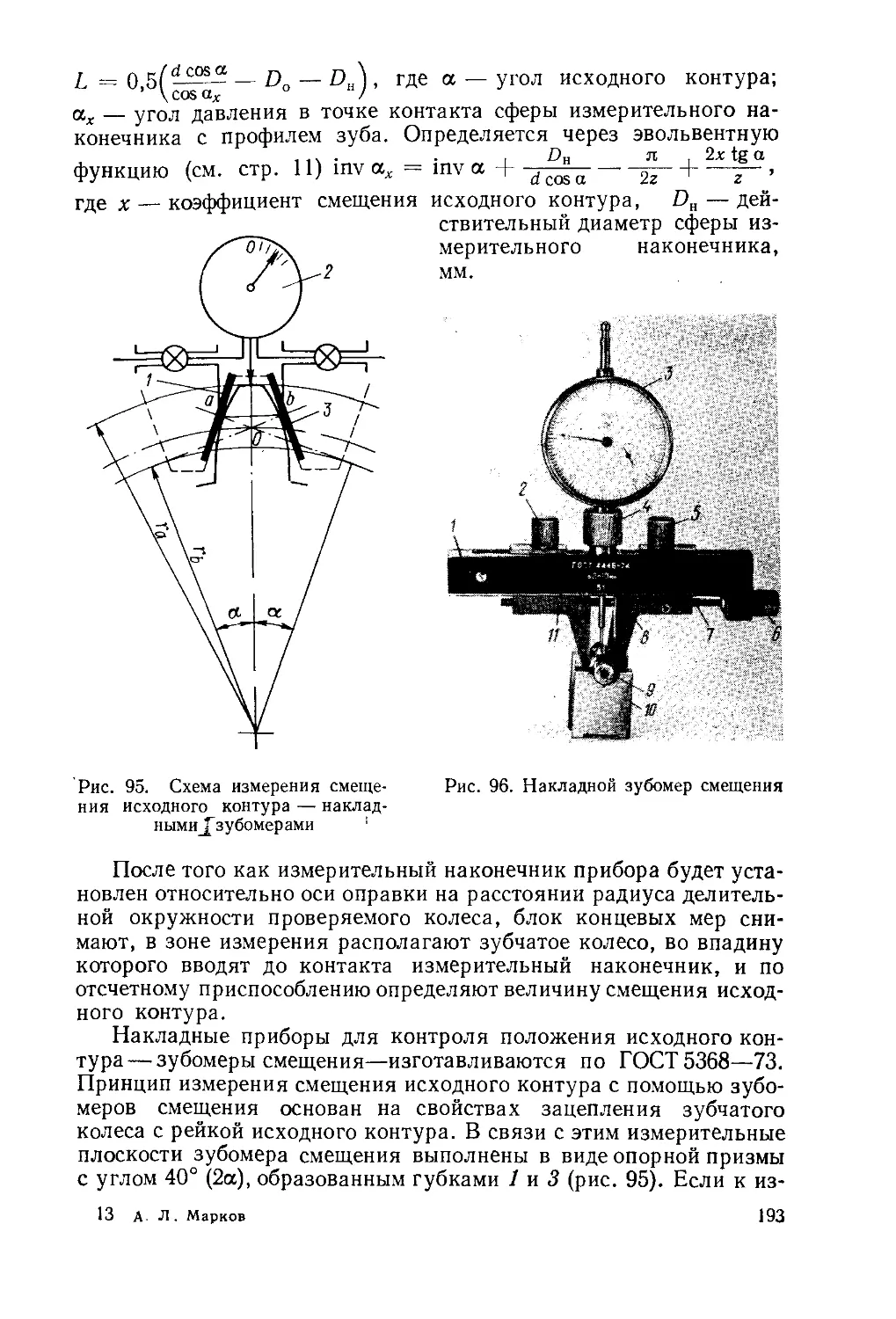
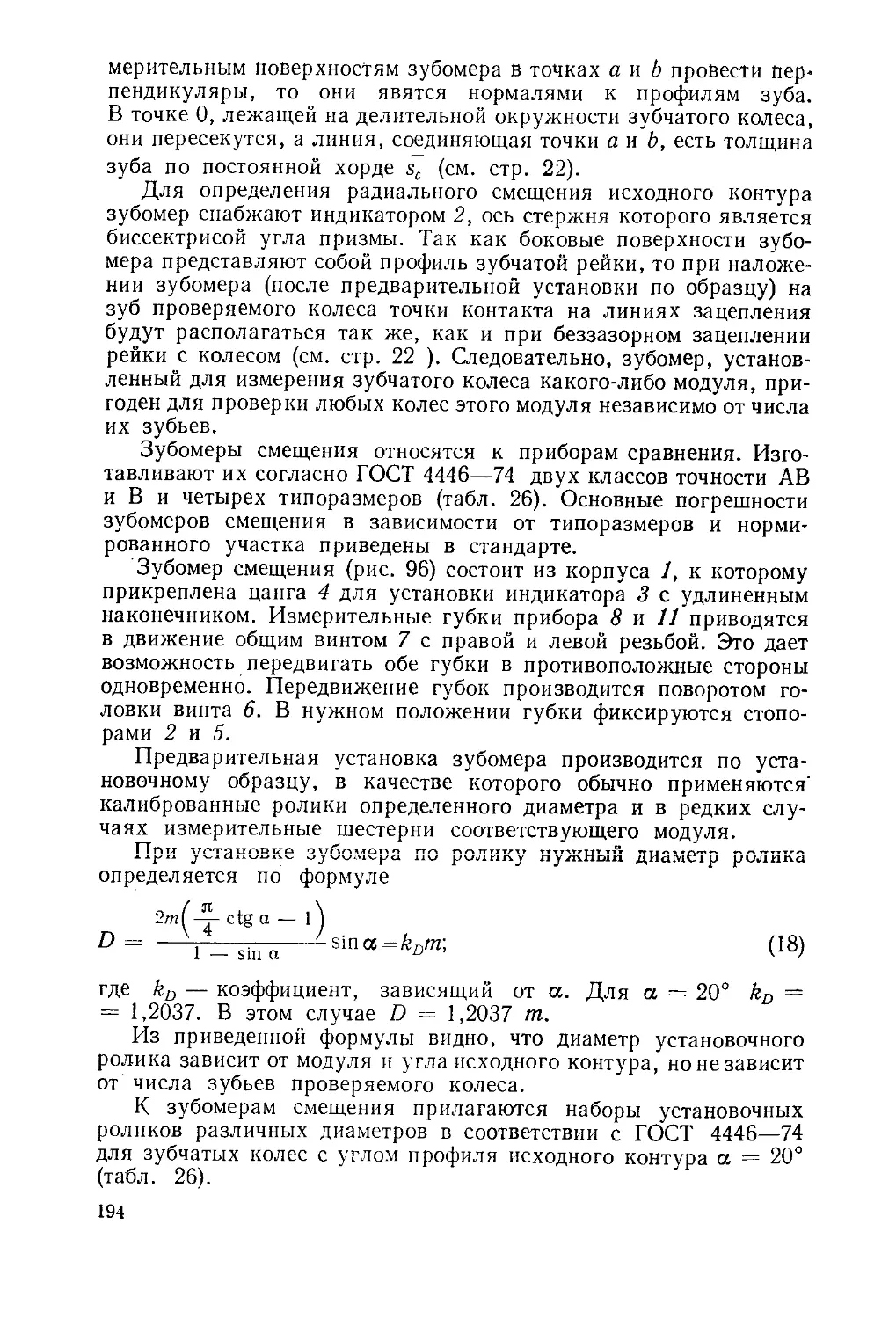
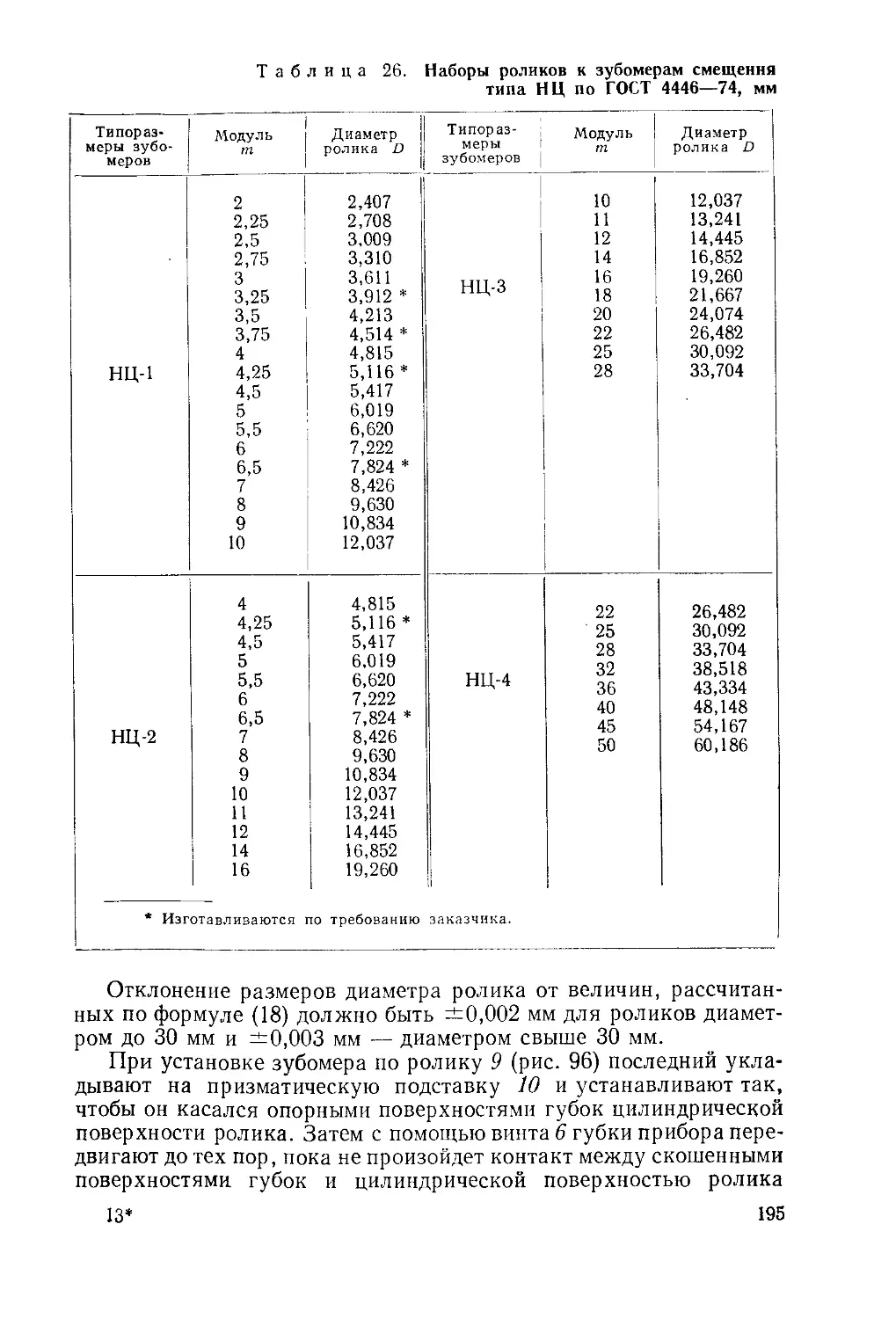
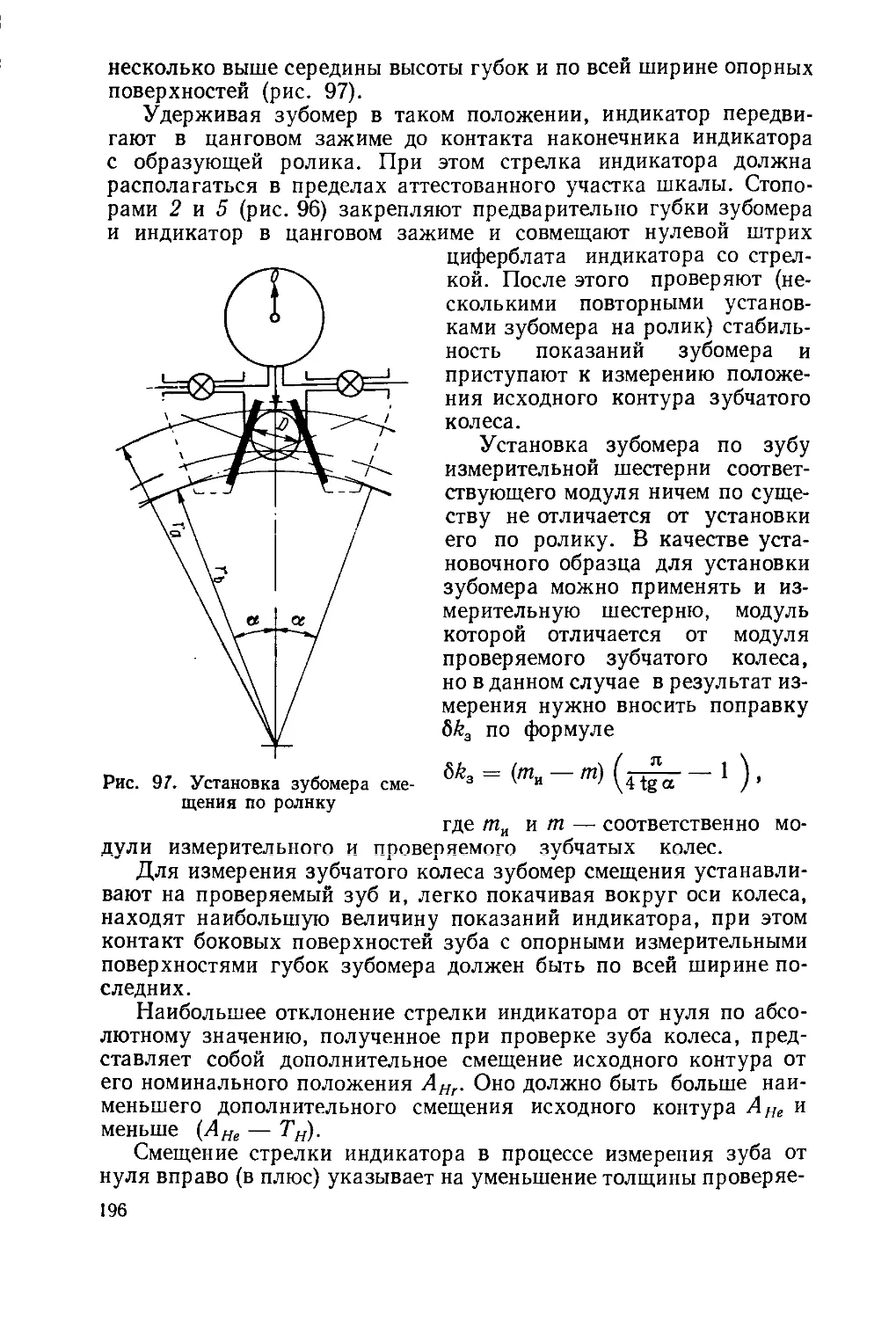
/

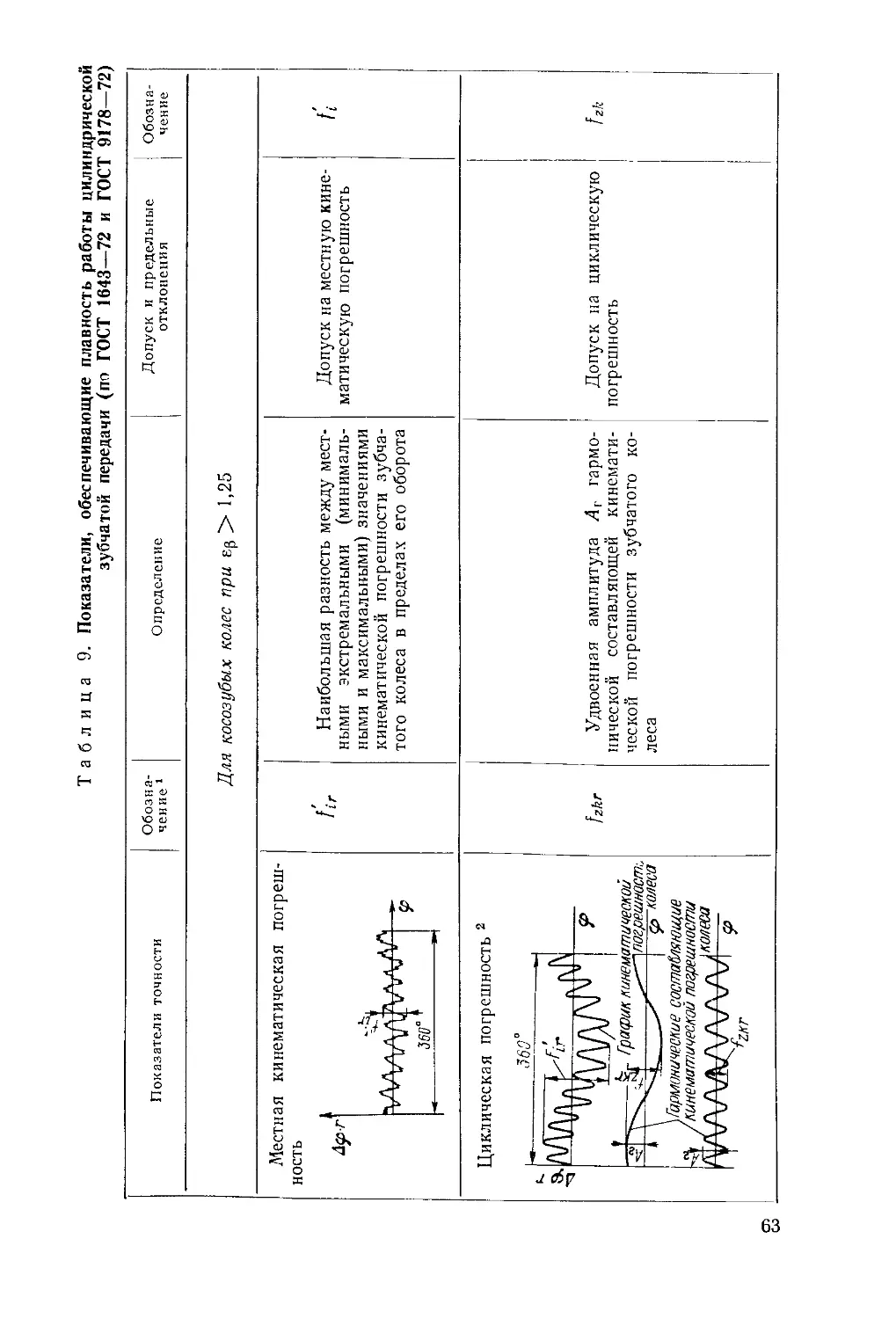







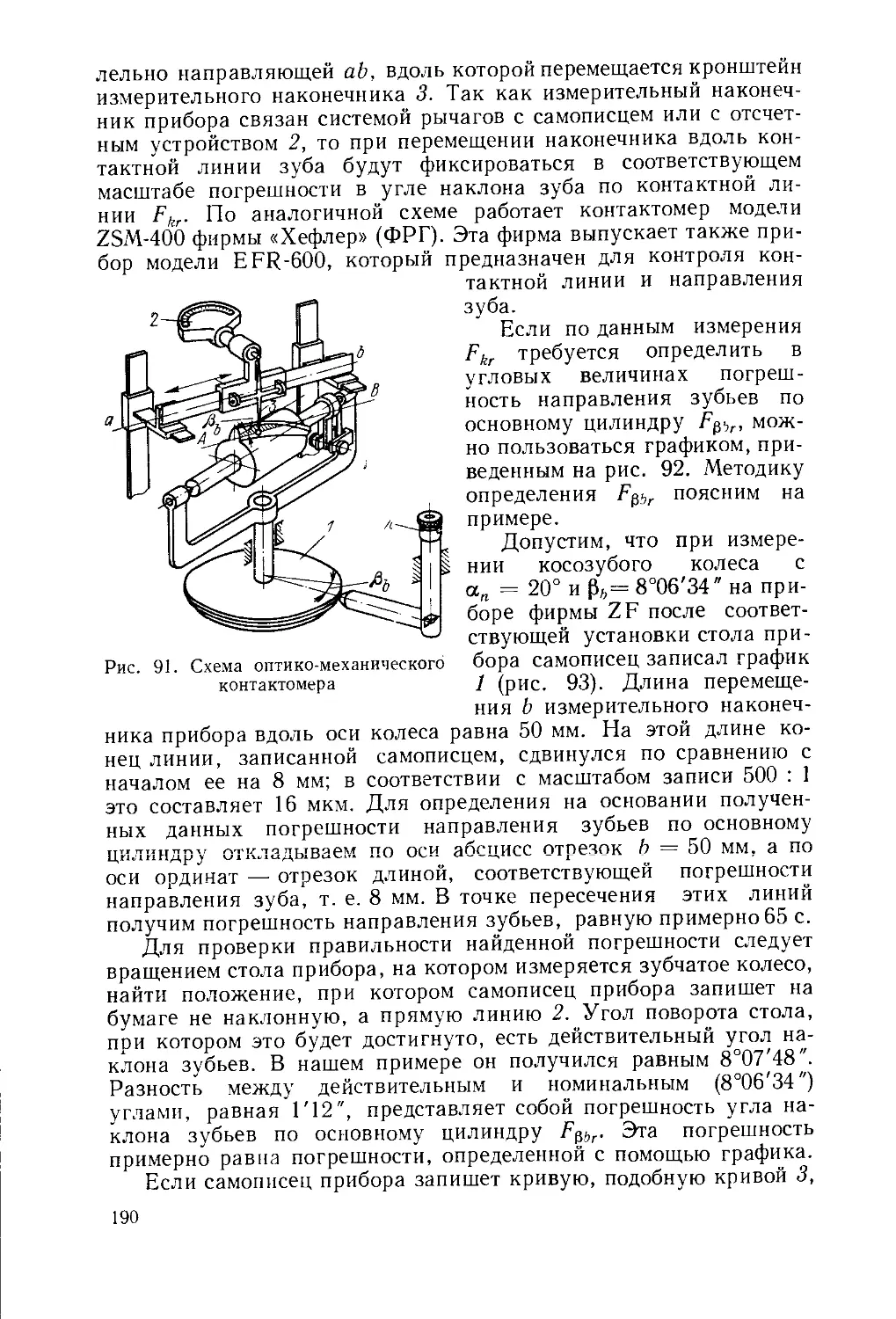
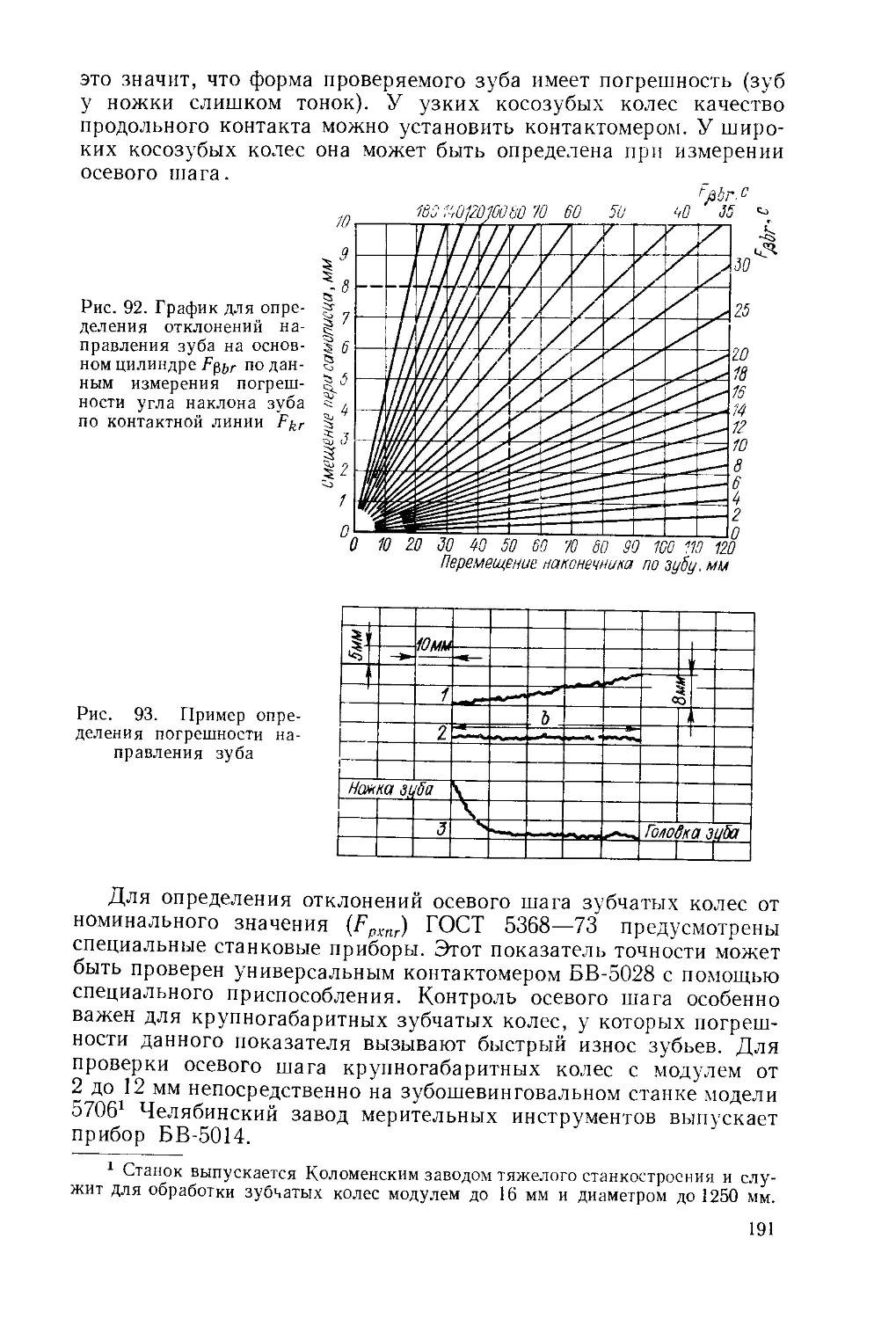
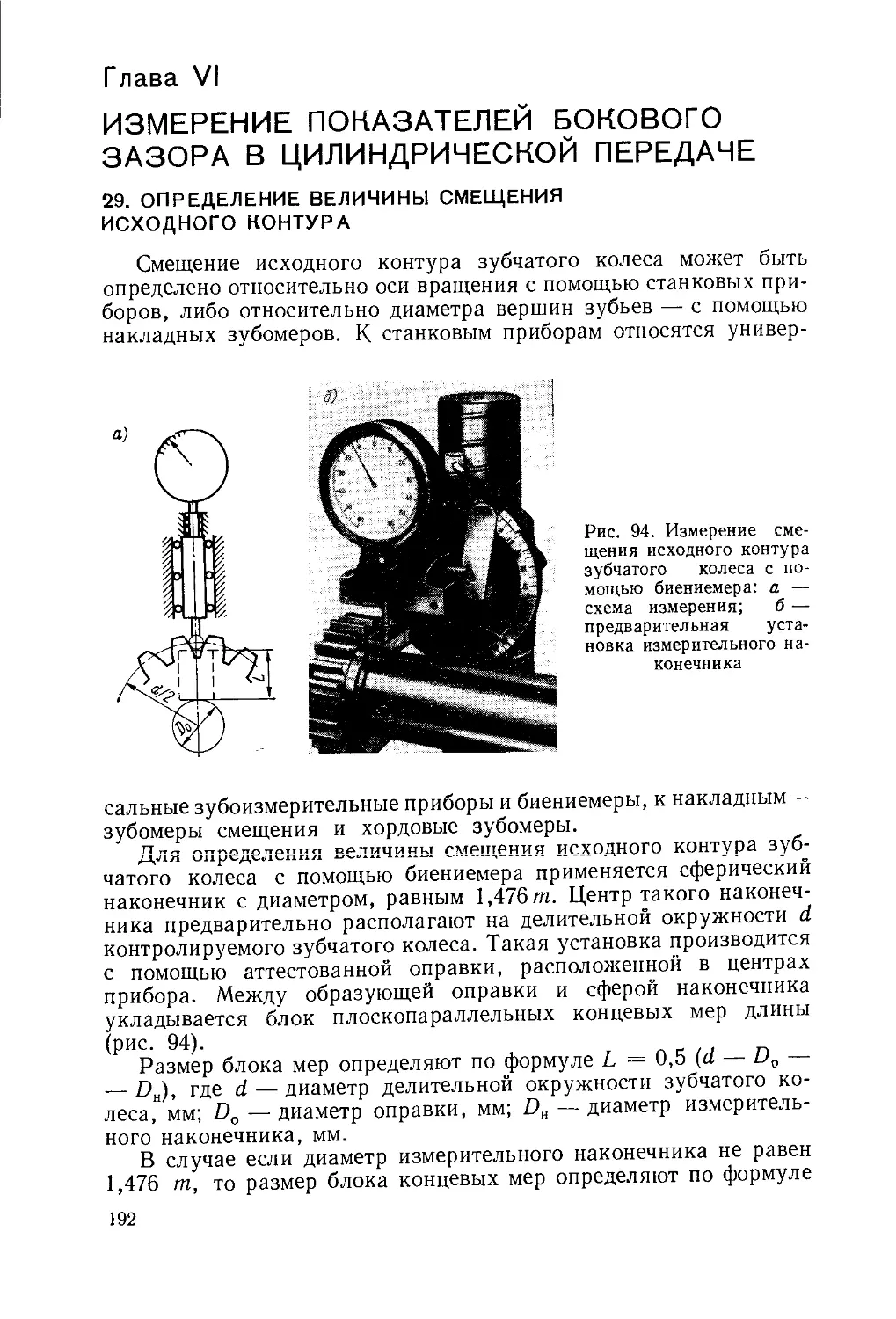




Text
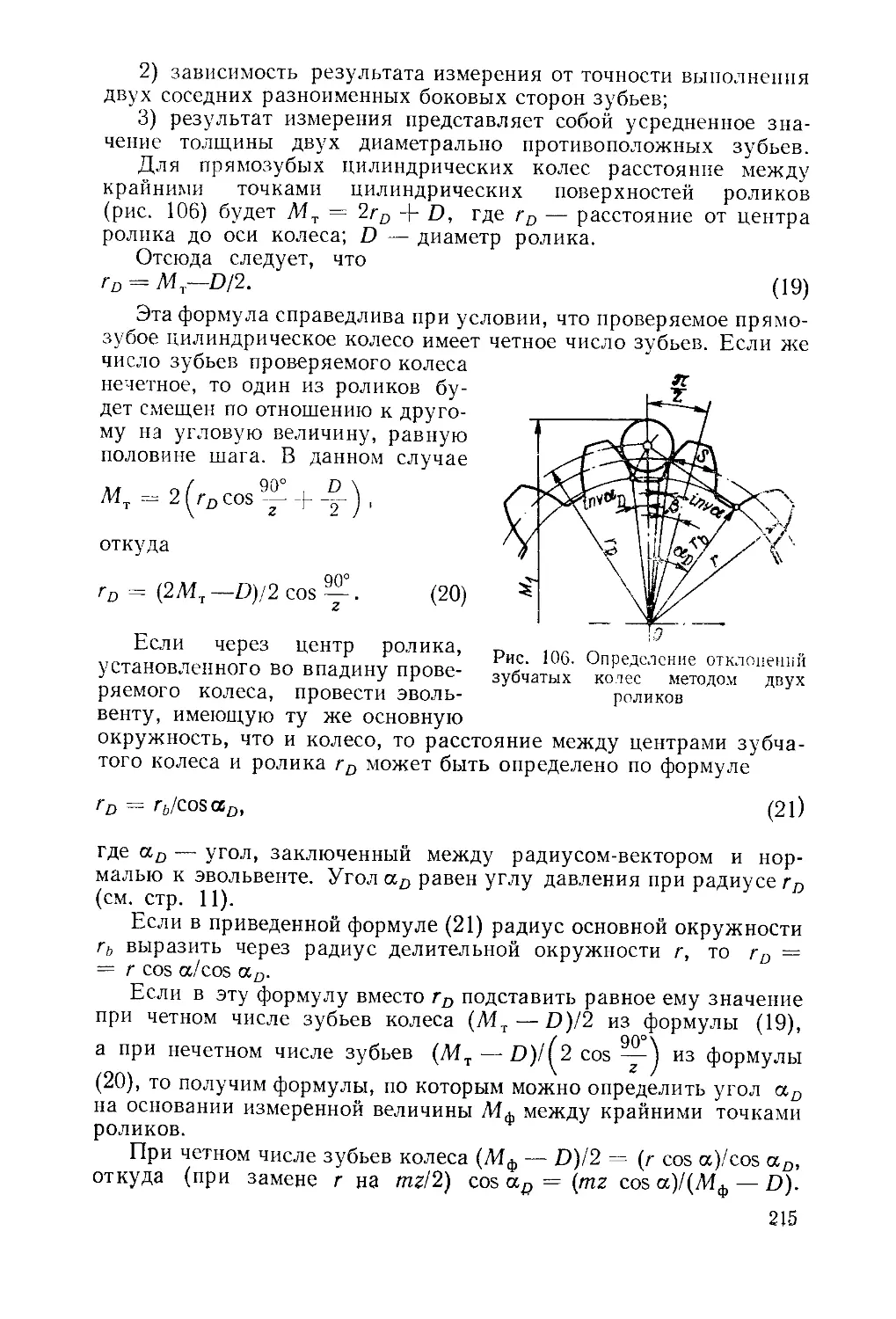
А.Л.Марков ^
ИЗМЕРЕНИЕ
ЗУБЧАТЫХ
КОЛЕС
Допуски, методы
и средства контроля
Издание 4-е,
переработанное и дополненное
ТеУ-М!<Ч£СК.лЯ
БИВДИРТЕНа
ЛЕНИНГРАД
„МАШИНОСТРОЕНИЕ"
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1977
6Л5.1
М25
УДК 531.7.08 : 621.833.3
Рецензент Л. Я- Горохов
Марков А. Л.
М25 Измерение зубчатых колес (допуски, методы и средства
контроля). Изд. 4-е, перераб. и доп. Л., «Машинострое-
ние» (Ленингр. отд-ние), 1977.
280 с. с ил.
В книге изложены основные сведения по геометрии эвольвеитных зубчатых зацеп-
лений; рассмотрены показатели и нормы точности цилиндрических, конических и червяч-
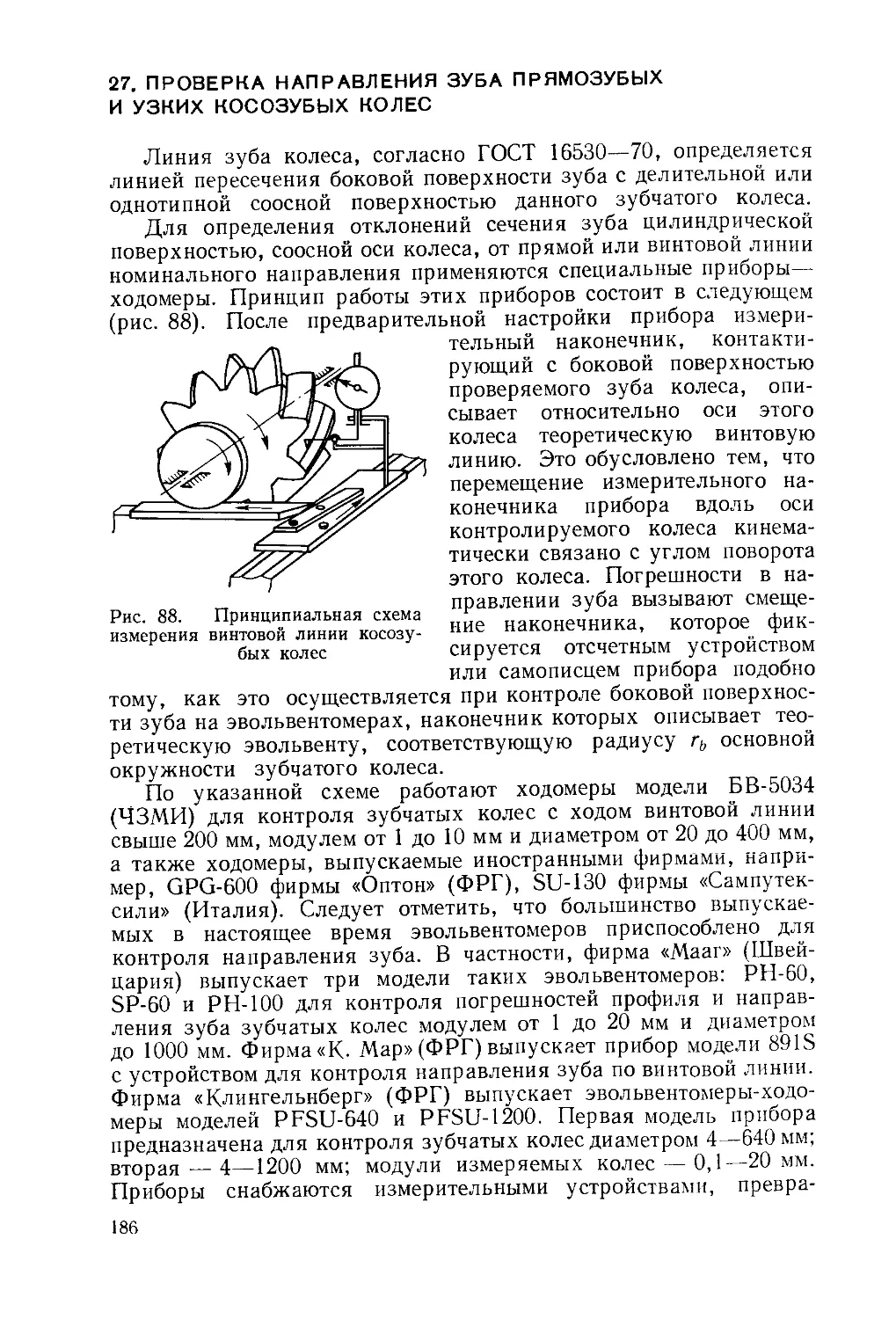
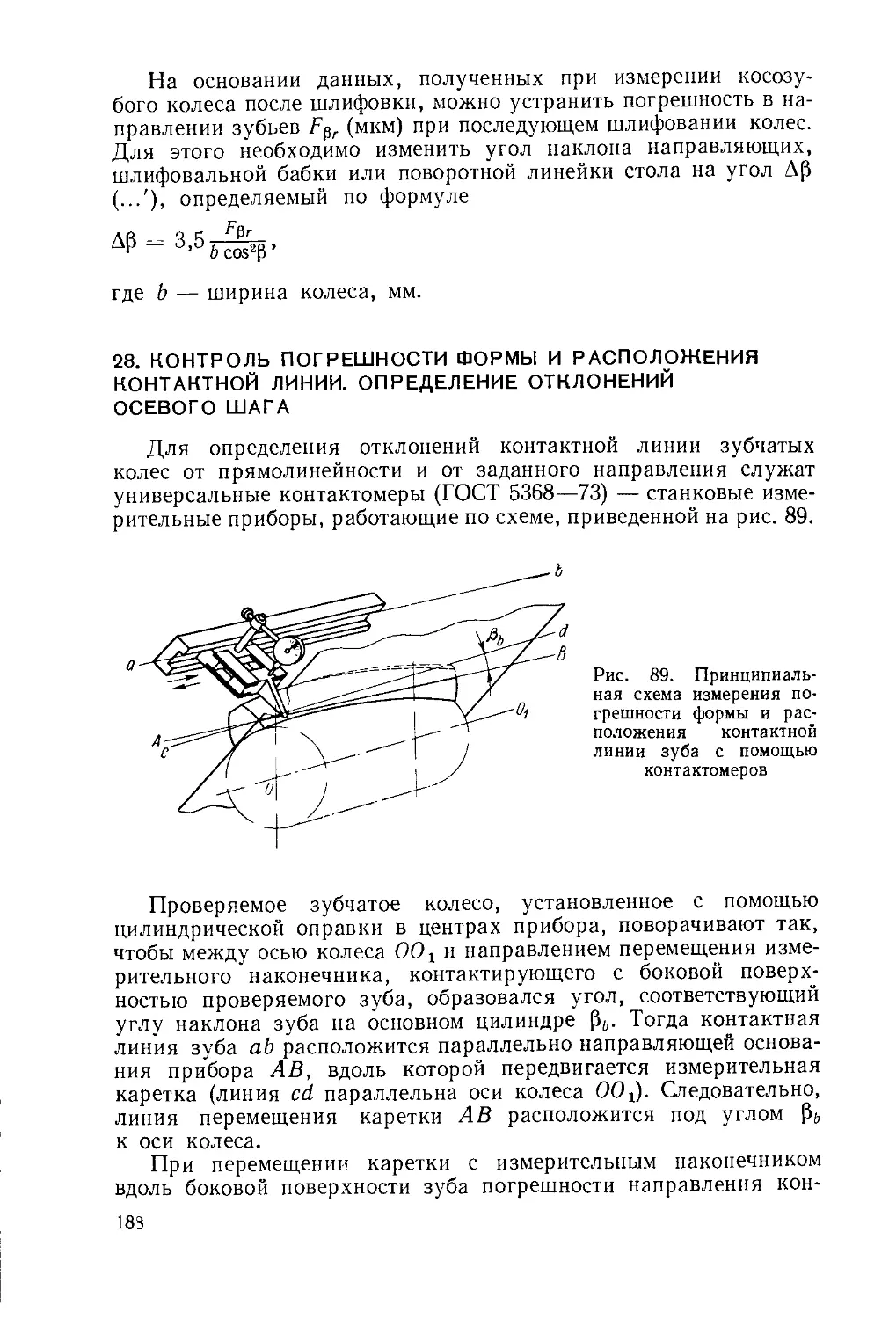
ных передач; описаны современные методы и средства контроля зубчатых колес н червяч-
ных передач с примерами построения схем полей допусков на различные показатели точ-
ности. По сравнению с третьим изданием (1968 г.) материал книги переработан заново
в соответствии со стандартами СЭВ.
Книга предназначена для инженерно-технических работников отделов техниче-
ского контроля и измерительных лабораторий машиностроительных заводов. Она также
может быть полезна студентам вузов при изучении курса «Взаимозаменяемость, стан-
дартизация и технические измерения».
31302—126
038(01)—77
126—77
6П5.1
© Издательство «Машиностроение», 1977 г.
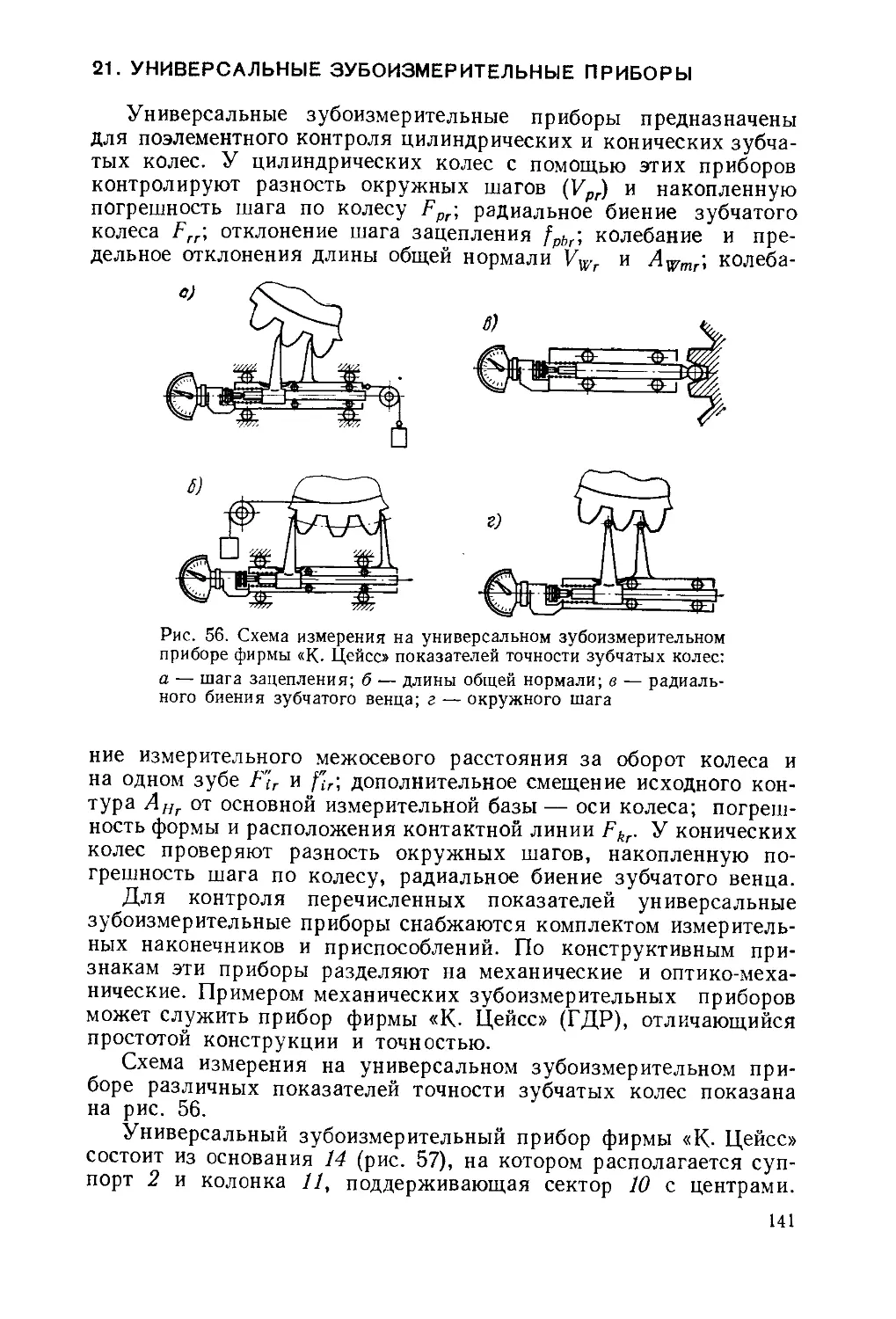
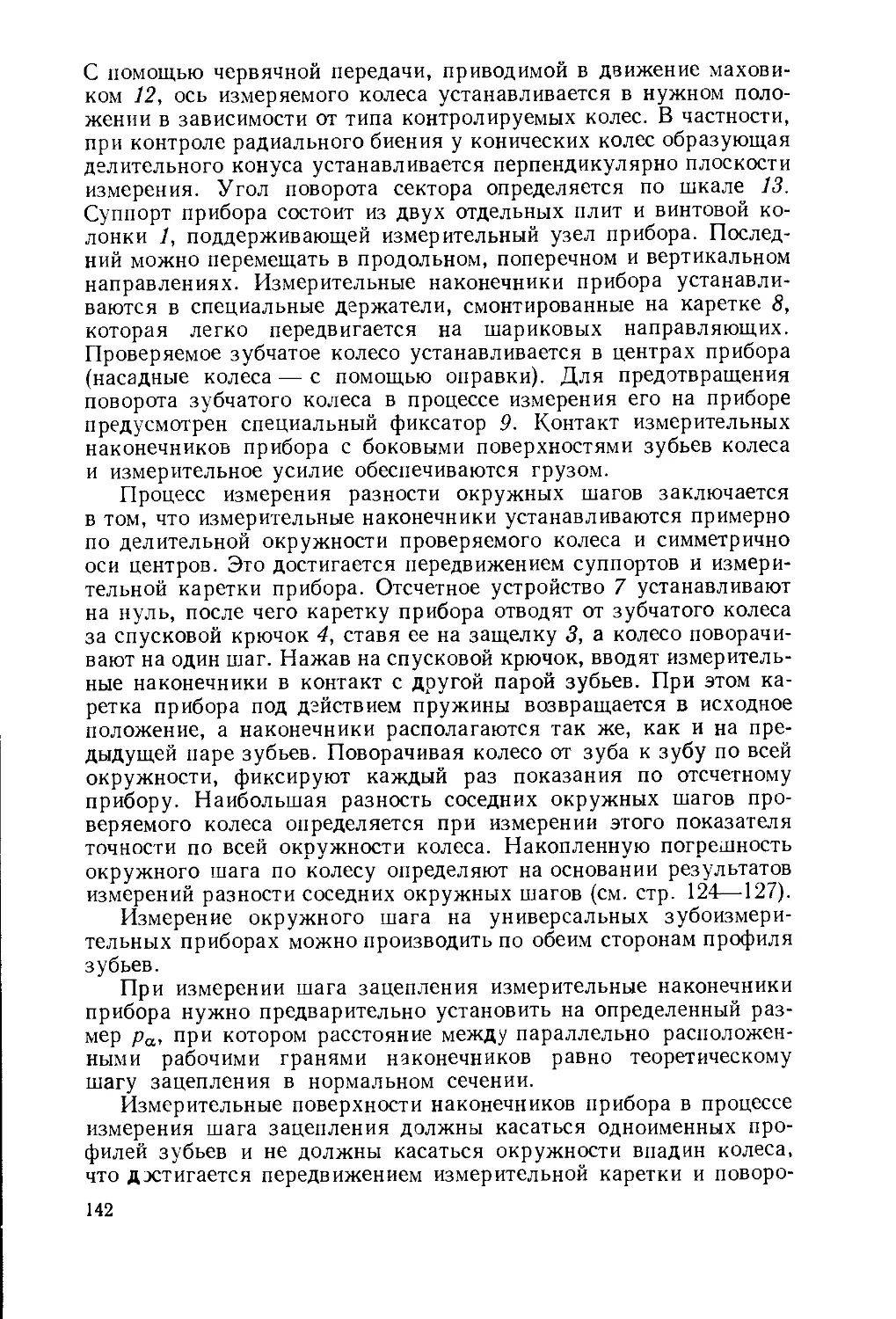
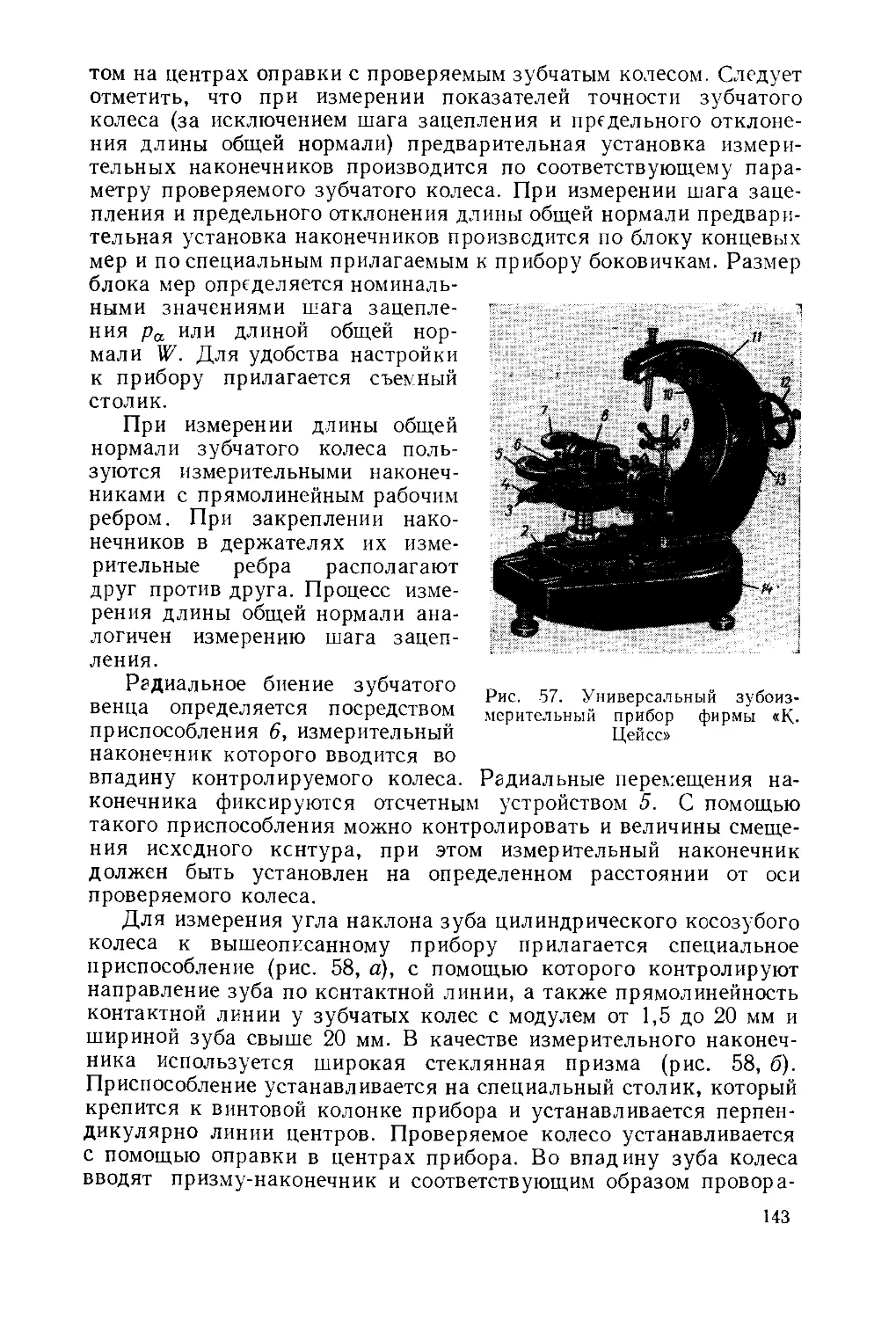
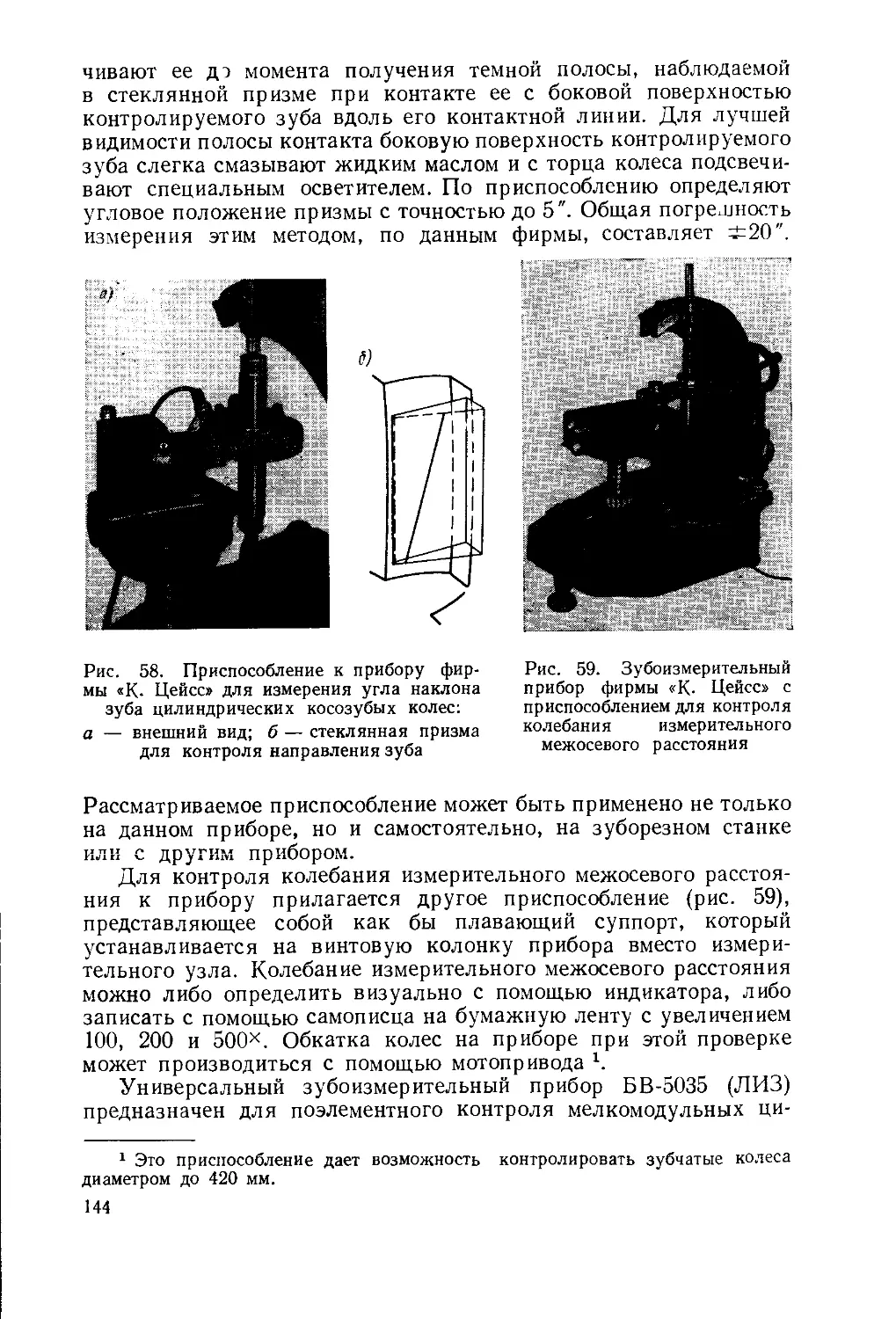
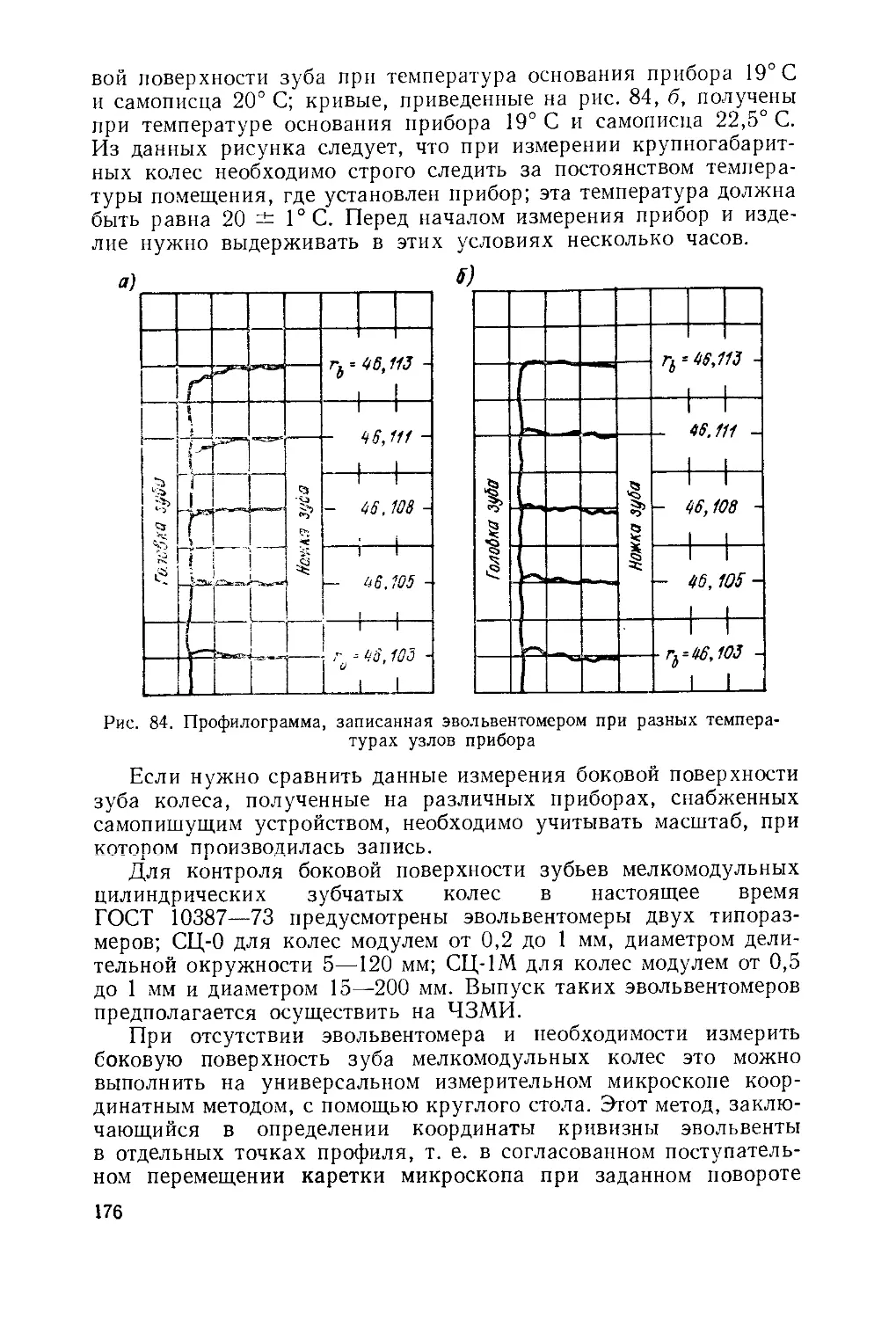
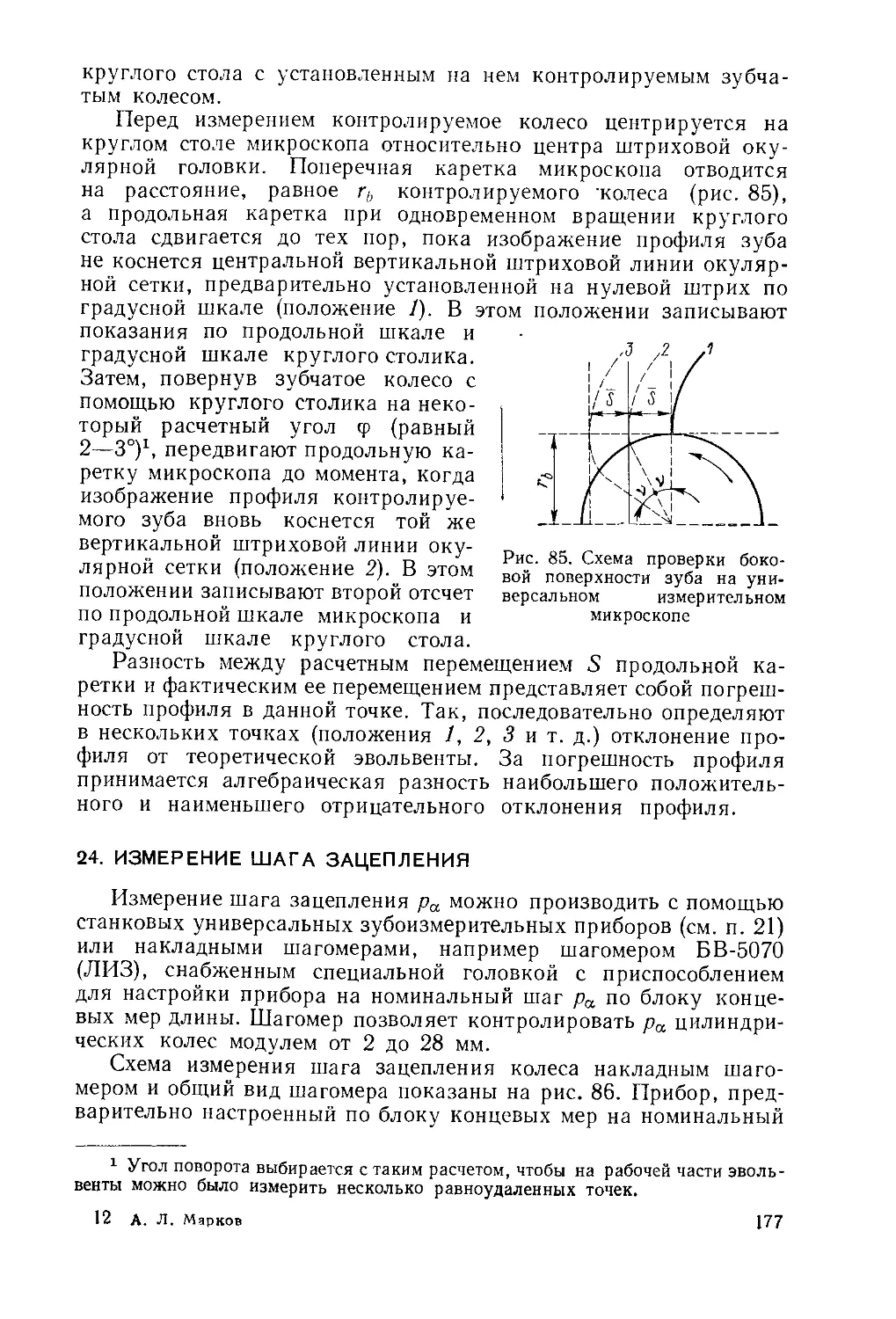
ПРЕДИСЛОВИЕ
Зубчатые передачи являются ответственными звеньями машин
и механизмов, определяющими качество, надежность и долго-
вечность их работы.
Непрерывное развитие машиностроения требует увеличения
скоростей и мощностей создаваемых машин при одновременном
уменьшении их габаритов и массы. Это вызывает необходимость
совершенствования средств производства и контроля зубчатых
колес и червячных передач. Ранее применяемые зубоизмеритель-
ные средства в настоящее время не могут полностью обеспечить
растущие требования к точности и производительности контроля,
поэтому Основными направлениями развития народного хозяйства
на 1976—1980 гг. поставлена задача создания совершенных изме-
рительных средств, в частности автоматизированных зубоизмери-
тельных приборов. Такие приборы освоены Ленинградским ин-
струментальным заводом (прибор БВ-5056) и Челябинским за-
водом мерительных инструментов (прибор БВ-5058). Автомати-
зированные зубоизмерительные системы изготавливаются и не-
которыми иностранными фирмами.
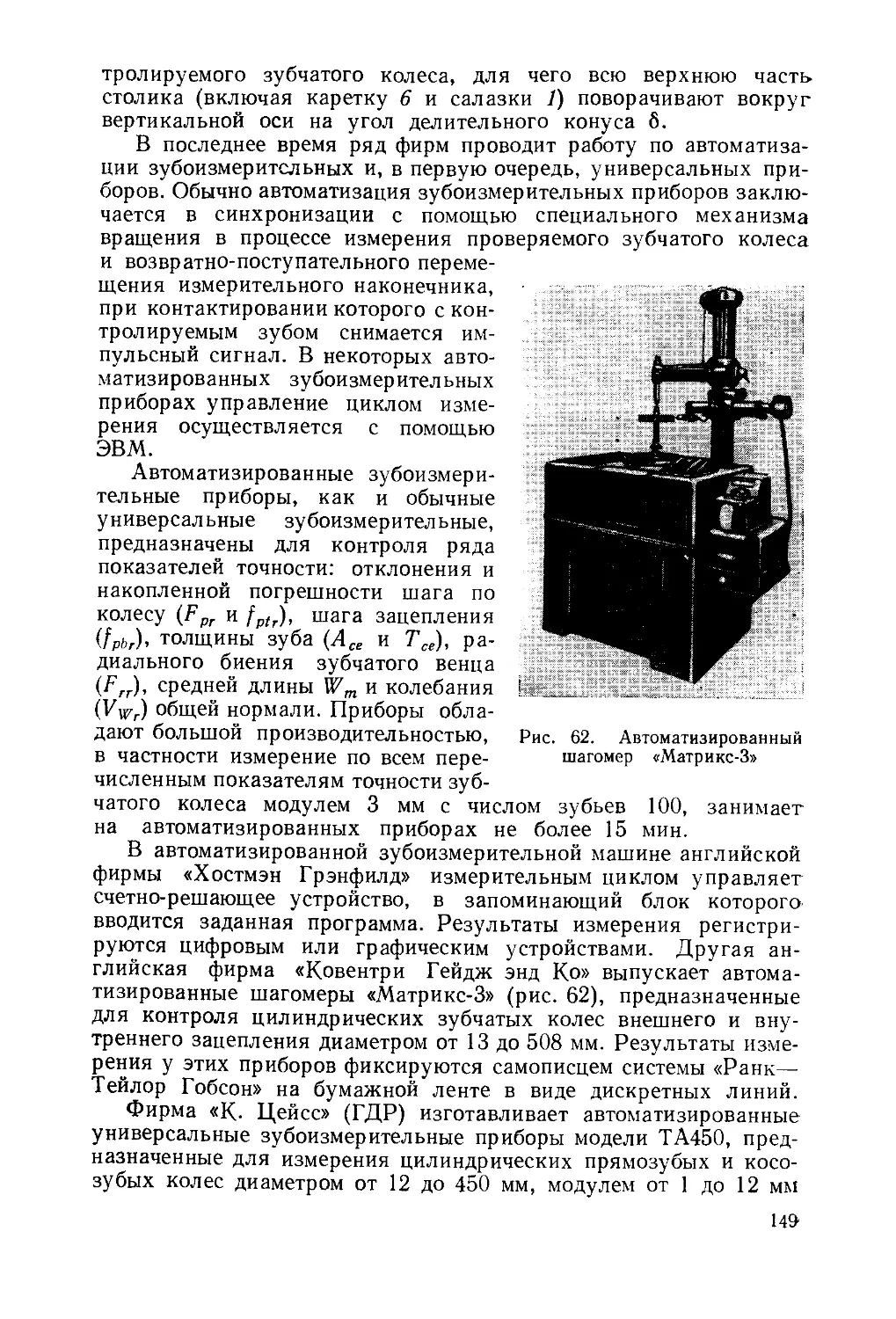
Автоматизация зубоизмерительных приборов привела к их
конструктивному усложнению. Использование в схемах прибо-
ров преобразователей различных систем, обладающих большим
быстродействием, применение электронных самописцев или вы-
числительных блоков с цифропечатающими устройствами, а также
ЭВМ в сочетании с этими приборами повысило стоимость таких
измерительных средств. Стремление сократить затраты на из-
готовление зубоизмерительных приборов обусловило создание
унифицированных систем — сборных блоков, позволяющих про-
изводить быструю переналадку прибора с контроля одного пока-
зателя точности на контроль другого. Однако выпуск современных
3
измерительных средств приборостроительными заводами СССР
пока еще не может удовлетворить запросы промышленности.
Изготовление зубчатых колес — дорогостоящая и трудоем-
кая операция, требующая высокой культуры производства, при-
менения современного технологического оборудования, средств
и методов измерения, своевременного внедрения новых стандар-
тов. В настоящее время на зубчатые передачи существует 32
Государственных стандарта. Они регламентируют терминологию
и обозначения зубчатых передач и зуборезных инструментов,
допуски и предельные отклонения зубчатых колес и передач,
средства контроля зубчатых колес и передач, правила оформления
рабочих чертежей зубчатых колес и червяков по ЕСКД. Сей-
час эти стандарты пересматриваются с целью унификации по всем
взаимодействующим факторам, начиная с терминологии и кон-
чая методами и средствами контроля. Внедрение в промышлен-
ность новых стандартов СЭВ обеспечит единство понятий и резуль-
татов расчета во всех отраслях машиностроения, ограничит
номенклатуру зуборезного и зубоизмерительного инструмента,
установит единообразие методов и средств контроля зубчатых
колес, а также оформления чертежей и, следовательно, снизит
трудоемкость проектно-конструкторских работ. Все это будет
способствовать экономическому и научно-техническому прогрессу.
В предлагаемой книге изложены современные сведения по
теории зубчатых зацеплений. Читатель познакомится с наиболее
интересными из современных зубоизмерительных приборов, вы-
пускаемых как в СССР, так и за рубежом.
В четвертом издании книги материал переработан на основе
новых стандартов, дополнен описанием современных измеритель-
ных средств и методов контроля. В связи с тем, что в промышлен-
ности наибольшее распространение имеют цилиндрические зуб-
чатые передачи и в основных отраслях машиностроения их число
составляет свыше 75% от общего числа выпускаемых зубчатых
передач, основное внимание в книге уделено этому виду передач.
В настоящее время в СССР утверждены стандарты на допуски
только для цилиндрических зубчатых колес и передач, а стан"
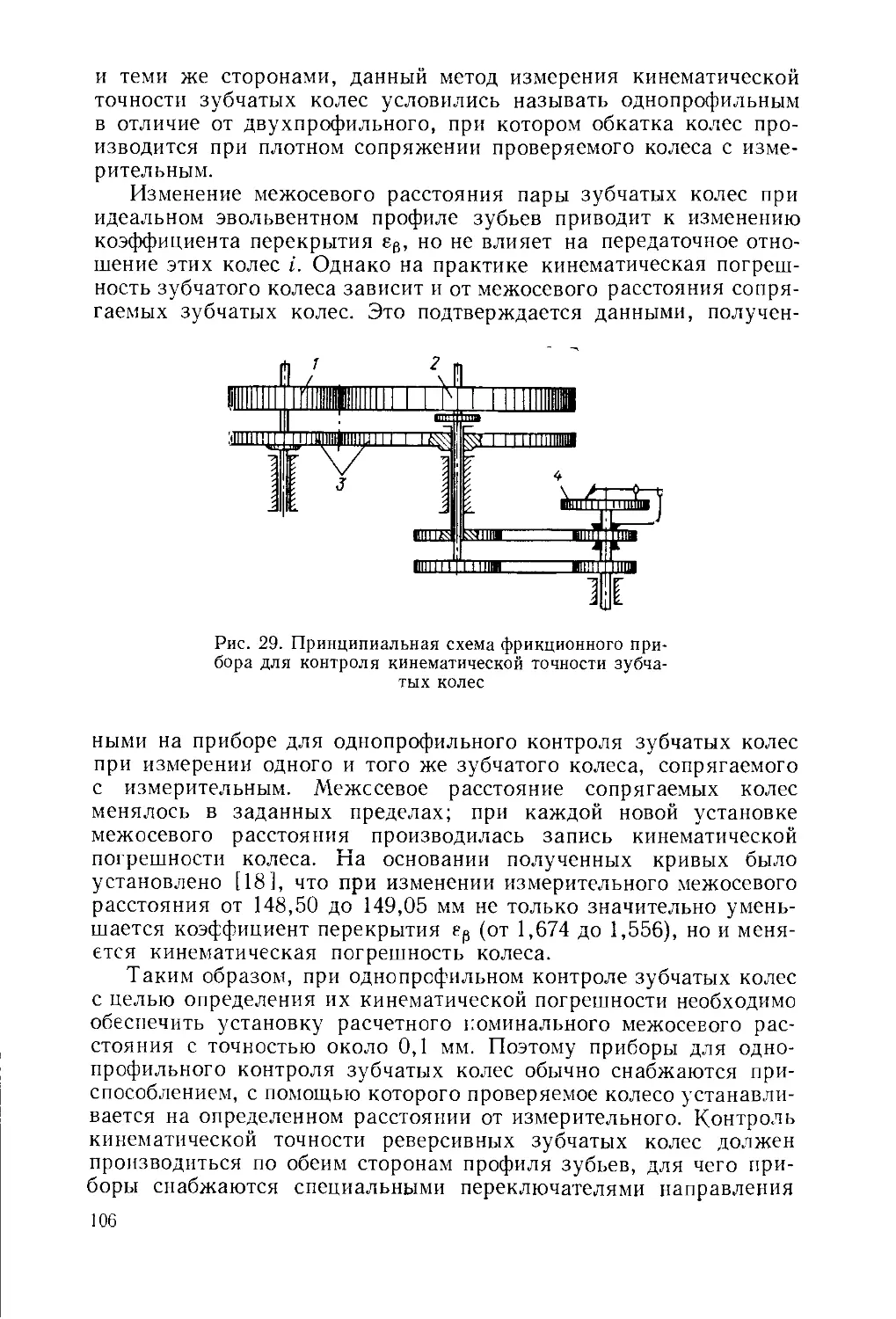
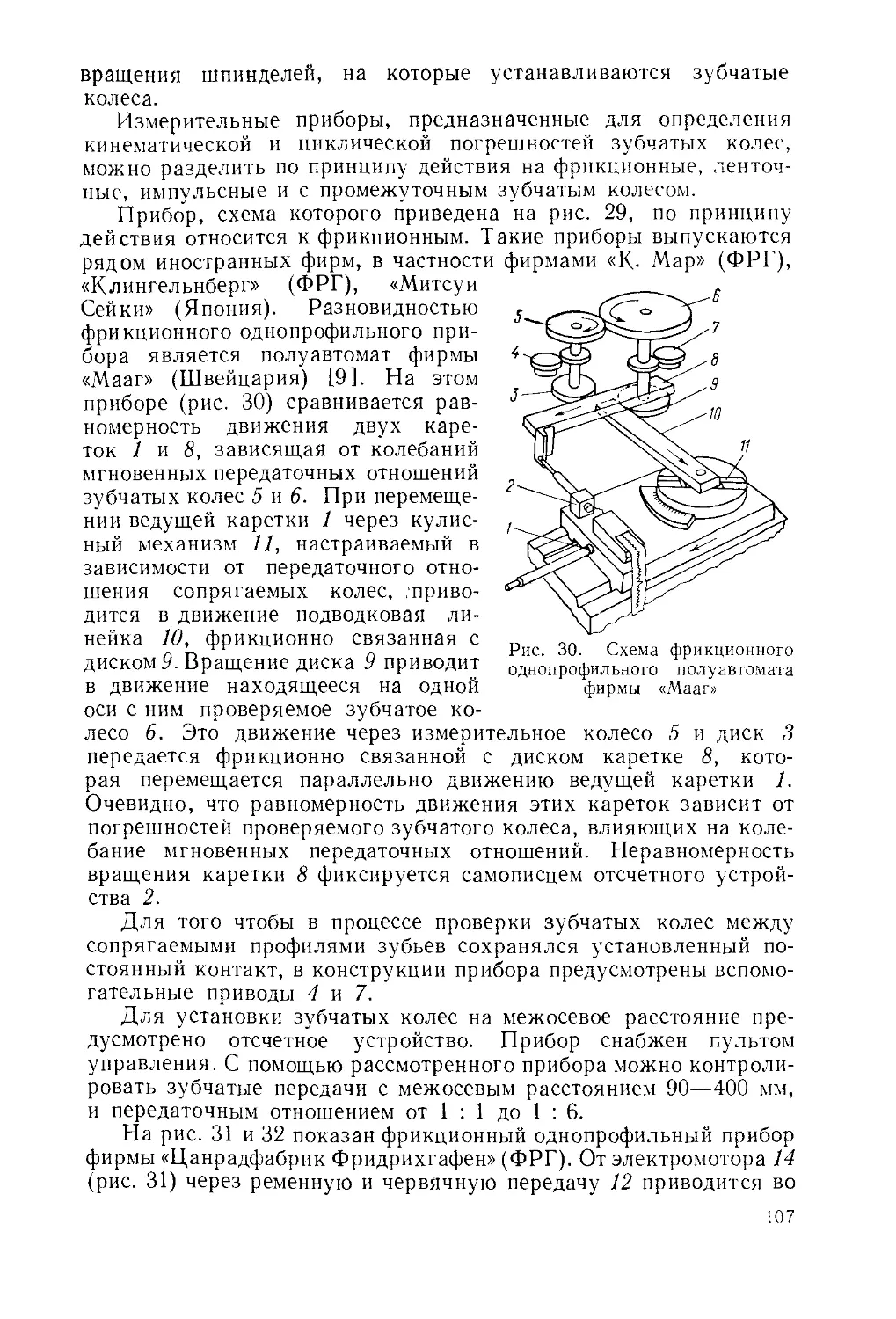
дарты на допуски для других видов передач (конических и чер-
вячных) переработаны, но еще не утверждены, поэтому показа-
тели точности конических и червячных колес и передач рассмо-
трены в книге весьма кратко на основании существующих про-
ектов стандартов СЭВ.
4
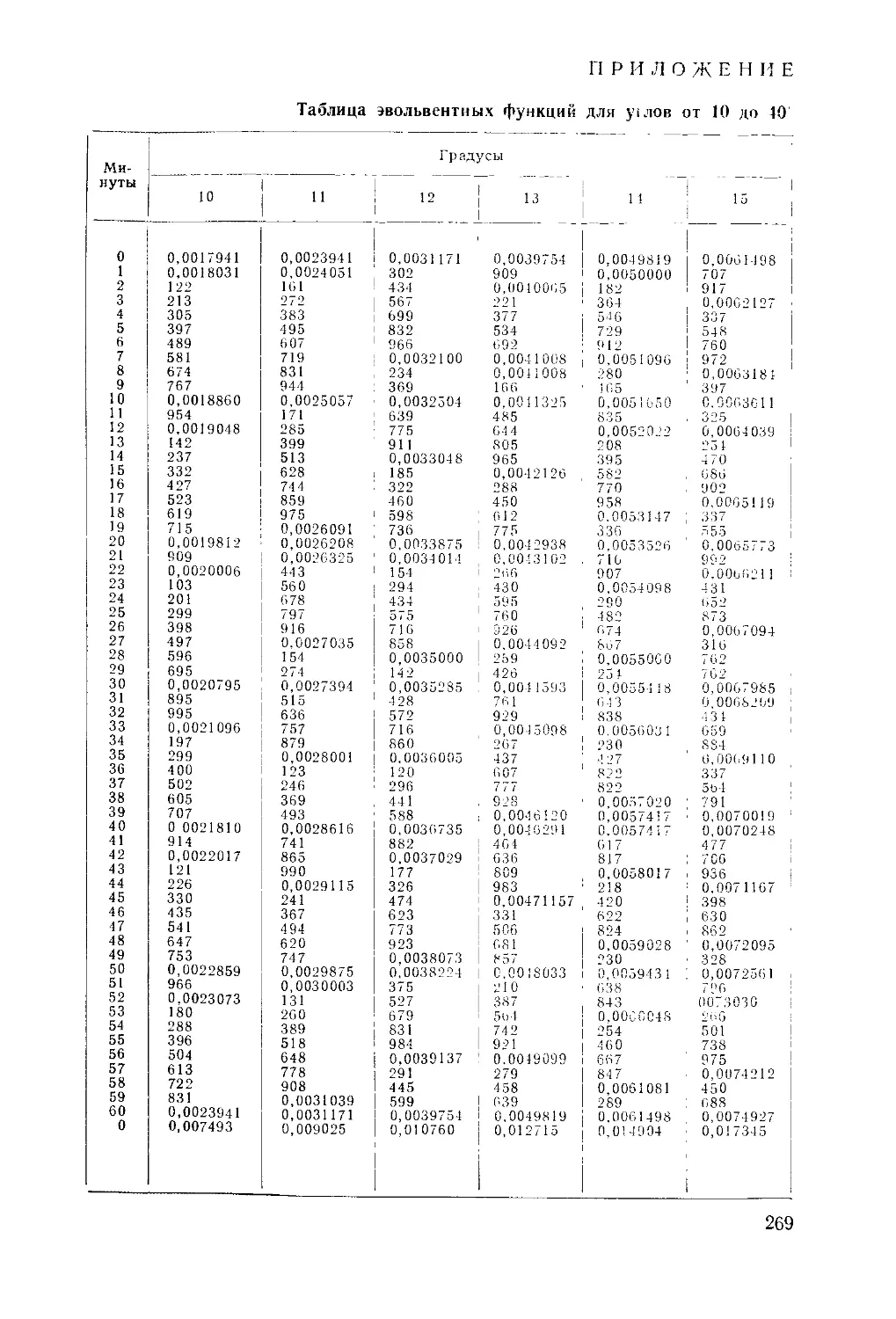
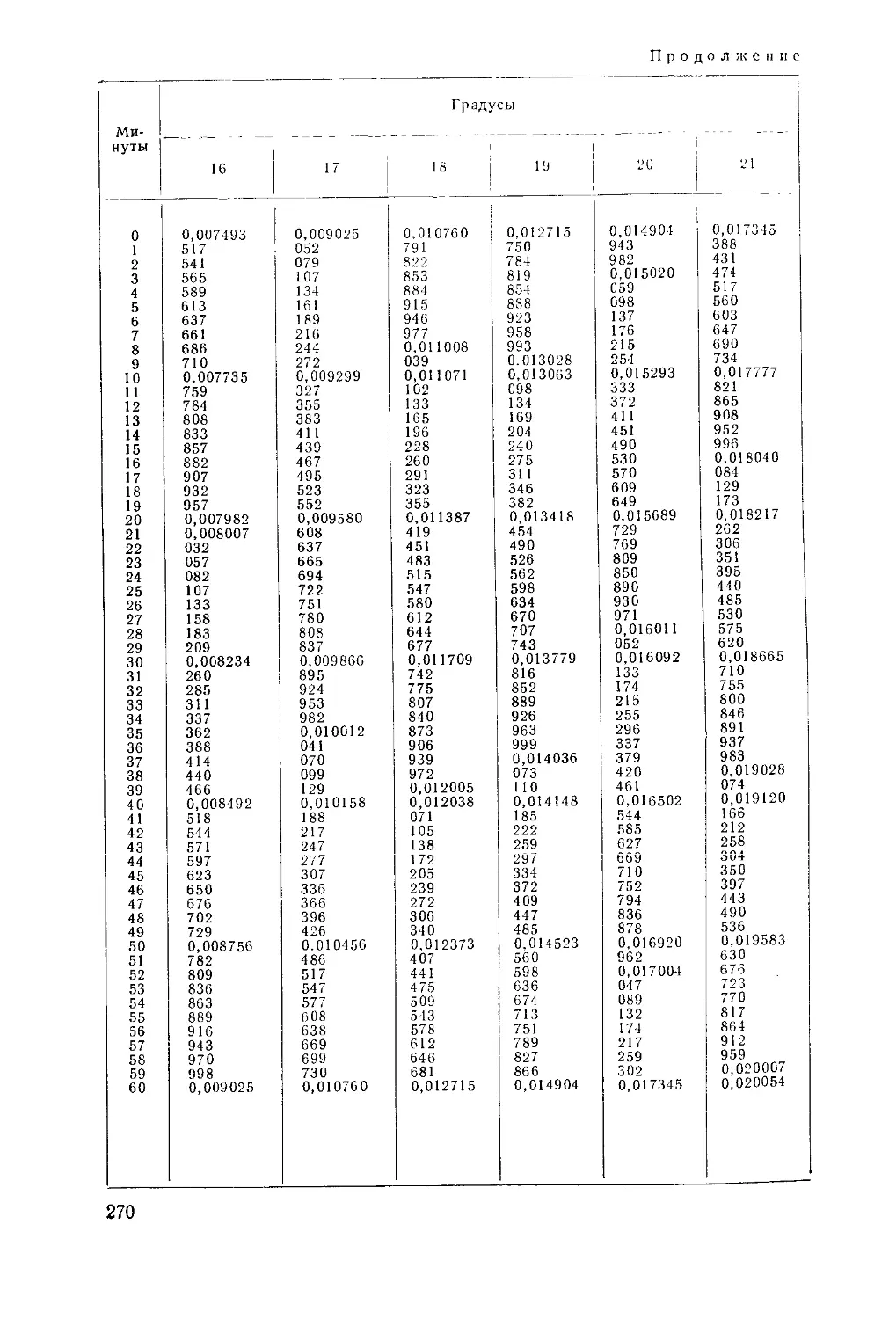
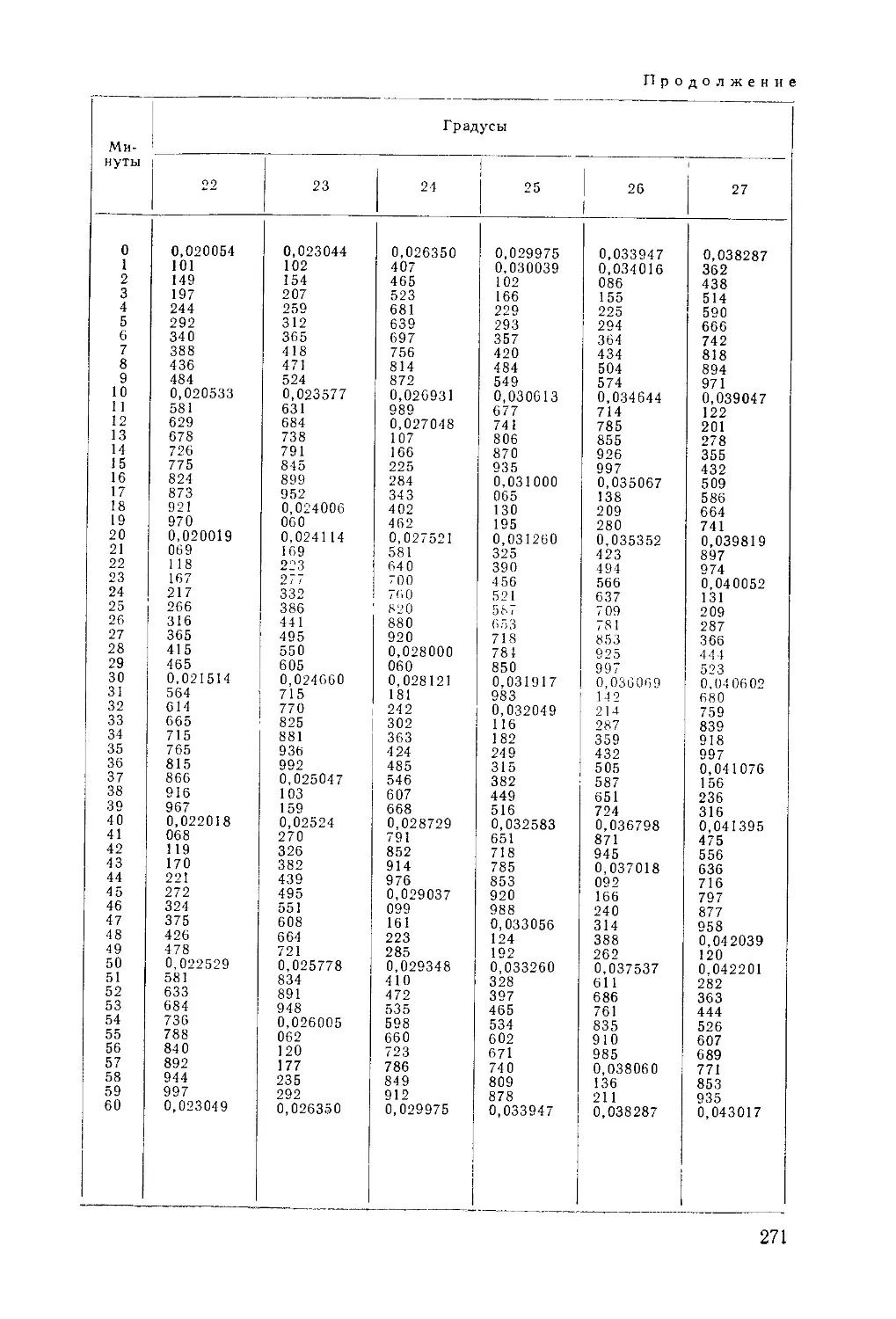
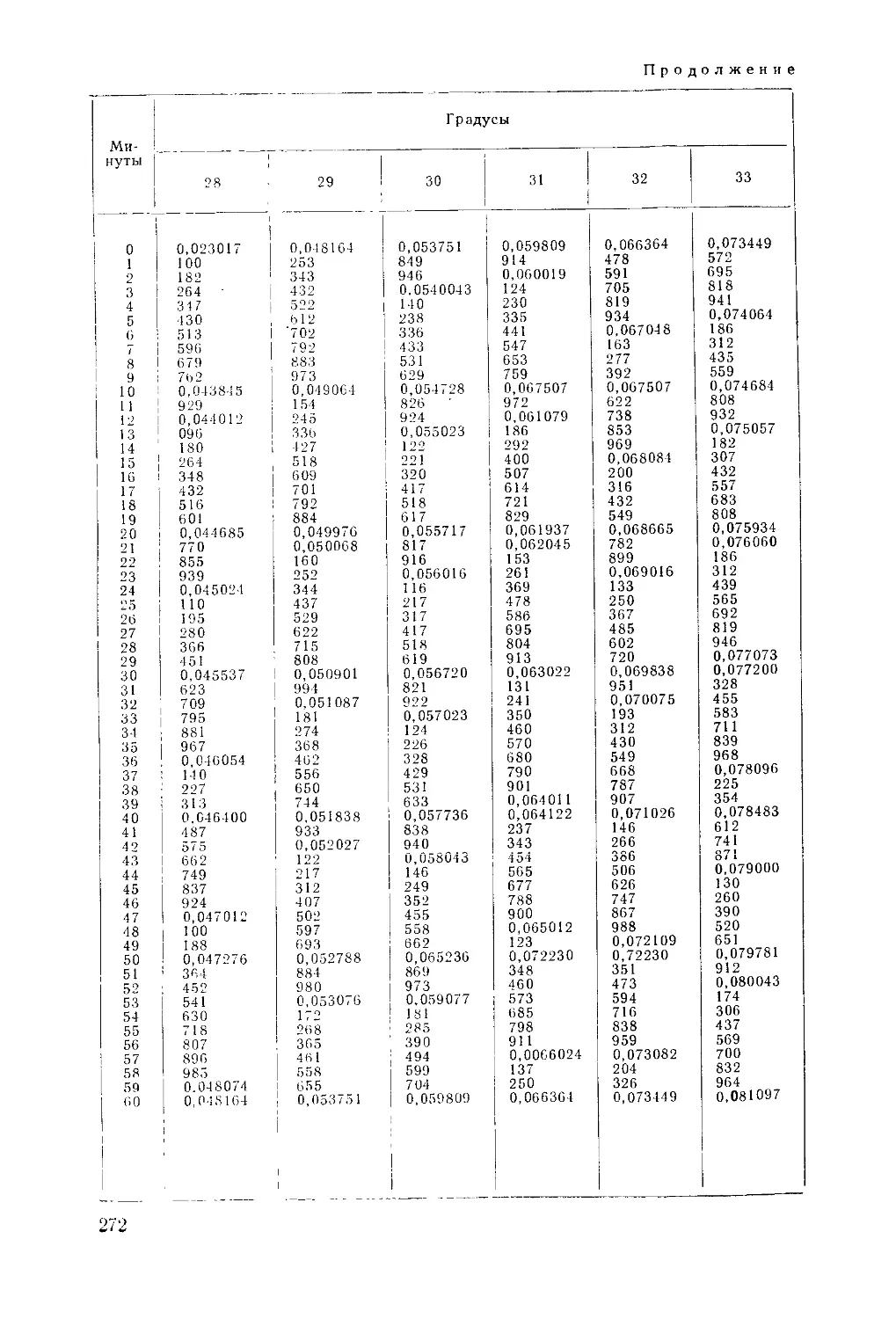
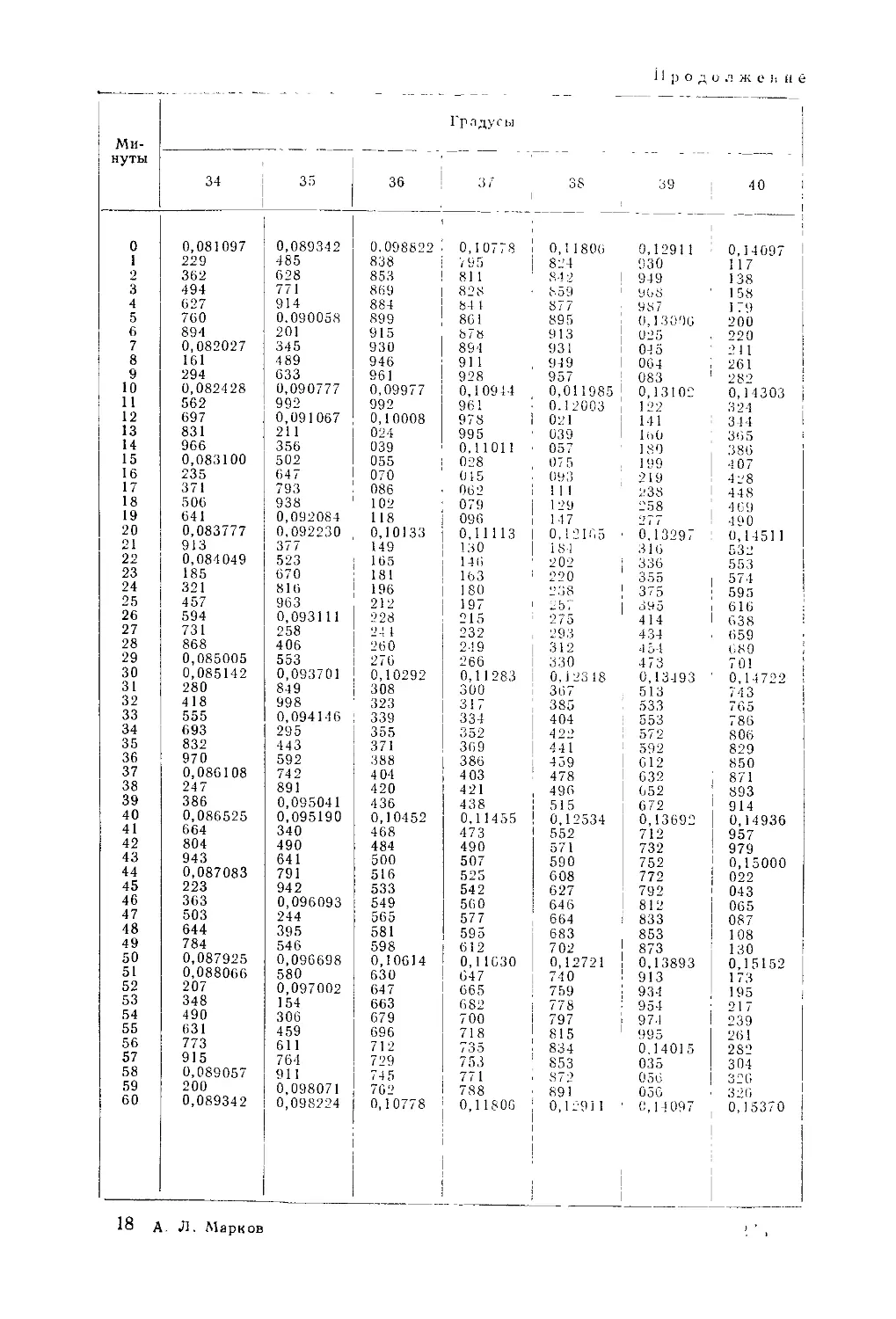
В приложении автором приведены таблицы эвольвеитных функ-
ций для углов от 10 до 40°, с помощью которых могут быть про-
изведены расчеты зубчатых колес, необходимые при их измере-
нии.
Автор выражает глубокую признательность инж. Л. Я. Горо-
хову за помощь при подготовке рукописи к изданию.
часть первая
ГЕОМЕТРИЯ
ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ
И НОРМЫ ТОЧНОСТИ
ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
ПЕРЕДАЧ
ОБЩИЕ СВЕДЕНИЯ О ГЕОМЕТРИИ ЗУБЧАТЫХ
И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
НОРМЫ ТОЧНОСТИ
ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
ПЕРЕДАЧ
Г лава I
ОБЩИЕ СВЕДЕНИЯ О ГЕОМЕТРИИ
ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
1. ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
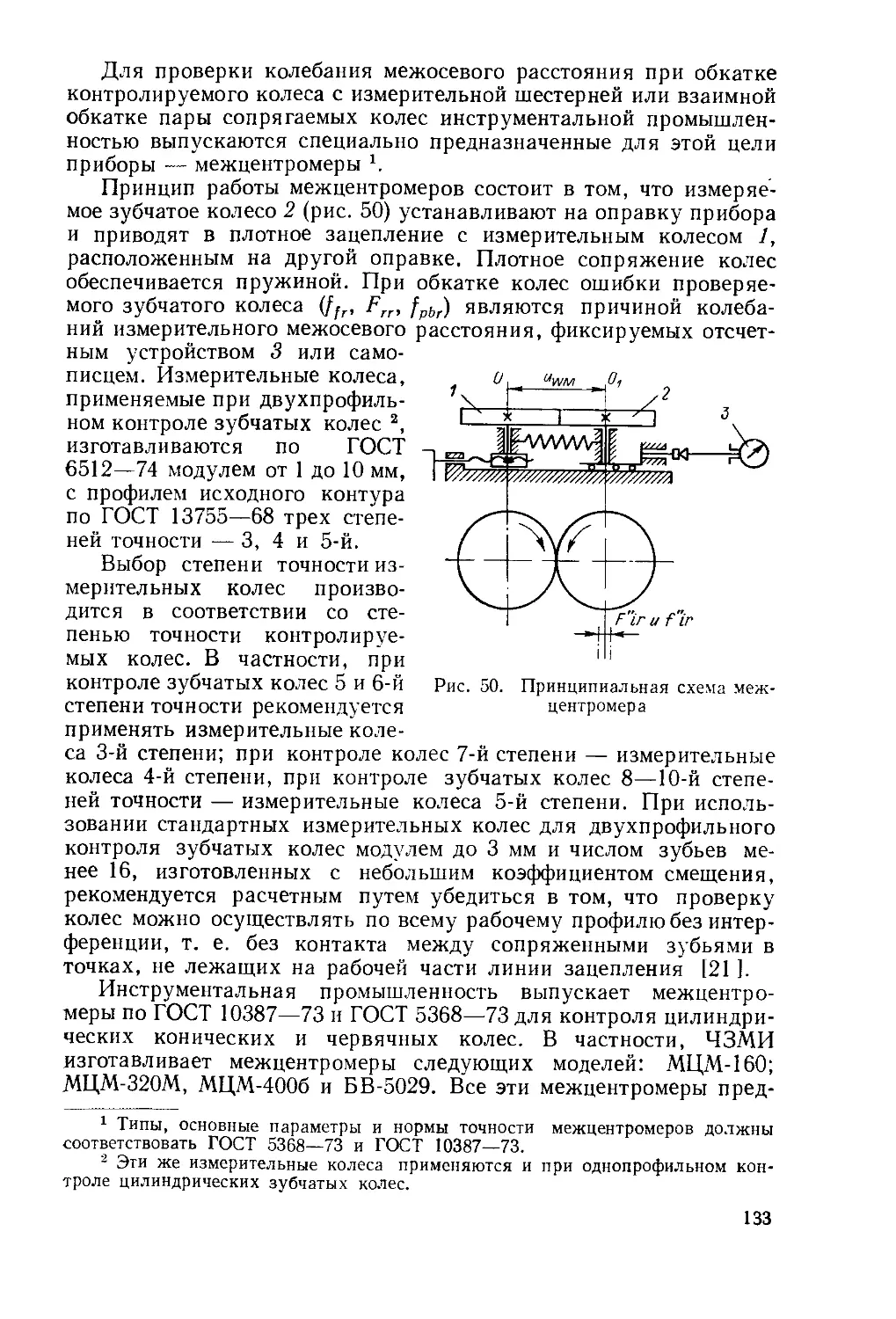
Зубчатое звено с замкнутой системой зубьев, обеспечивающее
непрерывное движение другого, сопряженного с ним зубчатого
звена, называется зубчатым колесом. Звено, передаю-
щее движение другому звену, называется ведущим, а звено,
приводимое в движение, — ведомым.
Трехзвенный механизм, т. е. устройство, служащее для пере-
дачи механического движения, в котором два подвижных звена
являются зубчатыми колесами, а неподвижное звено — стойкой,
называется зубчатой передачей.
В зависимости от расположения в машине валов и осей разли-
чаются три вида зубчатых передач: цилиндрические — при парал-
лельных осях; конические — при пересекающихся осях; вин-
1 зые и червячные — при скрещивающихся осях.
Для преобразования вращательного движения в поступатель-
ное и, наоборот, поступательного во вращательное применяется
реечная передача, являющаяся частным случаем цилиндрической
зубчатой передачи.
В зависимости от расположения зубьев различаются прямо-
зубые, косозубые и шевронные колеса. В прямозубых колесах
зубья параллельны геометрической оси вращения колеса, в косо-
зубых — образуют с осью колеса некоторый угол, при этом линии
зубьев имеют одно направление, в шевронных — зубья располо-
жены с правым и левым наклоном. Конические зубчатые колеса
изготовляются с прямыми, косыми и криволинейными зубьями.
Червячные передачи разделяют на передачи с цилиндрическим
червяком и глобоидным червяком.
Зубчатое колесо передачи с меньшим числом зубьев принято
называть шестерней, а с большим числом зубьев — колесом.
В зубчатых передачах при одинаковом числе зубьев колес шестер-
ней называют ведущее зубчатое колесо, а колесом — ведомое.
Термин зубчатое колесо относится как к шестерне, так и к колесу.
По конструкции зубчатые колеса разделяют на насадные, т. е.
насаживаемые на вал, и вал-шестерни, у которых зубья нарезаны
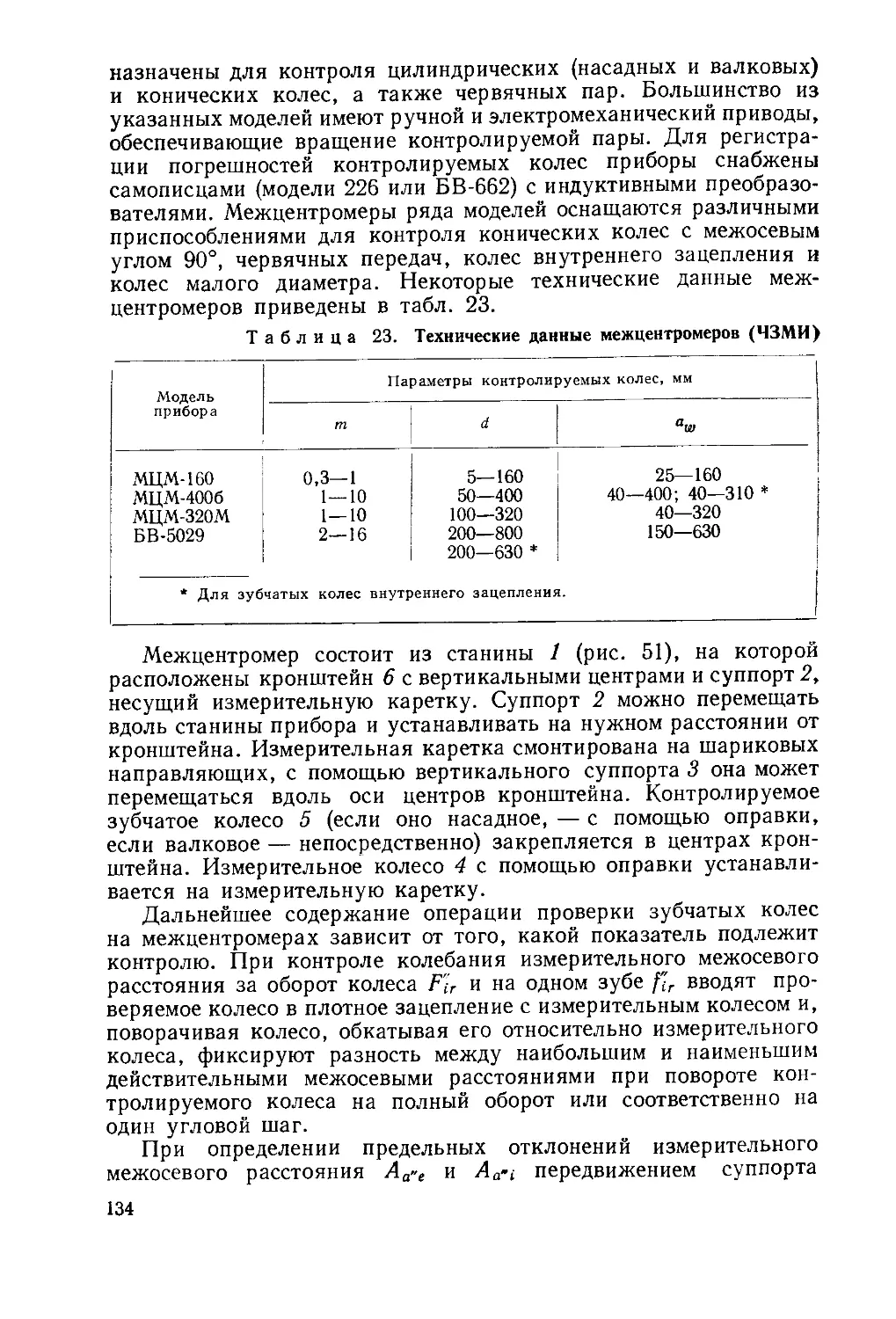
непосредственно на валу.
7
В зависимости от служебного назначения и эксплуатационных
требований, зубчатые и червячные передачи условно разделяют
на силовые, скоростные, отсчетные делительные и передачи об-
щего назначения.
Силовые передачи предназначены для передачи значительных
усилий при малых числах оборотов. К ним можно отнести зубча-
тые передачи прокатных станов, подъемно-транспортных меха-
низмов, грузовых автомобилей, тракторов и др. Скоростные пере-
дачи работают с большими окружными скоростями (до 150 м/с).
Такие передачи применяют в турбинах, редукторах, двигателях
турбовинтовых самолетов и др.
Отсчетные делительные передачи предназначены для точной
передачи движения; они должны иметь точную согласованность
углов поворота ведомого и ведущего колес. К ним относятся пере-
дачи точных кинематических цепей зубообрабатывающих стан-
ков, следящих систем, счетно-решающих механизмов, делитель-
ных устройств и т. п. К передачам общего назначения можно
отнести передачи, работающие прУвесьма малых нагрузках и ок-
ружных скоростях (до 10 м/с). Эти передачи более других распро-
странены в машиностроении.
Если обозначить угловую скорость ведущего зубчатого ко-
леса и1, а ведомого со2, то сох/со2 будет передаточным
отношением зубчатой передачи i. Наиболее распространен-
ными являются зубчатые передачи с теоретически постоянным
передаточным отношением, т. е. ix_2 = со1/и2 = const.
Отношение числа зубьев колеса г2 к числу зубьев шестерни гх
называется передаточным числом и, т. е. и =
= z2lz1 = const.
Передаточное число либо равно передаточному отношению,
либо является обратной ему величиной.
Угловая скорость и (рад/с) связана с числом п оборотов колеса
в минуту со = лп/30, где л = 3,1416. Угловая скорость для
всех точек вращающегося тела одинакова.
Окружная скорость зубчатого колеса v (т. е. линейная ско-
рость точки, находящейся на окружности зубчатого колеса при
его вращательном движении вокруг оси) тем больше, чем больше
диаметр d колеса:
л dn ,
V ~ 60-1000 м/с'
Окружная скорость v связана с угловой скоростью и равенством
v = cod/2000 м/с.
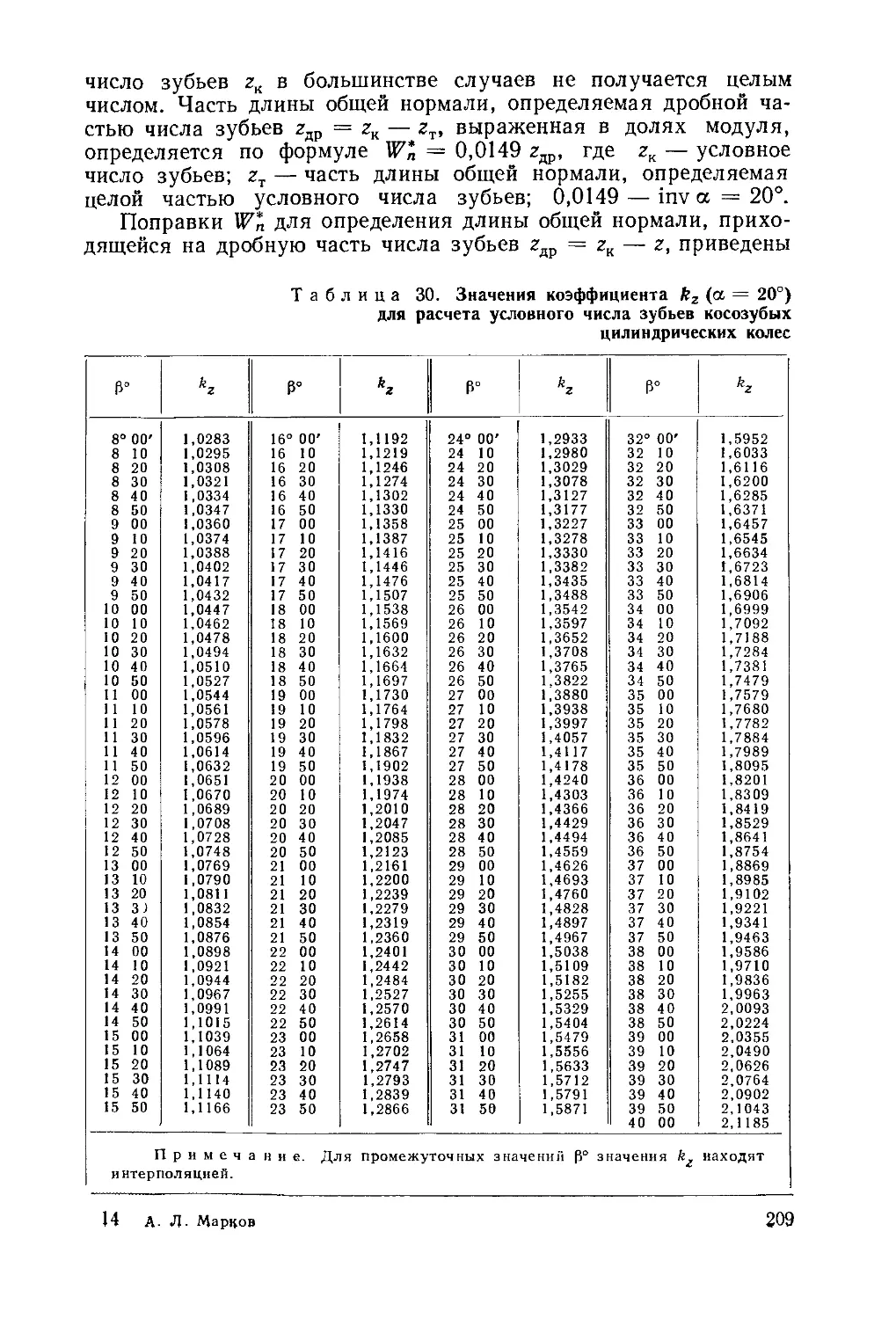
В зависимости от окружной скорости зубчатые передачи делятся
на следующие виды: весьма тихоходные (до 0,5 м/с); тихоходные
(св. 0,5 до 3 м/с); средне-скоростные (св. 3 до 15 м/с); быстроход-
ные (св. 15 м/с). Точностные требования к зубчатым колесам
во многом зависят от их окружных скоростей.
Зубчатые передачи конструктивно могут быть выполнены
8
как открытыми (тихоходные передачи), не имеющими кожуха
для масляной ванны, так и закрытыми, заключенными в закрытый
Корпус с масляной ванной. Кроме того, зубчатые передачи либо
выполняются как составная часть машины, либо монтируются
как самостоятельный корпус.
Механизм, состоящий из зубчатых и червячных передач,
установленный в отдельном корпусе и предназначенный для
понижения (редуцирования) угловой скорости в приводах от
вала двигателя к ведомому валу машины, называется редук-
тором. В зависимости от передаточного отношения редукторы
выполняются одно-, двух- и трехступенчатыми. Передаточные от-
ношения одноступенчатых редукторов обычно находятся в пре-
делах 1—8; двухступенчатых—8—60, трехступенчатых — 60—
400.
По своим кинематическим схемам и конструктивному испол-
нению редукторы весьма разнообразны. Они бывают с цилиндри-
ческими зубчатыми колесами (ГОСТ 2185—66), с кониче-
скими колесами (ГОСТ 12289—66) и с червячными парами
(ГОСТ 13563—68), причем последние обычно с архимедовым
червяком.
По назначению редукторы разделяются на специальные и об-
щего назначения. Редукторы общего назначения серийно выпус-
каются специализированными заводами и широко применяются
в качестве комплектующих механизмов в современных машинах
различного назначения. Этим обусловлен широкий их ассорти-
мент. В настоящее время номенклатура редукторов общего на-
значения насчитывает более 120 типоразмеров, отличающихся
своими межосевыми расстояниями, передаточными числами и
конструктивным исполнением. Технические требования на ре-
дукторы общего назначения приведены в ГОСТ 16162—70.
Кроме редукторов в промышленности находят применение
(в сепараторах, центрифугах и т. п.) зубчатые мультипликаторы.
Это зубчатые механизмы, предназначенные для увеличения числа
оборотов ведомого звена по отношению к ведущему.
2. ЭВОЛЬВЕНТА И ЭВОЛЬВЕНТНОЕ ЗАЦЕПЛЕНИЕ
В машиностроении применяются в основном зубчатые пере-
дачи с эвольвентным1 зацеплением, названным так по форме боко-
вой поверхности зубьев 2. В простейшем случае у цилиндриче-
ских прямозубых колес профиль боковой поверхности зубьев
является разверткой окружности.
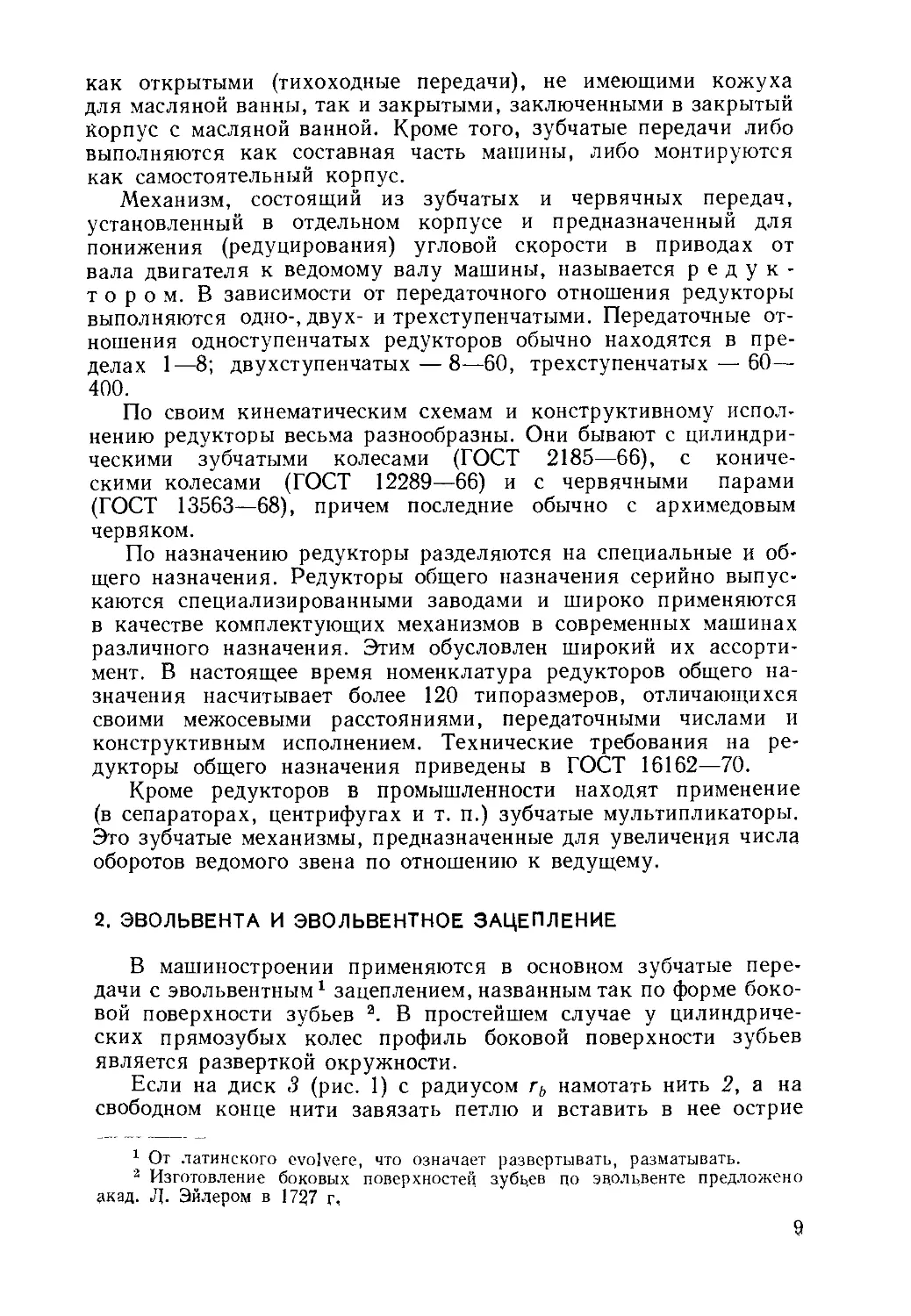
Если на диск 3 (рис. 1) с радиусом гь намотать нить 2, а на
свободном конце нити завязать петлю и вставить в нее острие
1 От латинского evolvere, что означает развертывать, разматывать.
2 Изготовление боковых поверхностей зубьев по эвольвенте предложено
акад. Л. Эйлером в 1727 г.
9
карандаша, то при сматывании натянутой нити с диска каран-
даш очертит на плоскости, перпендикулярной оси диска, кривую 1,
называемую эвольвентой.
Прямую линию (натянутую нить), перекатывающуюся без
скольжения по окружности радиуса гь, называют производя-
щей прямой, а окружность, по которой перекатывается эта
прямая линия, — основной окружностью. Если на нити,
с помощью которой построена эвольвента, завязать ряд узел-
ков, расположенных на равных расстояниях друг от друга, то
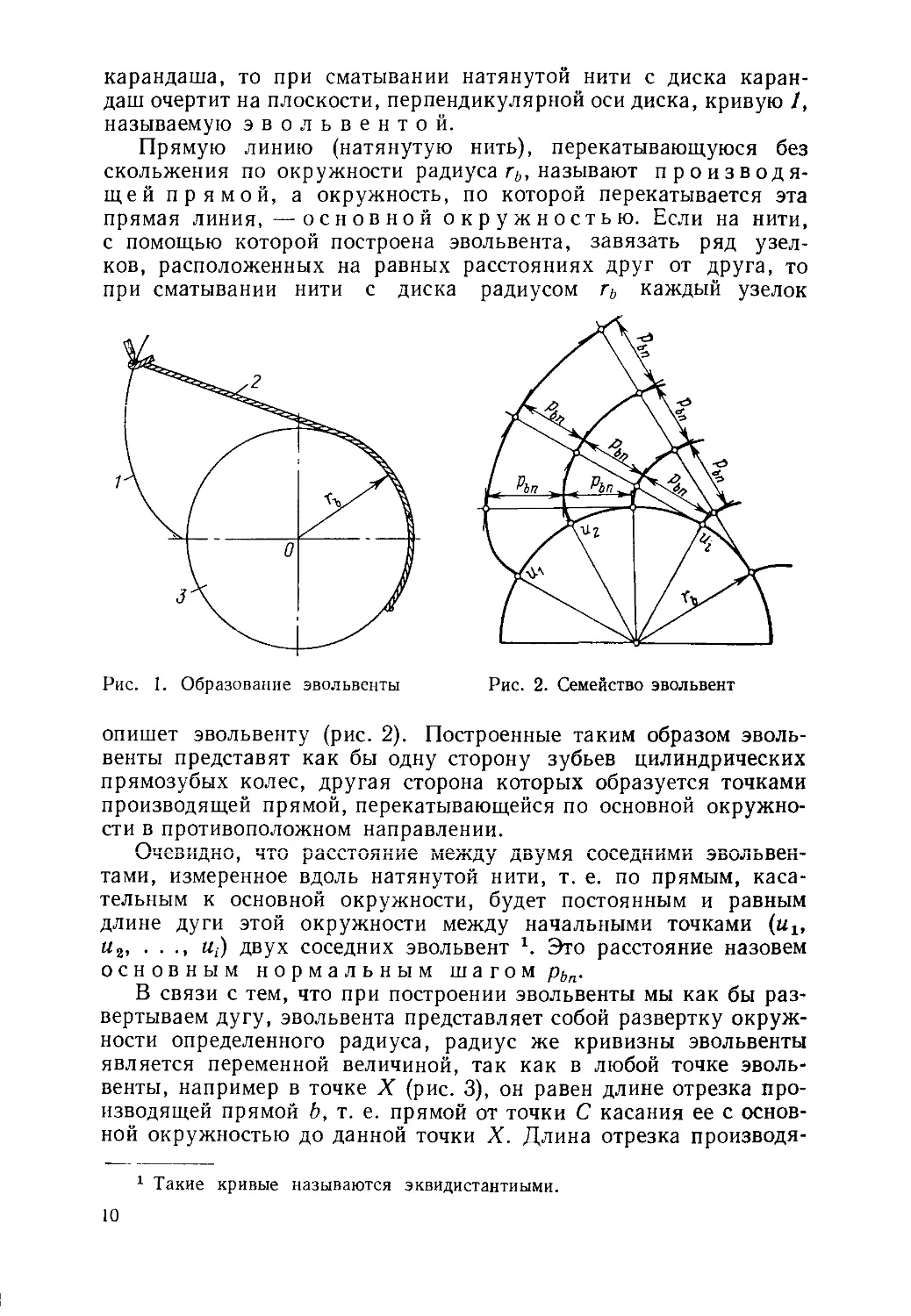
при сматывании нити с диска радиусом гь каждый узелок
Рис. 2. Семейство эвольвент
опишет эвольвенту (рис. 2). Построенные таким образом эволь-
венты представят как бы одну сторону зубьев цилиндрических
прямозубых колес, другая сторона которых образуется точками
производящей прямой, перекатывающейся по основной окружно-
сти в противоположном направлении.
Очевидно, что расстояние между двумя соседними эвольвен-
тами, измеренное вдоль натянутой нити, т. е. по прямым, каса-
тельным к основной окружности, будет постоянным и равным
длине дуги этой окружности между начальными точками (и1(
и2, . . ., и;) двух соседних эвольвент х. Это расстояние назовем
основным нормальным шагом рЬп.
В связи с тем, что при построении эвольвенты мы как бы раз-
вертываем дугу, эвольвента представляет собой развертку окруж-
ности определенного радиуса, радиус же кривизны эвольвенты
является переменной величиной, так как в любой точке эволь-
венты, например в точке X (рис. 3), он равен длине отрезка про-
изводящей прямой Ь, т. е. прямой от точки С касания ее с основ-
ной окружностью до данной точки X. Длина отрезка производя-
1 Такие кривые называются эквидистантными.
10
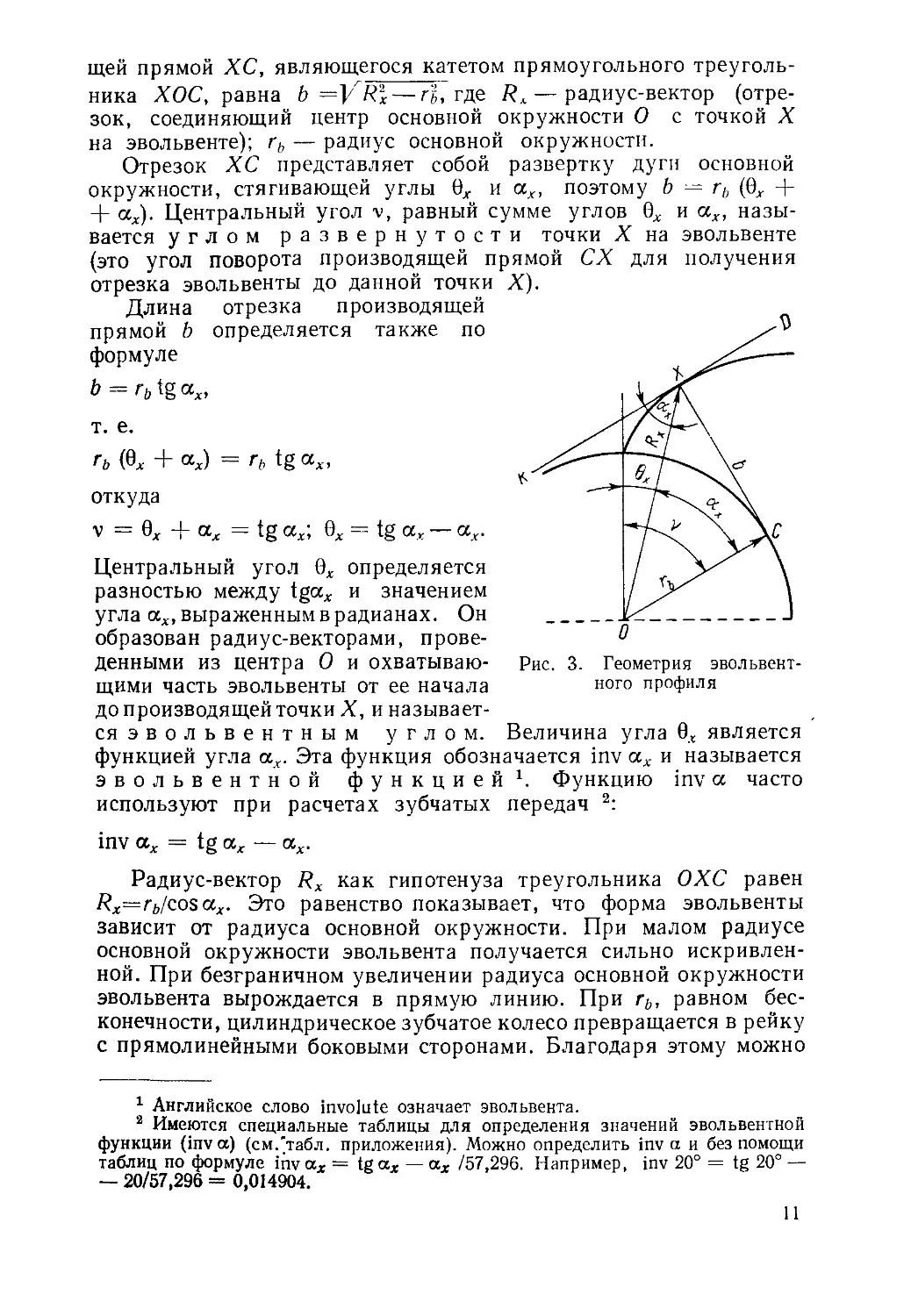
щей прямой ХС, являющегося катетом прямоугольного треуголь-
ника ХОС, равна b —где — радиус-вектор (отре-
зок, соединяющий центр основной окружности О с точкой X
на эвольвенте); гь — радиус основной окружности.
Отрезок ХС представляет собой развертку дуги основной
окружности, стягивающей углы 9Z и аЛ, поэтому b — гь (9Х +
+ ссЛ). Центральный угол v, равный сумме углов 0х и ах, назы-
вается углом развернутости точки X на эвольвенте
(это угол поворота производящей прямой СХ для получения
отрезка эвольвенты до данной точки X).
Длина отрезка производящей
прямой b определяется также по
формуле --
d = r6tgax,
гь (0л + “J = rb tg ах,
откуда
v = 0Х + ах — tg ах; 9Х = tg ах — ах.
Центральный угол 0х определяется / \
разностью между tgax и значением / Ъ' \
угла ах, выраженным в радианах. Он _______------------)
образован радиус-векторами, прове- #
денными из центра О и охватываю- Рис. 3. Геометрия эвольвент-
щими часть эвольвенты от ее начала кого профиля
до производящей точки X, и называет-
ся эвольвентным углом. Величина угла 0Л является
функцией угла ах. Эта функция обозначается inv ах и называется
эвольвентной функцией1. Функцию inv а часто
используют при расчетах зубчатых передач 2:
inv а.х = tg ах — ах.
Радиус-вектор Rx как гипотенуза треугольника ОХС равен
Rx=rb/cosax. Это равенство показывает, что форма эвольвенты
зависит от радиуса основной окружности. При малом радиусе
основной окружности эвольвента получается сильно искривлен-
ной. При безграничном увеличении радиуса основной окружности
эвольвента вырождается в прямую линию. При гь, равном бес-
конечности, цилиндрическое зубчатое колесо превращается в рейку
с прямолинейными боковыми сторонами. Благодаря этому можно
1 Английское слово involute означает эвольвента.
2 Имеются специальные таблицы для определения значений эвольвентной
функции (inv а) (см."табл, приложения). Можно определить inv а и без помощи
таблиц по формуле invax = tgax — ax /57,296. Например, inv 20° = tg 20° —
— 20/57,296 = 0,014904.
определить форму и размеры элементов зубчатых колес, а также
режущего инструмента, работающего методом обкатки, контуром
зубчатой рейки, а параметры зубчатых колес могут быть установ-
лены с помощью параметров стандартных реек.
Реечный контур, принятый в качестве базового для определе-
ния теоретических размеров зубчатых колес, называется теорети-
ческим исходным контуром или, сокращенно, [исходным
контуром.
3. ПЕРЕДАЧА ЦИЛИНДРИЧЕСКИМИ ПРЯМОЗУБЫМИ КОЛЕСАМИ
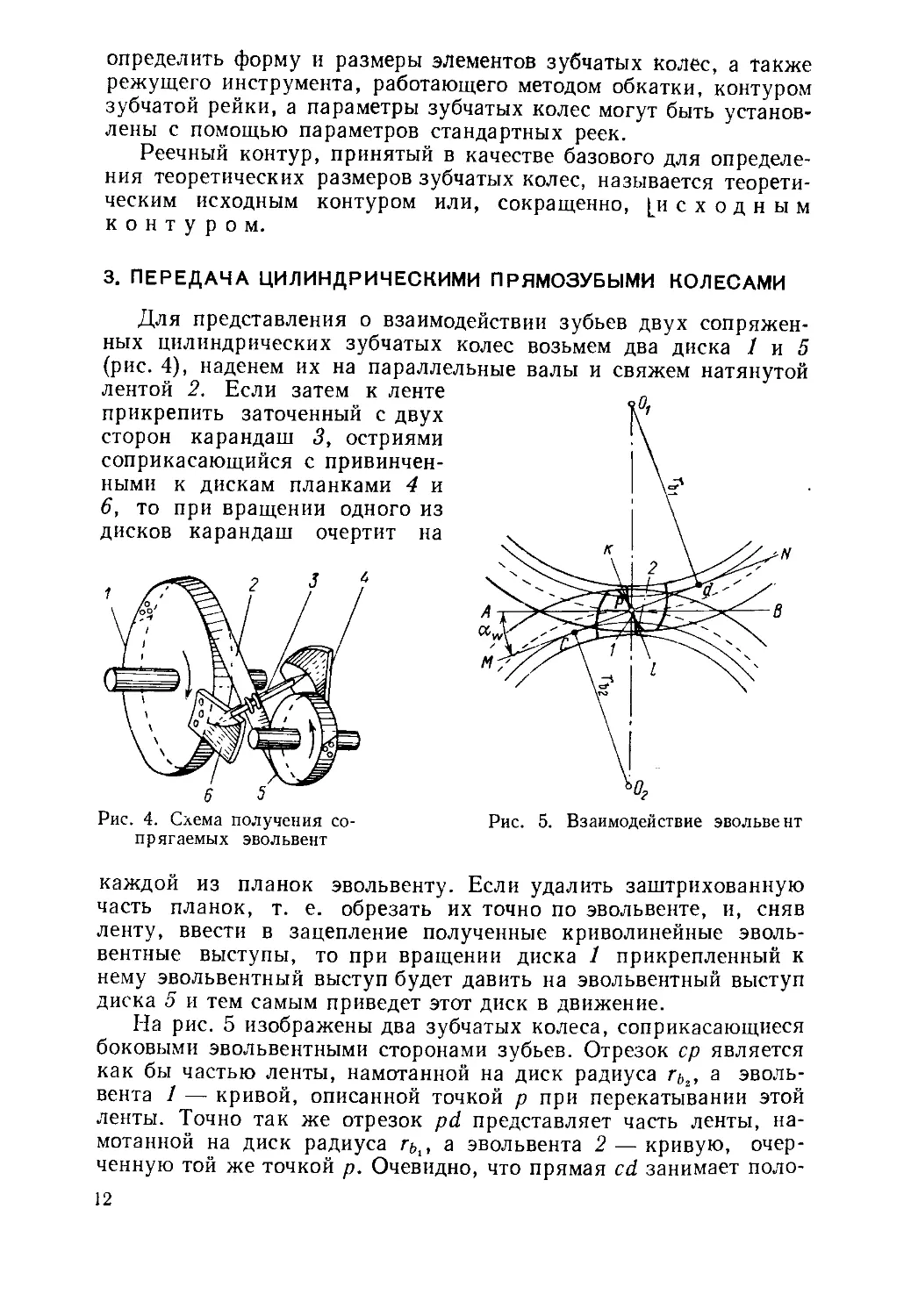
Для представления о взаимодействии зубьев двух сопряжен-
ных цилиндрических зубчатых колес возьмем два диска 1 и 5
(рис. 4), наденем их на параллельные валы и свяжем натянутой
лентой 2. Если затем к ленте
прикрепить заточенный с двух
сторон карандаш 3, остриями
соприкасающийся с привинчен-
ными к дискам планками 4 и
6, то при вращении одного из
дисков карандаш очертит на
Рис. 5. Взаимодействие эвольвент
Рис. 4. Схема получения со-
прягаемых эвольвент
каждой из планок эвольвенту. Если удалить заштрихованную
часть планок, т. е. обрезать их точно по эвольвенте, и, сняв
ленту, ввести в зацепление полученные криволинейные эволь-
вентные выступы, то при вращении диска 1 прикрепленный к
нему эвольвентный выступ будет давить на эвольвентный выступ
диска 5 и тем самым приведет этот диск в движение.
На рис. 5 изображены два зубчатых колеса, соприкасающиеся
боковыми эвольвентными сторонами зубьев. Отрезок ср является
как бы частью ленты, намотанной на диск радиуса Гьг, а эволь-
вента 1 — кривой, описанной точкой р при перекатывании этой
ленты. Точно так же отрезок pd представляет часть ленты, на-
мотанной на диск радиуса гь2, а эвольвента 2 — кривую, очер-
ченную той же точкой р. Очевидно, что прямая cd занимает поло-
12
жение, подобное ленте на рис. 4. Прямая MN является общей
касательной к окружности радиусов гь, и rb2, а так как эти ок-
ружности являются основными окружностями, касательная MN
есть одновременно и производящая прямая двух эвольвент.
При работе цилиндрических зубчатых колес точка касания
сопряженных эвольвентных профилей перемещается по касатель-
ной к основным окружностям данных колес, в силу чего эта линия
называется линией зацепления.
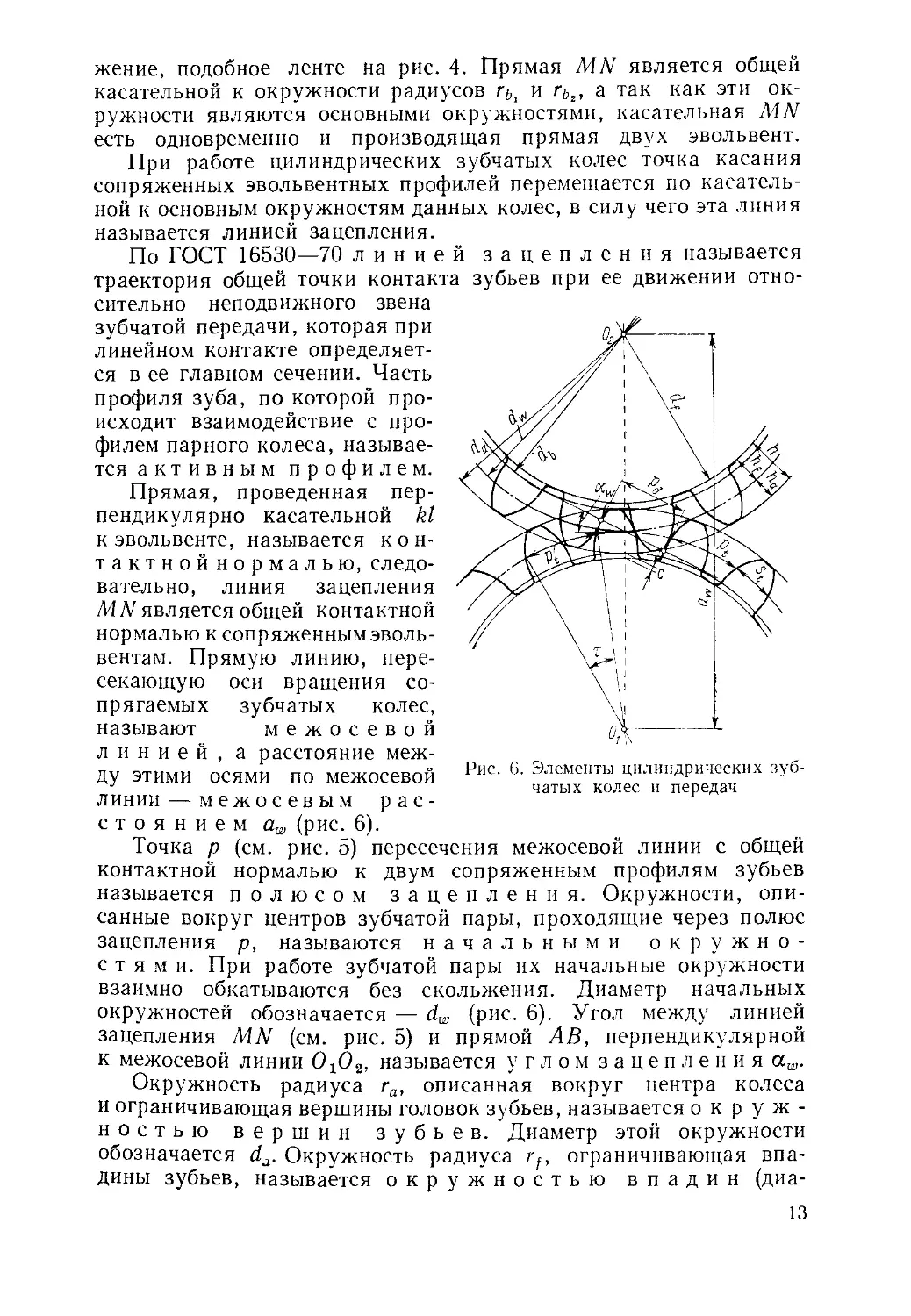
По ГОСТ 16530—70 линией зацепления называется
траектория общей точки контакта зубьев при ее движении отно-
сительно неподвижного звена
зубчатой передачи, которая при
линейном контакте определяет-
ся в ее главном сечении. Часть
профиля зуба, по которой про-
исходит взаимодействие с про-
филем парного колеса, называе-
тся активным профилем.
Прямая, проведенная пер-
пендикулярно касательной kl
к эвольвенте, называется к о н-
тактнойнормалью, следо-
вательно, линия зацепления
MN является общей контактной
нормалью к сопряженным эволь-
вентам. Прямую линию, пере-
секающую
прягаемых
называют
линией, а расстояние меж-
ду этими осями по межосевой
линии — меж осевым рас-
стоянием aw (рис. 6).
Точка р (см. рис. 5) пересечения
контактной нормалью к двум сопряженным профилям зубьев
называется полюсом зацепления. Окружности, опи-
санные вокруг центров зубчатой пары, проходящие через полюс
межосевой линии с общей
оси вращения со-
зубчатых колес,
межосевой
зацепления р, называются начальными окружно-
стями. При работе зубчатой пары их начальные окружности
взаимно обкатываются без скольжения. Диаметр начальных
окружностей обозначается — dw (рис. 6). Угол между линией
зацепления MN (см. рис. 5) и прямой АВ, перпендикулярной
к межосевой линии ОгО2, называется углом зацепления аш.
Окружность радиуса га, описанная вокруг центра колеса
и ограничивающая вершины головок зубьев, называется окруж-
ностью вершин зубьев. Диаметр этой окружности
обозначается da. Окружность радиуса rf, ограничивающая впа-
дины зубьев, называется окружностью впадин (диа-
13
метр ее — df). Разность между радиусами окружностей вершин
и впадин составляет высоту зуба h.
У отдельно взятого зубчатого колеса начальная окружность
неизвестна до тех пор, пока нет парного колеса и неизвестно межосе-
вое расстояние. У него может быть установлена делительная ок-
ружность, которая получается при зацеплении колеса со стандарт-
ной рейкой (ГОСТ 9587—68 и ГОСТ 13755—68). Делитель-
ная окружность зубчатого колеса представляет собой
как бы производственную начальную окружность, возникающую
в процессе изготовления колеса методом обкатки. Она прини-
мается за базу для определения размеров зубчатых колес.
Начальные окружности сопряженной пары зубчатых колес
без смещения и модификации при правильном межосевом рас-
стоянии совпадают с делительными окружностями, однако эти
понятия смешивать не следует. Диаметр делительной окружности
обозначается d.
Межосевое расстояние цилиндрической зубчатой передачи,
равное полусумме делительных диаметров колес, называется
делительным межосевым расстоянием а.
Часть зуба, расположенная между окружностью вершин
зубьев зубчатого колеса и делительной окружностью, называется
головкой зуба, а часть зуба между делительной окруж-
ностью и окружностью впадин называется ножкой зуба.
Высота головки зуба обозначается ha, а высота ножки — h-;.
Длина дуги делительной окружности, ограниченная боковыми
сторонами профиля зуба, называется толщиной зуба st.
Толщина зуба, измеренная по хорде, стягивающей дугу делитель-
ной окружности, равная толщине зуба st, называется толщи-
ной зуба по хорде делительной окружности s.
Длина дуги делительной окружности, ограниченная боковыми
сторонами профилей двух смежных зубьев, называется шириной
впадины Sf.
Длина дуги делительной окружности, заключенная между
одноименными, т. е. обращенными в одну сторону, профилями
двух смежных зубьев, называется делительным окруж-
ным шагом pt. Расстояние по нормали между двумя кон-
тактными точками соседних одноименных поверхностей зубьев
сопрягаемых колес называется шагом зацепления ра.
Шаг зацепления равен основному нормальному шагу, т. е. ра =
= рЬп. Между делительным окружным шагом pt и основным
нормальным шагом рЬп или шагом зацепления (так же как
между диаметрами основной db и делительной d окружности
цилиндрических зубчатых колес) существуют определенные за-
висимости рЬп — ра = pt cos аш; db = d cos aw, где aw — угол
зацепления.
Расстояние между одноименными профилями соседних зубьев,
измеренное по дуге произвольной окружности, концентричной
делительной, называется окружным шагом.
14
Центральный угол концентрической окружности, равный
3607г (или 2л/г), называется угловым шагом зубьев т.
Если число зубьев колеса равно г, то произведение ptz есть
длина делительной окружности, т. е. nd. Следовательно,
d = ptz/n.
Отношение делительного окружного шага pt к числу зт назы-
вается модулем зубчатого колеса т. Модуль принят для
удобства геометрического расчета зубчатых колес, поэтому
в ГОСТ 16531—70 он назван расчетным модулем. Линейная ве-
личина, в зт раз меньшая, чем шаг эвольвентного зацепления,
т. е. pjn = та, названа модулем зацепления. Так
как pt и ра выражаются в миллиметрах, а зт — число отвлечен-
ное, то модули т и та также определяются в миллиметрах. Следо-
вательно, т = pt!n мм; та = ра/п мм. Если в равенстве d =
= ptzln вместо pt/n принять т, то d = tnz. Из этого следует,
что делительная окружность зубчатого колеса есть такая окруж-
ность, у которой диаметр равен произведению модуля т на число
зубьев z.
Модульная система чрезвычайно упрощает как расчет, так
и изготовление зубчатых колес. Через модуль могут быть выра-
жены все геометрические размеры зубчатых колес. Ряд модулей,
применяемых в промышленности для различных видов зубчатых
колес, стандартизирован. Значения модулей цилиндрических
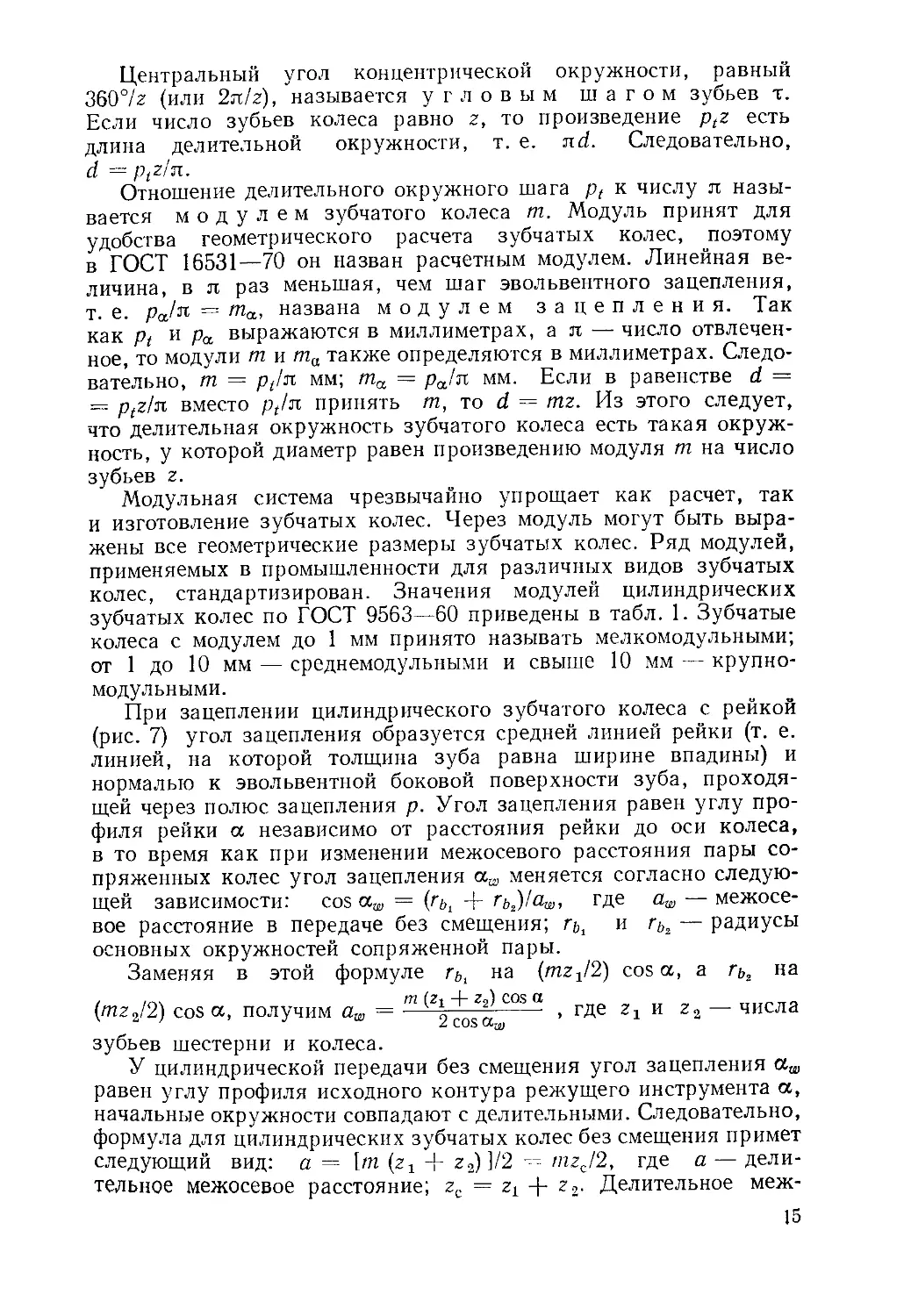
зубчатых колес по ГОСТ 9563—60 приведены в табл. 1. Зубчатые
колеса с модулем до 1 мм принято называть мелкомодульными;
от 1 до 10 мм — среднемодульными и свыше 10 мм — крупно-
модульными.
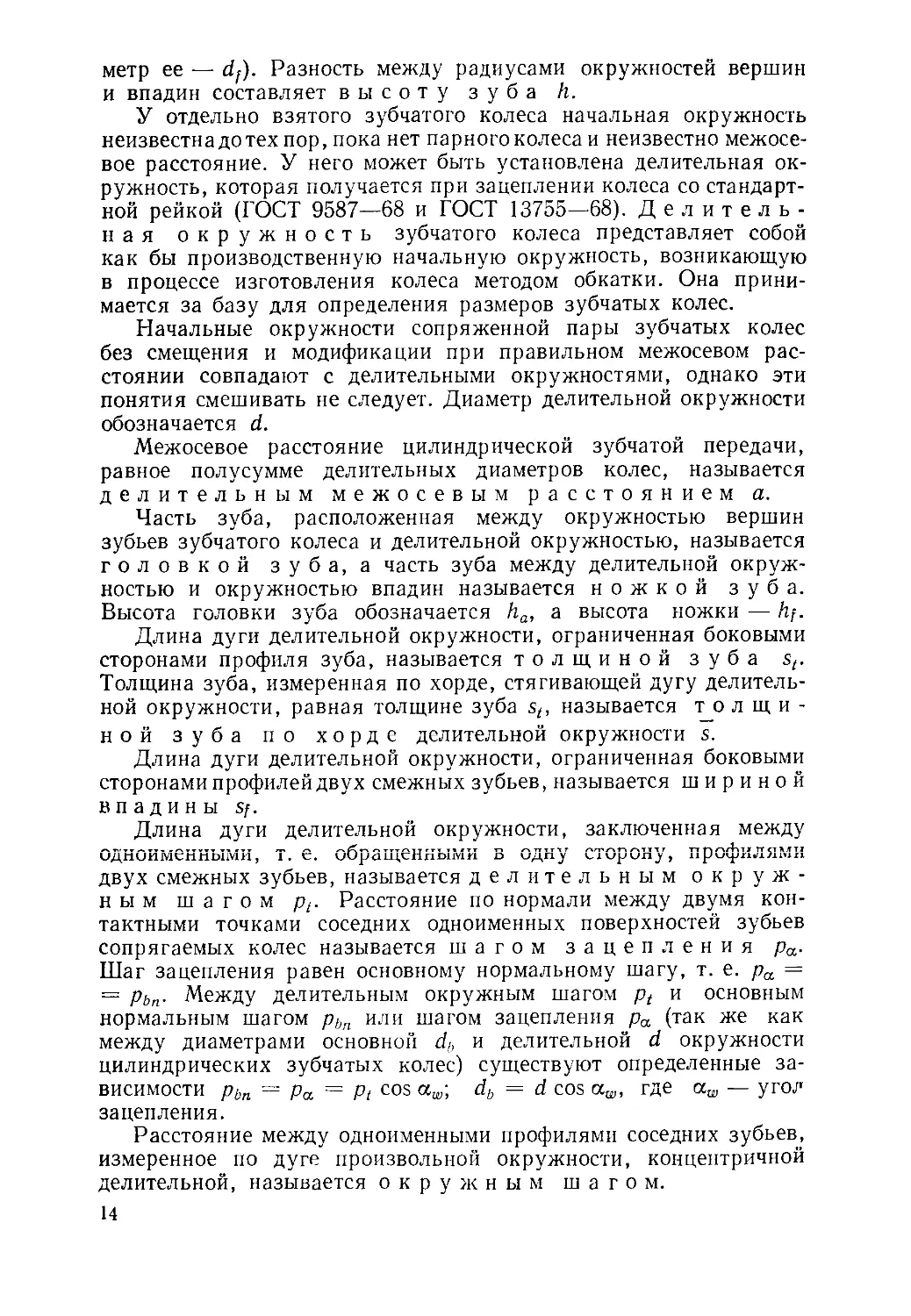
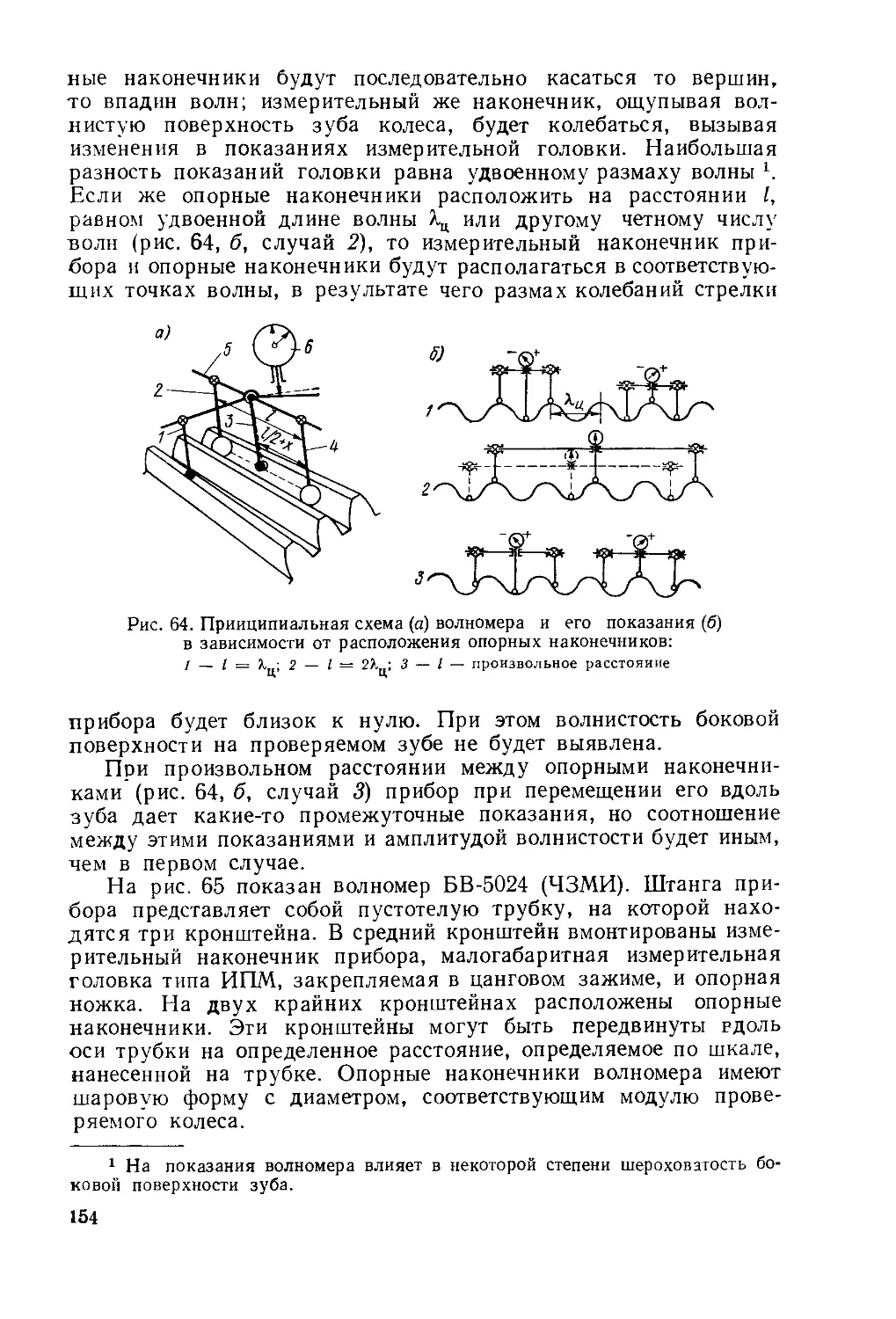
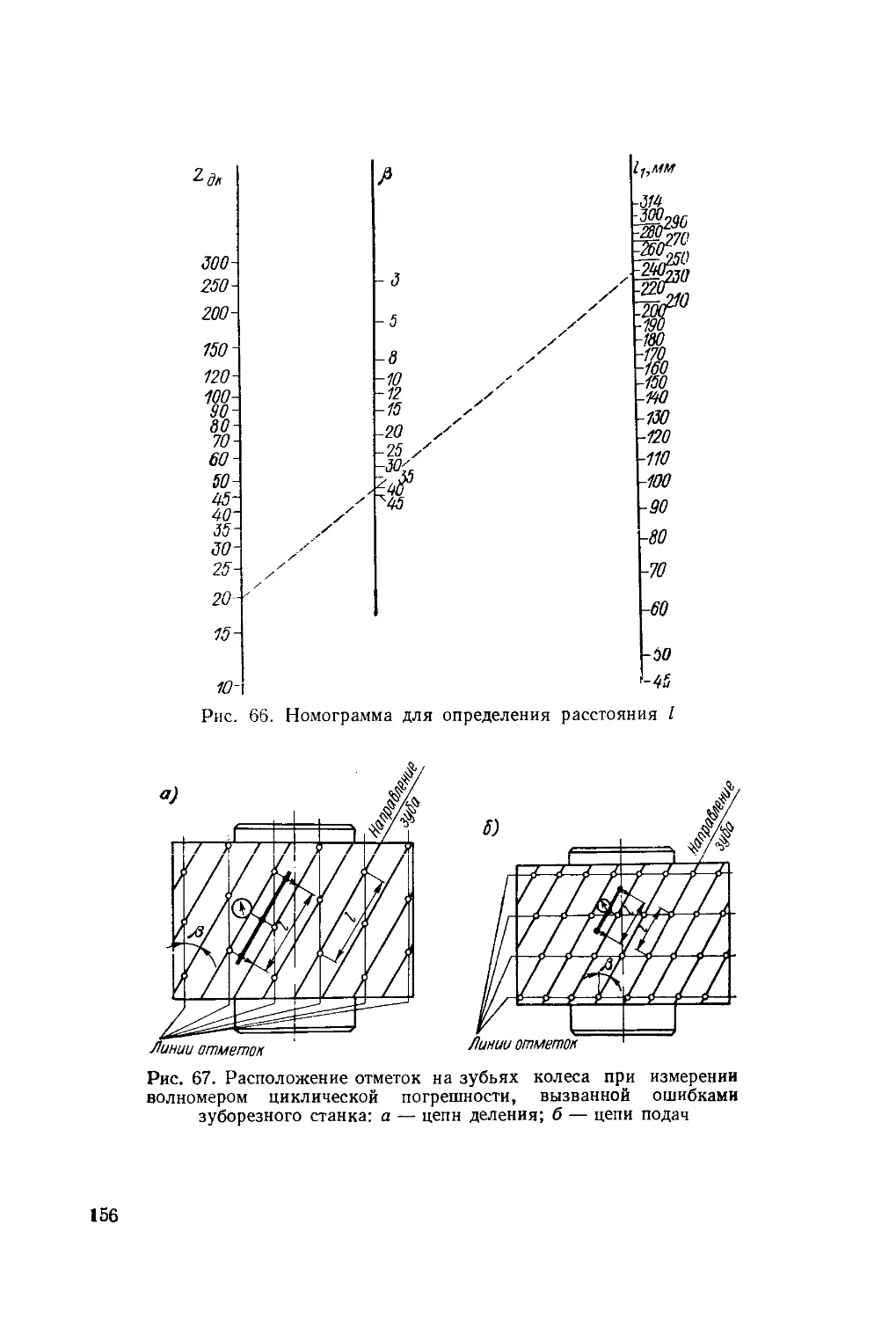
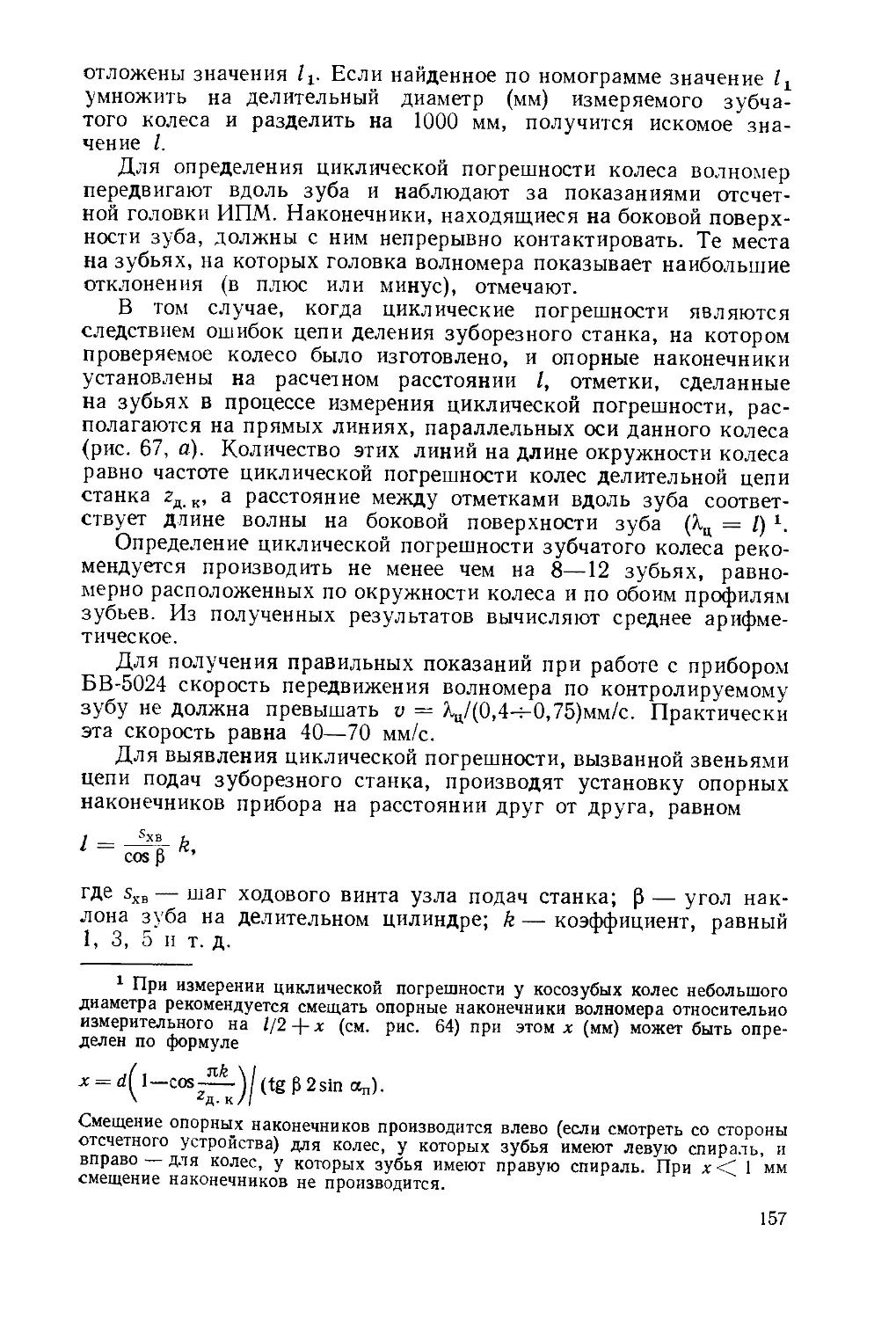
При зацеплении цилиндрического зубчатого колеса с рейкой
(рис. 7) угол зацепления образуется средней линией рейки (т. е.
линией, на которой толщина зуба равна ширине впадины) и
нормалью к эвольвентной боковой поверхности зуба, проходя-
щей через полюс зацепления р. Угол зацепления равен углу про-
филя рейки а независимо от расстояния рейки до оси колеса,
в то время как при изменении межосевого расстояния пары со-
пряженных колес угол зацепления меняется согласно следую-
щей зависимости: cos ада = (rbi + rb^law, где aw — межосе-
вое расстояние в передаче без смещения; гЬ1 и rbi — радиусы
основных окружностей сопряженной пары.
Заменяя в этой формуле гЬ1 на (mz1/2) cos a, a гь„ на
/ т (г, + г,,) cos а
(тг2/2) cos а, получим aw = —t 2cOsa--- ’ где 21 и 22 — числа
зубьев шестерни и колеса.
У цилиндрической передачи без смещения угол зацепления aw
равен углу профиля исходного контура режущего инструмента а,
начальные окружности совпадают с делительными. Следовательно,
формула для цилиндрических зубчатых колес без смещения примет
следующий вид: а = [т + г2) ]/2 mzJ2, где а — дели-
тельное межосевое расстояние; гс = z2 z.2. Делительное меж-
15
осевое расстояние зубчатой передачи равно полусумме делитель-
ных диаметров этих колес.
Угол зацепления aw, как и начальные окружности, опреде-
ляется при зацеплении пары зубчатых колес. В силу этого угол aw
может быть назван монтажным углом зацепле-
ния в отличие от производственного угла а0. При рас-
смотрении же отдельного зуб-
чатого колеса можно говорить
лишь об угле профиля исходно-
го контура а.
Для обеспечения постоянства
передаточного отношения в лю-
бой момент времени необходимо,
чтобы выходу из зацепления
очередной пары зубьев предше-
ствовало вступление в зацепле-
Таблица 1. Модули зацепления
(ГОСТ 9563—60)
До 1 мм Св. ДО 10 1 мм Св. ДО Ю 10 0 мм
— сч С4!
КС КС КС КС КС кс
к к к К к к
л л л & л л
0,05
0,06
0,08
0,1
0,12
0,15
0,2
0,25
0,3
0,4
0,5
0,6
0,8
0,055
0,07
0,09
0,11
0,14
0,18
0,22
0,28
0,35
0,45
0,55
0,7
0,9
1,25
1,5
2
2,5
3
4
5
6
8
10
1,125
1,375
1,75
2,25
2,75
3,5
4,5
5,5
9
12
16
20
25
32
40
50
60
80
100
Д1
14
18
22
28
36
45
55
70
90
Рис. 7. Сопряжение зубчатого колеса
С ПАЙКОЙ
- I-----------------
Примечания: I. Допу-
скается применение модулей 3,25;
3,75 и 4,25 мм для автомобильной
промышленности и модуля 6,5 мм
для тракторной промышленности.
2. При назначении модулей ряд 1
следует предпочитать ряду 2.
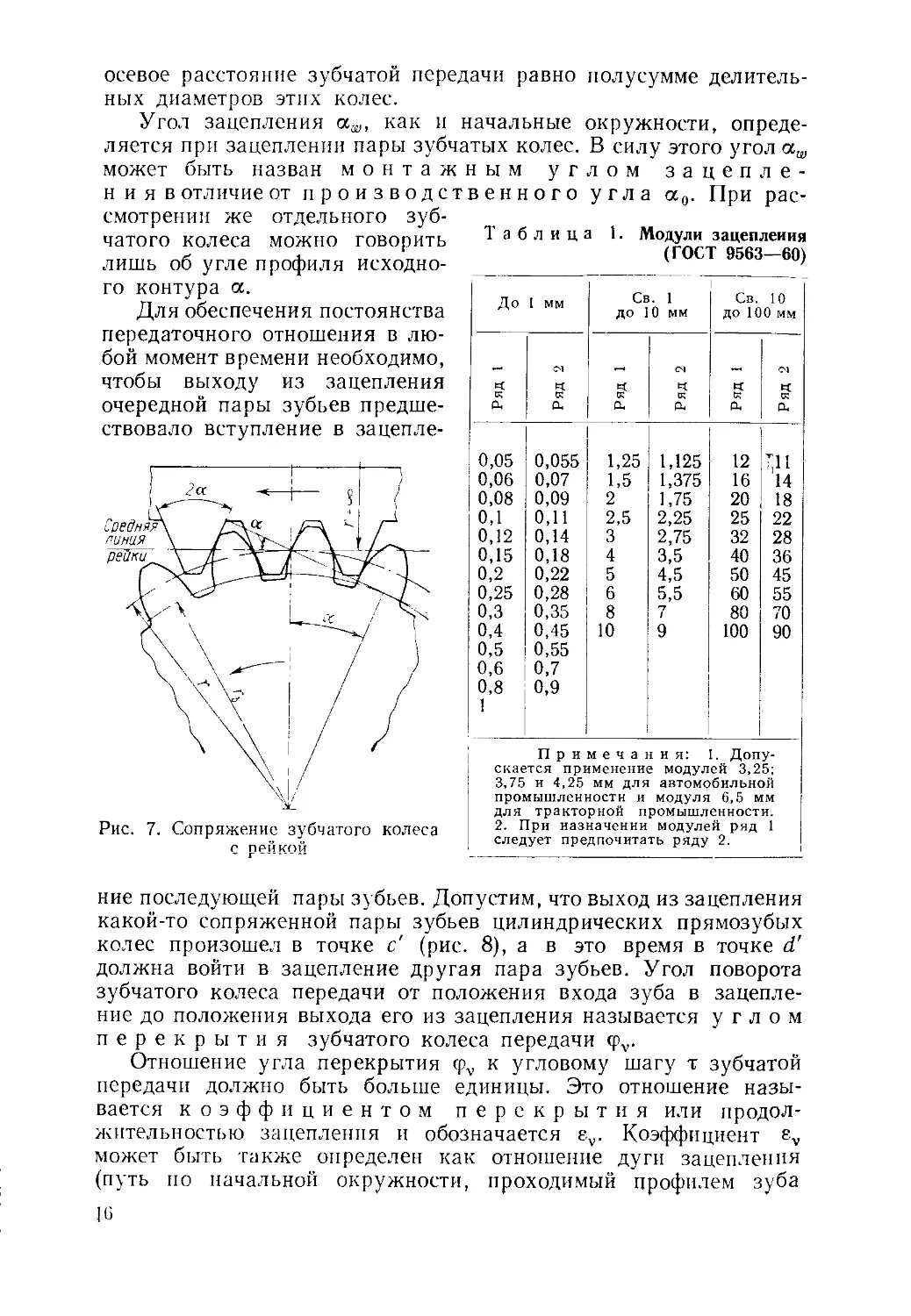
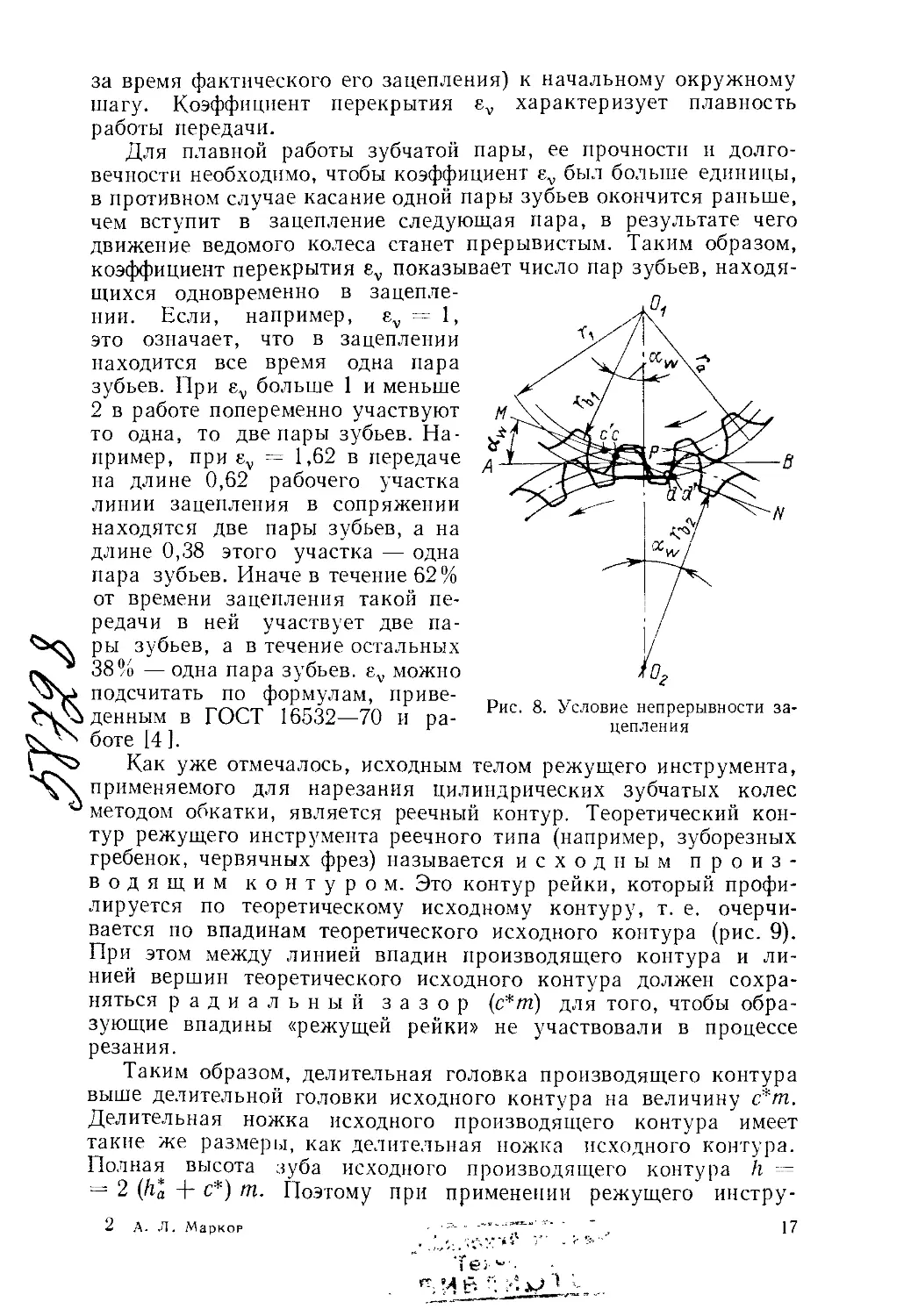
ние последующей пары зубьев. Допустим, что выход из зацепления
какой-то сопряженной пары зубьев цилиндрических прямозубых
колес произошел в точке с' (рис. 8), а в это время в точке сГ
должна войти в зацепление другая пара зубьев. Угол поворота
зубчатого колеса передачи от положения входа зуба в зацепле-
ние до положения выхода его из зацепления называется углом
перекрытия зубчатого колеса передачи <pv.
Отношение угла перекрытия <pv к угловому шагу т зубчатой
передачи должно быть больше единицы. Это отношение назы-
вается коэффициентом перекрытия или продол-
жительностью зацепления и обозначается ev. Коэффициент ev
может быть также определен как отношение дуги зацепления
(путь по начальной окружности, проходимый профилем зуба
16
за время фактического его зацепления) к начальному окружному
шагу. Коэффициент перекрытия ev характеризует плавность
работы передачи.
Для плавной работы зубчатой пары, ее прочности и долго-
вечности необходимо, чтобы коэффициент ev был больше единицы,
в противном случае касание одной пары зубьев окончится раньше,
чем вступит в зацепление следующая пара, в результате чего
движение ведомого колеса станет прерывистым. Таким образом,
коэффициент перекрытия 8V показывает число пар зубьев, находя-
щихся одновременно в зацепле-
нии. Если, например, ev = 1,
это означает, что в зацеплении
находится все время одна пара
зубьев. При ev больше 1 и меньше
2 в работе попеременно участвуют
то одна, то две пары зубьев. На-
пример, при ev = 1,62 в передаче
на длине 0,62 рабочего участка
линии зацепления в сопряжении
находятся две пары зубьев, а на
длине 0,38 этого участка — одна
пара зубьев. Иначе в течение 62%
от времени зацепления такой пе-
редачи в ней участвует две па-
ры зубьев, а в течение остальных
38 % — одна пара зубьев. ev можно
подсчитать по формулам, приве-
/4
-в
Рис. 8. Условие
непрерывности за-
цепления
Как уже отмечалось, исходным
применяемого для нарезания цилиндрических зубчатых колес
методом обкатки, является реечный контур. Теоретический кон-
тур режущего инструмента реечного типа (например, зуборезных
гребенок, червячных фрез) называется исходным произ-
водящим контуром. Это контур рейки, который профи-
телом режущего инструмента,
лируется по теоретическому исходному контуру, т. е. очерчи-
вается по впадинам теоретического исходного контура (рис. 9).
При этом между линией впадин производящего контура и ли-
нией вершин теоретического исходного контура должен сохра-
няться радиальный зазор (с*т) для того, чтобы обра-
зующие впадины «режущей рейки» не участвовали в процессе
резания.
Таким образом, делительная головка производящего контура
выше делительной головки исходного контура на величину с*т.
Делительная ножка исходного производящего контура имеет
такие же размеры, как делительная ножка исходного контура.
Полная высота зуба исходного производящего контура h =
= 2 (ha + с*) т. Поэтому при применении режущего инстру-
2 А. Л. Маркор
17
‘Ге>
Т М Й Г; ;•*. АР 1
ИсхоЗный производящий контур
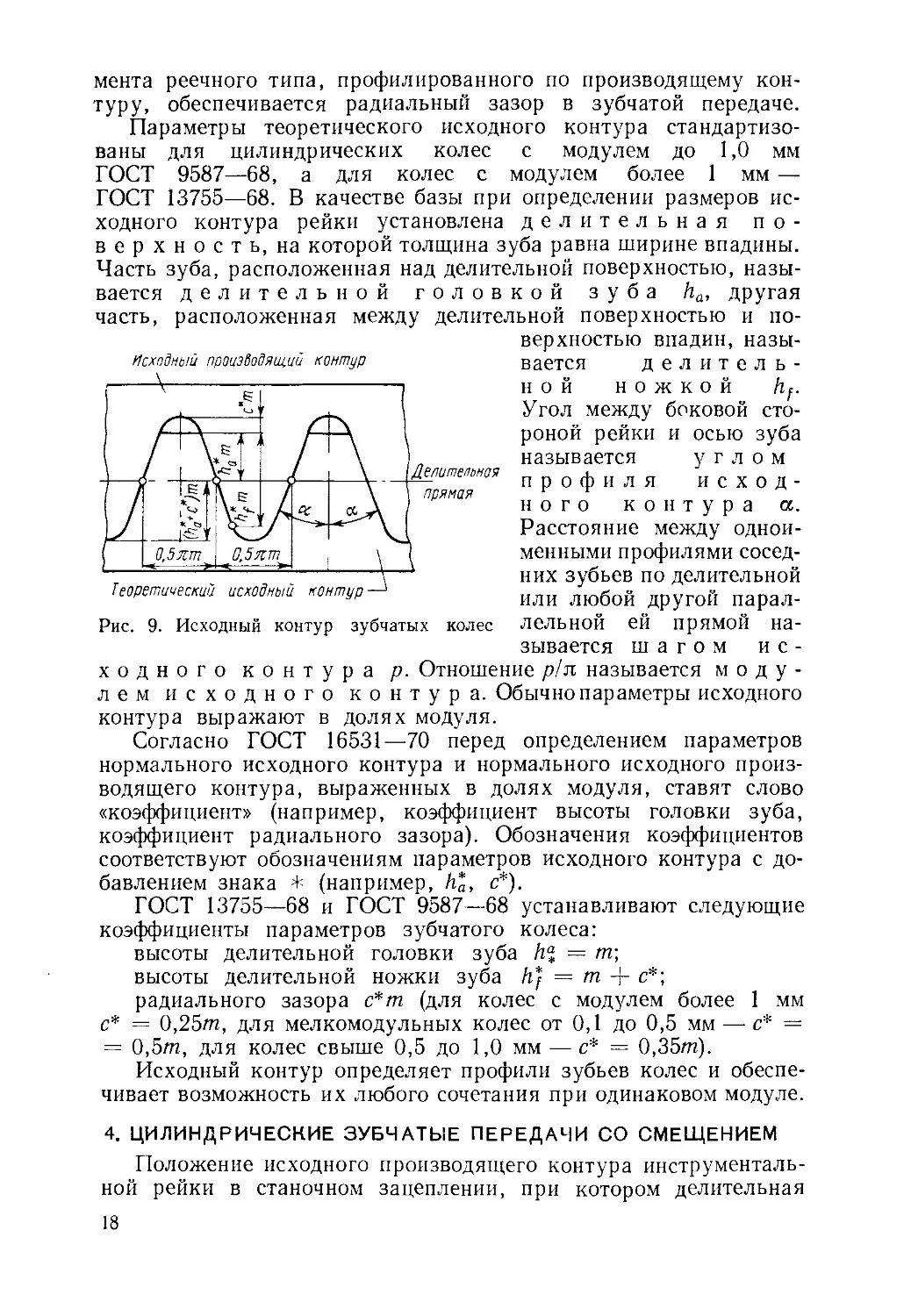
Рис. 9. Исходный контур зубчатых колес
мента реечного типа, профилированного по производящему кон-
туру, обеспечивается радиальный зазор в зубчатой передаче.
Параметры теоретического исходного контура стандартизо-
ваны для цилиндрических колес с модулем до 1,0 мм
ГОСТ 9587—68, а для колес с модулем более 1 мм —
ГОСТ 13755—68. В качестве базы при определении размеров ис-
ходного контура рейки установлена делительная по-
верхность, на которой толщина зуба равна ширине впадины.
Часть зуба, расположенная над делительной поверхностью, назы-
вается делительной головкой зуба ha, другая
часть, расположенная между делительной поверхностью и по-
верхностью впадин, назы-
вается делитель-
ной ножкой hf.
Угол между боковой сто-
роной рейки и осью зуба
называется углом
профиля исход-
ного контура а.
Расстояние между однои-
менными профилями сосед-
них зубьев по делительной
или любой другой парал-
лельной ей прямой на-
зывается шагом ис-
ходного контура р. Отношение р/л называется моду-
лем исходного контура. Обычно параметры исходного
контура выражают в долях модуля.
Согласно ГОСТ 16531—70 перед определением параметров
нормального исходного контура и нормального исходного произ-
водящего контура, выраженных в долях модуля, ставят слово
«коэффициент» (например, коэффициент высоты головки зуба,
коэффициент радиального зазора). Обозначения коэффициентов
соответствуют обозначениям параметров исходного контура с до-
бавлением знака * (например, h*a, с*).
ГОСТ 13755—68 и ГОСТ 9587—68 устанавливают следующие
коэффициенты параметров зубчатого колеса:
высоты делительной головки зуба = т;
высоты делительной ножки зуба h*f = т + с*;
радиального зазора с*т (для колес с модулем более 1 мм
с* = 0,25m, для мелкомодульных колес от 0,1 до 0,5 мм — с* =
= 0,5m, для колес свыше 0,5 до 1,0 мм — с* = 0,35m).
Исходный контур определяет профили зубьев колес и обеспе-
чивает возможность их любого сочетания при одинаковом модуле.
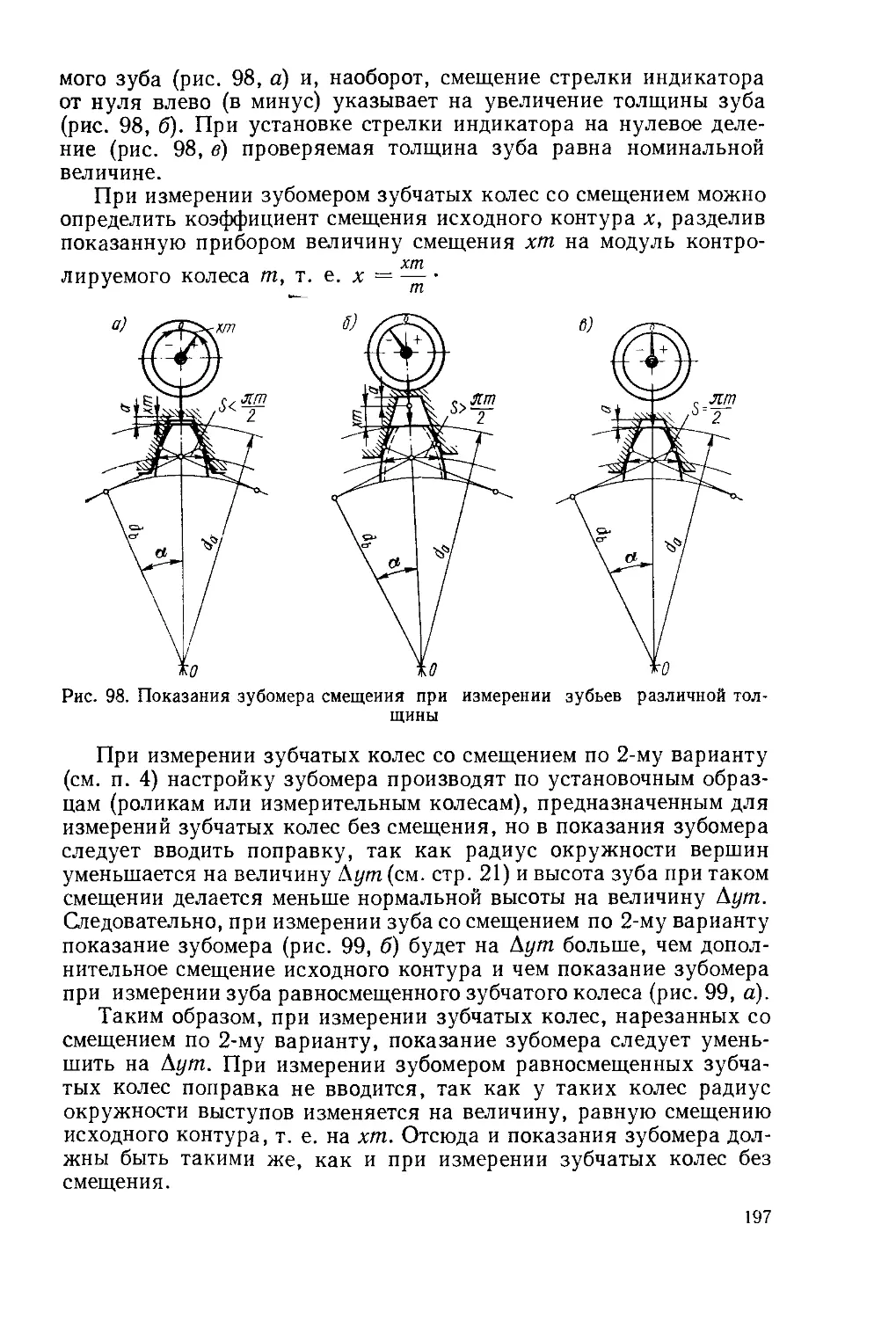
4. ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ СО СМЕЩЕНИЕМ
Положение исходного производящего контура инструменталь-
ной рейки в станочном зацеплении, при котором делительная
18
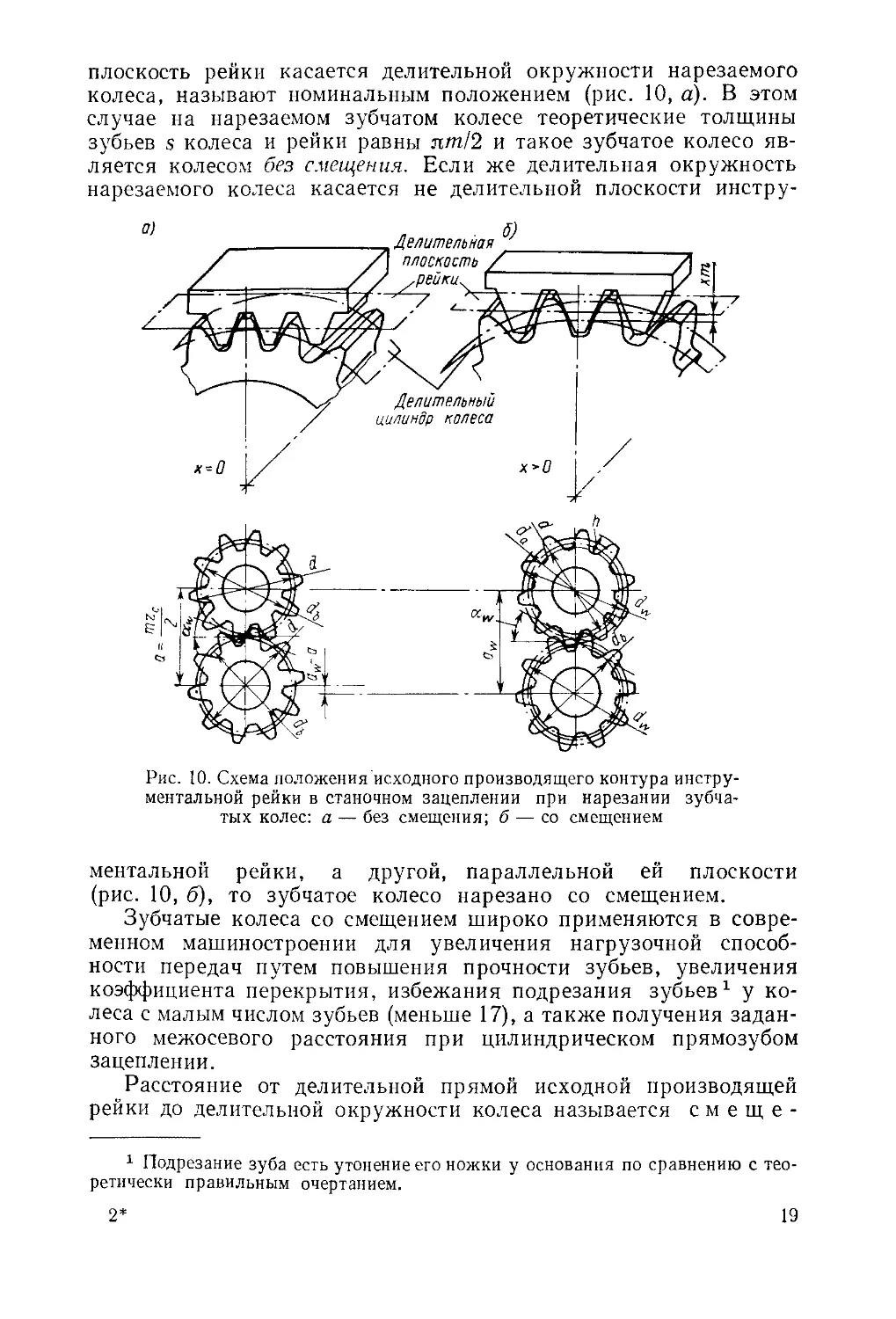
плоскость рейки касается делительной окружности нарезаемого
колеса, называют номинальным положением (рис. 10, а). В этом
случае на нарезаемом зубчатом колесе теоретические толщины
зубьев s колеса и рейки равны лт/2 и такое зубчатое колесо яв-
ляется колесом без смещения. Если же делительная окружность
нарезаемого колеса касается не делительной плоскости инстру-
Рис. 10. Схема положения исходного производящего контура инстру-
ментальной рейки в станочном зацеплении при нарезании зубча-
тых колес: а — без смещения; б — со смещением
ментальной рейки, а другой, параллельной ей плоскости
(рис. 10, б), то зубчатое колесо нарезано со смещением.
Зубчатые колеса со смещением широко применяются в совре-
менном машиностроении для увеличения нагрузочной способ-
ности передач путем повышения прочности зубьев, увеличения
коэффициента перекрытия, избежания подрезания зубьев1 у ко-
леса с малым числом зубьев (меньше 17), а также получения задан-
ного межосевого расстояния при цилиндрическом прямозубом
зацеплении.
Расстояние от делительной прямой исходной производящей
рейки до делительной окружности колеса называется с м е щ е -
1 Подрезание зуба есть утонение его ножки у основания по сравнению с тео-
ретически правильным очертанием.
2* 19
н и ем исходного контура (хт), а отношение смеще-
ния исходного контура к модулю называется коэффициен-
том смещения исходного контура х. Смещение исходного
производящего контура, соответствующее такой номинальной
толщине зубьев, при уменьшении которой возникает подрезание
зубьев, называется наименьшим смещением ис-
ходного контура.
Смещение исходного контура считается положительным, если
делительная прямая рейки не пересекает делительной поверх-
ности зубчатого колеса (х > 0), и отрицательным, — если пере-
секает (х < 0). При номинальном положении исходного контура
х = 0. При положительном смещении толщина зуба по делитель-
ной окружности больше ширины впадины, т. е. s > sb, при отри-
цательном смещении s < sb.
Для получения бокового зазора между зубьями, необходимого
для размещения смазки и компенсации температурных деформаций
зубчатых колес, при их нарезании производят сдвиг режущего
инструмента, чтобы уменьшить толщину зубьев по сравнению
с их теоретическим значением и, следовательно, увеличить ширину
впадин. Однако этот сдвиг бывает очень небольшим и практически
нарезаемое при этом зубчатое колесо считается колесом без сме-
щения. Боковой зазор у таких колес обеспечивается допусками
на толщину зуба и межосевым расстоянием.
Различают три варианта зубчатых колес со смещением.
Вариант первый. Коэффициенты смещения xt и х2 у шестерни
и у колеса равны по абсолютному значению, но противоположны
по знакам, т. е. шестерня изготовлена с положительным смеще-
нием исходного контура, а колесо — с отрицательным смещением.
Такую передачу называют равносмещенной.
Если коэффициент суммы смещения х£ (т. е. суммы смещений
исходного контура шестерни Хх и колеса х2) равен нулю (х2 =
= Xi + х2 = 0), то сумма толщин зубьев шестерни и колеса
равна окружному шагу по начальной окружности. Это значит,
что на сколько увеличится толщина зуба шестерни, на столько же
уменьшится толщина зуба колеса.
При беззазорном сопряжении таких колес делительные окруж-
ности их соприкасаются, а следовательно совпадают с начальными
окружностями, как и в передачах без смещения. Остаются неиз-
менными угол зацепления aw = а и межосевое расстояние aw =
= тг±12 + mz2/2 = а, но в отличие от передачи без смещения
диаметры окружностей вершин зубьев da и впадин df изменены
на величину 2хт. Изменяются также высота делительной головки
и высота делительной ножки зуба.
Вариант второй. Коэффициент суммы смещений у сопрягае-
мых зубчатых колес больше нуля, т. е. х2 > 0. В этом случае
шестерня и колесо изготовлены с положительным смещением
(рис. 10, б). Толщина зубьев увеличена на 2хт tg а и при сопря-
жении межосевое расстояние больше а, т. е. aw — а + (хх -|-
20
4- х2) т. Поэтому Начальные окружности у таких колес больше
делительных и, кроме того, увеличен угол зацепления В част-
ности,
т , . , cos a cos а
7г- (Zj т- Z.,)-----------= а-------------;
2 ' 1 cos cos аж
(1)
при беззазорном зацеплении
(х, 4 х2) 2 tg а . .
щуаш = -- у -----------F mva.
2j “Г -
Здесь а — делительное межосевое расстояние зубчатой передачи,
т. е. зубчатой передачи без смещения; a — угол зацепления в пере-
даче без смещения, равный углу профиля исходного контура.
Разность межосевого расстояния передачи со смещением и
делительным межосевым расстоянием, т. е. — а, называется
воспринимаемым смещением. Отношение этой разности к модулю
называется коэффициентом воспринимаемого смещения у =
= (аш — а)!т. Разность между суммой смещений и восприни-
маемым смещением называется уравнительным смещением, а раз-
ность между коэффициентом суммы смещений и коэффициен-
том воспринимаемого смещения называют коэффициентом уравни-
тельного смещения Az/, т. е. Az/ = — у.
По ГОСТ 16531—70 Az/ есть отношение уравнительного сме-
щения к расчетному модулю. Очевидно, что у передач, у которых
коэффициент суммы смещений равен нулю, коэффициент уравни-
тельного смещения также равен нулю.
Межосевое расстояние цилиндрической передачи со смеще-
нием помимо формулы (1) можно выразить так [4]:
aw ~ а г ххт — Аут =т —И 4s 4~ ^У^ •
Уравнительное смещение влияет не только на межосевое рас-
стояние, но и на диаметр окружности вершин. Для того чтобы
у таких передач обеспечить нормальный радиальный зазор между
вершинами и впадинами зубьев, высоту зуба уменьшают на А//т
путем соответствующего уменьшения диаметра вершин. В силу
этого диаметр вершин у таких колес
da = т (г + 2h*a + 2х — 2Az/) =
= d + 2 (ha + х — Ay) m. (2)
Толщина зуба no начальной окружности sw = dw [n/2z -j-
+ (2x tga)/z Д- inv a— inv a..,].
Вариант третий. Коэффициент суммы смещений у сопря-
гаемых зубчатых колес меньше нуля, т. е. < 0. У таких зуб-
чатых колес существенным отличием по сравнению со вторым
вариантом является то, что делительные окружности их больше
начальных aw < а и аш < а.
Основные окружности у зубчатых колес со смещением не из-
меняются, поэтому не изменяется и нормальный основной шаг
21
(шаг зацепления). Значит, зубчатые колеса с любым коэффициен-
том смещения можно сопрягать между собой, но сопрягаются они
различными участками одной и той же эвольвенты [4 ].
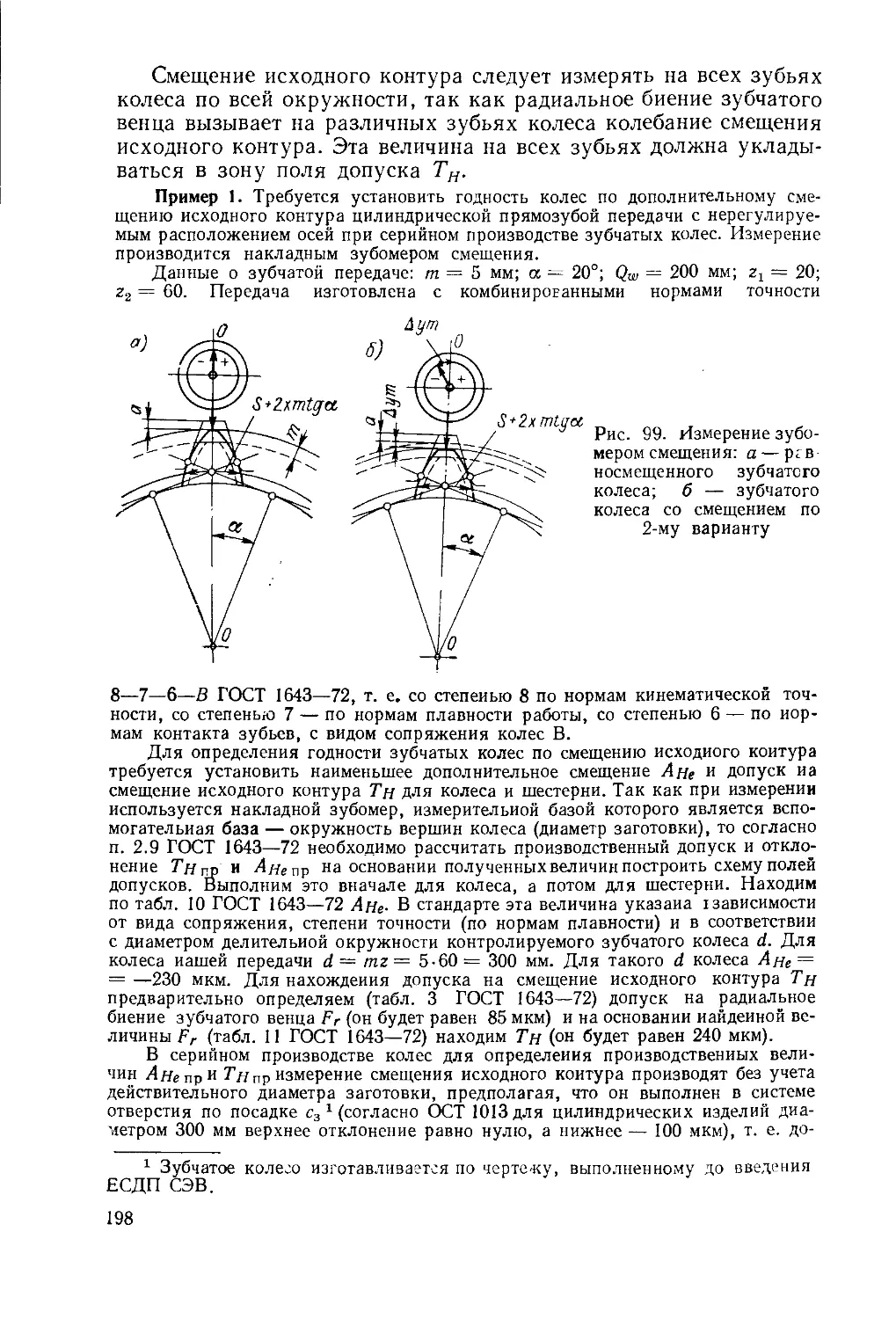
Для улучшения работы зубчатых передач, кроме рассмотрен-
ных методов смещений, применяется модификация поверхности
зуба, т. е. преднамеренное отклонение поверхности зуба, в ре-
зультате чего номинальный профиль зуба в заданной точке от-
клоняется от теоретического профиля. Модификация головки
зуба (фланкирование) обычно применяется у скоростных цилин-
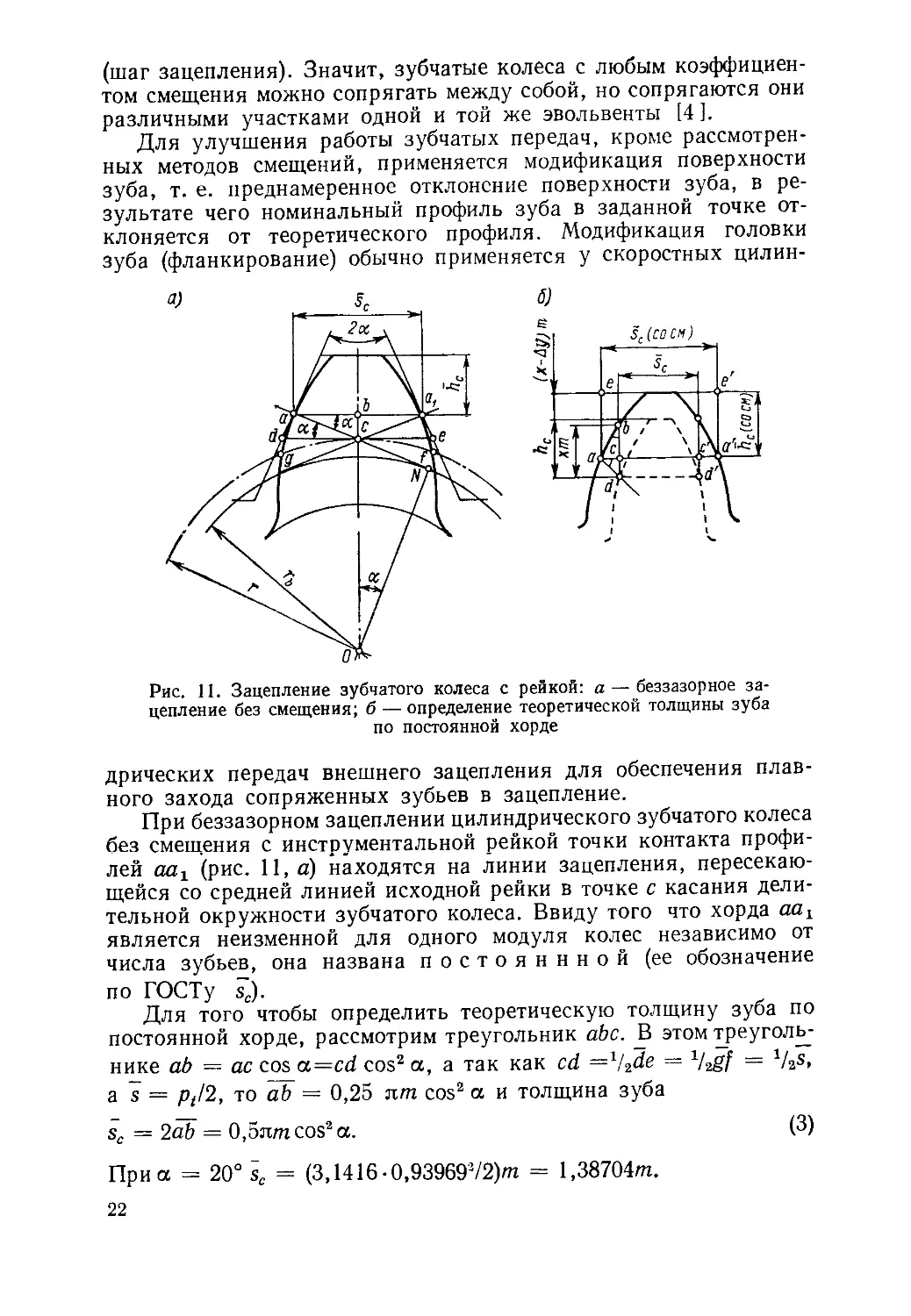
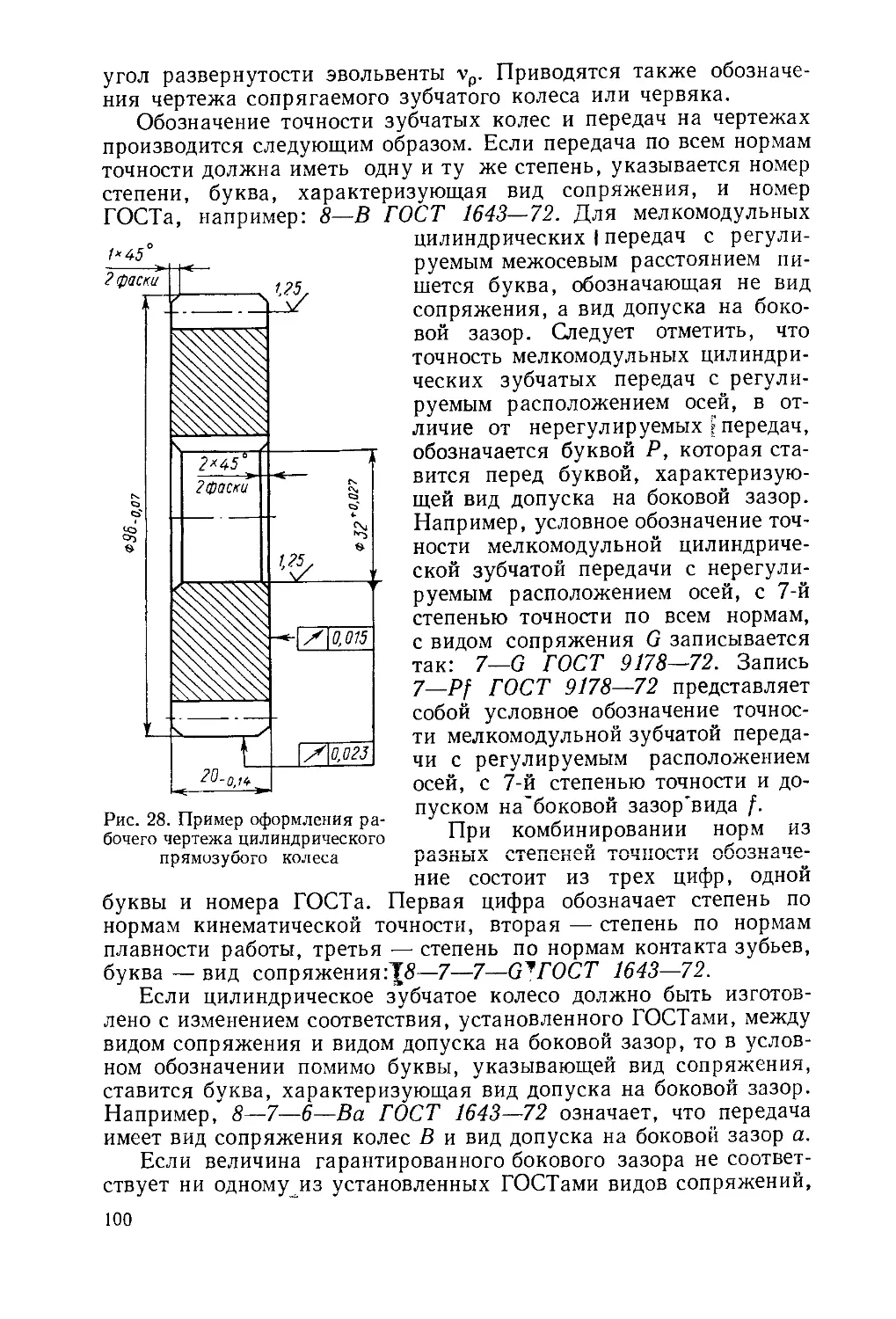
Рис. 11. Зацепление зубчатого колеса с рейкой: а — беззазорное за-
цепление без смещения; б — определение теоретической толщины зуба
по постоянной хорде
дрических передач внешнего зацепления для обеспечения плав-
ного захода сопряженных зубьев в зацепление.
При беззазорном зацеплении цилиндрического зубчатого колеса
без смешения с инструментальной рейкой точки контакта профи-
лей аах (рис. 11, а) находятся на линии зацепления, пересекаю-
щейся со средней линией исходной рейки в точке с касания дели-
тельной окружности зубчатого колеса. Ввиду того что хорда aav
является неизменной для одного модуля колес независимо от
числа зубьев, она названа постояннной (ее обозначение
по ГОСТу sc).
Для того чтобы определить теоретическую толщину зуба по
постоянной хорде, рассмотрим треугольник abc. В этом треуголь-
нике ab = ас cos a=cd cos2 а, а так как cd =x!^de — 1/2gf = VaS,
a s = pt/2, то ab = 0,25 пт cos2 а и толщина зуба
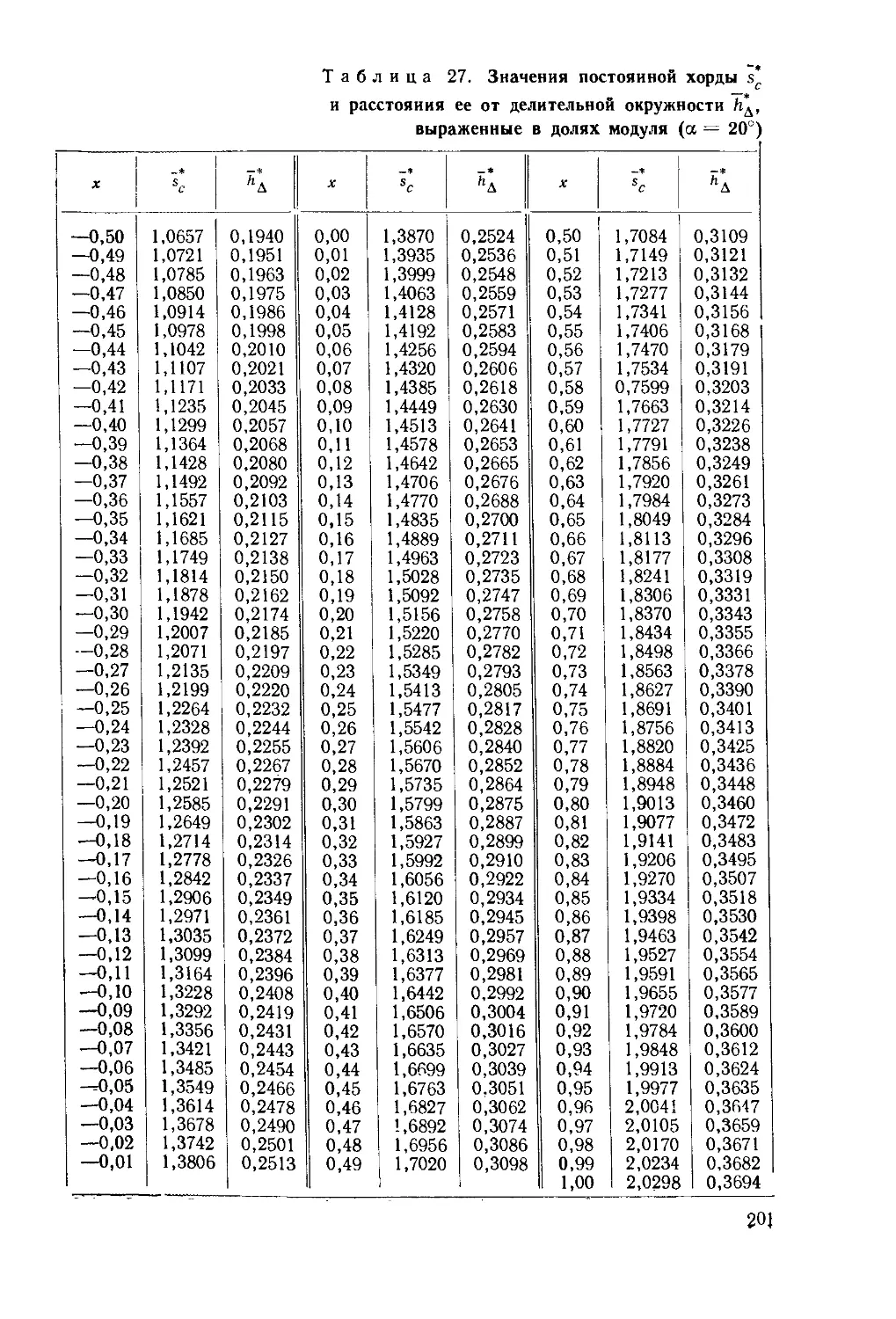
sc = 2ab = 0,5n/ncos2a. (3)
При а = 20° sc = (3,1416-0,9396972)/и = 1,38704/п.
22
Расстояние от постоянной хорды до окружности вершин зубьев
hc = га — г — ab tg а или
hc = 0,5 (da— d) — sctga = 0,5(da — d) — scsin2a. (4)
Для зубчатых колес без смещения (при а = 20°) hc = С),7¥7БЯт.
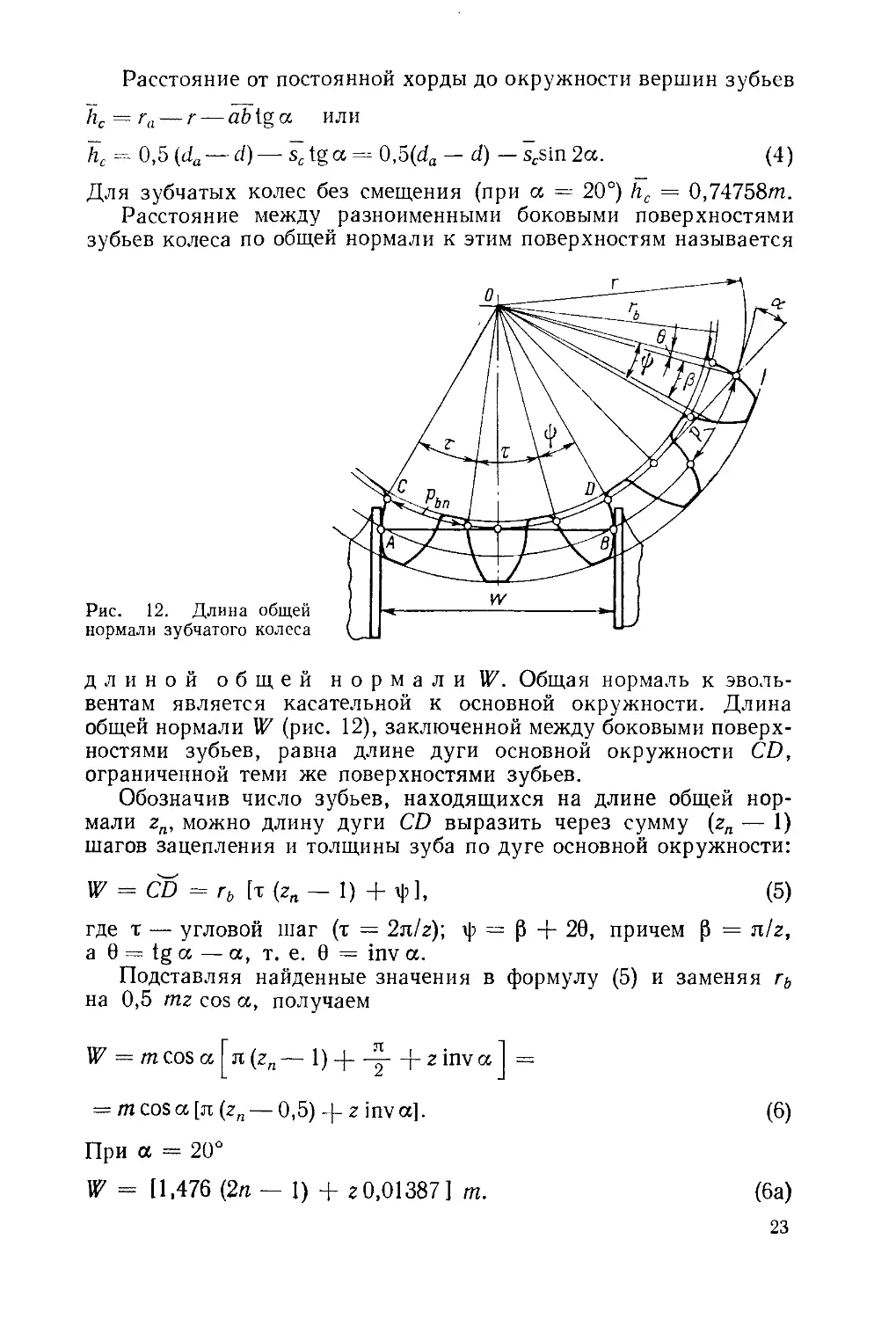
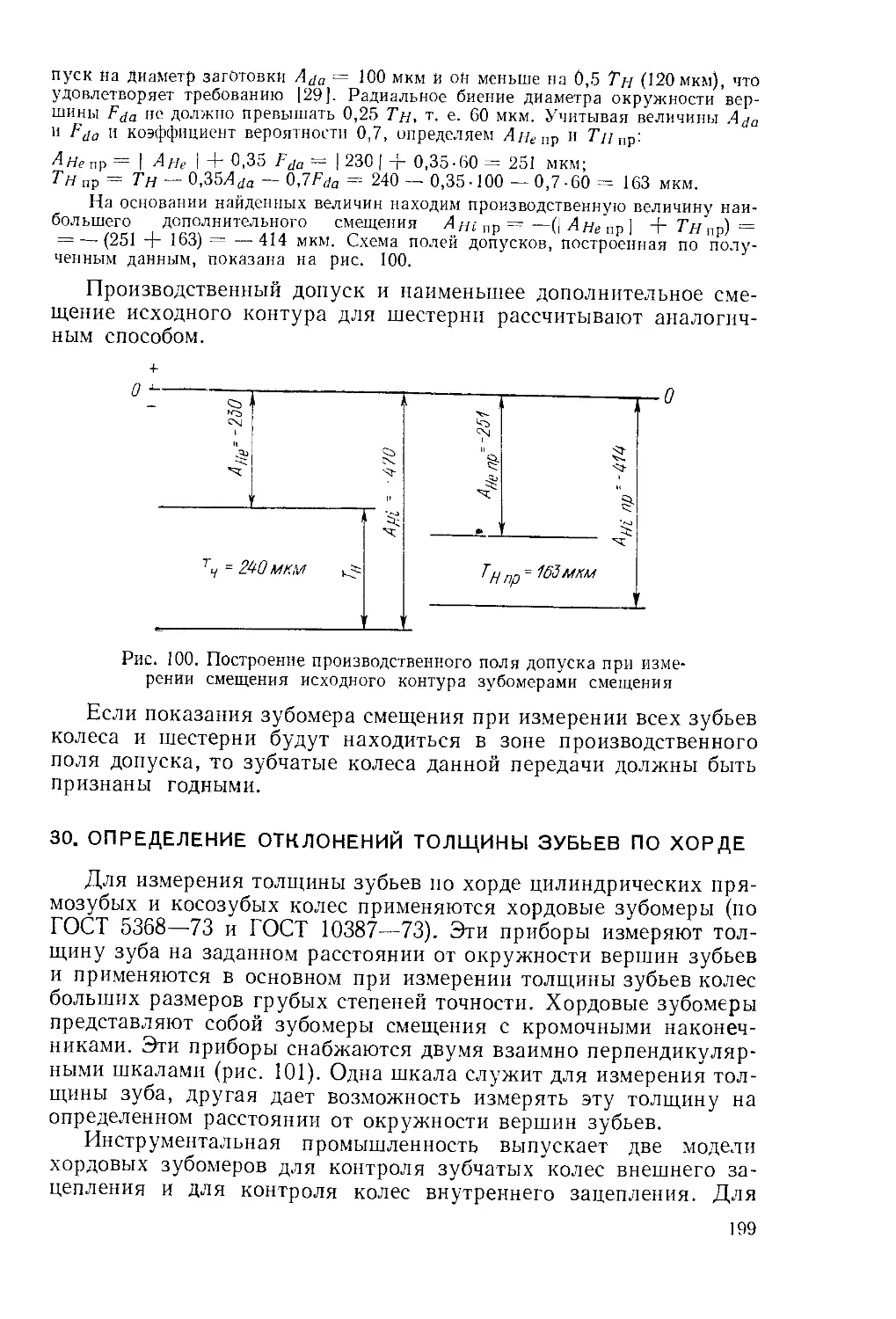
Расстояние между разноименными боковыми поверхностями
зубьев колеса по общей нормали к этим поверхностям называется
Рис. 12. Длина общей
нормали зубчатого колеса
длиной общей нормали IF. Общая нормаль к эволь-
вентам является касательной к основной окружности. Длина
общей нормали W (рис. 12), заключенной между боковыми поверх-
ностями зубьев, равна длине дуги основной окружности CD,
ограниченной теми же поверхностями зубьев.
Обозначив число зубьев, находящихся на длине общей нор-
мали z„, можно длину дуги CD выразить через сумму (z„ — 1)
шагов зацепления и толщины зуба по дуге основной окружности:
W — CD =rb [T(z„-1)+ ip], (5)
где т — угловой шаг (т = 2л/г); ф = р + 20, причем р = л/г,
а 0 — tg а — а, т. е. 0 = inv а.
Подставляя найденные значения в формулу (5) и заменяя гь
на 0,5 mz cos а, получаем
IF = /и cos а |л (zn— 1)4- Д-zinva ] =
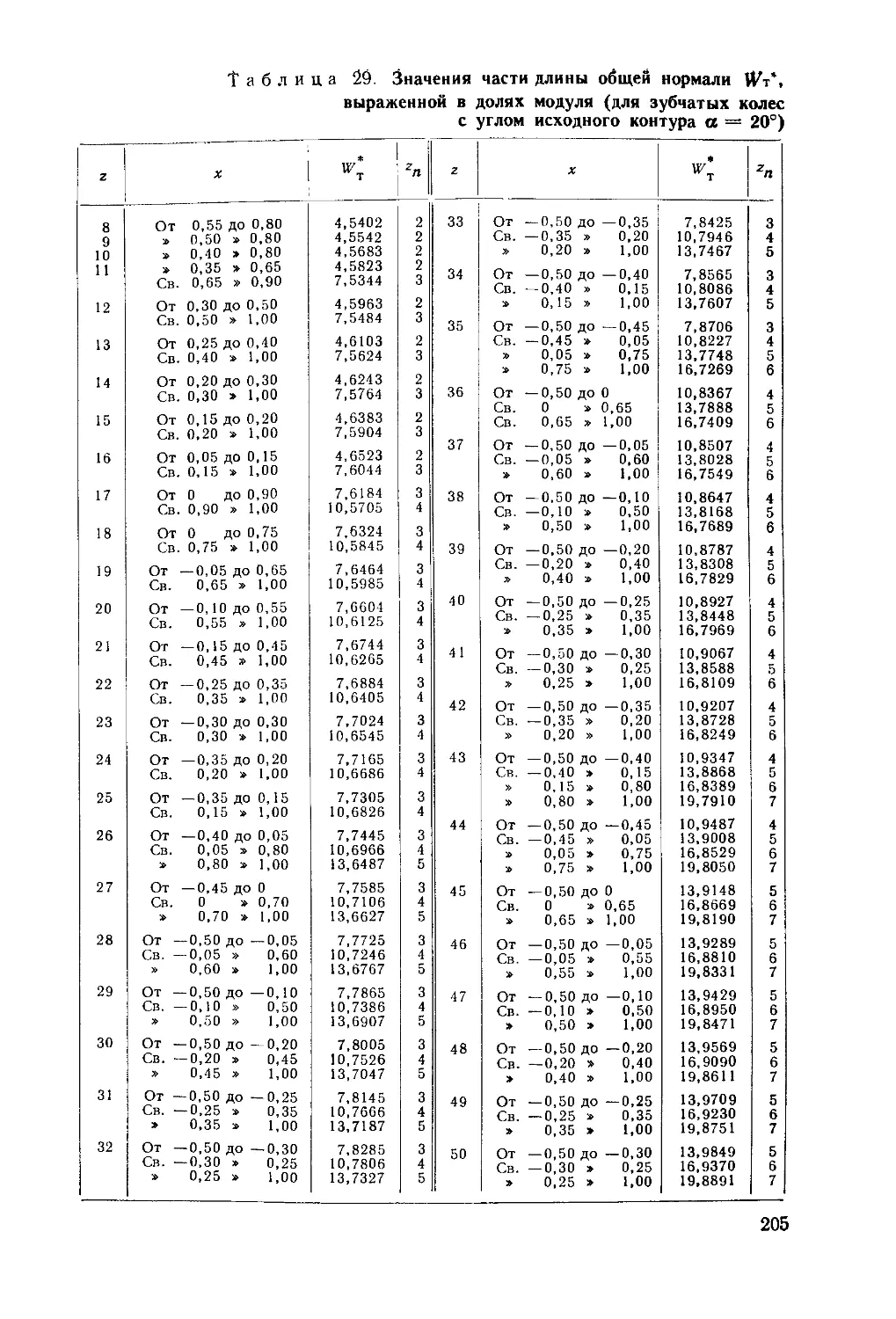
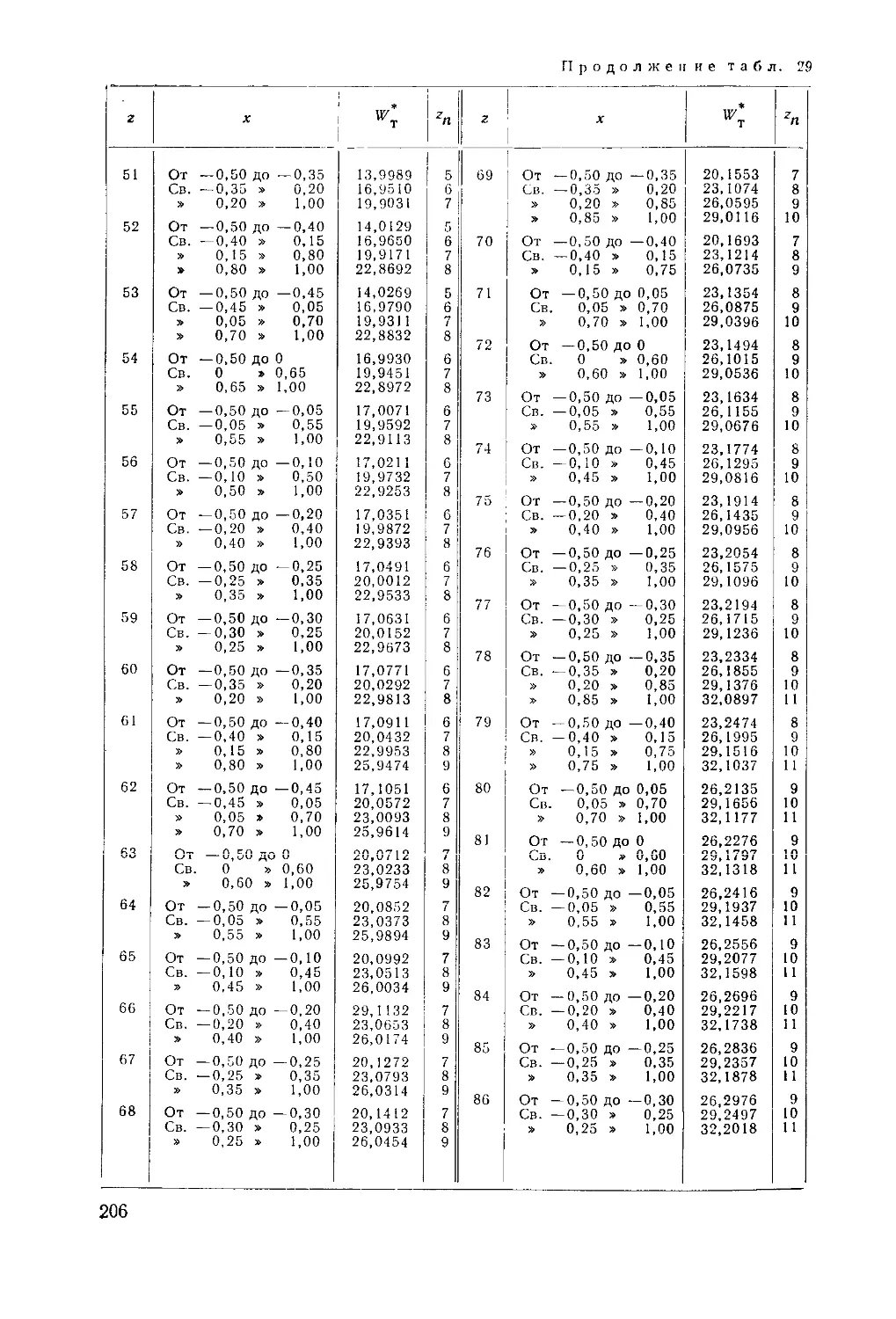
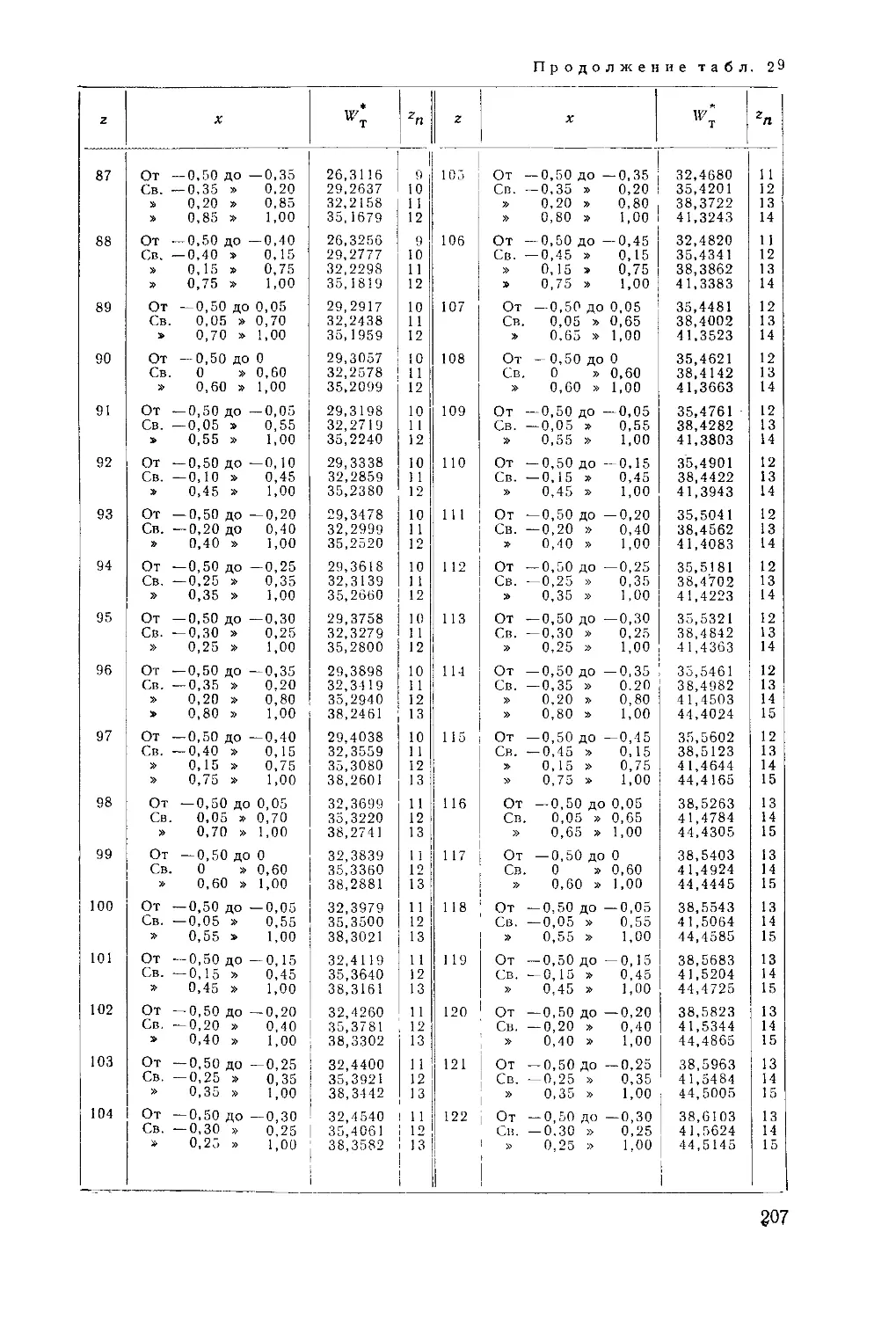
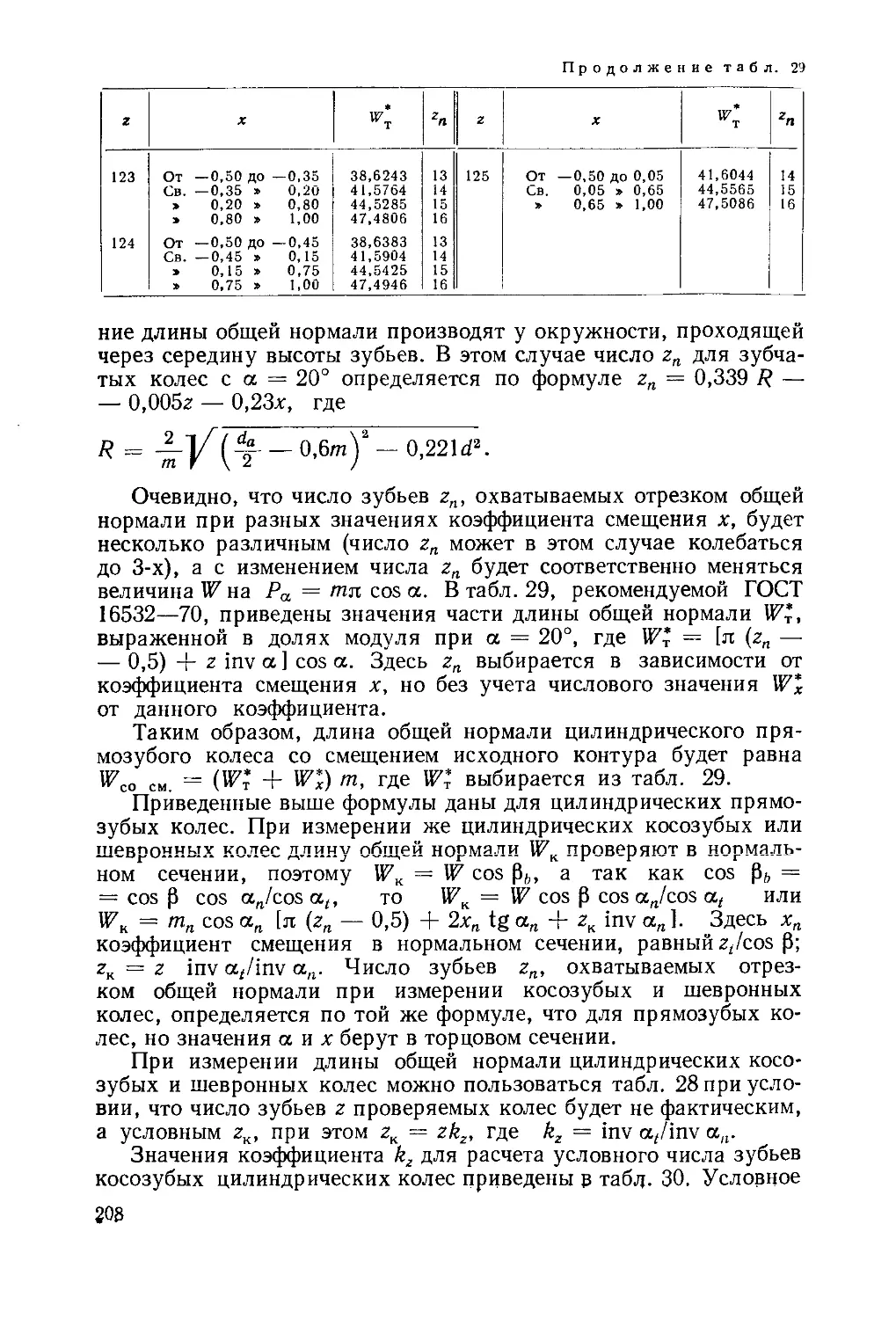
= /п cos а [л (z„ — 0,5) 4-z invа]. (6)
При а = 20°
IF = [1,476 (2л — 1) + z 0,01387 ] т. (6a)
23
Для зубчатых колес со смещением в ранее приведенные фор-
мулы для определения постоянной хорды $с [формула (3)], вы-
соты до постоянной хорды hc [формула (4) ] и длины общей нор-
мали [формула (6) ] следует вводить поправку в соответствии
с коэффициентом смещения х. Поправку для определения sc
и hc зубчатых колес со смещением можно найти по рис. 11,6.
Сплошной линией показан зуб колеса со смещением (при >0),
а пунктирной — зуб колеса без смещения. Для определения ука-
занных поправок рассмотрим треугольники abd* и acd. В этих
треугольниках / dac = £_abc = a, bd = хт, ad = хт sin а и
ас = хт sin a cos а; ас + а'с' = 2xmsin а cos а = хт sin 2а,
a cd = хт sin2 а.
Можно определить расстояние от окружности вершин зубьев
(линии ее') до линии аа' с учетом формулы (2):
hc (со см.) = hc + (х — Ay) т — хт sin2 а ~
= hc + хт (1 — sin2 а) — Аут = hc + хт cos2 а — Аут или
hc (со см.) = 0,5 (da — d — s* tga). (7)
Постоянная хорда зубчатого колеса со смещением
st- (со см.) = sc 4- хт sin 2a = (0,5л cos3 а 4- х sin 2а) т. (8)
Выразив часть значений постоянной хорды и расстояние ее
от делительной окружности (при a = 20°) в долях модуля, можно
упростить формулы (7) и (8). В частности, если в формуле (8)
(0,5л cos2 a + х sin 2a) обозначить через $*, а в формуле (7)
0,5s* tg а выразить через Лд, то формула (8) будет выглядеть так:
sc (со см.) = s*m, (8а)
а формула (7) — так:
hc (со см.) = 0,5 (da— d) — h^tn. (7а)
(Значения s* и h& для различных величин х, приведены в табл. 27.)
Для определения поправки на длину общей нормали W зуб-
чатых колес со смещением следует в формулу (6) ввести слагаемое
2хт sin а, на которое увеличивается толщина зубьев колес,
изготовленных с положительным смещением. Тогда формула (6)
после преобразований будет иметь следующий вид: W (со см.) —
= т cos а [л (г„ — 0,5) + 2х tg a + г inv a ], где г„ — коли-
чество зубьев, размещающихся на длине общей нормали. Оно
зависит от числа зубьев колеса г, коэффициента смещения х
и угла профиля исходного контура а повторяемого зубчатого
колеса.
* Допуская, что сторона треугольника а/» — прямая.
24
Для зубчатых колес без смещения zn можно определить по
формуле z„ = г/9 + 1, округляя полученное значение zn до
ближайшего целого числа. Этой же формулой можно восполь-
зоваться и при выборе zn у зубчатых колес со смещением при ус-
ловии, что х < 2. При иных значениях х zn можно определить
по формуле zn = zln (tg a w— 2х tg а/г — inv а) + 0,5.
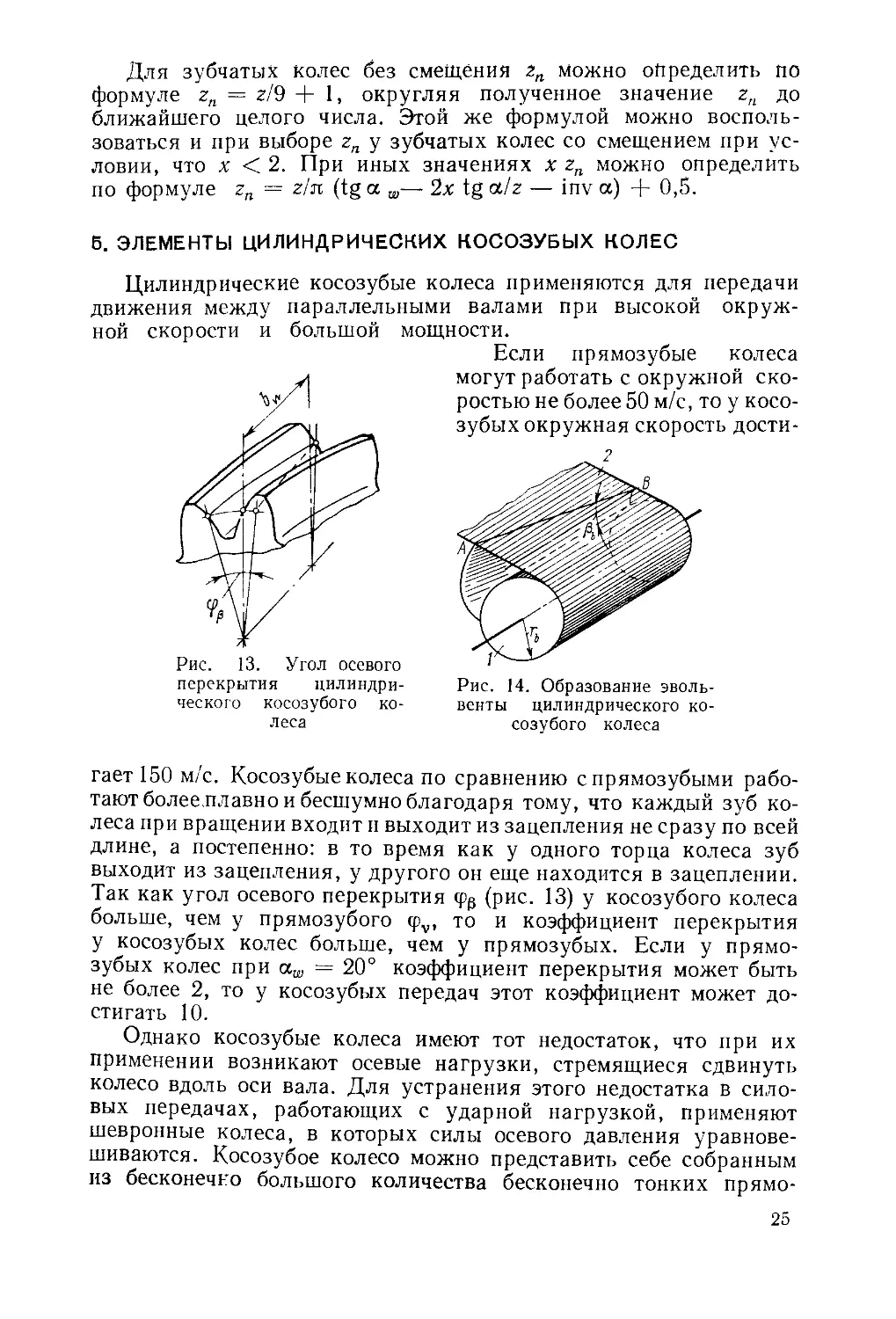
б. ЭЛЕМЕНТЫ ЦИЛИНДРИЧЕСКИХ КОСОЗУБЫХ КОЛЕС
Цилиндрические косозубые колеса применяются для передачи
движения между параллельными валами при высокой окруж-
ной скорости и большой мощности.
Если прямозубые колеса
могут работать с окружной ско-
ростью не более 50 м/с, то у косо-
зубых окружная скорость дости-
Рис. 13. Угол осевого
перекрытия цилиндри-
ческого косозубого ко-
леса
Рис. 14. Образование эволь-
венты цилиндрического ко-
созубого колеса
гает 150 м/с. Косозубые колеса по сравнению с прямозубыми рабо-
тают более.плавно и бесшумно благодаря тому, что каждый зуб ко-
леса при вращении входит и выходит из зацепления не сразу по всей
длине, а постепенно: в то время как у одного торца колеса зуб
выходит из зацепления, у другого он еще находится в зацеплении.
Так как угол осевого перекрытия (рис. 13) у косозубого колеса
больше, чем у прямозубого <pv, то и коэффициент перекрытия
у косозубых колес больше, чем у прямозубых. Если у прямо-
зубых колес при = 20° коэффициент перекрытия может быть
не более 2, то у косозубых передач этот коэффициент может до-
стигать 10.
Однако косозубые колеса имеют тот недостаток, что при их
применении возникают осевые нагрузки, стремящиеся сдвинуть
колесо вдоль оси вала. Для устранения этого недостатка в сило-
вых передачах, работающих с ударной нагрузкой, применяют
шевронные колеса, в которых силы осевого давления уравнове-
шиваются. Косозубое колесо можно представить себе собранным
из бесконечно большого количества бесконечно тонких прямо-
25
зубых колес, расположенных на общей оси и повернутых относи-
тельно друг друга в одном направлении на бесконечно малый
угол.
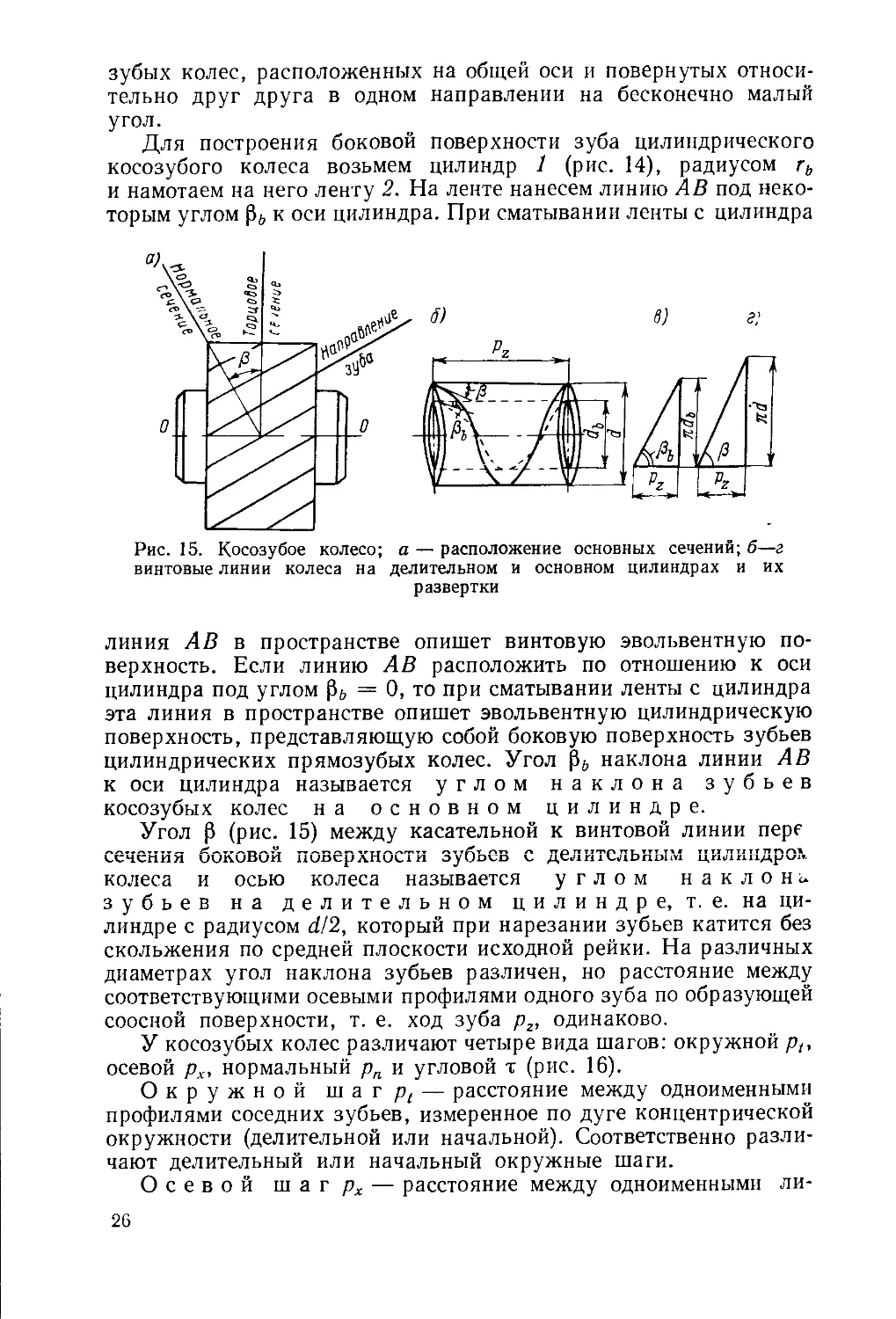
Для построения боковой поверхности зуба цилиндрического
косозубого колеса возьмем цилиндр 1 (рис. 14), радиусом гь
и намотаем на него ленту 2. На ленте нанесем линию АВ под неко-
торым углом к оси цилиндра. При сматывании ленты с цилиндра
Рис. 15. Косозубое колесо; а — расположение основных сечений; б—г
винтовые линии колеса на делительном и основном цилиндрах и их
развертки
линия АВ в пространстве опишет винтовую эвольвентную по-
верхность. Если линию АВ расположить по отношению к оси
цилиндра под углом = 0, то при сматывании ленты с цилиндра
эта линия в пространстве опишет эвольвентную цилиндрическую
поверхность, представляющую собой боковую поверхность зубьев
цилиндрических прямозубых колес. Угол j3b наклона линии АВ
к оси цилиндра называется углом наклона зубьев
косозубых колес на основном цилиндре.
Угол р (рис. 15) между касательной к винтовой линии пере
сечения боковой поверхности зубьев с делительным цилиндров
колеса и осью колеса называется углом наклона
зубьев на делительном цилиндре, т. е. на ци-
линдре с радиусом d/2, который при нарезании зубьев катится без
скольжения по средней плоскости исходной рейки. На различных
диаметрах угол наклона зубьев различен, но расстояние между
соответствующими осевыми профилями одного зуба по образующей
соосной поверхности, т. е. ход зуба рг, одинаково.
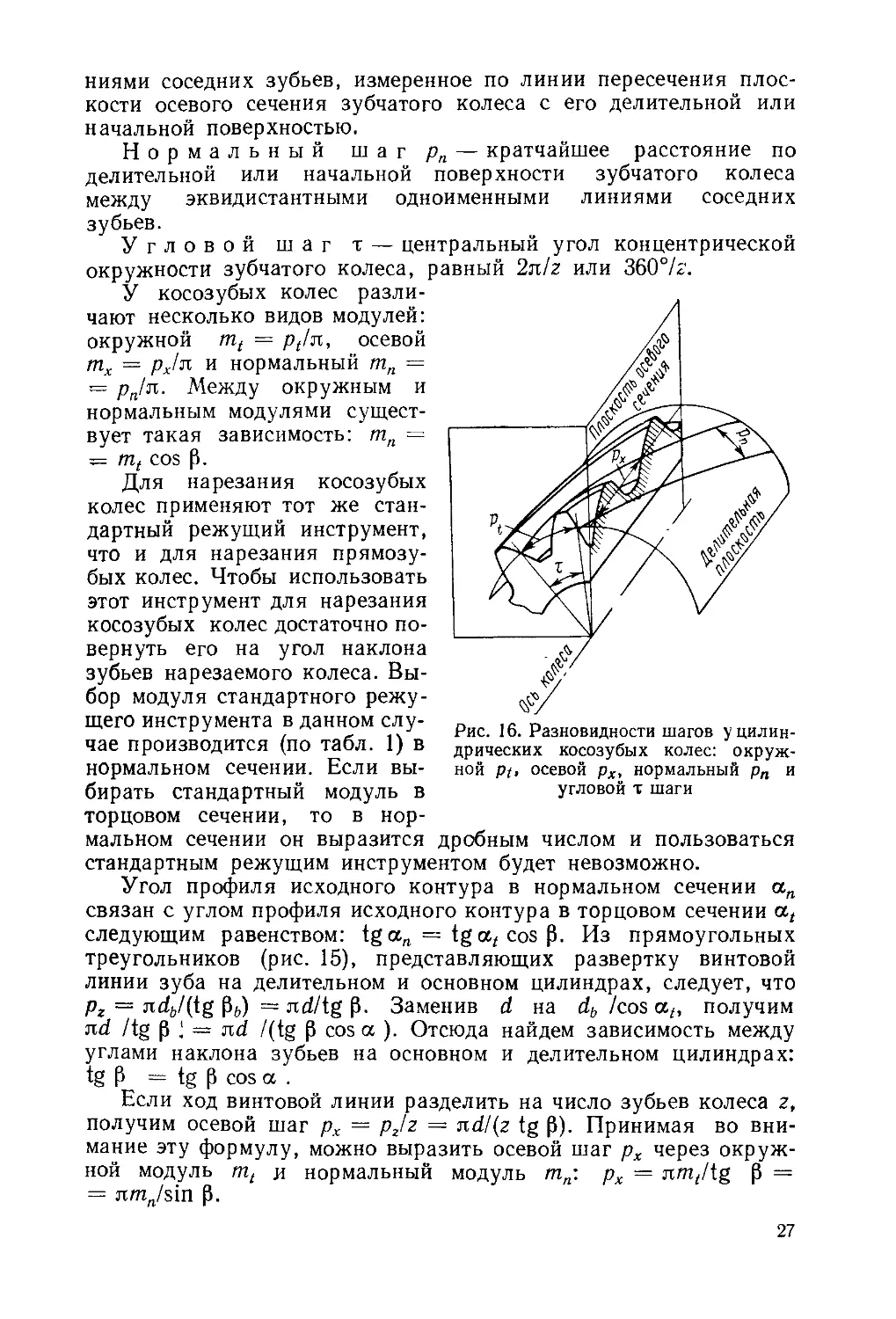
У косозубых колес различают четыре вида шагов: окружной pt,
осевой рх, нормальный рп и угловой т (рис. 16).
Окружной ш а г pt — расстояние между одноименными
профилями соседних зубьев, измеренное по дуге концентрической
окружности (делительной или начальной). Соответственно разли-
чают делительный или начальный окружные шаги.
Осевой ш а г рх — расстояние между одноименными ли-
26
Рис. 16. Разновидности шагов у цилин-
дрических косозубых колес: окруж-
ной pi, осевой рх, нормальный рп и
угловой т шаги
л
о
ниями соседних зубьев, измеренное по линии пересечения плос-
кости осевого сечения зубчатого колеса с его делительной или
начальной поверхностью.
Нормальный шаг рп — кратчайшее расстояние по
делительной или начальной поверхности зубчатого колеса
между эквидистантными одноименными линиями соседних
зубьев.
Угловой шаг т — центральный угол концентрической
окружности зубчатого колеса, равный 2n/z или 360%'.
У косозубых колес разли-
чают несколько видов модулей:
окружной tnt = ptln, осевой
тх = pJn и нормальный тп =
= pjn. Между окружным и
нормальным модулями сущест-
вует такая зависимость: тп =
= mt cos р.
Для нарезания косозубых
колес применяют тот же стан-
дартный режущий инструмент,
что и для нарезания прямозу-
бых колес. Чтобы использовать
этот инструмент для нарезания
косозубых колес достаточно по-
вернуть его на угол наклона
зубьев нарезаемого колеса. Вы-
бор модуля стандартного режу-
щего инструмента в данном слу-
чае производится (по табл. 1) в
нормальном сечении. Если вы-
бирать стандартный модуль в
торцовом сечении, то в нор-
мальном сечении он выразится
стандартным режущим инструментом будет невозможно.
Угол профиля исходного контура в нормальном сечении а„
связан с углом профиля исходного контура в торцовом сечении at
следующим равенством: tg ап = tg at cos р. Из прямоугольных
треугольников (рис. 15), представляющих развертку винтовой
линии зуба на делительном и основном цилиндрах, следует, что
рг = ndb/(tg pb) = jid/tg р. Заменив d на db /cos at, получим
nd /tg р 1 = nd /(tg p cos a ). Отсюда найдем зависимость между
углами наклона зубьев на основном и делительном цилиндрах:
tg Р — tg р cos a .
Если ход винтовой линии разделить на число зубьев колеса г,
получим осевой шаг рх = pjz = ndl(z tg Р). Принимая во вни-
мание эту формулу, можно выразить осевой шаг рх через окруж-
ной модуль mt и нормальный модуль m„: рх = nm/tg Р =
= nmn/sin р.
числом и пользоваться
27
в зубчатых передачах
0,5pt
Рис. 17. Схема косозубой рейки в тор-
цовом (С—С); нормальном (Л—Л) и
осевом (В—В) сечениях
Для косозубых колес со смещением исходного контура разли-
чают коэффициент смещения исходного контура по отношению
к торцовому модулю xt = xnmnlmt и коэффициент смещения ис-
ходного контура по отношению к нормальному модулю хп —
= x,mtlmn, причем xt = хп cos р.
Пара сопряженных косозубых колес имеет одинаковые по зна-
чению, но противоположные по направлению углы Р наклона
зубьев. У косозубых колес угол р обычно равен 8—15°. Однако
скоростей грузовых автомашин
достигает 20—30°; зубчатые ко-
леса дорожных машин имеют
угол равный 15—20°.
Если у цилиндрического
косозубого колеса неограничен-
но увеличивать радиус основной
окружности гь, то при неизмен-
ном угле зацепления вместе с
rft будет увеличиваться и диаметр
делительного цилиндра колес,
аналогично тому, как это про-
исходит у прямозубых колес.
При гь, равном бесконечности,
делительный цилиндр превра-
тится в плоскость, а косозу-
бое колесо — в косозубую
рейку.
На рис. 17 схематично изо-
бражена косозубая рейка, рас-
сеченная плоскостями, располо-
женными параллельно торцовой
поверхности (торцовое сечение С—С), перпендикулярно направ-
лению зубьев (нормальное сечение А—А) и перпендикулярно тор-
цу рейки (осевое сечение В—В). Угол профиля рейки показан в
нормальном а и торцовом at сечениях, причем tga, = tga/cos р.
Высота головки исходного контура ha для нормального и тор-
цового сечений одинакова.
Цилиндрические косозубые колеса, применяемые для передачи
вращения при скрещивающихся осях, называются винтовыми.
У пары винтовых колес углы наклона зубьев могут быть и не
равными между собой, но их сумма всегда равна углу, образован-
ному, осями валов, на которых эти колеса монтируются. Наклон
зубьев винтовой пары колес не обязательно должен быть противо-
положного направления, как требуется у цилиндрических косо-
зубых колес. Разница во взаимном положении колес приводит
к тому, что у передач с косозубыми колесами контакт между
зубьями происходит по линии, а у передач с винтовыми коле-
сами — теоретически в точке. Это способствует интенсивному
износу боковых поверхностей зубьев винтовых колес, в связи
28
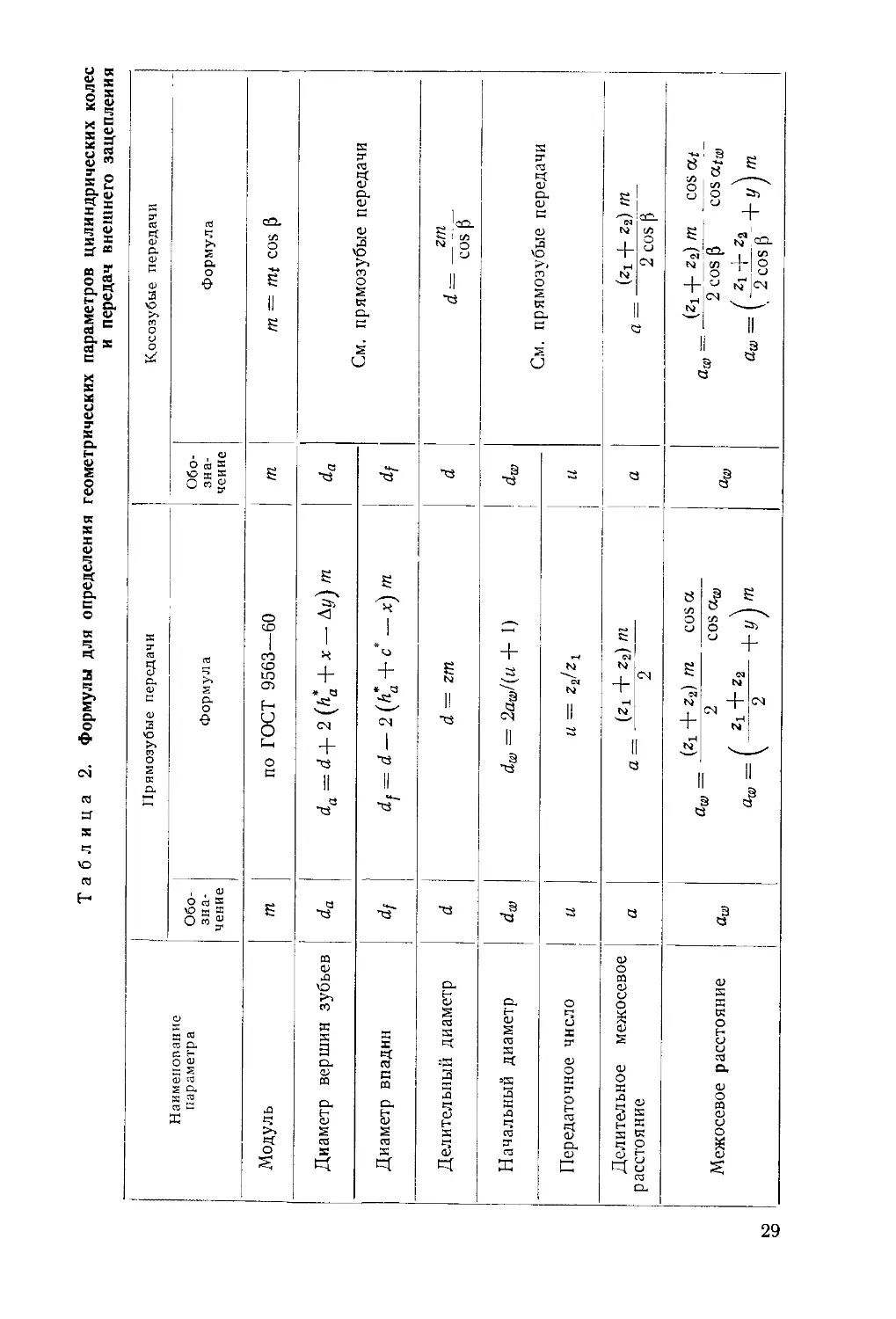
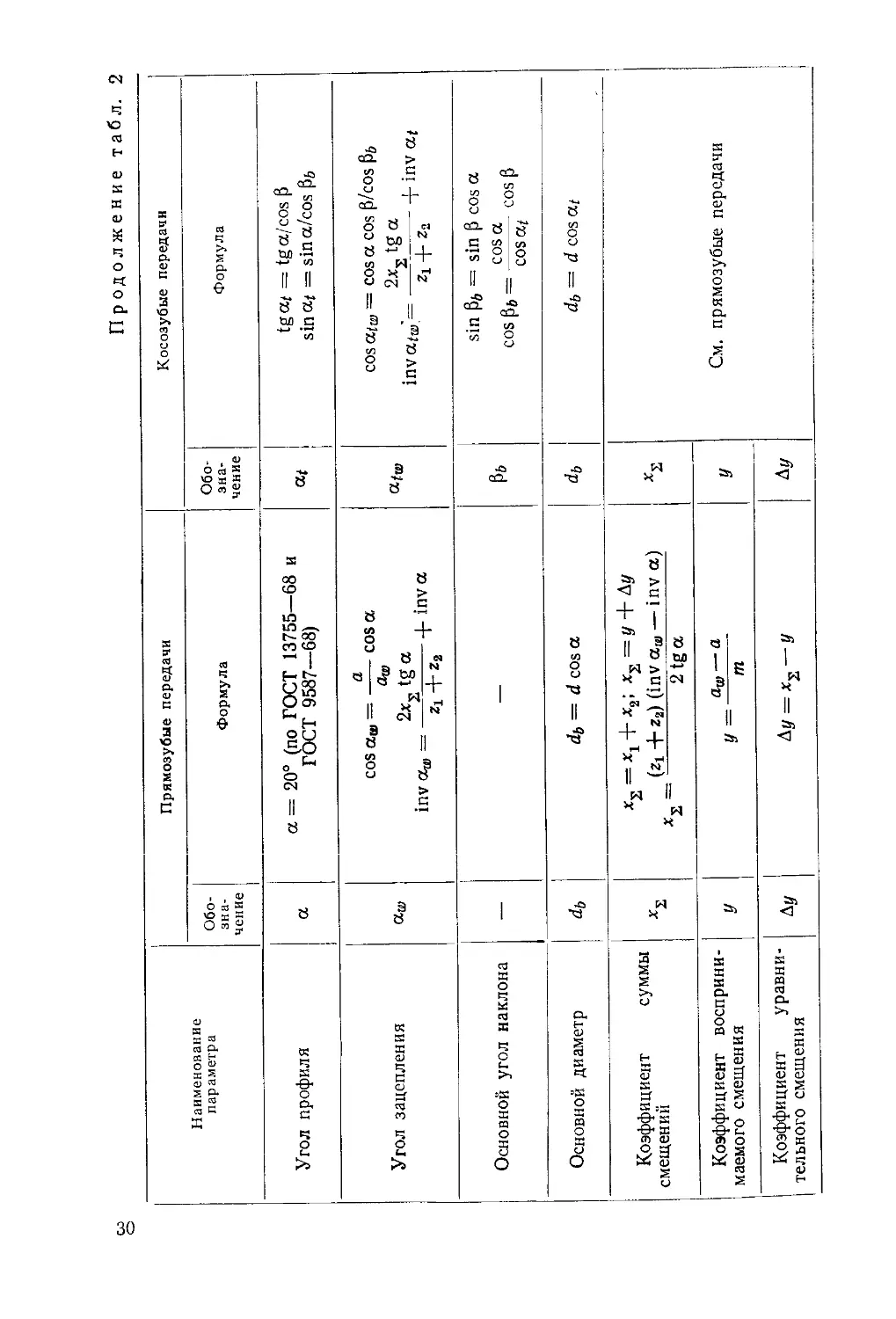
Таблица 2. Формулы для определения геометрических параметров цилиндрических колес
и передач внешнего зацепления
1 Прямозубые передачи Косозубые передачи
Наименование параметра Обо- зна- чение Формула Обо- зна- чение Формула
Модуль т по ГОСТ 9563—60 tn m — mt cos (J
Диаметр вершин зубьев da da = d + 2 (h*a + х — Ду) т da См. прямозубые передачи
Диаметр впадин df df= d — 2 (Л* + с* — х) т df
Делительный диаметр d d = zm d , zm d= — cos p
Начальный диаметр dw dw = 2aw/(u -f- 1) dw См. прямозубые передачи
Передаточное число и и = z2/zt и
Делительное межосевое расстояние а (Zi + z2) m 2 a = (?i + za) m 2 cos p
Межосевое расстояние Clw (z, 4- z2) m cos a й-= 2 aw = ( Z1 + Z2 +У^т _ (zx -|- z2) m j:os at aw 2 cos [J cos atw / 4“ -^2 , \ atB = (-2-c5?K + ^m
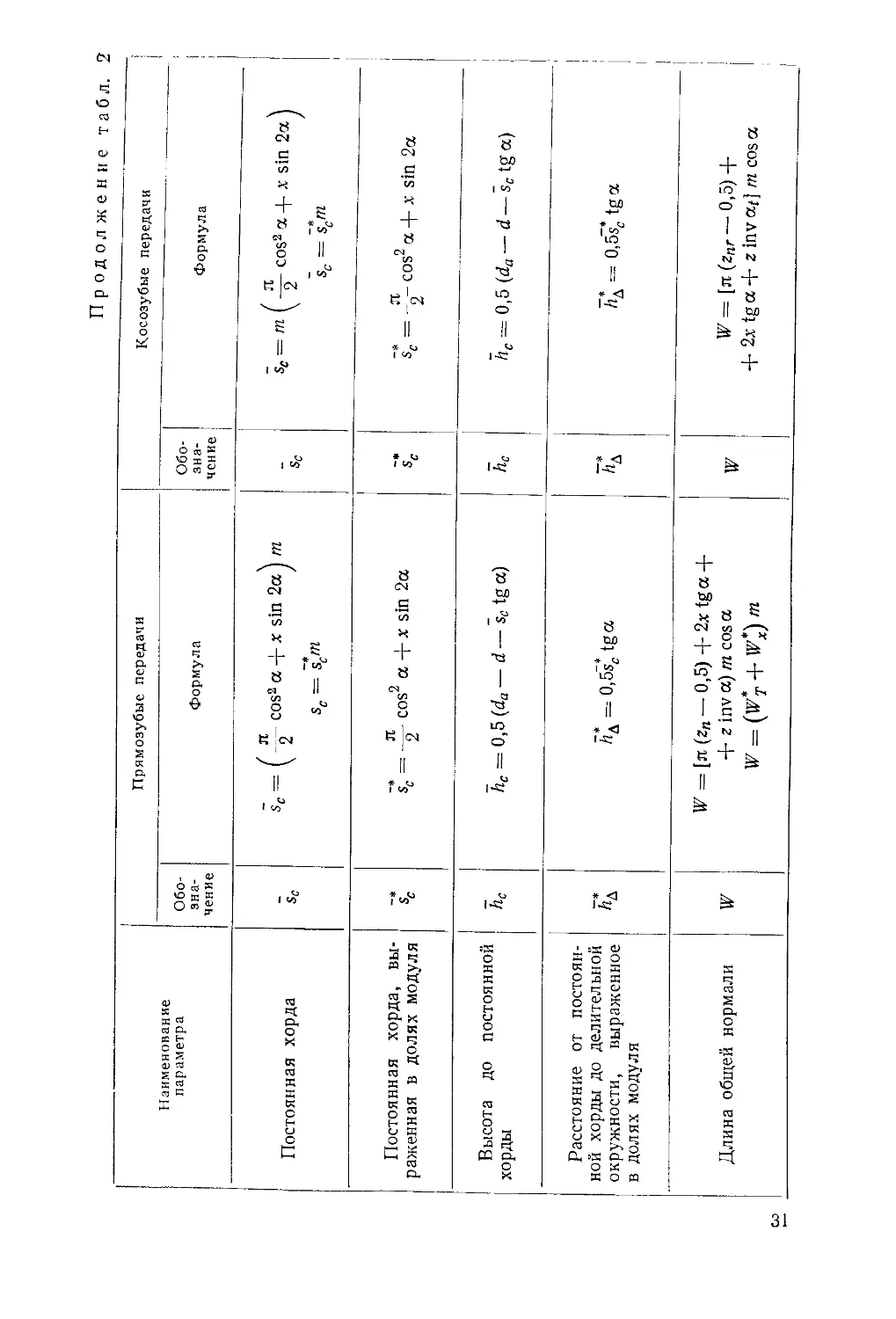
Продолжение табл. 2
Наименование параметра Прямозубые передачи Косозубые передачи
Обо- зна- чение Формула Обо- зна- чение Формула
Угол профиля а а = 20° (по ГОСТ 13755—68 и ГОСТ 9587—68) at tga/ = tga/cos [j sin a/ = sin a/cos [4?
Угол зацепления а cos aw = cos а 2х tg а inv == — 1- inv а Zi + za atw cos atw = cos a cos [j/cos рь 2x tg a inv atm = — h inv at Zj 4- z2
Основной угол наклона — Pb sin = sin p cos a о cos a . COS 6(, = cos 6 r cos at r
Основной диаметр db db = d cos a db db = d cos at
Коэффициент суммы смещений xs = Xj 4- x2; = у + Ду (zi +z2) (inv aw — inv a) ~ 2 tg a xs См. прямозубые передачи
Коэффициент восприни- маемого смещения У — d У- m У
Коэффициент уравни- тельного смещения by Sy = x^ — y by
Продолжение табл. 2
Наименование параметра Прямозубые передачи Косозубые передачи
Обо- зна- чение Формула Обо- зна- чение - ~ Формула
Постоянная хорда Sc sc = ( cos2 a + x sin 2a^ m se = Km Sc ( Л \ sc = m \ ~2~ cos2 a + x sin 2a ) sc = s’m
Постоянная хорда, вы- раженная в долях модуля -* sc s„ — cos a -J- x sm 2a -• sc JT о sc = - - cos a-f-x sin 2a
Высота до постоянной хорды hc hc = 0,5 (da — d — sc tg a) hc hc = 0,5 (da — d — sc tg a)
Расстояние от постоян- ной хорды до делительной окружности, выраженное в долях модуля hl h*& = 0,5s* tga hl hl = 0,5s* tga
Длина общей нормали W W = [л (zn — 0,5) Д- 2x tga + 4- г inv a) m cos a W = (W*T 4- IF*) m W Г=[л (г„г-0,5) + 4- 2.v tg a + г inv a/] m cos a
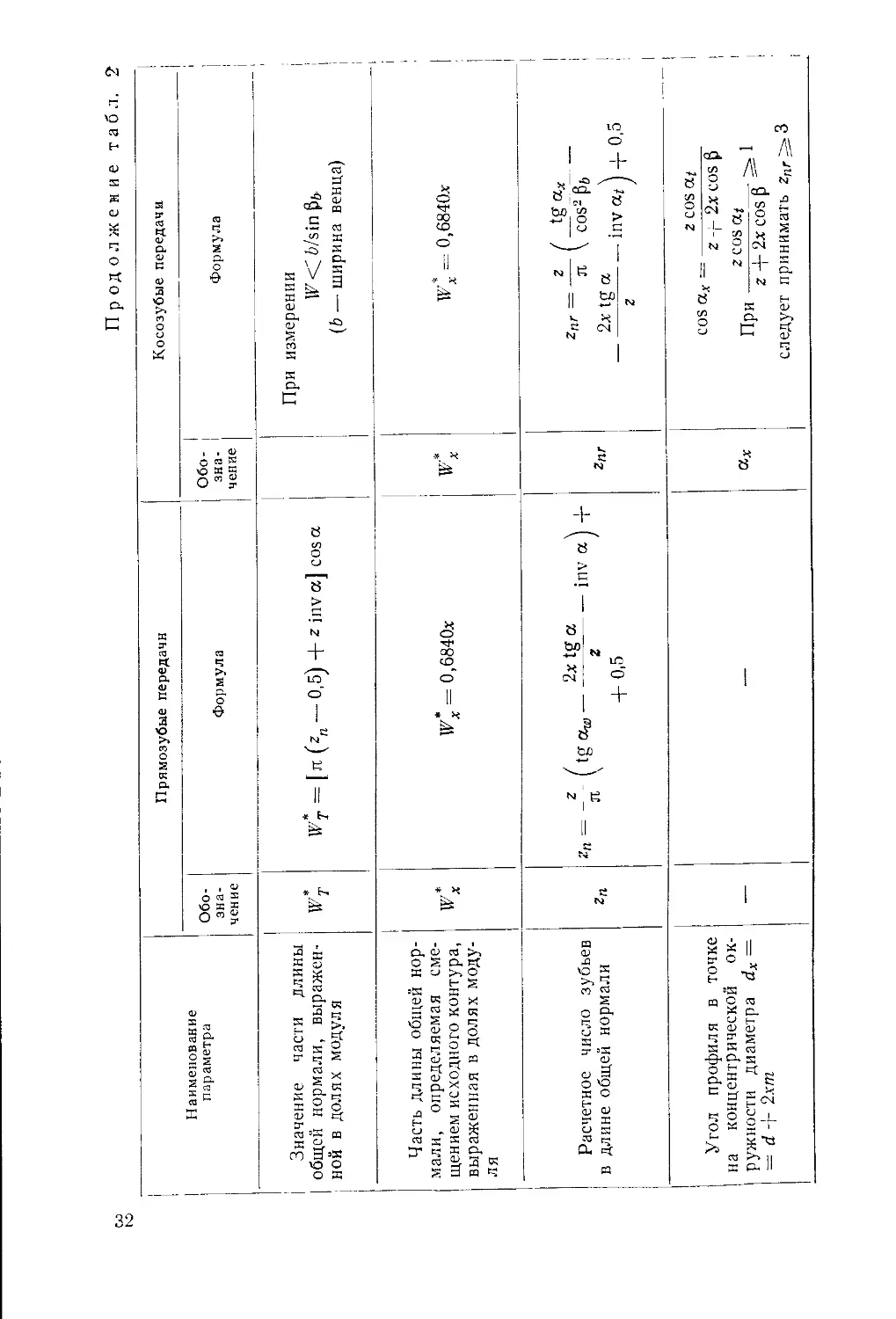
Прямозубые передачи
Наименование параметра Обо- зна- чение Формула
1 Значение части длины | общей нормали, выражен- । ной в долях модуля w*T W*T = [л (гп — 0,5) + z inv
Часть длины общей нор- мали, определяемая сме- щением исходного контура, выраженная в долях моду- ля к W*x = 0,6840х
Расчетное число зубьев в длине общей нормали z / 2х tg а z„=v(tgaw + 0,5
Угол профиля в точке на концентрической ок- ружности диаметра dx = = d + 2хт — —
Продолжение табл. 2
Косозубые передачи ..
Обо- зна- чение Формула
a] cos а При измерении IV < b/sin Рь. (Ь — ширина венца)
* W w X IV’’ = 0,6840х
inv rz j + Znr __ z / __tg ах Znr ~ л \ cos2 рь 2х tg а . \ , л - inv at 4- 0,о 2 /
ах г cos а/ cos ах = = □- z 2х cos р z cos at При j—7Z 1 z + 2х cos р следует принимать znris3
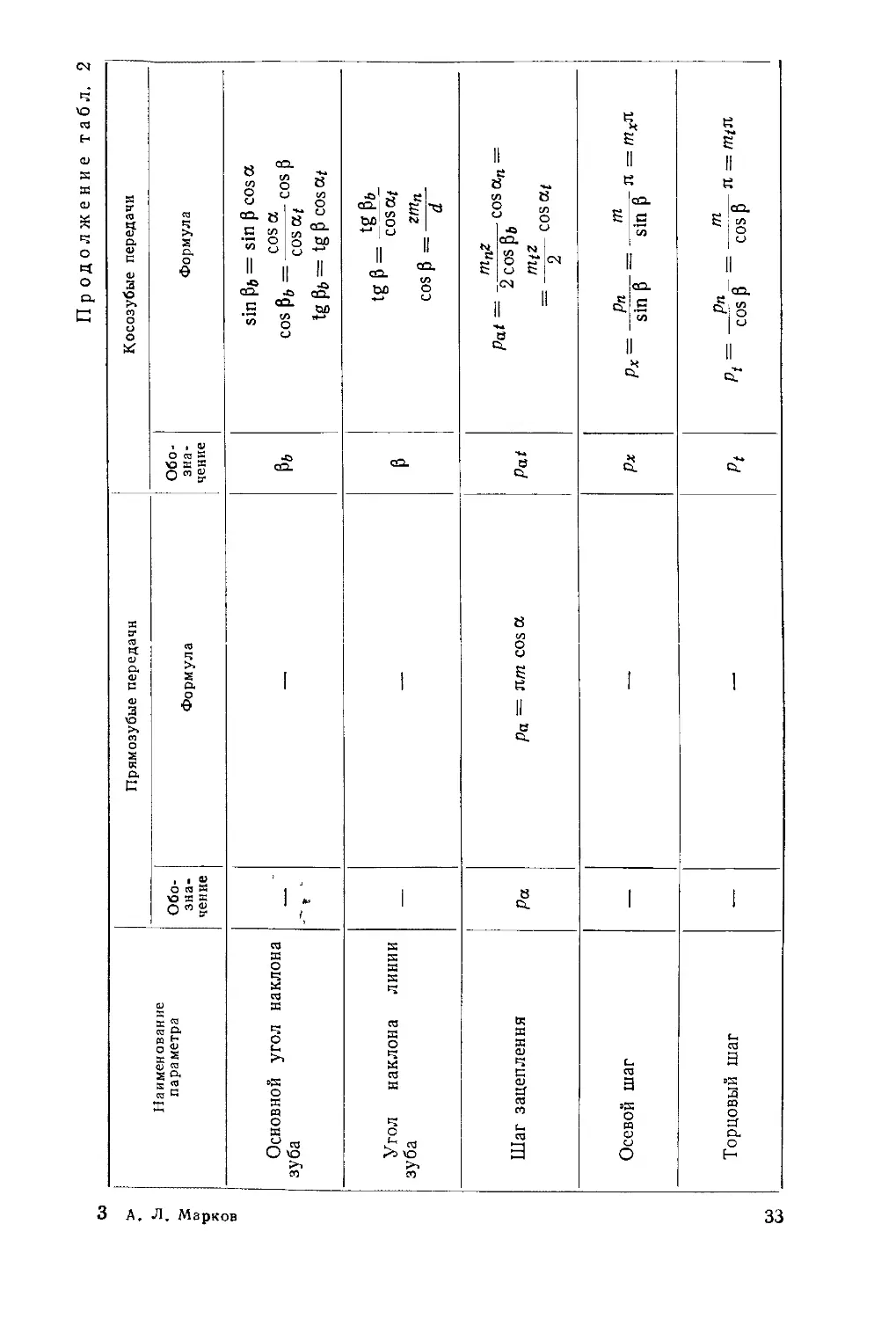
Продолжение табл. 2
. Марков
Наименование параметра Прямозубые передачи Косозубые передачи
Обо- зна- чение Формула Обо- зна- чение Формула
Основной угол наклона зуба — — Pi sin pj = sin Р cos а о cos а о COS Ва = cos В COSCtf tg Рь = tg Р cos а/
Угол наклона линии зуба — р tg р = tg ь cos 04 О cos В = —у- г а
Шаг зацепления Ра ра = пт cos а Pai тпг C0S“n = гтцг = —j- cos 04
Осевой шаг — — Рх Рп т nr = —~~~ = л = mxn и sin p sin p
Торцовый шаг — Pt Pn m p. = —- Q- = д- Л = rntn t cos p cos p
с чем применение их ограничено лишь высокоскоростными несило-
выми передачами.
Определение основных размеров винтовых передач произво-
дится по формулам, предназначенным для определения пара-
метров передач цилиндрическими косозубыми колесами без сме-
щения. Однако в отличие от косозубых колес, работающих при
параллельных осях, для каждого из винтовых колес определяются
свои значения р и mt.
Формулы для определения параметров зацепления цилиндри-
ческих прямозубых и косозубых колес приведены в табл. 2. Фор-
мулы даны для зубчатых передач со смещением. Для зубчатых
колес и передач, изготовленных без смещения, следует во всех
формулах принять коэффициент смещения, равный нулю (х — 0).
6. ПЕРЕДАЧИ ЗУБЧАТЫЕ КОНИЧЕСКИЕ
Подобно тому как у цилиндрической зубчатой передачи имеются
начальные и делительные цилиндры, которые при вращении колес
взаимно обкатываются без скольжения, в конических передачах
различаются начальные и делительные конусы.
При вращении конических зубчатых колес их начальные конусы,
имеющие общую вершину, перекатываются друг по другу без
скольжения.
За делительный конус конического зубчатого ко-
леса принимается такая коническая поверхность, которая ка-
тится без скольжения по конической поверхности воображаемого
производящего колеса при нарезании зубьев на заготовке. Угол
между осью конического зубчатого колеса и образующей его
делительного конуса называется углом делительного
конуса б.
Соосная коническая поверхность, образующая которой пер-
пендикулярна образующей делительного конуса конического зуб-
чатого колеса, называется делительным дополни-
тельным конусом. Если начальные конусы в конических
передачах совпадают с делительными, применяют термин «дели-
тельный конус».
Коническое колесо, формирующее при взаимной обкатке боко-
вые поверхности зубьев обрабатываемого колеса, называется
производящим. Отметим, что боковые поверхности зубьев произ-
водящего колеса являются воображаемыми, в процессе обработки
они описываются режущими кромками инструмента. Производя-
щее коническое зубчатое колесо, у которого угол делительного
конуса 6 равен 90°, представляет собой плоское производящее
зубчатое колесо, т. е. кольцевую рейку.
Под исходным контуром конических зубчатых колес подразу-
мевается контур зубьев рейки, параметры которой нормиро-
ваны ГОСТ 13754—68 для колес с модулем более 1 мм и
ГОСТ 9587—68 для колес с модулем менее 1 мм.
34
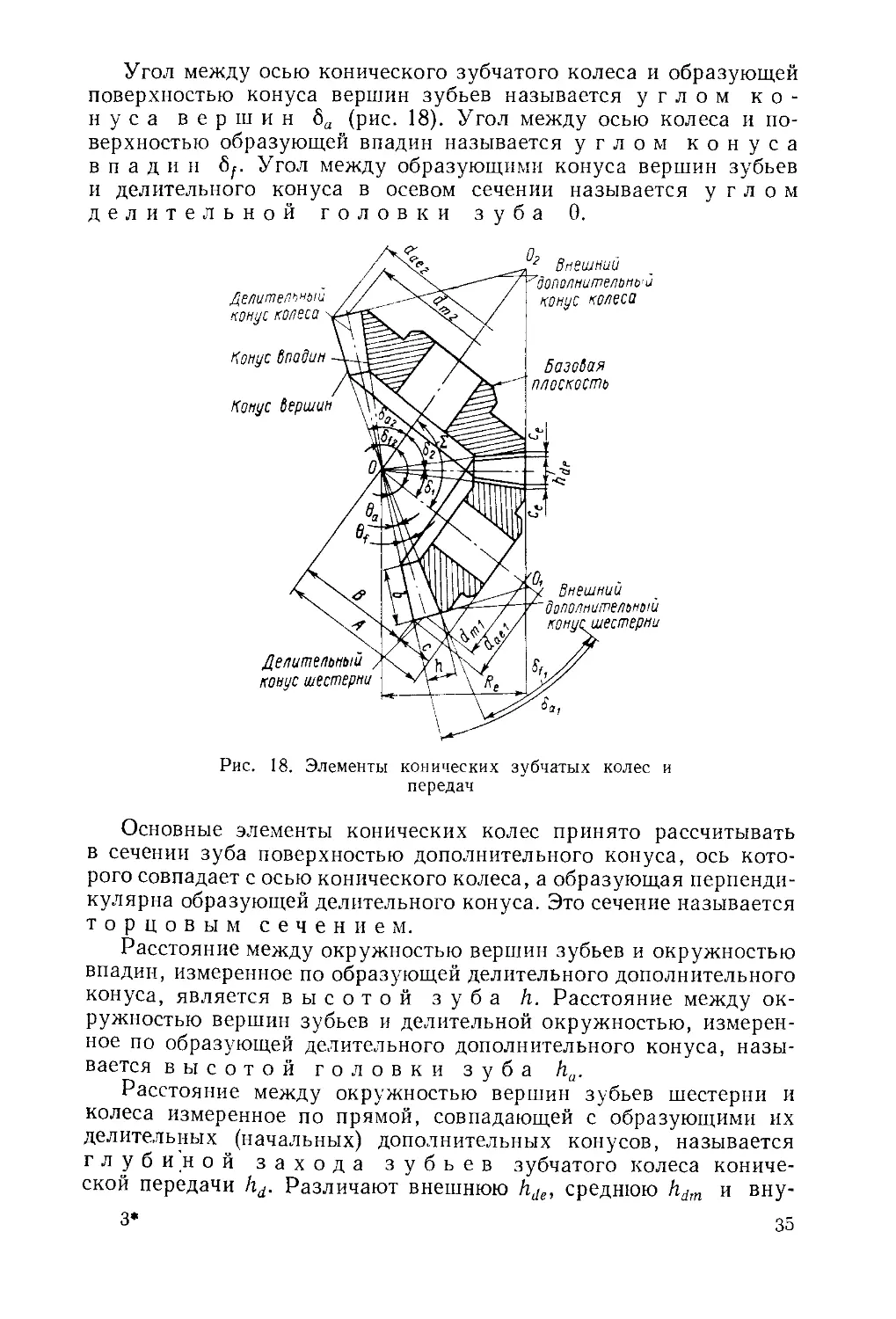
Угол между осью конического зубчатого колеса и образующей
поверхностью конуса вершин зубьев называется углом ко-
нуса вершин ба (рис. 18). Угол между осью колеса и по-
верхностью образующей впадин называется углом конуса
впадин 8f. Угол между образующими конуса вершин зубьев
и делительного конуса в осевом сечении называется углом
делительной головки зуба 0.
Рис. 18. Элементы конических зубчатых колес и
передач
Основные элементы конических колес принято рассчитывать
в сечении зуба поверхностью дополнительного конуса, ось кото-
рого совпадает с осью конического колеса, а образующая перпенди-
кулярна образующей делительного конуса. Это сечение называется
торцовым сечением.
Расстояние между окружностью вершин зубьев и окружностью
впадин, измеренное по образующей делительного дополнительного
конуса, является высотой зуба h. Расстояние между ок-
ружностью вершин зубьев и делительной окружностью, измерен-
ное по образующей делительного дополнительного конуса, назы-
вается высотой головки зуба ha.
Расстояние между окружностью вершин зубьев шестерни и
колеса измеренное по прямой, совпадающей с образующими их
делительных (начальных) дополнительных конусов, называется
глубиной захода зубьев зубчатого колеса кониче-
ской передачи hd. Различают внешнюю hde, среднюю hdm и вну-
3* 35
треннюю hdi глубины захода зубьев конической передачи, из-
меренные по прямым, совпадающим с образующими соответственно
внешнего, среднего и внутреннего делительных (начальных)
дополнительных конусов.
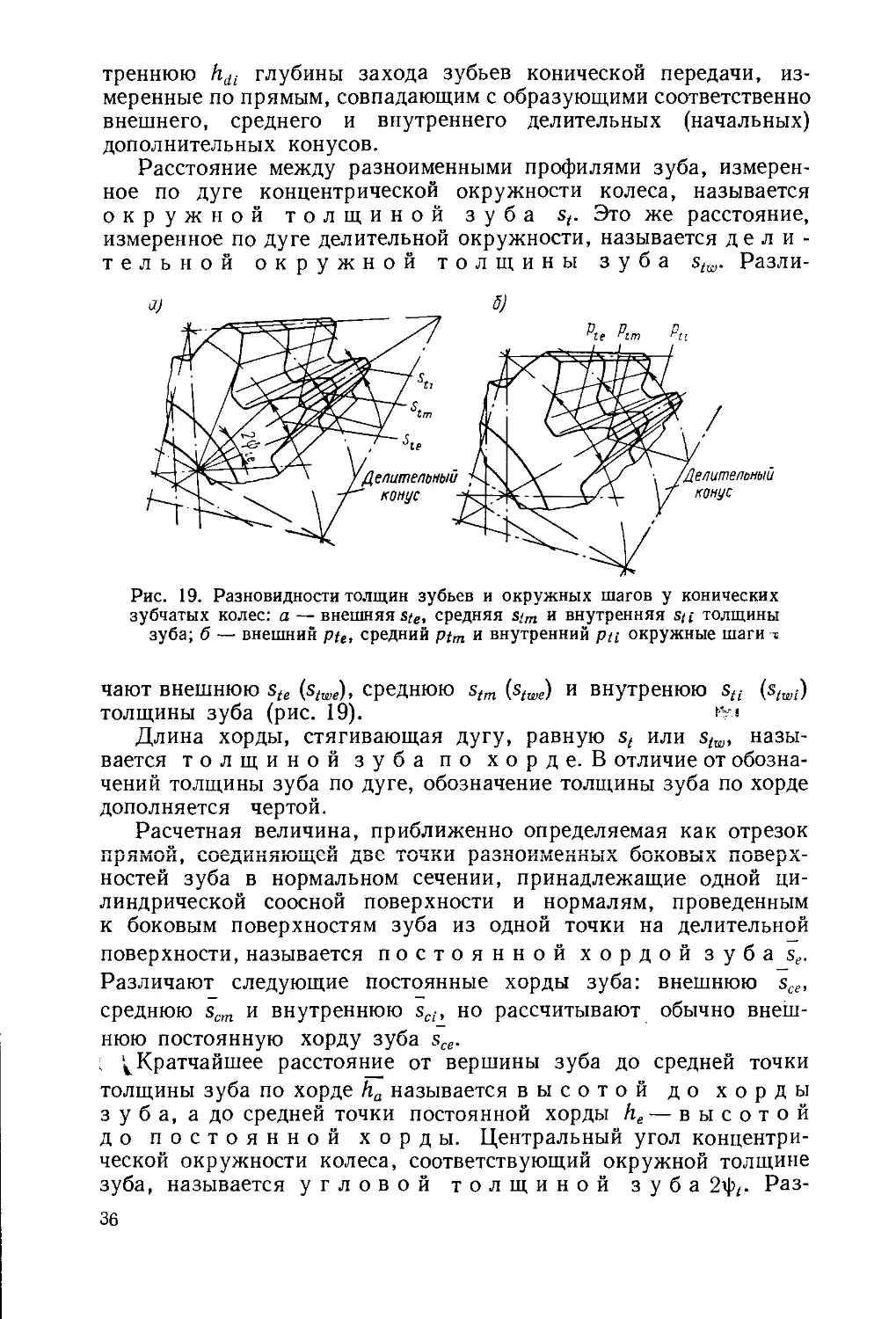
Расстояние между разноименными профилями зуба, измерен-
ное по дуге концентрической окружности колеса, называется
окружной толщиной зуба st. Это же расстояние,
измеренное по дуге делительной окружности, называется дели-
тельной окружной толщины зуба stw. Разли-
Рис. 19. Разновидности толщин зубьев и окружных шагов у конических
зубчатых колес: а — внешняя ste, средняя s<m и внутренняя s/t- толщины
зуба; б — внешний pte, средний ptm и внутренний рц окружные шаги -г
чают внешнюю ste (stwe), среднюю stm (stwe) и внутренюю sti (stol)
толщины зуба (рис. 19). tvs
Длина хорды, стягивающая дугу, равную st или stw, назы-
вается толщиной зуба по хорде. В отличие от обозна-
чений толщины зуба по дуге, обозначение толщины зуба по хорде
дополняется чертой.
Расчетная величина, приближенно определяемая как отрезок
прямой, соединяющей две точки разноименных боковых поверх-
ностей зуба в нормальном сечении, принадлежащие одной ци-
линдрической соосной поверхности и нормалям, проведенным
к боковым поверхностям зуба из одной точки на делительной
поверхности, называется постоянной хордой з у ба se.
Различают следующие постоянные хорды зуба: внешнюю sce,
среднюю scm и внутреннюю sci, но рассчитывают обычно внеш-
нюю постоянную хорду зуба sce.
: ^Кратчайшее расстояние от вершины зуба до средней точки
толщины зуба по хорде ha называется высотой до хорды
з у б а, а до средней точки постоянной хорды he— высотой
до постоянной хорды. Центральный угол концентри-
ческой окружности колеса, соответствующий окружной толщине
зуба, называется угловой толщиной зуба 2ф,. Раз-
36
личают угловые толщины зуба в торцовом сечении: 2гр/<?, 2ф/т,
2ф/,-, owz» 2i|W
Расстояние между одноименными профилями соседних зубьев,
измеренное по дуге концентрической окружности, называется
окружным шагом pt. Различают внешний pte, средний ptm
и внутренний ptl окружные шаги (рис. 19, б). Это же расстоя-
ние, измеренное по дуге делительной окружности, называется
делительным окружным шагом — внешним ptwe,
средним ptwm, внутренним рш.
Линейная величина, которая в л раз меньше окружного шага,
называется окружным модулем mt. В соответствии
с окружными шагами различают окружные модули: внешний —
т/е, средний — т.т, внутренний — mti, а также делительные
модули: внешний — mtwe, средний — mtwm, внутренний — mtwi.
Таким образом, модуль у конических зубчатых колес является
переменной величиной. В качестве расчетного принят внешний
окружной модуль mte (по ГОСТ 9563—60).
Угол S между осями конических зубчатых колес называется
межосевым углом зубчатой передачи (значения этого
угла колеблются в пределах от 10 до 170°). Наибольшее распро-
странение в машиностроении получили конические зубчатые пере-
дачи с 2 = 90°. Такие конические передачи называются орто-
гональными.
Концентрическая окружность, полученная пересечением по-
верхностей дополнительного и делительного конусов, называется
делительной о к'р ужностью. Диаметр ее обозна-
чается d. Длина отрезка образующей делительного конуса от его
вершины до пересечения с образующей внешнего делительного
дополнительного конуса называется внешним конусным
расстоянием Re. У ортогональной зубчатой передачи
Re = 0,5 те + z\. Длина отрезка образующей делительного
конуса отчего вершины до пересечения с образующей среднего
делительного дополнительного конуса называется средн и’м
конусным расстоянием Rm, причем Rm = Re —
—0,5b, где b — ширина зубчатого венца <0,3/?с.
Расстояние между окружностью вершин зубьев конического
зубчатого колеса и окружностью впадин сопряженного колеса,
измеренное по прямой, совпадающей с образующей их делитель-
ных (начальных) дополнительных конусов, называется р а -
диальны м зазором. Различают внешний се, средний ст
и внутренний с,- радиальные зазоры конической зубчатой передачи,
измеренные по прямым, совпадающим с образующими внешнего,
среднего и внутреннего делительных (начальных) дополнитель-
ных конусов.
Плоскость, перпендикулярная оси колеса, используемая в ка-
честве базовой при его обработке, монтаже и контроле, назы-
вается базовой плоскостью, а расстояние от вершины
37
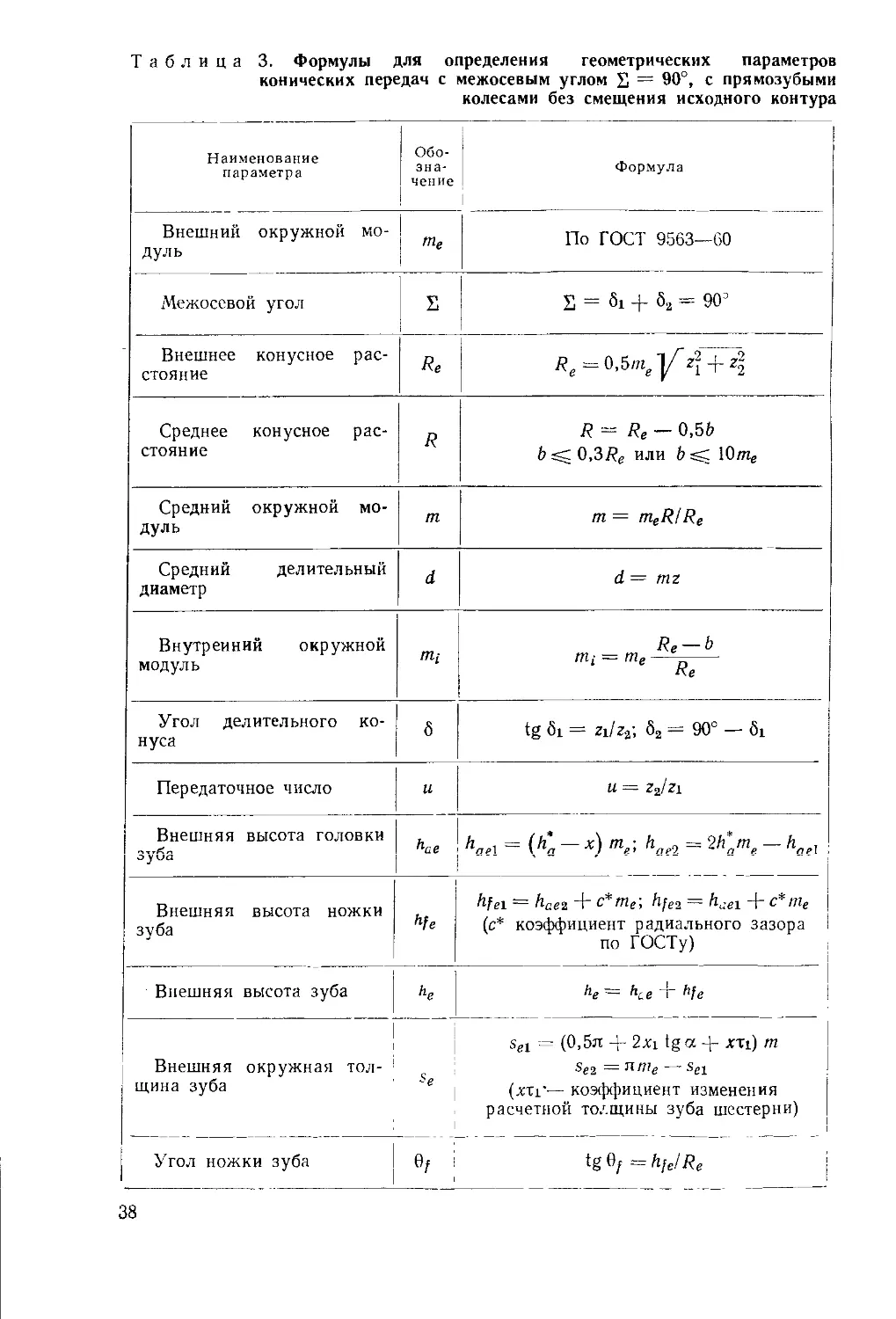
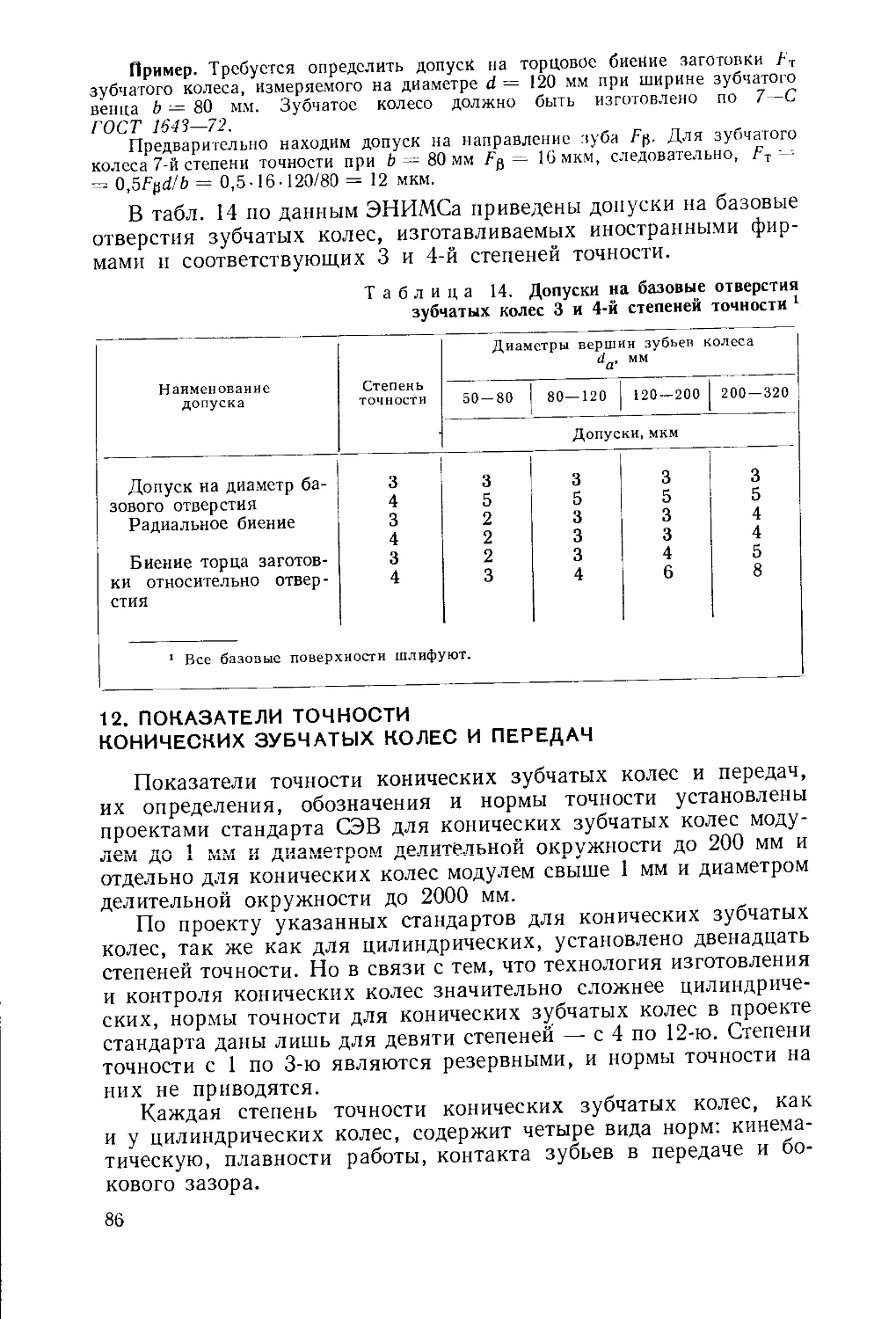
Таблица 3. Формулы для определения геометрических параметров
конических передач с межосевым углом £ = 90°, с прямозубыми
колесами без смещения исходного контура
Наименование параметра Обо- зна- чение Формула
Внешний окружной мо- дуль те По ГОСТ 9563—60
Межосевой угол S S = Si + 62 = 90°
Внешнее конусное рас- стояние Re z2i + z2
Среднее конусное рас- стояние R R — Re — o,5b b -4 0,3/?e или b 10me
Средний окружной мо- дуль т m = meR! Re
Средний делительный диаметр d d= mz
Внутренний окружной модуль mi Re — b mt = me i\e
Угол делительного ко- нуса 6 tg 6i = zi/z2; 62 = 90° — 6i
Передаточное число и u = z2/zi
Внешняя высота головки зуба h^e hael = (ha ~ x) me> hae2 = 2tl'a,,le ~ hael
Внешняя высота ножки зуба hfe hfei = hae2 + c*me-, h/e2 = hael + c*me (с* коэффициент радиального зазора 1 по ГОСТу)
Внешняя высота зуба he | he — hc е । hfe I
Внешняя окружная тол- ‘ щина зуба Se sei = (0,5л 4- 2%i tga 4- xxi) m Se2 — ПГПе Sei (хтг— коэффициент изменения расчетной толщины зуба шестерни)
Угол ножки зуба tg 0^ = hfe!Re |
38
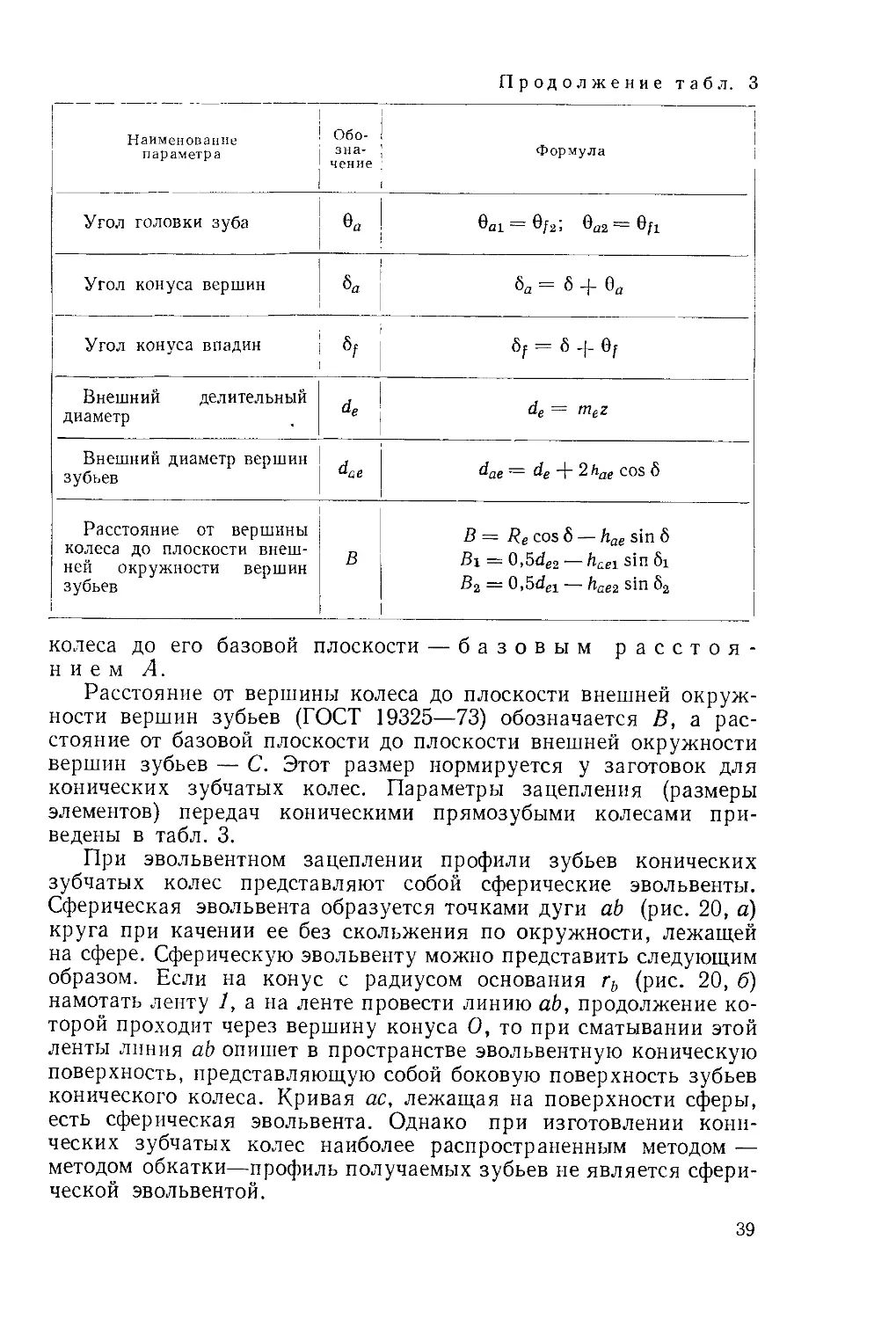
Продолжение табл. 3
Наименование параметра Обо- зна- чение Формула
Угол головки зуба еа ф" и 1 " ф cq ф* II ф
Угол конуса вершин ьа = 6 -|- Qa
Угол конуса впадин & + ef
Внешний делительный диаметр de de = mez
Внешний диаметр вершин зубьев dae — dg —J- 2 cos 6
Расстояние от вершины колеса до плоскости внеш- ней окружности вершин зубьев В В = Re cos ё — hae sin 6 Bi = 0,5de2 — h-aei sin 6i B2 — 0,5^ei — hae2 Sin 62
колеса до его базовой плоскости — базовым расстоя-
нием А.
Расстояние от вершины колеса до плоскости внешней окруж-
ности вершин зубьев (ГОСТ 19325—73) обозначается В, а рас-
стояние от базовой плоскости до плоскости внешней окружности
вершин зубьев — С. Этот размер нормируется у заготовок для
конических зубчатых колес. Параметры зацепления (размеры
элементов) передач коническими прямозубыми колесами при-
ведены в табл. 3.
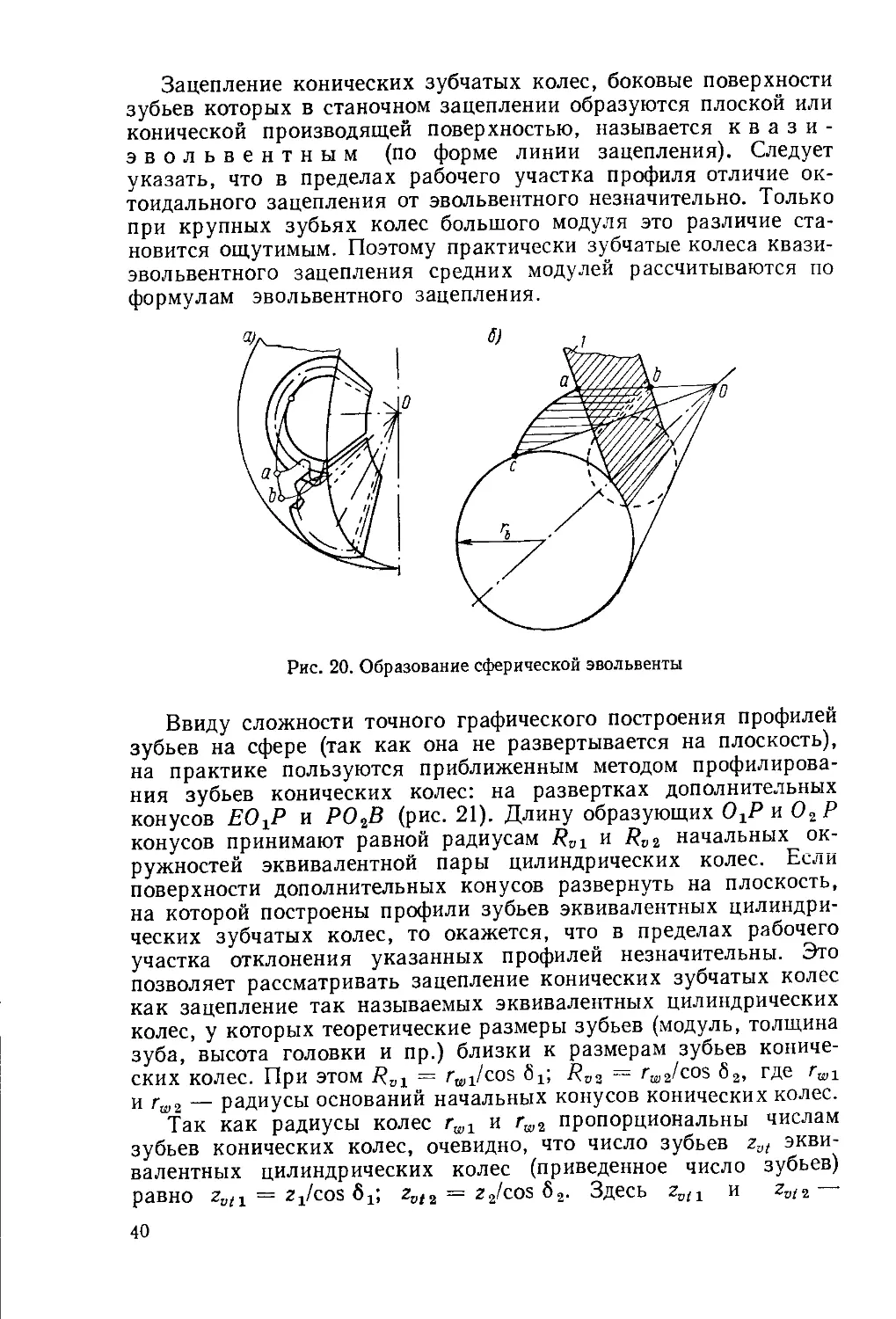
При эвольвентном зацеплении профили зубьев конических
зубчатых колес представляют собой сферические эвольвенты.
Сферическая эвольвента образуется точками дуги ab (рис. 20, а)
круга при качении ее без скольжения по окружности, лежащей
на сфере. Сферическую эвольвенту можно представить следующим
образом. Если на конус с радиусом основания гь (рис. 20, б)
намотать ленту 1, а на ленте провести линию ab, продолжение ко-
торой проходит через вершину конуса О, то при сматывании этой
ленты линия ab опишет в пространстве эвольвентную коническую
поверхность, представляющую собой боковую поверхность зубьев
конического колеса. Кривая ас, лежащая на поверхности сферы,
есть сферическая эвольвента. Однако при изготовлении кони-
ческих зубчатых колес наиболее распространенным методом —
методом обкатки—профиль получаемых зубьев не является сфери-
ческой эвольвентой.
39
Зацепление конических зубчатых колес, боковые поверхности
зубьев которых в станочном зацеплении образуются плоской или
конической производящей поверхностью, называется квази-
эвольвентным (по форме линии зацепления). Следует
указать, что в пределах рабочего участка профиля отличие ок-
тоидального зацепления от эвольвентного незначительно. Только
при крупных зубьях колес большого модуля это различие ста-
новится ощутимым. Поэтому практически зубчатые колеса квази-
эвольвентного зацепления средних модулей рассчитываются по
формулам эвольвентного зацепления.
Рис. 20. Образование сферической эвольвенты
Ввиду сложности точного графического построения профилей
зубьев на сфере (так как она не развертывается на плоскость),
на практике пользуются приближенным методом профилирова-
ния зубьев конических колес: на развертках дополнительных
конусов ЕОгР и РО2В (рис. 21). Длину образующих ОХР и О2Р
конусов принимают равной радиусам /?01 и До2 начальных ок-
ружностей эквивалентной пары цилиндрических колес. Если
поверхности дополнительных конусов развернуть на плоскость,
на которой построены профили зубьев эквивалентных цилиндри-
ческих зубчатых колес, то окажется, что в пределах рабочего
участка отклонения указанных профилей незначительны. Это
позволяет рассматривать зацепление конических зубчатых колес
как зацепление так называемых эквивалентных цилиндрических
колес, у которых теоретические размеры зубьев (модуль, толщина
зуба, высота головки и пр.) близки к размерам зубьев кониче-
ских колес. При этом RvX = гю1/соз 6X; Rv2 ~ rw2lcos 62, где rwl
и rw2 — радиусы оснований начальных конусов конических колес.
Так как радиусы колес rwl и rw2 пропорциональны числам
зубьев конических колес, очевидно, что число зубьев zot экви-
валентных цилиндрических колес (приведенное число зубьев)
равно zotl = zjcos 6Х; zot2 = г2/соз 62. Здесь zvil и zvt2 —
40
числа зубьев эквивалентной шестерни и колеса; бх и б2 — углы
делительного конуса шестерни и колеса.
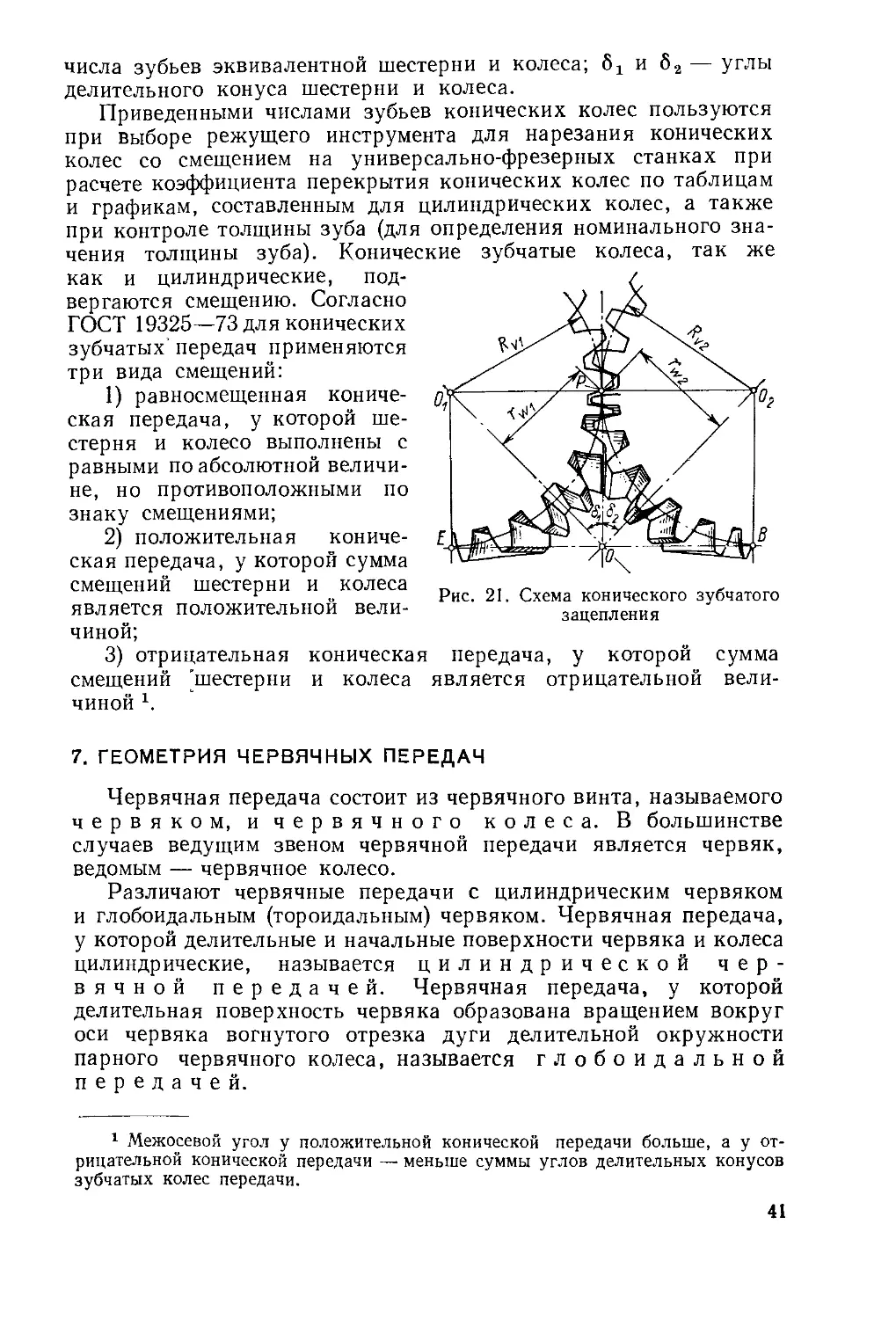
Приведенными числами зубьев конических колес пользуются
при выборе режущего инструмента для нарезания конических
колес со смещением на универсально-фрезерных станках при
расчете коэффициента перекрытия конических колес по таблицам
и графикам, составленным для цилиндрических колес, а также
при контроле толщины зуба (для определения номинального зна-
чения толщины зуба). Конические зубчатые колеса, так же
как и цилиндрические, под-
вергаются смещению. Согласно
ГОСТ 19325—73 для конических
зубчатых’ передач применяются
три вида смещений:
1) равносмещенная кониче-
ская передача, у которой ше-
стерня и колесо выполнены с
равными по абсолютной величи-
не, но противоположными по
знаку смещениями;
2) положительная кониче-
ская передача, у которой сумма
смещений шестерни и колеса
является положительной вели-
чиной;
3) отрицательная коническая
смещений 'шестерни и колеса
чиной Г
Рис. 21. Схема конического зубчатого
зацепления
передача, у которой сумма
является отрицательной вели-
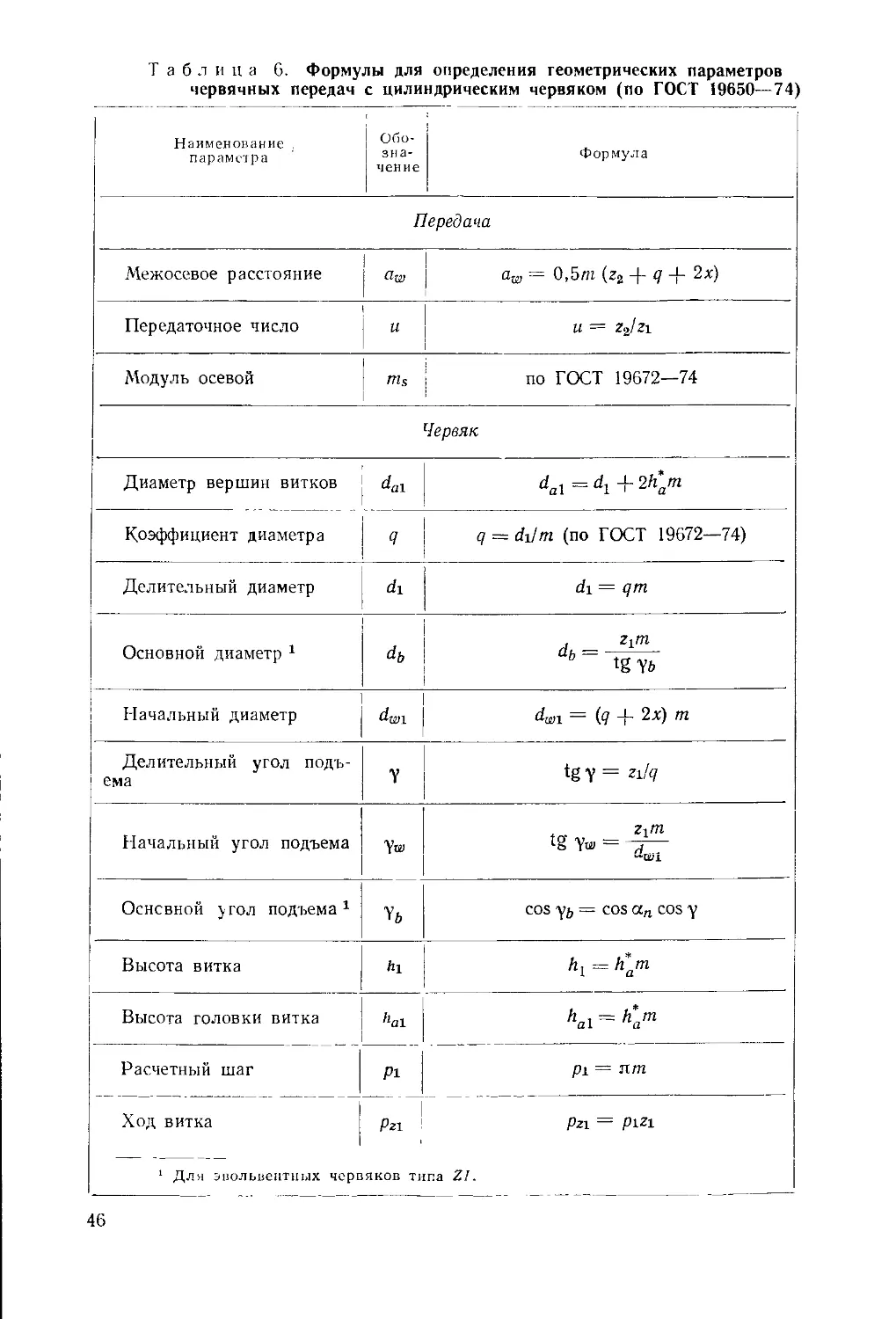
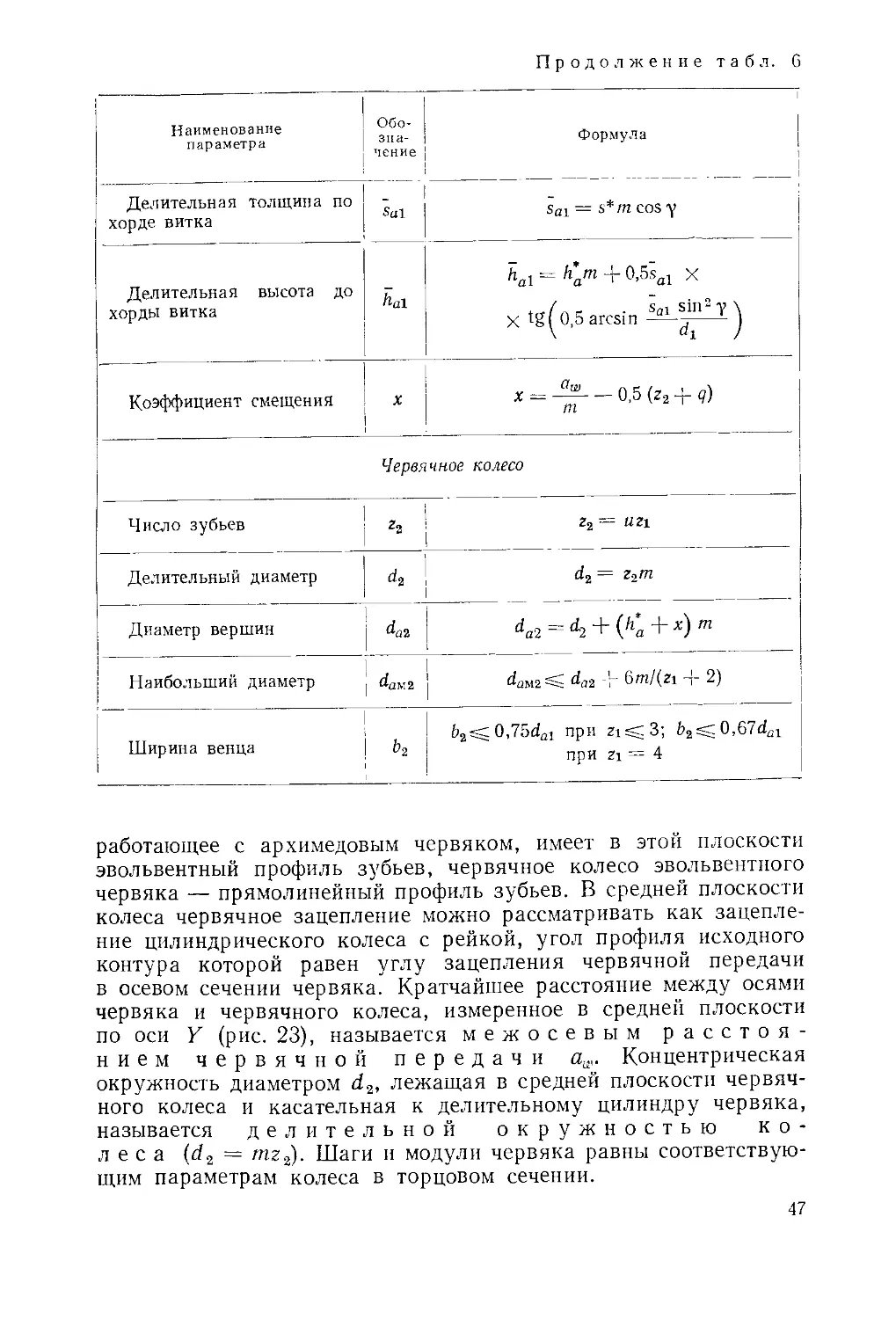
7. ГЕОМЕТРИЯ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Червячная передача состоит из червячного винта, называемого
червяком, и червячного колеса. В большинстве
случаев ведущим звеном червячной передачи является червяк,
ведомым — червячное колесо.
Различают червячные передачи с цилиндрическим червяком
и глобоидальным (тороидальным) червяком. Червячная передача,
у которой делительные и начальные поверхности червяка и колеса
цилиндрические, называется цилиндрической чер-
вячной передачей. Червячная передача, у которой
делительная поверхность червяка образована вращением вокруг
оси червяка вогнутого отрезка дуги делительной окружности
парного червячного колеса, называется глобоидальной
передачей.
1 Межосевой угол у положительной конической передачи больше, а у от-
рицательной конической передачи — меньше суммы углов делительных конусов
зубчатых колес передачи.
41
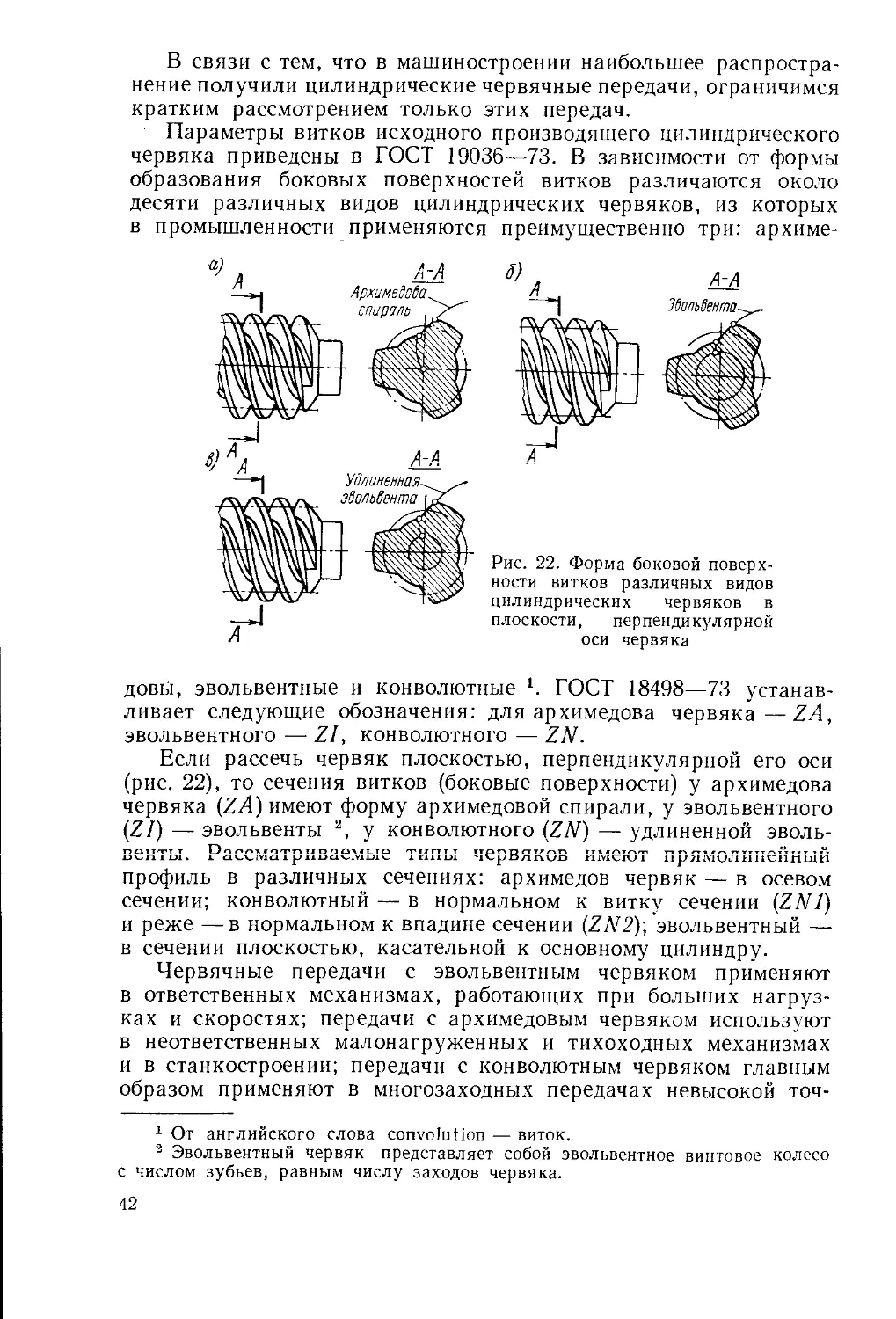
В связи с тем, что в машиностроении наибольшее распростра-
нение получили цилиндрические червячные передачи, ограничимся
кратким рассмотрением только этих передач.
Параметры витков исходного производящего цилиндрического
червяка приведены в ГОСТ 19036—73. В зависимости от формы
образования боковых поверхностей витков различаются около
десяти различных видов цилиндрических червяков, из которых
в промышленности применяются преимущественно три: архиме-
Рис. 22. Форма боковой поверх-
ности витков различных видов
цилиндрических червяков в
плоскости, перпендикулярной
оси червяка
довы, эвольвентные и конволютные 1. ГОСТ 18498—73 устанав-
ливает следующие обозначения: для архимедова червяка—ZA,
эвольвентного — Z1, конволютного — ZN.
Если рассечь червяк плоскостью, перпендикулярной его оси
(рис. 22), то сечения витков (боковые поверхности) у архимедова
червяка (ZA) имеют форму архимедовой спирали, у эвольвентного
(Z/) — эвольвенты 2, у конволютного (ZN) — удлиненной эволь-
венты. Рассматриваемые типы червяков имеют прямолинейный
профиль в различных сечениях: архимедов червяк — в осевом
сечении; конволютный — в нормальном к витку сечении (ZN1)
и реже —в нормальном к впадине сечении (ZAZ2); эвольвентный —
в сечении плоскостью, касательной к основному цилиндру.
Червячные передачи с эвольвентный червяком применяют
в ответственных механизмах, работающих при больших нагруз-
ках и скоростях; передачи с архимедовым червяком используют
в неответственных малонагруженных и тихоходных механизмах
и в станкостроении; передачи с конволютным червяком главным
образом применяют в многозаходных передачах невысокой точ-
1 От английского слова convolution — виток.
2 Эвольвентный червяк представляет собой эвольвентное винтовое колесо
с числом зубьев, равным числу заходов червяка.
42
ности. Из вышеуказанных типов червяков наибольшее распро-
странение получили архимедовы червяки.
В зависимости от типа червяки нарезаются разными спосо-
бами и бывают однозаходными и многозаходными. (Следует от-
метить, что с увеличением числа заходов червяка точность чер-
вячной передачи снижается.)
Модули цилиндрических червячных передач (для червяка
и червячного колеса) стандартизованы ГОСТ 19672—74 (табл. 4).
Следует иметь в виду, что моду-
ли для червяка в этой таблице
указаны в осевом сечении.
Перпендикулярная оси чер-
вяка (червячного колеса) пло-
скость, на которой находится
межосевая линия червячной
передачи, называется сред-
ней плоскостью (рис. 23).
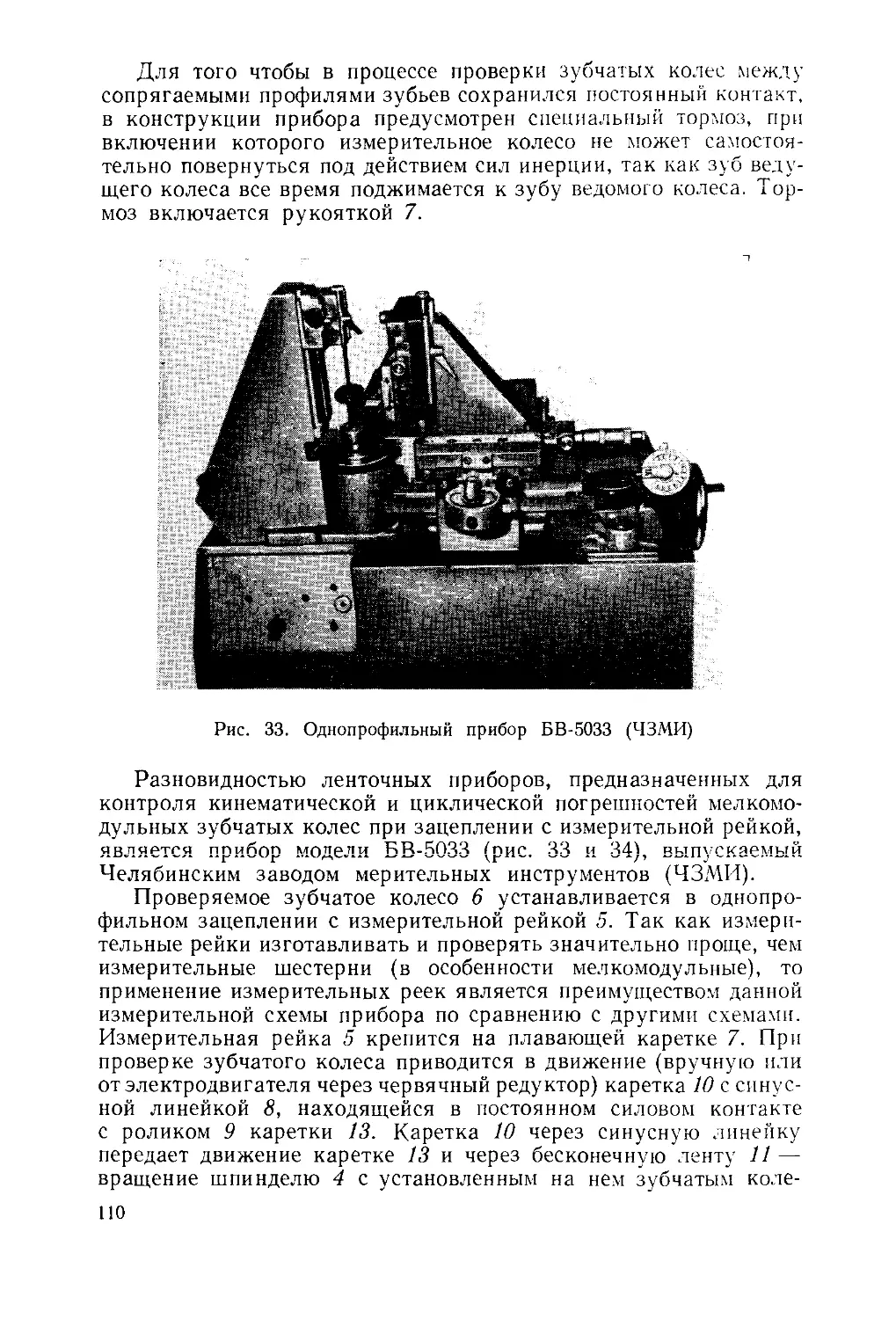
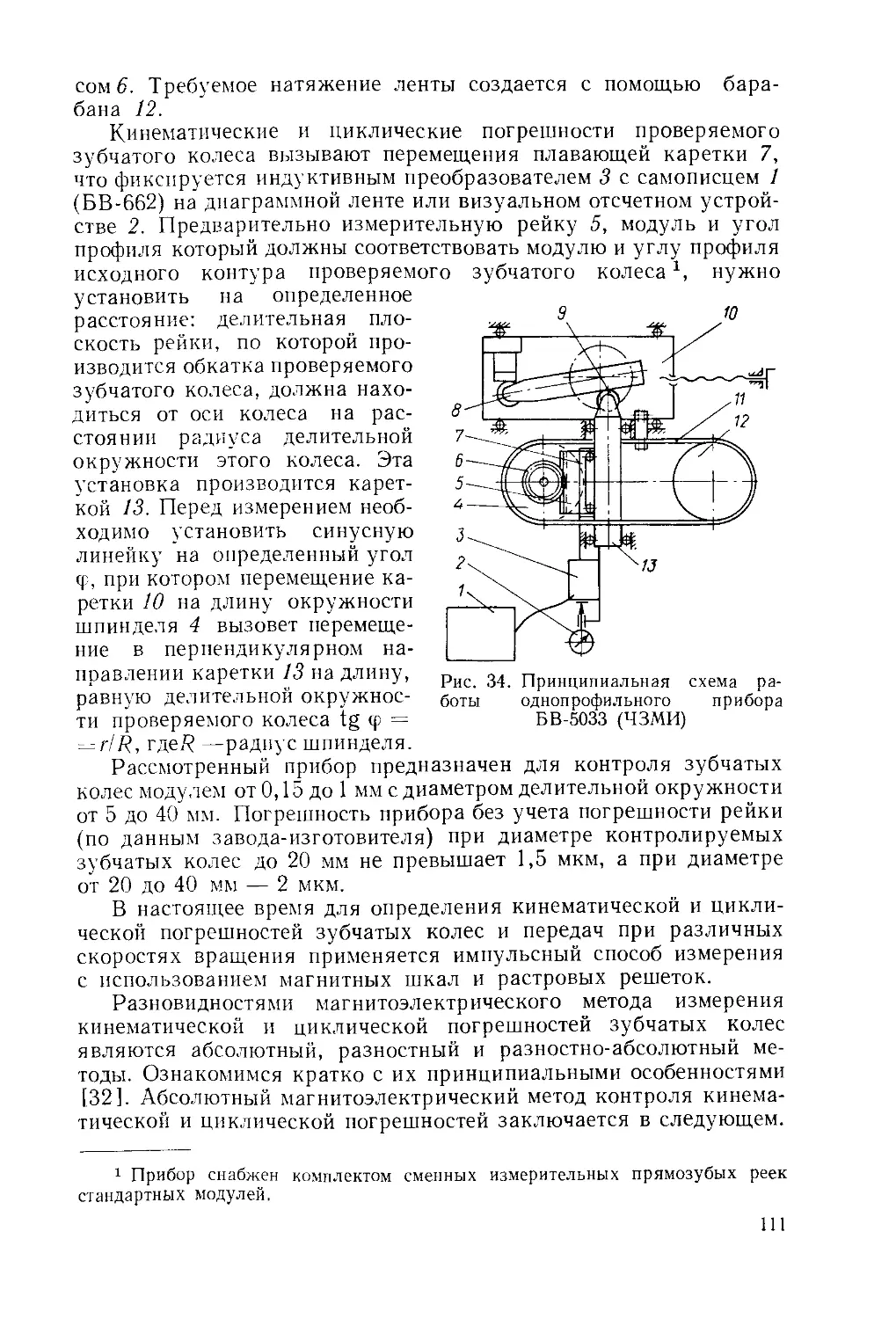
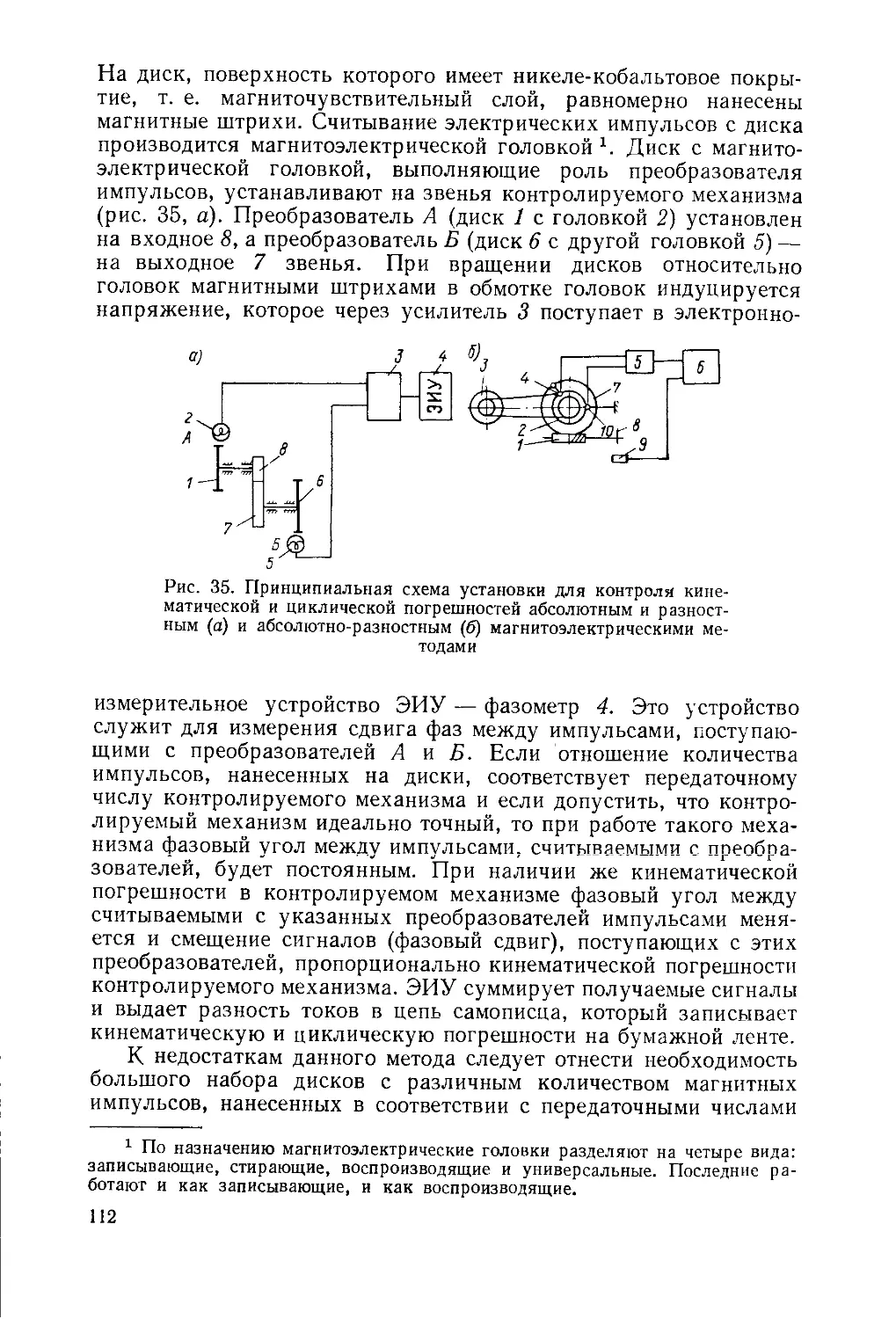
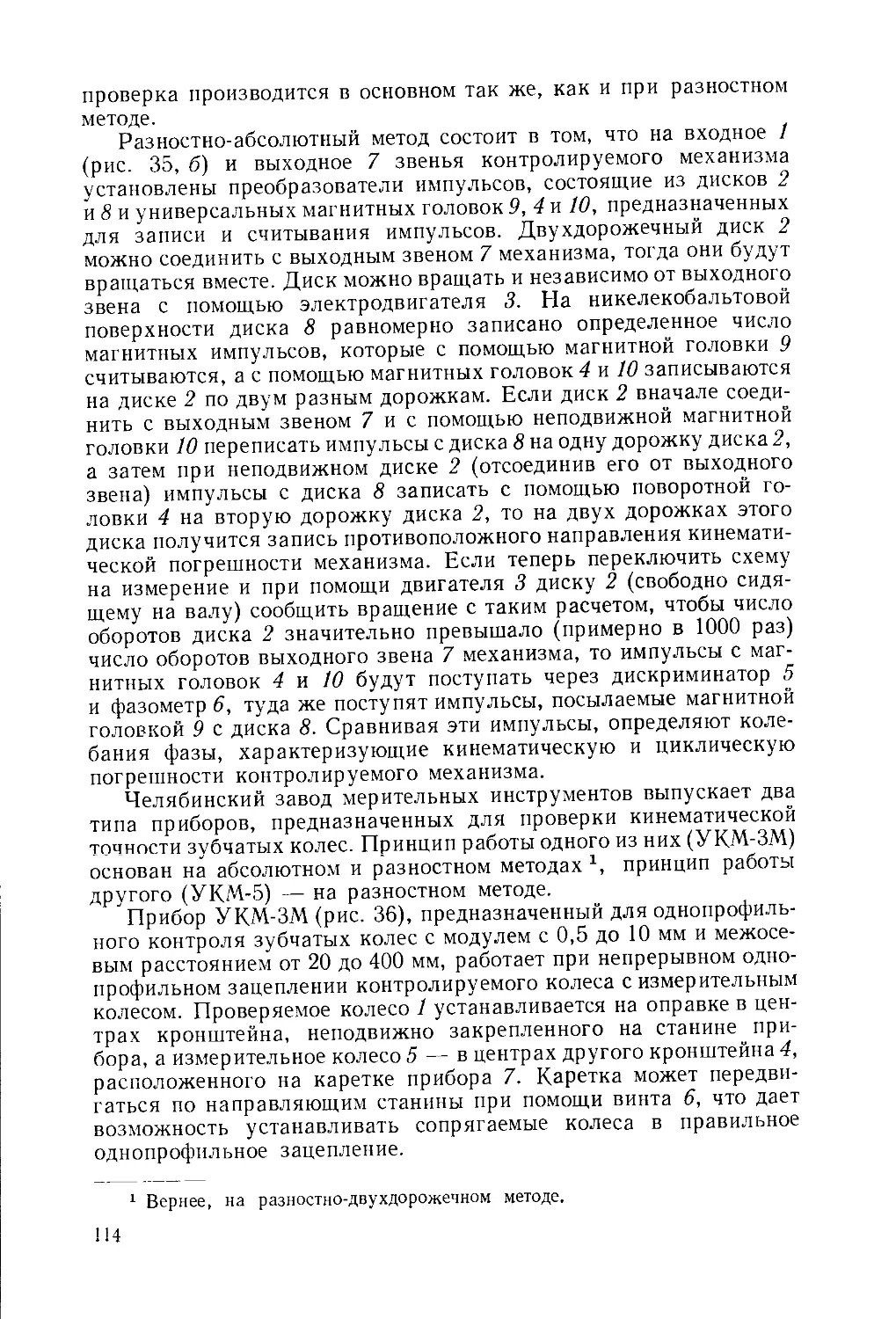
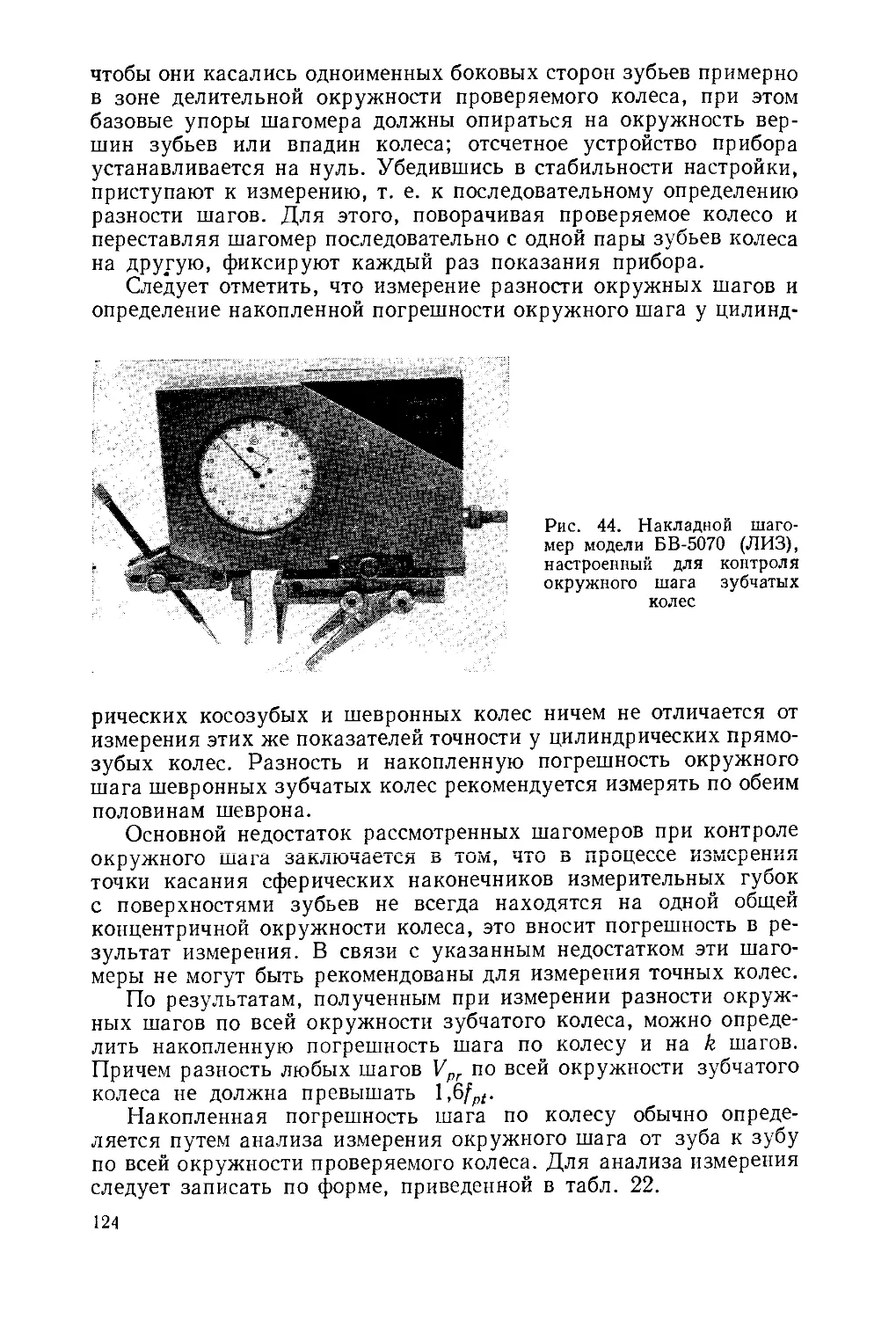
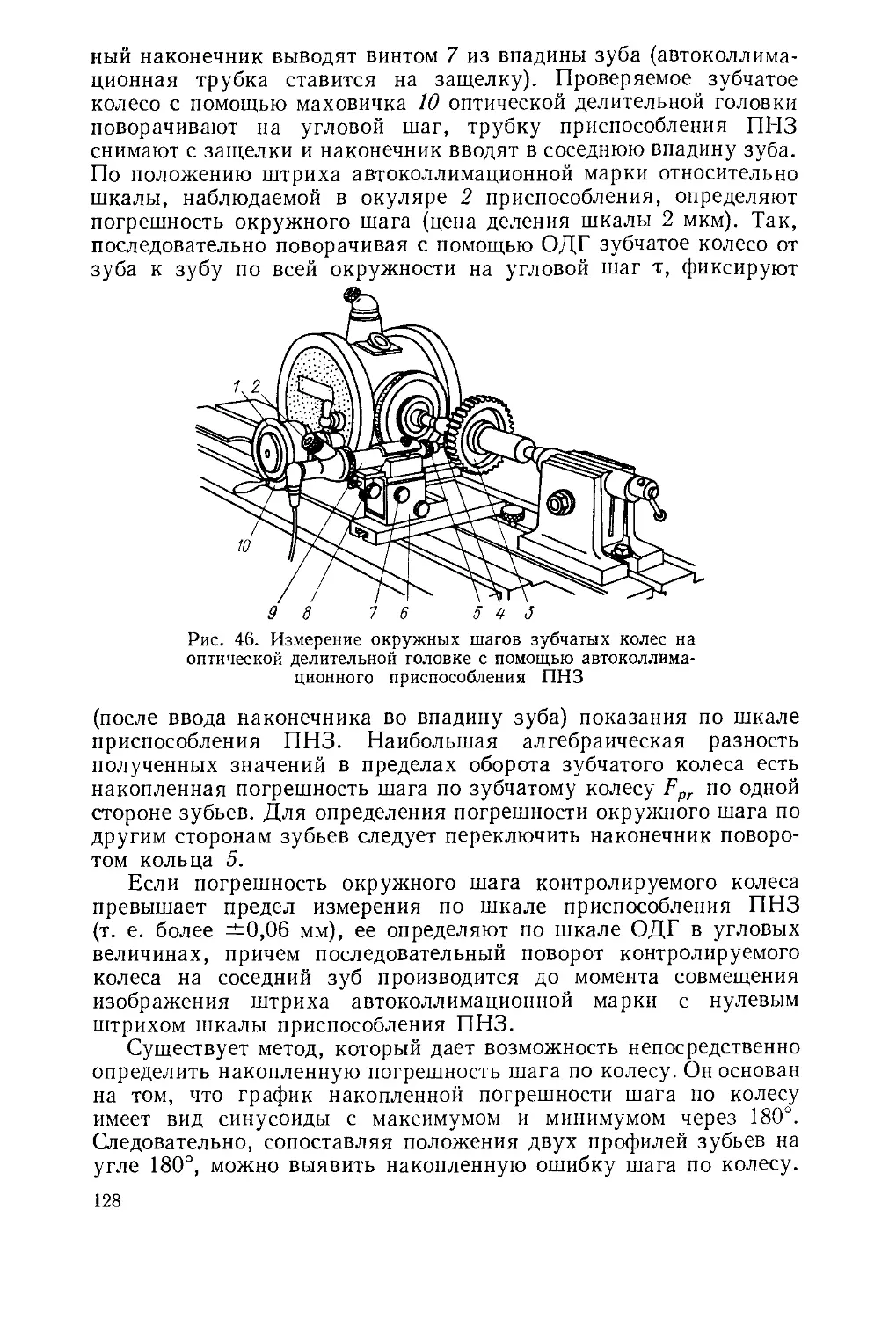
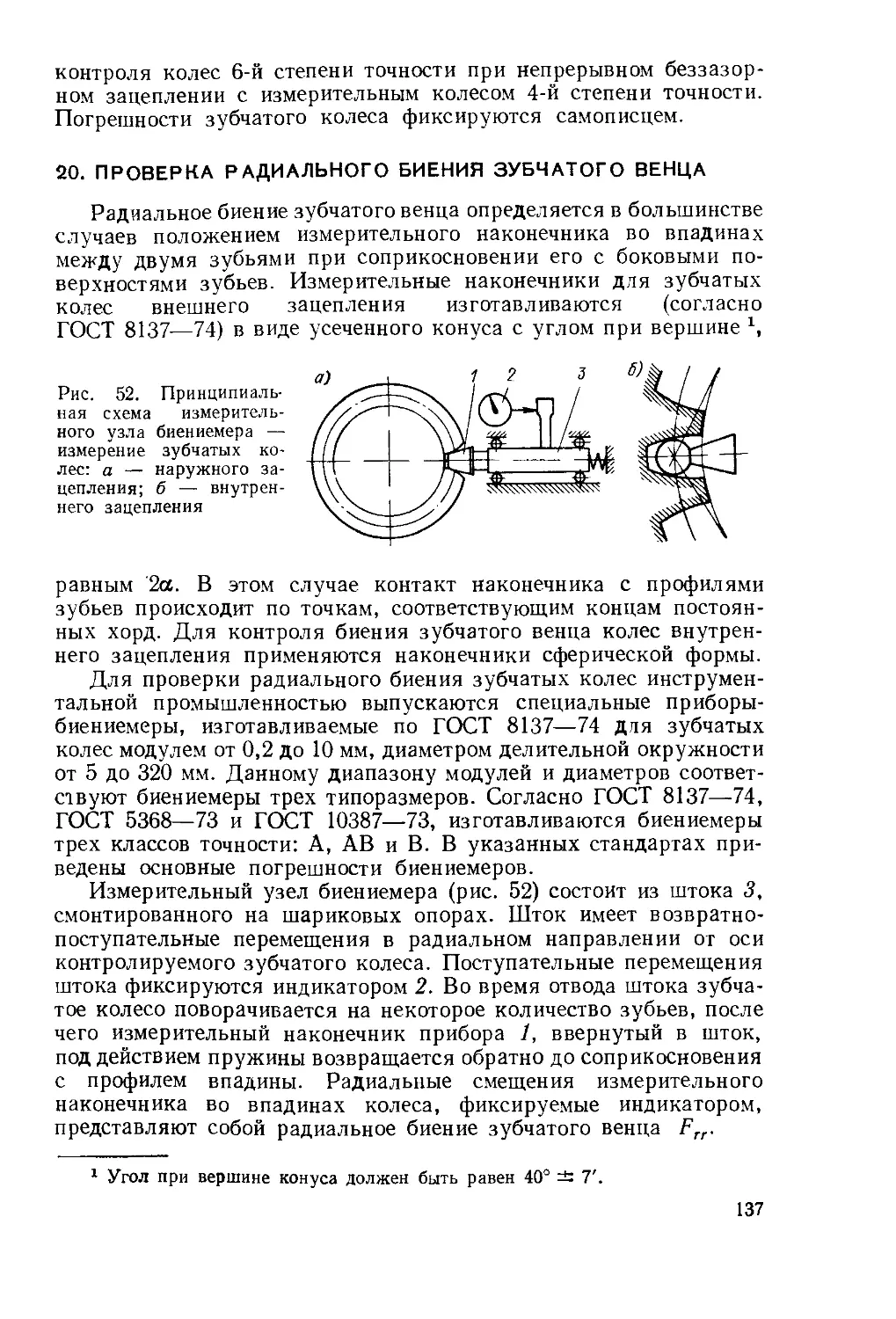
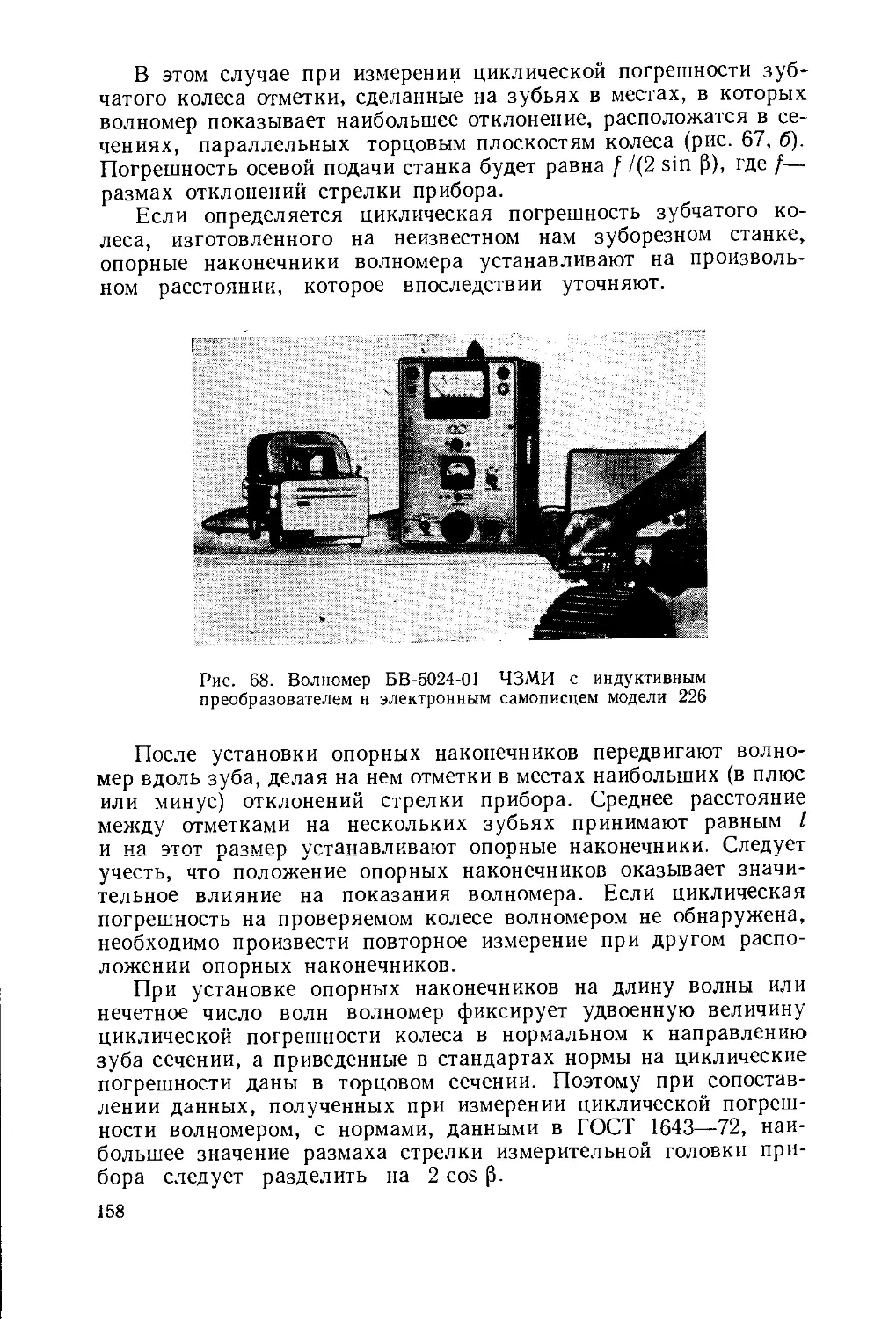
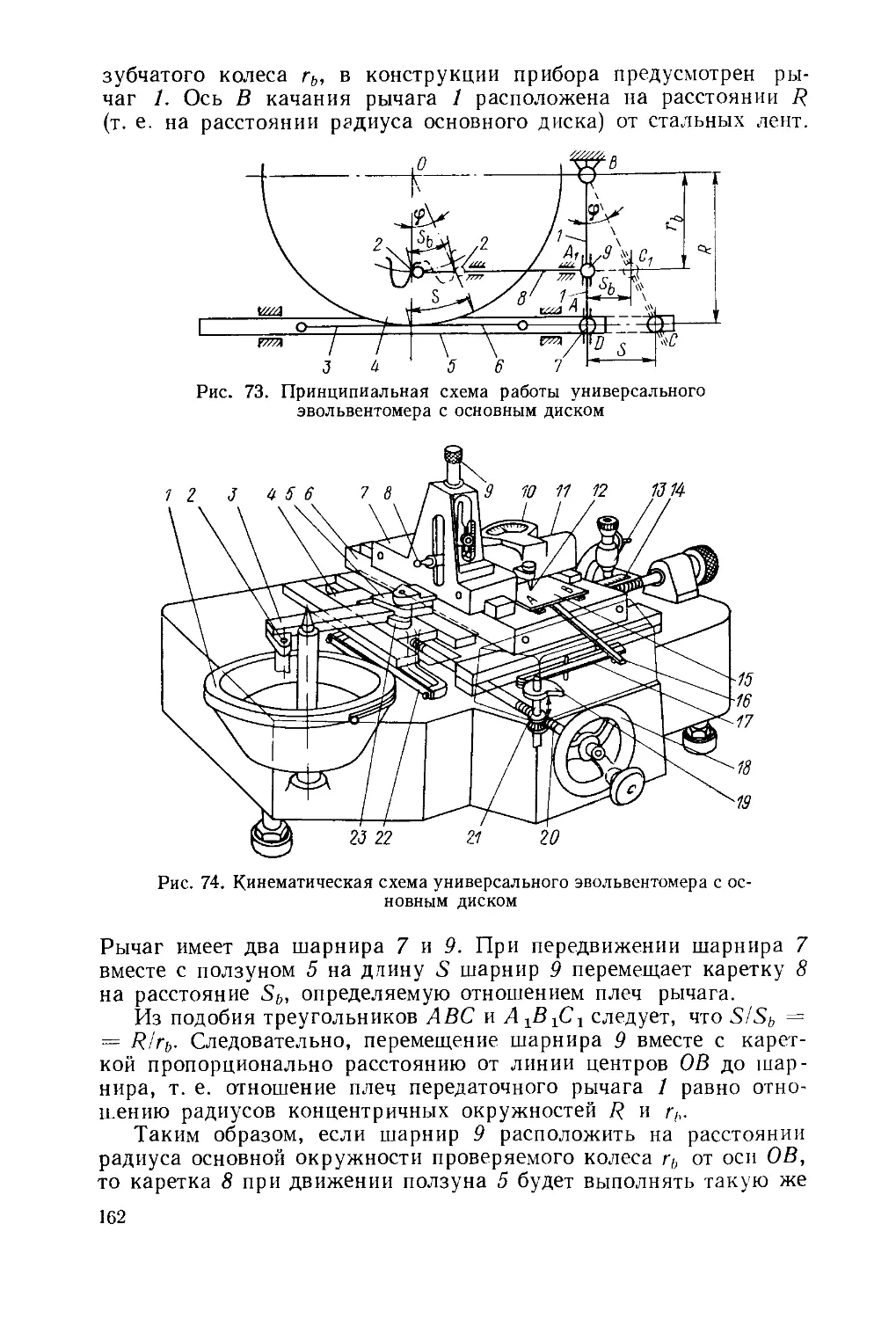
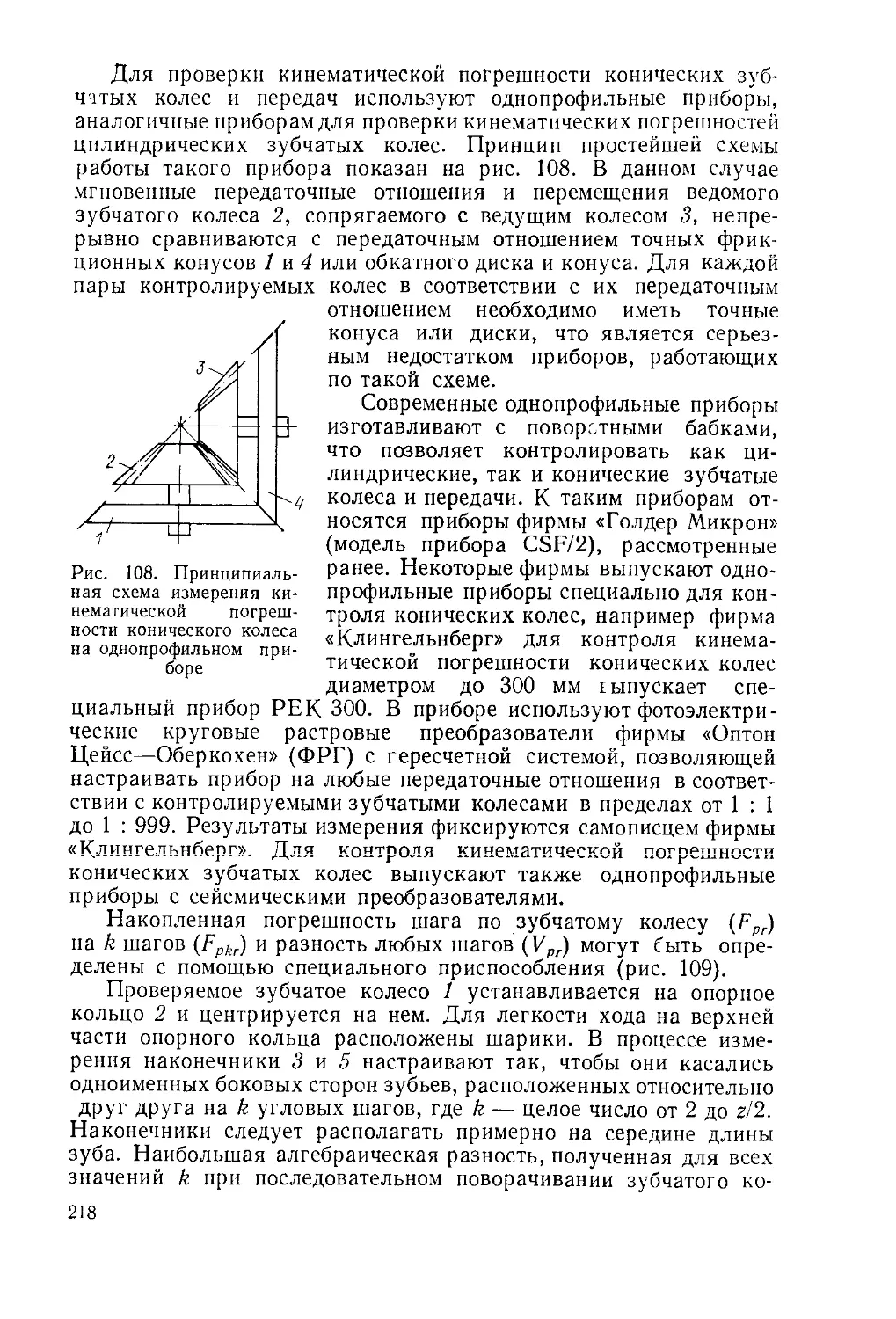
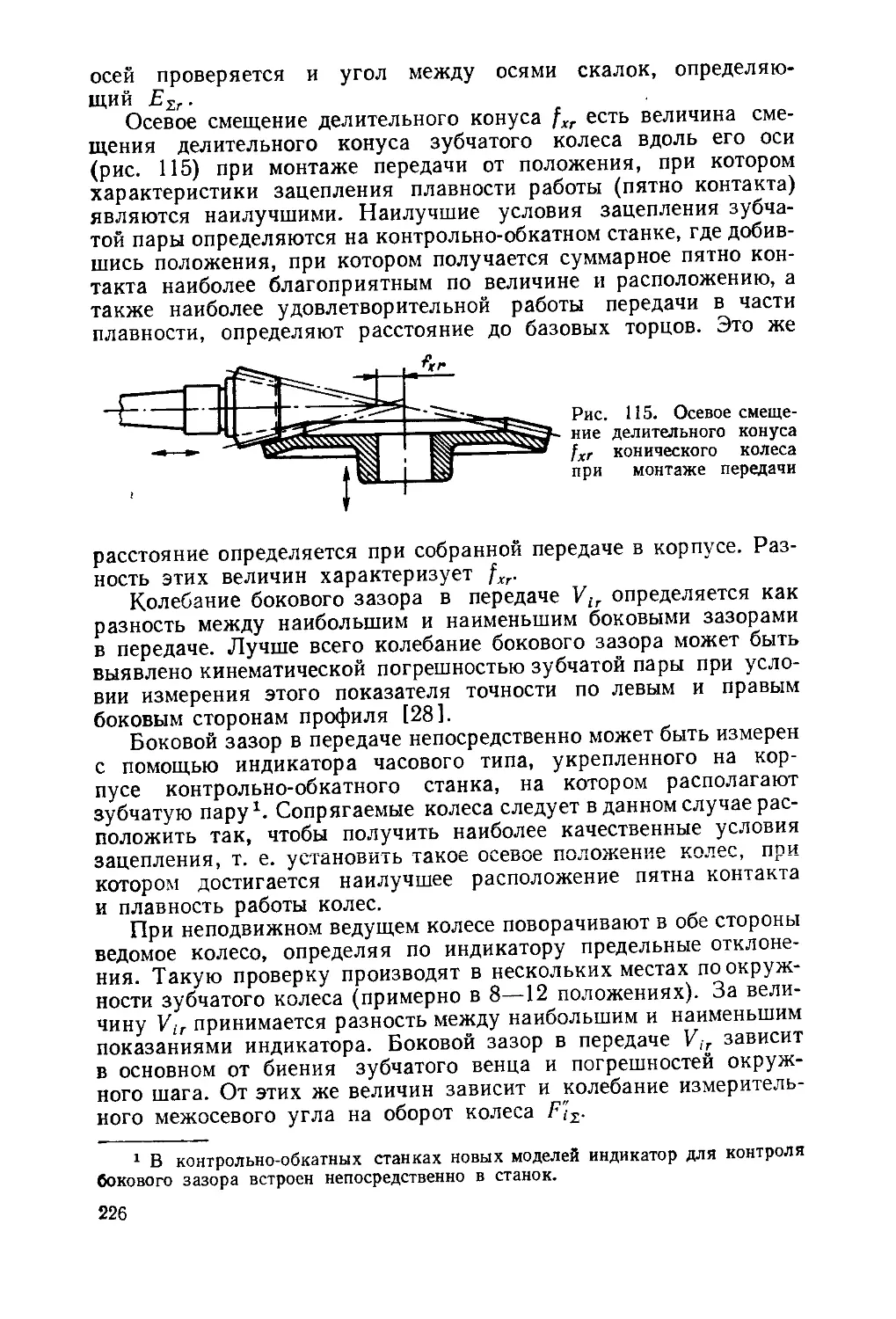
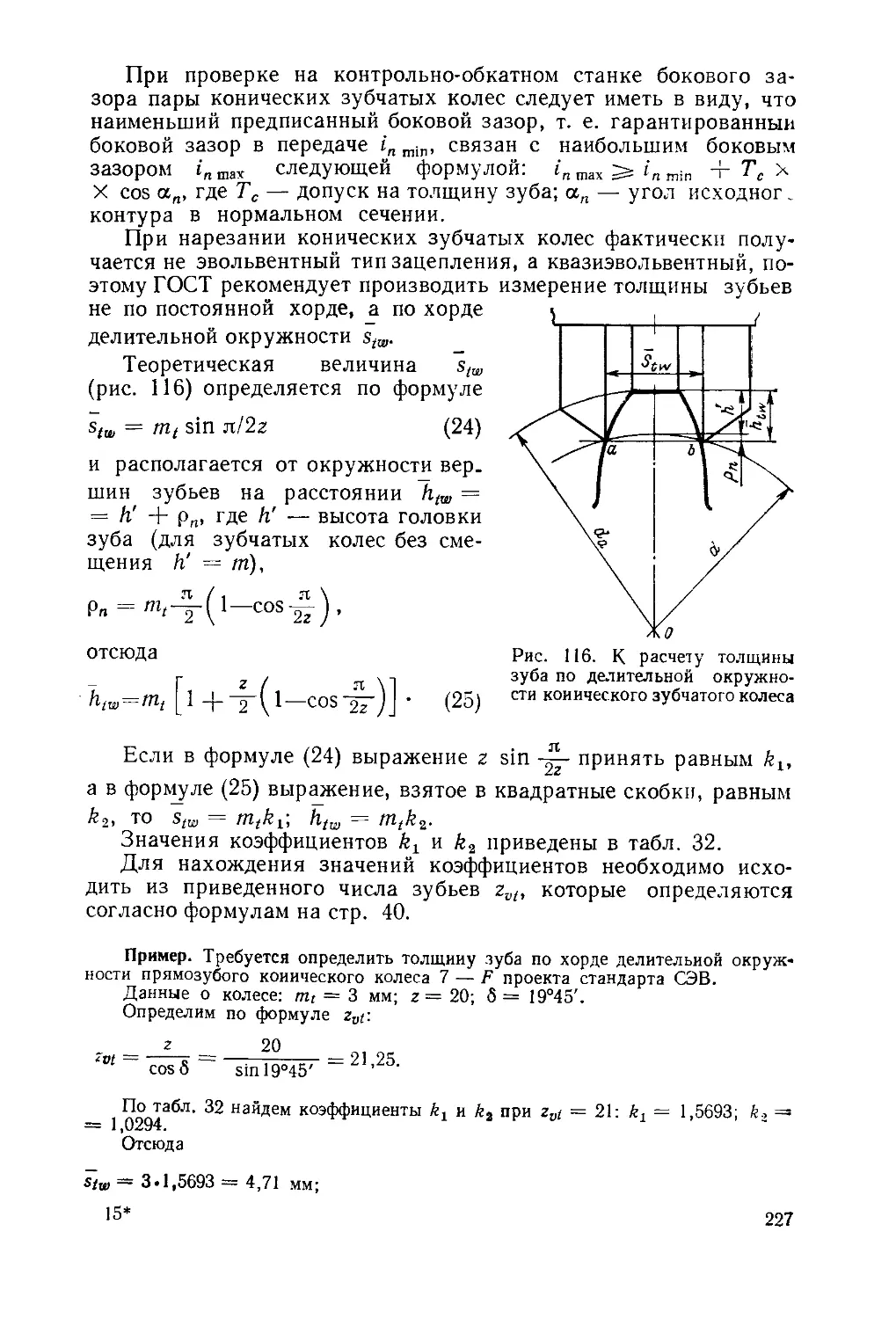
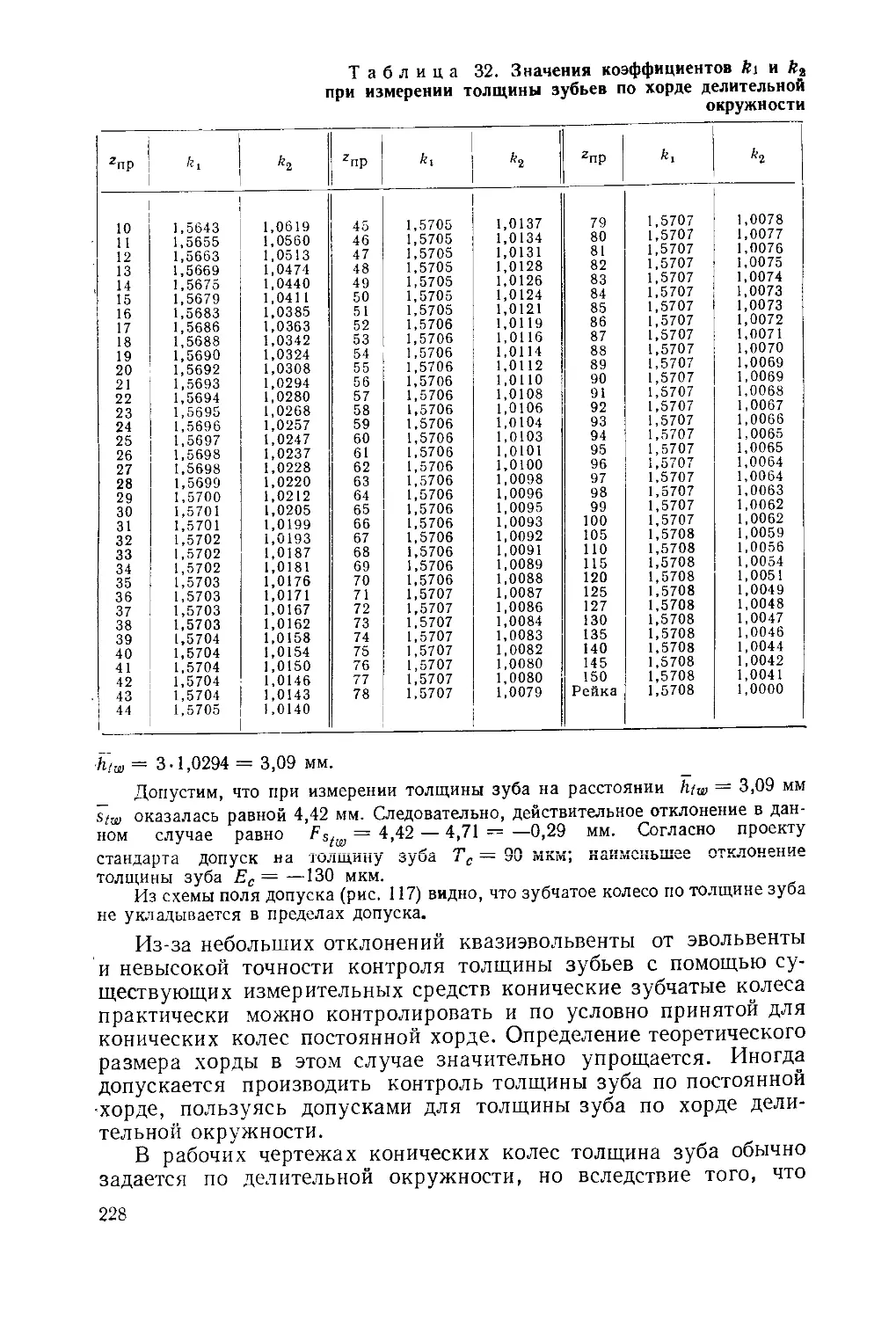
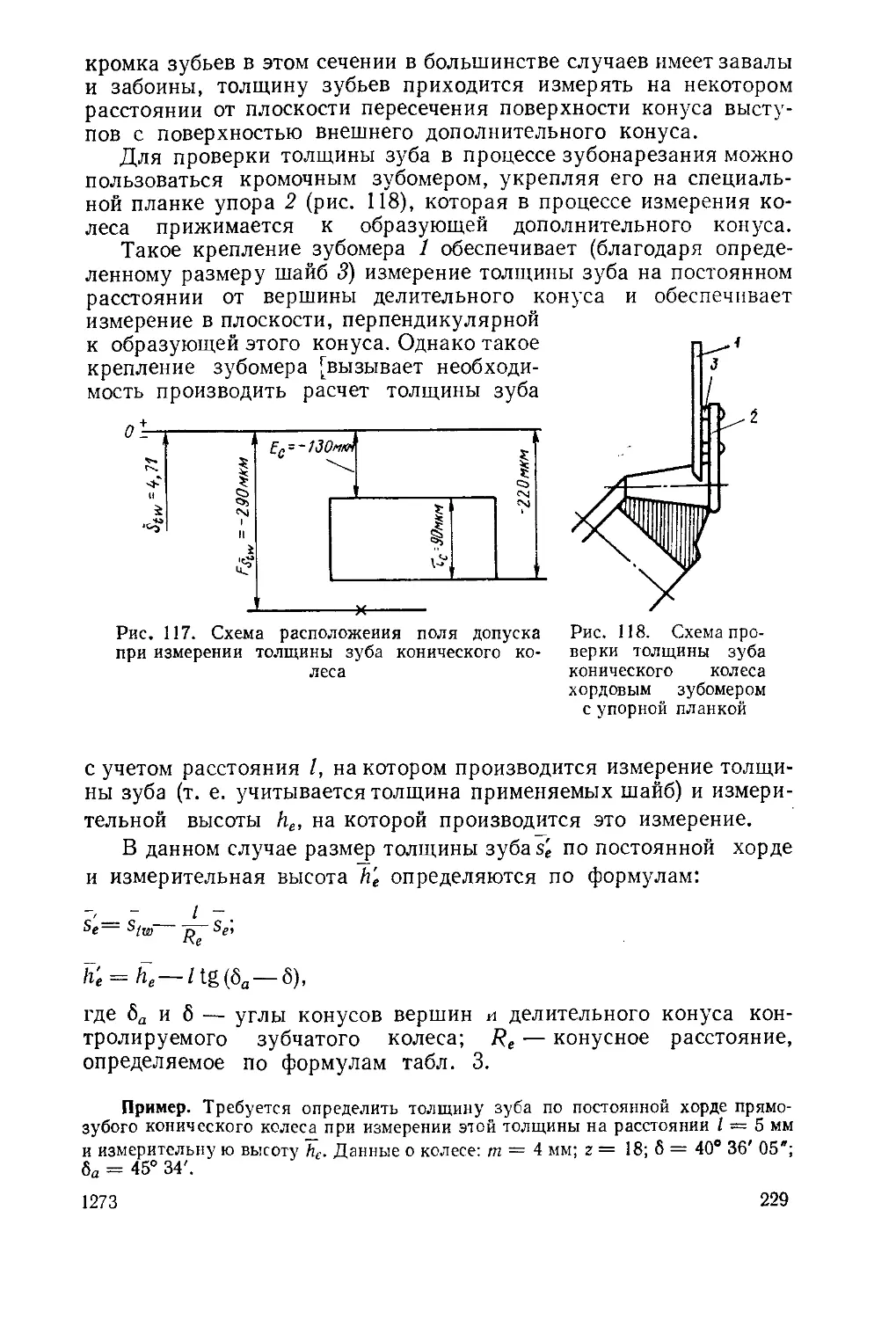
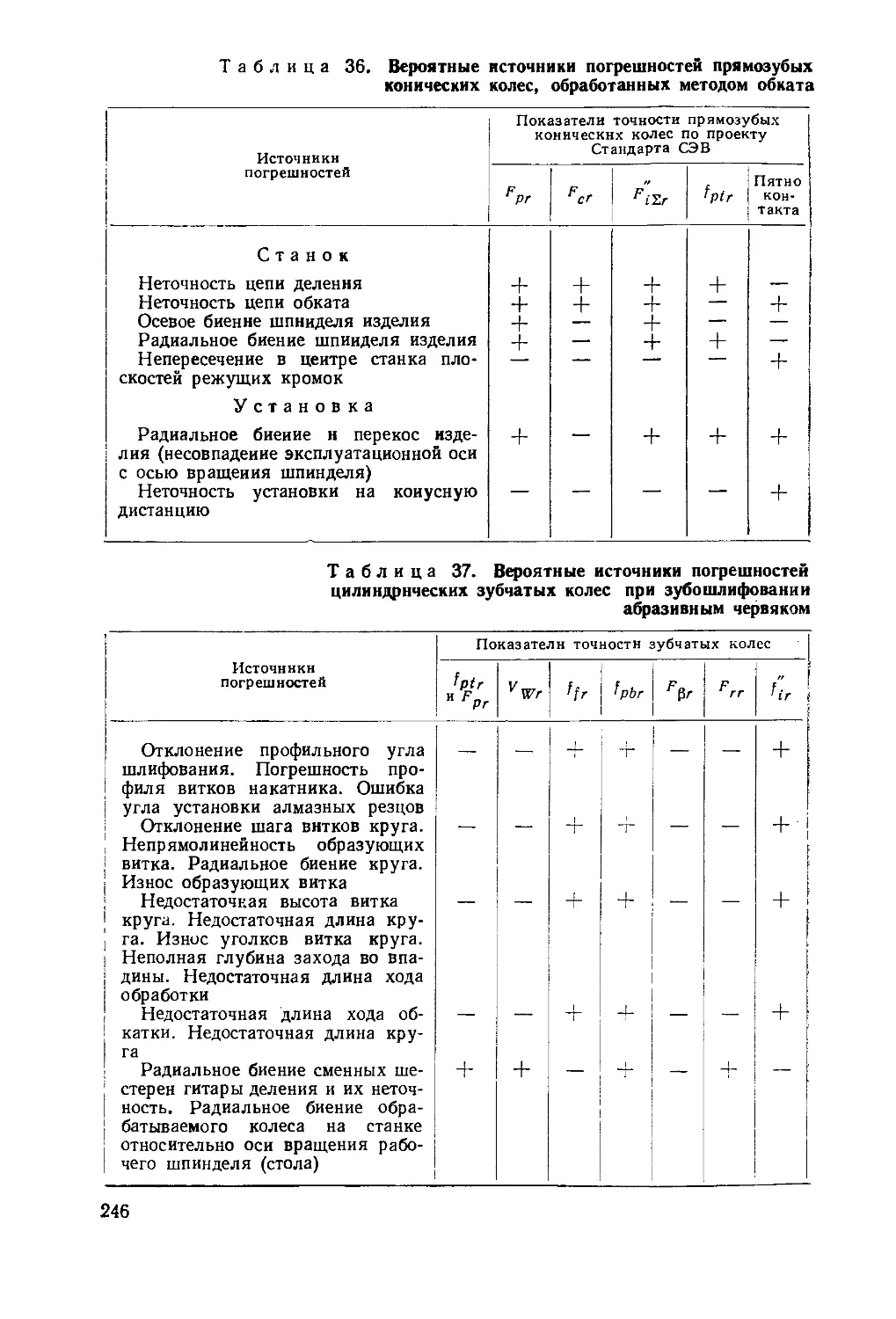
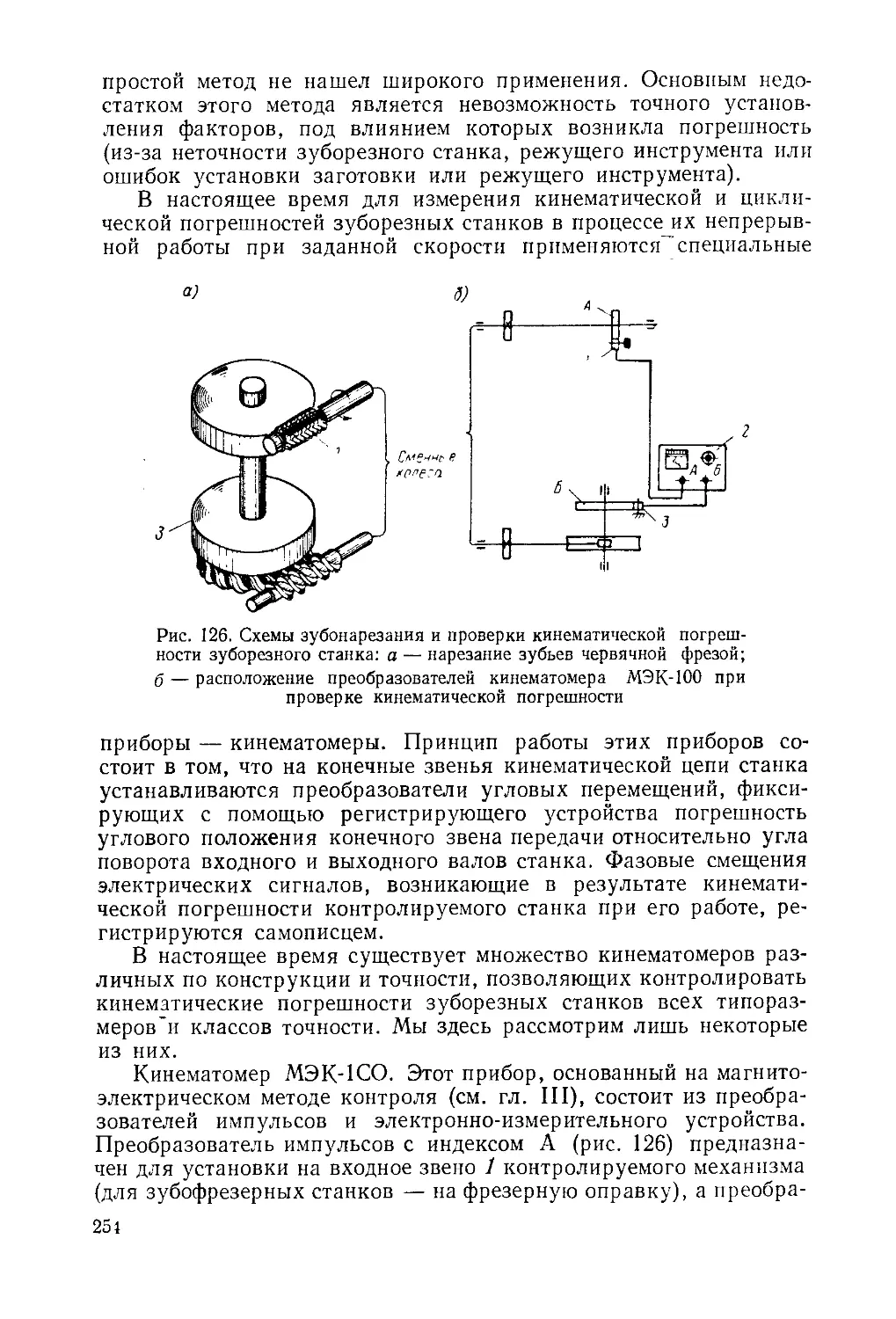
Концентрическая окруж-
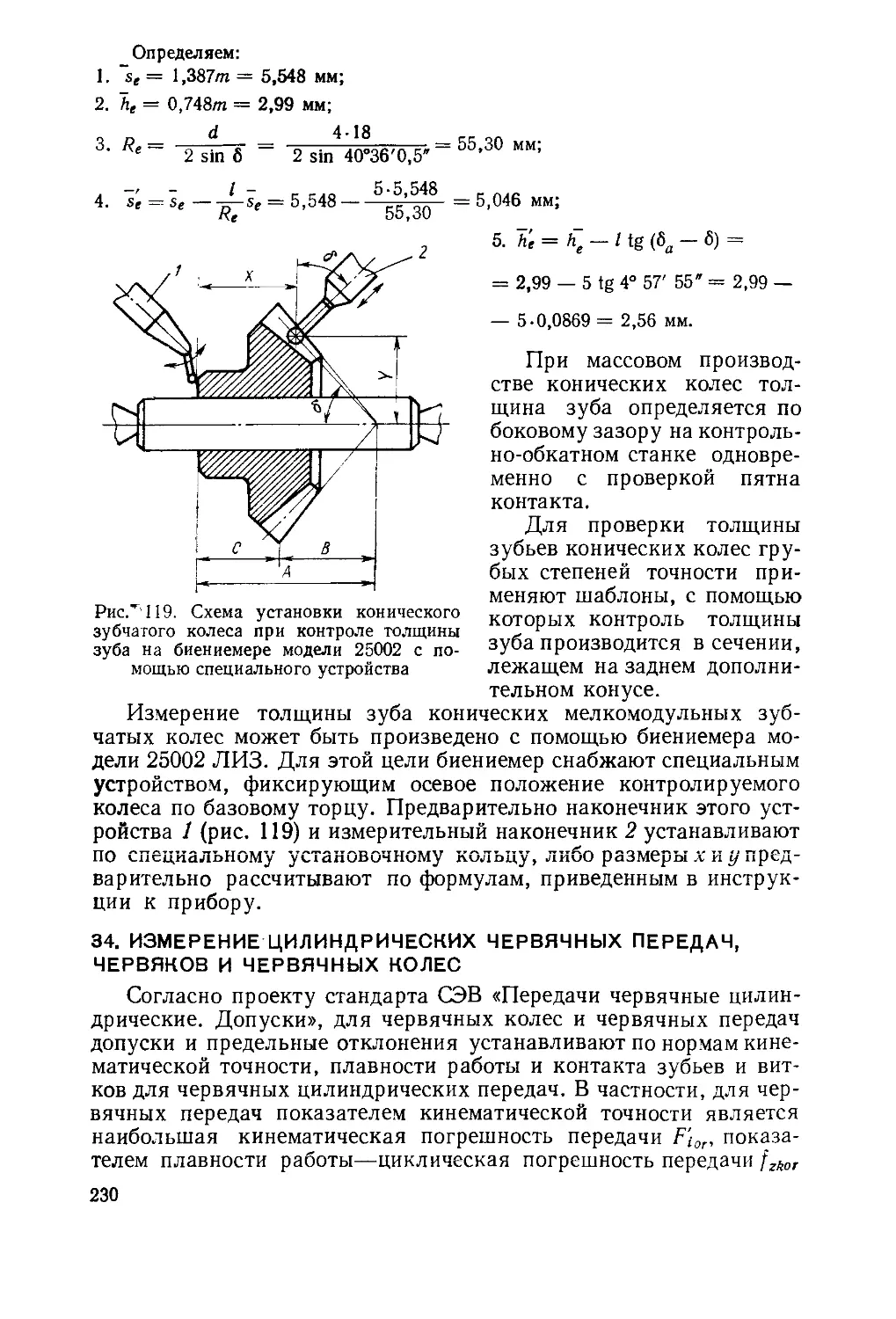
ность червяка в средней тор-
цовой плоскости, ограничиваю-
щая витки,называется окруж-
ностью вершин витков,
ее диаметр обозначается da.
Такая же окружность, ограни-
чивающая впадины червяка,
называется окружностью
впадин (диаметр df). Рас-
стояние между окружностями
вершин витков и впадин червя-
ка называется высотой
витка h.
Концентрическая окруж-
ность червяка в средней торцо-
Таблица 4. Модули
цилиндрических червячных
передач (по ГОСТ 19672—74)
До 1 мм Св. 1 до 20 мм
1 Ряд 1 : Ряд 2 Ряд 1 Ряд 2
0,10 0,125 0,20 0,25 0,315 0,40 0,50 0,63 0,80 1,0 0,15 0,30 0,60 1,25 1,6 2,0 2,5 3,15 4,0 5,0 6,3 8,0 10 12 16 20 1,5 3,0 3,5 6,0 7,0 12
Примечание. При на- значении модулей ряд 1 следует предпочитать ряду 2.
вой плоскости, на которой ширина впадин равна толщине витка,
называется делительной окружностью, а делитель-
ная поверхность цилиндрического червяка — д е л и т е л ь н ы м
цилиндром (диаметр d).
Концентрическая окружность в средней торцовой плоскости
червяка, которая при работе червячной передачи обкатывается
без скольжения по червячному колесу, называется началь-
ной окружностью червяка (диаметр da).
У эвольвентного червяка, кроме делительной окружности,
имеется основная окружность, развертка которой
образует теоретический торцовый профиль витка. Диаметр основ-
ной окружности эвольвентного червяка обозначается db.
Расстояние между окружностями вершин витков и делитель-
ной окружностью червяка является высотой делитель-
ной головки витка hal, а расстояние между делитель-
43
ной окружностью и окружностью впадин — высотой де-
лительной ножки витка — hfl.
Расстояние между двумя смежными одноименными сторонами
витков, измеренное вдоль образующей делительного цилиндра
червяка, называется расчетным шагом червяка р.
Линейная величина, которая в л раз меньше расчетного шага
червяка, называется модулем: т = р/п.
Расстояние между одноименными сторонами профиля одного
и того же витка, измеренное параллельно оси червяка, называется
ходом витка рх — pzlt где zr — число заходов червяка.
Рис. 23. Элементы червячной передачи
Угол, образованный касательной 1 (рис. 24) к винтовой^ли-
нии витка червяка с плоскостью 2, перпендикулярной оси, назы-
вается углом подъема витка червяка. Угол подъ-
ема витка на делительном цилиндре у, равный
tg у = tnzjdt, (9)
называется делительным углом подъема. Кроме
делительного уггла подъема (у) различают угол подъема yw витка
на начальном цилиндре и угол подъема витка уь на основном ци-
линдре. Для эвольвентных червяков igyw = tnzpcLp cos yb =
— cos cos у, где an — угол профиля червяка в нормальном
сечении; — начальный диаметр червяка.
Делительный диаметр червяка dr связан с модулем т, числом
заходов червяка гг и углом подъема витка на делительном ци-
линдре у зависимостью dr = mzjtgy. Изменяя^ при заданных
значениях т и zx, можно получить различные значения dr. Так
как фреза, с помощью которой нарезаются колеса, по своим пара-
метрам (tn, z, d и др.) является копией червяка, сопрягаемого
с данным колесом, то с целью унификации червячных фрез, при-
меняемых для нарезания червячных колес, диаметр делительного
цилиндра червяка dr берется кратным осевому модулю червяка.
Отношение делительного диаметра червяка d к его расчет-
44
ному модулю т называется коэффициентом диаметра
червяка q, т. е. q = dint.
^Следовательно,формулу (9) можно записать так: tg у = mzjd^ =
= zlq, т. е. коэффициент q определяет значение угла подъема
червяка. Значения q стандартизованы ГОСТ 19672—74 (табл. 5).
Они выбираются в соответствии с назначением передачи и усло-
виями роста червяка на прочность и жесткость.
Кратчайшее расстояние на делительном цилиндре червяка
в нормальном к витку сечении называется делительной
толщиной по хорде витка sal. Величина sal может быть
подсчитана по формуле sal = 0,5лт cos у.
Кратчайшее расстояние от вершины
витка червяка до средней точки делитель-
ной толщины по хорде витка называется
делительной высотой до
хорды витка hal
Кл = /и ф- 0,5saltg (o,5arcsinSaiSjn •
\ /
Рис.
винтовой линии червяка
7
24. Угол подъема
Червяк, который определяет стандарт-
ные размеры и форму главных поверх-
ностей витков, называется исходным
червяком. Воображаемый червяк, ко-
торый в станочном зацеплении образует
номинальные стандартные размеры зубьев
вячных колес, называется исходны
щи м червяком. Параметры витков
производящего червяка приведены в
соответствии с этим ГОСТом для архимедовых червяков (ZA)
угол профиля в осевом сечении витка а,х = 20°; для конволют-
ных (ZN) и эвольвеитных червяков (Z/) угол профиля в нормаль-
ном сечении ап = 20°. При этом tg ах — tg a„/cos у.
обрабатываемых чер-
м производя-
исходного и исходно-
ГОСТ 19036—73. В
Таблица 5. Коэффициенты диаметра червяка q
по ГОСТ 19672—74
Ряд 1 — 8,0 — 10,0 — 12,5 — 16,0 — 20,0 — 25,0
Ряд 2 7,1 9,0 11,2 14,0 - 18,0 22,4
1 Первый ряд величин, приведенный в табл. 5, следует предпочитать вто-
рому. ГОСТ допускает применение коэффициента q = 7,5 и q — 12,0.
Геометрия червяка, в частности боковые поверхности его
витков, определяет геометрию червячного колеса и, следовательно,
всей червячной передачи.
Профиль зубьев червячных колес в осевом сечении для раз-
личных типов червячных передач различен. Червячное колесо,
45
Таблица 6. Формулы для определения геометрических параметров
червячных передач с цилиндрическим червяком (по ГОСТ 19650—74)
Наименование , параметра Обо- зна- чение Формула
Передача
Межосевое расстояние Q-w — (2^2 -|- Q 2x)
Передаточное число и U = Z2/Z1
Модуль осевой ms по ГОСТ 19672—74
Червяк
Диаметр вершин витков dal dai=di+4h*am
Коэффициент диаметра q q = dihn (по ГОСТ 19672—74)
Делительный диаметр di di = qm
Основной диаметр 1 db dh Zim
tg Yb
Начальный диаметр dwi iff 2x) tn
Делительный угол подъ- ема V tg у = Zi/q
Начальный угол подъема Y® tg Yw — 7/
Основной угол подъема 1 Yb COS уь — cos CCrt COS Y
Высота витка hi hx = h*am
Высота головки витка llal hal = ham
Расчетный шаг Pl pi = nm
Ход витка Pzi Pzi = P1Z1
1 Для эвольвентных червяков типа ZI.
46
Продолжение табл. С
Наименование параметра Обо- зна- чение Формула
Делительная толщина по хорде витка Sul sai = Ym cos у
Делительная высота до хорды витка dal = ham + °>Ч1 X trr/zlC • SalSin2T\ X tg( 0,5 arcsin \ “1 /
Коэффициент смещения X x — m 0.5 (г2 + <?)
Червячное колесо
Число зубьев | г2 г2 — uzi
Делительный диаметр d2 = г2т
1 Диаметр вершин | da2 da2 = d2 + (Aa + *) m
| Наибольший диаметр j daK2 da2 -L 6m/(2i 4- 2)
Ширина венца Ь2 &2sg0,75dai при zis'.j; 0,67dal при zi = 4
работающее с архимедовым червяком, имеет в этой плоскости
эвольвентный профиль зубьев, червячное колесо эвольвентного
червяка — прямолинейный профиль зубьев. В средней плоскости
колеса червячное зацепление можно рассматривать как зацепле-
ние цилиндрического колеса с рейкой, угол профиля исходного
контура которой равен углу зацепления червячной передачи
в осевом сечении червяка. Кратчайшее расстояние между осями
червяка и червячного колеса, измеренное в средней плоскости
по оси Y (рис. 23), называется межосевым расстоя-
нием червячной передачи aw. Концентрическая
окружность диаметром d.2, лежащая в средней плоскости червяч-
ного колеса и касательная к делительному цилиндру червяка,
называется делительной окружностью ко-
леса (d2 = mz2). Шаги и модули червяка равны соответствую-
щим параметрам колеса в торцовом сечении.
47
В отличие от цилиндрических колес червячное колесо имеет
два наружных диаметра. Первый называется наибольшим
диаметром колеса </ам2 и соответствует наибольшему
диаметру концентрической окружности червячного колеса, огра-
ничивающему вершины зубьев колеса. Второй называется диа-
метром вершин зубьев червячного колеса (в средней
плоскости) dai.
Червячные передачи сравнительно редко подвергают смеще-
нию, причем, как правило, смещается червяк. Коэффициент сме-
щения червяка обычно принимают х = ajm — 0,5 (г2 + q).
У червячной передачи со смещением диаметры окружностей
вершин и впадин витков червяка не меняются, а диаметр окруж-
ности червяка изменяется: dwl = dx + 2хт = (q + х) т. Диа-
метр начальной окружности червячного колеса при этом остается
неизменным. Так как при зацеплении червячного колеса с чер-
вяком воспроизводится станочное зацепление червячного колеса
с червячной фрезой, нарезающей данное колесо, у червячного
колеса диаметр делительного цилиндра всегда совпадает с диа-
метром начального цилиндра, т. е. d = dwi = mz2.
Формулы для определения основных размеров (параметров)
червячных передач с цилиндрическим червяком приведены
в табл. 6.
Г лава II
НОРМЫ ТОЧНОСТИ ЗУБЧАТЫХ
И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
8. ПОКАЗАТЕЛИ ТОЧНОСТИ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
В комплексной программе по развитию сотрудничества и эко-
TIUTOrn О ТТЕТТЛ Г'ГЧТТЫП ТТТЮ'ТТДТТОГ'ТЛТХ V птпптт _ ТТТТДТТЛП Г'' /лп П'Г О
X1V1V1XI -iv.v_.lX vzxx Illi I VI рицпп v<Ju,nuuinvi ri ~i V.V.IYX1 л. VlUall - IVlvrnjD ViUIjCla
Экономической Взаимопомощи (OB) предусмотрено создать еди-
ную систему допусков и посадок, которая должна быть увязана
с рекомендациями международной организации по стандартиза-
ции (ИСО). Внедрение этой системы будет проводиться постепенно
до 1980 г.
Стандарты ОВ вводятся с целью нормативно-технического
обеспечения конкретных мероприятий по специализации и коопе-
рированию производства и взаимным поставкам продукции стран —
членов СЭВ. Все работы, связанные с осуществлением стандарти-
зации в странах СЭВ, проводятся в плановом порядке в соответ-
ствии с принятой методикой и координируются Постоянной комис-
сией СЭВ по стандартизации. Этой комиссией разработан план
создания единой системы допусков и посадок на все виды соеди-
нений, в том числе и на зубчатые и червячные передачи.
48
Для обеспечения качественной работы зубчатой передачи по-
погрешности изготовления и монтажа зубчатых и червячных
цилиндрических передач должны быть ограничены допусками
и предельными отклонениями. Международные стандарты на
допуски для цилиндрических зубчатых передач уже разработаны,
и промышленность нашей страны приступила к их внедрению.
На допуски для конических и червячных зубчатых передач созданы
проекты стандартов СЭВ.
Согласно плану работ Постоянной комиссии СЭВ по стандарти-
зации, стандарт СЭВ на конические зубчатые передачи должен
быть утвержден в 1976 г., а на червячные цилиндрические пере-
дачи — в 1977 г.
Разработка и внедрение единой системы допусков и посадок
на зубчатые и червячные передачи будут способствовать улучше-
нию взаимозаменяемости, росту технического и экономического
уровня производства в социалистических странах, экономической
эффектичности международной специализации и кооперирования
производства между государствами — членами СЭВ.
Допуски и предельные отклонения на эвольвентные цилиндри-
ческие и винтовые мелкомодульные зубчатые колеса внешнего и
внутреннего зацепления модулем от 0,1 до 1,0 мм и делительным
диаметром до 400 мм установлены ГОСТ 9178—72.
Допуски и предельные отклонения на эвольвентные цилиндри-
ческие зубчатые колеса модулем свыше 1 до 56 мм и делительным
диаметром до 1250 мм нормированы ГОСТ 1643—72. ГОСТ охва-
тывает передачи внешнего и внутреннего зацепления с прямыми,
косыми и шевронными зубчатыми колесами.
Указанные стандарты устанавливают для цилиндрических
зубчатых колес двенадцать степеней точности от 1 до 12 в порядке
снижения точности. Нормы точности на мелкомодульные зубчатые
колеса приводятся начиная со степени 4, а на зубчатые колеса
средних и крупных модулей — начиная со степени 3. Ненорми-
руемые степени точности являются резервными: нормы на эти
степени будут установлены при дальнейшем развитии техники
зубонарезания.
В различных отраслях машиностроения для машин и меха-
низмов применяются передачи следующих степеней точности
(ГОСТ 1643—72):
Измерительные колеса...........................................3—5
Редукторы турбин и турбомашин .................................3—6
Металлорежущие станки..........................................3—8
Авиационные двигатели..........................................4—7
Пассажирский железнодорожный состав............................5—7
Легковые автомобили............................................5—8
Товарный железнодорожный состав ...............................6—8
Тракторы ......................................................6—8
Редукторы общего назначения......................................6—8
Прокатные станы................................................6—9
4 А. Л. Марков 49
Грузовые автомобили..............................................7—9
Крановые механизмы...............................................7—10
Лебедки шахтиые..................................................8—10
Сельскохозяйственные машины .....................................8—12
Выбор степени точности для конкретной машины может быть
произведен на основе кинематического расчета погрешностей
всей передачи, расчета динамики передачи, вибрации, прочности
и долговечности механизма.
Показатели точности зубчатых колес и передач в каждой сте-
пени точности разделены на четыре группы норм, характеризу-
ющие: 1) кинематическую точность колеса; 2) плавность работы
колеса; 3) контакт зубьев в передаче; 4) боковой зазор в пере-
даче. Такое разделение сделано в связи с тем, что в зависимости
от назначения и условий работы зубчатых колес и передач
предъявляются различные требования к точности выполнения
их элементов.
Показатели кинематической точности, характеризующие сте-
пень согласованности углов поворота сопрягаемых колес в пре-
делах одного оборота, особенно важны для точных делительных
передач. Показатели плавности работы передачи, характеризу-
ющие рассогласованность углов поворота сопрягаемых колес на
каждом зубе, важны для силовых передач, работающих на боль-
ших скоростях. Показатели контакта зубьев в передаче, опреде-
ляющие величину поверхности касания зубьев сопрягаемых колес,
имеют важное значение для передач, передающих большие осе-
вые нагрузки. Недостаточная величина контакта вызывает бы-
стрый износ зубьев и нарушение работы механизма.
Показатели бокового зазора в передаче зависят от условий
работы передачи, поэтому допуски на боковой зазор в передаче,
согласно ГОСТ 1643—72 и ГОСТ 9178—72, назначаются неза-
висимо от степени точности колес и передач. Если, например, для
зубчатых передач счетно-решающих, вычислительных или дели-
тельных механизмов, по существу, не нужны боковые зазоры *,
то для зубчатых передач, работающих при больших окружных
скоростях и при высоких температурах (турбинные, реактивные
передачи) боковые зазоры необходимы. Таким образом, требова-
ния к точности изготовления зубчатых колес задаются степенью
точности, а к боковому зазору — видом сопряжения по нормам
бокового зазора.
Для зубчатых колес средних и крупных модулей ГОСТ 1643—72
установлены шесть видов сопряжений, а для мелкомодульных
передач с нерегулируемым расположением осей (ГОСТ 9178—72) —
пять видов сопряжений, обозначаемых аналогично полями до-
пусков отверстий в системе ИСО.
1 В действительности, в любой зубчатой передаче всегда есть боковой зазор,
необходимый для размещения слоя смазки и компенсации нормируемых погреш-
ностей изготовления и сборки колес. Очевидно, что в передачах более грубых
степеней точности боковой зазор увеличивается.
50
Для различных видов сопряжений стандартами рекомендуется
диапазон степеней кинематической точности передач, приведенный
в табл. 7. Различные виды сопряжений гарантируют различную
величину наименьшего бокового зазора in min.
Таблица 7. Виды сопряжений, рекомендуемые
для зубчатых передач различных степеней точности
Вид сопря- жения Вид допуска Диапазон степеней кинема- тической точности Вид сопря- жения Вид допуска Диапазон степеней кинематической точности
По ГОСТ 1643 — 72 По ГОСТ 9178 — 72
А а 3—12 D 4—10 для тп 0,5 мм 4—12 для тп > 0,5 мм
В С Ь С 3—10 3—9 Е е 4—10 для тп 0,5 мм 4—12 для тп > 0,5 мм
D Е И d h h 3—8 3—7 3—7 F G Н f ё h 4—10 4—8 4—7
Гарантируемый боковой зазор — это наименьший из возмож-
ных в передаче боковой зазор между нерабочими профилями
зубьев колеса при любом угловом положении колес, достаточный
для обеспечения нормальных условий работы передачи. Он дол-
жен обеспечивать нормальную работу передачи с учетом темпе-
ратурных компенсаций зубчатых колес и корпуса, а также сохра-
нение необходимого зазора между зубьями — для обеспечения
нормальных условий смазки.
Помимо видов сопряжений, для зубчатых колес с нерегулируе-
мым расположением осей стандартами установлены допуски на
боковой зазор. В таких передачах гарантируемый боковой зазор,
а также компенсация его уменьшения, вызванного погрешностями
изготовления зубчатых колес и монтажа передачи, обеспечиваются
предельными отклонениями межосевого расстояния far и наимень-
шим дополнительным смещением исходного контура АНе (или
связанных с этим показателем точности наименьшим отклонением
толщины зуба АСе, наименьшим отклонением размера по роли-
кам АМе, наименьшим отклонением средней длины общей нор-
мали AWme. Если наименьшие дополнительные смещения исход-
ного контура колес зубчатой передачи принять равными между
собой (АНе1 АНег), то
Л 1 Л _________ tn mln + К
AHel + - ^sin a
где К — суммарная погрешность изготовления и монтажа, умень-
шающая боковой зазор и отсчитываемая по нормали к зубьям
4
51
колеса и определяемая по формуле [22]K^)/+[i2sina)2-|-
"*' ’+ 2F| + 2 | fpb |2 + (fx sin a)2 + (fy cos a)2. Здесь fa — пре-
дельное отклонение межосевого расстояния; Гр — допуск на
направление зуба; fpb — предельное отклонение шага зацепле-
ния; fx и fy — допуски на непараллельность и перекос осей.
Для колес средних и крупных модулей установлено восемь
видов допусков на боковой зазор (ГОСТ 1643—72), а для мелко-
модульных колес — четыре вида (ГОСТ 9178—72). Каждому виду
сопряжения соответствует определенный вид допуска на боковой
зазор. Для колес средних и крупных модулей дополнительно при-
водятся три вида допусков бокового зазора без указания вида
сопряжения (х, у, г). При необходимости ГОСТы разрешают
нарушать соответствие между видом сопряжения и видом допуска.
Виды сопряжения обозначаются прописными буквами латин-
ского алфавита, а соответствующие виды допуска — теми же, но
строчными буквами.
Для передач с регулируемым расположением осей гаранти-
руемый боковой зазор обеспечивается наименьшим предписанным
боковым зазором inmln. У таких передач наименьшее дополни-
тельное смещение исходного контура АНе (а следовательно, и
связанные с ним другие показатели точности AWme и АСе) при-
нимается равным нулю. Допуски же на смещение исходного кон-
тура Тн и связанных с ним других показателей бокового зазора
выбираются в соответствии с видом сопряжений по нормам боко-
вого зазора.
Для сопряжения /7 с нулевым гарантируемым боковым зазором
и сопряжения Е Тн = 1,1Гг + 20. Для сопряжений D, С, В, А
величина допуска изменяется со знаменателем прогрессии
<р = 1,25; для D — Тн = \ДЕГ + 25; С — Тн = 1,8ГГ + 32;
В — Тн = 2,2Fr + 40; А — Тн = 2,8Fr + 50. Для допуска бо-
кового зазора z — Тн = 3,15/у + 63; у — Тн = 4Д + 80; х —
— Тн = 5Fr + 100.
Гарантируемый боковой зазор увеличивается при переходе от
сопряжения с уменьшенным зазором к сопряжению с увеличен-
ным боковым зазором и к более грубой степени точности.
Сопряжения с нулевым значением наименьшего бокового
зазора применяются в основном в зубчатых передачах счетно-
решающих, вычислительных, измерительных и других подобных
механизмах, а также в тихоходных передачах с малым мертвым
ходом. Сопряжения с увеличенным значением наименьшего бо-
кового зазора применяются в зубчатых передачах средних и
крупных модулей, работающих при больших окружных скоростях
и при высоких температурах, например в зубчатых передачах
турбинных и реактивных двигателей.
Наибольший боковой зазор (inr!W) в ГОСТах не указан, по-
тому что для правильной работы передачи (устранения возмож-
ности заклинивания при нагреве передачи, уменьшения шума,
52
правильной смазки) первостепенное значение имеет наименьший
(гарантированный) боковой зазор. Наибольший же боковой зазор
является замыкающим звеном размерной цепи, в которой состав-
ляющие звенья (смещение исходного контура шестерни и колеса,
межосевое расстояние) ограничены допусками и не могут превы-
сить определенных значений.
Для передач с нерегулируемым положением осей наибольший
боковой зазор /„шах может быть рассчитан приближенно по
формуле i„max «=* inmln + 2 (ТН1 + ТН2 + ТА) sin ап, где in Ш1П —
гарантированный боковой зазор в передаче; ТН1 и ТН2 —допуски
на смещение исходного контура для шестерни и колеса; ТА —
допуск на межосевое расстояние, равный +/а — (—/а).
Зная наибольший боковой зазор i„max, можно определить
в пределах этого зазора угол поворота колеса или шестерни
(в ...") по формуле у = 2-206,3inniax/(m„z cos ап), где z — число
зубьев колеса или , шестерни.
По аналогичной формуле можно определить угол поворота
колеса или шестерни в пределах наименьшего гарантированного
бокового зазора у = 2-206,3in mXJ(tnnz cos an).
Основной степенью точности в ГОСТ1643—72 и ГОСТ 9178—72
является шестая степень. Для этой степени точности рассчиты-
ваются допуски, а для других степеней числовые значения допу-
сков определяются путем умножения или деления допусков
6-й степени на коэффициенты перехода, рекомендуемые ИСО
[28]. В пределах одной степени точности величины допусков и
предельных отклонений для различных показателей точности свя-
заны между собой аналитическими зависимостями.
ГОСТ 1643—72 и ГОСТ 9178—72 разрешается назначать для
зубчатых передач комбинированные нормы — допуски по раз-
ным степеням точности для разных показателей. Это целесооб-
разно в тех случаях, когда по условиям работы зубчатого зацеп-
ления одни показатели точности оказываются важнее других.
Например, для тихоходных силовых передач нормы контакта
зубьев назначаются по более высоким степеням точности, чем
нормы кинематической точности и плавности работы колеса, а для
передач отсчетных механизмов нормы контакта принимаются гру-
бее норм кинематической точности.
Комбинированные нормы точности позволяют не выдерживать
высокую точность колеса по тем показателям, по которым условия
работы передачи этого не требуют. Если же эксплуатационные
требования к передаче по всем показателям одинаковы, то для
всех показателей точности колес назначается одна степень точ-
ности.
Так как между показателями точности зубчатых колес суще-
ствует определенная взаимосвязь, практически невозможно изго-
товить колеса со значительным разрывом в степенях точности
по отдельным показателям. Например, увеличение погрешности
профиля зуба fjr повышает кинематическую погрешность зубча-
53
того колеса F'ir. Такая же зависимость существует между показа-
телями плавности работы зубчатой передачи и контакта зубьев.
Поэтому при назначении комбинированных допусков в стандартах
приведены ограничения. В частности, нормы плавности работы
зубчатых колес и передач могут быть не более, чем на две степени
точнее или на одну степень грубее норм кинематической точности.
Так как плавность работы зубчатой передачи зависит от качества
контакта зубьев, то нормы контакта разрешается назначать по
более высоким степеням, чем нормы плавности. Это обуславливается
нагруженностью передачи. Для малонагруженных передач нормы
контакта и плавности могут быть одинаковыми, для тяжело
нагруженных передач нормы контакта могут быть на две-три
степени точнее норм плавности.
Для узких косозубых колес крупных и средних модулей с коэф-
фициентом осевого перекрытия Sg < 1,25 нормы контакта могут
(согласно ГОСТ 1643—72) назначаться на одну степень грубее
норм плавности. Для мелкомодульных колес ГОСТ 9178—72
приводит несколько иные ограничения. Нормы плавности зубча-
тых колес и передач могут назначаться на одну степень точнее или
грубее норм кинематической точности; нормы контакта зубьев —
на одну степень точнее или грубее норм плавности работы зуб-
чатых колес и передач.
Для нереверсивных передач, в которых работает одна боковая
сторона зубьев, согласно ГОСТ 1643—72 и ГОСТ 9178—72, можно
устанавливать нормы точности для правых и левых профилей
зубьев из разных степеней точности при условии, что по каждой
из принятых норм степень точности колеса и шестерни будет
одинаковой. При этом установлены следующие ограничения.
По показателям кинематической точности допускается назна-
чать все нормы, за исключением колебания измерительного меж-
осевого расстояния за оборот колеса F'i; радиального биения
зубчатого колеса Fr; колебания длины общей нормали Vw. По
показателям плавности работы зубчатых передач допускается
назначать все нормы, кроме колебания измерительного межосе-
вого расстояния на одном зубе f'i; по показателям контакта зубьев
в передаче — все нормы, кроме непараллельности fx и пере-
коса fy осей.
При комбинировании норм кинематической точности и плав-
ности работы из разных степеней допуск на колебание измери-
тельного межосевого расстояния за оборот зубчатого колеса
определяется по формуле Т’комб = Fr + [F'i— Fr], где до-
пуски, входящие в первое слагаемое, определяются по степени
для норм кинематической точности, а допуски, входящие во вто-
рое слагаемое, принимаются по степени для норм плавности
работы колеса.
Показатели кинематической точности для зубчатых колес и
передач приведены в табл. 8. Эти погрешности наиболее полно
определяют эксплуатационные качества зубчатых колес,
54
Таблица 8. Показатели кинематической точности цилиндрических зубчатых колес
(по ГОСТ 1643—72 и ГОСТ 9178—72)
— Показатели точности Обозна- чение 1 Определение Допуск и предельное отклонение Обо- зна- чение
Для зубчатых колес
т др [аиболь г;/ шая 5 VWv КИНС ном 1М из ко У Ч атическая погрешность мерительное песо ъ КОЛ0СО ^действ\. V Наибольшая алгебраиче- ская разность значений кине- матической погрешности зуб- чатого колеса в пределах его полного оборота (ср — угол поворота колеса; Аср —ошиб- ка угла поворота) Допуск на кинемати- ческую погрешность F'i
0 95 90 135 180
Продолжение табл. 8
ел
а>
Покг точ затели ности Обозна- чение 1 Определение Допуск и предельное отклонение Обо- зна- чение
Накопленная погреш А 45s ri но $ у\ ЛЪ Н * /7J Г a k шагов к г?Dirr F pkr Кинематическая погреш- ность зубчатого колеса при номинальном его повороте на /г целых угловых шагов, где k — целое число в пределах от 2 до z/2 Допуск на накоплен- ную погрешность k ша- гов F pk
l7?J г
Накопленная погреш (см, предыдущий эскиз ность шага ) F рг Наибольшая алгебраиче- ская разность значений нако- пленных погрешностей, най- денных для всех значений k в пределах от 2 до z/2 Допуск на накоплен- ную погрешность шага Fp
Продолжение табл. 8
Показатели точности Обозна- чение 1 Определение Допуск и предельное отклонение Обо- зна- чение
Радиальное биение Элемент исходного контура Frr Наибольшая в пределах зуб- чатого колеса разность рас- стояния от его рабочей оси до делительной прямой эле- мента нормального исходного контура (одиночного зуба или впадины), условно наложен- ного на профили зубьев колеса Допуск на радиаль- ное биение зубчатого венца Fr
Погрешность обката Per Составляющая кинематиче- ской погрешности зубчатого колеса, определяемая при вра- щении его на технологической оси и при исключении цикли- ческих погрешностей зубцо- вой частоты и кратных ей более высоких частот. Под технологической осью зубча- того колеса понимается ось, вокруг которой оно вращается в процессе окончательной ме- ханической обработки зубьев по обеим их сторонам Допуск на погреш- ность обката Fc
Продолжение табл. 8
Показатели точности Обозна- чение 1 Определение Допуск и предельное отклонение Обо- зна- чение
Колебание длины общей нормали Разность между наиболь- шей W'j и наименьшей W2 действительными длинами об- Допуск на колебание длины общей нормали vw
г»У щей нормали в одном и том же зубчатом колесе
Колебание измерительног стояния за оборот зубчатого э межосевого рас- колеса 1 x.uL f"ir Разность между наиболь- шим и наименьшим действи- тельными межосевыми рас- стояниями при беззазорном зацеплении измерительного зубчатого колеса 1 с контро- лируемым 2 при повороте последнего на полный оборот Допуск на колебание измерительного межосе- вого расстояния за обо- рот зубчатого колеса
ЛА
±+-н^ J t А \ 1 1 ! J )] I I п * ЛЛ7) С-
-1
Продолжение табл. 8
Показатели точности Обозна- чение 1 Определение Допуск и предельное отклонение Обо- зна- чение
Для передач
Наибольшая кинематическая погрешность
Наибольшая алгебраиче -
ская разность значении кине- матической погрешности пере- дачи за полный цикл измене- ния относительного положе- ния зубчатых колес ф2 (т. е. Допуск на кинемати- р'
в пределах числа оборотов ческую погрешность г 10
колеса, равного частному от
деления числа зубьев шестер-
ни на общий множитель х чи-
сел зубьев обоих зубчатых
колес передачи)
Обозначения в ГОСТах в основном приняты по проекту
стандарта ИСО ДК1328.
составляющих передачу, и по существу проявляются в виде
совокупности всех первичных ошибок зубчатой передачи, при-
веденных к линии действия (линии зацепления).
Чтобы понять сущность кинематической погрешности, пред-
ставим себе, что какое-либо зубчатое колесо установлено в качестве
ведомого звена в какой-либо механизм с абсолютно точными
звеньями. Очевидно, погрешности данного колеса, влияющие на
равномерность его работы, явятся причиной неравномерности
вращения этого механизма. Неравномерность вращения зубчатого
колеса, представляющая собой совокупность погрешностей, вызы-
вающих колебания мгновенных передаточных отношений, будет
различной на различных углах поворота зубчатого колеса. Эта
погрешность, являющаяся функцией -от угла поворота колеса,
и есть кинематическая погрешность. Она определяется по ГОСТ
как наибольшая разность между действительным и номинальным
(расчетным) углами поворота зубчатого колеса относительно оси,
вокруг которой оно вращается в передаче. В качестве ведомого
звена используется измерительное колесо при точном взаимном
положении осей вращения этих колес.
Кинематическая погрешность зубчатого колеса представляет
собой сумму гармоник, где гармоника с периодом, равным одному
обороту колеса, характеризует кинематическую погрешность,
а гармоники с более короткими периодами — циклические погреш-
ности. Частота и амплитуда высокочастотных гармоник зависят
от ряда показателей точности, в частности: погрешности профиля
зуба ffr, отклонения шага зацепления fpbr и окружного шага fptr,
погрешности направления зуба F&..
Наибольший интерес представляют амплитуды составляющих
частот, кратные числу зубьев колеса. Кинематическая погреш-
ность зубчатого 'колеса является следствием кинематической
погрешности зуборезного станка, на котором данное колесо было
нарезано, а также из-за неточности установки режущего инстру-
мента и заготовки. Причем погрешности режущего инструмента
и его базирования на оправке станка являются основной причиной
высокочастотных гармоник. Используя методы гармонического
анализа, можно разложить кинематическую погрешность на
составляющие, выделив первую гармонику.
Кинематическая погрешность передачи F'ior определяется по
ГОСТ 1643—72 как разность между действительными и номи-
нальными углами поворота ведомого зубчатого колеса передачи.
Числовые значения допусков на кинематическую погрешность
передачи F'i0 устанавливаются равными сумме допусков на кине-
матическую погрешность зубчатых колес, составляющих данную
передачу. Если кинематическая погрешность является непрерыв-
ной функцией погрешности угла поворота зубчатого колеса за
полный его*оборот, то показатели накопленной погрешности
Fpkr и Fpr, являясь дискретными значениями кинематической
погрешности, выявляют лишь часть этой погрешности.
60
Накопленная погрешность Fpkr на какое-то количество k
шагов определяется как кинематическая погрешность зубчатого
колеса при номинальном его повороте на k целых угловых шагов
в пределах от 2 до z/2. При отсутствии специальных требований
допуск на Fpk назначается для длины дуги, соответствующей 1/6
части числа зубьев зубчатого колеса. Накопленная погрешность
шага по зубчатому колесу Fpr определяется как наибольшая
алгебраическая разность значений накопленных погрешностей,
найденных для всех значений k в тех же пределах от 2 до z/2.
Основными источниками накопленной погрешности шага яв-
ляются геометрический и кинематический эксцентриситеты [11,
151; геометрический эксцентриситет возникает из-за погрешностей
базирования при зубообработке и сборке готовых колес; кинема-
тический эксцентриситет колеса — это условный эксцентриси-
тет, возникающий из-за погрешности кинематической цепи зубо-
резного станка, на котором зубчатое колесо было нарезано.
Вследствие этих эксцентриситетов график накопленной погреш-
ности шага имеет вид синусоиды с максимумом и минимумом
через 180°; если же полупериод изменения накопленной погреш-
ности не равен л, это приводит к тому, что результат изменения
накопленной на 180° погрешности шага не отражает действитель-
ной погрешности Fpr. Однако при обработке зубчатых колес
методом обката большого отклонения от синусоидального харак-
тера накопленной погрешности не наблюдается, незначительные
же отклонения приводят к несколько заниженным результатам.
По данным канд. техн, наук М. П. Козлова [111, сдвиг фаз
в положение максимума и минимума накопленной погрешности
на 10° вызывает погрешность измерения Fpr, равную 0,007 этой
величины. Если, например, Fpr = 30 мкм, погрешность измере-
ния при таком сдвиге фаз равна примерно 0,2 мкм, что составляет
0,6% от Fp. В силу вышеуказанных причин накопленная погреш-
ность, согласно ГОСТу, определяется в пределах до z/2.
Одним из показателей кинематической точности зубчатых
колес является погрешность обката. Погрешность обката Fcr
может быть установлена по данным измерения кинематической
погрешности зуборезного станка или косвенным путем — на
основании данных измерения накопленной погрешности шага
зубчатого колеса Fpr при условии, если из этой погрешности
исключить радиальное биение зубчатого венца Frr. Для этого
накопленную погрешность шага Fpr следует измерять при сов-
мещении измерительной базы с технологической.
Погрешность обката может быть также обнаружена при опре-
делении величины колебания длины общей нормали К^ЛТак
как точки разноименных профилей зубьев, лежащие на общей
нормали, образуются при нарезании данного колеса в разное
время, в течение которого колесо поворачивается на угол, рав-
ный 2а, то кинематическая погрешность’зуборезного станка, нако-
пленная на угле обката 2а при обработке на нем зубчатого колеса,
61
скажется на колебании длины общей нормали. Вот почему в стан-
дартах этот показатель отнесен к кинематической точности зуб-
чатого колеса, в то время как предельные отклонения длины
общей нормали отнесены к показателям бокового зазора. Показа-
тели плавности работы зубчатых колес и передач приведены
в табл. 9.
Для цилиндрических косозубых колес с коэффициентом пере-
крытия более 1,25 показателями плавности являются местная
кинематическая погрешность f'ir и циклическая погрешность fzkr.
Первый показатель точности проявляется в виде наибольшего
выброса в диаграмме кинематической погрешности. Циклическая
погрешность зубчатого колеса является составляющей кинемати-
ческой погрешности колеса. Несмотря на незначительную
величину эти погрешности в быстроходных передачах могут стать
причиной чрезмерного шума, вибрации, а подчас и аварии
механизма.
Для зубчатых передач с модулем более 1 мм стандартами уста-
новлены два показателя точности: циклическая погрешность зуб-
цовой частоты в передаче fzzor и циклическая погрешность пере-
дачи fzkor для косозубых колес с коэффициентом перекрытия
более 1 мм.
Циклическая погрешность зубцовой частоты в передаче /220г
установлена в зависимости от коэффициента перекрытия в пере-
даче ер. К зубчатым передачам, собранным из косозубых колес,
имеющих ер > 1,25, ГОСТ 1643—72 предъявляет дополнительные
требования в связи с тем, что при работе таких колес точка кон-
такта сопрягаемых зубьев перемещается вдоль оси колеса, а не
в торцовой плоскости.
Плавность работы прямозубых и косозубых зубчатых передач,
у которых ер < 1,25, во многом зависит от правильности шага
зацепления. При этом шаг зацепления следует понимать не как
дискретный размер между соседними эквидистантными кривыми
по касательной к основной окружности, а как величину, соответ-
ствующую длине дуги теоретической центроиды, приходящуюся
на один угловой шаг и непрерывно меняющуюся в процессе за-
цепления зубьев.
Плавная и безударная смена одной пары рабочих профилей
другой парой указывает на равенство шагов зацепления сопря-
гаемых колес. Если же в зубчатой передаче шаг зацепления
у ведомого колеса больше шага зацепления ведущего колеса,
смена одной пары сопрягаемых зубьев другой обычно сопровож-
дается ударом головки ведомого колеса о ножку ведущего Ч Это
явление названо «зубцовым импульсом». Очевидно, что период
проявления зубцового импульса равен частоте прохождения
1 При положительной ошибке в основном нормальном шаге зубья колеса
работают только головкой, при отрицательной 'ошибке — ножкой. Если же
два сопрягаемых зубчатых колеса имеют одинаковую по величине и'знаку ошибку
в основном нормальном шаге, правильность зацепления на нарушится.
62
Таблица 9. Показатели, обеспечивающие плавность работы цилиндрической
зубчатой передачи (по ГОСТ 1643—72 и ГОСТ 9178—72)
Показатели точности Обозна- чение 1 Определение Допуск и предельные отклонения Обозна- чение
Для косозубых колес при eg > 1,25
Местная кинематическая погреш-
ность
Ч Л Л л Л Л' Л Л Л ДЛ
vvi/vyi, 360° V V v v
f'i.
Наибольшая разность между мест-
ными экстремальными (минималь-
ными и максимальными) значениями
кинематической погрешности зубча-
того колеса в пределах его оборота
Допуск на местную кине-
матическую погрешность
Циклическая погрешность 2
360'
2КГ
График кинематической
^~\гюгрршнист:,
\ р колеса
Гармонические состаблиюьцие
кинематической погрешности
колеса
fzkr
Удвоенная амплитуда Аг гармо-
нической составляющей кинемати-
ческой погрешности зубчатого ко-
леса
Допуск па циклическую
погрешность
fzk
Р
о
Продолжение табл. 9
IloKaaaTej 1И точности Обозна- чение 1 Определение Допуск и предельные отклонения Обозна- чение
Отклонение ша и,' га зацепления ^йстбительный । профиль 'Номинальный профиль f fpbr Разность между действительным Ра действ и номинальным Рд ном ша- гами зацепления. Под действитель- ным шагом зацепления понимается расстояние между двумя параллель- ными плоскостями 1—1 и 2—2, касательными к двум одноименным активным боковым поверхностям со- седних зубьев зубчатого колеса Предельные отклонения шага зацепления: верхнее нижнее Pb ~ pb
Отклонение ша Г га fptr Кинематическая погрешность зуб- чатого колеса при его повороте на один номинальный угловой шаг: . ( 2л \ fptr= г J Г Предельные отклонения шага: верхнее нижнее - pt ~ pt
Продолжение табл. 9
Марков
Показатели точности Обозна- чение 1 Определение Допуск и предельные отклонения Обозна- чение
Погрешность профиля зуба /у ^7^ ffr Расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профиля- ми (штриховая линия), между кото- рыми размещается действительный торцовый активный профиль зуба зубчатого колеса (сплошная линия). Под действительным торцовым про- филем зуба понимается линия пере- сечения действительной боковой по- верхности зуба зубчатого колеса плоскостью, перпендикулярной его рабочей оси Допуск на погрешность профиля зуба
Колебание измерительного меж- осевого расстояния на одном зубе Z Г ХЧХ / V i hr Разность между наибольшим и наименьшим действительными меж- осевыми расстояниями aWM при без- зазорном зацеплении измерительного зубчатого колеса 1 с контролируе- мым 2 при повороте последнего на один угловой шаг Допуск на колебание из- мерительного межосевого расстояния на одном зубе h
у/
-
360
-?
Продолжение табл. 9
Обозна- Допуск и предельные I Обозна-
Показатели точности чение 1 Определение отклонения 1 чение 1
Для передач
Циклическая погрешность (для
косозубых колес при gg > 1,25) 2
Удвоенная амплитуда Лг гармо- 1 1 1 Допуск на циклическую j fzko
нической составляющей кинемати- ческой погрешности передачи погрешность 1
I
Циклическая погрешность зубцо-
вой частоты 2
fzzor
Циклическая погрешность с ча-
стотой повторений, равной частоте
входа зубьев в зацепление
Допуск на циклическую
погрешность зубцовой ча-
стоты
1 В отличие от допуска или предельного отклонения обозначение действительного отклонения дополняется индексом г.
2 Только для зубчатых колес и передач с т более 1 мм.
tzzo
зубьев через зацепление. Поэтому для зубчатых передач средних
и крупных модулей со значением ер < 1,25 установлены допуски
на циклическую погрешность зубцовой частоты в передаче fzz0.
Этот показатель точности весьма важен для обеспечения плав-
ности работы высокоскоростных прямозубых и узких косозубых
колес с ер < 1,25.
У широких косозубых колес, благодаря осевому перекрытию,
зубцовый импульс может не проявляться, т. е. может не про-
явиться погрешность зубцовой частоты в передаче. Частота за-
цепления f может быть выражена в Герцах и определена по фор-
муле f = nz/60.
Поэтому в ГОСТ 1643—72 в применении к таблице допусков
на /22,> предусмотрено, что для передач, у которых осевое пере-
крытие больше, чем указано в таблице, вместо величины fzz0
назначаются допуски на циклическую погрешность зубчатого
колеса fzk или циклическую погрешность передачи fzko. Вели-
чины допусков на /22Э приводятся в таблице ГОСТа в зависимости
от модуля, числа зубьев и степени точности колеса по нормам
контакта зубьев в передаче.
Для мелкомодульных зубчатых колес циклические погреш-
ности (для зубчатых колес и передач) в ГОСТе не приведены
в связи с тем, что эти передачи в основном являются прямозубыми
с небольшой шириной зубчатого венца. Здесь следует отметить,
что погрешности основного нормального шага рЬп (равного шагу
зацепления ра) нормированы ГОСТ 1643—72 как отклонения шага
зацепления, а обозначены как отклонения основного шага fpb.
При контроле основного нормального шага по одноименным
боковым поверхностям зубьев наибольшая разность шагов 1 не
должна превышать 0,5 величины допуска fp,,. Показатели, опре-
деляющие контакт зубьев в передаче, приведены в табл. 10.
Для мелкомодульных зубчатых колес и колес средних и круп-
ных модулей стандартами указано, что показателем контакта
является погрешность направления зуба FPr. У прямозубых
колес этот показатель точности характеризует направление обра-
зующих боковой поверхности зубьев относительно оси колеса и
непрямолинейности образующей боковой поверхности зуба. У косо-
зубых колес с коэффициентом осевого перекрытия 8В < 1,25
погрешность направления зуба определяет отклонение угла
наклона винтовой линии зуба от заданного угла наклона и по-
грешность формы винтовой линии зуба.
Погрешность направления зуба FPr является показателем,
характеризующим контакт по длине зуба. Контакт же по высоте
зуба прямозубых и косозубых колес с ер < 1,25 зависит от откло-
нений шага зацепления fpbr и профиля зуба ffr, т. е. от показа-
телей, характеризующих плавность работы колеса. Для косозубых
колес с коэффициентом осевого перекрытия в^ более 1,25
1 См. ГОСТ 1643—72, примечание к табл. 5 и ГОСТ 9178—72, табл. 3.
5;
67
Таблица 10. Показатели, определяющие контакт зубьев в передаче (по ГОСТ 1643—72 и ГОСТ 9178—72>
Показатель точности Обозна- чение Определение Допуск н предельные отклонения Обозна- чение
Для зубчатых колес
Погрешность направления зуба Ffir Расстояние по нормали между дву- мя ближайшими друг к другу номи- нальными делительными линиями зуба (штриховая линия), между которыми размещается действитель- ная делительная линии зуба (сплош- ная линия), соответствующая рабо- чей ширине венцов Ь. Под действи- тельной делительной длиной зуба понимается линия пересечения дей- ствительной боковой поверхности зуба зубчатого колеса делительным цилиндром, ось которого совпадает с рабочей осью Допуск на погрешность направления зуба
Погрешность формы и располо- жения контактной линии 1 F kr Расстояние по нормали между двумя ближайшими друг к другу номинальными потенциальными кон- тактными линиями (штриховые ли- нии), условно положенными на пло- скость зацепления, между которыми размещается действительная потен- циальная контактная линия на ак- тивной боковой поверхности (сплош- ная линия). Под потенциальной кон- тактной линией понимается линия пересечения поверхности зуба по- верхностью зацепления Допуск на погрешность формы и расположения контактной линии Fk
Продолжение табл. 10
Показатель точности Обозна- чение Определение Допуск и предельные отклонения Обозна- чение
Отклон мали 1 (п ение осевыз зи ер > 1,2 Рхк V НОМ; 1*' . z / ша 5) к / гов по нор- I F рхпг Разность между действительным осевым расстоянием зубьев рхр и суммой соответствующего числа но- k минальных осевых шагов У рх Н0М(., i=l умноженная на синус угла наклона делительной линии зуба. Под дей- ствительным осевым расстоянием зубьев понимается расстояние между одноименными линиями зубьев косо- зубого колеса по прямой, парал- лельной рабочей оси. Расстояние между одноименными линиями со- седних зубьев является действитель- ным осевым шагом Fpxnr = х sin P Предельные отклонения осевых шагов по нормали: верхнее нижнее + Fpxn ““ F рхп
Отклонение шага зацепления 1 (при ер > 1,25) а . Номинальный § § Н—профиль §§ *1 / £=§ г \ ijf х/ ' —yr—- Г I \ - У; L ' ' / fpbr Разность между действительным Ра действ и номинальным pct ном шага- ми зацепления. Под действитель- ным шагом зацепления понимается расстояние между двумя параллель- ными плоскостями, касательными к двум одноименным активным боко- вым поверхностям соседних зубьев зубчатого колеса fpbr ~ Ра действ Ра ном Предельные отклонения шага зацепления: верхнее нижнее + fpb — fpb
.Продолжение табл. 10
Показатель точности Обозна- чение Определение Допуск и предельные отклонения Обозна- чение
Для передач
Суммарное пятно контакта — Часть активной боковой поверх- ности зуба зубчатого колеса, на которой располагаются следы при- легания его к зубьям парного зубчатого колеса после вращения собранной передачи при легком тор- можении, обеспечивающем непре- рывное контактирование зубьев обо- их зубчатых колес. Определяется от- носительными размерами пятна кон- такта в процентах: по длине зуба — отношением расстоянияа между край- — —
_ _ъ *" а st
r|
^12 1 1 ними точками следов прилегания за вычетом разрывов с, превосходя- щих величину модуля в мм, к длине к , (а — с) cos 6 . ЛЛП/ зуба b 100%; по вы- соте зуба — отношением средней (по всей длине зуба) высоты следов прилегания hm к высоте зуба соот- ветствующей активной боковой по- верхности (hmlhp) 100%
Продолжение табл. 10'
Показатель точности
Обозна- чение Определение Допуск и предельные отклонения Обозна- чение
fxr Непараллельность проекций рабо- чих осей зубчатых колес в пере- даче на плоскость, в которой лежит одна из осей и точка второй оси в средней плоскости передачи. Опре- деляется в линейных единицах на длине, равной рабочей ширине венца или полушеврона. Под средней пло- скостью передачи понимается пло- скость, проходящая через середину рабочей ширины венца или, для шевронной передачи, через середину расстояния между внешними тор- цами, ограничивающими рабочую ширину полушевронов fxr — ay — Допуск на непараллель- ность осей ; fx i I ! i । 1 1
Непараллельность проекций рабо-
чих осей зубчатых колес в передаче
на плоскость, проходящую через
одну из осей и перпендикулярную
плоскости, в которой лежит эта ось
и точка второй оси в средней пло-
скости передачи. Определяется в ли-
нейных единицах на длине, равной
рабочей ширине венца полушеврона
fyr -= аг + а2
Только для зубчатых колес с т более I мм.
Допуск на перекос осей
fy
i
1
I
I
i
j
i
Таблица 11. Показатели, обеспечивающие гарантируемый боковой зазор в передаче (по ГОСТ 1643—72 и 9178—72)
Показатель точности Обозна- чеиие Определение Допуск и предельные отклонения Обозна- чение
Для зубчатых колес
Дополнительное смещение исходного контура XL-" А нг Дополнительное смещение исход- ного контура от его номинального поло- жения (штриховая линия) в тело зуб- чатого колеса, осуществляемое с целью обеспечения в передаче гарантирован- ного бокового зазора Допуск на смещение исход- ного контура Наименьшее дополнительное смещение исходного контура (одного зуба или впадины, ус- ловно наложенных на про- филь зубьев колеса): для колес с внешними зубьями для колес с внутрен- ними зубьями Тн -- Ане + A hi
Средняя длина общ Мали W2 нор- Средняя арифметическая из всех дей- ствительных длин общих нормалей по зубчатому колесу ..., №'г Допуск на среднюю длину общей нормали Наименьшее предписанное отклонение средней длины об- щей нормали, осуществляемое с целью обеспечения в пере- даче гарантированного боко- вого зазора: для колес с внешними зубьями для колес с внутрен- ними зубьями Т \vm А Wme + A Vi'mi
\ (
. 1/
Продолжение табл. 11
Показатель точности Обозна- чение Определение Допуск и предельные отклонения Обозна- чение
Наименьшее отклонение толщины зуба 1 А се Наименьшее необходимое уменьше- ние постоянной хорды, осуществляемое с целью обеспечения в передаче гаран- тированного бокового зазора Допуск на толщину зуба Тс
Измерительное расстояние 2 1 межосевое Ядом Межосевое расстояние при беззазор- ном зацеплении измерительного ко- леса 1 с контролируемым 2, имеющим наименьшее дополнительное смещение исходного контура и лишенным по- грешностей Предельные отклонения из- мерительного межосевого расстояния: верхнее нижнее + Аа"е Aa"i
Отклонение размера по ро- ликам 2 А мг Разность между действительным и номинальным размерами по роликам Допуск на размер по роли- кам Наименьшее отклонение раз- мера по роликам Тм А Me
Продолжение табл. 11
Показатель точности Обозна- чение Определение Допуск и предельные отклонения Обозна- чение
Для пепедач
Гарантированный боковой зазор 3 ln mln Наименьший предписанный боковой зазор Допуск на боковой зазор Tin
Отклонение межосевого рас- стояния 4 far Разность между действительн ям и номинальным межосевыми расстояния- ми в средней плоскости передачи Предельные отклонения межосевого расстояния: верхнее нижнее + f, -fl
1 Только для зубчатых колес с т более 1 мм.
2 Для зубчатых колос с т менее 1 мм.
•' Для передач с регулируемым расположением осей.
* Для передач с нерегулируемым расположением осей.
Показателями точности (по ГОСТ 1643—72) являются отклонение
осевых шагов по нормали Fpxnr и отклонение шага зацепления fpbr.
Отклонение осевых шагов по нормали имеет важное значение
для крупногабаритных колес. Этот показатель точности харак-
теризует контакт по длине зубьев (продольный контакт).
Отклонения шага зацепления приведенные в ГОСТ
1643—72 в качестве показателя, определяющего контакт зубьев
для колес с Ер > 1,25, сказываются на высоте пятна кон-
такта зубьев. На высоту пятна контакта зубьев влияет также
погрешность формы и расположения контактной линии Fkr.
Этот показатель точности зависит от угла наклона зуба и модуля
колеса (чем больше угол наклона, тем меньше длина контактной
линии), поэтому величины допусков на формуй расположение
контактной линии Fk назначаются ГОСТ 1643—72 в зависимости
от длины контактной линии bk или ширины зубчатого колеса Ь.
Длина контактной линии у косозубых колес может быть опре-
делена по формуле
I, = 2тп - 2тп
к sin а/ sin sin а„ tg [Зь
Для прямозубых колес bk = b.
Все три показателя контакта, приведенные в ГОСТ 1643—72
и ГОСТ 9178—72 для зубчатых передач, взаимно связаны. Пятно
контакта характеризует качество изготовления и сборки деталей
зубчатого механизма, включая непараллельность fxr и перекос fyr
осей. Показатели, обеспечивающие гарантируемый боковой зазор
в передаче, приведены в табл. 11.
9. КОНТРОЛЬНЫЕ КОМПЛЕКСЫ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Для полной оценки качества зубчатых колес необходимо обес-
печить их контроль по показателям кинематической точности,
плавности работы, контакта зубьев и бокового зазора в передаче.
Поскольку между элементами зубчатых колес существует взаимо-
связь, то для контроля точности зубчатых колес ГОСТ 1643—72
и ГОСТ 9178—72 устанавливают равноправные, т. е. взаимозаме-
няемые, контрольные комплексы (табл. 12).
Наибольшие диаметры для зубчатых колес средних и крупных
модулей, которым соответствуют приведенные в табл. 12 кон-
трольные комплексы, указаны в табл. 13.
Как уже отмечалось, показатели ГД и Fpr выявляют ком-
плекс радиальных и тангенциальных погрешностей при замене
1 К тангенциальным относят погрешности, измеряемые в направлении ка-
сательной к окружности (цилиндру) с центром на оси колеса. Такой окружностью
(цилиндром) является, например, основная окружность (основной цилиндр.)
К радиальным относят погрешности, измеряемые в радиальном направлении
к указанной окружности.
75
Таблица 12. Контрольные комплексы показателей точности
цилиндрических зубчатых колес и передач (по ГОСТ 1643—72 и 9178—72)
Нормы Для зубчатых колес степеней точности Для передач
точности со со 1 1 со ТГ 5-8 7 — 8 9 — 12 3 — 8-й степеней точности
Кинематическая F'i Fp^Fpk3 Fr н F с Fr и Vw Д и Fc 6 и Vw FP Fr* Д Fr° F’io
Плавности ра- боты Fzk f F pb fpb * и 7 и ff 1 fpt1 fp ts fzko 6 fzzo’’
— f'i7
Контакта зубьев в передаче 12 Fpxn Fh 9 Fpxn и fpb9 Д'° При нерегулируе- мом расположении осей — пятно контак- та, fx и fy 11 При регулируе- мом расположении осей — пятно кон- такта
Боковые зазоры в передаче Ан и Th A wm И T Wm Ac и Tcl Ам и Tm2 Aa" И Aa"i При нерегулируе- мом расположении осей: A~fa и fa При регулируемом расположении осей Tin
1 Для зубчатых колес модулем более 1 мм. 2 Для зубчатых колес модулем менее 1 мм. 3 Для зубчатых колес 3 — 6-й степени точности. 4 Для зубчатых колес диаметром св. 1600 мм. 5 Для зубчатых колес любого диаметра. 8 Для зубчатых колес и передач средних н крупных модулей: 3 и 4-й сте- пени точности при не менее 1,25; 5-й - - 1,50; 6-й — 2; 7-й — 2,5; 8-й — 3,5. 7 Для зубчатых колес и передач средних и крупных модулей при 8^ менее, чем указано в п. 6. 8 Для зубчатых колес степеней точности 7 и 8 при таком же, как ука- зано в п. 6, и степеней 9—12 при 8^ менее указанного в п. 6. 0 Для зубчатых колес средних и крупных модулей при свыше 1,25. 10 Для зубчатых колес средних и крупных модулей при до 1,25. 11 При соответствии суммарного пятна контакта требованиям ГОСТ 1643 — 72 контроль зубчатых колес с модулем более 1 мм по другим показателям, опреде- ляющим контакт зубьев в передаче, не обязателен. Для зубчатых колес с модулем до 0,5 мм ГОСТ 9178 — 72 разрешает не предъявлять требований к пятну кон- такта. 12 К косозубым колесам с модулем до 1 мм, применяемым в винтовых пере- дачах, нормы контакта не относятся.
76
Таблица 13. Контрольные комплексы показателей.
Величины наибольших диаметров (по ГОСТ 1643—72)
Контрольный комплекс Сте- пень точ- ности Наиболь- ший диа- метр, мм Контрольный комплекс Сте- пень точ- ности Наиболь- ший диа- метр, мм
По нормам кинематической F'tr 3-8 FPr 7-8 точности Для зубче 1000 6300 По нормам плавн тых колес fzkr И fr (при ер > 1) ости ра 3—8 боты 6300
fir (при любом ер) 3—8 6300
Fpr и Fpkr 3—6 6300
Frr и Vwr 3—8 1600 fpr И fptr 3—8 6300
Frr и Fcr 3—6 6300
fpbr и ffr 3—8 6300
К T7 Г 7 Q 1600
1 rr " 1 cr • 1 u fir 5—12 1000
F"ir и VWr 5—8 5-8 9—12 1000
P"ir И Fcr P'ir 1000 1000 fptr (при ер > 1,25) 7—8 6300
fptr (при любом ер) 9—12 6300
Frr 7—8 Св. 1600 до 6300
fptr (при ер < 1,25) 3—8 6300
Frr 9—12 6300
P'ior 3—8 Для / 1000 гередач fzkor (при ер > 1,25) 3—8 6300
fzzor (при ер < 1,25) 3—8 —
fzzor (при любом е^) 9—12 —
77
Продолжение табл. 13
Контрольный комплекс Сте- пень точ- ности Наиболь- ший диа- метр, мм Контрольный комплекс Сте- пень точ- ности Наиболь- ший диа- метр, мм
По нормам контакта зубьев в передаче По боковому зазору в передаче
Для зубчатых колес
Fрхпг и Fы (при ер > 1,25) 3—12 1250 * Аце и ТН 3—12 6300
F РХПГ И fphr (при ер < 1,25) 3—8 1250 * AWme и Тцг/т 3—12 6300
fpr 3—12 1250 * Асе и Тс 3—12 6300
Fkr 3—12 1250 * Аа”е и Aa”i 3—12 6300
Для передач с нерегулируемым расположением осей
Суммарное пятно контакта, fx и fy 3—9 1250 * fa — ДО 4000
Для передач с регулируемым расположением осей
Суммарное пятно контакта 3-9 1250 * ln min й-w До 4000
* Ширина колеса или длина контактной линии (мм).
этих показателей другими один из заменяющих выявляет радиаль-
ную составляющую кинематической погрешности зубчатого колеса
(например, Frr или F"ir), а второй — тангенциальную составля-
ющую (например, VWr или Fcr). Таким же образом рассчитаны
допуски, например F\ Fr -- Vw; исключение сделано лишь
для крупногабаритных колес грубых степеней точности, для
которых устанавливается только один контролируемый показа-
тель Frr или Ft'r.
Вид и форма графика накопленной погрешности окружного
шага характеризуют качество работы зубчатого колеса. Чем резче
переходы этой кривой, тем шире гармонический спектр и больше
амплитуда циклической погрешности зубцовой частоты. Для
точных зубчатых колес с 3 по 6 степени точности резкое увеличе-
ние графика накопленной погрешности при амплитуде, равной
78
допуску Fp, является неприемлемым. В силу этого для зубчатых
колес таких степеней точности в контрольном комплексе для кине-
матической точности колеса, помимо Fpr, установлен Fpkr —
показатель, который характеризует не интегральное изменение
кривой накопленной погрешности, а изменение ее на малых
участках, т. е. определяет характер изменения кривой. Здесь
следует отметить, что накопленная погрешность на k шагов
(F ftr) по сравнению с разностью соседних шагов (Vpr) более
полно характеризует составляющую кинематической погреш-
ности. Она включает в себя и разность соседних окружных шагов.
ГОСТ 1643—72 и ГОСТ 9178—72 кроме показателей точности
зубчатых колес вводят показатели точности передач. Однако
в ГОСТах указано, что, если кинематическая точность и плав-
ность работы зубчатых колес находятся в пределах допуска, то
контроль кинематической точности и плавности работы передач
не обязателен, и, наоборот, если кинематическая точность и плав-
ность передачи соответствуют допускам, то контроль кинематиче-
ской точности и плавности работы зубчатых колес не является
необходимым.
10. ВЛИЯНИЕ ПОГРЕШНОСТЕЙ БАЗОВЫХ ПОВЕРХНОСТЕЙ
НА ПОКАЗАТЕЛИ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Приведенные в стандартах нормы точности зубчатых колес и
передач установлены относительно рабочей оси вращения колес,
являющейся основной эксплуатационной и измерительной базой.
Вместе с тем, существующие методы и средства контроля позволяют
контролировать некоторые показатели точности зубчатых колес
(например, накопленную погрешность шага по зубчатому колесу Fpr
и на k шагов Fpkr, смещение исходного контура АНг, отклонение
толщины зуба Асс) как от рабочей оси колеса, так и от вспо-
могательной измерительной базы: окружности вершин зубьев,
окружности впадин колеса или оси посадочного отверстия колеса.
Вспомогательные измерительные базы имеют неточности формы
и расположения относительно рабочей оси колеса, в силу этого
при использовании их для контроля того или иного показателя
точности нельзя пользоваться стандартными нормами точности.
В этом случае 1 необходимо компенсировать неточности формы
и расположения вспомогательной измерительной базы относи-
тельно рабочей оси вращения колеса, а в необходимых случаях
учитывать также биение подшипников и посадочных мест вала,
на которых располагаются зубчатые колеса. Допуски и откло-
нения, в которых учтены погрешности принятой вспомогательной
измерительной базы, названы производственными.
Производственные допуски могут быть рассчитаны на основа-
нии размерного анализа. Например, для пересчета табличных
1 См. ГОСТ 1643 -72, п. 29 и ГОСТ 9178—72, п. 28.
79
значений допуска и наименьшего дополнительного смещения
исходного контура Ти и АИе в производственные величины ТНар
и Ане пр необходимо учесть допуски на диаметр окружности вер-
шин зубьев Tda и его биение Fd . Схема размерной цепи для рас-
чета производственных допусков и отклонений на смещение исход-
ного контура дана на рис. 25. Размеры (Ra + Тн)ар и FRa яв-
ляются составляющими звеньями, причем FRa — расстояние между
теоретической и действительной измерительными базами, зави-
симое от допусков на диаметр окружности вершин зубьев Td
и радиального биения этой окружности Fd . RaA~TH является
замыкающим звеном, зависимым от точности выполнения дру-
гих размеров.
1еоретическая окружность
вершин зубьев
'г*а
____4 Действительная окружность
11 вершин зубьев
(Wnp
Рис. 25. Размерная цепь для
расчета производственных
допусков и отклонений на
смещение исходного контура
1
Рабочая ось колеса
Допуск замыкающего звена линейной размерной цепи равен
сумме допусков составляющих звеньев, т. е. Ra Ц- Т'н = (Ra -j~
+ Т„)пр + FRa\ Тн = ТН пР +FRa. Отсюда можно определить
Тн пр = Тн — FRa = Тн — Tdj2 — Fda. Производственную ве-
личину наименьшего дополнительного смещения исходного кон-
тура АНе пр можно вычислить исходя из зависимости между
отклонениями замыкающего и составляющего звеньев размерной
цепи. Верхнее предельное отклонение (В.О.) замыкающего звена
равно разности между суммой верхних предельных отклонений
увеличивающих и суммой нижних предельных отклонений умень-
шающих звеньев. В данном случае размерная цепь содержит
только увеличивающие звенья: В. О. АНе = В. О. АнгпР + В. O.FRa,
отсюда АНе пр = АНе — В. О. da/2 — Fdj2. Здесь B.O.da — верх-
нее отклонение диаметра окружности вершин зубьев (обычно
оно равно нулю).
В том случае, когда при измерении смещения исходного кон-
тура от вспомогательной измерительной базы — окружности вер-
шин зубьев — учитывается действительный размер этой окруж-
ности, производственный допуск Тн Пр = Тн — Fda, а производ-
ственное наименьшее дополнительное смещение исходного кон-
тура (рис. 26) определяется по формуле АНепр = АНе ~ Fdj2*.
* Отклонение Аце всегда направлено в тело колеса и потому имеет отри-
цательный знак.
80
Так как рассматриваемые погрешности базы являются слу-
чайными величинами, целесообразно их значения в расчетные
формулы подставлять с соответствующим коэффициентом вероят-
ности (в данном случае 0,7). При контроле смещения исходного
контура зубчатых колес от базы окружности вершин зубьев без
учета ее действительного диаметра (радиуса)
THnP = TH-0,35Trfe-0,7Frfa; (10)
АНе пр = I АНе | + 0,35 (B.O.da + Fda). (11)
При B.O.da = 0
Ане пр i Ане | + 0,35 В,1а.
Рис. 26. Схема расположе-
ния табличных и производ-
ственных допусков на сме-
щение исходного контура
Если смещение исходного контура определяется от базы
окружности вершин зубьев с учетом действительного размера
ее диаметра (радиуса), производственный допуск на смещение
исходного контура ТНщ) = Тн — 0,7Fda, а производственное
наименьшее дополнительное смещение исходного контура в дан-
ном случае определяется также по формуле (12).
Кроме смещения исходного контура в качестве показателя,
обеспечивающего гарантируемый боковой зазор в передаче, могут
быть приняты: наименьшее отклонение и допуск на толщину зуба
(Асе и Тс), наименьшее отклонение и допуск средней длины общей
нормали (AWme и TWm) или отклонения и допуск на размер по
роликам (Лм и Тм).
В ГОСТ 1643—72 нормы бокового зазора приведены для пока-
зателей смещения исходного контура (АНе и Тн), средней длины
общей нормали (AWme и TWm), толщины зуба (Асе и Тс).
В ГОСТ 9178—72 нормы бокового зазора даны для показателей АНе
и Тн, AWme и TWm. Следует отметить, что наименьшее дополни-
тельное смещение исходного контура АНе и допуск на этот пока-
затель точности Тн связаны с наименьшим отклонением и допу-
ском толщины зуба’Лсе и Тс следующей зависимостью:
АИе -= A/2tga; Тн = 7\/2tga. (13)
При а — 20° Асе = Q,73AHe и Тс = 0,73Тн. В такой же зави-
симости находятся и производственные допуски этих показателей.
6 АЛ. Мкр ков
81
Допуски и предельные отклонения длины общей нормали
(Twin 11 А Wme) связаны с допусками и дополнительным смещением
исходного контура через коэффициент k = 2 sin а. Это объяс-
няется тем, что смещение исходного контура определяется в ра-
диальном направлении, а длина общей нормали— по касательной
к основной окружности зубчатого колеса. А так как на резуль-
тате измерения длины общей нормали не сказывается биение
зубчатого венца Frr (в то время как на смещение исходного кон-
тура оно влияет), то данные показатели находятся в такой за-
висимости:
Twm = k(TH- Fr); (14)
AWne = k (| AHe | + 0,35Fr). (15)
Для расчета производственных допусков в эти формулы подстав-
ляется допуск на радиальное биение зубчатого венца с коэффи-
циентом вероятности 0,7 (ввиду того что он является случайной
величиной). Таким образом, допуск на среднюю длину общей
нормали ТКт и отклонение средней длины общей нормали AWme
(с учетом, что коэффициент k при а = 20° равен 0,68) выразятся
так:
TWm = 0,68 (Ти - 0,7Аг);
Awme = 0,68 (|Л*| + 0,7Fr/2).
В таблицах ГОСТ 1643—72 и ГОСТ 9178—72 отклонение AWme
дается раздельно в виде двух слагаемых: 1-е слагаемое приводится
в зависимости от диаметра делительной окружности зубчатого
колеса, 2-е слагаемое — в соответствии с радиальным биением
зубчатого венца.
Приведенные в ГОСТах нормы точности на длину общей нор-
мали и размер по роликам соответствуют производственным до-
пускам.
В связи с тем, что погрешность обката в процессе обработки
зубчатого колеса, вызывающая колебание длины общей нор-
мали VWr (показатель, нормируемый стандартом особо), не влияет
не смещение исходного контура АНг, приведенные 'соотношения
между допусками TWm и Тн и отклонениями AWme и АНе спра-
ведливы лишь для средней длины общей нормали по всей окруж-
ности колеса TWm (т. е. отдельные ее значения могут и не 'укла-
дываться в пределах допуска).
В том случае, если в выбранном контрольном комплексе в ка-
честве показателя бокового зазора вместо смещения исходного
контура принят размер по роликам М, следует иметь в виду, что
на результат измерения этого показателя, так же как и на длину
общей нормали, не оказывает влияния радиальное биение зубча-
того венца. Пересчет значения наименьшего дополнительного
смещения и допуска на смещение исходного контура (Aife и Ти)
в наименьшее отклонение и допуск на размер по роликам (АМе
82
и Тм) производится по формулам аналогичным формулам (14)
и (15), но при другом значении коэффициента k. В данном случае
для зубчатых колес с четным числом зубьев k — 2sin a/sin aD,
для зубчатых колес с нечетным числом зубьев k = (2 sin a/sin aD) X
X cos (90°/?), где aD — угол давления в точке эвольвенты, лежа-
щей на окружности, проходящей через центр ролика. Этот угол
может быть определен по формуле
cos aD = шг cos а/(Л4ф — D),
где /Иф — фактический размер по роликам; D — диаметр роли-
ков, с помощью которых измеряется Л4ф; m — модуль контроли-
руемого зубчатого колеса; г — число зубьев этого колеса. Таким
образом,
АМе = k (; АНе, + 0,35Fr); Тм k (Тн - 0,7Fr).
11. ДОПУСКИ НА ЗАГОТОВКИ
для ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
В стандартах на допуски зубчатых передач нормируются
допуски и предельные отклонения для готовых зубчатых колес
и передач, в этих стандартах допуски на заготовки зубчатых
колес не приводятся. Требования к точности заготовок устана-
вливаются в зависимости от технологического процесса обработки,
применяемых способов установки и выверки заготовки на станке,
а также выбранных методов контроля зубчатых колес.
У заготовок для цилиндрических зубчатых колес нормируются
следующие технологические базовые поверхности.
1. Размеры и форма отверстия — у насадных колес, опорные
шейки вала — у валковых шестерен.
2. Наружный диаметр заготовки и радиальное биение наружной
поверхности. В некоторых случаях наружный диаметр заготовки
используется для выверки заготовки на зуборезном станке,
а также для контроля ряда показателей точности зубчатого колеса.
В данном случае нормируется и радиальное биение наружной
поверхности заготовки.
3. Торцовое биение торца заготовки, по которому она бази-
руется при зубообработке на станке.
Наиболее ответственным параметром заготовки является у на-
садных колес диаметр отверстия, у валковых шестерен — диа-
метр опорных шеек вала. Отверстия и опорные шейкн заготовки
являются технологической базой при нарезании колеса, а в го-
товом зубчатом колесе — основной измерительной и монтажной
базами, т. е. они определяют точность обработки при нарезании
колеса и точность измерения — при контроле готового колеса.
Технические требования к отверстию заготовки и шейкам вала
определяются при конструировании зубчатых колес в зависимости
от эксплуатационных условий работы передачи.
6*
83
На заготовках для цилиндрических зубчатых колес по степе-
ням точности 3—5-й диаметры базовых отверстий и посадочных
шеек валов рекомендуется выполнять в пределах 5—6 квалитетов,
по стандарту СТ СЭВ 144—75; на заготовках для зубчатых колес
по степеням точности 6—7-й — в пределах 6—8 квалитетов ука-
занного стандарта СЭВ, а для колес степени точности 8-й и ниже —
в пределах 8—9 квалитетов СТ СЭВ 144—75. Например, пре-
дельные отклонения диаметра базовых отверстий заготовок для
зубчатых колес степени точности 7-й с диаметром отверстия до
120 мм, согласно табл. 8 СТ СЭВ 144—75 для Н7 равны: верхнее
+35 мкм; нижнее — нулю. Для базовых шеек валов той же
степени точности и диаметра верхнее отклонение по табл 7
СТ СЭВ 144—75 для йб и h7 равно нулю, нижнее — для h6 —
22 мкм, для h7 — 35 мкм Е
В связи с тем, что отклонения наружного диаметра заготовки
сами по себе не влияют на качество зубчатой передачи, они могут
быть достаточно большими. Однако, поскольку наружная поверх-
ность заготовки часто используется в качестве базы (установочной
для выверки положения заготовки на зуборезном станке или
измерительной при контроле размера зубьев), следует это учи-
тывать при назначении допусков на наружный диаметр заготовки.
Если наружная поверхность заготовки используется как
установочная база, рекомендуется ограничивать ее радиальное
биение относительно рабочей оси колеса. Радиальное биение Fda
в данном случае должно составлять не более 0,6 от допуска на
радиальное биение зубчатого венца Fr, т. е. Fd < 0,6Fr. При
этом отклонение и допуск на наружный диаметр заготовки Fd
и Td рекомендуется [291 назначать, как для несопрягаемых
размеров по IT 14 ЕСДП СЭВ при условии, что отклонение на-
ружного диаметра заготовки не будет превышать 0,1 т нарезаемого
зубчатого колеса для 3—7-й степеней точности и 0,2m для колес
более грубых степеней точности. Допускаемые отклонения за-
даются в тело заготовки.
Если наружная поверхность заготовки используется в каче-
стве измерительной базы, возможны два случая:
1) учитывается действительный размер наружного диаметра;
этот случай в основном применим при индивидуальном производ-
стве колес;
2) действительный размер наружного диаметра не учитывается,
что обычно делается при массовом и серийном производстве зуб-
чатых колес.
В первом случае рекомендуется ограничивать радиальное
биение наружной поверхности заготовки Fd , причем допуск на
1 Шероховатость поверхности ' базового отверстия колеса рекомендуется
выдерживать: у зубчатых колес 3—5-й степеней точности — Ra < 0,63 мкм по
ГОСТ 2789—73; у зубчатых колес 6—7-й степеней точности — Ra"' 1.25 мкм;
у зубчатых колес 8—10-й степеней точности — Ra<7 2,5 мкм.
84
радиальное биение наружной поверхности заготовки относи-
тельно оси колеса не должен превышать 0,25 величины допуска
на смещение исходного контура Тн. Нижнее отклонение и допуск
на наружный диаметр заготовки (Ad и Td^ рекомендуется назна-
чать так же, как и при использовании наружной поверхности
заготовки в качестве установочной базы.
Во втором случае, радиальное биение наружной поверхно-
сти Fd рекомендуется назначать так же, как и в первом случае.
Выбор предельных отклонений наружного диаметра заготовки Ad
следует производить в соответствии с полем допуска вала h по
СТ СЭВ 144—75 ЕСДП. Поле допуска располагается в тело де-
тали. Эти стандартные допуски нужно выбирать с таким расчетом,
чтобы радиальное биение наружной поверхности заготовки Fd
не превышало четверти допуска на смещение исходного контура,
т. е. Fda < 0,25Тн, а допуск на наружный диаметр заготовки Tda
не превышал половины допуска Тн, т. е. Td <. 0,5Тн.
Если наружная поверхность заготовки не используется в ка-
честве базовой поверхности (измерительной и установочной),
рекомендуется допуски на наружный диаметр заготовки назна-
чать так же, как и при использовании ее для выверки заготовки
на станке и в качестве измерительной базы с учетом действитель-
ного наружного диаметра. Радиальное биение наружной поверх-
ности заготовки Fda не должно превышать 0,1m нарезаемого зуб-
чатого колеса [29].
Торцовое биение торца заготовки, по которому она базируется
при зубообработке, влияет на показатели контакта зубьев, в ча-
стности на направление зубьев, а у широких косозубых колес со
средними и крупными модулями — и на отклонение осевых
шагов. В связи с этим допускаемое торцовое биение Ет заготовки
для прямозубого колеса должно составлять лишь часть допуска
на направление зуба Ер, а для заготовки косозубого колеса —
часть от предельного отклонения осевого шага Fpxn. Учитывая,
что ширина косозубых колес средних и крупных модулей обычно
делается меньше ширины прямозубых колес, и принимая во вни-
мание угол наклона зубьев косозубых колес и то, что допуск Ер
на направление зуба прямозубого колеса равен примерно поло-
вине допуска осевого шага Fpxn косозубого колеса, допуски на
торцовое биение Ет на заготовки для колес средних и крупных
модулей принимают одинаковыми для прямозубых и косозубых
колес.
Допуск на биение базового торца заготовки рекомендуется
[29] рассчитывать по формуле Ет = Q,bF^dlb, где d — диаметр,
на котором определяется торцовое биение базового торца; b —
ширина зубчатого венца или полушеврона; Ер — допуск на
направление зуба.
85
Пример. Требуется определить допуск па торцовое биейие заготовки fT
зубчатого колеса, измеряемого на диаметре d = 120 мм при ширине зубчатого
венца Ь — 80 мм. Зубчатое колесо должно быть изготовлено по 7—С
ГОСТ 1643—72.
Предварительно находим допуск на направление зуба fp. Для зубчатого
колеса 7-й степени точности при Ь = 80 мм fр = 16 мкм, следовательно, fт -=
= 0,5fpd/6 = 0,5-16-120/80 = 12 мкм.
В табл. 14 по данным ЭНИМСа приведены допуски на базовые
отверстия зубчатых колес, изготавливаемых иностранными фир-
мами и соответствующих 3 и 4-й степеней точности.
Таблица 14. Допуски на базовые отверстия
зубчатых колес 3 и 4-й степеней точности 1
12. ПОКАЗАТЕЛИ ТОЧНОСТИ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Показатели точности конических зубчатых колес и передач,
их определения, обозначения и нормы точности установлены
проектами стандарта СЭВ для конических зубчатых колес моду-
лем до 1 мм и диаметром делительной окружности до 200 мм и
отдельно для конических колес модулем свыше 1 мм и диаметром
делительной окружности до 2000 мм.
По проекту указанных стандартов для конических зубчатых
колес, так же как для цилиндрических, установлено двенадцать
степеней точности. Но в связи с тем, что технология изготовления
и контроля конических колес значительно сложнее цилиндриче-
ских, нормы точности для конических зубчатых колес в проекте
стандарта даны лишь для девяти степеней — с 4 по 12-ю. Степени
точности с 1 по 3-ю являются резервными, и нормы точности на
них не приводятся.
Каждая степень точности конических зубчатых колес, как
и у цилиндрических колес, содержит четыре вида норм: кинема-
тическую, плавности работы, контакта зубьев в передаче и бо-
кового зазора.
86
Показатели кинематической точности конических зубчатых
передач установлены для зубчатых колес, пар и передач. Для
зубчатых колес: наибольшая кинематическая погрешность зуб-
чатого колеса F’ir, накопленная погрешность шага по зубчатому
колесу Fpr и на k шагов Fpkr, биение зубчатого венца Frr и по-
грешность обката Fcr. Для зубчатых пар: колебание измеритель-
ного межосевого угла пары за полный цикл F"?.r и погрешность
обката. Для конических передач: наибольшая кинематическая
погрешность передачи F'ior, колебание бокового зазора в пере-
даче Vir в сочетании с погрешностью обката.
Показателями плавности работы конических передач являются
для зубчатых колес отклонение шага fptr, погрешность обката Fcr,
погрешность профиля ffr; для зубчатых пар — колебание измери-
тельного межосевого угла пары на одном зубе для кониче-
ских передач — осевое смещение делительного конуса fxr и
погрешность обката Fer. Допускается взамен отклонения шага fp/r
в качестве одного из показателей плавности применять разность
любых шагов — Vpr.
Пок1зателями, определяющими контакт зубьев конических
передач, являются для зубчатых колес — погрешность направле-
ния зуба FPr, для передач — суммарное пятно контакта, откло-
нение межосевого угла передачи и отклонение межосевого рас-
стояния far.
Показателями, обеспечивающими гарантированный боковой
зазор in mln в конической передаче, являются: для зубчатых
колес — отклонение толщины зуба Ее и допуск на толщину зуба,
для передач — отклонение межосевого угла передачи £2г.
Проектами стандартов СЭВ разрешается для сдной и той же
зубчатой передачи назначать комбинированные нормы точности
из разных степеней точности, подобно тому как это делается для
цилиндрических зубчатых колес. При этом следует учитывать
назначение передачи. Для силовых конических передач, к кото-
рым относятся зубчатые передачи тракторов и автомобилей,
грузоподъемных и дорожных машин, редукторы общего назначе-
ния и другие подобные передачи, рекомендуется показатели кон-
такта назначать по более высоким степеням точности, чем пока-
затели кинематической точности и плавности. Для кинематиче-
ских конических передач, к которым относятся, например, кони-
ческие передачи кинематических цепей металлорежущих станков,
нормы кинематической точности и плавности должны быть назна-
чены по более высоким степеням точности, чем нормы контакта
зубьев.
При назначении комбинированных норм точности проектами
стандартов установлены ограничения, обусловленные взаимо-
связью параметров конических колес.
Независимо от степени точности зубчатых колес устанавли-
ваются пять видов сопряжений зубчатых колес в передаче и
четыре вида допусков на боковой зазор. Обозначение вида сопря-
87
жения и допуска на боковой зазор аналогично принятым обозна-
чениям для цилиндрических зубчатых передач. Точность изгото-
вления конических зубчатых колес и передач задается степенью
точности, а требования к боковому зазору — видом сопряжения
по нормам бокового зазора.
Если показатели точности конических зубчатых передач (кине-
матической, плавности и контакта) соответствуют требованиям
точности, контроль показателей точности зубчатых колес и пар
не является обязательным. В том случае, если изготовитель
системой контроля точности производства гарантирует выполне-
ние конических колес и передач требуемой степени точности,
контроль их не является обязательным. Все нормы точности кони-
ческих зубчатых колес рассчитаны относительно рабочей оси
колеса, если же при измерении того или иного показателя точ-
ности в качестве измерительной базы принимается вспомогатель-
ная база (например, поверхность отверстия зубчатого колеса, ось
которого может не совпадать с рабочей осью колеса, или конус
вершин зубьев при контроле толщины зуба), должны быть опре-
делены производственные допуски. В приложениях к проекту
стандартов приводятся зависимости допусков и предельных откло-
нений от геометрических параметров конических зубчатых колес
и передач.
13. ДОПУСКИ НА ЗАГОТОВКИ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
У заготовок конических зубчатых колес (рис. 27) нормируются
следующие параметры:
1) посадочное отверстие D у насадных колес или базовые
шейки Oj и Р2 У валковых шестерен;
2) опорные торцы;
3) диаметр вершин зубьев dae;
4) ширина зубчатого венца 6;
5) расстояние от базовой плоскости до плоскости внешней
окружности вершин зубьев с;
6) угол конуса вершин зубьев ба;
7) дополнительный конус.
Посадочное отверстие заготовок конических насадных колес
или базовые шейки валковых шестерен а также опорные торцы
заготовки являются технологической, монтажной, а в ряде случаев
и измерительной базами. Допуски на диаметр базового отверстия
(или шейки) для заготовок конических колес и предельные откло-
нения наружного диаметра заготовки назначаются исходя из тех
же соображений, что и при назначении допусков на заготовки
для цилиндрических колес. Однако при назначении допусков
на наружный диаметр заготовки конического колеса следует
иметь в виду, что его отклонения сказываются на смещении вер-
шины зубчатого колеса:
88
Fkda 0,5Fda tg6a,
где Fk. — смещение вершины зубчатого колеса, вызванное
da г-
отклонением наружного диаметра заготовки; rda — отклонения
наружного диаметра заготовки; ба — угол конуса вершин зубьев.
Расстояние от вершины до плоскости внешней окружности
вершин зубьев В может быть определено по формуле: В =
= Re cos 6 — hae sin 6, где Re — внешнее конусное расстояние,
равное 0,5me J' z‘i ф- zfy, hae — внешняя высота зуба; б — угол дели-
тельного конуса.
Допуски /'т на биение базового торца заготовок для кониче-
ских колес со средними и крупными модулями можно назначать
Рис. 27. Эскиз заготовки’конических зубчатых колес: а —
насадного; б — валкового
так же, как и для заготовок цилиндрических зубчатых колес
с теми же модулями. Так как при одном и том же значении /;т
и размерах базового торца с увеличением угла делительного
конуса 6 при зубонарезании погрешности показателей контакта
зубьев возрастают, допуски Ет для мелкомодульных колес должны
назначаться в зависимости от диаметра и угла делительного ко-
нуса б. С увеличением угла б допуски следует ужесточать. Это
учтено в табл. 15 [10].
Если торец заготовки конического колеса используется при
нарезании колеса в качестве технологической базы, кроме допу-
сков на торцовое биение задают допуски на постоянство положе-
ния наружного конуса относительно базового торца. Это положе-
ние определяется расстоянием А от базового торца до вершины
зубчатого колеса и размером с от базовой плоскости до плоскости
внешней окружности вершин зубьев. Причем для партии заго-
товок конических колес не так важен размер с, как его постоянство
для данной партии заготовок. Обычно допуск на величину колеба-
ния размера с в партии колес устанавливается в зависимости от
вида передачи; регулируемой или нерегулируемой.
89
Таблица 15. Допуски Тт (мкм) на торцовое биение
базового торца заготовки для конических мелкомодульных
зубчатых колес
I
пень точ- но- сти 1 J Угол делитель- ного конуса Диаметр окружности выступов зубчатого колеса, мм
До 12 1 сч я О 04 со Я О и < СО о ю я о и < Св. 50 i ДО 80 1 Св. 80 До 120 Св. 120 | до 200 | S сч я Q ич
5; 6 До 40 10 11 12 16 18 20
Св. 40 до 60 8 9 10 и 12 14 18 —
» 60 — 5 6 6 7 9 10 11
До 40 12 14 16 20 22 25
7 Св. 40 до 60 10 11 12 14 16 18 22 —
» 60 — 7 8 8 9 11 12 14
До 40 16 18 20 25 28 32
8 Св. 40 до 60 12 14 16 18 20 22 28 —
» 60 — 10 10 10 11 14 16 18
До 40 20 22 25 32 36 40
9 Св. 40 до 60 16 18 20 22 25 28 36 —
» 60 — 12 12 12 14 18 20 22
До 40 25 28 32 36 45 50
10 Св. 40 до 60 20 22 25 28 32 36 45 —
» 60 — 15 15 15 18 22 25 28
Для нерегулируемых передач отклонения расстояний от базо-
вой плоскости до плоскости внешней окружности вершин с могут
отражаться на величине осевого смещения делительного ко-
нуса fxr. Поэтому для конических колес, у которых торец колеса
является не только технологической, но и монтажной базой,
предельные отклонения на размер с не должны превышать осевого
смещения делительного конуса fxr. Осевые смещения для кониче-
ских колес со средними и крупными модулями в проекте стандарта
СЭВ указаны в зависимости от модуля и длины образующей дели-
тельного конуса. Для мелкомодульных конических колес эти откло-
нения в проекте стандарта СЭВ даны в зависимости от модуля
и величины угла делительного конуса б. Это сделано из тех же
соображений, что и при назначении допусков Тт для мелкомодуль-
ных конических колес.
Для регулируемых конических передач, у которых при мон-
таже возможно осевое смещение зубчатых колес с установкой по
компенсаторным кольцам, колебание размера с может выходить
за пределы значений fxr, нормируемых проектом стандарта СЭВ.
Однако в инструктивных материалах ПО] и нормалях ЭНИМСа
90
Таблица 16. Допуски иа размер с (мкм) от базового торца
до основания конуса выступов заготовки
для конических зубчатых колес
Для колес с модулем свыше 1 мм Для мелкомодульных колес
Степень точности с по нормали ЭНИМСа для регулируемых передач f по проекту стандарта СЭВ для нерегулируемых 1 передач По инструктивным материалам [10] для регулируемых передач По проекту ГОСТ 9368 для нерегулируемых передач
6, ...° С 6, ...° хг для
До 0,5 Св. <0,5 ДО 1
5 Св. 1 до 2,5 » 2,5 » 6 » 6 » 10 >10 » 16 24 36 48 55 19 30 40 48 До 20 Св. 20 до 40 » 40 » 60 » 60 40 25 20 15 До 30 Св. 30 до 60 » 60 25 12 10 32 16 12
6 Св. 1 до 2,5 » 2,5 » 6 » 6 » 10 » 10 >16 24 36 48 55 24 38 50 58 До 20 Св. 20 до 40 » 40 » 60 » 60 40 25 20 15 До 30 Св. 30 до 60 » 60 32 16 12 40 20 16
7 Св. 1 до 2,5 » 2,5 » 6 » 6 » 10 » 10 » 16 28 45 55 75 30 48 60 75 До 20 Св. 20 до 40 » 40 » 60 » 60 50 30 25 20 До 30 Св. 30 до 60 » 60 40 20 15 50 25 20
8 Св. 1 до 2,5 » 2,5 » 6 » 6 » 10 » 10 » 16 » 16 » 30 36 55 75 90 110 38 58 80 95 120 . До 20 Св. 20 до 40 » 40 » 60 » 60 60 40 30 25 До 30 Св. 30 до 60 » 60 50 25 19 60 32 25
9 Св. 2,5 до 6 » 6 » 10 » 10 >16 » 16 » 30 75 95 ПО 150 75 100 115 160 До 20 Св. 20 до 40 » 40 » 60 » 60 80 50 40 30 До 30 Св. 30 до 60 » 60 60 32 24 80 40 32
10 Св. 2,5 до 6 » 6 » 10 » 10 » 16 » 16 » 30 90 110 95 120 150 200 До 20 Св. 20 до 40 » 40 » 60 » 60 100 60 50 38 До 30 Св. 30 до 60 » 60 80 40 30 100 50 40
91
Таблица 17. Пределы допусков Та (мкм) на биение наружного конуса заготовки
для мелкомодульных конических зубчатых колес в зависимости от степени точности
Диаметр вершин зубьев колеса, мм Св. 200 до 320 О о О СЧ Ю СЧ 0О сч со со — — II 1 1 1 —« сч ю г*.
Св. 120 до 200 о о оооооою — СЧ СО — — 1 1 1 1 1 ю — ю ю о — СЧ ГТ г- СО
Св. 80 до 120 Л © Г"- ТГ СЧ Ю СЧ — СЧ Ю QO — 1 1 1 1 1 ТГ Г- ОО Ю Ю — — со со о
О 3 « о СО СЧ Ю о сч —< сч г- — 1 1 1 II COLOxt юю — — сою о
« 2- о « ю о о о о — сч со о 1 1 1 1 1 сч^ оооо — —« со ’чг оо
° от 3 « ТГ оо СО ю о — — со ю о 1 1 1 1 1 — со со сч о — сч 'Ф оо
Св. 12 до 20 ТГ со сч оо ю — — СО ’Ф г- 1 1 1 1 1 ОСЧ^СОО — —’ сч со г-
До 12 тг ю о ю ю — — со г- 1 1 1 1 1 О — СЧ со о —< — сч со г-
Степень точности ю Г- ОО 02 О 1О ”
[12] допуски на размер с для ко-
нических колес регулируемых пере-
дач, по существу, равны отклоне-
ниям fxr, приведенным в проекте
стандарта для нерегулируемых пе-
редач (табл. 16). Следует лишь
указать, что верхнее предельное от-
клонение на размер с заготовки при-
нимается равным нулю, а нижнее
предельное отклонение на размер с
берется со знаком минус, т. е. в тело
заготовки х. Это делается для того,
чтобы отклонение размера с не вы-
звало уменьшения бокового зазора
в передаче.
Допуск Td на биение наружного
конуса заготовки рекомендуется на-
значать как часть допуска (0,5—0,7)
толщины зуба колеса Ts. Допуски
Td при использовании наружного
конуса заготовки в качестве техно-
логической или измерительной базы
для мелкомодульных колес приведе-
ны в табл. 17 [10]. Допуски на
биение наружного конуса заготовки
для колес со средними и крупными
модулями даны в табл. 18. Предель-
ные отклонения угла конуса заготов-
ки для конических зубчатых колес
модулем свыше 1 мм 5-й степени
точности не должны превышать +5',
для 6-й степени точности +10', для
7-й степени точности +15', для 8—
10-й степеней точности +20' [12].
Предельные отклонения угла до-
полнительного конуса заготовки для
колес с модулем от 1,5 мм и больше
1 Такие же допуски на заготовки для
конических зубчатых колес назначает и ве-
дущая в области зубчатых зацеплений фирма
«Глиссон» (США). Эта фирма в последнее
время создала измерительное приспособление
для контроля заготовок конических колес
диаметром 50—380 мм. Приспособление дает
возможность контролировать размеры с,
углы конуса вершин 6а и впадин 6;, допол-
нительного конуса, а также наружные диа-
метры заготовки.
92
Таблица 18. Допуски Tj (мкм) на биение наружного конуса
заготовки для конических зубчатых колес
с модулем свыше 1 мм
Диаметр колеса, мм Степень точности колес
6 7 8 9
До 100 25 25 50 50
Св. 100 до 200 30 30 60 60
» 200 » 400 40 40 80 80
» 400 » 800 50 50 100 100
» 800 » 1200 70 70 120 120
не должны превышать ±15', для колес с модулем от 1,5 до
0,75 мм ±30' и для колес с модулем от 0,75 мм и меньше ±60'.
Точность выполнения наружных размеров заготовок кониче-
ских зубчатых колес особенно важна при единичном и мелкосе-
рийном изготовлении зубчатых колес, при котором комплексная
проверка зацепления на контрольно-обкатном станке, как пра-
вило, не применяется.
При крупносерийном и массовом изготовлении конических зуб-
чатых колес наружные поверхности заготовки для ее установки
на зуборезном станке и для контроля зубьев обычно не исполь-
зуются.
14. ПОКАЗАТЕЛИ ТОЧНОСТИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
С ЦИЛИНДРИЧЕСКИМ ЧЕРВЯКОМ
Для червячных передач с цилиндрическим червяком показа-
тели точности, их определения, обозначения и нормы установлены
проектами стандартов СЭВ раздельно для передач модулем свыше
1 до 25 мм и для мелкомодульных передач — модулем до 1 мм.
По проекту стандартов СЭВ для червячных передач с цилин-
дрическим червяком установлено двенадцать степеней точности —
с 1 по 12-ю. В каждой степени точности для червяков, червячных
колес, червячных передач и червячных пар определены нормы
кинематической точности, плавности работы, контакта зубьев
и витков в передаче. Отметим, что под червячной парой понимается
комплект, состоящий из червяка и червячного колеса, поставляе-
мый без корпуса. Независимо от степени точности установлено
шесть видов сопряжений червяка с колесом в передаче и восемь
видов допуска на боковой зазор с теми же обозначениями, что
и у цилиндрических передач. Точность изготовления червячных
передач задается степенью точности, а требования к боковому
зазору — видом сопряжения по нормам бокового зазора.
Для червячных передач, так же как и для цилиндрических,
разрешается комбинировать нормы точности и менять соответ-
93
ствие между видом сопряжения и видом допуска на боковой зазор.
При комбинировании норм из разных степеней точности проект
стандарта СЭВ устанавливает следующие ограничения: нормы
плавности работы червяков, червячных колес и червячных пере-
дач могут быть не более чем на две степени точнее или на одну
степень грубее норм кинематической точности; нормы контакта
зубьев и витков не могут быть грубее норм плавности работы
червячной передачи. Условные обозначения приняты те же, что
и для цилиндрических передач.
Показатели кинематической точности червячных передач уста-
новлены для червячных колес, червячных пар и червячных пере-
дач. Для червячных колес: наибольшая кинематическая погреш-
ность F'ir; накопленная погрешность шага по червячному
колесу FPr и на k шагов Fpkr; погрешность обката FCr; радиаль-
ное биение колеса Frr; колебание измерительного межосевого
расстояния за оборот червячного колеса Для червячных
пар и передач: наибольшая кинематическая погрешность пере-
дачи F'ior.
Показатели плавности работы червячных передач установлены
для различных степеней точности (по нормам контакта) в зави-
симости от коэффициента осевого (по колесу) перекрытия е^.
В частности, для червячных передач 4-й степени точности с коэф-
фициентом Е0 меньше 1,25, 5-й степени с ер меньше 1,5 и 6-й
степени с Ер меньше 2 показателями плавности для червяков
являются: погрешность винтовой поверхности червяка fhsr;
радиальное биение червяка frr; отклонение шага червяка fpxr;
накопленная погрешность на k шагов червяка fpXkr', погрешность
винтовой линии червяка в пределах оборота fhr и на всей длине
червяка fhkr; погрешность профиля витка //1Г.
Для червячных колес приняты такие показатели плавности
работы: циклическая погрешность червячного колеса fzkr; коле-
бание измерительного межосевого расстояния при повороте колеса
на один зуб f"ir\ отклонение шага fptr‘, погрешность профиля
зуба ff2r. Для червячных пар и передач: циклическая погреш-
ность передачи fzkPr и циклическая погрешность зубцовой ча-
стоты в передаче fzzor.
Показателем плавности работы червячных передач с коэффи-
циентом осевого (по колесу) перекрытия, равным или большим
вышеуказанного, является циклическая погрешность пере-
дачи fzk„r.
Коэффициент осевого (по колесу) перекрытия для червячных
цилиндрических передач может быть определен по приближенной
формуле, приведенной в проекте стандарта СЭВ «Передачи червяч-
ные цилиндрические. Допуски»: Ер = k^zjn, где ks — отноше-
ние размера суммарного пятна контакта по длине зуба червяч-
ного колеса (без учета разрыва пятна) к ширине венца; kv —
отношение ширины венца к делительному диаметру d1 червяка;
z, — число витков червяка.
94
Вышеприведенная формула справедлива при ks =r 1 и kv Д 1.
При /г, = kv = 1
dy dlz1 gniZj zx
“ \Pxz ~ Pxtf ~ ™nq ~ л
Здесь pxl — осевой шаг червяка; px2 — осевой шаг колеса; q —
коэффициент диаметра червяка; т — модуль червяка.
Показателями, определяющими контакт червячных передач,
являются для червячных передач с нерегулируемым расположе-
нием осей: суммарное пятно контакта, отклонение межосевого
угла передачи отклонение межосевого расстояния в передаче
far и смещение средней плоскости в передаче fxr.
Проектами стандартов установлено несколько контрольных
комплексов, выбираемых в соответствии со степенью точности
изготавливаемых червячных передач. Каждый принятый изгото-
вителем контрольный комплекс является равноправным с другими.
При сравнительной оценке точности червячных передач следует
иметь в виду, что их эксплуатационные качества определяются
в первую очередь следующими показателями: наибольшей кине-
матической погрешностью передачи F'ior, циклической погреш-
ностью зубцовой частоты в передаче fzzr; циклической погреш-
ностью передачи fzkor и суммарным пятном контакта.
Если изготовитель системой контроля производства гаранти-
рует выполнение требуемой точности червячных передач, непо-
средственный контроль их по всем показателям установленного
комплекса не является обязательным, за исключением весьма
точных передач 1, 2, 3 и 4-й степеней.
Показателями, обеспечивающими гарантируемый боковой за-
зор в червячной передаче с нерегулируемым расположением осей,
являются наименьшее отклонение толщины витка червяка E~ss
и допуск на толщину витка червяка Т^. Показателем, обеспечи-
вающим гарантированный боковой зазор для червячных передач
с регулируемым расположением осей, является гарантированный
боковой зазор t„min, который устанавливается проектом стан-
дарта СЭВ в зависимости от вида сопряжения и межосевого рас-
стояния передачи.
В проекте стандарта СЭВ «Передачи червячные цилиндриче-
ские. Допуски» установлены некоторые показатели в обработке,
в частности: предельные отклонения на межосевое расстояние
в обработке fac; предельное отклонение межосевого угла в обра-
ботке fSc и предельное смещение средней плоскости червячного
колеса в обработке fxc. При этом указано, что нормы точности на
приведенные показатели в обработке не должны превышать 0,75
соответствующих величин в передаче.
Все нормы точности для червяков и червячных колес уста-
новлены проектами стандартов СЭВ относительно рабочих осей,
поэтому если при измерении какого-либо показателя точности
95
в качестве измерительной базы используется вспомогательная
база (например, при измерении толщины витка в качестве измери-
тельной базы используется диаметр вершин витков червяка),
с целью компенсации возникающих вследствие этого погрешностей
должны быть определены производственные допуски и откло-
нения.
Термины, определения и обозначения для червячных передач
здесь не приведены в связи с полной аналогией с терминами и
определениями, принятыми для цилиндрических колес (см.
табл. 8—11).
15. ДОПУСКИ НА ЗАГОТОВКИ ЧЕРВЯКОВ
И ЧЕРВЯЧНЫХ КОЛЕС
При назначении допусков на заготовки червяка следует учесть
то, что они должны составлять часть от допуска на толщину
витка Ts, в частности
0,57s . F = 0,257s
~~~~ 2tgan’ 'Ci 2tgan’
где Td и Fdai — допуск и радиальное биение наружного диа-
метра заготовки червяка. При art = 20° Tdai < 0,69^; Fdai
0,3471s. Так как допуск на толщину витка зависит от степени
точности и вида сопряжения червячной передачи, очевидно,
от этих данных будут зависеть допуск Tdai и радиальное бие-
ние Fdai наружного диаметра заготовки [10, 12]. Если в качестве
измерительной базы принимается рабочая ось червяка, допуск
на радиальное биение наружного цилиндра червяка должен
составлять часть (0,5—0,7) от предусмотренного по чертежам
допуска на радиальное биение витков червяка Fd , а предельные
отклонения наружного диаметра заготовки червяка Ad могут
назначаться на два квалитета (СТ СЭВ) грубее, чем в том случае,
когда наружный цилиндр червяка используется в качестве изме-
рительной базы.
Допуски на торцовое биение Td (мкм) заготовок червяка
мелкомодульных червячных колес можно рассчитывать [10] по
формуле Td =4]/ dal, где dal дан в миллиметрах.
При использовании наружного цилиндра червяка в качестве
измерительной базы, но с учетом его действительного размера,
допуски на наружный диаметр заготовки червяка могут назна-
чаться по /s14 или /1.14 СТ СЭВ 144—75.
К базовым поверхностям заготовок червячных колес предъяв-
ляются такие же точностные требования, как и для заготовок
цилиндрических зубчатых колес. Поэтому допуски на заготовки
96
Таблица 19. Допуски и предельные отклонения (мкм)
расстояния от базового торца до средней плоскости
заготовок червячных колес [10]
Сте- пень ТОЧ- НОСТИ 1 Диаметр червячного колеса, мм
Обозна- [ чение отклоне- ния и допуска Вид червячной передачи До 12 еч еч п о О < S о СО а о О < СО S Q о о < Ю о со й о и п. со сч и rt Св. 120 до 200 Св. 200
4 ТЫ2 Нерегулируемая 6 8 10 11 12 1 15 18 19
Регулируемая 25 32 40
АЫ2 ±85
5; 6 ТЬ/2 Нерегулируемая | 10 12 15 18 20 24 28 30
Регулируемая 32 40 50
АЫ2 ±100
7 ТЫ2 Нерегулируемая 15 20 24 28 32 38 45 48
Регулируемая 40 50 60
Abft ±120
8 Tb/2 Нерегулируемая 24 32 38 45 50 58 70 75
Регулируемая 50 60 80
АЬ/2 ±150
9 ТЫ2 Нерегулируемая 38 50 58 70 80 95 НО 115
Регулируемая 60 100 120
АЬ/2 ±180
10 ТЬ/2 Нерегулируемая 60 80 95 110 130 150 170 180
Регулируемая 80 120 150
АЫ2 ±220
7 А- Л. Марков J7
для цилиндрических зубчатых колес могут быть использованы
и для червячных колес. Однако к заготовкам червячных колес
предъявляются некоторые дополнительные требования, обуслов-
ленные спецификой червячного колеса. У этих заготовок наруж-
ная поверхность, на которой нарезаются зубья, имеет выемку
с радиусом, равным Rf + с*т. (Коэффициент радиального за-
зора с* — отношение радиального зазора к осевому модулю —
по ГОСТ 19036—73 и ГОСТ 20184—74 принимается равным 0,2—
0,3.) В связи с тем, что при нарезании зубьев ось фрезы нужно
совмещать со средней плоскостью заготовки, необходимо регла-
ментировать расстояние от базового торца заготовки до средней
плоскости выемки и колебание этого размера в партии заготовок
червячных колес. При больших колебаниях этого размера в партии
заготовок возникает необходимость перед нарезанием каждого
колеса производить настройку фрезерного суппорта станка,
добиваясь совмещения оси фрезы с центром радиусной выточки.
Рекомендуемые [10] величины допусков Ть/2 на расстояние
от базового торца до средней плоскости заготовки червячного
колеса и колебание этого размера в партии заготовок, а также
предельные отклонения этой величины Аь,2 от номинального
значения приведены в табл. 19.
Расстояние между средней плоскостью червячного колеса и
плоскостью, перпендикулярной его оси и проходящей через ось
червяка, нормируется в проекте стандарта показателем смещения
средней плоскости fVr.
16. ОФОРМЛЕНИЕ РАБОЧЕГО ЧЕРТЕЖА
ЗУБЧАТОГО КОЛЕСА И ЧЕРВЯКА
Основным техническим документом, определяющим требова-
ния к качеству зубчатого колеса, является чертеж. Поэтому он
должен быть конкретным и исчерпывающе ясным, т. е. должен
содержать необходимые данные для обработки и контроля. Оформ-
ление рабочего чертежа зубчатых колес и червяков произво-
дится в соответствии с ГОСТ 2.403—75, ГОСТ 2404—75,
ГОСТ 2405—75, ГОСТ 2406—68 ЕСКД, ГОСТ 16530—70,
ГОСТ 16531—70, ГОСТ 19325—73, ГОСТ 18498—73, а также
ГОСТ 1643—72, ГОСТ 9178—72, ГОСТ 1758—56, ГОСТ 9368-60,
ГОСТ 3675—56, ГОСТ 9774—61.
Согласно стандартам ЕСКД на чертеже зубчатого колеса
и червяка помещают таблицу, содержащую основные данные,
необходимые для изготовления и контроля точности колеса
(червяка), а также справочные данные. В данных для изготовле-
ния зубчатого колеса указывают модуль т и число зубьев г;
для изготовления червяка — модуль т, число заходов zb делитель-
ный угол подъема у, расчетный шаг р, параметры профиля витков
и тип. Для цилиндрических косозубых и шевронных зубчатых
колес приводят угол наклона линии зуба (3, направление линии
98
зуба (правое, левое); для конических зубчатых колес — угол
делительного конуса 6, угол конуса впадин межосевой угол
передачи S, внешнее конусное расстояние Re, среднее конусное
расстояние R, внешнюю высоту зуба he. Для всех видов зубчатых
колес и червяков указывают нормальный исходный контур, сте-
пень точности и вид сопряжения с ссылкой на соответствующие
ГОСТы, коэффициент смещения исходного контура х.
В данных для контроля точности приводятся допуски и пре-
дельные отклонения показателей точности (контрольного ком-
плекса) по всем четырем нормам точности зубчатых колес и чер-
вяков. Желательно указывать верхнее и нижнее предельные
отклонения каждого контролируемого показателя, а в ряде
случаев и теоретический размер параметра (например, при кон-
троле длины общей нормали W, размера по роликам М, толщины
зуба по постоянной хорде Sc). Согласно ГОСТам ЕСКД при
измерении постоянной хорды зуба требуется указывать высоту до
этой хорды hc, при измерении М по роликам — диаметр роликов
или шариков D. Таким образом, данные для контроля должны
содержать все нужные сведения, чтобы исключить необходимость
дополнительных расчетов, связанных с нахождением основных
параметров зубчатого венца, допусков и предельных отклонений.
Если точность зубчатых колес обеспечивается системой кон-
троля производства, то согласно указаниям стандартов непосред-
ственный контроль зубчатых колес и передач не является обяза-
тельным. В данном случае контрольный комплекс в таблице не
приводится.
В ГОСТ 2.403—75, ГОСТ 2404—75, ГОСТ 2405—75,
ГОСТ 2406—68 ЕСКД указано, что данные для контроля при-
водятся лишь в случае изготовления зубчатого колеса с нестан-
дартным исходным контуром. Надо полагать, что при изготовле-
нии колес со стандартным исходным контуром данные для кон-
троля приводятся в карте измерения, составленной согласно пра-
вилам оформления документации контроля по ГОСТ 3.1504—74
ЕСТД. Согласно этому ГОСТу, карта измерений предназначена
для регистрации результатов измерения контролируемых пара-
метров и является сопроводительным документом по всему тех-
нологическому маршруту изготовления изделия.
К справочным данным, которыми необходимо пользоваться
при наладке зуборезного станка, относятся: диаметр делительной
окружности d; ход зуба pz для зубчатых колес с косыми зубьями
при назначении допуска на направление зуба Ер; осевой шаг рх
при назначении отклонений осевых шагов Fpxnr-, угол наклона
зуба на основном цилиндре |Ф, при назначении погрешности формы
и расположения контактной линии Fkr. Кроме того, для цилин-
дрических зубчатых колес, подвергающихся доводочным опера-
циям (шевингованию или шлифованию), а также в том случае,
когда в нормах контроля указан допуск на профиль ff, в справоч-
ных данных указываются диаметр основной окружности dh и
7* 99
угол развернутости эвольвенты vp. Приводятся также обозначе-
ния чертежа сопрягаемого зубчатого колеса или червяка.
Обозначение точности зубчатых колес и передач на чертежах
производится следующим образом. Если передача по всем нормам
точности должна иметь одну и ту же степень, указывается номер
степени, буква, характеризующая вид сопряжения, и номер
ГОСТа, например: 8—В ГОСТ 1643—72. Для мелкомодульных
цилиндрических I передач с регули-
руемым межосевым расстоянием пи-
шется буква, обозначающая не вид
сопряжения, а вид допуска на боко-
вой зазор. Следует отметить, что
точность мелкомодульных цилиндри-
ческих зубчатых передач с регули-
руемым расположением осей, в от-
личие от нерегулируемых ^передач,
обозначается буквой Р, которая ста-
вится перед буквой, характеризую-
щей вид допуска на боковой зазор.
Например, условное обозначение точ-
ности мелкомодульной цилиндриче-
ской зубчатой передачи с нерегули-
руемым расположением осей, с 7-й
степенью точности по всем нормам,
с видом сопряжения G записывается
так: 7—G ГОСТ 9178—72. Запись
7—Pf ГОСТ 9178—72 представляет
собой условное обозначение точнос-
ти мелкомодульной зубчатой переда-
чи с регулируемым расположением
осей, с 7-й степенью точности и до-
Рис. 28. Пример оформления ра- ПУСД0М на'б°ковой Зазор'вида f.
бочего чертежа цилиндрического При комбинировании норм ИЗ
прямозубого колеса разных степеней точности обозначе-
ние состоит из трех цифр, одной
буквы и номера ГОСТа. Первая цифра обозначает степень по
нормам кинематической точности, вторая — степень по нормам
плавности работы, третья — степень по нормам контакта зубьев,
буква — вид сопряжения:TS—7—7—G^TOCT 1643—72.
Если цилиндрическое зубчатое колесо должно быть изготов-
лено с изменением соответствия, установленного ГОСТами, между
видом сопряжения и видом допуска на боковой зазор, то в услов-
ном обозначении помимо буквы, указывающей вид сопряжения,
ставится буква, характеризующая вид допуска на боковой зазор.
Например, 8—7—6—Ва ГОСТ 1643—72 означает, что передача
имеет вид сопряжения колес В и вид допуска на боковой зазор а.
Если величина гарантированного бокового зазора не соответ-
ствует ни одному из установленных ГОСТами видов сопряжений,
100
то вместо буквы, обозначающей вид сопряжения, указывается
числовое значение принятого гарантированного бокового зазора
в микрометрах, а затем вид допуска на боковой зазор. На-
пример, 7—600 у ГОСТ 1643—72 условно обозначает точность
передачи с 7-й степенью точности, гарантированным боковым
зазором 600 мкм и видом допуска на боковой зазор у.
Пример оформления рабочего чертежа цилиндрического зуб-
чатого колеса (передача с нерегулируемым межосевым расстоя-
нием) по ГОСТ 2.403—75 показан на рис. 28. На чертеже должны
быть указаны данные, приведенные в табл. 20 и 21.
Таблица 20. Основные данные и справочные сведения
для изготовления зубчатого колеса
Параметр Обозна- чение Данные
Основные данные
Модуль т 3 ММ
Число зубьев 2 30
Исходный контур — ГОСТ 13755—68
Коэффициент смещения исходного контура X 0
Степень точности и вид сопряжения — 7—6—6— В ГОСТ 1643—72
Справочные сведения
Диаметр делительной окружности d 90 мм
Диаметр основной окружности db 84,573 мм
Длина общей нормали W 32,258 мм
Таблица 21. Данные дли контроля зубчатого колеса
Показатель точности Обозначение Допуски и отклонения по ГОСТ*1643 —72, мкм
Радиальное биение зубчатого венца Колебание длины общей нормали Отклонение шага зацепления Погрешность профиля зуба Погрешность направления зуба Суммарное пятно контакта: по высоте по длине Непараллельность осей Перекос осей Наименьшее отклонение средней длины общей нормали Допуск на среднюю длину общей нормали Предельное отклонение межосевого рас- стояния Fr Vw fpb fx fy Awme Twm fa 40 24 11 9 10 Не менее 50% » » 70% 10 5 104 63 70
101
Для контроля рассматриваемого зубчатого колеса назначен
следующий контрольный комплекс:
по показателям кинематической точности: радиальное биение
зубчатого венца Frr и колебание длины общей нормали
по показателям плавности работы: отклонение шага зацепле-
ния fp:,r и погрешность профиля зуба ffr;
по показателям, определяющим контакт зубьев в передаче:
погрешность направления зуба Fpr, суммарное пятно контакта
по длине и высоте зуба, непараллельность fxr и перекос осей fyr-,
по показателям, обеспечивающим боковой зазор (с учетом
того, что передача — с нерегулируемым межосевым расстоянием
и что в качестве одного из показателей кинематической точности
назначено колебание длины общей нормали): наименьшее откло-
нение средней длины общей нормали AWme (в зависимости от
от норм плавности, т. е. степени 6 и сопряжения вида В) и допуск
на среднюю длину общей нормали TWm (назначается в соответ-
ствии со степенью кинематической точности, в данном случае 7-й).
Для контроля правильности сборки указано предельное откло-
нение межосевого расстояния fa (при диаметре другого колеса,
равном 120 мм).
Рабочие чертежи зубчатых колес и червяков должны быть
выполнены в соответствии с требованиями стандартов Единой
системы конструкторской документации и ГОСТ 2.403—75,
ГОСТ 2.405—75 и ГОСТ 2.406—68.
На изображении цилиндрического зубчатого колеса, согласно
ГОСТ 2.403—75, должны быть указаны: диаметр вершин зубьев;
ширина венца; для зубчатого сектора — угол сектора по окруж-
ности вершин зубьев; размеры фасок или радиусы кривизны
линий притупления на кромках зубьев; шероховатость боковых
поверхностей зубьев; для зубчатых колес с продольной модифи-
кацией — глубина модификации.
На изображении конических зубчатых колес, согласно
ГОСТ 2.405—75, должны быть указаны: внешний диаметр вершин
зубьев до притупления кромки, а при необходимости и внешний
диаметр вершин зубьев после притупления кромки; расстояние
от базовой плоскости до плоскости внешней окружности вершин
зубьев; угол конуса вершин зубьев; угол внешнего дополнитель-
ного конуса (допускается указывать дополнительный угол к углу
внешнего дополнительного конуса); ширина зубчатого венца
(причем в случае, когда передний торец зубчатого колеса выпол-
няется плоскосрезанным, размер ширины зубчатого венца ука-
зывается как справочный); базовые расстояния; размеры фасок
или радиусы кривизны линий притупления на кромках зубьев;
положение измерительного сечения.
На изображении цилиндрического червяка, согласно
ГОСТ 2.406—68, указывают: диаметр цилиндра выступов и при
необходимости предельное значение радиального биения поверх-
ности выступов; длину нарезанной части червяка по образующей
102
цилиндра впадин; размеры фасок или радиусы закруглений на
торцовых кромках цилиндра выступов; радиус закругления
ножки витка; размеры фасок или радиусы закруглений на про-
дольных кромках головок витков; другие размеры профиля витка,
не помещенные в таблицу параметров.
На изображении червячного колеса, согласно ГОСТ 2.406—68,
указывают: диаметр окружности выступов в средней плоскости
зубчатого венца и при необходимости предельное значение ра-
диального биения поверхности выступов в средней плоскости;
наибольший диаметр зубчатого венца по выступам; ширину зуб-
чатого венца и при необходимости биение базового торца; расстоя-
ние от средней плоскости зубчатого венца до базового торца и пре-
дельное смещение средней плоскости зубчатого венца в обработке
(для червячных колес, не регулируемых при монтаже в осевом
направлении, предельные значения смещений назначают из со-
ответствующего стандарта на допуски червячных передач); данные,
определяющие внешний контур зубчатого венца (например, радиус
выточки на поверхности выступов, размеры фасок или радиусы
закруглений торцовых кромок); данные о специальной форме
зубьев.
Кроме вышеизложенного, на изображениях цилиндрического
червяка и червячного колеса указывают шероховатость боковых
поверхностей витков червяка или зубьев червячного колеса, по-
верхностей выступов и впадин, причем шероховатость, указанная
для поверхностей впадин, относится и к переходным поверхностям
витков или зубьев. При необходимости на чертежах цилиндриче-
ского червяка и червячного колеса указывается рабочий профиль
витков червяка или зубьев червячного колеса.
Стандартами допускается в технических требованиях чертежа
цилиндрических и конических зубчатых колес указывать размеры
фасок и радиусы кривизны линий притупления, а для цилиндри-
ческого червяка — размеры фасок или радиусы закруглений на
продольных кромках головок витков и данные о форме концов
витков. Для червячного колеса допускается в технических тре-
бованиях чертежа помещать размеры фасок или радиусы закруг-
лений торцовых кромок зубчатого венца.
часть вторая
МЕТОДЫ
И СРЕДСТВА ИЗМЕРЕНИЯ
ЗУБЧАТЫХ НОЛЕС
И ЧЕРВЯКОВ
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ КИНЕМАТИЧЕСКОЙ
ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ ПЛАВНОСТИ РАБОТЫ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ, ОПРЕДЕЛЯЮЩИХ
КОНТАКТ ЗУБЬЕВ В ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧЕ
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ БОКОВОГО ЗАЗОРА
В ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧЕ
ИЗМЕРЕНИЕ КОНИЧЕСКИХ И ЧЕРВЯЧНЫХ
ЗУБЧАТЫХ ПЕРЕДАЧ, КОЛЕС
И ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ
ИСТОЧНИКИ ПОГРЕШНОСТЕЙ ЗУБЧАТЫХ КОЛЕС.
ВЫБОР КОНТРОЛЬНОГО КОМПЛЕКСА
Г лава III
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ
КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
17. ИЗМЕРЕНИЕ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ
Работа измерительных приборов, предназначенных для опре-
деления кинематической погрешности зубчатых колес и передач,
заключается в непрерывном сравнении мгновенных передаточных
отношений и перемещении ведомых звеньев двух связанных между
собой механизмов: принятого в качестве образцового и содержа-
щего проверяемое зубчатое колесо, сопрягаемое с измерительным
колесом. При этом определяется кинематическая погрешность
проверяемого зубчатого колеса, погрешностью измерительного
колеса пренебрегают. При необходимости установить кинемати-
ческую погрешность зубчатой передачи с образцовым механизмом
сравнивают колебание мгновенного передаточного отношения
этой передачи. В качестве образцового механизма могут быть
использованы гладкие фрикционные диски или электрические
цепи в измерительных приборах, основанных на импульсных
методах измерения с использованием магнитных или оптических
преобразователей.
Приборы для контроля кинематической и циклической погреш-
ности ?;зубчатых колес изготавливаются в соответствии
с ГОСТ'* 10387—73 и ГОСТ 5368—73. На рис. 29 приведена про-
стейшая схема прибора для контроля кинематической погрешности
зубчатых колес. Движение контролируемого зубчатого колеса 1,
сопрягаемого с измерительным колесом 2, сравнивается с движе-
нием, создаваемым точными фрикционными дисками 3, диаметры
которых равны диаметрам начальных окружностей зубчатой пары.
Очевидно, что комплекс погрешностей измеряемого колеса явля-
ется при этом причиной разности мгновенных передаточных отно-
шений, что фиксируется отсчетным устройством или самописцем
прибора 4.
Наибольшее рассогласование сравниваемых движений на про-
тяжении одного оборота колеса равно кинематической погрешности
измеряемого зубчатого колеса. В связи с тем что при определении
кинематической точности зубчатого колеса на специально пред-
назначенных для этой цели приборах межосевое расстояние сопря-
гаемых колес в процессе обкатки остается неизменным, а при вра-
щении колес боковые поверхности зубьев сопрягаются одними
105
и теми же сторонами, данный метод измерения кинематической
точности зубчатых колес условились называть однопрофильным
в отличие от двухпрофильного, при котором обкатка колес про-
изводится при плотном сопряжении проверяемого колеса с изме-
рительным.
Изменение межосевого расстояния пары зубчатых колес при
идеальном эвольвентном профиле зубьев приводит к изменению
коэффициента перекрытия ев, но не влияет на передаточное отно-
шение этих колес I. Однако на практике кинематическая погреш-
ность зубчатого колеса зависит и от межосевого расстояния сопря-
гаемых зубчатых колес. Это подтверждается данными, получен-
Рис. 29. Принципиальная схема фрикционного при-
бора для контроля кинематической точности зубча-
тых колес
ными на приборе для однопрофильного контроля зубчатых колес
при измерении одного и того же зубчатого колеса, сопрягаемого
с измерительным. Межссевое расстояние сопрягаемых колес
менялось в заданных пределах; при каждой новой установке
межосевого расстояния производилась запись кинематической
погрешности колеса. На основании полученных кривых было
установлено [18], что при изменении измерительного межосевого
расстояния от 148,50 до 149,05 мм не только значительно умень-
шается коэффициент перекрытия ер (от 1,674 до 1,556), но и меня-
ется кинематическая погрешность колеса.
Таким образом, при однопрофильном контроле зубчатых колес
с целью определения их кинематической погрешности необходимо
обеспечить установку расчетного номинального межосевого рас-
стояния с точностью около 0,1 мм. Поэтому приборы для одно-
профильного контроля зубчатых колес обычно снабжаются при-
способлением, с помощью которого проверяемое колесо устанавли-
вается на определенном расстоянии от измерительного. Контроль
кинематической точности реверсивных зубчатых колес должен
производиться по обеим сторонам профиля зубьев, для чего при-
боры снабжаются специальными переключателями направления
106
Рис. 30. Схема фрикционного
однопрофильного полуавтомата
фирмы «Мааг»
вращения шпинделей, на которые устанавливаются зубчатые
колеса.
Измерительные приборы, предназначенные для определения
кинематической и циклической погрешностей зубчатых колес,
можно разделить по принципу действия на фрикционные, ленточ-
ные, импульсные и с промежуточным зубчатым колесом.
Прибор, схема которого приведена на рис. 29, по принципу
действия относится к фрикционным. Такие приборы выпускаются
рядом иностранных фирм, в частности фирмами «К- Мар» (ФРГ),
«Клингельнберг» (ФРГ), «Митсуи
Сейки» (Япония). Разновидностью
фрикционного однопрофильного при-
бора является полуавтомат фирмы
«Мааг» (Швейцария) [9]. На этом
приборе (рис. 30) сравнивается рав-
номерность движения двух каре-
ток 1 и 8, зависящая от колебаний
мгновенных передаточных отношений
зубчатых колес 5 и 6. При перемеще-
нии ведущей каретки 1 через кулис-
ный механизм 11, настраиваемый в
зависимости от передаточного отно-
шения сопрягаемых колес, /приво-
дится в движение подводковая ли-
нейка 10, фрикционно связанная с
диском 9. Вращение диска 9 приводит
в движение находящееся на одной
оси с ним проверяемое зубчатое ко-
лесо 6. Это движение через измерительное колесо 5 и диск 3
передается фрикционно связанной с диском каретке 8, кото-
рая перемещается параллельно движению ведущей каретки 1.
Очевидно, что равномерность движения этих кареток зависит от
погрешностей проверяемого зубчатого колеса, влияющих на коле-
бание мгновенных передаточных отношений. Неравномерность
вращения каретки 8 фиксируется самописцем отсчетного устрой-
ства 2.
Для того чтобы в процессе проверки зубчатых колес между
сопрягаемыми профилями зубьев сохранялся установленный по-
стоянный контакт, в конструкции прибора предусмотрены вспомо-
гательные приводы 4 и 7.
Для установки зубчатых колес на межосевое расстояние пре-
дусмотрено отсчетное устройство. Прибор снабжен пультом
управления. С помощью рассмотренного прибора можно контроли-
ровать зубчатые передачи с межосевым расстоянием 90—400 мм,
и передаточным отношением от 1 : 1 до 1 : 6.
На рис. 31 и 32 показан фрикционный однопрофильный прибор
фирмы «Цанрадфабрик Фридрихгафен» (ФРГ). От электромотора 14
(рис. 31) через ременную и червячную передачу 12 приводится во
•07
10, соприкасающийся с диском 15. При вращении диска 10 приво-
дится в движение фрикционный диск 15, скорость вращения кото-
рого зависит от расположения диска 10 относительно оси 00t
диска 15. Для ругулирования скорости вращения диска 15 валик 11
совместно с диском 10 можно поступательно перемещать вдоль
радиуса диска 15, что осуществляется с помощью червячной пере-
дачи 13. Так как диск 15 находится на одной оси с шестерней 16,
Рис. 31. Кинематическая схема фрикционного однопрофильного при-
бора фирмы «Цанрадфабрик Фридрихгафен»
сопряженной с колесом 9, то при вращении диска вращается и
ось 6, смонтированная на шарикоподшипниках 3. Вместе с осью
вращаются два фрикционных диска 7 и 8 и проверяемая шестерня 2.
Фрикционные диски 7 или о соприкасаются соответственно с дис-
ками 5 или * 17, смонтированными на одной оси с конусом 4,
который таким образом приводится в движение одновременно
с фрикционными дисками.
Проверяемое зубчатое колесо 2, являясь ведущим, заставляет
двигаться измерительное зубчатое колесо 1, с которым оно сопря-
жено. Одновременно с измерительным колесом поворачивается
и ось, на которую оно насажено. Эта ось свободно вращается на
шарикоподшипниках 18 и 22. Средняя часть оси выполнена в виде
конуса 20, подобного конусу 4, но конус 20 расположен большим
диаметром вниз. Между образующими конусов 20 и 4 расположен
шарик 19, связанный через систему рычагов с самописцем 21.
Если шарик 19 установить вдоль оси конусов в таком положении,
при котором отношение диаметров сечений фрикционных конусов
в местах их контакта с шариком соответствует передаточному
108
вращение валик 11, на оси которого закреплен фрикционный диск
отношению сопрягаемых колес 1 и 2, то связанное с шариком перо
самописца при равномерном вращении шарика остается неподвиж-
ным. Но это будет только в том случае, если передаточное отноше-
ние сопрягаемых зубчатых колес в любой момент времени неиз-
менно. При изменении передаточных отношений произойдет угло-
вое смещение шарика, фиксируемое самописцем.
Измеряемое и измерительное зубчатые колеса размещаются на
конусных оправках 4 и 5 (рис. 32). Расстояние между оправками
11 3 ’ 3 5 3 7 4
устанавливается в соответст-
вии с номинальным межосевым
расстоянием сопрягаемой пары
с помощью рукоятки 3, фик-
сируемой стопором 2. Уста-
новка шарика 19 (рис. Д1) в
положение, при котором пере-
даточное отношение фрикцион-
ной конусной передачи равно
передаточному отношению соп-
рягаемых зубчатых колес, про-
изводится при помощи махо-
вичка 6 (рис. 32). С этой целью
предварительно подсчитанное
передаточное отношение сопря-
гаемой пары колес сначала
ориентировочно устанавливает-
ся с помощью маховичка по
шкале 8, а затем уточняется по
шкале, нанесенной по окруж-
ности маховичка 6. Для про-
верки правильности установки
включают мотор и наблюдают за
I
Рис. 32. Однопрофильный прибор фир-
мы «Цанрадфабрик Фридрихгафен»
положением пера самописца 11.
Если перо самописца при включенном моторе расположится
в средней части окна и будет слегка вибрировать, это означает,
что установка произведена правильно.
Рассмотренный прибор дает возможность проверять зубчатые
колеса диаметром 60—200 мм с передаточным отношением i =
= 1=4. Для проверки колес с передаточным отношением i =
= 1-4-2 необходимо, чтобы в приборе работали фрикционные диски
17 и 8 (рис. 31), а при проверке колес с передаточным отношением
1 = 2=4— фрикционные диски 5 и 7. Переключение дисков
осуществляется специальной гайкой, доступ к которой возможен
при отвинченной крышке на задней стенке прибора. Прибор вклю-
чается с помощью рукоятки 9 (рис. 32). Переключением этой руко-
ятки можно изменять направление поворота ведущего проверяе-
мого зубчатого колеса. Включение самописца производится пово-
ротом рукоятки 10. Скорость вращения колес регулируется вин-
том 1.
109
Для того чтобы в процессе проверки зубчатых колес между
сопрягаемыми профилями зубьев сохранился постоянный контакт,
в конструкции прибора предусмотрен специальный тормоз, при
включении которого измерительное колесо не может самостоя-
тельно повернуться под действием сил инерции, так как зуб веду-
щего колеса все время поджимается к зубу ведомого колеса. Тор-
моз включается рукояткой 7.
Рис. 33. Однопрофильный прибор БВ-5033 (ЧЗМИ)
Разновидностью ленточных приборов, предназначенных для
контроля кинематической и циклической погрешностей мелкомо-
дульных зубчатых колес при зацеплении с измерительной рейкой,
является прибор модели БВ-5033 (рис. 33 и 34), выпускаемый
Челябинским заводом мерительных инструментов (ЧЗМИ).
Проверяемое зубчатое колесо 6 устанавливается в однопро-
фильном зацеплении с измерительной рейкой 5. Так как измери-
тельные рейки изготавливать и проверять значительно проще, чем
измерительные шестерни (в особенности мелкомодульные), то
применение измерительных реек является преимуществом данной
измерительной схемы прибора по сравнению с другими схемами.
Измерительная рейка 5 крепится на плавающей каретке 7. При
проверке зубчатого колеса приводится в движение (вручную или
от электродвигателя через червячный редуктор) каретка 10 с синус-
ной линейкой 8, находящейся в постоянном силовом контакте
с роликом 9 каретки 13. Каретка 10 через синусную линейку
передает движение каретке 13 и через бесконечную ленту 11 —
вращение шпинделю 4 с установленным на нем зубчатым коле-
110
сом 6. Требуемое натяжение ленты создается с помощью бара-
бана 12.
Кинематические и циклические погрешности проверяемого
зубчатого колеса вызывают перемещения плавающей каретки 7,
что фиксируется индуктивным преобразователем 3 с самописцем 1
(БВ-662) на диаграммной ленте или визуальном отсчетном устрой-
стве 2. Предварительно измерительную рейку 5, модуль и угол
профиля который должны соответствовать модулю и углу профиля
исходного контура проверяемого зубчатого колеса \ нужно
установить на определенное
расстояние: делительная пло-
скость рейки, по которой про-
изводится обкатка проверяемого
зубчатого колеса, должна нахо-
диться от оси колеса на рас-
стоянии радиуса делительной
окружности этого колеса. Эта
установка производится карет-
кой 13. Перед измерением необ-
ходимо установить синусную
линейку на определенный угол
Ф, при котором перемещение ка-
ретки 10 на длину окружности
шпинделя 4 вызовет перемеще-
ние в перпендикулярном на-
правлении каретки 13 на длину,
равную делительной окружнос-
ти проверяемого колеса tg ср =
— r!R, где/? —радиус шпинделя.
Рис. 34. Принципиальная схема ра-
боты однопрофильного прибора
БВ-5033 (ЧЗМИ)
Рассмотренный прибор предназначен
для контроля зубчатых
колес модулем от 0,15 до 1 мм с диаметром делительной окружности
от 5 до 40 мм. Погрешность прибора без учета погрешности рейки
(по данным завода-изготовителя) при диаметре контролируемых
зубчатых колес до 20 мм не превышает 1,5 мкм, а при диаметре
от 20 до 40 мм — 2 мкм.
В настоящее время для определения кинематической и цикли-
ческой погрешностей зубчатых колес и передач при различных
скоростях вращения применяется импульсный способ измерения
с использованием магнитных шкал и растровых решеток.
Разновидностями магнитоэлектрического метода измерения
кинематической и циклической погрешностей зубчатых колес
являются абсолютный, разностный и разностно-абсолютный ме-
тоды. Ознакомимся кратко с их принципиальными особенностями
[32]. Абсолютный магнитоэлектрический метод контроля кинема-
тической и циклической погрешностей заключается в следующем.
1 Прибор снабжен комплектом сменных измерительных прямозубых реек
стандартных модулей.
111
На диск, поверхность которого имеет никеле-кобальтовое покры-
тие, т. е. магниточувствительный слой, равномерно нанесены
магнитные штрихи. Считывание электрических импульсов с диска
производится магнитоэлектрической головкой Е Диск с магнито-
электрической головкой, выполняющие роль преобразователя
импульсов, устанавливают на звенья контролируемого механизма
(рис. 35, а). Преобразователь А (диск 1 с головкой 2) установлен
на входное 8, а преобразователь Б (диск 6 с другой головкой 5) —
на выходное 7 звенья. При вращении дисков относительно
головок магнитными штрихами в обмотке головок индуцируется
напряжение, которое через усилитель 3 поступает в электронно-
Рис. 35. Принципиальная схема установки для контроля кине-
матической и циклической погрешностей абсолютным и разност-
ным (а) и абсолютно-разностным (б) магнитоэлектрическими ме-
тодами
измерительное устройство ЭИУ — фазометр 4. Это устройство
служит для измерения сдвига фаз между импульсами, поступаю-
щими с преобразователей А и Б. Если отношение количества
импульсов, нанесенных на диски, соответствует передаточному
числу контролируемого механизма и если допустить, что контро-
лируемый механизм идеально точный, то при работе такого меха-
низма фазовый угол между импульсами, считываемыми с преобра-
зователей, будет постоянным. При наличии же кинематической
погрешности в контролируемом механизме фазовый угол между
считываемыми с указанных преобразователей импульсами меня-
ется и смещение сигналов (фазовый сдвиг), поступающих с этих
преобразователей, пропорционально кинематической погрешности
контролируемого механизма. ЭИУ суммирует получаемые сигналы
и выдает разность токов в цепь самописца, который записывает
кинематическую и циклическую погрешности на бумажной ленте.
К недостаткам данного метода следует отнести необходимость
большого набора дисков с различным количеством магнитных
импульсов, нанесенных в соответствии с передаточными числами
1 По назначению магнитоэлектрические головки разделяют на четыре вида:
записывающие, стирающие, воспроизводящие и универсальные. Последние ра-
ботают и как записывающие, и как воспроизводящие.
112
контролируемых механизмов равномерно и с большой точностью.
Указанные недостатки устраняются при применении разностного
метода.
Разностный магнитоэлектрический метод контроля кинемати-
ческой погрешности заключается в том, что равномерно располо-
женные магнитные импульсы должны быть предварительно запи-
саны лишь на диске одного преобразователя, с которого они
переносятся на диск другого преобразователя. Переписывание
импульсов с диска на диск производится в процессе вращения
контролируемой зубчатой пары. При работе механизма импульсы
с диска 1 считываются магнитной головкой 2 и через усилитель
электронно-измерительного устройства 3 записываются другой
магнитной головкой 5 на диске 6. Очевидно, что на этом диске
из-за наличия кинематических погрешностей в контролируемом
механизме импульсы записываются неравномерно.
После переключения электронно-измерительного устройства
на измерение, т. е. при включении фазометра 4, оба диска инду-
цируют импульсы, которые совпадают по фазе, несмотря на нали-
чие кинематической погрешности в контролируемом механизме.
Таким образом, выявить в данном случае кинематическую погреш-
ность не представляется возможным. Если же магнитную головку 5
преобразователя Б развернуть на некоторый угол 1 относительно
оси диска, чтобы сместить по фазе кинематическую погрешность
механизмами запись этой погрешности на диске 6, то импульсы,
считываемые с дисков преобразователей Л и Б, перестанут совпа-
дать по фазе. Колебания фазового угла между импульсами,
фиксируемые фазометром электронно-измерительногоЗустройства,
в этом случае характеризуют кинематическую погрешность меха-
низма (полученные данные требуют дальнейшей математической
обработки).
Если в преобразователе Б применить двухдорожечный диск,
на который двумя магнитными головками (из которых одна уста-
новлена неподвижно, а другая — поворотная) одновременно пере-
носить запись импульсов с диска 1, то это даст возможность отде-
лить кинематическую погрешность контролируемого механизма
от погрешности, вносимой самим прибором. Для этого следует
проконтролировать колебание фазы между импульсами, поступаю-
щими с двух дорожек преобразователя Б. Так как обе дорожки,
на которые записаны импульсы, расположены на одном диске
преобразователя Б, то колебания фазы с этих дорожек могут быть
вызваны погрешностями работы самого прибора. Данный метод,
названный разностно-двухдорожечным 2, позволяет производить
проверку кинематической погрешности механизма, причем эта
1 Этот угол, называемый углом измерения, должен быть не кратным целому
числу периодов составляющих кинематической погрешности. Обычно углы по-
ворота головки берут равными 50 или 60° и 180°.
2 По существу, этот метод есть разновидность разностного метода.
8 д. Л. Марков
113
проверка производится в основном так же, как и при разностном
методе.
Разностно-абсолютный метод состоит в том, что на входное 1
(рис. 35, б) и выходное 7 звенья контролируемого механизма
установлены преобразователи импульсов, состоящие из дисков 2
и 8 и универсальных магнитных головок 9, 4 и 10, предназначенных
для записи и считывания импульсов. Двухдорожечный диск 2
можно соединить с выходным звеном 7 механизма, тогда они будут
вращаться вместе. Диск можно вращать и независимо от выходного
звена с помощью электродвигателя 3. На никелекобальтовой
поверхности диска 8 равномерно записано определенное число
магнитных импульсов, которые с помощью магнитной головки 9
считываются, а с помощью магнитных головок 4 и 10 записываются
на диске 2 по двум разным дорожкам. Если диск 2 вначале соеди-
нить с выходным звеном 7 и с помощью неподвижной магнитной
головки 10 переписать импульсы с диска 8 на одну дорожку диска 2,
а затем при неподвижном диске 2 (отсоединив его от выходного
звена) импульсы с диска 8 записать с помощью поворотной го-
ловки 4 на вторую дорожку диска 2, то на двух дорожках этого
диска получится запись противоположного направления кинемати-
ческой погрешности механизма. Если теперь переключить схему
на измерение и при помощи двигателя 3 диску 2 (свободно сидя-
щему на валу) сообщить вращение с таким расчетом, чтобы число
оборотов диска 2 значительно превышало (примерно в 1000 раз)
число оборотов выходного звена 7 механизма, то импульсы с маг-
нитных головок 4 и 10 будут поступать через дискриминатор 5
и фазометр 6, туда же поступят импульсы, посылаемые магнитной
головкой 9 с диска 8. Сравнивая эти импульсы, определяют коле-
бания фазы, характеризующие кинематическую и циклическую
погрешности контролируемого механизма.
Челябинский завод мерительных инструментов выпускает два
типа приборов, предназначенных для проверки кинематической
точности зубчатых колес. Принцип работы одного из них (УКМ-ЗМ)
основан на абсолютном и разностном методах \ принцип работы
другого (УК.М-5) — на разностном методе.
Прибор УКМ-ЗМ (рис. 36), предназначенный для однопрофиль-
ного контроля зубчатых колес с модулем с 0,5 до 10 мм и межосе-
вым расстоянием от 20 до 400 мм, работает при непрерывном одно-
профильном зацеплении контролируемого колеса с измерительным
колесом. Проверяемое колесо 1 устанавливается на оправке в цен-
трах кронштейна, неподвижно закрепленного на станине при-
бора, а измерительное колесо 5 — в центрах другого кронштейна 4,
расположенного на каретке прибора 7. Каретка может передви-
гаться по направляющим станины при помощи винта 6, что дает
возможность устанавливать сопрягаемые колеса в правильное
однопрофильное зацепление.
1 Вернее, на разностно-двухдорожечном методе.
114
При работе прибора вращение от электродвигателя 8 через
редуктор 9 передается на ведущий шпиндель прибора и через
сопрягаемую пару зубчатых колес 1 и 5 — на ведомый шпиндель 3.
Если предварительно на диски 2 и 10 будут нанесены импульсы,
отношение чисел которых соответствует передаточному отношению
зубчатых колес, то колебание фазового угла между импульсами,
получаемое с преобразователей за один оборот колеса, будет ха-
рактеризовать кинемати-
ческую и циклическую
погрешности контролируе-
мого зубчатого колеса.
В данном случае прибор бу-
Рис. 36. Магнитоэлектрический прибор модели УКМ-ЗМ для однопрофиль-
ного контроля зубчатых колес:
а — принципиальная схема; б — внешний вид
дет работать по абсолютному магнитоэлектрическому методу. Если
же магнитные импульсы предварительно будут нанесены на один
диск 2, а затем при вращении зубчатой пары 1 и 5 перенесены на
барабан 10, то в этом случае прибор будет работать по разностному
магнитоэлектрическому методу.
Прибор УКМ-5 предназначен для однопрофильного контроля
цилиндрических прямозубых, косозубых и червячных насадных и
валковых колес диаметром 20—400 мм и модулем 1 —10 мм. Прибор
работает при непрерывном однопрофильном зацеплении с измери-
тельным червяком. На валу измерительного червяка 5, приводи-
мого в движение электроприводом 6 (рис. 37) установлен диск 4
с никелекобальтовым покрытием, на котором записаны магнито-
электрические импульсы. Эти импульсы считываются с помощью
магнитной головки 3, связанной с электронно-измерительным
устройством. Измерительный червяк сопрягается с контролируе-
мым зубчатым колесом 7. Номинальное межосевое расстояние
8* 115
Рис. 37. Принципиальная схема
магнитоэлектрического прибора
модели У КМ-5 для однопрофиль-
ного контроля зубчатых колес
сопряженной пары устанавливается по оптической шкале и от-
счетному микроскопу. На одной оси 2 с контролируемым колесом 7
расположен двухдорожечный диск 8, который вращается одно-
временно с зубчатым колесом. Магнитные импульсы, считываемые
головкой 3 с диска 4, переписываются магнитнымиголовками 1 и 9
одновременно на две дорожки диска 8.
Магнитные импульсы на диске 8 записываются неравномерно,
в соответствии с кинематической погрешностью контролируемого
колеса 7. Однако при считывании
фазометр показывает отсутствие сме-
щений по фазе у импульсов, по-
ступающих с обоих дисков. С целью
выявления кинематической погреш-
ности контролируемого колеса необ-
ходимо развернуть магнитную го-
ловку 9 на некоторый угол (угол
измерения) и включить ЭИУ на
воспроизведение сигнала. Произой-
дет рассогласование во времени при-
хода сигналов с дисков 4 и 8, пропор-
циональное кинематической погреш-
ности зубчатого колеса х.
Колебания фазового угла между
импульсами, фиксируемые фазомет-
ром, представляют собой разностную
кривую погрешности, которая харак-
теризует F'tr контролируемого зуб-
чатого колеса. Из других приборов,
действие которых основано на абсо-
лютном магнитоэлектрическом методе
измерения, следует выделить однопрофильный прибор, изготов-
ленный в НИИТавтопроме. Прибор снабжен анализирующей и
регистрирующей аппаратурой, позволяющей осуществлять гармо-
нический анализ составляющих кинематической погрешности:
циклическая погрешность записывается прибором в виде спектра
частот, составляющих кинематическую погрешность.
В Чехословакии для контроля кинематической точности зубча-
тых колес предприятием ТОС выпускаются две модели магнито-
электрических приборов, работающих по разностно-абсолютному
методу: OIMOK-40 и IMOK-200. Первый прибор предназначен для
контроля цилиндрических (насадных и валковых) зубчатых колес
диаметром до 300 мм и конических колес диаметром до 200 мм.
Червячные пары можно проверять на этом приборе при межосевом
расстоянии от 25 до 375 мм и диаметром червяка до 150 мм. Прибор
IMOK-200 служит для контроля крупногабаритных колес (прямо-
зубых, косозубых и червячных) диаметром от 300 до 2000 мм.
1 Погрешностью измерительного червяка пренебрегают.
116
В приборах, основанных на фотоимпульсных методах измере-
ния, используются фотоэлектрические преобразователи и растро-
вые решетки (растры). Растром называется решетка, служащая для
структурного преобразования пучка лучей. Различают растры
прозрачные, выполненные в виде чередующихся прозрачных и
непрозрачных элементов, и отражательные, в виде решеток с эле-
ментами, зеркально отражающими и поглощающими (рассеиваю-
щими) свет. Ширина светлых участков растра b (рис. 38, а) обычно
Ъ, —н—.. . ч
а)
liimiiiiiiiiiii HIIIIH
Измерительный
растр
Рис. 38. Различные типы линейных и радиальных растров
делается равной делению шкалы а и называется шириной зрачка.
Расстояние q называют шагом или периодом, следовательно, шаг
растра — это линейное или угловое расстояние между осями двух
соседних элементов растра. Другой характеристикой растра явля-
ется частота — величина обратная шагу; она показывает, сколько
штрихов укладывается в единицу длины.
Если элементы растра представляют собой ряд параллельных
линий, то растр называется линейным, если же элементы расхо-
дятся в виде лучей из общего центра, — растр называется ради-
альным. Для измерения линейных перемещений применяются
линейные — плоскопараллельные растры (рис. 38, а); для измере-
ния угловых величин — радиальные (рис. 38, б, в, д), цилиндри-
ческий растр (рис. 38, а) может быть использован для измерения
линейных и угловых величин. Радиальные растры бывают пло-
скими и коническими; шаг их определяется в угловых величинах.
Сущность рассматриваемой измерительной системы заключается
в следующем. Если две растровые решетки [из которых большую 1
117
(рис. 39) называют измерительным растром, а меньшую 2 — инди-
каторным растром] установить на небольшом расстоянии друг от
друга1, с одной стороны их установить осветитель 3, создающий
параллельный пучок света, а с другой — фотоэлектрический
преобразователь 4, то при перемещении растров относительно
друг друга освещенность за растровым полем будет периодически
изменяться, т. е. относительное перемещение растровых решеток
приведет к периодическому изменению фототока в фотоэлектри-
ческом преобразователе 2. Этот фототок может быть преобразован
в электрические импульсы для управления перемещающимися
частями механизмов прибора или может быть подан на отсчетные
или записывающие устройства.
Рис. 39. Принципиальная измерительная схема с растро-
выми решетками: а — с линейными растром; б — с радиаль-
ным растром
В отсчетных устройствах с растровыми решетками исполь-
зуется явление муара, возникающее при прохождении света через
две определенным образом расположенные и перемещающиеся
относительно друг друга растровые решетки. При использовании
линейных растров полосы муара (комбинационные полосы) обра-
зуются при наложении друг на друга двух растров таким образом,
чтобы плоскости штрихов обоих растров были разделены малым
воздушным промежутком, а направления штрихов, образовывали
небольшой угол 0 (рис. 38, е). В этом случае образуются новые
светлые и темные полосы, так как на определенных участках рас-
трового поля зрачки одного из растров затемняются штрихами
другого растра, а в местах, где зрачки обоих растров совпадают,
участки остаются незатемненными.
Полученный в этом случае комбинационный растр будет иметь
шаг G (рис. 38, ж) больший, чем q: при перемещении растров
1 Расстояние должно быть не больше зрачка растра. Обычно измерительный
растр закрепляют на перемещающихся частях контролируемого механизма,
а индикаторный растр, осветитель и фотоэлектрический преобразователь — на
неподвижных его частях.
2 Светооптические свойства растровых решеток характеризуются относи-
тельной шириной прозрачного зрачка Па — a/g или относительной шириной
штриха II t, = b/g. Коэффициент Па показывает, какая доля светового потока
проходит через растровое поле, а коэффициент [If, — какая доля светового по-
тока задерживается.
118
относительно друг друга (в направлении, перпендикулярном
штрихам перемещающегося растра) на расстояние, равное шагу g,
комбинационные полосы переместятся на расстояние G =
= g/(2 sin 0/2). При малых углах 0 G = g70. Это существенно
увеличивает точность растровой измерительной системы. Счет
комбинационных (муаровых) полос при перемещении решеток
производится с помощью электронных счетчиков. Применение
комбинационных растровых решеток позволяет изготовить авто-
матические измерительные устройства, обладающие высокой точ-
ностью, в частности, для угловых измерений до —0,2" [24].
На выпуске зубоизмерительных при-
боров, в которых используется фото-
электрический метод измерения, спе-
циализируется английская фирма
«Голдер Микрон», выпускающая сле-
дующие зубоизмерительные приборы:
однопрофильные приборы для контроля
кинематической и циклической погреш-
ностей зубчатых колес \ автоматиче-
ские приборы для определения накоп-
ленной погрешности окружного шага,
эвольвентомеры для измерения погреш-
ностей профиля зуба.
Блок-схема однопрофильного прибо-
ра с растровыми решетками для контро-
ля кинематической и циклической по-
грешностей зубчатых колес приведена
на рис. 40. Проверяемое зубчатое коле-
со 4 находится в однопрофильном за-
Рис. 40. Блок-схема одно-
профильного прибора с рас-
тровыми решетками для кон-
троля кинематической и ци-
клической погрешностей зуб-
чатого колеса
цеплении с измерительным колесом 1\ на валах этих колес уста-
новлены радиальные растровые решетки 2 и 5. В связи с тем, что
число зубьев сопряженных колес разное, частота сигналов, сни-
маемых с фотоэлектрических преобразователей 3 и 6, различна.
Для возможности сравнения необходимо частоту сигнала, посту-
пающего с измерительного колеса 1, синхронизировать с частотой
сигнала, снимаемого с контролируемого колеса 4. Для этого
используются генератор 9 и делитель частоты 8 (деление ча-
стоты осуществляется с коэффициентом, равным числу зубьев
измерительного колеса). С делителя частоты 8 и преобразо-
вателя 3 сигнал поступает на частотный компаратор 7, вы-
ходное напряжение которого управляется генератором 9.
Второй делитель частоты И осуществляет деление частоты сигнала,
снимаемого с генератора 9, на число зубьев проверяемого зубча-
того колеса. Сигнал с делителя частоты И поступает в фазовый
компаратор 10, куда идут сигналы и с преобразователя 6 проверя-
емого колеса. Напряжение на выходе фазового компаратора 10,
1 Фирма выпускает такие приборы трех моделей.
119
характеризующее величину погрешности сопрягаемых зубчатых
колес, записывается в определенном масштабе самописцем 12.
На рис. 41 представлен общий вид одной из моделей (CSF/2)
прибора фирмы «Голдер Микрон» для однопрофильной проверки
зубчатых колес. Прибор состоит из станины, по направляющим
которой перемещаются под прямым углом (с помощью ходовых
винтов) поворотные бабки. В отверстия шпинделей бабок устана-
вливаются оправки с зубчатыми колесами, вращение оправок
осуществляется в опорах с прецизионными радиальными подшип-
никами. Бабки могут быть повернуты относительно основания
на угол до 90°. Это дает возможность контролировать зубчатые
колеса с параллельными и взаимно перпендикулярными осями.
С помощью отсчетных винтов сопрягаемые зубчатые колеса
можно устанавливать на рассчитанное межосевое расстояние Ч
К каждой бабке прикреплена в корпусе оптическая измерительная
система. На одну из бабок, имеющую электропривод, устанавли-
вается измерительное зубчатое колесо. Проверяемое колесо уста-
навливают на ведомый шпиндель другой бабки. Так как ведущий
шпиндель с измерительным колесом вращается с постоянной
скоростью, импульсы с него поступают с постоянной частотой,
в то время как импульсы, поступающие с контролируемого колеса,
из-за погрешностей имеют переменную частоту, фиксируемую
электронной системой прибора. Считывающая система прибора
работает в инфракрасном освещении. (В качестве источника света
применяется арсенид галлия GaAs.)
Пульт управления прибором имеет переключатель для наст-
ройки передаточного отношения сопрягаемых колес, регулятор
1 Наибольшая величина межосевого расстояния контролируемых зубчатых
колес 279 мм.
120
скорости и направления вращения двигателя. Требуемая скорость
вращения ведущего шпинделя определяется количеством зубьев
колеса, считываемых прибором в секунду. Прибор* снабжен элек-
тронным самописцем с шириной^бумаги 40 мм. Погрешность при-
а) 1 2 34 5 6 7 в
Рис. 42. Однопрофиль-
ный зубоизмерительный
прибор модели БВ-5058
производства Челябин-
ского завода меритель-
ных инструментов: а —
кинематическая схема;
б — внешний вид
бора (по данным фирмы) не превышает ±1,5 с. К прибору прила-
гаются контрольные приспособления.
В СССР однопрофильные зубоизмерительные приборы, осно-
ванные на фазоимпульсных методах измерения, с использованием
фотоэлектрических преобразователей разработаны в Бюро взаимо-
заменяемости (Минстанкопром) и изготовляются ЧЗМИ [3 ]. Прибор
модели БВ-5058 показан на рис. 42. Проверяемые зубчатые колеса
(из которых одно может быть измерительным) установлены на шпин-
делях. Ведущий шпиндель 9 с зубчатым колесом 12 приводится
121
в движение электродвигателем 10 с помощью червячной пере-
дачи //.От ведомого зубчатого колеса 7 вращается шпиндель 14, на
котором находится регулируемый фрикционный тормоз 13, обеспе-
чивающий постоянство контакта между контролируемыми зубьями
сопрягаемых колес. Каретки, в которых расположены шпиндели 9
и 14, можно передвигать в продольном направлении с помощью
винтов с отсчетными лимбами 6 и 8. Это дает возможность устана-
вливать контролируемые зубчатые колеса на номинальное меж-
осевое расстояние.
На шпинделях 9 и 14 расположены фотоэлектрические растро-
вые преобразователи, состоящие из стеклянного лимба 3, лампы 5,
линзы 4, сетки 2 и фотодиода /. С этих преобразователей в элек-
тронную систему поступают импульсы. С помощью умножителя
и делителя частоты обеспечивается равенство частот сигналов.
Рассогласование двух угловых перемещений, возникающее вслед-
ствие кинематической и циклической погрешностей зубчатых
колес, выявляется фазовым методом. Прибор предназначен для
однопрофильного контроля цилиндрических и конических зубча-
тых колес наружного и внутреннего зацепления с различным
передаточным отношением (от 1 : 1 до 1 : 16), модулем от 1 до 8 мм
и диаметром делительной окружности от 20 до 320 мм. Прибор
оснащен самописцем типа Н 327-1 и набором фильтров для филь-
трации несущих частот. По точности прибор относится к классу АВ
(ГОСТ 5368—73). При заводском испытании прибора погрешность
его составляла 6", а вариация 2".
18. ИЗМЕРЕНИЕ РАЗНОСТИ ШАГОВ
И НАКОПЛЕННОЙ ПОГРЕШНОСТИ ШАГА ПО КОЛЕСУ
Измерение разности шагов (Крг) и накопленной погрешности
шага 1 по колесу (Fpr и Fpkr) производится с помощью шагомеров,
основные параметры и нормы точности которых должны соответ-
ствовать для колес средних и крупных модулей ГОСТ 5368—73,
а для мелкомодульных зубчатых колес — ГОСТ 10387—73. Со-
гласно указанным стандартам шагомеры выпускаются двух типов:
станковые и накладные, причем станковые приборы обычно имеют
различные измерительные устройства и позволяют контролировать
ряд параметров.
По методу измерения шагомеры, согласно ГОСТ 16263—70,
следует отнести к приборам сравнения. В качестве исходной вели-
чины для установки прибора используется произвольно выбранная
пара зубьев, с которой сопоставляются все остальные окружные
шаги. Таким образом, шагомеры предназначены для определения
погрешности во взаимном расположении двух любых одноименных
профилей зубьев от среднего шага по колесу.
1 В связи с тем что в ГОСТ 16530—70 «Передачи зубчатые, термины, опре-
деления и обозначения» имеется термин «окружной шаг», автор им пользуется,
хотя в ГОСТ 5368—73 и ГОСТ 10387—73 его не применяют.
122
шагов (Vpr) кониче-
Рис. 43. Измерительные
базы при контроле окруж-
ного шага зубчатых колес
Измерительной базой прибора для контроля окружного шага
может быть окружность выступов или впадин (рис. 43, а) или
посадочное отверстие зубчатого колеса (рис. 43, б).
Определение разности шагов (Vpr) и накопленной погрешности
шага по колесу (Fpr и Fpkr) крупногабаритных зубчатых колес
обычно производится портативными накладными шагомерами,
к которым относятся шагомеры, выпускаемые ЛИЗ. Этот завод
выпускает шагомеры модели БВ-5070, предназначенные для кон-
троля разности шагов Vpr и отклонений шага зацепления fpbr
цилиндрических колес, разности окружнь
ских и червячных колес. Указанные ша-
гомеры можно использовать для зубчатых
колес модулем от 2 до 28 мм.
Данная модель шагомера изготавли-
вается в трех вариантах:
1) для контроля шага зацепления
только цилиндрических зубчатых колес;
2) для контроля разности любых шагов
цилиндрических, конических и червячных
колес, а также шага зацепления цилинд-
рических колес;
3) то же, что в п. 2, но без контроля ша-
га зацепления цилиндрических колес.
Шагомер для контроля разности
окружных шагов изготавливается одного
класса точности В, для контроля шага
зацепления—двух классов точности АВ
и В.
Основная погрешность прибора для контроля разности окруж-
ных шагов цилиндрических колес в зависимости от нормирован-
ного участка колеблется от ±7 до — 18 мкм. При контроле разности
окружных шагов конических и червячных колес модулем до 10 мм
основная погрешность прибора колеблется от =t3 до --5 мкм,
а для колес модулем свыше 10 мм — =t8 мкм Б Прибор (рис. 44)
состоит из корпуса, в котором укреплен отсчетный механизм,
связанный с измерительным наконечником. К шагомеру прилага-
ются сменные головки для контроля окружного шага и шага за-
цепления. Базой измерения при контроле окружного шага может
служить окружность вершин зубьев или окружность впадин
проверяемого зубчатого колеса.
В случае необходимости шагомер может быть укреплен с по-
мощью прижимов к плите. На эту же плиту укладывается торцовой
поверхностью и контролируемое зубчатое колесо. Проверка окруж-
ного шага зубчатого колеса с помощью шагомера производится
следующим образом. Прибор накладывают на контролируемое
зубчатое колесо, измерительные наконечники устанавливают так,
1 По данным, приведенным в инструкции к шагомеру.
123
чтобы они касались одноименных боковых сторон зубьев примерно
в зоне делительной окружности проверяемого колеса, при этом
базовые упоры шагомера должны опираться на окружность вер-
шин зубьев или впадин колеса; отсчетное устройство прибора
устанавливается на нуль. Убедившись в стабильности настройки,
приступают к измерению, т. е. к последовательному определению
разности шагов. Для этого, поворачивая проверяемое колесо и
переставляя шагомер последовательно с одной пары зубьев колеса
на другую, фиксируют каждый раз показания прибора.
Следует отметить, что измерение разности окружных шагов и
определение накопленной погрешности окружного шага у цилинд-
Рис. 44. Накладной шаго-
мер модели БВ-5070 (ЛИЗ),
настроенный для контроля
окружного шага зубчатых
колес
рических косозубых и шевронных колес ничем не отличается от
измерения этих же показателей точности у цилиндрических прямо-
зубых колес. Разность и накопленную погрешность окружного
шага шевронных зубчатых колес рекомендуется измерять по обеим
половинам шеврона.
Основной недостаток рассмотренных шагомеров при контроле
окружного шага заключается в том, что в процессе измерения
точки касания сферических наконечников измерительных губок
с поверхностями зубьев не всегда находятся на одной общей
концентричной окружности колеса, это вносит погрешность в ре-
зультат измерения. В связи с указанным недостатком эти шаго-
меры не могут быть рекомендованы для измерения точных колес.
По результатам, полученным при измерении разности окруж-
ных шагов по всей окружности зубчатого колеса, можно опреде-
лить накопленную погрешность шага по колесу и на k шагов.
Причем разность любых шагов Vpr по всей окружности зубчатого
колеса не должна превышать 1,6/Д.
Накопленная погрешность шага по колесу обычно опреде-
ляется путем анализа измерения окружного шага от зуба к зубу
по всей окружности проверяемого колеса. Для анализа измерения
следует записать по форме, приведенной в табл. 22.
124
Таблица 22. Определение накопленной
погрешности шага по колесу
№ шага Показания vpri прибора. МКМ Отклонения шага от среднего fpti Последов ательные суммы
i S ^ptk *=1 S Vprk k=l
1 0 —2 —2 0
2 +5 +7 +з +1 +з
3 +5 +6 + 12
4 +5 +з +9 + 19
5 —2 —4 + 5 + 17
6 —3 —5 0 + 14
7 —8 — 10 — 10 +6
8 — 12 — 14 —24 —6
9 —5 —7 —31 —И
10 —3 —5 —36 —14
11 +4 +2 —34 —10
12 +8 +6 —28 —2
13 +5 +з —25 +з
14 +6 +4 —21 +9
15 + 12 +ю —11 +21
16 +5 +з +2 —8 +26
17 +4 —6 +30
18 +6 +4 —2 +36
19 +4 +2 0 +40
20 +2 0 0 +42
Итого 20 1Хн = + 40 i=l fpOCp = + 40 : 20 = + 2 Fpr = = | 91 + ] 361 = = 45 мкм
Так как при измерении окружного шага с помощью шагомеров
предварительная установка последних производится не по образцу,
размер которого равен номинальному значению окружного шага,
а по окружному шагу, произвольно выбранному в каком-либо
месте проверяемого зубчатого колеса, то показания прибора,
полученные при измерении отдельных шагов по всей окружности
колеса, представляют собой отклонения окружных шагов не от
теоретического (расчетного) значения окружного шага, а от какого-
то случайного исходного размера (шага, по которому установлен
прибор). Для определения отклонений окружных шагов проверяе-
мого колеса от теоретического (среднего) 1 его значения следует
из отдельных показаний прибора вычесть среднее арифметическое
этого ряда показаний. Среднее арифметическое ряда показаний
1 Равенство среднего и теоретического значений окружного шага в данном
случае основывается на том, что алгебраическая сумма отклонений шагов на зам-
кнутой окружности от их теоретического значения равна нулю.
125
равно частному от деления алгебраической суммы ряда показаний
20
на число измерений, т. е. fpt. = У VprJz-
Допустим, что при проверке окружного шага зубчатого колеса
были получены данные, приведенные во второй графе табл. 22.
На основании этих данных определяем
Найденную величину алгебраически вычитаем последовательно из
каждого показания прибора Vpri. В результате получаем новый
ряд отклонений шага от среднего его значения fpti. Для определе-
ния накопленной погрешности шага по колесу отклонения fpti
алгебраически складывают каждую последующую величину с пре-
I
дыдущей. Последовательные суммы У, fpti полученного ряда изме-
k=i
рений приведены в четвертой графе табл. 22. Алгебраическая
сумма двух величин полученного ряда чисел, наибольших по абсо-
лютному значению, но разных по знакам, представляет собой
накопленную погрешность окружного шага по зубчатому колесу
Fpr. В данном случае Fpr = 9 + 36 = 45 мкм.
Проф. Б. А. Тайцем предложен графический способ определе-
ния накопленной погрешности окружного шага по данным изме-
рения разности окружных шагов [28]. Этот способ значительно
упрощает вычислительные работы при обработке результатов
измерения. Для определения накопленной погрешности шага
по колесу следует по оси X (рис. 45) последовательно отложить
шаги. Затем от оси X (у последнего зуба) откладывают суммарное
значение У] Vpri с обратным знаком (по пятой графе табл. 22).
k—A
В данном случае это значение равно +42 мкм. Полученную орди-
нату соединяют с началом координат и от этой вспомогательной
оси Хг откладывают последовательные суммы, предварительно
126
подсчитанные по показаниям прибора. Построенный график
характеризует изменение накопленной погрешности шага по
колесу относительно оси X. Сумма наибольших отклонений по
оси Y вверх и вниз от вспомогательной оси Хг определяет Fpr
(на рис. 45 она равна 45 мкм).
В том случае, когда накопленная погрешность шага по колесу
Fpr является следствием только эксцентриситета Fd основной
окружности колеса радиусом гь, полученный график Fpr будет
иметь вид синусоиды. Если же накопленная погрешность вызвана
не только эксцентриситетом основной окружности, но и другими
причинами, график накопленной погрешности шага по колесу
отклонится от правильной синусоиды.
Если окружной шаг измерять на делительной окружности
зубчатого колеса, то при угле исходного контура а = 20° ее
эксцентриситет будет равен накопленной погрешности шага по
колесу, разделенной на 2,128.
При определении накопленной погрешности шага по колесу на
основании разности окружных шагов, измеренных с помощью
накладных шагомеров, базой измерения служит окружность
выступов зубчатого колеса. На результат измерения оказывает
влияние радиальное биение этой окружности. С целью компенса-
ции этих ошибок при измерении следует допуск на накопленную
погрешность уменьшать на величину радиального биения окруж-
ности выступов колеса согласно рекомендациям, приведенным
в пп. 2.9 ГОСТ 1643—72 и 2.8 ГОСТ 9178—72.
Рассмотренный метод определения накопленной погрешности
шага по колесу по результатам измерения его равномерности
вследствие трудоемкости и недостаточной точности [28 ] может
найти применение лишь в исключительных случаях.
Накопленная погрешность шага по колесу может быть опреде-
лена также при последовательном измерении угловых шагов на
оптической делительной головке (ОДГ) с помощью специального
автоколлимационного приспособления ПНЗ, выпускаемого Ново-
сибирским приборостроительным заводом им. В. И. Ленина
(рис. 46). Этим приспособлением контролируют зубчатые колеса
с модулем от 1 мм и более и диаметром не более 200 мм. Оно состоит
из основания 6 и автоколлимационной трубки 9 с чувствительным
наконечником 4, связанным с зеркальцем. При наклоне наконеч-
ника наклоняется зеркальце, что вызывает смещение изображения
штриха марки относительно шкалы, расположенной в фокальной
плоскости объектива, вмонтированного в трубку 9.
Контролируемое зубчатое колесо 3 устанавливают в центрах
оптической делительной головки 1, а автоколлимационную трубку
располагают перпендикулярно линии центров. Затем вводят
в какую-либо впадину контролируемого колеса измерительный
наконечник 1 трубки и с помощью винта 8 добиваются контакта его
с профилем зуба; изображение штриха автоколлимационной марки
совмещают с нулевым штрихом шкалы. После этого измеритель-
127
ный наконечник выводят винтом 7 из впадины зуба (автоколлима-
ционная трубка ставится на защелку). Проверяемое зубчатое
колесо с помощью маховичка 10 оптической делительной головки
поворачивают на угловой шаг, трубку приспособления ПНЗ
снимают с защелки и наконечник вводят в соседнюю впадину зуба.
По положению штриха автоколлимационной марки относительно
шкалы, наблюдаемой в окуляре 2 приспособления, определяют
погрешность окружного шага (цена деления шкалы 2 мкм). Так,
последовательно поворачивая с помощью ОДГ зубчатое колесо от
зуба к зубу по всей окружности на угловой шаг т, фиксируют
9 8 7 6 5 9 J
Рис. 46. Измерение окружных шагов зубчатых колес на
оптической делительной головке с помощью автоколлима-
ционного приспособления ПНЗ
(после ввода наконечника во впадину зуба) показания по шкале
приспособления ПНЗ. Наибольшая алгебраическая разность
полученных значений в пределах оборота зубчатого колеса есть
накопленная погрешность шага по зубчатому колесу Fpr по одной
стороне зубьев. Для определения погрешности окружного шага по
другим сторонам зубьев следует переключить наконечник поворо-
том кольца 5.
Если погрешность окружного шага контролируемого колеса
превышает предел измерения по шкале приспособления ПНЗ
(т. е. более ±0,06 мм), ее определяют по шкале ОДГ в угловых
величинах, причем последовательный поворот контролируемого
колеса на соседний зуб производится до момента совмещения
изображения штриха автоколлимационной марки с нулевым
штрихом шкалы приспособления ПНЗ.
Существует метод, который дает возможность непосредственно
определить накопленную погрешность шага по колесу. Он основан
на том, что график накопленной погрешности шага по колесу
имеет вид синусоиды с максимумом и минимумом через 180°.
Следовательно, сопоставляя положения двух профилей зубьев на
угле 180°, можно выявить накопленную ошибку шага по колесу.
128
Рис. 47. Схема измерения (а) и накоп-
ленная на угле 180° погрешность ок-
ружного шага (б) проверяемого зуб-
чатого колеса
С этой целью измерительные наконечники шагомера, расположен-
ные относительно друг друга под углом 180°, приводятся в контакт
с диаметрально противоположными одноименными боковыми
поверхностями контролируемого колеса (рис. 47, а). Один из
наконечников неподвижен, другой, поворачиваясь вокруг оси,
действует на индикатор. Допустим, что шагомер был предвари-
тельно установлен по образцовому колесу, параметры которого
равны параметрам проверяемого колеса. Допустим также, что
накопленная на угле в 180° погрешность окружного шага прове-
ряемого колеса равна ^РГ!800 (рис. 47, б), вследствие чего профиль
зуба 1 смещен по отношению к теоретическому положению 2 на
величину, соответствующую
угловой ошибке Fx.
Если проверяемое колесо
установить вместо образцового
колеса, то в том случае, когда
наконечники контактируют с
боковыми поверхностями зубьев
в тех же точках, что и на образ-
цовом колесе, индикатор фик-
сирует погрешность ^Fri • Эта
погрешность представляет собой
накопленную погрешность
окружного шага на угле 180°.
Если проверяемое колесо по-
вернуть вокруг оси и устано-
вить его так, чтобы зубья,
контактирующие с измерительными наконечниками, поменялись
местами, то в связи с тем, что колесо повернулось на угол,
равный 180° — Fx, индикатор в дополнение к уже зафикси-
рованной им погрешности вновь отметит погрешность /?рГ180О.
Следовательно, показания индикатора будут равны 2Fpr,8oo>
т. е. удвоенной величине накопленной на угле в 180° погреш-
ности окружного шага.
На основании изложенного следует, что если измерительные
наконечники предварительно установить не по образцовому, а по
проверяемому колесу, а затем это колесо повернуть вокруг оси
на 180°, то, очевидно, стрелка индикатора сместится на величину
2Fpr . Таким образом, половина разности показаний индикатора
при двух положениях колеса соответствует накопленной на угле
180° погрешности окружного шага. Поворачивая колесо от зуба
к зубу на один оборот, находят по индикатору наибольшую раз-
ность показаний, половину которой и принимают за погрешность
Fpr данного колеса.
В том случае, когда при последовательном измерении нако-
пленной на угле 180° погрешности стрелка индикатора будет
отклоняться как в положительную, так и в отрицательную сто-
9 Д. Л. Марков
129
роны, за накопленную погрешность Fpr шага по колесу прини-
мают наибольшую полуразность этих показаний.
Для перевода угловых величин погрешности в линейные
можно пользоваться формулой
Fpr = 7?Ет/206,3,
где Fpr — накопленная погрешность шага по колесу, мкм; Fx —
то же, с; R — радиус окружности, на которой велось измерение,
мкм. Если Fpr выразить в миллиметрах, a Fx в минутах, получим
Fpr = О.ООЗЯДг.
Рис. 48. Прибор ШМ-1 для измерения накопленной погреш-
ности окружного шага по зубчатому венцу на угле в 180°
с самописцем БВ-662 и индуктивным преобразователем
При определении рассмотренным методом накопленной по-
грешности Fpr у зубчатого колеса с нечетным числом зубьев изме-
рительные наконечники располагаются под углом, равным 180° —
— 180°/z, где z — число зубьев проверяемого колеса. Такое поло-
жение измерительных наконечников является причиной того, что
результат измерения накопленной погрешности содержит систе-
матическую погрешность, равную ошибке какого-то шага данного
зубчатого колеса. Вследствие того, что эта систематическая
ошибка по сравнению с накопленной погрешностью Fpr незначи-
тельна, ею обычно пренебрегают.
Для измерения накопленной погрешности окружного шага по
зубчатому венцу на угле в 180° и на k шагов ЧЗМИ выпускает
специальные полуавтоматы двух моделей ШМ-1 для зубчатых
колес модулем от 1 до 10 мм, диаметром от 20 до 320 мм и ШМ-2
для зубчатых колес модулем от 0,3 до 1,5 мм, диаметром от 5 до
160 мм. Прибор модели ШМ-1 (рис. 48) состоит из основания 9,
130
двух кареток 2 и 8, на которые устанавливаются салазки 3 и 7,
несущие измерительные наконечники 6. Салазки с помощью махо-
вичков можно передвигать вдоль станины прибора и в нужном
положении фиксировать. Передвижение кареток может осуще-
ствляться вращением маховичка 10 от руки или с помощью элек-
тропривода в процессе контроля колеса.
Настройка прибора производится по контрольному колесу 4,
установленному на оправке 5. После настройки нажатием кнопки
включается электродвигатель и автоматически с помощью пере-
ключающего устройства производится поворот зубчатого колеса,
при этом на каждом зубе опреде-
ляется показание отсчетной го-
ловки или самописца 1.
Для определения накоплен-
ной погрешности окружного
шага по колесу в настоящее вре-
мя разработаны и изготовлены
опытные образцы полуавтома-
тических приборов, обладающих
высокой производительностью.
В частности, для контроля этой
погрешности у мелкомодульных
цилиндрических I колес БВ
(Минстанкопром) разработало
Рис. 49. Принципиальная схема изме-
рения накопленной погрешности ок-
ружного шага на полуавтомате
БВ-5079
универсальный полуавтоматический прибор модели БВ-5079.
Принципиальная схема измерения Fpr с помощью этого полу-
автомата показана на рис. 49.
Контролируемое зубчатое колесо устанавливается в центрах
прибора соосно с круговым первичным фотоэлектрическим пре-
образователем 1 модели ВЕ-52. Измерение колеса производится
бесконтактным методом. Проверяемое зубчатое колесо приводится
во вращение с помощью электродвигателя через механическую
передачу. Одновременно с вращением колеса вращается преобра-
зователь 1, посылая каждые две минуты импульсы. Эти импульсы
поступают через умножитель частоты 2 (с обратной связью с дели-
телем частоты) в блок сравнения 3. Туда же поступают импульсы
от фотоэлектрического преобразователя, фиксирующего поворот
контролируемого колеса на один зуб. В блоке сравнения вырабаты-
вается аналоговый сигнал, пропорциональный угловому рас-
согласованию этих импульсов с импульсами, соответствующими
теоретическим положениям зубьев. Этот сигнал, соответствующий
накопленной ошибке шага Fp , регистрируется самописцем 4
(Н 327-1).
Полуавтомат БВ-5079 — прибор настольного типа, он пред-
назначен для контроля цилиндрических прямозубых и косозубых
колес модулем от 0,2 до 1 мм и диаметром делительной окружности
от 5 до 200 мм. Этот прибор обладает высокой производительностью:
время измерения Fpr зубчатого колеса с z 200 составляет около
9*
131
10 с. Погрешность прибора соответствует классу точности А
по ГОСТ 10387—73. Эти приборы будет выпускать Ленинградский
инструментальный завод.
Для контроля накопленной погрешности шага по колесу Fpr
зубчатых колес средних модулей английская фирма «Голдер
Микрон» выпускает автоматический шагомер с фотоэлектрическим
контактным методом измерения.
В настоящее время для измерения разности шагов и накоплен-
ной погрешности шага по колесу непосредственно в процессе
обработки стали применять активные средства контроля. В част-
ности, Институт машиноведения АН СССР и Московский станко-
строительный завод создали высокоточный пневматический изме-
рительный прибор для измерения погрешности шага зубчатых
колес в рабочей зоне зубошлифовальных станков моделей 5851
и 5853 с применением системы оперативной коррекции погреш-
ностей
19. ОПРЕДЕЛЕНИЕ КОЛЕБАНИЯ ИЗМЕРИТЕЛЬНОГО
МЕЖОСЕВОГО РАССТОЯНИЯ
При окончательном контроле зубчатых колес для определения
колебаний измерительного межосевого расстояния применяется
метод обкатки проверяемого колеса с измерительным. В процессе
плотного двухпрофильного обката контролируемого зубчатого
колеса с измерительным выявляется суммарная погрешность
взаимодействия двух пар профилей зубьев сопряженных колес,
при этом погрешностью измерительного колеса, которое выбира-
ется примерно на две степени точнее контролируемого, пренебре-
гают. Несмотря на простоту данного метода, применение его тре-
бует разумного подхода и анализа результатов измерения. В одних
случаях этот метод выявляет только радиальные погрешности
колеса, в других — сумму радиальных и тангенциальных погреш-
ностей.
На приборах, предназначенных для комплексной проверки
зубчатых колес обкаткой по измерительному колесу, можно опре-
делять;
1) колебание измерительного межосевого расстояния за оборот
колеса (F"ir) — показатель кинематической погрешности колеса;
2) предельные колебания измерительного межосевого расстоя-
ния на одном зубе (fCr) — показатель плавности работы колеса;
3) предельные отклонения измерительного межосевого расстоя-
ния (верхнее +Аа-е и нижнее —Аа-е) — показатель бокового
зазора передачи.
1 Более подробно об этом приборе см. статьи: Оперативная коррекция по-
грешностей обработки на зубошлифовальных станках. — «Станки и инструмент»,
1973, № 3; Система оперативной коррекции погрешностей зубошлифования. —
«Машиностроение», 1972, № 5. Авт.: Л. С. Додин, А. Ш. Колискор, В. И. Сергеев,
В. К. Старостин.
132
Для проверки колебания межосевого расстояния при обкатке
контролируемого колеса с измерительной шестерней или взаимной
обкатке пары сопрягаемых колес инструментальной промышлен-
ностью выпускаются специально предназначенные для этой цели
приборы — межцентромеры Г
Принцип работы межцентромеров состоит в том, что измеряе-
мое зубчатое колесо 2 (рис. 50) устанавливают на оправку прибора
и приводят в плотное зацепление с измерительным колесом 1,
расположенным на другой оправке. Плотное сопряжение колес
обеспечивается пружиной. При обкатке колес ошибки проверяе-
мого зубчатого колеса (f?r, Frr, fpbr) являются причиной колеба-
ний измерительного межосевого расстояния, фиксируемых отсчет-
ным устройством 3 или само-
писцем. Измерительные колеса,
применяемые при двухпрофиль-
ном контроле зубчатых колес 1 2,
изготавливаются по ГОСТ
6512—74 модулем от 1 до 10 мм,
с профилем исходного контура
по ГОСТ 13755—68 трех степе-
ней точности — 3, 4 и 5-й.
Выбор степени точности из-
мерительных колес произво-
дится в соответствии со сте-
пенью точности контролируе-
мых колес. В частности, при
контроле зубчатых колес 5 и 6-й
степени точности рекомендуется
применять измерительные коле-
са 3-й степени; при контроле колес 7-й степени — измерительные
колеса 4-й степени, при контроле зубчатых колес 8—10-й степе-
ней точности — измерительные колеса 5-й степени. При исполь-
зовании стандартных измерительных колес для двухпрофильного
контроля зубчатых колес модулем до 3 мм и числом зубьев ме-
нее 16, изготовленных с небольшим коэффициентом смещения,
рекомендуется расчетным путем убедиться в том, что проверку
колес можно осуществлять по всему рабочему профилю без интер-
ференции, т. е. без контакта между сопряженными зубьями в
точках, не лежащих на рабочей части линии зацепления [21 ].
Инструментальная промышленность выпускает межцентро-
меры по ГОСТ 10387—73 и ГОСТ 5368—73 для контроля цилиндри-
ческих конических и червячных колес. В частности, ЧЗМИ
изготавливает межцентромеры следующих моделей: МЦМ-160;
МЦМ-320М, МЦМ-4006 и БВ-5029. Все эти межцентромеры пред-
1 Типы, основные параметры и нормы точности межцентромеров должны
соответствовать ГОСТ 5368—73 и ГОСТ 10387—73.
2 Эти же измерительные колеса применяются и при однопрофильном кон-
троле цилиндрических зубчатых колес.
133
назначены для контроля цилиндрических (насадных и валковых)
и конических колес, а также червячных пар. Большинство из
указанных моделей имеют ручной и электромеханический приводы,
обеспечивающие вращение контролируемой пары. Для регистра-
ции погрешностей контролируемых колес приборы снабжены
самописцами (модели 226 или БВ-662) с индуктивными преобразо-
вателями. Межцентромеры ряда моделей оснащаются различными
приспособлениями для контроля конических колес с межосевым
углом 90°, червячных передач, колес внутреннего зацепления и
колес малого диаметра. Некоторые технические данные меж-
центромеров приведены в табл. 23.
Таблица 23. Технические данные межцентромеров (ЧЗМИ)
Модель прибора Параметры контролируемых колес, мм
т d aw
МЦМ-160 0,3—1 5—160 25—160
МЦМ-4006 1—10 50—400 40—400 ; 40—310 *
МЦМ-320М 1—10 100—320 40—320
БВ-5029 2—16 200—800 150—630
200—630 *
* Для зубчатых колес внутреннего зацепления.
Межцентромер состоит из станины 1 (рис. 51), на которой
расположены кронштейн 6 с вертикальными центрами и суппорт 2,
несущий измерительную каретку. Суппорт 2 можно перемещать
вдоль станины прибора и устанавливать на нужном расстоянии от
кронштейна. Измерительная каретка смонтирована на шариковых
направляющих, с помощью вертикального суппорта 3 она может
перемещаться вдоль оси центров кронштейна. Контролируемое
зубчатое колесо 5 (если оно насадное, — с помощью оправки,
если валковое — непосредственно) закрепляется в центрах крон-
штейна. Измерительное колесо 4 с помощью оправки устанавли-
вается на измерительную каретку.
Дальнейшее содержание операции проверки зубчатых колес
на межцентромерах зависит от того, какой показатель подлежит
контролю. При контроле колебания измерительного межосевого
расстояния за оборот колеса F'ir и на одном зубе f”ir вводят про-
веряемое колесо в плотное зацепление с измерительным колесом и,
поворачивая колесо, обкатывая его относительно измерительного
колеса, фиксируют разность между наибольшим и наименьшим
действительными межосевыми расстояниями при повороте кон-
тролируемого колеса на полный оборот или соответственно на
один угловой шаг.
При определении предельных отклонений измерительного
межосевого расстояния Аа-е и Аач передвижением суппорта
134
зубчатые колеса устанавливаются на номинальное межосевое
расстояние. Это производится с помощью концевых мер длины или
по предназначенным для этой цели масштабной шкале и нониусу.
После установки суппортов в нужное положение плавающий суп-
порт должен иметь в небольших пределах возвратно-поступатель-
ное движение. Для этого его предварительно устанавливают в сред-
нее положение, затем между оправками помещают блок концевых
мер, размер которого определяется по формуле Вбл = пжм —
— (О1 + D2)/2, где а^, — измерительное межосевое расстояние;
Рис. 51. Межцентромер модели МЦМ-320М (ЧЗМИ)
и О 2 — диаметры оправок. Очевидно, что после того как блок
концевых мер будет снят, плавающий суппорт передвинется и
зацепление станет беззазорным.
Для нахождения предельных отклонений Ла--е и Aa"i при враще-
нии колес определяют разность между наибольшим (или соответ-
ственно наименьшим) измерительным расстоянием и номинальным
межосевым расстоянием, на которое были предварительно уста-
новлены сопрягаемые колеса.
Как уже отмечалось ранее, при определении колебаний изме-
рительного межосевого расстояния на одном зубе f”ir, за оборот
зубчатого колеса F”ir и предельных отклонений Ла-е и Аа"с необ-
ходимо знать угол зацепления зубчатых колес в паре aWM кон-
тролируемое колесо — измерительная шестерня и угол зацепления
в обработке ашо, так как допуски на F'[ и /'/ и предельные отклоне-
ния Аа"е и Aa"i приведены в таблицах ГОСТ 1643—72 и
ГОСТ 9178—72 для случая равенства углов ашм и .
135
Угол зацепления aWM может быть рассчитан по формулам,
приведенным в табл. 2:
а . 2xvtg а . .
cos aw м = -— cos а; inw aw м = - - + inv а,
UW М Ч Т *2
где xs — сумма коэффициентов смещения исходного контура
проверяемого колеса хк и измерительной шестерни х„ с учетом
наименьшего дополнительного смещения исходного контура про-
веряемого колеса АНек по ГОСТ 1643—72 и ГОСТ 9178—72 и
действительного значения смещения исходного контура Л№и,
которое (ГОСТ 6512—74) должно маркироваться на торце измери-
тельного колеса. Таким образом, х2 =хи + хк+ЛЯги/т+ЛЯек/т.
При определении суммарного коэффициента смещения х%
учитывается знак каждого слагаемого.
Следует отметить, что влияние угла зацепления aw ы на резуль-
тат измерения Fir и f"tr довольно значительно. По данным ЦНИИТ-
маша [15] при двухпрофильной проверке зубчатого колеса колеба-
ние измерительного межосевого расстояния на одном зубе flr
при aWM = 23°40' было равно 160—170 мкм, при уменьшении
этого угла до 21° оно равнялось примерно 70 мкм, а при дальней-
шем уменьшении угла адам до 20° fir уменьшилось до 50 мкм.
Если разность углов aWM и ашо составляет 907пц (где пц —
частота циклической погрешности делительной цепи станка,
обычно равная или кратная числу зубьев гк делительного колеса
станка, на котором нарезалось колесо), межцентромер дает воз-
можность выявить максимальную циклическую погрешность,
которая может быть обнаружена при двухпрофильном методе
контроля зубчатых колес.
В связи с тем что данные, полученные при двухпрофильной
проверке зубчатых колес на межцентромерах, представляют собой
результат взаимодействия погрешностей левых и правых профилей
зубьев и не выявляют их кинематической погрешности, этот метод
контроля применим лишь для 6-й и более грубых степеней точности
зубчатых колес, полученных при двухпрофильной обработке
(например, при двухпрофильной обработке колес червячной или
модульной фрезой или шевером). При раздельной обработке про-
филей зубьев (притирка, приработка в паре, однопрофильное
шевингование, раздельное фрезерование) этот метод контроля
применять не рекомендуется.
Таким образом, метод комплексной проверки зубчатых колес
при определении колебания межосевого расстояния не выявляет
полностью кинематическую погрешность колеса, но благодаря
большой производительности имеет широкое применение, в осо-
бенности при крупносерийном производстве. В настоящее время
для двухпрофильного контроля зубчатых колес созданы автоматы
(БВ-8061), которые могут быть встроены в автоматические линии
по производству зубчатых колес. Эти автоматы разработаны
Бюро взаимозаменяемости и изготовлены заводом «Калибр» для
136
контроля колес 6-й степени точности при непрерывном беззазор-
ном зацеплении с измерительным колесом 4-й степени точности.
Погрешности зубчатого колеса фиксируются самописцем.
20. ПРОВЕРКА РАДИАЛЬНОГО БИЕНИЯ ЗУБЧАТОГО ВЕНЦА
Радиальное биение зубчатого венца определяется в большинстве
случаев положением измерительного наконечника во впадинах
между двумя зубьями при соприкосновении его с боковыми по-
верхностями зубьев. Измерительные наконечники для зубчатых
колес внешнего зацепления изготавливаются (согласно
ГОСТ 8137—74) в виде усеченного конуса с углом при вершине \
Рис. 52. Принципиаль-
ная схема измеритель-
ного узла биениемера —
измерение зубчатых ко-
лес: а — наружного за-
цепления; б — внутрен-
него зацепления
равным '2а. В этом случае контакт наконечника с профилями
зубьев происходит по точкам, соответствующим концам постоян-
ных хорд. Для контроля биения зубчатого венца колес внутрен-
него зацепления применяются наконечники сферической формы.
Для проверки радиального биения зубчатых колес инструмен-
тальной промышленностью выпускаются специальные приборы-
биениемеры, изготавливаемые по ГОСТ 8137—74 для зубчатых
колес модулем от 0,2 до 10 мм, диаметром делительной окружности
от 5 до 320 мм. Данному диапазону модулей и диаметров соответ-
ствуют биениемеры трех типоразмеров. Согласно ГОСТ 8137—74,
ГОСТ 5368—73 и ГОСТ 10387—73, изготавливаются биениемеры
трех классов точности: А, АВ и В. В указанных стандартах при-
ведены основные погрешности биениемеров.
Измерительный узел биениемера (рис. 52) состоит из штока 3,
смонтированного на шариковых опорах. Шток имеет возвратно-
поступательные перемещения в радиальном направлении от оси
контролируемого зубчатого колеса. Поступательные перемещения
штока фиксируются индикатором 2. Во время отвода штока зубча-
тое колесо поворачивается на некоторое количество зубьев, после
чего измерительный наконечник прибора 1, ввернутый в шток,
под действием пружины возвращается обратно до соприкосновения
с профилем впадины. Радиальные смещения измерительного
наконечника во впадинах колеса, фиксируемые индикатором,
представляют собой радиальное биение зубчатого венца Frr.
1 Угол при вершине конуса должен быть равен 40° — 7'.
137
На рис. 53 показан внешний вид биениемера типа'Б-ЮМ (ЧЗМИ),
предназначенного для контроля радиального биения цилиндри-
ческих (внешнего и внутреннего зацепления) и конических зубча-
тых колес. На данном биениемере можно контролировать цилинд-
рические колеса модулем от 1 до 10 мм и диаметрами от 20 до
400 мм (для наружного зацепления), от 60 до 400 мм (для внутрен-
него зацепления), а также конические зубчатые колеса модулем
от 1 до 8 мм и диаметром от 20 до 320 мм \
Прибор состоит из станины 1, на которой расположены центро-
вые бабки 3 и 6, предназначенные для крепления проверяемого
Рис. 53. Биениемер
Б-10М (ЧЗМИ)
зубчатого колеса, и измерительной бабки, состоящей из основания
2 и каретки 4 с измерительным узлом. Последний можно переме-
щать в двух взаимно перпендикулярных направлениях: парал-
лельно линии центров с помощью маховичка 5 и перпендикулярно
линии центров за счет передвижения основания бабки 2 по на-
правляющим станины.
Измерительный узел прибора состоит из втулки, внутри
которой на шариковых опорах перемещается шток с укрепленным
в его переднем конце измерительным наконечником. С помощью
рукоятки шток можно отвести от оси центров и в таком положении
зафиксировать. Измерительный узел прибора можно поворачивать
в горизонтальной плоскости и устанавливать по угломерной шкале
на определенный угол. При контроле конических зубчатых колес
этот угол равен углу делительного конуса б измеряемого ко-
леса.
Для проверки радиального биения насадного зубчатого колеса
его надевают плотно — без люфтов и перекосов — на точную
1 Для контроля радиального биения цилиндрических зубчатых колес вну-
треннего зацепления и конических колес к биениемеру прилагаются специальные
приспособления.
138
цилиндрическую оправку \ Оправка с колесом должна свободно
от руки поворачиваться на центрах прибора, при этом необходимо
следить за тем, чтобы не было качки. Вал-шестерни устанавливают
в центрах прибора непосредственно. В отверстии штока закре-
пляют измерительный наконечник, выбранный в соответствии
с модулем проверяемого зубчатого колеса. К прибору прилагается
набор измерительных наконечников для измерения зубчатых колес
различных модулей.
Размах отклонений стрелки индикатора соответствует радиаль-
ному биению зубчатого венца,
Рис. 54. Биениемер модели
25002 (ЛИЗ)
которое должно укладываться
в допуски Fr, указанные в
ГОСТе.
Для контроля радиального
биения мелкомодульных цилин-
дрических и конических зубча-
Рис. 55. Проверка биения зубчатого
венца с помощью ролика и индикатора
тых колес ЛИЗ выпускает биениемеры модели 25002 (по ГОСТ
10387—73). Биениемер состоит из основания 1 (рис. 54), по на-
правляющим которого перемещается каретка 10 с центровыми
бабками 2 и 9. Измерительный узел прибора смонтирован на
поворотном кронтшейне 6, расположенном на колонке 5 с
винтовой канавкой. Перемещение всего измерительного узла
вдоль колонки осуществляется гайкой 8. Установка стрелки
отсчетного устройства 3 на нулевой штрих производится винтом
микроподачи 4. Прибор позволяет регулировать измерительное
усилие, выбираемое в зависимости от материала и габаритов
контролируемых колес. Вывод штока с измерительным наконечни-
ком из впадины зуба производится арретиром 7.
К прибору прилагается набор сменных измерительных наконеч-
ников, а для контроля бесцентровых валковых шестерен прибор
снабжен призмами.
1 ВНИИ метрологии (г. Харьков) рекомендует применять оправки, биение
которых не должно превышать для зубчатых колес 6-й степени точности —
0,005 мм; 7-й степени — 0,01 мм; 8 и 9-й степеней — 0,02 мм.
139
Биениемер предназначен для контроля зубчатых колес модулем
0,2—2 мм и диаметром 5—180 мм для цилиндрических колес внеш-
него зацепления и 15—140 мм для колес внутреннего зацепления.
Кроме контроля биения зубчатого венца прибор можно применять
для контроля толщины зубьев конических и смещения исходного
контура цилиндрических зубчатых колес.
Контроль радиального биения зубчатого венца можно произво-
дить универсальными зубоизмерительными приборами, предназ-
наченными для поэлементного контроля зубчатых колес. В исклю-
чительных случаях проверку биения зубчатого венца осуществляют
с помощью калиброванного ролика и индикаторного прибора.
С этой целью колесо 3 (рис. 55) с помощью оправки 4 устанавли-
вают в горизонтальных центрах 5. Затем укладывают в верхнюю
впадину колеса ролик 2 определенного диаметра. В цилиндри-
ческую поверхность ролика упирают измерительный наконечник
индикатора 1, ось которого должна проходить через центр прове-
ряемого колеса (это положение соответствует наибольшему показа-
нию по шкале индикаторного прибора). Принимая положение
ролика в данной впадине за исходное, сравнивают с ним положе-
ния ролика последовательно во всех впадинах колеса. Для этой
цели ролик перекладывают из впадины во впадину, причем вал
с колесом поворачивают так, чтобы показания индикатора были
наибольшими. Таким образом находят наибольшую разность
двух показаний.
Диаметр ролика, применяемого при данном методе, должен
быть таким, чтобы образующая его соприкасалась с боковыми
поверхностями зубьев в точках, лежащих на постоянной хорде
зуба. Тогда разность показаний индикатора будет соответствовать
действительному радиальному биению зубчатого венца Frr.
Для измерения зубчатых колес с се = 20° диаметр такого ролика
D = 0,5Рат + 2 sin 2аЛЯг;
D = 1,475m + 0,684.4Нг.
Так как образующая ролика рассчитанного диаметра располо-
жится ниже окружности вершин зубьев проверяемого зубчатого
колеса, то проверить колесо этим методом бывает затруднительно.
В таких случаях подбирают ролик диаметром D = 1,680m +
+ 0,684ЛНг. При а = 20° такой ролик соприкасался с профилем
зубьев проверяемого колеса в зоне делительной окружности;
измеренное радиальное биение будет больше по сравнению с бие-
нием, полученным при соприкосновении ролика с профилями
зубьев по постоянной хорде, на какую-то часть кинематического
эксцентрисистета. При этом проявляющаяся величина кинемати-
ческого эксцентриситета зависит от числа зубьев z проверяемого
колеса: чем меньше z, тем большая часть этого эксцентриситета
выявляется.
140
21. УНИВЕРСАЛЬНЫЕ ЗУБОИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Универсальные зубоизмерительные приборы предназначены
для поэлементного контроля цилиндрических и конических зубча-
тых колес. У цилиндрических колес с помощью этих приборов
контролируют разность окружных шагов (Vpr) и накопленную
погрешность шага по колесу Fpr; радиальное биение зубчатого
колеса Frr; отклонение шага зацепления fpbr\ колебание и пре-
дельное отклонения длины общей нормали VWr и AWmr; колеба-
Рис. 56. Схема измерения на универсальном зубоизмерительном
приборе фирмы «К- Цейсс» показателей точности зубчатых колес:
а — шага зацепления; б — длины общей нормали; в — радиаль-
ного биения зубчатого венца; г — окружного шага
ние измерительного межосевого расстояния за оборот колеса и
на одном зубе F"tr и дополнительное смещение исходного кон-
тура АНг от основной измерительной базы— оси колеса; погреш-
ность формы и расположения контактной линии Fkr. У конических
колес проверяют разность окружных шагов, накопленную по-
грешность шага по колесу, радиальное биение зубчатого венца.
Для контроля перечисленных показателей универсальные
зубоизмерительные приборы снабжаются комплектом измеритель-
ных наконечников и приспособлений. По конструктивным при-
знакам эти приборы разделяют на механические и оптико-меха-
нические. Примером механических зубоизмерительных приборов
может служить прибор фирмы «К. Цейсс» (ГДР), отличающийся
простотой конструкции и точностью.
Схема измерения на универсальном зубоизмерительном при-
боре различных показателей точности зубчатых колес показана
на рис. 56.
Универсальный зубоизмерительный прибор фирмы «К. Цейсс»
состоит из основания 14 (рис. 57), на котором располагается суп-
порт 2 и колонка 11, поддерживающая сектор 10 с центрами.
141
С помощью червячной передачи, приводимой в движение махови-
ком 12, ось измеряемого колеса устанавливается в нужном поло-
жении в зависимости от типа контролируемых колес. В частности,
при контроле радиального биения у конических колес образующая
делительного конуса устанавливается перпендикулярно плоскости
измерения. Угол поворота сектора определяется по шкале 13.
Суппорт прибора состоит из двух отдельных плит и винтовой ко-
лонки 1, поддерживающей измерительный узел прибора. Послед-
ний можно перемещать в продольном, поперечном и вертикальном
направлениях. Измерительные наконечники прибора устанавли-
ваются в специальные держатели, смонтированные на каретке 8,
которая легко передвигается на шариковых направляющих.
Проверяемое зубчатое колесо устанавливается в центрах прибора
(насадные колеса — с помощью оправки). Для предотвращения
поворота зубчатого колеса в процессе измерения его на приборе
предусмотрен специальный фиксатор 9. Контакт измерительных
наконечников прибора с боковыми поверхностями зубьев колеса
и измерительное усилие обеспечиваются грузом.
Процесс измерения разности окружных шагов заключается
в том, что измерительные наконечники устанавливаются примерно
по делительной окружности проверяемого колеса и симметрично
оси центров. Это достигается передвижением суппортов и измери-
тельной каретки прибора. Отсчетное устройство 7 устанавливают
на нуль, после чего каретку прибора отводят от зубчатого колеса
за спусковой крючок 4, ставя ее на защелку 3, а колесо поворачи-
вают на один шаг. Нажав на спусковой крючок, вводят измеритель-
ные наконечники в контакт с другой парой зубьев. При этом ка-
ретка прибора под действием пружины возвращается в исходное
положение, а наконечники располагаются так же, как и на пре-
дыдущей паре зубьев. Поворачивая колесо от зуба к зубу по всей
окружности, фиксируют каждый раз показания по отсчетному
прибору. Наибольшая разность соседних окружных шагов про-
веряемого колеса определяется при измерении этого показателя
точности по всей окружности колеса. Накопленную погрешность
окружного шага по колесу определяют на основании результатов
измерений разности соседних окружных шагов (см. стр. 124—127).
Измерение окружного шага на универсальных зубоизмери-
тельных приборах можно производить по обеим сторонам профиля
зубьев.
При измерении шага зацепления измерительные наконечники
прибора нужно предварительно установить на определенный раз-
мер ра, при котором расстояние между параллельно расположен-
ными рабочими гранями наконечников равно теоретическому
шагу зацепления в нормальном сечении.
Измерительные поверхности наконечников прибора в процессе
измерения шага зацепления должны касаться одноименных про-
филей зубьев и не должны касаться окружности впадин колеса,
что достигается передвижением измерительной каретки и поворо-
142
том на центрах оправки с проверяемым зубчатым колесом. Следует
отметить, что при измерении показателей точности зубчатого
колеса (за исключением шага зацепления и предельного отклоне-
ния длины общей нормали) предварительная установка измери-
тельных наконечников производится по соответствующему пара-
метру проверяемого зубчатого колеса. При измерении шага заце-
пления и предельного отклонения длины общей нормали предвари-
тельная установка наконечников производится по блоку концевых
мер и по специальным прилагаемым к прибору боковичкам. Размер
блока мер определяется номиналь-
ными значениями шага зацепле-
ния ра или длиной общей нор-
мали W. Для удобства настройки
к прибору прилагается съемный
столик.
При измерении длины общей
нормали зубчатого колеса поль-
зуются измерительными наконеч-
никами с прямолинейным рабочим
ребром. При закреплении нако-
нечников в держателях их изме-
рительные ребра располагают
друг против друга. Процесс изме-
рения длины общей нормали ана-
логичен измерению шага зацеп-
ления.
Радиальное биение зубчатого
венца определяется посредством
приспособления 6, измерительный
Рис. 57. Универсальный зубоиз-
мерительный прибор фирмы «К.
Цейсс»
наконечник которого вводится во
впадину контролируемого колеса. Радиальные перемещения на-
конечника фиксируются отсчетным устройством 5. С помощью
такого приспособления можно контролировать и величины смеще-
ния исходного контура, при этом измерительный наконечник
должен быть установлен на определенном расстоянии от оси
проверяемого колеса.
Для измерения угла наклона зуба цилиндрического косозубого
колеса к вышеописанному прибору прилагается специальное
приспособление (рис. 58, а), с помощью которого контролируют
направление зуба по контактной линии, а также прямолинейность
контактной линии у зубчатых колес с модулем от 1,5 до 20 мм и
шириной зуба свыше 20 мм. В качестве измерительного наконеч-
ника используется широкая стеклянная призма (рис. 58, б).
Приспособление устанавливается на специальный столик, который
крепится к винтовой колонке прибора и устанавливается перпен-
дикулярно линии центров. Проверяемое колесо устанавливается
с помощью оправки в центрах прибора. Во впадину зуба колеса
вводят призму-наконечник и соответствующим образом провора-
143
чивают ее дэ момента получения темной полосы, наблюдаемой
в стеклянной призме при контакте ее с боковой поверхностью
контролируемого зуба вдоль его контактной линии. Для лучшей
видимости полосы контакта боковую поверхность контролируемого
зуба слегка смазывают жидким маслом и с торца колеса подсвечи-
вают специальным осветителем. По приспособлению определяют
угловое положение призмы с точностью до 5". Общая погрешность
измерения этим методом, по данным фирмы, составляет =±=20".
Рис. 59. Зубоизмерительный
прибор фирмы «К- Цейсс» с
приспособлением для контроля
колебания измерительного
межосевого расстояния
Рис. 58. Приспособление к прибору фир-
мы «К- Цейсс» для измерения угла наклона
зуба цилиндрических косозубых колес:
а — внешний вид; б — стеклянная призма
для контроля направления зуба
Рассматриваемое приспособление может быть применено не только
на данном приборе, но и самостоятельно, на зуборезном станке
или с другим прибором.
Для контроля колебания измерительного межосевого расстоя-
ния к прибору прилагается другое приспособление (рис. 59),
представляющее собой как бы плавающий суппорт, который
устанавливается на винтовую колонку прибора вместо измери-
тельного узла. Колебание измерительного межосевого расстояния
можно либо определить визуально с помощью индикатора, либо
записать с помощью самописца на бумажную ленту с увеличением
100, 200 и 500х. Обкатка колес на приборе при этой проверке
может производиться с помощью мотопривода Ч
Универсальный зубоизмерительный прибор БВ-5035 (ЛИЗ)
предназначен для поэлементного контроля мелкомодульных ци-
1 Это приспособление дает возможность контролировать зубчатые колеса
диаметром до 420 мм.
144
линдрических и конических зубчатых колес и червячных пар *.
В станине прибора (рис. 60) смонтирован на шариках шпиндель 14,
несущий нижний центр и угломерный лимб 15. Верхний центр
поддерживается бабкой, перемещающейся по направляющим крон-
штейна, укрепленного на верхней плоскости станины прибора.
1 Цилиндрические колеса наружного зацепления модулем от 0,15 до 1,25 мм
и диаметром от 5 до 160 мм, внутреннего зацепления — модулем от 0,3 до 1,25 мм
и диаметром от 15 до 120 мм.
Ю Д. Л, Марков
145
Вращение шпинделя 14 с установленным в центрах контролируе-
мым зубчатым колесом 2 осуществляется червячной передачей 13
с ручным приводом. С помощью механизма переключения скорость
вращения шпинделя можно менять. Угол поворота шпинделя
с контролируемым зубчатым колесом определяется по угломерному
лимбу 15 с помощью оптического устройства и оптического микро-
метра 16, цена деления которого 0,5". Шкалы лимба и отсчетного
устройства проектируются на экран 1.
Измерительные устройства, выбираемые в зависимости от
контролируемого параметра зубчатого колеса, устанавливаются
на каретке прибора 10, смонтированной на салазках 9. Каретка
прибора передвигается на шариковых опорах, ход ее ограничи-
вается винтом 5. Тормозное устройство (амортизатор) 6 в процессе
измерения колеса предохраняет каретку прибора от резкого удара
измерительного наконечника 12 о зубчатое колесо. С помощью
рукоятки 8 осуществляется переключение пружин, действующих
на каретку, благодаря чему меняется направление усилия движе-
ния каретки. Для обеспечения контроля конических зубчатых
колес, верхняя часть салазок прибора выполнена поворотной.
При измерении ее поворачивают на угол делительного конуса
контролируемого колеса и фиксируют кулисой 7.
При контроле зубчатых колес малых модулей (менее 0,7 мм),
для соблюдения правильного контакта измерительного наконеч-
ника с профилем контролируемого зуба \ а также для бесконтакт-
ного контроля зубчатых колес модулем менее 0,15 мм применяется
зрительная труба 4 с подсветкой 3.
Измерение шага зубчатых колес на приборе БВ-5035 произво-
дят двумя способами: 1) непосредственно измеряют шаг по угломер-
ному диску; 2) контролируемое зубчатое колесо поворачивают
по угломерному диску на угловой шаг, а действительное отклоне-
ние параметра определяют по отсчетной головке //; после снятия
показания, измерительный наконечник выводят из впадин зубча-
того колеса, а колесо поворачивают на следующий угловой шаг.
В настоящее время ЧЗМИ готовится к серийному выпуску
универсальных зубоизмерительных приборов модели БВ-5061
для поэлементного контроля зубчатых колес в цеховых условиях.
Прибор настольного типа с горизонтальной осью центров пред-
назначен для измерения контролируемого комплекса (по
ГОСТ 1643—72) цилиндрических зубчатых колес средних модулей
внешнего и внутреннего зацепления. В частности, с помощью
этого прибора контролируют следующие показатели: кинема-
тические — накопленная погренность шага по зубчатому колесу
Fpr; радиальное биение зубчатого венца Frr и колебание длины
общей нормали VWr> плавности работы колеса — отклонения
шага зацепления fpbr и окружного шага fptr\ контакта зубьев
1 При правильном контакте наконечника с профилем зуба по обе стороны
от точки контакта просматривается зазор.
146
в передаче — погрешность формы и расположения контактной
линии Fkr; погрешность направления зуба Fpr; бокового зазора
в передаче — отклонение средней длины общей нормали №mrl.
Предусмотрена также возможность контроля некоторых показа-
телей точности конических колес и червячных передач.
Прибор снабжен сменными агрегатными устройствами и уни-
фицированными измерительными узлами. Измерение VWr, fP’Jr,
fpt, производится одним измерительным устройством с различ-
ными наконечниками, при этом для контроля длины общей нор-
мали и шага зацепления прилагается настроечное приспособле-
ние. Для контроля направления и формы контактной линии
используется специальное приспособление, представляющее со-
бой синусное устройство, выполненное в виде диска, по направ-
ляющей которого перемещается измерительная каретка с измери-
тельным наконечником. Диск с помощью червячного механизма
предварительно устанавливается на угол наклона зуба контро-
лируемого колеса. Отклонения от правильной формы и направ-
ления контактной линии зуба в процессе измерения фиксируются
индуктивным преобразователем БВ-844 с самописцем БВ-662
или электронной измерительной системой модели 212 с преобра-
зователем модели 223. Приспособление имеет механический и
ручной приводы. Прибор модели БВ-5061 предназначен для
контроля зубчатых колес модулем от 2 до 8 мм, диаметром от 20
до 320 мм (внутреннего зацепления — диаметром от 60 до 250 мм).
Для поэлементного контроля мелкомодульных зубчатых колес
в цеховых условиях Бюро взаимозаменяемости разработана модель
прибора БВ-5060. Это прибор настольного типа с вертикальной
осью центров, снабженный сменными измерительными устрой-
ствами. Прибором контролируют цилиндрические, конические
и червячные колеса модулем от 0,3 до 1 мм, диаметрами 5—120 мм
(наружного зацепления) и 15—100 мм (внутреннего зацепления).
Фирма «Клингельнберг» (ФРГ) выпускает универсальные зубо-
измерительные приборы двух моделей PZ375 и PFS600 для кон-
троля цилиндрических (наружного и внутреннего зацепления)
и конических зубчатых колес и червячных передач. Прибор модели
PZ375 предназначен для измерения колес модулем от 0,75 до
10 мм. Наибольший диаметр цилиндрических и червячных колес
675 мм, конических — 375 мм, червяков—до 150 мм. Прибор
модели PFS600 предназначен для контроля колес модулем от
0,7 мм, а с помощью специального приспособления —от 0,1 мм.
Контролируемые диаметры колес — до 600 мм, а с помощью
приспособления — до 1050 мм.
К универсальным зубоизмерительным приборам можно отне-
сти и зубомерный столик ПМЗ-5 конструкции А. И. Иванцова
1 Этот параметр может быть измерен на приборе БВ-5061 с помощью изме-
рительного устройства от прибора мод. БВ-5055 (это приспособление унифици-
ровано).
16*
147
и X. М. Чавкина, применяющейся в сочетании с оптической
делительной головкой ОДГ. С помощью этого столика можно
измерять цилиндрические, конические и червячные колеса моду-
лем от 0,3 до 1,25 мм.
При измерении элементов зубчатых колес с помощью зубомер-
ного столика (рис. 61) во впадину колеса, установленного с по-
мощью оправки в центрах оптической головки, вводится изме-
рительный наконечник 2 призматической формы с углом при вер-
шине, равным 40°. Измерительный наконечник укреплен на ры-
чаге 3, ось которого монтируется на верхней каретке 6. В исход-
ном положении ось наконечника
должна пересекать ось враще-
ния колеса. Это положение на-
конечника фиксируется инди-
катором 5. Верхняя каретка
монтируется на шариковых нап-
равляющих и перемещается под
действием пружины в напра-
влении, перпендикулярном оси
колеса. Длина перемещения
каретки определяется по инди-
катору 7. Это позволяет изме-
рять дополнительное смещение
исходного контура АИг и ра-
Рис. 61. Схема зубоизмерительного
столика ПМЗ-5
диальное биение зубчатого венца Frr.
Каретка 6 располагается на салазках /, которые передвигаются
в направлении, параллельном оси колеса. Это движение исполь-
зуется для измерения погрешности направления зуба Fpr. При
перемещении салазок вдоль оси колеса погрешности в направле-
нии зуба, действуя на измерительный наконечник, вызывают из-
менения в показаниях индикатора .5.
Для определения дополнительного смещения исходного кон-
тура каретку зубомерного столика нужно предварительно уста-
новить на соответствующем расстоянии от оси проверяемого
колеса.
При измерении разности окружных шагов вместо индикатора 7
устанавливают жесткий упор. Во впадину проверяемого зубча-
того колеса вводят измерительный наконечник, а верхний инди-
катор 5 устанавливают на нуль. Затем каретку 6 отводят от колеса,
а проверяемое колесо поворачивают маховичком оптической дели-
тельной головки и, вводя последовательно измерительный нако-
нечник в каждую впадину зуба, определяют показание по шкале
оптической делительной головки 4. Таким образом, по шкале
оптической головки можно определить разность угловых шагов Утг
и накопленную погрешность на k угловых шагов Fxkr и по всему
зубчатому колесу Fxr. При измерении конических зубчатых колес
ось измерительного наконечника зубомерного столика устанав-
ливают перпендикулярно образующей делительного конуса кон-
148
третируемого зубчатого колеса, для чего всю верхнюю часть
столика (включая каретку 6 и салазки 1) поворачивают вокруг
вертикальной оси на угол делительного конуса 6.
В последнее время ряд фирм проводит работу по автоматиза-
ции зубоизмеритсльных и, в первую очередь, универсальных при-
боров. Обычно автоматизация зубоизмерительных приборов заклю-
чается в синхронизации с помощью специального механизма
вращения в процессе измерения проверяемого зубчатого колеса
и возвратно-поступательного переме-
щения измерительного наконечника,
при контактировании которого с кон-
тролируемым зубом снимается им-
пульсный сигнал. В некоторых авто-
матизированных зубоизмерительных
приборах управление циклом изме-
рения осуществляется с помощью
ЭВМ.
Автоматизированные зубоизмери- I
тельные приборы, как и обычные
универсальные зубоизмерительные,
предназначены для контроля ряда
показателей точности: отклонения и
накопленной погрешности шага по
колесу (Fрг и fptr), шага зацепления |
(fpbr), толщины зуба (Асе и Тсе), ра-
диального биения зубчатого венца
(Frr), средней длины Wm и колебания _____
(V«zr) общей нормали. Приборы обла-
дают большой производительностью, Рис. 62. Автоматизированный
в частности измерение по всем пере- шагомер «Матрикс-3»
численным показателям точности зуб-
чатого колеса модулем 3 мм с числом зубьев 100, занимает
на автоматизированных приборах не более 15 мин.
В автоматизированной зубоизмерительной машине английской
фирмы «Хостмэн Грэнфилд» измерительным циклом управляет
счетно-решающее устройство, в запоминающий блок которого
вводится заданная программа. Результаты измерения регистри-
руются цифровым или графическим устройствами. Другая ан-
глийская фирма «Ковентри Гейдж энд Ко» выпускает автома-
тизированные шагомеры «Матрикс-3» (рис. 62), предназначенные
для контроля цилиндрических зубчатых колес внешнего и вну-
треннего зацепления диаметром от 13 до 508 мм. Результаты изме-
рения у этих приборов фиксируются самописцем системы «Ранк—
Тейлор Гобсон» на бумажной ленте в виде дискретных линий.
Фирма «К- Цейсс» (ГДР) изготавливает автоматизированные
универсальные зубоизмерительные приборы модели ТА450, пред-
назначенные для измерения цилиндрических прямозубых и косо-
зубых колес диаметром от 12 до 450 мм, модулем от 1 до 12 мм
14»
и выпускаемые в двух вариантах: TA450D и TA450S. Прибор
TA450D укомплектован электронным вычислительным блоком
с цифропечатающим устройством, регистрирующим результат
измерения в виде числового значения на бумажной ленте. На этой
ленте сразу же указывается и накопленная погрешность окруж-
ного шага. Прибор TA450S снабжен электронным самописцем.
Поворот зубчатого колеса на угловой шаг осуществляется на при-
борах ТА450 автоматически с помощью фотоэлектрического
устройства и корректируется с помощью специального преоб-
разователя, обеспечивающего идентичную установку каждого
зуба колеса. Действительное отклонение контролируемого пока-
зателя точности зубчатого колеса определяется с помощью второго
п р еобр азов ателя.
Фирма «Хефлер» (ФРГ) выпускает автоматический зубоизме-
рительный прибор модели UP400, предназначенный для контроля
цилиндрических и конических зубчатых колес. Кроме вышеука-
занных показателей данный прибор контролирует межосевое
расстояние и его колебания (FIr и Результаты измерения
фиксируются электронным самописцем. Эта же фирма выпускает
другую модель прибора UP200 для зубчатых колес с модулем
от 0,2 до 3 мм и диаметром от 6 до 200 мм. Прибор в основном при-
меняется для измерения отклонений и накопленной погрешности
окружного шага. Измерение осуществляется в автоматическом
цикле, время измерения одной пары зубьев— 1,5 с.
Фирма «Мааг» (Швейцария) освоила автоматизированный ша-
гомер модели ES-400 для контроля зубчатых колес модулем от
1 до 10 мм, диаметром делительной окружности от 40 мм (наиболь-
ший диаметр не ограничен). Шагомер обладает большим быстро-
действием (до 40 циклов в минуту), снабжен электронным само-
писцем с увеличением до 20 000х и цифропечатающим устройством
с автоматическим оформлением протокола измерения. Модифика-
ция шагомера ES-401 имеет выход на мини-ЭВМ.
Ленинградский инструментальный завод недавно освоил вы-
пуск универсальных автоматизированных зубоизмерительных при-
боров модели БВ-5056 (рис. 63), предназначенных для поэлемент-
ного контроля цилиндрических (прямозубых и косозубых), кони-
ческих и червячных колес.
Модули зубчатых колес, которые можно контролировать на
этом приборе, находятся в зависимости от измеряемого показа-
теля точности. В частности, при измерении накопленной погреш-
ности шага по зубчатому колесу (FPr) и на k шагов (Fpkr), откло-
нений шага (fptr) и радиального биения зубчатого колеса (F,r)
на приборе можно контролировать зубчатые колеса модулем от 0,3
до 16 мм. Контроль же колебания длины общей нормали (У^г),
средней длины общей нормали (Wm) и отклонений шага зацепле-
ния (fpbr) возможен для зубчатых колес модулем от 1 до 10 мм.
На приборе БВ-5056 можно контролировать зубчатые колеса
внешнего зацепления диаметром от 20 до 400 мм и внутреннего
150
зацепления диаметром от 60 до 250 мм. Управление работой всех
узлов прибора осуществляется с пульта, через командоаппарат
по заложенной в неМ циклограмме, что обеспечивает согласо-
ванную работу всего прибора. Прибор может работать в трех
режимах: ручном, служащем для проверки работы измеритель-
ного устройства; разовом, при котором измерение производится
в течение одного цикла; автоматическом, при котором прибор
выполняет полный цикл измерения контролируемого зубчатого
колеса. Нужный режим работы устанавливается с помощью
соответствующего переключателя.
Рис. 63. Автомати-
зированный уни-
версальный зубо-
измерительный
прибор БВ-5056
(ЛИЗ): а — внеш-
ний внд; б — кине-
матическая схема
151
При работе прибора в автоматическом режиме предварительно
настраивают (по концевым мерам длины) длительный механизм.
Размер блока мер L подсчитывают по формуле L = 500 sin (180°/z),
где z — число зубьев контролируемого зубчатого колеса. Подо-
бранный блок концевых мер 14 (рис. 63, б) располагают между
упорами 13 и 15. На электронном счетчике устанавливают число,
соответствующее количеству зубьев контролируемого колеса.
Измерительная каретка 9 прибора устанавливается в крайнем
переднем положении (установка производится при ручном режиме
работы переключателя, затем его переводят на автоматический
режим). Включается двигатель 1, который с помощью зубчатой
передачи 2 приводит в движение вал 3 командоаппарата 16.
После включения двигателя 1 через токопрерыватели 17,
служащие для управления работой электромагнитных тормоз-
ных устройств и подачи импульсов в электроимпульсный счет-
чик, включается расположенный на салазках 10 двигатель 11
измерительной каретки 9. Измерительная каретка передвигается
и становится в крайнее заднее положение, при этом она нажимает
на микропереключатель и включает магнитный пускатель, в ре-
зультате чего каретка останавливается. Командоаппарат вновь
приводит измерительную каретку в движение, направляя ее в по-
ложение измерения. При этом положении каретки токопрерыва-
тель включает командное реле, которое выдает сигнал запуска элек-
тронной измерительной системе модели 216. Система начинает
высчитывать результат измерения, фиксируя его на цифровом
табло. Одновременно включается электронный самописец Н 327-1.
После измерения очередного зуба колеса замыкается токо-
прерыватель, который снова включает магнитный пускатель,
направляя измерительную каретку прибора в исходное заднее
положение. Делительный механизм прибора поворачивает прове-
ряемое зубчатое колесо на угловой шаг. Поворот этот произво-
дится дискретно через эксцентриковый механизм 4, тягу 5 и
рычаг 6, на котором расположен электромагнитный тормоз 12,
связанный с диском 8. Тормоза 7 и 12, периодически перехваты-
вая диск, поворачивают его вместе с установленным в центрах
прибора контролируемым зубчатым колесом. Отключение прибора
происходит автоматически при полном сбросе числа, предвари-
тельно установленного на электронном счетчике.
К рассмотренному прибору прилагается набор сменных изме-
рительных устройств и различных измерительных наконечников,
применяемых в соответствии с контролируемым показателем
точности зубчатого колеса. Зубоизмерительные приборы БВ-5056
выпускаются Ленинградским инструментальным заводом двух
классов точности А и АВ по ГОСТ 5368—73 и ГОСТ 10387—73.
Пределы допускаемых погрешностей прибора находятся в зависи-
мости от диаметра делительной окружности контролируемого
колеса, измеряемого показателя точности и класса точности при-
бора (см. ГОСТ 5368—73 и ГОСТ 10387—73).
152
Глава IV
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ ПЛАВНОСТИ
РАБОТЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС
22. ОПРЕДЕЛЕНИЕ ЦИКЛИЧЕСКОЙ ПОГРЕШНОСТИ
У косозубых колес модулем свыше 1 мм циклическая погреш-
ность fzkr и местная кинематическая погрешность колеса f'ir
могут быть выявлены на основании графика, полученного при
проверке кинематической погрешности данного колеса. Цикли-
ческая погрешность f2kr определяется в этом случае как удвоен-
ная амплитуда гармонической составляющей кинематической
погрешности зубчатого колеса, местная кинематическая погреш-
ность колеса f'ir как наибольшая разность между местными сосед-
ними экстремальными значениями кинематической погрешности.
Кроме того, циклическую погрешность у цилиндрических прямо-
зубых колес можно выявить на основании анализа данных, полу-
ченных при проверке боковой поверхности зуба — эвольвенты.
Проверку эвольвенты при этом следует производить на несколь-
ких зубьях колеса и в нескольких сечениях на одних и тех же
углах развернутости.
В качестве специальных приборов, предназначенных для
косвенного контроля циклической погрешности широких косозу-
бых и шевронных колес 3—6-й степеней точности (по
ГОСТ 1643—72), применяются волномеры (ГОСТ 5368—73) К
Волномер представляет собой штангу 5 (рис. 64, а), на которой
расположены три наконечника: два из них 2 и 4 являются опор-
ными, третий 3 — измерительным. Для измерения циклической
погрешности зубчатого колеса волномер устанавливают на прове-
ряемое колесо так, чтобы опорные наконечники сферической
поверхностью касались впадины зуба. Измерительный наконеч-
ник 3 также приводится в соприкосновение с боковой поверх-
ностью зуба; при этом измерительная головка прибора 6, свя-
занная через рычаг с этим наконечником, должна иметь некото-
рый натяг. Опорная ножка 1 волномера устанавливается на вер-
шину соседнего с проверяемым зубом колеса.
Опорные наконечники волномера можно передвигать вдоль
штанги и устанавливать на определенном расстоянии относи-
тельно измерительного наконечника. Показания волномера зави-
сят от положения опорных наконечников. Если опорные нако-
нечники установить на расстоянии I = \ друг от друга так,
чтобы они касались гребней волн (рис. 64, б, случай /), то при
передвижении волномера вдоль зуба проверяемого колеса опор-
1 Циклическую погрешность прямозубого зубчатого колеса волномером
проверить нельзя.
153
ные наконечники будут последовательно касаться то вершин,
то впадин волн; измерительный же наконечник, ощупывая вол-
нистую поверхность зуба колеса, будет колебаться, вызывая
изменения в показаниях измерительной головки. Наибольшая
разность показаний головки равна удвоенному размаху волны 1.
Если же опорные наконечники расположить на расстоянии I,
равном удвоенной длине волны или другому четному числу
волн (рис. 64, б, случай 2), то измерительный наконечник при-
бора и опорные наконечники будут располагаться в соответствую-
щих точках волны, в результате чего размах колебаний стрелки
Рис. 64. Принципиальная схема (а) волномера и его показания (б)
в зависимости от расположения опорных наконечников:
1 — I — 2 — I = 2Xj*; 3 — I — произвольное расстояние
прибора будет близок к нулю. При этом волнистость боковой
поверхности на проверяемом зубе не будет выявлена.
При произвольном расстоянии между опорными наконечни-
ками (рис. 64, б, случай 3) прибор при перемещении его вдоль
зуба дает какие-то промежуточные показания, но соотношение
между этими показаниями и амплитудой волнистости будет иным,
чем в первом случае.
На рис. 65 показан волномер БВ-5024 (ЧЗМИ). Штанга при-
бора представляет собой пустотелую трубку, на которой нахо-
дятся три кронштейна. В средний кронштейн вмонтированы изме-
рительный наконечник прибора, малогабаритная измерительная
головка типа ИПМ, закрепляемая в цанговом зажиме, и опорная
ножка. На двух крайних кронштейнах расположены опорные
наконечники. Эти кронштейны могут быть передвинуты вдоль
оси трубки на определенное расстояние, определяемое по шкале,
нанесенной на трубке. Опорные наконечники волномера имеют
шаровую форму с диаметром, соответствующим модулю прове-
ряемого колеса.
1 На показания волномера влияет в некоторой степени шероховатость бо-
ковой поверхности зуба.
154
Для выявления источника циклической погрешности на ко-
лесе волномер вначале настраивают так, чтобы он мог обнаружить-
циклические ошибки, возникшие из-за погрешностей цепи деле-
ния зуборезного станка. Затем прибор перестраивают для выяв-
ления циклической погрешности, возникшей из-за погрешности
цепи подач. В этом случае, когда необходимо выявить ошибки
цепи деления зуборезного станка, опорные наконечники волно-
мера устанавливаются на расстоянии I (мм), определяемом по
формуле .
/ =
пц sm р
(16>
где — диаметр делительной окружности проверяемого колеса,
мм; пц — частота циклической погрешности делительной цепи
Рис. 65. Волномер модели
БВ-5024 ЧЗМИ
станка, обычно равная или кратная числу зубьев гд к делитель-
ного колеса станка, на котором нарезалось зубчатое колесо;
Р — угол наклона зубьев проверяемого колеса на делительной
окружности; k — коэффициент, равный целому нечетному числу:
1, 3, 5, 7 и т. д.
Если коэффициент k принять равным единице, расстояние I
будет равно длине волны
Расстояние, на которое следует установить опорные наконеч-
ники волномера, можно также определить, пользуясь номограм-
мой, предложенной ЦНИИТмашем и рассчитанной по формуле (16).
По номограмме (рис. 66) определяется для постоянного
диаметра d, равного 1000 мм. Поэтому эта величина зависит
только от ?д к станка и 0 зубчатого колеса.
Для определения при помощи номограммы 1± для какого-либо
зубчатого колеса откладывают по соответствующим шкалам
номограммы значения гд к станка, на котором колесо нареза-
лось, и р проверяемого колеса. Соединив отложенные точки пря-
мой линией, продолжают ее до пересечения со шкалой, на которой
155
2- fir
fi
-514
300-
250-
200-
-3
-5
150-
120-
100-
90-
80-
70-
60-
50-
45-
40-
35-
30-
25-
20-
-8
-10
-12
-15
-20
-25
-301.
'45
-180
-170
-160
-150
-ПО
-130
-120
-110
-100
-90
-80
-70
15-
-60
10-
>-45
Рис. 66. Номограмма для определения расстояния I
Рис. 67. Расположение отметок на зубьях колеса при измерении
волномером циклической погрешности, вызванной ошибками
зуборезного станка: а — цепи деления; б — цепи подач
156
отложены значения 1г. Если найденное по номограмме значение /г
умножить на делительный диаметр (мм) измеряемого зубча-
того колеса и разделить на 1000 мм, получится искомое зна-
чение I.
Для определения циклической погрешности колеса волномер
передвигают вдоль зуба и наблюдают за показаниями отсчет-
ной головки ИПМ. Наконечники, находящиеся на боковой поверх-
ности зуба, должны с ним непрерывно контактировать. Те места
на зубьях, на которых головка волномера показывает наибольшие
отклонения (в плюс или минус), отмечают.
В том случае, когда циклические погрешности являются
следствием ошибок цепи деления зуборезного станка, на котором
проверяемое колесо было изготовлено, и опорные наконечники
установлены на расчетном расстоянии I, отметки, сделанные
на зубьях в процессе измерения циклической погрешности, рас-
полагаются на прямых линиях, параллельных оси данного колеса
(рис. 67, а). Количество этих линий на длине окружности колеса
равно частоте циклической погрешности колес делительной цепи
станка гд. к, а расстояние между отметками вдоль зуба соответ-
ствует длине волны на боковой поверхности зуба (Лц = /) г.
Определение циклической погрешности зубчатого колеса реко-
мендуется производить не менее чем на 8—12 зубьях, равно-
мерно расположенных по окружности колеса и по обоим профилям
зубьев. Из полученных результатов вычисляют среднее арифме-
тическое.
Для получения правильных показаний при работе с прибором
БВ-5024 скорость передвижения волномера по контролируемому
зубу не должна превышать v = ^ц/(0,4-н0,75)мм/с. Практически
эта скорость равна 40—70 мм/с.
Для выявления циклической погрешности, вызванной звеньями
цепи подач зуборезного станка, производят установку опорных
наконечников прибора на расстоянии друг от друга, равном
где sXB — шаг ходового винта узла подач станка; [3 — угол нак-
лона зуба на делительном цилиндре; k — коэффициент, равный
1, 3, 5 и т. д.
1 При измерении циклической погрешности у косозубых колес небольшого
диаметра рекомендуется смещать опорные наконечники волномера относительно
измерительного на 1/2 + х (см. рис. 64) при этом х (мм) может быть опре-
делен по формуле
(Jtk \ I
1—cos---- / (tg р 2sin ап).
гд-к/|
Смещение опорных наконечников производится влево (если смотреть со стороны
отсчетного устройства) для колес, у которых зубья имеют левую спираль, и
вправо — для колес, у которых зубья имеют правую спираль. При х </ 1 мм
смещение наконечников не производится.
157
В этом случае при измерении циклической погрешности зуб-
чатого колеса отметки, сделанные на зубьях в местах, в которых
волномер показывает наибольшее отклонение, расположатся в се-
чениях, параллельных торцовым плоскостям колеса (рис. 67, б).
Погрешность осевой подачи станка будет равна f /(2 sin Р), где f—
размах отклонений стрелки прибора.
Если определяется циклическая погрешность зубчатого ко-
леса, изготовленного на неизвестном нам зуборезном станке,
опорные наконечники волномера устанавливают на произволь-
ном расстоянии, которое впоследствии уточняют.
Рис. 68. Волномер БВ-5024-01 ЧЗМИ с индуктивным
преобразователем н электронным самописцем модели 226
После установки опорных наконечников передвигают волно-
мер вдоль зуба, делая на нем отметки в местах наибольших (в плюс
или минус) отклонений стрелки прибора. Среднее расстояние
между отметками на нескольких зубьях принимают равным I
и на этот размер устанавливают опорные наконечники. Следует
учесть, что положение опорных наконечников оказывает значи-
тельное влияние на показания волномера. Если циклическая
погрешность на проверяемом колесе волномером не обнаружена,
необходимо произвести повторное измерение при другом распо-
ложении опорных наконечников.
При установке опорных наконечников на длину волны или
нечетное число волн волномер фиксирует удвоенную величину
циклической погрешности колеса в нормальном к направлению
зуба сечении, а приведенные в стандартах нормы на циклические
погрешности даны в торцовом сечении. Поэтому при сопостав-
лении данных, полученных при измерении циклической погреш-
ности волномером, с нормами, данными в ГОСТ 1643—72, наи-
большее значение размаха стрелки измерительной головки при-
бора следует разделить на 2 cos р.
158
Волномеры модели БВ-5024 выпускаются в двух вариантах:
1) с малогабаритной измерительной головкой 1ИПМ с ценой деле-
ния 1 мкм; 2) с индуктивным преобразователем и электронным
самописцем модели 226 (рис. 68), позволяющим записывать цикли-
ческие погрешности зубчатых колес с различным хувеличением
от 500: 1 до 10 000: 1. Эти приборы снабжаются специальной
приставкой БВ-3057 с реохордом и редуктором для протягивания
бумаги. Волномеры предназначаются для контроля зубчатых
колес с модулем от 1,5 до 10 мм и углом наклона зубьев на дели-
тельном цилиндре до 45°.
23. ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ ПРОФИЛЯ ЗУБА
Для проверки эвольвентного профиля зуба цилиндрических
колес применяют специальные приборы — эвольвентомеры
(ГОСТ 5368—73 и ГОСТ 10387—73), которые фиксируют откло-
нения действительного профиля от теоретического, воспроизво-
димого прибором.
Конструкции эвольвентомеров основаны на следующем гео-
метрическом свойстве эвольвенты: при взаимном обкатывании
без скольжения прямолинейно перемещающейся касательной АС
(рис. 69) к окружности радиуса гь и при вращении этой окруж-
ности, являющейся основной окружностью зубчатого колеса,
точка А касательной описывает в относительном движении на
вращающейся плоскости колеса эвольвенту. Если в точку А
поместить вершину наконечника измерительного узла прибора,
корпус которого закреплен на звене АС, и ввести ее в соприкос-
новение с боковой поверхностью зуба, то точка А наконечника,
скользя по профилю АВ, будет занимать на нем последовательно
ряд положений: А ь А2, А3 и т. д. Если проверяемый профиль
зуба имеет отступления от теоретически правильной эвольвенты,
точка А наконечника сместится относительно соответствующей
точки касательной АС, а следовательно, и относительно корпуса
прибора, и ошибка в проверяемом профиле будет зафиксирована.
Существующие эвольвентомеры можно разделить на две группы:
со сменными дисками обката и универсальные.
Эвольвентомеры со сменными дисками обката работают сле-
дующим образом. Проверяемое зубчатое колесо 4 (рис. 70) вместе
с диском 5, диаметр которого равен диаметру основной окруж-
ности зубчатого колеса, укрепляется на общей оси 6. Линейка 1
с измерительным наконечником 2 приводится в соприкоснове-
ние с диском 5. Так как диск плотно прижат к линейке 1, то при
поступательном перемещении последней по направлению стрелки
диск вместе с проверяемым зубчатым колесом 4 вращается без
скольжения, а измерительный наконечник 2, связанный с линей-
кой и перемещающийся вместе с ней, описывает правильную
эвольвенту. Если боковая сторона профиля зуба, ощупываемая
измерительным наконечником, выполнена точно по эвольвенте,
159
регистрирующая (показывающая) часть прибора при движении
линейки не покажет никакого отклонения, а самописец 3 прочер-
тит прямую линию. Погрешности проверяемого профиля дей-
ствуют на наконечник, ощупывающий поверхность зуба, смещая
его в ту или другую сторону. Смещение наконечника (ошибка
в проверяемом профиле) передается на регистрирующую часть
прибора (индикатор или самописец).
Благодаря простоте конструкции эвольвентомеров со сменными
дисками обката, зубчатые колеса могут быть проверены на них
с достаточно высокой точностью, при условии применения для
каждого проверяемого колеса соответствующего диска.
Рис. 69. Образование эвольвенты при
измерении боковой поверхности на
эвольвентомерах
Рис. 70. Принципиальная схема ра-
боты эвольвентомеров со сменными
дисками обката
Диаметр диска 5 должен быть равен теоретическому диаметру
основной окружности проверяемого зубчатого колеса db с откло-
нением в пределах 0,003 мм. Несоответствие диаметра диска da
диаметру основной окружности db проверяемого зубчатого колеса
является причиной погрешности Ad = db — da, которая опре-
деляется по формуле
4-tg». (1 ~ чг) “ v) =^tg
Ошибка, возникающая при измерении профиля зуба вслед-
ствие несоответствия диаметра диска диаметру db основной окруж-
ности зубчатого колеса, зависит от числа зубьев колеса. С умень-
шением числа зубьев резко возрастает влияние разницы в разме-
рах на точность измерения.
Правильность показаний эвольвентомера зависит не только
от разности в диаметрах диска и основной окружности прове-
ряемого зубчатого колеса, но и от правильности геометрической
формы рабочей поверхности диска и ее концентричности с поса-
дочным отверстием в диске, а также от параллельности опорных
торцовых плоскостей диска (допуск 0,005 мм).
Для обеспечения надлежащей точности прибора диск, втулки
и оправки должны быть изготовлены в строгом соответствии с тех-
ническими условиями завода-изготовителя. Радиальное биение
160
диска при установке его на прибор не должно превышать 0,015 мм.
Диск следует надевать на оправку с легким усилием, без зазора.
Одна из моделей описываемых эвольвентомеров представлена
на рис. 71.
Передвигая маховичком 3 каретку 5 до контакта диска обката
с линейкой 6, устанавливают измерительный наконечник прибора 1
так, чтобы он касался боковой поверхности зуба колеса 2. При по-
мощи маховичка 8 передвигают поперечные салазки / до момента,
когда проверяемая шестерня повернется на полный угол разверну-
тости v, определяемый по шкале прибора 4. В этом случае изме-
рительный наконечник прибора пройдет всю боковую поверх-
ность (рис. 72, а) профиля зуба. При анализе диаграммы
(рис. 72, б), записанной са-
Рис. 71. Эвольвентомер со сменными
дисками обката
мописцем, необходимо учи-
Рис. 72. Определение погреш-
ности профиля боковой поверх-
ности зуба: а — нормальное се-
чение зуба; б — диаграмма про-
филя
тывать масштаб записи V и величину контролируемого участка аб.
Более совершенными приборами для контроля боковой поверх-
ности зубьев колес являются универсальные эвольвентомеры.
По конструктивным признакам их можно разделить на две группы:
с основными дисками и с постоянным копиром. При использо-
вании универсальных эвольвентомеров с основными дисками
(рис. 73) проверяемое зубчатое колесо устанавливают так, чтобы
ось его совпадала с осью основного диска 4. Концы двух сталь-
ных лент 3 и 6 прикреплены к основному диску и ползуну 5.
Ленты выполняют в приборе роль линейки обката.
При перемещении ползуна 5 на расстояние 5 одна из лент
сматывается с диска 4, а другая —• наматывается на него, что
вызывает поворот диска, а вместе с ним и проверяемого зубчатого
колеса на угол <р. Длина дуги диска на радиусе R также равна 5.
Проверяемое зубчатое колесо имеет радиус гь, отличный от ра-
диуса основного диска R. Для того чтобы измерительный нако-
нечник 2, движущийся вместе с кареткой 8 параллельно направ-
лению движения ползуна 5, при повороте проверяемого колеса
вместе с основным диском на угол <р переместился на длину дуги Sb,
соответствующую радиусу основной окружности проверяемого
11 А. Л. Марков 161
зубчатого колеса гь, в конструкции прибора предусмотрен ры-
чаг 1. Ось В качания рычага 1 расположена на расстоянии 7?
(т. е. на расстоянии радиуса основного диска) от стальных лент.
Рис. 74. Кинематическая схема универсального эвольвентомера с ос-
новным диском
Рычаг имеет два шарнира 7 и 9. При передвижении шарнира 7
вместе с ползуном 5 на длину 5 шарнир 9 перемещает каретку 8
на расстояние Sb, определяемую отношением плеч рычага.
Из подобия треугольников АВС и А 1В1С1 следует, что S/Sb =
= R!rb. Следовательно, перемещение шарнира 9 вместе с карет-
кой пропорционально расстоянию от линии центров ОВ до шар-
нира, т. е. отношение плеч передаточного рычага 7 равно отно-
шению радиусов концентричных окружностей 7? и гь.
Таким образом, если шарнир 9 расположить на расстоянии
радиуса основной окружности проверяемого колеса гь от оси ОВ,
то каретка 8 при движении ползуна 5 будет выполнять такую же
162
роль, как и линейка 1 (рис. 70), а точка шарового измерительного
наконечника 2, ощупывающая исследуемый профиль, опишет
в относительном движении эвольвенту.
Конструктивно универсальные эвольвентомеры с основными
дисками выполнены следующим образом [19]. Внутри массивной
станины вмонтирован основной диск 1 (рис. 74), ось которого
совпадает с линией центров. Основной диск связан стальными
лентами 22 с ползуном 4, перемещение которого в направляющих
осуществляется при помощи винта 20 с маховичком 18. При вра-
щении маховичка ползун 4 посредством прикрепленного к нему
ведущего шарнира 23 действует на направляющий рычаг 3, пово-
рачивая его вокруг валика 2. Рычаг 3 с помощью ведомого шар-
нирного ползуна 5 передвигает каретку 7 в тангенциальном к ос-
новному диску 1 и проверяемому зубчатому колесу направлении.
Кроме того, при вращении маховичка 18 ползун 4 через ленты 22
приводит во вращательное движение основной диск 1, а с ним
и проверяемое зубчатое колесо, установленное в центрах прибора.
Измерительный наконечник прибора 8, ощупывающий профиль
зуба колеса, связан с механическим индикаторным прибором 10
и с электрическим самописцем 11, перо 12 которого фиксирует
на бумаге отклонения в проверяемом профиле. Масштаб записы-
ваемых кривых по оси абсцисс обычно выбирается равным 500 : 1
или 1000 : 1, в этом случае ошибку проверяемого профиля
зуба в 0,001 мм перо самописца вычертит на бумаге с увеличе-
нием в 0,5 или 1 мм. Масштаб записи по оси ординат можно
менять за счет дополнительного перемещения столика само-
писца 15. Столик связан посредством системы рычагов 16 и 17
с одним из трех кулачков 19 (на рисунке показан один из них),
сидящих на одной оси с червячной шестерней 21. При враще-
нии маховичка 18 в процессе измерения профиля зуба сто-
лик самописца 15 через систему рычагов получает дополнитель-
ное движение. Масштаб записываемых кривых меняется в зави-
симости от того, какой из трех кулачков включается в работу
с рычагами 16 и 17.
Для установки каретки 7 в положение, при котором измери-
тельный наконечник 8 удален от линии центров на расстояние,
равное радиусу основной окружности проверяемого зубчатого
колеса гь, каретка монтируется на салазках 6, относительно
которых она перемещается при вращении маховичка 18. В свою
очередь, салазки могут перемещаться в направлении, перпенди-
кулярном движению каретки. Движение салазок происходит
по направляющим, укрепленным непосредственно на основании
прибора; движение же каретки происходит по направляющим
салазок. Длина пути передвижения салазок определяется по
шкале 14 и отсчетному микроскопу 13.
Универсальный эвольвентомер дает возможность, не меняя
положения шестерни, проверять профиль зуба в различных
сечениях по длине зуба по правой и левой его сторонам. Переклю-
II
163
чение измерительного наконечника с одной стороны профиля
осуществляется с помощью переключателя, а установка измери-
тельного наконечника в различных местах по длине зуба произ-
водится перемещением наконечника по высоте с помощью
винта 9.
На приборах этого типа можно измерять зубчатые колеса
с модулем 0,7—10 мм и диаметром окружности выступов до 320 мм.
Угол развернутости эвольвенты v в этих приборах достигает 90° \
По аналогичной принципиальной схеме работает универсаль-
ный эвольвентомер модели БВ-5062 (рис. 75). В этом приборе
концы двух стальных лент 10 и 11 прикреплены к диску 3 и веду-
щей каретке 1. Перемещение этой каретки вызывает поворот
диска и соосно с ним установленного проверяемого зубчатого
колеса. Кроме того, перемещение каретки повернет с помощью
ролика 8 линейку 9 относительно оси вращения 7 и через ролик 6
(ось которого расположена в одной плоскости с контактной точ-
кой измерительного наконечника 4) передвигает каретку 5 в на-
правлении, параллельном ведущей каретке 1.
Если каретку 5 предварительно установить относительно оси
колеса О на расстоянии, равном теоретическому радиусу основ-
ной окружности колеса гь, то при передвижении ведущей каретки 1
на расстояние S, равное длине дуги диска радиусом R на угле
развернутости v, каретка 5 передвинется на расстояние Sb, соот-
ветствующее длине дуги основной окружности радиусом гь.
Длина пути передвижения каретки 5 определяется отношением
плеч R/rb = S/Sb. Таким образом, если установить измерительный
наконечник 4 на расстоянии, равном радиусу основной окруж-
ности проверяемого зубчатого колеса гь, от оси колеса, при дви-
жении каретки 1 контактная точка измерительного наконечника
опишет в относительном движении эвольвенту соответствующего
радиуса. Погрешности проверяемого профиля вызовут смещение
наконечника, фиксируемое отсчетным либо электрическим запи-
сывающим устройством Н 327-1. Данная модель эвольвентомера
имеет приспособление 2 для контроля винтовой линии зуба.
Эвольвентомер БВ-5062 с устройством для контроля винтовой
линии предназначен для измерения в лабораторных условиях
эвольвентного профиля зубьев и направления зуба цилиндриче-
ских зубчатых колес модулем от 1 до 12 мм и диаметром дели-
тельной окружности от 20 до 340 мм для колес внешнего зацеп-
ления и от 60 до 250 мм для колес внутреннего зацепления. Наи-
больший угол развернутости эвольвенты v = 55°. Прибор осна-
щен ручным и механическим приводом. Основная погрешность
прибора не превышает величин, нормируемых ГОСТ 5368—73
для приборов класса А.
1 Некоторые фирмы (например, фирма «Мааг», Швейцария) изготовляют
такие приборы для измерения зубчатых колес с модулем до 20 мм, диаметром до
1 м и весом до 1000 кг.
164
По такой же схеме в Бюро взаимозаменяемости разработан
универсальный эвольвентомер модели БВ-5057 для контроля
цилиндрических зубчатых колес внешнего и внутреннего зацеп-
ления модулем от 0,2 до 1 мм. Диаметры измеряемых колес внеш-
него зацепления от 5 до 120 мм, внутреннего зацепления — от 15
до 100 мм. Наибольший угол развернутости эвольвенты 55°,
наибольший угол наклона зуба 45°. Эвольвентомер модели БВ-5057
оснащен самопишущим прибором модели Н327-1, а в качестве
отсчетного устройства используется измерительная система мо-
Рис. 75. Принципиаль-
ная схема универсаль-
ного эвольвентомера
БВ-5062
дели 214, выпускаемая заводом «Калибр», в сочетании с индук-
тивным преобразователем модели БВ-6088. Основная погрешность
прибора не превышает 2 мкм.
Серийный выпуск эвольвентомеров БВ-5057 будет налажен
на ЧЗМИ.
В последние годы фирма «К. Цейсс» (ГДР) выпускает эволь-
вентомеры модели VG450K, в которых по сравнению с приборами,
ранее выпускаемыми этой фирмой, обеспечена более точная запись
погрешностей профиля зуба. Это достигается за счет применения
улучшенной конструкции амплитудно-частотного самописца.
В эвольвентомере новой модели увеличены пределы перемещения
преобразователя вдоль оси контролируемого колеса до 100 мм;
кроме того, имеется возможность осуществлять боковой наклон
измерительного наконечника до ±20 мм. Такая модернизация
позволяет контролировать прямозубые и косозубые зубчатые
колеса модулем до 12 мм (косозубые колеса — с углом наклона
зубьев до 60°). Выпускаются приспособления к прибору для
165
контроля колес внутреннего зацепления модулями от 1 до 4 мм
и от 3 до 10 мм, а также для контроля мелкомодульных колес
модулем до 0,3 мм. Эвольвентомеры снабжаются набором различ-
ных измерительных наконечников х.
Универсальные эвольвентомеры с постоянным копиром имеют
вместо основного диска эвольвентный копир 8 (рис. 76), который
представляет собой эвольвентный кулак, сидящий на одной оси
с проверяемым зубчатым колесом. К профилю копира, образован-
ного разверткой основной окружности 7?, плотно прижата линейка
7, которая при повороте копира, а вместе с ним и зубчатого колеса
Рис. 76. Принципиальная схема
универсального эвольвентомера
на угол р передвигается на рас-
стояние S. Так как вместе с линей-
кой передвигается нижняя карет-
ка 6, с которой связан рычаг 4,
то при повороте копира рычаг 4
поворачивается на такой же
угол р. Рычаг 4 имеет два сколь-
зящих шарнира 3 и 5. При переме-
щении шарнира 5 вместе с карет-
кой 6 на величину S шарнир 3
передвигает измерительную карет-
ку 1 прибора с наконечником
2 на расстояние Sb. Соотношение
с постоянным копиром величин S и Sb может быть опре-
делено из отношения А и гь, т. е.
А!гь = S/Sb, где А — расстояние от оси шарнира 5 или каретки 6
до оси центров OOf, гь — расстояние от оси шарнира 3 до оси
центров ОО±.
Кинематическая схема и внешний вид универсального эволь-
вентомера модели КЭУСМБ с постоянным копиром, выпускае-
мого ЧЗМИ, показана на рис. 77. Основная погрешность уни-
версальных эвольвентомеров приведена в ГОСТ 5368—73, точ-
ность их соответствует классу В. Соосно с проверяемым зубча-
тым колесом, установленным в центрах прибора, расположен
эвольвентный копир 4. При вращении маховичка 16 червячная
передача 14 поворачивает шпиндель 5 и расположенные на нем
копир и колесо. Угол поворота колеса можно определить по от-
счетному устройству 11, служащему для определения углов раз-
вернутости эвольвенты v. Так как эвольвентный копир упирается
в линейку 3, то поворот его приводит в движение нижнюю ка-
ретку 1, а укрепленный на ней палец 2 поворачивает линейку 17,
связанную со вспомогательным шпинделем 15. Шпиндель 15,
поворачиваясь, через поводковую линейку 13, упирающуюся
в ролик ползуна 9, приведет в движение относительно салазок 8
1 Применяя измерительный наконечник с радиусом закругления 10 мкм,
при малом измерительном усилии на приборе можно контролировать шерохо-
ватость боковых поверхностей зубьев.
166
Рис. 77. Универсальный эвольвентомер модели КЭУСМБ
(ЧЗМИ) с постоянным копиром: а — кинематическая
схема; б — внешний вид прибора с механическим при-
водом
167
измерительную каретку 6. Измерительная каретка, установлен-
ная на шариковых направляющих, несет на себе измерительный
наконечник 10, с помощью которого контролируется боковая
поверхность зуба колеса. Погрешности эвольвентной поверх-
ности зуба вызывают смещение наконечника, которое передается
на отсчетную головку 7.
Предварительная установка измерительного наконечника про-
изводится по прилагаемому к прибору установочному шаблону [18].
Наконечник должен быть установлен таким образом, чтобы вер-
шина его, при соответствующем положении салазок 8, распо-
лагалась в плоскости, проходящей через ось центров прибора.
Дальнейшая установка наконечника в положение, при котором
вершина его удалена от линии центров прибора на расстояние,
равное радиусу основной окружности гь проверяемого колеса,
производится по концевым мерам длины, располагаемым между
упором 12 и салазками 8.
Эвольвентомер КЭУСМБ контролирует зубчатые колеса мо-
дулем от 1 до 10 мм, диаметром окружности вершин зубьев до
320 мм.
При проверке косозубых колес на универсальных эвольвенто-
мерах необходимо предварительно измерительный наконечник
повернуть в цанговом зажиме так, чтобы рабочая его поверхность
могла касаться боковой поверхности зуба проверяемого колеса.
После установки салазок добиваются контакта между измеритель-
ным наконечником и проверяемой стороной профиля зуба колеса,
при этом отсчетную часть прибора устанавливают на нуль. Мед-
ленно и непрерывно вращая проверяемое колесо маховичком 18
(см. рис. 74) или маховичком 16 (см. рис. 77), следят за показа-
ниями индикатора или самописца.
При вращении маховичка измерительный наконечник обходит
(ощупывает) боковую поверхность зуба, а стрелка индикаторного
прибора фиксирует ошибки профиля. Если же включить в работу
самописец прибора, его перо при вращении маховичка запишет
на бумаге кривую дефектов проверяемой эвольвенты. Погреш-
ность проверяемого профиля определяется по отклонению запи-
санной самописцем линии от прямой или по наклону ее относи-
тельно направления движения каретки.
Ошибка проверяемого профиля ffr соответствует расстоянию
между двумя прямыми, параллельными оси ординат и ограничи-
вающими полученный на графике (диаграмме) профиль. Для
определения ошибки нужно это расстояние разделить на увели-
чение самописца.
Профиль зуба на эвольвентомерах следует измерять на протя-
жении активного участка 1 ае профиля (рис. 78) от ножки зуба
1 Активным называется тот участок профиля, на котором происходит факти-
ьеское соприкосновение сопрягаемых зубьев.
1G8
к его головке, т. е. от окружности захода 2 до окружности начала
модификации головки зуба—фланкирования (участок de).
Начало эвольвентного участка боковой поверхности зуба
определяется окружностью захода, т. е. окружностью, ограничи-
вающей наибольшую глубину захода зубьев парного колеса во
впадину проверяемого колеса. Радиус этой окружности может
быть вычислен по формуле 7?зах tn (z/2 — 1).
Начальную точку эвольвентного участка на профиле зуба
можно приближенно найти и путем непосредственного измерения
профиля. Показания индикаторного прибора при ощупывании
наконечником эвольвентного участка на профиле более стабильны,
Рис. 78. Активный уча-
сток профиля зуба, под-
лежащий контролю на
эвольвентомере
чем показания, полученные при ощупывании измерительным
наконечником 1 переходной части участка профиля ab. Если про-
веряемый профиль модифицирован, при приближении измери-
тельного наконечника к головке зуба стрелка индикаторного
прибора покажет резкое отклонение в минус.
Для более полного анализа боковой поверхности зубьев реко-
мендуется измерение эвольвенты проводить на четырех равномерно
расположенных по окружности колеса зубьях и по обеим их
сторонам. Вследствие ошибок режущего инструмента и станка,
на котором колеса нарезались, кривые, полученные при измере-
нии в различных местах колеса и по обеим сторонам зуба, могут
быть неодинаковы.
По результатам, полученным при измерении боковой поверх-
ности зуба, можно установить действительную величину основной
окружности 3 проверяемого колеса и погрешность угла профиля
исходного контура режущего инструмента, которым было изго-
товлено проверяемое зубчатое колесо. Если действительная
основная окружность колеса не соответствует теоретической
основной окружности, из развертки которой должна образоваться
эвольвента проверяемого зуба, то средняя прямая АБ на диаграмме
(рис. 79, а), записанной самописцем или построенной по резуль-
татам измерения профиля на эвольвентомере, будет непараллельна
169
направлению движения бумаги при записи (на рисунке показано
стрелкой).
Направление кривой (рис. 79, б) дает возможность судить
о том, в какую именно сторону (увеличения или уменьшения)
отклоняются действительный радиус основной окружности и
угол профиля исходного контура от теоретического значения.
Отклонение радиуса основной окружности от теоретического
его значения (мкм) можно определить по диаграмме, получен-
ной на эвольвентомере при проверке боковой поверхности зуба
с помощью формулы
г„ 2^1000. (17)
Ножка
Диаметр основной окружности d-b
Занижен Правильный Завышен
Угол профиля а
Завышен Правильный Занижен
Рис. 79. Определение
величины погрешности ffr
профиля зуба по профи-
лограмме (а); знака от-
клонения диаметра основ-
ной окружности df, и уг-
ла профиля а по схеме (б)
где гь — теоретический радиус основной окружности зубчатого
колеса, мм; af — отклонение кривой профиля зуба на произволь-
ной длине Ь/ (значение af берется со знаком плюс или минус
в зависимости от направления наклона средней линии диаграммы,
как показано на рис. 80); Vb — масштаб по оси ординат; Va —•
масштаб по оси абсцисс.
Допустим, что теоретическая величина радиуса основной
окружности зубчатого колеса гь равна 46,362 мм. Установив изме-
рительный наконечник прибора в положение, при котором вер-
шина наконечника расположена от линии центров прибора на
расстоянии, равном данной величине гь, измеряем отклонения
профиля боковой поверхности зуба.
При проверке левой боковой стороны зуба в направлении от
ножки к головке получена диаграмма, приведенная на рис. 80.
Кривая, записанная самописцем, отклонилась справа налево.
На основании анализа рис. 79, б можно сделать вывод, что теоре-
тическая основная окружность зубчатого колеса, в соответствии
с которой был установлен измерительный наконечник, меньше
действительной. Для того чтобы определить проводим на
диаграмме усредненную прямую cd (рис. 80), прямую ck, парал-
лельную движению каретки прибора, и прямую dk, перпенди-
170
кулярную ck (прямая dk может быть проведена на произвольном
расстоянии от точки с). В нашем примере Ь, берем равной 80 мм,
тогда а, = kd получается равной 12 мм при выбранных масшта-
бах Va = 1000 : 1, Vh = 1.
По формуле (17) определяем F :
F\ = 46,362 1000= —7мкм.
'о 1UUU
Подсчитанное значение/7^ можно проверить, сместив измери-
Рис. 80. Определение
действительного радиуса
основной окружности Г(,
по профилограмме, запи-
санной на эвольвентомере
тельный наконечник на полученную величину (т. е. 7 мкм) в соот-
ветствующую сторону (в данном случае
в сторону увеличения расстояния между
вершиной наконечника и линией центров)
и повторно проверив тот же профиль зуба.
При правильном расчете/7^ записываемая
кривая на активном участке профиля зуба
не должна отклоняться от вертикали. Если
же после внесения поправки Frb в уста-
новку измерительного наконечника кри-
вая (область эвольвенты) по сравнению
с первой записью выровнялось, но про-
должает еще отклоняться в сторону от
вертикали, это указывает на то, что по-
правка определена неточно. В этом слу-
чае следует повторить ту же операцию
с определением Frb. Таким образом, мож-
но точно установить действительный ра-
диус гь окружности, из развертки которой
образовалась эвольвента проверяемого
зуба.
На основании полученного отклонения Frb можно установить
погрешность угла профиля исходного контура применяемого
режущего инструмента fa по следующей зависимости между
этими отклонениями:
fa 9,5^''^ мин
(F берется в мкм; гь — в мм).
Погрешность угла профиля исходного контура режущего
инструмента можно определить непосредственно по углу наклона
средней прямой, записанной на эвольвентомере:
д^±955(<Е мин.
ulv а
Значение fa берется со знаком плюс или минус в зависимости от
направления наклона средней линии (см. рис. 79, б) диаграммы.
17 1
Для контроля боковой поверхности крупногабаритных зуб-
чатых колес фирма «Клингельнберг» выпускает накладные эволь-
вентомеры (рис. 81). В основу конструкции накладных эвольвен-
томеров, как и любых других, положено основное геометрическое
свойство эвольвенты. Работа прибора основана на том же прин-
ципе, что и работа рассмотренных ранее универсальных эволь-
вентомеров. Если по какой-либо окружности радиуса R (рис. 82, а)
перекатывать линейку 3, то при повороте ее на угол <р точка кон-
такта передвинется на длину S; в то же время измерительный
наконечник прибора 2, которым проверяется боковая поверх-
ность зуба, должен переместиться на длину дуги Sb, соответ-
ствующей радиусу основной окружности проверяемого колеса гь.
Для соблюдения этого условия измерительный наконечник при-
бора монтируется на салазках 1, связанных с линейкой 3 через
систему рычагов. Отношение плеч этих рычагов сделано равным
отношению радиусов концентричных окружностей R и гь, а сле-
довательно, и отношению дуг Sb и S, т. е. Sb/S = rb/R.
В конструкции накладного эвольвентомера роль линейки
выполняют катковые салазки 2 (рис. 82, б), укрепленные на осно-
вании измерительного стола 10. С помощью маховичка 1 или 7
салазки 2 можно передвигать в направлении касательной к ок-
ружности колеса. Одновременно и в том же направлении полу-
чают движение тангенциальные салазки 6, связанные с катко-
выми салазками шарнирно-рычажной системой. Тангенциальные
салазки поддерживают вертикальные салазки 5. С помощью
маховичка 3 вертикальные салазки можно передвигать парал-
лельно оси измеряемого зубчатого колеса.
У накладных эвольвентомеров в качестве базы измерения
используется обычно посадочное отверстие измеряемого колеса,
относительно которого прибор проверяет правильность боковой
поверхности зуба. Так как радиус посадочного отверстия колеса
отличается от радиуса основной окружности, то для того чтобы
иметь возможность с помощью накладного эвольвентомера про-
верить профиль зуба, в конструкции прибора предусмотрено
специальное устройство.
Измерительный стол прибора с укрепленными на нем салаз-
ками поддерживается системой тяг 12, образующих равнобедрен-
ный треугольник. Тяги опираются на поверхность отверстия
колеса через катковые ролики И. С помощью роликов 8, имею-
щих меньший диаметр, чем ролики 11, измерительный стол и
тяги опираются на торцовую поверхность зубчатого колеса.
Измерение профиля зуба колеса осуществляется следующим
образом. С помощью маховичка 1 или 7 приводятся в движение
катковые салазки 2. Так как эти салазки опираются на катковый
ролик 9, последний под действием сил трения начинает вращаться.
На одной оси с роликом 9 находится ролик 11 такого же диаметра,
контактирующий с образующей отверстия колеса. При передви-
жении катковых салазок оба ролика вращаются одновременно.
172
Рис. 81. Универсальный накладной эвольвентомер фирмы «Клингельнберг»
Рис. 82. Принципиальная схема работы универсального накладного
эвольвентомера фирмы «Клингельнберг»
173
Опорный ролик 11, вращаясь, поворачивает прибор вокруг оси
колеса. С другой стороны, катковые салазки через систему рыча-
гов приводят в движение тангенциальные салазки, на конце
которых с помощью специального держателя 4 укреплен изме-
рительный наконечник прибора. При соответствующей установке
шарнирно-рычажной системы и тангенциального столика измери-
тельный наконечник прибора описывает теоретически правильную
эвольвенту, соответствующую боковой поверхности зуба прове-
ряемого колеса. Ошибки боковой поверхности зуба вызывают
смещение наконечника. В свою очередь, наконечник прибора
связан с электросамописцем, фиксирующим погрешности профиля
в масштабе от 50 : 1 до 500 : 1.
Накладной эвольвентомер позволяет также выявить ошибки
в направлении зубьев колеса. Для этого необходимо тангенциаль-
ные салазки закрепить на основании прибора, а измерительный
наконечник с помощью съемного держателя 4 перенести с танген-
циальных салазок 6 на вертикальные 5. Если после этого верти-
кальные салазки привести в движение, то одновременно с ними
с помощью кулисы и шарнирно-рычажной системы, предвари-
тельно установленной так же, как и при измерении эвольвенты,
получают движение катковые салазки (весь прибор будет пово-
рачиваться вокруг оси колеса). Движение катковых салазок зави-
сит от положения кулисы, устанавливаемой на требуемый угол
по угловому лимбу и отсчетному микроскопу. Если кулису по-
вернуть на угол, равный углу наклона зубьев колеса по основ-
ному цилиндру (Рй), то при вращении прибора вокруг оси колеса
его измерительный наконечник будет описывать относительно
этой оси теоретическую винтовую линию. Отклонение в направ-
лении зуба фиксируется самописцем.
Фирма «Клингельнберг» изготовляет эвольвентомеры трех
типоразмеров. Ими можно проверять как цилиндрические прямо-
зубые, так и косозубые колеса с углом наклона до 45°, диаметром
окружности вершин зубьев da — 600-4-6000 мм и модулем т =
= 15—е-35 мм. Недостатком накладных эвольвентомеров является
громоздкость их конструкции.
В Советском Союзе Бюро взаимозаменяемости разработало
и изготовило опытный образец станкового универсального эволь-
вентомера модели БВ-5018 для измерения боковой поверхности
крупногабаритных цилиндрических зубчатых колес (прямозубых
и косозубых с углом наклона зуба ±45°), модулем от 2 до 16 мм
и диаметром делительной окружности от 400 до 1250 мм [26].
Английская фирма «Голдер Микрон», специализирующаяся
на зубоизмерительных приборах с фотоэлектрическим методом
измерения (см. § 17), выпускает эвольвентомеры, в которых
используется система растровых решеток. Если измерительный
наконечник 2 (см. рис. 70) жестко закрепить на линейке-ползуне 1
и с помощью отсчетного устройства установить эту линейку
относительно оси контролируемого зубчатого колеса на расстоя-
174
нии теоретического радиуса основной окружности гь этого колеса,
то при условии перемещения ползуна с постоянной линейной
скоростью измерительный наконечник приведет контролируемое
колесо в движение. Очевидно, если профиль зубчатого колеса
выполнен точно, зубчатое колесо будет вращаться с постоянной
угловой скоростью. При наличии же погрешности в боковой по-
верхности зуба угловая скорость зубчатого колеса будет непо-
стоянной.
Рис. 83. Блок-схема универсального
эвольвентомера фирмы «Голдер Ми-
крон»
Эвольвентомер, созданный английской фирмой «Голдер Мик-
рон», определяет погрешность профиля зуба путем измерения
фазового сдвига между угловой скоростью контролируемого
колеса и скоростью перемеще-
ния линейки-ползуна. Блок-
схема этого универсального
эвольвентомера приведена на
рис. 83. Радиальная растровая
решетка 10 закреплена на одной
оси с измерительным колесом,
линейная решетка 1 находится
на ползуне. Импульсы от ре-
шетки 10 непосредственно на-
правляются на фазовый компа-
ратор 7. Для сличения частот
импульсов, поступающих с ре-
шетки 1, с частотами импуль-
сов, поступающих с решетки 10,
служат умножитель 3 и ревер-
сивный счетчик 4, выходной сигнал от которого подается по
двум регистрам 5 и 6. От реверсивного счетчика 4 сигнал по-
ступает в фазовый компаратор 7, который сравнивает сигналы,
поступающие от фотоэлектрических преобразователей считыва-
ния 2 и 9, и выдает сигнал фазовой погрешности на самописец 8.
Погрешность измерения боковой поверхности зуба с помощью
эвольвентомеров (согласно ГОСТ 5368—73 и ГОСТ 10387—73)
зависит от класса точности и типоразмера применяемого прибора.
Кроме того, эта погрешность у аттестованных приборов в большой
степени зависит от правильности расположения измерительного
наконечника относительно оси проверяемого зубчатого колеса.
Как нами ранее отмечалось, вершина наконечника должна быть
точно установлена на расстоянии, равном гь данного колеса.
На рис. 84 показано влияние установки измерительного нако-
нечника на результаты измерения. При незначительном изме-
нении расстояния гь, на которое устанавливался измерительный
наконечник, самописец прибора фиксирует кривые, несколько
отличные друг от друга.
Разность температур узлов эвольвентомера оказывает влияние
на характер фиксируемых им кривых. В частности, кривые, при-
веденные на рис. 84, а, являются результатом измерения боко-
175
вой поверхности зуба при температура основания прибора 19°С
и самописца 20° С; кривые, приведенные на рис. 84, б, получены
при температуре основания прибора 19° С и самописца 22,5° С.
Из данных рисунка следует, что при измерении крупногабарит-
ных колес необходимо строго следить за постоянством темпера-
туры помещения, где установлен прибор; эта температура должна
быть равна 20 — 1°С. Перед началом измерения прибор и изде-
Рис. 84. Профилограмма, записанная эвольвенте мерой при разных темпера-
турах узлов прибора
Если нужно сравнить данные измерения боковой поверхности
зуба колеса, полученные на различных приборах, снабженных
самопишущим устройством, необходимо учитывать масштаб, при
котором производилась запись.
Для контроля боковой поверхности зубьев мелкомодульных
цилиндрических зубчатых колес в настоящее время
ГОСТ 10387—73 предусмотрены эвольвентомеры двух типораз-
меров; СЦ-0 для колес модулем от 0,2 до 1 мм, диаметром дели-
тельной окружности 5—120 мм; СЦ-1М для колес модулем от 0,5
до 1 мм и диаметром 15—200 мм. Выпуск таких эвольвентомеров
предполагается осуществить на ЧЗМИ.
При отсутствии эвольвентомера и необходимости измерить
боковую поверхность зуба мелкомодульных колес это можно
выполнить на универсальном измерительном микроскопе коор-
динатным методом, с помощью круглого стола. Этот метод, заклю-
чающийся в определении координаты кривизны эвольвенты
в отдельных точках профиля, т. е. в согласованном поступатель-
ном перемещении каретки микроскопа при заданном повороте
176
Рис. 85. Схема проверки боко-
вой поверхности зуба на уни-
версальном измерительном
микроскопе
круглого стола с установленным на нем контролируемым зубча-
тым колесом.
Перед измерением контролируемое колесо центрируется на
круглом столе микроскопа относительно центра штриховой оку-
лярной головки. Поперечная каретка микроскопа отводится
на расстояние, равное гь контролируемого 'колеса (рис. 85),
а продольная каретка при одновременном вращении круглого
стола сдвигается до тех пор, пока изображение профиля зуба
не коснется центральной вертикальной штриховой линии окуляр-
ной сетки, предварительно установленной на нулевой штрих по
градусной шкале (положение /). В этом положении записывают
показания по продольной шкале и
градусной шкале круглого столика.
Затем, повернув зубчатое колесо с
помощью круглого столика на неко-
торый расчетный угол <р (равный
2—З0)1, передвигают продольную ка-
ретку микроскопа до момента, когда
изображение профиля контролируе-
мого зуба вновь коснется той же
вертикальной штриховой линии оку-
лярной сетки (положение 2). В этом
положении записывают второй отсчет
по продольной шкале микроскопа и
градусной шкале круглого стола.
Разность между расчетным перемещением S продольной ка-
ретки и фактическим ее перемещением представляет собой погреш-
ность профиля в данной точке. Так, последовательно определяют
в нескольких точках (положения 1, 2, 3 и т. д.) отклонение про-
филя от теоретической эвольвенты. За погрешность профиля
принимается алгебраическая разность наибольшего положитель-
ного и наименьшего отрицательного отклонения профиля.
24. ИЗМЕРЕНИЕ ШАГА ЗАЦЕПЛЕНИЯ
Измерение шага зацепления ра можно производить с помощью
станковых универсальных зубоизмерительных приборов (см. п. 21)
или накладными шагомерами, например шагомером БВ-5070
(ЛИЗ), снабженным специальной головкой с приспособлением
для настройки прибора на номинальный шаг ра по блоку конце-
вых мер длины. Шагомер позволяет контролировать ра цилиндри-
ческих колес модулем от 2 до 28 мм.
Схема измерения шага зацепления колеса накладным шаго-
мером и общий вид шагомера показаны на рис. 86. Прибор, пред-
варительно настроенный по блоку концевых мер на номинальный
1 Угол поворота выбирается с таким расчетом, чтобы на рабочей части эволь-
венты можно было измерить несколько равноудаленных точек.
12 А. Л. Марков 177
шаг ра 1 контролируемого колеса, накладывается на зубчатое
колесо и устанавливается так, чтобы плоскость наконечника 2
плотно прилегала к профилю какого-либо зуба. Опорный нако-
нечник 3 прибора, предназначенный для поддерживания шаго-
мера в процессе измерения, следует перемещать в продольном
направлении и с помощью гайки поворачивать на оси так, чтобы
он обеспечил измерительным наконечникам 1 и 2 положение,
при котором точки контакта с боковыми поверхностями двух
соседних зубьев в средней зоне активного профиля располагаются
Рис. 86. Накладной шагомер БВ-5070 ЛИЗ: а — схема измерения шага зацеп-
ления; б — внешний вид шагомера (прибор настроен для контроля шага за-
цепления)
по нормали к этим поверхностям. Для определения действитель-
ного отклонения шага зацепления fpbr шагомер медленно пово-
рачивают вокруг колеса (как бы обкатывая колесо). Наименьшее
отклонение, полученное по отсчетному устройству 4, прини-
мается в качестве значения fpbr. Определение отклонения шага
зацепления fp,,r производится обычно на угле развернутости
эвольвенты зуба v.
У косозубых цилиндрических колес шаг зацепления изме-
ряется в нормальном сечении, т. е. в плоскости, перпендикуляр-
ной направлению зуба на основном цилиндре.
По результатам измерения шага зацепления можно косвенно
установить отклонения радиуса основной окружности Frb (мкм)
от теоретического и отклонения угла профиля исходного контура
зубчатого колеса fa (мин):
zffa == fpbr (nmsina).
1 Ра = тпП cosa„. При ап = 20° ра = 3,1416 0,9397тч = 2,9521шл.
178
При а = 20° /а = —3,2/p6r/m, где fpbr — отклонение среднего
значения шага зацепления в микрометрах; т — модуль в мм;
z — число зубьев проверяемого колеса.
Так как погрешности шага зацепления вызывают погрешности
профиля боковой поверхности зуба, очевидно, что результаты
измерения шага зацепления характеризуют качество профиля.
Кроме того, большие значения fpbr, полученные на различных
зубьях проверяемого колеса, характеризуют наличие цикличе-
ской погрешности зубофрезерного станка, на котором данное
колесо было нарезано.
25. ПРОВЕРКА ВИьРОАКУСТИЧЕСКИХ ПОКАЗАТЕЛЕЙ
ЗУБЧАТЫХ КОЛЕС И ШЕРОХОВАТОСТИ БОКОВЫХ
ПОВЕРХНОСТЕЙ ЗУБЬЕВ
Повышенные требования к качеству быстроходных машин
обусловливают необходимость контроля их виброакустических
показателей, а также шероховатости боковых поверхностей
зубьев.
Основными причинами шума и вибрации при работе зубча-
тых колес являются: недостаточно высокая точность обработки
колес (в первую очередь циклические ошибки и ошибки шага
зацепления, ошибки профиля, окружного шага и направления
зубьев); неточности, допущенные при монтаже колес; контакт-
ное трение зубьев \ деформация зубьев и валов под нагрузкой;
резонанс корпуса зубчатой передачи.
Характер шума, возникающего при работе колес (стуки, вой,
свист и т. д.), зависит от вызывающих его причин. В частности,
ошибки шага зацепления fpbr и циклические погрешности вызы-
вают стуки и удары. Шум высокого тока (вой, свист) возникает
главным образом из-за ошибок профиля ffr и накопленной погреш-
ности шага по колесу Fpr. Уровень шума зубчатой передачи зави-
сит также от окружной скорости передачи (с увеличением скорости
шум возрастает) и от условий ее работы (под нагрузкой или без
нагрузки). Передача, удовлетворительно работающая на холо-
стом ходу, может издавать сильный шум под нагрузкой и наоборот.
Это зависит от причин, вызывающих шум.
Например, при большой неравномерности окружного шага
и увеличенном боковом зазоре на холостом ходу передача издает
резкое постукивание, а под нагрузкой это постукивание может
исчезнуть. Накопленная погрешность шага при уменьшенном
боковом зазоре вызывает при работе передачи под нагрузкой
резкий звук, а на холостом ходу — весьма незначительный шум.
При наличии циклической погрешности передача, удовлетвори-
тельно работающая без нагрузки, под нагрузкой может издавать
резкий звук.
1 На уровень шума зубчатых колес большое влияние оказывает смазка,
применяемая для отделения сопрягаемых поверхностей зубьев масляной пленкой.
12* 179
Шум, сопровождающий работу колес, зависит от контакта
зубьев сопрягаемых колес. Наилучшим с точки зрения шума
является контакт, при котором пятно касания сопряженных зубьев
располагается растянутым овалом посередине рабочей поверх-
ности зуба.
Шум, как физическое явление, оценивается высотой тона
(частотой), уровнем громкости, интенсивностью звука и звуко-
вым давлением. Разложение шума на составляющие называется
частотным анализом шума. Графическое изображение состава
шума называется спектром. Спектр позволяет судить о частотной
и амплитудной характеристиках шума.
При измерении шумовых характеристик машин и механизмов
основным физическими характеристиками являются уровни зву-
кового давления. Максимальные и минимальные звуковые давле-
ния Р и Ро, воспринимаемые человеком как звук, называются
пороговыми. Минимальное значение порога слышимости, приня-
тое (по ГОСТ 8.055—73) за единицу сравнения, соответствует
едва ощущаемым звукам и при частоте в 1000 Гц равно Ро =
= 2-10~5 Н/м1 2 *. Максимальное значение звукового давления Р
соответствует звукам, которые не воспринимаются как звуки,
а вызывают в органах слуха болевые ощущения, при частоте
1000 Гц Р = 2-Ю2 Н/м2.
В связи с тем, что звуковое давление может изменяться в широ-
ких пределах (от 2-104 до 2-10“8 Н/м2), пользоваться абсолют-
ными значениями таких сильно разнящихся между собой величин
крайне неудобно, поэтому в технике принято оценивать звуко-
вое давление и интенсивность звука не в абсолютных, а в отно-
сительных, логарифмических условных единицах — децибелах \
позволяющих резко сократить диапазон значений измеряемых
величин. Интенсивность звука пропорциональна звуковому дав-
лению, вычисляемому по формуле Г = 20 1g Р!Р0. Звуковое
давление Р, выраженное в децибелах относительно условного
порога Ро, называется уровнем звукового давления L.
Вибрацией в технике называют колебания упругих тел с ма-
лым размахом и высокой частотой. Вибрации могут быть вызваны
внутренними причинами, связанными с особенностями работы
самой машины (механизма), а также воздействием окружающей
среды. Они оказывают отрицательное влияние на качественные
показатели работы машины 2. Вибрацию, как и звук, выражают
1 Для представления об этой величине укажем, что тихий шепот на расстоя-
нии 1,5 м оценивается в 10 дБ, тихий разговор — 40 дБ, речь средней громкости —
60 дБ, тикание часов — 20 дБ, шум оживленной улицы — 60—85 дБ. Уровень
шума колес, по данным ряда отечественных заводов, колеблется от 65 до 102 дБ.
Усиление шума колес до НО—115 дБ создает тяжелые условия для обслуживаю-
щего персонала: приводит к быстрой утомляемости н снижению работоспособ-
ности, увеличению брака.
2 Исключение составляют такие машины, как вибротранспортеры, вибро-
бункеры, виброукладчики и т. п.
180
в логарифмических единицах. Уровень колебания скорости виб-
рации La = 20 1g £/£0 дБ. Условный порог £0 = 5-10“6 м/с.
Между уровнем колебания скорости вибрации и уровнем
звукового давления существует взаимосвязь:
20 1g = 20 1g Р/Ро.
В настоящее время имеются специальные приборы, позволяю-
щие измерять и анализировать как шум, так и вибрации. Для
измерения звукового давления в пределах от 25 до 130 дБ при
диапазоне частот от 50 до 8000 Гц выпускаются шумомеры (по
ГОСТ 17187—71).
Шумомер состоит из микрофона, усилителя, корректирующих
фильтров, детектора и стрелочного прибора. Шум, воспринимае-
мый микрофоном, преобразуется в электрические колебания,
которые, пройдя через ламповый усилитель и выпрямитель,
попадают на стрелочный прибор, отградуированный в децибелах.
Для измерения вибрации служат специальные приборы —
виброметры. В качестве приемников вибрации применяются ем-
костные, индуктивные или пьезоэлектрические преобразователи,
в которых механические колебания преобразуются в электри-
ческие. В виброметре колебания усиливаются и подаются на инди-
каторное устройство (стрелочный прибор).
Для измерения вибрации, возникающей при работе зубчатой
передачи, могут быть использованы шумомеры, к которым вместо
микрофона подключается виброщуп. В этом случае шумомер
регистрирует не уровень звукового давления, а уровень колеба-
тельной скорости.
При помощи анализаторов определяют частотный состав шума
и вибрации. Для определения спектрального состава шумов
профтехучилище № 3 г. Ленинграда серийно изготавливает
анализатор АШ-2М Г Кроме того, в СССР выпускается анали-
затор спектра С4-48 для анализа спектральных составляющих
с диапазоном частот от 10 до 20 000 Гц.
Проверка зубчатых колес на шум осуществляется на специаль-
ных контрольных стендах и контрольно-обкатных станках, вы-
пускаемых в настоящее время Саратовским заводом зубостро-
гальных станков (рис. 87). Эти станки предназначены для кон-
троля шумовых характеристик зубчатых колес с помощью шумо-
измерительной аппаратуры, кроме того, они дают возможность
определить правильность расположения и величину пятна кон-
такта и боковой зазор.
Проверка шумовых характеристик зубчатых колес произво-
дится по методике, приведенной в ГОСТ 8.055—73. Проверку
можно осуществлять при обкатке пары сопрягаемых колес, кото-
рые будут собраны вместе в механизме, или при обкатке проверяе-
мого колеса с образцовым зубчатым колесом. Конические зубча-
тые колеса проверяются только в паре с сопряженным колесом.
1 Этим же училищем выпускается шумомер Ш-ЗМ.
181
Проверяемую на шум пару цилиндрических зубчатых колес
с помощью точных оправок закрепляют на двух параллельно
расположенных шпинделях, находящихся внутри закрытой ка-
меры станка. Один шпиндель приводится во вращение от электро-
двигателя через клиноременную передачу; другой шпиндель
можно перемещать относительно первого, что дает возможность
установить шпиндели на расстоянии, равном межосевому расстоя-
нию сопрягаемой пары колес. Конические зубчатые колеса уста-
навливаются с соответствующим углом и расстоянием, заданным
в чертеже. Обычно на этих станках можно менять окружную
скорость вращения контролируемых
Рис. 87. Контрольно-обкат-
ный станок модели 5А725
Саратовского завода зубо-
строгальных станков
колес и направление их вращения.
В связи с тем что условия про-
верки зубчатых колес на шум сле-
дует по возможности приближать к
рабочим условиям, рекомендуется
подбирать скорость вращения шпин-
делей станка и направление враще-
ния проверяемых колес в соответ-
ствии с тем, как они будут работать
в механизме. Проверку зубчатых
колес на шум можно производить
как без нагрузки, так и с нагрузкой.
Нагрузка создается торможением
ведомого шпинделя станка специаль-
ным тормозным устройством. Реко-
мендуется при проверке зубчатых
колес на шум нагрузку подбирать
в зависимости от условий, при ко-
торых будет работать передача.
Качество зубчатых колес оценивается по уровню, тону и ха-
рактеру шума, возникающего при обкатке колес, непосредственно
на слух, с помощью слуховых трубок или с помощью шумоизме-
рительной аппаратуры. При определении уровня шума на слух
исходят из следующих обстоятельств. Если шум воспринимается
как равномерный и мягкий, то работа колес считается по шуму
удовлетворительной. Шум высокого тона (вой), сильная пуль-
сация шума, непрерывный стук и стук отдельных зубьев харак-
теризуют недоброкачественную работу передачи. Метод оценки
шума на слух неточен и носит субъективный характер. Поэтому
рекомендуется пользоваться шумомерами.
Кроме контрольно-обкатных станков, серийно выпускаемых
Саратовским заводом зубострогальных станков, ряд заводов
применяют для контроля виброакустических показателей зубча-
тых колес станки и приборы своих конструкций. Так, произ-
водственные объединения ЗИЛ, «Москвич», ГАЗ используют
прибор модели ВАК-1, разработанный НИИТавтопромом сов-
местно с Институтом машиноведения АН СССР. Этот прибор
182
позволяет быстро определять уровни шума и вибрации зубчатой
передачи. Измерение вибрации на этом приборе производится
пьезопреобразователем, а шума — шумомером, показания кото-
рого регистрируются на световом табло. Диапазон измерений
уровня шума на приборе модели ВАК-1 — от 50 до 120 дБ.
Оригинальный станок для проверки зубчатых колес на шум
разработан и изготовлен на Уральском автомобильном заводе.
Станок оснащен устройством, измеряющим уровень шума кон-
тролируемого зубчатого колеса и указывающим место дефекта,
вызывающего шум [8].
Специальные приборы для контроля виброакустических ха-
рактеристик зубчатых колес выпускаются и иностранными фир-
мами, в частности «Карл Хурт» (ФРГ). Оценка уровня шума
зубчатой передачи на приборе модели ZP 320, выпускаемом этой
фирмой, производится на основе измерения углового ускорения
с помощью специально предназначенного для этой цели прибора—
акселерометра. Акселерометр посылает сигналы на электронное
устройство, которое выдает результат в виде спектрограммы.
В настоящее время разработаны нормативы контроля зубча-
тых колес по шуму в таких отраслях промышленности, как авиа-
ционная, автомобильная, станкостроительная. Количество деци-
бел в этих нормативах указывается в зависимости от назначения
и окружной скорости зубчатых колес. Исходя из этого на некото-
рых заводах весь ассортимент колес делят на группы и для каждой
группы указывают определенные нормы уровня шума.
В табл. 24 приведены нормы уровня шума зубчатых передач,
установленные ЭНИМСом при испытании зубчатых колес на кон-
трольно-обкатном станке с нагрузкой, не превышающей 40%
номинального значения рабочей нагрузки.
Так как при одинаковых условиях работы и точности изго-
товления прямозубые передачи издают больший шум, чем косо-
зубые, для цилиндрических косозубых колес нормы на уровень
шума по сравнению с прямозубыми снижаются примерно на 5 дБ.
При установлении норм шума зубчатых передач необходимо
учитывать установленные Министерством здравоохранения СССР
от 12 января 1973 г. за № 1004—73 Гигиенические нормы допу-
скаемых уровней звукового давления и уровней звука на рабочих
местах, являющиеся обязательным нормативным документом.
Шероховатость боковых поверхностей зубьев колес влияет
на эксплуатационную надежность, износостойкость и усталост-
ную прочность передач1. Шероховатость боковых поверхностей
зубьев зависит от многих факторов, основными из которых яв-
ляются кинематика процесса зубонарезания, качество зуборез-
ного станка и режущего инструмента, пластическая деформация
обрабатываемого материала.
1 Шероховатость боковых поверхностей оказывает влияние прежде всего на
качество контакта.
183
Экспериментально установлена оптимальная шероховатость,
при которой обеспечиваются наилучшие условия работы передачи
с минимальным износом трущихся поверхностей зубьев. При-
мерная зависимость шероховатости боковых поверхностей зубьев
от степени точности зубчатого колеса (по нормам контакта) при-
ведена в табл. 25.
Таблица 24. Нормы уровня
шума в зависимости от частотных
характеристик зубчатой
передачи
Диапазон частот, Гц Макси- мально допускае- мый уровень шума, дБ
Низкие до 320 83
Средние св. 320 до 800 80
Высокие св. 800 до 2000 76
Очень высокие с 2000 70
до 5000
Таблица 25. Зависимость
шероховатости поверхности
от степени точности
зубчатого колеса [2, 6]
Степень точно- сти зубчатого колеса по кон- такту зубьев (ГОСТ 1643 — 72) Шероховатость боковой 'поверх- ности зубьев (ГОСТ 2789 — 73), мкм
3—4 Ra : 0,08
5 Ra^ :0,16
6 Ra^ c 0,32
7 Ra^ : 0,63
8 Ra^ : 1,25
9 Rz=S : 10
10 : 20
Измерение шероховатости боковых поверхностей зубьев может
производиться в продольном и поперечном направлениях. В про-
дольном направлении (т. е. для цилиндрических прямозубых
колес вдоль их оси) шероховатость боковой поверхности зуба
следует измерять на активном участке профиля. В этом случае
могут быть использованы обычные приборы, серийно выпускае-
мые для контроля шероховатости поверхности [17]. При изме-
рении шероховатости боковой поверхности зуба в поперечном
направлении, т. е. по эвольвентной поверхности зуба, можно
использовать профилометр-профилограф модели 202 завода «Ка-
либр» со специальным устройством для измерения шероховатости
криволинейных поверхностей. Это устройство дает возможность
контролировать шероховатость зубьев модулем свыше 3 мм.
Из других приборов, на которых можно измерять шероховатость
поверхности зуба в поперечном направлении, можно назвать
профильанализатор модели S4B фирмы «Пертен» (ФРГ).
В том случае, если нужно измерить шероховатость боковой
поверхности зуба колес модулем менее 3 мм, можно воспользо-
ваться так называемым методом слепков, при котором с помощью
специальных материалов [17] снимают отпечатки с боковой по-
верхности зуба, затем на полученном слепке специальными при-
борами определяют величину шероховатости. Непосредственно
шероховатость боковой поверхности зубьев колес модулем до
3 мм можно измерить, если предварительно вырезать зуб из
колеса.
184
Глава V
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ,
ОПРЕДЕЛЯЮЩИХ КОНТАКТ ЗУБЬЕВ
В ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧЕ
26. КОНТРОЛЬ ПЯТНА КОНТАКТА
Согласно ГОСТ 1643—72 и ГОСТ 9178—72 оценка точности
зубчатых колес по пятну контакта производится для определения
качества контакта собранной передачи и отдельных зубчатых
колес. В первом случае выявляется комплекс погрешностей
зубчатой передачи в сочетании с погрешностями подшипников
и корпуса передачи, т. е. определяется правильность монтажа
передачи. Во втором случае контролируемое зубчатое колесо
сопрягается с измерительным колесом. Такая проверка произ-
водится на контрольнообкатных станках или специальных стен-
дах. Боковые поверхности зубьев измерительного колеса покры-
вают тонким слоем краски и, установив сопрягаемые колеса на
номинальное межосевое расстояние, производят обкатку колес
при легком притормаживании. На боковых поверхностях прове-
ряемого колеса, в местах сопряжения профилей, остаются следы
краски. По размерам отпечатков на зубьях контролируемого
колеса, характерным для большинства зубьев, судят о качестве
контактной линии и направлении зубьев.
Нормы, приведенные в ГОСТах, даны на суммарное пятно
контакта для собранной передачи, поэтому при оценке точности
зубчатых колес по суммарному пятну контакта зубьев контро-
лируемого колеса с зубьями измерительного колеса относитель-
ные размеры суммарного пятна контакта необходимо увеличивать
по сравнению с нормами, приведенными в ГОСТах. Как уже отме-
чалось, ОСТ ЭНИМСа рекомендует в данном случае суммарное
пятно контакта устанавливать равным среднему арифметическому
значению пятна контакта контролируемого и измерительного
колес, взятому по ГОСТу в соответствии со степенью точности
сопрягаемых зубчатых колес.
В качестве краски при контроле пятна контакта зубчатых
колес применяют свинцовый сурик; турнбулевую синь (смесь
раствора двухвалентного железа с раствором красной кровяной
соли); берлинскую лазурь (смесь раствора хлорного железа и
раствора желтой кровяной соли).
Краску следует довести до тестообразной густоты и наносить
ее на поверхность контролируемых зубьев тампоном из плотной
ткани. Можно краску наносить также пульверизатором, но ни
в коем случае не кистью. Толщина слоя краски не должна пре-
вышать 4—6 мкм. Для визуального контроля правильности покры-
тия рекомендуется иметь образцы, покрытые слоем краски ука-
занной толщины. Перед нанесением слоя краски поверхность
зубьев колеса нужно обезжирить.
185
27. ПРОВЕРКА НАПРАВЛЕНИЯ ЗУБА ПРЯМОЗУБЫХ
И УЗКИХ КОСОЗУБЫХ КОЛЕС
Линия зуба колеса, согласно ГОСТ 16530—70, определяется
линией пересечения боковой поверхности зуба с делительной или
однотипной соосной поверхностью данного зубчатого колеса.
Для определения отклонений сечения зуба цилиндрической
поверхностью, соосной оси колеса, от прямой или винтовой линии
номинального направления применяются специальные приборы—
ходомеры. Принцип работы этих приборов состоит в следующем
(рис. 88). После предварительной настройки прибора измери-
тельный наконечник, контакти-
рующий с боковой поверхностью
проверяемого зуба колеса, опи-
сывает относительно оси этого
колеса теоретическую винтовую
линию. Это обусловлено тем, что
перемещение измерительного на-
конечника прибора вдоль оси
контролируемого колеса кинема-
тически связано с углом поворота
этого колеса. Погрешности в на-
правлении зуба вызывают смеще-
ние наконечника, которое фик-
сируется отсчетным устройством
или самописцем прибора подобно
Рис. 88. Принципиальная схема
измерения винтовой линии косозу-
бых колес
тому, как это осуществляется при контроле боковой поверхнос-
ти зуба на эвольвентомерах, наконечник которых описывает тео-
ретическую эвольвенту, соответствующую радиусу гь основной
окружности зубчатого колеса.
По указанной схеме работают ходомеры модели БВ-5034
(ЧЗМИ) для контроля зубчатых колес с ходом винтовой линии
свыше 200 мм, модулем от 1 до 10 мм и диаметром от 20 до 400 мм,
а также ходомеры, выпускаемые иностранными фирмами, напри-
мер, GPG-600 фирмы «Оптон» (ФРГ), SU-130 фирмы «Сампутек-
сили» (Италия). Следует отметить, что большинство выпускае-
мых в настоящее время эвольвентомеров приспособлено для
контроля направления зуба. В частности, фирма «Мааг» (Швей-
цария) выпускает три модели таких эвольвентомеров: РН-60,
SP-60 и PH-100 для контроля погрешностей профиля и направ-
ления зуба зубчатых колес модулем от 1 до 20 мм и диаметром
до 1000 мм. Фирма «К- Мар» (ФРГ) выпускает прибор модели 891S
с устройством для контроля направления зуба по винтовой линии.
Фирма «Клингельнберг» (ФРГ) выпускает эвольвентомеры-ходо-
меры моделей PFSU-640 и PFSU-1200. Первая модель прибора
предназначена для контроля зубчатых колес диаметром 4—640 мм;
вторая — 4—1200 мм; модули измеряемых колес — 0,1—20 мм.
Приборы снабжаются измерительными устройствами, превра-
186
щающими данные эвольвентомеры-ходомеры в универсальные зу-
боизмерительные приборы.
Указанными приборами, при наличии приспособлений, можно
контролировать не только погрешности боковой поверхности
зуба ff и направления зуба F^, но и такие показатели точности,
как отклонения шага зацепления fpbr, разность Vpr и накоп-
ленную погрешность шага Fpr по зубчатому колесу, длину общей
нормали Wm, радиальное биение зубчатого венца Frr. Приборы
оснащены индуктивными преобразователями с самописцами.
Направление зуба зубчатых колес с ходом винтовой линии
свыше 150 мм и наибольшим углом наклона зуба 80°, можно кон-
тролировать на рассмотренном ранее эвольвентомере модели
БВ-5062 (ЧЗМИ) с помощью специального приспособления, рабо-
тающего по схеме, приведенной на рис. 88. Согласование посту-
пательного перемещения измерительного узла прибора 2 (см.
рис. 75) с вращательным движением контролируемого колеса
осуществляется с помощью кулисы, устанавливаемой на номи-
нальную величину угла наклона линии зуба этого колеса. При
измерении направления зубьев прямозубых колес кулиса эволь-
вентомера устанавливается по шкале на нуль. Направление зубьев
прямозубых цилиндрических колес может быть проверено с по-
мощью любого контрольного приспособления, в котором преду-
смотрена возможность перемещения измерительного узла парал-
лельно оси центров, на которых располагается измеряемое зуб-
чатое колесо. Направление зубьев мелкомодульных косозубых ко-
лес можно проверить с помощью универсального измерительного
микроскопа и измерительной бабки ИБ-21. Для этого колесо уста-
навливают с помощью оправки в центрах прибора и связывают
хомутиком с центром измерительной бабки. На накатном кольце
объектива микроскопа укрепляют контактное приспособление
ИЗО-1, наконечник которого вводят во впадину зуба контроли-
руемого колеса. Передвижением продольной каретки микроскопа
добиваются контакта наконечникаИЗО-1с боковой поверхностью
зуба колеса и совмещения двойных штрихов данного приспособ-
ления со штриховой линией окулярной сетки. В этом положении
снимают отсчет показаний по шкалам продольной каретки и
угломерной шкале измерительной бабки. С помощью измери-
тельной бабки контролируемое зубчатое колесо поворачивают
на какой-то угол и продольным перемещением каретки вновь
подводят наконечник контактного приспособления ИЗО-1 до со-
вмещения двойного штриха с той же штриховой линией окулярной
головки. Теперь снимают второй отсчет по тем же шкалам. Направ-
ление винтовой линии зуба контролируемого зубчатого колеса
определяется на основании
44 Д/м360° ’
где Д/м— разность отсчетов
мм; Аб — разность отсчетов
данных измерения по формуле
по продольной шкале микроскопа,
по измерительной бабке, ...°.
187
На основании данных, полученных при измерении косозу-
бого колеса после шлифовки, можно устранить погрешность в на-
правлении зубьев Fpr (мкм) при последующем шлифовании колес.
Для этого необходимо изменить угол наклона направляющих,
шлифовальной бабки или поворотной линейки стола на угол Л[3
определяемый по формуле
где b — ширина колеса, мм.
28. КОНТРОЛЬ ПОГРЕШНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ
КОНТАКТНОЙ ЛИНИИ. ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЙ
ОСЕВОГО ШАГА
Для определения отклонений контактной линии зубчатых
колес от прямолинейности и от заданного направления служат
универсальные контактомеры (ГОСТ 5368—73) — станковые изме-
рительные приборы, работающие по схеме, приведенной на рис. 89.
Рис. 89. Принципиаль-
ная схема измерения по-
грешности формы и рас-
положения контактной
линии зуба с помощью
контактомеров
Проверяемое зубчатое колесо, установленное с помощью
цилиндрической оправки в центрах прибора, поворачивают так,
чтобы между осью колеса ООг и направлением перемещения изме-
рительного наконечника, контактирующего с боковой поверх-
ностью проверяемого зуба, образовался угол, соответствующий
углу наклона зуба на основном цилиндре Тогда контактная
линия зуба ab расположится параллельно направляющей основа-
ния прибора АВ, вдоль которой передвигается измерительная
каретка (линия cd параллельна оси колеса 00^. Следовательно,
линия перемещения каретки АВ расположится под углом Р(,
к оси колеса.
При перемещении каретки с измерительным наконечником
вдоль боковой поверхности зуба погрешности направления кон-
183
тактной линии и отклонения от прямолинейности вызовут колеба-
ния наконечника в направлении, перпендикулярном к направле-
нию перемещения каретки. Эти колебания фиксируются индика-
тором или преобразователем, связанным с самописцем.
Универсальные контактомеры по конструктивным признакам
разделяются на механические и оптико-механические. Из меха-
нических универсальных контактомеров, работающих по приве-
денной выше схеме, следует выделить прибор модели БВ-5028
(ЧЗМИ). Этот прибор (рис. 90) служит для измерения погреш-
ности формы и расположения контактной линии от заданного на-
Рис. 90. Универсальный контактомер модели БВ-5028 (ЧЗМИ)
правления Fkr у цилиндрических зубчатых колес модулем от 1
до 10 мм, диаметром делительной окружности от 20 до 400 мм (наи-
большая длина контролируемой контактной линии 200 мм, наи-
больший угол контактной линии ±45°). Прибор снабжен приспо-
соблениями для измерения накопленной погрешности на k шагов
(Fpkr) и накопленной погрешности шага по зубчатому колесу
(Fpr), отклонения осевых шагов по нормали (Fpxnr) колес с на-
ибольшей шириной зубчатого венца 200 мм, радиального биения
зубчатого венца (Frr).
Кроме указанного прибора, ЧЗМИ осваивает выпуск универ-
сальных контактомеров модели БВ-5055для контроля погрешности
формы и расположения контактной линии цилиндрических зубча-
тых колес модулем от 1 до 8 мм, диаметром до 320 мм.
К оптико-механическим универсальным контактомерам отно-
сится прибор фирмы «Цанрадфабрик Фридрихгафен» ZF (ФРГ),
схема которого показана на рис. 91. Поворот контролируемого
колеса на требуемый угол осуществляется вращением стола 1.
Стол прибора связан с точным угловым лимбом, отсчеты по кото-
рому производятся с помощью спирального микроскопа 4. После
того как проверяемое зубчатое колесо повернется на соответствую-
щий угол 04, контактная линия зуба АВ расположится парал-
189
дельно направляющей ab, вдоль которой перемещается кронштейн
измерительного наконечника 3. Так как измерительный наконеч-
ник прибора связан системой рычагов с самописцем или с отсчет-
ным устройством 2, то при перемещении наконечника вдоль кон-
тактной линии зуба будут фиксироваться в соответствующем
масштабе погрешности в угле наклона зуба по контактной ли-
нии гк По аналогичной схеме работает контактомер модели
ZSM-400 фирмы «Хефлер» (ФРГ),
бор модели EFR-600, который
Рис. 91. Схема оптико-механического
контактомера
Эта фирма выпускает также при-
[редназначен для контроля кон-
тактной линии и направления
зуба.
Если по данным измерения
Fkr требуется определить в
угловых величинах погреш-
ность направления зубьев по
основному цилиндру мож-
но пользоваться графиком, при-
веденным на рис. 92. Методику
определения Fg.;r поясним на
примере.
Допустим, что при измере-
нии косозубого колеса с
ап = 20° и Р/,— 8°06'34" на при-
боре фирмы ZF после соответ-
ствующей установки стола при-
бора самописец записал график
1 (рис. 93). Длина перемеще-
ния Ь измерительного наконеч-
ника прибора вдоль оси колеса равна 50 мм. На этой длине ко-
нец линии, записанной самописцем, сдвинулся по сравнению с
началом ее на 8 мм; в соответствии с масштабом записи 500 : 1
это составляет 16 мкм. Для определения на основании получен-
ных данных погрешности направления зубьев по основному
цилиндру откладываем по оси абсцисс отрезок ft = 50 мм, а по
оси ординат — отрезок длиной, соответствующей погрешности
направления зуба, т. е. 8 мм. В точке пересечения этих линий
получим погрешность направления зубьев, равную примерно 65 с.
Для проверки правильности найденной погрешности следует
вращением стола прибора, на котором измеряется зубчатое колесо,
найти положение, при котором самописец прибора запишет на
бумаге не наклонную, а прямую линию 2. Угол поворота стола,
при котором это будет достигнуто, есть действительный угол на-
клона зубьев. В нашем примере он получился равным 8°07'48".
Разность между действительным и номинальным (8°06'34")
углами, равная 1'12", представляет собой погрешность угла на-
клона зубьев по основному цилиндру F^br. Эта погрешность
примерно равна погрешности, определенной с помощью графика.
Если самописец прибора запишет кривую, подобную кривой 3,
190
это значит, что форма проверяемого зуба имеет погрешность (зуб
у ножки слишком тонок). У узких косозубых колес качество
продольного контакта можно установить контактомером. У широ-
ких косозубых колес она может быть определена при измерении
осевого шага.
Рис. 92. График для опре-
деления отклонений на-
правления зуба на основ-
ном цилиндре Fptr по дан-
ным измерения погреш-
ности угла наклона зуба
по контактной линии Fkr
специальные станковые приборы. Этот показатель точности может
быть проверен универсальным контактомером БВ-5028 с помощью
специального приспособления. Контроль осевого шага особенно
важен для крупногабаритных зубчатых колес, у которых погреш-
ности данного показателя вызывают быстрый износ зубьев. Для
проверки осевого шага крупногабаритных колес с модулем от
2 до 12 мм непосредственно на зубошевинговальном станке модели
57061 Челябинский завод мерительных инструментов выпускает
прибор БВ-5014.
1 Станок выпускается Коломенским заводом тяжелого станкостроения и слу-
жит для обработки зубчатых колес модулем до 16 мм и диаметром до 1250 мм.
191
Глава VI
ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ БОКОВОГО
ЗАЗОРА В ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧЕ
29. ОПРЕДЕЛЕНИЕ ВЕЛИЧИНЫ СМЕЩЕНИЯ
ИСХОДНОГО КОНТУРА
Смещение исходного контура зубчатого колеса может быть
определено относительно оси вращения с помощью станковых при-
боров, либо относительно диаметра вершин зубьев — с помощью
накладных зубомеров. К станковым приборам относятся универ-
Рис. 94. Измерение сме-
щения исходного контура
зубчатого колеса с по-
мощью биениемера: а —
схема измерения; б —
предварительная уста-
новка измерительного на-
конечника
сальные зубоизмерительные приборы и биениемеры, к накладным—
зубомеры смещения и хордовые зубомеры.
Для определения величины смещения исходного контура зуб-
чатого колеса с помощью биениемера применяется сферический
наконечник с диаметром, равным 1,476 m. Центр такого наконеч-
ника предварительно располагают на делительной окружности d
контролируемого зубчатого колеса. Такая установка производится
с помощью аттестованной оправки, расположенной в центрах
прибора. Между образующей оправки и сферой наконечника
укладывается блок плоскопараллельных концевых мер длины
(рис. 94).
Размер блока мер определяют по формуле L = 0,5 (d — Do —
— Дн), где d — диаметр делительной окружности зубчатого ко-
леса, мм; Do — диаметр оправки, мм; DH —диаметр измеритель-
ного наконечника, мм.
В случае если диаметр измерительного наконечника не равен
1,476 т, то размер блока концевых мер определяют по формуле
192
£ = о d cos— — Dn — D., |, где a — угол исходного контура;
’ \cosax ° /
ax — угол давления в точке контакта сферы измерительного на-
конечника с профилем зуба. Определяется через эвольвентную
.. ч . £>н л . 2х tg a
функцию (см. стр. 11) inv ax — inv a + rfcosa —• —I---— ,
где x — коэффициент смещения
исходного контура, Dn — дей-
ствительный диаметр сферы из-
мерительного наконечника,
мм.
Рис. 95. Схема измерения смеще-
ния исходного контура — наклад-
нымИ-Г зубомерами !
Рис. 96. Накладной зубомер смещения
После того как измерительный наконечник прибора будет уста-
новлен относительно оси оправки на расстоянии радиуса делитель-
ной окружности проверяемого колеса, блок концевых мер сни-
мают, в зоне измерения располагают зубчатое колесо, во впадину
которого вводят до контакта измерительный наконечник, и по
отсчетному приспособлению определяют величину смещения исход-
ного контура.
Накладные приборы для контроля положения исходного кон-
тура— зубомеры смещения—изготавливаются по ГОСТ 5368—-73.
Принцип измерения смещения исходного контура с помощью зубо-
меров смещения основан на свойствах зацепления зубчатого
колеса с рейкой исходного контура. В связи с этим измерительные
плоскости зубомера смещения выполнены в виде опорной призмы
с углом 40° (2a), образованным губками 1 и 3 (рис. 95). Если к из-
13 АЛ. Марков
193
мерительным поверхностям зубомера в точках а и b провести пер*
пендикуляры, то они явятся нормалями к профилям зуба.
В точке 0, лежащей на делительной окружности зубчатого колеса,
они пересекутся, а линия, соединяющая точки а и Ь, есть толщина
зуба по постоянной хорде sc (см. стр. 22).
Для определения радиального смещения исходного контура
зубомер снабжают индикатором 2, ось стержня которого является
биссектрисой угла призмы. Так как боковые поверхности зубо-
мера представляют собой профиль зубчатой рейки, то при наложе-
нии зубомера (после предварительной установки по образцу) на
зуб проверяемого колеса точки контакта на линиях зацепления
будут располагаться так же, как и при беззазорном зацеплении
рейки с колесом (см. стр. 22 ). Следовательно, зубомер, установ-
ленный для измерения зубчатого колеса какого-либо модуля, при-
годен для проверки любых колес этого модуля независимо от числа
их зубьев.
Зубомеры смещения относятся к приборам сравнения. Изго-
тавливают их согласно ГОСТ 4446—74 двух классов точности АВ
и В и четырех типоразмеров (табл. 26). Основные погрешности
зубомеров смещения в зависимости от типоразмеров и норми-
рованного участка приведены в стандарте.
Зубомер смещения (рис. 96) состоит из корпуса 1, к которому
прикреплена цанга 4 для установки индикатора 3 с удлиненным
наконечником. Измерительные губки прибора 8 и 11 приводятся
в движение общим винтом 7 с правой и левой резьбой. Это дает
возможность передвигать обе губки в противоположные стороны
одновременно. Передвижение губок производится поворотом го-
ловки винта 6. В нужном положении губки фиксируются стопо-
рами 2 и 5.
Предварительная установка зубомера производится по уста-
новочному образцу, в качестве которого обычно применяются"
калиброванные ролики определенного диаметра и в редких слу-
чаях измерительные шестерни соответствующего модуля.
При установке зубомера по ролику’ нужный диаметр ролика
определяется по формуле
2т(~1Г ctg “ ~
D = -—Ц-----:-------since=kDm, (18)
1 - sin a D ’ v >
где kD — коэффициент, зависящий от сс. Для а = 20° kD —
= 1,2037. В этом случае D = 1,2037 т.
Из приведенной формулы видно, что диаметр установочного
ролика зависит от модуля и угла исходного контура, но не зависит
от числа зубьев проверяемого колеса.
К зубомерам смещения прилагаются наборы установочных
роликов различных диаметров в соответствии с ГОСТ 4446—74
для зубчатых колес с углом профиля исходного контура а = 20°
(табл. 26).
194
Таблица 26. Наборы роликов к зубомерам смещения
типа НЦ по ГОСТ 4446—74, мм
Типораз» меры зубо- меров Модуль т Диаметр ролика D Типораз- меры зубомеров Модуль т Диаметр ролика D
НЦ-1 2 2,25 2,5 2,75 з 3,25 3,5 3,75 4 4,25 4,5 5 5,5 6 6,5 7 8 9 10 2,407 2,708 3,009 3,310 3,611 3,912 * 4,213 4,514 * 4,815 5,116 * 5,417 6,019 6,620 7,222 7,824 * 8,426 9,630 10,834 12,037 нц-з 10 11 12 14 16 18 20 22 25 28 12,037 13,241 14,445 16,852 19,260 21,667 24,074 26,482 30,092 33,704
НЦ-2 * Изг 4 4,25 4,5 5 5,5 6 6,5 7 8 9 10 11 12 14 16 отавливаются 4,815 5,116 * 5,417 6,019 6,620 7,222 7,824 * 8,426 9,630 10,834 12,037 13,241 14,445 16,852 19,260 ю требованию НЦ-4 заказчика. 22 25 28 32 36 40 45 50 26,482 30,092 33,704 38,518 43,334 48,148 54,167 60,186
Отклонение размеров диаметра ролика от величин, рассчитан-
ных по формуле (18) должно быть ±0,002 мм для роликов диамет-
ром до 30 мм и ±0,003 мм — диаметром свыше 30 мм.
При установке зубомера по ролику 9 (рис. 96) последний укла-
дывают на призматическую подставку 10 и устанавливают так,
чтобы он касался опорными поверхностями губок цилиндрической
поверхности ролика. Затем с помощью винта 6 губки прибора пере-
двигают до тех пор, пока не произойдет контакт между скошенными
поверхностями губок и цилиндрической поверхностью ролика
13* 195
Рис. 97. Установка зубомера сме-
щения по ролику
несколько выше середины высоты губок и по всей ширине опорных
поверхностей (рис. 97).
Удерживая зубомер в таком положении, индикатор передви-
гают в цанговом зажиме до контакта наконечника индикатора
с образующей ролика. При этом стрелка индикатора должна
располагаться в пределах аттестованного участка шкалы. Стопо-
рами 2 и 5 (рис. 96) закрепляют предварительно губки зубомера
и индикатор в цанговом зажиме и совмещают нулевой штрих
циферблата индикатора со стрел-
кой. После этого проверяют (не-
сколькими повторными установ-
ками зубомера на ролик) стабиль-
ность показаний зубомера и
приступают к измерению положе-
ния исходного контура зубчатого
колеса.
Установка зубомера по зубу
измерительной шестерни соответ-
ствующего модуля ничем по суще-
ству не отличается от установки
его по ролику. В качестве уста-
новочного образца для установки
зубомера можно применять и из-
мерительную шестерню, модуль
которой отличается от модуля
проверяемого зубчатого колеса,
но в данном случае в результат из-
мерения нужно вносить поправку
б#3 по формуле
8k3 = (тя — т) (-------- 1 'j,
3 ' и '\4tga / ’
где тя и т — соответственно мо-
дули измерительного и проверяемого зубчатых колес.
Для измерения зубчатого колеса зубомер смещения устанавли-
вают на проверяемый зуб и, легко покачивая вокруг оси колеса,
находят наибольшую величину показаний индикатора, при этом
контакт боковых поверхностей зуба с опорными измерительными
поверхностями губок зубомера должен быть по всей ширине по-
следних.
Наибольшее отклонение стрелки индикатора от нуля по абсо-
лютному значению, полученное при проверке зуба колеса, пред-
ставляет собой дополнительное смещение исходного контура от
его номинального положения АНг. Оно должно быть больше наи-
меньшего дополнительного смещения исходного контура АНе и
меньше (АНе — Тн).
Смещение стрелки индикатора в процессе измерения зуба от
нуля вправо (в плюс) указывает на уменьшение толщины проверяе-
те
мого зуба (рис. 98, а) и, наоборот, смещение стрелки индикатора
от нуля влево (в минус) указывает на увеличение толщины зуба
(рис. 98, б). При установке стрелки индикатора на нулевое деле-
ние (рис. 98, в) проверяемая толщина зуба равна номинальной
величине.
При измерении зубомером зубчатых колес со смещением можно
определить коэффициент смещения исходного контура х, разделив
показанную прибором величину смещения хт на модуль контро-
ле
лируемого колеса т, т. е. х ---
Рис. 98. Показания зубомера смещения при измерении зубьев различной тол-
щины
При измерении зубчатых колес со смещением по 2-му варианту
(см. п. 4) настройку зубомера производят по установочным образ-
цам (роликам или измерительным колесам), предназначенным для
измерений зубчатых колес без смещения, но в показания зубомера
следует вводить поправку, так как радиус окружности вершин
уменьшается на величину Аут (см. стр. 21) и высота зуба при таком
смещении делается меньше нормальной высоты на величину кут.
Следовательно, при измерении зуба со смещением по 2-му варианту
показание зубомера (рис. 99, б) будет на Аут больше, чем допол-
нительное смещение исходного контура и чем показание зубомера
при измерении зуба равносмещенного зубчатого колеса (рис. 99, а).
Таким образом, при измерении зубчатых колес, нарезанных со
смещением по 2-му варианту, показание зубомера следует умень-
шить на \ут. При измерении зубомером равносмещенных зубча-
тых колес поправка не вводится, так как у таких колес радиус
окружности выступов изменяется на величину, равную смещению
исходного контура, т. е. на хт. Отсюда и показания зубомера дол-
жны быть такими же, как и при измерении зубчатых колес без
смещения.
197
Смещение исходного контура следует измерять на всех зубьях
колеса по всей окружности, так как радиальное биение зубчатого
венца вызывает на различных зубьях колеса колебание смещения
исходного контура. Эта величина на всех зубьях должна уклады-
ваться в зону поля допуска Тн.
Пример 1. Требуется установить годность колес по дополнительному сме-
щению исходного контура цилиндрической прямозубой передачи с нерегулируе-
мым расположением осей при серийном производстве зубчатых колес. Измерение
производится накладным зубомером смещения.
Данные о зубчатой передаче: ш = 5 мм; а = 20°; Qw — 200 мм; zx = 20;
z2 = 60. Передача изготовлена с комбинированными нормами точности
Рис. 99. Измерение зубо-
мером смещения: а — ргв-
носмещенного зубчатого
колеса; б — зубчатого
колеса со смещением по
2-му варианту
8—7—6—В ГОСТ 1643—72, т. е. со степенью 8 по нормам кинематической точ-
ности, со степенью 7 — по нормам плавности работы, со степенью 6 — по нор-
мам контакта зубьев, с видом сопряжения колес В.
Для определения годности зубчатых колес по смещению исходного контура
требуется установить наименьшее дополнительное смещение Ане и допуск на
смещение исходного контура Тн для колеса и шестерни. Так как при измерении
используется накладной зубомер, измерительной базой которого является вспо-
могательная база — окружность вершин колеса (диаметр заготовки), то согласно
п. 2.9 ГОСТ 1643—72 необходимо рассчитать производственный допуск и откло-
нение Гн пр и Лнепр на основании полученных величин построить схему полей
допусков. Выполним это вначале для колеса, а потом для шестерни. Находим
по табл. 10 ГОСТ 1643—72 Ане- В стандарте эта величина указана гзависимости
от вида сопряжения, степени точности (по нормам плавности) и в соответствии
с диаметром делительной окружности контролируемого зубчатого колеса d. Для
колеса нашей передачи d = пг = 5-60 = 300 мм. Для такого d колеса Ане =
= —230 мкм. Для нахождения допуска на смещение исходного контура Тн
предварительно определяем (табл. 3 ГОСТ 1643—72) допуск на радиальное
биение зубчатого венца Fr (он будет равен 85 мкм) и на основании найденной ве-
личины Fr (табл. 11 ГОСТ 1643—72) находим Тн (он будет равен 240 мкм).
В серийном производстве колес для определения производственных вели-
чин ЛнепрИ Тнпр измерение смещения исходного контура производят без учета
действительного диаметра заготовки, предполагая, что он выполнен в системе
отверстия по посадке с3 1 (согласно ОСТ 1013 для цилиндрических изделий диа-
метром 300 мм верхнее отклонение равно нулю, а нижнее — 100 мкм), т. е. до-
1 Зубчатое колесо изготавливается по чертенку, выполненному до введения
ЕСДП СЭВ.
198
пуск на диаметр заготовки Ada = 100 мкм и ой меньше на 0,5 Тн (120 мкм), что
удовлетворяет требованию [29]. Радиальное биение диаметра окружности вер-
шины Fda не должно превышать 0,25 Тн, т. е. 60 мкм. Учитывая величины Ada
и Fda и коэффициент вероятности 0,7, определяем Ане 11р и Тн пр:
Лнепр — I Ан? I + 0,35 F da = I 230 | + 0,35-60 = 251 мкм;
ТНщ> = Тн - 0,3bAda — G,7Fda = 240 — 0,35• 100 — 0,7-60 = 163 мкм.
На основании найденных величин находим производственную величину наи-
большего дополнительного смещения Л/ггпр =—(|ЛнепР1 + Тн пр) =
= — (251 + 163) = — 414 мкм. Схема полей допусков, построенная по полу-
ченным данным, показана на рис. 100.
Производственный допуск и наименьшее дополнительное сме-
щение исходного контура для шестерни рассчитывают аналогич-
ным способом.
Рис. 100. Построение производственного поля допуска при изме-
рении смещения исходного контура зубомерами смещения
Если показания зубомера смещения при измерении всех зубьев
колеса и шестерни будут находиться в зоне производственного
поля допуска, то зубчатые колеса данной передачи должны быть
признаны годными.
30. ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЙ ТОЛЩИНЫ ЗУБЬЕВ ПО ХОРДЕ
Для измерения толщины зубьев ио хорде цилиндрических пря-
мозубых и косозубых колес применяются хордовые зубомеры (по
ГОСТ 5368—73 и ГОСТ 10387—73). Эти приборы измеряют тол-
щину зуба на заданном расстоянии от окружности вершин зубьев
и применяются в основном при измерении толщины зубьев колес
больших размеров грубых степеней точности. Хордовые зубомеры
представляют собой зубомеры смещения с кромочными наконеч-
никами. Эти приборы снабжаются двумя взаимно перпендикуляр-
ными шкалами (рис. 101). Одна шкала служит для измерения тол-
щины зуба, другая дает возможность измерять эту толщину на
определенном расстоянии от окружности вершин зубьев.
Инструментальная промышленность выпускает две модели
хордовых зубомеров для контроля зубчатых колес внешнего за-
цепления и для контроля колес внутреннего зацепления. Для
199
колес внешнего зацепления Выпускаются штангензубомеры
(рис. 101, а) и хордовые зубомеры с индикаторной головкой
(рис. 101, б). Штангензубомеры представляют собой как бы соче-
тание глубиномера и штангенциркуля и выпускаются двух типо-
размеров: для измерения зубчатых колес модулем от 1 до 18
и от 5 до 35 мм. Хордовые зубомеры индикаторного типа выпус-
каются заводом «Красный инструменталь-
щик» также
ГОСТ 5368—73): ЗИМ-16 и 'ЗИМ-32. Пер-
вый — для контроля зубчатых колес моду-
лем от 2 до 16 мм, второй — от 16 до 32 мм.
Для контроля толщины зуба колес
внутреннего зацепления ЛИЗ выпускает
хордовые зубомеры БВ-5016К и БВ-5017К
II
двух типоразмеров (по
a)
sa
Рис. 102. Хордовый зубомер
БВ-5017К'
Рис. 101. Хордовые зубомеры: а — штан-
гензубомер; б — индикаторный зубомер
ЗИМ-16
(рис. 102). Первый для контроля зубчатых колес модулем от 1 до
10 мм и диаметром свыше 105 мм, второй —для контроля зубчатых
колес модулем от 8 до 16 мм и диаметром свыше 115 мм.
Хордовыми зубомерами рекомендуется измерять толщину зуба
колес по постоянной хорде, характеризующей положение исход-
ного контура.
Толщина зуба по постоянной хорде sc цилиндрических прямо-
зубых колес без смещения исходного контура может быть опре-
делена по формулам (3), (4), а для зубчатых колес со смещением
исходного контура — по формулам (7а) и (8а). Значение постоян-
ной хорды s* = 0,5л cos2 а + х sin 2а и расстояние ее от делитель-
200
Таблица 27. Значения постоянной хорды s*
и расстояния ее от делительной окружности h*&,
выраженные в долях модуля (а = 20°)
X _* S —* Лд X —* Sc X Sc — *
—0,50 1,0657 0,1940 0,00 1,3870 0,2524 0,50 1,7084 0,3109
—0,49 1,0721 0,1951 0,01 1,3935 0,2536 0,51 1,7149 0,3121
—0,48 1,0785 0,1963 0,02 1,3999 0,2548 0,52 1,7213 0,3132
—0,47 1,0850 0,1975 0,03 1,4063 0,2559 0,53 1,7277 0,3144
—и,4б 1,0914 0,1986 0,04 1,4128 0,2571 0,54 1,7341 0,3156
—0,45 1,0978 0,1998 0,05 1,4192 0,2583 0,55 1,7406 0,3168
—0,44 1,1042 0,2010 0,06 1,4256 0,2594 0,56 1,7470 0,3179
—0,43 1,1107 0,2021 0,07 1,4320 0,2606 0,57 1,7534 0,3191
—0,42 1,1171 0,2033 0,08 1,4385 0,2618 0,58 0,7599 0,3203
—0,41 1,1235 0,2045 0,09 1,4449 0,2630 0,59 1,7663 0,3214
—0,40 1,1299 0,2057 0,10 1,4513 0,2641 0,60 1,7727 0,3226
—0,39 1,1364 0,2068 0,11 1,4578 0,2653 0,61 1,7791 0,3238
—0,38 1,1428 0,2080 0,12 1,4642 0,2665 0,62 1,7856 0,3249
—0,37 1,1492 0,2092 0,13 1,4706 0,2676 0,63 1,7920 0,3261
—0,36 1,1557 0,2103 0,14 1,4770 0,2688 0,64 1,7984 0,3273
—-0,35 1,1621 0,2115 0,15 1,4835 0,2700 0,65 1,8049 0,3284
—0,34 1,1685 0,2127 0,16 1,4889 0,2711 0,66 1,8113 0,3296
—0,33 1,1749 0,2138 0,17 1,4963 0,2723 0,67 1,8177 0,3308
—0,32 1,1814 0,2150 0,18 1,5028 0,2735 0,68 1,8241 0,3319
—0,31 1,1878 0,2162 0,19 1,5092 0,2747 0,69 1,8306 0,3331
—0,30 1,1942 0,2174 0,20 1,5156 0,2758 0,70 1,8370 0,3343
—0,29 1,2007 0,2185 0,21 1,5220 0,2770 0,71 1,8434 0,3355
—0,28 1,2071 0,2197 0,22 1,5285 0,2782 0,72 1,8498 0,3366
—0,27 1,2135 0,2209 0,23 1,5349 0,2793 0,73 1,8563 0,3378
—0,26 1,2199 0,2220 0,24 1,5413 0,2805 0,74 1,8627 0,3390
—0,25 1,2264 0,2232 0,25 1,5477 0,2817 0,75 1,8691 0,3401
—0,24 1,2328 0,2244 0,26 1,5542 0,2828 0,76 1,8756 0,3413
—0,23 1,2392 0,2255 0,27 1,5606 0,2840 0,77 1,8820 0,3425
—0,22 1,2457 0,2267 0,28 1,5670 0,2852 0,78 1,8884 0,3436
—0,21 1,2521 0,2279 0,29 1,5735 0,2864 0,79 1,8948 0,3448
—0,20 1,2585 0,2291 0,30 1,5799 0,2875 0,80 1,9013 0,3460
—0,19 1,2649 0,2302 0,31 1,5863 0,2887 0,81 1,9077 0,3472
—0,18 1,2714 0,2314 0,32 1,5927 0,2899 0,82 1,9141 0,3483
—0,17 1,2778 0,2326 0,33 1,5992 0,2910 0,83 1,9206 0,3495
—0,16 1,2842 0,2337 0,34 1,6056 0,2922 0,84 1,9270 0,3507
—0,15 1,2906 0,2349 0,35 1,6120 0,2934 0,85 1,9334 0,3518
—0,14 1,2971 0,2361 0,36 1,6185 0,2945 0,86 1,9398 0,3530
—0,13 1,3035 0,2372 0,37 1,6249 0,2957 0,87 1,9463 0,3542
—0,12 1,3099 0,2384 0,38 1,6313 0,2969 0,88 1,9527 0,3554
—0,11 1,3164 0,2396 0,39 1,6377 0,2981 0,89 1,9591 0,3565
—0,10 1,3228 0,2408 0,40 1,6442 0,2992 0,90 1,9655 0,3577
—о,оу 1,3292 0,2419 0,41 1,6506 0,3004 0,91 1,9720 0,3589
—0,08 1,3356 0,2431 0,42 1,6570 0,3016 0,92 1,9784 0,3600
—0,07 1,3421 0,2443 0,43 1,6635 0,3027 0,93 1,9848 0,3612
—0,06 1,3485 0,2454 0,44 1,6699 0,3039 0,94 1,9913 0,3624
—0,05 1,3549 0,2466 0,45 1,6763 0.3051 0,95 1,9977 0,3635
—0,04 1,3614 0,2478 0,46 1,6827 0,3062 0,96 2,0041 0,3647
—0,03 1,3678 0,2490 0,47 1,6892 0,3074 0,97 2,0105 0,3659
—0,02 1,3742 0,2501 0,48 1,6956 0,3086 0,98 2,0170 0,3671
—0,01 1,3806 0,2513 0,49 1,7020 0,3098 0,99 2,0234 0,3682
1,00 2,0298 0,3694
201
ной окружности йД* = O,5sc*tga, выраженное в долях модуля,
для зубчатых колес с а = 20° при различных величинах х све-
дены в табл. 27.
При измерении толщины зуба по постоянной хорде с помощью
хордового зубомера, опорную планку прибора устанавливают на
рассчитанную величину hc. Затем, установив зубомер на прове-
ряемый зуб колеса так, чтобы он упирался опорной планкой
в вершину зуба, измеряют толщину sc.
При измерении толщины зуба sc необходимо следить за тем,
чтобы зубомер был поставлен на головку зуба точно в плоскости,
перпендикулярной образующей зуба, а опорная поверхность
планки прибора была перпендикулярна радиусу колеса, прохо-
дящего через середину зуба.
Разность между результатом, полученным при измерении тол-
щины зуба, и теоретическим значением sc представляет действи-
тельное отклонение; оно должно быть больше Ас и меньше —
(iAI + тс).
В связи с тем, что при измерении толщины зуба по постоянной
хорде базой измерения является не ось коеса, а окружность
вершин зубьев, производственный дспуск и отклонения должны
подсчитываться на основании производственных величин ЛЯепр
и ТНпр, которые необходимо подсчитать по формулам (10) и (11)
и умножить (13) на коэффициент 0,73.
У некоторых колес (при больших значениях коэффициента сме-
щения) постоянная хорда может находиться вне высоты зуба или
на ее фланкированной части. В данном случае измерить толщину
зуба по постоянной хорде невозможно; при этом толщину зуба
приходится проверять на расстоянии 0,6 mt от окружности вершин
или по хорде делительной окружности s.
Основным недостатком хордовых зубомеров является то, что
результат измерения толщины зуба зависит от качества выпол-
нения окружности вершин зубьев проверяемого колеса.
При отклонении диаметра окружности вершин зубьев от номи-
нального размера на величину Tda погрешность измерения тол-
щины зуба по постоянной хорде sc будет равна Td 2 tga.
В дополнение к указанным недостаткам хордовых зубомеров
следует отнести и то, что измерение этими приборами производится
не плоскостью, а кромками измерительных губок, которые быстро
изнашиваются, что вносит в результат измерения систематическую
погрешность.
31. ПРИБОРЫ ДЛЯ КОНТРОЛЯ КОЛЕБАНИЯ ДЛИНЫ ОБЩЕЙ
НЭРМХЛИ И ОТКЛОНЕНИЙ СРЕДНЕЙ ДЛИНЫ ОБЩЕЙ НОРМАЛИ
Длина общей нормали W для цилиндрических прямозубых
колес без смещения исходного контура с a = 20°, при tn = 1 мм
(табл. 28) рассчитана на основании формулы (6а). При определе-
202
Т а б л и ц а 28. Длина общей нормали ^-цилиндрических
прямозубых колес без смещения
исходного контура с а = 20° и т — 1 мм
z гп ! IV 1 [ 1 z гп IV
5 2 4,4982 56 7 [19,9732
6 2 4,5122 57 7 19,9872
7 2 4,5262 58 7 20,0012
8 2 4,5402 59 7 20,0152
9 2 4,5542 60 7 20,0292
10 2 4,5683 61 7 20,0432
11 2 4,5822 62 8 23,0093
12 2 4,5963 63 8 23,0233
13 2 4,6103 64 8 23,0373
14 2 4,6243 65 8 23,0513
15 2 4,6383 66 8 23,0653
16 2 4,6523 67 8 23,0794
17 3 7,6184 68 8 23,0934
18 3 7,6324 69 8 23,1074
19 3 7,6464 70 8 23,1214
20 3 7,6604 71 9 26,0875
21 3 7,6744 72 9 26,1015
22 3 7,6884 73 9 26,1155
23 3 7,7024 74 9 26,1295
24 3 7,7165 75 9 26,1435
25 3 7,7305 76 9 26,1575
26 4 10,6966 77 9 26,1715
27 4 10,7106 78 9 26,1855
28 4 10,7246 79 9 26,1995
29 4 10,7386 80 10 29,1657
30 4 10,7526 81 10 29,1797
31 4 10,7666 82 10 29,1937
32 4 10,7806 83 10 29,2077
33 4 10,7946 84 10 29,2217
34 4 10,8086 85 10 29,2357
35 5 13,7748 86 10 29,2497
36 5 13,7888 87 10 29,2637
37 5 13,8028 88 10 29,2777
38 5 13,8168 89 11 32,2438
39 5 13,8308 90 11 32,2578
40 5 13,8448 91 11 32,2718
41 5 13,8588 92 11 32,2858
42 5 13,8728 93 11 32,2998
43 5 13,8868 94 11 32,3139
44 6 16,8530 95 И 32,3279
45 6 16,8670 96 11 32,3419
46 6 16,8810 97 11 32,3559
47 6 16,8950 98 12 35,3320
48 6 16,9090 99 12 35,3360
49 6 16,9230 100 12 35,3500
50 6 16,9370 101 12 35,3640
51 6 16,9510 102 12 35,3780
52 6 16,9650 103 12 35,3920
53 7 19,9311 104 12 35,4060
54 7 19,9452 105 12 35,4200
55 7 19,9592 106 12 35,4340
203
Продолжение табл. 28
г г,« XV г гп uz
107 13 38,4002 129 15 44,6126
108 13 38,4142 130 15 44,6266
109 13 38,4282 131 15 44,6406
ПО 13 38,4422 132 15 44,6546
111 13 38,4562 133 15 44,6686
112 13 38,4702 134 16 47,6347
113 13 38,4842 135 16 47,6487
114 13 38,4982 136 16 47,6627
115 13 38,5122 137 16 47,6767
116 14 41,4784 138 16 47,6907
117 14 41,4924 139 16 47,7047
118 14 41,5064 140 16 47,7187
119 14 41,5204 141 16 47,7327
120 14 41,5344 142 16 47,7467
121 14 41,5484 143 17 50,7129
122 14 41,5624 144 17 50,6269
123 14 41,5764 145 17 50,7409
124 14 41 5904 146 17 50,7549
125 15 44,5566 147 17 50,7689
126 15 44,5705 148 17 50,7829
127 15 44,5845 149 17 50,7969
128 15 44,5985 150 17 50,8109
нии длины общей нормали W зубчатых колес с т > 1 мм значе-
ния, приведенные в табл. 28, следует соответственно умножить на
модуль проверяемого колеса.
Число зубьев zn, охватываемых отрезком общей нормали, за-
висит от числа зубьев колеса z, коэффициента смещения исходного
контура х и угла профиля исходного контура а проверяемого
зубчатого колеса. Это число может быть определено по формуле
а । п г 2х ,
zn = — z + 0,5------tg а.
" л ’ л °
Для зубчатых колес без смещения исходного контура и со сме-
щением при малых абсолютных значениях х (например, при х =
= —0,34-+0,3) число zn рекомендуется брать с таким расчетом,
чтобы концы отрезка W располагались поблизости от делительной
окружности колеса.
При а = 20° zn = 0,lllz + 0,6 или zn = z/9 + 1. Округляем
полученное число zn до ближайшего целого.
При измерении цилиндрических зубчатых колес, изготовлен-
ных со смещением исходного контура, в формулу (6а) следует
вводить поправку на величину Wx части длины общей нормали,
определяемой смещением исходного контура, причем Wx = 2хтх
Xsina. При а — 20° и т = 1 W*x — 0,6840х. Таким образом,
длина общей нормали цилиндрических зубчатых колес со смеще-
нием исходного контура будет равна 1ГСО см = W + Wx.
При больших (по абсолютной величине) значениях х измере-
204
Таблица 29. Значения части длины общей нормали IVt*.
выраженной в долях модуля (для зубчатых колес
с углом исходного контура а = 20°)
Z X 2п Z X zn
8 От 0,55 до 0,80 4,5402 2 33 От — 0,50 до — 0,35 7,8425 3
» 0,50 » 0,80 4,5542 2 Св. — 0,35 » 0,20 10,7946 4
10 » 0,40 » 0,80 4,5683 2 » 0,20 » 1,00 13,7467 5
и » 0,35 » 0,65 Св. 0,65 » 0,90 4,5823 7,5344 2 3 34 От Св. — 0,50 до — 0,40 » — 0,40 0,15 7,8565 10,8086 3 4
12 От 0,30 до 0,50 4,5963 2 » 0,15 » 1,00 13,7607 5
Св. 0,50 » 1,00 7,5484 3 35 От — 0,50 до — 0,45 7,8706 3
13 От 0,25 до 0,40 4,6103 2 Св. — 0,45 » 0,05 10,8227 4
Св. 0,40 » 1,00 7,5624 3 » 0,05 » 0,75 13,7748 5
4,6243 » 0,75 > 1,00 16,7269 6
14 От 0,20 до 0,30 2 36
Св. 0,30 » 1,00 7,5764 3 От — 0,50 до 0 10,8367 4
4,6383 Св. 0 » 3,65 13,7888 5
15 От 0,15 до 0,20 2 Св. 0,65 » 1,00 16,7409 6
Св. 0,20 » 1,00 7,5904 3
4,6523 37 От — 0,50 до — 0,05 10,8507 4
16 От 0,05 до 0,15 2 Св. — 0,05 » 0,60 13,8028 5
Св. 0,15 » 1,00 7,6044 3 » 0,60 » 1,00 16,7549 6
17 От 0 до 0,90 7,6184 3 38 От — 0,50 до — 0,10 10,8647 4
Св. 0,90 » 1,00 10,5705 4 Св. — 0,10 » 0,50 13,8168 5
18 От 0 до 0,75 7,6324 3 » 0,50 » 1,00 16,7689 6
Св. 0,75 » 1,00 10,5845 4 39 От — 0,50 до — 0,20 10,8787 4
19 От —0,05 до 0,65 Св. 0,65 » 1,00 7,6464 10,5985 3 4 Св. » — 0,20 » 0,40 » 0,40 1,00 13,8308 16,7829 5 6
20 От —0,10 до 0,55 Св. 0,55 » 1,00 7,6604 10,6125 3 4 40 От Св. » — 0,50 до — 0,25 » 0,35 » — 0,25 0,35 1,00 10,8927 13,8448 16,7969 4 5 6
21 От —0,15 до 0,45 Св. 0,45 » 1,00 7,6744 10,6265 3 4 41 От Св. — 0,50 до — 0,30 » — 0,30 0,25 10,9067 13,8588 4 5
22 От —0,25 до 0,35 7,6884 3 » 0,25 » 1,00 16,8109 6
Св. 0,35 » 1,00 10,6405 4 42 От — 0,50 до — 0,35 10,9207 4
23 От —0,30 до 0,30 7,7024 3 Св. — 0,35 » 0,20 13,8728 5
Св. 0,30 » 1,00 10,6545 4 » 0,20 » 1,00 16,8249 6
24 От —0,35 до 0,20 7,7165 3 43 От — 0,50 до — 0,40 10,9347 4
Св. 0,20 » 1,00 10,6686 4 Св. — 0,40 » 0,15 13,8868 5
» 0,15 » 0,80 16,8389 6
25 От —0,35 до 0,15 7,7305 3 » 0,80 » 1,00 19,7910 7
Св. 0,15 » 1,00 10,6826 4
44 От — 0,50 до — 0,45 10,9487 4
26 От —0,40 до 0,05 7,7445 3 Св. — 0,45 » 0,05 13,9008 5
Св. 0,05 » 0,80 10,6966 4 » 0,05 » 0,75 16,8529 6
» 0,80 » 1,00 13,6487 5 » 0,75 » 1,00 19,8050 7
27 От —0,45 до 0 7,7585 3 45 От — 0,50 до 0 13,9148 5
Св. 0 » 0,70 10,7106 4 Св. 0 » 0,65 16,8669 6
» 0,70 » 1,00 13,6627 5 » 0,65 » 1,00 19,8190 7
28 От —0,50 до —0,05 7,7725 3 46 От — 0,50 до — 0,05 13,9289 5
Св. —0,05 » 0,60 10,7246 4 Св. — 0,05 » 0,55 16,8810 6
» 0,60 » 1,00 13,6767 5 » 0,55 » 1,00 19,8331 7
29 От —0,50 до —0,10 7,7865 3 47 От — 0,50 до — 0,10 13,9429 5
Св. —0,10 » 0,50 10,7386 4 Св. — 0,10 » 0,50 16,8950 6
» 0,50 » 1,00 13,6907 5 0,50 > 1,00 19,8471 7
30 От —0,50 до—0,20 7,8005 3 48 От —0,50 до — 0,20 13,9569 5
Св. —0,20 » 0,45 10,7526 4 Св. — 0,20 » 0,40 16,9090 6
» 0,45 » 1,00 13,7047 5 0,40 » 1,00 19,8611 7
31 От —0,50 до —0,25 7,8145 3 49 От — 0,50 до — 0,25 13,9709 5
Св. —0,25 » 0,35 10,7666 4 Св. — 0,25 » 0,35 16,9230 6
» 0,35 » 1,00 13,7187 5 0,35 > 1,00 19,8751 7
32 От —0,50 до—0,30 7,8285 3 50 От — 0,50 до — 0,30 13,9849 5
Св. —0,30 » 0,25 10,7806 4 Св. — 0,30 » 0,25 16,9370 6
» 0,25 » 1,00 13,7327 5 0,25 » 1,00 19,8891 7
205
Продолжение табл. 29
Z X * «Л т Z х * т zn
51 От — 0,50 до — 0,35 13,9989 5 69 От — 0,50 до — 0,35 » -0,35 20,1553 7
Св. — и,» 0,20 16,9010 о-1 Св. U.ZU 23,1074 8
» 0,20 » 1,00 19,9031 7 » 0,20 » 0,85 26,0595 9
— 0,50 до » 0,85 » 1,00 29,0116 10
52 От — 0,40 14,0129 1.
Св. — 0,40 » 0,15 16,9650 6 70 От — 0,50 до -0,40 20,1693 7
» 0,15 » 0,80 19,9171 7 Св. — 0,40 » 0,15 23,1214 8
» 0,80 » 1,00 22,8692 8 » 0,15 » 0,75 26,0735 9
53 От — 0,50 до — 0,45 14,0269 5 71 От — 0,50 до 0,05 23,1354 8
Св. — 0,45 » 0,05 16,9790 6 Св 0,05 » 0,70 26,0875 9
» 0,05 » 0,70 19,9311 7 » 0,70 » 1,00 29,0396 10
» 0,70 » 1,00 22,8832 8 79 От — 0,50 до 0 23,1494 8
54 От — 0,50 до 0 16,9930 6 Св 0 » 0,60 26,1015 9
Св. 0 » 0,65 19,9451 7 » 0,60 » 1,00 29,0536 10
» 0,65 » 1,00 22,8972 8 73 От — 0,50 до -0,05 23,1634 8
55 От — 0,50 до — 0,05 17,0071 6 Св. — 0,05 » 0,55 26,1155 9
Св. — 0,05 » 0,55 19,9592 7 » 0,55 » 1,00 29,0676 10
» 0,55 » 1,00 22,9113 8 74 От — 0,50 до -0,10 23,1774 8
56 От — 0,50 до — 0,10 17,0211 б Св. — 0,10 » 0,45 26,1295 9
Св. — 0,10 » 0,50 19,9732 7 » 0,45 » 1,00 29,0816 10
» 0,50 » 1,00 22,9253 8 75 От — 0,50 до -0,20 23,1914 8
57 От — 0,50 до — 0,20 17,0351 б Св. — 0,20 » 0,40 26,1435 9
Св. — 0,20 » 0,40 19,9872 7 » 0,40 » 1,00 29,0956 10
» 0,40 » 1,00 22,9393 8 76 От — 0,50 до -0,25 23,2054 8
58 От — 0,50 до — 0,25 17,0491 6 Св. — 0,25 » 0,35 26,1575 9
Св. — 0,25 » 0,35 20,0012 7 » 0,35 » 1,00 29,1096 10
» 0,35 » 1,00 22,9533 8 77 От — 0,50 до -0,30 23,2194 8
59 От — 0,50 до — 0,30 17,0631 6 Св. — 0,30 » 0,25 26,1715 9
Св. — 0,30 » 0,25 20,0152 7 » 0,25 » 1,00 29,1236 10
» 0,25 » 1,00 22,9673 8 78 От — 0,50 до -0,35 23,2334 8
60 От — 0,50 до — 0,35 17,0771 6 Св. — 0,35 » 0,20 26,1855 9
Св. — 0,35 » 0,20 20,0292 7 » 0,20 » 0,85 29,1376 10
» 0,20 » 1,00 22,9813 8 0,85 » 1,00 32,0897 11
61 От — 0,50 до — 0,40 17,0911 6 79 От — 0,50 до -0,40 23,2474 8
Св. — 0,40 » 0,15 20,0432 7 Св. — 0,40 » 0,15 26,1995 9
» 0,15 » 0,80 22,9953 8 » 0,15 » 0,75 29,1516 10
» 0,80 » 1,00 25,9474 9 » 0,75 » 1,00 32,1037 11
62 От — 0,50 до — 0,45 17,1051 6 80 От — 0,50 до 0,05 26,2135 9
Св. — 0,45 » 0,05 20,0572 7 Св 0,05 » 0,70 29,1656 10
>> 0,05 » 0,70 23,0093 8 » 0,70 » 1,00 32,1177 11
» 0,70 » 1,00 25,9614 9 81 От — 0,50 до 0 26,2276 9
63 Г»т — 0,50 д< 0 » 20,0712 7 Св 0 » 0,60 29, Vi’y t 1 и
Св 0,60 23,0233 8 » 0,60 » 1,00 32,1318 11
» 0,60 » 1,00 25,9754 9 82 От — 0,50 до -0,05 26,2416 9
64 От — 0,50 до — 0,05 20,0852 7 Св. — 0,05 0,55 29,1937 10
Св. — 0,05 » 0,55 23,0373 8 » 0,55 » 1,00 32,1458 11
» 0,55 » 1,00 25,9894 9 83 От — 0,50 до -0,10 26,2556 9
65 От — 0,50 до — 0,10 20,0992 7 Св. — 0,10 » 0,45 29,2077 10
Св. — 0,10 » 0,45 23,0513 8 » 0,45 » 1,00 32,1598 11
0,45 » 1,00 26,0034 9 84 От — 0,50 до -0,20 26,2696 9
66 От — 0,50 до — 0,20 29,1132 7 Св. — 0,20 » 0,40 29,2217 10
Св. — 0,20 » 0,40 23,0653 8 » 0,40 » 1,00 32,1738 11
» 0,40 » 1,00 26,0174 9 85 От — 0,50 до -0,25 26,2836 9
67 От — 0,50 до — 0,25 20,1272 7 Св. — 0,25 » 0,35 29,2357 10
Св. — 0,25 » 0,35 23,0793 8 » 0,35 » 1,00 32,1878 11
» 0,35 » 1,00 26,0314 9 86 От — 0,50 до -0,30 26,2976 9
68 От — 0,50 до — 0,30 20,1412 7 Св. — 0,30 » 0,25 29,2497 10
Св. — 0,30 » 0,25 23,0933 8 » 0,25 » 1,00 32,2018 11
» 0,25 » 1,00 26,0454 9
206
Продолжение табл. 29
Z X U"’ т гп г 'С т гп
87 От — 0,50 до -0,35 26,3116 9 105 От — 0,50 до -0,35 32,4680 11
Св. — 0,35 » 0.20 29,2637 10 Св. — 0,35 » 0,20 35,4201 12
» 0,20 » 0,85 32,2158 1 1 » 0,20 » 0,80 38,3722 13
» 0,85 » 1,00 35,1679 12 » 0,80 » 1,00 41,3243 14
88 От — 0,50 до -0,40 26,3256 9 106 От — 0,50 до -0,45 32,4820 11
Св. — 0,40 > 0,15 29,2777 10 Св. — 0,45 » 0,15 35,4341 12
» 0,15 » 0,75 32,2298 И » 0,15 » 0,75 38,3862 13
» 0,75 » 1,00 35,1819 12 » 0,75 » 1,00 41,3383 14
89 От — 0,50 до 0,05 29,2917 10 107 От — 0,50 до 0,05 35,4481 12
Св. 0,05 » 0,70 32,2438 1 1 Св. 0,05 » 0,65 38,4002 13
» 0,70 » 1,00 35,1959 12 » 0,65 » 1,00 41,3523 14
90 От — 0,50 до 0 29,3057 10 108 От — 0,50 до 0 35,4621 12
Св 0 » 0,60 32,2578 11 Св. 0 » 0,60 38,4142 13
» 0,60 » 1,00 35,2099 12 » 0,60 » 1,00 41,3663 14
91 От — 0,50 до -0,05 29,3198 10 109 От — 0,50 до -0,05 35,4761 12
Св. — 0,05 » 0,55 32,2719 1 1 Св. — 0,05 » 0,55 38,4282 13
» 0,55 » 1,00 35,2240 12 » 0,55 » 1,00 41,3803 14
92 От — 0,50 до -0,10 29,3338 10 110 От — 0,50 до -0,15 35,4901 12
Св. — 0,10 » 0,45 32,2859 1 1 Св. — 0,15 » 0,45 38,4422 13
0,45 » 1,00 35,2380 12 » 0,45 » 1,00 41,3943 14
93 От — 0,50 до -0,20 29,3478 10 11 1 От — 0,50 до -0,20 35,5041 12
Св. — 0,20 до 0,40 32,2999 1 1 Св. — 0,20 » 0,40 38,4562 13
» 0,40 » 1,00 35,2520 12 » 0,40 » 1,00 41,4083 14
94 От — 0,50 до -0,25 29,3618 10 1 12 От — 0,50 до -0,25 35,5181 12
Св. — 0,25 » 0,35 32,3139 1 1 Св. — 0,25 » 0,35 38,4’702 13
» 0,35 » 1,00 35,2660 12 » 0,35 » 1,00 41,4223 14
95 От — 0,50 до -0,30 29,3758 10 113 От — 0,50 до -0,30 35,5321 12
Св. — 0,30 » 0,25 32,3279 11 Св. — 0,30 » 0,25 38,4842 13
» 0,25 » 1,00 35,2800 12 » 0,25 » 1,00 41,4363 14
96 От — 0,50 до -0,35 29,3898 10 114 От — 0,50 до -0,35 35,5461 12
Св. — 0,35 » 0,20 32,3419 1 1 Св. — 0,35 » 0.20 38,4982 13
» 0,20 » 0,80 35,2940 12 » 0,20 » 0,80 41,4503 14
» 0,80 » 1,00 38,2461 13 » 0,80 » 1,00 44,4024 15
97 От — 0,50 до -0,40 29,4038 10 115 От — 0,50 до -0,45 35,5602 12
Св. — 0,40 » 0,15 32,3559 1 1 Св. — 0,45 » 0,15 38,5123 13
» 0,15 » 0,75 35,3080 12 » 0,15 » 0,75 41,4644 14
» 0,75 » 1,00 38,2601 13 » 0,75 » 1,00 44,4165 15
98 От — 0,50 до 0,05 32,3699 1 1 116 От — 0,50 до 0,05 38,5263 13
Св 0,05 » 0,70 35,3220 12 Св 0,05 » 0,65 41,4784 14
» 0,70 » 1,00 38,2741 13 » 0,65 » 1,00 44,4305 15
99 От — 0,50 до 0 32,3839 1 1 1 17 От — 0,50 до 0 38,5403 13
Св 0 » 0,60 35,3360 12 Св 0 » 0,60 41,4924 14
» 0,60 » 1,00 38,2881 13 » 0,60 » 1,00 44,4445 15
100 От — 0,50 до -0,05 32,3979 1 1 118 От — 0,50 до -0,05 38,5543 13
Св. — 0,05 » 0,55 35.3500 12 Св. — 0,05 » 0,55 41,5064 14
» 0,55 » 1,00 38,3021 13 » 0,55 » 1,00 44,4585 15
101 От — 0,50 до -0,15 32,4119 1 1 1 19 От — 0,50 до -0,15 38,5683 13
Св. — 0,15 » 0,45 35,3640 12 Св. — 0,15 » 0,45 41,5204 14
» 0,45 » 1,00 38,3161 13 » 0,45 » 1,00 44,4725 15
102 От — 0,50 до -0,20 32,4260 11 120 От —0,50 до -0,20 38,5823 13
Св. — 0,20 » 0,40 35,3781 12 Св. — 0,20 » 0,40 41,5344 14
» 0,40 » 1,00 38,3302 13 » 0,40 » 1,00 44,4865 15
103 От — 0,50 до — 0,25 32,4400 11 121 От — 0,50 до -0,25 38,5963 13
Св. — 0,25 » 0,35 35,3921 12 Св. — 0,25 » 0,35 41,5484 14
» 0,35 » 1,00 38,3442 13 » 0,35 » 1,00 44,5005 15
104 От — 0,50 до -0,30 32,4540 1 1 122 От — 0,50 до — 0,30 38,6103 13
Св. — 0,30 » 0,25 35,4061 12 Св. — 0.30 » 0,25 41,5624 14
0,25 » 1,00 38,3582 13 0,25 » 1,00 44,5145 15
207
Продолжение табл. 29
z
123
124
X т гп г X w* т
От —0,50 до —0,35 Св. —0,35 » 0,20 » 0,20 » 0,80 » 0,80 » 1,00 От —0,50 до —0,45 Св. —0,45 » 0,15 > 0,15 » 0,75 » 0,75 » 1,00 38,6243 41,5764 44,5285 47,4806 38,6383 41,5904 44,5425 47,4946 13 14 15 16 13 14 15 16 125 От —0,50 до 0,05 Св. 0,05 » 0,65 » 0,65 » 1,00 41,6044 44,5565 47,5086
14
16
гп
ние длины общей нормали производят у окружности, проходящей
через середину высоты зубьев. В этом случае число zn для зубча-
тых колес с а = 20° определяется по формуле zn = 0,339 R —
— 0,005z — 0,23х, где
R = —1/(— 0,6m V — 0,22 Id2.
т г \ z )
Очевидно, что число зубьев zn, охватываемых отрезком общей
нормали при разных значениях коэффициента смещения х, будет
несколько различным (число гп может в этом случае колебаться
до 3-х), а с изменением числа zn будет соответственно меняться
величина W на Ра = тл cos а. В табл. 29, рекомендуемой ГОСТ
16532—70, приведены значения части длины общей нормали W*,
выраженной в долях модуля при а = 20°, где W* = [л (zn —•
— 0,5) + z inv а ] cos а. Здесь zn выбирается в зависимости от
коэффициента смещения х, но без учета числового значения
от данного коэффициента.
Таким образом, длина общей нормали цилиндрического пря-
мозубого колеса со смещением исходного контура будет равна
Гс0 см. = (^т* + W*x) т, где 1Гт выбирается из табл. 29.
Приведенные выше формулы даны для цилиндрических прямо-
зубых колес. При измерении же цилиндрических косозубых или
шевронных колес длину общей нормали U7K проверяют в нормаль-
ном сечении, поэтому 1ГК = W cos рь, а так как cos pft =
= cos р cos a„/cosaz, то 1ГК = W cos р cosa„/cosaz или
1ГК = тп cos а„ [л (z„ — 0,5) + 2х„ tg а„ + zK inv а„ ]. Здесь хп
коэффициент смещения в нормальном сечении, равный zz/cos Р;
zK = z inv a/inv a„. Число зубьев zn, охватываемых отрез-
ком общей нормали при измерении косозубых и шевронных
колес, определяется по той же формуле, что для прямозубых ко-
лес, но значения а и х берут в торцовом сечении.
При измерении длины общей нормали цилиндрических косо-
зубых и шевронных колес можно пользоваться табл. 28 при усло-
вии, что число зубьев z проверяемых колес будет не фактическим,
а условным zK, при этом zK = zkz, где kz = inv az/inv a„.
Значения коэффициента kz для расчета условного числа зубьев
косозубых цилиндрических колес приведены в табл. 30, Условное
208
число зубьев zK в большинстве случаев не получается целым
числом. Часть длины общей нормали, определяемая дробной ча-
стью числа зубьев гдр = гк — гт, выраженная в долях модуля,
определяется по формуле W*n — 0,0149 гдр, где гк — условное
число зубьев; гт — часть длины общей нормали, определяемая
целой частью условного числа зубьев; 0,0149 — inv а = 20°.
Поправки Wn для определения длины общей нормали, прихо-
дящейся на дробную часть числа зубьев гдр = гк —-г, приведены
Таблица 30. Значения коэффициента kz (а = 20°)
для расчета условного числа зубьев косозубых
цилиндрических колес
3° kz ₽° kz ₽° kz р° kz
8° 00' 1,0283 16° 00' 1,1192 24° 00' 1,2933 32° 00' 1,5952
8 10 1,0295 16 10 1,1219 24 10 1,2980 32 10 1,6033
8 20 1,0308 16 20 1,1246 24 20 1,3029 32 20 1,6116
8 30 1,0321 16 30 1,1274 24 30 1,3078 32 30 1,6200
8 40 1,0334 16 40 1,1302 24 40 1,3127 32 40 1,6285
8 50 1,0347 16 50 1,1330 24 50 1,3177 32 50 1,6371
9 00 1,0360 17 00 1,1358 25 00 1,3227 33 00 1,6457
9 10 1,0374 17 10 1,1387 25 10 1,3278 33 10 1,6545
9 20 1,0388 17 20 1,1416 25 20 1,3330 33 20 1,6634
9 30 1,0402 17 30 1,1446 25 30 1,3382 33 30 1,6723
9 40 1,0417 17 40 1,1476 25 40 1,3435 33 40 1,6814
9 50 1,0432 17 50 1,1507 25 50 1,3488 33 50 1,6906
10 00 1,0447 18 00 1,1538 26 00 1,3542 34 00 1,6999
10 10 1,0462 18 10 1,1569 26 10 1,3597 34 10 1,7092
10 20 1,0478 18 20 1,1600 26 20 1,3652 34 20 1,7188
10 30 1,0494 18 30 1,1632 26 30 1,3708 34 30 1,7284
10 40 1,0510 18 40 1,1664 26 40 1,3765 34 40 1,7381
10 50 1,0527 18 50 1,1697 26 50 1,3822 34 50 1,7479
11 00 1,0544 19 00 1,1730 27 00 1,3880 35 00 1,7579
И 10 1,0561 19 10 1,1764 27 10 1,3938 35 10 1,7680
1 1 20 1,0578 19 20 1,1798 27 20 1,3997 35 20 1,7782
11 30 1,0596 19 30 1,1832 27 30 1,4057 35 30 1,7884
11 40 1,0614 19 40 1,1867 27 40 1,4117 35 40 1,7989
11 50 1,0632 19 50 1,1902 27 50 1,4178 35 50 1,8095
12 00 1,0651 20 00 1,1938 28 00 1,4240 36 00 1,8201
12 10 1,0670 20 10 1,1974 28 10 1,4303 36 10 1,8309
12 20 1,0689 20 20 1,2010 28 20 1,4366 36 20 1,8419
12 30 1,0708 20 30 1,2047 28 30 1,4429 36 30 1,8529
12 40 1,0728 20 40 1,2085 28 40 1,4494 36 40 1,8641
12 50 1,0748 20 50 1,2123 28 50 1,4559 36 50 1,8754
13 00 1,0769 21 00 1,2161 29 00 1,4626 37 00 1,8869
13 10 1,0790 21 10 1,2200 29 10 1,4693 37 10 1,8985
13 20 1,0811 21 20 1,2239 29 20 1,4760 37 20 1,9102
13 3) 1,0832 21 30 1,2279 29 30 1,4828 37 30 1,9221
13 40 1,0854 21 40 1,2319 29 40 1,4897 37 40 1,9341
13 50 1,0876 21 50 1,2360 29 50 1,4967 37 50 1,9463
14 00 1,0898 22 00 1,2401 30 00 1,5038 38 00 1,9586
14 10 1,0921 22 10 1,2442 30 10 1,5109 38 10 1,9710
14 20 1,0944 22 20 1,2484 30 20 1,5182 38 20 1,9836
14 30 1,0967 22 30 1,2527 30 30 1,5255 38 30 1,9963
14 40 1,0991 22 40 1,2570 30 40 1,5329 38 40 2,0093
14 50 1,1015 22 50 1,2614 30 50 1,5404 38 50 2,0224
15 00 1,1039 23 00 1,2658 31 00 1,5479 39 00 2,0355
15 10 1,1064 23 10 1,2702 31 10 1,5556 39 10 2,0490
15 20 1,1089 23 20 1,2747 31 20 1,5633 39 20 2,0626
15 30 1,1114 23 30 1,2793 31 30 1,5712 39 30 2,0764
15 40 1,1140 23 40 1,2839 31 40 1,5791 39 40 2,0902
15 50 1,1166 23 50 1,2866 31 50 1,5871 39 50 2,1043
40 00 2,1185
Примечание. Для промежуточных значений Р° значения k£ находят
интерполяцией.
14 А. Л. Марков
209
Таблица 31. Часть длины общей нормали, определяемая дробной частью
условного числа косозубого колеса kz, выраженная в долях модуля
в табл. 31. Таким образом, дли-
на общей нормали для косозу-
бого колеса без смещения ис-
ходного контура определяется
суммой величины W — по
табл. 28 для ближайшего мень-
шего целого числа зубьев zK и
поправки lF„Ha дробную часть
2ДР по табл. 31, т. е. 1ГК =
= (^табл. + Wn) Шп. Например,
для цилиндрического косозу-
бого колеса без смещения с
а = 20°, 0 = 15°57', тп =
= 5 мм, z = 32, с шириной
венца b = 50 мм
гк = zkz = 32-1,118 =
= 35,776 35,78;
WK = (Гтабл. + 1ГП) тп =
= (13,7748 + 0,0116) 5 =
= 68,932 мм.
Длину общей нормали ко-
созубых и шевронных колес
можно измерять лишь при до-
статочной ширине венца b коле-
са, т. е. когда b Wn sin 0.
Если ширина венца не удовлет-
воряет этому требованию, то
измерить длину общей нормали
невозможно.
Например, для зубчатого
колеса, параметры которого
поиведены выше (50 > 68.928
sin 15°57'; 50 > 18,941). Следо-
вательно, контроль длины об-
щей нормали вполне возможен.
Для определения отклонений
средней длины общей нормали
AWmr от номинального значе-
ния, а также колебания дли-
ны общей нормали VWr вы-
пускаются специальные на-
кладные приборы — по ГОСТ
5368—73 и ГОСТ 10387—73:
нормалемеры и зубомерные ми-
крометры. Кроме того, для
этой цели могут быть исподь-
210
зованы станковые универсальные зубоизмерительные приборы
с применением плоских наконечников.
Нормалемеры выпускаются трех типоразмеров, согласно ГОСТ
7760—74, и двух классов точности (ГОСТ 5368—73): НЦ-1 с пре-
делом измерения от 0 до 120 мм — для контроля зубчатых колес
модулем от 1 мм; НЦ-2 — с пределом измерения от 50 до 300 мм —
для зубчатых колес модулем от 2 мм и НЦ-3 с пределом измерения
от 150 до 700 мм для зубчатых колес модулем от 2,5 мм.
Нормалемер представляет собой зубомерную индикаторную
скобу. Внешний вид прибора производства ЛИЗ показан на
Рис. 103. Нормалемер производства Ленинградского инструментального за-
вода
рис. 103. Нормалемер состоит из пустотелой трубки 4, к которой
крепится кронштейн с измерительной губкой 2. Перемещение губки
передается отсчетной головке 1 с ценой деления 0,002 мм. Вторая
измерительная губка 3 выполнена за одно целое с втулкой, кото-
рую можно перемещать вдоль трубки.
Для измерения длины общей нормали W зубчатого колеса
с помощью нормалемера последний должен предварительно быть
установлен по концевым мерам длины на расчетную величину IF,
определяемую по приведенным выше формулам или табли-
цам.
Процесс измерения W при помощи нормалемера заключается
в том, что между измерительными губками прибора при аррети-
ровании располагают определенное количество зубьев проверяе
мого колеса и, слегка покачивая прибор, определяют отклонения
стрелки индикатора от нулевого деления.
Основная погрешность нормалемеров находится в зависимости
от контролируемого показателя точности: она нормируется от-
дельно для нормалемеров при контроле колебания длины общей
нормали и при контроле средней длины общей нормали. Пределы
допускаемых погрешностей нормалемеров регламентированы
14
211
ГОСТ 7760—74 и ГОСТ 5368 —73 в зависимости от типоразмера
прибора, класса точности, нормированного участка и расстояния
между измерительными губками.
Зубомерные микрометры типа М3 К (рис. 104, а) выпускаются
заводом «Красный инструментальщик» согласно ГОСТ 6507—60;
они выпускаются следующих пределов измерения, мм: 0—25;
25—50; 50—75 и 75—100. В отличие от гладких микрометров изме-
рительные плоскости этого
микрометра выполнены в
виде плоских дисков диа-
метром 30 мм. Для контро-
ля длины общей нормали
мелкомодульных колес
выпускаются микрометры
настольного типа (по
ГОСТ 10388—73) и нор-
малемеры ЛИЗ БВ-5047
(рис. 104, б).
Рис. 104. Зубомерные микрометры: а — типа МЗК; б — нормалемер БВ-5047
Приступая к измерению длины общей нормали W зубомерным
микрометром, следует сначала рассчитать теоретическую вели-
чину W, а затем в соответствии с полученным размером выбрать
зубомерный микрометр.
Предварительно проверив совмещение шкал микрометра,
раздвигают измерительные плоскости прибора на размер, неско-
лько больший рассчитанной величины W. Расположив диски ми-
крометра во впадины измеряемого колеса, вращают барабан ми-
крометра за трещотку до контакта измерительных плоскостей
с профилями зубьев колеса и в таком положении производят
отсчет показаний микрометра.
Рекомендуется производить измерение W в одном и том же
месте на колесе не менее трех раз, каждый раз покачивая микро-
метр и обкатывая измерительными плоскостями профили зубьев
212
колеса. За действительный размер W в данном месте зубчатого
колеса принимают средний из трех промеров.
Измерение длины общей нормали цилиндрических прямозубых
и косозубых колес на универсальных зубоизмерительных прибо-
рах 1 производится с помощью специальных наконечников, изме-
рительные плоскости которых параллельны и обращены друг
к другу. Предварительная установка прибора на расчетный раз-
мер W производится по блоку из концевых мер и специально при-
лагаемых к прибору боковичков.
В тех случаях, когда требуется определить у колеса только ко-
лебание длины общей нормали VWr, нет необходимости предва-
рительно настраивать прибор (как универсальный зубоизмери-
тельный, так и накладной нормалемер) по концевым мерам длины.
В этом случае прибор настраивается непосредственно по колесу.
Колебание длины общей нормали VWr определяется разностью
между наибольшей и наименьшей измеренными длинами общей
нормали. Эта разность должна быть в пределах допуска Vw- Сред-
нее арифметическое значение длины общей нормали, полученное
при измерении этого параметра по всей окружности колеса, есть
средняя длина общей нормали Wm. Отклонение этой величины от
номинального значения определяет AWmr. Это отклонение дол-
жно быть больше наименьшего отклонения средней длины общей
нормали AWme и меньше — (| AWme | + TWm).
Приведенный метод измерения длины общей нормали, несмо-
тря на свою простоту, довольно точен и, что весьма существенно,
не требует базы измерения, благодаря чему не зависит от ее по-
грешности.
Если длина общей нормали контролируется непосредственно
на станке, в процессе нарезания колеса, и действительный раз-
мер W окажется больше предписанного на величину A IE, необ-
ходимо увеличить радиальное врезание режущего инструмента на
величину хт = AIV7(2 sin а), при а = 20° хт = 1,462 A IE.
Ha основании данных, полученных при измерении длины об-
щей нормали, можно определить шаг зацепления зубчатого колеса.
С этой целью следует длину общей нормали проверить дважды,
причем при втором измерении количество охватываемых губками
приборов зубьев zn должно быть на единицу больше или меньше,
чем при первом измерении. Разность величин, полученных при
двух измерениях, будет равна шагу зацепления Ра проверяемого
колеса. Этим методом часто приходится пользоваться при измере-
нии шага зацепления зубчатых колес с неизвестными парамет-
рами (т и а).
Пример. Требуется установить годность цилиндрического прямозубого ко-
леса по средней длине общей нормали. Модуль зубчатого колеса 5 мм, г = 30,
а = 20 . Колесо изготовлено со смещением исходного контура: коэффициент сме-
щения х= 0,517 (равносмещенная передача). По точности изготовления колесо
должно быть: 7 — С ГОСТ 1643—72. Длину общей нормали зубчатого колеса со
1 Описание приборов дано в п. 21.
213
смещением исходного контура определяем по формуле В7 см = (IT* +
где W* выбираем по табл. 29. Для г =30 и х св. 0,45 до 1,00 IV-'* = 13,7047; в дан-
ном случае гп, согласно таблице, будет равно 5. W* определяем по формуле
V* = 0,6840л- = 0,6840-0,517 = 0,3536. На основании полученных данных
определяем №.о см = (FJ + №*) т = (13,7047 + 0,3536) 5 = 70,2915 мм. Для
определения допуска на среднюю длину общей нормали Т^т (по табл. 14
ГОСТ 1643—72) предварительно установим по табл. 3 допуск на радиальное бие-
ние зубчатого венца Fr. Он оказался равным (для d = пи = 5-30 = 150 мм)
53 мкм. По Fr и виду сопряжения С определяем Ту/т- Этот допуск равен 63 мкм.
Наименьшее отклонение средней длины общей нормали А-^те определяем
сложением двух слагаемых: I слагаемое (по табл. 12) равно 75 мкм; II слагаемое
(по табл. 13) — 14 мкм, следовательно,
Афте = I 75 | + | 14 | = I 89 | мкм.
^СО СМ ~ мм
Рис. 105. Схема
расположения по-
ля допуска 1 при
измерении длины
общей нормали
Таким образом, зубчатое колесо должно быть признано годным по средней
длине общей нормали, если действительное значение средней длины будет на-
ходиться в пределах 70,292“q’J|| мм (рис. 105).
32. ОПРЕДЕЛЕНИЕ ОТКЛОНЕНИЙ ЗУБЧАТЫХ КОЛЕС
МЕТОДОМ ДВУХ РОЛИКОВ
Методика измерения зубьев колес при помощи двух роликов
состоит в том, что в две диаметрально противоположные впадины
проверяемого колеса помещают ролики и расстояние между край-
ними точками цилиндрических поверхностей роликов измеряют
гладким или рычажным микрометром. Измеренное расстояние
связано с толщиной зуба определенной зависимостью, поэтому
на основании полученных показателей можно установить толщину
зуба.
Этот метод не требует никаких специальных измерительных
средств, кроме того, на измерении не сказываются погрешности
окружности вершин зубьев проверяемого колеса, так как эта
окружность не является базой для данного метода измерения.
Однако применяют метод двух роликов в исключительных слу-
чаях (для контроля мелкомодульных зубчатых колес и опреде-
ления коэффициента смещения исходного контура) из-за присущих
ему недостатков, к которым относятся:
1) сложность и громоздкость вычислений, связанных с опре-
делением искомой величины;
214
2) зависимость результата измерения от точности выполнения
двух соседних разноименных боковых сторон зубьев;
3) результат измерения представляет собой усредненное зна-
чение толщины двух диаметрально противоположных зубьев.
Для прямозубых цилиндрических колес расстояние между
крайними точками цилиндрических поверхностей роликов
(рис. 106) будет Л1Т = 2го + D, где rD — расстояние от центра
ролика до оси колеса; D — диаметр ролика.
Отсюда следует, что
rD = My—D/2. (19)
Эта формула справедлива при условии, что проверяемое прямо-
зубое цилиндрическое колесо имеет четное число зубьев. Если же
число зубьев проверяемого колеса
нечетное, то один из роликов бу-
дет смещен по отношению к друго-
му на угловую величину, равную
половине шага. В данном случае
.. 90° , D \
Мт == 2 (rD cos — + ,
откуда
rD = (2Л4Т —О)/2 cos ~. (20)
Если через центр ролика,
установленного во впадину прове-
ряемого колеса, провести эволь-
венту, имеющую ту же основную
окружность, что и колесо, то расстояние между центрами зубча-
того колеса и ролика rD может быть определено по формуле
rD = rb/cosaD, (21)
где aD — угол, заключенный между радиусом-вектором и нор-
малью к эвольвенте. Угол aD равен углу давления при радиусе rD
(см. стр. Ц).
Если в приведенной формуле (21) радиус основной окружности
гь выразить через радиус делительной окружности г, то rD =
= г cos a/cos aD.
Если в эту формулу вместо rD подставить равное ему значение
при четном числе зубьев колеса (Л4Т — О)/2 из формулы (19),
а при нечетном числе зубьев (Л4Т — О)/^2 cos из формулы
(20), то получим формулы, по которым можно определить угол <xD
на основании измеренной величины между крайними точками
роликов.
При четном числе зубьев колеса (Л4ф — Z))/2 = (г cos a)/cos aD,
откуда (при замене г на тг/2) cos aD = (mz cos а)/(Мф — D).
215
При нечетном числе зубьев колеса (Л1ф— £))/2 cos— =
90°
= (г cos a)/cos aD, откуда cos aD = mz cos a cos — /(Af ф — £>).
Длина дуги окружной толщины зуба по делительной окруж-
ности s равна s — 2/ф, причем угол 0 = л/z 4- inv aD — D!2rb —
— inv a.
Подставляя значение этого угла 0 в предыдущее равенство и
заменяя при этом г на mz/2 и гь на (mz/2) cos а, получим формулу,
которая дает возможность по результатам измерения размера Л4ф
определить действительное значение окружной толщины зуба
5ф = mz [л/z + inv an — inv a — D/(mz cos a)].
На основании действительного отклонения размера по роли-
кам Л1ф, равного Л1ф — Л1Т, можно установить величину смещения
исходного контура хт зубчатого колеса.
Для зубчатых колес с четным числом зубьев АМг!(хт) =
= 2 sin a/sin aD, откуда хт = (AMr sin 0,^2 sin a) . Для колес
/ 90° \
с нечетным числом зубьев AMr /(хт) = ( cos — 2 sin a/sin aD 1,
(90°\
A Mr sin an/2 sin a cos — j , где inv aD = inv a +
+ D/(d cos a) — n/(2z) — 2x tg a/z.
Для измерения зубчатых колес методом двух роликов обычно
используют калиброванные проволочки, которые изготавливают
наборами (ГОСТ 2475—62) для измерения среднего диаметра
резьбы. Диаметр роликов-проволочек, пригодных для измерения
данного колеса, определяют по формуле D *=& тпл/(2 cos а). При
a = 20° D 1,680 тп. В этом случае образующая проволочек
будет касаться боковых сторон зубьев примерно у делительной
окружности колеса.
Пользуясь приведенными выше формулами, определяют теоре-
тическую величину МТ, измеряют действительное значение Л4ф,
а также устанавливают, укладывается ли разность — МТ =
= АМг в нормы точности для данного колеса. Наименьшее откло-
нение размера по роликам АМе и допуск на этот размер Тм на-
ходят, согласно ГОСТ, по формулам
АМе = k(2\AHe\ + Q,7Fr)- (22)
Тм = 2k (Тн + 0,7Fr), (23)
где k = sin a/sin aD.
Пример. Требуется определить годность цилиндрического прямозубого ко-
леса по отклонению размера по роликам. Колесо по точности должно соответ-
ствовать 7—С ГОСТ 9178—72. Модуль колеса m = 0,5 мм; г= 234; а= 20°,
колесо нарезано без смещения исходного контура (х = 0).
1. Определяем диаметр калиброванных проволочек, с помощью которых
можно найти величину Л4ф:
D = 1,680m = 1,680-0,5 = 0,840 мм.
Выбираем наиболее близкий к расчетному диаметр проволочек (в частности,
216
0,866 мм) и располагаем прбвоЛоЧки, как было указано ранее, во впадины колеса,
измеряем величину Л4ф, которая окажется равной 118,125 мм.
2. Определяем по формуле теоретическое значение угла ад
inv aD = inv а + P/(d cos а) — n/(2z) = inv 20° + 0,5-23’4 cl 2?+ — =
= 0,014904 4- 0,007876 — 0,006712 = 0,016068.
По таблице эвольвентных функций находим угол ад, он равен 20° 29'. Теперь
определим гд:
rD = г cosa/cos ар = 58,5 cos 20°/cos 20°29' = 58,5 • 0,9397/0,9368 = 58,681 мм.
Подставляя значение гр в фор-
мулу 7ИТ = 2rp+ D, получим
А4Т = 117,362 + 0,866= 118,228 мм.
3. Определяем наименьшее от-
клонение размера по роликам Аме
по формуле (22) и допуск на раз-
мер по роликам Тм по форму-
ле (23).
„ „ sin а
Здесь 2й = 2 —-----=
Sin ар
„ sin 20° 2-0,3420
~ sin 20°29' — 0,3499 ~ ’
Рис. 107. Схема расположения поля до-
пуска при измерении зубчатого колеса
методом двух роликов
Подставляя найденные значения в формулы (22) и (23), получим:
Аме= 1,955 (2 | 28 | + 0,7-30) = —77 мкм;
Тм= 2 • 1,955 (42 + 0,7-30) = 67 мкм.
4. Определяем действительное отклонение Амг = Л4ф— Л4Т = 118,125 —
— 118,228 = —103 мкм. Оно укладывается в пределы для допуска (рис. 107).
Г лава VII
ИЗМЕРЕНИЕ КОНИЧЕСКИХ
И ЧЕРВЯЧНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ,
КОЛЕС И ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ
3. ИЗМЕРЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Кинематическая погрешность конического зубчатого колеса
опр деляется разностью между действительным и номи. альным
(расчетным) углами поворота проверяемого зубчатого колеса,
на его рабочей оси, ведомого точным измерительным колесом при
точном взаимном положении осей вращения сопрягаемых колес.
Кинематическая погрешность конической зубчатой передачи опре-
деляется разностью между действительным и номинальным (рас-
четным) углами поворота ведомого зубчатого колеса, сопрягае-
мого с ведущим колесом передачи.
217
Рис. 108. Принципиаль-
ная схема измерения ки-
нематической погреш-
ности конического колеса
на однопрофильном при-
боре
Для проверки кинематической погрешности конических зуб-
чатых колес и передач используют однопрофильные приборы,
аналогичные приборам для проверки кинематических погрешностей
цилиндрических зубчатых колес. Принцип простейшей схемы
работы такого прибора показан на рис. 108. В данном случае
мгновенные передаточные отношения и перемещения ведомого
зубчатого колеса 2, сопрягаемого с ведущим колесом 3, непре-
рывно сравниваются с передаточным отношением точных фрик-
ционных конусов 1 и 4 или обкатного диска и конуса. Для каждой
пары контролируемых колес в соответствии с их передаточным
отношением необходимо иметь точные
конуса или диски, что является серьез-
ным недостатком приборов, работающих
по такой схеме.
Современные однопрофильные приборы
изготавливают с поворотными бабками,
что позволяет контролировать как ци-
линдрические, так и конические зубчатые
колеса и передачи. К таким приборам от-
носятся приборы фирмы «Голдер Микрон»
(модель прибора CSF/2), рассмотренные
ранее. Некоторые фирмы выпускают одно-
профильные приборы специально для кон-
троля конических колес, например фирма
«Клингельнберг» для контроля кинема-
тической погрешности конических колес
диаметром до 300 мм гыпускает спе-
циальный прибор РЕК 300. В приборе используют фотоэлектри-
ческие круговые растровые преобразователи фирмы «Оптон
Цейсс—Оберкохен» (ФРГ) с гересчетной системой, позволяющей
настраивать прибор на любые передаточные отношения в соответ-
ствии с контролируемыми зубчатыми колесами в пределах от 1 : 1
до 1 : 999. Результаты измерения фиксируются самописцем фирмы
«Клингельнберг». Для контроля кинематической погрешности
конических зубчатых колес выпускают также однопрофильные
приборы с сейсмическими преобразователями.
Накопленная погрешность шага по зубчатому колесу (Fpr)
на k шагов (Fpkr) и разность любых шагов (Крг) могут быть опре-
делены с помощью специального приспособления (рис. 109).
Проверяемое зубчатое колесо 1 устанавливается на опорное
кольцо 2 и центрируется на нем. Для легкости хода на верхней
части опорного кольца расположены шарики. В процессе изме-
рения наконечники 3 и 5 настраивают так, чтобы они касались
одноименных боковых сторон зубьев, расположенных относительно
друг друга на k угловых шагов, где k — целое число от 2 до z/2.
Наконечники следует располагать примерно на середине длины
зуба. Наибольшая алгебраическая разность, полученная для всех
значений k при последовательном поворачивании зубчатого ко-
218
леса с помощью кулачка 4, принимается на накопленную погреш-
ность шага по колесу.
Проверка на этом приспособлении зубчатых колес с хвостовой
частью осуществляется при закреплении колеса в центрах.
Накопленная погрешность шага по колесу и на k шагов может
быть установлена также накладными шагомерами модели
БВ-5070 ЛИЗ, ранее рассмотренными в п. 18.
Показатели точности конических зубчатых колес могут быть
определены также измерительными средствами, применяемыми
для проверки окружного "шага цилиндрических зубчатых'колес.
У таких приборов ось центров, на которую устанавливается про-
рис. 109. Измерительное приспособление для измерения ок-
ружного шага конических зубчатых колес
веряемое колесо или измерительный узел прибора, должна на-
клоняться на угол делительного конуса колеса 6, чтобы можно
было произвести измерение в нормальном сечении и на постоянном
расстоянии от заднего дополнительного конуса. К таким приборам
относятся универсальные зубоизмерительные приборы, а также
полуавтоматы ШМ-1 ЧЗМИ.
Биение зубчатого венца Frr у конических зубчатых колес опре-
деляется как наибольшая (в пределах зубчатого колеса) разность
положения элемента нормального исходного контура (одиночного
зуба или впадины), наложенного на профили зубьев контроли-
руемого колеса. При этом измерение должно производиться в на-
правлении, перпендикулярном образующей делительного конуса
зубчатого колеса примерно на среднем конусном расстоянии.
Для контроля биения зубчатого венца конических колес
обычно используются биениемеры, у которых измерительный узел
прибора можно поворачивать в плоскости, проходящей через
ось центров, на угол, соответствующий углу делительного конуса б
конического колеса. К таким биениемерам относятся биениемеры
ЧЗМИ типа Б-10М, биениемеры ЛИЗ модели 25002 (рис. 110),
биениемеры фирмы «Цейсс» (ГДР ) и других фирм.
Для проверки F„ конических колес применяют конусные или
седлообразные измерительные наконечники (такие наконечники вы-
пускают к биениемерам ЛИЗ), в некоторых случаях используются
219
и шаровые наконечники. Контроль Frr может быть также осу-
ществлен с помощью универсальных зубоизмерительных при-
боров. Изготавливаются и специальные измерительные приспо-
собления, предназначенные только для контроля биения кони-
ческих зубчатых колес. Одно из таких приспособлений показано
на рис. 111.
Существуют и специальные приборы для автоматического конт-
роля ошибок в шаге и биения зубчатого венца конических зубча-
тых колес с записью результа-
тов измерения. Такие прибо-
ры выпускаются фирмой
«Глиссон» (США).
Проверку колебаний изме-
рительного межосевого угла
за оборот колеса F'^r и на од-
ном зубе far и предельных
отклонений этого параметра
обычно производят при безза-
зорном зацеплении проверяе-
мого колеса с измерительным
на приборе БВ-5035 ЛИЗ, а
также на приборах фирмы
«Клингельнберг» или фирмы
«Глиссон». На рис. 112 пред-
ставлена одна из моделей при-
боров, выпускаемых фирмой
«Клингельнберг».
При проверке конических
зубчатых колес на этих прибо-
Рис. ПО. Контроль биения зубчатого
веица конического зубчатого колеса
биениемером модели 25002 ЛИЗ
рах одно из сопрягаемых колес располагается с помощью оправки
на неподвижном суппорте прибора, второе—на суппорте, вращаю-
щемся на подшипниках качения. С помощью специального груза
(на рисунке не показан) сопрягаемые колеса приводятся в плот-
ное зацепление. Предварительно сопрягаемые колеса устанавли-
ваются на определенное монтажное расстояние, при котором
вершины их начальных производственных конусов совмещаются.
Для обеспечения правильной установки колес прибор имеет гра-
дусную шкалу и нониус. Неточности проверяемого колеса при
обкатке его с измерительным вызовут изменения угла пересечения
осей измерительной шестерни и проверяемого колеса, фиксируе-
мые записывающим устройством и одновременно индикатором ча-
сового типа. При этом все время будет сохраняться прилегание
зубьев по их длине: при данной проверке колес меняется лишь
монтажный угол.
Разность наибольшего и наименьшего измерительных межосе-
вых углов за полный оборот контролируемого зубчатого колеса
или на один угловой шаг определяют F"xr или 'соответственно
f"izr. Разность же между предельным и номинальным межосевыми
220
Рис. 111. Измерительные приспособления для кон-
троля биения зубчатого венца конических зубчатых
колес
Рис. 112. Прибор фирмы «Клингельиберг» для проверки межосевого угла
конических зубчатых колес
221
углами характеризует предельные отклонения этих показа-
телей.
При отсутствии специальных измерительных средств для про-
верки колебаний измерительного межосевого угла этот показатель
точности можно установить по величине осевого (т. е. параллель-
ного оси колеса) перемещения контролируемого колеса в плотном
зацеплении.
Осевое перемещение конических зубчатых колес в плотном
зацеплении может быть выявлено с помощью межцентромеров,
широко распространенных в нашей промышленности. Контроли-
руемое колесо в этом случае сопрягается с измерительным, у ко-
Рис. 113. Схема установки кареток межцентромера при проверке
осевого перемещения конических зубчатых колес: а — по концевым
мерам длины; б — с помощью установочных колец
торого толщина зуба должна быть увеличена на среднее утонение,
предусмотренное для проверяемого колеса. Проверка конических
зубчатых колес предусматривает строгое совпадение вершин на-
чальных конусов; при этом зубья будут соприкасаться по всей
своей длине, т. е. будет обеспечен их полный продольный контакт.
При данной проверке колес это положение не соблюдается, так
как из-за утонения зубьев при плотном сцеплении колес нару-
шается условие правильного их зацепления по их длине. Поэ-
тому проверку парных конических колес на двухпрофильных
приборах производить не рекомендуется.
Для измерения конических колес ко всем моделям межцентро-
меров, выпускаемых ЧЗМИ, прилагаются специальные крон-
штейны, обеспечивающие перемещение осей сопрягаемых кониче-
ских зубчатых колес под прямым углом.
Осевое перемещение контролируемого колеса в плотном за-
цеплении связано с колебанием измерительного межосевого
угла за оборот колеса F'ixr и на одном зубе отношением
flsr/cos б, f"izr/cos б, где б — угол делительного конуса зуб-
чатого колеса
На этом же приборе можно определить предельные величины
колебания осевого перемещения колеса. Для этого каретка при-
бора должна быть установлена на величину А (рис. 113, а), рав-
222
Ную расстоянию от вершины начального производственного ко-
нуса до базовой плоскости — опорного торца измеряемого колеса
(по чертежу), а вертикальная каретка прибора — на величину Аи.
Установку кареток прибора на величины А и Ли лучше произво-
дить не по шкалам прибора, а по концевым мерам.
Установка кареток может быть произведена и с помощью
специальных установочных колец 1 и 2 (рис. ИЗ, б), применяю-
щихся обычно для контроля конических зубчатых колес при мас-
совом и крупносерийном производстве.
Диаметры установочных колец Dr и Z)2 определяются в зави-
симости от номинального базового расстояния А.
Рис. 114. Проверка правильности направления зуба конических зубча-
тых колес с помощью конусных шпилек: а — установка шпилек на кон-
тролируемом колесе: б — чертеж шпильки; в — шпильки со срезом
3)
После определения положения кареток кольца снимают, на
их место устанавливают проверяемые колеса, а бабки приводят
в исходное положение.
Погрешность направления зуба определяется наибольшим
отклонением действительного направления образующих боковой
поверхности зуба от номинального, отнесенного ко всей длине зуба
и выраженного в линейных величинах.
Правильность направления зуба конических колес обычно
выявляется при проверке зубчатых колес на краску.
Образующие профиль конического прямозубого колеса теоре-
тически должны пересекаться в вершине конуса. Это положение
может быть проверено у отдельного зубчатого колеса с помощью
конусных шпилек, закладываемых в противоположные впадины
проверяемого колеса. Концы шпилек могут быть острозаточен-
ными или иметь срез в диаметральной плоскости. Чертеж такой
острозаточенной иглы показан на рис. 114. Здесь Dp = (0,5nmz —
— 2xmt tg aj cos az, где mt — модуль в торцовом сечении; х—
коэффициент смещения; az — угол исходного контура в торцовом
сечении. Угол конусности а (рис. 114) иглы равен аге tg Dp!2Re
{Re — внешнее конусное расстояние), /к выбирается меньше ши-
223
рины зубчатого колеса примерно на 2—3 мм, чтобы исключить
возможность контакта образующей шпильки с торцовыми кром-
ками зубьев контролируемого колеса; угол заострения иглы
Фо 15-^20°. Общая длина иглы I делается на 20—25 мм больше
ее рабочей части.
Правильность направления зубьев при контроле их конус-
ными шпильками определяется при заостренных концах — по их
совпадению, при применении шпилек со срезом — по величине
зазора между плоскостями срезов, определяемых с помощью
щупа.
Циклическая погрешность конических зубчатых колес, как
и цилиндрических, может быть выявлена при анализе диаграммы
кинематической погрешности, полученной при однопрофильном
методе контроля.
Проверка суммарного пятна контакта зубьев конической зуб-
чатой передачи производится в собранной передаче и является
основным методом контроля качества монтажа. По характеру рас-
положения пятна контакта можно определить причины дефектов
сборки и устранить их соответствующей регулировкой с помощью
специальных колец. Проверку суммарного пятна контакта можно
производить и на контрольно-обкатных станках, выпускаемых
Саратовским заводом зубострогальных станков (по ГОСТ 15988—70
и ГОСТ 16473—70). Для контроля конических зубчатых колес
этот завод выпускает три модели станков: 5Б720 — для зубчатых
колес модулем от 0,3 до 2,5 мм (наибольший диаметр колес —
125 мм); 5Б725 — для модулей от 2,5 до 10 мм (наибольший диа-
метр 320 мм) и 5В722 — для модулей от 1,5 до 8 мм (наибольший
диаметр 200 мм). Кроме того, Саратовский завод выпускает уни-
версальный контрольно-обкатной станок модели 5А725 (см. рис. 87)
для проверки цилиндрических колес (наружного и внутреннего
зацепления), конических колес и червячных передач. Этот станок
предназначен для колес модулем от 2,5 до 10 мм и диаметром от
200 до 500 мм.
Контрольно-обкатные станки имеют две бабки, оси которых
устанавливаются в соответствии с межосевым углом контролируе-
мой передачи. Бабки могут быть передвинуты вдоль осей для обе-
спечения базовых расстояний торцов колес от точки пересечения
осей и для получения наилучших условий зацепления. Для данной
проверки необходимо, чтобы вершины начальных производствен-
ных конусов колес были совмещены с точкой пересечения осей
бабок станка. В бабках смонтированы шпиндели, на которых за-
крепляются проверяемые колеса. Один из шпинделей приводится
во вращение от электродвигателя, второй — притормаживается,
что создает необходимое усилие, прижимающее зубья сопрягаемых
колес друг к другу.
Проверка пятна контакта может быть произведена при зацеп-
лении проверяемого колеса с измерительным колесом либо с пар-
ным колесом. В первом случае достигается взаимозаменяемость
224
колес, во втором — сборка их в узел должна производиться обя-
зательно комплектно.
Для проверки пятна контакта поверхность зубьев измеритель-
ной шестерни покрывают тонким равномерным слоем краски, кото-
рую рекомендуется наносить, согласно указаниям, приведенным
при контроле цилиндрических зубчатых колес. Затем колеса вво-
дят в однопрофильное зацепление и, обкатав их .получают на кон-
тролируемом колесе отпечатки краски. О контакте зубьев судят
по характерному отпечатку, полученному на рабочей поверхности
зубьев. Форма и расположение пятна контакта на рабочих
поверхностях зубьев позволяют определить правильность мон-
тажа, а также дает возможность вводить исправления при по-
следующем нарезании колес и определяет наилучшее монтажное
положение колес в отношении шума и контакта при сборке
колес.
В некоторых случаях проверку пятна контакта парных колес
производят обкаткой под нагрузкой в течение продолжительного
времени без покрытия зубьев колеса краской. В этом случае о ка-
честве контакта зубьев судят по блику, появившемуся на боковых
поверхностях зубьев. Так как при работе зубчатой передачи из-за
деформации звеньев механизма пятно контакта смещается вдоль
зуба в направлении от вершины делительного конуса к его осно-
ванию, при проверке на краску оно должно располагаться на
половине длины зуба, начиная со стороны вершины делительного
конуса.
Так как в ГОСТах приведены нормы на суммарное пятно
контакта собранной зубчатой передачи, то, очевидно, при конт-
роле пятна контакта зубчатого колеса, сопрягаемого с измеритель-
ным, относительные размеры суммарного пятна контакта должны
быть увеличены по сравнению со стандартными нормами. В данном
случае, аналогично цилиндрическим зубчатым колесам (см. п. 26)
суммарное пятно контакта устанавливается равным среднему
арифметическому значению пятна контакта контролируемого и
измерительного колес, взятым по ГОСТу в соответствии со сте-
пенью точности сопрягаемых колес.
Кроме того, для определения правильности сборки конической
передачи проверяется непересечение осей, отклонение межосевого
угла передачи Е2г и осевое смещение делительного конуса fXT.
Предварительно в корпусе передачи рекомендуется проверить
правильность пересечения осей.
Для проверки правильности пересечения осей отверстий под
опоры валов зубчатых колес, при их сборке, можно воспользоваться
точными цилиндрическими оправками или калиброванными скал-
ками, на концах которых имеется срез, расположенный в осевой
плоскости. Скалки вставляют в отверстия корпуса и при помощи
щупов измеряют расстояние между плоскостями срезанных кон-
цов скалок. Это расстояние по существу и характеризует величину
непересечения осей. Одновременно с контролем непересечения
15 А. Л Марков 225
осей проверяется и угол между осями скалок, определяю-
щий EZr.
Осевое смещение делительного конуса fxr есть величина сме-
щения делительного конуса зубчатого колеса вдоль его оси
(рис. 115) при монтаже передачи от положения, при котором
характеристики зацепления плавности работы (пятно контакта)
являются наилучшими. Наилучшие условия зацепления зубча-
той пары определяются на контрольно-обкатном станке, где добив-
шись положения, при котором получается суммарное пятно кон-
такта наиболее благоприятным по величине и расположению, а
также наиболее удовлетворительной работы передачи в части
плавности, определяют расстояние до базовых торцов. Это же
Рис. 115. Осевое смеще-
ние делительного конуса
fxr конического колеса
при монтаже передачи
расстояние определяется при собранной передаче в корпусе. Раз-
ность этих величин характеризует fXr.
Колебание бокового зазора в передаче Vir определяется как
разность между наибольшим и наименьшим боковыми зазорами
в передаче. Лучше всего колебание бокового зазора может быть
выявлено кинематической погрешностью зубчатой пары при усло-
вии измерения этого показателя точности по левым и правым
боковым сторонам профиля [28].
Боковой зазор в передаче непосредственно может быть измерен
с помощью индикатора часового типа, укрепленного на кор-
пусе контрольно-обкатного станка, на котором располагают
зубчатую пару1. Сопрягаемые колеса следует в данном случае рас-
положить так, чтобы получить наиболее качественные условия
зацепления, т. е. установить такое осевое положение колес, при
котором достигается наилучшее расположение пятна контакта
и плавность работы колес.
При неподвижном ведущем колесе поворачивают в обе стороны
ведомое колесо, определяя по индикатору предельные отклоне-
ния. Такую проверку производят в нескольких местах по окруж-
ности зубчатого колеса (примерно в 8—12 положениях). За вели-
чину Vir принимается разность между наибольшим и наименьшим
показаниями индикатора. Боковой зазор в передаче Vir зависит
в основном от биения зубчатого венца и погрешностей окруж-
ного шага. От этих же величин зависит и колебание измеритель-
ного межосевого угла на оборот колеса F"iz.
1 В контрольно-обкатных станках новых моделей индикатор для контроля
бокового зазора встроен непосредственно в станок.
226
При проверке на контрольно-обкатном станке бокового за-
зора пары конических зубчатых колес следует иметь в виду, что
наименьший предписанный боковой зазор, т. е. гарантированный
боковой зазор в передаче inmin, связан с наибольшим боковым
зазором 1пшах следующей формулой: in max Хэ in min + Тс X
X cos а„, где Tc — допуск на толщину зуба; ап — угол исходног
контура в нормальном сечении.
При нарезании конических зубчатых колес фактически полу-
чается не эвольвентный тип зацепления, а квазиэвольвентный, по-
этому ГОСТ рекомендует производить измерение толщины зубьев
не по постоянной хорде, а по хорде
делительной окружности siw.
Теоретическая величина siw
(рис. 116) определяется по формуле
S/a, = mt sin n/2z
и располагается от окружности вер.
шин зубьев на расстоянии htw =
= h' + р„, где h' — высота головки
зуба (для зубчатых колес без сме-
щения h' = tn),
Рг. = (J—c°s 27J .
отсюда
зуба по делительной окружно-
сти конического зубчатого колеса
[1 +4’(l-cos-£-)] •
(25)
h/w —
Если в формуле (24) выражение z sin принять равным kx,
а в формуле (25) выражение, взятое в квадратные скобки, равным
k2, то stw = mtky, htw = mtk2.
Значения коэффициентов и k2 приведены в табл. 32.
Для нахождения значений коэффициентов необходимо исхо-
дить из приведенного числа зубьев zvl, которые определяются
согласно формулам на стр. 40.
Пример. Требуется определить толщину зуба по хорде делительной окруж-
ности прямозубого конического колеса 7 — F проекта стандарта СЭВ.
Данные о колесе: mt ~ 3 мм; z= 20; 6= 19°45'.
Определим по формуле zvt:
г 20
‘Dt cos 6 sinl9°45' —
1 'о294Э^Л 32 к0ЭФФициенты ^1 и ^2 ПРИ zvt = 21: ky — 1,5693; k, =
Отсюда
s/a> = 3-1,5693 = 4,71 мм;
15*
227
Таблица 32. Значения коэффициентов kt и
при измерении толщины зубьев по хорде делительной
окружности
2пр /?1 k2 2пр *2 2пр k, кг
10 11 1,5643 1,5655 1,0619 1,0560 45 46 1,5705 1,5705 1,0137 1,0134 79 80 1,5707 1,5707 1,0078 1,0077
12 13 1,5663 1,5669 1,0513 1,0474 47 48 1,5705 1,5705 1,0131 1,0128 81 82 1,5707 1,5707 1,0076 1,0075
14 1,5675 1,0440 49 1,5705 1,0126 83 1,5707 1,0074
1_5 1 5679 1,041 1 50 1,5705 1,0124 84 1,5707 1,0073
16 1,5683 1,0385 51 1,5705 1,0121 85 1,5707 1,0073
17 1,5686 1,0363 52 1,5706 1,0119 86 1,5707 1,0072
18 1’5688 1,0342 53 1,5706 1,0116 87 1,5707 1, ии /1
19 1'5690 1,0324 54 1,5706 1,0114 88 1,5707 1,ои/и
20 1'5692 1,0308 55 1,5706 1,0112 89 1,5707 1,0069
21 1,5693 1,0294 56 1,5706 1,0110 90 1,5707 1,0069
22 1,5694 1,0280 57 1,5706 1,0108 91 1,5707 1,0068
23 1,5695 1,0268 58 1,5706 1,0106 92 1,5707 1,0067
24 1,5696 1,0257 59 1,5706 1,0104 93 1,5707 1,0066
25 1,5697 1,5698 1,0247 60 1,5706 1,0103 94 1,5707 1,0065
26 1,0237 61 1,5706 1,0101 95 1,5707 1,0065
27 1,5698 1,0228 62 1,5706 1,0100 96 1,0 i и 1 1,0064
28 1,5699 1,0220 63 1,5706 1,0098 97 1,5707 1,0064
29 1,5700 1,0212 64 1,5706 1,0096 98 1,570/ 1,5707 1,0063
30 1,5701 1,0205 65 1,5706 1,0095 99 1,0062
31 1,5701 1,0199 66 1,5706 1,0093 100 1,5707 1,0062
32 1*5702 1,0193 67 1,5706 1,0092 105 1,5708 1,0059
33 1,5702 1,0187 68 1,5706 1,0091 110 1,5708 1,0056
34 1,5702 1,0181 69 1,5706 1,0089 115 1,5708 l,UUb4
35 1'5703 1,0176 70 1,5706 1,0088 120 1,5708 1,0051
36 1,5703 1,0171 71 1,5707 1,0087 125 1,5708 1,0049
37 1,5703 1,0167 72 1,5707 1,0086 127 1,5708 1,0048
38 1,5703 1,0162 73 1,5707 1,0084 130 1,5708 1,0047
39 1,5704 1,0158 74 1,5707 1,0083 135 1,5708 1,0046
40 1,5704 1,0154 75 1,5707 1,0082 140 1,5708 1,0044
41 1,5704 1,0150 76 1,5707 1,0080 145 1,5708 1,0042
42 1,5704 1,0146 77 1,5707 1,0080 150 1,5708 1,0041
43 1,5704 1,0143 78 1,5707 1,0079 Рейка 1,5708 1,0000
44 1,5705 1,0140 -
htw = 3-1,0294 = 3,09 мм.
Допустим, что при измерении толщины зуба на расстоянии htw = 3,09 мм
Ttw оказалась равной 4,42 мм. Следовательно, действительное отклонение в дан-
ном случае равно F stw = 4,42 — 4,71 — —0,29 мм. Согласно проекту
стандарта допуск на толщину зуба Тс= 90 мкм; наименьшее отклонение
толщины зуба Ес= —130 мкм.
Из схемы поля допуска (рис. 117) видно, что зубчатое колесо по толщине зуба
не укладывается в пределах допуска.
Из-за небольших отклонений квазиэвольвенты от эвольвенты
и невысокой точности контроля толщины зубьев с помощью су-
ществующих измерительных средств конические зубчатые колеса
практически можно контролировать и по условно принятой для
конических колес постоянной хорде. Определение теоретического
размера хорды в этом случае значительно упрощается. Иногда
допускается производить контроль толщины зуба по постоянной
•хорде, пользуясь допусками для толщины зуба по хорде дели-
тельной окружности.
В рабочих чертежах конических колес толщина зуба обычно
задается по делительной окружности, но вследствие того, что
228
кромка зубьев в этом сечении в большинстве случаев имеет завалы
и забоины, толщину зубьев приходится измерять на некотором
расстоянии от плоскости пересечения поверхности конуса высту-
пов с поверхностью внешнего дополнительного конуса.
Для проверки толщины зуба в процессе зубонарезания можно
пользоваться кромочным зубомером, укрепляя его на специаль-
ной планке упора 2 (рис. 118), которая в процессе измерения ко-
леса прижимается к образующей дополнительного конуса.
Такое крепление зубомера 1 обеспечивает (благодаря опреде-
ленному размеру шайб 3) измерение толщины зуба на постоянном
расстоянии от вершины делительного конуса и обеспечивает
измерение в плоскости, перпендикулярной
к образующей этого конуса. Однако такое
крепление зубомера [вызывает необходи-
мость производить расчет толщины зуба
Рис. 118. Схема про-
верки толщины зуба
конического колеса
хордовым зубомером
с упорной планкой
Рис. 117. Схема расположения поля допуска
при измерении толщины зуба конического ко-
леса
с учетом расстояния I, на котором производится измерение толщи-
ны зуба (т. е. учитывается толщина применяемых шайб) и измери-
тельной высоты he, на которой производится это измерение.
В данном случае размер толщины зубаз[ по постоянной хорде
и измерительная высота h’e определяются по формулам:
-_____
$е
he = he — Z tg (6а — 6),
где и 6 — углы конусов вершин и делительного конуса кон-
тролируемого зубчатого колеса; Re — конусное расстояние,
определяемое по формулам табл. 3.
Пример. Требуется определить толщину зуба по постоянной хорде прямо-
зубого конического колеса при измерении этой толщины на расстоянии I — 5 мм
и измерительну ю высоту he. Данные о колесе: т = 4 мм; г = 18; б = 40° 36' 05";
ба = 45° 34'.
1273
229
Определяем:
1. se = 1,387т = 5,548 мм;
2. he — 0,748/n = 2,99 мм;
о r> d 4-18 __ on
3’ Re ~ 2 sin 6 — 2 sin 40’36'0,5" ~ 55,30 MM’
. I - с г,о о-5,548
4. se = se-— se = 5,548---------
РисЛ’119. Схема установки конического
зубчатого колеса при контроле толщины
зуба на биениемере модели 25002 с по-
мощью специального устройства
,046 mm;
5. h'e = h~ - I tg (6a - 6) =
= 2,99 — 5 tg 4° 57' 55" = 2,99 —
— 5-0,0869 = 2,56 мм.
При массовом производ-
стве конических колес тол-
щина зуба определяется по
боковому зазору на контроль-
но-обкатном станке одновре-
менно с проверкой пятна
контакта.
Для проверки толщины
зубьев конических колес гру-
бых степеней точности при-
меняют шаблоны, с помощью
которых контроль толщины
зуба производится в сечении,
лежащем на заднем дополни-
тельном конусе.
Измерение толщины зуба конических мелкомодульных зуб-
чатых колес может быть произведено с помощью биениемера мо-
дели 25002 ЛИЗ. Для этой цели биениемер снабжают специальным
устройством, фиксирующим осевое положение контролируемого
колеса по базовому торцу. Предварительно наконечник этого уст-
ройства 1 (рис. 119) и измерительный наконечник 2 устанавливают
по специальному установочному кольцу, либо размерил и у пред-
варительно рассчитывают по формулам, приведенным в инструк-
ции к прибору.
34. ИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ,
ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ КОЛЕС
Согласно проекту стандарта СЭВ «Передачи червячные цилин-
дрические. Допуски», для червячных колес и червячных передач
допуски и предельные отклонения устанавливают по нормам кине-
матической точности, плавности работы и контакта зубьев и вит-
ков для червячных цилиндрических передач. В частности, для чер-
вячных передач показателем кинематической точности является
наибольшая кинематическая погрешность передачи F’ior, показа-
телем плавности работы—циклическая погрешность передачи fzkor
230
и циклическая погрешность зубцовой частоты в передаче/ггог.'Пока-
зателем, определяющим контакт зубьев червячного колеса с вит-
ками червяка, для червячной передачи с нерегулируемым рас-
положением осей является суммарное пятно контакта. Показа-
телями, обеспечивающими гарантированный боковой зазор в чер-
вячной передаче, являются наименьшее отклонение толщины
витка червяка А. и допуск на толщину витка Тс.
Измерение всех указанных выше показателей червячных пере-
дач может быть произведено с
Рис. 120. Прибор модели PS 500
фирмы «Клингельнберг»
помощью специального прибора,
выпускаемого фирмой «Клин-
гельнберг» (модели PS500). При-
бор (рис. 120) предназначен для
контроля кинематической и
циклической погрешностей чер-
вячных передач в однопрофиль-
Рис. 121. Принципиальная'схе-
ма прибора для контроля по-
грешности винтовой линии чер-
вяка
ном зацеплении, суммарного пятна контакта, межосевого угла пере-
дачи1. Крометого, он позволяет контролировать измерительное меж-
осевое расстояние в двухпрофильном зацеплении. Этот прибор
осуществляет контроль червячных передач модулем от 0,5 до 25 мм
с межосевым расстоянием передачи: в однопрофильном зацепле-
нии от 35 до 400 мм; в двухпрофильном зацеплении — от 5 до
500 мм.
Прибор снабжен электронным самописцем. Измерительная
часть этого прибора (маркируется PS 750) может быть применена
для контроля червяков (в частности, угла профиля, шага, хода,
толщины зуба и радиального биения витков). Диаметр измеряе-
мых червяков увеличивается до 200 мм, а с применением при-
способления Е1 — до 325 мм.
Погрешность винтовой линии червяка в пределах оборота fhr
и на всей длине червяка fhkr, определяемая как расстояние по
нормали между двумя номинальными винтовыми линиями, между
1 Отклонение межосевого угла передачи А^г определяется разностью между
действительными и номинальными межосевыми углами червячной передачи.
Выражается линейной величиной на ширине зубчатого веица колеса.
231
которыми располагается действительная линия витка, измеряется
с помощью специальных приборов. Эти приборы позволяют сли-
чать контролируемую винтовую линию с образцовой, получаемой
от измерительного червяка с ходом витка рх, равным контроли-
руемому червяку, либо с теоретической винтовой линией, созда-
ваемой кинематической схемой измерительного прибора.
Принципиальная схема одного из измерительных приборов
[28 ] для контроля погрешности винтовой линии червяка показана
на рис. 121. В этой схеме теоретическая винтовая линия червяка
создается фрикционной парой 1,2 с перекрещивающимися осями.
Угол между осями этой пары настраивается в соответствии с ходом
винтовой линии контролируемого червяка, причем фрикционный
цилиндр 2 и контролируемый червяк располагаются на соосных
центрах. В процессе измерения винтовой линии червяка одновре-
менно вращаются фрикционная пара и червяк, при этом каретка
прибора 4 перемещается в направлении, параллельном оси червяка
относительно измерительного узла 3 (либо записывающего уст-
ройства). По такой схеме работает прибор БВ-1025 для контроля
червячных мелкомодульных фрез. Этот прибор, выпускаемый
ЧЗМИ, предназначен для контроля червяков и червячных фрез
модулем от 0,3 до 2 мм, диаметром от 20 до 100 мм.
Погрешность винтовой линии червяка fhr и fhkr может быть
выявлена также с помощью других приборов, предназначенных
для контроля червячных фрез, например, приборами БВ-5005
и 19295 производства ЧЗМИ. Первый прибор предназначен для
контроля червяков и червячных фрез модулем от 1 до 20 мм и диа-
метром от 40 до 250 мм, второй — для поэлементного контроля
червячных фрез модулем от 2 до 20 мм и диаметром от 40 до 250 мм.
Измерение отклонений шага червяка fptr и накопленной по-
грешности k шагов червяка fpkr производится на приборах мо-
дели 19295 и на универсальном контактомере модели БВ-5028 с по-
мощью специального приспособления. Отклонение шага червя-
ков с небольшим углом подъема может быть произведено и на
универсальном измерительном микроскопе с помощью измеритель-
ных ножей, а при больших углах подъема — с помощью контакт-
ного приспособления НЗО-2. Измерение шага червяка рекомен-
дуется производить по обеим сторонам профиля. За действитель-
ное отклонение шага fptr берется наибольшее среднее отклонение
по обеим сторонам профиля, полученное при измерении отдельных
шагов по всей длине червяка, или наибольшая погрешность при
повороте червяка на один номинальный угловой шаг (при одноза-
ходном червяке — на один оборот). За накопленную погрешность k
шагов [ркг~наибольшая погрешность при номинальном повороте
червяка от 2 до z/2 угловых шагов.
Погрешность профиля fjr червяка проверяется в том сечении,,
где профиль витков прямолинеен. Как это было ранее отмечено
(см. п. 7), архимедов червяк ZX имеет прямолинейный профиль
в осевом сечении, конволютный червяк ZAH имеет прямолинейный
232
профиль в нормальном сечении к витку, а конволютный червяк
ZN2— в нормальном сечении к впадине; у эвольвентных червяков
Z1 измерение погрешности профиля производится в сечении пло-
скостью, касательной к основному цилиндру (т. е. в плоскости,
смещенной от оси червяка на радиус гь основного цилиндра чер-
вяка).
Профили архимедовых ZA и эвольвентных червяков Z1 можно
проверить на приборах, специально предназначенных для изме-
рения червячных фрез (прибор модели 19295 ЧЗМИ). Измеритель-
ный узел этих приборов смонтирован на каретках, которые можно
устанавливать и перемещать под углом профиля червяка, парал-
лельно прямолинейной части профиля контролируемого червяка.
Угол профиля архимедо-
вых и конволютных червяков
в нормальном сечении а„
можно проверить также на
универсальном измеритель-
ном микроскопе с помощью
измерительных ножей. В
этом случае колонку микро-
скопа следует наклонить на
угол подъема витка на де-
лительном цилиндре у кон-
тролируемого червяка, при-
чем tg у = mzjd^ В данном
случае наблюдаемое в ми-
Рис. 122. Определение радиального бие-
ния червяка frr
кроскопе изображение представляет собой нормальное сечение
витка, следовательно, и угол профиля определяется в нормальном
сечении а„. С углом профиля в осевом сечении витка ах угол ап
связан зависимостью tgax = tgan/cos у.
Радиальное биение червяка frr определяется как наибольшая
в пределах оборота разность расстояний от его рабочей оси до
постоянной хорды впадины в нормальном ее сечении (рис. 122).
Проверку этого показателя точности можно осуществить на уни-
версальном измерительном микроскопе с помощью специального
индикаторного приспособления, которое крепится к основанию
микроскопа. Контролируемый червяк устанавливают в центрах
микроскопа; сферический наконечник индикаторного приспособ-
ления вводят во впадину червяка. При вращении контролируе-
мого червяка в центрах наконечник, перемещаясь по винтовой
впадине червяка, фиксирует радиальное биение. За величину frr
принимается наибольшая разность показаний стрелки индика-
торного устройства. Для многозаходных червяков радиальное
биение определяется на каждом витке отдельно.
Толщина витков червяка определяется прямым методом с по-
мощью измерительных микроскопов или зубомера, а также кос-
венным методом — с помощью калиброванных проволочек или
роликов.
233
Определение делительной толщины витка по хорде sal на из-
мерительных микроскопах производится относительно оси чер-
вяка на расстоянии, равном 0,5 dr. При измерении колонку ми-
кроскопа следует наклонять на угол подъема винтовой линии чер-
вяка у, так как, согласно ГОСТу, номинальная делительная тол-
щина витка по хорде sal рассчитывается в нормальном к витку
сечении и определяется по формуле sal = 0,5лт cos у.
Хордовый зубомер используют для червяков больших диа-
метров и модулей. В этом случае измерение производится в нор-
мальном сечении на расстоянии делительной высоты до хорды
витка hal, причем
hal — hatn 0,5saltg (0,5 аге sin 5al SJ^ >
где коэффициент высоты головки h*a берется по ГОСТ 19036—73
(обычно ha = 1,0).
Толщину витка эвольвеитных червяков можно проверить,
пользуясь зубомером смещения, методика измерения та же, что
и для цилиндрических косозубых колес.
Известно, что при измерении толщины зуба от вспомогатель-
ной измерительной базы — наружного диаметра червяка — таб-
личные значения допусков должны быть пересчитаны на произ-
водственные допуски (см. п. 10).
Определение толщины витков червяка методом калиброван-
ных проволочек или роликов производится по существу так же,
как и у резьбовых деталей. Для контроля червяков с четным чи-
слом заходов применяют две проволочки, при нечетном числе за-
ходов — три.
Диаметр проволочек (роликов) D рекомендуется выбирать
(ГОСТ 19650—74) равным 1,67 m, принимая вели-
чину D равной ближайшему большему значению диаметра по
ГОСТ 2475—62.
Номинальный размер червяка по роликам (проволочкам) Afj,
расположенным в диаметрально противоположных впадинах эволь-
вентных Z1 и конволютных ZNl hZN2 червяков с углом профиля
a = 20°, определяется по формуле (ГОСТ 19650—74)
= dz— (Pi — s*m) cos y/tga -|- D (1/sin a -|- 1),
где Px — расчетный шаг червяка, равный лт; s* — коэффи-
циент расчетной толщины (ГОСТ 19036—73), обычно равный 0,5л.
Для архимедовых червяков ZA размер .И! определяют по
той же формуле с учетом, что sin a = sin 20е cos у.
Перерасчет отклонений размера Мх в отклонении толщины
витка АСг может быть произведен по формуле Acr = FM1 tg a/cos у,
где P/Mj—-действительное отклонение между действительным
значением 34 ф и номинальным Мх.
234
Пример. Требуется установить годность толщины витков эвольвентного
червяка (г!) по методу калиброванных роликов.
Данные о проверяемом червяке: модуль в осевом сечении червяка т = 6,3 мм;
угол профиля в нормальном сеченни витка ап — 20°; коэффициент диаметра чер-
вяка q = 10; число витков червяка гг = 2; расчетный шаг червяка = пт =
= 3,1416-6,3 = 19,792 мм; делительный диаметр червяка d1= qm= 10-6,3 =
— 63 мм.
1. Определяем диаметр роликов D, который следует принять для измерения
данного червяка,
D = 1,67m = 1,67-6,3 = 10,50 мм.
Выбираем по ГОСТ 2475—62 наиболее близкий к этому размеру диаметр ро-
ликов, в частности ролики диаметром 10,95 мм.
2. Определяем номинальный размер червяка по роликам следующим образом:
All = di — (Pi — s*m) cos y/tg а„ -f- 0(1/sin а„ + 1).
Предварительно определяем делительный угол подъема у: tg у = zx/p = 0,2.
По тригонометрическим таблицам устанавливаем, что это соответствует углу
11° 19'. Косинус такого угла равен 0,98056. Определяем по таблицам тангенс
и синус an-tg 20° = 0,36397; sin 20° = 0,34202. Находим также коэффициент
расчетной толщины S* = 0,5л = 1,571.
Полученные значения подставляем в формулу
М. - 63 - (19,792 - ) ,571-6,3) ggg- + 10,95 ( + 1 ) =
= 79,510 мм.
3. Измеряем фактический размер Мф по роликам (он оказался равным
79,49 мм) и устанавливаем действительное отклонение РМг = 79,49 — 79,51 =
= —0,02 мм.
4. Производим перерасчет действительного отклонения FM^ в отклонение
толщины витка АсГ по формуле АсГ = FMt tga/cos у и определяем по нормам
ГОСТа, соответствует ли это предписанной степени точности червяка.
Кинематическая F'ir и циклическая fzkr погрешности червяч-
ного колеса могут быть выявлены с помощью однопрофильных
приборов при однопрофильной обкатке контролируемого червяч-
ного колеса с измерительным червяком.
Для однопрофильного контроля червячных колес и червяч-
ных пар фирма «Клингельнберг» выпускает к прибору PSK 500,
предназначенному для двухпрофильного контроля червячных
передач, специальную приставку М 18Е, оснащенную фотоэлек-
трическими преобразователями фирмы «Оптон».
Накопленная погрешность шага по червячному колесу Fpr,
а также радиальное биение червячного колеса Frr определяются
такими же методами, как и у цилиндрических колес (в основном с
помощью универсальных зубоизмерительных приборов), причем
измерение этих показателей должно производиться в среднем
сечении колеса.
Колебание измерительного межосевого расстояния за оборот
червячного колеса F"ir и на один зуб f'ir производится при двух-
профильном сопряжении контролируемого червячного колеса
с измерительным червяком с помощью специальных приспособле-
ний к межцентромерам. Такие приспособления выпускаются ЧЗМИ
к межцентромерам моделей МЦМ-160 и МЦМ-320М (см. п. 19).
235
Схема измерения F“tr и flr на межцентромерах представлена на
рис. 123. Приспособление позволяет совместить ось образцового
червяка со средней плоскостью проверяемого червячного колеса.
В этом случае расстояние между осью червяка и червячного колеса
будет наименьшим. Плавно вращая червяк 3 и тем самым приводя
в движение червячное колесо 2, с помощью отсчетного приспособ-
ления 1 или самописца определяют колебание измерительного
межосевого расстояния за полный оборот колеса F"tr и за поворот
колеса на один зуб f'tr-
Контроль показателей монтажа червячной передачи — кине-
матическую F’i0r и циклическую погрешности fzkor, а также ци-
Рис. 123. Схема
измерения меж-
осевого расстоя-
ния червячных
передач на меж-
центромерах с
помощью специ-
ального приспо-
собления
клическую погрешность зубцовой частоты в передаче f2ZOr осу-
ществляют непосредственно в корпусе передачи измерительными
средствами, с помощью которых производят измерение аналогич-
ных показателей у цилиндрических зубчатых колес.
Отклонения межосевого расстояния fa. и межосевого угла ASr
передачи, а также смещение средней плоскости far (рис. 124) опре-
деляют проверкой базовых поверхностей корпуса, в котором чер-
вячная передача будет собрана.
червячная передача по своим конструктивным особенностям
весьма чувствительна к неточностям сборки. В связи с этим сборку
и монтаж червячной передачи следует выполнять особенно тща-
тельно. Проверку приведенных показателей производят по осям
отверстий, в которые вмонтирован червяк, и расположение тор-
цовых, базовых плоскостей под торец червячного колеса. Осу-
ществляют проверку с помощью контрольных приспособлений,
применяющихся для контроля корпусных деталей, и универсаль-
ных измерительных средств на контрольной плите.
Контроль суммарного пятна контакта производят в собранной
передаче для определения качества монтажа. Метод контроля
тот же, что и при проверке цилиндрических и конических колес.
Краской смазывается червяк, а по пятнам краски, полученным на
червячном колесе, судят о характере контакта.
236
Боковой зазор червячной передачи можно определить по углу
свободного проворота червяка при заторможенном червячном
колесе. Для проверки бокового зазора применяют и свинцовые
проволочки, которые укладываются между контактирующими
зубьями и после проворота передачи измеряются по толщине ми-
крометром.
Погрешность обката червячного колеса Fcr определяется
как составляющая кинематической погрешности червячного колеса
при вращении его на технологической оси, под которой пони-
мается ось, вокруг которой колесо вращается в процессе оконча-
Лгт*
Рис. 124. Отклонение межосевого расстояния far и смеще-
ние средней плоскости колеса fvr червячной передачи
тельной его обработки. При этом необходимо исключить цикли-
ческие погрешности, частота которых равна числу зубьев червяч-
ного колеса, деленному на число заходов червяка, и кратных ей
более высоких частот. Этот показатель, характеризующий кине-
матическую точность червячной делительной передачи зуборез-
ного станка, на котором нарезается червячное колесо, может быть
выявлен контролем кинематической ^погрешности этого станка.
Глава VIII
ИСТОЧНИКИ ПОГРЕШНОСТЕЙ
ЗУБЧАТЫХ КОЛЕС.
ВЫБОР КОНТРОЛЬНОГО КОМПЛЕКСА
35. МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ЧЕРВЯКОВ
Технологический процесс изготовления зубчатых колес со-
стоит из следующих операций: обработки заготовок; нарезания
зубьев; чистовой обработки зубчатых колес; термической обра-
ботки; окончательной отделки.
Нарезание зубьев производится методами копирования и об-
ката.
Метод копирования заключается в том, что каждая впадина
между зубьями колеса обрабатывается отдельно дисковыми или
пальцевыми модульными фрезами, профиль которых соответствует
профилю впадины.
237
Для нарезания каждой последующей впадины заготовку
с помощью делительного устройства станка поворачивают на один
угловой шаг т нарезаемого колеса.
Метод обката основан на воспроизведении зацепления зубча-
той пары, одним из элементов которой является режущий инстру-
мент (например, долбяк, гребенка, червячная фреза), имеющий
в осевом сечении форму инструментальной рейки. В процессе
зубонарезания на зубообрабатывающем станке режущий инстру-
мент и заготовка взаимно обкатываются, обеспечивая непрерыв-
ность процесса. Причем зацепление режущего инструмента с обра-
батываемым зубчатым колесом называется (ГОСТ 16530—70)
станочным зацеплением, а режущий инструмент — производя-
щим зубчатым колесом. Зубообрабатывающий станок имеет ки-
нематическую цепь, связывающую узел станка, несущий заго-
товку зубчатого колеса, с режущим инструментом (цепь обката,
или цепь деления). Кроме того, режущему инструменту (или за-
готовке) сообщается дополнительное движение (подача) для сня-
тия стружки.
Это осуществляется кинематической цепью подач.
Из двух методов большее распространение получил метод
обкатки как наиболее точный и производительный. Станки, ра-
ботающие методом обкатки, имеют высокую степень автоматиза-
ции. Кроме того, с помощью этого метода можно нарезать зубча-
тые колеса со смещением исходного контура стандартным режу-
щим инструментом.
Метод копирования в основном нашел применение в тяжелом
машиностроении для нарезания крупномодульных зубчатых колес
(модулем свыше 30 мм) для передач передающих большие нагрузки,
при небольшой скорости вращения и невысоких требованиях к
точности.
Цилиндрические прямозубые и косозубые колеса нарезают на
зубофрезерных, зубодолбежных и зубострогальных станках.
Конические прямозубые колеса нарезают преимущественно на
зубострогальных станках. Режущие инструменты, применяю-
щиеся для нарезания конических зубчатых колес методом обката,
имеют исходный контур (ГОСТ 13755—68 и ГОСТ 9587—68),
представляющий собой нормальное к направлению зубьев сече-
ние плоского конического колеса. При нарезании конического
колеса методом обката прямолинейные режущие кромки инстру-
мента, воспроизводящие зуб плоского колеса, занимают ряд по-
следовательных положений. По принципу воображаемого
производящего колеса построены все станки для нарезания кони-
ческих прямозубых колес, работающие по методу обката. По
форме производящего колеса эти станки разделяются на две
группы: станки, у которых плоское производящее колесо имеет
угол конуса при вершине 180°, и станки, у которых производя-
щее коническое колесо имеет угол конуса, не равный 180° (6 =
= 90° — у). У станков первой группы в процессе нарезания ко-
238
лес производящее колесо остается неподвижным, а заготовка
нарезаемого колеса перекатывается по нему, вращаясь вокруг
своей оси и вокруг оси производящего колеса.
В процессе нарезания колес на станках второй группы произ-
водящее колесо и заготовка вращаются вокруг своих осей и воспро-
изводят зацепление двух конических колес. Конические колеса
нарезаемые на станках первой группы, имеют более точный про-
филь зубьев.
Червячные колеса нарезают на универсальных зубофрезерных
или специальных станках червячными фрезами.
Наиболее распространенным методом изготовления цилиндри-
ческих червяков является нарезание на токарных станках или
на специальных универсально-фрезерных и зубофрезерных стан-
ках дисковыми фрезами. Эвольвентные червяки можно нарезать
на зубофрезерных станках как дисковыми фрезами, так и червяч-
ными, предназначенными для эвольвентных косозубых колес.
Кроме указанных методов в последнее время стали применять
способы, обеспечивающие более высокую производительность
зубонарезания: 1) протягивание фасонными протяжками; 2) зубо-
долбление многорезцовыми головками; 3) накатывание зубчатых
колес. Первый способ применяется наиболее часто для изготовле-
ния колес внутреннего зацепления, но может быть применен и для
колес внешнего зацепления. При достаточно точной протяжке-
можно получить зубчатые колеса до 7-й степени точности. Сле-
дующий способ по сравнению с зубофрезерованием червячными
фрезами повышает производительность работы в 7—10 раз и обе-
спечивает получение зубчатых колес до 7-й степени точности.
Сущность последнего способа заключается в образовании зубьев-
за счет пластического деформирования металла заготовки с при-
менением токов высокой частоты при непрерывном обкатывании
ее двумя валками, представляющими собой зубчатые колеса со
смещением. Этот способ применяется для изготовления цилиндри-
ческих прямозубых и косозубых колес, а также конических колес.
Точность накатанных зубчатых колес в значительной мере за-
висит от точности валков и колеблется в пределах 8—9-й степеней
точности. Производительность обработки примерно в 8—10 раз
больше, чем при зубофрезеровании червячными фрезами. Кроме
того, происходит экономия (до 25%) металлопроката; долговеч-
ность работы накатных зубчатых колес, по сравнению с нарез-
ными, по некоторым источникам увеличивается на 17—20%.
Чистовая обработка зубчатых колес производится для повыше-
ния точности элементов зубчатого венца и улучшения шерохова-
тости боковой поверхности зубьев.
Способы чистовой обработки зубчатых колес довольно разно-
образны.
Для чистовой обработки стальных термически не обработанных
зубчатых колес, а также колес из цветных металлов и сплавов при-
меняют шевингование, обкатывание и приработку. Для каждого
239
из этих методов чистовой обработки выпускаются специальные
зубоотделочные станки.
Наиболее совершенным и производительным способом чистовой
обработки является шевингование. Сущность этого процесса со-
стоит в том, что с поверхности зубьев обрабатываемых колес сни-
маются весьма тонкие (0,005—0,010 мм) волосообразные стружки
с помощью режущего инструмента — шевера, находящегося в за-
цеплении с зубчатым колесом. Шевер представляет собой произво-
дящее зубчатое колесо с узкими канавками на поверхности зубьев.
Для шевингования зубчатых колес отечественная промышленность
выпускает высокопроизводительные шевинговальные станки раз-
личных моделей, позволяющих обрабатывать зубчатые колеса
модулем от 1,5 до 16 мм и диаметром от 10 до 4000 мм.
Шевингование используется для отделки зубьев незакаленных
цилиндрических и червячных колес, твердость которых не превы-
шает HRC 30—40. Этот процесс снижает погрешности следующих
показателей точности зубчатых колес: отклонения шага зацепле-
ния fphr, погрешность профиля зуба fjr, погрешность направления
зуба Fpr; уменьшает шероховатость боковых поверхностей зубьев
в пределах 0,32—0,63 мкм по Ra. Способом шевингования можно
повысить точность зубчатых колес в среднем на одну степень по
сравнению с точностью колес, полученных при зубонарезании.
Шевингование обеспечивает получение цилиндрических зубчатых
колес в пределах 5—7-й степени точности.
Сущность процесса обкатывания заключается в воспроизведе-
нии плотного зацепления обрабатываемого колеса с закаленными
измерительными колесами на специальных зубообкатных станках
или стендах.
В процессе обкатывания вследствие смятия поверхностных гре-
бешков значительно уменьшается шероховатость поверхности и
повышается поверхностная твердость зубьев.
Процесс приработки заключается в обкатывании двух колес,
предназначенных к работе в паре на зубообкатных станках и обка-
точных стендах, а также после монтажа колес непосредственно
в корпусе передачи. Для ускорения этого процесса между зубьями
сопрягаемых колес вводится абразивная паста. Как правило, точ-
ность элементов зубчатого колеса в процессе приработки не повы-
шается, но шум в передаче после приработки уменьшается. Это
достигается за счет взаимной приработки сопрягаемых профилей
зубьев и уменьшения шероховатости их поверхностей. Основ-
ным недостатком этого метода является то, что он не обеспечи-
вает взаимозаменяемости зубчатых колес. Зубчатые колеса,
притертые в паре, должны в этой же паре собираться и в меха-
низме.
Для повышения поверхностной твердости, увеличивающей
износостойкость, зубчатые колеса подвергаются термической обра-
ботке, в процессе которой возможно коробление (деформация)
зубьев, поэтому после термообработки зубчатые колеса подвер-
240
гаются следующему процессу — окончательной отделке. Это
производится обычно зубошлифованием или притиркой.
Зубошлифование — это процесс механической обработки, при
котором отделка рабочих поверхностей закаленных зубьев осу-
ществляется на зубошлифовальных станках по методу обката или
по методу копирования. Принцип работы зубошлифовальных стан-
ков по методу обката основан на зацеплении обрабатываемого ко-
леса с режущим инструментом — шлифовальным кругом, имею-
щим форму производящей рейки или форму однозаходного чер-
вяка, либо двумя шлифовальными кругами тарельчатой формы,
так расположенными относительно обрабатываемого колеса, что
их рабочие части (режущие кромки) воспроизводят в процессе
обработки профиль производящей рейки. Наиболее производи-
тельным методом шлифования является применение станков,
работающих абразивным кругом, имеющим форму однозаходного-
червяка.
Зубошлифование является самым распространенным методом
отделки термически обработанных зубчатых колес. Современные
зубошлифовальные станки обеспечивают получение цилиндри-
ческих зубчатых колес 4—6-й степеней, а конических 7-й степени
[6, 7].
Под притиркой понимается такой процесс механической обра-
ботки, при котором отделка рабочих поверхностей закаленных
цилиндрических зубчатых колес 1 производится посредством искус-
ственного и регулируемого износа профилей зубьев с помощью при-
тиров. В качестве притиров применяются зубчатые колеса, изго-
товленные из мелкозернистого мягкого серого чугуна. Процесс
осуществляется на зубопритирочных станках путем взаимного-
обкатывания обрабатываемого колеса и притиров при осевом
перемещении одного колеса относительно другого с использова-
нием притирочных жидкостей или пасты.
Притирка применяется преимущественно после термообра-
ботки стальных зубчатых колес, однако этот метод пригоден и для
сырых колес из различных металлов; он также применяется и
после шлифования колес с целью улучшения качества поверх-
ностного слоя металла. Шероховатость поверхности после при-
тирки находится в пределах 0,08—0,03 мкм по Ra, что значительно
лучше, чем при обычном шлифовании.
В последнее время для окончательной доводки закаленных
зубчатых колес стали применять зубохонингование. Этот процесс
по своей кинематике подобен шевингованию, но здесь в качестве
режущего инструмента применяется не металлический шевер,
а абразивный инструмент — хон с мелкозернистым абразивным
слоем. Оптимальный припуск под хонингование 0,005—0,020 мм
на сторону зуба. Зубохонингование позволяет получить зубчатые
колеса 5—6-й степеней точности, процесс улучшает шерохова-
1 Для конических колес этот процесс обработки обычно не применяется
16 А. Л. Марков 241
-гость рабочих поверхностей зубьев до Ra = 0,08-5-0,30 мкм. Для
зубохонингования выпускаются специальные станки нескольких
моделей.
Почти все методы отделочных операций способствуют сниже-
нию уровня шума передачи, а именно: шевингование — на 5—
.10 дБ, шлифование — на 2—3 дБ, притирка —до 5 дБ.
36. ТЕХНОЛОГИЧЕСКИЕ ИСТОЧНИКИ ПОГРЕШНОСТЕЙ’
ЗУБЧАТЫХ КОЛЕС
В процессе нарезания зубьев или чистовой обработки зубчатых
колес возникают ошибки в их элементах из-за деформации в про-
цессе резания, износа режущего инструмента, неточности станка
и погрешности его наладки, ошибок зуборезного инструмента и
базовых поверхностей заготовки, неточной установки заготовки и
режущего инструмента и т. п. Погрешности элементов зубчатых
колес в сочетании с неточностью их монтажа являются причиной
появления погрешностей, характеризующих эксплуатационные
качества узла или механизма.
Анализ причин возникновения ошибок в элементах зубчатых
колес дал возможность установить их взаимосвязь с порождаю-
щими их причинами. Это позволило найти пути повышения точ-
ности зубчатых передач.
Вероятные источники появления погрешностей цилиндрических
зубчатых колес, нарезаемых по методу обкатки на зубофрезерных
станках червячными фрезами, приведены в табл. 33, на зубостро-
гальных станках гребенками — в табл. 34, на зубодолбежных стан-
ках долбяками — в табл. 35. Вероятные источники погрешностей
прямозубых конических колес, обработанных методом обкатки на
зубострогальных станках, приведены в табл. 36. В этих таблицах,
а также в табл. 37—39 знак «+» указывает на вероятность влияния
соответствующей неточности на показатель точности, а знак «—» —
на отсутствие такой вероятности.
При нарезании зубчатых колес методом копирования возникает
ряд дополнительных источников погрешностей. При этом методе,
как уже отмечалось, зубонарезание производится поочередной
обработкой каждой отдельной впадины между двумя соседними
зубьями. Закончив нарезание очередной впадины, заготовку пово-
рачивают вокруг ее оси на один угловой шаг т. Последовательное
вращение заготовки осуществляется делительным механизмом.
Очевидно, что погрешности этого механизма будут влиять на точ-
ность нарезаемого зубчатого колеса. При нарезании зубчатых ко-
лес методом копирования следовало бы иметь для каждого числа
зубьев нарезаемого колеса отдельную фрезу. Организовать вы-
пуск огромного количества специальных фрез довольно затруд-
нительно, поэтому эти фрезы, согласно ГОСТ 10996—64, выпус-
кают комплектами для нарезания зубчатых колес определенных
модулей (ГОСТ 9563—60). Каждая фреза предназначается для
242
Таблица 33. Вероятные источники погрешностей
цилиндрических зубчатых колес при нарезании
на зубофрезерных станках
1 Источники Локазатели точности зубчатых колес
погрешностей ! f pt г н Fpr fpbr rfr F^r АНг
Станок
Неточность кинематической цепи стан- ка + + + + —
Неточность направляющих суппорта — — + +
Осевое биение стола + — - + —
Радиальное биение рабочей оправки станка (если изделие центрируется на оправке) + — Ч" + + :
! Радиальное и осевое биения фрезерной оправки + — + + — 1
Инструмент (ГОСТ 9324—60 и ГОСТ 10331—63) 1
Погрешность шага винтовых стружеч- ных канавок и профиля. Отклонения толщины зубьев. Отклонения от радиаль- ности передней поверхности в сторону поднутрения — + + + —
Погрешности окружного шага кана- вок (разность окружных шагов канавок в пределах одного оборота и накоплен- ная погрешность этого параметра) — + + + i
Погрешность винтовой линии фрезы на одном обороте и от зуба к зубу фрезы — — + + —
Погрешность зацепления. Погрешность I шага витка. Конусность по наружному ; диаметру по длине фрезы — + + — —
Установка
Биение фрезы на оправке + — + + —
Радиальное и торцовое биения заго- товки на станке + — + + ч~
! Примечание. Показатели f pfr, F рГ< f?r н Г ! станка даны для косозубых зубчатых колес. при осевом биении стола
16*
243
Таблица 34. Вероятные источники погрешностей
цилиндрических зубчатых колес
при нарезании на зубострогальных станках
Источники погрешностей Показатели точности зубчатых колес
fptr *Fpr fpbr Ff.r АНг
Станок 1 1 1 1 1 !
Неточность кинематической цепи стан- 4- + 4- —
ка
Неточность положения направляющих шпинделя относительно оси стола станка при любых положениях последнего на его направляющих — 1 — 1 1 — 4- —
Непрямолииейность направляющих — i 4~ + +
шпинделя !
Осевое биение стола станка 4-1 1 — +1 +1 + !
Биение рабочей оправки станка (если колесо центрировано на ней) + — i 4~ + + i + !
Неправильность положения опорных плоскостей для гребенки относительно направления обката — 1 + + —
Инструмент 1
Погрешность профиля зуба гребенки от шлифования и заточки — 4- + +1 —
Погрешность шага гребенки + 4~ + — +
Непараллельность базовой грани де- лительной прямой гребенки — — + — +
Износ зубьев гребенки и погрешности заточки передней грани гребенки + 4- + +1 —
Установка
Непараллельность делительной пря- мой гребенки направлению обката при нарезании колеса + + — +
Неправильность положения базовой плоскости гребенки относительно торца + + 1 —
колеса 1
Радиальное биение заготовки + ; — 1 + — ! +
Торцовое биение заготовки + । — + + i +
Неточности глубины врезания гре- бенки в тело заготовки — ! 4-
1 Для косозубых колес. 1
241
Таблица 35. Вероятные источники погрешностей
цилиндрических зубчатых колес при нарезании
на зубодолбежных стайках
Источники погрешностей Показатели точности зубчатых колес
htr и Fpr fpbr ffr Анг
Станок
Погрешность цепи обката + +1 + + —
Несоосность осей шпинделя и стола в плоскости, перпендикулярной на- правлению салазок нлн стола — — + +
Торцовое биение стола +2 — + +2 —
Радиальное биение оправки (если колесо центрируется на ней) + — + + +
Радиальное биение шпинделя + — + + —L
Инструмент (до л бяк ГОСТ 9323—60 и ГОСТ 10059—62)
Погрешность профиля — + + +2 —
Накопленная погрешность окруж- ного шага. Разность соседних окруж- ных шагов + + +1 —
Радиальное биение зубчатого венца Биение окружности выступов от- носительно оси отверстия или оси хвостовика + — + + +
Отклонение высоты головки зуба от теоретического значения — — — +3
Установка
Радиальное биение долбяка на станке -L + + +
Торцовое биение долбяка — + 4-
Радиальное биение заготовки — + + 4--
Торцовое биение заготовки +2 — + +3 —
Неточности глубины врезания дол- бяка в тело заготовки — — + +
1 В секторе смыкания нарезки. 2 Для косозубых колес. 3 При установке глубины врезания по касанию заготовки долбяком.
245
Таблица 36. Вероятные источники погрешностей прямозубых
конических колес, обработанных методом обката
Источники погрешностей Показатели точности прямозубых конических колес по проекту Стандарта СЭВ
FPr Fcr F"iZr iptr Пятно кон- такта
Станок
Неточность цепи деления + + + + —
Неточность цепи обката + + + — +
Осевое биение шпинделя изделия + + —
Радиальное биение шпинделя изделия + — + + —
Непересечение в центре станка пло- скостей режущих кромок Установка +
Радиальное биение и перекос изде- лия (несовпадение эксплуатационной оси с осью вращения шпинделя) + — + + +
Неточность установки на конусную дистанцию +
Таблица 37. Вероятные источники погрешностей
цилиндрических зубчатых колес при зубошлифовании
абразивным червяком
Показатели точности зубчатых колес
Источники погрешностей fptr ”FPr VWr ffr fpbr F?.r Frr
Отклонение профильного угла
шлифования. Погрешность про-
филя витков накатника. Ошибка
угла установки алмазных резцов
Отклонение шага витков круга.
Непрямолинейность образующих
витка. Радиальное биение круга.
Износ образующих витка
Недостаточная высота витка
круга. Недостаточная длина кру-
га. Износ уголков витка круга.
Неполная глубина захода во впа-
дины. Недостаточная длина хода
обработки
Недостаточная длина хода об-
катки. Недостаточная длина кру-
га
Радиальное биение сменных ше-
стерен гитары деления и их неточ-
ность. Радиальное биение обра-
батываемого колеса на станке
относительно оси вращения рабо-
чего шпинделя (стола)
246
Продолжение табл. 37
Показатели точности зубчатых колес
ИсТ очиики
погрешностей
^pir
и Fpr
VWr
j ffr fpbr Ff,r
f;
Ошибка настройки цепи диф-
: ференциала или наклона напра-
вляющих стола
Перекос оси центров относи-
тельно оси вращения рабочего
; шпинделя (стола) в плоскости, ;
перпендикулярной направлению
обкатки
Перекос оси колеса относитель-
1 но оси вращения стола или уста-
< новочной оправки
Таблица 38. Вероятные источники погрешностей
цилиндрических зубчатых колес при шлифовании конусным кругом
Источники погрешностей Показатели точности зубчатых колес
fptr aFPr VWr ffr ^pbr Frr f'ir
Отклонение профильного угла шлифования — + + — — —
Радиальное биение сменных ше- стерен гитары обкатки и их неточ- ность — — “Г + — — + i I
Неполная глубина захода круга во впадины. Недостаточная длина хода обкатки. Несимметричность круга. Большой износ периферии круга, осыпание его уголков + + + 1
Недостаточная длина хода об- катки. Несимметричность хода об- катки относительно круга — — + + — —
Радиальное биение сменных ше- стерен гитары деления и их не- точность. Радиальное биение обра- батываемого колеса на станке относительно оси вращения рабо- чего шпинделя (стола) + + + —
Перекос направляющих шлифо- вальной каретки станка относи- тельно оси рабочего шпинделя (стола). Перекос оси центров в пло- скости обработки (движения стола) +
Перекос оси центров относи- тельно оси вращения рабочего шпинделя (стола) в плоскости, перпендикулярной направлению обкатки + +
Перекос оси колеса относитель- но оси вращения стола или уста- новочной оправки — + — — — — 1
247
Таблица 39. Вероятные источники погрешностей у зубчатых колес
при зубошлифовании двумя тарельчатыми кругами
Источники
погрешностей
Показатели точности зубчатых колес
fptr "FPr VWr ffr ?pbr Ffir Frr fir
Отклонение профиля угла шли- :
фования ।
Нецилиндричность обкатного ба- !
рабана. Радиальное биение бара-
бана
Большая ленточка износа тор-
цовой кромки кругов; неполная
глубина захода кругов во впадины
Недостаточная длина хода об-
катки
Радиальное биение и перекос
делительного диска. Нестабиль- I
ная фиксация пазов. Радиальное j
биение обрабатываемого колеса на '
станке относительно оси враще-
ния рабочего шпинделя (стола)
Перекос поворотной линейки
стола
Перекос осн центров относи-
тельно осн вращения рабочего
шпинделя (стола) в плоскости,
перпендикулярной направлению
обкатки
I Перекос оси колеса относитель-
I но осн вращения стола или уста-
новочной оправки I
Нежесткость крепления пово-
ротной линейки стола i
нарезания зубчатых колес с определенным диапазоном чисел
зубьев. При нарезании зубчатого колеса фрезой, точно не соответст-
вующей числу его зубьев, неизбежна погрешность профиля зуба.
В связи с указанными недостатками и крайне невысокой про-
изводительностью метод копирования применяют обычно для
изготовления зубчатых колес не выше 8-й степени точности по
показателям плавности работы передачи. В силу изложенного зуб-
чатые колеса преимущественно нарезают методом обкатки.
В табл. 37 — 39 приведены вероятные источники погрешно-
стей цилиндрических зубчатых колес, возникающих при основном
методе окончательной обработки их зубошлифованием [23].
Изучая процесс зубонарезания, можно установить причину
появления погрешности в нарезаемом зубчатом колесе.
На основе анализа погрешностей,обнаруженных при измерении
уже нарезанных зубчатых колес, можно решать и обратную за-
дачу: по ошибкам, проявляющимся на зубчатых колесах, выявить
причину их появления и устранить ее при последующем нарезании
248
колес, т. е. производить профилактический контроль средств
производства.
В связи с изложенным необходимо периодически проверять
точность применяемого зуборезного инструмента, геометрическую
и кинематическую точность зуборезного станка, а также правиль-
ность установки заготовки и инструмента на станке.
Технические требования на зуборезный инструмент приведены
в ГОСТ 10996—64, ГОСТ 9324—60, ГОСТ 10331—63,
ГОСТ 8570—57, ГОСТ 10222—62, ГОСТ 9323—60, ГОСТ 10059—62,
ГОСТ 5392—64.
Методы проверки, допуски и средства измерения зуборезных
станков на зубофрезерные станки приведены в ГОСТ 659—67,
на зубодолбежные станки для цилиндрических зубчатых колес —
в ГОСТ 658—67, на зубострогальные станки для конических
колес с прямым зубом — в ГОСТ 9153—67, на зубошлифо-
вальные станки для цилиндрических колес — в ГОСТ 7640 — 67.1
Проверка станков по нормам точности, приведенным в указан-
ных ГОСТах, заключается в установлении точности, взаиморас-
положения, перемещения и соотношения движений рабочих ор-
ганов станка, несущих заготовку и инструмент, путем измере-
ний на станках с помощью приспособлений и приборов, а также
путем измерения обработанных на этих станках образцов из-
делий.
Периодичность проверки зуборезных станков и режущего
инструмента, в зависимости от степени точности изготавливаемых
зубчатых колес и вида производства, приведены в табл. 40 и 41 [22 ].
Что касается погрешностей технологических и измерительных
баз заготовок и погрешностей установки заготовки и режущего
инструмента, то они независимо от вида производства всегда
должны проверяться.
Качество зуборезного станка характеризуется в основном его
кинематической точностью, определяемой погрешностью (угловой
или линейной) относительного положения конечных звеньев кине-
матической цепи станка. Кинематическая погрешность зуборез-
ных станков складывается из ряда гармонических составляющих
видов частот: низких, средних и высоких. Например, у зубофре-
зерных станков низкие частоты вызваны погрешностями дели-
тельного колеса делительной цепи станка, средние и высокие
частоты — погрешностями изготовления и монтажа делительного
червяка делительной цепи.
Наличие погрешностей в элементах, составляющих кинемати-
ческую цепь деления и подач зуборезного станка (в шестернях, ва-
лах, червяках и т. д.), является причиной погрешности ряда эле-
ментов нарезаемых зубчатых колес (см. табл. 33—39).
1 В этих ГОСТах приведены нормы для зуборезных станков, на которых
можно нарезать зубчатые колеса не точнее 8-н степени точности.
1273
249
Таблица 40. Периодичность проверки зуборезных станков
и режущего инструмента при профилактическом контроле
точности производства зубчатых колес
Измеряемый элемент Вид производства 1 ; Степень ! точности изгота- вливае- мых зубчатых колес Вид фрезеро- вание обработки зубьев
1 б 1 зубо- I долбле- : ние шевин- гование
Станок
Кинематические Все виды 3—6 Раз в полгода —
погрешности 7—8 » » ГОД —
Геометрические по- грешности:
биение шпин- деля инстру- 3—4 При каждой смене ин- струмента
мента 5—6 7—9 Раз в неделю » » месяц —
осевое биение » » 3—4 » » полгода —
и плавание 3—6 » » —
планшайбы 7—8 » » год —
траектории движения ин- струмента относительно Индиви- дуальное и мелко- серийное 3—4 При каждой н эладке
оси изделия Все виды 5—6 7—9 Раз в месяц » » год
взаимное рас- положение осей изделия и инструмен- Индиви- дуальное и мелко- серийное 3—5 При каждой наладке
та Крупносе- рийное массовое 6—9 Раз в месяц
Инструмент
Кинематические погрешности 3-4 После каждой заточки —
Все виды 5-7 Выборочно —
Погрешности за- точки 3-9 После каждой заточки —
Погрешности шага зацепления инстру- мента, профиля зуба, 3-8 — — После каждой заточки
радиального биения
__ . —
250
Таблица 41. Периодичность проверки шлифовальных станков
и режущего инструмента при профилактическом контроле
точности производства зубчатых колес
Измеряемый элемент
Периодичность проверки
(не реже)
Станок
Кинематические погрешности
Геометрические погрешности:
осевое биение, разбег и
плавание шпинделя и
инструмента
осевое биение и плавание
шпинделя изделия
траектория движения ин-
струмента относительно
изделия 1
траектория движения ал-
мазодержателя относитель-
но изделия
Инструмент
Нестабильность круга
3—G i Раз в полгода
7—8 j » » год
3—4 I При каждой смене
камня
5—6 | Раз в месяц
7—8 I При дроблении
3—6 I Раз в полгода
7—8 । » » год
3—4 » » неделю
5—6 i » » месяц
7—8 I » » полгода
3—12 | Раз в месяц (на стан-
ках типа «Найльс»)
।
I
3—12 | Перед установкой но-
I вого круга
1 На станках типа Найльс рекомендуется эту проверку производить при
каждой наладке станка.
В процессе изготовления зубчатых колес отдельные звенья ки-
нематической цепи станка совершают циклически повторяющиеся
движения, период которых очень мал по сравнению с периодом
оборота стола станка. Погрешности указанных звеньев могут быть
одной из причин появления циклической погрешности станка и спе-
цифически закономерной волнистости на боковой поверхности
зубьев обрабатываемого колеса. Установлено, что частота 1 цик-
лической ошибки пц станка при однозаходном червяке привода
стола обычно равна числу зубьев делительного колеса гд к; при
ином числе zr заходов червяка иц
Длина волны на по-
гг
верхности зубьев колеса определяется величиной дуги дели-
тельной окружности нарезаемого зубчатого колеса, приходящейся
на один зуб делительного колеса.
Так как при нарезании прямозубых цилиндрических колес
подача режущего инструмента производится вдоль оси заготовки,
1 Частота циклической ошибки «ц равна количеству периодов этой ошибки,
приходящихся на один оборот стола станка.
251
волнистость зуба у таких колес располагается параллельно оси
заготовки (рис. 125, а). При нарезании же косозубых колес для
образования винтовой линии зубьев заготовка получает с помощью
дифференциала дополнительный поворот (это наиболее распростра-
ненный способ нарезания косозубых колес). Поэтому на косозу-
бом колесе волнистость зуба располагается наклонно к оси ко-
леса (рис. 125, б).
Кинематическая и циклическая погрешности зуборезных стан-
ков могут быть проверены двумя методами:
1) косвенным методом, при котором точность зуборезного
станка определяется по результатам измерения элементов зубча-
того колеса, нарезанного на этом станке;
Рис. 125. Расположение волнистости боковой поверхности зуба: а —
на прямозубом колесе; б — на косозубом колесе
2) непосредственным путем, когда точность определяется с по-
мощью специальных приборов —• кинематомеров.
Кинематическую и циклическую погрешности зуборезного
станка, при использовании косвенного метода, определяют на
основании результатов измерения накопленной погрешности
окружного шага на зубчатом колесе.
В том случае, когда кинематическая и циклическая погреш-
ности зуборезных станков определяются по данным измерения
окружного шага, следует учесть, что погрешность окружного шага
зубчатого колеса зависит от соотношения чисел зубьев этого ко-
леса и делительного колеса зуборезного станка, на котором зуб-
чатое колесо нарезалось. При равном или кратном числе зубьев
этих колес полностью исключается влияние на нарезаемое зубча-
тое колесо погрешностей отдельных звеньев делительной цепи
станка, составляющих циклическую погрешность станка. Для
того чтобы измеряемый параметр зубчатого колеса наиболее полно
отразил кинематическую и циклическую погрешности станка,
необходимо нарезать пробное зубчатое колесо с числом зубьев
и диаметром делительной окружности, рекомендуемыми
ГОСТ 658—67 и ГОСТ 659—67.
252
Для того чтобы исключить влияние побочных факторов на по-
грешность окружного шага пробного зубчатого колеса, рекомен-
дуется установку режущего инструмента и заготовки на столе
станка производить весьма тщательно. Зубья пробных колес сле-
дует нарезать прецизионными червячными фрезами на пониженных
режимах резания, а окружной шаг на уже нарезанном колесе
измерять, не нарушая соосности базы измерения и базы обработки
данного колеса. В связи с этим, при измерении пробного зубчатого
колеса необходимо поворачивать его (не снимая) вместе со столом
станка.
Для ориентировочного сравнения норм угловых величин кине-
матической погрешности зуборезных станков, приведенных
в ГОСТ 658—67 и ГОСТ 659—67, с линейными величинами на-
копленной погрешности окружного шага зубчатого колеса, на-
резаемого на проверяемом станке, можно пользоваться формулой
6ф2 5» 206,3 Fprlr, где Fpr — действительное отклонение накоп-
ленной погрешности окружного шага по колесу, определенное
при контроле зубчатого колеса, нарезанного на контролируемом
станке, мкм; г — радиус делительной окружности нарезаемого
колеса, мм; 6<р2 — допуск (по ГОСТу) накопленной погрешности
кинематической цепи контролируемого станка, с.
Например, допускаемая кинематическая погрешность зубо-
резного станка 6<р2 = 60 с. Требуется определить допускаемую
накопленную погрешность шага по колесу пробного колеса при
г = 350 мм: Fp = 350-60/206,3 = 102 мм.
Следовательно, действительное отклонение Fpr должно быть
меньше 102 мкм.
При определении циклической погрешности зубофрезерного
станка по данным измерения пробного зубчатого колеса’ реко-
мендуется для этой цели нарезать два косозубых колеса с правым
и левым направлениями зубьев. Проверка циклической погреш-
ности на зубчатых колесах с разным направлением зубьев дает
возможность обнаружить причины, вызывающие эту погрешность
при вращении стола станка в разных направлениях. Число зубьев
пробного зубчатого колеса не должно быть равно или кратно
числу зубьев делительного колеса станка. Угол наклона зубьев р
должен быть —30°. Ширину зубчатого венца b нужно выбрать
с таким расчетом, чтобы на длине зуба укладывалось не менее
1,5 длин волн, возникающих на его боковой поверхности из-за
циклической погрешности кинематической цепи станка.
С целью получения более достоверных данных о кинемати-
ческой и циклической погрешностях зуборезного станка реко-
мендуется нарезать на нем несколько пробных колес, а за вели-
чину погрешностей станка принимать среднее значение погреш-
ностей измерения всех пробных колес.
Проверка кинематической и циклической погрешностей зубо-
резного станка по пробным зубчатым колесам имеет ряд суще-
ственных недостатков, вследствие которых этот сравнительно
253
простой метод не нашел широкого применения. Основным недо-
статком этого метода является невозможность точного установ-
ления факторов, под влиянием которых возникла погрешность
(из-за неточности зуборезного станка, режущего инструмента или
ошибок установки заготовки или режущего инструмента).
В настоящее время для измерения кинематической и цикли-
ческой погрешностей зуборезных станков в процессе их непрерыв-
ной работы при заданной скорости применяются 'специальные
Рис. 126. Схемы зубонарезания и проверки кинематической погреш-
ности зуборезного станка: а — нарезание зубьев червячной фрезой;
б — расположение преобразователей кинематомера МЭК-100 при
проверке кинематической погрешности
приборы — кинематомеры. Принцип работы этих приборов со-
стоит в том, что на конечные звенья кинематической цепи станка
устанавливаются преобразователи угловых перемещений, фикси-
рующих с помощью регистрирующего устройства погрешность
углового положения конечного звена передачи относительно угла
поворота входного и выходного валов станка. Фазовые смещения
электрических сигналов, возникающие в результате кинемати-
ческой погрешности контролируемого станка при его работе, ре-
гистрируются самописцем.
В настоящее время существует множество кинематомеров раз-
личных по конструкции и точности, позволяющих контролировать
кинематические погрешности зуборезных станков всех типораз-
меров'и классов точности. Мы здесь рассмотрим лишь некоторые
из них.
Кинематомер МЭК-1СО. Этот прибор, основанный на магнито-
электрическом методе контроля (см. гл. III), состоит из преобра-
зователей импульсов и электронно-измерительного устройства.
Преобразователь импульсов с индексом А (рис. 126) предназна-
чен для установки на входное звено 1 контролируемого механизма
(для зубофрезерных станков — на фрезерную оправку), а преобра-
251
Зователь импульсов с индексом Б — на выходное звено этого
механизма (стол зубофрезерного станка 3). Оба преобразователя
подключаются к соответствующим гнездам каналов Ан Б электрон-
но-измерительного устройства 2, представляющим собой электрон-
ный фазометр, измеряющий сдвиг фаз между импульсами, посту-
пающими с преобразователей. Этот сдвиг фаз фиксируется элек-
тронной частью прибора.
Магнитоэлектрические кинематомеры типа МЭК могут работать
как абсолютным, так и разностным методами, но в связи с тем,
что при абсолютном методе необходимо получить на преобразова-
телях высокоточные импульсы, этот метод применяется сравни-
тельно редко.
Магнитоэлектрические кинематомеры модели МЭК-1СО се-
рийно выпускаются в СССР ЧЗМИ. В Чехословакии — предприя-
тием «ТОС» изготавливаются кинематомеры системы IMO, рабо-
тающие разностно-абсолютным методом. Эти кинематомеры вы-
пускаются трех типоразмеров с пределами измерения частот:
О—10; 0—15 и 0—20 Гц. Погрешность измерения кинематомерами
IMO низких частот находится в пределах от ±1 до ±2"; высоких
частот — от —0,3 до ± 1". Пределы измерений этих кинемато-
меров от 200 до 1600".
Кинематомеры, выпускаемые предприятием «ТОС», системы
IMO предназначены для контроля кинематической точности зубо-
фрезерных станков, системы DIMOS — для контроля кинемати-
ческой точности зубострогальных станков.
Помимо кинематомеров модели МЭК-1СО ЧЗМИ осваивает
выпуск кинематомеров моделей К-1М и КН-6М [13].
Кинематомер модели К-1М разработан ЭНИМСом совместно
с ЧЗМИ. Этот прибор предназначен для контроля кинематиче-
ской погрешности зубообрабатывающих станков с точностью
±(1,2ч-4)", т. е. по существу им можно контролировать совре-
менные зубообрабатывающие станки всех классов точности за
исключением тяжелых станков класса С. Кинематомер модели
К-1М снабжен гаммой магнитозубчатых преобразователей высо-
кой точности, устанавливаемых на конечные звенья кинемати-
ческой цепи контролируемого станка, аналоговым фазометром
с набором селективных фильтров для выделения отдельных уча-
стков спектра кинематической погрешности. Аналоговый сигнал,
выделенный фильтрами, после соответствующего усиления
при частоте до 20 Гц подается на самописец, а при частоте более
20 Гц — на светолучевой осциллограф.
Кинематомеры модели КН-бА! разработаны в НИИПТмаше
(г. Краматорск). Измерение кинематической погрешности с по-
мощью этого кинематомера также основано на преобразовании
углов поворота конечных звеньев кинематической цепи станка
в последовательность электрических импульсов, сравниваемых
по фазе.
255
Кинематомер модели КН-бМ состоит из преобразователей
угла поворота фрезы и угла поворота стола. Преобразователь
угла поворота фрезы — зубчатый магнитоэлектрический (генера-
тивный), состоящий из ротора и статора, выполненных в виде
сменных элементов. При вращении ротора с обмотки катушки,
расположенной между корпусом преобразователя и статором,
снимается синусоидальное напряжение, число периодов которого
пропорционально числу зубьев, нарезанных на статоре и роторе.
Второй преобразователь угла поворота стола станка — фотоэлек-
трический, с растровыми решетками (см. гл. III). Вращение
стола станка вызовет в преобразователе периодическое изменение
фототока, который после усиления подается в электронный блок
одновременно с переменным напряжением с преобразователя фрезы.
Выходные сигналы с электронного блока, пропорциональные
сдвигу фаз (т. е. кинематической погрешности контролируемого
механизма), подаются на быстродействующий самописец модели
Н 3020-1 или Н 327-1.
Техническая характеристика кинематомеров, выпускаемых
и осваиваемых ЧЗМИ, приведена в табл. 42 [131.
Таблица 42. Техническая характеристика
кинематомеров ЧЗМИ
Модели кинемато- м ер ов Показатели
Макси- мальное количе- ство им- пульсов (кон- трольных точек) Диапазон регистри- руемых частот, Гц Пределы определя- емых погреш- ностей, Стабиль- ность, Погреш- ность измере- ния, ..." Назначение
к-1 14 400 0,27—40 0—125 ±0,5 ± (1-3) Для преци- зионных станков
1 \ 1 1 - KJ1 ’ 1 5 040 0,001—4 До 200 _ц_ 1 —2 5 Для стан- ков повы- шенной точности
МЭК-100 50 240 0—1 » 500 ±2,5 ± (3-10) Для рядо- вых стан- ков
В настоящее время в ФРГ фирмы «Клингельнберг» и «Шоппе и
Фазер» освоили выпуск кинематомеров, работающих на сейсми-
ческом методе. Подобные кинематомеры выпускаются и в других
странах: Японии, Чехословакии, Швейцарии. Сейсмический метод
измерения кинематической точности механизма является одним
из перспективных, так как обладает широким пределом измерения
по частоте (от 0,5 до 50 Гц) и амплитуде (до 5000") и имеет высокую
256
движение, то после
начнет вращаться с одина-
Рис. 127. Сейсмический преобра-
зователь прибора модели ИМ-180
для контроля кинематической
погрешности зуборезного станка:
/ — основание преобразователя:
2 — сегменты; 3 — индуктивная
катушка преобразователя с сер-
дечником; 4 — контактная коль-
цевая головка; 5 — муфта для
подвода кабеля; 6 — сердечник
преобразователя; 7 — демпфиру-
ющее устройство
чувствительность (до 0,2")- Однако он не выявляет низкие частоты
и весьма чувствителен к механическим вибрациям.
Сейсмический метод контроля кинематической точности станков
основан на использовании инерции тела [1 ]. Если внутри жесткого
корпуса поместить некоторую массу — сердечник, подвесив его
так, чтобы он мог вращаться вокруг вертикальной оси, и если
корпус привести в равномерное враща-
некоторого периода разгона сердечник
ковой угловой скоростью с корпу-
сом, а следовательно, сердечник бу-
дет находиться в состоянии покоя
относительно корпуса. Такое положе-
ние сохранится до тех пор, пока ско-
рость вращения корпуса будет по-
стоянной. Если же из-за ошибок
в цепи деления проверяемого стан-
ка нарушится равномерность движе-
ния корпуса, то сердечник будет
периодически отставать или опере-
жать вращение корпуса со столом
станка.
Перемещения сердечника относи-
тельно корпуса могут быть преоб-
разованы в электрические сигналы
и после усиления поданы на показы-
вающий или самопишущий прибор.
Таким образом, сердечник является
сейсмическим преобразователем,
фиксирующим неравномерность вра-
щательного движения.
На этом принципе работают кине-
матомеры для контроля кинематиче-
ской точности зуборезных станков,
выпускаемые фирмой «Шоппе и Фазер» (ФРГ). Эта фирма выпу-
скает несколько моделей приборов, в том числе: ИМ-1200 — для
контроля тяжелых станков с диаметром стола до 4 м; ИМ-180
(рис. 127)—для средних и небольших станков. Различаются
эти модели кинематомеров лишь формой и размерами преобра-
зователей. Роль корпуса прибора выполняет основание преобра-
зователя 1, а сердечника (в приборе ИМ-180) — сегменты 2.
Для преобразования механических перемещений сердечника в
электрические сигналы в преобразователях применена индуктив-
ная электрическая система с перемещением якоря внутри ин-
дукционных катушек. Последние жестко связаны с основанием
преобразователя, а сердечник — с якорем. Индукционные катуш-
ки установлены с двух диаметрально противоположных сторон
основания преобразователя и соединены в мостовую схему.
При рассогласовании вращения сердечника и основания преоб-
17 А. Л - Марков
257
разователя сердечник и связанный с ним якорь движутся от-
носительно катушек. В результате происходит рассогласование
мостовой схемы. Сигнал с моста после соответствующего усиле-
ния передается на самописец, который с увеличением в 10 000
раз записывает на бумажную ленту кинематическую погрешность
станка в прямоугольной системе координат.
При проверке зуборезного станка на его стол устанавливается
только преобразователь прибора. Преобразователь соединяется
кабелем с электронной аппаратурой прибора, располагаемой вне
станка. Съем сигнала с преобразователя осуществляется через
контактную кольцевую головку 4. Успокоение колебаний сер-
дечника осуществляется при помощи демпфирующего устройства 7.
Для контроля согласованности движения стола и фрезы зуборез-
ного станка используются два сейсмических преобразователя,
имеющих одинаковые точностные характеристики. Один преобра-
зователь прикрепляется к столу станка, другой — к шпинделю
червячной фрезы.
Анализ диаграмм, полученных при измерении кинематической
погрешности зубообрабатывающих станков с помощью кинемато-
меров, дает возможность выявить, какое звено цепи обката и в ка-
кой мере передает свою неточность изделию, кроме того, резуль-
таты анализа могут быть использованы для коррекции с помощью
встроенного в кинематическую цепь зуборезного станка механи-
ческого коррекционного механизма.
Периодичность проверки кинематической и геометрической
погрешностей зуборезного станка, режущего инструмента, тех-
нологических и измерительных баз заготовки для наиболее рас-
пространенных видов и методов обработки зубчатых колес при-
ведена в работе [22] (табл. 40, 41).
Как уже отмечалось, на точность зубчатых колес кроме по'
грешностей зуборезного станка влияет погрешность режущего
инструмента. Контроль режущего инструмента как нового, так
и после переточки производится в соответствии с действующими
ГОСТами и техническими требованиями, указанными в рабочем
чертеже инструмента. Каждый проверенный инструмент должен
снабжаться паспортом, в котором фиксируют результаты про-
верки.
Вероятное влияние погрешностей элементов зуборезных
инструментов на точность нарезаемых ими зубчатых колес ука-
зано в табл. 33—39.
Для уменьшения погрешностей, возникающих при нарезании
зубчатых колес, червячные фрезы рекомендуется применять
с небольшим числом заходов, возможно большего диаметра и
с большим числом зубьев. После термообработки фрезы следует
шлифовать по профилю, отверстию и торцам. Заточку фрез нужно
производить в специальном приспособлении, обеспечивающем
радиальное направление передних граней зубьев, а затем прове-
258
рить их по тем элементам, размер которых может измениться в про-
цессе заточки.
На точность нарезания зубчатых колес большое влияние оказы-
вает правильность установки режущего инструмента и заготовки
на станке. Червячные фрезы нужно установить так, чтобы их гео-
метрическая ось совмещалась с осью вращения шпинделя. Несов-
мещенно этих осей возникает вследствие зазора между отверстием
фрезы и диаметром оправки, в частности из-за неперпевдикуляр-
ности торцов фрезы к оси посадочного отверстия.
Сопряжение оправки с червячной фрезой рекомендуется осу-
ществлять по посадке Я6,7г5 или Я7;/г6 (СТ СЭВ 144 — 75). Биение
оправки не должно превышать 0,01—0,02 мм для оправок диа-
метром 27—50 мм и 0,02—0,03 мм — для оправок диаметром
60—100 мм. С целью увеличения жесткости длина оправки должна
быть минимальной.
При креплении фрезы на оправке нужно пользоваться мини-
мальным количеством установочных колец. Промежуточные
кольца должны иметь параллельные плоскости (допуск на непа-
раллельность не более 0,003 мм).
После установки фрезы необходимо с помощью индикатора
проверить биение фрезы на оправке. Для этой цели червячные
фрезы снабжаются контрольными цилиндрическими буртиками.
Допускаемое радиальное биение буртиков червячных фрез отно-
сительно оси отверстия не более 0,02 мм для чистовых фрез и
0,04 мм — для черновых фрез. Для червячных фрез классов точ-
ности АА или А (ГОСТ 9324—60), применяемых для нарезания
зубчатых колес 3 и 4-й степеней точности, биение фрезы, уста-
новленной на станке по контрольным буртикам, не должно пре-
вышать 8—12 мкм (в зависимости от класса точности фре-
зы) 133].
При зубонарезаиии колес методом копирования (дисковыми
фрезами) требуется еще более тщательная установка режущего
инструмента, чем при зубонарезаиии методом обката. Ось дисковой
фрезы должна быть установлена на соответствующем расстоянии
от оси заготовки, а средняя плоскость симметрии, перпендикуляр-
ная к оси фрезы, при нарезании прямозубых цилиндрических ко-
лес должна проходить через ось заготовки. Погрешности установки
фрезы и отклонение ее профиля из-за несовпадения числа зубьев,
по которым рассчитывался профиль фрезы, и числа зубьев у на-
резаемого колеса являются основными причинами пониженной
точности профиля при фрезеровании по методу копирования.
Точность изготовления зубчатого колеса зависит от правиль-
ности установки заготовки не менее, чем от установки режущего
инструмента. Неправильная установка заготовки на станке ска-
зывается на точности таких элементов зубчатого колеса, как про-
филь, направление зубьев, окружной шаг и положение исходного
контура. На точность зубонарезання и чистовой обработки зубча-
тых колес влияет жесткость станка, фрезерной оправки и оправки,
17* 259
несущей деталь \ а также жесткость крепления самой детали.
Под действием усилия резания возникают упругие отжатия в сты-
ках станка и деформации оправок, вследствие чего правильность
расположения фрезы относительно детали нарушается. При не-
достаточной жесткости системы станок — инструмент—деталь и
в первую очередь при недостаточно жестком креплении детали
возникают значительные вибрации, резко ухудшающие качество
профиля зубчатого колеса. Поэтому изготовление высокоточных
зубчатых колес должно выполняться на станках, установленных
на виброустойчивых фундаментах в термостатированных цехах,
так как на точность изготовления зубчатых колес большое влия-
ние оказывают температурные деформации. Это очень важно при
изготовлении особо точных крупногабаритных зубчатых колес.
Время нарезания зубчатых колес больших размеров доходит
иногда до нескольких суток непрерывной работы. Современные
зубофрезерные станки для нарезания турбинных колес имеют
длину свыше 9000 мм и высоту свыше 6000 мм. Колебание темпе-
ратуры вблизи колонн такого станка в пределах 0,15° С приводит
при нарезании крупногабаритных колес к образованию дополни-
тельных погрешностей, например увеличивается циклическая
погрешность колеса.
Вследствие того, что нет возможности полностью учесть влия-
ние различных факторов на точность изготовляемых зубчатых ко-
лес, профилактический контроль средств производства и приме-
няемого при этом режущего инструмента дополняется контролем
параметров изготовленных зубчатых колес.
37. ВЫБОР КОНТРОЛЬНОГО КОМПЛЕКСА
В ГОСТах и проектах стандартов СЭВ, нормирующих до-
пуски на зубчатые передачи, установлены следующие взаимо-
заменяемые комплексы показателей точности по четырем группам
норм точности: показатели кинематической точности, плавность
работы, контакт зубьев и боковой зазор в передаче. Из нескольких
рекомендуемых стандартами контрольных комплексов выбирается
один, причем допускается, чтобы помимо установленного кон-
трольного комплекса, являющегося арбитражным, в процессе
изготовления зубчатых колес, например после зубофрезерования,
предварительного и получистового зубошлифования, производился
контроль их по дополнительным показателям точности. Высокоско-
ростные колеса и передачи следует также проверять на шум и вибра-
цию. Выбор контрольного комплекса зависит от принятой техноло-
гии изготовления и состояния средств производства зубчатых колес.
Если существующей системой контроля точности технологического
процесса обеспечивается требуемая точность при изготовлении
и сборке зубчатых колес, то непосредственный их контроль, а
1 Зазор в соединении оправки с заготовкой должен быть не более 5 мкм [33]•
260
также контроль передач по всем показателям установленного
контрольного комплекса согласно положениям ГОСТа не является
обязательным. Это весьма ценно при изготовлении крупногабарит-
ных зубчатых колес, трудоемкость контроля которых (а подчас
и отсутствие надлежащих измерительных средств) приводит к необ-
ходимости обеспечивать их точность профилактическими мето-
дами, а именно проверкой кинематической и геометрической точ-
ности зуборезного станка, точности режущего инструмента, пра-
вильности установки заготовки и инструмента на станке.
На современном этапе развития промышленности обеспечение
точности зубчатых колес самим технологическим процессом яв-
ляется прогрессивным и весьма желательным. В этом случае точ-
ность изготавливаемых зубчатых колес определяется уровнем
технологической точности, точнее резервом технологической точ-
ности, под которым понимается разность между величиной до-
пуска и полем рассеивания размеров партии нарезаемых зубча-
тых колес по какому-либо показателю точности. Точность партии
зубчатых колес будет тем выше, чем выше резерв технологической
точности, который подробно рассмотрен в работах С. С. Волосова.
Выбор контрольного комплекса, помимо перечисленных фак-
торов, зависит от масштаба и серийности производства, требуемой
точности и типоразмеров изготавливаемых зубчатых колес, нали-
чия зубоизмерительных средств, а также назначения проверяе-
мых зубчатых колес. Следует учитывать и цель измерения, так
как, во-первых, измерение изготовленной партии колес может
быть произведено для отбора и изъятия брака (окончательный
контроль), а во-вторых, может осуществляться измерение зубча-
тых колес в процессе их изготовления с целью оперативного
наблюдения за технологическим процессом (технологический
контроль). Технологический контроль следует производить после
каждой переналадки зуборезного станка, переточки и смены ре-
жущего инструмента.
При окончательном контроле зубчатых колес рекомендуется
совмещать измерительную базу с монтажной (конструкторской),
за которую принимают поверхность, определяющую положение
детали в собранном узле или в механизме. При технологическом
контроле измерительную базу следует совмещать с технологи-
ческой. Для выполнения этих условий при окончательном конт-
роле в качестве измерительной базы принимают рабочую ось ко-
леса — основную измерительную базу. При технологическом
контроле измерение готового зубчатого колеса следует произво-
дить непосредственно на зуборезном станке, т. е. не снимая ко-
лесо со станка.
В стандартах указано, что каждый из контрольных комплек-
сов является равнозначным, однако при установлении контроль-
ного комплекса для готовых зубчатых колес следует отдавать
предпочтение тем показателям, которые выявляют совокупность
погрешностей при непрерывном процессе контроля. К ним отно.
261
сятся показатель контроля кинематической точности F'ir, пока
затель плавности работы /гА,г, суммарное пятно контакта (для
контакта зубьев в передаче), показатели бокового зазора АИг
и Тн.
Эти показатели по сравнению с другими наиболее полно ха-
рактеризуют точность зубчатых колес и передач и позволяют вы-
явить вероятные сочетания ряда погрешностей в процессе работы
зубчатой передачи, в то время как поэлементный контроль гео-
метрических показателей выявляет относительное положение эле-
ментов зубчатых колес и не позволяет четко установить их влия-
ние на кинематический процесс передачи.
Средства измерения зубчатых колес и передач, определяющие
комплексные показатели, по сравнению со средствами измерения
поэлементных показателей, являются более производительными.
Выбор поэлементных показателей точности вместо комплексных
может быть произведен по следующим причинам:
1) ввиду отсутствия в стандартах нормы точности на данный
показатель (например, при назначении контрольного комплекса
для цилиндрической зубчатой передачи 9-й степени точности
вместо показателя F'ir возникает необходимость назначить другой
показатель, например F"ir, в связи с тем что для зубчатых колес
грубее 8-й степени точности нормы на F'i не приведены);
2) ввиду отсутствия на предприятии измерительных средств
для контроля комплексного показателя (например, отсутствие
однопрофильных приборов для контроля F'ir вынуждает назначать
в качестве показателя кинематической точности Fpr и Fpkr)’,
3) при необходимости выявления технологических погреш-
ностей (с целью подналадки технологического процесса) с помощью
измерения показателей точности зубчатых колес.
При выборе контрольного комплекса следует отдавать пред-
почтение тем показателям точности, которые определяются в ре-
зультате непрерывного контроля. Из двух показателей, характе-
ризующих кинематическую точность, F'ir и Fpr, рекомендуемых
стандартом, целесообразно выбрать первый, так как он выяв-
ляется при непрерывном вращении контролируемого колеса,
a Fрг — через интервалы, соответствующие угловому шагу ко-
леса. Этот показатель представляет собой сумму дискретных зна-
чений ординат на диаграмме кинематической погрешности F'ir
(рис. 128), поэтому Fpr составляет лишь часть (около 0,8) кине-
матической погрешности. Из двух контрольных комплексов Frr
и Fcr, F'^ и Fcr предпочтение следует отдавать последнему в связи
с тем, что F'ir определяется при непрерывной обкатке проверяемого
колеса с измерительным на межцентромерах.
Выбор показателей точности зубчатых колес, характеризую-
щих боковой зазор, следует производить с учетом показателей,
назначенных для контроля кинематической точности и плавности
работы. В частности, если в выбранном контрольном комплексе
кинематической точности и плавности работы колес одним из по-
262
казателей является колебание измерительного межосевого рас-
стояния F'ir и f'ir, то в качестве показателя точности бокового за-
зора целесообразно назначать предельные отклонения межосе-
вого расстояния А'ас и A"ai, определяемые на том же измерительном
приборе.
При контроле зубчатых колес по выбранному контрольному
комплексу следует иметь в виду следующие обстоятельства:
1) стандартами допускается, чтобы значение одной из вели-
чин, входящих в контрольный комплекс, характеризующий кине-
матическую точность зубчатых колес, превосходило предельное
в том случае, если суммарное влияние обеих величин не превышает
кинематическую погрешность зубчатого колеса;
2) если суммарное пятно контакта удовлетворяет установлен-
ным требованиям, то контроль зубчатых колес по другим показа-
телям контакта зубьев в передаче не обязателен. ГОСТами допу-
скается оценивать качество колес по суммарному пятну контакта
их зубьев при однопрофильном обкатывании измеряемого колеса
с измерительным. В этом случае, как указано в ГОСТах, относи-
тельные размеры суммарного пятна контакта соответственно
должны быть увеличены по сравнению с размерами, приведенными
в таблицах стандартов. ОСТ ЭНИМСа конкретно указывает, что
в данном случае суммарное пятно контакта должно быть равно
среднему арифметическому допуску на пятно контакта измеряе-
мого и измерительного колес, причем допуски на пятно контакта
измерительного колеса берутся по ГОСТу в соответствии с его
степенью точности;
3) при определении колебаний измерительного межосевого
расстояния на одном зубе ff и за один оборот зубчатого колеса F'[r
необходимо знать угол зацепления зубчатых колес в паре (изде-
лие — измерительная шестерня) ы и угол зацепления в обра-
ботке зубчатого колеса ашо. Этот угол зависит от способа нареза-
ния колеса. При нарезании колеса долбяком он определяется
по тем же формулам, что и угол зацепления а^, при нарезании
зубчатого колеса червячной фрезой или рейкой — угол зацепле-
263
ния зубчатого колеса в обработке aw 0 равен углу профиля исход-
ного контура а. Если угол аим равен углу аш0, то контакт зубьев
измерительного колеса с контролируемым происходит в точках,
которые обрабатывались одновременно, поэтому в данном случае
при контроле не будет проявляться циклическая погрешность
колеса. При разности углов адам иадао контакт зубьев измеритель-
ной шестерни с контролируемым колесом будет происходить в точ-
ках, которые обрабатывались в разное время, следовательно, при
измерении проявится циклическая погрешность, возникшая в про-
цессе обработки колеса. Поэтому числовые значения допусков
должны быть увеличены по сравнению с их значениями, подсчи-
танными для случая, когда aw м = awo.
В ГОСТ 1643—72 и ГОСТ 9178 —72 допуски f" и F'[ рассчи-
таны при равенстве углов aw м и aw о (т. е. когда циклические
погрешности в зацеплении не проявляются), поэтому при их не-
равенстве числовые значения/7;, приведенные в таблицах ГОСТов,
должны быть увеличены на 0,25% /7 (где /7 выбирают по степени
плавности контролируемого зубчатого колеса). Нормы /7 в этом
случае не должны превышать 1,25/7-
Допуски на F't и /7 и предельные отклонения измерительного
межосевого расстояния А"ае и Д’(- в таблицах ГОСТов приведены
для того случая, когда угол а^, равен углу профиля исходного
контура а. Если измерение F"ir, f'ir и А"ае производится при нера-
венстве указанных углов, то допуски на эти показатели должны
быть изменены в отношении sin a/sin аЛ м.
Например, если при двухпрофильном измерении зубчатых
колес угол профиля исходного контура а = 20°, а угол зацепле-
ния а„, м = 26°, то допуск на колебание измерительного межосе-
вого расстояния за один оборот колеса F'i и на одном зубе /7 дол-
жен составлять лишь часть от табличного допуска, а именно
sin a/sin а„, м = sin20°/sin26° = 0,342/0,438 = 0,78 от F't и f”.
В табл. 43 приведены примерные комплексы контроля ци-
линдрических зубчатых колес модулем более 1 мм, рекомендуе-
мые в работах [22, 25] для различных отраслей машиностроения.
При выборе средств и методов измерения для уже выбранных по-
казателей точности зубчатых колес следует исходить из основной
погрешности применяемого средства измерения и предельной
погрешности, которая может быть допущена при измерении.
Погрешности средств измерений, выявляемые при «нормальных
условиях», установленных ГОСТ 8.050—73, называют основными.
Предел допускаемой основной погрешности есть наибольшая
основная погрешность средства измерений, при которой средство
измерений по техническим требованиям может быть допущено
к применению. Числовые значения основных погрешностей зубо-
измерительных приборов, предназначенных для контроля цилин-
дрических колес, приведены в ГОСТ 5368—73 и ГОСТ 10387—73.
В зависимости от величин допускаемых основных погрешно-
стей средства измерения делятся на классы точности и им при-
264
Таблица 43. Контрольные комплексы для цилиндрических зубчатых колес модулем более 1 мм
| Показатели точности прямозубых и узких косозубых кол ес с Ер < 1,23 Широких косозубых с Ер>1,25
! Нормы 1 j измеритель- ных, дели- тельных, отсчетных — 3-5 авиационных них, станоч 4 — 6 , автомобиль- {ЫХ, тяговых 0 — 8 тр акторны* для сельск пых Степени 8 — 9 , краповых, охозяпствен- машип точности 9-11 । турбинных 3 — 5 редукторных 6 — 8 прок атных, м еталлурги- ческих, подъемных 8—10
Кинематической точности бг ИЛИ ррг И Ppkr f'ir ИЛИ Fpr и Fpkr F"ir И Vw Ffr и Ст' или Frr и Гц/ Frr Frr и FCr Frr и Fсг Frr и Vw
Плавности ра- боты hr или fpbr И f/r fpbr и ffr ь, hr ИЛИ fptr fptr hkr и hr f’ir или fptr fptr
Контакта зубьев Ffir Суммарное пятно контакта Суммарное пятно контакта Суммарное пятно контакта Fpxnr И Fkr или суммарное пятно кон- такта и fpbr fpxnr и fpbr или суммарное пятно кон- такта Суммарное пятно контакта
Бокового зазора Л Hr или Амг A Hr или A:.,r А"аг ИЛИ A Wrn Ааг ИЛИ A Wfn A Wmr A Hr A Hr или A \Y'mr A Hr или A wmr
сваиваются (ГОСТ 13600—58) определенные обозначения. Погреш
ности измерительных приборов, имеющих шкалу, нормируют
путем установления значения допускаемой погрешности для всей
шкалы или для ее части, которую называют рабочей частью шкалы.
ГОСТ 162663—70 установлены следующие основные метрологи-
ческие характеристики средств измерений: деление шкалы — рас-
стояние между двумя соседними штрихами шкалы; цена деления
шкалы — значение измеряемой величины, соответствующее двум
соседним отметкам шкалы; начальное значение шкалы — наимень-
шее значение измеряемой величины, указанное на шкале прибора;
конечное значение шкалы — наибольшее значение измеряемой
величины, указанное на шкале прибора; диапазон показаний
шкалы — область значений шкалы, ограниченная конечным и
начальным значениями шкалы; диапазон измерений прибора —
область значений измеряемой величины, для которой нормиро-
ваны допускаемые погрешности средства измерения; пределы
измерения прибора — наибольшая и наименьшая величины, ко-
торые могут быть проверены на приборе; чувствительность изме-
рительного прибора — передаточное отношение прибора, равное
отношению длины деления шкалы к цене деления.
Основные погрешности средств измерений, от которых в боль-
шой степени зависит точность измерения, не являются непосред-
ственной характеристикой точности измерений, выполненных
с помощью этих средств. Точность измерений характеризует ка-
чество измерений, отражающее близость их результатов к истин-
ному значению измеряемой величины, но поскольку истинное
значение измеряемой величины неизвестно, то вместо истинного
значения принимают действительное значение, которое опреде-
ляется, как значение физической величины, полученное в про-
цессе измерения и настолько приближающееся к истинному, что
для данной цели может быть использовано вместо него. Высокая
точность измерений соответствует малым погрешностям. Погреш-
ность же измерения — это разность между результатом измерения
и действительным значением измеряемой величины. Погрешности
измерений по характеру и причинам их проявления делят на си-
стематические и случайные.
Систематические погрешности — это погрешности, имеющие
постоянное числовое значение, знак или закономерно изменяю-
щиеся при повторных измерениях одной и той же величины. Выяв-
ленные систематические погрешности могут быть исключены из
результатов измерения путем введения соответствующих попра-
вок. Наиболее типичными видами систематических погрешностей
являются инструментальные погрешности и погрешности метода
измерения. К инструментальным погрешностям относят погреш-
ности, обусловленные применяемыми средствами измерений. При-
мером таких погрешностей являются погрешности, возникающие
из-за люфта в подвижных частях механизма или трения в сопря-
гаемых подвижных частях прибора, а также погрешности вслед-
266
ствие неточности градуировки шкал. К инструментальным по-
грешностям следует отнести и вариацию в показаниях измери-
тельного прибора, определяемую как наибольшую разность между
показаниями прибора при многократных измерениях одной и
той же величины и неизменных внешних условий; к случайным
погрешностям можно отнести составляющую погрешности изме-
рения, изменяющуюся случайным образом при повторных изме-
рениях одной и той же величины. Хотя числовое значение слу-
чайных погрешностей нельзя установить заранее, эти погрешности,
как правило, могут быть учтены в результате математической
обработки данных многократных измерений. Если помимо ре-
зультата измерения какого-либо показателя точности зубчатого
колеса требуется определить и значение возможной погрешности,
допущенной при этом, то нужно произвести не одно, а несколько
измерений (ряд измерений) этого показателя данным методом.
Тогда точность отдельного измерения можно оценить средней
квадратической погрешностью
Ф __ -J / 61 Щ 6'2 Щ ... -р б'п ,
где U — разность между отдельными значениями, полученными
при измерениях, и средним арифметическим значением ряда изме-
рений; п — число произведенных измерений. Меньшему значе-
нию о соответствует большая точность и наоборот, чем грубее
измерения, тем больше о.
Наибольшая возможная погрешность отдельного измерения
определяется предельной погрешностью метода измерения ~-Зо.
Средняя квадратическая погрешность о и предельная Зег среднего
арифметического (как наиболее вероятного значения измеренной
величины) будет меньше в | п раз средней квадратической и пре-
дельной погрешностей отдельного измерения. Если обозначить М
среднюю квадратическую погрешность среднего арифметического,
а предельную — ЗЛ4, то получим /И = о/]/Гп; ЗМ = Зо/1'п.
Случайные погрешности, значительно превосходящие погрешности,
ожидаемые при данных условиях измерения, относятся к грубым
погрешностям. Результаты измерения с грубыми погрешностями,
подлежат безусловному исключению.
Совокупность приемов использования принципов и средств
измерения называют (по ГОСТ 16263 — 70) методами измерения.
Метод измерений, в котором значение измеряемой величины опре-
деляют непосредственно по отсчетному устройству измеритель-
ного прибора, носит название метода непосредственной оценки.
Метод измерений, в котором измеряемую величину сравнивают
с величиной, воспроизводимой мерой, называют методом сравнения.
Совокупность погрешностей, влияющих на результат измере-
ния, составляет погрешность метода измерения. Суммарная по-
грешность метода измерения определяется совокупностью по-
267
грешностей отдельных его составляющих (например, погрешность
измерения шага зацепления с помощью шагомера БВ-5070, сум-
мируется из основной погрешности самого шагомера, погрешности
блока концевых мер, по которому настраивается шагомер, по-
грешности, вызванной изменением температурных условий и т. п.).
Если составляющие погрешности метода измерения являются
случайными, а систематические ошибки учтены и исключены
из результатов измерения, то средняя квадратическая погреш-
ность метода может быть определена по формуле асум —
= V <Л + <^2 • • • + oh, где <г2, . . ., о,. — средние квадра-
тические погрешности отдельных составляющих. Предельная
погрешность метода измерения будет равна Аптсум = 3<тсум.
Принято считать, что метод измерения приемлем лишь в том
случае, если предельная погрешность данного метода измерения
не превышает определенной части допуска на контролируемую
величину. Допускаемые предельные погрешности измерения зуб-
чатых колес зависят от степени точности контролируемых зубчатых
колес и контролируемого показателя. При измерении зубчатых
колес высокой степени точности рекомендуется применять зубо-
измерительные приборы, предельная погрешность которых не пре-
вышает 10—15% величины допуска на контролируемый показа-
тель [33]. При измерении зубчатых колес более грубых степеней
точности эта погрешность соответственно увеличивается до 35%
допуска на контролируемую величину, что регламентирует
ГОСТ 8.051—73 «Государственная система обеспечения единства
измерения. Погрешности, допускаемые при измерении линейных
размеров от 1 до 500 мм», в котором установлена взаимосвязь
между допуском на изготовление и погрешностью измерения.
Согласно указанному ГОСТу пределы допускаемых погрешностей
измерения в зависимости от допуска на изготовление могут ко-
лебаться от 35 до 20%.
Контрольный комплекс устанавливается отраслевыми стан-
дартами, разработанными на основе соответствующих ГОСТов.
П Р И Л О ж Е Н И Е
Таблица эвольвентных функций для у:лов от 10 до 40
Ми- нуты 10 Градусы
11 13
12
0 0,0017941 0,0023941 0,0031171 0,0039754 | 0,0049819 0,0061498
1 0,0018031 0,0024051 302 909 1 0,0050000 707
2 122 1G1 434 0,0040065 182 917
3 213 272 567 221 1 364 0,0062127
4 305 383 699 377 j 546 337
5 397 495 832 534 ! 729 548
6 489 607 966 692 ; 912 760
7 581 719 0,0032100 0,0041008 । 0,0051096 972
8 674 831 234 0,0011008 280 0,0063181
9 767 944 369 166 1 165 397
10 0,0018860 0,0025057 0,0032504 0,00113’5 0,0051650 0.0063611
11 954 171 639 485 835 3°5
12 0,0019048 285 775 64 4 0,0052022 0,0064039
13 142 399 911 805 208 251
14 237 513 0,0033048 965 395 4 70
15 332 628 185 0,0042126 , 582 686
16 427 744 3 9? 288 770 902
17 523 859 460 450 958 0.00651 19
18 619 975 598 612 0.0053147 .4 /
19 715 0,0026091 736 775 336 5 5 5
20 0,0019812 0,0026208 0,0033875 0,004'9938 0,0 0 о 3 5 ° 6 0.0065773
21 909 0,0026325 0,0034014 0,0043102 . 716 992 :
22 0,0020006 44 3 154 2'66 907 0.00(j621 1
23 103 560 294 430 0,0054098 431
24 201 678 434 8Q 5 °90 65°
25 299 797 575 760 I 482 873
26 398 916 716 926 1 6 74 0,0067094
27 497 0,0027035 858 0,0044092 867 316
28 596 154 0,0035000 259 : 0,0055060 762
29 695 274 14 9 426 251 7 62
30 0,0020795 0,0027394 0,0035285 0.004 1593 I 0,0055418 0,0067985 ;
31 895 515 428 761 6-13 0,0068209 ;
32 995 636 572 929 ! 838 131
33 0,0021096 757 716 0,0045098 0,005603 1 659
34 197 879 860 267 1’30 8S4
ЗЬ 299 0,0028001 0.0036005 437 1 1 ) 7 6,00(191 10
36 400 123 120 607 1 R ~) “Т 337
37 502 246 296 777 .4 9 О 5б4
38 605 369 441 С;'/ 8 0,00570‘’0 791
39 707 493 588 0,004 6 И0 0,0057417 0,0070019 1
40 0 0021810 0,0028616 0,0036735 0,0046291 0.0057417 0,0070248
41 914 741 882 464 617
42 0,0022017 865 0,0037029 636 817 706 i
43 121 990 177 809 0,0058017
44 226 0,00291 15 326 983 218 0.0071167 :
45 330 241 474 0,00471157 420 398
46 435 367 693 331 022 630
47 541 4 94 773 506 ! 824 862
48 647 620 923 681 0,0059028 0,0072095
49 /33 747 0,0038073 857 230 328
50 0,0022859 0,0029875 0,0038224 0,0018033 । 0,0059431 0,0072561 .
51 966 0,0030003 375 310 638 796 ;
52 0,0023073 131 527 387 , 843 0073030 ।
53 180 260 679 5 о 4 0,0060048 к.:! : 1 » 1
54 288 389 831 742 | 254 501
55 396 518 984 921 1 460 738 ।
56 504 648 0,0039137 0.0019099 i 667 975
57 613 778 291 279 84 7 0,0074212
58 722 908 445 458 I 0,0061081 450
59 831 0,0031039 599 039 1 289 G88
60 0,0023941 0,0031171 0,0039754 0,0049819 1 0.0061498 0,0074927
0 0,007493 0,009025 0,010760 0,012715 0,014904 1 0,017345
269
Продолжение
Ми- нуты 16 Градусы 20 21
18 19
0 0,007493 0,009025 0,010760 0,012715 0,014904 0,017345
1 517 052 791 750 943 388
2 541 079 822 784 982 431
3 565 107 853 819 0,015020 474
4 589 134 884 854 059 517
5 613 161 915 888 098 560
6 637 189 946 923 137 603
7 661 216 977 958 176 647
8 686 244 0,011008 993 215 690
9 710 272 039 0.013028 254 734
10 0,007735 0,009299 0,011071 0,013063 0,015293 0,017777
11 759 327 102 098 333 821
12 784 355 133 134 372 865
13 808 383 165 169 411 908
14 833 411 196 204 451 952
15 857 439 228 240 490 996
16 882 467 260 275 530 0,018040
17 907 495 291 311 570 084
18 932 523 323 346 609 129
19 957 552 355 382 649 173
20 0,007982 0,009580 0,011387 0,013418 0,015689 0,018217
21 0,008007 608 419 454 729 262
22 032 637 451 490 769 306
23 057 665 483 526 809 351
24 082 694 515 562 850 395
25 107 722 547 598 890 440
26 133 751 580 634 930 485
27 158 780 612 670 971 530
28 183 808 644 707 0,016011 575
29 209 837 677 743 052 620
30 0,008234 0,009866 0,011709 0,013779 0,016092 0,018665
31 260 895 742 816 133 710
32 285 924 775 852 174 755
33 311 953 807 889 215 800
34 337 982 840 926 255 846
35 362 0,010012 873 963 296 891
36 388 041 906 999 337 937
37 414 070 939 0,014036 379 983
38 440 099 972 073 420 0,019028
39 466 129 0,012005 110 461 074
40 0,008492 0,010158 0,012038 0,014148 0,016502 0,019120
41 518 188 071 185 544 166
42 544 217 105 222 585 212
43 571 247 138 259 627 258
44 597 277 172 29/ 669 3U4
45 623 307 205 334 710 350
46 650 336 239 372 752 397
47 676 366 272 409 794 443
48 702 396 306 447 836 490
49 729 426 340 485 878 536
50 0,008756 0.010456 0,012373 0,014523 0,016920 0,019583
51 782 486 407 560 962 630
52 809 517 441 598 0,017004 676
53 836 547 475 636 047 723
54 863 577 509 674 089 770
55 889 608 543 713 132 817
56 916 638 578 751 174 864
57 943 669 612 789 217 912
58 970 699 646 827 259 959
59 998 730 681 866 302 0,020007
60 0,009025 0,010760 0,012715 0,014904 0,017345 0,020054
270
Продолжение
Ми- нуты Градусы
22 23 24 26 27
0 0,020054 0,023044 0,026350 0,029975 0,033947 0,038287
1 101 102 407 0,030039 0,034016 362
2 149 154 465 102 086 438
3 197 207 523 166 155 514
4 244 259 681 229 225 590
5 292 312 639 293 294 666
6 340 365 697 357 364 742
7 388 418 756 420 434 818
8 436 471 814 484 504 894
9 484 524 872 549 574 971
10 0,020533 0,023577 0,026931 0,030613 0,034644 0,039047
И 581 631 989 677 714 122
12 629 684 0,027048 741 785 201
13 678 738 107 806 855 278
14 726 791 166 870 926 355
15 775 845 225 935 997 432
16 824 899 284 0,031 000 0,035067 509
17 873 952 343 065 138 586
18 921 0,024006 402 130 209 664
19 970 060 462 195 280 741
20 0,020019 0,0241 14 0,027521 0,031260 0,035352 0,039819
21 069 169 581 325 423 897
22 118 223 640 390 494 974
23 167 у У 700 456 566 0,040052
24 217 332 76 0 521 637 131
25 266 386 820 587 709 209
26 316 441 880 6 53 781 287
27 365 495 920 718 853 366
28 415 550 0,028000 78! 925 444
29 465 605 060 850 997 523
30 0,021514 0,024660 0,028121 0,031917 0,036069 0,040602
31 564 715 181 983 142 680
32 614 770 242 0,032049 214 759
33 665 825 302 116 287 839
34 715 881 363 182 359 918
35 765 936 424 249 432 997
36 815 992 485 315 505 0,041076
37 866 0,025047 546 382 587 156
38 916 103 607 449 651 236
39 967 159 668 516 724 316
40 0,022018 0,02524 0,028729 0,032583 0,036798 0,041395
41 068 270 791 651 871 475
42 119 326 852 718 945 556
43 170 382 914 785 0,037018 636
44 221 439 976 853 092 716
45 272 495 0,029037 920 166 797
46 324 551 099 988 240 877
47 375 608 161 0,033056 314 958
48 426 664 223 124 388 0,042039
49 478 721 285 192 262 120
50 0,022529 0,025778 0,029348 0,033260 0,037537 0,042201
51 581 834 410 328 611 282
52 633 891 472 397 686 363
53 684 948 535 465 761 444
54 736 0,026005 598 534 835 526
55 788 062 660 602 910 607
56 84 0 120 723 671 985 689
57 892 177 786 740 0,038060 771
58 944 235 849 809 136 853
59 997 292 912 878 211 935
60 0,023049 0,026350 0,029975 0,033947 0,038287 0,043017
271
Продолжение
Ми- нуты 28 Градусы
i 29 I 30 1 31 32 33
0 0,023017 0,048164 0,053751 0,059809 0,066364 0,073449
1 100 253 849 914 478 572
о 182 343 946 0,060019 591 695
3 264 432 0,0540043 124 705 818
4 317 5°2 140 230 819 941
5 430 612 238 335 934 0,074064
0 513 '702 336 441 0,067048 186
— 596 792 433 547 163 312
8 679 883 531 653 277 435
1 9 7о2 973 629 759 392 559
1 10 0,043845 0,049064 0,054728 0,067507 0,067507 0,074684
11 929 154 826 ‘ 972 622 808
12 0,044012 245 924 0,061079 738 932
13 096 33b 0,055023 186 853 0,075057
14 180 427 122 292 969 182
15 264 518 221 400 0,068084 307
16 348 609 320 507 200 432
17 432 701 417 614 316 557
18 516 792 518 721 432 683
19 601 884 617 829 549 808
20 0,044685 0,049976 0,055717 0,061937 0,068665 0,075934
21 770 0,050068 817 0,062045 782 0,076060
22 855 160 916 153 899 186
23 939 252 0,056016 261 0,069016 312
24 0,045024 344 116 369 133 439
25 110 437 217 478 250 565
26 J 5 529 317 586 367 692
27 280 622 417 695 485 819
28 366 715 518 804 602 946
29 451 808 619 913 720 0,077073
30 0,045537 0,050901 0,056720 0,063022 0,069838 0,077200
31 623 994 821 131 951 328
32 709 0,051087 922 241 0,070075 455
33 795 181 0,057023 350 193 583
34 881 274 124 460 312 711
967 368 226 570 430 839
36 0,046054 462 328 680 549 968
37 140 556 429 790 668 0,078096
38 227 650 531 901 787 225
39 313 744 633 0,06401 1 907 354
40 0,646400 0,051838 0,057736 0,064122 0,071026 0,078483
41 487 933 838 237 146 612
42 575 0,052027 940 343 266 741
43 662 122 0,058043 454 386 o/l
44 749 217 146 565 506 0,079000
45 837 312 249 677 626 130
46 924 407 352 788 747 260
47 0,047012 502 455 900 867 390
48 100 597 558 0,065012 988 520
49 188 693 662 123 0,072109 651
50 0,047276 0,052788 0,065236 0,072230 0,72230 0,079781
51 364 884 869 348 351 912
52 452 980 973 460 473 0,080043
53 541 0,053076 0.059077 573 594 174
54 630 172 181 685 716 306
55 718 268 285 798 838 437
56 807 365 390 911 959 569
57 896 461 494 0,0066024 0,073082 700
58 985 558 599 137 204 832
59 0.048074 655 704 250 326 964
60 0,048164 0,053751 0,059809 0,066364 0,073449 0,081097
272
Проди л ж е и и е
Ми- нуты 35 36 Градусы 3/ 38 39 40
34
0 0,081097 0,089342 0,098822 0,1 0778 0,1 1806 0,1291 1 0,14097
1 229 485 838 / 9 а 824 930 117
о 362 628 853 81 1 842 949 138
3 494 771 869 898 859 968 158
4 627 914 884 84 1 877 987 1 79
5 760 0.090058 899 861 895 0,13096 200
6 894 201 915 8/8 913 025 220
7 0,082027 345 930 894 931 2 11
8 161 489 946 911 949 064 261
9 294 633 961 998 957 083 289
10 0,082428 0,090777 0,09977 0,10914 0,011985 0,13102 0,14303
11 562 992 992 961 0.12003 122 394
12 697 0,091067 0,10008 978 021 141 344
13 831 211 024 995 039 160 365
14 966 356 039 0,11011 057 180 386
15 0,083100 502 055 098 07 5 199 407
16 235 647 070 015 093 219 4 28
17 371 793 086 062 111 238 448
18 506 938 102 079 199 "58 4 (5 9
19 641 0,092084 118 096 147 490
20 0,083777 0,092230 0,10133 0,11113 0.12165 0.13297 0,1451 1
21 913 377 149 130 181 316 532
22 0,084049 523 165 14(1 2 О9 336 553
23 185 670 181 163 290 355 574
24 321 816 196 180 >38 375 595
25 457 963 212 197 257 616
26 594 0,093111 228 215 275 414 638
27 731 258 24 1 232 293 434 659
28 868 406 260 249 312 4 54 68 0
29 0,085005 553 2 / 6 266 ззо 473 701
30 0,085142 0,093/01 0,10292 0,1 1283 0,123 18 0,13193 0,14722
31 280 849 308 300 513 74 3
32 418 998 323 317 385 533 765
33 555 0,094146 339 334 404 553 786
34 693 295 355 352 4 22 572 806
35 832 443 371 369 441 592 829
36 970 592 388 386 439 612 850
37 0,086108 742 4 04 4 03 478 632 871
38 247 891 420 421 496 652 893
39 386 0,095041 436 438 51 5 672 914
40 0,086525 0,095190 0,10452 0,11455 0,12534 0,13692 0,14936
41 664 340 468 473 552 712 957
42 804 490 484 490 571 732 979
43 943 641 500 507 590 752 0,15000
44 0,087083 791 516 525 608 772 092
45 223 942 533 542 627 792 043
46 363 0,096093 549 560 646 812 065
47 503 244 565 577 664 833 087
48 644 395 581 595 683 853 108
49 784 546 598 612 702 873 130
50 0,087925 0,096698 0,10614 0,11630 0,12721 0,13893 0 15152
51 0,088066 580 630 647 740 913 173
52 207 0,097002 647 665 759 934 195
53 348 154 663 682 778 954 217
54 490 306 679 700 797 974 239
55 631 459 696 718 815 995 261
56 773 611 712 735 834 0.14015 28°
57 915 764 729 753 853 035 304
58 0,089057 911 74 5 771 056 3"6
59 200 0,098071 76° 788 891 056 326
60 0,089342 0,098224 0,10778 0,11806 0,1291 1 0,14097 0,15370
18 Д. J]. Марков
принятые термины и обозначения
а — делительное межосевое расстояние передачи;
aw — межосевое расстояние зубчатой передачи;
far — отклонение межосевого расстояния;
fa — предельное отклонение межосевого расстояния;
— измерительное межосевое расстояние;
F— колебание измерительного межосевого расстояния за оборот зубчатого
колеса;
Ft- — допуск на колебание измерительного межосевого расстояния за оборот
зубчатого колеса;
fir — колебание измерительного межосевого расстояния на одном зубе;
f'i — допуск на колебание измерительного межосевого расстояния на одном
зубе;
Аа»е, Aa"i — предельные отклонения измерительного межосевого расстояния;
Р^п — основной нормальный шаг зубьев;
Р& — основной окружной шаг зубьев;
Ра — шаг эвольвеитного зацепления;
Рх — осевой шаг зубьев цилиндрических колес и средний ход витка разноходо-
вого червяка;
Р^ — окружной шаг зубьев;
т — угловой шаг зубьев;
Fpr — накопленная погрешность шага по зубчатому колесу;
Fp — допуск на накопленную погрешность шага по зубчатому колесу;
Fpkr — накопленная погрешность k шагов;
F^ — допуски на накопленную погрешность k шагов;
fp^r — отклонение шага;
fp^r — отклонение шага зацепления;
Fpxnr — отклонение осевых шагов по нормали;
fpxr — отклонение шага червяка червячной передачи;
fpxkr — накопленная погрешность на k шагов червяка;
Vpr — разность шагов;
Р — угол наклона линии зуба;
— основной угол наклона лнннн зуба;
F^r — погрешность направления зуба;
F& — допуск на погрешность направления зуба;
f^sr — погрешность винтовой поверхности червяка червячной передачи;
fhr — погрешность винтовой линия червяка в пределах оборота;
fhkr — погрешность винтовой линии червяка по всей длине;
F^r — погрешность формы и расположения контактной линии;
F^ — допуск на погрешность формы и расположения контактной линии;
d„ — диаметр вершин зубьев колеса нлн витков червяка;
d — делительный диаметр зубчатого колеса или червяка;
df — диаметр впадин зубчатого колеса нлн червяка;
dyy — начальный диаметр зубчатого колеса или червяка;
d^ — диаметр основной окружности зубчатого колеса или червяка;
d£ — внешний делительный диаметр конического зубчатого колеса;
dje — внешний диаметр впадин конического зубчатого колеса;
dfj — внутренний диаметр впадин конического зубчатого колеса;
dfm — средний диаметр впадин конического зубчатого колеса;
df — внутренний делительный диаметр конического зубчатого колеса;
dm — средний делительный диаметр конического зубчатого колеса;
dae — внешний диаметр вершин зубьев конического колеса;
dQ- — внутренний диаметр вершин зубьев конического колеса;
^ат ~ средний диаметр вершин зубьев конического зубчатого колеса;
^We ~~ внешний начальный диаметр конического зубчатого колеса;
~ внутренний начальный диаметр конического зубчатого колеса;
~~ средний начальный диаметр конического зубчатого колеса;
da и-» — наибольший диаметр червячного колеса;
<7 — коэффициент диаметра червяка червячной передачи;
274
s^n — основная нормальная толщина зуба;
sbt ~~ основная окружная толщина зуба;
— постоянная хорда зуба зубчатого колеса;
s — осевая толщина зуба;
sa — толщина по хорде витка червячной передачи;
sa2 — толщина по хорде зуба червячного колеса;
sn — нормальная толщина зуба конического зубчатого колеса;
— внешняя толщина зуба конического зубчатого колеса;
s^m — средняя окружная толщина зуба конического зубчатого колеса;
— внутренняя окружная толщина зуба конического зубчатого колеса;
Ас — наименьшее отклонение толщины зуба;
Т — Допуск на толщину зуба;
Eg — отклонение толщины зуба конического колеса;
о, _ угол профиля зуба;
а1Г — угол зацепления зубчатой передачи;
6 — угол делительного конуса конического зубчатого колеса;
— угол конуса вершин зубьев конического зубчатого колеса;
6^ — угол конуса впадин зубьев конического зубчатого колеса;
0 — угол делительной головки зуба конического зубчатого колеса;
2 — межосевой угол зубчатой передачи;
Е^г — отклонение межосевого угла конической зубчатой передачи;
fxr — непараллельность осей зубчатой передачи. Для конических зубчатых
передач — осевое смещение делительного конуса;
fx — допуск на непараллельность осей;
f^r — перекос осей зубчатой передачи;
fu — допуск на перекос осей;
W — длина общей нормали зубчатого колеса;
W — средняя длина общей нормали;
^Wr — колебание длины общей нормали;
Vyy — допуск на колебание длины общей нормали;
Л wmr — отклонение средней длины общей нормали;
— наименьшее отклонение средней длины общей нормали;
—допуск на среднюю длину общей нормали;
in min — гарантированный боковой зазор;
— дополнительное смещение исходного контура;
А Не — наименьшее дополнительное смещение исходного контура;
Тн — допуск на смещение исходного контура;
v — угол развернутости эвольвенты;
fjr — погрешность профиля зуба;
ff — допуск на погрешность профиля зуба;
^ior — наибольшая кинематическая погрешность передачи;
F(o — допуск на кинематическую погрешность передачи;
Ffr — наибольшая кинематическая погрешность зубчатого колеса;
F^ — допуск на кинематическую погрешность зубчатого колеса;
Frr — радиальное биение зубчатого венца;
Fr — допуск на радиальное биение зубчатого венца;
frr — радиальное биение червяка червячной передачи;
Fcr — погрешность обката;
Ё£ — допуск на погрешность обката;
fzkor — цилиндрическая погрешность передачи;
• zko — допуск на цилиндрическую погрешность передачи;
Т zzor — циклическая погрешность зубцовой частоты в передаче;
fzzo — допуск на циклическую погрешность зубчатой частоты в передаче;
fzkr — циклическая погрешность зубчатого колеса;
f2k ~ Допуск на циклическую погрешность зубчатого колеса;
fir ~ местная кинематическая погрешность;
ft — допуск на местную кинематическую погрешность;
— коэффициент перекрытия цилиндрической зубчатой передачи;
Ер — коэффициент осевого (по колесу) перекрытия червячных передач;
Фо — угол перекрытия зубчатого колеса передачи.
18
275
СПИСОК ЛИТЕРАТУРЫ
1. Авдулов А. Н. Сейсмический метод контроля кинематической точности
зуборезных станков. — «Станки и инструмент», 1962, № 1, с. 40—44.
2. Анфимов М. И. Редукторы (конструкция и расчет). Изд. 3-е, М., «Машино-
строение», 1972. 282 с.
3. Афонский Б. Д., Коган В. Б. Прибор для контроля кинематической по-
грешности зубчатых колес типа БВ-5058. — В кн.: Металлорежущий и кон-
трольно-измерительный инструмент. Научно-технический реферативный сбор-
ник НИИмаш, 1974, № 11 (95), с. 22 -28.
4. Болотовский И. А., Гурьев Б. И., Смирнов В. Э. Цилиндрические эволь-
вентные зубчатые передачи внешнего зацепления. Расчет геометрии. М., «Маши-
ностроение», 1973. 160 с.
5. Болотовский И. А. Зубчатые передачи. Кинематика, геометрия и кинето-
статика, ч. 1. Уфа, 1971. 134 с.
6. Зильберглейт В. Л., Шрайбман С. М., Кочетков А. М. Технологические
вопросы изготовления и контроля прецизионных цилиндрических зубчатых ко-
лес. Технология механосборочного производства. М., НИИмаш, 1971. 119 с.
7. Зорохович А. А., Остров Н. М. Производство высокоточных зубчатых
колес средних модулей. М., «Машиностроение», 1968. 227 с.
8. Иванов В. Г. Устройство для определения дефектов на зубчатых колесах. —
«Станки и инструмент», 1974, № 5, с. 41—42.
9. Иделевич А. Я- Прибор-полуавтомат для контроля кинематической по-
грешности зубчатых колес фирмы МааГ. НИИмаш, Металлорежущий и кон-
трольно-измерительный инструмент, 1973, № 11 (83), с. 24—26.
10. Инструктивные материалы по применению стандартов на допуски мелко-
модульных зубчатых передач и исходный контур мелкомодульных зубчатых
колес. М., Изд-во стандартов, 1964. 124 с.
11. Козлов М. П. Зубчатые передачи точного приборостроения. Изд. 2-е,
М., «Машиностроение», 1969. 399 с.
12. Колеса зубчатые (цилиндрические, конические и червячные), червяки
и рейки. Нормы точности. Нормали станкостроения и руководящие материалы.
Изд. 2-е, М., ЭНИМС, 1961. 52 с.
13. Коршунов В. Н., Иделевич А. Я-, Звонарева Л. Н. Современные методы
контроля кинематической погрешности зубофрезерных станков. — «Измеритель-
ная техника», 1972, № 10, с. 29—31.
14. Куцоконь В. А. Точность мелкомодульных цилиндрических зубчатых
колес и ее технологический контроль. ЛДНТП, 1969, с. 42.
15. Лившиц Г. А. Контроль кинематической точности прецизионных зубча-
тых колес. — В кн.: Взаимозаменяемость и технические измерения в машино-
строении. М., Машгиз, 1960, с. 243—278. (Межвузовский сборник № 2).
16. Ляндон Ю. Н. Функциональная взаимозаменяемость в машиностроении.
М„ «Машиностроение», 1967, с. 213.
17. Марков А. Л., Волосевич Ф. П. Краткий справочник контрольного ма-
стера машиностроительного завода. Изд. 2-е, М.—Л. «Машиностроение», 1973.
с. 312.
18. Марков А. Л. Измерение цилиндрических зубчатых колес. М.—Л.,
Машгиз, 1959. 272 с.
19. Марков А. Л. Универсальный эвольвептомер. М.—Л., Машгиз, 1948. с. 60.
20. Марков Н. Н. Измерительные зубчатые колеса для комплексного кон-
троля. — В кн.: Взаимозаменяемость и технические измерения в машинострое-
нии. М., Машгиз, 1960, с. 286—312. (Межвузовский сборник № 2).
21. Марков Н. Н. Двухпрофильный метод контроля цилиндрических зубчатых
колес. — «Измерительная техника», 1957, № 2, с. 58—63.
22. Методические указания по внедрению ГОСТ 1643—72 «Передачи зубча-
тые цилиндрические. Допуски». Изд-во стандартов, 1975, с. 112.
23. Мильштейн М. 3. Чистовая обработка зубчатых колес. Киев, «Техника»,
1971. 165 с.
24. Преснухин Л. Н., Шаньгин В. Ф., Майорове. А. Фотоэлектрические пре-
образователи информации. М., «Машиностроение», 1974. 375 с.
276
25. Производство зубчатых колес. Справочник. Под ред. Б. А. Тайца.
Изд. 2-е, М., «Машиностроение», 1975. 728 с.
26. Семенова Л. М. Универсальный эвольвентомер для контроля крупных
колес. — В кн.: Технические измерения в машиностроении. Под ред. Г. Д. Бур-
дуна. М., НИИ метрологии и высших учебных заведений. 1967, вып. 1, с. 140—151.
27. Сукатов Л. Г., Ткаченко Г. С. Прибор для контроля накопленной погреш-
ности и разности окружных шагов зубчатых колес. — «Станки и инструмент»,
1968, № 9, с. 34- 36.’
28. Тайц Б. А. Контроль зубчатых передач и зуборезного инструмента. —
В кн.: Взаимозаменяемость и техника измерения в машиностроении. М., «Машино-
строение», 1972, с. 441—475.
29. Тайц Б. А. Внедрение нового стандарта допусков на цилиндрические зуб-
чатые передачи. — «Станки и инструмент», 1975, № 6, с. 21—24.
30. Тайц Б. А., Наумов Ю. А. Контроль равномерности окружного шага ци-
линдрических зубчатых колес. — В кн.: Технические измерения в машинострое-
нии. Под ред. Г. Д. Бурдуна. М., НИИ метрологии и высших учебных заведений.
1967, вып. 1, с. 133—140.
31. Тайц Б. А. Нормирование точности и контроль цилиндрических зубча-
тых передач. — В кн.: Взаимозаменяемость и приборы размерного контроля.
Под ред. Б. А. Тайца. М., Изд-во стандартов, 1974, вып. 10, с. 16—36.
32. Фирун Н. Б., Константинов Б. А. Магнитоэлектрический контроль кине-
матической точности зубчатых механизмов. Научно-техническая информация.
ЛДНТП, 1964. 57 с.
33. Шрайбман С. М., Байков А. Н. Изготовление закаленных зубчатых ци-
линдрических колес 3- 4-й степеней точности. Технология производства. Науч-
ная организация труда и управления. НИИмаш, 1972, 4, с. 15—21.
34. Якушев А. И. Взаимозаменяемость, стандартизация и технические из-
мерения. Изд. 4-е, М., «Машиностроение», 1975. 472 с.
ОГЛАВЛЕНИЕ
Предисловие........................................................ 3
Часть первая. ГЕОМЕТРИЯ ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ И
НОРМЫ ТОЧНОСТИ ЗУБЧАТЫХ И ЧЕРВЯЧ-
НЫХ ПЕРЕДАЧ ................................................... 6
Глава!. ОБЩИЕ СВЕДЕНИЯ О ГЕОМЕТРИИ ЗУБЧАТЫХ И
ЧЕРВЯЧНЫХ ПЕРЕДАЧ ................................... 7
1. Зубчатые и червячные передачи............................. —
2. Эвольвента и эвольвентное зацепление ..................... 9
3. Передача цилиндрическими прямозубыми колесами............ 12
4. Цилиндрические зубчатые передачи со смещением ........... 18
5. Элементы цилиндрических косозубых колес ................. 25
6. Передачи зубчатые конические ............................ 34
7. Геометрия червячных передач............................. 41
Г л а в а II. НОРМЫ ТОЧНОСТИ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
ПЕРЕДАЧ ....................................................... 48
8. Показатели точности цилиндрических зубчатых колес и пере-
дач ..................................................... —
9. Контрольные комплексы цилиндрических зубчатых колес 75
10. Влияние погрешностей базовых поверхностей на показатели
точности цилиндрических зубчатых колес ........... 79
11. Допуски на заготовки для цилиндрических зубчатых колес 83
12. Показатели точности конических зубчатых колес и передач 86
13. Допуски на заготовки конических зубчатых колес... 88
14. Показатели точности червячных передач с цилиндрическим чер-
вяком ................................................... 93
х5. Допуски на заготовки червяков и червячных колес .... 96
16. Оформление рабочего чертежа зубчатого колеса и червяка 98
Часть вторая. МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ЗУБЧА-
ТЫХ КОЛЕС И ЧЕРВЯКОВ......................................... 104
Г л а в а III. ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ КИНЕМАТИЧЕСКОЙ
ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС ....................................................... 105
17. Измерение кинематической погрешности..................... —
18. Измерение разности шагов и накопленной погрешности шага
по колесу .............................................. 122
19. Определение колебания измерительного межосевого расстояния 132
20. Проверка радиального биения зубчатого венца............. 137
21. Универсальные зубоизмерительные приборы ................ 141
Глава IV. ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ ПЛАВНОСТИ РАБОТЫ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС................................. 153
22. Определение циклической погрешности....................... —
23. Определение погрешности профиля зуба.................... 159
24. Измерение шага зацепления............................... 177
25. Проверка виброакустических показателей зубчатых колес
и шероховатости боковых поверхностей зубьев............. 179
278
Г л а в a V. ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ, ОПРЕДЕЛЯЮЩИХ
КОНТАКТ ЗУБЬЕВ В ЦИЛИНДРИЧЕСКОЙ ПЕРЕ-
ДАЧЕ ...................................................... 185
26. Контроль пягна кошакга...........................
27. Проверка направления зуба прямозубых и узких косозубых
колес ................................................ 186
28. Контроль погрешности формы и расположения контактной ли-
нии. Определение отклонений осевого шага ............. 188
Глава VI. ИЗМЕРЕНИЕ ПОКАЗАТЕЛЕЙ БОКОВОГО ЗАЗОРА
В ЦИЛИНДРИЧЕСКОЙ ПЕРЕДАЧЕ.................................. 192
29. Определение величины смещения исходного контура .... —
30. Определение отклонений толщины зубьев по хорде....... 199
31. Приборы для контроля колебания длины общей нормали и
отклонений средней длины общей нормали................ 202
32. Определение отклонений зубчатых колес методом двух роликов 214
Глава VII. ИЗМЕРЕНИЕ КОНИЧЕСКИХ И ЧЕРВЯЧНЫХ ЗУБ-
ЧАТЫХ ПЕРЕДАЧ, КОЛЕС И ЦИЛИНДРИЧЕСКИХ
ЧЕРВЯКОВ...................................................... 217
33. Измерение конических зубчатых колес.................... —
34. Измерение цилиндрических червячных передач, червяков и
червячных колес.................................. 230
Г л а в а VIII. ИСТОЧНИКИ ПОГРЕШНОСТЕЙ ЗУБЧАТЫХ КО-
ЛЕС. ВЫБОР КОНТРОЛЬНОГО КОМПЛЕКСА 237
35. Методы изготовления зубчатых колес и червяков.... —
36. Технологические источники погрешностей зубчатых колес 242
37. Выбор контрольного комплекса.................... 260
Приложение............................................... 269
Принятые термины и обозначения........................... 274
Список литературы........................................ 276
ИБ № 800
АРКАДИЙ ЛЬВОВИЧ МАРКОВ
Измерение
зубчатых
колес
Допуски, методы
и средства контроля
Редакторы издательства: И. Л. Денина, В. И. Кааганоаа
Технический редактор 13. Ф. Костина
Переплет художника С. С. Венедиктова
Корректор А. И- Лавриненко
Сдано в набор 6/Х 1976 г. Подписано к печати 17 11 1977 г.
М-12062 Формат издания бОХ9О'/1в Бумага типографская № 1
Печ. л. 17,5 Уч.-изд. л. 19,4 Тираж 20 000 экз. Зак. Ха 1273
Цена 1 р. 21 к.
Ленинградское отделение издательства «Машиностроение»
191065, Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10