/











Text
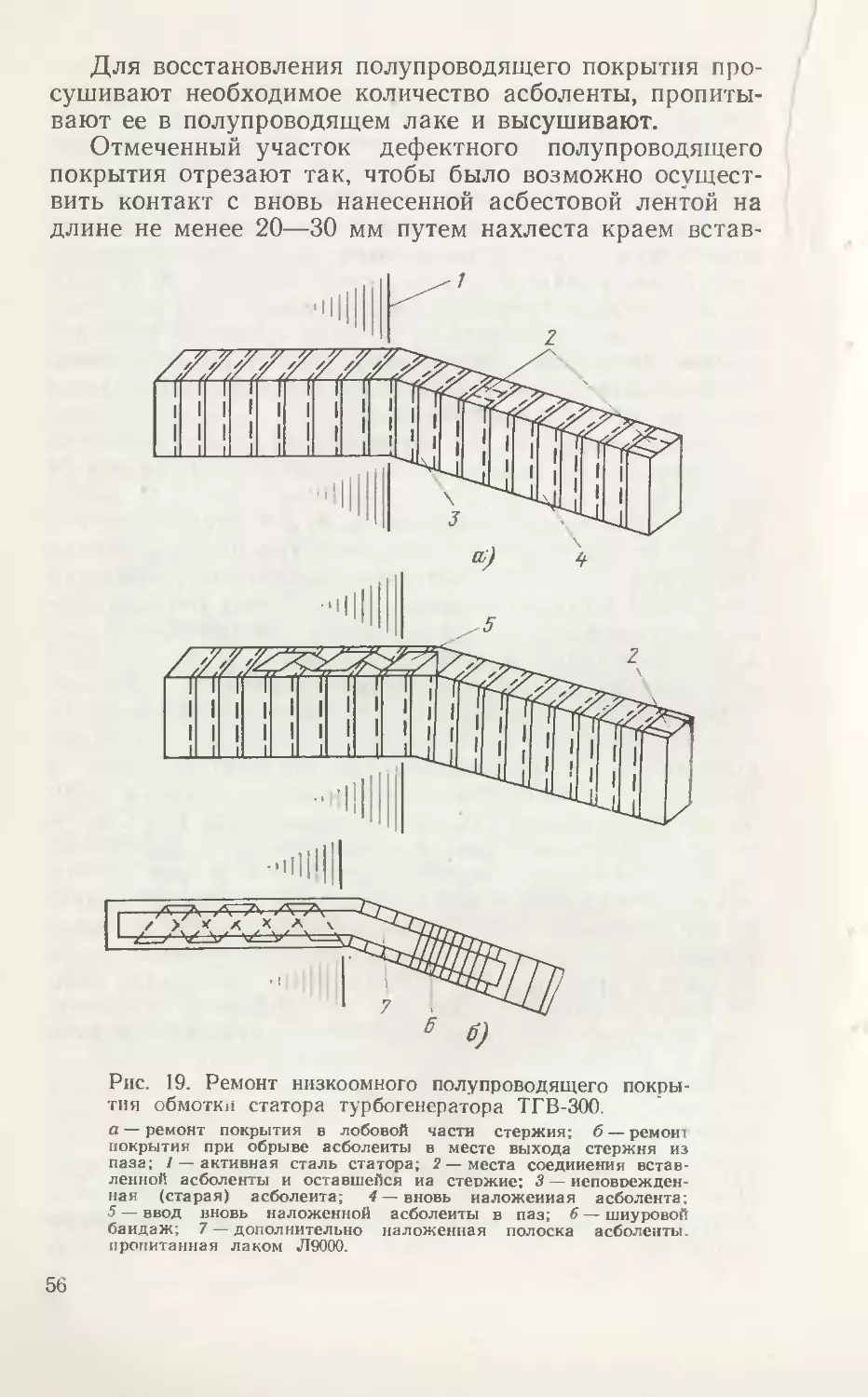
к*ц//1монпек.&
ЭЛЕКТРОМОНТЕРА
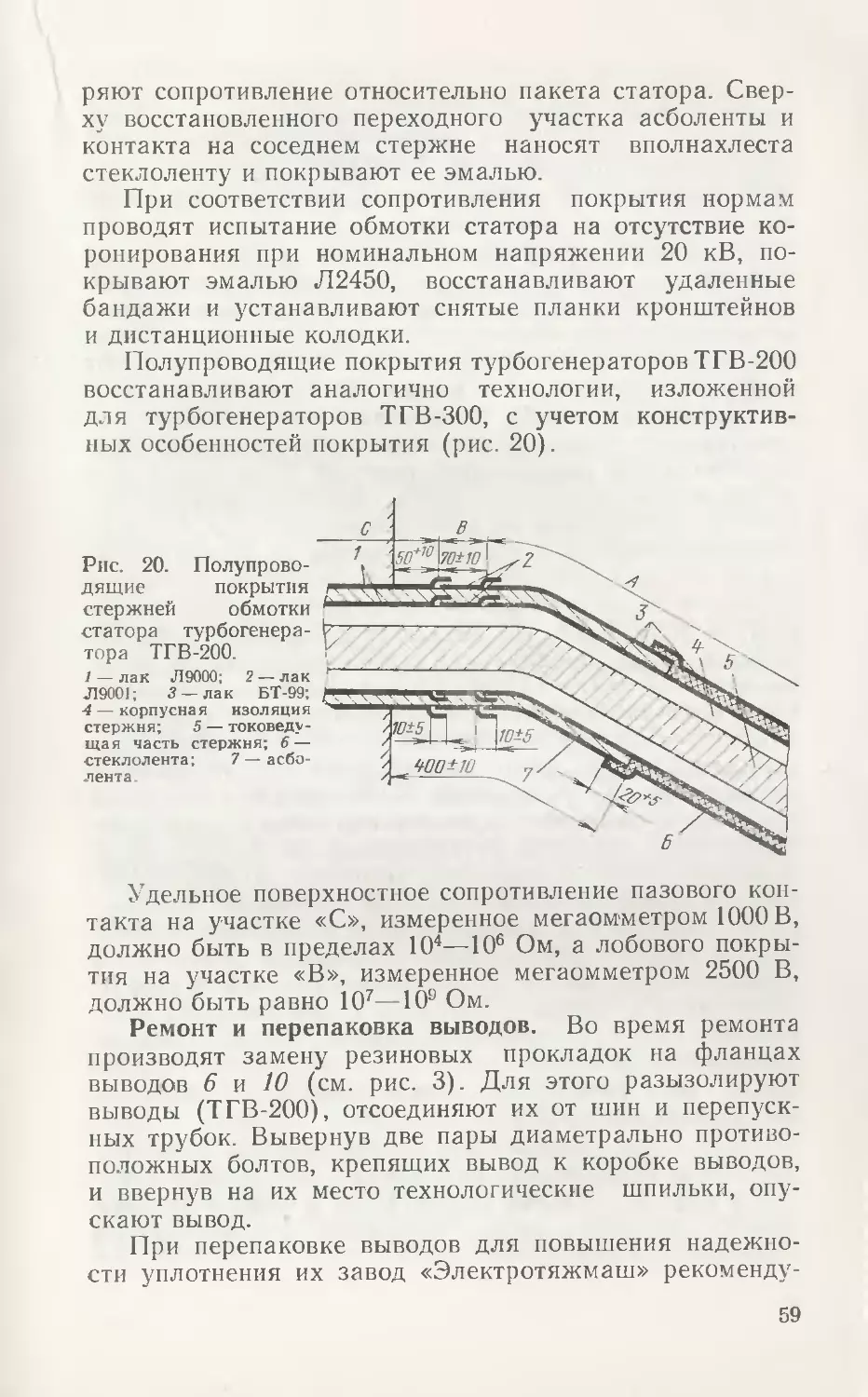
E.X. ИНОЗЕМЦЕВ
РЕМОНТ
ТУРБОГЕНЕРАТОРОВ
ТГВ-200 иТГВ-300
Библиотека
ЭЛЕКТРОМОНТЕРА
Выпуск 459
Е. К. ИНОЗЕМЦЕВ
РЕМОНТ
ТУРБОГЕНЕРАТОРОВ
ТГВ-200 и ТГВ-300
МОСКВА
«Э Н Е Р Г И Я»
1977
6П2 1.081
И67
УДК 621.313.322 -81.004.67
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Большим Я М., Зевакин А И., Каминский Е. А., Ларионов В. П.,
Мусаэлян Э. С., Розанов С. П., Семенов В. А., Синьчугов Ф. И.,
Смирнов А. Д., Соколов Б. А., Устинов П. И. /
ЕВГЕНИЙ КОНСТАНТИНОВИЧ ИНОЗЕМЦЕВ
РЕМОНТ ТУРБОГЕНЕРАТОРОВ ТГВ-200 И ТГВ-300
Редактор издательства И. П Березина
Обложка художника А. А. Иванова
Технический редактор Л. В. Иванова
Корректор А. К. Улегова
ИБ № 391
Сдано в набор 19/VIII 1976 г. Подписано к печати I4/III 1977 г. Т-03469
Формат 84X108V3, Бумага типографская № 1 Усл. печ. л. 6,30
Уч.-изд. л. 6,70 Тираж 10 000 экз Зак. 1369 Цена 26 коп.
Издательство «Энергия», Москва. M-II4, Шлюзовая паб., 10
Типография изд-ва «Советское радио»
Москва, Главпочтамт, а/я 693
Иноземцев Е. К.
И67 Ремонт турбогенераторов ТГВ-200 и ТГВ-300.
М., «Энергия», 1977.
120 с. с ил. (Б-ка электромонтера. Вып. 459)
В книге излагаются техническая характеристика н кон-
структивные особенности турбогенераторов типов ТГВ 200
и ТГВ-300. Описываются основные повреждения и способы
их устранения, а также мероприятия по повышению надеж-
ности. Рассмотрены технологические процессы ремонта
отдельных узлов турбогенераторов ТГВ-200 и ТГВ-300. Зна-
чительное место уделено вопросам механизации и применению
передовых методов ремонта.
Книга предназначена для мастеров и электрослесарей,
занятых ремонтом и эксплуатацией турбогенераторов.
30307-300
051(01)-77
40-76
6 П2.1.081
(С Издательство «Эний^
I биэлиоте ia
I . Г. Бежгг п-огр j
I г. Свердлоьр^
ПРЕДИСЛОВИЕ
Развитие электроэнергетики нашей страны в послед-
ние 10—15 лет шло в значительной степени за счет
строительства и ввода в эксплуатацию ряда крупных теп-
ловых электростанций с установкой на них блочных
турбогенераторов мощностью 200 и 300 МВт.
Широкое распространение получили турбогенерато-
ры типа ТГВ-200 и ТГВ-300 завода «Электротяжмаш»
имени В. И. «Пенина, серийный выпуск которых был ос-
воен соответственно в 1959 и 1961 гг.
Накопленный в последующие годы опыт эксплуата-
ции этих турбогенераторов потребовал внести некото-
рые изменения в первоначальные конструкции отдель-
ны^ узлов, что позволило значительно повысить надеж-
ность и экономичность их работы.
В настоящее время турбогенераторы ТГВ-200 и
ТГВ-300 успешно эксплуатируются на многих тепловых
электростанциях.
Отсутствие массовой производственно-технической
литературы по ремонту турбогенераторов ТГВ-200 и
ТГВ-300, а также специфика ремонтов в связи с конст-
руктивными особенностями этих турбогенераторов по
сравнению с другими типами послужили поводом к на-
писанию данной книги.
При подготовке книги автором частично были ис-
пользованы материалы «Технологического процесса ка-
питального ремонта турбогенератора ТГВ-200» и «Тех-
нологического процесса капитального ремонта турбоге-
нератора ТГВ-300» (М„ «Энергия», 1976 г.), которые
1*
3
разработаны при участии инж. Ю. А. Тарасюк,
О. Я- Томбак, В. А. Шелепова, Л. Н. Ткачевой, А. П. Ша-
гимаги, А. И. Фадеева, И. П. Ярового, В. В. Чередни-
ченко.
В книге обобщен опыт ремонта и модернизации тур-
богенераторов Ростовэнергоремонтом и другими пред-
приятиями Союзэнергоремтреста и электростанциями
Министерства энергетики и электрификации СССР, а
также использованы технические рекомендации завода
«Электротяжмаш» имени В. И. Ленина.
Автор считает своим долгом выразить глубокую бла-
годарность канд. техн, наук В. Ю. Авруху за редактиро-
вание книги.
Автор
1. КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ ТУРБОГЕНЕРАТОРОВ
ТГВ-200 И ТГВ-300
Турбогенераторы серии ТГВ мощностью 200 и
300 МВт выпускаются с непосредственным охлаждени-
ем обмотки статора и ротора водородом. Принятая си-
стема охлаждения при одновременном использовании
более совершенных материалов предопределила повыше-
ние единичной мощности этих турбогенераторов.
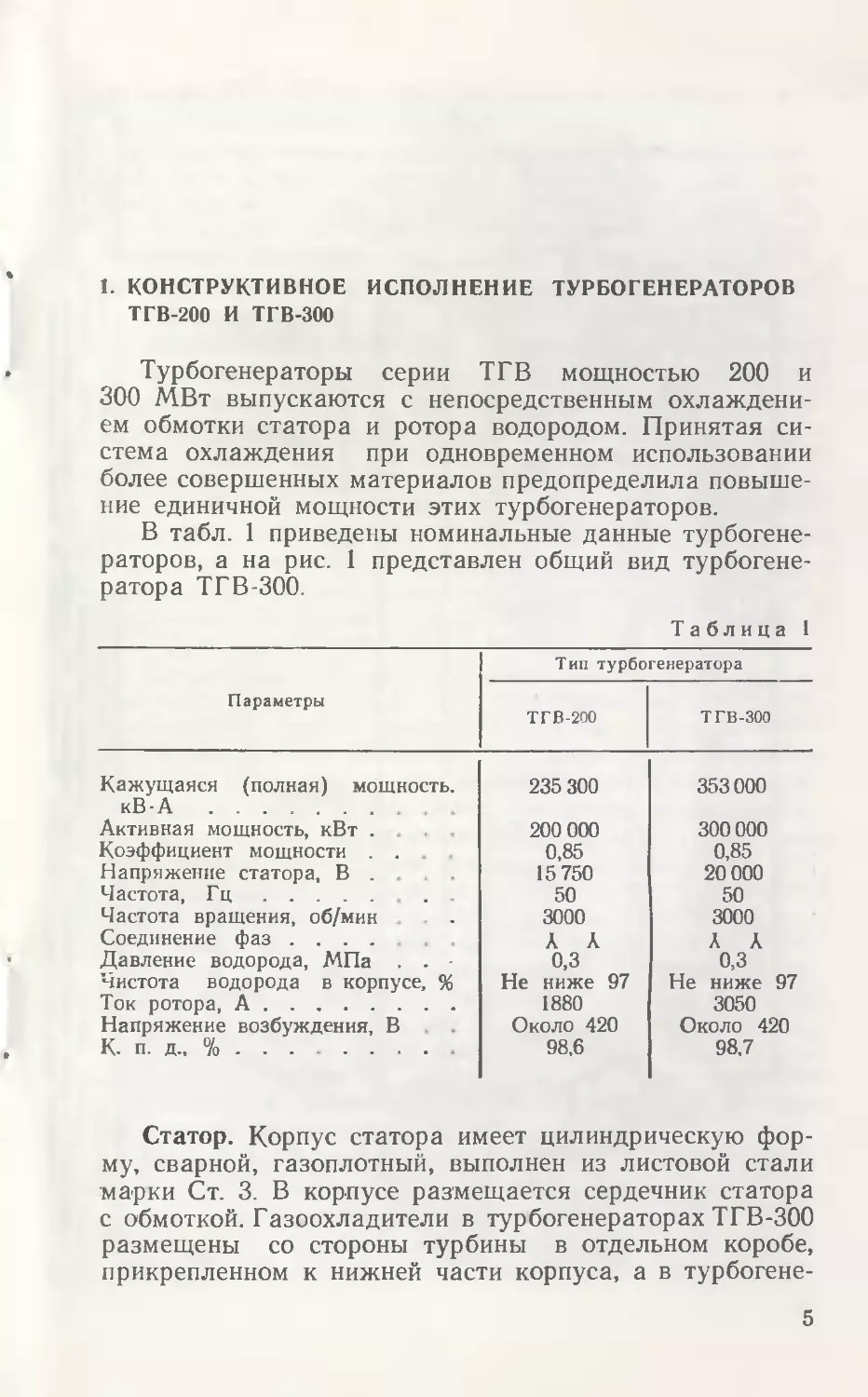
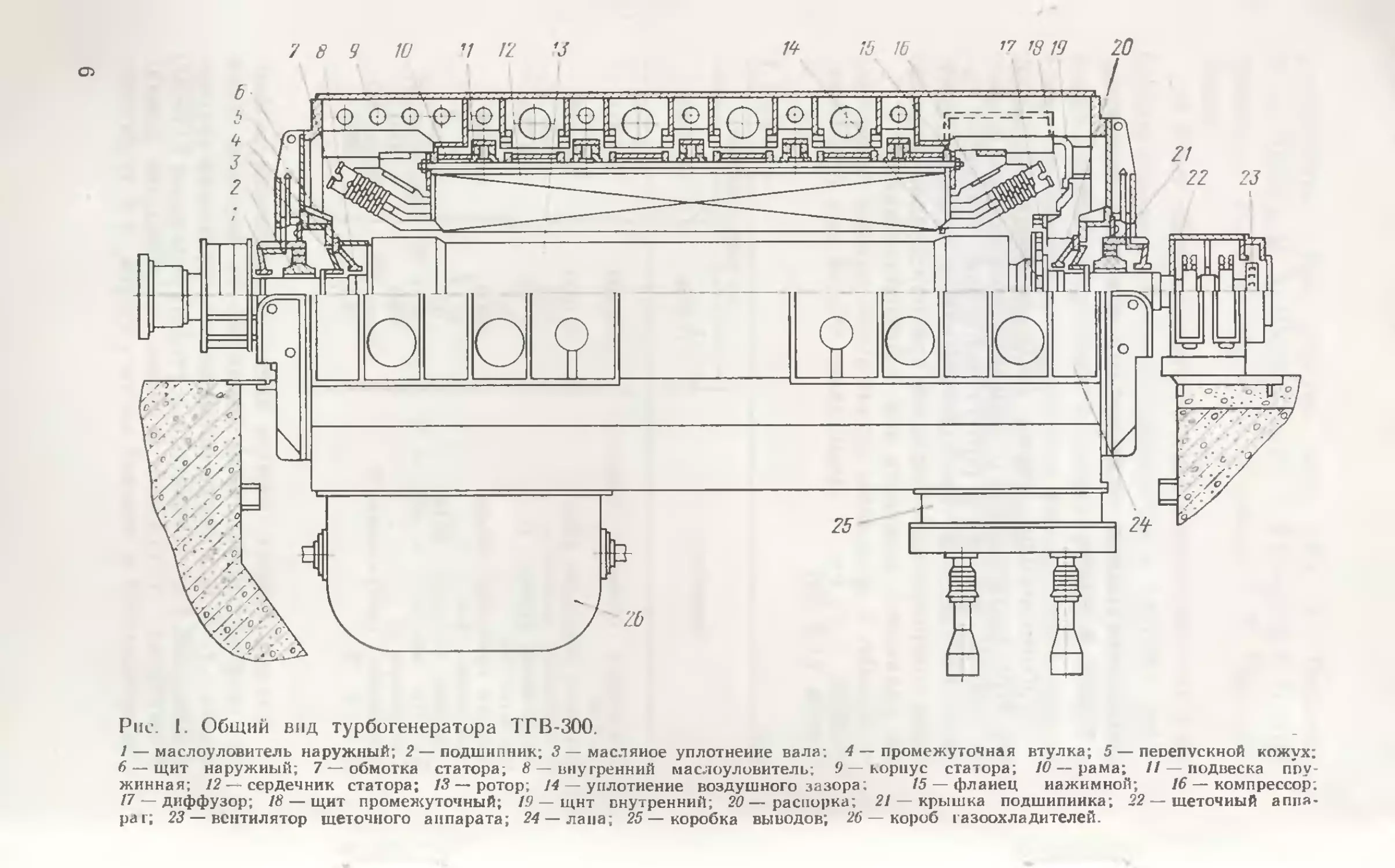
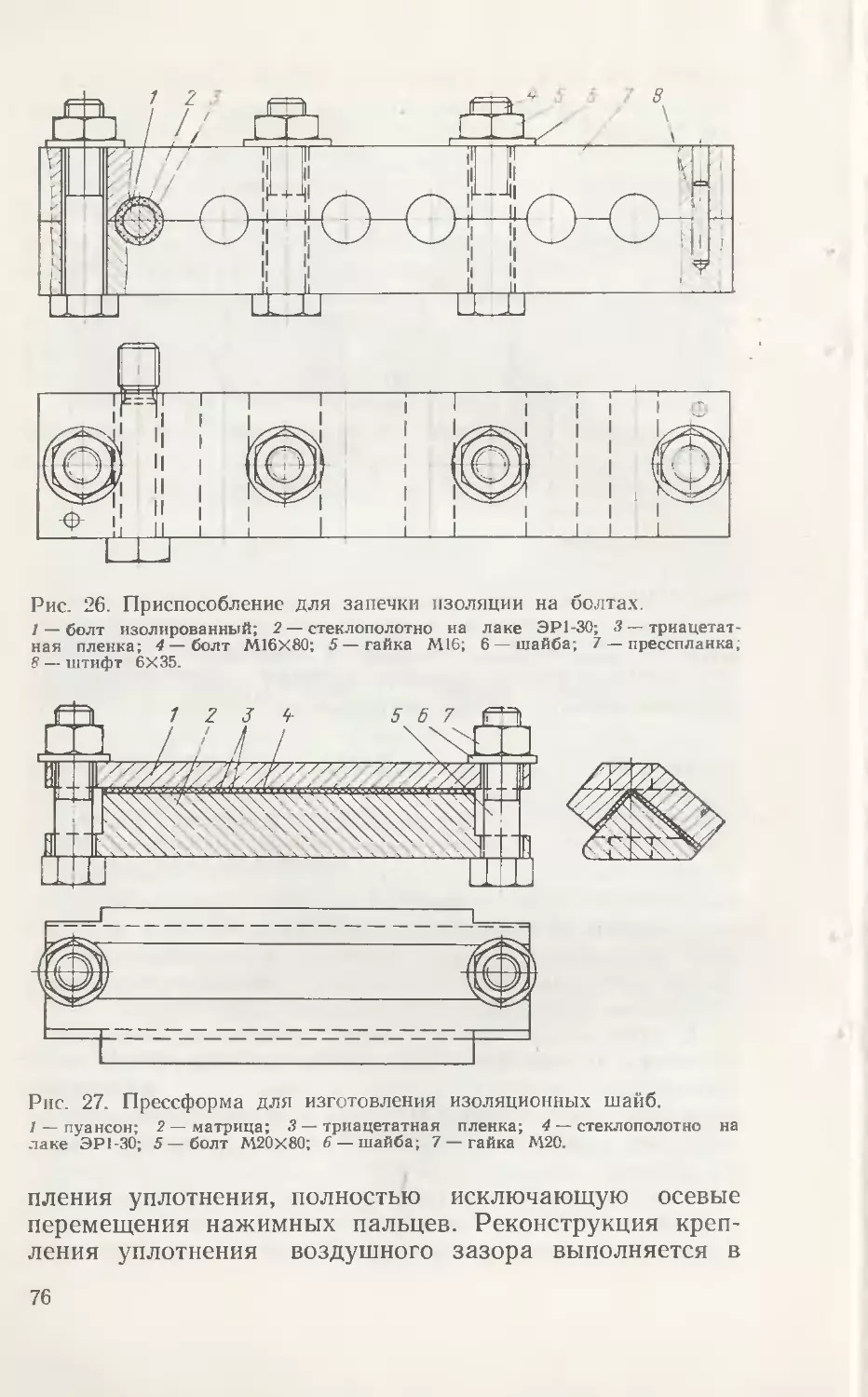
В табл. 1 приведены номинальные данные турбогене-
раторов, а на рис. 1 представлен общий вид турбогене-
ратора ТГВ-300.
Таблица 1
Параметры Тип турбогенератора
ТГВ-200 ТГВ-300
Кажущаяся (полная) мощность. кВ-А 235 300 353 000
Активная мощность, кВт . 200 000 300 000
Коэффициент мощности . . 0,85 0,85
Напряжение статора, В . 15 750 20 000
Частота, Гц 50 50
Частота вращения, об/мин 3000 3000
Соединение фаз .... А А А А
Давление водорода, МПа . . - 0,3 0,3
Чистота водорода в корпусе, % Не ниже 97 Не ниже 97
Ток ротора, А 1880 3050
Напряжение возбуждения, В Около 420 Около 420
К. п. д„ % . . . 98,6 98,7
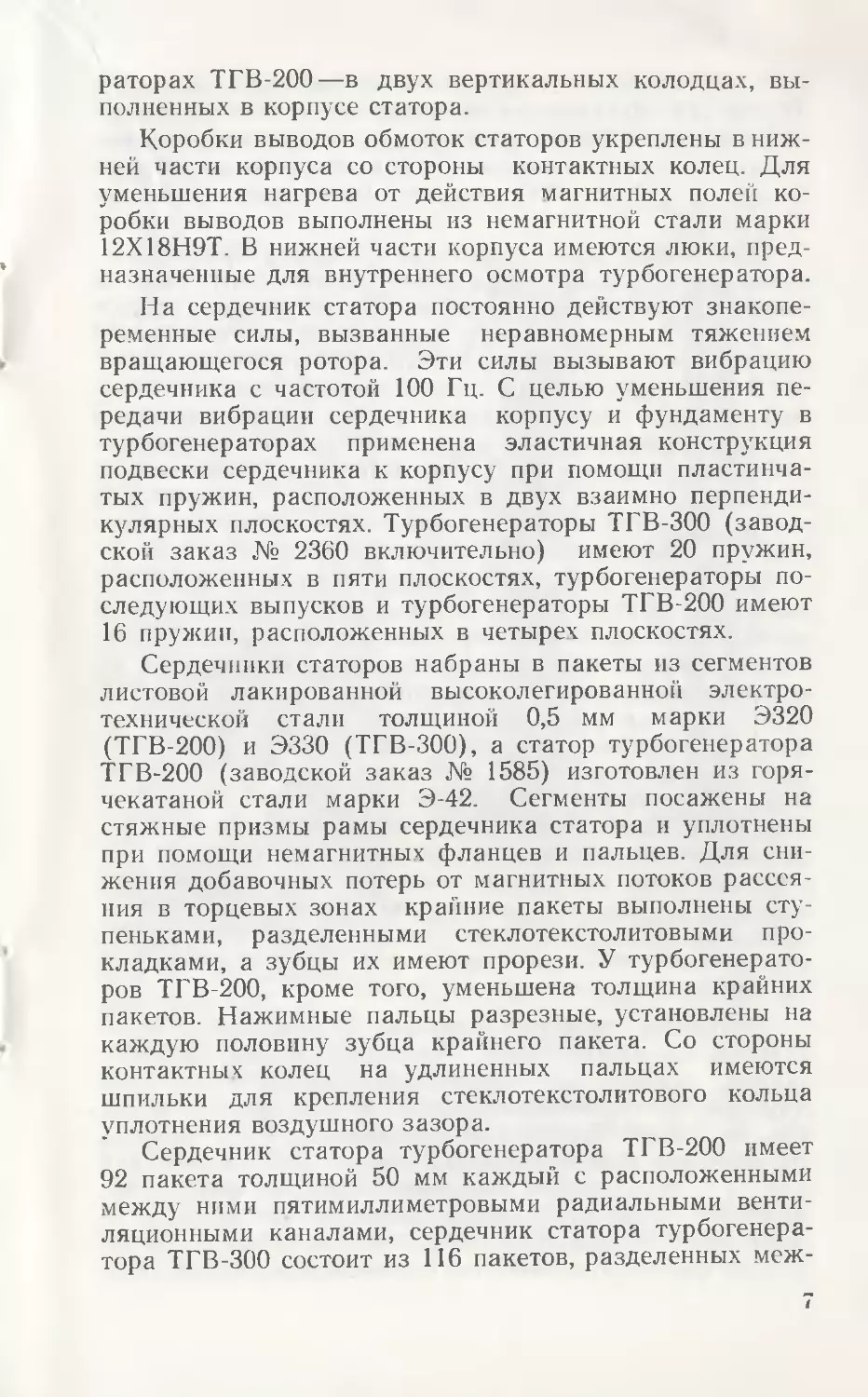
Статор. Корпус статора имеет цилиндрическую фор-
му, сварной, газоплотный, выполнен из листовой стали
марки Ст. 3. В корпусе размещается сердечник статора
с обмоткой. Газоохладители в турбогенераторах ТГВ-300
размещены со стороны турбины в отдельном коробе,
прикрепленном к нижней части корпуса, а в турбогене-
5
Pue 1. Общий вид турбогенератора ТГВ-300.
1— маслоуловитель наружный; 2 — подшипник; 3—масляное уплотнение вала; 4 — промежуточная втулка; 5 — перепускной кожух;
6 — щит наружный; 7 — обмотка статора; 8 — внутренний маслоуловитель; 9 — корпус статора; /0—рама; // — подвеска пру-
жинная; 12 — сердечник статора; 13— ротор; 14 — уплотнение воздушного зазора; /5 — фланец нажимной; /6 — компрессор.
/7 — диффузор; 18— щит промежуточный; 19 — щнт внутренний; 20— распорка; 21 — крышка подшипника; 22— щеточный аппа-
рат; 23 — вентилятор щеточного аппарата; 24 — лапа; 25 — коробка выводов; 26 — короб газоохладителей.
раторах ТГВ-200—в двух вертикальных колодцах, вы-
полненных в корпусе статора.
Коробки выводов обмоток статоров укреплены в ниж-
ней части корпуса со стороны контактных колец. Для
уменьшения нагрева от действия магнитных полей ко-
робки выводов выполнены из немагнитной стали марки
12Х18Н9Т. В нижней части корпуса имеются люки, пред-
назначенные для внутреннего осмотра турбогенератора.
На сердечник статора постоянно действуют знакопе-
ременные силы, вызванные неравномерным тяжением
вращающегося ротора. Эти силы вызывают вибрацию
сердечника с частотой 100 Гц. С целью уменьшения пе-
редачи вибрации сердечника корпусу и фундаменту в
турбогенераторах применена эластичная конструкция
подвески сердечника к корпусу при помощи пластинча-
тых пружин, расположенных в двух взаимно перпенди-
кулярных плоскостях. Турбогенераторы ТГВ-300 (завод-
ской заказ № 2360 включительно) имеют 20 пружин,
расположенных в пяти плоскостях, турбогенераторы по-
следующих выпусков и турбогенераторы ТГВ-200 имеют
16 пружин, расположенных в четырех плоскостях.
Сердечники статоров набраны в пакеты из сегментов
листовой лакированной высоколегированной электро-
технической стали толщиной 0,5 мм марки Э320
(ТГВ-200) и ЭЗЗО (ТГВ-300), а статор турбогенератора
ТГВ-200 (заводской заказ № 1585) изготовлен из горя-
чекатаной стали марки Э-42. Сегменты посажены на
стяжные призмы рамы сердечника статора и уплотнены
при помощи немагнитных фланцев и пальцев Для сни-
жения добавочных потерь от магнитных потоков рассея-
ния в торцевых зонах крайние пакеты выполнены сту-
пеньками, разделенными стеклотекстолитовыми про-
кладками, а зубцы их имеют прорези. У турбогенерато-
ров ТГВ-200, кроме того, уменьшена толщина крайних
пакетов Нажимные пальцы разрезные, установлены на
каждую половину зубца крайнего пакета. Со стороны
контактных колец на удлиненных пальцах имеются
шпильки для крепления стеклотекстолитового кольца
уплотнения воздушного зазора.
Сердечник статора турбогенератора ТГВ-200 имеет
92 пакета толщиной 50 мм каждый с расположенными
между ними пятимиллиметровыми радиальными венти-
ляционными каналами, сердечник статора турбогенера-
тора ТГВ-300 состоит из 116 пакетов, разделенных меж-
ду собой стеклотекстолитовыми сегментами толщиной
0,5 мм. Для охлаждения активной стали статора у тур-
богенератора ТГВ-300 имеются осевые каналы, располо
женные в спинке сердечника (240 отверстий диаметром
20 мм) и зубцах (300 отверстий диаметром от 9,5 до
20 мм).
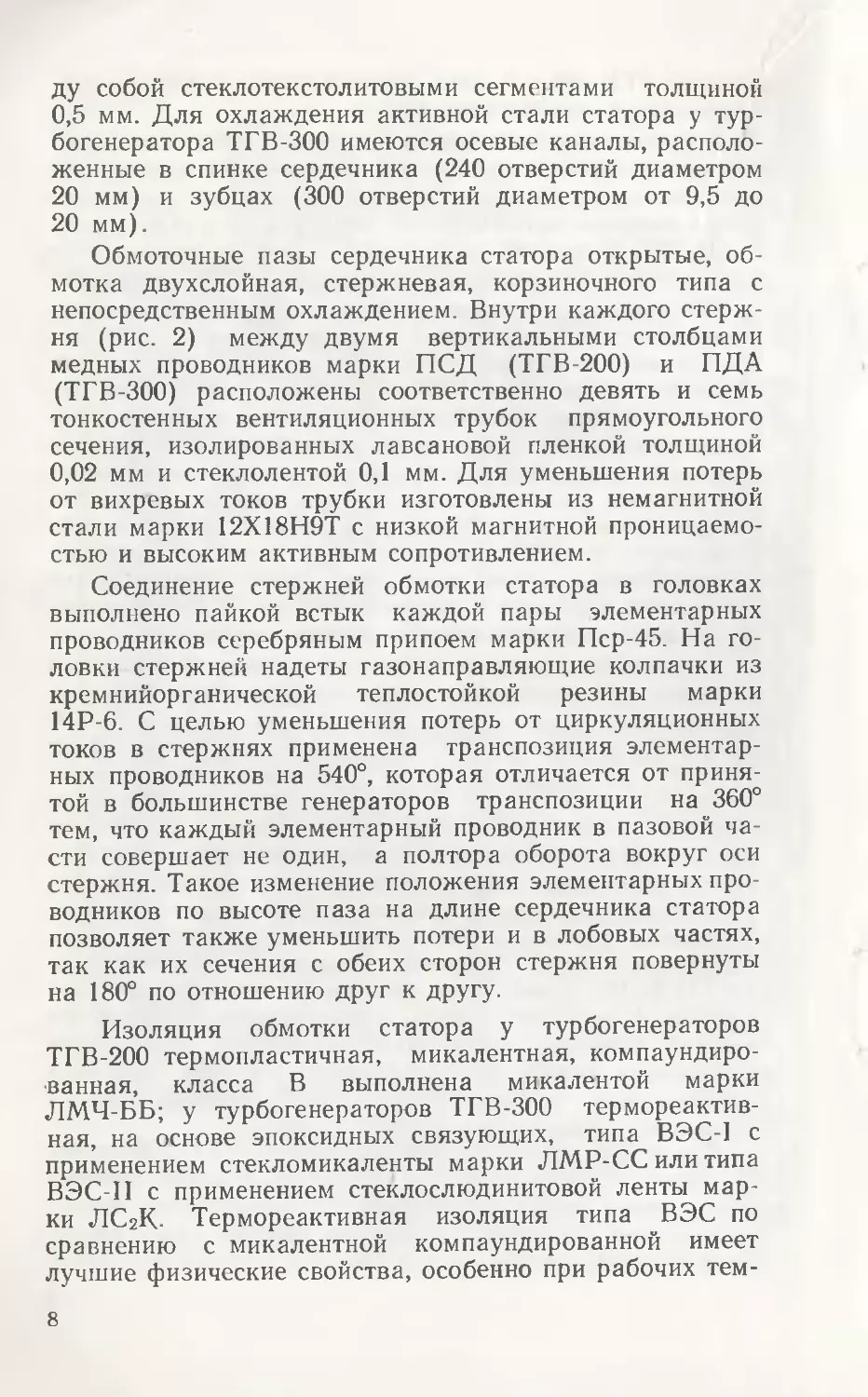
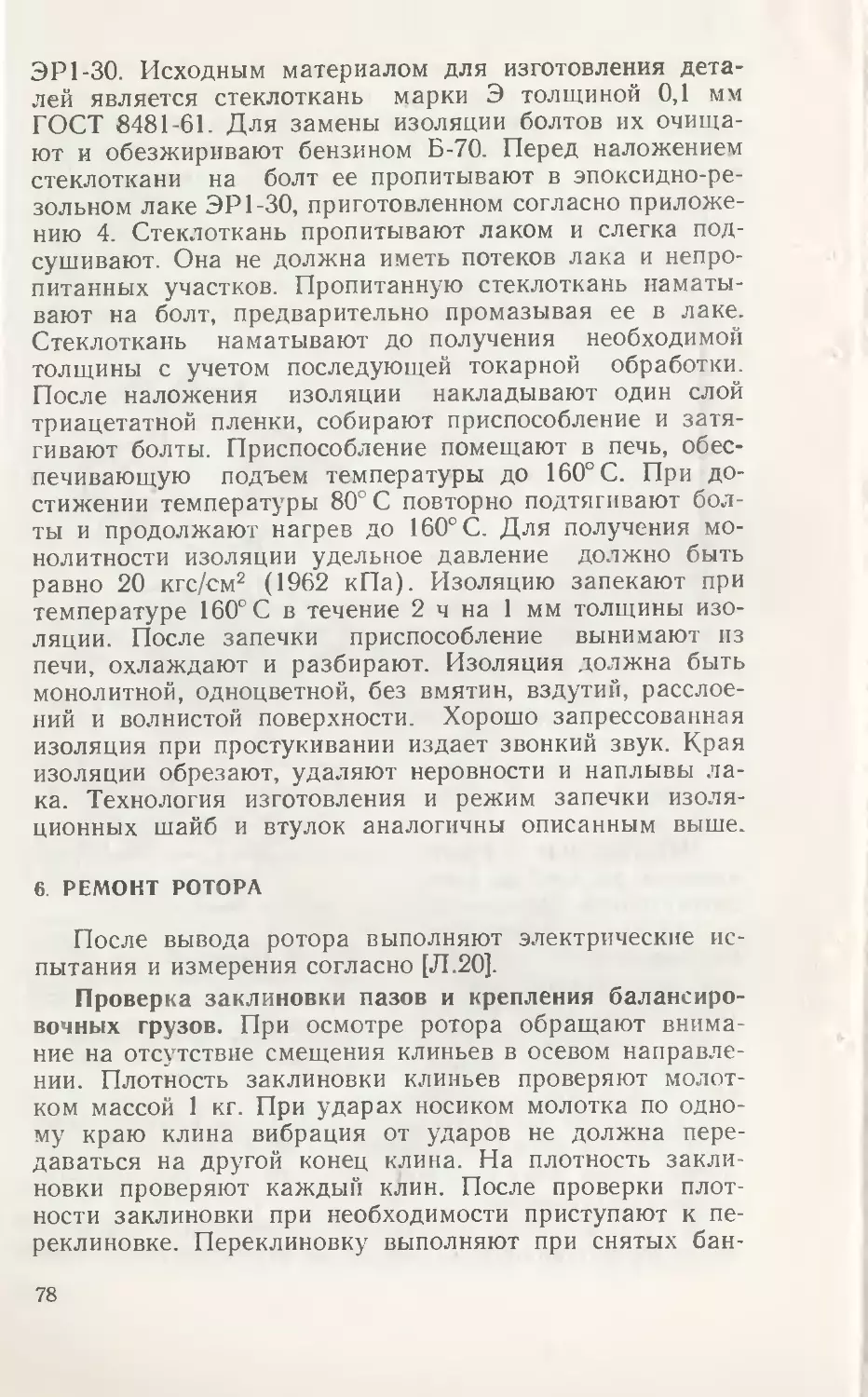
Обмоточные пазы сердечника статора открытые, об-
мотка двухслойная, стержневая, корзиночного типа с
непосредственным охлаждением Внутри каждого стерж-
ня (рис. 2) между двумя вертикальными столбцами
медных проводников марки ПСД (ТГВ-200) и ПДА
(ТГВ-300) расположены соответственно девять и семь
тонкостенных вентиляционных трубок прямоугольного
сечения, изолированных лавсановой пленкой толщиной
0,02 мм и стеклолентой 0,1 мм. Для уменьшения потерь
от вихревых токов трубки изготовлены из немагнитной
стали марки 12Х18Н9Т с низкой магнитной проницаемо-
стью и высоким активным сопротивлением.
Соединение стержней обмотки статора в головках
выполнено пайкой встык каждой пары элементарных
проводников серебряным припоем марки Пср-45. На го
ловки стержней надеты газонаправляющие колпачки из
кремнийорганической теплостойкой резины марки
14Р-6. С целью уменьшения потерь от циркуляционных
токов в стержнях применена транспозиция элементар-
ных проводников на 540°, которая отличается от приня-
той в большинстве генераторов транспозиции на 360°
тем, что каждый элементарный проводник в пазовой ча-
сти совершает не один, а полтора оборота вокруг оси
стержня. Такое изменение положения элементарных про-
водников по высоте паза на длине сердечника статора
позволяет также уменьшить потери и в лобовых частях,
так как их сечения с обеих сторон стержня повернуты
на 180° по отношению друг к другу.
Изоляция обмотки статора у турбогенераторов
ТГВ-200 термопластичная, микалентная, компаундиро
ванная, класса В выполнена микалентой марки
ЛМЧ-ББ; у турбогенераторов ТГВ-300 термореактив-
ная, на основе эпоксидных связующих, типа ВЭС-1 с
применением стекломикаленты марки ЛМР-СС или типа
ВЭС-Н с применением стеклослюдинитовой ленты мар-
ки ЛСгК Термореактивная изоляция типа ВЭС по
сравнению с микалентной компаундированной имеет
лучшие физические свойства, особенно при рабочих тем-
8
пературах, она более теплостойка и не разрушается под
действием температуры до 200° С, имеет более низкие
диэлектрические потери, обладает повышенной механи-
ческой прочностью и
высокой короноустой-
чивостью.
Соединительные ши-
ны обмотки статора вы-
полнены полыми из
двух половин П-образ-
ного сечения, спаян-
ных между собой и об-
разующих канал для
циркуляции охлаждаю-
щего водорода. Водо-
род входит в канал в
месте соединения ши-
ны со стержнем. Для
этого в концевой части
шины вмонтированы
трубки, которые ана-
логично трубкам стер-
жня выведены наружу
и защищены колпачка-
ми из кремнийоргани-
ческой резины.
Изоляция соедини-
тельных и выводных
шин у турбогенерато-
ров первых выпусков
термопластичная, ком-
паундированная, мика-
лентная; у последую-
щих — термореактив-
ная типа ВЭС.
У турбугенераторов
ТГВ-200 обмотка ста-
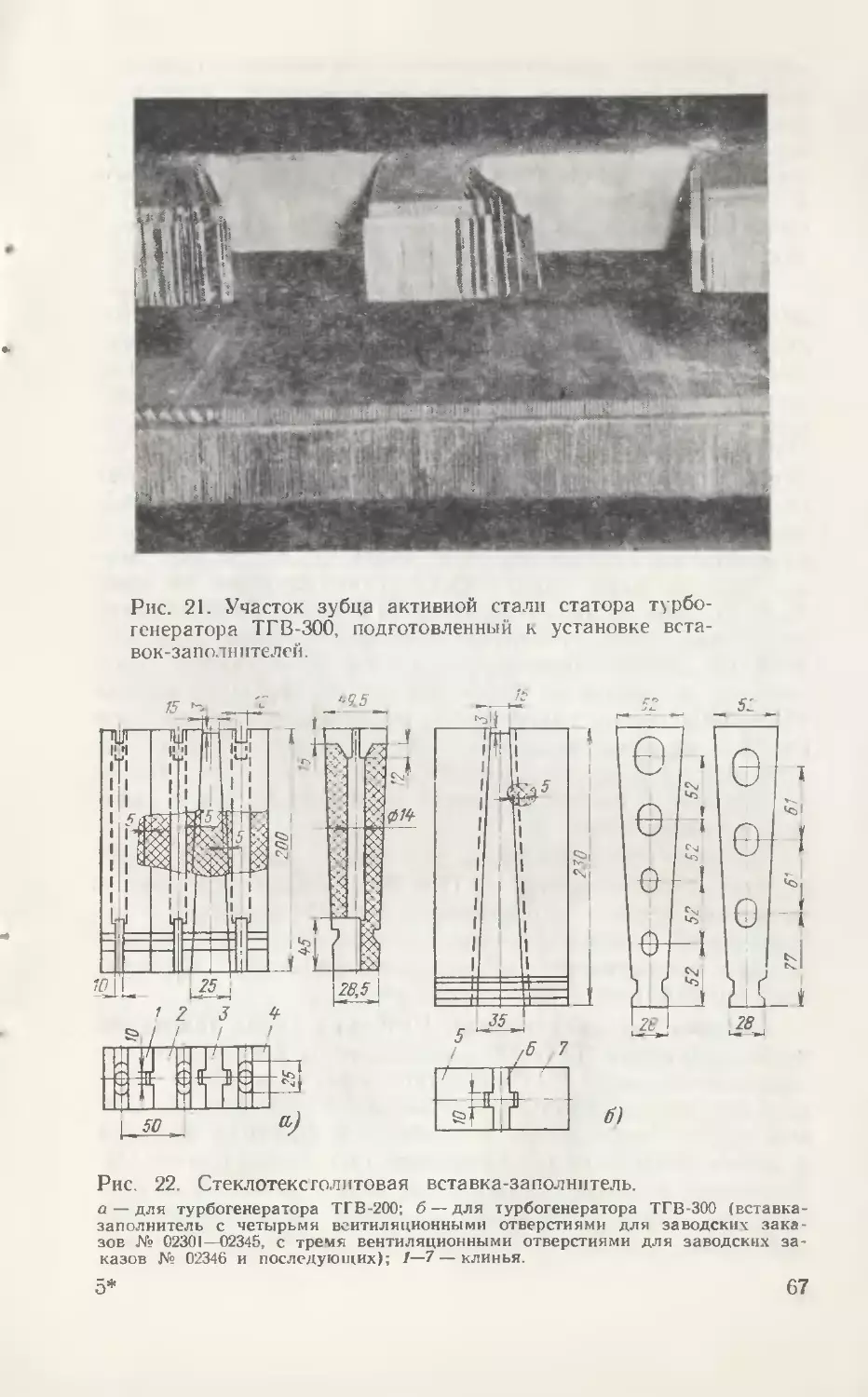
Рис. 2. Заполнение паза обмот-
ки статора турбогенераторов
ТГВ-200 (а) и ТГВ-300 (6).
1 — пазовый клин; 2 — прокладки;
3 — корпусная изоляция; 4 — эле-
ментарные проводники; 5—венти-
ляционные трубки.
тора имеет девять вы- ____
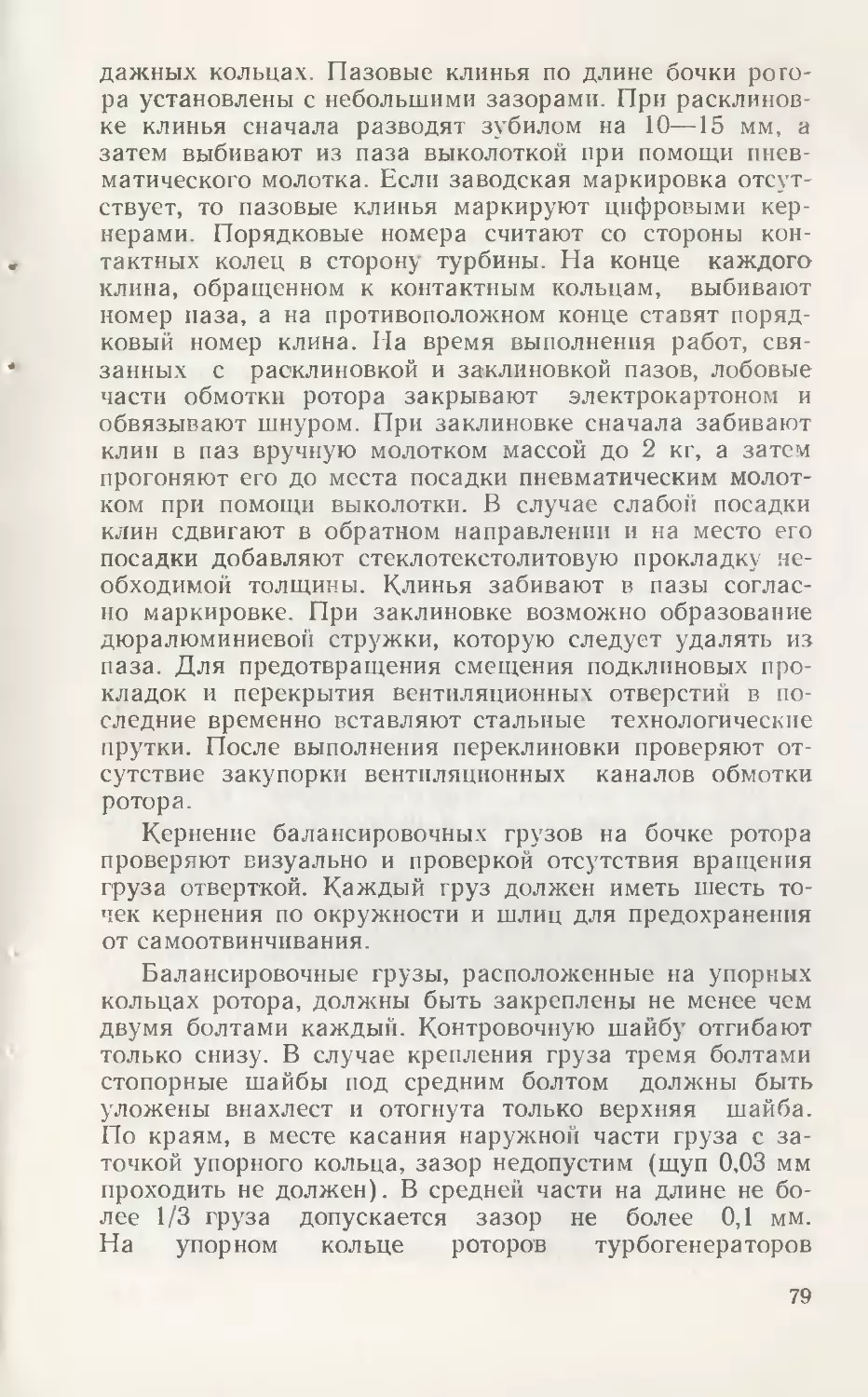
водов (три фазных и шесть нулевых), у ТГВ-300— 12
выводов (шесть фазных и шесть нулевых, рис. 3). То-
коведущая часть выводов охлаждается водородом, по-
ступающим из каналов выводных шин.
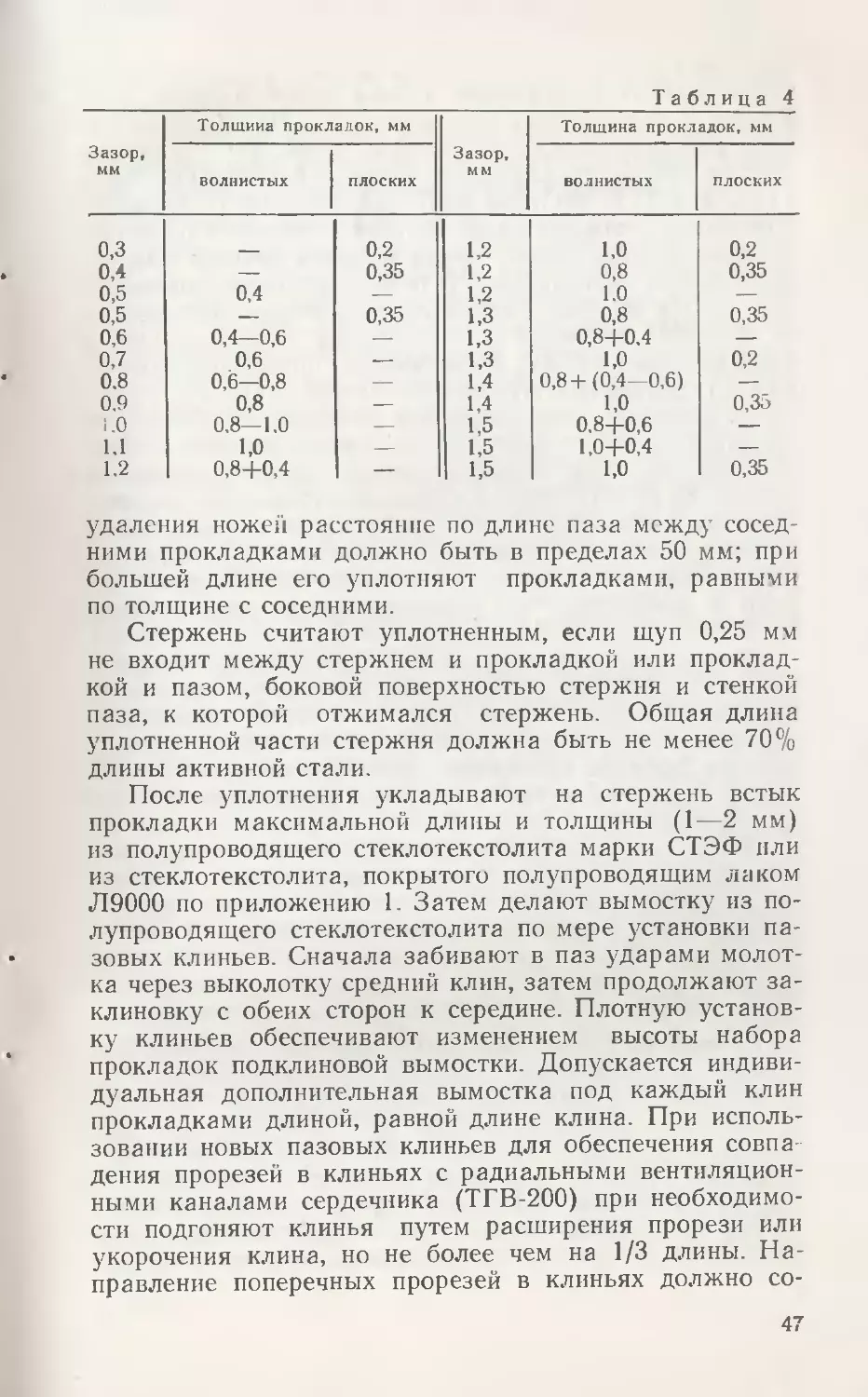
Пазовые части стержней обмотки статора закрепле-
ны клиньями из прессматериала АГ-4С, лобовые части—
шнуровыми бандажами.
9
С торцов корпус статора закрыт наружными щита-
ми, имеющими разъем в горизонтальной плоскости Щи-
ты сварные, газоплотные, выполнены из стали марки
Ст.З. В щитах размещены опорные подшипники и масля-
ляные уплотнения вала ротора.
Конструкция щитов позволяет производить пооче-
редную разборку опор-
ных подшипников при
наличии водорода в
1 1 корпусе турбогенера-
J чшЦ 1 тора, съем верхних по-
Рис. 3. Концевые выводы тур-
богенераторов ТГВ-200 (а) ч
ТГВ-300 (б).
1 — изоляционный цилиндр; 2 — то-
коподводящий медный цилиндр;
3 — гайка; 4 — прокладка; 5 — втул-
ка крепления вывода; 6 — проклад-
ка; 7—фарфоровая рубашка; 8 —
шайба; 9—гайка; 10—прокладка;
11 — шайба; 12 — кольцо; 13 — пру-
жина: 14 — гайка; /5—гайка; 16 —
шайба.
ловин щитов без раз-
борки уплотнений ва-
ла и осмотр уплотне-
ний без разборки щи-
тов.
Газоплотность щи-
тов в местах крепле-
ния их к корпусу ста-
тора и в горизонталь-
ных разъемах верхних
и нижних половин до-
стигается путем уста-
новки в специальных
канавках прокладок из
вакуумной резины у
ТГВ-300 размером
12X12 мм, а ТГВ-200
диаметром 8 мм.
Ротор является наи-
более ответственной
частью турбогенерато-
ра вследствие значи-
тельных механических
нагрузок, вызванных
действием центробеж-
ных и знакоперемен-
ных изгибающих сил.
Ротор изготовлен из
легированной стали с
высокими механиче-
скими свойствами, двухполюсным с неявновыраженными
полюсами. Обмотка возбуждения роторов с заводскими
заказами № 1533 (ТГВ-200) и № 2303 (ТГВ-300) вклю-
10
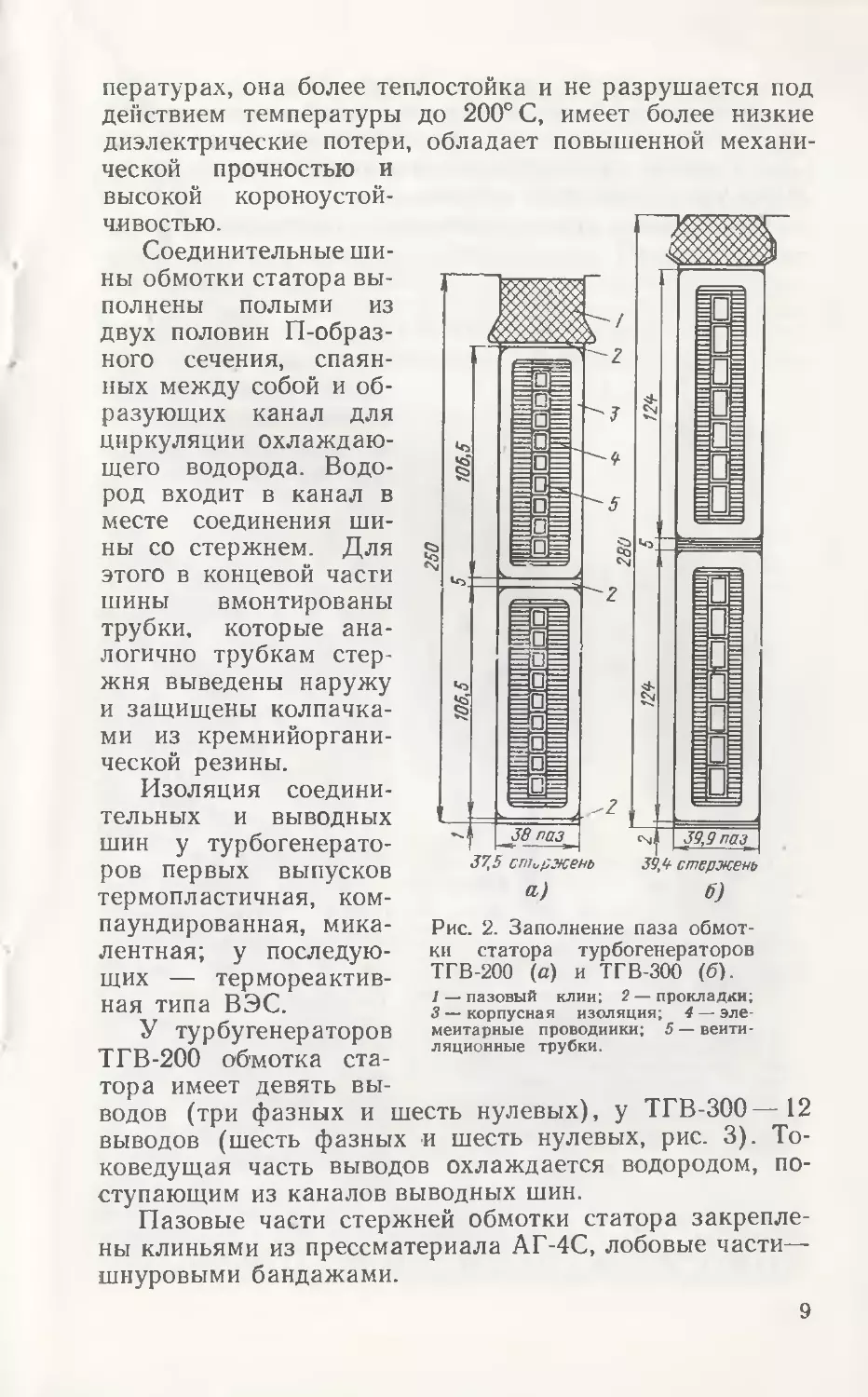
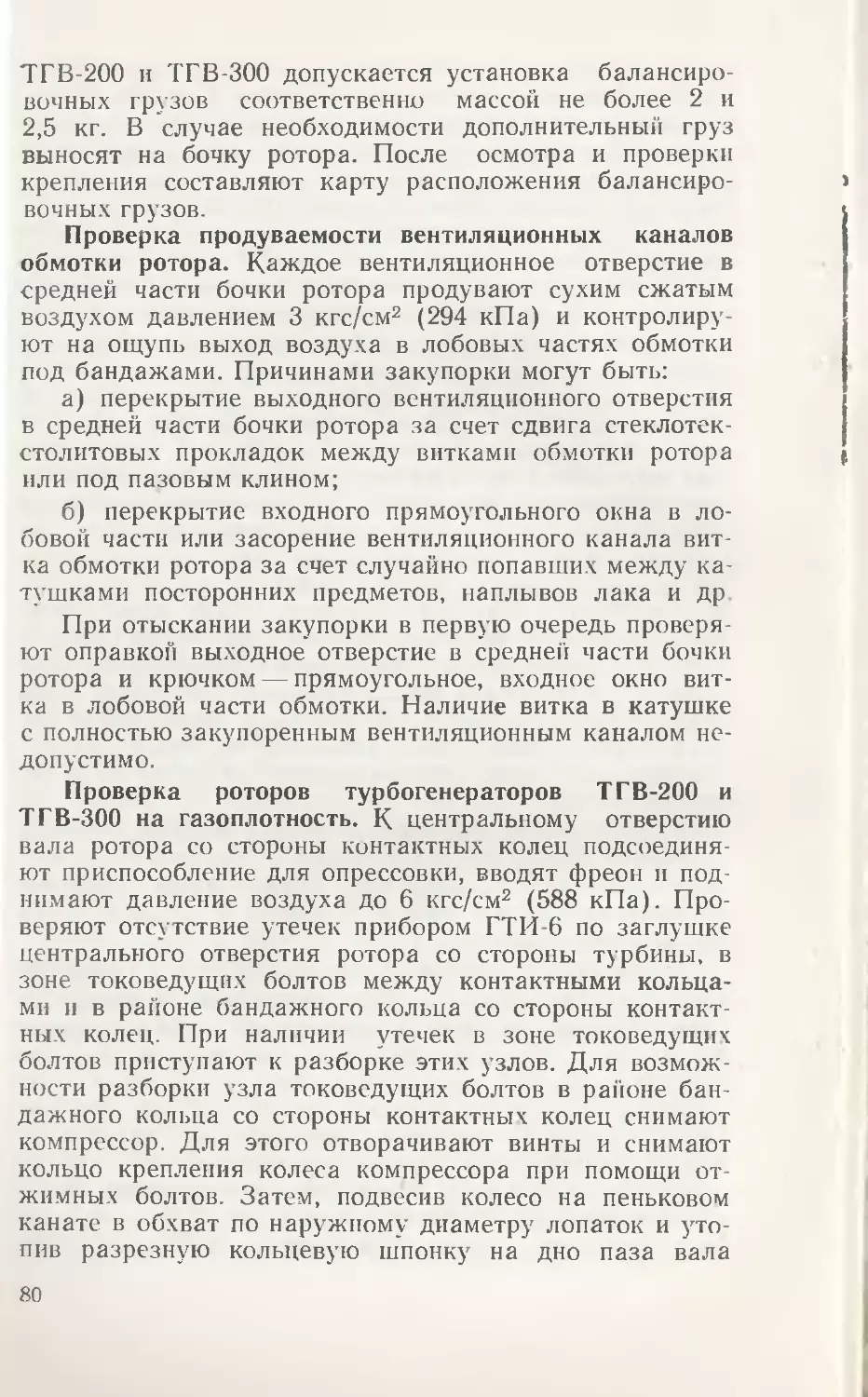
чптельно размещена в 40 продольных пазах бочки (по
10 катушек на полюс), у роторов последующих выпус-
ков 36 пазов (девять катушек на полюс) (рис. 4). Ка-
тушки состоят из десяти витков (ТГВ-200) и семи витков-
(ТГВ-300). Витки выполнены из П-образных проводни-
ков, сложенных попарно и образующих канал, через ко-
торый проходит охлаждающий водород. Применение не-
посредственного охлаждения позволило создать в обмот-
ке ротора при номинальной нагрузке плотность тока,
равную 7,38 А/мм2 (ТГВ-200) и 9,5 А/мм2 (ТГВ-300).
Витковая изоляция выполнена стеклотекстолитовыми
прокладками. Кор-
пусная изоляция
у турбогенераторов
ТГВ-200 первых вы-
пусков выполнена в
виде миканитовых
гильз, у последую-
щих выпусков и
у турбогенераторов
ТГВ-300 — в ви-
де стеклотекстолито-
вых гильз. Лобовые
части обмотки изо-
лированы от бан-
дажных колец дву-
мя слоями стекло-
текстолитовых сег-
ментов толщиной
3 мм, установлен-
ных вразбежку. Тор-
цы лобовых частей
со стороны упорных
колец бандажных
узлов изолирова-
ны стеклотекстоли-
товыми кольцами.
В пазах обмотка
Рис. 4. Разрез паза обмотки ро-
тора турбогенераторов ТГВ-200 и
ТГВ-300.
а — разрез паза ротора в зоне акси-
ального течения водорода; 6—развез
паза в зоне выброса водорода в се-
редине ротора; 1 — пазовый клнн, 2 —
опорные площадки для пазовых
клиньев; 3 — виток обмотки; 4 —> изо-
ляционная прокладка на дне паза:
5 — отверстия для выхода газа в сред-
ней части ротора; 6 — гильза ротор-
ного паза.
ротора закреплена клиньями из алюминиевого сплава
марки Д16Т. Для обеспечения надежной изоляции
верхних витков обмотки от корпуса ротора под
дюралюминиевые клинья установлены стеклотексто-
литовые прокладки толщиной 10—12 мм. Межка-
тушечное крепление в лобовых частях в тангенциальном
и осевом направлениях выполнено стеклотекстолнтовы-
П
ми клиньями и распорками. От действия центробежных
сил лобовые части обмотки ротора удерживаются немаг-
нитными бандажными кольцами, имеющими односторон-
нюю горячую посадку на бочку ротора. Вблизи места
посадки бандажа на бочке ротора сделана кольцевая
канавка для уменьшения токов, замыкающихся через
посадочное место. Бандажный узел неразъемный, состо-
ит из бандажного и упорного колец, собранных горячей
посадкой при помощи кольцевой шпонки.
Между упорным кольцом бандажного узла и стекло-
текстолитовым кольцом крайних катушек расположены
пружины и фигурное кольцо, которые служат для демп-
фирования температурных перемещений лобовых частей
обмотки в осевом направлении и обеспечения постоян-
ного натяга между упорным кольцом и бочкой ротора.
Для предотвращения осевого смещения бандажное
кольцо крепится четырьмя шпонками, расположенными
в кольцевом шпоночном пазу, выполненном в носике
бандажного кольца и в верхнем посадочном пояске боч-
ки ротора.
Для улучшения вибрационных характеристик, связан-
ных с разножесткостью бочки ротора по двум главным
осям полюсов, в больших зубцах выфрезерованы про-
дольные пазы. Эти пазы служат также для выброса в
воздушный зазор охлаждающего водорода из зоны ло-
бовых частей обмотки ротора. Для сохранения магнит
ной проводимости пазы заклинены магнитными стальны-
ми клиньями. Для уравновешивания ротора на больших
зубцах бочки имеются резьбовые отверстия М36, распо-
ложенные в два ряда. Установка балансировочных гру-
зов предусмотрена также с внешней стороны на упорных
кольцах бандажного узла и на торце консоли ротора или
на вентиляторе для роторов с редукторным электрома-
шинным возбудителем.
Нижние концы внутренних (первых) катушек обмот-
ки при помощи токоподводов соединены с контактными
кольцами, расположенными на консольной части вала
ротора (рис. 5). Узел контактных колец имеет одну об-
щую втулку на два контактных кольца.
Подсоединение контактных колец к токоведущим
винтам закрыто клиньями, расположенными в пазах
втулки. Наружная поверхность втулки в местах горячей
посадки контактных колец изолирована. Втулка уста-
новлена на вал прессовой посадкой.
12
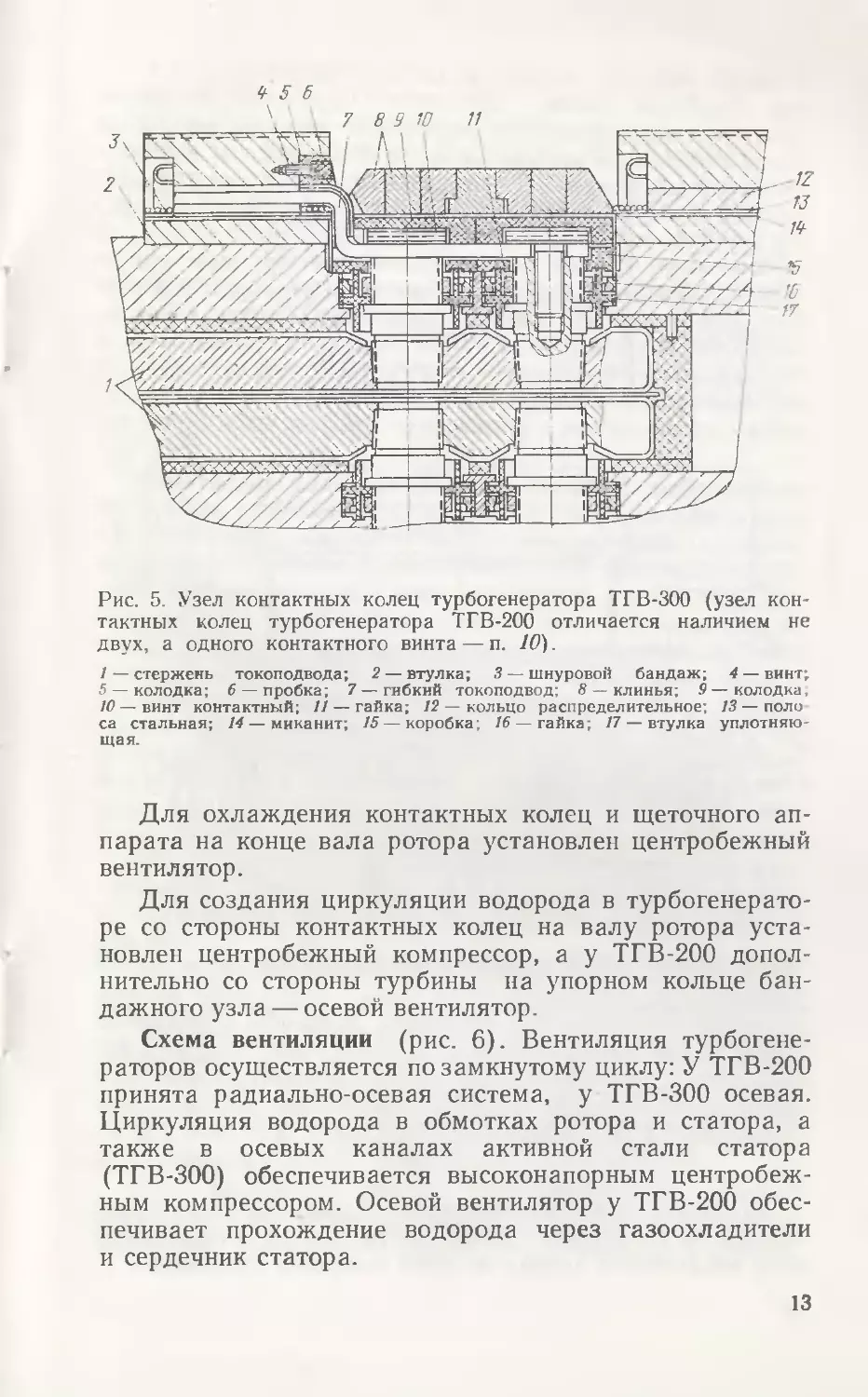
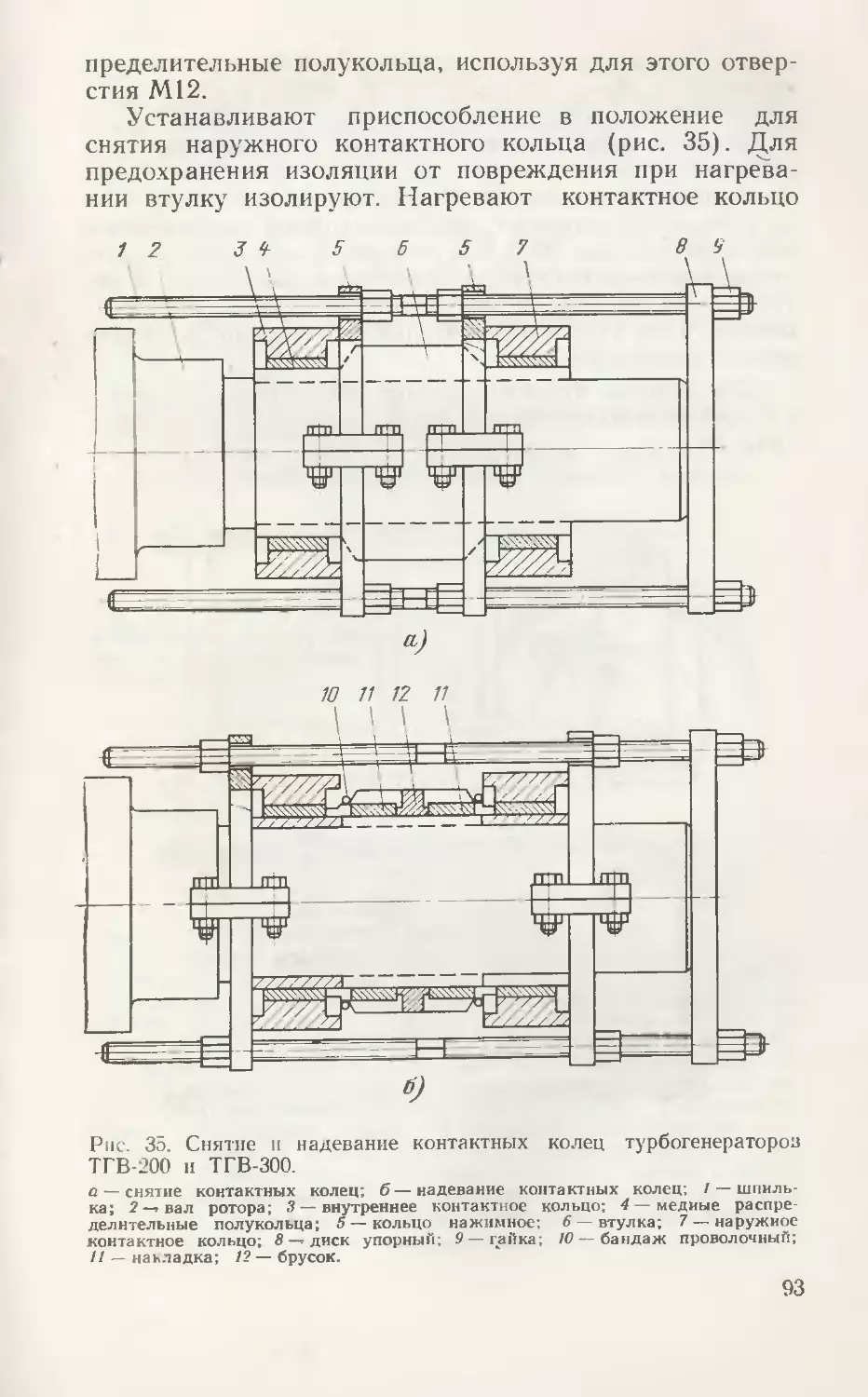
Рис. 5. Узел контактных колец турбогенератора ТГВ-300 (узел кон-
тактных колец турбогенератора ТГВ-200 отличается наличием не
двух, а одного контактного винта — п. 10).
/ — стержень токоподвода; 2— втулка; 3— шнуровой бандаж; 4— винт;
5 — колодка; 6— пробка; 7—гибкий токоподвод; 8—клинья; 9—колодка,
10 — винт контактный; // — гайка; 12 — кольцо распределительное; 13—поло
са стальная; 14 — миканит; 15—коробка; 16— гайка; 17 — втулка уплотняю-
щая.
Для охлаждения контактных колец и щеточного ап-
парата на конце вала ротора установлен центробежный
вентилятор.
Для создания циркуляции водорода в турбогенерато-
ре со стороны контактных колец на валу ротора уста-
новлен центробежный компрессор, а у ТГВ-200 допол-
нительно со стороны турбины на упорном кольце бан-
дажного узла — осевой вентилятор.
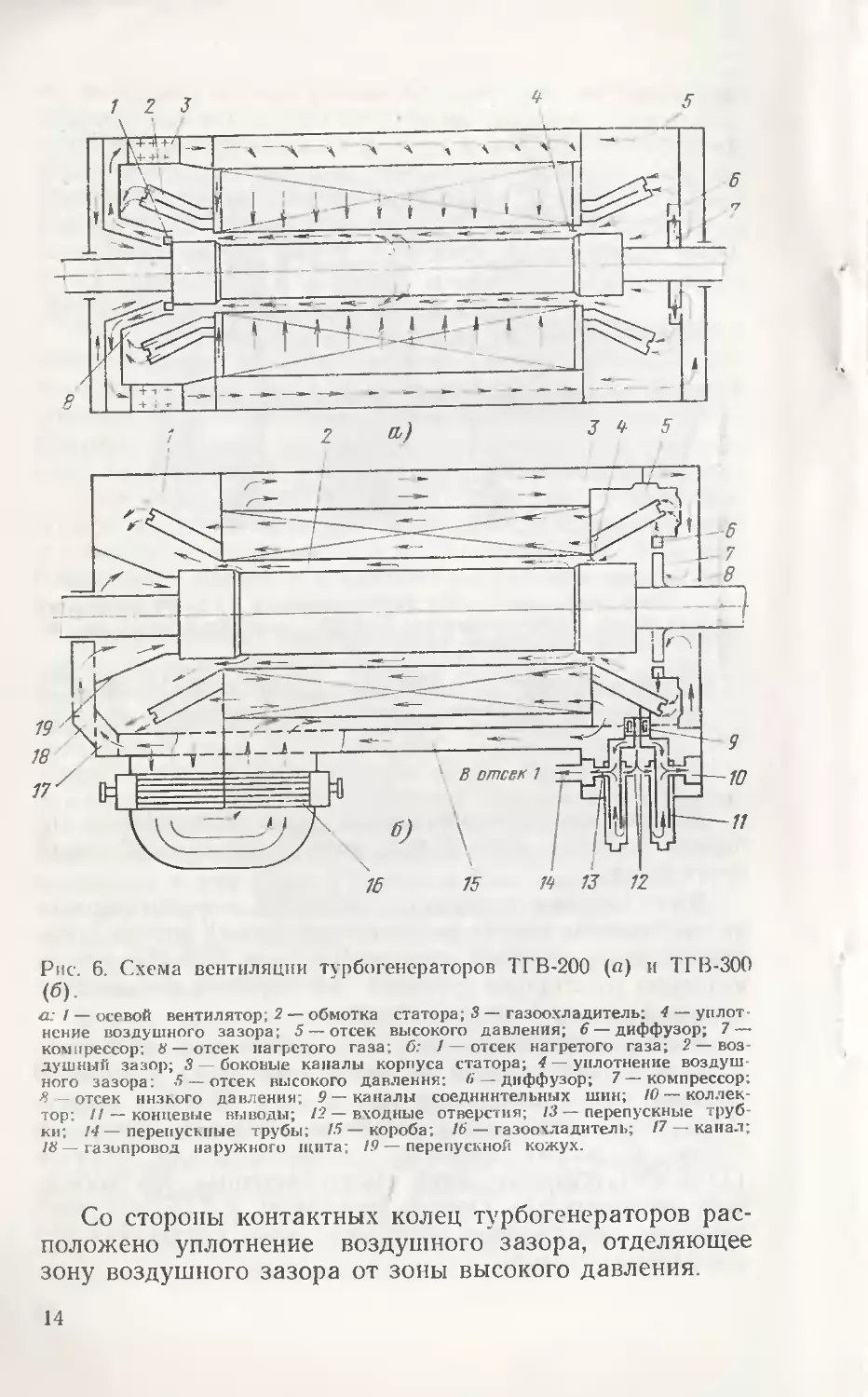
Схема вентиляции (рис. 6). Вентиляция турбогене-
раторов осуществляется по замкнутому циклу: У ТГВ-200
принята радиально-осевая система, у ТГВ-300 осевая.
Циркуляция водорода в обмотках ротора и статора, а
также в осевых каналах активной стали статора
(ТГВ-300) обеспечивается высоконапорным центробеж-
ным компрессором. Осевой вентилятор у ТГВ-200 обес-
печивает прохождение водорода через газоохладители
и сердечник статора.
13
Рис. 6. Схема вентиляции турбогенераторов ТГВ-200 (п) и ТГВ-300
(<5)
g.: 1 — осевой вентилятор; 2 — обмотка статора; 3 — газоохла дитель: 4 — уплот-
нение воздушного зазора; 5 — отсек высокого давления; 6 — диффузор; 7 —
компрессор; Ь — отсек нагретого газа; б: / — отсек нагретого газа; 2 — воз-
душный зазор; 3 — боковые каналы корпуса статора; 4—уплотнение воздуш-
ного зазора; 5 — отсек высокого давления; 6 — диффузор; 7 — компрессор;
3 — отсек низкого давления; 9~ каналы соединительных шин; 10 — коллек-
тор: // — концевые выводы; 12 — входные отверстия; 13 — перепускные труб-
ки; 14—перепускные трубы; /5— короба; 16— газоохладитель; 17— канал;
/# — газопровод наружного шита; 19 — перепускной кожух.
Со стороны контактных колец турбогенераторов рас-
положено уплотнение воздушного зазора, отделяющее
зону воздушного зазора от зоны высокого давления.
14
При увеличении частоты вращения (до 2800 об/мин)
во время пуска турбогенератора может наступить мо-
мент, при котором центробежный компрессор попадает
в режим неустойчивой работы, сопровождающейся опас-
ным повышением давления из-за недостаточного количе-
ства водорода, поступающего в компрессор. Для предот-
вращения такого режима (помпажа) предусмотрены ре-
гулируемые противопомпажные клапаны, расположен-
ные в боковых сгенках корпуса. При открывании клапа-
на часть водорода из зоны высокого давления попадает
в зону низкого давления, минуя всю систему вентиляции.
При достижении 3000 об/мин оперативный персонал за-
крывает противопомпажные клапаны, и компрессор ра-
ботает на всю систему вентиляции с нормальным расхо-
дом газа.
Уплотнение вала ротора и опорные подшипники.
Масляные уплотнения вала ротора турбогенераторов
однокамерные, торцового типа, смонтированы в торце-
вых щитах статора. Корпус уплотнения крепится болта-
ми к наружному щиту' через резиновую прокладку. Для
исключения возможности протекания подшипниковых
токов, а также уменьшения потерь, вызванных магнит-
ными потоками рассеяния лобовых частей обмотки ста-
тора, корпус уплотнения изолирован от щита. Корпус
уплотнения сварной, с разъемом в горизонтальной плос-
кости, изготовлен из стали марки Ст.З. Для предупреж-
дения коррозии внутренняя цилиндрическая поверх-
ность корпуса хромирована. Рабочая торцевая часть
вкладыша залита баббитом марки Б-83 и имеет спе-
циальную разделку, обеспечивающую равномерное рас-
пределение уплотняющего масла и газоплотность в мес-
те скольжения вкладыша по упорному гребню во всех
режимах.
Вкладыш прижимается к гребню вала ротора избы-
точным давлением газа и специальными пружинами.
В корпусе вкладыш уплотняется двумя резиновыми
кольцами из шприцованного шнура марки 14р-2. Конт-
роль температуры баббита осуществляется встроенны-
ми в верхней половине вкладыша термосопротивления-
ми. На рабочую поверхность вкладыша масло поступает
из маслораздаточной кольцевой камеры корпуса.
При вращении ротора турбогенератора поворот
вкладыша уплотнения исключается наличием стопорного
устройства (шпонки в верхней части корпуса и соответ-
15
ствующего паза в верхней части упорного кольца). На-
личие паза в нижней части упорного кольца для разме-
щения в нем головок винтов, установленных снаружи
нижней половины вкладыша, исключает возможность
поворота последнего относительно упорного кольца.
Перепад давлений уплотняющего масла и водорода
при номинальной частоте вращения 0,75±0,05 кгс/см2
(73,5+4,9 кПа). Для предотвращения интенсивного из-
носа баббита вкладыша при работе валоповоротного
устройства перепад масло—водород должен быть 2 +
+ 0,1 кгс/см2 (196+9,81 кПа). Для предотвращения по-
падания масла в корпус турбогенератора установлены
лабиринтовые маслоуловители.
В расточках торцевых щитов установлены опорные
подшипники вала ротора. Подшипники состоят из вкла-
дыша, внутренняя поверхность которого залита бабби-
том марки Б-83, и обоймы. Для предотвращения проте-
кания подшипниковых токов подшипник со стороны кон-
тактных колец изолируется от торцевого щита.
Система газо-водо- и маслоснабжения. Система газо-
вого хозяйства обеспечивает: заполнение генератора во-
дородом с использованием углекислого газа или азота
и обратный переход с водорода на воздух, контроль
всех необходимых параметров при этих операциях, под-
держание заданного давления и автоматический конт-
роль чистоты водорода в корпусе генератора.
Водоснабжение газоохладителей осуществляется ра-
бочим или резервным электронасосом, обеспечивающим
циркуляцию конденсата через газоохладители и водяные
каналы охлаждения торцевого щита и промежуточной
втулки со стороны турбины у турбогенераторов ТГВ-300.
Из соображений газоплотности генератора давление во-
ды в газоохладителе должно быть не ниже давления во-
дорода в корпусе генератора, но не выше 4,5 кгс/см2
(441 кПа).
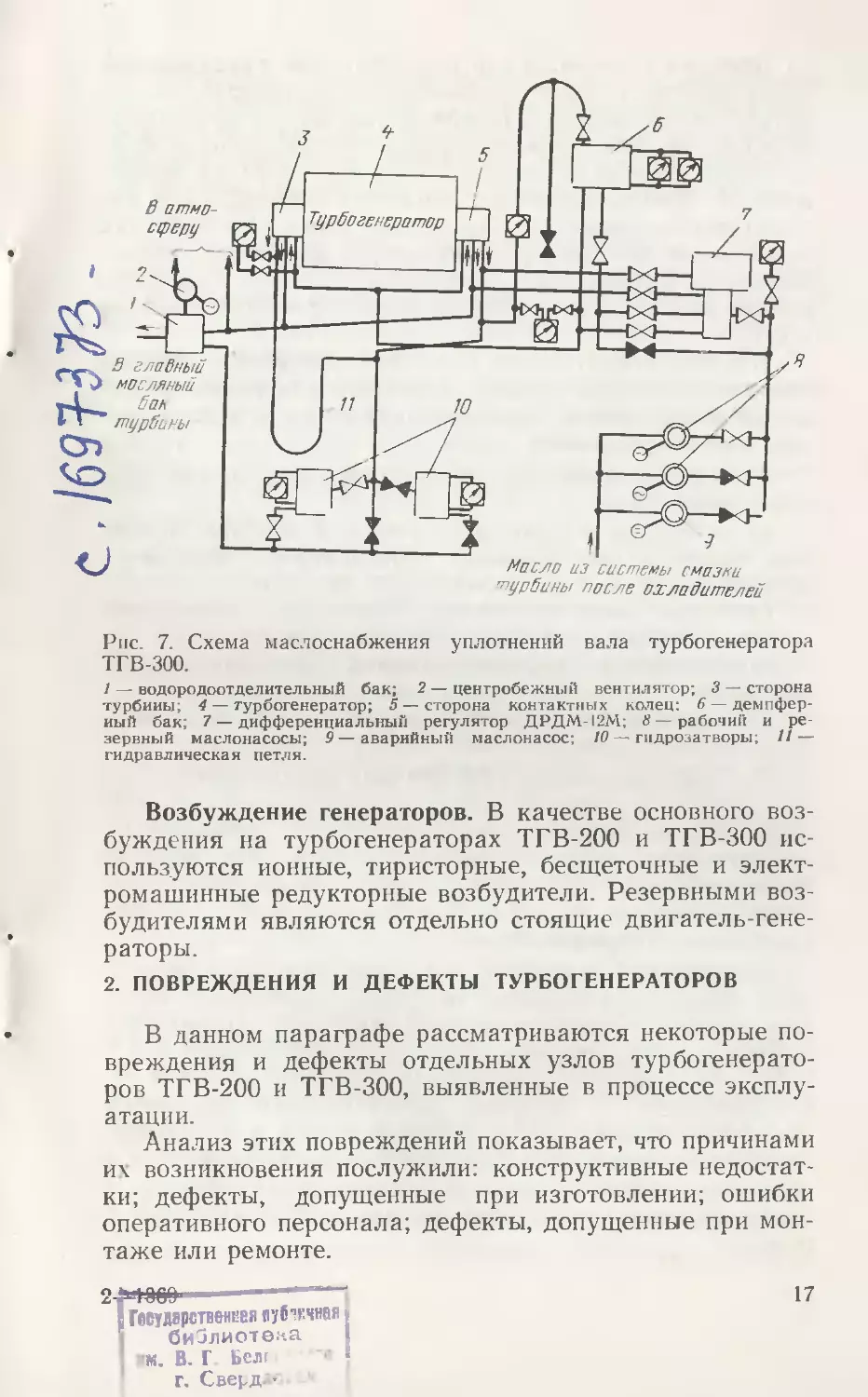
Система маслоснабжения уплотнений обеспечивает
бесперебойное питание уплотнений маслом необходимых
параметров (рис. 7). По выполняемым функциям систе-
ма маслоснабжения уплотнений подразделяется на сле-
дующие части: насосная; система автоматического регу-
лирования перепада масло—водород; устройство ава-
рийного маслоснабжения; устройство слива масла из
корпуса генератора; узел очистки масла и связи с мас-
лосистемой турбины.
16
.16Ж?3-
Рис. 7. Схема маслоснабжения уплотнений вала турбогенератора
ТГВ-300.
1 — водородоотделительный бак; 2 — центробежный вентилятор; 3 — сторона
турбины; 4 — турбогенератор; 5 — сторона контактных колец: 6 — демпфер-
ный бак; 7 — дифференциальный регулятор ДРДМ-12М; 8—рабочий и ре-
зервный маслонасосы; 9—аварийный маслонасос; 10 — гидрозатворы; 11—
гидравлическая петля.
Возбуждение генераторов. В качестве основного воз-
буждения на турбогенераторах ТГВ-200 и ТГВ-300 ис-
пользуются ионные, тиристорные, бесщеточные и элект-
ромашинные редукторные возбудители. Резервными воз-
будителями являются отдельно стоящие двигатель-гене-
раторы.
2. ПОВРЕЖДЕНИЯ И ДЕФЕКТЫ ТУРБОГЕНЕРАТОРОВ
В данном параграфе рассматриваются некоторые по-
вреждения и дефекты отдельных узлов турбогенерато-
ров ТГВ-200 и ТГВ-300, выявленные в процессе эксплу-
атации.
Анализ этих повреждений показывает, что причинами
их возникновения послужили: конструктивные недостат-
ки; дефекты, допущенные при изготовлении; ошибки
оперативного персонала; дефекты, допущенные при мон-
таже или ремонте.
4111000 г—
g Гоетдврствеянвя пуС тт.чнаг
библиотека
( м. В. Г Бел!
г. Сверл-
17
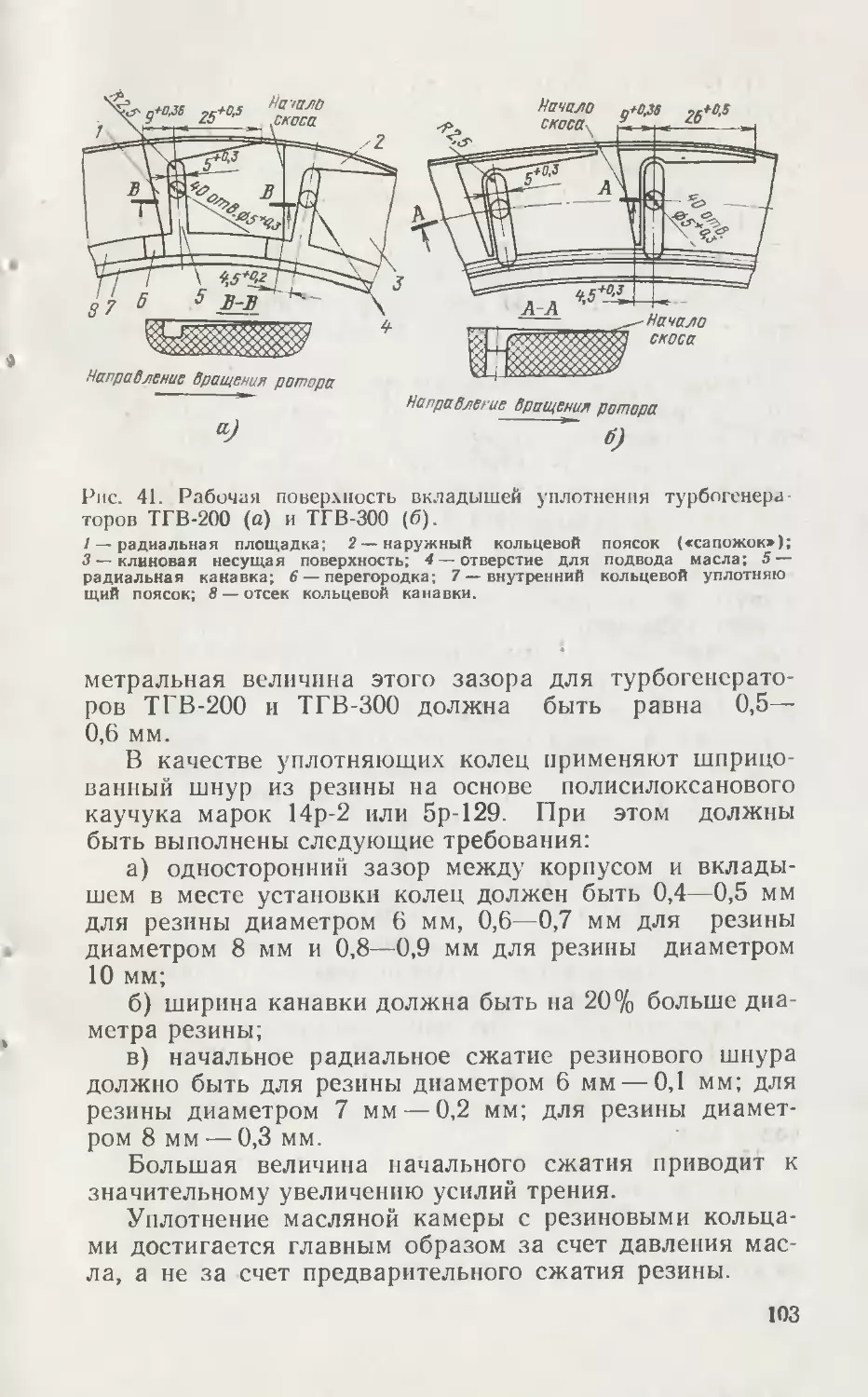
Обмотка статора. Из-за недостаточной динамической
устойчивости лобовых частей обмотки статора при ко-
ротких замыканиях на генераторных шинах происходит
деформация лобовых частей с увеличением зазоров меж-
ду стержнями на границе фазовых зон до 40 мм, ослаб-
ление и обрывы шнуровых бандажей с выпаданием ди
станционных распорок. Вследствие этого при коротких
замыканиях вблизи турбогенераторов возникает необхо-
димость в выводе турбогенератора в ремонт с выемкой
ротора для ревизии состояния лобовых частей обмотки
статора.
Неудовлетворительное состояние крепления обмотки
в пазовой и лобовых частях приводит к большой вибра-
ции лобовых частей, проседанию обмотки и, как следст-
вие, к ее повреждению.
Причинами повреждения обмотки статора, как пра-
вило, могут быть:
а) истирание изоляции стержней и соединительных
шин крепежными деталями (распорками, клиньями,
кронштейнами и т. п.) и защитным экраном;
б) образования контурных замыканий в стержнях
характера трубка—трубка и трубка—медь;
в) нарушения противокоронного полупроводящего
покрытия;
г) повышенная вибрация стержней из-за неплотной
укладки их в пазах.
На турбогенераторе ТГВ-300 был случай прорезания
11 стержней в лобовых частях выдвинувшимися из паза
стеклотекстолитовыми подклиновыми прокладками
вследствие выпадания крайних клиньев. При этом во
время вибрации прокладок изоляция на двух стержнях
была прорезана до меди, что привело к образованию
междуфазового замыкания.
Возможны повреждения изоляции обмотки в резуль-
тате разрядов, вызванных наличием загрязнений лобо-
вых частей и газонаправляющих колпачков проводящей
пылью, замасливанием и увлажнением обмотки и нека-
чественным выполнением полупроводящих покрытий.
Попадание в расточку металлических предметов
(случайное оставление во время монтажа или ремонта,
неудовлетворительное крепление деталей крепежа от са-
моотвинчивания) приводит к повреждениям обмотки и
необходимости непланового вывода турбогенератора в
ремонт.
18
Закупорка вентиляционных каналов соединительных
шин у турбогенераторов ТГВ-300 первых выпусков при-
водит к нарушению теплового режима и перекрытию
выводов обмотки по компаунду. Этот дефект устраняет-
ся чисткой канала шин и переизолировкой их изоляци-
ей типа ВЭС.
Ускоренное тепловое старение изоляции стержней со
стороны турбины наблюдается у турбогенераторов
ТГВ-200 вследствие значительного нагрева активной
стали и конструктивных элементов (нажимных плит и
пальцев) в торцевой зоне.
Активная сталь статора. Частым дефектом активной
стали статора турбогенераторов ТГВ-200 и ТГВ-300 яв-
тяется ослабление запрессовки концевых пакетов. Ха-
рактерным признаком мест со слабой прессовкой явля-
ется налет красной пыли кирпичного цвета (следы кон-
тактной коррозии)
Ослабление прессовки и выкрашивание зубцов сер-
дечника статора со стороны контактных колец происхо-
дят под удлиненными нажимными пальцами, имеющими
шпильки для крепления уплотнения воздушного зазора.
При затяжке гаек в период сборки турбогенератора соз-
дается усилие в шпильке, которое приводит к перемеще-
нию нажимных пальцев, вызывая ослабление прессовки.
Под действием вибрации одновременно происходит вы-
крашивание лепестков активной стали концевых паке-
тов.
Высокая температура концевых пакетов сердечника
статора турбогенератора ТГВ-200 со стороны турбины
вследствие значительных потерь от потоков рассеяния,
выброса горячего газа и недостаточного охлаждения
приводит к размягчению лакового покрытия сегментов с
последующим ослаблением прессовки. Ослабление прес-
совки концевых пакетов со стороны турбины особо отме-
чается на турбогенераторах ТГВ-200, работающих в ре-
жиме регулирования графика нагрузки. При работе с
переменной нагрузкой и частыми пусками из-за резких
температурных изменений активных частей возникают
повреждения стяжных призм, в отдельных случаях с их
обрывом или повреждением резьбы крепежных деталей.
К часто встречающимся повреждениям, иногда с
серьезными последствиями, приводит работа турбогене-
раторов с повышенной вибрацией сердечника статора,
2*
19
появлением местных перегревов, вызванных нарушени-
ем межлистовой изоляции, и т. п.
Непосредственный замер вибрации сердечника ста-
тора турбогенераторов ТГВ-200 и ТГВ-300 по техничес-
ким условиям невозможен. Поэтому величина ее опре-
деляется косвенным методом по относительной величи-
не вибрации двойной частоты корпуса турбогенератора,
доступной для измерений. Эластичная подвеска сердеч-
ника статора передает на корпус ослабленные колебания
сердечника. Коэффициент уменьшения вибрации от сер-
дечника к корпусу для турбогенераторов ТГВ-200 около
5, а для ТГВ-300 (с 20-ю пружинами подвески сердеч-
ника) в пределах 2,6—2,8
У однотипных турбогенераторов имеет место неоди-
наковый уровень вибрации двойной частоты за счет раз-
личия в плотности шихтовки или нарушения жесткой
связи активной стали с рамой, на которую эта сталь
шихтуется. По этой причине в процессе эксплуатации на
отдельных турбогенераторах ТГВ-ЗОС выявлялся высо-
кий уровень вибрации двойной частоты корпуса статора,
достигающий 150 мкм. Эксплуатация турбогенератора
ТГВ-300 с вибрацией корпуса до 120 мкм при одновре-
менной закупорке нескольких осевых вентиляционных
каналов сердечника статора стеклотекстолитовой про-
кладкой привела к износу межлистовой изоляции и по-
явлению местных перегревов, повлекших серьезное по-
вреждение активной стали статора с выбросом расплав-
ленного металла в зону лобовых частей (рис. 8). Одно-
временное повреждение трех нижних стержней обмотки
статора привело вначале к появлению «земли», а затем
к короткому замыканию между фазами. Турбогенератор
аварийно был отключен срабатыванием защиты и выве-
ден в ремонт на длительное время. На рис. 8 показано
оплавленное место сердечника после выемки повреж
денных стержней этого турбогенератора.
При повышенной вибрации сердечника статора воз-
никают нарушения сварных швов радиальных и танген-
циальных клиньев крепления активной стали к приз-
мам.
Обмотка ротора. Для роторов турбогенераторов
ТГВ-200 первых выпусков с корпусной изоляцией обмот-
ки, выполненной миканитовыми гильзами, характерны
повреждения с образованием замыканий на корпус из-за
перемещения слюды (миграции) в верхнюю часть паза.
20
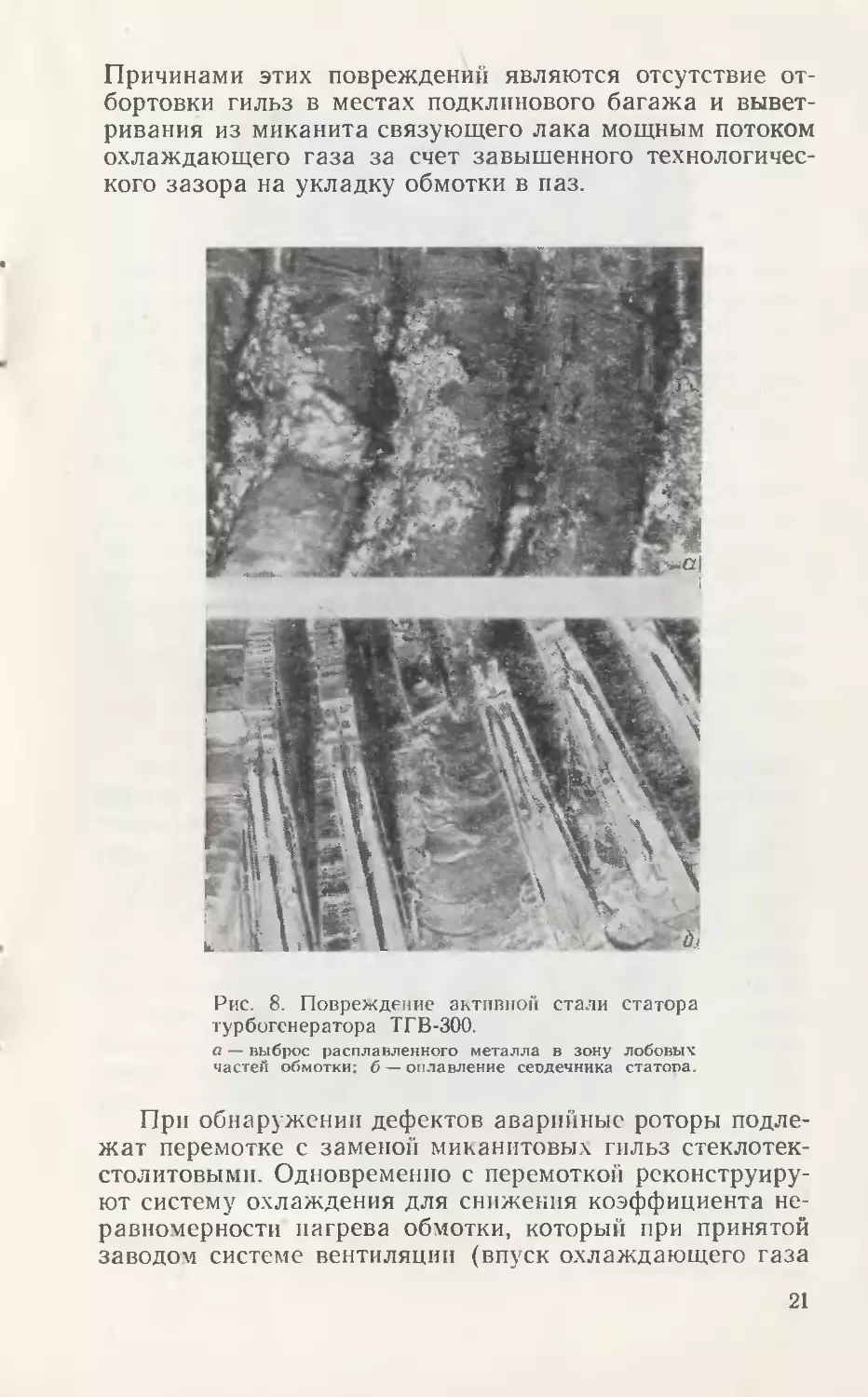
Причинами этих повреждений являются отсутствие от-
бортовки гильз в местах подклинового багажа и вывет-
ривания из миканита связующего лака мощным потоком
охлаждающего газа за счет завышенного технологичес-
кого зазора на укладку обмотки в паз.
Рис. 8. Поврежде ine активной стали статора
турбогенератора ТГВ-300.
а — выброс расплавленного металла в зону лобовых
частей обмотки: б — оплавление сеодечника статопа.
При обнаружении дефектов аварийные роторы подле-
жат перемотке с заменой миканитовых гильз стеклотек-
столитовыми. Одновременно с перемоткой реконструиру-
ют систему охлаждения для снижения коэффициента не-
равномерности нагрева обмотки, который при принятой
заводом системе вентиляции (впуск охлаждающего газа
21
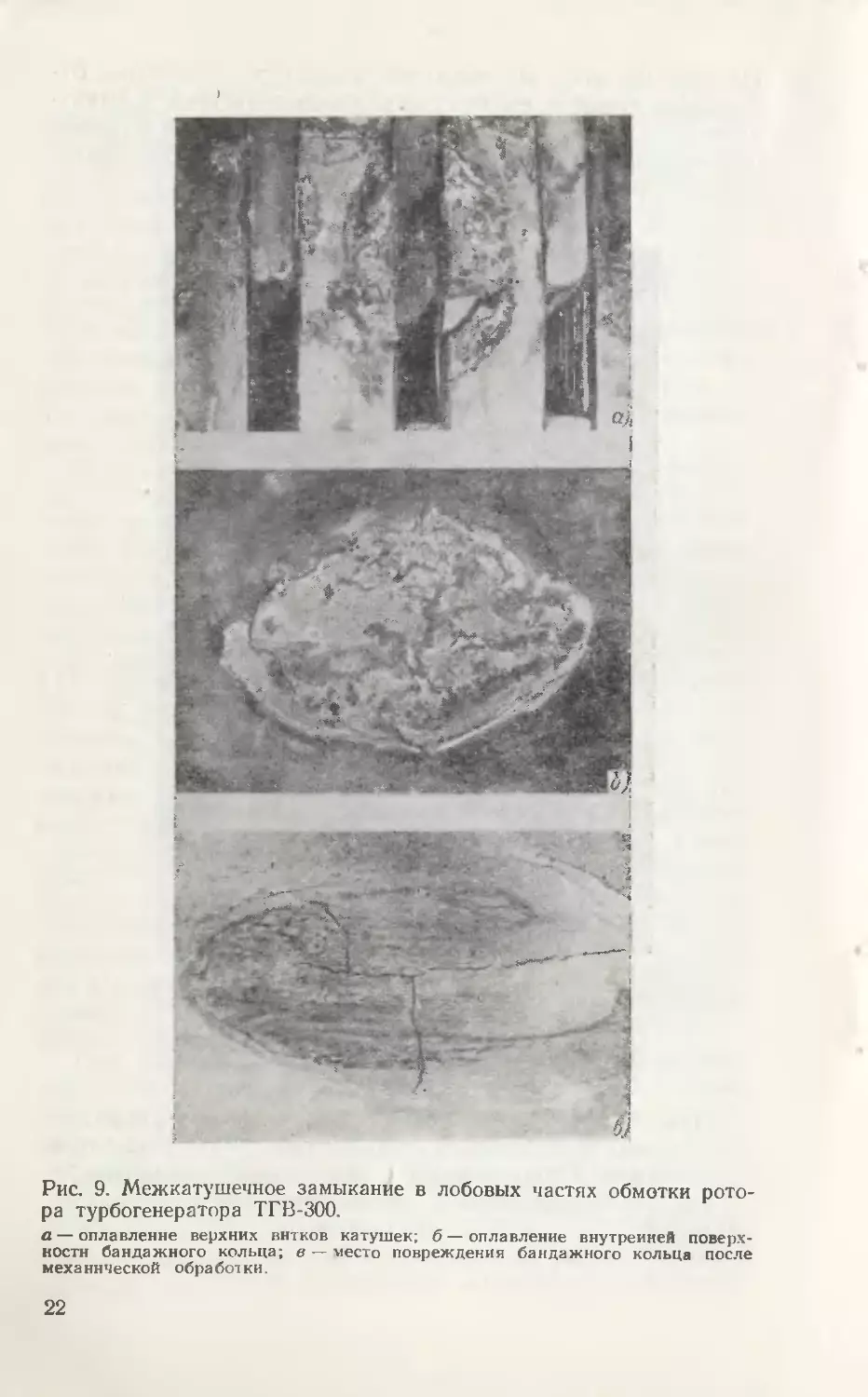
Рис. 9. Межкатушечное замыкание в лобовых частях обмотки рото-
ра турбогенератора ТГВ-300.
а —оплавление верхних витков катушек; б —оплавление внутренней поверх-
ности бандажного кольца; в — место повреждения бандажного кольца после
механической обработки.
22
в витки в середине дугового участка лобовых частей и
выброс в середине бочки) составляет более 2.
На турбогенераторах ТГВ-300 были случаи межка-
тушечных замыканий в лобовых частях обмотки ротора
в районе выхода газа из вентиляционных каналов верх-
них витков (рис. 9). С внутренней стороны нижнего слоя
подбандажной изоляции в пространстве между катуш-
ками в местах выброса газа из каналов меди витков име-
ются отложения продуктов контактной коррозии актив-
ной стали статора в смесн с остатками стекловолокнис-
тых материалов, лака и масла. Стекловолокнистая пыль
является продуктом эрозийного разрушения изоляцион-
ных материалов в лобовых частях обмотки статора.
Удельное поверхностное сопротивление изоляции в мес-
тах отложений имеет низкую величину.
Режим набора оборотов на турбогенераторе способ-
ствует скоплению пыли в сбросном вентиляционном от-
секе лобовых частей под бандажами. Разворот турбоге-
нератора до номинальной частоты производится при ос-
лабленной циркуляции газа в вентиляционной системе,
так как противопомпажные клапаны открыты. В этих
условиях под действием центробежных сил пыль и ме-
таллические частицы увлекаются к подбандажной изо-
ляции и образуют проводящие мостики на ее поверхно-
сти, что приводит к межкатушечному замыканию.
Последствиями межкатушечного замыкания верхних
витков, как правило, являются обугливание стеклотек-
столитовых распорок, подгар витковой изоляции на уча-
стке, прилегающем к очагу повреждения, сквозное про-
горание подбандажной стеклотекстолитовой изоляции в
зоне дуги и оплавление внутренней поверхности бандаж-
ного кольца с образованием наплыва меди. После уда-
ления наплыва меди и обработки поверхности бандаж-
ного кольца абразивным камнем выявляются трещины.
Ниже, в § 6, излагается разработанная заводом
«Электротяжмаш» реконструкция крепления лобовых
частей обмотки ротора, предотвращающая межкатушеч-
ные замыкания'.
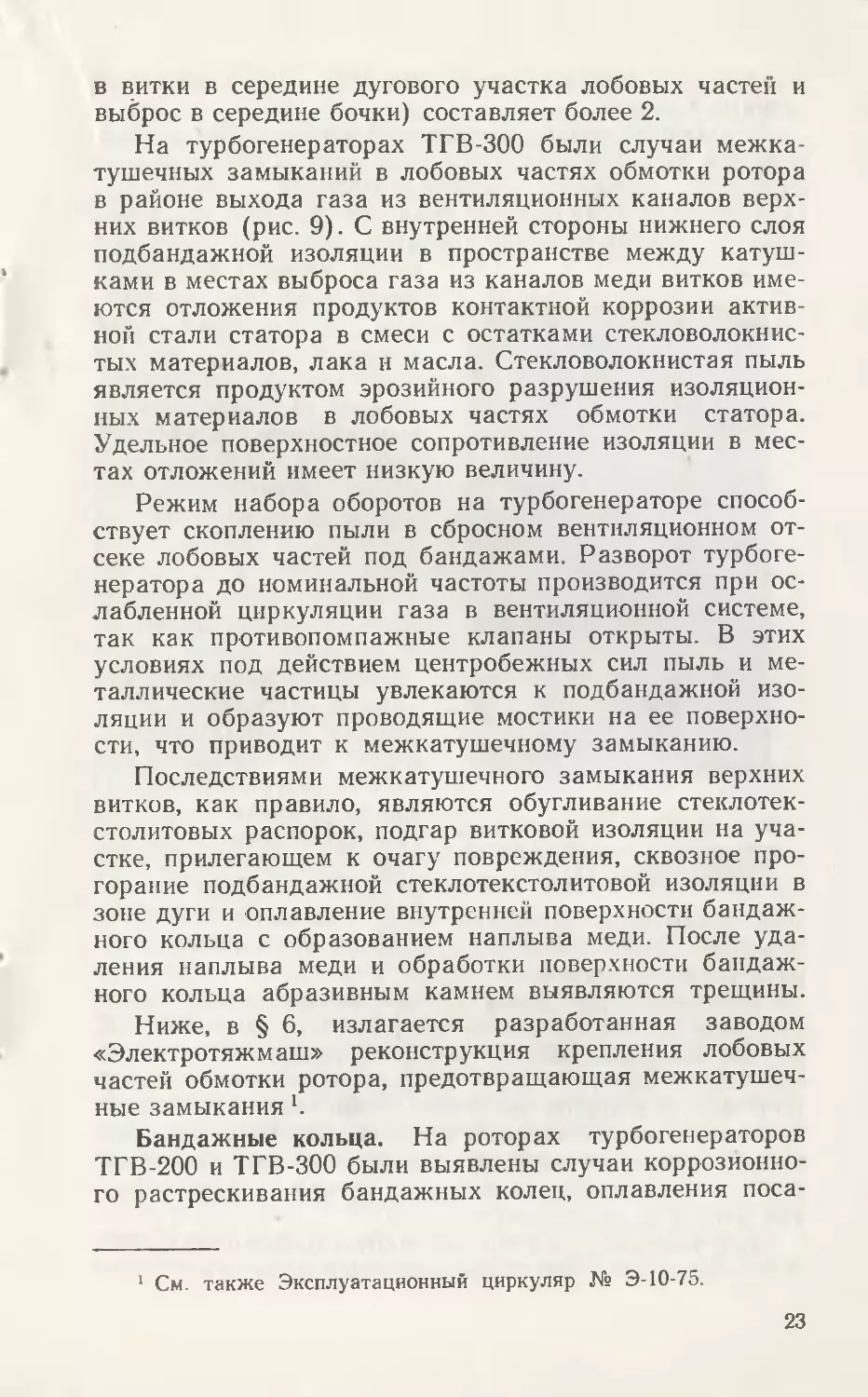
Бандажные кольца. На роторах турбогенераторов
ТГВ-200 и ТГВ-300 были выявлены случаи коррозионно-
го растрескивания бандажных колец, оплавления поса-
1 См. также Эксплуатационный циркуляр № Э-10-75.
23
дочных мест бандажного кольца (рис. 10) и концевых
пазовых клиньев.
Контактные кольца и щеточный аппарат. Частые на-
рушения нормальной работы узла контактных колец и
щеточного аппарата турбогенераторов ТГВ-200 и
ТГВ-300 происходили из-за скалывания, искрения, пере-
грева и зависания щеток, быстрого износа контактных
колец, низкого сопротив-
ления изоляции контакт-
ных колец, нарушения
контакта между гибким
токоподводом и промежу-
точным распределитель-
ным кольцом, ослабления
шнуровых бандажей, кре-
пящих миканитовую изо-
ляцию на выходе из-под
контактных колец, нару-
шения контакта в кониче-
ском резьбовом соедине-
нии токоведущего болта
и др.
Некоторое улучшение
работы щеточного аппа-
рата было достигнуто за-
водом «Электротяжмаш»
за счет устранения попа-
„ ,п _ дания угольной пыли на
Рис. 10. Оплавление посадоч- J
него места бандажного кольца ТОКОПОДВОДЯЩИе ШИНЫ пу-
турбогенератора ТГВ-300. тем применения конст-
рукции токоподвода ро-
тора закрытого исполнения, внедрения щеток с резино-
выми амортизаторами и улучшенной вентиляции аппа-
рата щеткодержателей.
Неудовлетворительная работа контактных колец и
аппарата щеткодержателей турбогенераторов ТГВ-300
первых выпусков вызвана высокой вибрацией консоль-
ной части вала, достигающей в отдельных случаях
1200 мкм у роторов, имеющих неодинаковую жесткость
при изгибе в двух взаимно перпендикулярных осях сим-
метрии. Вибрация двойной оборотной частоты определя-
ется механическими свойствами ротора и балансиров-
кой ротора не устраняется.
Для уменьшения вибрации контактных колец турбо-
генераторов ТГВ-300 заводом уменьшена разножест-
24
кость роторов путем выполнения дополнительных пазов
в полюсах. Для выравнивания разножесткости роторов
находящихся в эксплуатации, применяются фрезеровка
на каждом полюсе двух дополнительных пазов и углуб-
ление имеющихся трех пазов. Фрезеровка пазов и ба-
лансировка консольной части ротора позволяют снизить
вибрацию колец до нормированной заводом величины,
равной 300 мкм.
Такой уровень вибрации контактных колец обеспечи-
вает длительную работу щеточного аппарата без искре-
ния и скалывания щеток.
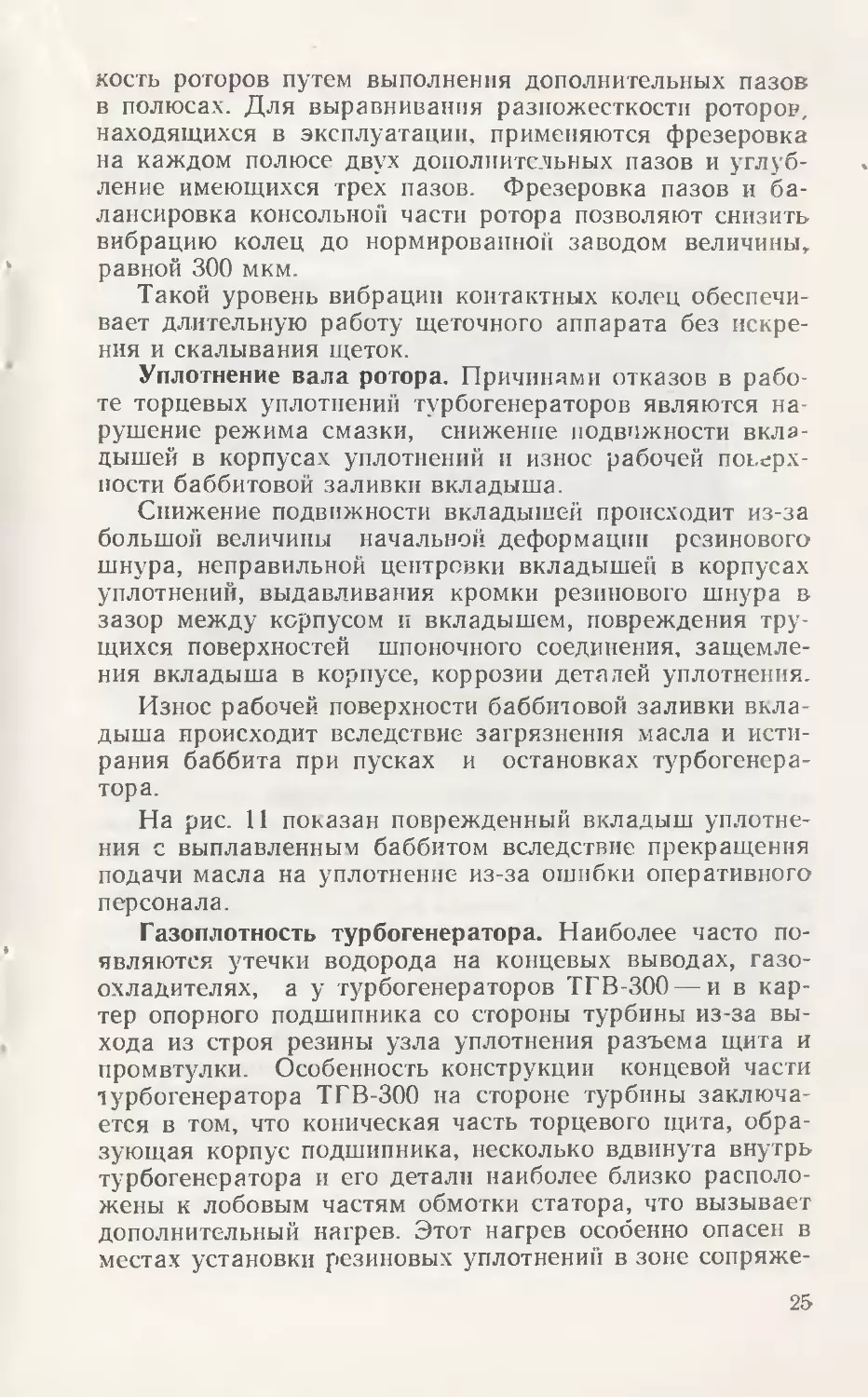
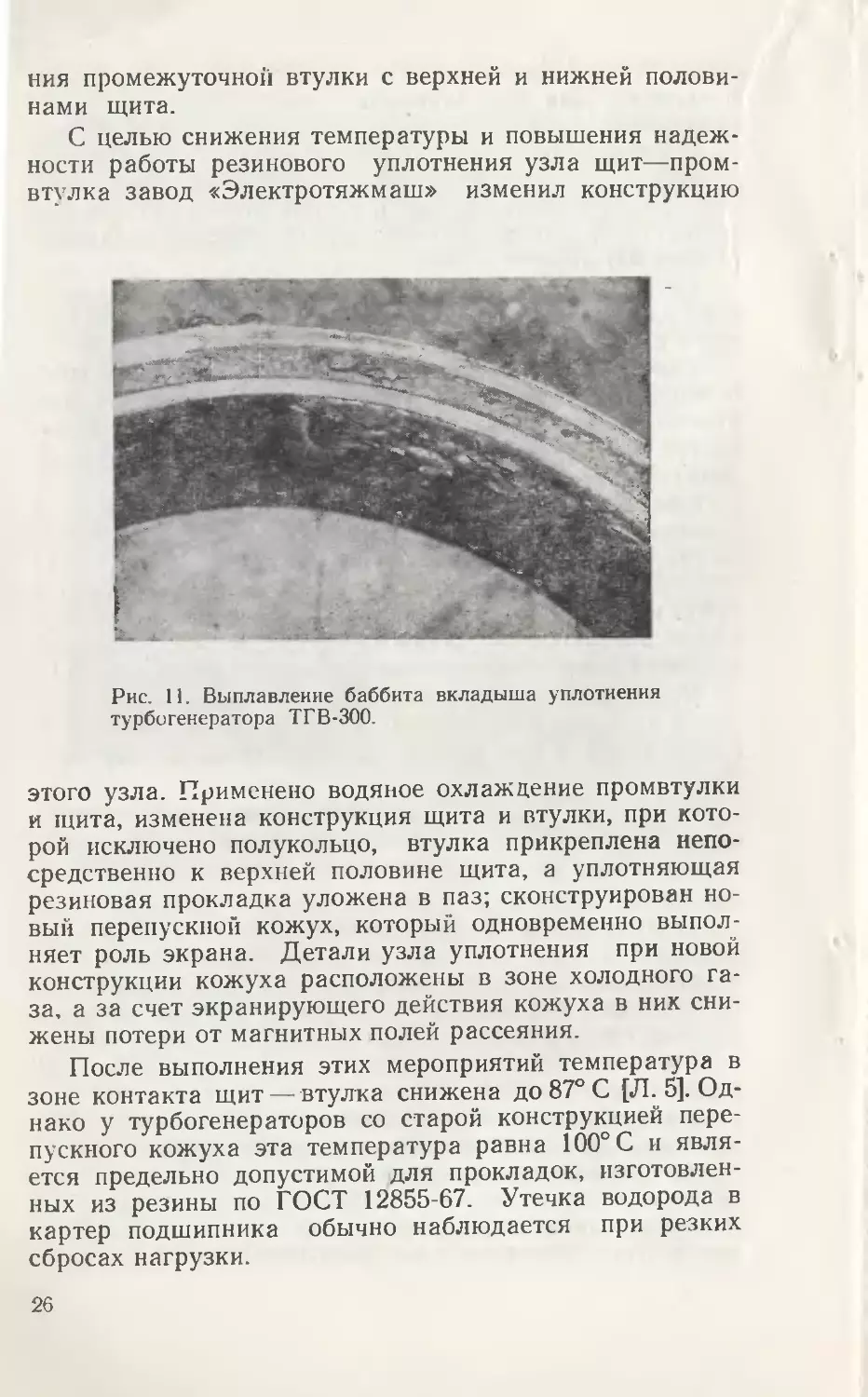
Уплотнение вала ротора. Причинами отказов в рабо-
те торцевых уплотнений турбогенераторов являются на-
рушение режима смазки, снижение подвижности вкла-
дышей в корпусах уплотнений и износ рабочей поверх-
ности баббитовой заливки вкладыша.
Снижение подвижности вкладышей происходит из-за
большой величины начальной деформации резинового
шнура, неправильной центровки вкладышей в корпусах
уплотнений, выдавливания кромки резинового шнура в
зазор между корпусом и вкладышем, повреждения тру-
щихся поверхностей шпоночного соединения, защемле-
ния вкладыша в корпусе, коррозии деталей уплотнения.
Износ рабочей поверхности баббитовой заливки вкла-
дыша происходит вследствие загрязнения масла и исти-
рания баббита при пусках и остановках турбогенера-
тора.
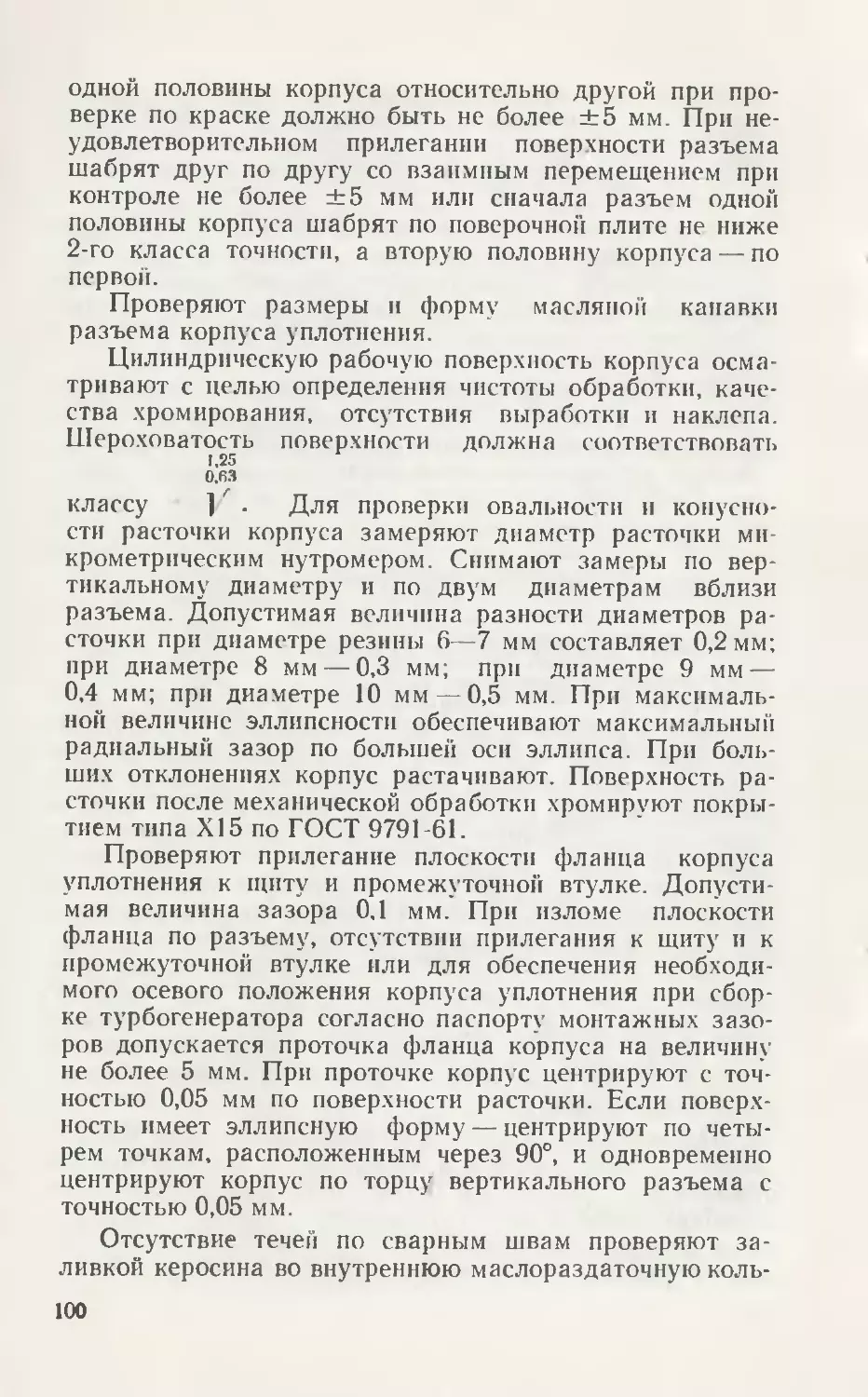
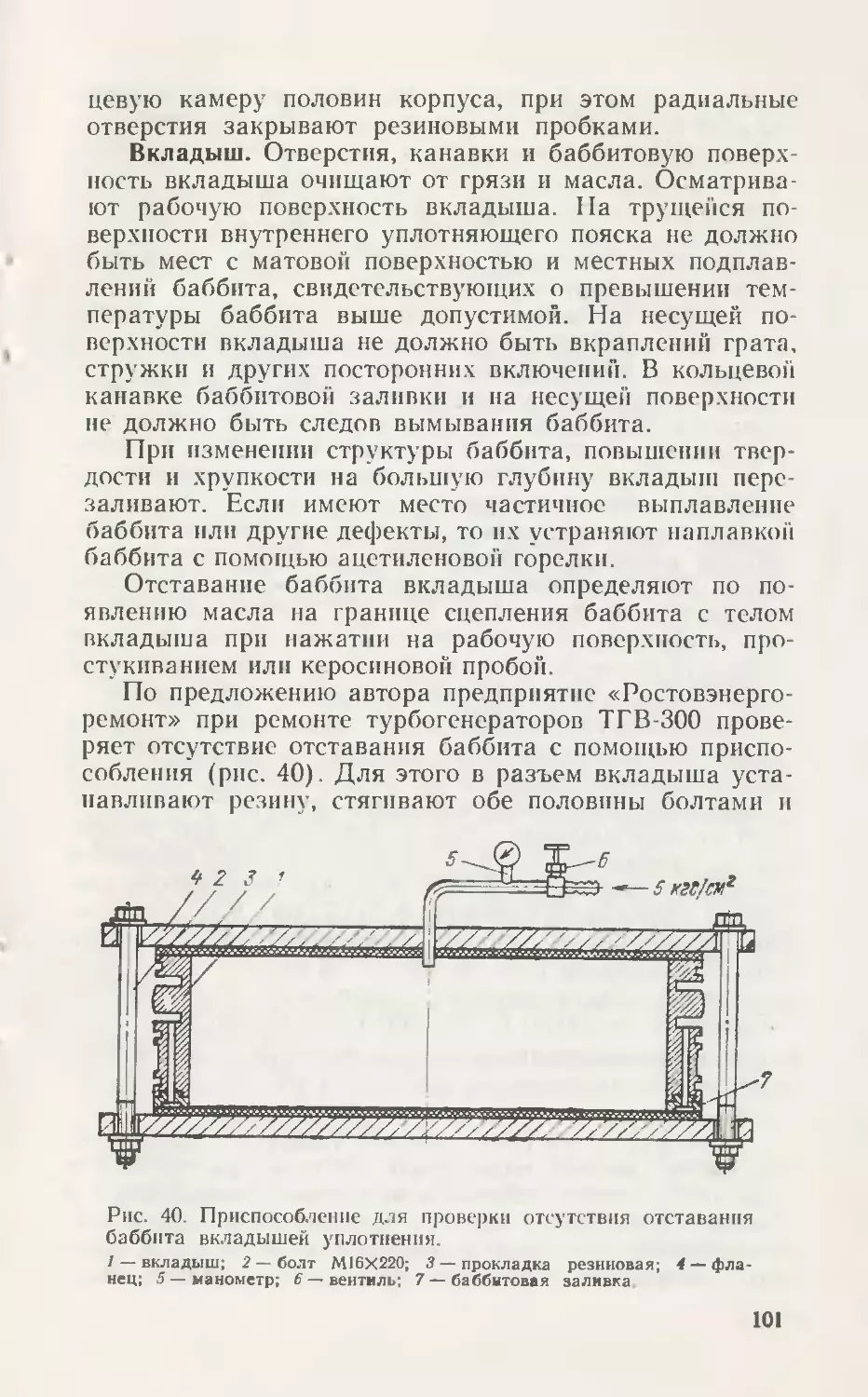
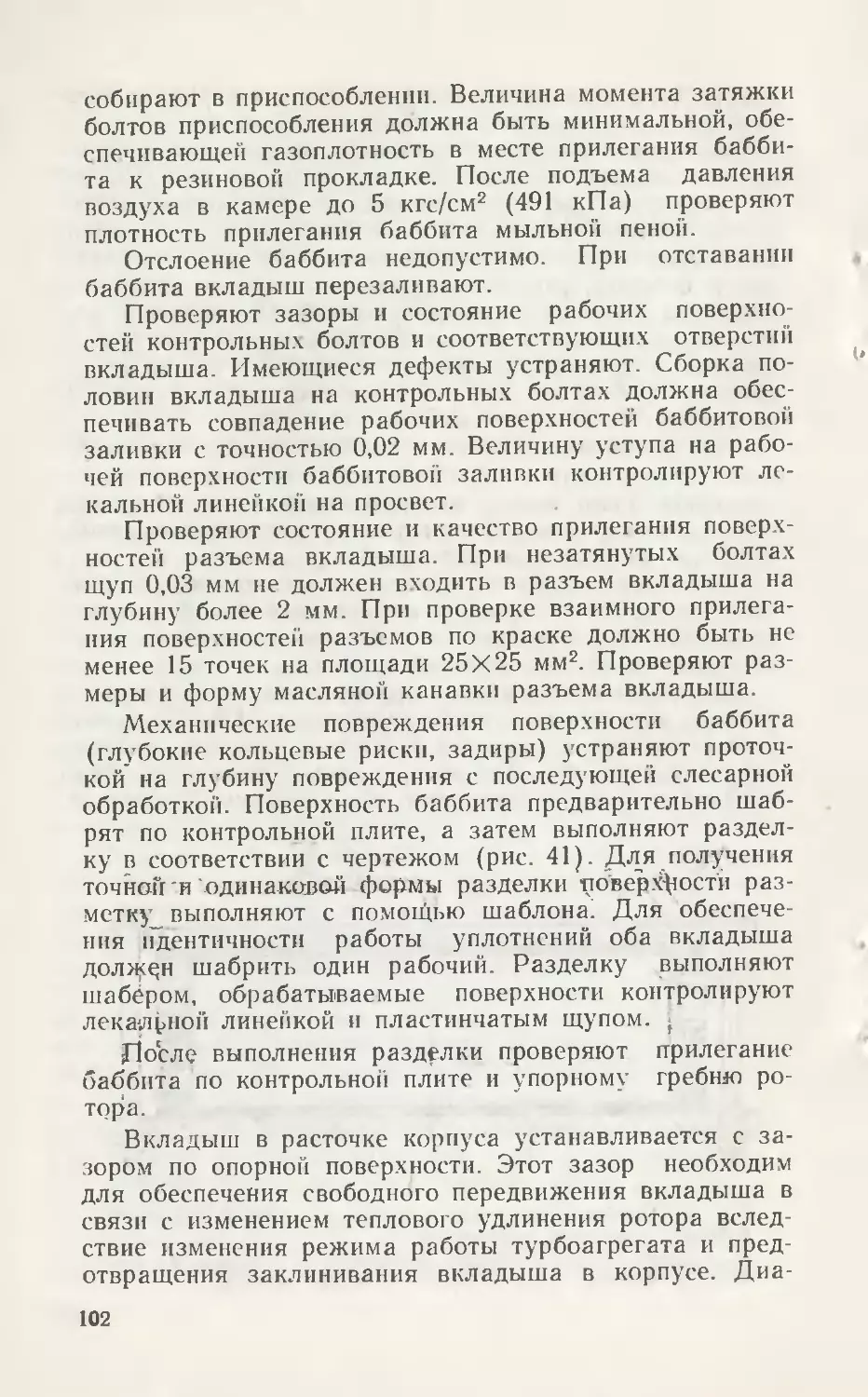
На рис. 11 показан поврежденный вкладыш уплотне-
ния с выплавленным баббитом вследствие прекращения
подачи масла на уплотнение из-за ошибки оперативного
персонала.
Газоплотность турбогенератора. Наиболее часто по-
являются утечки водорода на концевых выводах, газо-
охладителях, а у турбогенераторов ТГВ-300 — и в кар-
тер опорного подшипника со стороны турбины из-за вы-
хода из строя резины узла уплотнения разъема щита и
промвтулки. Особенность конструкции концевой части
турбогенератора ТГВ-300 на стороне турбины заключа-
ется в том, что коническая часть торцевого щита, обра-
зующая корпус подшипника, несколько вдвинута внутрь
турбогенератора и его детали наиболее близко располо-
жены к лобовым частям обмотки статора, что вызывает
дополнительный нагрев. Этот нагрев особенно опасен в
местах установки резиновых уплотнений в зоне сопряже-
25
ния промежуточной втулки с верхней и нижней полови-
нами щита.
С целью снижения температуры и повышения надеж-
ности работы резинового уплотнения узла щит—пром-
втулка завод «Электротяжмаш» изменил конструкцию
Рис 11 Выплавление баббита вкладыша уплотнения
турбогенератора ТГВ-300.
этого узла. Применено водяное охлаждение промвтулки
и щита, изменена конструкция щита и втулки, при кото-
рой исключено полукольцо, втулка прикреплена непо-
средственно к верхней половине щита, а уплотняющая
резиновая прокладка уложена в паз; сконструирован но-
вый перепускной кожух, который одновременно выпол-
няет роль экрана. Детали узла уплотнения при новой
конструкции кожуха расположены в зоне холодного га-
за, а за счет экранирующего действия кожуха в них сни-
жены потери от магнитных полей рассеяния.
После выполнения этих мероприятий температура в
зоне контакта щит — втулка снижена до 87° С [Л. 5]. Од-
нако у турбогенераторов со старой конструкцией пере-
пускного кожуха эта температура равна 100°С и явля-
ется предельно допустимой для прокладок, изготовлен-
ных из резины по ГОСТ 12855-67. Утечка водорода в
картер подшипника обычно наблюдается при резких
сбросах нагрузки.
26
3. ПОДГОТОВКА И ВЫВОД ТУРБОГЕНЕРАТОРА В РЕМОНТ
Периодичность и объем капитального ремонта. Пла-
ново-предупредительный ремонт способствует преду-
преждению аварий, обеспечивает длительную и надеж-
ную эксплуатацию турбогенераторов.
Согласно Решению Главтехуправления Минэнерго
СССР капитальный ремонт турбогенераторов энергобло-
ков производится 1 раз в 3—4 года.
Текущий ремонт турбогенераторов блоков произво-
дится ежегодно. Для турбогенераторов энергоблоков до-
пускается проведение между капитальными ремонтами
одного расширенного текущего (среднего) ремонта про-
должительностью не более 40% продолжительности ка-
питального ремонта.
Удлинение межремонтного периода эксплуатации
турбогенераторов обеспечивает значительный экономи-
ческий эффект за счет сохранения резервной мощности
энергосистем, экономии материалов и трудозатрат.
В объем капитального ремонта турбогенераторов ТГВ-200
и ТГВ-300 по типовой номенклатуре входят следующие работы:
1. Разборка турбогенератора с выводом ротора и с заполне-
нием паспорта монтажных зазоров.
2. По статору.
а) осмотр состояния активной стали статора со стороны ра-
сточки и спинки, проверка плотности прессовки и испытание актив-
ной стали;
б) проверка плотности заклииовки пазов статора и крепления
лобовых частей обмотки, соединительных и выводных шин, осмотр
внешнего состояния изоляции;
в) мелкий ремонт изоляции и восстановление полупроводяших
покрытий в местах коронирования;
г) проверка вентиляционных каналов стержней, соединительных
шин и концевых выводов обмотки статора на продуваемость;
д) проверка вентиляционных трубок стержней обмотки статора
на отсутствие замыканий характера трубка — трубка, трубка —
медь;
е) ревизия концевых выводов;
ж) покраска активной стали и лобовых частей сбмотки статора.
3. По ротору:
а) проверка ротора на газоплотность с устранением мест уте-
чек;
б) проверка вентиляционных каналов обмотки ротора на про-
дуваемость;
в) осмотр, проверка и дефектоскопия бандажных узлов;
г) проверка заклиновки пазов и крепления балансировочных
грузов;
д) ревизия контактных колец и токоподводов;
е) проточка н шлифовка контактных колец.
4. Ревизия щеточного аппарата.
27
5. Ремонт возбудителя.
6. Ревизия масляных уплотнений вала ротора н опорных под-
шипников.
7. Ремонт и опрессовка газоохладителей.
8 Ревизия газомасляного хозяйства.
9. Проведение прос] илактических испытаний и измерений в про-
цессе ремонта.
10. Сборка турбогенератора с заполнением паспорта монтажных
зазоров.
11. Опрессовка турбогенератора в сборе с устранением мест
утечек.
12. Перевод турбогенератора на водород.
13. Пуск и сдача турбогенератора под нагрузкой.
Сетевой график ремонта. Капитальный или текущий ремонт
турбогенератора производится, как правило, одновременно с ремон-
том турбины и котла по заранее установленному в энергосистеме
графику.
Длительность простоя блоков в капитальном ремонте устанав-
ливается по нормам простоя оборудования в ремонте с учетом
объема работ и составляет 46 и 60 календарных дней для блоков
200 и 300 МВт соответственно.
Проведение капитальных ремонтов оборудования энергетиче-
ских блоков ввиду особой сложности осуществляется по графикам
сетевого планирования. Представление комплекса работ в виде
сетевого графика, отражающего технологические взаимосвязи
между ремонтными операциями, улучшает оперативное руководство
ремонтом по сравнению с линейным графиком. В условиях слож-
ных взаимосвязанных работ, нередко выполняемых различными
организациями, установление последовательности отдельных опера-
ций и четкое выполнение их при ремонте блока в целом по сете-
вому графику способствуют успешному проведению ремонта в на-
меченные сроки с минимальными затратами рабочей силы и других
материальных ресурсов.
Сетевой график ремонта турбогенератора разрабатывают на
основании ведомости работ и технологического процесса, руковод-
ствуясь временем выполнения ремонтных операций с последующим
определением численности и квалификации ремонтного персонала.
График согласовывается в последовательности работ с графи-
ком ремонта турбины и ее вспомогательного оборудования.
При типовом объеме работ срок ремонта, в большинстве слу-
чаев, определяется объемом ремонта теплоэнергетического оборудо-
вания, поэтому ремонт большинства узлов следует, по возможности,
организовать в одну (дневную) смену, что позволяет повысить
качество выполняемых работ и лучше использовать рабочую силу.
Работы по проточке и шлифовке контактных колец ротора це-
лесообразно производить в начале ремонта во время работы вало-
поворотного устройства, используя время остывания турбины.
Возможность постоянного контроля за ходом выполнения ка-
питального ремонта блока и своевременным вводом оборудования
в эксплуатацию определяет несомненное преимущество сетевых
графиков.
Подготовка к ремонту. До вывода турбогенератора
в ремонт должны быть:
а) составлены ведомости объема работ и смета, ко-
28
торые уточняются после разборки и осмотра турбогене-
ратора;
б) составлены сетевой график и проект организации
ремонтных работ;
в) заготовлены согласно ведомостям объема работ
необходимые материалы и запасные части;
г) составлена и утверждена техническая документа-
ция на реконструктивные работы, намечаемые к выпол-
нению в период капитального ремонта
Для обеспечения наиболее полной и качественной
подготовки к ремонту, внедрения и совершенствования
технологической оснастки в составе участка электроце-
ха ремонтного предприятия организуют группу подго-
товки производства.
Ремонтную площадку в районе ремонтируемого тур-
богенератора укомплектовывают необходимым оборудо-
ванием. При организации ремонтной площадки и рабо-
чих мест необходимо учитывать допустимые нагрузки
па перекрытия и возможность размещения на имеющих-
ся площадках крупногабаритных и тяжеловесных узлов
и деталей.
Вывод турбогенератора в ремонт. Перед остановкой
блока в ремонт по эксплуатационным документам выяв-
ляют дефекты и ненормальности в работе турбогенера-
тора и выполняют следующие проверки и измерения:
а) прослушивают турбогенератор под нагрузкой на
отсутствие посторонних шумов;
б) проверяют работу щеток на контактных кольцах
и на коллекторе возбудителя;
в) замеряют вибрацию опорных подшипников и кон-
тактных колец прибором БИП-5 при номинальной на-
грузке, в режиме холостого хода с номинальным напря-
жением и в режиме холостого хода без возбуждения;
г) при номинальном напряжении турбогенератора
измеряют напряжение на валу ротора и возбудителя, а
также проверяют состояние изоляции опорных подшип-
ников, корпуса уплотнения и маслопроводов;
д) при номинальной частоте вращения ротора заме-
ряют величину напора компрессора дифманометром
ДТ-50 (рекомендуемый техническими условиями завода-
изготовителя метод определения минимально допусти-
мого значения напора, развиваемого компрессором, до-
вольно громоздкий, неудобен и не всегда приемлем. По-
этом\ целесообразно применять упрощенный метод оп-
29
ределения напора компрессора в зависимости от давле-
ния и чистоты водорода в корпусе и средней температу-
ры охлаждающего газа в компрессоре [Л. 18]);
е) проводят контрольные тепловые испытания турбо-
генератора в режиме максимально возможной нагрузки
с записью показаний установленных термодатчиков;
ж) проверяют содержание водорода в главном мас-
лобаке турбины, в картерах опорных подшипников, слив-
ных маслопроводах и в кожухах комплектных экрани-
рованных токоподводов. Наличие или отсутствие водоро
да определяют по показаниям стационарного газоанали
затора типа ТП1116М или переносного газоанализатор!
типа ПГФ2М-ИЧА;
з) проверяют снижение чистоты водорода в корпусе
турбогенератора за сутки по стационарному газоанали-
затору типа ТП-1120 или химическим анализом;
и) определяют абсолютную и относительную влаж-
ность водорода в корпусе турбогенератора портативным
гигрометром типа ИВВОРГРЭС;
к) при номинальной частоте вращения замеряют па-
дение давления водорода в корпусе турбогенератора за
сутки;
л) проверяют работу схемы маслоснабжения уплот-
нений вала ротора при рабочем давлении водорода с
замером:
давления масла в системе до и после регулятора и
перепада масло — водород;
температуры масла перед уплотнением и до масло-
охладителей;
температуры баббита вкладышей уплотнения;
количества масла или воды, попадающей в корпус
турбогенератора за сутки;
расхода масла в сторону водорода. Проверку расхо
да масла производят при помощи маслоконтрольных
патрубков, установленных на сливных маслопроводах
уплотнений. При отсутствии маслоконтрольных патруб-
ков проверку производят путем измерения уровня масла
в поплавковом гидрозатворе ЗГ-ЗО при закрытом выход-
ном вентиле затвора за определенный промежуток вре-
мени. Отсчет ведут по смотровому стеклу гидрозатвора.
Повышение уровня масла на 10 мм соответствует объе-
му 2,8 л. Отсчет начинают после того, как уровень мас-
ла в смотровом стекле гидрозатвора будет не ниже
370 мм от дна бака;
30
м) замеряют сопротивление изоляции обмотки рото-
ра непосредственно после снятия возбуждения;
н) при снижении частоты вращения ротора снима-
ют характеристики сопротивления изоляции и полного
сопротивления обмотки ротора в функции частоты вра-
щения;
о) замеряют сопротивление изоляции обмотки ста-
тора при температуре, близкой к рабочей, и определяют
отношение 7?6o/^is;
п) после остановки и перевода турбогенератора на
воздух производят контрольную опрессовку турбогенера-
тора при рабочем давлении;
р) замеряют сопротивление изоляции ротора.
При выводе турбогенератора в ремонт могут выпол-
няться дополнительные проверки, измерения и испыта-
ния с учетом поступивших директивных материалов и
рекомендаций завода-изготовителя.
После остановки блока руководитель ремонта сов-
местно с начальником электроцеха ГРЭС составляют
акт сдачи турбогенератора в ремонт и после этого про-
изводится допуск ремонтной бригады к работе.
Контроль качества ремонта турбогенератора. Каче-
ство выполняемых работ является основным показате-
лем проведения ремонта. Контроль качества является
неотъемлемой частью технологического процесса. Объек-
тивными показателями качества являются измерения и
испытания (электрические, тепловые и механические),
но не меньшее значение имеет также визуальный осмотр,
который в ряде случаев является основным или даже
единственным критерием определения качества.
Важное значение для качественного выполнения ре-
монта отдельных узлов и операций имеет установление
личной ответственности каждого работника бригады пу-
тем закрепления за каждым мастером, бригадиром и ра-
бочим конкретных работ и ведение учета по ним в про-
цессе ремонта с записью в ремонтном журнале.
4. РАЗБОРКА ТУРБОГЕНЕРАТОРА
Перед разборкой производят проверку корпуса тур-
богенератора на газоплотность с целью выявления воз-
можных мест утечек с последующим устранением при-
чины их появления. Проверка на газоплотность произ-
водится опрессовкой воздухом с добавлением фреона
при давлении в корпусе турбогенератора 4 кгс/см2
31
(392 кПа). При опрессовке давление масла на уплотне-
ниях должно быть на 0,75 + 0,05 кгс/см2 (73,5+4,9 кПа)
выше, чем давление воздуха в корпусе турбогенератора.
Для проверки отсутствия течей по трубкам газоохла-
дителей, концевым выводам и уплотнениям вала ротора
выполняют следующие работы:
а) разбалчивают фланцы на патрубках подвода и
слива воды и снимают крышки газоохладителей, пред-
варительно проверив, что задвижки на напоре и сливе
воды из газоохладителей закрыты и заперты на цепи.
На разболченные фланцы устанавливают заглушки;
б) открывают кожухи комплектного экранированно-
го токоподвода в местах установки линейных и нулевых
выводов обмотки статора;
в) открывают картеры и снимают верхние половины
обойм и вкладышей опорных подшипников.
Проверке на газоплотность подлежат: сварные швы,
торцевые щиты, уплотнения вала ротора, концевые вы-
воды обмотки статора, газоохладнтели, проходные муф-
ты приборов теплового контроля, гильзы ртутных термо-
метров, противопомпажные клапаны, места выходов
шпилек крепления перепускного кожуха, внешние газо-
и маслопроводы, газовая панель, гидрозатворы, регуля-
торы давления масла и др. При опрессовке турбогене-
ратора воздухом течи отыскивают галоидным течеиска-
телем ГТИ-6, мыльной пеной, а в картерах опорных под-
шипников— дополнительно турбинным маслом
Работать прибором ГТИ-6 на генераторе, заполнен-
ном водородом, категорически запрещено, так как в
случае течи произойдет возгорание или взрыв водорода.
Принцип действия галоидного течеискателя основан
на использовании свойства платины, нагретой до 900° С,
эмиттировать положительные ионы и резко увеличивать
ионную эмиссию в присутствии галоидосодержащих ве-
ществ (фреона и др.).
Течеискатель имеет стрелочный, световой и акусти-
ческий индикаторы течи (измерительный прибор, неоно-
вая лампа и громкоговоритель). Для проверки чувстви-
тельности течеискателя и ориентировочной оценки об-
следуемых течей имеется встроенная галоидная течь. Те-
чеискатель ГТИ-6 состоит из регистрирующего блока и
выносного щупа. Регистрирующий блок течеискателя
выполнен в виде переносного прибора настольного типа
с вмонтированным громкоговорителем. На передней па-
32
нели установлены стрелочный прибор и галоидная течь.
Выносной щуп выполнен в виде пистолета. В хвостовой
части щупа расположена неоновая лампа для световой
индукции.
В качестве галоидосодержащего газа используют
фреон-12 или фреон-22. Отыскание течей прибором
ГТИ-6 производят в следующем порядке. Через фильтр-
осушитель от станционного компрессора создают давле-
ние воздуха в корпусе генератора 0,2 кгс/см2 (19,6 кПа)
и вводят фреон в таком объеме, чтобы давление газовой
смеси (воздух с фреоном) поднялось на 4—6 мм рт. ст.
(0,532—0,798 кПа) (по ртутному манометру). Большее
количество фреона вводить не рекомендуется, так как
из-за растворимости фреона в масле могут быть искаже-
ны результаты проверки. После смешивания газов в
корпусе статора через 5—10 мин проверяют наличие
фреона и исправность прибора на заведомо известной те-
чи, например, путем открытия вентиля, служащего для
измерения напора компрессора. Поднимают давление
воздуха в корпусе до 4 кгс/см2 (392 кПа). После про-
грева прибора в течение 15 мин приступают к отыска-
нию течей. Свидетельством установления рабочей тем-
пературы датчика служит отсутствие дрейфа показаний
стрелочного прибора.
Течи отыскивают путем медленного (0,5 см/с) пере-
мещения щупа над проверяемыми участками. В связи с
понижением концентрации фреона при удалении от мес-
та его утечки наконечник щупа максимально приближа-
ют к испытуемой поверхности. При наличии утечки смесь
воздуха с фреоном засасывается щупом и омывает спи-
раль из платиновой проволоки, что вызывает отклоне-
ние стрелки прибора и увеличение частоты светового и
звукового сигнала. Во избежание «отравления» датчика
при обнаружении течи щуп немедленно удаляют от мес-
та утечки. С этой же целью при первоначальном обсле-
довании генератора работают при пониженном накале
датчика. Переходят на повышенный накал датчика толь-
ко тогда, когда есть уверенность в том, что нет опасной
концентрации фреона. При работе с галоидным течеис-
кателем следует обратить особое внимание на чистоту
окружающего воздуха. Прибор, находящийся в помеще-
нии, загрязненном галоидами, быстро теряет чувстви-
тельность и выходит из строя. В связи с тем что прибор
реагирует на табачный дым, курение вблизи датчика за-
прещено.
3—1369
33
После обследования генератора на отсутствие течей
снижают давление до 3 кгс/см2 (294 кПа) и определя-
ют величину утечки. Ежечасно записывают величину па-
дения ртутного столба и изменение температуры возду-
ха ртутными термометрами с точностью до 0,1° С. Затем
полностью снижают давление в корпусе и открывают
люки в корпус статора и камеру выводов.
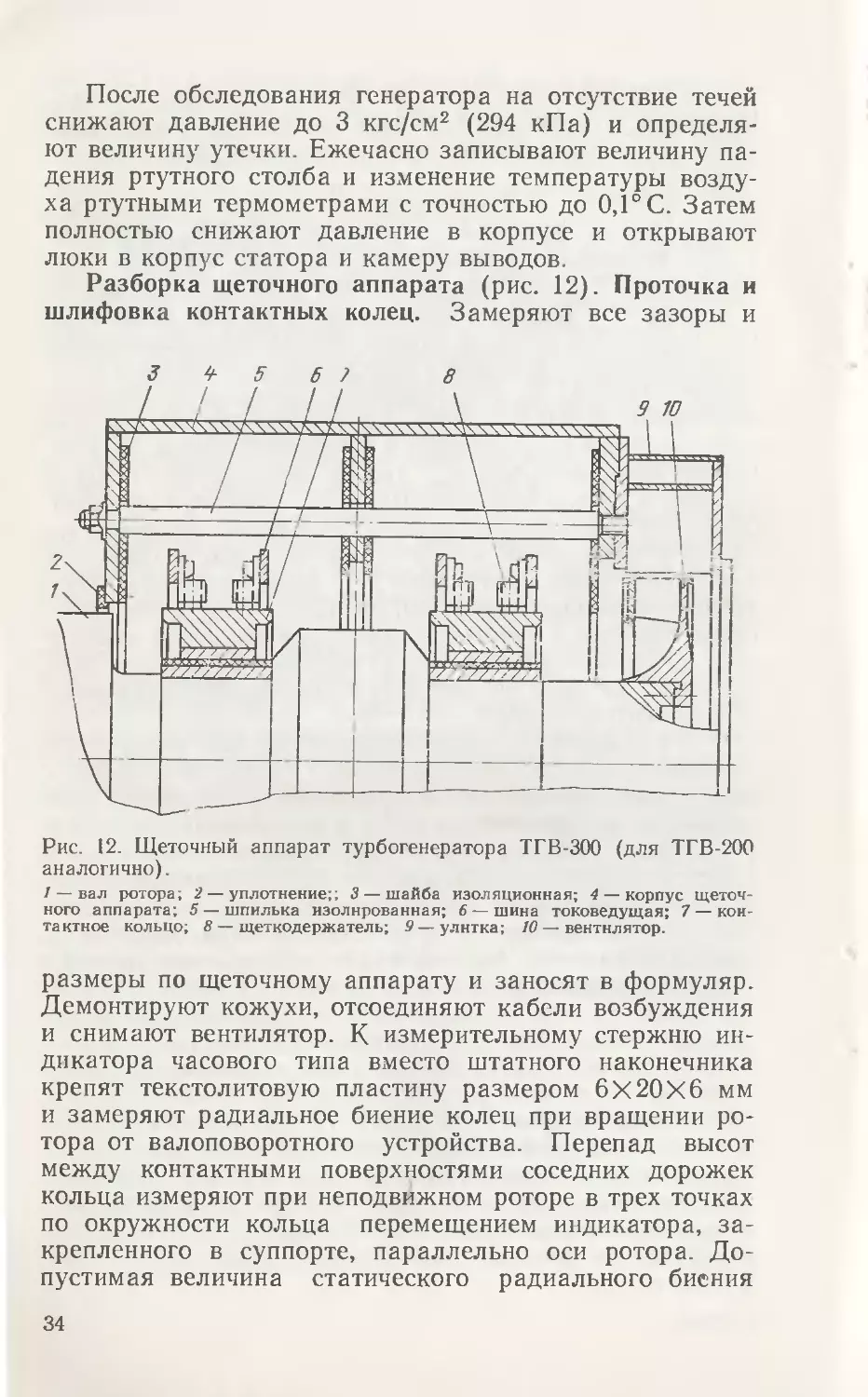
Разборка щеточного аппарата (рис. 12). Проточка и
шлифовка контактных колец. Замеряют все зазоры и
Рис. 12. Щеточный аппарат турбогенератора ТГВ-300 (для ТГВ-200
аналогично).
/ — вал ротора; 2 — уплотнение;; 3 — шайба изоляционная; 4 — корпус щеточ-
ного аппарата; 5 — шпилька изолированная; 6 — шина токоведущая; 7 — кон-
тактное кольцо; 8— щеткодержатель; 9— улитка; 10— вентилятор.
размеры по щеточному аппарату и заносят в формуляр.
Демонтируют кожухи, отсоединяют кабели возбуждения
и снимают вентилятор. К измерительному стержню ин-
дикатора часового типа вместо штатного наконечника
крепят текстолитовую пластину размером 6X20X6 мм
и замеряют радиальное биение колец при вращении ро-
тора от валоповоротного устройства. Перепад высот
между контактными поверхностями соседних дорожек
кольца измеряют при неподвижном роторе в трех точках
по окружности кольца перемещением индикатора, за-
крепленного в суппорте, параллельно оси ротора. До-
пустимая величина статического радиального биения
34
контактного кольца и перепад высот рабочих дорожек
в холодном состоянии должны быть не более 0,03 мм.
Если контактные кольца не соответствуют таким тре-
бованиям или на контактной поверхности колец есть
следы эрозии, подгаров и участки с матовой поверхно-
стью, то их шлифуют. Если выработка контактной по-
верхности равна 1 мм и более, то целесообразно предва-
рительно проточить кольца резцами с пластинами из
твердых сплавов типов Т15К6, Т14К8, Т5КЮ и др. Пос-
ле определения глубины проточки рассчитывают оста-
ющийся после проточки диаметр колец. Минимально до-
пустимый диаметр контактных колец для турбогенерато-
ров ТГВ-200 425 мм, а для ТГВ-300 430 мм. Демонтиру-
ют щеточный аппарат и устанавливают приспособление
для проточки или шлифовки контактных колец.
Проточку и шлифовку колец производят при враще-
нии ротора от валоповорота, что обеспечивает скорость
резания 5—7 м/мин (0,083—0,117 м/с). Глубина резания
принимается равной 0,1—0,2 мм, продольная подача
0,1—0,15 мм/об (0,0159—0,0238 мм/рад). Проточку за-
канчивают после удаления на обрабатываемой поверх-
ности всех дефектов и снятия последней стружки чисто-
вым резцом. Затем контактные кольца шлифуют до по-
0,63
0,16
лучения шероховатости поверхности класса I
Для ускорения процесса механической обработки ре-
жим шлифования разделяют на предварительное и чис-
товое. Если проточка колец не производилась, то при
предварительном шлифовании устраняется выработка и
восстанавливается цилиндрическая поверхность кольца
по всей длине. При шлифовании направление вращения
круга должно быть встречным к вращению контактных
колец, скорость вращения круга 20—30 м/с, глуби-
на шлифования 0,01—0,02 мм, продольная пода-
ча 5=(0,5н-0,6) В [мм/оборот вала (0,0796—
0,0955 мм/рад)], где В — ширина круга, мм.
Для охлаждения подают сухой сжатый воздух дав-
лением 3—4 кгс/см2 (—0,3—0,4 МПа) в зону контакта
шлифовального круга с кольцом.
Глубина чистового шлифования 0,005—0,01 мм, про-
дольная подача S= (0,15-ь- 0,25) В [мм/оборот вала
(0,0238—0,0398 мм/рад)]. После чистового шлифования
проверяют радиальный бой контактных колец и полиру-
ют их войлоком с пастой ГОИ.
3
35
В табл. 2 приведены характеристики рекомендуемых
шлифовальных кругов для шлифования контактных ко-
лец турбогенераторов ТГВ-200 и ТГВ-300.
Таблица 2
Характер шлифования Характеристика круга
Абразивный материал Зернистость по ГОСТ 3647-71 Т вердость по ГОСТ 18118-72
Предварительное ЭБ, М 40 Cl — С2
Чистовое ЭБ, М 25—16 СМ2 —С1
Снятие щитов, разборка уплотнений вала и вывод ро-
тора. Разбалчивают верхние половины торцевых щитов.
Ротор проворачивают в такое положение, чтобы ось по-
люсов была расположена вертикально.
До вывода ротора и в процессе дальнейшей разбор-
ки составляют протокол измерений сопротивления изо-
ляции деталей и узлов, проверяют бой упорных гребней
ротора, заполняют паспорт монтажных зазоров, фикси-
руют осевое положение полумуфты ротора в картере
подшипника турбины, пометив точки замеров.
В излагаемой ниже последовательности рассматри-
ваются разборка щитов и уплотнений и вывод ротора
турбогенератора ТГВ-300; технология разборки ТГВ-200
почти аналогична, поэтому в отдельных случаях, учиты-
вающих конструктивное отличие турбогенераторов, да-
ются необходимые пояснения.
Описание разборки вышеуказанных узлов приводит-
ся раздельно для каждой стороны турбогенератора.
а) Сторона контактных колец (рис. 13). Устанавли-
вают клиновой домкрат в картер подшипника № 7 (у
ТГВ-200 на специальную стойку под хвостовик ротора)
и поднимают ротор на 0,35—0,40 мм, контролируя вер-
тикальное и поперечное перемещения его двумя индика-
торами часового типа. Выкатывают нижние половины
вкладыша и обоймы подшипника; нижнюю половину
вкладыша выкатывают в сторону большего зазора меж-
ду валом и подшипником.
Замеряют осевое положение пружин уплотнения и
после этого снимают их, стопор и упорное кольцо.
После снятия термодатчиков разбалчивают крепеж
разъема корпуса уплотнения и разбирают его и вкла-
дыш уплотнения. Разбалчивают и снимают распорки
между диффузором, промвтулкой и нижней половиной
36
Рис. 13. Опорный подшипник, уплотнение вала ротора, диффузор и
щиты со стороны контактных колец турбогенератора ТГВ-300 (для
ТГВ-200 аналогично).
I — компрессор; 2—переднее уплотнение компрессора; 3 —диффузор; 4—
распорка; 5—промежуточный щит; 6 — внутренний щит; 7 — промежуточная
втулка; 8— верхняя половина торцевого щита; 9— крышка подшипника:
10 — промежуточный кожух; // — наружный маслоуловитель; 12— щиток на-
ружного маслоуловителя; 13— вкладыш опорного подшипника; 14— обойма
опорного подшипника; 15 — упорный гребень; 16—вкладыш уплотнения;
/7—корпус уплотнения; 18 — вал ротора; 19— внутренний маслоуловитель.
щита, верхнюю и нижнюю половины маслоуловителя и
промвтулку.
Демонтируют верхние половины переднего уплотне-
ния диффузора, диффузора (у ТГВ-200 учитывается не-
разъемная конструкция переднего уплотнения диффузо-
ра и диффузора), промежуточного и внутреннего щита.
Укладывают ротор на подвеску шейкой вала, предохра-
няя ее от повреждения медными или латунными про-
кладками толщиной 3—4 мм, убирают клиновой дом-
крат, разбалчивают нижнюю половину торцевого щита
и опускают ее в приямок на упоры. Затем снимают ниж-
ние половины переднего уплотнения диффузора, диффу-
37
зора, промежуточного и внутреннего щита; разбирают
крепление стеклотекстолитового кольца уплотнения воз-
душного зазора и подвешивают его на бандажное коль-
цо ротора.
б) Сторона турбины (рис. 14). Разборка опорного
подшипника, уплотнения вала ротора, промежуточной
втулки и маслоуловителя выполняется в порядке, анало-
гичном изложенному для стороны контактных колец.
Рис. 14. Опорный подшипник, уплотнение вала ротора и шит со сто-
роны турбины турбогенератора ТГВ-300 (для ТГВ-200 аналогично).
1— наружный маслоуловитель; 2 — щиток наружного маслоуловителя; 3 —
промежуточный кожух; 4 — обойма опорного подшипника; 5 — крышка под-
шипника; 6—верхняя половина торцевого щита; 7 — промежуточная втулка;
8— корпус уплотнения; 9 - внутренний маслоуловитель; 10 — вкладыш уплот-
нения; 11— упорный гребень; 12—вкладыш опорного подшипника; 13—вал
ротора.
Клиновой домкрат устанавливают на балку, смонти-
рованную на фундаменте турбины (у ТГВ-200 клиновой
домкрат устанавливают в картере подшипника № 6 под
валом ротора с последующей укладкой ротора на под-
веску и опусканием домкрата).
Демонтируют перепускной кожух (у ТГВ-200 демон-
тируют верхние половины промежуточного щита и на-
ружного обтекателя с полукольцом j плотнения).
Ротор устанавливают на домкрат и опускают ниж-
нюю половину торцевого щчта в приямок (у ТГВ-200
снимают дополнительно нижнюю половину промежуточ-
ного щита и наружного обтекателя с полукольцом уплот-
38
нения, верхнюю и нижнюю половины внутреннего обте-
кателя и внутреннего щита).
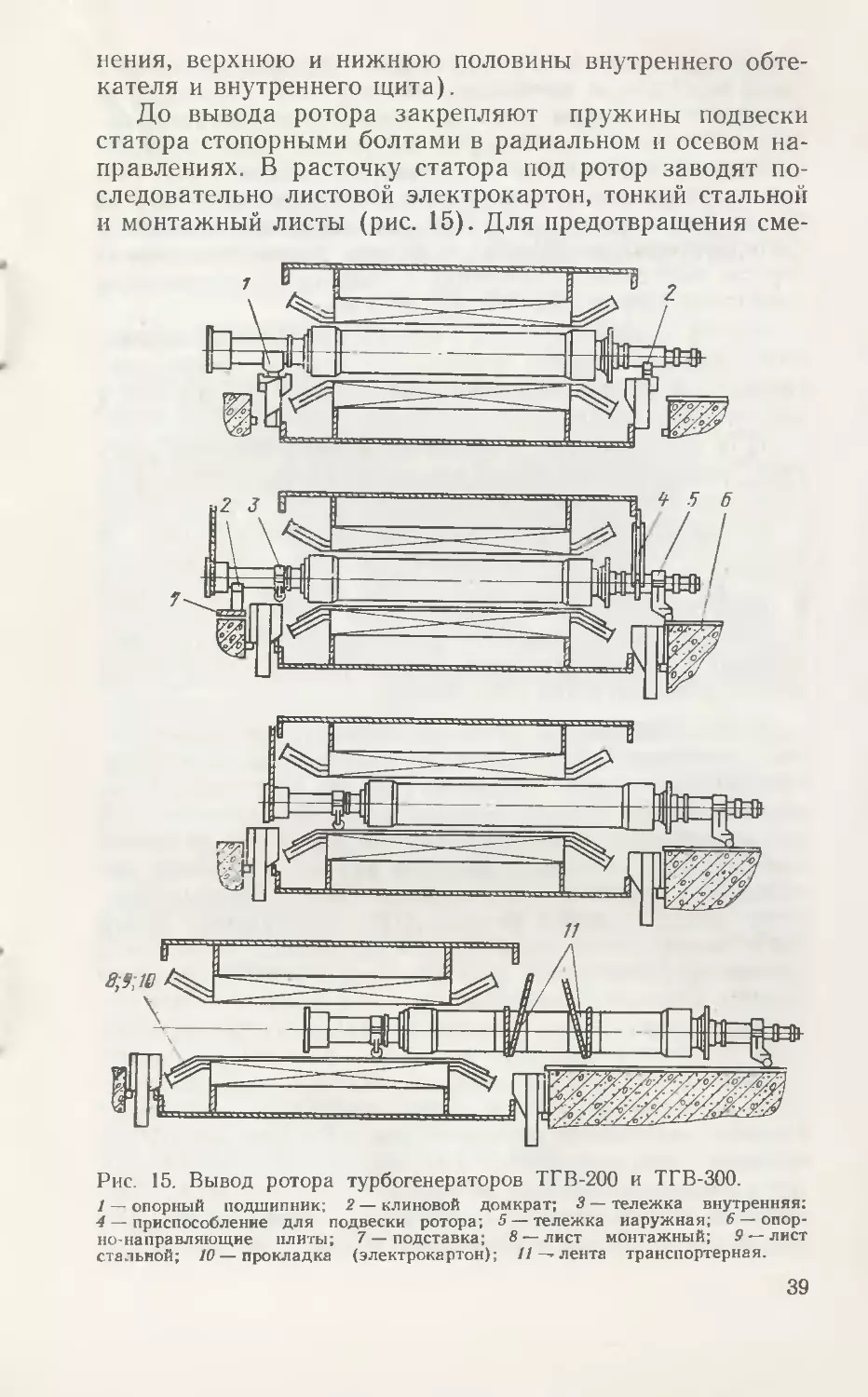
До вывода ротора закрепляют пружины подвески
статора стопорными болтами в радиальном и осевом на-
правлениях. В расточку статора под ротор заводят по-
следовательно листовой электрокартон, тонкий стальной
и монтажный листы (рис. 15). Для предотвращения сме-
Рнс. 15. Вывод ротора турбогенераторов ТГВ-200 и ТГВ-300.
1 — опорный подшипник; 2 — клиновой домкрат; 3 — тележка внутренняя;
4 — приспособление для подвески ротора; 5 — тележка наружная; 6 — опор-
но-направляющие плиты; 7—подставка; 8 —лист монтажный; 9 — лист
стальной; 10— прокладка (электрокартон); //—лента транспортерная.
39
щения монтажного листа последний закрепляют растяж-
ками из стальной проволоки диаметром 8—10 мм. Уста-
навливают и закрепляют болтами опорно-направляю-
щие плиты для передвижения наружной тележки. Уста-
навливают внутреннюю и наружную тележки. Расстоя-
ние от упорного гребня ротора до внутренней тележки
20—25 мм, а от гребня ротора до наружной тележки у
турбогенераторов ТГВ-300 — 598 мм. Расстояние между
торцом галтельного перехода и наружной тележкой у
турбогенераторов ТГВ-200 40—45 мм.
Перед выводом ротора генератора ТГВ-200 необхо-
димо снять со стороны турбины все лопатки осевого вен-
тилятора с предварительной маркировкой их краской у
посадочного места.
При выводе ротора стропы не должны касаться шеек
вала, поверхностей уплотнений, контактных колец, вен-
тилятора, компрессора и обмотки статора. При подъеме
и перемещении ротора запрещается стропить трос за
роторные бандажи и пользоваться ими как опорами.
Для предотвращения повреждения поверхности ротора
и предупреждения соскальзывания стропа в местах
строповки прокладывают транспортерную ленту. При
подъеме и транспортировке ротора краном ось полюсов
ротора располагается вертикально.
Демонтировав подвеску со стороны контактных ко-
лец, устанавливают наружную тележку на опорно-на-
правляющие плиты. Закрепив трос на полумуфте в не-
посредственной близости к ее торцу, приподнимают ро-
тор со стороны турбины краном и убирают клиновой
домкрат (ТГВ-300) или подвеску (ТГВ-200). Талью или
лебедкой, закрепленной за переднюю тележку, переме-
щают ротор до упора троса в торец статора со стороны
турбины, при этом ось передней тележки должна нахо-
диться от торца стали статора на расстоянии не менее
250 мм. Скорость перемещения крана должна соответст-
вовать скорости перемещения тележки. Опустив внутрен-
нюю тележку на монтажный лист и убедившись в пра-
вильности установки тележки по вертикали, выводят ро-
тор. При выводе ротора предусматривают установку
клиньев под колеса наружной тележки при самопроиз-
вольном движении ротора или вследствие инерции. Ро-
тор выводят до выхода середины бочки ротора из рас-
точки до положения оси внутренней тележки на расстоя-
нии не менее 300 мм от торца активной стали статора со
40
стороны контактных колец. При движении ротора ведут
контроль за наличием по окружности воздушного зазо-
ра. Застропив и уравновесив ротор, плавно, без раскач-
ки и толчков, его выводят из расточки. Со стороны рас-
точки тщательно контролируют положение полумуфты
ротора, не допуская касаний ее с активной сталью и об-
моткой. После вывода из расточки ротор укладывают
на козлы, снимают тележки и убирают из расточки ста-
тора монтажные листы.
5. РЕМОНТ СТАТОРА
После разборки турбогенератора производят элект-
рические испытания обмотки статора согласно [Л. 20].
Для проведения испытаний отсоединяют гибкие вставки
шинопровода от концевых выводов. Испытание обмотки
статора турбогенераторов ТГВ-200, а также ТГВ-300
(заводской заказ № 02331 и последующие) производит-
ся до чистки обмотки, а ТГВ-300 (заводской заказ
№ 02301—02330)—после чистки обмотки и газона-
правляющих колпачков спирто-бензиновой смесью и
продувки сухим сжатым воздухом До очистки обмотки
проверяют отсутствие масла и проводящей пыли, появ-
ляющейся вследствие контактной коррозии или натиров
силуминовых уплотнений.
Осмотр состояния обмотки и активной стали. При
осмотре лобовых частей обмотки и соединительных шин
определяют техническое состояние изоляции: монолит-
ность, отсутствие трешин, вмятин, мест повышенного на-
грева, внешних повреждений изоляции и полупроводя-
щих покрытий, следов коронирования и отсутствие на-
тиров под защитным экраном. Проверяют крепление ло-
бовых частей обмотки статора и соединительных шин,
отсутствие деформаций, ослабления или обрывов шну-
ровых бандажей, выпадания или смещения дистанцион-
ных прокладок и распорок, проседания корзины, состоя-
ние газонаправляющих колпачков и качество изолиров-
ки головок.
Поверхность расточки статора проверяют на отсутст-
вие мест повышенных нагревов и оплавлений, наруше-
ния межлистовой изоляции, коррозии, забоин и дефор-
мации пакетов и распорок (ТГВ-200), а также ослабле-
ния прессовки стали. Особое внимание обращают на со-
стояние концевых пакетов в местах установки шпилек
крепления уплотнения воздушного зазора. Плотность
41
прессовки стали проверяют специальным щупом шири-
ной 20 мм с углом заточки 15°, шероховатостью клино-
олз
вой поверхности I и твердостью HRC 50—56.
Плотность прессовки считают удовлетворительной, если
от усилия 10—12 кгс (98—118 Н) щуп не входит между
сегментами глубже 4 мм всей плоскостью лезвия на уча-
стке не ближе 100 мм от нажимной плиты.
Осмотром и простукиванием проверяют пружины
подвески сердечника статора на отсутствие трещин,
ослабления крепежа и др.
Плотность установки тангенциальных и радиальных
клиньев крепления сердечника статора к призмам про-
веряют простукиванием и осмотром целостности свар-
ных швов. Характерным признаком ослабления клиньев
является наличие пыли кирпичного цвета, причем интен-
сивность ее зависит от степени ослабления.
Испытание активной стали статора. Проверка термо-
сопротивлений. Испытание активной стали производит-
ся до и после переклиновки пазов обмотки статора при
индукции 1,4 Т. Допускается проведение испытания при
индукции 1,0 Т. Длительность испытаний при индукции
1,4 Т — 45 мин; при 1,0 Т — 90 мин. Максимальный пере-
грев зубцов к концу испытаний не должен превышать
25° С, а максимальная разность нагрева 15° С. Удельные
потери в статоре при индукции 1,0 Т не должны превы-
шать 1,48 Вт/кг (ТГВ-200) и 1,21 Вт/кг (ТГВ-300), при
индукции 1,4 Т соответственно 2,9 и 2,38 Вт/кг. Повыше-
ние величины индукции до 1,4 Т дает возможность в
процессе испытаний обнаружить значительно большее
число дефектов в активной стали статора. Питание на-
магничивающей обмотки при испытаниях с созданием
индукции 1,4 Т осуществляют от специального трансфор-
матора собственных нужд с напряжением на низкой
-стороне 6,3± 10% кВ. Потребляемая мощность 1850 кВ-А
для турбогенератора ТГВ-200 и 2170 кВ-А для ТГВ-300.
Учитывая возможность регулирования напряжения на
питающем трансформаторе в пределах 6,3± 10% кВ,
можно изменять величину индукции в пределах 1,270--
1,550 Т для ТГВ-200 и 1,183—1,445 Т для ТГВ-300 при
двенадцати витках намагничивающей обмотки. В качест-
ве обмотки используют высоковольтный шланговый пе-
реносный кабель марки КШВГ ТУКОММ 505021-55 на
42
напряжение 6 кВ, сечением 3X35+1X10 мм2 (суммар-
ное сечение намагничивающей обмотки 115 мм2).
Проверяют отсутствие повреждений термометров со-
противления и термопроводки, для чего измеряют в хо-
лодном состоянии сопротивление постоянному току мос-
том класса не ниже 0,5 и сопротивление изоляции мега-
омметром 500 В цепи термопар. Характеристики термо-
метров сравнивают с данными завода и измерениями,
проводившимися в предыдущий ремонт.
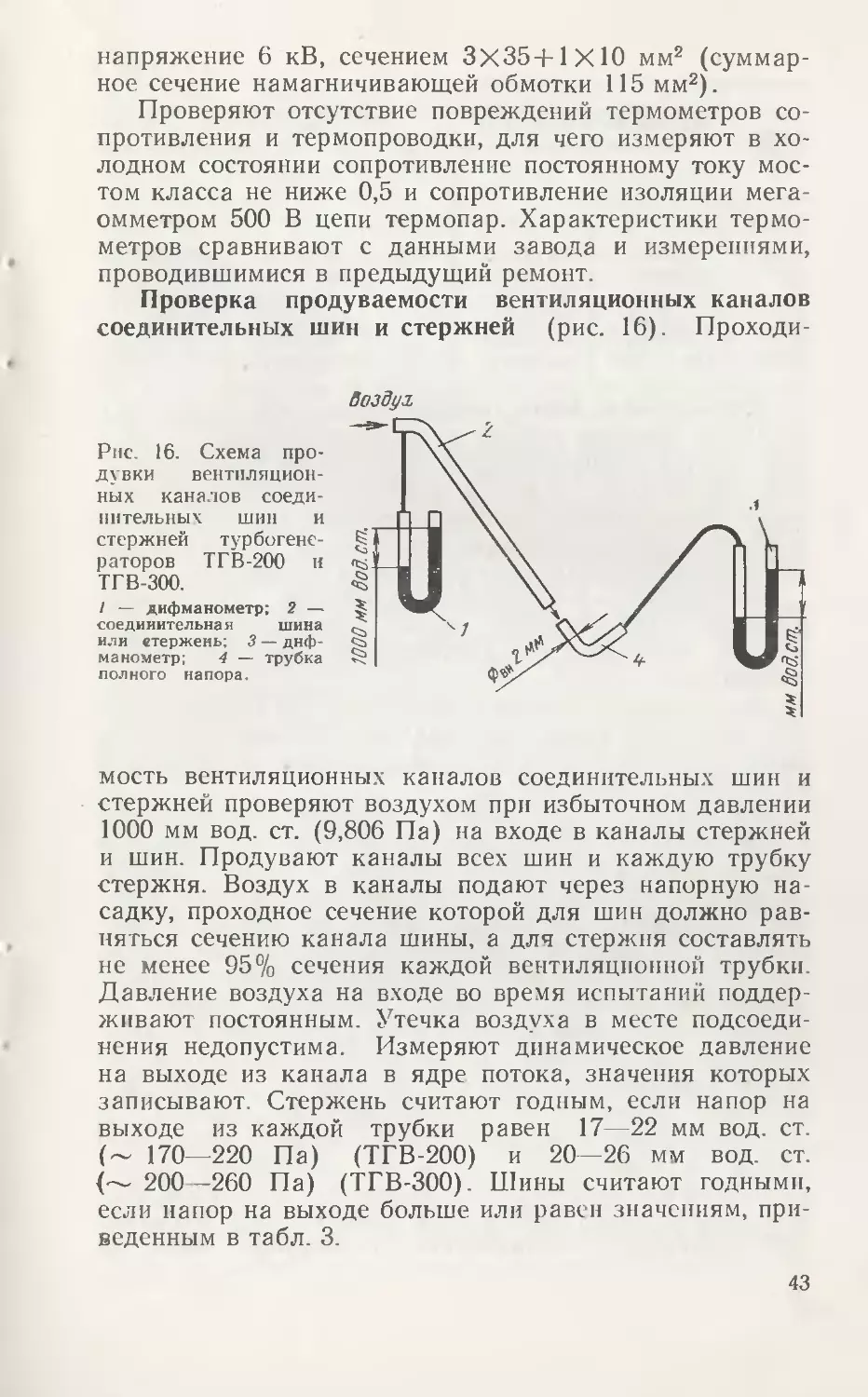
Проверка продуваемости вентиляционных каналов
соединительных шин и стержней (рис. 16). Проходи-
Рис. 16. Схема про-
дувки вентиляцион-
ных каналов соеди-
нительных шин и
стержней турбогене-
раторов ТГВ-200 и
ТГВ-300.
/ — дифманометр; 2 —
соединительная шина
или стержень; 3 — диф-
манометр; 4 — трубка
полного напора.
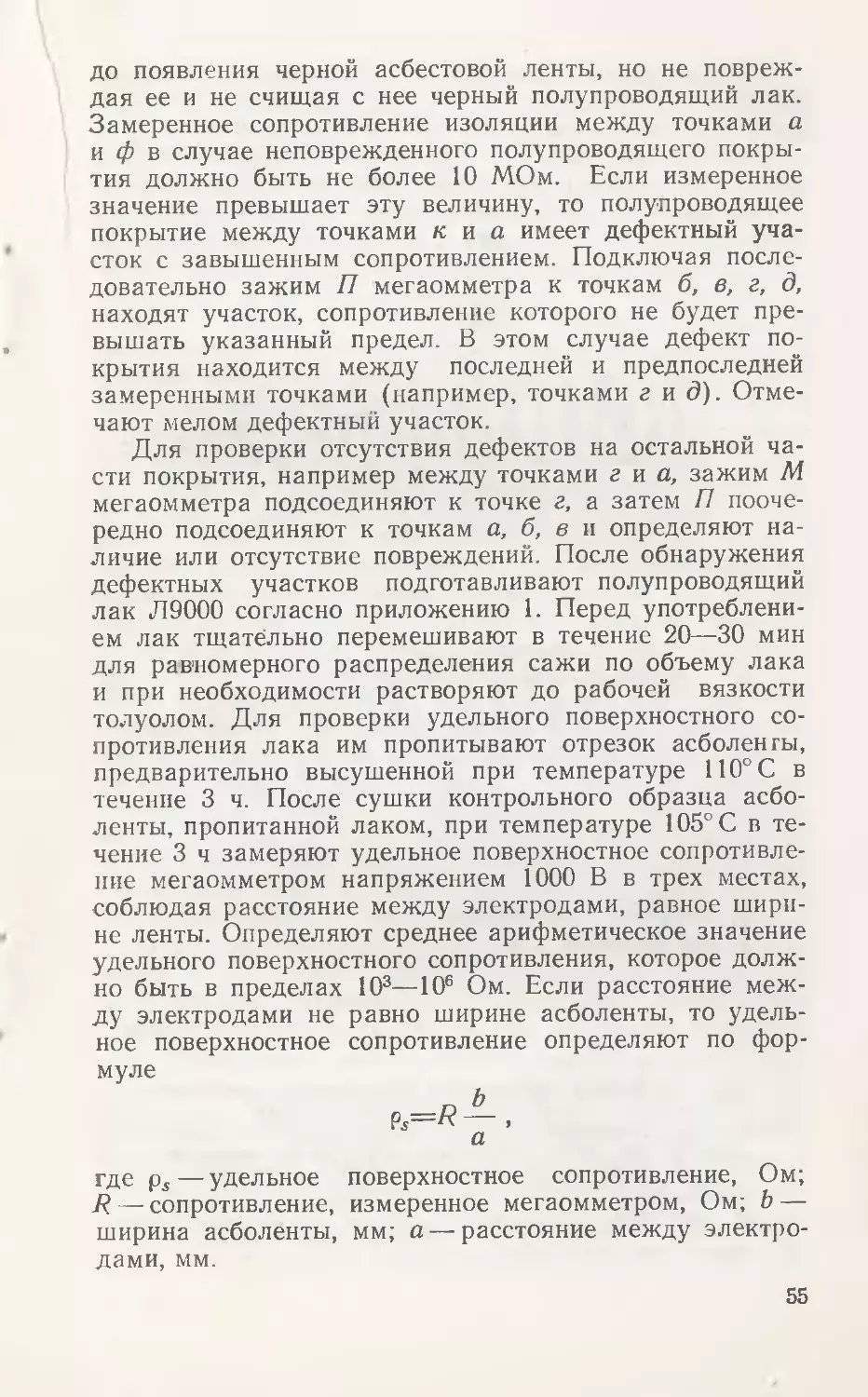
мость вентиляционных каналов соединительных шин и
стержней проверяют воздухом при избыточном давлении
1000 мм вод. ст. (9,806 Па) на входе в каналы стержней
и шин. Продувают каналы всех шин и каждую трубку
стержня. Воздух в каналы подают через напорную на-
садку, проходное сечение которой для шин должно рав-
няться сечению канала шины, а для стержня составлять
не менее 95% сечения каждой вентиляционной трубки.
Давление воздуха на входе во время испытаний поддер-
живают постоянным. Утечка воздуха в месте подсоеди-
нения недопустима. Измеряют динамическое давление
на выходе из канала в ядре потока, значения которых
записывают. Стержень считают годным, если напор на
выходе из каждой трубки равен 17—22 мм вод. ст.
(~ 170—220 Па) (ТГВ-200) и 20—26 мм вод. ст.
(— 200—260 Па) (ТГВ-300). Шины считают годными,
если напор на выходе больше или равен значениям, при-
веденным в табл. 3.
43
Таблица 3
Марки- ровка шин Расчетный напор на выходе из шин, мм вод. ст. (Па) Марки- ровка шин Расчетный напор на выходе из шин, мм вод, ст. (Па)
ТГВ-200 ТГВ-ЗЭО ТГВ-200 ТГВ-300
2С2 87(853) 121(1188) 2С, 105(1030) 155(1521)
2C(j 54(529) 81 (794) 1С5 66(647) 95(932)
1Сг 39(383) 63(618) 1С4 43,5(426) 66,4(651)
1С6 122(1197) 169(1657) 1Сз 122(1197) 169(1657)
2С5 112(1099) 156(1530) 2С3 52(510) 73,5(721)
1С, 64(627) 92(902) 2С, 72(706) 109(1069)
Переклиновка пазов обмотки. Плотность заклиновки
стержней обмотки статора в пазах определяют на звук
при простукивании клина по центру и по краям молот-
ком массой 0,2—0,4 кг, а также наличием вибрации
клина, определяемой при простукивании на ощупь. Про-
верке плотности заклиновки подлежат все клинья. Плот-
ность заклиновки оценивается тремя степенями:
1-я степень — повышенная плотность заклиновки.
Клин при простукивании издает однородный глухой
звук по всей длине без дребезжания. Вибрация клина
отсутствует.
2-я степень — средняя плотность заклиновки. При
простукивании клина прослушивается звук пустоты и
прощупывается незначительная вибрация, не более чем
на половине длины клина.
3-я степень — пониженная плотность заклиновки.
«Звук пустоты» прослушивается на большей части или
по всей длине клина. После проверки плотности установ-
ки клиньев составляют карту и определяют пазы, кото-
рые необходимо переклинить. Пазы, не требующие пе-
реклиновки, должны удовлетворять следующим требо
ваниям. Клинья с разной степенью плотности должны
располагаться таким образом, чтобы они образовали
по длине сердечника не менее семи равномерно располо-
женных кольцевых зон с повышенной плотностью закли-
новки, состоящих по краям сердечника из четырех, а в
остальных местах из двух рядом лежащих клиньев. На
остальной части паза допускается установка клиньев со
средней и пониженной плотностью заклиновки (2-я и
3-я степени) в количестве не более 50% в каждой про-
межуточной зоне. Допускается смещение зон повышен-
ной плотности заклинивания в соседних пазах на
44
± 1 клин. Пазы, не удовлетворяющие требованиям,
подлежат переклиновке. Учет пазов, подлежащих пере-
клиновке, ведется в журнале. После выяснения необхо-
димости переклнновки приступают к расклиниванию.
При переклиновке пазов должна соблюдаться особая
осторожность, исключающая возможность повреждения
изоляции стержней или активной стали. Первоначаль-
ное смещение клиньев с места посадки выполняют за-
тупленным зубилом, а при последующем перемещении
по пазу стеклотекстолитовой выколоткой. После выемки
подклинового багажа расклиненный паз продувают
сжатым воздухом и внешним осмотром проверяют со-
стояние изоляции стержней и активной стали статора.
Проверяют и при необходимости уплотняют зазоры
между боковыми поверхностями стержней верхнего слоя
и стенками паза волнистым полупроводящим стеклотек-
столитом марки СТЭФ-ПВ ТУ ОИК 503025-72. Цель
уплотнения зазоров — обеспечить надежный отвод ем-
костных токов с поверхности стержня в сердечник ста-
тора, уменьшить вибрацию стержня и исключить появ-
ление пазового разряда. Коллоидный графит, входящий
в состав полупроводящего стеклотекстолита, обладает
антифрикционными свойствами и образует как бы по-
верхностную смазку при трении, тем самым уменьшая
истирание обмотки. Это свойство важно при применении
стеклотекстолита волнистого профиля, так как основные
уплотняющие нагрузки в обмотках приходятся на греб-
ни волнистого материала. При переклиновке обмотки
уплотняют верхние стержни, имеющие боковой зазор в
пазу 0,3 мм и более, а нижние уплотняют по возможно-
сти. Стержни обмотки статора уплотняют преимущест-
венно волнистым стеклотекстолитом. Плоский по-
лупроводящий стеклотекстолит марки СТЭФ-П
ТУ16-503-043-70 применяют в комбинации с волнис-
тым. если величина зазора превышает толщину волнис-
того стеклотекстолита более чем на 0,2 мм. Стержни
уплотняют путем отжатия их установочными ножами к
стенкам паза по направлению вращения ротора. Выяв-
ленный зазор с одной стороны стержня уплотняют про-
кладками из волнистого или плоского полупроводящего
стеклотекстолита на длине пазовой части, за исключе-
нием участков, расположенных на длине 0,5 м от краев
сердечника статора. Уплотнение этих участков осуществ-
ляют по месту с обеих сторон стержня. Рабочая длина
45
ножа должна быть на 10—20 мм короче глубины паза.
Все установочные ножи должны иметь сквозную нуме-
рацию. В журнале делают запись о выдаче ножей и их
сдаче в конце смены с указанием количества ножей, по-
рядковых номеров и их целостности. В случае поломки
ножа отломившуюся часть сдают мастеру вместе с ос-
татком ножа. Во избежание провисания уплотнение па-
зов, расположенных в верхней части расточки статора,
осуществляют при расклиновке по очереди каждой по-
ловины паза по длине расточки. Ширина прокладки
должна быть равна высоте стержня, а длина — 120 мм.
Направление волны диагональное под углом 45°. Отжа-
тие стержней начинают ножами толщиной 0,5 мм, уста-
новив их через 250 мм друг от друга, располагая зато-
ченной стороной к стенке паза. После установки ножей
толщиной 0,5 мм пробуют возможность в непосредствен-
ной близости с ножом 0,5 мм установить нож толщиной
0,8 мм. В случае установки ножей 0,8 мм ножи толщиной
0,5 мм вынимают. После установки ножей толщиной
0,8 мм пробуют возможность установки ножей 1,0 мм
рядом с ножами 0,8 мм и т. д. При необходимости до-
пускается нож большей толщины составлять из двух но-
жей или ножа и прокладки из плоского стеклотекстоли-
та толщиной 0,35 мм, при этом вначале рядом с уста-
новленным ранее ножом в зазор вводят полоску плоско-
го полу проводящего стеклотекстолита толщиной 0,35 мм
или нож меньшей толщины, а затем уже устанавливают
нож большей толщины между первым ножом и стерж-
нем. При отжатии стержней следят, чтобы стенки паза,
асболента пазового покрытия и изоляция стержня не по-
вредились при установке ножей. Отжатие стержней счи-
тают выполненным, если рядом с каждым установлен-
ным ножом нельзя установить нож следующей толщины,
а также контрольный щуп 0,25 мм нельзя ввести между
противоположной стенкой паза и стержнем. После окон-
чания отжатия стержня в образовавшийся зазор с по-
мощью специальных оправок устанавливают полупрово-
дящие прокладки в соответствии с табл. 4.
Устанавливают прокладки, начиная с середины сер-
дечника к краям. В случае необходимости установки
двух прокладок плоскую прокладку устанавливают меж-
ду стенкой паза и волнистой прокладкой. После уплот-
нения стержня вынимают ножи, при этом проверяют це-
лостность заточенной кромки каждого ножа. После
46
Таблица 4
Зазор, мм Толщина прокладок, мм Зазор, мм Толщина прокладок, мм
волнистых ПЛОСКИХ волнистых плоских
0,3 - 0,2 1,2 1,0 0,2
0,4 — 0,35 1,2 0,8 0,35
0,5 0,4 -— 1,2 1.0 —
0,5 — 0,35 1,3 0,8 0,35
0,6 0,4—0,6 -—- 1,3 0,8+0.4 —
0,7 0,6 — 1,3 1,0 0,2
0.8 0,6—0,8 — 1,4 0,8+(0,4—0,6) —
0.9 0,8 — 1,4 1,0 0,35
1.0 0.8—1 0 — 1,5 0.8+0,6 —
1.1 1,0 — 1,5 1,0+0,4 —
1.2 0,8+0,4 — 1,5 1,0 0,35
удаления ножей расстояние по длине паза между сосед-
ними прокладками должно быть в пределах 50 мм; при
большей длине его уплотняют прокладками, равными
по толщине с соседними.
Стержень считают уплотненным, если щуп 0,25 мм
не входит между стержнем и прокладкой или проклад-
кой и пазом, боковой поверхностью стержня и стенкой
паза, к которой отжимался стержень. Общая длина
уплотненной части стержня должна быть не менее 70%
длины активной стали.
После уплотнения укладывают на стержень встык
прокладки максимальной длины и толщины (1—2 мм)
из полупроводящего стеклотекстолита марки СТЭФ пли
из стеклотекстолита, покрытого полупроводящим лаком
Л9000 по приложению 1. Затем делают вымостку из по-
лупроводящего стеклотекстолита по мере установки па-
зовых клиньев. Сначала забивают в паз ударами молот-
ка через выколотку средний клин, затем продолжают за-
клиновку с обеих сторон к середине. Плотную установ-
ку клиньев обеспечивают изменением высоты набора
прокладок подклиновой вымостки. Допускается индиви-
дуальная дополнительная вымостка под каждый клин
прокладками длиной, равной длине клина. При исполь-
зовании новых пазовых клиньев для обеспечения совпа-
дения прорезей в клиньях с радиальными вентиляцион-
ными каналами сердечника (ТГВ-200) при необходимо-
сти подгоняют клинья путем расширения прорези или
укорочения клина, но не более чем на 1/3 длины. На-
правление поперечных прорезей в клиньях должно со-
47
ответствовать направлению потока охлаждающего газа.
Клинья устанавливают в пазу впритык. Превышение вы-
соты клиньев в расточке статора в местах установки
монтажного листа для ввода ротора недопустимо (для
ТГВ-200 и ТГВ-300 пазы № 57-—52, 59—60 и 1—4, распо-
ложенные в нижней части статора симметрично по обе
стороны от паза № 58, через который проходит верти-
кальная ось сердечника). В остальных пазах превыше-
ние высоты клиньев над расточкой статора допускается
на величину не более 2 мм. Клинья, выступающие в
расточку свыше 2 мм, проверяют на целостность запле-
чиков и обрабатывают верхнюю часть клина вне стато-
ра. В концевой зоне генератора со стороны турбины, не
имеющей деталей конструкции, предохраняющих клин
от смещения, три последних клина устанавливают на
клее № 88-Н, при этом уплотняющие прокладки подкли-
новой вымостки склеивают между собой и приклеивают
к полупроводящей прокладке, уложенной на стержень.
При установке клиньев промазывают скосы паза под
клин и прокладку, устанавливаемую под клин, клеем
№ 88-Н.
Выправляют вентиляционные каналы сердечника ста-
тора (ТГВ-200) по кромке зубца для получения макси-
мального сечения канала. Проверяют осевое положение
концевых клиньев со стороны контактных колец — торцы
клиньев должны совпадать с торцом активной стали.
Вылет концевых клиньев со стороны контактных колец
недопустим.
После окончания переклиновки проверяют отсутствие
отогнувшихся в вентиляционный паз крайних листов па-
кетов сердечника, а также отсутствие повреждений ак-
тивной стали и покровной асболенты стержней. Актив-
ную сталь статора продувают сжатым воздухом, испы-
тывают на потери и нагрев и покрывают лаком БТ-99.
Проводят электрические испытания обмотки статора.
Замена шнуровых бандажей лобовых частей. Обор-
ванные и ослабленные бандажи удаляют. Место уста-
новки бандажа продувают сжатым воздухом, промыва-
ют спирто-бензиновой смесью, протирают и дают про-
сохнуть. Проверяют плотность установки дистанционной
распорки. При необходимости заменяют их, обеспечивая
плотную установку без зазора. При бандажировке витки
шнура укладывают впритык без нахлеста. При вязке
бандажей обеспечивают максимально возможную утяж-
48
ку. Завязанный бандаж пропитывают лаком БТ-99 и по-
крывают эмалью.
Проседание корзины обмотки устраняют установкой
индивидуальной вымостки из стеклотекстолита над каж-
дым стержнем с последующей бапдажировкой.
При вязке бандажей целесообразно использовать
лавсановый шнур. Лавсановый шнур обладает большой
эластичностью, что необходимо для плотного облегания
сопрягаемых деталей, и усадкой, которая увеличивается
с ростом температуры и достигает 6% при температуре
120° С. Лавсановый и стеклянный шнуры в исходном со-
стоянии имеют примерно одинаковую прочность на раз-
рыв, значительно более высокую, чем у льнопенькового
шнура. По стойкости к изгибающим и истирающим на-
грузкам лавсановый шнур значительно превосходит
стеклянный и льнопеньковый. Относительное удлинение
лавсанового шнура значительно больше, чем у стеклян-
ного. Эта деформация лавсанового шнура имеет упругий
характер. Предел упругости лавсановых шнуров диа-
метром 4 мм соответствует растягивающему усилию
100 кгс (980,6 Н) Лавсановый шнур обладает хорошими
технологическими свойствами.
Для обеспечения более надежного крепления лобо-
вых частей обмотки статора на некоторых электростан-
циях применяют новый прессматериал ППМ-6 (препрег).
Препрег используют при установке распорок между
стержнями обмотки в лобовых частях, а также в качест-
ве прокладки во всех случаях сопряжения лобовых час-
тей с деталями конструкции крепления. Способность
препрега формоватьсоя по месту использования при тем-
пературе окружающего воздуха и низких давлениях поз-
воляет избежать зазоров между стержнями и деталями
крепления. После термообработки прокладки прочно со-
единяются с сопрягаемыми поверхностями, способствуя
созданию монолитной жесткой системы в лобовой части
статорной обмотки. Механическая прочность препрега
ППМ-6 ниже, чем стеклотекстолита марки СТЭФ, но до-
статочна для применения в конструкции крепления ло-
бовых частей обмоток турбогенераторов. Износостой-
кость препрега меньше, чем стеклотекстолита. Однако
в конструкции это компенсируется снижением вибрации
за счет увеличения монолитности и жесткости системы.
Испытание турбогенераторов под нагрузкой показа-
ло, что конструкция с применением новых материалов
4—1369
49
и технологических процессов обладает необходимой
жесткостью, исключает опасные вибрации элементов ло-
бовых частей обмотки статора и хорошо противостоит
электродинамическим силам.
Предотвращение повреждения корпусной изоляции
соединительных шин турбогенераторов ТГВ-300. При
осмотре состояния обмоток статоров турбогенераторов
ТГВ-300 обнаруживают натиры корпусной термореак-
тивной изоляции соединительных шин по узкой стороне
стеклотекстолитовыми дистанционными распорками, за-
крепленными шпильками. Для предотвращения натиров
корпусной термореактивной изоляции соединительных
шин место, где имеется зазор между распорками и ко-
лодками, заполняют стеклошнуром или льнопеньковым
шнуром, пропитанным эпоксидным компаундом холод-
ного отверждения, путем плотной намотки шнура на
изоляционные втулки. Поверхность дистанционных рас-
порок перед намоткой бандажа промазывают эпоксид-
ным компаундом холодного отверждения, приготовлен-
ным согласно приложению 2.
Проверка наличия замыканий между элементами стержней об-
мотки статора. Наличие замыканий между элементарными провод-
никами или между элементарными проводниками и вентиляцион-
ными трубками приводит к нарушению свойств 540-градусной
транспозиции стержней н образованию контуров, по которым про-
текают циркуляционные токи, вызванные полем рассеяния лобовых
частей и полем поперечного пазового потока рассеяния или тем
и другим вместе, в зависимости от места и количества замыканий.
Замыкание трубок между собой или на медные проводники в одной
точке не приводит к нарушению транспозиции и возникновению
добавочных потерь.
Проверку наличия замыканий «трубка — трубка» («Т — Т»)
и «трубка — медь» («Т — М») для турбогенераторов ТГВ-200 (за-
водской заказ до № 1585) и ТГВ-300 (заводской заказ до № 2342)
производят лампой накаливания напряжением 36 В, для последую-
щих номеров заводских заказов обоих типов турбогенераторов —
лампой накаливания напряжением 220 В.
При определении замыканий между трубками «Т — Т» одни
щуп контрольной лампы прикладывают к первой трубке, а другой
ко второй: загорание контрольной лампы будет свидетельствовать
о наличии замыкания между данными трубками. Таким же образом
производится проверка между второй и третьей трубками и т. д.
В связи с тем, что доступ к меди элементарных проводников
в головках стержней с надетыми колпачками затруднен, для про-
верки наличия замыканий «Т — М» все выводные шины соединяют
между собой и конец этого соединения используют для подсоеди-
нения к нему одного щупа контрольной лампы, а второго — пооче-
редно к каждой трубке.
Используя записи номеров стержней, в которых обнаружены
замыкания, и их характер, приступают к отысканию мест замыка
50
ний и определению наличия контурных замыканий прибором типа
ПОЗ-2. Действие прибора основано на измерении падений напряже-
ния на следующих участках стержней: на всей длине стержня и на
двух участках, расположенных по обе стороны от места замыкания.
Собирают электрическую схему, изображенную на рис. 17. Прибор
Рис. 17. Схема проверки элементов стержня на наличие
замыканий «трубка — трубка» и «трубка — медь».
I- элементы стержня («трубка — трубка» нли «трубка —
медь»); 2—место замыкания; 3—регулируемый источник по-
стоянного тока.
подключают к сети 220 В и тумблер «Сеть» ставят в положение
«Вкл.». Токовые щупы прибора (они окрашены в красный цвет)
вставляют в замкнутую трубку с обеих сторон стержня. Потен-
циальные щупы прикладывают либо к меди (если определяется
замыкание «Т — М»), либо к трубке, с которой эта трубка замкнута
(при замыкании «Т — Т»). Тумблер прибора «Калибровка — изме-
рение» ставят в положение «Калибровка» и ручкой «Регулировка»
устанавливают стрелку левого прибора на 100 делений. Затем
тумблер «Калибровка — измерение» ставят в положение «Измере-
ние» и снимают показания левого и правого приборов в единицах
длины стержня. Сумма показаний левого и правого приборов
должна равняться 100 единицам. Если сумма показаний приборов
меньше 100 единиц, это значит, что между проверяемыми элемен-
тами имеется замкнутый контур, т. е. двойное замыкание. Прибли-
женные границы контура — показания левого и правого приборов.
Точность измерения длин участков равна ±25 мм.
При подключении прибора ПОЗ-2 к проверяемому стержню ток
через трубку устанавливается автоматически и равен (по правому
прибору) для турбогенераторов ТГВ-200 19—20 единицам, а для
ТГВ-300 21—22 единицам.
Если показания левого и правого приборов соответственно рав-
ны 1—3 и 99—97 единицам или 99—97 и 1—3 единицам, то замы-
кания находятся в районе головок и их можно устранить. Для
этого срезают изоляцию и снимают колпачки. Замыкания устра-
няют путем установки между трубками или трубками и проводни-
ками стеклотекстолитовых прокладок толщиной 0,35—0,5 мм на
клее № 88-Н. Затем устанавливают колпачок, утягивают головку
одним слоем стеклоленты, изолируют двумя слоями резиностек-
лотканп вполнахлеста, пятью (ТГВ-200) или восьмью (ТГВ-300)
4* 51
слоями стекломикаленты вполнахлеста и одним слоем стеклоленты.
Оставшиеся после устранения места замыкания «Т — Т» и «Т — М»
заносят в протокол проверки обмотки.
Восстановление полупроводящих покрытий. Качест-
во изготовления полупроводящих покрытий стержней
обмотки статора и их состояние в период эксплуатации
имеют большое значение для надежной работы турбоге-
нераторов. Из причин, которые могут привести к ава-
рийному состоянию обмотки, связанному с нарушением
нормальной работы противокоронных покрытий, явля-
ются поверхностные разряды, возникающие между по-
верхностью стержня и активной сталью статора (пазо-
вый разряд) и на лобовых частях обмотки статора. Ко-
ронирование может возникать либо на поверхностях ло-
бовых частей обмотки из-за высоких градиентов между
относительно близко расположенными стержнями с
большой разностью потенциалов, либо в пазу при нали-
чии зазора между стержнем и стенкой паза при потере
электрического контакта вследствие вибрации и других
причин. Появление поверхностных разрядов и корониро-
вания в лобовых частях возможно вследствие увлажне-
ния, загрязнения или замасливания обмотки и наруше-
ния полупроводящих покрытий. В связи с загрязнением
и замасливанием возможно значительное увеличение
утечек по поверхности колпачка в головках и лобовых
частях стержня. Одним из факторов, увеличивающих ток
утечки по поверхности лобовой части стержня, а также
вероятность образования коронирования, является на-
личие проводящей пыли (например, в результате кон-
тактной коррозии). В лобовых частях обмотки могут
иметь место разряды в виде дуг, возникающих в прост-
ранстве между поверхностями разных фаз. Такие дуги
могут возникать при наличии на поверхности изоляции
участков с относительно невысоким поверхностным со-
противлением изоляции, а также в местах установки
шнуровых бандажей, если концы последних не обреза-
ны и уменьшают расстояние между соседними стержня-
ми. Отличие таких разрядов от коронных состоит в том,
что коронные разряды имеют голубоватое свечение,
остающееся все время в одном том же месте промежутка.
Дуга в зависимости от интенсивности имеет фиоле-
товый, красный или желтый цвет. На поверхности изо-
ляции в месте касания дуги ясно видна ярко светя-
щаяся точка желтого или белого цвета. Мощность та-
52
кого разряда зависит от разности величин удельных
поверхностных сопротивлений участков соседних стерж-
ней, между которыми происходит разряд.
Проверяют обмотку на коронирование при номиналь-
ном напряжении 15,75 кВ (ТГВ-200) и 20 кВ (ТГВ-300)
в течение 5 мин.
Действие короны в обмотках турбогенераторов
ТГВ-200 и ТГВ-300 сводится к минимуму благодаря
применению двухступенчатого полупроводящего покры-
тия. Применение покровной электроизоляционной эма-
ли Л2450 на основе синтетических смол с неорганиче-
ским пигментом, шнуровых бандажей на неорганической
основе (стеклошнур, лавсановый шнур) обеспечивает
высокую стойкость поверхностей к коронному разряду.
В стержнях обмотки статора турбогенераторов
ТГВ-300 со старой конструкцией противокоронной защи-
ты место контакта высокоомного (лобового) и низко-
омного (пазового) полу проводящих покрытий находит-
ся на расстоянии 400 мм (нижние стержни) и 450 мм
(верхние стержни) от активной стали статора. На тур-
богенераторах ТГВ-300 (заводской заказ № 02329,
02331 и последующие) применены стержни обмотки
статора с новой, более совершенной конструкцией про-
гивокоронной защиты. В этих стержнях место контакта
высокоомного и низкоомного полупроводящих покрытий
перенесено в зону увеличенных зазоров между стержня-
ми и находится на расстоянии 60 мм от активной стали
статора. Применяемая новая конструкция полупроводя-
щих покрытий более надежна и имеет стабильные элек-
трические характеристики в период эксплуатации.
В практике ремонта и эксплх атации турбогенераторов
со старой конструкцией полупроводящих покрытий име-
ют место случаи их ремонта и восстановления. Полу-
проводящие покрытия новой конструкции неремонтопри-
годны в условиях электростанции. Не допускается
укладка стержней с новой конструкцией полупроводя-
щих покрытий в обмотку со стержнями старой конструк-
ции полу проводящих покрытий, и наоборот.
При испытании обмотки в местах появления микро-
дуг или дымлений заменяют загрязненные шнуровые
бандажи и дистанционные распорки. Нельзя распола-
гать узлы вязок бандажей в зазорах между стержнями
одного слоя. Осматривают зазоры между стержнями в
слое и между слоями и удаляют из обмотки посторон-
53
ние предметы (остатки старых бандажей, обломки про-
кладок и др.). В местах появления коронирования про-
тирают обмотку спирто-бензиновой смесью и покрывают
эмалью Л2450, дают просохнуть не менее 24 ч при тем-
пературе 20° С и проводят повторное электрическое ис-
пытание. В случае повторного появления дымления или
электрических разрядов в том же месте приступают к
ремонту полупроводящих покрытий, последовательно
выполняя следующие операции. Дефекты (обрывы) по-
лупроводящего покрытия от выхода из паза до места
контакта высокоомного и низкоомного покрытий опреде-
ляют путем проверки контакта низкоомного полупрово-
дящего покрытия стержня, выходящего из паза, с па-
кетом статора мегаомметром 1000 В. Проводник с од-
ного измерительного зажима мегаомметра М (рис. 18)
Рис. 18. Определение дефектного участка низко-
омного полупроводящего покрытия обмотки ста-
тора турбогенератора ТГВ-300.
/ — активная сталь статора; 2 — эмаль Л2450: 3—мега-
омметр; 4 — стеклолента; 5 — асболента низкоомного по-
крытия; 6 — токоведущая часть стержня; 7 — корпусная
изоляция.
соединяют с нажимным фланцем, предварительно очи-
стив пленку лака с металла.
Другой измерительный зажим мегаомметра П под-
соединяют к низкоомному поверхностному полупроводя-
щему покрытию из асбестовой ленты у участка контакта
ее с высокоомным покрытием (точка а). Контактный
участок закрыт стеклянной лентой, которую вскрывать
нельзя. Для обеспечения контакта с полупроводящим
покрытием асбестовой ленты ножом осторожно очи-
щают от защитной эмали участки покрытия размерами
10X10 мм в соответствующих местах (точки а, б, в, г)
54
до появления черной асбестовой ленты, но не повреж-
дая ее и не счищая с нее черный полупроводящий лак.
Замеренное сопротивление изоляции между точками а
и ф в случае неповрежденного полупроводящего покры-
тия должно быть не более 10 МОм. Если измеренное
значение превышает эту величину, то полупроводящее
покрытие между точками к и а имеет дефектный уча-
сток с завышенным сопротивлением. Подключая после-
довательно зажим П мегаомметра к точкам б, в, г, д,
находят участок, сопротивление которого не будет пре-
вышать указанный предел. В этом случае дефект по-
крытия находится между последней и предпоследней
замеренными точками (например, точками гиф. Отме-
чают мелом дефектный участок.
Для проверки отсутствия дефектов на остальной ча-
сти покрытия, например между точками г и а, зажим М
мегаомметра подсоединяют к точке г, а затем П пооче-
редно подсоединяют к точкам а, б, в и определяют на-
личие или отсутствие повреждений. После обнаружения
дефектных участков подготавливают полупроводящий
лак Л9000 согласно приложению 1. Перед употреблени-
ем лак тщательно перемешивают в течение 20—30 мин
для равномерного распределения сажи по объему лака
и при необходимости растворяют до рабочей вязкости
толуолом. Для проверки удельного поверхностного со-
противления лака им пропитывают отрезок асболен гы,
предварительно высушенной при температуре 110° С в
течение 3 ч. После сушки контрольного образца асбо-
ленты. пропитанной лаком, при температуре 105° С в те-
чение 3 ч замеряют удельное поверхностное сопротивле-
ние мегаомметром напряжением 1000 В в трех местах,
соблюдая расстояние между электродами, равное шири-
не ленты. Определяют среднее арифметическое значение
удельного поверхностного сопротивления, которое долж-
но быть в пределах 103—106 Ом. Если расстояние меж-
ду электродами не равно ширине асболенты, то удель-
ное поверхностное сопротивление определяют по фор-
муле
Ps=£~ ,
а
где р5—удельное поверхностное сопротивление, Ом;
7? — сопротивление, измеренное мегаомметром, Ом; b —
ширина асболенты, мм; а — расстояние между электро-
дами, мм.
55
Для восстановления полупроводящего покрытия про-
сушивают необходимое количество асболенты, пропиты-
вают ее в полупроводящем лаке и высушивают.
Отмеченный участок дефектного полупроводящего
покрытия отрезают так, чтобы было возможно осущест-
вить контакт с вновь нанесенной асбестовой лентой на
длине не менее 20--30 мм путем нахлеста краем встав-
Рис. 19. Ремонт низкоомного полупроводящего покры-
тия обмотки статора турбогенератора ТГВ-300.
а — ремонт покрытия в лобовой части стержня; б — ремонт
покрытия при обрыве асболеиты в месте выхода стержня из
паза; 1 — активная сталь статора; 2— места соединения встав-
ленной асболенты и оставшейся иа стержне; 3 — неповрежден-
ная (старая) асболеита; 4 — вновь наложенная асболента;
5 — ввод вновь наложенной асболеиты в паз; 6 — шнуровой
бандаж; 7 — дополнительно наложенная полоска асболенты,
пропитанная лаком Л9000.
56
ленной асболенты и оставшейся на стержне (рис. 19).
В месте соединения асболент обеспечивают плотный
контакт. Места соединений допускается выполнять как
на узкой, так и на широкой грани стержня. При снятии
со стержня асбестовой ленты дефектного участка по-
крытия удаляют из обмотки все куски ее вплоть до от-
дельных нитей. Для этого стержень осматривают со
всех сторон с помощью зеркала и микролампочки, про-
ходящей в зазор между стержнями. В случае обрыва ас-
бестовой ленты в месте выхода стержня из паза для
осуществления контакта вновь нанесенной асболенты со
старым покрытием вводят асболенту нового покрытия в
паз и контактируют ее со старым покрытием по узкой
грани стержня, как показано на рис. 19,6. Для этого
выбивают крайний клин и удаляют прокладки. Прове-
ряют наличие контакта полупроводящего покрытия уз-
кой грани стержня на краю паза с активной сталью
статора. Покрывают поверхность изоляции стержня, с
которой удалено дефектное покрытие, и поверхность под
краями оставшейся асболенты полупроводящим лаком
Л9000. Не допускается попадание лака на соседние
стержни. Наносят на восстанавливаемый участок стерж-
ня подготовленную асболенту. Ленту наносят без за-
зоров с перекрытием кромок витков на 3—4 мм. Вос-
становление покрытия выполняют одним куском асбо-
ленты. Сшивка ленты не допускается. В местах контак-
та новой асболенты с оставшейся на стержне дополни-
тельно промазывают полупроводящим лаком поверх-
ность изоляции и концы оставшейся ленты с внутрен-
ней стороны. Вновь наносимую ленту подкладывают под
концы оставшейся на участках длиной не менее 30 мм,
плотно склеивают с ней и пришивают нитками.
При контакте вновь нанесенной асболенты с остав-
шейся на стержне по узкой грани стержня в пазу ста-
тора обильно промазывают поверхность узкой грани
стержня на длине крайнего клина полупроводящим ла-
ком. Укладывают сверху старого полупроводящего по-
крытия вновь нанесенную асболенту «елочкой» (рис. 19).
Наносят дополнительную полоску асболенты и завязы-
вают бандаж из лавсанового шнура. Сушат покрытие в
течение 18 ч при температуре 20--25°С и проверяют
удельное поверхностное сопротивление покрытия. Уста-
навливают концевой клин поверх восстановленного по-
57
крытия, наносят вполнахлеста один слой стеклоленты,
покрывают эмалью Л2450 и бандажируют.
Для восстановления контакта низкоомного покрытия
лобовой части нижнего стержня с пакетом статора при
необходимости снимают стеклотекстолитовые планки
кронштейнов, бандажи и дистанционные распорки. За-
меряют сопротивление полупроводящего покрытия отно-
сительно пакета статора у нижних стержней, лежащих
рядом по обе стороны с ремонтируемым стержнем. Вос-
становление контакта низкоомного покрытия лобовой
части нижнего ремонтируемого стержня с пакетом ста-
тора осуществляют через полупроводящее покрытие со-
седнего стержня, который имеет контакт с пакетом. Из
двух соседних стержней выбирают тот, который обяза-
тельно расположен в одной ветви с ремонтируемым и
имеет меныпее сопротивление. На ремонтируемом стер-
жне покрытие восстанавливают аналогично описанному
выше. При восстановлении полупроводящего слоя про-
питанную асболенту наносят на ремонтируемый участок,
начиная от лобовой части в сторону паза. Наносят по-
крытие как можно ближе к месту выхода стержня из
паза. Затем асболенту переносят на соседний стержень
для осуществления контакта восстановленного покрытия
с пакетом статора.
Место контакта покрытия с соседним стержнем рас-
полагают как можно ближе к месту выхода из паза, но
не далее зоны изгиба стержня. Если место контакта не-
сколько отстоит от места выхода стержня из паза, то
поверх асболенты восстановленного пазового покрытия
той же асболентой осуществляют намотку в обратном
направлении до места контакта с соседним стержнем.
Для осуществления контакта на соседнем стержне очи-
щают низкоомное покрытие от покровной эмали Л2450
на поверхности трех граней стержня и измеряют его по-
верхностное сопротивление мегаомметром. Очищенный
участок промазывают пазовым полупроводящим лаком
Л9000 и наносят на него виток асболенты с покрытия
ремонтируемого стержня, закрепив виток шпуровым
бандажем. Все восстановленное покрытие стержней
смазывают лаком Л9000. При нанесении на покрытие
ремонтируемых стержней! лака принимают меры для
предотвращения попадания его на соседние участки
стержней Для этого участки стержней, не подлежащие
покрытию, закрывают лакотканью. После сушки прове-
58
ряют сопротивление относительно пакета статора. Свер-
ху восстановленного переходного участка асболенты и
контакта на соседнем стержне наносят вполнахлеста
стеклоленту и покрывают ее эмалью.
При соответствии сопротивления покрытия нормам
проводят испытание обмотки статора на отсутствие ко-
ронирования при номинальном напряжении 20 кВ, по-
крывают эмалью Л2450, восстанавливают удаленные
бандажи и устанавливают снятые планки кронштейнов
и дистанционные колодки.
Полупроводящие покрытия турбогенераторов ТГВ-200
восстанавливают аналогично технологии, изложенной
для турбогенераторов ТГВ-300, с учетом конструктив-
ных особенностей покрытия (рис. 20).
Рис. 20. Полупрово-
дящие покрытия
стержней обмотки
статора турбогенера-
тора ТГВ-200.
1 — лак Л9000; 2 — лак
Л9001; 3 —лак БТ-99;
4 — корпусная изоляция
стержня; 5 — токоведу-
щая часть стержня; 6 —
стеклолента; 7—асбо-
лента.
Удельное поверхностное сопротивление пазового кон-
такта на участке «С», измеренное мегаомметром 1000 В,
должно быть в пределах 104—106 Ом, а лобового покры-
тия на участке «В», измеренное мегаомметром 2500 В,
должно быть равно 107—109 Ом.
Ремонт и перепаковка выводов. Во время ремонта
производят замену резиновых прокладок на фланцах
выводов 6 и t0 (см. рис. 3). Для этого разызолируют
выводы (ТГВ-200), отсоединяют их от шин и перепуск-
ных трубок. Вывернув две пары диаметрально противо-
положных болтов, крепящих вывод к коробке выводов,
и ввернув на их место технологические шпильки, опу-
скают вывод.
При перепаковке выводов для повышения надежно-
сти уплотнения их завод «Электротяжмаш» рекоменду-
59
ет выполнить проточку токоведущего стержня до диа-
метра 57 мм с допуском — 0,2 мм шириной 4 + 0,2 мм
заподлицо с гайкой 9 в месте установки резиновой
уплотняющей прокладки 10. При этом внутренний диа-
метр уплотняющей прокладки 10 должен быть рав-
ным 57 мм с допуском — 1 мм.
Технология перекупорки выводов турбогенератора
ТГВ-300 (для ТГВ-200 аналогично) состоит в следую-
щем. Установив вывод на приспособление для разбор-
ки и опрессовки, сбалчивают фланец вывода с флан-
цем приспособления, отворачивают гайку 14, снимают
шайбу 11, пружины 13 и кольцо 12, отворачивают гай-
ку 15, снимают шайбу 16, прокладку 10, рубашку 7 и
осматривают поверхность рубашки на отсутствие тре-
щин, сколов и повреждений глазури. Если гайка 9 и
шайба 8 при сборке на заводе или в предыдущий ре-
монт не установлены на эпоксидный компаунд, то отво-
рачивают гайку 9 и снимают шайбу 8. В противном
случае их не разбирают. Снимают заусенцы на снятых
шайбах и гайках, проверяют состояние пружин, проти-
рают и промывают все детали гидролизным спиртом.
Заготавливают прокладки из трансформаторной рези-
ны типа МТ (ГОСТ 12855-67) толщиной 6 мм и приго-
тавливают эпоксидный компаунд холодного отвержде-
ния, как указано в приложении 2. Делают из пакли пя-
тимилли'метровый шнур, пропитывают его эпоксидным
компаундом и укладывают в кольцевую канавку на
стержне, промазывая одновременно компаундом резь-
бовую часть стержня. Устанавливают шайбу 8 и заво-
рачивают гайку 9, при этом компаунд должен высту-
пить на поверхность гайки. Устанавливают проклад-
ку 6, рубашку 7 и проверяют плоскость торца рубаш-
ки 7 и гайки 9. Превышение плоскостей допустимо в
пределах не более ± 1 мм. Устанавливают прокладку 10,
шайбу 16 и затягивают гайку 15. Нанеся эмалью конт-
рольную риску на торце прокладки и рубашки, устанав-
ливают шайбу 11, кольцо 12 с пружинами 13. При за-
тяжке гайки 14 смещение прокладки 10 по периметру
допускается не более 2 мм.
После окончания ремонта по истечении 24 ч, необхо-
димых для отверждения компаунда, производятся испы-
тания выводов, а после установки их в камеру проверя-
ется проходимость канала давлением воздуха, равным
3 кгс/см2 (294 кПа).
60
По Решению Главного технического управления по эксплуата-
ции энергосистем определены следующий объем и нормы испытания
концевых выводов с конденсаторной стеклоэпоксидной изоляцией,
установленных на турбогенераторах серии ТГВ:
1. Измерение сопротивления изоляции производится мегаом-
метром на напряжение 2500 В. Измеренная величина сопротивления
изоляции концевого вывода при температуре 10—30° С должна быть
не ниже 1000 МОм. При капитальном ремонте производится раз-
дельное измерение сопротивления изоляции концевых выводов
и обмоток статоров.
2. Испытание повышенным напряжением промышленной часто-
ты производится при капитальном ремонте до установки концевых
выводов на турбогенератор. Испытательное напряжение промыш-
ленной частоты, кВ, принимается для турбогенераторов: ТГВ-300
ТГВ-200
Для концевых выводов, устанавливаемых на турбогенератор . 31.0 39,0
Для резервных концевых выводов перед установкой на турбогенератор 34,0 43,0
Продолжительность приложения испытательного напряжения —
1 мин.
Испытание концевых выводов, соединенных с обмотками ста-
тора, производится по нормам, принятым для изоляции обмоток.
3. Испытание на газоплотность концевых выводов, испытанных
на заводе давлением 6 кгс/см2 (588 кПа), производится сжатым
воздухом давлением 5 кгс/см2 (490 кПа) в течение 15 мин. Конце-
вой вывод считается выдержавшим испытание, если при давлении
3 кгс/см2 (294 кПа) падение давления не превышает 0, 5 мм рт. ст.
(66,5 Па) в 1 ч.
В эксплуатации измерение тангенса угла диэлектрических по-
терь не является обязательным. Измеренные в условиях эксплуата-
ции величины тангенса угла диэлектрических потерь концевых вы-
водов сравниваются с результатами предыдущих измерений и
между собой.
После испытаний выводы устанавливают в камеру.
Выводы генератора ТГВ-200 после установки изолиру-
ют двумя слоями стеклоленты вполнахлеста, восемью
слоями резиностеклоткани, девятью слоями микаленты
ЛМЧ-ББ и одним слоем стеклоленты. Перепускные
трубки концевых выводов очищают от масла, обезжи-
ривают, просушивают, покрывают эмалью и испытыва-
ют повышенным напряжением переменного тока. Гибкие
вставки очищают, контактные поверхности промывают
спиртом и осматривают их. При осмотре могут быть об-
наружены следующие дефекты: обрывы или истирание
отдельных медных лепестков вследствие вибрации, рас-
слаивание в местах пайки колодки и лепестков. Обрывы
и истирание лепестков восстанавливают пайкой внахлест
61
припоем Пср-45. В качестве накладок используют ле-
пестки от ранее отбракованных вставок. Оставшиеся
колодки и лепестки тщательно зачищают, обезжиривают
и лудят припоем ПОС-40. Стянув болтами колодку и
набор лепестков, прогревают их пламенем ацетиленовой
горелки и производят дополнительную обтяжку. После
остывания стяжные болты снимают.
Восстановление крепления сердечника статора турбо-
генератора ТГВ-300 к раме. У ослабленных радиаль-
ных и тангенциальных клиньев удаляют сварку, плотно
забивают их пневматическим молотком при помощи спе-
циального бойка до появления металлического звука.
Восстанавливают сварочные швы крепления клиньев
между собой, к концевым ребрам рамы сердечника и к
призмам электродами марки УОНН 13/55 согласно сле-
дующим режимам сварки:
а) в нижнем положении для электродов диаметром
4 мм ток 130—160 А, для электродов диаметром 5 мм —
170—200 А;
б) в вертикальном и потолочном положениях ток со-
ответственно равен: для электродов диаметром 4 мм
100—130 и 120—140 А, для электродов диаметром 5 мм
140 160 и 150 170 А.
Сварку производят на постоянном токе обратной по-
лярности.
Восстанавливают сварочные швы крепления клиньев
рамы сердечника к активной стали статора электродами
марки ОЗЛ-8 или ЦЛ-11 согласно следующим режимам
сварки:
а) в нижнем положении для электродов диаметром
4 мм ток ПО—130 А, для электродов диаметром 5 мм-
150—170 А;
б) в вертикальном и потолочном положениях силу
тока уменьшают на 10—15 и 15—20% соответственно.
Сварку производят на постоянном токе обратной поляр-
ности.
После наложения первого корневого шва и после-
дующих швов каждый из них зачищают от шлака и про-
веряют качество. После окончания сварки и зачистки
швов проверяют их геометрические размеры, отсутствие
трещин, пор, шлаковых включений и т. п. Сварочные
швы осматривают с применением лупы не ниже семи-
кратного увеличения. Особое внимание обращают на от-
сутствие трещин и пор в начале и конце швов.
62
До начала сварочных работ газоохладители закры-
вают для предотвращения попадания брызг металла,
шлака и др.
При проведении сварочных работ выполняют меро-
приятия по технике безопасности при работе в закры-
тых сосудах.
Устранение распушения и ослабления плотности
прессовки концевых пакетов сердечника. Вначале про-
веряют возможность устранения неплотности концевых
пакетов сердечника подтяжкой нажимного фланца. До-
ступ к гайкам стяжных призм возможен у турбогенера-
торов ТГВ-200 со стороны контактных колец, а у турбо-
генераторов ТГВ-300 — со стороны турбины. Крутящим
моментом 170 кгсм (1668 Н-м) проверяют возможность
подтяжки четырех гаек, расположенных в диаметрально
противоположных точках под углом 90°. Если гайки под-
тянулись, то производят обтяжку нажимного фланца по
одной гайке в четырех диаметрально противоположных
зонах последовательно в несколько обходов. После
окончания обтяжки загибают стопорные шайбы. Если
гайки нажимного фланца не подтягиваются или если в
результате подтяжки полностью не устранено ослабле-
ние сердечника, неплотность сердечника устраняют уста-
новкой в зубцовую зону клиньев из стеклотекстолита
марки СТЭФ-1. Для этого изготавливают стеклотексто-
литовые клинья. Толщину и количество клиньев выби-
рают после оценки действительной величины распушев-
ки пазов сердечника. Для установки клиньев расклини-
вают пазы обмотки статора в концевых зонах и удаля-
ют пазовые клинья из зоны распущенных пакетов. Обез-
жиривают поверхности прилегания сегментов и стекло-
текстолитовых клиньев первоначально бензином Б-70,
затем спиртом и подсушивают на воздухе. Промазыва-
ют поверхности склеивания сегментов и стеклотексто-
литовых клиньев эпоксидным клеящим лаком ЭЛ-4
(приложение 3) и выдерживают на воздухе в течение
15 мин для удаления ацетона, входящего в состав лака.
На время подсушивания сегменты разводят с помощью
распорки. Забивают стеклотекстолитовый клин между
сегментами и выдерживают в покое при температуре
20—25° С в течение 10—12 ч до полной полимеризации
лака.
Если одновременно с распушением зубцов произо-
шло нарушение лакового покрытия отдельных сегмен-
63
тов, примыкающих к месту установки стеклотекстолито-
вых клиньев на небольшую глубину от вершины зубца,
то перед установкой клина между сегментами в вершине
зубца вставляют прокладки из слюды на лаке ЭЛ-4 на
глубину 30—35 мм.
Плотность прессовки зубца после ремонта проверяют
специальным щупом. От усилия 10—12 кгс (98—
117 Н) нож не должен входить между сегментами глуб-
же 4 мм всей плоскостью лезвия на участке не ближе
100 мм от торца активной стали. Проверяют отсутст-
вие перекрытий аксиальных вентиляционных каналов
зубца путем просмотра на свет и продувкой сжатым
воздухом.
Углы радиальных вентиляционных каналов выправ-
ляют подбивкой углов зубца по кромке для получения
максимально возможной ширины вентиляционного кана-
ла. Опиливают стсклотекстолитовый клин заподлицо с
профилем зубца в месте установки пазового клина.
Опиловка и повреждение прилегающих сегментов актив-
ной стали статора недопустимы.
Место ремонта сердечника покрывают лаком БТ-99
и заклинивают обмотку пазовыми клиньями. Стыки па-
зовых клиньев не должны попадать на стеклотекстоли-
товый клин. При необходимости паз заклинивают спе-
циально изготовленными пазовыми клиньями, перекры-
вающими установленный клин.
Устранение местных замыканий на поверхности ак-
тивной стали травлением кислотой. Активную сталь ста-
тора подготавливают к нагреву методом индукционных
(потерь при индукции 1,0—1,4 Т. Намагничивающую об-
мотку наматывают таким образом, чтобы был свобод-
ный доступ к местам повреждений. Установив в зоне
повреждения термопары, включают намагничивающую
обмотку и повышают температуру поврежденных участ-
ков до 70—95° С. Определяют и отмечают мелом грани-
цы участков повышенного нагрева, подлежащих трав-
лению.
Стержни обмотки, вентиляционные каналы и пакеты
активной стали вокруг поврежденного места, подлежа-
щего травлению, защищают от стружки и кислоты мело-
вой шпатлевкой, асбестовой замазкой и резиновыми ко-
вриками.
Поврежденные участки активной стали зачищают
мелкозернистым абразивом шлифовальной машинкой.
64
Зачистку производят вдоль листов. В недоступных для
шлифовальной машинки местах зачистку производят
шабером вдоль листов сердечника. Образующиеся струж-
ку и пыль выбирают пылесосом. Устанавливают в зоне
повреждения термометры и термопары, включают на-
магничивающую обмотку и поднимают температуру в
зоне повреждения до 75—105° С. Отключают намагни-
чивающую обмотку и протравливают зачищенные участ-
ки ватным тампоном, намотанным на деревянную па-
лочку и смоченным в азотной кислоте. При этом не до-
пускают растекания кислоты за пределы обрабатывае-
мого участка. Большие площади обрабатывают кисло-
той последовательно небольшими участками.
После каждой обработки кислотой длительностью
1—2 мин протирают обрабатываемый участок тампона-
ми или салфетками, смоченными теплой дистиллирован-
ной водой для удаления образующейся при травлении
соли азотнокислого железа. Обработку повторяют 5—
6 раз.
Обрабатываемый участок осматривают через лупу.
Лаковая пленка между сегментами активной стали
должна просматриваться сплошными темными линия-
ми Если лаковая пленка просматривается в виде пре-
рывистых линий, то травление повторяют.
Если температура ремонтируемого участка снизилась
ниже 55° С, травление прекращают, так как реакция
травления значительно замедляется. Повторяют нагрев
и травление стали.
После окончания травления остатки кислоты нейтра-
лизуют 4—5 кратной обработкой протравленных мест
ватными тампонами, смоченными 10%-ным раствором
кальцинированной соды. Нейтрализованные участки
промывают теплой дистиллированной водой (40 —
60°С), протирают насухо салфетками и промывают
спиртом. Удалив защитную обмазку из пазов, зазоров
и вентиляционных каналов, вторично промывают ре-
монтные участки спиртом.
Если нагрев сердечника по каким-либо причинам
осуществить невозможно, тогда травление производят
раствором 3HC1 + HNO3 при температуре стали, равной
температуре окружающего воздуха.
Замена поврежденных участков активной стали сте-
кло текстолитовыми вставками. В зависимости от глуби-
5—1369
65
ны повреждения зубцов активной стали ремонт их с
изготовлением заполнителей может выполняться без
выемки или с выемкой стержней. В последнем случае
перед началом ремонта поврежденных зубцов демонти-
руют стержни в зоне повреждения. Поврежденный зу-
бец статора в зоне повышенного нагрева просверлива-
ют на необходимую глубину. Затем удаляют повреж-
денные лепестки активной стали. В качестве режущего
инструмента использ) ют сверло диаметром 6—8 мм из
стали Р18, в качестве привода — пневмосверлилку, на-
пример, типа ИП1010. Поврежденный участок можно
удалять также фрезерованием с помощью специальной
вертикально-фрезерной головки, укрепленной в расточ-
ке статора. В качестве режущего инструмента исполь-
зуют набор концевых фрез диаметром от 20 до 32 мм с
коническим хвостовиком и нормальным зубом. иастота
вращения шпинделя в пределах 150—300 об/мин, пода
ча ручная. Режим фрезерования уточняется в каждом
конкретном случае, так как зависит от жесткости фре-
зерной головки, плотности прессовки стали и др.
При большой длине поврежденного зубца после уда-
ления одного пакета фрезерованием остальную часть
удаляют подрубкой листов по одному зубилом или
крейцмейселем или подрезкой отрезной фрезой с при-
водом от высокооборотной шлифовальной машинки с
последующей чистовой обработкой.
Местные поверхностные замыкания сегментов в зоне
обработки устраняют путем зачистки абразивом и тра-
влением кислотой с последующей нейтрализацией. За-
тем испытывают активную сталь на потери и нагрев.
На рис. 21 показан участок зубца активной стали
статора турбогенератора ТГВ-300, подготовленный к
установке вставок-заполнителей.
В случае положительных результатов испытаний на
место выбранной части зубца изготавливают заполни-
тель из стеклотекстолита СТЭФ (рис. 22). Обработкой
и подгонкой заполнителя обеспечивают плотную уста-
новку его в сердечнике.
Места активной стали и заполнитель обезжиривают
бензином Б-70 и просушивают. Перед установкой запол-
нитель и его посадочные места в сердечнике покрывают
лаком ЭЛ-4 и выдерживают на воздухе 15 мин, затем
устанавливают его на место и проверяют плотность па-
кета активной стали с обеих сторон заполнителя. При
66
Рис. 21. Участок зубца активной стали статора турбо-
генератора ТГВ-300, подготовленный к установке вста-
вок-заполнителей.
Рис. 22. Стеклотексголитовая вставка-заполнитель.
а — для турбогенератора ТГВ-200; б — для турбогенератора ТГВ-300 (вставка-
заполнитель с четырьмя вентиляционными отверстиями для заводских зака-
зов № 02301—02345, с тремя вентиляционными отверстиями для заводских за-
казов № 02346 и последующих); 1—7— клинья.
5*
67
необходимости дополнительного j плотнения одновре-
менно устанавливают стеклотекстолитовые клинья в
зубцы пакетов, примыкающих к заполнителю. Проверя-
ют проходимость и отсутствие перекрытий вентиляцион-
ных каналов просмотром на свет и продувкой сжатым
воздухом. После полимеризации клеящего лака ЭЛ-4
при температуре 20—25°С в течение 10—12 ч испыты-
вают сердечник на потери и нагрев.
При большой длине заполнителя изготавливают спе-
циальные удлиненные пазовые клинья из стеклотексто-
лита марки СТЭФ и при заклиновке обмотки устанав-
ливают их таким образом, чтобы они перекрывали
вставку и опирались обоими концами на неповрежден-
ные участки сердечника не менее чем по 35—40 мм.
Примыкающих два пазовых клина с обеих сторон от
клина, крепящего заполнитель, устанавливают в пазы
на клее № 88-Н. В концевых зонах сердечника пазо-
вый клин должен перекрывать вставку-заполнитель и
заходить на неповрежденную часть сердечника не ме-
нее чем на один пакет. Клин устанавливают на клее
№ 88-Н. Для турбогенераторов ТГВ-200 и ТГВ-300 мак-
симальная длина стеклотекстолитовой вставки-заполни-
теля не должна превышать длины трех пакетов сер-
дечника, а высота не более 200 мм (ТГВ-200) и 230 мм
(ТГВ-300). Если имеют место повреждения стали, при
ремонте которых возникает необходимость установки
больших по величине заполнителей, чем указано выше,
то решение о способе ремонта согласовывается с заво-
дом-изготовителем.
На рис. 23 изображены два зубца активной стали
статора турбогенератора ТГВ-300, подготовленные к
установке вставок-заполнителей. Ремонт выполнен в со-
ответствии с вышеизложенной технологиеп производст-
венным предприятием «Ростовэнергоремонт». Турбоге-
нератор работает с 1971 г. нормально.
Ревизия газоохладителей. Разборку газоохладителей
турбогенератора ТГВ-200 выполняют в следующей по-
следовательности. Разбалчивают верхние крышки газо-
охладителей на корпусе генератора и снимают их Де-
монтируют переходные патрубки на фланцах подвода
я слива воды у газоохладителей под генератором. От-
соединяют сливные трубки воздушных дренажей внутри
фланцев, снимают нижние патрубки газоохладителей,
наружные патрубки и кольца газоохладителей. Вынима-
68
Pile. 93 n
ют газоохладители мостовым краном и устанавливают
их на ремонтную площадку.
Выемку газоохладителей турбогенератора ТГВ-300
производят лебедкой или талью по направляющим бал-
кам, которые устанавливают на специальных шпильках.
После разборки газоохладителеи очищают крышки,
трубные доски и трубки от отложений и загрязнении
При наличии загрязненности и замасливания оребре-
ния газоохладитель снаружи промывают горячей водой.
Восстанавливают поврежденное оребрение трубок газо-
охладителей. Трубные доски, крышки и водяные камеры
покрывают водостойкой краской. Проверяют отсутствие
закупоренных трубок на просвет, качество затяжки бо-
ковых планок винтами М10 (ТГВ-300). В случае сла-
бой затяжки планок винты дополнительно обтягивают и
кернят от самоотвинчивания. Короткие винты при не-
обходимости заменяют более длинными Однако винты
не должны выступать над планками. Сверлят дополни-
тельно в каждой планке по четыре отверстия, нарезают
резьбу Ml0 и устанавливают винты. Проверяют эластич-
ность резиновых амортизаторов в коробе газоохладите-
лей. Прокладки, потерявшие эластичные свойства, за-
меняют новыми из теплостойкой резины. Производят
гидравлическое испытание каждой трубки газоохладите-
ля турбогенератора ТГВ-300 давлением воды 25 кгс/см2
(2450 кПа) в течение 1 мин. Производственное пред
приятие «Ростовэнергоремонт» использует для этой це-
ли приспособление, изображенное на рис. 24.
В процессе сборки газоохладителей заменяют все
резиновые прокладки.
Рис. 24. Опрессовка трубок газоохладителей т\ рбогенератора
ТГВ-300 давлением воды 25 кгс/см2 (2450 кПа).
/ — трубная доска; 2—прокладка резиновая кольцевая; 3—напорный шту-
цер; 4— швеллер-упор (закреплен к торцу газоохладителя); 5 — гайка упор-
ная специальная; 6— трубка газоохладителя; 7 — штуцер-заглушка.
70
Газоохладители турбогенераторов ТГВ-200 и ТГВ-300
собирают с крышками и опрессовывают гидравлическим
давлением 6 кгс/см2 (588 кПа) в течение 30 мин. Течи
и отпотевания недопустимы. При наличии течи обнару-
женные дефектные трубки глушат с обеих сторон сталь-
ными конусными пробками (конусность пробки 1 : 100).
Разрешается заглушать не более 5% общего числа тру-
бок.
После установки газоохладителя на место и сборки
подают воду давлением 4,5 кгс/см2 (441 кПа) и прове-
ряют плотность фланцевых соединений трубопроводов.
Проверку газоплотности газоохладителей выполняют
одновременно с опрессовкой турбогенератора.
Реконструкция системы вентиляции турбогенераторов
ТГВ-200. Для более равномерного распределения темпе-
ратуры в сердечнике статора, включая зону крайних
пакетов, и создания дополнительных запасов по нагре-
ву на ряде турбогенераторов ТГВ-200 выполнена мо-
дернизация системы вентиляции по проекту ЦКБэнерго
и НИИ завода «Электротяжмаш». Модернизация систе-
мы вентиляции турбогенераторов предусматривает уста-
новку направляющего аппарата для повышения произ-
водительности имеющегося в турбогенераторе осевого
вентилятора и уменьшение гидравлического сопротивле-
ния на входе охлаждающего газа в первый крайний
отсек сердечника статора со стороны турбины путем
сверления дополнительны \ вентиляционных отверстий в
раме сердечника статора. В заводском исполнении тур-
богенератора в первом отсеке по окружности статора
выполнено 32 отверстия 020 мм, а после реконструк-
ции сделано дополнительно 128 отверстий 0 10 мм.
Реконструкцию системы вентиляции турбогенерато-
ра ТГВ-200 ремонтное предприятие «Львовэнерго» вы-
полняло по следующей технологии. Дополнительные от-
верстия сверлили приспособлением с применением угло-
вой сверлильной пневмомашины типа ИП1103. Для
предотвращения попадания металлической стружки на
сердечник и обмотку статора сверловку отверстий вы-
полняли с оставлением толщины стенки каркаса 0,5—
0,7 мм. Для ограничения глубины сверления предусмот-
рен упор, выполненный путем изменения конструкции
крышки подшипника пневмомашины. Подачу сверла
осуществляли вывертыванием винта подачи пневмома-
шины. Сквозные отверстия в раме сердечника статора
71
пробивали керном 0 10 мм, приняв необходимые меры
для получения отверстия без обломков и заусенцев ме-
талла.
Вторая часть реконструкции по проекту ЦКБэнерго
предусматривает установку направляющего аппарата с
лопатками специального профиля для улучшения харак-
теристик осевого вентилятора, развивающего недоста-
точный напор и производительность вследствие того, что
поток газа, поступающий на лопатки, интенсивно закру-
чивается при вращении ротора. При определенном про-
филе лопаток и оптимальном угле установки напор и
расход через вентилятор увеличиваются соответственно
в 2 и 1,5 раза.
Для крепления лопаток используют внутренний об-
текатель в заводском исполнении с необходимыми до-
полнительными доработками. Лопатки изготавливают
составными из дюралюминия Д16Т. Лопатки к внутрен-
нему обтекателю крепят корончатыми гайками. Для
увеличения жесткости обтекателя устанавливают две
пары угольников, с помощью которых дополнительно
стягивают верхнюю и нижнюю половины обтекателя.
В отличие от заводского исполнения предусматривают
крепление обтекателя с внутренней стороны щита, что
позволяет разместить лопатки направляющего аппарата
на цилиндрической части обтекателя.
Реконструкция системы вентиляции турбогенерато-
ра ТГВ-200 позволяет снизить нагревы крайних паке-
тов на стороне турбины на 11—13° С (первый этап ре-
конструкции) и дополнительно уменьшить среднюю тем-
пературу активной стали и обмотки статора турбогене-
ратора на 5—10°С (второй этап реконструкции).
Реконструкция системы вентиляции турбогенератора
ТГВ-200 позволяет повысить надежность эксплуатации
турбогенератора за счет создания теплового запаса,
увеличить его располагаемую мощность по сравнению'
с номинальной и расширить предел допустимых режи-
мов работы турбогенератора [Л.15].
Ремонт щитов, диффузора, перепускного кожуха и
противопомпажных клапанов. Ремонт наружных торце-
вых щитов выполняют в следующем объеме. Устанавли-
вают и закрепляют нижнюю половину щита со стороны
турбины разъемом вверх. Затем снимают немагнитный
экран с внутренней стороны щита и устанавливают за-
глушки на сливных отверстиях в щите. Протирают на-
72
сухо все наружные сварочные швы щита и наносят ме-
ловой раствор. В сливные отверстия щита заливают ке-
росин и проверяют сварные швы на отсутствие течей.
При неплотности швов на этих участках появляются
жирные пятна. Отметив места течи, сливают керосин и
протирают швы бензином. Вырубают часть сварного
шва в местах течи зубилом или крейцмейселем и зава-
ривают электросваркой. Вторично проверяют плотность
швов керосиновой пробой.
Устанавливают заглушку на отверстии для подачи
уплотняющего масла из щита в корпус уплотнения, а на
входном отверстии канала — штуцер для подсоединения
воздушного шланга. Поднимают давление в канале до
5 кгс/см2 (491 кПа) и проверяют сварные швы мыль-
ной пеной.
Аналогичные работы выполняют на нижней полови-
не щита со стороны контактных колец.
У турбогенераторов ТГВ-300 каналы водяного охла-
ждения нижней и верхней половин щита и промежуточ-
ной втулки со стороны т\ рбины опрессовывают давле-
нием воздуха 4 кгс/см2 (392 кПа) в течение 1 ч и про-
веряют отсутствие закупорки каналов.
Для возможности визуального контроля за протоком
охлаждающего конденсата в период эксплуатации тур-
богенератора выполняют раздельный слив воды из верх-
ней и нижней половин щитов.
Все трубы и каналы для подачи и слива масла из
опорного подшипника и уплотнения, а также для пода-
чи и слива охлаждающей воды проверяют на отсутствие
засорения стружкой и посторонними предметами. Пос-
ле проверки отверстия глушат.
Проверяют прилегание горизонтальных разъемов на-
ружных щитов между собой и к торцу статора. Между
плоскостями горизонтального разъема в свободном со-
стоянии щуп 0,1 мм не должен проходить на глубину
более 10 мм. После затяжки половин четырьмя болта-
ми по периметру щита и четырьмя болтами по крышке
подшипника щуп 0,05 мм не должен проходить на глу-
бину более 10 мм по разъему и периметру щита. При
необходимости поверхность прилегания шабрят. Зазор
между плоскостью верхней половины щита и плоскостью
промвтулки при незатянутом положении должен быть
не более 0,1 мм. После затяжки болтов крепления вер.'
ней половины щита к промвтулке щуп 0,05 мм не дол-
жен проходить на глубину более 10 мм.
73
Стеклотекстолитовую прокладку по разъему наруж-
ного щита со стороны турбины вырезают по месту, сни-
мают глянец п приклеивают клеем № 88-Н к нижней по-
ловине на углубленную поверхность.
Поверхность разъемов внутреннего и промежуточ-
ного щитов осматривают. Обнаруженные неровности и
риски устраняют. В собранных щитах между плоскостя-
ми разъема щуп 0,1 мм проходить не должен.
Осмотром и простукиванием проверяют отсутствие
трещин на лопатках диффузора. Постоянным магнитом
проверяют все детали и крепеж диффузора. Установ-
ка магнитных деталей и крепежа недопустима.
Продувают сухим сжатым воздухом и промывают
бензином Ь-70 изоляционные прокладки, замеряют со-
противление изоляции деталей диффузора и сравнивают
с линимально допустимой величиной согласно приложе-
нию 5.
Перепускной кожух осматривают и проверяют кре-
пеж на немагнитность. Сбалчивают перепускной кожух
и замеряют внутренний диаметр уплотнения. В собран-
ном кожухе между плоскостями разъемов щуп 0,1 мм
про годить не должен. Эллнпсность диаметра уплотне-
ния перепускного кожуха устраняют следующими спо-
собами: снятием «усиков» уплотнения на необходимую
величину, увеличением диаметра отверстий для крепле-
ния кожуха к щиту и промвтулке или увеличением диа-
метра отверстий для крепления уплотнения к кожуху.
После устранения эллипсности перепускной кожух про-
дувают сжатым воздухом и замеряют сопротивление
изоляции уплотнения.
Противопомпажные клапаны турбогенераторов
ТГВ-200 и ТГВ-300 разбирают, меняют сальниковою на-
бивку, осматривают штоки и при необходимости шли-
фуют их п собирают клапаны. После установки прове-
ряют полное открытие и закрытие клапана в крайних
положениях и плотность прилегания при закрытии. При
опрессовке генератора проверяют клапаны на газоплот-
ность.
Реконструкция крепления уплотнения воздушного за-
зора турбогенераторов ТГВ-200 и ТГВ-300 (рис. 25).
Причиной ослабления прессовки концевых пакетов ак-
тивной стали турбогенераторов ТГВ-200 и ТГВ-300 в
местах установки шпилек крепления уплотнения воздуш-
ного зазора является конструктивный недостаток испол-
74
Рис. 25. Реконструкция крепления уплотнения воздушного зазора.
а — заводское исполнение; б — доработка уплотнения воздушного зазора;
/ — концевой пакет активной стали статора; 2— аксиальный вентиляционный
канал; 3 — нажимной палец; 4— скоба; 5 — гайка М12; 6 — шайба; 7—
шпилька М12; 8 — уплотнение воздушного зазора; 9—бандажное кольцо ро
тора; 10 — прокладка резиновая; // — шайба латунная; 12— прокладки
стеклотекстолитовые; 13, 14 — кольца текстолитовые.
нения этого узла. При затяжке гаек М12 крепления
уплотнения торцевым ключом создается момент, вызы-
вающий аксиальное перемещение шпильки. Величина
усилия и соответственно перемещения зависит от физи-
ческих возможностей исполнителей. Замеры, выполнен-
ные автором при ремонтах, свидетельствуют, что осе-
вые усилия в шпильках достигают 400 кгс и более
(392 кН). Такое усилие приводит к перемещению на-
жимного пальца на 2 мм и более, вызывая появление
остаточных деформаций и ослабления прессовки.
В связи с тем что установку уплотнения воздушно-
го зазора производят только после заводки ротора, кон-
тролировать величину осевых перемещений нажимны
пальцев невозможно. Чертежи и инструкции завода
«Электротяжмаш» не регламентируют величину момен-
та затяжки гаек.
С целью предотвращения ослабления прессовки ста-
ли концевых пакетов в местах установки шпилек завод
«Электротяжмаш» разработал новую конструкцию кре-
75
Рис. 26. Приспособление для запечки изоляции на болтах.
/ — болт изолированный; 2 — стеклополотно на лаке ЭР1-30; 3 — триацетат-
ная пленка; 4 — болт М16Х80; 5 — гайка М16; 6—шайба; 7 — пресспланка;
8 — штифт 6X35.
Рис. 27 Прессформа для изготовления изоляционных шайб.
1 — пуансон; 2—матрица; 3 — триацетатная пленка; 4— стеклополотно на
лаке ЭР1-30; 5 — болт М20Х80; 6 — шайба; 7—гайка М20.
пления уплотнения, полностью исключающую осевые
перемещения нажимных пальцев. Реконструкция креп-
ления уплотнения воздушного зазора выполняется в
76
следующем объеме. Отверстия диаметром 14 мм в коль-
це 14 размечают по месту, выставив уплотнение 8 со-
гласно с расточкой статора. Для обеспечения прилега-
ния товерхности кольца 14 к торцам шпилек через шай-
бы 11 используют набор регулировочных прокладок 12.
Толщину набора прокладок определяют окончательно
при подгонке отдельно соединенных между собой ко-
лец 13 и 11 при выведенном роторе. При этом кольцо 13
устанавливают с противоположной стороны с помощью
технологических установочных болтов. Регулировочные
прокладки iz склеивают
между собой и приклеи-
вают к кольцу 14 клеем
J\le 88-Н. Стыки колец 13
и 14, а также сами коль-
ца склеивают между со-
бой и приклеивают к
уплотнению 8 клеем
№ 88-Н. Наружный диа-
метр прокладки 10 подго-
няют по месту при окон-
чательной сборке уплот-
нения. Для обеспечения
гарантированного зазора
поверхность прилегания
уплотнения 8 к ступень-
ке пакета стали протачп
вают на 5 мм с допуском
+ 2 мм.
Изготовление изоля-
ционных деталей из стек-
лотекстолита. При ремон-
те отдельных узлов тур-
богенераторов (диффу-
зор, перепускной кожух,
уплотнения вала ротора
и др ) возникает необхо-
димость замены некото-
рые. изоляционных дета-
лей (изоляции на болтах
Рис. 28. Приспособление для
изготовления изоляционных
втулок.
/ — стержень разъемный; 2 —
стеклополотно на лаке ЭР 1-30;
3 — обойма: 4 — триацетатная
пленка; 5 — струбцина.
и шпильках, контровочных
шайб, втулок и др.). Изготовление их из листового стек-
лотекстолита механической обработкой в большинстве
случаев не оправдано.
На рис. 26, 27, 28 показаны приспособления для изго-
товления изоляционных деталей из стеклоткани на лаке
77
ЭР 1-30. Исходным материалом для изготовления дета-
лей является стеклоткань марки Э толщиной 0,1 мм
ГОСТ 8481-61. Для замены изоляции болтов их очища-
ют и обезжиривают бензином Б-70. Перед наложением
стеклоткани на болт ее пропитывают в эпоксидно-ре-
зольном лаке ЭР1-30, приготовленном согласно приложе-
нию 4. Стеклоткань пропитывают лаком и слегка под-
сушивают. Она не должна иметь потеков лака и непро-
питанных участков. Пропитанную стеклоткань наматы-
вают на болт, предварительно промазывая ее в лаке.
Стеклоткань наматывают до получения необходимой
толщины с учетом последующей токарной обработки.
После наложения изоляции накладывают один слой
триацетатной пленки, собирают приспособление и затя-
гивают болты. Приспособление помещают в печь, обес-
печивающую подъем температуры до 160° С. При до-
стижении температуры 80 С повторно подтягивают бол-
ты и продолжают нагрев до 160° С. Для получения мо-
нолитности изоляции удельное давление должно быть
равно 20 кгс/см2 (1962 кПа). Изоляцию запекают при
температуре 160е С в течение 2 ч на 1 мм толщины изо-
ляции. После запечки приспособление вынимают из
печи, охлаждают и разбирают. Изоляция должна быть
монолитной, одноцветной, без вмятин, вздутий, расслое-
ний и волнистой поверхности. Хорошо запрессованная
изоляция при простукивании издает звонкий звук. Края
изоляции обрезают, удаляют неровности и наплывы ла-
ка. Технология изготовления и режим запечки изоля-
ционных шайб и втулок аналогичны описанным выше.
6. РЕМОНТ РОТОРА
После вывода ротора выполняют электрические ис-
пытания и измерения согласно [Л .20].
Проверка заклиновки пазов и крепления балансиро-
вочных грузов. При осмотре ротора обращают внима
ние на отсутствие смещения клиньев в осевом направле-
нии. Плотность заклиновки клиньев проверяют молот-
ком массой 1 кг. При ударах носиком молотка по одно-
му краю клина вибрация от ударов не должна пере-
даваться на другой конец клина. На плотность закли-
новки проверяют каждый клин. После проверки плот-
ности заклиновки при необходимости приступают к пе-
реклиновке. Переклиновку выполняют при снятых бан-
78
дажных кольцах, Пазовые клинья по длине бочки рото-
ра установлены с небольшими зазорами. При расклинов-
ке клинья сначала разводят зубилом на 10—15 мм, а
затем выбивают из паза выколоткой при помощи пнев-
матического молотка. Если заводская маркировка отсут-
ствует, то пазовые клинья маркируют цифровыми кер-
нерами. Порядковые номера считают со стороны кон-
тактных колец в сторону турбины. На конце каждого
клина, обращенном к контактным кольцам, выбивают
номер паза, а на противоположном конце ставят поряд-
ковый номер клина. На время выполнения работ, свя-
занных с расклиновкой и заклиновкой пазов, лобовые
части обмотки ротора закрывают электрокартоном и
обвязывают шнуром. При заклиновке сначала забивают
клин в паз вручную молотком массой до 2 кг, а затем
прогоняют его до места посадки пневматическим молот-
ком при помощи выколотки. В случае слабой посадки
клин сдвигают в обратном направлении и на место его
посадки добавляют стеклотекстолитовую прокладку не-
обходимой толщины. Клинья забивают в пазы соглас-
но маркировке. При заклиновке возможно образование
дюралюминиевой стружки, которую следует удалять из
паза. Для предотвращения смещения подклиновых про-
кладок и перекрытия вентиляционных отверстий в по-
следние временно вставляют стальные технологические
прутки. После выполнения переклиновки проверяют от-
сутствие закупорки вентиляционных каналов обмотки
ротора.
Кернение балансировочных грузов на бочке ротора
проверяют визуально и проверкой отсутствия вращения
груза отверткой. Каждый груз должен иметь шесть то-
чек кернения по окружности и шлиц для предохранения
от самоотвинчивания.
Балансировочные грузы, расположенные на упорных
кольцах ротора, должны быть закреплены не менее чем
двумя болтами каждый. Контровочную шайбу отгибают
только снизу. В случае крепления груза тремя болтами
стопорные шайбы под средним болтом должны быть
уложены внахлест и отогнута только верхняя шайба.
По краям, в месте касания наружной части груза с за-
точкой упорного кольца, зазор недопустим (щуп 0,03 мм
проходить не должен). В средней части на длине не бо-
лее 1/3 груза допускается зазор не более 0,1 мм.
На упорном кольце роторов турбогенераторов
79
ТГВ-200 и ТГВ-300 допускается установка балансиро-
вочных грузов соответственно массой не более 2 и
2,5 кг. В случае необходимости дополнительный груз
выносят на бочку ротора. После осмотра и проверки
крепления составляют карту расположения балансиро- >
вечных грузов.
Проверка продуваемости вентиляционных каналов
обмотки ротора. Каждое вентиляционное отверстие в
средней части бочки ротора продувают сухим сжатым
воздухом давлением 3 кгс/см2 (294 кПа) и контролиру-
ют на ощупь выход возду ха в лобовых частях обмотки
под бандажами. Причинами закупорки могут быть:
а) перекрытие выходного вентиляционного отверстия
в средней части бочки ротора за счет сдвига стеклотек-
столитовых прокладок между витками обмотки ротора I
или под пазовым клином;
б) перекрытие входного прямоугольного окна в ло-
бовой части или засорение вентиляционного канала вит-
ка обмотки ротора за счет случайно попавших между ка-
тушками посторонних предметов, наплывов лака и др
При отыскании закупорки в первую очередь проверя-
ют оправкой выходное отверстие в средней части бочки
ротора и крючком — прямоугольное, входное окно вит-
ка в лобовой части обмотки. Наличие витка в катушке
с полностью закупоренным вентиляционным каналом не-
допустимо.
Проверка роторов турбогенераторов ТГВ-200 и
ТГВ-300 на газоплотность. К центральному отверстию
вала ротора со стороны контактных колец подсоединя-
ют приспособление для опрессовки, вводят фреон и под-
нимают давление воздуха до 6 кгс/см2 (588 кПа). Про-
веряют отсутствие утечек прибором ГТИ-6 по заглушке
центрального отверстия ротора со стороны tj рбины, в
зоне токоведущпх болтов между контактными кольца-
ми и в районе бандажного кольца со стороны контакт-
ных колец. При наличии утечек в зоне токоведущих
болтов приступают к разборке этих узлов. Для возмож-
ности разборки узла токоведущих болтов в районе бан-
дажного кольца со стороны контактных колец снимают
компрессор. Для этого отворачивают винты и снимают
кольцо крепления колеса компрессора при помощи от-
жимных болтов. Затем, подвесив колесо на пеньковом
канате в обхват по наружному диаметру лопаток и уто-
пив разрезную кольцевую шпонку' на дно паза вала
80
ротора, снимают колесо компрессора. Проверяют нали-
чие сопряженной маркировки на призматических шпон-
ках, на валу и колесе и величину зазора между призма-
тическими шпонками и пазами вала ротора и колеса
компрессора. Максимальный зазор на сторону должен
быть не более 0,05 мм. Разворачивают ротор так, что-
бы ось полюсов находилась в вертикальной плоскости.
Расклинивают паз токоподвода и снимают изоляцион-
но ю коробочку Распаивают и выворачивают винты то-
коподвода и отгибают вверх гибкие полосы токоподво-
да. Снимают изоляционные детали. Круглую гайку на
токоведущем винте отворачивают на 1—2 оборота и
проверяют надежность соединения токоведущего винта
со стержнем токоподвода путем обтяжки токоведущего
винта. Обтягивают круглую гайку и проверяют анало-
гично обтяжку второго токоведущего винта. Разбирают
\зел токоведущих болтов между контактными кольцами
(рис. 5) и выполняют такие же операции. Поднимают
давление в центральном отверствии ротора до 6 кгс/см2
(58b кПа), заполняют пазы токоподводов гидролизным
спиртом и проверяют отсутствие утечки воздуха через
уплотняющие втулки. После проверки удаляют спирт и
снимают избыточное давление в роторе. Утечку воздуха
через уплотняющие втулки устраняют подтяжкой круг-
лых гаек. Если подтяжкой гаек течь не устраняется, то
снимают избыточное давление и отворачивают большую
и малую гайки. Меняют уплотняющую втулку, проверя-
ют совпадение уровня плечиков на токоведущем болте
и на валу. При несовпадении уровней выравнивают их
установкой резиновой прокладки соответствующей тол-
щины и затягивают гайки.
Разворачивают ротор на 180° и устраняют течи то-
коподводов другого полюса. После устранения течей и
проверки при давлении 6 кгс/см2 (588 кПа) снижают
давление в роторе до 3 кгс/см2 (294 кПа) и ставят на
контрольную опрессовку. Ротор считается газоплотным,
если утечка воздуха при давлении 3 кгс/см2 (294 кПа)
не превышает 1 мм рт. ст. (133 Па) в час для ТГВ-200
или 0,5 мм рт. ст. (66,5 Па) в час для ТГВ-300.
Устанавливают изоляционные детали, отгибают на
место полосы токоподвода и соединяют их с токоведу-
щими винтами, затянув последние до упора. Для предот-
вращения самоотвинчивания головки контактных винтов
припаивают оловянистым припоем в трех точках к по-
6-1369
81
лосе токоподвода. Устанавливают в пазы изоляционные
коробочки. Подобрав вымостку под клинья с таким рас-
четом, чтобы они плотно прижимали коробочки к голов-
кам контактных винтов, заклинивают пазы клиньями.
Аналогично собирают токоподвод контактных колец.
Если съем бандажного кольца со стороны контакт-
ных колец в этот ремонт не планируется, то устанавли-
вают компрессор. Установку колеса компрессора произ-
водят в последовательности, обратной разборке. Коль-
цевую стопорн}ю шпонку колеса компрессора утаплива-
ют до дна паза вала проволочным бандажем. Колесо
компрессора закрепляют в вертикальном положении на
пеньковом канате в обхват по наружному диаметру ло-
паток и устанавливают на вал ротора.
Ремонт упорных гребней вала ротора. Биение рабо-
чей поверхности упорных гребней проверяют после раз-
борки уплотнений двумя индикаторами, установленными
в диаметрально противоположных точках на одинаковом
расстоянии от края упорного гребня (рис. 29). Гребень
по окружности разбивают на восемь равных частей, вы-
ставляют индикаторы на нуль и, вращая ротор, снимают
показания индикаторов последовательно во всех точ-
ках. После полного оборота ротора на 360° разность
показаний индикаторов должна быть равна нулю, что
свидетельствует о правильности измерений. Абсолют-
ная величина показаний может отличаться от первона-
чальных за счет осевого смещения ротора. Величину
биения в каждой точке вычисляют как алгебраическую
полуразность показаний индикаторов. Допустимая вели-
чина биения 0,02 мм. В табл. 5 приведены образец за-
писи замеров и подсчет величины биения. Конусность
рабочей поверхности упорного гребня проверяют лекаль-
ной линейкой и пластинчатым щупом. Допустимая ве-
личина конусности рабочей поверхности упорного диска
равна 0,03 мм.
Если конусность и биение превышают норму и на
рабочей поверхности имеются глубокие кольцевые ри-
ски и задиры металла, то упорный диск протачивают с
помощью переносного суппорта при вращении ротора
от турбины или валоповоротного устройства. При по-
вреждении упорного диска, связанного с выплавлением
баббита вкладыша, возможна местная закалка поверх-
ности гребня. В этом случае гребень прошлифовывают
абразивным кругом.
82
Исправление конусности, не превышающей 0,20 мм,
достигают шабрением. По подковообразной чугунной
поверочной плите (рис. 30) равномерно по окружности
шабрят рабочую поверхность гребня. Точность шабре-
ния гребня—15—20 точек в квадрате 25x25 мм.
Таблица 5
Места отсче- тов точек индикаторов Показания индикаторов Алгебраи- ческая разность показаний Биение гребня
1 П I II
1 5 0 0 0 0
2 6 +16 +10 6 3
3 7 + 17 + 17 0 0
4 8 + 3 — 3 6 3
5 1 + 1 — 9 10 5
6 2 + 7 — 7 14 7
7 3 + з — 3 6 3
8 4 + 11 — 5 16 8
1 5 + 12 + 12 0 0
Если биение и конусность не превышают нормы, но
рабочая поверхность имеет неглубокие риски, то по-
верхность шлифуют вручную с помощью чугунного при-
тира. В качестве абразивного материала используют
шлифпорошок № 180—280 и пасту ГОИ, разведенную
Рис. 30. Поверочная плита для
шабровки упорного гребня.
Рис. 29. Измерение торцевого
биения упорного гребня вала
ротора.
6'
83
керосином. Можно использовать также шлифовальную
шкурку на полотне: № 8—11 для грубой шлифовки,
№ 5—10 для средней и № 1—5 или № 0—00 для тонкой
шлифовки. Упорный гребень должен соответствовать
О.'з2Л
шероховатости поверхности класса у .
Снятие бандажных колец. На внутренней поверхно-
сти шпонок, удерживающих бандажные кольца от ак-
сиального смещения, имеются зубцы (выступы), кото-
рые в рабочем положении (положение зацепления зуб-
цов) находятся в выемках зубцов ротора. В рабочем
положении шпонки фиксируются постоянными стопор-
ными клиньями. Вывод шпонок из зацепления осущест-
вляют технологическими клиньями. Для вывода зубцов
шпонки из шпоночной канавки бочки ротора их необхо-
димо расположить против пазов ротора. В этом поло-
жении зубцы шпонки могут быть выведены из шпоноч-
ной канавки бочки ротора. Для прохождения их в кон-
цевых пазовых клиньях выфрезерованы специальные ка-
навки. Боковые грани одного из зубцов шпонки, распо
ложенного в зоне полюса ротора, выполнены со скоса-
ми, что позволяет перемещать шпонки в шпоночном пазу
при помощи клиньев.
Для возможности установки технологических клинь-
ев и вывода зубцов шпонки из зацепления перед сня-
тием бандажных колец ротор устанавливают осью по-
люсов в горизонтальной плоскости на шпальную вы-
кладку. Высота выкладки — 400—500 мм, расстояние от
наружного края выкладки до середины бочки ротора —
1900—2000 мм. Для снятия бандажа со стороны кон-
тактных колец турбогенераторов ТГВ-200 и ТГВ-300
предварительно снимают колесо компрессора; для сня-
тия бандажного кольца со стороны турбины турбогене-
раторов ТГВ-200 снимают осевой вентилятор. Перед сня
тием роторных бандажей проверяют наличие сборочной
маркировки на бочке ротора, бандажных кольцах и осе-
вом вентиляторе, при ее отсутствии краской наносят но-
вую маркировку.
Перед снятием осевого вентилятора измеряют зазо-
ры между втулкой вентилятора и торцом бандажа, от-
ворачивают торцевым ключом болты, крепящие втулку
вентилятора к упорному кольцу бандажа. Нагревают
втулку вентилятора до температуры 250°С (предельно
допустимая температура нагрева 300° С) и снимают вен-
тилятор с посадного места при помощи четырех отжим-
84
ных болтов Ml6. Втулку вентилятора нагревают авто-
генными горелками № 4 по торцевой поверхности углу-
бления во втулке. При нагревее вентилятора пламя го-
релок не должно попадать на лопатки.
Устанавливают на ротор приспособление для снятия
бандажных колец (рис. 31) и надевают хомут на бан-
Рис. 31. Снятие и надевание бандажных колец турбогенераторов
ТГВ-200 и ТГВ-300.
а — снятие бандажного кольца; б — надевание бандажного кольца; 1— вал
ротора; 2 — кольцо упорное; 3 — винт отжимной; 4 — кольцо; 5 — шпонка
сегментная; 6 — бандажное кольцо; 7 — лобовые части обмотки; 8 — кольцо
стеклотекстолитовое; 9 — кольцо опорное; 10— кольцо пружинное; // — кольцо
нажимное; 12—шпонка кольцевая; 13 — болт; 14 — кольцо упорное;
15 — шпилька; 16 — кольцо нажимное; П — гайка.
дажное кольцо для его транспортировки при снятии.
Отворачивают винты, стопорящие постоянные клинья, и
сдвигают клинья до упора в пазовые клинья, освободив
шпонки. Вывинчивают равномерно по окружности на-
жимные болты, поворачивая каждый торцевым ключом
не более чем на пол-оборота. Стопорят опорное кольцо
завинчиванием двух болтов М8Х35 в упорное кольцо.
85
Допускается неполное совпадение отверстий в упорном
и опорном кольцах, поэтому концы болтов должны быть
конусными. Проверяют возможность свободного переме-
щения сегментных шпонок без нагрева бандажного коль-
ца. Такое перемещение шпонок без нагрева возможно,
если зазор между торцом бандажного кольца и бочкой
ротора находится в пределах 0,4—1,0 мм. В случае за-
щемления шпонок бандаж нагревают до температуры
около 230° С и подают в сторону бочки ротора приспо-
соблением для надевания бандажа.
При достижении равномерного зазора 0,2—1,3 мм по
окружности между торцом бандажного кольца и бочкой
ротора в горячем состоянии шпонки выводят из зацепле-
ния с помощью технологических клиньев (рис. 32, 33).
Рис. 32. Положение сегментных шпонок бандажа ротора турбогене-
ратора ТГВ-200
а, в — положение шпонок при снятии и надевании бандажного кольца;
б, а—положение шпонок в рабочем состоянии; / — клин пазовый концевой,
2 — шпонка сегментная: —бандажное кольцо; 4 — струбцина; 5 — клинья
стопорные; 6 — бочка ротора; 7—клинья технологические.
Вначале забивают клинья с максимальным скосом. Все
клинья забивают до упора заплечика в торец бандаж-
ного кольца. Контролем правильного положения шпонок
86
7
Рис. 33. Положение сегментных шпонок бандажа ротора турбогене-
ратора ТГВ-300
а, в — положение шпонок при снятии и надевании бандажного кольца; б, г —
положение шпонок в рабочем состоянии; 1 — клин пазовый концевой;
2 — шпонка сегментная; 3— бандажное кольцо; 4— струбцина; 5 — клинья
стопорные; 6 — бочка ротора; 7 — клинья технологические.
для снятия бандажа является одновременное предель-
ное положение (до упора заплечиков в торец бандаж-
го кольца) клиньев с минимальным скосом. После вы-
вода шпонок из зацепления их закрепляют в канавке
бандажа специальными струбцинами. Отжимными вин-
тами приспособления для снятия равномерно по окруж-
ности сдвигают бандаж с посадочных мест, стропят за
хомут к крану и отводят в сторону.
При аварийных ремонтах роторов могут иметь место
трудности с выводом шпонок из зацепления вследствие
их заклинивания расплавленным металлом концевых
дюралюминиевых клиньев. В таких случаях вывод шпо-
нок из зацепления целесообразно производить по тех-
нологии производственного предприятия «Мосэнергоре-
монт», примененной им при аварийном ремонте рото-
ра турбогенератора ТГВ-200. Разворот шпонок произво-
дят следующим образом: две диаметрально противопо-
ложные шпонки стопорят клиньями относительно бочки
ротора, а две другие освобождают. Бандажное кольцо
87
нагревают и проворачивают по окружности так, чтобы
свободные шпонки, перемещаясь совместно с бандаж-
ным кольцом в сторону большого зуба, вышли из заце-
пления с зубцами бочки ротора. При помощи клиньев
стопорят две развернутые шпонки и нагретое бандаж
ное кольцо проворачивают по окружности в обратном
направлении. Пу гем нескольких нагревов таким спосо-
бом удается развернуть все шпонки и снять бандажное
кольцо [Л. 19].
Нагрев бандажей автогенными горелками и кероси-
новыми форсунками, а также контроль температуры
оловянистым припоем запрещены. Температуру банда-
жа замеряют термопарой или термощупом. Изменение
температуры концов проводников в месте подсоединения
их к зажимам прибора учитывают путем установки
стрелки прибора на отметку, соответствующу ю темпера-
туре окружающей среды.
Бандажные кольца нагревают индуктором. Конст-
руктивно индуктор может быть выполнен гибким или
жестким. На электростанциях с однотипными турбоге-
нераторами целесообразно применение жесткого индук-
тора, изготовленного из медной трубки диаметром 20 мм
и толщиной стенки 1—1,5 мм. Наибольшее распростра-
нение у ремонтников получил гибкий индуктор. В та-
ком индукторе голый медный провод заключен в резино-
вый напорный рукав класса ВГ ГОСТ 18698-73, кото-
рый используется в качестве водовода и изоляции про-
вода. Предельно допустимая рабочая температура ру-
кава равна 100° С. Индуктор имеет наконечники для
подключения к источнику напряжения и подвода охлаж-
дающей воды. Сечение гибкого провода выбирают из
условия минимума потерь в индукторе и оно должно
быть не менее 95—120 мм2.
Для исключения случайных ожогов и оплавлений на-
греваемой поверхности бандажного кольца, а также об-
горания резинового шланга поверхность бандажного
кольца закрывают асбокартоном. Сверху асбокартона
по всей поверхности бандажного кольца наматывают
21 виток гибкого индуктора с небольшой разрядкой по-
середине бандажного кольца. Подключают индуктор к
водопроводной сети с давлением 3—4 кгс/см2 (294—
392 кПа) и проверяют наличие слива. Температура воды
на сливе из индуктора в процессе нагрева бандажа не
должна превышать 80° С. В качестве источника пита-
88
ния используют два сварочных трансформатора типа
ТСД-2000-2, обмотки которых на стороне высокого на-
пряжения соединяют параллельно, а на стороне низкого
напряжения — последовательно. Время нагрева банда-
жа до температуры 250° С составляет 50—60 мин.
Ремонт обмотки ротора в пределах лобовых частей.
После снятия бандажных колец, замаркировав по ме-
сту, снимают с лобовых частей сегменты подбандажной
изоляции с обеих сторон ротора. Проверяют правиль-
ность установки деталей расклиновки лобовых частей
обмотки, отсутствие закупорки отверстий в распорках
и техническое состояние деталей расклиновки. Прове-
ряют состояние сегментов подбандажной изоляции на
отсутствие трещин, расслоений или подгаров. Дефектные
сегменты заменяют резервными. Проверяют состояние
изоляционных колец. Срезанные штифты по разъему
кольца меняют новыми с установкой на бакелитовом
лаке. В доступных местах проверяют состояние лобо-
вых частей: наличие деформаций, смещения отдельных
витков, качество межкатушечных соединений и др. Уста-
навливают на место сегменты подбандажной изоляции
в соответствии с ранее нанесенной маркировкой. Сег-
менты подбандажной изоляции стягивают хомутом и
проволочными бандажами.
Реконструкция крепления лобовых частей обмотки
ротора турбогенераторов ТГВ-300. Для предотвращения
межкатушечных замыканий и замыканий 9-й катушки
обмотки ротора на опорное кольцо из-за образования
проводящих мостиков на внутренних поверхностях ниж-
него слоя подбандажной изоляции в местах выброса во-
дорода из вентиляционных каналов меди и по изоляци-
онному кольцу по рекомендации завода «Электротяж-
маш» выполняют реконструкцию крепления лобовых ча-
стей обмотки ротора. Реконструкцию выполняют в слу-
чае снятия бандажных колец.
Для этого изготавливают новое стеклотекстолитовое
кольцо согласно заводскому чертежу на реконструкцию
и устанавливают дополнительные распорки (рис. 34).
Распорки изготавливают из стеклотекстолита марки
СТЭФ. Для предотвращения перекрытия каналов выбро-
са водорода распорки устанавливают со стороны, про-
тивоположной вентиляционным отверстиям лобовых ча-
стей меди катушек, для чего дообрабатывают имеющие-
ся на роторе распорки. Перед снятием распорок для
89
разметки и дообработки их маркируют. Распорки дооб-
рабатывают на фрезерном станке и подгоняют по месту.
При установке распорок контролируют правильность
установки в лобовых частях вптковой изоляции. Все об-
Рнс. 34. Установка дополнительных распорок
в лобовых частях обмотки ротора со стороны
турбины турбогенератора ТГВ-300.
1, 2, 4 — распорки заводского исполнения: 3. 5 —
распорки дополнительные; 6 — катушки обмотки.
работанные поверхности распорок покрывают эпоксид-
но-резольным лаком ЭР 1-30.
Ремонт и дефектоскопия бандажных узлов, компрес-
сора, осевого вентилятора и галтельных переходов вала
ротора. Проверяют техническое состояние деталей кре-
пления от осевого смещения бандажей — шпонки, шпо-
ночные канавки, клинья, болты и др. Детали не должны
иметь остаточных деформаций, трещин, сколов, смятия и
повреждения резьбы.
S0
Лаборатория металлов электростанции производит
профилактический осмотр бандажных колец согласно
временной инструкции к противоаварийному циркуляру
№ Э-4/74 от 5 июня 1974 г. « О предотвращении по-
вреждений бандажных колец роторов турбогенераторов
вследствие коррозионного растрескивания».
Лаборатория металлов производит также осмотр на
отсутствие трещин и повреждений лопаток компрессора
и осевого вентилятора, а также галтельных переходов
вала ротора.
Лопатки осевого вентилятора турбогенератора
ТГВ-200 снимают, осматривают состояние поверхностей
лопатки, хвостовика и резьбы. Радиусные переходы от
лопаток к основанию зашлифовывают с шероховатостью
1,25
0,63
не ниже класса ] , после чего их протравливают
с последующей тщательной нейтрализацией и произво-
дят осмотр при 4—8-кратном увеличении на отсутствие
трещин.
При установке лопаток соблюдают технические тре-
бования завода «Электротяжмаш». Зазор между пером
лопатки и втулкой вентилятора после затягивания гай-
ки должен быть в пределах 0,2—0,5 мм
Для определения натягов замеряют диаметры поса-
дочных поверхностей бандажного кольца и бочки ро-
тора по четырем осям и составляют формуляр. Измере-
ние диаметра посадочной поверхности бандажного коль-
ца выполняют микрометрическим нутромером, а бочки
ротора — микрометрической скобой. Для исключения
ошибок при измерении натягов проверяют правильность
показаний нутромера по скобе и скобы по нутромеру.
Для турбогенераторов ТГВ-200 и ТГВ-300 натяги по
большему диаметру бандажа должны быть в пределах
1,64—1,80 мм, а по меньшему диаметру-— 1,84—2,00мм.
Надевание бандажных колец. Перед установкой
бандажного кольца подгоняют стопорные клинья и уста-
навливают их в пазы. Укладывают сегментные шпонки
в канавку на бочке ротора и проверяют боковые зазоры
между шпонкой и стенкой канавки (зазор должен быть
1,0—1,6 мм). Проверяют боковые зазоры между шпон-
кой и стенкой канавки в бандажном кольце (допусти-
мая величина зазора 0,4—0,5 мм). Подгоняют стопор-
ные и технологические клинья по шпонкам так, чтобы
при забивании стопорных клиньев шпонки свободно
91
входили в зацепление с зубцами ротора, а при забива-
нии технологических клиньев выходили из зацепления.
Технологические клинья рекомендуется изготавливать
из стали 15Х и закаливать до HRC 32—40. До надева-
ния бандажного кольца его поверхность покрывают ан-
тикоррозионной эмалью АКО-3, руководствуясь Техноло-
гической инструкцией к противоаварийному циркуляру
№ Э-4/74.
Выставив шпонки и закрепив их струбцинами, нагре-
вают бандажное кольцо до 270—280° С и устанавлива-
ют его на бочку ротора, застропив краном за хомут.
На тыльную часть бандажа надевают нажимное кольцо
и, затягивая гайки приспособления, равномерно пода-
ют бандажное кольцо до получения равномерного зазо-
ра по окружности между носиком бандажа и бочкой
ротора, равного в горячем состоянии 0,2—1,3 мм
(ТГВ 200) и 0,1—0,7 мм (ТГВ-300). Сборочные метки
бандажа и бочки ротора должны совпадать.
Снимают струбцины и с помощью постоянных клинь-
ев перемещают шпонки в рабочее положение. По мере
остывания бандажного кольца подтягивают гайки при-
способления с интервалом в 15 мин, контролируя зазор
между носиком бандажа и бочкой ротора. Неравномер-
ность зазора допускается до 0,2 мм.
После полного остывания бандажа составляют пас-
порт зазоров, закрепляют постоянные клинья винтами
и кернят их от самоотвинчивания. Удаляют технологи-
ческие болты М8, равномерно по окружности обтягивают
нажимные болты, проворачивая каждый болт не более
чем на пол-оборота, и снимают приспособление.
Установка втулки осевого вентилятора. Нагревают
втулку вентилятора до температуры 250° С, проверяют
совпадение маркировки деталей, насаживают вентиля-
тор на упорное кольцо и закрепляют его. Проверяют
отсутствие перекосов путем замера зазора между тор-
цом бандажа и втулкой вентилятора.
Снятие контактных колец и втулки. Контактные
кольца с вала ротора снимают в тех случаях, когда из-
нос контактной поверхности колец достиг максимально
допустимых диаметров, повреждена изоляция втулки
или ослаблен натяг контактного кольца на втулку.
Для снятия контактных колец разбирают узел кре-
пления токоподвода, снимают изоляционные детали, вы-
ворачивают контактные винты и стягивают медные рас-
92
пределительные полукольца, используя для этого отвер-
стия М12.
Устанавливают приспособление в положение для
снятия наружного контактного кольца (рис. 35). Для
предохранения изоляции от повреждения при нагрева-
нии втулку изолируют. Нагревают контактное кольцо
Рис. Зо. Снятие и надевание контактных колец турбогенераторе:)
ТГВ-200 и ТГВ-300.
а — снятие контактных колец; б—надевание контактных колец; / — шпиль-
ка; 2—г вал ротора; 3 — внутреннее контактное кольцо; 4—медиые распре-
делительные полукольца; 5 — кольцо нажимное; 6 — втулка; 7 — наружное
контактное кольцо; 8 — диск упорный; 9 — гайка; /0 —бандаж проволочный;
// — накладка; /2 — брусок.
93
двумя ацетиленовыми горелками № 6 до температуры
230—250° С (предельно допустимая температура при на-
греве 380°С). Изменение звука при простукивании по
кольцу при нагреве свидетельствует об отделении его
от места посадки. Снимают наружное контактное кс ль-
цо и аналогично внутреннее кольцо, но в сторону боч-
ки ротора. Испытывают изоляцию втулки напряжением
переменного тока 8600 В в течение 1 мин. Если изоля-
ция в хорошем состоянии, испытание выдержала и на-
тяги колец на втулки соответствуют нормам, то ее не
меняют. При неудовлетворительном состоянии изоляции
втулку переизолируют.
Для замены изоляции втулку снимают с вала рото-
ра, предварительно нагрев ее до температуры 50—60° С
(рис. 36).
Рис. 36. Снятие и надевание втулки контактных колец
турбогенераторов ТГВ-200 и ТГВ-300.
а — снятие втулки; б — на дева ине втулки.
94
Изолировка втулки контактных колец миканитом. Ремонтные
предприятия изолируют втулки контактных колец миканитом по
следующей технологии. Замеряют и записывают в формуляр поса-
дочные размеры вала ротора, втулки и контактных колец. Опреде
ляют длину заготовки формовочного миканита (рис. 37), мм:
т
где t — шаг наложения заготовок, мм; б—толщина изоляционного
слоя, мм; т — толщина заготовок миканита, мм.
Для втулки контактных колец турбогенераторов ТГВ-200 и
ТГВ-300 принимают:
Z=20-^25 мм;
б= (Д+Л)-а=4,3-г-5,0 мм;
где Д=1.65 — толщина изоляции по заводскому чертежу после
опрессовки и проточки изоляции, мм;
6 = 1,5-?- 2,0 — припуск иа обработку после опрессовки, мм;
а=1,35— коэффициент, учитывающий опрессовку миканита.
Рис. 37. Укладка заготовок
миканита на втулку контакт-
ных колец турбогенераторов
ТГВ-200 и ТГВ-300.
Количество заготовок, шт.:
t
где О| — наружный диаметр неизолированной втулки, мм.
Поверхность втулки промывают бензином, покрывают 40%-иым
раствором шеллачного лака и сушат на воздухе при окружающей
температуре 20—30 мин. Промазывают заготовку миканита с одной
стороны тонким слоем шеллачного лака, укладывают на горячую
плиту промазанной стороной кверху и разогревают до размягчения.
Наклыдывают размягченную заготовку на втулку промазанной сто-
роной к металлу и приклеивают ее, предварительно подложив три-
ацетатную пленку на ширину, равную (А—t) мм. Триацетатную
пленку подкладывают только под первую заготовку. Вторую заго-
товку укладывают поверх первой, сместив ее на величину шага.
Аналогично укладывают последующие заготовки. Подойдя к первой
наклеенной заготовке миканита, отделяют ее от поверхности втулки
и, немного приподняв, продолжают наложение разогретых загото-
вок миканита до момента, когда между первым и последним слоем
95
заготовок останется смещение, равное величине шага наложения.
Триацетатную пленку убирают. Смазывают последнюю наложенную
заготовку шеллачным лаком и плотно прижимают к ней приподня-
тые первые заготовки Наклеенные заготовки стягивают киперной
лентой и проглаживают горячим утюгом. Снимают киперную ленту,
обворачивают втулку триацетатной пленкой и утягивают стекло-
лентой впритык по всей длине втулки. Сверху стеклоленты нама-
тывают 2—3 слоя асбестовой бумаги и утягивают вразбежку
стеклолентой. Для опрессовки и запечки изоляции на втулку наде-
вают хомут, нагревают его двумя ацетиленовыми горелками № 6,
периодически прекращая нагрев и подтягивая болты. При дости-
жении температуры изоляции 150—160° С окончательно затягивают
нажимные болты до полной опрессовки изоляции и выдерживают
при этой температуре в течение 2 ч. После остывания разбирают
приспособление, проверяют качество опрессовки и запечки изоляции,
а также диаметр изолированной втулки.
Протачивают изоляцию втулки на токарном станке, закрепив
ее при помощи плунжерного приспособления (рис. 38). Проточку
Рис. 38. Приспособление для проточки изоляции втулки контактных
колец.
1—патрон токарного станка; 2— оправка конусная; 3 — втулка изолирован-
ная; 4 — плунжер: .5 — стержень конусный: 6 — палец; 7 — гайка; 8 — направ-
ляющая шайба; 9—конус.
производят по направлению укладки сегментов Втулку для про-
точки выставляют по внутренней поверхности. Допустимый бой
±0.02 мм, эллипсность ±0,02 мм. Изоляцию втулки протачивают
резцом марки Р18 при скорости резания около 200 м/мин (3,33 м/с).
При проточке изоляции глубина резания при предварительной обра-
ботке должна быть не более 0,5 мм, а при чистовой — не более
0,2 мм. Изоляцию протачивают до размера, обеспечивающего натяг
контактных колец в пределах 0,85—1,10 мм. Величину диаметра
изолированной втулки после проточки вычисляют с учетом толщины
стальной полосы и медных распределительных полуколец. Качество
запечки изоляции втулки проверяют простукиванием.
Наличие глухих звуков свидетельствует о дефектах в изоляции,
которые устраняют вторичной переизолировкой. Поверхность мика-
нита после проточки втулки покрывают тонким слоем шеллачного
96
лака и испытывают изоляцию напряжением переменного гока 8600 В
в течение 1 мин.
Изолировка втулки контактных колец стеклянной изоляцией.
Переизолировку втулок контактных колец стеклянной изоляцией
выполняют предприятия «Ростовэпергоремонт», «Уралэнергоремонт»
и др. Предприятие «Ростовэпергоремонт» выполняет эти ремонты
по следующей технологии. Подготавливают рулон пропитанной
стеклоткани ПСЭР1-30. Ширина рулона должна быть на 10—15 мм
больше длины втулки. Необходимую длину полотна в рулоне
при толщине полотна 0,1 мм определяют по формуле
/=125 DH,
где D н — наружный диаметр втулки, мм
Устанавливают втулку контактных колец и барабан со стекло-
тканью на приспособление (рис. 39). Втулку нагревают пламенем
Рис. 39. Приспособление для изолировки вплки стекло-
тканью.
/ — барабан; 2— рама; 3 — фланец конусный; 4 — гайка; 5 —
втулка; 6 — ручка; 7—болт регулировочный; 8 — стеклоткань:
9— втулка.
7-1369
97
ацегилеповой юрелки до Температуры 85—90° С, промазав ее по-
верхность лаком ЭР 1-30 и приклеив первый слой стеклоткани, на-
матывают необходимое количество слоев с натягом и без морщин.
Приклеивают последний слой стеклоткани лаком ЭР1-30, наклады-
вают три-четыре слоя триацетатной пленки и утягивают ее стекло-
лентой впритык по всей длине втулки. Укладывают сверху стекло-
ленты два-три слоя асбестовой бумаги и утягивают ее стеклолеитой
вразбежку. На изолированную втулку устанавливают приспособле-
ние для опрессовки и помещают в печь. Нагревают втулку до тем-
пературы 100° С, выдерживают при этой температуре 20 мин
и окончательно затягивают болты приспособления. Нагревают
втулку до температуры 125—140° С и выдерживают при этой тем-
пературе из расчета 2 ч на 1 мм толщины изоляции. Прекращают
нагрев и после остывания разбирают приспособление, удаляют
стеклоленту, асбестовую бумагу и триацетатную пленку. Протачи-
вают изоляцию втулки и проверяют качество запечки изоляции.
При применении стеклянной изоляции стальную полосу под
медные распределительные кольца не устанавливают. Натяг кон-
тактного кольца, мм, на втулку определяют по формуле
6=0,0014 DK,
где D к — внутренний диаметр контактного кольца, мм.
Для турбогенераторов ТГВ-200 и ТГВ 300 натяг, рассчитанный
по формуле, должен быть равен 0,5 мм. Толщина изоляции должна
быть не менее 2,5 мм. Исходя из этого решают вопрос о проточке
наружного диаметра втулки до нанесения изоляции.
Испытывают изоляцию втулки повышенным напряжением пере-
менного тока 8600 В в течение 1 мин.
Сборка узла контактных колец. Надевают внутрен-
нее контактное кольцо на участок вала диаметром
330 мм, обернутый асбокартоном. Втулку нагревают
изнутри пламенем ацетиленовой горелки до температуры
120—130° С и устанавливают на вал ротора. Для пред-
отвращения повреждения изоляции сверху на втулку
наматывают асболенту. После одевания втулки на вал
ротора и полного охлаждения испытывают изоляцию
втулки повышенным напряжением переменного тока
7600 В в течение 1 мин.
Устанавливают на втулку стальные полосы и медные
гокораспределительные кольца в соответствии с завод-
ским чертежом, стягивают хомутом, закрепляют полу-
кольца, используя для этого отверстия Ml2, и снимают
хомут. Стык стальной полосы должен быть расположен
диаметрально противоположно токоведущим шинам. За-
крепляют на втулке упоры для посадки кольца на ме-
сто. Расстояние от края внутреннего диаметра кольца
до края изоляции должно быть не менее 25 мм. Нагре-
вают контактное кольцо пламенем ацетиленовой горел-
ки до температуры 360—380° С и при помощи приспо-
98
собления устанавливают кольцо на втулку. Охлаждают
контактное кольцо сжатым воздухом до температуры
окружающей среды и испытывают изоляцию повышен-
ным напряжением переменного тока 6400 В в течение
1 мин:
Аналогично \ станавливают наружное контактное
кольцо и собирают токоподвод.
На втулках с миканитовой изоляцией устанавливают
шнуровые бандажи, а со стеклотекстолитовой — откры-
тую поверхность изоляции покрывают лаком ЭР-1-30 и
сушат на воздухе.
Ремонт щеточного аппарата. Щеточный аппарат про
дхвают сжатым возд\ :ом и промывают бензином Б-70
Проверяют состояние токовед^щих и выводных шин, зЬ
читают мелкой стеклянной бумагой и опиливают забои-
ны. Проверяют состояние щеток и щеткодержателей.
Внутренняя поверхность щеткодержателей должна быть
чистой, без забоин и неровностей. Проверяют состояние
изоляции токоведущих шин относительно корпуса.
7. РЕМОНТ УПЛОТНЕНИЯ ВАЛА РОТОРА
Корпус уплотнения очищают от грязи и масла и про-
мывают керосином. Проверяют правильное фиксирова-
ние контрольными болтами обеих половин корпуса. Для
этого собирают корпус уплотнения, совместив по внут-
ренней расточке и по плоскости прилегания к щиту, и
проверяют совпадение отверстий под контрольные бол-
ты. Если отверстия под болты в одной половине корпу-
са смещены относительно отверстий в другой, то их
разворачивают совместно разверткой большего диамет-
ра и изготавливают новые контрольные болты из ста-
ли 45 с закалкой до HRC 45—50. Отверстия под ири-
зонные болты и штифты раззенковывают под углом 45°
на глубину 2 мм. Сборка половин корпуса на призон-
ны.х болтах должна обеспечивать совпадение поверхно-
стей расточки у разъема с точностью 0,1 мм в радиаль-
ном направлении.
Проверяют состояние и качество прилегания поверх-
ностей разъема щупом и по краске. При незатянутых
болтах щуп 0,03 мм не должен проходить в разъем на
глубину более 3 мм. При проверке взаимного прилега-
ния поверхностей разъемов по краске должно быть не
менее 8—10 точек на площади 25X25 мм2. Перемещение
7*
99
одной половины корпуса относительно другой при про-
верке по краске должно быть не более ±5 мм. При не-
удовлетворительном прилегании поверхности разъема
шабрят друг по другу со взаимным перемещением при
контроле не более ±5 мм или сначала разъем одной
половины корпуса шабрят по поверочной плите не ниже
2-го класса точности, а вторую половину корпуса — по
первой.
Проверяют размеры и форму масляной канавки
разъема корпуса уплотнения.
Цилиндрическую рабочую поверхность корпуса осма-
тривают с целью определения чистоты обработки, каче-
ства .хромирования, отсутствия выработки и наклепа.
Шероховатость поверхности должна соответствовать
оля
классу 1' . Для проверки овальности и конусно-
сти расточки корпуса замеряют диаметр расточки ми-
крометрическим нутромером. Снимают замеры по вер-
тикальному диаметру и по двум диаметрам вблизи
разъема. Допустимая величина разности диаметров ра-
сточки при диаметре резины 6—7 мм составляет 0,2 мм;
при диаметре 8 мм — 0,3 мм, при диаметре 9 мм —
0,4 мм; при диаметре 10 мм — 0,5 мм. При максималь-
ной величине эллипсности обеспечивают максимальный
радиальный зазор по большей оси эллипса. При боль-
ших отклонениях корпус растачивают. Поверхность ра-
сточки после механической обработки хромируют покры-
тием типа XI5 по ГОСТ 9791 61.
Проверяют прилегание плоскости фланца корпуса
уплотнения к щнту и промежуточной втулке. Допусти-
мая величина зазора 0.1 мм. При изломе плоскости
фланца по разъему, отсутствии прилегания к щнту и к
промежуточной втулке или для обеспечения необходи-
мого осевого положения корпуса уплотнения при сбор-
ке турбогенератора согласно паспорту монтажных зазо-
ров допускается проточка фланца корпуса на величину
не более 5 мм. При проточке корпус центрируют с точ-
ностью 0,05 мм по поверхности расточки. Если поверх-
ность имеет эллипсную форму — центрируют по четы-
рем точкам, расположенным через 90°, и одновременно
центрируют корпус по торцу вертикального разъема с
точностью 0,05 мм.
Отсутствие течей по сварным швам проверяют за-
ливкой керосина во внутреннюю маслораздаточную коль-
100
цевую камер}’ половин корпуса, при этом радиальные
отверстия закрывают резиновыми пробками.
Вкладыш. Отверстия, канавки и баббитовую поверх-
ность вкладыша очищают от грязи и масла. Осматрива
ют рабочую поверхность вкладыша. На трущейся по-
верхности внутреннего уплотняющего пояска не должно
быть мест с матовой поверхностью и местных подплав-
лений баббита, свидетельствующих о превышении тем-
пературы баббита выше допустимой. На несущей по-
верхности вкладыша не должно быть вкраплений грата,
стр) жки и других посторонних включений. В кольцевой
канавке баббитовой заливки и на несущей поверхности
не должно быть следов вымывания баббита.
При изменении структ>ры баббита, повышении твер-
дости и хрупкости на большую глубину вкладыш пере
заливают. Если имеют место частичное выплавление
баббита или другие дефекты, то их устраняют наплавкой
баббита с помощью ацетиленовой горелки.
Отставание баббита вкладыша определяют по по-
явлению масла на границе сцепления баббита с телом
вкладыша при нажатии на рабочую поверхность, про-
стукиванием или керосиновой пробой.
По предложению автора предприятие «Ростовэнерго-
ремонт» при ремонте турбогенераторов ТГВ-300 прове-
ряет отсутствие отставания баббита с помощью приспо-
собления (рис. 40). Для этого в разъем вкладыша уста-
навливают резину, стягивают обе половины болтами и
5
е
> — 5 KSSltM*
4 2 3 '
Рис. 40. Приспособление для проверки отсутствия отставания
баббита вкладышей уплотнения.
1- вкладыш; 2 — болт М16Х220; 3 — прокладка резиновая; 4 — фла-
нец; 5 — манометр; 6—вентиль; 7 — баббитовая заливка
101
собирают в приспособлении. Величина момента затяжки
болтов приспособления должна быть минимальной, обе-
спечивающей газоплотность в месте прилегания бабби-
та к резиновой прокладке. После подъема давления
воздуха в камере до 5 кгс/см2 (491 кПа) проверяют
плотность прилегания баббита мыльной пеной.
Отслоение баббита недопустимо. При отставании
баббита вкладыш перезаливают.
Проверяют зазоры и состояние рабочих поверхно
стей контрольных болтов и соответствующих отверстий
вкладыша. Имеющиеся дефекты устраняют. Сборка по-
ловин вкладыша на контрольных болтах должна обес
печивать совпадение рабочих поверхностей баббитовой
заливки с точностью 0,02 мм. Величину уступа на рабо-
чей поверхности баббитовой заливки контролируют ле-
кальной линейкой на просвет.
Проверяют состояние и качество прилегания поверх-
ностей разъема вкладыша. При незатянутых болтах
щуп 0,03 мм не должен входить в разъем вкладыша на
глубину более 2 мм. При проверке взаимного прилега-
ния поверхностей разъемов по краске должно быть нс
менее 15 точек на площади 25X25 мм2. Проверяют раз-
меры и форму масляной канавки разъема вкладыша.
Механические повреждения поверхности баббита
(глубокие кольцевые риски, задиры) устраняют проточ-
кой на глубину повреждения с последующей слесарной
обработкой. Поверхность баббита предварительно шаб-
рят по контрольной плите, а затем выполняют раздел-
ку в соответствии с чертежом (рис. 41). Для получения
точной 'и одинаковой формы разделки поверхности раз-
метку выполняют с помощью шаблона^ Для обеспече
иия идентичности работы уплотнений оба вкладыша
дол^с^н шабрить один рабочий. Разделку выполняют
шабёром, обрабатываемые поверхности контролируют
лекаущной линейкой и пластинчатым щупом.
После выполнения разделки проверяют прилегание
баббита по контрольной плите и упорному гребню ро
тора.
Вкладыш в расточке корпуса устанавливается с за-
зором по опорной поверхности Этот зазор необходим
для обеспечения свободного передвижения вкладыша в
связи с изменением теплового удлинения ротора вслед
ствие изменения режима работы турбоагрегата и пред
отвращения заклинивания вкладыша в корпусе. Диа-
102
Рис. 41. Рабочая поверхность вкладышей уплотнения турбогенера
торов ТГВ-200 (а) и ТГВ-300 (б).
/ — радиальная площадка; 2—наружный кольцевой поясок («сапожокж);
3—клиновая несущая поверхность; 4 — отверстие для подвода масла; 5 —
радиальная канавка; 6 — перегородка; 7 — внутренний кольцевой уплотняю
щий поясок; 8 — отсек кольцевой канавки.
метральная величина этого зазора для турбогенерато-
ров ТГВ-200 и ТГВ-300 должна быть равна 0,5—
0,6 мм.
В качестве уплотняющих колец применяют шприцо-
ванный шнур из резины на основе полисилоксанового
каучука марок 14р-2 или 5р-129. При этом должны
быть выполнены следующие требования:
а) односторонний зазор между корпусом и вклады-
шем в месте установки колец должен быть 0,4—0,5 мм
для резины диаметром 6 мм, 0,6—0,7 мм для резины
диаметром 8 мм и 0,8—0,9 мм для резины диаметром
10 мм;
б) ширина канавки должна быть на 20% больше диа-
метра резины;
в) начальное радиальное сжатие резинового шнура
должно быть для резины диаметром 6 мм — 0,1 мм; для
резины диаметром 7 мм — 0,2 мм; для резины диамет-
ром 8 мм — 0,3 мм.
Большая величина начального сжатия приводит к
значительному увеличению усилий трения.
Уплотнение масляной камеры с резиновыми кольца-
ми достигается главным образом за счет давления мас-
ла, а не за счет предварительного сжатия резины.
ЮЗ
ЦКБэнерго рекомендует для торцевых уплотнении
установку резиновых колец без начального сжатия с
зазором до 0,3 мм, что существенно снижает усилия
трения и увеличивает подвижность вкладышей без ро-
ста расхода масла в сторону водорода.
Шнур стыкуют стальной пружиной диаметром 3—
4 мм. Пружины изготавливают из стальной пружинной
проволоки диаметром 0,3—0,5 мм на оправке диамет-
ром 2—3 мм. Навитую спираль растягивают и разре-
зают на отдельные части по шесть — восемь витков в
каждой.
Ревизия пружин. Основным требованием, предъявля-
емым к пружинам, является стабильность ее характери-
стики— зависимости деформации от осевого усилия. При
ревизии пружины осматривают, проверяют соответствие
чертежным размерам и отсутствие остаточных деформа-
ций, стабилизируют свойства пружины и снимают харак-
теристику.
При внешнем осмотре проверяют отсутствие трещин
и других механических повреждений и деформаций. Про-
веряют наружный диаметр пружин, который должен
быть равен 28+11*_5мм, и перпендикулярность торцевой
шлифованной поверхности витка к оси пружины. Опор-
ные поверхности пружины обеспечивают правильна ю
установку и нормальную деформацию под действием
осевого усилия. Неперпендикулярность торцов к оси
пружины должна быть не более 1 мм по всей длине.
При необходимости торцы шлифуют вручную до обеспе-
2,5
1,25
чения шероховатости класса ] г .
Длина пружин должна быть равна 139jJ мм.
Для стабилизации свойств пружинам производят ста-
рение или зансволивание. Предприятие «Уралэнергоре-
монт» эти операции выполняет по следующей техноло-
гии. Старение выполняют периодическим сжатием в те-
чение 1—2 ч при числе циклов 30—40 в 1 мин. Зане-
воливание заключается в сжатии пружины до сопри-
косновения витков и выдержке в таком состоянии в те-
чение 12 ч.
Нагрузка пружины при сжатии до соприкос-
новения витков должна быть равна 52+9 кге (509+88 Н).
После стабилизации проверяют характеристику пру-
жины. Для каждой пружины записывают величину длины
сжатия пружины, соответствующую рабочей нагрузке,
104
равной 34 кгс (333 Н). Если фактическая характеристи-
ка пружины отличается от расчетной более чем на 10%,
то пружину отбраковывают.
Новые пружины изготавливают из стальной проволо
ки класса II по ГОСТ 9389-60. Технология изготовления
состоит из навивки, обработки концов, термообработки,
нанесения антикоррозионного покрытия, проверки разме-
ров и снятия характеристик. Для получения пружины с
заданной характеристикой из проволоки данной партии
изготавливают три пробные пружины и на основании
данных испытания этих пружин окончательно корректи
руют диаметр оправки, необходимой для получения за-
данной характеристики. При этом величина наружного
циаметра пружин должна сохраняться в пределах
28Д(5 мм. Отклонение отдельных витков от теорети-
ческой образующей пружины по наружному диаметру
должно быть не более 0,5 мм.
После отделки концов пружины производя г терми-
ческую обработку пружин — отпуск в селитровой ванне
при температуре 250—320° С.
Для предотвращения коррозии пружин применяют
оксидирование или фосфатирование, заключающееся в
создании на поверхности металла неорганической защит-
ной пленки способом химической или электрохимиче-
ской обработки в специальных растворах.
Ремонт маслоуловителей и шпоночного узла. Ремонт
маслоуловителей включает проверку разъемов, крепежа
и радиального зазора между валом и лабиринтом и уст
ранение обнаруженных дефектов.
Горизонтальные разъемы маслоуловителей долж
ны иметь хорошее прилегание Щуп 0,05 мм не должен
идти в разъем па глубину более 3 мм. При необходимо
сти разъем пришабривают но поверочной плите, а по-
том друг по другу. Радиальные зазоры между валом и
маслоуловителем замеряют при разборке турбогенера
тора или в период ремонта следующим образом. Соби-
рают маслоуловитель разъемом по горизонтали и заме
ряют сначала суммарный радиальный зазор по верти
кали. Затем маслоуловитель разворачивают па валу на
90° и делают аналогичные замеры.
В случае увеличенных зазоров по вертикальной оси
(ио сравнению с паспортными) дефект устраняют шаб-
ровкой разъемов. Увеличенные боковые зазоры приво-
дят к норме путем оттяжки «усиков». При значптелыюм
105
увеличении зазора наплавляют алюминии на рабочую
поверхность маслоуловителя и растачивают до требуе-
мого размера.
Для предотвращения воздействия масла и эрозии по
верхность маслоуловителя имеет защитное покрытие.
В случае нарушения покрытия его восстанавливают, по-
крывая серебряном (ГОСТ 5494 50) на лаке № 302 (ТУ
МХП 1355-46).
Проверяют состояние рабочей поверхности шпонки
(стопора), а в случае повреждения (наклеп, выработка)
изготавливают новую шпонку из сталей 15—20, цемен-
тируют и закаливают до твердости HRC 50 -55. Рабо-
чая поверхность шпонки должна иметь шероховатость
о’бЗ
поверхности не ниже класса | .
Проверяют состояние паза под стопор на упорном
кольце. При наличии забоин или выработки выполняют
электроискровое упрочнение (до HRC 50- -55) стенок
паза победитом с применением прибора ЭИУ-1 в соот
ветствии с инструкцией, прилагаемой к прибору, и с по-
следующей шлифовкой.
8. СБОРКА ТУРБОГЕНЕРАТОРОВ
Заводка ротора. Перед заводкой ротора осматрива-
ют обмотку статора и поверхность расточки, проверяя
отсутствие посторонних предметов, и продувают сухим
сжатым воздухом. Затем со стороны контактных колец
турбогенераторов устанавливают и закрепляют болтами
нижние половины внутреннего щита, а у турбогенерато-
ра ТГВ-200 дополнительно со стороны турбины ниж-
ние половины внутреннего и промежуточного щитов.
Подготавливают и опускают в приямки с обеих сторон
статора нижние половины наружных щитов. Пружины
эластичной подвески сердечника должны быть жестко
закреплены стопорными болтами в радиальном и осевом
направлениях Уплотнение воздушного зазора подвеши-
вают на бандажное кольцо со стороны контактных ко-
лец Проверяют крепление опорно-направляющих плит
для передвижения тележки ротора.
Аналогично, как и при выводе ротора, укладывают
электрокартон, тонкий стальной и монтажный листы и
крепят их, устанавливают на ротор внутреннюю и на-
106
ружную монтажные тележки с сохранением требуемых
расстоянии, соблюдают все меры предосторожности во
время подъема ротора и заводке его в расточку статора.
Заведя ротор в расточку до упора троса в торец ста-
тора, опускают его, контролируя установку тележек на
монтажный лист н опорно-направляющие плиты. Со сто-
роны контактных колец ротор стропят за край бочки и
продолжают заводить в расточку реечными домкрата-
ми или талями до тех пор, пока полумуфта не выйдет
за торец статора. Застронив ротор за полумуфту и при
подняв его граном до отрыва колес внутренней тележки
от монтажных листов, продолжают заводку. Заканчи-
вая заводку, ротор устанавливают в осевом направле-
нии согласно замерам, сделанным при разборке турбо-
генератора, и у кладывают со стороны т\ рбины на кли-
новой домкрат. Со стороны контактных колец рогор
устанавливают на подвеску, опускают крюк мостового
крана, снимают тележки и удаляют из расточки элек-
трокартон, топкий стальной и монтажный листы.
Подготовка к проверке центровки ротора турбогене-
ратора (РГ) и ротора низкого давления турбины
(РИД). Стопорные болты пружин подвески статора от-
ворачивают в рабочее положение и закрепляют их or
самоотвинчивапия.
У турбогенераторов ТГВ-200 устанавливают лопат-
ки осевого вентилятора согласно маркировке, обеспечив
угол разворота их на 34° с помощью шаблона. Завора-
чивают гайки и керняг их от самоотвинчивапия. Уста-
навливают верхнюю и нижнюю половины внутреннего
обтекателя (ТГВ-200) и нижнюю половину торцевого
щита (ТГВ-200 и ТГВ-300). Заводят нижнюю половину
обоймы и вкладыша подшипника со стороны турбины и
опускают ротор на подшипник.
Со стороны контактных колец ротор устанавливают
на домкрат, снимают подвеску, заводят нижние поло-
вины обоймы и вкладыша и опускают рогор в подшип-
ник.
Замеряют воздушный зазор между' активной сталью
статора и бочкой ротора.
Проверяют центровку ротора турбогенератора с ро-
тором низкого давления т\ рбины.
Сборка турбогенератора ТГВ-200. После заводки
ротора устанавливают уплотнение воздушного зазора.
Выставляют на вну трением обтекателе осевого венти-
107
лятора зазор по лопаткам методом обхода одной наи-
большей лопаткой вентилятора по окружности обтека-
теля. Устанавливают, обтягивают и стопорят крепеж.
Устанавливают нижнюю и верхнюю половины на-
ружного обтекателя и закрепляют кольцо уплотнения к
корпусу обтекателя.
Укладывают на вымостку диск наружного уплотне-
ния диффузора, затем сам диффузор, внутри которого
устанавливают стойку и клиновой домкрат под хвосто-
вик ротора. Устанавливают ось полюсов ротора в вер-
тикальной плоскости. Поднимают ротор домкратами с
обеих сторон, контролируя подъем индикаторами, и вы-
катывают нижние половины вкладышей и обойм под-
шипников. Разбалчивают нижние половины наружных
щитов с обеих сторон и опускают в приямки на упоры.
Окончательно закрепляют болты на нижней половине
корпуса наружного обтекателя. Устанавливают и окон-
чательно закрепляют верхнюю половину внутреннего
щита со стороны контактных колец.
Временно устанавливают диффузор, а его уплотне-
ние подвешивают на тросе к торцу статора. Устанавли-
вают временно нижние половины наружных щитов с
обеих сторон, заводят нижние половины вкладышей и
обойм и опускают ротор на подшипники. Выставляют
зазор по внутреннему у плотнению диффузора, замеряют
сопротивление изоляции детален диффузора и обтяги-
вают крепеж. Устанавливают, отцентровывают и затя-
гивают крепеж диска наружного уплотнения диффу-
зора.
Поднимают ротор на домкраты, используя индикато-
ры для контроля, выкатывают подшипники и опускают
щиты в приямок на упоры. Обтягивают и стопорят ниж-
ние болты по диффузору и диску’ наружного уплотнения
диффузора. Укладывают в пазы резиновый шнур диа-
метром 8 мм, устанавливают нижние половины щитов и
обтягивают все болты.
Проверяют окончательную центровку валов ротора
iоператора и ротора низкого давления турбины.
Устанавливают с обеих сторон промежуточные втул-
ки и внутренние маслоуловители. Устанавливают и за-
крепляют направляющий аппарат диффузора.
В процессе сборки заполняют паспорт монтажных
зазоров и протокол измерений сопротивления изоляции
(приложение 5).
108
Сборка турбогенератора ТГВ-300. Со стороны тур-
бины устанавливают нижнюю половину маслоуловителя
и перепускного кожуха. Наклеивают прокладку на разъ-
ем нижней половины наружного щита, устанавливают
промежуточную втулку, верхние половины маслоулови
теля и перепускного кожуха.
Установка прокладки в разъеме наружного щита
предусмотрена заводом «Электротяжмаш» из листовой
трансформаторной резины по ГОСТ 12855-67, типа МТ,
толщиной 12 мм. При этом коэффициент заполнения ка
навки равен 0.85 (рис. 42) Это уплотнение является
Рис. 42. Установка ре-
зиновой прокладки в
разъеме наружного
щита со стороны тур-
бины турбогенератора
ГГВ-300.
а — заводское исполне-
ние; б — рекомендуемое
предприятием «Ростов-
энергоремонт» .
а)
частой причиной преждевременного появления течи во-
дорода в картер подшипника № 6. Опытная проверка
листовой резины типа МТ толщиной 12 мм при сжатии
до 9 мм п нагреве до 100е С в течение 36 ч показала на
личие остаточной деформации, равной 1,2—1,3 мм
Для повышения надежности резинового уплотнения
этого узла по предложению автора предприятием «Ро-
стовэнергоремонт» выполняются следующие мероприя-
тия.
а) заготовленная прокладка из резины толщиной
12 мм предварительно подвергается сжатию в приспосо
блении для опрессовки на 4 мм, нагревается в печи до
100° С и при этой температуре выдерживается в тече-
ние 36 ч;
б) увеличивается коэффициент заполнения канавки
до 0,95 за счет подклейки на клее № 88-Н дополнитель-
ной прокладки
Длительная работа нескольких турбогенераторов
ТГВ-300, на которых применена указанная технология,
свидетельствует о целесообразности ее применения.
Кроме того, учитывая требования высокой надежно-
сти работы резинового уплотнения горизонтального
разъема щита и имеющиеся случаи несоответствия ре-
109
зины типа МТ требованиям ГОСТ 12855-67, необходи-
мо для каждого рулона резины, используемого для из-
готовления прокладок, определять:
а) относительнее остаточною деформацию;
б) коэффициент старения по относительному удли-
нению;
в) твердость;
г) изменение веса при испытании на иабххание в
трансформаторном масле.
Величину удельного объемного электрического со-
противления ГОСТ 12855-67 не регламентирует. Однако
для обеспечения требуемых заводом «Электротяжмаш»
норм сопротивления изоляции узлов при сборке турбо-
генераторов применяемая резина должна иметь мини-
мально возможную величину у дельного объемного элек-
трического сопротивления, равную 9-109 Ом-см.
При последующей сборке турбогенератора ТГВ-300
для фиксации ротора в отцентрированном положении
устанавливают приспособление и приваривают его к
фундаментной плите щеточного аппарата. Фиксирующие
болты приспособления выставляют с зазором 0,5 мм и
стопорят их от самоотвинчивапия
Со стороны контактных колец поднимают ротор на
домкрате, используя для контроля индикаторы, выкаты-
вают нижние половины вкладыша и обоймы, устанавли-
вают подвеску и опускают щит в приямок на упоры.
Установка ротора турбогенератора ТГВ-300 па кли
новые домкраты одновременно со ттороны контактных
колец п со стороны турбины не допускается.
Со стороны контактных колец устанавливают проме-
жуточный щит, диффузор и переднее уплотнение диффу-
зора. Поднимают и устанавливают нижнюю половину
наружного щита.
Устанавливают клиновой домкрат, разбирают подве-
ску, закатывают нижние половины обоймы и вкладыша
и опускают ротор на подшипник.
Устанавливают распорки между нижней половиной
наружного щита и наружным уплотнением диффузора.
Устанавливают нижнюю половину маслоуловителя, про-
межуточную втулку, верхнюю половину маслоуловите-
ля и распорки межд' верхней половиной наружного
уплотнения диффузора и промежуточной втулкой
Сборка уплотнений вала турбогенераторов ТГВ-200
и ТГВ-300. Сборка уплотнений вала со стороны турби-
110
ны аналогична сборке уплотнений со стороны контакт-
ных колец обоих типов турбогенераторов и выполняется
в следующей последовательности.
Поднимают ротор на клиновом домкрате на 0,35 мм,
контролируя перемещение его двумя индикаторами, и
выкатывают нижние половины вкладыша и обоймы
опорного подшипника. Опускают ротор клиновым дом-
кратом в исходное положение. Допускается собирать
уплотнение вала с поднятым ротором, при этом цент-
ровка корпуса выполняется с учетом первоначального
подъема ротора на домкрате.
Устанавливают резиновую прокладку, совместив от-
верстия в прокладке для подачи масла с отверстием в
щите. Устанавливают нижнюю половину корпуса уплот-
нения и отцентровывают ее относительно вала с точ-
ностью ±0,1 мм Измерение производят в трех точках:
снизу и у разъемов. Устанавливают на вал верхнюю
половину вкладыша уплотнения и укладывают в канав-
ки подготовленные отрезки резинового шнура, смазав
поверхность расточки нижней половины корпуса турби-
ны маслом. Вкладыш вместе с резиной поворачивают
вокруг вала, выводя наружу концы резинового шнура
Устанавливают нижнюю половину вкладыша и сбалчи-
вают ее с верхней. В канавки нижней половины вкла-
дыша укладывают свободные концы шнура и сращива-
ют их следующим образом:
а) вворачивают стальную пружину в торец одного
конца резинового шнура по центру на глубину, равную
половине длины пружины;
б) другой конец шнура заворачивают в обратную
сторону на несколько оборотов соответственно числу
ниток оставшейся свободной части пружины;
в) вворачивают закрученный конец на высту-
пающую половину пружины до прилегания торцов ре-
зины.
Вкладыш поворачивают на 180е. Стыки шнура в ка-
навках должны располагаться в нижней половине
вкладыша. Расстояние стыка шнура от разъема вклады-
ша должно быть не менее 200 мм. Устанавливают верх
июю половину корпуса, проверяют отсутствие закусы
вания резины на верхней половине вкладыша, устанав-
ливают и обтягивают крепеж. Применение лаков и эма
лей для покрытия разъемов корпусов и вкладышей не
допускается. Сборку уплотнений можно выполнять так-
111
же в следующей последовательности. На валу ротора
собирают вкладыш уплотнения, укладывают в канавки
вкладыша шнур и заводят нижнюю половину корпуса
уплотнения. Устанавливают верхнюю половину корпуса,
стягивают разъем корпуса и центруют вкладыш с кор-
пусом относительно гребня вала ротора с учетом подъ-
ема ротора на домкрате При центровке вкладыша по
пояску корпус уплотнения смещают вверх наполовину
диаметрального зазора между растопкой корпуса и
центрирующим пояском (тепловой зазор).
При сборке уплотнения проверяют прилегание вкла-
дыша к упорному гребню и прилегание разъемов вкла-
дыша и корпуса уплотнения.
Вкладыш отжимают от гребня вала ротора на 1 —
2 мм и замеряют сопротивление изоляции корпуса
уплотнения мегаомметром 1000 В относительно щита,
которое должно быть не менее 2 МОм. Устанавливают
упорное кольцо и стопор упорного кольца. Упорное коль-
цо должно свободно перемещаться по канавке, иначе
возможен перекос вкладыша относительно упорного
гребня ротора. Пружины со стаканами устанавливают
согласно маркировке и шплинтуют проволокой от само-
отвинчивания. Устанавливают термосопротивления, ниж-
ние половины обоймы и вкладыша опорного подшип-
ника.
С целью предотвращения попадания грязи, окалины
и грата на рабочую поверхность вкладыша трубопрово-
ды, схемы маслосиабжения промывают турбинным мас-
лом при давлении 0,3 кгс/см2 (29,4 кПа) через фильт-
рующие сетки, установленные на фланцевых соединени-
ях напорных маслопроводов.
Для контроля за промывкой системы сетки периоди-
чески осматривают и меняют. Промывку заканчивают
после отсутствия на фильтрующих сетках механических
частиц.
При контрольной прокачке масла вкладыши отжима-
ют от упорного гребня на 1 - 2 мм.
Если в период ремонта выполнялись реконструктив-
ные работы с маслосхемой или частичная замена масло-
проводов с выполнением сварочных работ, то промыв-
ку маслосистемы выполняют сначала отдельно от уплот-
нений по временной схеме со сливом масла в картеры
опорных подшипников, а затем по обычной рабочей
схеме.
112
Для определения качества ремонта и сборки уплот-
нений вала выполняют следующие проверки:
а) при подаче уплотняющего масла и перемещении
вкладыша вдоль оси рычагом вручную сила трения не
должна превышать 50 кгс (491 Н), большее усилие сви-
детельствует о защемлении центрирующего пояска
вкладыша в расточке корпуса или увеличенном натяге
резиновых колец;
б) вкладыш должен отжиматься от гребня при дав-
лении масла 1,2 1,3 кгс/см2 (117,7- 127,5 кПа), что
определяют по образованию валика масла, выступающе-
го из зазора между гребнем и вкладышем;
в) расход масла в сторону водорода при невращаю-
щемся турбогенераторе должен быть не более 0,5 л/мин
(0,0083 л/с) с обоих уплотнений, больший расход мас-
ла свидетельствует о плохом прилегании баббита к
упорному гребню ротора, закусыванию резиновых ко-
лец, неправильной стыковке резинового шнура и др.;
г) неравномерность усилий прижимающих пружин,
которая проверяется следующим образом. При отодви-
ну том вкладыше в зазор между гребнем и вкладышем
устанавливают четыре полоски стальной фольги шири-
ной 20 25 мм и толщиной 0,03—0,05 мм, связанные
шнуром. Натянув шнур, повышают давление уплотняю-
щего масла до освобождения всех полосок. При рав-
номерном распределении усилий по периметру вклады-
ша полоски должны освободиться одновременно,
д) отодвинутый вкладыш не прижимается обратно
к поверхности упорного диска из-за попадания с маслом
па рабочую поверхность вкладыша посторонних частиц,
которые могут быть удалены промывкой при дополни-
тельном отжатии вкладыша от гребня или разборкой
уплотнения.
После сборки уплотнений вала осматривают и про-
веряют внутренние полости турбогенераторов на чи-
стоту и отсутствие посторонних предметов, наклеивают
резиновый шнур, устанавливают верхние половины тор-
цевых щитов и закрывают люки в корпус турбогенера-
тора и в камеру выводов.
Верхние половины щитов ту рбогенераторов ТГВ-300
имеют следующие поверхности прилегания, которые
должны обеспечивать газоплотность турбогенераторов
до давления 4 кгс/см2 (392 кПа):
а) с торцом статора;
8—1369
113
б) с горизонтальным разъемом нижней половины;
в) с вертикальной плоскостью промвтулки.
Из-за наличия нескольких плоскостей касания, рас-
положенных взаимно перпендикулярно, установка верх-
ней половины щита требует высокой точности выполне-
ния такелажных работ с целью предотвращения заку-
сывания резины и обра ювания течи Визуальный конт-
роль состояния резины при установке щита по перимет-
ру затруднен, а по периметру про-
межуточной втулки в заключитель-
ной фазе невозможен.
По предложению автора пред-
пииятие «Ростовэнергоремонт» при
установке верхних половин щитов
турбогенераторов ТГВ-300 исполь-
зует приспособление, предотвраща-
ющее закусывание резины вследст-
вие строго направленного движения
щита под }глом 45—50° к горизон-
тали (рис. 43). Приспособление со-
стоит из двух шпилек М20, вверну-
тых в верхнюю половину, и направ-
ляющих косынок, изготовленных из
листовой стали толщиной 20 мм с
профрезеровапными канавками. Ко-
сынки приварены к корпусу стато-
ра. Строго направленное движение
щита обеспечивается перемещени-
ем шпилек по направляющим ка-
9^
5-
6-
7-
8
9^
строповки:
напоявление дан*
5 — косынка; t>—
половина шита;
Рис 43. Установка верхней половины на-
ружного щита турбогенератора ТГВ-300.
/ — строп; 2 — приспособление для
3—верхняя половина щита; 4—
жени я щита
шпилька
8 — полка;
при установке;
М20; 7 — ннжняя
9 — торец статора.
навкам косынок. Верхнюю половину щита стропят за
приспособление, обеспечивающее строго вертикальное
положение щита при установке. Верхнюю половину об-
тягивают в три-четыре приема поочередно по периметру
и по разъему щита, начиная обтяжку с середины по на-
правлению к периферии щита. После окончания обтяжки
проверяют прилегание щита пластинчатым щупом.
114
У турбогенераторов ТГВ-200 и ТГВ-300 первых вы-
пусков устанавливают полукольца уплотнений разъема
между верхней половиной щита и промежуточной втул-
кой на резиновой прокладке и обтягивают крепеж.
В процессе сборки турбогенераторов заполняют пас-
порт монтажных зазоров и протокол сопротивления изо-
ляции деталей и узлов (приложение 5).
После установки верхних половин торцевых щитов
испытывают обмотку статора номинальным напряже-
нием переменного тока 15,75 кВ (ТГВ-200) и 20 кВ
(ТГВ-300) и подсоединяют гибкие вставки, соединяю-
щие выводы с шинопроводом.
Опрессовка турбогенераторов. После установки верх-
них половин щитов и закрытия люков приступают к
опрессовке турбогенератора с устранением обнаружен-
ных течей. Утечки отыскивают при давлении 4 кгс/см2
(392 кПа) у турбогенераторов, эксплуатируемых при
давлении водорода 3 кгс/см2 (294 кПа), и при давлении
5 кгс/см2 (491 кПа) у турбогенераторов, эксплуатируе-
мых при давлении водорода 4 кгс/см2 (392 кПа). Оты-
скание течей производят аналогично описанному в гла-
ве 4.
После устранения утечек снижают давление воздуха
в корпусе турбогенератора до 3 кгс/см2 (294 кПа) и
производят контрольное измерение утечек воздуха в те-
чение 24 ч.
Турбогенераторы ТГВ 200 и ТГВ 300 совместно с си-
стемой газоснабжения считаются газоплотными, если
при начальном избыточном давлении 3 кгс/см2
(294 кПа) суточная утечка воздуха, приведенная к нор-
мальным условиям [р = 760 мм рт. ст. (98 кПа), Т=
= 273°+15° = 288 К], не превосходит 1,5% газового
объема статора с введенным ротором, который равен
70 м3 (ТГВ-200) и 75 м3 (ТГВ 300)
Допустимым утечкам при постоянной температуре +15° С соот-
ветствуют допустимые падения давления, мм рт ст. (кПа):
дГ-760
= Pz= —~.
где р, и р2 — абсолютные давления воздуха (равные избыточному
давлению плюс атмосферное) в корпусе генератора в начале и в
конце испытания, мм рт. ст. (кПа) АГ — допустимая утечка воз-
духа за время испытания, приведенная к атмосферному давлению
и температуре 15° С, м5; V—газовый обьем генератора, №.
8* 11S
Если температура воздуха в корпусе к концу испытания изме-
нилась, подсчет допустимого падения давления определяется по
формуле, мм рт. ст. (кПа):
^Р = Р1— Р2 = Ра
/ । Л \
\ Л / 0,38 V ’
где Г1 и Т2— абсолютные значения температур воздуха в начале
и конце испытания, равные 273° С плюс температура воздуха, °C.
Фактическая величина утечки воздуха определяется следующим
образом, м3;
ДП' = 0,38 у(^ ,
TJ
где W' — фактическая величина утечки воздуха за время испыта-
ний, приведенная к атмосферному давлению и температуре 15° С, м3.
Определение величины утечки воздуха производится следующим
образом, %
100 Г 1 -Р-^-
Р\ Т'ч
После окончания опрессовки турбогенератора за-
крывают картеры опорных подшипников, устанавливают
щеточный аппарат, подключают кабели возбуждения,
закрывают кожухи экранированного шинопровода, уста-
навливают крышки газоохладителей и трубопроводы.
После перевода на водород турбогенератор готов к
пу оку.
ПРИЛОЖЕНИЯ
Приложение 1
Приготовление полу проводящего лака Л9000 и Л9001
Наименование материалов Количество частей (по массе)
Лак Л 9000 Лак Л 9001
Лак БТ-99 92 94,5
Сажа ламповая 8 5.5
Допускается замена сажи ламповой на сажу газовую. Смеши-
вают лак БТ-99 и сажу и пропускают через краскотерку два раза.
Готовый лак должен удовлетворять следующим требованиям:
а) время сушки лаковой пленки на телефонной бумаге при тем-
пературе 20+5° С должно быть не более 2 ч;
б) пленка лака должна быть гладкая, однородная;
в) вязкость лака при температуре 20° С по воронке ВЗ-1
должна быть равна 40—70 с;
г) лак не должен иметь сгустков. Допускается выпадение осад-
ка сажи, которая при размешивании распределяется в лаке;
д) удельное поверхностное сопротивление должно быть в пре-
делах 104—106 Ом (Л9000) и 109— 10" Ом (Л9001);
е) лак применяется только после тщательного размешивания.
В случае получения удельного поверхностного сопротивления
ниже, чем указано в технических условиях, в полученный лак до-
бавляют лак БТ-99 и после тщательного перемешивания повторяют
испытание.
В случае получения удельного поверхностного сопротивления
выше, чем указано в технических условиях, в лак добавляют сажу,
пропускают 2 раза через краскотерку и повторно замеряют удель-
ное поверхностное сопротивление.
117
Приложение 2
Приготовление эпоксидного компаунда холодного отвердения без
наполнители
Смола ЭД-6 . . . 100 частей (по массе)
Метафснилендиамни . 13 частей (по массе)
Дибутплфталат . . 9 частей (по массе)
Взвешивают в фарфоровый стакан эпоксидную смолу н днбу-
тилфталат Стакан со смолой и дибутилфталатом помещают в печь
и выдерживают при температуре 100° С до полного расплавления
массы. Смесь тщательно перемешивают и охлаждают до темпера-
туры 60 ± 2° С. Взвесив необходимое количество метафенилендна-
.мина, небольшими порциями вводят его в охлажденную смолу,
тщательно перемешивая раствор. Нагревают массу до темпера-
туры 63 ± 2° С до полного расплавления метафенилендиамнна, -за-
тем охлаждают полученный компаунд до 20—40° С. В связи с тем
что «срок жизни» (т. е. время до начала затвердевания) компаунда
не более двух часов, приготавливают компаунд в таком количестве,
чтобы он был использован в течение 1—1,5 ч. Полное отвердение
компаунда происходит при температуре 20—25° С в течение 24 ч
или при температуре 20—25° С в течение 5—6 ч, а затем при тем-
пературе 60 ± 5° С в течение 3—4 ч.
Приложен ие 3
Приготовление эпоксидного клеящего лака ЭЛ-4
Смола ЭД-6 (или ЭД-5) . 100 частей (но массе)
Полиэтнленполиамип . 10 частей (по массе)
Полиэфир № 1 . . . 15 частей (по массе)
Ацетон 20 частей (по массе)
Подогревают эпоксидную смолу в фарфоровом стакане до тем-
пературы 60° С и вводят в нее при тщательном перемешивании
вначале полиэфир, а затем ацетон. Охлаждают массу до темпе-
ратуры 30—35° С, вводят в нее полиэтнленполиамип и тщательно
перемешивают. Лак приготовляют порциями, которые должны быть
использованы в течение его «срока жизни» — 3—3,5 ч.
П р и л о ж с и и е 4
Приговление эпоксидио-резольного лака ЭР1-30 горячей сушки
При изготовлении лака используют следующие соотношения
исходных материалов:
при применении этилового (гидролизного) спирта:
Смола ЭД-6 . . . 34,6 частей (по массе)
Лак бакелитовый . . 30,4 частей (по массе)
Спирт этиловый (гидролизный) 17,5 частей (по массе)
Толуол ....................... 17,5 частей (по массе)
118
при применении изопропилового спирта:
Смола ЭД-6 . . 38,0 частей (по массе)
Лак бакелитовый . 35,0 частей (по массе)
Спирт изопропиловый 13,5 частей (по массе)
Толуол 13,5 частей (по массе)
Нагревают смолу ЭД-6 до температуры 50—70° С и растворяют
в сиирто-толуольной смеси. Полученный раствор тщательно смеши-
вают со взвешенным количеством бакелитового лака.
Полученный лак должен соответствовать следующим требова-
ниям:
а) вязкость при температуре 20° С но вискозиметру ВЗ 4 не
более 20 с;
б) содержание нелетучих в % не менее 40%,
в) скорость полимеризации на плите при температуре 160° С
в пределах 100—150 с.
При применении указанных выше лаков для пропитки стекло-
иолотна их разводят спирто-толуолыюй смесью в соотношении:
3 литра смеси на 18,6 кг исходного лака.
Приложение 5
Минимально допустимые величины сопротивления изоляции
конструктивных деталей и узлов турбогенераторов
ТГВ-200 и ТГВ-300 при сборке
Место измерения сопротивления изоляции
МОм
Турбогенератор ГГВ-200
Сторона контактных колец
1. Между правой нижней колодкой и сферической обоймой
опорного подшипника
2. Между левой нижней колодкой и сферической обоймой
опорного подшипника
3. Между верхней колодкой и сферической обоймой опор-
ного подшипника
1. Между корпусом масляного уплотнения и наружным
щитом
5. Между верхней и нижней половинами диффузора
6. Между передним уплотнением и диффузором
7. Между верхней и нижней половинами уплотнения диффу-
зора
8. Между уплотнением и задним уплотнением диффузора
9. Между диффузором и промежуточным щитом
Сторона турбины
1. Между корпусом масляного уплотнения и наружным
щитом
2. Между внутренним маслоу ловителем и щитом
10
10
10
2
1
1
I
1
I
2
1
119
Продолжение п р и л о ж. 5
Место измерении сопротивления изоляции
Турбогенератор ТГЗ-ЗОО
Сторона контактных колец
1. Между правой нижней колодкой и сферической обоймой
опорного подшипника
2. Между левой нижней колодкой и сферической обоймой
опорного подшипника
3. Между верхней колодкой и сферической обоймой опор-
ного подшипника
4. Между корпусом масляного уплотнения и наружным
щитом
5. Между наружным уплотнением диффузора и верхней по-
ловиной корпуса диффузора
6. Между наружным уплотнением диффузора и нижней по-
ловиной диффузора
7. Между половинами диффузора
8. Между нижней половиной диффузора и промежуточным
щитом
9. Между верхней половиной диффузора и промежуточным
щитом
Сторона турбины
1. Между корпусом масляного уплотнения и наружным
щитом
2. Между верхней половиной уплотнения кожуха и верхней
половиной кожуха
3. Между нижней половиной уплотнения кожуха и нижней
половиной кожуха
4. Между половинами уплотнения кожуха
о. Между половинами кожуха
6. Между верхней половиной кожуха и промежуточной
втулкой
7. Между нижней половиной кожуха и нижней половиной
наружного щита
8 Между нижней половиной внутреннего маслоуловителя
и наружным щитом
9. Между верхней половиной внутреннего маслоуловителя
и промежуточной втулкой
10. Между трубопроводы подачи п слива воды и промежу-
точной втулкой
10
10
10
2,0
1,0
1,0
1,0
1,0
1,0
2,0
1,0
1,0
1,0
1,0
1,0
1,0
1 0
1,0
1,0
Сопротив юние изоляции опорных подшипников и масляных
уплотнений вала замеряют мегаомметром напряжением 1000 В,
а остальных деталей — мегаомметром 500 В.
120
Список литературы
1. Хазан С. И. Турбогенераторы. Повреждения и ремонт. М,
'Энергия», 1971. 648 с.
2. Куфман Я. И., Аврух В. ГО., Ростнк Г. В. Уплотнения тур-
богенераторов с водородным охлаждением. Vi.. «Энергия» 1968.
144 с.
3. Аврух В. Ю., Зайчиков В. Г., Шелепов В. А. Устройство
и эксплуатация щеточных узлов современных турбогенераторов
и турбовоюудитслей. М. «Энергия», 1974. 136 с.
4. Дегнль Г. С. Повышение мощности и надежности турбоге-
нераторов ТГВ-200. Киев, «Техника», 1968. 88 с.
5. Эксплуатация и ремонт турбогенератора ТГВ-300. Киев, «Тех-
ника», 1973. 196 с. \вт.: Л. Я. Станиславский, Г. П. Еювит,
П. Я- Карташевский, Б. В. Спивак, И. Я- Чсрсмисо, А. А. Чиги-
ринский.
6. Исследования режимов и усовершенствование конструкций
мощных турбогенераторов. Киев. «Паукова думка», 19/2. 176 с.
Авт.: Ю. В. Бондарчук, Н Г. Гринченко; Г П. Езовит, А. К- Ле-
вицкий, Б. В. Спивак, Л. Я Станиславский.
7. Мандрыкин С. А. Обслуживание генераторов с водородным
охлаждением. М„ «Энергия», 1971. 96 с
8. Брановский М. А., Лисицин И. С., Сивков А. П. Исследова-
ние и устранение вибрации турбоагрегатов. М. Энергия», 1969.
232 с.
9. Булаткин В. А., Гурьев И. Я., Семкин Р. М. Ремонт ротор-
ных бан цажей турбогенераторов. М., «Энергия», 1973 96 с.
10. Булаткин В. А., Гурьев И Я., Семкнн Р. М. Масляные
уплотнения вала турбогенераторов. Vi.. «Энергия». 1970. 72 с.
11. Иноземцев Е. К. Ремонт мощных электродвигателей блоч-
ных электростанций. М„ «Энергия», 1975. 104 с.
12. Куфман Я. И., Голоднова О. С. Анализ надежности уплот-
нения турбогенераторов с водородным охлаждением. — «Электри-
ческие станции», 1972, № 5, с. 49.
13. Сидоров А. М., Дьяконов Л. Г. Износ вкладышей торцевых
уплотнений вала турбогенератора ТГВ-300. — «Электрические стан-
ции». 1972, № 10, с. 81.
14. Клепфиш Р. Б_, Шевцов Н. И. Ремонт активной стал» ста-
тора турбогенератора ТГВ-300. — «Энергетик», 1974. № 6. с. 11.
15. Дунцив 3. С_, Кириленко Ю. А., Хоменко В. И. Некоторые
особенности ремонта активной стали турбогенератора ТГВ-200.—
«Энергетик», 1973. № 1, с. 29.
16. Азбукин Ю. И. Влияние закручивания охлаждающего газа
ia интенсивность вентиляции турбогенераторов. — «Электрические
станции». 1974, Лв 8, с. 37.
17. Иноземцев Е. К. Повышение надежности резинового уплот-
нения турбогенератора. — «Энергетик», 1975. № 10, с. 18.
18. Результаты испытаний турбогенераторов типа ТГВ-300.—
«Электрические станции», 1970. № 7, с. 25. Авт.: А. Т. Лебедев,
А. М. Уфимцев, К. К .Тайко, П. Я- Карташевский.
19. Румянцев А. И. Восстановительный ремонт ротора турбо-
генератора типа ТГВ-200. — «Энергетик», 1970, № 5, с. 14.
20. Объем и нормы испытаний электрооборудования. М., «Энер-
гия». 1975. 224 с.
21. Якименко В. И. Переход к испытаниям стали генератора
при индукции 1,4 Т. — «Электрические станции», 1975, № 10. с. 47.
Цена 26 коп.