/






Text
И. И. ГОРЮНОВ
СПРАВОЧНОЕ ПОСОБИЕ
И. И. ГОРЮНОВ
ПРЕСС-ФОРМЫ
ДЛЯ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
СПРАВОЧНОЕ ПОСОБИЕ
ЛЕНИНГРАД
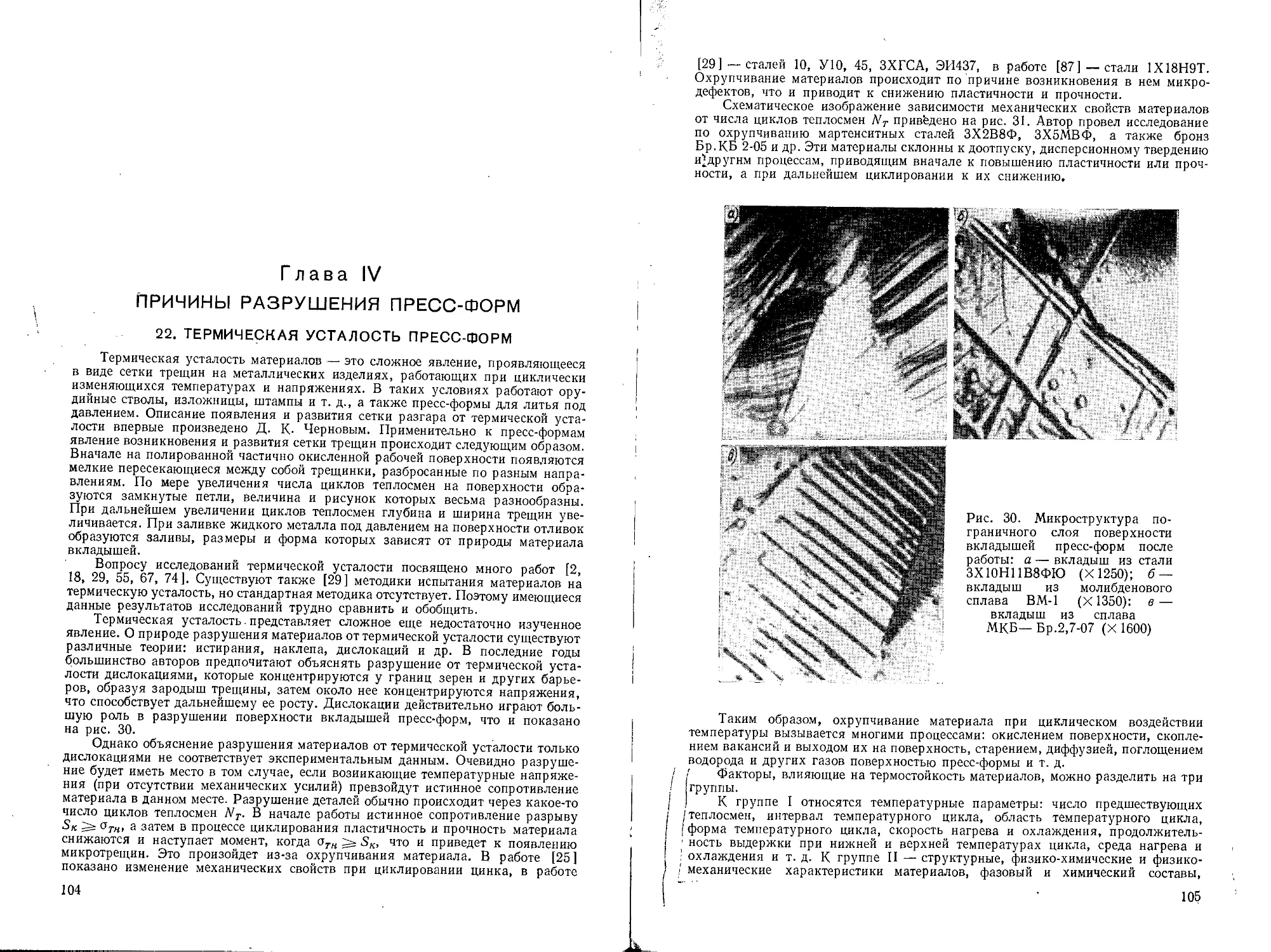
^МАШИНОСТРОЕНИЕ"
1973
6П4.1
Г67
УДК 621.746.073 : 621.74.0432 (031)
Горюнов И. И. Пресс-формы для литья под
давлением. Справочное пособие. Л., «Машиностроение»,
1973. 256 с.
В справочном пособии рассмотрены конструкции
пресс-форм для литья под давлением, особенности про-
ектирования, условия их работы. Приведены мате-
риалы, применяемые при изготовлении пресс-форм как
в отечественной, так и в зарубежной промышленности.
Подробно на основании результатов исследования ав-
тора и обобщения данных, имеющихся в технической
литературе, освещены вопросы стойкости пресс-форм:
причины разрушения и износа, стойкость в зависимости
от свойств материалов, защитных покрытий материалов
и условий эксплуатации.
Справочное пособие предназначено для инженерно-
технических работников, занимающихся проектирова-
нием, изготовлением и эксплуатацией пресс-форм для
литья под давлением.
Табл. 227. Ил. 66. Список лит. 95 назв.
3122—072
038 (01)—73
72—73
Рецензент инж. И. В. Морозов
Редактор канд. техн, наук Р. П. Р и ш э
ПРЕДИСЛОВИЕ
В директивах XXIV съезда КПСС перед машиностроителями ставится задача
повысить качество и точность отливок за счет внедрения в производство новых
технологических процессов, в том числе и литья под давлением.
Наиболее точные машиностроительные заготовки получаются способом литья
под давлением преимущественно из сплавов на основе цинка и алюминия, тогда
как широкое развитие производства отливок из сплавов на основе меди и железа
тормозится из-за низкой стойкости пресс-форм. В связи с этим возникла необхо-
димость изыскания путей повышения стойкости пресс-форм для изготовления
отливок из высокотемпературных сплавов и особенно из алюминиевых сплавов.
Имеющиеся по указанному вопросу данные разбросаны по различным периоди-
ческим изданиям отечественной и зарубежной литературы, которые не всегда
доступны инженерно-техническим работникам литейных, термических цехов и
конструкторских бюро по проектированию пресс-форм. Все это послужило осно-
ванием для составления настоящей книги, в которой учтены многолетние иссле-
дования автора.
В книге рассматриваются вопросы проектирования пресс-форм, условия
их работы, причины разрушения, материалы, применяемые для изготовления
деталей пресс-форм, соприкасающихся с жидким металлом, а также стойкость
пресс-форм и пути ее повышения.
Повышать стойкость пресс-форм можно различными способами, из которых
наиболее доступными и эффективными являются следующие: правильный выбор
материалов для деталей вкладышей и стержней; выбор оптимальной темпера-
туры для подогрева пресс-форм и автоматическое ее регулирование в заданном
уровне; применение промежуточного отпуска для снятия остаточных напряжений;
хромирование или фосфатирование рабочей полости пресс-форм; применение
смазок, снижающих температуру контакта и не ухудшающих качества поверхно-
сти отливок. Эффективность указанных мероприятий определяется конструкцией
рабочей полости пресс-форм.
Пресс-формы выходят из строя в основном из-за термической усталости, необ-
ратимого формоизменения и износа. Сопротивление материалов рабочей полости
этим процессам определяется уровнем их механических свойств при температуре
контакта, величиной общей деформации и температурных напряжений. С повыше-
нием механических свойств, понижением общей деформации и снижением темпе-
ратурных напряжений, термостойкость, формостойкость и износостойкость, а
следовательно, и стойкость повышаются. Уровень физических свойств материалов
пресс-форм и уровень параметров технологического процесса определяют темпе-
ратурный перепад, температуру контакта, а также величину механических свойств
материалов при температуре контакта и величину общей деформации и темпера-
турных напряжений. Поэтому физико-механические свойства материалов, при-
меняемых для изготовления вкладышей и стержней, приведены в зависимости от
температуры испытаний.
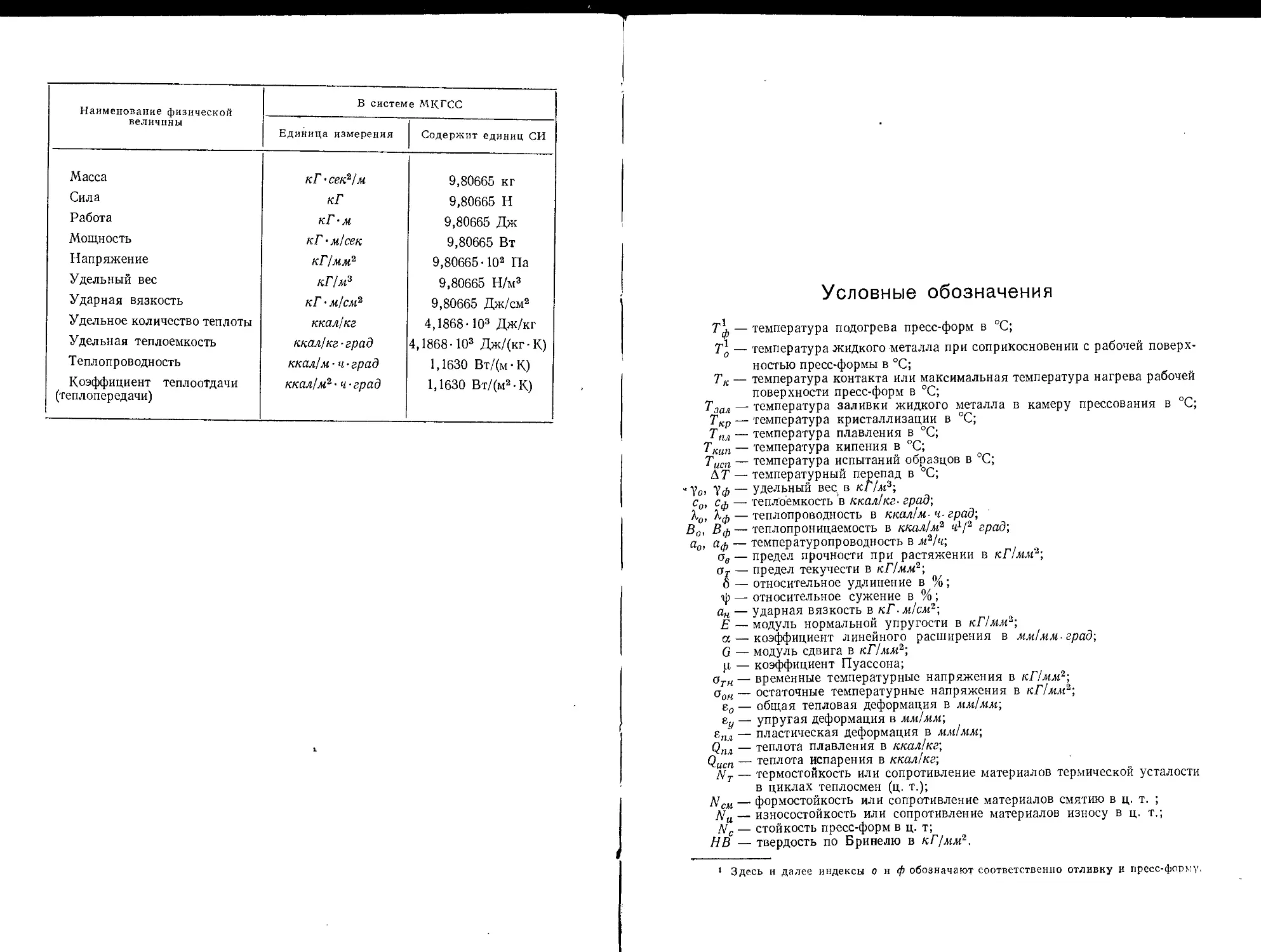
В книге все зависимости приведены в системе МКГСС. Перевод их в систему
СИ может быть произведен по следующей таблице.
1* 3
Наименование физической величины В системе МКГСС
Единица измерения Содержит единиц СИ
Масса кГ -сек2/м 9,80665 кг
Сила кГ 9,80665 Н
Работа кГ-м 9,80665 Дж
Мощность к Г -м/сек 9,80665 Вт
Напряжение кГ/мм2 9,80665-102 Па
Удельный вес кГ/м3 9,80665 Н/м®
Ударная вязкость кГ м/см2 9,80665 Дж/см2
Удельное количество теплоты ккал/кг 4,1868-10® Дж/кг
Удельная теплоемкость ккал/кг град 4,1868-10® Дж/(кг-К)
Теплопроводность ккал/м ч град 1,1630 Вт/(м-К)
Коэффициент теплоотдачи (теплопередачи) ккал/м2 - ч-град 1,1630 Вт/(м2-К)
Условные обозначения
Тф — температура подогрева пресс-форм в °C;
Т* — температура жидкого металла при соприкосновении с рабочей поверх-
ностью пресс-формы в °C;
Тк — температура контакта или максимальная температура нагрева рабочей
поверхности пресс-форм в °C;
Тзал — температура заливки жидкого металла в камеру прессования в °C;
Ткр — температура кристаллизации в °C;
Тпл — температура плавления в °C;
Ткип — температура кипения в °C;
Turn — температура испытаний образцов в °C;
Д Т — температурный перепад в °C;
Уф — удельный вес в кГ!м?;
с0, Сф — теплоемкость в кк,ал1к.г- град;
То, Тф — теплопроводность в к,кал!м- ч-град;
Во, Вф — теплопроницаемость в ккал/м2 ч1/2 град;
а0, аф — температуропроводность в м2/ч;
— предел прочности при растяжении в кГ/мм2;
ат — предел текучести в кПмм2;
б — относительное удлинение в %;
ф — относительное сужение в % ;
йн — ударная вязкость в кГ-м/см.2;
Е — модуль нормальной упругости в кГ/мм2;
а—-коэффициент линейного расширения в мм/мм-град;
G — модуль сдвига в кГ/мм2;
и — коэффициент Пуассона;
аг« — временные температурные напряжения в кГ/мм2;
°он — остаточные температурные напряжения в кГ/мм2;
е0 — общая тепловая деформация в мм/мм;
еу — упругая деформация в мм/мм;
епл — пластическая деформация в мм/мм;
Q,u — теплота плавления в ккал!кг;
Quctl — теплота испарения в ккал!кг;
NT — термостойкость или сопротивление материалов термической усталости
в циклах теплосмен (ц. т.);
N см — формостойкость или сопротивление материалов смятию в ц. т. ;
Na — износостойкость или сопротивление материалов износу в ц. т.;
Nc — стойкость пресс-форм в ц. т;
НВ — твердость по Бринелю в кГ/мм2.
1 Здесь и далее индексы о н ф обозначают соответственно отливку и пресс-форму-
Глава I
КРАТКИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
1. СОВРЕМЕННОЕ СОСТОЯНИЕ ПРОИЗВОДСТВА
В истории развития литья под давлением отметим несколько основных
моментов:
1) введение металлических разъемных форм, которые впервые применил
И. Гутенберг в первой половине XV столетия для отливки литер в книгопечат-
ном производстве;
2) применение давления на расплавленный металл при запрессовке его
в пресс-форму, которое впервые применил американец Брус в 1838 г. на скон-
струированной им ручной машине для отливки литер;
3) применение Стурженсом в 1849 г. поршневых машин для изготовления
отливок из легкоплавких сплавов на основе свинца, олова и др.;
4) получение в 60-х годах XIX в. на поршневых машинах отливок из цинко-
вых сплавов с температурой плавления 400—450° С;
5) применение во второй половине XIX в. более производительных компрес-
сорных машин, на которых впервые было опробовано литье под давлением алю-
миниевых сплавов с температурой плавления 580—650° С;
6) применение в России в 1916 г. на петроградском заводе «Айваз» литья
под давлением, которое более широкое применение получило на заводах Москвы
и Ленинграда только начиная с 1928 г.;
7) конструирование и изготовление первых машин с холодной камерой прес-
сования в 1924 г. фирмой «Эккерт», а в 1928 г. фирмой «Полак», которые позво-
ляли изготовлять отливки из медных сплавов.
Интенсивное освоение процесса производства отливок, получаемых литьем
под давлением из сплавов на основе цинка, алюминия, магния и меди, относится
к 30—40-м годам. В это же время начинается освоение литья под давлением чер-
ных металлов (А. Ф. Дурниенко, А. Г. Тукачев и др.). Широкое развитие про-
изводства отливок этим способом происходит в послевоенные годы: быстро увели-
чивается объем производства, улучшается качество отливок, увеличивается их
вес, габариты и сложность.
Развитие производства отливок способом литья под давлением объясняется
его преимуществами по сравнению с другими литейными процессами. Литьем
под давлением можно получать тонкостенные отливки особо сложной конфигу-
рации с толщиной тела до 0,6—0,8 мм, которые нельзя получить способами меха-
нической обработки, высокие качества поверхности отливок (с чистотой 5—8-го
классов по ГОСТ 2789—59) и высокую точность размеров отливок (по 3—5-м
классам машиностроительных ГОСТов), мелкозернистый металл в отливках и
повышение прочностных свойств.
В 1966 г. в США литьем под давлением было изготовлено свыше 1 млн. т
отливок, которые по сплавам распределялись следующим образом: цинковые —
6
640 000 т, алюминиевые и магниевые — 435 000 т и медные — 10 000 т.
Производство отливок в США за 10 лет (с 1956 по 1966 г.) увеличилось по цинко-
вым сплавам примерно вдва раза, а по алюминиевым _и магниевым— около 2,6
раза.
Производство сплавов на основе меди вследствие недостаточной стойкости
пресс-форм еще не нашло широкого применения, а литье черных металлов на-
ходится в опытном производстве.
Низкая стойкость пресс-форм наблюдается не только при литье сплавов на
основе меди, но также и при литье алюминиевых сплавов, что особенно заметно
при увеличении веса, габаритных размеров и сложности отливок. Поэтому повы-
шение стойкости пресс-форм является важнейшей предпосылкой для дальнейшего
увеличения объема производства отливок способом литья под давлением, а также
для снижения их стоимости. Изысканием путей повышения стойкости пресс-форм
для изготовления отливок из цветных сплавов занимаются уже более 25 лет.
Хотя проделана большая работа, но материалы для изготовления вкладышей
пресс-форм, удовлетворяющие промышленность, еще не найдены. Наиболее
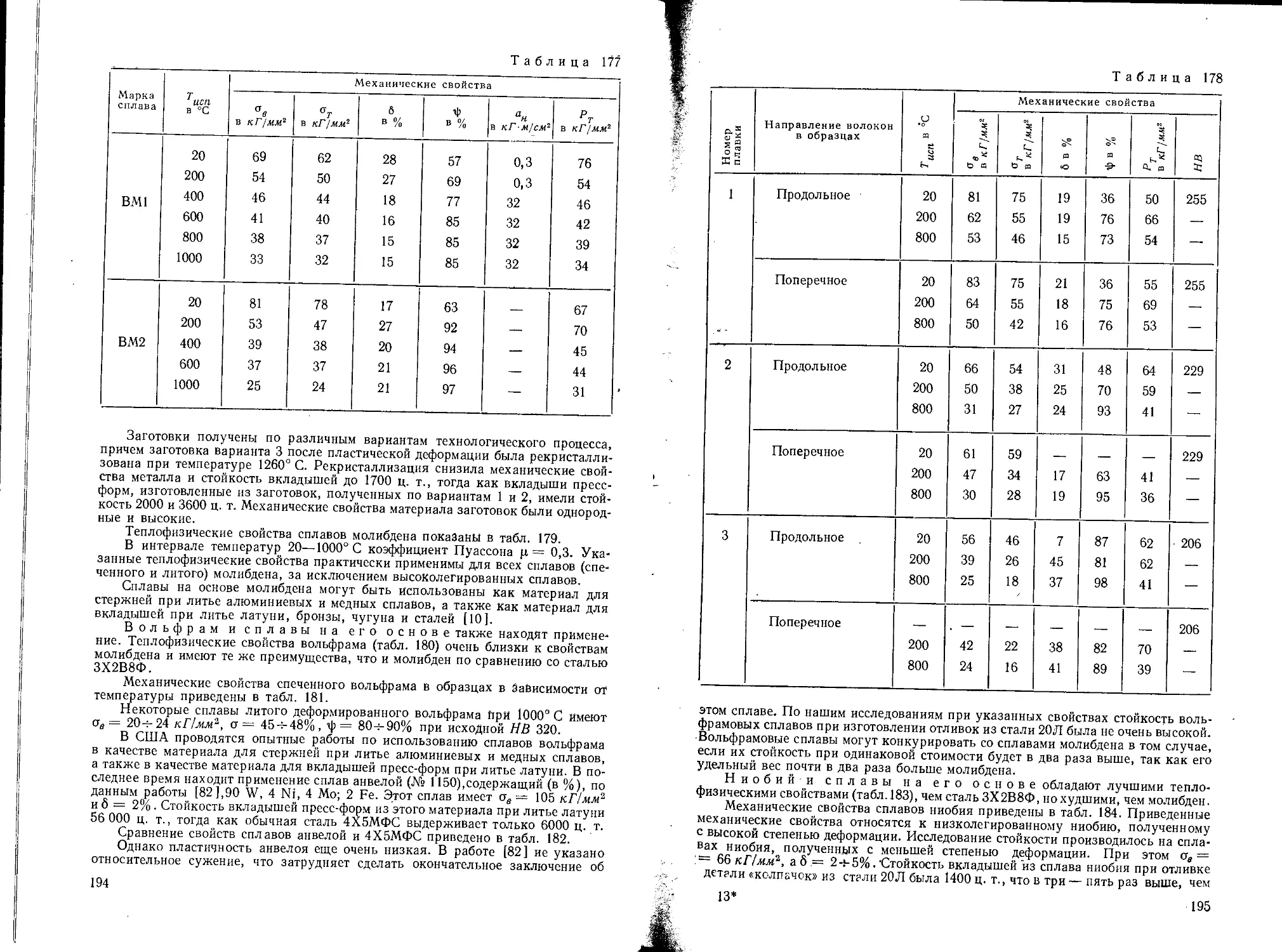
стойкими материалами являются сплавы на основе молибдена и вольфрама.
Всестороннее исследование стойкости этих сплавов, используемых в качестве
материала для вкладышей пресс-форм при литье черных металлов и для стержней
при литье цветных сплавов, проведено в СССР. В США сплавы на основе молиб-
дена и вольфрама применяются для изготовления стержней при литье цветных
сплавов. Возможность применения их для изготовления вкладышей пресс-форм
при литье под давлением латуни, чугуна и стали изучается.
2. ЛИТЕЙНЫЕ МАШИНЫ И ОБОРУДОВАНИЕ
Литейные процессы с применением высоких давлений подразделяются на три
основных вида: литье под давлением, прессовое литье и комбинированное литье.
При литье под давлени е м заполнение рабочей полости про-
исходит под давлением с большой скоростью. Кристаллизация отливок произ-
водится при неконтролируемом давлении. Процесс применяется для изготовления
тонкостенных отливок с толщиной стенок от 1 до 6 мм. Камера прессования отде-
лена от рабочей полости формирования отливки.
При прессовом литье заполнение рабочей полости пресс-формы
(штампа) производится свободной заливкой. Кристаллизация отливок происходит
при контролируемом давлении. Этот процесс литья применяется для изготовле-
ния отливок с толщиной стенок более 6—8 мм. Он имеет много разновидностей:
штамповка жидкого металла, кристаллизация под поршневым давлением и др.
Камера прессования располагается непосредственно в рабочей полости форми-
рования отливки.
При комбинированном литье заполнение рабочей полости и кри-
сталлизация отливок производятся под высоким давлением. Процесс еще только
разрабатывается. К комбинированным способам литья следует отнести литье под
давлением с применением вакуума, а также литье с противодавлением (Болгария)
и др-
В дальнейшем в книге рассматриваются только пресс-формы для литья под
давлением, хотя многие рекомендации будут справедливы и для штампов.
Литейные машины, применяемые для литья под давлением, очень разно-
образны. По принципу работы камеры прессования их можно разделить на
машины с горячей камерой прессования и машины с холодной камерой прессо-
вания.
Машины с горячей камерой прессования применяются при изготовлении
отливок из легкоплавких сплавов на основе олова, свинца, цинка и других метал-
лов с температурой плавления 100—500° С (изготовление отливок из цинковых
сплавов в настоящее время производится преимущественно на машинах с холод-
ной камерой прессования). Эти машины подразделяются на поршневые и компрес-
сорные. Недостатки поршневых машин — недостаточная стойкость прессующего
наконечника, камеры прессования и котла, компрессорных машин — низкая
стойкость мундштука. Преимущество этих машин — это более широкая возмож-
ность автоматизации литейного цикла. В последнее время мундштуки компрессор-
7
ных машин изготовляют из молибдено-вольфрамовых сплавов, позволяющих
в несколько раз повысить их стойкость.
Машины с холодной камерой прессования по их конструкции подразделяются
на машины с вертикальной и горизонтальной холодной камерой прессования.
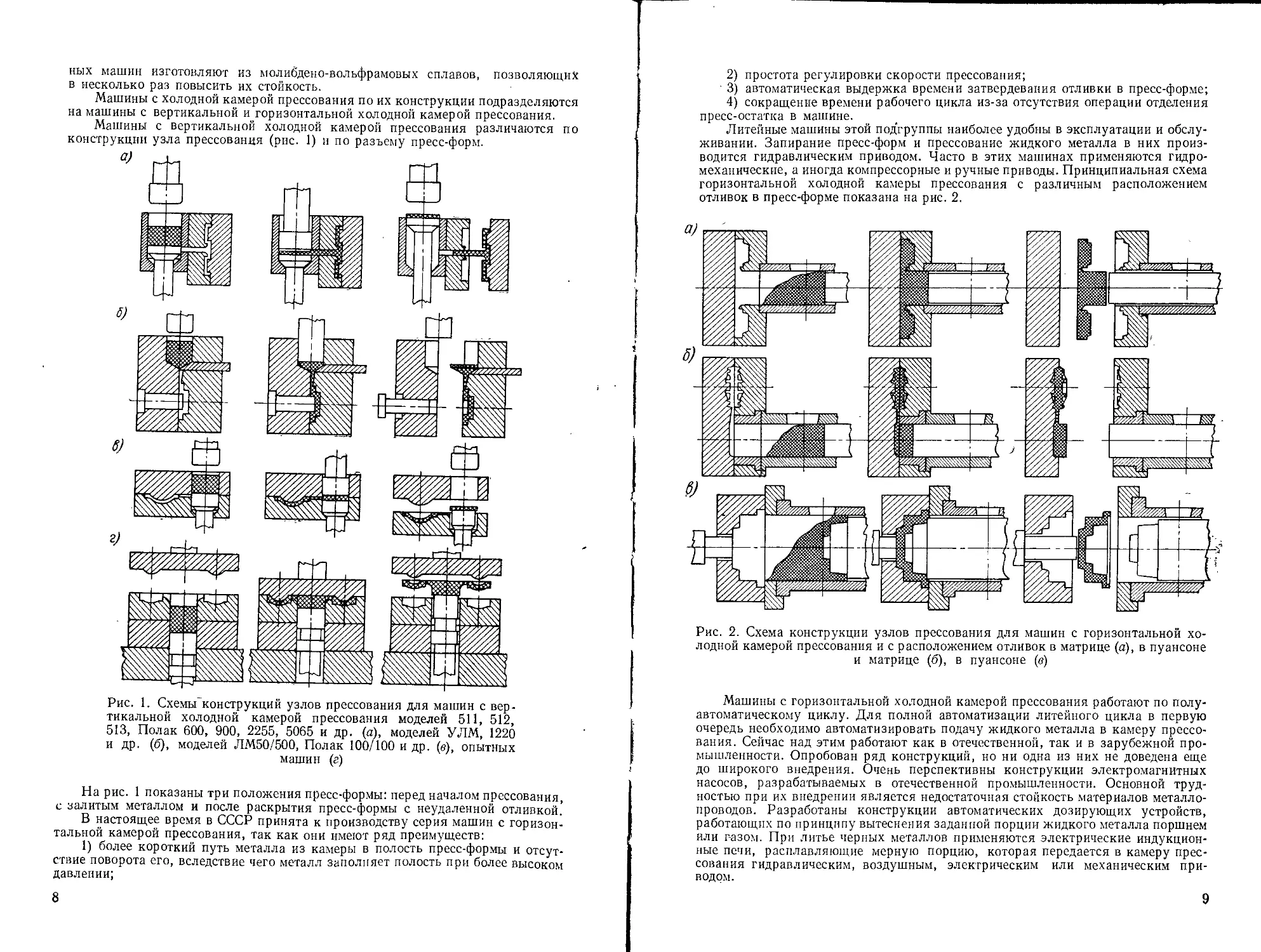
Машины с вертикальной холодной камерой прессования различаются по
конструкции узла прессования (рис. 1) и по разъему пресс-форм.
Рис. 1. Схемы конструкций узлов прессования для машин с вер-
тикальной холодной камерой прессования моделей 511, 512,
513, Полак 600, 900, 2255, 5065 и др. (а), моделей УЛМ, 1220
и др. (б), моделей ЛМ50/500, Полак 100/100 и др. (в), опытных
машин (г)
На рис. 1 показаны три положения пресс-формы: перед началом прессования,
с залитым металлом и после раскрытия пресс-формы с неудаленной отливкой.
В настоящее время в СССР принята к производству серия машин с горизон-
тальной камерой прессования, так как они имеют ряд преимуществ:
1) более короткий путь металла из камеры в полость пресс-формы и отсут-
ствие поворота его, вследствие чего металл заполняет полость при более высоком
давлении;
8
2) простота регулировки скорости прессования;
3) автоматическая выдержка времени затвердевания отливки в пресс-форме;
4) сокращение времени рабочего цикла из-за отсутствия операции отделения
пресс-остатка в машине.
Литейные машины этой подгруппы наиболее удобны в эксплуатации и обслу-
живании. Запирание пресс-форм и прессование жидкого металла в них произ-
водится гидравлическим приводом. Часто в этих машинах применяются гидро-
механические, а иногда компрессорные и ручные приводы. Принципиальная схема
горизонтальной холодной камеры прессования с различным расположением
отливок в пресс-форме показана на рис. 2.
Рис. 2. Схема конструкции узлов прессования для машин с горизонтальной хо-
лодной камерой прессования и с расположением отливок в матрице (а), в пуансоне
и матрице (б), в пуансоне (в)
Машины с горизонтальной холодной камерой прессования работают по полу-
автоматическому циклу. Для полной автоматизации литейного цикла в первую
очередь необходимо автоматизировать подачу жидкого металла в камеру прессо-
вания. Сейчас над этим работают как в отечественной, так и в зарубежной про-
мышленности. Опробован ряд конструкций, но ни одна из них не доведена еще
до широкого внедрения. Очень перспективны конструкции электромагнитных
насосов, разрабатываемых в отечественной промышленности. Основной труд-
ностью при их внедрении является недостаточная стойкость материалов металло-
проводов. Разработаны конструкции автоматических дозирующих устройств,
работающих по принципу вытеснения заданной порции жидкого металла поршнем
или газом. При литье черных металлов применяются электрические индукцион-
ные печи, расплавляющие мерную порцию, которая передается в камеру прес-
сования гидравлическим, воздушным, электрическим или механическим при-
водом.
9
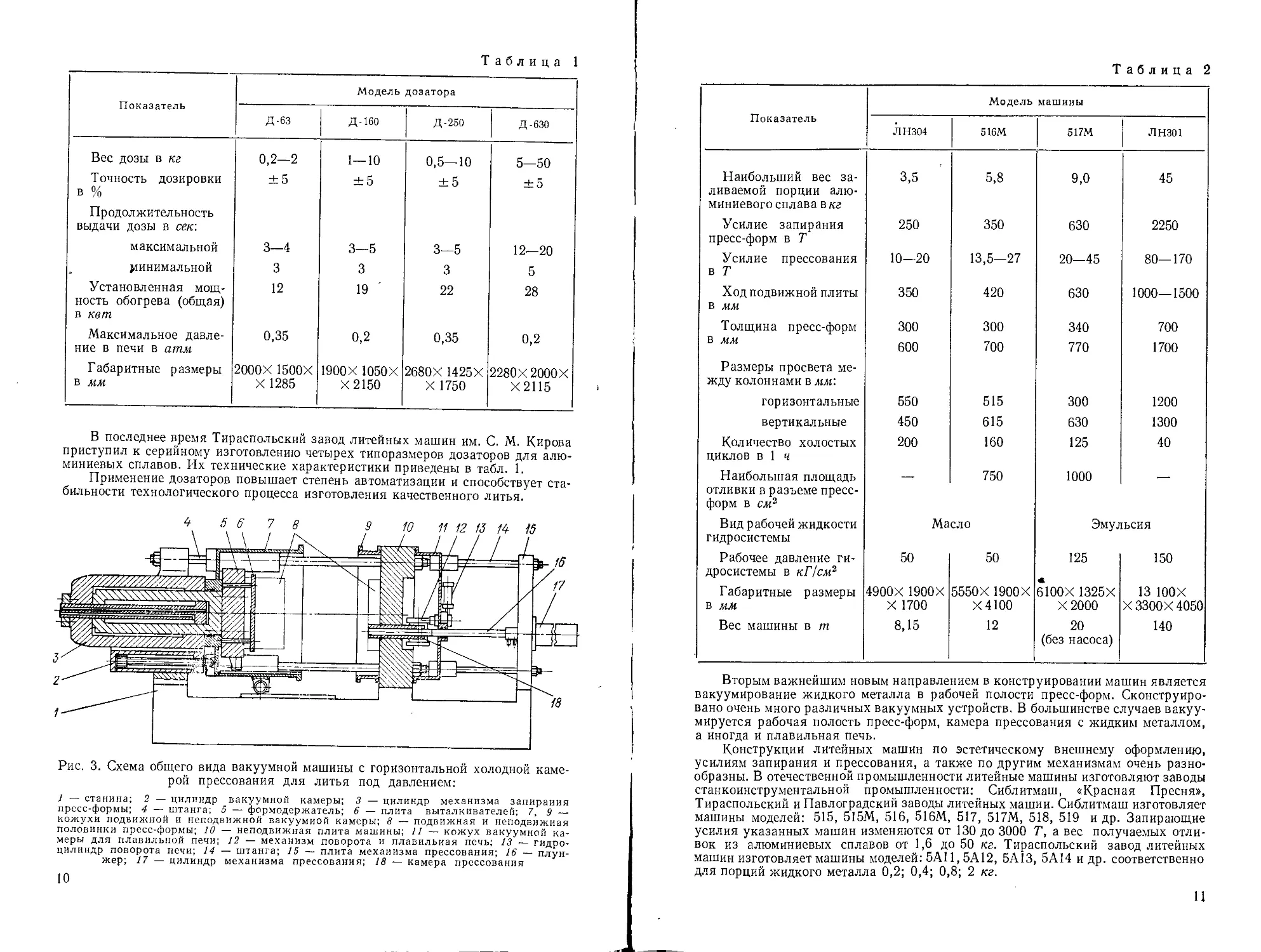
Таблица 1
Показатель Модель дозатора
д-63 Д-160 Д-250 Д-630
Вес дозы в кг 0,2—2 1—10 0,5—10 5—50
Точность дозировки В % ±5 ±5 ±5 ±5
Продолжительность выдачи дозы в сек:
максимальной 3—4 3—5 3—5 12—20
минимальной 3 3 3 5
Установленная мощ- ность обогрева (общая) в кет 12 19 22 28
Максимальное давле- ние в печи в атм 0,35 0,2 0,35 0,2
Габаритные размеры в ММ 2000Х 1500Х X 1285 1900 X 1050Х Х2150 2680Х 1425Х X 1750 2280X 2000X Х2115
В последнее время Тираспольский завод литейных машин им. С. М. Кирова
приступил к серийному изготовлению четырех типоразмеров дозаторов для алю-
миниевых сплавов. Их технические характеристики приведены в табл. 1.
Применение дозаторов повышает степень автоматизации и способствует ста-
бильности технологического процесса изготовления качественного литья.
Рис. 3. Схема общего вида вакуумной машины с горизонтальной холодной каме-
рой прессования для литья под давлением:
1 — станина; 2 — цилиндр вакуумной камеры; 3 — цилиндр механизма запирания
пресс-формы; 4 — штанга; 5 — формодержатель; 6 — плита выталкивателей; 7, 9 —
кожухи подвижной и неподвижной вакуумной камеры; 8 — подвижная и неподвижная
половинки пресс-формы; 10 — неподвижная плита машины; 11 — кожух вакуумной ка-
меры для плавильной печи; 12 — механизм поворота и плавильная печь; 13 — гидро-
цилиндр поворота печи; 14 — штанга; 15 ~ плита механизма прессования; 16 — плун-
жер; 17 — цилиндр механизма прессования; 18 — камера прессования
10
Таблица 2
Показатель Модель машины
ЛН304 516М 517М ЛН301
Наибольший вес за- ливаемой порции алю- миниевого сплава в кг 3,5 5,8 9,0 45
Усилие запирания пресс-форм в Т 250 350 630 2250
Усилие прессования в Т 10—20 13,5—27 20—45 80—170
Ход ПОДВИЖНОЙ плиты в мм 350 420 630 1000—1500
Толщина пресс-форм 300 300 340 700
в мм Размеры просвета ме- жду колоннами в мм: 600 700 770 1700
горизонтальные 550 515 300 1200
вертикальные 450 615 630 1300
Количество холостых циклов в 1 ч 200 160 125 40
Наибольшая площадь отливки в разъеме пресс- форм в см2 — 750 1000 —
Вид рабочей жидкости гидросистемы Масло Эмульсия
Рабочее давление ги- дросистемы в кПсм2 50 50 125 150
Габаритные размеры 4900Х 1900Х 5550 X 1900Х 6100Х 1325Х 13 100Х
в мм X 1700 Х4100 Х2000 X 3300X 4050
Вес машины в m 8,15 12 20 (без насоса) 140
Вторым важнейшим новым направлением в конструировании машин является
вакуумирование жидкого металла в рабочей полости пресс-форм. Сконструиро-
вано очень много различных вакуумных устройств. В большинстве случаев вакуу-
мируется рабочая полость пресс-форм, камера прессования с жидким металлом,
а иногда и плавильная печь.
Конструкции литейных машин по эстетическому внешнему оформлению,
усилиям запирания и прессования, а также по другим механизмам очень разно-
образны. В отечественной промышленности литейные машины изготовляют заводы
станкоинструментальной промышленности: Сиблитмаш, «Красная Пресня»,
Тираспольский и Павлоградский заводы литейных машии. Сиблитмаш изготовляет
машины моделей: 515, 515М, 516, 516М, 517, 517М, 518, 519 и др. Запирающие
усилия указанных машин изменяются от 130 до 3000 Т, а вес получаемых отли-
вок из алюминиевых сплавов от 1,6 до 50 кг. Тираспольский завод литейных
машин изготовляет машины моделей: 5А11,5А12, 5А13, 5А14 и др. соответственно
для порций жидкого металла 0,2; 0,4; 0,8; 2 кг.
11
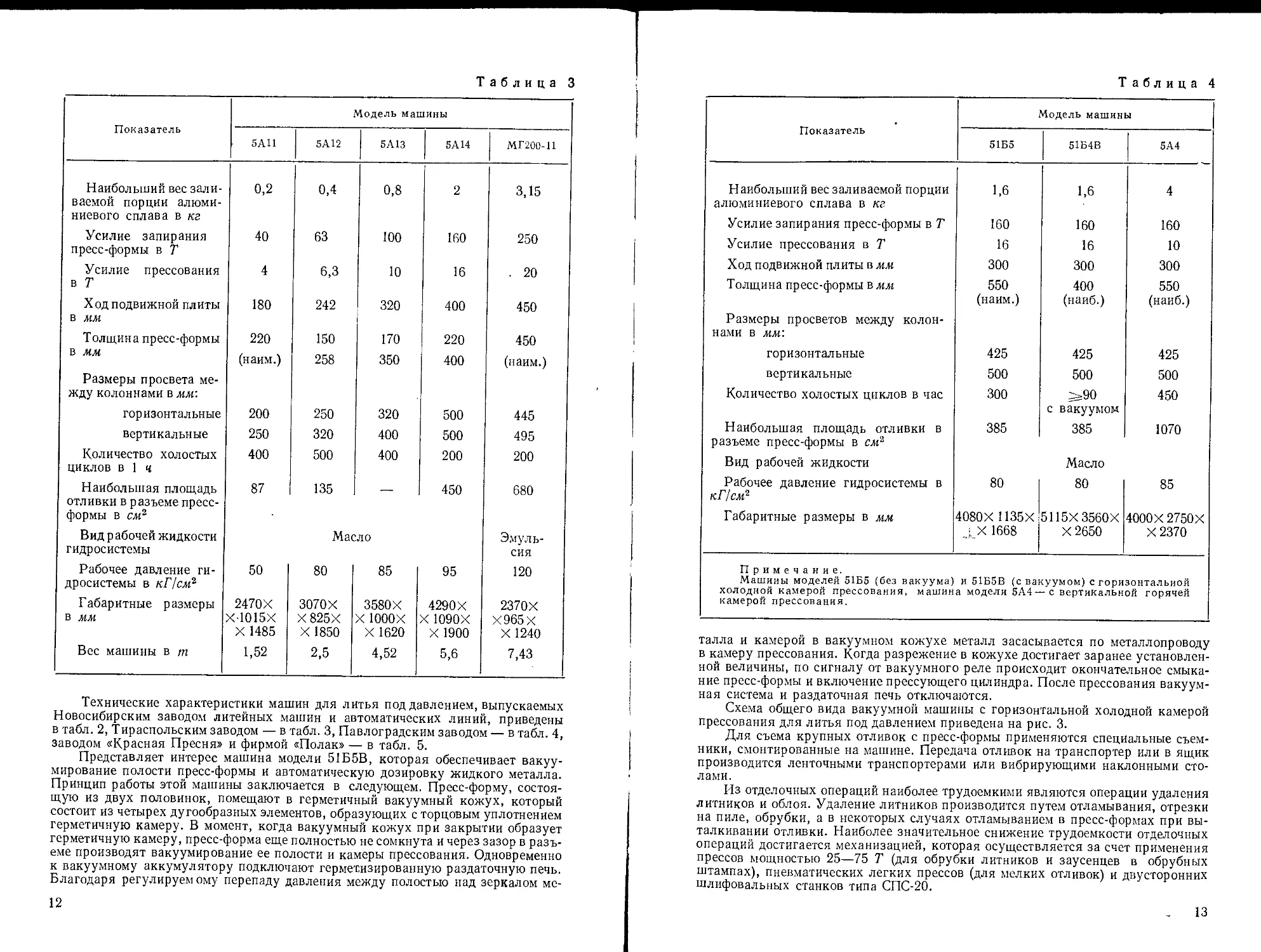
Таблица 3
Показатель Модель машины
5А11 5А12 5 А13 5А14 МГ200-11
Наибольший вес зали- ваемой порции алюми- ниевого сплава в кг 0,2 0,4 0,8 2 3,15
Усилие запирания пресс-формы в Т 40 63 100 160 250
Усилие прессования в Т 4 6,3 10 16 . 20
Ход подвижной плиты в мм 180 242 320 400 450
Толщина пресс-формы 220 150 170 220 450
В мм (найм.) 258 350 400 (найм.)
Размеры просвета ме- жду колоннами в мм:
горизонтальные 200 250 320 500 445
вертикальные 250 320 400 500 495
Количество холостых циклов в 1 ч 400 500 400 200 200
Наибольшая площадь отливки в разъеме пресс- формы В СЛГ 87 135 — 450 680
Вид р абочей жидкости гидросистемы Масло Эмуль- сия
Рабочее давление ги- дросистемы в кГ/слг 50 80 85 95 120
Габаритные размеры в мм 2470Х Х-1015Х X 1485 3070Х Х825Х X 1850 3580 X X 1000Х X 1620 4290 X X 1090Х X 1900 2370Х Х965Х X 1240
Вес машины в m 1,52 2,5 4,52 5,6 7,43
Технические характеристики машин для литья под давлением, выпускаемых
Новосибирским заводом литейных машин и автоматических линий, приведены
в табл. 2, Тираспольским заводом — в табл. 3, Павлоградским заводом — в табл. 4,
заводом «Красная Пресня» и фирмой «Полак» — в табл. 5.
Представляет интерес машина модели 51Б5В, которая обеспечивает вакуу-
мирование полости пресс-формы и автоматическую дозировку жидкого металла.
Принцип работы этой машины заключается в следующем. Пресс-форму, состоя-
щую из двух половинок, помещают в герметичный вакуумный кожух, который
состоит из четырех дугообразных элементов, образующих с торцовым уплотнением
герметичную камеру. В момент, когда вакуумный кожух при закрытии образует
герметичную камеру, пресс-форма еще полностью не сомкнута и через зазор в разъ-
еме производят вакуумирование ее полости и камеры прессования. Одновременно
к вакуумному аккумулятору подключают герметизированную раздаточную печь.
Благодаря регулируемому перепаду давления между полостью над зеркалом ме-
12
Таблица 4
Показатель Модель машины
51Б5 51Б4В 5А4
Наибольший вес заливаемой порции алюминиевого сплава в кг Усилие запирания пресс-формы в Т Усилие прессования в Т Ход подвижной плиты в мм Толщина пресс-формы в мм Размеры просветов между колон- нами в мм: горизонтальные вертикальные Количество холостых циклов в час Наибольшая площадь отливки в разъеме пресс-формы в см- Вид рабочей жидкости Рабочее давление гидросистемы в кГ1см2 Габаритные размеры в мм 1,6 160 16 300 550 (найм.) 425 500 300 385 80 4080Х 1135Х X 1668 1,6 160 16 300 400 (наиб.) 425 500 is90 с вакуумом 385 Масло 80 5115Х3560Х X 2650 4 160 10 300 550 (наиб.) 425 500 450 1070 85 4000X 2750X X 2370
Примечание. Машины моделей 51Б5 (без вакуума) и 51Б5В (с вакуумом) с горизонтальной холодной камерой прессования, машина модели 5А4—с вертикальной горячей камерой прессования.
талла и камерой в вакуумном кожухе металл засасывается по металлопроводу
в камеру прессования. Когда разрежение в кожухе достигает заранее установлен-
ной величины, по сигналу от вакуумного реле происходит окончательное смыка-
ние пресс-формы и включение прессующего цилиндра. После прессования вакуум-
ная система и раздаточная печь отключаются.
Схема общего вида вакуумной машины с горизонтальной холодной камерой
прессования для литья под давлением приведена на рис. 3.
Для съема крупных отливок с пресс-формы применяются специальные съем-
ники, смонтированные на машине. Передача отливок на транспортер или в ящик
производится ленточными транспортерами или вибрирующими наклонными сто-
лами.
Из отделочных операций наиболее трудоемкими являются операции удаления
литников и облоя. Удаление литников производится путем отламывания, отрезки
на пиле, обрубки, а в некоторых случаях отламыванием в пресс-формах при вы-
талкивании отливки. Наиболее значительное снижение трудоемкости отделочных
операций достигается механизацией, которая осуществляется за счет применения
прессов мощностью 25—75 Т (для обрубки литников и заусенцев в обрубных
штампах), пневматических легких прессов (для мелких отливок) и двусторонних
шлифовальных станков типа СПС-20.
13
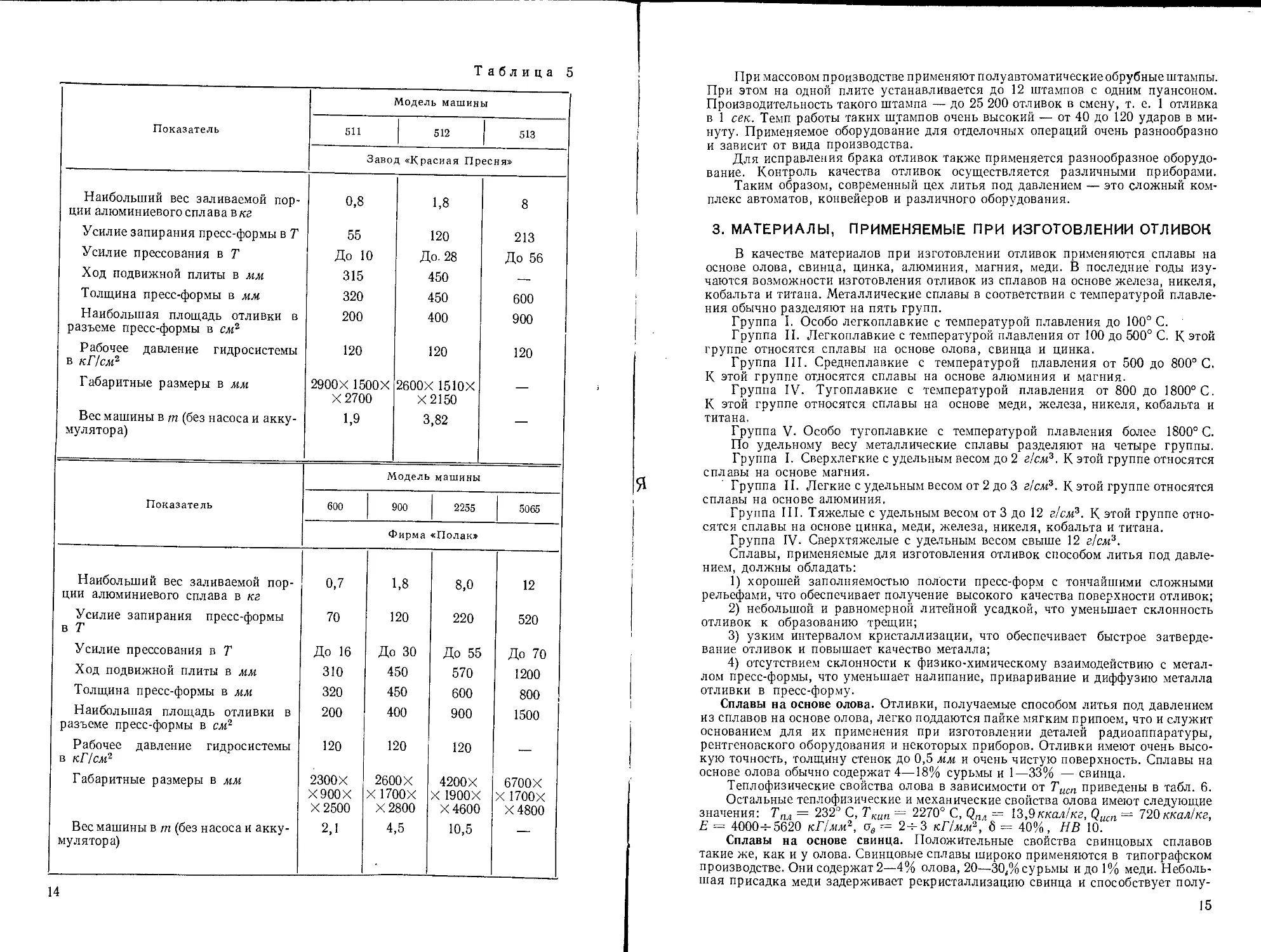
Таблица 5
Показатель Модель машины
511 512 513
Завод «Красная Пресня»
Наибольший вес заливаемой пор- ции алюминиевого сплава в кг Усилие запирания пресс-формы в Т Усилие прессования в Т Ход подвижной ПЛИТЫ В Л1Л1 Толщина пресс-формы в мм Наибольшая площадь отливки в разъеме пресс-формы в см2 Рабочее давление гидросистемы в кГ/см2 Габаритные размеры в мм Вес машины в m (без насоса и акку- мулятора) 0,8 55 До 10 315 320 200 120 2900 X 1500Х X 2700 1,9 1,8 120 До. 28 450 450 400 120 2600Х 1510Х Х2150 3,82 8 213 До 56 600 900 120
Показатель Модель машины
600 900 2255 5065
Фирма «Полак»
Наибольший вес заливаемой пор- ции алюминиевого сплава в кг Усилие запирания пресс-формы в Т Усилие прессования в Т Ход подвижной плиты в мм Толщина пресс-формы в мм Наибольшая площадь отливки в разъеме пресс-формы в см2 Рабочее давление гидросистемы в кПсм2 Габаритные размеры в мм Вес машины в m (без насоса и акку- мулятора) 0,7 70 До 16 310 320 200 120 2300 X Х900Х Х2500 2,1 1,8 120 До 30 450 450 400 120 2600 X X 1700Х Х2800 4,5 8,0 220 До 55 570 600 900 120 4200 X X 1900Х Х4600 10,5 12 520 До 70 1200 800 1500 6700Х X 1700Х Х4800
14
При массовом производстве применяют полуавтоматические обрубные штампы.
При этом на одной плите устанавливается до 12 штампов с одним пуансоном.
Производительность такого штампа — до 25 200 отливок в смену, т. е. 1 отливка
в 1 сек. Темп работы таких штампов очень высокий — от 40 до 120 ударов в ми-
нуту. Применяемое оборудование для отделочных операций очень разнообразно
и зависит от вида производства.
Для исправления брака отливок также применяется разнообразное оборудо-
вание. Контроль качества отливок осуществляется различными приборами.
Таким образом, современный цех литья под давлением — это сложный ком-
плекс автоматов, конвейеров и различного оборудования.
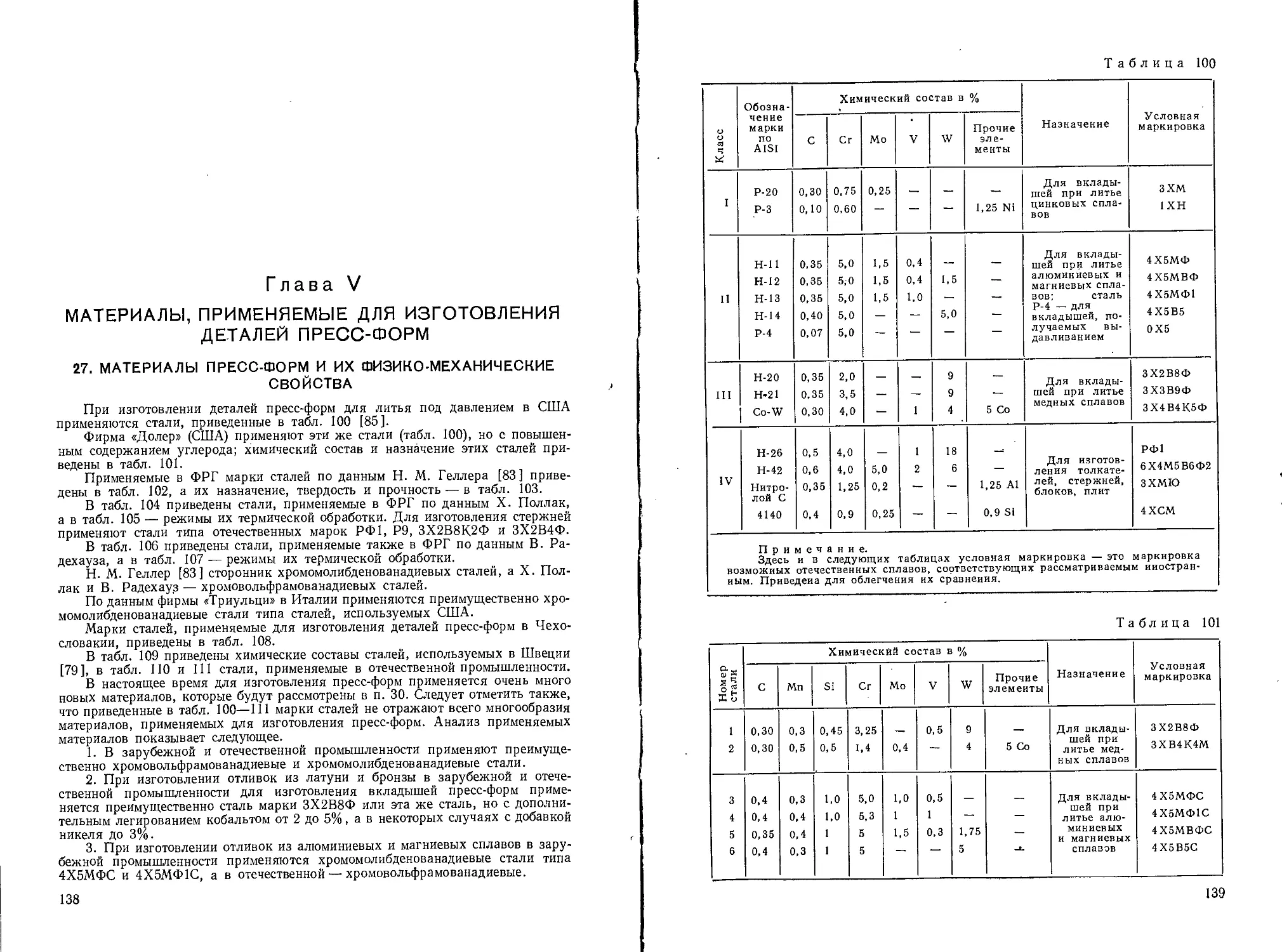
3. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ ОТЛИВОК
В качестве материалов при изготовлении отливок применяются сплавы на
основе олова, свинца, цинка, алюминия, магния, меди. В последние годы изу-
чаются возможности изготовления отливок из сплавов на основе железа, никеля,
кобальта и титана. Металлические сплавы в соответствии с температурой плавле-
ния обычно разделяют на пять групп.
Группа I. Особо легкоплавкие с температурой плавления до 100° С.
Группа II. Легкоплавкие с температурой плавления от 100 до 500° С. К этой
группе относятся сплавы на основе олова, свинца и цинка.
Группа III. Среднеплавкие с температурой плавления от 500 до 800° С.
К этой группе относятся сплавы на основе алюминия и магния.
Группа IV. Тугоплавкие с температурой плавления от 800 до 1800° С.
К этой группе относятся сплавы на основе меди, железа, никеля, кобальта и
титана.
Группа V. Особо тугоплавкие с температурой плавления более 1800° С.
По удельному весу металлические сплавы разделяют на четыре группы.
Группа I. Сверхлегкие с удельным весом до 2 г!см3. К этой группе относятся
сплавы на основе магния.
Группа II. Легкие с удельным весом от 2 до 3 г!см3. К этой группе относятся
сплавы на основе алюминия.
Группа III. Тяжелые с удельным весом от 3 до 12 г/слА К этой группе отно-
сятся сплавы на основе цинка, меди, железа, никеля, кобальта и титана.
Группа IV. Сверхтяжелые с удельным весом свыше 12 г/см3.
Сплавы, применяемые для изготовления отливок способом литья под давле-
нием, должны обладать:
1) хорошей заполняемостью полости пресс-форм с тончайшими сложными
рельефами, что обеспечивает получение высокого качества поверхности отливок;
2) небольшой и равномерной литейной усадкой, что уменьшает склонность
отливок к образованию трещин;
3) узким интервалом кристаллизации, что обеспечивает быстрое затверде-
вание отливок и повышает качество металла;
4) отсутствием склонности к физико-химическому взаимодействию с метал-
лом пресс-формы, что уменьшает налипание, приваривание и диффузию металла
отливки в пресс-форму.
Сплавы на основе олова. Отливки, получаемые способом литья под давлением
из сплавов на основе олова, легко поддаются пайке мягким припоем, что и служит
основанием для их применения при изготовлении деталей радиоаппаратуры,
рентгеновского оборудования и некоторых приборов. Отливки имеют очень высо-
кую точность, толщину стенок до 0,5 мм и очень чистую поверхность. Сплавы на
основе олова обычно содержат 4—18% сурьмы и 1—33% — свинца.
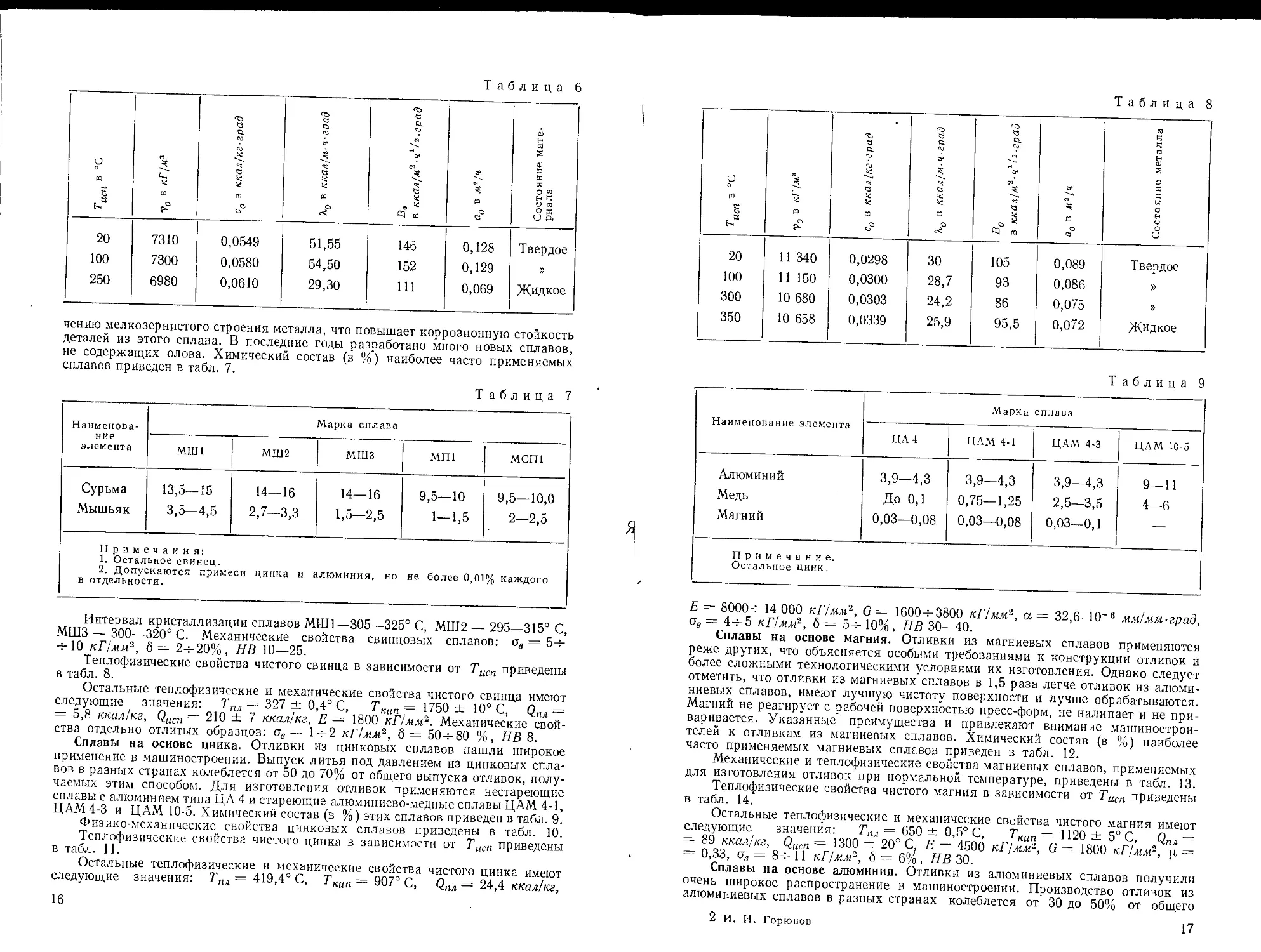
Теплофизические свойства олова в зависимости от Тисп приведены в табл. 6.
Остальные теплофизические и механические свойства олова имеют следующие
значения: Тпл = 232° С, Ткип = 2270° С, <2пл = 13,9 ккал!кг, Qum = 720 ккал/кг,
Е = 4000—5620 кГ/мм2, ов = 2-:-3 кГ/мм2, б = 40%, НВ 10.
Сплавы на основе свинца. Положительные свойства свинцовых сплавов
такие же, как и у олова. Свинцовые сплавы широко применяются в типографском
производстве. Они содержат 2—4% олова, 20—30,% сурьмы идо 1% меди. Неболь-
шая присадка меди задерживает рекристаллизацию свинца и способствует полу-
15
Таблица 6
Эо Я umj. svjjx а cQ в ккал/кг-град в ккал!град 1 . в° в ккал/м?-чх-град л/2ж а °п Состояние мате- риала
20 7310 0,0549 51,55 146 0,128 Твердое
100 7300 0,0580 54,50 152 0,129 »
250 6980 0,0610 29,30 111 0,069 Жидкое
чению мелкозернистого строения металла, что повышает коррозионную стойкость
деталей из этого сплава. В последние годы разработано много новых сплавов,
не содержащих олова. Химический состав (в %) наиболее часто применяемых
сплавов приведен в табл. 7.
Таблица 7
Наименова- ние элемента Марка сплава
МШ1 МШ2 МШЗ МП1 МСП1
Сурьма Мышьяк 13,5—15 3,5—4,5 14—16 2,7—3,3 14—16 1,5—2,5 9,5—10 1-1,5 9,5—10,0 2—2,5
Примечания: 1. Остальное свинец. 2. Допускаются примеси цинка и алюминия, но не более 0,01% каждого в отдельности.
Интервал кристаллизации сплавов МШ1—305—325° С, МШ2 — 295—315° С,
МШЗ — 300—320° С. Механические свойства свинцовых сплавов: ов = 5-5-
-10 кГ/мм\ 6 = 2--20%, НВ 10—25.
Теплофизические свойства чистого свинца в зависимости от Тит приведены
в табл. 8.
Остальные теплофизические и механические свойства чистого свинца имеют
следующие значения: Тпл = 327 ± 0,4° С, Ткип = 1750 ± 10° С, Qnjl =
= 5,8 ккал!кг, Qucn = 210 ± 7 ккал/кг, Е — 1800 кГ/мм1. Механические свой-
ства отдельно отлитых образцов: — 1-5-2 кГ1мм\ 6= 50-5-80 %, НВ 8.
Сплавы на основе цинка. Отливки из цинковых сплавов нашли широкое
применение в машиностроении. Выпуск литья под давлением из цинковых спла-
вов в разных странах колеблется от 50 до 70% от общего выпуска отливок, полу-
чаемых этим способом. Для изготовления отливок применяются нестареющие
сплавы с алюминием типа ЦА 4 и стареющие алюминиево-медные сплавы ЦАМ 4-1,
ЦАМ 4-3 и ЦАМ 10-5. Химический состав (в %) этих сплавов приведен в табл. 9.
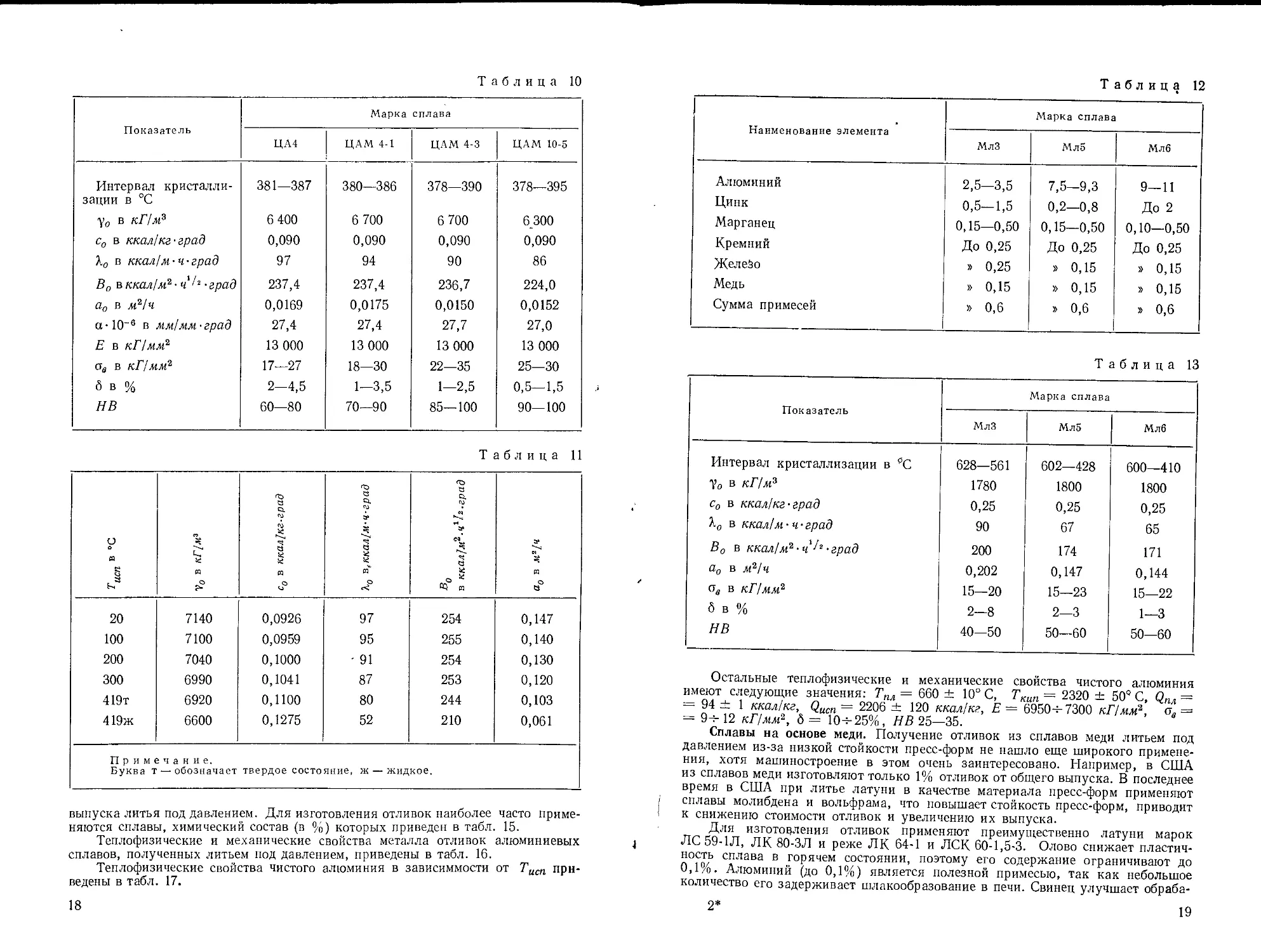
Физико-механические свойства цинковых сплавов приведены в табл. 10.
Теплофизические свойства чистого цинка в зависимости от Тисп приведены
в табл. 11.
Остальные теплофизические и механические свойства чистого цинка имеют
следующие значения: Т пл = 419,4° С, Ткип= 907° С, = 24,4 ккал/кг,
16
Таблица 8
О в S ь.3 а с0 в ккал[кг-град "В У CS У У а о в„ в к,кал/м2-ч ^-град а* ч а о Q Состояние металла
20 И 340 0,0298 30 105 0,089 Твердое
100 11 150 0,0300 28,7 93 0,086 »
300 10 680 0,0303 24,2 86 0,075 »
350 10 658 0,0339 25,9 95,5 0,072 Жидкое
Таблица 9
Наименование элемента Марка сплава
ЦЛ4 НАМ 4-1 ЦАМ 4-3 ЦАМ 10-5
Алюминий 3,9—4,3 3,9—4,3 3,9—4,3 9—11
Медь До 0,1 0,75—1,25 2,5—3,5 4—6
Магний 0,03—0,08 0,03—0,08 0,03—0,1 —
Примечание.
Остальное цинк.
Е = 80004-14 000 кПм.м2, G= 16004-3800 кГЕнм", а = 32,6- 10~ 6 мм/мм^град,
ог8 = 44-5 кГ1мм2, 6 = 5-г-10% , НВ 30—40.
Сплавы на основе магния. Отливки из магниевых сплавов применяются
реже других, что объясняется особыми требованиями к конструкции отливок й
более сложными технологическими условиями их изготовления. Однако следует
отметить, что отливки из магниевых сплавов в 1,5 раза легче отливок из алюми-
ниевых сплавов, имеют лучшую чистоту поверхности и лучше обрабатываются.
Магний не реагирует с рабочей поверхностью пресс-форм, не налипает и не при-
варивается. Указанные преимущества и привлекают внимание машинострои-
телей к отливкам из магниевых сплавов. Химический состав (в %) наиболее
часто применяемых магниевых сплавов приведен в табл. 12.
Механические и теплофизические свойства магниевых сплавов, применяемых
для изготовления отливок при нормальной температуре, приведены в табл. 13.
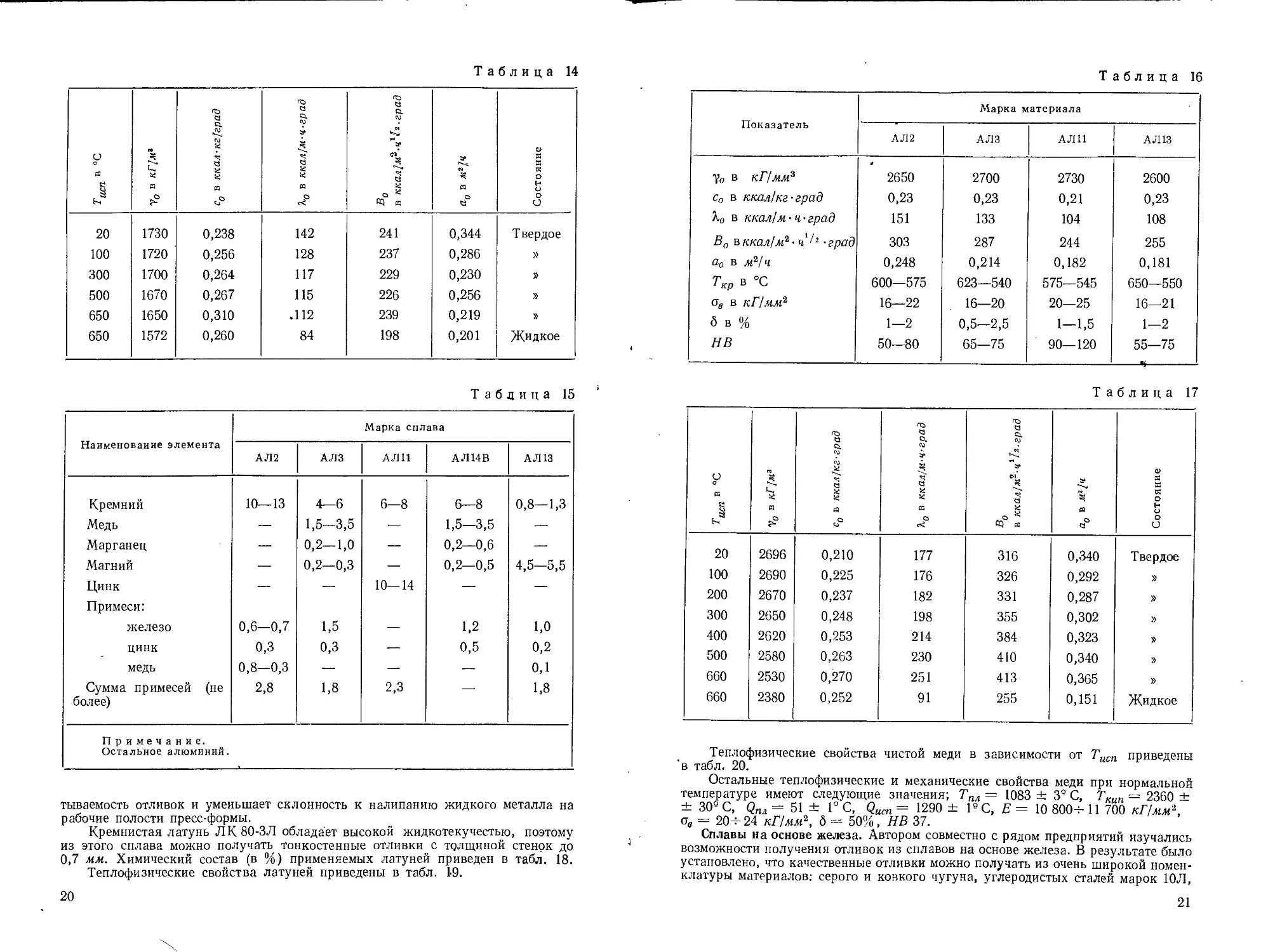
Теплофизические свойства чистого магния в зависимости от Тит приведены
в табл. 14.
Остальные теплофизические и механические свойства чистого магния имеют
следующие значения: Тпл= 650 ± 0,5° С, Тки11— 1120 ± 5° С, J
= 89 ккал/кг, Qucn = 1300 ± 20° С, Е = 4500 кГ/мм2, G = 1800 к.Г]мм2, и =
= 0,33, о„ = 84-11 кГ/мм2, д = 6% , НВ 30.
Сплавы на основе алюминия. Отливки из алюминиевых сплавов получили
очень широкое распространение в машиностроении. Производство отливок из
алюминиевых сплавов в разных странах колеблется от 30 до 50% от общего
2 И. И. Горюнов
17
Таблица 10
Показатель Марка сплава
ЦА4 ЦАМ 4-1 ЦАМ 4-3 ЦАМ 10-5
Интервал кристалли- зации в °C 381—387 380—386 378—390 378—395
у0 в кГ!м3 6 400 6 700 6 700 6300
с0 в ккал!кг-град 0,090 0,090 0,090 0,090
Хо в ккал/м чград 97 94 90 86
В0 в ккал/м2 • град 237,4 237,4 236,7 224,0
а0 в м2/ч 0,0169 0,0175 0,0150 0,0152
а-10_8 в мм!мм-град 27,4 27,4 27,7 27,0
Е в кГ/мм2 13 000 13 000 13 000 13 000
в кГ/мм2 17—27 18—30 22—35 25—30
5 в % 2-4,5 1—3,5 1—2,5 0,5—1,5
НВ 60—80 70—90 85—100 90—100
Таблица 11
О м S Ьч *2 сз jC> с0 в ккал]ке<град I о. а» д *4 <3 ЬЙ у со во в ккал]л?-чх1.2.град а» W сз о
20 7140 0,0926 97 254 0,147
100 7100 0,0959 95 255 0,140
200 7040 0,1000 • 91 254 0,130
300 6990 0,1041 87 253 0,120
419т 6920 0,1100 80 244 0,103
419ж 6600 0,1275 52 210 0,061
Прим Буква т ч а н и е. — обозначает твердое состояние, ж — жидкое.
выпуска литья под давлением. Для изготовления отливок наиболее часто приме-
няются сплавы, химический состав (в %) которых приведен в табл. 15.
Теплофизические и механические свойства металла отливок алюминиевых
сплавов, полученных литьем под давлением, приведены в табл. 16.
Теплофизические свойства чистого алюминия в зависиммости от Тисп при-
ведены в табл. 17.
18
Таблица 12
Наименование элемента Марка сплава
МлЗ Мл5 Млб
Алюминий 2,5—3,5 7,5—9,3 9—11
Цинк 0,5—1,5 0,2—0,8 До 2
Марганец 0,15—0,50 0,15—0,50 0,10—0,50
Кремний До 0,25 До 0,25 До 0,25
Железо » 0,25 » 0,15 » 0,15
Медь » 0,15 » 0,15 » 0,15
Сумма примесей » 0,6 » 0,6 » 0,6
Таблица 13
Показатель Марка сплава
МлЗ Мл5 Млб
Интервал кристаллизации в сС 628—561 602—428 600—410
у0 в кГ/м2 1780 1800 1800
с0 в ккал/кг-град 0,25 0,25 0,25
/.0 в ккал!м-ч-град 90 67 65
В0 в ккал!м2 ч /2 • град 200 174 171
а0 в м21ч 0,202 0,147 0,144
г>в в кГ!м.м2 15—20 15—23 15—22
б в % 2-8 2—3 1—3
НВ 40—50 50—60 50—60
Остальные теплофизические и механические свойства чистого алюминия
имеют следующие значения: Тпл = 660 ± 10° С, Ткип = 2320 ± 50° С, Qnjl =
= 94 ± 1 ккал/кг, Qucn = 2206 ± 120 ккал!кг, Е = 6950 ч-7300 кГ1мм\ =
= 9-г 12 кГ/мм2, 6 = 10-5-25%, НВ 25—35.
Сплавы на основе меди. Получение отливок из сплавов меди литьем под
давлением из-за низкой стойкости пресс-форм не нашло еще широкого примене-
ния, хотя машиностроение в этом очень заинтересовано. Например, в США
из сплавов меди изготовляют только 1% отливок от общего выпуска. В последнее
время в США при литье латуни в качестве материала пресс-форм применяют
I сплавы молибдена и вольфрама, что повышает стойкость пресс-форм, приводит
I к снижению стоимости отливок и увеличению их выпуска.
Для изготовления отливок применяют преимущественно латуни марок
4 ЛС 59-1Л, ЛК 80-ЗЛ и реже ЛК 64-1 и ЛСК 60-1,5-3. Олово снижает пластич-
ность сплава в горячем состоянии, поэтому его содержание ограничивают до
0,1%. Алюминий (до 0,1%) является полезной примесью, так как небольшое
количество его задерживает шлакообразование в печи. Свинец улучшает обраба-
2* 19
Таблица 14
Эо Я wnl сз cQ в кка.Л'кг1град Ко в ккал/М’Ч-град «и а» Д ч Q У О « «1 CQ сз о >3 Состояние
20 1730 0,238 142 241 0,344 Т вердое
100 1720 0,256 128 237 0,286 »
300 1700 0,264 117 229 0,230 »
500 1670 0,267 115 226 0,256 »
650 1650 0,310 .112 239 0,219 »
650 1572 0,260 84 198 0,201 Жидкое
Таблица 15
Наименование элемента Марка сплава
АЛ2 АЛЗ АЛИ АЛ14В АЛ 13
Кремний 10—13 4—6 6—8 6—8 0,8—1,3
Медь — 1,5—3,5 — 1,5—3,5 —
Марганец — 0,2—1,0 — 0,2—0,6 —
Магний — 0,2—0,3 — 0,2—0,5 4,5—5,5
Цинк — — 10-14 — —
Примеси:
железо 0,6—0,7 1,5 — 1,2 1,0
цинк 0,3 0,3 — 0,5 0,2
медь 0,8—0,3 — — — 0,1
Сумма примесей (не 2,8 1,8 2,3 — 1,8
более)
Примечание.
Остальное алюминий.
тываемость отливок и уменьшает склонность к налипанию жидкого металла на
рабочие полости пресс-формы.
Кремнистая латунь ЛК80-ЗЛ обладает высокой жидкотекучестью, поэтому
из этого сплава можно получать тонкостенные отливки с толщиной стенок до
0,7 мм. Химический состав (в %) применяемых латуней приведен в табл. 18.
Теплофизические свойства латуней приведены в табл. 19.
20
Таблица 16
Показатель Марка материала
АЛ2 АЛЗ АЛИ А Л13
Уо в кГ/мм? с0 в ккал!кг-град к0 в ккал! м-ч-град В0 в ккал/м2 • ч'2 - град а0 в м2/ч Ткр в 9С <7в в кГ/мм2 б в % НВ 2650 0,23 151 303 0,248 600—575 16—22 1—2 50—80 2700 0,23 133 287 0,214 623—540 16—20 0,5—2,5 65—75 2730 0,21 104 244 0,182 575—545 20—25 1—1,5 90—120 2600 0,23 108 255 0,181 650—550 16—21 1—2 55—75 ь,
Таблица 17
я иэп Т Jo а 1 Vo в кГ]мг о. м <3 у у я o’ о. 'Ч <3 у у сз о. «и а» еч Д <3 у о « К) я _а*> я о <3 Состояние
20 2696 0,210 177 316 0,340 Твердое
100 2690 0,225 176 326 0,292 »
200 2670 0,237 182 331 0,287 »
300 2650 0,248 198 355 0,302 »
400 2620 0,253 214 384 0,323
500 2580 0,263 230 410 0,340 »
660 2530 0,270 251 413 0,365 »
660 2380 0,252 91 255 0,151 Жидкое
Теплофизические свойства чистой меди в зависимости от Тисп приведены
'в табл. 20.
Остальные теплофизические и механические свойства меди при нормальной
температуре имеют следующие значения; Тпл = 1083 ± З9 С, Ткип = 2360 ±
± 30° С, Qnjl =51+1° С, Qum = 1290 ± 1° С, Е = 10 8004-11 700 кГ/мм2,
= 204-24 кГ/мм2, 6 = 50%, НВ 37.
Сплавы на основе железа. Автором совместно с рядом предприятий изучались
возможности получения отливок из сплавов на основе железа. В результате было
установлено, что качественные отливки можно получать из очень широкой номен-
клатуры материалов: серого и ковкого чугуна, углеродистых сталей марок ЮЛ,
21
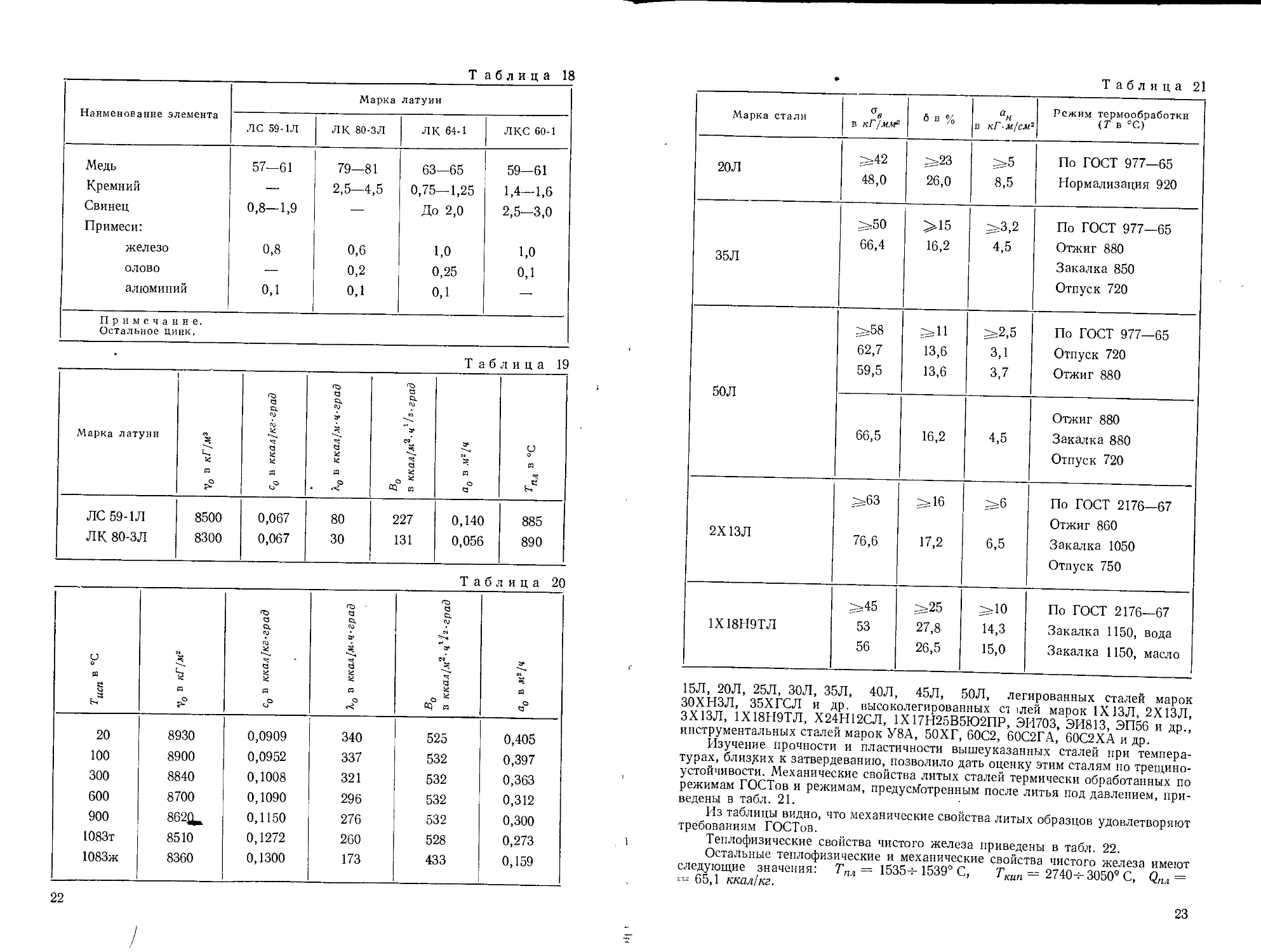
Таблица 18
Наименование элемента Марка латуни
ЛС 59-1Л ЛК 80-ЗЛ лк 64-1 ЛКС 60-1
Медь 57—61 79—81 63—65 59—61
Кремний — 2,5—4,5 0,75—1,25 1.4—1,6
Свинец 0,8—1,9 — До 2,0 2,5—3,0
Примеси:
железо 0,8 0,6 1.0 1,0
олово — 0,2 0,25 0,1
алюминий 0,1 0,1 0,1 —
Примечание.
Остальное цинк.
Таблица 19
Марка латуни й сз о. Ci Ci <3 у у ю 1 . । л0 в ккал/М' ч-град oj м* <3 й о а 05 CQ а0 в м2/ч Эо a nj.
ЛС 59-1Л 8500 0,067 80 227 0,140 885
ЛК 80-ЗЛ 8300 0,067 30 131 0,056 890
Таблица 20
О о CQ 8 3 'а сз <и Ci =? <3 Я о. Ci а* S у у я В° в ккал/м2-ч'^-град я о <3
20 8930 0,0909 340 525 0,405
100 8900 0,0952 337 532 0,397
300 8840 0,1008 321 532 0,363
600 8700 0,1090 296 532 0,312
900 862Щ 0,1150 276 532 0,300
1083т 8510 0,1272 260 528 0,273
1083ж 8360 0,1300 173 433 0,159
22
Таблица 21
Марка стали В кГ/ММ? 6 в % ан в кГ-л«/сл«2 Режим термообработки (Г в °C)
20Л 2s=42 48,0 25=23 26,0 8,5 По ГОСТ 977—65 Нормализация 920
35Л 25=50 66,4 >15 16,2 >3,2 4,5 По ГОСТ 977—65 Отжиг 880 Закалка 850 Отпуск 720
50Л 25=58 62,7 59,5 25=11 13,6 13,6 >2,5 3,1 3,7 По ГОСТ 977—65 Отпуск 720 Отжиг 880
66,5 16,2 4,5 Отжиг 880 Закалка 880 Отпуск 720
2Х13Л ,25=63 76,6 2Д= 16 17,2 6,5 По ГОСТ 2176—67 Отжиг 860 Закалка 1050 Отпуск 750
1Х18Н9ТЛ 25=45 53 56 25=25 27,8 26,5 >ю 14,3 15,0 По ГОСТ 2176—67 Закалка 1150, вода Закалка 1150, масло
15Л, 20Л, 25Л, ЗОЛ, 35Л, 40Л, 45Л, 5ОЛ, легированных сталей марок
ЗОХНЗЛ, 35ХГСЛ и др. высоколегированных ст ,лей марок IX13Л, 2Х13Л,
ЗХ13Л, 1Х18Н9ТЛ, Х24Н12СЛ, 1Х17Н25В5Ю2ПР, ЭИ703, ЭИ813, ЭП56 и др.,
инструментальных сталей марок У8А, 50ХГ, 60С2, 60С2ГА, 60С2ХАидр.
Изучение прочности и пластичности вышеуказанных сталей при темпера-
турах, близких к затвердеванию, позволило дать оценку этим сталям по трещино-
устойчивости. Механические свойства литых сталей термически обработанных по
режимам ГОСТов и режимам, предусмотренным после литья под давлением, при-
ведены в табл. 21.
Из таблицы видно, что механические свойства литых образцов удовлетворяют
требованиям ГОСТов.
Теплофизические свойства чистого железа приведены в табл. 22.
Остальные теплофизические и механические свойства чистого железа имеют
следующие значения: Тпл = 1535-ь 1539° С, Ткип = 2740-:-3050° С, Ь„. =
— 65,1 ккал/кг.
23
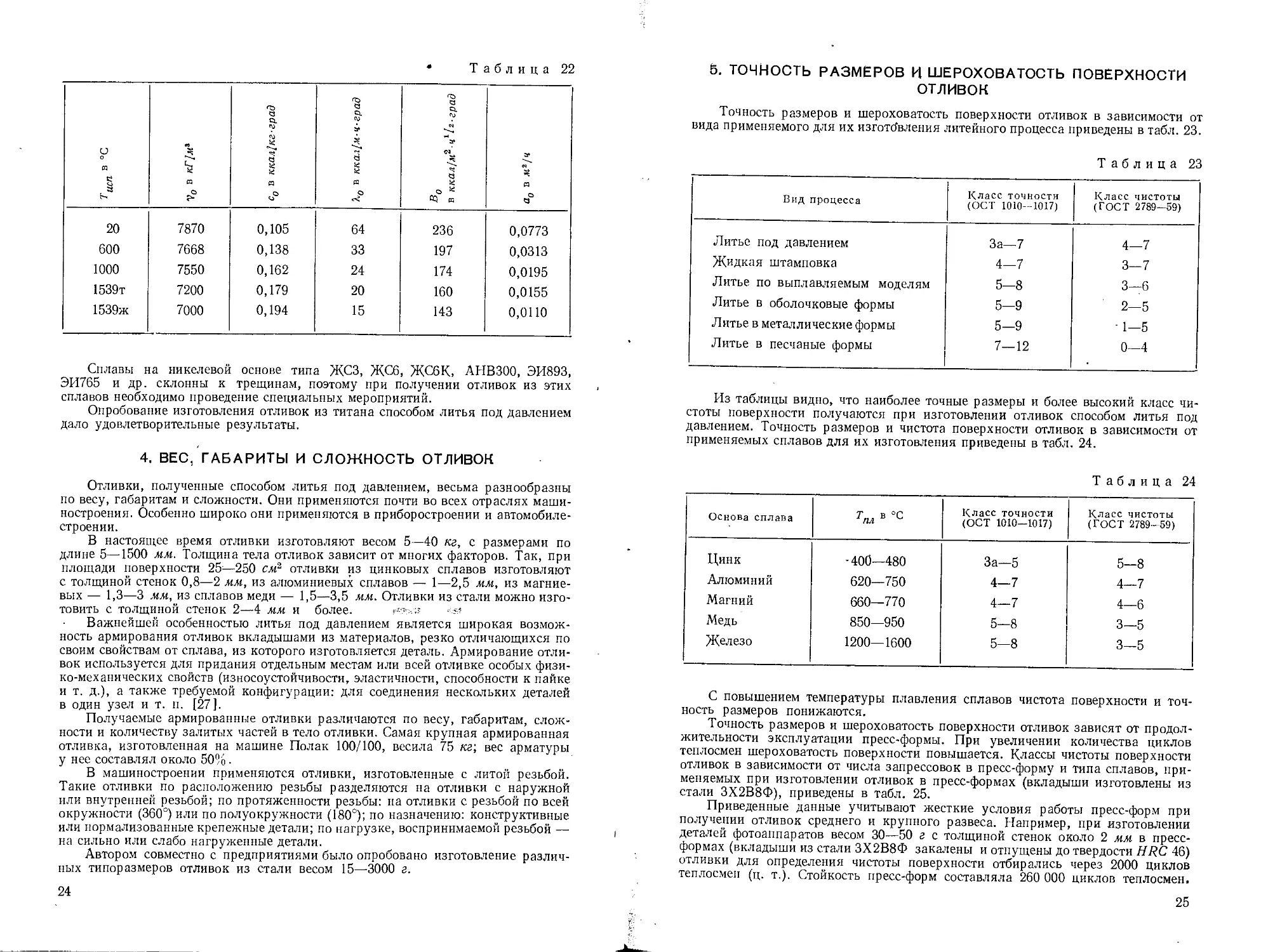
Таблица 22
О Д е ^3 tWljH S °Л <£> с <3 У У Д о. «V а» 5* <3 У У Д о 'а а. я 3. <3 о Ц д а» я Д О «3
20 7870 0,105 64 236 0,0773
600 7668 0,138 33 197 0,0313
1000 7550 0,162 24 174 0,0195
1539т 7200 0,179 20 160 0,0155
1539ж 7000 0,194 15 143 0,0110
Сплавы на никелевой основе типа ЖСЗ, ЖС6, ЖС6К, АНВ300, ЭИ893,
ЭИ765 и др. склонны к трещинам, поэтому при получении отливок из этих
сплавов необходимо проведение специальных мероприятий.
Опробование изготовления отливок из титана способом литья под давлением
дало удовлетворительные результаты.
4. ВЕС, ГАБАРИТЫ И СЛОЖНОСТЬ ОТЛИВОК
Отливки, полученные способом литья под давлением, весьма разнообразны
по весу, габаритам и сложности. Они применяются почти во всех отраслях маши-
ностроения. Особенно широко они применяются в приборостроении и автомобиле-
строении.
В настоящее время отливки изготовляют весом 5—40 кг, с размерами по
длине 5—1500 мм. Толщина тела отливок зависит от многих факторов. Так, при
площади поверхности 25:—250 см- отливки из цинковых сплавов изготовляют
с толщиной стенок 0,8—2 мм, из алюминиевых сплавов — 1—2,5 мм, из магние-
вых — 1,3—3 мм, из сплавов меди — 1,5—3,5 мм. Отливки из стали можно изго-
товить с толщиной стенок 2—4 мм и более. м#
Важнейшей особенностью литья под давлением является широкая возмож-
ность армирования отливок вкладышами из материалов, резко отличающихся по
своим свойствам от сплава, из которого изготовляется деталь. Армирование отли-
вок используется для придания отдельным местам или всей отливке особых физи-
ко-механических свойств (износоустойчивости, эластичности, способности к пайке
и т. д.), а также требуемой конфигурации: для соединения нескольких деталей
в один узел и т. п. [27].
Получаемые армированные отливки различаются по весу, габаритам, слож-
ности и количеству залитых частей в тело отливки. Самая крупная армированная
отливка, изготовленная на машине Полак 100/100, весила 75 кг; вес арматуры
у нее составлял около 50%
В машиностроении применяются отливки, изготовленные с литой резьбой.
Такие отливки по расположению резьбы разделяются на отливки с наружной
или внутренней резьбой; по протяженности резьбы: иа отливки с резьбой по всей
окружности (360°) или по полуокружности (180°); по назначению: конструктивные
или нормализованные крепежные детали; по нагрузке, воспринимаемой резьбой —
на сильно или слабо нагруженные детали.
Автором совместно с предприятиями было опробовано изготовление различ-
ных типоразмеров отливок из стали весом 15—3000 г.
24
6. ТОЧНОСТЬ РАЗМЕРОВ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ОТЛИВОК
Точность размеров и шероховатость поверхности отливок в зависимости от
вида применяемого для их изготовления литейного процесса приведены в табл. 23.
Таблица 23
Вид процесса Класс точности (ОСТ 1010—1017) Класс чистоты (ГОСТ 2789—59)
Литье под давлением За—7 4—7
Жидкая штамповка 4—7 3—7
Литье по выплавляемым моделям 5-8 3—6
Литье в оболочковые формы 5—9 2-5
Литье в металлические формы 5—9 1-5
Литье в песчаные формы 7—12 0—4
Из таблицы видно, что наиболее точные размеры и более высокий класс чи-
стоты поверхности получаются при изготовлении отливок способом литья под
давлением. Точность размеров и чистота поверхности отливок в зависимости от
применяемых сплавов для их изготовления приведены в табл. 24.
Таблица 24
Основа сплава тпл в°с Класс точности (ОСТ 1010—1017) Класс чистоты (ГОСТ 2789-59)
Цинк •400—480 За—5 5—8
Алюминий 620—750 4—7 4—7
Магний 660—770 4—7 4—6
Медь 850—950 5-8 3—5
Железо 1200—1600 5—8 3-5
С повышением температуры плавления сплавов чистота поверхности и точ-
ность размеров понижаются.
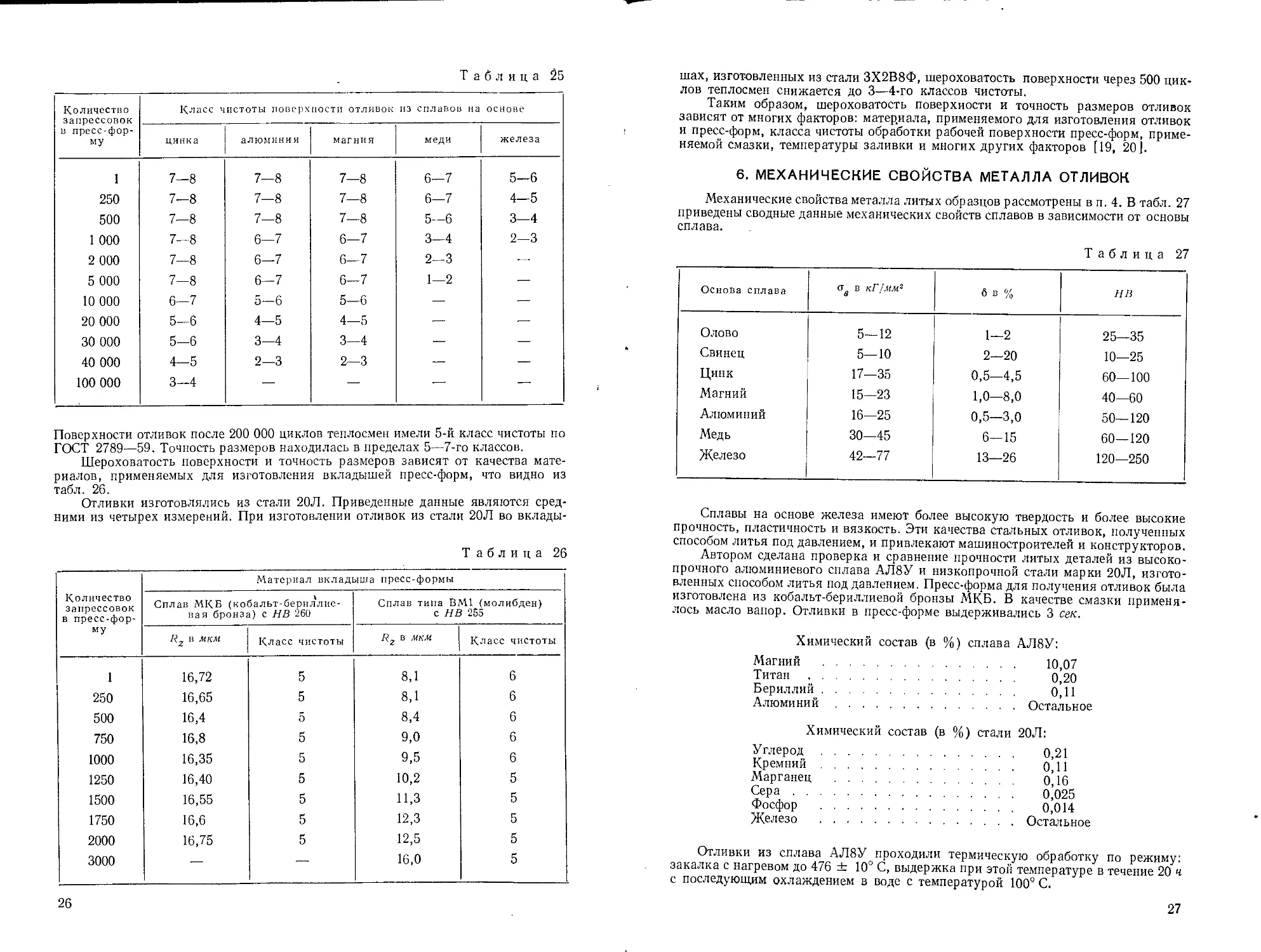
Точность размеров и шероховатость поверхности отливок зависят от продол-
жительности эксплуатации пресс-формы. При увеличении количества циклов
теплосмен шероховатость поверхности повышается. Классы чистоты поверхности
отливок в зависимости от числа запрессовок в пресс-форму и типа сплавов, при-
меняемых при изготовлении отливок в пресс-формах (вкладыши изготовлены из
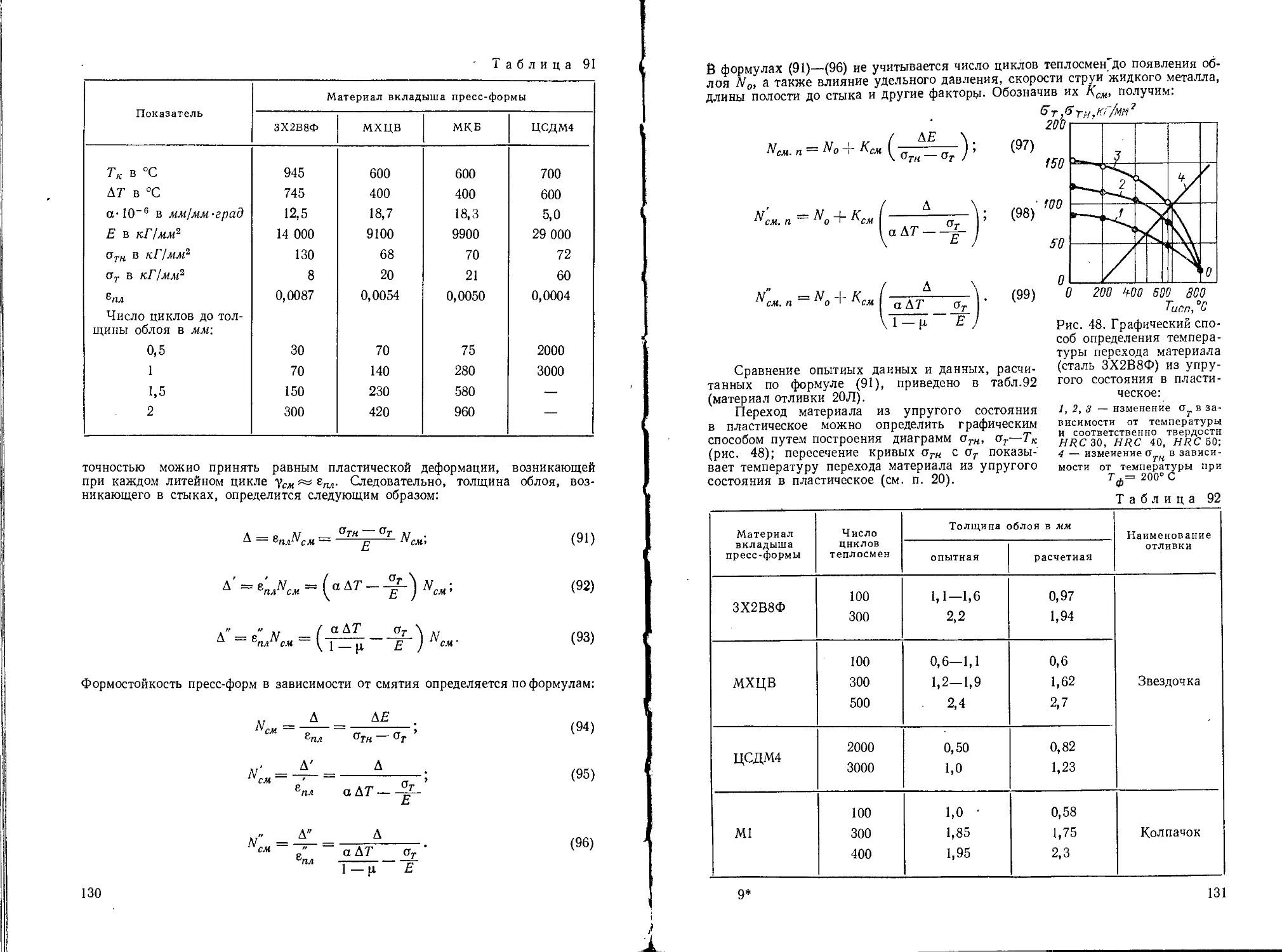
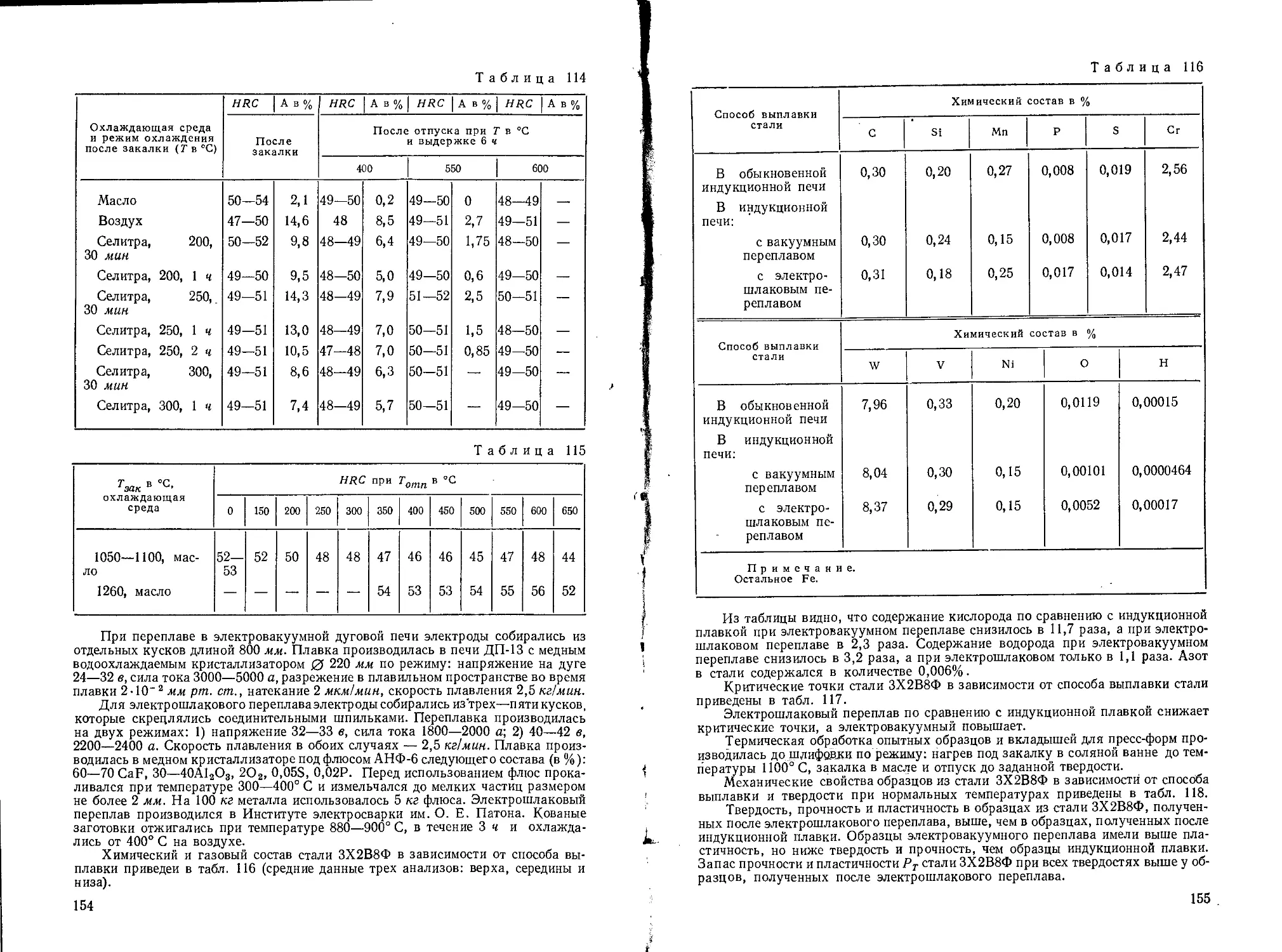
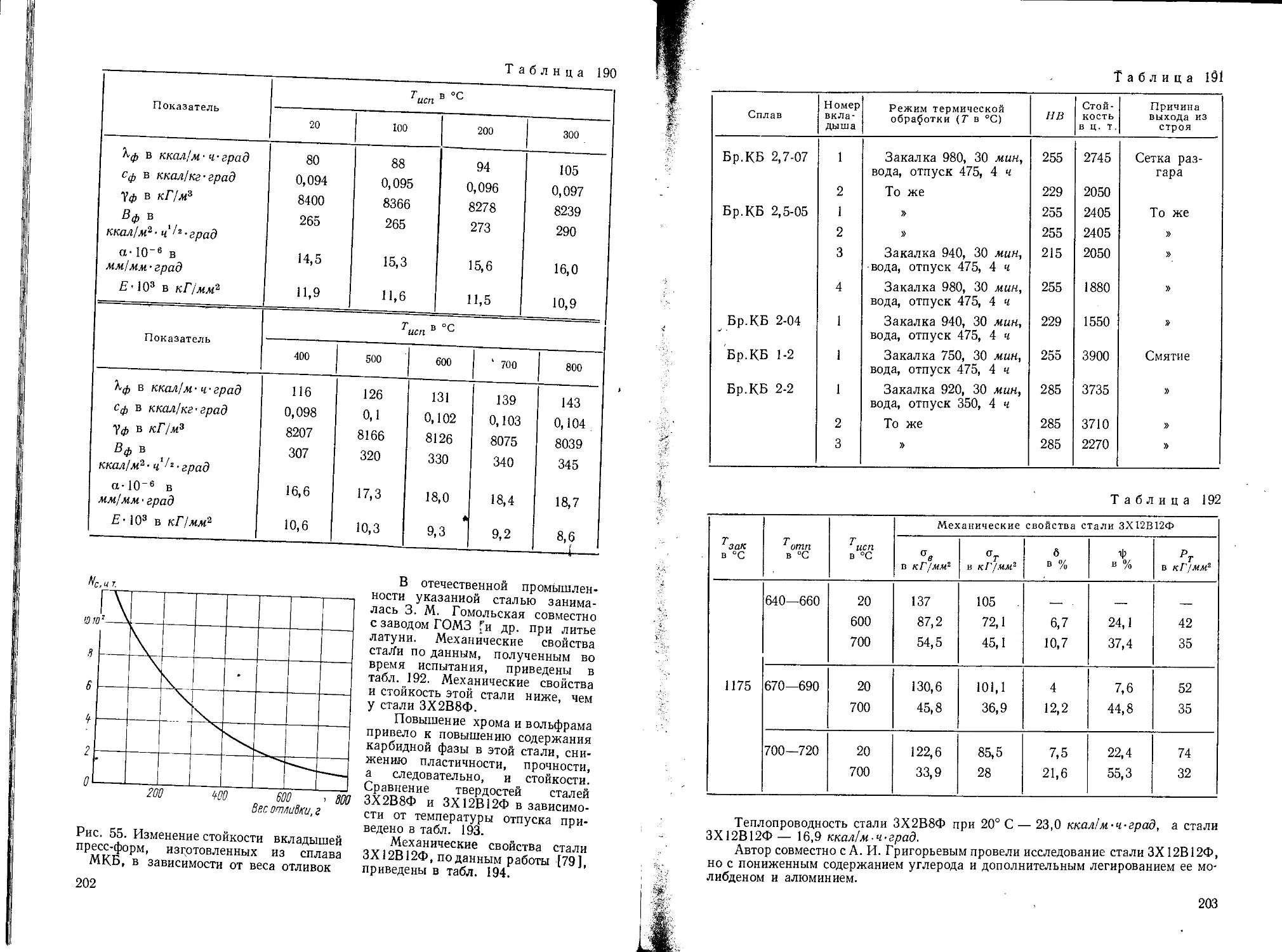
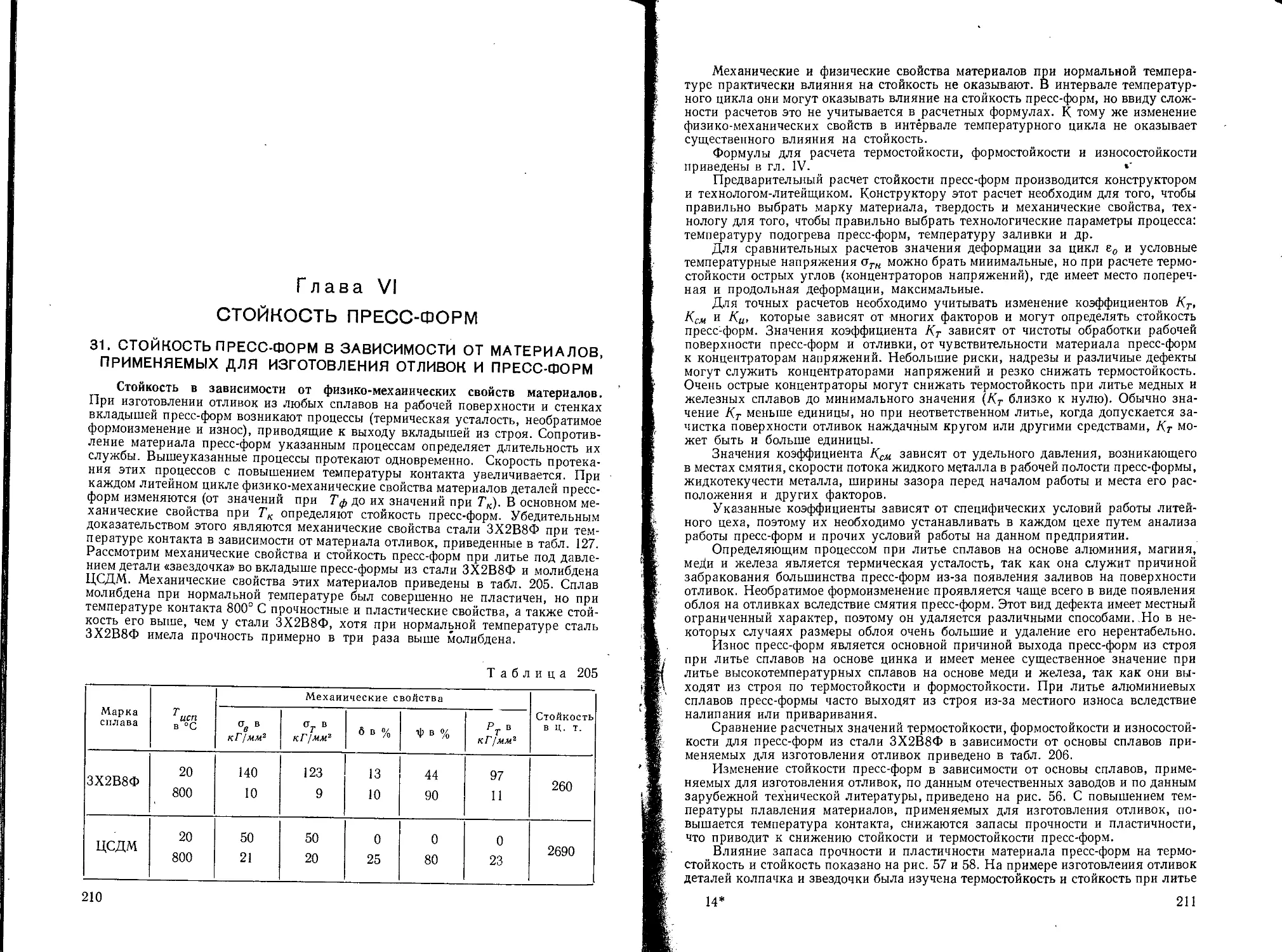
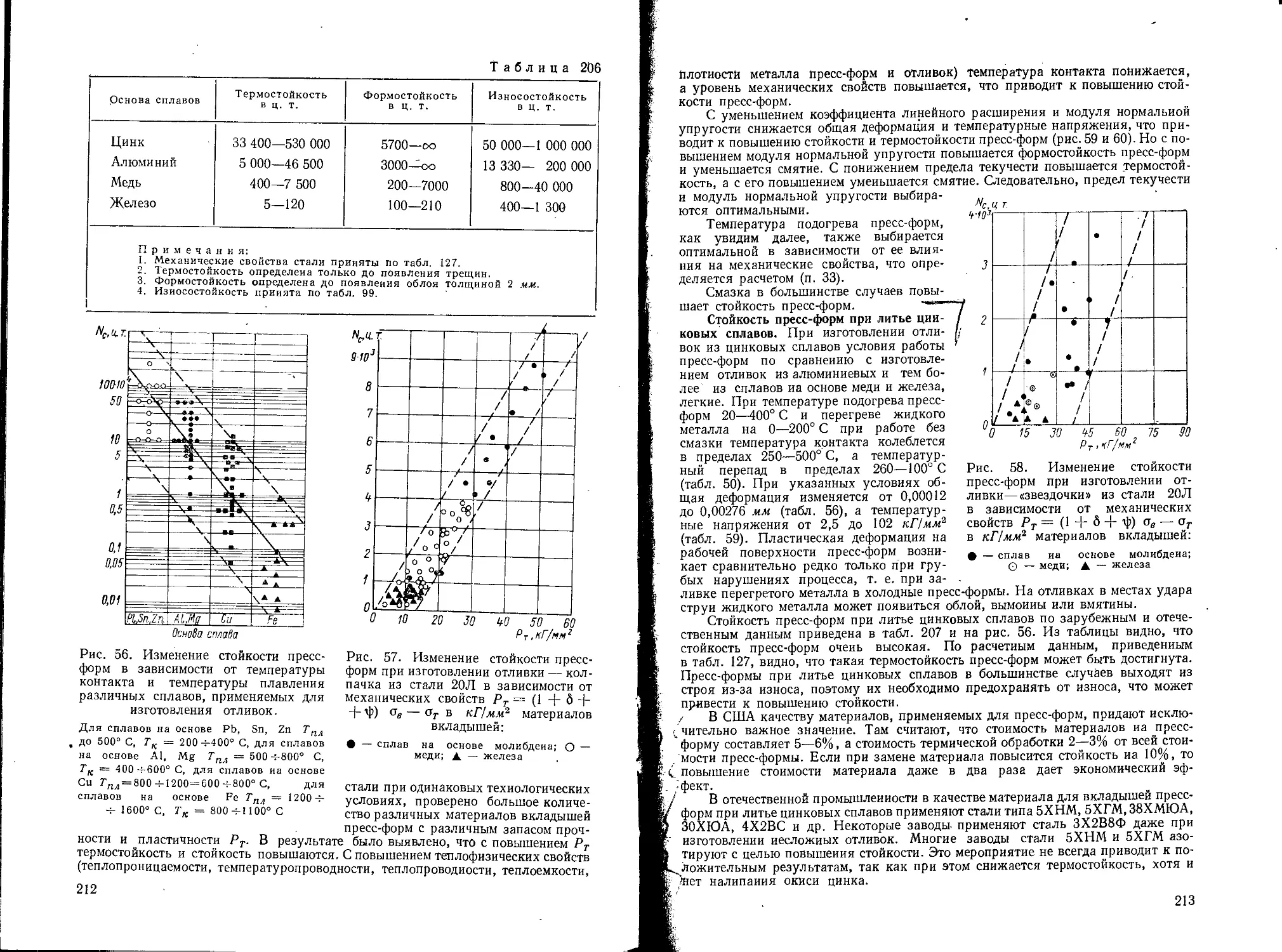
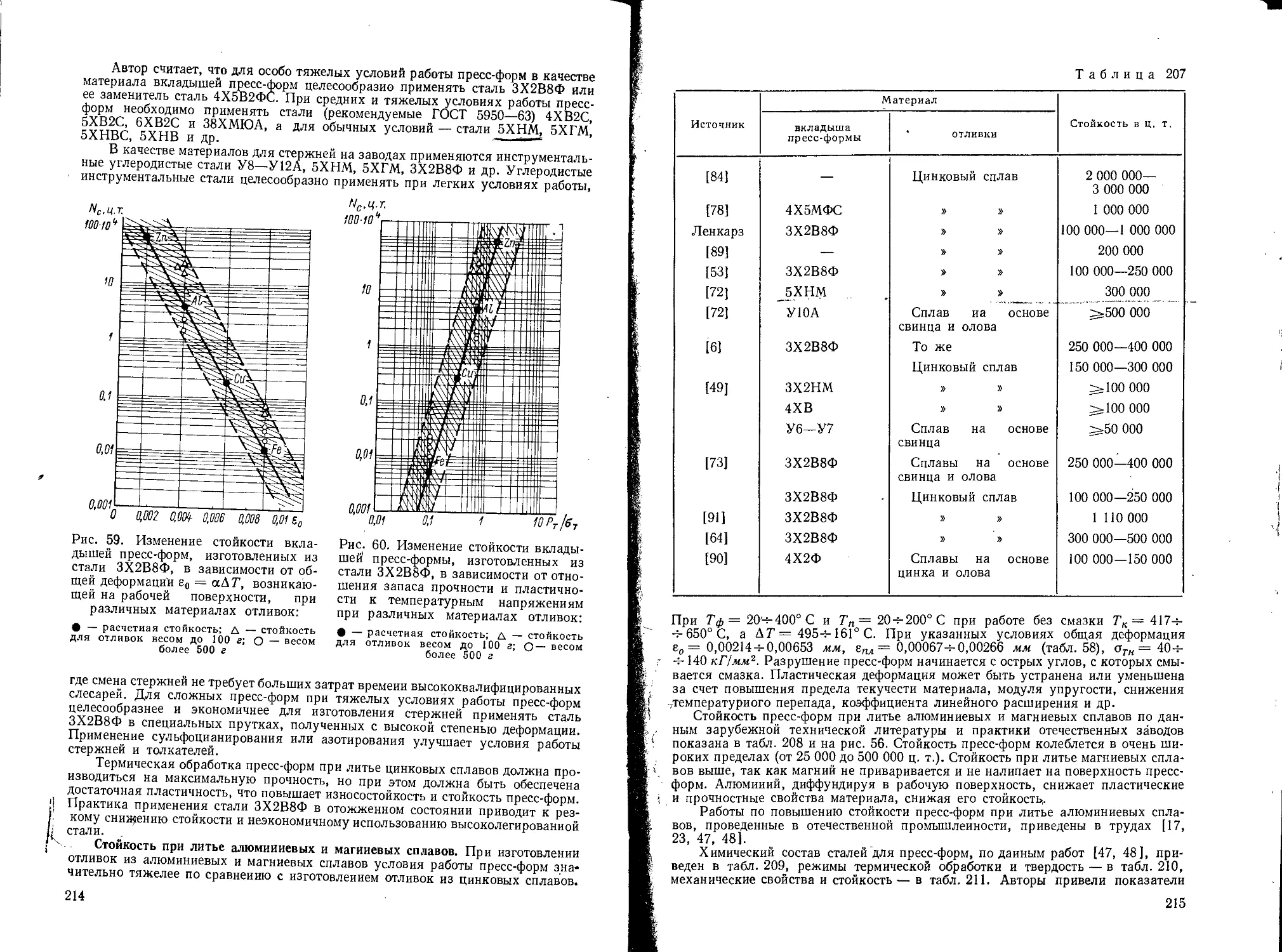
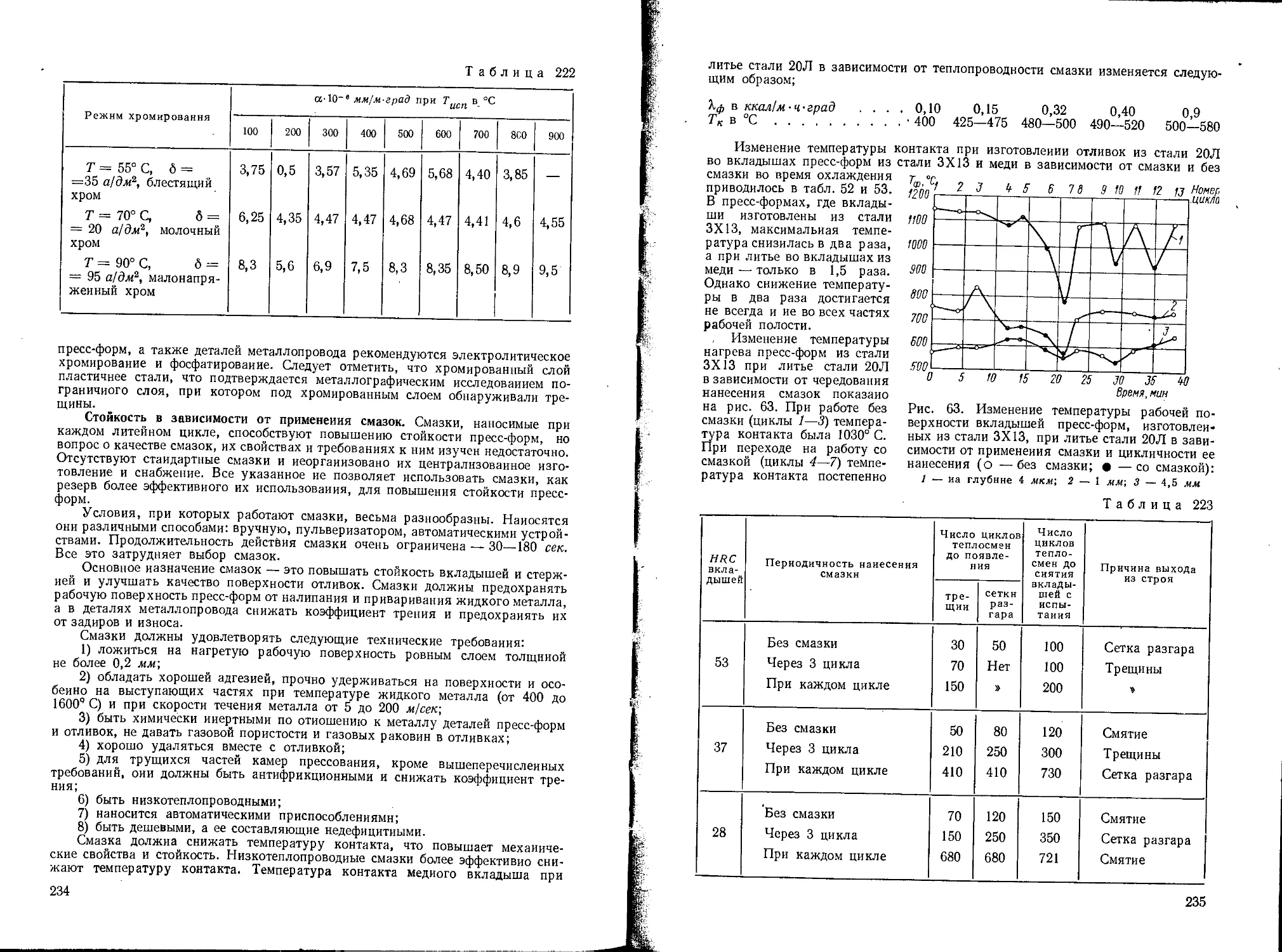
стали ЗХ2В8Ф), приведены в табл. 25.
Приведенные данные учитывают жесткие условия работы пресс-форм при
получении отливок среднего и крупного развеса. Например, при изготовлении
деталей фотоаппаратов весом 30—50 г с толщиной стенок около 2 мм в пресс-
формах (вкладыши из стали ЗХ2В8Ф закалены и отпущены до твердости HRC 46)
отливки для определения чистоты поверхности отбирались через 2000 циклов
теплосмен (ц. т.). Стойкость пресс-форм составляла 260 000 циклов теплосмен,
25
Таблица 25
Количество запрессовок в пресс-фор- му Класс чистоты поверхности отливок из сплавов на основе
цинка алюм иния магния меди железа
1 250 500 1 000 2 000 5 000 10 000 20 000 30 000 40 000 100 000 7-8 7-8 7—8 7-8 7-8 7-8 6—7 5-6 5—6 4—5 3—4 7—8 7—8 7—8 6-7 6—7 6—7 5—6 4—5 3—4 2—3 7—8 7—8 7—8 6—7 6-7 6-7 5—6 4—5 3—4 2—3 6—7 6—7 5—6 3—4 2—3 1—2 5—6 4-5 3—4 2—3
Поверхности отливок после 200 000 циклов теплосмен имели 5-й класс чистоты по
ГОСТ 2789—59. Точность размеров находилась в пределах 5—7-го классов.
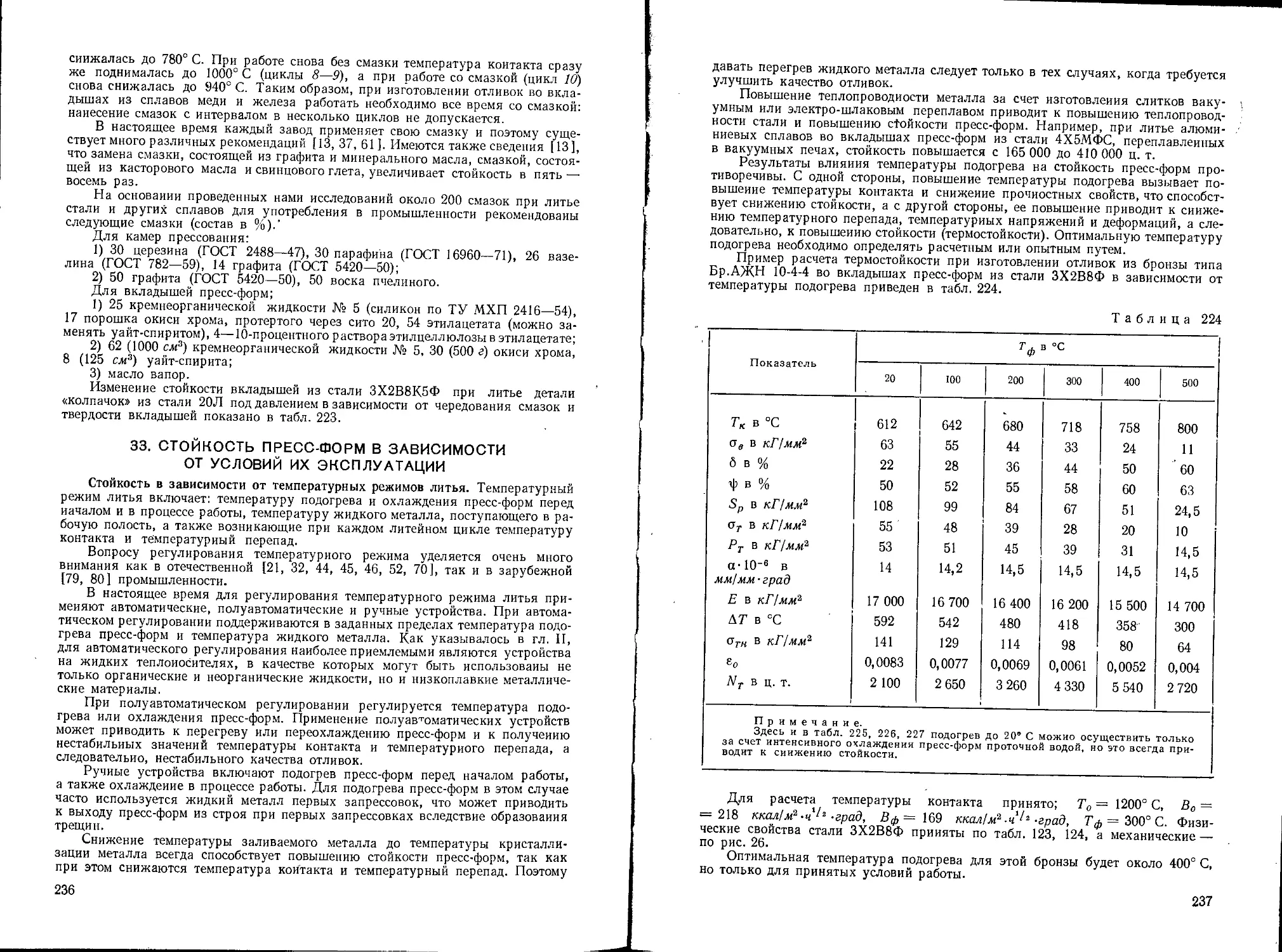
Шероховатость поверхности и точность размеров зависят от качества мате-
риалов, применяемых для изготовления вкладышей пресс-форм, что видно из
табл. 26.
Отливки изготовлялись из стали 20Л. Приведенные данные являются сред-
ними из четырех измерений. При изготовлении отливок из стали 20Л во вклады-
Таблица 26
Количество запрессовок в пресс-фор- му Материал вкладыша пресс-формы
Сплав МКВ (кобальт-бериллие- вая бронза) с НВ ‘26Q Сплав типа ВМ1 (молибден) с НВ 255
Rz в мкм Класс чистоты Rz в мкм Класс чистоты
1 16,72 5 8,1 6
250 16,65 5 8,1 6
500 16,4 5 8,4 6
750 16,8 5 9,0 6
1000 16,35 5 9,5 6
1250 16,40 5 10,2 5
1500 16,55 5 и,з 5
1750 16,6 5 12,3 5
2000 16,75 5 12,5 5
3000 — — 16,0 5
26
шах, изготовленных из стали ЗХ2В8Ф, шероховатость поверхности через 500 цик-
лов теплосмен снижается до 3—4-го классов чистоты.
Таким образом, шероховатость поверхности и точность размеров отливок
зависят от многих факторов: материала, применяемого для изготовления отливок
и пресс-форм, класса чистоты обработки рабочей поверхности пресс-форм, приме-
няемой смазки, температуры заливки и многих других факторов [19, 20].
6. МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ОТЛИВОК
Механические свойства металла литых образцов рассмотрены в п. 4. В табл. 27
приведены сводные данные механических свойств сплавов в зависимости от основы
сплава.
Таблица 27
Основа сплава а в кГ/мм2 б в % ив
Олово 5—12 1—2 25—35
Свинец 5—10 2—20 10—25
Цинк 17—35 0,5—4,5 60—100
Магний 15—23 1,0—8,0 40—60
Алюминий 16—25 0,5—3,0 50—120
Медь 30—45 6—15 60—120
Железо 42—77 13—26 120—250
Сплавы на основе железа имеют более высокую твердость и более высокие
прочность, пластичность и вязкость. Эти качества стальных отливок, полученных
способом литья под давлением, и привлекают машиностроителей и конструкторов.
Автором сделана проверка и сравнение прочности литых деталей из высоко-
прочного алюминиевого сплава АЛ8У и низкопрочной стали марки 20Л, изгото-
вленных способом литья под давлением. Пресс-форма для получения отливок была
изготовлена из кобальт-бериллиевой бронзы МКБ. В качестве смазки применя-
лось масло вапор. Отливки в пресс-форме выдерживались 3 сек.
Химический состав (в %) сплава АЛ8У:
Магний ...........................
Титан ............................
Бериллий..........................
Алюминий .........................
10,07
0,20
0,11
Остальное
Химический состав (в %) стали 20Л:
Углерод............................. 0,21
Кремний............................. 0,11
Марганец ........................... 0,16
Сера................................ 0,025
Фосфор ............................. 0,014
Железо ...............................Остальное
Отливки из сплава АЛ8У проходили термическую обработку по режиму:
закалка с нагревом до 476 ± 10° С, выдержка при этой температуре в течение 20 ч
с последующим охлаждением в воде с температурой 100° С.
27
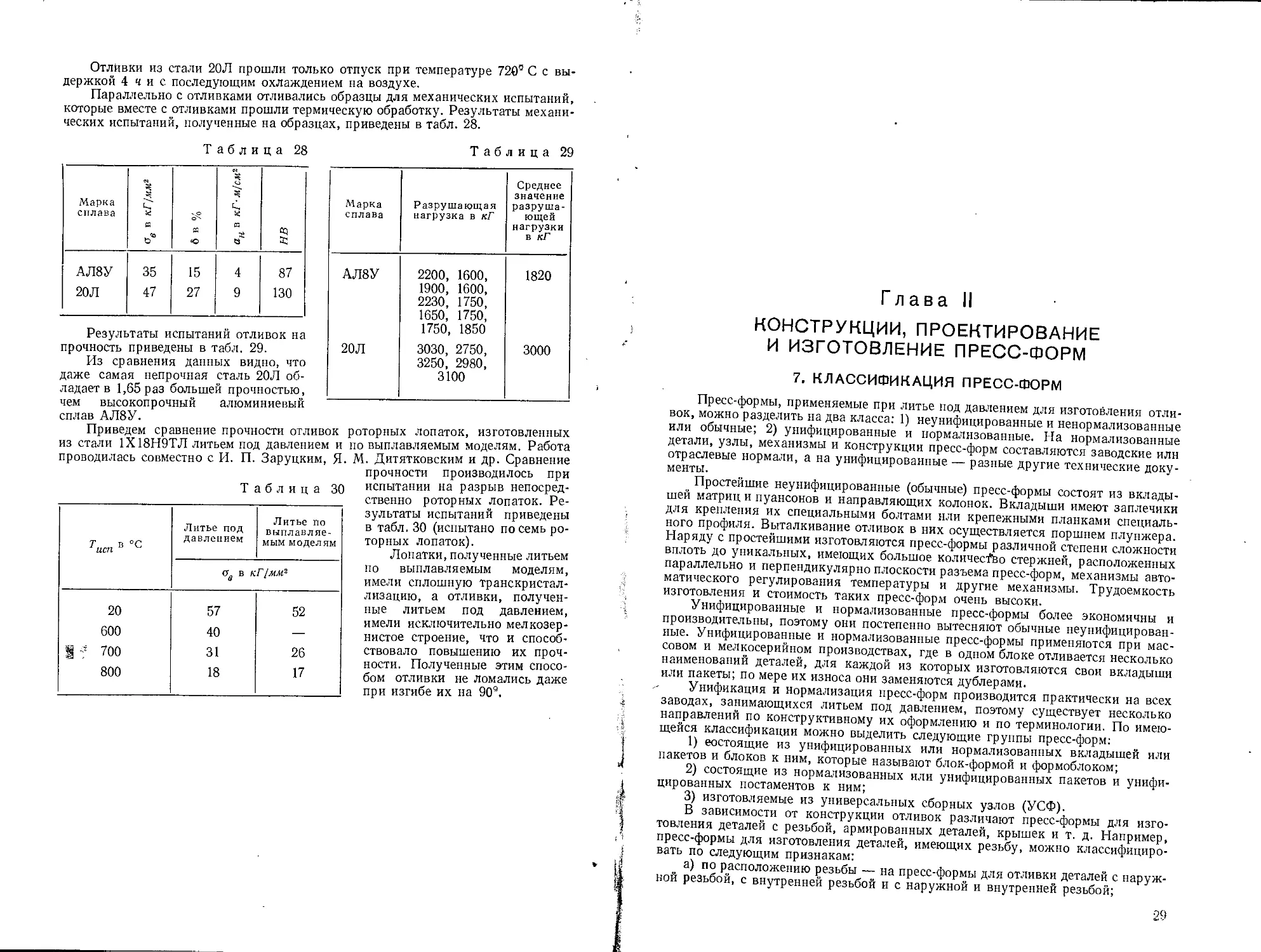
Отливки из стали 20Л прошли только отпуск при температуре 720° С с вы-
держкой 4 ч и с последующим охлаждением на воздухе.
Параллельно с отливками отливались образцы для механических испытаний,
которые вместе с отливками прошли термическую обработку. Результаты механи-
ческих испытаний, полученные на образцах, приведены в табл. 28.
Таблица 28
Марка сплава 3 а 6 в % | ан в кГ-м/см2 £
АЛ8У 35 15 4 87
20Л 47 27 9 130
Результаты испытаний отливок на
прочность приведены в табл. 29.
Из сравнения данных видно, что
даже самая непрочная сталь 20Л об-
ладает в 1,65 раз большей прочностью,
чем высокопрочный алюминиевый
сплав АЛ8У.
Таблица 29
Марка сплава Разрушающая нагрузка в кГ Среднее значение разруша- ющей нагрузки в кГ
АЛ8У 2200, 1600, 1900, 1600, 2230, 1750, 1650, 1750, 1750, 1850 1820
20Л 3030, 2750, 3250, 2980, 3100 3000
Приведем сравнение прочности отливок роторных лопаток, изготовленных
из стали 1Х18Н9ТЛ литьем под давлением и по выплавляемым моделям. Работа
проводилась совместно с И. П. Заруцким, Я. М. Дитятковским и др. Сравнение
прочности производилось при
Таблица 30 испытании на разрыв непосред-
_________________________________________ ственно роторных лопаток. Ре-
Т в °C исп Литье под давлением Литье по выплавляе- мым моделям зультаты испытаний приведены в табл. 30 (испытано по семь ро- торных лопаток). Лопатки, полученные литьем по выплавляемым моделям, имели сплошную транскристал-
в к Г/мм2
20 57 52 лизацию, а отливки, получен- ные литьем под давлением,
600 40 имели исключительно мелкозер- нистое строение, что и способ-
!'“ 700 800 31 26 ствовало повышению их проч-
18 17 ности. Полученные этим спосо- бом отливки не ломались даже при изгибе их на 909.
Глава II
КОНСТРУКЦИИ, ПРОЕКТИРОВАНИЕ
И ИЗГОТОВЛЕНИЕ ПРЕСС-ФОРМ
7, КЛАССИФИКАЦИЯ ПРЕСС-ФОРМ
Пресс-формы, применяемые при литье под давлением для изготовления отли-
вок, можно разделить на два класса: 1) неунифицированные и ненормализованные
или обычные; 2) унифицированные и нормализованные. На нормализованные
детали, узлы, механизмы и конструкции пресс-форм составляются заводские или
отраслевые нормали, а на унифицированные — разные другие технические доку-
менты.
Простейшие неунифицированные (обычные) пресс-формы состоят из вклады-
шей матриц и пуансонов и направляющих колонок. Вкладыши имеют заплечики
для крепления их специальными болтами или крепежными планками специаль-
ного профиля. Выталкивание отливок в них осуществляется поршнем плунжера.
Наряду с простейшими изготовляются пресс-формы различной степени сложности
вплоть до уникальных, имеющих большое количесйю стержней, расположенных
параллельно и перпендикулярно плоскости разъема пресс-форм, механизмы авто-
матического регулирования температуры и другие механизмы. Трудоемкость
изготовления и стоимость таких пресс-форм очень высоки.
Унифицированные и нормализованные пресс-формы более экономичны и
производительны, поэтому они постепенно вытесняют обычные неунифицирован-
ные. Унифицированные и нормализованные пресс-формы применяются при мас-
совом и мелкосерийном производствах, где в одном блоке отливается несколько
наименований деталей, для каждой из которых изготовляются свои вкладыши
или пакеты; по мере их износа они заменяются дублерами.
Унификация и нормализация пресс-форм производится практически на всех
заводах, занимающихся литьем под давлением, поэтому существует несколько
направлений по конструктивному их оформлению и по терминологии. По имею-
щейся классификации можно выделить следующие группы пресс-форм:
1) еостоящие из унифицированных или нормализованных вкладышей или
пакетов и блоков к ним, которые называют блок-формой и формоблоком;
2) состоящие из нормализованных или унифицированных пакетов и унифи-
цированных постаментов к ним;
3) изготовляемые из универсальных сборных узлов (УСФ).
В зависимости от конструкции отливок различают пресс-формы для изго-
товления деталей с резьбой, армированных деталей, крышек и т. д. Например,
пресс-формы для изготовления деталей, имеющих резьбу, можно классифициро-
вать по следующим признакам:
а) по расположению резьбы — на пресс-формы для отливки деталей с наруж-
ной резьбой, с внутренней резьбой и с наружной и внутренней резьбой;
29
б) по величине резьбовой поверхности — на пресс-формы для отливки дета-
лей с резьбой по всей окружности и с резьбой по полуокружности;
в) по способу оформления резьбы — на пресс-формы для получения отливок
с резьбой в неразъемных и в разъемных резьбообразующих элементах;
г) по способу вывинчивания отливок из резьбообразующих элементов — на
пресс-формы с вывинчиванием отливок из резьбообразующих элементов и с вывин-
чиванием резьбообразующих элементов из отливок (вывинчивание производится
как на машине, так и вне машины).
Пресс-формы для изготовления армированных отливок можно классифици-
ровать по следующим признакам;
1) по материалу, применяемому в качестве армирующего элемента (цветные
и черные металлы, специальные сплавы, пластмассы, керамика, дерево, фибра и
другие материалы);
2) по количеству армирующих элементов (один или несколько) (в п. 4
приводился пример отливки весом 75 кг, имеющей 50 вес. % армирующих эле-
ментов) ;
3) по расположению армирующих элементов в рабочей полости: параллельно,
перпендикулярно плоскости разъема и под углом;
4) по форме армирующих элементов (элементы типа штифтов, шпилек, бол-
тов, осей, втулок, гаек, гладких втулок, подшипников и других фигур различных
сложных конфигураций).
Пресс-формы для изготовления деталей при мелкосерийном производстве при
групповой технологии разделяются по габаритам — площади проекции отливки
на поверхность разъема пресс-формы; по подводу литника к отливке; по типу
съема отливки из пресс-формы; по поверхности разъема отливки.
Пресс-формы классифицируются также в зависимости от конструкции и мощ-
ности машин, габаритных размеров плит для их крепления, хода подвижной
плиты.
По линии разъема различают пресс-формы с вертикальным разъемом для
машин с вертикальным расположением плит и пресс-формы с горизонтальным
разъемом — для машин с горизонтальным расположением плит. Указанные пресс-
формы могут быть одноразъемные и многоразъемные. Машины с горизонтальным
расположением крепежных плит очень неудобны для эксплуатации пресс-форм и
поэтому они применяются в ограниченном количестве.
По габаритным размерам и весу пресс-формы подразделяются на мало-,
средне- и крупногабаритные. По высоте и ширине пресс-формы изготовляются
с размерами до 4000Х 4000 мм, третий размер зависит от допустимого хода ма-
шины и размера отливки в этом направлении. Максимальный вес отливок, полу-
чаемых литьем под давлением, находится в пределах 25—45 кг, но, как указы-
валось выше, известны и более тяжелые армированные отливки, вес которых за
счет арматуры достигает 75 кг. Так, на заводе им. Егорова (Ленинград) изго-
товлялись отливки из сплава АЛ9В с размерами 1108Х962Х 18 мм и весом 5 кг,
для которых пресс-форма имела размеры 1310X 1170X340 мм и вес 4800 кг.
На этом же заводе для крупногабаритной отливки из сплава АЛ2 с размерами
1225X580X 15 мм и весом 6 кг была изготовлена и эксплуатировалась пресс-
форма размерами 1700X580X545 мм и весом 4500 кг. Самая крупная пресс-
форма размерами 3700Х3680Х 1070 мм и весом 30 000 кг была изготовлена в США
для отливки блока 6-цилиндрового двигателя.
Пресс-формы в зависимости от количества отливок, изготовляемых в ней,
разделяются на одногнездные и многогнездные (в некоторых пресс-формах изго-
товляется до 50 и более мелких отливок). В зависимости от способа подогрева
и охлаждения пресс-формы изготовляются как с регулированием температуры
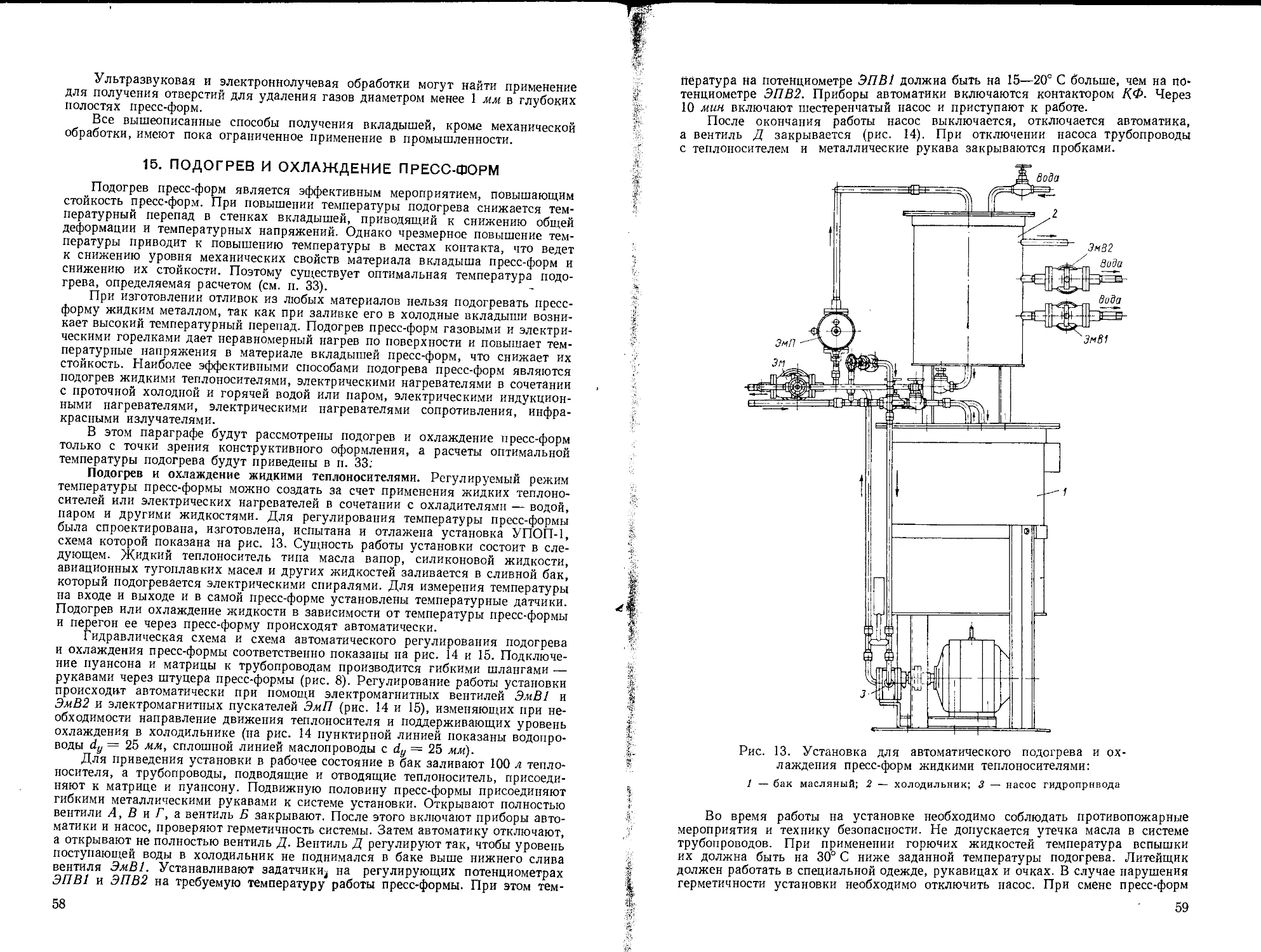
(автоматическим и полуавтоматическим), так и без регулирования температуры.
Автоматическое регулирование температуры пресс-форм возможно при использо-
вании жидких теплоносителей, в том числе и металлических, или электрических
нагревателей, применяемых совместно с водяным охлаждением. Полуавтомати-
ческое регулирование температуры осуществляется с помощью электрических и
других нагревателей.
Пресс-формы изготовляются с автоматическим, полуавтоматическим или
ручным приводами для съема отливок и извлечения стержней из отливки. Автома-
30
тический привод, использующий ход машины, применяется для съема отлйвок
плитой или выталкивателями. Для крепления подвижной части пресс-формы и
фиксации системы выталкивателей иногда используются постаменты.
Автоматические приводы для съема стержней подразделяются на механические
и гидравлические. Механические приводы могут быть с наклонным клином,
наклонным плоским клином, изогнутыми штырями, копирующими устройствами
и другими механизмами. Полуавтоматический гидравлический привод предусма-
тривает ручное управление. В качестве ручных применяются винтовые, рычаж-
ные, эксцентриковые, с зубчатыми колесами и другие приводы.
Пресс-формы в зависимости от основы сплавов, применяемых для изготовле-
ния отливок, имеют особенности в оформлении рабочей полости и в конструкции
приводов выталкивателей и стержней.
По способу изготовления вкладышей, оформляющих внешние контуры
отливки, пресс-формы очень разнообразны. Вкладыши изготовляются преиму-
щественно механической обработкой из проката или поковок, но в последние годы
применяются вкладыши, изготовляемые также другими способами: холодным
выдавливанием, литьем по выплавляемым моделям, литьем под давлением и др.
1 По расположению рабочей полости для оформления внешних контуров от-
I ливки различают пресс-формы с расположением отливок только в матрице, только
I в пуансоне или в пуансоне и матрице.
| В последнее время внедряются пресс-формы с удалением литников и облоя
в процессе съема отливки, с автоматической очисткой рабочей полости и автомати-
ческим нанесением на нее смазки.
{'"Детали пресс-формы по их назначению можно разделить на следующие
группы.
Группа I. Детали, формообразующие рабочую полость пресс-формы: вкла-
дыши матриц и пуансонов, вставки или куски, стержни и выталкиватели.
Группа II. Детали металлопровода: стакан, втулка, наконечник прессую-
щего плунжера, пятка и рассекатель.
«Группа III. Детали конструктивного назначения: плиты или обоймы матриц
и пуансонов, плиты толкателей, опорные и подкладные, направляющие колонки
। и втулки, упоры, различные детали узлов и механизмов. Эта группа содержит
1 очень много различных наименований деталей, и чем сложнее пресс-форма, тем
j их больше.
I Детали группы I определяют стойкость пресс-форм и качество отливок по
чистоте и точности размеров. Детали групп II и III определяют работоспособность
пресс-форм. Конструкции этих деталей и качеству материалов, применяемых для
.’j их изготовления, необходимо уделять самое большое внимание.
8. ДЕТАЛИ, СОПРИКАСАЮЩИЕСЯ С ЖИДКИМ МЕТАЛЛОМ
Детали, соприкасающиеся с жидким металлом, можно разделить на детали
। формообразующие, или оформляющие контуры отливки,! и на детали металлопро-
вода! Формообразующие детали (вкладыши, стержни, выталкиватели), оформляю-
। щие отливку, являются основой пресс-формы. Эти детали определяют внешние
; контуры отливки, ее качество — шероховатость поверхности и точность размеров.
» Вкладыши. Формирование внешних контуров отливки происходит во вкла-
дышах. Стойкость вкладышей определяет стойкость пресс-форм, а следовательно,
в и рентабельность производства и стоимость отливок. Вкладыши изготовляются
3 из высоколегированных и легированных сталей. Выбор материалов для вклады-
1 шей, режимов термической обработки, эксплуатации является важнейшим вопро-
J сом, определяющим работоспособность вкладышей.
Вкладыши чаще всего имеют прямоугольный или круглый профиль. Габарит-
ные размеры вкладышей устанавливаются исходя из размеров отливки. Расстоя-
ние от рабочей полости до края вкладыша принимается не менее 15—20 мм.
Толщина тела вкладыша, учитывая необходимость достаточного посадочного
1 места для стержней и возможных кусков — вставок, принимается равной глубине
оформляющей тело отливки плюс 15—20 мм. Меньшая толщина тела вкладыша,
I особенно при литье высокотемпературных сплавов, может приводить к возникно-
I вению трещин в тонких сечениях.
31
Как было показано на рис. 2, расположение отливок во вкладышах может быть
симметричным — одновременно во вкладыше матрицы и пуансона, и несимметрич-
ным — только во вкладыше пуансона или в матрице. Для удобства удаления
отливок, особенно сложной конфигурации, в большинстве случаев отливку рас-
полагают в пуансоне.
Крепление вкладышей в плитах осуществляется различными способами.
Плиты для крепления вкладышей могут иметь сквозные и несквозные отверстия.
В плитах со сквозными.отверстиями крепление вкладышей осуществляется бур-
тами толщиной 8—12 мм (рис. 4). При быстросменных вкладышах их крепление
производится болтами (рис. 5). В плитах с несквозными отверстиями вкладыши
крепятся болтами со стороны плиты матрицы и пуансона (рис. 6).
При изготовлении отливок из высокотемпературных сплавов простейшие
пресс-формы состоят из вкладышей, направляющих колонок, втулок и специаль-
ных крепежных планок. Закрепление вкладыша осуществляется через бурт тол-
щиной и шириной около 30 мм. Крепежная планка имеет специальный профиль
с приваренными проушинами для болтов.
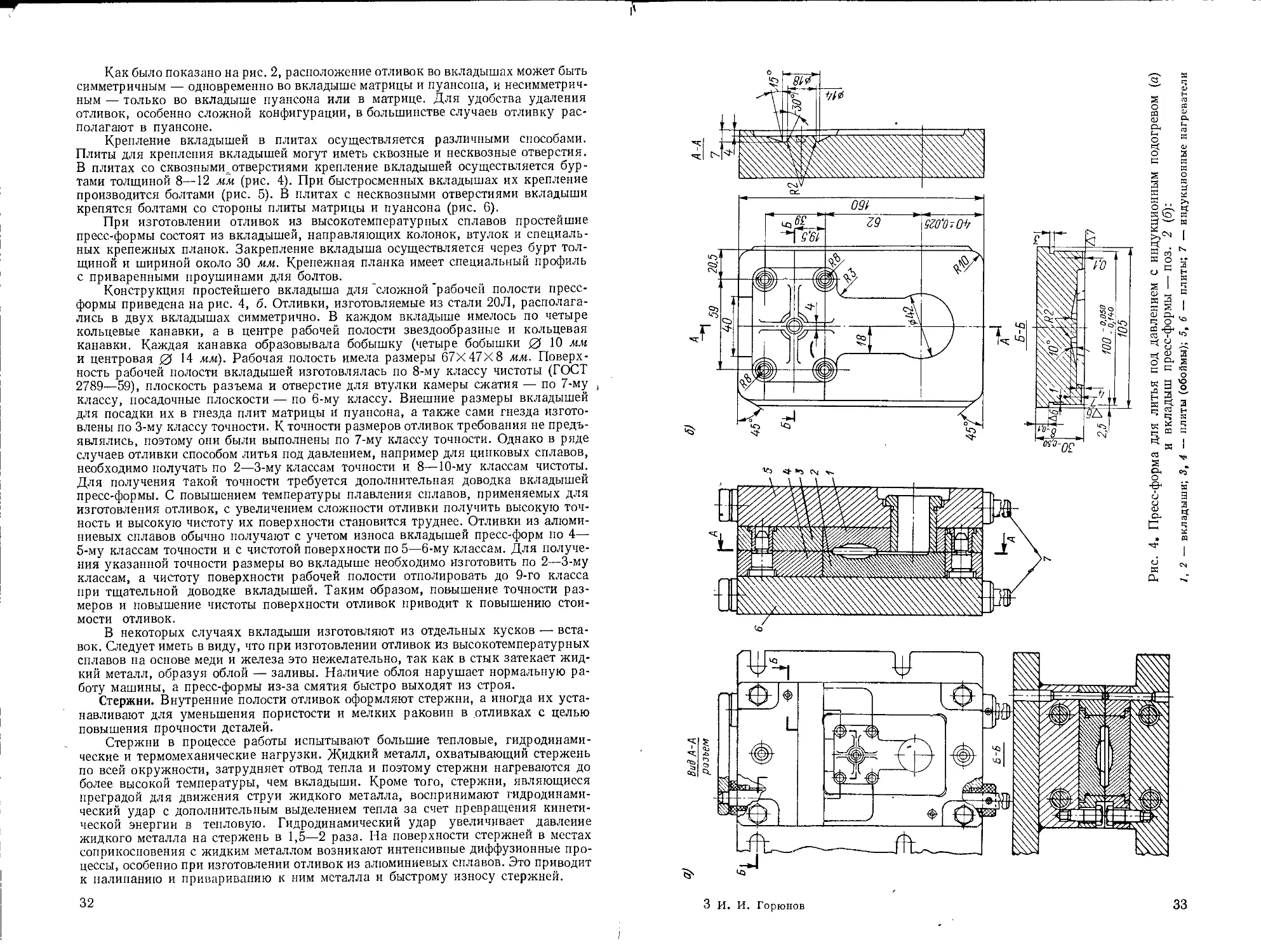
Конструкция простейшего вкладыша для "сложной "рабочей полости пресс-
формы приведена на рис. 4, б. Отливки, изготовляемые из стали 20Л, располага-
лись в двух вкладышах симметрично. В каждом вкладыше имелось по четыре
кольцевые канавки, а в центре рабочей полости звездообразные и кольцевая
канавки. Каждая канавка образовывала бобышку (четыре бобышки 0 10 мм
и центровая 0 14 мм). Рабочая полость имела размеры 67X47X8 мм. Поверх-
ность рабочей полости вкладышей изготовлялась по 8-му классу чистоты (ГОСТ
2789—59), плоскость разъема и отверстие для втулки камеры сжатия — по 7-му ,
классу, посадочные плоскости — по 6-му классу. Внешние размеры вкладышей
для посадки их в гнезда плит матрицы и пуансона, а также сами гнезда изгото-
влены по 3-му классу точности. К точности размеров отливок требования не предъ-
являлись, поэтому они были выполнены по 7-му классу точности. Однако в ряде
случаев отливки способом литья под давлением, например для цинковых сплавов,
необходимо получать по 2—3-му классам точности и 8—10-му классам чистоты.
Для получения такой точности требуется дополнительная доводка вкладышей
пресс-формы. С повышением температуры плавления сплавов, применяемых для
изготовления отливок, с увеличением сложности отливки получить высокую точ-
ность и высокую чистоту их поверхности становится труднее. Отливки из алюми-
ниевых сплавов обычно получают с учетом износа вкладышей пресс-форм по 4—
5-му классам точности и с чистотой поверхности по 5—6-му классам. Для получе-
ния указанной точности размеры во вкладыше необходимо изготовить по 2—3-му
классам, а чистоту поверхности рабочей полости отполировать до 9-го класса
при тщательной доводке вкладышей. Таким образом, повышение точности раз-
меров и повышение чистоты поверхности отливок приводит к повышению стои-
мости отливок.
В некоторых случаях вкладыши изготовляют из отдельных кусков —• вста-
вок. Следует иметь в виду, что при изготовлении отливок из высокотемпературных
сплавов на основе меди и железа это нежелательно, так как в стык затекает жид-
кий металл, образуя облой — заливы. Наличие облоя нарушает нормальную ра-
боту машины, а пресс-формы из-за смятия быстро выходят из строя.
Стержни. Внутренние полости отливок оформляют стержни, а иногда их уста-
навливают для уменьшения пористости и мелких раковин в отливках с целью
повышения прочности деталей.
Стержни в процессе работы испытывают большие тепловые, гидродинами-
ческие и термомеханические нагрузки. Жидкий металл, охватывающий стержень
по всей окружности, затрудняет отвод тепла и поэтому стержни нагреваются до
более высокой температуры, чем вкладыши. Кроме того, стержни, являющиеся
преградой для движения струи жидкого металла, воспринимают гидродинами-
ческий удар с дополнительным выделением тепла за счет превращения кинети-
ческой энергии в тепловую. Гидродинамический удар увеличивает^ давление
жидкого металла на стержень в 1,5—2 раза. На поверхности стержней в местах
соприкосновения с жидким металлом возникают интенсивные диффузионные про-
цессы, особенно при изготовлении отливок из алюминиевых сплавов. Это приводит
к налипанию и привариванию к ним металла и быстрому износу стержней.
32
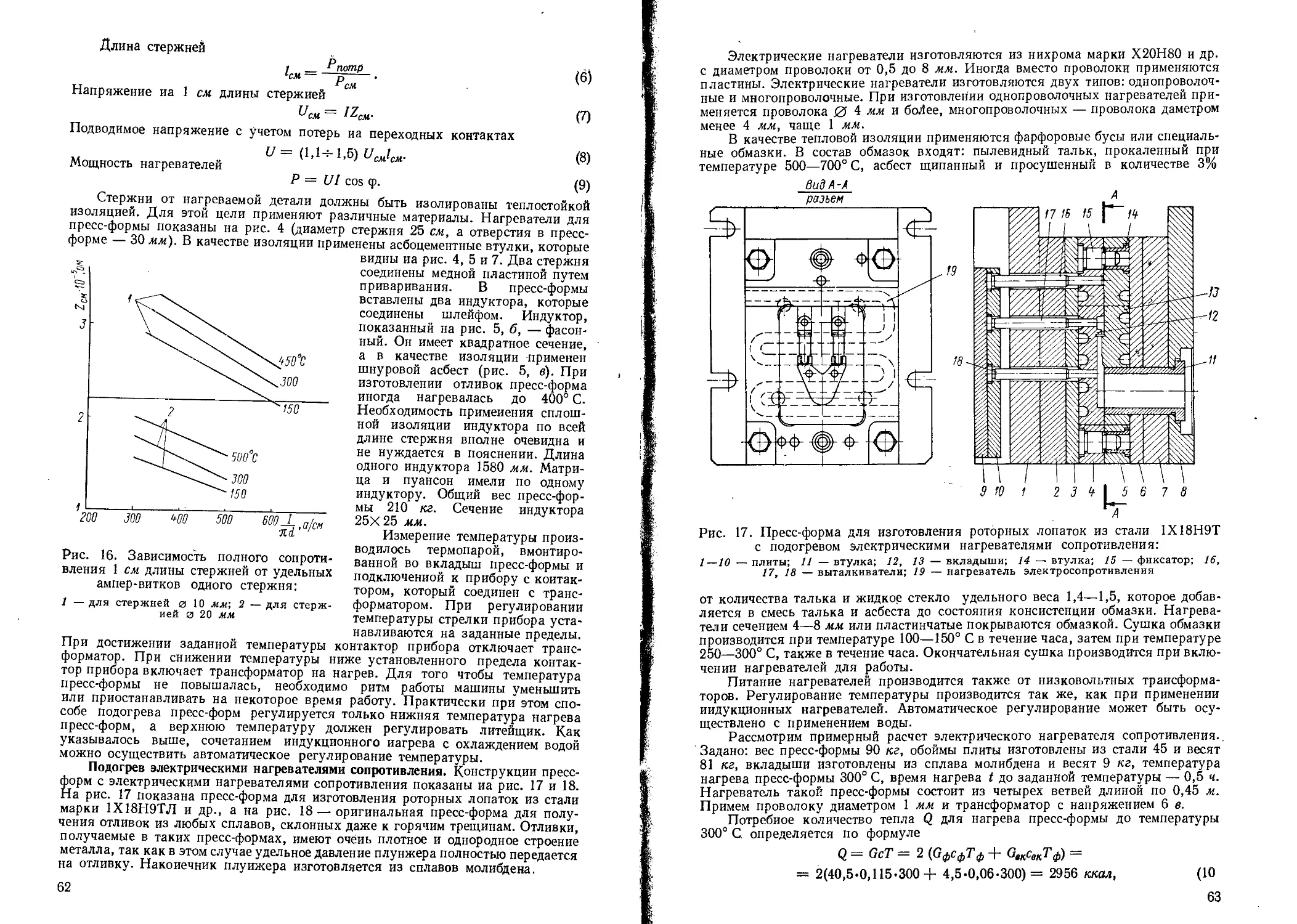
Рис. 4. Пресс-форма для литья под давлением с индукционным подогревом (а)
и вкладыш пресс-формы — поз. 2 (б):
1,2 — вкладыши; 3, 4 — плиты (обоймы); 5, 6 — плиты; 7 — индукционные нагреватели
3 И. И. Горюнов
33
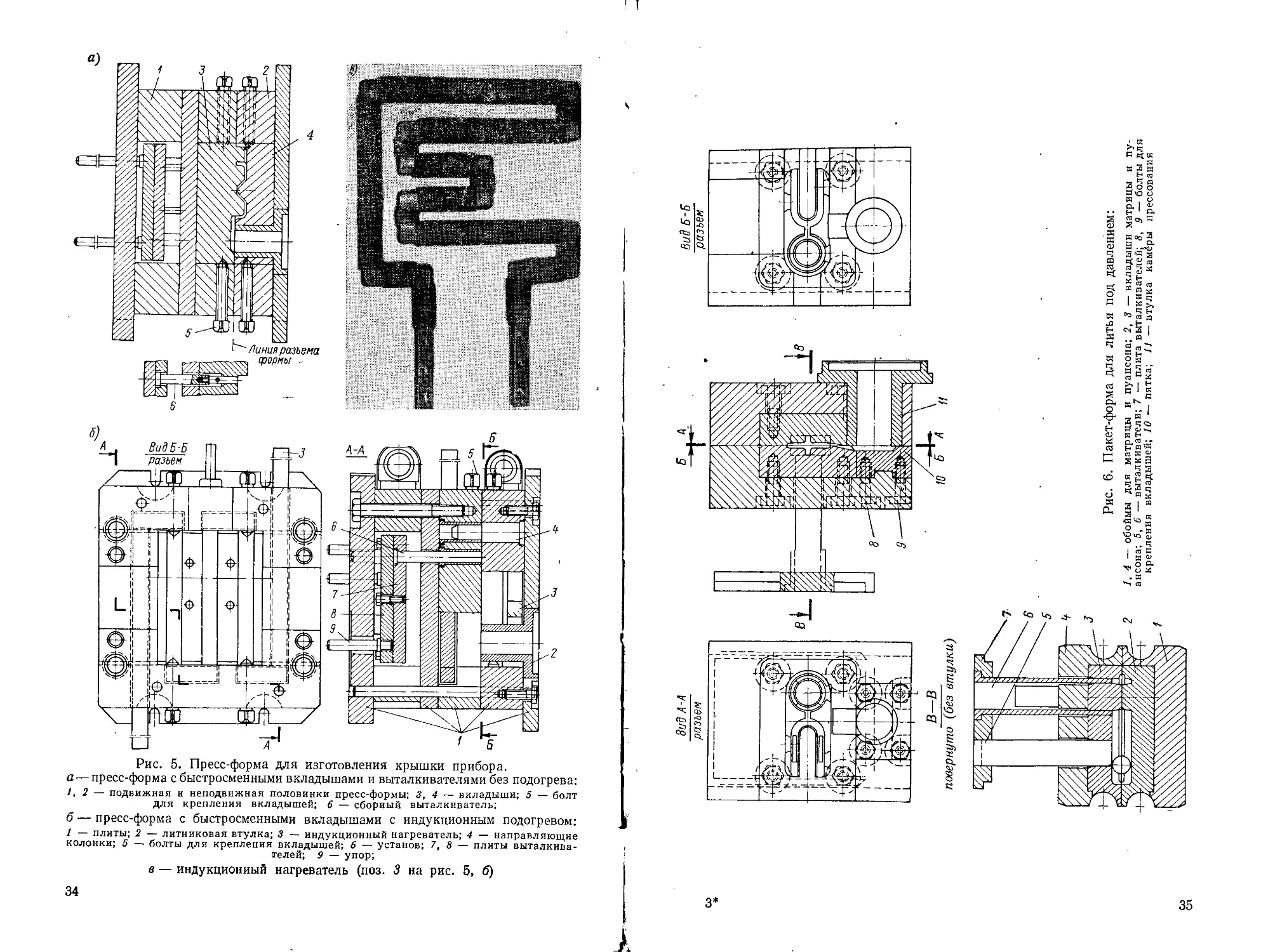
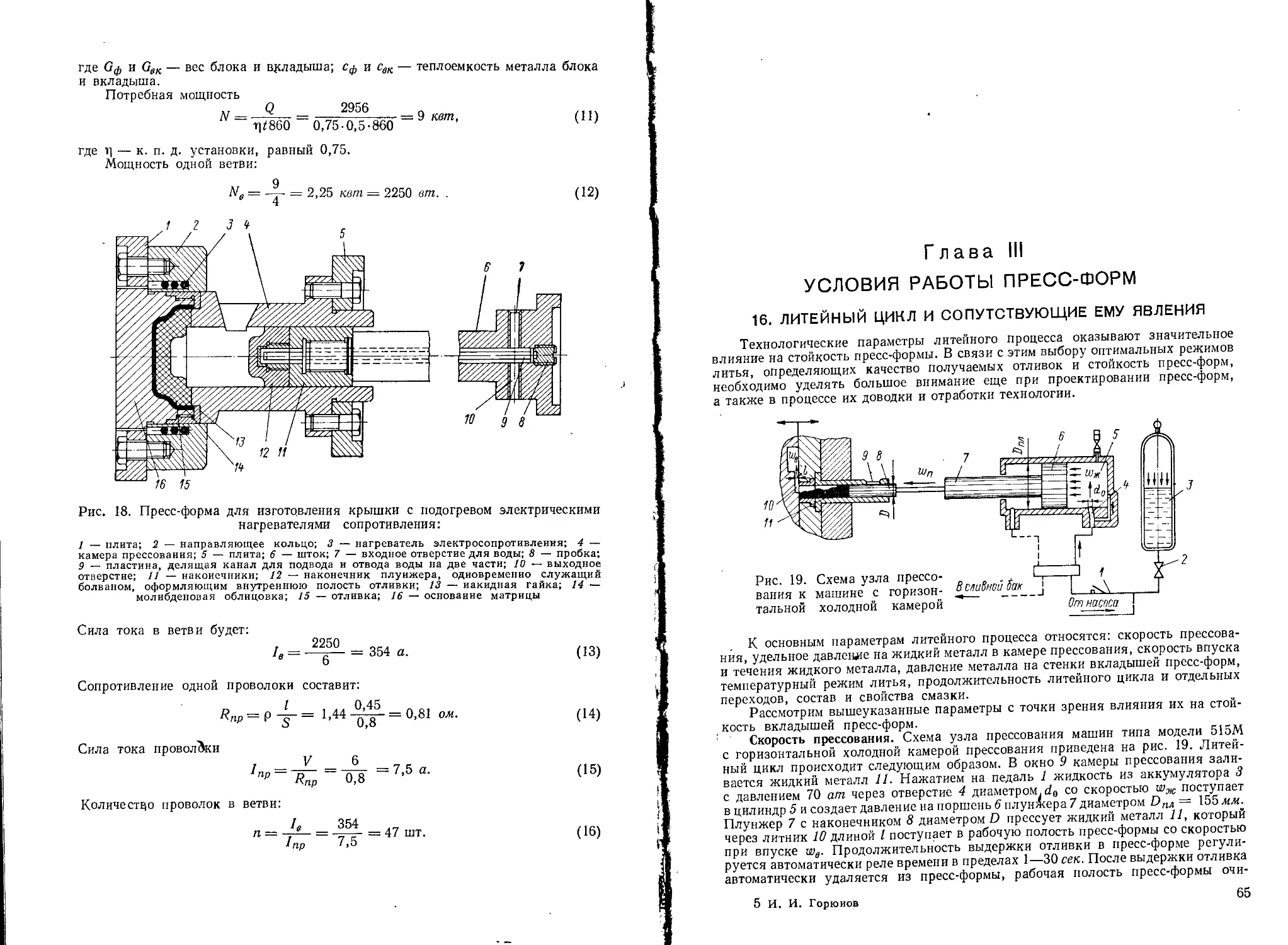
Рис. 5. Пресс-форма для изготовления крышки прибора.
а — пресс-форма с быстросменными вкладышами и выталкивателями без подогрева:
1,2 — подвижная и неподвижная половинки пресс-формы; 3, 4 — вкладыши; 5 — болт
для крепления вкладышей; 6 — сборный выталкиватель;
б — пресс-форма с быстросменными вкладышами с индукционным подогревом:
1 — плиты; 2 — литниковая втулка; 3 — индукционный нагреватель; 4 — направляющие
колонки; 5 — болты для крепления вкладышей; 6 — установ; 7,8 — плиты выталкива-
телей; 9 — упор;
в — индукционный нагреватель (поз. 3 на рис. 5, б)
34
вид А-А Б Д. Вид Б-Б
разъем I _ разъем
Й
В? ч
с ef К
- S
ял»
*я Ч
3 о
Я\о
Я ,
«<Э> С
Я СО 3
а
з« S
2 5*
ч
я
с^Г 2 I
.. ®
3*
35
Таблица 31
Основа сплава Подвижные стержни Неподвиж- ные стержни
1 \ К В % 1 К (не менее) в мм % Я У1 К (не менее) в мм
Свинец о,1 — 0,2 —
Олово 0,1 — 0,2 —
Цинк 0,2 — 0,4 0,03
Магний 0,3 0,03 0,6 0,05
Алюминий 0,5 0,05 1,0 0,1
Медь 2,0 0,10 4,0 0,2
Вследствие усадки металла отливок стержни испытывают сжимающие на-
пряжения, а при извлечении их из затвердевшей отливки — растягивающие
напряжения. Усилие, необходимое для удаления стержней, определяется по
эмпирической формуле А. П. Полянского и П. П. Москвина
Р — л dhp (р. cos а—sin а), (1)
где d — диаметр стержня в см; h — высота обжатия стержня в см; р — удельное
усилие обжатия, принимаемое от 100 до 200 кГ/см?; р — коэффициент трения
(для алюминиевых сплавов р = 0,20-4-0,25); а — литейный уклон стержня.
Например, для стержня диаметром 100 мм при глубине или высоте обжатия
стержня 10 мм усилие, необходимое для удаления стержня, равно 1600 кГ.
В связи с тем, что стержни выходят из строя быстрее вкладышей, при кон-
струировании пресс-форм необходимо предусматривать возможность быстрой их
замены или же увеличивать их
стойкость за счет применения
новых более стойких материалов
типа молибденовых или воль-
фрамовых сплавов.
Применяемые стержни раз-
деляются на неподвижные и по-
движные. Неподвижные стержни
(в большинстве случаев цилинд-
рические) применяются для по-
лучения в отливках отверстий
перпендикулярных к плоскости
разъема пресс-форм. Поверх-
ность конца стержня обычно
имеет шаровую форму, но не-
редко ее делают и конической.
У тонких стержней посадочную
часть утолщают. Неподвижные
стержни чаще всего устанавли-
ваются в пуансоне и реже в мат-
рице. При установке их в мат-
рице для улучшения съема ко-
нусность конца увеличивают.
Крепление неподвижных
стержней так же, как и вкладышей, производится буртом, как показано на
рис. 7. Существует очень много вариантов конструкций неподвижных стержней
и способов их установки. Посадочные размеры стержней выполняют по сколь-
зящей посадке 2—3-го классов точности. Чистота поверхности стержней выпол-
няется, как и у вкладышей, по 8—9-му классам (ГОСТ 2789—59).
Подвижные стержни в большинстве случаев применяют для получения отвер-
стий, расположенных параллельно или под углом к плоскости разъема пресс-
формы.
Нормальная работа пресс-форм для литья под давлением в значительной сте-
пени зависит от литейного уклона стержней. Вследствие более благоприятных
условий извлечения из отливок, подвижные стержни могут иметь меньший уклон,
чем неподвижные. Величина минимальной литейной конусности стержней диа-
метром (шириной) до 100 мм для различных материалов отливок приведена в
табл. 31.
Величина уклона У в зависимости от глубины отверстия под стержень в соот-
ветствии с табл. 31 определяется из соотношения
У = 0,01Kh, (2)
где /С — конусность; h — глубина отверстия под стержень в мм.
Пресс-формы для литья под давлением должны хорошо вентилироваться.
Для этой цели нередко используют неподвижные стержни. В этом случае зазоры
между стержнем и отверстием должны быть максимально допустимые, но такими,
36
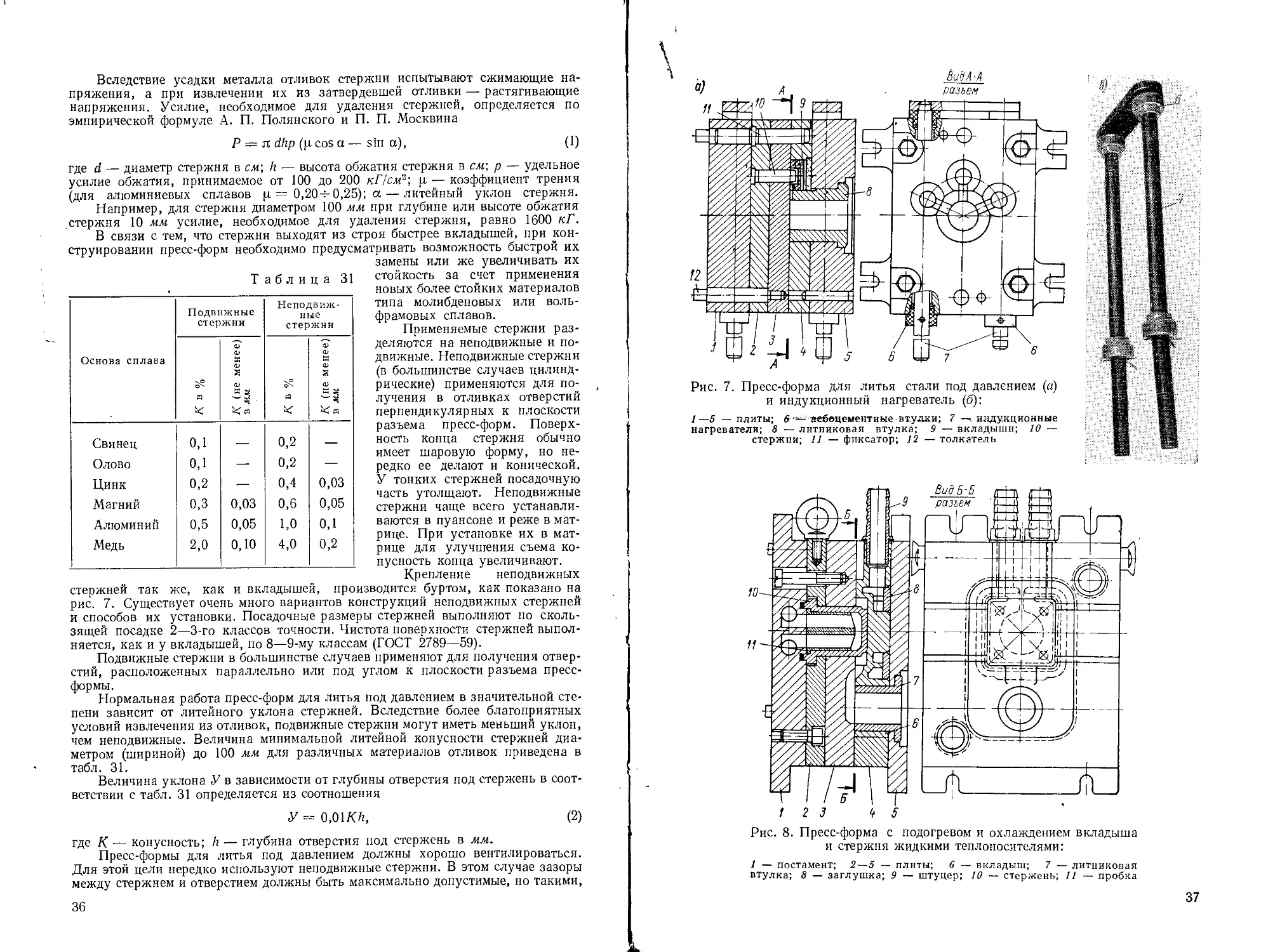
Рис. 7. Пресс-форма для литья стали под давлением (а)
и индукционный нагреватель (б):
/—5 —плиты; 6 —асбоцементные втулки; 7 — индукционные
нагреватели; 8 — литниковая втулка; 9 — вкладыши; 10 —
стержни; 11 — фиксатор; 12 — толкатель
12 3 Ч 5
Рис. 8. Пресс-форма с подогревом и охлаждением вкладыша
и стержня жидкими теплоносителями:
1 — постамент; 2—5 — плиты; 6 — вкладыш; 7 — литниковая
втулка; 8 — заглушка; 9 — штуцер; 10 — стержень; 11 — пробка
37
чтобы в них не затекал жидкий металл. Для алюминиевого литья зазоры прини-
маются равными 0,1 мм на сторону, а для латуни — 0,15 мм.
Следует отметить, что назначение стержней не ограничивается только полу-
чением сквозных отверстий. Они используются для получения литой резьбы, ли-
тых кернов, служат приспособлением для установки арматуры, образуют различ-
ные фасонные отверстия, выемки и т. д.
Для повышения стойкости стержней иногда применяют охлаждение их водой.
Пресс-форма и стержень, охлаждаемые водой, показаны на рис. 8. Внутренняя
полость стержня разделена перегородкой на две половины, соединенные между
собой отверстием. Вода по шлангу или металлической трубке подводится к шту-
церу, а от него по каналам к стержню, после чего она таким же путем выводится
из пресс-формы. Преимущества и недостатки охлаждения пресс-форм водой будут
рассмотрены в п. 33.
В настоящее время некоторые пресс-формы имеют до 40—50 стержней. При
выходе из строя хотя бы одного стержня иногда требуется переборка всей пресс-
формы, на что затрачивается значительное время. Поэтому стержни для повыше-
ния стойкости изготовляют из тугоплавких материалов, высоколегированных ста-
лей, применяют специальные режимы термической и химико-термической обра-
ботки их, различные виды покрытий и т. д.
Выталкиватели. Для удаления отливок из пресс-формы предназначаются
выталкиватели. Кроме того, их используют для вентиляции рабочей полости.
Выталкиватели формируют какую-то небольшую часть поверхности отливки и
чем больше выталкивателей, тем большую поверхность они формируют.
На рабочей поверхности пресс-формы вкладыши с выталкивателями обра-
зуют стык, который может сминаться. В образовавшейся зазор затекает жидкий
металл, образуя облой—залив на поверхности отливки. Появление облоя вызывает
дополнительную механическую обработку и нарушает товарный вид отливок.
Выталкиватели, изготовленные из сталей У10А и У12А, пригодны при производ-
стве отливок из цинковых, а иногда и из алюминиевых и магниевых сплавов.
Они совершенно непригодны при изготовлении отливок из сплавов на основе меди
и железа, поэтому в этом случае их изготовляют из высоколегированных сталей
типа ЗХ2В8Ф, 4Х5МФС и др.
По профилю выталкиватели подразделяются на цилиндрические, штифтовые,
ступенчатые, трубчатые, сегментные, плоские и др. Чаще всего применяются
цилиндрические—ступенчатые выталкиватели, на которые на ряде заводов
имеются нормали, предусматривающие унификацию диаметра цилиндра, его
длины и диаметра головки.
Унификация выталкивателей позволяет подготовить их для работы заранее,
а после выхода из строя переточить на меньший диаметр.
Крепление выталкивателей производится так же, как и стержней, — буртом,
прижимамым специальной плитой.
Для надежной работы выталкивателей длина их направляющей части должна
быть не менее 20 мм. Рабочая часть выталкивателей изготовляется по скользя-
щей посадке 2—3-го классов точности. Зазор между выталкивателем и отверстием
во вкладыше выполняют в пределах 0,08—0,1 мм, а иногда до 0,2 мм. Зазор
должен быть максимально допустимый, он зависит от применяемых материалов
для изготовления вкладышей и выталкивателей, материалов отливок, темпера-
туры заливки, температуры подогрева пресс-форм, скорости потока жидкого
металла, удельного давления на стенки рабочей полости и других факторов. По-
этому рекомендации, указанные выше, являются ориентировочными, а вопрос
о выборе зазора решается в зависимости от конкретных условий. Отверстия под
головки выталкивателей в плите выполняются на 1 мм больше диаметра головки.
Цилиндрические выталкиватели показаны на рис. 5, пластинчатые и трубча-
тые на рис. 6. Выталкиватели прямоугольные, овальные и других фасонных про-
филей в нерабочих местах изменяют на круглые с тем, чтобы отверстия для их
крепления можно было бы сверлить. Трубчатые и сегментные выталкиватели при-
меняют при изготовлении отливок типа втулок или отливок, имеющих приливы
в виде втулок.
Детали металлопровода. Для машин с горизонтальной и вертикальной холод-
ной камерой прессования требуются различные конструкции деталей металло-
38
провода. Детали металлопровода машин с горячей камерой прессования конструк-
тивно тоже отличаются от таких деталей машин с холодной камерой прессования.
Они пока применяются для изготовления отливок из сплавов с температурой
плавления до 500° С, стойкость рх удовлетворительная, поэтому их конструкции
в книге не рассматриваются.
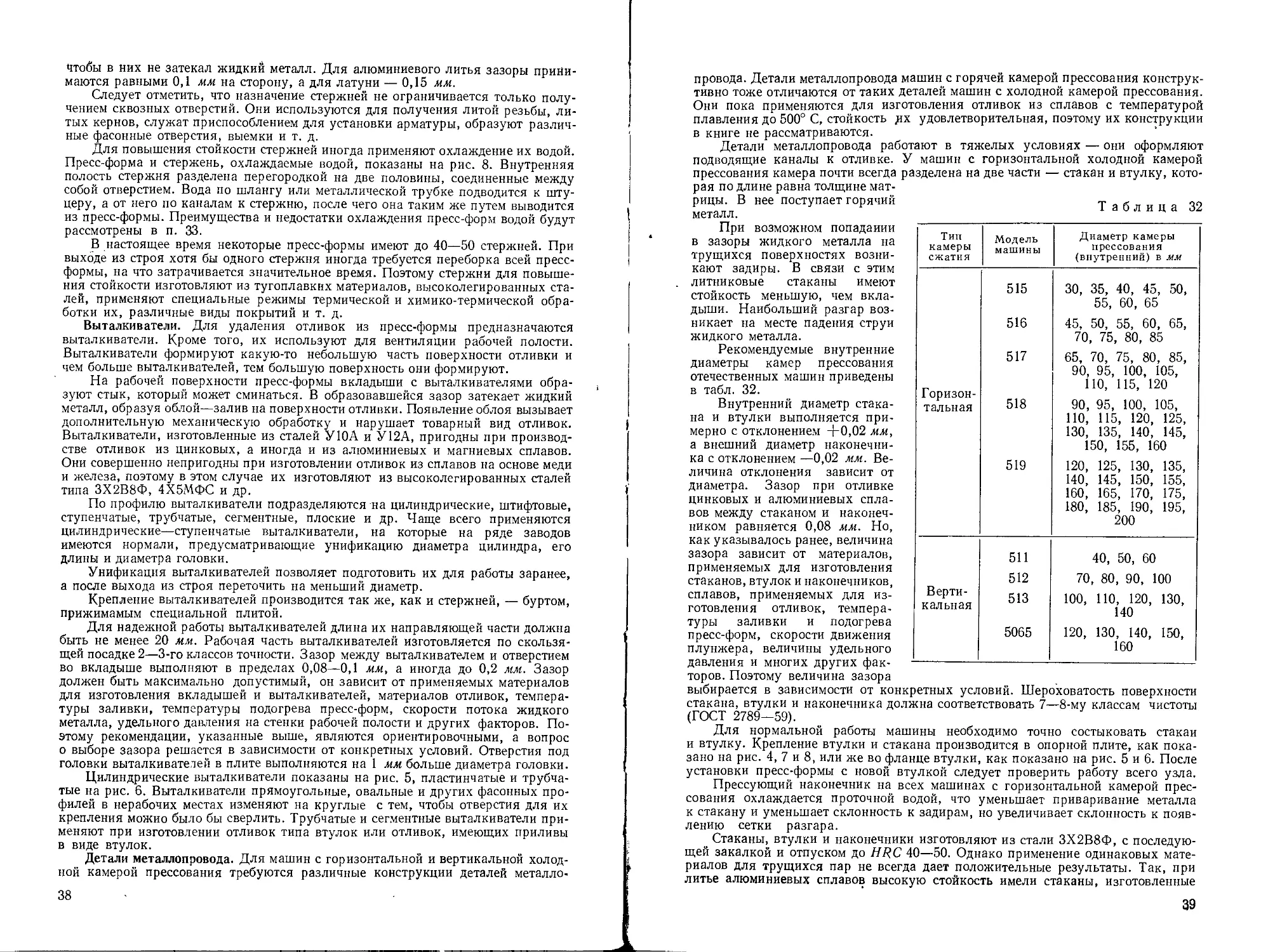
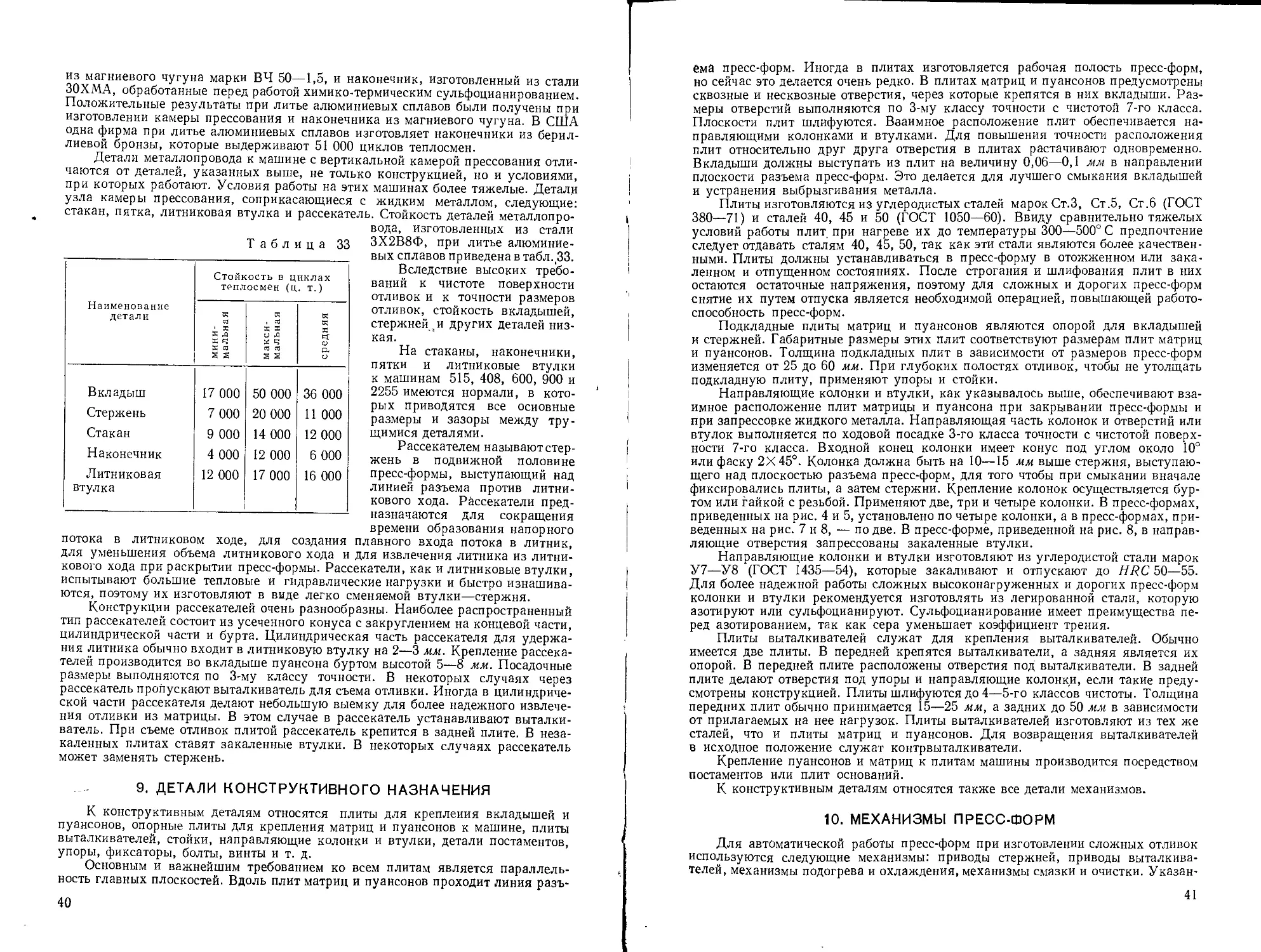
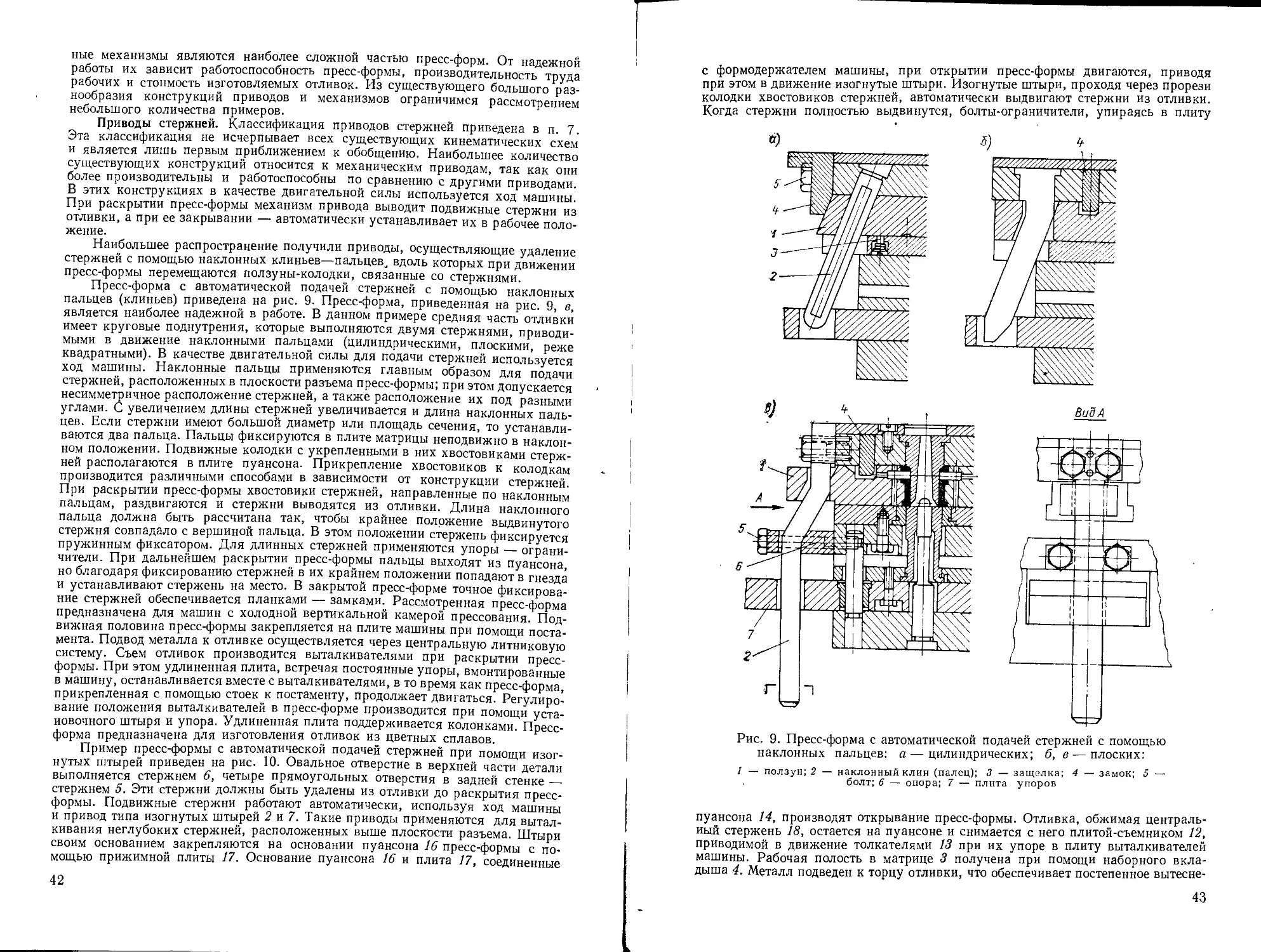
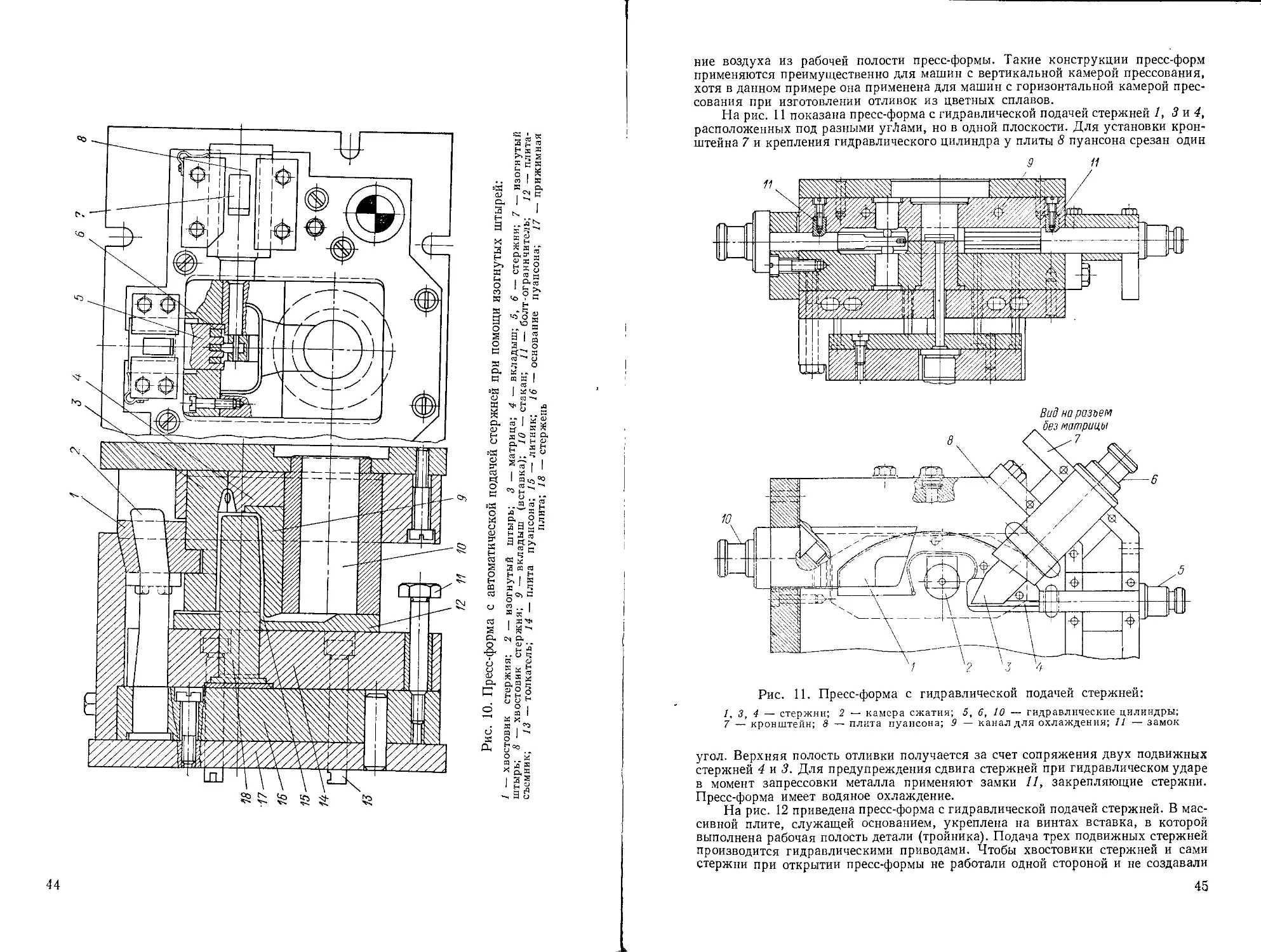
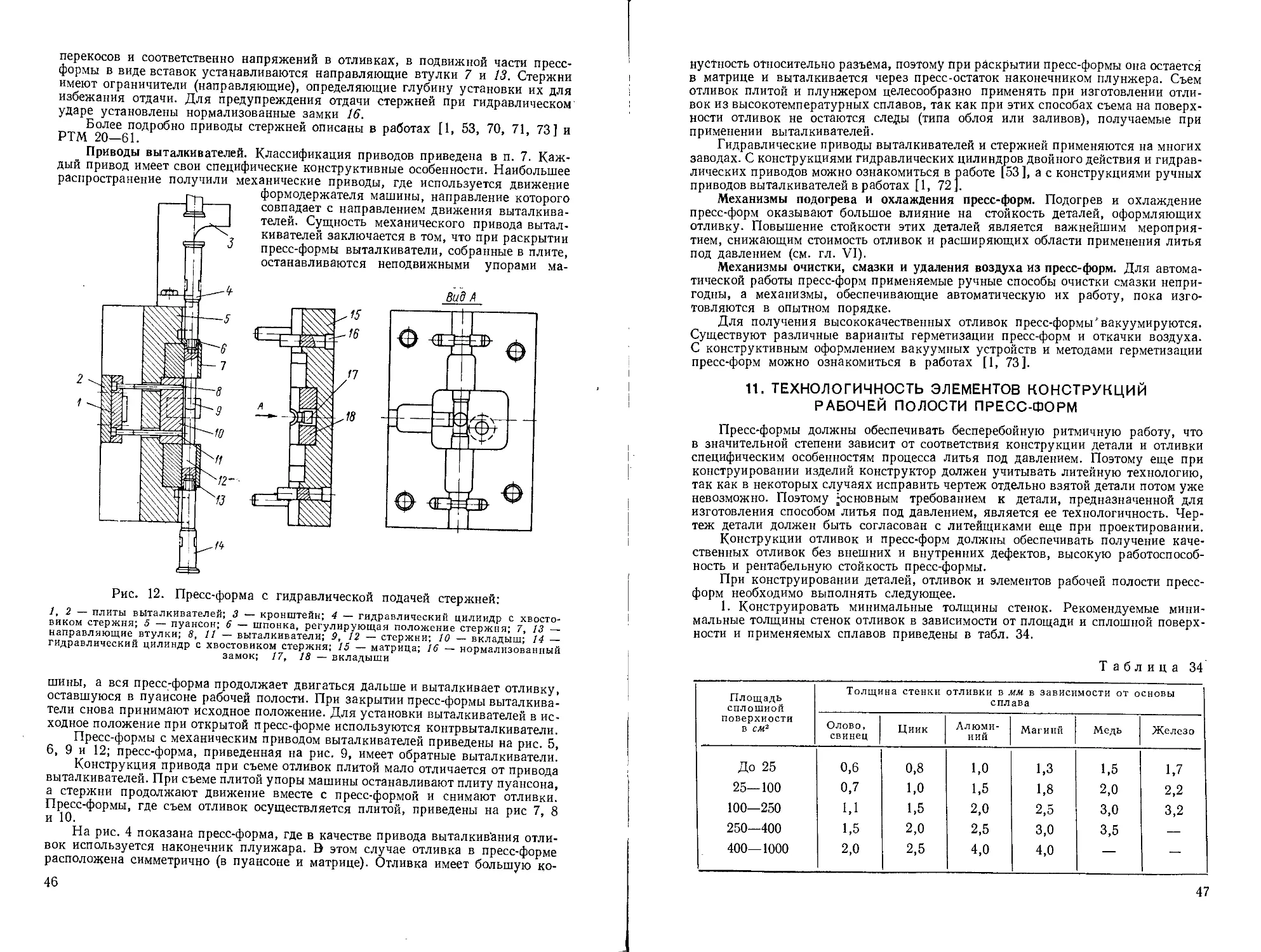
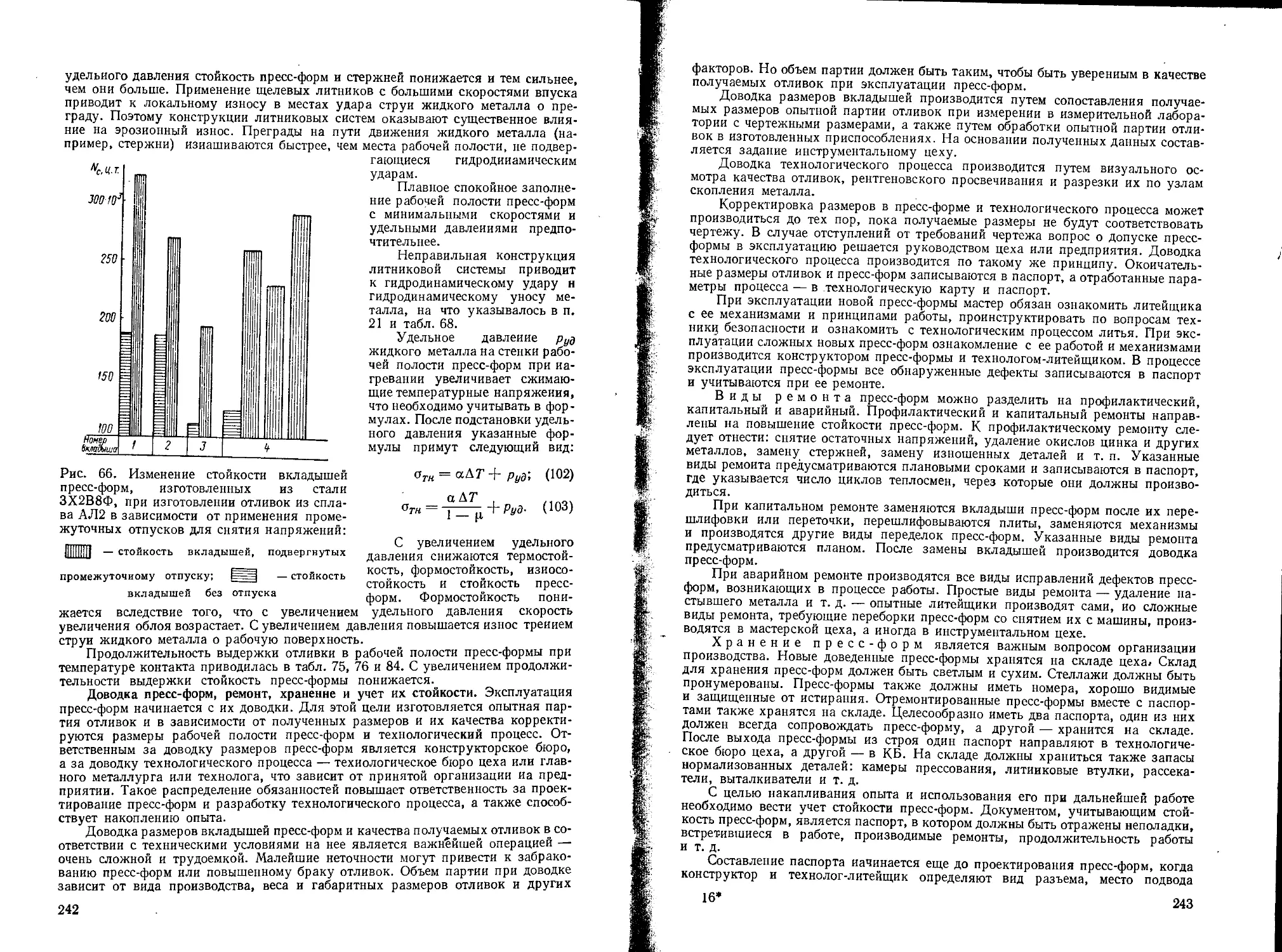
Детали металлопровода работают в тяжелых условиях — они оформляют
подводящие каналы к отливке. У машин с горизонтальной холодной камерой
прессования камера почти всегда разделена на две части — стакан и втулку, кото-
рая по длине равна толщине мат-
рицы. В нее поступает горячий
металл.
При возможном попадании
в зазоры жидкого металла на
трущихся поверхностях возни-
кают задиры. В связи с этим
литниковые стаканы имеют
стойкость меньшую, чем вкла-
дыши. Наибольший разгар воз-
никает на месте падения струи
жидкого металла.
Рекомендуемые внутренние
диаметры камер прессования
отечественных машин приведены
в табл. 32.
Внутренний диаметр стака-
на и втулки выполняется при-
мерно с отклонением +0,02 мм,
а внешний диаметр наконечни-
ка с отклонением —0,02 мм. Ве-
личина отклонения зависит от
диаметра. Зазор при отливке
цинковых и алюминиевых спла-
вов между стаканом и наконеч-
ником равняется 0,08 мм. Но,
как указывалось ранее, величина
зазора зависит от материалов,
применяемых для изготовления
стаканов,втулок и наконечников,
сплавов, применяемых для из-
готовления отливок, темпера-
туры заливки и подогрева
пресс-форм, скорости движения
плунжера, величины удельного
давления и многих других фак-
Таблица 32
Тип камеры сжатия Модель машины Диаметр камеры прессования (внутренний) в мм
515 30, 35, 40, 45, 50, 55, 60, 65
516 45, 50, 55, 60, 65, 70, 75, 80, 85
Горизон- 517 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120
тальная 518 90, 95, 100, 105, 110, 115, 120, 125, 130, 135, 140, 145, 150, 155, 160
519 120, 125, 130, 135, 140, 145, 150, 155, 160, 165, 170, 175, 180, 185, 190, 195, 200
511 40, 50, 60
512 70, 80, 90, 100
Верти- 513 100, 110, 120, 130,
кальная 140
5065 120, 130, 140, 150, 160
торов. Поэтому величина зазора
выбирается в зависимости от конкретных условий. Шероховатость поверхности
стакана, втулки и наконечника должна соответствовать 7—8-му классам чистоты
(ГОСТ 2789—59).
Для нормальной работы машины необходимо точно состыковать стакан
и втулку. Крепление втулки и стакана производится в опорной плите, как пока-
зано на рис. 4, 7 и 8, или же во фланце втулки, как показано на рис. 5 и 6. После
установки пресс-формы с новой втулкой следует проверить работу всего узла.
Прессующий наконечник на всех машинах с горизонтальной камерой прес-
сования охлаждается проточной водой, что уменьшает приваривание металла
к стакану и уменьшает склонность к задирам, но увеличивает склонность к появ-
лению сетки разгара.
Стаканы, втулки и наконечники изготовляют из стали ЗХ2В8Ф, с последую-
щей закалкой и отпуском до HRC 40—50. Однако применение одинаковых мате-
риалов для трущихся пар не всегда дает положительные результаты. Так, при
литье алюминиевых сплавов высокую стойкость имели стаканы, изготовленные
39
из магниевого чугуна марки ВЧ 50—1,5, и наконечник, изготовленный из стали
ЗОХМА, обработанные перед работой химико-термическим сульфоцианированием.
Положительные результаты при литье алюминиевых сплавов были получены при
изготовлении камеры прессования и наконечника из магниевого чугуна. В США
одна фирма при литье алюминиевых сплавов изготовляет наконечники из берил-
лиевой бронзы, которые выдерживают 51 000 циклов теплосмен.
Детали металлопровода к машине с вертикальной камерой прессования отли-
чаются от деталей, указанных выше, не только конструкцией, но и условиями,
при которых работают. Условия работы на этих машинах более тяжелые. Детали
узла камеры прессования, соприкасающиеся с жидким металлом, следующие:
стакан, пятка, литниковая втулка и рассекатель. Стойкость деталей металлопро-
вода, изготовленных из стали
ЗХ2В8Ф, при литье алюминие-
вых сплавов приведена в табл. 33.
Вследствие высоких требо-
ваний к чистоте поверхности
отливок и к точности размеров
отливок, стойкость вкладышей,
стержней а и других деталей низ-
кая.
На стаканы, наконечники,
пятки и литниковые втулки
к машинам 515, 408, 600, 900 и
2255 имеются нормали, в кото-
рых приводятся все основные
размеры и зазоры между тру-
щимися деталями.
Рассекателем называют стер-
жень в подвижной половине
пресс-формы, выступающий над
линией разъема против литни-
кового хода. Рассекатели пред-
назначаются для сокращения
времени образования напорного
Таблица 33
Стойкость в циклах
теплосмен (ц т.)
Наименование
детали к х X 1 <3 X
1 X X =
S А о л
X ч X ч
X X X X
2 2 2 2 о
Вкладыш 17 000 50 000 36 000
Стержень 7 000 20 000 11 000
Стакан 9 000 14 000 12 000
Наконечник 4 000 12 000 6 000
Литниковая втулка 12 000 17 000 16 000
потока в литниковом ходе, для создания плавного входа потока в литник,
для уменьшения объема литникового хода и для извлечения литника из литни-
кового хода при раскрытии пресс-формы. Рассекатели, как и литниковые втулки,
испытывают большие тепловые и гидравлические нагрузки и быстро изнашива-
ются, поэтому их изготовляют в виде легко сменяемой втулки—стержня.
Конструкции рассекателей очень разнообразны. Наиболее распространенный
тип рассекателей состоит из усеченного конуса с закруглением на концевой части,
цилиндрической части и бурта. Цилиндрическая часть рассекателя для удержа-
ния литника обычно входит в литниковую втулку на 2—3 мм. Крепление рассека-
телей производится во вкладыше пуансона буртом высотой 5—8 мм. Посадочные
размеры выполняются по 3-му классу точности. В некоторых случаях через
рассекатель пропускают выталкиватель для съема отливки. Иногда в цилиндриче-
ской части рассекателя делают небольшую выемку для более надежного извлече-
ния отливки из матрицы. В этом случае в рассекатель устанавливают выталки-
ватель. При съеме отливок плитой рассекатель крепится в задней плите. В неза-
каленных плитах ставят закаленные втулки. В некоторых случаях рассекатель
может заменять стержень.
9. ДЕТАЛИ КОНСТРУКТИВНОГО НАЗНАЧЕНИЯ
К конструктивным деталям относятся плиты для крепления вкладышей и
пуансонов, опорные плиты для крепления матриц и пуансонов к машине, плиты
выталкивателей, стойки, направляющие колонки и втулки, детали постаментов,
упоры, фиксаторы, болты, винты и т. д.
Основным и важнейшим требованием ко всем плитам является параллель-
ность главных плоскостей. Вдоль плит матриц и пуансонов проходит линия разъ-
40
ёмй пресс-форм. Иногда в плитах изготовляется рабочая полость пресс-форм,
но сейчас это делается очень редко. В плитах матриц и пуансонов предусмотрены
сквозные и несквозные отверстия, через которые крепятся в них вкладыши. Раз-
меры отверстий выполняются по 3-му классу точности с чистотой 7-го класса.
Плоскости плит шлифуются. Взаимное расположение плит обеспечивается на-
правляющими колонками и втулками. Для повышения точности расположения
плит относительно друг друга отверстия в плитах растачивают одновременно.
Вкладыши должны выступать из плит на величину 0,06—0,1 мм в направлении
плоскости разъема пресс-форм. Это делается для лучшего смыкания вкладышей
и устранения выбрызгивания металла.
Плиты изготовляются из углеродистых сталей марок Ст.З, Ст.5, Ст.6 (ГОСТ
380—71) и сталей 40, 45 и 50 (ГОСТ 1050—60). Ввиду сравнительно тяжелых
условий работы плит при нагреве их до температуры 300—500° С предпочтение
следует отдавать сталям 40, 45, 50, так как эти стали являются более качествен-
ными. Плиты должны устанавливаться в пресс-форму в отожженном или зака-
ленном и отпущенном состояниях. После строгания и шлифования плит в них
остаются остаточные напряжения, поэтому для сложных и дорогих пресс-форм
снятие их путем отпуска является необходимой операцией, повышающей работо-
способность пресс-форм.
Подкладные плиты матриц и пуансонов являются опорой для вкладышей
и стержней. Габаритные размеры этих плит соответствуют размерам плит матриц
и пуансонов. Толщина подкладных плит в зависимости от размеров пресс-форм
изменяется от 25 до 60 мм. При глубоких полостях отливок, чтобы не утолщать
подкладную плиту, применяют упоры и стойки.
Направляющие колонки и втулки, как указывалось выше, обеспечивают вза-
имное расположение плит матрицы и пуансона при закрывании пресс-формы и
при запрессовке жидкого металла. Направляющая часть колонок и отверстий или
втулок выполняется по ходовой посадке 3-го класса точности с чистотой поверх-
ности 7-го класса. Входной конец колонки имеет конус под углом около 10°
или фаску 2X45°. Колонка должна быть на 10—15 мм выше стержня, выступаю-
щего над плоскостью разъема пресс-форм, для того чтобы при смыкании вначале
фиксировались плиты, а затем стержни. Крепление колонок осуществляется бур-
том или гайкой с резьбой. Применяют две, три и четыре колонки. В пресс-формах,
приведенных на рис. 4 и 5, установлено по четыре колонки, а в пресс-формах, при-
веденных на рис. 7 и 8, — по две. В пресс-форме, приведенной на рис. 8, в направ-
ляющие отверстия запрессованы закаленные втулки.
Направляющие колонки и втулки изготовляют из углеродистой стали марок
У7—У8 (ГОСТ 1435—54), которые закаливают и отпускают до HRC 50—55.
Для более надежной работы сложных высоконагруженных и дорогих пресс-форм
колонки и втулки рекомендуется изготовлять из легированной стали, которую
азотируют или сульфоцианируют. Сульфоцианирование имеет преимущества пе-
ред азотированием, так как сера уменьшает коэффициент трения.
Плиты выталкивателей служат для крепления выталкивателей. Обычно
имеется две плиты. В передней крепятся выталкиватели, а задняя является их
опорой. В передней плите расположены отверстия под выталкиватели. В задней
плите делают отверстия под упоры и направляющие колонки, если такие преду-
смотрены конструкцией. Плиты шлифуются до 4—5-го классов чистоты. Толщина
передних плит обычно принимается 15—25 мм, а задних до 50 мм в зависимости
от прилагаемых на нее нагрузок. Плиты выталкивателей изготовляют из тех же
сталей, что и плиты матриц и пуансонов. Для возвращения выталкивателей
в исходное положение служат контрвыталкиватели.
Крепление пуансонов и матриц к плитам машины производится посредством
постаментов или плит оснований.
К конструктивным деталям относятся также все детали механизмов.
10. МЕХАНИЗМЫ ПРЕСС-ФОРМ
Для автоматической работы пресс-форм при изготовлении сложных отливок
используются следующие механизмы: приводы стержней, приводы выталкива-
телей, механизмы подогрева и охлаждения, механизмы смазки и очистки. Указан-
41
ные механизмы являются наиболее сложной частью пресс-форм. От надежной
работы их зависит работоспособность пресс-формы, производительность труда
рабочих и стоимость изготовляемых отливок. Из существующего большого раз-
нообразия конструкций приводов и механизмов ограничимся рассмотрением
небольшого количества примеров.
Приводы стержней. Классификация приводов стержней приведена в п. 7.
Эта классификация не исчерпывает всех существующих кинематических схем
и является лишь первым приближением к обобщению. Наибольшее количество
существующих конструкций относится к механическим приводам, так как они
более производительны и работоспособны по сравнению с другими приводами.
В этих конструкциях в качестве двигательной силы используется ход машины.
При раскрытии пресс-формы механизм привода выводит подвижные стержни из
отливки, а при ее закрывании — автоматически устанавливает их в рабочее поло-
жение.
Наибольшее распространение получили приводы, осуществляющие удаление
стержней с помощью наклонных клиньев—пальцев^ вдоль которых при движении
пресс-формы перемещаются ползуны-колодки, связанные со стержнями.
Пресс-форма с автоматической подачей стержней с помощью наклонных
пальцев (клиньев) приведена на рис. 9. Пресс-форма, приведенная на рис. 9, в,
является наиболее надежной в работе. В данном примере средняя часть отливки
имеет круговые поднутрения, которые выполняются двумя стержнями, приводи-
мыми в движение наклонными пальцами (цилиндрическими, плоскими, реже
квадратными). В качестве двигательной силы для подачи стержней используется
ход машины. Наклонные пальцы применяются главным образом для подачи
стержней, расположенных в плоскости разъема пресс-формы; при этом допускается
несимметричное расположение стержней, а также расположение их под разными
углами. С увеличением длины стержней увеличивается и длина наклонных паль-
цев. Если стержни имеют большой диаметр или площадь сечения, то устанавли-
ваются два пальца. Пальцы фиксируются в плите матрицы неподвижно в наклон-
ном положении. Подвижные колодки с укрепленными в них хвостовиками стерж-
ней располагаются в плите пуансона. Прикрепление хвостовиков к колодкам
производится различными способами в зависимости от конструкции стержней.
При раскрытии пресс-формы хвостовики стержней, направленные по наклонным
пальцам, раздвигаются и стержни выводятся из отливки. Длина наклонного
пальца должна быть рассчитана так, чтобы крайнее положение выдвинутого
стержня совпадало с вершиной пальца. В этом положении стержень фиксируется
пружинным фиксатором. Для длинных стержней применяются упоры — ограни-
чители. При дальнейшем раскрытии пресс-формы пальцы выходят из пуансона,
но благодаря фиксированию стержней в их крайнем положении попадают в гнезда
и устанавливают стержень на место. В закрытой пресс-форме точное фиксирова-
ние стержней обеспечивается планками — замками. Рассмотренная пресс-форма
предназначена для машин с холодной вертикальной камерой прессования. Под-
вижная половина пресс-формы закрепляется на плите машины при помощи поста-
мента. Подвод металла к отливке осуществляется через центральную литниковую
систему. Съем отливок производится выталкивателями при раскрытии пресс-
формы. При этом удлиненная плита, встречая постоянные упоры, вмонтированные
в машину, останавливается вместе с выталкивателями, в то время как пресс-форма,
прикрепленная с помощью стоек к постаменту, продолжает двигаться. Регулиро-
вание положения выталкивателей в пресс-форме производится при помощи уста-
новочного штыря и упора. Удлиненная плита поддерживается колонками. Пресс-
форма предназначена для изготовления отливок из цветных сплавов.
Пример пресс-формы с автоматической подачей стержней при помощи изог-
нутых штырей приведен на рис. 10. Овальное отверстие в верхней части детали
выполняется стержнем 6, четыре прямоугольных отверстия в задней стенке —
стержнем 5. Эти стержни должны быть удалены из отливки до раскрытия пресс-
формы. Подвижные стержни работают автоматически, используя ход машины
и привод типа изогнутых штырей 2 и 7. Такие приводы применяются для вытал-
кивания неглубоких стержней, расположенных выше плоскости разъема. Штыри
своим основанием закрепляются на основании пуансона 16 пресс-формы с по-
мощью прижимной плиты 17. Основание пуансона 16 и плита 17, соединенные
42
с формодержатблем машины, при открытии пресс-формы двигаются, приводя
при этом в движение изогнутые штыри. Изогнутые штыри, проходя через прорези
колодки хвостовиков стержней, автоматически выдвигают стержни из отливки.
Когда стержни полностью выдвинутся, болты-ограничители, упираясь в плиту
Рис. 9. Пресс-форма с автоматической подачей стержней с помощью
наклонных пальцев: а—цилиндрических; б, в—плоских:
1 — ползун; 2 — наклонный клин (палец); 3 — защелка; 4 — замок; 5 —
болт; 6 — опора; 7 — плита упоров
пуансона 14, производят открывание пресс-формы. Отливка, обжимая централь-
ный стержень 18, остается на пуансоне и снимается с него плитой-съемником 12,
приводимой в движение толкателями 13 при их упоре в плиту выталкивателей
машины. Рабочая полость в матрице 3 получена при помощи наборного вкла-
дыша 4. Металл подведен к торцу отливки, что обеспечивает постепенное вытесне-
43
ние воздуха из рабочей полости пресс-формы. Такие конструкции пресс-форм
применяются преимущественно для машин с вертикальной камерой прессования,
хотя в данном примере она применена для машин с горизонтальной камерой прес-
сования при изготовлении отливок из цветных сплавов.
На рис. 11 показана пресс-форма с гидравлической подачей стержней 1, 3 и 4,
расположенных под разными углами, но в одной плоскости. Для установки крон-
штейна 7 и крепления гидравлического цилиндра у плиты 8 пуансона срезан один
44
2
Рис. 11. Пресс-форма с гидравлической подачей стержней:
1,3,4 — стержни; 2 — камера сжатия; 5, 6, 10 — гидравлические цилиндры;
7 — кронштейн; S — плита пуансона; 9 — канал для охлаждения; 11 — замок
угол. Верхняя полость отливки получается за счет сопряжения двух подвижных
стержней 4 к 3. Для предупреждения сдвига стержней при гидравлическом ударе
в момент запрессовки металла применяют замки 11, закрепляющие стержни.
Пресс-форма имеет водяное охлаждение.
На рис. 12 приведена пресс-форма с гидравлической подачей стержней. В мас-
сивной плите, служащей основанием, укреплена на винтах вставка, в которой
выполнена рабочая полость детали (тройника). Подача трех подвижных стержней
производится гидравлическими приводами. Чтобы хвостовики стержней и сами
стержни при открытии пресс-формы не работали одной стороной и не создавали
45
перекосов и соответственно напряжений в отливках, в подвижной части пресс-
формы в виде вставок устанавливаются направляющие втулки 7 и 13. Стержни
имеют ограничители (направляющие), определяющие глубину установки их для
избежания отдачи. Для предупреждения отдачи стержней при гидравлическом'
ударе установлены нормализованные замки 16.
Более подробно приводы стержней описаны в работах [1, 53, 70, 71, 73] и
РТМ 20—61.
Приводы выталкивателей. Классификация приводов приведена в п. 7. Каж-
дый привод имеет свои специфические конструктивные особенности. Наибольшее
распространение получили механические приводы, где используется движение
формодержателя машины, направление которого
совпадает с направлением движения выталкива-
телей. Сущность механического привода вытал-
кивателей заключается в том, что при раскрытии
пресс-формы выталкиватели, собранные в плите,
останавливаются неподвижными упорами ма-
Вид А
Рис. 12. Пресс-форма с гидравлической подачей стержней:
1,2 — плиты выталкивателей; 3 — кронштейн; 4 — гидравлический цилиндр с хвосто-
виком стержня; 5 — пуансон; 6 — шпонка, регулирующая положение стержня; 7, 13 —
направляющие втулки; 8, 11 — выталкиватели; 9, 12 — стержни; 10 — вкладыш; 14 —
гидравлический цилиндр с хвостовиком стержня; 15 — матрица; 16 — нормализованный
замок; /7, 18 — вкладыши
шины, а вся пресс-форма продолжает двигаться дальше и выталкивает отливку,
оставшуюся в пуансоне рабочей полости. При закрытии пресс-формы выталкива-
тели снова принимают исходное положение. Для установки выталкивателей в ис-
ходное положение при открытой пресс-форме используются контрвыталкиватели.
Пресс-формы с механическим приводом выталкивателей приведены на рис. 5,
6, 9 и 12; пресс-форма, приведенная на рис. 9, имеет обратные выталкиватели.
Конструкция привода при съеме отливок плитой мало отличается от привода
выталкивателей. При съеме плитой упоры машины останавливают плиту пуансона,
а стержни продолжают движение вместе с пресс-формой и снимают отливки.
Пресс-формы, где съем отливок осуществляется плитой, приведены на рис 7, 8
и 10.
На рис. 4 показана пресс-форма, где в качестве привода выталкив'ания отли-
вок используется наконечник плуижара. В этом случае отливка в пресс-форме
расположена симметрично (в пуансоне и матрице). Отливка имеет большую ко-
46
нустность относительно разъема, поэтому при раскрытии пресс-формы она остается
в матрице и выталкивается через пресс-остаток наконечником плунжера. Съем
отливок плитой и плунжером целесообразно применять при изготовлении отли-
вок из высокотемпературных сплавов, так как при этих способах съема на поверх-
ности отливок не остаются следы (типа облоя или заливов), получаемые при
применении выталкивателей.
Гидравлические приводы выталкивателей и стержней применяются на многих
заводах. С конструкциями гидравлических цилиндров двойного действия и гидрав-
лических приводов можно ознакомиться в работе [53], а с конструкциями ручных
приводов выталкивателей в работах [1, 72].
Механизмы подогрева и охлаждения пресс-форм. Подогрев и охлаждение
пресс-форм оказывают большое влияние на стойкость деталей, оформляющих
отливку. Повышение стойкости этих деталей является важнейшим мероприя-
тием, снижающим стоимость отливок и расширяющих области применения литья
под давлением (см. гл. VI).
Механизмы очистки, смазки и удаления воздуха из пресс-форм. Для автома-
тической работы пресс-форм применяемые ручные способы очистки смазки непри-
годны, а механизмы, обеспечивающие автоматическую их работу, пока изго-
товляются в опытном порядке.
Для получения высококачественных отливок пресс-формы’вакуумируются.
Существуют различные варианты герметизации пресс-форм и откачки воздуха.
С конструктивным оформлением вакуумных устройств и методами герметизации
пресс-форм можно ознакомиться в работах [1, 73].
11. ТЕХНОЛОГИЧНОСТЬ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ
РАБОЧЕЙ ПОЛОСТИ ПРЕСС-ФОРМ
Пресс-формы должны обеспечивать бесперебойную ритмичную работу, что
в значительной степени зависит от соответствия конструкции детали и отливки
специфическим особенностям процесса литья под давлением. Поэтому еще при
конструировании изделий конструктор должен учитывать литейную технологию,
так как в некоторых случаях исправить чертеж отдельно взятой детали потом уже
невозможно. Поэтому ‘основным требованием к детали, предназначенной для
изготовления способом литья под давлением, является ее технологичность. Чер-
теж детали должен быть согласован с литейщиками еще при проектировании.
Конструкции отливок и пресс-форм должны обеспечивать получение каче-
ственных отливок без внешних и внутренних дефектов, высокую работоспособ-
ность и рентабельную стойкость пресс-формы.
При конструировании деталей, отливок и элементов рабочей полости пресс-
форм необходимо выполнять следующее.
1. Конструировать минимальные толщины стенок. Рекомендуемые мини-
мальные толщины стенок отливок в зависимости от площади и сплошной поверх-
ности и применяемых сплавов приведены в табл. 34.
Таблица 34
Площадь сплошной поверхности в см2 Толщина стенки отливки в мм в зависимости от основы сплава
Олово, свинец Циик Алюми- ний Магний Медь Железо
До 25 0,6 0,8 1,0 1,3 1,5 1,7
25—100 0,7 1,0 1,5 1,8 2,0 2,2
100—250 1,1 1,5 2,0 2,5 3,0 3,2
250—400 1,5 2,0 2,5 3,0 3,5 —
400—1000 2,0 2,5 4,0 4,0 —
47
Максимальная толщина стенок отливок рекомендуется не более 6 лл, но
в случае применения специальных мероприятий (вакуума и др.) может быть и
больше 6 мм.
2. Соблюдать максимальную равномерность толщины стенки, устраняя
скопления металла. Усиливать стенки отливки в случае необходимости нужно
не утолщением их, а применением ребер жесткости, коробчатых сечений и т. п.
3. Создавать возможность выполнения отливки в пресс-форме, имеющей не
более одного разъема.
4. Конструировать детали, требующие минимального объема механической
обработки и минимальной зачистки заусенцев.
5. Заменять гладкие ровные поверхности, склонные к раковинам, ребристыми
или вогнутыми.
6. Применять максимально допустимые конструктивные уклоны внутрен-
них стенок отливок и стержней. Конусность отливок зависит от применяемого
сплава для их изготовления, от положения поверхности [внутренняя поверх-
ность (полость), внешняя поверхность (наружные контуры)], от высоты отливки,
толщины стенок и других факторов. Внутренние поверхности и более толстые
стенки требуют большей конусности. Уклоны поверхности стенок отливки за-
даются в градусах или в процентах от высоты отливки. Рекомендуемые уклоны
стенок отливок приведены в табл. 35. Уклоны должны быть предусмотрены в кон-
струкции детали отливки. Уклоны на подвижных стержнях даются больше, чем
на неподвижных, так как они извлекаются до раскрытия пресс-формы, когда
металл еще не полностью закристаллизовался.
Таблица 35
Основа сплава Уклоны стенок
внешних внутренних внешних внутренних
в %
Олово, свинец 0,1—0,2 0,2—0,5 До 0° 20' 0° Ю'—О5 30'
Цинк 0,1—0,2 0,2—0,5 0° 30'—0°45' о° 30'—1°
Алюминий 0,2—0,3 0,5—1,0 0° 30'—Г о° 30'—Iе
Магний 0,2—0,3 0,3—0,5 0° 30'—0°45' 0° 30'—1=
Медь 0,3—0,5 0,5—1,0 0Q 30'—1° 1°—1°30'
Железо 0,5—0,7 0,7—1,2 0° 45'—1 - 1°—1°45'
7. Располагать ребра, стенки и приливы для избежания коробления отливок
симметрично.
8. Применять плавные закругления и галтели у пересекающихся стенок,
бобышек и ребер, обеспечивающих спокойное и хорошее заполнение рабочей
полости пресс-формы. Когда отношение площадей двух рядом расположенных
сечений равно 1 : 2, переход нужно выполнять в виде галтелей. При более резком
увеличении толщины стенки переход от одного сечения к другому необходимо
выполнять с соблюдением конусности не выше 1 : 4. Сопряжение пересекаю-
щихся стенок следует выполнять в виде галтели с радиусом, равным трети суммы
толщины сопрягаемых стенок. Минимальный радиус закругления для внутрен-
них углов равняется 1 мм.
9. Применять армирование отливок, что сравнительно легко осуществляется
при литье под давлением. Преимущество и возможные варианты армирования при-
ведены в п. 4.
10. Избегать впадин и пустот; выступы на внутренних стенках выполнять
так, чтобы они не препятствовали удалению отливки из рабочей полости пресс-
формы.
48
И. Добиваться простой формы стержней: не применять чрезмерно длинных
и тонких стержней, разборных металлических стержней, так как это усложняет
и удорожает оснастку и сам процесс работы пресс-формы. Полностью использо-
вать возможности получения отверстий без последующей механической обработки.
Диаметры выполняемых в ли.тье отверстий зависят от сплавов, применяемых
для изготовления отливок, глубины и других факторов. В США разработан стан-
дарт для глубин отверстий отливок, получаемых литьем под давлением, в котором
в зависимости от сплава и диаметра отверстия регламентируется его глубина
(табл. 36).
Таблица 36
Основа сплава Наибольшая глубина в мм для отверстия диаметром
3,2 3,9 4,8 6,4 9,5 12,7 15,9 19,1
Цинк 9,5 14,3 19,1 25,4 38,1 50,8 79,4 114,3
Алюминий 7,9 12,7 15,9 25,4 38,1 50,8 79,4 114,3
Медь 7,9 12,7 15,9 25,4 38,1 50,8 79,4 114,3
Примечание. Размеры в мм.
12. Предусматривать объединение нескольких деталей в один узел без
излишнего усложнения пресс-форм.
13. Не назначать отклонения размеров более жесткие, чем ±0,15% линейного
размера, если это не вызывается особыми условиями. При необходимости откло-
нение можно доводить до + 0,05% для любого размера. Размеры до 175 мм должны
иметь отклонения ±0,25%.
Американский институт литья под давлением разработал ряд стандартов на
допуск для отливок, получаемых способом литья под давлением. Отклонения ос-
новных размеров (в мм) приведены в табл. 37.
Отклонения второстепенных размеров (в мм) приведены в табл. 38.
Дополнительные отклонения на размеры, оформляющие плоскостью разъема
пресс-формы в разных полуформах (в мм), приведены в табл. 39.
Отклонения на части отливок, которые оформляются подвижными стержнями
(в мм), приведены в табл. 40.
Таблица 37
Вид отклонения Основа сплава
Цинк Ал юминий Магний Медь
Исходное отклонение на размер до 25 мм + 0,08 ±0,10 ±0,10 ±0,18
Дополнительное от- клонение на каждые по- следующие 25 мм:
25—300 + 0,03 ±0,04 ±0,04 ±0,05
св. 300 ±0,03 ±0,03 ±0,03 —
4 И. И. Горюнов
49
блица 38
Вид отклонения Основа сплава
Цинк Алюминий Магний Медь
Исходное отклонение на размер, до 25 мм Дополнительное от- клонение на каждые по- следующие 25 мм: ±0,30 ±0,30 ±0,30 ±0,40
до 300 ±0,04 ±0,05 ±0,05 ±0,08
св. 300 ±0,08 ±0,03 ±0,03 —
Таблица 39
Площадь проекции отливки в см2 Отклонения в мм в зависимости от основы сплава
Циик Алюминий Магний Медь
До 322,5 ±0,10 ±0,13 ±0,13 ±0,13
322,5—645 ±0,15 ±0,20 ±0,20 —
645—1290 ±0,20 ±0,30 ±0,30 —
1290—1935 ±0,30 ±0,40 ±0,40 —
Таблица 40
Площадь отливки, оформляемая подвижным стержнем, в см2 Отклонения в мм в зависимости от основы сплава
Цннк Алюминий Магний Медь
До 65 ±0,10 ±0,13 ±0,13 ±0,30
65—130 ±0,15 ±0,20 ±0,20 ——
130—320 ±0,20 ±0,30 ±0,30 —
320—645 ±0,30 ±0,38 ±0,38 —
Получаемая точность размеров и чистота поверхности отливок рассматри-
валась в п. бив табл. 23—26. Путем применения специальных мероприятий можно
получить более высокую точность, но стоимость отливок при этом повышается.
На поле допуска большее влияние оказывает усадка металла отливок, значения
которой приведены в табл. 41.
Следует иметь в виду, что приведенные значения усадки являются ориенти-
ровочными, так как усадка зависит от очень многих факторов и в первую очередь
от степени ее затруднения. В некоторых случаях усадки совсем нет.
Стойкость рабочей поверхности вкладышей пресс-форм зависит от ее конструк-
тивных элементов. Поэтому правильный их выбор при проектировании является
50
Таблица 41
Основа сплава Усадка в %
Свободная Затрудненная Сильно затруднен- ная
Олово 0,3—0,67 0,2—0,4 0—0,2
Свинец 0,6—1,1 0,4—0,6 0,1—0,4
Цинк 0,8—1,58 0,5—0,7 0,2—0,5
Алюминий 0,8—1,6 0,6—0,8 0,3—0,6
Магний 1,0—1,8 0,7—0,9 0,4—0,7
Медь 1,0—2,1 0,8—1,1 0,5—0,8
Железо 1,5—2,4 0,9—1,2 0,6—0,9
важнейшим вопросом конструирования пресс-форм. Острые углы и резкие пере-
ходы в сопряжениях могут служить причиной возникновения трещин. Непра-
вильно выбранный допуск или неправильно учтенная линейная усадка какого-
либо размера потребует дополнительной работы по доводке пресс-формы, а в не-
которых случаях большой переделки вкладышей. Неправильно выбранные зазоры
между стержнем и вкладышем, между толкателем и вкладышем, а также между
камерой прессования и наконечником плунжера могут привести к нарушению
ритма работы машины.
Кроме рабочей полости, во вкладышах изготовляется литниковая система
для подвода жидкого металла и вентиляционная система для удаления воздуха
из рабочей полости пресс-формы. Литниковая и вентиляционная системы оказы-
вают большое влияние на качество получаемых отливок, поэтому выбор их кон-
структор должен согласовать с технологами-литейщиками. Расчет литниковых
систем приведен в РТМ 21—61.
Методы расчета газового режима пресс-форм можно найти в работе [9], а
при применении вакуума — в работе [5]. Применяемые глубины вентиляцион-
ных каналов обычно находятся в следующих пределах:
Основа сплава Глубина каналов в мм
Свинец ...............................0,04—0,07
Цинк ................................. 0,06—0,09
Алюминий..............................0,08—0,11
Магний ...............................0,09—0,13
Медь................................. 0,10—0,15
Железо ................................0,12—0,17
Авторы в работе [1] предлагают глубину каналов делать равной 0,20—
0,30 мм, что является неправильным, так как уже при глубине 0,20 мм жидкая
сталь (даже без перегрева) проходит через каналы. Особенности конструирования
вентиляционных каналов указаны в РТМ 21—61. При заливке металла, имеющего
кашеобразное состояние, приведенные верхние пределы глубин вентиляцион-
ных каналов могут быть увеличены на 20—30%.
12. НЕКОТОРЫЕ ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ПРЕСС-ФОРМ
При проектировании пресс-форм особое внимание следует обращать на особен-
ности пресс-форм для литья под давлением черных металлов, так как этот процесс
еще только осваивается. Некоторые из указанных ниже особенностей будут спра-
ведливы и для литья бронзы. Основные особенности литья под давлением черных
металлов следующие.
4* 51
1. Пресс-формы следует проектировать только в виде блок-форм даже при
массовом производстве отливок, так как вкладыши быстро выходят из строя.
Один блок может быть использован для изготовления многих деталей.
2. Вкладыши нужно проектировать целиковые без кусков — вставок. Приме-
нение отдельных вставок приводит к быстрому выходу вкладышей из строя из-за
смятия в стыках и появления большого облоя, который нарушает ритм работы
машины ввиду трудности удаления отливок из рабочей полости пресс-
форм.
3. Радиусы закруглений в углах по сравнению с алюминиевыми сплавами
во избежание быстрого появления трещин в острых углах должны быть уве-
личены.
4. Выталкивание отливок предпочтительнее осуществлять плитой.
5. Выталкиватели следует применять ступенчатые, особое внимание необ-
ходимо обращать на выбор оптимально допустимых зазоров.
6. Предусматривать возможность быстрой замены выталкивателей и стержней
и иметь запасные.
7. Сечение впускного отверстия для металла необходимо увеличить по сравне-
нию с алюминиевыми сплавами по толщине и ширине. Для плоских деталей типа
пластин толщина литникового канала в месте подвода должна быть равна .телу
отливки с небольшим пережимом для указания места отрезки, а на противо-
положном конце она должна быть в 1,5—2 раза толще. Такие размеры литни-
кового канала обеспечивают лучшие условия для питания отливки.
8. Пресс-формы должны иметь подогрев индукционными или электрическими
нагревателями сопротивления.
9. Для повышения стойкости вкладышей необходимо предусматривать обя-
зательный промежуточный отпуск их для снятия напряжений как при литье
стали, так и при литье бронзы и латуни. При этом температура применяемого
отпуска должна быть на 30—50° С ниже основного отпуска, применяемого для
вкладышей, а продолжительность отпуска должна быть более 6 ч с последующим
медленным охлаждением. Интервал между отпусками зависит от многих факто-
ров, но он должен быть таким, чтобы первый и последующие отпуски проводи-
лись до начала появления трещин. Это мероприятие повышает стойкость вкла-
дышей в 1,5—3 раза.
Пресс-формы для литья под давлением высокотемпературных сплавов бы-
стрее выходят из строя, поэтому выбор стойких материалов для вкладышей,
а также выбор наиболее оптимального режима эксплуатации пресс-форм нужно
предусматривать еще при их проектировании.
Важным вопросом при литье цветных сплавов является определение испол-
нительных размеров элементов пресс-форм вследствие нестабильности линейной
усадки. Свободная линейная усадка алюминиевых сплавов, как видно из табл. 41,
находится в пределах от 0,8 до 1,6%, а затрудненная — от 0,3 до 0,8%. Коле-
бания усадки зависят от применяемой марки сплава, изменения химического
состава сплава в процессе разливки, степени насыщения жикого металла газами
в процессе его плавки и разливки; температуры металла, поступающего в рабо-
чую полость, температуры подогрева пресс-форм, способа ведения процесса
(обычный, вакуумный, кислородный), степени затруднения усадки со стороны
рабочей полости и др.
В настоящее время почти все машины для литья под давлением работают
по полуавтоматическому циклу. Химический состав сплава, содержание газов,
температуры подогрева пресс-форм и металла, поступающего в рабочую полость,
при этом процессе не контролируются. Следовательно, изменить колебания
усадки от указанных выше факторов очень трудно, а в зависимости от степени
затруднения усадки — вообще невозможно. В связи с этим размеры рабочей
полости задаются с учетом последующей доводки, которая иногда занимает очень
много времени.
Расчет исполнительных размеров рабочей полости пресс-форм приведен
в работах [6, 12, 20, 33]. Однако необходимо отметить, что без накоплений соот-
ветствующими специалистами опыта по доводке пресс-форм могут быть ошибки,
вызывающие большой объем дополнительной работы.
52
13. НОРМАЛИЗАЦИЯ ДЕТАЛЕЙ И УЗЛОВ ПРЕСС-ФОРМ
Процесс изготовления пресс-форм для литья под давлением является тру-,
доемким. На изготовление пресс-форм весом 13—20 т затрачивается 10 000—
15 000 чел-ч, а стоимость их достигает 150 000 руб. Самые крупные пресс-формы
весят 30—45 т. Такие пресс-формы изготовляют более года.
Сущность нормализации пресс-форм сводится к ограничению числа их кон-
струкций. Нормализуются выталкиватели, стержни, плиты, направляющие
колонки и втулки, ползуны, фиксаторы, замки, упоры, вкладыши, приводы вы-
талкивателей и стержней, постаменты, гидравлические стержнедержатели,
блоки и отдельные узлы. Нормализуются также стаканы, наконечники, пятки
и литниковые втулки. Нормализация стаканов, камер сжатия и наконечников
плунжера предусматривает не только первоначальные размеры, но также и ре-
монтные размеры. Например, для машин модели 512 предусматривается возмож-
ность шестикратного использования стаканов и наконечников:
Номер ремонтного
размера .... Диаметр стакана в 1 2 3 4 5
мм 100 100,5 101 101,5 102
Диаметр наконеч-
ника в мм . . . 99,85 100,35 100,85 101,35 101,85
Нормализация позволяет заранее изготовлять детали (в виде заготовок или
полностью), узлы, блоки, которые затем собираются в узлы или в пресс-формы.
Это сокращает время на изготовление пресс-форм и снижает их стоимость.
Наиболее интересная работа по унификации и нормализации пресс-форм
проведена на предприятиях Ленинградского оптико-механического объединения
(ЛОМО) под руководством д-ра техн, наук С. П. Митрофанова. В результате
проведенной работы по унификации 600 наименований деталей были установлены
четыре группы — А, Б, В и Г. В группу А выделено 42% наименований деталей,
группу Б —25%, группу В—21% и группу Г—12%. Разделение деталей
на группы производилось по признакам, указанным В п. 7.
В процессе работы выяснилось, что в этих укрупненных группах необходимо
создать подгруппы, которые окончательно определили типы конструкций пресс-
форм. Объединение отливок по группам дало возможность создать унифициро-
ванные, типовые пакеты и блоки для каждой группы и подгруппы. Разбивка на
группы позволила также установить для каждой группы свою типовую литни-
ковую систему, что значительно упростило выбор их в процессе проектирования
пресс-форм.
Что касается поверхности разъема пресс-форм, то последняя определялась
конструкцией отливки. При этом необходимо учитывать следующее: 1) поверх-
ность разъема пресс-форм выбирается так, чтобы будущая отливка могла легко
удаляться из нее; 2) она должна совпадать с плоскостью наибольшего сечения
отливки; 3) наибольшая плоскость отливки должна находиться в подвижной
части пресс-формы для того, чтобы после ее раскрывания отливка оставалась
всегда в ней.
Для 600 наименований деталей было создано девять унифицированных па-
кетов, из них четыре для группы А, два для группы Б, один для группы В и два
для группы Г.
В группу А входили круглые и прямоугольные детали типа рамок с площадью
проекции отливки на поверхность разъема пресс-формы S — 80, 200 и 400 сл2.
Литник для всей группы был принят центральный. Отливки с S = 80 см2 изго-
товлялись на машине Полак 408. Для отливки этой подгруппы создано два унифи-
цированных пакета ФЛ1 и ФЛ2: один для съема отливок плитой, а другой для
съема выталкивателями. Отливки с S = 200 и 400 см1 изготовлялись соответ-
ственно на машинах моделей 511 и 512. Для этой подгруппы созданы пакеты
ФЛЗ и ФЛ4 со съемом отливок выталкивателями.
В группу Б входили круглые детали с S = 80 и 200 с.и2, для которых принят
боковой литник; съем отливок производился выталкивателями. Отливки изго-
53
товлялись соответственно на машинах Полак 408 и 511. Для этих подгрупп
созданы унифицированные пакеты ФЛ5 и ФЛ6.
В группу В входили прямоугольные детали типа крышек с 5 = 400 см2,
которые изготовлялись на машине модели 515. Для них принят боковой литиик
со съемом отливок выталкивателями. Для изготовления этой группы деталей
создан унифицированный пакет ФЛ7.
В группу Г входили детали с одним или двумя боковыми отверстиями с 5 =
= 200 и 400 см2, для которых принят литник в центре и сбоку. Съем отливок
производился выталкивателями. Отливки соответственно изготовлялись на ма-
шинах модели 511 и 512. Для изготовления подгрупп деталей созданы унифици-
рованные пакеты ФЛ8 и ФЛ9.
Пакет представляет собой постоянный комплекс деталей и узлов, одинаковый
для всех отливаемых деталей, входящих в какую-либо группу (А, Б, В, Г). Для
законченной литейной пресс-формы пакет оснащают вкладышами для данной
отливки и дополнительно производят мелкие доработки пакета. Пакеты изго-
товляются заранее небольшими партиями и находятся в собранном виде (без
вкладышей) в инструментальном цехе. Большинство деталей пакетов одинаковы
по своей конструкции, поэтому стало возможным изготовлять их увеличенными
партиями, а это позволило применять типовые технологические процессы и груп-
повую оснастку.
Дальнейшая работа по унификации пресс-форм для литья под давлением
привела к еще более совершенному виду — блок-формам.
Блок, так же как и пакет, состоит из определенного комплекса деталей
и узлов, в обоймах которого имеются гнезда под сменные оформляющие отливку
вкладыши. Блок постоянно закреплен на литейной машине. Конструкция блока
позволяет, не снимая его с машины, производить смену вкладышей на все детали
той или иной группы. Пример пресс-формы или блока со сменными вкладышами
приведен на рис. 5, где крепление вкладыша производится болтами. Унифици-
рованные пресс-формы с быстросменными вкладышами нашли широкое приме-
нение в промышленности. Эта особенность конструкции дает возможность изго-
товить по одному комплекту деталей блока на каждую подгруппу и производить
отливку деталей, заменяя только вкладыши.
Недостатком блока является принудительное направление литниковой си-
стемы, что не всегда позволяет применить наиболее рациональный подвод металла
к отливке. Кроме того, применение блоков сопряжено с изготовлением точных,
взаимозаменяемых вкладышей.
Недостатком пакетов является и то, что при смене вкладышей их необхо-
димо снимать с машины и производить переборку.
Для осуществления полной взаимозаменяемости вкладышей необходимо
в инструментальном цехе иметь калибры и контркалибры, воспроизводящие
все размеры ранее изготовленных блоков.
Несмотря на указанные недостатки, блоки успешно применяются в произ-
водстве. Одновременно с применением блоков применяются и пакеты, так как
существующие типоразмеры блоков не могут полностью охватывать всю номен-
клатуру отливаемых деталей методом литья под давлением. Внедрение унифи-
цированных форм-пакетов и блоков значительно расширяет возможности при-
менения метода литья под давлением при мелкосерийном производстве, так
как без больших затрат позволяет создать единую пресс-форму для деталей,
идущих малыми партиями. Проектирование и изготовление пакетов и блоков
менее трудоемко, чем проектирование и изготовление специальных или обычных
пресс-форм.
С применением пакетов трудоемкость проектирования пресс-форм умень-
шилась на 30%, а трудоемкость изготовления пресс-форм в инструментальном
цехе снизилась иа 25%. Еще большее снижение трудоемкости дает применение
блоков, которое составляет соответственно 40 и 50%.
Метод групповой технологии литья под давлением и экономичный метод
конструирования пресс-форм применяется на многих заводах страны, накоплен
большой опыт по его применению. В настоящее время созрела необходимость
обобщения опыта и создания руководящего материала или общегосударственных
нормалей.
54
Подлежат также унификации постаменты, которые предназначаются для
крепления в него подвижной части пресс-формы и фиксации системы выталки-
вателей и механизма, приводящего в движение эту систему. В универсальных
постаментах укрепляются нормализованные пакеты. Задняя часть постамента
укрепляется на подвижной части машины в формодержателе.
В работе [54] описана серия универсальных постаментов, из которых
УП1—УП4 предназначены для машины Полак 408, УП5 и УП6 — для машин
Полак 600 и 1220; УП7 — для машин Полак 900 и 2225. Универсальный поста-
мент УП1 предназначается для заливки в разъем пресс-формы и ручного сбрасы-
вания отливки с неподвижной стороны, УП2 — для заливки также в разъем
пресс-формы, но с механическим сбрасыванием (съемом) отливки с подвижной
стороны; УПЗ и УП4 — для заливки в разъем и центральной заливки со сбрасы-
ванием отливок выталкивателями; УП5 — для механического сбрасывания отли-
вок при обратном ходе прессующего механизма машин, а также при настройке
для сбрасывания отливок плитой и выталкивателями; УП6 — для ручного сбра-
сывания отливок реечным механизмом; УП7 — для гидравлического сбрасы-
вания отливок.
Универсальные постаменты по существу выполняют работу блоков, но
к каждому из них созданы нормализованные пакеты.
Разработаны и применяются также универсальные сборные формы (УСФ),
которые при сравнительно небольшом количестве применяемых деталей и узлов
позволяют получать разнообразные конструкции пресс-форм. В универсальных
сборных формах оказалось возможным из одних и тех же элементов создать
большое количество различных вариантов конструкций пресс-форм и типораз-
меров блоков. Эта система действует много лет и практически используется для
95% изготовляемых деталей способом литья под давлением. Исключение состав-
ляют особо сложные по конструкции или крупногабаритные отливки, для кото-
рых еще не созданы нормализованные блоки. При разработке универсальных
сборных форм учитывались следующие конструктивные особенности: 1) коли-
чество разъемов — одноразъемные и многоразъемные; 2) съем отливок — плитой
и выталкивателями; 3) профиль вкладыша — круглые, прямоугольные; 4) коли-
чество гнезд — одногнездные и многогнездные; 5) габаритные размеры вклады-
шей; 6) длина хода бокового стержня — 15, 25 и 40 мм; 7) высота подвижных
и неподвижных плит блоков; 8) длина хода выталкивателей.
Конструкция блоков для одноразъемных пресс-форм мало отличается от
ранее созданных блоков. Блоки для многоразъемных пресс-форм предусматривают
возможность дополнительного разъема, перпендикулярного разъему с любой
из трех или четырех сторон. Движение боковых ползунов обеспечивается наклон-
ными клиньями. В плитах предусматриваются отверстия для прямоугольных
вкладышей. Специальными в этих пресс-формах являются только вкладыши
и плиты, в которых устанавливаются стержни; они вместе со стержнями кре-
пятся к ползунам болтами или штифтами.
Для получения сложной отливки при использовании универсального блока
требуется изготовить только оформляющие вкладыши и стержни. Отпадает
необходимость в изготовлении плит, приводов стержней и привода выталкива-
телей. Отличительной особенностью созданных блоков и всей системы нормали-
зации является то, что блоки имеют сборную конструкцию. Это обеспечивает
возможность применения большого количества вариантов одних и тех же кон-
струкций с разными толщинами плит, с различным ходом выталкивания и с раз-
личной длиной хода боковых стержней. Элементы блоков собраны в простейшие
узлы. Один и тот же узел имеет определенное количество вариантов в зависи-
мости от предусмотренного числа плит разной высоты, длины стержней,
хода и т. д.
По принятой системе в универсальных сборных формах предусмотрены
следующие узлы.
1. Узел крепления неподвижной плиты. Для обеспечения возможности уста-
новки пресс-форм на различные машины предусмотрена унификация их крепле-
ния. Крепление плиты по конструкции выполнено двух типов — для машин
с вертикальной и горизонтальной камерой прессования. Для машин с вертикаль-
ной камерой прессования предусмотрена унификация литниковых втулок и т. д.
55
1
2. Узел неподвижных плит. В одной разъемной пресс-форме узел собирается
из неподвижной плиты, имеющей отверстие под оформляющий вкладыш, лит-
никовой втулки, четырех направляющих колонок, рым-болта для подъема пресс-
формы и кожуха, предохраняющего рабочего от брызг металла при запрессовке.
Варианты сборок плит зависят от толщин неподвижных плит, размеров вклады-
шей, количества гнезд (отверстий под вкладыши), длины направляющих колонок
и от типа машины. Длина направляющих колонок, в свою очередь, зависит от
высоты подвижных плит. Этот узел в многоразъемных и одноразъемных пресс-
формах имеет аналогичную конструкцию.
3. Узел подвижных плит. Варианты сборок плит зависят от толщины по-
движных плит, размеров вкладышей и длины хода боковых стержней, так как
в зависимости от этого меняются ползуны и упоры для них.
4. Узел подкладных плит. Этот узел имеет отверстия под вкладыши и вы-
ступающую часть направляющих втулок, установленных в подвижной плите,
и направляющие колонки плит толкателей. Все плиты выполняются толщиной
30 мм, а варианты сборок их зависят только от габаритных размеров и количества
гнезд.
5. Узел стойки. Узел состоит из стойки и запрессованных в нее двух шпилек,
обеспечивающих правильное взаимное расположение подкладных плит и плит
крепления. Количество вариантов стоек зависит от размеров плит и длины хода
выталкивателей.
6. Узел плит выталкивателей. Для обеспечения нормальной работы без
перекосов всей системы выталкивания плиты выталкивателей перемещаются
по четырем направляющим колонкам. Выталкиватели во вкладышах установлены
свободно с зазором в 0,5 мм. Число вариантов узла плит выталкивателей зависит
от размеров, конфигурации и количества гнезд в пресс-форме. Толщина плит
выталкивателей устанавливается постоянной для всех пресс-форм.
7. Узел плиты съема. Этот узел состоит из подкладной плиты, выталкива-
телей, имеющих отверстия для вкладышей, и четырех упоров. Толщина плит
съема и высота упоров постоянные. Число вариантов зависит только от габарит-
ных размеров пресс-формы.
8. Плита крепления. Плита имеет отверстия под вкладыши и пазы для
крепления пресс-формы к постаменту машины. Толщина плит для всех пресс-
форм постоянная.
Возможность использования для разных конструкций пресс-форм одних
и тех же узлов является одним из важнейших преимуществ системы универсаль-
ных сборных форм (УСФ).
Изготовленные узлы, установленные по типоразмерам, хранятся в стелла-
жах. Отдельно хранятся и собранные оформляющие вкладыши и все специальные
детали пресс-форм. Сборка их осуществляется наладчиком литейного цеха. Так
как посадочные размеры всех вкладышей выполняются по скользящей и ходовой
I посадке 3-го класса точности системы отверстий, то сборка, как правило, никаких
затруднений не вызывает. Сборка производится по технологической карте.
14. СПОСОБЫ ИЗГОТОВЛЕНИЯ ВКЛАДЫШЕЙ ПРЕСС-ФОРМ
Для изготовления вкладышей могут применяться различные способы:
1) механическая обработка;
2) пластическая деформация: холодное и горячее выдавливание, точная
объемная штамповка и др.;
3) литье под давлением, жидкая штамповка, литье по выплавляемым моде-
лям, в оболочковые формы, гипсовые формы, в металлические и песчаные формы
и др.;
4) прессование из порошков различных материалов;
5) электроэрозионные способы обработки: анодно-механическая, электро-
импульсная и электроискровая;
6) ультразвуковая обработка;
7) электроннолучевая обработка.
В настоящее время вкладыши пресс-форм изготовляются преимущественно
способом механической обработки. Однако в связи с недостаточной стойкостью
56
их при литье высокотемпературных сплавов с каждым годом все шире начинают
применяться новые материалы, которые плохо обрабатываются резанием. По-
этому, а также в целях экономии металла и снижения стоимости пресс-форм,
при изготовлении вкладышей применяют новые вышеуказанные способы их
изготовления.
При литье цинковых, алюминиевых и магниевых сплавов при прочих рав-
ных условиях наиболее высокую стойкость имеют вкладыши, изготовленные
механической обработкой из хорошо прокованных заготовок. При получении
рабочей полости вкладышей пресс-форм способом холодного выдавливания также
обеспечивается их высокая стойкость, однако этот способ получения вкладышей
из стали ЗХ2В8Ф требует большой мощности прессов даже при изготовлении
вкладышей для мелких отливок.
Инструмент для холодного выдавливания вкладышей изготовляется из
специальной инструментальной стали, закаленной и отпущенной до HRC 56—60.
Автор изготовлял вкладыши для литья стали под давлением из меди марок
МО—Ml и.сплава МКБ—кобальт-бериллиевая бронза. При изготовлении вклады-
шей из сплава МКБ заготовки вначале закаливались до твердости НВ 80—100,
а после выдавливания подвергались отпуску до твердости НВ 260. Чистота ра-
бочей поверхности вкладышей находилась в пределах 7—8-го классов и выше.
Последующая шлифовка и полировка не требовались.
Для изготовления отливок из латуни опробовано изготовление вкладышей
способом литья по выплавляемым моделям и в оболочковые формы. Вкладыши
изготовлялись из разных материалов, в том числе из стали марки ЗХ2В8Ф.
Стойкость литых и кованых вкладышей составляла 35 000 запрессовок, но за
счет экономии высоколегированной стали и сокращения объема механической
обработки стоимость литых вкладышей была на 20—40% ниже, чем кова-
ных [30 ].
В зарубежной промышленности имеется много работ по изготовлению вкла-
дышей способом литья Шоу-процессом из сталей Н-13 (4Х5МФ) и Н-21 (ЗХ2В8Ф).
При этом стоимость вкладышей снизилась на 25%, а стойкость повысилась на
50—60%, что объясняют мелкозернистой структурой металла, полученной после
термической обработки. В Японии изготовляли Шоу-процессом литые вкладыши
из стали Н-13 с 2% никеля. Стоимость литых вкладышей была ниже кованых
на 10—19%. Стойкость вкладышей при литье алюминиевых сплавов для детали
«поршень» составляла 134 115, а для детали коленчатого вала — 111 890 циклов
теплосмен. Однако примеров сравнения стойкости литых вкладышей с обычными
вкладышами в работе не приведено.
В отечественной промышленности опробованы способы изготовления вкла-
дышей литьем по выплавляемым моделям, жидкой штамповкой, литьем под
давлением, металлокерамическим, электроэрозионным способом и др. Имеются
оригинальные решения получения вкладышей способом литья под давлением,
но стойкость их не приводится.
Автор совместно с 3. Г. Медниковым изготовлял вкладыши для литья стали
под давлением из разных материалов способом литья под давлением, литья по
выплавляемым моделям и жидкой штамповкой. Стойкость литых вкладышей
была ниже стойкости кованых, за исключением вкладышей, полученных холод-
ным выдавливанием, которые имели стойкость выше кованых.
На Ленинградском карбюраторном заводе для литья латуни и алюминиевых
сплавов проведены опыты по изготовлению вкладышей из твердых сплавов В КЗ,
ВК15, ВКЗОМ и др. Лучшими из них оказались вкладыши из сплава ВКЗОМ.
При литье латуни они имели стойкость 85 000 запрессовок, тогда как вкладыши
из стали ЗХ2В8Ф только 10 000. Рабочая полость вкладышей изготовлялась
электроэрозионным способом обработки. Для грубой обработки использовали
электроимпульсную обработку с длительностью импульсов меньше 10 мк/сек.,
а для чистовой обработки — высокочастотную электроискровую. Чистота обра-
ботки достигала 8-го класса по ГОСТ 2789—59, а точность 0,01 мм. На заключи-
тельных операциях использовали алмазное шлифование. Анодно-механическая
обработка применялась для обрезки заготовок.
По электроискровой обработке вкладышей большая работа была проведена
В. Ф. Кууз и др.
57
Ультразвуковая и электроннолучевая обработки могут найти применение
для получения отверстий для удаления газов диаметром менее 1 мм в глубоких
полостях пресс-форм.
Все вышеописанные способы получения вкладышей, кроме механической
обработки, имеют пока ограниченное применение в промышленности.
15. ПОДОГРЕВ И ОХЛАЖДЕНИЕ ПРЕСС-ФОРМ
Подогрев пресс-форм является эффективным мероприятием, повышающим
стойкость пресс-форм. При повышении температуры подогрева снижается тем-
пературный перепад в стенках вкладышей, приводящий к снижению общей
деформации и температурных напряжений. Однако чрезмерное повышение тем-
пературы приводит к повышению температуры в местах контакта, что ведет
к снижению уровня механических свойств материала вкладыша пресс-форм и
снижению их стойкости. Поэтому существует оптимальная температура подо-
грева, определяемая расчетом (см. п. 33).
При изготовлении отливок из любых материалов нельзя подогревать пресс-
форму жидким металлом, так как при заливке его в холодные вкладыши возни-
кает высокий температурный перепад. Подогрев пресс-форм газовыми и электри-
ческими горелками дает неравномерный нагрев по поверхности и повышает тем-
пературные напряжения в материале вкладышей пресс-форм, что снижает их
стойкость. Наиболее эффективными способами подогрева пресс-форм являются
подогрев жидкими теплоносителями, электрическими нагревателями в сочетании
с проточной холодной и горячей водой или паром, электрическими индукцион-
ными нагревателями, электрическими нагревателями сопротивления, инфра-
красными излучателями.
В этом параграфе будут рассмотрены подогрев и охлаждение пресс-форм
только с точки зрения конструктивного оформления, а расчеты оптимальной
температуры подогрева будут приведены в п. 33;
Подогрев и охлаждение жидкими теплоносителями. Регулируемый режим
температуры пресс-формы можно создать за счет применения жидких теплоно-
сителей или электрических нагревателей в сочетании с охладителями — водой,
паром и другими жидкостями. Для регулирования температуры пресс-формы
была спроектирована, изготовлена, испытана и отлажена установка УПОП-1,
схема которой показана на рис. 13. Сущность работы установки состоит в сле-
дующем. Жидкий теплоноситель типа масла вапор, силиконовой жидкости,
авиационных тугоплавких масел и других жидкостей заливается в сливной бак,
который подогревается электрическими спиралями. Для измерения температуры
на входе и выходе и в самой пресс-форме установлены температурные датчики.
Подогрев или охлаждение жидкости в зависимости от температуры пресс-формы
и перегон ее через пресс-форму происходят автоматически.
Гидравлическая схема и схема автоматического регулирования подогрева
и охлаждения пресс-формы соответственно показаны на рис. 14 и 15. Подключе-
ние пуансона и матрицы к трубопроводам производится гибкими шлангами —
рукавами через штуцера пресс-формы (рис. 8). Регулирование работы установки
происходит автоматически при помощи электромагнитных вентилей ЭмВ1 и
ЭмВ2 и электромагнитных пускателей ЭмП (рис. 14 и 15), изменяющих при не-
обходимости направление движения теплоносителя и поддерживающих уровень
охлаждения в холодильнике (на рис. 14 пунктирной линией показаны водопро-
воды dy — 25 мм, сплошной линией маслопроводы с dy = 25 мм).
Для приведения установки в рабочее состояние в бак заливают 100 л тепло-
носителя, а трубопроводы, подводящие и отводящие теплоноситель, присоеди-
няют к матрице и пуансону. Подвижную половину пресс-формы присоединяют
гибкими металлическими рукавами к системе установки. Открывают полностью
вентили А, В л Г, а вентиль Б закрывают. После этого включают приборы авто-
матики и насос, проверяют герметичность системы. Затем автоматику отключают,
а открывают не полностью вентиль Д. Вентиль Д регулируют так, чтобы уровень
поступающей воды в холодильник не поднимался в баке выше нижнего слива
вентиля ЭмВ1. Устанавливают задатчики^ на регулирующих потенциометрах
ЭПВ1 и ЭПВ2 на требуемую температуру работы пресс-формы. При этом тем-
58
пература на потенциометре ЭПВ! должна быть на 15—20° С больше, чем на по-
тенциометре ЭПВ2. Приборы автоматики включаются контактором КФ- Через
10 мин включают шестеренчатый насос и приступают к работе.
После окончания работы насос выключается, отключается автоматика,
а вентиль Д закрывается (рис. 14). При отключении насоса трубопроводы
с теплоносителем и металлические рукава закрываются пробками.
Рис. 13. Установка для автоматического подогрева и ох-
лаждения пресс-форм жидкими теплоносителями:
I — бак масляный; 2 — холодильник; 3 — насос гидропривода
Во время работы на установке необходимо соблюдать противопожарные
мероприятия и технику безопасности. Не допускается утечка масла в системе
трубопроводов. При применении горючих жидкостей температура вспышки
их должна быть на 30° С ниже заданной температуры подогрева. Литейщик
должен работать в специальной одежде, рукавицах и очках. В случае нарушения
герметичности установки необходимо отключить насос. При смене пресс-форм
59
отключение трубопроводов необходимо Производить при выключенном нйсоСё
и закрытых вентилях Л и Г после охлаждения теплоносителя до температуры
не выше 60° С.
Работа автоматики заключается в следующем. В период пуска установки
температура теплоносителя ниже заданной, регулирующий контакт потенцио-
метра ЭПВ1 замкнут, поэтому срабатывает магнитный пускатель МпН (рис. 15),
который своими контактами включает нагреватель масла, и включается насос.
Так как вентиль ЭмП закрыт, теплоноситель из бака будет поступать прямо
в пресс-форму, нагревая ее до заданной температуры. Когда температура тепло-
носителя на выходе из пресс-формы достигнет заданного значения, приступают
к’ литью.
При работе, когда теплоноситель нагреется выше заданной температуры,
замыкается регулирующий контакт ЭПВ2, срабатывает магнитный пускатель МпО
Рис. 14. Гидравлическая схема установки для
подогрева и охлаждения жидкими теплоноси-
телями:
1 — бак с маслом; 2 — вентиль ручной муфтовый;
3 — холодильник; 4 — электромагнитный клапан;
5 — манометр; 6 — насос шестеренчатый; 7 —
электросопротивление
и , отключается нагреватель
масла. Одновременно сраба-
тывает реле времени РВ и
через 20 сек замыкаются кон-
такты РВ1 и РВ2, срабаты-
вает реле РП1, которое свои-
ми контактами переключает
вентили ЭМ и ЭмП. При этом
вентиль ЭМ закрывается,
а вентиль ЭмП открывает-
ся — в результате теплоно-
ситель начинает проходить
через холодильник. Если
температура теплоносителя
не снижается, то через 20 сек
замкнется контакт РВЗ н
клапан ЭмВ1 закрывается,
а ЭмВ2 открывается. Уровень
воды в холодильнике повы-
шается, что увеличивает ин-
тенсивность охлаждения.
Если охлаждение продолжает
оставаться недостаточным,
то через 20 сек замкнется реле
времени РВ4 и закроется
клапан ЭмВ2, а ЭмВЗ от-
кроется, что поднимет уро-
вень воды в холодильнике до
верхнего предельного значения и доведет степень охлаждения до максимального
значения. Регулирование температуры пресс-формы производилось только по
значению температуры теплоносителя на входе и выходе. Температура, измеряе-
мая на вкладышах пресс-формы, являлась контрольной. Из-за больших каналов во
вкладыше и стержне, как это видно из рис. 8, температуры вкладыша и жидкости
практически не отличались. Такая же блокировка может быть осуществлена и
по температуре других деталей пресс-формы или по температуре интересуемых
мест в рабочей ее полости.
Конструктивное оформление пресс-формы видно из рис. 8. Каналы для
охлаждения вкладыша после фрезерования заваривались пластинами, что гаран-
тировало их герметичность. Каналы стержня герметизировались специальными
прокладками. Герметизация штуцеров и подводящих труб производилась гайками
с прокладками.
Подогрев индукционными нагревателями. Конструкции пресс-форм с индук-
ционными нагревателями приведены на рис. 4, 5 и 7. Индукционный подогрев
пресс-форм заключается в следующем. По индуктору из чистой меди проходит
переменный ток, который создает вокруг него магнитный поток. Возникающие
при этом вихревые токи нагревают стальную пресс-форму. Регулирование тем-
пературы нагрева пресс-форм осуществляется при помощи приборов типа
60
МРШПР-54 и др. в комплекте с термопарами или специальными датчиками,
которые устанавливаются во вкладыш на заданной глубине от рабочей поверх-
ности.
Для безопасной работы применяются низковольтные трансформаторы с на-
пряжением 5—15 в. Такие трансформаторы применяются при сварке с напря-
жением в первичной обмотке 220 в и силой тока 170 а, с . напряжением во вторич-
ной обмотке—5 в и силой тока около 7100 а. Отводящий высокий ток требует
мощных шин и подводящих к индуктору шлейфов, так как они могут быстро вы-
ходить из строя. Соединение индуктора матрицы или пуансона с трансформато-
ром может быть как последовательным, так и параллельным. Наиболее целе-
сообразным является последователь-
ное соединение.
При расчете нагревателей обычно
задаются весом пресс-формы, темпера-
турой и временем нагрева. По указан-
ным данным определяется мощность и
напряжение на нагревателе, длина и
число стержней. Определение полезной
мощности (Рпол), необходимой для на-
грева пресс-форм до заданной темпе-
ратуры, производится по формуле
СсфкТ
Рпол ~ 860/ Квт’ (3)
где G — вес пресс-формы в кг; ДГ—
разность конечной и начальной тем-
ператур (&Т=Тф— Тс) в °C; t —
время нагрева в ч; Сф — теплоемкость
металла пресс-формы; 860 — перевод-
ной коэффициент.
Потребная мощность
(4)
р _____ гпол
гпотр — —“
где — коэффициент полезного дей-
ствия.
Для нагрева до температуры 300° С
принимаются плотность тока на стерж-
нях 5—10 а! мм2, т] = 0,7, а до темпе-
ратуры 500° С т] = 0,5.
Мощность на 1 см цлины стерж-
ней, вставляемых в пресс-форму,
Рем = ucMI cos <р = I2ZCM cos ф, (5)
лирования подогрева и охлаждения
пресс-формы
где UCM — напряжение на 1 см длины стержня в в; / — сила тока стержня в а;
ZCM — полное сопротивление 1 см длины стержней в ом; cos ф — коэффициент
мощности нагревателя, который ориентировочно принимается равным 0,9.
Силой тока и диаметром стержней задаются исходя из конструктивных
особенностей пресс-формы. Диаметр стержней выбирается в пределах 10—25 см.
Плотность тока рекомендуется принимать 5—10 а/мм2, ио при применении охлаж-
дения медных стержней водой плотность тока может быть увеличена до
50 а/мм2.
Сопротивление 1 см длины стержней находится по графикам, приведенным
на рис. 16. Графики построены с участием Ю. И. Китайгородского на основании
экспериментальных данных. Уделвные ампер-витки одного стержня //nd опре-
деляются током, деленным на условную длину магнитного потока, равную длине
окружности стержня. Из рисунка видно, что при повышении температуры пресс-
форм значения ZCM повышаются, а с повышением //nd — понижаются.
61
Длина стержней
(6)
(7)
Мощность нагревателей
(8)
Рис. 16.
вления 1
Зависимость полного сопроти-
см длины стержней от удельных
ампер-витков одного стержня:
1 — для стержней 0 10 мм; 2 — для стерж-
ней 0 20 мм
I __ Рпотр
1см — п-----•
тт 1 г
Напряжение иа I см длины стержней
Uсм ~ 1ZCM.
Подводимое напряжение с учетом потерь иа переходных контактах
и= (1,14-1,5) и^.
Р = UI cos <р. (9)
Стержни от нагреваемой детали должны быть изолированы теплостойкой
изоляцией. Для этой цели применяют различные материалы. Нагреватели для
пресс-формы показаны на рис. 4 (диаметр стержня 25 см, а отверстия в пресс-
форме — 30 мм). В качестве изоляции применены асбоцементные втулки, которые
видны иа рис. 4, 5 и 7. Два стержня
соединены медной пластиной путем
приваривания. В пресс-формы
вставлены два индуктора, которые
соединены шлейфом. Индуктор,
показанный на рис. 5, б, — фасон-
ный. Он имеет квадратное сечение,
а в качестве изоляции применен
шнуровой асбест (рис. 5, в). При
изготовлении отливок пресс-форма
иногда нагревалась до 400° С.
Необходимость применения сплош-
ной изоляции индуктора по всей
длине стержня вполне очевидна и
не нуждается в пояснении. Длина
одного индуктора 1580 мм. Матри-
ца и пуансон имели по одному
индуктору. Общий вес пресс-фор-
мы 210 кг. Сечение индуктора
25Х 25 мм.
Измерение температуры произ-
водилось термопарой, вмонтиро-
ванной во вкладыш пресс-формы и
подключенной к прибору с контак-
тором, который соединен с транс-
форматором. При регулировании
температуры стрелки прибора уста-
навливаются на заданные пределы.
При достижении заданной температуры контактор прибора отключает транс-
форматор. При снижении температуры ниже установленного предела контак-
тор прибора включает трансформатор на нагрев. Для того чтобы температура
пресс-формы не повышалась, необходимо ритм работы машины уменьшить
или приостанавливать на некоторое время работу. Практически при этом спо-
собе подогрева пресс-форм регулируется только нижняя температура нагрева
пресс-форм, а верхнюю температуру должен регулировать литейщик. Как
указывалось выше, сочетанием индукционного иагрева с охлаждением водой
можно осуществить автоматическое регулирование температуры.
Подогрев электрическими нагревателями сопротивления. Конструкции пресс-
форм с электрическими нагревателями сопротивления показаны иа рис. 17 и 18.
На рис. 17 показана пресс-форма для изготовления роторных лопаток из стали
марки 1Х18Н9ТЛ и др., а на рис. 18 — оригинальная пресс-форма для полу-
чения отливок из любых сплавов, склонных даже к горячим трещинам. Отливки,
получаемые в таких пресс-формах, имеют очень плотное и однородное строение
металла, так как в этом случае удельное давление плунжера полностью передается
на отливку. Наконечник плунжера изготовляется из сплавов молибдена.
62
Электрические нагреватели изготовляются из нихрома марки Х20Н80 и др.
с диаметром проволоки от 0,5 до 8 мм. Иногда вместо проволоки применяются
пластины. Электрические нагреватели изготовляются двух типов: однопроволоч-
ные и многопроволочные. При изготовлении однопроволочных нагревателей при-
меняется проволока 0 4 мм и боЛее, многопроволочных — проволока даметром
менее 4 мм, чаще 1 мм.
В качестве тепловой изоляции применяются фарфоровые бусы или специаль-
ные обмазки. В состав обмазок входят: пылевидный тальк, прокаленный при
температуре 500—700° С, асбест щипанный и просушенный в количестве 3%
вид А-А
Рис. 17. Пресс-форма для изготовления роторных лопаток из стали 1Х18Н9Т
с подогревом электрическими нагревателями сопротивления:
1—10 — плиты; 11 — втулка; 12, 13 — вкладыши; 14 — втулка; 15 — фиксатор; 16,
17, 13 — выталкиватели; 19 — нагреватель электросопротивления
от количества талька и жидкое стекло удельного веса 1,4—1,5, которое добав-
ляется в смесь талька и асбеста до состояния консистенции обмазки. Нагрева-
тели сечением 4—8 мм или пластинчатые покрываются обмазкой. Сушка обмазки
производится при температуре 100—150° С в течение часа, затем при температуре
250—300° С, также в течение часа. Окончательная сушка производится при вклю-
чении нагревателей для работы.
Питание нагревателей производится также от низковольтных трансформа-
торов. Регулирование температуры производится так же, как при применении
индукционных нагревателей. Автоматическое регулирорание может быть осу-
ществлено с применением воды.
Рассмотрим примерный расчет электрического нагревателя сопротивления..
Задано: вес пресс-формы 90 кг, обоймы плиты изготовлены из стали 45 и весят
81 кг, вкладыши изготовлены из сплава молибдена и весят 9 кг, температура
нагрева пресс-формы 300° С, время нагрева t до заданной температуры —• 0,5 ч.
Нагреватель такой пресс-формы состоит из четырех ветвей длиной по 0,45 м.
Примем проволоку диаметром 1 мм и трансформатор с напряжением 6 в.
Потребное количество тепла Q для нагрева пресс-формы до температуры
300° С определяется по формуле
Q = GcT = 2 (вфСфТф + GeKcmTф) =
= 2(40,5-0,115.300 + 4,5.0,06-300) = 2956 ккал, (10
63
где йф и GeK — вес блока и вкладыша; сф и свк — теплоемкость металла блока
и вкладыша.
Потребная мощность
N = i)Z860 = 0,75-0,5-860 = 9 Квт’ (11)
где 11 — к. п. д. установки, равный 0,75.
Мощность одной ветви:
9
Me=-j- = 2,25 квт = 2250 вт. . (12)
Рис. 18. Пресс-форма для изготовления крышки с подогревом электрическими
нагревателями сопротивления:
/ — плита; 2 — направляющее кольцо; 3 — нагреватель электросопротивления; 4 —
камера прессования; 5 — плита; 6 — шток; 7 — входное отверстие для воды; 8 — пробка;
9 — пластина, делящая канал для подвода и отвода воды на две части; 10 — выходное
отверстие; 11 — наконечники; 12 — наконечник плунжера, одновременно служащий
болваном, оформляющим внутреннюю полость отливки; 13 — накидная гайка; 14 —
молибденовая облицовка; 15 — отливка; 16 — основание матрицы
Сила тока в ветви будет:
_ 2250
Ja~ 6
= 354 а.
(13)
Сопротивление одной проволоки составит:
Rnp = Р 4- = 1.44 -^- = 0,81 ом. (14)
О м,о
Сила тока проволоки
1пр = = 'М = 7,5 а' (15)
Количество проволок в ветви:
7^ 354 /.ex
п — -— = -——-=47 шт. (16)
/пр 7,5
Глава III
УСЛОВИЯ РАБОТЫ ПРЕСС-ФОРМ
16. ЛИТЕЙНЫЙ ЦИКЛ И СОПУТСТВУЮЩИЕ ЕМУ ЯВЛЕНИЯ
Технологические параметры литейного процесса оказывают значительное
влияние на стойкость пресс-формы. В связи с этим выбору оптимальных режимов
литья, определяющих качество получаемых отливок и стойкость пресс-форм,
необходимо уделять большое внимание еще при проектировании пресс-форм,
а также в процессе их доводки и отработки технологии.
К основным параметрам литейного процесса относятся: скорость прессова-
ния, удельное давление на жидкий металл в камере прессования, скорость впуска
и течения жидкого металла, давление металла на стенки вкладышей пресс-форм,
температурный режим литья, продолжительность литейного цикла и отдельных
переходов, состав и свойства смазки.
Рассмотрим вышеуказанные параметры с точки зрения влияния их на стой-
кость вкладышей пресс-форм.
Скорость прессования. Схема узла прессования машин типа модели 515М
с горизонтальной холодной камерой прессования приведена на рис. 19. Литей-
ный цикл происходит следующим образом. В окно 9 камеры прессования зали-
вается жидкий металл 11. Нажатием на педаль 1 жидкость из аккумулятора 3
с давлением 70 ат через отверстие 4 диаметром.d0 со скоростью поступает
в цилиндр 5 и создает давление на поршень 6 плунжера 7 диаметром DnJl = 155 мм.
Плунжер 7 с наконечником 8 диаметром D прессует жидкий металл 11, который
через литник 10 длиной / поступает в рабочую полость пресс-формы со скоростью
при впуске шв. Продолжительность выдержки отливки в пресс-форме регули-
руется автоматически реле времени в пределах 1—30 сек. После выдержки отливка
автоматически удаляется из пресс-формы, рабочая полость пресс-формы очи-
5 И. И. Горюнов 65
20. Изменение скорости прессования
щается от грата, смазывается и закрывается. Продолжительность цикла у ука-
занных машин составляет 20—300 сек.
/ Скорость прессования шп оказывает большое влияние на смыв смазки с ра-
; бочей поверхности пресс-форм, на качество отливок и на величину скорости впуска.
В существующих машинах скорость прессования регулируется открытием запор-
' ного вентиля 2 или дросселями.
В последние годы для определения скорости прессования разработан ряд
приборов потенциометрического и индукционного типов с регистрацией на пленку
или ленту осциллографа. Недостатком указанных приборов является необходи-
мость последующей расшифровки, что затрудняет их использование на произ-
водстве. В последние годы разработаны приборы стрелочного типа. Для опре-
деления средней скорости на каком-то участке движения плунжера Сиблитмаш
разработал специальный прибор.
Изменение скорости прессования wn и давления гидравлической жидкости р,
полученное методом осциллографирования в период литейного цикла на машине
Рид-Прентис 1,5G при открытии
запорного вентиля 2 на четыре
оборота, показано на рис. 20.
В соответствии с полученными дан-
ными литейный цикл разбит на че-
тыре периода.
/ — период разгона. Движе-
ние плунжера имеет ускоренный
характер. Скорость возрастает до
максимальной, а давление падает
до минимума.
II — период равномерного дви-
жения. Скорость движения плун-
жера и давление жидкости остаются
постоянными.
III — период заполнения пресс-
формы. Скорость движения плун-
жера падает, а давление жидкости
повышается.
IV— период максимального давления. Движение плунжера прекращается,,
а давление жидкости в камере прессования и на жидкий металл достигает ма-
ксимального значения.
Рис.
и давления гидравлической жидкости во
время литейного цикла (путь плунжера
255 мм)
/ Скорость прессования шп зависит от многих факторов: давления в аккуму-
ляторе ра, давления сил сопротивления рс на пути движения наконечника плун-
i жера, величины местных потерь в магистрали £> диаметра прессующего на-
конечника Dn, диаметра канала d0, по которому жидкость попадает в полость
цилиндра, и других факторов. Для расчета скорости прессования М. Ф. Ма-
кельским предложена формула
dl V 2g
__у г_________\ж
(17)
где Уж — объемный вес жидкости, равный 0,88- 103 = 880 кГ/м3.
Заранее рассчитать скорость прессования очень трудно, так как для каждого
литейного цикла она изменяется в зависимости от сил трения, возникающих между
стенками стакана и поверхностью наконечника плунжера. Например, при
изготовлении отливок из высокотемпературных сплавов при попадании жидкого
металла в зазор между стаканом и наконечником наблюдались остановки ма-
шины, что указывает на возникающие силы сопротивления, превосходящие уси-
лие прессования машины. В связи с указанным применение приборов стрелоч-
ного типа для определения скорости прессования является весьма желательным,
а рекомендуемые формулы нужны лишь для понимания сущности явлений и при
проведении исследований.
66
Расчет скорости прессования на машинах с вертикальной холодной камерой
прессования приведен в работе (9], но область применения этих формул огра-
'ничена из-за трудности расчета сил сопротивления и их непостоянства.
Удельное давление. Удельное давление на жидкий металл в камере прессо-
вания в периоде IV литейного цикла рассчитывается по формуле
PyS = --Fnp~, (18)
0,7850^
где Fnp — прессующее усилие машины; Dn — диаметр камеры прессования.
Максимальное и минимальное расчетные удельные давления для машин
с горизонтальной камерой прессования приведены в табл. 42.
Максимальное и минимальное удельные давления на жидкий металл в камере
прессования для машин с вертикальной холодной камерой прессования приведены
в табл. 43.
Таблица 42 Таблица 43
руд в кГ !см‘‘ Модель машины В кГ/см2 Модель машины
515 516 517 518 519 511 512 513 5065
Максимальное Минимальное 1835 1255 390 350 1205 350 1330 420 1330 475 Максимальное Минимальное 1180 525 775 380 700 350 600 345
Скорость впуска. На основании уравнения неразрывности потока можно
написать
wn^cm = waSe, (19)
nDn
где Scm = —-----площадь сечения стакана; Se — площадь сечения впускного
отверстия или литника.
Тогда скорость впуска металла
0,785£>>„ (20)
Скорость впуска металла в зависимости от диаметра камеры прессования,
скорости прессования и площади сечения впускного отверстия (литника) при-
ведена в табл. 44.
Таблица 44
Dn в мм wn в м/сек wQ в м/сек при SQ в мм2
12,5 25 50 100 200 400
60 30 60 30 1,0 1,0 0,5 0,5 226 56 113 28 ИЗ 28 56 14 56 14 28 7 28 7 14 3,5 14 3 7 1,75 7 1,5 3,5 0,88
5;
67
За счет изменения диаметра камеры прессования, площади сечения впускного
отверстия и скорости прессования скорость впуска изменяется в очень широких
пределах. С увеличением скорости впуска износ вкладышей пресс-форм и стерж-
ней увеличивается, что приводит к снижению их стойкости. Поэтому более спо-
койное заполнение пресс-форм предпочтительнее. В связи с этим скорость впуска
должна быть минимально допустимая.
Давление металла на стенки вкладышей пресс-форм. Определение удельного
давления металла на стенки вкладыша пресс-формы [38 Г производилось путем
наклеивания тензодатчиков на толкатели, которые измеряли величину возни-
кавшей деформации с последующим пересчетом ее на давление. Измерение давле-
Рис. 21. Изменение давления на стенки пресс-формы в зависимости от времени
при отливке заготовки из сплава ЦАМ 4—3 со скоростью прессования wn =
= 0,43 м/сек (диаметр камеры прессования 40 мм):
1,2 — температура заливки 390“ С; 3, 4 — 480° С
на машину Рид-Прентис 1,5G. Отливки изготовлялись из сплавов ЦАМ 4-3, АЛ2
и стали 20Л. Измерения производились при скорости прессования 0,43; 0,73; 1,0
и 1,3 м/сек, удельном давлении 630 и 780 кГ/см2, толщине литников 0,5; 1, 2,
3, 4 и 10 мм. Схема расположения тензодатчиков D отливки и изменения давле-
ния в зависимости от времени показаны на рис. 21. Из рисунка видно, что давле-
ние очень быстро достигает максимального значения, а затем постепенно сни-
жается. При полном затвердевании отливки давление падает до нуля.
Таблица 45
Открытие запорного вентиля (количество оборотов) Удельное давление на стенку в кГ/см2 при сечении впускного отверстия в мм
0,5X20 1,0x20 2,0x20 4,0x20
0,5 170—263 242—384 256—308 195—335
5,5 256—354 262—315 346—416 405—560
68
С увеличением размера отверстия впуска металла и с увеличением открытия
запорного вентиля удельное давление на стенки вкладыша, как показано
в табл. 45 для сплава ЦАМ 4-3, увеличивается.
Давление на стенки вкладыша может равняться давлению в камере прес-
сования только при литниках, равных (или более) толщине стенки отливки.
При этом затвердевание отливки должно происходить последовательно от про-
тивоположной стороны отливки к месту подвода металла, а литник должен за-
кристаллизоваться после отливки. Ввиду сложности изготовляемых отливок
управлять давлением на стенки отливки практически невозможно. Однако для
получения качественных отливок знать, как распределяется давление иа стенки
отливок, необходимо.
Давление на стенки пресс-форм может увеличивать или уменьшать темпе-
ратурные напряжения, а также оказывать влияние на скорость впуска.
При встрече с преградой (стержень, бобышка, стенка) струя металла оказы-
вает давление на нее. Величина этого давления изменяется пропорционально
квадрату скорости струи. Кроме того, давление изменяется в зависимости от
формы преграды. Величина давления струи на преграду различной формы под-
считывается по известным в гидравлике формулам.
Давление струи на плоскую преграду подсчитывается по формуле
2 2
Руд = кГ/м" = Тооб4'~ KW' (21)
где Од$ — давление на стенку в кГ1см2\ ws — скорость впуска жидкого металла
в м/сек', уж — объемный вес жидкого металла в кг!м?-, g — ускорение свободно
падающего тела в м/сек2.
Удельный вес жидких металлов и сплавов приводился в табл. 1—17.
Расчет удельных давлений на плоскую стенку рабочей полости пресс-форм
в зависимости от основы сплава и скорости течения жидкого металла приведены
в табл. 46.
Таблица 46
Основа сплава р & в кГ/см? при- скорости we в м[сек
5 10 20 40 80 160
Свинец 2,73 10,9 43,5 174 699 2780
Цинк 1,76 7,03 28,2 113 450 1800
Магний 0,40 1,6 6,5 25,8 103 413
Алюминий 0,68 2,43 9,75 39 155 620
Медь 2,17 8,67 34,6 139 555 2220
Железо 1,84 7,35 29,3 118 470 2000
Давление струи на вогнутую стенку подсчитывается по формуле
2 2
we УЛ
Руд = 2уж — кГ/м* = 2 -)0^ кГ/смК (22)
Удельное давление при встрече струи с вогнутой стенкой в два раза больше,
чем при встрече с плоской стенкой. При изготовлении отливок из высокотемпе-
ратурных сплавов применение больших скоростей течения металла может при-
водить к «вымоинам», которые возникают вследствие появления пластической
деформации и высоких удельных давлений.
69
• При встрече струи с обтекаемой преградой давление определяется по формуле
2 2 _
Р,9 = уж—(1- cos <р) «ДО = g (i _ cos ф) ! ообб (23)
где <р — угол между первоначальным направлением струи и ее направлением
после встречи с преградой.
Температурный режим литья. Стойкость пресс-форм во многом1 зависит
от температурного режима литья (см. п. 18). Здесь укажем только на колебания
температуры в поверхностном слое рабочей полости пресс-формы в зависимости
от основы сплава, температуры подогрева пресс-форм (20—400° С) и температуры
перегрева металла (0—200° С):
Основа Свинец Цинк Магний Алюминий Медь Железо
сплава
Тк в °C 146—418 260—504 395—632 417—652 817—1026 872—1115
Наиболее высокая температура нагрева рабочей поверхности пресс-формы воз-
никает при перегреве жидкого металла на 200° С и более и подогреве пресс-
форм до 400° С.
Продолжительность литейного цикла. Литейный цикл слагается из времени
заливки жидкого металла в камеру прессования t3cu = 0,31ч-1,0 сек, времени
прессования металла в пресс-форму tn = 0,01 ч-0,1 сек, продолжительности
выдержки отливки в пресс-форме te— 1ч-5 сек, времени охлаждения и под-
готовки пресс-форм к следующему циклу t0 = 10ч- 280 сек. Общая продолжи-
тельность литейного цикла
t-u, =1зал + tn + ta + t0 = 20 ч- 300 сек.
По изменению температуры литейный цикл пресс-форм можно разделить
на следующие этапы: нагрев от температуры подогрева пресс-формы Тф до ма-
ксимальной температуры нагрева ее рабочей поверхности — температуры кон-
такта Тк (tT уТ = 0,001 ч-0,1 сек), выдержка при температуре контакта
ТкЦк = 0,05ч-0,5 сек); охлаждение от температуры контакта Тк до температуры
подогрева Тф (tT ,т — 204-300 сек). Общая продолжительность литейного
К </)
цикла
(ц — *Тй->Т + tK + tT ,т — 20 ч- 300 сек.
(р К К (JJ
Таким образом, литейный цикл изготовления отливки может осуществляться
при больших скоростях: впуск металла — до 300 м/сек, гидравлические удары —
до 6000 кГ/см-, нарастание удельных давлений — до 1 200 000 кПсек, нараста-
ние температуры — до 200 000 ерад/сек. С увеличением скорости процесса стой-
кость пресс-форм снижается, поэтому нужно стремиться к оптимальным пока-
зателям литейного цикла.
17. ПРОЦЕССЫ, ВОЗНИКАЮЩИЕ НА РАБОЧЕЙ ПОВЕРХНОСТИ
ПРЕСС-ФОРМЫ
Для более точного определения процессов, возникающих иа рабочей поверх-
ности пресс-форм, рассмотрим брак отливок по вине пресс-форм, виды и причины
возникновения которого приведены в табл. 47.
При литье алюминиевых сплавов на вкладышах пресс-форм, изготовленных
из стали ЗХ2В8Ф, при толщине стенок отливок до 2 мм и весом до 100 г сетка раз-
гара не возникает даже после 300 000 ц. т., тогда как на «противнике» той же
отливки с толщиной тела 8—10 мм она появляется ранее 20 000 ц. т. Формоизме-
нение (смятие) плит, образующих неглубокие впадины в теле отливки при тон-
костенных алюминиевых отливках, возникает через 200 000—300 000 ц. т., а на
толстостенных отливках оно появляется через 50 000—75 000 ц. т. Износ стерж-
70
Таблица 47
Вид брака отливок Наименование дефекта . пресс-формы Причины возникновения дефекта пресс-формы
Заливы на поверхно- сти отливок в виде вы- ступающих гребешков Трещины на рабочей поверхности вкладыша Температурные напря- жения, термическая усталость, эффект Ре- биидера, коррозионное растрескивание и корро- зионная усталость
Заливы в виде сетки Сетка разгара на ра- бочей поверхности вкла- дыша Термическая усталость
Облой (заливы) иа поверхности отливок, копирующий стык пресс-форм Смятие в стыках в кл ад ыш—в кл ад ыш, стержень—вкладыш и Т. д. Необратимое формо- изменение
Изменение размеров Коробление, смятие, изменение формы стерж- ней и т. п. Необратимое формо- изменение
Повышенная шерохо- ватость на поверхности Износ рабочей по- верхности Трение, эрозия, кор- розия, диффузия, кави- тация и т. п.
Неровности на по- верхности отливок Налипание, привари- вание, вмятины и т. п. Пластическая дефор- мация, диффузия, кор- розия и т. д.
ней за счет налипания и приваривания может возникать очень быстро. При
литье высокотемпературных сплавов на основе меди и железа сетка разгара
и смятие возникают при значительно меньшем количестве циклов теплосмен.
В работе [51 ] приведены данные наблюдения за стойкостью 20 пресс-форм.
Количество гнезд в пресс-форме колебалось от 1 до 5, отливки имели вес от 7
до 390 г и изготовлялись из сплавов АЛ2, АЛ9, АЛ11 и АЛ15ВХ на машинах
515М. В качестве смазки для камер прессования применялся пчелиный воск,
а для вкладышей — масло вапор. Отливки имели 2—5-й классы точности. К чи-
стоте поверхности отливок предъявлялись повышенные требования, поэтому
стойкость деталей металлопровода и особенно вкладышей была невысокой (см.
табл. 33). Причины выхода из строя деталей, соприкасающихся с жидким метал-
лом, приведены в табл. 48.
Таким образом, при литье алюминиевых сплавов основными причинами
выхода пресс-форм из строя являются: термическая усталость, износ и формо-
изменение. Указанные причины выхода пресс-форм из строя'справедливы при
изготовлении отливок из любых материалов, но процент брака по ним колеблется
в широких пределах даже при производстве отливок в одном цехе.
Явление термической усталости материалов пресс-форм
заключается в их разрушении под циклическим воздействием температуры,
приводящей к циклическому изменению деформаций, температурных напря-
жений и механических свойств материалов деталей пресс-форм. Все это приводит
к специфическому браку в виде сетки трещин и соответственно к появлению
заливов на поверхности отливок.
Температурный цикл 7\, включающий нагрев и охлаждение, можно выра-
зить как Тц = TK~^Z. Тф °C. Он определяет величины возникающих деформаций,
температурных напряжений и величину изменений механических свойств в те-
чение литейного цикла.
71
Таблица 48
Наименование дефекта деталей пресс-формы Брак в % Причина брака
вклады- шей стержней стаканов наконеч- ника
Сетка разгара Трещины 25,0 18,0 1,5 3,5 — Термическая усталость
Смятие 13,0 5,0 — Формоизмене- ние
Приваривание 10,0 32,0 —
Изменение размеров при устранении приваривания 7,0 30,0 — Износ
Изменение размеров при естественном износе 13,0 13,0 10,0
Задиры 6,0 2,5 86,0
Механические поврежде- ния 8,0 12,5 4,0 Механические повреждения
Сопротивление материалов деталей пресс-форм термической усталости
.^„дальнейшем будем называть термостойкостью.
Явление необратимого формоизменения при циклически изме-
няющихся температурах и напряжениях определяется величиной возникающей
пластической деформации, приводящей к смятию пресс-форм в местах стыков
(вкладыш—вкладыш, стержень—вкладыш, выталкиватель—вкладыш и т. п.),
которые вызывают облой, заливы", вымоины и другие дефекты на отливках.
Сопротивление материалов деталей пресс-форм формоизменению в дальней-
шем будем называть формостойкостью.
Износ в узком смысле понимания — это особый вид остаточной дефор-
мации металлических деталей, обусловленный трением о соседние сопряженные
детали. Различают износ I рода, или трение, отрыв частиц от поверхности и износ
И рода, или смятие, которое особенно сильно выражено при высоких удельных
давлениях.
Износ рабочей поверхности пресс-форм явление более сложное и еще мало
изученное. Высокотемпературный износ в широком смысле обусловлен трением
струи жидкого металла о стенки и другие части деталей пресс-форм, гидравличе-
скими ударами, коррозией, диффузией, химическим взаимодействием и другими
процессами.
Химическое взаимодействие металла вкладышей пресс-форм с металлом
отливки, смазкой и газами проявляется в виде возникновения различных хими-
ческих реакций с образованием хрупких соединений, которые выкрашиваются
и снижают чистоту поверхности вкладышей пресс-форм и отливок.
Физическое взаимодействие металла вкладышей с металлом отливки,смазкой
и газами проявляется в виде диффузии, науглероживания, обезуглероживания
и других процессов, приводящих к снижению механических свойств металла
вкладышей пресс-форм и снижению их стойкости.
Кавитация приводит к локальному разрушению рабочей полости вклады-
шей пресс-форм в месте падения струи жидкого металла или удара ее о преграду,
что резко снижает в указанных местах чистоту поверхности отливки. Эрозия
так же, как и кавитация, приводит к разрушению поверхности вкладышей пресс-
форм и снижению качества поверхности отливок.
72
Сопротивление материала пресс-форм износу называют износостой-
костью.
Одновременно с основными процессами на рабочей поверхности при литей-
ном цикле возникают многие другие явления, оказывающие влияние на ход
основных процессов или на изменение механических свойств материала вкладыша
и других деталей пресс-форм и их стойкость. К ним относятся: разупрочнение
и упрочнение материала рабочей поверхности, сфероидизация и коагуляция,
аллотропические и фазовые превращения, адсорбционно-поверхностные эффекты
Ребиидера, коррозионная усталость, коррозионное растрескивание и др.
Развитие вышеуказанных процессов происходит тем интенсивнее, чем выше
температура нагрева рабочей поверхности пресс-форм и чем больше температур-
ный перепад в ее стенках. Все рассмотренные явления взаимозависимы, оказывают
влияние друг на друга, что весьма усложняет их рассмотрение. Основные про-
цессы, возникающие на рабочей поверхности, будут рассмотрены каждый по
отдельности.
18. ТЕПЛОВЫЕ УСЛОВИЯ РАБОТЫ ПРЕСС-ФОРМ 4 .
Расчет температурных полей пресс-форм. В теории теплопередачи имеется
задача об односторонне ограниченном поле [24], которая применима к расчету
температурных полей пресс-форм. На основании этой задачи ограниченное тело—
стенка вкладыша пресс-формы (с фи-
зическими константами уф — удельный
вес, Сф — теплоемкость, /.ф — тепло-
проводность) приводится в соприкос-
новение с односторонне ограниченным
телом — жидким или твердым метал-
лом — металлом отливки (с физиче-
скими константами у0, с0, Хо). Схема-
тическое изображение распределения
температуры между отливкой и пресс-
формой показано на рис. 22, где
Тф — температура пресс-формы перед
соприкосновением тел; 70—температура
металла отливки. Требуется опреде-
лить дальнейшее изменение темпера-
туры в любой точке вкладыша Тх =
= Ф (xt), где х — расстояние от по-
верхности в лг, t — время в ч. Ука-
Рис. 22. Схематическое изображение
распределения температуры в стенках
пресс-формы и отливки
занной зависимости должно удовлет-
ворять дифференциальное уравнение теплопроводности, решение которого дают
следующие формулы для определения температуры в любой точке вкладыша
пресс-формы:
При х > 0 — вкладыш пресс-формы
ТХ = ТК-(ТК-Тф) G
при х <Z 0 — тело отливки
(24)
(25)
(X
2/а^
При х = 0 оба уравн ения дают значения температуры контакта, так как
/ X \
интеграл ошибок Гауса G ------^=-1 обращается в нуль. При решении задачи
\ 2 У agt )
относительно Тк получаем
То Тк _ Вф
Гк Т ф Во ,
(26)
73
или
Т0В0 4- ТфВф
Во + Вф
(27)
При литье под давлением между жидким металлом и стенками пресс-форм
устанавливается контакт, близкий к идеальному. Поэтому при определении Тк
по формуле (27) получаем вполне удовлетворительные результаты. Значения
интеграла ошибок Гауса приведены в табл. 49.
Таблица 49
2 У at G (— ( 2 У at J la (N X— “ 2 j/oi G f \ 2 У at ) 2 У at s 2 У at
\2 У at I 2 У at \2 у at
0,05 0,056 0,45 0,476 0,85 0,771 1,25 0,923 1,65 0,980
0,10 0,113 0,50 0,521 0,90 0,797 1,30 0,934 1,70 0,984
0,15 0,168 0,55 0,563 0,95 0,821 1,35 0,944 1,75 0,987
0,20 0,223 0,60 0,604 1,00 0,843 1,40 0,952 1,80 0,990
0,25 0,275 0,65 0,642 1,05 0,862 1,45 0,960 1,85 0,991
0,30 0,329 0,70 0,673 1,10 0,880 1,50 0,966 1,90 0,993
0,35 0,379 0,75 0,711 1,15 0,896 1,55 0,972 . 1,95 0,994
0,40 0,419 0,80 0,742 1,20 0,910 1,60 0,976 2,00 0,995
Теплопроницаемость (которую также называют коэффициентом теплоинер-
ции, коэффициентом тепловой активности или коэффициентом аккумуляции
тепла) и температуропроводность соответственно отливки и пресс-формы опре-
деляется по следующим формулам:
Во — УУо^о^о > Вф — УфСф'Ьф',
7.0 Аа
«О =----~ , Оф = —=-
УоСо 9 УфСф
(28)
(29)
Между теплопроницаемостью и температуропроводностью существуют сле-
дующие зависимости:
о ^-0
а° — д2 ’
8 о
о = ^Ф .
_ *ф
аФ ~ „2 '
ВФ
(30)
С повышением температуры контакта все процессы на рабочей поверхности,
указанные в п. 17, проходят более интенсивно: скорость процессов увеличивается,
а стойкость пресс-форм снижается. Однако стойкость пресс-форм зависит не
только от температуры контакта, а и от возникающих температурных деформаций
и напряжений, которые в свою очередь зависят от температурного перепада
Д7 = - Тф. (31)
74
Расчетные значения Тк и ДГ в зависимости от основы сплава, температуры
перегрева Тп= То — Ткр и температуры подогрева Тф при средних значе-
ниях Во и Вф стали ЗХ2В8Ф приведены в табл. 50.
Таблица 50
Основа сплава . В вС в°С
20 200 400
т к дт т к дт т к лт
0 146 126 257 57 370 0
Свинец 100 189 169 294 94 405 5
200 235 215 331 131 418 18
0 260 240 331 131 410 10
Цинк 100 311 291 381 181 458 58
200 360 340 428 228 504 104
0 395 375 468 248 548 148
Магний 100 442 422 512 312 591 191
200 487 467 556 355 632 232
0 417 397 485 285 561 161
Алюминий 100 467 447 533 333 606 206
200 515 495 580 380 652 252
0 817 797 862 662 912 512
Медь 100 ' • 847 827 900 700 940 540
200 934 914 975 775 1026 626
0 872 852 950 750 1039 639
Железо 100 900 880 975 775 1060 660
200 928 908 1002 802 1115 715
С повышением температуры перегрева металла и температуры подогрева
пресс-форм температура контакта повышается. С повышением температуры
перегрева температурный перепад повышается, а с повышением температуры
подогрева пресс-форм температурный перепад понижается. Следовательно, с по-
вышением температуры подогрева пресс-форм снижаются температурные дефор-
мации и напряжения, что приводит к повышению термостойкости и стойкости
пресс-форм. Однако повышение температуры контакта приводит к снижению
механических свойств материала вкладышей пресс-форм и снижению стойкости.
Поэтому существует оптимальная температура подогрева пресс-форм.
75
Зависимость температуры контакта Тк от температуры пресс-формы при изго-
товлении отливок из различных материалов (материал вкладыша ЗХ2В8Ф) при-
ведена на рис. 23, а при изготовлении вкладышей из различных материалов (ма-
териал отливки сталь 20Л) — на рис. 24.
Расчетные значения температуры
на расстоянии х = 0-5-5 мм от рабо-
чей поверхности, определенные по
формуле (24) в зависимости от основы
сплава, приведены в табл. 51.
Рассчитаем для примера темпера-
туру алюминиевого сплава стемперату-
Рис. 23. Зависимость температуры
контакта Тк от температуры пресс-
формы Тф при изготовлении отливок
из различных материалов (сплошные
линии — расчетные данные, экспери-
ментальные точки — опытные данные)
Рис. 24. Зависимость температуры кон-
такта Тк от температуры пресс-формы
при изготовлении вкладышей из раз-
личных материалов (сплошные линии —
расчетные данные, экспериментальные
точки — опытные данные)
рой Тк = 492° С при Тф — 200° С на расстоянии х = 0,0005 м (0,5 мм.) от ра-
бочей поверхности для t= 0,0000139 ч (0,05 сек), аф = 0,025 м21ч, ]/г4аф1 =
= К4-0,025-0,0000139= 0,00118.
Тх = 492 — (492 — 200) G
()=492 - <292 °’44)=зб4°с-
Таблица 51
X в м Тх в °C в зависимости от основы сплава
Свинец Циик Магний Алюми- ний Медь Железо
0 244 326 477 492 700 945
0,000001 244 326 476,7 491,7 699,5 944
0,00001 243,6 325 474 489 695 938
0,0001 240 315 456 466 655 878
0,00025 234 298 415 427 589 779
0,0005 225 271 355 364 480 617
0,001 210. 229 264 269 315 317
0,0025 202 205 210 211 220 224
0,005 200 200 200 200 200 200
76
В данном примере температура на глубине 0,005 м (5 мм) при литье всех
сплавов равняется температуре подогрева пресс-форм, т. е. 200° С. Глубина
проникновения температуры зависит от теплопроводности, теплопроницаемости
и температуропроводности.
Для расчета температуры контакта в работах [9, 35, 87 ] предложено много
различных формул. Температура контакта выступающих элементов рабочей
полости, охватываемых жидким металлом, будет всегда выше, чем рассчитанная
по формуле (27). Поэтому при расчете температуры выступающих элементов
в работе [35] предложены формулы, которые выведены на основании моделиро-
вания с жидкостями.
Экспериментальное определение температурных полей. Е. Миккелем [86]
было произведено экспериментальное определение температуры поверхности
рабочей полости пресс-форм. Данными этого определения пользуются многие
авторы в нашей стране. Температура Е. Миккелем измерялась в пяти точках,
из них четыре были установлены на расстоянии
10 ± 2 мкм от рабочей поверхности. Отливки
изготовлялись из алюминиевого сплава и за-
ливались при температуре 610° С. Температура,
полученная в четырех точках, была на 40—70° С
выше температуры заливки, что, по нашему
мнению, не соответствует действительности. По-
видимому, Миккелем была измерена температура
жидкого металла, которая благодаря примене-
нию щелевых литников могла повыситься.
Ошибка опыта произошла, видимо, вследствие
плохой заделки электрода.
При изготовлении стальных отливок тол-
щиной 10 мм при температуре заливки 1600° С
температура контакта при литье под давлением
с использованием вкладышей, изготовленных из
сталей ЗХ2В8Ф и 3X13, составляла 900—1100°С,
а при литье с использованием вкладышей, из-
готовленных из меди МО, 550° С. При литье
сплавов АЛ2 и ЦАМ 4-3 с толщиной стенки
отливки 6 мм в самом впуске температура
контакта была на 30—100° С ниже температуры
заливки.
Экспериментальное определение темпера-
туры контакта Тк производится специальными
термопарами с толщиной горячего спая 5—
10 мкм и с изоляцией никелевого электрода
оксидированием. Второй стержень-электрод изготовляется из материала вкла-
дышей. Конструкция такой термопары показана на рис. 25. Температура пресс-
формы измеряется хромель-алюмелевыми термопарами. Показания специальных
термопар регистрируются осциллографом. Показания хромель—алюмелевых тер-
мопар регистрируются потенциометром типа ЭПП-09. Все термопары перед
началом их использования градуируются. Для определения температуры пресс-
форм хромель—алюмелевые термопары устанавливаются во вкладыше на рас-
стоянии 10—15 мм от рабочей поверхности, а поверхностные термопары на
расстоянии 5—10 мкм. Д,ля регулируемого режима работы пресс-форм необхо-
димо устанавливать две термопары.
Результаты измерений температуры контакта за один цикл в пресс-форме,
с использованием вкладыша, изготовленного из стали 3X13, при изготовлении
отливок из стали 20Л со смазкой и без смазки приведены в табл. 52.
Через 80—100 сек все термопары показали исходную температуру подогрева
пресс-форм. Результаты измерений температуры при прочих равных условиях,
но во вкладышах, изготовленных из меди Ml, приведены в табл. 53.
Температура заливки стали 20Л составляла 1600° С. Смазка содержала:
35% силиконовой жидкости № 5, 20% пылевидного кварца, 10% графита, 32%
уайт-спирита иЗ—10% раствора этилцеллюлозы в спирте. Удельный вес смазки
Рис. 25. Схема конструкции
поверхностной термопары
(датчика):
1 — стержень из материала
вкладыша пресс-формы; 2 —
оксидированная никелевая про-
волока; 3 — корпус датчика;
4 — фарфоровые бусы
77
Таблица 52
Без смазки Со смазкой
Время от начала заливки в сек Тф в °C на расстоянии от поверхности в мм
0,005 2,8 12 27 0,005 2,8 12 27
0 180 180 180 180 230 230 230 230
0,75 1065 510 190 180 550 458 243 230
1,5 700 480 195 185 535 450 255 240
3,0 560 408 195 190 475 420 245 240
5,0 450 350 195 190 426 395 250 . 245.
10 380 300 190 185 366 349 256 250
15 320 275 190 190 340 315 263 250
20 285 235 190 190 315 300 270 250
60 265 180 180 180 — — — —
1,23 г!см3. Теплопроводность смазки составляла 0,140 ккал/м-ч-град, смачивае-
мость при 300° С была удовлетворительная.
Применение смазки снижает температуру нагрева рабочей поверхности
вкладышей из стали 3X13 примерно в два раза, а вкладышей из меди в 1,33 раза.
Смазка эффективно предохраняет плоские стенки от разрушения, так как она
резко снижает температуру контакта. Но смазка смывается с острых углов,
охватываемых -жидким металлом, поэтому не предохраняет их от разрушения.
Из практики производства известно, что разрушение пресс-форм начинается
с острых углов. Так как медь имеет теплопроницаемость выше стали 3X13 в три
раза, то поэтому температура контакта вкладышей из меди в два раза ниже, что
и вытекает из формулы (27).
Таблица 53
Время от начала заливки в сек Без смазки Со смазкой
Тф в °C на расстояни! от поверхности в мм
0,005 2,8 12 27 0,005 2,8 12 27
0 230 230 230 230 230 230 230 230
0,75 560 483 270 240 420 400 260 240
1,5 470 405 285 250 410 350 270 250
3,0 395 314 278 258 310 293 264 264
6,0 324 286 270 265 280 280 270 260
12 286 278. 268 268 270 270 260 260
18 270 270 269 269 262 265 265 270
24 266 266 270 270 262 264 260 270
85 232 237 237 237 248 248 248 248
78
Распределение температуры по длине отливки неравномерное. Чем ближе
к литнику, тем выше температура контакта, что видно из распределения темпе-
ратуры по длине спирали. Толщина спирали была 3 мм, ширина 10 мм, длина
2000 мм (табл. 54).
Таблица 54
Материал отливки Температура в °C Тк в °C на расстоянии от входа литника в мм
подогрева пресс-фор- мы заливаемого металла 50 380 790 1300
20 425 345 340 335 320
ш 20 450 348 330 325 318
200 450 415 368 330 317
20 390 340 330 290 270
ЦАМ 4-3 20 420 350 340 298 275
200 450 362 352 317 285
20 580 560 525 475 440
20 620 570 540 485 460
АЛ2 20 650 590 540 490 470
200 580 560 546 535 520
200 650 570 560 550 530
Снижение температуры контакта по длине спирали объясняется понижением
температуры перегрева. Разность температур контакта по длине спирали тем
больше, чем выше перегрев жидкого металла и чем выше температура подогрева
пресс-форм. При встрече с преградой (стержень, бобышка и т. д.) за счет превра-
щения кинетической энергии в тепловую ее нагрев может быть больше, чем близко
лежащая стенка рабочей полости.
Расчетные (табл. 50) и опытные данные показывают, что с повышением тем-
пературы плавления, температуры заливаемого металла (табл. 54) и температуры
подогрева пресс-форм температура контакта повышается.
С повышением теплопроводности смазок температура контакта также повы-
шается. С увеличением толщины тела отливки температура контакта не повы-
шается, но высокая температура распространяется на более глубокие слои пресс-
формы и держится более длительное время. Продолжительность выдержки Тк
при литье стали 20Л во вкладыши, изготовленные из стали 3X13, приведена ниже:
Толщина тела отливки в мм .... 2,5 5,5 10,5
Продолжительность выдержки при
Тк в сек.......................0,1 0,4 0,7
Регулирование температуры пресс-формы и поддержание ее в заданных пре-
делах возможно за счет применения различных нагревательных устройств,
рассмотренных в п. 15.
Регулирование температуры контакта чрезвычайно затруднено. Ее регули-
рование возможно за счет теплофизических свойств материалов, так как при-
79
меняемые для изготовления пресс-форм стали имеют Вф =84-36 ккал/м- ч- град,
сплавы на основе молибдена и вольфрама Вф = 240 = 280 ккал/м- ч- град, сплавы
на основе меди Вф = 70=360 ккал/м-ч-град. Однако дефицитность и высокая
стоимость сплавов на основе молибдена и вольфрама, а также недостаточная
прочность сплавов на основе меди, ограничивают возможности их использования.
Регулирование температуры за счет применения смазки, как указывалось выше,
также имеет ограничение. Но, используя все имеющиеся средства, можно про-
изводить как снижение температуры контакта, так и ее поддержание в заданных
пределах.
С экспериментальными данными по измерению температурных полей пресс-
форм цветных сплавов и черных металлов можно ознакомиться в работах [21,
32, 35, 39, 88].
19. ТЕПЛОВОЙ БАЛАНС ПРЕСС-ФОРМ
Приведенные в табл. 51, 52 и 53 данные показывают, что температурное поле
пресс-форм является нестационарным, т. е. изменяется во времени. При сопри-
косновении жидкого металла со стенками пресс-формы возникает интенсивная
теплопередача от жидкого металла к ее стенкам. При ритмичной работе машины
через некоторое время температура пресс-формы достигнет вполне определенного
: значения. Эта температура не зависит от начальной температуры, а зависит
преимущественно от теплофизических свойств металла отливки и пресс-формы,
от технологических параметров принятого процесса и конструкции пресс-форм.
При установившейся температуре подвод тепла Qn равен отводу тепла Qo,
т. е. Qn = Qo, что и является основным уравнением теплового баланса.
Подвод тепла с достаточной точностью можно рассчитать по следующим фор-
мулам:
Qn = Qnep + Qkp + Qom + Qmp =
Г АР Д
= Go (То - ТКр) + QKP + % (ТКР - тот} + , (32)
где Qnep = Goc' (То — 7\р) — теплота перегрева металла; QKp = G0QnJI — теп-
лота кристаллизации; Qonl = G0c0 (Ткр—Тст)— теплота твердой отливки;
Л Р G V
Qmp — ALmp = APmpS = np ° — теплота трения; S = ----рабочий ход
г стУж * ст
q
прессующего поршня; Vo = —------- объем полости стакана; Ртр «=> Рпр — сила
Уж
трения и усилие прессования; с0 к Со — теплоемкость твердого и жидкого ме-
талла в ккал/кг град; Fcm — площадь сечения стакана в м2; Go — вес порции
жидкого металла в кг; уж — плотность жидкого в кПм3; А — механический
эквивалент работы 1/427 в ккал/кг-м; Qn.,— удельная теплота кристаллизации
в ккал/кг; Тот — температура удаления отливки в °C; Ткр — температура кри-
сталлизации металла отливки в °C; Lmp — работа трения в ккал/кг.
В табл. 55 приведен пример расчета подвода тепла для пресс-формы (рис. 4)
при изготовлении отливок из стали 20Л (вес отливки 0,5 кг), а вкладышей пресс-
форм из стали 3X13, = 0,16 ккал/кг град, Со = д,2д ккал/кг - град; Qn.i =
= 65 ккал/кг, То = 1539 и 1639° С, Ткр = 1510° С, Тот = 800, 1000 и 1200° С,
Р„р= 13 000 кГ, Fcm= 0,004 м2, уж = 7000 кГ/мА.
Расчеты показывают, что теплота трения составляет 1—1,7%, теплота пере-
грева в нормальных условиях — 2—5%, при перегреве на 100° С— 10—14%.
Тепловой поток в основном состоит из теплоты кристаллизации и теплоты отливки
в твердом состоянии.
Расчет отвода тепла от пресс-формы в окружающую атмосферу связан с не-
которыми трудностями, вызванными конструкцией пресс-формы, имеющей много
зазоров, а также из-за двух периодов охлаждения. Первый период отвода тепла
характеризуется непрерывным поступлением тепла от отливки к пресс-форме
и отводом его через боковые поверхности и плоскости крепления к машине.
80
Таблица 55
Вид отводимого тепла то в »C Теплота в зависимости от температуры (в °C), удаляемой из пресс-формы отливки
800 1000 1200
в ккал В % в ккал В % в ккал в %
Qnep 2,0 2,2 2,0 2,6 2,0 3,4
Qkp 32,5 35,2 32,5 42,6 32,5 54
Qom 1539 56,8 61,5 40,8 53,5 24,5 40,8
Qmp 1,0 1,1 1,0 1,3 1,0 1,7
Qn 1539 92,3 100 76,3 100 60 100
Qnep 10 10 10 12 10 14
Qkp 32,5 32 32,5 38,4 32,5 48,3
Qom 1639 56,8 56 40,8 48,4 24,5 36
Qmp 1 1 1 1,2 1 1,4
Qn 1639 100,3 100 84,3 100 68 100
Второй период отвода тепла наступает после удаления отливки. В этот период
поступления тепла нет, а отвод происходит и через плоскости разъема пресс-форм.
Экспериментальное определение температуры показывает, что при уста-
новившемся режиме работы температура внешней поверхности пресс-формы
практически очень мало изменяется. При охлаждении пресс-формы до ее раскры-
тия максимальная температура будет на рабочей поверхности, а после раскры-
тия она переместится от поверхности в глубь тела пресс-формы.
Для упрощения расчета можно принять, что между станинами машины и
половинками пресс-форм проложен асбест, а отвода тепла на машину нет. Тогда
количество тепла, отведенного наружной поверхностью пресс-форм за счет тепло-
обмена в первый период
{Тф-Тс}Рнп1, (33)
во второй период
Q? = «л (Тф - Тс) FHnt". (34)
Общее количество отведенного тепла за счет теплообмена за два периода
(цикл)
Q-нп = ал (Тф То) FHnty, (35)
где = t' +
Количество тепла, отведенного во втором периоде за счет теплообмена по
разъему пресс-форм,
Q.p — чл (Тф Т с) Fpt’. (36)
Общее количество тепла, отведенного за цикл за счет теплообмена,
От = Онп + Qp = u.i (Тф тс) {FHntn -|- Fpt"). (37)
6 И. И. Горюиов 81
Здесь Тс — температура окружающей среды в °C; FHn — площадь общей внеш-
ней поверхности пресс-формы в At2; Fp — площадь поверхности разъема двух
половинок пресс-форм в м2;. t', t" — продолжительность первого и второго пе-
риодов в ч; — продолжительность литейного цикла в ч; — коэффициент
лучеиспускания:
Тф в °C............ 100 200 300 400 500
ал................... 5,5 8,9 13,6 20 28,1
При охлаждении пресс-форм сжатым воздухом коэффициент лучеиспуска-
ния ал, учтенный в формуле (34), может быть больше, чем в формуле (33).
Общее количество тепла, отведенного лучеиспусканием, определится из
выражения
0.п — с
(//» + t"Fp),
(38)
где с — коэффициент лучеиспускания (для стали с ~ 3,97 ккал/м2 -ч -К4); Тф =
= Тф+ 273° С; Т'с = Тс + 273° С.
Определим Qn для пресс-формы, приведенной на рис. 4. Между плитой и
половинками пресс-форм имелся воздушный зазор, равный 25 мм, соприкоснове-
ние пресс-формы с плитой осуществлялось тонкими прокладками, Тф = 320° С,
Тс = 20° С, = 2 мин = 2/60 ч, t" = 117 сек 2 мин, FHn = 0,324 м2, Fp =
= 0,18 м2.
Отвод тепла теплообменом
QT = 13,6 (320— 20) (0,324 ф- 0,18)] = 67,8 ккал.
Отвод тепла лучеиспусканием
«•-3’97 [(л®-/-(тэт)'] + = 1.8
Общее количество тепла, отведенного'теплообменом и лучеиспусканием, состав-
ляет 69,6 ккал, а подведенного тепла при удалении отливки с температурой
1200° С, как видно из табл. 55—68 ккал. При работе с циклом 1 мин пресс-форма
перегревалась, поэтому приходилось делать остановки, а при работе с циклом
3 мин пресс-форму приходилось подогревать.
Температуру пресс-формы можно определить из уравнения теплового ба-
ланса при установившемся режиме работы, т. е.
г- Др
Т Т^ gACo^T°~Tk^ + Lkp + Co^Tkp~To^ + ~f^^ (39)
Тф = Тс Н ^t^FHn + Fp) (39)
Эта формула применима при работе пресс-форм без подогрева.
В формуле (39) не учтено Q,, так как его значение очень мало по сравнению
с QT; принято также, что t" = tu.
Разность между подводом и отводом тепла позволяет определить количество
тепла, которое необходимо удалить охлаждением проточной водой, если этот
избыток тепла нельзя удалить регулированием литейного цикла/
’ 20. СИЛОВЫЕ УСЛОВИЯ РАБОТЫ ПРЕСС-ФОРМ
К силовым условиям работы пресс-форм следует отнести: деформации теп-
ловые и механические, температурные напряжения, механические напряжения
от давления жидкого металла и механические напряжения, возникающие при
открывании и закрывании пресс-форм.
82
В каждом реальном твердом теле действуют напряжения различного проис-'
хождения, существующие вне зависимости от того, нагружено данное тело или
нет. В пресс-формах, кроме остаточных напряжений, возникающих при изготов-
лении заготовок и самих пресс-форм, действуют циклические температурные
напряжения и деформации, которые.и служат основной причиной их разрушения.
Деформации. В широком понимании деформация представляет собой изме-
нение размеров и формы тела под действием внешних сил или температурных
напряжений. Различают: упругую деформацию, исчезающую после снятия
нагрузки, и пластическую, которая не восстанавливается после разгрузки.
Деформацию, возникающую под действием приложения механических нагрузок,
будем называть механической, а возникающую под действием температуры —
тепловой. Из физики известно, что при нагревании все тела расширяются, а при
охлаждении сжимаются:
1Т = 10 (1 + аДТ),
где 1Т — длина тела после нагрева; 1о — длина тела при нормальной температуре.
Приращение расширения при нагреве
А/ = 1м^Т = 10а (Тк — Тф). (40)
Отношение приращения расширения к общей длине тела и выражает общую
деформацию при одноосном нагружении
е0 = — = аЬТ = а(Тк — Тф). (41)
При двухосном нагружении с учетом продольной и поперечной деформаций
общая деформация
е = аАГ = а^-Тф) .
° 1 — р, 1 — р. 4 '
Изменение общей деформации в зависимости от основы сплава, температуры
подогрева пресс-формы Тф и температуры перегрева 71,,, рассчитанное для одно-
осного нагружения, приведено в табл. 56.
Из приведенных данных видно, что с повышением температуры контакта
и) температуры перегрева жидкого металла общая деформация повышается,
а с повышением температуры подогрева пресс-форм понижается. При двух-
осном нагружении общая деформация будет больше, что зависит от значения
коэффициента Пуассона ц:
ц.................... 0,2 0,3 0,4 0,5
-i-!—................... 1,25 1,43 1,67 2,0
1-ц
При трехосном нагружении общая деформация будет больше двухосной в два раза.
Общая деформация зависит от теплофизических свойств материала (Вф
и др.), расчет которой в зависимости от теплофизических свойств материала
вкладыша пресс-форм при изготовлении отливок из стали 20Л при То = ТкР,
Тф = 200° С приведен в табл. 57.
Из таблицы видно, что с повышением теплопроницаемости и понижением
коэффициента линейного расширения общая деформация понижается.
Фазовые и аллотропические превращения могут понижать или повышать
общую деформацию, но они учитываются в расчетах коэффициентом линейного
расширения.
Общая или полная деформация равна упругой и пластической. Следова-
тельно, пластическая деформация определится из уравнения
&пл — &о (43)
6* - 83
Таблица 56
Лг в °С ТФ в °C Показатели Основа сплава
Цинк Алюми- ний Медь Железо
20 тк В °C а-10”6 в мм/мм-град АТ в °C е0 260 11,5 240 0,00276 417 12,4 397 0,00492 817 12,4 797 0,00982 872 11,9 852 0,01014
0 ; (То = ткр) 200 Тк в °C а-10”6 в мм/мм-град АТ в °C е0 331 12,3 131 0,00161 485 13,9 285 0,00368 862 12,5 662 0,00827 950 12,2 750 0,00915
400 в °C а-10”6 в мм/мм -град АТ в °C е0 410 12,5 10 0,00012 561 13,3 161 0,00214 912 11,3 512 0,00578 1035 11,5 635 0,00798
20 Тк в °C а-10'6' в мм/мм- град АТ в °C е0 360 12,3 340 0,00418 515 13,2 495 0,00653 934 11,5 914 0,01051 928 П,4 908 0,01035
200 (То ~ ТКр + 200° С) 200 Тк в °C а-10”6 в мм/мм • град АТ в °C Во 428 12,6 228 0,00281 588 13,2 380 0,00502 975 12,3 775 0,00963 1002 12,45 802 0,0100
400 Тк в °C а-10” 6 в мм/мм град АТ в °C в0 504 13,0 104 0,00135 652 13,2 252 0,00333 1025 12,2 626 0,00764 1115 13,0 715 0,00929
84
Таблица 57
Марка материала вкладыша пресс-формы X в ккал/м -ч /2.град т к в °C а-10-8 в мм/мм-град ДУ в °C ео
ЗХ2В8Ф 169 890 11,8 690 0,0082
МХЦВ 370 621 18,9 421 0,0079
Ml 530 523 18,3 323 0,0051
цсдм 250 725 5,97 525 0,0032
где величина упругой деформации
От*
еу = . (44)
Тогда величина пластической деформации:
при одноосном нагружении
е„л=аДТ —(45)
при двухосном нагружении
• а Д71 аГ
'«’1 — у Е ’
при трехосном нагружении
4! = 2^L_^_. (47)
пл 1 — у Е '
Величина пластической деформации в зависимости от характера нагрузки
может быть определена и как отношение разности между температурными напря-
жениями атн и пределом текучести ат к модулю упругости Е, т. е.
отн — ог .
? (48)
Ёпл Е
" __ °тн
~ Ё
(49)
(50)
Пластическая деформация является причиной смятия пресс-форм и появле-
ния облоя на отливках, причиной изменения размеров из-за наплывов на плоских
стенках и изменения радиусов в углах и т. д.
Пример расчета пластической деформации в зависимости от основы сплавов,
применяемых для изготовления отливок, температуры подогрева пресс-форм Т&
и температуры перегрева жидкого металла Тп приведен в табл. 58. Общая де-
формация, коэффициент линейного расширения и температурный перепад при-
водились в табл. 56.
85
Таблица 58
7„в »G ТФ в °C Показатель Основа сплава
Цинк Алюми- ний Медь Железо
0 (То = Ткр) 20 ат в кГ/мм2 Е в кГ/мм1 ау епл 95 20 500 0,00450 80 18 800 0,00425 0,00067 9 14 600 0,00062 0,00920 8 14 300 0,00051 0,00953
200 ог в кГ/мм2 Е в кГ/мм2 % епл 90 20 000 0,00450 75 18 000 0,00417 8 14 300 0,00056 0,00771 6 13 800 0,00045 0,00970
400 <зт в кГ/мм2 Е в кГ/мм2 ЪУ епл 80 18 800 0,00425 62 17 500 0,00352 7 14 100 0,00050 0,00525 5 13 400 0,00037 0,00750
200 (То = ?Кр + + 200° С) 20 <зт в кГ/мм2 Е в кГ/мм2 гУ епл 88 19 800 0,00444 67 17 300 0,00387 0,00266 7 14 000 0,00050 0,00551 7 14 000 0,00050 0,00535
200 ат в кГ/мм2 Е в кГ/мм2 гУ епл 81 18 900 0,00428 64 17 200 0,00372 0,00130 6 13 900 0,00043 0,00531 5 13 700 0,00036 0,00965
400 <зт в кГ/мм2 Е в кГ/мм2 еУ &ПЛ 70 17 900 0,00390 40 16 000 0,00250 0,00083 5 13 500 0,00037 0,00727 4 10 000 0,00040 0,00889
86
При расчете в качестве материала вкладышей пресс-форм принята сталь
ЗХ2В8Ф с HRC 42—46. Предел текучести и модуль упругости определяют ве-
личину упругой деформации, а следовательно, и величину возникающей пласти-
ческой деформации.
Изготовление отливок_из сплавов на основе цинка, как видно из табл. 58,
при принятых режиме дитья и материале вкладыша' пресс-форм не приводит ’
возникновению пластической деформации на плоской стенке вкладыша. Но
При наличии углов, охватываемых жидким металлом, общая деформация будет
в 1,43—2 раза больше [формулы (46)—(47)], чем приведены в табл. 56, а упругая
деформация ниже, так как угол нагревается до более высокой температуры, по-
нижая предел текучести. Поэтому при литье цинковых сплавов пластическая-
деформация может быть значительной,, что. необходимо учитывать при выборе
материалов для изготовления вкладышей пресс-форм и режимов литья.'Пласти-
ческая деформация’"не” тольк<5”снижает стойкость пресс-форм, но и приводит
к браку отливок, связанному с изменением размеров. При циклическом воздей-
ствии температурных напряжений развиваются дислокационные явления, при-
водящие к изменению прочностных и пластических свойств поверхностных слоев
металла, что проявляется тем интенсивнее, чем выше температура контакта.
При литье стали под давлением в стыках зерен появляются трещины, которые
возникают вследствие разных направлений линий скольжения и расположения
дислокаций.
Температурные напряжения. Существует много различных мнений по клас-
сификации температурных напряжений, но в последнее время за основные при-
знаки приняты: напряженность силового поля и их физическая сущность. Обще-
принятой является классификация по первому признаку.
Напряжения I рода — микроскопические зональные напряжения, охваты-
вающие целые области детали. Эти напряжения имеют ориентацию, связанную
с формой изделия.
Напряжения II рода — микроскопические, распространяющиеся на отдель-
ные зерна или группу зерен.
.Напряжения III рода — субмикроскопические, относящиеся к искажениям
атомной решетки.
Различают также временные и остаточные напряжения. Напряжения, ве-
личина которых не превышает уровня предела упругости объемов поликристал-
лического вещества, и исчезающие после удаления приложенных усилий тепло-
вого или механического характера, называются временными атн. Напряжения,
превышающие предел текучести неоднородных объемов различных порядков и
неисчезающие после удаления причин, их вызывающих, называют остаточными аоп.
Кроме того, различают действительные и условные, или фиктивные напря-
жения. Действительные напряжения при одноосном нагружении всегда меньше
предела текучести или равны ему, атн аг, а при двухосном нагружении аон
5g: 1,15стг [3]. Если температурные напряжения достигнут предела текучести,
то возникает пластическая деформация и происходит релаксация напряжений.
При хрупких материалах, применяемых для изготовления деталей пресс-форм,
появляются также трещины. Условные, или фиктивные напряжения рассчиты-
вают без учета появления пластической деформации, принимая, что материал во
всем температурном интервале находится в упругом состоянии.
Различают также напряжения по направлению их действия: одноосные,
двухосные, трехосные и многоосные.
Напряжения I рода возникают: при прокатке, ковке, прессовании и других
видах пластической деформации материалов; при нагреве и охлаждении загото-
вок; закалке и отпуске; механической обработке; при нанесении различных
электрохимических и гальванических покрытий; химикотермической обработке.
Поэтому в ГОСТ 5950—63 на инструментальные стали, в том числе и на сталь
ЗХ2В8Ф, из которой изготовляются вкладыши пресс-форм, предусматривается
отжиг и поставка их в отожженном состоянии.
Однако не редки случаи, когда полученные заготовки не соответствуют тре-
буемым размерам, поэтому оии перековываются. Такие заготовки должны обя-
зательно перед началом механической обработки пройти отжиг. Охлаждение
заготовок необходимо производить медленно.
87
При охлаждении заготовок после ковки или прокатки вместе с печью напря-
жения составляют 4—5 кГ/мм2, при охлаждении на воздухе — 8—10 кГ/мм2,
а в воде — до 50 кГ/мм2. Из-за нарушения технологии изготовления заготовок
в них иногда наблюдаются трещины.
В высококачественной стали закалочные напряжения могут достигать 96—
100 кГ/мм2, что иногда также приводит к возникновению трещин. Форма трещин
зависит от природы материала и возникающих напряжений. Трещины бывают
поверхностными, уходящими в глубину, внутренними в виде сетки мелких тре-
щин и частичного отслаивания, выходящего на поверхность, а также в виде
микротрещин, распространенных по всему объему, как результат фазовых прев-
ращений.
Величина остаточных напряжений после механической обработки высоко-
легированных сталей типа ЗХ2В8Ф может достигать 100 кГ/мм2, поэтому для слож-
ных пресс-форм перед закалкой вкладышей необходимо производить отпуск для
снятия напряжений.
На рабочие поверхности вкладышей часто наносятся электролитические
покрытия, которые также вызывают напряжения. Например, осаждение хрома
сопровождается возникновением напряжений растяжения от 6 до 45 кГ/мм2,
а осаждение никеля — от 5 до 30 кГ/мм2. Поэтому перед началом эксплуатации
пресс-форм также необходим отпуск вкладышей для снятия напряжений, что
особенно важно для дорогостоящих пресс-форм. По данным И. С. Штейнберга,
при химикотермической обработке азотированием появляются напряжения сжа-
тия, равные 50—90 кГ/мм2.
Напряжения II рода возникают вследствие фазовых превращений, анизо-
тропии механических свойств, инородных включений на границах зерен и внутри
кристаллов, а также вследствие циклических изменений температуры. Эти напря-
жения характерны для поликристаллических тел, так как возникают в резуль-
тате взаимодействия кристаллитов между собой. Отдельные зерна могут быть
по-разному ориентированы, отличаться по строению, иметь инородные включения,
газовые пузыри и т. п. Напряжения между различными по фазовому состоянию
зернами возникают независимо от их ориентации. В перлите напряжения этого
происхождения достигают 7,5 кГ/мм2, в цементите и феррите — 35 кГ/мм2,
а в мартенсите по теоретическим расчетам [40]— 170 кТ/мм2. Напряжения
II рода в малоуглеродистой стали достигают 50—60 кГ мм2, а в высокоуглероди-
стой стали — 160 кГ/мм2.
Анизотропия механических свойств может вызвать напряжения II рода
вследствие неравномерной пластической деформации. Инородные включения
и граничное строение слоев могут задерживать продольную деформацию и вызы-
вать напряжения. Так, при распаде кристалла на блоки могут возникать напря-
жения, равные пределу текучести материала.
Напряжения III рода, источником которых являются нарушения в решетке,
вычисляются теоретически и определяются рентгеноструктурным анализом.
Эти напряжения связаны с дислокациями и внедренными атомами, которые
играют важную роль в разрушении деталей пресс-форм, так как, концентри-
руясь у границ зерен, они вызывают зарождение трещин.
Из очень краткого рассмотрения возникновения температурных напряжений
видно, что если не принимать соответствующих мер при изготовлении заготовок
и деталей пресс-форм, то они могут быть очень большими, вследствие чего тре-
щины могут возникать при первых же запрессовках.
С. Тимошенко показал, что сумма напряжений в каждой точке нагреваемого
металла по трем взаимным направлениям приближенно может быть определена
по формуле
, , „ аЕ &Т С1
•7г + г’у т‘ ог ~ 2 —:-—, (51)
1 — р
а максимальные напряжения в одном из направлений, равные половине суммы,
по формуле
_ аЕ\Т аЕ(Тк-Тф)
°™- 1-р - п=7 • ( 2)
88
При рассмотрении температурных напряжений в прямоугольном стержне
(пластине) расширение и сжатие в нагретом пограничном слое будут определяться
по формуле (40). Изменение длины пластины, находящейся в упругом состоянии,
A/ = _Al. (53)
п
Приравнивая формулы (40) и (53), получаем
отн = аЕА Г = аЕ (Тк - Тф). (54)
Очевидно, эта формула выражает минимальные возникающие температурные
напряжения при одноосном нагружении.
У простейших пресс-форм для получения плоских отливок типа пластин
вкладыши можно рассматривать как скрепленные две пластины с темпер ату-
'г т ('г Та,
рами Тф и Тср {Тср=------~S.
При определении средней температуры при более точных расчетах исполь-
зуются формулы
Tcp=^Txdx, (55)
о
+ Л + + + .••+А)
Тсв = . (56)
В этом случае температурные напряжения в равномерно нагретых скрепленных
стержнях определяются [4 ] пц формуле
огм = -КаЕ\Т = -КаЕ (Тк - Тф). (57)
Так как вкладыши пресс-форм закреплены жестко, то выпучиваться и из-
гибаться они практически не могут и поэтому они удлиняются при нагревании
на одинаковую длину, что на основании формулы (40) можно записать следующим
образом:
а1/(Т1-То) + -А = а2г(Г2_Го) +-А. (58)
Кроме того, из статических соображений очевидно, что
O1F1 = O2F2, (59)
где Fi и К2 — площадь поперечных сечений вкладыша, находящегося при тем-
пературах Тф и Тк.
При решении уравнений (58) и (59), получаем
01 — КаЕ (Тк Тф}\
F,
Ог=-~а1,
г2
где
1 0'2 (^2 T(j)
(60)
(61)
89
Таблица 59
Основа сплава т п в °C отн в кГ/мм* при Тф в °C Основа сплава т п в °C атн В КГ':>Л.Ч.2 при Тф в °C
20 200 400 20 200 400
0 37,8 7,1 0 Алюми- ний 0 119,0 85,2 48,2
Свинец 100 50,6 28,6 1,5 100 125,0 93,6 57,2
200 64,6 39,3 5,4 200 149,0 114,0 75,3
0 72,0 39,3 3,0 0 236,0 198,5 153,5
Цинк 100 86,0 54,1 17,4 Медь 100 248,0 210,0 162,0
200 102,0 68,0 36,0 200 274,0 234,0 187,5
0 112,0 81,0 44,3 0 256,0 225,0 192,0
Магний 100 127,0 98,5 57,2 Железо 100 264,0 234,0 198,0
200 140,0 105,5 69,4 200 272,0 240,0 215,0
Расчет температурных напряжений, действующих во вкладышах для изго-
товления сложных отливок, является сложной задачей. Поэтому в дальнейшем
для сравнения все расчеты будем производить для определения температурных
напряжений на отдельном элементе поверхности на плоской стенке. Температур-
ные напряжения в зависимости от основы сплава, температуры перегрева жидкого
металла и температуры подогрева пресс-формы при изготовлении отливок во
вкладышах из стали ЗХ2В8Ф приведены в табл. 59.
„ аЕ 11 • 10-в-0,02-10е по „
Для расчета принято ------— =------j---—------- = 0,3. Температура кон-
такта и температурный перепад приняты по табл. 56 и 58. При нагреве возникают
температурные напряжения сжатия, а при охлаждении — температурные напря-
жения растяжения. Поэтому к расчетным температурным напряжениям сжатия
необходимо прибавить удельные давления жидкого металла на стенки пресс-
форм, приведенные в табл. 46, а при растяжении их необходимо вычитать.
Расчеты показывают, что на рабочей поверхности пресс-форм возникают
очень большие температурные напряжения даже при литье цинковых сплавов,
но их можно снизить за счет повышения температуры подогрева пресс-форм
и снижения температуры заливки вплоть до кашеобразного состояния металла.
Если температурные напряжения на рабочей поверхности пресс-форм превзойдут
предел текучести материала вкладышей, то возникнет пластическая деформация
и появятся остаточные температурные напряжения, которые по определению
3. М. Гомольской с увеличением количества циклов теплосмен возрастают
(табл. 60).
, Определение производилось на пластинах из стали ЗХ2В8Ф, которые встав-
лялись в пуансон пресс-формы и через указанное число циклов вынимались для
определения величины температурных напряжений. Отливки изготовлялись из
алюминиевых сплавов. Твердость пластин находилась в пределах HRC 49—50.
Напряжения определялись рентгеноструктурным анализом.
Для расчета величины максимальных остаточных напряжений 3. Г. Гуре-
нич рекомендует следующую формулу:
аЕ (Тк Тф) 2р. 1 р -
стом — । -------— п—1 — р °т' 1'-’^'
90
При литье алюминиевых сплавов при Та = 200° С, То = TKD = 600° С,
Тк = 485Q С (табл. 56), а = 12,9-10"6 мм/мм-град, Е = 18 000 кПмм1, р, = 0,3,
\Т = 485 — 200 = 285° С, аг = 78,4 кГ/мм2.
12,9-10-6-0,018-106-285 , 2-0,3 — 1 _ л ]п . ,
о0М =----’----гТТТГч---------И j— 0 3 10—78,4= 10,4 кГ/лш2.
1 — 0,3
< Упруго-пластические деформации и напряжения. По уровню температуры
I стенки вкладыша пресс-форм можно разбить на следующие зоны.
Зона I. Внутренний поверхностный слой, температура которого при каждом
। литейном цикле достигает Тк. Этот слой соприкасается с жидким металлом и имеет
' самые высокие температуры на-
грева, тепловые деформации, Таблица 60
температурные напряжения и
самые низкие механические
свойства. Внутренний поверх-
ностный слой формирует каче-
ство поверхности отливки. Тол-
щина этого слоя равняется
высоте неровностей поверхности.
Зона II. Пограничный слой,
температура которого при каж-
дом литейном цикле изменяется
от Тк до Тф. Пограничный слой
целесообразно разбить на два
подслоя А и Б. В подслое А
температура изменяется от Тк
до Ts, где Ts — температура
перехода материала из упругого
состояния в пластическое. В под-
слое Б температура изменяется
от Ts до Тф. Материал в под-
слое А при каждом литейном
цикле может переходить из упру-
гого состояния в пластическое,
а в подслое Б он находится
все время в упругом состоянии.
Механические свойства в обоих
Режим термообработки Число циклов тепло- смен Напря- жения II рода в кГ/мм2
Закалка и отпуск 9 000 21 000 35 000 38 000 53 000 60 000 0 13 10 10 15 26 32—35
Закалка, отпуск и отпуск для снятия напряжений при 550—570° С 38 000 60 000 Нет
слоях изменяются при каждом литейном цикле. Подслоя А может и не быть.
Зона III. Основной слой, температура которого практически не изменяется,
не изменяются и другие показатели в процессе цикла.
Зона IV. Внешний поверхностный слой, соприкасающийся с окружающей
средой.
Температура перехода материала рабочей поверхности пресс-форм из упру-
гого состояния в пластическое величина переменная, зависящая от многих фак-
торов. Пластическая деформация возникает в том случае, если температурные
напряжения превзойдут предел текучести материала вкладышей пресс-форм,
-- т.__е. аг.
На основании теории упруго-пластических деформаций [28] расчет характе-
ристик пограничного слоя рекомендуется производить по следующим формулам.
Толщина пограничного слоя
б = = / 2аА (63)
Максимальная температура пограничного слоя
Тк = Qo = QoVr Ы. (64)
F t'Y
91
Температура перехода материала из упругого состояния в пластическое
(65)
аЕ ' '
Толщина пограничного слоя, перешедшего в пластическое состояние
б“4)-
Величина пластической деформации
__ (1 Н~ И) аФ (Т’к 7^)
" (1 +р)<р + 3(1-ц) •
Величина пластических напряжений сжатия
ЗаТк£ + (1 + [1) <ртг
3(1—р,) + <р(1+|л) '
(66)
(67)
(68)
Рассмотрим пример расчета характеристик пограничного слоя при изгото-
влении отливок из сплава на основе меди во вкладышах пресс-форм из
стали ЗХ2В8Ф с HRC 40—45, Т$ = 200° С, То = Ткр, тогда Тк = 868° С, а =
= 12,5-10-6 мм! мм-град, Е = 0,02-10е кГ/мм2, <зт = 122 кГ/мм2, t= 0,05 сек,
а= 0,523 см2/сек, Qo — тепловой поток в ккал/сл2-сек; <р = -у-—— (для сталей
при <в = 0,97 <р= 1^907>97 = 32 ) .
S = к 2-0,523-0,05 = 0,228 см = 2,28 мм;
(1-0,33)-122
s 12,5 -10“6 • 0,02 - 10е ’
6„л = 0,228 (1
----) = 0,14 см = 1,4 мм;
ООО /
о _ (1 4-0,33)-12,5-10-»-32 (868- 327) _ п
м (1 +0,33)-32 + 3(1 — 0,33) — 0,0065 или 0,65/£,
®пл --
3-12.5- 1Q-6-868-0,02-106 + (1 + 0,33)-32-122
3 (1 —0,33)+ 32 (1 + 0,33)
121 кГ/мм2.
Приближенный расчет перехода материала из упругого состояния в пласти-
ческое и толщины пограничного слоя при изготовлении отливок из сплавов
на основе алюминия, меди и железа во вкладышах пресс-форм из стали ЗХ2В8Ф
при Тф~ 200° С, То = Ткр, t = 0,05 сек = 0,0000139 ч, а = 0,583 см2/сек в за-
висимости от твердости стали ЗХ2В8Ф приведен соответственно в табл. 61, 62,
63. Предел текучести определяется по рис. 26. Температура Тх рассчитывалась
по формуле (24), расстояние х принималось произвольно.
На основании данных табл. 61, 62 и 63 для определения Ts строятся диа-
граммы Тх — от и Тх — атн. Ордината (ось Тх) пересечения ат с oTlt покажет
температуру (Ts) перехода материала из упругого состояния в пластическое
(см. рис. 48). Для определения 6пл строится диаграмма х — ат и х — отн. Орди-
ната (ось х) пересечения ат с атн покажет 6пл. Результаты определения Ts и
6пл указанным способом приведены в табл. 64.
92
Рис. 26. Механические свойства стали ЗХ2В8Ф в зависимости от
температуры испытаний и твердости: а — HRC 30—35; б —
HRC 40—45; в — HRC 50—55 (сплошной линией показано среднее
значение, пунктирными—максимальное и минимальное)
Таблица 61
Показатель Расстояние от рабочей поверхности х в мм
0,001 0,01 0,1 0,25 0,50 1,о 2,5
Температура Тх в °C Предел текучести аг при: 492 489 466 425 465 269 211
HRC 30—35 53 54 58 60 67 74 78
HRC 40—45 70 72 75 80 87 90 103
HRC 50—55 113 112 105 125 137 150 156
Температурные напряже- ния агм в кГ/мм? 88 87 80 68 49 21 3,3
Таблица 62
Показатель Расстояние от рабочей поверхности х в мм
0,001 0,01 0,1 0,25 0,50 1,0 2,5 5,0
Температура Тх в °C Предел текучести при: 700 696 655 589 480' 315 220 200
HRC 30—35 27 27 32 50 55 69 73 80
HRC 40—45 32 32 45 59 70 93 102 105
HRC 50—55 48 48 50 98 ИЗ 139 153 160
Температурные напряже- ния атн в цГ/мм* 150 149 147 117 84 35 6 0
Таблица 63
Показатель Расстояние от рабочей поверхности х в мм
0,001 0,01 0,1 0,25 0,50 1,0 2,5 5,0
Температура Тх в °C Предел текучести пг при: 944 938 878 779 617 371 224 200
HRC 30—35 8 8 9 16 37 66 71 80
HRC 40—45 6 6 7 15 48 82 101 105
IIRC 50—55 5 6 10 20 87 135 152 160
Температурные напряже- ния отн в кГ/мм? 223 222 203 174 125 51 7 0
94
Таблица 64
Основа сплава Ts в °C при НИС ^пл В ММ ПРИ
30—35 40—45 50—55 30—35 40—45 50-55
Алюминий 365—425 410 425—466 450 — 0,25—0,5 0,30 0,1—0,25 0,20
Медь 315—480 410 315—480 450 480—589 550 0,5—1,0 0,60 0,5—1,0 0,55 0,25—0,5 0,30
Железо 371—617 410 371—617 450 371—617 550 0,5—1,0 0,80 0,5—1,0 0,70 0,5—1,0 0,60
Пластические деформации являются основной причиной разрушения деталей
пресс-форм по необратимому формоизменению, т. е. смятию, росту, короблению
и др. С повышением пластической деформации детали пресс-форм разрушаются
из-за термической усталости и износа. Следовательно, устранение или снижение
пластической деформации повышает стойкость пресс-форм.
21. ФИЗИКО-ХИМИЧЕСКИЕ УСЛОВИЯ РАБОТЫ ПРЕСС-ФОРМ
Химическое взаимодействие металлов вкладыша пресс-форм и отливок.
Химическое взаимодействие металлов вкладыша и отливок проявляется в виде
различных химических реакций с образованием окислов, гидридов, нитридов
и других химических соедине-
ний, приводящих к изменению
состава стали вкладышей пресс-
форм на ее рабочей поверхности
и изменению механических
свойств и стойкости. Образую-
щиеся химические соединения
в большинстве случаев являют-
ся хрупкими и под действием
струи жидкого металла выкра-
шиваются, образуя поры на ра-
бочей поверхности вкладыша и
повышенную шероховатость на
поверхности отливок. Так, при
изготовлении отливок из цинко-
Таблица 65
Твердость сталей (HRC) Потеря веса образцов в г/л£2, изготовленных из сталей
ЗХ2В8Ф 4Х5В2ФС
30 20 14
40 12 7
45 7,5 5
50 6 3
вых сплавов цинк с железом
материала вкладыша образует хрупкое химическое соединение типа FeZn, которое
под действием струи жидкого металла выкрашивается, образуя мелкие поры и
шероховатость на поверхности отливок. Данные, приведенные в табл. 25, пока-
зывают, что с повышением температуры плавления сплавов, применяемых для
изготовления отливок, чистота их поверхности снижается более интенсивно, или,
иначе говоря, скорость реакций химического взаимодействия возрастает.
В работе [17] изучение влияния химического взаимодействия жидкого силу-
мина АЛ2 с материалами вкладыша пресс-формы производилось иа образцах
диаметром 15 мм и длиной 30 мм при температуре 700° С. Потеря веса образцов
из сталей ЗХ2В8Ф и 4Х5В2ФС в зависимости от твердости приведена в табл. 65.
95
Потеря в весе образцов в зависимости ' от продолжительности выдержки,
азотирования и диффузионногоУхромирования приведена в табл. 66.
Приведенные экспериментальные данные показывают, что химическое взаимо-
действие силумина с материалами вкладышей пресс-форм при применении азо-
тирования и хромирования замедляется.
Материалы, применяемые для вкладышей пресс-форм, должны быть окалино-
стойкими. Это свойство особенно должно учитываться при изготовлении отливок
из высокотемпературных сплавов. Например, высоколегированная сталь типа
ЗХ10Н11Г6В8ТЮФ при изготовлении отливок из стали 20Л после 100 циклов
теплосмен имела очень большую окалину, которая отслаивалась и выкрашива-
лась с рабочей поверхности пресс-формы, что резко снизило чистоту поверх-
ности отливок.
При литье латуни окись цинка покрывает всю поверхность белым налетом,
что также снижает чистоту поверхности пресс-форм и отливок.
Образовавшиеся продукты химического взаимодействия на поверхности
рабочей полости вкладышей пресс-форм снижают пластичность, что подтвер-
ждается экспериментами на образцах для определения механических свойств
металла. В табл. 67 приведены результаты испытаний образцов из стали ЗХ10В2Ф,
которые перед термической обработкой были отшлифованы. Часть образцов
была испытана без последующей шлифовки, а другая часть была еще раз отшли-
фована. Шлифованные образцы имели пластичность в 2,5—3 раза выше нешли-
фованных.
Таблица 66
Марка сплава Вид обработки образцов Потеря веса образцов в г/дм2 при продолжительности выдержки в ч
1 3 5 8 10
Р18 Термообработка до HRC 64 1 1,5 2,5 3,5 4,5
То же + азотирова- ние 0,2 0,5 1,1 1,5 2
Х12М Термообработка до HR С 56 2,3 4 6,5 8 9,5
То же + азотирова- ние 0,6 1,6 3,5 4,5 5,5
Термообработка до HRC 45 2,5 4,5 7,7 10 12
4Х5В2ФС То же азотирова- ние 0,5 2 4,3 5,8 7,5
То же + хромирова- ние — 1 3,5 — —
Термообработка до HRC 45 3,3 7,5 10,5 12,5 14,5
ЗХ2В8Ф То же + азотирова- ние 0,8 2,5 5,5 7 8,5
То же + хромирова- ние — 1,3 4,3 —• —
96
Таблица 6?
Таким'образом, в результате химического взаимодействия металлов вкладышей
пресс-форм и отливки снижается износостойкость их из-за снижения чистоты
поверхности рабочей полости вкладышей, а также снижается термостойкость
вследствие снижения пластичности поверхностных слоев металла вкладышей.
Физическое взаимодействие металлов вкладыша пресс-форм и отливок.
Физическое взаимодействие жидкого металла отливки с материалом вкладыша
пресс-форм проявляется в виде диффузии, аллотропических и фазовых превра-
щений, эрозии, кавитации, гидродинамического уноса, адсорбционно-поверх-
ностных эффектов, коррозионного растрескивания, коррозионной усталости и др.
Процесс диффузии лежит в основе налипания и приваривания алюминия
к поверхности стержней и рабочей полости. В табл. 48 указывалось, что 62%
стержней выходит из строя из-за приваривания к ним металла отливки. При
изготовлении отливок из алюминиевых сплавов во вкладышах из стали ЗХ2В8Ф
после выхода их из строя на глубине 0,25—0,55 мм содержание алюминия дости-
гает 0,74%, а на глубине 4,75—7,55 мм — 0,58%. Исходная сталь практически
не содержала алюминия.
В качестве основных мероприятий по уменьшению налипания и приварива-
ния применяются покрытия (хромирование, никелирование, фосфатирование,
оксидирование и др.), а также химикотермическая обработка (азотирование,
сульфоцианирование, сульфидирование и др.). Однако покрытия и химикотер-
мическая обработка могут снижать термостойкость пресс-форм.
Аллотропические и фазовые превращения сталей могут повышать временные
и остаточные температурные напряжения, что необходимо учитывать при выборе
материалов для вкладышей и стержней.
Под кавитацией понимают образование пустот, пузырей, полостей в текущей
жидкости вследствие нарушения ее сплошности. Кавитация возникает в тех участ-
ках, где сумма гидравлического и гидростатического давления достигает неко-
торого критического значения, приводящего к разрыву потока. При этом образо-
вавшиеся пустоты заполняются растворенными в жидкости газами или паром
и превращаются в кавитационные полости. Перемещаясь в потоке жидкости,
кавитационные полости, или пузыри, попадают в область с давлением выше
критического, где они сокращаются и исчезают. Процесс сокращения кавита-
ционных пузырей происходит с большой скоростью и сопровождается гидравли-
ческим ударом о поверхность. Наложение большого числа таких ударов приводит
к образованию очагов разрушения на рабочей поверхности пресс-форм.
Явление кавитации жидкого металла наблюдается в пресс-формах для литья
под давлением. Это явление особенно заметно выражено в местах удара струи
жидкого металла о преграду (стержень, стенка и т. д.) при применении больших
скоростей впуска и течения жидкого металла с высокими удельными давлениями.
В большинстве случаев разрушение от кавитации носит локальный характер,
7 И. И. Горюнов 97
чаще всего это разрушение сопровождается повышенной пористостью и Другими
видами износа рабочей поверхности. Одним из важнейших мероприятий борьбы
с кавитацией является применение небольших скоростей впуска и небольших
удельных давлений жидкого металла.
По вопросу понятия эрозии существует очень много различных мнений.
Некоторые [87] эрозию называют механической эрозией, включающей в себя:
а) эрозию износа от трения потока жидкого металла — абразивное действие мел-
ких твердых частиц на рабочую поверхность пресс-форм; б) кавитацию жидкого
металла: в) повторные (циклические) деформации, приводящие к механическому
износу. Другие [78] считают, что эрозия возникает из-за кавитации (псевдокави-
тации), расширения газов в литнике и струй Муно. Третьи [32] считают, что
эрозия формующих деталей происходит в результате трения жидкого металла при
его запрессовке, а износ — в результате трения затвердевшей отливки при ее
извлечении из пресс-формы.
Явление эрозии и кавитации создают местные разрушения рабочей поверх-
ности пресс-форм, поэтому отличать их друг от друга очень трудно. Например,
разрушение стакана камеры прессования на месте падения струи жидкого металла
имеет местное явление, которое происходит вследствие кавитации, но при более
внимательном рассмотрении этого дефекта можно увидеть выкрашивание металла,
в чем повинна эрозия; на этом месте всегда наблюдается также и сетка разгара.
В местах падения струи жидкого металла и в местах ее удара о преграду
часто наблюдаются «вымоины», причиной появления которых является пласти-
ческая деформация или гидродинамический унос металла. Образование вымоин
по причине пластической деформации отличается от гидродинамического уноса
тем, что при пластической деформации металл только перемещается на некоторое
расстояние и остается, образуя около вымоин возвышенность. При гидродина-
мическом уносе металл удаляется вместе со струей.
По данным работы [28], основным параметром, характеризующим гидродина-
мический унос металла с поверхности потоком жидкого металла или газами,
„ уи2
является скоростной напор —~, деленный на предел текучести:
Г = ^. (69)
XV •р
Опасное состояние возникает при Г = 1 или значениях, близких к единице.
Результаты расчетов возможного уноса металла с рабочей поверхности пресс-
формы в зависимости от скорости движения металла, приведены в табл. 68.
Таблица 68
Показатель Основа «плава
Цинк Алюминий Медь Железо
Тк В °C 331 486 862 950
у в кг/л3 6600 2380 8360 7200
аг- 10е в кГ/м2 Г при и в м/сек. 140 120 10 5
1 0,000024 0,000010 0,000418 0,000720
50 0,0589 0,0248 1,0450 1,8000
100 0,2357 0,0992 4,1800 7,2000
200 0,9428 0,3966 16,7200 28,8000
98
’ Вероятность появления «вымоин» при изготовлении отливок из сплавов
иа основе меди и железа возникает при малых скоростных потоках жидкого
металла.
Циклическое воздействие температуры и напряжений в пограничном слое
приводит к изменению строения металла за счет возникающих процессов сферо-
идизации и коагуляции отдельных фаз. При изготовлении отливок из сплавов
на основе меди и железа в поверхностном и в начале пограничного слоя
стали ЗХ2В8Ф наблюдается появление белой составляющей типа гарденита с вы-
сокой твердостью, а затем идут слои с различной степенью сфероидизации цемен-
тита, а также карбиды. Это приводит к изменению механических свойств металла.
Рис. 27. Изменение микроструктуры стали ЗХ5МВФС в зависимости
от числа циклов теплосмен при 20 ^±900° С с выдержкой при
каждом цикле 10 мин', а — ji,o циклирования; б — после 300 цик-
лов теплосмен
Для проверки указанного явления были изготовлены образцы из стали ЗХ5МФС,
которые после закаливания при температуре 1100° С и отпуска при 560° С под-
вергались циклическому воздействию температуры по режиму нагрев—охлажде-
ние 900 ^±20° с циклом 10 мин (охлаждение в воде). Всего сделано было 300 цик-
лов теплосмен. Микроструктура до и после циклирования показана на рис. 27.
Как видно из рисунка, исходная микроструктура игольчатого типа превратилась
в сфероидизированный перлит. Вместе с этим изменились и механические свойства
(табл. 69).
Разупрочнение и упрочнение материала деталей пресс-форм в пограничном
слое происходят тем интенсивнее, чем выше температура. Разупрочнение и упроч-
нение происходят вследствие теплового воздействия, вызывающего рекристалли-
зацию, возврат, старение, дисперсионное твердение, полигонизацию и другие
процессы.
В этом отношении интересны опыты, проведенные по разупрочнению мар-
тенситных сталей, которые после закалки подвергались отпуску при темпера-
туре 600° С. Через каждые 13 ч проверялась твердость в холодном состоянии.
Таблица 69
Число циклов теплосмен ' ат в кГ/мм2 в кГ/мм2 6 В О/о В % sj> В КГ/ММ2 в кГ/мм2
0 121 143 9,7 28,7 198 77
300 54 71,5 25 35,7 114 60
7
99
Таблица 70
Марка стали т зак в °C HRC при продолжительности выдержки при 600° С в ч
0 50 100 150 200 250
ЗХНЗВ5Ф 1100 1000 47 43 38 35 35 31 32,5 30 31,7 28,5 30,5 28
4Х5МФ 1050 1000 47 43 34 31 31 27,5 28,5 26 27,5 25,5 27 25
ЗХЗМЗКЗ 1050 1000 47,5 46 41,5 39 37 35 34 32,5 32,5 31,5 32 30
ЗХЗВ9Ф 1100 1000 48,5 47 33,5 31 29,5 28 28 27 27,2 26,5 27 26,5
ЗХ5МФ 1050 1000 45,5 44 35 34 31,5 30 29 28,5 27,8 27 27 26
ЗХ12В12Ф 1260 1200 50 47 49 46,5 48,8 46,2 48,6 46,1 48,5 46 48,4 46
Результаты измерений твердости в зависимости от температуры закалки и продол-
жительности выдержки при температуре 600° С приведены в табл. 70.
Автор с В. Б. Шульман проводили эксперименты применительно к литью
из алюминиевых сплавов. Изменения твердости на рабочей и нерабочей поверх-
ностях пресс-форм, полученные при изготовлении тонкостенных отливок из алю-
миниевых сплавов, показаны на рис. 28. Исходная сталь ЗХ2В8Ф была закалена
и отпущена до HRC 42—46. Стойкость пресс-форм была около 300 000 циклов
теплосмен. Упрочнение вкладышей пресс-форм происходило за счет доотпуска
и старения стали.
^Изменение твердости в пограничном слое при изготовлении отливок из
стали 20Л во вкладышах из стали ЗХ2В8К5 в зависимости от исходной твер-
дости показано иа рис. 29. У вкладыша с HRC 52 микротвердость снизилась,
а у вкладыша с HRC 30 — повысилась. Повышение микротвердости можно объ-
яснить только закалкой рабочей поверхности под давлением. Таким образом,
процессы упрочнения и разупрочнения весьма сложны и зависят от очень многих
факторов и в зависимости от конкретных условий эксплуатации пресс-форм
твердость и другие механические свойства могут и повышаться и понижаться.
Появление трещин на поверхности рабочей полости пресс-форм при первых
запрессовках возможно за счет возникновения адсорбционно-поверхностных
эффектов (эффект Ребиндера), возникающих при взаимодействии жидких метал-
лов или газов с твердым металлом. Особенностями эффекта Ребиидера являются
резкое снижение механических свойств материала поверхности и быстрота вза-
имодействия, вызывающая разрушение за минуты и даже секунды. Хрупкость
100
/под действием жидких металлов хорошо изучена [57 — 60] применительно
( ко многим условиям работы материалов, но применительно к работе пресс-форм
'\этот вопрос еще не изучался. Поэтому при быстром разрушении пресс-форм и
/анализе его причин необходимо надеть в виду и эффект Ребиидера.
Появление трещин на рабочей поверхности пресс-форм возможно за счет
\ коррозионного растрескивания, которое возникает в металлах под действием
’ коррозионных сред: воздуха, воды, паров, газов и др. Указанные среды сопри-
касаются с рабочей поверхностью при высоких температурах и напряжениях,
' способствующих протеканию процесса. Для объяснения этого явления суще-
/ ствует много теорий [15, 41, 58, 60]. Применительно к материалам пресс-форм
вопрос совершенно не изучен/
Рис. 28. Изменение твердости вкладыша пресс-формы при
литье алюминиевого сплава АЛ2 t
7 — на нерабочей поверхности; 2 — на рабочей поверхности
(• — пуансон; О — матрица)
Появление трещин на рабочей поверхности пресс-форм также возможно
за счет коррозионной усталости материала. Изучение коррозионной усталости
производилось на машине консольного типа при изгибающих напряжениях при
температуре 593—7609 С. В качестве среды применялась обычная атмосфера и
восстановительная среда, содержащая 10% Н2 и 90% Иг. За конечную точку
испытаний принималось число циклов, после которых изгибающая нагрузка
уменьшалась на 50%. Для экспериментов применялись стали ЗХ2В8Ф, ЗХ12В12Ф.
Окалиностойкость сталей в зависимости от продолжительности выдержки при-
ведена в табл. 71.
Таблица 71
Марка стали Привес в г}дм? при продолжительности выдержки при 760° С в ч Режим термообработки
4 8 16 32
ЗХ2В8Ф 0,021 0,025 0,045 0,11 Отжиг
0,010 0,035 0,055 0,14 Закалка, отпуск
ЗХ12В12Ф 0,002 0,004 0,005 0,012 Отжиг
0,001 0,003 0,004 0,010 • Закалка, отпуск
101
Механические свойства образцов из сталей ЗХ2В8Ф и ЗХ12В12Ф при тем-
пературах 24 и 704s С приведены в табл. 72.
Е. С. Крон провел ряд испытаний при различных величинах приложенных
деформаций, различных температурах и средах, на основании чего пришел к сле-
дующему заключению: стойкость образца повышается с понижением температуры
испытаний, понижением пластической деформации, с повышением прочности
материала и увеличением скорости испытаний. Слегка восстановительная среда
не влияет существенно на стойкость. Если пренебречь малым влиянием скорости
Расстояние от поверхности, мкм
Рис. 29. Изменение
микротвердости мате-
риала вкладышей
пресс-форм по глубине
от рабочей поверхности
при литье стали 20Л
под давлением (мате-
риал вкладышей —
сталь ЗХ2В8К5Ф; при-
бор ПМТ-3, р — 50 г):
а — исходная HRC 52;
б — HRC 36; в —
HR С 30
6)
Расстояние от поверхности,мкм
Таблица 72
Марка стали Режим термообработки Твердость в kTI.hm'1- при температуре в °C
24 704
ЗХ2В8Ф Отжиг Закалка 1177° С Отпуск 593—650° С HRB 87 HRC 50 42,2 161,7 11,25 38,7
ЗХ12В12Ф Отжиг Закалка 1260° С Отпуск 538—693° С HRB 95 HRC 42 79,8 12,6 37,3
102
деформации и не принимать во внимание изменение прочности при испытаний
за счет отпуска, то изменение стойкости образца Nc в зависимости от величины
пластической деформации S, приложенной за каждую половину цикла, опре-
деляется следующим образом:
N -1000
с S2 '
(70)
Условия работы пресс-форм в связи с повышением температуры плавления
сплавов, применяемых для изготовления отливок, и интенсификации процессов
литья становятся все жестче и пресс-формы быстрее выходят из строя.
Таким образом, основными процессами, которые приводят пресс-формы
к разрушению, являются: термическая усталость, формоизменение и износ.
Эти и остальные процессы оказывают влияние на механические свойства металла
вкладышей и соответственно на стойкость пресс-форм.
Глава IV
ПРИЧИНЫ РАЗРУШЕНИЯ ПРЕСС-ФОРМ
22. ТЕРМИЧЕСКАЯ УСТАЛОСТЬ ПРЕСС-ФОРМ
Термическая усталость материалов — это сложное явление, проявляющееся
в виде сетки трещин на металлических изделиях, работающих при циклически
изменяющихся температурах и напряжениях. В таких условиях работают ору-
дийные стволы, изложницы, штампы и т. д., а также пресс-формы для литья под
давлением. Описание появления и развития сетки разгара от термической уста-
лости впервые произведено Д. К- Черновым. Применительно к пресс-формам
явление возникновения и развития сетки трещин происходит следующим образом.
Вначале на полированной частично окисленной рабочей поверхности появляются
мелкие пересекающиеся между собой трещинки, разбросанные по разным напра-
влениям. По мере увеличения числа циклов теплосмен на поверхности обра-
зуются замкнутые петли, величина и рисунок которых весьма разнообразны.
При дальнейшем увеличении циклов теплосмен глубина и ширина трещин уве-
личивается. При заливке жидкого металла под давлением на поверхности отливок
образуются заливы, размеры и форма которых зависят от природы материала
вкладышей.
Вопросу исследований термической усталости посвящено много работ [2,
18, 29, 55, 67, 74]. Существуют также [29] методики испытания материалов на
термическую усталость, но стандартная методика отсутствует. Поэтому имеющиеся
данные результатов исследований трудно сравнить и обобщить.
Термическая усталость, представляет сложное еще недостаточно изученное
явление. О природе разрушения материалов от термической усталости существуют
различные теории: истирания, наклепа, дислокаций и др. В последние годы
большинство авторов предпочитают объяснять разрушение от термической уста-
лости дислокациями, которые концентрируются у границ зерен и других барье-
ров, образуя зародыш трещины, затем около нее концентрируются напряжения,
что способствует дальнейшему ее росту. Дислокации действительно играют боль-
шую роль в разрушении поверхности вкладышей пресс-форм, что и показано
на рис. 30.
Однако объяснение разрушения материалов от термической усталости только
дислокациями не соответствует экспериментальным данным. Очевидно разруше-
ние будет иметь место в том случае, если возникающие температурные напряже-
ния (при отсутствии механических усилий) превзойдут истинное сопротивление
материала в данном месте. Разрушение деталей обычно происходит через какое-то
число циклов теплосмен Mr. В начале работы истинное сопротивление разрыву
Sk отн> а затем в процессе циклирования пластичность и прочность материала
снижаются и наступает момент, когда отн SK, что и приведет к появлению
микротрещин. Это произойдет из-за охрупчивания материала. В работе [25]
показано изменение механических свойств при циклировании цинка, в работе
104
[29] —сталей 10, У10, 45, ЗХГСА, ЭИ437, в работе [87] —стали 1Х18Н9Т.
Охрупчивание материалов происходит по причине возникновения в нем микро-
дефектов, что и приводит к снижению пластичности и прочности.
Схематическое изображение зависимости механических свойств материалов
от числа циклов теплосмен NT приведено на рис. 31. Автор провел исследование
по охрупчиванию мартенситных сталей ЗХ2В8Ф, ЗХ5МВФ, а также бронз
Бр.КБ 2-05 и др. Эти материалы склонны к доотпуску, дисперсионному твердению
и^другнм процессам, приводящим вначале к повышению пластичности или проч-
ности, а при дальнейшем циклировании к их снижению.
Рис. 30. Микроструктура по-
граничного слоя поверхности
вкладышей пресс-форм после
работы: а — вкладыш из стали
ЗХ10Н11В8ФЮ (Х1250); б —
вкладыш из молибденового
сплава ВМ-1 (Х1350): в —
вкладыш из сплава
МКБ— Бр.2,7-07 (X 1600)
Таким образом, охрупчивание материала при циклическом воздействии
температуры вызывается многими процессами: окислением поверхности, скопле-
нием вакансий и выходом их на поверхность, старением, диффузией, поглощением
водорода и других газов поверхностью пресс-формы и т. д.
/ / Факторы, влияющие на термостойкость материалов, можно разделить на три
I группы.
I | К группе I относятся температурные параметры: число предшествующих
: /теплосмен, интервал температурного цикла, область температурного цикла,
I форма температурного цикла, скорость нагрева и охлаждения, продолжитель-
ность выдержки при нижней и верхней температурах цикла, среда нагрева и
' охлаждения и т. д. К группе II — структурные, физико-химические и физико-
/ механические характеристики материалов, фазовый и химический составы,
105
/ величина зерна и т. и., а также их изменение при температурном воздействии.
/ К группе III — геометрические факторы и размеры образцов и изделий.
р4Критерием оценки термостойкости материалов обычно является число цик-
лов теплосмен или, что то же самое, количество запрессовок жидкого металла
в пресс-форму до появления сетки разгара или до ее допустимой величины]
Рис. 31. Охрупчивание меха-
нических свойств [Рг = ae X
X (1 + 6 + ф) — ат] материалов
вкладышей пресс-форм при цик-
лировании:
1 — материалы, обработанные на
максимальную пластичность и вяз-
кость; 2 — материалы,
ные иа максимальную
обработан-
прочность
С целью выбора термостойких материа-
лов при изготовлении вкладышей пресс-форм
были проведены эксперименты по методи-
кам, различающимся по среде нагрева, кон-
струкции образцов и другим характеристи-
кам цикла.
Методика 1. Автор совместно с А. А. Де-
мидовой провел исследование образцов диа-
метром 50 мм и высотой 70 мм с выдержкой
их в сером расплавленном чугуне при тем-
пературе 1300° С. Испытывались материалы:
стали ЗХ2В8Ф, 3X13, 1Х18Н9Т, 45, У9,
медь, вольфрам и молибден. В результате
исследований получены данные, противоре-
чащие практике. Например, образцы из
меди, погруженные на глубину 5 мм, после
6-секундной выдержки оплавились, тогда
как при литье стали и латуни ЛК 80-ЗЛ
пресс-формы из меди выдерживали до 1000
циклов теплосмен (ц. т.); оплавления не
было. Образцы из стали 1Х18Н9Т не имели
трещин до 300 ц. т., тогда как образцы из
стали ЗХ2В8Ф после 100 ц. т. имели уже
из стали ЗХ2В8Ф была на пресс-формах выше
трещины, а стойкость
стойкости вкладышей
Методика 2. Автор совместно с О. П. Гужавиной провел определение терми-
ческой усталости квадратных (10X10 мм высотой 20 мм, 40X40 мм высотой
вкладышей I .
из стали 1XI8H9T.
Таблица 73
Марка сплава НВ Число циклов теплосмен до появления Число циклов до выхода из строя Состояние поверхности после испытаний
первых трещин сетки разгара
600 5 Нет 10 Трещины
ЗХ2В8Ф 430 2 » 10 »
280 50 150 200 Трещины и сетка раз- гара
600 5 10 35 Трещины
3X13 430 Нет 200 350 ' Мелкая сетка разгара
280 » 200 350 » » »
МКБ 260 Нет — 500 » » »
Ml 50 Нет — 500 » » »
106
60 мм) и круглых (0 20x60 мм, 0 40X 60 мм) образцов с нагревом их в хлоро-
бариевой ванне при температуре 950° С. Образцы изготовлялись из сталей
ЗХ2В8Ф, 3X13, 1Х18Н9Т, 20, 45, меди Ml, сплава МКБ и др. Было изучено
изменение температуры за цикл во всех образцах, изменение твердости в зави-
симости от числа циклов теплосмен и зафиксировано начало появления трещин
и сетки разгара. При температур-
ном цикле 950 ~<~7 50° С выдержка об-
разцов при максимальной темпера-
туре соответственно составляла:
12—15, 25, 60 сек; охлаждение про-
изводилось в воде при 30—50° С
в течение 15—20 сек; продолжитель-
ность переноса образцов была 5 сек.
Результаты исследований квадрат-
ных образцов (40X 40X 60 мм) в за-
висимости от материала и его исход-
ной твердости приведены в табл. 73.
Полученные результаты испы-
таний согласуются со стойкостью
пресс-форм при литье стали под
давлением. Квадратные образцы
(10X10X60 мм и 40X40X60 мм)
после испытаний показаны соответ-
ственно на рис. 32 и 33. Образцы
из сталей 20, 45 и меди изменяют
форму, а образцы из стали ЗХ2В8Ф,
3X13 и из сплава МКБ разрушают-
ся с образованием сетки разгара.
Методика 3. Автор совместно с А
Рис. 32. Сетка разгара на образцах из
сталей ЗХ2В8Ф и 3X13, испытанных на
термическую усталость: а — сталь ЗХ2В8Ф,
HRC 60; б — сталь 3X13, HRC 60
. А. Демидовой на полых круглых образцах
с наружным диаметром 30 мм, внутренним 14 мм и высотой 60 мм провели испы-
тания с нагревом их токами промышленной частоты и с охлаждением проточной
Рис. 33. Изменение формы образцов после испытаний: а — образец до испытаний;
б. в — образцы соответственно из сталей 20 и 45 после испытаний
водой. Эта методика моделирует один режим работы, т. е. работу пресс-форм без
подогрева с охлаждением.
Методика 4. М. Ф. Макельский совместно с автором провел исследование тер -
мической усталости стали ЗХ2В8Ф на фасонных образцах (рис. 34). Схема уста-
новки для испытания образцов показана на рис. 35. Изучалось влияние темпе-
107
ратуры на термостойкость стали. Образцы были закалены и отпущены до HRC 48.
Получены следующие результаты:
Тит в ВС............ 650 700 750 800 900
NT в ц. т........... 3500 550 350 70 20
Методика 5. Автор провел эксперименты по изучению охрупчивания материа-
лов при циклическом воздействии температуры. Для этой цели были откованы
квадратные (14Х 14 мм) заготовки из сталей ЗХ2В8Ф и ЗХ5МВФ, сплава МКБ,
а также отлиты образцы из стали 20Л и сплава АЛ2. Кованые заготовки длиной
250 мм и литые образцы после закалки и отпуска испытывались по режиму:
нагрев в электрической печи для сталей до температуры 900° С, для сплава МКБ —
600° С и для АЛ2 — до 500е С. Выдержка при указанных температурах — 10 мин.
Рис. 34. Образец для испытаний материа-
лов на термическую усталость
охлаждение в воде при 30—50 С —
1,5—2 мин. Весь цикл составлял
15 мин. После 0; 50; 100 и 300
ц. т. отбирались заготовки для из-
готовления образцов механических
испытаний на разрыв и удар.
Результаты испытаний приведены
в табл. 74.
У стали ЗХ5МВФ прочностные
и пластические свойства понижа-
ются уже после 50 ц. т., тогда как
у сплава МКБ до 300 ц. т. проис-
ходит доотпуск, а падение пласти-
ческих свойств начинается после
этого.
Литые образцы испытывались без шлифования поверхности. На образцах
из стали 20Л после 50 ц. т. прочность снизилась с 49 до 25 кПмм2, а относительное
удлинение с 10 до 2%. У образцов из сплава АЛ2 после 100 ц. т. прочность и
относительное удлинение сначала повышались соответственно с 16 до 18 кГ/мм?
и с 0,8 до 3,7%, а затем понижались.
Проведено было также испытание термостойкости сталей ЗХ2В8Ф и ЗХ5МФС.
Образцы из стали ЗХ2В8Ф закаливались при 1050е С, а стали ЗХ5МФС при
950° С и отпускались при температурах 650 и 550° С. Результаты испытаний на
термостойкость сталей при нагреве их т. в. ч. в зависимости от температурного
перепада и марки материала приведены в табл. 75.
Т а б л и ц а 74
Марка сплава Число циклов теплосмен zWl/jyi я 3 д to со 6 в % в % ан в кГ-м/см2 14 4: ЭИН 3 д к * й, со
0 121,0 142,7 9,7 28,7 3,1 — 43 76
ЗХ5МВФ 50 57,1 78,7 26,4 58,0 6,4 — 23 88
100 54,6 73,5 25,1 55,7 7,0 — 21 78
300 46,0 71,5 20,8 51,0 5,2 — 20 77
0 63,3 85,5 14,8 23,6 — 252 — 51
50 51,8 68,8 17,9 44,1 205 59
МКБ 100 48,5 65,6 18,9 48,0 — 186 — 61
300 33,6 51,6 20,6 63,0 — 159 — 61
108
Результаты испытаний иа термостойкость при нагреве образцов в жидком
алюминии с температурой 650® С в зависимости от марки стали, продолжитель-
ности цикла и вида надреза концентратора напряжений (условно обозначим
их а, б, в) приведены в табл. 76.
Рис. 35. Схема установки
для испытаний опытных об-
разцов иа термическую уста-
лость:
1 — образец; 2 — электрические
контакты; 3 — прижимы; 4 —
термопара с гальванометром;
5 — трансформатор
Таблица 75
Продол- житель- ность цикла в сек т исп в °C ЗХ2В8Ф | ЗХ5МФС
Число циклов теплосмен до появления трещин
8 480 100 225
9 560 72 150
10 610 60 ПО
11 630 50 100
12 640 40 100
Из табл. 75 видно, что сталь ЗХ5МФС по сравнению со сталью ЗХ2В8Ф
при прочих равных условиях менее чувствительна к надрезам и соответственно
более термостойка.
Таким образом, приведенные методики
позволяют сделать оценку термостойкости
материалов, но они не определяют их
формостойкость и износостойкость, что яв-
ляется их большим недостатком. Формо-
стойкость и износостойкость являются
важнейшими свойствами материалов, опре-
деляющими стойкость пресс-форм, однако
методика для их определения отсутствует.
Поэтому при выборе стойких мате-
риалов пресс-форм эксперименты целе-
сообразнее проводить не в лабораториях,
а в производственных условиях на ре-
альных или опытных специально скон-
струированных отливках. Это позволяет
более быстро определить не только термо-
стойкость, но и износостойкость и формо-
стойкость.
Таблица 76
Maprta стали Вид надреза Число циклов теплосмен до появления трещин при продолжительности цикла в сек
15 30 45 60
ЗХ2В8Ф а 12 000 — — —
ЗХ5МФС а 20 000 — — —
ЗХ2В8Ф б 410 330 260 230
ЗХ5МФС б 570 520 420 380
ЗХ2В8Ф в 900 720 590 520
ЗХ5МФС в 1 370 1080 980 830
109
23. ТЕРМОСТОЙКОСТЬ ПРЕСС-ФОРМ
На рабочей поверхности вкладышей пресс-форм наблюдается сетка разгара
или трещины. Причиной появления трещин являются не только термическая
усталость, но и некачественный материал заготовок, в котором могли быть воло-
совинные трещины, возникшие при механической обработке и т. д. Такие трещины
выявляются при первых же запрессовках жидкого металла или на ранней стадии
эксплуатации пресс-форм. Трещины, возникающие вследствие термической уста-
Рис. 36. Вкладыш (а) и стержень (б) для испытаний
материалов на термостойкость, формостойкость и
износостойкость
лости, выявляются на бо-
лее поздних стадиях экс-
плуатации пресс-форм.
В табл. 48 было по-
казано, что из-за сетки
разгара и трещин при
литье алюминиевых спла-
вов брак пресс-форм со-
ставлял 43%. При литье
латуни он будет еще боль-
ше. Поэтому во всех экс-
периментальных работах
по изучению стойкости
пресс-форм практически
определяется не стой-
кость, а термостойкость.
Для выяснения ме-
ханизма разрушения
пресс-форм из-за термиче-
ской усталости автором
была использована мето-
дика испытания пресс-
форм на специально скон-
струированных реальных
отливках. Это позволило
одновременно определять
термостойкость, формо--
стойкость и износостой-
кость материалов.
В качестве материала
отливок служили сплавы:
ЦАМ4-3, АЛ2, ЛК 80-3 и
сталь 20Л, а в качестве
материалов вкладышей
использовалось более 200
наименований сплавов.
Определение термо-
стойкости материалов
вкладышей пресс-форм
производилось при изготовлении отливок из стали 20Л и сплава АЛ2, а при
литье стали отливались специальные отливки весом 21, 500 и 1000 г, при литье
алюминиевого сплава образцами являлись реальные отливки валового произ-
водства.
Пресс-форма для изготовления отливки весом 21 г приведена на рис. 7,
а вкладыш и стержень — на рис. 36. Отливка детали весом 500 г производилась
в пресс-форме, показанной на рис. 4. Пресс-форма для изготовления отливки
весом 1000 г показана на рис. 18.'При испытании предварительный отбор мате-
риалов производился при изготовлении отливок весом 21 г, а после этого лучшие
выбранные материалы проверялись на более крупных отливках.
Режим изготовления отливок был принят следующий. Сталь, выплавленная
в индукционной печи емкостью 40 кг, заливалась в камеру прессования пресс-
формы при температуре 1580—1600° С. Заливка производилась металлической
110
ложкой, покрытой жидким стеклом и просушенной над печью. Температура подо-
грева пресс-форм — 200° С, поддерживалась автоматически. Диаметр камеры
прессования 40 мм, удельное давление Ру,) — 1000 кГ/см2. Продолжительность
выдержки отливок в пресс-форме — 3 сек. Стакан и наконечник изготовлялись
из стали ЗХ2В8Ф, закаливались и отпускались до HRC 42—45. Продолжитель-
ность цикла составляла 45—60 сек.
Термостойкость, формостойкость и износостойкость определялась числом
циклов теплосмен до появления дефекта (табл. 77).
Таблица 77
Наимено-
вание
и вес
отливки
Эскиз отливки
Термостойкость Формостойкость Износостой- кость
Число циклов теплосмен
Колпа-
чок 21 г
До появления
сетки разгара
на дне вкла-
дыша или тре-
щины в пере-
ходе от лит-
ника в рабо-
чую полость
До появления
облоя в стыке
вкладыш—
втулка. При
толщине облоя
2 мм вкладыши
снимались
с испытаний
До чистоты
поверхности
отливки
5-го класса
(Яг =
= 20 мкм)
Звез-
дочка
500 г
До появления
сетки разгара
на литнике
или трещин
в концентра-
торах напря-
жений; при
высоте залива
более 0,5 мм
вкладыши
снимались
с испытания
До появления
облоя по разъе-
му вкладышей.
При толщине
облоя 2 мм
вкладыши
снимались
с испытаний
До чистоты
поверхности
отливки
3-го класса
(Кг =
= 20 мкм)
Крышка
1000 г
До появления
сетки разгара
и трещин
До изменения
радиусов
Механические свойства материала вкладышей определялись на образцах,
вырезанных из заготовок, применяемых для изготовления вкладышей, а в неко-
торых случаях на мнкрообразцах, вырезанных из самих вкладышей. Механиче-
ские и физические свойства определялись в зависимости от температуры.
Для оценки уровня механических свойств материалов и для получения
сравниваемых результатов принят критерий, определяющий разность между
расчетным сопротивлением разрыву Sp и пределом текучести материала сг,
который обозначим Рт. Истинное сопротивление разрыву определялось расче-
том, как произведение коэффициента пластичности п = 1 ф- 6 + ф материала на
предел его прочности, т. е.
Sp = п<у, = (1 + 6 + ф) (71)
111
а разность
Рт = Sp — сг = (1 + 6 + ф) — от. (72)
Сравнение опытных и расчетных данных истинного сопротивления разрыву
приведено в табл. 78.
Таблица 78
Марка сплава т исп в °C Опытные данные Расчетные данные ех| « со |со
в кГ/мм* 6 в % Ф В % \в кГ/мм? SPB «Г/Л/Л£2
20 62 48 63 127 2,04 126,5 0,97
1Х18Н9Т 400 45 31 65 99 1,96 88,2 0,90
600 40 25 61 74 1,86 74,6 1,06
20 68,6 28,5 57,6 117,5 1,86 126,5 1,07
Мо + 0,1 Zr 300 56,4 18,8 71,2 108,8 1,96 110,5 1,06
600 39,8 16,5 84,5 79,8 2,01 80,0 1,00
1000 32,5 14,8 84,4 67,8 2,09 68,6 1,00
М1 20 22,8 50,0 58,5 45,5 2,085 47,5 1,04
200 15,6 52,7 68,9 34,6 2,116 33,0 0,96
ЗХ2В8Ф 600 71,1 8,0 19,0 89,2 1,27 90 0,99
ЭИ 616 600 99,0 14,0 19,0 122 1,30 129 1,05
800 75,0 5,5 12,0 89,5 1,175 88,2 0,99
40Х 20 158 7 51 259 1,58 250 0,97
400 100 14 72 199 1,90 208 1,07
Всего испытано 534 вкладыша, из них для детали «колпачок» 436, для детали
«звездочка» 83, для «крышки» — 15.
Термостойкость вкладышей в зависимости от основы сплавов для детали
«колпачок» приведена на рис. 37, а для детали «звездочка» — на рис. 38. Значения
термостойкости колеблются в широких пределах. Это объясняется различными
механическими свойствами материалов вкладышей.
Для исследования стойкости сплавов на основе молибдена
вкладыши изготовлялись из заготовок, полученных различными технологиче-
скими процессами и из различных химических составов. Механические свой-
ства, термостойкость, формостойкость и износостойкость вкладышей пресс-
форм, изготовленных по наиболее типичным технологическим вариантам, при-
ведены в табл. 79. С повышением запаса прочности и пластичности Рт сплавов
молибдена термостойкость вкладышей повышается. Повышение только проч-
ности от, crs, $к или только пластичности 6, ф не приводит к значительному
повышению термостойкости и стойкости.
112
Как известно, чистая медь применяется в качестве материала для кристал-
лизаторов при непрерывной разливке стали и является наиболее термостойкой
в этом случае. В качестве материалов вкладышей пресс-форм опробованы, кроме
меди, новые сплавы на основе медн с высокой теплопроводностью и высокими
механическими свойствами. Результаты некоторых опытов приведены в табл. 80.
Чистая медь сминается очень быстро и выходит из строя из-за низкой формостой-
кости. С повышением запаса прочности и пластичности термостойкость и стой-
кость сплавов на основе меди повышаются. У прочных бронз смятие наступает
через 400—800 ц. т. и увеличивается медленно.
В отечественной промышленности в качестве материалов для вкладышей
пресс-форм применяется преимущественно сталь ЗХ2В8Ф, а в зарубежной —
стали 4Х5МФС и 4Х5МФ1С. Результаты испытаний термостойкости, формостой-
кости и стойкости наиболее распро-
™с,Ц-г- ' страненных сталей, применяемых для
2,5-103
Основа сплава
Рис. 37. Термостойкость вкладышей
при отливке детали «колпачок»
изготовления вкладышей, приведены
Рис. 38. Термостойкость вкладышей
при отливке детали «звездочка»
в табл. 81. Термостойкость вкладышей из стали значительно ниже, чем из молиб-
дена. Из табл. 81 видно, что при испытании сталей различных марок термостой-
кость и стойкость их была не. выше 400 ц. т.
Сплавы на основе ниобия (табл. 82) более термостойки по сравнению со
сталью ЗХ2В8Ф, но они пока очень дорогие, поэтому применять их для изго-
товления вкладышей пока нецелесообразно. Сплавы на основе кобальта и никеля
обладают такой же термостойкостью и стойкостью, как и стали ЗХ2В8Ф, но они
более дефицитны и дороже ее. Чистый вольфрам и его сплавы в принципе должны
обладать высокой термостойкостью, но они дороже и еще недостаточно освоены,
поэтому пока не применяются. Графиты могут быть использованы в качестве
материалов для форм без применений высоких давлений. Изучена термостойкость
хрупких материалов ситала и нитрида кремния, у которых предел прочности
ниже возникающих в этом случае температурных напряжений. Трещины, как
и следовало ожидать, возникали при первых запрессовках. Однако в практике
литья под давлением известны случаи применения твердого сплава ВКЗОМ,
8 И. И. Горюиов
113
Таблица 79
i Тип сплава Механические свойства при 800’С S₽B кГ/мм2 рт в кГ/мм* Число циклов до появления Число ЦИКЛОВ до выхода 1ИЗ строя Причина выхода из строя
НВ при 20° С %в кГ/мм2 агв в в % Ф в % первых трещин СМЯ- ТИЯ
Литой легированный мелко- зернистый и пластичный молиб- ден 156 14,4 12,5 28,7 30 22,5 10,5 100 50 380—620 Смятие, трещины
Литой легированный высоко- прочный молибден 276 70 69 8 10 80,5 11,5 220—550 — 680—1130 Трещины
Литой легированный дефор- мированный молибден 255 48,5 47,0 14,3 66 93 40 1630—2950 — 5400—8650 »
То же 255 48 46 14 86 96 50 8000 — 8450—10000 >
Спеченный деформированный молибден 185 33 32 12 63 58 26 1000 500 5430 Трещины, смятие
Спеченный, пропитанный ме- дью (15%), молибден 135 15 15 1,0 1,0 15,3 0,3 20—80 50 140—400 То же
Таблица 80
Марка материала иа основе медн Механические свойства при 600’С кГ/мм2 рт в кГ/мм2 Число циклов до появления Число циклов до выхода из строя Причина выхода из строя
НВ при 20° С в кГ/мм2 °zD кГ/мм2 6 в % Ф в % первых трещин сетки разгара смя- тия
Ml 50 11,5 3,5 37 87 26,8 23,3 — — 10 45 Смятие А = 2 мм
МХЦВ (Сг— 2г—V) 143 20 21 13 58 36 16 360—460 600 300 810
МХЦТ (Сг— 143 13,4 10 17,3 54 23,4 10 540—560 720 400 860—1180 Сетка раз-
Zr—Ti) МКБ (Со 1,85%, Be 0,23%) 170 34,2 33 14 36 51,4 18,4 641 1071 400 1460 тара, смятие
МКБ (Со 2%, Be 0,5%) 269 36,0 35 15 60 66,5 31,5 830 850—3000 700 3000—3900 Сетка раз-
МКБ (Со 2%, Be 2%) 255 19 12 40 88 53 31 750—1200 1200—2000 700 2270—3735 тара
Таблица 81
Марка стали Механические свойства при 900—1000° С SP\ кГ/мм2 рт в кГ/мм* Число циклов до появления Число циклов до выхода из строя Причина выхода нз строя
HRC при 20° С в кГ/мм2 ОГЕ кГ/мм2 6 в % ф в % первых трещин сетки разгара смятия
ЗХ2В8Ф 30 10 9 52 87 23,9 15 80—120 150 80 280—320
ЗХ2В8К5Ф 30 11,6 10 38,9 80 25 15 150 250 100 350
ЗХ2В8КЮФ 30 15,2 12,5 58 89 34 18,8 140 140 100 360 Сетка разгара,
3X13 30 f 3 6 70 91 20,8 14,5 90 120 70 370 смятие
ЗХ5МВФС 30 8,6 6,4 51 89 21,4 15 100 100 80 210
Р18 55 7,5 5,5 60 63 18,8 13,3 10 10 50 80
Таблица 82
Причина выхода из строя 2 i <Ь £? 3 СЗ СО о. сз Я я- сз Он цз о< сз а О , Я Он и-Г 3 д СЗ * К СЗ гН 3 Л Л й £ я g «о о 4> О сз 4) и 0^0 н
Eodio ей Bimatf -81гма Btfoxiaa otf SOIfMHtl OlfOHfr 1400 140—230 390 80 1060 140
Число циклов до появления БИ1ККЭ 1000
sdejeud ИМ19Э 600 120—200 200
HHtaadi xreadau О О О , о tQ I to CQ | СО СО
СО, СЧ 03 L.O со” 1 СО СЧ СО 11
,kw/jh я ds 72 84 104 29,7
Механические свойства при Тк % я ф, Г- СЧ СО ОЗ II с- СЧ СМ ||
% я 9 3,0 18 7 1
twwljH я = '3 яо О L.O 0.0 03 0.0 СО 1 1 *t ю к о со е о сч 1 1 '—'О -Дою оо оо
zWKljH я «о J 60 80 27
Э oOS исШ gr/7 Ю Ю о- lO ю С"- оо со оо 1.0 ' оо СЧ СО СЧ СО
тк в °C о о о о о LO LQ Ю о О 00 СЗ 03 00 00
Тип сплава «1 » » 1 . . * s 1 4)0 4) О Д д ЯЯ 9- СЗ О «« и 5 я га я о о 7^-Э' я S «д >S 1Я О О В. я g Л S « 3SS Й О. О- Е ” Е5 Он О- я Й яя .2 о s-e- Я ® Я S hSj3 ,ЯЙ ’Я ш -Я" ® S « и « ЧОЧ ® S 3=§ Йо о я ош ЗА<и Ее ®я ю “° 2.2 S* 5S -я” £ я «я 8^я 5 2 5 0) 2 4) 2 5 3 Си2 С § я Я CQ’S’S и О. к; я 2 s 2 сз я я сз 9- я сз •G’xo *G*\o я я н •© «г я
116
который при литье латуни имел стойкость до 85 000 ц. т. В этом случае предел
прочности превосходит температурные напряжения, хотя и отсутствует пластич-
ность.
Изучение термостойкости и стойкости пресс-форм при литье алюминиевых
сплавов АЛ2 автором производилось совместно с В. Б. Шульман и др. при изго-
товлении реальных отливок массового производства (деталей фотоаппаратов,
корпуса затвора, фланца и основания весом 12—14 г). Отливки изготовлялись на
машине Полак 408, температура металла в печи контролировалась термопарой
и находилась в пределах 670—680° С. Пресс-форма перед началом работы подо-
гревалась до 150—200° С. В дальнейшем ее температура не контролировалась.
Каждая тысячная отливка отбиралась для визуального осмотра и проверки
шероховатости поверхности. При изготовлении отливок из алюминиевых сплавов
наблюдается интенсивное налипание и приваривание алюминия к поверхности
вкладыша, что значительно снижает износостойкость пресс-форм. С целью повы-
шения износостойкости применяются специальные покрытия и химикотермиче-
ская обработка рабочей поверхности вкладыша. Однако их влияние на термо-
стойкость не изучено. Поэтому были проведены эксперименты по изучению влия-
ния азотирования, сульфоцианирования и фосфатирования на термостойкость
вкладышей пресс-форм. Вкладыши пресс-форм и образцы для механических
испытаний из стали ЗХ2В8Ф после чистовой обработки прошли азотирование,
сульфоцианирование и фосфатирование. Режимы обработок и механические свой-
ства стали приведены в гл. VI. Термостойкость и стойкость вкладышей приведены
в табл. 83. Сравнение механических свойств и термостойкости приведено при
температуре 400 и 600° С. Ввиду нерегулируемого режима температуры пресс-
форм указать точную температуру контакта практически невозможно, поэтому
дан интервал: 400—600° С. Приведенные данные показывают, что азотирование
и сульфоцианирование снижают термостойкость пресс-форм, а фосфатирование
повышает. Причиной снижения термостойкости является образование хрупких
фаз; повышение стойкости при фосфатировании, очевидно, происходит вследствие
предохранения поверхности от окисления.
Таблица 83
Состояние поверхности вкладышей и образцов в °C °* В кГ/мм2 °т в кГ/мм* б в % Ф в % SP в кГ/мм2 рт в кГ/мм2 NT В ц. т.
Без химико-тер- 400 106 93 10 42 161 68 192 530
мической обработ- ки и покрытий 600 67 59 24 56 122 63 133 350
С фосфатирова- 400 101 87 12 41 154 67 240 142
нием 600 57 46 33 73 120 74
С азотирова- 400 99 86 9 14 121 35 54 390
нием 600 56 51 24 63 105 54 37 910
С сульфоциани- 400 103 88 6 18 120 40 13 570
рованием 600 48 44 24 68 91 45 16 900
Примечание.
Образцы использовались для определения механических свойств металла.
117
Таблица 84
Марка стали Класс чи- стоты по- верхности | Вид надреза Вид химико- термической обработки Число циклов до появления трещин при продолжительности цикла в сек
15 30 45 60
ЗХ2В8Ф 10 а Оксидирование — 15 600 12 800 —
ЗХ5МФС 10 а Цианирование 19 400 — — —
ЗХ2В8Ф 10 б » 17 300 14 200 11 800 —
ЗХ2В8Ф 10 в » 15 000 12 100 — 7200
ЗХ2В8Ф 10 в Азотирование 14 400 — — —
ЗХ2В8Ф 10 в Сульфоциани- рование 15 200 — — —
ЗХ5МФС 10 в Цианирование — 23 500 — —
ЗХ2В8Ф 10 г Оксидирование 7 100 — — —
ЗХ2В8Ф 10 г Цианирование 8 300 6 100 4300 3800
ЗХ2В8Ф 10 г Азотирование 8 000 — — —
ЗХ2В8Ф 10 г Сульфоциани- рование 8 300 — — —
ЗХ5МФС 10 г Цианирование 14 300 10 800 8600 7500
ЗХ2В8Ф 10 д » — 6 400 — —
ЗХ2В8Ф 10 е 7 000 — — —
ЗХ2В8Ф 8 ж » 6 900 — — —
ЗХ2В8Ф 6 3 » 5 400 — — —
ЗХ2В8Ф 6 и » 4 400 — — 1
Подданным работы [32] термостойкость пресс-форм при изготовлении опыт-
ных отливок из алюминиевых сплавов в зависимости от химикотермической
обработки, остроты концентраторов напряжений, которые условно обозначены
индексами а, б, в, г, д, е, ж, з, и, класса чистоты поверхности и продолжитель-
ности цикла приведены в табл. 84. Сталь ЗХ5МФС менее чувствительна к надре-
зам, чем сталь ЗХ2В8Ф. С увеличением остроты надреза концентратора напря-
жений с понижением класса чистоты поверхности склонность к трещинам уве-
личивается.
Таким образом, экспериментальное определение термостойкости позволяет
сделать следующие обобщения:
1) термостойкость пресс-форм повышается с повышением запаса прочности
и пластичности их материала при температуре контакта;
2) термостойкость пресс-форм снижается с увеличением остроты концен-
тратора напряжений и снижением чистоты обработки поверхности.
Для оценки термостойкости материалов существует много различных кри-
териев и показателей, но все они не применимы при расчете термостойкости пресс-
форм. В последние годы для расчета изделий и деталей на термостойкость приме-
няется метод Л. Коффина. Формула для этого случая, приведенная в работе [87],
имеет следующий вид:
(73>
где С — постоянная величина; Дер — пластическая деформация.
118
При Лер = 0, Nf = оо, т. е. если пластической деформации нет, то материал
может работать бесконечно долго, что противоречит практике.
Пластичность разрушения определяется по формуле
е/ = 1П ( 4г) ИЛИ 1П (тё^ф) ’ (74)
где А о — исходное сечение образца на разрыв; Af — сечение образца после раз-
рыва.
Циклическая тепловая Лег, упругая Лег и пластическая Дер деформации
рассчитываются по формулам:
л аДТ .
Лег = :---- ; (75)
1 — р.
Ae,= ^ = -^-; (76)
Л . Л Я АТ 2СТ01 /-7-7\
Дер — Дег Дву — 1____ g—, (77)
где Оу — предел усталости (выносливости); а01 — предел текучести (ау а01).
После подстановки значений формул (74) — (77) в формулу (73) получаем
1п 100
Nc _ ef/2_________= П 100—ф
f Дер 2(Дет — Деу) а ДТ <т01 '
1 —Н Е
Некоторые данные [87 ] теоретических расчетов термостойкости в зависимо-
сти от применяемых материалов для изготовления отливок, вкладышей пресс-
форм и температуры подогрева приведены в табл. 85.
Таблица 85
Материал вкладыша пресс-форм ТФ в °C Материал отливок
Алюминий Медь Железо
Т к в °C "т т к в °C NT Т к в СС NT
25 480 880 7 434 974 2 727
ЗХ2В8Ф (Н-21) 250 535 оо 919 111 155 1040 7 406
500 603 957 ОО 1120 7 110 000
25 480 872 15 213 960 7 058
4Х5МФС (Н-13) 487 580 оо 942 48 873 1095 7 508
483 597 950 259 470 1107 17 103
25 383 749 28 944 719 32 047
цсдм 250 468 оо 813 348 690 842 255 076
500 564 880 300 000 900 2 800 000
119
Полученные результаты теоретических расчетов термостойкости при изго-
товлении отливок из стали 20Л не соответствуют экспериментальным данным,
приведенным в табл. 79, 81, 83 и 84; для Тф = 250° С оии завышены примерно
в 200—500 раз, а для Тф = 500° С — в несколько тысяч раз. Ошибка расчетов
заключена в исходной формуле Коффина, которая не учитывает влияния проч-
ности материала SK, ое, температурных напряжений атн и общей деформа-
ции е0. Кроме того, авторы работы [87 ] исходные данные для расчетов принимают
при температуре подогрева пресс-форм, а не при максимальной температуре
нагрева рабочей поверхности, что и приводит к значительному завышению полу-
чаемых результатов.
Определение хотя бы ориентировочно термостойкости без предварительных
и дорогостоящих опытов и решение вопроса о целесообразности изготовления
детали или применения новых материалов для изготовления отливок и деталей
пресс-форм является необходимым вопросом. В связи с этим предпринимаются
попытки производить предварительный расчет термостойкости пресс-форм в зави-
симости от применяемых материалов и режимов литья.
Автор считает, что обобщающей характеристикой термостойкости являются
значения: Рт — запас прочности и пластичности [формула (72)] и у,. — величина
охрупчивания материала вкладыша пресс-формы за один цикл. В этом случае
термостойкость материала можно определить по формуле
= (79)
Ут
физический смысл которой заключается в том, что при циклировании запас
пластичности и прочности снижается. И как только температурные напряжения
превзойдут прочность материала рабочей поверхности, возникнут трещины.
Значения Рт и ут можно определить опытным путем, а приближенно определить
коэффициент охрупчивания можно по формуле
Ут КТРТ ’
После подстановки в формулу (79) значения у, получаем
(80)
(81)
где К? — коэффициент термостойкости, зависящий от чистоты рабочей поверх-
ности пресс-форм, чувствительности материала к концентраторам напряжений,
остроты надрезов (концентраторов), веса и размеров отливок и др. После подста-
новки значений Рт, г0 и агк для простого одноосного нагружения, получаем
v _ к Г оа(1 + 6 + Ф) —<Ъ- 1
Т [ а(Тк-Тф)аЕ(Тк-Тф) ,
а для двухосного
м — д' Г (1 + + Ф) — °тн
Т а(Тк-Тф) аЕ(Тк-Тф)
1 — р 1 — р
(82)
(83)
Термостойкость пресс-форм увеличивается с увеличением коэффициента
термостойкости, запаса пластичности, прочности материала и с уменьшением
температурных напряжений и общей деформации.
Выше рассмотрен случай, когда температурные напряжения превосходят
предел прочности материала пресс-форм, обладающего пластичностью. Могут ли
в условиях циклирования работать хрупкие материалы? Да, могут и тем дольше,
чем выше Рг
Рт = <тв ^тн' (84)
120
Так, в практике литья под давлением при изготовлении отливок из латунй
применялись пресс-формы из твердого сплава ВКЗОМ [34]; стойкость при этом
была 85 000 ц. т. Сплав ВКЗОМ имеет высокий предел прочности при разрыве
и сжатии, превосходящий температурные напряжения, что и приводит к высо-
кой термостойкости пресс-форм при-отсутствии пластичности.
Подставив формулу (84) в формулу (81), получим
^7 = Кт (-СТТЙСТГ~)2 • (85)
По этой формуле рассчитывается термостойкость хрупких материалов, когда
температурные напряжения меньше предела прочности.
Данные расчета термостойкости в зависимости от материала отливок, изго-
товленных во вкладышах из стали ЗХ2В8Ф, приведены в табл. 86.
Таблица 86
Показатель Основа сплава отливок-
Циик Алюминий Медь Железо
тк В °C 331 485 862 950
а-10~6 в мм!мм -град 12,3 13,9 12,5 . 12,2
\Т в °C 131 285 662 750
ее 0,00161 0,00368 0,00827 0,00915
ав в кГ/мм? 105 85 14 10
6 в % 10 20 65 75
ф в % 25 35 75 85
Sp в кГ^мм2 142 131 33,5 26
аг в кГ/мм* 70 75 8,5 8
Рт в кГ/маР 52 56 25 18
Е в кЕрлм? 20 500 18 800 14 600 14 300
аТн в кГ/мм? 33 74 121 131
NT в ц. т.:
расчетные дан- 962 361 42 424 676 225
ные
опытные данные 1 000 000— 250 000 300 000— 30 000 30 000—500 500—50
Из таблицы видно, что расчетные и опытные данные удовлетворительно
совпадают. Поэтому метод расчета термостойкости рекомендуется проводить
при предварительном выборе материалов и режимов литья.
Авторы работы [36 ] рекомендовали для расчета термостойкости пресс-форм
свой метод, отличающийся от вышеприведенных, но он менее точен и требует
много экспериментальных данных и больших затрат времени на вычисление.
24. НЕОБРАТИМЫЕ ФОРМОИЗМЕНЕНИЯ В ПРЕСС-ФОРМАХ
Все тела при нагревании изменяют свои размеры вследствие нелинейности
межатомной связи. При возвращении к исходной температуре параметры решетки
принимают прежние значения. Однако в реальном теле могут произойти физиче-
121
скйё явления, не обладающие обратимостью, и может появиться остающееся
формоизменение. По опытным данным различных авторов [25] изменение^ раз-
меров составляет примерно около 1% за цикл от теплового расширения.
Процесс необратимого формоизменения твердых тел, вызванный повторными
теплосменами, называют ростом, а изменение за один цикл — коэффициентом
роста 7р. Явление роста рассматривают как результат напряжений, созданных
неодинаковым расширением прилегающих макро- и микрообластей материала;
релаксация напряжений сопровождается пластической деформацией, которая
и приводит к изменению размеров тела.
t Формоизменение в пресс-формах — яилдни<* <чце бочеа сложное и проявляется
: в виде смятия, роста, коробления и пластического перемещения металла (вымоины,
вмятины). Формоизменения пресс-форм при циклических нагревах и охлажде-
ниях— чрезмерно сложное и совершенно не изученное явление. На расхождение
Рис. 39. Схемы расхождения (показано стрелками) швов в стыках: а, б — узел
пресс-формы соответственно до работы и после длительного применения: в, г —
узел пресс-формы с боковой вставной частью соответственно до работы и после
длительного применения
швов еще при зарождении и развитии литья под давлением обращал внимание
Л. Фромер [66 ], что показано на рис. 39. Формоизменение особенно интенсивно
проявляется при изготовлении отливок из сплавов на основе меди и железа. Смя-
тие вкладышей пресс-форм при литье из цинковых и алюминиевых сплавов часто
устраняется путем повышения твердости стали ЗХ2В8Ф, но при литье меди пла-
стическую деформацию в пресс-формах устранить практически невозможно,
а повышение твердости приводит к снижению термостойкости. Поэтому при литье
сплавов на основе меди снижают твердость стали ЗХ2В8Ф до HRC 40—45, что
приводит к повышению стойкости.
Смятие вкладыша пресс-форм и схематическое изображение смятия в стыках
вкладыш—вкладыш, острого угла, омываемого жидким металлом, бобышки
и толкателей показано в табл. 87. Процесс смятия условно разбит на три этапа:
I — состояние перед началом работы; II — рост металла на поверхности пресс-
формы до появления смятия; III — смятие с появлением облоя на отливке или
изменение формы. Зазор перед началом работы должен быть максимально допу-
стимым (в него не должен затекать жидкий металл), так как это увеличивает
количество циклов работы пресс-формы до появления облоя. При увеличении
циклов работы происходит рост металла, а затем наступает момент, когда поло-
винки вкладышей пресс-форм сомкнутся и при наличии пластической деформации
появится смятие, которое постепенно увеличивается вплоть до того, что в зазор
под давлением начинает затекать жидкий металл и иа отливках появляется облой.
Процесс смятия при этом происходит быстрее. При повышении температуры за-
ливаемого металла скорость смятия увеличивается.
Острый угол деталей пресс-форм, омываемый жидким металлом, в процессе
работы теряет свою форму. Причиной этого явления может быть пластическая
122
Таблица 87
Этапы смятия
Наименование
частей пресс-форм,
омываемых жидким
металлом
I
Примечание.
На рисунках приняты следующие обозначения: JH ** металл отливки; пф-~
пресс-форма.
деформация или гидродинамический уиос металла. Выступы (бобышки), обра-
зующие внутреннюю полость, и выталкиватели также теряют свою форму, при-
ближаясь к шарообразной и образуя залив на поверхности отливок.
В связи с тем, что поверхность пресс-форм нагревается с одной стороны,
рост в них проявляется редко. Стержни же, нагревающиеся по всей окружности,
иногда увеличиваются по длине, но уменьшаются при этом в диаметре. Иногда
стержни принимают бочкообразную форму, увеличиваясь в диаметре.
Коробление наблюдается как отдельных выступающих частей, так и всего
вкладыша и даже блока, особенно по разъему. Все дефекты, в том числе и коро-
бление, проявляются тем интенсивнее, чем выше температура заливаемого ме-
талла. Вымоины и вмятины возникают из-за течения пластической деформации
и гидродинамического уноса.
В настоящее время существует много теорий формоизменения, которые по-
дробно рассмотрены в работе [25]; выделяются релаксационная, термодинами-
ческая и микроскопическая (вакансионно-дислокационная) теории. Предложены
сложные расчеты коэффициента роста. Факторы, влияющие иа формоизменение,
такие же, как и при термической усталости (см. п. 22).
Проблема формоизменения материалов особенно остро встала в промышлен-
ности при освоении атомной энергии, где урановые стержни через 1000 ц. т.
при цикле 500 50° увеличивали длину в 13 раз. На рис. 33 приведены образцы
из сталей 20 и 45 без циклирования и после циклирования, которые после
123
выдержки в хлоробариевой ванне приняли различную форму. Предсказать зара-
нее форму изменения очень трудно.
Исследование формоизменения обычно производится на опытных образцах
различной формы. Стандартной методики испытаний еще нет, поэтому обобщение
Рис. 40. Зависимость относительного изменения длины (а) и коэф-
фициента роста (б) цилиндров (0 6 мм) из алюминия от числа
циклов NT:_a — 7^=10 360° С; б — Тц = 10 430° С
имеющихся материалов чрезвычайно затруднено. Обычно изучается относи-
тельное изменение длины образцов
где А/ — приращение длины образца; I — длина образца,
и коэффициент роста
е
Vp = 7r •
“р
(87)
Относительное изменение длины и коэффициента роста для образцовою алю-
миния показано на’рис. 40.'Изменение образцов обычно происходит за четыре
периода (/—IV). В каждом периоде
свой коэффициент роста, что затруд-
няет расчет формостойкости материа-
Рис. 42.
Число циклов N т
Увеличение толщины Ad
ла
длины образцов -у- различных
сталей прн теплосменах, захваты-
вающих а ^х^у-превращения:
1 — сталь Ст.З; 2 — сталь 40; 3 —
сталь У8А; 4 — сталь У12А
образцов из конструкционных ста-
лей в зависимости от числа циклов
NT (нагрев в свинцовой ванне до
600—620е С, охлаждение в воде
до 15—40s С):
/—сталь У; 2 — сталь ХВ; 3 — сталь
ХН; .4 — сталь ХНМ; 5 — сталь ХВМ
.124
лов. Изменение длины образцов из углеродистых [31] и легированных [15]
сталей показано на рис. 41 и 42. Исследование формоизменения на опытных
образцах дает только общее представление о поведении материала при тепло-
сменах, поэтому изучение смятия необходимо проводить непосредственно на
пресс-формах.
26. ФОРМОСТОЙКОСТЬ ПРЕСС-ФОРМ
Методика экспериментального определения смятия пресс-форм приводилась
в п. 23. В качестве материала отливок приняты сплавы: ЦАМ 4-3, АЛ2, ЛК 80-ЗЛ,
сталь 20Л. Для увеличения скорости смятия в качестве материала вкладышей
(вставок) приняты сталь 45, медь марки Ml и латунь ЛС 59-1. При изготовлении
отливок из стали испытано более 200 различных материалов вкладышей. При
обработке результатов определений смятия вместо коэффициента роста приме-
няли коэффициент смятия усм, вычисленный по формуле (89).
Результаты, полученные при определении толщины облоя (залива) и его
высоты на отливках в зависимости от материалов отливок и вкладышей пресс-
форм показаны на рис. 43, а изменение коэффициента смятия — иа рис. 44.
С повышением температуры плавления и заливаемых сплавов, применяемых для
изготовления отливок, толщина и высота облоя на отливках увеличиваются.
При изготовлении отливок во вкладышах пресс-форм из стали 45 при литье
сплавов ЦАМ 4-3 и АЛ2 смятия не было. Расчетная пластическая деформация
и опытные толщины облоя, полученные при изготовлении отливок во вкладышах
из меди Ml, приведены в табл. 88, из латуни ЛС 59-1 — в табл. 89 и из стали 45 —
в табл. 90.
Отношение предела текучести к температурным напряжениям назовем крите-
рием формостойкостн материала
(88)
°тн
При П1 ;> 1 пластическая деформация не возникает, при П1 << 1 пласти-
ческая деформация возникает и тем больше, чем меньше указанное отношение,
но следует иметь в виду, что температурные напряжения при подсчете учиты-
вались минимальные. При подсчете максимальных температурных напряжений
величина пластических деформаций может быть больше, чем в таблицах. С уве-
личением пластической деформации величина облоя увеличивается.
За коэффициент смятия усм принято отношение толщины облоя к коли-
честву циклов теплосмен NCM, т. е.
Ум = -£~ (89)
14 см
На рис. 45 показано изменение толщины облоя в зависимости от материала
вкладышей пресс-форм при изготовлении отливок из стали 20Л. Наиболее высо-
кую формостойкость имеют сплавы типа ЦСДМ4 и ВМ1 на основе молибдена,
которые до 1000 ц. т. имеют небольшое смятие. Высокопрочные сплавы на основе
меди типа МКБ с твердостью НВ 285 также имеют небольшое смятие. На рис. 46
показано изменение коэффициента смятия сталей ЗХ2В8Ф и ЗХЗВ8К5Ф. Хроми-
рование снижает коэффициент смятия. Введение в сталь 5% Со также способствует
снижению смятия.
Изменение коэффициента смятия при изготовлении детали «звездочка» во вкла-
дышах из различных материалов показано на рис. 47. Сплав ЦСДМ4 после
1500 ц. т. имел смятие 0,5 мм, сплав ЦСДМ после 1000 ц. т.—1 мм, а сплав МКБ
после 1000 ц. т. — 1,5 мм. Периметр отливки (звездочки) был более 250 мм.
В табл. 91 приведено сравнение физико-механических свойств материалов
вкладышей, величины возникающей пластической деформации и числа циклов
теплосмен до появления облоя заданной величины при литье стали. Из приве-
денных данных видно, что с увеличением пластической деформации формостой-
кость материала понижается, т. е. число циклов теплосмен до толщины облоя
0,5; 1; 1,5 и 2 мм уменьшается.
125
Число циклов N т
Рис. 43. ^Изменение 'тол-
щины и высоты облоя
отливок в зависимости
от числа циклов тепло-
смен, материалов отливок
и вкладышей пресс-форм.
а — вкладыш из меди Ml;
б — латуни ЛС59; в —
стали 45:
1 — материал отливки сталь
20Л; 2 — латунь ЛК 80-3;
3 — сплав АЛ2; 4 — сплав
ЦАМ 4-3
О ООО 600
Рис. 44. Изменение коэффициента усм в зависимости от числа циклов теплосмен,
материалов отливок н пресс-форм, а — материал вкладышей медь Ml; б — ла-
тунь ЛС59; в — сталь 45
1 — материал отливки сталь 20Л; 2 — латунь ЛК 80-3; 3 — сплав АЛ2; 4 — сплав
ЦАМ 4-3
126
Таблица §8
Показатель Материал отливок
ЦАМ 4-3 АЛ2 ЛК 80-3 Сталь 20Л
тк В °C 260 377 463 600
АТ в °C 60 177 263 400
а-10“6 в мм/мм-град 17,5 17,9 18,1 18,4
Е в кГ/мм2 11 200 10 900 10 700 10 500
отн в кГ/мм2 Н.7 34,5 51,0 76
ат в кГ/мм2 3 2,5 2 1,5
елд 0,00078 0,00293 0,00458 0,00710
Толщина облоя в мм:
при 50 ц. т. 0,25 0,65 1,0 1,45
» 100 ц. т. 0,30 0,85 1,30 2,20
» 300 ц. т. 0,55- 1,70 1,85 —
» максималь- 1,0 2,10 1.95 2,2
ных ц. т.
Примечание.
Здесь и в табл. 89 и 90 для материалов ЦАМ 4-3, АЛ2 максимальное число
циклов 1000 ц. т., для ЛК 80-3 — 400, для стали 20Л — 100.
Таблица 89
Показатели ч Материал отливок
ЦАМ 4-3 АЛ2 ЛК 80-3 Сталь 20Л
тк В °C 268 400 500 625
АТ в °C 68 200 300 325
а-10“6 в мм/мм‘град 19,5 20,0 20,2 20,7
Е в кГ/мм2 И 100 10 800 10 500 10 200
отн в кГ/мм2 14,8 43,0 62,0 89,0
ат в кГ/мм2 13,9 10,0 1,7 0,5
&ПЛ 0,00013 0,00300 0,00575 0,00869
Толщина облоя в мм:
при 50 ц. т. 0,25 0,65 1,50 —
» 100 ц. т. 0,30 1,00 1,60 —.
» 300 ц. т. 0,35 1,40 2,25 —
» максималь- 0,70 0,75 2,3-J 1,2
ных ц. т.
127
"Таблица 90
Показатели Материал отливок
ЦАМ 4-3 АЛ2 ЛК 80-3 Сталь 20Л
тк в °C 303 , 465 548 800
ДТ В °C 103 265 348 600
а-10'8 в мм!мм-град 13,1 14,3 14,7 14,0
Е в кГ1м.м." 19 400 16 800 14 300 11 700
вТн в кГ/мм1 25,6 63,6 73,0 .98,6
ат в кГ/мм" 30,0 23,0 8,0 5,6
епл Толщина облоя в мм: 0,00000 0,00242 0,00455 0,00706
при 50 ц. т. 0,00 0,00 0,35 1,75
» 100 ц. т. 0,00 0,00 0,5 —
» максималь- ных ц. т. — — 0,5 2,2
Таким образом, с увеличением числа циклов теплосмен с повышением тем-
пературы плавления материалов, применяемых для изготовления отливок [22]
и с увеличением пластической деформации материалов вкладышей пресс-форм
Рис. 45. Изменение толщины облоя при
из готовлении отливок из стали 20Л
в зависимости от числа циклов тепло-
смен и материалов вкладышей:
1 — сплав на основе молибдена BMI; 2 —
сплав МКБ; 3 — сталь ЗХ2ВК5Ф; 4 —
сталь ЗХ2В8Ф; 5 — сплав на основе нио-
бия ВН2
смятие увеличивается, а следовательно,
увеличивается толщина и высота^облоя
на отливках.
Принципиальные направления уст-
ранения смятия сводятся к выбору
материала для изготовления вклады-
шей и режимов^ литья, которые могли
бы обеспечить "при температуре кон-
такта больший предел текучести, чем
возникающие максимальные темпера-
турные напряжения, т. е.
От ^ТН' (90)
При литье цинковых сплавов это
условие сравнительно легко выпол-
няется за счет применения для изго-
товления вкладышей стали ЗХ2В8Ф
с закалкой и отпуском до HRC 50—
55. Но при выборе режимов термиче-
ской обработки необходимо• всегда
подсчитывать максимальные темпера-
турные напряжения в зависимости от
принятых режимов литья. Необходимо
помнить, что при литье даже цинковых
сплавов в зависимости от механических
свойств материалов вкладышей и ре-
жимов литья может появиться пла-
стическая деформация во вкладышах
и облой на отливках.
128
Ппи литье алюминиевых и магниевых сплавов соблюдать условие (90) зна-
чительно сложнее, так как строгое выполнение режима литья при выбранных То
К'Тф и оптимальных механических свойствах стали ЗХ2В8Ф, обеспечивающих
Рис. 46. Изменение коэффициента смятия усм при изготовлении отли-
вок из стали 20Л в зависимости от числа циклов теплосмен и материа-
лов вкладышей, а — сталь ЗХ2В8Ф; б — сталь ЗХ2В8К5Ф:
1 — толщина слоя хрома 0,025 мкм\ 2 — 0,05 мкм", 8 — 0,1 мкм; 1’
HRC 53; 2' — HRC 37; 3' — HRC 29
указанное выше условие, не всегда обеспечивается, j Повышение твердости
стали ЗХ2В8Ф приводит к снижению пластичности и термостойкости вкладышей
;пресс-форм.
При литье сплавов на основе
меди и железа с применением вкла-
дышей из стали ЗХ2В8Ф темпера-
турные напряжения всегда прево-
сходят предел текучести. Поэтому
всегда возникает пластическая де-
формация и облой на отливках.
Но и в этом случае для уменьше-
ния облоя необходимо стремиться
к повышению критерия формостой-
кости Пт.
Расчет формостойкости пресс-
форм по причине смятия в соответ-
ствии с формулой (89) сводится
к определению смятия за цикл усм.
Коэффициент смятия с достаточной
Рис. 47. Изменение коэффициента
смятия усм для детали «звездочка»,
изготовленной из стали 20Л, в за-
висимости от числа циклов тепло-
смен и материалов вкладышей:
о — сплав МХЦВ; Q — сплав МКБ;
ф — сплав MX ЦТ; О — сплав ЦСДМ;
И — сталь ЗХ2В8Ф; — сталь
2Х12Н35Т2Ю2
9 И. И. Горюнов
129
Таблица 91
Показатель Материал вкладыша пресс-формы
ЗХ2В8Ф мхцв МКБ ЦСДМ4
тк В °C 945 600 600 700
АТ в °C 745 400 400 600
а-10~6 в мм!мм-град 12,5 18,7 18,3 5,0
Е в кГ/мм? 14 000 9100 9900 29 000
атн в кГ/мм2 130 68 70 72
от в кПмм2 8 20 21 60
епл 0,0087 0,0054 0,0050 0,0004
Число циклов до тол-
щины облоя В ММ'.
0,5 30 70 75 2000
1 70 140 280 3000
1,5 150 230 580 —•
2 300 420 960 —
точностью можно принять равным пластической деформации, возникающей
при каждом литейном цикле усм яа е,,,. Следовательно, толщина облоя, воз-
никающего в стыках, определится следующим образом:
Л = ^СМ = °™ °r NCM-, (91)
L
Л' = Ncm; (92)
Д" = ----ТгЛ • (93)
ПЛ СМ у | ------ ц £ у см
Формостойкость пресс-форм в зависимости от смятия определяется по формулам:
м - Д АЕ (94)
JVCM епл °ТН <Jr ’
NCM== Л' А (95)
епл а АТ — Е
Д" А (96)
V CM а АТ 1—н Е
130
В формулах (91)—(96) ие учитывается число циклов теплосмен'до появления об-
лоя No, а также влияние удельного давления, скорости струи жидкого металла,
длины полости до стыка и другие факторы. Обозначив их Ксм, получим:
/ Д£
ncm. п = + Кем (-z _
К CM. п N о “Ь Ксм I
а ДТ -
<м. п=^о + Ксм
/ д
а ДУ ог
\ 1 — И
Рис. 48. Графический спо-
соб определения темпера-
Сравнение опытных данных и данных, расчи-
танных по формуле (91), приведено в табл.92
(материал отливки 20Л).
Переход материала из упругого состояния
в пластическое можно определить графическим
способом путем построения диаграмм атн, ат—Тк
(рис. 48); пересечение кривых отн с ог показы-
вает температуру перехода материала из упругого
состояния в пластическое (см. п. 20).
туры перехода материала
(сталь ЗХ2В8Ф) из упру-
гого состояния в пласти-
ческое:
1,2,3 — изменение в за-
висимости от температуры
и соответственно твердости
HRC 30, HRC 40, HRC 50;
4 — изменение в зависи-
мости от температуры при
Т$ = 200° С
Таблица 92
Материал вкладыша пресс-формы Число циклов теплосмен Толщина облоя в мм Наименование отливки
опытная расчетная
ЗХ2В8Ф 100 300 1,1—1,6 2,2 0,97 1,94
100 0,6—1,1 0,6
МХЦВ 300 1,2—1,9 1,62 Звездочка
500 2,4 2,7
ЦСДМ4 2000 3000 0,50 1,0 0,82 1,23
100 1,0 • 0,58
Ml 300 1,85 1,75 Колпачок
400 1,95 2,3
9*
131
26. ИЗНОСОСТОЙКОСТЬ ПРЕСС-ФОРМ
Под износом пресс-формы в широком смысле следует понимать изменеииё
чистоты рабочей полости и соответственно чистоты поверхности получаемых
отливок. Существует много различных теорий износа: механическая, физическая
и химико-физическая, химико-механическая, молекулярная и др.
Износ рабочей полости пресс-форм и металлопроводов по сравнению с обыч-
ным износом явление более сложное, так как трение здесь происходит при сопри-
косновении их с жидким металлом при больших скоростях, гидродинамических
ударах и при высоком конечном удельном давлении. Кроме того, действуют и дру-
гие факторы.
Изменение чистоты поверхности отливок в зависимости от числа циклов теп-
лосмеи приводилось в табл. 25, а в зависимости от вида материалов вкладышей
пресс-форм — в табл. 26. При увеличении числа циклов теплосмен класс чистоты
поверхности понижается и при каком-то цикле он достигнет уровня технических
требований на отливку. Это число циклов теплосмен и является износостойкостью
пресс-формы Nu. Обозначив допустимую высоту неровностей поверхности рабо-
чей полости пресс-формы и отливок /?2, коэффициент износа за цикл vu, получаем
Nu = — . (ЮО)
v„
Теоретически определить коэффициент износа из-за влияния большого коли-
чества факторов пока не представляется возможным. Его можно определить только
на основании опыта применительно к конкретным условиям работы пресс-форм.
В табл. 93 приведены средние параметры чистоты поверхности отливок из
различных сплавов, полученных в одном и том же вкладыше из стали ЗХ13.
Чистота поверхности изме-
Таблица 93 няется в зависимости от ма- териалов, применяемых для
Сплав отливок Количе- ство измере- ний «2 В мкм Класс чистоты изготовления отливок. Так, с повышением температуры плав- ления сплавов чистота поверх- ности снижается. Снижение чистоты поверхности рабочей полости пресс-форм и отливок тем интенсивнее, чем выше тем- пература плавления материала отливок. Истирание (трение, смятие), химическое взаимодействие (кор-
ЦАМ 4-3 АЛ2 20Л 28 30 31 6,9 10,3 19,3 6 5 5
розня, химические реакции),
диффузия, дислокации, вакансии и т. д. имеют место на всей рабочей поверх-
ности, а кавитация, эрозия, гидродинамический унос, пластическое течение
металла и частичная диффузия наблюдаются только в отдельных местах.
Износу трением, приводящему к задирам на трущихся поверхностях, осо-
бенно сильно подвержены пары: наконечник — стакан и стержень — отливка.
При износе от действия струи жидкого металла, содержащего твердые частицы
металла, также возникают задиры на рабочей полости пресс-форм. Брак по
задирам стаканов и наконечников (табл. 48) составляет при литье алюминия 86%.
Износ смятием Ребиндер рассматривает как адсорбционное и адсорбционно-
химическое действие смазки. При этом он указывает:
1) упругие и пластические деформации микронеровностей и пластическое
течение в тонких поверхностных слоях приводят к пластическому износу — изме-
нению размеров трущихся тел без заметного разрушения их поверхности;
2) повторные микропластические деформации при периодических встречах
приводят к усталостному разрушению;
3) изменение механических и физических свойств поверхностных слоев
металла может существенно сказаться на характере и интенсивности износа
и при наличии смазки.
132
Результаты химйческого взаимодействия — коррозии и Других химических
реакций — рассматривались в п. 21. Они приводят к снижению чистоты рабочей
поверхности пресс-форм и отливок.
Дислокации и вакансии перемещаются в сторону высоких температур и
выходят на поверхность вкладышей пресс-форм, образуя мелкие поры, что при-
водит к возникновению шероховатости на поверхности отливок, снижая их
чистоту.
Изменение чистоты поверхности рабочей полости вкладышей пресс-форм и
отливок под действием химического взаимодействия, дислокаций, вакансий
и других причин происходит в одно и то же время, поэтому оценить влияние
каждого из этих факторов пока не представляется возможным.
Эрозия, кавитация, гидродинамический унос, пластическое течение металла
проявляются в виде локальных (местных) дефектов, устранение или уменьшение
которых рассматривалось в п. 21. Кавитация и эрозия приводят к разрушению
: в местах падения или удара струи жидкого металла о преграду. Гидродинамиче-
I ский унос металла приводит к появлению на рабочей поверхности пресс-формы
। вымоин и соответственно выступов на отливке. Пластическое течение металла
! приводит к перемещению металла, что также образует на поверхности рабочей
полости вмятины и выступы.
Диффузия проявляется, как указывалось в п. 21, в налипании и приваривании
сплава к поверхности стержней и пресс-форм. Налипание алюминия или окиси
цинка на поверхность стержней или рабочей полости пресс-форм снижает
чистоту их поверхности. Приваривание алюминия с последующим его удалением
приводит к изменению размеров.
Таким образом, по причине износа возникает много различных дефектов,
ио наиболее широкое распространение из них имеет налипание и приваривание
алюминия.
Повышение износостойкости стержней и вкладышей пресс-форм произво-
дится за счет применения следующих основных мероприятий:
1) использования в качестве материалов для изготовления стержней и вкла-
дышей пресс-форм сплавов на основе тугоплавких материалов — молибдена и
вольфрама;
2) применения более высоколегированных сталей РФ18, Р9, Н-19, Н-26,
Н-42 и др.;
3) применения химико-термической и химической обработок;
4) охлаждения стержней и пресс-форм.
В США для изготовления стержней и вкладышей используются сплавы
молибдена и вольфрама. Этому вопросу в США посвящено-более 100 печатных
работ. В качестве сплавов на основе молибдена применяются сплавы МТ05 и
MTZ, содержащие 0,5% Ti и 0,08% Zr; механические свойства этих сплавов при-
ведены в гл. V.
Таблица 94
Основа материала отливок Растворимость (в %) материала отливок в материале вкладыша
Молибден Вольфрам Тантал Ниобий
Алюминий 1,5 при 1200° С 2,4 при 1300° С — —
Медь Не растворяются
Железо 10,5 при 1480° С 0,8 при 1640° С Следы 2 при1580°С
Никель 0,8 при 1340° С 0,8 при 1495° С 0,5 при 5 (максим.)
1580° С
Кобальт 2,75 при 1480° С 0,3 при 1690° С — —
Магний Не растворяются
133
Таблица 95
Основа мате- риала вкладыша Растворимость (в %) материала вкладыша в материале отливок
Алюминий Медь, магиий Железо Никель Кобальт
Молиб- ден Воль- фрам Тантал Ниобий 0,2 при 650° С 1,5 при 650° С Не раство- ряются 37 5 при 1450° С 33 при 1540° С 6,2 при 1410° С 1,5 при 1220° С 38 при 1320° С 39 при 1455° С 36 при 1360° С 27 при 1340° С 35 при 1465° С 8,5 при 1000° С 4 при 1030° С
В этом отношении интересны работы сотрудников фирмы «Дженерал Элек-
трик» [77 ], которые преимущества тугоплавких металлов видят в небольшой
взаимной растворимости цинка, алюминия, меди и железа в молибдене и воль-
фраме (табл. 94 и 95).
В a-железе растворяется 30% алюминия. Малая растворимость алюминия
в молибдене и вольфраме уменьшает налипание и приваривание. Так как моли-
бден и вольфрам имеют небольшие коэффициенты расширения, высокую тепло-
проводность и теплопроницаемость, а также более высокие механические свой-
ства при температуре контакта, то поэтому они менее, склонны к образованию
сетки разгара и смятию по сравнению со сталями ЗХ2В8Ф и ЗХ5МФС.
Авторы работы [77] указывают, что стержни из стали ЗХ2В8Ф (Н-21) при
литье латуни с температурой плавления 982—1060° С выдерживают до первого
ремонта 600 ц. т., а всего с промежуточными ремонтами — 2000 ц. т. Стержни из
молибдена при тех же условиях выдерживают 8000 ц. т. и остаются годными.
Стержни из стали Н-13 диаметром 38 и 64 мм имели стойкость 10 000—20 000 ц. т.,
а стержни из вольфрама — 70 000 ц. т.
Стойкость стержней при литье алюминиевых сплавов, поданным работы [80],
показана в табл. 96.
Таблица 96
Марка материала Химико-термическая обработка Стойкость в ц. т. Примечание
4Х5МФС (Н-13) Без химико-терми- ческой обработки С хромированием С азотированием 1 500— 2 000 2 000— 8 000 2 000—19 000 (ср. 8 000) Применялось повторное хроми- рование
MTZ (ТЮ,5 + + Zr0,08 + Мо) Без химико-терми- ческой обработки 100 000 Повреждений иет
134
Некоторые авторы приводят примеры отрицательных свойств молибденовых
стержней, которые иногда выходят из строя из-за скалывания. В то время как
хромированные стержни из штамповой стали выдерживают до 100 000 ц. т.,
азотированные стержни с толщиной слоя 0,05—0,07 мм выдержали до 30 000 ц. т.,
а стержни без химико-термической обработки — только 6000 ц. т.
По нашим исследованиям [51] стойкость и износостойкость молибденовых
стержней при литье алюминиевого сплава АЛ 11 была в четыре-пять раз больше,
чем стойкость стержней, изготов-
ленных из стали ЗХ2В8Ф.Молиб- Таблица 97
деновые стержни изготовлялись
из сплава ЦСДМ, механиче-
ские свойства которого приве-
дены в табл. 97.
Стержни из стали ЗХ2В8Ф
имели HRC 53—55, обрабатыва-
лись при обычных режимах
термической обработки и имели
7-й класс чистоты поверхности.
После оксидирования и вороне-
ния эти стержни вместе с мо-
либденовыми устанавливались
т 1 исп в °C аг в кГ/мм2 % в км! мм- а в »/0 ф в %
20 600 78 37 82 38 17 21 63 97
в одну пресс-форму. Изготовляемая отливка имела чистый вес 19 г (две в пресс-
форме), а вес жидкого металла был 100 г, стержни из стали ЗХ2В8Ф выдержали
10 000 ц. т., но после 1500, 3000 и 5000 ц. т. полировались и оксидировались.
Стержни же из молибдена даже после 27 000 ц. т. без ремонта имели вполне
удовлетворительный вид.
При литье, цинковых сплавов на автоматических машинах с горячей камерой
прессования замена материала мундштуков тугоплавкими металлами по зарубеж-
ным данным дает большую экономию.
Материал мундштука
Стойкость в ц. т.
Н-13 .............................
РФ1...............................
MW30 .............................
1 500
2 000
100 000
Молибдено-вольфрамовый сплав с 30% вольфрама (MW 30) имеет следующие
механические свойства: НВ 252-^260, = 75 кГ/мм2, от = 67,5 кПмм2, 6 = 5%.
Заготовка имела диаметр 25,4 мм. Стоимость мундштука из молибденового
сплава 40, а из стали — 30 дол.
Сравнительная стойкость вкладыша пресс-форм из различных материалов
при литье латуни следующая:
Материал вкладыша Стойкость в ц. т.
пресс-формы
Сталь Н-13 (4Х5МФС)....................... 6 000
Сплав инконель 713 ..................... 10 000
Металлокерамический сплав:
вольфрам................................. 20 000
молибден ....................... 28 000
Сплав MTZ............................... 33 757
Таким образом, приведенные данные показывают, что сплавы на основе
молибдена и вольфрама по сравнению со сталями обладают высокой износостой-
костью.
Для повышения износостойкости стержней в некоторых случаях пытаются
применять более высоколегированные стали типа РФ1, Р9, Н-42 и др. Однако
повышение легированности стали приводит к снижению теплопроводности,
повышению температуры контакта, а в некоторых случаях к снижению термо-
стойкости стержней; износостойкость во всех случаях повышается.
135
При изготовлении отливок из алюминиевых сплавов для повышения износо-
стойкости стержней прибегают к химико-термической или химической их обра-
боткам. В этом отношении проведены интересные работы [32], причем стержни
изготовлялись из сталей ЗХ2В8Ф и ЗХ5МФС с различными видами поверхност-
ных обработок. Стойкость стержней приведена в табл. 98. Твердость азотирован-
ных стержней составляла HRC 54—58 при глубине слоя 0,2—0,3 мм, цианиро-
ванных HRC 48—52 при глубине слоя 0,05—0,1 мм, сульфоцианированных
HRC 52—59 при глубине слоя 0,015—0,025 мм, хромированных HV 1000 и
борированных HV 1700—1800 при глубине слоя 0,1—0,12 мм.
Диффузионное хромирование и борирование повышают износостойкость
стержней в два-три раза. Необходимо отметить, что азотирование, низкотем-
пературное цианирование и сульфоцианирование повышают износостойкость,
но снижают термостойкость, что следует всегда иметь в виду. В этом примере
стержни выходили из строя из-за приваривания к ним металла отливки, поэтому
химико-термическая обработка и химические покрытия повысили износостой-
кость стержней. Если стержни выходят из строя из-за сетки разгара или трещины,
то применение химико-термической обработки стойкость их не повышает.
Сравнительная оценка разных стержней производилась по количеству от-
ливок, полученных до появления первых задиров на внутренних поверхностях.
Результаты экспериментов в зависимости от темпов литья приведены ниже:
Число циклов теплосмен
до появления задиров
Продолжи-
тельность
цикла в сек
390 ...................................... 15
410....................................... 30
350 ...................................... 45
290 ................................ . 60
Отливки изготовлялись из сплава АЛ2 во вкладышах из стали ЗХ2В8Ф.
С увеличением скорости прессования стойкость стержней понижается.
Например, при скорости прессования 0,45 м/сек стойкость составляла 450—
600 ц. т., а при скорости 1 м/сек — только 200—250 ц. т. С улучшением чистоты
поверхности стержней и вкладышей стойкость их повышается.
Таблица 98
Вид обработки рабочей поверхности стержня Стойкость стержней в ц. т. из стали Характеристика дефекта
ЗХ2В8Ф ЗХ5МФС
Без обработки 4 300 4 800 Приваривание
Химическое оксидиро- вание 5 100 5 600 »
Электролитическое оксидирование 5 400 5 700 »
Азотирование 7 400 7 500 Мелкие трещины, при- варивание
Низкотемпературное цианирование 8 600 9 800 Эрозионное разруше- ние (местное)
Сульфоцианирование 8 700 9 800 То же
Диффузионное хроми- рование 9 400 11 000 Мелкие раковины — эрозия, приваривание
Борирование 12 300 • — То же
136
Таблица 99
Основа сплава отливок Характеристика отливок
Крупногабаритные отливки с толщи- ной тела 4—Ю мм Средиегабаритиые отливки с толщи- ной тела 2—5 мм Малогабаритные отливки с толщи- ной тела до 3 мм
Коэффицие НТ износа у и
Цинк 0,0008 0,0004 0,00004
Алюминий 0,0030 0,0015 0,00020
Медь 0,0500 0,0250 0,00010
Железо 0,1000 0,0700 0,03000
И з носо сто й ко с т ь ц. т. (Р2 до 40 мкм)
Цинк 50 000 100 000 1 000 000
Алюминий 13 330 26 670 200 000
Медь 800 1 600 40 000
Железо 400 570 1 300
Некоторые авторы для уменьшения приваривания рекомендуют применять
охлаждение стержней проточной водой. Это мероприятие имеет определенный
смысл, так как охлаждение приводит к снижению температуры контакта, что
в свою очередь приводит к снижению скорости диффузии и уменьшению прива-
ривания. Однако охлаждение приводит и к увеличению температурного перепада,
что увеличивает температурные напряжения и общие деформации, а также сни-
жает термостойкость.
Раечетные значения коэффициента износа vu и износостойкости вкладышей
из стали ЗХ2В8Ф в зависимости от материала отливок и их размеров приведены
в табл. 99.
Глава V
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ ПРЕСС-ФОРМ
27. МАТЕРИАЛЫ ПРЕСС-ФОРМ И ИХ ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА
При изготовлении деталей пресс-форм для литья под давлением в США
применяются стали, приведенные в табл. 100 [85].
Фирма «Долер» (США) применяют эти же стали (табл. 100), но с повышен-
ным содержанием углерода; химический состав и назначение этих сталей при-
ведены в табл. 101.
Применяемые в ФРГ марки сталей по данным Н. М. Геллера [83] приве-
дены в табл. 102, а их назначение, твердость и прочность — в табл. 103.
В табл. 104 приведены стали, применяемые в ФРГ по данным X. Поллак,
а в табл. 105 — режимы их термической обработки. Для изготовления стержней
применяют стали типа отечественных марок РФ1, Р9, ЗХ2В8К2Ф и ЗХ2В4Ф.
В табл. 106 приведены стали, применяемые также в ФРГ по данным В. Ра-
дехауза, а в табл. 107 — режимы их термической обработки.
Н. М. Геллер [83] сторонник хромомолибденованадиевых сталей, а X. Пол-
лак и В. Радехауз — хромовольфрамованадиевых сталей.
По данным фирмы «Триульци» в Италии применяются преимущественно хро-
момолибденованадиевые стали типа сталей, используемых США.
Марки сталей, применяемые для изготовления деталей пресс-форм в Чехо-
словакии, приведены в табл. 108.
В табл. 109 приведены химические составы сталей, используемых в Швеции
[79], в табл. НО и 111 стали, применяемые в отечественной промышленности.
В настоящее время для изготовления пресс-форм применяется очень много
новых материалов, которые будут рассмотрены в п. 30. Следует отметить также,
что приведенные в табл. 100—111 марки сталей не отражают всего многообразия
материалов, применяемых для изготовления пресс-форм. Анализ применяемых
материалов показывает следующее.
1. В зарубежной и отечественной промышленности применяют преимуще-
ственно хромовольфрамованадиевые и хромомолибденованадиевые стали.
2. При изготовлении отливок из латуни и бронзы в зарубежной и отече-
ственной промышленности для изготовления вкладышей пресс-форм приме-
няется преимущественно сталь марки ЗХ2В8Ф или эта же сталь, но с дополни-
тельным легированием кобальтом от 2 до 5%, а в некоторых случаях с добавкой
никеля до 3%.
3. При изготовлении отливок из алюминиевых и магниевых сплавов в зару-
бежной промышленности применяются хромомолибденованадиевые стали типа
4Х5МФС и 4Х5МФ1С, а в отечественной — хромовольфрамованадиевые.
138
Таблица 100
Обозна- Химический состав в %
Класс чение марки по AISI С Сг Мо V W Прочие эле- менты Назначение Условная маркировка
I Р-20 Р-3 0,30 0,10 0,75 0,60 0,25 — 1,25 N1 Для вклады- шей при литье цинковых спла- вов зхм 1ХН
II Н-11 Н-12 Н-13 Н-14 Р-4 0,35 0,35 0,35 0,40 0,07 5,0 5,0 5,0 5,0 5,0 1,5 1,5 1,5 0,4 0,4 1,0 1,5 5,0 — Для вклады- шей при литье алюминиевых и магниевых спла- вов; сталь Р-4 — для вкладышей, по- лучаемых вы- давливанием 4Х5МФ 4Х5МВФ 4Х5МФ1 4Х5В5 0X5
III Н-20 Н-21 Co-W 0,35 0,35 0,30 2,0 3,5 4,0 — 1 9 9 4 5 Со Для вклады- шей при литье медных сплавов ЗХ2В8Ф ЗХЗВ9Ф ЗХ4В4К5Ф
IV Н-26 Н-42 Нитро- лой С 0,5 0,6 0,35 4,0 4,0 1,25 5,0 0,2 1 2 18 6 1,25 А1 Для изготов- ления толкате- лей, стержней, блоков, плит РФ1 6Х4М5В6Ф2 ЗХМЮ
4140 0,4 0,9 0,25 — — 0,9 SI 4ХСМ
Примечание. Здесь и в следующих таблицах условная маркировка — это маркировка возможных отечественных сплавов, соответствующих рассматриваемым иностран- ным. Приведена для облегчения их сравнения.
Таблица 101
Химический состав в %
Назначение Условная
S I” Ж о С Мп Si Сг Мо V W Прочие элементы маркировка
1 0,30 0,3 0,45 3,25 0,5 9 Для вклады- ЗХ2В8Ф
2 0,30 0,5 0,5 1,4 0,4 — 4 5 Со шей при литье мед- ЗХВ4К4М
ных сплавов
3 0,4 0,3 1,0 5,0 1,0 0,5 Для вклады- 4Х5МФС
4 0,4 0,4 1,0 5,3 1 1 — — шей при литье алю- 4Х5МФ1С
5 0,35 0,4 1 5 1,5 0,3 1,75 — минневых и магниевых 4Х5МВФС
6 0,4 0,3 1 5 — 5 сплавов 4Х5В5С
139
£ tototototototototototototo*- ° ООООСЛСЛСЛОООООООООООО-О Сл Q О СС О i~ ОАДМ*“ССССД tOtOO^-OOCnOO^-OO^-OOtOO Номер стали
СЭ о о о о о о о о о р р р W W WWW ND W ОО О 4^ 4^ 4^ "tO С> ОО о -о О О ЬЭОСОСЛОООО О
о рррррр^-ррр Р рр ЬЭ tO <) to to tO GO О to OO w 4*. О О о о о СЛ
рррррррррр*- р рр С>000 00 00 00 004^ьэ-Чсл00 00<) о Xi Мп
- р 4^ м м Р Ь5 W А ,7“ М W W 1 ^*СЛОССЛСЛЮОООСЛСЛО 2 о S “1 л Ж
я 1 г* 1 । I я г- я я я I I I to 1 СЛ * 1 1 00 ОО СЛ -J to I J J О ИЙ СОСТ< Мо
«ppppppOipi | 1 | •00t0*h»O*— СЛОО‘00» 1 1 1 ав в % V
6 и 0'6 s‘t- 0*1 3
2 Со 1,1 Ал Т; Прочие элементы
xxxxx^xxxxxxxS >ьэслюьэ?чс»эслиь->ю>— — SC3^C3C3txl^;^;^;g7lww ф в •& ©О е о 16 лица 102 Условная маркировка
со ЬЭ •— ф со оо •ч Номер стали
0,65 0,35 0,4 0,45 0,4 0,05 0,10 со .'О | Химический состав в %
0,3 0,5 0,7 0,7 • 0,8 0,15 0,2 0,75 1 3
0,4 0,75 0,25 0,25 0,5 1 1 ф СЛ on
17 1,25 0,9 0,8 ° 1 СЛ * оо О
_ °’2 0,25 0,3 1 1 со Мо
1 1 1 1 1 1 1 1 <
1 1 1 1 1 1 1 1 3
Z Н S 1 > 1,25 N1 1 Прочие ; элементы
Для изготов- ления толка- телей, стерж- ней, блоков, плит Для вклады- шей, полу- чаемых вы- давливанием Для вклады- шей при литье цинко- вых сплавов Назначение
6X17 ЗХМЮА 4 ХМ Сталь 45 4ХНМ Армко Fe 1ХН зхм Условная маркировка
Таблица 103
Номер стали Назначение НВ (Ув в кГ/мм* Примечание Условная маркировка
1740 Г Для плит, обойм и др. 205—250 70—85 Применяются при высоких У6
2311 265—320 90—100 нагрузках 4Х2Г2Ф
2323 320—455 110—140 1. Стали 2343 и 2567 для 4Х5МФ
2343 320—455 110—140 тонких стержней. 4Х5МФС
Для вкладышей при литье 2. Сталь 2341 для вклады- 1Х4М
2341 цинковых сплавов 235—320 80—110
2567 375—455 130—160 шей, получаемых холодным выдавливанием ЗХ2В4Ф
2343 * 405—455 140—160 4Х5МФС
9AAR * 405—455 140—160 4Х5МВФС
Для вкладышей при литье 130—150 Стали 2365 и 2581 для ЗХ2В4Ф
2567* алюминиевых и магниевых 375—430 стержней диаметром до 15 мм
2365 * сплавов 405—455 140—160 ЗХЗМЗФ
2581 * 375—430 130—150 ЗХ2В9Ф
к>
Продолжение табл. 103
Номер стали Назначение НВ (?в в кГ/мм2 Примечание Условная маркировка
2343 * 2606 * 2082 * Для вкладышей при литье алюминия высокой чистоты 405—455 405—455 375—430 140—160 140—160 130—160 — 4Х5МФС 4Х5МВФС 2X13
2581 * 2662 * 2365 * Для вкладышей при литье медных сплавов 290—375 290—375 290—375 110—130 110—130 110—130 — ЗХ2В9Ф ЗХ2В8К2Ф ЗХЗМЗФ
2567 *** 2516 ** Для выталкивателей при литье легких сплавов 375—455 375—455 130—160 130—160 — ЗХ2В4Ф 12ХВФ i
* * — выталкиОвТя°тВрлеи ™ р^е^НоХВ1ВкКЛаДЫШеЙ предел прочности должен иметь максимальное значение; * ** ыталкнвателн из стали 2516 закаливаются только в наиболее напряженных местах: выталкиватели из стали 2567 применяются прн литье медных сплавов. ।
Таблица 104
Номер стали Химический состав в % Условная маркировка
с Si Мп Сг W V Мо Прочие элементы
1 0,30 0,20 0,30 2,5 9,0 0,3 — 2,0 Со ЗХ2В9К2Ф
2 0,25 0,20 0,30 2,5 9,0 0,30 — 2,5 N1 ЗХ2В9Н2Ф
3 0,30 0,20 0,30 2,5 9,0 0,40 — — ЗХ2В9Ф
4 0,30 0,20 0,30 2,5 4,5 0,6 — — ЗХ2В4Ф
5 0,30 0,40 0,30 13,0 — — (1,2) . — 3X13
6 0,45 0,30 0,70 1,5 — 0,3 0,7 — 4ХМФ
7 0,30 0,30 0,50 2,5 — 0,1 0,2 — ЗХ2МФ
8 0,35 1,0 0,4 5,0 — 0,4 1,0 — 4Х5МФС
9 0,45 1,5 0,6 1,5 — 0,1 — 45ХГС
10 2,10 0,30 0,30 12,0 __ — — 21X12
Таблица 105
Номер стали Назначение Температура отжига в °C Режим термической обработки (Г в °C) НВ Условная маркировка
1 Для вкладышей при литье тяжелых металлов, подверга- ющихся большим нагрузкам 760—800 230—250 ЗХ2В9К2Ф
2 Для вкладышей при литье тяжелых металлов 760—800 Закалка 1100—1150, воздух, масло или горячая ванна с 450—500, отпуск 670—710 230—250 ЗХ2В9Н2Ф
3 Для вкладышей при литье легких металлов высокой про- изводительности 740—780 220—250 ЗХ2В8Ф
4 Для вкладышей при литье легких металлов высокой про- изводительности 740—780 Закалка 1050—1100, масло или горячая ванна с 450— 500, отпуск 630—660 220—250 ЗХ2В4Ф
5 740—780 Закалка 950—1000, масло или горячая ванна с 450— 500, отпуск 550—600 220—250 3X13
10 И. И. Горюнов
Продолжение табл. 105
Номер стали Назначение Температура отжига в °C Режим термической обработки (Т в °C) НВ Условная маркировка
6 Для вкладышей при литье легких металлов 740—780 Закалка, 950—1000, масло или горячая ванна с 450— 660, отпуск 550—650 200—230 4ХМФ
7 Для вкладышей при литье легких металлов из азотиро- ванной стали 720—750 Закалка, 900—950, масло, отпуск 500—600 200—230 ЗХ2МФ
8 Для вкладышей при литье легких металлов при необхо- димости нормализации 800—850 Закалка, 1000—1050, воз- дух, масло или горячая ван- на с 450—500, отпуск 650— 600 220—250 4Х5МФС
9 Для вкладышей при литье легкоплавких металлов 720—750 Закалка, 850—900, масло, отпуск 500—600 170—200 45ХГС
10 Для вкладышей при литье цинковых сплавов 800—850 Отжиг 220—250 21X12
Таблица 106
Номер стали Химический состав в % Условная маркировка
с Si Мп Сг W V Мо Прочие элементы
1 0,8 0 15— 0,25 0,25 — — — — У8
2 2,0 0,35 0,30 12,5 — — — — 20X12
3 0,2 0,4 0,30 17,0 — — — 2,0 Ni 2Х17Н2
4 0,30 0,4 0,90 1,8 — 0,5 1,о — ЗХ2МФ
5 0,35 0,25 0,4 5,5 — 0,6 1,5 — 4Х5МФ
6 0,30 0,25 0,4 0,3 — 0,5 2,7 — ЗХМЗФ
7 0,30 0,25 0,30 2,4 4,3 0,6 — — ЗХ2В4Ф
8 0,28 0,25 0,30 2,7 8,5 0,4 — '— ЗХ2В8Ф
9 0,28 0,25 0,5 — 5,2 0,6 — 4,8 Со ЗВ5К5Г
Таблица 107
Номер стали Назначение Режим термической обработки (Г в °C) ^отп в Условная маркировка
(Ув в кГ/лш2
1 Для вкладышей при литье тяже- лых легкоплав- ких сплавов Для вкладышей при литье цинко- вых сплавов: — — У8
2 при сред- них напря- жениях — — 20X12
3 при вы- Отжиг 680, 4 ч, 450 500. 550 600 2Х17Н2
соких на- пряжениях закалка 970— 1020, масло, от- пуск 450—600 145’ 135’ 130’ 100
4 Для вкладышей при литье алю- миниевых и ма- гниевых сплавов Отжиг 660, 4 ч, закалка 970— 1020, масло, от- пуск 620—680 620 . 640 660 680 145’ 137 5 122» 106 ЗХ2МФ
5 То же Отжиг 680, 4 ч, закалка 1000— 1050, отпуск 500—660 500 550. 600. 620 . Тб5’ 158’ 152’ 147’ 640 680 143! 126 4Х5МФ
146
Продолжение табл. 107
Номер Назначение Режим термической обработки (Г в °C) тотп » °С Условная
стали (Ув в кГ/мм* маркировка
6 Для вкладышей при литье латун- ных сплавов Отжиг 680, 4 ч, закалка 1000— 1050, масло, от- пуск 640—700 640 680 680 700 140» 130 ’ 112 ! 107 ЗХМЗФ
7 Для вкладышей при литье латун- ных сплавов: при сред- них напря- жениях Отжиг 680, 4 ч, закалка 1050— 1120, масло или горячая ванна с 450—550, отпуск 660—700 660 680 700 720 160; 1зз; 117; тоо ЗХ2В4Ф
8 при вы- соких на- пряжениях Отжиг 680, 4 ч, закалка 1080— 1100, масло или горячая ванна с 450—550, отпуск 640—700 640 660 680 700 154» 140 ’ 120 ’ ТОО ЗХ2В8Ф
9 Для вкладышей при литье ней- зильберга и се- ребряных спла- вов Отжиг 680, 4 ч, закалка 1000— 1120, масло или горячая ванна с 450—550, отпуск 600—720 600 680 700 720 168’ 152’ Т20’ Тбб ЗВ5К5Г
Таблица 108
Номер стали Назначение Химический состав в % Условная маркировка
с Мп Si Сг V W Про- чие эле- менты
1/
17027 Для плит пресс- 0,18 0,9 0,7 — — — 25
форм „.. -
19430 Для вкладышей при литье цинко- вых, свинцовых и оловян истых спла- вов 0,41 0,55 0,25 2,25 0,15 4Х2Ф
19552 Для вкладышей 0,35 0,35 1,05 5,0 0,5 1,4 Мо 4Х5МФС
при литье алюми- ниевых и магние- вых сплавов
19720 Для вкладышей 0,25 0,20 0,15 2,0 0,45 3,8 ЗХ2В4Ф
при литье алюми- ниевых, магниевых и медных сплавов 0,35 0,50 0,50 2,8 0,65 4,8 —
19721 Для вкладышей 0,25 0,20 0,15 2,0 0,10 8,5 — ЗХ2В8Ф
при литье медных сплавов 0,35 0,50 0,50 2,7 0,30 10 —
19723 То же 0,24 0,47 0,30 2,25 0,1 9,5 1,5 Ni ЗХ2В9НФ
10:
147
Таблица 109
Номер стали Химический состав в % Условная маркировка
с Si Мп Сг W V Мо Прочие элементы
1 0,35 0,30 0,40 13,5 — — — — 3X13
2 0,35 0,30 0,30 1,10 5,5 0,15 — 3,5 N1 ЗХВ5НЗФ
3 0,40 1,0 0,40 5,30 — 1,0 1,4 — 4Х5МФС
4 0,30 0,30 0,60 2,8 — 0,5 2,8 2,8 Со ЗХЗМЗКЗФ
5 0,30 0,30 0,30 3,0 9,0 0,3 — — ЗХЗВ9Ф
6 0,35 0,20 0,30 5,3 — 0,55 1,0 — ЗХ5МФ
7 0,30 0,30 0,30 12,0 12,0 0,5 — — ЗХ12В12Ф
Таблица ПО
Наименование деталей пресс-форм Марка стали для деталей пресс-форм при материале отливок
Оловяно- свинцовис- тый сплав Цинковый сплав Алюмиииево- магниевый сплав Медный сплав
Матрица У8А—У10А _5ХНМ ~4ХНВ 5ХЫИ___- ахзввФ - 4Х2В8Ф Э16 > ЗХ2В8Ф ' 4Х2В8Ф ЭИ 121
Матрица при наличии вкладыша У8А—У10А J>XHM_ 7X3 ЗХ2В8Ф . 4ХВС. / 5ХНМ~' ЗХ2В8Ф 4ХВС 5ХВС
Вкладыши У8А—У10А 5ХНМ_ 4ХНМ ЗХ2В8Ф- ЭИ 121 4Х2В8Ф ЗХ2В8Ф 4ХВС Х12М
Рассекатели 4Х2В8Ф ;4Х2В8Ф ЗХ2В8Ф 4Х2В8Ф 4ХВС Х12М ЗХ2В8Ф
Стержни У8А—У10А 4Х2В8Ф _5_ХНМ 4ХВС 4Х2В8Ф ЗХ2В8Ф Х12М
Толкатели Втулки У8А—У10А У8А—У10А У10А ЗХ2В8Ф У10А ЗХ2В8Ф
148
Таблица 111
Назначение Марка стали гост; Химический состав в %
с Мп SI Сг W Прочие элементы
• jp / Для вклады- шей при ли- тье цинковых сплавов 5ХНМ 5950—63 0,5 0,6 0,5 0,8 До 0,35 0,5 0,8 — 0,15—0,3 Мо 1,4—1,8 N1
5ХГМ 0,5 0,6 1,2 1,6 0,25 0,65 0,6 0,9 — 0,15— 0,3 Мо
5ХВГ 0,55 0,70 0,9 1,2 0,15 0,35 0,5 0,8 . 0,5 0,8 —
4ХС 0,35 0,40 0,4 1,2 1,6 1,3 1.6 — —
35ХМЮА 4543—71 0,35 0,42 0,3 0,6 0,17 0,37 1,35 1,65 — 0,15—0,3 Мо 0,7—1,1 А1
ЗОХЮА 0,31 0,39 0,3 0,6 0,17 0,37 1,35 1,65 — 0,7—1,1 А1
ЗОХГС 0,25 0,35 0,8 1,1 0,9 1,2 0,8 1,1 — —
35ХГС 0,30 0,40 0,8 1,1 1,3 1,6 1,1 1,4 — —
Для вклады- шей при ли- тье алюминие- вых и магние- вых сплавов 4ХВ2С 5950—63 0,35 0,40 0,2 0,4 6,6 0,9 1,0 1,3 2,0 2,5 —
ЭИ 160 (4Х8В2) 0,30 0,40 0,4 0,4 7,0 8,0 2,0 2,5 —
Для вклады- шей при ли- тье алюминием вых, магние-' вых и медиых сплавов ЗХ2В8Ф 5950—63 0,30 0,40 0,2 0,4 0,35 2,2 2,7 7,5 9,0 0,20—0,5 V 0,25 N1
4Х2В8Ф 0,35 0,45 0,2 0,4 0,35 2,2 2,7 7,5 9,0 0,2—0,5 V 0,25 N1
1 3X13 0,16 0,24 0,6 0,6 12,0 14,0 — До 0,25 N1
149-
4. При изготовлении отливок из сплавов на основе цинка применяется очень
широкая номенклатура сталей, в том числе и вышеуказанные стали.
5. В связи с недостаточной стойкостью сталей, приведенных в табл. 100—111
при литье латуни и при литье крупных сложных ответственных отливок из алю-
миниевых сплавов в зарубежной и отечественной промышленности проводятся
широкие исследования с целью поиска новых более стойких материалов. Изу-
чаются возможности использования сплавов на основе тугоплавких металлов
(молибдена, вольфрама, ниобия), жаропрочных сплавов на основе железа, ни-
келя, кобальта и других металлов.
Для сравнения свойств различных материалов в качестве основного крите-
рия обычно принимают стойкость пресс-форм. Однако экспериментальное опре-
деление стойкости связано с большими затратами. Кроме того, стойкость зависит
от очень многих факторов: конструкции отливок и пресс-форм, технологических
условий эксплуатации и т. д., поэтому стойкость для разных отливок сравнивать
нельзя, она может быть различной. В связи с этим в большинстве случаев
при выборе новых материалов или режимов термической обработки руковод-
ствуются только твердостью или пределом прочности при нормальной температуре,
но при этом возникает ряд затруднений. Например, при литье латуни и бронзы
с понижением твердости и прочности соответственно с HRC 50 до HRC 40 и
с 150 до 100 кПмм2 стойкость повышается. Объясняют это явление совершенно
правильно — повышением сопротивления материала разгару. С нашей точки
зрения это можно доказать расчетом, так как в этом случае могут повышаться
прочность и пластичность Рт. Но если бы материал при прочности 100 и
150 кГ/мм1 имел одинаковую пластичность, то с повышением прочности стой-
кость была бы выше.
В связи с вышеуказанным автор рекомендует для предварительной оценки
и сравнения различных материалов, используемых для изготовления деталей
пресс-форм, и режимов термической обработки принимать расчетные термо-
стойкость, формостойкость и износостойкость.
Формостойкость и износостойкость материалов деталей пресс-форм повы-
шаются с увеличением их твёрдости и прочности при температуре контакта.
Как указывалось выше, термостойкость при увеличении твердости и прочности
при одинаковой пластичности может также повышаться. Однако у большинства
материалов с повышением твердости и прочности пластичность понижается.
В этом случае при выбранных материалах и режимах термической обработки
следует руководствоваться запасом прочности и пластичности материалов. При
значительных изменениях теплофизических свойств материалов термостойкость
следует рассчитывать по формулам (82) и (83).
Таким образом, один какой-либо показатель физико-механических свойств
материала не может являться критерием при выборе новых материалов или ре-
жимов термической их обработки. Необходимо применять комплексные показа-
тели. Основным показателем следует признать термостойкость, которая, как
видно из формулы (82), зависит от физико-механических свойств материала,
условий эксплуатации и конструкции Кт пресс-формы. -
Формостойкость (смятие) для грубой оценки может быть подсчитана по
формулам (94) — (96). Для более точных расчетов следует пользоваться
формулами (97)—(99). Следует иметь в виду, что приведенные примеры включают
подсчет только смятия, а формостойкость включает рост, коробление, вымоины,
уиос металла и другие факторы, которые также необходимо учитывать.
Износостойкость материала включает, кроме твердости и прочности, окали-
ностойкость, жаропрочность, теплопрочность и т. д.
28. ХРОМОВОЛЬФРАМОВАНАДИЕВЫЕ СТАЛИ
В ГОСТ 5950—63 при изготовлении вкладышей пресс-форм для литья под
давлением рекомендуется применять следующие стали:
ЗХ2В8Ф — для отливок из сплавов на медиой основе;
4ХВ2С — для отливок из сплавов на алюминиевой и магниевой основах;
4Х8В2 — для отливок из цветных сплавов;
150
4Х5В2ФС, 4Х5В4ФСМ, 4Х2В5ФМ, 4ХЗВ2Ф2М2, 5ХВ2С и 6ХВ2С — для
отливок без конкретного указания сплава.
В отечественной промышленности наибольшее распространение имеет сталь
ЗХ2В8Ф, поэтому в качестве эталона для сравнения свойств всех рассматривае-
мых ниже материалов примем эту сталь. у
Сталь ЗХ2В8Ф. Химический состав этой стали приведен в табл. 111. Содер-
ние остаточного никеля допускается не свыше 0,35% , а меди — 0,30% . В содер-
жании элементов допускаются отклонения до 6% (±0,01 С; ±0,02 Мп; ±0,02Si;
±0,05Cr; ±0,05W; ± 0,02V).
Хром в эту сталь вводится для улучшения прокаливаемости заготовок пресс-
форм, вольфрам — для повышения прочности стали при высоких температурах и
снижения скорости разупрочнения или повышения сопротивления отпускоустой-
чивости, ванадий — для предотвращения укрупнения зерна стали при изготовле-
нии слитка и термической обработке. Содержание углерода предпочтительнее
иметь в предалах 0,25—0,35%. Повышенное содержание углерода понижает пла-
стичность стали и ее термостойкость и делает ее более чувствительной к образо-
ванию трещин, но более формостойкой и износостойкой. Вольфрам, ванадий, хром
и углерод понижают теплопроводность стали. Указанные элементы являются
карбидообразующими, поэтому их положительное действие проявляется только
после надлежащей пластической и термической обработок.
В состоянии поставки сталь ЗХ2В8Ф должна иметь твердость НВ 255—207.
Сталь поставляется в отожженном состоянии.
При контроле микроструктуры пресс-форм иногда выявляются дефекты ис-
ходных заготовок (рис. 49): а) крупноигольчатый мартенсит, появление которого
вызвано перегревом при пластической деформации или при термической обра-
ботке; б) полосчатость, вызванная пластической деформацией; в) карбидная ликва-
ция, вызванная недостаточной проработкой заготовок при пластической дефор-
мации или же ликвацией слитка в процессе кристаллизации; г) плены или воло-
совинные трещины, связанные с качеством слитка или процессом охлаждения
заготовок при охлаждениях после нагрева под термическую обработку. Указан-
ные дефекты могут резко снижать стойкость пресс-форм. В связи с этим все по-
ступившие на завод заготовки необходимо контролировать. Контролировать не-
обходимо также температурные режимы термической обработки вкладышей
пресс-форм.
На некоторых заводах наблюдается неэффективное использование стали
ЗХ2В8Ф, приводящее к значительному снижению стойкости пресс-форм по сле-
дующим причинам:
1) применяется пониженная температура закалки — 900—950° С, что сни-
жает механические свойства и термостойкость, понижает легированность твердого
раствора и снижает износостойкость рабочей поверхности пресс-форм;
2) используется для засыпки вкладышей при термообработке мелкий, свежий
древесный уголь, что приводит к науглероживанию поверхности до глубины
0,3—0,7 мм с концентрацией углерода до 1%, а следовательно, к преждевремен-
ному выходу пресс-форм из строя по сетке разгара или трещинам;
3) производится закалка на воздухе, что приводит к обезуглероживанию
поверхности. Это приводит к преждевременному выходу пресс-форм из строя при
литье медных сплавов по смятию, а при литье алюминиевых сплавов по налипанию
с последующим привариванием отливки к вкладышу.
Режим термической обработки деталей пресс-форм, соприкасающихся с
жидким металлом, оказывает решающее влияние на их стойкость и точность разме-
ров. В связи с вышеуказанным выбор режима термической обработки и его точное
соблюдение является важнейшей задачей. Контроль же качества вкладышей после
термической обработки в большинстве случаев заключается лишь в проверке твер-
дости, которая дает только некоторое представление о свойстве металла.
Сталь ЗХ2В8Ф обладает хорошей, но не беспредельной прокаливаемостью,
значения которой, полученные автором совместно с В. Б. Шульман (ЛОМО), в за-
висимости от сечения образца, среды охлаждения при закалке и температуры
отпуска приведены в табл. 112. Содержание аустенита в этой стали в зависимости
от указанных выше факторов приведено в табл. 113. Как видно из таблиц, при
температурах отпуска 600 и 660° С аустенит отсутствует. С увеличением сечения
151
образцов и понижением температуры отпуска при всех режимах отпуска твер-
дость образцов понижается, а количество аустенита увеличивается.
Изменение твердости в зависимости от охлаждающей среды и температуры
отпуска приведено в табл. 114. Закалка опытных образцов производилась в соля-
ной вавне при нагреве до 1080—1100° С с выдержкой при указанной температуре
5 мин. По ГОСТ 5950—63 после закалки при температурах 1075—1125° С с охла-
ждением в масле обеспечивается HRC 46.
Рис. 49. Дефекты строения стали ЗХ2В8Ф, выявленные
при металлографическом исследовании: а — крупноиголь-
чатый мартенсит; б — полосчатость; в — ликвация кар-
бидов; г — плены
Твердость стали ЗХ2В8Ф в зависимости от температур закалки и отпуска
приведена в табл. 115.
Автором проведено исследование физико-механических свойств стали ЗХ2В8Ф
в зависимости от способа ее выплавки. Слитки после выплавки в индукционной
печи емкостью 60 и 1000 кг отжигались при температуре 850—860° С. Затем
после отрезки прибыли слитки обтачивали и ковали на заготовки разме-
рами: круг 0 15, 0 25 и 0 60 мм, квадрат 15 X 15 мм, полосу 45 X 115 X
X 175 мм. Для переплавки применялись электроды 0 110 мм для электрошлако-
вого переплава и 0 150 мм для вакуумного электродугового переплава.
152
Таблица 112
Охлаждающая среда и режим охлаждения после закалки при Т = 1070 4- 1080 ®С Размер образца в мм HRC поверхности (П) и середины (С) образца
После закалки После отпуска при Т в °C и выдержке в течение 6 ч
550 600 660
П I С п с п с п с
10X10X55 57— 59 50 — — — — — —-
Масло 30X30X100 57 61 49 52 49 50 48 49 47 48 47 48 36 37 34 35
60X60X100 52 54 45 48 48 49 46 48 45 47 45 47 37 39 36 40
10X10X55 53— 56 46— 47 —
Воздух 30X30X100 48 53 42 43 48 49 47 48 47 48 47 48 40 41 41 42
60 X 60X100 41 43 40 42 47 48 47 48 45 46 46 47 33 40 40 41
Селитра при 270— 280° С, 40 мин, воз- дух 10X10X55 30X 30X100 52— 54 52 50 46— 47 50— 55 47— 48 48— 49 47— 49 38— 40 39— 40
60X60X100 44 47 42 44 47 48 46 47 46 47 46 47 38 40 39 40
Примечание. Нагрев под закалку производится в ящиках с чугунной стружкой.
Таблица 113
Охлаждаю- щая среда Размер образца в мм HRC А в % HRC А в %
Посл< закалки После отпус и выдер <а при 550° С жке 6 ч
10X10X55 50 4,1—4,5 50—61
Масло 60X 60X100 46—50 10,2—10,9 47—50 0—1,4
Воздух 10X10X55 — 8—10 48—49 —
60X60X100 42—48 12—13 48—49 1,2—1,4
Селитра 10X10X55 — 9—10 52—58 —
60X60X100 42—43 19—20 48—49 3,6—4,2
При Здесь м е ч а н и е. и в табл. 114 А — аустенит
153
Таблица 114
HRC А в % HR С | А в % HRC | А в % HRC А в %
Охлаждающая среда и режим охлаждения после закалки (Г в °C) После закалки После отпуска при Т в °C и выдержке 6 ч
400 550 600
Масло 50—54 2,1 49—50 0,2 49—50 0 48—49 —
Воздух 47—50 14,6 48 8,5 49—51 2,7 49—51 —
Селитра, 200, 30 мин 50—52 9,8 48—49 6,4 49—50 1,75 48—50 —
Селитра, 200, 1 ч 49—50 9,5 48—50 5,0 49—50 0,6 49—50 —
Селитра, 250, 30 мин 49—51 14,3 48—49 7,9 51—52 2,5 50—51 —
Селитра, 250, 1 ч 49—51 13,0 48—49 7,0 50—51 1,5 48—50 —
Селитра, 250, 2 ч 49—51 10,5 47—48 7,0 50—51 0,85 49—50 —
Селитра, 300, 30 мин 49—51 8,6 48—49 6,3 50—51 — 49—50 —
Селитра, 300, 1 ч 49—51 7,4 48—49 5,7 50—51 — 49—50 —
Таблица 115
тзак в °C, охлаждающая среда HRC при Тотп в °C
0 150 200 250 300 350 400 450 500 550 600 650
1050—1100, мас- ло 52— 53 52 50 48 48 47 46 46 45 47 48 44
1260, масло — — — — — 54 53 53 54 55 56 52
При переплаве в электровакуумной дуговой печи электроды собирались из
отдельных кусков длиной 800 мм. Плавка производилась в печи ДП-13 с медным
водоохлаждаемым кристаллизатором 0 220 мм по режиму: напряжение на дуге
24—32 в, сила тока 3000—5000 а, разрежение в плавильном пространстве во время
плавки 2-10”2 мм рт. ст., натекание 2 мкм/мин, скорость плавления 2,5 кг/мин..
Для электрошлакового переплава электроды собирались из'трех—-пяти кусков,
которые скрецлялись соединительными шпильками. Переплавка производилась
на двух режимах: 1) напряжение 32—33 в, сила тока 1800—2000 а; 2) 40—42 в,
2200—2400 а. Скорость плавления в обоих случаях — 2,5 кг/мин. Плавка произ-
водилась в медном кристаллизаторе под флюсом АНФ-6 следующего состава (в %):
60—70 CaF, 30—40А12О3, 2Оа, 0,05S, 0,02Р. Перед использованием флюс прока-
ливался при температуре 300—400° С и измельчался до мелких частиц размером
не более 2 мм. На 100 кг металла использовалось 5 кг флюса. Электрошлаковый
переплав производился в Институте электросварки им. О. Е. Патона. Кованые
заготовки отжигались при температуре 880—900° С, в течение 3 ч и охлажда-
лись от 400° С на воздухе.
Химический и газовый состав стали ЗХ2В8Ф в зависимости от способа вы-
плавки приведен в табл. 116 (средние данные трех анализов: верха, середины и
низа).
154
Таблица 116
Способ выплавки стали Химический состав в %
с Si Мп р S Сг
В обыкновенной индукционной печи В индукционной печи: с вакуумным переплавом с электро- шлаковым пе- реплавом 0,30 0,30 0,31 0,20 0,24 0,18 0,27 0,15 0,25 0,008 0,008 0,017 0,019 0,017 0,014 2,56 2,44 2,47
Способ выплавки стали Химический состав в %
W V Ni О н
В обыкновенной индукционной печи В индукционной печи: с вакуумным переплавом с электро- шлаковым пе- реплавом 7,96 8,04 8,37 0,33 0,30 0,29 0,20 0,15 0,15 0,0119 0,00101 0,0052 0,00015 0,0000464 0,00017
Примечание.
Остальное Fe.
Из таблицы видно, что содержание кислорода по сравнению с индукционной
плавкой при электровакуумном переплаве снизилось в 11,7 раза, а при электро-
шлаковом переплаве в 2,3 раза. Содержание водорода при электровакуумном
переплаве снизилось в 3,2 раза, а при электрошлаковом только в 1,1 раза. Азот
в стали содержался в количестве 0,006%.
Критические точки стали ЗХ2В8Ф в зависимости от способа выплавки стали
приведены в табл. 117.
Электрошлаковый переплав по сравнению с индукционной плавкой снижает
критические точки, а электровакуумный повышает.
Термическая обработка опытных образцов и вкладышей для пресс-форм про-
изводилась до шлифовки по режиму; нагрев под закалку в соляной ванне до тем-
пературы 1100° С, закалка в масле и отпуск до заданной твердости.
Механические свойства образцов из стали ЗХ2В8Ф в зависимости от способа
выплавки и твердости при нормальных температурах приведены в табл. 118.
Твердость, прочность и пластичность в образцах из стали ЗХ2В8Ф, получен-
ных после электрошлакового переплава, выше, чем в образцах, полученных после
индукционной плавки. Образцы электровакуумного переплава имели выше пла-
стичность, но ниже твердость и прочность, чем образцы индукционной плавки.
Запас прочности и пластичности Рт стали ЗХ2В8Ф при всех твердостях выше у об-
разцов, полученных после электрошлакового переплава.
155
Таблица 117
Способ выплавки стали Температура критических точек стали в °C
Act Лс3 Лг3 ЛГ1
В обыкновенной ин- дукционной печи В индукционной печи: 838; 838 914; 921 838; 838 733; 733
с электроваку- умным перепла- вом 838; 838 985; 943 850; 863 766; 749
с электрошла- ковым переплавом 819; 831 869; 900 813; 825 700; 733
Механические свойства стали ЗХ2В8Ф при повышенных температурах (600
и 800° С) приведены в табл. 119.
Механические свойства стали ЗХ2В8Ф в зависимости от температуры испы-
таний и твердости приведены на рис. 26.
Модули нормальной упругости и сдвига стали ЗХ2В8Ф в зависимости от
твердости и температуры испытаний приведены в табл. 120.
Модуль нормальной упругости определялся динамическим способом, т. е.
измерение производилось при кратковременной и знакопеременной нагрузке, что
исключало развитие неупругих процессов. Образец имел 0 8 лл и длину 200 мм.
Приведенные данные показывают, что способ плавки, термическая обработка и
твердость практически не оказывают влияния на модуль упругости.
Модуль сдвига определялся методом крутильных колебаний. Образец имел
S3 5 мм, длину 180 мм, на концах имелось утолщение длиной 16 мм и 0 20 мм.
Таблица 118
Способ выплавки Механические свойства стали ЗХ2В8Ф
HRC в кГ/мм? ог в кГ1шлг б в % . * В % в кГ-м/мм? рт в кГ[мм*
ип 29 107,6 87,5 14,9 20,2 3,5 58
эвп 27 103,3 85,2 14,6 44,7 4,2 80
эшп 32 110,9 94 14,3 49,3 4,3 85
ип 42 143,0 123,0 11,0 31,2 2,5 80
эвп 40,0 139,0 128,0 11,0 41,8 2,7 85
эшп 41 138,9 123,0 12,5 44,4 2,8 94
ип 48 184,5 155,4 9,5 29,1 3,1 95
эвп 45 174,0 145,0 10,3 43,9 4,0 122
п эшп — 2. римечания: ИП — индукционная плавка; электрошлаковый переплав. Приведенные данные являются ЭВП — электровакуумный переплав; средними из пяти испытаний.
156
Таблица 119
Способ выплавки Эо в Механические свойства стали ЗХ2В8Ф при 600 и 800° С
ЭНН zww/j’>i а в0 *3 и to4 \О 0s- О «О % я ф. jWW/W-JH S ио 1 $ CQ ft. со 1 $ й 0?
ип 53,5 49,1 22,5 65,5 9,3 100,5 51,4
эвп 600 30 51,4 46,9 24,5 74,9 11,8 105,0 58,0
эшп 60,0 55,6 20,8 65,9 8,8 112,6 57,0
ип 83,2 76,7 10,6 15,0 4,6 124,1 47,4
эвп 600 40 85,5 76,5 14,5 52,2 5,3 142,5 66,0
эшп 81,1 71,7 8,1 69,0 5,3 147,7 76,0
ип 9,0 7,0 32,0 78,9 36,0 19,0 12,0
эвп 800 30 10,2 8,2 29,7 >90 27,0 27,5 19,3
эшп 11,5 9,1 54,0 >90 25,1 29,1 20,0
ип 9,2 7,4 42,0 78,7 30 19,9 12,5
эвп 800 40 11,3 8,8 31,1 >90 32 27,8 19,0
эшп 13,5 11,0 38,7 >90 34,3 32,4 21,4
Т а б л и ц а 120
HR.C Показа- тель Тисп » °С
20 100 200 300 400 500 600 700 800 900 1000
30 £-103 G-103 20,4 6,9 20,3 6,8 20,3 6,7 20,2 6,6 19,1 6,2 18,0 5,6 17,0 5,6 16,3 5,1 14,7 4,2 13,5 3,9 13,0 3,7
40 £-103 G-103 21,4 7,3 20,9 6,95 20,7 6,9 20,4 6,9 19,3 6,0 17,8 5,2 16,5 4,6 16,7 4,1 14,9 4,0 14,2 3,4 13,7 2,9
50 £-103 G-103 21,4 6,9 20,0 6,8 20,4 6,5 19,7 6,2 18,6 5,8 18,0 5,6 16,8 4,9 15,8 4,7 12,7 4,6 9,8 3,6 8,1 3,4
Примечание. Е и G в кГ1мм*.
157
Коэффициент Пуассона ц определяется по формуле
н = <101>
Как показали расчеты, ц изменяется в зависимости от твердости и температуры
испытаний. С повышением твердости и температуры ц повышается. При нормаль-
ной температуре р. = 0,45-1-0,55.
Коэффициент линейного расширения а определяется на стержнях длиной
50 мм и 0 7 мм в зависимости от способа выплавки, режимов термической обра-
ботки (твердость) и температуры испытаний. Результаты определения приведены
в табл. 121.
Таблица 121
Способ выплав- ки ЗИН а-10~6 в MMjMM-град при Тат в °C
8 20-100 ooz—02 1 оое—02 1 20 -400 20-500 20—600 1 1 20-700 1 20-800 20—900 20—1000
ип 11,8 '12,0 12,3 12,7 13,1 13,5 13,9 ‘14,5 14,5 12,8 13,3
эвп 40 11,7 12,0 12,2 12,8 13,3 13,6 14,0 14,2 14,2 12,5 13,0
эшп 11,2 11,5 11,9 12,4 12,8 13,3 13,7 14,2 14,1 11,5 12,3
Завод- 53 9,75 И,1 11,9 12,5 13,1 13,2 13,3 12,5 11,3 10,5 —
ска я заго- 45 9,70 11,8 12,0 13,7 12,6 13,5 13,8 13,2 11,8 12,5 —
товка 33 10,0 И,1 12,5 12,7 13,2 13,7 13,7 13,2 11,8 12,7 —
Таким образом, электрошлаковый и электровакуумный переплавы незна-
чительно снижают коэффициент термического расширения. Повышение твердости
также приводит к незначительному его снижению.
Теплопроводность X определялась методом сравнения на специальных образ-
цах. Теплопроводность стали ЗХ2В8Ф в зависимости от способа выплавки и ре-
жима термической обработки — отпуска (твердости) приведены в табл. 122.
Таблица 122
Способ выплав- ки и Of £ Кф в ккал/м-ч-град ПРИ тисп в °с
20 ] 100 200 300 400 500 600 700 800 900 1000
ип 30,3 29,7 28,9 28,2 27,3 26,5 25,7 24,8 24,2 23,7 —
эвп 40 32,4 31,4 30,0 28,9 27,7 27,0 26,3 25,2 24,5 24,2 24,0
эшп 35,0 33,0 31,5 29,0 28,0 27,0 26,0 25,0 — — —
Завод- 35 29,0 29,2 29,6 29,8 29,5 28,6 26,9 26,2 24,3 21,0 —
заго- товка 51 — 24,3 24,8 23,8 24,0 24,0 23,5 23,7 23,6 22,8 —
158
Из таблицы видно, что электрошлаковый и электровакуумный переплавы
повышают теплопроводность. С повышением температуры отпуска и понижением
твердости она также повышается.
Теплоемкость и удельный вес металла очень мало изменяются в зависимости
от температуры отпуска и твердости.
Для теплофизических расчетов важнейшее значение имеют теплопроницае-
мость Вф и температуропроводность а.ф, значения которых при средних значе-
ния Сф, Уф, Кф приведены в табл. 123.
Таблица 123
Показатель Тисп в °с
20 100 200 300 400 500
в ккал/м-ч-град Сф в ккал/кг-град Уф в кГ/м3 ВФ в ,. ккал/м^-ч '2-град аф-\0~"“ в мР/ч 26,0 0,11 7740 149 3,05 26,7 0,11 7745 152 3,08 27,0 0,119 7700 158 2,95 26,8 0,122 7671 159 2,86 26,7 0,127 7642 161 2,75 26,3 0,134 7611 163 2,58
Показатель Тисп в °с
600 700 800 900 1000
^-ф в ккал/м-ч-град Сф в ккал/кг-град Уф в кГ/м3 Вф в ккал/м?-ч /г -град аф-10~2 в м3/ч 25,0 0,143 7580 167 2,32 24,4 0,153 7548 167 2,12 24,0 0,161 7575 169 1,93 23,8 0,165 7495 169 1,93 23,6 0,163 7474 169 1,93
Коэффициенты температурных напряжений К и К' для средних значений а,
Е и pi приведены в табл. 124.
Механические свойства стали ЗХ2В8Ф при нормальной температуре в за-
висимости от среды нагрева под закалку, кратности отпуска и скорости охлажде-
ния приведены в табл. 125, а механические свойства при нормальной температуре
после термообработки в зависимости от среды охлаждения после закалки
(Тзак = 1080 4- 1100° С) и температуры отпуска с выдержкой в соляной
ванне 5 мин — в табл. 126.
Приведенные данные показывают, что упаковка вкладышей пресс-форм
в свежую чугунную стружку способствует науглероживанию и понижению пла-
стичности (в табл. 125 значения, отмеченные звездочкой). Структура стали после
закалки во всех случаях состоит из мартенсита тонкого строения, троостита, оста-
159
Таблица 124
Показатель Тисп в °C
20 100 200 300 400
а-10~в в мм/мм-град Е-104 в кГ/мм? Н К = аЕ w — аЕ А 1 1 —и 10,0 2,04 0,497 0,24 0,425 12,0 2,03 0,488 0,25 0,490 12,3 2,03 0,528 0,25 0,530 12,7 2,02 0,532 0,25 0,535 13,1 1,91 0,588 0,25 0,610
Показатель тисп в °с
500 600 700 800 900 1000
а-10-6 в мм/мм-град Е-104 в kFImm1, И К = аЕ — аЕ к 13,5 1,80 0,641 0,24 0,670 13,9 1,70 0,674 0,236 0,725 14,5 1,63 0,731 0,233 0,889 14,5 1,47 0,644 0,213 0,600 12,8 1,35 0,723 0,173 0,626 13,3 1,30 0,819 0,173 0,910
точного аустенита и карбидов, а после отпуска при температурах 550—600° С
микроструктура состоит из троостита, мартенсита и карбидов, а при 650—700° С —
из троостита, сорбита и карбидов.
Выбор режима термической обработки вкладышей и других деталей, сопри-
касающихся с жидким металлом, зависит от очень многих факторов: от конструк-
ции пресс-форм, ее размеров, толщины стенки, материала, применяемого для из-
готовления отливок, от печного оборудования, способа выплавки стали, условий
эксплуатации и других факторов.
В связи с вышеуказанным, приведем только некоторые основные положе-
ния, которые будут применимы не только для стали ЗХ2В8Ф, но и для других
марок сталей.
Предварительная термическая обработка обычно применяется в тех случаях,
когда крупногабаритные пресс-формы изготовлялись из крупных, плохо проко-
ванных заготовок, а также для особо ответственных вкладышей для. уменьшения
деформации при последующей термической обработке. В таких случаях приме-
няют закалку с отпуском по режиму: закалка от температуры 1080—1100°'С
в масле; отпуск при температуре 740—760° С с выдержкой 6—8 ч и с последующим
охлаждением с печью до 400° С.
Применение высокой температуры нагрева под закалку способствует пере-
воду максимального количества карбидов в твердый раствор и получению более
однородной структуры металла. На заготовках необходимо оставлять припуск
2,5—3 мм. В этом случае .нагрев' под закалку можно производить без упаковки
в коробки. При малых припусках нагрев заготовок следует производить в ящиках
с засыпкой чугунной стружкой или в печах с безокислительным нагревом. Для
160
Таблица 125
Режим термической обработки Механические свойства стали ЗХ2В8Ф
Закалка Отпуск и а: «4 ‘s 03 ь” в кГ/мм2 % я ф, а» «О ан в кГ-м/см2 Ч;’1 Рт в кГ/мя?
Нагрев в соли до Т = 1080-ь 1100® С, 5 мин, охлаждение в се- литре при 250* С, 30 мин, воздух 1. Нагрев в печи до 600® С, 5 ч, охлаждение в ящиках на воздухе 2. Нагрев в печи при 600® С, 5 ч, охлаждение с печью до 200® С 3. Двукратный отпуск при 600® С. Охлажде- ние в ящиках на воздухе 50-52 50 — 51,5 47 — 49 178,6 177,3 165,8 153,0 148,2 146,7 29,2 26,3 27,8 9,1 9,3 8,8 2,6 2,7 2,1 94 91 79
Нагрев в печи с упаковкой в свежую чугун- ную стружку до Т = 10804- -5-1100* С, 3 ч, охлаждение в селитре при 250® С, 45 мин, воздух 1. Нагрев в печи при 600® С, 5 ч. Охлаждение в ящике на воздухе 2. Нагрев в печи при 600® С, 5 ч. Охлаждение с печью до 200® С 50-53 50—52 171,9 171,8 147,3 146,5 15,5 * 12,3 * 6,5 * 5,7 * 2,8 2,5 63 50
остальных деталей пресс-форм после предварительной механической обработки
необходимо применять высокий отпуск для снятия напряжений.
Важнейшими вопросами термической обработки являются получение тре-
буемых механических свойств металла в готовой пресс-форме при соблюдении
требуемых чертежных размеров. При нагреве и охлаждении под закалку необ-
ходимо: перевести в твердый раствор максимальное количество карбидов, полу-
чить однородное мартенситное строение металла при минимальном количестве
аустенита, не допустить деформации размеров, а также не допускать науглеро-
живания и обезуглероживания и других дефектов на рабочей поверхности пресс-
форм.
В качестве печей для нагрева под закалку применяют соляные ванны, ка-
мерные, муфельные и другие печи. Соляные ванны обычно применяют для не-
больших деталей при небольших толщинах, у которых подвод и отвод тепла про-
исходит равномерно. Камерные печи применяют для различных деталей с упаков-
кой их в ящики. Муфельные печи применяют при безокислительном нагреве.
По проведению отдельных операций термической обработки существует много
противоречивых мнений, которые рассмотреть надлежащим образом при ограни-
ченном объеме книги не представляется возможным, поэтому приведем только
некоторые примеры.
Соляные ванны часто применяют в комбинации с предварительным подогре-
вом до 850° С в камерных печах со скоростью нагрева до 150 град/ч [16]. В этом
случае подогреваемые детали заворачивают в три-четыре слоя бумаги, которая
препятствует обезуглероживанию. Затем в соляной ванне детали нагревают до
1150° С с выдержкой для мелких деталей 0,5—1 ч, для крупных— 1—1,5 ч.
После этого детали подстуживаются на подвесках до 700° С и закаливаются
11 И. И. Горюнов 161
Таблица 126
Охлаждающая среда при закалке Темпера- тура отпуска нас Механические свойства стали ЗХ2В8Ф
°г 6 g зГ I
в °C
в В %
— 50—53 161,6 — — — 2,15 —
Масло 540—560 50—52 176,9 150,6 37,8 9,5 2,75 106
600—620 48-51 170,5 146,5 31,5 8,8 2,8 92
660—680 32—34 104,5 86,5 39,4 12,3 2,5 72
— 47—52 181,6 128,7 15,3 7,5 4,3 94
Воздух 540—660 49—53 179,1 152,3 32,6 10,7 2,0 104
600—620 49—51 174,1 154,3 29,1 8,6 1,95 86
— 49—54 195,0 124,1 25,2 9,8 3,4 139
Селитра 200° С, 540—560 49—50 176,3 142,3 30,0 10,5 2,8 114
1 ч 600—620 49—50 171,5 149,9 32,8 8,9 3,25 93
660—680 32—34 103,0 82,0 33,0 12,5 2,65 68
— 49—51 183,3 128,1 29,9 10,2 3,6 128
Селитра 250° С,| 540—560 50—51 180,5 143,3 31,3 10,5 3,0 112
1 ч 600—620 49—51 173,8 151,9 35,0 9,2 2,7 98
660—680 32—35 101,7 86,5 39,3 12,3 2,25 68
— 49—51 173,4 138,8 32,2 9,4 3,4 106
Селитра 300° С, 540—560 50—51 175,6 147,3 — 10,2 2,8 —
1 ч 600—620 49—51 170,7 151,8 30,5 8,7 2,45 86
660—680 32—34 103,8 84,5 42,8 13,0 2,5 77
в масле. Охлаждение мелких деталей производится полностью в масле, а крупные
детали при 150—200° С переносятся в печь для отпуска. Соляные ванны при до-
статочном раскислении обеспечивают надежную защиту от науглероживания,
обезуглероживания и окисления.
В США камерные и муфельные печи применяют при нагреве под закалку
с защитной атмосферой. Защитная атмосфера создается при помощи специальной
газоприготовительной установки. Применение защитной атмосферы позволяет
более эффективно использовать печи, что особенно важно при существующей спе-
циализации производства, которая имеется в США. В ФРГ и в СССР применяются
камерные и муфельные печи с упаковкой деталей в ящики. В качестве упаковки
применяются различные материалы: медная вата, медная стружка, бумага, дре-
весный уголь, чугунная стружка, кокс и др.
162
' \ Режимы нагрева деталей пресс-форм под закалку зависят от имеющегося обо-
I рудования и других факторов. При применении защитных атмосфер вкладыши
нагревают со скоростью, обеспечивающей равномерную температуру в толстом и
тонком сечениях, и выдерживают при максимально заданной температуре доста-
точное время (примерно 1 ч на каждые 25 мм толщины стенки в самом ее толстом
месте), но А. Лундгрен рекомендует давать выдержку в два раза большую. В ФРГ
применяют камерные печи с упаковкой деталей в ящики с древесным углем, по-
этому они применяют ступенчатый нагрев с выдержкой при 450—500° С и около
850° С. При каждой выдержке дается достаточное время для полного равномер-
/ ного прогрева. Некоторые авторы рекомендуют давать только одну выдержку при
; 800—850° С до полного прогрева. При нагреве в ящиках с упаковкой сложных
1 деталей, по-видимому, целесообразнее давать две выдержки. Свежую чугун-
I ную стружку следует прокаливать при 700—800° С в течение 1,5—2 ч.
{ Среда охлаждения определяет скорость охлаждения деталей, которая в свою
очередь определяет структуру распада твердого раствора. При любых выбранных
средах охлаждения деталей необходимо препятствовать образованию промежуточ-
ных хрупких структур. Среда охлаждения должна обеспечить получение тонкого
мартенсита и отсутствие деформаций размеров деталей. Охлаждение на воздухе
приводит к возникновению крупноигольчатого хрупкого мартенсита. При за-
калке в масле наблюдается получение максимального количества мартенсита.
При изотермической закалке количество мартенсита несколько уменьшается,
а количество троостита и аустенита увеличивается, при этом структура становится
более однородной.
Однородность структуры стали в значительной степени зависит от количества
растворенной карбидной фазы при закалке в твердом растворе. В отожженной
стали содержится 13—13,5% карбидной фазы, с увеличением температуры за-
. калки в масле ее содержание уменьшается до 10,3% при 950° С, 8,6% при 1000° С,
•7,4% при 1050° С, 5,9% при 1100° С. При закалке на воздухе с 1100° С карбидной
фазы в стали содержится 6,7% . Во время отпуска происходит превращение аусте-
нита в мартенсит, сопровождающееся выделением карбидов. Однако после отпуска
при 600° С сталь ЗХ2В8Ф содержит карбидов на 25—35% меньше, чем в отожжен-
ном состоянии. . ______
Деформация деталей при закалке зависит не только от среды охлаждения,
но главным образом от конструкции деталей. После всех вариантов закалки раз-
меры деталей уменьшаются. Последующий отпуск приводит к увеличению раз-
меров, однако в большинстве случаев они не достигают исходной величины.
В связи с вышеуказанным, уменьшение размеров необходимо учитывать в при-
пуске на последующую шлифовку. Изотермическая закалка по сравнению с закал-
кой в масле уменьшает Деформацию деталей примерно в два раза, а иногда и более.
Наиболее оптимальной температурой нагрева под закалку стали ЗХ2В8Ф
следует рекомендовать температуру 1100° С, а при надежном контроле можно
допустить и температуру 1150°С.
Выбор температуры отпуска является весьма ответственной задачей, так как
она определяет при качественной пластической деформации и закалке механи-
ческие свойства и стойкость пресс-форм. При выборе температуры отпуска обычно
руководствуются требованиями твердости, а в некоторых случаях одновременно
с ней указывается предел прочности. В зависимости от сплавов, применяемых для
изготовления отливок, рекомендуются следующие значения твердости: цинко-
вые HRC 48—52; алюминиевые и магниевые HRC 40—48; медные HRC 37—45.
Некоторые авторы одновременно с твердостью приводят значения предела
прочности, а также указывают класс стали.
Следовательно, устойчивых и уверенных рекомендаций авторы не дают.
Такие же неуверенные рекомендации (см. табл. 103) даются и в работе [83], а в бо-
лее ранних работах указывалось, что стойкость пресс-форм для литья медных
сплавов удалось повысить за счет снижения предела прочности с 125 до ПО—
100 кГ/мм2.
Неуверенность рекомендаций по выбору механических свойств в зависимости
от сплавов, применяемых для изготовления пресс-форм и отливок, объясняется
неправильным подходом к решению задачи, так как стойкость пресс-форм опре-
деляется не только прочностными свойствами, но и пластичностью, которая не
И* 163
учитывается. Температуру отпуска рекомендуется выбирать по максимальному
запасу прочности и пластичности стали Рт [формула (72)], но.'при литье цинковых
сплавов следует ориентироваться на максимальную твердость при достаточной
пластичности.
Вкладыши из стали ЗХ2В8Ф для отливок из латуни весом до 500 г [65] обра-
батывались по следующему режиму.
1. Ступенчатый нагрев под закалку:
а) до 650° С (состав ванны: 50% КС1 + 50% Na2CO3);
б) до 850° С (состав ванны: 30% КС1 + 70% ВаС12);
в) до 1080° С (состав ванны: 100% ВаС12). Время выдержки при окончатель-
ном подогреве под закалку (при 1080° С) дается исходя из расчета 12 сек на 1 мм
толщины сечения изделия.
2. Закалка в соли до 650° С, затем охлаждение в масле до 150° С.
3. Отпуск сначала до 180° С с выдержкой 2—3 ч в масляной ванне и затем
при 600—640° С в печи. Охлаждение на воздухе.
На предприятиях ЛОМО применяется следующий режим термообработки.
1. Закалка:
а) упаковка изделий в ящики и засыпка отработанным карбюризатором;
б) загрузка ящиков в печь Г-30 при температуре 850—900° С;
в) выдержка для выравнивания температуры и нагрев до температуры
1080 ± 10° С;
г) выдержка при температуре 1080° С, 2—2,5 ч;
д) охлаждение в масле до HRC 55—60.
2. Отпуск:
а) укладка изделий в ящики без упаковки;
б) загрузка ящиков в печь Н-30 при температуре 500° С;
в) выдержка для выравнивания температуры и нагрев до 560—580° С на
твердость HRC 49—52; до 640—660° С на твердость HRC 42—46; до 680—700° С
на твердость HRC 35—37;
г) выдержка при указанных температурах 1 ч;
д) охлаждение до 400° С вместе с печью, а затем на воздухе.
В табл. 127 приведен расчет термостойкости стали ЗХ2В8Ф в зависимости от
ее механических свойств и твердости при изготовлении отливок из сплавов ЦАМ4-3,
АЛ2, ЛС 59-1 и стали 20Л. При расчете температуры контакта теплофизиче-
ские свойства отливок Во и пресс-форм Вф приняты при комнатной температуре,
модуль упругости и коэффициент линейного расширения — по табл. 118, которые
для этой стали очень мало зависят от твердости. Расчет термостойкости произ-
водился применительно к плоской стенке, поэтому Кт= 1. Полученная термо-
стойкость соответствует реальным условиям работы пресс-форм. Механические
свойства приняты по среднеарифметическим значениям 15—20 испытаний при
температуре контакта, которые, как видно из расчетов, оказывают решающее
влияние на стойкость, термостойкость, формостойкость и износостойкость. По-
этому пластическая деформация, термическая обработка и условия эксплуатации
должны быть направлены на получение высоких прочностных и пластических
свойств материала пресс-форм.
При литье цинковых сплавов термостойкость в зависимости от твердости прак-
тически одинаковая, но с повышением твердости формостойкость и износостой-
кость повышаются, поэтому пресс-формы целесообразнее термообрабатывать до
более высокой твердости.
При литье алюминиевых и медных сплавов более высокую термостойкость
имеют вкладыши из стали ЗХ2В8Ф с HRC 40. Однако следует иметь в виду, что
полученные значения справедливы только при механических свойствах, при-
веденных в табл. 127. В некоторых случаях при изготовлении отливок из алюми-
ниевых сплавов термостойкость получается выше при HRC 50—55. В связи с этим
для более эффективного использования высоколегированной стали необходимо
проверять механические свойства каждой новой партии поступающих на завод
заготовок. Аналогичные результаты можно получить и при расчете по упрощен-
ной схеме, приведенной в табл. 128.
Рассмотрим приведенные механические свойства материала вкладышей
пресс-форм применительно к изготовлению отливок из сплавов ЦАМ 4-3, АЛ2
164
Таблица 127
Таблица 128
Материал Тисп 8 ’С Механические свойства Показатели
* Л. и Ь* •I се ь” 6 в % а zirnlpt я t-i £ е 1” II ts НРС
20 129,5 120,0 6,0 16,0 48,0 — 40—45
400 104,0 86,5 8,7 28,6 56,0 3,45 —
500 95,0 86,2 13,7 52,3 71,3 1,79 —
Сталь А 600 61,2 54,7 30,7 74,8 71,0 0,46 —
700 38,0 30,0 45,2 84,0 57,0 0,33 —
800 10,8 7,5 64,2 88,0 20,0 0,065 —
20 178,0 165,0 3,3 3,8 26,0 — 50—55
400 153,0 134,5 7,3 21,8 63,0 6,80 —
500 123,5 112,0 8,7 20,0 47,0 2,80 —
Сталь Б 600 100,5 89,5 10,0 22,1 46,0 1,24 —
700 60,0 50,0 20,0 40,0 46,0 0,54 —
800 11,9 7,8 45,3 95,3 20,8 0,068
и ЛС 59-1 с температурой контакта соответственно 400, 500 и 700° С. Формостой-
кость рассчитывалась по формуле (88), а износостойкость только по твердости.
Для большей наглядности сведем полученные значения в табл. 129.
Из приведенных данных видно, что запас прочности и пластичности прн
литье АЛ2 и ЛС 59-1 выше у стали А, но формостойкость выше у стали Б, поэтому
пресс-формы при литье сплавов на основе алюминия и меди целесообразнее из-
готовлять из стали А с HRC 40, а при литье цинковых сплавов из стали Б с HRC 50.
Как указывалось выше, сталь ЗХ2В8Ф принята в качестве эталона для сравне-
ния свойств всех рассматриваемых ниже сталей. Сравнение будет производиться
по запасу прочности и пластичности Рт [формула (72)], общей деформации е0
[формула (41)] и по температурным напряжениям отн [формула (54)] при тем-
пературе контакта Тк и температуре подогрева пресс-формы Тф ~ 200° С. Эти
показатели определяются физико-механическими свойствами металла. С повы-
шением Рт и понижением е0 и <зтн стойкость, термостойкость, формостойкость и
износостойкость повышаются.
Таблица 129
Материал отливок Термостойкость Рг в кГ/млс8 Формостойкость П1= ат/атя Износостойкость — HRC
Сталь А Сталь Б Сталь А Сталь Б Сталь А Сталь Б
ЦАМ 4-3 56 63 3,46 6,8 40—45 50—55
АЛ2 71,3 47,0 1,79 2,8 40—45 50—55
ЛС 59-1 57,0 46,0 0,33 0,54 40—45 50—55
166
Таблица 130
Номер слитка^ Химический состав в %
с Si Мп Р S Сг W V Со
1 0,38 0,17 0,50 0,036 0,030 2,45 8,66 0,32 0
2 0,38 0,28 0,50 0,037 0,024 2,46 7,85 0,31 5,02
3 0,41 0,20 0,41 0,007 0,020 2,38 8,23 0,20 9,30
4 0,40 0,24 0,48 0,011 0,020 2,47 8,34 0,24 14,33
5 0,39 0,21 0,48 0,010 0,020 2,45 8,37 0,16 19,03
Сталь ЗХ2В8Ф с кобальтом. При особо тяжелых условиях работы пресс-
форм в зарубежной промышленности сталь типа марки ЗХ2В8Ф дополнительно
легируют кобальтом в количестве 2—10%. Кобальт повышает растворимость
углерода и задерживает распад мартенсита, что повышает устойчивость стали
I
против отпуска и снижает скорость
ее разупрочнения.
I
Рис. 50. Изменение критических
точек стали ЗХ2В8Ф в зависимости
от содержания кобальта
Рис. 51. Изменение твердости стали
ЗХ2В8Ф после трехкратного отпус-
ка в зависимости от содержания
кобальта и температуры отпуска
Автор провел исследование по изучению влияния кобальта на физико-меха-
нические свойства и стойкость стали ЗХ2В8Ф. Расчетное содержание кобальта
в шихте составляло!); 5; 10; 15 и 20%. Слитки выплавлялись в индукционной печи,
химический состав слитков приведен в табл. 130.
Из слитков после отжига при температуре 860° С с выдержкой 4 ч обтачивали
и ковали заготовки, из которых изготовляли образцы для исследований.
Изменение критических точек стали в зависимости от содержания кобальта
показано на рис. 50. С повышением содержания кобальта критические точки Ас3,
Aci, Аг3 и Агг повышаются, что благоприятно сказывается на стойкости при
литье высокотемпературных сплавов на основе меди и железа.
167
Твердость определялась на образцах с размерами 20 X 20 X 40 мм. После
закалки с температур 1100—1120* С образцы отпускались при температурах 200,
300, 400, 500, 600, 700, 720, 740 и 760° С с выдержкой 2 ч. После измерения твер-
дости образцы отпускались еще два раза. Результаты измерений твердости после
трехкратного отпуска приведены на рис. 51. Из рисунка видно, что при
увеличении содержания кобальта твердость повышается.
Изменение коэффициента линейного расширения в зависимости от содержания
кобальта показано на рис. 52. Кобальт снижает коэффициент линейного расшире-
ния, что оказывает влияние на снижение температурных напряжений и повышает
термостойкость стали.
Рис. 52. Изменение коэффициента линейного расши-
рения стали ЗХ2В8Ф в зависимости от содержания
кобальта (отжиг при 860° С, 4 ч) и температуры испы-
тания:
1 — 0; 2 — 5% Со; 3 — 10% Со; 4 — 15% Со; 5 — 20% Со
Механические свойства стали определялись после закалки и многократного
отпуска при температуре 720° С до НВ 300—320. Результаты испытаний при-
ведены в табл. 131.
Из таблицы видно, что повышение содержания кобальта до'10% повышает
запас прочности и пластичности стали на 15—20%. При добавке 5% повы-
шаются пределы прочности, текучести, удлинение и ударная вязкость. Для про-
изводственного опробования выбрана была сталь с 5% Со.
Заготовки из стали ЗХ2В8К5Ф для вкладышей пресс-форм, используемых
при литье алюминия, имели 0 120 мм и высоту 70 мм, при литье стали —
0 60 мм и высоту 150 мм. Эти заготовки, а также образцы для определения меха-
нических свойств после отжига и нагрева в соляной ванне закаливались с тем-
пературы 1100° С в масле и отпускались по режиму: на твердость HRC 30—35
при 730° С с выдержкой 1 ч, на твердость HRC 40—45 при 650—680° С с выдерж-
кой 1 ч, на твердость HRC 50—55 при 250° С с выдержкой 1,5 ч.
Заготовки 0 120 мм отпускались только до HRC 40—45.
Механические свойства образцов в зависимости от полученной твердости
приведены в табл. 132.
Сталь ЗХ2В8К5Ф по сравнению со сталью ЗХ2В8Ф имеет более высокий запас
прочности и пластичности при всех температурах. Сравнение предела текучести
при сжатии указанных сталей показано в табл. 133.
168
Таблица 131
Содержание Со в % в стали В °C исп Механические свойства стали ЗХ2В8Ф с кобальтом
0Т в кГ/мм2 ив в кГ /мм2 6 в % 1 1 % а ф, ! L __ ан в кГ J а О а Sg »£« О
0 77,5 94,7 15,5 48,5 5,6 78 1
5 79,0 98,0 14,9 45,0 3,1 81 1
10 20 73,0 100,5 14,7 39,0 3,0 81 2
15 82,5 105,0 14,6 41,0 3,0 81 4
20 90,2 112,0 12,2 30,5 3,0 77 4
0 39,7 . 44,5 28,0 78,0 6,6 52 1
5 41,7 45,5 34,0 78,2 7,2 61 1
10 600 42,0 49,0 36,0 80,0 7,0 63,6 2
15 41,5 48,0 29,0 70,0 7,0 54 4
20 42,2 47,5 36,3 70,0 6,2 57 4
0 7,1 9,1 59,5 90,0 33,9 15,4 1
5 7,4 9,9 67,1 91,2 35,7 18,2 1
10 800 7,2 9,3 81,7 91,0 31,3 18,2 2
15 7,2 9,3 88,5 92,0 27,5 18,6 4
20 7,1 8,2 90,0 90,0 24,3 15,6 4
Стойкость стали ЗХ2В8К5Ф при литье алюминиевых сплавов была в три раза
выше, чем стали ЗХ2В8Ф, а при литье мелких деталей весом 21 г из стали в два
раза.
Сталь ЗХ2В8К2Ф (см. табл. 102, 103) применяется для изготовления вклады-
шей пресс-форм в ряде стран при литье латуни и бронзы, а иногда в особо тяжелых
условиях работы и при литье алюминия.
Сталь. ЗХ2В8К5Ф рекомендуется применять при литье медных сплавов,
а также при литье мелких деталей из стали.
В зарубежной промышленности (табл. 98, 102) сталь типа ЗХ2В8Ф. легируют
никелем в количестве 2—3% и считают, что присадка никеля облегчает воздушную
закалку и улучшает вязкость стали, а присадка 5% Со повышает устойчивость
против отпуска.
Механические свойства стали ЗХ2В8Н2Ф [79] приведены в табл. 134 (Тотп =
= 600° С). Химический состав (в %) этой стали следующий: 0,30 С, 0 30 Si,
0,32Мп, 2,92 Сг, 9,2 W, 0,30 V, 1,83 Ni.
Твердость этой стали в зависимости от температуры отпуска изменяется сле-
дующим образом:
Тптп .... 20 200 300
HRC ’ .... 49 49 49
400 450 500 550 600 650 700
49 49,5 50 52 51 44 35
169
Таблица 132
~ я иэп Т За Я J. Ор в кГ/мм2 СГу, в кГ/мм3 д м а о® вз «о сз -э- ан в кГ-м/см2 HRC при 20® С \ Рт в кГ/мм2
20 87,6 93,8 118,0 10,5 19,8 3,1 31 62,7
400 68,7 77,5 96,3 14,7 30,1 7,2 31 86,4
600 47,5 54,6 58,8 30,0 60,0 7,5 31 57,0
800 9,5 Н,4 14,3 36,2 90,5 29,0 31 21
1000 7,1 8,7 9,0 40,3 53,2 33,1 31 9,7
20 126,6 139,8 162,2 6,8 16,3 2,5 47 60
400 108,3 122,8 135,5 15,2 37,2 3,9 47 75
600 72,1 80,6 86,6 20,2 51,3 3,7 47 68
800 Н,1 13,8 17,4 22,7 88,5 28,2 47 23
1000 8,0 9,6 10,0 18,7 83,0 26,5 47 10,5
20 144,7 187,5 214,5 5,9 14,3 2,7 53 69
400 131,0 155,0 162,5 10,2 25,8 2,5 53 66
600 — 145,3 153,7 12,0 28,0 3,6 53 70
800 10,0 12,0 15,2 35,4 88,1 31,3 53 22,7
1000 9,4 10,8 11,9 10,7 79,1 29,1 53 5,4
Таблица 133
Тисп в °C Предел текучести при сжатии в кГ/мм.2 при HRC
50-55 40-45 30—35 50—55 40-45 30—35
ЗХ2В8Ф ЗХ2В8К5Ф
20 166,5 86,5 86,5 198 132 88
200 — — — 190 110 72
400 139 78 74,5 172 100 72
500 — — — 168 88 52
600 86,5 35,8 35,7 130 63 42
800 8,4 6,9 8,8 -— — —
170
Таблица 134
Т зак в °C т исп в °C Механические свойства стали ЗХ2В8Н2Ф
в кПмм2 а7 в кГ/мм2 б в % Я» в % в кГ?/мм2 рт в кГ/мм2
600 89 56 11 52 145 89
1050 700 24 10 42 91 56 46
800 15 7 80 93 42 35
600 104 71 6 19 130 59
1100 700 31 13 27 86 66 53
800 16 7 80 91 44 37
600 НО 76 6 17 135 59
1150 700 36 25 24 81 74 59
800 18 8 66 86 45 37
Таким образом, добавка кобальта и никеля повышает запас прочности и пла-
стичности стали ЗХ2В8Ф, а следовательно, и стойкость.
Стали ЗХ10В2Ф и 4Х8В2. Завод «Большевик» в качестве заменителя стали
ЗХ2В8Ф предложил сталь марки ЗХ10В2Ф. Автор совместно с ЛОМО провел
исследование физико-механических свойств и стойкости этой стали. Изменение
твердости стали после закалки с температуры 1080° С в зависимости от сечения
образцов и температуры отпуска
приведено на рис. 53. В зависи-
мости от требуемой твердости
пресс-форм приняты следующие
температуры отпуска:
тотП в ° с
50—52 ............ 550—560
40—42 ............ 620—630
34—35 ............ 660—670
30—32 ............ 700—740
Изменение механических
свойств стали ЗХ10В2Ф в зави-
симости от режимов термической
обработки показано в табл. 135.
Рис. 53. Изменение твердости
стали ЗХ10В2Ф в зависимости
от сечения образцов и темпера-
туры отпуска „Тотп:
/, V— сечение образца 30 X 30 X 70 мм
соответственно с выдержкой прн
отпуске 4 и 6 ч‘, 2, 2' ’— сечение
образца 50Х 70Х 100 мм с выдерж*
кой 4 и 6 ч
171
Таблица 135
Т3аК в °C» охлаждающая среда, твердость т отп в °C Механические свойства стали ЗХ10В2Ф
1 в кГ/мм2 1 вт в кГ/мм2 6 в % % а ф, 3 о 03 а* о 1 '— у а Q?
540 160 140 10,7 42,0 3,1 103
580 119 106,3 12,0 45,2 4,0 80
980, масло, HRC 48—51 620 106,5 93,0 12,3 45,0 4,1 75
660 101 82,5 12,7 45,0 4,2 75
540 195 158 10,3 36 2,9 125
580 168 153 12 52 2,4 122
1080, масло, HRC54— 56 620 135 118 16 53 4,8 105
660 116 98 И 35,2 4,0 68
700 99 82 14,3 37,4 4,2 67
540 167 150 14,3* -738,0 — 103
580 176 151 7 И — 56
980, селитра 300, 1 ч, HRC 46—48 620 122 109 10 43,7 — 73
660 129 119 12,3 47,7 — 86
700 106 98,5 12,3 47,7 —. 74
540 205 167 10,3 27 — ИЗ
1080, селитра 300, 1 ч, 580 182 163 7,3 27,3 — 81
HRC 54—55 660 151 142 2 6 — 19
700 106,5 88,5 И 27 — 52
540 207 160 12,3 32 — 137
580 189 170 12 45,2 — 126
1150, селитра 300, 1 ч, HRC 47—50 620 133,5 123 13,7 54,6 — 129
660 117,5 101 13 38 — 71
700 106 89,5 10,6 37 — 67
Примечание.
В таблице приведены средние данные пяти испытаний.
172
Наиболее высокие механические свойства получены при температуре закалки
1080° С в масле с последующим отпуском при 540—620° С, а также при темпера-
туре закалки 1150° С в селитре с последующим отпуском при тех же температурах
(540—620° С).
Механические свойства стали ЗХ10В2Ф после закалки с 1080° С в масле в за-
висимости от температуры отпуска и температуры испытаний приводятся
в табл. 136.
Из таблицы видно, что механические свойства при нормальной температуре
значительно ниже, чем механические свойства, приведенные в табл. 126. Автор
полагает, что продолжительность отпуска
в этом случае была мала — только 1 ч.
Механические свойства стали ЗХ10В2Ф
при сжатии приведены на рис. 54.
Теплопроводность и коэффициент
линейного расширеия стали ЗХ10В2Ф
в зависимости от исходной твердости
приведены в табл. 137. Теплопроводность
и коэффициент линейного расширения
у этой стали примерно такие же, как
у стали ЗХ2В8Ф.
Стойкость стали ЗХ10В2Ф прилитье
алюминиевого сплава составляет до
8б—90% от стойкости’ стали ЗХ2В8Ф
(рис. 62). Сравнение механических свойств
сталей 4Х8В2 и ЗХ2В8Ф приведено в
табл. 138.
Сталь 4Х8В2 изучена недостаточно.
В ГОСТе она рекомендуется для изготов-
ления вкладышей пресс-форм при про-
изводстве отливок из цветных сплавов.
Сталь ЗХ10В2Ф изучена и может быть
рекомендована для изготовления вклады-
шей пресс-форм при литье под давлением
цинковых сплавов и при производстве
мелких отливок из сплавов на основе
Рис. 54. Предел текучести при
сжатии стали ЗХ10В2Ф в зави-
симости от температур отпуска
и испытаний:
алюминия.
Сталь 4Х5В2ФС (ЭИ958). В последние
годы эта сталь используется в качестве
заменителя стали ЗХ2В8Ф [8, 56, ,64,
69, 76]. В 1963 г. она была включена
(в %) стали следующий: 0,35—0,45С; 0,15-
1,6—2,4 W; 0,6—1,0 V.
1 — температура отпуска 560° С
(HRC 48); 2 — 640° С (HRC 38); 3 —
680’ С (HRC 35)
ГОСТ 5950—63. Химический состав
0,40 Мп; 0,8—1,2 Si; 4,5—5,5 Сг;
Твердость стали в состоянии поставки НВ 229—180 (диаметр отпечатка
4—4,5 мм), температура закалки 1030—1050° С, охлаждающая среда — масло
или воздух, HRC 50, интервал ковки 1150—950° С.
Критические точки стали:
Ас,. . ................... 800—815
Ас3 ..................... 840—860
Аг3 ........................ 740
Агг ........................ 680
Твердость и механические свойства стали в зависимости от температур
закалки и отпуска приведены в табл. 139.
Механические свойства стали в зависимости от температуры испытаний при-
ведены в табл. 140.
Значение относительного удлинения (в скобках) при расчете Рт принято 25%
от относительного сужения.
Теплопроводность стали 4Х5В2ФС в зависимости от "режима термической
обработки и температуры испытаний приведена в табл. 141.
173
Таблица 136
Тотп в °С- твердость т исп в °C Механические свойства стали ЗХЮВ2Ф
Ч ч '— у а to* ч ч_ а to" % Я 9 % Я ф, а„ в кГ-м/см2 Рт в кГ
20 129,1 108,8 3,8 7,1 0,7 35
400 101,3 88,8 5,4 23,1 1,3 41
550—560, HRC48—49 600 55,6 51,5 20,1 62,6 2,2 50
800 9,8 7,5 41,1 94,1 19,8 15,5
1000 6,4 5,9 46,5 82,8 23,5 9
20 102 82,1 7,4 21,5 1,2 50
400 84,6 74,6 6,2 25,1 4,7 36
640—650, HRC35—38 600 52,6 48,5 21,2 67,6 6,6 51
800 10,5 8,1 45,8 94,2 17,8 17
1000 5,6 5,1 44,8 82,8 24,6 7,6
20 116,6 96,3 6,1 12,3 1,9 37
400 87,3 76,5 6,9 26,8 7,3 43
680—690, HRC35 600 52,5 47,8 23,9 70,9 7,0 54
800 9,7 6,7 51,8 94,3 25,1 18,2
1000 6,3 5,8 40,1 81,5 24,8 8,2
Таблица 137
HRC т исп в °C
100 200 300 400 500 600 700 800 900 1000
Кф в ккал/м • о град
52 17,6 25,3 24,5 24,2 23,4 23,4 23,2 23,4 23,4 —
42 27,7 28 28,3 27,7 26,6 25,4 24,8 23,6 20,7 —
35 19,8 21 22,3 23 23,6 23,2 23,4 23,6 23,5 —
а 10-’ Е мм/мм- град
42 11,5 12,4 12,8 13,3 ,v 14,2 14,5 11,5 12,2
174
Таблица 138
Тисп в °C 4Х8В2 ЗХ2В8Ф
HRC при 20° С % ъ кГ/мм2 Ф в % HRC при 20° С % в кГ/мм2 Ф в %
20 47 146 35 45 146 42
200 47 141 35 45 138 45
300 47 140 35 45 135 42
400 47 135 30 43 130 42
500 47 130 40 40 121 40
600 35 90 70 37 НО 42
: 700 — 30 — — 65 —
Таблица 139
т 1 зак в °C т 1 отп в °C Механические свойства стали 4Х5В2ФС
HRC % в кГ/мм2 ат в кГ/мм2 б в % в % рт в кГ/мм2
550 48 184,5 167 10 43 97
1020 600 39 138 122 11 44,5 92
650 32,5 113 97 13 52 89
550 51 193 176 10 42,5 98
600 46 174 159 и 43,5 109
1050 650 36 117 104 12 51 88
700 29 99 79,5 13 56 87
1100 550 52 200,5 183 6 21,6 77
600 48 174 156 И 43,7 112
Значения теплопроводности стали 4Х5В2ФС по данным работы [64]:
Сталь 4Х5В2ФС: в кал/см-сек-град 7.ф ккал/м-ч-град
с 5% W .......................... 0,082—0,098 29,5—35,3
» 8—10% W ................. 0,064—0,077 23—28,7
» 2% W + 5% Сг.............. 0,055—0,077 19,8—28,7
Значения коэффициента линейного расширения:
Таот в °C ................ 20—300 300—400 300—500 300—600 300—700
а-10~6в мм/мм-град .... 13,2 14,4 14,4 14,6 14,1
175
Таблица 140
Тисп в °С Механические свойства стали 4Х5В2ФС
НВ °. в кГ/мм2 ат в кГ/мм* б в % в % рт в кГ/мм2
20 467 187 167 (Ю) 42 118
200 440 167 149,5 (И) 43,7 101
300 406 163 143,5 (12) 45 107
400 397 150,5 135,5 (13) 52,5 114
500 374 141 125,5 (13) 53,5 108
600 320 96,5 88 (18) 72 95
650 265 69 66 (19) 76 68
700 135 33 30 (21) 85 38
Таблица 141
Режим термической обработки 't-ф в ккал/м-ч-град при Т шп в °C
20 100 200 300 400 500 600 700
Отжиг 27 21,6 22,3 24,1 26,7 29,2 33,1 37,5
Закалка 1050, мас- ло, отпуск 550 24,8 19,8 22 24,1 26,7 29,2 33,1 35,3
На автозаводе «Коммунар» [69] при литье латуни ЛС 59-1 в последнее время
в качестве материала для изготовления вкладыша пресс-форм стали применять
сталь 4Х5В2ФС HRC 42—46. Режим термической обработки.
1. Предварительная термическая обработка. Нагрев до 850° С в течение 3 ч,
выдержка при этой температуре 1 ч, нагрев до температуры 1050° С— 1,5 ч,
выдержка при этой температуре 2,5 ч, охлаждение на воздухе.
2. Отжиг. Нагрев до температуры 850° С в течение 3 ч, выдержка при этой
температуре 4,5 ч, охлаждение до 400° С с печью, а затем на воздухе.
3. Закалка. Загрузка в печь при температуре 650—700° С и выдержка 1,5 ч,
нагрев до температуры 850—900° С — 1,5 ч, выдержка при этой температуре 4 ч,
нагрев до температуры 1020° С — 2 ч, выдержка 2 ч и охлаждение на воздухе.
4. Первый отпуск. Загрузка при 300° С, нагрев до 600—620° С — 2 ч, охла-
ждение с печью.
5. Второй отпуск. Нагрев до 550—570° С — 1ч, выдержка при этой темпера-
туре 2 ч, охлаждение с печью в течение 4 ч.
Мелкие детали пресс-форм рекомендуется закаливать в масле. Под оконча-
тельную закалку детали упаковывают в чугунную стружку, а детали пресс-форм
обертывают бумагой. По данным автора работы [69],.стойкость при этом увеличи-
лась в три раза по сравнению со сталью ЗХ2В8Ф. Причины повышения стой-
кости не выявлены. Рабочая поверхность пресс-форм при литье латуни нагре-
вается примерно до 700° С.
Сравнение механических свойств сталей ЗХ2В8Ф и 4Х5В2ФС при темпера-
туре 700° С приведено в табл. 142. Из таблицы видно, что механические свойства
стали 4Х5В2ФС при температуре 700° С ие выше, чем у стали ЗХ2В8Ф, а даже
несколько ниже.
176
Таблица 142
Марка стали Механические свойства при 700° С Примечание
°3 в кГ/мм? ат в кГ/мм2 6 В % 4’ в % в кГ/мм2
24 10 42 91 46 Т'зак ~ = 1050° С
31 13 27 86 33 Т'зак ~ = 1100°С
36 25 24 81 54 т = * зак = 1150°С
ЗХ2В8Ф 28,5 23,3 25,6 74 33 отп ~ = 670° С
47,8 42,9 12,9 41,2 31 ^отп = = 650° С
60,6 56,9 4,8 12,5 48 Т отп ~ = 630° с
60 50 8 21 28 —
4Х5В2ФС 33 30 21 85 38 —
Таблица 143
Режим термической обработки (7 в °C) т осп в °C Механические свойства стали ЗХ2В4Ф
°3 в кГ/мм2 аг в кГ/мм2 б в. % 4 В % рт в кГ/мм2
Закалка 1100, 20 135 128 6 42 72
масло, отпуск 675, 2 ч 400 112 98 6 43 70
450 106 93 6 46 67
500 97 82 5 32 50
550 83 66 5 19 37
600 68 54 4 13 25
650 62 47 6 31 38
Авторы работы [171 при литье алюминиевых сплавов получили стойкость
стали 4Х5В2ФС также в 1,5—2 раза выше, чем стойкость стали ЗХ2В8Ф.
Физико-механические свойства стали 4Х5В2ФС при температурах 20—800° С
изучены недостаточно, поэтому объяснить ее более высокую стойкость по сравне-
нию со сталью ЗХ2В8Ф пока не представляется возможным, тем более, что леги-
Фованность ее меньше, чем у стали ЗХ2В8Ф.
12 И. И. Горюнов 177
Таблица 144
Марка стали Химический состав в % НВ т3ак в °с, среда охлаждения HRC
С Мп Si Сг W
4ХВ2С 0,35 0,44 0,15 0,40 0,6 0,9 1,0 1,3 2,0 2,5 217—179 860—900, вода 53
5ХВ2С 0,45 0,54 0,15 0,40 0,5 0,8 1,0 1,3 2,0 2,5 255—207 860—900, масло 55
6ХВ2С 0,55 0,65 0,15 0,40 0,5 0,8 1,о 1,3 2,0 2,5 285—229 860—900, масло 57
Таблица 145
Марка стали HRC при Тотп в °с
20 150 200 250 300 350 400 450 500 550 600 650
4ХВ2С 54—55 54 53 52 51 50 48 45 41 38 33 28
5ХВ2С 55—56 55 54 53 52 51 48 44 41 38 34 30
6ХВ2С 60—61 60 59 57 54 52 49 45 42 40 35 31
Т а б л и ц а 146
Марка сплава т исп в °C Теплофизические свойства
'ф в ккал/мч-ерад сф в ккал/кг-град уф в кГ/м* « •< -egi ад ?
м2-ч1^-град
50 29,1 0,110 7740 154
4ХВ2С 200 30,2 0,121 7700 167
500 23,3 0,164 7600 170
50 21,6 0,110 7720 136
5ХВ2С 200 28,1 0,120 7700 153
500 27 . 0,154 7600 161
178
Таблица 147
т 1 зак в °C HRC при Тотп в “С в кГ/мм? 6 в % ф в %
500 550 Б00 650
900 45 43 40 35 125 7,5 34
1000 46 46 45 44 136 8,7 36
1100 49 47 45 44 164 3,7 41
Сталь ЗХ2В4Ф. В ФРГ и ЧССР и других странах применяется сталь типа
ЗХ2В4Ф, которая в ФРГ обозначена номером 2567. Средний химический состав
этой стали приведен в табл. 102.
Эта сталь применяется для изготовления вкладышей пресс-форм при литье
цинковых, алюминиевых и магниевых сплавов, а с добавкой 4—5% Со при литье
латуни.
Механические свойства стали ЗХ2В4Ф в зависимости от температуры испы-
таний по данным работы [83 ] приведены в табл. 143.
В зарубежной промышленности применяется несколько разновидностей этой
стали: 4Х5В5С, ЗХ5НЗФ, ЗХ4В4К5Ф, ЗХ4В5Ф, ЗХВ4К4М и др. В отечественной
промышленности сталь ЗХ2В4Ф пока не нашла применения.
Стали 4ХВ2С, 5ХВ2С, 6ХВ2С. Химический состав указанных сталей по
ГОСТ 5950—63 приведен в табл. 144.
Твердость этих сталей в зависимости от температуры отпуска приведена
в табл. 145.
Данные о теплофизических свойствах этих сталей приведены в табл. 146.
Вышеуказанные стали хотя и рекомендуются ГОСТом для применения в ка-
честве материала для изготовления вкладышей пресс-форм, но данные о их ис-
пользовании приводятся только у В. М. Пляцкого без указаний, при каком литье
их применяют и какая их стойкость. Механические свойства этих сталей изучены
недостаточно. Твердость и механические свойства стали 4ХВ2С в зависимости от
температуры закалки и отпуска приведены в табл. 147.
Таблица 148
Марка стали Химический состав в % НВ после отжига т зак в °C, охлаж- дающая среда нас
с Мп Si Сг W Ni
5ХНВ 0,50 0,60 0,50 0,80 0,15 . 0,40 0,50 0,80 0,40 0,70 1,40 1,80 255—207 850, масло 56
5ХНСВ 0,50 0,60 0,30 0,60 0,60 0,90 1,30 1,60 0,40 0,70 0,80 1,20 255—207 870, масло 56
ХВГ 0,90 1,05 0,80 1,10 0,15 0,40 0,90 1,20 1,20 1,60 255—207 850, масло 62
12*
179
Стали 5ХНВ, 5ХНСВ, ХВГ. Химический состав сталей приведен в табл. 148.
Изменение твердости этих сталей в зависимости от температур закалки и
отпуска, показано в табл. 149. Критические точки этих сталей следующие:
Марка стали ACi ACi
5ХНВ........................... 730 800
5ХНСВ ......................... 740 795
Механические свойства стали 5ХНВ в зависимости от температуры отпуска
(Т’зак = 850° Q приведены в табл. 150.
Механические свойства стали 5ХНСВ в зависимости от температуры испыта-
ний приведены в табл. 151.
’ Таблица 149
Марка стали Тзап в °С- охлаждающая среда Н«С при Тотп в »С
20 150 200 250 300 350 400 450 500 550 600
5ХНВ 850—870, масло 61 60 59 57 54 51 48 46 43 40 36
5ХНСВ 850—870, масло 61 60 58 56 53 51 47 45 43 39 33
ХВГ 820—830, масло 65 64 62 60 58 56 53 50 48 44 43
Таблица 150
тотп в °C Механические свойства стали 5ХНВ
в кГ/дш2 6 в % Ф В % ан В кГ-М/СМ? HRC
450 178 8,4 27 2 49
500 158 9,3 33 2,6 46,5
550 137 11,6 36 3,7 42
600 127 14,5 43,8 6,2 38
Таблица 151
Режим термообработки (Т в °C) г исп в °C Механические свойства стали 5ХНСВ
в кГ/мм* аР в фв % В кГ'М1сМ2 НВ
Закалка 870, 200 130,5 103 35,7 5,5 —
масло, отпуск 575 400 121,5 78,5 28 5,5 321
500 90 69,5 64 4,5 285
550 58 41,5 71 4 229
600 40,5 26,5 40,5 5 156
180
29. ХРОМОМОЛИБДЕНОВАНАДИЕВЫЕ СТАЛИ
В отечественной промышленности инструментальные хромомолибденована-
диевые стали не получили распространения, но в последние годы заметно стрем-
ление к использованию этих сталей. В США и других зарубежных странах эти
стали используются для изготовления вкладышей пресс-форм при литье алюминие-
вых сплавов (см. табл. 100—111). В отечественной промышленности для этих
целей применяется сталь 38Х5МФС (РМИ 720—63). В США применяются пре-
имущественно стали Н-11 и Н-13 (табл. 100).
Сталь ЗХ5МФС. Автор совместно с ЛОМО в 1956—1960 гг. провел иссле-
дование хромомолибденованадиевой стали ЗХ5МФС с пониженным содержанием
углерода. Средний химический состав (в %) этой сталиследующий:0,32С;0,40 Мп;
0,75 Si; 5,4 Сг; 1,5 Мо; 0,54 V; 0,013 Р; 0,025 S.
Сталь выплавлялась в индукционной печи емкостью 60 кг с кислой футеров-
кой. После отжига при температуре 860° С слитки обдирали и ковали по режимам
стали ЗХ2В8Ф на требуемые заготовки. Критические точки сталей ЗХ2В8Ф и
ЗХ5МФС следующие:
Марка стали Ас
ЗХ2В8Ф................810
ЗХ5МФС................850
Лс8 АГг АГ' АГ"
850 750 675 425 350
888 749 669 433 333
, Изменение механических свойств стали ЗХ5МФС после закалки с 1100° С
в масле в зависимости от температуры отпуска и температуры испытаний при-
ведено в табл. 152. При температуре отпуска 560—580° С пластичность закален-
ной до HRC 50 стали низкая. С повышением температуры отпуска пластичность
повышается.
Сравнение механических свойств сталей ЗХ2В8Ф и ЗХ5МФС при темпера-
туре 500° С с исходной твердостью HRC 42 приведено в табл. 153.
При прочих равных условиях сталь ЗХ5МФС обладает большим запасом проч-
ности и пластичности Рт, поэтому ее стойкость и термостойкость при литье алю-
миниевых сплавов примерно в два раза выше, чем у стали ЗХ2В8Ф (см. рис. 62).
На основании полученных результатов при Испытании этой стали на стойкость
она была рекомендована для производственного опробования. В отечественной
промышленности сталь ЗХ2В8Ф применяется в качестве материала для пресс-
форм более 40 лет, накоплен большой опыт по ее эксплуатации, а главное, что она
при более высоких температурах обладает более высокими механическими свой-
ствами, чем сталь ЗХ5МФС. При литье медных сплавов даже в США отдают пред-
почтение стали ЗХ2В8Ф. Автор совместно с ЛОМО и авторы работы [50] по ре-
комендации автора испытали сталь ЗХ5МФС при изготовлении отливок весом
до 100 г при массовом производстве.
Теплофизические свойства стали ЗХ5МФС, полученные автором при иссле-
довании (средние значения), приведены в табл. 154.
Коэффициент Пуассона в интервале температур 20—900° С можно принять
с достаточной точностью равным 0,30 (пределы изменения 0,28—0,32).
Сталь ЗХ5МФС представляет большой практический интерес при производ-
стве алюминиевого и магниевого литья.
Стали 38Х5МФС, 4Х5МФС, 4Х5МФ1С. В соответствии с паспортом
РМИ 720—63 ЦНИИчермета сталь 38Х5МФС имеет следующий химический состав
(в%): 0,35—0,40 С; 0,30—0,50 Мп; 0,9—1,2 Si; 4,8—5,4 Сг; 1,2—1,5 Мо;
0,4—0,6 V; 0,011 S; 0,018 Р.
Сталь выплавляется в электрических печах. Нагрев заготовок под ковку про-
изводится до температуры 700—750° С медленно, а после выравнивания темпера-
туры быстро до температуры ковки — 1150—900° С. Охлаждение после ковки
происходит вместе с печью.
Отжиг поковок производится по следующему режиму: медленный нагрев до
700—750° С, выравнивание температуры и нагрев до температуры 950—980° С.
При охлаждении с температур Зтжрга дается выдержка при температуре 720—
750 С; дальнейшее охлаждение до 400° С происходит вместе с печью, а затем на
181
Т а б л и ц а 152
т отп в °C т исп в °C HRC Механические свойства стали ЗХ5МФС
Ь сз ат в кГ 1шл? % в кГ/мм2 б в % % Я ф. 1 г* Q д 3 д О, д
20 127,8 146,8 171 2,7 3,8 3,8 35
400 104,8 122,3 147,3 2,4 2,8 4,4 33
560—580 500 51 107 116,5 131,3 6 10 7 36
600 76 93 104,4 6 21,6 7,1 40
800 5,5 7,1 9,7 51,8 90,3 26,3 17,4
20 98,5 107 124,8 7,3 19,5 9,9 52
400 79,3 88,8 105,5 8,7 31,8 10,5 51
640 500 42 75 84 95,5 16 59,3 7,5 84
600 54,5 62,2 68,2 21,7 72,5 10,6 70
800 5 6,9 9,6 76,5 88,8 37,5 81,6
20 67,3 73,3 93,7 14,5 43,9 5,6 75
400 53,1 60,7 77,5 14,7 54,7 13,6 70
680 500 36 49,5 56,6 67,8 17,4 62,4 15 63
600 38,6 43,9 48 29,6 83,3 15,3 59
800 4,6 6,7 9,6 56 91,3 32,3 17
Таблица 153
Марка стали СТР в кГ/мм2 в кГ/мм2 в кГ/мм2 б в % Ф в % ан в кГ-м/см2 рт в кГ/мм2
ЗХ2В8Ф 72,4 79,2 87,7 15,6 51,8 3,4 67
ЗХ5МФС 75 84 95,5 16 59 7,5 84
воздухе. Температура закалки 1000 + 20° С на воздухе, отпуск 300° С с выдерж-
кой 2—3 ч. Нагрев под закалку рекомендуется производить в печах с нейтральной
атмосферой до температуры 650—750° С медленно, а затем до 1000° С быстро.
В качестве защиты от обезуглероживания рекомендуются специальные обмазки
(РМИ 702—62).
Критические точки (в °C) стали 28Х5МФС следующие:
Ас ...............................835
Ас\...............................865
Изменение механических свойств стали 38Х5МФС в зависимости от темпера-
тур закалки и испытаний (Тотп = 300° С) приведено в табл. 155.
182
Таблица 154
т исп в °C Теплофнзические свойства стали ЗХ5МФС
кфв л ккал/м-ч-грао ккал/кг-град Уф в кГ/м* вф° ккал/м2-ч / -град а-10-® в мм’мм-град £-103 в кГ/мм2
20 25 0,100 7750 140 11,0 22,2
100 25,8 0,110 7724 146 11,2 21,5
200 25,8 0,122 7697 155 11,3 21,1
300 27 0,124 7670 160 11,6 20,5
400 28,2 0,126 7641 165 12,1 19,6
500 27 0,126 7600 161 12,4 18,3
600 25,4 0,127 7573 157 12,7 17,2
700 24,3’ 0,129 7546 153 13,0 16,5
800 22,7 0,131 7520 150 13,1 15
900 23,4 0,135 7495 153 12,6 13,5
Т а б л и ц а 155
т 1 зак в °C т исп в °C Механические свойства стали 38Х5МФС
°т в кГ/мм* в кГ/мм2 6 в % ан в кГ-м/см2
950 20 159 189 6,7 4,9
975 20 165 197 6,5 5,5
1100 20 170 206 6,8 5,6
1025 20 170 212 7 5
1050 20 173 217 6,7 6,2
1020 20 167 209 4 —
1020 200 148 202 6,5 —
1020 300 142 195 10,8 —
1020 400 134 183 7,8 —
1020 500 131 167 7,8 —
1020 600 100 115 16,3 —
Таблица 156
Марка стали НЛС при Тотп в °C
20 200 300 400 450 500 550 600 650
Н-11 47,5 47,5 47,5 47,8 48 49 50,5 48 40
Н-13 55 55 54 55 55,5 56 55 50 42
183
Изменение твердости сталейН-11, Н-13 в зависимости оттемпературы отпуска
приведено в табл. 156, изменение отпускоустойчивости после закалки с темпера-
тур 1000 и 1050° С в зависимости от продолжительности выдержки в часах при
600° С — в табл. 157, а изменение механических свойств в зависимости от темпера-
тур закалки и испытаний (Тотп = 600° С) в табл. 158.
Химический состав сталей Н-11 и Н-13 приведен в табл. 100.
Фирма «Форд-Мотор-Компани» провела работу по изучению влияния
на механические свойства стали Н-11 низкотемпературной обработки
(табл. 159).
Низкотемпературная механическая обработка повышает прочностные свой-
ства, не снижая практически пластичность. Фирма усматривает в этом перспек-
тиву повышения стойкости пресс-форм.
Изменение механических свойств сталей Н-11 и Н-13 после закалки с 1050° С
и отпуска при 675° С с выдержкой 2 ч показано в табл. 160.
Для повышения пластичности стали в США ее переплавляют в вакуумных
электродуговых печах. Сравнение механических свойств сталей Н-11, выплав-
ленных в обычной электрической
Таблица 157 печи и в электродуговой ваку- умной печи с расходуемым элект-
Продоложите ле- ность выдержки при 600° С в ч Сталь Н-11 Сталь Н-13 родом, показано в табл. 161. Из таблицы видно, что пла- стичность стали при плавке ее в вакуумных печах повышается. Заготовка имела квадратное се- чение со стороной квадрата 406,4 мм. Теплофизические свойства сталей 4Х5МФС и 38Х5МФС такие же, как и у стали ЗХ5МФС (см. табл. 154). Стали ЗХ5МВСФ и 4Х5МВСФ. В США при литье латуни иног- да применяется сталь Н-12, а в ФРГ сталь 2606 (средний хи- мический состав см. в табл. 100, 102 и др.)
ЯЛС при Тзак в »С
1000 1050 1000 1050
0 50 100 150 200 250 44,5 34 30 28 27 26 45,5 35 31,5 29 27,8 27 43 31 27,5 26,5 25,5 25 47 34 31 28,5 27,5 27
Автор провел исследование
физико-механических свойств стали ЗХ5МВСФ, имеющей следующий химиче-
ский состав (в %): 0,34 С; 0,95 Si; 0,3 Мп; 4,94 Сг; 1,5 Мо; 0,94 W; 0,10 V;
0,013 Р; 0,025 S.
Из этой стали были откованы квадратные (14 X 14 мм) и круглые (0 25 и
0 55 мм) прутки. Отжиг заготовок производился при температуре 900° С с вы-
держкой 2 ч, с последующим охлаждением вместе с печью до 400° С, а затем на
воздухе. Для определения твердости образцы под закалку нагревались в соляной
ванне до температур 1000, 1100 и 1150° С и охлаждались в масле. Изменение твер-
дости стали ЗХ5МВСФ в зависимости от температур закалки и отпуска приведено
в табл. 162.
Образцы для механических испытаний и вкладыши пресс-форм закаливались
с температуры 1100° С в масло и отпускались до HRC 35 при температуре 670° С
первый раз с выдержкой 2 ч и во второй раз с выдержкой 1,5 ч. Результаты испы-
таний приведены в табл. 163.
В интервале температур 700—1000° С механические свойства стали ЗХ5МВСФ
такие же, как и у стали ЗХ2В8Ф (см. табл. 128 и др). Коэффициент линейного
расширения и теплопроводность этой стали приведены в табл. 164.
Стали ЗХЗМЗФ и ЗХЗМЗКЗФ. Эти стали в ФРГ и Швеции применяют для
изготовления вкладышей пресс-форм. Сталь ЗХЗМЗФ (химический состав в %:
0,32 С, 0,3 S1, 0,3 Мп, 2,8 Сг, 2,8 Мо и 0,5 V) после закалки в масло с температуры
1150°С и двукратного отпуска при температуре 670° С с выдержкой 2 ч имеет
механические свойства, приведенные в табл. 165.
Теплопроводность этой стали 29,9 ккал!м-Ч'град.
184
Таблица 158
Марка стали т зак в °C т исп в °C Механические свойства стали
ч в кГ/мм2 стт в кГ/мм? 6 в % Ф В % рт в кГ/мм2
600 73 51 9 38 58
1200 700 45 25 10 48 46
800 17 10 21 83 25
600 83 54 9 29 54
Н-11 1250 700 53 31 10 39 48
800 21 11 15 71 28
. * 600 92 59 7 17 55
1280 700 55 32 — 19 —
800 21 13 — 66 —
600 91 63 12 66 99
1000 700 24 10 25 94 43
800 8 3 49 98 20
600 98 59 10 63 101
Н-13 1050 700 28 12 34 92 51
800 9 3 53 97 20
600 108 79 9 47 85
1100 700 32 18 25 90 51
800 11,0 4 39 96 25
Сталь ЗХЗМЗФ опробована при литье латуни, ее стойкость при этом была
ниже, чем у стали ЗХ2В8Ф.
о о Сталь ЗХЗМЗКЗФ (химический состав в % : 0,3 С, 0,3 Si, 0,6 Мп, 2,8 Сг, 2,8 Мо,
2,8 Со и 0,5 V) в зависимости от температуры закалки (температура отпуска 600° С)
и температуры испытаний обладает механическими свойствами, приведенными
R 'П'ЗГЧТТ IKK г
Теплопроводность этой стали 28 ккал!м-ч-град.
Стали 5ХНМ, 5ХГМ, 40ХНМ и 38ХМЮА. Указанные стали на некоторых
заводах применяются для изготовления вкладышей пресс-форм при литье цин-
ковых сплавов, а иногда и при литье алюминиевых сплавов. Химический состав
-этих сталей приведен в табл. 167.
Критические точки некоторых сталей приведены в табл. 168.
Твердость сталей в зависимости от температуры отпуска приведена в табл. 169-.
Механические свойства стали 5ХНМ в зависимости от температуры от-
пуска и испытаний приведены в табл. 170. Теплопроводность стали 5ХНМ
185
Таблица 159
т omn в °C Т исп в °C Механические свойства стали H-1I
в кГ/мм? ат в кГ/мм2 6 в % •ф в % рт в кГ/мм2
19 172 120 9 35 128
140 150 108 9 35 108
260 139 107 9 35 92
344 138 107 9 38 95
571 427 126 95 11 38 91
483 114 84 11 42 90
538 . 90 60 9 42 75
594 60 42 11 46 52
649 58 26 21 67 83
19 263 227 11 45 183
149 245 215 14 45 175
316 227 209 11 52 161
427 207 191 И 53 147
566 483 189 179 И 55 133
538 165 157 - 11 62 118
594 129 120 18 72 115
649 70 70 42 95 95
Примечание. Степень деформации 90% при низкотемпературной механической обработке.
35 ккал!м-ч-град, модуль упругости 20 400—20 500 кГ]мм2 при 20° С и 18 000—
19 600 кПмм2 при 300—400° С. Коэффициент линейного расширения при 100—
250° С составляет 12,55, при 250—350° С— 14,10 и при 350—600° С— 14,2 X
X 10~6 мм]мм-град.
Механические свойства стали 5ХГМ в зависимости от температуры отпуска
и испытаний приведены в табл. 171.
Механические свойства стали 38ХМЮА после закалки с температуры
930—940° С и отпуска при 600° С с выдержкой 5 ч в зависимости от темпе-
ратуры испытаний приведены в табл. 172. Теплопроводность стали 38ХМЮА
32,4 ккал!м-ч-град, удельный вес 7710 кПм3, коэффициент линейного расшире-
ния в зависимости от температуры:
Г в °C ............. 20—100 20—200 20—300 20—400 20—500 20—600
а-10“6 в мм]мм• град 11,0 12,0 12,6 13,0 13,4 13,7
Механические свойства стали 40ХНМ в зависимости от температуры испыта-
ний приведены в табл. 173.
Теплопроводность стали 40ХНМ в интервале температур от 20 до 600° С
изменяется от 39,6 до 31 ккал/м-ч-град, а коэффициент линейного расширения
от 11-10“6 до 13,8» 10“6 мм/мм-град.
186
Таблица 160
Марка стали т исп в °C Механические свойства
в кГ/ммг °т в кГ/мм2 6 в % в % рт в кГ[мм2
20 135 119 6 37 77
400 113 88 6 41 - 77
Н-11 450 104 83 8 50 81
500 83 69 9 59 70
550 66 56 13 62 59
600 52 37 16 66 58
20 148 124 4 26 65
400 133 112 4 25 59
Н-13 450 121 100 5 23 64
500 НО 91 5 21 48
550 100 83 6 23 46
600 83 58 7 19 46
Таблица 161
Способ плавки Место вырезки образцов Механические свойства стали Н-11
в кГ/мм2 °т в кГ/мм2 6 в % в % рт в кГ/мм2
Верх 205 169 4,5 18 82
В обычной электропечи Середина 201 163 1 19 78
Низ 208 163 5 22 101
Верх 207 166 9 28 117
В вакуумной электропечи Середина 201 163 7 18 88
Низ 163 158 9 30 68
Таблица 162
т зак в °C HRC при Тотп в °C стали ЗХ5МВСФ
20 400 500 600 700
1000 47 46 49 44 30
1100 43 43 46 41 28
1150 42 42 46 42 30
187
Таблица 163
т исп в °C Механические свойства стали ЗХ5МВСФ
в кГ/мм? °т в кГ/мм2 6 в % Ф в % ан В кГ'М/СМ2 рт в кГ/мм1
20 101,4 80,2 15,8 41,3 3,5 163
500 70,3 59,6 21,8 60 9,1 128
600 46,1 42,4 34,1 83,8 9,3 98
650 34,2 30,7 38,4 89,6 12,4 78
700 23,1 19,7 40,7 93 16 52
750 '16 13 . 50,4 93,4 30,7 39
800 10,7 7,9 60 92 31,5 27
1000 8,6 — 56,6 89 19,3 —
Таблица 164
Показатель Тисп в °с стали ЗХ5МВСФ
100 200 300 400 500 600 700 800 900 1000
а-10”6 в мм]мм'град +-Ф в ккал!м-ч-град 12,5 20,7 13,2 22,3 13,6 23,2 14,1 23,7 14,3 23,9 14,5 24 14,6 24,1 14,7 24,1 12,6 24,2 13,0 24,2
Таблица 165
т исп в °C Механические свойства стали ЗХЗМЗФ
% в кГ/мм2 в кГ/мм2 8 в % Ф в % рг в кГ/мм*
20 150 125 5 25 70
400 135 ПО 5 24 64
450 122 100 6 23 58
500 112 87 6 23 58
550 100 78 7 24 53
600 80 60 8 22 44
650 62 37 13 37 56
188
Таблица 166
т зак в °C т исп в °C Механические свойства стали ЗХЗМЗКЗФ
в кГ/мм" в кГ/мм* 6 в % Ф в % рт в кГ]мм*
600 107 63 17 59 125
1000 700 43 27 46 86 73
800 11 6 84 97 25
600 114 86 12 33 79
1050 700 43 28 32 80 * 63
800 И 6 62 97 24j
600 120 86 ' 11 25 77
1100 700 47 28 24 54 49
800 11 6 81 97 25
Таблица 167
Марка стали Химический состав в %
С Мп Si Сг Мо N1 Прочие элементы
5ХНМ 0,50 — 0,60 0,so- о.80 0,15 — 0,35 0,50 — 0,80 0,15 — 0,30 1,40 — 1,80 —
5ХГМ о,so- о.60 1,20 — 1,60 0,25 — 0,65 0,60 — 0,90 0,15- 0,30 — —
38ХМЮА 0,35 — 0,42 0,30 — 0,60 0,17 — 0,37 1,35 — 1,65 0,15 — 0,30 — 0,70 — 1,10 А1
40ХНМ 0,36 — 0.44 0,5 —0,8 0,17 — 0,37 0,60- 0,90 0,15 — 1,25 1,25 — 1,75 —
Таблица 168
Марка стали Ас, Ас, Ас, Лг,
5ХНМ 720 820 — —
38ХМЮА 800 865 740 665
40ХНМ 720 820 530 360
189
Таблица 169
Марка стали т опгж в °C т зак в ®С * HRC при тотп в »с
Й О 8 С4 8 S 8 8 О S го 8 §
5ХНМ 760—780 820—860 61 60 58 53 51 48 45 43 39 35 31
5ХГМ 760—780 820—860 60 59 57 52 49 46 43 40 37 34 30
38ХМЮА 880—890 930—950 — 59 59 56 54 52 50 48 44 40 37
40ХНМ 850 830—840 52 51 50 47 46 43 37 34 32 28 22
Таблица 170
т отп в °C т исп в °C Механические свойства стали 5ХНМ
% в кГ/мм2 ат в кГ/мм2 6 в % •ф В % ан в кГ-м/см2 НВ HRC
450 20 152,5 — 9,8 38,5 2,8 — 45
500 20 140,5 — 10,8 41,5 3,7 — 42,5
550 20 126,5 — 13,8 44,5 5,5 — 39
600 20 117 — 15,5 50,5 6,8 — 36,5
550 200 125 95,4 — 41 5,25 — —
550 400 117 82,9 — 35 4,6 321 —
550 500 91,6 72,8 — 64 3,9 285 —
550 550 64 46,3 — 74 3,3 207 —
550 600 36,3 25,7 — 66 7,9 156 —
Таблица 171
Во3 О т исп в °C Механические свойства стали 5ХГМ
«в в кГ/мм2 аР в кГ/мм2 S В % в % ан В КГ'М/СМ2 НВ HRC
450 20 164 — 5,1 14,5 1,9 — 49
500 20 166 — 10 10,5 2 — 47
550 20 144 — 10 10,5 2,8 — 44
600 20 125 — 10 31,5 4,3 — 40
650 20 112 — 17 49 6,7 — 35
600 100 118 97,6 — 37 3,8 348 —
600 300 115,2 99,6 — 48 6,5 329 —
600 400 101,5 86,6 — 61,5 4,9 311 —
600 500 78,4 69 — 80,7 3,2 302 —
600 600 43,5 41 — 84,5 3,8 235 —
190
а
Таблица 172
т исп в °C Механические свойства стали 38ХМЮА
в кГ/мм2 в кГ/мм2 6 в % Ф в % ан В кГ'М/сМ2 рт в кГ/мм2
20 82 66 16 64 16,0 80
200 80 59 17 55 15,0 78
300 83 58 18 57 13,0 87
400 74 56 20 63 13,0 80
500 48 43 25 81 10 56
600 30 28 26 91 10 32
Таблица 173
т исп в °C Механические свойства стали 40ХНМ
в кГ/мм2 ат в кГ/мм2 .в в % Ф в % ан в кГ-м/см2 рт в кГ/мм2
20 109 97 15 58 8 90
250 103 85 13 47 10 80
350 103 83 17 53 — 92
400 97 79 17 63 9 96
450 90 78 18 74 — 94
600 71 69 18 80 6 41
30. НОВЫЕ МАТЕРИАЛЫ ДЛЯ ПРЕСС-ФОРМ
В послевоенные годы в отечественной и зарубежной промышленности развер-
нулись широкие поисковые работы по выбору более стойких материалов для дета-
лей пресс-форм, используемых при литье алюминиевых сплавов и особенно при
изготовлении отливок из высокотемпературных сплавов на основе меди и железа.
Указанные работы 1 проводятся в направлении повышения легированности
сталей, опробования различных мартенсито-стареюгцих сталей, аустенитных, фер-
ритных, новых жаропрочных сплавов на основе никеля и кобальта и особенное
внимание уделяется сплавам на основе тугоплавких металлов.
Сплавы на основе тугоплавких металлов. В СССР и США особое внимание
уделяется изысканию сплавов для изготовления деталей пресс-форм на основе
молибдена. В последние годы тугоплавкие металлы для деталей пресс-
форм применяются как в Японии, ФРГ, Англии, так и в других странах.
Преимущества сплавов молибдена по сравнению со сталью ЗХ2В8Ф сле-
дующие:
1) небольшой коэффициент линейного расширения (4,5-10'6 мм/мм. град);
2) высокая теплопроводность (115—80 ккал/м-ч-град);
1 В исследованиях по выбору новых материалов для деталей пресс-форм помимо
автора книги принимали участие Ю. В. Воронин, О. И. Батенина, А. К. Николаев,
Г. С. Тихонова, Е. С. Осепян, 3. И. Седова, А. И. Григорьев, Г. М. Смышляева, Л. Н Сер-
геев и др.
191
3) высокая тсплопроницаемость (246—250 ккал!м~-ч -граду,
4) высокая температура рекристаллизации (около 1000° С), поэтому даже
при литье стали сохраняется исходная структура;
5) высокие прочность и пластичность при температуре контакта;
6) высокий модуль упругости и очень небольшая деформация.
Вышеуказанные преимущества способствуют повышению термостойкости,
формостойкости и износостойкости (см. табл. 73—76).
Заготовки из сплавов молибдена получаются одним из следующих способов:
1) выплавкой слитков из штабиков и их пластической деформацией на тре-
буемые заготовки;
2) прессованием слитков из порошка с последующей их пластической дефор-
мацией на требуемые заготовки;
3) прессованием заготовок и пропиткой их медью или другими веществами;
4) литьем или прессованием.
Последние два способа получения заготовок пока неприемлемы, так как они
не обеспечивают достаточной прочности и пластичности материала.
Качество заготовок зависит от очень большого количества факторов, но
в первую очередь от качества порошка и степени пластической деформации [75].
Наиболее высокие пластические свойства достигаются при легировании мо-
либдена рением, но вследствие его высокой стоимости и дефицитности это легиро-
вание для вкладышей пресс-форм не применяется. Обычно молибден легируют
углеродом, титаном, цирконием и другими элементами.
В США в качестве материала для изготовления стержней и вкладышей пресс-
форм применяют сплав МТ05 и MTZ. Сплав МТ05 содержит 0,5% Ti, сплав MTZ —
0,5% Ti и 0,08 Zr.
I Составы отечественных сплавов еще не гостированы, поэтому каждое пред-
приятие, выпускающее сплав, присваивает им свои условные обозначения.
Механические свойства сплавов молибдена применительно к пруткам диа-
метром 16 мм, для ЦСДМ (спеченный деформированный молибден) приведены
в табл. 174, для ЦСДМ1 — в табл. 175 и для ЦСДМ4 — в табл. 176.
Механические свойства сплавов ВМ1 и ВМ2 (на основе молибдена) примени-
тельно к пруткам 0 16 мм приведены в табл. 177.
Механические свойства материалов прутков 0 16 мм как спеченного, так и
литого деформированного из сплавов молибдена практически одинаковы. Механи-
ческие свойства тем выше, чем больше степень деформации заготовок. Заготовки
в виде прутков рекомендуется использовать в качестве материала для стержней.
Как указывалось в табл. 87 и 88, алюминий практически не растворяется в молиб-
Таблица 174
т исп в °C Механические свойства сплава ЦСДМ
в кГ/мм2 °т в кГ/мм2 6 В % в % ан В КГ>М/СМ2 рт в кГ/мм2
20 73 68 33 70 3—6 80
200 63 59 28 75 — 69
300 56 53 25 77 — 60
400 50 . 47 22 80 — 56
500 44 41 20 83 — 47
600 37 36 17 85 :>;30 39
700 33 32 18 86 — 36
800 30 30 18 87 ДаЗО 29
1000 21 20 19 90 ДаЗО 24
192
Таблица 175
т исп в °C Механические свойства сплава ЦСДМ1
% в кГ/мм2 в кГ/мм.2 6 в'% Ф В % ап в кГ*ж/сж8 Рт в кГ/мм2
20 88 81 22 52 7—10 72
200 76 73 19 60 — 64
300 73 68 17 62 — 70
400 67 63 15 65 — 70
500 61 58 13 64 — 49
600 55 55 11 66 ^30 43
700 52 50 11 65 — 42
800 48 48 10 64 ^30 36
-4000 44 43 10 57 ХйЗО 39
деле, поэтому диффузии его в молибден почти нет, следовательно, приваривания
и налипания алюминия на стержни не наблюдается, что увеличивает стойкость
стержней в несколько раз. Так, стержни из стали ЗХ2В8Ф после 500 ц. т. обычно
требуют ремонта, а стержни из молибдена после 8000 ц. т. имеют вполне удовле-
творительное состояние.
Технология получения прутков из сплавов молибдена все время совершен-
новые более легированные сплавы, поэтому
Таблица 176
ствуется. Разрабатываются также
следует ожидать дальнейшего по-
вышения механических свойств,
а следовательно, и стойкости
стержней.
Автор провел исследование
механических свойств и стой-
ка кости различных сортов молиб-
£ дена, выпускаемых на пред-
f: приятиях отечественной про-
К мышленности. Основное сравне-
ние стойкости производилось на
К трех деталях, пресс-формы для
I которых приводились на рис. 4,
& 7, 18.
т исп в °C Механические свойства сплава Ц.СДМ4
<J в в кГ/мм2 . .1 кГ /ми2 е В % Ф В % 1 Сц и
20 100 91 18 50 77
1300 45,3 44 9 59 32
Цл На мелких деталях весом
с 21 г, как видно из табл. 73, максимальная стойкость была 10 000 ц. т. и выше.
Механические свойства образцов, вырезанных непосредственно из вкладыша:
ов = 76 кГ/мм2, аг = 73 кГ/мм2, б = 17% , ф = 40% и НВ 255. Сейчас имеются
ж возможности получать более высокие механические свойства материалов заготовок,
г При использовании заготовок с размерами 40 X 115 X 160 мм для изготов-
F ления вкладышей в них вскрылись различные дефекты: сохранение местами литого
строения, образование карбидной фазы по границам зерен, крупнокристалличе-
К ское строение, полосчатость, микротрещины и т. д. Плохая проработка материала
Ж при ковке приводит также к снижению механических свойств и стойкости пресс-
К. форм [43].
И; После отработки технологии получения качественных заготовок с разме-
Ц рами 180 X 120 X 40 мм из сплава типа ВМ2 стойкость четырех пресс-форм
| при изготовлении детали «звездочки» из стали 20Л колебалась от 2000 до
fc 3600 ц. т. При этом механические свойства материала заготовок были прак-
Е тически одинаковы во всех направлениях, что видно из табл. 178.
К 13 И. И. Горюнов 193
Таблица 177
Марка сплава т исп в °C Механические свойства
в кГ/мм2 в кГ/мм2 6 в % В % ан В кГ'М/СМ? Рт в кГ/мм2
20 69 62 28 57 0,3 76
200 54 50 27 69 0,3 54
ВМ1 400 46 44 18 77 32 46
600 41 40 16 85 32 42
800 38 37 15 85 32 39
1000 33 32 15 85 32 34
20 81 78 17 63 — 67
200 53 47 27 92 — 70
ВМ2 400 39 38 20 94 — 45
600 37 37 21 96 — 44
1000 25 24 21 97 — 31
Заготовки получены по различным вариантам технологического процесса,
причем заготовка варианта 3 после пластической деформации была рекристалли-
зована при температуре 1260° С. Рекристаллизация снизила механические свой-
ства металла и стойкость вкладышей до 1700 ц. т., тогда как вкладыши пресс-
форм, изготовленные из заготовок, полученных по вариантам 1 и 2, имели стой-
кость 2000 и 3600 ц. т. Механические свойства материала заготовок были однород-
ные и высокие.
Теплофизические свойства сплавов молибдена показаны в табл. 179.
В интервале температур 20—1000° С коэффициент Пуассона р. = 0,3. Ука-
занные теплофизические свойства практически применимы для всех сплавов (спе-
ченного и литого) молибдена, за исключением высоколегированных сплавов.
Сплавы на основе молибдена могут быть использованы как материал для
стержней при литье алюминиевых и медных сплавов, а также как материал для
вкладышей при литье латуни, бронзы, чугуна и сталей [10].
Вольфрам и сплавы на его основе также находят примене-
ние. Теплофизические свойства вольфрама (табл. 180) очень близки к свойствам
молибдена и имеют те же преимущества, что и молибден по сравнению со сталью
ЗХ2В8Ф.
Механические свойства спеченного вольфрама в образцах в Зависимости от
температуры приведены в табл. 181.
Некоторые сплавы литого деформированного вольфрама при 1000° С Имеют
ав = 20-:-24 кПмм2, о = 45-^48%, ф= 80^-90% при исходной НВ 320.
В США проводятся опытные работы по использованию сплавов вольфрама
в качестве материала для стержней при литье алюминиевых и медных сплавов,
а также в качестве материала для вкладышей пресс-форм при литье латуни. В по-
следнее время находит применение сплав анвелой (Яг 1150),содержащий (в %), по
данным работы [82],90 W, 4 Ni, 4 Мо; 2 Fe. Этот сплав имеет ав = 105 кГ/мм?
и б = 2% . Стойкость вкладышей пресс-форм из этого материала при литье латуни
56 000 ц. т., тогда как обычная сталь 4Х5МФС выдерживает только 6000 ц. т.
Сравнение свойств сплавов анвелой и 4Х5МФС приведено в табл. 182.
Однако пластичность анвелоя еще очень низкая. В работе [82] ие указано
относительное сужение, что затрудняет сделать окончательное заключение об
194
Таблица 178
=-5 S “ п * Е в Направление волокон в образцах О •О я е в к Механические свойства
3 Д ** ъ « °т в кГ/мм2 б в % Ф в % 3 °-, а а;
1 Продольное 20 81 75 19 36 50 255
200 62 55 19 76 66 —
800 53 46 15 73 54 —
Поперечное 20 83 75 21 36 55 255
200 64 55 18 75 69 —
800 50 42 16 76 53 —
2 Продольное 20 66 54 31 48 64 229
200 50 38 25 70 59 —
800 31 27 24 93 41 —
Поперечное 20 61 59 — — — 229
200 47 34 17 63 41 —
800 30 28 19 95 36 —
3 Продольное 20 56 46 7 87 62 • 206
200 39 26 45 81 62 —
800 25 18 37 98 41 —
Поперечное — . — — — — — 206
200 42 22 38 82 70 —
800 24 16 41 89 39 —
этом сплаве. По нашим исследованиям при указанных свойствах стойкость воль-
фрамовых сплавов при изготовлении отливок из стали 20Л была не очень высокой.
•Вольфрамовые сплавы могут конкурировать со сплавами молибдена в том случае,
если их стойкость при одинаковой стоимости будет в два раза выше, так как его
удельный вес почти в два раза больше молибдена.
Ниобийи сплавы на его основе обладают лучшими тепло-
физическими свойствами (табл. 183), чем сталь ЗХ2В8Ф, но худшими, чем молибден.
Механические свойства сплавов ниобия приведены в табл. 184. Приведенные
механические свойства относятся к низколегированному ниобию, полученному
с высокой степенью деформации. Исследование стойкости производилось на спла-
вах ниобия, полученных с меньшей степенью деформации. При этом =
;== 66кГ/л«л4г, а 6 .= 2-»-5%.'Стойкость вкладышей из сплава ниобия при отливке
детали «колпачок» из стали 20Л была 1400 ц. т., что в три — пять раз выше, чем
13* 195
Таблица 179
Эо Я ит1 Теплофизические свойства сплавов молибдена
\ф в ккал}м.-ч-град сф в ккал!*г'град . _ 1 S3 ?? «У У Q •е * 03 Я Q d «У i я о а Е в кГ
20 124 0,060 10 200 276 5,0 33 250
100 117 0,062 10 175 273 5,1 33 250
200 113 0,064 10 169 272 5,2 33 250
300 108 0,066 10 154 270 5,3 31 600
400 105 0,067 10 133 267 5,4 31 100
500 101 0,069 10 124 256 5,5 30 500
600 98 0,070 10 102 .254 5,6 30 000
700 ' % 0,072 10 095 254 5,7 29 520
800 94 0,074 10 088 255 5,8 29 000
900 92 0,076 10 063 254 5,9 28 500
1000 90 0,077 10 049 251 6,0 28 000
Т а б л и ц а 180
с> о я S й Теплофизические свойства вольфрама
d «V а» •ч Q О сф в ккал/кг-граЭ Уф в кГ/м3 Вф Ч в ккал/м2-ч /2.град I «•10-® в мм/мм-град Е к, Г !ммг
20 140 0,032 19 300 294 4,3 42 000
200 121 0,033 19 280 277 4,44 41 000
400 ПО 0,034 19 260 268 4,6 39 000
600 98 0,034 19 240 253 4,72 38 000
800 91 0,035 19 220 247 4,86 36 000
1000 85 0,036 19 200 242 5,0 34 000
196
стойкость вкладыша из стали ЗХ2В8Ф. Учитывая еще очень высокую стоимость
сплавов ниобия, применять их для изготовления вкладышей пресс-форм пока
экономически нецелесообразно.
Таким образом, из тугоплавких металлов и их сплавов в настоящее время
наиболее перспективными являются сплавы на основе молибдена.
Сплавы на основе меди. Как указывалось ранее, чистая медь является весьма
термостойким материалом, что доказано применением ее для кристаллизаторов
при непрерывной разливке ста-
ли, а также применением ее
в качестве стволов для пушек
в первый период их примене-
ния.
При освоении литья стали
под давлением было изготовлено
более 100 пресс-форм с вклады-
шами из чистой меди. Стойкость
таких вкладышей была выше,
чем из стали ЗХ2В8Ф, но на
отливках возникал большой об-
лой вследствие смятия пресс-
форм. Поэтому применение чи-
стой меди для изготовления
вкладышей прессформ нецелесо-
образно, но в некоторых слу-
чаях, где смятие не может воз-
никнуть или облой удаляется
во время механической обработ-
ки, может быть использована
и чистая медь.
Автор совместно с другими
предприятиями проверил более
100 различных сплавов на осно-
ве меди, из которых три реко-
мендованы к использованию при
литье стали под давлением
в качестве материалов для вкла-
дышей.
" Сплав МХЦВ хромо-
цирконий-ваиадиевая бронза
разработана Гипроцветметом.
Отработка велась совместно
с заводом «Красный Выбор-
жец» и автором (авт. свид.
№ 185068). Химический состав
сплава (в %): 0,50—0,80 Сг;
,0,20—0,50 Zr; 0,20—0,60 V;
0,35 примесей, остальное Си.
Физико-механические свой-
ства сплава МХЦВ в зависимо-
сти от температуры испытания
приведены в табл. 185. Вследст-
вие высокой теплопроводности
Таблица 181
Показатель Т в °C исп
20 200 400 600 800 1000
ав в кГ/мм? 150 120 98 78 66 58
6 в % 6 8 8 8 8 8
Таблица 182
Показатель т исп в °C Сплав
4Х5МФС Анвелой (№ 1150)
ов в кГ/мм? 20 166 98
650 59 74
815 14,2 52
6 в % 815 56 6,7
Уф в КГ/Л13 20 7700 17 200
Хф в ккал/м. ч град 20 23,5 111,5
a-IO’6 в 0—450 12 4,5
мм! мм • град 0—800 13,5 5,3
HV 20 460 320
400 334 306
800 213 203
Стойкость при литье латуни в ц. т. — £000 100-000
сплава температура контакта
при литье стали снижается до 600° С вместо 950—1000° С у стали ЗХ2В8Ф,
При этой температуре механические свойства сплава значительно выше меха-
нических свойств стали ЗХ2В8Ф. Стойкость сплава проверена при литье стали
под давлением и при жидкой штамповке стали. Стойкость при изготовлении
ртливок детали, «колпачок», составляла 810—1000 ц.т.,а при изготовлении детали
«звездочка»— 500—600 ц. т., что выше стойкости стали ЗХ2В8Ф в 2,5—Зраза.
Сплав МХЦВ 'очець технологичный на всех операциях изготовления заготовок и
197
Т а б л и ц а 183
Эо я итх кф в ккал/м-ч-град Сф в ккал/кг-град в кГ/м3 го oi' ""а* Q й •S и ttj д I а«10~в мм/мм-град и Uq
20 45 0,0643 8570 158 6,2 12 500
100 46,8 0,0652 8554 163 6,25 12 300
200 48,6 0,0663 8537 166 6,25 12 300
300 50,2 0,0674 8522 169 6,25 12 300
400 52,1 0,0682 8500 173 6,25 12 000
500 54,2 0,0693 8469 178 8,02 12 000
600 56,1 0,0710 8443 183 8,36 12 220
700 57,5 0,0728 8418 188 8,60 12 250
800 58,5 0,0740 8393 191 8,77 12 250
900 59,5 0,0750 8371 194 8,90 12 250
1000 61,2 0,0770 8354 198 9,00 12 250
Таблица 184
т исп в °C Механические свойства сплава ниобия
«в в кГ/ммг СТ7 в кГ/ммг б В % •ф в % рт в кГ/мм2
20 43 37 25 80 51
200 43 37 20 70 45
400 43 37 20 70 45
600 25 18 40 90 40
800 18 15 45 100 29
1000 12 12 50 100 16
при эксплуатации пресс-форм. Сплав рекомендуется применять при литье стали
под давлением для изготовления мелких несложных отливок весом до 100 г.
Режим термической обработки сплава: закалка с 980° С в воду, отпуск при
480° С с выдержкой 3—5 ч. Сплав используется с применением холодной дефор-
мации заготовок после закалки в воду.
Температура плавления сплава МХЦВ 1025—1050° С, интервал ковки 900—
700° С, температура рекристаллизации 660° С.
Сплав МКБ — кобальт-бериллиевая бронза разработай автором сов-
местно с Гиредметом и заводом «Красный выборжец». Были проверены механи-
ческие и физические свойства очень многих сплавов. К наиболее типичным
представителям относятся бронзы, приведенные в табл. 186,
198
Таблица 185
Показатель Тисп ° °С сплав МХЦВ
20 100 200 300
cre в кГ/мм2 45 44 42 38
от в кГ/мм2 43 42 40 37
6 в % 13 11 10 9,3
Ip В % 58 52 56 55
Рт в кГ/мм2 34 30 28 26
ан в кГ-м/см2 17 19 18 19
НВ 148 142 133 120
/,ф в ккал/м ч град 260 245 230 220
Сф в ккал/кГ град 0,094 0,095 0,097 0,100
Уф в кГ/м3 8930 8900 8840 8770
Вф в ккал/м2 • ч'Н-град 467 386 380 375
а- 1О'в в мм/мм-град 16,6 16,9 17,2 17,5
Е в кГ/мм2 13 200 13 000 12 400 11 700
Q в кГ/мм2 4 200 4 000 3 900 3 600
Показатель Тисп в °С сплав мхцв
400 500 600 700
св в кГ/мм2 35 30 21 10
от в кГ/мм2 34 30 20 9,5
6 В % 9,8 12 13 48
ip в % 57 58 58 59
Рт в кГ/мм2 27 21 15 15
ан в кГ-м/см2 19 16 17 17
НВ 107 89 51 29
Кф в ккал/м-ч-град 205 195 185 185
Сф в ккал/кГ-град 0,102 0,103 0,105 0,106
Уф в кГ/м3 8730 8700 8650 8580
Вф в ккал/м2 - ч1^ град 372 370 368 363
а-10"6 в мм/мм-град 17,9 18,4 18,7 19,1
Е в кГ/мм2 10 800 9800 9100 8600
G в кГ/мм2 3 300 3000 2900 2700
199
Таблица 186
Вид сплава Химический состав в % т зак т опт
Со Ве в С
Бр.КБ 3-1 3 1
Бр.КБ 2,7-07 2,7 0,7 980—1000 480
Бр.КБ 2,5-05 2,5 0,5
Бр.КБ 2-04 2,0 0,4
Бр.КБ 2-2 2,0 2,0 900—940 350—400
Бр.КБ 1-2 1,0 2,0 700—850 350—400
Бр.КБ 05-2 0,5 2 700—800 350—400
Примечание. Остальное медь.
Таблица 187
т огпп в °C НВ сплава М.КБ при продол- жительности отпуска в ч
0 1 2,5 5 10
425 90 282 297 305 285
450- 90 290 305 295 280
475 90 302 290 280 260
500 90 298 287 275 248
525 90 295 280 265 228
Твердость указанных бронз
в зависимости от температуры
закалки, температуры и продол-
жительности отпуска изменяется
в широких пределах, что видно
на примере сплава МКБ
(табл. 187).
Механические свойства
сплавов МКБ при нормаль-
ной температуре приведены
в табл. 188.
Все кобальт-бериллиевые
бронзы в интервале температур
400—600° С имеют хрупкую
зону, в которой пластичность
равна нулю. Следует иметь
Таблица 188
Механические свойства
Вид става eq а: 5. 2 и % to * й и toK б в % •ф в % г <з » I И оа
Бр.КБ 2,7-07 255 86,2 65,5 21,1 34,0 5,4 67
Бр.КБ 2,5-05 229 75,5 59,5 18,0 31,0 5,2 63
Бр.КБ 2-04 229 75,7 58,7 18,5 29,0 5,8 63
Бр.КБ 05-2 284 81 66 14 40 5 59
Бр.КБ 1-2 302 98,5 87,7 И 29,2 3 50
Бр.КБ 2-2 229 82,7 65,5 13,7 17,9 6,3 48
200
Таблица 189
Показатель Тит*°С
20 100 200 300
7.ф в ккал/м- ч-град 210 207 200 199
Сф в ккал! кг -град 0,094 0,095 0,096 0,097
Уф в кГ/м2 8789 8757 8720 8686
Вф в ккал/м2 - ч ^-град 416 415 410 409
а-10-6 в мм/мм-град 12,8 12,8 13,5 1.4,0
Е-103 в кГ/мм2 11,9 11,6 11,5 10,9
гисп « °с
Показатель 400 5С0 600 700 800
/.ф в ккал/м-ч-град 196 191 188 187 190
Сф в ккал/кг-град 0,099 0,100 0,102 0,103 0,104
Уф в кГ/м2 8652 8600 8550 8500 8472
ВФ* ккал/м2 ч град 406 405 404 386 383
а-10-6 в мм/мм град 14,4 15,0 15,5 15,8 15,9
Е-103 в кГ/мм2 10,6 10,3 9,3 9,2 8,6
в виду, что хрупкая зона возникает при испытании образцов со скоростью
.1 мм/мин, а при литье под давлением скорость нагрева поверхности рабочей
полости пресс-формы из сплава МКБ изменяется в широких пределах
(8000—80000 град/сек). Следовательно, скорость деформации будет значи-
тельно больше, а, как известно, при больших скоростях деформации [4]
прочность и пластичность материала увеличиваются.
Теплофизические свойства бронз Бр. КБ 7-07, Бр. КБ 2,5-05 и Бр. КБ 2-04
приведены в табл. 189, а Бр. КБ 05-2, Бр.КБ 1-2 и Бр. КБ 2-2 — в табл. 190.
Стойкость пресс-форм при литье детали «колпачок» из стали 20Л в зависимо-
сти от материала вкладыша приведена в табл. 191.
Стойкость пресс-форм при изготовлении из стали 20Л детали «звездочка» во
вкладышах пресс-форм из Бр. КБ 1-1 составляла 730 ц. т. Стойкость пресс-форм
в зависимости от веса отливок показана на рис. 55.
Сплав МКБ целесообразно применять при изготовлении отливок из сталей
различных марок несложной конфигурации весом до 500 г. Вкладыши пресс-форм
можно изготовлять холодным выдавливанием после закалки заготовки с 980° С
в воду. После этого производится старение. При этом рабочие полости получаются
с чистотой поверхности 8-го класса'. Изготовленные таким образом вкладыши
имеют повышенную стойкость.
Стали и сплавы иа основе железа. Стали мартенситного класса
(сталь ЗХ12В12Ф) применяются в США, в Швеции и других странах преимуще-
ственно при литье латуни и бронз. Сталь ЗХ12В12Ф обладает высокой окалино-
стойкостью (табл.. 70) и высокой отпускоустойчивостью (табл. 71).
201
Таблица 190
Показатель Тисп в °С
20 100 200 300
’/.ф в ккал/м- ч-град Сф в ккал/кг -град Уф в кГ/м3 Вф в ккал/м2 - ч^-град а- 10-6 в мм/мм- град Е' 103 в кГ/мм2 80 0,094 8400 265 14,5 11,9 88 0,095 8366 265 15,3 11,6 94 0,096 8278 273 15,6 11,5 105 0,097 8239 290 16,0 10,9
Показатель Тисп в °с
400 500 600 ‘ 700 800
).ф в ккал!м • ч град Сф в ккал/кг-град Уф в кГ/м3 Вф в ,, ккал/м2 -ч'г- град а-10-6 в мм! мм • град Е-103 в кГ/мм2 116 0,098 8207 307 16,6 10,6 126 0,1 8166 320 17,3 10,3 131 0,102 8126 330 18,0 9,3 139 0,103 8075 340 18,4 9,2 143 0,104 8039 345 18,7 8,6 1
Рис. 55. Изменение стойкости вкладышей
пресс-форм, изготовленных из сплава
МКБ, в зависимости от веса отливок
В отечественной промышлен-
ности указанной сталью занима-
лась 3. М. Гомольская совместно
с заводом ГОМЗ [и др. при литье
латуни. Механические свойства
ста.Ти по данным, полученным во
время испытания, приведены в
табл. 192. Механические свойства
и стойкость этой стали ниже, чем
у стали ЗХ2В8Ф.
Повышение хрома и вольфрама
привело к повышению содержания
карбидной фазы в этой стали, сни-
жению пластичности, прочности,
а следовательно, и стойкости.
Сравнение твердостей сталей
ЗХ2В8Ф и ЗХ12В12Ф в зависимо-
сти от температуры отпуска при-
ведено в табл. 193.
Механические свойства стали
ЗХ12В12Ф, поданным работы [79],
приведены в табл. 194.
202
Таблица 191
Сплав Номер ВКЛЭ' дыша Режим термической обработки (Т в °C) НВ Стой- кость в ц. т. Причина выхода из строя
Бр.КБ 2,7-07 1 Закалка 980, 30 мин, 255 2745 Сетка раз-
вода, отпуск 475, 4 ч тара
2 То же 229 2050
Бр.КБ 2,5-05 1 » 255 2405 То же
2 » 255 2405 »
3 Закалка 940, 30 мин, вода, отпуск 475, 4 ч 215 2050 »
4 Закалка 980, 30 мин, вода, отпуск 475, 4 ч 255 1880 »
Бр.КБ 2-04 1 Закалка 940, 30 мин, 229 1550 »
вода, отпуск 475, 4 ч
Бр.КБ 1-2 1 Закалка 750, 30 мин, вода, отпуск 475, 4 ч 255 3900 Смятие
Бр.КБ 2-2 1 Закалка 920, 30 мин, вода, отпуск 350, 4 ч 285 3735 »
2 То же 285 3710 »
3 285 2270 »
Таблица 192
т 1 зак в °C т опгп в °C т исп в °C Механические свойства стали ЗХ12В12Ф
°в В кГ :ММ.’ ат . в кГ[мм- б В % ф В % в кГ/мм?
640—660 20 600 700 137 87,2 54,5 105 72,1 45,1 6,7 10,7 24,1 37,4 42 35
1175 670—690 20 700 130,6 45,8 101,1 36,9 4 12,2 7,6 44,8 52 35
700—720 20 700 122,6 33,9 85,5 28 7,5 21,6 22,4 55,3 74 32
Теплопроводность стали ЗХ2В8Ф при 20° С — 23,0 ккал!м-ч-град, а стали
ЗХ12В12Ф — 16,9 ккал/м-ч-град.
Автор совместно с А. И. Григорьевым провели исследование стали ЗХ12В12Ф,
но с пониженным содержанием углерода и дополнительным легированием ее мо-
либденом и алюминием.
203
Таблица 193
Марка стали Г зак в °C НИС при Ттп в °C
550 600 650 680 700
ЗХ2В8Ф 1100 50—52 48—51 41—43 31—32 28—30
ЗХ12В12Ф 1178 49—51 44—46 42—47 34—44 37—41
Таблица 194
т зак в °C т отп в °C т исп в °C Механические свойства стали ЗХ12В12Ф
% в стг в кГ/лл2 6 в. % •ф В % рт в кГ!м.м2
600 73 51 9 38 56
1200 600 700 45 25 10 48 46
800 17 10 21 83 27
600 83 54 9 29 61
1250 600 700 53 31 10 39 48
800 21 11 15 75 28
Химический состав (в %) стали (условная маркировка 0Х12В12МЮФ) сле-
дующий: 0,04—0,08 С; 11—13 Сг; 10—12 W; 1 Мо; 0,4—0,6 V; 0,40—0,60 А1;
0,5—0,7 Si; 0,5—0,7 Мп, остальное Fe.
Изменение механических свойств этой стали после закалки с температуры
1200° С в воду и старения при 650° С в течение 5 ч в зависимости от температуры
испытаний приведено в табл. 195.
Сталь 0Х12В12МЮФ испытана при изготовлении отливок из стали 20Л на
вкладышах-к пресс-форме для детали «звездочка». Стойкость вкладышей и пресс-
формы из этой стали была ниже стойкости вкладышей из стали ЗХ2В8Ф. На рабо-
чей поверхности возникали крупные трещины в форме сетки.
Таблица 195
т исп в °C Механические свойства стали 0Х12В12МЮФ
в кГ1мм? стг В кГ/AtAt2 6 В % •ф В % рт в кГ/лм2 НВ
20 80 72 18 45,5 59 240
750 50 39,5 2 ' 52 37 —
800 39 32 12 52 32 —
850 31 28 16 75 31 —
204
Т а б л и ц а 196
т исп в °C Механические свойства стали ЗХ10В4М5КЗФ1ГС
в кГ/мм2 ат в кГ/мм2 ' 6 В % '1> В % в кГ[мм2 ан В кГ-MfCM2 НВ
200 141 103 3,3 10 57 9,5 240
600 84 . 70 6 17 34 2,9 —
700 57,3 49,2 12,3 40 38 3,6 —
800 22,4 20,7 17,5 73,5 22 4,7 —
900 6,9 6,8 45 100 10 28 —
1000 3,2 3 56 100 8 31 —
Таким образом, снижение углерода и дополнительное легирование не при-
вело к положительным результатам, но при 800° С запас прочности и пластич-
ности получен выше, чем у стали ЗХ2В8Ф.
Сталь ЗХ10В4М5КЗФ1ГС выплавлена в кислой индукционной печи. Слитки
после отжига и обдирки ковались на заготовки размерами 40 X 120 X 180 мм и
на заготовки для образцов 0 15 мм. Закалка производилась при 1170° С в
масло с последующим двукратным отпуском при 600° С с выдержкой 3 ч.
Химический состав стали (в %): 0,29 С; 0,63 Si; 0,84 Мп; 10,5 Сг; 4,9 Мо;
3,7 W; 3,25 Со; 0,69 V; 0,003 Р; остальное Fe.
Механические свойства стали в зависимости от температуры испытаний при-
ведены в табл. 196, а физические свойства — в табл. 197.
Из этой стали было изготовлено три комплекта вкладышей для изготовления
детали «звездочка» из стали 20Л._Стойкость вкладышей была около 200 ц. т., т. е.
Таблица 197
г о о Кф в кка.’/м-ч-град 1 Сф в ккал/кг-град Чф в кГ 1М3 "о м 3» • Q •$. * 05 и "о о. м i и о 8 Е в кГ/мм
и е ь,3
20 14 0,105 7850 105 12 23 500
100 15,2 0,110 7822 114 12,0 22 200
200 16,7 0,115 7772 122 12,3 22 100
300 18 0,118 7773 128 . 12,5 21 100
400 19,4 0,125 7673 136 12,8 20 300
500 20,6 0,130 7621 144 13,0 20 100
600 21,7 0,140 7555 152 12,8 19 200
700 22,3 0,150 7448 158 13,0 18 400
800 23,7 0,155 7427 165 13,3 17 300
900 24,3 0,160 7364 168 13,8 16 300
205
Несколько ниже, чем у вкладышей, изготовленных из стали ЗХ2В8Ф. Сравнение
физико-механических свойств этой стали со сталью ЗХ2В8Ф показывает, что она
обладает худшими свойствами.
Сталь ЗХ10М4ВЗК4НЗТЮ. Химический состав (в %) стали следующий:
0,29 С; 10 Сг; 4,5 Мо; 3 W; 4 Со; 3 Ni; 0,7 Ti; 0,1 Al; 0,4 Si, остальное Fe.
Механические свойства стали после закалки в воду с температуры 1200° С
и старения при 650° С в течение 10 ч приведены в табл. 198.
Таблица 198
ТисП в °С Механические свойства стали ЗХ10М4ВЗЦ4НЗТЮ
ав в кг;мм2 стт в кГ/мм2 б В % •ф в % Рт в кГ]м,м? икс
750 103 70 23 63 117 40 при 20° С
800 70 63 34 70 80 —
850 61 47 34 69 77 —
Теплофизические свойства стали такие же, как указано в табл. 192, за исклю-
чением теплопроводности, которая ниже. Например, при 20° С ).ф =
= 12 ккал/м ч град, а при 800° С — 7.ф = 22 ккал/м ч град. В связи с этим тепло-
проницаемость будет немного ниже, чем в табл. 192.
Стойкость вкладышей для детали «колпачок» при литье стали под давлением
составляла 480 ц. т., а при изготовлении детали «звездочка» — 380 ц. т. Стойкость
этой стали выше стали ЗХ2В8Ф на 25—40%. Эта сталь рекомендована заводам
для опробования при литье латуни.
Сталь 2Х10МВНСФГА — сталь с 10% Сг с различными добавками изу-
чается в США и других странах. В качестве примера приведем сталь следующего
состава (в %): 0,23 С; 10 Сг; 1,2 Мо; 1,25 Si; 0,75 Ni; 1,0 V; 0,45 W; 0,6 Мп; 0,1 N.
Температура закалки стали 1066—1093° С, но после введения никеля она
снижается до 1038° С. Температура отпуска 538—566° С, твердость после закалки
HRC 50—45, а после отпуска — HRC 45—39. Стойкость пресс-форм из этой стали,
как указывается, в два-три раза выше стойкости пресс-форм из стали 4Х5МФС.
Автор провел изучение влияния дополнительного легирования стали ЗХ2В8Ф
кобальтом в количестве 10%, при этом изменялось содержание углерода 0; 0,1;
0,2; 0,3% и содержание молибдена 1,2 иЗ% . При исследовании определялась твер-
дость стали в зависимости от температуры закалки и отпуска. Затем для всех
сплавов изготовлены образцы для определения механических свойств и стойкости
при изготовлении детали колпачок. Для более подробных исследований была
отобрана сталь 2Х2В8КЮМ2Ф. Слитки этой стали выплавлены в индукцион-
ной печи, затем одна часть их была переплавлена в вакуумной печи с расходуемым
электродом, а другая— способом электрошлакового переплава. Затем были из-
готовлены образцы для определения механических свойств и вкладыши пресс-
форм для детали «звездочка».
Было определено, что вакуумный и электрошлаковый переплав стали повы-
шают стойкость при изготовлении из стали 20Л и алюминиевого сплава АЛ2.
Мартенсито-стареющие стали в последние годы применяются
в США в качестве материала пресс-форм (особенно для литья латуни). Химический
состав мартенсито-стареющих сталей (в %): 18 Ni; 9 Со; 4,8 Мо; 0,6 Ti; 0,1 Al;
0,02 С; 0,1 Мп; 0,1 Si; 0,01 Р; 0,01 S, остальное Fe. В некоторых случаях добав-
ляется 0,03% В и 0,002% Zr. Обозначение сталей различно: СУМ, Альмар 15,
Альмар 18 (250), Альмар 18 (300) и т. д. В ФРГ эта сталь идет под номером 2706,
а в стали под номером 2709 никель заменен 18% W.
Твердость сталей в зависимости от температуры испытаний приведена
в табл. 199.
Заготовки, полученные со сталепрокатного завода, закаливаются на стабиль-
ный железо-никелевый мартенсит. Мартенсит легко обрабатывается режущим ии-
206
струментом, сваркой и давлением. После изготовления вкладышей пресс-форм
его подвергают старению при температуре 482° С для получения максимальной
твердости.
Эти стали при нормальной температуре обладают следующими свойствами:
<т9 = 185 кПмм2, ат = 180 кГ/мм2, 6 = 13%, ф = 61%, £= 18 600 кПмм2,
G = 7200кПмм2, 1.ф== 23,8 ккал'м.ч-град, у = 8000кПм\ а = 3,5 X
X Ю~6 мм!мм-град при 0—482° С, р = 0,3.
Механические свойства сплавов в прутках приведены в табл. 200.
Однако данных об изменении механических свойств в зависимости от темпера-
туры испытаний пока нет, поэтому дать оценку этим материалам не пред-
ставляется возможным. Стой-
кость сталей 18 250 и 18 300 при Таблица 199
литье алюминиевых сплавов, по
данным работы [81 ], в 10 раз
выше, чем стойкость стали Н-13.
Нагрев под закалку произво-
дится в защитной атмосфере.
Пресс-формы из этой стали
обладают стабильными разме-
рами.
Мартенсито-стареющие ста-
ли типа 2706, 2709 и 2888 при
литье латуни имеют стойкость
по сравнению со сталью 2365
выше на 50—500% [82].
Вид сплава нв ПРИ ТШП в °С
434 482 538 593 649 754
Альмар 15 500 475 415 260 180 —
» 18 500 450 400 300 180 150
Потомак А (Н-П) 460 455 425 230 ПО —-
В отечественной промыш-
ленности также занимаются этими сталями (МИТОМ, 1970, 7). Очевидно имеет
смысл проверить стойкость мартенсито-стареющих сталей на пресс-формах для
литья сплавов на основе алюминия и меди.
Рассмотрим стали аустенитного класса. Автор совместно
с А. И. Григорьевым провели испытание механических свойств и стойкости стали
ЗХ16Н10Г4ВЗФ2С1Ю1.
Химический состав (в %) стали следующий: 0,3 С; 16 Сг; 10 Ni; 4,5 Мп; 3 W;
2,2 V; 1,1 Si; 0,9 Al, остальное Fe.
Механические свойства в зависимости от температуры закалки и темпера-
туры испытаний приведены в табл. 201.
Испытание стойкости этой стали проведено при изготовлении детали «колпа-
чок» из стали20Л.Стойкость была в три раза выше стойкости стали ЗХ2В8Ф. Вкла-
дыши вышли из строя по причине смятия и образования кольцевых трещин в пере-
ходе от дна к боковым стенкам.
Была проверена также сталь ЗХ16Н11Г6ЮФБ. Химический состав (в %)
стали следующий: 0,3 С; 16 Сг; И Ni; 6 Мп: 4,5 W: 0,6 Nb 0,8 Al; 0,8 V, осталь-
ное Fe.
Добавка ниобия и марганца позволила повысить стойкость вкладышей для
детали «колпачок» из этой стали примерно в два раза по сравнению
со сталью ЗХ2В8Ф'.
Таблица 200
"Сплав Механические свойства
% в кГ/мм2 °т в кГ/мм2 6 в % в % рт в кГ/мм2 НРС
Альмар 15 210 205 10 41,5 112 54-55
» 18 180 175 12 50 116 50—52
» 18 200 196 11 55 136 53-55
Потомак А (Н-11) 203 164 15,5 40 151 55
207
Таблица 201
Режим термической обработки (Т’здк в °C) т исп в СС Механические свойства ЗХ16Н10Г4ВЗФ2С1Ю1
J *2 t>* « 1 и t> « б в % в % 1 рт в кГ;м.иг 1 ИВ при 20° С
750 180 31 30 30 251 185
Закалка, 1150, вода 800 98 23 35 70 177 —
850 110 35 32 92 205 —
750 119 48 7 17 100 180
Закалка, 1170, вода 800 77 45 7 18 51 —
850 71 35 7 20 55 —
Автор совместно с А. И. Григорьевым провели также испытание механиче-
ских свойств и стойкости стали 2Х15Н23ВЗМЗТЗГЮФ, имеющей следующий
химический состав (в %); 0,2 С; 15 Сг; 23 Ni; 3,5 W; 2,5 Мо: 3 Ti; 0,5 V; 0,6 Al;
0,8 Мп; 0,3 Si, остальное Fe.
Механические свойства этой стали в зависимости от температуры закалки и
температуры испытаний приведены в табл. 202.
Стойкость заготовок детали «колпачок» при изготовлении из стали 20Л была
выше стали ЗХ2В8Ф примерно в два раза.
Сталь 0Х15Н26Т2Ю (А-286) в США применяют для штампов при штам-
повке латуни. Эта сталь имеет стойкость в три—шесть раз более высокую, чем
штамповые стали. Эту сталь пробуют применить для изготовления вкладышей
пресс-форм при литье латуни. Механические свойства стали в зависимости от
температуры испытаний приведены в табл. 203. Химический состав (в %) стали
следующий: 0,05 С; 15 Сг; 26 Ni; 2,15 Ti; 0,2 Al; 0,003 В, остальное Fe.
Из стали 2Х12Н35Т2Ю2 были изготовлены вкладыши пресс-формы для
отливки детали «звездочка», но существенного эффекта по сравнению со сталью
ЗХ2В8Ф получено не было.
Т а б л и ц а 202
Режим термической обработки (Т3ак в °C) т исп в °C Механические свойства стали 2Х15Н23ВЗМЗТЗГЮФ
°в в кГ/мм2 °т в кГ/мм? б в % Ч> в % в кГ/мм2
750 139 59 20 28 138
Закалка,- 1150, 40 мин, вода 800 98 45 6,0 17 ' 75
850 65 40 26 58 79
750 120 55 15 32 110
Закалка, 1150, 1,5 ч, вода 800 108 50 11 И 82
850 105 48 3 9 60
208
Сплавы на основе никеля и кобальта. Автор совместно с А. И. Григорьевым
опробовали при литье стали под давлением в качестве материалов для вкладышей
пресс-форм никелевые сплавы. Химический состав (в %) одного из сплавов сле-
дующий: 0,15 С; 16 Сг; 3,5 W; 3,0 А1; 0,6 V; 0,6 Мп; 0,8 Si; 57 Ni; остальное Fe.
Механические свойства сплава в зависимости от режима термической обра-
ботки и температуры испытаний
приведены в табл. 204.
Коэффициент линейного рас-
ширения при температуре 20—
100° С—10-10“6 мм!мм-град,
а при 20—800° С 13 X
10~е мм!мм-град. Теплопровод-
ность при 20° С—12,а при 1200°—
25 ккал!м-ч-град. Стойкость
вкладыша при литье детали (кол-
пачок) из стали 20Л была 390 ц. т.
Вкладыши выходили из строя
из-за сетки разгара и трещин.
Испытание стойкости других ни-
келевых сплавов также не при-
вело к положительным резуль-
татам, так как незначительное
повышение стойкости не компен-
сируется повышением стоимости
материала. Несмотря на высо-
кую прочность при температуре
контакта никелевые сплавы при
литье латуни имеют низкую
Т а б л и ц а 203
т исп в °C Механические свойства стали 0Х15Н26Т2Ю
° вв кГ/мм2 стт в кГ/мм2 б в % '!> в % Ргв кГ /мм2
20 105 75 21 30 81
205 101 65 20 50 107
425 96 63 19 32 82
546 90 60 20 30 75
650 70 58 12 28 40
760 42 40 20 22 20
871 14 12 50 70 19
пластичность.
Таблица 204
т исп в °C Механические свойства стали 15Х16Н57ВЗЮЗГФС
(^акв°С) ° вв кГ/мм2 аг в кГ/мм2 б в % '!> в % ртв кГ/ммг
750 122 50 30 28 89
Закалка, 1200, 1 ч, вода 800 ПО 50 5 4 73
850 105 50 8 25 90
750 132 54 7 5 94
Закалка, 1200, ч, воздух 800 109 50 5 , 8 73
850 69 34 9 28 60
750 150 70 3 5 92
Закалка, ние 750, 1С 1200, 1 ч ч, вода; старе- 800 112 52 4 7 78
850 80 39 7 23 65
Для пресс-форм при литье латуни в США пытаются применять и аустенитные
стали Васпалой (0Х19К14МЗТЗЮ2Н56) с бором, Р-41 (1Х19КПМ10ТЗЮ2Н53)
с бором и кобальтовые сплавы.
14 и. Ц. Горюнов
209
Глава VI
СТОЙКОСТЬ ПРЕСС-ФОРМ
31. СТОЙКОСТЬ ПРЕСС-ФОРМ В ЗАВИСИМОСТИ ОТ МАТЕРИАЛОВ,
ПРИМЕНЯЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК И ПРЕСС-ФОРМ
Стойкость в зависимости от физико-мехаиических свойств материалов.
При изготовлении отливок из любых сплавов на рабочей поверхности и стенках
вкладышей пресс-форм возникают процессы (термическая усталость, необратимое
формоизменение и износ), приводящие к выходу вкладышей из строя. Сопротив-
ление материала пресс-форм указанным процессам определяет длительность их
службы. Вышеуказанные процессы протекают одновременно. Скорость протека-
ния этих процессов с повышением температуры контакта увеличивается. При
каждом литейном цикле физико-механические свойства материалов деталей пресс-
форм изменяются (от значений при Тфцр их значений при Тк). В основном ме-
ханические свойства при Тк определяют стойкость пресс-форм. Убедительным
доказательством этого являются механические свойства стали ЗХ2В8Ф при тем-
пературе контакта в зависимости от материала отливок, приведенные в табл. 127.
Рассмотрим механические свойства и стойкость пресс-форм при литье под давле-
нием детали «звездочка» во вкладыше пресс-формы из стали ЗХ2В8Ф и молибдена
ЦСДМ. Механические свойства этих материалов приведены в табл. 205. Сплав
молибдена при нормальной температуре был совершенно не пластичен, но при
температуре контакта 800° С прочностные и пластические свойства, а также стой-
кость его выше, чем у стали ЗХ2В8Ф, хотя при нормальной температуре сталь
ЗХ2В8Ф имела прочность примерно в три раза выше молибдена.
Т а б л и ц а 205
Марка сплава т исп в °C Механические свойства Стойкость в ц. т.
в кГ[мм2 аг в кГ[мм2 6 в % ф в % рт в кГ/мм2
ЗХ2В8Ф 20 800 140 10 123 9 13 10 44 90 97 11 260
ЦСДМ 20 800 50 21 50 20 0 25 0 80 0 23 2690
210
Механические и физические свойства материалов при нормальной темпера-
туре практически влияния на стойкость не оказывают. В интервале температур-
ного цикла они могут оказывать влияние на стойкость пресс-форм, но ввиду слож-
ности расчетов это не учитывается в расчетных формулах. К тому же изменение
физико-механических свойств в интервале температурного цикла не оказывает
существенного влияния на стойкость.
Формулы для расчета термостойкости, формостойкости и износостойкости
приведены в гл. IV. •'
Предварительный расчет стойкости пресс-форм производится конструктором
и технологом-литейщиком. Конструктору этот расчет необходим для того, чтобы
правильно выбрать марку материала, твердость и механические свойства, тех-
нологу для того, чтобы правильно выбрать технологические параметры процесса:
температуру подогрева пресс-форм, температуру заливки и др.
Для сравнительных расчетов значения деформации за цикл е0 и условные
температурные напряжения атн можно брать минимальные, но при расчете термо-
стойкости острых углов (концентраторов напряжений), где имеет место попереч-
ная и продольная деформации, максимальные.
Для точных расчетов необходимо учитывать изменение коэффициентов Кт,
Ксм и Ки, которые зависят от многих факторов и могут определять стойкость
пресс-форм. Значения коэффициента Кт зависят от чистоты обработки рабочей
поверхности пресс-форм и отливки, от чувствительности материала пресс-форм
к концентраторам напряжений. Небольшие риски, надрезы и различные дефекты
могут служить концентраторами напряжений и резко снижать термостойкость.
Очень острые концентраторы могут снижать термостойкость при литье медных и
железных сплавов до минимального значения (Кт близко к нулю). Обычно зна-
чение Кт меньше единицы, но при неответственном литье, когда допускается за-
чистка поверхности отливок наждачным кругом или другими средствами, Кт мо-
жет быть и больше единицы.
Значения коэффициента Ксм зависят от удельного давления, возникающего
в местах смятия, скорости потока жидкого металла в рабочей полости пресс-формы,
жидкотекучести металла, ширины зазора перед началом работы и места его рас-
положения и других факторов.
Указанные коэффициенты зависят от специфических условий работы литей-
ного цеха, поэтому их необходимо устанавливать в каждом цехе путем анализа
работы пресс-форм и прочих условий работы на данном предприятии.
Определяющим процессом при литье сплавов на основе алюминия, магния,
меДи и железа является термическая усталость, так как она служит причиной
забракования большинства пресс-форм из-за появления заливов на поверхности
отливок. Необратимое формоизменение проявляется чаще всего в виде появления
облоя на отливках вследствие смятия пресс-форм. Этот вид дефекта имеет местный
ограниченный характер, поэтому он удаляется различными способами. .Но в не-
которых случаях размеры облоя очень большие и удаление его нерентабельно.
Износ пресс-форм является основной причиной выхода пресс-форм из строя
при литье сплавов на основе цинка и имеет менее существенное значение при
литье высокотемпературных сплавов на основе меди и железа, так как они вы-
ходят из строя по термостойкости и формостойкости. При литье алюминиевых
сплавов пресс-формы часто выходят из строя из-за местного износа вследствие
налипания или приваривания.
Сравнение расчетных значений термостойкости, формостойкости и износостой-
кости для пресс-форм из стали ЗХ2В8Ф в зависимости от основы сплавов при-
меняемых для изготовления отливок приведено в табл. 206.
Изменение стойкости пресс-форм в зависимости от основы сплавов, приме-
няемых для изготовления отливок, по данным отечественных заводов и по данным
зарубежной технической литературы, приведено на рис. 56. С повышением тем-
пературы плавления материалов, применяемых для изготовления отливок, по-
вышается температура контакта, снижаются запасы прочности и пластичности,
что приводит к снижению стойкости и термостойкости пресс-форм.
Влияние запаса прочности и пластичности материала пресс-форм на термо-
стойкость и стойкость показано на рис. 57 и 58. На примере изготовления отливок
деталей колпачка и звездочки была изучена термостойкость и стойкость при литье
14
211
Таблица 206
Основа сплавов Термостойкость в ц. т. Формостойкость в ц. т. Износостойкость в ц. т.
Цинк 33 400—530 000 5700—оо 50 000—1 000 000
Алюминий 5 000—46 500 3000—оо 13 330— 200 000
Медь 400—7 500 200—7000 800—40 000
Железо 5—120 100—210 400—1 300
Примечания: 1. Механические свойства стали приняты по табл. 127.
2. Термостойкость определена только до появления трещин.
3. Формостойкость определена до появления облоя толщиной 2 мм.
4. Износостойкость принята по табл. 99.
Рис. 57. Изменение стойкости пресс-
форм при изготовлении отливки — кол-
пачка из стали 20Л в зависимости от
механических свойств Рт = (1 + 6 +
+ ф) ав — ат в кГ/мм? материалов
вкладышей:
• — сплав на основе молибдена; О —
меди; А — железа
Рис. 56. Изменение стойкости пресс-
форм в зависимости от температуры
контакта и температуры плавления
различных сплавов, применяемых для
изготовления отливок.
Для сплавов иа основе РЬ, 8п, 2п Тпл
до 500° С, Тк = 200 4-400° С, для сплавов
на основе Al, Mg Тпл = 500 4-800° С,
Тк = 400 4-600° С, для сплавов иа основе
Си Г„л = 800 4-1200=600 4-800° С, для
сплавов на основе Fe Тпл — 1200 4-
4- 1600° С, Тк = 800 4 1 100° С
стали при одинаковых технологических
условиях, проверено большое количе-
ство различных материалов вкладышей
пресс-форм с различным запасом проч-
ности и пластичности Рт. В результате было выявлено, что с повышением Ру-
термостойкость и стойкость повышаются. С повышением теплофизических свойств
(теплопроницаемости, температуропроводности, теплопроводности, теплоемкости,
212
Рис. 58.
пресс-форм
ливки—«звездочки» из стали 20Л
в зависимости от механических
свойств Рт = (1 + 6 + ф) ов — <зг
в кГ/мм2 материалов вкладышей:
• — сплав иа основе молибдена;
О — меди; А — железа
плотности металла пресс-форм и отливок) температура контакта понижается,
а уровень механических свойств повышается, что приводит к повышению стой-
кости пресс-форм.
С уменьшением коэффициента линейного расширения и модуля нормальной
упругости снижается общая деформация и температурные напряжения, что при-
водит к повышению стойкости и термостойкости пресс-форм (рис. 59 и 60). Но с по-
вышением модуля нормальной упругости повышается формостойкость пресс-форм
и уменьшается смятие. С понижением предела текучести повышается термостой-
кость, а с его повышением уменьшается смятие. Следовательно, предел текучести
и модуль нормальной упругости выбира-
ются оптимальными.
Температура подогрева пресс-форм,
как увидим далее, также выбирается
оптимальной в зависимости от ее влия-
ния на механические свойства, что опре-
деляется расчетом (п. 33).
Смазка в большинстве случаев повы-
шает стойкость пресс-форм. .
Стойкость пресс-форм при литье ции- /
ковых сплавов. При изготовлении отли- Р
вок из цинковых сплавов условия работы '
пресс-форм по сравнению с изготовле-
нием отливок из алюминиевых и тем бо-
лее из сплавов иа основе меди и железа,
легкие. При температуре подогрева пресс-
форм 20—400° С и перегреве жидкого
металла на 0—200° С при работе без
смазки температура контакта колеблется
в пределах 250—500° С, а температур-
ный перепад в пределах 260—100° С
(табл. 50). При указанных условиях об-
щая деформация изменяется от 0,00012
до 0,00276 мм (табл. 56), а температур-
ные напряжения от 2,5 до 102 кГ!мм*
(табл. 59). Пластическая деформация на
рабочей поверхности пресс-форм возни-
кает сравнительно редко только при гру-
бых нарушениях процесса, т. е. при за- -
ливке перегретого металла в холодные пресс-формы. На отливках в местах удара
струи жидкого металла может появиться облой, вымоины или вмятины.
Стойкость пресс-форм при литье цинковых сплавов по зарубежным и отече-
ственным данным приведена в табл. 207 и на рис. 56. Из таблицы видно, что
стойкость пресс-форм очень высокая. По расчетным данным, приведенным
в табл. 127, видно, что такая термостойкость пресс-форм может быть достигнута.
Пресс-формы при литье цинковых сплавов в большинстве случаев выходят из
строя из-за износа, поэтому их необходимо предохранять от износа, что может
привести к повышению стойкости.
В США качеству материалов, применяемых для пресс-форм, придают исклю-
чительно важное значение. Там считают, что стоимость материалов иа пресс-
форму составляет 5—6%, а стоимость термической обработки 2—3% от всей стои-
мости пресс-формы. Если при замене материала повысится стойкость иа 10%, то
[ С повышение стоимости материала даже в два раза дает экономический эф-
ft ;фект.
I / В отечественной промышленности в качестве материала для вкладышей пресс-
|/ форм при литье цинковых сплавов применяют стали типа 5ХНМ, 5ХГМ.38ХМЮА,
В ЗОХЮА, 4Х2ВС и др. Некоторые заводы- применяют сталь ЗХ2В8Ф даже при
к- изготовлении несложных отливок. Многие заводы стали 5ХНМ и 5ХГМ азо-
тируют с целью повышения стойкости. Это мероприятие не всегда приводит к по-
К^ложительным результатам, так как при этом снижается термостойкость, хотя и
В /нет налипания окиси цинка.
Изменение стойкости
при изготовлении от-
1
I
213
Автор считает, что для особо тяжелых условий работы пресс-форм в качестве
материала вкладышей пресс-форм целесообразно применять сталь ЗХ2В8Ф или
ее заменитель сталь 4Х5В2ФС. При средних и тяжелых условиях работы пресс-
форм необходимо применять стали (рекомендуемые ГОСТ 5950—63) 4ХВ2С,
5ХВ2С, 6ХВ2С и 38ХМЮА, а для обычных условий — стали 5ХНМ, 5ХГМ,
5ХНВС, 5ХНВ и др. ------1
В качестве материалов для стержней на заводах применяются инструменталь-
ные углеродистые стали У8—У12А, 5ХНМ, 5ХГМ, ЗХ2В8Ф и др. Углеродистые
инструментальные стали целесообразно применять при легких условиях работы,
Рис. 59. Изменение стойкости вкла-
дышей пресс-форм, изготовленных из
стали ЗХ2В8Ф, в зависимости от об-
щей деформации е0 = аДГ, возникаю-
щей на рабочей поверхности, при
различных материалах отливок:
• — расчетная стойкость; л — стойкость
для отливок весом до 100 г; О — весом
более 500 г
Рис. 60. Изменение стойкости вклады-
шей пресс-формы, изготовленных из
стали ЗХ2В8Ф, в зависимости от отно-
шения запаса прочности и пластично-
сти к температурным напряжениям
при различных материалах отливок:
• — расчетная стойкость; л — стойкость
для отливок весом до 100 г; О — весом
более 500 г
где смена стержней не требует больших затрат времени высококвалифицированных
слесарей. Для сложных пресс-форм при тяжелых условиях работы пресс-форм
целесообразнее и экономичнее для изготовления стержней применять сталь
ЗХ2В8Ф в специальных прутках, полученных с высокой степенью деформации.
Применение сульфоцианирования или азотирования улучшает условия работы
стержней и толкателей.
Термическая обработка пресс-форм при литье цинковых сплавов должна про-
изводиться на максимальную прочность, но при этом должна быть обеспечена
достаточная пластичность, что повышает износостойкость и стойкость пресс-форм.
Практика применения стали ЗХ2В8Ф в отожженном состоянии приводит к рез-
кому снижению стойкости и неэкономичному использованию высоколегированной
h стали.
Стойкость при литье алюминиевых и магниевых сплавов. При изготовлении
отливок из алюминиевых и магниевых сплавов условия работы пресс-форм зна-
чительно тяжелее по сравнению с изготовлением отливок из цинковых сплавов.
214
Таблица 207
Источник Материал Стойкость В ц. т.
вкладыша пресс-формы * отливки
[841 Цинковый сплав 2 000 000—
3 000 000
[78] 4Х5МФС » » 1 000 000
Ленкарз ЗХ2В8Ф » » 100 000—1 000 000
[89] — » » 200 000
[53] ЗХ2В8Ф » » 100 000—250 000
[72] 5ХНМ » » 300 000
172] У10А Сплав иа основе 5^500 000
свинца и олова
[6] ЗХ2В8Ф То же 250 000—400 000
Цинковый сплав 150 000—300 000
[49] ЗХ2НМ » » 5^100 000
4ХВ » » 100 000
Уб—У7 Сплав на основе ^50 000
свинца
[73] ЗХ2В8Ф Сплавы на основе 250 000—400 000
свинца и олова
ЗХ2В8Ф Цинковый сплав 100 000—250 000
[91] ЗХ2В8Ф » » 1 110 000
[64] ЗХ2В8Ф » » 300 000—500 000
[90] 4Х2Ф Сплавы на основе 100 000—150 000
цинка и олова
При Т'ф = 20'4-400° С и Тп = 204-200° С при работе без смазки Тк = 4174-
4-650° С, а АТ = 4954-161° С. При указанных условиях общая деформация
е0= 0,002144-0,00653 мм, епл = 0,000674-0,00266 мм (табл. 58), атн = 404-
4-140 кПмм2. Разрушение пресс-форм начинается с острых углов, с которых смы-
вается смазка. Пластическая деформация может быть устранена или уменьшена
за счет повышения предела текучести материала, модуля упругости, снижения
температурного перепада, коэффициента линейного расширения и др.
Стойкость пресс-форм при литье алюминиевых и магниевых сплавов по дан-
ным зарубежной технической литературы и практики отечественных заводов
показана в табл. 208 и на рис. 56. Стойкость пресс-форм колеблется в очень ши-
роких пределах (от 25 000 до 500 000 ц. т.). Стойкость при литье магниевых спла-
вов выше, так как магний не приваривается и не налипает на поверхность пресс-
форм. Алюминий, диффундируя в рабочую поверхность, снижает пластические
и прочностные свойства материала, снижая его стойкость,.
Работы по повышению стойкости пресс-форм при литье алюминиевых спла-
вов, проведенные в отечественной промышленности, приведены в трудах [17,
23, 47, 481.
Химический состав сталей для пресс-форм, по данным работ [47, 48], при-
веден в табл. 209, режимы термической обработки и твердость — в табл. 210,
механические свойства и стойкость — в табл. 211. Авторы привели показатели
215
Таблица 208
Источник Материал Стойкость в ц. т.
вкладыша пресс-формы отливки
[95] Ленкарз [53] ]72] [49] [6] [73] [78] [22] . [90] [65] * Обы' * * Ваку 4Х5МФС 4Х5МФ1С 4Х5МФС ЗХ2В8Ф ЗХ2В8Ф 4Х2ВС ЗХ2В8Ф 4Х2ВС 4ХФ 2Х6В5К 4Х5В5К ЗХ2В8Ф ЗХ2В8Ф 4Х5МФС ЗХ2В8Ф ЗХ2В8Ф тая плавка материал умная плавка матери Алюминиевый сплав » » » » » » » » » » » » » » . » » Магниевый сплав Алюминиевый сплав » » » » Алюминиевый и ма- гниевый сплавы Алюминиевый сплав Магниевый сплав Алюминиевый сплав Магниевый сплав Алюминиевый сплав Алюминиевый и ма- гниевый сплавы Алюминиевый сплав при весе отливок (в г): до 50 50—100 100—300 300—600 600—1000 для вкладыша пресс-форм, ала для вкладыша. 250 000—500 000 125 000—500 000 100 000—250 000 50 000—200 000 165 000*— 410 000**. 50 000—100 000 30 000— 50 000 50 000 (среднее значение 80 000 100 000 5 000—10 000 100 000 250 000 50 000— 80 000 50 000— 80 000 50 000— 90 000 250 000—500 000 125 000—500 000 200 000 20 000— 30 000 70 000 50 000 40 000 30 000 25 000
216
Таблица 209
Марка стали Химический состав в %
С Сг •W V Ni Прочие элементы Si Мп
ЗХ2В8Ф 0,29 2,50 8,50 0,36 0,25 — 0,30 0,27
4Х10В2Ф 0,40 10,2 2,40 0,39 — — — —
5ХВ2С 0,48 1,20 2,50 — — — 0,65 0,30
4Х10В2ФС 0,45 10,8 2,50 0,39 — — 1,05 —
2ХН4ВФ 0,20 1,41 1,00 0,35 4,41 — 0,30 0,30
1X13 0,12 13,3 — — 0,28 — 0,44 0,31
3X13 0,34 14,1 — — 0,24 — 0,27 0,36
4X13 0,41 12,8 — — — — 0,35 0,35
13X13K3 1,28 12,25 — — 0,16 2,51 Со 0,32 0,30
20X13 2,И 11,8 — — 0,30 — 0,29 0,27
4Х9СЗ 0,38 9,35 — — — — 2,7 0,45
15Х10МФ 1,52 11,2 — 0,15 0,23 0,62 Мо 0,30 0,28
Т а б л и ц а 210
Марка стали Г в °C зак ттп в °с HRC НВ при темпера- турах в °C
после закалки после отпуска 20 550—650
\< ЗХ2В8Ф 1050 550 630 47 48 45,5 444 352 311
.. , 4Х10В2Ф 1050 . 550 630 60 51 41 402 306 221
. 5ХВ2С 950 550 630 60 48 402 276 214
4Х10ВФС 1050 550 630 60 48 387 301 214
2ХВН4Ф 850 550 630 44 39 26 273 176 124
217
Продолжение табл. 210
Марка стали Тзак в °С Тотп в °С HRC НВ при темпера- турах в °C
после закалки после отпуска 20 550 -650
, - 1X13 1050 550 630 38 28 22 223 130 но
3X13 1050 550 630 52 40 33 293 171 130
4X13 1050 550 630 60 43 37 332 175 138
13X13 1000 550 630 58 52 42 387 254 184
20X13 1000 550 630 63 51 44 418 238 154
4Х9СЗ 1000 550 630 58 43 39 311 190 143
15Х10МФ 1000 550 630 66 55 47 430 234 214
Таблица 211
Марка стали Механические свойства Стойкость в ц. т.
НВ в кГ/мм* Ф в % Пределы Средняя Относи- тельная в %
ЗХ2В8Ф 362 104,2 39,2 120 ООО- НО 000 115 000 100
4Х10В2Ф 306 85,9 55,9 46 000—28 000 37 000 32,1
5ХВ2С 276 79 46,3 90 000—85 000 87 500 76,1
4Х10В2ФС 301 82,5 62,9 11 000—6 000 8 500 7,4
3X13 171 — — 7 000—5 000 6 000 5,2
4X13 175 53,2 79,2 18 000—14 000 16 000 14
4Х9СЗ 190 49,7 78,2 22 000—18 000 20 000 17,4
15Х10МФ 235 95,7 23,2 80 000—75 000 77 500 67,4
218
теплопроводности, коэффициенты линейного расширения, но их значения рас-
ходятся с данными других авторов, поэтому они здесь не приводятся.
Приведенные данные показывают, что равноценного заменителя стали
ЗХ2В8Ф авторы не нашли, хотя такие стали как 5ХВ2С и 15Х10МФ и имели до-
статочную стойкость.
В работе [17] приведены данные по испытанию стойкости новых сталей для
пресс-форм при изготовлении отливок из сплава АЛ2 и по выявлению влияния
иа стойкость покрытий азотированием и диффузионным хромированием. Режимы
термической обработки сталей и режимы нанесения покрытий приведены
в табл. 212 и 213, а стойкость вкладыша при изготовлении заводских деталей —
в табл. 214. В табл. 66 приводились данные о потере веса после выдержки опыт-
ных образцов в жидком сплаве АЛ2.
Авторы работы [17] провели ряд исследований по изучению потери веса
иа опытных образцах диаметром 15 мм и высотой 30 мм при выдержке их в
жидком сплаве АЛ2 с температурой 700° С и при вращении ваины со скоростью
2 об/мин. На основании этих исследований были сделаны выводы, относящиеся
к стойкости пресс-форм, и показано, что окисление и коррозионные процессы
не оказывают существенного влияния иа стойкость. Авторы теоретически не
обосновали причины, приводящие к тому, что менее легированная сталь 4Х5В2ФС
имеет стойкость в 1,5—2 раза выше более высоколегированной стали ЗХ2В8Ф.
Азотирование по данным зарубежной технической литературы может повышать
стойкость пресс-форм только при очень тонком слое (ие более 0,1 мм), при более
Таблица 212
Марка стали Режим термической обработки Режим азотирования
Эо а те1 О О М е § нас Темпера- тура в °C Продолжи- тельность выдержки в ч Толщина слоя в мм HV слоя
4Х5В2ФС 1080 1000— 1050 1000— 1050 620 580—620 700 43 40—45 28 530— 540 12—15 0,016— 0,20 1160— 1240
ЗХ2В8Ф 1100 1100— 1150 1100 600 600—620 730 50 45 28 — — — —
1Х9В6 1140 580 40 — — — —
Р18 1280 560 (трех- кратный) 62—64 510— 520 1 0,015— 0,020 1340— 1460
2Х12ВЗМ 1140 600 42 — — — —
Х12М 1000 540 54-56 510— 520 10—12 0,08—0,1 1160— 1240
219
Т а б л и ц а 213
Марка стали Режим диффузионного хромирования
Т емпература в °C Продол- житель- ность выдержки в ч т 1 зак в °C т отп в °C HRC Толщина слоя в мкм HV слоя
. 4Х5В2ФС 1040—1050 5—6 1050 590 45 10—12 1530
ЗХ2В8Ф 1040—1050 5—6 1080 650 • 45 9—11 1650
Т а б л и ц а 214
Наиме- нование детали пресс- формы Марка новой стали Вид термической обработки HRC Стойкост в и из стали ЗХ2В8Ф ь деталей . т. из новых сталей
Стакан 4Х5В2ФС Закалка + от- пуск То же + азотирова- ние (глубина слоя 0,1 мм) 50—52 HV 1080—1160 280 000 336 000 20 000
Втулка ' 4Х5В2ФС Закалка + от- пуск То же + азотирова- ние (глубина слоя 0,2 мм) 45—49 HV 1080—1160 65 000 130 000 162 500
Фасон- ный стержень 4Х5В2ФС Закалка + от- пуск 49—51 40 000 * 100 000 **
Вкладыш 1Х9В6 Закалка + от- пуск 40—42 60 000 120 000**
Втулка 1Х9В6 Закалка + от- ' пуск 40—42 65 000 195 000
Втулка 2Х12ВЗМ Закалка + от- пуск 40—42 65 000 195 000
Втулка * ЗХ2В8Ф — до появления Тоже-)- хромирова- ние (глубина слоя 0,01 мм) трещин, ** пресс-ф< HV 1530 )рма еще рабси гает. 62 500
220
толстом слое термостойкость резко понижается, т. е. чувствительность материала
к трещинам увеличивается. Однако авторы работы [17 ] приводят данные, показы-
вающие, что с увеличением толщины слоя азотирования с 0,1 до 0,2 мм стойкость
повышается.
По исследованиям [22], азотирование снижает стойкость пресс-форм в три-
четыре раза (рис. 61). Методика испытания стойкости при литье силумина приво-
дилась в п. 23. Изменение стойкости в зависимости от материалов, применяе-
мых для изготовления вкладышей пресс-форм, при литье из силумина мелких
защитных покрытий, наносимых
на вкладыщи, при литье сплава
АЛ2: а — эталон; б — фосфатиро-
вание; в — низкотемпературное
цианирование; г — сульфоциаииро-
ваиие; д — азотирование; е — вы-
сокотемпературное цианирование
Рис. 62. Изменение стойкости пресс-фор-
мы при литье сплава АЛ2 в зависимости
от материалов, применяемых для изго-
товления вкладышей:
[- I ^зак ~ 960° Ф -^зак =
= 1100° С; — Тзак = 1100° С, отпуск
для снятия напряжений; — вкла-
дыш, не доведенный до разрушения
тонкостенных отливок показано иа рис. 62. Испытание производилось при из-
готовлении одной и той же отливки при прочих равных условиях. Повышение
температуры закалки с 960 до 1100° С и снятие напряжений повышает стойкость
деталей пресс-формы в два раза. Снятие остаточных напряжений является эф-
фективным мероприятием для повышения стойкости пресс-форм, ие требующим
больших затрат. Вкладыши из стали ЗХ5МФС имели высокую стойкость, но их
было испытано мало. Дальнейшая проверка подтвердила, что вкладыши из стали
ЗХ5МФС обладают высокой стойкостью, но одиако требуется более широкая
проверка ее в производственных условиях. Сталь ЗХ2В8К.6Ф также обладает
высокой стойкостью, но ее рекомендуется применять только при тяжелых ус-
ловиях работы пресс-форм.
Износостойкость стержней рассматривалась в п. 26, где отмечались основ-
ные направления и пути повышения их стойкости. Отметим еще раз, что наиболее
эффективным мероприятием является изготовление их из высококачественных
сплавов на основе молибдена и вольфрама. Для стержней, выходящих из строя
по налипанию и привариванию алюминия, целесообразно применение азотиро-
вания, сульфоцианирования, диффузионного хромирования и борирования.
221
Хотя эти покрытия и снижают термостойкость, ио они повышают износостойкость.
На стержни из молибдена и вольфрама алюминий практически не налипает и не
приваривается, поэтому их стойкость и термостойкость очень высокие и превос-
ходят стойкость стержней из стали ЗХ2В8Ф в пять—десять раз и более.
В зарубежной промышленности для пресс-форм и стержней применяются
стали 4Х5МФС, 4Х5МФ1С, 4Х5МВФ и др. Физико-механические свойства ука-
занных сталей рассматривались в п. 29. При литье алюминиевых сплавов хромо-
молибденованадиевые стали при температуре контакта имеют выше пластич-
ность, прочность, теплопроводность и запас прочности и пластичности, что при-
водит к повышению стойкости и термостойкости этих сталей по сравнению со
сталью ЗХ2В8Ф.
При изготовлении отливок из сплавов на основе алюминия для изготовления
вкладышей рекомендуются хромовольфрамовые стали ЗХ2В8Ф, ЗХ10В2Ф и
4Х5В2ФС, а также хромомолибденовые стали ЗХ5МФС, 4Х5МФС, 4Х5МФ1С,
4Х5МВФ и ЗХ5МФВ.
В качестве материалов для стержней рекомендуются стали ЗХ2В8Ф, 4Х5МФС,
4Х5МФ1С, а также сплавы иа основе молибдена и вольфрама. Вопросы приме-
нения различных покрытий будут рассмотрены в следующем параграфе.
Стойкость при литье сплавов и а основе меди. Пресс-формы при изготовлении
отливок из сплавов на основе меди работают в тяжелых условиях, так как на
рабочей поверхности при применении почти всех материалов возникает пласти-
ческая деформация, приводящая к быстрому смятию пресс-форм и появлению
трещин или сетки разгара. При Тф = 20ч-400°С и Т„ = 20ч-200° С при работе
без смазки Тк = 600ч-1000° С, Д7 = 400ч-900° С, е0 = 0,00578ч- 0,011 мм,
епл = 0,005ч-0,010 мм, а атн = 100ч-274 кГ/мм?.
В послевоенные годы США провели ряд работ по изысканию сплавов для
получения отливок иа основе меди, имеющих низкую температуру плавления,
приводящую к повышению стойкости пресс-форм. Вторым важным направлением
повышения стойкости пресс-форм является применение для вкладышей сплавов
на основе молибдена, вольфрама, а также применение мартенсито-стареющих
сплавов.
Стойкость вкладышей пресс-форм из разных материалов при литье латуни
по данным отечественных заводов и зарубежных фирм приведена в табл. 215.
Из таблицы видно, что стойкость пресс-форм изменяется в широких пределах
(от 1 000 до 70 000 ц. т.), а при применении сплавов иа основе молибдена и вольф-
рама до 200 000 ц. т. Применение мартенсито-стареющих сталей позволяет по-
высить стойкость до 300 000 ц. т., ио эти данные может быть имеют рекламный
характер, поэтому требуют проверки.
Из приведенных данных видно, что наиболее эффективным мероприятием,
повышающим стойкость пресс-форм, является применение в качестве материалов
для вкладышей сплавов на основе молибдена и вольфрама, приводящих к повы-
шению стойкости пресс-форм в несколько раз. Одновременно с этими для повы-
шения стойкости применяются и другие мероприятия, к которым следует отнести
охлаждение пресс-форм проточной водой, применение различных разовых по-
крытий, снижение стоимости изготовления вкладышей за счет их изготовления
способом литья, холодным выдавливанием, специальными способами обработки
и т. п.
В этом отношении интересна работа [34], проведенная на заводе Леикарз
при изготовлении отливок из латуни. Методика работы состояла в том, что иа
поршень плунжера закреплялась пластина испытуемого материала и произво-
дилось ее испытание. При этом пластина из стали ЗХ2В8Ф до появления трещин
выдержала 375 ц. т., хромированная пластина из этой же стали— 500 ц. т.,
цианироваииая — 800 ц. т., алитированная — 1000 ц. т. Пластина из твердого
сплава ВКЗ выдержала 100 ц. т., из сплава ВК15 — 200 ц. т., из сплава ВКЗОМ—
5000 ц. т. Вкладыши, изготовленные из сплава ВКЗОМ и стали ЗХ2В8Ф, имели
соответственно стойкость 85 000 и 10 000 ц. т. Вкладыши из твердого сплава
ВКЗОМ имеют высокую стойкость. Это объясняется тем, что сплав ВКЗОМ
имеет предел прочности при сжатии более 300 кГ/мм2, малый коэффициент ли-
нейного расширения порядка (Зч-5) • 10"в мм/мм-град, высокую теплопровод-
ность около 72 ккал!м-ч-град. В связи с этим, возникающие температурные
222
Таблица 215
напряжения получаются ниже
предела прочности.
В отечественной и зарубеж-
ной промышленности проводи-
лись работы по изучению стой-
кости вкладышей, полученных
способами литья. В этом отно-
шении наиболее интересна ра-
бота [30], где проведено иссле-
дование по ’ замене кованых
вкладышей литыми. Вкладыши
изготовлялись по выплавляемым
моделям. Химический состав
материалов вкладышей приведен
в табл. 216.
После отливки стальные
вкладыши имели повышенную
твердость, поэтому для улуч-
шения обрабатываемости они
подвергались изотермическому
отжигу с выдержкой при тем-
пературе 840—860° С 2,5—4 ч
и при 750—760° С 4—5 ч.
Твердость после такого отжига
была НВ 240—260. Закалка
кованых и литых вкладышей
производилась при температуре
1080° С с выдержкой 10—15 сек
на 1 мм сечения. Отпуск про-
изводился при 600° С. Литые
вкладыши отпускали с HRC 44—
48 до HRC '36—42. Вкладыши
монтировались в шестиместную
пресс-форму. Отливка корпуса
унифицированного вентиля. из-
готовлялась из латуни следую-
щего состава (в %): 59 Си, 1,4
РЬ, 0,3 Fe, 0,25 Al, остальноеZn.
Литые и кованые вкладыши ис-
пытывались на стойкость в под-
вижной половине пресс-формы,
а в неподвижной оформлялась
только хвостовая часть детали,
которая получалась для всех
случаев в кованых вкладышах.
Отливка производилась в хо-
лодную пресс-форму, неподвиж-
ную часть охлаждали проточ-
ной водой. В процессе эксплу-
атации рабочая поверхность
покрывалась налетом окиси цин-
ка. Для ее удаления в форму
вводили под давлением раствор
желтой кровяной соли.
Стойкость вкладышей из
кованой стали ЗХ2В8Ф была
35 000 ц. т., а стойкость литых
вкладышей из стали ЗХ2В8Ф —
35 000ц.т., из стали ЗХ2МЗФ —
35 000 ц. т., из стали
Источник Материал вкладыша пресс-формы Стойкость в ц. т.
[72] ЗХ2В8Ф 40 000
[53] ЗХ2В8Ф 2 000—15 000
Ленкарз ЗХ2В8Ф 5 000—10 000
[90] ЗХ2В8Ф 6 000—10 000
[92] i. 20 000— 30 000
[78] — 7 000—10 000
— ЗХ2В8Ф 4 000—6 000
— 3X13 1 500—2 000
[94] Вольфрамовый сплав 1150 200 000
[73] ЗХ2В8Ф 3 000—10 000
[77] ЗХ2В8Ф 12 500
— ЗХ2В8Ф 100—1 100
— ЦСДМ4 6 000 -
[6] ЗХ2В8Ф 5 000—10 000
[82] Сталь 2365 6 000
Вольфрамовый сплав 1150 56 000
[82] ЗХЗМЗФ1С 50 000
[82] 4Х5МФС 50 000
[81] Мартенсито- стареющая сталь 125 000— 300 000
[81] 4Х5МФ1С 5 000
[93] ЗХ2В8Ф 5 000
[93] 4Х5МФ1С 5 000
[93] 'Вольфрамовый сплав 1150 100 000
[93] Молибденовый сплав MTZ 80 000
[83] ЗХ2В9Ф 18 000— 24 000
[83] ЗХ2В9К2Ф 30 000— 35 000
[83] ЗХ2В5К5МФ 60 000— 65 000
[83] ЗХЗМЗФ 40 ООО- бО 000
223
Таблица 216
Марка сплава Химический состав в %
с Сг W V Ni Si Прочие элементы
ЗХ2В8Ф 0,3—0,4 2—2,7 7,5—9 0,2—0,5 До 0,35 —
ЗХ2МЗФ 0,3—0,4 2,5—3 — 0,5 г— » 0,35 2,5— 2,8 Мо
ЗХ2В2М2— Н2ЮТ 0,3-0,4 1,8—2 1,8 — 1,75 » 0,5 0,1 Ti 0,2 Al 2,4 Мо
4Х5В2МЗ— Ф2ЮТ 0,45— 0,5 2—2,5 1,65 2 — » 0,6 3,50 Мо 0,25 А1 0,06 Ti
12Х22Ю8С 1,2 22—23 — — — » 1,10 8 Al
14Х18Ю8С 1,4 17—18 — — — » 1,20 8 Al
Бр.НА87-7-6 — — — — 5-6 — 6— 6,5 Al
Бр.НА71-22-7 — — — — 20—21 — 5—6 Al
Сталь Ст.6 0,48 — 1 — — 0,47 —
ЗХ2В2М2Н2ЮТ— 35 000 ц. т., из стали 4Х5В2МЗФ2ЮТ— 35 000 ц. т., из
стали 12Х228С — 6355 ц. т., из стали 14Х18Ю8С — 2425 ц. т., из Бр.НА
71-22-7 — 2180 ц. т., из стали Р18 — 2500 ц. т.
Благодаря разработанному режиму термической обработки стойкость вкла-
дышей из стали ЗХ2В8Ф была в три-четыре раза выше, чем иа отечественных за-
водах. По сравнению с испытанными сложнолегироваиными сталями она также
имела более высокую стойкость. Техиико-экоиомические расчеты показывают,
что стоимость литых пресс-форм составляет только 58—80% от стоимости меха-
нически обработанных из кованой стали вкладышей, поэтому литые вкладыши
экономичнее.
- Опытные работы по изготовлению вкладышей пресс-форм различными спо-
собами литья проводятся в ФРГ, Японии, Англии и в других странах. Следует
отметить, что стоимость изготовления вкладышей способами литья дешевле, ио
качество металла, т. е. механические свойства, будут ниже. Кроме того, на ра-
бочей поверхности литых вкладышей возникают дефекты, и ее необходимо шли-
фовать и полировать, так как получить высокую чистоту рабочей поверхности
(8—10-го класса) литьем невозможно. В связи с указанным литые вкладыши
будут иметь ограниченное применение.
Увеличение в стали ЗХ2В8Ф содержания хрома и вольфрама не повышает
механических свойств этого материала при температуре контакта и стойкости
пресс-форм при литье латуни.
В. С. Меськиным и Б. Е. Соминым совместно с ГОМЗ было проведено также
исследование стойкости различных марок сталей. Отливка из латуни имела
диаметр 40 мм, высоту 39 мм. Оиа изготовлялась иа машине Полак 900 с вы-
держкой 3 сек. Вкладыши были изготовлены из сталей различных классов:
1) мартенситных теплоустойчивых сталей: ЗХ2В8Ф, 5ХЗВ10Ф1, 4ХЗВ10Ф1,
6Х10В4Ф1;
2) аустенитных теплоустойчивых сталей: 5Х10Н20В4, 6Х10Н20В4Ф1,
5Х13Н13В10, 5Х13Н13В10Ф1;
224
3) а-сплавов с особыми свойствами: 2Х2В27Ф, 2Х27Ф2;
4) 7-сплавов с особыми свойствами: 5ХЗН16Г5Ф2, 5ХЗН44ГЗФ;
5) высокохромистых сталей: 1X13, 2X13, 3X13, 4X13 и 6Х34С5;
6) стандартных сталей: ЗХ2В8Ф и 4Х2В8Ф.
Все вкладыши прошли термическую обработку. Физические и механические
свойства материалов были определены при температурах 20—1000° С. При испы-
тании стойкости было установлено, что после 50—100 ц. т. у всех вкладышей
пресс-форм на рабочей поверхности появляется сетка разгара, а после 250 ц. т.
вкладыши были сняты с испытаний. Только вкладыши из сталей 3X13, 2Х27Ф2
и 4X13 продолжали работать и выдержали соответственно: 2250, 1250 и 1000 ц. т.
Таким образом, повышение легироваиности стали ие привело к повышению меха-
нических свойств и стойкости.
По данным работы [69] при литье латуни ЛС 59-1 сталь 4Х5В2ФС имела
стойкость в три раза выше, чем сталь ЗХ2В8Ф. Пресс-форма из этой стали стоит
иа 510 руб. дешевле, чем из стали ЗХ2В8Ф.
Для удлинения срока работы вкладышей пресс-форм применяются также
различные мероприятия, из которых следует отметить: удаление окиси цинка
[16], перешлифовка рабочей поверхности с переточкой, заварка трещин и вос-
становление, периодическое воронение [26] и др.
Т а б л и ц а 217
Показатель Материал вкладыша пресс-формы
ЗХ2В8Ф МХЦВ МКБ ВМ1 ЦСДМ4
тк в °C 900 600 650 735 735
ВФ В X, ккал/я2-ч '2-град 169 370 320 254 254
ов в кГ/мм2 9,1 21 30 31 50
6 в % 50 13 (20) 20 11
ф В % 90 58 (40) 94 65
Sp в кГ/мм2 21,8 36 48 66 87,5
ит в кГ/мм2 8,3 20 25 29 44
Рт в кГ/ям2 13,5 16 23 37,0 33,5
ST в °C 700 400 450 435 435
Е в кГ/яя2 13 000 9 100 9 500 29 000 32 000
0,00931 — 0,01862 0,00743— 0,01060 0,00765— 0,00960 0,0026— 0,00372 0,0025— 0,00337
orw в кГ/ям2 91—182 68—97 73—91 75—150 65—130
I1 0,5 0,3 0,2 0,3 0,3
NT в ц. т. (рас- четное) 256—16 1000—256 1700—695 25 100— 4370 43 500— 5213
NT в ц. т. (опытное):
для кол- пачка 200—400 810—1100 1800—3000 10.000 —
для звез- дочки 150—260 340, 370 510 380, 730 3 040 3610
15 И. И. Горюнов
225
В качестве материалов для стержней при литье медиых сплавов приме-
няются: Н-42 (табл. 100), 38ХМЮА, РФ-1, ЗХ2В8Ф, Х12М, 4Х8В2, 4Х5МФ1С,
4Х5МВФС, сплавы молибдена и вольфрама. Как указывалось ранее, наиболее
высокую стойкость имеют стержни, изготовленные из сплавов молибдена и вольф-
рама, которые в недалеком будущем найдут широкое применение и ие только для
стержней, но и для вкладышей пресс-форм.
Таким образом, несмотря иа большое количество работ по выбору .более
стойких материалов для пресс-форм и стержней при изготовлении отливок из
сплавов на основе меди пока наиболее приемлемыми являются стали ЗХ2В8Ф
и 4Х5В2ФС. Целесообразно провести опробование мартеисито-стареющих сталей
для изготовления вкладышей и более широкое внедрение сплавов на основе
молибдена и вольфрама.
Стойкость при литье стали. Методика испытаний стойкости вкладышей при
литье стали рассмотрена в гл. IV, где приводились чертежи отливок и количество
испытанных вкладышей. Одиовремеиио на заводах было испытано примерно
такое же количество пресс-форм. Результаты некоторых испытаний приводились
в табл. 78—80 и на рис. 57 и 58.Вкладыши для детали «крышки» имели в некоторых
случаях стойкость выше, чем вкладыши для детали «звездочка». Например, стой-
кость вкладышей из сплава МХЦВ при отливке детали «колпачок» составляла
810 ц. т., звездочки — 370, 510 ц. т., а крышки — 600 и 690 ц. т. Аналогичная
картина была и при изготовлении вкладышей из молибдена. Следовательно, кон-
центраторы напряжения оказывают большее влияние на стойкость, чем вес
отливок.
Была проверена стойкость более 200 различных материалов на основе же-
леза, молибдена, ниобия, никеля, кобальта, углерода, керамических и др. К луч-
шим материалам относятся сплавы иа основе молибдена и медн. Изменение стой-
кости некоторых сплавов в зависимости от материала вкладышей и его механи-
ческих свойств приведены в табл. 217.
32. СТОЙКОСТЬ ПРЕСС-ФОРМ В ЗАВИСИМОСТИ
ОТ ЗАЩИТНЫХ ПОКРЫТИИ
Разрушения пресс-форм начинаются с ее рабочей поверхности, так как она
испытывает самые высокие температуры, деформации, напряжения и химиче-
ские взаимодействия с жидким металлом. В связи с указанным, еще при зарожде-
нии процесса литья под давлением начали применять защитные покрытия рабо-
чей поверхности жидкими смазками. В настоящее время применяются следую-
щие защитные покрытия: 1) химико-термическая обработка, 2) электрохимические
и химические покрытия, 3) металлизация, 4) электролитические покрытия,
5) смазки.
Указанные мероприятия по принципу действия подразделяются иа постоян-
ные (химико-термическая обработка и термодиффузнойные покрытия), долго-
действующие (химические и электролитические покрытия, металлизация) и
разовые (жидкие смазки).
Механизм повышения стойкости пресс-форм за счет применения защитных
покрытий изучен недостаточно. Практикой производства литья под давлением
установлено, что ие все покрытия повышают стойкость пресс-форм.
По теоретическим соображениям все виды химико-термической обработки
должны снижать термостойкость и повышать износостойкость пресс-форм. По-
этому были проведены исследования по изучению влияния химико-термической
обработки и покрытий иа механические свойства и стойкость материалов пресс-
форм.
Механические свойства стали ЗХ2В8Ф в зависимости от химико-термической
и химической обработки. Из одной плавки стали ЗХ2В8Ф были откованы заго-
товки для образцов механических испытаний и для вкладышей пресс-форм, ко-
торые одновременно проходили термическую и химико-термическую обработки.
Обработка производилась по следующим режимам.
Азотирование:
1) загрузка образцов и вкладышей в печь ПА-32-3 и нагрев до температуры
510 ± 10° С в течение 5—6 ч;
226
2) выдержка при степени диссоциации аммиака 40—50% — 5 ч;
3) нагрев до 560 ± 10° С — 6 ч;
4) выдержка при степени диссоциации аммиака 60—75% — 6 ч;
5) охлаждение с печью до. температуры 510° С;
6) выдержка при степени диссоциации аммиака 40—45% — 5 ч;
7) охлаждение в закрытом муфеле до температуры 380—450° С, а затем в от-
крытом муфеле.
Глубина азотированного слоя была 0,24 мм, HRC 56—59 или HV 649—796.
Сульфоцианированне:
1) обезжиривание образцов и вкладышей пресс-форм в щелочи;
2) промывка в теплой воде, подсушка путем подогрева до 100—150° С и
загрузка в ванну;
3) подогрев до температуры 560—580° С в ванне следующего состава (в %)
75 K4[Fe(CN)6], 13 NaOH, 12 NaSO4;
4) выдержка при температуре 560—580° С — 3 ч;
5) промывка в горячей воде от соли и для улучшения коррозионных свойств
погружение в горячее масло с 100—130° С;
6) протирка опилками и обдувка сжатым воздухом.
Зона азотистого феррита и перлита составляла 0,4—0,5 мм, HRC 47—48
или HV 482—498.
Низкотемпературное цианирование:
1) подготовка образцов и вкладышей и загрузка их в ванну;
' 2) нагрев в вание следующего состава (в %): 85 К4 [Fe(CN)6], 15 NaOH
до 560° С;
3) выдержка при указанной температуре — 6 ч;
4) охлаждение на воздухе.
Глубина цианирования была получена 0,05—0,08 мм, HRC 54—56 или
HV 606—649.
Фосфатирование:
1) обезжиривание образцов и вкладышей, промывка в горячей и холодной
воде;
2) подогрев деталей в чистой горячей воде;
3) фосфатирование при температуре 90° С — 50 мин в растворе, состоящем
из препарата мажефа — 22% воды из-под крана и свободной кислоты;
4) пассивирование в растворе бихромата калия, состоящего из 100 г дву-
хромового калия и 1 л воды. Рабочая температура 95° С, pH 5,5, продолжитель-
ность 25 мин',
5) промывка в холодной воде, затем горячей воде и просушка при темпера-
туре 90° С;
6) пропитка деталей в минеральном масле при температуре 100° С;
Была получена твердость вкладышей и образцов HRC 38—42, толщина фос-
фатированного слоя 0,02—0,03 мм.
Вкладыши и образцы после химико-термической и химической обработок
прошли термическую обработку по режиму, принятому иа предприятии ЛОМО.
Закалка:
1) упаковка образцов и вкладышей в ящики с отработанным карбюриза-
тором;
2) загрузка ящиков в печь Г-30 при температуре 850—900° С и нагрев с пе-
чью до температуры 1080 ± 10° С;
3) выдержка при этой температуре 2—2,5 ч;
4) охлаждение в масле.
Отпуск:
1) упаковка вкладышей и образцов в железные ящики без засыпки;
2) загрузка в печь Н-30 при температуре 600° С, нагрев с печью до 640—
660° С и выдержка 1 ч;
3) охлаждение с печью до 400° С, последующее охлаждение иа воздухе до
HRC 42—46.
Механические свойства образцов приведены в табл. 218.
Образцы имели диаметр 6 мм, расчетную длину 30 мм. Для каждого опре-
деления испытано по пять образцов. Приведенные данные показали, что низко-
15* 227
Таблица 218
Вид обработки образцов т исп в °C Механические свойства образцов
zmljn я ай в кГ/ммг в в % 1|> в % 3 а а1-! е « I Си Д
20 136 125 6,1 16,4 1,4 41
400 106 93 9,9 41,7 3,0 67
Без обработки 600 67 59 24 55,6 3,7 61
800 10,8 8,7 68,3 85,0 31,5 15,7
1000 3,9 3,5 89,9 84,6 ,29,1 7,2
20 121 111 2,2 4,7 0,35 19
400 99 86 8,8 14,1 4,0 35,6
Азотирование 600 56 51 23,5 63 3,5 53,5
800 11 9 65,6 86,6 34,4 19
1000 3,6 3,3 108 87,3 25,8 7,7
20 103 103 — 0,3 0
400 103 88 5,8 17,7 2 39
Сульфоциаиироваиие 600 48 44 24,3 66,1 2,4 47,3
800 10,8 8,2 78,7 86,5 29,2 19,8
1000 3,2 2,7 93,7 83,6 19,1 6,2
20 106 106 — — 0,56 0
400 74 74 — — 2,5 0
Низкотемпературное циа- 600 48 45 9,7 3,3 0
нирование 800 11,5 9,9 64,2 73,1 34 17,7
1000 4,1 3,6 73 — 28,4 —
20 130 120 8,5 31 1,1 61
400 101 87 11,6 41,1 3,5 67
Фосфатирование 600 57 46 32,8 72,9 3,3 71
800 10 7,4 70 95,7 35 19,2
1000 3,5 3,1 86 79,4 23 6,2
228
пературное цианирование, сульфоцианироваиие и азотирование снижают проч-
ностные и, особенно резко, пластические свойства. Следовательно, указанные
слои являются исключительно хрупкими, поэтому, как было показано на рис. 61,
азотирование, сульфоцианирование и низкотемпературное цианирование сни-
жают стойкость пресс-форм.
Фосфатирование повышает механические свойства и стойкость пресс-форм,
фосфатирование предохраняет поверхность образцов от окисления при высоких
температурах, уменьшает остроту концентратов напряжений и этим способствует
сохранению свойств стали. Ранее указывалось, что окисление поверхности об-
разца, а следовательно, и пресс-формы, снижает пластичность стали.
Стойкость в зависимости от химико-термической обработки. Химико-терми-
ческая обработка вкладышей пресс-форм заключается в нагреве и выдерживании
их при высоких температурах в активных газах, жидких или твердых средах.
Это приводит к изменению химического состава, структуры и физико-механи-
ческих свойств поверхностного слоя металла. Химико-термическая обработка
производится с целью упрочнения рабочей поверхности пресс-форм, повышения
твердости, усталостной прочности и т. д. В зависимости от состава внешней среды
химико-термическая обработка может сопровождаться как обогащением, так и
обеднением рабочей поверхности тем или иным элементом. В нашем случае про-
исходит обогащение поверхностного слоя азотом, серой, углеродом, хромом,
алюминием, бором и другими элементами, сопровождающееся образованием ни-
тридов, карбидов, боридов и других соединений. Образующиеся химические со-
единения снижают пластичность стали, но повышают прочность и самое главное
снижают коэффициент диффузии металлов отливок в рабочую поверхность пресс-
формы и предохраняют ее от налипания, приваривания и износа.
Химико-термическая обработка сопровождается тремя элементарными про-
цессами: диссоциацией внешнего вещества, поглощением рабочей поверхностью
пресс-формы атомов (ионов) и диффузией его в глубь тела детали пресс-формы.
Сущность азотирования сводится к насыщению рабочей по-
верхности вкладышей пресс-форм или трущихся частей деталей азотом. При
этом в поверхностном слое легированных сталей могут возникать нитриды же-
леза Fe2N, Fe3N, Fe4N; нитриды хрома CrN, Cr2N; нитриды вольфрама WN;
WN2; нитриды молибдена MoN, Mo2N, Mo3N; нитриды ванадия VN, V3N.
Кроме того, возникающие нитриды в свою очередь могут образовывать слож-
ные твердые растворы как с основным металлом, так и между собой.
По назначению азотирование разделяют на износостойкое и антикоррозион-
ное, различающиеся по глубине слоя. Существуют различные способы азотиро-
вания: одно- и двухступенчатое, ионное, в тлеющем разряде, с применением т. в. ч.
и ультразвука и т. д. Это чрезвычайно усложняет процесс и приводит к различ-
ным свойствам азотированного слоя и к различной стойкости пресс-форм. В связи
с этим получаются различные противоречивые результаты.
В США азотируют в основном подвижные части пресс-форм с целью повы-
шения их срока службы, а также стержни для ограничения налипания и прива-
ривания к иим металла отливок. Для указанных целей глубина азотированного
слоя составляет 0,2—0,3 мм. В ФРГ производят «мягкое азотирование» на глу-
бину 0,03—0,10 мм. Такое азотирование ие повышает твердости поверхности.
В США разработан процесс «туфтридинг» — жидкостное азотирование при
температуре 538—566° С в течение 10—180 мин. Ванна для создания оптималь-
ного количества атомов углерода, азота и кислорода на поверхности раздела
металла во время процесса содержит строго определенное количество цианида
калия и цианита (KCN — KCNO). Образовавшиеся нитриды железа Fe3N и
Fe4N по рентгеновскому анализу являются исключительно вязкими. Важной
частью этого метода является введение в ванну кислорода и накачивание сухого
воздуха. Толщина получаемого азотированного слоя 0,05—0,06 мм. По их ис-
следованиям нагрев до 538° С ие изменяет твердости поверхности. При испыта-
нии на тепловой удар и износ азотированная сталь Н-13 (4Х5МФ1С) имела бо-
лее высокую стойкость по сравнению с необработанной.
Многие авторы утверждают, что азотирование повышает прочность стали
при высоких температурах. Однако результаты наших исследований, приведен-
ные в табл. 218, показали, что азотирование снижает прочность при всех темпе-
229
ратурах. Следует также отметить, что автор работы [79] делает свой вывод на
основании исследований только твердости. По исследованиям, приведенным в ра-
боте [83], азотирование приводит к охрупчиванию сталей и к уменьшению удар-
ной вязкости и относительного сужения.
По вопросу применения азотирования для деталей пресс-форм существуют
самые противоречивые мнения, которые исходят из неправильного представления
о процессе их разрушения. Азотирование снижает сопротивление материала тер-
мической усталости вследствие резкого снижения пластичности материала, по-
этому трещины и сетка разгара на азотированной поверхности возникают зна-
чительно быстрее, чем на иеазотироваииой. В то же время азотирование повышает
сопротивление материала износу, уменьшая диффузию алюминия и других эле-
ментов в рабочую поверхность, уменьшает налипание, приваривание, коэффи-
циент трения и т. д. Указанные факторы способствуют повышению стойкости
пресс-форм.
Поэтому целесообразность применения азотирования устанавливается в за-
висимости от условий работы пресс-формы и стержней. В США и ЧССР азоти-
руют камеры прессования, повышая за счет этого их стойкость. Детали, работаю-
щие на трение, особенно в дорогостоящих пресс-формах, также целесообразно
азотировать — это повышает их срок службы. Глубина азотирования ие должна
превышать 0,1 мм.
С-ульфоциаиирование — это процесс насыщения серой, азотом
и углеродом, а сульфидирование — только серой. По исследованиям
работы [11] сульфидирование и сульфоцианироваиие повышают сопротивление
материалов задирам, что видно из табл. 219.
Т а б л и ц а 219
Материал Нагрузка в кГ Время испытания в ч до появления задира при обработке поверхности
без обра- ботки сульфиди- рованием сульфо- цианиро- ванием теллури- роваиием
15 8 205 130 49
Сталь 45 50 6 164 92 8
100 2,8 140 48 7
15 16 440 18 51
Чугун СЧ 18—36 50 5 20 7 13
100 2,5 7 4 3,3
15 14 180 1595 660
Сталь 1Х18Н9Т 50 2,5 115 425 362
100 1,7 10 310 195
Сульфидирование и сульфоцианироваиие повышают сопротивление мате»
риала задирам. В зависимости от стали, положительное действие проявляется
так же, как и при азотировании, поэтому высказанные области применения для
азотирования справедливы и для сульфоцианироваиия. Некоторые французские
и немецкие фирмы утверждают, что сульфоцианироваиие повышает стойкость
пресс-форм в 1,5 раза и более, но наша проверка не подтвердила этого
(см. рнс. 61).
230
Цианироваине — это насыщение поверхности азотом и углеродом.
Различают низкотемпературное и высокотемпературное цианирование. Для
деталей пресс-форм применяют преимущественно низкотемпературное цианиро-
вание.
Цианирование повышает стойкость стержней в два раза (табл. 98). Авторы
работ [62, 63], проделавшие большую работу по изучению и внедрению низко-
температурного цианирования, утверждают, что стойкость стержней и вклады-
шей пресс-форм при цианировании повышается. Однако исследование автора
книги этого не подтвердили. Цианирование повышает твердость стали, снижает
коэффициент трения (у стали ЗХ2ВН2ФА с 0,63 до 0,22), уменьшает налипание
и приваривание алюминия и повышает износостойкость стали, но снижает термо-
стойкость. В связи с указанным, применение цианирования производится в тех же
случаях, что и азотирования.
Термодиффузионное хромирование вкладышей пресс-
форм и стержней применяется как в отечественной, так и в зарубежной про-
мышленности. Диффузионное хромирование стержней из сталей ЗХ2В8Ф и
ЗХ5МФС повышает их стойкость более, чем в два раза (табл. 98). Диффузионное
хромирование вкладышей пресс-форм из сталей ЗХ2В8Ф и 4Х5В2ФС контакт-
ным способом в смеси порошков, состоящих из 50% Сг, 43% А12О3, 7% NH4C1
щ 65% Сг, 34% А12О3, 1% NH4C, при температуре 1040—1050° С в течение 5—6 ч
повышает стойкость по сравнению с нехромироваиными в четыре-пять раз, а по
сравнению с азотированными — в два раза. Диффузионное хромирование де-
талей пресс-форм из сталей 3X13, 2X13 и 1X13 в смеси, состоящей из 65% Сг,
30 А12О3 и 2—5% NH4C, при 1050° С в течение 4 ч, приводило к отслаиванию
хрома и снижению стойкости вкладышей при литье латуни.
Очень большую работу по освоению диффузионного хромирования в кон-
тейнерах с плавким затвором провели Н. Бурова и В. Ф. К.ууз, применительно
к вкладышам пресс-форм из стали ЗХ2В8Ф при литье медных сплавов и стали.
При этом получены положительные результаты в отношении стойкости, которая
по их данным повышается в 1,5—2 раза. Ими были разработаны технологические
инструкции по диффузионному хромированию.
Термодиффузионное алитирование производилось при
температуре 950° С в течение 15 ч в смеси, состоящей из 50% FeAl, 47% А12О3
и 3% NH4C1. Вкладыши пресс-форм изготовлялись из стали 3X13 и 1X13, за-
каливались при 1000° С в масле и отпускались при 300° С с выдержкой 5 ч.
Пресс-формы, обработанные термодиффузионным алитированием, при литье
латуни имели низкую стойкость, и выходили из строя из-за трещин или выкраши-
вания.
Термодиффузионное борирование стержней приводит
к повышению стойкости почти в три раза, что видно из табл. 98. В настоящее
время проводятся более широкие работы по проверке полученных результатов.
Сделать какие-либо предложения по внедрению борирования еще райо, ио даль-
нейшие работы в этом направлении следует продолжать.
Таким образом, исследования и практика производства показывают, что
все виды химико-термической обработки при надлежащем проведении процессов
могут способствовать повышению износостойкости стержней и вкладышей пресс-
форм, но они снижают их термостойкость, увеличивая склонность к появлению
сетки разгара и трещин.
В связи с этим, конструкторы пресс-форм при назначении материала и ре-
жима его обработки должны руководствоваться следующим. Если стержни и
вкладыши пресс-формы выходят из строя по износу, то применение азотирования
или других обработок будет способствовать повышению их стойкости. Если
стержни и вкладыши пресс-формы выходят из строя по сетке разгара нли трещи-
нам, то применение азотирования или других химико-термических обработок
приведет к еще большему снижению стойкости.
Стаканы, втулки, колонки и другие части пресс-форм, работающие на тре-
ние, необходимо азотировать или подвергать другим видам химико-термической
обработки.
Стойкость в зависимости от химических и электролитических покрытий и
металлизации. - Фосфатирование применяется для защиты рабочей
231
поверхности пресс-форм от окисления, для снижения коэффициента трения и
уменьшения налипания. Фосфатные покрытия наносятся толщиной 5—10 мкм.
Кроме того, фосфатные покрытия уменьшают остроту концентраторов напряже-
ний, улучшают чистоту поверхности и этим повышают термостойкость и стой-
кость пресс-форм на 30—50% (см. рис. 61). Повышение износостойкости при фос-
фатировании объясняют физико-химическим свойством поверхностей трения,
уменьшающих склонность материала к «схватыванию» в точках контактирова-
ния. Фосфатные покрытия, наносимые на литниковые втулки пресс-форм, в при-
сутствии окислителей — нитратов кальция, бария или цинка, повышают их
стойкость при литье, например алюминиевых сплавов, в десятки раз.
Фосфатирование рекомендуется применять при всех видах литья как для
деталей пресс-форм, так и для деталей металлопровода. Следует иметь в виду,
что фосфатирование смывается струей жидкого металла, поэтому его необходимо
возобновлять через определенное число циклов теплосмен. При этом старое
фосфатное покрытие должно быть полностью удалено химическим путем в рас-
творе хромового ангидрида (200—250 г/л) при температуре 50—70° С, а затем
механической очисткой или только механической очисткой до полного его уда-
ления.
Оксидирование также является химическим процессом, при котором
происходит образование на рабочей поверхности стальной пресс-формы нераство-
римых в воде соединений железа с кислородом. Получающаяся окисная пленка,
состоящая из магнитной окиси железа Fe3O4, имеет толщину не более 3 мкм.
Различают щелочное и безщелочное оксидирование. Оксидирование стержней
повышает их стойкость (табл. 98).
Автор провел исследование влияния оксидирования, электролитического
хромирования и никелирования на стойкость сплава МКБ при изготовлении
отливок детали «колпачок» из стали 20Л. Результаты исследования приведены
в табл. 220. Вкладыши выходили из строя из-за сетки разгара. Оксидирование
вкладышей из сплава МКБ повышает их стойкость. Воронение вкладышей и
стержней из стали путем многократного нагревания вкладышей в печи до 400—
450° С и окунания в веретенное масло до получения темнокоричневого поверх-
ностного слоя повышает их стойкость при литье латуни.
Т а б л-и ц а 220
Номер вкладыша Тип покрытия Число циклов теплосмен до появления Число циклов теплосмен до снятия вкладышей с испытания
трещин сетки разгара
1 Без покрытия 325 400 1520
2 Оксидирование 500 600 2020
3 Хромирование — 2600 3200
4 Никелирование 1300 — 2600
5 Без покрытия 600 600 1800
6 Оксидирование 600 760 2000
7 Хромирование — — 2270
Причины повышения стойкости при оксидировании и воронении те же, что
и при фосфатировании.
Электролитическое хромирование и никелиро-
вание при изготовлении отливок из латуни во вкладышах из стали замедляет
начальные стадии образования сетки разгара и поэтому рекомендуется для ис-
пользования особенно на инструментальных углеродистых сталях.
232
По нашим исследованиям электролитическое хромирование при изготовле-
нии отливок детали «колпачок» из стали 20Л во вкладышах из стали ЗХ2В8Ф
повышает стойкость, что видно из табл. 221.
Причиной выхода вкладышей из строя была мелкая сетка разгара на рабо-
чей поверхности.
Сталь ЗХ2В8Ф имела HRC 30. На некоторых вкладышах стойкость дости-
гала 800 ц. т.
При изготовлении отливок из стали 20 Л в пресс-формах из сплава МКБ влия-
ние хромирования на стойкость приводилось в табл. 220. Из приведенных данных
видно, что электролитическое хромирование более эффективно по сравнению
с никелированием и оксидиро-
ванием. Повышение стойкости
за счет хромирования и никели-
рования объясняется теми же
факторами, что и фосфатиро-
вание, т. е. оно уменьшает
остроту концентраторов напря-
жений, улучшает чистоту по-
верхности вкладышей, предо-
храняет рабочую поверхность
от окисления и способствует
этим сохранению пластичности
стали.
Электролитическое никели-
рование повышает стойкость
пресс-форм и при литье цвет-
ных металлов.
Автор опробовал при литье
стали меднение поверхности
вкладыша слоем толщиной 0,01;
0,1 и 1 мм, но большого эффекта
от этого не получил.
В заключение приведем дан-
ные о физико-механических
Таблица 221
«3 а о pi S 2 3 § Е и Вид хромирования Толщина слоя хро- ма в мм О £ О и а ь о О М
1 Без хромирования — 280
2 0,025 500
3 Хром пористый 0,050 420
4 0,100 400
5 0,025 400
6 Хром беспористый 0,050 400
7 0,100 250
свойствах электролитического
хрома. Удельный вес 6,9—7,1 г/см3, температура плавления 1700—1850° С,
температура рекристаллизации 850—1075° С, модуль нормальной упругости
13 000—21 800 кПмм2, теплопроводность без термической обработки
94 ккал!м-ч-град, после нагрева до 800° С — 250 ккал!м-ч-град; твердость
HV 300—1100. Теплоемкость в зависимости от температуры испытания следую-
щая:
Тит в °C .......... 20 100 300 500 700 900 1100 1300
ср в ккал/кг-град . . 0,105 0,118 0,123 0,131 0,144 0,159 0,177 0,200
Коэффициент линейного расширения а электролитического хрома зависит
от плотности электрического тока 6, температур хромирования и испытаний
(табл. 222).
Все показатели физико-механических свойств электролитического хрома
лучше, чем у стали ЗХ2В8Ф. Электролитическое хромирование можно проводить
на всех заводах, и оно проще термодиффузионного хромирования. Электролити-
ческие покрытия под действием струи жидкого металла постепенно смываются,
поэтому их по мере износа необходимо наносить повторно.
Металлизация вольфрамом или карбидом вольфрама повышает стой-
кость пресс-форм при литье цветных сплавов на 200—300% (по зарубежным дан-
ным). Автор опробовал напыление на рабочую полость плазменной горелкой мо-
либдена и вольфрама, но результаты получил отрицательные, так как при литье
латуни и стали напыленный слой быстро растрескивается.
Таким образом, для промышленного использования при литье цветных и
черных металлов для покрытия рабочих поверхностей вкладышей и стержней
233
Т а б л и ц а 222
а-10-' мм/м-град при Т п в °C
Режим хромирования 100 200 300 400 500 600 700 860 900
Т = 55° С, 6 = =35 а/дм\ блестящий хром 3,75 0,5 3,57 5,35 4,69 5,68 4,40 3,85 —
Т = 70° С, 5 = = 20 а/дм2, молочный хром 6,25 4,35 4,47 4,47 4,68 4,47 4,41 4,6 4,55
Т = 90° С, 6 = = 95 а/дм2, малонапря- жеиный хром 8,3 5,6 6,9 7,5 8,3 8,35 8,50 8,9 9,5
пресс-форм, а также деталей металлопровода рекомендуются электролитическое
хромирование и фосфатирование. Следует отметить, что хромированный слой
пластичнее стали, что подтверждается металлографическим исследованием по-
граничного слоя, при котором под хромированным слоем обнаруживали тре-
щины.
Стойкость в зависимости от применения смазок. Смазки, наносимые при
каждом литейном цикле, способствуют повышению стойкости пресс-форм, но
вопрос о качестве смазок, их свойствах и требованиях к ним изучен недостаточно.
Отсутствуют стандартные смазки и иеоргаиизовано их централизованное изго-
товление и снабжение. Все указанное ие позволяет использовать смазки, как
резерв более эффективного их использования, для повышения стойкости пресс-
форм.
Условия, при которых работают смазки, весьма разнообразны. Наносятся
они различными способами: вручную, пульверизатором, автоматическими устрой-
ствами. Продолжительность действия смазки очень ограничена — 30—180 сек.
Все это затрудняет выбор смазок.
Основное назначение смазок — это повышать стойкость вкладышей и стерж-
ней и улучшать качество поверхности отливок. Смазки должны предохранять
рабочую поверхность пресс-форм от налипания и приваривания жидкого металла,
а в деталях металлопровода снижать коэффициент трения и предохранять их
от задиров и износа.
Смазки должны удовлетворять следующие технические требования:
1) ложиться на нагретую рабочую поверхность ровным слоем толщиной
не более 0,2 мм;
2) обладать хорошей адгезией, прочно удерживаться на поверхности и осо-
бенно на выступающих частях при температуре жидкого металла (от 400 до
1600е С) и при скорости течения металла от 5 до 200 м/сек;
3) быть химически инертными по отношению к металлу деталей пресс-форм
и отливок, не давать газовой пористости и газовых раковин в отливках;
4) хорошо удаляться вместе с отливкой;
5) для трущихся частей камер прессования, кроме вышеперечисленных
требований, они должны быть антифрикционными и снижать коэффициент тре-
ния;
6) быть низкотеплопроводными;
7) наносится автоматическими приспособлениями;
8) быть дешевыми, а ее составляющие недефицитиыми.
Смазка должна снижать температуру контакта, что повышает механиче-
ские свойства и стойкость. Низкотеплопроводиые смазки более эффективно сни-
жают температуру контакта. Температура контакта медиого вкладыша при
234
литье стали 20Л в зависимости от теплопроводности смазки изменяется следую-
щим образом;
7.ф в ккал!м-ч-град .... 0,10 0,15 0,32 0,40 0,9
Тк в °C....................-400 425—475 480—500 490—520 500—580
Изменение температуры контакта при изготовлении отливок из стали 20Л
во вкладышах пресс-форм из стали 3X13 и меди в зависимости от смазки и без
смазки во время охлаждения
приводилось в табл. 52 и 53.
В пресс-формах, где вклады-
ши изготовлены из стали
3X13, максимальная темпе-
ратура снизилась в два раза,
а при литье во вкладышах из
меди — только в 1,5 раза.
Однако снижение температу-
ры в два раза достигается
не всегда и ие во всех частях
рабочей полости.
, Изменение температуры
нагрева пресс-форм из стали
3X13 при литье стали 20Л
в зависимости от чередования
нанесения смазок показано
на рис. 63. При работе без
смазки (циклы 1—3) темпера-
тура контакта была 1030° С.
При переходе на работу со
смазкой (циклы 4—7) темпе-
ратура контакта постепенно
Рис. 63. Изменение температуры рабочей по-
верхности вкладышей пресс-форм, изготовлен-
ных из стали 3X13, при литье стали 20Л в зави-
симости от применения смазки и цикличности ее
нанесения (о — без смазки; • — со смазкой):
1 — иа глубине 4 мкм-, 2 — 1 мм-, 3 — 4,5 мм
Таблица 223
НРС вкла- дышей Периодичность нанесения смазкн Число циклов теплосмен до появле- ния Число циклов тепло- смен до снятия вклады- шей с испы- тания Причина выхода из строя
тре- щин сеткн раз- гара
Без смазки 30 50 100 Сетка разгара
53 Через 3 цикла 70 Нет 100 Трещины
При каждом цикле 150 » 200 $
Без смазки 50 80 120 Смятие
37 Через 3 цикла 210 250 300 Трещины
При каждом цикле 410 410 730 Сетка разгара
Без смазки 70 120 150 Смятие
28 Через 3 цикла 150 250 350 Сетка разгара
При каждом цикле 680 680 721 Смятие
235
снижалась до 780° С. При работе снова без смазки температура контакта сразу
же поднималась до 1000° С (циклы 8—9), а при работе со смазкой (цикл 10)
снова снижалась до 940° С. Таким образом, при изготовлении отливок во вкла-
дышах из сплавов меди и железа работать необходимо все время со смазкой:
нанесение смазок с интервалом в несколько циклов не допускается.
В настоящее время каждый завод применяет свою смазку и поэтому суще-
ствует много различных рекомендаций [13, 37, 61 ]. Имеются также сведения [ 13],
что замена смазки, состоящей из графита и минерального масла, смазкой, состоя-
щей из касторового масла и свинцового глета, увеличивает стойкость в пять —
восемь раз.
На основании проведенных нами исследований около 200 смазок при литье
стали и других сплавов для употребления в промышленности рекомендованы
следующие смазки (состав в %).'
Для камер прессования:
1) 30 церезина (ГОСТ 2488—47), 30 парафина (ГОСТ 16960—71), 26 вазе-
лина (ГОСТ 782—59), 14 графита (ГОСТ 5420—50);
2) 50 графита (ГОСТ 5420—50), 50 воска пчелиного.
Для вкладышей пресс-форм;
1) 25 кремнеорганической жидкости № 5 (силикон по ТУ МХП 2416—54),
17 порошка окиси хрома, протертого через сито 20, 54 этилацетата (можно за-
менять уайт-спиритом), 4—10-процентного раствораэтилцеллюлозы в этилацетате;
2) 62 (1000 см3) кремнеорганической жидкости № 5, 30 (500 г) окиси хрома,
8 (125 см3) уайт-спирита;
3) масло вапор.
Изменение стойкости вкладышей из стали ЗХ2В8К5Ф при литье детали
«колпачок» из стали 20Л под давлением в зависимости от чередования смазок и
твердости вкладышей показано в табл. 223.
33. СТОЙКОСТЬ ПРЕСС-ФОРМ В ЗАВИСИМОСТИ
ОТ УСЛОВИЙ ИХ ЭКСПЛУАТАЦИИ
Стойкость в зависимости от температурных режимов литья. Температурный
режим литья включает: температуру подогрева и охлаждения пресс-форм перед
началом и в процессе работы, температуру жидкого металла, поступающего в ра-
бочую полость, а также возникающие при каждом литейном цикле температуру
контакта и температурный перепад.
Вопросу регулирования температурного режима уделяется очень много
внимания как в отечественной [21, 32, 44, 45, 46, 52, 70], так и в зарубежной
[79, 80] промышленности.
В настоящее время для регулирования температурного режима литья при-
меняют автоматические, полуавтоматические и ручные устройства. При автома-
тическом регулировании поддерживаются в заданных пределах температура подо-
грева пресс-форм и температура жидкого металла. Как указывалось в гл. II,
для автоматического регулирования наиболее приемлемыми являются устройства
на жидких теплоносителях, в качестве которых могут быть использованы не
только органические и неорганические жидкости, но и низкоплавкие металличе-
ские материалы.
При полуавтоматическом регулировании регулируется температура подо-
грева или охлаждения пресс-форм. Применение полуавтоматических устройств
может приводить к перегреву или переохлаждению пресс-форм и к получению
нестабильных значений температуры контакта и температурного перепада, а
следовательно, нестабильного качества отливок.
Ручные устройства включают подогрев пресс-форм перед началом работы,
а также охлаждение в процессе работы. Для подогрева пресс-форм в этом случае
часто используется жидкий металл первых запрессовок, что может приводить
к выходу пресс-форм из строя при первых запрессовках вследствие образования
трещин.
Снижение температуры заливаемого металла до температуры кристалли-
зации металла всегда способствует повышению стойкости пресс-форм, так как
при этом снижаются температура контакта и температурный перепад. Поэтому
236
давать перегрев жидкого металла следует только в тех случаях, когда требуется
улучшить качество отливок.
Повышение теплопроводности металла за счет изготовления слитков ваку- t
умным или электро-шлаковым переплавом приводит к повышению теплопровод-
ности стали и повышению стойкости пресс-форм. Например, при литье алюми-
ниевых сплавов во вкладышах пресс-форм из стали 4Х5МФС, переплавленных
в вакуумных печах, стойкость повышается с 165 000 до 410 000 ц. т.
Результаты влияния температуры подогрева на стойкость пресс-форм про-
тиворечивы. С одной стороны, повышение температуры подогрева вызывает по-
вышение температуры контакта и снижение прочностных свойств, что способст-
вует снижению стойкости, а с другой стороны, ее повышение приводит к сниже-
нию температурного перепада, температурных напряжений и деформаций, а сле-
довательно, к повышению стойкости (термостойкости). Оптимальную температуру
подогрева необходимо определять расчетным или опытным путем.
Пример расчета термостойкости при изготовлении отливок из бронзы типа
Бр.АЖН 10-4-4 во вкладышах пресс-форм из стали ЗХ2В8Ф в зависимости от
температуры подогрева приведен в табл. 224.
Таблица 224
Показатель 7^ в °C
20 100 200 300 400 500
Д в °C 612 642 680 718 758 800
ав в кГ/мм2 63 55 44 33 24 11
6 в % 22 28 36 44 50 ' 60
ф в % 50 52 55 58 60 63
Sp в кГ/мм2 108 99 84 67 51 24,5
ат в кГ/мм2 55 48 39 28 20 10
Рт в кГ/мм2 53 51 45 39 31 14,5
а-10'в в мм/мм- град 14 14,2 14,5 14,5 14,5 14,5
Е в кГ/мм2 17 000 16 700 16 400 16 200 15 500 14 700
ДТ в °C 592 542 480 418 358- 300
<зтн в кГ/мм2 141 129 114 98 80 64
0,0083 0,0077 0,0069 0,0061 0,0052 0,004
NT в ц. т. 2 100 2 650 3 260 4 330 5 540 2 720
Примечание. Здесь и в табл. 225, 226, 227 подогрев до 20® С можно осуществить только за счет интенсивного охлаждения пресс-форм проточной водой, но это всегда при- водит к снижению стойкости.
Для расчета температуры контакта принято; То = 1200° С, Во =
= 218 ккал/м2-ч'1г -град, Вф = 169 ккал/м2-град, Тф = 300° С. Физи-
ческие свойства стали ЗХ2В8Ф приняты по табл. 123, 124, а механические —
по рис. 26.
Оптимальная температура подогрева для этой бронзы будет около 400° С,
но только для принятых условий работы.
237
Таблица 225
Показатели Тф в °C HRC
20 200 300 400 50—55 30—35
тк В °C • 450 550 600 650 600 600
ов в кГ/мм2 92 73 . 58 40 93 41
6 В % И 23 30 30 10 30
г|) в % 36 62 70 70 27 80
Sp в кГ/мм2 135 135 117 80 121 90
от в кГ/мм2 70 65 50 50 84 37
Рт в кГ/мм2 66 70 67 40 37 53
а-10“6 в мм/мм-град 12,9 13,2 13,5 13,7 13,2 13,7
АТ в °C 430 350 300 250 300 300
е0 0,0056 0,0046 0,0041 0,0035 0,0040 0,0041
Е в кГ/мм2 18 500 17 200 17 000 16 700 17 000 17 000
оТн в кГ/мм2 103 79 69 57 67 70
NT в ц. т. 13 100 31 740 56 100 42 000 19 880 32 760
Таблица 226
Показатели Т^в’С
20 200 300 400 500
тк В °C 400 460 500 530 565
Од в кГ/мм2 101 93 88 82 74
д в % 10 13 16 17 18
в % 30 37 50 50 50
Sp в кГ/мм2 141 139 146 137 125
от в кГ/мм2 87 82 79 ' 72 65
Рт~в кГ/мм2 54 57 67 65 60
а-10~в в мм/мм-град 13,1 13,3 13,5 13,6 13,8
Е в кГ/мм2 19 100 18 500 18 000 17 600 17 300
ЕТ в °C 380 260 200 130 65
8о 0,0050 0,0035 0,0027 0,0018 0,0009
отн в кГ/мм2 95 64 49 31 15,6
NT в ц. т. 16 500 64 600 256 400 192 200 183 500
238
Пример расчета термостойкости при изготовлении отливок из латуни ЛК 80-3
во вкладышах пресс-форм из стали ЗХ2В8Ф приведен в табл. 225.
Для расчета температуры принято: То = 900° С, Тф = 300° С, Во =
= 170 ккал!м2-ч^* -град, Вф — 169 ккал/м?-ч'1'1 -град. Физические свойства
приняты по табл. 123, 124, механические — по рис. 26. Оптимальная темпера-
тура подогрева пресс-форм 300° С, a HRC 40—45.
Пример расчета термостойкости при литье сплава АЛ2 во вкладышах пресс-
форм из стали ЗХ2В8Ф приведен в табл. 226. При расчете принято: То = 600° С,
Во = 307 ккал!м2-ч^г-град, Вф~ 169 ккал/м2-ч^2 -град. Твердость стали
ЗХ2В8Ф HRC 40—45, так как на основании табл. 127 при этой твердости полу-
чается более высокая стойкость. Из приведенных данных видно, что с повышением
температуры подогрева пресс-форм до 300° С стойкость повышается, а затем по-
нижается.
Оптимальная температура подогрева пресс-форм для этой стали и условий
работы находится в пределах 300° С.
В табл. 224, 225 и 226 расчет произведен для максимальной термостойкости.
Полученные данные справедливы для плоской стенки, которая нагревается до
более низких температур. В острых углах возникают продольная и поперечная
- деформации. В связи с этим, трещины в этих местах появляются значительно
ранее, поэтому необходимо делать проверку и при максимальных е0 и агн.
В табл. 227 приведены расчетные и опытные данные о влиянии темпера-
туры подогрева на термостойкость при изготовлении отливок из стали 20Л во
вкладышах пресс-форм из стали 3X13.
При расчете принято: То = 1560° С, удельное давление 985 кГ/мм2, смазка
№ 65 [21 ], продолжительность выдержки отливок в пресс-форме 3 сек, Во =
= 170 ккал/м2-ч‘2 -град. Сталь 3X13 имела HRC 25—30. Механические свой-
ства определялись на образцах, вырезанных непосредственно из вкладышей
Т а б л и ц а 227
Показатели ^в°С
20 200 300 400
тк В °C 790 880 940 990
ав в кГ/мм2 10 7,5 5,0 4,8
6 в % 50 70 80 90
ф в % 90 100 100 100
Sp в кГ/мм2 24 20,3 8,4 5,8
от в кГ/мм2 8 6,3 3 3
Рт в кГ/мм2 16,0 13,0 11,0 10,8
а-10~6 в мм/мм-град 12,3 10,7 10,8 12
ДТ в °C 770 680 640 590
80 0,0095 0,0073 0,0070 0,0071
Е в кГ/мм2 14 700 13 500 13 250 13 000
отн в кГ/мм2 139 99 92 92
NT в ц. т.:
расчетное 141 375 292 275
опытное 130 340 300 250
239
со стороны, противоположной рабочей стороне. Теплофизические свойства при-
няты по рис. 64.
Стойкость вкладышей пресс-форм, изготовленных из различных материалов,
для детали прибора весом 420 г показана на рис. 65. В этом случае подогрев пресс-
форм осуществлялся плитками только перед началом работы. В первом примере
пресс-форма имела индукционный подогрев (конструкции пресс-формы и вклады-
Рис. 64. Изменение теплофизических свойств стали 3X13
в зависимости от температуры испытания: а—Вф, аф\
б сф> Уф< ^ф, аф
шей приводились на рис. 5). Индуктор был рассчитан на подогрев до 200—300° С.
Поэтому при испытании стойкости при подогреве до 400° С пришлось пресс-форму
с внешней стороны изолировать листовым асбестом. Для работы пресс-формы при
температуре 20°С ее приходилось обдувать сжатым воздухом со стороны плоскости
разъема и с внешней стороны.
Таким образом, расчеты и опыты показывают, что температура подогрева
пресс-форм является очень эффективным мероприятием, повышающим стойкость
пресс-форм, поэтому указанный резерв должен быть использован на каждом пред-
приятии.
240
Стойкость в зависимости от применения промежуточного отпуска для снятия
напряжений. Важнейшим технологическим мероприятием, повышающим стой-
кость пресс-форм, является своевременное снятие остаточных напряжений.
Автор совместно с ЛОМО провел изучение влияния промежуточного отпуска
на стойкость пресс-форм при изготовлении отливок массового производства (де-
талей фотоаппаратов), исследование проводилось по методике, указанной в п. 23.
Результаты сравнительных испытаний при изготовлении четырех наимено-
ваний деталей из алюминиевого сплава во вкладышах пресс-форм из стали ЗХ2В8Ф
показаны на рис. 66. Из приведенных данных видно, что стойкость повысилась
в два-три раза.
При выборе отпуска руководствовались следующими соображениями. Во-
первых, температуру отпуска принимали на 30—50° С ниже основного отпуска,
что гарантировало сохранение исход-
ной твердости и даже ее некоторое
повышение за счет доотпуска и старе-
ния. Это соображение затем подтвер-
дилось при измерении твердости вкла-
дышей при каждом отпуске (см.
рис. 28). Во-вторых, интервал между
отпусками выбирали таким, чтобы до
него не появлялись трещины или сетка
разгара, но этот промежуток должен
быть наибольшим, что устанавливалось
на основании опыта по учету стойкости
пресс-форм.
Применяемый режим отпуска был
следующий: загрузка ящиков в печь
при температуре 560—580° С; нагрев
вкладышей до температуры 560—
580° С; выдержка при этой темпера-
туре 6 ч, охлаждение с печью до тем-
пературы 200° С и последующее ох-
лаждение на воздухе. Интервал ме-
жду отпусками был принят 25 000—
30 000 ц. т.
В технологических инструкциях,
разработанных для внедрения, ориен-
тировочный интервал между отпусками
принят в зависимости от материала от-
ливок, материала вкладышей пресс-
Рис. 65. Изменение стойкости пресс-
формы при литье крышки из стали
20Л в зависимости от материалов,
применяемых для изготовления вкла-
дышей: а — сталь ЗХ2В8Ф (с отпус-
ком для снятия напряжений); б —
сталь 1Х8Н9Т; в—сталь 3X13; г —
сталь ЗХНЗ; д — сталь ЗХ2В8Ф
форм и веса отливок.
Для отливок из алюминиевых сплавов весом до 0,1 кг интервал равен
25 000 ц. т., весом 0,1—0,5 кг — 10 000 ц. т., весом свыше 0,5 кг — 5000 ц. т.
Для отливок из сплавов на основе меди весом до 0,1 кг интервал равен
3000 ц. т., весом 0,1—0,5 кг — 2000 ц. т., весом свыше 0,5 кг — 1000 ц. т.
Следует отметить, что указанные значения интервалов являются ориенти-
ровочными и пользоваться ими нужно очень осторожно с учетом опыта работы
цеха, так как интервал между отпусками зависит от многих факторов.
В последние годы в отечественной и зарубежной промышленности этому во-
просу уделяется большое внимание. Все считают целесообразным промежуточ-
ный отпуск использовать в качестве мероприятия для повышения стойкости пресс-
форм. При этом считают, что стойкость можно повысить на 15--300%.
Стойкость в зависимости от технологических параметров литьи. К основным
технологическим параметрам процесса относятся: температурные режимы, по-
крытия и смазки, скорости прессования, впуска и течения жидкого металла в ра-
бочей полости, удельные давления в камере прессования и на стенки пресс-форм,
продолжительность "выдержки отливок в пресс-форме при температуре контакта
и др. Влияние первых двух факторов рассмотрено ранее.
Диапазон изменений скоростей прессования, впуска и удельного давления
рассматривался в п. 16. С увеличением скоростей прессования и впуска, а также
16 И. И. Горюиов
241
удельного давления стойкость пресс-форм и стержней понижается и тем сильнее,
чем они больше. Применение щелевых литников с большими скоростями впуска
приводит к локальному износу в местах удара струи жидкого металла о пре-
граду. Поэтому конструкции литниковых систем оказывают существенное влия-
ние на эрозионный износ. Преграды на пути движения жидкого металла (на-
пример, стержни) изнашиваются быстрее, чем места рабочей полости, не подвер-
Рис. 66. Изменение стойкости вкладышей
пресс-форм, изготовленных из стали
ЗХ2В8Ф, при изготовлении отливок из спла-
ва АЛ2 в зависимости от применения проме-
жуточных отпусков для снятия напряжений:
Д|[[[|[И — стойкость вкладышей, подвергнутых
гающиеся гидродинамическим
ударам.
Плавное спокойное заполне-
ние рабочей полости пресс-форм
с минимальными скоростями и
удельными давлениями предпо-
чтительнее.
Неправильная конструкция
литниковой системы приводит
к гидродинамическому удару н
гидродинамическому уносу ме-
талла, на что указывалось в п.
21 и табл. 68.
Удельное давление руд
жидкого металла на стенки рабо-
чей полости пресс-форм при на-
гревании увеличивает сжимаю-
щие температурные напряжения,
что необходимо учитывать в фор-
мулах. После подстановки удель-
ного давления указанные фор-
мулы примут следующий вид:
Оуя * СхДТ Руд\ (Ю2)
промежуточному отпуску; — стойкость
аДГ ,
°тн — “j---- + Руд- (ЮЗ)
С увеличением удельного
давления снижаются термостой-
кость, формостойкость, износо-
стойкость и стойкость пресс-
форм. Формостойкость пони-
вкладышей без отпуска
жается вследствие того, что с увеличением удельного давления скорость
увеличения облоя возрастает. С увеличением давления повышается износ треиием
струи жидкого металла о рабочую поверхность.
Продолжительность выдержки отливки в рабочей полости пресс-формы при
температуре контакта приводилась в табл. 75, 76 и 84. С увеличением продолжи-
тельности выдержки стойкость пресс-формы понижается.^
Доводка пресс-форм, ремонт, хранение и учет их стойкости. Эксплуатация
пресс-форм начинается с их доводки. Для этой цели изготовляется опытная пар-
тия отливок и в зависимости от полученных размеров и их качества корректи-
руются размеры рабочей полости пресс-форм и технологический процесс. От-
ветственным за доводку размеров пресс-форм является конструкторское бюро,
а за доводку технологического процесса — технологическое бюро цеха или глав-
ного металлурга или технолога, что зависит от принятой организации иа пред-
приятии. Такое распределение обязанностей повышает ответственность за проек-
тирование пресс-форм и разработку технологического процесса, а также способ-
ствует накоплению опыта.
Доводка размеров вкладышей пресс-форм и качества получаемых отливок в со-
ответствии с техническими условиями на нее является важнейшей операцией —
очень сложной и трудоемкой. Малейшие неточности могут привести к забрако-
ванию пресс-форм или повышенному браку отливок. Объем партии при доводке
зависит от вида производства, веса и габаритных размеров отливок и других
242
факторов. Но объем партии должен быть таким, чтобы быть уверенным в качестве
получаемых отливок при эксплуатации пресс-форм.
Доводка размеров вкладышей производится путем сопоставления получае-
мых размеров опытной партии отливок при измерении в измерительной лабора-
тории с чертежными размерами, а также путем обработки опытной партии отли-
вок в изготовленных приспособлениях. На основании полученных данных состав-
ляется задание инструментальному цеху.
Доводка технологического процесса производится путем визуального ос-
мотра качества отливок, рентгеновского просвечивания и разрезки их по узлам
скопления металла.
Корректировка размеров в пресс-форме и технологического процесса может
производиться до тех пор, пока получаемые размеры не будут соответствовать
чертежу. В случае отступлений от требований чертежа вопрос о допуске пресс-
формы в эксплуатацию решается руководством цеха или предприятия. Доводка j
технологического процесса производится по такому же принципу. Окончатель-
ные размеры отливок и пресс-форм записываются в паспорт, а отработанные пара-
метры процесса — в технологическую карту и паспорт.
При эксплуатации новой пресс-формы мастер обязан ознакомить литейщика
с ее механизмами и принципами работы, проинструктировать по вопросам тех-
нику безопасности и ознакомить с технологическим процессом литья. При экс-
плуатации сложных новых пресс-форм ознакомление с ее работой и механизмами
производится конструктором пресс-формы и технологом-литейщиком. В процессе
эксплуатации пресс-формы все обнаруженные дефекты записываются в паспорт
и учитываются при ее ремонте.
Виды ремонта пресс-форм можно разделить на профилактический,
капитальный и аварийный. Профилактический и капитальный ремонты направ-
лены на повышение стойкости пресс-форм. К профилактическому ремонту сле-
дует отнести: снятие остаточных напряжений, удаление окислов цинка и других
металлов, замену стержней, замену изношенных деталей и т. п. Указанные
виды ремонта предусматриваются плановыми сроками и записываются в паспорт,
где указывается число циклов теплосмен, через которые они должны произво-
диться.
При капитальном ремонте заменяются вкладыши пресс-форм после их пере-
шлифовки или переточки, перешлифовываются плиты, заменяются механизмы
и производятся другие виды переделок пресс-форм. Указанные виды ремонта
предусматриваются планом. После замены вкладышей производится доводка
пресс-форм.
При аварийном ремонте производятся все виды исправлений дефектов пресс-
форм, возникающих в процессе работы. Простые виды ремонта — удаление на-
стывшего металла и т. д. — опытные литейщики производят сами, ио сложные
виды ремонта, требующие переборки пресс-форм со снятием их с машины, произ-
водятся в мастерской цеха, а иногда в инструментальном цехе.
Хранение пресс-форм является важным вопросом организации
производства. Новые доведенные пресс-формы хранятся на складе цеха, Склад
для хранения пресс-форм должен быть светлым и сухим. Стеллажи должны быть
пронумерованы. Пресс-формы также должны иметь номера, хорошо видимые
и защищенные от истирания. Отремонтированные пресс-формы вместе с паспор-
тами также хранятся на складе. Целесообразно иметь два паспорта, один из них
должен всегда сопровождать пресс-форму, а другой — хранится на складе.
После выхода пресс-формы из строя один паспорт направляют в технологиче-
ское бюро цеха, а другой — в КБ. На складе должны храниться также запасы
нормализованных деталей: камеры прессования, литниковые втулки, рассека-
тели, выталкиватели и т. д.
С целью накапливания опыта и использования его при дальнейшей работе
необходимо вести учет стойкости пресс-форм. Документом, учитывающим стой-
кость пресс-форм, является паспорт, в котором должны быть отражены неполадки,
встретившиеся в работе, производимые ремонты, продолжительность работы
и т. д.
Составление паспорта начинается еще до проектирования пресс-форм, когда
конструктор и технолог-литейщик определяют вид разъема, место подвода
16*
243
и сечение литников, способ подогрева и охлаждения, способ заливки и т. д. Формы
паспортов для учета стойкости пресс-форм применяются самые разные. Наи-
более целесообразно иметь паспорт с четырьмя страницами обычных стандарт-
ных листов. Первая страница паспорта — это оглавление и характеристики
отливок и пресс-форм. В оглавлении указываются: номер паспорта, шифр или
индекс изделия и номер отливки. В качестве характеристики отливок приво-
дится марка сплава и химический состав, вес детали, отливки, литников и жидкого
металла.
В качестве характеристики пресс-форм указывается марка сплава, при-
меняемая для изготовления вкладышей и стержней, общий вес и вес подвижной
и неподвижной половинок, габаритные размеры. Если проектируются только
вкладыши, то указывается — к какому они формоблоку и его номер. На второй
странице паспорта записываются характеристики технологических параметров
процесса. Указывается тип машины, на которой может использоваться пресс-
форма, температурные режимы литья, способ подогрева и охлаждения, темпера-
тура заливки жидкого металла, способ заливки. Указывается скорость движе-
ния плунжера, расчетная скорость впуска, давление гидравлической жидкости
в аккумуляторе или сети, диаметры камер прессования и наконечника плунжера.
Кроме того, указывается номер смазки для вкладышей и камеры прессования,
продолжительность выдержки отливок в пресс-форме и т. п.
Третья страница отводится для регистрации проводимых доводок и ремонтов
пресс-форм. В разделе профилактического ремонта указываются плановые сроки
для снятия напряжения, для удаления окислов цинка и других металлов, сроки
замены стержней и других деталей. Приводится эскиз отливки с указанием кон-
тролируемых размеров отливки при доводке. Указываются размеры детали —
чертежные и фактические. На этой же странице записываются все капитальные
и аварийные ремонты пресс-форм.
На четвертой странице паспорта проводится учет стойкости пресс-форм,
где указывается число циклов теплосмен до появления трещин, сетки разгара,
смятия и других дефектов, возникающих в пресс-форме в процессе ее эксплуа-
тации. Указывается продолжительность циклов теплосмен до выхода пресс-
формы из строя и основная причина ее снятия с эксплуатации.
34. ОСНОВНЫЕ ПУТИ ПОВЫШЕНИЯ СТОЙКОСТИ ПРЕСС-ФОРМ
В настоящей книге все вопросы, связанные с конструкциями пресс-форм,
применяемыми для их изготовления материалами и технологией литейного
процесса, рассматривались с точки зрения повышения стойкости дета-
лей пресс-форм, соприкасающихся с жидким металлом. Рассмотрено очень много
различных мероприятий, способствующих повышению стойкости пресс-форм.
Наиболее эффективными и более доступными для внедрения на каждом предприя-
тии, по мнению автора, являются следующие мероприятия.
1. Отпуск для снятия остаточных температурных напряжений во вкладышах
пресс-форм и в других деталях, соприкасающихся с жидким металлом.
Это доступное и эффективное мероприятие необходимо внедрить на всех
предприятиях, занимающихся литьем под давлением. В п. 33 рассмотрены все
главные вопросы технологии, необходимые для его внедрения. В приложении
приведена типовая инструкция на промежуточный отпуск для снятия остаточ-
ных температурных напряжений во вкладышах пресс-форм литья под давле-
нием.
Для внедрения этого мероприятия необходимо завести учет стойкости пресс-
форм, который обязан иметь все предприятия высокой культуры производ-
ства.
2. Автоматическое регулирование температуры пресс-форм.
Применение автоматического регулирования подогрева и охлаждения пресс-
форм может повысить стойкость в несколько раз, что видно из табл. 224—227.
Применение охлаждения, которое снимает перегрев пресс-формы, также иногда
приводит к некоторому повышению стойкости. Если же охлаждение при каждой
запрессовке снижает температуру вкладышей до температуры 20° С, то это наобо-
рот, приводит к резкому снижению стойкости пресс-форм. Чтобы этого не полу-
244
чалось необходимо производить автоматическое регулирование температуры.
Это эффективное мероприятие также доступно для каждого предприятия. Оче-
видно, что наиболее доступным является подогрев электрическими нагревате-
лями в сочетании с водой. Выбор нагревателей индукционного или электрическо-
го сопротивления решается в зависимости от конструкции пресс-форм. Примеры
автоматики блокировки подогрева и охлаждения рассмотрены в п. 33.
3. Предохранение рабочей полости пресс-форм от преждевременного разру-
шения различными покрытиями.
Эффективным и доступным мероприятием предохранения рабочей полости
пресс-форм от преждевременного разрушения, т. е. от окисления, налипания
алюминия и окиси цинка, а также от появления трещин вследствие острых кон-
центратов напряжений и других дефектов, является фосфатирование. Оно может
применяться при изготовлении отливок из всех сплавов в пресс-формах из лю-
бых сталей. Более целесообразно применять обычное фосфатирование с толщиной
слоя 5—14 мкм. Режим фосфатирования приведен в п. 33. По мере износа старое
покрытие должно быть удалено, а новое фосфатное нанесено.
Электролитическое хромирование является также эффективным и доступным
для каждого предприятия. Целесообразно применять износостойкое покрытие мо-
лочного или малонапряженного хрома. Толщина однослойного покрытия должна
составлять 15—40 мкм. После нанесения электролитического хрома целесообразно
производить отпуск для снятия остаточных температурных напряжений. Элек-
тролитическое хромирование уменьшает склонность алюминия к привариванию
и повышает стойкость пресс-форм при изготовлении отливок из всех сплавов.
К отрицательным свойствам хромирования следует отнести плохую смачивае-
мость маслами и смазками, а в некоторых случаях и низкую его пластичность.
Некоторые заводы в качестве защитного покрытия применяют диффузион-
ное хромирование. Его преимущество перед электролитическим хромированием
еще не выяснено.
Азотирование или сульфоцианирование целесообразно применять при литье
алюминиевых сплавов, где на рабочую полость пресс-форм происходит интенсив-
ное налипание и вкладыши выходят из строя по износу. Толщина наносимого
слоя должна быть менее 0,1 мм, а лучшие результаты получаются при толщине
слоя от 0,04 до 0,08 мм.
4. Применение оптимальных технологических параметров процесса.
Наряду с применением основных мероприятий, указанных выше, необхо-
димо, чтобы температура заливки, скорость впуска, удельное давление и др.
были минимально допустимыми.
5. Применение хромомолибденованадиевых сталей для изготовления вкла-
дышей пресс-форм.
Хромомолибденованадиевые стали типа ЗХ5МФС, 38Х5МФС, 4Х5МФС и
др. не внесены в ГОСТ 5950—63 на инструментальные стали, что затрудняет их
получение и внедрение в качестве материала для вкладышей пресс-форм и дру-
гих деталей, соприкасающихся с жидким металлом. Например, при литье алюми-
ниевых сплавов стойкость стали ЗХ5МФС выше стойкости стали ЗХ2В8Ф. В на-
стоящее время назрела необходимость внесения хромомолибденованадиевых ста-
лей в ГОСТ и широкого использования их в качестве материалов для вкладышей
пресс-форм. Сталь ЗХ5МФС рекомендуется применять для вкладышей, от которых
требуется повышенная термостойкость, а сталь 38Х5МФС для вкладышей, от
которых требуется повышенная износостойкость.
6. Применение низкотемпературной механической обработки (НТМО) за-
готовок из хромомолибденованадиевых и хромовольфрамованадиевых
сталей.
В п. 29 указывалось, что применение НТМО приводит к повышению прочности
и пластичности сталей типа 4Х5МФС при нормальных и повышенных темпера-
турах, а это приводит к повышению стойкости пресс-форм. Это мероприятие
требует тщательной проверки и при положительных результатах внесения в план
заводов-поставщиков заготовок.
7. Применение мартенсито-стареющих сталей для изготовления вкладышей
пресс-форм.
245
В п. 30 указывалось, что в США и ФРГ внедряются в производство мартен-
сито-стареющие стали, которые по их данным обладают стойкостью в несколько
раз более высокой, чем стойкость пресс-форм, изготовленных из сталей ЗХ2В8Ф
и др.
Это мероприятие также подлежит тщательной проверке и при положитель-
ных результатах внедрению в производство.
8. Применение смазок для повышения стойкости пресс-форм.
Смазки могут служить эффективным средством для повышении стойкости
пресс-форм, но смазок, удовлетворяющих всем требованиям предъявляемых
к ним, мало разработано.
Выбор смазок является чрезмерно сложной задачей, требующей для ее ре-
шения разных решений химиков совместно с литейщиками. Однако эта задача
решается только частично и поэтому имеется много неэффективных смазок.
ПРИЛОЖЕНИЕ
Типовая инструкция на промежуточный отпуск для снятия остаточных темпе-
ратурных напряжений во вкладышах пресс-форм для литья под давлением.
I. Назначение.
1. Настоящая инструкция предназначается на проведение промежуточного
отпуска для снятия остаточных температурных напряжений в деталях пресс-
форм для литья под давлением, соприкасающихся с жидким металлом.
2. Основным назначением промежуточного отпуска является снятие оста-
точных температурных напряжений и за счет этого замедление скорости разви-
тия сетки разгара и трещин и повышение стойкости пресс-форм.
3. Применение промежуточных отпусков связано с обязательным учетом
стойкости пресс-форм. Получаемые данные наблюдений за стойкостью пресс-форм
записываются в паспорта или специальные учетные карточки.
Учетная карточка должна иметь заглавие, в котором указывается номер
детали, иомер дублера вкладыша или другой детали, номер формоблока или
пресс-формы. Графы для регистрации стойкости должны содержать дату (год,
месяц, число), стойкость — количество запрессовок за каждый рабочий день,
а также количество запрессовок по нарастающей и графу для фиксации появле-
ния и развития дефекта в виде сетки разгара, трещин и др.
II. Режим промежуточного отпуска.
4. Нагрев вкладышей и других деталей производится |в обычных печах
с укладкой их в коробки (ящики) с засыпкой чугунной стружкой, которая должна
быть крупной, отработанной или предварительно прокаленной, не иметь посто-
ронних включений и хорошо просеянной.
При применении печей с безокислительиым нагревом и загрузке деталей без
коробок необходимо тщательно контролировать атмосферу печи, не допуская окис-
ления рабочих поверхностей деталей.
5. Вкладыши и другие детали перед укладкой в коробки обертываются бу-
магой, а коробки по разъему с крышкой обмазываются огнеупорной глиной.
6. Коробки с деталями загружаются в печь с температурой не выше 250—
300° С, а затем температура печи повышается со скоростью не более 40—50° С
в 1 ч до температуры отпуска.
7. Температура промежуточного отпуска должна быть на 30—50° С ниже
основного отпуска.
- 8. Выдержка деталей в печи при температуре отпуска должна быть не ме-
нее 6 ч.
9 Охлаждение коробок с деталями производится в печи до температуры 200° С.
Последующее охлаждение может быть проведено на воздухе в коробках или в печи
с открытой дверью.
10. Твердость деталей при промежуточном отпуске не должна изменяться.
247
Ill. Интервалы между отпусками.
11. Интервал между отпусками для снятия остаточных температурных
напряжений выбирается на основании наблюдений за появлением сетки разгара
и трещин в местах концентраций напряжений. Наименьшее число запрессовок
до появления дефектов, умноженное на 0,75, принимается за интервал между
отпусками.
Коэффициент 0,75 принят применительно к одному из цехов литья под давле-
нием для деталей среднего развеса из сплавов алюминия. Он зависит от большого
количества факторов: сложности рабочей полости вкладышей, материала отли-
вок и вкладышей, чистоты обработки рабочей полости и других факторов, поэтому
этот коэффициент должен выбираться в зависимости от указанных факторов при-
менительно к каждому цеху. Данные предприятий ЛОМО приводились в п. 33.
СПИСОК ЛИТЕРАТУРЫ
1. Белопухов А. К-, ВинбергЛ. И., Д у д и н А. А. и др. Литье
под давлением. М., Машгиз, 1962.
2. Б а л а н д и и Ю. Ф. Термическая усталость металлов в судовом ма-
шиностроении. Л-, изд-во «Судостроение», 1967.
•3. Б и ргер И. А. Остаточные напряжения. М.—Л-, Машгиз, 1963.
4. Безухов В. Л., Гольденблат И- И. и др. Расчеты на проч-
ность, устойчивость и колебания в условиях высоких температур. М-, изд-во
«Машиностроение», 1966.
5. Б е л о у с о в Н. Н. Современные технологические процессы изготов-
ления отливок из цветных сплавов. ЛДНТП, 1958.
6. Бекер М-Б. Литье под давлением. М., изд-во «Высшая школа», 1968.
7. Б о ч в а р А. А., Сергеева Г. Я., Жуль к о в а А. А. Влияние
циклических нагревов и охлаждений на размерную и структурную стабильность
различных металлов и сплавов. — Ядерное горючее и реакторные материалы.
М., Атомиздат, 1959.
8. Бучинский В. А., Гринберг Э.Л-, Овечкин А. К-
Исследование свойств стали 4Х5В2ФС. — Технология литья, штамповки и тер-
мической обработки сплавов. Тула, Приокское книжное изд-во, 1967.
9. В е й н и к А. И. Теория особых видов литья. М.—Л-, Машгиз, 1958.
10. В о р о н и н Ю. В., Г о р ю н о в И, И., Голиков И. Н. и др.
Молибденовые формы для литья под давлением.— «Литейное производство»,
1966, № 3.
И. Виноградов Ю-М. Сульфидирование, селенирование и теллури-
рование чугуна и сплавов.— «Металловедение и термическая обработка», 1965,
№ 10.
12. Воробьев Ю. А. Точность деталей, получаемых литьем и прессова-
нием из цветных сплавов. М-, Машгиз, 1963.
13. Г а л ь ч е н к о В. В. Смазка для пресс-форм.— «Литейное произ-
водство», 1952, № 8.
14. Гейтвуд Б. Е. Температурные напряжения. М-, Изд-во иностр,
лит. 1959.
15. Г л и к м а н Л. А. Коррозионно-механическая прочность металлов.
М-, Машгиз, 1955.
16. Г л а з м а н Л- А. Повышение стойкости пресс-форм при литье под
давлением.— «Литейное производство», 1955, № 5.
17. Геллер Ю. А., Голубева Е. С., Павлова Л. П. и др. Выбор
стали для форм при литье под давлением алюминиевых сплавов.— «Литейное
производство», 1969, № 2.
18. Г е ц о в Л- Б. Жаропрочные сплавы при изменяющихся температурах
и напряжениях. М-—Л-, Госэнергоиздат, 1960.
19. Г о р ю н о в И. И. Литье повышенной точности. Лениздат, 1959.
20. Г о р ю н о в И. И. Точность размеров и чистота поверхности отли-
вок.— «Литейное производство», 1960, № 5.
249
21. Горюнов И. И., М а к е л ь с к и й М. Ф., Демидова А. А.
Литье под давлением.— Литье повышенной точности. М.—Л-, Машгиз, 1958.
22. Г о р ю н о в И. И. Работа пресс-форм при литье под давлением.—
Взаимодействие литейной формы и отливки. М. АН СССР, 1962.
23. Горюнов И- И. Об оценке стойкости пресс-форм при литье под дав-
лением.— Теплообмен между отливкой и формой. Минск, изд-во «Высшая школа»,
1967.
24. Герберт Г.,Эрк С., Григуль У- Основы учения о теплооб-
мене. М-, Изд-во иностр, лит., 1957.
25. Давиденков Н. Н-, Лихачев В. А. Необратимое формоизме-
нение при циклическом тепловом воздействии. М-—Л-, Машгиз, 1962.
26. Д о м р а ч е в Н. И. Отливка латунной пароводяной арматуры под
давлением.— «Литейное производство», 1959, № 5.
27. 3 а с л а в с к и й М- Л- Литье под давлением армированных деталей.
М-, Машгиз, 1958.
28. Ильюшин А. А., Огибалов П. М- Упруго-пластические де-
формации полых цилиндров. МГУ, 1960.
29. Кишкин С. Т., К л ы п и н А. А. Влияние многократных нагревов
и охлаждений на изменение свойств сталей и сплавов.— «Металловедение и тер-
мическая обработка», 1959, № 5.
30. К л е й н е р Н- М- Повышение экономичности производства пресс-
форм для литья под давлением арматуры из латуни. М-, ВИНИТИ, 1958.
31. Ковтун С. Ф. Исследование роста углеродистых сталей.— ФММ
вып. 6, 1959, № 8.
32. К р ы л о в В. И. Диссертация. МВМИ, 1969.
33. К о п а н е в и ч Е. Г. Точность деталей, изготовляемых в металличе-
ских формах. М-, Машгиз, 1958.
34. Корсаков В. Д. Опыт применения пресс-форм литья под давлением,
оснащенных твердым сплавом. М-, ГОСИНТИ, 1963.
35. К у Д р и н Н. А. Диссертация. МВМИ, 1965.
36. Кудрин Н- А., Би дуля П. Н. Стойкость пресс-форм и штампов
при литье под давлением и прессовании жидкой стали.— «Литейное производ-
ство», 1965, № 1. Тепловое взаимодействие отливки с металлической формой.—
«Литейное производство», 1965, № 12.
37. Л е б е д е в Е. А., Г у д и н а В. А. Смазки для пресс-форм.— «Литей-
ное производство», 1961, № 11.
38. Макельский М- Ф-, Гуляев Б. Б. Формирование контуров
отливок при литье под давлением.— Точность отливок. М-—Л., Машгиз, 1960.
39. М а к е л ь с к и й М- Ф- Диссертация, Л., 1964.
40. М а н а с е в и ч А. Д. Физические основы напряженного состояния и
прочности металлов. Москва—Киев, Машгиз, 1962.
41. Медведеве. Ф. Циклическая прочность металлов. М-, Машгиз,
1961.
42. М а н е г и н Ю. В. Микроструктура и механические свойства прессо-
ванных сплавов ЦМ 2А— «Металловедение и термическая обработка», 1966, № 12.
43. М о р г у н о в а Н. Н., К л ы п и н Б. А., Гуляев А. П. Механи-
ческие свойства тугоплавких металлов и сплавов.— «Металловедение и терми-
ческая обработка», 1966, № 12.
44. Новиков Н. П. Регулирование температур форм для литья под дав-
лением.— «Литейное производство», 1966, № 3.
45. Новиков В. П., Баландин Г. ф. Регулирование температуры
форм для литья под давлением.— «Литейное производство», 1966, № 6.
46. О р л о в С. Д. Эксплуатация пресс-форм для литья под давлением.—
Литье под давлением. М-, Машгиз, 1955.
47. Панченко Е. В., Кример Б. И., Пуцыки н Г. Г. Стойкость
пресс-форм для фасонного литья.— Сборник МИС, 1950, т. 29.
48. Панченко Е. В., К р и м е р Б. И., П у ц ы к и н Г. Г. Сталь для
форм литья под давлением.— Сборник МИС, 1949, т. 27.
49. Передельский К- В. Отливка металлов под давлением. М-,
Цветметиздат, 1932.
250
50. Петриченко А. М-, Но в и к А. А., Крылов В. И. Выбор
стали для форм при литье под давлением алюминиевых сплавов.— «Литейное
производство», 1970, № 3.
51. Петриченко А. М-, Горюиов И. И., Крылов В. И.
Стержни из молибдена при литье под давлением— «Литейное производство»,
1969, № 5.
52. П о р т н о й А. Л. Восстановление пресс-форм для литья под давле-
нием.— «Литейное производство», 1954, № 1.
53. П л я ц к и й В. М. Литье под давлением. М-, Оборонгиз, 1957.
54. П о л и щу к Д. Я- Опыт решения главных вопросов литья под давле-
нием. М., Дом техники, 1958.
55. Писаренко Г. С., Руденко В. П., Третьяченко Г. Н.
и др. Прочность металлов при высоких температурах. Киев, изд-во «Наукова
думка», 1966.
56. П р и д а н ц е в М- В., Лившиц Г. Л., Смирнов Е. В. Стали
для молотовых штампов.— «Сталь», 1954, № 11.
57. Р е б и н д е р П. А. Поверхностно-активные вещества. М., изд-во
«Знание», 1961.
58. Р е б и н д е р П- А. Физико-химическая механика, новая область
науки. М., изд-во «Знание», 1958.
59. Ростокер У., М а к - Ког и Дж., Маркус Г. Хрупкость под
действием жидких металлов. М., Изд-во иностр, лит., 1962.
60. Р о м а н о в В. В. Коррозионное растрескивание металлов. М-, Маш-
гиз, 1960.
61. Розанбоим Г. Б.,Кресиан М- Г. Смазка для пресс-форм литья
под давлением.— «Литейное производство», 1954, № 9.
62. Свищев а С. Б., Б о р и л о М- С. Повышение стойкости пресс-форм
для литья под давлением.— «Вестник машиностроения», 1958, № 5.
63. С в и щ е в а С. Б., Б о р и л о М- С. Повышение стойкости пресс-форм
для литья под давлением.— «Литейное производство», 1955, № 7.
64. Солонец Н. Ф. Литье под давлением деталей из цинкового сплава.—
Литье под давлением. М-, Машгиз, 1955.
65. Филиппова С. И. Литье медных сплавов под давлением.— Литье
под давлением. М-, Машгиз, 1955.
66. Ф р о м е р Л- Литье под давлением. ОНТИ, НКТП СССР, 1936.
67. Ф р и д м а н Я. Б., Е г о р о в В. И. Влияние наклепа на поврежда-
емость при термической усталости.— «Металловедение и термическая обработка»,
1960, № 7.
68. Ф у р м о н т Н. П. Нормализация пресс-форм для литья под давле-
нием.— Литье под давлением. М-, Машгиз, 1955.
69. Ш а х р в В. К- Материалы и термообработка форм для литья под давле-
нием.— «Литейное производство», 1969, № 11.
70. Щ е г о л е в А. А. Конструирование пресс-форм для литья под давле-
нием. ЛДНТП, 1960.
71. Щ е г о л е в А. А. Опыт конструирования, изготовления и эксплуата-
ции форм для литья под давлением крупногабаритных безоблойиых и сложных
отливок. ЛДНТП, 1965.
72. Ю н г м е й с т е р Б. А. Проектирование форм для литья под давлением.
ОНТИ, НКТП СССР, 1936.
73. Технологическая оснастка дли холодной штамповки, прессования и литья
под давлением. Каталог-справочник. Ч. 3. Изд. 2. НИИмаш, 1967.
74. Термостойкость жаропрочных сплавов. Под ред. Н. М- Склярова. М-,
Оборонгиз, 1962.
75. Молибден. Под ред. А. К- Натсон. М., Изд-во иностр, лит., 1962.
76. Стали с пониженным содержанием никеля. Под ред. М- В. Приданцева,
Г. Л. Лившица. М-, ГНТИ, 1961.
77. В а г t о R. L., Н и г d D. Т— 1. «Modern Casting», 1962, N 2, N 21.
2. «Precision Metal Molding», 1965, N 4.
78. Barton H. K- — I- «Tooling», 1959, N 3. 2. «Machinery», 1960, Nil.
79. Bengtsson K- J.— «Metal Treatm. and Drop Forging», 1957, 24, N 141.
251
80. Burman R. W., Gilbert R. W.— «Precision Metal Molding»,
1962, 20, N 5 and 1965, 23, N 1.
81. W i 1 1 i s W. H.— «Precision Metal Molding», 1964, 22, N 4 and 1962,
20, N 6.
82. Werner R.— «Zeitschrift f dr das gesante giessreiwessen», 1965, 55,
N 24.
83. Hiller H. M— «Giesserei», 1957, 44, Heft 6; 1961, 48, Heft 20; 1963,
50, Heft 1.
84. H a u 1 e r D. A— «Light Product Eng», 1965, 3, N 3.
85. Edgerton D. R., К a t e s N. O.— «Modern Casting», 1960, 38, N 5.
86. M i с к e 1 E. «Metal Industry», 1945, 66, N 18.
87. N о e s e n S. J., Williams H. A.— «Modern Casting», 1967, 51, N 6.
88. О r e i H., Ono A., S u m i п о К-— «Jornal Japan Institute of Me-
tall», 1958, N 12.
89. «Handesblat», 1956, 11, N 106.
90. C e b 1 S. Formy pro libi pad tlanen. Praha», 1962.
91. «Precision Metal Molding», 1966, 24, N 11.
92. L i b у A— «Giesserei», 1958, 30, N 3; 1958, 45, N 16.
93. «Die Casting Eng», 1970, 14, N 1.
94. «Foundry Trad J.», 1969, 121, N 2742.
95. «Precision Metal Molding», 1962, 52, N 10.
ОГЛАВЛЕНИЕ
Предисловие ....................................................... 3
Условные обозначения............................................... 5
Глава I. Краткие сведения о производстве литья под давлением 6
1. Современное состояние производства....................... —
2. Литейные машины и оборудование ......................... 7
3. Материалы, применяемые при изготовлении отливок .... 15
Сплавы на основе олова ................................. —
Сплавы на основе свинца................................. —
Сплавы на основе цинка ................................ 16
Сплавы на основе магния................................ 17
Сплавы на основе алюминия............................... —
Сплавы на основе меди.................................. 19
Сплавы на основе железа................................ 21
4. Вес, габариты и сложность отливок....................... 24
5. Точность размеров и шероховатость поверхности отливок 25
6. Механические свойства металла отливок................... 27
Главга II. Конструкции, проектирование и изготовление пресс-форм 29
»7 . Классификация пресс-форм ............................... —
8-уДетали, соприкасающиеся с жидким металлом................ 31
Вкладыши ................................................. —
Стержни.................................................. 32
Выталкиватели............................................ 38
Детали металлопровода.................................... —•
9. Детали конструктивного назначения........................ 40
10. Механизмы пресс-форм .................................... 41
Приводы стержней ........................................ 42
Приводы выталкивателей .................................. 46
Механизмы подогрева и охлаждения пресс-форм.............. 47
Механизмы очистки, смазки и удаления воздуха из пресс-форм —
11. Технологичность элементов конструкций рабочей полости
; пресс-форм ................................................ —
»12 . Некоторые особенности проектировании пресс-форм........ 51
.13 . Нормализация деталей и узлов пресс-форм................ 53
’14 . Способы изготовления вкладышей пресс-форм.............. 56
15. Подогрев и охлаждение пресс-форм ........................ 58
Подогрев и охлаждение жидкими теплоносителями............. —
Подогрев индукционными нагревателями..................... 60
Подогрев электрическими нагревателями сопротивления ... 62
253
Глава III. Условия работы пресс-форм 65
. 16. Литейный цикл и сопутствующие ему явления............... —
Скорость прессования...................................... —
Удельное давление ....................................... 67
Скорость впуска .......................................... —
Давление металла на стенки вкладышей пресс-форм .... 68
Температурный режим литья ............................... 70
Продолжительность литейного цикла ........................ —
17. Процессы, возникающие на рабочей поверхности пресс-формы —
18. Тепловые условия работы пресс-форм....................... 73
Расчет температурных полей пресс-форм .................... —
Экспериментальное определение температурных полей .... 77
19. Тепловой баланс пресс-форм .............................. 80
20. Силовые условия работы пресс-форм ....................... 82
Деформации .............................................. 83
Температурные напряжения ................................ 87
Упруго-пластические деформации и напряжения ............. 91
21. Физико-химические условия работы пресс-форм.............. 95
Химическое взаимодействие металлов вкладыша пресс-форм
и отливок ......................................... —
Физическое взаимодействие металлов вкладыша пресс-форм
и отливок ........................................ 97
Глава IV. Причины разрушения пресс-форм ...................... 104
22. Термическая усталость пресс-форм......................... —
23. Термостойкость пресс-форм .............’................. НО
24. Необратимые формоизменения в пресс-формах............... 121
25. Формостойкость пресс-форм .............................. 125
26. Износостойкость пресс-форм ............................. 132
Глава V. Материалы, применяемые для изготовления деталей пресс-
форм ............................................................ 138
27. Материалы пресс-форм и их физико-механические свойства —
28. Хромовольфрамованадиевые стали ......................... 150
Сталь ЗХ2В8Ф............................................. 151
Сталь ЗХ2В8Ф с кобальтом................................. 167
ЧСтали ЗХ10В2Ф и 4Х8В2.................................... 171
A- Сталь ШВ2ФС (ЭИ958)...................................... 173
Сталь ЗХ2В4Ф............................................. 179
’-’Стали 4XB2C,K£XB2C,\QXB2C............................... --
Стали 5ХНВ, 5ХНСВ, ХВГ................................... 180
29. Хромомолибденованадиевые стали ......................... 181
Сталь ЗХ5МФС...........................................
Стали 38Х5МФС, 4Х5МФС, 4Х5МФ1С............................. —
Стали ЗХ5МВСФ и 4Х5ВСФ .................................. 184
Стали ЗХЗМЗФ и ЗХЗМЗКЗФ.................................... —
Стали 5ХНМ, 5ХГМ, 40ХНМ и 38ХМЮА......................... 185
30. Новые материалы для пресс-форм.......................... 191
Сплавы на основе тугоплавких металлов...................... —
Сплавы иа основе меди.................................... 197
Стали и сплавы на основе железа.......................... 201
Сплавы на основе никеля и кобальта .....................' 209
Глава VI. Стойкость пресс-форм.................................... 210
31. Стойкость пресс-форм в зависимости от материалов, приме-
няемых для изготовления отливок и пресс-форм.................. —
Стойкость в зависимости от физико-механических свойств ма-
териалов .................................................. —
254
Стойкость пресс-форм при литье цинковых сплавов .... 213
Стойкость при литье алюминиевых и магниевых сплавов . . 214
Стойкость при литье сплавов на основе меди................. 222
Стойкость при литье стали.................................. 226
32. Стойкость пресс-форм в зависимости от защитных покрытий —
Механические свойства стали ЗХ2В8Ф в зависимости от хи-
мико-термической и химической обработки......................... —
Стойкость в зависимости от химико-термической обработки 229
Стойкость в зависимости от химических и электролитических
покрытий и металлизации ................................... 231
Стойкость в зависимости от применения смазок............... 234
33. Стойкость пресс-форм в зависимости от условий их эксплуа-
тации ........................................................ 236
Стойкость в зависимости от температурных режимов литья —
Стойкость в зависимости от применения промежуточного от-
пуска дли снятия напряжений :.............................. 241
Стойкость в зависимости от технологических параметров литья —
Доводка пресс-форм, ремонт, хранение и учет их стойкости 242
34. Основные пути повышения стойкости пресс-форм .... 244
Приложение ................................................ 247
Список литература .................................................. 249
Иван Иванович Горюнов
ПРЕСС-ФОРМЫ
ДЛЯ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
Редактор издательства Л. И. Вожик
Переплет художника П. П. Викторова
Технический редактор Т. П. Малашкина Корректор 3. П. Смоленцева
Сдано в производство 10/Х 1972 г. Подписано к печати 13/III 1973 г. М-36266
Формат бумаги 60Х 9O’/i6 Бумага типографская № 3 Печ. л. 16 Уч.-изд. л. 19,5
Тираж 14 000 экз. Цена 1 р. 22 к. Зак. 2056
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 6 Союзполнграфпрома при
Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, ул. Моисеенко, 10