/






































Text
Г. Л. ТОЛКАЧЕВ
В.Ф. РАСТОРГУЕВ
МОНТАЖ
ПОЛИМЕРНОЙ
КАБЕЛЬНОЙ
АРМАТУРЫ
IS
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 638
Основана в 1959 году
Г. Я ТОЛКАЧЕВ
В. Ф. РАСТОРГУЕВ
МОНТАЖ
ПОЛИМЕРНОЙ
КАБЕЛЬНОЙ
АРМАТУРЫ
МОСКВА
ЭНЕРГОАТОМИЗДАТ
1991
ББК 31.232.3
Т 52
УДК 621.315.687.035.9
Редакционная коллегия серии:
В.Н. Андриевский, С.А. Бажанов, М.С. Бернер, Л.Б. Годгельф, В.Х. Иш-
кин, Д.Т. Комаров, В.Н. Кудрявцев, В.П. Ларионов, Э.С. Мусаэлян,
С.П. Розанов, В.А. Семенов, А.П. Смирнов, А.Н. Трифонов, А.А. Фила-
тов, А.Н. Шепеткин
Рецензент В. И. Кабанов
Толкачев Г.Л., Расторгуев В.Ф.
Т 52 Монтаж полимерной кабельной арматуры. — М.: Энерго-
атомиздат, 1991. — 96 с.: ил. — (Б-ка электромонтера;
Вып. 638).
ISBN 5-283-01154-2
Приведена технология выполнения соединительных и концевых
муфт для силовых и контропытых кабелей на основе полиуретановой
композиции и термоусаживаемых материалов. Изложены сведения
об основных материалах и инструментах для монтажа полимерной ка-
бельной арматуры. Рассмотрены вопросы повышения качества работ
и надежности монтируемых изделий.
Для электромонтеров и мастеров, занятых монтажом и эксплуата-
цией кабельных сетей.
2202080000-397
Т ---------------83-91
051(00-91
ISBN 5-283-01154-2
ББК 31.232.3
©Авторы, 1991
ПРЕДИСЛОВИЕ
К 2000 г. производительность труда в строительно-монтаж-
ном производстве должна возрасти в 2 раза. Это может быть
достигнуто проведением целого ряда мероприятий, включаю-
щих механизацию, индустриализацию работ, создание новых
технологий и т.д.
Книга знакомит читателей с одним из направлений повыше-
ния производительности при монтаже электрических устано-
вок — совершенствованием кабельной арматуры. При монтаже
кабельных линий большую часть времени занимает выполне-
ние оконцеваний и соединений кабелей. Если учесть, что кон-
структивно кабели меняются очень редко, а способы проклад-
ки за последние годы также не претерпели коренных измене-
ний, то для сокращения сроков монтажа в первую очередь
необходимо сокращать время выполнения операций при ра-
боте с кабельной арматурой.
Книга дает представление о наиболее перспективной кабель-
ной арматуре на основе полиуретановой композиции и термо-
усаживаемых материалов. Применение этих материалов по-
зволяет улучшить условия труда электромонтажников, а
также расширить область их внедрения в арматуру, предназна-
ченную для работы в различных климатических условиях —
от тропиков до зон вечной мерзлоты.
Технология работы с указанной арматурой более совершен-
на по сравнению с применяемой. Это в значительной степени
влияет на повышение производительности труда. Кроме того,
арматура после ее монтажа имеет более эстетичный вид.
Еще один путь повышения производительности при монтаже
кабельной арматуры — комплектная поставка материалов.
В книге подробно описаны комплекты, выпускаемые нашей
промышленностью. В разработке и внедрении вышеуказанной
кабельной арматуры принимали участие организации Минмон-
тажспецстроя и Минэлектротехпрома СССР; с участием этих
организаций была налажена комплектная поставка материалов.
Из инструментов и приспособлений приведены наиболее
совершенные на настоящее время. Особое внимание уделено
приспособлениям для монтажа арматуры из термоусаживае-
3
мых материалов. В этой области за последние годы накоплен
богатый опыт, которым авторы делятся на страницах данного
издания.
Новая арматура отличается повышенной надежностью в экс-
плуатации благодаря высоким адгезионным способностям по-
лиуретана и озоностойкости термоусаживаемых материалов.
В связи с тем, что качество выполнения работ — это будущая
надежность электрических сетей, проблемы качества выделены
в отдельный параграф. Все другие параграфы также рассмат-
ривают вопросы повышения качества: это использование комп-
лектов материалов, прогрессивной технологии, совершенного
инструмента и т.д.
При создании книги авторы ставили задачу ознакомить чи-
тателя с проблемами, возникающими при монтаже кабельной
арматуры нового поколения.
Ваши замечания и пожелания по книге просим направлять
в адрес Энергоатомиздата: 113114, Москва, М-114, Шлюзо-
вая наб., 10.
Авторы
1. ОСНОВНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ МОНТАЖА МУФТ
Электромонтажники по монтажу кабельных сетей применяют обшир -
ную номенклатуру материалов, которые поставляют в специальных
комплектах или же в разрозненном виде.
Все материалы, применяемые в электромонтажном производстве,
разделяют на основные и вспомогательные. К группе основных отно-
сятся материалы, которые после выполнения работ остаются в составе
смонтированных изделий, конструкций, оборудования, например, поли-
уретановая композиция после заливки в корпус муфты и последующего
отверждения входит в состав этой муфты.
В отличие от основных, вспомогательные материалы только участвуют
в технологических процессах, например растворитель, которым обезжи-
ривают поверхность жил кабелей.
В данном параграфе рассматриваются основные материалы, которые
лишь в последние годы нашли применение в полимерной кабельной
арматуре.
Полиуретановая композиция. Из всей номенклатуры полиуретано-
вых компаундов для кабельной арматуры применяют твердый ком-
паунд ВИЛАД-13-1 или ВИЛАД-13-1М. Это, как будет видно из физико-
химических данных, обусловлено высокими электроизоляционными,
клеящими, герметизирующими и защитными свойствами.
Компаунд состоит из двух компонентов А и Б. Соотношение этих
компонентов при смешивании 2,85 : 1 (для ВИЛАД-13-1) и 2 : 1 (для
ВИЛАД-13-1М).
Компонент А представляет собой смесь полиэфирных смол с мине-
ральными наполнителями- Из полиэфиров применимы лапрол 5ОЗБ
и лапрол 3003, относящиеся к классу простых, что придает полимеру
эластичность. Поэтому кабельные муфты, выполненные из полиурета-
на, не боятся динамических ударов, в то время как муфты из эпоксид-
ного компаунда легко ломаются. В качестве наполнителя используется
тальк - силикат магния. Он предназначен для снижения внутренних
напряжений при отверждении полиуретановой композиции. Кроме ос-
новного в компонент А входят еще два наполнителя: цеолит натрия и
аэросил. Цеолит натрия — водный алюмосиликат натрия, предназначен
Для глубокой осушки и тонкой очистки компонента А, предотвращает
Ценообразование в ходе процесса отверждения композиции. Аэросил
предназначен для поддержания наполнителя — талька — во взвешенном
5
состоянии в компоненте А. Это является большим преимуществом по
сравнению с эпоксидным компаундом, в котором в качестве наполните-
ля используется пылевидный кварц. Оседая на дне тары, кварц образует
твердый осадок, размешать который очень нелегко.
В компонент А введен также катализатор — дибутилдиалоуренат
олова (ДБДЛО). Цель введения — ускорение отверждения композиции.
Особое значение это имеет в зимнее время. Эпоксидные компаунды при
отрицательной температуре приходится подогревать до 20—25 С и под-
держивать эту температуру в течение нескольких часов. Полиуретано-
вая композиция затвердевает в течение 0,5—1 ч при температуре
до -30 °C.
Компонент Б представляет собой полиизоцианат марки Б или Д.
Полиизоцианат марки Д — смесь дифенилметандиизоцианата и полиизо-
цианатов большой молекулярной массы, получаемый фосгенированием
полиамида под давлением. Полиизоцианаты содержат в своем составе
функциональные группы (изоцианатная группа, дифенилметандиизо-
цианат, гидролизный хлор, нерастворимые примеси). Эти группы опре-
деляют свойства отвержденной композиции. Изоцианатная группа —
функциональная, она определяет процесс полимеризации полиуретанов.
Дифенилметандиизоцианат определяет эластичность отверждаемой ком-
позиции. Гидролизуемый хлор — компонент, повышенное содержание
которого (более 0,7% по массе) увеличивает вероятность ценообра-
зования в процессе отверждения. Нерастворимые примеси, если их бо-
лее 3%, ухудшают технологические свойства полиуретана, затрудняют
смешивание компонентов.
Вышеуказанная подробная расшифровка состава полиуретанового
компаунда приведена с той целью, чтобы можно было понять, насколько
сложны физико-химические процессы, возникающие в процессе поли-
меризации, т.е. при отвердевании композиции. Можно также сделать
вывод, что готовить компоненты для применения в кабельной армату-
ре можно только в заводских условиях по определенной технологии.
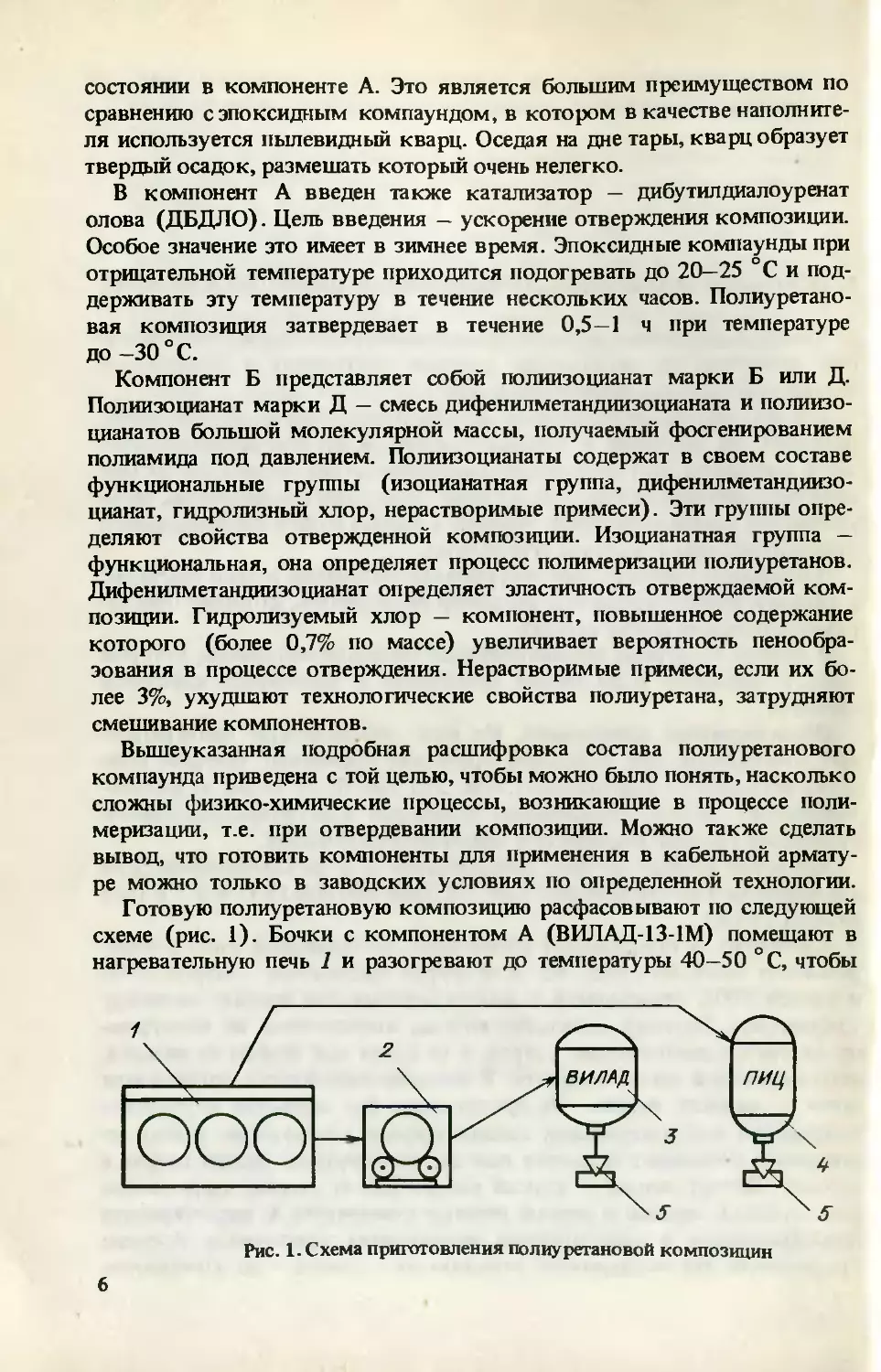
Готовую полиуретановую композицию расфасовывают по следующей
схеме (рис. 1). Бочки с компонентом А (ВИЛАД-13-1М) помещают в
нагревательную печь 1 и разогревают до температуры 40—50 °C, чтобы
Рис. 1. Схема приготовления полиуретановой композиции
6
компонент был более текучим. Подогретые бочки выгружают из печи
и устанавливают на приспособление 2 для перемешивания компонента А.
Это необходимо для того, чтобы можно было равномерно перемещать
тальк, который оседает при длительном хранении. Равномерно переме-
шанный ВИЛАД выливают в реактор 3, откуда компонент А заливают
в металлические банки, которые устанавливаются на весовом устройст-
ве 5. После заполнения банки закатывают металлическими крышками.
Компонент Б (полиизоцианат) подогревают в той же печи 1 до темпе-
ратуры 30 °C, после чего сразу же выливают в отдельный реактор 4.
Из реактора производят фасовку полиизоцианата по стеклянным пу-
зырькам.
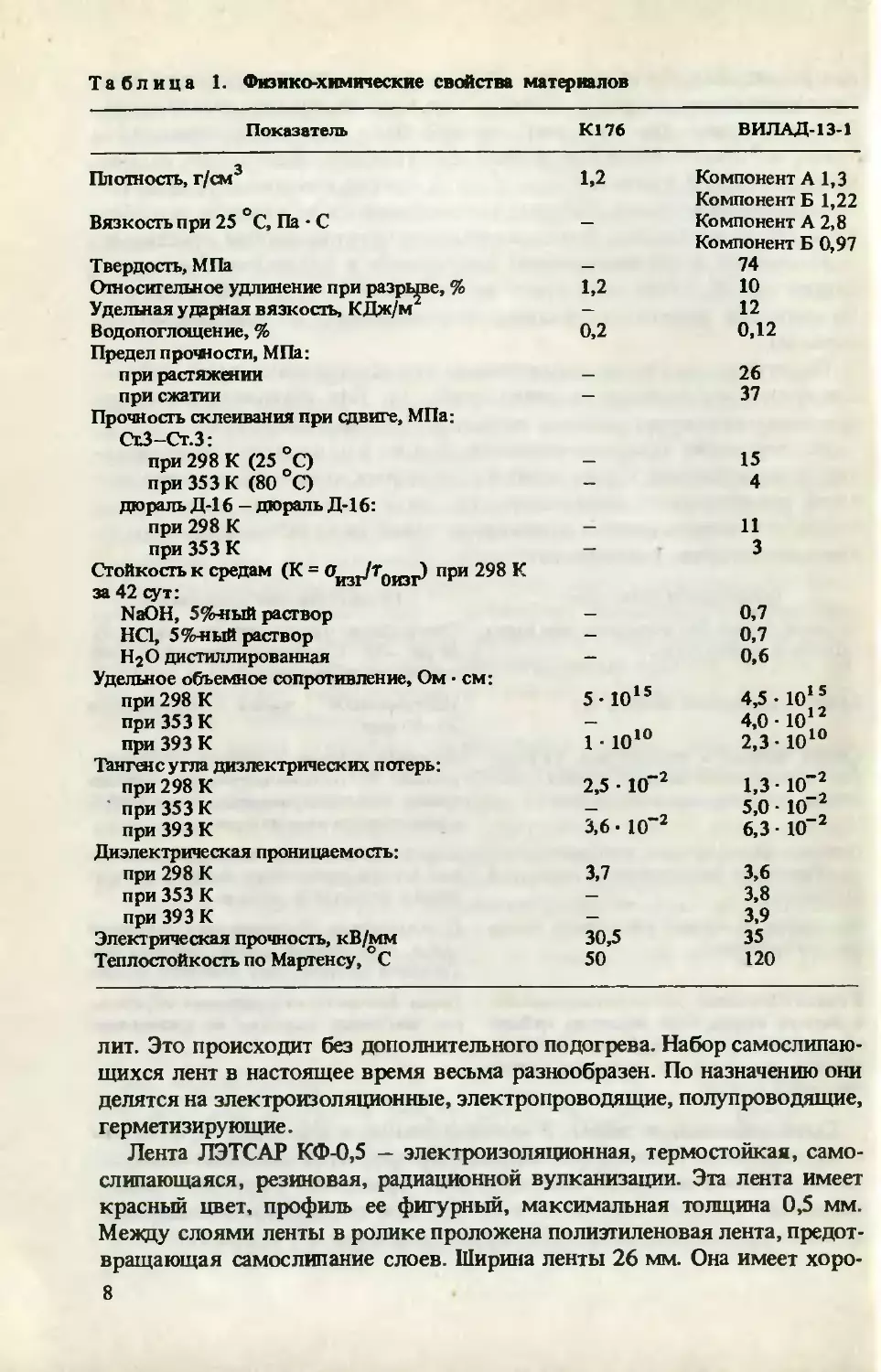
Полиуретановая композиция заводского изготовления имеет стабиль-
ные физико-химические свойства (табл. 1). Для сравнения в таблице
приведены некоторые свойства эпоксидного компаунда К-176.
На основании вышеперечисленных данных и из практики использова-
ния полиуретановых композиций и эпоксидных компаундов можно вы-
вести сопоставление применения этих двух материалов, из которого
видно, что полиуретановая композиция имеет ряд важных преимуществ
перед эпоксидным компаундом:
Эпоксидный компаунд
Не затвердевает без подогрева прн отри-
цательной температуре
Время отверждения около 1 сут
Слабая адгезия к материалам, из кото-
рых изготовлены кабели: свинцу, алю-
минию, поливинилхлориду, резине
Плохтя жидкотекучесть, в результате че-
го образуются незаполненные полости и
раковины
Выпадение в осадок кварцевого песка
при его хранении
В связи с большим сроком отвердевания
в жаркое время года масло из кабеля
поднимается на поверхность заливки,
образуя дорожки, по которым может
произойти пробой
Полиуретановая композиция
Отверждение происходит при температу-
ре до -30 С без поддержания положи-
тельной температуры
Максимальное время отверждения
30-40 мин
Хорошая адгезия к свинцу, алюминию,
резине. К поливинилхлориду адгезия
лучше, чем при применении клея ПЭД-Б
с эпоксидным компаундом
В результате низкой вязкости заполне-
ние формы происходит быстро, с отсут-
ствием полостей и раковин
В компаунде наполнителем является
тальк, образующий взвесь, которая при
хранении не допускает плотного осадка
Ввиду быстроты отвердевания образова-
ние масляных дорожек не происходит
Самослипающиеся ленты. В соединительных и концевых муфтах из
полиуретановой композиции широко применяются самослипающиеся
ленты. Отличительная их особенность по сравнению с другими изоля-
ционными лентами состоит в том, что при определенной выдержке
времени (в зависимости от типа ленты) отдельные слои образуют моно-
7
Таблица 1. Физико-химические свойства материалов
Показатель K176 ВИЛАД-13-1
Плотность, г/см3 1,2 Компонент А 1,3 Компонент Б 1,22
Вязкость при 25 °C, Па • С — Компонент А 2,8 Компонент Б 0,97
Твердость, МПа — 74
Относительное удлинение при разрыве, % 1,2 10
Удельная ударная вязкость, КДж/м2 — 12
Водопоглощение, % Предел прочности, МПа: 0,2 0,12 26
при растяжении —
при сжатии — 37
Прочность склеивания при сдвиге, МПа:
СьЗСт.З:
при 298 К (25 С) — 15
при 353 К (80 °C) дюраль Д-16 - дюраль Д-16: — 4
при 298 К — 11
при 353 К — 3
Стойкость к средам (К = °тт1тОтт) пРи 298 к за 42 сут:
NaOH, 5%яый раствор НС1, 5%-ный раствор HjO дистиллированная Удельное объемное сопротивление, Ом • см: 5- 1015 0,7 0,7 0,6 4,5 • 10*5 4,0 - 10*2
при 298 К
при 353 К —
при 393 К 1 ю10 2,3- 1О10
Тангенс угла диэлектрических потерь:
при 298 К 2,5 • 10"2 1,3 10"2
при 353 К при 393 К 3,6 • 10"2 5,0 10 2 6,3 10" 2
Диэлектрическая проницаемость:
при 298 К 3,7 3,6
при 353 К — 3,8
при 393 К — 3,9
Электрическая прочность, кВ/мм 30,5 35
Теплостойкость по Мартенсу, С 50 120
лит. Это происходит без дополнительного подогрева. Набор самослипаю-
щихся лент в настоящее время весьма разнообразен. По назначению они
делятся на электроизоляционные, электропроводящие, полупроводящие,
герметизирующие.
Лента ЛЭТСАР КФ-0,5 — электроизоляционная, термостойкая, само-
слипающаяся, резиновая, радиационной вулканизации. Эта лента имеет
красный цвет, профиль ее фигурный, максимальная толщина 0,5 мм.
Между слоями ленты в ролике проложена полиэтиленовая лента, предот-
вращающая самослипание слоев. Ширина ленты 26 мм. Она имеет хоро-
8
шую электрическую прочность, тепло-, влаго- и водостойка, стойка к
действию озона и ультрафиолетовых лучей, а также к воздействию ма-
сел. Способна к самослипанию в монолит при температуре 20—25 °C
в течение 48 ч. Недостаток ленты — низкие адгезионные свойства к ма-
териалам.
Лента ЛЭТСАР-ЛПм — герметизирующая, термостойкая, самослипаю-
щаяся, резиновая. Обладает хорошей адгезией к металлам, к полиэтиле-
ну, стойкая к маслоканифольным составам. Лента имеет хорошую
влаго- и водостойкость, стойкость к световому и озонному старению.
Эти качества обусловили ее применение в кабельных муфтах для герме-
тизации мест соединений жил и оконцеваний. Недостатком ленты яв-
ляется небольшая прочность при разрыве.
Лента ЛЭТСАР-ЛППм — полупроводящая, термостойкая, самослипаю-
щаяся, резиновая. Обладает хорошей адгезией к полиэтилену, стойкая
к маслоканифольным составам. Характеризуется хорошей влаго- и водо-
стойкостью, стойкостью к озонному и световому старению. Лента имеет
черный цвет.
Все самослипающиеся ленты для кабельных работ следует поставлять
в роликах. Каждый ролик упаковывают в полиэтиленовый мешок.
Желательно, чтобы этот мешок был заварен и герметичен. Хорошая упа-
ковка обеспечивает качественное самослипание в процессе монтажа.
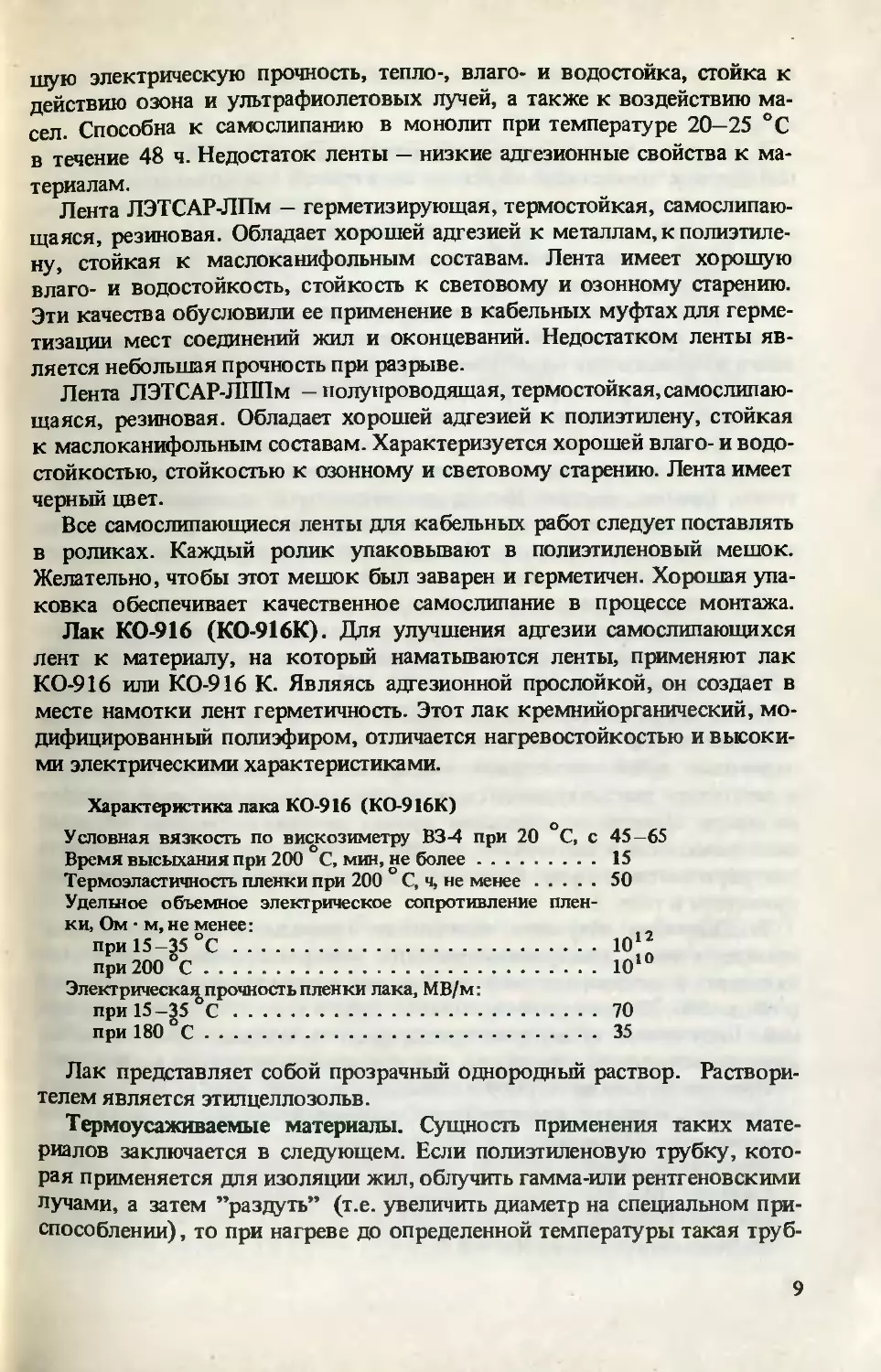
Лак КО-916 (КО-916К). Для улучшения адгезии самослипающихся
лент к материалу, на который наматываются ленты, применяют лак
КО-916 или КО-916 К. Являясь адгезионной прослойкой, он создает в
месте намотки лент герметичность. Этот лак кремнийорганический, мо-
дифицированный полиэфиром, отличается нагревостойкостью и высоки-
ми электрическими характеристиками.
Характеристика лака КО-916 (КО-916К)
Условная вязкость по вискозиметру ВЗ-4 при 20 °C, с 45—65
Время высыхания при 200 С, мин, не более........15
Термоэласгичность пленки при 200 С, ч, не менее.50
Уделшое объемное электрическое сопротивление плен-
ки, Ом м, не менее;
при 15-35 °C..................................Ю12
при 200 С.....................................Ю10
Электрическая прочность пленки лака, МВ/м:
при 15—35 °C..................................70
при 180 С.....................................35
Лак представляет собой прозрачный однородный раствор. Раствори-
телем является этилцеллозольв.
Термоусаживаемые материалы. Сущность применения таких мате-
риалов заключается в следующем. Если полиэтиленовую трубку, кото-
рая применяется для изоляции жил, облучить гамма-или рентгеновскими
лучами, а затем ’’раздуть” (т.е. увеличить диаметр на специальном при-
способлении) , то при нагреве до определенной температуры такая труб-
9
ка уменьшает свой диаметр до первоначального. Это свойство термо-
усаживаемых материалов и взято за основу при выполнении кабельных
муфт.
В качестве термоусаживаемых материалов применяют специальные
полимерные композиции на основе полиэтилена или поливинилхлорида,
причем термоусадку полиэтиленовых изделий можно производить толь-
ко после облучения, а изделия из поливинилхлорида в облучении не
нуждаются, их достаточно ’’раздуть” до необходимых размеров, после
чего они готовы к применению.
К термоусаживаемым изделиям, применяемым в кабельной арматуре,
относятся трубки для изоляции жил, перчатки для изоляции корешка за-
делки и манжеты для герметизации брони и оболочки кабеля.
Наиболее широкое распространение получили изделия из радиацион-
но-модифицированного полиэтилена. Этот материал отличается высо-
кими физико-механическими свойствами: термостабильностью, хладо-
стойкостью, стойкостью к агрессивным химическим средам, раствори-
телям, бензину, маслам. Наряду со значительной эластичностью он об-
ладает высокими диэлектрическими свойствами, сохраняющимися при
весьма низких температурах. Немаловажным фактором являются хоро-
шие технологические свойства полиэтилена.
Полиэтилен — кристаллический полимер, относится к разряду термо-
пластов. В зависимости от получения он делится на два вида — полиэти-
лен высокого давления (ПЭВД) и полиэтилен низкого давления (ПЭНД).
ПЭВД получают при давлении до 15 МПа (в некоторых случаях до
30 МПа) и при температуре около 200 °C. ПЭНД получают при низком
давлении до 0,5 МПа. В атмосфере воздуха при воздействии тепла и
солнечных лучей полиэтилен подвергается медленному окислению,
в результате этого ухудшаются механические и электрические свойства
полимера. Защитным действием против светового старения обладает
сажа (вводимая в полиэтилен, до 2%), которая способна экранировать
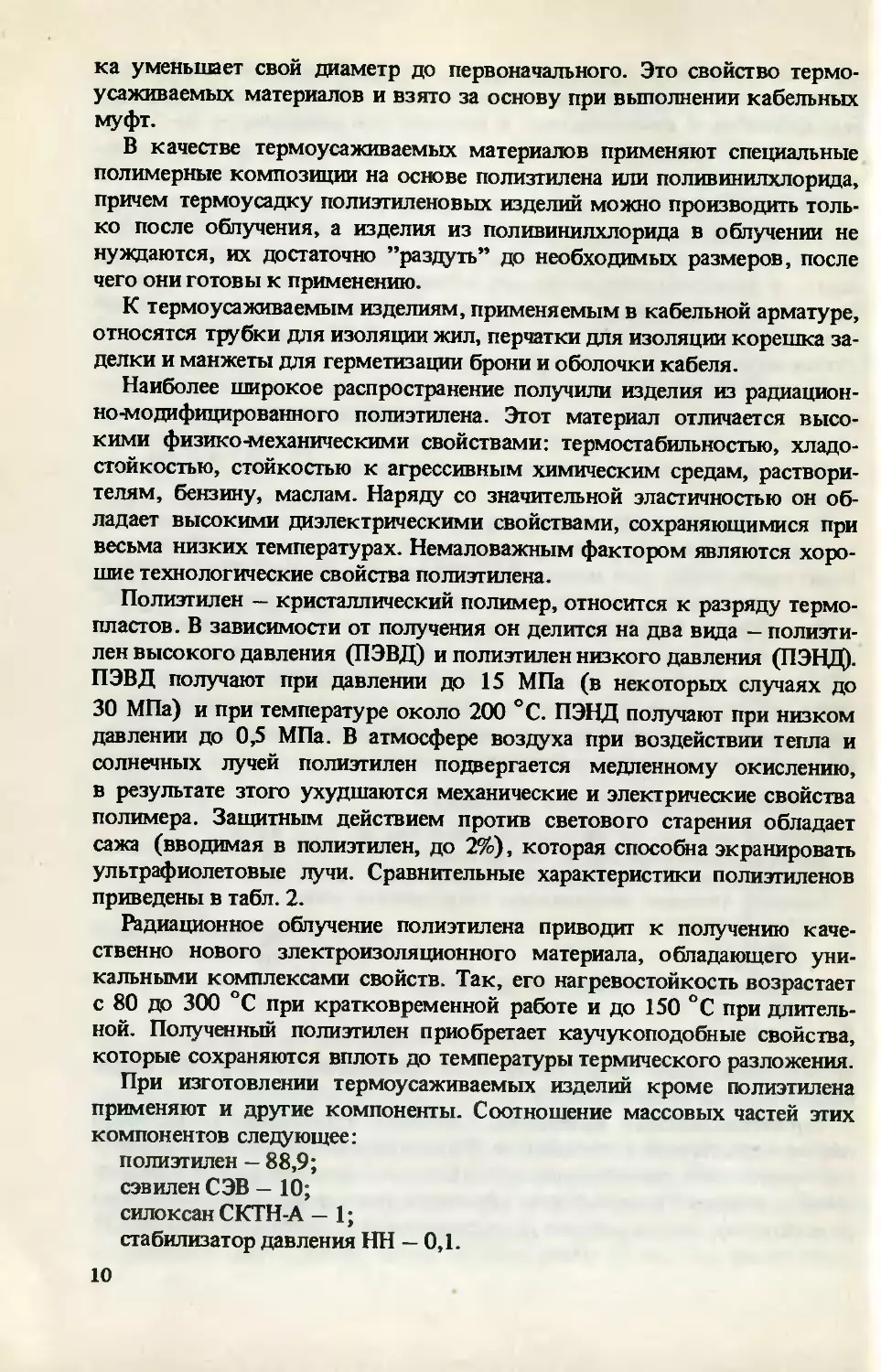
ультрафиолетовые лучи. Сравнительные характеристики полиэтиленов
приведены в табл. 2.
Радиационное облучение полиэтилена приводит к получению каче-
ственно нового электроизоляционного материала, обладающего уни-
кальными комплексами свойств. Так, его нагревостойкость возрастает
с 80 до 300 °C при кратковременной работе и до 150 °C при длитель-
ной. Полученный полиэтилен приобретает каучукоподобные свойства,
которые сохраняются вплоть до температуры термического разложения.
При изготовлении термоусаживаемых изделий кроме полиэтилена
применяют и другие компоненты. Соотношение массовых частей этих
компонентов следующее:
полиэтилен — 88,9;
сэвилен СЭВ — 10;
силоксан СКТН-А — 1;
стабилизатор давления НН — 0,1.
10
Таблица 2. Сравнительные характеристики полиэтиленов
Показатель ПЭВД ПЭНД
Плотность, г/см3 о 0,92-0,93 0,94-0,96
Температура плавления, С 105-110 120-140
Диэлектрическая пронидаемость 2,2-2,3 10*' 2,2-2,3
Удельное объемное сопротивление, Ом • см 1017
Электрическая прочность, кВ/мм 40-60 40-60
Водопоглощение за 30 сут, % 0,095 0,095
Предел прочности при разрыве, кг/см 120-160 200-280
Коэффициент набухания в маслоканифольной смеси при 80 °C, не более 0,05 0,05
Стойкость к растрескиванию, ч, не менее 3000 3000
Относительное удлинение при разрыве, % 400-600 50-150
Температура хрупкости, °C -70 -70
В зависимости от базовой марки полиэтилена и введения в компози-
цию негорючих добавок трубки изотовляют четырех исполнений:
исполнение 1 — ПЭВД 15303-003
исполнение 2 — ПЭВД 15303-003, но с добавками антипиренов
исполнение 3 — ПЭНД 20308-005
исполнение 4 — ПЭНД 20308-005, но с добавками антипиренов
Антипирены — вещества, предохраняющие материалы органического
происхождения от воспламенения. Это фосфаты, сульфат магния, бура
и т.п.
В обозначении исполнений первая цифра указывает на то, что про-
цесс полимеризации протекает при высоком давлении, вторая цифра —
на то, что процесс происходит при низком давлении. Две следующие
цифры обозначают порядковый номер базовой марки полиэтилена.
Четвертая цифра определяет степень гомогенизации, т.е. однородности
строения, а пятая соответствует группе плотности (г/см2). Последние
три цифры через дефис указывают десятикратное значение показателя
текучести расплавов.
Радиационно-модифицированные термоусаживаемые трубки (РМ ТУГ)
на основе полиэтилена имеют незначительную массу, совершенны по
форме, быстро и просто монтируются с помощью газовой горелки,
экономичны при складировании. Использование в нормальных усло-
виях не требует особых мер предосторожности. Трубки можно транс-
портировать любым видом транспорта; хранить их следует в полиэтиле-
новых мешках в закрытых складских помещениях, исключая возмож-
ность механического повреждения, не ближе 1 м от отопительных при-
боров. Гарантийный срок хранения не менее 3 лет.
РМ ТУТ выпускаются с интервалом рабочих температур от —60 до
+135 С. Изготавливают их с внутренним диаметром от 2 до 200 мм
и толщиной стенки от 0,5 до 20 мм после усадки. Трубки выпускают
следующих марок: ТТЭ-С — термоусаживаемые электроизоляционные
11
из стабилизированного полиэтилена; ТТЭ-Т — то же, но из термо-
стабилизированного полиэтилена; ТПП — то же шланговые.
Трубки ТТЭ-С и ТТЭ-Т изготавливают красного, зеленого, синего,
черного и натурального цветов и обозначают в марке соответственно
буквами К, 3, С, Ч и Н.
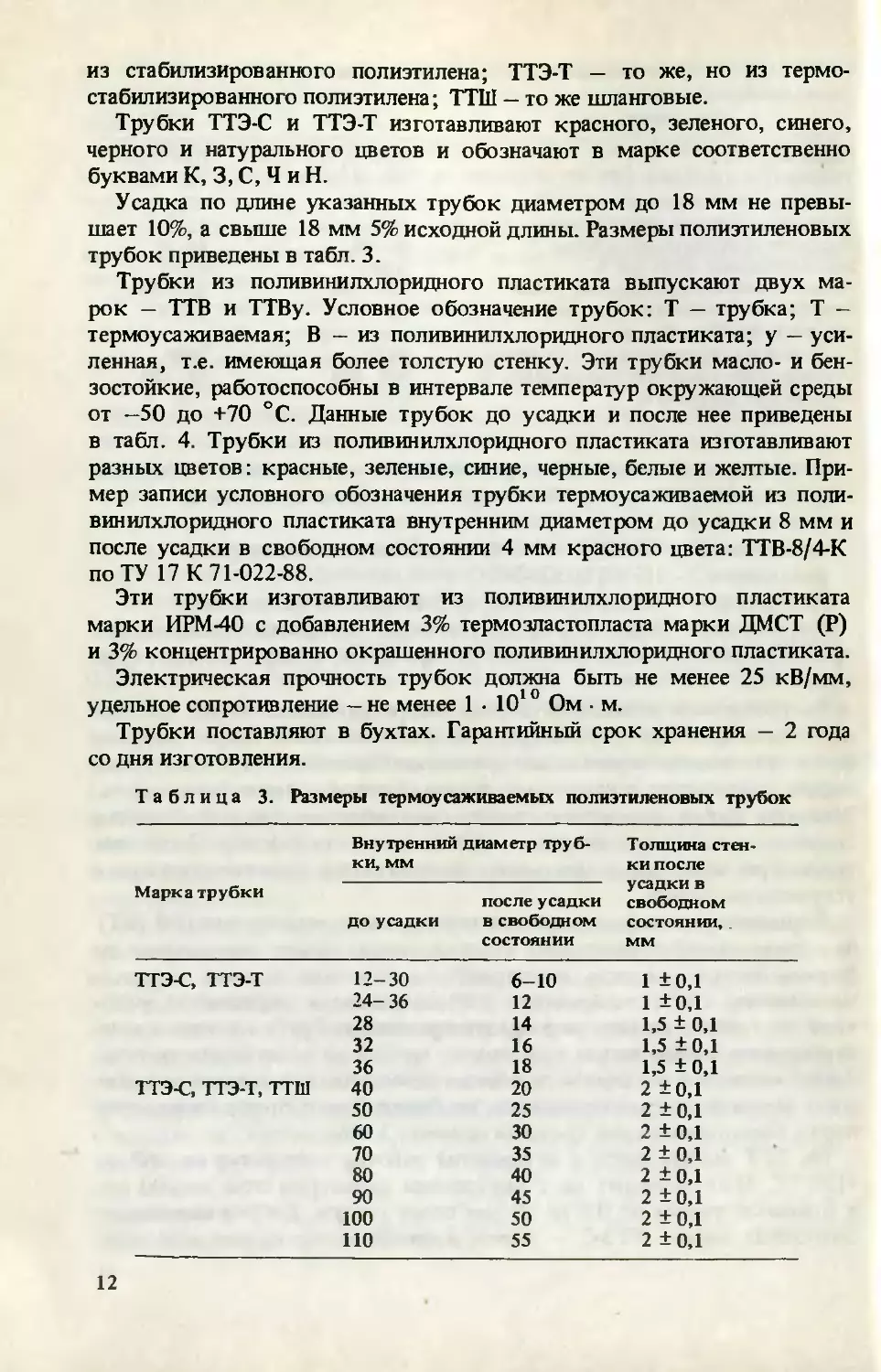
Усадка по длине указанных трубок диаметром до 18 мм не превы-
шает 10%, а свыше 18 мм 5% исходной длины. Размеры полиэтиленовых
трубок приведены в табл. 3.
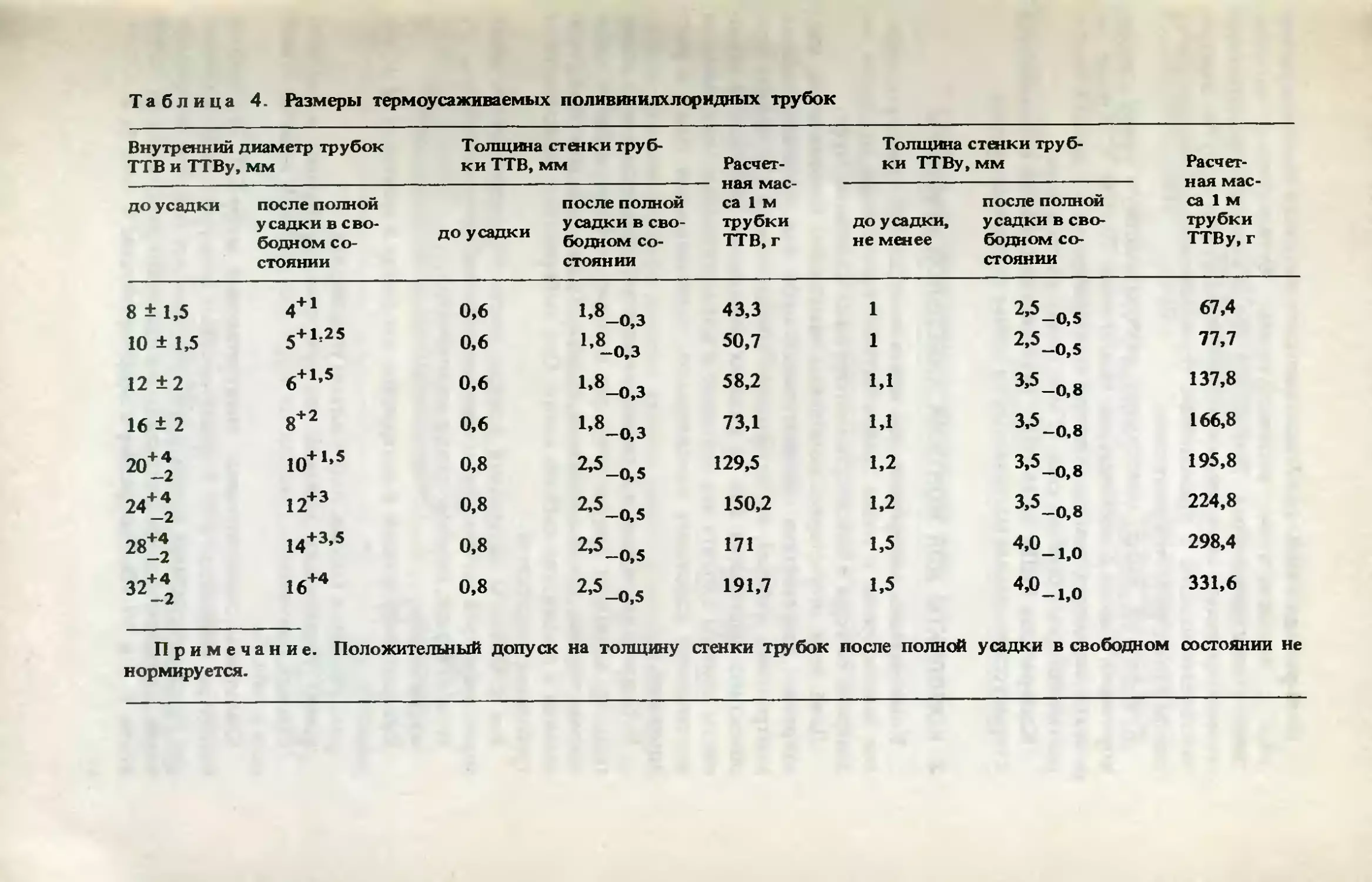
Трубки из поливинилхлоридного пластиката выпускают двух ма-
рок — ТТВ и ТТВу. Условное обозначение трубок: Т — трубка; Т —
термоусаживаемая; В — из поливинилхлоридного пластиката; у — уси-
ленная, т.е. имеющая более толстую стенку. Эти трубки масло- и бен-
зостойкие, работоспособны в интервале температур окружающей среды
от —50 до +70 °C. Данные трубок до усадки и после нее приведены
в табл. 4. Трубки из поливинилхлоридного пластиката изготавливают
разных цветов: красные, зеленые, синие, черные, белые и желтые. При-
мер записи условного обозначения трубки термоусаживаемой из поли-
винилхлоридного пластиката внутренним диаметром до усадки 8 мм и
после усадки в свободном состоянии 4 мм красного цвета: ТТВ-8/4-К
по ТУ 17 К 71-022-88.
Эти трубки изготавливают из поливинилхлоридного пластиката
марки ИРМ-40 с добавлением 3% термозластопласта марки ДМСТ (Р)
и 3% концентрированно окрашенного поливинилхлоридного пластиката.
Электрическая прочность трубок должна быть не менее 25 кВ/мм,
удельное сопротивление — не менее 1 • 10*0 Ом м.
Трубки поставляют в бухтах. Гарантийный срок хранения — 2 года
со дня изготовления.
Таблица 3. Размеры термоусаживаемых полиэтиленовых трубок
Марка трубки Внутренний диаметр труб- ки, мм Толщина стен- ки после усадки в свободном состоянии, . мм
до усадки после усадки в свободном состоянии
ТТЭ-С, ТТЭ-Т 12-30 6-10 1 ±0,1
24-36 12 1 ±0,1
28 14 1,5 ± 0,1
32 16 1,5 ±0,1
36 18 1,5 ± 0,1
ТТЭ-С, ТТЭ-Т, тли 40 20 2 ±0,1
50 25 2 ±0,1
60 30 2 ±0,1
70 35 2 ±0,1
80 40 2 ±0,1
90 45 2 ±0,1
100 50 2 ±0,1
ПО 55 2 ±0,1
12
Таблица 4. Размеры термоусаживаемых поливинилхлоридных трубок
Внутренний диаметр трубок ТТВ и ТТВу, мм Толщина стенки труб- ки ТТВ, мм Расчет- — ная мас- са 1 м трубки ТТВ, г Толщина стенки труб- ки ТТВу, мм Расчет- ная мас- са 1 м трубки ТТВу, г
до усадки после полной усадки в сво- бодном со- стоянии до усадки после полной усадки в сво- бодном со- стоянии до усадки, не менее после полной усадки в сво- бодном со- стоянии
8 + 1,5 4*1 0,6 43,3 1 2’5-О,5 67,4
10 + 1,5 5*1'2® 0,6 b8_0.3 50,7 1 2>5-О,5 77,7
12 ±2 б+1,5 0,6 1,8-о,з 58,2 1,1 3,5-0,8 137,8
16 ± 2 8*2 0,6 73,1 1,1 3,5-0,8 166,8
20** 10*1,5 0,8 2*3—0,5 129,5 1,2 3,5-0,8 195,8
2<2 12*3 0,8 2,5-0,5 150,2 1,2 3,5-0,8 224,8
28*4 14+3,5 0,8 2,5-0,5 171 1,5 4’°-1,0 298,4
32*_4 16+4 0,8 2’5-О,5 191,7 1,5 4’°-1,о 331,6
Примечание. Положительный допуск на толщину стенки трубок после полной усадки в свободном состоянии не
нормируется.
Клей-расплав ГИПК 14-17 изготавливают на основе сополимера эти-
лена с винилацетатом, полиизобутилена, бутилкаучука, наполни-
телей и пластификаторов. Используют его в качестве адгезирующего
герметизирующего слоя при монтаже кабельных муфт и других электро-
монтажных изделий с применением термоусаживаемых материалов на
основе радиационного полиэтилена.
Клей-расплав имеет однородную каучукоподобную массу светло-
коричневого цвета с температурой размягчения 70—100 °C. Хранят его
в сухих складских помещениях при температуре от —5 до +30 °C. Га-
рантийный срок хранения клея 12 мес. со дня изготовления.
Клей-расплав ГИПК 14-16 имеет аналогичные свойства и применяется
с термоусаживаемыми материалами на основе поливинилхлорида.
2. КОМПЛЕКТЫ ДЛЯ МОНТАЖА КАБЕЛЬНОЙ АРМАТУРЫ
Комплектация материалов для монтажа кабельной арматуры наибо-
лее целесообразна с точки зрения научной организации труда для по-
вышения качества и надежности монтируемых кабельных муфт.
Даже если отсутствуют комплекты заводского изготовления, как,
например, для монтажа соединительных муфт или концевых заделок
контрольных кабелей, их необходимо комплектовать в условиях при-
объектных мастерских или на складах монтажных участков. В комп-
лекты должны входить все основные и вспомогательные материалы, за
исключением кабельных наконечников, соединительных гильз и раст-
ворителей.
Кабельные наконечники и гильзы нецелесообразно вкладывать ввиду
того, что комплект предназначен для монтажа муфт на кабелях как с
алюминиевыми, так и с медными жилами. Кроме того, способов окон-
цевания и соединения кабелей много. Они выбираются в зависимости от
требований энергосетей.
Все комплекты материалов должны иметь комплектовочную ведо-
мость, в которой должны быть следующие данные:
товарный знак, название завода-изготовителя;
марка муфты;
наименование деталей и материалов, входящих в комплект, и их ко-
личество;
дата упаковки (месяц, год) и штамп упаковщика;
номер технических условий, по которым изготовлен комплект.
Область применения комплектов муфт для силовых кабелей приве-
дена в табл. 5.
Комплекты соединительных полиуретановых муфт СП. Эти муфты,
благодаря указанным в § 1 преимуществам полиуретановой компози-
ции перед эпоксидным компаундом, получают все большее распростра-
нение. Комплекты муфт заводского изготовления выпускают на напря-
жение 1, би 10 кВ. Типоразмеры муфт приведены в табл. 6. В постав-
14
Таблица 5. Область применения муфт на силовых кабелях
Наименование муфт Напряже- ние, кВ Тип изоляции кабеля Дополнительные сведения
Соединительная СП До 10 Бумажная —
Концевая КВПт, КВПн До 10 Для разности уровней кон- цов кабелей 10 м и более
Концевая КВТп До 10 Бумажная пластмассовая Для разности уровней кон- цов кабелей до 25 м
Концевая КВЭгт До 11 Бумажная Для разности уровней концов кабелей 10 м и более
Концевая ПКВтг, ПКВтп Доз Поливинил- хлоридная —
Таблица 6. Типоразмеры полиуретановых муфт СП
Типоразмер 2 Сечение жил кабели, мм , для номинального напряжения, кВ
1 6 10
СП-3 х 50-10 до 120 10-70 16-50
СП-3 х 95-10 150-240 95-120 70-95
СП-3 х 150-10 150-185 120-150
СП-3 х 240-10 240 185 -240
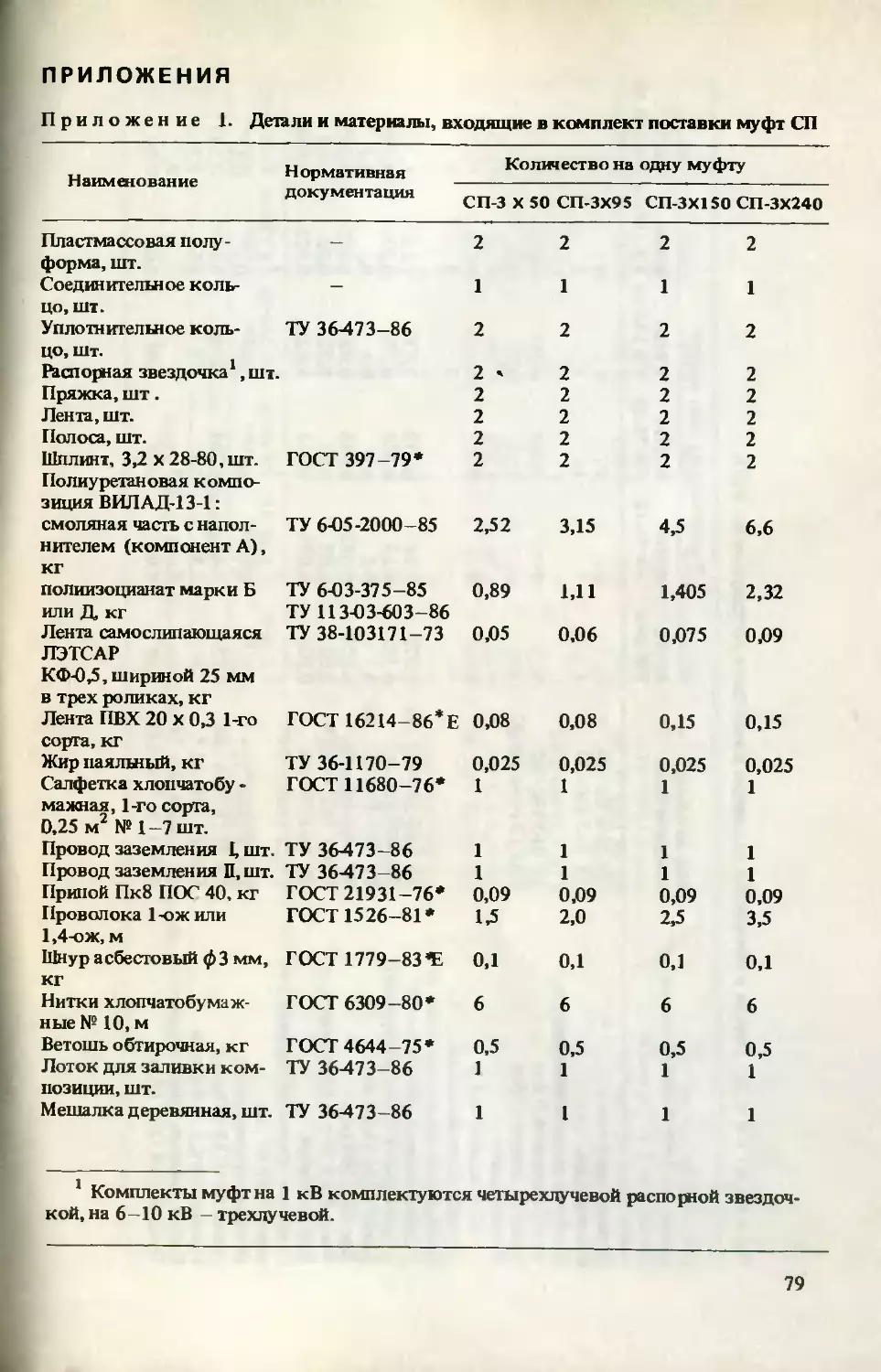
ляемые комплекты муфт должны входить детали и материалы в соот-
ветствии с приложением 1 (рис. 2). Пластмассовая форма (рис. 2, а,
табл. 7) состоит из двух полукорпусов и кольца для их соединения.
Эти детали изготавливают из полиэтилена низкого давления, так как
15
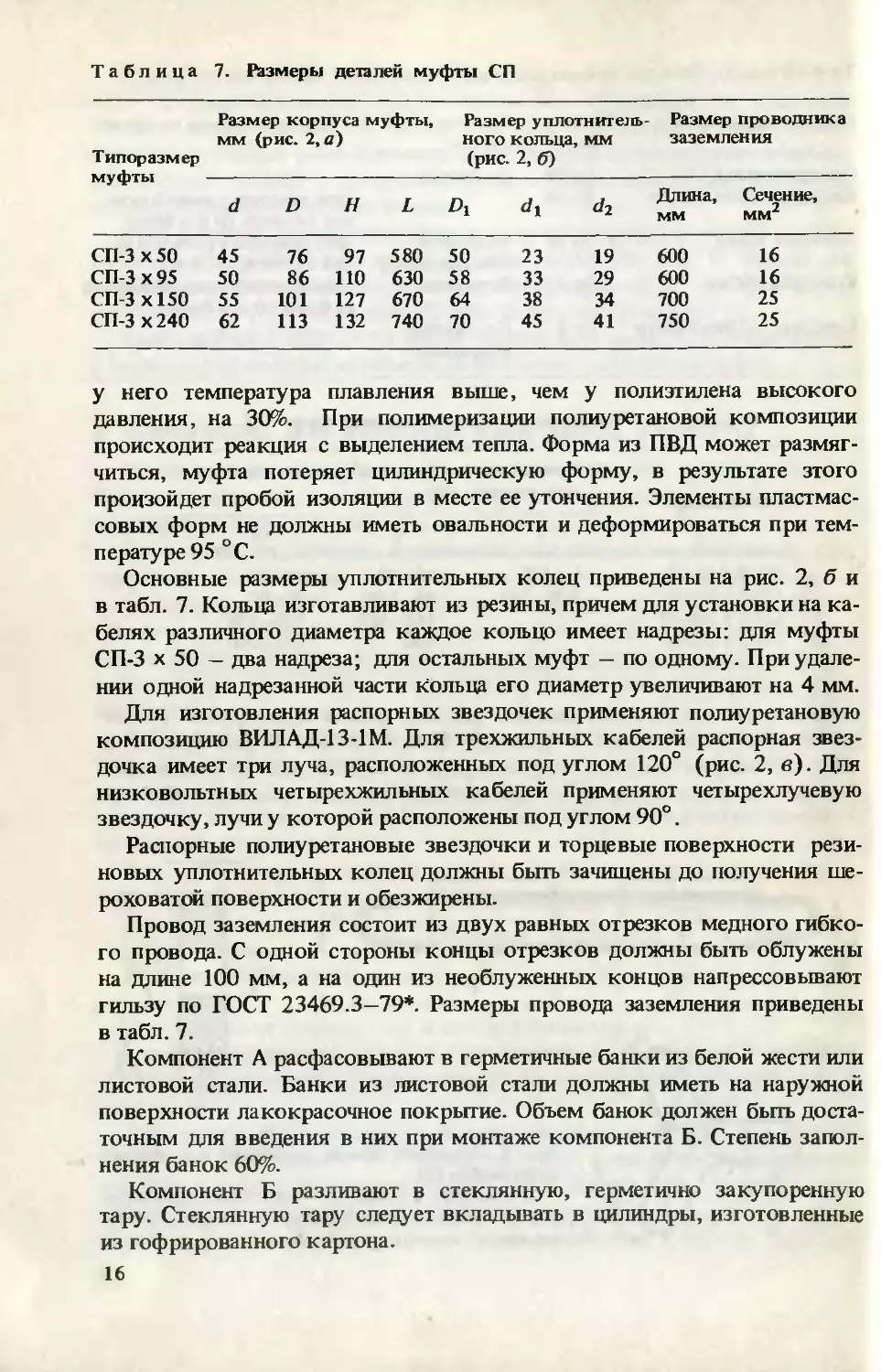
Таблица 7. Размеры деталей муфты СП
Типоразмер муфты Размер корпуса муфты, Размер уплотнитель- ного кольца, мм (рис. 2, б) Размер проводника заземления
мм (рис. 2, а)
d D Н L Di dr d2 Длина, мм Сечение, мм2
СП-3 х 50 45 76 97 580 50 23 19 600 16
СП-3 х 95 50 86 110 630 58 33 29 600 16
СП-3 х 150 55 101 127 670 64 38 34 700 25
СП-3 х 240 62 113 132 740 70 45 41 750 25
у него температура плавления выше, чем у полиэтилена высокого
давления, на 30%. При полимеризации полиуретановой композиции
происходит реакция с выделением тепла. Форма из ПВД может размяг-
читься, муфта потеряет цилиндрическую форму, в результате этого
произойдет пробой изоляции в месте ее утончения. Элементы пластмас-
совых форм не должны иметь овальности и деформироваться при тем-
пературе 95 °C.
Основные размеры уплотнительных колец приведены на рис. 2, б и
в табл. 7. Кольца изготавливают из резины, причем для установки на ка-
белях различного диаметра каждое кольцо имеет надрезы: для муфты
СП-3 х 50 — два надреза; для остальных муфт — по одному. При удале-
нии одной надрезанной части кольца его диаметр увеличивают на 4 мм.
Для изготовления распорных звездочек применяют полиуретановую
композицию ВИЛАД-13-1М. Для трехжильных кабелей распорная звез-
дочка имеет три луча, расположенных под углом 120° (рис. 2, в). Для
низковольтных четырехжильных кабелей применяют четырехлучевую
звездочку, лучи у которой расположены под углом 90°.
Распорные полиуретановые звездочки и торцевые поверхности рези-
новых уплотнительных колец должны быть зачищены до получения ше-
роховатой поверхности и обезжирены.
Провод заземления состоит из двух равных отрезков медного гибко-
го провода. С одной стороны концы отрезков должны быть облужены
на длине 100 мм, а на один из необлуженных концов напрессовывают
гильзу по ГОСТ 23469.3—79*. Размеры провода заземления приведены
в табл. 7.
Компонент А расфасовывают в герметичные банки из белой жести или
листовой стали. Банки из листовой стали должны иметь на наружной
поверхности лакокрасочное покрытие. Объем банок должен быть доста-
точным для введения в них при монтаже компонента Б. Степень запол-
нения банок 6U%.
Компонент Б разливают в стеклянную, герметично закупоренную
тару. Стеклянную тару следует вкладывать в цилиндры, изготовленные
из гофрированного картона
16
Наиболее прогрессивный вид упаковки полиуретановой компози-
ции — в двухсекционные пакеты прямоугольной формы с разделитель-
ной перегородкой. В одну из секций пакета фасуют компонент А, в дру-
гую — компонент Б. Пакеты изготовляют из многослойной полимерной
пленки марки ’’цефлон” и полиэтиленовой пленки. Разделяют пакет
с помощью разделительной перегородки из полиэтилена, в которую для
уплотнения вставляют резиновый шнур. Общий вид пакета показан на
рис. 22, описание дано в § 4. Общая масса компонентов А и Б в одном
пакете не должна превышать 2 кг. Каждая муфта (комплект деталей и
материалов) должна быть упакована в ящик из гофрированного кар-
тона, выложенный внутри пергамином. В таком виде комплект пере-
возят и хрянят.
Хранить следует в закрытом помещении, желательно на стеллажах,
так как недопустимо смятие ящиков. При нарушении герметичности
банок с компонентами А или Б комплект становится непригоден к при-
менению. Гарантийный срок хранения полиуретановой композиции в
комплекте — 1 год со дня отгрузки потребителю.
Срок службы муфт, выполненных из комплекта, должен быть не ме-
нее 25 лет при вероятности безотказной работы 0,92.
Комплекты концевых полиуретановых муфт марки КВП
Концевые полиуретановые муфты изготавливают двух марок: КВПт
и КВПн. В муфтах КВПт изолировку жил осуществляют с помощью
термоусаживаемых трубок, в муфтах КВПн — наиритовых.
Комплекты муфт выпускают для кабелей на напряжение би 10 кВ
(см. рис. 25, 26). Типоразмеры их приведены в табл. 8. Комплектация
деталями и материалами, входящими в состав муфт, приведена в при-
ложениях 2 и 3.
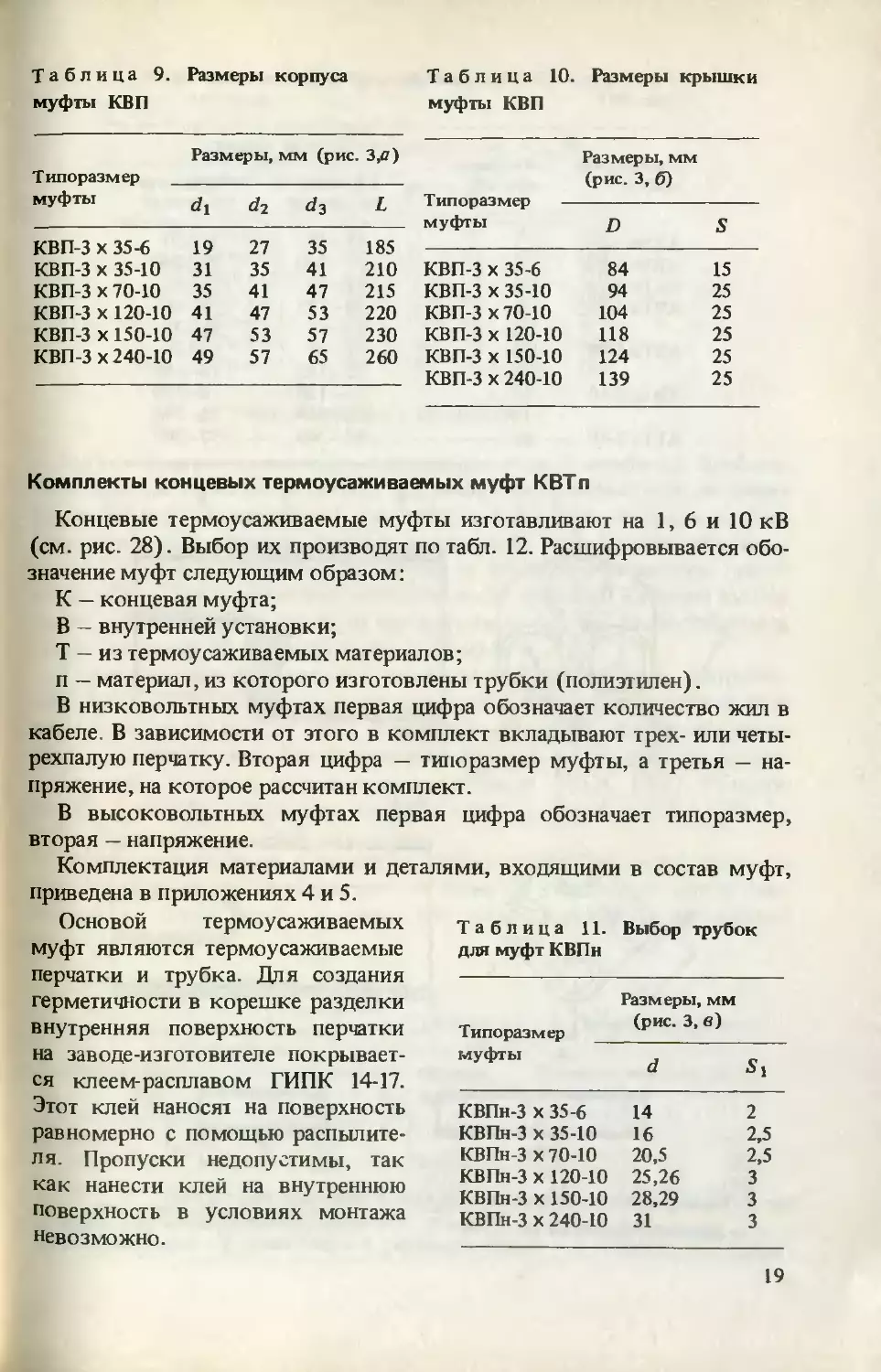
Пластмассовые корпуса и крышки для муфт изготавливают из по-
лиэтилена низкого давления марки 209, 210. Температура деформа-
ции — не ниже 100 °C. Корпуса и крышки должны быть плотно пригнаны
Друг к другу. Размеры их приведены на рис. 3,а, бив табл. 9,10.
Трубки для муфт КВПн изготавливают из наиритовой резины. На
концах трубок, которые обращены в сторону корешка разделки, вы-
полняют срез под углом 45°. На наружной поверхности на длине 50 мм
трубка должна иметь шероховатость. Эту операцию выполняют с целью
улучшения адгезионной способности полиуретана к шероховатым по-
верхностям. Выбор трубок дан в табл. 11 и на рис. 3, в. Упаковывают
трубки в полиэтиленовую пленку или битумную бумагу.
Провод заземления, входящий в комплект, имеет длину 820 мм и
сечение 16 мм" для первых трех типоразмеров муфт, для остальных
Длина составляет 835 мм, сечение 25 мм2. На проводники заземления с
одной стороны напрессовывают наконечники, с другой стороны про-
2-6394 17
Таблица 8. Типоразмеры
полиуретановых концевых
муфт КВП
Типоразмер муфт Сечение жил кабеля, 2 мм , на напряже- ние, кВ
6 10
КВПт-З х 35-6 10-35 —
КВПг-3 х 35-10 50 16-35
КВПт-З х 70-10 70-95 50-70
КВПт-З х 120-10 120-150 95 -120
КВПт-З х 150-10 185 150
КВПт-З х 240-10 240 185-240
КВПн-3 х 35-6 10-35 —
КВПн-3 х 35-10 50 16-35
КВПн-3 х 70-10 70-95 50-70
КВПн-3 Х120-10 120-150 95-120
КВПн-3 х 150-10 185 150
КВПн-3 х 240-10 240 185 -240
Примечание. Муфты с ука-
занным в типоразмере напряжением
10 кВ можно применять для кабелей
6 кВ определенного сечения.
водники должны быть расплетены,
им придают плоскую форму и об-
луживают на длине 100 мм.
Упаковка полиуретановой ком-
позиции, а также самих комплек-
тов аналогична приведенной выше.
Каждую муфту или несколько
муфт упаковывают в ящик из
гофрированного картона, выложен-
ного внутри пергамином или би-
тумной бумагой. Масса ящика с
комплектами материалов (брутто)
не должна превышать 20 кг.
Хранят комплекты в закрытых
помещениях, гарантийный срок
хранения — 1 год со дня отгрузки
потребителю.
Срок службы муфт, выполнен-
ных из комплектов, не менее
25 лет при вероятности безотказ-
ной работы 0.96.
Рис. 3. Основные детали, входящие в комплект муфт марки КВПт (КВПн):
а — корпус; б — крышка; в - наиритовая трубка
18
Таблица 10. Размеры крышки
Таблица 9. Размеры корпуса
муфты КВ II
муфты КВП
Типоразмер _ муфты Размеры, мм (рис. 3,с) Типоразмер — муфты Размеры, мм (рис. 3, б)
di d2 d3 L
D S
КВП-3 X 35-6 19 27 35 185 —
КВП-3 х 35-10 31 35 41 210 КВП-3 х 35-6 84 15
КВП-3 х 70-10 35 41 47 215 КВП-3 х 35-10 94 25
КВП-3 х 120-10 41 47 53 220 КВП-3 х 70-10 104 25
КВП-3 х 150-10 47 53 57 230 КВП-3 х 120-10 118 25
КВП-3 х 240-10 49 57 65 260 КВП-3 х 150-10 124 25
КВП-3 х 240-10 139 25
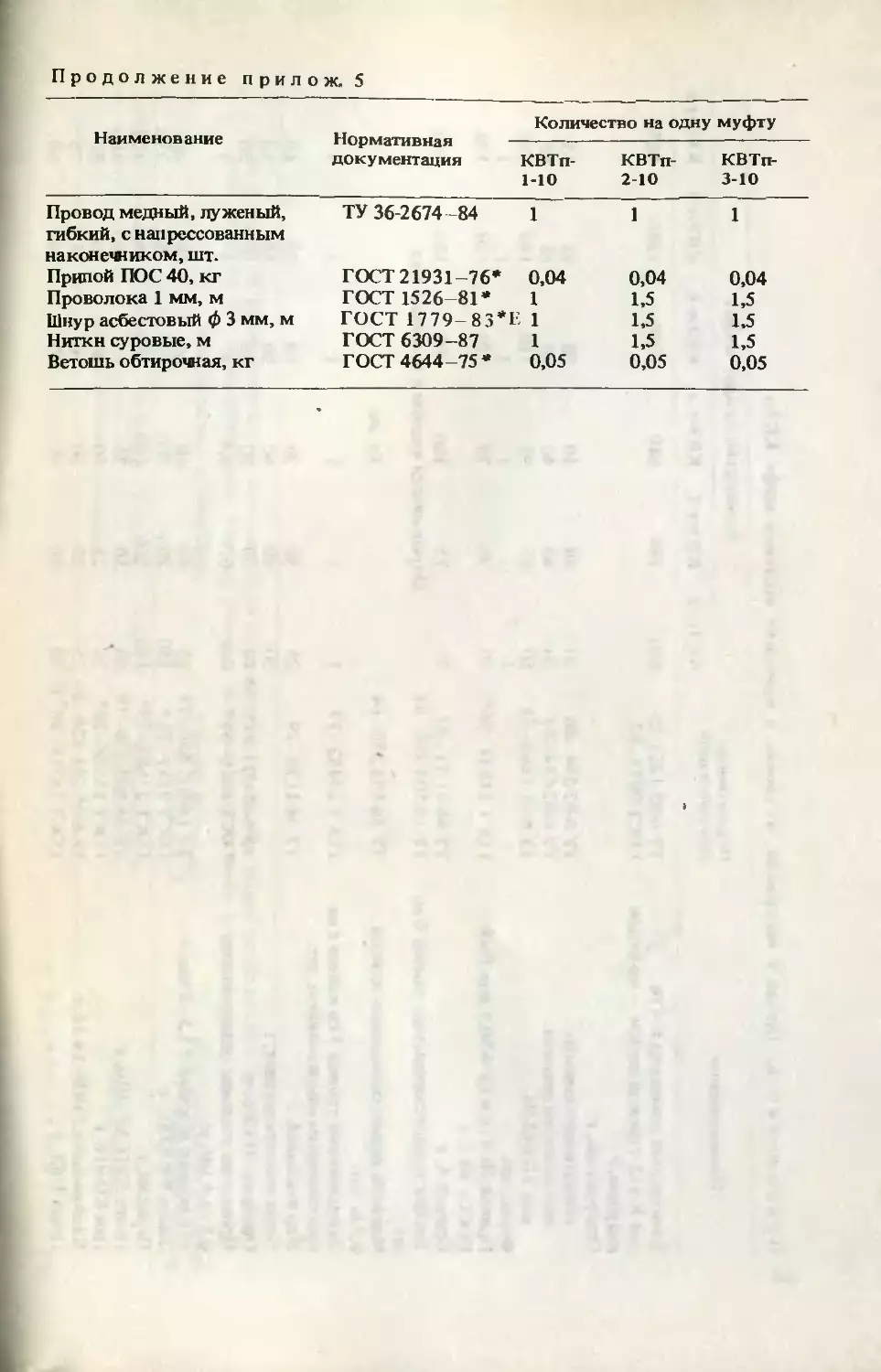
Комплекты концевых термоусаживаемых муфт КВТп
Концевые термоусаживаемые муфты изготавливают на 1, 6 и 10 кВ
(см. рис. 28). Выбор их производят по табл. 12. Расшифровывается обо-
значение муфт следующим образом:
К — концевая муфта;
В — внутренней установки;
Т — из термоусаживаемых материалов;
п — материал, из которого изготовлены трубки (полиэтилен).
В низковольтных муфтах первая цифра обозначает количество жил в
кабеле. В зависимости от этого в комплект вкладывают трех- или четы-
рехпалую перчатку. Вторая цифра — типоразмер муфты, а третья — на-
пряжение, на которое рассчитан комплект.
В высоковольтных муфтах первая цифра обозначает типоразмер,
вторая — напряжение.
Комплектация материалами и деталями, входящими в состав муфт,
приведена в приложениях 4 и 5.
Основой термоусаживаемых
муфт являются термоусаживаемые
перчатки и трубка. Для создания
герметичности в корешке разделки
внутренняя поверхность перчатки
на заводе-изготовителе покрывает-
ся клеем-расплавом ГИПК 14-17.
Этот клей наносят на поверхность
равномерно с помощью распылите-
ля. Пропуски недопустимы, так
как нанести клей на внутреннюю
поверхность в условиях монтажа
невозможно.
Таблица 11. Выбор трубок
для муфт КВПн
Типоразмер муфты Размеры, мм (рис. 3, в)
d $1
КВПн-3 х 35-6 14 2
КВПн-3 х 35-10 16 2,5
КВПн-3 х 70-10 20,5 2,5
КВПн-3 х 120-10 25,26 3
КВПн-3 х 150-10 28,29 3
КВПн-3 х 240-10 31 3
19
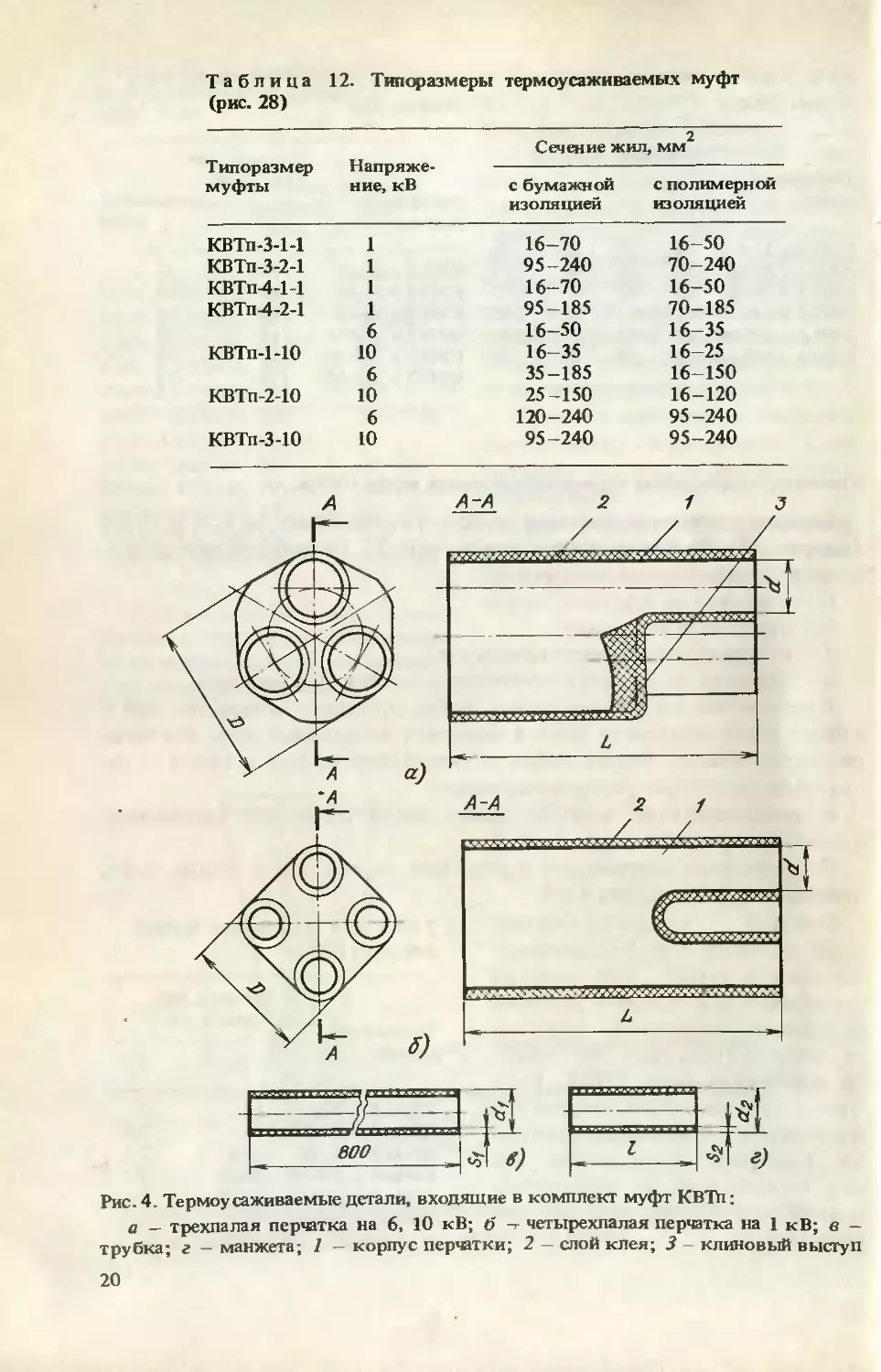
Таблица 12. Типоразмеры термоусаживаемых муфт
(рис. 28)
Типоразмер муфты Напряже- ние, кВ 2 Сечение жил, мм
с бумажной изоляцией с полимерной изоляцией
КВТп-3-1-1 1 16-70 16—50
КВТп-3-2-1 1 95-240 70 240
КВТп-4-1-1 1 16-70 16-50
КВТп-4-2-1 1 95-185 70-185
6 16-50 16—35
КВТп-1-10 10 16-35 16 25
6 35-185 16-150
КВТп-2-10 10 25-150 16-120
6 120-240 95 -240
КВТп-3-10 10 95-240 95-240
Рис. 4. Термоу саживаемыс детали, входящие в комплект муфт КВТп;
а — трехпалая пер«атка на 6, 10 кВ; б -г четырехпалая перчатка на 1 кВ; в —
трубка; г — манжета; 1 — корпус пер«атки; 2 слой клея; 3 - клиновый выступ
20
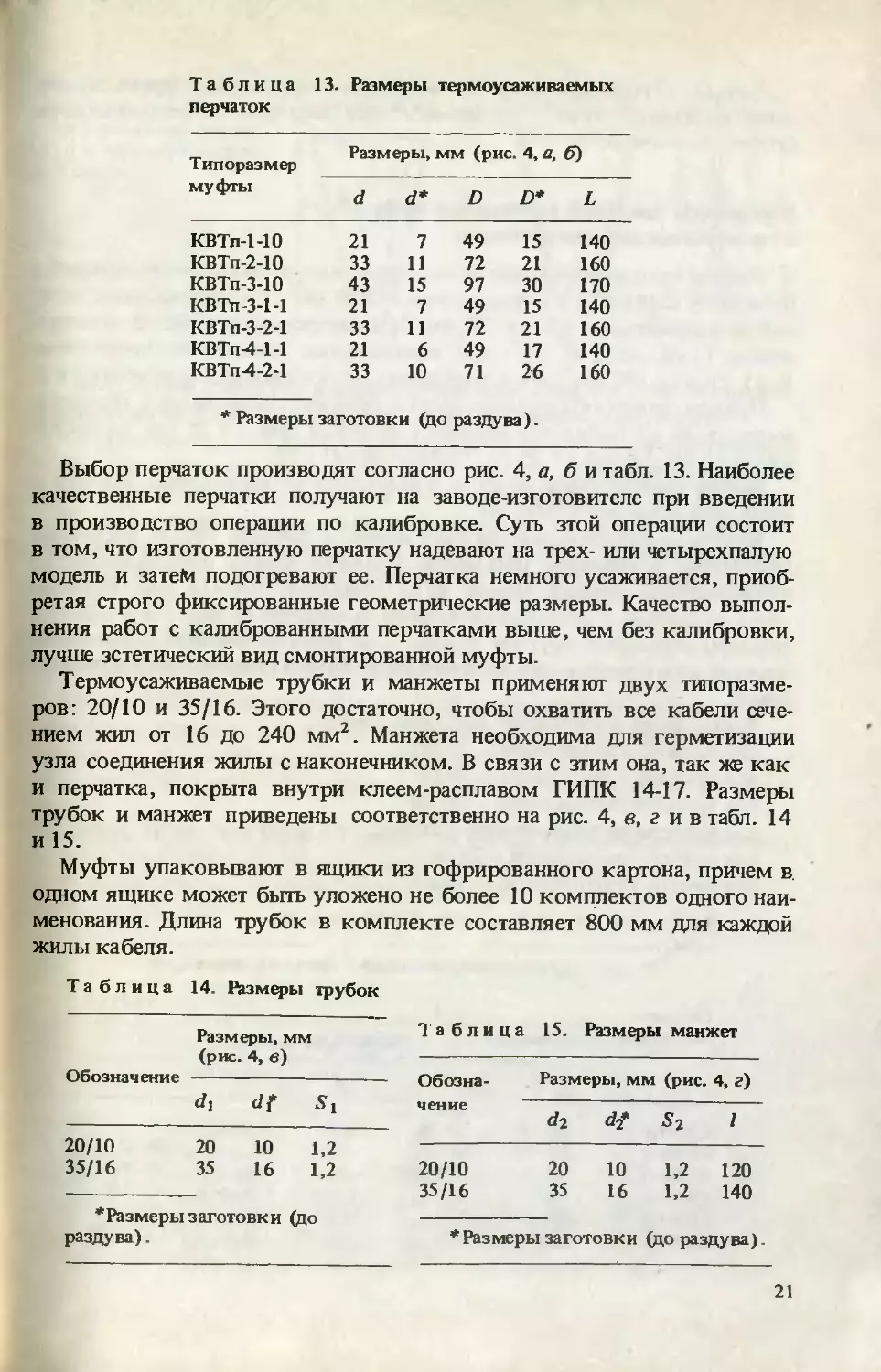
Таблица 13. Размеры термоусаживаемых
перчаток
Типоразмер муфты Размеры, мм (рис. 4, а, 6)
d d* D £>* L
КВТп-1-10 21 7 49 15 140
КВТп-2-10 33 11 72 21 160
КВТп-3-10 43 15 97 30 170
КВТп-3-1-1 21 7 49 15 140
КВТп-3-2-1 33 11 72 21 160
КВТп-4-1-1 21 6 49 17 140
КВТп-4-2-1 33 10 71 26 160
* Размеры заготовки (до раздува).
Выбор перчаток производят согласно рис. 4, а, б и табл. 13. Наиболее
качественные перчатки получают на заводе-изготовителе при введении
в производство операции по калибровке. Суть этой операции состоит
в том, что изготовленную перчатку надевают на трех- или четырехпалую
модель и затем подогревают ее. Перчатка немного усаживается, приоб-
ретая строго фиксированные геометрические размеры. Качество выпол-
нения работ с калиброванными перчатками выше, чем без калибровки,
лучше эстетический вид смонтированной муфты.
Термоусаживаемые трубки и манжеты применяют двух типоразме-
ров: 20/10 и 35/16. Этого достаточно, чтобы охватить все кабели сече-
нием жил от 16 до 240 мм2. Манжета необходима для герметизации
узла соединения жилы с наконечником. В связи с этим она, так же как
и перчатка, покрыта внутри клеем-расплавом ГИПК 14-17. Размеры
трубок и манжет приведены соответственно на рис. 4, в, г и в табл. 14
и 15.
Муфты упаковывают в ящики из гофрированного картона, причем в
одном ящике может быть уложено не более 10 комплектов одного наи-
менования. Длина трубок в комплекте составляет 800 мм для каждой
жилы кабеля.
Таблица 14. Размеры трубок
Обозначение Размеры, мм (рис. 4, в) d, df
20/10 35/16 20 10 1,2 35 16 1,2
•Размеры заготовки (до раздува)
Таблица 15. Размеры манжет
Обозна- чение Размеры, мм (рис. 4, г)
di $2 /
20/10 20 10 1,2 120
35/16 35 16 1,2 140
* Размеры заготовки (до раздува)
21
Хранят комплекты муфт в закрытых помещениях. Срок службы
смонтированных муфт — не менее 25 лет. Вероятность безотказной ра-
боты — не менее 0,85.
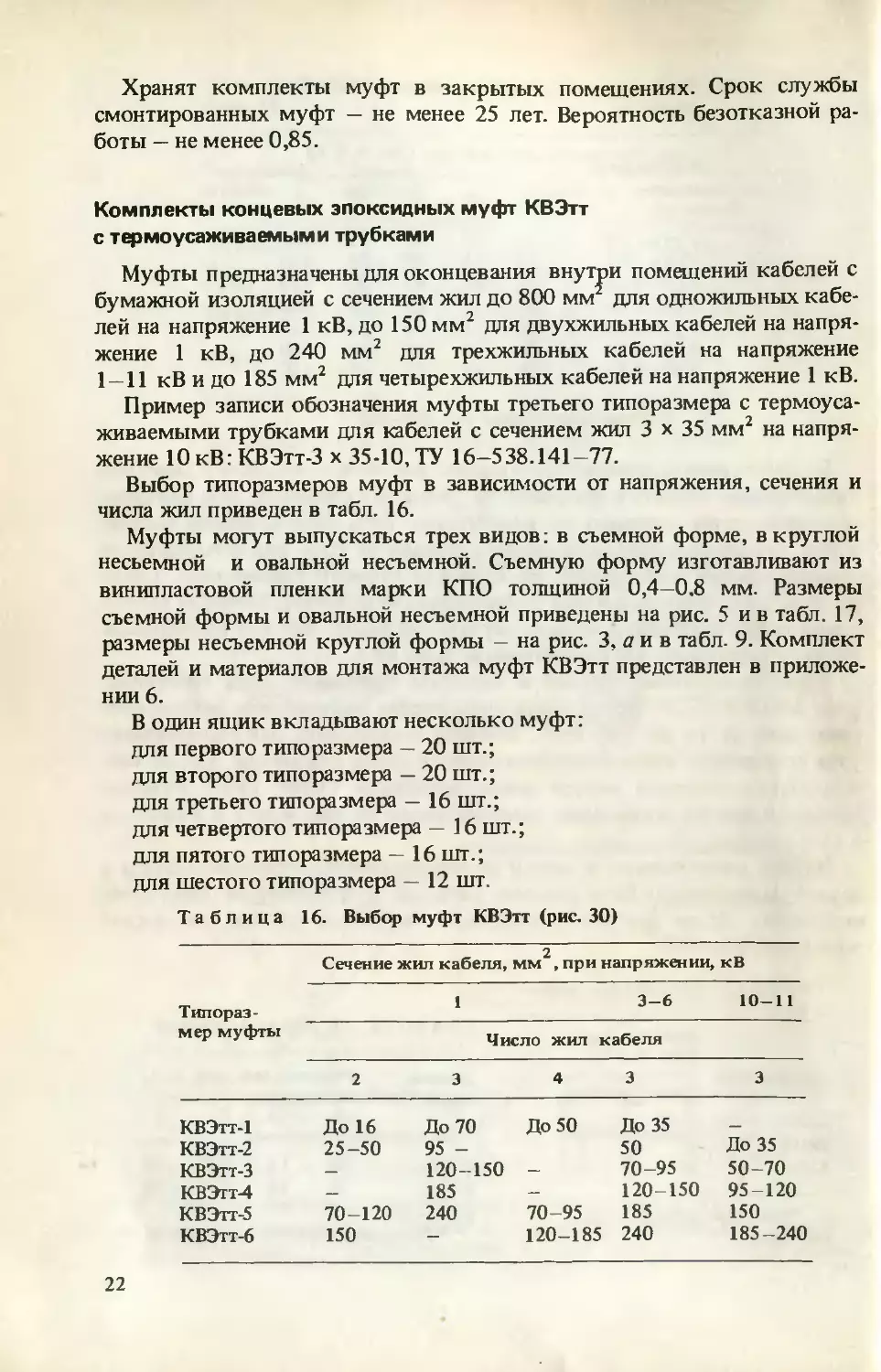
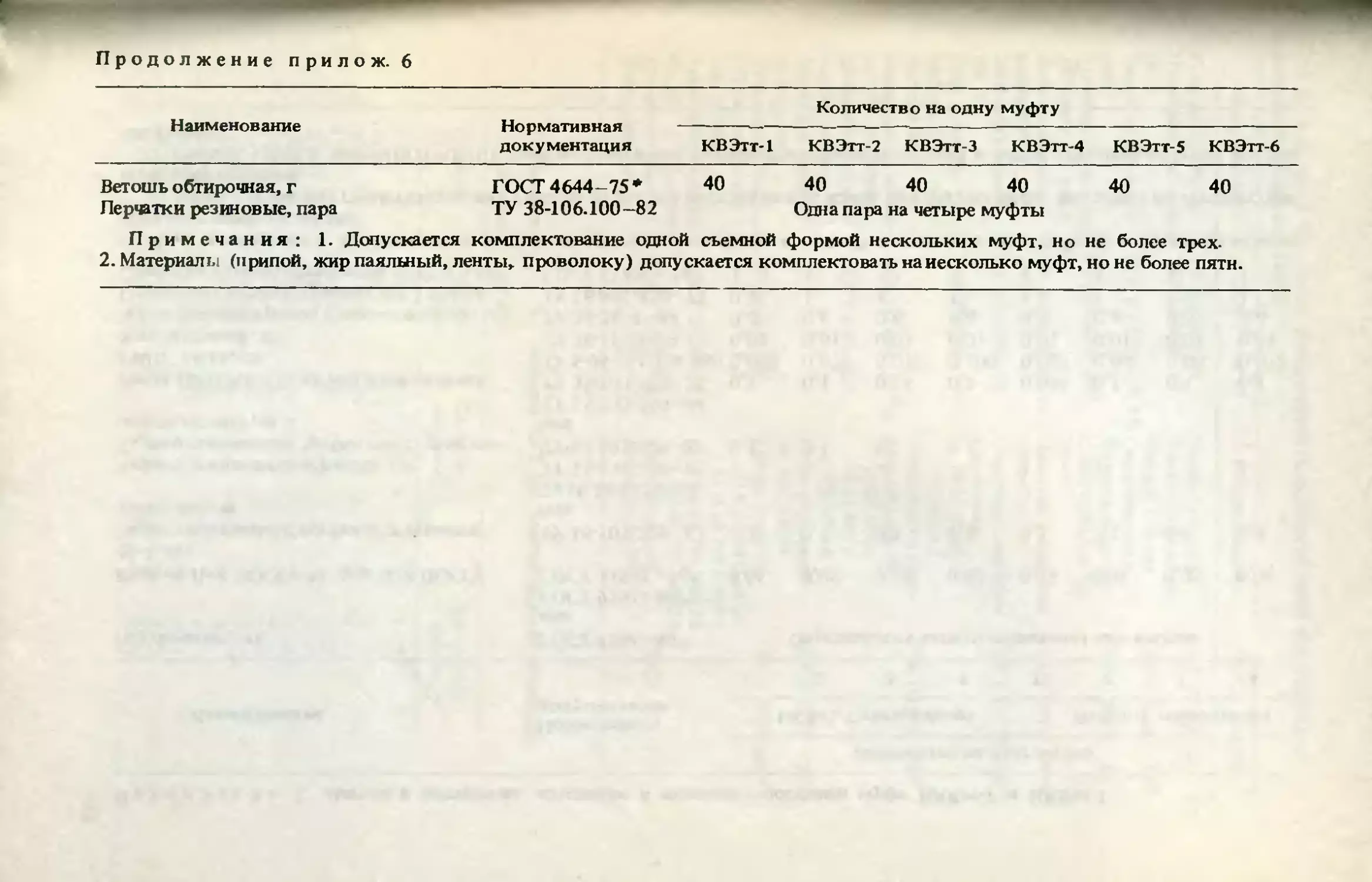
Комплекты концевых эпоксидных муфт КВЭтт
с термоусаживаемыми трубками
Муфты предназначены для оконцевания внутри помещений кабелей с
бумажной изоляцией с сечением жил до 800 мм2 для одножильных кабе-
лей на напряжение 1 кВ, до 150 мм2 для двухжильных кабелей на напря-
жение 1 кВ, до 240 мм2 для трехжильных кабелей на напряжение
1 — 11 кВ и до 185 мм2 для четырехжильных кабелей на напряжение 1 кВ.
Пример записи обозначения муфты третьего типоразмера с термоуса-
живаемыми трубками для кабелей с сечением жил 3 х 35 мм2 на напря-
жение 10 кВ: КВЭтт-3 х 35-10, ТУ 16—538.141 - 77.
Выбор типоразмеров муфт в зависимости от напряжения, сечения и
числа жил приведен в табл. 16.
Муфты могут выпускаться трех видов: в съемной форме, в круглой
несъемной и овальной несъемной. Съемную форму изготавливают из
винипластовой пленки марки КПО толщиной 0,4—0,8 мм. Размеры
съемной формы и овальной несъемной приведены на рис. 5 и в табл. 17,
размеры несъемной круглой формы — на рис. 3, а и в табл. 9. Комплект
деталей и материалов для монтажа муфт КВЭтт представлен в приложе-
нии 6.
В один ящик вкладывают несколько муфт:
для первого типоразмера — 20 шт.;
для второго типоразмера — 20 шт.;
для третьего типоразмера — 16 шт.;
для четвертого типоразмера — 16 шт.;
для пятого типоразмера — 16 шг.;
для шестого типоразмера — 12 шт
Таблица 16. Выбор муфт КВЭтт (рис. 30)
Типораз- 2 Сечение жил кабеля, мм , при напряжении, кВ
1 3-6 10-11
мер муфты Число жил кабеля
2 3 4 3 3
КВЭтт-1 До 16 До 70 До 50 До 35 —
КВЭтт-2 25-50 95 - 50 До 35
КВЭтт-3 — 120-150 — 70-95 50-70
КВЭгт-4 — 185 — 120-150 95-120
КВЭтт-5 70-120 240 70-95 185 150
КВЭтт-6 150 — 120-185 240 185-240
22
Рис. 5. Размеры корпу-
сов муфт:
а — в съемной форме;
б — в овальной несъем-
ной форме
Эпоксидный компаунд с введенным в него наполнителем поставляют
в банках из жести или в герметично закрытой пластмассовой таре.
Отвердитель, лак КО-916 и ПЭД-Б расфасовывают в стеклянные фла-
коны, закупоренные притертыми пробками или резьбовыми пробками
с прокладками. Пробки должны быть залиты битумом или сургучом.
Муфты в ящиках следует хранить в закрытых складских помещениях
при температуре не выше 30 °C. Гарантийный срок хранения комплек-
тов деталей и материалов — не более 1 года со дня изготовления.
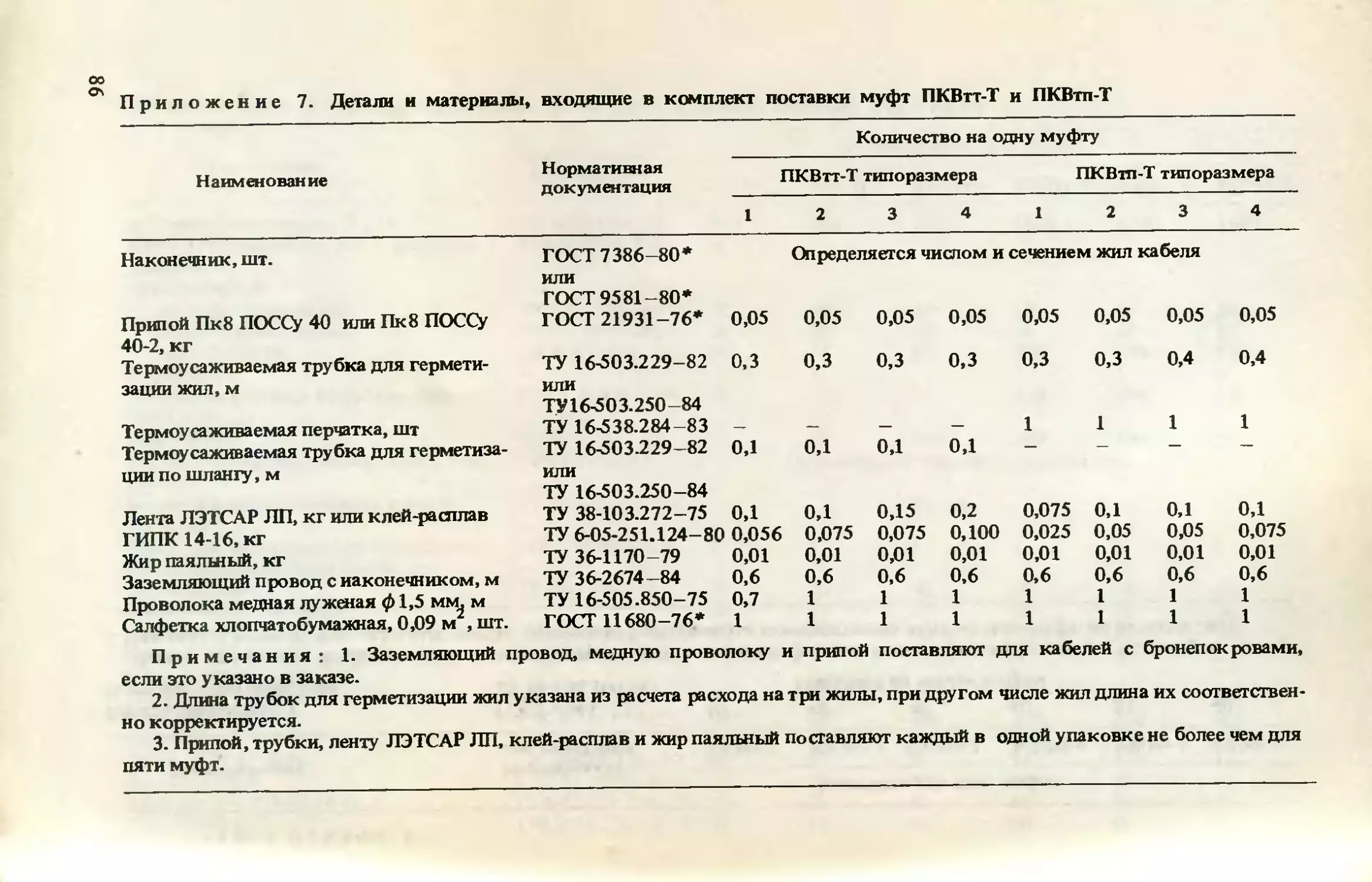
Комплекты концевых муфт
внутренней установки ПКВтт-Т и ПКВтп-Т
Муфты ПКВтт напряжением до 3 кВ предназначены для монтажа на
силовых кабелях с изоляцией и оболочкой из поливинилхлоридного
пластиката. Комплекты муфт изготавливают и поставляют в основном
на экспорт, в страны с тропическим климатом. Монтируют их и в напЕЙ
стране.
Муфты ПКВтт-Т и ПКВтп-Т имеют по четыре типоразмера. Расшифро-
вывают буквенное обозначение следующим образом:
П — для кабеля с пластмассовой изоляцией;
К — концевая;
Таблица 17- Выбор размеров форм, мм
(рис. 5)
Типораз- мер муфты — Съемная форма Овальная несъемная форма
и Д в Hi b
КВЭтт-1 160 80 90 180 38
КВЭтт-2 185 90 100 205 43
КВЭтт-З 190 100 115 210 46
КВЭтт-4 195 110 125 215 54
КВ Этт-5 205 120 135 225 57
КВЭтт-6 225 135 160 245 66
23
Таблица 18. Выбор муфт ПКВтт-Т и ПКВтп-Т (рис. 321
Сечение жил кабеля, мм2, при напряжении, кВ
Типоразмер 1 3
Число жил кабеля
2 3 4 5 3
ПКВтт-Т-1 До 10 До 10 До 10 До 10 —
ПКВтт-Т-2 16-35 16-35 16,25 16,25 До 16
ПКВтт-Т-3 50-150 50-120 35-95 35 25-95
ПКВтг-Т-4 — 150-240 120-185 — 120-240
ПКВтп-Т-1 — До 70 — — До 50
ПКВтп-Т-2 — 95-240 — — 70-240
ПКВгп-Т-З — — До 50 — —
ПКВтп-Т-4 — — 70-185 — —
В — внутренней установки;
тт — термоусаживаемая трубка;
тп — термоусаживаемая перчатка;
Т — тропическое исполнение.
В конце обозначения муфты ставят ее типоразмер.
Выбор муфт в зависимости от сечения, числа жил и напряжения осу-
ществляют по табл. 18.
Комплект деталей и материалов для монтажа муфт представлен в при-
ложении?.
Гарантийный срок хранения комплектов деталей и материалов — не
более 1 года со дня их изготовления или 6 мес. с момента проследования
через государственную границу СССР.
3. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ, НЕОБХОДИМЫЕ
ДЛЯ МОНТАЖА ПОЛИМЕРНОЙ КАБЕЛЬНОЙ АРМАТУРЫ
Производительность труда электромонтажника и качество выполняе-
мых им работ зависят от наличия у него современного набора инстру-
мента и приспособлений.
Инструмент, применяемый при производстве работ, должен быть лег-
ким, так как большая масса инструмента быстро утомляет- рабочего.
Предельная масса ручного инструмента не должна превышать 8 кг, при
большей массе необходимо применять подвески или какие-либо при-
способления, облегчающие использование инструмента.
Но даже при наличии эффективного и надежного инструмента произ-
водительность и качество у различных электромонтажников различны.
Многое зависит от организации рабочего места. Рабочее звено является
тем первоначальным низовым звеном электромонтажных организаций,
в котором представлены все основные элементы технологических про-
цессов.
24
Рациональное расположение инструмента на рабочем месте снижает
утомляемость, сокращает излишние движения, а следовательно, и поте-
ри рабочего времени, увеличивая, таким образом, производительность
труда.
Рабочее место определяется зонами досягаемости (рис. 6) [1]. В плос-
кости оптимальной зоны I и зоны легкой досягаемости II работают с
наиболее важным и часто используемым инструментом. При монтаже
кабельной арматуры в этой зоне должны находиться следующие инст-
рументы: монтерский нож, метр складной металлический, плоскогубцы
комбинированные, растворитель с ветошью и пр. Наличие необходимого
инструмента определяется видом монтируемых муфт и марками кабе-
лей. Но независимо от этого разделываемые концы кабеля и сама муфта
должны располагаться в зонах I и II, максимальная длина которых по
горизонтали составляет около 800 мм. Самая большая длина соедини-
тельной полиуретановой муфты. Она составляет 740 мм, т.е. любую ка-
бельную арматуру можно монтировать в удобной для электромонтаж-
ника зоне.
В зоне III располагают редко используемые инструмент и приспособ-
ления (для выполнения не более двух операций в 1 ч).
Рис. 6. Рабочая зона при монтаже соединительной полиуретановой муфты:
I ~ оптимальная зона; П — зона легкой досягаемости; III — зона для редко ис-
пользуемого инструмента; I — электромонтажник; 2 — кабель; 3 — соединитель-
ная муфта; 4 — приспособление для крепления концов кабелей
25
Это касается и зоны в вертикальной плоскости. Оптимальная зона при
работе сидя составляет по вертикали от 500 до 1103 мм, при работе
стоя — от 900 до 1600 мм. Концевая муфта кабеля должна находиться
в этой зоне. За ее пределы могут выходить лишь концы жил кабелей при
большой их длине.
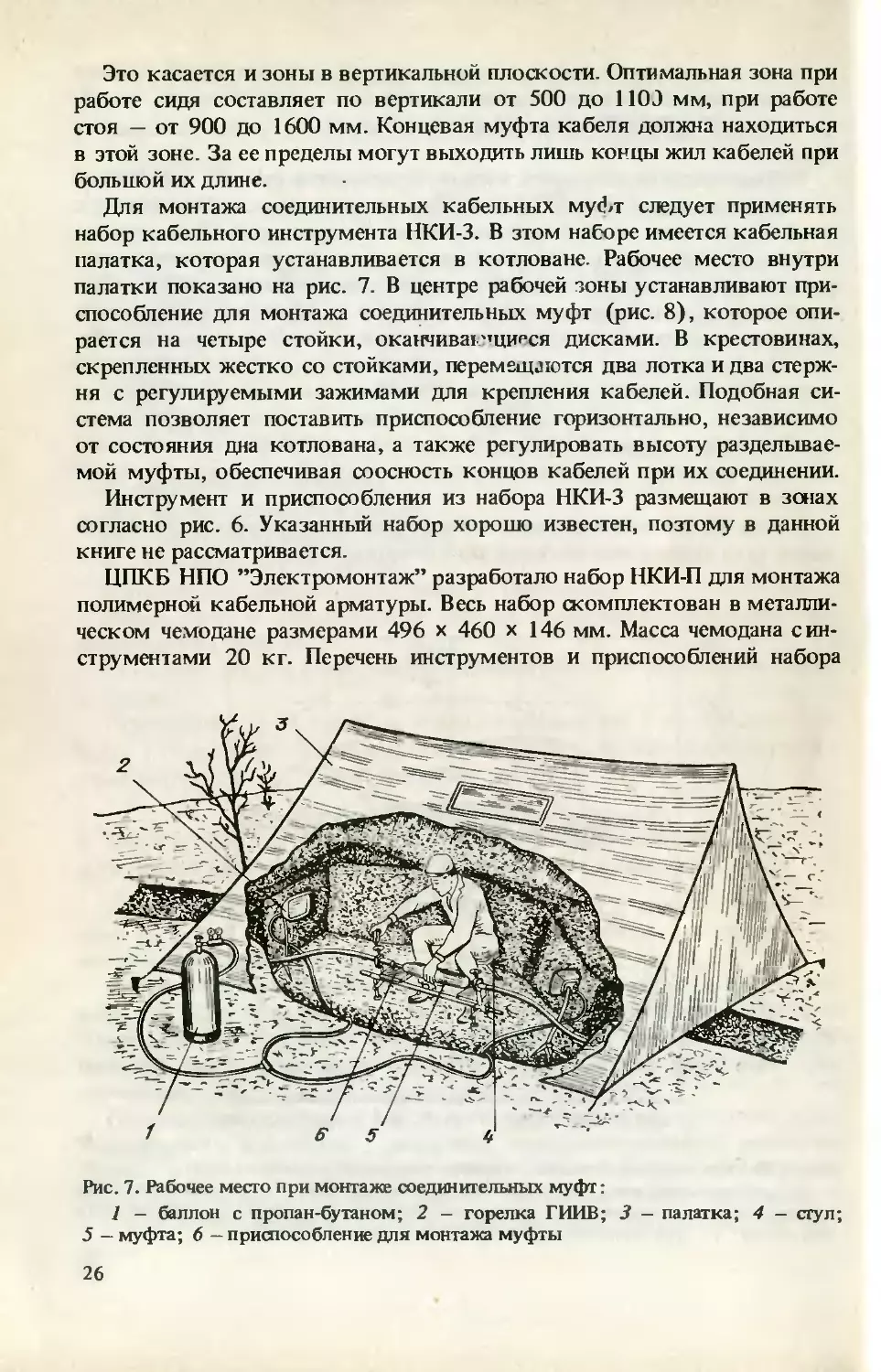
Для монтажа соединительных кабельных му<Ьт следует применять
набор кабельного инструмента НКИ-3. В этом наборе имеется кабельная
палатка, которая устанавливается в котловане. Рабочее место внутри
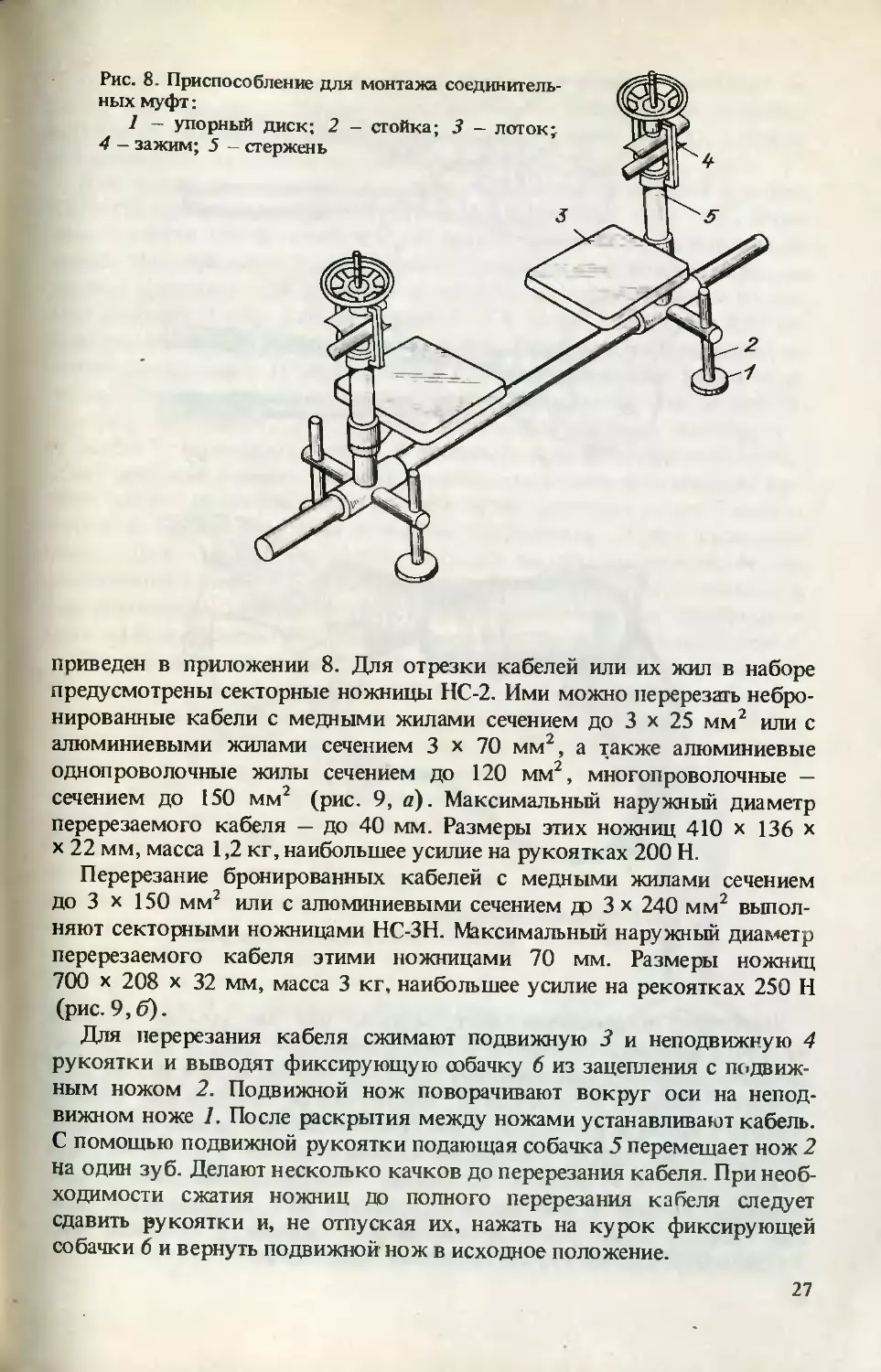
палатки показано на рис. 7. В центре рабочей зоны устанавливают при-
способление для монтажа соединительных муфт (рис. 8), которое опи-
рается на четыре стойки, оканчива.'ширся дисками. В крестовинах,
скрепленных жестко со стойками, перемещаются два лотка и два стерж-
ня с регулируемыми зажимами для крепления кабелей. Подобная си-
стема позволяет поставить приспособление горизонтально, независимо
от состояния дна котлована, а также регулировать высоту разделывае-
мой муфты, обеспечивая соосность концов кабелей при их соединении.
Инструмент и приспособления из набора НКИ-3 размещают в зонах
согласно рис. 6. Указанный набор хорошо известен, поэтому в данной
книге не рассматривается.
ЦПКБ НПО ’’Электромонтаж” разработало набор НКИ-П для монтажа
полимерной кабельной арматуры. Весь набор скомплектован в металли-
ческом чемодане размерами 496 х 460 х 146 мм. Масса чемодана с ин-
струментами 20 кг. Перечень инструментов и приспособлений набора
Рис. 7. Рабочее место при монтаже соединительных муфт:
1 — баллон с пропан-бутаном; 2 - горелка ГИИВ; 3 - палатка; 4 — стул;
5 — муфта; 6 — приспособление для монтажа муфты
26
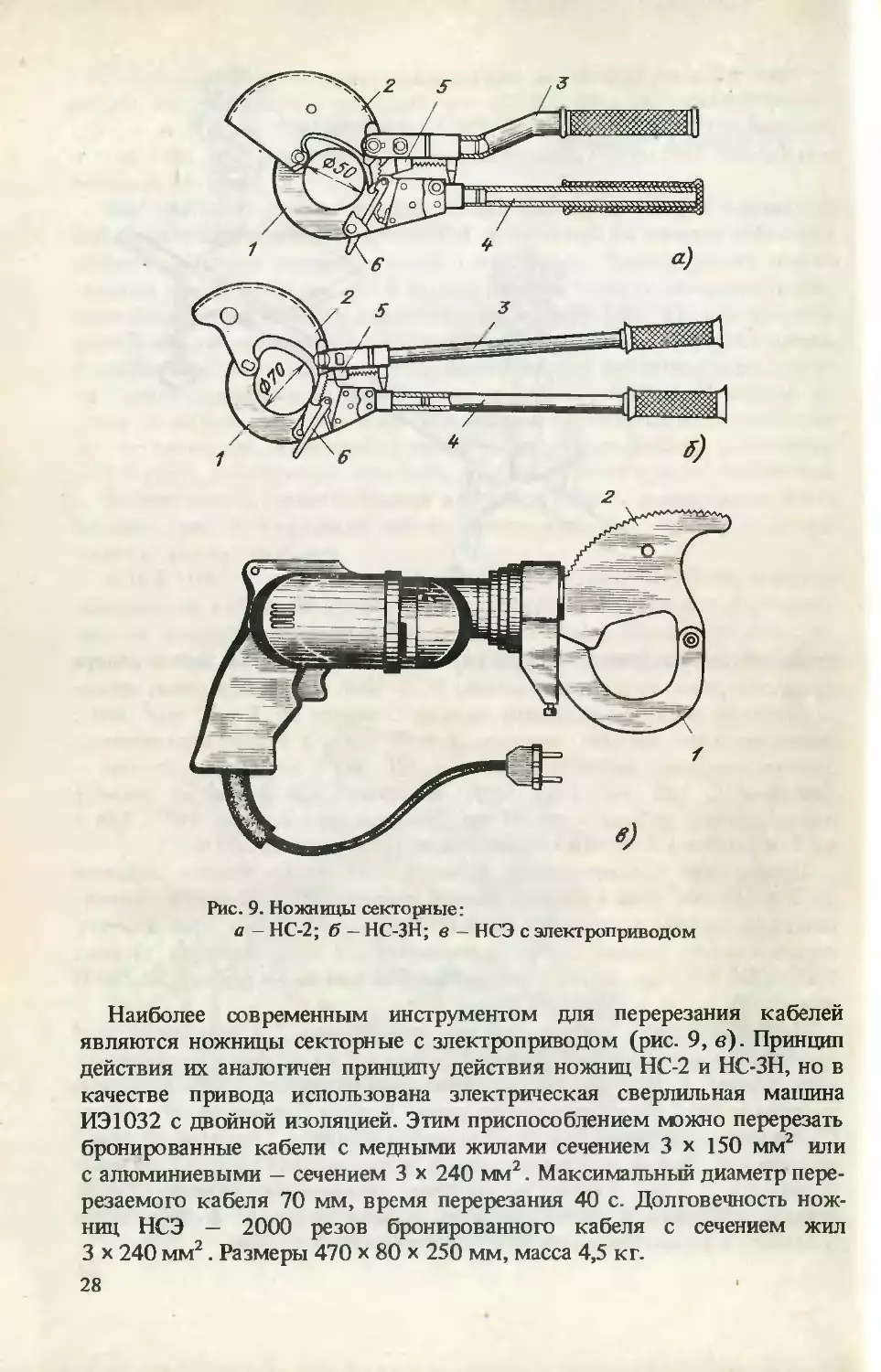
приведен в приложении 8. Для отрезки кабелей или их жил в наборе
предусмотрены секторные ножницы НС-2. Ими можно перерезать небро-
нированные кабели с медными жилами сечением до 3 х 25 мм2 или с
алюминиевыми жилами сечением 3 х 70 мм2, а также алюминиевые
однопроволочные жилы сечением до 120 мм2, многопроволочные —
сечением до 150 мм2 (рис. 9, а). Максимальный наружный диаметр
перерезаемого кабеля — до 40 мм. Размеры этих ножниц 410 х 136 х
х 22 мм, масса 1,2 кг, наибольшее усилие на рукоятках 200 Н.
Перерезание бронированных кабелей с медными жилами сечением
до 3 х 150 мм2 или с алюминиевыми сечением до 3 х 240 мм2 выпол-
няют секторными ножницами НС-ЗН. Максимальный наружный диаметр
перерезаемого кабеля этими ножницами 70 мм. Размеры ножниц
700 х 208 х 32 мм, масса 3 кг, наибольшее усилие на рекоятках 250 Н
(рис. 9,6).
Для перерезания кабеля сжимают подвижную 3 и неподвижную 4
рукоятки и выводят фиксирующую собачку 6 из зацепления с подвиж-
ным ножом 2. Подвижной нож поворачивают вокруг оси на непод-
вижном ноже 1. После раскрытия между ножами устанавливают кабель.
С помощью подвижной рукоятки подающая собачка 5 перемешает нож 2
на один зуб. Делают несколько качков до перерезания кабеля. При необ-
ходимости сжатия ножниц до полного перерезания кабеля следует
сдавить рукоятки и, не отпуская их, нажать на курок фиксирующей
собачки 6 и вернуть подвижной нож в исходное положение.
27
s
z
3
Рис. 9. Ножницы секторные:
а — НС-2; б — НС-ЗН; в — НСЭ с электроприводом
Наиболее современным инструментом для перерезания кабелей
являются ножницы секторные с электроприводом (рис. 9, в). Принцип
действия их аналогичен принципу действия ножниц НС-2 и НС-ЗН, но в
качестве привода использована электрическая сверлильная машина
ИЭ1032 с двойной изоляцией. Этим приспособлением можно перерезать
бронированные кабели с медными жилами сечением 3 х 150 мм2 или
с алюминиевыми — сечением 3 х 240 мм2. Максимальный диаметр пере-
резаемого кабеля 70 мм, время перерезания 40 с. Долговечность нож-
ниц НСЭ — 2000 резов бронированного кабеля с сечением жил
3 х 240 мм2. Размеры 470 х 80 х 250 мм, масса 4,5 кг.
28
Ножницы с электроприводом применяют при монтаже концевых за-
делок при большом количестве разделываемых кабелей, при заготовке
кабелей в мастерских электромонтажных заготовок (МЭЗ), а также
при демонтажных работах на кабельных линиях.
Для снятия алюминиевых и полимерных оболочек кабелей в наборе
НКИ-П имеется универсальный кабельный нож НКУ (рис. 10). Этим
ножом можно обрабатывать кабели диаметром от 18 до 55 мм по обо-
лочке. Максимальное усилие, прикладываемое к рукоятке ножа, не
должно превышать 200 Н. Время надрезания и снятия оболочки состав-
ляет не более 3 мин. Габариты ножа 210 х 84 х 43 мм, масса 0,88 кг.
Для увеличения срока службы ножа в его рукоятку 7 вкладывается за-
пасной ролик-нож 5. Порядок работы с ножом следующий: нажав на за-
щелку 3 ножа, открывают крышку 1 и устанавливают нож на кабеле.
Крышку закрывают, в закрытом положении крышка фиксируется
на скобе 2 с помощью защелки. В зависимости от диаметра кабеля под-
водят режущий элемент (ролик) 5 к оболочке кабеля и производят вре-
зание ролика на необходимую глубину путем вращения ручки 7 вокруг
штока 6. Вращением ножа в любом направлении делают кольцевой
надрез. Для спирального надреза режущий элемент устанавливают под
необходимым углом к оси кабеля. Ролик имеет возможность установки
под различными углами с шагом 22° 30' относительно оси обрабатывае-
мого кабеля. Глубина надреза оболочки регулируется ограничителем 4.
Для пайки жил проводов и кабелей, проводников заземления и усад-
ки термоусаживаемых трубок хорошо зарекомендовал себя набор ин-
струмента для пропано-воздушной пайки НСП-1М (рис. 11, а). В его
комплект входит: газовоздушная горелка ГПВМ-0,
мостью 5 л с рукояткой; редукционный
клапан КБ-3; гибкий шланг с армировкой
длиной 2 м; две примусные иглы, запасные
форсунки и контейнер, в который убира-
ется все, кроме баллона. Для удобства пе-
реноски и хранения баллон и контейнер со-
единяются вместе с помощью фиксирующей
планки. Габариты набора (при соединении
баллона с контейнером) 420x265x245 мм,
масса без газа 9 кг. Давление газовой сме- s \
си в баллоне составляет 0,1-1,6 МПа, перед 4
горелкой 0,2 МПа. Расход газовой смеси со-
ставляет 0,1 м3/ч, температура, создавае-
мая пламенем газовой горелки 900—
950 °C [2].
2"
Рис. 10. Нож кабельный универсальный НКУ 1
баллон вмести-
29
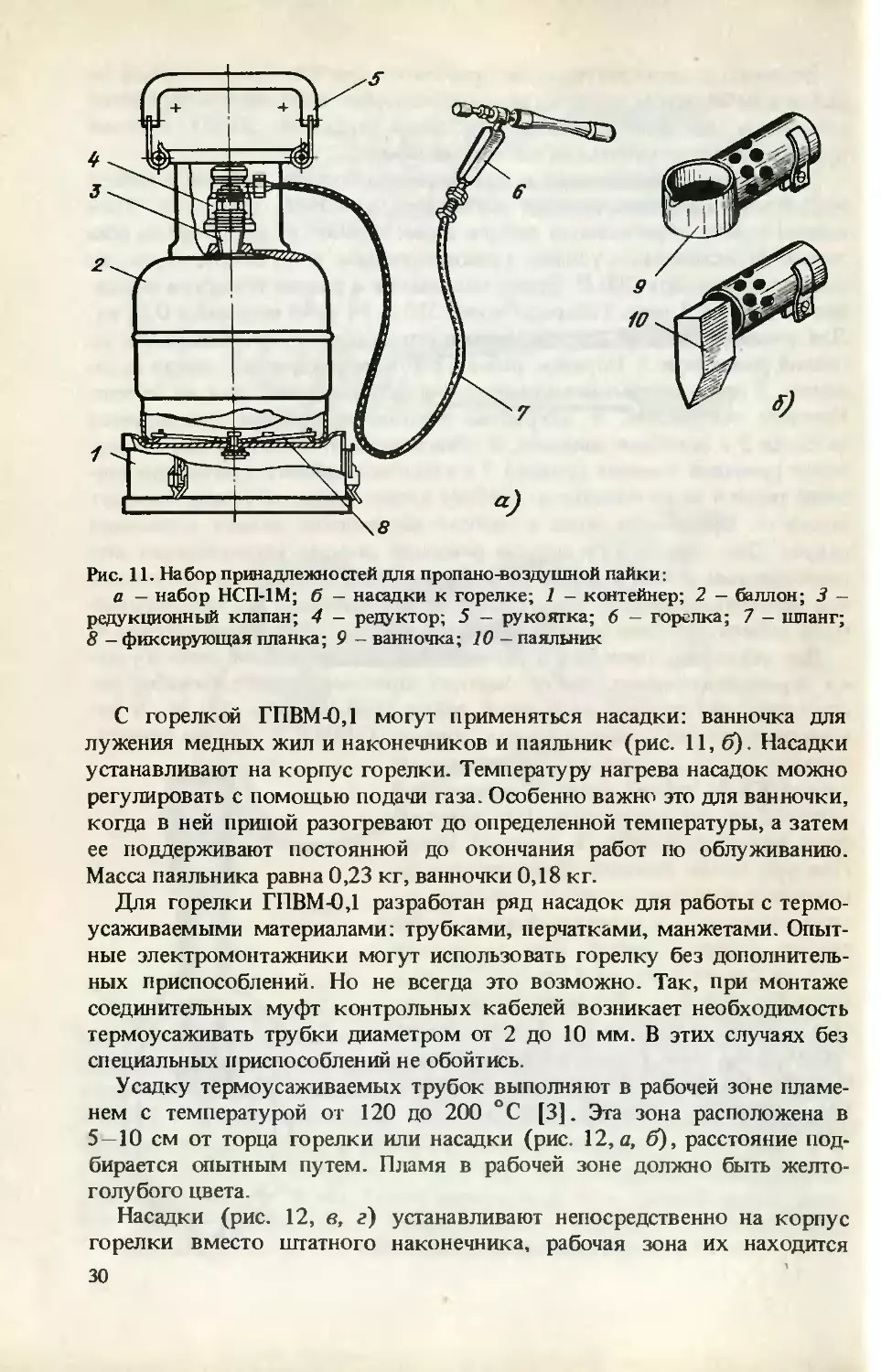
Рис. 11. Набор принадлежностей для пропано-воздушной пайки:
а — набор НСП-1М; б — насадки к горелке; 1 - контейнер; 2 — баллон; 3 -
редукционный клапан; 4 — редуктор; 5 — рукоятка; б - горелка; 7 — шланг;
8 — фиксирующая планка; 9 - ванночка; 10 — паяльник
С горелкой ГПВМ-0,1 могут применяться насадки: ванночка для
л^/жения медных жил и наконечников и паяльник (рис. 11,6). Насадки
устанавливают на корпус горелки. Темпепатуру нагрева насадок можно
регулировать с помощью подачи газа. Особенно важно это для ванночки,
когда в ней припой разогревают до определенной температуры, а затем
ее поддерживают постоянной до окончания работ по облуживанию.
Масса паяльника равна 0,23 кг, ванночки 0,18 кг.
Для горелки ГПВМ-0,1 разработан ряд насадок для работы с термо-
усаживаемыми материалами: трубками, перчатками, манжетами. Опыт-
ные электромонтажники могут использовать горелку без дополнитель-
ных приспособлений. Но не всегда это возможно. Так, при монтаже
соединительных муфт контрольных кабелей возникает необходимость
термоусаживать трубки диаметром от 2 до 10 мм. В этих случаях без
специальных приспособлений не обойтись
Усадку термоусаживаемых трубок выполняют в рабочей зоне пламе-
нем с температурой от 120 до 200 °C [3]. Эта зона расположена в
5—10 см от торца горелки или насадки (рис. 12,а, б), расстояние под-
бирается опытным путем. Пламя в рабочей зоне должно быть желто-
голубого цвета.
Насадки (рис. 12, в, г) устанавливают непосредственно на корпус
горелки вместо штатного наконечника, рабочая зона их находится
30
Рис. 12. Насадки к газовой горелке ГПВМ-01
для нагрева термоусаживаемых трубок:
а - режим горелки без насадки; б — режим
работы горелки с насадкой; в — насадка для
работы с кабелями сечением жил до 50 мм2;
г - то же, по сечением до 240 мм2; д — насад-
ка без рассекателя; е — кольцевая насадка; ж - насадка с автономной подачей
воздуха; 1 — горелка ГПВМ-01; 2 — ярко-голубое пламя; 3 — желто-голубое
пламя; 4 — темно-голубое пламя; 5 - размытое голубое пламя; 6 -корпус на-
садки; 7 - рассекатель; 8 - наконечник; 9 - накладная гайка; 10 - сопло; 11 -
капсюль; 12 — запальное отверстие; 13 — трубка ТУТ; 14 трубка для воздуха
в 5—9 см от торца. Эти насадки применимы для работы с контрольны-
ми и силовыми кабелями, причем насадку (рис. 12, в) желательно при-
менять для кабелей сечением до 50 мм2. Насадку (рис. 12, г) исполь-
зуют для кабелей всех сечений.
При работе с насадкой (рис. 12, д) предварительно отворачивают
корпус горелки с наконечником и на их место устанавливают насадку.
Пламя у нее более желтое (холодное), чем у других насадок, исполь-
зуют ее для усадки термоусаживаемой трубки (ТУТ) на кабелях всех
сечений.
Кольцевую насадку (рис. 12, е) также устанавливают вместо корпу-
са горелки. Газ поджигают через запальное отверстие. Пламя регули-
руют так, чтобы во внутреннем кольце насадки нс было голубых цве-
31
тов факела. По всему периметру добиваются устойчивого горения
пламени. Помещая ТУТ внутрь кольца насадки, выполняют усадку
трубки, плавно перемещая насадку вдоль трубки и не допуская касания
внутренней стенки кольца с трубкой.
Насадка, изображенная на рис. 12, ж, предназначена для усадки ТУТ
диаметром до 8 мм на контрольных кабелях и кабелях связи. Ее наде-
вают вместо наконечника горелки, пламя поджигают у верхних отвер-
стий и регулируют так, чтобы языки пламени не выходили из отвер-
стий. Внутри насадки проходит спираль, свитая из трубки диаметром
4 мм. Для усадки ТУТ необходимо подать воздух давлением 10—20 кПа
(0,1-0,2 атм) через трубку. Проходя через трубку, воздух разогревает-
ся до необходимой температуры. В связи с тем, что не всегда в монтаж-
ных условиях имеется компрессор, с насадкой можно использовать
предварительно надутую автомобильную камеру.
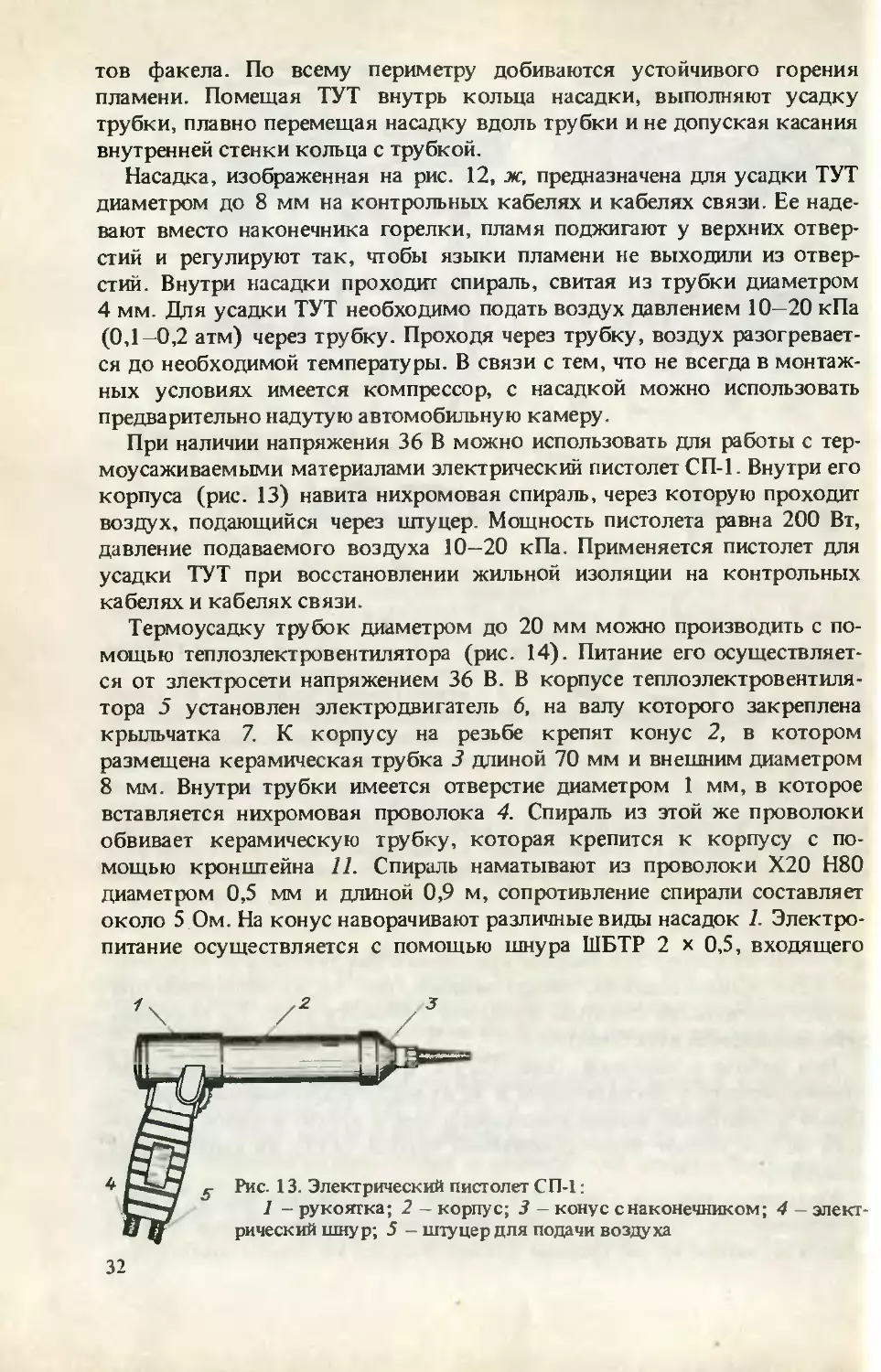
При наличии напряжения 36 В можно использовать для работы с тер-
моусаживаемыми материалами электрический пистолет СП-1. Внутри его
корпуса (рис. 13) навита нихромовая спираль, через которую проходит
воздух, подающийся через штуцер Мощность пистолета равна 200 Вт,
давление подаваемого воздуха 10—20 кПа. Применяется пистолет для
усадки ТУТ при восстановлении жильной изоляции на контрольных
кабелях и кабелях связи.
Термоусадку трубок диаметром до 20 мм можно производить с по-
мощью теплозлектровентилятора (рис. 14). Питание его осуществляет-
ся от электросети напряжением 36 В. В корпусе теплоэлектровентиля-
тора 5 установлен электродвигатель 6, на валу которого закреплена
крыльчатка 7. К корпусу на резьбе крепят конус 2, в котором
размещена керамическая трубка 3 длиной 70 мм и внешним диаметром
8 мм. Внутри трубки имеется отверстие диаметром 1 мм, в которое
вставляется нихромовая проволока 4. Спираль из этой же проволоки
обвивает керамическую трубку, которая крепится к корпусу с по-
мощью кронштейна 11. Спираль наматывают из проволоки Х20 Н80
диаметром 0,5 мм и длиной 0,9 м, сопротивление спирали составляет
около 5 Ом. На конус наворачивают различные виды насадок 1. Электро-
питание осуществляется с помощью шнура ШБТР 2 х 0,5, входящего
Рис. 13. Электрический пистолет СП-1:
7 - рукоятка; 2 — корпус; 3 — конус с наконечником; 4 — элект-
рический шнур; 5 - штуцер для подачи воздуха
32
210
Рис. 14. Устройство тсппоэлектро-
венгилятора:
а — общий ввд; б — электри-
ческая схема; М — электродвига-
тель ДП-26ЦР-2к; R1 ... R3 -
резисторы МЛТ-2, 270 Ом; R4 -
нагреватель; D1 ... D4 — диоды
КД209А; Bl, В2 - кнопки КМ2-1;
Ш1 — вилка
через резиновый колпачок 10 в рукоятку 9. В рукоятке установлен
клавишный выключатель 12 с двумя кнопками 13.
При включении теплоэлектровентилятора воздух через отверстия в
задней крышке 8 засасывается крыльчаткой и подается по корпусу в
конус, где он нагревается до необходимой температуры и выходит через
сопло насадки 1. Вентилятор имеет два режима работы: при первом
происходит нагрев спирали и подача горячего воздуха, при втором
электронагреватель отключается и подается холодный воздух.
4. МОНТАЖ МУФТ ИЗ ПОЛИУРЕТАНОВОЙ КОМПОЗИЦИИ
Организация работ
К работе по монтажу кабельной арматуры допускаются электро-
монтажники по кабельным сетям, прошедшие обучение в энергосисте-
мах Минэнерго СССР, в учебных комбинатах или на специальных кур-
сах со сдачей экзамена квалификационной комиссии и имеющие удо-
стоверение на право монтажа муфт данного вида.
3-6394
33
Обычно эту работу проводят в значительном удалении от монтажных
участков, поэтому особое внимание надо уделить организации произ-
водства: комплектации основными и вспомогательными материалами,
инструментом и приспособлениями, оснащению средствами защиты и
промсанитарии.
Желательно, чтобы поставка материалов была комплектной, завод-
ского изготовления. В этом случае электромонтажнику достаточно
подобрать необходимый комплект кабельной арматуры в зависимости
от марки кабеля, напряжения, на которое он рассчитан, и от сечения
жил. (Выбор комплектов приведен в § 3.) При получении комплекта
в приобъектной кладовой его следует вскрыть, проверить соответствие
вложенных материалов комплектовочной ведомости. Тара, в которой
находятся полиуретановая композиция и полиизоцианат, должна быть
герметично упакована, течи их не допускается. Срок годности комп-
лектов полиуретановой композиции не должен быть просрочен. Данные
о сроках годности наносятся непосредственно на тару.
К комплекту дополнительно надо добавить вспомогательные мате-
риалы или те, которые в комплекте отсутствуют: соединительные гиль-
зы, флюс, бирки, растворители и т.п. На бирках желательно сделать над-
писи заранее, чтобы исплючить эту работу на месте монтажа.
Если материалы приходится подбирать индивидуально, то максимум
работы следует выполнить на монтажном участке или в приобъектной
мастерской: облудить соединительные гильзы, напрессовать наконечник
или гильзу на проводник заземления и т.п.
Инструмент и приспособления подбирают в соответствии с приложе-
нием 8. К этому набору необходимо добавить инструмент для соедине-
ния и оконцевания жил кабелей. Необходимо учесть работу в зимнее
время. В этом случае пресса для опрессовки выбирают механические
типа РМП-7М, ПК4. В гидравлических прессах масло загустевает и даже
в палатке не всегда успевает разогреться. В силу этого прессами нельзя
пользоваться до полного разогрева.
Рабочее место электромонтажника должно быть удобным дтя прове-
дения всех операций по обработке кабеля. При наружных работах обяза-
тельно наличие палатки размером не менее 2,5 х 1,5 м. Размещение в ней
инструмента и приспособлений см. в § 4.
Следует учесть, что кроме соблюдения технологии монтажа, большое
значение для высококачественной работы по монтажу кабельных муфт
имеет чистота и отсутствие влаги на месте работы. В поле — это дожди,
в закрытых помещениях — протечки или конденсат влаги на стенах,
конструкциях. Для полиуретановой композиции это имеет особое зна-
чение, так как при попадании незначительного количества влаги в нее
композиция становится непригодной к употреблению.
Важно учитывать при организации рабочего места и то, что полиурета-
новая композиция затвердевает за 20 30 мин, поэтому инструмент и
приспособления должны быть удобно разложены в зонах оптимальной и
34
легкой досягаемости согласно рис. 6 с целью исключения задержки после
смешивания компонентов композиции. При плохой подготовке к работе
бывают случаи затвердевания композиции еще при смешивании компо-
нентов.
Монтаж соединительных муфт марки СП
Соединительные полиуретановые муфты предназначены для соедине-
ния кабелей с бумажной пропитанной изоляцией в алюминиевой или
свинцовой оболочке на напряжение до 10 кВ, частотой 50 Гц, располо-
женных в земле, туннелях, каналах и других кабельных сооружениях
при температуре окружающей среды от +50 до —50 °C, а также при от-
носительной влажности до 98% при температуре до 35 °C. Выбор муфт
в зависимости от сечения и напряжения кабелей приведен в табл. 6.
Монтаж муфты начинается с укладки концов кабеля, на которых мон-
тируется муфта. Учитывая то, что полиуретановая композиция при за-
стывании имеет резиноподобное состояние, а не жесткое, как у эпоксид-
ного компаунда, кабель укладывают так, чтобы в процессе и после от-
верждения не было воздействий изгибающих и растягивающих усилий
на муфту.
Лишние концы кабелей отрезают и производят замер диаметра кабеля
по броне штангенциркулем с учетом припайки провода заземления.
В горловинах пластмассовых полумуфт вырезают отверстие соответ-
ствующего размера. Производят зту операцию ножом, отрезая одну или
две ступени (см. рис. 2, а).
На один конец кабеля временно надевают полукорпус муфты, на дру-
гой — полукорпус и соединительное кольцо. Большое значение имеет
сохранение чистоты внутренней поверхности корпуса муфты. Чтобы
предохранить корпус от загрязнения во время разделки кабеля, концы
кабелей необходимо обмотать чистой салфеткой или плотной бумагой,
не дающей ворса. Загрязнение поверхностей муфт, особенно маслом или
битумом, резко ухудшает адгезию полиуретана с материалом корпуса.
Разделку концов кабелей начинают с удаления защитного покрова,
если кабель проложен в земле. Его сматывают с концов кабеля на рас-
стояние А = Ж + 225 мм согласно рис. 15 и табл. 19, но не отрезают. Он
понадобится в конце монтажа муфты для восстановления кабельного
покрытия [4].
На расстоянии 100 мм от джута на броню накладывают бандаж из
стальной оцинкованной проволоки. По кромке бандажа броню кабеля
надрезают бронерезкой или ножовкой по металлу с ограничителем глу-
бины резания. Броню и подушку, находящуюся под ней, удаляют. Для
удобства удаления подушки сульфатную бумагу, пропитанную битумом,
а также битумное покрытие на оболочке подогревают беглым пламенем
газовой горелки или паяльной лампы, после чего бумагу разматывают и
обрывают у самой ступени брони, а битум смывают бензином.
35
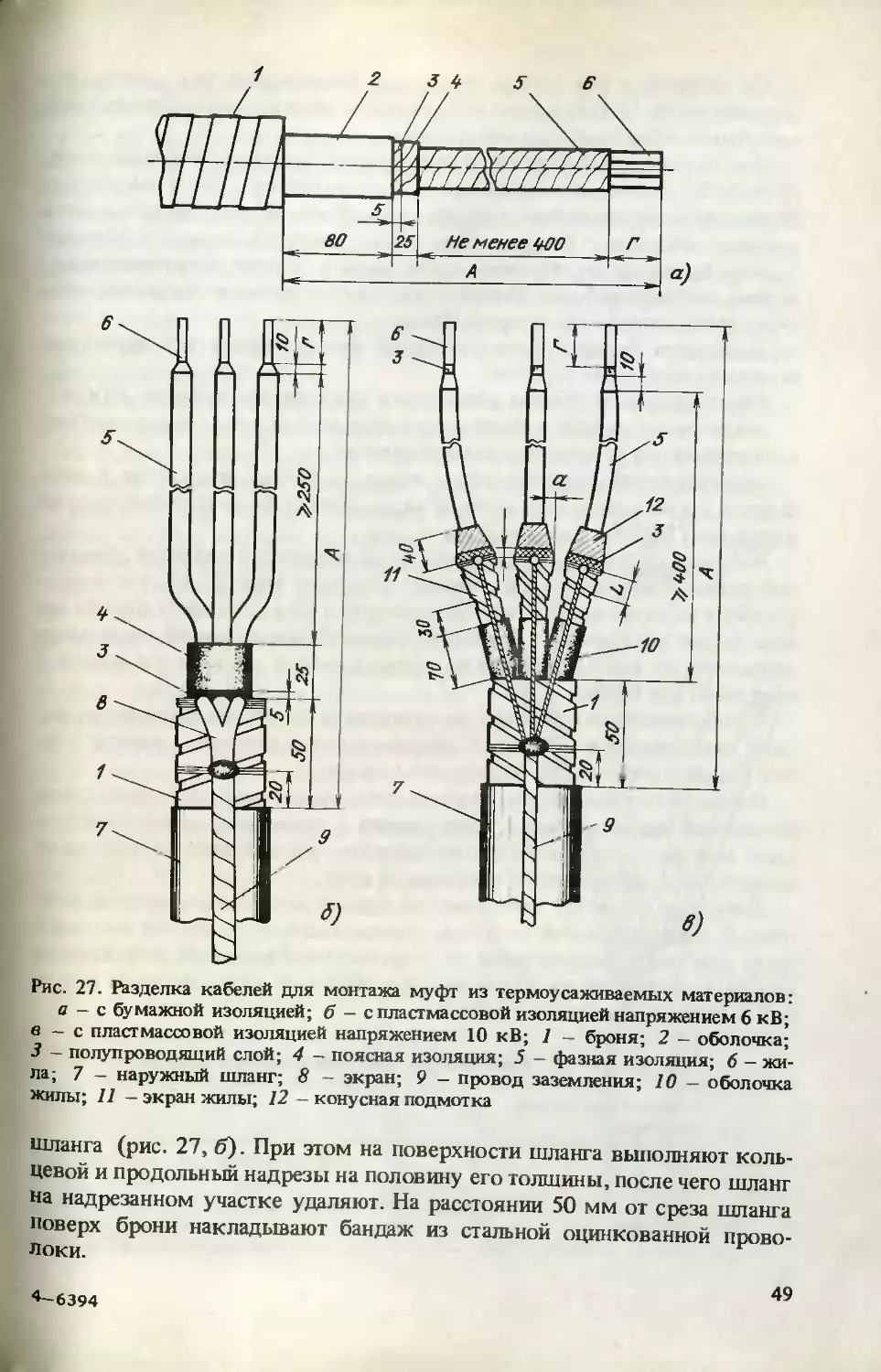
Рис. 15. Разделка кабеля с бумажной изоляцией:
1 — наружный покров; 2 — броня; 3 — бандаж из стальной оцинкованной про-
волоки; 4 - свинцовая или алюминиевая оболочка; 5 - полупроводящая бумага;
6 - поясная изоляция; 7 и 9 - нитяные бандажи; 8 — изоляция жиды; 10 — жила
кабеля
После выполнения этих операций металлическую оболочку и броню
заземляют. Заземление желательно выполнять проводом, входящим
в комплект материалов, так как там сечение его выбрано в зависимости
от сечения жил кабеля. Если такого провода нет, сечение проводника
заземления следует выбирать не менее:
6 мм2 — для кабелей сечением жил до 10 мм2;
10 мм2 — для кабелей сечением жил до 16,25,35 мм2;
16 мм2 — для кабелей сечением жил до 50, 70,95, 120 мм2;
25 мм2 — для кабелей сечением жил до 150,185, 240 мм2.
Заземление металлической оболочки и брони кабеля осуществляется
в соответствии с рис. 16. При выполнении заземления брони провод
припаивают к обеим бронелентам. Если одна из бронелент не будет иметь
контакта с проводом заземления, то при электрических наводках эта
лента может оказаться под напряжением, что недопустимо по условиям
техники безопасности. Время пайки провода заземления не должно пре-
вышать 3 мин. При более длительном нагреве изоляция перегревается и
теряет свои электроизоляционные свойства. Резиновые уплотнительные
кольца устанавливают на ступени оболочек. Предварительно их сдвигают
вплотную к проволочным бандажам. Для обеспечения надежной посад-
ки резинового кольца на ступень оболочки при необходимости удаляют
внутреннюю часть кольца, тем самым увеличивая его диаметр.
На расстоянии 100 мм от брони удаляют свинцовую или алюминиевую
оболочку кабеля. При удалении свинцовой оболочки делают кольцевой
Таблица 19. Размер разделки жил кабеля
Типоразмер муфты Размер Ж, мм (рис. 15)
СП-3 х 50 СП-3 х95 ' СП-3 х 150 СП-3 х 240 190 215 235 270
36
Рис. 16. Заземление брони и оболочки
кабеля:
1 -оболочка; 2 - броня; 3 - провод
заземления; 4 - место пайки; 5 - бан-
даж, скрепляющий броню
надрез на указанном расстоянии, а затем на расстоянии 25 мм от первого
делают второй кольцевой надрез согласно рис. 17. Надрезы свинцовой
оболочки выполняют осторожно на половину ее толщины специальным
ножом с ограничителем глубины резания. От второго кольцевого надре-
за до конца кабеля делают два продольных надреза на расстоянии 10 мм
один от другого (рис. 18). Полоску с помощью плоскогубцев захваты-
вают и удаляют. После этого можно удалить оставшуюся оболочку,
осторожно разгибая ее в разные стороны так, чтобы не повредить бума-
гу. Оболочку между первым и вторым кольцевыми надрезами временно
оставляют для предохранения поясной изоляции от надрывов и загряз-
нений.
Алюминиевую оболочку удаляют специальным приспособлением.
Наиболее удачными из инструментов, предназначенных для этой цели,
является универсальный кабельный нож НКУ (см. рис. 10). Вначале де-
лают кольцевые надрезы на таком же расстоянии, как при удалении свин-
цовой оболочки согласно рис. 19, а, а затем спиральный — рис. 19, б.
Порядок работы с ножом НКУ подробно рассмотрен в § 4.
Надрезанную оболочку удаляют с помощью плоскогубцев путем рас-
кручивания согласно рис. 19, в. После снятия оболочки разьетьшают
ленты полупроводящей бумаги (черной или темно-коричневой). Бумаги
отрывают у края оболочки. Вплотную к краю оболочки обрывают и
поясную изоляцию. Вслед за этим изгибают жилы. Изгибание жил — одна
из самых ответственных операций. При неправильном изгибании бумаж-
ная изоляция может надорваться в корешке непосредственно у оболочки
кабеля или же в месте изгиба при переходе радиуса в прямой участок;
Рис. 17. Выполнение кольцевых надрезов на свинцовой оболочке
Рис. 18. Выполнение продольных надрезов на свинцовой оболочке
37
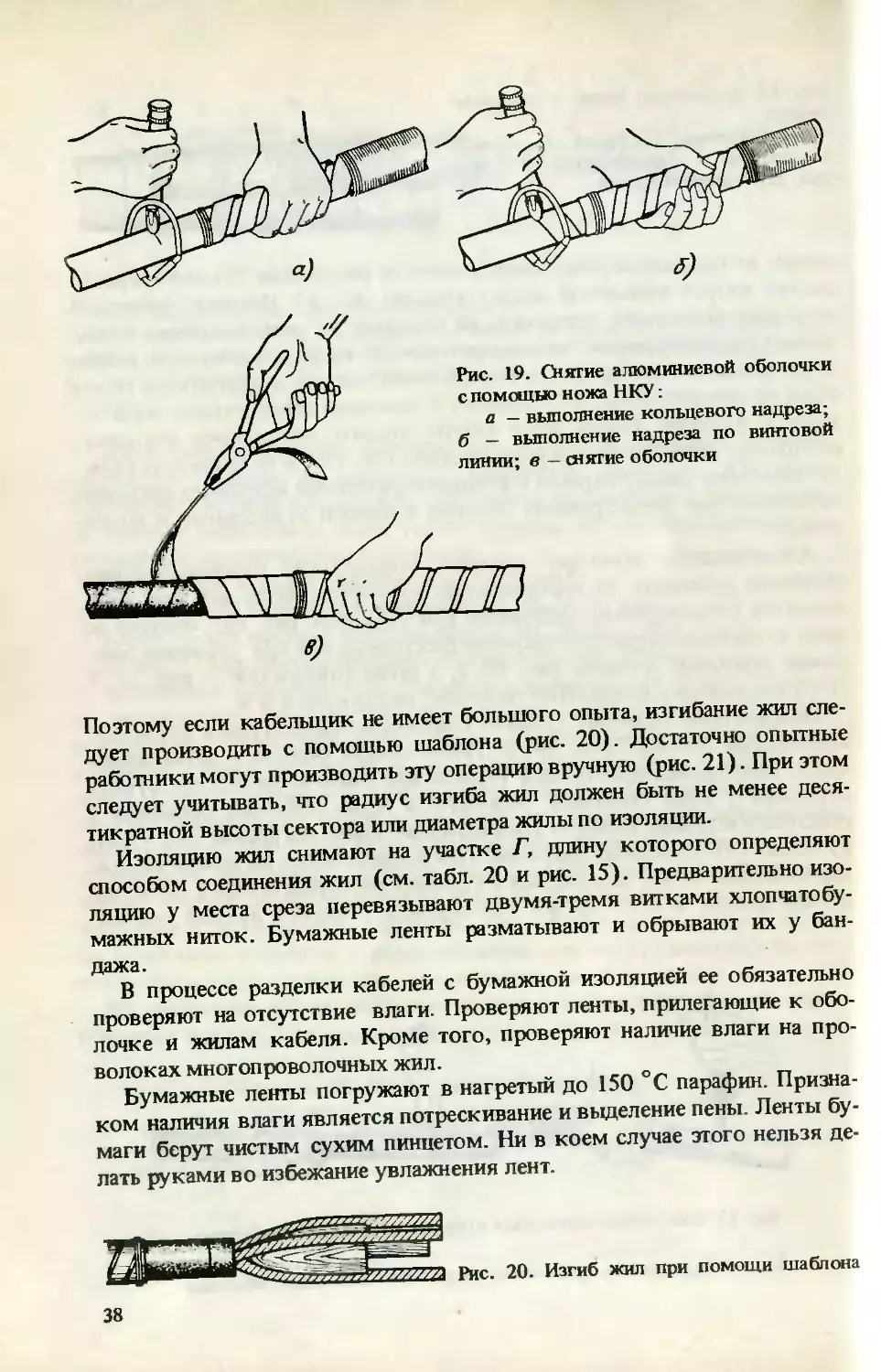
Рис. 19. Снятие алюминиевой оболочки
спомощыо ножа НКУ:
а - выполнение кольцевого надреза;
б — выполнение надреза по винтовой
линии; в — снятие оболочки
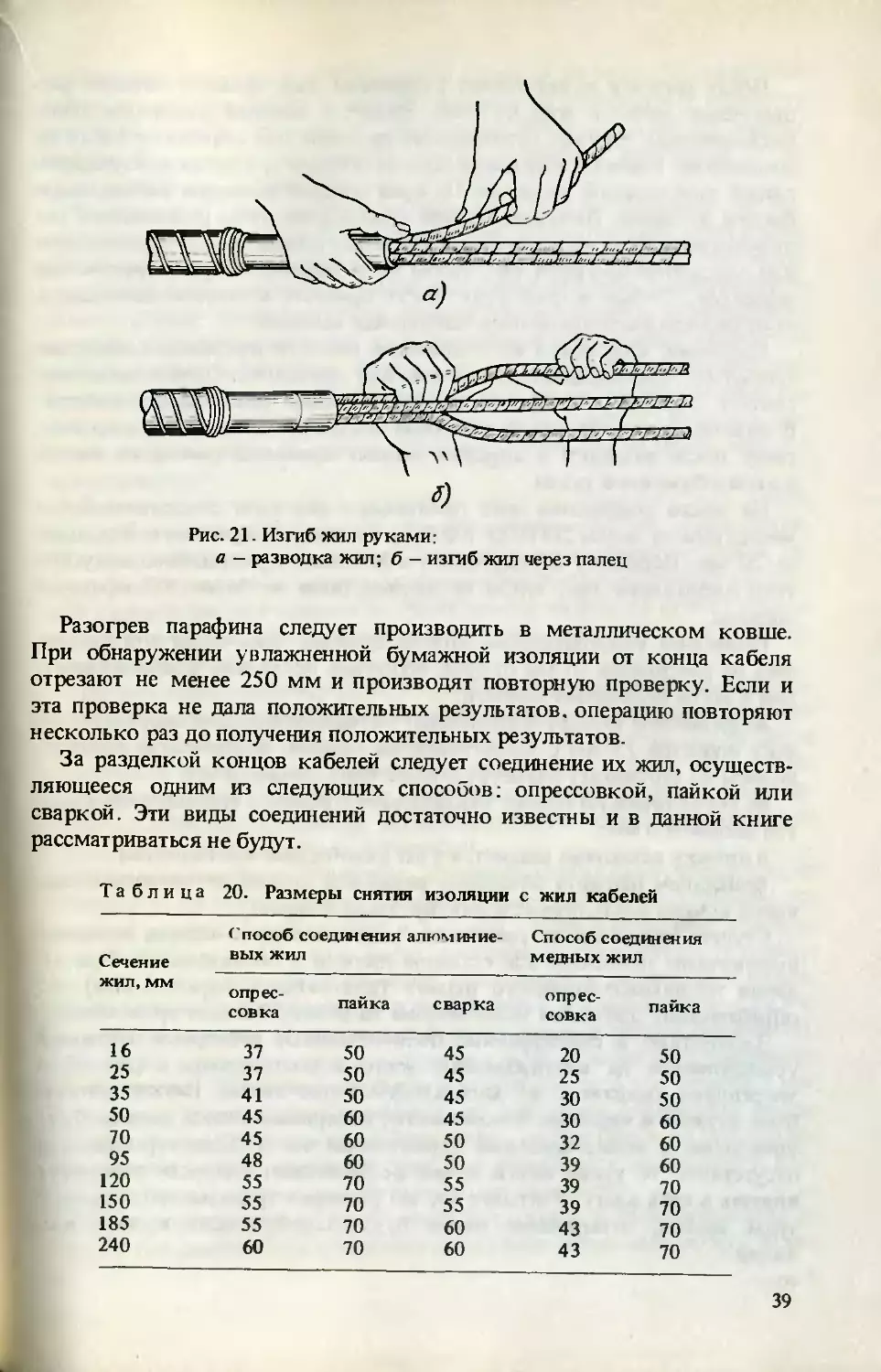
Поэтому если кабельщик не имеет большого опыта, изгибание жил сле-
дует производить с помощью шаблона (рис. 20). Достаточно опытные
работники могут производить эту операцию вручную (рис. 21). При этом
следует учитывать, что радиус изгиба жил должен быть не менее деся-
тикратной высоты сектора или диаметра жилы по изоляции.
Изоляцию жил снимают на участке Г, длину которого определяют
способом соединения жил (см. табл. 20 и рис. 15). Предварительно изо-
ляцию у места среза перевязывают двумя-тремя витками хлопчатобу-
мажных ниток. Бумажные ленты разматывают и обрывают их у бан-
дажа.
В процессе разделки кабелей с бумажной изоляцией ее обязательно
проверяют на отсутствие влаги. Проверяют ленты, прилегающие к обо-
лочке и жилам кабеля. Кроме того, проверяют наличие влаги на про-
волоках многопроволочных жил.
Бумажные ленты погружают в нагретый до 150 °C парафин. Призна-
ком наличия влаги является потрескивание и выделение пены. Ленты бу-
маги берут чистым сухим пинцетом. Ни в коем случае этого нельзя де-
лать руками во избежание увлажнения лент.
Рис. 20. Изгиб жил при помощи шаблона
38
Рис. 21 Изгиб жил руками:
а - разводка жил; б — изгиб жил через палец
Разогрев парафина следует производить в металлическом ковше.
При обнаружении увлажненной бумажной изоляции от конца кабеля
отрезают не менее 250 мм и производят повторную проверку. Если и
эта проверка не дала положительных результатов, операцию повторяют
несколько раз до получения положительных результатов.
За разделкой концов кабелей следует соединение их жил, осуществ-
ляющееся одним из следующих способов; опрессовкой, пайкой или
сваркой. Эти виды соединений достаточно известны и в данной книге
рассматриваться не будут.
Таблица 20. Размеры снятия изоляции с жил кабелей
Сечение жил, мм Способ соединения алюминие- вых жил Способ соединения медных жил
опрес- совка пайка сварка опрес- совка пайка
16 37 50 45 20 50
25 37 50 45 25 50
35 41 50 45 30 50
50 45 60 45 30 60
70 45 60 50 32 60
95 48 60 50 39 60
120 55 70 55 39 70
150 55 70 55 39 70
185 55 70 60 43 70
240 60 70 60 43 70
39
После того когда выполнено соединение жил, снимают верхние рас-
цветочные ленты с жил кабелей. Вместе с лентами удаляются пыль,
металлическая стружка, попадающие на жилы при обработке места их
соединения. Удаляют кольцевой поясок оболочки, а затем и полупрово-
дящий слой поясной изоляции. На края поясной изоляции накладывают
бандаж из ниток. Полупроводящий слой обрывают на расстоянии 5 мм
от оболочки. Края металлической оболочки обрабатывают напильником
или наждачной шкуркой так, чтобы не оставалось острых кромок или
заусенцев. Любые острые края могут привести к пробою изоляции в
корешке при высоковольтных испытаниях кабелей.
Изоляцию жйл, место их соединения, поясную изоляцию и оболочки
тщательно обезжиривают бензином или ацетоном. Особое внимание
следует обратить на обезжиривание корешка разделанных кабелей.
В жаркое время года, если масляный состав просачивается в корешке,
сразу после разделки в корешок вводят временно тампон из чистой
хлопчатобумажной ткани.
На место соединения жил наматывают два слоя самослипающейся
маслостойкой ленты ЛЭТСАР КФ-0,5 с заходом на бумажную изоляцию
на 20 мм. Подмотку осуществляют с 50%-ным перекрытием, ленту при
этом вытягивают так, чтобы ее ширина была не более 70% исходной
ширины.
Резиновые уплотнительные кольца сдвигают так, чтобы они находи-
лись на расстоянии 10 мм от среза оболочки, после чего зажимают хому-
том в такой последовательности:
на резиновое кольцо накладывают металлическую фиксирующую по-
лосу шириной 13 мм с закругленными краями. Зазор между концами
полосы по наружному диаметру должен быть около 10 мм;
на металлическую полосу накладывают пряжку с металлической лен-
той шириной 6 мм;
в пряжку вставляют шплинт, а в него свободный конец ленты;
вращением шплинта обжимают резиновое кольцо до момента соеди-
нения концов металлической фиксирующей полосы.
Ступень оболочки до резинового уплотнительного кольца зачищают
ножовочным полотном или стальной щеткой и обезжиривают. При на-
личии поливинилхлоридного шланга (для кабелей марки ААШв) его
обрабатывают драчовым напильником на длине 20 мм от среза шланга.
Зачищенные и обезжиренные полиуретановые распорные звездочки
устанавливают на изолированные жилы в соответствии с рис. 23 и
закрепляют бандажом из хлопчатобумажных ниток. Нитки должны
быть сухими и чистыми. В комплектах материалов нитки должны быть
упакованы в полиэтиленовый герметичный пакет. Если герметизация
отсутствует, то такие нитки лучше не применять, так как они могут
впитать в себя влагу. Учитывая то, что распорка привязывается ко всем
трем жилам, отсыревшие нитки будут содействовать пробою изо-
ляции.
40
Поливинилхлоридной (ПВХ) лентой шириной 20 мм выполняют под-
мотку на ступени брони до диаметра, равного внутреннему диаметру
горловины муфты, начиная от места среза брони до края горловины
муфты. Правильность подмотки следует проверять примеркой полу-
муфт на кольцевые подмотки.
На остальной части брони с заходом на 20 мм на защитный покров,
выполняют двухслойную подмотку из той же ленты. При выполнении
подмоток провод заземления в месте выхода его из муфты тщательно
укладывают на поверхности кабеля так, чтобы он занимал минимальную
высоту. Лучше всего зто делать заранее при пайке провода заземления
к броне. Конец провода при этом расплетают и отдельные проволоки
укладывают на место пайки, образуя плоскую часть. Несоблюдение этой
операции может привести к попаданию влаги во внутрь муфты через ка-
нал, образующийся между проводником и подмоткой. Из корешка раз-
делки кабелей удаляют тампон. При необходимости корешок еще раз
обезжиривают.
Две крышки литников в каждой полуформе обрезают с трех сторон
и отгибают для последующей заливки полиуретановой композиции.
Обе полумуфты и центральное кольцо сдвигают к центру разделки, по-
лумуфты вставляют в кольцо до упора. Для предохранения от вытека-
ния композиции при заливке на обоих концах муфты и в стыках кольца
с полумуфтами выполняют уплотнительную подмотку из двух—трех
слоев ленты ПВХ.
Во избежание прогиба муфты после заливки под нее необходимо уста-
новить подставку так, чтобы полумуфты и кольцо имели жесткую опо-
ру. Обе половины провода заземления соединяют опрессовкой. На место
соединения накладывают трехслойную подмотку из ленты ПВХ с захо-
дом на изоляцию провода (или поливинилхлоридную трубку, заменяю-
щую ее). Провод заземления укладывают вдоль корпуса муфты и при-
вязывают к ней бандажом из проволоки.
После выполнения указанных операций необходимо убедиться, не
произошло ли смешение мест соединения жил кабелей относительно оси
кортуса муфты (приближение к корпусу) из-за воздействия изгибаю-
щих усилий на муфту. Если таких смещений не обнаружено, то присту-
пают к подготовке полиуретановой композиции и заливке ее в муфту.
Если компонент А поступает в стальной банке, а компонент Б в стек-
лянных пузырьках (и их может быть до шести в одном комплекте),
тщательно протирают тару от пыли и грязи, а затем раскупоривают.
Компонент Б выливают в банку с компонентом Айв течение 3 мин
тщательно перемешивают мешалкой до получения однородной массы.
Наполнитель в компоненте А может осесть на дно банки, но этот осадок
не имеет большой плотности, как при применении эпоксидного ком-
паунда, поэтому размешивание происходит без усилий.
Если полиуретановая композиция поставлена в полиэтиленовом па-
кете 1 для смешивания компонентов удаляют резиновый шнур 2 из раз-
41
делительной перегородки 3. При этом объем пакета становится единым
целым. Для перемешивания компонентов поворачивают пакет в верти-
кальной плоскости в течение 3 мин. Затем отрезают уголок и приступают
к заливке согласно рис. 22. Готовую к применению полиуретановую
композицию заливают в форму с небольшой высоты медленно непре-
рывной струей по стенке формы. Медленная заливка способствует хо-
рошему вытеснению воздуха, при этом не образуются поры и раковины.
Перед заливкой в крайних точках литника необходимо проколоть
шилом отверстия диаметром 3—5 мм. Если не выполнить эту опера-
цию, то в указанных местах образуются воздушные пробки из-за того,
что нет выхода воздуху. В дальнейшем воздушные раковины могут при-
вести к пробою изоляции.
При появлении композиции из отверстий их закрывают витком
ленты ПВХ или кусочком пластилина.
В холодное время года компоненты А и Б загустевают, даже может
произойти кристаллизация. Чтобы применить эти компоненты, доста-
точно подогреть их до температуры 50 °C. Подогревать можно любым
косвенным способом: с помощью термостата, представляющего собой
ведро с двумя стенками, горелками инфракрасного излучения и т.п.
Особенно осторожно надо обращаться с компонентами, расфасованными
в полиэтиленовые пакеты. После подогрева операции по смешиванию
компонентов аналогичны вышеприведенным.
Поддержание вокруг муфты определенного температурного режима в
процессе отверждения не требуется. Отверждение композиции прове-
ряется на ощупь: при нажатии пальцем на полиуретановую композицию
в литнике не должно остав пъся вмятин. После отверждения компози-
ции ее поверхность в литнике должна быть гладкой, без свищей, рако-
вин и следов вытекания пропиточного состава. Общий вид смонтирован-
ной муфты приведен на рис. 23.
а — расфасовка компонентов в полиэти-
леновом пакете; б - заливка композиции в корпус муфты
42
A
Рис. 23 Общий вид соединительной полиуре-
тановой муфты марки СП:
1 — наружный покров кабеля; 2 — бандажи
из проволоки; 3 — бронеленты; 4 — герметизи-
рующая подмотка лентой ПВХ; 5 — центри-
рующая подмотка; б — корпус муфты; 7 —
оболочка кабеля; 8 — резиновое уплотнитель-
ное кольцо; 9 - металлический бандаж; 10 - нитяной бандаж; 11 - полиурета-
новая композиция; 12 — распорка; 13 — подмотка лентой ЛЭТСАР; 14 — соеди-
нителытая гильза; 15 — место пайки провода заземления; 16 — место соединения
провода заземления; 17 - провод заземления; 18 — полупроводящая бумага;
19 - поясная изоляция
Монтаж концевых муфт марки КВП
Концевые муфты КВП предназначены для оконцевания кабелей с
бумажной изоляцией на напряжение до 10 кВ внутри помещений, а так-
же для наружных электроустановок при условии их полной защиты от
непосредственного воздействия атмосферных осадков, запыления и
солнечных лучей. Муфты могут устанавливаться в любом положении и
применяться на трассах с разностью уровней между верхней и нижней
муфтами 10 м и более. Выбор муфт в зависимости от сечения и напря-
жения кабелей приведен в табл. 8.
Разделка кабеля и напайка провода заземления при монтаже конце-
вых муфт аналогичны разделке, приведенной в § 4. Размер разделки для
этих муфт представляет собой расстояние от конца кабеля до места сре-
за брони. Этот размер зависит от условия присоединения жил кабеля
к зажимам электроприемника, т.е. от конструкции и размеров электро-
приемника (щита, пульта, шкафа и т.п.). Размер разделки зависит также
от необходимости иногда менять места присоединения двух жил (фаз)
кабельной линии к контактным зажимам электроприемника (т.е. менять
фазировку кабельной линии). Длину разделки А (рис. 24) определяют
замером или примеркой конца кабеля от ввода до контактных зажимов.
Излишки длины отрезают.
43
Рис. 24. Разделка кабеля для монтажа муфты КВП
После снятия брони и припайки провода заземления на кабель наде-
вают пластмассовую форму. Чтобы ее надеть, необходимо штангенцир-
кулем замерить диаметр кабеля по броне в месте припайки провода за-
земления. Затем замеряют соответствующий диаметр ступени горловины
пластмассовой формы. Ступени горловины меньшего размера удаляют.
Кабель обертывают чистой бумагой или тканью для предохранения за-
грязнений внутренней поверхности формы. Удаляют оболочку кабеля и
поясную изоляцию указанными выше способами. Разводят и выгибают
жилы с примеркой жил к зажимам электроприемника для определения
их оптимальной длины с учетом необходимого запаса на переопрессовку
или перепайку наконечников. Выгибать жилы необходимо таким обра-
зом, чтобы расстояние между ними на прямых участках было в пределах
30 мм, а радиусы внутренней кривой изгиба жил по изоляции имели
кратность не менее 10 по отношению к диаметру круглой жилы или вы-
соте секторной жилы.
Временно вводят тампон из чистой хлопчатобумажной ткани в коре-
шок разделки, который служит для определения наличия вытекания
пропиточного состава из кабеля. При пропитке его составом тампон за-
меняют новым. Особенно строго следить за вытеканием состава из кабе-
ля следует в жаркое время года при разнице между концами кабеля
более 10—15 м. Если течь состава не устраняется, требуется произвести
замораживание кабеля с помощью углекислоты. Тампон удаляют из ко-
решка разделки перед заливкой по 1иуретановой композиции.
Производят тщательное обезжиривание бумажной изоляции жил ка-
беля ацетоном или бензином. На период обезжиривания тампон из ко-
решка удаляют. Выполняют подмотку из липкой поливинилхлоридной
ленты (вразбежку) на жилы кабеля для предохранения их от развер-
тывания бумажной изоляции при надевании на жилы наиритовых или
термоусаживаемых трубок.
На разведенные жилы надевают крышку пластмассовой формы и
сдвигают ее вниз к ступени оболочки кабеля.
Особенности монтажа концевой муфты КВПн
с помощью герметизации жил трубками
из наиритовой резины
На жилы кабеля временно надевают наиритовые трубки и сдвигают
вниз к корешку разделки. Верхние концы трубок отрезают на уровне
среза бумажной изоляции жил, после чего трубки снимают с жил. Обра-
батывают внутренние поверхности верхних концов трубок на участке,
равном длине трубчатой части применяемого наконечника. Сначала
поверхность обезжиривают бензином или ацетоном, затем обрабатывают
напильником для создания шероховатости, а затем снова обезжиривают.
Нижние концы трубок срезают под углом 45°, затем обрабатывают
напильником для создания шероховатости на внешней поверхности на
длине 50 мм, обезжиривают. Если трубки поставлены в комплекте с
муфтами, они имеют обработанный нижний конец и достаточно его
обезжирить. Обработка поверхности трубок нужна вверху для лучшей
герметизации наконечника, внизу — для хорошей адгезии с полиурета-
новой композицией.
После обработки трубки надевают на жилы и сдвигают временно
вниз к корешку. Выполняют оконцевание жил наконечниками — опрес-
совкой или пайкой. Желательно оконцевание производить опрессов-
кой, при этом применять следует только герметизированные наконечни-
ки. Для обеспечения высокого качества контакта используется кварце-
вазелиновая паста. При применении наконечников для пайки серии П
необходимо обратить внимание на заполнение зазора в трубчатой части
наконечника припоем для придания ему цилиндрической формы. По-
верхность цилиндрической части наконечников зачищают от наплывов
и заусенцев.
Трубчатые части наконечников, жилы кабеля между срезом бумажной
изоляции и наконечниками и участок бумажной изоляции на длине
20 мм после обезжиривания промазывают тонким слоем лака марки
КО-916 (К). После высыхания лака (около 3 мин) зазор между срезом
изоляции и наконечниками заполняют подмоткой из самослипающейся
ленты ЛЭТСАР или ЛЭТСАР ЛПм, а затем выполняют подмотку из этой
же ленты на трубчатой части наконечника до толщины, при которой
наиритовую трубку надевают на наконечник с усилием. Необходимо
сделать заход лентой на участок бумажной изоляции на расстояние
20 мм.
Всю поверхность подмотки покрывают лаком КО-916. После высы-
хания лака наиритовые трубки надвигают на трубчатую часть наконеч-
ников и уплотняют при помощи двух металлических бандажей, (рис. 25).
Особенности монтажа муфты КВПт
На жилы кабеля надевают термо усаживаемые трубки, сдвигают их до
упора вниз к корешку. Выполнять срез лишнего конца трубок не нужно.
45
Рис. 25. Общий вид муфты КВПн:
а - разрез муфты; б заделка на-
конечника; 1 - наконечник; 2 — метал-
лические бандажи; 3 — подмотка из лен-
ты ЛЭТСАР; 4 — бацдаж из ниток; 5 —
наириговая трубка; 6 - изоляция жилы;
7 полиуретановая композиция; 8 —
поясная изоляция; 9 - полупроводя-
щая бумага; 10 — оболочка; 11 места
пайки провода заземления; 12 - двух-
слойная подмотка из ленты ЛЭТСАР;
13 — броня; 14 — крышка; 15 — кор-
пус; 16 - провод заземления
Верхние концы трубок отрезают на уровне окончания разделанной жилы.
Трубки прогревают беглым огнем снизу вверх и усаживают путем
равномерного обогрева размытым пламенем горелки. Термоусадку
всех трех трубок начинают одновременно с их нижнего конца. Далее
(на параллельных частях жил) каждую трубку нагревают отдельно, так-
же снизу вверх. Во избежание подогревания поясной изоляции се реко-
мендуется временно защитить стеклолентой или лентой ЛЭТСАР. После
усадки трубки должны плотно облегать жилы кабеля, не иметь морщин
и складок.
Трубки на концах жил кабелей вместе с бумажной изоляцией обре-
зают на длину, необходимую для присоединения наконечника. На жилы
кабеля надевают бандажирующие манжеты или, при их отсутствии, тер-
моусаживаемые трубки длиной 100-120 мм. Трубчатые части наконеч-
ников обезжиривают, а затем подогревают пламенем газовой горелки
до 50—60 °C (на вьщержку руки) и на их поверхность наносят клей-
расплав ГИПК 14-17. Клей-расплав должен быть также нанесен на участ-
ки усаженных на жилах трубок на длине 30 мм от их торца. Устанавли-
вают термоусаживаемые манжеты таким образом, чтобы после усадки
они полностью перекрывали трубчатые части наконечников. Начинать
усадку манжет необходимо от их середины. После усадки манжеты
должны плотно облегать цилиндрические части наконечников и
трубки на жилах кабелей. По периметру торцов манжет должен быть
заметен выступивший расплавленный клей. На трубках в корешке
заделки желательно выполнить напильником шероховатость нс доходя
10 мм до выхода из муфты.
46
рис. 26. Общий вад муфты КВПт
а — разрез муфты; б - заделка нако-
нечника; 1 — наконечник; 2 — термоуса-
живаемая манжета; 3 - нитяной бандаж;
4 термоусаживаемая трубка; 5 - изоля-
ция жилы; 6 — полиуретановая компо-
зиция; 7 - поясная изоляция; 8 - полу-
нроводящая бумага; 9 - оболочка; 10 —
места пайки провода заземления; 11 —
двухслойная подмотка из леиты ЛЭТСАР;
12- броня; 13 - крышка; 14 — корпус;
15 - провод заземления
Далее идут операции, одинаковые для обоих видов муфт. Удаляют
кольцевой поясок оболочки кабеля, оставляют ступень полупроводящей
бумаги шириной 5 мм. Выполняют тщательное обезжиривание всей раз-
делки кабеля. На поверхность ступени брони на расстоянии 20 мм от ее
среза и на ступень оболочки наносят тонкий слой лака КО-916. После вы-
сыхания лака выполняют двухслойную подмотку с 50%-ным перекры-
тием лентой ЛЭТСАР или ЛЭТСАР ЛПм на броню и оболочку. Подмотка
должна заходить на броню на 20 мм и не доходить до среза оболочки
на 10 мм.
Пластмассовую форму надвигают вверх на ступень брони, покрытой
лентой, и закрепляют на месте подмотки из нескольких витков лен-
ты ПВХ. Крышку формы поднимают и временно закрепляют в средней
части жил.
Подготовку полиуретановой композиции производят в соответствии
с вышеуказанными требованиями, после этого ее медленно заливают
непрерывной струей по стенке формы. После окончания заливки муфты
крышку сдвигают вниз и укрепляют на пластмассовой форме. При мон-
таже концевой муфты КВПн сразу же после заливки, когда композиция
находится в еще достаточно жидком состоянии, необходимо выдавить
воздух из трубок путем обжатия их руками постепенно от наконечников
вниз. Общий вид муфты КВПн приведен на рис. 25, а муфты КВПт —
на рис. 26.
5. МОНТАЖ КОНЦЕЗЫХ МУФТ
ИЗ ТЕРМОУСАЖИВАЕМЫХ МАТЕРИАЛОВ НА СИЛОВЫХ КАБЕЛЯХ
Монтаж концевых термоусаживаемых муфт марки КВТп
на напряжение до 10 кВ
Концевые термоусаживаемые муфты КВТп (далее муфты) предназна-
чены для оконцевания силовых кабелей с алюминиевыми или медными
жилами, в алюминиевой, свинцовой или пластмассовой оболочке, в за-
щитных покровах или без них, с бумажной или пластмассовой изоля-
цией напряжением до 10 кВ частотой 50 Гц, находящихся внутри поме-
щений. Муфты устанавливают в любом положении и применяют на
трассах с разностью уровней концов кабелей до 25 м [4].
Вид климатического исполнения муфт — УЗ по ГОСТ 15150—69*.
Для кабелей с бумажной изоляцией му<Ьты предназначаются при экс-
плуатации внутри помещений категории УЗ, а для кабелей с пластмассо-
вой изоляцией — внутри помещений всех категорий.
Выбор типоразмеров муфт в зависимости от сечения, вида изоляции
и числа жил, рабочего напряжения кабеля производят по табл. 12. При-
мер обозначения муфты концевой внутренней установки, термоусажи-
ваемой, полиэтиленовой второго типоразмера на напряжение до 10 кВ
при ее заказе и в документации другой продукции: муфта КВТп-2-10.
Перед началом монтажа муфты проверяют комплектность упако-
ванных деталей и материалов в количествах, указанных в приложе-
ниях 4, 5.
Монтаж муфты начинают с разметки кабеля, т.е. определяют место-
нахождение муфты и длину жил до подключающего устройства. После
этого лишнюю длину кабеля отрезают и приступают к ступенчатой раз-
делке конца кабеля.
Ступенчатая разделка заключается в последовательном удалении на
определенной длине защитных покровов, оболочки и изоляции кабеля.
На рис. 27, а приводится разделка конца кабеля с бумажной изоля-
цией напряжением до 10 кВ. Технологические операции по ступенчатой
разделке таких видов кабелей достаточно подробно рассмотрены в § 4.
Кабели с пластмассовой изоляцией напряжением 6 и 10 кВ имеют
следующие конструктивные особенности:
у кабелей напряжением 6 кВ изолированные жилы заключены в об-
щий шланг, поверх которого имеются полупроводящий и металлический
(медный или алюминиевый) экран;
у кабелей напряжением 10 кВ поверх каждой жилы имеется полу про-
водящий и металлический экраны. Поясная изоляция отсутствует. В свя-
зи с этим имеются особенности в разделке подобных кабелей, приведен-
ные ниже.
Разделку кабеля с пластмассовой изоляцией на напряжение 6 кВ на-
чинают с удаления отмеренной длины А наружного пластмассового
48
Рис. 27. Разделка кабелей для монтажа муфт из термоусаживаемых материалов:
а — с бумажной изоляцией; б — с пластмассовой изоляцией напряжением 6 кВ;
в — с пластмассовой изоляцией напряжением 10 кВ; 1 — броня; 2 — оболочка;
3 — полупроводящий слой; 4 - поясная изоляция; 5 - фазная изоляция; 6 - жи-
ла, 7 - наружный шланг; 8 - экран; 9 — провод заземления; 10 — оболочка
жилы; 11 — экран жилы; 12 — конусная подмотка
шланга (рис. 27, б). При этом на поверхности шланга выполняют коль-
цевой и продольный надрезы на половину его толщины, после чего шланг
на надрезанном участке удаляют. На расстоянии 50 мм от среза шланга
поверх брони накладывают бандаж из стальной оцинкованной прово-
локи.
4-6394
49
Со стороны торца кабеля подрезают бронерезкой или ножовкой с
ограничителем глубины резания верхнюю и нижнюю ленты брони, после
чего броню и подушку под ней удаляют.
Ленты полупроводящего и металлического экранов сматывают с кон-
ца кабеля. Ленты металлического экрана отгибают вниз и закрепляют
бандажом на броне кабеля на расстоянии 20 мм от среза шланга, а затем
обрезают по кромке бандажа. Ленты полупроводящего экрана обрезают
у среза брони таким образом, чтобы ширина ступени полупроводящего
экрана составляла 5 мм. После этого удаляют поясную изоляцию кабе-
ля на расстоянии 25 мм от среза брони.
Заземление брони и ранее отогнутых металлических лент экрана вы
полняют следующим образом:
ленты экрана и провод заземления облуживают припоем ПОС-40;
ленты брони кабеля в месте пайки зачищают до металлического блес-
ка напильником или ножовочным полотном;
припаивают облуженные ленты экрана и провод заземления к зачи-
щенной броне кабеля при помощи молоткового паяльника или насадки
к горелке ГПВМ-01 (см. рис. И).
Разделку кабеля на напряжение 10 кВ начинают с удаления отмерен-
ной длины А наружного пластмассового шланга (рис. 27, в), так же как
у кабеля на напряжение 6 кВ. На расстоянии 50 мм от среза шланга по-
верх брони накладывают бандаж из стальной оцинкованной проволоки,
надрезают по кромкам бандажа ленты брони и удаляют их вместе с
подушкой под броней.
На оболочке каждой жилы на расстоянии 70 мм от бандажа выпол-
няют продольный и кольцевой надрезы на половину ее толщины, а за-
тем удаляют оболочку на надрезанном участке.
Ленты полупроводящего и металлического экранов сматывают с кон-
ца каждой жилы до места среза шланга и оставляют их до последую-
щего монтажа. Салфеткой, смоченной в бензине или ацетоне, тщательно
по всей длине жил смывают графитовый слой.
Конусную подмотку выполняют из липкой поливинилхлоридной либо
липкой полиэтиленовой ленты (в зависимости от материала изоляции
жил) или самосклеивающейся по пластмассовой изоляции жил, начиная
от точки, отстоящей на 30 мм от среза оболочки жилы. Размеры конус-
ной подмотки приведены в табл. 21.
Таблица 21. Размеры, мм, конусной подмотки (рис. 27, в)
Сечение жил кабеля, мм2 а L
16 6 40
25 70 4 50
95-150 3,5 55
185-240 3 60
50
Ленты полупроводящего экрана, ранее смотанные с жил, наматывают
с 30—50%-ным перекрытием на конусную подмотку, на вершине которой
эти ленты закрепляют бандажом из хлопчатобумажной пряжи или суро-
вых ниток. Излишек полупроводящих лент обрывают по кромке бан-
дажа.
Ленты металлического экрана наматывают на конусную подмотку и
закрепляют проволочным бандажом, не доходя на 5 мм до бандажа из
суровых ниток. Излишки металлических лент обрезают ровно по кромке
бандажа. После этого провод заземления расплетают на три одинаковых
части и каждую часть припаивают паяльником к лентам металлического
экрана каждой жилы. Провод заземления припаивают к бронелентам
кабеля припоем ПОС-40.
Разделанный конец провода с бумажной или пластмассовой изоля-
цией тщательно протирают салфеткой, смоченной в бензине.
На кабель надевают защитную манжету и сдвигают ее вниз, чтобы она
не мешала дальнейшим операциям (рис. 28). Жилы кабеля разводят.
На каждую жилу надевают до упора в поясную изоляцию термоусажи-
ваемые трубки, которые прогревают и усаживают, начиная с корешка
разделки. Часть трубки, выступающей за жилу кабеля, обрезают.
Для усадки манжет, трубок и перча-
ток применяют оснастку (см. § 3).
51
После окончания усадки перчатки нагревают броню кабеля до
50—60 °C (на выдержку руки), надевают на корпус перчатки и место
пайки провода заземления защитную манжету и усаживают ее таким об-
разом, чтобы она полностью перекрыла оголенный участок оболочки и
места пайки провода заземления на оболочке и броне. При усадке также
следят за расплавлением герметизирующего клеящего слоя.
Термоусаженная манжета не должна иметь морщин и складок.
После окончания работ по усадке трубок, перчаток и манжет присту-
пают к выполнению оконцевания жил кабеля. Для этого удаляют фазную
изоляцию жил вместе с усаженной трубкой (под наконечник) на участ-
ке Г и напрессовывают или напаивают кабельные наконечники. Поверх-
ность цилиндрической части наконечников очищают от заусенцев, острых
краев, наплывов при помощи напильника и наждачной бумаги, предо-
храняя ранее усаженные трубки от попадания металлических опилок.
Заполняют зазор между срезом изоляции и наконечником (если он
имеется) лентой ПВХ до толщины фазной изоляции.
Нагревают цилиндрическую часть наконечников до температуры
50 60 °C и надевают и усаживают бандажирующие манжеты таким об-
разом, чтобы они плотно обжимали жилы кабеля и цилиндрическую
часть наконечников При усадке следят за расплавлением герметизирую-
щего клеящего слоя.
При поставке трубок, перчаток, манжет без клеящего слоя металли-
ческие части кабеля (броня, оболочка, цилиндрическая часть нако-
нечника) нагревают до температуры 50—60 °C и обмазывают клеем
ГИПК 14-17. Затем в технологической последовательности, описанной
выше, устанавливают манжеты, трубки, перчатки и усаживают.
Остывшую до температуры 30—35 °C муфту можно вводить в экс-
плуатацию после проведения приемочных испытаний (целость жил,
фазировка линии, испытания повышенным напряжением).
Общий вид муфты на кабеле с бумажной изоляцией напряжением
1 кВ представлен на рис. 28.
Монтаж концевых муфт внутренней установки
на напряжение 1—11 кВ марки КВЭтт
Концевые муфты марки КВЭтт (далее муфты) предназначены для
оконцевания силовых кабелей напряжением 1—11 кВ с бумажной изоля-
цией, находящихся внутри помещений.
Вид климатического исполнения муфт — У, X по ГОСТ 15150—69*,
категория размещения 3,4.
Выбор типоразмеров муфт в зависимости от сечения и числа жил
рабочего напряжения кабеля производят по табл. 16.
Перед началом монтажа муфты проверяют комплектность упакован-
ных деталей и материалов в количествах, указанных в приложении 6.
52
Рис. 29. Разделка кабеля с бумажной изоляцией напряжением до 11 кВ для монта-
жа концевой муфты КВЭгг:
1 — защитный покров; 2 — броня; 3 — оболочка; 4 — полупроводящая бумага;
5 - поясная изоляция; 6 — фазная изоляция; 7 — жила; 8 - провод заземления
При этом особое внимание обращают на сроки годности эпоксидного
компаунда с наполнителем и отвердителя.
Монтаж муфты начинают с разметки кабеля, т.е. определяют место-
нахождение муфты и длину жил до подключающего устройства. После
этого отрезают лишнюю длину и приступают к ступенчатой разделке
конца кабеля по технологии, описанной в § 4. На рис. 29 приведены раз-
меры разделки кабеля.
Монтаж муфты после выбора типоразме-
ров, выполнения разделки конца кабеля, раз-
водки жил и припайки заземляющего прово-
да выполняют в такой последовательности.
На обезжиренную бумажную изоляцию
жил кабеля надевают термоусаживаемые
поливинилхлоридные трубки и временно
сдвигают их к корешку разделки так,
чтобы было удобно выполнять оконце-
вание жил наконечниками (рис. 30). С кон-
Рис. 30. Концевая муфта внутренней установки мар-
ки КВЭтт:
1 — наконечник; 2 — подмотка у наконечника;
3 — термоусаживаемая манжета; 4 — термоусаживае-
мая трубка; 5 — эпоксидный корпус муфты; б —
проволочный бандаж; 7 — подмотка герметизирую-
щая по оболочке; 8 — заземляющий провод
53
цов жил удаляют бумажную изоляцию и оконцовывают их кабельными
наконечниками. Поверхность цилиндрической части наконечников очи-
щают от заусенцев и острых краев (при необходимости).
Надвигают трубки на фазную изоляцию жил кабеля таким образом,
чтобы нижняя часть трубки входила в эпоксидный корпус не менее чем
на 50 мм, а верхняя часть трубки перекрывала срез фазной изоляции у
наконечника на 2—3 мм.
Производят поочередную усадку трубок на каждой жиле пламенем
газовой горелки ГПВМ-01 с насадками по технологии, описанной в § 3.
После охлаждения трубок излишки длины их у среза фазной изоля-
ции удаляют ножом. Ступени оболочки, брони (nj>H ее наличии) или
шланга на длине 30 мм, нижнюю и верхнюю части трубок на длине 30
и 50 мм соответственно, цилиндрическую часть наконечников и оголен-
ные части жил тщательно обезжиривают.
Очищенные поверхности ступеней оболочки и брони обрабатывают
напильником с крупной насечкой или ножовочным полотном для созда-
ния шероховатости. Производят герметизацию участка между краем фаз-
ной изоляции и торцом наконечника. На обезжиренные цилиндрические
части наконечников, оголенные участки жил между наконечником и
срезом фазной изоляции и верхние части трубок наносят кисточкой
слой кремнийорганического лака КО-916, и поверх этого слоя на-
носят двухслойную подмотку из самосклеиваюшейся ленты марки
ЛЭТСАР—ЛПм с 50%-ным перекрытием.
В процессе нанесения подмотки ленту вытягивают так, чтобы ее ши-
рина уменьшилась на 30—40% первоначальной. Последний виток вы-
полняют без натяжения.
На оголенные участки жил подмотку накладывают до диаметра фаз-
ной изоляции. На внешнюю поверхность подмоток наносят кисточкой
лак КО-916.
Предпочтительнее герметизацию участка между краем фазной изоля-
ции и торцом наконечника выполнять подмоткой ленты из клея-распла-
ва ГИПК 14-16, которую накладывают в один слой встык, без зазоров,
слегка вытягивая ленту.
На поверхности ступеней броня—оболочка накладывают двухслойную
подмотку из самосклеивающейся ленты ЛЭТСАР-ЛПм с лаком КО-916
по технологии, описанной выше.
На выполненную подмотку у наконечника надевают манжету (термо-
усаживаемую трубку длиной 100 мм) и производят ее усадку. Манжета
полностью закрывает подмотку у наконечника. Поверхности нижних
частей трубок, которые будут входить в эпоксидный компаунд, прома-
зывают клеем ПЭД-Б. Перед употреблением к клею добавляют отвер-
дитель — полиэтиленполиамин (1,5—2 м.ч. на 100 м.ч. клея).
Устанавливают на кабель съемную форму (см. рис. 5, ^.изготовлен-
ную из винипластовой каландрованной пленки, свертывают ее вокруг
кабеля на конус и закрепляют лентой ПВХ. Проверяют правильность ее
54
положения — симметричность по отношению к разделке кабеля и соблю-
дения размеров между трубками на выходе из корпуса, которые состав-
ляют для кабелей на напряжение: 11 кВ — не менее 25 мм; 3—6 кВ —
не менее 15 мм; 1 кВ — не менее 10 мм.
Эпоксидный компаунд с наполнителем, расфасованный в заводских
условиях, после вскрытия банки тщательно перемешивают с целью
равномерного распределения по всему объему компаунда и наполнителя
кварца пылевидного марки КП-2 или КП-3. Отвердитель вводят в разме-
шанный и отстоявшийся компаунд непосредственно перед его заливкой
в форму (8—10 м.ч. отвердителя на 100 м.ч. компаунда без наполните-
ля). После введения отвердителя компаунд снова тщательно перемеши-
вают до получения однородного состава и отсутствия следов отвердите-
ля на поверхности и дают ему отстояться в течение 10—15 мин для уда-
ления пузырьков воздуха.
Жизнеспособность компаунда, т.е. способность его к употреблению,
после введения в него отвердителя составляет при температуре окру-
жающей среды от 11 до 20 ’С — 1,0—1,5 ч; от 21 до 35 °C — 0,5—1 ч;
свыше 35 °C — не более 0,5 ч.
Для предотвращения вытекания компаунда из установленной формы
ее уплотняют на кабеле подмоткой ленты ПВХ. Заливают форму ком-
паундом с небольшой высоты непрерывной струей шириной 10—15 мм
с переходом струи на стенку формы для предотвращения образования
воздушных пузырьков. После окончания заливки по форме слегка по-
стукивают для ускорения процесса выделения газовых пузырьков.
После отверждения компаунда форму снимают и окрашивают эпок-
сидный корпус эмалью марки ГФ-92ХС.
При высокой температуре окружающей среды (выше 18—20 °C)
компаунд защищают от непосредственного воздействия солнечных лу-
чей во избежание чрезмерно быстрой полимеризации компаунда.
При низкой температуре окружающей среды (+5 °C и ниже) для
обеспечения отверждения компаунда применяют внешний обогрев
муфт до температуры 20—25 °C. Подогревают также и эпоксидный ком-
паунд до введения в него отвердителя. Непосредственный подогрев
муфт и эпоксидного компаунда горелкой или паяльной лампой не
производят.
Монтаж концевых муфт внутренней установки
на напряжение 1—3 кВ марок ПКВтт и ПКВтп
Концевые муфты марок ПКВтт и ПКВтп (далее муфты) предназна-
чены для оконцевания силовых кабелей напряжением 1-3 кВ с поли-
винилхлоридной оболочкой и изоляцией жил, находящихся внутри по-
мещений всех категорий по ГОСТ 15150- 69* Выбор типоразмеров муфт
в зависимости от сечения, числа жил и напряжения кабеля производят по
табл. 18.
55
Перед началом монтажа муфт проверяют наличие и качество деталей
и материалов в количествах, указанных в приложении 7. Монтаж муфт
после выбора типоразмера, выполнения разделки кабеля согласно
рис. 31, разводки жил выполняют в такой последовательности [5].
Участок брони от среза шланга до бандажа тщательно обезжиривают
ветошью, смоченной бензином или ацетоном, и обрабатывают напильни-
ком с крупной насечкой или ножовочным полотном для создания шеро-
ховатости. Затем облуживают припоем ПОС-40 зачищенный участок
брони с применением паяльного жира. Расплетают конец заземляющего
провода, закрепляют его двумя- тремя витками медной луженой прово-
локи на облуженном участке брони и припаивают припоем ПОС-40.
С концов жил сечением 16—240 мм2 удаляют изоляцию на расстоянии,
равном длине цилиндрической части наконечника плюс 10 мм.
С концов жил сечением 10 мм2 изоляцию удаляют на длине, необхо-
димой для образования кольца под болт контактного зажима. Оголен-
ные части жил тщательно обезжиривают. Проверяют размеры термо-
усаживаемых трубок, предназначенных для герметизации жил, в отно-
шении наконечников, т.е. если размеры контактной части наконечника
больше диаметра трубок, то трубки следует надеть на жилы до опрессов-
ки наконечников и сдвинуть их к корешку разделки. На жилы кабеля
сечением 16—240 мм2 напрессовывают медные, алюминиевые или медно-
алюминиевые наконечники, предварительно жилы зачищают до блеска
металлической щеткой или наждачной бумагой.
Ориентировочно проводят проверку правильности разводки жил и
их длин до подключающего устройства. Тщательно обезжиривают ци-
линдрические части наконечников, участки жил между наконечниками
и срезами фазной изоляции, фазную изоляцию на длине 20—30 мм от
места среза, ступень брони (при ее наличии) и шланг на длине 30 мм
(70 мм при отсутствии брони) от места среза.
Очищенные поверхности шланга и фазной изоляции обрабатывают
напильником с крупной насечкой или ножовочным полотном для созда-
ния шероховатости.
Рис. 31. Разделка кабеля для монтажа концевой муфты ПКВтт (ПКВгп);
1 — шланг; 2 — броня; 3 - проволочный бандаж; 4 - оболочка; 5 - изоля-
ция жил; 6 — жила
56
На обезжиренные и обработанные участки кабелей наносят кисточкой
кремнийорганический лак марки КО-916 и поверх этого слоя наклады-
вают двухслойную подмотку из самосклеивающейся ленты марки
ЛЭТСАР-ЛПм с 50%-ным перекрытием. Ленту ЛЭТСАР-ЛПм в процессе
намотки вытягивают так, чтобы ее ширина уменьшилась на 30—40%,
последний виток накладывают без вытяжки [6].
На участке жилы между наконечником и срезом фазной изоляции
подмотку накладывают до уровня фазной изоляции. На внешнюю по-
верхность подмоток наносят лак КО-916.
Вместо лака КО-916 и ленты ЛЭТСАР-ЛПм при использовании поли-
винилхлоридных термоусаживаемых трубок применяют клей-расплав
марки ГИПК 14-16 ленточный, который накладывают в один слой встык,
слегка натягивая ленту.
В муфтах ПКВтт (рис. 32, а) надвигают на выполненную подмотку
у корешка разделки ранее надетую термоусаживаемую манжету, пред-
назначенную для герметизации корешка разделки и термоусаживают ее.
Рис. 32. Концевая муфта внутренней установки:
а — марки ПКВтт; б - марки ПКВтп; 1 — наконечник; 2 — герметизирующая
подмотка; 3 — термоусаживаемая трубка; 4 — фазная изоляция; 5 - шлангкабе-
ля; 6 — термоусаживаемая манжета; 7 — проволочный бандаж; 8 - заземляющий
проводник; 9 — термоусаживаемая перчатка
57
Усадку начинают с середины трубки к концам, равномерно обогревая
по всей поверхности до полной усадки.
Для герметизации наконечников на их цилиндрическую часть и выпол-
ненные подмотки надевают термоусаживаемые трубки в соответствии
с рис. 32 и усаживают их.
При монтаже муфт ПКВтп (рис. 32, б) на участки жил между наконеч-
ником и срезом фазной изоляции поцМоток не накладывают, так как
клей-расплав нанесен непосредственно на внутренние поверхности перча-
ток и трубок (манжет). Сближают концы жил и надевают перчатку на
корешок разделки кабеля с целью его герметизации таким образом, что-
бы каждая жила попала в отверстие соответствующего пальца перчатки.
После этого перчатку термоусаживают, начиная с середины к концам,
равномерно обогревая ее по всей поверхности до полной усадки.
Для герметизации наконечников на их цилиндрическую часть и фаз-
ную изоляцию надевают трубки в соответствии с рис. 32, б и термоуса-
живают. При термоусадке трубок и перчаток следят за расплавлением
герметизирующего клеящего слоя, нанесенного на внутренние поверх-
ности. Если в муфтах трубки для герметизации жил были надеты зара-
нее, то усадку трубок выполняют сначала у наконечников, а затем у
корешка разделки.
6. МОНТАЖ СОЕДИНИТЕЛЬНЫХ И КОНЦЕВЫХ МУФТ
ИЗ ТЕРМОУСАЖИВАЕМЫХ МАТЕРИАЛОВ
НА КОНТРОЛЬНЫХ КАБЕЛЯХ
Монтаж соединительных муфт марок КСТп и КСТв
Соединительные термоусаживаемые муфты КСТп и КСТв (далее муф-
ты) предназначены для соединения контрольных кабелей бронирован-
ных и небронированных, экранированных и неэкранированных, с пласт-
массовой и резиновой изоляцией и оболочкой.
Муфты предназначены для эксплуатации в сухих, влажных, сырых,
особо сырых, пыльных и с химически активной средой помещениях,
в земле и в наружных установках.
Термоусаживаемые трубки, применяемые для монтажа соединитель-
ных муфт, изготавливают на основе полиэтилена или поливинилхлорида.
Термоусаживаемые трубки на основе поливинилхлорида более эконо-
мичны и обладают большой светостойкостью, поэтому муфты с термо-
усаживаемыми трубками на основе поливинилхлорида — КСТв — при-
меняют преимущественно внутри всех помещений и в кабельных соору-
жениях, за исключением особо сырых.
Термоусаживаемые трубки на основе полиэтилена обладают малой
влагопроницаемостью, поэтому муфты с термоусаживаемыми трубка-
ми на основе полиэтилена (КСТп) преимущественно применяют в особо
сырых помещениях и в сооружениях, а также при прокладке непосред-
ственно в земле.
58
Выбор типоразмеров муфт в зависимости от диаметра кабеля по обо-
дочке производят по табл. 22.
Пример обозначения муфты соединительной на контрольном кабеле
с применением термоусаживаемых трубок на основе полиэтилена чет-
вертого типоразмера: КСТп-4. Пример обозначения муфты соединитель-
ной на контрольном кабеле с применением термоусаживаемых трубок
на основе поливинилхлорида третьего типоразмера: КСТв-3.
Монтаж соединительной муфты начинают с разметки и разделки ка-
беля, заключающейся в последовательном ступенчатом удалении на
определенной длине защитных покровов, брони, экранов, оболочки и
изоляции кабеля.
Ступени разделки, их размеры определяются конструкциями кабеля
и муфты (рис. 33). Технологические операции по ступенчатой разделке
неэкранированного кабеля приведены в § 4.
Длина ступени Б для кабелей с защитными покровами поверх брони
составляет 40 мм, а длина ступени О для оболочек из пластмассы или
резины 50 мм.
Длину экрана Э принимают равной 30—60 мм в зависимости от спо-
соба его восстановления. Экран удаляют с помощью медицинских
ножниц.
Длину ступени Ж принимают со значительным запасом, позволяющим
разместить места соединений вразбежку между повивами жил и между
четными и нечетными жилами в повиве, а при пучковой скрутке жил в
кабеле — между группами жил. Этим предотвращают скопление
большого числа соединений жил в одной плоскости и существенно сокра-
щают диаметр муфт.
В табл. 23 приведен выбор длины соединяемых жил Ж в зависимости
от материала изоляции и конструкции кабелей. Предварительно эту дли-
Таблица 22. Выбор соединительных муфт КСТп (КСТв)
Типоразмер муфты Длина муфты, мм Диаметр кабеля по оболоч- ке, мм Исходные размеры термо- усаживаемой трубки, мм
Внутрен-
ний диа- метр Длина
КСТп-1 250 8-10 14 275
(КСТв-1) 11-12 18
КСТй-2 275 13-14 20 290
(КСТв-2) 15-16 24
КСТЛ-3 300 17-18 28 315
(КСТв-3) 19-20 32
КСТп-4 350 21-24 36 365
(КСТв4) 25-27 40
28-32 50
59
БОЭ Ж
Рис. 33. Разделка экранированного кабеля
и способы соединения жил:
а — разделка; б — соединение жил двой-
ной скруткой; в — соединительная медная
гильза; г — соединение жил двойной скрут-
кой с образованием желоба; д—ж — спо-
собы восстановления экрана кабеля (жи-
лы) ; 1 — наружный защитный покров; 2 — броня; 3 - оболочка; 4 — экран; 5 —
экран жилы; 6 — изоляция жилы; 7 — жила; 8 — плетенка ПМЛ; 9 - бандаж нз
медной или стальной оцинкованной проволоки; 10 — место пайки
ну выбирают одинаковой для всех жил — равной длине жилы с макси-
мальной длиной. В дальнейшем часть жил укорачивают так, чтобы места
их соединений располагались в шахматном порядке.
Если на жилах имеются экраны, их снимают в конце разделки, остав-
ляя размер И равным 10—12 мм (рис. 33, а). Изоляцию жил со ступе-
ни Г удаляют на расстоянии, необходимом для их соединения.
Экраны на жилах в виде оплетки из металлической проволоки зазем-
ляют следующим способом:
вытянутые части экранов каждой жилы расплетают на две половины,
каждую половину скручивают с соседней и пропаивают (см. рис 36,6);
к одной из скруток экранов припаивают провод заземления и заги-
бают на оболочку места пропаек экранов и провода заземления в соот-
ветствии с рис. 36,а.
60
Таблица 23. Размеры жил контрольных кабелей
Количество повивов жил
кабелей, шт.
Размер Ж, мм (рис. 33, а)
Кабели с пластмассовой оболочкой и резиновой или пластмассовой изоляцией
при повивной скрутке жил 1 ПО 2 160 3 210 4 220
5 или 6 270
Кабели с резиновой оболочкой
и резиновой изоляцией при повивной скрутке жил
1-3 190 4-6 270
Кабели с пучковой скруткой жил
Число жил кабеля
1-3 4-6 7-10 12-16
0,5-1 40 70 100 130
1,5-2,5 60 100 140 180
4,0-6 80 130 180
10 100 100 220
Если экраны на жилах выполнены из фольги или металлизированной
бумаги, то их аккуратно сматывают и прикрепляют к кабелю времен-
ным бандажом с целью последующего восстановления экрана на жилах
в муфте.
Урокачивают жилы в соответствии с рис. 34 и табл. 24. При этом жилы
распределяют на четные и нечетные по их отличительной расцветке.
В каждом повиве контрольного кабеля две смежные жилы отличают
друг от друга и от всех остальных жил данного повива расцветкой. Одна
жила пары (направляющая) красного или розового цвета, а другая —
синего или голубого цвета.
Принимают направляющую жилу за первую нечетную, а другую — за
первую четную, распределяют все остальные жилы повива путем чередо-
вания.
При отсутствии расцветки используют нумерацию или распределяют
их на четные и нечетные по правилу: одну из рядом расположенных жил
данного повива считают четной, другую — нечетной.
На обрезанные таким образом жилы одного кабеля надевают поли-
винилхлоридные трубки для изоляции мест соединения. Диаметр трубок
подбирают заранее по табл. 25, а их длину — по табл. 26.
61
Рис 34. Размещение мест соединения жил при монтаже соединительных муфт:
А — централытая жила; Б, В, Г, Д — жилы первого повива; Е, Ж, 3, И жилы
второго повива; К, Л, М, Н — жилы третьего повива; О, П, Р, С - жилы четвертого
повива; Т, У, Ф, X — жилы пятого повива; Ц, Ч, Ш, Щ — жилы шестого повива-
Перед соединением жил кабеля на один из его концов надевают тер-
моусаживаемую трубку, необходимую для последующего восстановле-
ния оболочки кабеля. Размер термоусаживаемой трубки выбирают в
соответствии с приложением 9.
При отогнутых в стороны жилах всех повивов соединяют между со-
бой и изолируют центральные жилы кабелей. Затем соединяют и изоли-
руют жилы первого повива и т.д.
Соединение медных и алюминиевых жил сечением до 4 мм2 выпол-
няют двойной скруткой с пропайкой оловянно-свинцовым припоем
(рис. 33, б) При сечении жил 4 мм2 и выше применяют пайку в медных
гильзах (рис. 33, в).
Флюсы для пайки медных жил, оплеток, фольги применяют бескис-
лотные, к которым относятся канифоли марок А или В, флюс КСп —
раствор канифоли в этиловом спирте.
Флюс ’’паяльный жир” применяют при пайке брони.
Оловянно-свинцовые припои применяют обычно в форме прутка
диаметром 1—3 мм, но наиболее удобной формой является трубчатая,
заполненная внутри флюсом — канифолью — и поставляемая в таком
виде промышленностью. Пайку соединений выполняют молотковым
паяльником, который нагревают газовой горелкой; для сечения жил
до 2,5 мм2 и менее применяют при наличии электроэнергии электро-
паяльник ПСН-100 с наконечником, который для удобства в работе ре-
комендуется заточить под углом 30 , что позволяет проникать в любое
место соединения многожильных кабелей. При этом пластмассовую
или резиновую изоляцию соединяемых жил, примыкающую к месту
пайки, предохраняют от оплавления влажным асбестом, а между вы
полняемым соединением и остальными жилами помещают лист асбеста.
62
Таблица 24. Выбор длины соединительных жил, мм (рис. 34)
Первый повив Второй повив Третий повив Четвертый повив Пятый повив Шестой повив
№ не- не- чет- чет- по- ЧеТ" чет ная ная не «е чет' чет“ чет- т- ная ная ная ная не’ не‘ чет- чет- чет- „ ная ная ная _ не- не _ чет- чет- чет- чет- чет- ная ная ная ная ная не- не- не- не- чет- чет- чет- чет- чет- чет- чет- чет- ная ная ная ная ная ная ная ная
ви- ле- пра- ле- пра- вов вая вая вая вая ле- пра- ле- пра- вая вая вая вая ле- ле- пра- л вая вая вая пра- ле- пра- ле- пра- г вая ", вая вая вая вая ле- пра- ле- пра- ве- пра- ле- пра- вая вая г вая вая вая вая вая вая
Б В Г Д Е Ж 3 И к л м Н О П Р с ТУФХЦЧШЩ
1 110 70 70 110
2 160 70 70 160 100 130 130 100
3 210 70 70 210 110 170 170 ПО 200 80 80 200 - - - - — — — — — — — —
4 130 170 170 130 100 200 200 100 70 230 230 70 170 130 130 170 — — — — — —
5 150 190 190 150 ПО 230 230 ПО 70 270 270 70 190 150 150 190 ПО 230 230 ПО - - - -
6 150 190 190 150 ПО 230 230 ПО 70 270 270 70 190 150 150 190 ПО 230 230 ПО 70 270 270 70
Примечание. Размер А для центральной жилы составляет: для первого повива SC мм; второго 115 мм; третьего 140 мм; четвертого 150 мм; для пятого и шестого 170 мм.
Таблица 25. Выбор диаметров трубок для
изоляции жил
Внутренний диаметр трубки,
Сечение жилы, мм, для жил с изоляцией из
ММ резины полиэтилена
0,5 3 2,5
0,75 3,5 2,5
1 3,5 3
1,5 4 3
2,5 4,5 3,5
4 5 4
6 7 4,5
10 7 6
Таблица 26. Выбор размеров разделив жил и длины трубок
для их изолирования (рис. 33, б, г)
Способ соединения жил Сечение 2 ЖИЛ, мм Размер Г, (рис. 33, а) Длина ПВХ трубок
Медные жилы
Пайка с двойной скруткой 0,1-1 20 30
1,5-2,5 40 50
4-6 50 60
10 55 65
Алюминиевые жилы
Пайка с двойной скруткой 2,5-4 40 60
с образованием желоба 6-10 50 70
Медные и алюминиевые жилы
Пайка в медных гильзах 4 15 35
6 18 38
10 20 40
Соединение алюминиевых жил сечением 2,5 мм2 и выше выполняют
двойной скруткой с образованием желобка в месте касания жил
(рис. 33, г) с пропайкой припоем А. Пламенем газовой горелки скрут-
ку нагревают до начала плавления припоя А, после чего желобок
натирают палочкой припоя, введенной в пламя горелки. В ре-
зультате трения нагретая пленка оксида алюминия сдирается, и же-
лобок облуживается, а затем заполняется припоем. После выполнения
пайки с одной стороны ее выполняют с другой стороны с одновремен-
ным облуживанием внешней поверхности скрутки. Для удобства выпол-
нения пайки при скрутке располагают желобки в вертикальном положе-
нии. Алюминиевые жилы при сечении 2,5 мм2 и выше в ограниченных
случаях (при соединении кабелей с числом жил не более семи) выпол-
няют сваркой по способу контактного разогрева с применением флю-
са ВАМИ.
64
Соединение алюминиевых жил с медными выполняют пайкой двойной
скрутки (рис. 33, б), как при соединении медных жил между собой.
При этом алюминиевую жилу облуживают предварительно припоем А,
затем оловянно-свинцовым припоем. Остальные операции выполняют в
соответствии с соединением медных жил между собой. Алюминиевые
жилы с сечением 4 мм2 и более соединяют также и в медных гильзах.
При этом алюминиевую жилу облуживают сначала припоем А, а затем
оловянно-свинцовым, а медную жилу и гильзу облуживают только
оловянно-свинцовым припоем и им же выполняют пайку (заполняют
гильзу). Места соединения жил изолируют по одному из следующих спо-
собов: поливинилхлоридными трубками; подмотками из самосклеиваю-
щихся лент, подмоткой из липкой поливинилхлоридной ленты (в зави-
симости от материала изоляции жил); подмоткой из починочной резины
(только для жил с резиновой изоляцией). Перед изолированием место
соединения проверяют на отсутствие острых выступов, способных про-
ткнуть изоляцию. Особо опасны, выступы концов проволоки. Эти вы-
ступы устраняют с помощью напильника. Поливинилхлоридную трубку
для изолирования мест соединения берут с внутренним диаметром на
1 — 1,5 мм больше диаметра пропаянной двойной скрутки или наружного
диаметра соединительной гильзы.
При изоляции мест соединения жил самослипающейся лентой ЛЭТСАР
ее накладывают в два слоя с 50 %-ным перекрытием и натяжением до
50—70% исходной ширины ленты до выравнивания подмотки с изоля-
цией жил с дальнейшим заходом на 5—10 мм на изоляцию.
Подмотку из липкой поливинилхлоридной или липкой полиэтилено-
вой ленты (соответственно материалу изоляции жил) накладывают в
два слоя с 50%-ным перекрытием с таким же заходом на изоляцию жил.
Ленту из починочной резины берут шириной 15—20 мм, удаляют тальк
с ее поверхности ветошью, смоченной в бензине, и наматывают в два—три
слоя с 50%-ным перекрытием. Подмотку закрепляют прорезиненной
лентой.
Соединенные и изолированные жилы сводят вместе и обматывают
вразбежку липкой поливинилхлоридной лентой или любой другой изо-
ляционной лентой.
Экраны жил, а также общие экраны кабелей восстанавливают одним
из нижеприведенных способов.
Накладывают подмотку из полупроводяших лент ЛЭТСАР ЛПП в
один слой с 50%-ным перекрытием, натягивая ленту до 50—70% исходной
ширины, по всей поверхности с заходом с обоих концов на заводской
экран на 15—20 мм. Этот способ пригоден для восстановления экранов
всех видов и является наиболее предпоч! итсльным.
При отсутствии ленты ЛЭТСАР ЛПП экран кабеля из фольги или лен-
ты восстанавливают с использованием мотков из фольги или ленты,
оставленных при разделке кабеля. Сняв с мотков временные бандажи,
обматывают ими со стороны обоих кабелей место соединения с 50%-ным
65
5-6394
перекрытием. Эту подмотку выполняют с нахлестом посредине одной
ленты над другой на 10-15 мм. Место нахлеста закрепляют бандажом из
медной или стальной оцинкованной проволоки. Излишки фольги или
ленты срезают.
Экран в виде оплетки из медных или стальных оцинкованных про-
волок при отсутствии ленты ЛЭТСАР ЛПП восстанавливают при помощи
плетенки ПМЛ, подобранной в соответствии с диаметром сростка
(рис. 33, д), плетенку очищают от загрязнения и оба ее конца облужи-
вают на ширине 10 мм оловянно-свинцовым припоем с применением
паяльного жира или канифольно-спиртового флюса. Подготовленную
плетенку предварительно надевают на один из соединяемых кабелей и
сдвигают по кабелю на длину разделываемого конца. Наносят бандаж из
трех—четырех слоев стеклоленты с 50%-ным перекрытием шириной не
менее 20 мм под местом, где предстоит выполнить соединение пайкой
плетенки с оплеткой кабеля. Плетенку, ранее надетую на один из концов
кабелей, надвигают на сросток, располагая симметрично относительно
места соединения. Концы плетенки и оплетки крепят бандажом из мед-
ной проволоки диаметром 1 мм. Бандаж паяют кругом, после чего обез-
жиривают место пайки и покрывают все место соединения грунтовкой
ГФ-020.
Металлический экран на жилах или оболочке кабеля восстанавливают
и другим способом.
Наносят бандаж из стеклоленты в два-три слоя на середину сростка.
Разглаживают и сдвигают оплетки каждого конца кабеля (жилы) к сере-
дине сростка. Расчесывают оплетку на длине 20 мм, выполняют скрут-
ки, отгибают их в сторону от оси кабеля и пропаивают зти скрутки
(рис. 33, е). После этого укладывают их поочередно в разные стороны
в соответствии с рис. 33, ж. Место восстановления оплеток обматывают
двумя-тремя слоями ленты ПВХ.
Ступень оболочки шириной 30—40 мм (от среза оболочки) обезжи-
ривают и на ее поверхность наносят клей-расплав ГИПК 14-17 или
тонкий слой лака КО-916. Термоусаживаемую трубку надвигают на
Рис. 35. Соединительная муфта марки КСТп (КСТв) на контрольном кабеле:
1 — оболочка кабеля; 2 — термоусаживаемая трубка; 3 — лента ПВХ; 4 — жила
кабеля; 5 - трубка ПВХ; 6 — клей-расплав
66
место соединения кабелей так, чтобы она находилась симметрично от-
носительно середины муфты. Пламенем газовой горелки или потоком
горячего воздуха, начиная с середины трубки и постепенно перемещая
его к концам трубки, обогревают трубку до полной ее усадки.
Восстановление брони осуществляют двумя способами: перепайкой
медным гибким проводником или же наложением сверху удаленных
лент брони. В последнем случае вначале накладывают на муфту смо-
танную при разделке подушку под броней и закрепляют ее бандажом на
середине муфты. Излишки подушки отрезают. Бандаж из стальной
оцинкованной проволоки накладывают на нахлест бронелент. Зачищают
напильником бронеленты в двух-трех точках, чтобы обеспечить при
пайке электрическое соединение между собой всех лент. Пайку при-
поем ПОС-40 выполняют при помощи газовой горелки, флюсом при
этом служит паяльный жир. Продолжительность пайки должна быть ми-
нимальной, чтобы не прожечь находящиеся под броней подушку и тер-
моусаживаемую трубку. Восстановленную броню покрывают сверху тре-
мя слоями лака БТ-577 или двумя слоями эпоксидного лака любой мар-
ки. Каждый последующий слой наносят после высыхания предыдущего.
Смонтированная муфта должна быть защищена от механических по-
вреждений. Защиту обеспечивают установкой муфты в защитный сталь-
ной или пластмассовый кожух. В случае применения стального кожуха
проводник заземления должен выходить из муфты для заземления ко-
жуха. Для этого его оконцовывают наконечником. Стальной кожух с
установленной муфтой и подсоединенным проводом заземления покры-
вают для антикоррозийной защиты вышеуказанными лаками. Материа-
лы и изделия, необходимые для монтажа одной муфты КСТп или КСТв,
приведены в табл. 27. Общий вид муфты приведен на рис. 35.
Монтаж концевых заделок марок ККТп и ККТв
Выполнение концевых заделок контрольных кабелей при помощи тер-
моусаживаемых трубок (манжет) производят на кабелях бронирован-
ных, небронированных, экранированных, с пластмассовой и резиновой
изоляцией и оболочкой, предназначенных для эксплуатации в сухих,
влажных, сырых, особо сырых, с химически активной средой помеще-
ниях.
Термоусаживаемые трубки (манжеты), применяемые для монтажа
концевых заделок, изготавливают так же, как и для соединительных
муфт на основе полиэтилена и поливинилхлорида. Концевые заделки с
термоусаживаемыми манжетами на основе поливинилхлорида приме-
няют преимущественно для помещений сухих с нормальной средой.
Концевые заделки с термоусаживаемыми манжетами на основе полиэ-
тилена применяют для помещений влажных, сырых, особо сырых при
условии их герметизации клеящим подслоем. Гипоразмеры заделок
выбирают в соответствии с табл. 28.
67
Таблица 27. Расход материалов, необходимых для монтажа муфты КСТп (КСТв)
Материал или изделие Нормативная документация Количество на муфту типоразмера
КСТв 1 КСТп 1 КСТв-2 КСТп-2 КСТв-3 КСТп-3 КСТв-4 КСТп 4
Трубка термоусаживаемая, шт. ТУ 16-503.229-82 или ТУ16-503.250—84 1 1 1 1
Кожух защитный металлический или пластмассовый.шт. — 1 1 1 1
Жир паяльный, г ТУ 36.1170-79 15 20 30 35
Лак битумный БТ-577.Г ГОСТ 5631-79* 150 200 250 250
Лак кремнийорганический КО-916 или клей ГИПК 14-17 ТУ 6-02-690-76 или ТУ 6-05-251.124 -80 50 50 75 75
Лента поливинилхлоридная липкая шириной 15, толщиной 0,2 мм, г ГОСТ 16214-86*Е 25 25 30 30
Нитки хлопчатобумажные суровые, м ГОСТ 6309-87 3 3,5 3,5 4
Припой оловянно-свинцовый, г ГОСТ 21931-76* 25 70 105 125
Провод медный гибкий неизолирован- ный сечением 4 мм2, м ГОСТ 7386-80* 0,8 0,9 1,0 1,0
Проволока стальная оцинкованная диаметром 1 -1,4 мм, м ГОСТ 1526-81* 2,0 2,5 2,5 J 3,0
Трубки поливинилхлоридные (см. табл. 26), шт. ГОСТ 19034 82* По числу жил соединяемых кабелей
Ветошь обтирочная, г ГОСТ 4644-75* 150 150 150 150
Таблица 28. Выбор концевых заделок марки ККТп, ККТв (рис. 36)
Типо- раз- мер Размер кабеля, мм Наружный диаметр манже- ты, мм / в состоянии поставки \ Длина, мм
Диаметр по обо- лочке Диаметр пучка жил
\ после полной усадки /
1 13-14 9-10 20/10 40
2 14-15 10-11 20/10 40
3 15-18 11-14 35/15 40
4 18-20 14-16 35/15 45
5 20-22 16-18 35/16 45
6 22-28 18-22 35/16 45
7 28-32 22-25 35/16 45
8 32-37 25-30 40/20 45
9 37-43 30-35 40/20 50
10 43-50 38-45 60/20 50
Пример обозначения концевой заделки на контрольном кабеле с при-
менением термоусаживаемых манжет на основе полиэтилена шестого
типоразмера: ККТп-6. Пример обозначения концевой заделки на конт-
рольном кабеле с применением термоусаживаемых манжет на основе
поливинилхлорида десятого типоразмера: ККТв-10.
Монтаж концевой заделки начинают с разметки и разделки кабеля,
подробно описанных выше.
Заземление экранов жил выполняют различными способами. На
рис. 36, а, б показано заземление экранов с помощью заземляющего
проводника, который может быть изолированным или неизолирован-
ным. Экраны жил расплетают на отдельные проволоки. Каждую поло-
вину расплетенного экрана скручивают с половинкой экрана располо-
женной рядом жилы, а вторую половину экрана этой жилы — со следую-
щей и т.д. Скрученные участки экранов облуживают припоем в ванночке
на расстоянии 10 мм. К одной из косичек припаивают проводник зазем-
ления, после чего косички отгибают и прижимают к кабелю в соответ-
ствии с рис. 36, а.
При распайке жил и экранов на платы экраны с жил не снимают
(рис. 36, г), а каждый экран припаивают на соответствующий лепесток
платы. Такой способ имеет широкое применение при подключении на
платы радиочастотных и импульсных кабелей.
После выполнения разделки кабеля и заземления брони, металличес-
кой оболочки и экранов на незкранированные жилы кабелей с резиновой
и полиэтиленовой изоляцией надевают для защиты от светового старения
поливинилхлоридные трубки.
При этом трубки, расположенные на наружной части повива или пуч-
ка, срезают косым срезом на длине 10—15 мм. Острые концы срезов
трубок заходят на тканевую ленту и на оболочку кабеля (рис. 36, в).
Жилы кабеля с поливинилхлоридной изоляцией, а также экранирован-
ные жилы независимо от их материала изоляции трубками не защищают.
69
Рис. 36. Концевая заделка ККТп
(ККТв):
а — разделка кабеля; б - за-
земление экранов жил; в — задел-
ка кабеля с иеэкранированными
жилами; г — то же с экраниро-
ванными; 1 — жила; 2 — изоля-
ция жилы; 3 - экран жилы; 4 —
провод заземления; 5 — броня;
б — бандаж из стальной оцинко-
ванной проволоки; 7 - оболочка;
8 — манжета; 9 - лак КО-916;
10 — бацдаж из суровых ниток;
11 - клей-расплав
70
При применении термоусаживаемых манжет без подклеивающего
слоя (рис. 36, в), оболочку кабеля покрывают тонким слоем лака
КО-916 для термоусаживаемых манжет на основе поливинилхлорида,
а для манжет на основе полиэтилена — клеем ГИПК 14-17 (рис. 36, г).
Клей ГИПК 14-17 не применяют при монтаже концевых заделок в сухих
помещениях.
Термоусаживаемую манжету, размеры которой выбирают по табл. 28,
надевают на монтируемую заделку так, чтобы она перекрывала всю сту-
пень оболочки. Поддерживая манжету в таком положении, направляют
пламя газовой горелки или струю горячего воздуха на середину трубки
и постепенно перемещают вверх и вниз к концам, равномерно обогре-
вая ее по всей поверхности до полной усадки.
Материалы, необходимые для монтажа одной заделки ККТв или
ККТп, приведены в табл. 29.
Усаженная манжета (отрезок трубки) до полного остывания не долж-
на подвергаться механическим нагрузкам, так как это может привести
к пластическим (остаточным) деформациям в манжете.
На рис. 36, г приведен общий вид концевой заделки ККТп с клеящим
подслоем ГИПК 14-17, нанесенным на внутреннюю поверхность манжеты
(для особо сырых помещений).
На рис. 36, в приведен общий вид концевой заделки ККТв с лаком
КО-916, нанесенным на внутреннюю поверхность манжеты (для сухих
помещений).
7. КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕННЫХ РАБОТ
Для обеспечения высокого качества работ по монтажу кабельной ар-
матуры необходимо организовать входной контроль за полученными
комплектами материалов, за их хранением и за правильностью выполне-
ния и последовательностью операций при непосредственном монтаже
кабельных муфт и концевых заделок.
Входной контроль получаемых с зав'ода-изготовителя материалов, а
также правильное их хранение осуществляет электромонтажная органи-
зация. Контроль материалов непосредственно перед монтажом арматуры
и основные технологические операции, существенно влияющие на конеч-
ный результат выполненных работ, проводит эксплуатирующая орга-
низация.
Входной контроль комплектов и материалов заводского изготовле-
ния проводят внешним осмотром. При этом проверяют наличие комп-
лектовочной ведомости и необходимых штампов ОТК, упаковщика.
На ведомости должны быть указаны типоразмер муфт или заделок, дата
упаковки, срок годности комплекта. Затем проверяют соответствие
фактически поставляемых материалов, указанных в комплектовочной
ведомости. Количество материалов также должно совпадать.
71
Таблица 29. Расход материалов для монтажа одной заделки ККТв или ККТп
Материал Нормативная доку- ментация 4 Число жил кабеля
7 10 14 19 27 37 52
Термоусаживаемая трубка для герме- тизации по шлангу, шт. ТУ 16-503.229—82 или ТУ 16-503.250-84 1 1 1 1 1 1 1 1
Трубка поливинилхлоридная (для жил с резиновой и полиэтиленовой изоляцией), м ГОСТ 19034 82* 4 7 10 14 19 27 37 52
Нитки хлопчатобумажные № 10, м ГОСТ 6309 87 0,1 0,15 0,2 0,25. 0,3 0,35 ОД 0,45
Провод медный, луженый, гибкий, с напрессованным наконечником, шт. ГОСТ 7386—80* 1 1 1 1 1 1 1 1
Жир паяльный, кг ТУ 36.1170-79 0,005 0,006 0,007 0,007 0,008 0,008 0,009 0,01
Ветошь обтирочная, кг ГОСТ 4644-75* 0,01 0,01 0,01 0,02 0,02 0,02 0,025 0,025
Клей-расплав ГИПК 14-16 или ГИПК 14-17, кг ТУ 6-05-251.124 -80 ТУ 6-05-251.122- 80 0,002 0,002 0,003 0,003 0,003 0,004 0,005 0,005
Припой ПК-8, ПОС-40, кг ГОСТ 21931-76* 0,004 0,005 0,006 0,007 0,007 0,008 0,008 0,009
Проволока медная, луженая диамет- ром 0,5-1 мм,м ТУ 16-505.850-75 0,3 0,3 0,4 0,4 0,7 0,9 0,9 1,2
Упаковки таких комплектов, как полиуретановая композиция, эпок-
сидный компаунд, отвердители и лаки, должны быть герметичны и рас-
фасованы в соответствующую тару. Это проверяют по отсутствию следов
вытекания компонентов. На таре с этими компонентами должен быть
проставлен срок их годности.
Банки с эпоксидным компаундом упаковывают в комплекты вверх
дном. Это делают для того, чтобы в процессе хранения комплектов на-
полнитель (кварцевый песок) осаждался на крышку. В дальнейшем при
открывании банки его легко счистить и размешать с компаундом. При
хранении эпоксидного компаунда вверх крышкой наполнитель оседает
на дне и перемещать его полностью не представляется возможным.
В этом случае компаунда может не хватить, так как в комплекте его
дается строго определенное количество, необходимое для заливки
муфты. Чтобы равномерно перемешать компаунд, необходимы допол-
нительные трудозатраты.
Термоусаживаемые перчатки, i рубки и манжеты проверяют на от-
сутствие трещин, сквозных отверстий. Геометрические размеры, осо-
бенно диаметры трубок, должны соответствовать указанным в ведо-
мости. В случае завышенного диаметра трубки не поддаются термо-
усадке.
Осуществить входной контроль всех комплектов, поступающих с
завода-изготовителя, невозможно. Но срок годности проверяют на всех
комплектах. Это можно сделать, не вскрывая тару, так как он должен
быть проставлен на упаковке.
Хранение и транспортировку осуществляют таким образом, чтобы
исключить порчу материалов в упаковке.
Кабельную арматуру упаковывают в основном в картонные ящики,
но больше четырех—пяти их ставить друг на друга нельзя, особенно при
хранении. Не допускается их установка на ребро. При хранении комп-
лектов следует учитывать, что срок годности ряда компонентов (по-
лиуретан, эпоксидный компаунд) составляет 1 год. Поэтому комплекты
материалов на складах следует постоянно обновлять.
Непосредственно перед монтажом все материалы, входящие в комп-
лекты, должны пройти проверку. Комплекты муфт или заделок к мон-
тажу не допускаются, если:
не указаны или истекли сроки годности полиуретановой композиции,
эпоксидного компаунда или отвердителей;
нельзя установить марку этих материалов;
обнаружена негерметичность банок с жидкотекучими компонентами;
термоусаживаемые трубки поставлены не того внутреннего диаметра,
который необходим для кабеля данного сечения и напряжения;
количество материалов не соответствует приведенным в ведомости.
Перед допуском электромонтажников к монтажу полимерной ка-
бельной арматуры необходимо, чтобы каждый допускаемый выполнил
образец-свидетель. Это обычная муфта, которую электромонтажник
73
делает в условиях мастерских. В это время можно определить все упуще-
ния в технологии работ, а также качество применяемых материалов.
Контроль технологических операций при монтаже муфт проводят
выборочно, причем проверяют те операции, которые влияют на надеж-
ность муфт. Перед началом работы с кабелем на рабочем месте должен
быть набор инструментов, обеспечивающий качественное выполнение
работ. При отсутствии полного набора работы выполнять запрещается.
Одной из первых операций, требующей контроля, является проверка
размеров разделки кабелей. Все корпуса муфт рассчитаны на определен-
ные размеры, что обеспечивает необходимые изоляционные расстояния,
необходимую герметизацию корешка разделки.
Выполнение качественного соединения и оконцевания жил является
важнейшим этапом при монтаже муфт. Независимо от способа места
соединений и оконцеваний должны иметь ровную гладкую поверхность,
все острые кромки должны быть притуплены с помощью наждачной
бумаги. Не допускается образование трещин, раковин и посторонних
включений. Чтобы качественно выполнить соединения и оконцевания,
надо гильзы, наконечники и инструмент для оконцевания выбирать
в строгом соответствии с сечением жил.
Заземление брони, оболочки и экранов кабелей выполняют в крат-
чайшее время. Изоляция при этом не должна потерять свои свойства от
перегрева. Место присоединения заземляющего проводника к алюми-
ниевой оболочке или к алюминиевым лентам экрана предварительно
облуживают натирочным припоем марки А, а затем оловянно-свинцовым
припоем. Температура плавления припоя А составляет около 400 "С,
поэтому облуживание алюминиевых лент экрана выполняют после их
предварительной размотки. Если пайку провода заземления на броне
выполняют в течение не более 3 мин, то на алюминиевой фольге — не
более 1 мин, так как при перегреве ленты она рассыпается. Пайка прово-
да заземления к элементам кабеля должна быть скелетной, т.е. должны
выделяться конт уры всех элементов пайки.
Важной операцией, которую необходимо контролировать, является
тщательное обезжиривание жил кабеля и корешка разделки. При вы-
полнении соединительных или концевых муфт на кабеле с бумажной изо-
ляцией при плохом обезжиривании маслоканифольный состав, вытекая
из кабеля, образует дорожки в заливочном составе. В большей мере это
касается эпоксидных компаундов. Время застывания их после заливки
измеряется часами, поэтому имеется возможность проникания масла в
компаунд Образ >вание сквозных отверстий или же отверстий между
жилами приводит к пробою изоляции в этих местах во время высоко-
вольтных испытаний. Отверстия от поднимающегося масла очень малы
и составляют около 0,1—0,2 мм, поэтому обнаружить их очень сложно,
только по образованию небольших масляных капель.
Заливку муфт массами производят небольшой струей без перерыва,
чтобы не образовалось раковин. Если при заливке полиуретановой ком-
74
позиции получается вспенивание массы и вытекание ее из муфты, это
говорит о том, что в состав компонентов попала влага. В этом случае
объем заливаемой массы увеличивается, а при отвердевании получается
пористый материал, непригодный для восстановления изоляции. В слу-
чае обнаружения влаги следует сделать контрольную отливку из поли-
уретана, взятого иэ другого комплекта, полученного из одной партии.
Если вспенивания нет, комплекты можно использовать. При наличии
вспенивания партия бракуется, так как влага попала в компоненты на
заводе-изготовителе.
При заливке эпоксидного компаунда в корпус муфты может произой-
ти перегрев и быстрое его затвердевание. Воздух, имеющийся в компаун-
де. не успевает выйти, пластмассовая форма может деформироваться,
так как температура саморазогрева превышает 100 °C. Этот недостаток
бывает при чрезмерном подогреве компаунда перед заливкой, такую
муфту следует переделать.
Бывают случаи незатвер г вания эпоксидного компаунда в течение
нескольких дней. Происходит это, когда температура ночью понижается
до 0 °C и ниже, хотя монтаж муфты произведен при положительной тем
пературе. Чтобы компаунд затвердел, его необходимо прогреть до
20—25 °C в течение 3—4 ч.
До полного затвердевания заливочных масс нельзя переставлять
муфты, изгибать жилы. Изоляционные расстояния между жилами могут
нарушиться, а корпус разгерметизируется.
При усадке термоусаживаемых трубок надо следить за равномер-
ностью нагрева. Трубка после усадки должна плотно прилегать к кабелю
и плотно обхватывать место соединения. Под трубкой не должно быть
воздушных пузырей, а на ее поверхности матовых пятен, свидетель-
ствующих о местном перегреве. Дефект устраняется повторной установ-
кой и усадкой трубки.
Окончательным определением качества выполненной кабельной ар-
матуры является испытание по нормам, установленным ПУЭ.
8. БЕЗОПАСНОСТЬ ТРУДА ПРИ МОНТАЖЕ КАБЕЛЬНЫХ МУФТ
При монтаже кабельных муфт электромонтажнику приходится иметь
дело с материалами и приспособлениями, требующими специальных зна-
ний с точки зрения охраны труда и техники безопасности.
Химические вещества, выделяющиеся из полиуретановой компози-
ции, могут оказать вредное воздействие на организм человека. В состав
полиуретановой композиции входят изоцианаты, являющиеся раздра-
жающими ядами. Используемый в компоненте Б дифенилметандиизо-
цианат, входящий в состав полиизоцианата, относится к наименее токсич-
ным соединениям и отличается общетоксичным действием на организм.
Предельно допустимые концентрации (ПДК) его составляют ОД мг/м3.
В то же время другие, наиболее токсичные представители ряда изоциана-
75
тов, имеют низкую ПДК. Например, ПДК гексаметилендиизоцианата
равняется 0,05 мг/м3. Но тем не менее необходима защита при постоян-
ной работе с полиуретановыми композициями.
При превышении ПДК пары изоцианатов, как правило, раздражают
слизистые оболочки верхних дыхательных путей и органы зрения. При
вдыхании вещества могут наблюдаться жжение глаз, сухость в горле и
кашель. Эта опасность может возникнуть при расфасовке компонентов
полиуретана. При хранении комплектов кабельной арматуры воздейст-
вие химических веществ на работающих может произойти при наруше-
нии герметичности металлических банок с композицией или во время
раскалывания стеклянных флаконов с компонентом Б. При этом по-
лиизоцианат пропитывает картон упаковочных коробок.
При монтаже кабельной арматуры контакт электромонтажников, ра-
ботающих с токсическими веществами, происходит в процессе заливки
муфты. Наибольшее воздействие токсических веществ при заливке
муфт происходит при монтаже соединительной муфты максимального
типоразмера.
Чтобы исключить неблагоприятное воздействие компонентов полиуре-
тановой композиции, необходимо соблюдать следующие условия:
применять комплекты только заводской поставки, чтобы избежать
фасовки материалов в неприспособленных для этого условиях;
применять средства индивидуальной защиты для органов дыхания и
рук, если имеется необходимость такой расфасовки. При этом расфа-
совку полиизоцианата (ПИЦ) выполняют в вытяжном шкафу со ско-
ростью отсоса не менее 1 м/с;
в условиях складского хозяйства обеспечивать сохранность тары;
не допускать в монтажной палатке длительного нагрева ПИЦ свыше
30 °C.
При выполнении указанных условий применение полиуретановой
композиции совершенно безвредно.
Эпоксидные компаунды в жидком и в не полностью затвердевшем
виде, а также их пары и пары их отвердителей представляют собой мате-
риалы более токсичные, чем составляющие полиуретана. Поэтому рабо-
тающие с эпоксидным компаундом должны быть проинструктированы
о токсических свойствах этих материалов, правилах техники безопас-
ности и санитарных правилах. Работа должна проводиться в спецодежде
и в перчатках. При этом необходимо быть аккуратным, не допускать
соприкосновения компаунда и отвердителя с кожей. Если работа ведется
в помещении без вентиляции, то помещение надо проветривать.
Руки следует тщательно мыть водой (желательно теплой) с мылом не
только после окончания работ, но и после случайного загрязнения рук
компаундом или отвердителем. При значительном загрязнении рук раз-
решается для смыва пользоваться ацетоном, но нельзя применять бензол,
толуол и другие токсичные растворители. После мытья руки желательно
смазать мягкой жирной мазью на основе ланолина, вазелина или касто-
76
рового масла. Загрязненный инструмент очищают с помощью этилцелло-
зольва или ацетона.
В случае необходимости расфасовки комплектов эпоксидного ком-
паунда необходимы помещение с вытяжной вентиляцией и защита орга-
нов дыхания и рук работающего.
При работе с газовыми горелками и насадками к ним необходимо:
проверить исправность баллонов с пропан-бутаном (отсутствие утечки
газа, изменение формы) и их вентилей, наличие всех паспортных данных,
срока периодического испытания баллонов;
защитить баллон с газом от прямого воздействия солнечных лучей.
Подогревать баллон пламенем газовой горелки для повышения давле-
ния, ударять металлическими предметами запрещается;
в баллонах вместимостью 50 л проверить, чтобы давление газа соста-
вило не более 1,6 МПа (16 кг/см2). При большем давлении открыть
вентиль для выпуска газа в атмосферу (при работе на открытом возду-
хе) либо охладить баллон холодной водой или углекислотой. При выпус-
ке газа в атмосферу надо находиться в стороне, противоположной
направлению струи;
проверить отсутствие утечки газа путем покрытия возможных мест
утечки мыльной пеной либо погружением установки или части ее в воду.
Проверка утечки газа с помощью огня категорически запрещается.
Баллоны, в которых утечка не может быть устранена, необходимо от-
нести в безопасное место вне помещения, где нет скопления людей, для
осторожного выпуска газа в атмосферу;
при обнаружении утечки газа в помещении работу следует прекратить
и провентилировать его.
Зажигают горелку, сначала подводя к ней огонь, потом плавно откры-
вая вентиль на 1/3 оборота. Если горелка имеет насадку для усадки тер-
моусаживаемых трубок, пламя следует отрегулировать так, чтобы оно
было устойчивым и имело постоянный объем.
Во время работы с горелками и насадками надо следить, чтобы пламя
не могло поджечь имеющиеся рядом материалы и изделия. Особенно
важно это при монтаже концевых муфт и заделок в помещениях со
стесненными условиями работы. Поэтому на рабочем месте должен быть
огнетушитель углекислотный ОУ-2 или ОУ-5
После окончания работы закрывают вентиль баллона, а затем (после
выгорания газа из шланга) — вентиль горелки.
Работа с паяльной лампой также относится к категории пожароопас-
ных. Перед началом работы необходимо проверить исправность лампы,
налить бензин (или керосин) в резервуар не более чем на 3/4 его объе-
ма (нельзя наливать бензин в керосиновую паяльную лампу), и завер-
нуть пробку наливного отверстия не менее чем на четыре нитки резьбы.
Последовательность работы с паяльной лампой;
создать давление в лампе с помощью насоса;
налить в чашечку под горелкой бензин (или керосин);
77
поджечь бензин с целью разогрева головки паяльной лампы;
открыть вентиль и отрегулировать пламя.
Разжигать лампу и работать с ней надо вдали от легковоспламеняю-
щихся предметов, оборудования, проводов и маслонаполненных аппара-
тов. Применение ее на действующих подстанциях допускается на расстоя-
нии до ближайших токоведущих частей напряжением 10 кВ не менее
1,5 м, а выше 10 кВ — не менее 3 м. После окончания работы вентиль
лампы закрывают, а давление в ней снимают только после полного осты-
вания.
ПРИЛОЖЕНИЯ
Приложение 1. Детали и материалы, входящие в комплект поставки муфт СП
Наименование Нормативная документация Количество на одну муфту
СП-3 X S0 СП-ЗХ95 СП-ЗХ150 СП-ЗХ240
Пластмассовая полу- — 2 2 2 2
форма, шт. Соедините л шое коль- — 1 1 1 1
ЦО, шт. Уплотнительное коль- ТУ 36-473—86 2 2 2 2
ЦО, ШТ. Распорная звездочка1, шт. 2 « 2 2 2
Пряжка, шт. 2 2 2 2
Лента, шт. 2 2 2 2
Полоса, шт. 2 2 2 2
Шплинт, 3,2 х 28-80, шт. ГОСТ 397-79* 2 2 2 2
Полиуретановая компо- зиция ВИЛ АД-13-1: смоляная часть с напол- ТУ 6-05-2000—85 2,52 3,15 4,5 6,6
нителем (компонент А), кг полиизоцианат марки Б ТУ 6-03-375 -85 0,89 1,11 1,405 2,32
или Д кг Лента самослипающаяся ТУ 113-03-603 -86 ТУ 38-103171-73 0,05 0,06 0,075 0,09
ЛЭТСАР КФ-0,5, шириной 25 мм в трех роликах, кг Лента ПВХ 20 х 0,3 1-го ГОСТ 16214-86* Е 0,08 0,08 0,15 0,15
сорта, кг Жир паяльный, кг ТУ 36-1170-79 0,025 0,025 0,025 0,025
Салфетка хлопчатобу - ГОСТ 11680-76* 1 1 1 1
мажная, 1-го сорта, 0,25 м2 № 1-7 шт. Провод заземления I, шт. ТУ 36473-86 1 1 1 1
Провод заземления П,шт. ТУ 36473-86 1 1 1 1
Припой Пк8 ПОС 40, кг ГОСТ 21931-76* 0,09 0,09 0,09 0,09
Проволока 1 -ож или ГОСТ 1526-81* 1,5 2,0 2,5 3,5
1,4-ож, м Шнур асбестовый ф 3 мм, ГОСТ 1779-83’Е 0,1 0,1 0,1 0,1
КГ Нитки хлопчатобумаж- ГОСТ 6309-80* 6 6 6 6
ные № 10, м Ветошь обтирочная, кг ГОСТ 4644-75* 0,5 0,5 0,5 0,5
Лоток для заливки ком- ТУ 36473-86 1 1 1 1
ПОЗИЦИИ, шт. Мешалка деревянная, шт. ТУ 36473-86 1 1 1 1
1 Комплекты муфт на 1 кВ комплектуются четырехлучевой распорной звездоч-
кой, на 6 10 кВ - трехлучевой.
79
Приложение 2. Детали и материалы, входящие в комплект поставки муфт КВПт
Наименование Нормативная документация Количество на одну муфту
КВПт- 3 X 35-6 КВПт- 3 X 35-10 КВПт- 3 X 70-10 КВПт- 3 X 120-10 КВПт- 3 X 150-10 КВПт- 3 X 240-10
Корпус, шт. ТУ 36-2306 80 1 1 1 1 1 1
Крышка, шт. Трубка термоусаживаемая, шт.: ТУ 35-2306-80 1 1 1 1 1 1
10/20 длиной 0,8 м ТУ 013-145-82 3 3 3 — — —
16/35 длиной 0,8 м Манжета, шт.: ТУ 013-145-145-82 - - - 3 3 3
10/20 длиной 0,1 м — 3 3 3 — — —
16/35 длиной 0,12 м Полиуретановая композиция, кг: — — — — 3 3 3
компонент А (ВИЛАД-13-1) ТУ 6-05-221-607-84 0,375 0,56 0,675 0,878 1,125 1,575
компонент Б (полиизоцианат) ТУ 6-03-375-85 0,125 0,19 0,225 0,29 0,375 0,525
Клей ГИПК 14-17, кг ТУ 6-05-251-122 -80 0,1 0,1 0,1 0,1 0,1 0,1
Лак КО-916К, кг ТУ 6-02-690—76 0,025 0,025 0,025 0,025 0,025 0,025
Лента ПВХ 20 х 0,3 1-го сорта, кг ГОСТ 16214-86'Е 0,02 0,02 0,02 0,02 0,02 0,02
Жир паяльный, кг ТУ 36-1170-79 0,025 0,025 0,025 0,025 0,025 0,025
Салфетка хлопчатобумажная 1-го сорта, 0,09 м2, шт. ГОСТ 11680—76* 1 1 1 1 1 1
Ветошь обтирочная, кг ГОСТ 4644-75* 0,1 0,1 0,1 0,1 0,1 0,1
Лента ЛЭТСАР ЛПм, кг ТУ 38-103546 84 0,05 0,05 0,065 0,105 0,115 0,135
Проволока ф 1 —1,4 мм, м ГОСТ 1526-81* 2,8 2,8 2,8 2,8 3,5 3,5
Нитки льняные (или капроновые), м ТУ 17-40-4478-76 3 3 3 5 5 5
Припой Пк8 ПОС 40, кг ГОСТ 21931-76* 0,04 0,04 0,04 0,04 0,04 0,04
Приложение 3. Детали и материалы, входящие в комплект поставки муфт КВПн
Наименование Нормативная документация Количество на одну муфту
КВПн- 3 X 35-6 КВПн- 3 X 35- 10 КВПн- 3 X 70-10 КВПн- 3 X 120-10 КВПн- 3 X 150-10 КВПн- 3 X 240-10
Корпус, шт 1 1 1 1 1 1
Крышка, шт. 1 1 1 1 1 1
Лента стальная, шт. “ ТУ 36-2306-80 6 6 6 6 6 6
Пряжка К319. шт. 6 6 6 6 6 6
Шплинт, шт. ГОСТ 397-79* 6 6 6 6 6 6
Трубка наиритовая, шт. ТУ 38-105163-81 3 3 3 3 3 3
Провод заземления, шт. ТУ 36-2306-80 1 1 1 1 1 1
Полиуретановый компаунд, кг: компонент А ТУ 85-221-667-84 0,375 0,56 0,675 0,878 1,125 1,575
компонент Б ТУ 6-03-375-75 0,125 0,19 0,225 0,29 0,375 0,525
Лента ПВХ 20 х 0,3, кг ГОСТ 16214-86*Е 0,02 0,02 0,02 0,02 0,02 0,02
Жир паяльный, кг ТУ 36-1170 -79 0,025 0,025 0,025 0.025 0025 0,025
Салфетка хлопчатобумажная 1 i ГОСТ 11680-76* 1 1 1 1 1 1
сорта, 0,09 м* ini Ветошь обтирочная, кг ГОСТ 4644- 75* ".1 0,1 0,1 0.1 0.1 0,1
Ленга ЛЭГСАР ЛПм, кг ТУ 38-103546 84 0,05 0,05 0,065 0,105 0,115 0,175
Проволока ф 1 -1,4 мм, м ГОСТ 1526 31* 2,8 2,8 2,8 2,8 3,5 3,5
Нитки льняные или капроновые, n ТУ 17-40-4478 76 3 3 3 5 5 5
Припой Пк8 ПОС 40, кг ГОСТ 21931-76* 0,04 0,04 0,04 0,04 0,05 0,05
Приложение 4. Детали и материалы, входящие в комплект поставки
муфт КВТп напряжением 1 кВ
Наименование Нормативная док ум ентация Количество на одну муфту
КВТп- 3-1-1 КВТп- 3-2-1 КВТп- 4-1-1 КВТп- 4-2-1
Перчатка, шт. Манжеты бандажи - рующие, шт.: 1 1 1 1
20/10 3 — 4 1
35/16 Трубки, цгт.: ТУ 36-2674-84 — 3 — 3
20/10 3 — 4 1
35/16 — 3 — 3
Жир паяльный, кг ТУ 36-1170-79 0,025 0,025 0,025 0,025
Салфетка хлопча. тобумажная, 1-го сорта, 0,06 м , № 1 -7, шт. ГОСТ 11680-76* 1 1 1 1
Провод медный, луженый, гибкий, с напрессованным наконечником, шт. ГОСТ 7386-80» 1 1 1 1
Припой Пк8 ПОС 40, ГОСТ 21931-76* кг 0,04 0,04 0,04 0,04
Припой А, кг ТУ 48-21-71-72 0,2 0,25 0,2 0,25
Проволока ф 1 мм, м ГОСТ 1526 81* 1 1,5 1 1,5
Шнур асбестовый ф 3 мм, кг ГОСТ 1779-83*Е 0,05 0,05 0,05 0,05
Нитки суровые, кг ГОСТ 6309-87 0,01 0,01 0,01 0,01
Ветошь обтироч- ная, кг ГОСТ 4644-75* 0,05 0,05 0,05 0,05
Приложение 5. Детали и материалы, входящие в комплект поставки
муфт КВТп напряжением 10 кВ
Наименование Нормативная документация Количество на одну муфту
КВТп- 1-10 КВТп 2-10 КВТп 3 10
Перчатка, шт. Манжеты бандажирующие.шг. ТУ 36.18.34.01- 1 1 1
20/10 -04-86 3 — —
35/16 Трубки, шт.: - 3 3
20/10 3 — —
35/10 — 3 3
Жир паялшый, кг ТУ 36-1170-79 0,015 0,015 0,015
Салфетка хлопчатобумаж- ная, 1-го сорта,0,06 м2 №1—7, шт. ГОСТ 11680 -76* 1 1 1
82
Продолжение прилож. 5
Наименование Нормативная документация Количество на одну муфту
КВТп- 1-10 КВТп- 2-10 КВТп- 3-10
Провод медный, луженый, гибкий, с напрессованным наконечником, шт. ТУ 36-2674—84 1 1 1
Припой ПОС 40, кг ГОСТ 21931-76* 0,04 0,04 0,04
Проволока 1 мм, м ГОСТ 1526-81* 1 1,5 1,5
Шнур асбестовый ф 3 мм, м ГОСТ 1779-83*1 Е 1 1,5 1,5
Нитки суровые, м ГОСТ 6309 -87 1 1,5 1,5
Ветошь обтирочная, кг ГОСТ 4644-75* 0.05 0,05 0,05
Приложение 6- Детали и материалы, входя, пт и комплекг поставки муфт КВЭгг
Наименование Нормативная документация KI' )п Количество на одну муфту КВЭтт -5 КВЭтт-6
1 КВ Jтт-2 КВЭтт-3 КВЭгг 4
Эпоксидный компаунд К 176 или К-115 с наполните л см — молотым кварцем, г Отвердитель, г: ТУ 6-05-1251-75 ГОСТ 9077 82 44(1 740 840 1000 1280 1680
полиэтиленполиамин. ТУ 6-02-594 80 20 40 40 50 65 85
или д иэгилентриамии, ТУ 6-02-914-81 20 40 40 50 65 85
или УII-O633M ТУ 6-05-1863-78 50 85 95 110 140 185
Форма, шт. 1 1 1 1 1 1
Припой Пк8 ПОССУ 40-0,5 или Пк8 ПОССу 40-2, г ГОСТ 21931 76* 50 70 70 120 120 120
Припой А, г Трубка термоусаживаемая длиной 8 м, шт. Манжета термоусаживаемая длиной 0,1 м,шт. ТУ 4821 71-72 ТУ 1 6-503.250 84 ТУ 16-503.250 84 75 75 100 100 100 Определяется числом и сечением жил То же 100
Заземляющий провод 3-го класса с на- прессованным наконечником, шт. ГОСТ 22483 77 1 1 1 1 1 1
Жир паяльный, г ТУ 36-1170-79 25 30 30 50 50 60
Лента полиэтиленовая, г — 30 40 40 50 50 50
Продукт ПЭД-Б, г ТУ 6-05-211-943—74 40 50 50 50 50 50
Проволока стальная оцинкованная 01—1,4 мм, м ГОСТ 1526-81* 0,8 0,8 0,8 1 1 1
или медная луженая ф 1,5-2 мм, г ТУ 16-505.850-75 35 40 40 50 60 60
Эмаль ГФ-92ХС, г ГОСТ 9151-75* 150 200 200 200 250 250
Парафин, г ГОСТ 23683-79* 100 100 100 100 100 100
Лента ЛЭТСАР ЛПм, г ТУ 38-403.336-79 50 50 75 75 100 100
Лак КО-916, г ГОСТ 16508 -70* 25 25 30 30 50 50
Клей-расплав ГИПК 14-16, г ТУ 6-05-251 124-80 25 25 50 50 75 75
Лента ПВХ, г ГОСТ 16214-86*Е 30 40 40 50 50 50
Продолжение прилож. 6
Наименование Нормативная док у ментаци я Количество на одну муфту КВЭтт-1 КВЭтт-2 КВЭтт-3 КВЭтт-4 КВЭтт-5 КВЭтт-6
Ветошь обтирочная, г ГОСТ 4644-75* Пердаткч резиновые, пара ТУ 38-106.100—82 40 40 40 40 40 40 Одна пара на четыре муфты
Примечания 1. Допускается комплектование одной съемной формой нескольких муфт, но не более трех.
2. Материалы (припой, жир паяльный, ленты, проволоку) допускается комплектовать на несколько муфт, но не более пяти.
Приложение 7. Детали и материалы, входящие в комплект поставки муфт ПКВтт-T и ПКВтп-Т
Количество на одну муфту
Наименование ПКВтт-T типоразмера ПКВтп-Т типоразмера
1 2 3 4 1 2 3 4
Наконечник, шт. ГОСТ 7386—80* или ГОСТ 9581-80* Припой Пк8 ПОССу 40 или Пк8 ПОССу ГОСТ 21931-76* 0,05 40-2, кг Термоусаживаемая трубка для гермети- ТУ 16-503.229-82 0,3 зации жил, м или ТУ16-503.250—84 Термоусаживаемая перчатка, шт ТУ 16-538.284 -83 - Термоусаживаемая трубка для герметиза- ТУ 16-503.229—82 0,1 ции по шлангу, м или ТУ 16-503.250-84 Лента ЛЭТСАР ЛП, кг или клей-расплав ТУ 38-103.272-75 0,1 ГИПК 14-16, кг ТУ 6-05-251.124-80 0,056 Жирпаялытый, кг ТУ 36-1170 -79 0,01 Заземляющий провод с наконечником, м ТУ 36-2674—84 0,6 Проволока медная луженая 01,5 мм. м ТУ 16-505.850-75 0,7 Салфетка хлопчатобумажная, 0,09 м , шт. ГОСТ 11680—76* 1 Примечания: 1. Заземляющий провод, медную проволоку и Определяется числом и сечением жил 0,05 0,05 0,05 0,05 0,05 0,3 0,3 0,3 0,3 0,3 - - - 1 1 0,1 0,1 0,1 0,1 0,15 0,2 0,075 0,1 0,075 0,075 0,100 0,025 0,05 0,01 0,01 0,01 0,01 0,01 0,6 0,6 0,6 0,6 0,6 11111 11111 : припой поставляют для кабелей с кабеля 0,05 0,05 0,4 0,4 1 1 0,1 0,1 0,05 0,075 0,01 0,01 0,6 0,6 1 1 1 1 бронепок ровами,
если это указано в заказе.
2. Длина трубок для герметизации жил указана из расчета расхода на три жилы, при другом числе жил длина их соответствен-
но корректируется.
3. Припой, трубки, ленту ЛЭТСАР ЛП, клей-расплав и жир паяльный поставляют каждый в одной упаковке не более чем для
пяти муфт.
Приложение 8. Набор инструментов и приспособлений для монтажа
кабельной арматуры НКИ-П
Наименование ГОСТ или ТУ Наименование ГОС! или ТУ
Г орелка ГПВМ-01 ТУ 36-667-77 Зеркало автомо- ОСТ 37.001.451-87
Ножницы секторные НС-2 ТУ 36-1656-77 бильное в футляре Пинцет 110 мм ГОСТ 21241—89Е
Рамка ножовочная тип I Полотно ножовочное 2800-007 (10 шт.) ГОСТ 17270-71 *Е ГОСТ 6645—86* Очки защитные Кусачки боковые с эластичными чех- лами ГОСТ 28037-89
Нож комбиниро- ванный НКУ ТУ 36.18.29.01-14— 87 Молоток слесарный 7850-0105 ГОСТ 2310—77*Е
Нож монтерский НМ-3 Нож садовый Шаблон 70 TV 36-1950—76 ГОСТ 4230—79*Е Отвертка слесарно- моитажная: 7810-0330 7810-0312 ГОСТ 17199-88 Е
Шаблон 240 Ножницы по метал- лу 250 2809-0003 Штангенциркуль с глубиномером ГОСТ 7210-75 *Е ГОСТ 166-80* Напильник с дере- вянной ручкой: 2820-0026 2821-0076 2822-0026 ГОСТ 1465-80*
Ковш для разогре- ва парафина Ключ разводной 30 7813-0034 ГОСТ 7275-75 *Е
Насадки к горелке ГПВМ; паялышк и ванночка Термометр прямей 0—250 °C в футляре ТУ 36-829-84 ГОСТ 27544-87 Ключи гаечные: 10x12 7811-0020 12x14 7811-0021 14x17 7811-0022 17x19 7811-0023 ГОСТ 2839—80*Е
Плоскогубцы ком- бинированные ГОСТ 5547-86* Метр складной металлический ГОСТ 427-75*
Приложение 9. Размеры ТУТ при восстановлении оболочек
соединяемых кабелей
Диаметр ТУТ Марка кабеля Сечение 2 жил, мм Число жил в кабеле
12/6 ВРГ 1; 1,5; 2,5; 4 1-3
12/6 НРГ 1; 1,5; 2,5 1-3
12/6 АВРГ 2,5 2-3
12/6 АНРГ 2,5 2-3
20/10 НРГ 4 1-3
20/10 ВРБ 2,5-4 2-3
20/10 ВРБГ 2,5-4 2-3
20/10 АВРБ 2,5 3
20/10 А НРБ 2,5 3
20/10 АВРБГ 2,5 2
20/10 АНРБГ 4 2-3
30/15 НРБГ 4 2-3
30/15 АНРБГ 4 2-3
87
Продолжение п рил о ж. 9
Диаметр ТУТ Марка кабеля Сечение жил, мм" Число жил в кабеле
30/15 АВРБ 4 3
12/6 КРИГ 0,75 4-5-7
1 4
12/6 КВВГ 0,75 4-5-7
1 4-5
1,5 4
12/6 КРВГ 0,75 4-5-7
1 4-5
1,5 4
12/6 КНР 1; 1.5; 2,5 1
12/6 КНРГ 1 2
12/6 кпвг 0,75 4-5-7
1-1,5 4-5-7
2,5 4
12/6 КВВБГ 0,75 4
12/6 КПВБГ 0,75 4
12/6 КПсВГ 0,75 4-5-7
1 4-5
1,5 4-5
2,5 4
12/6 КПсВБ 1 4
20/10 КРВГ 0,75 10-14-19
1 7-10-14
1,5 5-7-10 14
2,5 5-7-10
4 4-7
20/10 КРВБ 0,75-1 4-5
1,5 4-5
20/10 КРВБГ 0,75 1 4-5-7
1,5-2,5 4-5-7
4 4
20/10 КНРГ 0,75 7-10-14
1 5-7-10-14
1,5 5-7 10
2,5 5-7
4 4-7
20/10 КРНБ 0,75-1 4
20/10 КРНБГ 0.75 4-5—7
1-1,5 4-5
20/10 КВВГ 0,75 10-14-19-27
1 10-14-19
1,5 7-10-14-19
2,5 5 7-10—14
4 4-7
20/10 КВВБ 0,75-1 4-5 7
1,5 4-5
2,5 4
20/10 КВВБГ 0,75 5-7-10 14-19
1 4 5-7—10
1,5 4-5-7
2,5 4-5-7
4 4
Продолжение и рил о ж. 9
Диаметр ТУТ Марка кабеля Сечение жил, мм" Число жил в кабеле
20/10 кпвг 0,75 10 14 19 27
1 10-14 19-27
1,5 7-10-14-19
2,5 10-14 19
4 4-7 10
20/10 КПВБГ 0,75 5-7-10-14-19
1 5-7-10-14
1,5 4-5-7-10
2,5 4-5-7
4 4-7
20/10 КПсВГ 0,75-1 10-14-19-27
1,5 7-10 14-19
2,5 5-7-10-14-19
4 4-7-10
20/10 КПсВБ 0,75 4-5-7
1 5-7
1,5 5-7
2,5 4
20/10 КНР 1-1,5 2-3-4-5-7
2.5 2-3-4-5
4 1-2-3
20/10 КНРП 1 1-2-3—4-5-7
1,5 2-3-4—5
2,5 2-3-4
4 1-2-3
20/10 КНРГ 1 3-4-5-7
30/15 КРВГ 0,75 27-37
1 19-27-37
1,5 19-27-37
2,5 19-27
4 10
30/15 КРВБ 0,75 10-14-19
1 10-14-19
1,5 7-10-14
2,5 5-7-10-14
4 4-7
30/15 КРВБГ 0,75 19-27-37
1 10-14-19-27
1,5 10-14-19-27
2,5 10-14-19
4 7-10
30/15 КРНГ 0,75 19-27-37
1-1,5 14-19-27
2,5 10-14-19-27
4 10
30/15 КРНБ 0,75 4 5-7-10-14-19
1—1,5 4-5-7-10-14
2,5 4-5-7
4 4-7
89
Продолжение прилож. 9
Диаметр ТУТ Марка кабеля Сечение 2 ЖИЛ, ММ Число жил в кабеле
30/15 КРНБГ 0,75 10-14-19-27
1 10-14-19
1,5 7-10—14-19
2,5 5-7-10-14
4 4-7-10
30/15 КВВГ 0,75 37-52-61
1 27- 37 -52 -61
1,5 27-37-52
2,5 19-27-37
4 4-7-10
30/15 КВВБ 0,75 10-14-19-27-37
1 10-14-19-27
1,5 7-10-14-19
2,5 5-7-10-14
4 4-7-10
30/15 КВВБГ 0,75 27-37-52-61
1 14-19-27-37
1,5 10-14-19-27-37
2,5 10-14-19-27
4 4-7-10
30'15 КПВГ 0,75-1 37-52-61
1,5 27-37 -52—61
2,5 27-37
30/15 КПВБ 0,75 10-14-19-27-37
1-1,5 10-14-19-27
2,5 5-7-10-14-19
4 4-7-10
30/15 КПВБГ 0,75 27-37 -52-61
1 19-27-37-52
1,5 14-19-27-37
2,5 10-14-19-27
4 10
30/15 КПсВГ 0,75-1 37-52 -61
1,5 27-37-52-61
2,5 27-37
30/15 КПсВБ 0,75 10-14-19-27-37
1 10-14-19-27
1,5 7-10-14-19
2,5 5-7-10-14-19
4 4-7-10
30/15 КНР 1 10-12-14—16—19-24— -27-30
1,5 7-10-12-14-16-19
2,5 7-10-12-14-16-19
30/15 КНРП 1 10
1,5 7-10-12-14-16-19
2,5 5-7-10-12-14-16-19
30/15 КНРТ 1 10-12—14-16-19—24— -27-30-33
90
Продолжение прилож, 9
Диаметр ТУТ Марка кабеля Сечение 2 ЖИЛ, мм Число жил в кабеле
40/20 КРВГ 0,75—1—1,5—2,5 52
40/20 кРВБ 0,75 27-37-52
1-1,5 19 -27-37
2,5 19-27
4 10
40/20 КРВБГ 0,75-1 37-52
1,5 27-37-52
2,5 27- 37
40/20 КРИТ 0,75-1 52
1,5 37-52
2,5 37
40/20 КРНБ 0,75 27-37-52
1-1,5 19-27-37
2,5 14-19-27
4 10
40/20 КРНБГ 0,75 37-52
1-1,5 27-37
2,5 19-27-37
40/20 КВВГ 1,5 61
40/20 КВВБ 0,75 52-61
1 37-52-61
1,5 27-37-52-61
2,5 27-37
40/20 КВВБГ 1—1,5 52-61
2,5 37
40/20 КПВБ 0,75 52-61
1-1,5 37-52-61
2,5 27-37
40/20 КПВБГ 1 61
1,5 52-61
2,5 37
40/20 КПсВБ 0,75 52-61
1 37 -52-61
1,5 27-37-52-61
2,5 27-37
40/20 КНР 0,75 30-33-37
1,5-2,5 24- 27 -30-33-37
40/20 КНРП 1,5 24-27-30-33-37
2,5 19-24-27-30-33-37
40/20 КНРГ 1 33- 37 -41-44
20/10 АКВВГ 2,5 4-5-7-10-1.4
4 4-7
20/10 АКВВБ 2,5 4
20/10 АКВВБГ 2,5 4-5-7
4 4
20/10 АКПВГ 2,5 4-5-7-10-14
4 4-7-10
20/10 АКПВБ 2,5 4
20/10 АКПВБГ 2,5 4-5-7
4 4
91
Продолжение прилож. 9
Диаметр ТУТ Марка кабеля Сечение жил, мм' Число жил в кабеле
20/10 АКПсВГ 2,5 4-5-7-10-14
4 4-7-10
20/10 АКПсВБГ 2,5 4-5-7
4 4
20/10 АКРНГ 2,5 4-5-7
4 4-7
20/10 АКРНБГ 2,5 4
20/10 АКРВГ 2,5 4-5-7
4 4 -7
20/10 АКРВБГ 2,5 4
30/15 АКВВГ 2,5 19-27-37
4 10
30/15 АКВВБ 2,5 5-7-10-14
4 4-7-10
30/15 АКВВБГ 2,5 10-14-19-27
4 4-7
30/15 АКПВГ 2,5 19-27-37
30/15 АКПВБ 2,5 5-7-10-14-19
4 4-7-10
30/15 АКПВБГ 2,5 10-14-19-27
4 7-10
30/15 АКПсВГ 2,5 19-27-37
30/15 АКПсВГ 2,5 4-5-7-10-14-39
4 4-7-10
30/15 АКПсВБГ 2,5 10-14-19-27
4 7-10
30/15 АКРНГ 2,5 10-14-19
4 10
30/15 АКРНБ 2,5 4-5-7
4 4-7
30/15 АКРНБГ 2,5 5-7-10-14
4 4-7-10
30/15 АКРРГ 2,5 10-14-19-27
4 10
30/15 АКРВБ 2,5 4-5-7-10
4 4-7
30/15 АКРВБГ 2,5 5-7-10-14-19
4 4-7-10
40/20 АКВВБ 2,5 19-27-37
40/20 АКВВБГ 2,5 37
40/20 АКПВБ 2,5 27-37
40/20 АКПВБГ 2,5 37
40/20 АКПсВБ 2,5 27-37
40/20 АКПсВБГ 2,5 37
40/20 АКРВГ 2,5 37
40/20 АКРВБ 2,5 14-19-27
40/20 АКРВБГ 2,5 27-37
40/20 АКРНГ 2,5 27-37
92
Продолжение при л о ж. 9
Диаметр ТУТ Марка кабеля Сечение ЖИЛ, ММ ‘ Число жил в кабеле
40/20 Л КРИВ 2,5 10-14-19-27
4 10
40/20 АКРНБГ 2,5 19 27-37
60/30 АКГВБ 2,5 37
60/30 АКРИ Б 2,5 37
СПИСОК ЛИТЕРАТУРЫ
1. Зевки М.Б., Трифонов А.Н. Электромонтер-кабелыцик. М.: Высшая школа,
1989.
2. Электромонтажные устройства и изделия. Справочник. М.: Энергоатомиздат,
1988.
3. Трифонов А.Н., Черноусов А. И. Твой инструмент. М-: Энергоатомиздат,
1987.
4. Техническая документация на муфты для силовых кабелей с бумажной и
пластмассовой изоляцией до 35 кВ. М.: Энергоатомиздат, 1982.
5. Бранзбург Е.З., Каменский М.К., Хромченко Г.Е. Кабели с пластмассовой
изоляцией и муфты для их монтажа. М.- Энергоатомиздат, 1987.
6. Пантелеев Е.Г., Берман В.И. Применение электротехнических лент в электро-
монтажном производстве. М.: Энергоатомиздат, 1984.
7. Коптев А.А. Справочник молодого электромонтажника по кабельным сетям.
М.: Высшая школа, 1987.
СОДЕРЖАНИЕ
Предисловие ............................................ 3
1. Основные материалы, применяемые для монтажа муфт.... 5
2. Комплекты для монтажа кабельной арматуры........... 14
3. Инструмент и приспособления, необходимые для монтажа полимерной
кабельной арматуры................................... 24
4. Монтаж муфт из полиуретановой композиции........... 33
5. Монтаж концевых муфт из термоусаживаемых материалов на силовых
кабелях.............................................. 48
6. Монтаж соединительных и концевых муфт из термоусаживаемых ма-
териалов на контрольных кабелях...................... 58
7. Контроль качества выполненных работ................ 71
8. Безопасность труда при монтаже кабельных муфт...... 75
Приложения.............................................. 79
Список литературы....................................... 94
Производственно-rrpaKTJi iecKoc издание
Толкачев Геннадий Леонидович
Расторгуев Виктор Федорович
МОНТАЖ ПОЛИМЕРНОЙ КАБЕЛЬНОЙ АРМАТУРЫ
Редактор издательства А. В. Волковицкая
Художественные редакторы В. А. Гозак-Хозак, Г. И. Панфилова
Технический редактор Л. А. Волкова, Л. А. Обухова
Корректор Н. А. Смирнова
ИБ N” 3285
Набор выполнен в издательстве. Подписано в печать с оригинала-макета 27.08.91.
Формат 60x88 1/16. Бумага офсетная № 2. Печать офсетная. Усл.печ.л. 5,88,
Усл.кр.-отт 6,12. УЧ.-ИЗДЛ. 6,27. Тираж 12 000 экз. Заказ 6394. Цена 50 к,
Энергоатомиздат, 113114, Москва, М-114, Шлюзовая наб., 10.
Отпечатано в ордена Октябрьской Революции и ордена Трудового Красного Зна-
мени МПО "Первая Образцовая типография” Государственного комитета СССР
по печати. 11 3054, Москва, Валовая ул., 28.
50к.