3 — заглушка окна осмотра;
5 — стержень заглушки; 6 — выступ; 7 — риска (№ 1— № 4 — номера окон для осмотра
лопаток)
Во время осмотра ротор ТНД проворачивают вручную за лопатки
КНД, а ротор ТВД — специальным ключом-трещеткой, который
вставляется в окно в корпусе двигателя и входит в зацепление с ва-
лом ротора высокого давления. Входные кромки 90 лопаток ТВД ос-
матриваются через окна № 1. Окна № 2 служат для осмотра выход-
ных кромок лопаток ТВД. Входные кромки 90 лопаток ТНД осматри-
ваются через окна № 3; выходные окна лопаток ТВД — через окна
№ 4. Все заглушки на двигателе ставят на место с помощью специ-
194
ального ключа с предельным значением крутящего момента. Объем
и периодичность осмотра определяются Регламентом технического
обслуживания.
5.7. ОПРЕДЕЛЕНИЕ ВРЕМЕНИ НАРАБОТКИ
ДВИГАТЕЛЯ
С момента начала серийного производства нового двигателя его
ресурс и надежность непрерывно повышаются. В процессе эксплуата-
ции выявляются «слабые» места узлов и конструктивных элементов,
вносятся конструктивные и технологические изменения, приводящие к
повышению надежности двигателя. Появление неисправностей в дви-
гателе помимо ряда других факторов зависит от характера эксплуата-
ции двигателя: времени общей наработки двигателя, времени наработ-
ки двигателя на максимальном и форсированном режимах, а также от
количества запусков с помощью газотурбинного двигателя-энергоузла
Рис. 5.7. Счетчик наработки СНР-1:
ОБЩЕЕ — счетчик ЭСВ-3 времени общей наработки двигателя; ВОЗДУХ — счетчик ЭСВ-5 вре-
мени наработки двигателя в полете; М+Ф — счетчик ЭСВ-5 времени наработки двигателя на мак-
симальном (л2 - 97%) и на форсированных режимах; ГТДЭ — счетчик ЭСВ-5 времени наработки
ГТДЭ; ЧИСЛО ЗАПУСКОВ — счетчик С43 числа запусков ГТДЭ
13*
195
(ГТДЭ) и времени наработки ГТДЭ. Чтобы знать при каком времени
наработки чаще всего появляется та или иная неисправность, на двига-
теле устанавливается счетчик наработки (рис. 5.7). Как следует из ри-
сунка, отдельно фиксируется общее время наработки (ОБЩЕЕ), время
наработки двигателя в полете (ВОЗДУХ), время наработки на макси-
мальных и форсированных режимах («М» + «Ф»), время наработки
ГТДЭ и счетчик числа запусков.
В настоящее время разработан и начинает внедряться программный
комплекс контроля повреждаемости основных деталей двигателя в экс-
плуатации, который позволяет более объективно судить о состоянии
наиболее ответственных элементов конструкции двигателя (см. гл. 2).
ГЛАВА 6
ТЕХНОЛОГИИ РЕМОНТА И ВОССТАНОВЛЕНИЯ
РАБОТОСПОСОБНОСТИ ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ
6.1. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТЬ
РЕМОНТА
Авиационные двигатели (АД) относятся к машинам, которые быст-
ро совершенствуются. У авиационных ГТД наблюдается тенденция к
снижению удельных расходов, росту параметров цикла (степени повы-
шения давления, температуры газа перед турбиной, степени двухкон-
турности), усложнению систем регулирования и автоматики.
В настоящее время летательный аппарат (ЛА), двигатель и их агре-
гаты в основном списываются по исчерпанию ресурса и достижению
предельного технического состояния. Но уже имеют место ситуации,
когда списание вызвано моральным старением. Для предотвращения
списания ЛА авиационного двигателя и их агрегатов как морально ус-
таревших необходимо, чтобы сроки их службы до исчерпания ресурса
составляли 10—15 лет. В связи с этим возникает необходимость более
интенсивного использования парка ЛА и АД, т. е. сведения к миниму-
му всех простоев. Наибольшие технические простои авиационной тех-
ники при их ремонте. Поэтому уменьшение календарного времени на-
хождения ЛА и АД в ремонте является важной экономической зада-
чей. Например, применительно к двигателям гражданских среднемаги-
стральных самолетов продолжительность ремонта должна быть 5—8
сут. Столь жесткие сроки ремонта требуют соответствующей организа-
ции всей системы планирования и организации ремонта.
Необходимо обеспечить также своевременность заказов и поступ-
ление необходимых для ремонта запасных частей, высокую слажен-
ность работы цехов и служб ремонтного завода. Важность перечислен-
ных выше задач очевидна из того, что сверхнормативное нахождение
двигателя в ремонте приводит к неизбежному увеличению парка дви-
гателей, предназначенных для обслуживания конкретного типа лета-
тельных аппаратов.
197
Весьма показательно отношение общего числа двигателей, которые
находятся в обороте, к числу мест для них в действующем парке ЛА.
Например, для гражданской авиации нормально, когда указанное соот-
ношение составляет 1,4—1,6, т. е. примерно 30—40% парка АД нахо-
дятся в ожидании установки на ЛА, в ожидании ремонта или проходят
ремонт.
Требование снижения себестоимости эксплуатации ЛА означает
необходимость снижения стоимости ремонта — С/, где i — номер ре-
монта. Очевидно, что увеличение межремонтного ресурса 7^, + ]) сни-
жает стоимость летного часа эксплуатации. Таким образом, снижение
стоимости летного часа зависит от отношения С/Т^-н). Иными слова-
ми, повышение надежности авиационной техники означает снижение
себестоимости полетов ЛА.
Неисправность и отказ подразделяют на устранимые в условиях
эксплуатации и неустранимые, вызывающие необходимость ремонта
или списания. Устранимые неисправности и отказы вызывают потери,
связанные с затратами на их устранение и дополнительными просто-
ями летательного аппарата. Качество ремонта сказывается на интен-
сивности потока устранимых отказов и неисправностей. Чем ниже ка-
чество ремонта, тем выше интенсивность потока устранимых отказов.
Это означает, что снижение затрат на ремонт и уменьшение календар-
ной продолжительности ремонта должно сопровождаться повышением
качества ремонта. Иначе, кажущееся снижение затрат на ремонт обер-
нется повышенными потерями в процессе эксплуатации двигателя
и простоями ЛА.
На лопатке газовой турбины в процессе эксплуатации появляются
различные дефекты в виде повреждения поверхностного слоя пера, на-
клепов по стыковым поверхностям бандажей, износа бандажных по-
лок. Лопатки турбины изготовляют из дорогостоящего материала, при
этом выход годных изделий при литье и изготовлении сложных лопа-
ток невелик и составляет 15—20%.
Процесс ремонта лопаток (напыление, упрочнение замковой части
и т. д.) требует приобретения сложного оборудования, а также очень
дорог. Однако по своей стоимости, затратах энергетических, материа-
льных и трудовых ресурсов ремонт составляет примерно 20% от за-
трат на изготовление новой лопатки. Стоимость ремонта складывается
из стоимости постоянных работ, которые не зависят от состояния ма-
шины, и стоимости переменных работ, которые связаны с ремонтом
и заменой отдельных неисправных частей.
К числу постоянных работ относятся монтажные и демонтажные
работы, проверка и регулировка. Переменные работы зависят от ре-
сурсов отдельных частей двигателя, конкретных неисправностей. Оче-
198
Срем
Снов
Рис. 6.1. Изменение стоимости производства новой машины СЖ1 и стоимости ремон-
та Срсм от времени эксплуатации Т (КР1 ... КР4 — капитальный ремонт 1 ... 4)
видно, что по мере увеличения порядкового номера ремонта растет
число деталей, ресурс которых оказывается исчерпанным, т.е. растет
число агрегатов, подлежащих восстановлению или замене. Стоимость
ремонта при этом, естественно, также увеличивается.
Стоимость производства нового двигателя также не остается по-
стоянной. Совершенствование технологии, повышение производитель-
ности труда приводят к постоянному снижению себестоимости произ-
водства двигателя. Помимо этого себестоимость двигателя уменьшает-
ся в силу морального старения (рис. 6.1). Точка Л на рисунке соответ-
ствует ситуации, когда стоимость ремонта становится выше стоимости
новой машины. Из графика следует, что не имеет смысла ремонтиро-
вать ЛА более трех раз.
6.2. СИСТЕМЫ РЕМОНТОВ
Периодические виды технического обслуживания (ТО) называют
регламентными работами. Регламентные работы выполняются в рам-
ках эксплуатационного предприятия. Они включают и текущий ре-
монт. Капитальные и средние ремонты являются разновидностью рег-
ламентных работ, но обладают по сравнению с ними большей трудо-
емкостью. Последовательность капитальных и средних ремонтов обра-
зуют систему ремонтов.
Планово-предупредительная система капитальных ремонтов.
При этой системе для двигателя и его агрегатов назначаются ресурсы
Tpi, ^р2> Трз- Машины направляются в ремонт независимо от состояния,
как только будет исчерпан очередной ресурс до (Гр;). Ресурс ГР1 и по-
199
следующие ресурсы устанавливаются по наиболее «слабым» местам,
т. е. по тем частям двигателя или агрегата, на которых наиболее быст-
ро возникает дефект. При этом речь идет о частях, устранение неис-
правностей в которых не может быть выполнено в условиях эксплуа-
тационных предприятий из-за большого объема демонтажных и мон-
тажных работ, регулировок, испытаний и отсутствия специального
оборудования. Обычно двигатель имеет несколько «слабых» мест. Ими
могут быть увеличение зазора по бандажным полкам лопаток, растрес-
кивание корпуса жаровой трубы, повышенные вибрации из-за износа
межвальных и межроторных подшипников и др. Ресурс до ремонта
должен быть таков, чтобы развитие дефекта не привело к отказу. По-
этому среди всех «слабых» мест выделяется группа, развитие дефектов
на которой идет наиболее быстро и создает наибольшую опасность
возникновения отказа.
Планово-предупредительная система капитальных ремонтов обес-
печивает высокую безопасность полетов. Это связано с тем, что неза-
висимо от своего состояния машина полностью разбирается и все ее
части подвергаются контролю. Недостатком этой системы является ее
большая трудоемкость и большие простои авиационной техники.
Система регламентированных ремонтов. При этой системе весь
объем капитального ремонта (КР) разбивается на несколько этапов
(обычно не больше четырех), каждый из которых представляет собой
средний ремонт (СР). Работы, выполненные на всех этапах, образуют
полный объем КР так, что после их выполнения оказывается, что все
части машины были проверены с целью выявления и устранения неис-
правностей. Этапы ремонта располагаются по наработке через некото-
рые заранее определенные промежутки. На каждом этапе есть группа
постоянных работ, которые выполняются независимо от состояния ма-
шины,и группа переменных работ, которые зависят от имеющихся не-
исправностей. Объем работ на каждом последующем этапе больше,
чем на предыдущем. На данном этапе ремонта выполняется только тот
объем демонтажных работ, который диктуется возможными на этом
этапе дефектами.
Преимущество рассматриваемой системы состоит в том, что на ка-
ждом этапе объем демонтажных и монтажных работ целиком диктует-
ся только теми неисправностями, появление которых возможно. В от-
личие от этого при планово-предупредительной системе капитальных
ремонтов объем демонтажных и монтажных работ намного превышает
минимально необходимый объем для устранения имеющихся неис-
правностей. Следует иметь в виду, что система регламентированных
ремонтов требует для обеспечения безопасности полетов тщательного
изучения закономерностей появления неисправностей.
200
Система ремонтов по фактическому техническому состоянию.
Для перечисленных выше систем ремонтов характерно, что наработка
до очередного ремонта задается заранее и не связана с состоянием
конкретного двигателя. При этом оказывается, что для части двигате-
лей, которые находились в более благоприятных условиях эксплуата-
ции, ремонт мог бы быть выполнен намного позже, чем это диктует
величина ГР/. Экономически целесообразно ремонтировать машину
в момент, когда ее техническое состояние требует ремонта.
Если ремонт выполняется при наработке, отвечающей некоторому
предельному состоянию машины, при котором она требует устранения
неисправностей, то говорят, что используется система ремонтов по
фактическому техническому состоянию. Выполнение требований обес-
печения высокой безопасности полетов при системе ремонтов по фак-
тическому состоянию является сложной задачей.
Возможность использования этой системы ремонтов должна быть
заложена в процессе конструирования и изготовления машины, т. е.
должны быть обеспечены высокие живучесть, контролепригодность
и взаимозаменяемость частей машины. Высокая живучесть означает,
что дефекты и вызываемые ими неисправности весьма медленно раз-
виваются и поэтому имеется достаточное время для их выявления,
прежде чем наступит отказ.
Высокая контролепригодность машины означает, что все ее части
могут быть без общего демонтажа машины подвергнуты диагностиро-
ванию для выявления их технического состояния. Для этого машина
должна иметь встроенные диагностические датчики, снабжена прибо-
рами для контроля отдельных ее частей и иметь достаточное количест-
во окон и лючков для осмотра и контроля состояния роторов, статоров
камер сгорания и других частей двигателя.
Легкосъемность частей должна позволять производить их замену
без Общей разборки двигателя.
В связи с тем, что при ремонте по техническому состоянию резко
снижается объем демонтажных работ, необходимы методы выявления
технического состояния тех частей, которые остаются недоступными
для непосредственного обследования. В настоящее время находят
распространение методы косвенного выявления технического состоя-
ния. Например, в авиационных двигателях используются счетчики
режимов работы или счетчики наработки (см. также §. 2.7). На воз-
никновение дефектов влияет не только напряженность режимов дви-
гателя, но и частота, с которой происходит смена режимов, так как
это приводит к периодическому изменению напряженного состояния,
вызванного переменными механическими нагрузками и термически-
ми напряжениями. Счетчик наработки позволяет зафиксировать по
201
времени продолжительность каждого из режимов двигателя во время
эксплуатации и рассчитать параметр повреждаемости, по численному
значению которого можно судить о выработке ресурса двигателя.
Для более нагруженных машин необходим больший объем работ по
демонтажу и дефектации. Соответствие между объемом дефектации
и нагруженностью машины должно быть установлено на основе опы-
та эксплуатации.
При эксплуатации двигателя по техническому состоянию внедряет-
ся использование прогнозирующего параметра, который представляет
собой численную, доступную для измерения, характеристику, связан-
ную с техническим состоянием двигателя или его отдельного узла. На-
пример, применительно к подшипнику это может быть спектр вибра-
ций опоры, спектр шумов, генерируемый подшипником. Вибропе-
регрузка, измеренная в центре масс двигателя, может служить прогно-
зирующим параметром для выявления дисбаланса ротора.
Поэтому при системе ремонтов по техническому состоянию особое
внимание уделяется поиску прогнозирующих параметров, изучению
динамики их изменения по мере наработки.
Для ряда систем двигателя, обладающих высокой надежностью,
достаточно проверки работоспособности. Примером может служить
гидросистема двигателя. Неисправности гидросистемы до наработки
10—12 тыс. ч появляются сравнительно редко. В этот период ремонт
гидросистемы может осуществляться по техническому состоянию.
При этом неисправные части системы выявляются в ходе испытания
ее работоспособности. При достижении наработок, при которых воз-
можны массовые неисправности (выход из строя прокладок, резино-
вых уплотнений), приходится прибегать к демонтажу составных час-
тей системы.
6.3. ПОДГОТОВКА ДВИГАТЕЛЯ К РЕМОНТУ
Подготовительная стадия является одной из основных в ремонтном
производстве. Она включает в себя внешнюю промывку, разборку, де-
фектацию и комплектование. Трудоемкость процесса подготовки к ре-
монту составляет 20—25% от общей трудоемкости ремонта. Общая
технологическая последовательность подготовки двигателя к ремонту
включает следующие производственные процессы: приемку, транспор-
тировку и наружную промывку, разборку и дефектацию, промывку
и очистку деталей, передачу снятых узлов и деталей в ремонтные уча-
стки.
202
Распакованный на складе двигатель сначала разбирают на отдель-
ные узлы, затем разбирают и узлы. При разборке крупногабаритных
двигателей используют специальные стенды, позволяющие устанав-
ливать двигатель как в горизонтальном, так и в вертикальном поло-
жении.
Особую осторожность необходимо проявлять при выпрессовке де-
талей во время разборки узлов и деталей. Неправильная выпрессовка
может привести к отбраковке целого узла. Для выпрессовки применя-
ют разнообразные приспособления, зажимы и съемники.
К рабочим местам предъявляются определенные требования. Так, в
помещении, в котором осуществляется разборка двигателя, должны
быть соблюдены следующие условия: температура воздуха —
18—25° С; относительная влажность — 40—60%; скорость движения
воздуха — до 0,2 м/с.
Промывка и очистка. Процесс очистки объектов ремонта заклю-
чается в удалении с их поверхности всех видов загрязнений с помо-
щью твердой, жидкой или газообразной среды. В процессе эксплуата-
ции на деталях появляются различного рода загрязнения: масляные,
лаковые и смолистые отложения, нагароотложения, пыль. Необрати-
мые изменения претерпевают лакокрасочные покрытия, герметики,
клеевые материалы. Загрязнения удаляют промывкой, растворением
с помощью химических реакций, механическим воздействием.
Нагароотложения в основном встречаются на стенках камер сго-
рания, форсунках, коллекторах, элементах форсажной камеры сгора-
ния. Толщина слоя нагара может достигать нескольких миллиметров.
По структуре нагар может быть плотным, рыхлым и пластичным. Хи-
мический состав нагаров и внешний вид зависят от сортов масел и то-
плив и условий образования. Нагар обладает высокой механической
плотностью и хорошей адгезией. Наличие нагарообразования значи-
тельно ухудшает надежность работы двигателя, так как нарушается
нормальный процесс сгорания топлива.
Лаковые отложения образуются под воздействием кислорода воз-
духа, высоких температур и катализирующих свойств металла. В ла-
ковой пленке присутствуют также масла, смолы, асфальтены и дру-
гие вещества. Внешне лаковые отложения представляют собой тон-
кую и прочную пленку с гладкой поверхностью. Пленка образуется
на деталях, где отсутствуют условия для сгорания масла, но имеется
достаточно высокая температура, активизирующая процесс окисле-
ния, например, на маслотрубопроводах, внутренних поверхностях
коллекторов.
203
Смолистые отложения — легкоплавкие вещества от темно-корич-
невого до черного цвета. Смолы образуются при хранении топлива
в результате окисления и полимеризации ненасыщенных углеводоро-
дов. Осадки на внутренних коммуникациях двигателя, на фильтрах,
в маслорадиаторах представляют собой липкую массу. В состав осад-
ков входят: масло, вода, топливо, оксикислоты, асфальтены, зола,
сажа, пыль. Осадки забивают маслопроводящие каналы и снижают
фильтрующую способность систем очистки масла.
Жидкое загрязнение полностью удаляется очищающими реагента-
ми, которые обладают способностью проникать сквозь тонкую пленку
загрязнения непосредственно к поверхности металла. К таким реаген-
там можно отнести поверхностно-активные вещества (ПАВ), например
сульфанол, сульфанат. Чаще всего ПАВ используют в комплексе с ще-
лочными солями — каустической содой, метасиликатом натрия и др.
Применяют также высокоэффективные моющие жидкости
СМЖ-441—201 и СМС-441-420, используемые для удаления остаточ-
ных загрязнений струйным способом.
Методы и средства промывки и очистки. Механические методы
основаны на ударном воздействии специальных инструментов или
твердых частиц на очищаемую поверхность. В простейших способах
механической очистки используются абразивное полотно (шкурка), ме-
таллические вращающиеся щетки, абразив, нанесенный на вращаю-
щуюся платформу.
Широкое применение нашли гидравлические и пневматические ме-
тоды очистки. В этих случаях для очистки используется кинетическая
энергия твердых частиц, летящих в струе жидкости или воздуха.
При пневматической очистке в качестве твердых частиц применя-
ется свободный абразив: песок, крошка из фруктовых косточек (слив,
абрикосов). Пневмоабразивный метод относится к наиболее старым.
Пневмоабразивный и гидравлический методы используются и в на-
стоящее время, так как они универсальны по отношению к форме
очищаемой детали и природе загрязнения. Пневмоабразивными мето-
дами удаляют нагары, лаки, коррозию на деталях самой различной
конфигурации.
Однако эти методы имеют и недостатки. Во-первых, их примене-
ние связано с необходимостью индивидуальной защиты каждого рабо-
чего от воздействия абразивной или косточковой пыли, частиц, загряз-
нений. Аппараты пневмоабразивной очистки обладают высоким уров-
нем шума. Качество очистки нестабильно, оно зависит от степени за-
грязнений и измельчения частиц. Возможно засорение внутренних ка-
налов и полостей очищаемой детали, что требует дополнительных ра-
бот после очистки.
204
При гидроабразивном методе очистки на поверхность очищаемой
детали подается жидкость (обычно вода с антикоррозийными присад-
ками), содержащая порошок кремния, окиси алюминия или другого
материала. Вредность метода ниже, чем у пневмоабразивного. Обнару-
жено также упрочняющее действие гидроабразива на поверхностный
слой детали за счет микронаклепа.
При электролитическом методе очищаемую деталь погружают
в токопроводящий раствор, который выполняет роль катода или анода.
При пропускании через водный раствор постоянного тока происходит
электролиз воды с выделением водорода на катоде и кислорода на
аноде. На очищаемой поверхности возникает сложный комплекс явле-
ний, вызванный возбуждением жидкости выделяющимся газом. При
очистке деталей ГТД часто используется этот метод.
Очистка методом погружения наиболее проста и экономична. При
этом деталь погружают в ванну с моющей жидкостью. Ванна оборудо-
вана устройствами для подогрева, перемешивания и удаления загряз-
нений из жидкости. В качестве моющей жидкости используются ще-
лочные растворы и растворители. Очистку методом погружения прово-
дят обычно на автоматизированных линиях. Время очистки составляет
примерно 20 мин. Щелочные растворы нагревают до температуры
80—90° С.
Струйный метод осуществляется путем подачи раствора под вы-
соким давлением на очищаемую поверхность с последующим отводом
жидкости и ее регенерацией. Струя, ударяясь о поверхность, резко ме-
няет направление и создает на поверхности зону повышенного давле-
ния. Струйный метод позволяет использовать менее концентрирован-
ные моющие растворы и значительно сократить время очистки. Мою-
щая жидкость должна обладать малым пенообразованием. Значитель-
ное влияние на качество очистки струйным методом оказывает расход,
скорость и форма струи. Обычно используют плоские струи и струи
в форме полого конуса. Последние обеспечивают больший охват мою-
щей поверхности. При очистке выполняются следующие технологиче-
ские операции: предварительное обезжиривание, эмульсионное раство-
рение и разрыхление углеродистых отложений, чистовая очистка дета-
ли и дезодорация — удаление стойкого запаха эмульсионного раство-
рителя. Завершающим этапом является ингибирование, т. е. обработка
деталей раствором антикоррозионных веществ и просушка.
Ультразвуковой метод очистки является универсальным в жид-
ких моющих средствах как металлических, так и неметаллических
материалов. Принципиальная схема установки для ультразвуковой
очистки приведена на рис. 6.2. Установка состоит из ванны для раз-
мещения очищаемых деталей, магнитострикторов, которые встроены
205
Рис. 6.2. Схема установки для ультразвуковой очистки деталей от загрязнений:
7 — ванна для размещения деталей; 2 — диафрагма; 3 — магнитостриктор; 4 — источник пита-
ния; 5 — очищаемая деталь
в дно ванными ультразвукового генератора. Ультразвуковой генератор
питается напряжением 380 В переменного тока. От него к обмотке
магнитостриктора подается два напряжения: постоянное и перемен-
ное. Постоянное используется для подмагничивания магнитострикто-
ра, переменное — для возбуждения магнитных потоков. Созданные
в магнитострикторе постоянные и переменные магнитные потоки из-
меняют линейные размеры пакета (явление магнитострикции). Таким
образом, электрическая энергия ультразвуковой частоты преобразует-
ся в механические колебания той же частоты. Механические колеба-
ния через диафрагму передаются жидкой среде, в которой возникает
кавитация.
В качестве примера приведем некоторые технические данные ульт-
развуковой установки УЗВ-17М: вместимость ванны — 128 дм3; по-
требляемая мощность — 7,5 кВт; частота колебаний — 22 кГц; коли-
чество магнитострикторов — 3; общая масса — 250 кг.
Явление кавитации, лежащее в основе ультразвуковой очистки, со-
провождается комплексом физических, химических и гидродинамиче-
ских процессов. Сущность ультразвуковой очистки заключается в сле-
дующем. Образовавшиеся в моющей жидкости гидродинамические
волны ультразвуковой частоты распространяются в ванне с погружен-
ными в нее деталями. Если давление в некоторых зонах снижается до
давления насыщенных паров, жидкость начинает кипеть, т. е. начина-
ется кавитация. Возникающие при этом пузырьки воздуха проходят
две стадии — расширения и смыкания (схлопывания). Весь процесс
длится несколько миллисекунд. При схлопывании возникают ударные
волны, приводящие к высоким перепадам давлений (до 40 МПа)
в жидкости, окружающей пузырек воздуха. Эти волны при встрече
с поверхностью детали вызывают разрушение загрязнения. Большое
влияние на кавитационные процессы оказывают свойства моющей
жидкости: поверхностное натяжение, вязкость, упругость насыщенных
206
паров. Оптимальным является использование растворов с высоким по-
верхностным натяжением, повышенной вязкостью и низкой упруго-
стью пара.
Участки промывки и очистки относятся к зонам повышенной огне-
опасности. Учитывая, что при очистке применяются щелочные раство-
ры, растворители и другие вредные и огнеопасные вещества, к охране
труда предъявляются повышенные требования. Работники должны
иметь средства индивидуальной защиты (перчатки, очки, респирато-
ры). Места проведения работ оборудуются приточно-вытяжной венти-
ляцией. Пол и стены должны быть выполнены из материалов, легко
поддающихся очистке (керамическая плитка, шлифованный бетон).
После промывки детали подвергаются дефектации и поступают на
комплектование. Целью первого комплектования является группирова-
ние деталей и агрегатов по узлам для передачи в соответствующий ре-
монтный цех или участок. При дефектации производится отбраковка
деталей, содержащих недопустимые дефекты, которые заменяют но-
выми или отремонтированными. Укомплектованные по группам дета-
ли передают в ремонтные цеха вместе с формулярами и картами про-
меров.
6.4 ПРИЧИНЫ НЕИСПРАВНОСТЕЙ, ОТКАЗОВ
И ДЕФЕКТОВ
Для выявления неисправностей и дефектов, а также для разработки
технологии их устранения важно установить физические процессы,
приводящие к их появлению.
Среди отказов, которые могут возникнуть в эксплуатации, наибо-
лее серьезные связаны с разрушениями отдельных частей (силовые
элементы корпуса двигателя, диски, лопатки). Различают разрушения
хрупкие (мгновенные разрушения), усталостные и под воздействием
длительной статической нагрузки.
Несмотря на совершенствование методов расчетов на прочность
наблюдается большое расхождение между расчетными и реальными
характеристиками. Кроме того, отмечается значительное рассеивание
характеристик, например выносливости диска, даже для одного и того
же типа двигателя. Факторы, приводящие к снижению прочности
и долговечности, могут быть связаны с нестабильностью свойств мате-
риалов, производства и условиями нагружения.
В двигателестроении широко применяют высокопрочные, жаро-
прочные стали и сплавы, которые обладают высокими пределами
прочности, выносливости, сопротивлением термической усталости,
коррозионной стойкостью. Однако типичным и общим дефектом мате-
207
риалов такого рода является их микроструктурная неравномерность,
вследствие чего возникают локальные зоны с пониженными механиче-
скими свойствами.
Как показывает опыт, прочность конструкций оказывается значи-
тельно меньшей, чем прочность материалов, из которых конструкция
изготовлена. Причины этого заключаются во влиянии масштабного
фактора, наличии в деталях остаточных напряжений, анизотропии
свойств, различном состоянии поверхности, изменении свойств мате-
риалов в процессе эксплуатации. Учесть все эти факторы на стадии
проектирования и изготовления практически невозможно. Нагрузки,
которые испытывают отдельные детали и узлы двигателя, можно раз-
делить на две группы: постоянно действующие (детерминированные)
и случайные (стохастические). К первой группе относятся нагрузки
от аэродинамических сил на лопатки при установившихся режимах ра-
боты двигателя, от центробежных сил вращающихся деталей. Величи-
ны этих нагрузок известны. Вторая группа нагрузок носит случайный
характер. К ним относятся нагрузки на элементы компрессора, вызван-
ные косым обдувом воздухозаборника или стрельбой реактивными
снарядами. К этой группе можно отнести нагрузки, связанные с дина-
мической неуравновешенностью ротора и колебаниями температуры
рабочего тела при смене режимов работы двигателя.
Именно эта группа нагрузок вносит неопределенность в структуру
действующих нагрузок. Действующие эффективные силы являются ре-
зультатом сложения детерминированной и случайной (вибрационной)
нагрузок.
Входной спектр колебаний может вызвать в каком-либо элементе
двигателя нагрузки с пиком при определенной частоте, что будет при-
водить к соответствующим большим напряжениям.
Вопросы вибрационной прочности являются весьма важными
в обеспечении надежной работы лопаточных машин. Наибольшую
опасность представляют резонансные колебания лопаток. Многие дета-
ли ГТД подвергаются действию высоких температур и агрессивных
сред, циклических нагрузок. При высокой температуре активизируют-
ся диффузионные процессы в поверхностном слое деталей, в результа-
те чего происходит их обеднение легирующими элементами и окисле-
ние. Ухудшаются механические свойства. При длительном нагружении
возникает ползучесть, которая становится одним из критериев, опреде-
ляющих работоспособность лопаток и дисков турбин. Тепловые воз-
действия снижают работоспособность трущихся пар.
Таким образом, одной из причин отказов является необратимое из-
менение характеристик материала во времени, вызванное происходя-
щими в изделиях физико-химическими процессами.
208
По величине дефекты твердого тела подразделяют на следую-
щие группы:
дефекты атомного строения. Это особые зоны искажений атом-
ной решетки, содержащиеся в реальных кристаллах в огромных
количествах. В связи с этим особенно важно оценить тонкую
структуру поверхностного слоя, наиболее сильно подвергающе-
гося внешним воздействиям;
нарушение сплошности материалов микроскопического порядка.
К этой группе дефектов относят микроскопические трещины, по
размерам не превышающие предела разрешения оптического
микроскопа (< 0,2 мкм). Они могут образовываться по границам
кристаллов в процессе его роста, а также в результате напряже-
ний, особенно знакопеременных. Субмикротрещины всегда име-
ются в реальном металле в том или ином количестве. Такие тре-
щины образуются на поверхности и в глубине деталей, как
в процессе изготовления, так и в процессе эксплуатации под
действием внешнего нагружения. Даже при незначительной глу-
бине (несколько микрометров) эти трещины резко снижают
прочностные характеристики детали;
макроскопические дефекты. Это различного рода нарушения
сплошности или однородности материала, часто видимые невоо-
руженным глазом. Эти дефекты особенно резко снижают проч-
ность деталей и, как правило, приводят к разрушению при экс-
плуатации.
Бездефектных деталей не существует. Любая деталь, изготовленная
самым тщательным образом, имеет дефекты атомного или субмикро-
скопического порядка, которые под действием внешнего нагружения
могут развиваться в микро- и макроскопические дефекты.
Поэтому улучшение характеристик деталей это, прежде всего, пол-
ное исключение наиболее опасных дефектов и сведение до некоторого
разумного минимума содержания дефектов менее опасных.
Механизмы разрушения. При дефектации деталей в авиаремонт-
ном производстве учитывают всю их технологическую предысторию,
так как дефекты могут зарождаться на различных стадиях изготовле-
ния и работы: в процессе плавки и литья, обработки давлением и реза-
нием, упрочняющих обработок и монтаже.
Конструктивные особенности определяются избранными принци-
пами сочетания противоречивых требований минимальной массы кон-
струкции с наибольшей прочностью и надежностью работы.
Конструкция деталей, работающих при вибрационных нагрузках,
должна удовлетворять требованиям максимальной разницы между соб-
ственной частотой колебаний и частотой вынужденных колебаний для
14-2043 209
исключения возникновения резонанса. Однако каждая деталь имеет
несколько собственных частот и форм колебаний. Дефекты развивают-
ся прежде всего в зонах, где напряжения от изгиба максимальны, т.е.
в зонах «пучности», в которых кривизна детали максимальна.
Неисправности часто являются следствием повышенной чувстви-
тельности высокопрочных сталей к надрезам и трещинам.
Для правильного выбора методов контроля и ремонта важно знать
основные механизмы разрушения. Их можно разделить на две группы:
объемные и поверхностные. В свою очередь конструкционные мате-
риалы можно разделить на три группы: хрупкие, пластичные, полу-
хрупкие.
Хрупкими считаются материалы, которые при нагружении дефор-
мируются в основном упруго вплоть до разрушения. Деформация мо-
жет составлять около 1%. Хрупкое разрушение характерно для боль-
шого количества высокопрочных сплавов, например, закаленных ста-
лей типа ЗОХГСА. Характерной особенностью хрупкого разрушения
является быстрое развитие трещины в материале. Вероятность хрупко-
го разрушения углеродистых сталей увеличивается при понижении
температуры, поэтому такое разрушение называют низкотемператур-
ным хрупким разрушением. Плоскость излома обычно нормальна
к поверхности детали. Пластическая деформация незначительна. Боль-
шая часть зерен разрушена сколом.
Хрупкое разрушение обычно начинается у конструктивных кон-
центраторов напряжения. Вероятность хрупкого разрушения мало из-
меняется со временем наработки детали. Холодная обработка и оста-
точные деформации повышают чувствительность к разрушению. Ни-
кель и марганец уменьшают, а углерод увеличивает вероятность хруп-
кого разрушения.
Разрушению пластичных тел предшествует значительная пласти-
ческая деформация. Трещина развивается медленно, а при уменьше-
нии нагрузки ее рост прекращается. Отсюда название — вязкое раз-
рушение.
Внешние признаки вязкого разрушения характеризуются следами
пластической деформации. Поверхности разрыва обычно невозможно
плотно пригнать друг к другу. Трещины вязкого разрушения зарожда-
ются в процессе пластической деформации, вследствие различия в уп-
ругих и пластических свойствах металла и включений при напряжени-
ях выше предела текучести.
Наиболее важной особенностью усталостного разрушения являет-
ся зарождение трещины при напряжениях, значительно ниже разру-
шающих и ниже предела текучести. Такие трещины обычно зарожда-
ются в самом начале работы детали при числе циклов нагружения, со-
210
ставляющих 1—10% долговечности. Развитие трещины составляет
90—97% от всей долговечности детали.
Различают малоцикловую усталость, при которой усталостное по-
вреждение или разрушение происходит в основном при упругом де-
формировании. При усталостном нагружении значительно повышается
чувствительность материала к состоянию поверхности, наличию струк-
турных неоднородностей, коррозионному воздействию.
Многие детали горячей части двигателя разрушаются в результате
термической усталости, которая приводит к растрескиванию и короб-
лению лопаток сопловых аппаратов, разрушению рабочих лопаток,
растрескиванию и разрушению элементов дисков турбины. Термиче-
ская усталость возникает в результате циклических нагревов и охлаж-
дений, которые сопровождаются термическими деформациями и тер-
мическими напряжениями из-за неравномерности нагрева. Интенсив-
ность воздействия таких дефектов непосредственно зависит от рабочей
температуры.
Термин «поверхностное разрушение» употребляется для того, что-
бы подчеркнуть, что в основе этих видов разрушений лежат механиз-
мы контактных взаимодействий поверхностей. Долговечность работы
машин в основном определяется трением, смазкой и износом деталей.
Многие ответственные дорогостоящие детали часто отбраковываются
только из-за недостаточной поверхностной прочности.
Изнашивание — это процесс разрушения поверхностных слоев
при трении, приводящий к постепенному изменению размеров, формы,
состояния поверхности. Различают допустимый и предельный износ.
Численной оценкой износа является скорость изнашивания (отношение
износа к интервалу времени, за который он возник) и интенсивность
изнашивания (отношение износа к объему изношенной поверхности).
Многообразие явлений и процессов при трении и изнашивании
связано в основном с особенностями строения поверхностных слоев
материалов и особенностями их контактного напряжения.
Условия нагружения узлов трения характеризуются высоким уров-
нем случайных вибраций, что вызывает возникновение контактных на-
пряжений. Допустимым и очень распространенным при работе деталей
является окислительное изнашивание, представляющее собой непре-
рывный процесс образования и разрушения на поверхности трения
тончайших пленок окислов. Окислительное изнашивание возникает
при трении скольжения и трении качения в условиях сухого контакта
при ограниченной смазке. При незначительном темпе износа процессы
изнашивания приводят к образованию оптимальной по качеству по-
верхности.
14* 211
Изнашивание при заедании возникает в результате схватывания,
глубинного вырывания материала и переноса его с одной поверхности
на другую и воздействия возникающих неровностей на сопрягаемые
поверхности.
Усталостное изнашивание (осповидный износ или питтинг) харак-
терно для подшипников качения, зубчатых колес. Усталостный износ
является следствием интенсивного разрушения поверхности детали ма-
шин и обусловлен внутренними напряжениями, пластической дефор-
мацией, явлением усталости металла. Следствием этого является обра-
зование на поверхности трения микротрещин, единых и групповых
впадин. Основными причинами усталостного изнашивания являются
напряжения сжатия и сдвига, возникающие под действием передавае-
мого усилия при одновременном качении и скольжении и достигаю-
щие 100—150 МПа, а также вследствие пластического деформирова-
ния поверхностного слоя металла. В этом случае напряжения достига-
ют 200 МПа.
Абразивное изнашивание вызвано попаданием абразивной среды
в зону трения и заключается в разрушении поверхности деталей ма-
шин в результате местной пластической деформации, микроцарапин,
микрорезания.
Наиболее сложным является процесс феттинг-коррозии, который
характерен для деталей, работающих в условиях микроперемещений,
вибраций. При этом на контактирующих поверхностях образуются
следы усталостного, абразивного и окислительного износов. Основной
причиной разрушения поверхностных слоев металла являются устало-
стные и коррозионные процессы.
При феттинг-коррозии также создаются условия для электрохими-
ческих процессов. Феттинг-коррозия снижает циклическую долговеч-
ность металла ориентировочно в 1,5—2,5 раза. Особое внимание при
дефектации детали необходимо уделять ведущему виду разрушения
поверхности, влияющему на долговечность. Определение ведущего
процесса изнашивания при дефектации позволяет правильно выбрать
технологический процесс восстановления поверхности.
Для предотвращения феттинг-коррозии стремятся не допустить от-
носительное перемещение контактирующих поверхностей. Азотирова-
ние и боромеднение могут повысить стойкость к феттинг-коррозии в
пять-шесть раз.
Частным случаем химической коррозии является газовая коррозия,
которой подвержены детали горячей части газотурбинного двигателя.
Интенсивность газовой коррозии зависит от состава газовой среды,
температуры материала детали, так как газовая коррозия обладает из-
бирательной интенсивностью по отношению к различным материалам.
212
В связи с циклическим характером изменения температуры в горячем
тракте ГТД корродирующие детали постоянно подвержены темпера-
турным деформациям. Так как коэффициент линейного расширения
металлов значительно выше, чем окислов, последние разрушаются, об-
нажая новые поверхности, которые вновь подвергаются коррозии. Как
правило, детали, подвергающиеся газовой коррозии, испытывают зна-
чительные рабочие напряжения, что активизирует процесс коррозии.
Коррозия под напряжением может носить сплошной или местный
характер и называется растрескиванием (при статических напряжени-
ях) или коррозионной усталостью (при циклическом характере напря-
жения). Сопротивление металлов газовой коррозии в значительной
степени определяет их жаростойкость.
Коррозия деталей ГТД может происходить также в среде топлив
и смазочных материалов. Коррозионная активность нефтепродуктов
обусловлена несколькими причинами. Прежде всего механизм корро-
зии связан с взаимодействием серы и ее соединений (сероводороды,
сульфиды, меркаптаны) с поверхностью металла, что приводит к обра-
зованию и последующему разрушению пористых, непрочных слоев
сульфидов.
В процессе окисления масел образуются низкомолекулярные ки-
слоты (масляная, пропиновая, уксусная, муравьиная), которые весьма
агрессивны к цветным металлам и сплавам. Коррозионная активность
масел значительно повышается при попадании в них воды. В этом слу-
чае наряду с химическим имеет место электрохимический механизм
коррозийного поражения.
Авиационные топлива, масла и жидкости, как правило, имеют при-
садки химически активных веществ, улучшающие их рабочие свойст-
ва. В то же время сера, содержащие серу вещества, хлор и его соеди-
нения интенсифицируют коррозионное поражение деталей, особенно
из цветных сплавов. Кроме перечисленных повреждающих процессов,
разрушение деталей двигателя вызывается эрозией и кавитацией. Эро-
зия вызывается динамическим воздействием высокоскоростного пото-
ка жидкости или газа на поверхность. Эрозии, например, подвергаются
лопатки статора и ротора, компрессора и турбины, поверхности про-
точной части двигателя, слои уплотнительных материалов проточной
части. Кавитация приводит к разрушению поверхностей гидравличе-
ских систем.
Одним из универсальных способов повышения прочности является
поверхностное упрочнение деталей путем наклепа. Степень упрочне-
ния должна повышаться с ростом концентрации напряжений.
213
6.5. РЕМОНТ КОМПРЕССОРА
Основные процессы изнашивания деталей компрессора состоят
в износе при трении, повреждении проточной части посторонними
предметами, накоплении усталости, эрозии и коррозии. Износ при тре-
нии проявляется в виде изменений: размеров и формы посадочных по-
верхностей (цапфы, корпуса подшипников, втулок направляющих ло-
паток, хвостовиков лопаток, торцевых поверхностей антивибрацион-
ных полок), рисок, надиров, схватывания (пазов замков дисков, замко-
вых частей лопаток, поверхностей разъемов).
Под влиянием аэродинамических, вибрационных, изгибных сил
и колебаний в материале накапливается усталость. Трещины могут
возникать на обечайках корпусов, рабочих и направляющих лопатках,
по сварным швам. Нестабильность течения и пульсация потока в диф-
фузорных каналах за компрессором могут вызвать усталостные разру-
шения тонких стенок деталей воздушного тракта. Вибрационные на-
пряжения в сочетании с аэродинамическими нагрузками бывают при-
чиной усталостных разрушений лопаток.
Эрозионный износ лопаток приводит к нежелательному изменению
основных параметров двигателя: тяги, удельного расхода топлива, тем-
пературы газов перед турбиной. Наибольшему повреждению подверга-
ются входные и выходные кромки лопаток, а также периферийные
части лопаток ротора и статора. При значительном износе уменьшают-
ся хорды лопаток, что снижает запас газодинамической устойчивости
компрессора.
Повреждение ГВТ посторонними предметами (песок, мелкие кам-
ни, лед, град) наиболее характерны для летательных аппаратов с низко
расположенными двигателями. Особенно сильно повреждаются перед-
ние кромки лопаток в основном первых ступеней. Забоины на поверх-
ности лопаток особенно между узлами колебаний, где изгибные напря-
жения выше, являются обычно местами возникновения усталостных
трещин.
Коррозии подвержены поверхности проточной части компрессора
(поверхности лопаток, кольца входного и направляющего аппаратов
и др.). Коррозионное повреждение лопаток снижает предел выносли-
вости их материала на 10-—30%.
Деформации и коробление корпусов вызываются перепадами темпе-
ратур и разной жесткостью корпуса по длине и радиусу.
Технические требования на ремонт компрессора включа-
ют следующие параметры:
радиальные зазоры между торцами рабочих лопаток и корпусом;
зазоры в лабиринтных уплотнениях;
214
размеры, биения и эллипсность центрирующих и посадочных по-
верхностей корпусов, цапф, поверхностей с уплотнительным
слоем;
размеры биения по гребешкам лабиринтов;
люфты лопаток, шероховатость, размеры лопаток по профильной
и замковой частям;
вибрационные характеристики рабочих лопаток;
неплоскостность торцевых поверхностей корпусов, колец на-
правляющих аппаратов;
дисбаланс ротора и его частей.
При ремонте устраняются поверхностные дефекты, восстанавли-
ваются размеры, форма, взаимное расположение поверхностей дета-
лей. Зачищаются налет коррозии, риски, задиры, забоины, наклепы.
Зачищенные места полируются и подвергаются антикоррозийной об-
работке.
Форма тонкостенных деталей восстанавливается рихтовкой (прав-
кой). Форма и размеры центрирующих и посадочных поверхностей
дисков, валов, допустимые биения торцевых и опорных поверхностей
достигаются механической обработкой и нанесением покрытий.
6.5.1. Восстановление контактных поверхностей
лопаток компрессора
Опыт эксплуатации газотурбинных двигателей вскоре после начала
использования на лопатках компрессора бандажных полок показал,
что они в наибольшей степени подвержены износу. Большая часть ло-
паток могла бы продолжать успешно эксплуатироваться на двигателе,
при условии восстановления поврежденных контактных поверхностей
бандажных полок. Анализ состояния контактных поверхностей после
определенной наработки в составе двигателя показывает, что износ
может достигать 1 мм и более. По мере увеличения износа уменьшает-
ся натяг между лопатками и бандажные полки получают возможность
более свободно перемещаться друг относительно друга как вдоль, так
и поперек контактной поверхности. В результате может произойти на-
хлест бандажных полок двух рядом расположенных лопаток. Таким
образом, возникла задача по ремонту компрессорных лопаток газотур-
бинных двигателей, которая была успешно решена специалистами
ММПП «Салют» в сотрудничестве с рядом ведущих институтов отрас-
ли [31].
Лопатки первых ступеней КНД изготовляют из высокопрочных ти-
тановых сплавов, которые имеют низкие характеристики износостой-
кости и по своим металлургическим свойствам почти не совместимы
215
со всеми известными износостойкими сплавами и композитами. В свя-
зи с этим процесс наплавки для восстановления контактных поверхно-
стей бандажных полок лопаток оказался неприемлем.
Использование методов напыления для этой цели также пробле-
матично в связи с низкой адгезией напыляемых материалов к титано-
вым сплавам и с возможностью подплавления верхнего слоя материа-
ла лопаток и последующим образованием хрупких интерметаллидных
прослоек.
Применительно к восстановлению контактных поверхностей бан-
дажных полок эти проблемы были решены применением разработан-
ного нового композиционного материала ВТН-1, состоящего из твер-
дых частиц карбида вольфрама («Релита») и припоя на титановой ос-
нове ВПр16 в качестве связки. Полученный материал сочетает высо-
кую твердость армирующих частиц карбида вольфрама с прочным их
соединением как между собой, так и с подложкой — титановой дета-
лью. Надежное соединение с подложкой обеспечивается прочной ме-
таллической связью материала связки с титановой деталью.
Для напайки износостойкого композиционного материала ВТН-1
была спроектирована специальная установка (рис.6.3, см. цветную
вклейку), состоящая из вакуумной камеры, высокочастотного гене-
ратора, вакуумной системы и приборов, контролирующих техноло-
гический процесс. Перед напайкой на поверхность обезжиренной
бандажной полки наносят пасту, состоящую из смеси порошков
«Релита» (WC) и припоя ВПр16 в соотношении 1:1. Смесь замеши-
вается на 5—6%-ном растворе акриловой смолы БМК-5 и раствори-
теля Р-5 или Р-648. Причем поверхность полки не требует специаль-
ных методов механической обработки, таких как шлифовка или об-
дувка электрокорундом, которые применяются при плазменном
и детонационном методах напыления. Лопатка может быть допуще-
на в работу сразу после удаления поврежденного или изношенного
слоя полки путем фрезерования.
Перед пайкой в камере создается разрежение порядка 6—8 Па, по-
сле чего камера заполняется аргоном. Нагрев места пайки осуществля-
ется токами высокой частоты с помощью индуктора, расположенного
внутри камеры сгорания. Местный нагрев был выбран с целью сниже-
ния степени термического воздействия на лопатки. Контроль темпера-
туры места пайки осуществляется пирометром. Применение в качестве
защиты зоны пайки инертного газа — аргона позволяет исключить по-
следующее удаление остатков флюса и вести непосредственное визу-
альное наблюдение за процессом пайки.
216
Анализ условий работы восстанавливаемых поверхностей (высокие
ударно-вибрационные нагрузки) и механических свойств напаиваемого
материала — карбида вольфрама (значительная прочность и твердость
в сочетании с высокой хрупкостью) заставили отдать предпочтение
применению релита не в виде цельных пластин, а в виде порошка
с зернистостью 160—280 мкм.
Условия получения напаянного на лопатку слоя, с одной стороны,,
максимально насыщенного частицами «Релита», а с другой — макси-
мально плотного, беспористого, определили наиболее оптимальное
соотношение компонентов в смеси порошков припоя и наполнителя:
содержание карбида вольфрама в смеси должно быть 50—70% по
массе. Это соотношение обеспечивает максимальное значение изно-
состойкости.
Для удобства нанесения на восстанавливаемые поверхности смесь
порошков приготовляют в виде пасты.
Важной особенностью формирования покрытия является распреде-
ление армирующих частиц WC по высоте. Частицы релита имеют
плотность в 2,5 раза больше, чем плотность припоя, и в процессе на-
пайки происходит их оседание и как следствие обогащение нижних
слоев покрытия релитом и обеднение верхних. Верхний обедненный
слой наиболее отчетливо проявляется при увеличении припоя в соста-
ве пасты и при увеличении толщины напаянного слоя. Поэтому в тех-
нологическом процессе предусмотрено, что толщина нанесенного слоя
пасты не должна превышать 2 мм. Практически на расстоянии
0,2—0,5 мм от упрочняющей поверхности в напаянном слое распреде-
ление армирующих частиц носит почти равномерный характер.
В результате анализа сечений напаянных покрытий получена ори-
ентировочная зависимость распределения армирующих частиц в напа-
янном покрытии от толщины напаянного слоя. Пользуясь данной зави-
симостью, можно выбрать определенную толщину напайки, после ме-
ханической обработки которой на оставшейся поверхности релит бу-
дет распределен равномерно. Обеднение верхних слоев релитом имеет
и положительное значение, так как в определенной степени облегчает
механическую обработку напаянной поверхности за счет пониженной
твердости верхнего слоя.
Таким образом, определены состав, свойства и технология получе-
ния износостойкого композиционного покрытия ВТН-1. Технология
восстановления изношенных контактных поверхностей бандажных по-
лок выглядит следующим образом. Изношенные контактные поверхно-
сти обрабатывают механически до удаления следов разрушения: ско-
лов, вмятин, трещин, выбоин. Результат проверяется как визуально,
так и методами цветной дефектоскопии (ЦМ-15В или ЛЮМ1-ОВ). За-
217
тем приготовляется композиция из порошка карбида вольфрама и при-
поя ВПр16 с размером частиц 160—280 мкм в соотношении 1:1. Так
как плотность карбида вольфрама в 2,5 раза выше, чем припоя ВПр16,
композиция во избежании разделения ее на фракции готовится непо-
средственно перед использованием в количестве, необходимом для из-
готовления одной партии изделий, но не более 500 г. Время между
приготовлением и использованием композиции должно составлять не
более 8 часов. Кроме того, для смешивания берутся навески компонен-
тов не более чем по 10 г. Время перемешивания партии композиции
должно быть не менее 3—4 ч.
Затем готовится паста, состоящая, %: 5—6%-ный раствор сополи-
мера БМК5 в растворителе Р5 или Р648 — 25; смесь порошков карби-
да вольфрама и припоя — 75. Далее готовую пасту наносят на обезжи-
ренные ацетоном или спиртом контактные поверхности бандажных по-
лок лопаток слоем толщиной 0,8—1,2 мм. Для удержания пасты от
растекания применяется опалубка из титановой фольги толщиной 0,15
мм, прихваченная к боковой поверхности бандажных полок по пери-
метру контактных площадок точечной конденсаторной сваркой. С це-
лью предотвращения растекания припоя в процессе пайки боковые по-
верхности бандажных полок допускается покрывать окисью хрома.
После нанесения пасты лопатки просушивают на воздухе в течение
10—15 мин и затем загружают в камеру для проведения пайки. При-
чем вместе с партией лопаток в камеру загружается один образец-сви-
детель.
Эта камера (см. рис. 6.3) была спроектирована и изготовлена спе-
циально для реализации данного процесса. Она оборудована смотро-
вым и двумя рабочими окнами, системами вакуумирования, подачи
и стравливания в камеру аргона, соплом для подачи аргона непосред-
ственно в зону нагрева, электровводом для подключения генератора,
расположенного внутри камеры, фотопирометром для контроля темпе-
ратуры пайки и люком для загрузки и выгрузки деталей.
После загрузки партии подготовленных к пайке лопаток камера
герметизируется. Производится откачка воздуха до давления
6- 10'1... 6- 10"2 мм рт.ст. с последующим напуском в камеру аргона
до избыточного давления 0,1 кг/см2.
Перед началом пайки лопаток качество защитной атмосферы про-
веряется на образце-свидетеле. Если в результате его нагрева до тем-
пературы пайки (960° С) на образце-свидетеле появились другие цвета
побежалости, кроме соломенного, это означает, что появилась окис-
ленная поверхность. В этом случае баллон с аргоном следует заме-
нить, так как в нем содержится большой процент влаги.
218
Если же проверка качества защитной атмосферы дала положитель-
ный результат, то выполняется пайка лопаток.
Часть лопатки, подлежащая нагреву (бандажная полка с нанесен-
ным на нее композитом), помещается в индуктор генератора высокой
частоты и нагревается до полного расплавления припоя. Температура
нагрева контролируется с помощью фотопирометра. Напайка всей пар-
тии лопаток производится последовательно с обеих сторон. После
окончания пайки лопатки выдерживают в атмосфере проточного арго-
на 1—3 мин. Затем камеру разгерметизируют и лопатки выгружают.
Далее производится механическая обработка лопаток с последую-
щей термообработкой. После механической обработки осуществляют
контроль качества восстановленных контактных поверхностей бандаж-
ных полок лопаток. Контролю подвергаются 100% лопаток.
Опыт эксплуатации двигателей с восстановленными по данной тех-
нологии лопатками показал, что ресурс их работы увеличился в не-
сколько раз. Следов износа материала не выявлено, натяг лопаток по-
сле выработки ресурса удовлетворительный.
6.5.2. Восстановление лопаток компрессора
Основные операции по восстановлению лопаток КНД и КВД отра-
жены на рис. 6.4 и 6.5. Технология восстановления износостойкого по-
крытия «Рэлит» на рабочих лопатках первых трех ступеней КНД изло-
жена в п. 6.5.1. Повреждения на рабочих лопатках КНД и КВД удаля-
ются механическим путем. Опыт эксплуатации двигателя АЛ-31Ф по-
казал, что даже при значительных отклонениях геометрических разме-
ров профиля ремонтных лопаток от первоначальных характеристик
компрессора и его газодинамическая устойчивость остаются в допус-
тимых пределах. Это позволило осуществлять ремонт поврежденных
лопаток непосредственно на двигателе и применять их в дальнейшей
эксплуатации. Допустимые нормы повреждений на лопатках приведе-
ны в гл. 5.
На пере рабочих лопаток зачищают приподнятости материала у за-
боин, наклеп на поверхности замка и полки. Погнутость лопаток уст-
раняют правкой. Места после удаления забоин и вмятин полируют.
Восстановление лопаток, имеющих местные повреждения, превы-
шающие допустимые нормы, осуществляется приваркой цилиндриче-
ских вкладышей, изготовленных из того же материала, что и лопатка.
Поврежденный участок лопатки удаляют фрезерованием. Затем изго-
товляют вкладыш соответствующего диаметра и подгоняют по месту
фрезерования пера лопатки. Вкладыш закрепляют на лопатке специ-
альным приспособлением и вместе с лопаткой помещают в вакуумную
219
a — компрессор низкого давления: I — погнутость уголков; 2 — повреждение износостойкого
покрытия «Рэлит» на антивибрационной полке; 3 —забоина; 4 — вмятина; 5 — износ покрытия
Ср (серебро); 6 — устранение погнутости уголков; 7 —восстановленное покрытие «Рэлит»; 8 —
устранение забоин; 9 — устранение вмятин; 10 — восстановленное покрытие Ср (серебро); б —
компрессор высокого давления: 1 — погнутость уголков; 2 — забоина; 3 — вмятина; 4 — износ
покрытия Ср (серебро); 5 — устранение погнутости уголков; 6 — устранения забоин; 7 — устра-
нение вмятии
камеру электронно-лучевой установки. Сварка проводится в условиях
глубокого вакуума.
После сварки осуществляют визуальный контроль сварного шва,
затем вкладыш отрезают параллельно кромке лопатки электроимпульс-
ным способом, шлифуют и полируют с обеих сторон для получения
нужного профиля. Далее проводят рентгеновский контроль сварного
шва, отпуск для снятия внутренних напряжений, окончательную поли-
ровку и виброгалтовку пера лопатки.
220
приваренного сегмента
Дефекты,
забоины
a)
Электронно-лучевая
приварка новой кромки
Дефекты на входной Механическое удаление
и концевой кромках дефектного участка
Лопатка после
механической обработки
приваренного участка
Лопатка с изношенными
ножами бандажной полки
- Изношенные
чножи
бандажной
полки
Электронно-лучевая
пайка новых ножей
Механическое удаление
дефектных ножей
Отремонтированная
лопатка
в)
Рис. 6.5. Операции по восстановлению рабочих лопаток:
а — вварка вставок; б — приварка новой кромки; в — электронно-лучевая пайка новых ножей на
бандажных полках
Снятие лопаток ротора выполняется для доработки замковых час-
тей лопаток и дисков, контроля лопаток, измерения частоты собствен-
ных колебаний.
Часто результаты дефектации вызывают необходимость замены ло-
паток (частичной или полной), дисков, лабиринтов, восстановление
поверхностей посадочных мест хромированием. При ремонте осущест-
вляется подбор деталей по зазорам и натягам. Например, производится
подбор натяга между диском ротора и подшипником при замене диска
и подшипника, подбор лопаток по посадке и массе. Для сохранения
балансировки болты и гайки рабочих колес и отверстия под них клей-
мятся порядковыми номерами. Промытые детали подвергаются кон-
тролю неразрушающими методами, а затем проходят восстановитель-
ный ремонт и доработку. Данные технологические процессы должны
221
обеспечивать сохранение центрирования, уравновешенности, требуе-
мой посадки.
Для этого после ремонта и замены колец лабиринтов, подшипни-
ков, лопаток и других частей производится динамическое уравновеши-
вание ротора.
Для ротора компрессора типовыми являются замены лопаток. Ло-
патки ротора компрессора низкого давления могут заменяться как пол-
ностью, так и частично. Лопатки заменяют как на новые, так и
на имеющие наработку, но годные для дальнейшей эксплуатации.
Полную замену лопаток какой-либо ступени ротора КНД проводят
в том случае, когда число дефектных (отбракованных) лопаток превы-
шает 20% от общего количества лопаток в комплекте. При этом
учитывают статические моменты заменяемых и заменяющих лопаток
(различие в моментах не должно быть более чем 50 г • см).
Статические моменты лопаток определяют на приспособлении, схе-
ма которого представлена на рис. 6.6. Перед началом работы проверяют
правильность его наладки. Приспособление без груза 2 с переходником
4 должно быть статически отбалансировано «на ноль» по шкале с помо-
щью сменных грузов 3. Статический момент груза 2 должен быть равен
статическому моменту установленной в переходник эталонной лопатки.
Масса груза 2 должна быть выгравирована в месте 5.
При балансировке определяют массу груза 1 в граммах при поло-
жении стрелки прибора на нулевой отметке.
Статический момент Мс лопатки находится по формуле, г • см,
мс = (Рд + РБ) • 20,
где РА — масса груза 1, г; РБ — масса груза 2, г.
По окончании балансировки на пере каждой лопатки записывают
массу груза 1.
Рис. 6.6. Схема приспособления для определения статических моментов лопаток:
/ — груз, соответствующий положению стрелки прибора на нулевой отметке; 2 — балансировоч-
ный груз; 3 — сменный груз; 4 — переходник; 5 — место клеймения массы груза 2
222
Затем лопатки раскладывают в порядке убывания статического мо-
мента. Лопатке с наибольшим значением статического момента при-
сваивается № 1.
Лопатки в ступенях по пазам диска распределяются в зависимости
от статического момента таким образом, чтобы векторная сумма стати-
ческих моментов была близка к нулю. Разница статических моментов
лопаток в комплекте должна быть не более, г • см: для 1-й ступени —
300; 2-й — 200; 3-й — 170. Точность измерений составляет 0,1 г • см.
Лопатки 4-й ступени распределяются по пазам так, чтобы расчет-
ная векторная сумма их статических моментов была противоположна
по направлению дисбалансу диска 4-й ступени и по величине отлича-
лась не более, чем на 4 г • см.
Все лопатки клеймятся номером паза на входном торце замка ло-
патки электроискровым способом.
В процессе полной замены лопаток помимо определения стати-
ческих моментов производится подбор и обеспечение их посадки
в замке.
Замковые части титановых лопаток ротора КНД при наличии на
боковых поверхностях наклепа восстанавливаются удалением повреж-
денного слоя фрезерованием, наплавкой титанового слоя на подошву
замка в аргонно-вакуумной камере, фрезерованием наплавленного слоя
с последующей притиркой подошвы для обеспечения заданной посад-
ки лопатки в диск. Полученная поверхность упрочняется гидродробе-
струйной обработкой.
После восстановительного ремонта детали проходят специальный
контроль. Чистоту обработанных поверхностей проверяют по эталону.
Форму и размеры пера и замка проверяют микрометрическими или оп-
тико-механическими приборами.
Частоту собственных колебаний лопаток контролируют на специ-
альной установке, принцип работы которой заключается в следующем.
Испытуемую лопатку закрепляют в специальном зажиме, который же-
стко соединен с генератором высокочастотных колебаний. Частоту ге-
нерируемых колебаний можно регулировать. Зажим с закрепленной на
нем лопаткой имеет горизонтально расположенный поддон, заполнен-
ный жидкостью (смесь керосина с маслом).
Изменяя частоту генерируемых колебаний, добиваются ситуации,
при которой лопатка входит в резонанс. Резонансную частоту опреде-
ляют по появлению хорошо видимых стоячих волн на поверхности
жидкости.
223
У лопаток с замковой частью типа «ласточкин хвост» посадка опре-
деляется зазором между боковой поверхностью замка и паза в диске
(рис. 6.7, а). Этот зазор вычисляют как разность (а - Ь) сопряженных
поверхностей, замеренную в сечении h. Ширина паза а диска компрес-
сора измеряется специальным устройством, которое позволяет найти от-
клонение фактической ширины паза от эталона, который используется
при настройке прибора. Ширину b замка лопатки определяют с помо-
щью индикаторного приспособления, также настраиваемого по эталону.
При замене лопаток производят их подгонку по пазам диска. Для
этого вначале проверяют качку лопаток в направлении, перпендику-
лярном оси паза по стрелке Ж (рис. 6.8). При измерении качки ножку
индикатора устанавливают на входную кромку лопатки перпендику-
лярно кромке пера на расстоянии 5 мм от торца лопатки. Качка лопа-
ток должна быть в пределах, мм: для лопаток 1-й ступени — 1,2...2,3;
2-й ступени — 1,0...1,85; 3-й ступени — 0,8...1,59; 4-й ступени —
0,92...1,69, что соответствует монтажному зазору посадки замка лопат-
ки в паз диска.
В случае если качка лопатки меньше указанной выше величины,
лопатка устанавливается по поверхностям Г на приспособление для
фрезерования и закрепляется по фаскам Д. Фрезеруется поверхность Е
лопатки до получения необходимой качки в направлении стрелки Ж,
но не более чем на глубину 0,16 мм.
а Ь
г)
Рис. 6.7. Подгонка рабочих лопаток компрессора
224
Рис. 6.8. Контролируемые размеры при подгонке лопаток типа «ласточкин хвост»:
1 — рабочая лопатка; 2 — стопорный штифт; 3 — фиксатор; 4 — место фиксации стопорного
штифта; 5 — ножка индикатора
При подгонке замка лопаток по пазам диска вместо фрезерования
разрешается притирка или шлифование поверхности Е замка лопаток.
В случае если качка лопатки больше величины, указанной выше,
разрешается на основание хвостовика лопатки наносить клей К-300-61.
15-2043
225
Для этого проводят пескоструйную обработку подошвы хвостовика
мокрым или корундовым песком. Профиль пера и боковые поверхно-
сти хвостовика предохраняются от обработки. Допускается зачистка
подошвы замка грубой шлифовальной шкуркой.
После обработки поверхность обезжиривают и на нее наносят клей
с помощью волосяной кисточки. Отверждение клея проводится при
комнатной температуре в течение 24—30 ч или при температуре
80°С в течение 4 ч.
После затвердевания нанесенный слой клея шлифуют до момента
обеспечения монтажного зазора.
После подбора лопаток по зазору проверяют выступание торцов
А и Б замка лопатки относительно торцов диска В и Г (см. рис. 6.7, б).
В других конструкциях (см. рис. 6.7, в) измеряют люфты в направле-
нии оси паза и перпендикулярно к нему (зазор Д). Эти зазоры после
подбора и установки лопаток заполняют герметиком.
У лопаток, устанавливаемых в кольцевые проточки, проверяют
суммарный зазор между полками.
Лопатки с антивибрационными полками ставятся таким образом,
чтобы были обеспечены посадка в диске, натяг и совмещение бандаж-
ных полок. Зазор между полками не допускается.
У шарнирно закрепленных лопаток 1 (см. рис. 6.7, г) обеспечивает-
ся посадка пальцев, люфты лопаток и зазоры между ними. При этом
контролируется размер L, место клеймения обозначено цифрой 2.
Ремонт статора КНД предусматривает: ремонт направляющих ап-
паратов лопаток 1...4-Й ступеней; ремонт уплотнительных колец 1...3-Й
ступеней направляющих аппаратов; восстановление специальной сме-
си на уплотнительных кольцах.
Объем работ при ремонте лопаток направляющих аппаратов вклю-
чает следующие операции: разборку, промывку, внешний осмотр, де-
фектацию, контроль методом ЛЮМ1-ОВ или ЦМ15-В направляющих
лопаток 1...3-Й ступеней и методом вихревых токов направляющих ло-
паток 4-й ступени (в собранном виде); ремонт; контроль после ремон-
та и полную или частичную замену лопаток.
Допустимые для ремонта повреждения на кромках пера лопаток
устраняют выборкой материала полукруглым напильником или надфи-
лем с обеспечением плавного перехода к основной кромке пера с по-
следующей зачисткой места выборки шлифовальной шкуркой и запо-
лировкой тонкошерстным войлочным кругом с применением шлифо-
вального порошка с пастой 39НЕ-М28.
Выборка материала лопатки должна превышать глубину поврежде-
ния на 0,2...0,4 мм и распространяться вдоль кромки пера в каждую
сторону на величину, в 3—6 раз превышающую глубину повреждения
226
(рис. 6.9). Кромки лопатки в месте выборки материала закругляются
вписанным радиусом, с обеспечением чистоты поверхности не ниже
0,32. Место зачистки принимается по контрольному образцу.
Забоины на профиле пера зачищают плоским или фасонным над-
филем до полного выведения, обеспечивая плавные переходы от места
зачистки к основной поверхности. После этого место зачистки по-
лируют.
Толщина снимаемого материала в местах зачистки не должна пре-
вышать допустимых величин и определяется как разность замеров до
и после зачистки по данному месту. Места зачисток принимают по
контрольному образцу (эталону).
На все размеры, обозначенные на рис. 6.9, существуют допустимые
нормы, зависящие от номера ступени КНД.
После зачистки лопатки проверяются методом ЛЮМ1-ОВ или
ЦМ15-В на отсутствие трещин.
Операция по замене направляющих лопаток предусматривает пол-
ную или частичную их замену. Для замены используются новые на-
правляющие лопатки или с наработкой, но годные для дальнейшей
эксплуатации.
Перед постановкой лопатки проверяют внешним осмотром на от-
сутствие коррозии и механических повреждений. Следы коррозии и
забоины, сколы, вмятины, трещины на любой поверхности не допуска-
ются. Далее лопатки проверяются на собираемость с половиной уплот-
Рис. 6.9. Выборка материала лопатки при устранении повреждений:
1 — корыто; 2 — входная кромка
15*
227
Рис. 6.10. Подгонка ло-
паток направляющего ап-
парата компрессора
нительного кольца. В случае несобираемости
комплекта лопаток допускается постановка де-
сяти лопаток, примерно равнорасположенных
по окружности, с уменьшенным размером
L и с одновременным пропорциональным
уменьшением размера I (рис. 6.10). В этом слу-
чае последовательно фрезеруют нижнюю
и верхнюю полки со стороны корыта, выдержи-
вая занижение размеров L и I, согласно табли-
це, прилагаемой к инструкции по ремонту.
После фрезерования контролируют суммар-
ный зазор между верхними полками для всего
комплекта лопаток. Суммарный зазор должен
находиться в пределах 0,05...0,15 мм. В техно-
логической карте указывают: все операции пе-
рехода, приспособление для фрезерования, ре-
жущий и мерительный инструменты.
После промывки, просушки и протирки ло-
паток производится их клеймение электроим-
пульсным способом. На клеймах указывают по-
рядковый номер лопатки, чертежный номер, но-
мер плавки.
6.5.3. Восстановление корпусов
компрессоров
Технологические операции по ремонту корпусов КНД и КВД при-
ведены на рис. 6.11 и 6.12. К основным дефектам корпусов относят-
ся: трещины, износ и наклеп посадочных поверхностей под подшип-
ники, ослабление посадок втулок, обойм, колец, запрессованных в от-
верстия корпусов, ослабление посадок шпилек, коррозия, неплоскост-
ность сопрягаемых поверхностей, повреждение резьбы в отверстиях.
Ремонт корпусов отличается значительным объемом узловой обра-
ботки. Это объясняется большим количеством неразъемных соедине-
ний (сварных, заклепочных), соединений с натягом, а также располо-
жением на корпусах узлов крепления коробок привода агрегатов
и других механизмов.
Посредством узловой обработки производится замена втулок, вос-
становление отверстий. Процесс замены втулок включает операции по
удалению забракованных втулок, подготовке посадочных поверхно-
стей, запрессовке новых втулок и их обработке после запрессовки.
228
Изношенные отверстия корпусов восстанавливают шлифованием
или расточкой, нанесением покрытий и окончательной механической
обработкой.
Во фланцах корпусов резьбы восстанавливают заваркой изношен-
ных отверстий, сверлением и нарезанием в наварном материале новой
резьбы.
Трещины допустимых размеров в бобышках, приливах, на наруж-
ных поверхностях корпусов устраняются с помощью сварки. Непло-
скостность поверхностей ликвидируют зачисткой, шабрением и при-
тиркой с последующим контролем прилегания по краске.
Для корпусов КНД и КВД характерным является процесс восста-
новления надлопаточного и надлабиринтного покрытия. С целью ис-
ключения попадания узлов на сборку с радиальными и диаметральны-
ми зазорами между статором и ротором КНД, превышающими нормы
ТУ, производится замер диаметров по специальной смеси по внутрен-
ним кольцам 1...4-Й ступеней, а также по корпусам в узле статора. При
этом подсчитывают максимальный местный и средний зазоры в каж-
дой ступени. На радиальные зазоры между специальной смесью кор-
пуса и рабочими лопатками ротора существуют допустимые нормы.
До ремонта После ремонта
Повреждения Повреждения Восстановленные покрытия
покрытия АНБ покрытия УВС-2 АНБ и УВС-2
229
Например, для первой ступени ротора КНД допуск на местный зазор
составляет 1,2—2,0 мм, а средний — должен быть не более 1,75 мм.
На диаметральные зазоры между специальной смесью внутренних ко-
лец направляющих аппаратов 1...3-Й ступеней и гребешками лабиринта
дисков КНД также существуют нормы: для 1-й ступени наименьший
зазор — 1,4 мм; средний — 1,6—2,1 мм.
При наличии радиальных и диаметральных зазоров, превышающих
нормы ТУ, а также при повреждении специальной смеси сверх допус-
тимых норм, производится замена смеси соответствующей ступени.
Ниже приводится примерная технология восстановления специаль-
ной смеси АНБ на корпусе 1-й ступени. Вначале удаляется дефектный
слой смеси с поверхности корпуса. Эту операцию проводят на токар-
ном станке до появления гребешков резьбы, которая нанесена во впа-
дине корпуса и служит для повышения прочности соединения слоя по-
крытия из смеси АНБ с корпусом. Оставшийся слой специальной сме-
си и подслой НА67, являющийся грунтом, удаляется из канавок резь-
бовой нарезки обдувкой электрокорундом размером зерен 63—80 мкм
под давлением 0,4—0,5 МПа. Допускается удаление слоя смеси хими-
ческим способом. В этом случае корпус компрессора помещают в ван-
ну с раствором едкого натрия и выдерживают в ней в течение 1 ч при
температуре раствора 60—70° С. Корпус периодически вынимают из
ванны и с помощью волосяной щетки удаляют остатки смеси. Затем
корпус промывают сначала в горячей, а затем в холодной воде.
Подслой НА67 удаляют в растворе азотной кислоты при темпера-
туре раствора 15—20° С. Время выдержки не более 1 ч. После этого
корпус промывают в горячей, а затем в холодной воде и обдувают
сжатым воздухом до полного удаления влаги.
На подготовленную поверхность наносят подслой НА67 и специ-
альную смесь АНБ на корпус КНД,
На двигателе АЛ-31Ф используют два вида покрытия: покрытие
АНБ (алюминий, нитрид бора) и покрытие УВС-2 (никель, нитрид
бора, окись меди, графит). Восстановление покрытия АНБ производят
методом плазменного напыления на плазмотроне; покрытия УВС-2 —
методом газоплазменного напыления на специальной установке.
После восстановления покрытия ремонт предусматривает:
расточку смеси АНБ на корпусах 1...4-Й ступеней и уплотнитель-
ных кольцах направляющих аппаратов 1,,.3-й ступеней;
местное снятие смеси АНБ на корпусах 1.,.4-й ступеней и уплот-
нительных кольцах направляющих аппаратов;
контрольный обмер статора КНД после ремонта.
Внешний вид и шероховатость смеси АНБ после обработки прини-
мают по контрольному образцу.
230
Местное снятие специальной смеси АНБ на корпусах производится
для обеспечения радиальных зазоров под рабочие лопатки 1.,.4-й сту-
пеней. Место снятия смеси АНБ и величина снимаемого слоя опреде-
ляют при сборке КНД. Местное снятие смеси допускается с обеспече-
нием минимальной толщины ее по корпусам 1.,.4-й ступеней не менее
0,7 мм, по уплотнительным кольцам направляющих аппаратов 1...3-Й
ступеней — не менее 1 мм.
Необходимое качество уплотнительного покрытия достигается
тщательной подготовкой покрываемой поверхности, соблюдением ре-
жимов напыления.
Основные испытания компрессора заключаются в проверке герме-
тичности корпуса и окончательной балансировке ротора. На герметич-
ность испытывается технологически собранный корпус. Его отверстия
глушатся. В полости корпуса создается давление. Возможные места
негерметичности покрывают мыльным раствором. Отсутствие появле-
ния пузырьков воздуха при создании давления внутри корпуса свиде-
тельствует о герметичности.
При окончательном контроле проверяют клейма, номера комплек-
та, совпадения рисок взаимного расположения, правильность контров-
ки гаек, размеры по вершинам лопаток, радиальные зазоры.
6.5.4. Ремонт роторов компрессоров
Одним из дефектов, проявляемым в процессе эксплуатации, явля-
ется изменение посадки по стяжным шпилькам дисков 7...9-й ступеней
КВД, диска лабиринта 9-й ступени и вала КВД сверх допустимых
норм (рис. 6.13, см. цветную вклейку).
Восстановление посадки производится путем совместного развора-
чивания отверстий в дисках 7...9-й ступеней, лабиринте 9-й ступени
и вале КВД на следующий ремонтный размер и постановкой ремонт-
ных шпилек (рис. 6.14).
Восстановление посадки осуществляется следующим образом. Сек-
цию барабана 1...6-Й ступеней КВД устанавливают на станину ради-
ально-сверлильного станка; выворачивают 24 шпильки с призонными
поясками и снимают гайки 2; калибруют резьбу шпилек 4 с обеих сто-
рон. Под диск 6-й ступени 1 вставляют два технологических полуколь-
ца кондуктора 10. Затем вворачивают 12 шпилек 4 через одно отвер-
стие «В» в полукольца и устанавливают на 12 шпилек последователь-
но диски 7...9-й ступеней, распорные кольца, лабиринт 9-й ступени
и вал КВД. После этого устанавливают кондуктор 9 на ротор КВД.
Кондуктор выставляется по отверстиям «В» с помощью шести цетри-
рующих пальцев кондуктора (на рисунке не показаны).
231
Рис. 6.14. Восстановление посадки по стяжным шпилькам ротора КВД:
I — диск 6-й ступени; 2 — гайка; 5 — диск 7-й ступени; 4 — шпилька; 5 — диск 8-й ступени;
б — диск 9-й ступени; 7 — диск лабиринта 9-й ступени; 8 — вал КВД; 9 — кондуктор; 10 —
технологическое полукольцо кондуктора
Далее отверстия «В» разворачивают, вначале предварительно, а за-
тем окончательно. Используемые режущий и мерительный инструмен-
ты, а также режимы обработки приведены в технологических картах.
Чистота обработанной поверхности должна быть не ниже 6-го класса.
При наличии овальности в отверстиях «В» (след от старого отвер-
стия) производится совместное развертывание отверстий «В» на сле-
дующий ремонтный размер с постановкой ремонтных шпилек соответ-
ствующего диаметра.
После этого по той же технологии разворачивают остальные отвер-
стия «В». В карте сборки узла делается отметка о выполненной работе
с указанием фактического диаметра отверстий «В».
Перед сборкой нового двигателя и после ремонта компрессора ло-
патки КНД шлифуют по торцу пера. Это делается для строгого выдер-
живания радиального зазора между торцом лопаток и внутренней по-
верхностью специальной смеси на корпусе компрессора. В процессе
эксплуатации лопатки могут вытягиваться, что приводит к увеличению
их высоты. Часть поврежденных лопаток может быть заменена на но-
вые или стоявшие ранее, но годные для дальнейшей эксплуатации. В
результате в новом комплекте высоты лопаток будут отличаться друг
от друга. Для обеспечения одинаковой высоты всех лопаток в ступени
их торцы шлифуют.
232
Размеры, контролируемые при шлифовании торцов лопаток ротора
КНД, приведены на рис. 6.15. Перед шлифованием замеряют размер
L по каждой лопатке 1-й ступени и определяют средний арифметиче-
ский размер для колеса (рис. 6.16), который записывают в карту сбор-
ки. Затем все лопатки выставляют на этот размер с помощью приспо-
собления и наборных колец с точностью до 0,2 мм. Далее лопатки
плотно стягивают жгутом, чтобы избежать их перемещение во время
шлифования. По такой же технологии крепятся и обматываются жгу-
том лопатки 2...4-й ступеней. Во избежание попадания частиц абразива
и металла при шлифовании во внутреннюю полость КНД отверстия А
и Б и дренажные отверстия 1...3-Й ступеней заклеивают липкой лентой
(см. рис. 6.15).
Шлифование ротора КНД производится в центрах токарного
станка. Предварительно с помощью приспособлений выверяют бие-
ние по поверхностям В и Г. Поверхность Д шлифуют с соблюдени-
ем всех размеров, указанных на рис. 6.15. Режимы обработки по-
верхностей Д приведены в технологических картах. Биение поверх-
ностей Д относительно поверхностей В и Г должно быть не более
0,07 мм. Численное значение биений записывают в технологический
паспорт.
Рис. 6.15. Размеры, контролируемые при шлифовании торцов лопаток ротора КНД
233
«420
1-я ступень
Рис. 6.16. Схема обмотки лопаток КНД жгутом перед шлифованием
В ряде случаев отдельные лопатки ротора КНД заменяют. При
этом замеряют высоту подобранной на замену лопатки и производят
припиловку новой лопатки. Припуск на обработку снимается равно-
мерно по торцу лопатки, завалы не допускаются. Допуск на припилов-
ку — 0,03 мм. Острые кромки по периметру торца скругляются радиу-
сом 0,1—0,3 мм.
Перед заменой проверяют соответствие статических моментов но-
вой и заменяемой лопаток. При этом сумма статических моментов за-
меняющих лопаток не должна отличаться от суммы статических мо-
ментов заменяемых лопаток более чем на 50 г • см. Доработанные ло-
патки маркируют порядковым номером Замененных лопаток.
6.5.5. Восстановление лопаток компрессора
с повреждениями пера
Повреждение лопаток компрессора ГТД в процессе эксплуатации
посторонними предметами является основной причиной досрочного
снятия большого числа двигателей. Причинами повреждения лопаток
является засасывание с покрытия ВПП аэродрома мелких камней и
песка, а также попадание во время полета птиц, льда.
Наиболее часто попадание в ГТД посторонних предметов вызы-
вается вихревым засасыванием их с покрытия аэродромов. Как по-
казывают обследования аэродромной сети России, отечественный
и зарубежный опыт эксплуатации самолетов с ГТД, никакие усилия
по очистке мест опробывания двигателей, рулежных дорожек
и ВПП практически не могут решить проблему повреждения ГТД
посторонними предметами, так как эти места постоянно засоряются
щебнем, кусочками смерзшейся земли, льда и другими частицами,
способными при засасывании в двигатель нанести ему недопусти-
мые повреждения.
Анализ повреждаемости деталей авиационной техники, не восста-
навливаемых в настоящее время из-за отсутствия методов их восста-
новления, показал, что около 70% от их общего числа составляют де-
тали с поверхностными повреждениями глубиной 0,4—2,0 мм, боль-
шинство из которых не отработали своего ресурса и бракуются по
причине износа [32].
Одними из наиболее нагруженных деталей ГТД, определяющих
надежность и долговечность двигателей, являются лопатки ком-
прессора и турбины, а также детали, составляющие с ними пары
трения. Они испытывают статические, динамические и цикличе-
ские нагрузки, обусловленные как механическим, так и термиче-
235
ским воздействием, и работают в условиях агрессивной газовой
среды при высокой температуре, подвергаясь коррозии. Поверхно-
сти хвостовика и антивибрационных полок испытывают высокие
контактные напряжения.
На ММПП «Салют» была определена возможность восстановления
лопаток 1-й и 2-й ступеней компрессора низкого давления путем ввар-
ки вставок.
Сложность получения качественного сварного соединения с мини-
мальными деформациями лопаток заключается в том, что лопатки
имеют переменную толщину, при этом наиболее сложными участками
являются входная и выходная кромки лопаток. Перегрев этих участков
может вызвать нежелательные последствия, такие как провисание шва
и коробление кромки.
Во избежание подобного рода дефектов необходимо обеспечить
равномерное перемещение электронного луча по стыку и мини-
мальную литую зону сварного соединения. Для этой цели произво-
дилась отработка режимов на плоских образцах из титанового
сплава ВТЗ-1. После чего была сварена партия плоских образцов
для проведения металлографических исследований и механических
испытаний.
После электронно-лучевой сварки (ЭЛС) проводилась термооб-
работка по стандартному режиму. Режимы ЭЛС приведены в табл.
6.1. [32]. Во всех случаях ускоряющее напряжение было равно 90
кВ, расстояние до детали — 354 мм, сила тока луча фокусировки —
1660 мА.
Таблица 6.1. Режимы сварки
Режим Сила тока луча, мА Скорость сварки, мм/с
1 24 12,5
2 30 16,7
3 37 22,2
4 22 8,0
5 27 8,0
6 27 8,0
7 22 8,0
Образцы для механических испытаний на разрыв изготовлялись по
ГОСТ 1497—84; на ударный изгиб — по ГОСТ* 9454—78. Сварной
шов на образцах располагался по центру образцов. Температура, при
которой проводились испытания, была равна 20° С. Результаты меха-
нических испытаний представлены в табл. 6.2.
236
Таблица 6.2. Результаты механических испытаний образцов
Режим - № образца <7Н, кгс/мм2 кгс/мм2 8,% V,% ^ОТП (по Бринелю)
1-1 106,0 105,5 13,0 44,5 3,35
1-2 107,0 106,0 12,5 42,0 3,35
1-3 107,0 106,0 15,5 40,5 3,35
2-1 109,0 107,5 14,0 42,0 3,35
2-2 110,0 108,5 12,0 40,5 3,35
2-3 109,0 108,0 13,0 42,0 3,35
3-1 109,0 108,0 14,5 42,0 3,35
3-2 110,0 109,0 15,0 44,0 3,35
3-3 109,0 106,5 14,5 44,0 3,35
4-1 106,5 108,5 13,5 44,0 3,35
4-2 110,0 108,0 14,0 44,0 3,35
4-3 110,5 100,0 14,0 44,0 3,35
5-1 110,5 109,0 14,0 42,0 3,35
5-2 109,5 107,0 14,0 41,5 3,35
5-3 111,0 108,0 14,0 39,0 3,35
6-1 104,0 — 11,5 — —
6-2 106,0 — 10,0 — —
6-3 89,0 — 12,5 — —
7-1 105,5 — 11,5 — —
7-2 107,0 — 9,5 — —
7-3 106,5 — 10,0 — —
На образцах №№ 1, 2 и 3 при режи-
мах №№ 6 и 7 разрыв материала проис-
ходил по целому месту.
Металлографические исследования
образцов дали возможность наиболее
полно проанализировать результаты ме-
ханических испытаний и подобрать
наиболее благоприятный режим для
электронно-лучевой сварки. Фотогра-
фии наиболее характерных шлифов
представлены на рис. 6.17.
Качество сварных швов на всех об-
разцах удовлетворительное. Дефектов
не обнаружено. Макроструктура соот-
ветствует 1—2 баллам по десятибалль-
ной шкале макроструктур титановых
сплавов. Макроструктура соответствует
1—2 типу девятибалльной шкалы двух-
фазных титановых сплавов.
Рис. 6.17. Фотографии наиболее
характерных шлифов сварных швов
лопаток КНД после электронно-лу-
чевой сварки
237
Рис. 6.18. Структура сварного шва после восстановления лопаток КНД
Необходимыми условиями при выборе режима являлись: мини-
мальная ширина шва и максимальная скорость сварки, что необходимо
для уменьшения деформаций, возникающих во время сварки, для дос-
тижения максимальных прочностных характеристик. Таким условиям
удовлетворял режим № 3.
После выбора наиболее благоприятного режима была произведена
сварка лопаток и проведен их металлографический анализ (рис. 6.18).
Как следует из рассмотрения фотографии, структура сварного шва по
сравнению с основным материалом лопатки имеет более мелкую
структуру. Шов одинаковой толщины, что говорит о стабильности
процесса сварки.
Было обнаружено, что при сварке на больших скоростях на грани-
це сварного шва со стороны лопатки образуется цепочка пор. Так как
лопатки поступают в ремонт в основном после эксплуатации, можно
предположить, что поры образуются из-за загазованности лопатки. Для
борьбы с порами было решено шабрить лопатку не только по плоско-
сти отфрезерованной части, но и по плоскостям пера лопатки вокруг
фрезерованного места со стороны спинки и корыта. После введения
этой операции количество пор резко сократилось.
6.6. ПРИМЕНЕНИЕ ЛОКАЛЬНОЙ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ПРИ ИЗГОТОВЛЕНИИ И РЕМОНТЕ
ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ
Создание и ремонт роторных и корпусных конструкций ГТД осу-
ществляются с применением различных методов сварки плавлением.
Корпусные узлы сваривают аргонно-дуговой (АрДС) и электронно-лу-
чевой (ЭЛС) сваркой, а роторные конструкции, как правило, электрон-
но-лучевой сваркой. Благодаря высокой концентрации энергии в пятне
нагрева, надежной вакуумной защите металла сварочной ванны, мало-
238
му объему литого металла, кратковременности теплового воздействия,
незначительным деформациям соединяемых деталей, ЭЛС имеет зна-
чительные преимущества по сравнению с традиционными методами
сварки плавлением.
Наиболее широко в авиационных ГТД применяют титановые спла-
вы. Они обладают высокой чувствительностью к сварке, в результате
чего в околошовной зоне и металле шва происходят неблагоприятные
изменения структуры и механических свойств, что требует примене-
ния особых режимов сварки и термической обработки. Основные труд-
ности сварки титана связаны с поглощением нагретым металлом газов,
в первую очередь водорода, диффузией их в зону сварки из основного
металла, повышенным содержанием газов в основном и присадочным
металле.
Приведенные условия сварки титановых сплавов требуют особо
чистой защитной среды для снижения пористости в сварных швах
и их склонности к замедленному разрушению. Для предотвращения
этих явлений необходимо сварку вести в вакууме или защитной среде
при малых погонных энергиях с регулированием термического цикла
сварки и последующей термической обработкой.
В данном параграфе рассматриваются вопросы, связанные с разра-
боткой технологии локальной термической обработки сварных соеди-
нений корпусных и роторных конструкций в процессе их изготовления
и ремонта из титанового сплава ВТ 20.
Сплав ВТ 20 по фазовому составу относится к псевдо а-сплавам.
Добавка 1—2% (по массе) P-стабилизирующих элементов позволяет
повысить прочность псевдо а-сплавов по сравнению с а-сплавами при
сохранении высокотемпературных свойств а-сплавов.
Единственным видом термообработки этих сплавов и их сварных
соединений является низкотемпературный отжиг для снятия нагартов-
ки и уменьшения напряжений, возникающих при сварке или других
процессах технологической обработки [34], при температуре отжига
873—923 К. Отжиг после сварки не изменяет структуру и механиче-
ские свойства металла сварных соединений из псевдо а-сплавов.
Исследования проводились на шести парах плоских образцов раз-
мером 100 х 80 х 1,5 мм из титанового сплава ВТ 20, сваренных арго-
нно-дуговой сваркой. Определение объемных остаточных напряжений
в образцах сваренных пластин до и после подварки (ремонта) с после-
дующим локальным и печным отжигом при температуре 900 К. Двена-
дцать датчиков (терморезисторы с базой 3 мм) располагались около
шва с двух сторон пластины. Вырезку элементов для испытаний вы-
полняли на электроэрозионном станке. Объемные остаточные напря-
239
жения,в частности напряжения главных направлений определяли мето-
дом «полного освобождения».
Были исследованы шесть вариантов пар образцов:
Вариант 1. Длина сварного шва 150 мм без термообработки;
Вариант 2. Длина сварного шва 100 мм без термообработки;
Вариант 3. Длина сварного шва 150 мм. Произведена подварка
шва длиной 75 мм (имитация ремонта) без термообработки;
Вариант 4. Длина сварного шва 150 мм. Произведена подварка
шва длиной 75 мм с проведением последующей локальной тер-
мообработки электронным лучом;
Вариант 5. Длина сварного шва 150 мм. Произведена подварка
шва длиной 75 мм с проведением последующей термообработки
электродуговым нагревом в аргонно-вакуумной камере;
Вариант 6. Длина сварного шва 150 мм. Произведена подварка
шва длиной 75 мм с последующим общим печным отжигом при
температуре 900 К в вакууме.
Подварка (ремонт) шва осуществлялась по традиционной схеме
с соответствующей подготовкой (разделкой) дефектного участка.
Локальная термическая обработка электронным лучом проводилась
нагревом всего места подварки до температуры 900 К в вакуумной ка-
мере при остаточном давлении 5 • 10’5 мм рт.ст. Размеры растра пятна
нагрева составляли, мм: длина — 80, ширина — 20.
Максимальные уровни объемных остаточных напряжений в свар-
ных пластинах приведены в табл. 6.3.
Таблица б.З. Объемные остаточные напряжения в сварных пластинах
Вариант На сжатие, кгс/мм2 (МПа) На растяжение, кгс/мм2 (МПа)
1 - 15,5 (- 1,55) + 44,5 (+ 4,45)
2 -3,5 (-0,35) + 39,9 (+ 3,99)
3 -42,1 (-4,21) + 39,3 (+ 3,93)
4 -38,6 (-3,86) + 21,3 (+2,13)
5 -39,4 (-3,94) + 28,9 (+ 2,89)
6 -5,7 (-0,57) + 4,7 (+ 0,47)
Как видно из таблицы, минимальный уровень объемных остаточ-
ных напряжений в сварных пластинах получен при общем печном от-
жиге в вакууме. Локальная термическая обработка электронным лучом
и дугой позволяет также снизить максимальный уровень объемных ос-
таточных растягивающих напряжений. Так, локальный электронно-лу-
чевой отжиг снижает уровень остаточных растягивающих напряжений
на 50%, а аргонно-дуговой отжиг — на 30%.
240
Учитывая, что общий печной отжиг может приводить к коробле-
нию сварных роторных и корпусных конструкций ГТД, а применение
термофиксаторов не всегда полностью решает эту задачу и также при-
водит к нежелательному изменению качества поверхностного слоя
окончательно готовых деталей, особенно при ремонте, применение ло-
кальной термической обработки электронным лучом в вакууме являет-
ся весьма актуальной и экономически оправданной операцией.
Еще более важной указанная проблема становится при сварке и ре-
монте роторных и корпусных конструкций из двухфазных и титановых
сплавов типа ВТЗ-1, ВТ-8, ВТ-9, ВТ-18 и других, так как последующая
термическая обработка необходима не только для снятия остаточных
напряжений, но и для стабилизации структуры металла сварного шва,
околошовной зоны и получения необходимых механических свойств,
что требует проведения уже высокотемпературного отжига и упроч-
няющей термообработки.
6.7. АНАЛИЗ СПОСОБОВ ВОССТАНОВЛЕНИЯ
ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ И УЗЛОВ ДВИГАТЕЛЕЙ
МЕТОДАМИ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
И СВАРКИ
Целью ремонта ГТД является увеличение общей долговечности де-
талей при затратах, обеспечивающих наибольшую экономическую эф-
фективность его эксплуатации, естественно при обеспечении требуе-
мого уровня надежности.
По данным зарубежных фирм ремонт целесообразен, если он со-
ставляет от 30 до 60% стоимости нового узла или детали. В то же вре-
мя некоторые фирмы считают целесообразным затраты на ремонт до
90% от стоимости новой детали, если модификация детали или узла
при ремонте дает увеличение срока службы двигателя по сравнению с
новым или улучшение его тактико-технических характеристик.
Анализ основных эксплуатационных дефектов в отечественных и
зарубежных двигателях позволил выявить их распределение в следую-
щих соотношениях, %:
износ от фреттинг-коррозии — 60;
механические повреждения — 10;
термические и усталостные трещины — 25;
эрозия — 5.
Единственными методами исправления указанных дефектов, позво-
ляющими восстановить профиль поверхности, форму входных и вы-
ходных кромок лопаток, геометрию контактных полок и устранить
термические трещины, являются пайка и сварка.
16 - 2043 241
Наиболее дорогостоящими и теплонапряженными узлами ГТД, в
основном определяющими ресурс и надежность двигателя, являются
детали турбины, стоимость которых составляет 25—30% от стоимости
всего двигателя.
Лопатки турбины наряду с лопатками компрессора являются наи-
более массовыми деталями двигателя, но в отличие от последних, го-
раздо чаще и быстрее выходят из строя вследствие очень жестких ус-
ловий работы.
С этой точки зрения высокотемпературная пайка жаропрочных
сплавов выступает как важный технологический процесс, обеспечи-
вающий надежные соединения в узлах, изготовленных из данного
класса материалов. Преимущества пайки как технологического процес-
са и преимущества паяных соединений обусловлены, главным обра-
зом, возможностью формирования паяного шва ниже температуры ав-
тономного плавления соединяемых материалов.
Именно поэтому становится возможным осуществить общий на-
грев паяемого узла изделия до температуры пайки, что позволяет реа-
лизовать за одну операцию большое количество соединений в одном
или нескольких узлах с минимальным короблением деталей различной
толщины и сложной конфигурации. Это значительно уменьшает при-
пуски на механическую обработку, а иногда и обеспечивает возмож-
ность пайки без последующей обработки деталей и узлов.
Использование пайки позволяет:
получать соединения деталей в скрытых или малодоступных
местах конструкции и, следовательно, изготовлять сложные узлы
за один прием;
паять не только по контуру, а одновременно по всей поверхно-
сти соединения, что позволяет широко варьировать прочность
соединений;
соединять разнородные материалы с большой разницей в толщи-
не, т. е. обеспечивать универсальность процесса;
выбирать температуру процесса в зависимости от необходимости
сохранения механических свойств материалов в изделии, обеспе-
чивая совмещение нагрева под пайку и термическую обработку
узла;
обеспечивать высокую плавность галтелей, а следовательно,
и долговечность в условиях вибрационных и знакопеременных
нагружений.
Указанные преимущества процесса пайки дают возможность полу-
чать узлы ГТД сложной геометрии с минимальной металлоемкостью
и высоким коэффициентом использования металла, что делает пайку
242
весьма перспективным методом соединения высоколегированных жа-
пропрочных сплавов в таких ответственных узлах ГТД, как турбина,
камера сгорания и компрессор высокого давления.
Следует отметить при этом, что для многих жаропрочных сплавов
пайка является практически единственным методом получения качест-
венного неразъемного соединения.
Таким образом, турбина ГТД с учетом стоимости, массовости дета-
лей, относительно невысокого ресурса вследствие тяжелых условий
работы наиболее предпочтительна для ремонта посредством пайки.
В то же время ремонт ее является сложным процессом, требующим
применения наукоемких технологий и высокой культуры производст-
ва. За рубежом ремонт лопаток турбины производится ограниченным
числом фирм и является признаком высокого уровня технологии
и престижности фирмы.
Анализ существующих технологий ремонта узлов и деталей турбин
методами сварки и пайки позволил условно классифицировать приме-
нение указанных методов в зависимости от основы и степени легиро-
вания жаропрочных сплавов следующим образом:
сварка и пайка успешно применяется для деталей, изготовляе-
мых из сплавов на основе кобальта и никеля, легированных алю-
минием и титаном до 3% по массе;
высокотемпературная пайка применяется для сплавов на никеле-
вой основе, содержащих алюминий и титан (3—6% по массе),
обеспечивающая надежность соединений и их длительную рабо-
тоспособность.
Основными операциями, определяющими качество как паяных,
так и сварных соединений, является предварительная подготовка
поверхности под сварку и пайку. Она включает в себя очистку от
окислов и загрязнений, снятие жаростойких алюминидных покры-
тий химическим и (или) механическим методом. Для пайки осуще-
ствляется дополнительная фтористо-ионная очистка, позволяющая
удалять мельчайшие окислы, в том числе находящиеся в капилляр-
ных трещинах. Дополнительно производится вакуумная очистка
для нейтрализации оставшихся ионов фтора. Далее осуществляется
сварка или пайка, затем термическая обработка для упрочнения
паяного шва или стабилизации структуры сварного шва и около-
шовной зоны.
Для ряда дефектов требуется их предварительная подготовка с при-
менением высокотвердых и прочных инструментов.
За рубежом ремонтом узлов ГТД занимаются свыше 80 фирм,
многие из которых являются филиалами фирм-изготовителей, имею-
16* 243
щих тесный контакт с авиационными компаниями, что позволяет
оперативно и эффективно влиять как на снижение себестоимости
производства ГТД, так и на эксплуатационные расходы. Там также
успешно возвращаются в эксплуатацию следующие детали: диски
турбины и компрессора, в том числе роторы барабанного типа, кор-
пуса вентиляторов, сотовые уплотнения турбин, створки регулируе-
мого сопла, лабиринтные уплотнения вала турбины, спрямляющие
и направляющие аппараты компрессоров высокого и низкого давле-
ний, форсажные камеры двигателей семейства GT-9D, RB-211, CF-6,
PW-4000 и др.
В среднем в двигателе фирмами осуществляется ремонт до 60%
всех деталей. В то же время имеется информация, что фирма «Люфт-
ганза» в Ганновере может устранить до 96% всех видов поврежде-
ний, благодаря разработанным ею технологиям. Основной упор в ре-
монте зарубежных двигателей делается на горячую часть двигателя,
имеющего наименьший ресурс из-за тяжелых условий работы и высо-
кую стоимость.
Зарубежные фирмы осуществляют ремонт или всего двигателя, или
специализируются на ремонте отдельных его узлов и деталей. Так,
фирма «Вео1» (Великобритания) объединила четыре завода по капи-
тальному ремонту двигателей и производит ремонт 20 типов двигате-
лей от малых вспомогательных установок до больших двухконтурных
двигателей.
В то же время созданы специализированные интернациональные
фирмы по ремонту таких массовых деталей, как, например, лопатки.
Причем эти фирмы производят ремонт лопаток вне зависимости от их
конструктивных особенностей, что позволило создать единую техноло-
гию ремонта.
В практике зарубежного авиадвигателестроения наблюдается тен-
денция к созданию предприятий, специализирующихся на ремонте од-
нотипных деталей ГТД. Так, например, фирма «Интертурбин» (США)
производит ремонт лопаток турбин, сопловых аппаратов, регулируе-
мых створок сопла.
Отделение фирмы в Германии специализируется на ремонте кор-
пусных узлов двигателя, таких как камеры сгорания, корпуса компрес-
сора и турбины, корпуса сопла, уплотнения компрессора и сотовые уп-
лотнения турбины.
Отделение фирмы в Голландии специализируется на производстве
и ремонте тонколистовых корпусных узлов, таких как форсажные ка-
меры, сопла.
244
Отделение фирмы в Лос-Анджелесе специализируется на изго-
товлении и ремонте спрямляющих и направляющих аппаратов ком-
прессора.
За последние годы фирма «Интертурбин» вложила примерно 40
млн. долларов в современное технологическое оборудование в целях
улучшения ремонта различных частей ГТД и их производства. Выдаю-
щимся примером таких проектов является недавно разработанный
и успешно применяемый уникальный способ ремонта сложных отли-
вок сопловых и рабочих лопаток с помощью пайки.
Приведенные выше примеры показывают, какое важное значение
придается этими компаниями вопросам ремонта, что подтверждает
экономическую целесообразность ремонта.
Из анализа организации ремонта за рубежом можно сделать сле-
дующие выводы:
1. Ремонт методами сварки, пайки и напыления осуществляется
специализированными фирмами, которые часто являются филиалами
заводов-изготовителей. Многие фирмы специализируются на узловом
ремонте, в основном, горячего тракта двигателя. Наибольший объем
занимает ремонт рабочих и сопловых лопаток турбин, который осу-
ществляется по унифицированным технологическим процессам для
каждого типоразмера лопаток. При ремонте рабочих и сопловых ло-
паток турбин технологические процессы распределяются в следую-
щих объемах, %:
нанесение жаростойких, теплозащитных, износостойких ан-
тифрикционных и уплотнительных покрытий — 60;
высокотемпературная пайка — 25;
аргонно-дуговая сварка — 10;
электронно-лучевая и лазерная сварка — 5.
2. Объем ремонта зарубежных фирм в среднем в 2—3 раза превы-
шает объем, осуществляемый в отечественной промышленности. При-
чем ремонт многих деталей и узлов, таких как диски турбин и ком-
прессоров, в том числе роторов компрессоров барабанного типа, сото-
вых уплотнений в отечественной промышленности, практически отсут-
ствует.
Анализ себестоимости ремонта ГТД в отечественной промышлен-
ности показывает, что основную долю (более 50%) составляют расхо-
ды на запасные части. Ежегодно при ремонте отбраковывается около
1,7 млн. деталей. Из этого количества деталей большинство могло
быть восстановлено для дальнейшей эксплуатации.
В настоящее время в отечественном двигателестроении ориентиро-
вочно до 30% бракуемых при капитальном ремонте деталей восстанав-
ливаются различными технологическими процессами. В том числе ме-
245
годами сварки, пайки и напыления восстанавливается порядка
10—15%.
Объем процессов сварки и пайки распределяется в следующем со-
отношении, %:
аргонно-дуговая сварка...................................... 55
плазменная сварка........................................... 4
электронно-лучевая и лазерная сварка........................ 1
высокотемпературная пайка................................... 15
В отечественной промышленности ремонт осуществляется на
многих заводах-изготовителях авиационной промышленности,
а также на ремонтных заводах Департамента воздушного транспор-
та. При ремонте отечественных двигателей пайка занимает не бо-
лее 15%, отсутствует лазерная сварка, объем электронно-лучевой
сварки не превышает 1%. Также отсутствуют способы сварки с им-
пульсной подачей присадочной проволоки, которые позволяют
осуществлять наплавку на плохо свариваемые сплавы. Нет специа-
лизированных производств по ремонту лопаток. Заводы и ремонт-
ные базы на однотипных деталях используют разные технологиче-
ские процессы, причем далеко не всегда самые прогрессивные.
При этом если на заводах Авиапрома при ремонте методом пайки
и сварки применяются пусть не последние, но достаточно прогрес-
сивные технологические процессы, то на ремонтных заводах Граж-
данской авиации их уровень соответствует 15—20-летней давности
и не обеспечивает требуемой производительности и качества про-
дукции.
Следует отметить, что за рубежом, при ремонте сопловых лопа-
ток, изготовленных из свариваемых сплавов, осуществляется замена
пера лопатки посредством АДЭС или ЭЛС. При этом оставляются
только бандажные полки или ввариваются фрагменты входной и вы-
ходной кромки. Удаляется более 60% трещин на пере лопатки мето-
дами пайки.
В отечественной же практике ремонт сопловых лопаток из вы-
соколегированных литейных сплавов заключается в заделке мето-
дом пайки знаковых отверстий в бандажной полке и нанесении из-
носостойких покрытий на боковые поверхности бандажной полки.
Ремонт трещин и выработанных кромок не осуществляется. Из вы-
шесказанного следует, что существуют достаточные возможности
для повышения экономической эффективности ремонта путем бо-
лее широкого внедрения сварки и пайки в технологию ремонта
ГТД.
246
6.8. ПРИМЕНЕНИЕ АРГОННО-МИКРОПЛАЗМЕННОЙ
УСТАНОВКИ ДЛЯ РЕМОНТА ДЕТАЛЕЙ И УЗЛОВ
ДВИГАТЕЛЯ
Одной из актуальных задач при производстве и эксплуатации ГТД
является устранение поверхностных литейных и эксплуатационных де-
фектов на деталях и узлах, изготовленных из высоколегированных ста-
лей и сплавов на основе никеля. Для решения этой задачи в настоящее
время используются технологические процессы высокотемпературной
пайки и плазменного напыления с использованием порошковых мате-
риалов, включая припои, наполнители и самофлюсы.
Технологический процесс пайки предусматривает заполнение раз-
деланного дефектного участка порошковой смесью, состоящей из при-
поя и наполнителя. Закрепление припоя и наполнителя на дефектном
участке осуществляется смесью акриловой смолы и растворителя Р-5.
После этого детали подвергают высокотемпературной пайке. Прове-
денные исследования показывают, что часто встречающимся дефектом
при использовании такого технологического процесса является порис-
тость в напаянном материале.
Уменьшения пористости можно достичь за счет применения мелко-
дисперсных фракций припоя (не более 15—20 мкм). Однако получе-
ние порошковых материалов такой грануляции связано с высокими
производственными затратами.
Для ремонта поверхностных дефектов также применяют малогаба-
ритные плазмотроны с самоустанавливающейся длиной дуги и с осе-
вой подачей рабочего газа — аргона или его смесей с азотом или во-
дородом. Подача напыляемого материала осуществляется на срезе со-
пла-анода. Дуга в таких плазмотронах характеризуется невысоким на-
пряжением. Для получения дуги с мощностью, достаточной для каче-
ственного напыления, необходимы большие токи (300—500 А). При
этом ресурс стержневого вольфрамового катода и выходного электро-
да-анода с ростом тока значительно уменьшается. Нарушение формы
сопла плазмотрона отрицательно отражается на качестве покрытия.
Для расширения возможности ремонта эксплуатационных и литей-
ных дефектов на деталях и узлах, изготовленных из высоколегирован-
ных литейных сплавов, а также получения стабильных результатов на
ММПП «Салют» применялась аргонно-плазменная установка, разрабо-
танная в НИИЭМ МГТУ им. Н.Э. Баумана. Одним из важных досто-
инств плазменного напыления порошковых материалов является то,
что частицы порошка, деформируясь при ударе о поверхность детали,
образуют структуру покрытия с минимальной пористостью.
247
В упомянутой установке используется аргоновый микроплазмотрон
с секционированной межэлектродной вставкой (МЭВ). Длина дуги
в таком плазмотроне определяется МЭВ и при одинаковых значениях
тока и расхода газа больше, чем в плазмотронах с самоустанавливаю-
щейся длиной дуги. Соответственно падение напряжения на дуге
в этом случае также выше, необходимая мощность достигается при
меньших значениях силы тока разряда. Как локальный источник на-
грева, он в достаточной мере отвечает требованиям, которые наклады-
вают на него металлургические и технологические свойства сплавов
типа ЖС6У и особенности ремонтируемых деталей и узлов ГТД.
Другой отличительной особенностью используемого плазмотрона
является способ подачи напыляемого материала в плазменный поток.
Порошок вводится на начальном участке плазменной дуги под углом
к плазменному потоку через кольцевой канал, что обеспечивает равно-
мерное заполнение материалом канала МЭВ. При этом нагрев и уско-
рение частиц материала происходит непосредственно в плазменной
дуге, а не в истекающей струе, что в несколько раз повышает эффек-
тивность процесса. Благодаря этому удается получить качественные
покрытия из различных материалов с высокой адгезией и низкой по-
ристостью, с качественной защитой наносимого материала от окисле-
ния. Поток напыляемых частиц имеет очень малый угол раскрытия
(3—5 град при диаметре сопла-анода 2—3 мм), что позволяет нано-
сить покрытия на небольшие поверхности.
Конструкция установки позволяет оператору легко вручную пере-
мещать в пространстве плазмотрон, как того требует форма обрабаты-
ваемой поверхности, устанавливать, регулировать и контролировать
рабочие параметры плазменной струи и расход порошка. Достоинст-
вом установки являются: незначительные масса плазмотрона (не более
0,2 кг), габариты, потребляемая мощность (до 1,8 кВт), расход аргона
(не более 4 дм3/мин). Питание осуществляется от сети 220 В/50 Гц.
Температура плазменной струи на выходе из сопла — 10000 К, гра-
нуляция порошковых материалов — до 120 мкм. Установку отлича-
ет простота в эксплуатации, стабильность параметров процесса на-
пыления.
Для оптимизации процесса плазменного напыления были проведе-
ны исследования по определению конструктивных, электрических
и технологических параметров, влияющих на качество получаемых по-
крытий.
К этим параметрам относят:
геометрические размеры газоразрядного тракта микроплазмотро-
на;
координату ввода порошка в плазменную дугу;
248
величину и соотношение расходов плазмообразующего и транс-
портирующего газов;
ток и напряжение дугового разряда;
размер частиц порошка;
дистанцию и угол напыления;
скорость вращения привода дозатора.
Также были исследованы процессы плазменного напыления смесей
различных припоев и наполнителей в разных соотношениях.
Металлографические исследования образцов после напыления по-
рошковой смеси показали, что покрытия толщиной 5—6 мкм, получен-
ные на оптимальных режимах напыления, характеризовались качествен-
ным соединением с подложкой, а также хорошей текстурой нанесенного
материала (пористость — 2—4% с размером пор 0,01—0,02 мм).
Для повышения прочностных и эксплуатационных свойств наноси-
мых материалов осуществлялась высокотемпературная пайка образцов
в вакуумной печи. Металлографические исследования и механические
испытания после пайки образцов с оптимальным соотношением при-
поя и наполнителя показали, что полученные напаянные покрытия об-
ладают мелкозернистой без видимых дефектов структурой с незначи-
тельной пористостью (1—2%) и достаточно высокими механическими
свойствами: длительная прочность при 1000° С на базе 100 ч составля-
ет 18—20 кгс/мм2 (1,8—2,0 МПа).
Проведенные технологические исследования показали, что для ре-
монта деталей и узлов ГТД, изготовленных из высоколегированных
сталей и сплавов на никелевой основе, плазменное напыление с помо-
щью аргонно-микроплазменной установки можно эффективно исполь-
зовать в зависимости от условий эксплуатации как самостоятельный
метод получения качественных покрытий, так и с последующей пай-
кой для повышения прочностных и эксплуатационных свойств.
6.9. НАНЕСЕНИЕ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ
И ЛЕГИРОВАНИЕ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ И УЗЛОВ
ДВИГАТЕЛЯ МЕТОДОМ ЭЛЕКТРОИСКРОВОГО
ЛЕГИРОВАНИЯ
К числу современных методов электроэрозионной обработки ме-
таллических поверхностей с целью изменения их физико-механиче-
ских и эксплуатационных свойств относится электроэрозионное упроч-
нение (ЭЭУ), известное также как электроискровое легирование ЭИЛ.
Сущность метода (ЭИЛ) состоит в том, что при кратковременном ис-
кровом разряде в газовой среде между обрабатываемой (легированной)
поверхностью, являющейся электродом-катодом, и легирующим элек-
249
тродом-анодом происходит разрушение материала анода, при этом
продукты эрозии анода под действием сил электрического поля пере-
носятся на катод и образуют слой покрытия или, внедряясь в поверх-
ностный слой катода, обогащают его собой.
В результате образуется упрочненный износостойкий слой высокой
твердости, называемый «белым» слоем, который получается на по-
верхности титанового сплава ВТ-9 электроискровым легированием
сплавом Т15К6. В качестве электродов используются стандартные
твердые сплавы на основе карбидов вольфрама и титана с кобальтом
марок Т15К6, ВК6, электролитический никель, хром, графиты мало-
зольные марок ЭГ2, ЭГ4.
Интенсивность процесса ЭИЛ зависит от количества энергии, вы-
деляющейся в межэлектродном пространстве. Чем меньше энергия им-
пульсов, т. е. чем мягче применяемый режим, тем меньше толщина
слоя, получаемого на 1 см2 поверхности за 1 мин.
Специфической особенностью ЭИЛ является наличие предела тол-
щины покрытия. Причем предельная толщина слоя покрытия зависит
от материалов электрода и детали, а также режима обработки. Наибо-
лее интенсивный перенос металла происходит на начальной стадии
процесса, затем процесс переноса замедляется и прекращается. При
этом может происходить снятие и разрушение нанесенного слоя.
Практически определена оптимальная производительность процес-
са ЭИЛ, равная 0,3—1,0 см2/мин для титановых, никелевых сплавов
и нержавеющих сталей, которая обеспечивает получение качественно-
го слоя с минимальным количеством пропусков и прижогов. Толщина
легированного слоя составляет для никелевых сплавов и сталей до 50
мкм, для титановых сплавов — до 20 мкм.
Для ЭИЛ на ММПП «Салют» используются установки «Эли-
трон-20», «Элитрон-22А» и «UR-121» с ручными электромагнитными
вибраторами. В электрододержателе вибратора закрепляется легирую-
щий электрод. Частота импульсов вибрации электрододержателя со-
ставляет 100 Гц. Амплитуда вибрации — 0,3 мм. Нормальная работа
вибратора обеспечивает оптимальную производительность процесса
при хорошем качестве обработанной поверхности детали. Установка
«Элитрон-22А» представлена на рис. 6.19.
Установка «UR-121» имеет два режима работы. При режиме
«НОРМА» производится легирование с обычной частотой вибрации —
100 Гц. При режиме «ТУРБО» — легирование с повышенной частотой
порядка 400 Гц. Режим «НОРМА» используется для получения макси-
мально возможной толщины покрытия при данном электрическом ре-
жиме. Режим «ТУРБО» используется, если необходимо повысить чис-
тоту обработанной поверхности после режима «НОРМА» или полу-
250
Jlfltllltlllllll
Рис. 6.19. Установка «Элитрон-22А» для нанесения износостойких покрытий и элек-
троискрового легирования
чить чистовое покрытие с повышенной производительностью. Режим
«ТУРБО» используется после или вместо режима «НОРМА».
Установка «Эльфа-731» обеспечивает легирование поверхности по
программе в автоматическом режиме. Особенностью этой установки яв-
ляется отсутствие механического воздействия электрода на обрабаты-
ваемую поверхность, что позволяет получать покрытия толщиной 5—10
мкм с низкой пористостью и шероховатостью в пределах 1,25—4,0 мкм.
Недостатком этой установки является малая мощность генератора им-
пульсов тока и ограниченность номенклатуры применяемых электродов
(установка комплектуется электродами стержневого типа диаметром 1,0
мм из сплава ВК6). В табл. 6.4 приведены оптимальные режимы ЭИЛ.
Таблица 6.4. Характеристики оптимальных режимов ЭИЛ
Режим Сила рабочего тока, А Время легирования, мин Толщина слоя, мкм Шероховатость об- работанной поверх- ности Яд, мкм
Мягкий 0,25-0,80 1,0-1,5 0,005-0,015 2,5-6,3
Средний 1-2 1,5-2,0 0,01-0,013 20-160
Грубый 2-3 2-3 0,02-0,050 160
Легирование проводится при постоянном перемещении электрода
по легируемой поверхности в различных направлениях со скоростью
0,5—2,0 см/с. В процессе ЭИЛ поверхность периодически просматри-
вают в лупу с четырехкратным увеличением. На легированной поверх-
ности не допускаются прижоги, пропуски в покрытии и бугры.
251
В двигателе АЛ-31Ф и его модификациях метод ЭИЛ нашел широ-
кое применение. В частности наружные и внутренние кольцевые по-
верхности деталей наружного контура (шарниры, втулки, обтюраторы,
каретки и др.) из титановых сплавов легируются твердым сплавом
Т15К6 и графитом. Торцевые поверхности замков статорных лопаток
и уплотнительных секторов компрессора из титановых сплавов ВТЗ
и ОТ4-1 легируются никелем.
В корпусе редуктора центральной коробки передач (ЦКП) из спла-
ва ВТ-20Л в местах посадки обойм подшипников произведена замена
гальванического никеля на ЭИЛ сплавом Т15К6, что позволило улуч-
шить работу на трение деталей из титановых сплавов, которые плохо
работают на трение, особенно в паре друг с другом.
При использовании ЭИЛ дополнительной обработки легированных
поверхностей не требуется. Допускается легкая доводка и полировка.
В отдельных случаях, где к легированной поверхности предъявляются
высокие требования по шероховатости, геометрии и размерам, доводку
поверхности осуществляют механическим шлифованием эльборовым
кругом.
6.10. РЕМОНТ КАМЕРЫ СГОРАНИЯ
На характер дефектов камеры сгорания основное влияние оказыва-
ют температурные воздействия. Из-за неравномерного нагрева жаро-
вых труб по оси, радиусу и в окружном направлении возникают тем-
пературные напряжения. На жаровых трубах, патрубках, кожухах,
диффузорах появляются термоусталостные трещины.
Неполное сгорание топлива и наличие в нем серы и других ве-
ществ приводит к нагарообразованию. Слой нагара на стенках ухудша-
ет охлаждение камеры, создает условия для местного перегрева, что
вызывает коробление и растрескивание.
Колебания давления газов в ГВТ и колебания участков камер сго-
рания при резонансных частотах могут вызвать усталостные трещины
и разрушения. Процессы зарождения и развития трещин стимулируют-
ся концентраторами напряжений: отверстиями, заклепками, сварными
швами, резкими изменениями размеров.
Газовая коррозия поверхностей ГВТ снижает статическую и дина-
мическую прочность деталей. В посадочных поясах возникают износы
при трении, вызывающие наклепы, которые нарушают посадки, цен-
трирование корпусов и диффузоров. Износ при трении может быть
очень значительным.
Технические требования на ремонт камеры сгорания регламентиру-
ют следующие параметры:
252
точность формы и размеры посадочных поверхностей корпусов,
кожухов, жаровых труб;
величину биения, осевые зазоры, зазоры в щелях поверхностей
жаровых труб;
неперпендикулярность торцевых поверхностей фланцев к поса-
дочным поверхностям;
неплоскостность поверхностей стыков;
герметичность сварных соединений.
Основу ремонта камер сгорания составляет ремонт корпусов и жа-
ровых труб. Технологической особенностью ремонта является преоб-
ладание узловой обработки. Эта особенность обусловлена большим ко-
личеством неподвижных неразъемных соединений в узлах камер сго-
рания. При восстановлении таких соединений широко используется
сварка.
Основными элементами камеры сгорания являются корпус камеры
сгорания, жаровая труба и топливный коллектор.
Конструктивная схема камеры сгорания представлена на рис. 3.7.
6.10.1. Ремонт корпуса камеры сгорания
Корпуса камеры сгорания в процессе узловой обработки подверга-
ются: проверке на герметичность по сварным швам; испытанию, кон-
тролю и восстановлению размеров и формы рабочих и посадочных по-
верхностей; устранению поверхностных дефектов и трещин.
Герметичность сварных швов проверяется методом проникающих
жидкостей. Если обнаруживается трещина, шов подваривается и про-
верка повторяется. Периодически корпуса после проверки швов на
герметичность проходят гидроиспытания, при которых во внутренних
полостях корпуса создается давление жидкости 7—8 МПа, что соот-
ветствует рабочим давлениям при больших сверхзвуковых скоростях
полета (см. ниже). После испытаний производится контроль геометри-
ческих размеров. Выявленные искажения формы и размеров устраня-
ются слесарными методами, механической обработкой. В процессе об-
работки должны обеспечиваться плоскостность и параллельность тор-
цов фланцев, точность формы и размеров центрирующих поверхно-
стей корпусов. Там, где это возможно, в качестве баз используются
посадочные поверхности подшипников опор.
Определение технического состояния деталей и узлов корпуса
камеры сгорания. Одним из важнейших качеств камеры сгорания яв-
ляется равномерность температурного поля на выходе в окружном на-
правлении и изменение температуры газа в радиальном направлении
(по высоте лопатки) по требуемому закону в соответствии с нормами
253
ТУ. Нарушение этих требований может привести к местным перегре-
вам и оплавлениям частей жаровых труб и их короблению, перегреву
лопаток сопловых аппаратов, местному увеличению температуры газа
перед турбиной, деформации корпусов турбины.
У каждой камеры после ремонта проверяют неравномерность поля
температур газа на полноразмерной установке. В случае несоответст-
вия неравномерности полей температур установленным нормам камера
сгорания направляется для проверки соответствия ее изготовления
чертежу и доработки согласно инструкции.
При дефектации корпуса камеры сгорания проверяются диаметры
крышки лабиринтов: А, Б, В, Г, Д (рис. 6.20). Допускается изменение
диаметров крышек лабиринтов в пределах, обеспечивающих зазоры со-
гласно нормам, приведенным в ТУ. Фактическое значение диаметров
записывается в ведомость обмеров. При несоответствии диаметральных
зазоров установленным нормам крышку лабиринтов заменяют.
При дефектации также проверяют врезание по сотам от гребешков
лабиринта ротора КВД, намины по сотам, выкрашивание сот. Если эти
дефекты находятся в пределах установленных норм, крышка лабирин-
тов допускается к дальнейшей эксплуатации. В случае превышения
норм она подлежит замене.
При изготовлении в серийном производстве и после ремонта каж-
дый корпус камеры сгорания проходит проверку на прочность и гер-
метичность (водой под давлением). Гидроиспытания проводятся по
схеме, приведенной на рис. 6.21. Корпус камеры сгорания устанавли-
0541.1+0.14
Рис. 6.20. Контролируемые размеры при ремонте крышки лабиринтов корпуса камеры
сгорания
254
вается на приспособление, с по-
мощью которого создается гер-
метичность внутренней полости.
Далее происходит плавное сту-
пенчатое нагружение полостей
давлением Р\ (Pj = 3,5 МПа) и Р2
(Р2 = 0,875 МПа) воды с выдерж-
кой на каждой ступени в тече-
ние 3 мин.
Осмотр камеры производится
после выхода на давления
Pi = 2,8 МПа и Р2 = 0,7 МПа
Рис. 6.21. Принципиальная схема гидроис-
пытаний корпуса камеры сгорания
и выдержки при этом давлении
в течение 10 мин. Скорость на-
гружения и снятия давлений
приведена в ТУ. Герметичность
при испытаниях должна быть полная. При обнаружении негерметично-
сти на сварных швах корпуса отмечаются места течи. Производится
разделка мест негерметичности и подварка сварных швов в местах раз-
делки. Сила тока, марка и диаметр присадочной проволоки, марка
электрода, расход аргона приведены в ТУ. После подварки произво-
дятся повторное гидроиспытание корпуса камеры сгорания.
Для периодического контроля качества изготовления корпусов' ка-
мер сгорания в серийном производстве ежегодно проводятся статиче-
ские испытания корпусов до разрушения. Во время этих испытаний
корпус камеры сгорания плавно нагружается внутренними избыточны-
ми давлениями Р{ = Р2 = 0,8 МПа, после чего осуществляется визуаль-
ная оценка герметичности стыков приспособления и сброс давления.
Затем производится плавное ступенчатое нагружение камеры внут-
ренними избыточными давлениями Р\ и Р2 до разрушения корпуса ка-
меры. Отношения избыточных давлений разрушения корпуса камеры
сгорания должно быть Р\/Р2> 1,0/1,15 МПа. При получении избыточ-
ного разрушающего давления меньше указанного выше уровня испы-
танию подвергаются дополнительно два корпуса камеры.
При разрушении камеры сгорания при отношении давлений разру-
шения менее Р\/Р2 = 5,30/1,325 исследуются причины разрушения по
специальной программе и проводятся следующие работы:
вырезается из корпуса дефектное место;
замеряются толщины всех элементов стенки корпуса вдоль изло-
ма;
проводится металлографическое исследование материала;
определяются механические свойства материала.
255
На основе исследований и проведенных работ принимается реше-
ние по устранению дефекта.
6.10.2. Ремонт жаровой трубы
Ремонт жаровых труб включает следующие операции: подготовку
к ремонту, восстановление, доработку и замену деталей (частей), сбор-
ку, узловую сборку и испытание. Подготовка к ремонту заключается
в проведении качественной дефектации. При этом в зависимости от
типа камеры сгорания производится частичная или полная разборка
для очистки и дефектации труднодоступных мест. Тщательно проверя-
ются сварные швы. В некоторых случаях хорошие результаты дает
удаление нагара путем «выжигания». Оно осуществляется нагревом
жаровой трубы до температуры 600—700° С, при которой нагар из-за
выгорания углерода утрачивает сцепляемость со стенками и легко уда-
ляется при легком простукивании.
Жаровую трубу на двигателе АЛ-31Ф изготовляют двух типов: то-
ченую и листовую.
Ремонт листовых жаровых труб. Конструктивная схема листовой
камеры сгорания с указанием размеров, которые контролируются во
время ремонта, приведена на рис. 6.22. Характерные дефекты жаровых
труб представлены на рис. 6.23. Важным этапом при ремонте является
определение технического состояния жаровых труб. Ниже приведены
некоторые характерные дефекты, которые могут появиться во
время эксплуатации, и методы их устранения:
потеря подвижности завихрителя и выработка его посадочных
мест. В этом случае завихритель дорабатывается;
суммарное смещение поверхностей Ф734,5 Аз и Ф620,5 Сз от
номинального положения на величину более 2,0 мм;
увеличение зазоров между патрубками на величину более 2,2
мм. Патрубки рихтуются до получения чертежных размеров;
обгар, оплавление и трещины выходных кромок и ребер патруб-
ка. В пределах допустимых норм устраняется зачисткой, в про-
тивном случае головка заменяется;
трещины: у компенсационных прорезей обечайки, на обечайке,
от отверстий компенсационных прорезей, от отбортовки отвер-
стий до торца обечайки, по основному материалу, по перемычке
между отверстиями и по сварному шву, и расходящиеся трещи-
ны от кромок основных отверстий, и др. Если трещины в преде-
лах допустимых норм, жаровая труба допускается к дальнейшей
эксплуатации. В противном случае трещины заваривают аргон-
256
Рис. 6.22. Конструктивная схема листовой жаровой трубы:
1 — завихритель; 2 — головка; 3 — заклепка; 4 — наружный смеситель; 5 — внутренний смеси-
тель; 6 — воздухозаборник; 7 — кронштейн
но-дуговой сваркой с последующей зачисткой швов шлифоваль-
ной головкой;
уменьшение и увеличение щелей охлаждения на внутреннем
и наружном смесителях сверхдопустимых норм (см. рис. 6.22)
устраняется рихтовкой с применением специальных оправок
и щупов;
местные сколы теплозащитного покрытия ВКПН-5 на поверхно-
стях жаровых труб сверхдопустимых норм перепокрываются.
Замена головки, наружного смесителя и внутреннего смесителя
жаровой трубы. Листовая жаровая труба по сравнению с точеной бо-
лее приспособлена для ремонта и восстановления ее элементов. При
замене головки срезаются заклепки 3 (см. рис. 6.22) и снимается на-
ружный смеситель 4 с головки жаровой трубы. Отрезается хвостовая
часть головки жаровой трубы по сварному шву приварки воздухоза-
борника 6 в месте А. Затем головка жаровой трубы устанавливается на
специальное приспособление, в котором центрируется по семи отвер-
стиям Б в кронштейнах 7 и закрепляется. Подрезается торец воздухо-
заборника б до необходимого размера, острые кромки притупляются,
17 — 2043 257
АДС
размеры контролируются штангенрейсмасом. Зачищаются до металли-
ческого блеска поверхности под аргонно-дуговую сварку в воздухоза-
борнике, головке жаровой трубы, обечайки и внутреннего смесителя.
Привариваются все детали сборочной единицы АДС. После сварки жа-
ровая труба устанавливается на контрольно-измерительный прибор
с фиксацией по семи отверстиям Б для проверки ее размеров и биения
поверхностей. Для обеспечения величины биения допускается легкая
рихтовка внутреннего смесителя.
Затем на внутреннюю поверхность смесителя и головки жаровой
трубы по месту сварки наносят покрытие ВКПН-5.
После этого головку жаровой трубы с внутренним смесителем ус-
танавливают на приспособление и центрируют по отверстиям Б. На-
ружный смеситель подгоняется по сопрягаемой поверхности к головке
жаровой трубы, обеспечивая плотное прилегание поверхностей в мес-
тах клепочного соединения. Наружный смеситель 4 устанавливается
на головку жаровой трубы и фиксируется в угловом положении по от-
верстию В. Далее в головке жаровой трубы через отверстия в наруж-
ном смесителе 4 рассверливаются равномерно по окружности 12 от-
верстий. Прошиваются детали 2 и 4 технологическими заклепками
и рассверливаются последовательно остальные 100 отверстий через от-
верстия в наружном смесителе. Затем из 12 отверстий удаляют техно-
258
А-А
(повернуто)
3 (100 шт.)
Схема клепки
(остальные заклепки
условно не показаны)
Рис. 6.24. Схема клепки наружного смесителя:
1 — воздухозаборник; 2 — головка; 3 — заклепка
логические заклепки и производят клепку наружного смесителя
(рис. 6.24).
Собранная жаровая труба устанавливается на приспособление
и проверяется размер 309,5 и биение поверхности Г относительно
осей отверстия Б. Допускается рихтовка наружного смесителя (см.
рис. 6.22).
Нанесение покрытия ВКНП-5 на внутреннюю поверхность жа-
ровой трубы. Теплозащитное покрытие ВКПН-5 наносится на внут-
реннюю поверхность жаровой трубы в случае его повреждения сверх
допустимых норм и в местах сварных швов, сделанных во время ре-
монта. Подготовка поверхности под нанесение покрытия заключается
в следующем. Места скола покрытий зачищают до металлического
блеска. Сварные швы и зачищенные места обезжиривают бензином
и просушивают на воздухе. Жаровая труба устанавливается в пескост-
руйную камеру, и зачищенные места обрабатываются электрокорундом
до получения равномерной матовой поверхности. Давление сжатого
воздуха при пескоструйной обработке составляет 0,4—0,6 МПа. После
обработки электрокорундом подготовленные поверхности обдувают
сухим сжатым воздухом с целью удаления частиц электрокорунда.
Подготовленную к напылению жаровую трубу устанавливают
в камеру напыления. Места напыления протирают спиртом и просу-
шивают.
17* 259
Эластичный шнур ВКНА заправляется в горелку, посредством ко-
торой осуществляется нанесение покрытия. Шнур должен быть диа-
метром 3,9—4,4 мм. В процессе работы допускается подбор и смена
сопел горелки по фактическому диаметру шнура.
Горелку с вставленным в нее шнуром подводят к месту напыления
и включают вращатель камеры напыления, затем зажигают горелку
и напыляют подслой ВКНА толщиной 0,05—0,1 мм на зачищенные
поверхности газоплазменным методом. Толщина слоя покрытия обес-
печивается технологически за один проход.
Режим напыления: давление ацетилена 0,06—0,1 МПа; давление
кислорода 0,4—0,6 МПа; давление внутреннего распыляющего сжато-
го воздуха 0,2—0,3 МПа; давление внешнего загибающего сжатого
воздуха 0,6—0,7 МПа; расстояние от сопла до напыляемой поверхно-
сти 80... 100 мм; скорость подачи шнура 150—200 мм/мин.
По той же технологии производится напыление покрытия ВКПН-5
на поверхности, покрытые слоем ВКНА. Толщина покрытия 0,1—0,2
мм обеспечивается технологически за два прохода. Разрыв по времени
между нанесением покрытий ВКНА и ВКПН-5 не более двух часов.
Ремонт точеных жаровых труб. Элементы жаровых труб камер
сгорания работают в сложных условиях термомеханического нагруже-
ния. Наиболее трудные условия работы в сужающейся части проточ-
ного участка камеры сгорания. Особенно термонапряженными являют-
ся экраны внутренней стенки, направляющие воздух. Они разогрева-
ются значительно сильнее (до 1100° С), чем внутренняя часть корпуса
(550—770° С). Термические напряжения, возникающие в экранных ко-
зырьках на рабочем режиме, — сжимающие, превышающие предел уп-
ругости. Материал ползет, экран укорачивается. В эксплуатации во
время выключения двигателя сократившийся в размерах экран начина-
ет в процессе охлаждения растягиваться. После выработки в эксплуа-
тации первого ресурса наблюдается сильное растрескивание направ-
ляющих экранов в этой части газового тракта.
Возможность повышения термоциклической долговечности путем
замены материала на более жаропрочный сплав ВЖ145 или ВХ4А ис-
следовалась в ЦИАМе. В диапазонах термоциклирования, 0 С:
250—900, 250—1000, 250—1100 ресурс образцов после 200—300 цик-
лов нагружения увеличился с заменой материала, примерно, на 50%,
а после 1000 циклов, примерно, в 2 раза.
Более радикальным мероприятием, проведенным на ММПП «Са-
лют», была замена поврежденного участка жаровой трубы во время
ремонта на новый. При этом сохраняется самая дорогостоящая часть
камеры.
260
Наружный корпус камеры сгорания составной, разборный и про-
блем с заменой поврежденного участка не возникает. Внутренний —
неразъемный из сварных колец. Поэтому при замене поврежденной
части ее отрезают, а затем приваривают новую. Повторная сварка вы-
зывает изменение структуры и химического состава материала в ос-
новной (старой) части жаровой трубы, что может привести
к снижению ее прочностных свойств.
В связи с этим был исследован вопрос о влиянии повторной свар-
ки на прочностные свойства сварного шва и зоны термического влия-
ния сварки.
Для правильного выбора технологии ремонта жаровых труб необ-
ходимо было исследовать температурный режим стенок жаровых труб,
с тем чтобы определить места сварных швов при ремонте и исследо-
вать структуру материала самого шва и околошовной области, а также
исследовать напряжения в различных частях жаровой трубы на разных
режимах работы двигателя.
С этой целью были проведены работы по термометрированию жа-
ровой трубы для определения температуры максимального нагрева
стенки жаровой трубы в районе места приварки ремонтной секции.
Температурные данные были необходимы для проведения усталостных
ресурсных испытаний сварного шва жаровой трубы.
С жаровой трубы был снят наружный смеситель, отрезан внутренний
смеситель с головки жаровой трубы и приварены новые секции внутрен-
него смесителя. Качество сварного шва проверялось визуально с исполь-
зованием лупы четырехкратного увеличения и рентгеноконтролем.
В камере сгорания были установлены термопары, а затем проведе-
ны огневые испытания с замером температурного поля и определени-
ем температуры стенки жаровой трубы. Также были определены ско-
рости нарастания температур на выходе из компрессора, на выходе из
турбины и температуры перегрева стенки жаровой трубы в местах ус-
тановки термопар.
Полученные результаты термометрирования жаровой трубы ис-
пользовались при разработке технологии ремонта камеры сгорания.
Были проведены испытания на термоусталость образцов из мате-
риалов камер сгорания ВХ4А и ВЖ145 по режимам теплосмен, 0 С:
250—900; 250—1000; 250—1100. Внутренний корпус жаровой тру-
бы на рабочем режиме нагружен не только внутренним давлением,
но и растяжением от сильно разогретых экранных козырьков, т. е.
при максимальной температуре корпус в отличие от экрана будет
растянут. Во время охлаждения камеры в элементах внутреннего
корпуса возникают сжимающие термические напряжения от охлаж-
261
Рис. 6.25. Текстура материала свар-
ного образца из сплава ЭП648ВП
после разрушения
дающихся экранов. Таким образом,
режим нагружения внутреннего кор-
пуса находится в противофазе с ре-
жимом нагружения экранов.
В ЦИАМе были проведены испыта-
ния образцов, вырезанных из внутрен-
него корпуса жаровых труб, и образцов
из экранных козырьков. Воспроизведе-
ние эксплуатационных условий работы
образцов было осуществлено на маши-
не с термомеханическим нагружением.
Испытывались три партии образцов: 1)
не имеющих эксплуатационной нара-
ботки, 2) с эксплуатационной наработ-
кой 294 ч и 3) прошедших ремонт по-
сле эксплуатационной наработки. Цик-
лическая долговечность определялась
по наработке до полного разрушения
рабочего участка образца. При подборе
режима испытаний заданной длитель-
ности начальные уровни нагрузок на-
значались вблизи предела текучести
материала при температуре 770°С.
На рис. 6.25 представлена текстура
материала сварного образца из сплава
ЭП648ВИ после разрушения. Стрелками показаны участки (7, 2, 3) с со-
ответствующей текстурой поверхности.
Анализ результатов испытаний образцов показал, что в материале
внутреннего корпуса секций жаровых труб значительного поврежде-
ния не накопилось, и циклическая долговечность образцов из новых
и отработавших 500 ч секций практически одинаковая. Сопоставления
экспериментальных данных показали, что предложенная технология
ремонта камеры сгорания полностью восстанавливает ее сопротивле-
ние термоциклическим нагрузкам.
Таким образом, место для приварки ремонтных секций внутренне-
го корпуса жаровой трубы выбрано правильно.
При повреждении эмалевого покрытия жаровые трубы эмалируют
заново. Старый слой эмали удаляют растворителем в кислотной ванне.
После этого жаровую трубу промывают, нейтрализуют в содовом рас-
творе и просушивают. Поверхностям, покрываемым эмалью, придают
шероховатость обдувкой песком. Поверхности обезжиривают, промы-
вают и высушивают. Новый слой эмали наносят распылителем. Жаро-
262
вая труба с нанесенным слоем эмали подвергается обжигу. После ох-
лаждения контролируют качество эмали.
6.10.3. Ремонт топливного коллектора
Топливный коллектор предназначен для подачи топлива к форсун-
кам. Он имеет два кольцевых канала, один из которых подает топливо
в первый каскад форсунок, а другой — во второй каскад. Топливный
коллектор расположен в кольцевом пространстве между наружным
и внутренним корпусами камеры сгорания (см. рис. 3.7).
В настоящее время при работе двигателя АЛ-31Ф происходит за-
коксовывание канала первого каскада подвода топлива к форсунке.
Это вызывает изменение расхода топлива через форсунки, располо-
женные в зоне закоксованного участка коллектора, что приводит к не-
равномерности температурного поля на входе в турбину. Наряду
с этим наблюдается закоксованность соплового пакета форсунки.
Кроме этого во время эксплуатации на колпачках форсунок появля-
ется выработка, образуются трещины на кронштейнах коллектора
и наблюдается выработка отверстий в кронштейнах крепления коллек-
тора (рис. 6.26). Дефекты топливного коллектора на рис. 6.26 выделе-
ны жирными линиями.
Рис. 6.26. Дефекты топливного коллектора
263
В результате двигатель преждевременно должен направляться в ре-
монт.
Перечисленные эксплуатационные дефекты топливного коллектора
устраняются при ремонте следующими мероприятиями. Удаление на-
гара с деталей соплового пакета форсунок и кольца коллектора произ-
водится химической очисткой деталей в специальном моющем соста-
ве, в котором нагар размягчается, с дальнейшей ультразвуковой очист-
кой форсунок и коллектора.
Отверстия в кронштейнах крепления коллектора восстанавливают-
ся наплавкой металла с последующей механической обработкой под
необходимый размер.
Появившиеся трещины на кронштейнах коллектора заваривают ар-
гонно-дуговой сваркой с последующим контролем сварного шва. Выра-
ботка на колпачках форсунок устраняется заменой колпачков на новые.
Закоксовывание внутреннего канала коллектора не всегда удается
удалить моющими средствами и ультразвуковой очисткой. В этом слу-
чае допускается замена форсунок вырезкой закоксованного участка
и впайкой нового сектора коллектора с форсунками. Замененный уча-
сток коллектора не должен содержать более шести форсунок.
Технология замены сектора в коллекторе состоит в следующем. Из
коллектора вырезают сектор с дефектным местом с помощью дисково-
го шлифовального круга, укрепленного в патрон пневмодрели. На
кольцах коллектора зачищают острые кромки и цвета побежалости до
металлического блеска. При этом не допускается попадания стружки
Рис. 6.27. Замена сектора топливного
коллектора:
1,2 — припой; 3 — соединительная муфта
и абразива в полость коллектора.
Подлежащий установке на кол-
лектор сектор подгоняется по зазору
между его кольцами и соединитель-
ной муфтой. Зазор размером
0,05—0,2 мм обеспечивается засчет
подгонки поверхностей сопрягаемых
деталей. Далее сектор, коллектор
и соединительные муфты промывают
бензином и обдувают сжатым возду-
хом. Сектор, соединительные муфты
и коллектор устанавливают на специ-
альный стапель. Соединительные
муфты прихватываются к кольцам
коллектора аргонно-дуговой сваркой.
В технологической карте указывается
режим сварки: сила тока, марка элек-
трода, присадочный материал, сорт
аргона.
264
После этого на паяемые поверхности укладывается припой в виде
проволоки (рис. 6.27) с каждой стороны соединительной муфты по
шесть—восемь витков и прихватывается точечной сваркой.
Подготовленный таким образом для пайки коллектор устанавли-
вают на стапель и закрепляют жестко с помощью специальных колец
и клиньев. Пайку коллектора осуществляют в контейнере, схема ко-
торого с размещенным в нем стапелем представлена на рис. 6.28.
Для создания вакуума в контейнере предусмотрена воздухоотводная
Рис. 6.28. Схема контейнера для пайки коллектора
265
трубка 1. На кронштейны контейнера 3 устанавливают стапель б
с коллектором и закрепляют клиньями 9. В пенал 7 засыпают флюс,
состоящий из порошка калия, бора и фтора. Затем на контейнер 3 ус-
танавливают крышку 4 и приваривают к нему в месте Б по всему пе-
риметру АДС. В трубки 5 и 8 вставляют термопары и закрепляют
стальной фольгой к поверхности А контейнера точечной сваркой. По-
сле этого заваривают отверстие в трубке 2 и проверяют герметич-
ность сварного шва мыльным раствором с последующим наддувом
полости контейнера аргоном. Отсутствие пузырьков на поверхности
шва свидетельствует о герметичности контейнера.
Затем в полости контейнера создается вакуум не менее 5 • 10~5 мм
рт. ст. и выдерживается в течение 10 мин для подтверждения полной
герметичности контейнера. Далее срезают конец трубки 2, устанавли-
вают постоянный расход аргона через контейнер и он загружается
в электропечь, прогретую до температуры 1200° С. Пайка осуществля-
ется в среде аргона и флюса, парь'г которого заполняют пространство
контейнера. В печи контейнер выдерживают в течение 5—8 мин. При
этом температура пайки контролируется по электронному потенцио-
метру и уточняется по плавлению припоя.
По окончании процесса пайки качество паяных швов проверяют
визуально и с применением рентгенконтроля.
6.10.4. Ремонт форсунок
Характерным дефектом деталей распылительного пакета форсунки
является эрозионный износ под действием быстродвижущегося топли-
ва в тангенциальных пазах завихрителя и распылителя, в выходном со-
пле распылителя. Эрозия влияет на производительность форсунки
и искажение формы факела распыляемого топлива. Это вызывается
различием в размерах и форме тангенциальных пазов одного и того же
завихрителя или распылителя, отклонениями от правильной формы ко-
нуса и выходного сопла распылителя.
Определение пропускной способности форсунок и оценки неравно-
мерности распыла топлива производят на специальных стендах. На
этих стендах испытывают одновременно несколько форсунок и заме-
ряют расход топлива через них. Также контролируется качество и рав-
номерность распыла.
Испытание форсунок заключается в проверке следующих парамет-
ров: производительности форсунки при разных давлениях на входе;
неравномерности распределения топлива вокруг оси факела распыла,
который делится обычно на 12 секторов, и расход определяется в каж-
266
дом секторе; угла и качества распыла, давления открытия и герметич-
ности обратных клапанов форсунки.
По производительности форсунки подразделяют на несколько
групп. На каждом двигателе для получения равномерного поля темпе-
ратуры газов перед турбиной устанавливают форсунки только одной
группы.
Во время дефектации распылителя и завихрителя замеряются раз-
меры, определяющие производительность форсунки и форму факела
распыляемого топлива.
В случае если корпус форсунок и коллектор представляют собой
разборную конструкцию, ремонт форсунок может осуществляться по
следующей технологии [16].
Перед ремонтом форсунки тщательно обезжиривают в многоком-
понентных растворах или в растворах для электрохимического обезжи-
ривания. Составы растворов приведены в работе [16]. Форсунки очи-
щают от нагара путем его размягчения в жидкости следующего соста-
ва, %: раствор масла касторового сульфидированного в воде (1:2 по
объему) — 75; 10%-ный раствор гидрооксида натрия (едкого натра) —
5; этилцеллозольв — 20. Форсунки, размещенные в специальном при-
способлении, погружают сначала в ванну с жидкостью, имеющей тем-
пературу 70—75° С, и выдерживают в течение одного часа, а затем по-
гружают в ванну, содержащую 0,5%-ный водный раствор препаратов
ОП-7 или ОП-Ю, нагретый до температуры 40—50° С. Этим раство-
ром с помощью жестких волосяных щеток удаляют размягченный на-
гар, после чего форсунки промывают теплым водным раствором, со-
держащим по 0,2% по массе карбоната натрия (кальцинированной
соды) и бихромата калия (хромпика), и сушат сжатым воздухом.
Собранные форсунки проверяют на герметичность, равномерность
и угол распыла. Контролируется также расход топлива через форсун-
ку. Испытания проводят как на холодном, так и на горячем топливе.
Дефектами форсунок являются: негерметичность, которая может
явиться причиной отклонения факела пламени, прогара камеры сгора-
ния и неравномерности температурного поля за камерой сгорания; рав-
номерность расхода топлива через форсунки.
Детали форсунок подвергают магнитному контролю. Форсунки
с трещинами бракуют. Визуально выявляют эрозию металла, выго-
рание и газовую коррозию. Детали с этими повреждениями также
бракуют.
Все уплотнительные торцы форсунки должны быть без поврежде-
ний и деформаций. Собранная форсунка допускается к работе, если
она полностью герметична в горячем состоянии.
267
6.11. РЕМОНТ ТУРБИНЫ
Узел турбины относится к наиболее напряженным элементам дви-
гателя. Условия работы характеризуются не только очень высокими
уровнями рабочих температур, но и частыми сменами их значений,
что приводит к потере прочности материала лопаток и разрушению за-
щитных покрытий на поверхности лопаток. Проточная часть турбины
подвержена воздействию высокоскоростного потока газа, который со-
держит агрессивные компоненты, вызывающие газовую коррозию ло-
паток. Кроме того, в потоке газа находятся твердые частицы, приводя-
щие к повреждению поверхности лопаток и их абразивному износу.
В процессе эксплуатации на лопатках турбины могут появляться
местные зоны перегрева, образовываться трещины как на пере лопат-
ки, так и в районе перфорации, выработка и наклеп на втулках под
цапфы блоков сопловых аппаратов, износ бандажных полок и т. д.
С перепадами температур связаны деформации и усадка корпусов.
Внутренняя часть корпуса нагревается сильнее наружной, обдуваемой
воздухом. Внутренний диаметр остывающего корпуса быстро умень-
шается. В слоях металла, примыкающих к внутренней поверхности,
возникают напряжения сжатия, в наружных — растяжения. Создаются
условия для пластических деформаций корпуса, возникает коробление,
изменение посадок. Последствия нагрева выражаются и в недопусти-
мых структурных превращениях в металле.
Ползучесть вызывает необратимые деформации лопаток и дисков.
Негативное влияние оказывают и повреждения поверхностного слоя.
Даже мельчайшие трещины (размером до 1 мкм) значительно снижают
сопротивление ползучести. Остаточные удлинения от ползучести рабо-
чих лопаток и дисков изменяют радиальные зазоры.
Перечисленное налагает свой отпечаток на технические требования
и технологию ремонта. Большинство дефектов так или иначе связано
с вибрациями. Снижение вибраций достигается многократными вывер-
ками биений, сложной системой уравновешивания роторов. Техниче-
ские требования предусматривают ограничения следующих па-
раметров:
радиальных зазоров между корпусом турбины и рабочими лопат-
ками, ободами дисков и бандажными полками, в лабиринтных
уплотнениях;
размеров и биений посадочных поверхностей валов, дисков, ра-
бочих колес, сопловых аппаратов, шлицов, лабиринтных поясов,
сопрягаемых с гребешками лабиринтов;
268
отклонений от плоскости, перпендикулярности и концентрично-
сти рабочих поверхностей фланцев корпусов, сопловых аппара-
тов;
отклонений формы и размеров контура пера рабочих и сопловых
лопаток в расчетных сечениях, елочного замка, бандажных по-
лок, гребешков лабиринтов, елочных пазов дисков;
чистоты рабочих поверхностей деталей;
люфтов лопаток и зазоров в бандажных поясах;
остаточных дисбалансов валов, дисков, рабочих колес, ротора
в целом;
площади проходного сечения сопловых аппаратов;
частоту собственных колебаний рабочих лопаток.
Перечисленные выше эксплуатационные дефекты снижают ресурс
как турбины в целом, так и отдельных ее элементов. Учитывая, что
лопатки, диски, корпуса, валы и другие детали турбины изготовляют
из очень дорогостоящих сплавов, как правило, на основе никеля и хро-
ма, а технология производства, в особенности лопаток, чрезвычайно
трудоемка, остро встает вопрос о ремонте и восстановлении работо-
способности турбины.
6.11.1. Применение восстановительной
термообработки при ремонте лопаток
В материале лопаток в процессе эксплуатации под влиянием вы-
соких температур и приложенных напряжений накапливаются
структурные изменения, приводящие к снижению их несущей спо-
собности.
Структурные изменения, происходящие в материале лопаток, за-
ключаются в укрупнении гамма-штрих фазы [9], а также в «вытягива-
нии» ее в направлении максимально приложенных напряжений. Ис-
ходная гамма-штрих фаза расслаивается на фракции, по-разному обо-
гащенные образующими элементами (Ti,Al), что приводит к химиче-
ской неоднородности сплава.
В результате карбидных реакций изменяется природа исходной
карбидной фазы и происходит дополнительное выделение карбидов по
границам и внутри зерен. По границам зерен повышается плотность
дислокаций, в приграничных зонах и междендритных областях разви-
вается субмикроскопическая пористость.
Некоторые изменения структуры, возникающие при эксплуатации
двигателя, являются обратимыми и могут быть устранены термической
обработкой. Термической обработкой удается, например, восстановить
269
морфологию гамма-штрих фазы, уменьшить плотность накопленных
дислокаций, «залечить» субмикропоры.
В процессе металлографического исследования лопаток после раз-
личной наработки были установлены типы характерных структур. Ис-
следования проводились на лопатках из материала ЖС6У. Места вы-
резки образцов для металлографического исследования показаны на
рис. 6.29.
Структура двух типов, представленная на рис. 6.30, а и б, свиде-
тельствует об эксплуатации лопаток при напряжениях и температурах,
близких к расчетным. Особенностью таких структур является отсутст-
вие разной дисперсности гамма-штрих фазы.
Структура, приведенная на рис. 6.30, в, характерна для длительной
эксплуатации на предельно допустимом напряжении при расчетных
температурах, при этом гамма-штрих фаза вытянута в направлении
максимально приложенных напряжений. На рис. 6.30, г показана
структура, свидетельствующая об эксплуатации двигателя при темпе-
ратурах, выше расчетных. Она характеризуется резко выраженной дис-
персностью гамма-штрих фазы, а также ее повторным выделением.
Необходимость применения восстановительной термообработки
при ремонте лопаток определяется по структурному состоянию мате-
риала, которое оценивается электронно-микроскопическим методом,
и механическими свойствами материала после наработки лопаток в со-
ставе двигателя.
Восстановительная термообработка малоэффективна в случае кри-
тической плотности дислокаций 7 • 109 см-2, при которой начинается
зарождение микротрещин по границам зерен. Такую плотность дисло-
каций следует считать структурным критерием предразрушения спла-
ва, поэтому эффективное восстановление структуры возможно до мо-
мента появления плотности дислокаций 7 • 109 см-2.
Термообработка обеспечивает восстановление структуры и свойств
сплава и увеличивает назначенный ресурс двигателя в 1,5—2 раза. На
рис. 6.30, д представлена структура
термообработки.
л -15
сплава после восстановительной
Рис. 6.29. Места вырезки образцов для
металлографического исследования:
1 — элемент передней кромки; 2 — элемент
задней кромки; 3 — элемент замка
270
Рис. 6.30. Результаты исследования
микроструктуры материала лопатки
из сплава Ж6У:
а, б — эксплуатация лопаток при напря-
жениях и температурах, близких к расчет-
ным; в — структура, характерная для
длительной эксплуатации при предельно
допустимом напряжении и расчетных
температурах; г — структура, характерная
для эксплуатации при температурах, выше
расчетных; д — структура после восста-
новительной термообработки
Режимы восстановительной термообработки подбираются опытным
путем для конкретного изделия. Оценкой правильности выбранного
режима является соответствие механических свойств и циклических
усталостных испытаний техническим требованиям.
Восстановительная термообработка проводится в вакуумных печах
при остаточном давлении не более 1 • 10-4 мм рт. ст. и скорости охлаж-
дения не менее 40° С/мин.
271
6.11.2. Восстановление контактных поверхностей
бандажных полок рабочих лопаток дуговой
напайкой в вакууме
Охлаждаемые лопатки газовой турбины являются наиболее нагру-
женными деталями, которые нагреваются до температуры
800—1000° С и подвержены высоким растягивающим, знакоперемен-
ным изгибным и контактным напряжениям.
В связи с этим рабочие лопатки изготовляют в основном из литей-
ных жаропрочных сплавов на никелевой основе, что позволяет довести
ресурс работы материала лопаток при интенсивном конвективно-пле-
ночном охлаждении до 1500 ч и более.
Однако из-за высоких вибрационных и контактных напряжений,
а также относительно низкой окалиностойкости этих сплавов в местах
соприкасания бандажных полок между собой происходит интенсивный
износ их контактных поверхностей. Это сокращает ресурс работы ло-
паток до нескольких сотен часов, хотя замок, перо и полка еще при-
годны к длительной эксплуатации.
Поэтому повышение износостойкости контактных поверхностей
бандажных полок лопаток ГТД и восстановление изношенных лопаток
является весьма актуальной и одновременно сложной задачей в основ-
ном из-за металлургических особенностей сплавов типа ЖС6У
и ЖС6К, которые относятся к классу несвариваемых материалов.
При изыскании способов упрочнения и восстановления контактных
поверхностей полок лопаток в различных НИИ и на ряде предприятий
отрасли авиационной промышленности были опробованы детонацион-
ный и электроискровой методы, сварка электронным лучом, пайка
в печах с общим нагревом в среде инертного газа и вакууме, пайка
электроконтакгным нагревом, наплавка дугой в среде аргона. Указан-
ные методы подробно описаны в [31]. Однако эти способы при восста-
новлении бандажных полок практического применения не нашли.
Анализ всех способов упрочнения и восстановления контактных
поверхностей бандажных полок рабочих лопаток показал, что наибо-
лее приемлемым является способ высокотемпературной напайки пла-
стин из более износостойкого материала с использованием локального
источника энергии. Условия, необходимые для напайки износостойких
пластин к контактным поверхностям полок лопаток, сформулированы
в [35, 36]:
1. В зоне теплового воздействия источника энергии максимальная
температура паяемых материалов не должна превышать температуры
их опасных структурных превращений (1220—1240° С), так как при
этой температуре начинают расплавляться расположенные в межден-
272
дритных участках локальные объемы легкоплавкой эвтектики, что
приводит к необратимому снижению жаропрочности и пластичности
высокожаропрочных сплавов.
2. Температура пайки должна находиться в диапазоне
1170—1220° С, так как температура плавления промышленных припо-
ев на никелевой основе всего на 20—100° С ниже температуры плав-
ления высокопрочных сплавов.
3. Качественную пайку можно осуществить локальным источни-
ком теплоты при неподвижном пятне нагрева только при создании ста-
ционарного температурного поля, скорость изменения которого не
должна превышать 1—3° С/с, что обеспечивает сведение к минимуму
влияния фактора времени при дальнейшем нагреве после образования
паяного соединения.
К локальному источнику, удовлетворяющему этим условиям, мож-
но отнести дуговой разряд с полым катодом (ДРПК) в вакууме. Схема
процесса пайки ДРПК представлена на рис. 6.31. В водоохлаждаемой
горелке 1 находится неплавящийся катод 3, представляющий собой
полый цилиндр, выполненный из тугоплавкого металла (тантала или
вольфрама), через который подается плазмообразующий газ — аргон.
Контакт плазмы дугового разряда с полым катодом осуществляется во
внутренней полости цилиндра.
Анализ расчетных температурных полей в зоне паяемого соедине-
ния показал следующее:
неподвижным круговым источником теплоты можно получить
в течение 30—60 с в зоне паяного соединения температурное
поле, близкое к стационарному;
Рис. 6.31. Схема процесса пайки ДРПК:
1 — водоохлаждаемая горелка; 2 — натекатель аргона; 3 — полый катод; 4 — паяемая деталь
18 - 2043 273
для проведения качественной пайки соединений требуемых раз-
меров тепловые параметры локального источника энергии долж-
ны находиться в пределах: коэффициент сосредоточенности от
0,5 до 2,5 см2; эффективная мощность — от 300 до 900 Вт.
Исследования тепловых характеристик ДРПК в зависимости от па-
раметров режима и сравнение их с расчетными позволили установить,
что ДРПК по тепловым характеристикам вполне обеспечивает требуе-
мый прогрев указанных соединений для высокотемпературной пайки
и область оптимальных параметров режима находится в диапазоне:
сила тока разряда от 10 до 25 А; длина дугового промежутка от 20 до
35 мм; расход аргона через полый катод от 1,5 до 2,5 мг/с при диамет-
ре полости катода 3—4 мм [20].
Более подробно особенности технологического процесса изложены
в [19]. Здесь отметим лишь то, что площадь торцевой поверхности ло-
патки, где расположены паяемые соединения, должна быть как мини-
мум в 1,5—2 раза больше площади пятна нагрева ДРПК на режимах
для пайки. Поскольку при дуговой пайке площадь пятна нагрева, как
правило, больше площади бандажной полки рабочей лопатки, на прак-
тике торцевую поверхность следует искусственно увеличивать за счет
специального приспособления.
Следующим этапом при разработке технологии упрочнения и вос-
становления контактных поверхностей бандажных полок рабочих ло-
паток был выбор материала пластин и припоя и отработка процесса
дуговой пайки в вакууме на лопатках.
В конце 70-х годов ВИАМ разработал ряд припоев на никелевой
основе, в частности ВПр24 и ВПр27, которые по жаростойкости
превосходили существующие отечественные припои. Поэтому для
напайки пластин на контактные поверхности за базовый был взят
припой ВПр27. Предпочтение этому припою было отдано благодаря
более низкой температуре пайки (1170—1180° С) по сравнению
с ВПр24 и получению его в виде аморфной фольги толщиной
30—60 мкм.
Исследования изношенных поверхностей бандажных полок показа-
ли, что материал пластин, применяемых для упрочнения и восстанов-
ления этих поверхностей, должен обладать более высокой жаростойко-
стью и твердостью, чем материал лопатки. В связи с этим были выбра-
ны следующие материалы: ВКНА-2, ВЖЛ-15, ВЖЛ-2.
Подготовка контактных поверхностей под пайку включает в себя
механическую обработку на глубину 1,5—2 мм и зачистку бандаж-
ной полки. Особенно тщательная зачистка поверхностей необходи-
ма в алитированных лопатках после эксплуатации, так как наличие
274
алитированного или окисленного слоя препятствует смачиванию и
растеканию припоя.
Пластины требуемых размеров после механической обработки под-
вергаются рентгенконтролю и цветной дефектоскопии на отсутствие
трещин. Припой в виде фольги вырезается по периметру на 2—3 мм
больше, чем контактная площадь пластины, и прихватывается к пла-
стине конденсатной сваркой в двух точках. Выступающая часть фоль-
ги служит для визуального контроля за началом плавления припоя.
Подготовленные таким образом пластины собираются в специальное
приспособление, которое обеспечивает фиксацию лопаток и постоян-
ное поджатие пластин к контактным поверхностям во время пайки.
Под действием давления сжатия порядка 2—3 МПа расплавленный
припой частично выдавливается из зазора, что способствует повыше-
нию прочности паяного соединения. Специальное приспособление по-
зволяет одновременно загружать в вакуумную камеру 40—50 лопаток.
После загрузки приспособления с лопатками в камеру и получения
в ней после откачки воздуха рабочего давления порядка (6—8) • 10“2 Па
производится процесс дуговой пайки. Как отмечалось выше, место, где
происходит пайка, обдувается аргоном. При напайке пластин размером
5 х 3 х 1,5 мм к контактным поверхностям рабочей лопатки первой сту-
пени ТВД оптимальным был следующий режим ДРПК: сила тока разря-
да 12—15 А; напряжение 32—34 В; длина дугового промежутка разряда
20—23 мм; диаметр полости титанового катода 3,0—3,2 мм.
Процесс пайки контролировался по плавлению выступа фольги
и растеканию припоя со стороны, обратной пятну нагрева ДРПК. По-
сле плавления припоя производилась выдержка при температуре пайки
в течение 12—15 с.
Измерения максимальных температур в бандажной полке с помо-
щью термопар в процессе нагрева паяемого соединения показали, что
температура в месте перехода бандажной полки в перо не превышала
800—850° С.
Оптический контроль рабочих лопаток после дуговой пайки в ва-
кууме показал, что профиль пера и размеры всей лопатки изменялись
значительно меньше допустимых пределов. Эти данные свидетельству-
ют о высокой локальности нагрева и незначительном термическом
влиянии на наиболее нагруженные части лопатки — перо и замок.
После пайки лопатки подвергаются термообработке при температу-
ре 950° С в течение трех часов, механической обработке паяного со-
единения в соответствии с чертежом и контролю зоны пайки люминес-
центно-цветным методом.
18* 275
Металлографические исследования паяных соединений на опытной
партии лопаток показали, что их качество удовлетворяло всем необхо-
димым требованиям. Толщина паяного шва припоя ВПр27 не превы-
шала 5—7 мкм.
Испытания на срез паяного соединения при температуре 975° С не-
посредственно на рабочих лопатках показали, что разрушение шло по
материалу пластин. Таким образом, процесс дуговой пайки позволил
получить высокоработоспособные паяные соединения.
Натурные испытания проводились на стендовых технологических
двигателях по специальной программе на испытательном стенде. На
каждую ступень двигателя ставились лопатки с припаянными пласти-
нами из материалов ВКНА-2, ВЖЛ-15, ВЖЛ-2 и алитированные лопат-
ки с неупрочненными контактными поверхностями. Это позволило
в одинаковых условиях испытать разные материалы пластин и срав-
нить их с лопаткой без напаянных пластин.
После наработки 60—70 ч на двигателе в условиях переменных ре-
жимов работы лопатки снимались с испытаний для проведения всесто-
ронних исследований. Состояние лопаток оценивалось на основании
визуального осмотра, люминесцентно-цветовой дефектоскопии, метал-
лографии и замера износа контактных поверхностей.
Осмотр контактных поверхностей позволил расположить их по
степени увеличения износа материала пластин в следующем порядке:
ВЖЛ-2, ВЖЛ-15, ВКНА-2, ЖС6У. Серия натурных испытаний на тех-
нологических двигателях также подтвердила, что наиболее износо-
стойким материалом пластин является ВЖЛ-2. Так, после наработки
лопаток на двигателе в течение 100 ч контактная поверхность пласти-
ны из материала ВЖЛ-2 была блестящей и без следов схватывания.
Люминесцентно-цветовой контроль не выявил образования каких-либо
дефектов в зоне пайки после работы лопаток на двигателе. Металло-
графические исследования также показали удовлетворительное качест-
во паяных соединений. Таким образом, натурные испытания послужи-
ли убедительным доказательством необходимости внедрения в произ-
водство лопаток и их ремонт методом дуговой напайки пластин в ва-
кууме на бандажные полки.
Результаты этих исследований позволили при участии МГТУ им.
Н.Э. Баумана, ВИАМ и НИИД внедрить на ММ1111 «Салют» принципиаль-
но новый технологический процесс, не имеющий аналогов за рубежом [31].
Упрочнение контактных поверхностей полок рабочих лопаток ду-
говой пайкой в вакууме позволило увеличить ресурс их работы в 2—4
раза в зависимости от типоразмера лопаток и производить трехкратное
их восстановление. При этом эксплуатационные характеристики пера
и замка практически не изменились.
276
6.11.3. Восстановление лопаток ионно-
плазменным методом
Создание авиационных газотурбинных двигателей последних мо-
дификаций потребовало значительного повышения температуры газа
перед турбиной, снижения удельной массы двигателя, снижение затрат
энергии на охлаждение рабочих лопаток турбины. Это обусловило
рост рабочей температуры на поверхности лопаток на 50—100° С, что
в сочетании с высокой теплонапряженностью лопаток ведет к тому,
что ресурс лопаток оказался меньше назначенного ресурса для двига-
теля в целом.
В настоящее время гарантированный ресурс лопаток турбины высо-
кого давления из сплава ЖС6У с комплексным диффузионным покры-
тием (КДП) А1-Сг, без ремонта не превышает 640—700 ч, а с конденси-
рованным ионно-плазменным покрытием (ИПП) СДП-2 составляет 300
ч. Чтобы сохранить высокие рабочие характеристики и надежность ло-
паток,необходимо производить их ремонт путем снятия наружного по-
крытия, исчерпавшего свой ресурс, и повторного нанесения покрытия.
Это позволяет продлить ресурс лопаток с первоначально нанесенным
покрытием КДП до 1120—1180 ч, а лопаток с ИПП до 700 ч.
Одним из основных направлений повышения надежности и ресурса
деталей ГТД, работающих в условиях высоких температур, является
нанесение на их поверхность жаростойких защитных покрытий.
В ВИАМе разработана вакуумно-плазменная технология высоких
энергий (ВПТВЭ) [18, 19, 31], позволяющая наносить многокомпо-
нентные покрытия из широкого круга металлических и неметалличе-
ских материалов (металлов, сплавов, нитридов, карбидов, керметов),
предназначенных для защиты рабочих поверхностей деталей ГТД от
воздействия внешней среды.
По методике ВПТВЭ исходный токопроводящий материал перево-
дится в плазменное состояние с энергией частиц 10—100 эВ, плазма
фокусируется в поток и ускоряется в направлении покрываемой по-
верхности. В процессе взаимодействия с поверхностью она конденси-
руется, образуя покрытие.
Известны методы получения покрытий в вакууме путем осаждения
распыленных под действием ионной бомбардировки атомов. В отли-
чие от них процесс осаждения покрытий из ускоренных плазменных
потоков имеет следующие основные преимущества:
возможность управления энергией частиц плазмы, взаимодейст-
вующих с покрываемой поверхностью, путем ускорения или тор-
можения ионов изменением электрического потенциала покры-
ваемой детали;
277
возможность получения беспористых покрытий на шероховатой
поверхности сложного профиля;
направленность потока плазмы, что обеспечивает лучшее ис-
пользование испаряемого материала;
возможность осаждения покрытий при относительно низкой тем-
пературе основы, благодаря чему нет необходимости во внешней
термической активации поверхности;
возможность получения покрытий сложного состава (нитри-
дов, карбидов и др.) путем введения в поток металлической
плазмы.
Для реализации метода ВПТВЭ в ВИАМе была разработана ориги-
нальная промышленная установка МАП-1, позволяющая наносить по-
крытия из многокомпонентных сплавов на лопатки турбины и другие
детали ГТД. Схема установки приведена на рис. 6.32. Внешний вид
установки представлен на рис. 6.33 (см. цветную вклейку). В установке
МАП-1 использован вакуумно-дуговой способ генерации плазмы из
материала сплава СДП-2, который является катодом. Материал катода
Рис. 6.32. Принципиальная схема ионно-плазменной установки МАП-1:
/ — вакуумная камера; 2 — катод; 3 — анод; 4 — поджигающий электрод; 5 — источник пита-
ния дуги; 6, 7 — привод перемещения катода; 8 — магнитная катушка; 9 — привод перемещения
изделия; 10 — источник подачи отрицательного потенциала на изделие; 11 — опорный электрод;
12 — покрываемое изделие; 13 — электромагнитный фиксатор катодных пятен
278
переводится в микрокапельную фазу, которая,охлаждаясь на поверхно-
сти лопаток, образует аморфное безфазное покрытие. Осаждение по-
крытия производится в вакууме при давлении не выше 0,05 Па при по-
стоянном режиме работы установки, который задается током дуги
и напряжением на покрываемых деталях.
На установке МАП-1 при силе тока вакуумной дуги 750 А обеспе-
чивается скорость испарения жаростойких сплавов 200—215 г/ч. В ка-
честве защитного покрытия было внедрено покрытие из сплава СДП-2
системы Ni-Cr-Al-Y, обеспечивающее защиту лопаток, изготовленных
из сплава ЖС6У, от высокотемпературного окисления при температу-
ре до 1100—1150° С.
Внедрение покрытия СДП-2 на лопатках ТВД двигателя АЛ-31Ф
третьей серии позволило почти в три раза повысить ресурс лопаток
турбины по сравнению с обычным алитированием.
После выработки ресурса покрытие с лопаток удаляется путем хи-
мического травления и наносится вновь. Покрытие СДП-2 конденсиро-
ванное, состоящее из двух металлографически различных фаз: бета-фа-
зы (NiAl) и гамма-штрих фазы (Ni3Al), дополнительно легированных
иттрием, повышающим жаростойкость. В твердом растворе присутст-
вует также гамма-фаза (NiCr) и карбиды.
Толщина наносимого покрытия на пере лопатки составляет
50—70 мкм, что является оптимальным для пустотелой лопатки.
Качество покрытий на лопатках контролируется внешним осмот-
ром, взвешиванием покрываемых деталей до и после нанесения по-
крытия. Оценка прочности сцепления покрытия с материалом ло-
патки на образцах-свидетелях производилась сравнением электри-
ческих диаграмм тока вакуумной дуги и напряжения на деталях
при ионной очистке с эталонными диаграммами, а также при необ-
ходимости металлографическим анализом покрытия на лопат-
ках-свидетелях.
Контроль толщины покрытия осуществляется по приращению мас-
сы лопатки путем взвешивания, что обеспечивает необходимую тол-
щину защитного слоя на поверхности пера лопатки.
Прочность сцепления покрытия при доводке метода проверялась
путем изгиба образца-свидетеля на оправке радиусом 4—5 мм. Сцеп-
ление считалось удовлетворительным, если после изгиба образца на
угол 100 град покрытие не отслаивалось.
Соблюдение технологии по подготовке поверхности деталей под
покрытие и по нанесению покрытия гарантируют высокое качество по-
лучаемых покрытий, так как сам процесс нанесения покрытия облада-
279
ет исключительной стабильностью и повторяемостью. На рис. 6.34, а
представлена структура покрытия СДП-2. Покрытие имеет характер-
ную мелкозернистую структуру, которая обеспечивает его высокую
пластичность. Химический состав покрытия на сплаве ЖС6У приведен
в табл. 6.5.
Таблица 6.5. Химический состав покрытия СДП-2 иа сплаве ЖС6У после
иаиесеиия и отжига (температура отжига — 1000° С; продолжительность
отжига — 4ч)
Место измерения Содержание элемента, % по массе
Ni Сг А1 Ti W Мо Со Nb Si Fe Y
Наружная зона (3 мкм от края) 67,1 22,0 10,0 — — — 0,4 — — — <0,1
Переходная зона (3 мкм от наружной зоны) 68,5 16,0 8,0 0,9 3,4 0,5 1,9 0,4 — — <0,2
Основа 58,4 9,0 4,9 2,9 12,1 1,5 10,0 1,1 — — —
Стремление к увеличению ресурса двигателей потребовало по-
мимо применения рабочих лопаток, отливаемых методом направ-
ленной кристаллизации и монокристальной ориентации из сплавов
ЖС26ВИ и ЖС32ВИ, внедрения и нового защитного жаростойкого
покрытия.
Такие покрытия, как СДП-2, комплексное диффузионное покрытие
(Ni-Cr) + (Cr-Al-Y) из порошков, хорошо себя зарекомендовавшие на
лопатках с равноосной структурой из сплава ЖС6У, уже не отвечают в
полной мере требованиям, предъявляемым к покрытию — для лопаток
из сплавов ЖС26ВИ и ЖС32ВИ.
Следующим шагом в развитии метода ВПТВЭ на ММПП «Салют»
стало внедрение разработанного в ВИАМе жаростойкого защитного
покрытия из сплава ВСДП-11 для лопаток направленной и монокри-
сталлической ориентации.
В отличие от покрытия СДП-2 это покрытие является диффузи-
онным. Его структура и свойства формируются в процессе диффу-
зионного отжига в результате взаимодействия нанесенного на по-
верхность изделия сплава ВДСП-11 с материалом основы. С 1992 г.
на ММПП «Салют» покрытие ВСДП-11 внедрено и наносится на
рабочие лопатки турбины двигателя АЛ-31Ф четвертой серии и на
лопатки второй ступени двигателя Д436Т1, а также используется
при ремонте лопаток.
Сплав ВСДП-11 — это алюминиевый сплав, легированный
кремнием и иттрием (Al-Si-Y). Покрытие получается путем кон-
тролируемого осаждения на поверхность лопаток алюминиевого
сплава и последующего высокотемпературного вакуумного отжига
280
б)
Рис. 6.34. Структура покрытия на лопатке турбины:
а — покрытие СДП-2; б — покрытие СДП-11
при температуре 1000—1050° С в течение 3—4 ч. При отжиге про-
исходит оплавление слоя алюминиевого сплава, протекает метал-
лотермическая реакция и последующее термодиффузионное фор-
мирование покрытия.
Фазовый и элементный состав покрытия определяется составом
алюминиевого сплава, а также его удельной массой, накопленной на
поверхности лопаток и режимом термообработки. Покрытие имеет ха-
рактерное двухзонное строение. Типичная структура покрытия после
нанесения и отжига на сплаве ЖС-32 представлена на рис 6.34, б. По-
крытие имеет характерную мелкозернистую структуру, которая опре-
деляет его высокую пластичность. Химический состав покрытия на
сплаве ЖС-32 приведен в табл. 6.6.
281
Таблица 6.6. Химический состав покрытия ВСДП-11 иа сплаве ЖДС-32 после
нанесения и отжига (температура отжига — 1050° С; продолжительность отжига —
3 ч; поверхностная плотность сплава — 40 г/м2)
Место измерения Содержание элемента, % по массе
Ni Сг А1 Ti W Мо Со Nb Si Fe Y
Наружная зона (3 мкм от края) 57,0 2,3 20,2 5,4 6,1 1,0 6,4 0,0 1,3 0,2 <0,1
Наружная зона (3 мкм от внутренней зоны) 64,1 4,3 18,1 2,4 1,9 о,1 8,7 0,0 0,2 0,2 <0,1
Внутренняя зона 45,2 9,2 4,3 3,2 16,7 2,4 10,2 0,0 I,4 0.4 —
Основа 54,3 8,2 4,0 4,8 13,0 2,1 9,2 — 43 0,1 —
Наружная зона состоит из бета-фазы (Ni-Al), легированной крем-
нием и иттрием, которые повышают жаростойкость. Эта зона также
содержит элементы жаростойкого сплава с содержанием А1 от 18 до
22% по массе.
Такое содержание алюминия в покрытии является оптимальным,
так как обеспечивает высокую термостабильность покрытия при со-
хранении высокой жаростойкости. Содержание А1 в бета-фазе в спла-
ве ВСДП-11 примерно в два раза больше, чем в бета-фазе сплава
СДП-2, что позволило повысить долговечность покрытия на лопатках
в 1,5—2 раза.
Внутренняя переходная зона имеет гетерогенное строение и содер-
жит бета-фазу, гамма-штрих фазу (Ni3 AI) и карбиды.
Покрытие обладает высокими защитными свойствами при темпера-
турах до 1050—1100° С.
Наиболее теплонапряженной в рабочей лопатке ТВД является зона
входной кромки. Поэтому защитный слой покрытия по сечению пера
наносится переменной толщиной. Наибольшая толщина покрытия де-
лается на входной кромке и составляет 35—50 мкм, наименьшая — на
поверхности пера (20—40 мкм).
Технологический процесс получения защитного покрытия из спла-
ва ВСДП-11 в основном сходен с процессом получения покрытия
СДП-2. Главной особенностью является локальное увеличение толщи-
ны покрытия (на 10—15 мкм) на участке входной кромки лопатки,
имеющем максимальную рабочую температуру. Подобная «конструк-
ция» покрытия повышает его долговечность за счет увеличения сопро-
тивления как газовой коррозии на наиболее нагретых участках пера,
так и термоусталостному растрескиванию в менее нагретых зонах пера
(на спинке и на корыте). В результате использование на двигателе
АЛ-31Ф четвертой серии монокристаллических лопаток из сплава
282
ЖС-32 с защитным жаростойким покрытием из сплава ВСДП-11 по-
зволило увеличить ресурс работы изделий почти в 1,5 раза по сравне-
нию с лопатками из сплава ЖС-6У с двухстадийным комплексным
хромоалитированием в качестве защитного покрытия.
В настоящее время нанесение защитных покрытий методом
ВПТВЭ является одним из основных технологических процессов на
ММПП «Салют», который продолжает успешно развиваться и совер-
шенствоваться.
6.11.4. Ремонт ротора турбины высокого
давления
К основным дефектам, встречающимся на рабочих лопатках ТВД
относятся трещины на профиле пера со стороны корыта и спинки, тре-
щины на торце пера лопатки (вдоль оси лопатки), растрескивание на
кромке отверстий перфорации, поверхностное растрескивание покры-
тия на входной кромке пера лопатки, пятна на пере лопатки, следы ка-
сания торца пера лопатки о вставки, вытяжка лопаток, перегрев лопа-
ток на двигателях, имевших превышение («заброс») температуры
сверх норм ТУ, литейные дефекты (раковины, окисные включения) на
профиле пера, кромках, хвостовике и бандажной полке, превышение
допустимой наработки лопаток, несоответствие внешнего вида поверх-
ности пера лопатки контрольному образцу.
Кроме того, в процессе эксплуатации турбины могут появиться
следующие дефекты: вытяжка диска, забоины, намины, растрескива-
ния и вырывы материала на гребешках лабиринтов диска, увеличение
диаметров под болты (вытяжка), износ посадочной поверхности под
роликоподшипник.
При сборке, разборке, хранении и транспортировке ротора не до-
пускается приложение осевых нагрузок к лопаткам, а также использо-
вание полок и хвостовиков лопаток в качестве опорных поверхностей,
кроме операций по снятию и установке лопаток, при которых исполь-
зование опорных поверхностей и применяемых приспособлений огово-
рено особо в указаниях по ремонту.
При выполнении операций и хранении ротора щели и отверстия во
внутренних полостях должны быть заклеены клейкой лентой.
При хранении собранного ротора он должен быть закрыт чехлом.
Для определения объема работ по ремонту лопаток необходимо
провести их дефектацию и распределить по группам, в соответствии
с характером ремонта. Эта часть работы включает в себя предвари-
тельный контроль, который подразделяют на следующие этапы:
283
анализ наработки лопаток и наличия забросов температуры при
эксплуатации двигателя по данным формуляра;
визуальный осмотр лопаток на наличие дефектов, не допусти-
мых по нормам оценки технического состояния, величину нагара
на поверхности лопаток и необходимость проведения струй-
но-абразивной очистки (САО).
По результатам предварительного контроля лопатки подразделяют
на четыре группы:
1) требующие контроля тонкой структуры на наличие перегрева;
2) требующие ремонта без замены покрытия;
3) требующие ремонта с заменой покрытия;
4) не пригодные к дальнейшей эксплуатации и подлежащие замене
на новые или имеющие наработку и годные к постановке на двигатель
по нормам оценки технического состояния.
Дефектация и ремонт. Трещины на профиле пера со стороны ко-
рыта и спинки лопатки обнаруживают с помощью метода ЛЮМ-1-0В.
Входная и выходная кромки лопатки проверяют вихретоковым мето-
дом. При обнаружении трещин лопатка подлежит замене.
Трещины на торце пера лопатки также обнаруживают и проверяют
методом ЛЮМ-1-0В и замеряют с использованием лупы. К эксплуата-
ции допускаются лопатки с трещинами по торцу длиной до 2,5 мм.
Количество трещин допускается не более пяти. Расстояние между тре-
щинами должно быть не менее 3 мм. Лопатки с большими дефектами
заменяют.
Растрескивания на кромке отверстий перфорации проверяют с ис-
пользованием метода ЛЮМ-1 или ЦМ-15 и измеряют с помощью
штангенциркуля. По нормам допускается растрескивание длиной до 5
мм. Растрескивание больших размеров устраняют заменой покрытия.
Дефектация поверхностного растрескивания покрытия на входной
кромке пера лопатки аналогична дефектации кромок отверстий перфо-
рации. Здесь следует обратить внимание на то, что лопатки со снятым
в процессе ремонта покрытием и имеющие трещины на кромках от-
верстий перфорации или на входной кромке подлежат замене.
При наличии пятен на пере лопатки ее сравнивают с контрольным
образцом. Следы касания торца пера лопатки о вставки допускаются
при сравнении с контрольным образцом и после удаления заусенцев.
При наличии дефектов на лопатке, превышающих аналогичные на
контрольном образце, лопатку заменяют.
Допускается увеличение длины лопатки от исходного размера на
0,05 мм. Длину лопаток замеряют специальным прибором путем срав-
нения с эталоном. При большей вытяжке лопатка подлежит замене.
После наружного осмотра и сравнения с контрольным образцом нами-
284
ны и забоины по нерабочим поверхностям хвостовика лопатки зачища-
ют, выпучивания материала по контуру повреждения полируют. Ло-
патки, не соответствующие контрольному образцу, заменяют.
На двигателях, имевших превышение («заброс») температуры газа
за турбиной сверх норм, оговоренных в ТУ, производится проверка на
перегрев двух лопаток из комплекта с контролем тонкой структуры
материала методом электронной микроскопии. При наличии перегрева
следует заменить комплект лопаток целиком и проверить на перегрев
рабочие лопатки ТНД.
Литейные дефекты на профиле пера, кромках, хвостовике и бан-
дажной полке подвергаются наружному осмотру с проверкой методом
ЛЮМ-1-0В. В случае свечений следует перепроверить лопатку мето-
дом ЦМ-15В. Нормы допустимых литейных дефектов без их устране-
ния приводятся в специально разработанных таблицах. При превыше-
нии норм лопатка подлежит замене.
Для исключения превышения допустимой наработки производится
ее подсчет по записям в формуляре двигателя. Допустимая наработка
лопаток ТВД без замены покрытия установлена 640 ч. При остатке ре-
сурса лопаток менее межремонтного ресурса двигателя лопатки следу-
ет отремонтировать заменой покрытия. При этом допускается не более
двух ремонтов с заменой покрытия. Ресурс после замены покрытия со-
ставляет 481 ч в пределах назначенного ресурса 1121 ч.
Допускаются несоответствия внешнего вида поверхности пера ло-
патки контрольному образцу. Лопатки, на поверхности пера которых
имеются отклонения, превышающие нормы контрольного образца, на-
правляются на удаление покрытия.
После снятия покрытия химическим путем, удаления шлама по-
средством струйно-абразивной очистки и механической зачистки ос-
татков покрытия, лопатки подвергаются дефектации по отдельной про-
грамме для лопаток со снятым покрытием.
Рабочая лопатка со снятым покрытием также сравнивается с кон-
трольным образцом и, в случае соответствия ее внешнего вида образ-
цу, допускается к нанесению покрытия СДП-2 или ВСДП-11.
Вытяжку диска оценивают путем измерения его диаметра в двух
сечениях (по «входу» и «выходу») на расстоянии 5 мм от торцов
обода диска с помощью микрометра. За истинное следует принять
среднее значение диаметров по каждому сечению в отдельности.
В случае если это заключение оказывается выше допустимых норм,
диск бракуется.
Забоины, намины, растрескивания и вырывы материала на гре-
бешках лабиринтов диска зачищают и полируют до выведения дефекта
с плавным переходом к целому материалу и проверяют методом
285
ЛЮМ-1. Допускается зачистка гребешков на всю их высоту на длине
не более 50 мм, при этом расстояние между зачищенными местами
должно быть не менее 50 мм. Места зачистки на соседних гребешках
не должны быть расположены одно против другого. Количество де-
фектных мест на одном гребешке допускается не более двух. При
больших провреждениях диск подлежит замене.
Увеличение диаметров отверстий под болты, соединяющие носок
и диск ТВД, допускается не более чем на 0,08 мм от исходного разме-
ра. При больших отклонениях диаметров следует доработать отверстия
под ремонтные болты.
При износе посадочной поверхности носка ТВД под роликопод-
шипник допускается ее восстановление методом размерного хромиро-
вания.
6.11.5. Ремонт блока сопловых лопаток
турбины высокого давления
На рис. 6.35 представлен сопловой блок с характерными неисправ-
ностями. В процессе эксплуатации на сопловых венцах могут возни-
кать трещины, растрескивания поверхностного слоя, забоины, намины,
вырывы материала на гребешках уплотнений, выработка материала по
Рис. 6.35. Сопловой блок ТВД с характерными неисправностями
(7 — 7 — зоны появления возможных дефектов)
286
поверхностям вращения, биения, засор щелей. Также встречаются ли-
тейные дефекты в виде раковин и окисных включений.
После снятия с двигателя сопловой венец промывают и очищают.
Растрескивание алюмосилицированного слоя обнаруживается и прове-
ряется методом ЦМ-15.
Допускается растрескивание алюмосилицированного слоя в радиу-
сах перехода пера в большую полку со стороны корыта и спинки (см.
рис. 6.35, зона 2) и малую полку также со стороны корыта и спинки
(зона 2). Допускается растрескивание на корыте площадью 40 х 40 мм2
и спинке 30 х 30 мм2 (зона 5). Не пересекающиеся между собой рас-
трескивания защитного покрытия на большой и малой полках соплово-
го блока также допускаются (зона 4).
На поверхностях кольцевой части соплового блока возможно нали-
чие забоин. Обнаруживаются они при внешнем осмотре. У забоин глу-
биной до 1,5 мм зачищают и полируют вспучивание металла и острые
кромки. Расстояние между забоинами должно быть не менее 30 мм.
При превышении указанных значений блок подлежит замене.
В сопловом блоке допускаются трещины-, от отверстий перфора-
ции на кольцевых частях блока длиной не более 10 мм; от отверстий
компенсационных прорезей на малой полке с выходом или без выхода
на вертикальную стенку (зона 5); на входной кромке между отверстия-
ми перфорации (зона 6, допускается одна трещина длиной не более 7
мм); в радиусе перехода выходной кромки в большую и малую полки
(зона 7, допускаются трещины длиной не более 7 мм, по одной со сто-
роны каждой полки).
При большом количестве трещин в радиусе перехода их устраняют
плавной выборкой с последующим контролем методом ЦМ-15.
Трещины на выходной кромке устраняют выборкой дефектного
места с плавным переходом к целому материалу и скруглением острых
кромок. Допускаются трещины длиной до 5 мм в количестве не более
одной.
Для всех рассмотренных выше примеров обнаружения и устране-
ния трещин на сопловом венце при послеремонтном контроле исполь-
зуется метод ЦМ-15.
Обнаружение посторонних частиц в щелях выходных кромок про-
изводится наружным осмотром с применением лупы четырех кратного
увеличения. Посторонние частицы удаляют.
Литейные дефекты (раковины, окисные включения) на профиле
пера, кромках и полках лопаток допускаются согласно специально раз-
работанным Нормам. При превышении указанных Норм блоки подле-
жат замене.
287
Намины и вырывы материала на гребешках уплотнений зачищают
и полируют с плавным переходом к неповрежденному материалу с по-
следующим контролем методом ЦМ-15.
6.11.6. Ремонт ротора турбины низкого давления
Эксплуатационные дефекты на рабочих лопатках ТНД принципи-
ально те же, что и на рабочих лопатках ТВД. Это забоины и вмятины
на пере лопатки, возможны литейные дефекты в виде раковин и окис-
ных включений, повреждение поверхностного слоя на пере лопатки,
перегрев лопаток на двигателе, имевшем заброс по температуре газа.
Кроме того, у рабочих лопаток ТНД изнашиваются и повреждаются
бандажные полки.
Незначительные забоины, вмятины и другие дефекты на неалюмо-
силицированных и неалитированных поверхностях лопатки зачищают
в пределах геометрических размеров чертежа. Зачистку проводят вруч-
ную алмазным надфилем с последующей полировкой мест зачистки
шлифовальной шкуркой. Зачистка рабочих поверхностей зубьев
елочного профиля хвостовика не допускается.
Одной из ответственных операций при ремонте рабочих лопаток
ТНД является замена пластин на бандажной полке лопатки методом
перепайки. Физические основы метода напайки пластин на бандажные
полки лопаток турбин изложены в п. 6.11.2. Здесь же отметим лишь
некоторые технологические приемы процесса напайки пластин в ва-
кууме.
Очищенную от нагара, промытую и обезжиренную лопатку уста-
навливают в специальное приспособление на плоскошлифовальный
станок, на котором полку лопатки шлифуют со стороны спинки и ко-
рыта. После этого проверяют неплоскостность обработанной поверх-
ности, которая должна составлять не более 0,01 мм. Далее лопатки
промывают в растворе эмульсии, просушивают сжатым воздухом сна-
ружи и внутри. Затем нарезают полоски припоя ВПР-27 необходимых
размеров, обезжиривают и прихватывают к пластинам точечной элек-
тросваркой в трех-четырех точках.
Подготовленные к пайке лопатки и пластины с приваренными по-
лосками припоя собираются в приспособление-рамку (рис. 6.36).
В приспособление также устанавливается одна технологическая лопат-
ка. Собранные таким образом лопатки загружают в камеру установки
ДРПК и закрепляют. В камере происходит процесс пайки, описанный
в п. 6.11.2. Установка для пайки дуговым разрядом с полым катодом
представлена на рис. 6.37 (см. цветную вклейку).
288
Рис. 6.36. Подготовленные к пайке пластины с приваренными полосками
припоя, собранные в специальном приспособлении
После напайки пластин лопатки извлекают из камеры и проверя-
ют качество паяных швов. Затем бандажные полки с напаянными
пластинами механически обрабатывают и шлифуют в соответствии
с чертежом.
Далее лопатки промывают в бензине и загружают в печь для тер-
мообработки. Термообработка производится в вакууме при температу-
ре 950° С в течение 2-—3 ч. Бандажные полки готовых лопаток в мес-
тах пайки пластин проверяют методом ЦМ15-В. Появление краски по
паяному шву не допускается.
В роторе ТНД при ремонте разрешается производить замену от-
дельных лопаток в количестве 10 шт. без последующей расстановки
лопаток в процессе балансировки ротора. Дефектные лопатки разреша-
19-2043 289
ется заменять лопатками первой категории или имеющими наработку,
обеспечивающую в дальнейшем межремонтный ресурс двигателя
и годными по результатам дефектации.
Определение статических моментов заменяемых и заменяющих
лопаток выполняется автоматически на специальной установке. Под-
бор лопаток выполняется таким образом, чтобы статические моменты
заменяемых и заменяющих лопаток отличались не более чем на
15—20 г см.
Вал ТНД — составной (рис. 6.38). Он состоит из переднего, сред-
него и заднего валов, которые соединены между собой штифтами.
В задней части вала имеется привод откачивающего маслонасоса опо-
ры турбины. В передней части вала имеются шлицы, передающие кру-
тящий момент на ротор КНД через рессору.
В процессе эксплуатации возможно повреждение вала ТНД: появ-
ление трещин на наружных торцах и поверхностях завальцовок штиф-
тов, соединяющих передний, средний и задний валы, несоответствие
диаметра под межвальный подшипник на переднем валу, износ сверх
допустимых норм по посадочным диаметрам, шлицам, а также несоот-
ветствие заданным требованиям других посадочных диаметров на валу
(см. рис. 6.38). В этом случае передний и задний валы заменяются.
При ремонте вала ТНД средний вал, как правило, не подвергается
замене или ремонту.
Вал ТНД перед началом ремонта промывают бензином и затем от-
правляют на дефектацию.
Трещины на наружных торцах и поверхностях завальцовок штиф-
тов, соединяющих передний, средний и задний валы, не допускаются.
Их диагностика проводится методом ЦМ-15В. В случае обнаружения
трещин штифты удаляются. Освободившиеся отверстия механически
обрабатываются до ближайшего диаметра ремонтных штифтов (шаг
ремонтных диаметров штифтов — 0,1 мм).
Механические повреждения и радиальные риски на торце А (см.
рис. 6.38) устраняют проточкой торца. Эти повреждения недопустимы,
Вал средний Вал задний
Рис. 6.38. Вал ТНД
290
так как стык торца А и торца носка ТНД служит для исключения по-
падания масла из масляной системы в полости и тракт двигателя.
В случае несоответствия диаметра под межвальный подшипник
(Ф95) на переднем валу требованиям ТУ проводят размерное хромиро-
вание кольца подшипника или хромирование посадочного места под
подшипник. При износе гребешков лабиринта вала сверхдопустимых
норм лабиринты заменяют.
В случае несоответствия других посадочных диаметров на валу вал
ТНД подлежит замене.
6.11.7. Ремонт соплового венца турбины
низкого давления
При эксплуатации двигателя в сопловом венце ТНД могут появ-
ляться следующие дефекты (рис. 6.39): 1 — трещины на выходной
кромке блока сопловых лопаток; 2 — трещины на вставках ТНД; 3 —
1.9*
Рис. 6.39. Узел соплового венца ТНД
291
трещины на ободе по сварному шву приварки фланцев; 4 — врезание
в сотовом уплотнении от гребешков лабиринта сверхдопустимых
норм, выкрашивание сотового уплотнения; 5 — появление биения по
цилиндрическим поверхностям 0j и 02; б — отклонение размера
L между торцом фланца и торцом обода.
Технология ремонта сопловых венцов ТНД состоит в следую-
щем.
1. Осуществляется проверка состояния блоков сопловых лопаток
методом ЦМ-15В для выявления трещин на выходной кромке лопаток.
Максимальная длина допустимых трещин — 5 мм. Количество трещин
на одном блоке должно быть не более двух. В местах трещин матери-
ал выбирают на площади размером 6x15 мм. Место выборки полиру-
ют. После ремонта сопловые блоки снова проверяются методом
[ДМ-15В на наличие трещин. В местах устранения трещин допускается
отсутствие алюмосилицированного слоя.
2. Проверка вставок ТНД проводится методом ЦМ-15В для выявле-
ния трещин. Проверка производится по всей окружности. Сотовые уп-
лотнения контролю этим методом не подвергаются. При обнаружении
трещин вставки бракуются.
3. На ободе соплового венца в месте приварки фланца по сварно-
му шву допускается не более одной трещины, длина которой не
должна быть более 20 мм. Трещину удаляют следующим образом.
Сварной шов в зоне трещины разделывается на глубину 0,6—0,8 мм
и ширину не более 2 мм. Материал вокруг трещины зачищают до
металлического блеска с обеих сторон шва и обезжиривают бензи-
ном. Трещину заваривают вручную аргонно-дуговой сваркой. Место
подварки зачищают заподлицо, не задевая основной материал. По-
сле этого шов проверяют методом ЦМ-15В по типовому технологи-
ческому процессу.
4. Врезание в сотовом уплотнении от гребешков лабиринта и вы-
крашивание сотового уплотнения устраняют заменой вставок сотового
уплотнения с последующей электроэрозионной обработкой сот для по-
лучения диаметра в пределах требований чертежа.
5. Биение по диаметрам устраняют шлифованием этих поверхно-
стей в специальном приспособлении на величину не более 0,2 мм. Во
избежание попадания стружки во внутренние полости соплового венца
все отверстия и каналы заглушаются.
6. Отклонение размера между торцом фланца и торцом обода лик-
видируется проточкой обоих торцов.
292
6.11.8. Ремонт опоры турбины
В состав опоры турбины (рис. 6.40) входят корпус турбины и кор-
пус подшипника. Корпус опоры состоит из наружного корпуса, внут-
ренних колец, соединенных силовыми стойками и образующих сило-
вую схему опоры турбины. В состав опоры входят также экран с обте-
кателями, пеногасящая сетка и крепежные детали. Внутри силовых
стоек размещены трубопроводы: подвода и откачки масла, суфлирова-
ния масляных полостей, слива масла.
Через полости силовых стоек подводится воздух на охлаждение
ТНД и отводится воздух из предмасляной полости. Силовые стойки
закрыты снаружи обтекателями. Экран с обтекателями образует про-
точную часть газовоздушного тракта за ТНД. Корпус подшипника
и крышки образуют масляную полость опоры турбины. Масляная по-
лость термоизолирована. На корпусе подшипника установлены масло-
откачивающий насос и масляный коллектор. Между наружной обой-
мой роликоподшипника ротора ТНД и корпусом подшипника разме-
щен упругомасляный демпфер.
К основным дефектам опоры турбины относятся: трещины по ос-
новному материалу и сварным швам. Кроме того, наблюдается износ
посадочной поверхности под вибропакет и биение посадочного диа-
метра корпуса под подшипник.
293
Трещины на различных сварных швах обнаруживаются визуально
и методом ЦМ-15В. Если трещины по размерам и количеству уклады-
ваются в допустимые нормы, то их не ремонтируют. В противном слу-
чае трещины устраняют с использованием аргонно-дуговой сварки.
Если биение посадочной поверхности под подшипник превышает
допустимое значение 0,12 мм, производится расточка корпуса подшип-
ника по этой поверхности под ремонтный вибропакет.
6.11.9. Узловая обработка и окончательный контроль
турбины
Узловой обработке подвергаются рабочие колеса, валы с дисками,
диски с лабиринтами, сопловые аппараты, роторы. При обработке дос-
тигается концентричность поверхностей гребешков лабиринтов, точ-
ность центрирующих и перпендикулярность торцевых поверхностей
к оси вращения, уравновешенность. В качестве базовых используются
поверхности, определяющие положение колеса в узле. Ограничения
остаточного дисбаланса могут заставить проводить отдельную балан-
сировку рабочего колеса. Для этой цели производится перестановка
балансировочных грузов или шлифуется поверхность вала в предна-
значенном для этой цели месте.
Узловая обработка частей статора должна обеспечивать размеры
и биения внутренних поверхностей вставок, торцевые биения лопаток.
Соосность посадочных поверхностей соплового аппарата и поверхно-
сти вставок обеспечивает равномерность радиального зазора.
Восстановительный ремонт дисков предусматривает устранение
поверхностных дефектов, восстановление посадочных и базовых по-
верхностей и лабиринтов. Объемные дефекты служат основанием для
отбраковки. При обнаружении перегрева лопаток диск проверяется по
ободу на твердость и, если твердость низка, бракуется. Упрочнение
елочных пазов и других поверхностей производится микрошариками.
Размеры елочных пазов определяют с помощью роликов.
Замена деталей занимает важное место в технологическом процес-
се ремонта. Рабочие лопатки при замене подбираются по весовому мо-
менту, посадке в пазах диска и зазорам в бандажных полках. Группи-
ровка лопаток по весовому моменту создает предварительную уравно-
вешенность рабочего колеса. Пазы диска клеймятся порядковыми но-
мерами. Лопатки в пазах проверяются на тангенциальный люфт, кото-
рый замеряется у каждой лопатки. Для этого лопатки с бандажными
полками устанавливаются через паз.
Зазоры в стыках бандажных полок замеряются на собранном лопа-
точном венце.
294
Вставки сопловых аппаратов меняются в случае изменения внут-
реннего диаметра или их дефектов. При замене вставок должна быть
обеспечена плотная посадка по посадочным поверхностям. Контролю
подлежат зазоры по боковым поверхностям и стыкам вставок.
Окончательный контроль турбины включает проверку балансиров-
ки ротора и площади проходного сечения сопловых аппаратов (СА).
Последняя операция является очень ответственной, так как площадь
соплового аппарата определяет расход газа через турбину и положение
рабочей точки на характеристике компрессора.
Применяют два способа контроля площади проходного сечения СА:
1) измерение площади проходного сечения СА как суммы площа-
дей межлопаточных каналов в местах минимальной ширины;
2) продувка сопловых аппаратов воздухом на специальном стенде.
При этом устанавливается сверхкритический перепад давления на СА
и замеряется расход воздуха, по которому определяется площадь СА.
Контроль площадей проходных сечений сопловых блоков и сум-
марных площадей сопловых аппаратов турбины производятся в сле-
дующих случаях:
при изготовлении блоков;
при сборке новых сопловых аппаратов;
при переборках и ремонте в случае замены одного или несколь-
ких блоков (допускается производить замеры только в окнах, об-
разованных замененными блоками).
Все блоки и окна между блоками нумеруют и замеры проводят по
порядку, согласно этой нумерации.
Обмер блоков и сопловых аппаратов производится в двух сечени-
ях А] - А] и А2 - А2 (рис. 6.41, а). При этом замеряют следующие ве-
личины:
ширину окна а в каждом сечении для блока и для каждого окна,
образованного соседними блоками на глубине 1,5 мм от выход-
ных кромок лопаток (рис. 6.41, б);
высоту Я каждого окна в радиальном направлении (рис. 6.41, в).
Площадь проходного сечения каждого окна в блоке и между бло-
ками подсчитывают по формуле:
Я = Ях(а1+ а2)/2.
Площадь блока определяют суммированием замеров двух окон
в блоке. Полученные величины площадей блоков, окон в блоке и меж-
ду блоками заносят в таблицу. Площадь проходного сечения всего со-
плового аппарата определяют суммой имеющихся площадей блоков
и площадей окон между блоками. Полученную суммарную площадь
соплового аппарата записывают в паспорт данной сборочной единицы.
295
Рн с. 6.41 Сопловой аппарат турбины:
а — контролируемые сечения; б — замер ширины проходного сечения СА; в — схема межлопа-
точного окна СА с контролируемыми размерами; 1 — верхняя обечайка; 2 — выходная кромка
лопатки со стороны корыта; 3 — нижняя обечайка; 4 — спинка соседней лопатки
Для обеспечения необходимой (согласно ТУ) площади проходного
сечения соплового аппарата производят подбор блоков по площади.
6.12. РЕМОНТ ФОРСАЖНОЙ КАМЕРЫ
И РЕАКТИВНОГО СОПЛА
Реактивное сопло (PC) является одним из наиболее ответственных
модулей двигателя, во многом определяющим такие важнейшие его
параметры, как надежность и ресурс.
Максимальная расчетная температура в районе сверхзвуковых
створок сопла превышает 1000° С. Такое высокое значение температу-
296
ры объясняется тем, что при расчетных режимах коэффициент избыт-
ка воздуха в пристеночном слое равен ~ 1,6, что соответствует темпе-
ратуре газов свыше 1500 К.
Из-за разницы между статическим давлением в основном потоке
и давлением в межстворочном пространстве продукты сгорания через
зазоры между внутренними створками попадают в межстворочное про-
странство, в котором имеет место течение газа из смеси продуктов
сгорания и атмосферного воздуха.
Параметры течения газового потока в межстворочном пространст-
ве вызывают динамические колебания элементов регулируемого сопла,
что вызывает значительные усилия в подвижных элементах.
На рис. 6.42 представлена конструктивная схема реактивного сопла
с указанием температуры деталей в ° С. Как следует из рисунка, тем-
пература некоторых деталей достигает значений 880—960° С, что в со-
четании со сменами режимов работы двигателя делает эти детали
очень напряженными.
Анализ дефектов, выявленных при эксплуатации, показал, что име-
ли место случаи:
коррозионного поражения осей кинематики реактивных сопел,
приводящего к заклиниванию соединения гидроцилиндр-рычаг
и, как следствие, к обрыву элементов кинематики PC (вилок гид-
роцилиндров, осей, рычагов);
растрескивания элементов внешних створок и проставок;
выработки опорных поверхностей сопрягаемых деталей;
термоусталостного растрескивания внутренних створок и проста-
вок.
Рис. 6.42. Конструктивная схема реактивного сопла (температура элементов
указана в °C)
20 - 2043 297
Исследованиями установлено, что поломки кинематики деталей PC
связаны с увеличением сил трения в соединении «вилка-рычаг» из-за
коррозии соединительных осей, чему способствует чрезмерная дли-
тельность хранения изделия на объекте.
Растрескивание внешних створок, расположенных в зоне влияния
хвостового обтекателя двигателя, связано с воздействием повышенных
динамических нагрузок, возникающих в результате конструктивных
особенностей объекта.
Причиной термоусталостного растрескивания внутренних створок
и проставок является возникновение внутренних напряжений в услови-
ях циклического воздействия высоких рабочих температур.
Внедренные конструктивные мероприятия по замене материалов
осей и их хромированию с консервацией элементов кинематики позво-
лили снизить эксплуатационные дефекты.
В настоящее время в конструкторских и ремонтных службах
ММПП «Салют» разработаны и внедрены новые методы ремонта уз-
лов и деталей регулируемого реактивного сопла и форсажной камеры.
На рис. 6.43 обозначены основные элементы регулируемого реак-
тивного сопла, а также выход из зацепления внешних створок с про-
ставками.
Рис. 6.43. Контроль зацепления внешних створок с проставками регулируемого реак-
тивного сопла:
/ — корпус; 2 — элемент упругий; 3, 9, 14 — тяга; 4 — гидроцилиндр; 5 — траверса; 6 — ры-
чаг; 7 — упор; 8 — кронштейн; 10 — пневмоцилиндр; 11 — створка; 12 — надстворка; 13 —
створка с шарниром; 15 — проставка
298
Работоспособность наружных проставок, имеющих выработку ос-
новного материала на днище и боковых поверхностях, восстанавлива-
ется наплавкой металла аргонно-дуговой сваркой присадочной прово-
локой в среде защитных газов. После наплавки производят зачистку
проплава заподлицо с основным материалом, термообработку (старе-
ние) и проверку качества ремонта методом цветной дефектоскопии.
Основная трудность при осуществлении технологических операций
аналогичного типа состоит в том, что в данном случае наплавка метал-
ла осуществляется на тонколистовую поверхность (толщиной до 1,0
мм). Качество наплавленного слоя определяется подбором соответст-
вующих режимов наплавки.
На рис. 6.44 представлена конструктивная схема наружной створки
PC с элементами технологии ремонта. Доработка наружных поверхно-
стей кронштейнов наружных створок, имеющих выработку по тру-
щимся поверхностям, производится методом наплавки на ребра (стой-
ки) присадочной проволокой в среде защитных газов. Последующей
зачисткой обеспечивается чертежный размер.
Особенность указанной операции заключается в том, что при на-
плавке происходит разогрев металла кронштейна до температуры, при
которой возникают термические напряжения, снять которые необходи-
мо быстрым теплоотводом из зоны наплавки. Для этого перед наплав-
III
Кернить
в двух точках
Рис. 6.44. Наружная створка с элементами технологии ремонта:
1 — днище; 2 — корыто; 3 — сварной шов; 4 — технологическое окно; 5 — заклепки; 6 —
кронштейн ремонтный; 7 — кронштейн; 8 — штифт ремонтный; 9 — ось ремонтная
20*
299
кой металла деталь скрепляют медным кондуктором, который выпол-
няет двойную роль — проводника тепла и фиксатора габаритных раз-
меров кронштейна.
В процессе эксплуатации происходит изнашивание трущихся по-
верхностей упора внутренних надстворок (рис. 6.45). Восстановление
заданных размеров опорных поверхностей в местах выработки произво-
дят методом наплавки присадочной проволоки аргонно-дуговой сваркой
в среде защитных газов. Для обеспечения быстрого теплоотвода преду-
смотрено медное приспособление, повторяющее контуры боковых по-
верхностей кронштейнов. Контроль качества наплавки и состояние по-
верхности после механической обработки осуществляется как визуаль-
но, так и с помощью измерительных приборов (приспособлений).
В результате сильных динамических нагрузок при работе сопла
происходит деформация и разрушение теплозащитного экрана внут-
ренних надстворок PC (см. рис. 6.46).
Рис. 6.45. Внутренняя надстворка;
1 — экран; 2 — надстворка; 3 — прокладка; 4, 6 — заклепка; 5 — шайба; 7 — упор
300
2
Первоначально технология замены теплозащитного экрана на
новый предполагала заварку имеющихся отверстий крепления экра-
на и рассверливание отверстий по наплавленным местам. При этом
в районе заваренных отверстий появлялись трещины и возникали
растрескивания по целому материалу из-за больших термических
напряжений.
В связи с трудностями замены дефектного экрана на новый пред-
ложен метод смещения крепежных отверстий и последующей клепки
опорных планок к новым местам соединения. В данном случае имеет
место сознательное изменение некоторых чертежных размеров собран-
ного узла без изменения габаритов экрана.
При работе сопла в результате окисления соединительных осей
кинематики может происходить их заклинивание, что в некоторых
случаях приводит к поломке элементов крепления наружных створок.
Поэтому предложен метод ремонта наружных створок, предусматри-
вающий вырезание монтажного окна вместе с деформированным
кронштейном на днище створки. На место деформированного крон-
301
штейна устанавливают новый (клепкой с последующей приваркой по
периметру окна).
В связи с тем что конструкцией створок предусмотрено клепаное
соединение тонкостенных листовых деталей в общий пакет, основная
сложность при вырезании монтажного окна заключается в прорезании
одного тонкого листа без повреждения сопрягаемых деталей. При ис-
пользовании электроэрозионного способа резки по заранее изготовлен-
ному шаблону достигается большая точность и высокая технологич-
ность операции.
Однако после выполнения электроэрозионного прожига листа не-
обходима специальная подготовка узла для последующей сварки тон-
колистовых деталей в среде защитных газов.
В процессе подготовки технологического процесса ремонта створок
указанным способом проводилось специальное лабораторное исследо-
вание, предусматривающее возможность сравнения механических
и прочностных свойств новых и отремонтированных деталей. Анализ
результатов исследования показал, что по прочностным характеристи-
кам отремонтированный узел не уступает новому, что дало возмож-
ность установить отремонтированные створки на изделие для длитель-
ного технологического испытания. Контроль сварного шва ремонтных
створок производится методом цветной дефектоскопии.
На рис. 6.46 представлен элемент фронтового устройства форсаж-
ной камеры. При эксплуатации может происходить закоксовывание
внутренних каналов форсунок, что вызывает неравномерность расхода
топлива через форсунки. В этом случае форсунки заменяют на новые.
Сначала бракованные форсунки отрезают в месте их крепления к кол-
лектору, а затем приваривают посредством тонкостенной трубки на со-
бранном коллекторе.
Учитывая особую ответственность узла, расположенного в зоне по-
вышенных тепловых и механических нагрузок, требования к качеству
сварного соединения предъявляются очень высокие. Основная слож-
ность заключается в необходимости подбора таких режимов сварки,
которые не допускают прожога тонкостенного коллектора и попадания
металла во внутренние полости.
На рис. 6.47 представлена внутренняя проставка реактивного со-
пла. В результате значительных динамических и тепловых нагрузок,
действующих на элементы PC, в некоторых случаях происходит меха-
ническое повреждение стоек ограничителя и заклепок, соединяющих
ограничитель с корпусом внутренних проставок. Ремонт проставок за-
ключается в замене заклепок и установке нового ограничителя.
302
Рис. 6.47. Внутренняя проставка:
1 — экран; 2 — ограничитель; 3 — ось; 4 — стойка ограничителя; 5 — заклепка
В данном случае изменена технология сборки узла из-за того, что
при замене кронштейна возникает опасность нарушения соосности от-
верстий сопрягаемых деталей. По этой причине при ремонте замену
стойки производят посредством сверления сквозных отверстий в стой-
ке через существующие отверстия в проставке.
С увеличением наработки изделия в ряде случаев имеют место де-
фекты, связанные с влиянием высоких температур. На внутренних
проставках иногда происходит коробление профиля, величина которо-
го достигает недопустимых величин. Коробление удаляют безударным
способом на специальных приспособлениях. После рихтовки произво-
дят термообработку.
Отличительной особенностью данного метода ремонта является
практически полное выполнение требований чертежа и технических
условий, только изменен порядок и последовательность проведения
термической обработки с целью сохранения структуры металла и сня-
тия остаточных напряжений.
303
6.13. РЕМОНТ АГРЕГАТОВ ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ
Агрегаты представляют собой сложные конструкции с малогаба-
ритными деталями, имеющие жесткие допуски размеров и высокую
чистоту поверхности. Основными агрегатами являются топливные и
масляные насосы, насосы-регуляторы, агрегаты автоматики.
Особенности ремонта агрегатов определяются следующими кри-
териями:
малым эксплуатационным износом деталей и, соответственно,
малыми допусками на зазоры трущихся пар;
индивидуальным подбором ответственных деталей (плунжерные
и золотниковые пары), что резко повышает объем доводочных
работ, увеличивает номенклатуру оснастки и оборудования;
испытаниями частей и агрегатов с индивидуальной настройкой
и регулировкой;
многообразием конструкций агрегатов.
Указанные особенности вынуждают ремонтировать агрегаты в от-
дельном цехе, в котором выполняются все операции ремонта.
При разборке используются быстросъемные бестисковые зажимные
приспособления, исключающие деформации корпусов и сокращающие
время на установку и закрепление агрегатов. Корпуса агрегатов с се-
тью внутренних каналов перед промывкой прокачивают горячим мас-
лом или керосином под давлением.
Для повышения эффективности очистки в струю керосина перио-
дически подается сжатый воздух. Качество прокачки проверяется по
контрольной сетке, установленной на выходе из агрегата. Отсутствие
загрязнений на сетке свидетельствует о чистоте каналов.
Основными видами изнашивания агрегатов являются: износ при
трении, эрозия, коррозия, усталость. Износ при трении приводит к из-
менению формы и размеров трущихся поверхностей, забоинам, рис-
кам, потертостям, наклепам.
На наружных несопрягаемых поверхностях корпусов обнаружива-
ются поверхностные дефекты (забоины, вмятины, царапины, скалыва-
ние ребер охлаждения или жесткости). Недостаточная фильтрация ра-
бочей жидкости приводит к возникновению рисок, надиров, абразив-
ного износа на внутренней поверхности корпусов.
Эрозионные язвы и раковины появляются в разгрузочных канавках,
на торцевых поверхностях колодцев корпусов насосов, изготовленных
из алюминиевых сплавов.
304
Коррозия наиболее часто поражает поверхности трубопроводов,
шестерен, валиков, золотников, плунжеров. Вода и агрессивные при-
меси в масле и топливе являются основной причиной коррозии.
Распространена контактная усталость, приводящая к износу ра-
бочих поверхностей зубьев, подшипников, опорных поверхностей шес-
терен-валиков насосов.
Техническими требованиями на ремонте общем случае
устанавливаются:
погрешности взаимного расположения рабочих поверхностей
(несоосность рабочих поверхностей втулок, неперпендикуляр-
ность торцевых поверхностей втулок к осям);
размеры, погрешности формы и чистота посадочных поверхно-
стей вращающихся деталей и сопрягаемых с ними поверхностей
корпусов, деталей золотниковых и плунжерных пар;
допуски сопряжений основных соединений;
жесткость пружин и их длина под определенной нагрузкой;
виды и характеристики дефектов, подлежащих и не подлежащих
устранению;
характеристики по расходу и давлению на выходе из агрегата,
пределы рабочих давлений;
характеристики расхода топлива по углу поворота рычага управ-
ления двигателем, по давлению и температуре воздуха на входе
в двигатель, температуре газа за турбиной;
производительность топливных и масляных насосов на всех ре-
жимах работы двигателя;
качество отделения масла от воздуха;
давление и продолжительность срабатывания регулирующих эле-
ментов.
К золотникам, плунжерам и сопрягаемым с ними отверстиям
предъявляются очень жесткие требования по точности размеров и чис-
тоте обработки.
При дефектации золотниковых и плунжерных пар макрометриче-
ский обмер осуществляют с применением оптических измерительных
средств.
Процесс ремонта агрегатов состоит из обычных типовых элемен-
тов: восстановительного и узлового ремонтов, доработок, замены и ис-
пытаний.
Агрегат при ремонте проходит следующие стадии: внешнюю про-
мывку и осмотр, разборку частичную или полную. Далее осуществля-
ются предварительный контрольный осмотр деталей, их промывка, ви-
зуальный контроль состояния деталей, а также с помощью оптиче-
ских средств обмер деталей и их проверка с применением специаль-
305
ных приборов для обнаружения дефектов и отклонений размеров от
чертежа.
Особенностью сборки агрегата после ремонта является то, что поч-
ти все детали, за исключением стандартных крепежных, должны быть
поставлены на тот же агрегат, с которого они были сняты. Поэтому
разборка агрегата на составные части должна быть организована так,
чтобы снятые детали комплектно проходили все необходимые опера-
ции: очистку, промывку, контроль и т. д.
Дефектацию проводят для выяснения технического состояния дета-
лей и определения их пригодности к дальнейшей работе или возмож-
ности их ремонта и восстановления. Дефектации подлежат все детали
и узлы разобранного агрегата независимо от их состояния, за исключе-
нием деталей, подлежащих обязательной замене (сальники, резиновые
прокладки и т. д.).
В указаниях по дефектации приняты следующие наименования
дефектов: царапины и риски, надиры, следы наклепа, вымывание ма-
териала, молекулярное схватывание, выкрашивание, засветление,
вмятины.
По конструкции и условиям эксплуатации детали при дефектации
можно разделить на три основные группы: 1) детали, подвергающиеся
износу в процессе работы агрегата (золотниковые и плунжерные пары,
подшипники, валики, зубчатые колеса и т. д.); 2) неподвижные детали
(корпусы и крышки); 3) штуцера, пробки, пружины и крепежные дета-
ли (болты, гайки, шайбы).
Детали первой группы подлежат внешнему осмотру, измерению
и проверке на специальных приспособлениях. Обмер сопряженных де-
талей производится для проверки геометрических размеров, правиль-
ности форм, посадок и гарантийных зазоров, которые обеспечивают
работу агрегата. Температура помещения, в котором осуществляется
обмер, должна быть 18—20° С.
Рабочие цилиндрические поверхности деталей обмеряют по всей
их длине в нескольких сечениях во взаимно перпендикулярных на-
правлениях. При подсчете зазоров за расчетные величины берут сред-
ние арифметические значения замеров.
Детали второй группы подвергают в основном только внешнему
осмотру с целью выявления трещин, забоин, оценки чистоты плоско-
стей разъема, обнаружения повреждений резьбы в отверстиях.
Детали третьей группы подвергают внешнему осмотру для обна-
ружения коррозии и повреждения защитных покрытий, повреждений
резьб, замятия граней у гаек и болтов и проверке состояния контро-
вочных отверстий. У пружин проверяется их жесткостная характери-
стика.
306
Для определения годности деталей, у которых обнаружены откло-
нения, не поддающиеся простому и удобному количественному опре-
делению (риски, царапины, надиры), пользуются эталонами. Эталоны
представляют собой детали, которые имеют допустимые повреждения.
Вопрос о годности той или иной детали решается путем сравнения
с эталоном, т. е. в какой-то степени оценивается субъективно.
Эталоны утверждаются постоянно действующей комиссией ре-
монтного предприятия, которая определяет периодичность проверки
эталона в зависимости от характера допускаемых отклонений.
При замене подшипников для обеспечения необходимых посадок
их подбирают по размерам с сопрягаемыми деталями. Роторы с заме-
ненными подшипниками иногда подвергают динамической баланси-
ровке.
Заменяемые зубчатые колеса для обеспечения требуемых посадок
подбирают по размерам посадочных мест и внутренних колец подшип-
ников.
Для установления осевых зазоров и зазоров в зубьях с сопрягаемы-
ми зубчатыми колесами подбирают регулировочные кольца и проклад-
ки. Качество зацепления зубьев проверяют по отпечаткам краски, ко-
торую наносят на рабочую поверхность зубьев.
Прецизионные пары подбирают по зазору в сопряжениях, который
обеспечивают подбором или индивидуальной пригонкой (притиркой)
и окончательно контролируют гидроопрессовкой.
Существуют два вида испытаний агрегатов: 1) обкатка и 2) сда-
точные и контрольные испытания. Обкатка — это испытание, в про-
цессе которого производится приработка трущихся деталей на посте-
пенно нарастающих режимах работы ненагруженного агрегата. При
обкатке рабочие параметры агрегата не замеряют, а лишь контроли-
руются время работы на каждом режиме, температура рабочей жид-
кости, наличие посторонних шумов. Продолжительность обкатки за-
висит от количества трущихся деталей, количества установленных
новых деталей и может изменяться в пределах от 30 до 150 мин. По-
сле обкатки агрегаты проходят сдаточные испытания на стендах. При
этом осуществляется регулировка агрегата и замеряются его рабочие
параметры. Агрегаты, прошедшие обкатку и сдаточные испытания,
направляются на контрольную переборку, а после нее подвергаются
контрольному испытанию.
Контрольные испытания — это испытания приработанного и отре-
гулированного агрегата под рабочей нагрузкой, в процессе которых за-
меряются основные рабочие параметры.
307
При испытаниях топливных и масляных насосов проверяют: произ-
водительность на максимальных и минимальных оборотах при различ-
ных давлениях рабочей жидкости на входе в насос и выходе из него, в
случае необходимости регулируют редукционный клапан.
Во время испытаний воздухоотделителей контролируются: герме-
тичность, качество прокачки смеси масла с воздухом на оборотах, со-
ответствующих малому газу, рабочих оборотах при различных давле-
ниях рабочей жидкости на входе в агрегат и выходе из него. Во время
испытаний также контролируется процентное содержание воздуха
в масле на входе в агрегат и выходе из него.
При испытании регуляторов оборотов выполняют следую-
щие операции:
проверку производительности маслонасоса регулятора;
замер утечек масла по зазорам в золотниковых парах;
проверку отклонения оборотов от постоянных при изменении
температуры масла на входе в агрегат;
контроль чувствительности регулятора;
регулировку редукционного клапана и проверку максимального
давления масла в каналах, регулирующих шаг винта (для ТВД);
проверку специальных свойств регулятора (ввод винта в веерное
положение и вывод из него, автоматическое флюгирование по па-
дению давления масла в системе измерения крутящего момента).
При испытаниях топливорегулирующих агрегатов произ-
водятся следующие операции:
проверка и регулирование дроссельной характеристики Gt =f (а),
где Gt — расход топлива, а — угол поворота рычага управления
двигателем;
регулирование минимальной подачи топлива;
регулирование ограничителя максимальных оборотов двигателя;
регулирование максимальной производительности насоса-регуля-
тора;
регулирование автомата запуска;
регулирование узла приемистости двигателя.
После испытаний и приемки производится консервация агрегатов
обезвоженным и нагретым маслом.
6.13.1. Ремонт насосов
В топливорегулирующих системах двигателя используются цен-
тробежные, шестеренчатые и плунжерные насосы. Центробежные
насосы применяют для создания напора перед насосом-регулятором
и для перекачивающих агрегатов. Шестеренчатые насосы (в насо-
308
сах-регуляторах) служат для управления створками реактивного со-
пла, в качестве откачивающих и перекачивающих насосов в масляной
системе. Плунжерные насосы используют для подачи топлива
в форсажную камеру и, наряду с шестеренчатыми, применяют в насо-
сах-регуляторах.
Насосы приводятся во вращение от коробки привода агрегатов
двигателя. Температура топлива на входе в насос в зависимости от по-
годных условий и скорости полета самолета может колебаться от -60
до + 115°С.
Шестеренчатые насосы являются составной частью насоса-регуля-
тора и предназначены для подачи топлива под высоким давлением (до
12 МПа и более) в основной контур двигателя. Основные требования к
ремонту и сборке насосов состоят в следующем. Для плунжерных на-
сосов — обеспечение зазоров в плунжерных парах 0,008—0,012 мм,
соосности подшипников ротора в крышке и корпусе (отклонение не
более 0,008 мм), соосности цапф, настройки системы поворота под-
шипника с наклонной шайбой. Для шестеренчатых насосов — обеспе-
чение радиального зазора в шестернях (0,06—0,08 мм), разницы высот
смежных подпятников (не более 0,005 мм), момента страгивания рес-
соры (не более 12,5 Н • м). Для центробежных насосов — обеспечение
соосности улитки с корпусом насоса, герметичности уплотнений, лег-
кости вращения крыльчатки.
Перед разборкой насосы расконсервируют, промывают снаружи
и производят внешний осмотр для выявления внешних механических
повреждений. После разборки насосов, очистки и промывки деталей
осуществляют дефектацию.
При наличии на корпусах трещин, срыве резьбы в отверстиях (бо-
лее одной нитки) корпуса бракуют. Забоины и риски на плоскостях
разъемов и на резьбе в отверстиях, а также на резьбе шпилек (не ме-
нее двух ниток в начале резьбы) зачищают шабером и шкуркой,
а резьбу калибруют. При обнаружении негерметичности по уплотни-
тельным кольцам корпуса бракуют.
На дефекты в подвижных частях насосов (роторах, плунжерах, зо-
лотниках, клапанах) существуют нормы, в которых оговариваются ус-
ловия, при которых деталь бракуется или допускается ее восстановле-
ние. Трещины и выкрашивание на рабочих поверхностях трущихся
пар являются выбраковочными признаками. Риски, следы коррозии
и незначительную выработку удаляют притиркой.
При дефектации пружин особое внимание уделяется наличию ме-
ханических повреждений, погнутости, потертостей. Если длина пружи-
ны в свободном состоянии или ее жесткость не соответствует допус-
кам, то пружина бракуется.
309
В процессе ремонта агрегата выдерживают указанные в руковод-
стве по ремонту зазоры и размеры. При замене одной из сочленяе-
мых деталей новой рекомендуется выдерживать в сочленении зазор,
указанный для нового агрегата. Отклонения от правильной геометри-
ческой формы (овальность, конусообразность) рабочих поверхностей
сопрягаемых деталей допускаются в пределах, указанных в операци-
онных картах. Если допуски на отклонения геометрической формы
не оговорены в операционных картах ремонтной технологии, то от-
клонения допускаются в пределах допуска на зазор (натяг) для новых
агрегатов.
Очень ответственным являются опорные поверхности шестерен-ва-
ликов насосов, которые выполняют роль беговых дорожек игольчатых
подшипников. Эти поверхности имеют высокую точность обработки.
На них нередко наблюдается выкрашивание материала. Дефекты типа
рисок и коррозии устраняют притиркой, после чего контролируют раз-
меры и форму.
На рабочем месте или участке контроля деталей после ремонта
должны быть эталоны шероховатости поверхности, желательно в виде
готовых деталей.
6.13.2. Контроль зазора, зацепления и биения
в зубчатых сопряжениях агрегатов
Боковой зазор между зубьями сопряженных колес обеспечивает
свободный поворот одного колеса при неподвижном втором. Он необ-
ходим для нормальной работы передачи при ее нагреве. Для цилинд-
рических колес боковой зазор определяется в сечении, перпендикуляр-
ном направлению зубьев, в плоскости, касательной к основным цилин-
драм двух сопряженных колес, а для конических — по нормали к бо-
ковым поверхностям зубьев у большого основания делительного кону-
са. Боковой зазор измеряют на радиусе начальной окружности с помо-
щью щупа или индикатора. Щуп вводится между зубьями пары зацеп-
ляющихся колес в области начальной окружности, при этом одно из
зубчатых колес отжимают в сторону вращения, а второе — в противо-
положную сторону. Зазор измеряют в трех-четырех точках и записыва-
ют среднее значение, полученное при поворотах колес.
Индикатором определяют угловое перемещение одного колеса от-
носительно другого, принимая это перемещение за боковой зазор.
Шток индикатора прижимают к зубу одного из колес в точке, лежа-
щей на радиусе начальной окружности, а другое колесо закрепляют
неподвижно. Покачивая свободное колесо, отмечают показание стрел-
ки индикатора, которое соответствует боковому зазору.
310
Плавность зацепления и вращения зубчатых колес проверяют на
ощупь при вращении одного из колес. При этом не должно быть за-
едания и рывков.
Правильность зацепления зубьев колес и взаимного расположения
осей определяют проверкой прилегания зубьев по краске. Для этого
зубья одного из колес (ведущего) смазывают тонким слоем краски
(берлинской лазури) и проворачивают по ходу. При этом второе коле-
со слегка притормаживают для создания при вращении колес неболь-
шого давления на зубья, чтобы получить более отчетливый отпечаток.
При хорошем зацеплении зубьев отпечаток на зубе ведомого колеса
должен располагаться по линии зацепления и длина его должна со-
ставлять 60—70% от длины зуба. При расстоянии между осями колес,
большем допустимого, отпечаток переместится к головке зуба, а при
меньшем — к основанию зуба. В обоих последних случаях прилегание
зубьев неудовлетворительное и узел бракуется. Одностороннее распо-
ложение отпечатка относительно длины зуба свидетельствует о пере-
косе осей зубчатых колес.
Нормы точности определяются относительными размерами пятна
контакта в процентах (табл. 6.7). По ширине зуба нормы точности оп-
ределяются отношением расстояния между крайними точками следов
прилегания за вычетом разрывов к полной ширине зуба. По высоте
зуба нормы точности определяются отношением средней высоты пят-
на прилегания по всей длине зуба к рабочей высоте зуба.
Таблица 6.7. Относительные размеры пятна контакта
Способ измерения Величина пятна контакта. %, при степени точности
3 4 5 6 7 8 9 10 II
По высоте 65 60 55 50 45 40 30 25 20
По ширине 95 90 80 70 60 50 40 30 25
У конических колес пятно может быть сдвинуто в сторону более
тонкой части зуба, что допускается с учетом деформации передачи во
время работы. Для проверки пятна "Касания создаются контрольные
карты, на которых указываются допустимые искажения формы и поло-
жения пятна контакта.
Погрешности, характеризуемые неправильными отпечатками, уст-
раняются подбором пары колес. Слесарная подгонка не допускается.
Радиальные и осевые биения проверяют с помощью индикатора
(измерительной базой является начальная окружность колеса). Для
этой цели используют ролики или шарики диаметром около 1,7 моду-
ля, укладываемые во впадины между зубьями, при этом шток индика-
тора подводится к внешней поверхности ролика или шарика.
311
После ремонта и сборки все агрегаты подвергаются обкатке для
проверки правильности сборки и приработки деталей и узлов, восста-
новленных и замененных в процессе ремонта.
Обкатку производят на безмоторных стендах по специальной про-
грамме. Для обкатки применяют отфильтрованное топливо Т-1 или
ТС-1 без следов влаги, щелочи и кислотности. Обкатку осуществляют
в два этапа: 1) на смеси, состоящей из 50% топлива и 50% масла МК-22
или МС-20; 2) используется только топливо. При первой обкатке на-
блюдают за продолжительностью работы насоса на каждом режиме, из-
менением режимов, температурой рабочей жидкости, чистотой фильт-
ров и давлением, создаваемыми откачивающими насосами стенда. Про-
должительность обкатки составляет 15—70 мин и зависит от количества
трущихся деталей. На втором этапе проверяют подачу насоса.
После обкатки насосы подлежат разборке с целью выявления
и устранения дефектов, если они появились.
6.11.3. Ремонт фильтров
Для обеспечения питания двигателей топливом фильтры, как пра-
вило, снабжены перепускными клапанами, которые автоматически сра-
батывают при достижении заданного перепада давлений на фильтрую-
щем элементе в случае его засорения или обмерзания и сохраняют не-
обходимый расход топлива.
При рабочем давлении 0,3 МПа клапан срабатывает при перепаде
давления 40—60 кПа, а при рабочем давлении до 0,6 МПа клапан сра-
батывает при перепаде давления 70—90 кПа. Фильтрующие элементы
изготовляют из сетки (сетчатые), проволоки (щелевые) и бумаги (табл.
6.8). Материал сетки — латунная или никелевая проволока.
Таблица 6.8. Характеристика сетчатых фильтрующих элементов
Показатели Материал
Бумага АФБ-15 Никель Латунь
Номер сетки — Саржевого плетения Плющеная №004 004 01 028
Тонкость очистки, мкм 8-12 12-16 20-30 4 100 280
Сетчатые фильтрующие элементы выполняют в виде каркасов,
имеющих в сечении цилиндрическую форму, а также в виде тарельча-
тых перфорированных дисков. Бумажные фильтрующие элементы из-
готовляют из бумаги АФБ-15, пропитанной спиртовым раствором ба-
келитового лака. Для увеличения площади поверхности бумага гофри-
312
рована и поддерживается металлическим каркасом. Подбор фильтра
выполняют по его гидравлическому сопротивлению.
Фильтры ремонтируют в случае прорыва фильтрующего элемента.
В качестве примера ниже приведен порядок ремонта дроссельного па-
кета и дросселя топлива [16]. При обнаружении дефекта сеток дрос-
сельные пакеты, так же как и фильтры, разбирают. Корпуса с фильт-
рующей и каркасной сетками помещают в ванну со щелочным раство-
ром. Состав раствора, г/дм3: едкий натр — 550—700, азотнокислый на-
трий — 150-—300. Сетки выдерживают в растворе при температуре
140° С до полного растворения припоя.
Затем фильтры промывают сначала в горячей, а затем в холодной
воде, снимают с них сетки, после чего корпуса электрополируют в те-
чение 1—2 мин при температуре электролита 70—90° С. Плотность
тока при электрополировке — 20—40 А/см2, напряжение — 80 В.
Пайка новых сеток осуществляется следующим образом. По шаб-
лону вырезаются фильтрующие каркасные сетки. Места пайки на кор-
пусах лудят припоем ПСр 2,5 с применением флюса ФИМ (состав
флюса, см3: этиловый спирт — 175, дистиллированная вода — 135, ор-
тофосфорная кислота — 20).
Затем на каркас накладывают каркасную и фильтрующую сетки
и осуществляют их пайку. После пайки контролируются ширина шва
на сетке по образующей цилиндра и качество пайки. Окончательное
качество фильтров проверяется их проливкой.
Одной из очень важных проблем при ремонте является восстанов-
ление фильтрующей способности фильтров. Для этой цели применяет-
ся магнитострикционный принцип очистки, при котором фильтры по-
мещают в ванну, наполненную специальным раствором (см. § 6.3).
Магнитострикционные преобразователи генерируют в жидкости ульт-
развуковые волны, которые, взаимодействуя с загрязненными фильт-
рующими элементами, производят их очистку. Такие установки приме-
нительно к очистке авиационных фильтров имеют ряд недостатков.
Они запитываются от силовой трехфазной сети 380 В и потребляют
в зависимости от модели от 1,5 до 15 кВт. Кроме того, для многих из
них требуется проточная охлаждающая жидкость.
В последнее время для очистки авиационных фильтров стали при-
менять установки, в которых вместо магнитных ультразвуковых излу-
чателей применены пьезоэлектрические, обладающие целым рядом
преимуществ. Новые установки на порядок дешевле, потребляют мень-
ше электроэнергии ( 100—400 Вт), не требуют охлаждающей жидко-
сти, запитываются от бортовой однофазной сети 220 В, а портативные
модели — также и от бортовой сети 27 В. К настоящему времени
в аэропорту «Шереметьево» очищено 150 тыс. фильтров, причем досроч-
21 -2043 313
ного съема фильтров с самолетов и двигателей из-за некачественной
очистки не было.
Портативные модели позволяют, используя имеющиеся на борту
жидкости (керосин или АМГ) и питание установки от бортовой сети,
промыть фильтры в полевых условиях.
ГЛАВА 7
ИСПЫТАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
НА СЕРИЙНОМ ЗАВОДЕ И РЕМОНТНОМ
ПРЕДПРИЯТИИ
Испытания являются завершающей операцией после сборки нового
или отремонтированного двигателя. В процессе сборки отдельные
узлы двигателя (камеры сгорания, сопловые аппараты турбины и др.)
подвергаются проверкам на специальных установках для подтвержде-
ния их характеристик. Для этого на серийном заводе необходимы спе-
циальные стенды по проверке гидравлических и динамических пара-
метров этих узлов.
После сборки двигатель устанавливают на испытательный стенд,
подсоединяют стендовые системы, необходимые для проведения испы-
таний (топливные, воздушные, электрические и др.), системы измере-
ния и автоматизации.
Испытания серийных двигателей подразделяются на: 1) предъяви-
тельские (предназначены для обкатки деталей и частичной отладки
автоматики). 2) приемо-сдаточные (проводят после переборки, ос-
мотра и контроля наиболее ответственных узлов и деталей). В про-
цессе этих испытаний двигатель окончательно регулируют с целью
получения необходимых параметров (тяга, удельный расход), прове-
ряют работу всех его систем, оформляют акт сдачи. Это официальная
часть испытаний, по которой судят о соответствии его параметров
техническим требованиям. Затем двигатель консервируют и отправ-
ляют заказчику.
По мере накопления статистических данных по состоянию двигате-
ля после предъявительских испытаний возможна сдача двигателя
в эксплуатацию без проведения предъявительских испытаний. Кроме
того, с целью экономии времени проведения испытаний и расхода топ-
лива приемка параметров двигателя может осуществляться и в процес-
се проведения приемо-сдаточных испытаний без формального акта
сдачи.
21* 315
Для подтверждения работоспособности двигателя проводят испы-
тания с длительной наработкой на ресурс. Такие испытания осуществ-
ляются периодически для подтверждения стабильности производства
и после внедрения технологических и конструктивных изменений.
Для двигателей, имеющих большие ресурсы, длительная наработка
проводится в виде эквивалентно-циклических испытаний, которая за
счет концентрирования в программе избыточного количества тяжелых
с точки зрения прочности режимов существенно короче по времени.
Для проведения испытаний на серийном заводе необходимы ис-
пытательные стенды. Принципиальная схема стенда для испытания
двигателя показана на рис. 7.1. Основными элементами стенда явля-
ются: всасывающая и выхлопная шахты и непосредственно двига-
Рис. 7.1. Схема размещения оборудования в боксе испытательной станции серийного
завода:
1 — жалюзи; 2 — система шумоглушення на входе; 3 — направляющие лопатки; 4 — выравниваю-
щая решетка; 5 — устройство для закрытия входной шахты; 6 — ворота; 7 — лемнискатиый наса-
док; 8 — бронещит со смотровыми прорезями; 9 — окно кабины наблюдения; 10 — дверь кабины
наблюдения; 11 — испытуемый двигатель; 12 — эжекторная труба; 13 —электроподъемник; 14 — уст-
ройство для впрыска воды в выхлопную струю; 15 — система шумоглушения на выхлопе; 16 — от-
бойная решетка; 17 — предохранительная сетка; 18 — калорифер; 19 — силоизмерительное устрой-
ство; 20 — фундамент силоизмерительного устройства; 21 — виброизоляционная подушка; 22 — мон-
тажно-обслуживающая площадка; 23 — система шумоглушения в выхлопной шахте; 24 — труба вы-
хлопной шахты
316
тель. Перед испытаниями двигатель устанавливают на станок, имею-
щий тягоизмерительное устройство и подсоединенные к нему техно-
логические и измерительные системы, обеспечивающие его работу
в процессе испытания.
Во время испытаний двигатель захватывает воздух из атмосферы
через всасывающую шахту, а горячие продукты сгорания через вы-
хлопную шахту истекают в атмосферу.
Стенды серийного завода оборудуются также системами подогрева
воздуха на входе, что позволяет проводить испытания с частичной
имитацией условий полета. Такие испытания обязательны для двигате-
лей, предназначенных для высокоскоростных самоле-
тов (М> 1,5—2,0).
Кроме того, существуют стенды для обеспечения «малого» подог-
рева, когда в зону всасывающей шахты от постороннего источника по-
дают подогретый воздух или выхлопные газы от технологического
двигателя. Такие стенды обеспечивают проведение испытаний в хо-
лодное время года с положительными температурами на входе.
В процессе серийного производства проводятся также некоторые
специальные испытания такие, как периодическая проверка достаточ-
ности запасов газодинамической устойчивости, определение высот-
но-скоростных характеристик и др.
Существенную роль в проведении испытаний играют автоматизи-
рованные системы управления технологическими процессами (АСУ
ТП) и измерительно-вычислительные комплексы (ИВК). Система АСУ
ТП контролирует процесс подготовки всех систем к проведению испы-
таний, обеспечивает их работу во время испытаний, сигнализирует
о работоспособности систем в предаварийных и аварийных ситуациях.
ИВК имеет систему преобразования сигналов, поступающих от
датчиков, установленных на двигателе. Эти сигналы обрабатываются
с помощью ЭВМ и поступают в распечатанном виде для их анализа.
Полученные таким образом параметры сопоставляются с требования-
ми технических условий на двигатель.
В настоящее время стали использоваться автоматические автомати-
зированные системы отладки, которые на основе идентифицированных
математических моделей дают рекомендации по регулировкам элемен-
тов автоматики.
Необходимым условием для современной организации процесса
испытаний и эксплуатации является создание банка данных по каждо-
му двигателю, выпускаемому серийным заводом. Банк данных включа-
ет все сведения о каждом двигателе: конструктивные особенности, па-
раметры сборки (зазоры, характерные размеры, натяги и др.), результа-
ты испытаний (тягу, давления, температуры и др.), результаты регули-
317
ровок, выявленные дефекты, условия эксплуатации, наработки и др.
Эти сведения могут служить основой для оценки состояния двигателя
в процессе его жизненного цикла.
Таким образом, испытания двигателя на серийном заводе являются
результирующей операцией. При этом от состояния испытательного
оборудования во многом зависит как качество выпускаемых двигате-
лей, так и экономические показатели завода.
На опытных заводах, которые занимаются разработкой и доводкой
новых двигателей, испытательная база должна быть существенно до-
полнена экспериментальными лабораториями, стендами и установка-
ми, позволяющими проводить газодинамические и прочностные иссле-
дования, исследование систем автоматического регулирования, а также
комплекс специальных испытаний, т. е. обеспечить цикл доводочных
работ в процессе создания двигателя вплоть до передачи его в серий-
ное производство.
7.1. ПРАВИЛА ПРОВЕДЕНИЯ ИСПЫТАНИЙ
И ПРИЕМКИ
7.1.1. Общие положения
Испытания и приемка двигателей серийного производства и ре-
монтного предприятия должны проводиться в соответствии с требова-
ниями, приведенными в соответствующих стандартах. Основными ви-
дами стендовых испытаний двигателей являются:
предъявительские (сдаточные);
приемо-сдаточные (контрольные);
квалификационные;
периодические;
типовые (технологические).
В программу испытаний могут быть включены специальные виды
испытаний: проверка газодинамической устойчивости компрессора,
проверка запасов по автоколебаниям лопаток компрессора, снятие тем-
пературного поля за турбиной, проверка на отсутствия виброгорения
в форсажной камере. Стендовые испытания проводятся по програм-
мам, составленным разработчиком двигателя.
Программы перечисленных выше видов испытаний входят в состав
эталонной конструкторской документации, передаваемой в серийное
производство. При стендовых испытаниях двигателей измеряются
и определяются основные его параметры, предусмотренные програм-
мой испытаний. В процессе испытаний параметры и характеристики
318
двигателя определяют без отбора воздуха на нужды летательного ап-
парата и без загрузки его агрегатов.
Испытания должны проводиться с установленным на двигателе
входным стендовым устройством. Турбовинтовые и турбовентилятор-
ные двигатели проходят испытания с воздушным винтом (винтовенти-
лятором). Допускается проводить испытания двигателя с применением
гидротормоза.
Программы испытаний должны предусматривать проверку работы
двигателя с установленным для него отбором воздуха на нужды ЛА
и загрузкой агрегатов ЛА. С этой целью приводы агрегатов ЛА в про-
цессе испытаний должны загружаться принятыми в эксплуатации или
технологическими агрегатами.
Во время испытаний периодически производится анализ проб топ-
лива и масла, взятых из двигателя.
Все выявленные при испытаниях дефекты и работы, проведенные
для их устранения, фиксируются в протоколе испытаний.
7.1.2. Предъявительские (сдаточные) испытания
Предъявительским испытаниям подвергается каждый вновь соб-
ранный двигатель. Ц е л ь ю предъявительских испытаний дви-
гателя являются:
проверка соответствия ТУ качества изготовления и сборки дви-
гателя;
проведение приработки деталей и агрегатов, комплектующих
конкретный двигатель, с загрузкой приводов агрегатов ЛА;
отладка работы двигателя по режимам и наработка на режимах;
оценка соответствия параметров и технических характеристик
двигателя заданным ТУ;
определение возможности предъявления двигателя на прие-
мо-сдаточные испытания.
Двигатель, прошедший предъявительские испытания, подвергается
разборке, осмотру и дефектации. После осмотра и дефектации изгото-
витель составляет ведомость осмотра и дефектации с заключением
о выявленных недостатках и вместе с разобранным двигателем предъ-
являет ее представителю заказчика.
Представитель заказчика дает заключение по дефектам, выявлен-
ным в процессе предъявительских испытаний, с указанием необходи-
мости их устранения перед последующей сборкой двигателя на прие-
мо-сдаточные испытания.
319
Износи, наклепы, прижоги деталей и сборочных единиц после
предъявительских испытаний должны соответствовать нормам повреж-
даемости и контрольным образцам, установленным для конкретного
двигателя.
7.1.3. Приемо-сдаточные (контрольные) испытания
Целью проведения приемо-сдаточных испытаний двига-
теля являются:
проверка соответствия техническим условиям качества повтор-
ной (после предъявительских испытаний) сборки двигателя;
проведение приработки деталей и агрегатов, комплектующих
двигатель;
отладка и проверка регулировки двигателя и проверка соответст-
вия его параметров и характеристик заданным ТУ;
приемка двигателя представителем заказчика по акту сдачи.
Приемо-сдаточным испытаниям подвергается каждый двигатель,
прошедший с положительными результатами предъявительские испы-
тания. Приемо-сдаточные испытания двигателей проводят в объеме
и последовательности согласно программе испытаний. Программа пре-
дусматривает проверку работы двигателя с установленным для него
отбором воздуха на нужды ЛА и загрузкой привода агрегатов ЛА.
В процессе испытаний возможна замена какого-либо узла, агрегата
или детали с оформлением соответствующей документации.
При получении положительного результата испытаний двигателя
представитель заказчика ставит пломбы (клейма) в места, оговоренные
в технической документации, а в протоколе испытаний дает заключе-
ние о приемке и поставке двигателя заказчику.
После приемо-сдаточных испытаний двигатель подвергается внут-
ренней консервации.
7.1.4. Сокращение трудоемкости предъявительских
и приемо-сдаточных испытаний
Уменьшение трудоемкости предъявительских и прие-
мо-сдаточных испытаний проводится за счет:
сокращения продолжительности проведения испытаний путем
внедрения различного рода автоматических устройств при про-
ведении испытаний и обработки результатов;
сокращения объема разборки двигателей после предъявитель-
ских испытаний путем перехода на частичную (поузловую, мо-
дульную) разборку;
320
перехода на одноразовую сборку и проведение приемо-сдаточ-
ных испытаний при одновременном совмещении отдельных ви-
дов проверок, проводимых при предъявительских испытаниях.
Переход на одноразовую сборку и совмещение предъявительских
и приемо-сдаточных испытаний возможен при следующих условиях:
отсутствии на двигателях в эксплуатации неисправностей, кото-
рые могут быть выявлены только при разборке и дефектации по-
сле предъявительских испытаний;
стабильном производстве и ремонте двигателей;
отсутствии при предъявительских и приемо-сдаточных испыта-
ниях неисправностей, которые не могут быть обнаружены и уст-
ранены без разборки двигателя или его узлов;
контролепригодности двигателя и наличии методов и средств
для контроля и диагностики технического состояния без его раз-
борки;
наличии положительного опыта работы по выпуску двигателей
с поузловой (модульной) разборкой после предъявительских ис-
пытаний;
применении, в случае необходимости, предварительной обкатки
отдельных узлов и агрегатов до постановки их на двигатель;
наличии положительного опыта использования одноразовой
сборки при доводке модифицированных двигателей на этапе
опытно-конструкторских работ.
7.1.5. Квалификационные испытания
Квалификационные испытания проводятся с целью:
проверки соответствия двигателей требованиям конструкторской
документации;
оценки проведенных мероприятий по устранению недостатков,
выявленных на Государственных стендовых испытаниях;
проверки разработанного технологического процесса, обеспечи-
вающего стабильность качества выпускаемой продукции;
определения готовности производства к выпуску двигателей
в заданном объеме.
Квалификационные испытания для всех типов двигателей прово-
дятся после выпуска определенного количества двигателей в процессе
освоения производства. Двигатель для квалификационных испытаний
выбирает представитель заказчика в присутствии УТК из двух—пяти
двигателей, принятых УТК,и представителем заказчика по результатам
приемо-сдаточных испытаний.
321
Если двигатель выдержал квалификационные испытания, то каче-
ство партии двигателей, из которой был выбран двигатель для прове-
дения испытаний, и техническая документация, по которой был изго-
товлен двигатель, считаются подтвержденными.
Квалификационные испытания считают неудовлетворитель-
ными в случаях:
несоответствия основных параметров двигателя ТУ;
выхода из строя двигателя до окончания испытаний;
отказов агрегатов и комплектующих изделий двигателя, которые
могут явиться предпосылкой к аварийной ситуации;
обнаружения дефектов аварийного характера при осмотре и де-
фектации деталей двигателя, агрегатов и других покупных ком-
плектующих изделий.
При неудовлетворительных результатах квалификационных испы-
таний изготовитель и разработчик совместно с представителем заказ-
чика разрабатывают и осуществляют мероприятия по устранению вы-
явленных причин и предупреждению их появления. Повторные испы-
тания проводятся в полном объеме.
7.1.6. Периодические испытания
Периодические испытания проводят с целью:
контроля стабильности технологического процесса в контроли-
руемом периоде (или контролируемом количестве);
контроля качества двигателей, изготовленных в контролируемом
периоде (или контролируемом количестве);
подтверждения возможности изготовления и приемки двигателей
по действующей технической документации.
Периодические испытания для двигателей всех типов проводятся
для подтверждения качества двигателей, выпущенных за определен-
ный календарный период, или партии двигателей определенного коли-
чества. Периодические испытания проводятся на одном двигателе из
числа двигателей, изготовленных в контролируемом периоде или коли-
честве.
В случае снижения или несоответствия показателей безотказности,
появления аварийных дефектов двигатели испытывают на установлен-
ный ресурс (в том числе по техническому состоянию).
Двигатель для периодических испытаний выбирает представитель
заказчика в присутствии представителя УТК из числа двигателей
в контролируемом календарном периоде или из контролируемого ко-
личества, прошедших приемо-сдаточные испытания и окончательно
принятых представителем заказчика.
322
До начала периодических испытаний проводятся работы по снятию
дроссельной характеристики двигателя, измерению вибраций и другие
работы, предусмотренные программой испытаний.
После периодических испытаний осуществляют следующие ра-
боты:
снятие дроссельной характеристики;
консервацию двигателя согласно инструкции;
разборку двигателя, дефектацию, специальные виды контроля,
микрообмер;
дефектацию комплектующих изделий и отправку покупных агре-
гатов и комплектующих изделий на предприятие-изготовитель
для получения заключения.
При неудовлетворительных результатах периодических испытаний
все принятые двигатели возвращаются изготовителю на доработку.
Повторные испытания проводятся в полном объеме и на удвоенном
количестве двигателей.
7.1.7. Типовые (технологические) испытания
Типовые испытания проводятся с целью:
проверки конструктивных и технологических изменений, вноси-
мых для усовершенствования серийного двигателя;
проверки ремонтной технологии, ремонтно-монтажного инстру-
мента и приспособлений;
проверки эффективности мероприятий, разработанных для устра-
нения дефектов, выявленных при серийном производстве и экс-
плуатации двигателей;
уточнения предельных износов и зазоров ремонтных двигателей.
В случае если конструктивные или технологические изменения
требуют кроме стендовых испытаний дополнительной проверки лет-
ными испытаниями, то для этих испытаний составляют специальную
программу.
Переборка и ремонт двигателя при испытаниях по определению
назначенного ресурса проводится строго по ремонтной документации.
На двигателях и его агрегатах, предназначенных для испытаний,
осуществляются необходимые измерения деталей и узлов как до, так
и после каждого испытания на установленный ресурс и ведется точ-
ный учет наработки оставшихся для продолжения испытаний заменен-
ных деталей, узлов и агрегатов.
По окончании испытаний дается оценка ремонтной технологии
и определяется возможность ее использования на ремонтных пред-
приятиях.
323
7.2. ИСПЫТАНИЯ ДВИГАТЕЛЕЙ НА СЕРИЙНОМ ЗАВОДЕ
И РЕМОНТНОМ ПРЕДПРИЯТИИ
При производстве и ремонте авиационных газотурбинных двигате-
лей необходимо проводить большой объем испытаний. Виды испыта-
ний описаны в § 7.1. По типу испытуемого объекта испытательные
стенды можно разделить на три группы: 1) стенды для испытаний пол-
норазмерных двигателей, 2) стенды для проведения специальных ис-
пытаний и 3) стенды для проведения испытаний агрегатов и устройств
двигателя.
Стенды для испытаний полноразмерных двигателей на серийных
заводах, как правило, открытого типа, в которых на входе в двигатель
реализуются условия, соответствующие М = 0 и Н= 0. На этих стендах
выполняются большие объемы испытаний при серийном производстве
двигателей и их ремонте.
7.2.1. Открытые стенды
Открытые стенды являются самыми распространенными и имеются
на всех серийных заводах и ремонтных предприятиях. Схема испыта-
тельного стенда открытого типа с изображением основных элементов
и устройств, обеспечивающих работу стенда, приведена на рис. 7.1.
Двигатель 11 перед испытаниями крепится на подмоторную раму,
которую вместе с двигателем устанавливают на силоизмерительное
устройство 19. К переднему фланцу компрессора присоединяют лем-
нискатный насадок 7, который служит для замера расхода воздуха
и обеспечения равномерного поля скоростей на входе в двигатель. Для
обеспечения безопасности работ лемнискатиый насадок снабжен пре-
дохранительной сеткой 17.
При проектировании проточной части бокса проводится его аэро-
динамический расчет. В частности, скорость потока во входных кана-
лах не должна превышать 20 м/с. Скорость потока в боксе вокруг дви-
гателя не должна быть больше 5—8 м/с. Потери полного давления во
входной части бокса не должны быть более 1330 Па.
Всасывающая шахта имеет жалюзи 1, подвесные элементы шумо-
глушения 2, направляющие лопатки 3, обеспечивающие уменьшение
гидравлических потерь при повороте потока, выравнивающую решетку
(хонейкомб), служащую для обеспечения равномерного потока воздуха
на входе в испытательный бокс. Для изоляции помещения испытатель-
ного бокса от внешней среды в период между испытаниями служит
устройство 5 для закрытия входной шахты.
324
Испытательный бокс имеет также ворота 6, бронещит со смотро-
выми прорезями 8, кабину наблюдения с окном 9 и дверью 10, эжек-
торную трубу 12 для снижения температуры газов, поступающих в вы-
хлопную шахту, устройство 14 для впрыска воды в выхлопную струю
двигателя, предназначенное также для снижения температуры выхлоп-
ных газов. Выхлопная шахта имеет подвесные сменные шумоглуша-
щие элементы 15, заполненные керамзитом или стекловолокном.
В боксе для поддержания рабочей температуры служит калорифер
18. Силоизмерительное устройство 19 для уменьшения вибраций, пе-
редаваемых зданию, имеет мощный заглубленный фундамент 20
и виброизоляционную подушку 21. Для проведения монтажных работ
и обслуживания испытаний в боксе имеется площадка 22, снабженная
лестницей. Транспортировка двигателя осуществляется с помощью
тельфера 13.
К боксу и его оборудованию предъявляются следующие требо-
вания:
условия работы двигателя в процессе испытания должны быть
наиболее близкими к эксплуатационным;
прочность стен должна быть достаточной, чтобы в случае разры-
ва вращающихся частей двигателя препятствовать попаданию
осколков за пределы бокса;
стены и потолок должны выдерживать статические нагрузки от
разности давлений внутри и снаружи помещения;
должны быть обеспечены противопожарные меры безопасности
и нормы техники безопасности;
шум во время испытаний двигателя внутри помещения и вне его
не должен превышать норм, приведенных в соответствующих
стандартах.
Шумоглушение во всасывающей и выхлопной частях бокса осуще-
ствляется с помощью пористых материалов. Во всасывающей части
применяют мягкие (часто органические) материалы, частицы которых
в случае попадания в двигатель не повреждают его проточную часть.
На выхлопе, где газы имеют высокую температуру, используется ке-
рамзит, стекловолокно, керамическая пористая крошка.
Впрыск воды в выхлопную струю двигателя снижает температуру
выхлопных газов и обеспечивает сохранность шумоглушащих уст-
ройств.
Как отмечалось выше, скорость воздуха в боксе ограничена до
5—8 м/с. Большие скорости воздуха в центральной части бокса могут
вызвать ощутимую неравномерность распределения статического дав-
ления по внешнему контуру двигателя, что приведет к ошибкам в из-
мерении тяги двигателя.
325
Расход воздуха, проходящего через помещение, складывается из
расхода воздуха, поступающего из двигателя и расхода, эжектируемо-
го реактивной струей. Для обеспечения расхода эжектируемого возду-
ха, достаточного для снижения температуры выхлопных газов и не вы-
зывающего погрешностей в измерении тяги, выхлопную струю заклю-
чают в эжекторную трубу. Размеры трубы выбирают из условия, что-
бы температура выхлопных газов не превосходила 300—350° С для
шумоглушащих материалов их стекловолокна и минеральной шерсти и
400—450° С — для керамзитовой крошки.
Испытуемый двигатель монтируется на силоизмерительном уст-
ройстве, установленном на железобетонном фундаменте. Чтобы коле-
бания, вызванные работой двигателя, не передавались зданию, фунда-
мент станка устанавливают на вибропоглощающую подушку, изолиро-
ванную от строительных конструкций. Глубина залегания подушки
выбирается большей, чем основание стен.
Двигатель располагают обычно на 2—2,5 м выше уровня пола. Это
делается для удобства монтажа и уменьшения возможности попадания
пыли и песка с пола бокса.
7.2.2. Силоизмерительная система
Силоизмерительная система (СИС) предназначена для измерения
тяги двигателя во время его испытания. Принципиальная схема СИС
приведена на рис. 7.2. Двигатель крепится к горизонтально располо-
женной динамометрической платформе (ДМП) 5, которая с помощью
стоек 10 с шарнирами опирается на основания станин 11 и 12, жестко
закрепленных к силовому фундаменту. Две расчалки, расположенные
в поперечном направлении к продольной оси СИС, шарнирно соединя-
ют ДМП со станиной и исключают возможность перемещения ДМП
в поперечном направлении. Таким образом, ДМП имеет только одну
степень свободы, совпадающую с направлением тяги двигателя.
Между передней (по полету) поперечной балкой ДМП и станиной
12 расположено силоизмерительное устройство (СИУ), состоящее из
измерительного тензорезисторного датчика силы 6, шарнирно соеди-
ненного тягами со станиной и поперечной балкой ДМП. СИУ воспри-
нимает только растягивающую силу в направлении действия тяги дви-
гателя Рх. При движении ДМП в обратном направлении сферическая
шайба 4 выходит из своего гнезда, образуя зазор У.
Движение ДМП вперед и назад ограничено упорными гайками 13,
расположенными на резьбовом стержне 14. Гайки 13 установлены
с зазорами К и Л относительно проушины кронштейна, закрепленного
на поперечной балке ДМП.
326
р>
Рис. 7.2. Кинематическая схема силоизмерительной системы:
1 — груз подгрузки; 2 — рычаг; 3 — цгганга; 4 — сферическая шайба; 5 — ДМП; 6 — датчик
измерительный; 7 — гидронагружатель; 8 — датчик контрольный; 9 — индикатор 10 — стойка;
11, 12 — станина; 13 — гайка упорная; 14 — стержень резьбовой
Стендовое градуировочное устройство (СГУ) состоит из контроль-
ного датчика 8, закрепленного на станине 11, и гидронагружателя 7
с силоизмерительной штангой, который установлен на поперечной
балке ДМП.
Для предварительного нагружения измерительного датчика силы б
предусмотрено устройство, состоящее из рычага 2, подвески с грузами
1 и штанги 3. Сила от массы грузов через рычаг 2 и штангу 3 переда-
ется на ДМП в направлении действия тяги двигателя. Эта постоянная
по величине сила воспринимается измерительным датчиком 6, обеспе-
чивая выборку зазоров СИУ и предварительное нагружение датчика 6.
Для фиксации ДМП в осевом направлении и разгрузки измеритель-
ного датчика 6 предусмотрен дополнительный гидронагружатель 7, ус-
тановленный на станине 11. При подаче давления шток гидронагружа-
теля выбирает зазор М и отодвигает ДМП на величину зазора Л, при-
жимая ДМП к упорной гайке 13.
Между сферической шайбой 4 и ее гнездом образуется зазор N.
При этом измерительный датчик б будет полностью разгружен. Сила
на штоке гидронагружателя не менее чем в 1,5 раза превышает макси-
мальную тягу двигателя. По этой причине ДМП будет жестко зафик-
327
сирована в осевом направлении, а датчик 6 разгружен, т. е. произойдет
арретирование ДМП во время испытания двигателя.
Для измерения деформационных перемещений ДМП предусмотре-
на установка двух индикаторов часового типа (перед ДМП) и сзади
него, которые контролируют перемещение верхних частей стоек 10.
Наличие двух раздельных станин для измерительного и градуиро-
вочного устройств позволяет исключить воздействие реактивной силы
СГУ на станину СИУ. При этом разность величин деформационного
перемещения ДМП при градуировке и измерении будет минимальной,
что повышает точность измерений.
Так как на измерительный датчик 6 действует постоянная сила
подгрузки от массы грузов через рычаг 2, отсчет показаний при изме-
рении тяги Рх производится от условного нуля, равного силе подгруз-
ки и определяемого перед началом испытаний.
Для небольшой корректировки значения силы подгрузки на рычаге
2 предусмотрен передвижной груз.
Снятие показаний датчиков 6 и 8 осуществляют как визуально
с цифрового указательного прибора, так и при работе автоматизиро-
ванной информационно-измерительной системы с выводом на монитор
и последующей распечаткой результатов испытания.
7.2.3. Параметры, замеряемые при стендовых
испытаниях, и их обработка
В процессе стендовых испытаний замеряют и рассчитывают сле-
дующие параметры.
1. Тяга двигателя Рх [единицы измерения — килоньютон (кН) или
килограмм-сила (кгс)]. На стендах с автоматизированной системой ре-
гистрации и обработкой данных для определения тяги используются
тензорезисторные датчики типа «S1».
На стендах без автоматизации применяется рычажная система оп-
ределения тяги (проект Гипроавиапрома), при которой тягу определя-
ют визуально на индикаторной головке больших размеров.
2. Расход топлива GT [единица измерения — кг/ч]. Для определе-
ния расхода топлива используется весовая система измерения с авто-
матизированным замером времени, за которое вырабатывается опреде-
ленное количество топлива.
Применяются также и объемные расходомеры. При этом способе
для определения массового расхода необходимо точно замерять темпе-
ратуру топлива для определения его плотности.
3. Удельный расход топлива СУД подсчитывают по формуле,
кг/Н ч,
328
Компрессор
низкого
давления
Верхний
редуктор
Центральный
конический
привод
Компрессор
высокого
давления
Воздухо-
воздушный
теплообменник
Камера
сгорания
Сопловой венец
турбины высокого
давления
Турбина
высокого
давления
Сопловой венец
турбины низкого
давления
Турбина
низкого
давления
Опора
компрессора
низкого
Наружный
контур
Смеситель
Задняя
опора
Фронтовое
устройство
Реактивное
сопло
Рис. 3.1. Конструктивная схема двигателя АЛ-31Ф
Рис. 6.3. Вакуумная установка для нанесения износостойких покрытий "Релит'
Рис. 6.13. Компрессор высокого давления
Совместное разворачивание
отверстий и замена шпилек
Рис. 6.33. Общий вид установки МАП-1
Рис. 6.37. Установка для пайки дуговым разрядом с полым катодом
ЕЛИСЕЕВ
Юрий Сергеевич
Генеральный директор Федерального Государ-
ственного унитарного предприятия ММПП
"Салют", доктор технических наук, профессор,
автор более 100 научных публикаций и изобре-
тений
КРЫМОВ
Валентин Владимирович
Зам. генерального директора по науке Феде-
рального Государственного унитарного пред-
приятия ММПП "Салют", доктор технических
наук, профессор, заслуженный машиностро-
итель РФ, автор более 70 научных публикаций
и изобретений
Малиновский
Кирилл Александрович
Кандидат технических наук, профессор,
кафедры "Двигатели летательных аппаратов
и теплотехника" "МАТИ" - Российского госу-
дарственного технологического университета
им. К.Э. Циолковского, автор более 50 науч-
ных публикаций и изобретений
Попов
Владимир Георгиевич
Доктор технических наук, профессор, зав.
кафедрой "Двигатели летательных аппаратов
и теплотехника" "МАТИ" - Российского госу-
дарственного технологического университета
им. К.Э.Циолковского, автор более 150 науч-
ных публикаций и изобретений
Суа = g/px.
4. Частота вращения ротора или роторов [единица измерения —
процент от расчетного режима или Гц]. Для замера частоты использу-
ются электрические датчики (тахометры) типа ДТЭ-2 или Д-З или час-
тотные датчики типа ДЧВ-2500. Сигналы от датчиков поступают на
вторичные приборы — частотомеры или выводятся на осциллограф.
5. Расход воздуха GB определяется расходомерным коллектором,
который устанавливается на входе в двигатель (рис.7.3). Входная часть
коллектора для уменьшения гидравлических потерь имеет плавные
кромки, выполненные в форме лемнискаты 1. На некотором расстоя-
нии от входа в коллектор, где поток является практически равномер-
ным, расположено мерное сечение. В стенках канала мерного сечения
имеется серия отверстий для отбора статического давления 2. Отвер-
стия соединены трубкой 3 с целью получения осредненного значения
разряжения в мерном сечении, что повышает точность определения
скорости потока воздуха. Перепад давления в мерном сечении опреде-
ляется с помощью пьезометра 4, чаще всего водяного. Корпус расхо-
домерного коллектора имеет цапфы 5 для его крепления на стенде.
Расход воздуха, проходящего через двигатель, определяют по фор-
муле
= mp*FKq^m
*
где т — коэффициент, зависящий от свойств газа (для воздуха
т = 0,0404); FM — площадь мерного сечения, м2; р* — полное давле-
1
Рис. 7.3. Расходомерный коллектор воздуха:
1 — лемниската; 2 — место отбора статического давления; 3 — трубка осредняющая; 4 — пьезо-
метр; 5 — цапфа крепления коллектора
22 - 2043
329
ние в мерном сечении, Па; е?(Х) — газодинамическая функция; Т* —
полная температура в мерном сечении, К; овх — коэффициент восста-
новления полного давления во входном канале; X — приведенная ско-
рость в мерном сечении.
Для определения расхода воздуха необходимо замерить:
барометрическое давление Во (обычно в мм рт. ст.);
температуру окружающего воздуха t (в ° С);
перепад давления в пьезометре ДЯ (в мм вод. ст.).
6. Температура воздуха за компрессором (компрессорами) опреде-
ляется с помощью термопар с выводом сигнала на вторичный прибор.
7. Давление за компрессором р к (компрессорами р kl) измеряют
с помощью приемников полного давления с выводом сигнала на вто-
ричный прибор.
8. Степень повышения давления в компрессоре (компрессорах) на-
ходят по формуле
• _ А изб +В0 13600 -g
А =------------------->
где /?*к.изб — избыточное полное давление за компрессором (компрес-
сорами), Па; 13600 кг/м3 — плотность ртути.
9. Температура газа перед турбиной — Т г. Технические средства
не позволяют непосредственно замерить этот параметр на двигателе.
Поэтому ТГ определяется расчетным путем. В случае одноконтурного
двигателя вначале определяется относительный расход топлива qy
где GB — расход воздуха, кг/с; GT — расход топлива, кг/с.
По значению qT и температуре воздуха за компрессором по анали-
тической зависимости или номограмме определяется Т г.
В двухконтурных двигателях расход воздуха через внутренний
контур GBi неизвестен, и поэтому приведенный выше способ оказыва-
ется неприемлем. В этом случае Т г определяют в сечении на выходе
из соплового аппарата турбины высокого давления. Для этого необхо-
димо знать площадь соплового аппарата, которая определяется либо
замером, либо используются данные по продувке эталонного соплово-
го аппарата. Кроме того, необходимо знать параметры воздуха за
КВД: давление р квд и температуру Т квд. а также расход топлива че-
рез основную камеру сгорания GT.
330
Расход газа через сопловой аппарат турбины ТВД может быть за-
писан в следующем виде:
Gr = + GT = GKC (1 + qT) = ^^CTkc^c a?^ca)
7л
где mr — коэффициент, зависящий от свойств газа; сткс — коэффици-
ент потерь полного давления в камере сгорания; Fca — площадь со-
плового аппарата конкретного двигателя, м2; ?(А<;А) — газодинамиче-
ская функция; Gbkc — расход воздуха в основной камере сгорания,
кг/с; р к — давление за компрессором, Па.
В этом уравнении величины: GT, тг, р к, GKc, Fca, ?(Лса) являются
известными.
Связь между температурой газа Т г и относительным расходом топ-
лива <ут может быть представлена в виде
_сРгт;-срХ
т Ниг\т-СргТ*’
где Ни — теплотворная способность топлива, кДж/кг; т]г — коэф-
фициент полноты сгорания; Срв — удельная теплоемкость воздуха,
кДж/(кг • град); Т к — температура воздуха на входе в камеру сго-
рания, град; Срг — удельная теплоемкость продуктов сгорания,
кДж/(кг град).
Таким образом, учитывая, что = G-JGB, имеем два уравнения, не-
известными в которых являются Тг и Gbkc- Решая эти уравнения ме-
тодом итераций или иным способом, находим Тг и GbKC.
На практике пользуются более сложными соотношениями, учиты-
вающими изменение теплоемкости в зависимости от состава газов
и температуры.
10. Коэффициент избытка воздуха
G кс
п — KL
кс 14,95GT’
где 14,95 — стехиометрический коэффициент.
11. Давление газа перед турбиной
Рг ~ Асткс-
12. Адиабатическая работа сжатия в компрессоре
22'
331
4 =CpX (к/ -i).
13. Действительная работа сжатия в компрессоре
l=cPb(t:-т;у.
14. Степень понижения давления в турбине и осевые нагрузки на
опорный подшипник ротора двигателя. Для определения этих показа-
телей замеряют полное и статическое давления за турбиной с ис-
пользованием приемников полного и статического давления и вторич-
ных приборов в виде образцовых манометров или приборов типа
«Сапфир».
15. Углы поворота направляющих аппаратов компрессора. Для за-
мера углов используются датчики углов поворота с выводом сигнала
на вторичный прибор или осциллограф.
16. Температура газа за турбиной. Для определения температуры
служат термопары различных типов: Т-28, Т-80, Т-99, Т-142 и др. Кон-
троль температуры осуществляется различными вторичными прибора-
ми.
17. Вибрация корпусов двигателя. С помощью датчиков АВС-11,
МВ-27 и других измеряется виброскорость и виброускорение на раз-
личных режимах работы двигателя. Для этой цели помимо одного
штатного датчика вибраций на двигатель устанавливается дополни-
тельно 7 датчиков вибрации.
18. Давление масла в напорной магистрали. Для контроля
давления используются манометры, сигнальные лампы, речевые ко-
манды.
19. Температура масла на входе в двигатель и на выходе из него.
Для контроля темепературы используют термопары, стрелочные указа-
тели, сигнальные лампы, речевые команды.
20. Прокачка масла через двигатель. Для контроля прокачки ис-
пользуются масляные расходомеры. Определяется величина теплосъе-
ма по формуле
Q = G С (t -t ),
ммх вых вх /’
где GM — расход масла через двигатель, кг/мин; См — удельная тепло-
емкость масла, Дж/(кг град); 4ых, 4х — температура масла на выходе
и входе соответственно, град.
На количество теплоты, выносимой из двигателя маслом и охлаж-
даемой в топливо-масляном теплообменнике, существуют допустимые
нормы для каждого типа двигателя.
332
21. Давление в полости за воздушно-масляными лабиринтами. Для
контроля давления используют манометры и датчики аварийной сигна-
лизации, которые срабатывают при давлении за клапаном переключе-
ния наддува предмасляной полости выше допустимой величины.
22. Загрузка приводов и редукторов двигателя, на которых уста-
навливаются агрегаты, обеспечивающие жизнедеятельность самолет-
ных систем. Величина загрузки во время испытаний должна соответст-
вовать мощности и крутящему моменту самолетных потребителей.
К таким потребителям относятся, например, гидронасосы, электрогене-
раторы переменного тока с приводом постоянных оборотов, электроге-
нераторы постоянного тока.
Выше перечислены основные параметры двигателя, которые запи-
сываются и осциллографируются. Всего при испытаниях может быть
зарегистрировано более 80 параметров двигателя и его систем. Пара-
метры записываются в режиме реального времени и при обработке ре-
зультатов могут быть выведены на печать для любого момента време-
ни испытания.
7.2.4. Испытания камеры сгорания двигателя
Основной задачей испытания камер сгорания (КС) авиационных
ГТД является замер температурного поля на выходе из КС. Существу-
ют нормы на окружную и радиальную неравномерность температурно-
го поля, а также на распределение температуры в радиальном направ-
лении. От этих параметров зависит работоспособность камеры сгора-
ния и турбины, а также коэффициент полноты сгорания. Поэтому каж-
дая камера сгорания нового или отремонтированного двигателя прохо-
дит испытания.
Для замера температурного поля КС определяют эксплуатацион-
ный режим ГТД, для которого задаются основные эксплуатационные
параметры (обычно их шесть):
Ркс — давление воздуха на входе в КС;
Т’кс — температура воздуха на входе в КС;
акс — коэффициент избытка воздуха на входе в КС;
^кс — приведенная скорость на входе в КС;
ш GB — расход воздуха, проходящего через КС;
Свот6 — расход воздуха, отбираемый на охлаждение турбины.
Для проведения испытаний полноразмерной камеры сгорания не-
обходим комплекс специального оборудования:
1) генератор сжатого воздуха, подаваемого на вход в испытуе-
мую КС. Параметры воздуха: р^с ~ 0,5-0,10 МПа, Ткс = 500-700° С,
GB = 15-25 кг/с.
333
Для этой цели может использоваться воздух от компрессорной
станции с последующим подогревом или воздух из-за компрессора
авиационного ГТД с доработанным компрессором (улиткой);
2) топливная аппаратура, включающая:
насос высокого давления, обеспечивающий давление топлива на
выходе от 3 до 10 МПа;
запорный игольчатый кран тонкой настройки, предназначенный
для плавного и точного вывода КС на рабочий режим;
распределитель топлива по каскадам форсунок, если топливный
коллектор многокаскадный;
систему продувки каскадов сжатым воздухом или азотом;
3) система охлаждения установки испытания КС. Большинство
узлов, которые расположены за испытуемой КС, имеют водяную ру-
башку охлаждения. Таким же образом охлаждается механизм, обеспе-
чивающий круговое вращение гребенки термопар. Это необходимо для
того, чтобы температура деталей механизма кругового замера была не
более 100° С, что уменьшает погрешность измерения температуры при
переходе с одного термоспая на другой;
4) механизм кругового замера температурного поля с гребенками
термопар. Количество гребенок термопар зависит от конструкции ме-
ханизма. Как правило, используется от одной до восьми гребенок. Гре-
бенки термопар относятся к нестандартным средствам измерения. Они,
как правило, выполняются с водяным охлаждением. В них использу-
ются платино-родиевые спаи;
5) компьютер в промышленном исполнении используется для об-
работки сигналов, полученных с гребенок термопар, и получения ха-
рактеристик температурного поля.
Принципиальная схема установки для испытания КС представлена
на рис. 7.4. Испытания КС проводят в следующей последовательности.
Производится монтаж натурной КС на установку. Запускается генера-
тор сжатого воздуха и осуществляется подача воздуха в КС. Затем
производится запуск КС и выход на требуемый режим работы. После
этого в автоматическом режиме определяют температурное поле
КС. Эту операцию проводят дважды. Оценка соответствия температур-
ного поля требуемым нормам производится по средним арифметиче-
ским значениям полученных температур в каждой точке. Результаты
испытаний обрабатываются на ЭВМ с выводом на печать. Полученные
результаты прилагаются к протоколу испытаний. По этим данным оп-
ределяется окружная и радиальная неравномерность температурного
поля.
334
Р\ 7з
отб отб отб
Рис. 7.4. Схема контрольных испытаний камеры сгорания:
1 — дроссель входной; 2 — мерный участок; 3 — камера подогрева воздуха; 4 — переходник; 5 — входной мерный участок; 6 — камера сгора-
ния; 7 — переходник охлаждаемый; 8 — механизм кругового замера; 9 — электропривод с механизмом отметки угла поворота; 10 — переходник
охлаждаемый; 11 — мерный участок отбора воздуха; 12 — дроссель выходной; 13 — дроссель выходной отбора воздуха; 14 — выхлопная труба
отбора воздуха; 15 — аыхлопная труба; 16 — проставка
7.2.5. Специальные испытания по оценке
газодинамической устойчивости двигателя
При доводке нового двигателя до передачи его в серийное произ-
водство, а также в процессе его изготовления и ремонта периодически
проводятся специальные испытания по определению газодинамиче-
ской устойчивости двигателя (ГДУ), что обеспечивает его надежную
работу в составе летательного аппарата.
Испытания двигателей на газодинамическую устойчивость прово-
дятся на испытательных стендах авиационных предприятий с исполь-
зованием специального оборудования. К специальному оборудованию
в данном случае относится интерцептор с подводящим коллектором
и механизм управления положением интерцептора.
Интерцептор — это устройство, позволяющее изменять площадь
проходного сечения подводящего коллектора, что обеспечивает изме-
нение массового расхода воздуха, поступающего на вход в двигатель.
Существуют интерцепторы двух типов: 1) подвижные и 2) непод-
вижные. В первом случае площадь загромождения канала подводяще-
го коллектора воздуха изменяется путем установки металлических за-
слонок, имеющих определенные размеры для каждого режима провер-
ки двигателя на ГДУ. Замену заслонок проводят на неработающем
двигателе. Для этого требуется демонтаж коллектора с последующей
сборкой. Данное приспособление по сравнению с подвижным имеет
меньшую стоимость, но удлиняет цикл испытаний, так как современ-
ные ТРДДФ имеют три и более режимов проверки двигателя на ГДУ
и для осуществления каждого из них требуется демонтаж и монтаж
интерцептора.
Во втором случае площадь проходного сечения коллектора изменя-
ют с помощью специального механизма, который перемещает задвиж-
ку и позволяет изменять площадь проходного сечения коллектора без
остановки двигателя. Перемещение заслонки внутри коллектора осу-
ществляется от стендового электродвигателя, входящего в состав меха-
низма интерцептора. Перемещение заслонки осуществляется через ре-
ечную передачу по команде с пульта оператора, проводящего испыта-
ния двигателя. Интерцептор такого типа позволяет плавно подводить
двигатель к нужному режиму проверки на ГДУ, что обеспечивает за-
щиту двигателя от нерасчетного режима работы (помпажа) и сокраща-
ет цикл испытания.
Подвижный интерцептор вследствие своей сложной конструкции
имеет большую стоимость по сравнению с неподвижным интерцепто-
ром. К обоим типам интерцепторов предъявляются одинаковые требо-
вания к точности обеспечения размера затемнения Н, которое влияет
336
Ни± 1 мм
Рис. 7.5. Схема загромождения подводящего коллектора воздуха (£>,х — диаметр
подводящего канала на входе в двигатель; Ни — положение интерцептора)
на достоверность оценки параметра газодинамической устойчивости.
Интерцептор выставляется с точностью до 1 мм. Схема загромождения
подводящего коллектора воздуха приведена на рис. 7.5.
Как уже отмечалось, для испытания двигателей на ГДУ необходим
специально оборудованный стенд, так как для выравнивания воздуш-
ного потока после интерцептора перед входом в двигатель требуется
определенное расстояние. Так, например, для ТРДДФ с регулируемым
соплом и тягой более 120 кН это расстояние должно быть не менее пя-
ти-шести диаметров входа в двигатель Д,х-
Стабильность запасов ГДУ оценивается по устойчивой работе дви-
гателя на всех режимах, заявленных для данного типа двигателя.
Испытания двигателей по определению запасов ГДУ проводятся
без отбора воздуха от двигателя, требующегося на нужды летательно-
го аппарата.
Площадь затемнения сечения входного коллектора и режимы рабо-
ты двигателя при проверке ГДУ выбираются таким образом, чтобы ис-
ключить возможность поставки в эксплуатацию двигателей с недоста-
точными запасами ГДУ.
7.2.6. Испытания аппарата закрутки
Снижение температуры воздуха, отбираемого на охлаждение
турбины, дает возможность поднять температуру газа на входе
в турбину или уменьшить расход отбираемого на охлаждение тур-
бины воздуха и, тем самым, улучшить характеристики двигателя.
Для этого на двигателе АЛ-31Ф в наружном контуре установлен
337
Рис. 7.6. Место расположения аппарата закрутки на двигателе:
1 — аппарат закрутки; 2 — ротор ТВД; 3 — корпус основной камеры сгорания; 4 — сопловой
аппарат ТВД
воздухо-воздушный теплообменник, в котором воздух, отбираемый
из-за компрессора высокого давления, охлаждается потоком возду-
ха наружного контура, после чего направляется на охлаждение
турбины. Для этой же цели используется предварительное расши-
рение охлаждающего воздуха в подкручивающей решетке, которая
устанавливается перед рабочим колесом охлаждаемой ступени тур-
бины. Предварительная закрутка воздуха в подкручивающей ре-
шетке позволяет дополнительно снизить температуру на 60—90 К по
сравнению со схемой без подкручивающей решетки, т. е. когда
338
воздух после теплообменника непосредственно подводится к рабо-
чим лопаткам.
Стремление уменьшить гидравлическое сопротивление в системе
подвода воздуха к охлаждаемым лопаткам заставляет заботиться
о гидравлическом совершенстве подкручивающих воздух решеток, ко-
торые профилируются с тщательностью, не меньшей, чем лопаточные
решетки сопловых аппаратов. Это обстоятельство приводит к увеличе-
нию стоимости подкручивающей решетки и к усложнению технологии
контроля пропускной способности решетки.
На двигателе АЛ-31Ф вместо подкручивающей решетки установ-
лен аппарат закрутки, в котором используются сопла, расположенные
под углом к оси двигателя, в которых происходит закрутка воздуха по
направлению вращения рабочего колеса. Место расположения аппара-
та закрутки на двигателе показано на рис. 7.6.
Целью испытаний аппарата закрутки является проверка расхода
воздуха через систему тангенциальных сопел. Перед испытаниями
аппарат закрутки монтируется на испытательном стенде (рис. 7.7)
2 3
4
3
Рис. 7.7. Схема стенда для испытания аппарата закрутки:
1 — входной вентиль; 2 — регулируемый дроссель; 3 — фильтр; 4 — подогреватель воздуха; 5 —
вторичный прибор (потенциометр); 6 — дифференциальный манометр «Сапфир»; 7 — манометр; 8
— потенциометр; 9 — кран; 10 — термопара; 11 — мерное устройство; 12 — технологический кран;
13 — манометр; 14 — потенциометр для определения температуры воздуха на входе в аппарат за-
крутки; 75 — термопара на входе в аппарат закрутки; 16 — аппарат закрутки
339
и проверяется герметичность мест установки аппарата закрутки на
испытательный стенд. Испытания проводятся в следующем порядке.
Открывается входной вентиль 1 и плавным открытием регулировоч-
ного дросселя 2 создается избыточное давление р = 0,15 МПа в по-
лости аппарата закрутки. Давление контролируется по манометру
13. После этого открываются краны 9, а кран 12 закрывается. Вклю-
чается электронагреватель 4 для подогрева воздуха на входе в аппа-
рат закрутки, и температура воздуха доводится до Твх = 50° С. Тем-
пература воздуха контролируется по прибору 14, который подклю-
чен к термопаре 15. Аппарат закрутки выдерживается на установив-
шемся режиме 15—30 с. Во время испытаний регистрируются сле-
дующие параметры: ръх — давление на входе в аппарат закрутки
(13), Твх — температура на входе в аппарат закрутки (14), рм — дав-
ление перед мерным устройством (7), Ар — перепад давлений
в мерном устройстве (5), Тм — температура воздуха на входе в мер-
ное устройство (8).
По окончании эксперимента по полученным данным определяется
приведенный расход воздуха через аппарат закрутки. Все полученные
данные заносят в специальный протокол. Аппарат закрутки считается
прошедшим испытания, если его расход и другие параметры соответ-
ствуют техническим условиям.
7.2.7. Испытания клапана переключения подачи
воздуха в предмасляные полости
Система наддува опор двигателя предназначена для защиты га-
зовоздушного тракта от попадания в него масла из опор двигателя.
Схема наддува опор двигателя представлена на рис. 7.7. Система
наддува включает: внутренние полости валов, стоек корпусов, час-
тей роторов, используемых как воздушные каналы. В систему над-
дува опор входят также предмасляные полости подшипников и по-
лости наддува, находящиеся в узлах опор роторов, лабиринтные уп-
лотнения, клапан суфлирования компрессора, клапан суфлирования
турбины, трубопроводы. Опоры состоят из трех полостей: масляной,
предмасляной и полости наддува. Предмасляная полость отделена
масляным контактным уплотнением от масляной полости и лаби-
ринтным уплотнением от полости наддува. Система наддува опор
двигателя обеспечивает на всех режимах работы двигателя и полета
самолета постоянно направленный перепад давления (от полости
наддува к масляной полости) на масляных контактных уплотнениях,
в результате чего исключается попадание масла и его паров в газо-
340
воздушный тракт двигателя, откуда, в частности, забирается воздух
для жизнеобеспечения экипажа.
Клапан переключения подачи воздуха (КПН) предназначен для ав-
томатического переключения наддува опор двигателя (рис. 7.8). Пере-
ключатель имеет два канала для подвода воздуха: от наружного конту-
ра двигателя и от седьмой ступени КВД. Выход воздуха осуществляет-
ся через фланец крепления КПН. Переключатель установлен на проме-
жуточном корпусе двигателя.
Отбор воздуха в систему наддува опор двигателя производится от
седьмой ступени КВД или из кольцевого канала наружного контура
(рис. 7.9). Кроме того, из полости клапанного аппарата 17, установлен-
ного за воздуховоздушным теплообменником, воздух попадает в пред-
масляную полость 18 опоры турбины.
Управление отбором воздуха производится КПН автоматически.
При перепаде давлений между наружным контуром и атмосферой ме-
нее 0,05 МПа воздух в систему наддува поступает от седьмой ступени
КВД. При больших перепадах воздух в систему наддува отбирается из
кольцевого канала наружного контура. От КПН воздух, пройдя через
внутренние полости 8 и 9 стоек промежуточного корпуса, поступает
по двум трубопроводам 7 в полость наддува 5 задней опоры КНД. Из
полости наддува 5 воздух направляется в полость 4 вала КНД, в по-
лость 16 вала ТНД и в полость 75 вала РВД, а также в разгрузочную
полость 9 КНД через лабиринтное уплотнение полости наддува задней
опоры КНД. Из полости 4 вала КНД воздух поступает в полость 2
Выход
Рис. 7.8. Клапан переключения наддува:
1 — пружина; 2 — поршневое кольцо; 3 — корпус; 4 — клапан; 5 — крестообразная
направляющая
341
Суфлирование предмасляных
полостей
Рис. 7.9. Система наддува опор двигателя:
I — полость кока; 2, 5 — полость наддува; 3, 12 — полость; 4 — полость вала КНД; 6, 13, 18,
24 — предмасляная полость; 7 — трубопровод; 8 — масляная полость; 9 — разгрузочная полость
КНД; 10 — переключатель наддува; 11 — кольцевой канал; 14 — предмасляная полость межваль-
ного уплотнения валов компрессора; 15 — полость вала РВД; 16 — полость вала ТНД; 17 —
клапанный аппарат отключения охлаждения турбины; 19 — кольцевая полость; 20 — клапан суф-
лирования турбины; 21 — лабиринтное уплотнение; 22 — трубопровод; 23 — клапан суфлирова-
ния компрессора; 25 — канал суфлирования предмасляной полости передней опоры КНД
наддува передней опоры КНД, из которой он направляется в предмас-
ляную полость 24 передней опоры КНД и в полость 3, которая сооб-
щается с проточной частью двигателя. Воздух из полости 16 вала ТНД
через полость 75 вала РВД поступает через лабиринтные уплотнения
в пред масляную полость 13 передней опоры РВД и предмасляную по-
лость 14 межвального уплотнения валов компрессора. Одновременно
с этим с другой стороны вала ТНД через отверстия в цапфе ТВД воз-
дух поступает в предмасляную полость 18 опоры турбины.
Воздух из воздухо-воздушного теплообменника направляется в по-
лость за диском ТВД, из которой часть воздуха через лабиринтные уп-
лотнения попадает в предмасляную полость 18 опоры турбины.
Испытания КПН производятся на установке, принципиальная схема
которой представлена на рис. 7.10. Испытания проводятся в следую-
щем порядке. После подготовки установки к испытаниям открывается
342
Рис. 7.10. Принципиальная схема установки для испытания КПП:
1 — КПН; 2, 9, 15 — термопара; 3, 6, 11 — потенциометр; 4, 7, 20 — манометр; 5, 10, 19 — осцил-
лограф; 8 — магистраль, имитирующая отбор воздуха от 7-й ступени КВД; 12 — запорный вентиль;
13 — фильтр; 14 — нагреватель воздуха; 16, 17 — регулируемый дроссель; 18 — магистраль, имити-
рующая отбор воздуха из наружного контура
воздушная заслонка 12 и с помощью регулируемого дросселя 16 созда-
ется давление перед КПН, равное 0,35 МПа. Давление контролируется
по манометру 4. Затем включается электронагреватель 14 и произво-
дится прогрев коммуникаций подачи воздуха в КПН до температуры
150—200° С. При этом регистрируется температура за электронагрева-
телем по потенциометру 11. Воздушная магистраль 8 имитирует пода-
чу воздуха от седьмой ступени КВД.
После этого аналогичным образом прогреваются коммуникации
подачи воздуха к КПН из второго контура (магистраль 18). Коммуни-
кации прогреваются до температуры 100—200°С. Давление перед
КПН по магистрали 18 устанавливается в пределах 2—6 КПа и кон-
тролируется по манометру 7. Давление регулируется с помощью
дросселя 17.
Изменяя давление р2 перед КПН дросселем 17, производится не ме-
нее трех циклов срабатывания клапана. При этом скорость изменения
давлений р\, рг, рз фиксируется на ленте осциллографов 5, 10 и 19. По
осциллограмме определяется начало и конец переключения клапана.
Начало переключения определяется по уменьшению давления Рз, ко-
нец — по увеличению давления р\. На рис. 7.11 представлен пример
осциллограммы испытания КПН.
343
Клапан считается годным, если давление рг, при котором происхо-
дит срабатывание клапана, равно 0,065 МПа (при этом р\ = 0,35 МПа;
температура воздуха перед КПН должна быть Ц = 175° С
и 6 = 10- 150° С).
7.3. ОСНОВНЫЕ СВЕДЕНИЯ ОБ АВТОМАТИЧЕСКИХ
СРЕДСТВАХ ПОЖАРОТУШЕНИЯ
7.3.1. Автоматические устройства пожарной
и охранно-пожарной сигнализации
В соответствии с наиболее характерными признаками возникнове-
ния пожара все автоматические средства обнаружения загораний при-
нято условно делить на четыре основных типа:
средства обнаружения аэрозольных продуктов термического раз-
ложения (дымовые пожарные извещатели);
средства обнаружения невидимых газообразных продуктов тер-
мического разложения, (газовые извещатели);
средства обнаружения конвективного тепла от очага пожара (те-
пловые извещатели);
средства обнаружения оптического излучения пламени очага по-
жара (пожарные извещатели пламени).
В тех случаях когда применение автоматических средств обнару-
жения загораний по каким-либо причинам невозможно или экономиче-
ски нецелесообразно, используют ручные пожарные извещатели —
сигнализаторы, которые включаются при возникновении пожара об-
служивающим персоналом.
344
Наибольшее распространение в автоматических системах по-
жарной сигнализации получили тепловые и дымовые пожарные из-
вещатели. Это объясняется как спецификой начальной фазы про-
цесса горения большинства пожароопасных веществ, так и относи-
тельной простотой схемных и конструктивных решений этих изве-
щателей.
В тепловых пожарных извещателях широко используется термо-
электрический эффект, явления изменения при определенных темпера-
турах магнитных свойств ферромагнитных материалов, механических
свойств легкоплавких спаев, электропроводности полупроводниковых
материалов, линейных размеров металлов.
Первым отечественным автоматическим пожарным извещателем
массового применения явился тепловой пожарный извещатель ДТЛ,
разработанный в 60-х годах. Он срабатывал при температуре воздуха
в помещении выше 72° С и относился к простейшему типу тепловых
пожарных извещателей однократного действия.
Принцип действия извещателя ДТЛ был основан на разрушении
под воздействием температуры легкоплавкого соединения двух пружи-
нящих пластин-теплоприемников, спаянных сплавом Вуда с темпера-
турой плавления 70—72° С и размыкающих электрическую цепь сиг-
нализации.
В 1984 г. этот извещатель был модернизирован с целью устранения
выявившихся в процессе эксплуатации недостатков: значительной
инерционности при обнаружении загораний, а также отсутствии воз-
можности диагностирования, при проведении технического обслужи-
вания в результате одноразовости его действия. В результате был раз-
работан и серийно освоен новый тип отечественного теплового пожар-
ного извещателя массового применения ИТМ.
Пожарный извещатель ИТМ стал извещателем многократного
действия, что позволило осуществлять контроль его работоспособ-
ности в установках пожарной сигнализации в процессе их эксплуа-
тации и при проведении регламентных работ. В качестве чувстви-
тельного элемента в извещателе ИТМ стал применяться герметич-
ный магнитоуправляемый контакт (геркон), объединенный в единый
конструктивный узел с термочувствительной магнитной системой.
Путем соответствующего выбора конструктивных элементов термо-
магнитного преобразователя была обеспечена температура срабаты-
вания извещателя 70° С с точностью ± 7° С и значительно меньшая
по сравнению с извещателем ИТЛ инерционность при обнаружении
очага пожара.
23 — 2043 345
Результатом дальнейших разработок тепловых пожарных извеща-
телей стало создание максимально-дифференциального теплового по-
жарного извещателя ИП101—2. Максимально-дифференциальные из-
вещатели срабатывают как при повышении температуры окружающего
воздуха до некоторого порогового значения, определяемого их на-
стройкой, так и при достижении определенной скорости повышения
температуры воздуха. Такие пожарные извещатели обладают значи-
тельно меньшей инерционностью и способны обнаруживать значитель-
но меньшие очаги пожара.
В дымовых пожарных извещателях, в основном, используется фо-
тоэлектрический принцип действия, заключающийся в регистрации оп-
тического излучения, отраженного от частиц дыма, попадающего в ды-
мовую камеру. Создание и эксплуатация первых отечественных дымо-
вых пожарных извещателей (ДИ-1, КИ-1, РИД-1, ИДФ-1 и др.) показа-
ло их высокую эффективность при обнаружении очагов возгорания.
В настоящее время освоено производство и находится в эксплуата-
ции большое количество более совершенных типов дымовых извеща-
телей, созданных на современной элементной базе. Отличительной
особенностью новых дымовых пожарных извещателей РИД-6М,
ДИП-2 и ДИП-3 является наличие в их конструкции встроенного кно-
почного имитатора для проверки работоспособности извещателей при
регламентных работах. Проверка работоспособности осуществляется
нажатием кнопки, которая имитирует наличие дыма в рабочей зоне из-
вещателя.
Пожарные извещатели, реагирующие на излучение открытого
пламени, имеют преимущества по сравнению с тепловыми или дымо-
выми извещателями, заключающиеся в их быстродействии и независи-
мости времени срабатывания от направления воздушных потоков в за-
щищаемом помещении, перепадов температур, высоты потолка и пере-
крытий, объема и конфигурации помещений. Вместе с тем. извещате-
ли пламени такого типа требуют обеспечения помехозащищенности от
прямого и отраженного излучения источников естественного и икусст-
венного освещения, от излучения нагретых частей технологического
оборудования и других источников излучения. Решение этой пробле-
мы приводит к усложнению схемных и конструктивных решений в из-
вещателях пламени.
Извещатели данного класса разрабатываются на основе фотопреоб-
разователей, чувствительных к излучению пламени в ультрафиолето-
вой и инфракрасной областях спектра. Преобразователи видимого из-
лучения практически не используются в связи с существенными труд-
ностями в обеспечении помехозащищенности.
346
В извещателях пламени инфракрасного диапазона в качестве при-
емников излучения наибольшее применение получили фоторезисторы
и фотодиоды. Анализ спектральных характеристик излучения пламени
различных горючих материалов и спектральных характеристик помех
показал, что для -обеспечения устойчивости извещателей к световым
помехам максимум световой чувствительности фотопреобразователя
должен находиться в пределах 2,7—4,3 мкм. Требуемая помехозащи-
щенность обеспечивается как оптической фильтрацией принимаемого
сигнала, так и соответствующими схемными решениями.
В последние годы получили развитие работы по созданию газовых
пожарных извещателей, реагирующих на газообразные продукты го-
рения. Поскольку для начальной стадии развития ряда очагов загора-
ний характерно интенсивное газообразование, сопровождающееся вы-
делением окиси углерода, двуокиси углерода, углеводородов, водоро-
да, применение газовых пожарных извещателей может оказаться весь-
ма эффективным. Наиболее перспективными являются газовые пожар-
ные извещатели, реагирующие на окись и двуокись углерода.
В газовых пожарных извещателях в основном применяются полу-
проводниковые газовые сенсоры и датчики на основе электрохимиче-
ских преобразователей. Работа полупроводниковых сенсоров основана
на доокислении газов на поверхности полупроводниковой пленки оки-
слов металлов, нагретой до температуры порядка 400° С. При окисле-
нии пленки изменяется ее внутреннее активное сопротивление и про-
ходящий через пленку электрический ток, что и является признаком
появления очага возгорания.
Накопленный отечественный и зарубежный опыт эксплуатации
автоматических систем пожарной сигнализации свидетельствует
о том, что проблема пожарной безопасности не может быть решена
с помощью только одного типа пожарных извещателей, как бы они
ни были совершенны в техническом отношении. Поэтому единствен-
но правильным путем максимального использования возможностей
автоматических систем пожарной сигнализации является создание
и широкое применение извещателей пожара, использующих все при-
знаки возгорания.
Одним из первых отечественных пультов пожарной сигнализации
стал десятилучевой пульт ППС-1. С целью снижения вероятности слу-
чайного запуска установок автоматического пожаротушения в пульте
ППС-1 предусмотрено формирование сигналов о пожаре и сигналов
дистанционного запуска установок автоматического пожаротушения
при срабатывании не менее двух пожарных извещателей в соответст-
вующем луче, что почти на порядок снижало вероятность случайного
23* 347
пуска установок при ложных срабатываниях одиночных пожарных из-
вещателей.
На основе анализа тенденций развития систем пожарной сигнали-
зации, а также последних достижений радиоэлектроники и информа-
ционной техники можно сформулировать основные требования,
которым должна удовлетворять современная система пожарной сигна-
лизации:
для пожарных извещателей'.
повышенная надежность и достоверность формирования тревож-
ного извещения;
наличие автоматической регулировки усиления сигнала о возго-
рании;
возможность ступенчатой регулировки чувствительности;
введение идентификации каждого отдельного извещателя;
для станции пожарной сигнализации'.
использование микропроцессорной элементной базы и цифровых
методов обработки информации;
возможность передачи информации с нескольких приемно-кон-
трольных приборов на центральный диспетчерский пульт;
автоматический контроль состояния пожарных извещателей
и определение неисправного;
повышенная достоверность формирования сигнала «Пожар».
7.3.2. Спринклерные и дренчерные установки
водяного пожаротушения
Спринклерные установки предназначены для локального тушения
пожаров и/или охлаждения строительных конструкций, дренчерные ус-
тановки — для тушения пожара по всей расчетной площади, а также
для создания водяных завес.
Установки водяного пожаротушения наиболее распространены
и составляют около половины от общего количества установок пожа-
ротушения. В общем случае в состав установки входят водоисточник,
основной водопитатель, вспомогательный (автоматический) водопита-
тель или импульсное устройство, контрольно-сигнальные клапаны
(КСК) с обвязкой, сеть трубопроводов для транспортирования воды
к оросителям, оросители для подачи воды к месту возникновения по-
жара, а также пожарные извещатели, реагирующие на физико-химиче-
ские факторы пожара.
348
Основной водопитатель предназначен для обеспечения требуемого
расхода и напора воды в трубопроводах установки. Вспомогательный
водопитатель предназначен для подачи воды до момента включения
основного водопитателя. Импульсное устройство обеспечивает в тру-
бопроводах сплинклерных установок и подводящих трубопроводах
дренчерных установок только напор, который необходим для срабаты-
вания узлов управления. Трубопроводы установки подразделяют на:
подводящие (от основного водопитателя до КСК), питательные (от
КСК до распределительного трубопровода) и распределительные (тру-
бопровод с оросителями в пределах защищаемого помещения).
Спринклерная установка включается автоматически при повыше-
нии температуры внутри помещения до заданного предела.
7.3.3. Установки газового пожаротушения
Установки газового пожаротушения (УГП) предназначены для соз-
дания в защищаемом объеме среды, не поддерживающей горения.
УГП предназначены для ликвидации пожаров классов А, В, С в на-
чальной стадии развития и электрооборудования^находящегося под на-
пряжением, за исключением тушения пожаров материалов, склонных
к горению без доступа воздуха, а также металлов (натрий, калий, маг-
ний, титан и др.). По распространению УГП стоят на третьем месте
после водяных и пенных установок.
Основными элементами УГП являются батарея газового пожароту-
шения с инертным газом (обычно двуокисью углерода), батарейный
коллектор, соединяющий баллоны между собой, устройство дистанци-
онного пуска УГП, магнитный контакт для отключения автоматиче-
ского пуска УГП, световые и звуковые оповещатели. При возникнове-
нии загорания приемно-контрольный прибор вырабатывает сигналы на
включение световых и звуковых оповещателей в помещении для эва-
куации персонала и отключения вентиляции. Оповещение о пожаре
передается на пульт централизованного наблюдения. После определен-
ного интервала времени, необходимого для эвакуации персонала,
включается УГП. Одновременно с этим снаружи защищаемого поме-
щения загорается табло «Газ — не входить».
Дистанционный пуск УГП осуществляется с помощью специально-
го устройства эвакуирующимся персоналом.
При проектировании УГП следует размещать станции пожароту-
шения по возможности ближе к объекту защиты.
ЛИТЕРАТУРА
1. Акимов В.М. Основы надежности газотурбинных двигателей. — М.: Машино-
строение, 1981, 207 с.
2. Ахмедзянов А.М., Дубравский Н.Г., Туиаков А.П. Диагностика состояния ВРД
по термогазодинамическим параметрам. — М.: Машиностроение, 1983. 206 с.
3. Биргер И.А. Техническая диагностика. — М.: Машиностроение, 1978. 239 с.
4. Бычков Н.Г., Скибии В.А., Цыкунов Н.В. Исследование накопления поврежде-
ний в процессе знакопеременного малоциклового нагружения при повышенной темпера-
туре методом акустической эмиссии// Проблемы прочности, 1983, № 3. — С. 21—23.
5. Бычков Н.Г., Скибии В.А. и др. Применение акустических методов для иссле-
дования накопления повреждений в материалах при испытаниях на малоцикловую уста-
лость// Тр. ЦИАМ, № 1109, 1985. — С. 246—254.
6. Вакуумно-плазменная технология высоких энергий — перспективный процесс по-
лучения защитных покрытий для лопаток ГТД //Новые технологические процессы и на-
дежность ГТД/ Р.Е. Шалин, С.В. Дудова, С.В. Мубояджан, А.Я. Помелов. 1979, № 2. —
С. 1—8.
7. Диагностика авиационных деталей/ В.Н. Лозовский, В.Г. Бондал, А.О. Каксис,
А.Е. Колтунов. — М.: Машиностроение, 1988. 324 с.
8. Елизаветин М.А. Повышение надежности машин. — М.: Машиностроение,
1973. 430 с.
9. Елисеев Ю.С., Абраимов Н.В., Крымов В.В. Химико-термическая обработка
и защитные покрытия в авиадвигателестроении. — М.: Высшая школа, 1999. 525 с.
10. Карасев В.А., Максимов В.П., Сидоренко С.К. Вибрационная диагностика га-
зотурбинных двигателей. —- М.: Машиностроение, 1978. 130 с.
11. Кеба И.В. Диагностика авиационных газотурбинных двигателей. — М.: Транс-
порт, 1980. 246 с.
12. Конструкционная прочность материалов и деталей ГТД. Руководство для кон-
структоров. Тр. ЦИАМ. — № 835, 1979. 520 с.
13. Косточкин В.В. Надежность авиационных двигателей и силовых установок. —
М.: Машиностроение, 1988. 272 с.
14. Кузнецов Н.Д. Обеспечение надежности авиационных двигателей. Вестник АН
СССР. — М.: Наука, 1985, № 8. — С. 85—92.
15. Кузнецов Н.Д., Цейтлин В.Н. Эквивалентные испытания газотурбинных двига-
телей. — М.: Машиностроение, 1976. 216 с.
16. Логинов Вас.Е., Логинов Вл.Е., Тихомиров В.И. Ремонт агрегатов реактивных
двигателей. — М.: Изд-во МАИ, 1994. 366 с.
17. Меламедов Н.М. Физические основы надежности. — Л., Энергия, 1970. 152 с.
350
18. Мубояджаи С.А., Будииовский С.А., Помелов Я.А. Вакуумно-плазменная тех-
нология высоких энергий — прогрессивный метод получения износостойких покрытий
на деталях ГТД // Новые технологические процессы и надежность ГТД — М.: Изд-во
ЦИАМ, 1981. № 7 (31). — С. 1—11.
19. Мубояджаи С. А., Помелов Я.А. Вакуумная плазменная технология высоких
энергий // Авиационные материалы. 1983. № 1. -— С. 64—70.
20. Неровный В.М., Ямпольский В.М. Распределение удельного теплового потока
и плотности тока в пятне нагрева дугового разряда// Изв. вузов. — М.: Машинострое-
ние, 1978, № 5. — С. 141—146.
21. Основы технической диагностики/Под ред. П.П. Пархоменко М.: Энергия, 1976.
462 с.
22. Петухов А.Н. Сопротивление усталости деталей ГТД. — М.: Машиностроение,
1993. 240 с.
23. Применение акустических методов для исследования накопления повреждений
в материалах при испытаниях на малоцикловую усталость/ Н.Г. Бычков, М.А. Лавренть-
ева, В.А. Скибин, Н.В. Цыкунов. Тр. ЦИАМ № 1109, 1985. — С. 246—254.
24. Проииков А.С. Надежность машин. — М.: Машиностроение, 1978. —- 592 с.
25. Ремонт летательных аппаратов/ Под ред. И.Л. Голего. — М.: Транспорт, 1984.
386 с.
26. Ресурсное проектирование авиационных ГТД. Руководство для конструкторов.
Вып. 1. Общие принципы ресурсного проектирования и модели долговечности материа-
лов и деталей авиационных ГТД. Тр. ЦИАМ. — № 1253, 1990. 208 с.
27. Седякии Н.М. Об одном физическом принципе теории надежности. Изв. АН
СССР. Сер. Техническая кибернетика, 1966, № 3. — С. 35—40.
28. Сиротин Н.Н., Коровкин Ю.М, Техническая диагностика авиационных газо-
турбинных двигателей. — М.: Машиностроение, 1979. 272 с.
29. Скибин В.А., Цыкунов Н.В. Дефектоскопия вращающихся деталей методом
вихревых токов// Тр. НТК «Высокое качество и надежность машиностроительной про-
дукции». НПЦ «Истоки», 1991. — С.4.
30. Скибин В.А., Цыкунов Н.В. Способ вихретокового контроля объектов с перио-
дической формой поверхности. А.с. № 1820923, 1990.
31. Современные технологии в производстве газотурбинных двигателей/ А.Г. Бра-
тухин, Г.К. Язов, Б.Е. Карасев и др. — М.: Машиностроение, 1997. 410 с.
32. Строганов Г.Б., Полоскии Ю.В., Ильченко Г.А. Восстановительный ремонт
лопаток компрессора ГТД методом вварки вставок. — М.: Воениздат, 1984. 186 с.
33. Третьяков О.Н. Методы и средства эксплуатационного сопровождения ресурса
авиационных ГТД. М.: Изд-во МАТИ, 1999.
34. Электронно-лучевая сварка/ О.К. Назаренко, А.А. Кайдалов, С.Н. Ковбасенко
и др.; Под ред. Б.Е. Патона. — Киев: Наукова Думка, 1987. 256 с.
35. Ямпольский В.М., Неровный В.М., Калиикии А.Н. Дуговая пайка в вакууме:
повышение эффективности производства паяных конструкций. Мат. Всесоюзн. науч-
но-техн. семинара. — М.: 1983. — С. 90—93.
36. Ямпольский В.М., Неровный В.М. Упрочнение и восстановление рабочих ло-
паток газотурбинных двигателей дуговой пайкой в вакууме. Тр. МВТУ, 1981, № 363. —
С. 72—78.
37. Ярославцев Н.Л., Попов В.Г. Техническая диагностика. — М.: РИО МАТИ им.
К.Э. Циолковского, 1995. 162 с.
351
ОГЛАВЛЕНИЕ
Принятые сокращения........................................................ 3
Предисловие................................................................ 4
Введение................................................................... 6
ГЛАВА 1. НАДЕЖНОСТЬ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ............................... 9
1.1. Основные понятия и определения....................................... 11
1.2. Состояния и события. Свойства изделий................................ 17
1.3. Количественные показатели надежности................................. 19
1.4. Надежность силовых установок и их влияние на надежность летательных
аппаратов................................................................. 29
1.5. Основные направления совершенствования силовых установок и повышения
уровня их надежности...................................................... 32
1.6. Реализованные уровни надежности авиационных двигателей............... 36
1.7. Тенденции развития работ в области надежности силовых установок..... 38
1.8. Теоретические основы надежности...................................... 40
1.8.1. Надежность — временная категория................................ 40
1.8.2. Порядок решения задач надежности................................ 46
1.9. Основные положения теории вероятностей............................... 48
1.9.1. Случайные события............................................... 48
1.9.2. Случайные величины.............................................. 48
1.10. Основные теоремы теории вероятностей................................ 49
1.10.1. Теорема сложения вероятностей.................................. 49
1.10.2. Теорема умножения вероятностей................................. 50
1.10.3. Теорема полной вероятности..................................... 51
1.10.4. Теория гипотез (формула Байеса)................................ 53
1.11. Характеристики случайных величин.................................... 54
1.11.1. Закон распределения вероятностей случайной величины............ 54
1.11.2. Функция распределения.......................................... 55
1.11.3. Плотность распределения........................................ 57
1.11.4. Генеральные числовые характеристики или параметры законов распреде-
ления ................................................................. 58
1.11.5. Математическое ожидание........................................ 59
1.11.6. Дисперсия случайной величины................................... 60
1.11.7. Мода и медиана случайной величины.............................. 61
1.12. Законы распределения случайных величин.............................. 61
1.12.1. Биномиальное распределение..................................... 62
1.12.2. Распределение Пуассона......................................... 62
352
1.12.3. Экспоненциальное распределение.............................. 63
1.12.4. Распределение Вейбулла...................................... 65
1.12.5. Нормальное (гауссово) распределение......................... 66
1.12.6. Распределение хи-квадрат.................................... 69
ГЛАВА 2. РЕСУРС ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ПУТИ ЕГО
УВЕЛИЧЕНИЯ............................................................. 71
2.1. Повышение ресурса высокотемпературных двигателей.................. 73
2.2. Факторы, влияющие на ресурс многорежимных двигателей.............. 85
2.3. Повреждаемость деталей двигателей при эксплуатации................ 93
2.4. Нормирование повреждений лопаток вентилятора и компрессора........ 96
2.5. Анализ факторов, влияющих на запас по температуре газа............ 99
2.6. Особенности нагружения рабочей лопатки турбины высокого давления. 101
2.7. Контроль повреждаемости основных узлов двигателя при эксплуатации .... 105
2.8. Сопровождение ресурса двигателя при эксплуатации................. 107
2.9. Эксплуатация двигателя с полным использованием его ресурсных
возможностей.......................................................... 111
ГЛАВА 3. КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ АВИАЦИОННОГО
ДВИГАТЕЛЯ АЛ-31Ф...................................................... 115
3.1. Общие сведения................................................... 115
3.2. Компрессор....................................................... 119
3.3. Основная камера сгорания......................................... 123
3.4. Турбина.......................................................... 125
3.5. Форсажная камера................................................. 129
3.6. Регулируемое реактивное сопло.................................... 133
3.7. Наружный контур.................................................. 135
3.8. Модульность конструкции двигателя АЛ-31Ф......................... 136
ГЛАВА 4. КОНТРОЛЬ И ТЕХНИЧЕСКАЯ ДИАГНОСТИКА ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ............................................................ 139
4.1. Основные задачи технической диагностики.......................... 139
4.2. Эксплуатация двигателя по фактическому техническому состоянию.... 141
4.3. Особенности двигателя как объекта диагностирования............... 144
4.4. Диагностика двигателя в эксплуатации............................. 146
4.4.1. Технические средства диагностики двигателей................. 146
4.4.2. Определение уровня вибраций двигателя в характерных местах после каж-
дого походного дня................................................. 159
4.4.3. Методика замера усилия расцепки роторов..................... 161
4.4.4. Определение состояния межроторного подшипника............... 162
4.4.5. Определение величины выработки межроторного подшипника...... 165
4.4.6. Определение состояния межвального подшипника по виброакустическому
сигналу............................................................ 166
4.4.7. Определение уровня вибраций выносной коробки агрегатов...... 167
4.4.8. Определение технического состояния неразборных подшипников.. 170
4.4.9. Определение величин повреждений на торцах рабочих лопаток турбины
высокого давления.................................................. 173
353
4.4.10. Определение состояния сопловых блоков лопаток турбины высокого дав-
ления ....................................................... 176
4.4.11. Определение состояния напайки иа бандажных полках рабочих лопаток 177
4.4.12. Контроль величины суммарного зазора по контактным поверхностям бан-
дажных полок рабочих лопаток турбины низкого давления............... 177
4.4.13. Проверка состояния рабочих лопаток компрессоров низкого и высокого
давления............................................................ 178
4.4.14. Контроль состояния диска лабиринта девятой ступени компрессора высо-
кого давления....................................................... 180
ГЛАВА 5. ЭКСПЛУАТАЦИЯ АВИАЦИОННОГО ГАЗОТУРБИННОГО
ДВИГАТЕЛЯ.............................................................. 183
5.1. Эксплуатация двигателя в различных климатических условиях......... 184
5.2. Проверка параметров двигателя..................................... 186
5.3. Осмотр и проверка двигателя....................................... 187
5.4. Осмотр проточной части двигателя.................................. 188
5.5. Указания по вводу в эксплуатацию двигателей, имеющих повреждения на
лопатках компрессора................................................... 191
5.6. Осмотр рабочих лопаток турбин высокого и низкого давлений......... 193
5.7. Определение времени наработки двигателя........................... 195
ГЛАВА 6. ТЕХНОЛОГИИ РЕМОНТА И ВОССТАНОВЛЕНИЯ
РАБОТОСПОСОБНОСТИ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ... 197
6.1. Технико-экономическая целесообразность ремонта.................... 197
6.2. Системы ремонтов...........;...................................... 199
6.3. Подготовка двигателя к ремонту.................................... 202
6.4. Причины неисправностей, отказов и дефектов........................ 207
6.5. Ремонт компрессора................................................ 214
6.5.1. Восстановление контактных поверхностей лопаток компрессора....215
6.5.2. Восстановление лопаток компрессора........................... 219
6.5.3. Восстановление корпусов компрессоров......................... 228
6.5.4. Ремонт роторов компрессоров.................................. 231
6.5.5. Восстановление лопаток компрессора с повреждениями пера.......235
6.6. Применение локальной термической обработки при изготовлении и ремонте
ответственных деталей двигателей....................................... 238
6.7. Анализ способов восстановления ответственных деталей и узлов двигателей
методами высокотемпературной пайки и сварки............................ 241
6.8. Применение аргонно-микроплазменной установки для ремонта деталей и узлов
двигателя.............................................................. 247
6.9. Нанесение износостойких покрытий и легирование поверхностей деталей н
узлов двигателя методом электроискрового легирования................... 249
6.10. Ремонт камеры сгорания........................................... 252
6.10.1. Ремонт корпуса камеры сгорания.............................. 253
6.10.2. Ремонт жаровой трубы........................................ 256
6.10.3. Ремонт топливного коллектора................................ 263
6.10.4. Ремонт форсунок............................................. 266
6.11. Ремонт турбины................................................... 268
6.11.1. Применение восстановительной термообработки при ремонте лопаток. . 269
354
6.11.2. Восстановление контактных поверхностей бандажных полок рабочих ло-
паток дуговой напайкой в вакууме.............................. 272
6.11.3. Восстановление лопаток ионно-плазменным методом..............277
6.11.4. Ремонт ротора турбины высокого давления..................... 283
6.11.5. Ремонт блока сопловых лопаток турбины высокого давления......286
6.11.6. Ремонт ротора турбины низкого давления...................... 288
6.11.7. Ремонт соплового венца турбины низкого давления..............291
6.11.8. Ремонт опоры турбины........................................ 293
6.11.9. Узловая обработка и окончательный контроль турбины.......... 294
6.12. Ремонт форсажной камеры и реактивного сопла....................... 296
6.13. Ремонт агрегатов газотурбинных двигателей......................... 304
6.13.1. Ремонт насосов............................................... 308
6.13.2. Контроль зазора, зацепления и биения в зубчатых сопряжениях агрегатов 310
6.13.3. Ремонт фильтров.............................................. 312
ГЛАВА 7. ИСПЫТАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ НА СЕРИЙНОМ
ЗАВОДЕ И РЕМОНТНОМ ПРЕДПРИЯТИИ.......................................... 315
7.1. Правила проведения испытаний и приемки............................. 318
7.1.1. Общие положения............................................... 318
7.1.2. Предъявительские (сдаточные) испытания........................ 319
7.1.3. Приемо-сдаточные (контрольные ) испытания..................... 320
7.1.4. Сокращение трудоемкости предъявительских и приемо-сдаточных испыта-
ний ................................................................ 320
7.1.5. Квалификационные испытания.................................... 321
7.1.6. Периодические испытания....................................... 322
7.1.7. Типовые (технологические) испытания........................... 323
7.2. Испытания двигателей на серийном заводе и ремонтном предприятии....324
7.2.1. Открытые стенды............................................... 324
7.2.2. Силоизмерительная система..................................... 326
7.2.3. Параметры, замеряемые при стендовых испытаниях, и их обработка . . . 328
7.2.4. Испытания камеры сгорания двигателя........................... 333
7.2.5. Специальные испытания по оценке газодинамической устойчивости двига-
теля ............................................................... 336
7.2.6. Испытания аппарата закрутки................................... 337
7.2.7. Испытания клапана переключения подачи воздуха в предмасляиые полости 340
7.3. Основные сведения об автоматических средствах пожаротушения........ 344
7.3.1. Автоматические устройства пожарной и охранно-пожарной сигнализации 344
7.3.2. Спринклерные и дренчерные установки водяного пожаротушения.... 348
7.3.3. Установки газового пожаротушения.............................. 349
ЛИТЕРАТУРА.............................................................. 350
Учебное издание
Елисеев Юрий Сергеевич
Крымов Валентин Владимирович
Малиновский Кирилл Александрович
Попов Владимир Георгиевич
ТЕХНОЛОГИЯ ЭКСПЛУАТАЦИИ, ДИАГНОСТИКИ
И РЕМОНТА ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Редактор Л. В. Честная
Художественный редактор Ю.Э. Иванова
Художник К.Э. Семенков
Технический редактор Л.А. Овчинникова
Корректоры Н.Е. Жданова, В.А. Жилкина
Компьютерная верстка А.В. Болотников, О.М. Чернова
Лицензия ИД № 06236 от 09.11.01.
Изд. № СТР-183. Сдано в набор 22.01.02. Подп. в печать 13.05.02.
Формат 60х88‘/|б- Бум. офсетная № 1. Гарнитура «Таймс». Печать офсетная.
Объем 22,05 усл. печ. л. + 0,5 усл. печ. л. вкл., 24,05 усл. кр.-отт.
22,10 уч.-изд. л. + 0,37 уч.-изд. л. вкл.
Тираж 1000 экз. Заказ №2043.
ФГУП «Издательство «Высшая школа», 127994, Москва, ГСП-4,
Неглинная ул., 29/14.
Тел.: (095) 200-04-56. E-mail: info@v-shkola.ru http://www.v-shkola.ru
Отдел реализации'. (095) 200-07-69, 200-59-39, факс: (095) 200-03-01.
E-mail: sales@v-shkola.ru
Отдел «Книга-почтой»: (095) 200-33-36. E-mail: bookpost@v-shkola.ru
Набрано на персональных компьютерах издательства.
Отпечатано в ФГУП ордена «Знак почета»
Смоленской областной типографии им. В.И. Смирнова.
214000, г. Смоленск, пр-т Гагарина, 2.
МОСКОВСКОЕ МАШИНОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ
ПРЕДПРИЯТИЕ «САЛЮТ»
Московское машиностроительное производственное предприятие «Салют» было ос-
новано в 1912 г. и положило начало серийному производству авиационных двигателей
для летательных аппаратов в России.
В 1912 г. на базе мастерских был создан завод «Гном» по сборке авиационных се-
мицилиндровых звездообразных моторов мощностью 80 л.с. из деталей, поставляемых
из Франции. Их устанавливали на самолеты «Ньюпор-4» и «Форман-16».
Вся эпоха создания и развития отечественной авиации, авиационной промышленно-
сти неразрывно связана с развитием завода «Салют».
Предприятие, работая в тесном сотрудничестве с ведущими конструкторскими
бюро, научно-исследовательскими институтами, вузами, заводами и объединениями
авиационной промышленности, практически со всеми отраслями индустрии, прошло
славный трудовой путь по созданию и освоению самой современной техники, опере-
жающей на всех этапах развития авиации лучшие мировые разработки, внося весомый
вклад в обеспечение обороноспособности и безопасности России.
Коллектив ММПП «Салют» постоянно творчески работал с конструкторскими бюро
выдающихся конструкторов авиационного двигателестроения, такими, как Аркадий
Дмитриевич Швецов, Владимир Яковлевич Климов, Александр Александрович Мику-
лин, Сергей Константинович Туманский, Архип Михайлович Люлька.
В годы Великой Отечественной войны тысячи легендарных штурмовиков ИЛ-2
были оснащены двигателями АМ-38Ф, созданными московскими моторостроителями за-
вода «Салют».
В 60—90-е годы бурное развитие реактивной техники сопровождалось освоением
и серийным выпуском двигателя АЛ-7Ф1 генерального конструктора А.М. Люльки для
самолетов Су-7Б и Су-9, двигателя АЛ-21Ф для самолетов МиГ-23, Су-17, Су-24; двига-
теля Р-15Б-300 конструкции С.К. Туманского для самолета МиГ-25.
С 1984 г. завод освоил выпуск турбореактивного двухконтурного двигателя АЛ-31Ф
для многоцелевого истребителя Су-27 и его модификаций. Доводкой двигателя и даль-
нейшим развитием конструкции руководил генеральный конструктор В.М. Чепкин.
Продолжая изготавливать двигатели для современных истребителей-перехватчиков
Су-30, Су-32, Су-35, завод успешно осваивает производство узлов двигателей для граж-
данской авиации: Д436Т-1 генерального конструктора Ф.М. Муравченко для самолетов
Ан-74. Ту-334, Бе-200.
В реактивной авиатехнике широкое применение нашли новые высокопрочные и на-
дежные материалы, современные высокоэффективные и совершенные технологические
процессы точного литья, сварки, термической и механической обработки, нанесения
многочисленных многофункциональных покрытий. Для. практической реализации новых
технологических процессов на заводе развернуты новые производства и участки (элек-
тронно-лучевой сварки, литья заготовок методом направленной кристаллизации, много-
слойных комплексных покрытий поверхности охлаждаемых лопаток газовых турбин,
ионного азотирования, вибросверления, детонационного и газоплазменного напыления,
алмазного н глубинного шлифования и др.)
Предприятие «Салют» является признанным лидером в авиационной отрасли. Про-
грессивные научно-технические решения, внедренные на предприятии «Салют», опира-
ются на новейшие достижения науки и техники, технологии и материаловедения.
На предприятии налажено производство лучших мотоблоков «Салют» с двигателя-
ми отечественного и зарубежного производства мощностью 5,5 л.с. с сертификатом ка-
чества. Предприятие выпускает подвесные лодочные моторы «Салют-Э», байдарки
«Таймень-2» и «Таймень-3», напольные весы, врезные замки и другие товары.
Обладая мощным потенциалом со всеми видами производства:
— литейным, в том числе направленного и моиокристального литья по выплавляе-
мым моделям;
— кузнечно-прессовым;
— цехами термической вакуумной обработки;
— гальванопокрытий;
— высокопроизводительным отечественным и импортным оборудованием;
— инструментальным для изготовления технологической оснастки (штампы,
пресс-формы, приспособления, режущий и мерительный инструмент);
— станкостроительным цехом, а также высококвалифицированными кадрами тех-
нологов, конструкторов, инженеров, коллектив Московского машиностроительного про-
изводственного предприятия «Салют» в условиях рыночной экономики эффективно тру-
дится над освоением гражданской продукции, отдавая приоритет производству авиадви-
гателей, экспортным поставкам серийно выпускаемых двигателей, многогранному разви-
тию международного сотрудничества в области авиационного двигателестроения.
Приглашаем заинтересованные фирмы к сотрудничеству как в области двигателе-
строения, так и в освоении и широком выпуске товаров народного потребления и другой
гражданской продукции, в частности стационарных газотурбинных установок.
СЕРТИФИЦИРОВАННОЕ — ЗНАЧИТ
КАЧЕСТВЕННОЕ
В настоящее время выход на международные рынки стал стратегической целью
многих предприятий, в том числе занимающихся изготовлением газотурбинных двигате-
лей (ГТД). Поэтому проблемы качества и конкурентоспособности продукции являются
особо актуальными. Как заслужить доверие покупателя? По какому критерию он оцени-
вает изготовителя? На практике таким критерием считается наличие у предприятия сис-
темы менеджмента качества, соответствующей международным стандартам (МС) ИСО
серии 9000. Однако мало добиться высокого качества — это надо доказать. Инструмен-
том подтверждения является сертификация системы менеджмента качества предприятия
независимой авторитетной организацией. Причем, в соответствии с государственными
нормативными документами, для производства ГТД данная процедура обязательна.
В период с декабря 1997 г. по март 1998 г. на ММПП «Салют» ассоциация «Цен-
тросерт» проводила работы по сертификации системы качества (СК) предприятия в Сис-
теме «Оборонсертифика». По результатам сертификационного аудита СК экспертной
группой «Центросерт» решением комиссии заводу был выдан СЕРТИФИКАТ СООТ-
ВЕТСТВИЯ, который удостоверяет, что система качества применительно к производству
газотурбинных авиадвигателей соответствует требованиям международного стандарта
ИСО 9002-94.
Этому успеху предшествовала большая и многолетняя подготовительная работа все-
го коллектива. В соответствии с выбранной моделью обеспечения качества по МС ИСО
9002-94, с учетом требований государственных и отраслевых стандартов Российской Фе-
дерации по качеству и безопасности продукции, Авиационных правил АП-21 в
1995—1996 гг. была разработана нормативная база системы качества, включавшая Руко-
водство по качеству и 160 стандартов предприятия. Основная цель создания и функцио-
нирования системы качества — обеспечить изготовление и выпуск надежных, безопас-
ных и конкурентоспособных ГТД при высокой эффективности и экономичности произ-
водства в заданных объемах.
Была поставлена задача поэтапно внедрить требования и положения разработанной
системы в документацию и производственные процессы изготовления газотурбинных
двигателей. Для ее решения:
— ввели контроль за внедрением стандартов в подразделениях со стороны руково-
дства завода, рабочей группы по сертификации, авторов-разработчиков стандартов;
— закрепили должностных лиц администрации ответственными (по функциональ-
ным направлениям деятельности предприятия) за своевременное и полное внедрение
требований системы качества;
— провели анализ соответствия документации и производственных процессов тре-
бованиям стандартов СК;
— разработали и реализовали необходимые организационно-технические меро-
приятия;
— ввели обязательное оформление доказательной документации (приказы, акты),
подтверждающей ход внедрения стандартов;
— провели внеочередную аттестацию директивных и специальных технологиче-
ских процессов, процессов неразрушающего контроля, проверки оборудования на гео-
метрическую и технологическую точность, проверки всех стандартных и нестандартных
средств измерения, переаттестацию оснастки.
Понимая, что важнейшим условием эффективности функционирования системы ка-
чества является глубокое знание ее требований и положений руководящим, исполняю-
щим и контролирующим персоналом, на заводе организовали обучение и аттестацию
всех работников по курсу «Система качества и сертификация производства». Обучение
проводилось по пяти уровням ответственности (1-й — руководители предприятия; 2-й
— главные специалисты и руководители отделов; 3-й — начальники производственных
цехов и их заместители; 4-й — инженерно-технические работники отделов и цехов; 5-й
— рабочие и контролеры), в том числе с привлечением специалистов в области качества
и сертификации ЦИПК, ЦИАМ, Авиационного регистра, ВИАМ, НИИСУ, НИИД.
Координация деятельности по разработке и внедрению системы качества, ее подго-
товке к сертификации осуществлялась рабочей группой под руководством главного ин-
женера В.В. Крымова и отделом по сертификации и качеству (ОСК). В рабочую группу
были включены ведущие специалисты всех функциональных направлений производства,
обеспечивающих качество продукции. На ее совещаниях заслушивались отчеты главных
специалистов, начальников отделов и цехов о состоянии разработки и внедрения систе-
мы качества, рассматривался ход выполнения запланированных мероприятий. Члены ра-
бочей группы и сотрудники ОСК постоянно проводили проверки, оказывали методиче-
скую и практическую помощь подразделениям по внедрению требований стандартов
предприятия, участвовали в обучении персонала.
Важным этапом в подготовке разработанной системы по сертификации и качеству
явились экспертиза ее документации и диагностический аудит функционирования, про-
веденные организацией «Союзкон-салт» в октябре-ноябре 1997г. По рекомендациям
экспертов были уточнены стандарты предприятия и Руководство по качеству, а также
организационно-технические мероприятия по совершенствованию производственных
процессов.
В итоге сертификация системы качества газотурбинных двигателей, серийно изго-
товлияемых на ММПП «Салют», стала свершившимся фактом. Внедрение требований
стандартов СК в полном объеме позволит поднять на более высокий уровень организа-
цию производства ГТД в целом.