




































































































































































































































































































































































































































































































































































































































































































































Author: Зубченко А.С.
Tags: стандартизация продукции, процессов, мер, весов и времени стандарты технические требования нормы и правила рекомендации общее машиностроение машиноведение сталь сплавы металлов
ISBN: 5-217-03177-8
Year: 2003




СТАЛЕЙ
И СПЛАВОВ
СОСТАВИТЕЛИ:
Зубченко А.С. д-р техн, наук,
Колосков М.М. канд. техн, наук, Каширский Ю.В. канд. физ.-мат. наук, Астахов Ю.И., Герасимов В.И. канд. техн, наук, Голеныпина Л.Г. канд. техн, наук, Григорьева Н.Н., Гудков В.Н. канд. техн, наук, Дегтярев А.Ф. канд. техн, наук, Долбенко Е.Т. д-р техн, наук, Жаров В.В., Кириллова О.М. канд. техн, наук, Клауч Д.Н. канд. техн, наук, Кузнецов Е.В. канд. техн, наук, Меньшова Н.Ф., Митина Е.Н., Петропавловская З.Н. д-р техн, наук, Русинова И.Н. канд. техн, наук, Рязанова Е.Д., Скоробогатых В.Н. канд. техн, наук, Томина С.П., Тыкочинская Т.В. канд. техн, наук, ШиролаповаТ.Б.
МОСКВА “МАШИНОСТРОЕНИЕ” 2003
ИЗДАТЕЛЬСТВО “МАШИНОСТРОЕНИЕ-1”
шжчшпж
СТАЛЕЙ
И СПЛАВОВ
Под редакцией заслуженного деятеля науки РФ, д-ра техн, наук, проф.
А. С. Зубченко
2-е издание, переработанное и дополненное
МОСКВА “МАШИНОСТРОЕНИЕ” 2003
ИЗДАТЕЛЬСТВО “МАШИНОСТРОЕНИЕ-1”
УДК 1621.002.3-034.14:0061(035)
ББК 34.431я2
М28
Марочник сталей и сплавов. 2-е изд., доп. и испр. /А.С. Зубченко, М.М. Колосков, Ю.В. Каширскии и др. М28 Под общей ред. А.С. Зубченко - М.: Машиностроение, 2003. 784 с.: илл.
Содержит около 600 марок сталей и сплавов чёрных металлов. Для каждой марки указаны назначение, химический состав, механические свойства в зависимости от состояния поставки, температуры, режимов термообработки, поперечного сечения заготовок, места и направления вырезки образца, описан комплекс технологических свойств. Приведены системы маркировки сталей по Евронормам и национальным стандартам. В приложениях даны физические свойства; механические свойства в зависимости от температур отпуска, испытания, ковочных; жаропрочные свойства; марки, характеристики и области применения электротехнических и транспортных сталей; зарубежные материалы, близкие по химическому составу к отечественным; перевод твёрдости по Бринеллю, Роквеллу, Виккерсу и Шору; соответствие различных шкал температур.
Во втором издании (1-е изд. 2001 г.) увеличено количество марок сталей и сплавов, в приложении приведены строительные и транспортные стали и некоторые их зарубежные аналоги, расширены сведения по маркировке сталей в национальных стандартах различных стран.
Для конструкторов, технологов, металловедов, исследователей и других специалистов всех отраслей машиностроения, может быть полезен студентам вузов.
УДК [621.002.3-034.14:006](035)
ББК 34.431я2
ISBN 5-217-03177-8
ISBN 5-94275-045-9
© Издательство “Машиностроение”, 2001 г.
© «Издательство «Машиностроение-1», 2003 г.
СОДЕРЖАНИЕ
Предисловие ко второму изданию......... 12
Введение.................................. 13
Условные обозначения...................... 15
Перечень сокращений....................... 16
Технологические свойства.................. 17
Системы маркировки сталей в различных странах................................... 23
Система маркировки сталей в России и друих странах СНГ....................... 23
Конструкционные стали................. 23
Инструментальные стали................ 24
Коррозионно-стойкие стали............. 24
Система маркировки сталей по Евронормам..................................... 25
Наименование сталей................... 25
Порядковые номера..................... 30
Системы маркировки сталей в различных европейских странах..................... 30
Система маркировки сталей в Германии.. 30
Система маркировки сталей во Франции. 34
Система маркировки сталей в Италии.... 35
Система маркировки сталей в Швеции. 35
Системы маркировки сталей в США...... 36
Система обозначений AISI.............. 36
Система обозначений ASTM.............. 37
Универсальная система обозначений UNS................................... 38
Система маркировки сталей в Японии... 38
Конструкционные стали................. 38
Инструментальные стали................ 40
Коррозионно-стойкие стали............. 40
Жаропрочные стали..................... 40
Автоматизированные банки данных по свойствам машиностроительных и энергетических материалов............................... 41
Общие положения........................ 41
Сравнительные характеристики существующих АБД............................... 42
Основные свойства создаваемого банка данных и его системы управления........ 45
Структура банка........................ 45
Формы сбора информации................. 56
Программное обеспечение банка. Взаимодействие пользователя с банком...... 56
Перспективы развития системы......... 58
Стали и сплавы.......................... 60
Раздел 1. Стали и сплавы конструкционные 61
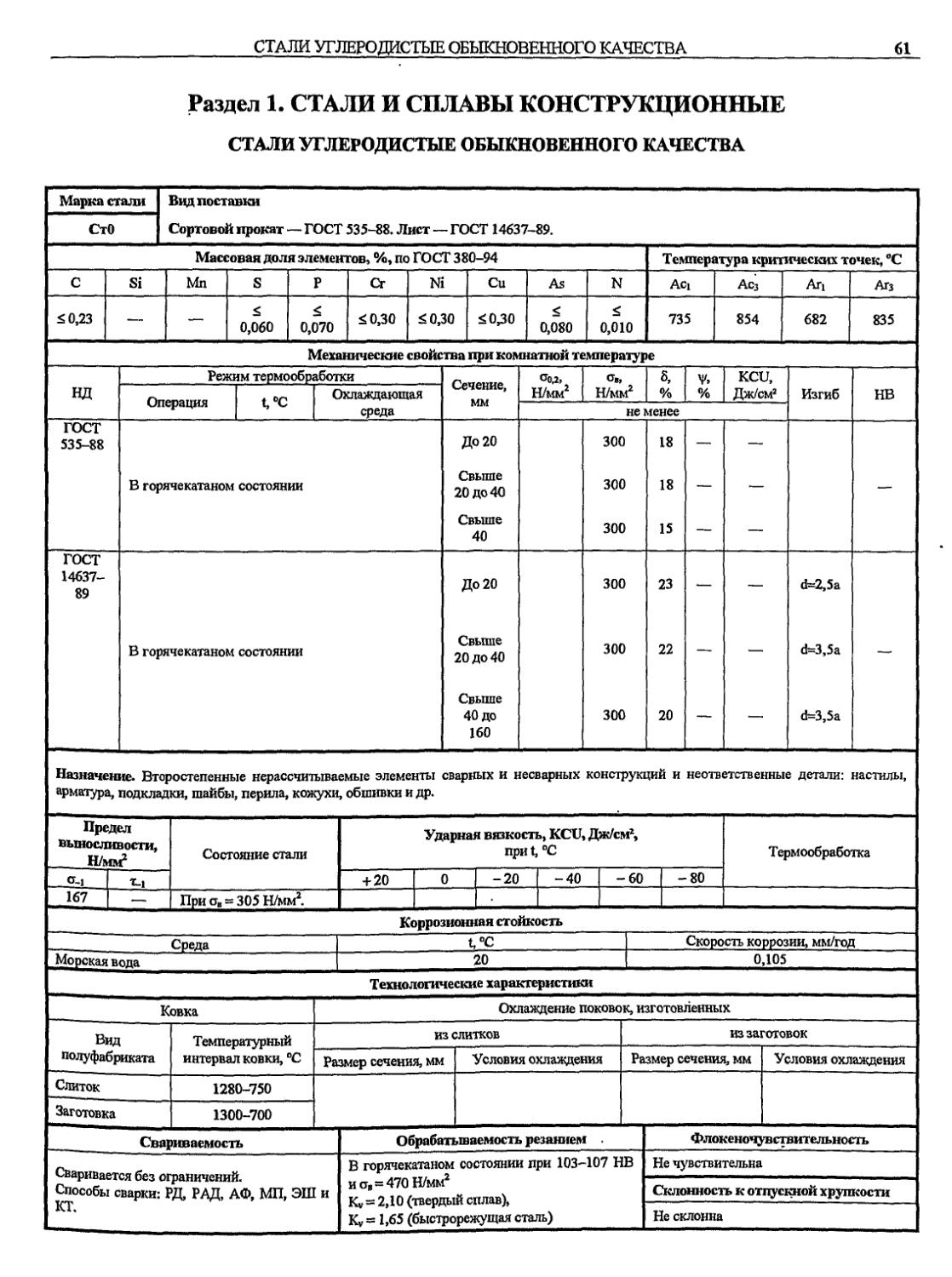
Стали углеродистые обыкновенного качества 61
СтО........................... 61
Ст2кп......................... 62
Ст2пс......................... 63
Ст2сп......................... 64
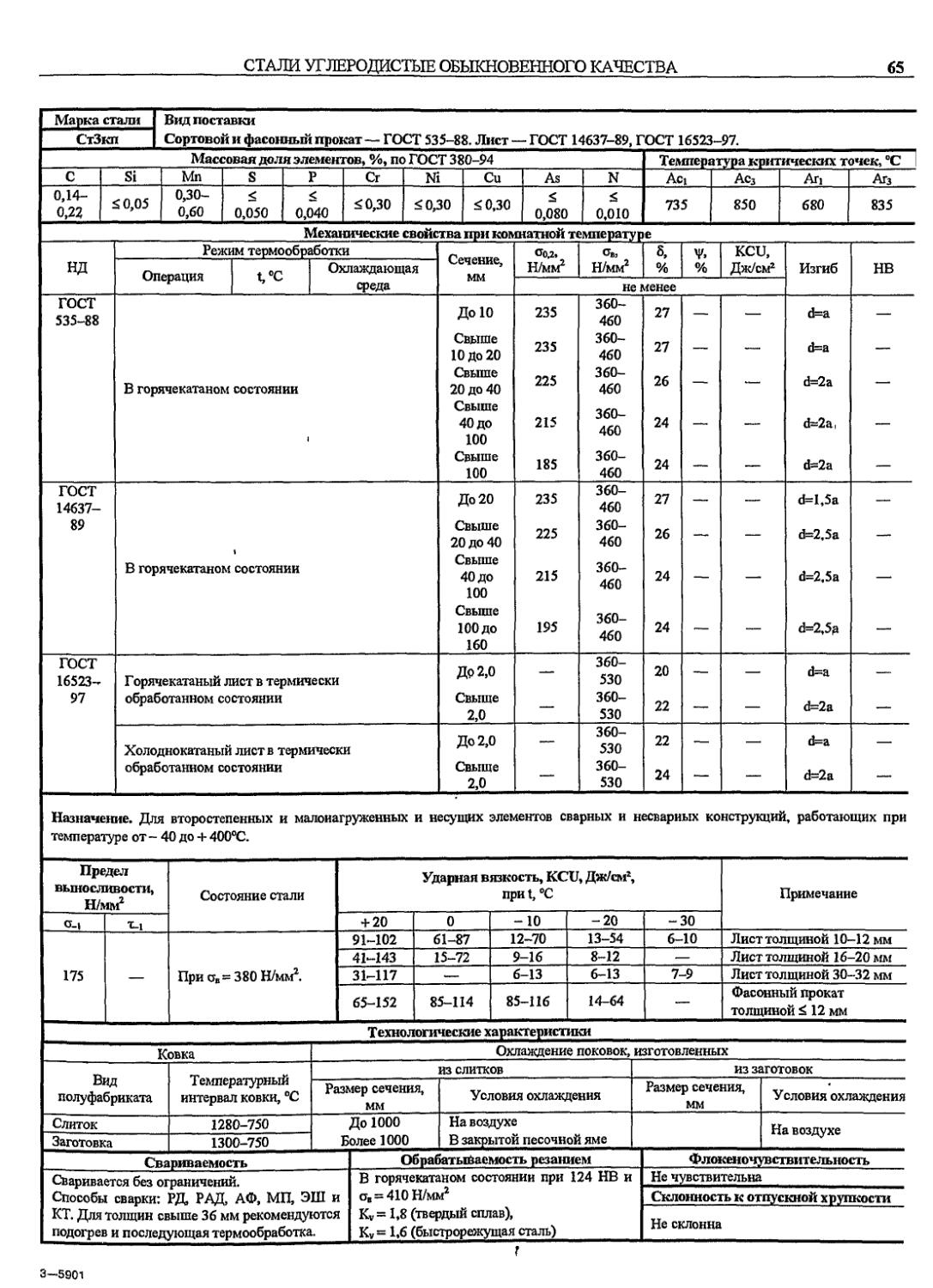
СтЗкп......................... 65
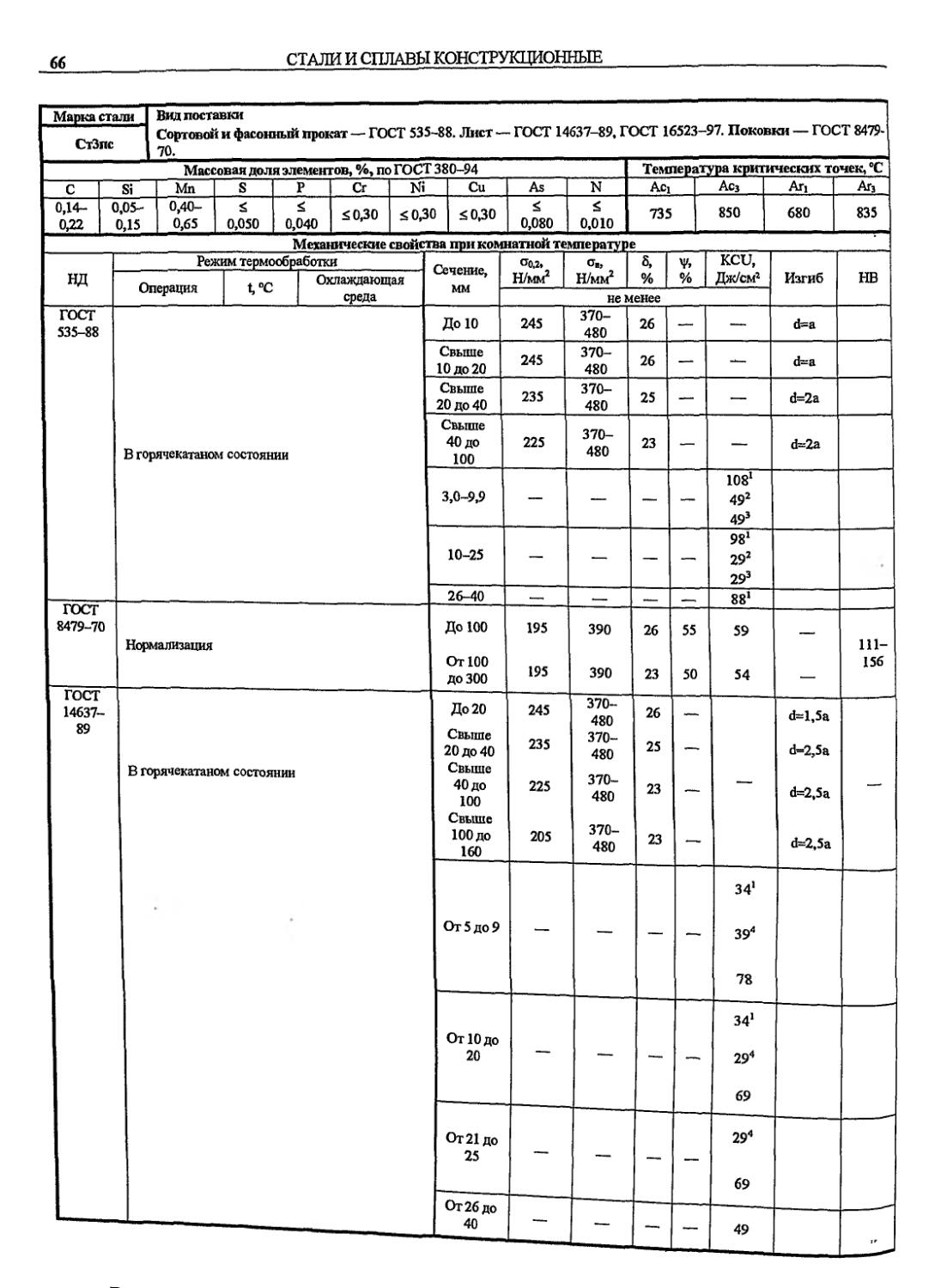
СтЗпс......................... 66
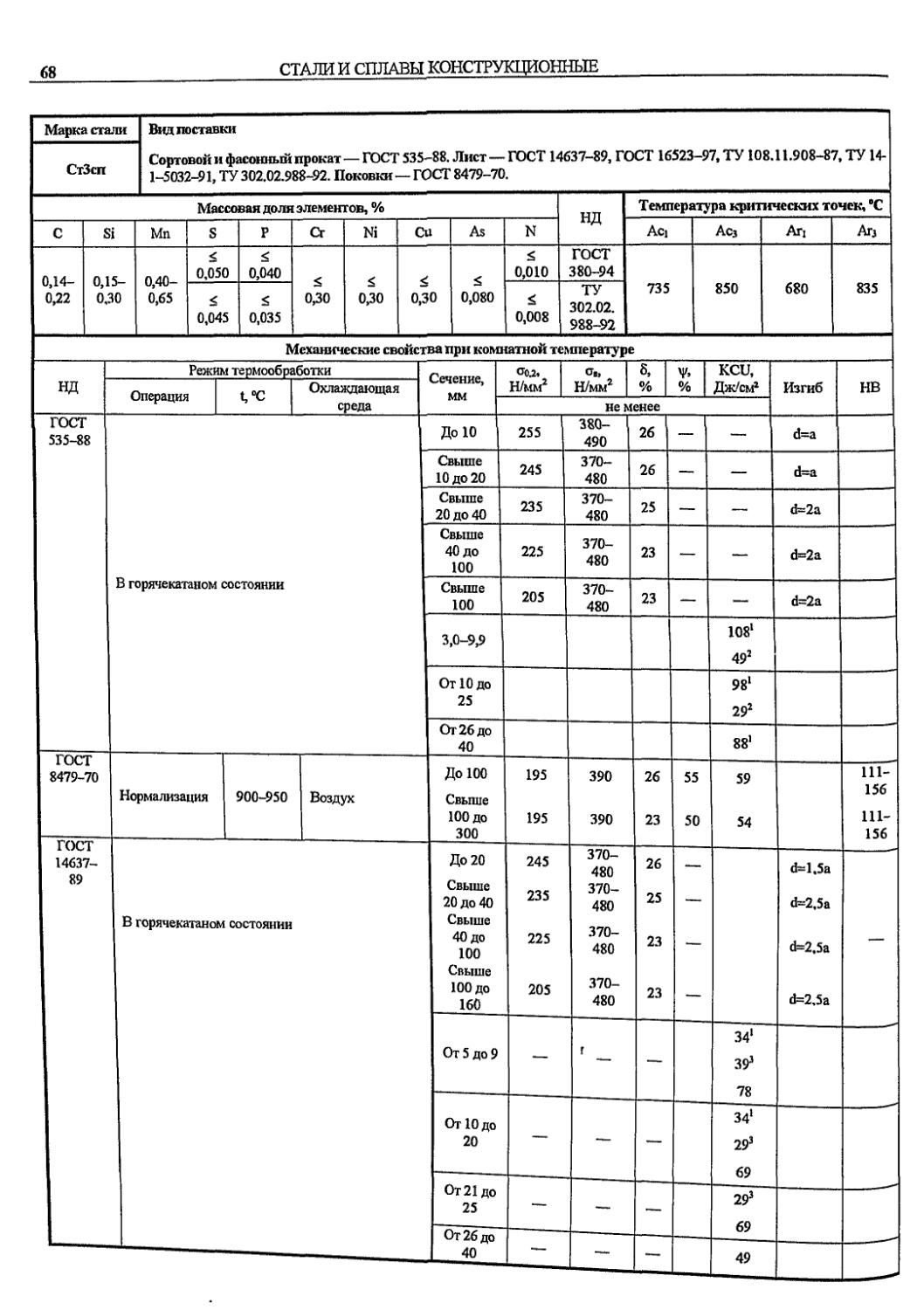
СтЗсп......................... 68
СтЗГпс........................ 70
СтЗГсп........................ 71
Ст4кп......................... 72
Ст4пс......................... 73
Ст5пс......................... 74
Ст5сп......................... 75
Стбпс......................... 77
Стбсп......................... 78
Стали углеродистые качественные......... 79
08кп.......................... 79
08............................ 80
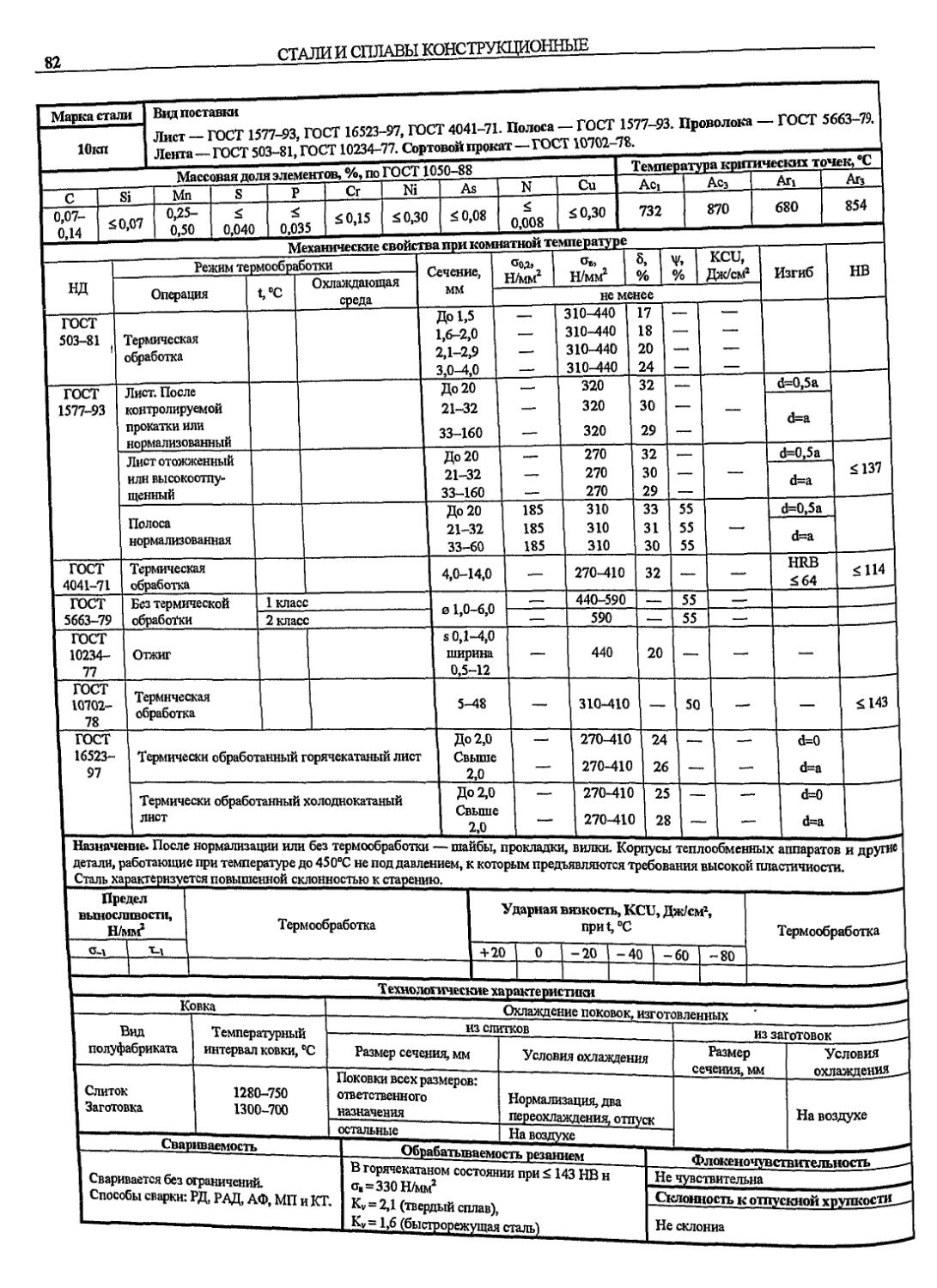
Юкп........................... 82
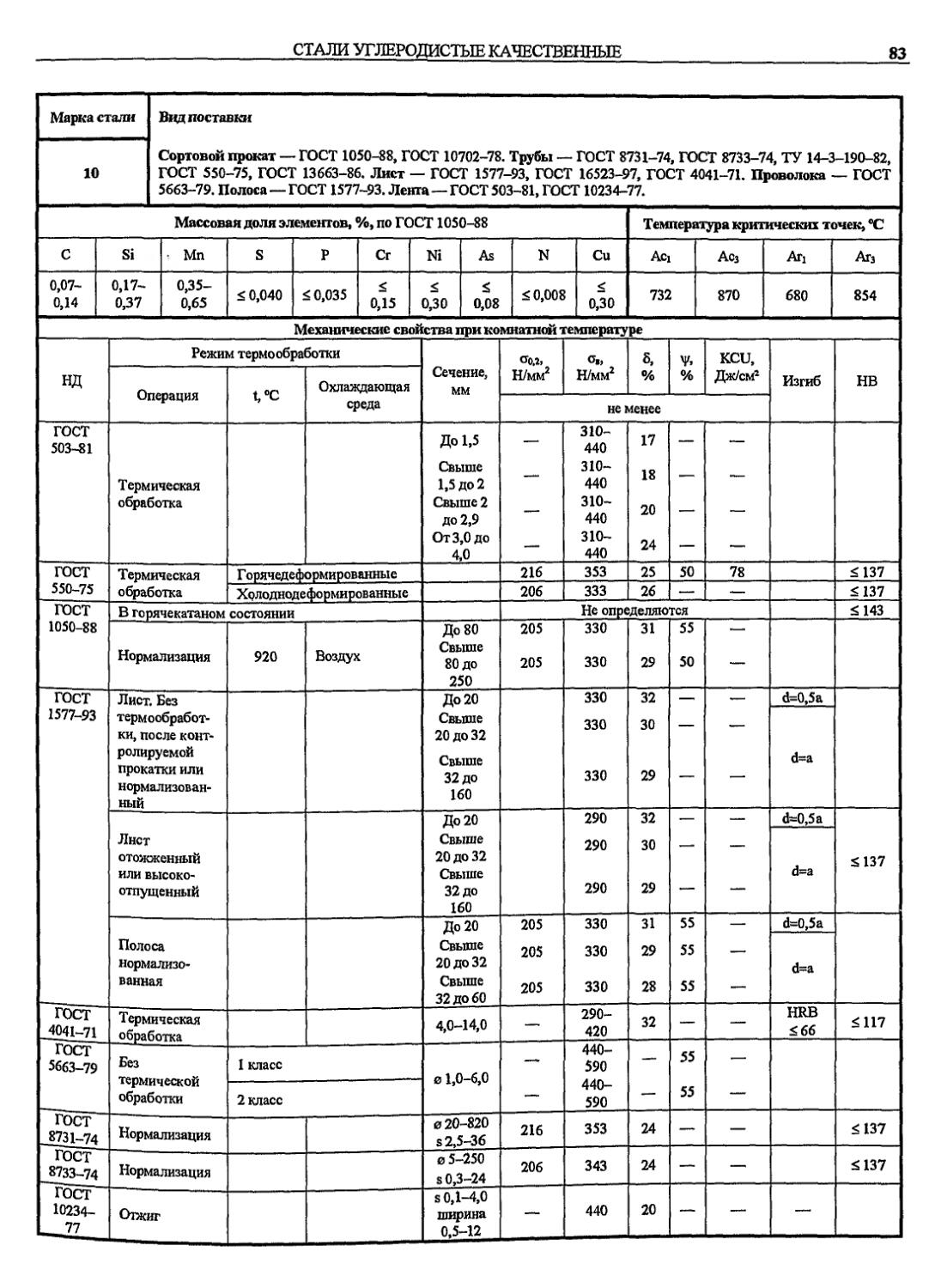
10............................ 83
15кп.......................... 85
15.......................... 86
20кп.......................... 88
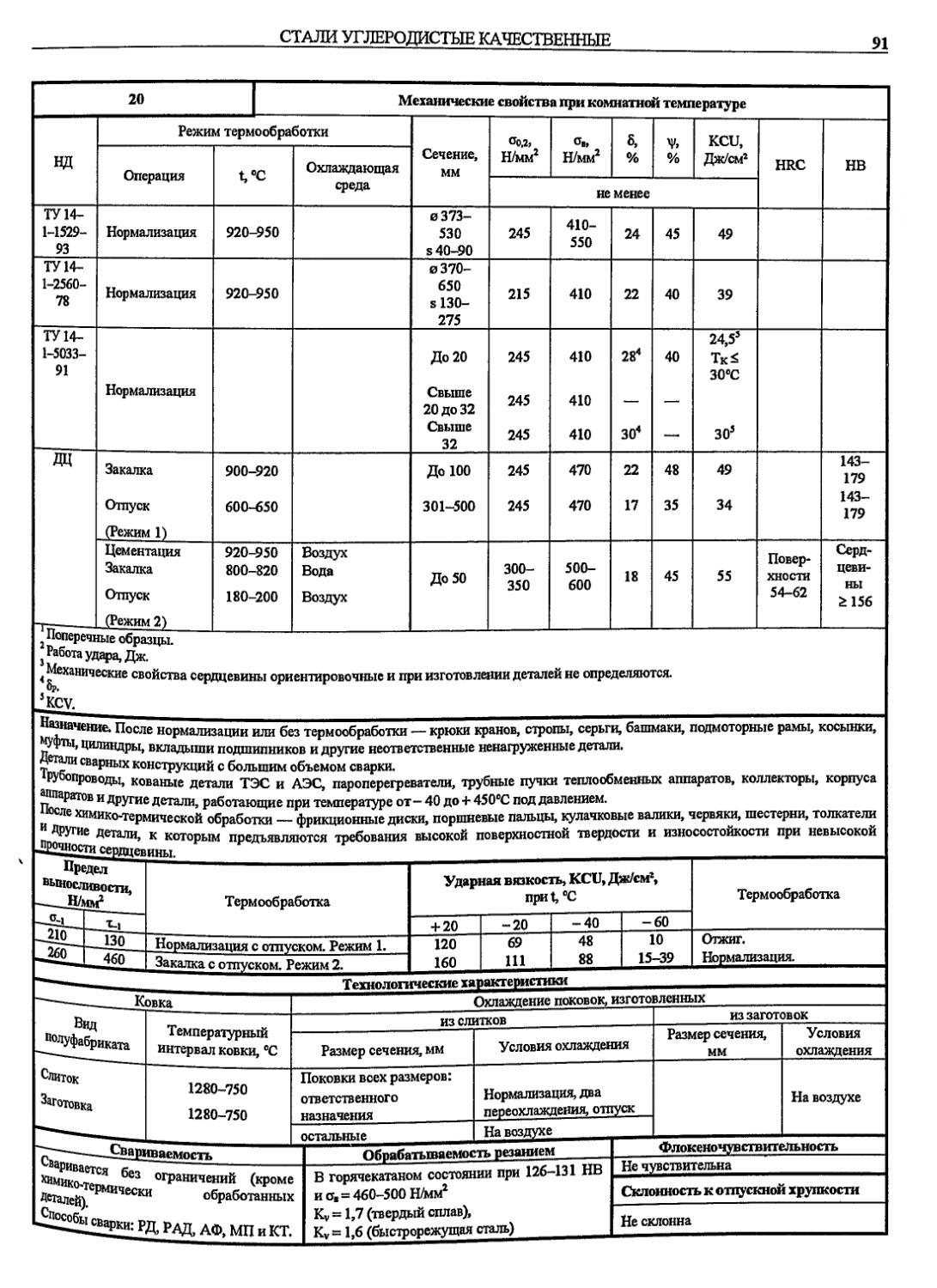
20............................ 89
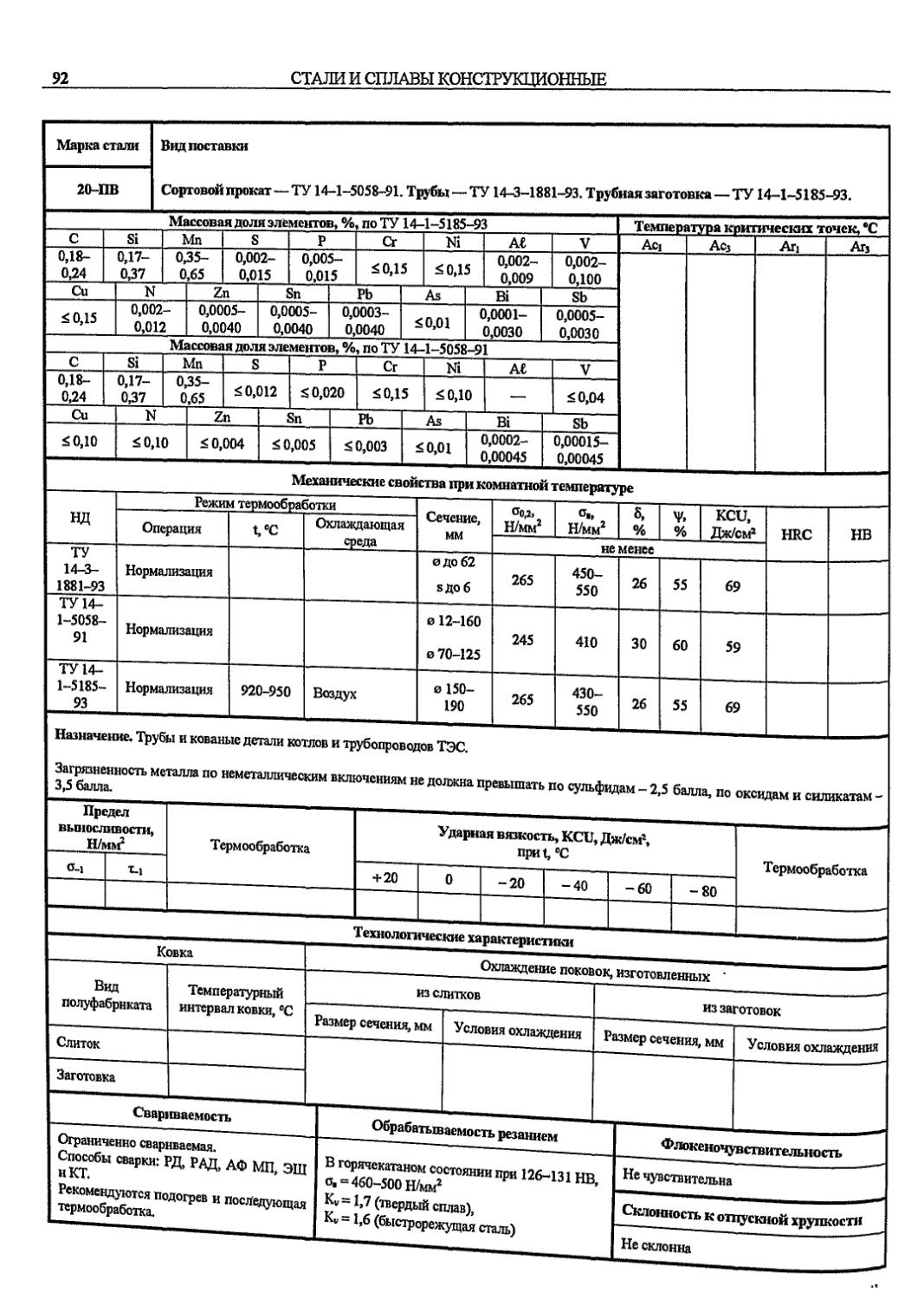
20-ПВ......................... 92
20-Ш.......................... 93
25.......................... 94
30............................ 96
35............................ 98
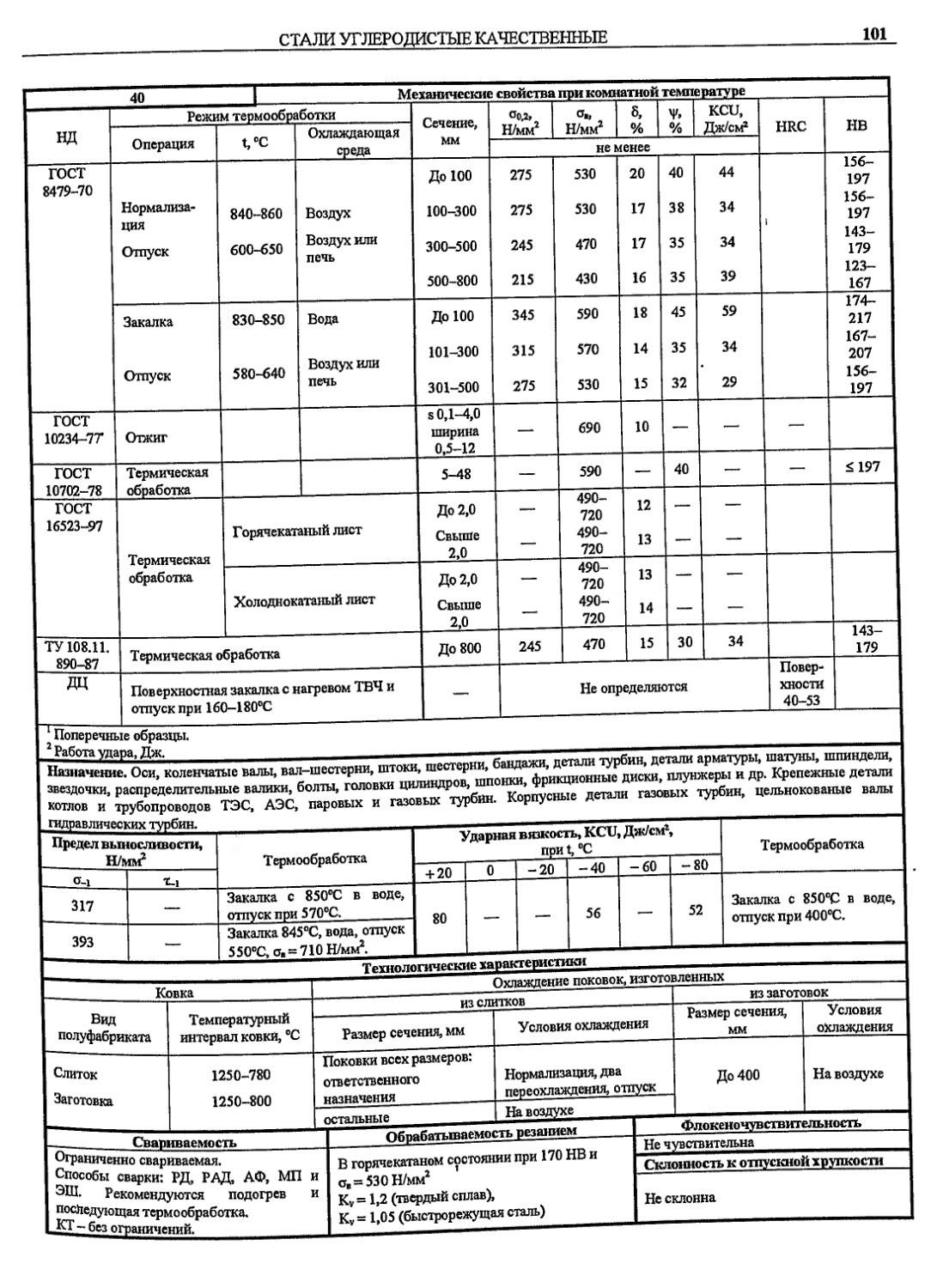
40........................... 100
45........................... 102
50........................... 104
55........................... 106
6
СОДЕРЖАНИЕ
60.......................... 108
75........................... ПО
85.......................... Ill
15К......................... 112
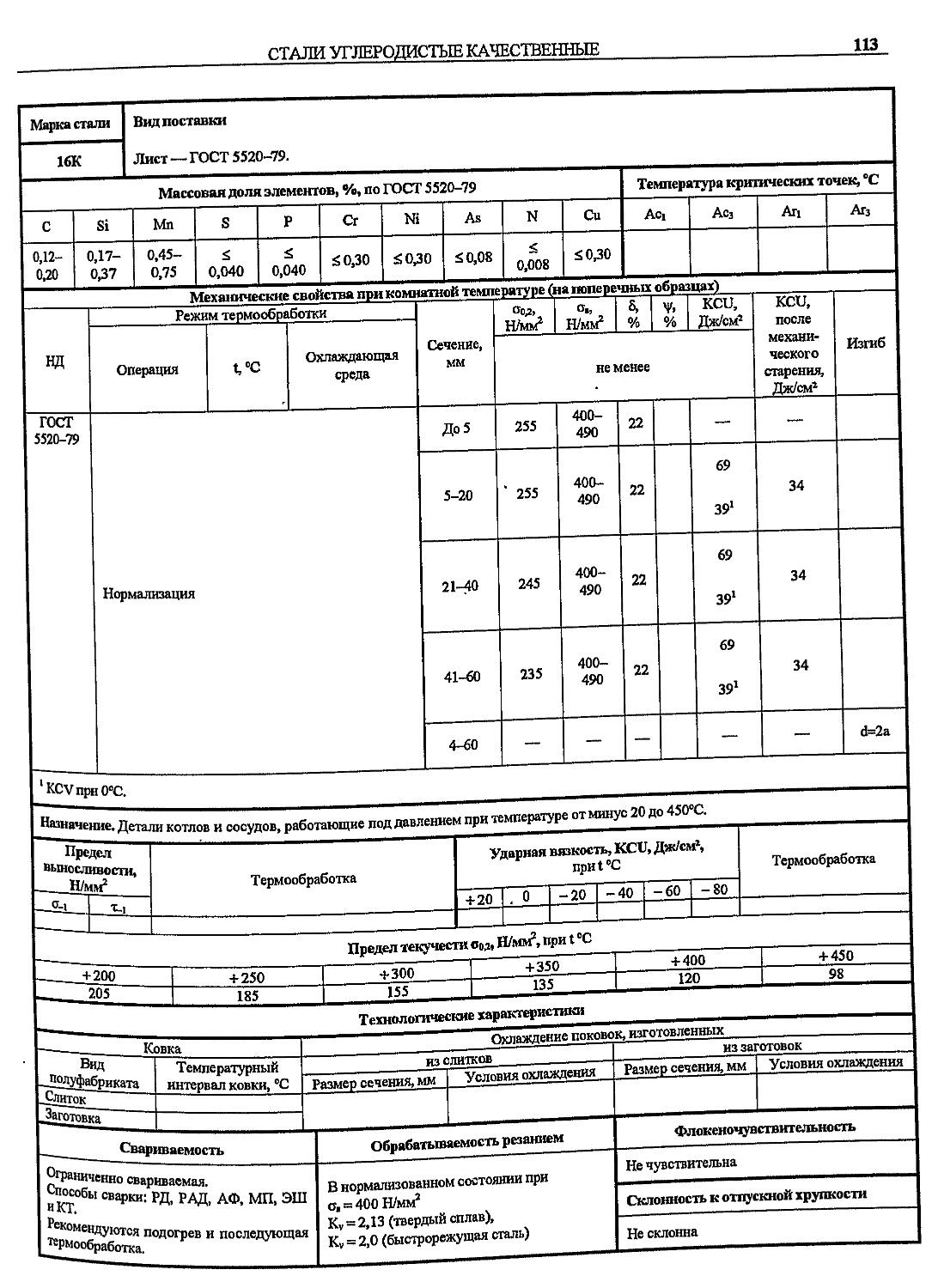
16К.......................... ИЗ
18К......................... 114
20К......................... 115
22К......................... 116
А12......................... 117
А20......................... 118
АЗО......................... 118
А35......................... 119
А40Г........................ 119
ОС.......................... 120
Стали низколегированные.............. 121
15Г......................... 121
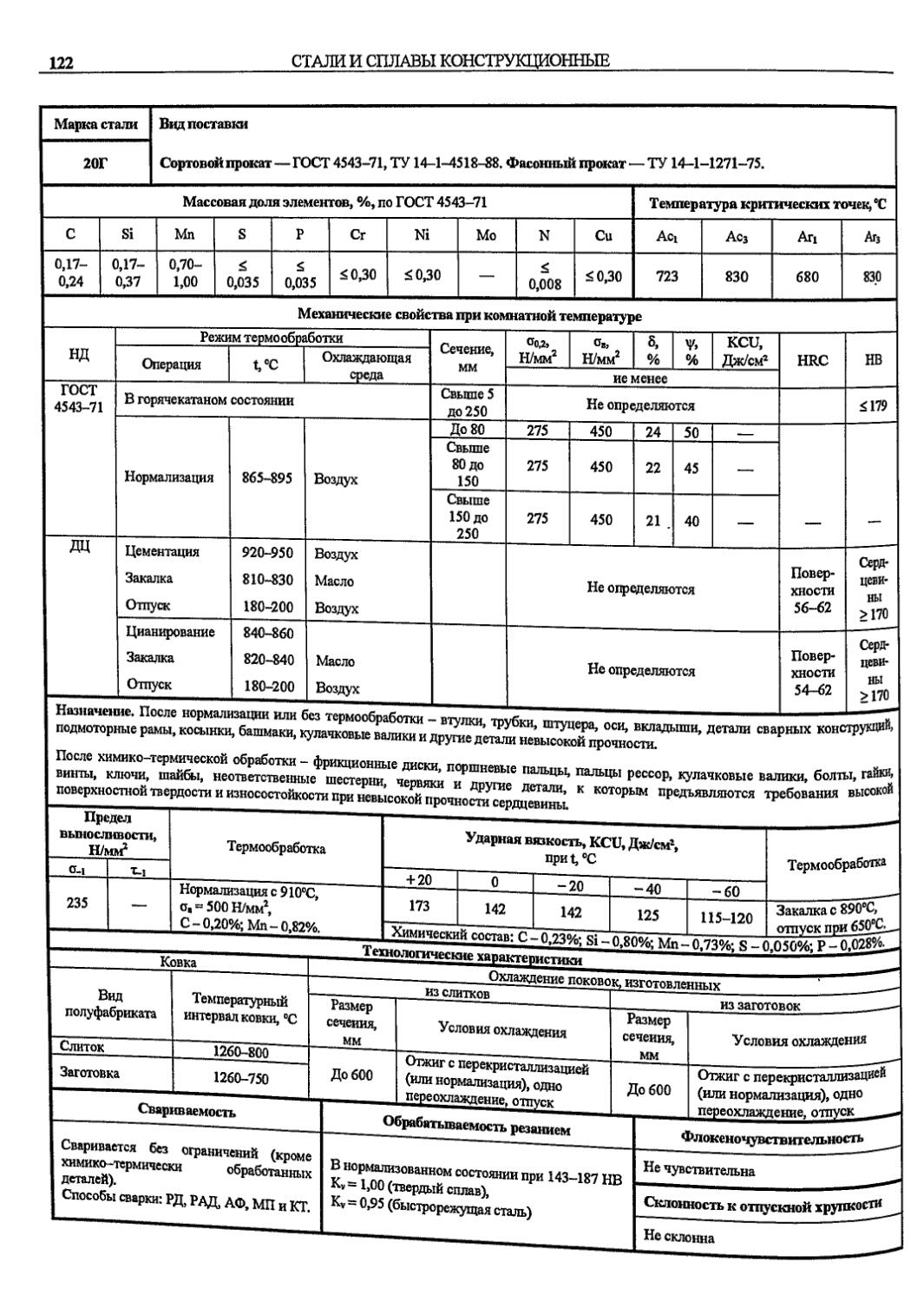
20Г......................... 122
ЗОГ......................... 123
40Г......................... 124
45Г......................... 125
50Г......................... 126
09Г2........................ 127
10Г2......-................ 128
14Г2....................... 129
15ГС....................... 130
16ГС....................... 132
17ГС....................... 134
17Г1С...................... 135
20ГС....................... 136
25ГС....................... 137
09Г2С...................... 138
10Г2С1..................... 141
18Г2С...................... 143
18ГФпс..................... 144
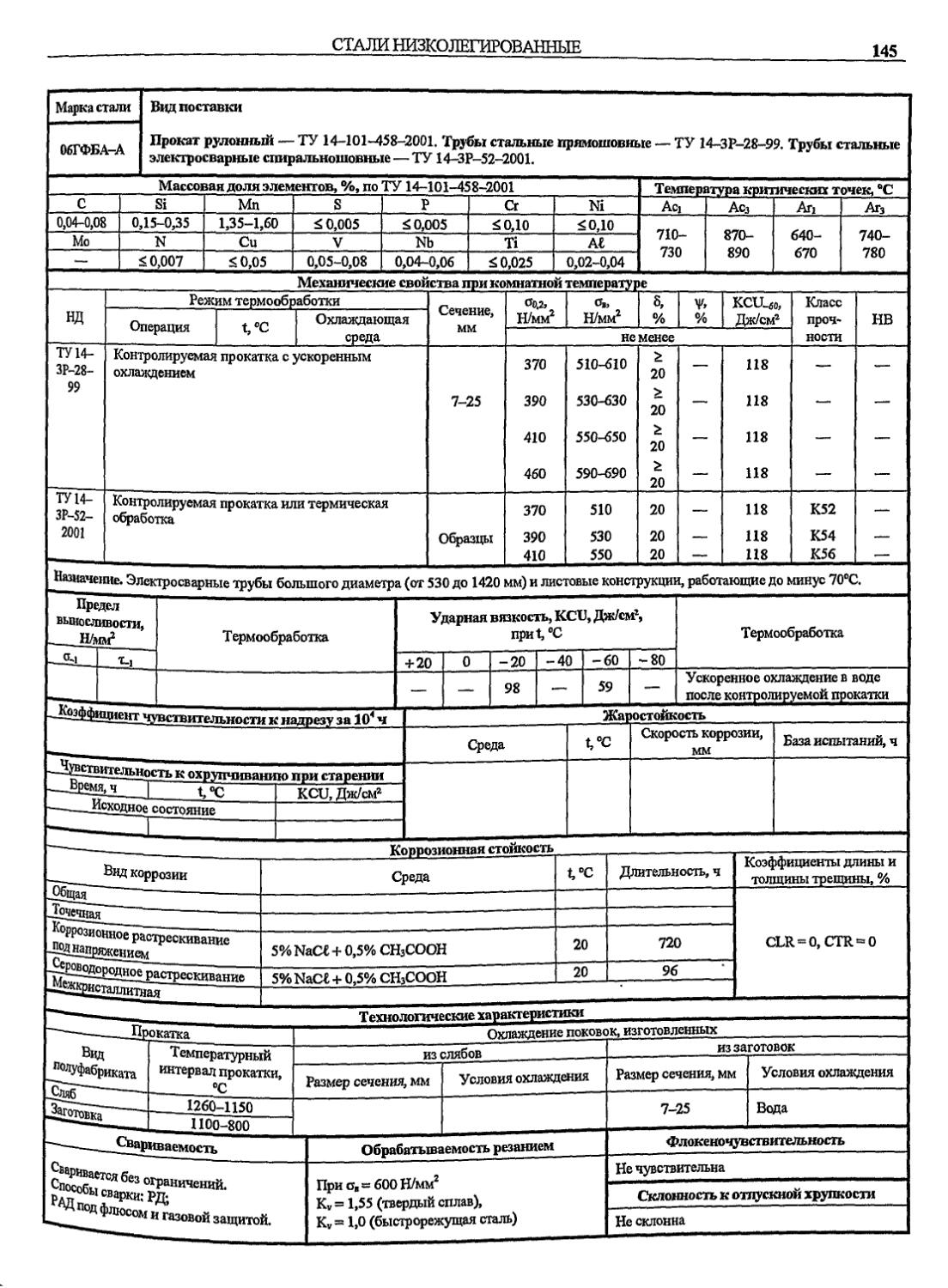
06ГФБА-А................... 145
15Г2БМ..................... 146
18Г2АФпс................... 147
16ГНМА..................... 148
23Г2А...................... 149
26Г2С...................... 150
35Г2.................... 151
40Г2.................... . 152
45Г2.................... 153
50Г2.................... 154
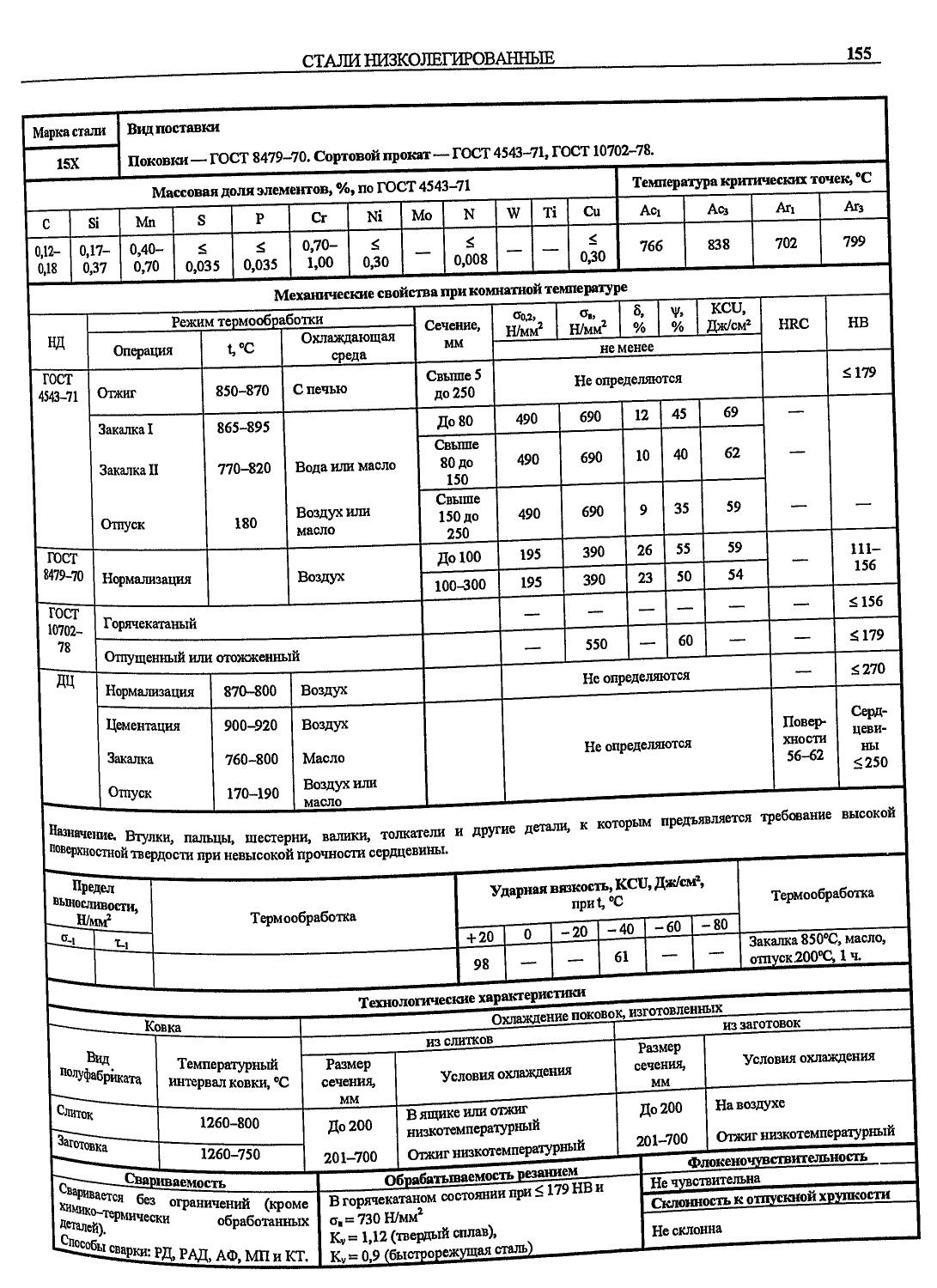
15Х..................... 155
20Х..................... 156
ЗОХ..................... 157
35Х..................... 158
38ХА.................... 159
40Х..................... 160
45Х..................... 161
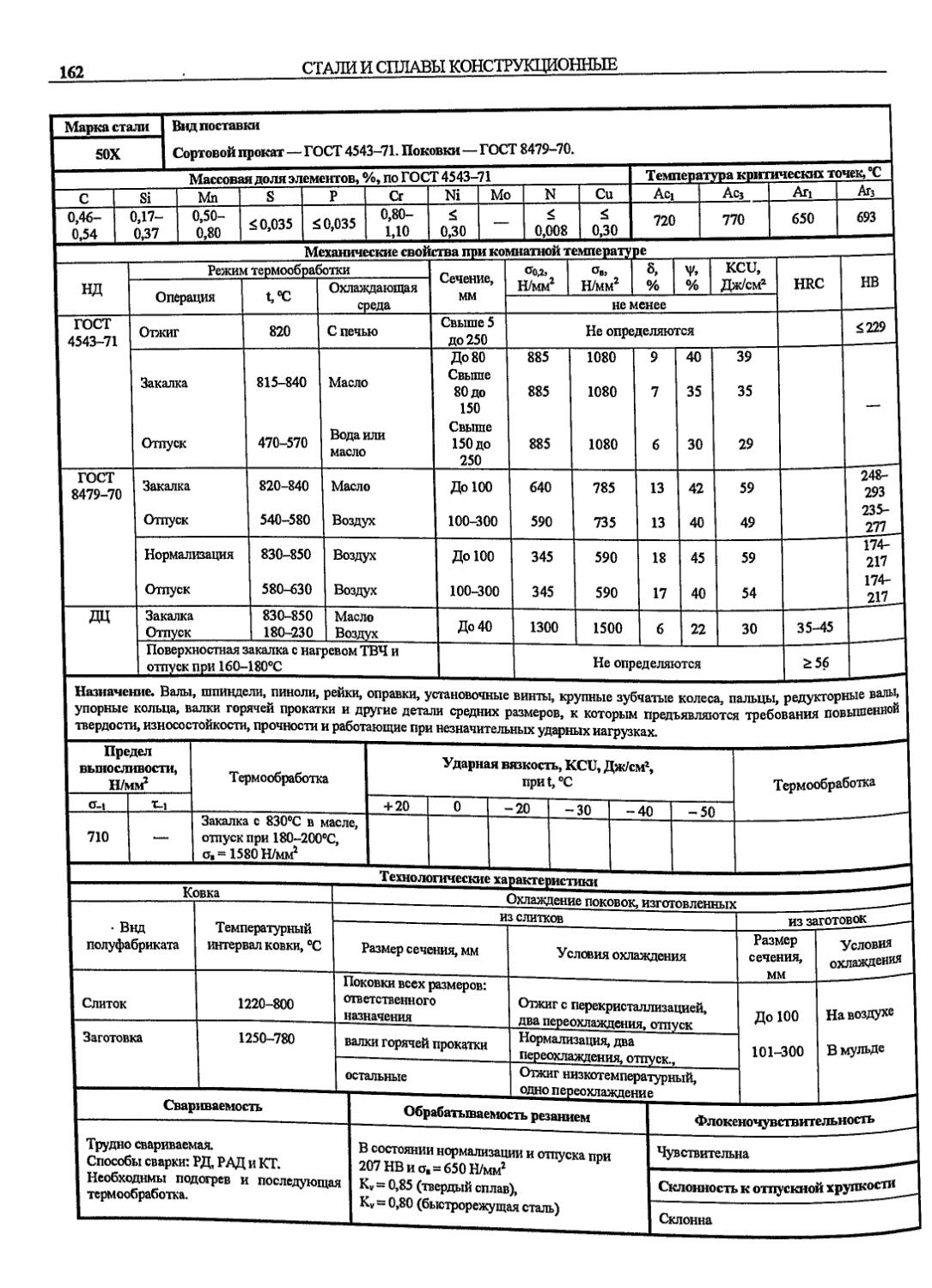
50Х..................... 162
Стали легированные.............. 163
18ХГТ................... 163
25ХГТ................... 164
20ХГР................... 165
27ХГР................... 166
ЗОХГТ................... 167
25ХГМ................... 168
30Х2ГМТ................. 169
14Х2ГМР, 14ХМНДФР....... 170
15ХФ.................... 171
ЗЗХС.................... 172
38ХС.................... 173
40ХС.................... 174
10ХСНД.................. 175
15ХСНД.................. 177
20Х2М................... 179
22ХЗМ................... 180
ЗОХМ, 30ХМА............. 181
32ХМ1А.................. 182
34ХМА................... 183
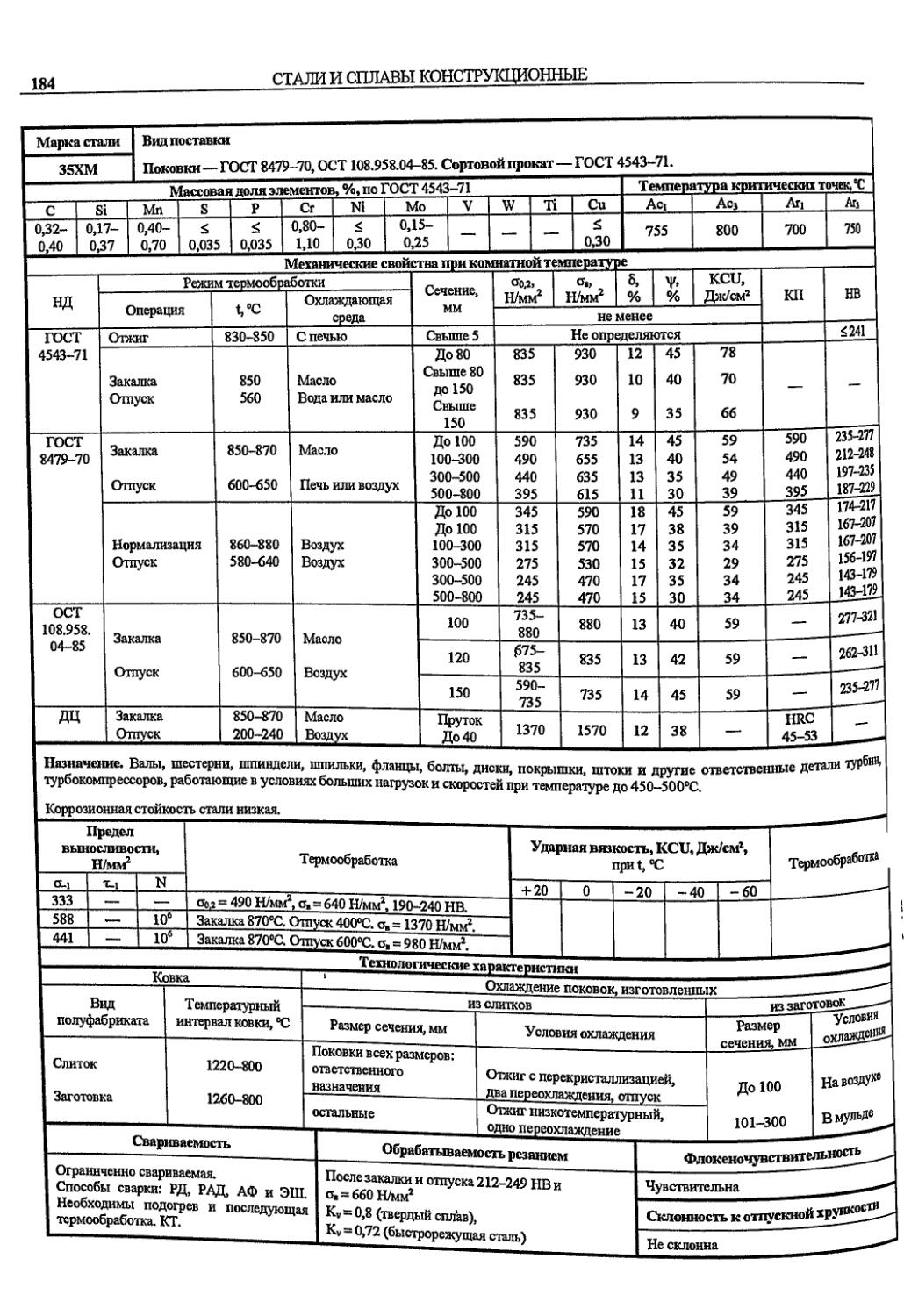
35ХМ.................... 184
40ХФА................... 185
ЗОХЗМФ.................. 186
36НХ.................... 187
20ХН.................... 188
40ХН.................... 189
45ХН.................... 190
20ХНР................... 191
СОДЕРЖАНИЕ
7
12ХН2.................. 192
12ХНЗА................. 193
20ХНЗА.................. 194
ЗОХНЗА.................. 196
15Х2НМФА............... 197
15Х2НМФА-А, 15Х2НМФА класс 1........ 198
12Х2Н4А................ 199
20Х2Н4А................. 200
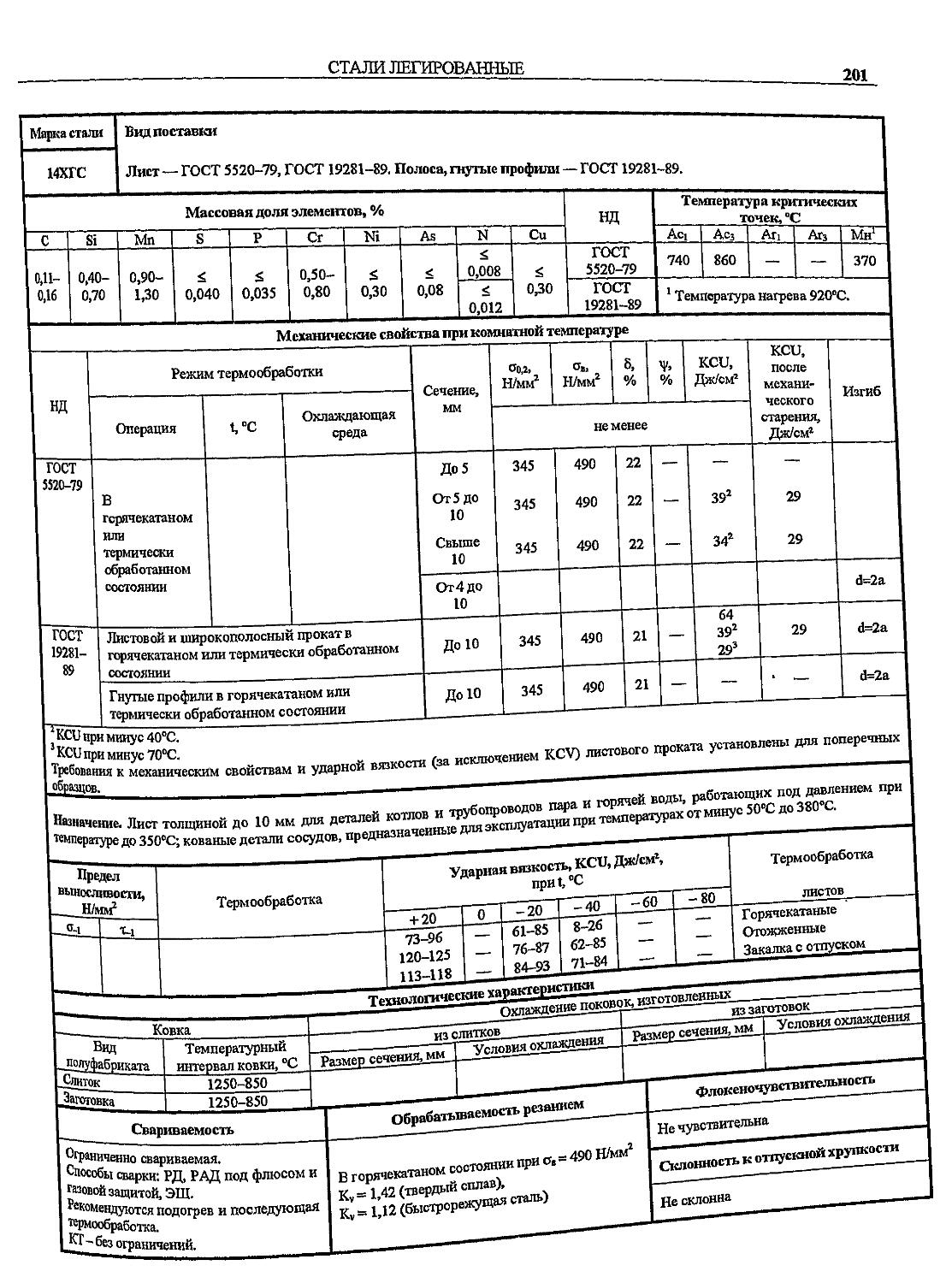
14ХГС.................. 201
20ХГСА.................. 202
25ХГСА.................. 203
ЗОХГС, ЗОХГСА........... 205
30ХГСН2А (ЗОХГСНА)..... 206
35ХГСА.................. 207
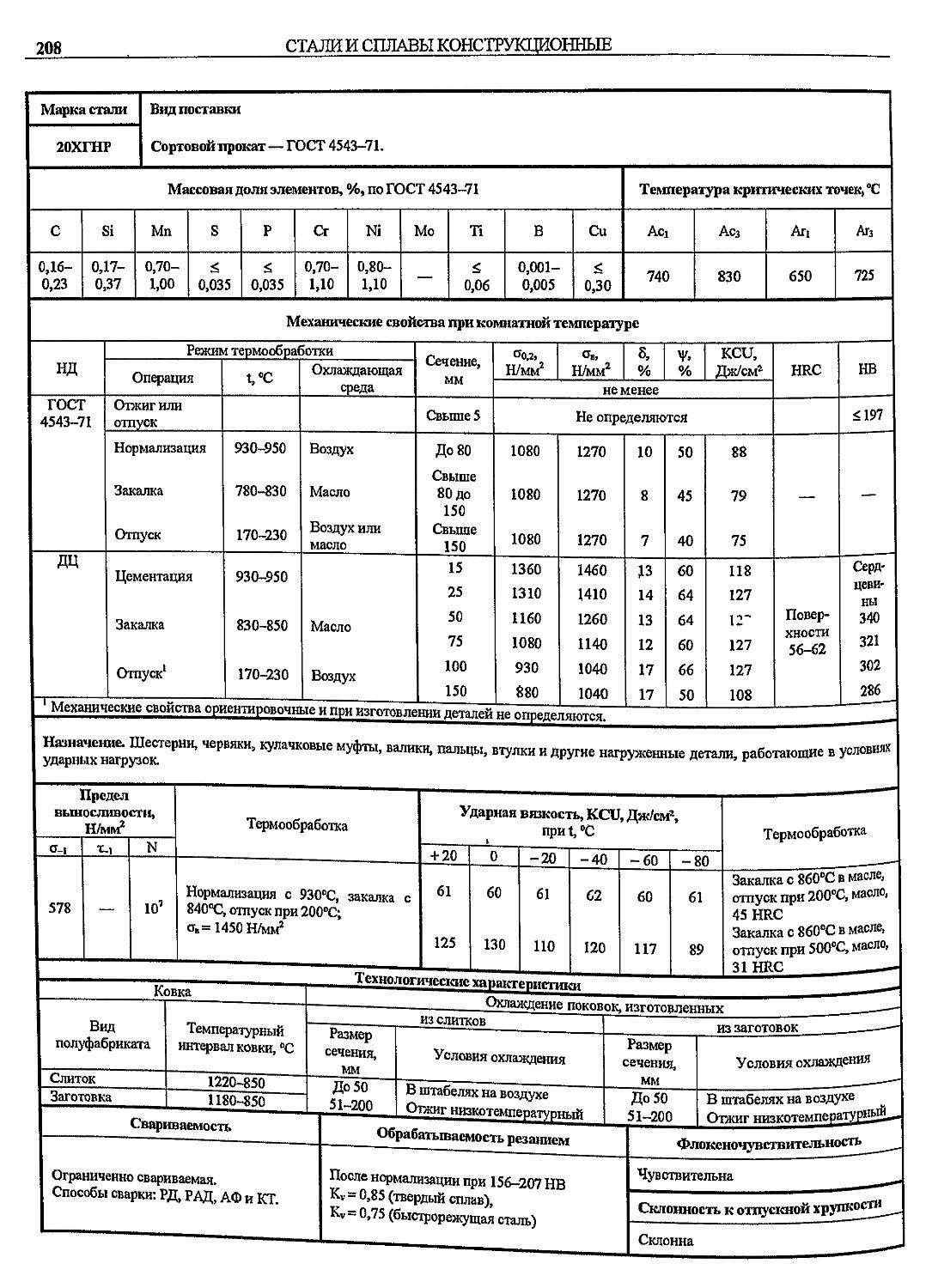
20ХГНР................. 208
38ХГН.................. 209
34ХН1М, 34ХН1МА........ 210
20ХН2М (20ХНМ)......... 212
30ХН2МА................ 213
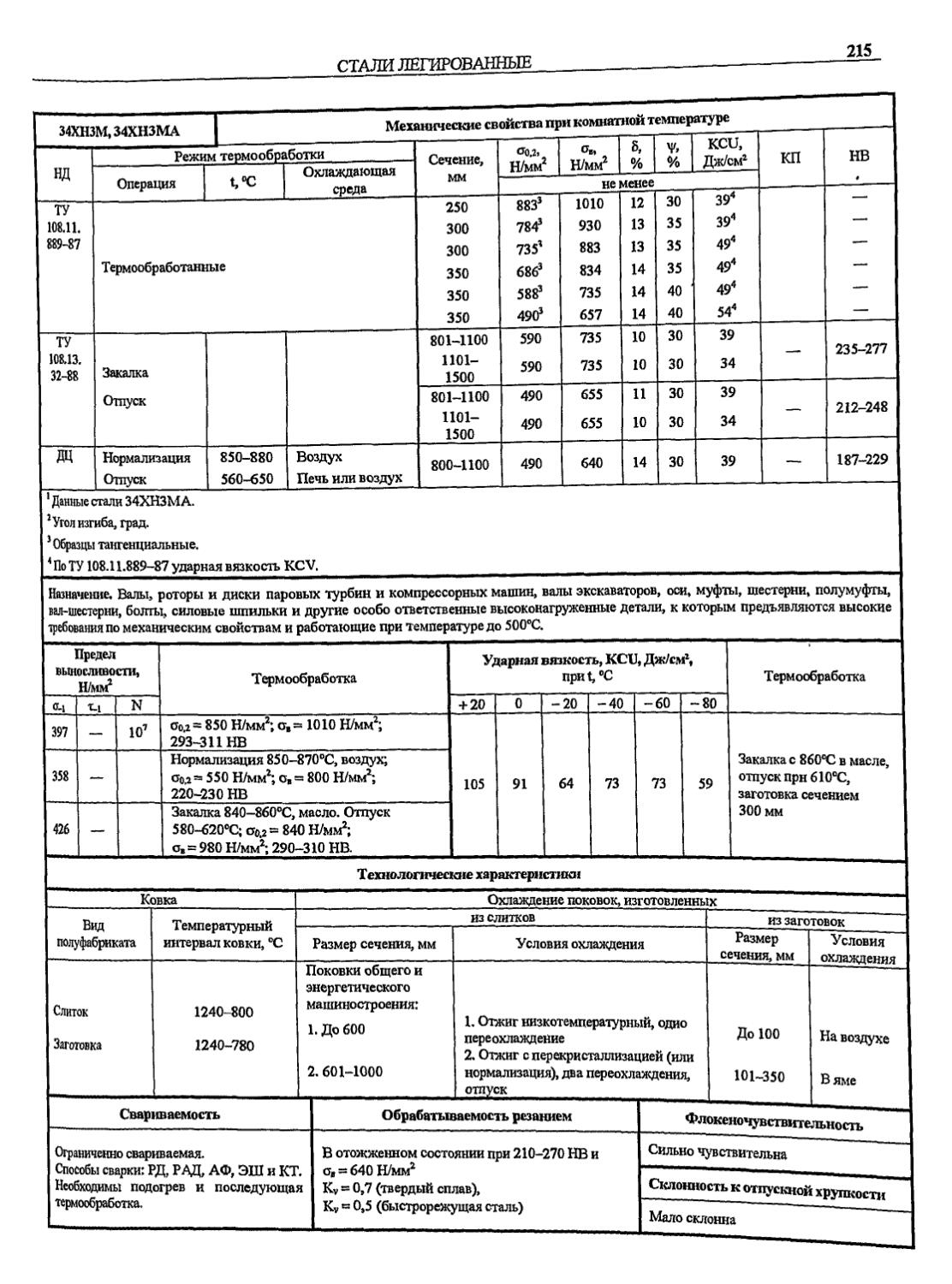
34XH3M, 34XH3MA........ 214
38XH3MA................ 216
38Х2Н2МА (3 8ХНМА)...... 217
14Х2НЗМА............... 218
38X2H3M................ 219
40ХН2МА (40ХНМА)....... 220
40Х2Н2МА (40Х1НВ А)..... 221
35ХН1М2ФА.............. 222
25Х2НМФА............... 223
30ХН2МФА (30ХН2ВФА)..... 224
25ХНЗМФА............... 225
35ХНЗМФА............... 226
26ХНЗМ2ФА.............. 228
ЗОХНЗМ2ФА.............. 229
12Х2НВФА............... 230
36Х2Н2МФА (36ХН1МФА).... 231
38ХНЗМФА............... 232
20ХН4ФА................ 233
18Х2Н4МА (18Х2Н4ВА).... 234
25Х2Н4МА (25Х2Н4ВА).... 235
38Х2МЮА (38ХМЮА)........ 236
12МХ..................... 237
15ХМ..................... 239
20ХМ..................... 240
12Х1МФ (ЭИ 575).......... 241
12Х1МФ-ПВ................ 242
13Х1МФ (14Х1ГМФ, ЦТ 1)... 243
15Х1М1Ф.................. 244
12Х2МФБ (ЭИ 531)......... 245
12Х2МФСР................. 246
25Х1МФ (ЭИ 10)........... 247
25Х1М1Ф (Р2, Р2МА)....... 248
25Х2М1Ф (ЭИ 723)......... 249
20Х1М1Ф1ТР (ЭП 182)...... 250
20Х1М1Ф1БР (ЭП 44)....... 251
20ХЗМВФ (ЭИ 415, ЭИ 579). 252
15Х5М (12Х5МА, Х5М)..... 253
15Х5ВФ................... 254
05Г4ДМФ.................. 255
05Г4МНФ.................. 256
08ГДНФ................... 258
10ГН2МФА, 10ГН2МФА-ВД, 10ГН2МФА-Ш............... 259
09Н2МФБА-А............... 260
20НЗДМА.................. 262
13Н5А.................... 263
Стали целевого назначения........ 264
65Г...................... 264
50ХФА.................... 265
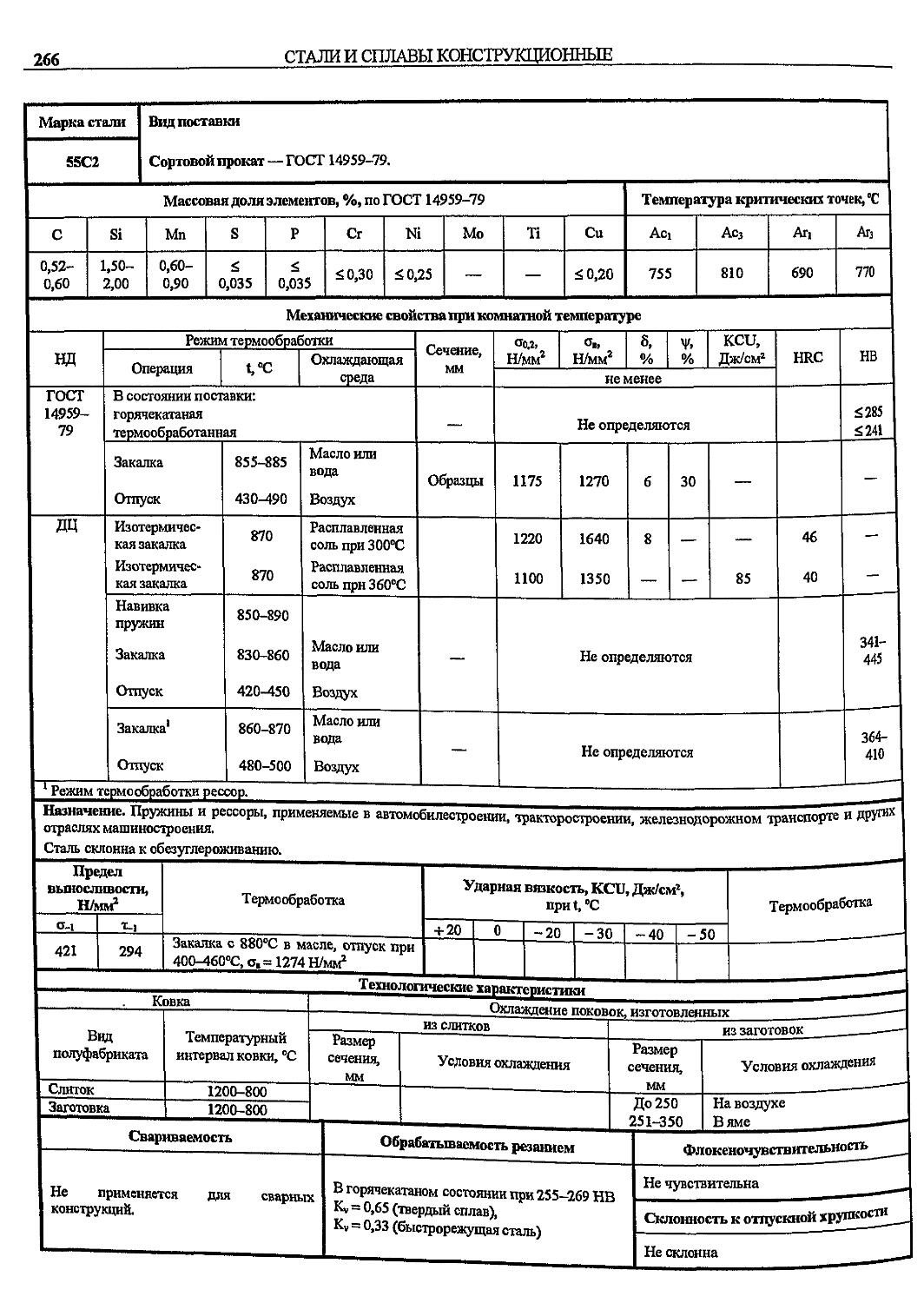
55С2..................... 266
60С2,60С2А............... 267
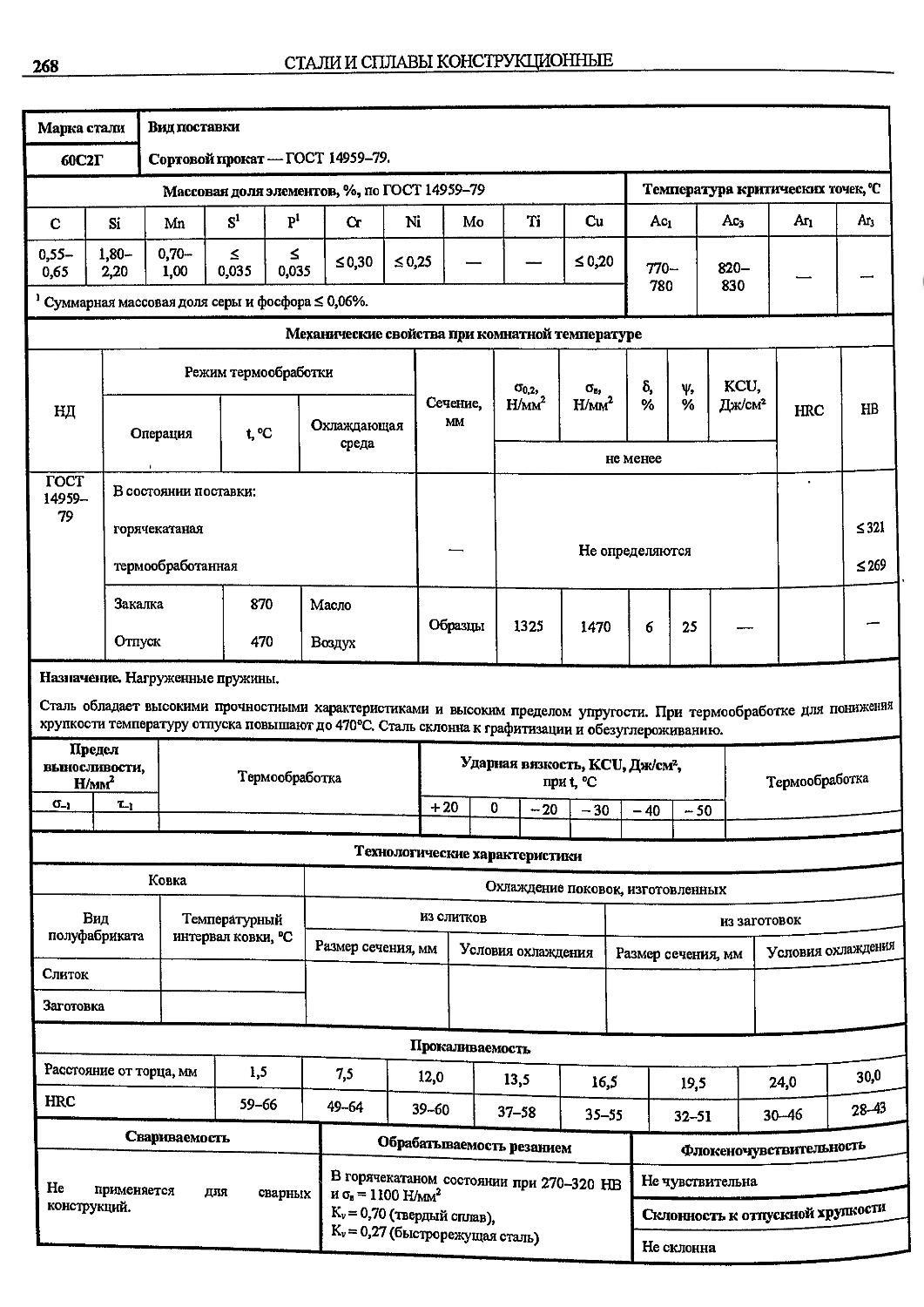
60С2Г.................... 268
65С2ВА................... 269
70С2ХА................... 270
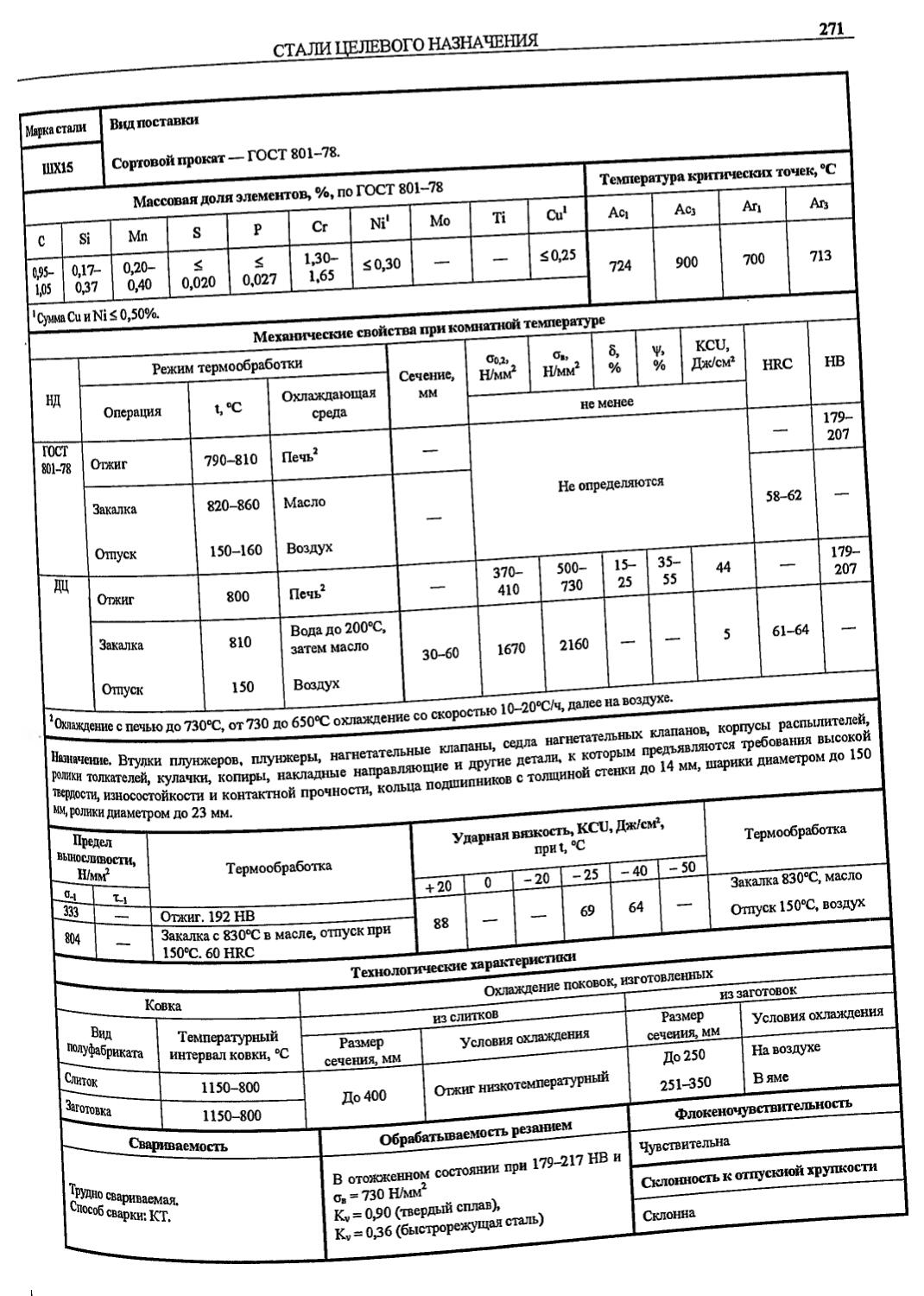
ШХ15..................... 271
ШХ15СГ................... 272
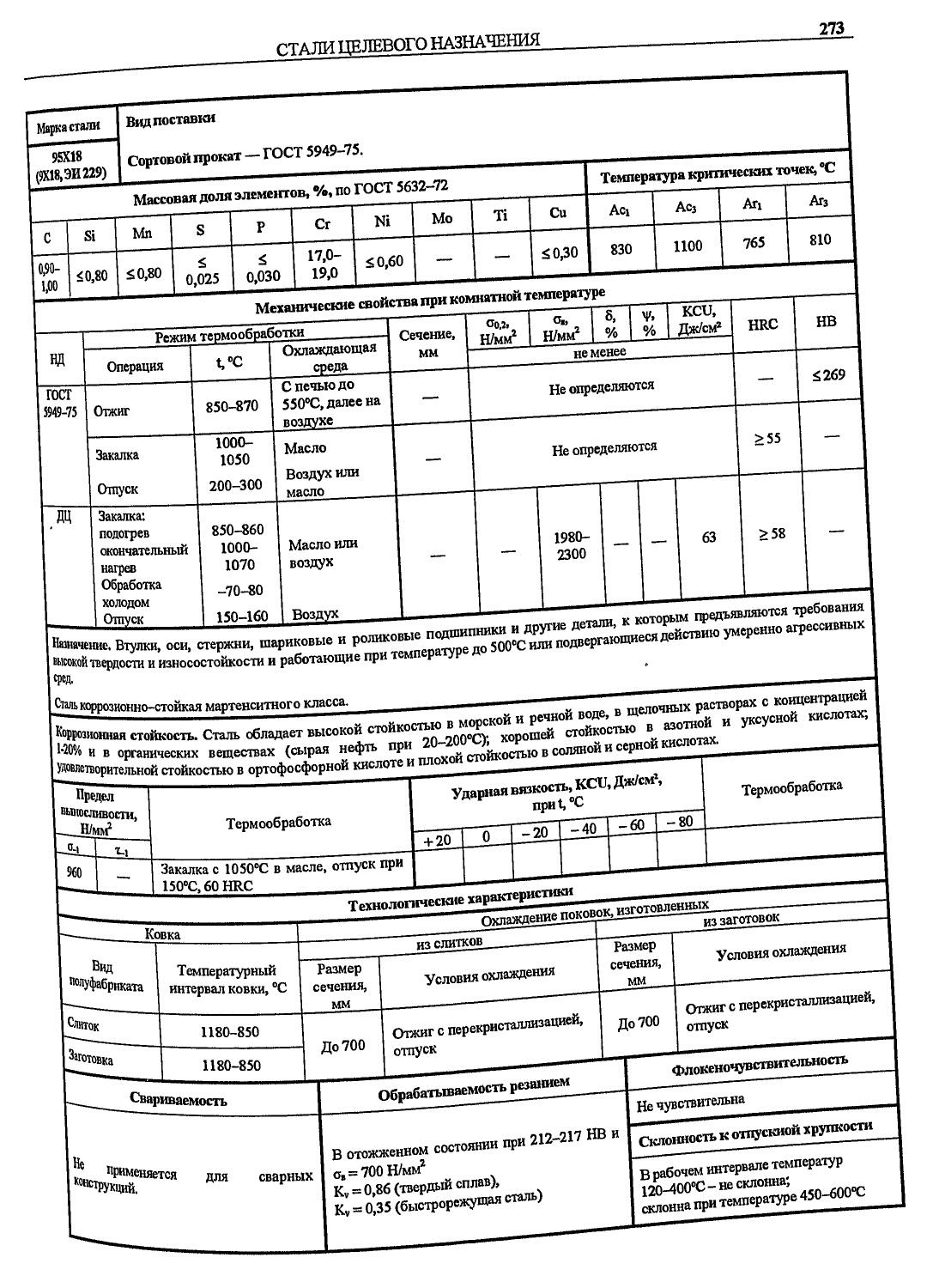
95X18 (9X18, ЭИ 229)..... 273
Стали и сплавы высоколегированные, коррозионно-стойкие, жаростойкие и жаропрочные 274
03Х8СЮЦ (ЭП 889)......... 274
10Х9МФБ (ДИ 82).......... 275
40Х9С2 (4Х9С2, ЭСХ 8).... 276
8
СОДЕРЖАНИЕ
40Х10С2М (4Х10С2М, ЭИ 107)... 277
13X11Н2В2МФ-Ш (ЭИ 961-Ш)... 278
03Х11Н10М2Т................ 279
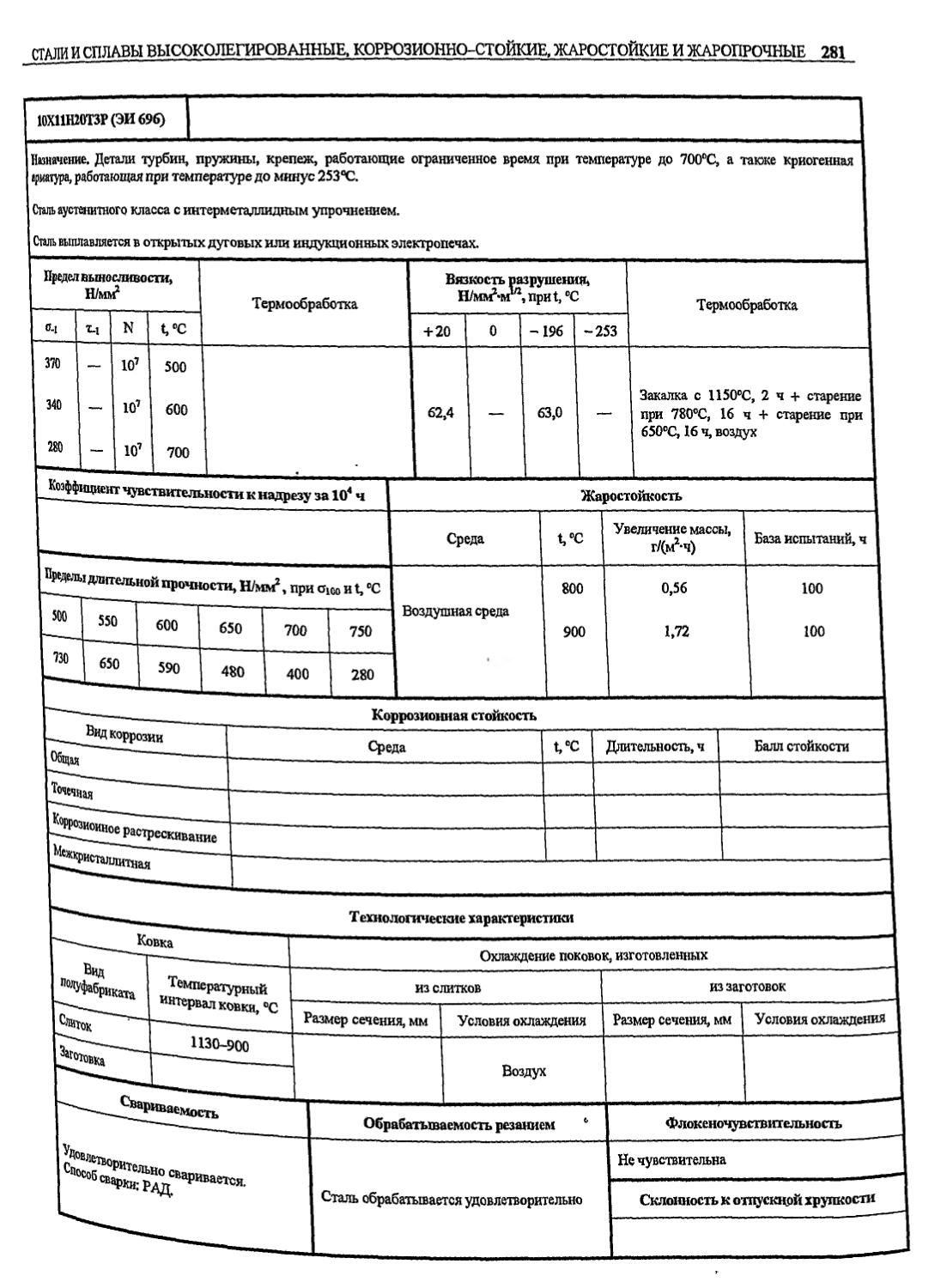
10X11Н20ТЗР (ЭИ 696)....... 280
10X11H23T3MP (ЭП 33)....... 282
15X11МФ (1X11МФ)........... 283
15X11МФБ (1X11МФБ)....... 284
12X11В2МФ (типа ЭИ 756).... 285
18Х11МНФБ (2Х11МФБН, ЭП291)..................... 286
10Х12НД.................... 287
06Х12НЗД................... 288
10Х12НЗМ2ФА(Ш), 10Х12НЗМ2ФА-А(Ш)........... 289
37Х12Н8Г8МФБ (ЭИ 481)...... 290
15Х12ВНМФ (ЭИ 802, ЭИ 952)... 291
18Х12ВМБФР-Ш (ЭИ 993-Ш).... 292
20Х12ВНМФ (ЭП 428)......... 293
08X13 (0X13, ЭИ 496)....... 294
12X13 (1X13)............... 295
20X13 (2X13)............... 297
30X13 (3X13)............... 299
40X13 (4X13)............... 300
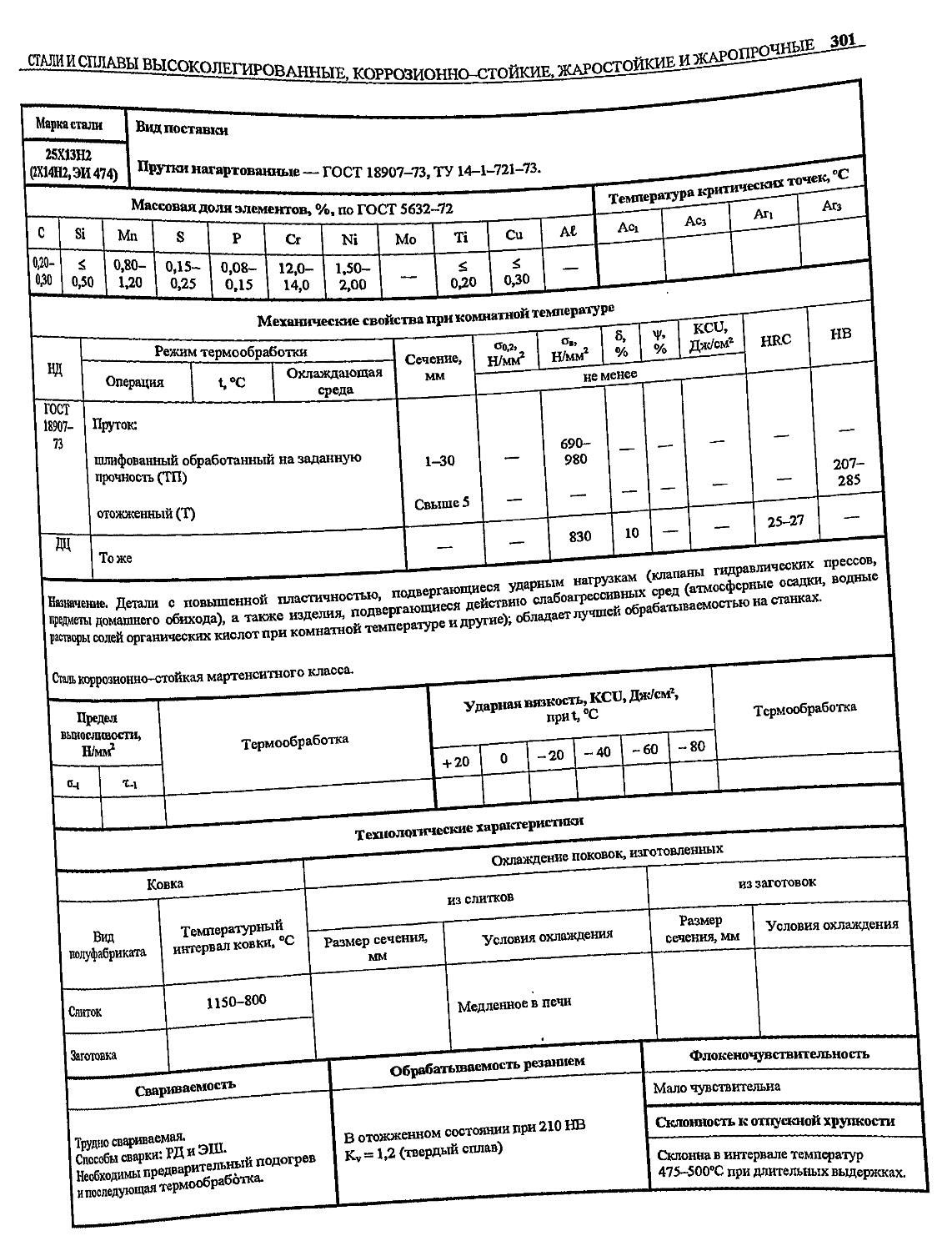
25Х13Н2 (2Х14Н2, ЭИ 474)... 301
03Х13Н8Д2ТМ(ЭП699)......... 302
12Х13Г12АС2Н2 (ДИ 50)...... 304
10Х13Г12С2Н2Д2Б (ДИ 59).... 305
08Х14МФ.................... 306
03Х14ГНФ-ВИ................ 308
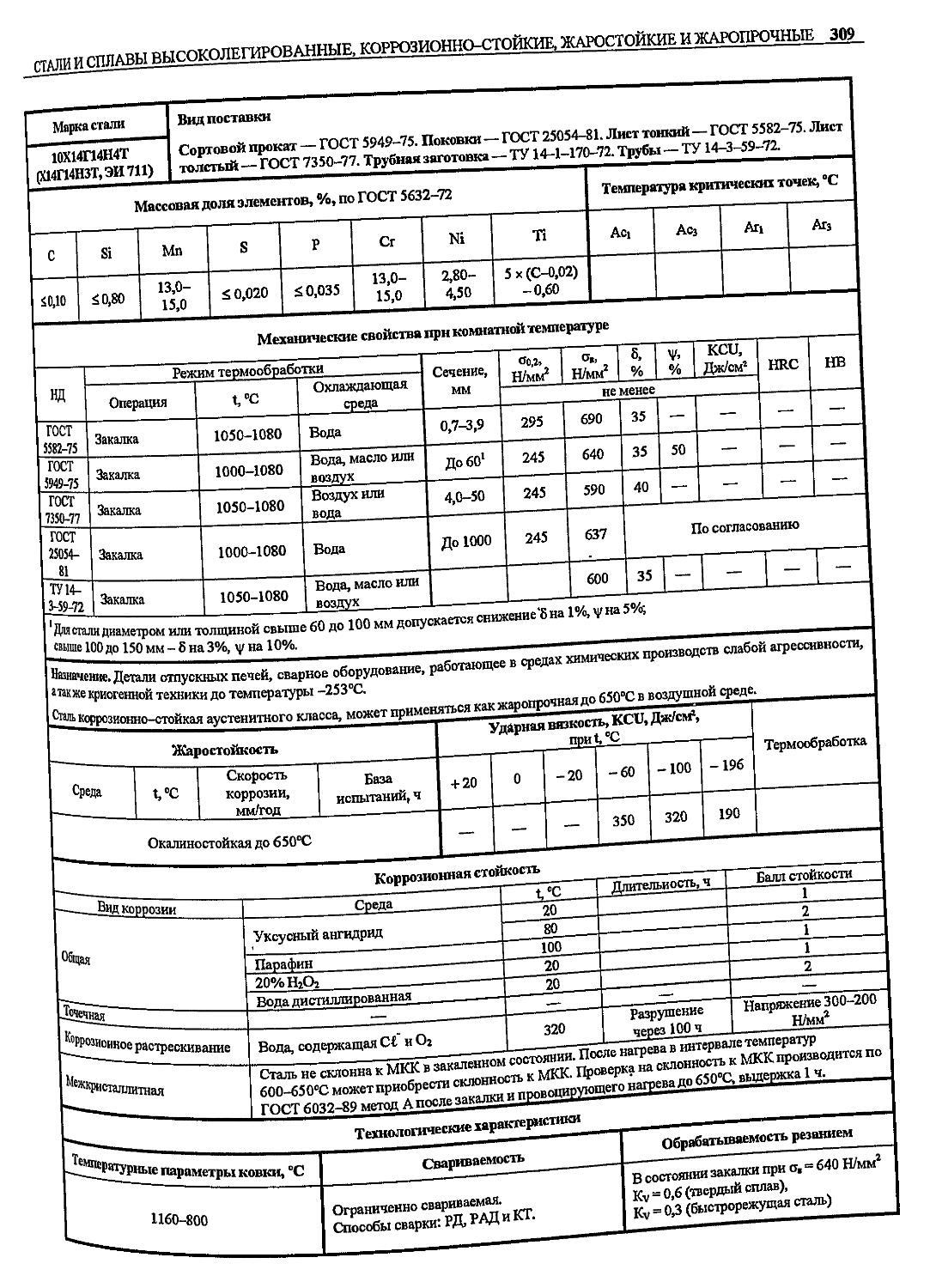
10Х14Г14Н4Т (Х14Г14НЗТ, ЭИ 711).................... 309
04Х14Н5МГТЮ................ 310
05Х14Н5ДМ.................. 311
1Х14Н14В2М (ЭИ 257)........ 313
09Х14Н19В2БР (ЭИ 695Р)..... 314
09Х14Н19В2БР1 (ЭИ 726)..... 315
45Х14Н14В2М (ЭИ 69)........ 316
06Х15Н6МБФ................. 317
1ОХ15Н9СЗБ1-Ш(ЭПЗО2-Ш)... 318
08Х15Н24В4ТР (ЭП 164)...... 319
07Х16Н6 (Х16Н6, ЭП 288).... 320
08Х16Н9М2 (Х16Н9М2)....... 322
08Х16Н13М2Б (ЭИ 405, ЭИ 680).. 323
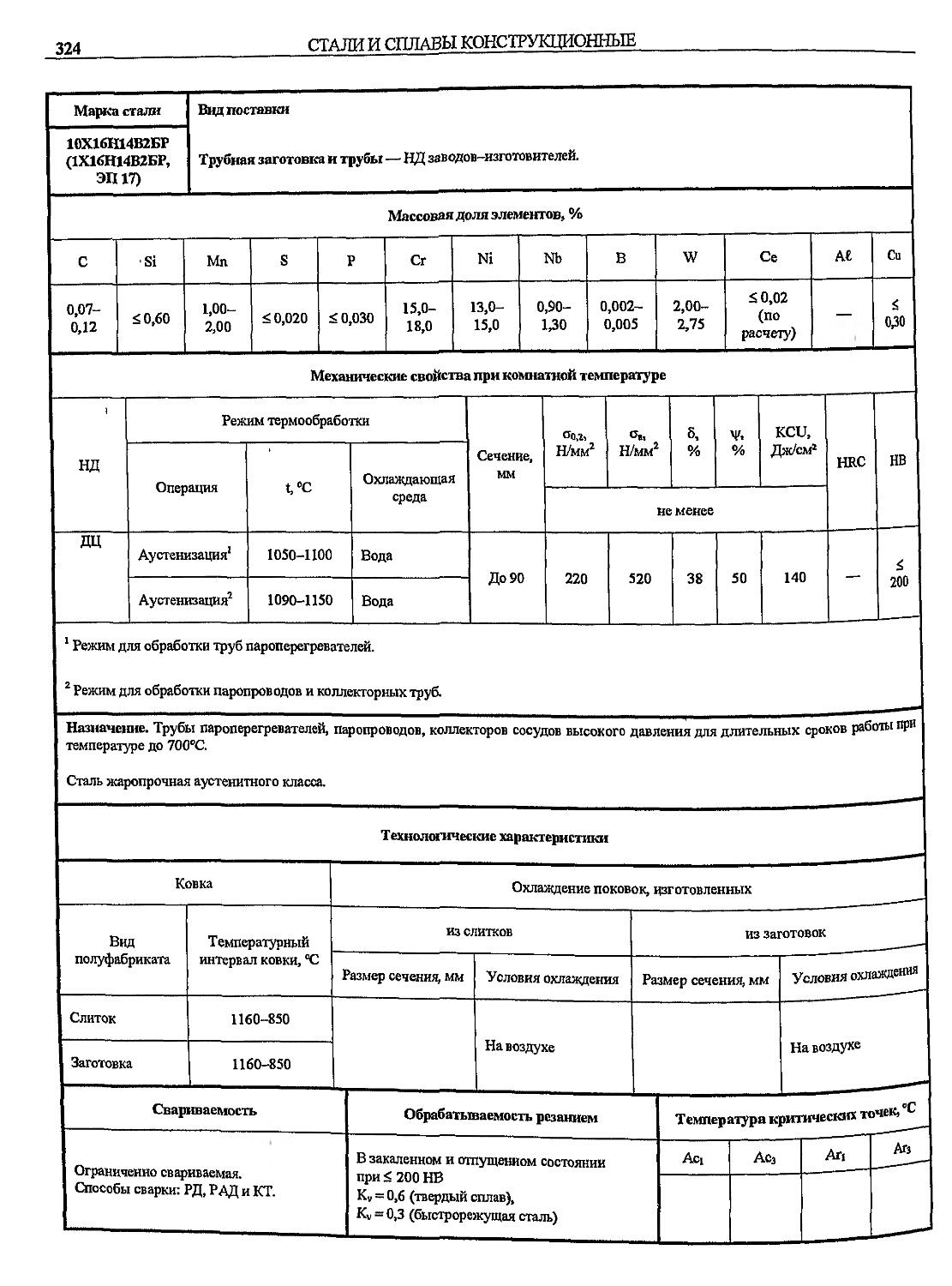
10Х16Н14В2БР (1Х16Н14В2БР, ЭП 17)...... 324
Х16Н16МВ2БР (ЭП 184)...... 325
ЗХ16Н22В6Б (ЦЖ 13)........ 326
08Х17Т (0Х17Т, ЭИ 645).... 327
12X17 (Х17, ЭЖ 17)........ 328
14Х17Н2 (1Х17Н2, ЭИ 268).. 329
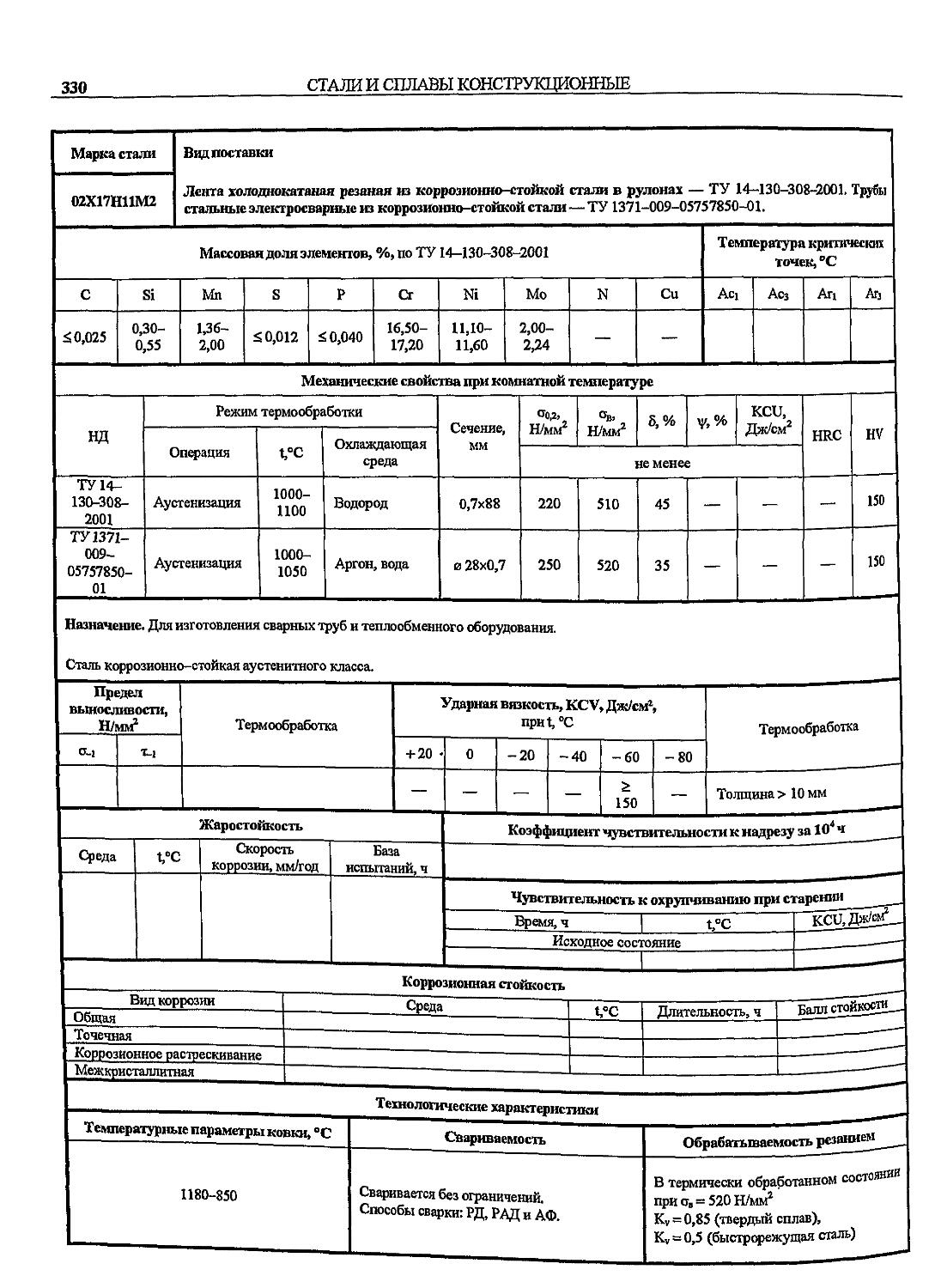
02Х17Н11М2................ 330
08Х17Н13М2Т (0Х17Н13М2Т).... 331
10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448)....... 332
10X17H13M3T (X17H13M3T, ЭИ 432)....... 333
015Х18М2Б-ВИ (ЭП 882-ВИ). 335
01Х18М2Т-ВИ............... 336
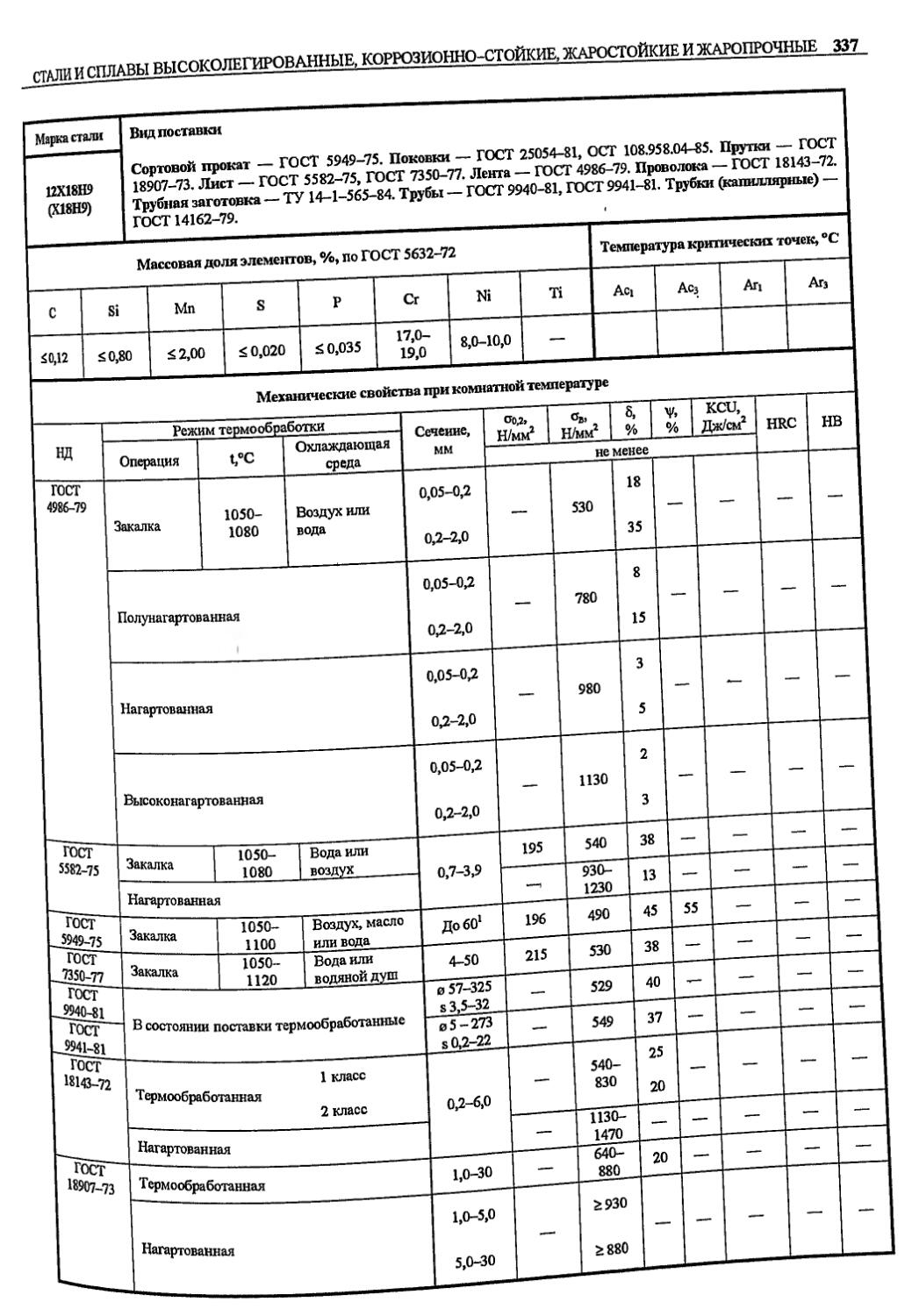
12Х18Н9 (Х18Н9)........... 337
12Х18Н9Т (Х18Н9Т)......... 339
17Х18Н9 (2Х18Н9).......... 341
08Х18Н10 (0Х18Н10)........ 343
08Х18Н10Т (0Х18Н10Т, ЭИ 914)........ 345
12Х18Н10Т................. 347
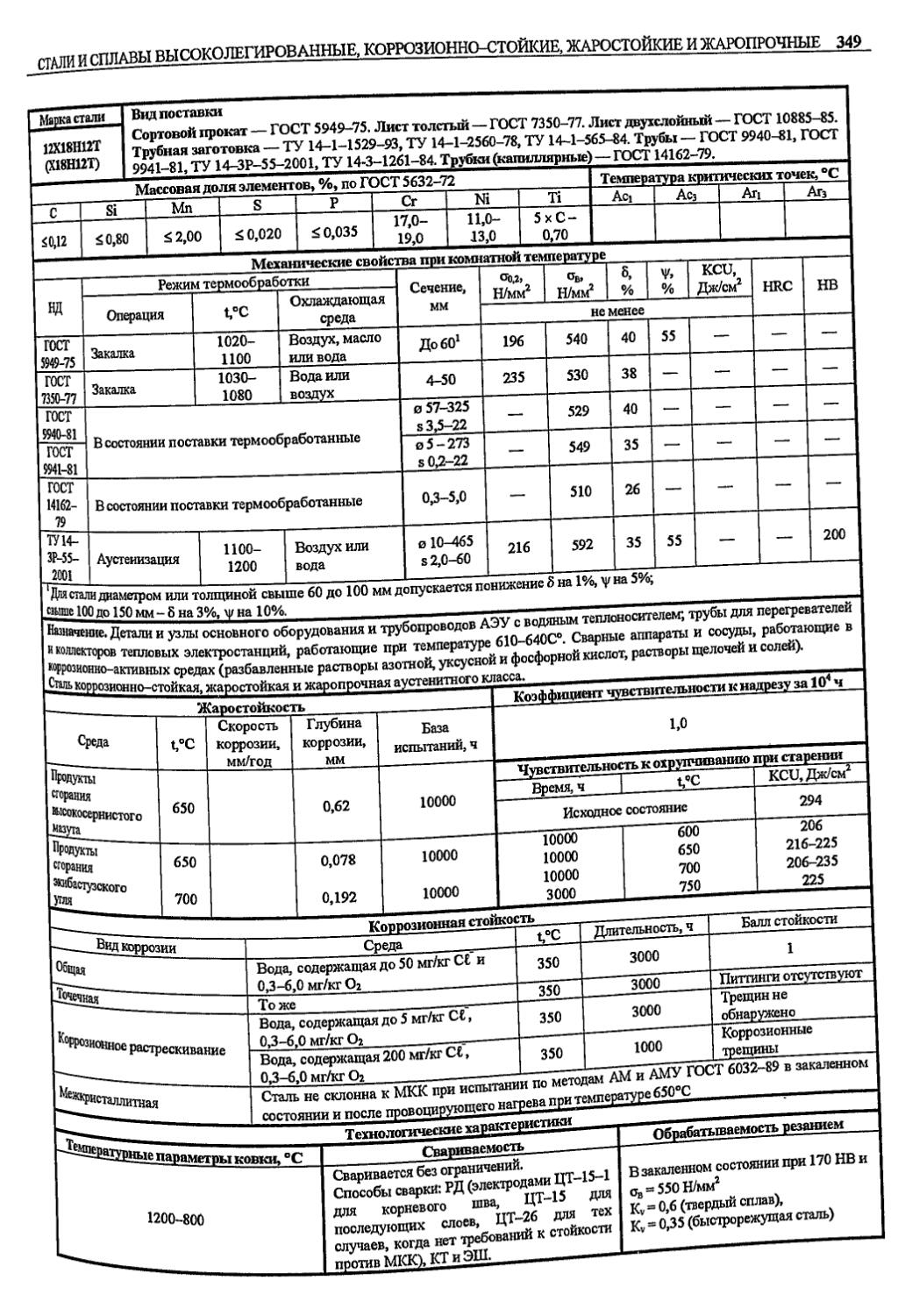
12Х18Н12Т (Х18Н12Т)....... 349
ЮХ18Н18Ю4Д (ЭП 841)....... 350
36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС)........ 351
01Х19ЮЗБЧ-ВИ
(02Х18ЮЗБ-ВИ, ЭП 904-ВИ). 352
31Х19Н9МВБТ (ЭИ 572)...... 353
20Х20Н14С2 (Х20Н14С2, ЭИ 211)........ 354
08Х21Н6М2Т (0Х21Н6М2Т, ЭП 54)........ 355
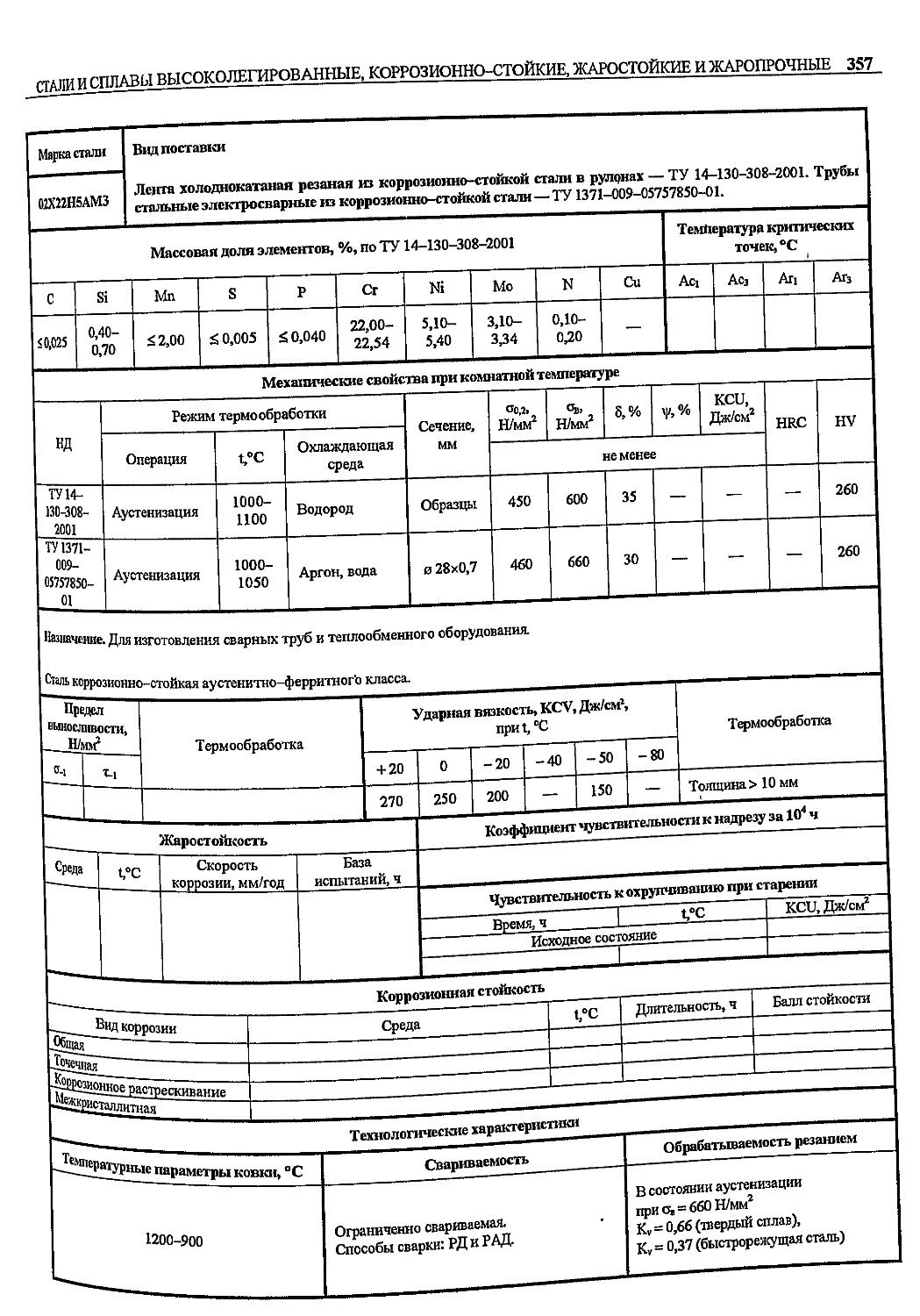
02Х22Н5АМЗ................ 357
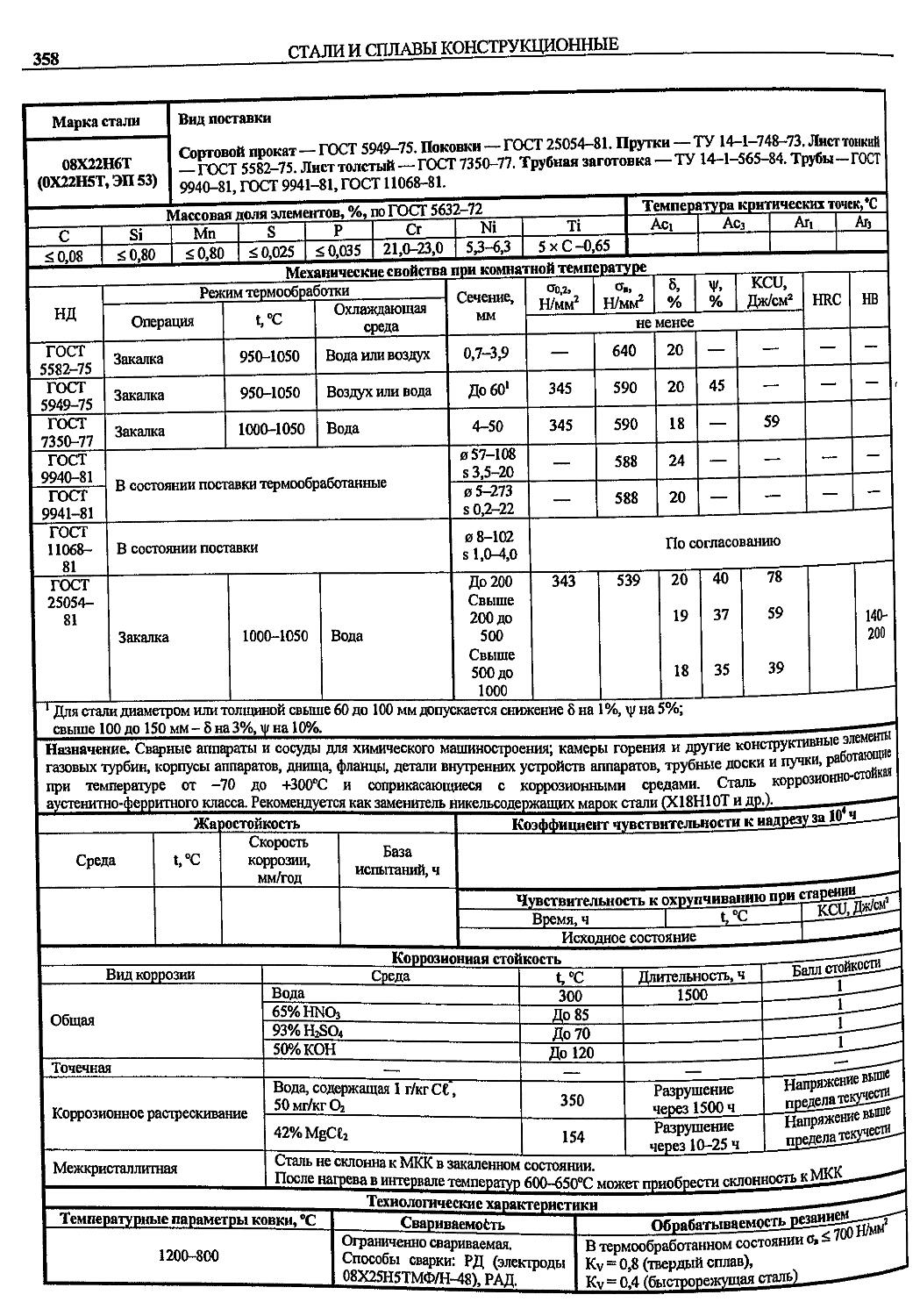
08Х22Н6Т (0Х22Н5Т, ЭП 53). 358
Х23Ю5Т.................... 359
20Х23Н13 (Х23Н13, ЭИ 319). 360
20Х23Н18 (Х23Н18, ЭИ 417). 361
03Х23Н28Ю4Т (ЭК 86)....... 362
06ХН28МДТ (0Х23Н28МЗДЗТ, ЭИ 943).... 363
СОДЕРЖАНИЕ
9
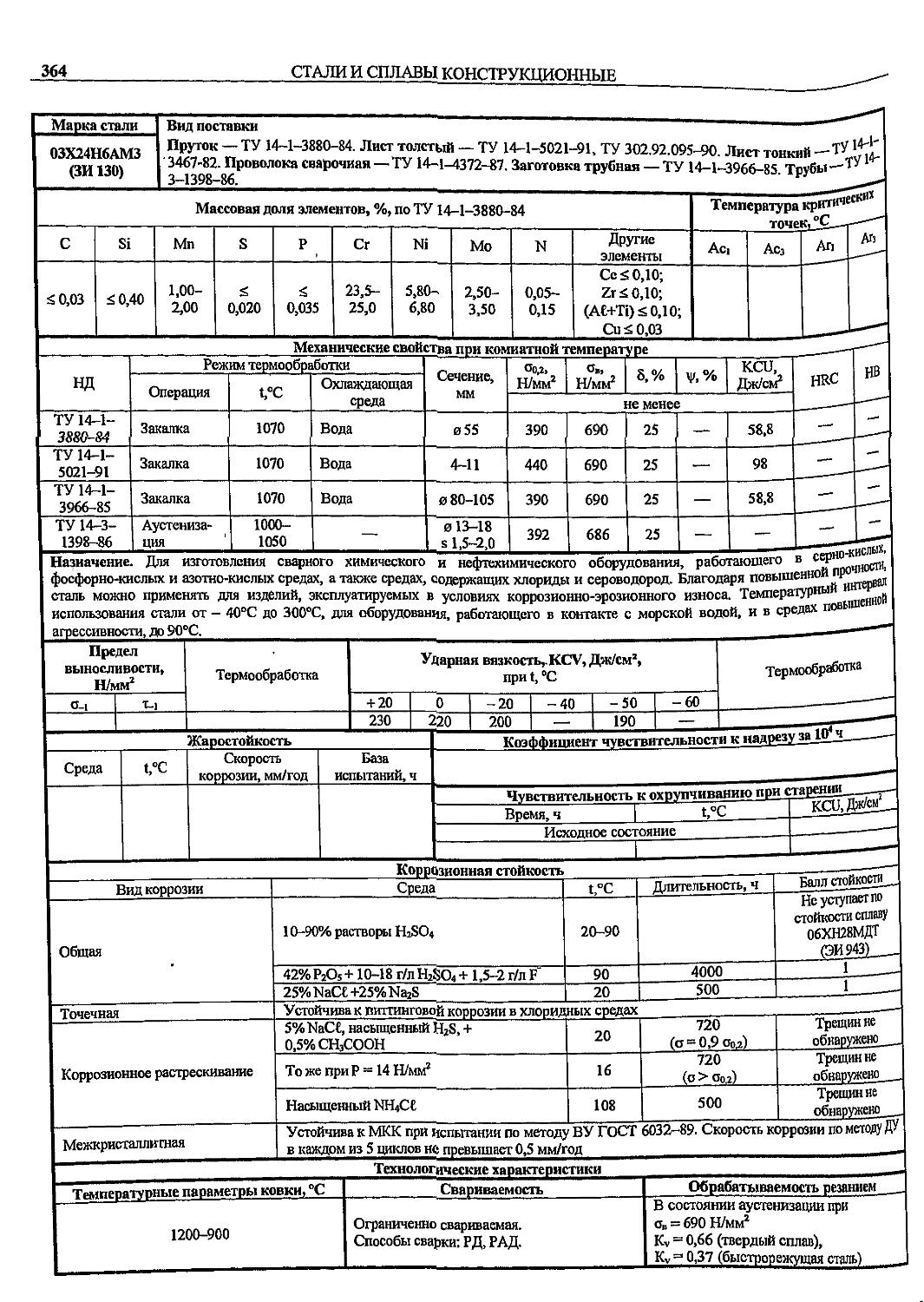
03X24H6AM3 (ЗИ 130)......... 364
15Х25Т (Х25Т, ЭИ 439)....... 365
12Х25Н16Г7АР (ЭИ 835)....... 366
20Х25Н20С2 (Х25Н20С2, ЭИ 283) 368
Х27Ю5Т...................... 369
03Н18К9М5Т.................. 370
Сплавы на железоникелевой основе. 371
ХН32Т(ЭП670)................ 371
ХН35ВТ (ЭИ 612)............. 372
ХН35ВТК (ЭИ 612К)........... 373
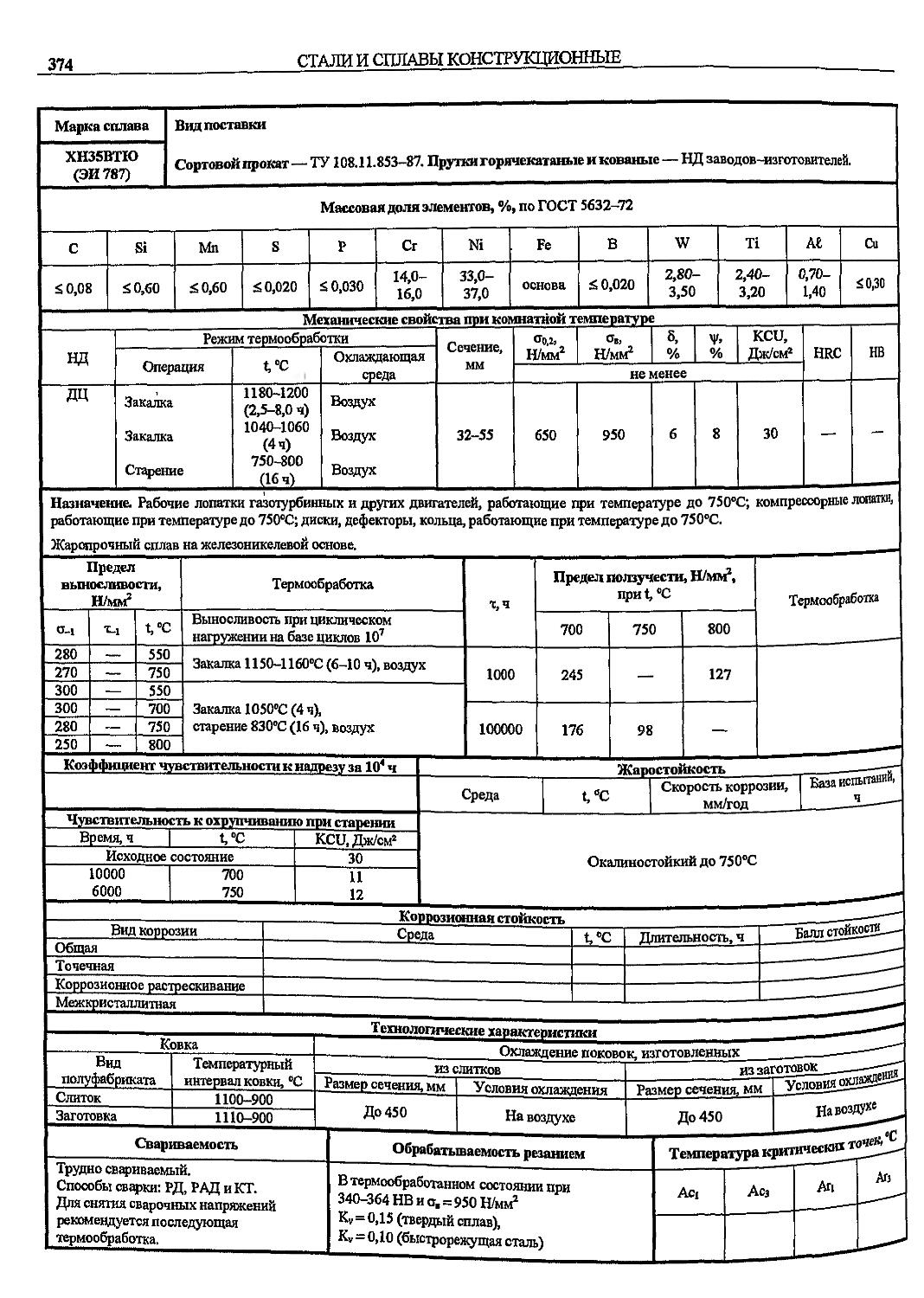
ХН35ВТЮ (ЭИ 787)............ 374
ХН35ВТР (ЭИ 725)............ 375
ХН45Ю(ЭП747)................ 376
06ХН46Б (ЭП 350)............ 378
05ХН46МВБЧ (ДИ 65).......... 379
Сплавы на никелевой основе.......... 380
ХН55ВМТКЮ (ЭИ 929), ХН55ВМТКЮ-ВД (ЭИ 929-ВД).. 380
ХН59ВГ-ИД (ЭК 82-ИД)........ 382
ХН60Ю (ЭИ 559А)............. 383
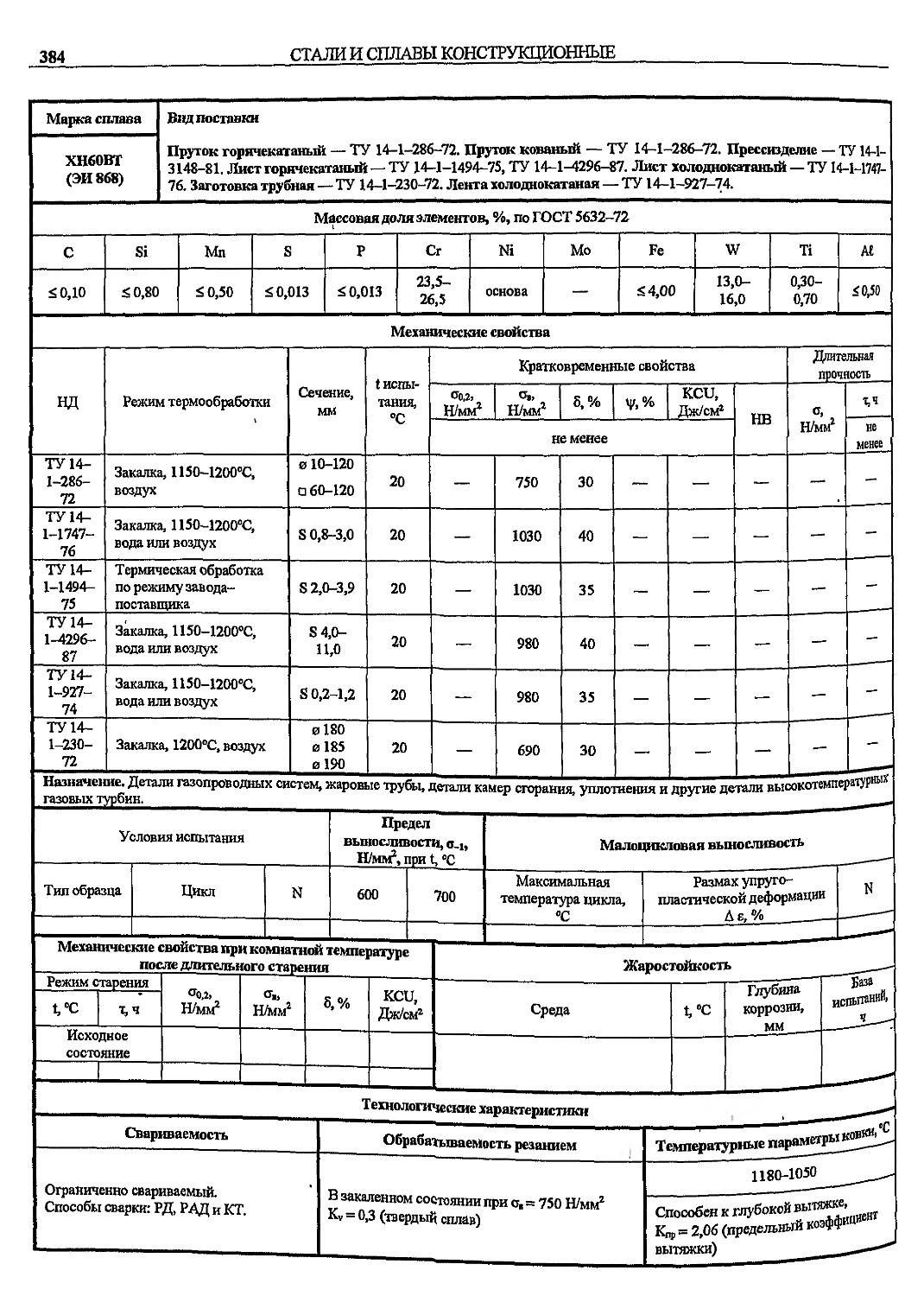
ХН60ВТ (ЭИ 868)............. 384
ХН60КВЮМБ-ВД (ЭП 957-В Д)... 385
ХН62МБВЮ (ЭП 709)........... 386
ХН62МВКЮ (ЭИ 867), ХН62МВКЮ-В Д (ЭИ 867-В Д)... 388
ХН65ВМТЮ (ЭИ 893)........... 390
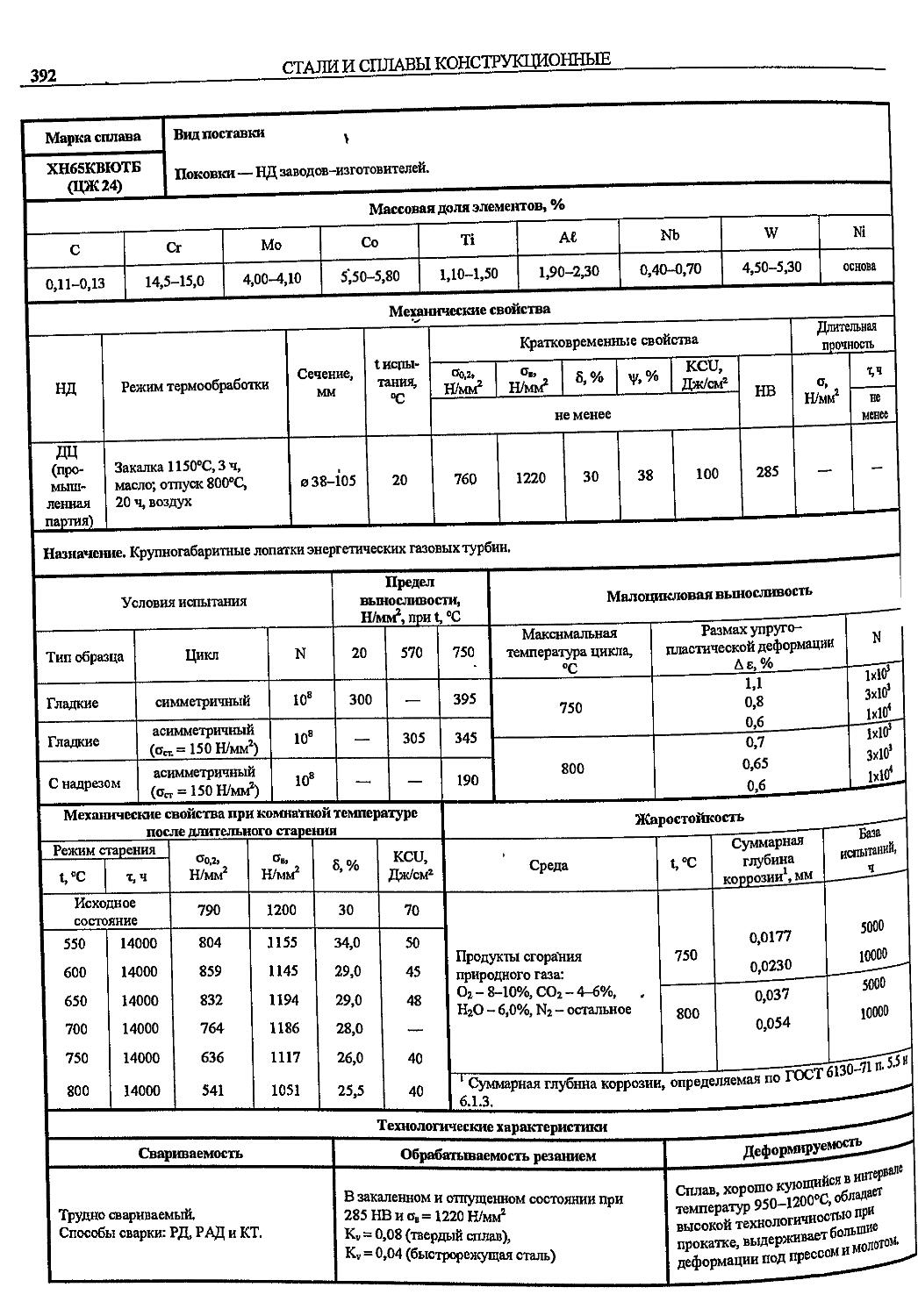
ХН65КВЮТБ (ЦЖ 24)........... 392
ХН65КМВЮБ-ВД (ЭП 800-ВД)... 393
ХН65КВМЮТБ-ВД (ЭК 78-ВД).. 394 .
ХН67МВТЮ (ЭП 202, ЭИ 445Р) 395
ХН70Ю(ЭИ652)................ 396
ХН70БДТ (ЭК 59)............. 397
ХН70ВМЮТ (ЭИ 765)........... 398
ХН70ВМТЮ (ЭИ 617)........... 399
ХН70ВМТЮФ (ЭИ 826), ХН70ВМТЮФ-ВД(ЭИ 826-В Д)... 400
ХН73МБТЮ (ЭИ 698)........... 402
ХН75ВМЮ (ЭИ 827)............ 403
ХН77ТЮР (ЭИ 437Б)........... 404
ХН78Т(ЭИ435)................ 406
ХН80ТБЮ (ЭИ 607)............ 408
ХН80ТБЮА (ЭИ 607А)..... 409
Х15Н60-Н............... 410
Х20Н80-Н............... 411
Раздел 2. Стали инструментальные.. 412
Стали углеродистые и легированные. 412
У7, У7А................ 412
У8, У8А................ 414
У9,У9А................. 416
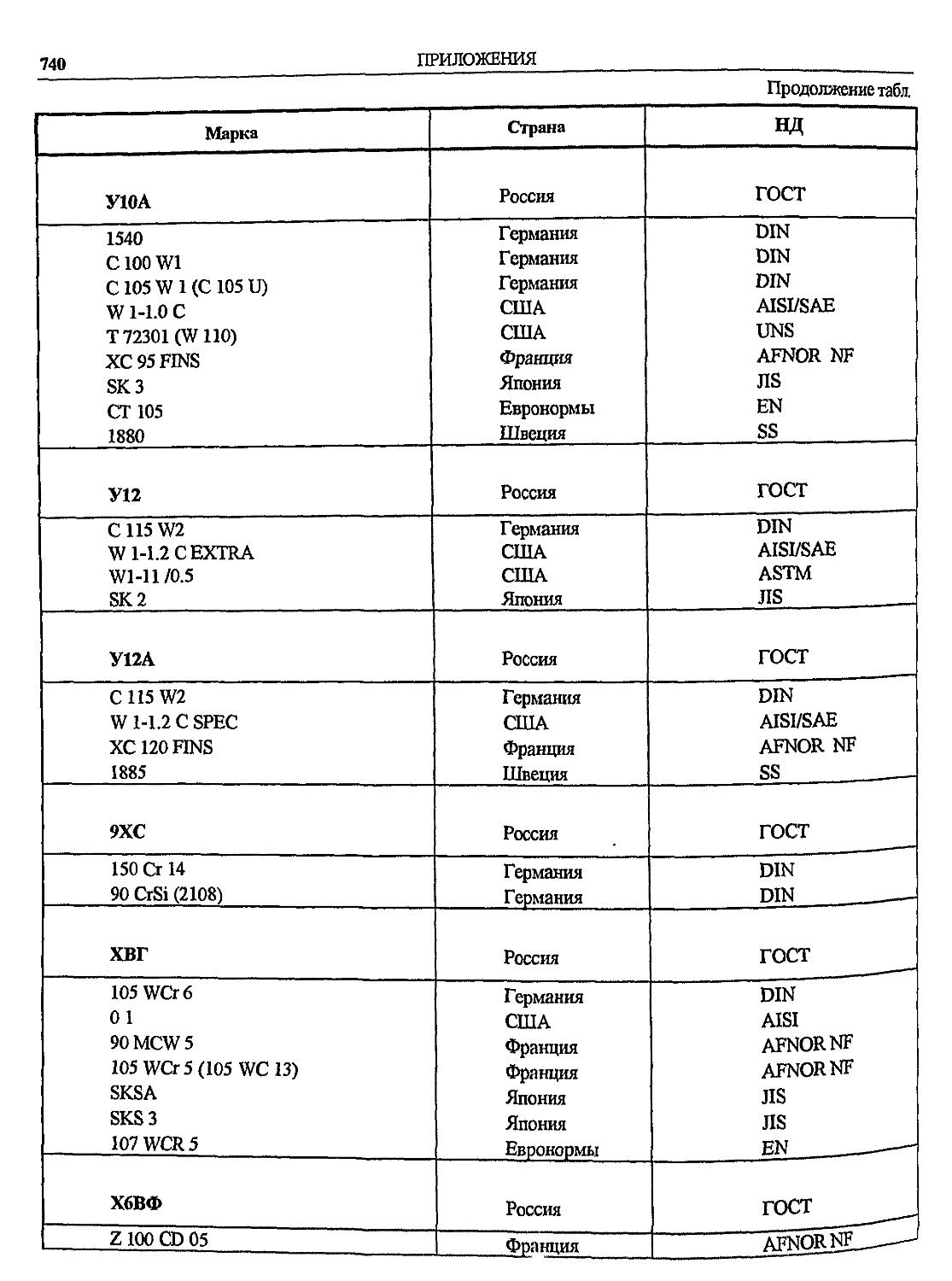
У10, У10А.............. 418
У12, У12А.............. 419
9ХС.................... 420
ХВГ.................... 421
Стали штамповые................ 423
Х6ВФ................... 423
Х12.................... 424
Х12Ф1.................. 425
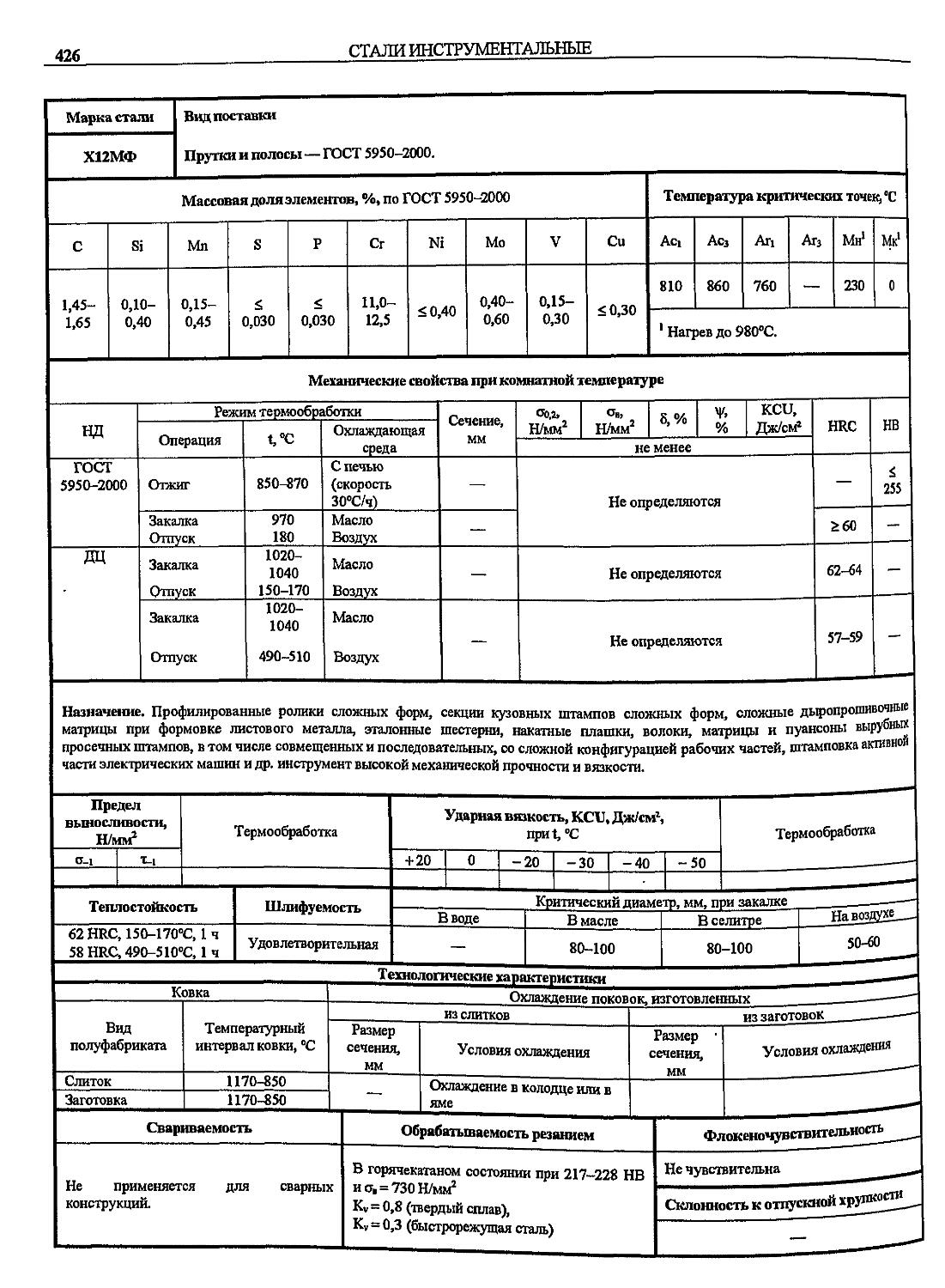
Х12МФ.............1.... 426
Х12ВМФ................. 427
7X3.................... 428
5ХГМ................... 429
5ХНМ................... 431
5ХНМ2.................. 432
4ХМФС (40ХСМФ)......... 433
7ХГ2ВМФ................ 434
4Х5В2ФС (ЭИ 958)....... 435
4Х4ВМФС (ДИ 22)........ 436
5ХЗВЗМФС (ДИ 23)....... 438
4Х5МФС................. 440
ЗХ2В8Ф................. 441
ЗХ2МНФ................. 443
5Х2МНФ (ДИ 32)......... 444
27Х2Н2М1Ф.............. 445
27Х2Н2МВФ.............. 446
ЗХ2Н2МВФ............... 447
ЗХЗМЗФ................. 448
4ХЗВМФ(ЗИ2)............ 449
4Х5МФ1С (ЭП 572)....... 450
6Х6ВЗМФС (55Х6ВЗСМФ, ЭП 569).... 451
8Х4В2МФС2 (ЭП 761)..... 452
10
СОДЕРЖАНИЕ
11Х4В2МФЗС2 (ДИ 37)............. 453
Стали валковые.......................... 454
9X1 (9Х)........................ 454
9X2............................. 455
9ХФ, 9Х1Ф....................... 456
9Х2МФ........................... 457
9ХСВФ........................... 458
9Х2СВФ.......................... 459
9Х2В............................ 460
55Х............................. 461
60ХГ............................ 462
50ХН............................ 463
60ХН............................ 464
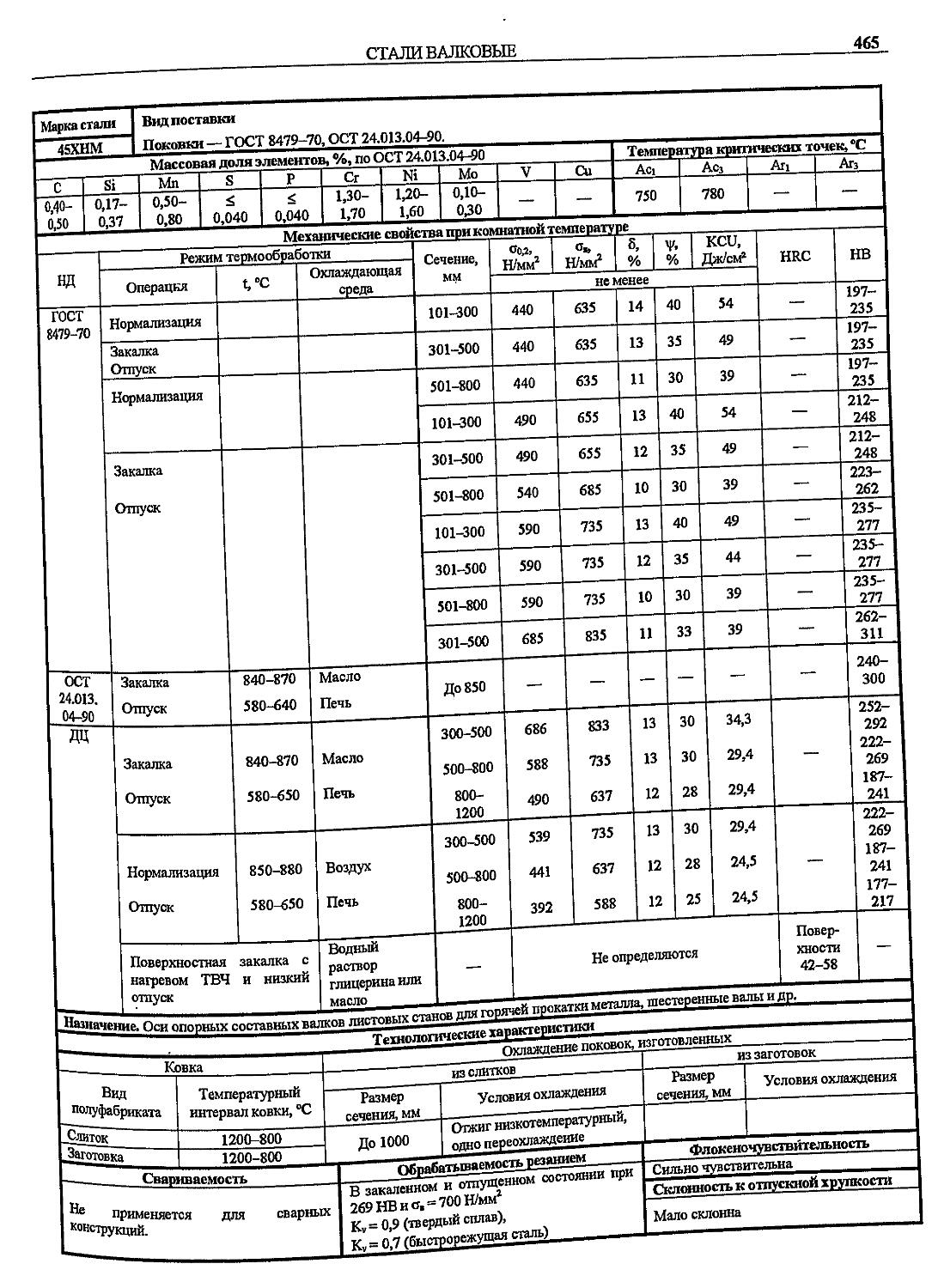
45ХНМ........................... 465
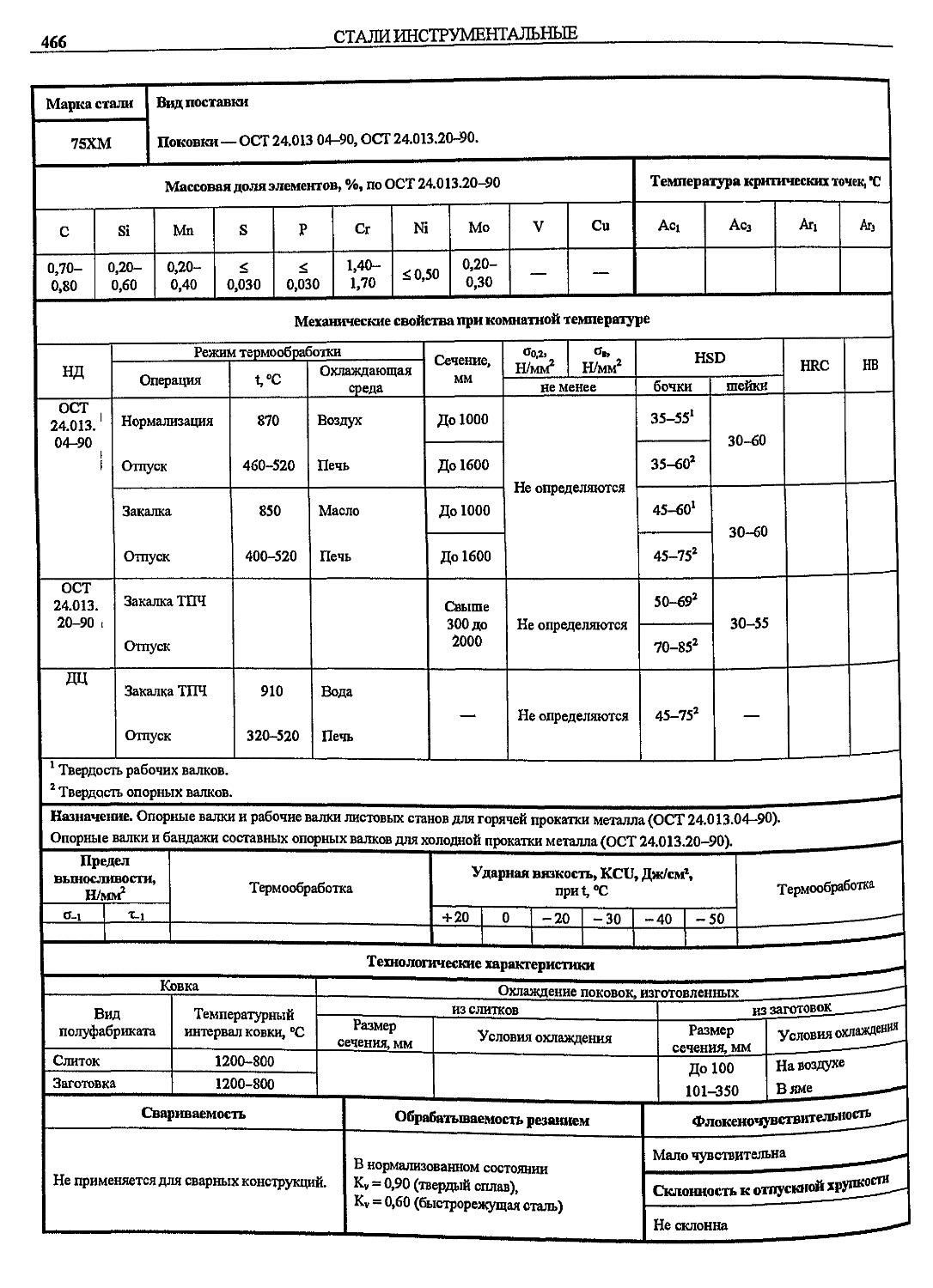
75ХМ............................ 466
75ХМФ........................... 467
90ХМФ........................... 468
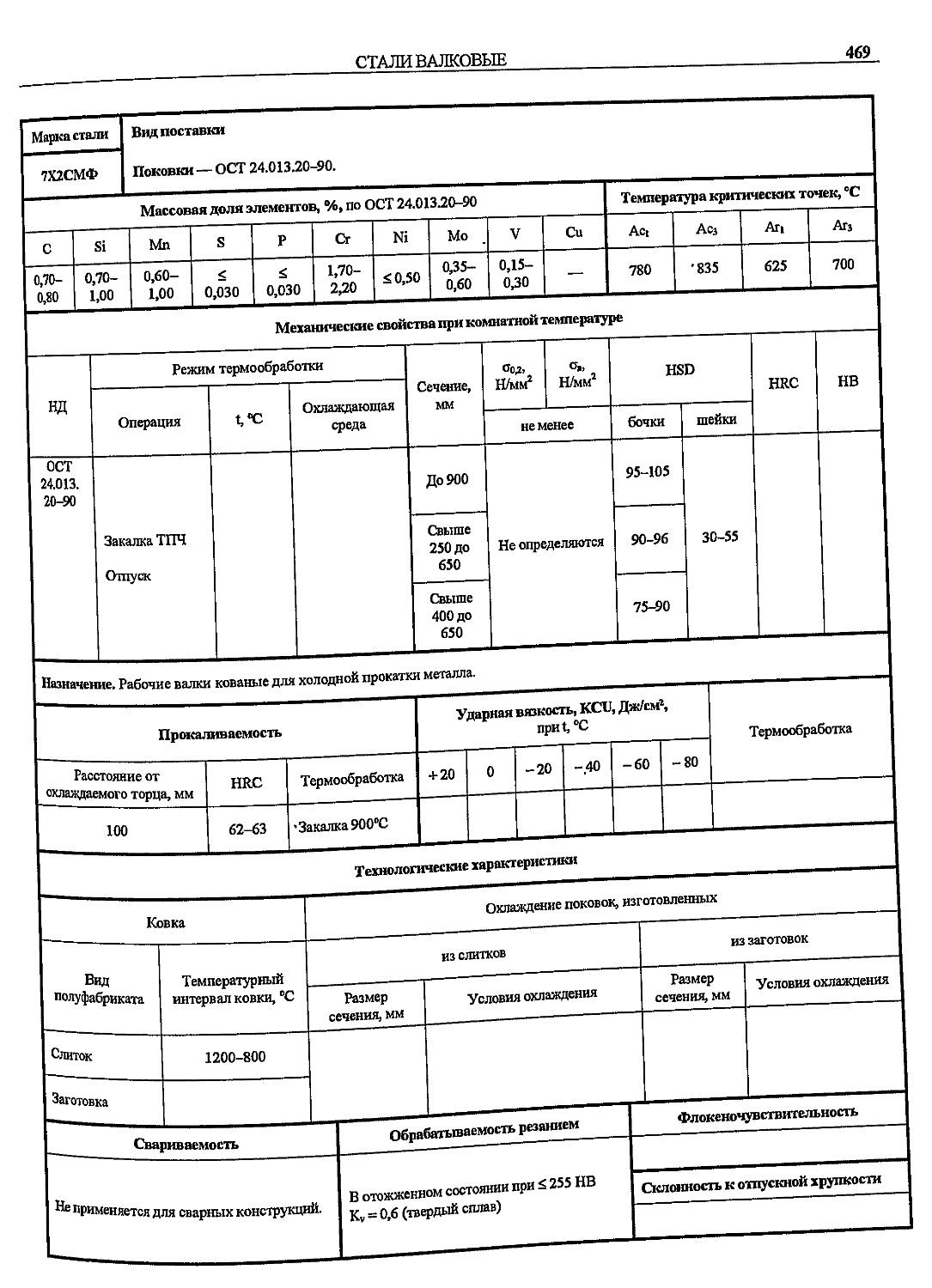
7Х2СМФ.......................... 469
Стали быстрорежущие..................... 470
11РЗАМЗФ2....................... 470
Р6МЗ.................... 471
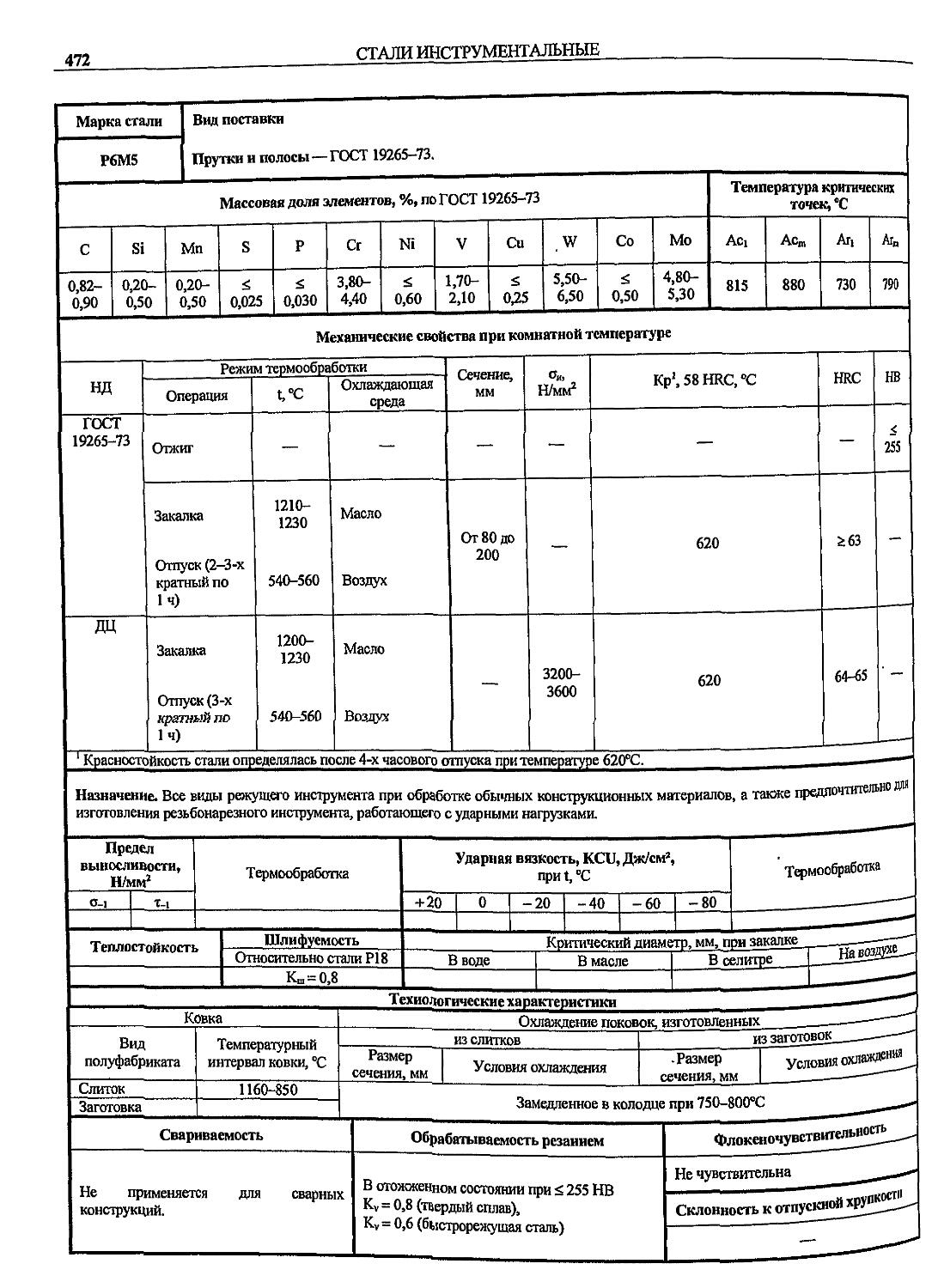
Р6М5............................ 472
Р6М5К5.................. 473
Р6М5К5-МП (ДИ 101-МП)........... 474
Р6М5ФЗ-МП (ДИ 99-МП)............ 475
Р9.............................. 476
Р9М4К8.......................... 477
Р12............................. 478
Р12МФ5-МП (ДИ 70-МП)............ 479
Р12МЗК5Ф2-МП (ДИ ЮЗ-МП)... 480
Р18............................ 481
Р18К5Ф2........................ 482
Раздел 3. Стали и сплавы для отливок.... 483
Стали для отливок....................... 483
15Л............................ 483
20Л............................ 484
25Л............................ 485
ЗОЛ............................ 486
35Л............................ 487
40Л............................ 488
45Л.................... 489
50Л.................... 490
70Л.................... 491
20ГЛ................... 492
35ГЛ.................... 493
45ГЛ.................... 494
32Х06Л.................. 495
40ХЛ.................... 496
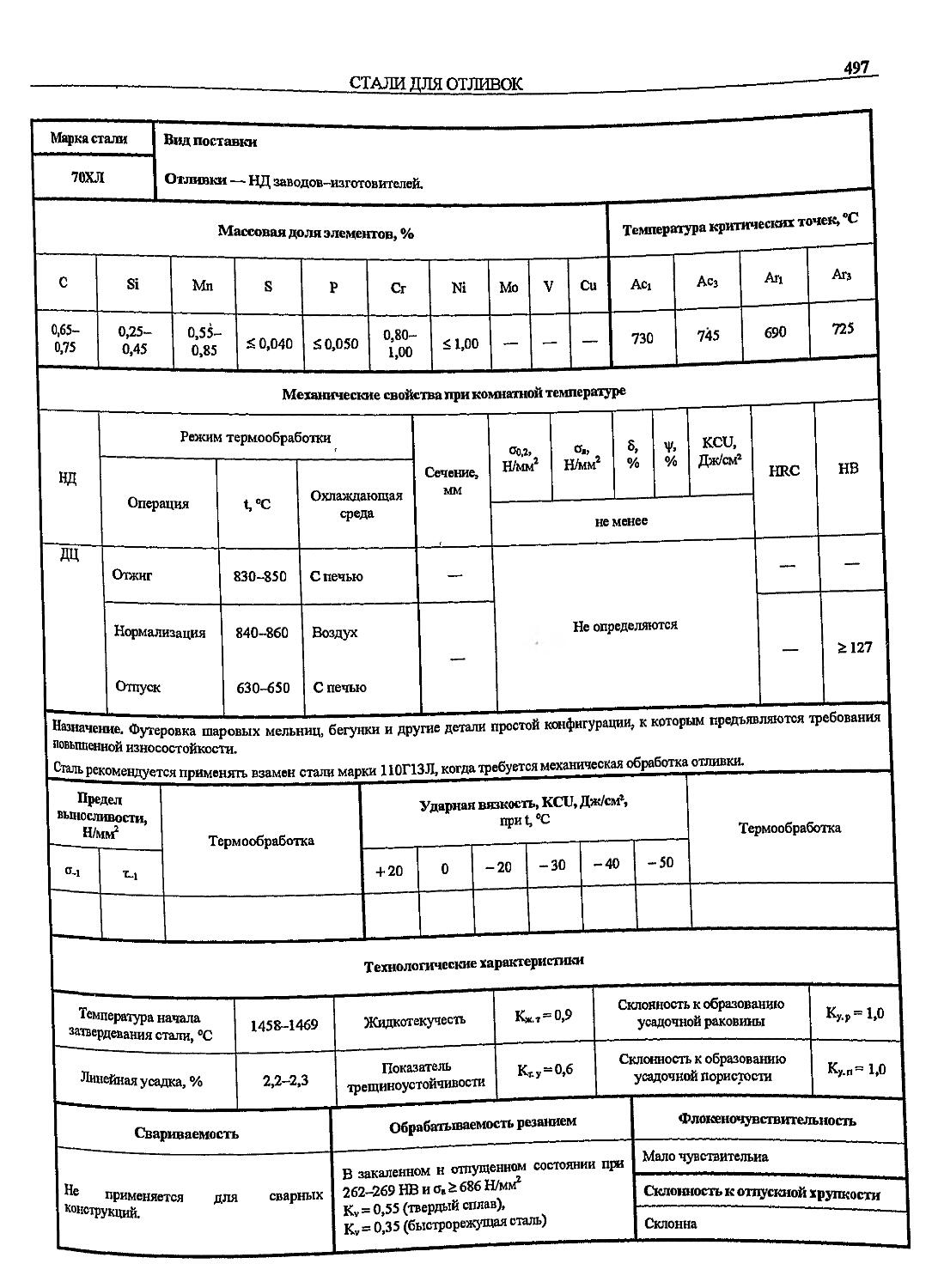
70ХЛ................... 497
20ФЛ.................... 498
45ФЛ................... 499
15ГНЛ................... 500
20ГСЛ................... 501
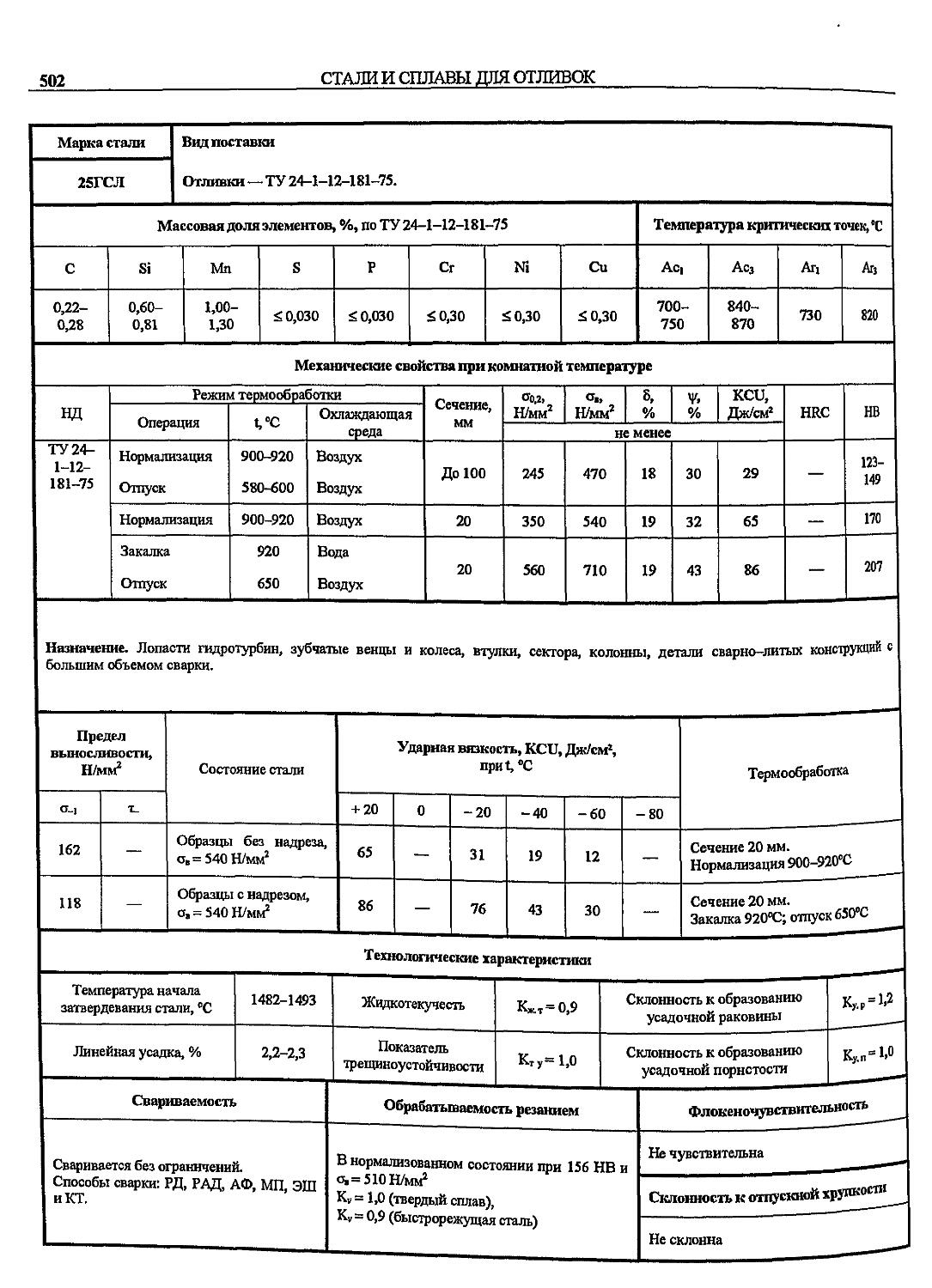
25ГСЛ................... 502
ЗОГСЛ................... 503
80ГСЛ................... 504
12МХЛ................... 505
14ХМТЛ................. 506
15Х1М1ФЛ................ 507 .
20ХМЛ................... 508
20ХМФЛ.................. 509
35ХМЛ................... 510
35ХМФЛ.................. 511
35ХНЛ................... 512
40ХНЛ.................. 513
15Г2ХФЛ................. 514
20ГСФЛ.................. 515
30ХГСФЛ................. 516
35ХГСЛ.................. 517
25Х2НМЛ................. 518
27ХН2МФЛ................ 519
30ХНМЛ.................. 520
35ХН2МЛ................. 521
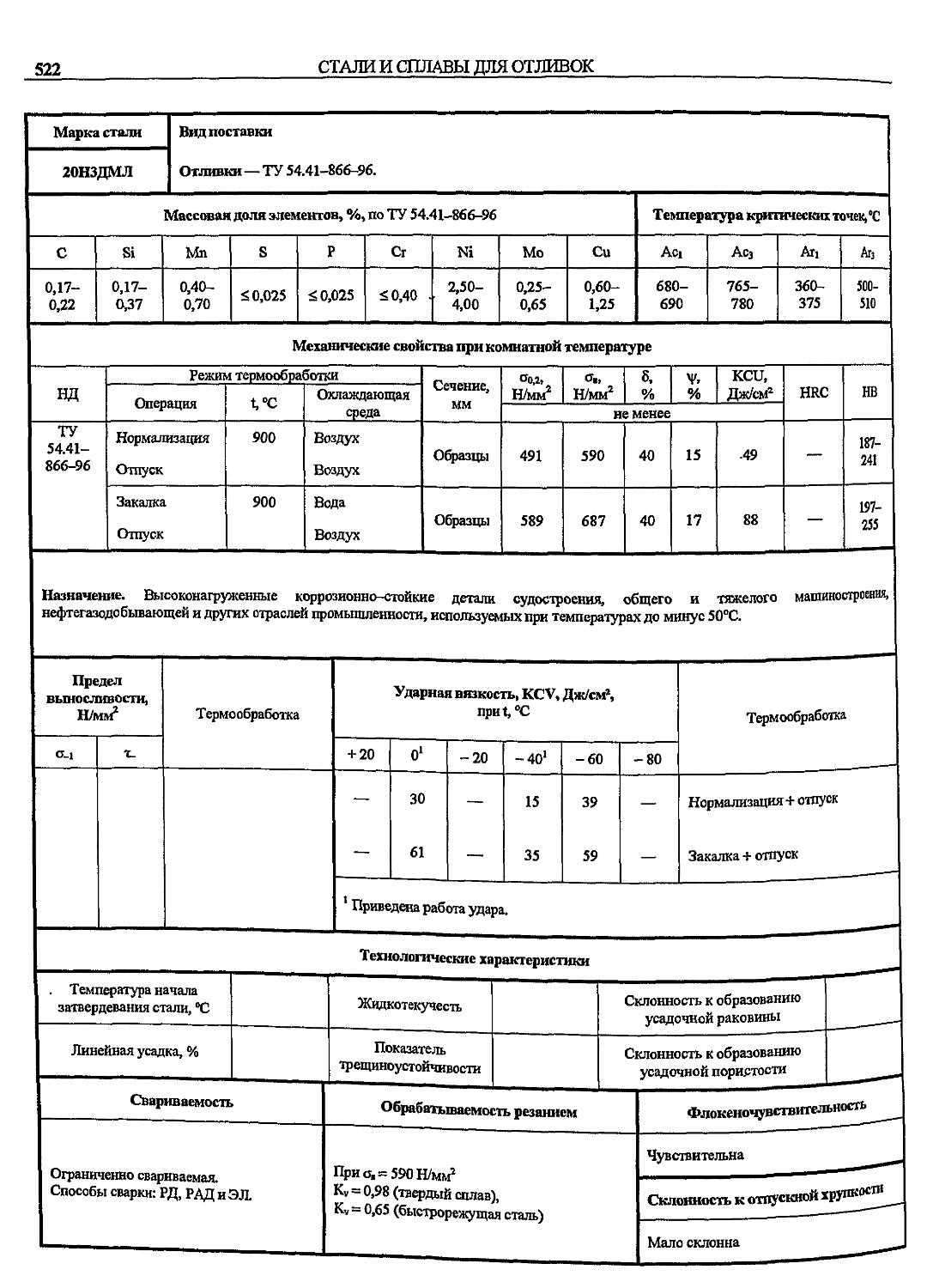
20НЗДМЛ................ 522
08ГДНФЛ................ 523
08Г2ДНФЛ................ 524
05Г4ДМФЛ............... 525
05Г4ДНФЛ................ 526
05Г4МНФЛ................ 527
14Х2ГМРЛ................ 528
СОДЕРЖАНИЕ
11
15Х2М2ФБСЛ (П ЗЛ)....... 529
ЗОХГФРЛ................. 530
110Г13Л................. 531
110Г13ХМЛ............... 532
110Г13Х2БРЛ............. 533
130Г14ХМФАЛ............. 534
150ХНМЛ................. 535
250Х25ВЗТЛ.............. 536
20Х5МЛ.................. 537
15Х6СМТЛ (Х6СМТЛ)........ 538
40Х9С2Л................. 539
15Х11МФБЛ (1X11МФБЛ, XI1ЛА)....... 540
10Х12НДЛ................ 541
06Х12НЗДД............... 542
20Х12ВНМФЛ (15Х12ВНМФЛ, Х11ЛБ, ЭИ 802Л)......... 544
15Х13Л.................. 545
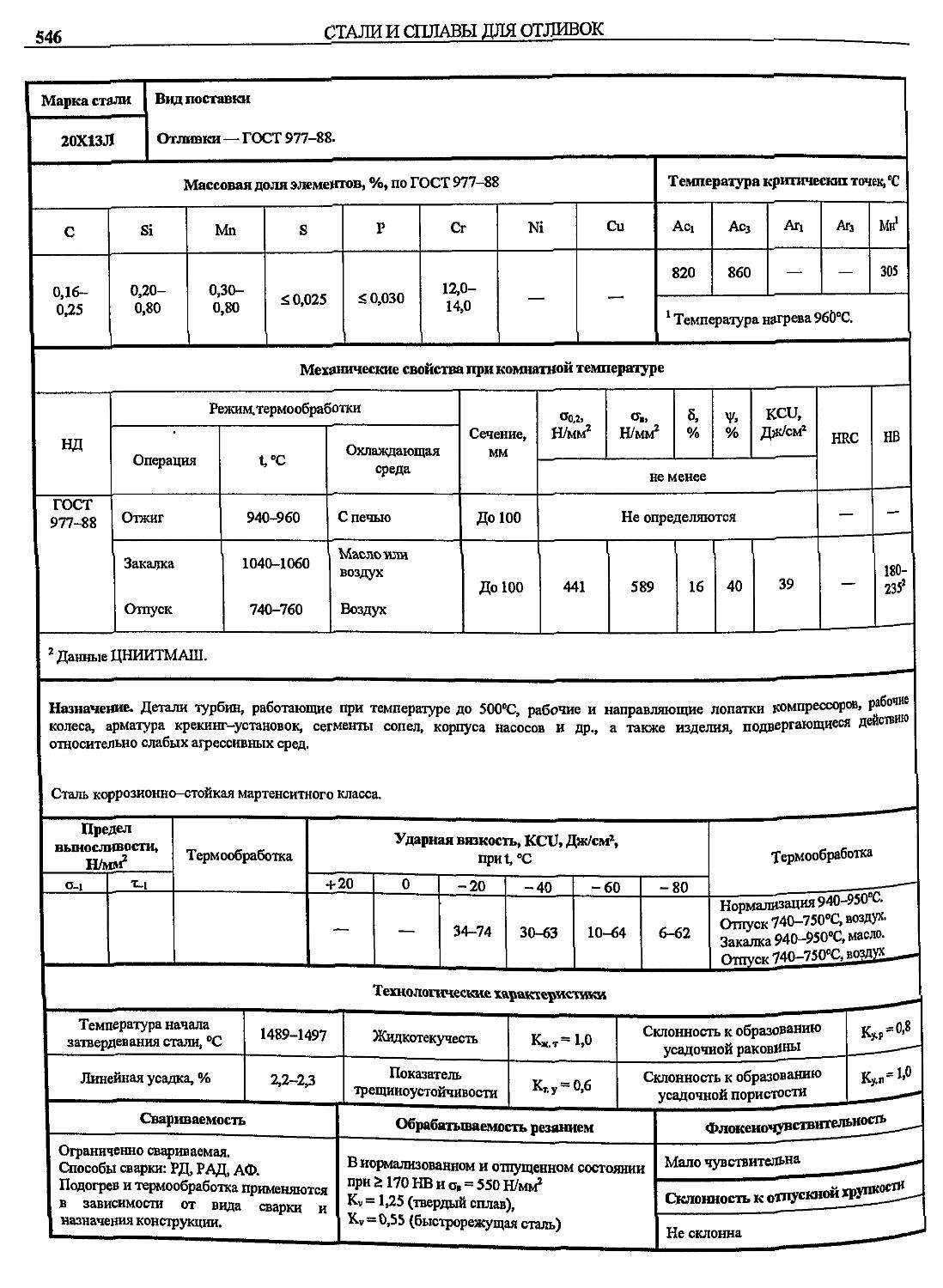
20Х13Л.................. 546
10Х13НЗМ1Л.............. 547
15Х14НЛ................. 548
08Х14НДЛ................ 549
06Х14Н5ДМФЛ............. 550
08Х15Н4ДМЛ.............. 551
30Х16Н22В6БЛ (ЦЖ 13 Л)...552
10Х18НЗГЗД2Л............ 553
08Х18Н4М2БЛ............. 554
08Х18Н6М2Д4АФБЛ......... 555
10Х18Н9Л................ 556
10Х18Н9ТЛ................557
12Х18Н9ТЛ............... 558
12Х18Н12МЗТЛ............ 559
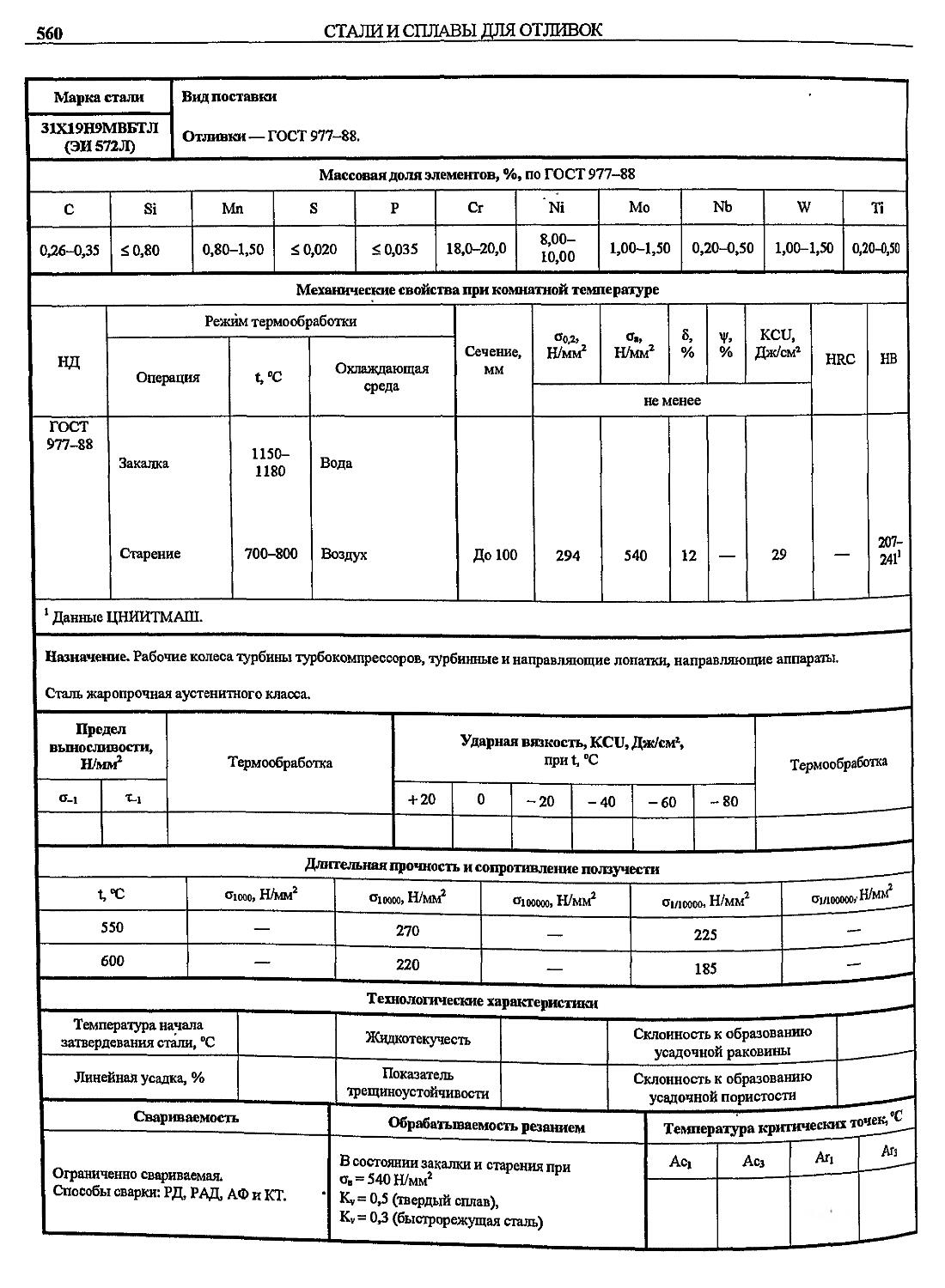
31Х19Н9МВБТЛ (ЭИ 572Л).. 560
20Х20Н14С2Л (Х20Н14С2Л). 561
10X21Н5ТЛ (Х21Н5ТЛ)..... 562
35Х23Н7СЛ............... 563
40Х24Н12СЛ (ЭИ 316Л).... 564
15Х25ТЛ................. 565
20Х25Н13АТЛ.............. 566
20Х25Н19С2Л.............. 567
03Х25Н25Ю5ТЛ............. 568
05Х26Н6М2Д2АБФЛ.......... 569
Сплавы на никелевой основе для отливок. 570
ХН58ВКМТЮБЛ (ЦНК 8МП).... 570
ХН60КВМЮТЛ(ЦНК7П)............. 572
ХН60КВМЮТБ Л (ЦНК 21П)... 574
ХН64ВМКЮТЛ (ЗМИ 3)....... 576
ХН65ВМТЮЛ (ЭИ 893Л)...... 578
ХН65КМВЮТЛ (ЖС 6К)....... 580
ХН65ВКМБЮТЛ (ЭИ539ЛМУ) 582
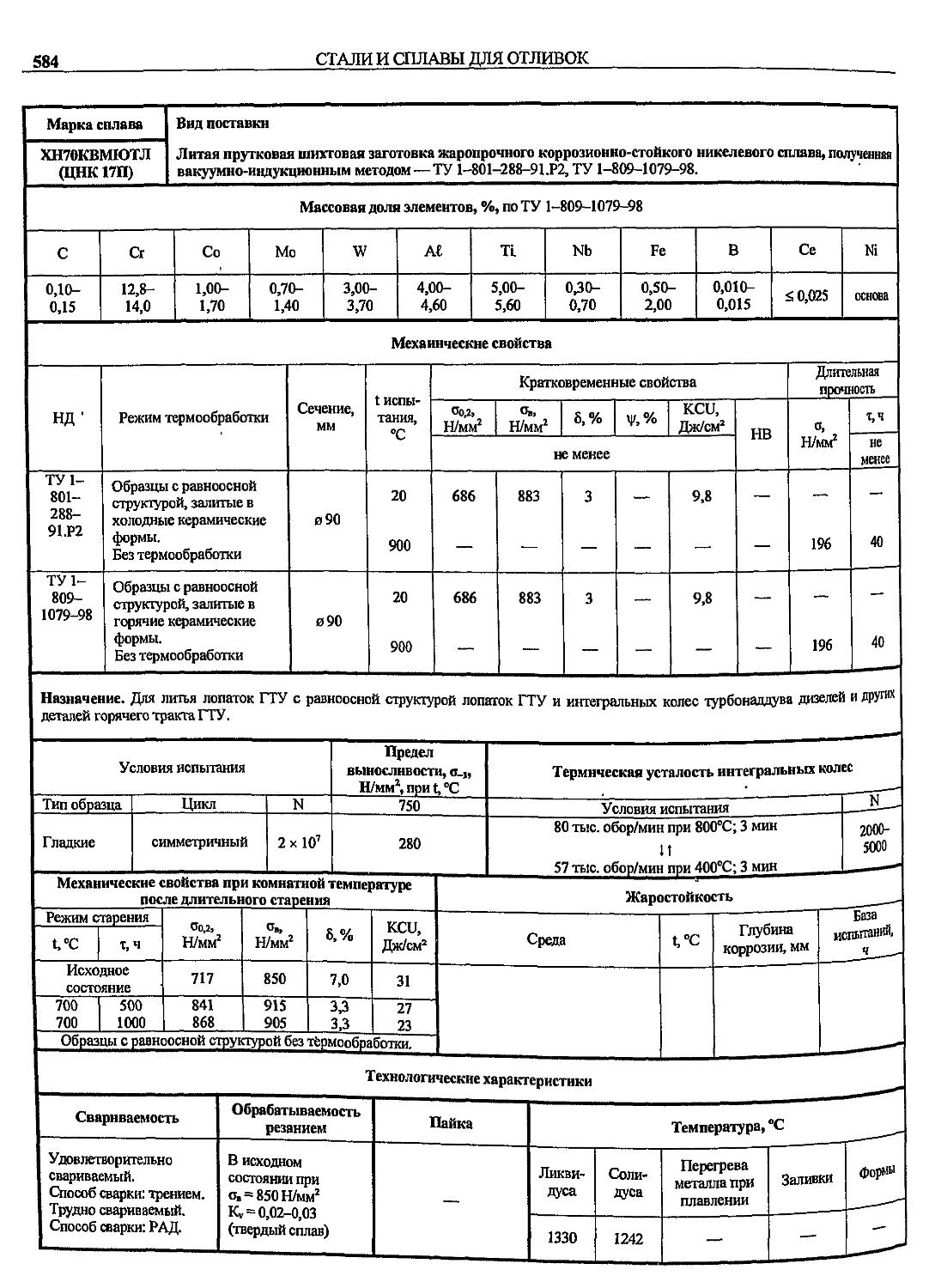
ХН70КВМЮТЛ (ЦНК 17П)..... 584
Приложения........................ 585
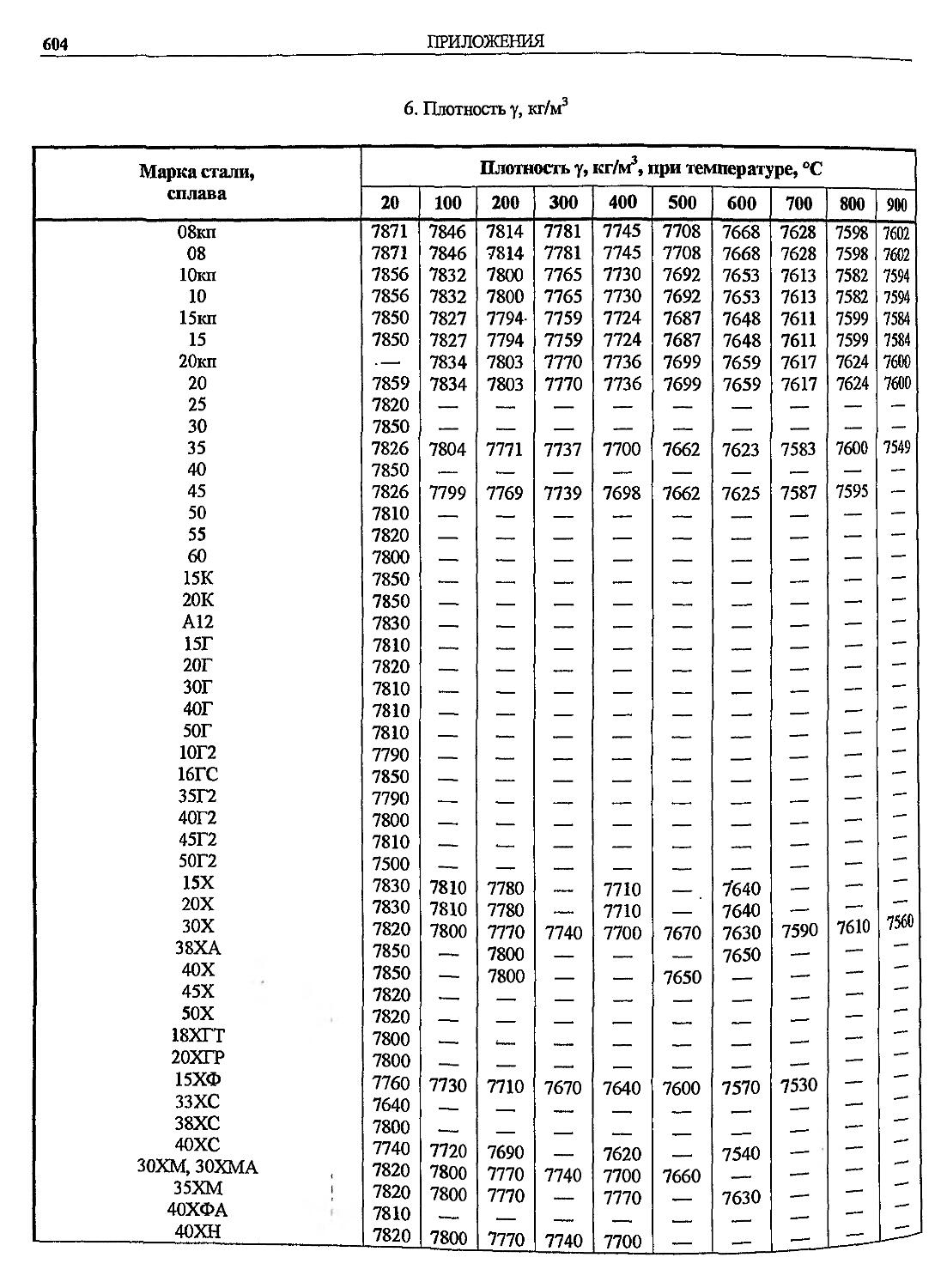
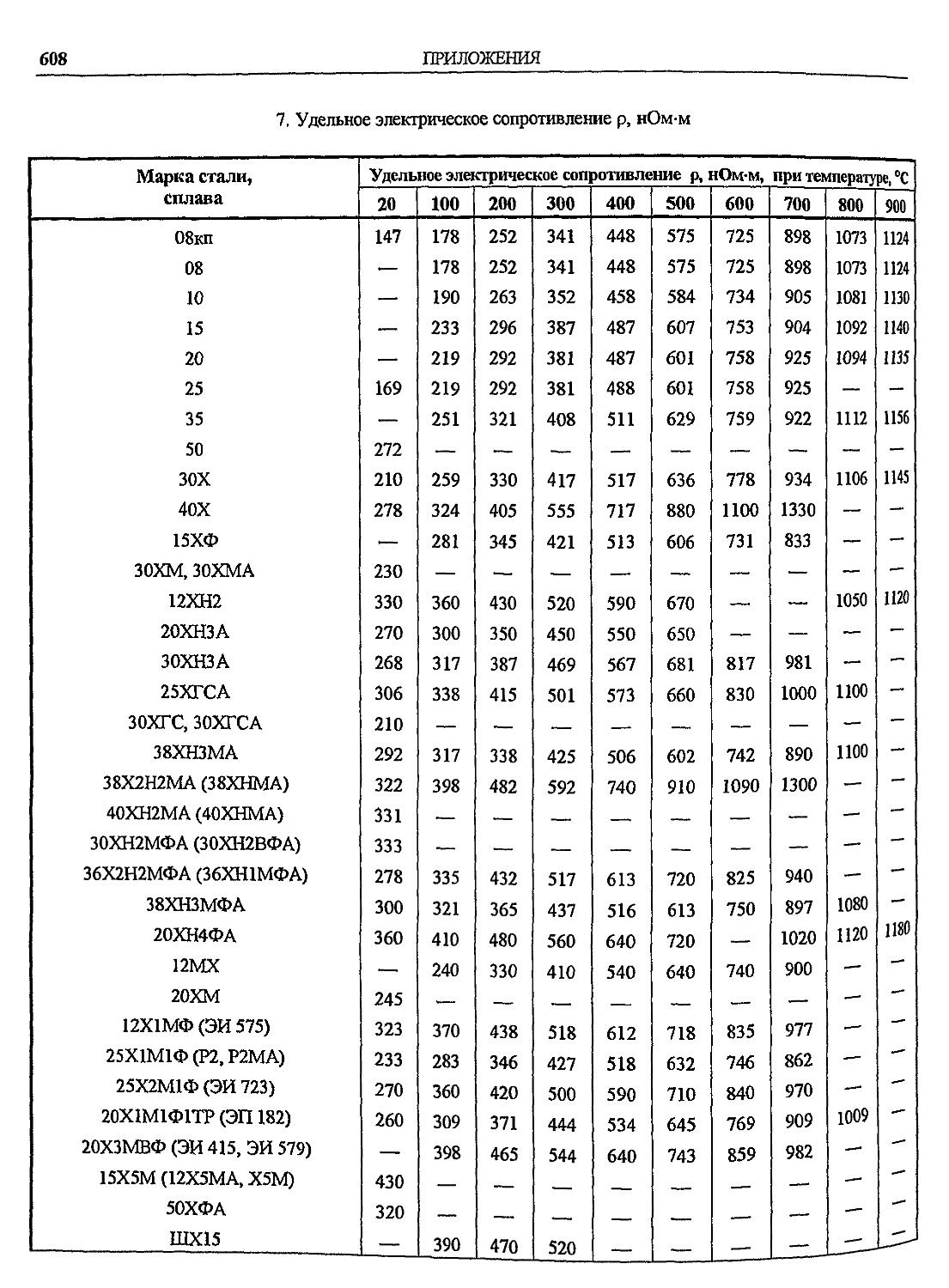
1. Физические свойства............ 585
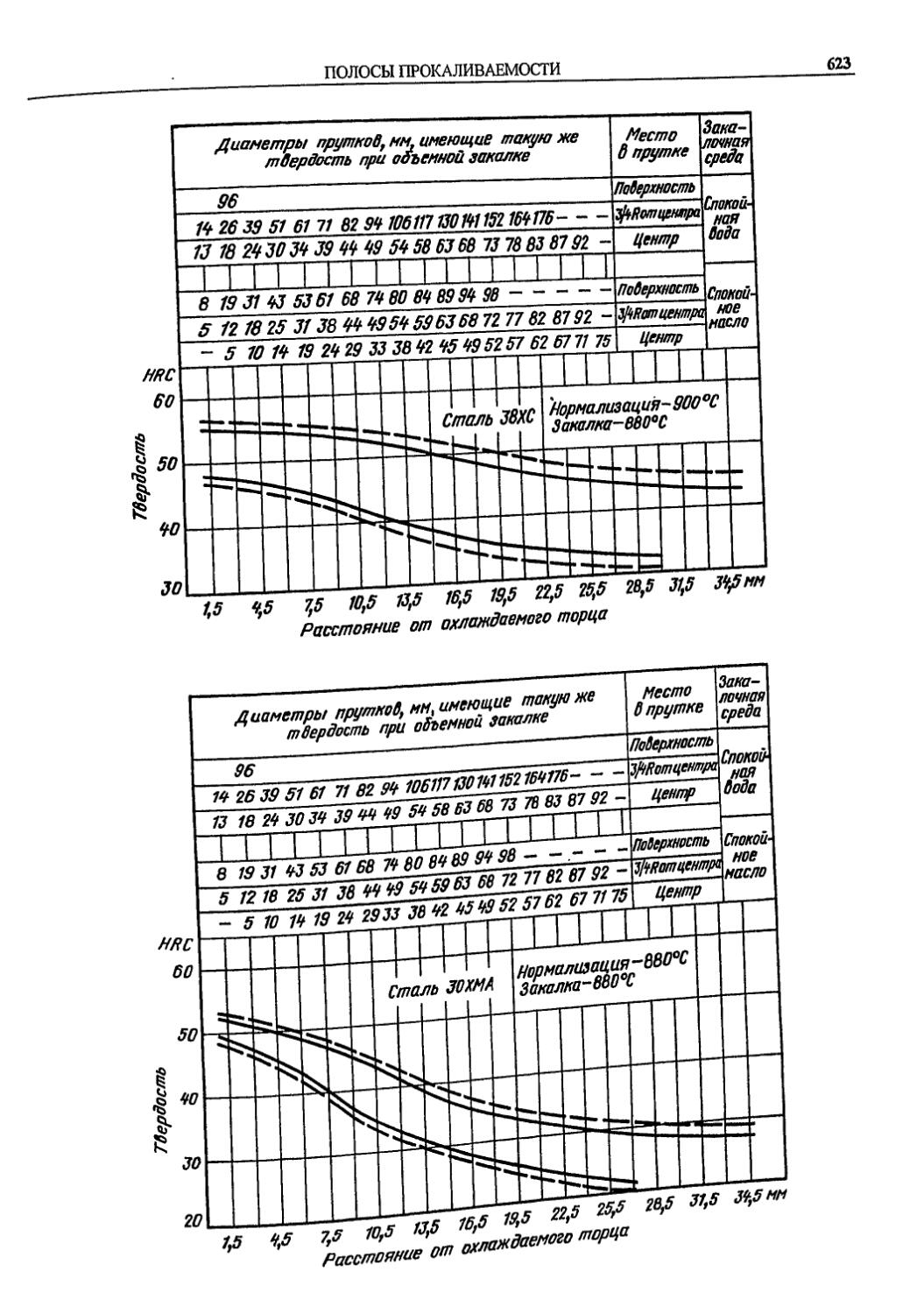
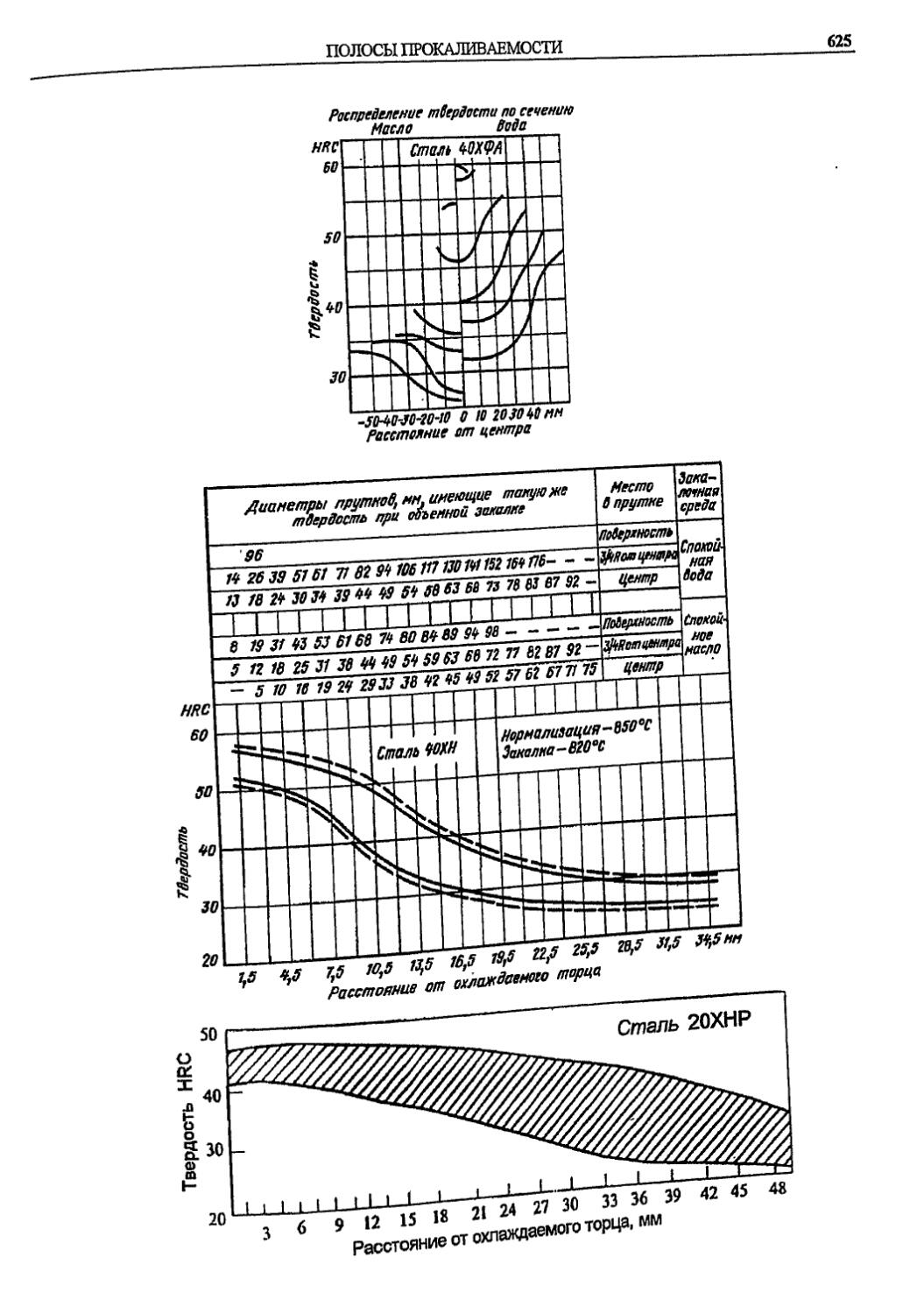
2. Полосы прокаливаемое™.......... 611
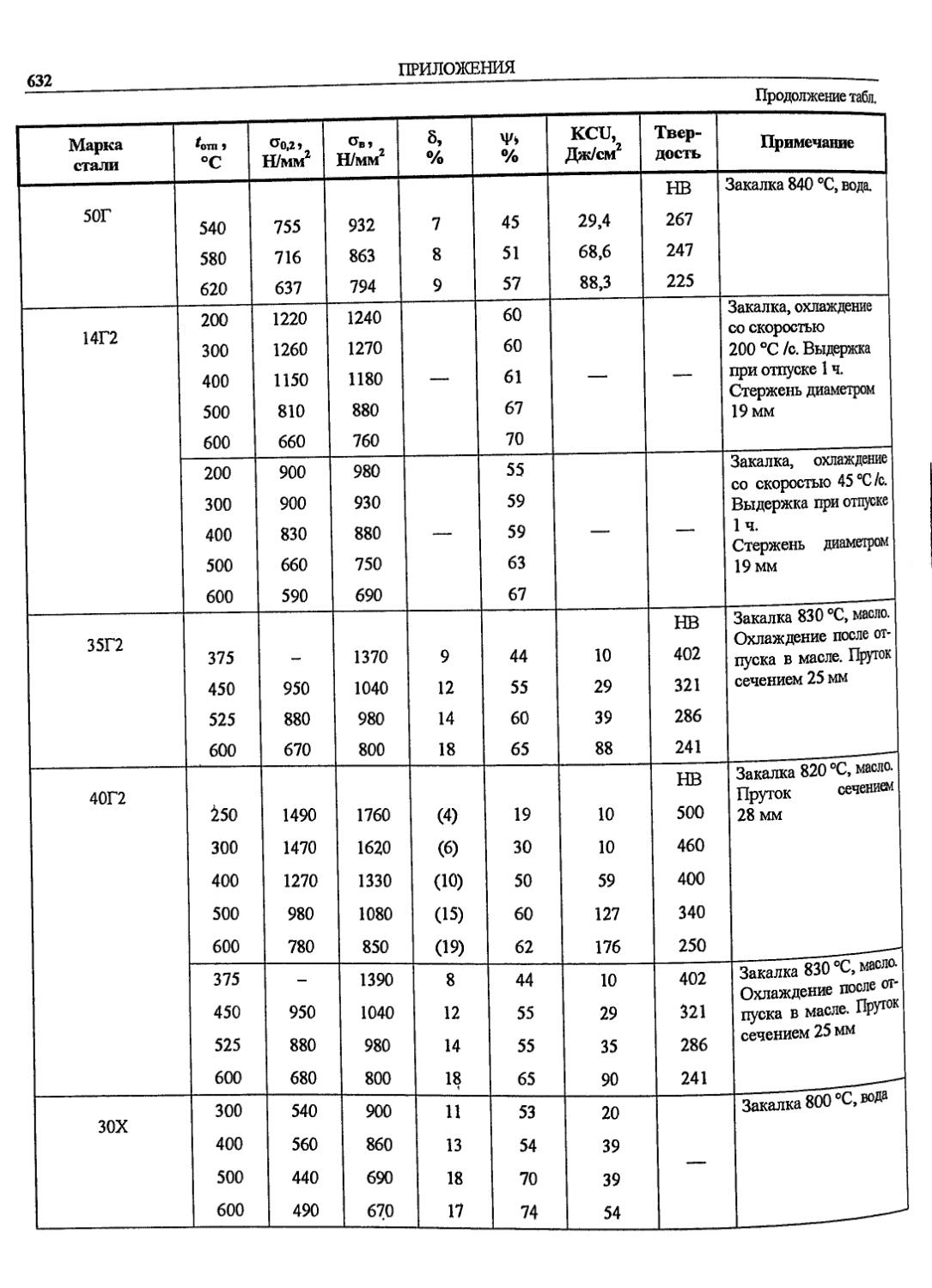
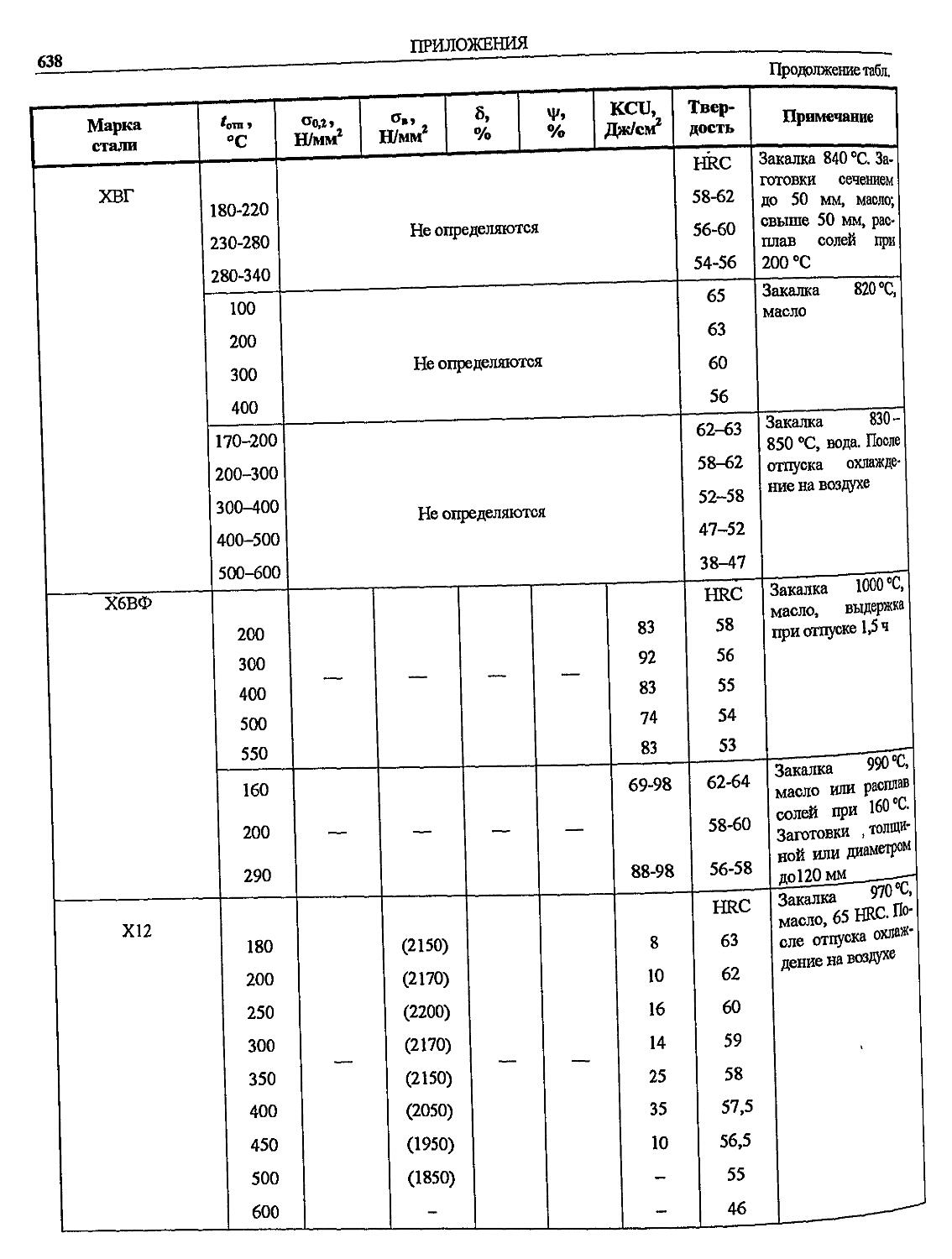
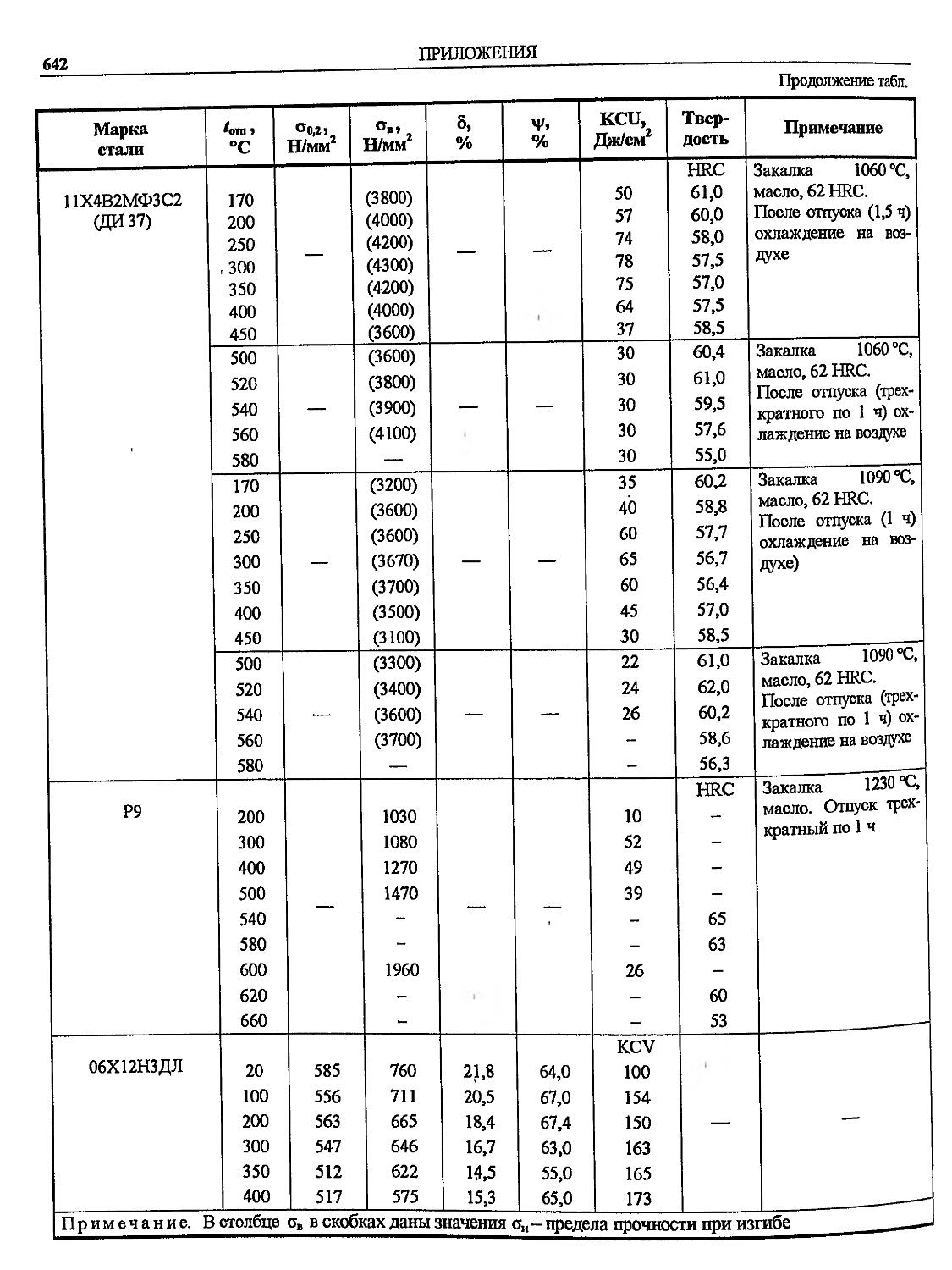
3. Механические свойства в зависимости от температуры отпуска............... 630
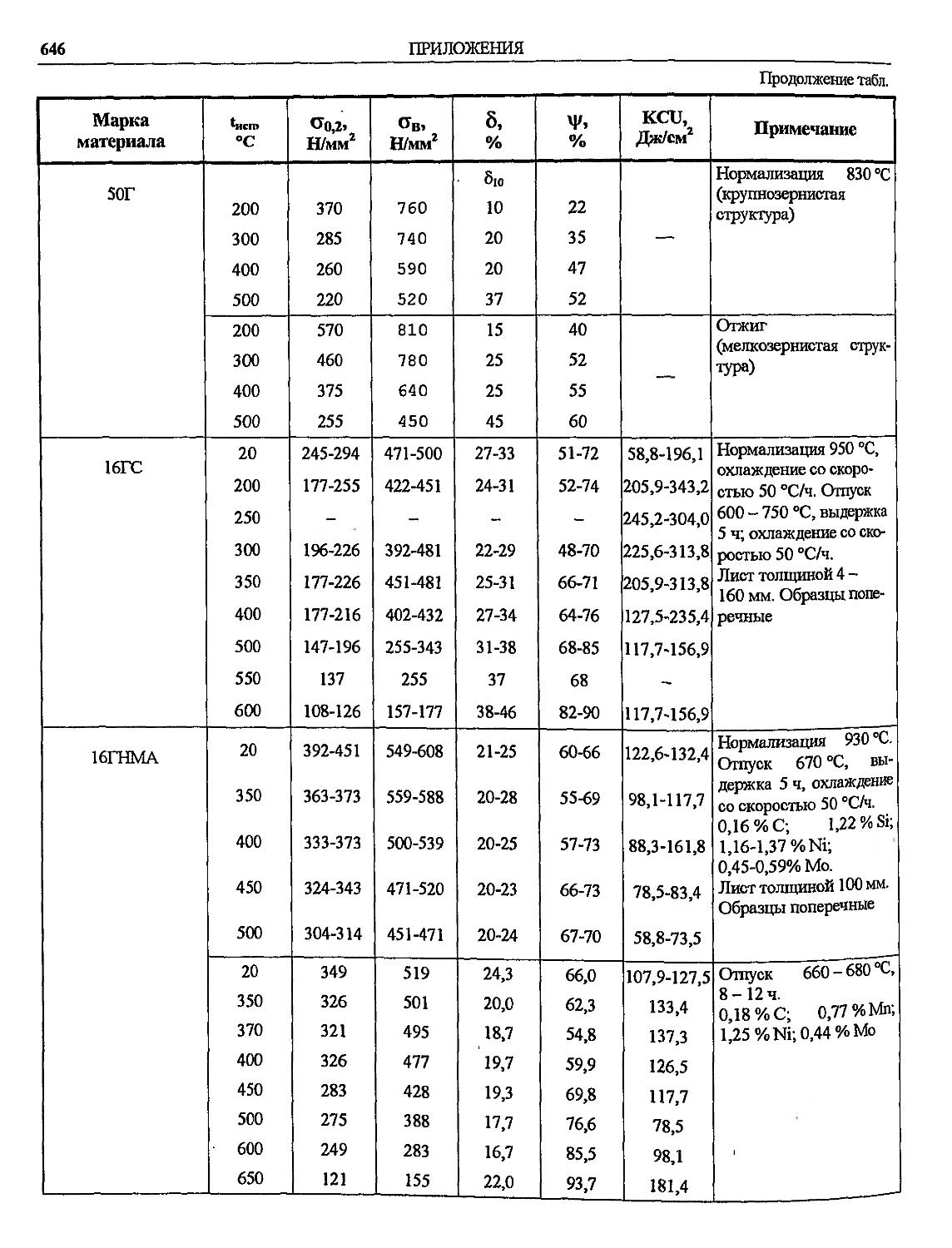
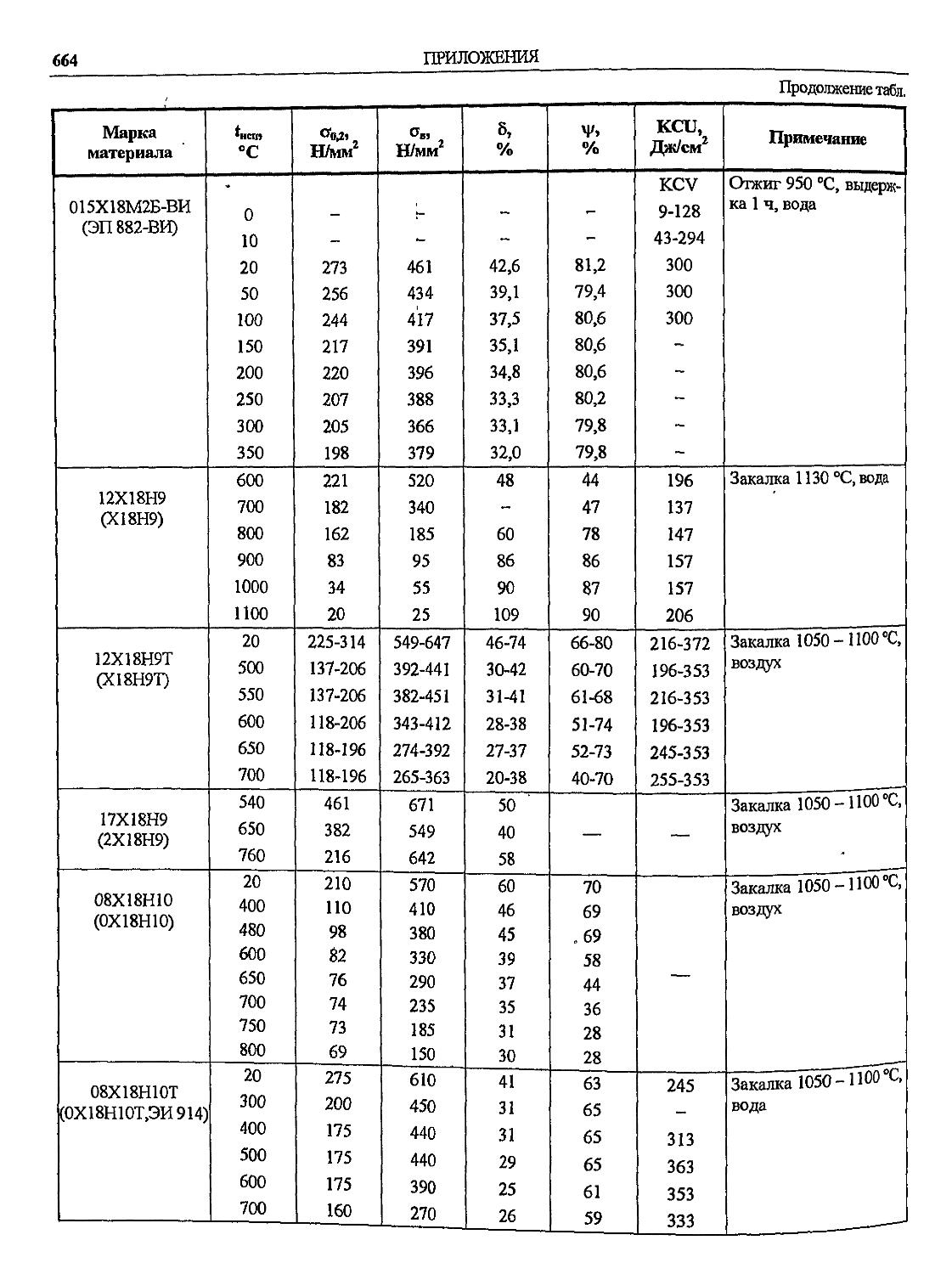
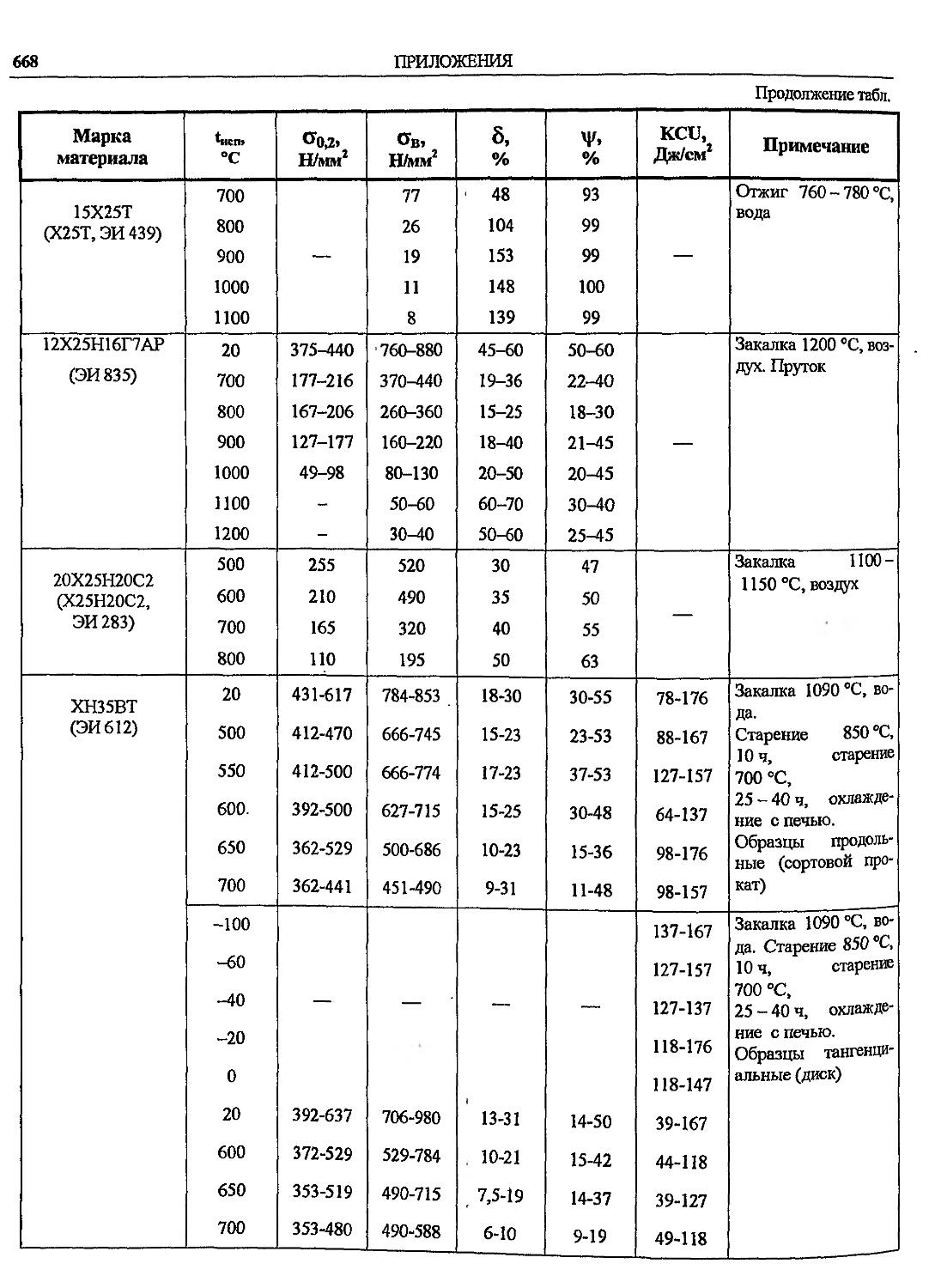
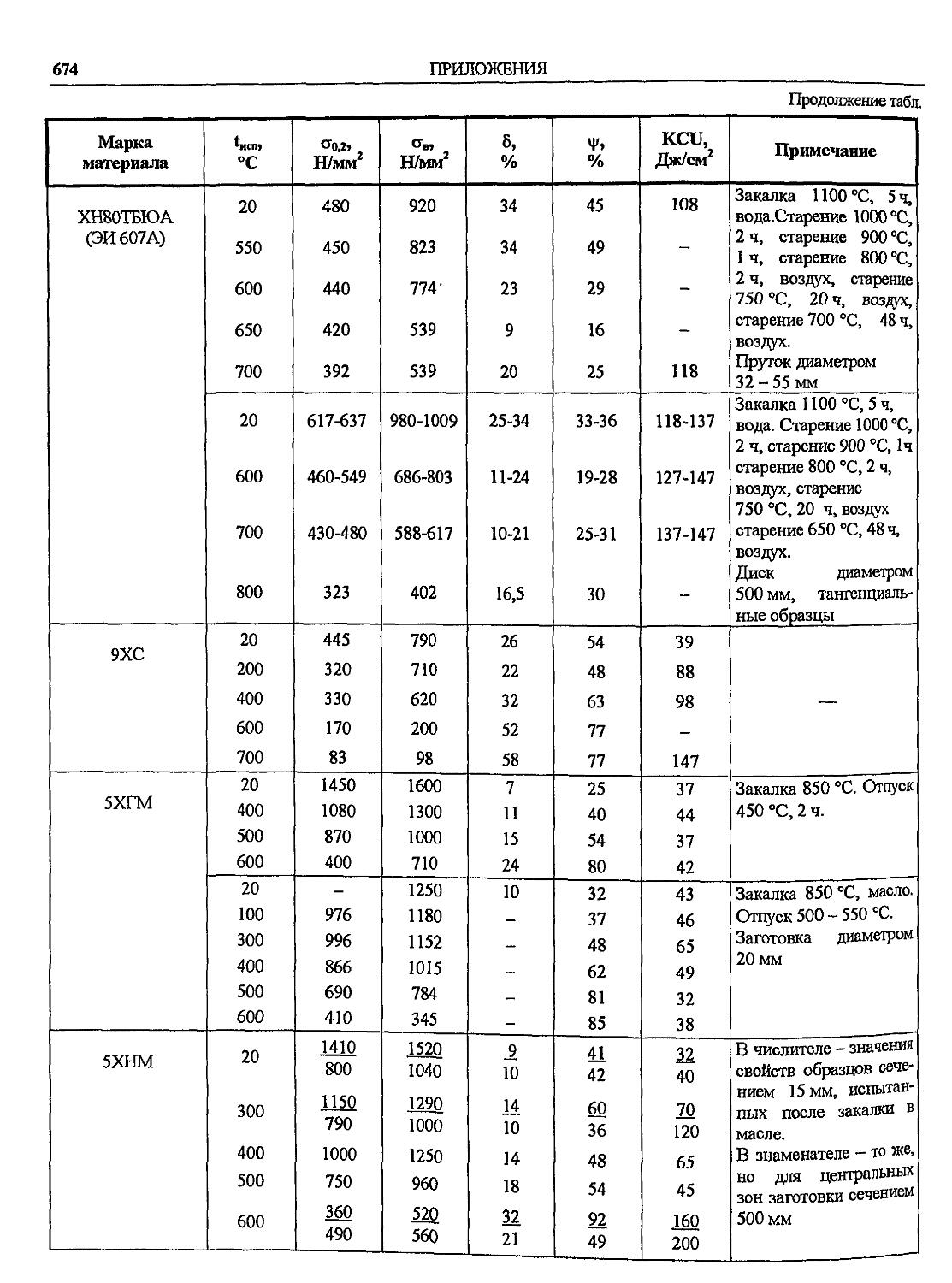
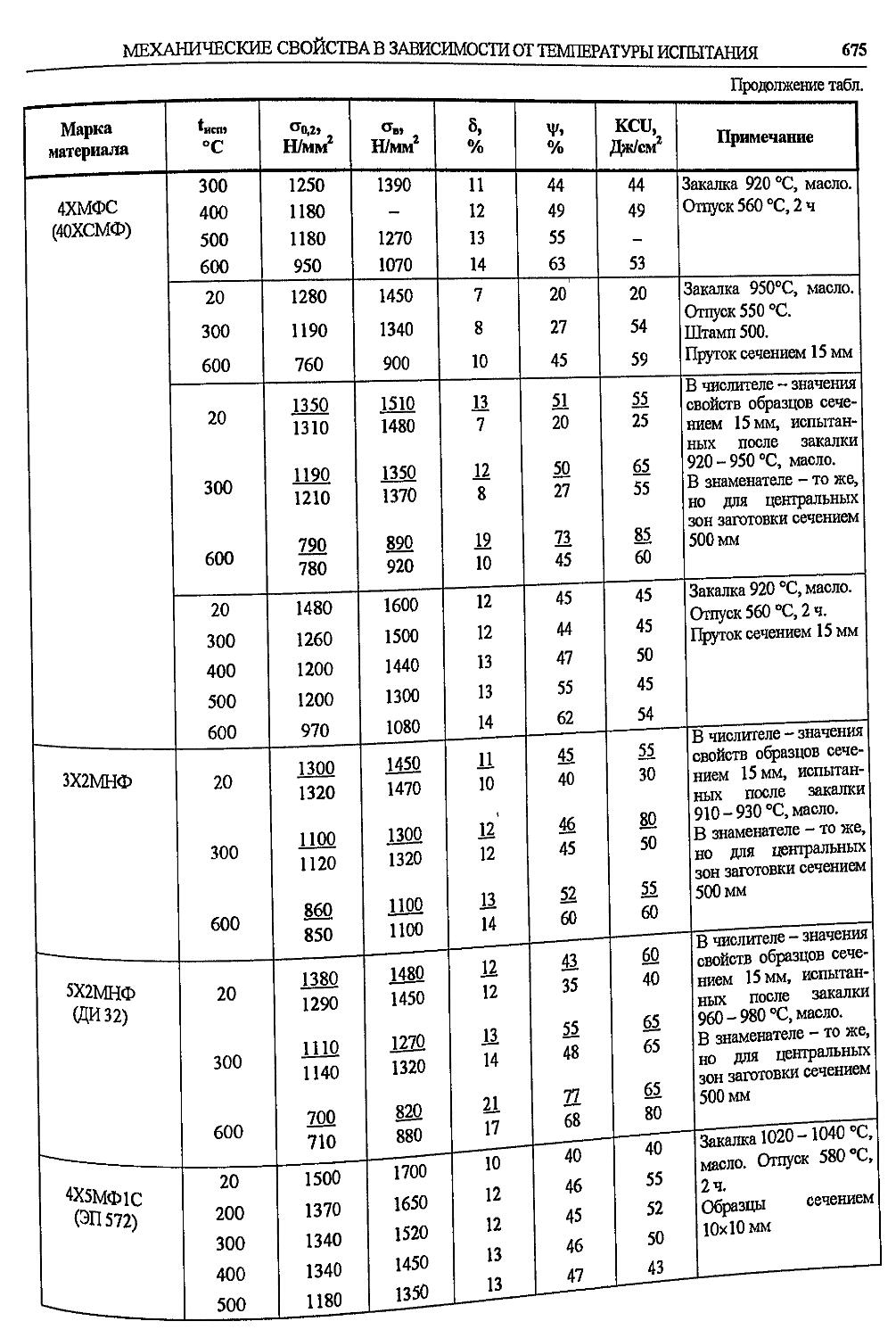
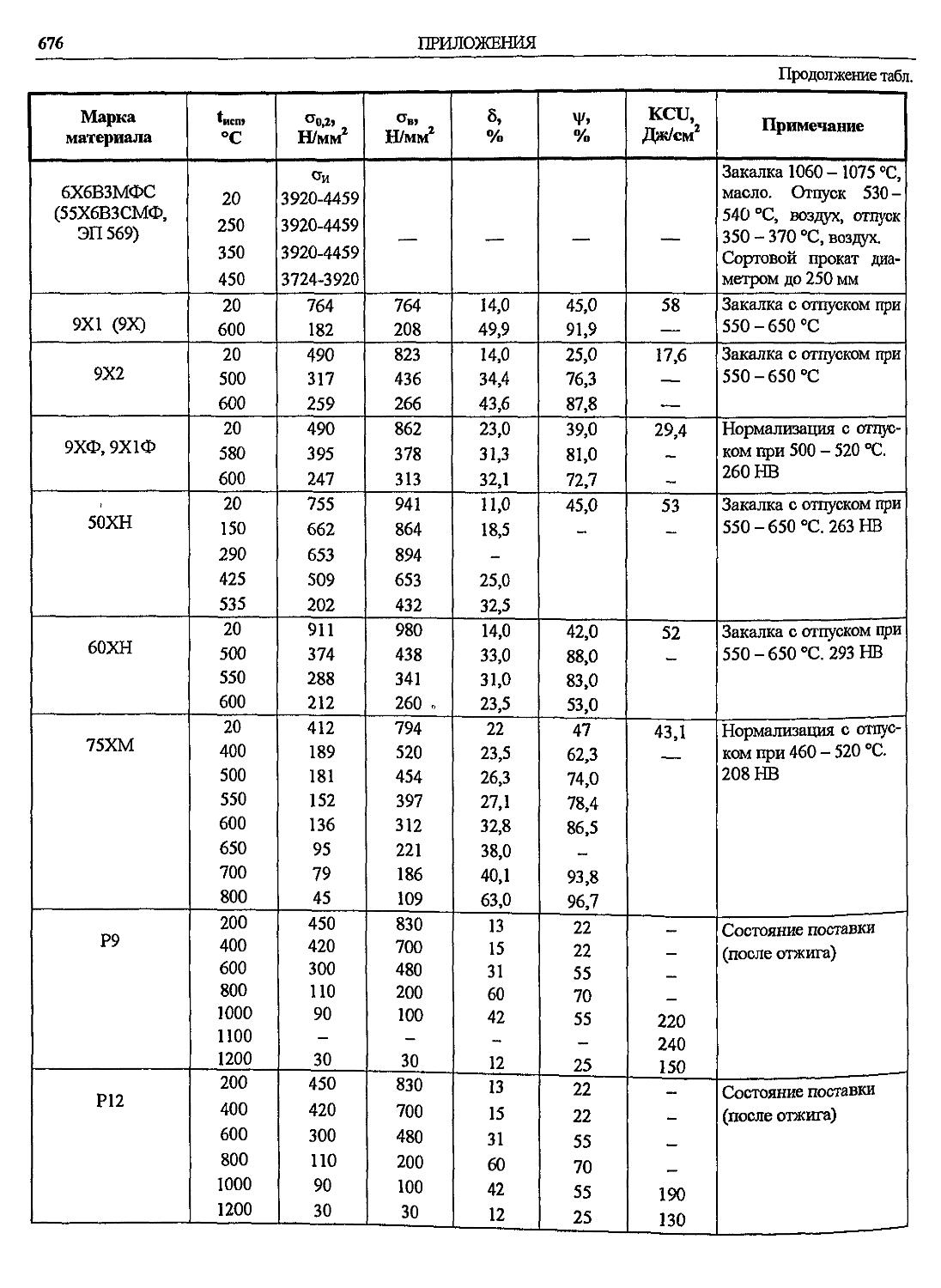
4. Механические свойства в зависимости от температуры испытания............. 643
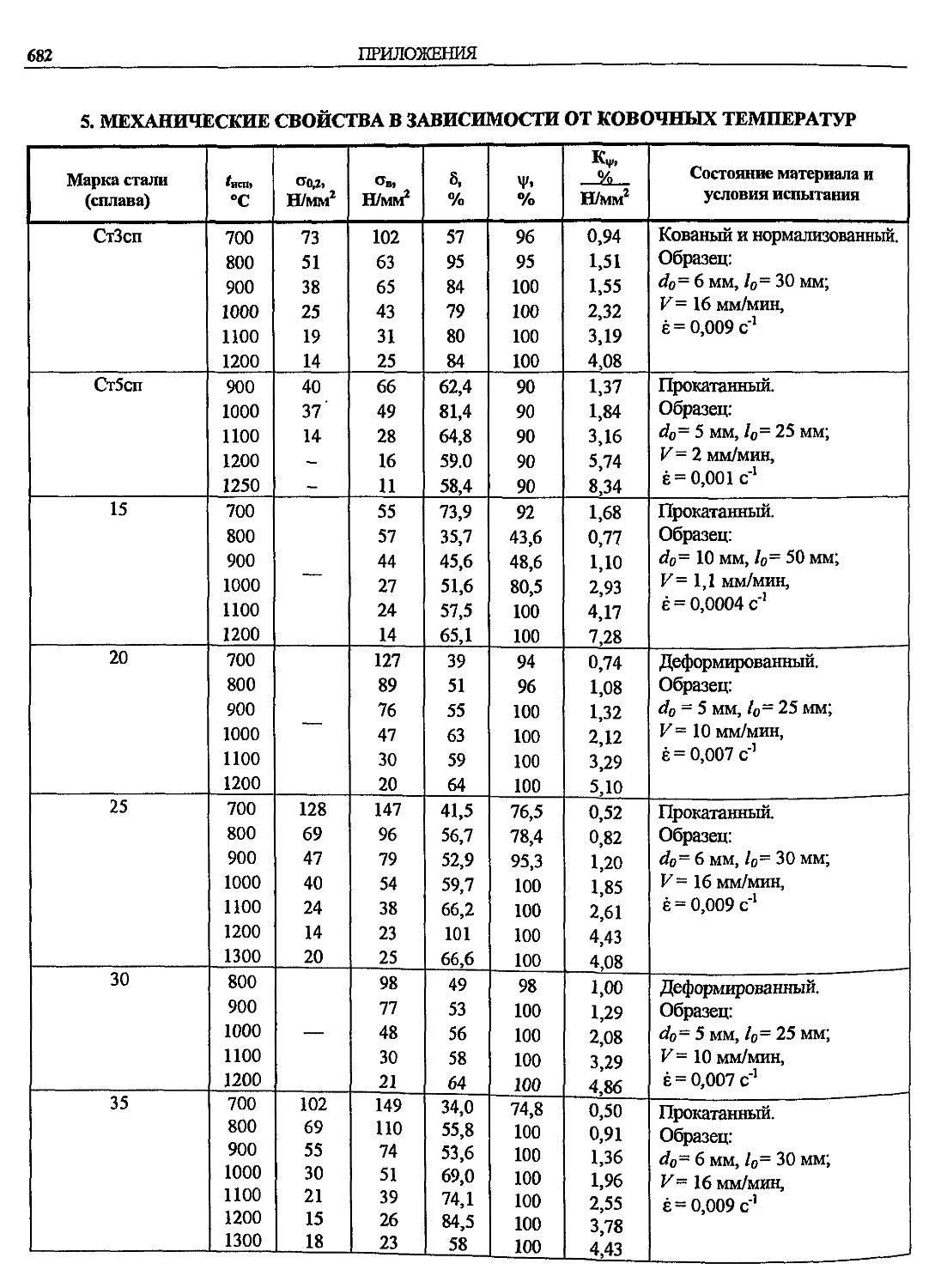
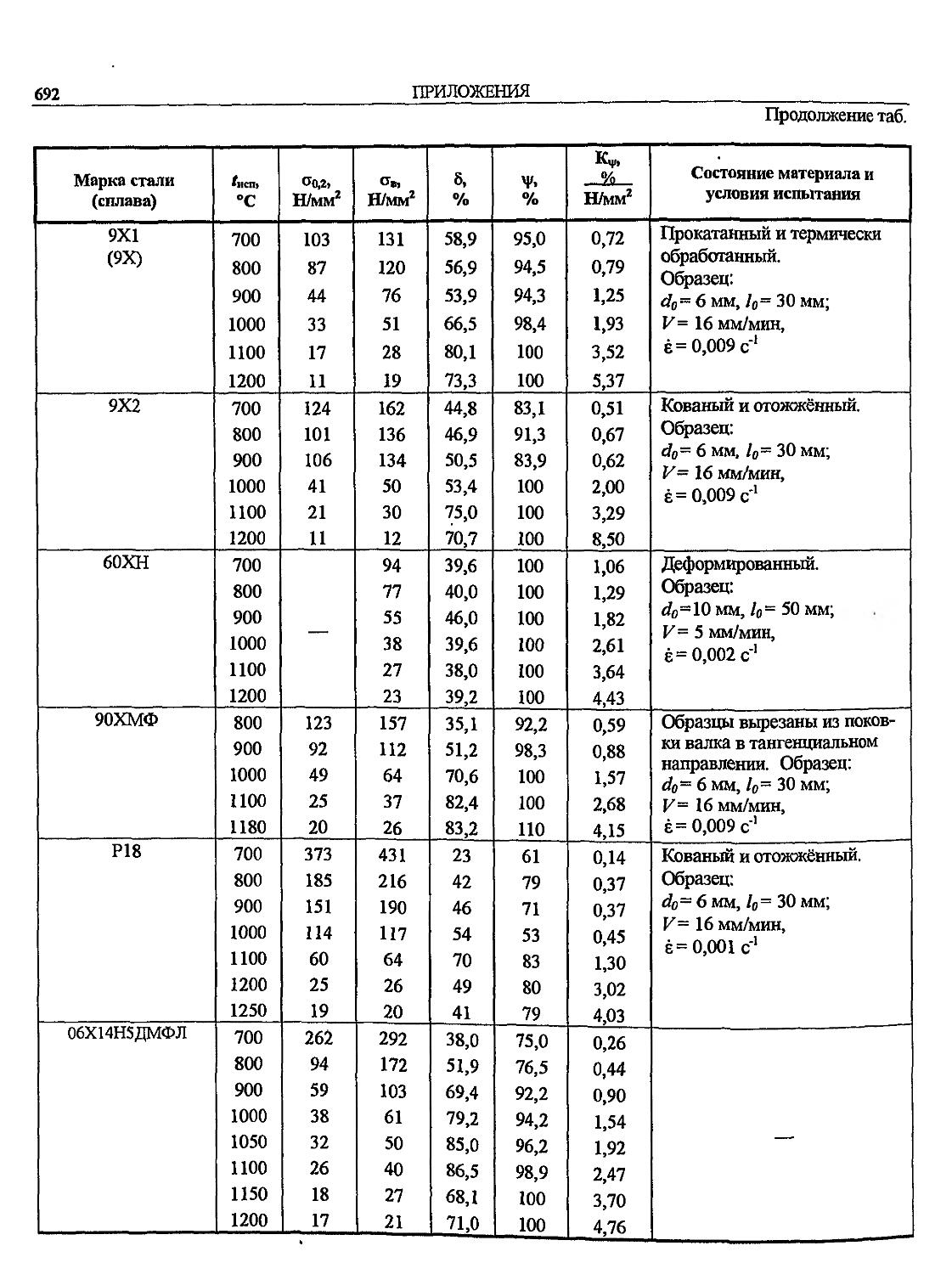
5. Механические свойства в зависимости от ковочных температур............... 682
6. Жаропрочные свойства........... 693
7. Электротехнические стали. Марки, свой-' ства и области применения....... 702
8. Строительные стали. Марки и свойства .... 707
9. Транспортные стали. Марки и свойства .... 712
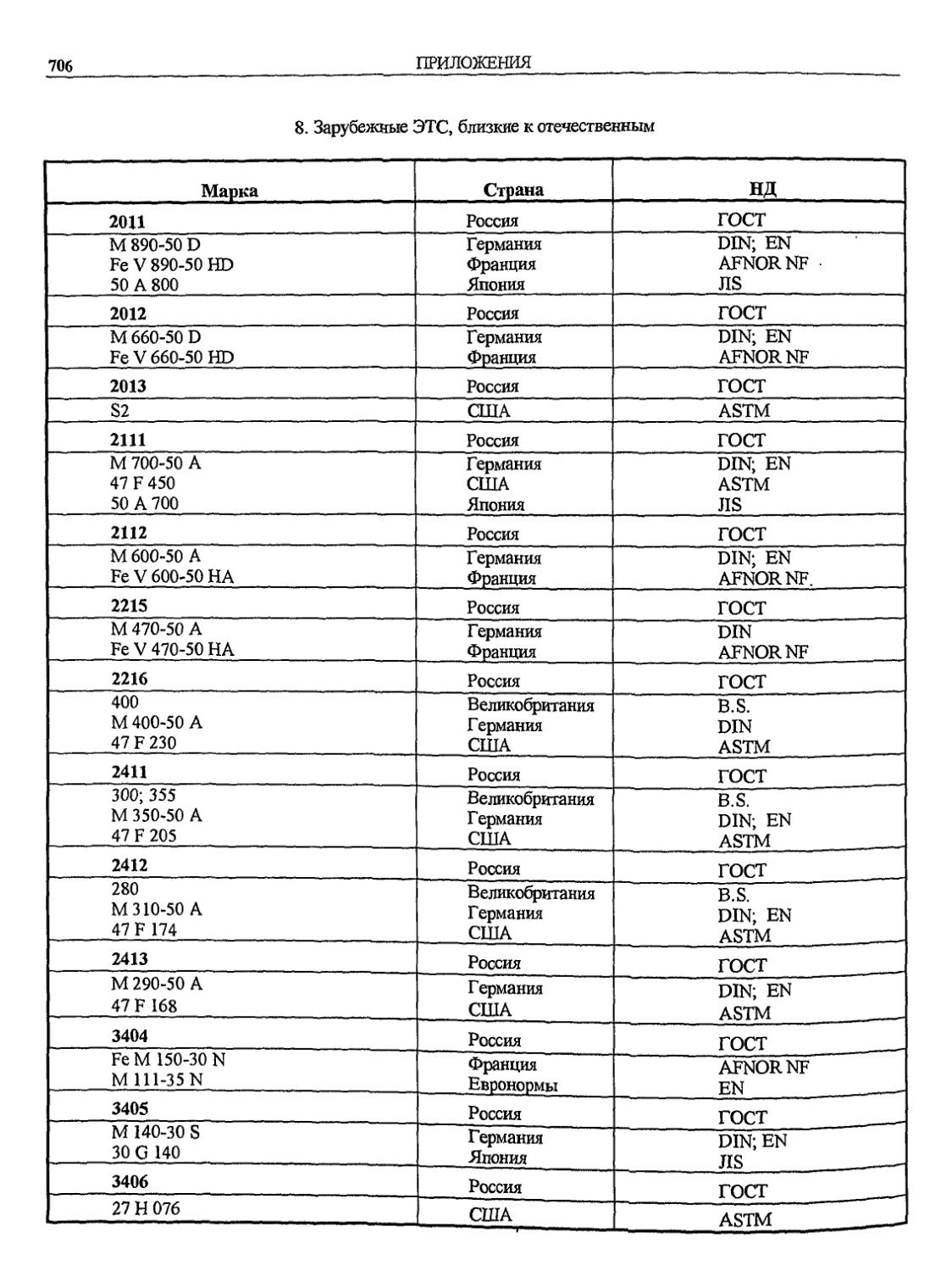
10. Зарубежные материалы, близкие по химическому составу к отечественным... 717
11. Таблица однотипных стандартов различных стран............................. 748
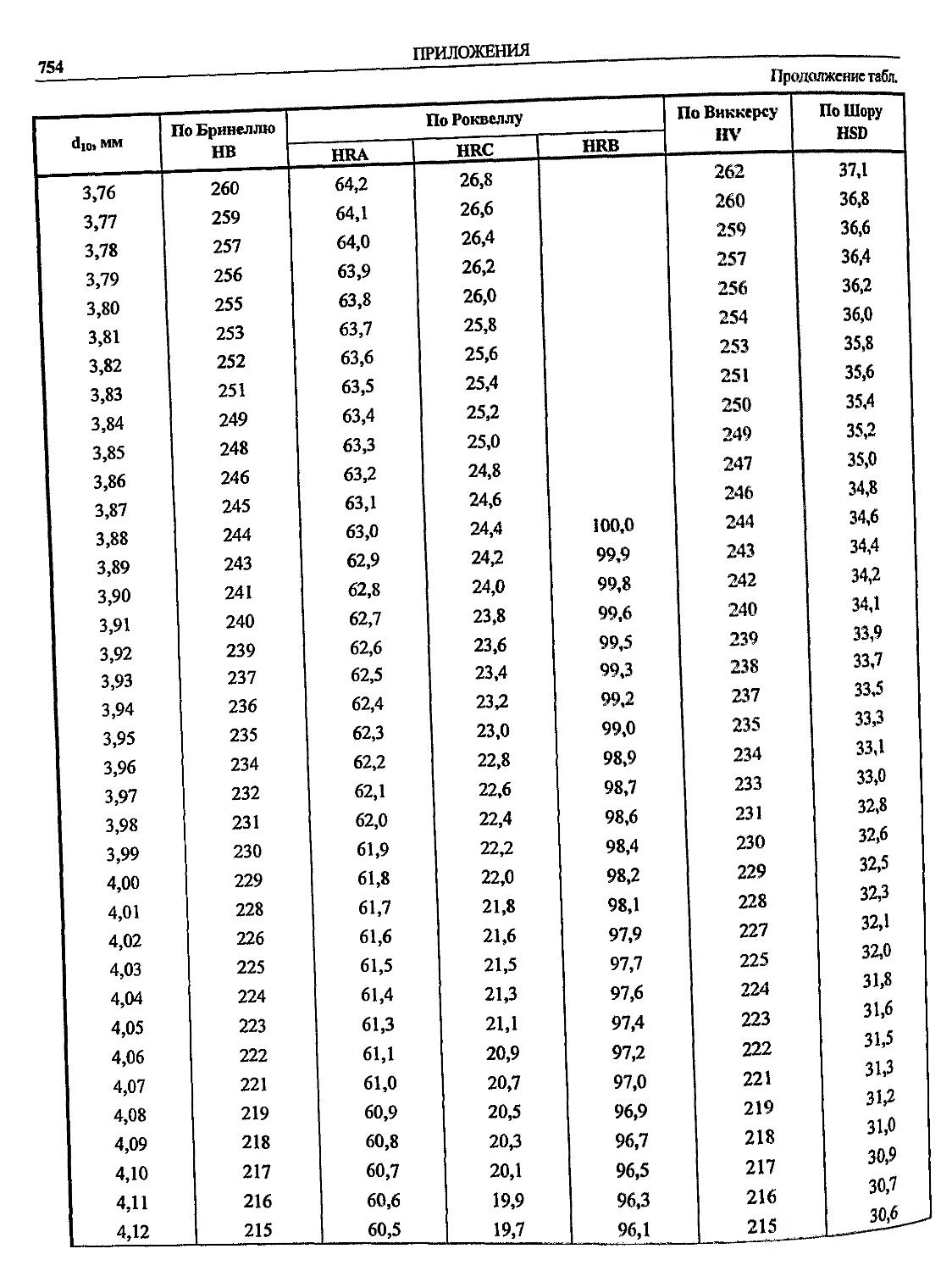
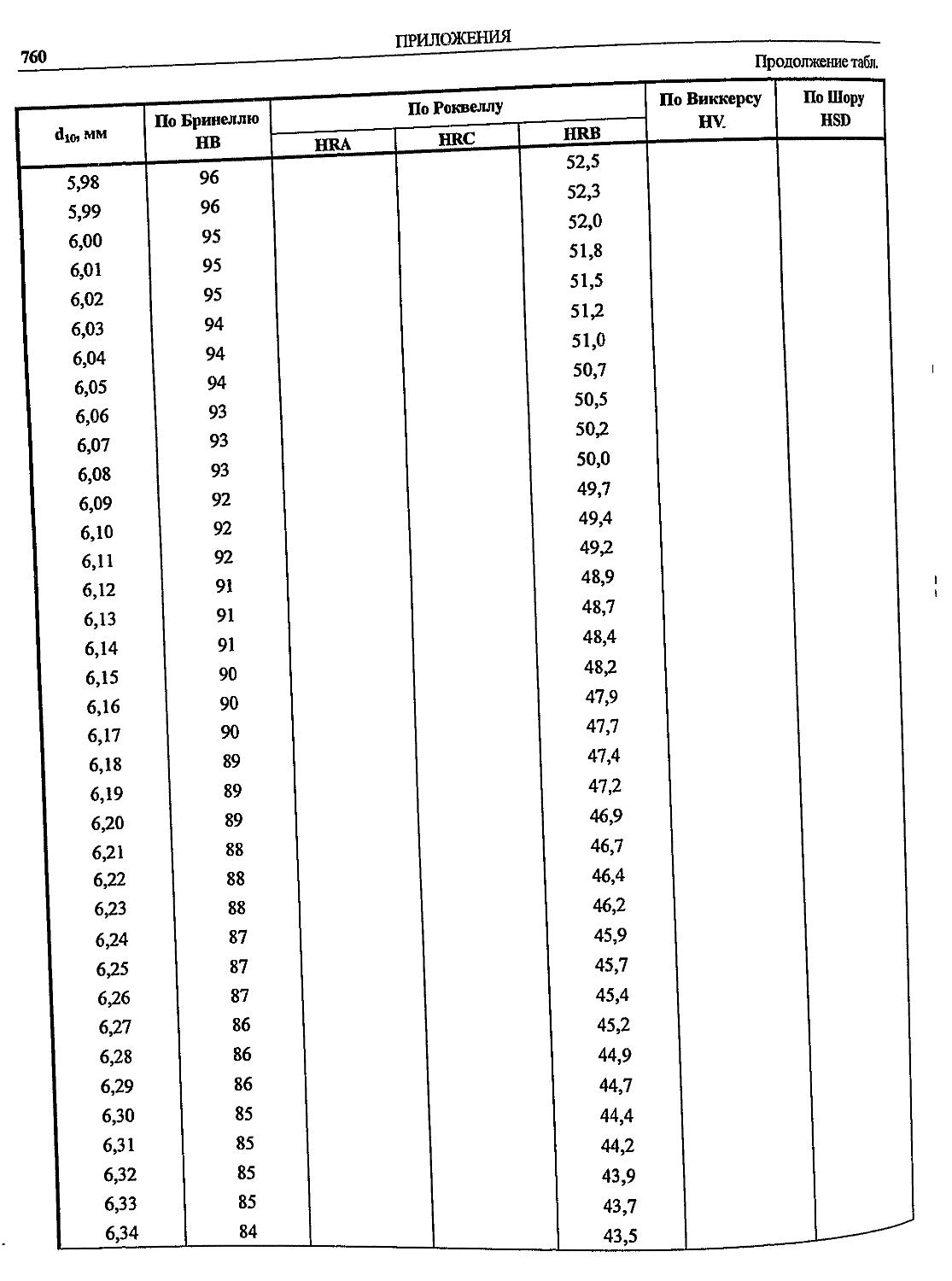
12. Перевод твёрдости по Бринеллю, Роквеллу, Виккерсу и Шору................... 750
13. Перевод температур для шкал Цельсия, Кельвина и Фаренгейта............. 762
14. Перечень государственных стандартов на сортамент" материалов, представленных в Марочнике....................... 763
Перечень использованных стандартов..... 767
Список литературы................. 773
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
По сравнению с первым изданием книга существенно переработана и дополнена.
Включены новые марки в разделы, посвящённые конструкционным, высоколегированным, инструментальным и литейным сталям, появились новые разделы о транспортных и строительных сталях. Всего приведены сведения о более чем 90 марках материалов, не вошедших в первое издание.
Расширено описание методов маркировки сталей, даны сведения о маркировке в промышленно развитых европейских странах: Германии, Франции, Италии, Швеции.
Пополнен перечень зарубежных сталей, близких по химическому составу к отечественным.
Введены три новые таблицы: модуль упругости при сдвиге кручением, сравнительная шкала температур, соответствие между российскими и зарубежными стандартами.
Существенно увеличено число рисунков с полосами прокаливаемости различных материалов.
Дополнены данные по свойствам сталей и сплавов, приводимым в приложениях.
Обновлены использованные ГОСТы, ТУ, добавлены новые литературные источники.
Для облегчения пользования Марочником уточнён порядок расположения материала. Чтобы упростить нахождение требуемой марки, материалы с наиболее сложным химическим составом даны в порядке возрастания содержания хрома и никеля.
Учтены многочисленные замечания и предложения специалистов, исправлены неточности и опечатки.
А.С. Зубченко
ВВЕДЕНИЕ
Марочник отечественных сталей и сплавов, разработанный на основе материалов, созданных и накопленных в ЦНИИТМАШе, учитывает многолетний опыт работы крупнейших предприятий тяжелого, энергетического, транспортного и других отраслей машиностроения.
Марочник построен по принципу применения и содержит сведения о химическом составе, механических свойствах и твердости в зависимости от размера поковки (отливки или детали) и режимов термической обработки; параметры ковочных, литейных свойств и обрабатываемости резанием; характеристики свариваемости, флокеночувствйтельности, склонности к отпускной хрупкости, а также некоторые справочные данные по механическим свойствам в зависимости от температур отпуска, испытания и ковки, по пределу выносливости при отрицательных температурах, релаксационной стойкости, длительной прочности, ползучести, жаростойкости, коррозионной стойкости; даются сведения о зарубежных материалах, близких по химическому составу к отечественным.
Кроме того в приложениях к Марочнику приведены характеристики физических свойств, диаграммы прокаливаемое™ конструкционных марок сталей и таблица перевода твердостей.
В Марочнике учтены, как обязательные, требования стандартов, на которые имеются ссылки в тексте. Требования, согласованные между поставщиком и заказчиком и включенные в соответствующие Технические условия, могут быть дополнены путем соответственно оформленного согласования.
В Марочник внесены некоторые новые марки сталей и сплавов, исследования и разработка которых закончена, но они еще не имеют оформленных технических условий.
По вопросам номенклатуры марок сталей и сплавов, их химического состава, гарантированного уровня механических свойств, а также режимов технологических процессов (ковки, термической обработки и др.) Марочник является рекомендуемым материалом при проектировании машин и изготовлении поковок, отливок, деталей машин и сварных конструкций и, может быть полезен как справочный материал для инженеров - конструкторов, технологов и металловедов.
Сведения по каждой марке стали и сплава располагаются на одной, двух или трех страницах. На них представлены следующие данные: обозначение марки стали или сплава; вид поставки, т.е. стандарт или технические условия; химический состав; температура критических точек; механические свойства при 20°С в зависимости от поперечного сечения обрабатываемой поковки (отливки) и режима термической обработки; основное назначение марки стали или сплава; предел выносливости при изгибе и кручении.
Кроме того для многих марок приведены также релаксационная стойкость; свойства при длительных сроках службы; чувствительность к охрупчиванию при старении; коэффициент чувствительности к надрезу; термическая усталость; жаростойкость; коррозионные свойства и т.д.
Механические свойства материалов при комнатной температуре сопровождаются ссылками на соответствующие ГОСТы, ОСТы или ТУ. В случае, если ТУ отсутствуют, устарели или неизвестны, либо сведения взяты из отчётов или технической литературы, в графе НД пишется “Данные ЦНИИТМАШ”.
Все стандарты на сортамент вынесены в отдельное приложение, это позволило избежать повторений их на каждой странице справочника.
В связи с тем, что в основных зарубежных стандартах и большинстве отечественных и зарубежных справочников принят порядок, при котором в перечне химического состава материала сера и фосфор идут непосредственно после раскислителей (кремний, марганец), в Марочнике использован аналогичный порядок элементов.
Химический состав стали или сплава собственного производства определяется по плавочной (ковшевой) пробе, отбираемой при разливке стали в соответствии с ГОСТ 7565-81, а химический состав и марка стали проката - по сертификату металлургического завода.
Химический анализ производится в соответствии с ГОСТ 12344 — ГОСТ 12365 (см. стр. 762).
14
ВВЕДЕНИЕ
Значения механических свойств проката, поковок и отливок, приведенные в Марочнике, являются минимальными и должны гарантироваться при выполнении установленной технологии.
Значения механических свойств поковок, приведенные в Марочнике, при отсутствии соответствующих указаний, получены при испытании продольных образцов.
При испытании тангенциальных, поперечных или радиальных образцов допускается снижение норм механических свойств в соответствии с ГОСТ 8479-70.
Приведенные для некоторых марок стали или сплавов значения механических свойств, полученные при испытании тангенциальных, поперечных или радиальных образцов, относятся преимущественно к поковкам типа дисков, роторов, крупных колец и т.д. и характеризуют свойства тех частей поковки, из которых вырезаны пробы для испытания.
.Вырезка образцов из сплошных поковок цилиндрической и призматической формы производится на расстоянии 1/3 радиуса или 1/6 диагонали от наружной поверхности, а из пустотелых или рассверленных поковок с толщиной стенки до 100 мм - на расстоянии 1/2 толщины стенки поковки, при толщине стенки свыше 100 мм - на расстоянии 1/3 толщины стенки поковки от поверхности.
Значения механических свойств поковок из конструкционных марок сталей (приложение 1 ГОСТ 8479-70) приведены в соответствии с требованиями табл. 2 этого стандарта для соответствующей категории прочности.
Механические свойства поковок из марок сталей, не вошедших в приложение 1 ГОСТ 8479-70, даны на основании обобщения опыта передовых заводов отрасли.
Объем, нормы и порядок контроля механических свойств и приемки поковок устанавливаются в соответствии с ГОСТ 8479-70.
Значения механических свойств отливок, изготовленных из углеродистых, легированных и высоколегированных марок сталей и сплавов, относятся к образцам, вырезанным из отдельно отливаемых пробных брусков или их приливных проб после их соответствующей термической обработки, и характеризуют свойства термически обработанных по тому же режиму отливок с толщиной стенки до 100 мм.
Нормы механических свойств отливок с толщиной стенки более 100 мм в необходимых случаях должны устанавливаться техническими условиями.
Приведенные в Марочнике режимы термической обработки, ковки и других технологических процессов являются рекомендуемыми и могут корректироваться заводскими технологами в зависимости от химического состава плавки, требований, предъявляемых к обрабатываемым поковкам или отливкам, оборудования производственных цехов и др.
Объем, нормы и порядок контроля и приемки отливок устанавливаются в соответствии с требованиями ГОСТ 977-88.
Испытания образцов проведены в соответствии с ГОСТами: на растяжение — по ГОСТ 1497-84 на цилиндрических образцах пятикратной длины с диаметром расчетной части 10 мм. Допускается применение образцов пятикратной длины с диаметром расчетной части 6 или 5 мм (это специально оговаривается);
на ударную вязкость - по ГОСТ 9454-78 на образцах типа 1;
на определение предела выносливости (усталости) — по ГОСТ 25.502-79;
на холодный изгиб при отсутствии специальных указаний в чертеже или технических условий (производятся на образцах размерами 10x20x160 мм) — по ГОСТ 14019-80;
на ползучесть - по ГОСТ 3248-81;
на длительную прочность - по ГОСТ 10145-81;
гидравлические испытания труб - по ГОСТ 3845-75;
труб на сплющивание - по ГОСТ 8695-75;
труб на раздачу - по ГОСТ 8694-75;
труб на бортование - по ГОСТ 8693-80;
труб на загиб - по ГОСТ 3728-78.
Определение твердости, как правило, производится на приборе Бринелля по ГОСТ 9012-59, на приборе Роквелла - по ГОСТ 9013-59 и 8.064-94, на приборе Виккерса - по ГОСТ 2999-75.
Для определения твердости крупных деталей допускается применение приборов ударного действия.
Твердость валков холодной прокатки и других деталей с высокой твердостью определяется прибором Шора по ГОСТ 23273-78.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
15
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
св - временное сопротивление (предел
прочности при разрыве);
овс - предел прочности при сжатии;
ои - предел прочности при изгибе;
тт - предел прочности при кручении;
от - предел текучести физический (нижний предел текучести);
с?о,о5 ~ условный предел упругости с допуском на остаточную деформацию 0,05%;
<7о,2 - предел текучести условный с допус-
ком на величину пластической деформации при нагружении 0,2%;
8Р - относительное равномерное удлине-
ние;
5 - относительное удлинение после раз-
рыва;
ц/ - относительное сужение после разрыва;
KCU - ударная вязкость, определенная на образцах с концентратором вида U;
KCV - ударная вязкость, определенная на образцах с концентратором вида V;
Тк - критическая температура хрупкости;
НВ - твёрдость по Бринеллю;
dio - диаметр отпечатка по Бринеллю при диаметре шарика 10 мм и испытательной нагрузке 2943 Н;
HRA - твёрдость по Роквеллу (шкала А, конусный наконечник с общей нагрузкой 588,4 Н);
HRB - твёрдость по Роквеллу (шкала В,
сферический наконечник с общей нагрузкой 980,7 Н);
HRC - твёрдость по Роквеллу (шкала С,
конусный наконечник с общей нагрузкой 1471 Н);
HV - твёрдость по Виккерсу при нагрузке
294,2 Н и времени вьщержки 10 - 15 с ;
HSD - твёрдость по Шору;
Т3 - заданный ресурс;
с д п 7Ъ - условный предел длительной прочности (величина напряжений, вызывающая разрушение при температуре t и заданном ресурсе);
о_1 -предел выносливости при симметричном цикле (растяжение - сжатие);
т-1 -предел выносливости при симмет-
ричном цикле (кручение);
оа -наибольшее положительное значение
переменной составляющей цикла напряжений;
Де -размах упруго-пластической деформации цикла при испытании на термическую усталость;
N -число циклов напряжений или деформаций, выдержанных нагруженным объектом до образования усталостной -трещины определённой протяжённости или до усталостного разрушения;
оо -начальное нормальное напряжение при релаксации;
-остаточное нормальное напряжение при релаксации;
Kjc -коэффициент интенсивности напря-
жений;
Aci -температура начала а-»у превра-
щения при нагреве (нижняя критическая точка);
Ас3 -температура конца а-»у превращения при нагреве (верхняя критическая точка);
Ап - температура конца у-» а превращения при охлаждении (нижняя критическая точка);
Агз - температура начала у-» а превращения при охлаждении (верхняя критическая точка);
Мн -температура начала мартенситного превращения;
Мк -температура конца мартенситного
превращения;
G - модуль сдвига;
v -коэффициент Пуассона;
16
ПЕРЕЧЕНЬ СОКРАЩЕНИИ
у - плотность;
С -удельная теплоёмкость;
Л, -теплопроводность;
а -коэффициент линейного расширения;
Н -напряженность магнитного поля;
р - магнитная проницаемость;
В - магнитная индукция;
Bs -индукция насыщения;
ЛЯ -разброс магнитной индукции вдоль
и поперек направления прокатки;
z’>vo
-удельные магнитные потери при частоте тока v0 и индукции В;
Нс - коэрцитивная сила;
р - удельное электросопротивление;
Кр - красностойкость;
^лик -температура полного расплавления
металла;
4ол -температура начала плавления ме-
талла;
do - начальный диаметр образца;
/о -длина расчётной части образца;
V -скорость деформирования образца;
ё -скорость деформации образца;
а -толщина образца при испытании
листов на изгиб;
d -толщина оправки при испытании
листов на изгиб;
S - толщина стенки;
СГ - хлор-ион;
F' - фтор-ион;
Z -коэффициент износостойкости при
абразивном износе;
Zr -коэффициент износостойкости при
гидроабразивном износе;
v - скорость резания;
Kv -коэффициент относительной обраба-
тываемости;
Т - время;
t — температура;
Z0Tn - температура отпуска;
/исп - температура испытания.
ПЕРЕЧЕНЬ СОКРАЩЕНИЙ
АЭУ -атомная энергетическая установка;
АЭС -атомная энергетическая станция;
ТЭС - тепловая электростанция;
ВВЭР -водо-водяной энергетический реактор;
ВТГР - высокотемпературный гелиево-охлаждаемый реактор;
ГТЭ -газотурбинные энергетические установки;
ГТН - газотурбинный насос;
ВДП - вакуумнодуговой переплав;
ЭШП - электрошлаковый переплав;
ЭТС - электротехнические стали;
ТРС - транспортные стали;
ТВЧ -ток высокой частоты;
ТПЧ -ток промышленной частоты;
КП - категория прочности;
КР -коррозионное растрескивание;
ПК - питтинговая коррозия;
PI -питтинговый индекс;
МКК - межкристаллитная коррозия;
AM, -условные обозначения методов опре-
АМУ, деления стойкости к межкристаллит-
ной коррозии по ГОСТ 6032-89;
гелий - гелий высокочистый;
НД -нормативная документация;
ГСССД - государственная служба стандартных справочных данных;
ГОСТ - государственный стандарт;
ОСТ - отраслевой стандарт;
ТУ - технические условия;
РТМ - руководящие технические материалы;
ДЦ -данные НИИТМАШ;
АБД -автоматизированный банк данных
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
17
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
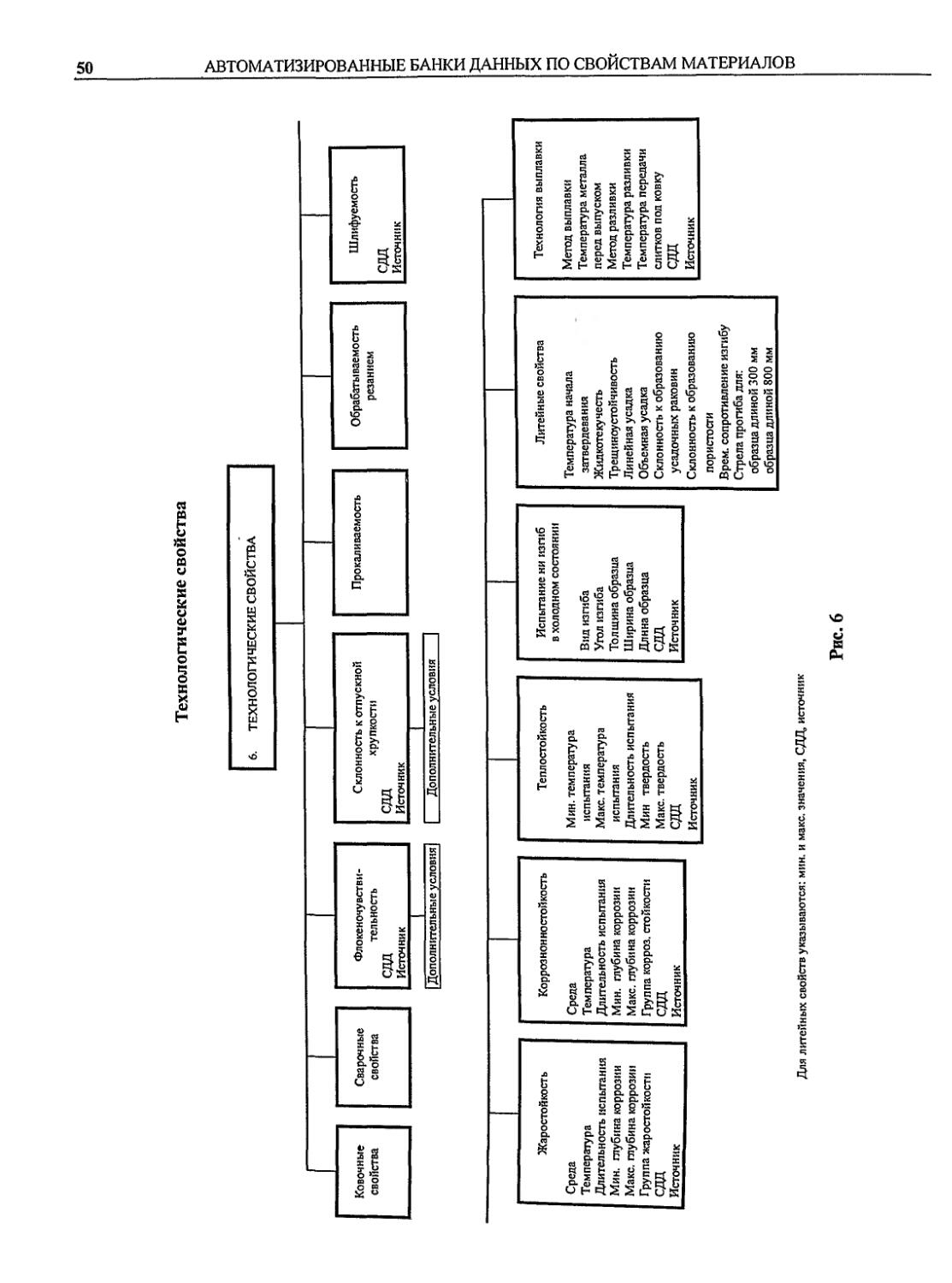
Литейные свойства. В Марочнике принята оценка характеристик литейных свойств в виде относительных величин коэффициентов, равных отношению показателей для изучаемого и эталонного материала, определенных по единым методикам. В качестве эталона взята сталь марки ЗОЛ. Для оценки технологичности приняты следующие показатели:
Кжт - показатель жидкотекучести (равен отношению значений жидкотекучести данного материала и эталона);
Кт.у - показатель трещиноустойчивости (равен отношению трещиноустойчивости данного материала и эталона);
Ку.р - показатель склонности к образованию • усадочных раковин (равен отношению объемов усадочной раковины в отливке из данного материала и эталона);
Ку.п - показатель склонности к образованию усадочной пористости (равен отношению объемов пористой зоны в отливке из данного материала и эталона).
Жидкотекучесть определена по спиралевидной пробе. Длина залитой спирали в сантиметрах выражает жидкотекучесть материала.
Линейная усадка определена на приборе конструкции Большакова.
Склонность стали к образованию усадочных раковин и пор определена на цилиндрическом образце, переходящем в верхней части в усеченный конус. Усадочная пористость определена по объему пористой зоны.
Трещиноустойчивость определена на приборе конструкции ЦНИИТМАШ. Прибор показывает стойкость стали против образования горячих трещин, которые образуются вследствие заторможенной усадки образцов.
Литейные свойства определены при температуре на 50-70 °C выше начала затвердевания стали.
Механические свойства отливок, поставляемых по ГОСТ 977-88, приведены в Марочнике для отливок групп II и III.
Ковочные свойства. Для характеристики ковочных свойств в Марочнике приводятся механические свойства в зависимости от температуры испытания в интервале ковочных температур и критерий ковкости. Помимо ковочных свойств приводятся температурные параметры ковки и условия
охлаждения преимущественно крупных поковок, откованных как из слитков, так и из заготовок.
Критерий ковкости, являющийся комплексным показателем, характеризует способность металла к
, V %
ковке и равен = —,------------.
св Н/мм2
При Kv < 0,01 сталь (сплав) не куется, при 0,01 < Kv < 0,3 - ковкость низкая, при 0,3 < Kv < 0,8 -ковкость удовлетворительная, при 0,8 < Kv < 2 -ковкость хорошая, при Kv > 2 - ковкость отличная.
Приведенная в Марочнике максимальная температура нагрева металла перед ковкой является максимально допустимой температурой нагрева металла в печи, причем для сталей марок 20Х1М1Ф1ТР (ЭП 182), 25Х1МФ (ЭИ 10), 20Х1М1Ф1БР (ЭП 44), 15Х5М (Х5М), 15X11МФ (14Х1ГМФ, ЦТ 1), 0ХН70ВМТЮ (ЭИ 617), 40Х9С2 (ЭСХ 8), 08X13 (ЭИ 496), 20ХГНР, 40X13 (4X13), О8Х18НЮТ (ЭИ 914) указана температура сварочной зоны, а для сталей марок 36Х18Н25С2 (ЭЯ ЗС) и 08Х16Н9М2 (Х16Н9М2) - температура томильной зоны печи.
Приведенные температурные интервалы ковки являются наиболее широкими, а режимы охлаждения - ускоренными, которые достигнуты отдельными передовыми заводами.
Использование на других заводах рекомендуемых в Марочнике параметров, а также назначение рациональной температуры нагрева металла и условий охлаждения поковок возможно только после предварительного опробования и соответствующей корректировки с учетом местных условий, металлургической технологии, объема ковочных работ, размера поковок, величины садки, состояния печного оборудования и др. Рекомендуемые условия охлаждения металла после ковки в ряде случаев не заменяют режимов предварительной термической обработки поковок.
Указанные рекомендации составлены на основании действующих заводских технологических инструкций и нормалей, а механические свойства при ковочных температурах - по данным литературных источников и результатов исследований, проведенных в различных организациях.
Механическая обработка. Обрабатываемость сталей и сплавов резанием рассматривалась с точки зрения влияния свойств этих материалов на способность изнашивать режущий инструмент.
Обрабатываемость резанием приведенных в Марочнике сталей и сплавов определена для условий получистового точения без охлаждения по чистому металлу резцами, оснащенными твердыми сплавами Т5К10, ВК8 (для аустенитных сталей и
18
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
сплавов на никелевой основе), резцами из быстрорежущей стали марок Р18 (63-65 HRC) и, равной ей по свойствам, маловольфрамовой стали Р6М5Ф2 (64-66 HRC) при постоянных значениях глубины резания 1,5 мм, подачи на оборот 0,2 мм и главного угла в плане 60°.
Обрабатываемость сталей и сплавов резанием оценена по скорости резания, соответствующей 60-минутной стойкости резцов, Veo и выражена коэффициентом Ку для условий точения твердосплавным инструментом и инструментами из быстрорежущей стали по отношению к эталонной стали. В качестве эталонной стали принята углеродистая сталь 45 (179 НВ и ств = 650 Н/мм2), скорость резания veo которой принята за единицу. Коэффициент относительной обрабатываемости данной стали Kv для условий точения твердосплавными резцами:
145
где Veo ~ скорость резания, соответствующая 60-минутной стойкости резцов при точении данного материала, м/мин; 145 - значение скорости резания при 60-минутной стойкости твердосплавных резцов при точении эталонной стали марки 45.
Коэффициент обрабатываемости Kv для условий точения резцами из быстрорежущей стали:
- V60
Kv=-----,
70
где 70 - значение скорости резания при 60-минутной стойкости быстрорежущих резцов при точении эталонной стали марки 45.
Для принятых условий резания абсолютное значение скорости резания v® данной стали (сплава) определяется умножением ее коэффициента Kv на соответствующее значение v60 эталонной стали 45.
Приведенные в марочнике данные по характеристике обрабатываемости резанием различных марок сталей и сплавов указывают на низкую обрабатываемость высокомарганцевистых высокопрочных сталей, жаропрочных сплавов на железоникелевой и никелевой основах в деформированном и особенно в литом состояниях, что обуславливает повышенную трудоемкость технологических операций механической обработки деталей из этих материалов.
Комплекс работ, проведенных ЦНИИТМАШ, по изысканию путей и средств повышения обрабатываемости резанием сталей и сплавов указывает, что это повышение может быть достигнуто за счет:
- увеличения работоспособности режущего инструмента путем применения высокопроизво-
дительных инструментальных материалов: твердых сплавов повышенной износостойкости марок ВК60М, ВКЮОМ, ВКЮХОМ, а также сплавов ти-тановольфрамовой группы ТТ10К8, ТТ20К6; рационального использования быстрорежущих сталей повышенной теплостойкости марок Р6М5К5, Р9М4К8, а также полученных методом порошковой металлургии марок Р6М5ФЗ-МП, Р6М5К5-МП и др. Указанное обеспечивает повышение обрабатываемости труднообрабатываемых материалов на 20-30%;
- нанесения износостойких покрытий на рабочие поверхности инструмента;
- использования эффективных экологически чистых водосмешиваемых эмульсий, синтетических и полусинтетических жидкостей (Ивкат, СЦМ, Тафол, Эфтол, Автокат, Ивхон, Прогресс 13К и др.), а также жидкостей на масляной основе (ГСВ-1, Сульфогол, СП 44), применение которых позволяет повысить износостойкость инструмента и снизить шероховатость обработанных поверхностей;
- использования при резании труднообрабатываемых материалов методов с вводом дополнительных энергий в зону резания (подогрев срезаемого слоя, обработка с вибрациями и др.);
- применения металлургических способов путем введения в поверхностный слой заготовок (при их выплавке) несколько повышенного процентного содержания химических элементов серы и фосфора, что позволяет увеличить эффективность черновой обработки крупных заготовок из углеродистых и легированных конструкционных сталей.
При анализе уровня обрабатываемости и определения коэффициентов Kv для приведенных выше условий получистового точения использованы справочные материалы, опубликованные в технической литературе, результаты научно-исследовательских работ, выполненных .в ЦНИИТМАШ, научно-исследовательских организациях других отраслей, а также опыт ведущих заводов машиностроения. Для отдельных марок сталей использованы расчетные методы определения обрабатываемости резанием, исходя из их физикомеханических характеристик и химического состава.
Сварка. Свариваемость сталей и сплавов является комплексной характеристикой, определяющейся, с одной стороны, технологическими трудностями, возникающими при сварке, и, с другой, -эксплуатационной надежностью сварных соединений.
В Марочнике даны характеристики так называемой технологической свариваемости, по кото
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
19
рой материал условно разделен, на следующие 4 группы:
материал, свариваемый без ограничений (при сварке нет необходимости применения каких-либо дополнительных технологических операций, например, подогрева, промежуточной термообработки и т.п.);
ограниченно свариваемый материал (при сварке рекомендуются или необходимы дополнительные операции);
трудно свариваемый материал (невозможно получить качественное соединение без обязательного применения дополнительных операций);
материалы, не применяемые для сварных конструкций.
Характеристика свариваемости состоит из трех частей:
Группа свариваемости материала.
Рекомендуемые способы сварки.
Необходимость дополнительных технологических операций при сварке.
Группа свариваемости определяется химическим составом материала, степенью разработки технологических приемов сварки и освоения в производственных условиях. Способы сварки являются рекомендуемыми, возможно использование и других, применяемых в производстве.
Под технологическими дополнительными операциями подразумевается ряд мер, необходимых при сварке II и III групп материалов, а в особых случаях и для I группы. К их числу относятся: необходимость предварительного и сопутствующего подогрева, проковка швов, наложение отжигающих валиков, ограничение скоростей нагрева и охлаждения при сварке, вылеживание после сварки, немедленная после сварки термообработка и др.
Назначение таких операций зависит от принятой технологии сварки и рада других причин, объяснение которых дается в соответствующей технической литературе.
Необходимость подогрева при сварке и последующей термообработке приводится в характеристиках свариваемости. Другие операции, примеры которых были приведены выше, определяются при разработке технологического процесса сварки.
Приняты следующие условные обозначения способов сварки (см. “Сборник нормативных доку-ментов системы аттестации сварщиков и специалистов сварочного производства” под ред. Котельникова В.С., Москва, 1999 г. Издательство МГТУ им. Н.Э. Баумана):
РД - ручная дуговая сварка покрытыми электродами (111);
РАД - ручная аргонодуговая сварка неплавя-щимся электродом (141);
МП - механизированная сварка плавящимся электродом в среде углекислого газа (135);
АФ - автоматическая сварка под флюсом (12);
ЭШ - электрошлаковая сварка;
ЭЛ - электроннолучевая сварка;
КТ - контактная сварка.
В скобках указан код способа сварки по европейской классификации.
Необходимость подогрева и последующей термообработки может возникнуть при сварке металла больших толщин из углеродистых, низколегированных и других марок стали (что в формулировках свариваемости не отмечается).
Толщина соединений, с которой необходимы подогрев и термообработка, регламентируется соответствующими инструкциями отраслевых производств.
В табл. 1 и 2 приведены в качестве примера некоторые требования РД 2730.940.102-92 “Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Общие требования”, которые могут служить в качестве ориентировочных данных для выбора и назначения режимов подогрева и термообработки сварных соединений.
Режимы подогрева (и термообработки) должны выбираться в зависимости от ряда условий: толщины, жесткости конструкции, содержания углерода и легирующих элементов, интенсивности теплоотвода и т.д. Имеет также значение и применяемый способ сварки. Так для КТ подогрев и последующая термообработка применяются редко из-за относительно небольших свариваемых сечений и технологических особенностей сварки. Способ РАД применяется чаще всего при сварке деталей тонких сечений, где обычно подогрев не требуется.
При сварке под флюсом, газоэлектрической и ручной дуговой сварке подогрев необходим для некоторых марок низколегированных, легированных (кроме сталей аустенитного класса) и углеродистых (при содержании углерода выше 0,22 %) сталей.
Необходимость предварительного подогрева перед началом сварки зависит также от свариваемых толщин и технологии выполнения сварки («на проход», «горкой», «каскадом» и т.д.).
20
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
1. Значения температур подогрева при сварке
Сталь Толщина стенки изделия, мм Температура подогрева, °C
Низкоуглеродистая, до 0,22 % С >100 100-150 (на многослойных швах)
Среднеуглеродистая, до 0,45 % С >60 100-250
Высокоуглеродистая — 250-400
Низколегированная >30 150-200
Легированная конструкционная до 350
Теплоустойчивая: 15ХМ 12Х1МФ, 20ХМФЛ 15Х1М1Ф, 15Х1М1ФЛ 10-30 >30 150 200
7-30 >30 200 250
7-30 >30 250 300
Жаропрочная аустенитная — Без подогрева
2. Примерные режимы термообработки сварных соединений
Группа стали Режим и назначение термообработки
Углеродистая Отпуск при 610-650°С (для снятия сварочных напряжений). В некоторых случаях нормализация (920-940°С) или закалка с отпуском.
20 (трубная)* Отпуск при 610-650°С при толщине стенки свыше 36 мм
Низколегированная Отпуск при 630-660°С для снятия сварочных напряжений
15ГС (трубная)* Отпуск при 635-660°С при толщине стенки свыше 30 мм
Теплоустойчивая: 15ХМ 12Х1МФ, 20ХМФЛ* 15Х1М1Ф, 15Х1М1ФЛ* Отпуск при 700-730°С при толщине стенки свыше 10 мм Отпуск при 715-745°С при толщине стенки свыше 6 мм Отпуск при 725-755°С при толщине стенки свыше 6 мм
Высокохромистая Отпуск при 73О-76О°С
Жаропрочная и коррозионно-стойкая Сварные соединения стали аустенитного класса: стабилизация при 780-820°С или аустенизация при 1000-1100°С для снятия напряжений, выравнивания структуры
* Требования РД 2730.940.102-92
Режимы термообработки для сварных соединений конструкций из сталей перлитного класса применяют обычно: для снятия сварочных напряжений и снижения твердости сварных соединений -высокотемпературный отпуск; для выравнивания свойств и улучшения структуры (например, после ЭШ) - нормализацию, а также полную термообработку - закалку с отпуском.
При определении режимов термообработки необходимо принимать во внимание марку стали, назначение конструкции, возникновение деформаций, допустимый уровень остаточных напряжений ИТ.Д.
Необходимость термообработки обычно указывают в ТУ на деталь. Если этого нет, то можно
руководствоваться следующим: низкоуглеродистые и низколегированные стали подвергаются термообработке в зависимости от назначения конструкции (степени ответственности), при сварке толщины свыше 60 мм для углеродистых и среднелегированных марок сталей необходима немедленная термообработка.
Если по условиям изготовления термообработка невозможна, то технологическим процессом должны быть предусмотрены операции для снижения уровня напряжений до безопасной величины (как, например, проковка, сварка поперечной горкой, правильный выбор режимов и материалов).
В табл. 2 приведены принятые режимы термообработки сварных соединений для некоторых ма
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
21
рок сталей.
Технологические особенности сварки сталей. Низкоуглеродистые стали с содержанием до 0,22 % углерода относят к разряду хорошо свариваемых. В некоторых случаях при сварке металла больших толщин применяют подогрев и термообработку.
Стали углеродистые обыкновенного качества марок Ст2, СтЗ группы В и Ст1, Ст2, СтЗ группы Б по ГОСТ 380-94 поставляются с гарантией свариваемости, что отмечено в соответствующих характеристиках свариваемости.
Стали с содержанием 0,23-0,45 % углерода склонны к подкалке, в связи с чем возникает ряд трудностей при их сварке. Меры, которые необходимо принять для получения качественного соединения, сводятся к следующему: применять предварительный (при необходимости) и сопутствующий подогрев (250-300°С); режимы сварки должны обеспечивать минимальное проплавление кромок; рекомендуется замедленное остывание конструкции. Термообработка - отпуск, а при требовании высокой пластичности - закалка с отпуском.
Высокоуглеродистые стали с содержанием 0,46-0,75% углерода, как правило, не применяются для сварных конструкций. Необходимость их сварки возникает при наплавках или ремонте. Вопросы сварки приходится решать для каждой конструкции в зависимости от комплекса требуемых свойств.
Сварка низколегированных сталей не отличается от сварки углеродистых сталей и заключается, главным образом, в выборе соответствующих сварочных материалов.
Сварка теплоустойчивых сталей производится с подогревом и последующей термообработкой -высоким отпуском.
При сварке высокохромистых сталей необходимы подогрев и последующий высокий отпуск
Выбор сварочных материалов (электроды, проволока, флюсы и т.д.) должен производиться в зависимости от способа сварки, назначения конструкции и требований к сварным соединениям, регламентируемых отраслевыми нормалями.
Жаропрочные стали и сплавы аустенитного класса используются для основных деталей энергетического оборудования с рабочей температурой 600 °C и выше, например, для изготовления паропроводных и пароперегревательных труб, паровой
арматуры, корпусов клапанов, а также узлов и деталей паротурбинных и газотурбинных установок.
Сварка аустенитных жаропрочных сталей и сплавов имеет свои особенности и связана с некоторыми трудностями, вызванными большей или меньшей склонностью материалов к образованию трещин в околошовной зоне, различной технологичностью применяемых при их сварке присадочных материалов, а также склонностью сварных соединений к локальным разрушениям в процессе эксплуатации конструкций при температурах 580-650 °C.
Склонность сталей и сплавов к локальным разрушениям в процессе эксплуатации значительно снижается в случае применения после сварки высокотемпературной термической обработки (аустенизации), поэтому последующая термическая обработка сварных соединений является обязательным технологическим процессом, способствующим повышению надежности сварных конструкций в эксплуатации.
По технологической свариваемости аустенитные жаропрочные стали и сплавы также могут быть условно разбиты на следующие группы:
1. Материалы, свариваемые без ограничений. К этой группе следует отнести стали марок 08Х16Н9М2, I2X18H9 (Х18Н9), 12Х18Н9Т
(Х18Н12Т), 12Х18Н10Т и др., химический состав которых характеризуется отношением эквивалентов* хрома и никеля, равным 1,3-1,6. Для сварки этих сталей применяются аустенитно-ферритные электроды или сварочные проволоки, обеспечивающие высокую трехциноустойчивость металла шва. В околошовной зоне сталей этой группы горячих трещин, как правило, не наблюдается. Стали этой группы в меньшей степени склонны к локальным разрушениям.
2. Материалы ограниченно свариваемые. К этой группе отнесены стали марок 12Х18Н12Т (Х18Н12Т), 20Х23Н18 (ЭИ 417), 1Х14Н14В2М (ЭИ 257), 08Х16Н13М2Б (ЭИ 405), 10Х16Н14В2БР (1Х16Н14В2БР, ЭП 17) и др., химический состав которых характеризуется отношением эквивалентов хрома и никеля, близким к единице. При их сварке возможно появление околошовных трещин. Сварка осуществляется аустенитно-ферритными электродами, применение которых позволяет получить швы, свободные от горячих трещин.
* Эквиваленты хрома и никеля подсчитываются по следующим приближенным формулам [ Cr ] = Cr%+l,5Si%+Mo%+0,8V%+0,5Nb%+W%+3,5Al%+4Ti%
[ Ni ] = Ni%+0,5Mn%+0,5Cu%+30C%+30N°/o
22
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
3. Материалы трудно свариваемые. К этой группы отнесены стали и сплавы марок 45Х14Н14В2М (ЭИ 69), 09Х14Н19В2БР1 (ЭИ 726), 08Х15Н24В4ТР (ЭП 164), ХН35ВТ (ЭИ 612), ХН35ВТР (ЭИ 725) и др. с отношением эквивалентов хрома и никеля меньше единицы. Эти материалы склонны к образованию горячих трещин в око-лошовной зоне при сварке жестких толстостенных конструкций. Применяемые для их сварки присадочные материалы не обеспечивают столь же высокой стойкости металла шва против образования горячих трещин, как аустенитно-ферритные. В связи с этим приходится использовать при ручной электродуговой сварке электроды малого диаметра (не более 3 мм), сварку производить “ниточными” швами, строго следить за отсутствием перегрева металла сварного соединения и появлением трещин и надрывов в наплавленном металле с целью их своевременного удаления.
В характеристике свариваемости для некоторых марок материалов рекомендуются электроды, специально разработанные для их сварки.
Коррозионные свойства некоторых марок материалов приводятся в Марочнике в условиях наиболее характерных для отрасли сред: горячих газов, пара и воды.
Наиболее важными видами коррозии разрушения являются:
общая или равномерная коррозия;
точечная или язвенная коррозия;
щелевая коррозия;
межкристаллитная коррозия;
коррозионное растрескивание (коррозия под напряжением).
При сравнении коррозионной стойкости металлов с различными плотностями наиболее удобным является глубинный показатель коррозии -уменьшение толщины металла вследствие коррозии, выраженное в линейных единицах и отнесенное к единице времени.
Коррозионная стойкость марок сталей оценивается по пятибалльной шкале (табл. 3),
3. Пятибалльная шкала коррозионной стойкости
Балл Скорость коррозии, мм/год Группа стойкости
1 <0,1 Весьма стойкие
2 0,1-1 Стойкие
3 1-3 Пониженно-стойкие
4 3-10 Малостойкие
5 >10 Нестойкие
Пятибалльная шкала принята в настоящем Марочнике для оценки как общей, так и точечной коррозии стали в воде и водных растворах.
Для многих сталей количественные данные по скорости точечной коррозии в литературе отсутствуют, имеются лишь указания на наличие склонности к этому виду коррозии. При подборе конструкционных материалов следует учитывать, что скорость точечной коррозии на марках, которые подвержены этому виду разрушения, как правило, в несколько раз превышает скорость общей коррозии.
В Марочнике приводятся сведения о склонности к межкристаллитной коррозии высоколегированных коррозионно-стойких марок сталей в соответствии с ГОСТ 6032-89. Однако и высокохроми-стые стали также могут быть подвержены межкристаллитной коррозии. Карбиды хрома в этих сталях выпадают по границам зерен при быстром охлаждении с температур выше 900 °C при термической обработке или после сварки. Склонность высоко-хромистых марок сталей к межкристаллитной коррозии устраняется отжигом при 700 °C.
Склонность сталей к коррозионному растрескиванию оценивается по времени до разрушения в данной среде при заданном напряжении и в большинстве случаев выше предела текучести.
Склонность сталей к отпускной обратимой хрупкости, проявляющаяся в снижении ударной вязкости при медленном охлаждении или при длительной эксплуатации деталей в интервале температур 450-650 °C, в Марочнике оценена качественно. Для сталей, склонных к обратимой отпускной хрупкости, требуется быстрое охлаждение после отпуска.
Флокеночувствителъность дана для поковок и проката сечением более 100 мм.
По флокеночувствительности стали и сплавы всех марок условно разбиты на четыре группы:
нефлокеночувствительные - углеродистые и легированные марганцем и кремнием с содержанием углерода до 0,35 %;
малофлокеночувствителъные - углеродистые и легированные марганцем и кремнием с содержанием углерода свыше 0,35 %;
флокеночувствительные - хромистые и хромомолибденовые;
повышенной флокеночувствительности — хромоникелевольфрамовые и хромоникелемолибденовые.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
23
СИСТЕМА МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
Система маркировки сталей в России и других странах СНГ
В России, как и в других странах СНГ, принята буквенно-цифровая система обозначения марок сталей, разработанная в СССР. Рассмотрим, как обозначаются стали различного назначения.
Конструкционные стали
Стали обыкновенного качества. Нелегированные конструкционные стали обыкновенного качества в соответствии с ГОСТ 380-94 обозначаются следующим образом: СтЗсп, Ст5кп, СтО и др.
Здесь Ст - буквы, указывающие на принадлежность стали к группе сталей обыкновенного качества, следующая за ними цифра от 0 до 6 указывает на процент содержания углерода (см. табл. 1) и, наконец, в конце наименования стали приводятся буквы, определяющие степень ее раскисления (кп -кипящая, пс - полуспокойная, си - спокойная).
В обозначение сталей с повышенным содержанием марганца после цифры добавляется также буква Г. Например, СтЗГсп, СтЗГпс и др.
1. Содержание углерода в сталях обыкновенного качества
Обозначение стали Содержание углерода, %
СтО <0,23
Ст1 0,06-0,12
Ст2 0,09-0,15
СтЗ 0,14-0,22
Ст4 0,18-0,27
Ст5 0,28 - 0,37
Стб 0,38 - 0,49
Нелегированные конструкционные качественные стали. Качественные конструкционные стали в соответствии с ГОСТ 1050-88 обозначают двузначным числом, указывающим примерное содержание углерода в стали, умноженное на сто. Так сталь с содержанием углерода 0,07 - 0,14 % обозначается 10, сталь с содержанием углерода 0,42 -0,50 % - 45, а сталь с углеродом 0,57 - 0,65 % - 60. При этом для сталей с С < 0,2 %, не подвергнутых полному раскислению, в обозначение добавляются буквы кп (для кипящей стали) и пс (для полуспо-койной). Для спокойных сталей буквы в конце их
наименований не добавляются, например 08кп, Юпс, 15,18кп, 20 и т.д.
Качественные стали с повышенными свойствами, используемые для производства котлов и сосудов высокого давления, обозначают по ГОСТ 5520-79 добавлением буквы К в конце наименования стали: 15К, 18К, 22К и др.
Конструкционные легированные стали. В соответствии с ГОСТ 4543-71 наименования таких сталей состоят из цифр и букв. Буквы указывают на основные легирующие элементы, включенные в сталь (табл. 2). Цифры после каждой буквы обозначают примерное процентное содержание соответствующего элемента, округленное до целого числа (при содержании легирующего элемента до 1,5 % цифра за соответствующей буквой не указывается). Процентное содержание углерода, умноженное на 100, приводится в начале наименования стали.
2. Обозначения основных легирующих элементов
Элемент Обозначение
Никель Н
Хром X
Кобальт К
Молибден м
Марганец г
Медь д
Бор р
Ниобий Б
Цирконий Ц
Кремний С
Фосфор П
Редкоземельные металлы ч
Вольфрам в
Титан т
Азот А (в середине, наименования)
Ванадий Ф
Алюминий Ю
Селен Е
Например, сталь состава 0,09 - 0,15 % С, 0,4 -0,7 % Сг, 0,5 - 0,8 % Ni называется 12ХН, а сталь состава 0,27 - 0,34 % С, 2,3 - 2,7 % Сг, 0,2 - 0,3 % Мо, 0,6 - 0,12 % V - ЗОХЗМФ.
Для того чтобы показать, что в стали ограничено содержание серы и фосфора (S < 0,03 %, Р < 0,03 %) и сталь относится к группе высококачественных, в конце ее обозначения ставят букву А. Особовысококачественные стали, подвергнутые электрошлаковому переплаву, обеспечивающему
24
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
эффективную очистку от сульфидов и оксидов, обозначают добавлением через тире в конце наименования стали буквы Ш, например, 12Х2Н4А, 15Х2МА, 18ХГ-Ш, 20ХГНТР-Ш и др.
Литейные конструкционные стали. Литейные стали в соответствии с ГОСТ 977-88 обозначаются по тем же правилам, что и качественные и легированные стали. Отличие заключается лишь в том, что в конце наименований литейных сталей приводится буква Л, например, 15Л, 20Г1ФЛ, ЗЗХГЛидр.
Строительные стали. Строительные стали по ГОСТ 27772-88 обозначаются буквой С (строительная) и цифрами, соответствующими минимальному пределу текучести стали. Буква К в конце наименования указывает на стали с повышенной коррозионной стойкостью, буква Т - на термоупрочненный прокат, а буква Д - на повышенное содержание меди, например, С255, С345Т, С390К, С440Д и т.д.
Автоматные стали. Наименования автоматных сталей по ГОСТ 1414-75 начинаются с буквы А (автоматная). Если сталь при этом легирована свинцом, то ее наименование начинается с букв АС. Для отражения содержания в сталях остальных элементов используются те же правила, что и для легированных конструкционных сталей, например, А20, А40Г, АС14, АС38ХГМ.
Подшипниковые стали. Подшипниковые стали по ГОСТ 801-78 обозначаются так же, как и легированные с буквой Ш в начале наименования. Для сталей, подвергнутых электрошлаковому переплаву, буква Ш добавляется также и в конце их наименований через тире, например, ШХ15, ШХ20СГ, ШХ4-Ш.
Инструментальные стали
Нелегированные углеродистые инструментальные стали. Данные стали в соответствии с ГОСТ 1435-99 делятся на качественные и высококачественные. Качественные стали обозначаются буквой У (углеродистая) и цифрой, указывающей среднее содержание углерода в стали, умноженное на 10. Так сталь У7 содержит 0,65 - 0,74 % углерода, сталь У10 - 0,95 - 1,04 %, а сталь У12 - 1,10-1,39 %. В обозначения высококачественных сталей, добавляется буква А (У8А, У12А и т.д.). Кроме того, в обозначениях как качественных, так и высококачественных углеродистых инструментальных сталей может присутствовать буква Г, указывающая на повышенное содержание в стали марганца (например, У8Г, У8ГА).
Инструментальные легированные стали. Правила обозначения инструментальных легированных сталей по ГОСТ 5950-2000 в основном те же, что и для конструкционных легированных. Различие заключается лишь в цифрах, указывающих на массовую долю углерода в стали. Процентное содержание углерода также указывается в начале наименования стали, но при этом умножается на 10, а не на 100 как для конструкционных легированных сталей. Если же в инструментальной легированной стали содержание углерода составляет около 1,0 %, то соответствующую цифру в начале ее наименования обычно не указывают, например, сталь 4Х2В5МФ содержит 0,3 - 0,4 % С, 2,2 -3,0 % Ст, 4,5 - 5,5 % W, 0,6 - 0,9 % Мо, 0,6 -0,9 % V, а сталь ХВГ -0,9 - 1,05 % С, 0,9 - 1,2 % Ст, 1,2 -1,6 % W, 0,8 - 1,1 % Мп.
Быстрорежущие стали. Обозначения марок быстрорежущих сталей начинаются с буквы Р и цифры, указывающей среднее содержание вольфрама в стали. Далее следуют буквы и цифры, определяющие массовые доли других элементов. В отличие от легированных сталей в наименованиях быстрорежущих сталей не указывается процентное содержание хрома, т.к. оно составляет около 4% во всех сталях, и углерода (оно пропорционально содержанию ванадия). Буква Ф, показывающая наличие ванадия, указывается только в том случае, если содержание ванадия составляет более 2,5 %. В соответствии с вышесказанным сталь Р6М5 имеет состав 0,82 - 0,9 % С, 3,8 - 4,4 % Сг, 4,8 - 5,3 % Мо, 1,7 - 2,1 % V, 5,5 - 6,5 % W, а сталь Р6АМ5ФЗ содержит 0,95 - 1,05 % С, 3,8 - 4,3 % Сг, 4,8-5,3 % Мо, 2,3-2,7 % V, 0,05 - 0,1 % N, 5,7-6,7 % W.
Коррозионно-Стойкие стали
Обозначения коррозионно-стойких (нержавеющих), жаростойких и жаропрочных сталей согласно ГОСТ 5632-72 состоят из цифр и строятся по тем же принципам, что и обозначения конструкционных легированных сталей. В обозначения литейных коррозионно-стойких сталей такого вида добавляется буква Л. Приведем примеры: сталь состава С < 0,08 %, 17,0-19.0 % Сг, 9,0-11,0 % Ni, Ti в интервале от 5‘С до 7 % обозначается 08Х18Н10Т, а литейная сталь 16Х18Н12С4ТЮЛ имеет состав 0,13-0,19 % С, 17,0-19,0 % Сг, 1 ДО-13,0 % Ni, 3,8-4,5 % Si, 0,4-0,7 % Ti, 0,13-0,35 % Al.
Помимо стандартных, коррозионно-стойкие стали могут иметь и другие наименования. Так опытные марки, впервые выплавленные на заводе
СИСТЕМА МАРКИРОВКИ СТАЛЕЙ ПО ЕВРОНОРМАМ
25
"Электросталь", обозначаются буквами ЭИ, ЭП или ЭК и порядковым номером (например, ЭИ 135, ЭП 225, ЭК 156), марки завода "Днепроспецсталь" буквами ДИ (ДИ 57, ДИ 94), марки Челябинского металлургического комбината буквами ЧС (ЧС 43, ЧС 87) и т.д. В том случае, если стали получены методом электрошлакового переплава, к их наименованиям (так же как и для легированных сталей) добавляется через тире буква Ш (06Х16Н15МЗБ-Ш). Помимо этого к наименованиям указанных сталей через тире могут добавляться буквы, означающие следующее: ВД - вакуумно-дуговой переплав (09Х16Н4Б-ВД), ВИ - вакуумно-индукционная выплавка (03Х18Н10-ВИ), ЭЛ -электроннолучевой переплав (03Н18К9М5Т-ЭЛ), ГР - газокислородное рафинирование (04Х15СТ-ГР), ИД - вакуумно-индукционная выплавка с последующим вакуумно-дуговым переплавом (ЭПИ-ИД), ПД - плазменная выплавка с последующим вакуумно-дуговым переплавом (ХН45МВТЮБР-ПД), ИЛ - вакуумно-индукционная выплавка с последующим электронно-лучевым переплавом (ЭП989-ИЛ) и т.д.
Система маркировки сталей по Евронормам.
Европейская система обозначений сталей подробно приводится в стандарте EN 10027, состоящем из двух частей: часть 1 определяет порядок наименований сталей (присвоения им буквенно-цифровых обозначений), а часть 2 - порядок присвоения сталям порядковых номеров.
Наименования сталей
Согласно EN 10027 (часть 1) стали по порядку присвоения им наименований делятся на две группы. В первую группу включены стали, наименования которых определяются их назначением и механическими или физическими свойствами. Вторую группу составляют стали, наименования которых определяются их химическим составом.
Группа 1. Наименования сталей (табл. 3) состоят из одной или более букв, связанных с назначением стали, за которыми следуют цифры, определяющие ее свойства. За цифрами могут следовать дополнительные символы, определяющие состояние поставки стали и ее назначение.
3. Наименования сталей группы 1 по EN 10027
Начальная буква (наименование стали) Свойство, обозначаемое цифрами Дополнительные символы
подгруппа 1 подгруппа 2
Конструкционные стали S = G = Стальное литье Ставится впереди, если необходимо Например: S355J0, ранее FeSlOC Свойство: минимальный предел текучести (Re) в Н/мм2 (три циф-ры) Работа разрушения при ударе Температура С - с повышенной пластичностью в холодном состоянии Б = для нанесения покрытий в горячем состоянии Е = для эмалирования F = для ковки и штамповки L = для работьк при низких температурах М ~ термомеханически упрочненная N = нормализованная О = для шельфовых конструкций Q = термообработанная S = для судостроения Т = для труб W = стойкая к атмосферной коррозии
27 Дж 40 Дж 60 Дж °C
JR KR LR +20
J0 КО L0 0
J2 К2 L2 -20
J3 КЗ L3 -30
J4 К4 L4 -40
J5 К5 L5 -50
J6 Кб L6 -60
М = термомеханически упрочненная N = нормализованная Q - термообработанная G = другие качества, если необходимо с 1 или 2 цифрами
26
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
Продолжение табл. 3
Начальная буква (наименование стали) Свойство, обозначав-мое цифрами Дополнительные символы
подгруппа 1 подгруппа 2
Стали для котлов и сосудов высокого давления Р = G = Стальное литье Ставится впереди, если необходимо Например: Р265В, ранее: FeE265KR Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) М = термомеханически упрочненная N = нормализованная Q = термообработанная В = баллоны со сжатым газом S = обычные сосуды под давлением G = другие качества, если необходимо с 1 или 2 цифрами Н ~ высокая температура L = низкая температура R = комнатная температура X = высокая или низкая темпе- ратура
Стали для трубопроводов L = Например: L360Q, ранее: 360QT Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) М = термомеханически упрочненная N = нормализованная Q = термообработанная G = другие качества, если необходимо с 1 или 2 цифрами Буква и цифра, если необходимо
Стали для машиностроения Е = Например: Е295, ранее: Ее490-2 Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) G = другие качества, если необходимо с 1 или 2 цифрами
Арматурные стали В = Например: B500N Свойство: минимальный предел текучести (RJ в Н/мм2 (три цифры) N = нормальной вытяжки Н = высокой вытяжки G = другие качества, если необходимо с 1 или 2 цифрами
Стали для предварительнонапряженных конструкций Например: Y1770C, ранее: Ее1770 Свойство: минимальное временное сопротивление (Rm) в Н/мм2 (четыре цифры) С - холоднотянутая проволока Н = горячекатаные или предварительно-напряженные прутки Q = термообработанная проволока S = тонкий трос G = другие качества, если необходимо с 1 или 2 цифрами
СИСТЕМА МАРКИРОВКИ СТАЛЕЙ ПО ЕВРОНОРМАМ
27
Продолжение табл. 3
Начальная буква (наименование стали) Свойство, обозначае-мое цифрами Дополнительные символы
подгруппа 1 подгруппа 2
Рельсовые стали R = Например: R0880Mn, ранее: ЗВ Свойство: минимальное временное сопротивление (Rm) в Н/мм2 (четыре цифры, возможен ноль впереди) Мп = высокое содержание марганца Сг = легированная хромом G = другие качества, если необходимо с 1 или 2 цифрами Q = термообработанная проволока
Холоднокатаный листовой прокат из высокопрочных сталей для холодной штамповки Н = Если установлен предел текучести НТ = Если установлено временное сопротивление Например: Н420М, ранее: FeE420HF Свойства: минимальный предел текучести (Re) в Н/мм2 (три цифры); минимальное временное сопротивление (Rm) в Н/мм2 (три цифры и НТ впереди) М = термомеханически упрочненная или холоднокатаная В = закаленная в печи Р = легированная фосфором X = двухфазная Y = с малым содержанием элементов внедрения (С nN) G = другие качества, если необходимо с 1 или 2 цифрами
Листовой прокат для холодной штамповки D = Например: DC12EK, ранее: FeK4 Свойства: С = холоднокатаный D = горячекатаный X = состояние проката (две буквы или цифры) D = для нанесения покрытий в горячем состоянии ЕК = для эмалирования DK = для безгрунтового эмалирования G = другие качества, если необходимо с 1 или 2 цифрами
Упаковочные листы и ленты Т = Если установлен предел текучести ТН = Если установлена твердость Например: Т660, ранее: DR660 Свойство: заданный предел текучести (Re) в Н/мм2 для двойного обжатия (три цифры) Например: ТН52, ранее: F52 Свойство: средняя твердость (ГН и две цифры) Дополнительные символы не предусмотрены Дополнительные символы не предусмотрены
28
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
Продолжение табл. 3
Начальная буква (наименование стали) Свойство, обозначав-мое цифрами Дополнительные символы
подгруппа 1 подгруппа 2
Электротехнические стали М = Например: М400-50А, ранее: FeV400~50HA Свойство: предельно допустимые потери на перемагничивание в Вт/кг, умноженные на сто (три цифры) Для магнитной индукции от 1,5 Тл (при 50 Гц) А = с неориентированным зерном D = нелегированные без заключительного отжига Е = легированные без заключительного отжига N = с нормальными потерями на перемагничивание Для магнитной индукции от 1,7 Тл (при 50Гц) S = ориентированное зерно с ограниченными потерями на перемагничивание Р = ориентированное зерно с низкими потерями на перемагничивание Дополнительные символы не предусмотрены
Рассмотрим, как расшифровываются приведенные в табл. 3 примеры.
S355J0 - конструкционная сталь с минимальным пределом текучести 355 Н/мм2 и работой разрушения при ударе 27 Дж, измеренной при температуре ()°С
Р265В - сталь для баллонов со сжатым газом с минимальным пределом текучести 265 Н/мм2.
L360QB - термообработанная сталь для магистральных трубопроводов с минимальным пределом текучести 360 Н/мм2.
Е295 - машиностроительная сталь с минимальным пределом текучести 295 Н/мм2,
B500N - арматурная сталь с пределом текучести 500 Н/мм2 нормальной вытяжки.
Y1770C - холоднотянутая проволока из стали для предварительно-напряженных конструкций с минимальным временным сопротивлением 1770 Н/мм2.
R0880Mn - рельсовая сталь с высоким содержанием марганца с минимальным временным сопротивлением 880 Н/мм2.
Н420М - термомеханически упрочненная Листова)! высокопрочная сталь для холодной штампов-
ки с минимальным пределом текучести 420 Н/мм2.
DC12EK - холоднокатаная листовая сталь для холодной штамповки для эмалирования.
Т660 - упаковочный лист (лента) с заданным пределом текучести для двойного обжатия 660 Н/мм2.
ТН52 - упаковочный лист (лента) с твёрдостью 52.
М400-50А - электротехническая сталь с предельно допустимыми потерями на перемагничивание 4 Вт/кг для магнитной индукции от 1.5 Тл при частоте 50 Гц с неориентированным зерном.
Группа 2. В группу 2 включены стали, наименования которых определяются их химическим составом. Группа 2 разделена на четыре подгруппы в зависимости от назначения и содержания легирующих элементов (табл.4).
Рассмотрим приведенные в таблице, а также дополнительные примеры.
С35Е4 - нелегированная сталь со средним содержанием углерода 0,35 %, с содержанием марганца менее 1% и максимальным содержанием серы 0,04%.
СИСТЕМА МАРКИРОВКИ СТАЛЕЙ ПО ЕВРОНОРМАМ
29
4. Наименование сталей группы 2 по EN 10027
Начальная буква (наименование стали) Свойство, обозначаемое цифрами Дополнительные символы
Нелегированные стали со средним содержанием Мп < 1 % (кроме автоматных) С = G = Стальное литье. Ставится впереди, если необходимо Например: С35Е4, ранее: 2С35 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) Е = заданное максимальное содержание серы, умноженное на 100 R = заданный интервал содержания серы, умноженный на 100 D = для тянутой проволоки С = с повышенной пластичностью в холодном состоянии S = пружинная Т = инструментальная W = для сварочной проволоки G = другие качества, если необходимо с 1 или 2 циф- рами
Нелегированные стали с содержанием Мп >1 %, нелегированные автоматные стали, легированные стали (кроме быстрорежущих) с содержанием каждого легирующего элемента до 5% Без буквы G = Стальное литье. Ставится впереди, если необходимо Например: 28Мпб, ранее: 28 Мп 6 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) Легирующие элементы: Буквы: символы химических элементов Цифры: отделены тире, соответствуют среднему содержанию элемента, умноженному на нижеследующие коэффициенты
Элемент Коэффициент
Сг, Со, Мп, Ni, Si, W 4
Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr 10
Ce,N, P,S 100
В 1000
Легированные стали (кроме быстрорежущих) со средним содержанием по меньшей мере одного легирующего элемента более 5 % Х= G = Стальное литье. Ставится впереди, если необходимо Например: X5CrNil8-10, ранее: X 5 CrNi 18 10 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) Легирующие элементы: Буквы: символы химических элементов, выстроенные по убыванию содержания элементов (при одинаковом содержании - в алфавитном порядке) Цифры: отделены тире, соответствуют среднему содержанию элемента
Быстрорежущие стали HS= Например: HS2-9-1-8, ранее: HS 2-9-1-8 Числа, отделенные тире: содержания легирующих элементов в следующем порядке: W-Mo-V-Co Дополнительные символы не предусмотрены
30
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
28Мпб - нелегированная сталь со средним содержанием углерода 0,28 % и марганца 1,5 % (6, деленное на коэффициент 4).
13СгМо4-5 - нелегированная сталь со средним содержанием: углерода - 0,13 %, хрома -1%, молибдена - 0,5 % и содержанием марганца более 1 %.
X5CrNil8-10 - легированная сталь со средним содержанием: углерода - 0,05 %, хрома -18,0 %, никеля - 10,0 %.
Порядковые номера
Порядок присвоения сталям порядковых номеров определяется Европейским стандартом. EN 10027 (часть 2). Порядковый номер стали представляется в виде 1.ХХХХ, где цифра 1. определяет, что данный материал относится к сталям. В дальней-
шем при расширении принятой системы нумерации предполагается использовать последующие цифры для обозначения других материалов (в немецкой системе нумерации материалов, являющейся прообразом Европейской, символ 0. используется, например, для обозначения чугунов, 2. - для обозначения жаропрочных сплавов на основе никеля и кобальта, 3. - для обозначения цветных металлов и сплавов). Следующие две цифры после 1. определяют номер группы сталей, а две последние - порядковый номер стали в группе.
По номеру группы можно однозначно определить, к какому типу относится та или иная сталь. В табл. 5 приведены интервалы номеров, используемых для различных типов сталей. Более подробную классификацию можно найти непосредственно в стандарте EN10027 (часть 2).
5. Нумерация сталей по EN 10027
Стали Порядковые номера
Нелегированные Обыкновенного качества 1.00ХХ
Качественные 1.01ХХ-1.09ХХ
Высококачественные 1.10ХХ-1.13ХХ
Инструментальные нелегированные 1.15ХХ-1.18ХХ
Легированные Инструментальные легированные 1.20ХХ - 1.28ХХ
Быстрорежущие 1.32ХХ-1.33ХХ
Износостойкие 1.34ХХ
Подшипниковые 1.35ХХ
Материалы со специальными свойствами 1.36ХХ-1.39ХХ
Коррозионно-стойкие 1.40ХХ-1.45ХХ
Жаропрочные и жаростойкие 1.46ХХ - 1.49ХХ
Высококачественные легированные конструкционные 1.50ХХ- 1.85ХХ
Свариваемые высококачественные 1.87ХХ-1.89ХХ
Системы маркировки сталей в различных европейских странах
В связи с тем, что изданные и введенные в действие стандарты EN охватывают далеко не все стали, используемые в государствах ЕЭС, в европейских странах наряду с общеевропейской используются также и собственные системы маркировки сталей.
Система маркировки сталей в Германии
В Германии маркировка сталей осуществляется двумя способами. Первый способ - традиционный,
с помощью букв и цифр, второй способ - с помощью пятизначных порядковых номеров.
Обозначение сталей с помощью букв и цифр.
В настоящее время для маркировки сталей с помощью букв и цифр в основном применяется общеевропейская система обозначений в соответствии с EN 10027-1. Тем не менее, в ряде случаев используются и старые обозначения.
Стали обыкновенного качества. Маркировка указанных сталей осуществляется следующим образом. Вначале, если необходимо, ставятся одна
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ ЕВРОПЕЙСКИХ СТРАНАХ
31
или две буквы, определяющие способ раскисления стали (U - кипящая сталь, R - спокойная или полу-спокойная) и ее специальные эксплуатационные свойства, связанные с последующим применением (Q - для отбортовки, Z - для волочения, К - для холодного формования). Затем ставятся буквы St, а за ними цифры. Первые две цифры характеризуют минимальный предел прочности (временное сопротивление разрыву) в кгс/мм2 или Н/9,8 мм2; далее, если необходимо, ставится тире, а после него цифра, указывающая группу качества стали. Всего этих групп качества три, при этом 3-я группа отличается наиболее низким содержанием серы и фосфора. В конце наименования стали могут ставиться буквы U или N, указывающие на то, что сталь поставляется соответственно после прокатки или после нормализации.
Приведем примеры.
St 37-2 - сталь обыкновенная с минимальным пределом прочности 37 кгс/мм2 или 360 Н/мм2 второй группы качества;
USt 37-2 - кипящая сталь с минимальным пределом прочности 37 кгс/мм2 или 360 Н/мм2 второй группы качества;
ZSt 37-2 - сталь с минимальным пределом прочности 37 кгс/мм2 или 360 Н/мм2 второй группы качества, предназначенная для последующего холодного волочения;
KSt 52-3 N - сталь с минимальным пределом прочности 52 кгс/мм2 или 510 Н/мм2 третьей группы качества, предназначенная для последующего холодного формования, поставляемая после нормализации;
QSt 44-3 U - сталь с минимальным пределом прочности 44 кгс/мм2 или 430 Н/мм2 третьей группы качества, предназначенная для последующей холодной отбортовки (фланцевания), поставляемая после прокатки.
Качественные конструкционные стали. Основным признаком маркировки подобного типа сталей является то, что она начинается с заглавной буквы С. Затем может следовать одна из прописных букв: к (для улучшаемых сталей с содержанием S и Р менее 0,035 %), m (для сталей с гарантированным содержанием S 0,02 - 0,04 % и содержанием Р<0,035 %) или f (для сталей с уменьшенным интервалом содержания углерода и содержанием S<0,035 % и Р<0,025 %), определяющих качество стали. После ставится двузначное число, отражающее среднее содержание углерода, умноженное на сто.
Примеры:
С 45 - углеродистая качественная сталь с содержанием С 0,42 - 0,50 %, Р<0,045 %, S<0,045 %;
Ck 45 - сталь с содержанием С 0,42 - 0,50 %, Р<0,035 %, S<0,035 %;
Cm 45 - сталь с содержанием С 0,42 - 0,50 %, Р<0,035 %, S 0,02 - 0,04 %;
Cf 45 - сталь с содержанием С 0,43 - 0,49 %, Р<0,025 %, SO,035 %.
Низколегированные стали. Низколегированными признаются стали с содержанием каждого легирующего элемента менее 5 %. Такие стали маркируются в начале обозначения числом, соответствующим содержанию углерода в стали, умноженному на 100, далее указываются символы важнейших легирующих элементов, далее через пробел числа, соответствующие содержанию данных элементов, умноженному на коэффициент, приведенный в табл. 4. При этом числа, определяющие содержание легирующих элементов, отделяются друг от друга пробелом или тире.
Приведем примеры:
11 СгМо 5-5 - сталь с содержанием С 0,09 -0,14 %, Сг 1,05 - 1,25 %, Мо 0,48 - 0,62 %;
14 NiCr 14 - сталь с содержанием С 0,14 -0,20%, Ni 3,0-3,5 %, Сг 0,6-0,9 % (т.к. содержание Сг менее 1 %, то в наименовании стали присутствует только обозначение этого элемента без указания его процентного содержания).
Высоколегированные стали. Высоколегированные - это стали с содержанием хотя бы одного легирующего элемента более 5 %. Обозначения таких сталей начинаются с буквы X, затем следует число, соответствующее среднему содержанию углерода, умноженному на 100, далее в порядке убывания содержания следуют символы важнейших легирующих элементов и числа, отражающие их средние содержания. Как и при обозначении низколегированных сталей, наименования легирующих элементов и числа их содержания отделяются друг от друга пробелом. В случае, если указывается содержание в стали нескольких легирующих элементов, то числа, определяющие их содержание, отделяются друг от друга пробелами или тире.
Примеры:
X 12 СгМо 5 - высоколегированная сталь с содержанием С 0,08 - 0,15 %, Сг 4,0 - 6,0 %, Мо 0,45 - 0,65 % (менее 1 %, поэтому содержание в наименовании стали не указывается);
X 2 CrNiMo 10 10 5 - сталь с содержанием С<0,03 %, Сг 8,5 - 10,5 %, Ni 8,5 - 11,0%, Мо 4,5 -5,5 %;
32
СИСТЕМА МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
6. Группы сталей
Нелегированные стали Легированные стали
№ Базовые стали Качественные стали Специальные стали Качественные стали Инструментальные стали
0 00 | 90 10 20
Стали обыкновенного качества Стали с особыми физическими свойствами Сг
1 01 91 11 21
Обычные конструкционные стали с пределом прочности до 500 Н/мм2 Конструкционные с СО,5 % Cr-Si Сг-Мп Cr-Mn-Si
2 02 | 92 12 22
Другие конструкционные стали, не предназначенные для термообработки, с пределом прочности до 500 Н/мм2 , Конструкционные с С>0,5 % Cr-V Cr-V-Si Cr-V-Mn Сг-V-Mn-Si
3 03 93 13 23
Стали со среда С<0,12 %илип сти до 41 гим значением ределом прочного Н/мм2 Конструкционные со специальными требованиями Cr-Mo Cr-Mo-V Mo-V
4 04 94 14 24
Стали со средним значением 0,12<С<0,25 % и пределом прочности более 400 Н/мм2, но менее 500 Н/мм2 - W Cr-W
S 05 * 15 25
Стали со средним значением 0,25<С<0,55 % и пределом прочности более 500 Н/мм2, но менее 700 Н/мм2 Инструментальные 1-я группа качества w-v Cr-W-V
6 06 1 96 16 26
Стали со средним значением С>0,55 % и пределом прочности не ниже 700 Н/мм2 Инструментальные 2-я группа качества W исключая группы 24,25,27
7 07 97 17 27
Стали с повыш нием енным.содержа-5 или S Инструментальные 3-я группа качества cNi
8 18 08 98 28
• Инструментальные специального назначения Стали со специальными физическими свойствами Другие
9 19 09 99 29
Стали да приме гя других мнений
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ ЕВРОПЕЙСКИХ СТРАНАХ
33
Легированные специальные стали
№ Разные стали Коррозионно-стойкие, жаростойкие и жаропрочные стали Конструкционные стали
0 30 40 50 60 70 80
- Жаростойкие с <2,5 % Ni без Mo, Nb и Ti Mn-Si-Cu Cr-Ni 2,0<Cr<3,0 % Cr Cr-B Cr-Si-Mo Cr-Si-Mn-Mo Cr-Si-Mo-V Cr-Si-Mn-Mo-V
1 31 41 51 61 71 81
- Жаростойкие <2,5 % Ni и Мо, без Nb и Ti Mn-Si Mn-Сг Cr-Si Cr-Mn Cr-Mn-B Cr-Si-Mn Cr-Si-V Cr-Mn-V Cr-Si-Mn-V
2 32 42 52 62 72 82
Быстрорежущие с Со - Mn-Cu Mn-V Si-V Mn-Si-V Ni-Si Ni-Mn Ni-Cu Cr-Mo <0,35% Mo Cr-Mo-B Cr-Mo-W Cr-Mo-W-V
3 33 43 53 63 73 83
Быстрорежущие без Со Жаростойкие с >2,5% Ni, без Mo, Nb и Ti Mn-Ti Si-Ti Ni-Mo Ni-Mo-Mn Ni-Mo-V Ni-Mn-V Ni-Mo-Cu Cr-Mo >0,35% Mo -
4 34 44 54 64 74 84
Износостойкие Жаростойкие с >2,5% Ni и Мо, без Nb и Ti Mo, включая Nb, Ti, V, W - Cr-Si-Ti Cr-Mn-Ti Cr-Si-Mn-Ti
5 35 45 55 65 75 85
Подшипниковые Жаростойкие с особыми присадками В Mn-B <1,65% Mn Cr-Ni-Mo <0,4 % Mo + <2,0% Ni Cr-V <2,0 % Cr Азотируемые
6 36 46 56 66 76 86
Материалы с особыми магнитными свойствами без Со Коррозионно-стойкие и жаропрочные сплавы с особыми присадками Ni Cr-Ni-Mo <0,4 % Mo + 2,0<Ni<3,5 % Cr-V >2,0 % Cr -
7 37 47 57 67 77 87
Материалы с особыми магнитными свойствами с Со Жаропрочные с <2,5 % Ni Cr-Ni c<l,0%Cr Cr-Ni-Mo <0,4 % Mo + 3,5<Ni<5,0 % или >0,4 % Mo Cr-Mo-V Стали, не предназначенные для термообработки
8 38 48 58 68 78 88
Материалы с особыми физическими свойствами без Ni Жаропрочные с >2,5 % Ni Cr-Ni l,0<Cr<l,5% Cr-Ni-V Cr-Ni-W Cr-Ni-V-W - Высокопрочные свариваемые стали, не предназначенные для термообработки
9 39 49 59 69 79 89
Материалы с особыми физическими свойствами с Ni Высокотемпературные материалы Cr-Ni l,5<Cr<2,0% Cr-Ni, исключая группы 57-68 Cr-Mn-Mo Cr-Mn-Mo-V Высокопрочные свариваемые стали, не предназначенные для термообработки
2—5901
34
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
X 5 CrNiCuNb 17-4-4 - сталь с содержанием С < 0.07 %, Сг 15,0 - 17,5 %, Ni 3, 0 - 5,0 %, Си 3, 0 -5,0 %, Nb 0,15 - 0,45 % (менее 1 %, поэтому содержание в наименовании стали не указывается).
Обозначение сталей с помощью порядковых номеров
Система обозначений сталей с помощью порядковых номеров существовала в Германии задолго до принятия подобной общеевропейской системы и стала по существу ее прообразом (в Европе эта система определяется стандартом EN 10027-2), В соответствии с указанной системой порядковый номер стали представляется в виде 1.ХХХХ. Здесь 1. определяет, что материал является сталью (для чугунов используется символ 0., для жаропрочных никелевых и кобальтовых сплавов - 2., для цветных металлов - 3.). Далее следуют две цифры, которые идентифицируют номер группы сталей (см. табл. 6). Две последние цифры определяют порядковый номер стали в группе.
Система маркировки сталей во Франции
Стали обыкновенного качества. Для обозначения нелегированных конструкционных сталей обыкновенного качества в настоящее время во Франции используется общеевропейская система обозначений в соответствии с EN 10027-1.
Нелегированные конструкционные качественные стали. Наименования качественных конструкционных сталей в зависимости от предельного содержания углерода, серы и фосфора начинаются с букв С или ХС, далее следуют цифры, соответствующие среднему содержанию углерода в стали, умноженному на 100. С буквы С начинаются наименования сталей с нормальным содержанием указанных элементов, с ХС - с ограниченным.
Приведем примеры: С45 в соответствии со стандартом AFNOR NF А37-502 - это сталь с содержанием углерода 0,4 - 0,5 % и предельным содержанием серы и фосфора по 0,04 %, сталь ХС45 в соответствии с тем же стандартом имеет содержание углерода 0,42 - 0,48 %, максимальное содержание фосфора 0,035 %, а серы - 0,025 %.
Низколегированные стали. Как и в Германии, низколегированные стали - это стали с содержанием каждого легирующего элемента до 5 %. Маркировка таких сталей во Франции в основном аналогична маркировке, принятой в Германии, хотя есть и некоторые отличия.
Наименования низколегированных сталей начинаются с числа, определяющего среднее содержание углерода в стали, умноженное на 100. Затем следуют буквы, указывающие основные легирующие элементы, включенные в сталь (см. табл 7). Далее записывается число, соответствующее содержанию основного легирующего элемента, умноженному на коэффициент, приведенный в табл.4.
Примеры:
10 CND 6 - сталь с содержанием С 0,09 -0,13 %, Сг 1,2 - 1,6 %, Ni 0,8 - 1,2 %, Мо 0,15 -0,30 %;
20 МС 5 - сталь с содержанием С 0,17 -0,22 %, Мп 1,1 - 1,4 %, Сг 1,0 - 1,3 %.
Высоколегированные стали. Маркировка высоколегированных сталей с содержанием хотя бы одного легирующего элемента более 5% во Франции проводится по тем же правилам, что и в Германии, однако для обозначения таких сталей и обозначения легирующих элементов используются другие символы.
7. Обозначения основных легирующих элементов во Франции
Элемент Обозначение
Никель N
Хром С
Кобальт К
Молибден D
Марганец М
Медь и
Бор в
Ниобий Nb
Цирконий Zr
Кремний s
Фосфор р
Вольфрам w
Титан т
Азот Az
Ванадий V
Алюминий А
Наименования французских высоколегированных сталей начинается с буквы Z, затем следует число, определяющее среднее содержание углерода, умноженное на 100. После следуют обозначения
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ ЕВРОПЕЙСКИХ СТРАНАХ
35
основных легирующих элементов (см. табл. 7) в порядке убывания их содержания. В конце наименования ставятся числа, определяющие средние содержания таких элементов. Между собой указанные числа отделяются тире.
Приведем примеры:
Z 3 CND 18-14-03 - высоколегированная сталь с содержанием С<0,03 %, Сг 17,0 -19,0 %, Ni 12,5 -15,0 %, Мо 2,5 - 3,0 %;
Z 20 С 13 - сталь с содержанием С 0,16 -0,25 %, Сг 12,0 - 14,0 %;
Z 8 CNNb 18-10 - сталь с содержанием С<0,08%, Сг 17,0 - 19,0%, Ni 9,0 - 11,0%, Nb<l,0 %.
Система маркировки сталей в Италии
Конструкционные стали обыкновенного качества. В Италии стали указанного типа маркируются по признакам их физических характеристик и делятся на две группы:
Стали с минимально гарантированным пределом прочности. В начале наименования указывается символ Fe, далее число, соответствующее минимально гарантированному пределу прочности (в Н/мм2 или кгс/мм2).
Стали с минимально гарантированным пределом текучести. Наименования начинаются на Fe, далее ставится буква Е, а после нее число, соответствующее минимально гарантированному пределу текучести (в Н/мм2 или кгс/мм2).
Помимо указанных символов в наименования марок сталей может включаться и дополнительная информация:
склонность стали к свариванию - обозначается заглавными буквами А, В, С или D;
дополнительные показатели качества - обозначаются цифрами 1, 2, 3, следующими за значениями пределов прочности или текучести через тире;
признак интервала температур, при которых используется сталь (KG - при температуре окружающей среды, КТ - при низких температурах, KW - при повышенных температурах).
Приведем примеры.
Fe 330 - сталь с гарантированным пределом прочности 330 Н/мм2;
FeE 295 - сталь с гарантированным пределом текучести 295 Н/мм2;
Fe 510 В - сталь с гарантированным пределом прочности 510 Н/мм2 и склонностью к свариваемости В;
Fe 880-2 - сталь с гарантированным пределом прочности 880 Н/мм2 и показателем качества 2;
Fe 510-1 КТ - сталь с гарантированным пределом прочности 510 Н/мм2 и показателем качества 1 для работы при низких температурах;
Fe Е 315 KG - сталь с гарантированным пределом текучести 315 Н/мм2 для работы при температуре окружающей среды.
Стали, предназначенные для холодной штамповки. Маркируются буквами Fe, после чего следует буква Р, указывающая на принадлежность стали к данной группе, а затем двузначное число от 01 до 06, определяющее степень качества стали и её чистоты по S и Р.
Примеры: FeP 01 - сталь для холодной штамповки с содержанием С<0,12 %, S<0,045 %, Р<0,045 %; FeP 06 - сталь с содержанием С<0,02%, S<0,02%, Р<0,02 %.
Литейные стали. Наименование начинается с букв Fe, затем следует буква G, после этого двузначное число - предел прочности в кгс/мм2. После предела прочности через тире может следовать цифра 1 или 2, характеризующая показатель качества стали.
Примеры: Fe G 52 - литейная сталь с гарантированным пределом прочности 52 кгс/мм2;
Fe G 74-1 - сталь с гарантированным пределом прочности 74 кгс/мм2 1-ой группы качества.
Конструкционные качественные и легированные стали. Принципы обозначения конструкционных качественных и легированных сталей в Италии полностью соответствуют принципам обозначения указанных типов сталей в Германии (см. выше).
Система маркировки сталей в Швеции
Маркировка сталей в Швеции в соответствии со стандартом SS осуществляется четырехзначным числом. Первые две цифры указанного числа определяют группу, к которой принадлежит сталь (см. табл. 8), последние две - порядковый номер стали в группе. По маркировке различаются углеродистые стали (первая цифра наименования - 1) и легированные (начинаются с цифры 2).
Приведем примеры:
1265 - углеродистая качественная сталь, по составу свойствам и назначению близка к российским сталям 08 и 10;
1957 - автоматная сталь, аналог - российская сталь А35;
2085 - сталь, легированная кремнием, российский аналог-55С2;
2234 - легированная сталь, содержание Сг<10 %, соответствует российской стали ЗОХМ;
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
2352-нержавеюшая сталь, легированная Сг>10 %, российский аналог-03Х18Н11.
8. Маркировка сталей в Швеции
Марка Группа сталей
12ХХ-18ХХ Углеродистые стали
19ХХ Автоматные стали
20ХХ Легированные Si
1ХХ Легированные Мп
22ХХ Легированные Сг <10 %
23ХХ Легированные Сг>10 %
25ХХ Легированные Ni
26ХХ Высокопрочные свариваемые стали
7ХХ Легированные W
29ХХ Легированные остальные
Системы маркировки сталей в США
В США используется несколько систем обозначения металлов и сплавов, связанных с существующими организациями по стандартизации. Наиболее известными организациями являются;
AISI - Американский Институт Чугуна и Стали;
ACI - Американский Институт Литья;
ANSI - Американский Национальный Институт Стандартизации;
AMS - Спецификация Аэрокосмических Материалов;
ASME - Американское Общество Инженеров -Механиков;
ASTM - Американское Общество Испытания Материалов;
AWS - Американское Общество Сварщиков;
SAE - Общество Инженеров - Автомобилистов.
Системы обозначений, используемые той или иной организацией, вытекают из их исторического развития, а также развития связанных с ними отраслей промышленности. Рассмотрим наиболее популярные системы обозначений сталей, используемые в США.
Система обозначений AISI
Углеродистые и легированные стали. В системе обозначений AISI углеродистые и легированные стали, как правило, обозначаются с помощью
четырех цифр. Первые две цифры обозначают номер группы сталей (табл. 9), а две последние -среднее содержание углерода в стали, умноженное на 100.
9. Обозначении углеродистых и легированных сталей в системе AISI
Обозначение Группа сталей
Углеродистые стали
10ХХ Пересу льфинированные: Мп <1 %
11ХХ Ресульфинированные
12ХХ Рефосфорированные и ресульфинированные
15ХХ Нересульфинированные: Мп > 1 %
Легированные стали
13ХХ 1,75 % Мп
40ХХ 0,2; 0,25 % Мо или 0,25 % Мо и 0,042 % S
41ХХ 0,5; 0,8 или 0,95 % Сг и 0,12; 0,20 или 0,30 % Мо
43ХХ 1,83 % Ni, 0,50 - 0,80 % Сг, 0,25 % Мо
46ХХ 0,85 или 1,83 % Ni и 0,2 или 0,25 % Мо
47ХХ 1,05 % Ni, 0,45 % Сг и 0,2 или 0,35 % Мо
48ХХ 3,5 % Ni и 0,25 % Мо
51ХХ 0,8; 0,88; 0,93; 0,95 или 1,0 % Сг
51ХХХ 1,03 % Сг
52ХХХ 1,45 % Сг
61ХХ 0,6 или 0,95 % Сг и 0,13 или 0,15 % min V
86ХХ 0,55 % Ni, 0,50 % Сг и 0,20 % Мо
87ХХ 0,55 % Ni, 0,50 % Сг и 0,25 % Мо
88ХХ 0,55 % Ni, 0,50 % Сг и 0,35 % Мо
92ХХ 2,0 % Si и® 1,40 % Si и 0,70 % Ст
50ВХХ 0,28 или 0,50 % Сг
51ВХХ 0,80 % Сг
81ВХХ 0,30 % Ni, 0,45 % Сг и 0,12 % Мо
94ВХХ 0,45 % Ni, 0,40 % Сг и 0,12 % Мо
Так сталь 1045 относится к группе 10ХХ качественных конструкционных сталей (нересульфини-
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В США
37
рованных с содержанием Мп менее 1 %) и содержит углерода около 0,45 %.
Сталь 4032 является легированной (группа 40ХХ), со средним содержанием 0,32 % С и 0,2 или 0,25 % Мо (реальный состав стали 4032: 0,30 -0,35 % С, 0,2-0,3 % Мо).
Сталь 8625 также является легированной (группа 86ХХ) со средним содержанием: 0,25 % С (реальные значения 0,23 - 0,28 %), 0,55 % Ni (0,40 -0,70 %), 0,50 % Сг (0,4 - 0,.6 %), 0,20 % Мо (0,15 -0,25 %).
Помимо четырех цифр в наименованиях сталей могут встречаться также и буквы. При этом буквы В и L, означающие, что сталь легирована соответственно бором (0,0005 - 0,03 %) или свинцом (0,15 - 0,35 %), ставятся между второй и третьей цифрой ее обозначения, например: 51В60 или 15L48. Буквы М и Е ставят впереди наименования стали, это означает, что сталь предназначена для производства неответственного сортового проката (буква М) или выплавлена в электропечи (буква Е). И наконец, в конце наименования стали может присутствовать буква Н, означающая, что характерным признаком данной стали является прокаливаемость.
Коррозионно-стойкие стали. Обозначения стандартных коррозионно-стойких сталей по AISI включают в себя три цифры и следующие за ними в раде случаев одну, две или более буквы. Первая цифра обозначения определяет класс стали. Так обозначения аустенитных коррозионно-стойких сталей начинаются с цифр 2ХХ и ЗХХ, в то время как ферритные и мартенситные стали определяются в классе 4ХХ. При этом последние две цифры, в отличие от углеродистых и легированных сталей, никак не связаны с химическим составом, а просто определяют порядковый номер стали в группе. Значения букв, следующих за цифрами, даны в табл. 10.
Приведем примеры.
Сталь 304 относится к аустенитному классу, содержание углерода в ней < 0,08 %. В то же время в стали 304 L углерода не более 0,03 %, а в стали 304 Н - 0,04 - 0,10 %. Указанная сталь, кроме того, может быть легирована азотом (тогда ее наименование будет 304 N) или медью (304 Си).
В стали 410, относящейся к мартенсито - ферритному классу, содержание углерода < 0,15 %, а в стали 410 S - углерода < 0,08 %
В стали 430 F в отличие от стали 430 повышенное содержание серы и фосфора, а в сталь 430 F Se добавлен еще и селен.
10. Дополнительные буквы и цифры, используемые для обозначения коррозионно-стойких сталей по AISI и UNS
Символ AISI Символ UNS Описание
xxxL xxxOl Низкое содержание углерода (< 0,03 %)
xxxS xxx08 Нормальное содержание углерода (< 0,08 %)
xxxN xxx51 Добавлен азот
xxxLN xxx53 Низкое содержание углерода ( < 0,03 %) + добавлен азот
xxxF xxx20 Повышенное содержание серы и фосфора
xxxSe xxx23 Добавлен селен
xxxB xxxl5 Добавлен кремний
xxxll xxx09 Расширенный интервал содержания углерода
xxxCu хххЗО Добавлена медь
Система обозначений ASTM
Обозначение сталей в системе ASTM включает в себя:
- букву А, означающую, что речь идет о черном металле;
- порядковый номер нормативного документа ASTM (стандарта);
- собственно обозначение марки стали..
Обычно в стандартах ASTM принята американская система обозначений физических величин. В том же случае, если в стандарте приводится метрическая система обозначений, после его номера ставится буква М.
Стандарты ASTM, как правило, определяют не только химический состав стали, но и полный перечень требований к металлопродукции. Для обозначения собственно марок сталей и определения их химического состава может быть использована как собственная система обозначений ASTM (в этом случае химический состав сталей и их маркировка определяются непосредственно в стандарте), так и другие системы обозначений, например AISI -для прутков, проволоки, заготовки и др., или ACI -для отливок из коррозионно-стойких сталей.
38
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
Приведем примеры
В стали А 516 / А 516М - 90 Grade 70 буква А указывает на то, что речь вдет о черном металле; 516 - это порядковый номер стандарта ASTM (516М - это тот же стандарт, но в метрической системе обозначений); 90 - год издания стандарта; Grade 70 - марка стали. В данном случае используется собственная система обозначений сталей ASTM, здесь 70 определяет минимальный предел прочности стали при испытаниях на растяжение (в ksi, что составляет около 485 Н/мм2).
Сталь А 276 Туре 304 L - в данном стандарте используется обозначение марки стали в системе AISI-304 L.
Сталь А 351 Grade CF8M. Здесь используется система обозначений ACI: первая буква С означает, что сталь относится к группе коррозионно-стойких, 8 - определяет среднее содержание в ней углерода (0,08 %), М - означает, что в сталь добавлен молибден.
Стали А 335 / А 335М grade Р22;
А 213 / А 213М grade Т22, А 336 / А 336М class F22 — в данных примерах используется собственная маркировка сталей ASTM. Первые буквы означают, что сталь предназначена для производства труб (Р или Т) или поковок (F).
Сталь А 269 grade ТР304 - здесь используется комбинированная система обозначений. Буквы ТР определяют, что сталь предназначена для производства труб, 304 - это обозначение стали в системе AISI
Универсальная система обозначений UNS
UNS - это универсальная система обозначений металлов и сплавов. Она была создана в 1975 г. с целью унификации различных систем обозначений, используемых в США. Согласно UNS обозначения сталей состоят из буквы, определяющей группу сталей (табл. 11), и пяти цифр.
В системе UNS проще всего классифицировать стали AISI. Для конструкционных и легированных сталей , входящих в группу G, первые четыре цифры наименования - это обозначение стали в системе AISI, последняя цифра заменяет буквы, которые встречаются в обозначениях по AISI. Так буквам В и L, означающим, что сталь легирована бором или свинцом, соответствуют цифры 1 и 4, а букве Е, означающей, что сталь выплавлена в электропечи, -цифра 6.
Наименования коррозионно-стойких AISI-сталей начинаются с буквы S и включают в себя
11. Обозначения сталей в системе UNS
Символ Группа сталей
Dxxxxx Стали с предписанными механическими свойствами
Gxxxxx Углеродистые и легированные стали AISI (за исключением инструментальных)
Нххххх То же, но для прокаливаемых сталей
Jxxxxx Литейные стали
Кххххх Стали, не включенные в систему AISI
Sxxxxx Жаростойкие и коррозионно-стойкие стали
Тххххх Инструментальные стали
Wxxxxx Сварочные материалы
обозначение стали по AISI (первые три цифры) и две дополнительные цифры, соответствующие дополнительным буквам в обозначении по AISI (см. табл. 10).
Приведем примеры. Углеродистая сталь 1045 имеет обозначение в системе UNS G 10450, а легированная сталь 4032 - G 40320. Сталь 51В60, легированная бором, называется в системе UNS G 51601, а сталь 15L48, легированная свинцом, -G15484. Коррозионно-стойкие стали обозначаются: 304 - S 30400, 304 L - S 30401,304 Н - S 30409, а 304 Си - S 30430.
Система маркировки сталей в Японии
Наименования марок сталей в Японии, как правило, состоят из нескольких букв и цифр. Буквы определяют группу, к которой относится та или иная сталь, цифры - ее порядковый номер в группе или какое-нибудь свойство (например, содержание углерода, предел прочности и др.).
Конструкционные стали
Углеродистые стали обычного качества. Наименование начинается с букв SSxxx, за которыми следуют три цифры, указывающие минимальный предел прочности стали в Н/мм2. Примеры: SS 330, SS 490 и др.
Углеродистые качественные стали. Обозначаются S хх С, где хх - среднее содержание углерода в стали, умноженное на сто. Примеры: S 12 С (0,10 - 0,15 % С), S 25 С (0,22 - 0,28% С). В том случае, если сталь имеет пониженное содержание
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В ЯПОНИИ
39
серы и фосфора, в конце ее наименования ставится буква К (S 15 СК).
Стали для поковок. Наименование начинается с букв SF. Далее, в зависимости от назначения поковок, следует несколько буквенных символов и х - порядковый номер стали в группе (в скобках приведены примеры):
- поковки для сосудов высокого давления из углеродистых сталей - SFVC х (SFVC1, SFVC 2 А);
- поковки для сосудов высокого давления из легированных сталей - SFVA F х (SFVA F 9, SFVA 21 А);
. - поковки для сосудов высокого давления, подвергаемые термообработке, - SFVQ х (SFVQ 1 А, SFVQ 2 В),
- поковки для сосудов высокого давления для работы при низких температурах - SFL х (SFL 1, SFL 3);
высокопрочные поковки из Cr-Mo легированных сталей для работы при высоких температурах -SFVCM F х (SFVCM F 22 В, SFVCM F 3 V).
Стали для производства листового проката различного назначения. Маркируются буквами SP. Далее, в зависимости от типа могут следовать другие буквы и цифры:
- горячекатаный лист - SPHx, где х = С, D, Е -определяет различные модификации стали (SPHC, SPHD);
- горячекатаный лист для производства труб (пггрипсы) - SPHT х, х - порядковый номер стали в группе (SPHT 1, SPHT 3);
- холоднокатаный лист - SPCx, где х = С, D,.E - также определяет различные модификации стали (SPCD, SPCE);
Листовой прокат для сосудов высокого давления. Маркируется разными буквами в зависимости от рабочей температуры, прочности, степени легирования и т.д.:
- толстолистовой прокат для работы при средних температурах - SPV ххх, ххх - предел прочности в Н/мм2 (SPV 355, SPV 490);
- листовой прокат для газовых баллонов - SG ххх, ххх - также предел прочности (SG 255, SG 365);
- углеродистые стали для работы при обычных температурах - SGV ххх, ххх - предел прочности (SGV410, SGV450);
- прокат из Мп-Мо и Mn-Mo-Ni легированных, сталей - SBV х, х - порядковый номер стали в группе (SBV1 A, SBV3);
- термообрабатываемый прокат из Мп-Мо и Mn-Mo-Ni легированных сталей - SQV х, х - также номер стали в группе (SQV 1 В, SQV 3 А);
- прокат из высокопрочных сталей - SEV ххх, ххх - предел прочности (SEV 245, SEV 345);).
- прокат из углеродистых сталей для работы при низких температурах - SLA ххх, ххх - предел прочности (SLA 235 A, SLA 410);
- прокат из сталей, легированных Ni, для работы при низких температурах - SlyN ххх, где ххх -предел прочности, у - среднее содержание Ni в процентах (SL3N 255, SL5N 590, SL9N 520).
Стали для производства труб. Обозначение начинается с букв ST, далее следуют буквы, определяющие назначение стали, и цифры:
- трубы из углеродистых сталей общего назначения - STKxxx, ххх - предел прочности (STK 290, STK500);
- трубы из углеродистых сталей для машиностроения - STKM х, где х - порядковый номер стали (STKM 12 A, STKM 16 С);
- трубы из углеродистых сталей для работы при высоком давлении - STPG ххх или STS ххх, ххх - предел прочности (STPG 410, STS 480);
- трубы из углеродистых сталей для работы при высоких температурах - STPT ххх, ххх - предел прочности (STPT 410, STPT 480);
- трубы из легированных сталей - STPA х, х -порядковый номер стали в группе (STPA 12,
STPA 24);
- трубы для работы при низких температурах -STPL ххх, ххх - предел прочности (STPL 380, STPL 450);
- трубы из углеродистых сталей для котлов и теплообменников - STB ххх, ххх - предел прочности (STB 410, STB 510);
- трубы из легированных сталей для котлов и теплообменников - STBA х, х - порядковый номер стали (STBA 20, STBA 25);
трубы для теплообменников для работы при низких температурах - STBL ххх, ххх - предел прочности (STBL 380, STBL 690);
- трубы для нагревателей нелегированные -STF ххх, ххх - предел прочности; легированные -STFA х, х -порядковый номер (STF 410, STFA 24);
- квадратные трубы - STKR ххх, ххх - предел прочности (STKR 400, STKR 490).
Арматурные стали. Имеют обозначение
SR ххх или SD ххх, где ххх - предел прочности в Н/мм2. Буквы R и D определяют положение
40
СИСТЕМЫ МАРКИРОВКИ СТАЛЕЙ В РАЗЛИЧНЫХ СТРАНАХ
ребер на поверхности прутка. Примеры: SR 235, SD 295 В, SD 390.
Стали для производства катанки. Обозначение начинается с букв SWR, далее следуют другие буквы и цифры:
- низкоуглеродистые стали - SWRM х, х - порядковый номер (SWRM 6, SWRM 17);
- высокоуглеродистые стали - SWRH х, х -порядковый номер (SWRH 32, SWRH 62 В);
- катанка для последующей холодной обработки (волочение, штамповка) - SWRCH х, х - порядковый номер; в конец наименования стали добавляются буквы R - кипящая, К - спокойная, А -успокоенная добавлением Al (SWRCH 8R, SWRCH 19А, SWRCH 40К),
- катанка для последующей холодной обработки (волочение, штамповка), легированная бором - SWRCHB ххх, ххх - предел прочности (SWRCHB 231, SWRCHB 734).
Автоматные стали. Имеют обозначение SUMxx, где хх - порядковый номер стали в группе. Если сталь легирована свинцом, то к ее обозначению добавляется буква L (SUM 12, SUM 25, SUM 31L).
Стали для заклепок. Обозначения начинаются с букв SV ххх, ххх - минимальный предел прочности (SV 330, SV 400).
Стали для цепей. SBC ххх, ххх - предел прочности (SBC 300, SBC 690).
Пружинные стали. Наименования начинаются с букв SUP, далее следует порядковый номер стали (SUP 6, SUP 12).
Легированные стали. Наименования указанных сталей включают в себя буквы и цифры. Первой буквой всегда является буква S, далее следуют буквы, определяющие основные легирующие элементы. Для обозначения легирующих элементов могут использоваться как общепринятые их символы, так и заглавные буквы их наименований (С -хром, М - молибден, N - никель, S - кремний, А -алюминий). После букв могут следовать одна, две или три цифры. Если цифр одна или две, то они определяют номер стали в группе; если же цифр три, то первая из них - это порядковый номер стали, а две последние - среднее содержание углерода, умноженное на сто.
Приведем примеры:
SNC 815 - сталь легирована никелем и хромом, 8-номер, среднее содержание углерода-0,15%
(фактическое 0,12 - 0,18 %);
SCr 420 - сталь легирована хромом, среднее содержание углерода - 0,20 % (0,18 - 0,23 %);
SACM 645 - сталь легирована алюминием, хромом и молибденом, углерод - 0,45 % (0,40 -0,50 %).
В конце наименований легированных сталей может присутствовать буква Н, указывающая на особенности прокаливаемости стали (SCM 418 Н, SMnC 443 Н).
Инструментальные стали
Углеродистые стали. Обозначение состоит из букв SK и порядкового номера стали в группе (SK2, SK6).
Легированные стали. Обозначаются буквами SKD, SKS или SKT, за которыми следует порядковый номер (SKD 6, SKS 43, SKT 4).
Быстрорежущие стали. Наименования начинаются с букв SKH, за которыми следует порядковый номер (SKH 3, SKH 51).
Подшипниковые стали. Обозначение состоит из букв SUJ и порядкового номера (SUJ 2, SUJ 5).
Коррозионно-стойкие стали
Для обозначения коррозионно-стойких сталей в Японии используется система обозначений AISI. При этом к цифровым обозначениям AISI обязательно добавляется префикс SUS (SUS 410, SUS 316 L, SUS 321 Н).
Кроме того, в середину наименования (после букв SUS) или в его конец могут быть добавлены и другие буквы:
- F - сталь используется для производства поковок (SUS F 321, SUS F 304L);
- ¥ - сталь для сварочной проволоки
(SUS Y 308L, SUS Y 321);
- ТР - сталь для производства труб
(SUS 304 TP, SUS 321НТР).
Жаропрочные стали
Обозначаются буквами SUH, за которыми может следовать номер стали в группе (одна или две цифры) или обозначение AISI (три цифры), например: SUH 4, SUH 21, SUH 310.
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ 41
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАШИНОСТРОИТЕЛЬНЫХ И ЭНЕРГЕТИЧЕСКИХ МАТЕРИАЛОВ
Общие положения
Приводимые в Марочнике сведения касаются десятка свойств более чем 550 отечественных марок сталей и сплавов, наиболее часто используемых в машиностроении. Во многих случаях этого достаточно для получения специалистом необходимой информации. Однако в Марочнике представлены в основном стали и никелевые сплавы. Другие сплавы оказались ввиду ограниченности объема справочника вне его содержания. Кроме того, многие характеристики материала (сварочные, ковочные, эксплуатационные, триботехнические, механические) оказались либо неучтенными, либо представленными ограниченно.
Единственным реальным способом восполнить в настоящее время этот недостаток является использование компьютеров и создание с их помощью интегрированных баз данных, в которых сосредотачивается многоаспектная, взятая из разработанных паспортов информация о свойствах и параметрах материалов; только они позволяют оперативно и надежно перерабатывать и получать достаточно полный объем сведений об исследуемом объекте.
Однако при этом возникает другая актуальная задача - задача сбора, обработки и хранения полученной информации в памяти электронной вычислительной машины (ЭВМ).
Создание баз данных существенно повышает эффективность хранения этих данных в ЭВМ вследствие того, что:
уменьшается избыточность информации за счет использования одних и тех же данных в различных приближениях;
улучшаются условия по систематизации собранных в базе и не разрозненных теперь данных;
увеличивается надежность используемой информации;
облегчается возможность расширения и корректировки данных;
расширяются виды поиска информации;
обеспечивается соблюдение стандартов в представлении данных, что упрощает проблему их поддержки и обмена данными между различными пользователями;
улучшаются условия безопасности хранения данных, их секретности, восстановления;
обеспечивается независимость приложений от данных вследствие того, что программное обеспечение системы автоматизированного банка данных (АБД) может выполнять все необходимые преобразования форм хранимой информации к формам, которые конкретное приложение использует при представлении числовых и символьных данных, при кодировании информации, при стандартизации, при назначении приоритетов и т.п.
Тем самым создается возможность динамического развития информационных систем, не требующего изменения в программном обеспечении, обслуживающем данную систему.
В общем виде схема типичного АБД представлена на рис. 1
Структура автоматизированного банка данных
Рис. 1
42
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
Существующие и разрабатываемые АБД являются обычно проблемно-ориентированными системами, так как накопленные в них данные и программы предназначены для решения некоторой совокупности сходных по содержанию задач (проблем), что и позволяет для их информационного обеспечения создавать единую базу данных (БД). Обычно информационный банк создаётся для нужд нескольких родственных организаций, что также определяет комплекс близкотематических приложений.
В соответствии с выполняемой задачей и спецификой языковых средств можно выделить несколько классов банков данных.
Простейшие БД являются информационнопоисковыми системами, базирующимися на языках с элементарными процедурами логической обработки данных; на следующем уровне находятся вопросно-ответные системы, располагающие развитыми информационно-логическими языками с многоуровневой структурой и единой операционной частью; высший уровень занимают БД диалогового типа, использующие языки, способные формировать микро- и макромодели изучаемых процессов, умеющие обобщать, создавать оптимальные условия для принятия решений.
Для целей разрабатываемого АБД по многочисленным машиностроительным материалам, использующего персональные компьютеры класса IBM, Pentium, наиболее удобно пользоваться диалоговыми БД.
Существуют три подхода к разработке баз данных: реляционный, иерархический и сетевой, которые отличаются друг от друга способом представления связи между данными.
При реляционном подходе связи между объектами представляются так же, как объекты в математических отношениях. Для решения практических задач, имеющих дело с данными, организованными по реляционной структуре, может быть использована элементарная теория отношений. Такую информацию нетрудно привести к матричному виду.
При иерархическом и сетевом подходах связи представляются посредством отношений между элементами структуры АБД. Такие элементы могут представлять связи между объектами типа “один ко многим”. Различие между сетевым и иерархическим подходами заключается в том, что при первом можно преобразовывать более сложную модель АБД, отображая отношения “многие - ко многим”, и обычно в сети связи поименованы, а при втором они безымянны.
Система управления банком данных (СУБД) представляет собой комплекс программ, который управляет всем доступом к АБД. Это сложная система накопления и последующего манипулирования данными, представляющими интерес для пользователя. Каждой прикладной программе СУБД предоставляет интерфейс с базой данных, при этом она располагает средствами непосредственного общения с программой.
Все системы управления базами данных, ориентированные на массового пользователя, должны обеспечить легкий и простой переход от традиционного файлового способа обработки данных к применению СУБД, используя накопленный опыт работы с данными.
Анализ показал, что наиболее удобно применять для создания обширного и разветвленного банка данных иерархическую структуру, однако его отдельные подсистемы являются реляционными.
Сравнительные характеристики существующих АБД
Первые АБД по свойствам конструкционных материалов появились в США, Японии, ФРГ, Франции на рубеже 70-х гг. Например, “Банк данных по свойствам сталей -VDEH” (Институт материаловедения, Дюссельдорф, ФРГ), который помогает пользователям в выборе марок сталей для особых условий эксплуатации, поставляет данные о свойствах сталей с учетом различных факторов влияния. При вводе данных в АБД они предварительно проходят экспертный контроль, т.е. оцениваются на достоверность. АБД может эксплуатироваться в пакетном и диалоговом режимах. В АБД сосредоточено свыше 10 тыс. данных, относящихся к 400 маркам сталей.
В АБД, действующем при “Центре данных о механических свойствах MP-DC” (Трэверс-Сити, пгг. Мичиган, США), собрано свыше 1 млн. данных о свойствах 5000 металлов и сплавов. Причем в АБД вводились только данные, полученные по стандартным методикам испытаний. База данных банка состоит из трех основных файлов: материалы, фактографические данные и условия испытаний.
Для действующих за рубежом АБД характерно широкое многообразие: по масштабам (от международных до фирменных); по ориентации (на многие отрасли науки и техники или отдельные научные проблемы); по контингенту пользователей (от
СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ СУЩЕСТВУЮЩИХ АБД
43
широкой международной научной общественности до сотрудников отдельной фирмы); по режиму функционирования и другим факторам.
Большое внимание на Западе уделяется вопросам совместимости (технической, программной, информационной) действующих АБД с целью объединения их в национальные и международные сети банков и баз данных, доступ к которым осуществляется пользователями стран Америки, Европы, Азии через спутники космической связи.
Примером такой международной сети является MPDN (Material Property Data Network), главные разработчики которой - американские специалисты, но при этом использованы данные более 170 банков различных стран мира.
Основная часть информации комплекса на английском языке, но есть в нем отдельные базы, использующие другие языки и даже языки, имеющие алфавиты, принципиально отличающиеся от латинского. Связь банка с его разработчиками и потребителями осуществляется с помощью Международной сети научной и технической информации (The scientific and technical information network - STNInternational), основные центры которой находятся в Карлсруэ (Германия), Колумбусе (США) и Токио (Япония). Некоторые организации в нашей стране также являются членами STNInternational. Возможности и характеристики банка широко популяризируются, регулярно издаются информационные бюллетени.
Система “Атлас сталей мира” (Atlas of World Steels) появилась на рынке в 1992 году. Ее разработчик Eagle Software Corporation (США). Вначале это была версия для DOS, в настоящее время продается ее Windows-версия. На сегодняшний день указанная программа является, пожалуй, наиболее распространенной в мире. Широкая реклама в специализированной прессе и значительные финансовые возможности разработчиков позволили достичь такого эффекта.
Программа Atlas of World Steels содержит достаточно полную базу данных (общее число марок сталей 54 000), в которую включена информация о химическом составе и некоторых свойствах сталей. В программе реализовано два типа поиска: по известной марке стали и по известному химическому составу. Поиск по марке стали позволяет найти аналоги стали известной марки в другой стране, возможен поиск стали в базе данных, если известен только ее химический состав. Отметим, что и поиск по марке стали, и поиск по химическому составу ведутся достаточно быстро.
Среди недостатков системы Atlas of World Steel можно указать следующие:
достаточно примитивный по современным меркам интерфейс. В силу этого затруднены сравнение различных сталей между собой, ввод данных для поиска по химическому составу и др.;
база данных программы содержит устаревшие и не совсем точные сведения о марках сталей, используемых в России и других странах СНГ;
в базе данных существует достаточно много неточностей и по сталям других стран мира.
Видимо, все вышеизложенное объясняет и некоторую неудовлетворенность программой, которую высказывают пользователи.
Немецкая программа “Ключ сталей” (Stahlschluessel) реализована на базе широко известного одноименного справочника, который выпускается уже около 50 лет. Данный справочник хорошо известен во всем мире и пользуется заслуженным авторитетом. Рассматриваемая программа, которая появилась на рынке в 1998 году, представляет по существу электронную версию справочника Stahlschluessel и обладает всеми его преимуществами и недостатками.
Среди преимуществ следует выделить тщательный подбор исходного материала (хотя ошибки встречаются и здесь), постоянную его обновляемое™, подробную информацию о сталях, выпускаемых в Германии (химический состав, механические и другие свойства, наименования сталей, используемые различными компаниями, и др.). При этом сведения о сталях других стран мира представлены менее полно. Общее число марок сталей в базе данных - около 45 000.
Недостатки справочника и системы связаны с тем, что и справочник, и система в основном ориентированы на немецкий рынок. Авторы провели скрупулезные исследования, установив соответствие большого количества иностранных сталей немецким аналогам, и ввели указанную информацию в базу данных системы. Естественно, что она может быть получена очень быстро. Сложнее найти информацию о соответствии сталей других стран между собой. Такая информация может быть получена только в том случае, если у указанных сталей есть общий аналог в Германии. В противном случае найти эту информацию и в справочнике, и в программе очень трудно. Среди недостатков также следует отметить отсутствие режима поиска стали в базе данных по известному химическому составу.
В СНГ, и в России в частности, функциониру
44
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХПО СВОЙСТВАМ МАТЕРИАЛОВ
ет уже довольно много банков по материалам, в подавляющем большинстве онй используют персональные компьютеры. Среди них можно назвать АБД “Winsteel”, разработанный фирмой Квантор-Софт с участием ЦНИИТМАШ, в котором приведены краткие сведения о более, чем 48000 сталей и сплавов в 24 наиболее промышленно развитых странах мира. В данных содержатся следующие сведения о материале: наименование марки, химический состав, стандарты, область применения, аналоги, небольшая дополнительная информация. В системе реализованы два типа поиска: по марке стали и по химическому составу. При этом поиск по марке стали является двухуровневым: он включает в себя «быстрый иоиск» (непосредственный поиск аналога в базе данных по информации, полученной авторами на основе анализа различных литературных источников: справочников, стандартов и др.) и поиск путем сравнения химических составов (здесь пользователю предоставляется возможность подобрать аналог самостоятельно, выделив в стали наиболее важные химические элементы и сравнив их содержание в образце и аналоге).
Такая структура поиска является, по мнению авторов, оптимальной: пользователь имеет возможность найти не только точный аналог, но и подобрать сталь с близким составом, если указанного аналога не существует.
Поиск по известному химическому составу реализован на тех же принципах, что и поиск по марке стали путем сравнения химических составов. Использование различных режимов поиска при этом позволяет обеспечить необходимую гибкость и результативность процесса поиска
Для удобства работы система Winsteel снабжена Справочником пользователя (куда пользователь сможет заносить найденные им аналоги, чтобы их повторный поиск не занимал много времени), электронным Блокнотом (туда записывается для временного хранения информация о сталях и их найденных аналогах) и режимом поиска стали в базе данных по шаблону (указанный режим позволяет найти сталь в базе данных, если пользователь не совсем точно знает ее наименование).
Все вышеизложенное, а также современный и удобный интерфейс, подсистема контекстной помощи (Help), подробное и удобное в использовании Руководство пользователя делают Winsteel весьма полезным инструментом для первой самой общей информации о материале и его аналогах.
Существуют отраслевые банки данных, так в ЦНИИЧермет есть банк по сталям металлургии и
тяжелого машиностроения, в НИИХимМаш - по материалам, применяемым в химической промышленности, в ВИАМ - по авиационным материалам.
Информационно-маркетинговый центр Московского института сталей и сплавов (МИСиС) создал в 1990 году базу данных по черным и цветным металлам и сплавам. Позднее им был предложен модуль поиска зарубежных аналогов. Всего включено около 30 тысяч марок. В базе много полезных данных, например, имеются сведения о производителях проката в СНГ, но система недостаточно структурирована и слабо обновляется.
В Центральном научно-исследовательском институте металлургии и материалов - ЦНИИМ (Екатеринбург) был разработан АБД по свойствам конструкционных сталей и сплавов, он имеет широкий спектр характеристик по каждому из материалов, а методы их классификации соответствуют ныне действующему общесоюзному классификатору продукции - ОКП. Для сбора информации создан машиноориентированный паспорт материала, сведения сопровождаются ссылками на источники информации, в 1990 году АБД зарегистрирован как составляющая комплекса MPDN. В последующие годы банк расширен, в него включены некоторые другие стали и сплавы.
Во Всероссийском научно-исследовательском центре по материалам и веществам - (ВНИЦ МВ) есть несколько банков данных, среди них особенно интересна информационная база “Новые материалы”. В нее занесены данные обо всех материалах, созданных в СССР и СНГ с 1983 года, сведения о которых вошли в ГОСТы или составили предмет изобретений и патентов, в настоящее время их уже более 10000 наименований. Информация включает в себя данные о технических характеристиках, физических и потребительских свойствах, назначении, технологии, отечественных и зарубежных аналогах, разработчиках и изготовителях нового материала.
Однако в связи с современными требованиями, предъявляемыми к технологическим проблемам в машиностроительных отраслях, в связи с необходимостью обслуживания создаваемых АСУТП (Автоматизированная Система Управления Технологическими Процессами), разработкой баз знаний и экспертных систем по анализу свойств сталей и сплавов, созданием автоматизированных систем научных исследований, ввиду желательности наиболее эффективного использования больших объемов фактической информации, накопленной в результате лабораторных и промышленных экспери
СТРУКТУРА БАНКА
45
ментов, а также во время изготовления изделий на машиностроительных предприятиях, создан новый существенно отличный от описанных выше АБД.
Он включает не только стандартные справочно-информационные разделы с общими сведениями о марках материалов, но и очень подробные данные по их технологическим свойствам, а, в случае возможности, и по эксплуатационным характеристикам. Кроме того расширен перечень включаемых в банк материалов как отечественных (бывших советских), так и зарубежных, что позволит решить одну из важнейших проблем, связанных с оперативным выявлением аналогов изучаемых марок и возможной их заменой.
Весьма важен вопрос и о заводах-изготовителях, о сортаменте их продукции. Во многих базах, описанных выше, эта часть информации либо не охвачена вообще, либо дается конспективно. Это связано и с трудностями получения таких сведений и с нестабильностью производства и сортамента отдельных предприятий.
Банк данных по машиностроительным металлическим материалам, созданный в ЦНИИТМАШ, зарегистрирован в Государственном регистре баз данных под номером 0229600409.
Основные свойства создаваемого банка данных и его системы управления
Разработанный обобщенный банк данных по машиностроительным и энергетическим металлическим материалам и пластмассам предназначен для сбора, хранения, модификации информации и поиска ответов на запросы пользователей. Его можно рассматривать и как информационносправочную систему, и как часть системы автоматизации научных исследований.
Система является информационным комплексом фактографического типа, т.е. целью поиска в ней является не отыскание каких-либо документов или сведений о них, а нахождение непосредственно запрашиваемых фактов, содержащихся в этих документах. Для реализации указанных целей СУБД выполняет функции формирования базы данных, ее ведения (обеспечение сохранности и достоверности, защита от несанкционированного доступа, обновление), обработки запросов и организации ответов на них.
СУБД включает мощный язык программирования четвертого поколения со сложным набором средств отладки.
Для реализации банка данных по машиностроительным материалам было написано более 500 прикладных программ на языке СУБД для персонального пользования.
СУБД позволяет:
в любое время обращаться к накопленной информации и вносить в нее изменения;
быстро корректировать разрабатываемые документы как по составу показателей, так и по их значениям;
оперативно производить расчеты и просматривать их результаты;
формировать и выдавать промежуточные и окончательные варианты документов, ограничивая их показателями, необходимыми для данного конкретного случая.
При проектировании банка данных особое внимание было обращено на возможность работы с ним непрофессиональных пользователей ЭВМ. За основу брались следующие критерии:
ясность и простота взаимодействия с БД;
время обработки запросов;
защита от ошибок и от пропадания информации.
Помимо этого, был разработан аппарат Help -аппарат помощи, выводящий на экран компьютера разъяснение возможных дальнейших действий пользователя, если он испытывает затруднения.
Дополнительно создана рекламно-обучающая система на русском и английском языках, которая в автоматическом режиме демонстрирует работу банка данных по металлам и действия пользователя на некотором конкретном примере. Ее полезно запустить для первоначального ознакомления с функционированием банка.
Структура банка
При разработке структуры учитывалось, что банк данных по материалам должен, состоять из двух главных частей: из информационных разделов, включающих общие сведения о марках материалов, их химические и механические свойства, и из информации по технологическим характеристикам изучаемых марок. При этом именно последняя часть банка наиболее интересна для специалистов, занимающихся разработкой и эксплуатацией систем автоматизированного проектирования технологических операций, созданием новых технологий и оптимизацией существующих процессов.
На настоящий момент банк пополнился еще одной частью, необходимость введения которой
46
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
выявилась в ходе опытной эксплуатации и экспертных оценок качества базы, а именно - сведениями о фирмах и заводах, являющихся изготовителями машиностроительных материалов. Разработанная подсистема банка дает возможность для каждой фирмы (завода) - производителя находить виды поставки материалов, класс сталей и (или) марки, выпускаемые фирмой, основные характеристики марок. Кроме того были включены и сведения об их изделиях (в основном, энергетических), производимых на этих предприятиях.
Параллельно с пополнением банка по сталям, чугунам и сплавам велось создание совместимой с ним, но практически полностью автономной информационной базы по пластмассам, используемым в машиностроении и энергетике.
Необходимость разработки такой подсистемы связана с интенсивным развитием прогрессивных отраслей науки и техники, требующих создания новых конструкционных материалов, обладающих повышенными значениями физических, механических и электрических свойств, особой тепло - и химической стойкостью, низкой горючестью. Именно этим целям удовлетворяют многие виды пластических масс и композиционных материалов на их основе, что дает основание предполагать, что их производство и переработка будут в ведущих странах мира в ближайшие 10-15 лет одной из наиболее быстро развивающихся отраслей химической, да и всей машиностроительной промышленности.
В базу включены сведения о марках материалов, выпускаемых в настоящее время в СНГ (в первую очередь, в России, Украине, Беларуси, Казахстане), об их иностранных аналогах, об их заводах и фирмах-изготовителях, планируется привести рекомендации по применению марок. В сведениях о материале указаны его класс, содержание компонентов, гамма физических и механических свойств.
Разработана блок-схема информационного массива.
Создана информационная модель базы, готовы необходимые формы документации, ведется заполнение базы. За основу по сбору данных взят паспорт материала для функционирующего банка по сталям и сплавам и чугунам, однако пришлось существенно его переработать в связи с тем, что у пластмасс есть рад новых характеристик, не идентичных свойствам металлических материалов.
Изложенные цели и предопределили структуру и информационную модель комплекса.
Структура банка реализует сведения, приводимые в Паспорте металлического материала и полимерного. Пояснением к виду вводимых параметров служат Реквизиты паспортов.
Сведения о фирме включают ее название, страну и подробные реквизиты (адрес, расчетный счет и т.д.), код, присвоенный фирме.
Дальнейшая информация по металлам касается видов поставки (их 11 укрупненных типов, а всего более 40, включая и изделия) и классов выпускаемых сталей и сплавов ( они разбиты на 10 групп), если возможно, приводятся марки материалов. По отдельным маркам даются их код, назначение, химический состав и сведения об аналогах. Возможны обратные запросы, когда по маркам сталей и сплавов или их химсоставу, или по классу сталей, или даже по видам поставки и диапазону типоразмеров определяются фирмы-поставщики.
В банк вводятся данные по более чем 300 параметрам.
Схема банка с подробной расшифровкой по некоторым блокам приведена на рис. 2-11.
Разработаны и в основном заполнены базы по иностранным маркам и эксплуатационным свойствам материалов.
Наиболее тщательно прорабатывались характеристики, связанные с ковочными, сварочными и литейными процессами.
Для сварочных свойств разработаны специальные программы, позволяющие по данным химсостава определять класс стали, способы сварки, необходимость подогрева. Аналогичные программы составлены для определения по данным химсостава при различных температурах испытания таких физических свойств, как коэффициент диффузии водорода и коэффициент предельного насыщения водородом.
Структура банка
Рис. 2
Металлические материалы
Рис. 3
СТРУКТУРА БАНКА
•и
во
Общие сведения
Производители материала
2.1
Возможная замена
Код возможной замены
Марка возможной замены НТД на возможную замену Ограничения на замену СДД
Источник
1. МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ
3. ВИД ПОСТАВКИ
Общие сведения о материале
Марка материала Код ОКП
НТД
Назначение Характеристика
Условные обозначения:
ОКП - общесоюзный классификатор продукции
НТД - научно-техническая документация (ГОСТ, ОСТ, ТУ)
СДД - степень достоверности данных
Рис. 4
Код на поставку НТД на поставку
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
Механические и физические свойства
Температурные свойства
Минимальное сечение Максимальное сечение Место вырезки образца Направление вырезки Состояние поставки Режим термообработки Температура испытания
V Предел упругости
V Предел текучести 'J Временное сопротивление 'J Относительное удлинение V Относительное сужение
Ударная вязкость
V Твердость образца
'J Твердость поверхности сдд Источник
СТРУКТУРА БАНКА
Примечание: Параметры, отмеченные знаком “т”. задаются своими минимальным и максимальным значениями
По каждому параметру физических свойств даются: его значения при различных температурах испытания, СДД, источник
Рис. 5
Технологические свойства
Жаростойкость
Среда
Температура
Длительность испытания Мин. глубина коррозии Макс, глубина коррозии Группа жаростойкости СДД
Источник
Коррознонностойкость
Среда
Температура
Длительность испытания Мин. глубина коррозии Макс, глубина коррозии Группа корроз. стойкости СДД Источник
Теплостойкость
Мин. температура испытания
Макс, температура испытания
Длительность испытания
Мин твердость
Макс, твердость СДД
Источник
Испытание ни изгиб в холодном состоянии
Вид изгиба
Угол изгиба Толщина образца Ширина образца Длина образца
СДД
Источник
Литейные свойства
Температура начала затвердевания
Жидкотекучесть Трещиноустойчивость Линейная усадка Объемная усадка Склонность к образованию усадочных раковин
Склонность к образованию
пористости
Врем, сопротивление изгибу Стрела прогиба для: образца длиной 300 мм образца длиной 800 мм
Технология выплавки
Метод выплавки Температура металла перед выпуском
Метод разливки Температура разливки Температура передачи слитков под ковку СДД
Источник
Для литейных свойств указываются: мин. и макс, значения, СДД, источник
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
Рис. 6
Технологические свойства. Отдельные блоки
Рис. 7
СТРУКТУРА БАНКА
Сварочные свойства и взаимосвариваемость
6.2.1 Сварочные свойства 6.2.2 Взаимосвариваемость
Способы сварки Свариваемость Склонность к образованию холодных трешин Сталь Код нтд Группа стали при сварке
Склонность к образованию
горячих трешин Минимальная температура подогрева сдд Свариваемый материал Код нтд Группа свариваемого материала
Источник
Виды сварки |
Ручная дуговая (покрытыми электродами) Автоматическая (под флюсом) Аргонодуговая (неплавящимися электродами с присадкой)
1 1 1
| Назначение Назначение , 1 Назначение |
1 1
| Источник | 1 Источник Источник |
с : *• -|
| Электроды | | Сварочная проволока | | Флюс | | Сварочная проволока |
| Дополнительные условия |
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
Рис. 8
Особые характеристики материалов
7. ОСОБЫЕ ХАРАКТЕРИСТИКИ
Триботехнические свойства (свойства трения в паре)
Относительная износостойкость при:
- газообразивном изнашивании
- абразивном изнашивании
- трении о нежестко закрепленные абразивные части
- ударно-абразивном изнашивании
Коэффициент трения
Коэффициент трения при ударе
Прочность на сдвиг адгезионной связи при трении
Давление трения
Окружная скорость скольжения Предельно-допустимый режим
По каждому параметру триботехнических свойств даются:
- минимальное значение
- максимальное значение
-СДД
- источник
Критические точки
Температура:
- начала образования аустенита при нагреве (АсО
- конца образования аустенита при нагреве (Ас3)
- начала распада аустенита при охлаждении (Ari) -конца распада аустенита при охлаждении (Аг3) - мартенситной точки (Мн)
По каждому параметру критических точек даются:
- среднее значение
- минимальное значение
- максимальное значение
-СДД
- источник
СТРУКТУРА БАНКА
Рис. 9
1Л
Эксплуатационные свойства
8. Эксплуатационные свойства
Механические свойства (при комнатной температуре) после различного срока эксплуатации
Марка
Код НТД
Время эксплуатации до испытания
Параметры эксплуатации:
- напряжение
- температура
Характеристика образца:
- место вырезки
- направление вырезки
V Предел упругости
V Предел текучести
V Относительное удлинение
V Относительное сужение:
V Ударная вязкость
СДД
Источник
Жаропрочные свойства после различного срока эксплуатации
Марка
Код НТД
Время эксплуатации до испытания
Параметры эксплуатации:
- напряжение
- температура
Место вырезки образца
Условия и результаты испытания:
- напряжение
-температура
- длительность
- относительное удлинзние
- относительное сужение
Расчетные характеристики жаропрочности (при температуре эксплуатации):
- предел длительной прочности
- напряжение, вызывающее 1% деформацию за 100 тыс.ч.
- напряжение, вызывающее скорость ползучести 10%/100 тыс.ч.
- остаточное удлинение
- остаточное сужение
СДД
Источник
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
Рис. 10
Производители материала
Рис. 11
СТРУКТУРА БАНКА
56
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
Разработана подсистема по взаимосваривае-мости материалов.
Для создания методики автоматического анализа и выдачи рекомендаций по свариваемости различных сталей и сплавов была предложена схема вариантов их сочетания.
Все материалы были разбиты на 7 классов и 11 подклассов. Для каждого варианта указываются вид сварки и необходимые для этого электроды, флюсы и сварочная проволока, имеются ссылки на соответствующие стандарты и справочники. Данные касаются почти всех отечественных (бывших советских) марок, включенных в банк.
В случае появления новых материалов эксперты-специалисты по сварке ЦНИИТМАШ установят, к какой группе они относятся, и для них будут автоматически выданы соответствующие рекомендации.
Для литейных свойств были внимательно изучены процессы и характеристики технологии выплавки и было предложено принять в рассмотрение несколько ранее не учитывавшихся показателей. Добавлены новые показатели и к обычно рассматриваемым триботехническим свойствам (трение в паре): давление трения, окружная скорость скольжения и предельно допустимый режим; по некоторым материалам введены новые триботехнические данные.
Большое внимание уделено степени достоверности данных; для всей информации, помещенной в банк, имеются ссылки на соответствующие источники (ГОСТы, РТМ, ТУ, отчеты, техническую и справочную литературу).
Формы сбора информации
Входным документом системы является машиноориентированный паспорт материала. В него помещают собранные данные о материале, основные механические, физические, технологические и эксплуатационные свойства, характеризующие марку материала, сведения о фирмах-производителях.
Паспорт металлов имеет 30 листов. Для удобства пользователей он разбит по смысловым группам: общие сведения о марке - назначение, характеристика, химический состав, аналоги (2 листа); виды поставки (4 листа); механические свойства (4 листа); жаропрочные свойства (1 лист); физические свойства (2 листа); технологические свойства - ковочные, сварочные, литейные и другие (4 листа);
фирмы-производители, выпускаемые ими классы и марки материалов, виды поставки (13 листов).
Паспорт пластмассы меньше (10 листов), в него входят общие сведения о материале (4 листа), информация о фирмах-производителях (1 лист), физических (2 листа) и механических (3 листа) свойствах.
Программное обеспечение рассчитано на естественную форму представления информации в паспорте.
При заполнении паспорта проставляется оценка достоверности данных согласно следующим критериям:
1) ССД - стандартные справочные данные, то есть достоверные данные о физических константах и свойствах важнейших веществ и материалов, обладающие наивысшей точностью и утвержденные Госстандартом;
2) СД - справочные (информационные) данные о свойствах материалов, представленные в числовом или аналитическом виде, достоверность которых не оценена Госстандартом;
3) РД - рекомендуемые справочные данные, то есть аттестованные достоверные данные о свойствах материалов, имеющие требуемую точность или рекомендуемые опытными специалистами соответствующей отрасли.
Список использованных источников информации превышает 800 наименований. В нем учтены результаты разработок ЦНИИТМАШ и других предприятий отрасли, а также стандартизованные и литературные данные по общим свойствам сталей, чугунов, сплавов и пластмасс, их химическим, физическим, механическим и технологическим характеристикам.
Программное обеспечение банка.
Взаимодействие пользователя с банком
Банк данных по свойствам материалов на персональном компьютере функционирует под управлением СУБД.
СУБД является мощным современным инструментальным средством по работе с базами дан-ных. Она представляет собой комплекс программ, обеспечивающих создание, поддержку и модификацию баз данных: производство поиска и вывода данных; защиту от несанкционированного доступа к данным; сервисные возможности.
Основным средством доступа к данным является диалоговый язык программирования, являющийся языком высокого уровня. Именно на этом
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ БАНКА. ВЗАИМОДЕЙСТВИЕ ПОЛЬЗОВАТЕЛЯ С БАНКОМ
57
языке и составлены программы обработки информационных данных в банке. Одна из программ является главной, осуществляющей общее руководство всей структурой базы данных, кроме того создано более 500 вспомогательных программ, которые обеспечивают ввод-вывод информации, поиск ответов на запросы, их распечатку и т.д.
За один просмотр информации обрабатывается один запрос. Информация, отвечающая данному запросу, выбирается из банка данных и запоминается в некотором промежуточном файле. Последующий запрос имеет дело уже с этим файлом и т.д. Таким образом, последовательная обработка всех запросов в конце концов оставит только нужную информацию (при этом предусмотрена возможность отката на предыдущий уровень массива запросов).
Взаимодействие пользователя PC с банком данных осуществляется следующим образом.
После входа выясняется, какую часть банка предполагается использовать: основную (банк по металлам) или базу по пластмассам.
В первом случае переходят к главному меню банка по металлам:
1. Отечественные материалы.
2. Иностранные материалы.
3. Фирмы и заводы-изготовители.
4. Работа со словарями.
5. Работа с системой.
6. Выход из системы.
При обращении к 1-3 пунктам главного меню происходит переход к основным меню соответствующих разделов, о которых будет сказано ниже.
Пункт 4 поддерживает работу со словарями, в которых содержатся перечни разновидностей параметров системы с кодами или сокращениями, используемыми в АБД.
Пункт 5 включает в себя основные процедуры, обеспечивающие существование системы, ее тестирование (проверка правильности и надежности функционирования), работу с паролями (защита информации от вмешательства несанкционированного пользователя), сжатие баз (для экономии памяти компьютера), архивирование и разархивирование системы, специальные функции, работу с дискетой.
Основное меню для отечественных материалов имеет вид:
1. Просмотр материалов.
2. Ввод и корректировка материалов.
3. Запросы.
4. Работа с базами.
5. Классификатор.
6. Ретро.
7. Выход.
С помощью пункта 1 меню можно просмотреть нужные характеристики выбранной марки материала (прямой запрос).
С помощью пункта 2 меню можно ввести новые или скорректировать имеющиеся данные по каждой марке материала.
Пункт 3 меню позволяет пользователю найти в базе те марки материалов, которые удовлетворяют поставленным им условиям (обратный запрос).
Результаты работы с запросами можно просмотреть на экране дисплея или распечатать.
Пункт 4 предназначен для специалиста - системного программиста, он позволяет менять структуру банка и его разделов, обычному пользователю без подготовки в него входить не рекомендуется.
Пункт 5 обеспечивает возможность выделить отдельные классы материалов и, если нужно, работать только с ними, что повышает скорость получения информации и облегчает пользование ею.
Пункт 6 меню - это выход на указатель, позволяющий идентифицировать материалы, имеющие различные обозначения.
Основные меню для иностранных материалов и по фирмам-изготовителям аналогичны предыдущему, только в них отсутствуют 5 и 6 пункты.
С помощью этих меню можно получить информацию о сталях, сплавах и чугунах промышленно развитых стран мира, а также о предприятиях, выпускающих машиностроительные материалы, включая виды их поставки, классы сталей и (или) марки, производимые на заводе, основные характеристики марок, сведения об изделиях, изготовляемых из таких материалов.
При работе с базой данных пользователь имеет возможность в любой момент обратиться к Help (подсказка) за помощью.
Разработанное меню ведет пользователя по всем этапам работы с банком данных, позволяя в то же время в любой момент отказаться от любого ранее планировавшегося действия.
При работе пользователя с банком данных не требуется никаких предварительных знаний и навыков работы на персональном компьютере.
Однако не все пункты меню доступны рядовому пользователю. Существует система запретов, связанная с паролями. Просмотр банка доступен всем, однако к работе с запросами допускаются уже не все. А к выполнению отдельных пунктов меню, позволяющих, например, получить доступ к кор
58
АВТОМАТИЗИРОВАННЫЕ БАНКИ ДАННЫХ ПО СВОЙСТВАМ МАТЕРИАЛОВ
рекции банка или к паролям, может быть допущена лишь специально подготовленная администрация банка данных. При этом полномочия того или иного члена администрации также определяются возможностями, связанными с его личным паролем.
Перспективы развития системы
Ввод в эксплуатацию АБД позволяет существенно улучшить научно-информационное обеспечение предприятий и организаций машиностроения достоверными данными о свойствах материалов, оказание помощи специалистам по сравнению и выбору оптимальных для конкретного случая материалов. При этом существенно совращаются затраты и время на поиск данных, создаются условия для повышения качества проектируемых машин и оборудования, значительного снижения их металлоемкости.
Особенно эффективно использование АБД в комплексе, например, в рамках межнациональной сети баз данных MPDN.
Качественным сдвигом в развитии банка данных является разработка экспертной системы (ЭС) с одновременным превращением базы данных в базу знаний.
Цель экспертной системы состоит в оказании помощи пользователям на основе применения знаний об изучаемой области, полученных от весьма широкого спектра источников: книг, статей, научно-технической документации, мнений экспертов-специалистов. В ЭС хранится информация, обобщающая коллективный опыт, накопленный в исследуемом направлении.
Анализ теоретических результатов и практических реализаций в области искусственного интеллекта показывает, что между АБД с развитой структурой и базой знаний нет и не может быть четкой границы. Данные постоянно трансформируются в знания, поэтому развитие концепции АБД (включение в СУБД словарей и справочников данных, добавление простейших программ их обработки, само построение модифицированной схемы АБД) неизбежно приводит к идее базы знаний.
База знаний отличается от базы данных не столько внутренней организацией, сколько назначением. Данные в базе данных предназначены для выдачи ответа на запрос пользователя, а “знания” в базе знаний всегда связаны с процедурами их применения, в частности, из знаний могут быть выведены дополнительные данные.
База знаний имеет практическое значение не сама по себе, а лишь как компонент экспертной системы.
Экспертную систему можно определить как комплекс программ, базирующихся на накопленных в ЭВМ знаниях, позволяющих в диалоговом режиме решать задачи, требующие в обычных условиях опыт и интуицию высококвалифицированных специалистов.
Помимо базы знаний неотъемлемым компонентом ЭС является управляющая система. Как правило, управляющая система включает в себя подсистемы:
получения знаний от экспертов (устроенную так, что при необходимости эксперты могут корректировать первоначально введенные знания);
диалога с пользователем, предназначенную для ввода фактов, которыми он располагает;
решения задач, которая отыскивает решение, применяя заложенные экспертом знания к фактам, задаваемым пользователем;
интерпретации, позволяющую пользователю или эксперту следить за ходом рассуждений при решении конкретной задачи.
В укрупненном виде структура ЭС изображена на рис. 12.
В процессе работы диалоговый процессор переводит сообщение пользователя с обычного языка в машинный вид. Формализованное описание задания подается на вход постпроцессора (планировщика), который трансформирует это сообщение в рабочую программу и производит в случае необходимости требуемые расчеты. Постпроцессор представляет собой комплекс специальных программ для преобразования поступающей информации и постоянно контактирует с базой знаний. Из нее в планировщик поступает информация о сути проблемы, способах ее решения и о программах, необходимых для этого. Данные, получаемые из базы знаний, являются входными для применяемых прикладных программ. Для того чтобы пользователь мог не только получить определенный результат (рекомендацию), но и убедиться в обоснованности сделанных компьютером выводов, в структуру может быть включена подсистема объяснения, которая должна следить за работой постпроцессора, фиксировать принимаемые им в альтернативных случаях решения и выдавать их в удобной для заказчика форме. Кроме того предусмотрен еще опин канал ввода информации, через который могут поступать либо сведения, основанные на опыте или
ПЕРСПЕКТИВЫ РАЗВИТИЯ СИСТЕМЫ
59
Структура экспертной системы
Рис. 12
интуиции эксперта, либо необходимые данные из книг и других источников.
Экспертные системы и базы знаний создаются, в основном, в расчете на непрофессиональных пользователей ЭВМ. Все, что требуется от пользователей, - это ввод с клавиатуры ответов на вопросы и подсказки, выводимые программой на экран дисплея. Чем больше знаний и правил содержит система, тем более ценной она является для пользователя с точки зрения обоснованности решений и круга решаемых задач, и тем эффективнее будет
организация непосредственного взаимодействия пользователя с PC.
Именно в этом направлении развивается АБД по материалам, созданный в ЦНИИТМАШ. Кроме того, он постоянно модифицируется за счет введения новых характеристик и получения текущей информации о машиностроительных материалах по всему миру.
Поэтому система является надежным и удобным расширением Марочника.
СТАЛИ И СПЛАВЫ
СТАЛИ И СПЛАВЫ
РАЗДЕЛ 1. СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ........................................ 61
Стяни углеродистые обыкновенного качества............................ 61
Стали углеродистые качественные...................................... ^9
Стали низколегированные.............................................. 121
Стали легированные................................................... 163
Стали целевого назначения............................................ 264
Стали и сплавы высоколегированные, коррозионно-стойкие, жаростойкие и жаропрочные.......................................................... 274
Сплавы на железоникелевой основе.................................... 371
Сплавы на никелевой основе.......................................... 380
РАЗДЕЛ 2. СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ.............................................. 412
Стали углеродистые и легированные................................... 412
Стали штамповые..................................................... 423
Стали валковые...................................................... 454
Стали быстрорежущие................................................. 470
РАЗДЕЛ 3. СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Стали для отливок.................
Сплавы на никелевой основе для отливок
570
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
61
Раздел 1. СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
Марка стали Вид поставки Сортовой прокат — ГОСТ 535-88. Лист — ГОСТ 14637-89.
СтО
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S р Сг Ni Си As N Act Ас3 Ari Агз
£0,23 — — £ 0,060 < 0,070 £0,30 £0,30 £0,30 < 0,080 < 0,010 735 854 682 835
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ •Jo.2, Н/мм2 а», Н/мм2 8, % V, % KCU, Дж/см2 Изгиб НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 535-88 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 300 300 300 18 18 15 — —
ГОСТ 14637-89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 160 300 300 300 23 22 20 — — d=2,5a d=3,5a d=3,5a —
Назначение. Второстепенные нерассчитываемые элементы сварных и несварных конструкций и неответственные детали: настилы, арматура, подкладки, шайбы, перила, кожухи, обшивки и др.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
167 — При ав = 305 Н/мм2.
Коррозионная стойкость
Среда t,°C Скорость коррозии, мм/год
Морская вода 20 0,105
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, “С ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1280-750
Заготовка 1300-700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и В горячекатаном состоянии при 103-107 НВ и ав=470 Н/мм2 Kv = 2,10 (твердый сплав), Kv= 1,65 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
62
Марка стали Ст2кп
Вид поставки
Листы —ГОСТ 14637-89, ГОСТ 16523-97-
С
Si
Массовая доля элементов, %, по ГОСТ 380-94 ------------- - - Nj ~
£0,30
Мп
0,09-
0,25-
£ £
Р
Сг
0,
Си
£0,30
As £
N £
Температура критических точек, °C
Г, ' Агз
835
Ад
735
Ас3
854
682
0,15 ~ нд 0,50 0,050 0,040 _ Механические свойст Режим термообработки на при ком» Сечение, 1 гатнойтеь под, Н/мм2 *'2***’^^ тературе Н/мм2 б, % V> % кси, Дж/смг_ Изгиб HB
Операция t,°c Охлаждающая среда
ММ не м енее
I гост 1 14637- I 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до । 100 Свыше 100 до 160 215 205 195 185 320- 410 33 32 30 30 — d=l,5a d=2,5a d=2,5a d=2,5a —
I ГОСТ I 16523- 1 97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 — 300-480 300-480 21 23 , •— d=0 d=a
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 — ЗОО-АвО 300- 480 24 26 d=0 d=a
Назначение. Неответственные детали, требующие повышенной пластичности или глубокой вытяжки; малонагруженные элементы сварных конструкций, работающие при постоянных нагрузках и при положительных температурах.
I Предел 1 выносливости, I Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
I Q-i Т-1 + 20 0 -20 -40 -60 -80
I 176-196 —” При а, = 323-412 Н/мм2. 24-64 13-16 8 8 — — Горячекатаное состояние. Пруток 140-150 мм.
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
I Вид 1 полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
I Слиток 1280-750 До 1000 >1000 На воздухе В закрытой песочной яме На воздухе
| Заготовка 1300-750
резанием
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Для толщин свыше 36 мм рекомендуются подогрев и последующая термообработка.
Группа Б — свариваемость гарантируется по требованию заказчика.
Группа В — свариваемость гарантируется.
В горячекатаном состоянии при £ 137 НВ К, = 2,0 (твердый сплав), Ку= 1,6 (быстрорежущая сталь)
Флокеночувствительность
Не чувствительна _______________
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
63
Марка стали Вид поставки Лист — ГОСТ 14637-89, ГОСТ 16523-97.
Ст2пс
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек. °C
С Si Мп S Р Сг Ni As N Си Aci Ас3 Ari Ar3
0,09- 0,15 0,05— 0,15 0,25-0,50 < 0,050 0,040 £0,30 £0,30 £ 0,080 £ 0,010 £0,30 735 854 682 835
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Сод? Н/мм2 о., Н/мм2 8, % V, % KCU, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая среда
не менее
ГОСТ 14637- 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 225 215 205 195 330-430 330-430 330- 430 330-430 32 31 29 29 — — d=l,5a d=2,5a d=2,5a ’ d=2,5a
ГОСТ 16523-97 Горячекатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 300-480 300-480 21 23 — — d=0 d=a
Холоднокатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 300-480 300-480 24 26 — — d=0 d=a
Назначение. Неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных Конструкций.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см\ при!, °C Термообработка
0.1 Т-1 + 20 0 -20 -40 -60 -80
176-206 — Пои о. = 330-430 Н/мм2. 24-64 13-16 8 8 — —
Ковка Охлаждение поковок, изготовленных
Вид — Полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
. Слиток
заготовка
-р; Свариваемость Обрабатываемость резанием Флокеночувствительность
сваривается без ограничений. тособы сварки: РД, РАД, дф, МП и Э1П. П₽И т°лщине свыше 36 мм рекомендуются ®огРев и последующая термообработка. -без ограничений. В горячекатаном состоянии при < 137 НВ Kv = 2,0 (твердый сплав), Kv = 1,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
64
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Лист—ГОСТ 14637-89, ГОСТ 16523-97. Трубы—ГОСТ 8731-74.
Ст2сп
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, *С
С Si Мп S р Сг Ni As N Си Aci Асз Ari Arj .
0,09-0,15 0,15-0,30 0,25-0,50 £ 0,050 < 0,040 £0,30 £0,30 £ 0,080 £ 0,010 £0,30 735 854 682 835
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, ММ 00.2, Н/ммг о., Н/мм2 8, % V. % KCU, Дж/см1 Изгиб HB
Операция ос Охлаждающая 4 среда
не менее
гост 8731-74 ПоНД 0 20-820 s 2,5-36 216 343 24 — — —
ГОСТ 14637— 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 225 215 205 195 330-430 330-430 330-430 330-430 32 31 29 29 — — d=l,5a d=2,5a d=2,5a d=2,5a
ГОСТ 16523- 97 , Горячекатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 *— 300-480 300-480 21 23 — —• d=0 d=a
Холоднокатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 “—• 300-480 300-480 24 26 — — d=0 d=a
Назначение. Неответственные детали, требующие повышенной пластичности или глубокой'вытяжки, малонагруженные элементы сварных конструкций.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
0-1 Т-1 +20 0 -20 -40 -60 -80
176-2 06 — При о,=335-430 Н/мм2. 23-63 13-16 8 8 —— ——
Технологические характеристики
К Вид полуфабриката овка Температурный интервал ковки, °C Охлаждение поковс ИЗ слитков к, изготовленных из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения.
Слиток
Заготовка
Свариваемость Обрабатываемость резанием * Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП и ЭШ. При толщине более 36 мм рекомендуются подогрев и последующая термообработка. КТ - без ограничений. В горячекатаном сЬстоянии при £ 137 НВ Ку=2,0 (твердый сплав), К, = 1,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости^
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
65
Марка стали Вид поставки
С'тЗкп Сортовой и фасонный прокат — ГОСТ 535-88. Лист — ГОСТ 14637-89, ГОСТ 16523-97.
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S Р Сг Ni Си As N Aci Ас3 Ari Ar3
0,14-0,22 20,05 0,30-0,60 0,050 0,040 <0,30 <0,30 <0,30 2 0,080 < 0,010 735 850 680 835
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ GO,2, Н/мм2 Gbj Н/мм2 8, % V. % KCU, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая среда
не менее
ГОСТ 535-88 В горячекатаном состоянии До 10 Свыше 10 До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 235 235 225 215 185 360-460 360-460 360-460 360-460 360-460 27 27 26 24 24 — — d=a d=a d=2a d=2a d=2a —
ГОСТ 14637— 89 1 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 235 225 215 195 360-460 360-460 360-460 360-460 27 26 24 24 — — d=l,5a d=2,5a d=2,5a d=2,5p —
ГОСТ 16523- 97 Горячекатаный лист в термически обработанном состоянии ДР 2,0 Свыше 2,0 — 360-530 360-530 20 22 — — d=a d=2a —
Холоднокатаный листе термически обработанном состоянии До 2,0 Свыше 2,0 — 360-530 360-530 22 24 — — d=a d=2a —
Назначение. Для второстепенных и малоиагруженных и несущих элементов сварных и несвариых конструкций, работающих при температуре от - 40 до + 400°С.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при!, °C Примечание
<3-1 т-1 + 20 0 -10 -20 -30
175 — При ав= 380 Н/мм2. 91-102 61-87 12-70 13-54 6-10 Лист толщиной 10-12 мм
41-143 15-72 9-16 8-12 — Лист толщиной 16-20 мм
31-117 — 6-13 6-13 7-9 Лист толщиной 30-32 мм
65-152 85-114 85-116 14-64 — Фасонный прокат толщиной £ 12 мм
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1280-750 До 1000 Более 1000 На воздухе В закрытой песочной яме На воздухе
Заготовка 1300-750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Для толщин свыше 36 мм рекомендуются подогрев и последующая термообработка. В горячекатаном состоянии при 124 НВ и ав=410 Н/мм2 Kv = 1,8 (твердый сплав), Kv = 1,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Г
3-5901
66
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 1 Вид поставки сортовой И фасонный прокат - ГОСТ 535-88. Лист - ГОСТ 14637-89. ГОСТ 16523 97. Поковки ГОСТ 8479- СтЗпс [ ________
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S Р Сг Ni Си As N Aci Асз Ari Ar3
0,14-0.22 0.05-- 0.15 0,40-0,65 2 0,050 2 0,040 2 0,30 <0,ЗС 2 0Д0 2 0,080 2 0,010 735 850 680 835
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0,2. Н/мм2 с., Н/мм2 6, % V. % KCU, Дж/смг Изгиб HB
. „„ Охлаждающая Операция t,»C
не менее
гост 535-88 В горячекатаном состоянии До 10 245 370- 480 26 — — d=a
Свыше 10 до 20 245 370- 480 26 — —• d=a
Свыше 20 до 40 235 370- 480 25 — — d=2a
Свыше 40 до 100 225 370- 480 23 — — d=2a
3,0-9,9 — — — — 108* 492 493
10-25 — — — — 98* 292 293
26-40 — — — —, 88’
ГОСТ 1 8479-70 Нормализация До 100 От 100 до 300 195 195 390 390 26 23 55 50 59 54 — 111- 156
I ГОСТ I 14637- 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 245 235 225 205 370-480 370-480 370-480 370-480 26 25 23 23 d=l,5a d=2,5a d=2,5a d=2,5a —
От 5 до 9 — — — — 34* 39“ 78
От 10 до 20 — — *— — 34* 29“ 69
От 21 до 25 —- — — — 294 69
От 26 до 40 — « — — 49
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
67
СтЗпс Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм? О», Н/мм2 8, % V. % кси, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 1652.3- 97 В термически обработанном состоянии горячекатаный лист До 2,0 —- 360-530 20 — — d=a
Свыше 2,0 — 360-530 22 — — d=2a
В термически обработанном состоянии холоднокатаный лист До 2,0 — 360-530 22 — — d=a
Свыше 2,0 — 360-530 24 — — d=2a
1 KCV - при комнатной температуре. 2 KCV - при минус 20°С. ' KCU после механического старения. * KCU - при минус 20°С.
Назначение. Прокат категорий 2 и 3 - несущие и неиесущие элементы сварных и несварных конструкций и деталей, работающие при положительных температурах; категории 4 - несущие элементы сварных конструкций, работающие при переменных нагрузках в области температур от - 20°С при условии заказа и поставки с гарантируемой свариваемостью. Прокат категории 5 толщиной до 10 мм - несущие элементы сварных конструкций, работающие при переменных нагрузках в температурном интервале от - 40 до + 425°С; толщиной от 10 до 25 мм - несущие элементы, работающие при переменных нагрузках в области положительных температур, а также несущие элементы сварных конструкций, работающие при температуре от - 40 до + 425°С, при условии поставки с гарантируемой свариваемостью. Листы - для электросварных труб, работающих при температуре до 300°С и давлении до 1,6 Н/мм2. Детали котлов и трубопроводов, выполненные из листа толщиной до 12 мм, предназначенные для эксплуатации при температуре до 200°С и давлении до 1,6 Н/мм2.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Примечание
С-1 c-i + 20 0 -20 -40 -60 -80
191 213 — Лист толщиной 40 мм в горячекатаном состоянии, о, = 440 Н/мм2. 56-129 13-130 7-114 8-58 — — Лист толщиной 12-30 мм.
73-200 81-240 — — — — Фасонный прокат толщиной до 16 мм.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1280-750 До 1000 > 1000 На воздухе В закрытой песочной яме На воздухе
Заготовка 1300-750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Для толщин свыше 36 мм рекомендуются подогрев и последующая термообработка. В горячекатаном состоянии при 124 НВ и а, = 410 Н/мм2 Kv = 1.8 (твердый сплав), Kv = 1,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
68
СТАЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали СтЗсп Вид поставки Сортовой и фасонный прокат—ГОСТ 535—88. Лист—ГОСТ 14637-89, ГОСТ 16523-97, ТУ 108.11.908-87, ТУ 14-1-5032-91, ТУ 302.02.988-92. Поковки—ГОСТ 8479-70.
| Массовая доля элементов, % нд - Температура критических точек, "С
1 С Si Мп S Р Сг Ni Си As N Aci Асз Ап An
0,14-0,22 0,15-0,30 0,40-0,65 < 0,050 0,040 < 0,30 < 0,30 0,30 < 0,080 < 0,010 ГОСТ 380-94 735 850 680 835
< 0,045 < 0,035 £ 0,008 ТУ 302.02. 988-92
1 Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ иод, Н/мм2 с», Н/мм2 8, % V. % KCU, Дж/см2 Изгиб HB
Операция t,°c Охлаждающая среда
не менее
I ГОСТ 1 535-88 В горячекатаном состоянии До ю 255 380- 490 26 — ““• d=a
Свыше 10 до 20 245 370- 480 26 — — d=a
Свыше 20 до 40 235 370- 480 25 — — d=2a
Свыше 40 до 100 225 370- 480 23 — — d=2a
Свыше 100 205 370- 480 23 — — d=2a
3,0-9,9 108* 492
От 10 до 25 98* 292
От 26 до 40 88’
I ГОСТ 8479-70 Нормализация 900-950 Воздух До 100 Свыше 100 до 300 195 195 390 390 26 23 55 50 59 54 111- 156 111- 156
I ГОСТ 14637- I 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 245 235 225 205 370-480 370-480 370-480 370-480 26 25 23 23 — d=l,5a d=2,5a d=2,5a d=2,5a —
От 5 до 9 — Г — 34* З93 78
От 10 до 20 — — — 34* 293 69
От 21 до 25 — •— — 293 69 —-*
ОТ 26 до 1 40 —— — — 49
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
69
СтЗсп I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 Изгиб HB
Операция t, “С Охлаждающая среда
не менее
ГОСТ ‘ 16523- 97 Горячекатаный лист в термически обработанном состоянии До 2,0 — 370- 530 20 — — d=a
Свыше 2,0 — 370- 530 22 — — d=2a
Холоднокатаный листе термически обработанном состоянии До 2,0 — 370- 530 22 — — d=a
Свыше 2,0 — 370- 530 24 — — d=2a
ТУ 14-1-5032-91 До 20 Свыше 20 до 40 Свыше 40 до 50 245 235 225 370-480 370-480 370-480 26 25 23 8Р 10 24,5' Тк< 30°С d=1.5a d=2,5a d=2,5a
От 5 до 9 От 10 до 25 От 26 до 40 78 39’ 69 29’ 49
. ТУ 302.02. 988-92 До 20 260 412- 530 27 d=l,5a
21-40 250 26 d=2,5a
41-60 240 24
61-100 235 402- 520 23
101-160 226
1KCV - при комнатной температуре. 2 KCV - при минус 20°С. ’ KCU - при минус 20°С.
Назначение. Листы по ГОСТ 14637-89 категории 2, 3 и 6 - несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах. Листы категории 5 - несущие элементы сварных конструкций, работающих при переменных нагрузках: толщиной до 25 мм - в интервале температур от - 40 до + 425°С; при толщине свыше 25 мм - в интервале температур от - 20 до + 425°С; при условии поставки с гарантируемой свариваемостью. Листы для электросварных труб, работающих при температуре до 300°С и давлении до 1,6 Н/мм2. Детали котлов и трубопроводов, выполненные из листа толщиной до 12 мм, и кованые детали, предназначенные для эксплуатации при температуре до 200°С и давлении До 1,6 Н/мм2.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, СС Примечание
«т-1 Т-1 + 20 0 -20 -40 -50
195' 952 Лист толщиной 40 мм в горячекатаном состоянии. 41-208 40-71 31-68 9-63 11-28 Лист толщиной 10-32 мм
Образцы диаметром 10 мм: ‘гладкие, __с надрезом 86-206 71-89 50-79 43-53 14-28 Фасонный прокат толщиной 12 мм
Технологические характеристики
Ковка Охлаждение поковок, изготовленных _
Температурный интервал ковки, “С ИЗ слитков из заготовок
полуфабриката Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1280-750 До 1000 > 1000 На воздухе В закрытой песочной яме На воздухе
-Заготовка 1300-750
— Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Для толщин свыше 36 мм рекомендуются подогрев и последующая термообработка. В горячекатаном состоянии при 124 НВ, с, = 410 Н/мм2 Kv = 1,8 (твердый сплав), Kv= 1.6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
70
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Лист — ГОСТ 14637-89.
СтЗГпс
Массовая доля элементов, %, по ГОСТ 380-94 Темпепатпга кпитических точек. °C
С Si Мп S Р Сг Ni Си As N Aci Асз Ari Arj ।
0,14-0,22 20,15 0,80- 1,10 2 0,050 2 0,040 20,30 20,30 20,30 2 0,080 2 0,010
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм 00.2, Н/мм2 Н/мм2 8, % V, % KCU, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая среда
не менее
гост 14637- 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 245 235 225 205 370-490 370-490 370-490 370-490 26 25 23 23 — — d=l,5a d=2,5a d=2,5a d=2,5a —
От5 до 9 — — — — 34* 392 78
От 10 до 20 — — — 34* 292 69
От 21 до 30 1— — — — 292 69
От31 до 40 — г- — — 49
K.CV - при комнатной температуре. 2 KCU - при минус 20°С.
Назначение, Листовой прокат толщиной от 10 до 36 мм - для несущих элементов сварных конструкций, работающих при переменных нагрузках и температурах от - 40 до + 425°С; толщиной свыше 30 мм - для несущих элементов сварных конструкций, работающих при переменных нагрузках и температурах от - 20 до + 425°С; для ненесущих элементов сварных конструкций, работающих при температурах от - 40 до + 425°С, при условии заказа и поставки с гарантируемой свариваемостью.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, npnt, °C Примечание
0-1 Т-1 + 20 0 -20 -30 -40
1853 1054 — Горячекатаный лист толщиной 40 мм. База испытания 107 циклов. 91-199 55-132 35-128 — 26-113 Лист толщиной 12-20 мм
89-135 57-100 24-98 — 16-70 Лист толщиной 30 мм
Образцы диаметром 10 мм: ’гладкие 4 с надрезом 165-183 96-105 95-105 21-47 10-37 Лист толщиной 40 мм _
133-177 73-133 18-86 20-57 7-31 Лист толщиной 50 мм _
118-224 79-208 33-149 — 17-135 Фасонный прокат толщиной 10-20 мм
Технологические характеристики
Ковка Охлаждение поковок, изготовленных _
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения..
Слиток 1250-800
Заготовка 1250-800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Для толщин свыше 36 мм рекомендуются подогрев и последующая термообработка. При 124 НВ и с, = 400 Н/мм2 Kv = 1,8 (твердый сплав), Kv = 1,6 (быстрорежущая сталь) - Зе чувствительна
Склонность к отпускной хрупкости
Те склонна
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
71
Марка стали Вид поставки Лист—ГОСТ 14637-89. Поковки—ГОСТ 8479-70.
СтЗГсп
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S Р Сг Ni Аз N Си Act Ас3 Art Агз
0,14-0,20 0,15-0,30 0,80- 1,10 < 0,050 < 0,040 £0,30 £0,30 £ 0,080 £ 0,010 £0,30
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ 4(1,2, Н/мм2 о», Н/мм2 8, % V, % KCU, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 8479-70 Нормализация До 100 195 390 26 55 59 — 111-156
ГОСТ 14637-89 В горячекатаном состоянии До 20 255 390- 570 23 — —- d=l,5a
Свыше 20 до 40 245 390- 570 24 — — d=2.5a
5-9 — — — — 78 341 392 З93
10-20 — — — 69 341 292 293
21-30 — —- — — 69 292 293
31-40 — — — — 49 292 293
‘ KCV - при комнатной температуре. з KCU - при минус 20°С. KCU после механического старения.
Назначение. Листовой прокат толщиной от 10 до 36 мм — для несущих элементов сварных конструкций, работающих при переменных нагрузках и температурах от - 40 до + 425°С; толщиной свыше 30 мм - для несущих элементов сварных конструкций, работающих при переменных нагрузках и температурах от - 20 до + 425°С, и для ненесущих элементов сварных конструкций, работающих при температурах от - 40 до + 425°С, при условии заказа и поставки с гарантируемой свариваемостью.
Предел выносливости, —Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
4-1 Т-1 + 20 0 -20 -40 -60 -80
18Г 1043 — Лист толщиной 40 мм в горячекатаном состоянии. База испытания 107 циклов.
Образцы; } гладкие _ с надрезом
Технологические характеристики
— Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток
Заготовка
Cbi ся без о фиваемость Обрабатываемость резанием Флокеночувствительность
Сваривает граничений. В горячекатаном состоянии при 124 НВ и а, = 410 Н/мм2 Kv = 1,8 (твердый сплав), К» = 1,6 (быстрорежущая сталь) Не чувствительна
способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Для толщин свыше 36 мм рекомендуются подогрев и последующая термообработка. Склонность к отпускной хрупкости
Не склонна
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Вид поставки
Сортовой и фасонный прокат — ГОСТ 535-88. Лист—ГОСТ 16523-97.
Марка стали
Ст4кп
Температур» критических точек, ’С
%, по ГОСТ 380-94
1 с Si Мп S Р Сг Ni Си As N Aci Асз Аг» Агз
I 0,18-1 0,27 <0,05 0,40-0,70 < 0,050 < 0,040 <0,30 <0,30 50,30 5 0,080 5 0,010 735 840 680 825
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ 2, Н/мм2 <5Я, Н/мм1 8, % У. % кси, Дж/см1 Изгиб НВ
Операция t,»C Охлаждающая среда
не менее
ГОСТ 535-88 В горячекатаном состоянии До 10 Свыше 10 до 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 255 255 245 235 225 400-510 400- 510 400-510 400-510 400-510 25 25 24 22 22 — — d=2a d—2а d=3a d=3a d=3a —
I ГОСТ I 16523- 1 97 Горячекатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400-680 17 19 — — — —
Холоднокатаный листе термически | обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400- 680 19 21 — — — —
Назначение. Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката,» также для малонагруженных деталей.
1 Предел 1 выносливости, 1 Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Состояние поставки
I П-1 Т-1 + 20 0 । -20 -40 -60 -80
I 196-225 — При о, = 400-510 Н/мм2 64-98 — 6-84 5-47 — — Лист горячекатаный
I 65-138 — 6-97 5-28 — — Лист после закалки 680-70042
Технологические характеристики
I Ковка Охлаждение поковок, изготовленных
I Вид I полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм — - - . .— Условия охлаадения
I Слиток 1 Заготовка 1200-850 — . - —
Обрабатываемость резанием
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
В горячекатаном состоянии при 152 НВ Ку = 1,7 (твердый сплав), Ку = 1,7 (быстрорежущая сталь)
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
73
Марка стали Вид поставки Сортовой и фасонный прокат — ГОСТ 535-88. Лист — ГОСТ 14637-89, ГОСТ 16523-97.
Ст4пс
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S Р Сг Ni Си As N Aci Ас3 Агт Ar3
0,18-0,27 0,05-0,15 0,40-0,70 0,050 0,040 £0,30 £0,30 £0,30 0,080 £ 0,010 735 840 680 825
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ <Я>.2, Н/мм2 О., Н/мм2 8, % V, % KCU, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая среда
не менее
гост 535-88 В горячекатаном состоянии До 10 Свыше 10 до 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 265 265 255 245 235 410-530 410-530 410-530 410-530 410-530 24 24 23 21 21 — — d=2a d=2a d=3a d=3a d=3a —
3,0-9,9 10-25 26-40 — — 981 88* 691 — —
гост 14637- 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 265 255 245 235 410-530 410-530 410-530 410-530 24 23 21 21 — — d=2,5a d=3,5a d=3,5a d=3,5a
От 5 до 9 От 10 до 25 От 26 до 40 — — — — 78 59 39 — —
гост 16523- 97 Горячекатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400-680 17 19 — —— — —
Холоднокатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400- 680 19 21 — — — —
1KCV- при комнатной температуре.
Назначение. Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
с-1 t-i + 20 0 -20 -40 -60 -80
196-235 Прис. = 410-530 Н/мм2.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1280-800
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП, ЭП1 и КТ. Рекомендуются подогрев и последующая Термообработка. В горячекатаном состоянии при 152 НВ Kv = 1,7 (твердый сплав), Kv = 1,7 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТА ПИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
74
I Марка стали Вид поставки
1 Ст5пс 1 С Si Лист—ГОСТ 14637-89, ГОСТ 16523-97. _ Массовая доля элементов, %, по ГОСТ 380-94 — Мп S р Cr № As Си_ Температура критических точек, °C Aci Ас3 Ari
£0,30
0,28-
£0,30
£0,30
£ 0,040
0,010
0,080
0,So-О.80
£ 0,050
О,OS-О.15
Режт 1> IM термообрг Механические свойст 1ботки ва при кома Сечение, <атной температуре (Уод> 1 8, | % V. I % кси, Дж/см2 Изгиб НВ
нд Операция t,°C Охлаждающая среда ММ нем енее
I ГОСТ 1 14637- 1 89 До 20 285 490-630 20 — — d=3,5a
Свыше 20 до 40 275 490-630 19 — — d=4,5a
В горячекатаном состоянии Свыше 40 до 100 265 490-630 17 — — d=4,5a
Свыше 100 до 160 255 490-630 17 — — d=4,5a
I ГОСТ I 16523- I 97 Горячекатаный листе термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400-680 17 19 — — — —
Холоднокатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400-680 19 21 — — — —
Назначение. Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, ходовые валики, звездочки, трубные решетки, фланцы и другие детали, работающие при температуре от 0 до + 425°С.
1 Предел I выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
1 0-1 1-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Слиток
1260-750
До 800
На воздухе
Заготовка
Свариваемость Обрабатываемость резанием
। Ограниченно свариваемая. Способы сварки: РД, РАД, Дф, МП и ЭШ. Рекомендуются подогрев и последующая I термообработка. | КТ-без ограничений. В горячекатаном состоянии при 156-159 НВ и о, = 630 Н/мм2 Ку= 1,2 (твердый сплав), Kv= 1,2 (быстрорежущая сталь)
Не склонна
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
75
Марка стали Вид поставки Лист — ГОСТ 14637-89, ГОСТ 16523-97. Поковки—ГОСТ 8479-70. Сортовой и фасонный прокат — ГОСТ 535— 88. Трубы — ГОСТ 8731-74.
Ст5сп
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S Р Сг Ni Си As N Aci Асз Ari Ar3
0,28-0,37 0,15-0,30 0,50-0,80 £ 0,050 £ 0,040 £0,30 <0,30 £0,30 £ 0,080 £ 0,010 730 825 690 815
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм С0.2, Н/мм2 с., Н/мм2 8, % % KCU, Дж/см2 Изгиб HB
Операция 1°с Охлаждающая среда
не менее
ГОСТ 535-88 В горячекатаном состоянии До W Свыше 10 до 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 295 285 275 265 255 490-630 490-630 490-630 490-630 490-630 20 20 19 17 17 — — d=3a d=3a d—4а d—4а d=4a
ГОСТ 8479-70 Нормализация Отпуск 850-880 550-650 Воздух Воздух До 100 100-300 300-500 500-800 245 215 195 195 470 430 390 390 22 20 20 18 48 48 45 38 49 49 49 44 — 143-179 123-167 111-156 111- 156
ГОСТ 8731-74 ПоНД 0 20-820 s 2,5-36 274 490 17 — — —
ГОСТ 14637- 89 В горячекатаном состоянии До 20 Свыше 20 до 40 Свыше 40 до 100 Свыше 100 до 160 285 275 265 255 490-630 490-630 490-630 490-630 20 19 17 17 — — d=3,5a d=4,5a d=4,5a d=4,5a —
76
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Ст5сп Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0,2, Н/мм2 Ов. Н/мм2 8, % % KCU, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 16523- 97 Горячекатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400-680 17 19 — — —
Холоднокатаный лист в термически обработанном состоянии До 2,0 Свыше 2,0 — 400-680 400-680 19 21 — — —
Назначение. Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, ходовые валики, звездочки, трубные решетки, фланцы и другие детали, работающие при температуре от 0 до + 425°С.
Предел выносливости, Н/мм* Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 N + 20 0 -10 -40 -60 -80
274 — 10б 57-71 — 24-36 10-15 — —
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1260-750 До 500 501-800 На воздухе В яме До 800 На воздухе
Заготовка 1260-750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП и ЭП1. Рекомендуются подогрев и последующая термообработка. КТ - без ограничений. В горячекатаном состоянии при 158 НВ и а, = 630 Н/мм2 Ку= 1,2 (твердый сплав), К,= 1,2 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ ОБЫКНОВЕННОГО КАЧЕСТВА
77
Марка стали Вид поставки Сортовой и фасонный прокат — ГОСТ 535-88.
Стбпс
Массовая доля элементов, %, по ГОСТ 380-94 Температура критических точек, °C
С Si Мп S Р Сг Ni As N Си АС] Ас3 Аг, Агз
0,38-0,49 0,05-0,15 0,So-О.80 £ 0,050 £ 0,040 £0,30 *0,30 £ 0,080 £ 0,010 £0,30 725 790 690 780
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм О0.2, Н/мм2 Св, Н/мм2 8, % V. % кси, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 535-88 В горячекатаном состоянии До 20 315 590 15 — — —
Свыше । 20 до 40 305 590 14 — — —
Свыше 40 295 590 12 — — —
Назначение. Шпиндели, клинья, ломы строительные и др.
Предел ВЬШОСЛИВОСТИ, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см1, при t, °C Т ермообработка
с-1 t-i + 20 0 -20 -40 -60 -80
245 — При = 590 Н/мм2,
Техно логические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1250-780 До 400 На воздухе
Заготовка 1250-780
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП и ЭШ. Рекомендуются подогрев и последующая термообработка. кт - без ограничений. В горячекатаном состоянии при 170-207 НВ и 0, = 640 Н/мм2 Kv = 0,95 (твердый сплав), Kv = 0,95 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
78
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Стбсп Вид поставки Сортовой и фасонный прокат — ГОСТ 535-88. Трубы — ГОСТ 8731-74.
Температура критических точек, 'С
Массовая доля элементов, %, по ГОСТ 380-94
с Si Мп S р Сг Ni Си As N Aci Ас3 Ari Агз
0,38-0,49 0,15-0,30 0,50-0,80 < 0,050 < 0,040 <0,30 2 0,30 20,30 2 0,080 0,010 725 790 690 780
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ По.2, Н/мм2 п», Н/мм2 8, % У> % KCU, Дж/см2 Изгиб НВ
Операция t,°c Охлаждающая среда
не менее
гост 535-88 В горячекатаном состоянии До ю 315 590 15 — — — —.
Свыше 10 до 20 315 590 15 — — — —
Свыше 20 до 40 305 590 14 — — — —
Свыше 40 295 590 12 — — — —
гост 8731-74 ПоНД 0 20-820 s 2.5-36 304 588 14 — — —
клинья, ломы строительные, пальцы поршней, стержневая арматура периодического профиля и др.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, * при t, °C Термообработка
с-1 г-1 + 20 0 -30 -40 -60 -80
245 — При о.= 590 Н/мм2. 63 46 12
Ковка
Вид полуфабриката
Слиток
1250-780
Заготовка
1250-780
Свариваемость
Температурный интервал ковки, °C
Технологические характеристики
__________________Охлаждение поковок, изготовленных
______________ из слитков
Размер сечения, мм Условия охлаждения Размер сечения, мм
Поковки всех размеров ответственного назначения. Нормализация, два переохлаждения, отпуск. До 400
Остальные поковки; а) до 400 6)401-800 в) >800 а) на воздухе; 6) отжиг низкотемпературный; в) отжиг низкотемпературный, одно переохлаждение.
На воздухе
Обрабатываемость резанием
Условия охлаждения
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, рдд, Аф> Мп и эш Рекомендуются подогрев и последующая термообработка.
КТ - без ограничений.
В горячекатаном состоянии при 170-207 НВ и о, = 640 НЛим2 К„ = 0,95 (твердый сплав), К¥ = 0,95 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
79
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
Марка стали Вид поставки Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71, ГОСТ 9045-93. Полоса — ГОСТ 1577-93. Лента — ГОСТ 503-81, ГОСТ 10234—77. Проволока — ГОСТ 5663-79. Трубы — ГОСТ 13663-86. Сортовой прокат — ГОСТ 10702-78.
08кп
Массовая доля элементов, % нд Температура критических точек. °C
С Si Мп S р Сг Ni As N Си Aci Асз Аг, Агз
0,OS-О.12 £ 0,03 0,25-0,50 0,040 0,035 £ 0,10 £ 030 0,08 £ 0,008 £ 0,30 ГОСТ 1050-88 732 874 680 854
0,10 £ 0,03 0,25-0,45 £ 0,030 £ 0,025 < 0,10 £ 0,15 £ 0,08 £ 0,008 & 0,20 ГОСТ 4041-71
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ ст0.2, Н/мм2 о., Н/мм2 5, % V, % KCU, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая среда
не менее
ГОСТ 503-81 Термическая обработка До 1,5 1,6-2,0 2,1-2,9 3,0-4,0 — 310-440 310-440 310-440 310-440 17 18 20 24 — —
ГОСТ 1577-93 Лист. Без термообработки, после контролируемой прокатки или нормализованный До 20 21-32 33-160 — 310 310 310 34 32 31 —• — d=0,5a
d=a
Лист отожженный или высокоотпу-щенный До 20 21-32 33-160 270 270 270 34 32 31 — — d=0,5a £131
d=a
Полоса нормализованная До 20 21-32 33-60 175 175 175 290 290 290 35 33 32 60 60 60 — d=0,5a
d=a
ГОСТ 4041-71 Термическая обработка 4,0-14,0 — 270-370 34 — — HRB £55 £ 100
ГОСТ 5663-79 Без термической обработки 1 класс 2 класс 1,0-6,0 — 440-590 590 — 55 55 —
ГОСТ 10234-77 Отжиг s 0,1-4,0 ширина 0,5-12 — 440 20 — — —
ГОСТ 10702-78 Термическая обработка 5-48 — 310-410 — 60 — — £ 131
ГОСТ 16523-97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 260-380 260-380 25 28 -— d=0 d=a d=0 d=a
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 260-380 260-380 26 29
назначение. Шайбы, прокладки, вилки, тяги, втулки, шпильки и другие неответственные ненагруженные детали, к которым предъявляются требования высокой пластичности. Сталь характеризуется повышенной склонностью к старению. _ __
Предел .выносливости. Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 +20 0 -20 -30 -40 - 50
— Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1220-750 До 200 На воздухе До 300 На воздухе
Заготовка 1250-760
——_ Свариваем ОСТЬ Обрабатываемость резанием Флокеночувствительность
В горячекатаном состоянии при 131 НВ и а, = 320 Н/мм2 Kv = 2,10 (твердый сплав), Kv - 1,65 (быстрорежущая сталь) Не чувствительна
Сваривается без ограничений. Способы сварки: РД, РАД, Аф, МП и КТ. Склонность к отпускной хрупкости
Не склонна
80
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Лист — ГОСТ 1577-93, ГОСТ 16523 97. ГОСТ 4041-71. Полоса —ГОСТ 1577-93. Лента—ГОСТ 503-81, ГОСТ 10234-77. Проволока — ГОСТ 5663-79.
08
Массовая доля элементов, %, по ГОСТ 1050-88 Температуря критических точек,‘С
С Si Мп S Р Сг Ni As N Си Aci Acj Ап Aft
0,05-0,12 0,17-0,37 0,35-0,65 < 0,040 <0,035 < ОДО < 0,30 < 0,08 < 0,008 £ 0,30 735 Й74 680 854
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Н/мм2 о., Н/мм2 8, % % кси, Дж/см9 Изгиб HB
Операция t,°c Охлаждающая среда
не менее
503-81 ГОСТ Термообработка До 1,5 Свыше 1,5 до 2 Свыше 2 до 2,9 От 3,0 до 4,0 — ЗЮ-440 ЗЮ-440 ЗЮ- 440 ЗЮ-440 17 18 20 24 ——
1050-88 ГОСТ ' Нормализация До 80 Свыше 80 до 250 196 196 320 320 33 31 60 55 5131
1577-93 необработан, после контролируемой прокатки или нор-мализованный До 20 Свыше 20 до 32 Свыше 32 до 160 ЗЮ 310 310 ’ 32 30 29 —W 1 1 1 ~d=0.5a
d=a
Лист отожженный или высоко-отпущенный До 20 Свыше 20 до 32 Свыше 32 до 160 270 270 270 32 30 29 — d=0,5a £ 131
d=a
Полоса нормализованная До 20 Свыше 196 196 196 320 320 320 33 31 30
60 60 60 — <1=0,5a
ГОС 4041- ~ГОС 5663- Г 20 Ci , 32 4, С До 32 зыше До 60 d=a
71 Г~ Термическая обработка -14,0 — 270- 410 32 —* —- HRB £61 5109
/у Без термической обработки 1 класс 01,0-6,0 — 440- 590 590 — 55 —
2 класс
55
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
81
08 Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм °о.ъ Н/мм2 с», Н/мм2 6, % % KCU, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
гост 10234- 77 Отжиг s 0,1-4,0 ширина 0,5-12 — 440 20 — — —
ГОСТ 10702-78 Термическая обработка 5-48 — ЗЮ- 410 — 55 — — <131
ГОСТ 16523-97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 — 270-410 270-410 24 26 — — d=0 d=a
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 — 270-410 270-410 25 28 — — d=0 d=a
ДЦ Нитроцементация Закалка Отпуск 880-900 840-850 160-180 Вода Воздух Не определяются HRC Поверхности 50-60 Сердцевины >137
Цементация Закалка Отпуск 920-950 780-810 160-180 Вода Воздух HRC Поверхности 56-62 Сердцевины >137
Цианирование Закалка Отпуск 820-860 820-860 160-180 Вода Воздух HRC Поверхности 56-62 Сердцевины 2* 137
Назначение. После нормализации или без термообработки — шайбы, патрубки, прокладки, валки тяг, облицовка кузовов, стаканы и другие неответственные иенагруженные детали, к которым предъявляются требования высокой пластичности и работающие при температуре от - 40 до + 450°С не под давлением. После химико-термической обработки — неответственные иенагруженные детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
а-1 Т-1 + 20 0 -20 -30 -40 -50
176 — При сгв = 325 Н/мм2. 240 — 93 12 10 — Нормализация с 950°С. Пруток диаметром 20 мм.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1220-750 До 200 На воздухе До 300 На воздухе
Заготовка 1250-800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РД, РАД, АФ, МП и КТ. В горячекатаном состоянии при 131 НВ и о,= 320 Н/мм2 Kv= 2,10 (твердый сплав), Kv = 1,65 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
82
Марка стали
Юкп
Вид поставки rrv^r то
Лжт - ГОСТ 137,-93. ГОСТ 16523-V7, ГОСТ ««-71. По».- ГОСТ 1,77-9,. Про— - ГОСТ 5663-77. Лента—ГОСТ 503-81, ГОСТ 10234-77. Сортовой прокат—ГОС 1 WA)2-/is.
Массовая доля элементов, %,по ГОСТ 1050 88
С 0,07-0,14
Si
<0,07
Мп 0,25-0,50
S
Р £ 0,035
Сг
£0,15
Ni
£0,30
As
N
Си
<0,08
0,008
£0,30
Температура крнтическгд точек, °C ~ :Агз
854
Aci
732
Аса
870
Ап
680
0,040
' Механические свойства при комнатной температуре —
нд Режим термообработки | Сечение, мм - 1 Н/мм2 СГ., Н/мм2 1 kl У, % кси, Дж/см*_ Изгиб HB
Операция t,°c Охлаждающая среда
не менее _
ГОСТ 503-81 ( Термическая обработка До 1,5 1,6-2,0 2,1-2,9 з,очо 1111 310-440 310-440 310-440 310-440 17 18 20 24 — 1111
I ГОСТ I 1577-93 Лист. После контролируемой прокатки или нормализованный До 20 21-32 33-160 1 1 1 320 320 320 32 30 29 — — d=0,5a
d=a
Лист отожженный илн высокоотпу-щенный До 20 21-32 33-160 1 1 1 1 270 270 270 32 30 29 —— — d=0,5a £137
d=a
Полоса нормализованная До 20 21-32 33-60 185 185 185 310 310 310 33 31 30 55 55 55 — d=0,5a
d=a
ГОСТ 1 4041-71 Термическая обработка 4,0-14,0 — 270-410 32 — — HRB £64 £114
ГОСТ 1 5663-79 Без термической обработки 1 класс 0 1,0-6,0 .— 440-590 — 55 —•
2 класс — 590 — 55 —.
ГОСТ I 10234-I 77 Отжиг s0,1-4,0 I ширина 0,5-12 — 440 20 — — —
I ГОСТ I 10702- 78 Термическая обработка 1 1 5-48 — 310-410 — 50 —- — £143
1 ГОСТ I 16523- 1 97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 1 1 270^410 270-410 24 26 1 — 1 1 d=0 d=a
Термически обработанный холоднокатаный ЛИСТ До 2,0 1 Свыше 1 2,0 270-410 270-410 25 28 — —* d=0 d=a
Назначение. После нормализации или без термообработки — шайбы, прокладки, вилки. Корпусы теплообменных аппаратов и другие детали, работающие при температуре до 450°С не под давлением, к которым предъявляются требования высокой пластичности. Сталь характеризуется повышенной склонностью к старению.
Предел выносливости, Н/мм2
1 т7~
Термообработка
Ударная вязкость, KCU, Дж/см1, при t, °C
+20 -40 -60 -80
Термообработка
I Kc )вка Охлаждение поковок, изгот< эвленных .
| Вид I полуфабриката Температурный интервал ковки, °C г- - . ПЛ ид Размер сечения, мм 1ТКОВ Условия охлаждения из за! Размер сечения мм •отовок Условия
I Слиток I Заготовка I Свар 1280-750 1300-700 иваемость I с 1 юковки всех размеров: тветственного :азначения тотальные Обрабатываемо Нормализация, два переохлаждения, отпус На воздухе сть резанием К Флокеночувст На воздухе вительность -
Сваривается без ограничений.
Способы сварки: РД РАД АФ, МП и КТ,
Не чувствительна_______________
Склонность к отпускной хрупкости
Не склонна
01 орячекатаном состоянии при £ 143 НВ н с.=330 Н/мм2
Kv = 2,1 (твердый сплав), Ку= 1,6 (быстрорежущая сталь)
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
83
Марка стали Вид поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Трубы — ГОСТ 8731-74, ГОСТ 8733-74, ТУ 14-3-190-82, ГОСТ 550-75, ГОСТ 13663-86. Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71. Проволока — ГОСТ 5663-79. Полоса—ГОСТ 1577-93. Ленга—ГОСТ 503-81, ГОСТ 10234-77.
10
Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, °C
С Si ; МП S Р Сг Ni As N Си Aci Ас, Агз Агз
0,07-0,14 0,17-0,37 0,35-0,65 £ 0,040 £ 0,035 < 0,15 < 0,30 0,08 <0,008 < 0,30 732 870 680 854
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Оод, Н/мм2 Св, Н/мм2 8, % V. % кси, Дж/см2 Изгиб HB
Операция t,°c Охлаждающая среда
не менее
гост 503-81 Термическая обработка До 1,5 Свыше 1,5 до 2 Свыше 2 до 2,9 От 3,0 до 4,0 — ЗЮ-440 ЗЮ-440 ЗЮ-440 ЗЮ-440 17 18 20 24 — —
ГОСТ 550-75 Термическая обработка Горячедеформированные 216 353 25 50 78 <137
Холоднодеформированные 206 333 26 — — <137
ГОСТ 1050-88 В горячекатаном состоянии Не определяются £143
Нормализация 920 Воздух До 80 Свыше 80 до 250 205 205 330 330 31 29 55 50 —
ГОСТ 1577-93 Лист. Без термообработки, после контролируемой прокатки или нормализованный До 20 Свыше 20 до 32 Свыше 32 до 160 330 330 330 32 30 29 — — d=0,5a
d=a
Лист отожженный или высоко-отпущенный До 20 Свыше 20 до 32 Свыше 32 до 160 290 290 290 32 30 29 — — d=0,5a £137
d=a
Полоса нормализованная До 20 Свыше 20 до 32 Свыше 32 до 60 205 205 205 330 330 330 31 29 28 55 55 55 — d=0,5a
d=a
ГОСТ 4041-71 Термическая обработка 4,0-14,0 — 290-420 32 —- — HRB <66 <117
ГОСТ 5663-79 Без термической обработки I класс о 1,0-6,0 и 440-590 440-590 — 55 55 —
2 класс
ГОСТ ^8731-74 гост 8733-74 Нормализация 0 20-820 s 2,5-36 216 353 24 — — <137
Нормализация 0 5-250 s 0,3-24 206 343 24 — — £137
ГОСТ 10234- . 77 Отжиг s 0,1-4,0 ширина 0,5-12 — 440 20 — — —
СТ А ПИ И СПЛАВЫ КОНСТРУКЩЮННЬШ
84
свойства при комнатной температуре
НД 1U | Режим термообработки Сечение, мм _ °0,2; Н/мм2 с., Н/мм2 8, % % кси, Дж/см2 Изгиб НВ
Операция t,°c Охлаждающая среда
не менее
I гост I 10702- I 78 Термическая обработка 1 5-48 — 330- 450 — 55 — — £143
I ГОСТ 1 16523- I 97 Термическая обработка Горячекатаный лист До 2,0 Свыше 2,0 — 270-410 270-410 24 26 — — d=0 d=a
Холоднокатаный лист До 2,0 Свыше 2,0 — 270-410 270-410 25 28 — — d=0 d=a
1 ТУ 14-I 3-190- I 82 Горячедеформированные 0 20-420 s 2,5-18 216 353- 549 24 55 49
Холоднодеформированные 0 5-108 s 0,3-17 206 343-540 24 55 49
ДЦ Цементация Закалка Отпуск 920-950 790-810 180-200 Вода Воздух 250 J 400 25 55 HRC Поверхности 56-62 Сердцевины £137_
Цианирование Закалка Отпуск 820-860 820-860 180-200 Вода, масло или раствор NaOH Воздух Не определяются HRC Поверхности 56-62 Сердцевины £137
Назначение. Трубы и крепекные детали котлов и трубопроводов ТЭС, трубные, крепежные и кованые детали АЭС, крепежные детали паровых и газовых турбин. Трубы, пальцы, валики н втулки гидротурбин.
После химико-термической обработки — втулки, ушки рессор, винты, шайбы, диафрагмы и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
1 Предел выносливости, I Н/мм1 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
I с-1 Т-1 +20 -30 -40 -50 -80 -100
I 160-220 52 Нормализация с 900-920'С. 74- 270 203- 216 179 — — — Нормализация (пруток диаметром 35 мм).
Технологические характеристики
I Ковка Охлаждение поковок, изготовленных
I Вид 1 полуфабриката Температурный интервал ковки, “С ______ из слитков из заготопок
Размер сечения, мм Условия охлаждения Размер сечения, Условия
1 Слиток | Заготовка 1280-750 1300-700 Поковки всех размеров: ответственного назначения Нормализация, два переохлаждения, отпуск На воздухе
остальные На воздухе
резанием
Флокеночувствительность
Не чувствительна
Сваривается без ограничений (кроме химико-термически обработанных деталей).
Способы сварки: РД, РАД, Дф, МП н КТ.
В горячекатаном состоянии при <143 НВ и о,=330 Н/мм1
Kv=2,1 (твердый сплав),
Kv= 1,6 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Не склонна
• СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
85
Марка стали Вид поставки Лист ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041—71. Проволока — ГОСТ 5663-79. Сортовой прокат — ГОСТ 10702-78. Лента—ГОСТ 10234-77.
15кп
Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек. °C
С Si Мп S Р Сг Ni As N Си Aci Ас3 Ari Агз
0,12-0,19 50,07 0,25-0,50 5 0,040 < 0,035 5 0,25 <0,30 5 0,08 5 0,008 <0,30 735 863 685 840
Механические свойства при комнатной температуре
нд Режим те рмообработки Сечение, мм 00.2, Н/мм2 СГВ, Н/мм2 8, % V, % KCU, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
ие менее
ГОСТ 1577-93 Лист. Без термообработки после контролируемой прокатки или нормализованный До 20 21-32 33-160 340 340 340 30 28 27 — <1=0,5а
d=a
Лист отожженный или высоко-отпущенный До 20 21-32 33-160 —— 300 300 300 31 29 28 — d=0,5a 5143
d=a
Полоса нормализованная До 20 21-32 33-60 205 205 205 350 350 350 29 27 26 55 55 55 — d=0,5a
d=a
ГОСТ 4041-71 Термическая обработка 4,0-14,0 — 320-440 30 — — HRB <68 5121
ГОСТ 5663-79 Без термической обработки 1 класс о 1,0-6,0 — 470-620 __ 55 —
2 класс — 640 — 50 —
ГОСТ 10234-77 Отжиг s0,1-4,0 ширина 0,5-12 — 540 15 — — —
ГОСТ 10702-78 Термическая обработка 5-48 — 360- 470 — 55 — — 5 149
ГОСТ 16523-97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 — ЗЮ-440 ЗЮ-440 23 25 — — d=0 d=a
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 — ЗЮ-440 ЗЮ-440 24 27 — — d=0 d=a
Назначс После н KOHCTpyi поддавл После х предъяв. Сталь ск Предел ние. Крепежные детали. ормализации или без термообработки — вилки, стяжки, траверсы, винты, болты, крюки, фланцы, штанги, детали сварных сций н другие детали, к которым предъявляются требования высокой пластичности, н работающие при температуре до 450°С не ением. имико—термической обработки — вилки, рычаги, шестерни, ключи, кулачки, гайки, шпильки и другие детали, к которым 1яются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. лонна к старению.
ВЫНОСЛИВОСТИ, Н/мм2 ’ Термообработка Ударная вязкость, KCU, Дж/см2, при! °C Термообработка
+20 0 -20 -40 -60 -80
274 — 108 34 — — Нормализация.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид Полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1280-750 1300-700 Поковки всех размеров: ответственного назначения Нормализация, два переохлаждения, отпуск На воздухе
остальные На воздухе
—— Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД РАД, АФ, МП и КТ. В горячекатаном состоянии при 5 143 НВ Ку= 1,8 (твердый сплав), Ку= 1,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
86
СТАЛИ И СПЛАВЬ! КОНСТРУКЦИОННЫЕ
Марка стили Ввд поставки
15 Сортовой прокат - ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70. Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71. Лента — ГОСТ 2284-79, ГОСТ 10234-77. Полоса — ГОСТ 1577-93. Проволока -ГОСТ 5663-79.
Температура критических точек, ’С
Массовая доля элементов, %, по ГОСТ 1050-88
Si
Мп
Cr
Ni
As
0,12-0,19
0,17-
0,37
0,35-0,65
£0,040
20,035
2 0,25
2 0,30
0,08
<0,008
N
0,30
Aci
735
Асз
860
Ari
Агз
685
840
S
P
Механические свойства при комнатной температуре
Режим термообработки Сечение, °0,2, 8, У» кси,
НД Операция t,°C Охлаждающая Н/мм2 Н/мм2 % % Дж/см2 Изгиб HB
среда не менее
гост Г В горячекатаном состоянии
1050-88 Нормализация 900 Воздух До 80 Свыше 80 до 250 225 225 370 370 27 25 55 50 — —
ГОСТ 1577-93 Лист. Без термообработ- До 20 370 30 d=a
ки, после контролируемой прокатки или нормализованный Свыше 20 до 32 Свыше 32 до 160 370 370 28 27 — — d=2a
Лист До 20 320 30 d=a
отожженный или высоко-отпущенный Свыше 20 до 32 Свыше 32 до 160 320 320 28 27 — — d=2a <143
Полоса До 20 Свыше 20 до 32 Свыше 32 до 60 225 370 27 55 d=a
нормализованная 225 225 370 370 25 24 55 55 d=2a
2284-79 ГОСТ Отжиг 0,1-4,0 ЗЮ-490 20
4041-71 ГОСТ Термическая обработка 4,0-14,0 — 320- 440 — .— 30 HRB =£121
5663-79 Без термической 1 класс —— 470- 620 640 55 68
ГОСТ обработки 2 класс 01,0-6,0 •—- — 50
8479-70 Нормализация 900-920 Воздух До 100 100-300 195 175 390 355 26 24 55 50 59 ill-156 101-
143 J
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
87
1S Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Сод, Н/мм2 с» Н/мм2 6, % V. % кси, Дж/см1 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 10234-77 Отжиг s0,1-4,0 ширина 0,5-12 — 540 15 — — —
ГОСТ 10702- 78 Термическая обработка 5-48 — 360-470 — 55 — — <149
ГОСТ 16523- 97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 — 330-460 330-460 23 24 — — d=0 d=a
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 — 330-460 330-460 24 25 — — d=0 d=a
ДЦ Цементация Закалка Отпуск 900-920 760-780 160-200 Воздух Вода Воздух Не определяются HRC Поверхности 56-62 Сердцевины 2*149
Назначение. После нормализации или без термообработки — крепеж, а также вилки, стяжки, траверсы, гайки, винты, крюки, фланцы, штанги, детали сварных конструкций и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от - 40 до + 450°С не под давлением. Корпусные детали газовых турбин. После химико-термической обработки — вилки, рычаги, шестерни, ключи, ролики, кулачки, гайки, шпильки, и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
с-1 Т-1 + 20 -20 -40 -60 -80 -100
217 — Нормализация с 900-920°С. 74-115 84-86 123 76-88 50-58 54-82 14-26 14-36 67 16 8 49-66 8 6 8 6 5 Горячекатаная Отожженная Нормализованная
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1280-750 1300-700 Поковки всех размеров: ответственного назначения Нормализация, два переохлаждения, отпуск На воздухе
остальные На воздухе
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений (кроме химико-термически обработанных Деталей). Способы сварки: РД, РАД, АФ, МП и КТ. В горячекатаном состоянии при 149 НВ Kv= 1,8 (твердый сплав), Ку = 1,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
88
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали 20кп Вид поставки Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71. Полоса — ГОСТ 1577-93. Проволока — ГОСТ 5663-79. Лента—ГОСТ 10234-77. Сортовой прокат —ГОСТ 10702-78.
Массовая доля элементов, %, по ГОСТ 1050-88
С Si Мп S Р Сг Ni As N Си Aci Ас3 Ari Агз
0,17- 1 0,24 £0,07 0,25-0,50 0,040 < 0,035 £0,25 £0,30 £0,08 0,008 £0,30 735 850 680 835
НД
______________Механические свойства при комнатной температуре Режим термообработки
Операция
t/C
Охлаждающая среда
Сечение, мм
Н/мм2
Н/мм2
5, %
KCU,
У.
% Дж/см2
Изгиб
ГОСТ 1577-93
Лист. Без термообработки, после контролируемой прокатки или нормализованный
Лист отожженный или высокоотпущенный
Полоса нормализованная
ГОСТ 4041-71
ГОСТ 5663-79
ГОСТ 10234-77
Термическая обработка______
Без термической обработки______
1 класс
2 класс
До 20 21-32 33-160
До 20 21-32 33-160
До 20 21-32 33-60
4,0-14,0
1,0-6,0
Отжиг
ГОСТ 10702-78
ГОСТ 16523-97
дц
Термическая обработка
Термическая обработка
Цементация
Закалка
Горячекатаный лист
Холоднокатаный лист
920-950
800-820
s 0,1-4,0 ширина 0,5-12
5-48
До 2,0 Свыше
2,0 До 2,0 Свыше
2,0
не менее
380
380
380
340
340
340
380
380
380
НВ
d=a
d=2a
d=a
£156
d=2a
d=a
d=2a
28
55
55
55
HRB £71
15
23
d=0
24
d=a
24
d=0
25
d=a
16
27
25
24
28
26
25
27
25
24
£127
340-490
540
390-490
330-460
330-460
330-460
330-460
225
225
225
470-620 640
55
50
£163
Вода
Воздух
Назначение. После нормализации или без термообработки и др. После химико—термической обработки г—'— — предьявляются требования высокой поверхностной таёвпостаииопг.^,^^»» - ' “ *-----
Сталь склонна к старению.______ РД износостойкости при невысокой прочности сердцевины.
Предел
Отпуск
1 п-1 Т-1
Ковка
Вид полуфабриката
Слиток
Заготовка
180-200
Термообработка
Температурный интервал ковки, °C
1280-750
1280-750
—------_ Свариваемость
6е3 0ГРаничений (кроме =о-термически обработанных
Способы сварки: РД, РАД, АФ, МП и КТ.
и50
HRC Серд-
Повер- цеви-
хности ны
£54-62 а 156.
i™, mi <М»
Ударная вязкость, KCU, Дж/см1, ______________________ при!, °C_____ -40 173-305 15 ______________________ 130-150 Технологические характеристики
----------------Охлаждение поковок, Изготовленных
+ 20 257 135-146
235
-20 205-225 42 134-184
из слитков
Размер сечения, мм
Поковки всех размеров: ответственного назначения остальные
- —-------Обрабатываемость
В горячекатаном состоянии с. £460 Н/мм2 Kv= 1,7 (твердый сплав),
1 К,= 1,б (быстрорежущая сталь-
-60 177
15
9-82
-80
5-11
6-13
Термообработка
Закалка 4- отпуск. Отожженное, Нормализованное.
Условия охлаждения
Нормализация, два переохлаждения, отпуск На воздухе
юзанием
при 131 НВ н
Размер сечения, мм
из заготовок_______
Условия охлаждения.
На воздухе
—----Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
89
Марка стали Вид поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78, ТУ 14-1-5033-91. Поковки — ГОСТ 8479-70, ОСТ 108.030.113-87, ГОСТ 2105-75, ТУ 108.11.908-87. Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71, ТУ 108.11.902-87. Трубы — ГОСТ 8731-74, ГОСТ 8733-74, ТУ 14-ЗР-55-2001, ТУ 14-3-190-82, ГОСТ 550-75, ТУ 108.790-87, ГОСТ 13663-86. Полоса — ГОСТ 1577-93. Проволока — ГОСТ 5663-79. Лента — ГОСТ 2284-79, ГОСТ 10234-77. Трубная заготовка—ТУ 14-1-1529-93, ТУ 14-1-2560-78, ТУ 108.11.653-82.
20
Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, °C
С Si Мп S Р Сг Ni As N Си Aci Асз Ari Аг3
0,17-0,24 0,17-0,37 0,35-0,65 50,040 5 0,035 < 0,25 < 0,30 5 0,08 <0,008 0,30 735 850 680 835
По ОСТ 108.030.113-87, ТУ 14-ЗР-55-2001, ТУ 14-1-1529-93 и ТУ 14-1-2560-78 содержание серы - не более 0,025%, фосфора - не более 0,030%.
ВД Режим термообработки Сечение, ММ С0.2, Н/мм2 О., Н/мм2 8, % V» % KCU, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая
среда не менее
ГОСТ 550-75 Термическй обработанные горячедеформированные грубы 0 20-219 255 431 22 50 78 £156
Термически обработанные холоднодеформированные трубы S2-25 245 412 23 — — £156
ГОСТ В горячекатаном состоянии Не определяются £163
1050-88 До 80 245 410 25 55 — — —
Нормализация 900 Воздух Свыше 80 до 250 245 410 23 50 —
ГОСТ Лист. Без До 20 *— 410 28 — — d=a
1577-93 термической обработки, после контролируемой прокатки или нормализованный Свыше 20 до 32 Свыше 32 до 160 — 410 410 26 25 — — d=2a
До 20 .— 370 28 — d=a
Лист отожженный или высоко-отпущенный Свыше 20 до 32 Свыше 32 до 160 — 370 370 26 25 — — d=2a £156
Лист и полоса. Закалка 860-890 Вода До 16 Свыше 16 до 20 Свыше 20 до 40 350 300 550-700 500-650 20 22 50 50 5 О3 5 О2 d=a
Отпуск 540-680 Воздух 300 500-650 22 50 502 d=2a
Лист и полоса. До 20 230 400-550 27 251 — — d=a
Нормализация 880-910 Воздух Свыше 20 до 100 230 400-550 27 251 —— — d=2a
От 100 до 160 210 380-520 25 23* —— —
До 20 Свыше 20 до 32 Свыше 32 до 60 245 410 25 55 —— d=a
Полоса нормализованная 245 245 410 410 23. 22 55 55 — d=2a
ГОСТ 2284-79 Отжиг 0,1-4,0 — ЗЮ-540 18 — —
гост _4041-71 Термическая обработка 4,0-14,0 — 340-490 28 — — HRB £71 £127
гост 5663-79 Без термической обработки 1 класс 0 1,0-6,0 — 470-620 — 55 —
— 640 — 50 —
90
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
20 Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Под, Н/мм2 о., Н/мм2 б, % V, % KCU, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая
среда не менее
гост 8479-70 До 100 215 430 24 53 54 123- 167
Нормализация 900-920 Воздух 100-300 215 430 20 48 49 123- 167
300-500 175 355 22 45 54 101- 143
ГОСТ 8731-74 ПоНД 0 20-820 s 2,5-36 245 412 21 — — * £156
ГОСТ 8733-74 Термообработка 0 5-250 s 0,3-24 245 412 21 —• — £156
ГОСТ 10234- 77 Отжиг s 0,1-4,0 ширина 0,5-12 — 540 15 — — —
ГОСТ 10702- 78 Термическая обработка 5-48 — 390-490 — 50 — — £163
ГОСТ 16523- 97 Термическая Горячекатаный лист До 2,0 Свыше 2,0 — 350-500 350-500 22 23 — d=0 d=a
ПГТ Холоднока таный лист До 2,0 Свыше 2,0 — 350-500 350-500 23 24 — d=0 d=a
108.030. 113-87 Нормализация 920-950 До 100 Свыше 100 до 200 215 195 410- 550 395 24 22 55 50 59 59 116-159 109-149
ТУ 14- Свыше 200 до 400 195 395 20 45 59 295 Тк< 109- 149
3-190- 82 Горячедеформированные трубы 0 20-420 s 2,5-18 412- 588
ТУ 14- Холоднод трубы сформированные 0 5-108 s 0,5-17 245 21 45 49
ЗР-55-2001 Нормализация горячедефор-мированных труб 0 57-465 s 3,5-60 24* 45* 49*
Нормализация 920-950 412-
216
ТУ холоднодефор-мированных труб 010-108 S2-13 549 22* 40* 39*
108.11. 902-87 Термическая обработка От 20 до 250 176 353 20 45 тК£ —
40°С
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
91
20
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0.2, Н/мм2 о., Н/мм2 6, % % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая
среда. не менее
ТУ14- 1-1529- 93 Нормализация 920-950 0 373-530 s40-90 245 410- 550 24 45 49
ТУ 14-1-2560-78 Нормализация 920-950 0 370-650 s ВО-275 215 410 22 40 39
ТУ 14-1-5033- 91 Нормализация До 20 Свыше 20 до 32 Свыше 32 245 245 245 410 410 410 284 304 40 24,5s тк<; 30°С 30s
дц Закалка 900-920 До 100 245 470 22 48 49 143- 179
Отпуск (Режим 1) 600-650 301-500 245 470 17 35 34 143- 179
Цементация Закалка Отпуск (Режим 2) 920-950 800-820 180-200 Воздух Вода Воздух До 50 300-350 500-600 18 45 55 Поверхности 54-62 Серд-цеви-ны * 156
работа удара, Дж.
< Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
А
KCV.___________ ___________________________________________________________________________________________________
Июначение. После нормализации или без термообработки — крюки кранов, стропы, серьги, башмаки, подмоторные рамы, косынки, ^уфты, цилиндры, вкладыши подшипников и другие неответственные ненагруженные детали.
Детали сварных конструкций с большим объемом сварки.
грубопроводы, кованые детали ТЭС и АЭС, пароперегреватели, трубные пучки теплообменных аппаратов, коллекторы, корпуса аппаратов и другие детали, работающие при температуре от- 40 до + 450°С под давлением.
осле химико-термической обработки — фрикционные диски, поршневые пальцы, кулачковые валики, червяки, шестерни, толкатели
" Другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой
Д2™°сти сердцевины
Предел выносливости, —Л/мм2
210
260
130
Термообработка
Нормализация с отпуском. Режим 1.
Закалка с отпуском. Режим 2.
Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
+ 20 -20 -40 -60
120 160 69 111 48 88 10 15-39 Отжиг. Нормализация.
460
Технологические характеристики^
~~—— Ковка Охлаждение поковок, изго ю пленных
Вид Долуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм УСЛОВИЯ охлаждения
Слиток Заготовка 1280-750 1280-750 Поковки всех размеров: ответственного назначения Нормализация, два переохлаждения, отпуск На воздухе На воздухе
~~— Сваю тваемостъ остальные Обрабатываемое !ть резанием
Склонность к отпускной хрупкости
В горячекатаном состоянии при 126-131 НВ и о, = 460-500 Н/мм2
Kv = 1,7 (твердый сплав), Kv= 1,6 (быстрорежущая сталь)
«микоХ?3 0ГРаничений (кроме Деталей) Р ИЧески обработанных -^^арки: РД, рдд, Аф( мп и кт
Не склонна
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
92
Марка стали
Вид поставки
20-ПВ
Сортовой прокат—ТУ 14-1-5058-91. Трубы—ТУ 14-3-1881-93. Трубная заготовка-ТУ 14-1-5185-93.
Массовая доля элементов, %, по ТУ 14—1—5185—93
С 0,18-0,24
Си £0,15
Мп 0,35-0,65
S 0,002-0,015 Zn
0,0005-0,0040
С____
0,18-0,24
Си £0,10
•С
Aci 1 Асз Ari Агз
V 0,002-0,100 Sb 0,0005-0,0030
At 0,002-0,009 Bi 0,0001-0,0030
Ni £0,15
Сг £0,15
Р 0,005-0,015 Sn 0,0005- ।
0,0040
Si 0,17-0,37 N 0,002-0,012 , _____________________
Массовая доля элементов, %, по ТУ 14—1—5058—91
Si 0,17-0,37
N
£0,10
Мп 0,35-0,65
S
£0,012 Zn~
£0,004
РЬ 0,0003-0,0040
Р £0,020 Sn £0,005
As
£0,01
Сг £0,15
РЬ £0,003
Ni £0,10
As
£0,01
At
Bi 0,0002-0,00045
V £0,04
Sb 0,00015-0,00045
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Со,2, Н/мм2 о., Н/мм2 8. % V. % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
1 ТУ I 14-3- I 1881-93 Нормализация идо 62 БДОб 265 450-550 26 55 69
I ТУ 14- 1 1-5058- 91 Нормализация и 12-160 о 70-125 245 410 30 60 59
1 ТУ 14- I 1-5185- 1 93 Нормализация 920-950 Воздух 0 150-190 265 430-550 26 55 69
Назначение. Трубы и кованые детали котлов и трубопроводов ТЭС.
Загрязненность металла по неметаллическим включениям не должна превышать по сульфидам - 2,5 балла, по оксидам и силикатам -3,5 балла.
I Предел 1 выносливости, I Н/мм? Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
| 0-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
1 Ковка Охлаждение поковок, изготовленных '
1 Вид 1 полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм - — Условия охлаждения
I Слиток I Заготовка — . ... . —-
Обрабатываемость резанием
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
Флокеночувствительность
Нечувствительна
В горячекатаном состоянии при 126-131 НВ а, = 460-500 Н/мм2
Kv = 1,7 (твердый сплав),
Kv = 1,6 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
93
Марка стали Вид поставки Поковки—ТУ 08.002.0501.5348-92.
20-Ш
Массовая доля элементов, %, по ТУ 08.002.0501.5348-92 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Aci Ас3 Ari Агз
0,17-0,24 0,17-0,37 0,35-0,65 £ 0,020 £0,035 <0,25 £0,30 £0,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0.2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см1 HRO НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 08.002. 0501. 5348-92 Нормализация 880-930 Воздух Длина, ширина 100-2500, высота 100-3500 196 392 20 45 34 111— 156
Назначение. Валы гидротурбин, корпусные детали арматуры АЭС и другие ответственные детали.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C нз слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП и К. Г. В нормализованном состоянии при 111—156 НВ, о, = 460 Н/мм2 Kv= 1,5 (твердый сплав), Kv = 1,4 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
94
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70. Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71. Лента—ГОСТ 2284-79. Проволока—ГОСТ 5663-79. Полоса—ГОСТ 1577-93.
2S
Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, °C
С Si Мп S Р Сг Ni As N Си Act Acj Ari Агз
0,22-0,30 0,17-0,37 0,50-0,80 <0,040 £ 0,035 £ 0,25 < 0,30 £ 0,08 <0,008 £ 0,30 735 835 680 825
Механические свойства при комнатной температуре
Режим термообработки Сечение, Чг, 8, V. кси,
НД Операция t,°C Охлаждающая Н/мм2 Н/мм2 % % Дж/см1 Изгиб HB
среда не менее
гост Горячекатаное состояние Не определяются £170
1050—88 До 80 275 450 23 50 88 — —
Нормализация 890 Воздух Свыше 80 до 250 275 450 21 45 88
Закалка 860-890 Вода До 16 375 550- 700 19 З53
Отпуск 550-600 Воздух От 16 до 40 315 500-650 21 З53
гост 1577-93 Лист. Без термообработ- До 20 — 440 25 — — d=2a
ки, после контролируемой прокатки или нормализованный 880-910 Свыше 20 до 32 Свыше 32 до 160 440 440 23 22 — — d=3a £170
Лист отожженный или высоко-отпущенный До 20 400 26 d=2a £170
Свыше 20 до 32 Свыше 32 до 160 400 400 24 23 d=3a
Лист, полоса. Нормализация 880-910 До 16 От 16 до 20 От 20 до 100 От 100 До 160 260 240 420-570 420-570 25 23* 25 23* — — d=2a £170
240 220 420-570 400-550 25 23’ 23 21* — — d=3a
Лист, полоса. Закалка 860-890 540-680 Вода Воздух До 16 Свыше 16 до 20 Свыше 20 до 40 370 320 550-700 500-650 500-650 19 21 45 50 453 453 d=2a
320 21 50 453 d=3a
Полоса нормализованная До 20 Свыше 275 450 23 50 d=2a
ГОСТ 20 до 32 Свыше 32 до 60 275 275 450 450 21 20 50 50 — d=3a
2284-79 ГОСТ Отжиг 0,1-4,0 340-590 18 — —,
4041-71 Термическая обработка 4,0-14,0 390-540 26 HRB £76 £138
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
95
25 | Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм оо.г, Н/мм2 о., Н/мм2 8, % V, % кси, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
гост 5663-79 Без термической обработки 1 класс 0 1,0-6,0 470- 620 640 55 50
2 класс
ГОСТ 8479-70 Нормализация Отпуск 880-900 600-650 Воздух Воздух или печь До 100 100-300 300-500 245 215 195 470 430 390 22 20 20 48 48 45 49 49 49 ИЗ-179 123-167 111-156
ГОСТ 10702-78 Термическая обработка 5-48 — 540 — 50 — — <170
ГОСТ 16523- 97 Термическая обработка Горячекатаный лист До 2,0 Свыше 2,0 — 390-590 390-590 19 20 ’— d=a d=2a
Холоднокатаный лист До 2,0 Свыше 2,0 — 390-590 390-590 20 21 — — d=a d=2a
ДЦ “Gt Цементация Закалка Отпуск 920-950 820-840 180-200 Воздух Вода Воздух в502 35 55 25 45 HRC Поверхности 54-62 Сердцевины >170
г Поперечь Механич , Работа уд Назначен! КОТЛОВ И ч? После хим поверхнои ые образцы. гские свойства сердцевины ориентировочные и при изготовлении деталей не определяются, [ара, Дж.
<е. Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики, фланцы, тройники. Крепежные детали >убопроводов ТЭС, паровых, газовых и гидравлических турбин. ико-термической обработки — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой гной твердости и износостойкости при невысокой прочности сердцевины.
Предел вьиюсливости, —__HW Термообработка Ударная вязкость, KCU, Дж/смг, при t, °C Термообработка
—Si Т-1 +20 -20 -40 -60 -80
190 230 — Отжиг при 900°С, о.=410 Н/мм2. Закалка с 870°С в масле, отпуск при 480°С. св = 460 Н/мм2. 139-148 160-190 200 29-69 14-18 99-152 25-45 9-16 44-118 8 5-23 38-50 — Отжиг Горячекатаное состояние Нормализация
. Ковка Технологические характеристики _ — Охлаждение поковок, изготовленных _
Вцц полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, ММ Условия охлаждения
Слиток Заготовка 1280-750 1280-750 Поковки всех размеров: ответственного назначения Нормализация, два переохлаждения, отпуск На воздухе
Свариваете ^Свариваемость Обрабатываемо! OUO/AJAV ть резанием Флокеночувствительность
я без ограничений Скпоме В нормализованном состоянии при 156 НВ и с, = 460-500 Н/мм2 Kv = 1,5 (твердый сплав), Kv = 1,26 (быстрорежущая сталь) Не чувствительна
Дегтей)* еРМИЧе°КИ обработанных ^°^сварки: РД, РАД, АФ, МП и КТ. Склонность к отпускной хрупкости
Не склонна
96
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали 30 Вид постат Сортовой 1577-93, Г< 5663-79. 1КИ прокат—ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70. Лист — ГОСТ 16523-97, ГОСТ ЭСТ 4041-71. Полоса—ГОСТ 1577-93. Лента—ГОСТ 2284-79, ГОСТ 10234-77. Проволока — ГОСТ
Массов: я доля элементов, %, по ГОСТ 1050-88 Температура критических точек.’С
С Si Мп S Р Сг Ni As N Си Aci Aci Аг, Агз
0,27-0,35 0,17-0,37 0,so-о.80 5 0,040 5 0,035 5 0,25 5 0,30 £ 0,08 5 0,008 5 0,30 730 820 680 796
м еханичс ские св ОЙ стваг (рико VII аатной т ег лперату В£
нд О пе Режиг рация термооб t.°C эаС отки Охлаж дающая Сечение, ММ Со, г, Н/мм2 0., Н/мм2 5, % V. % KCU, Дж/см2 Изгиб HB
среда не менее
ГОСТ 1050-88 В горячекатаном СОСТОЯНИИ Не определяются 5179
Нормализация 880 Воздух До 80 Свыше 80 до 250 295 295 490 490 21 19 50 45 78 78 —
Закалка Отпуск 850-890 550-600 Вода Воздух До 16 От 16 до 40 От 40 до 100 400 355 295 600-750 550- 700 500- 650 18 20 21 зо2 зо2 ЗО2
гост 1577-93 гост 2284-79 Лист. Без термической обра- До 20 Свыше 20 до 32 Свыше 32 до 160 480 480 480 24 22 21 1 1 1 1 1 1 d=2a 5179
ботки, после контролируемой прокатки или нормализованный d=3a
Лист До 20 Свыше 20 до 32 Свыше 32 до 160 •— 430 430 430 ~24~ 22 21 1 1 ) 1 1 1 d=2a 5 179
отожженный или высоко-отпущенный d=3a
Лист, полоса Нормализация 870-900 До 16 От 16 до 20 От 20 до 100 От 100 _ до 160 280 250 250 230 " "45ОСТ“ 630 450-630 450-630 430-610 ~23? 21’ 23 21* 23 21* 21 I91 1111 — d=2a 5179
d=3a
Лист, полоса Закалка Отпуск 850-880 540-680 Вода Воздух До 16 Свыше 16 до 20 Свыше 20 до 40 Свыше 40 до 100 400 350 350 300 600-750 550-700 550-700 500-650 18 20 20 21 40 45 45 50 402 402 4 О2 402 d=2a
d=3a
Полоса нормализованная Отжиг До 20 Свыше 20 до 32 Свыше . 32 до 60 0,1-4.0 295 ~ 295 295 ~490~~ 490 490 ~39(Р~ ~21~ 19 18 50 50 50 d=2a
d=3a
4041-71 гост 5663-79 Термическая обработка Без термической обработки 1 класс 4,0- 0 1,1 -14,0 640 430ГП 590 якп ГБ 24 — —. HRB 5 80 5149
2 класс >-6,0 1 1 710 740 — 55 45 —
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
97
30 | Механические свойства при комнатной темпепатупе
НД Режим термообработки Сечение, ММ сад, Н/мм2 <г., Н/мм2 6, % V, % кси, Дж/см1 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
гост 8479-70 Нормализация Отпуск 850-890 650-680 Воздух Воздух или печь До 100 100-300 300-500 500-800 245 245 245 215 470 470 470 430 22 19 17 16 48 42 35 35 49 39 34 39 143-179 143— 179 143-179 123-167
ГОСТ 10234- 77 Отжиг s 0,1-4,0 ширина 0,5-12 — 590 15 — — —
ГОСТ 10702-78 Термическая обработка 5-48 — 570 ”— 45 — — <179
ГОСТ 16523- 97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 390-590 390- 590 . 19 20 — — d=a d=2a
Термически обработанный холоднокатаный лист До 2.0 Свыше 2,0 390-590 390-590 20 21 * — d=a d=2a
дц Закалка Отпуск 860-880 600-650 Вода Воздух До 60 400 600 25 55 —
Поперечные образцы. 2 Работа удара, Дж.
Назначение. Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты паровых турбин и другие детали невысокой прочности, крепежные изделия трубопроводов ТЭС и АЭС, паровых, газовых и гидротурбин.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Т ермообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
с-1 Т-1 + 20 0 -40 -60 -80 -100
260 — Закалка с 830°С в масле, отпуск при 640°С, охлаждение на воздухе; о. = 540 Н/мм2. 74 66 46 43 40 30 Закалка с 860°С в воде, отпуск при 400°С. Заготовка диаметром 60 мм. Химический состав: С-0,32%. Мп-0,50%.
210 — Нормализация с 875°С; о, = 504 Н/мм2.
— ___ Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков _ из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1280-750 1280-750 Поковки всех размеров ответственного назначения Нормализация, два переохлаждения, отпуск До 800 На воздухе
Остальные поковки: а) до 400, 6)401-800, в) >800 а) на воздухе, б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
Свариваемость Обвабатываемость резанием Флокеночувствительность
'раниченно свариваемая пособы сварки: РД, рдд, Аф> МП, ЭШ. теп>.Ме^Д^.°ТОЯ п°ДогРев и последующая термообработка. — без ограничений. В нормализованном состоянии при 143 НВ и а, = 470 Н/мм2 Kv= 1,5 (твердый сплав), Kv = 1,26 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
5901
98
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70, ТУ 108.13.32-88, ТУ 108-11-496-80, ТУ 108.11.910-87. Лист — ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71. Трубы — ГОСТ 8731-74 ГОСТ 8733-74, ГОСТ 13663-86. Лента—ГОСТ 2284-79. Проволока — ГОСТ 5663-79.
35
Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, “С
С Si Мп S Р Сг Ni As N Си Act Ас3 Ari Агз
0,32-0,40 0,17-0,37 0,So-О.80 <0,040 £0,035 £ 0,25 £ 030 £ 0,08 £0,008 £ 0,30 730 810 680 796
Механические свойства при комнатной температуре
Режим термообработки Сечение, ММ Оо.2, Ов, 8, V. % KCU, Дж/см2
нд Операция t,°C Охлаждающая Н/мм2 Н/мм2 % Изгиб HB
среда не менее
ГОСТ В горячекатаном СОСТОЯНИИ Не определяются £207
1050-88 До 80 315 530 20 45 69
Нормализация 880 Воздух Свыше 315
80 до 530 18 40 69
250
Закалка 840-880 Вода или масло До 16 430 630-780 17 — 251
Отпуск 550-600 Воздух От 16 до 40 380 600-750 19 — 252
От 40 до 100 315 550-700 20 252
гост 1577-93 Лист. Без термической До 20 Свыше 20 до 32 — 520 21 — — d=2a
обработки, после контро- — 520 19 — — £207
лируемой про- Свыше d=3a
катки или нор- 32 до — 520 18
мализованный 160
Лист До 20 Свыше 20 до 32 — 480 22 — — d=2a ni —
отожженный — 480 20 -
или высоко-отпущенный Свыше 32 до 480 19 d=3a £187
'— 160
До 16 300 480- 21 —
Лист, полоса. 670 19' '
От 16 до 270 480- 21 d=2a
Нормализация 860-890 20 От 20 до 100 670 480-670 191 — —• £207
270 21 191 — —
От 100 До 160 245 460-650 19 171 ___ d=3a
Лист, полоса. До 16 430 630-780 17 40 352 —
Закалка 840-870 Вода Свыше 370 600- d=2a
16 до 20 750 19 45 352
850-880 Масло Свыше 370 600-750
20 до 40 19 45 352
Отпуск 540-680 Воздух Свыше 40 до 100 320 550-700 20 50 352 d=3a
Полоса нормализо- До 20 Свыше 315 ~ 315 530 20 45 —. d=2a —
ванная 20 до 32 Свыше 32 до 60 о,ы,о 530 530 “ 390-' 18 45 —— d=3a
315
ГОСТ 2284-79 ГОСТ Отжиг Термическая 17 16 45 —
4041-71 ГОСТ обработка Без ~ ~ 4,0-14,0 —- 480-640 560- 22 — HRB £163
5663-79 термической обработки 1 класс £84
2 класс 0 1,0-6,0 710 •— 55 ——•
740 *— 45 '—
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
99
35 I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0,2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 8479-70 Нормализация Отпуск 860-880 600-650 Воздух Воздух или печь До 100 100-300 300-500 500-800 275 245 245 215 530 470 470 430 20 19 17 16 40 42 35 35 44 39 34 39 156-197 143-179 143-179 123-167
Закалка Отпуск 850-870 560-620 Вода или масло Воздух и печь До 100 101-300 315 275 570 530 17 17 38 38 39 34 167-207 156- 197
ГОСТ 8731-74 Термическая обработка 0 20-820 s 2,5-36 294 510 17 — — <187
ГОСТ 8733-74 Термическая обработка 0 5-250 s 0,3-24 294 510 17 — — <187
ГОСТ 10702-78 Термическая обработка 5-48 — 590 — 45 — — <; 187
ГОСТ 16523-97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 12 13 — ——
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 13 14 — —
ДЦ Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода Не определяются Поверхности 35-40 —
Поперечные образцы. Работа удара, Дж.
Назначение. Оси, цилиндры, колонны прессов, коленчатые валы, шатуны, крепежные детали, шпиндели, звездочки, тяги, подушки, ободы, серьги, траверсы, валы, бандажи, диски, балки, втулки, пальцы, червяки, кулачки, толкатели, корпусы вентилей, крышки, штоки, шестерни н другие детали невысокой прочности, крепежные детали котлов и трубопроводов ТЭС, паровых, газовых и .гидравлических турбин, арматуоа АЭС. - —
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -50 -60
250 150 Нормализация с 850-890°С, отпуск ппи 650-680°С 64 — 48 46 14 12 Нормализация
— Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1280-750 1280-750 Поковки всех размеров ответственного назначения Нормализация, два пепеохлаждения, отпуск До 800 На воздухе
Остальные поковки: а) до 400, б) 401-800, в) >800 а) на воздухе, б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
Обрабатываемость резанием Флокеночувствительность
граниченно свариваемая. э^об« сварки: РД, РАД, АФ, МП и ппг' Рекомендуются подогрев и Следующая термообработка. -без ограничений. В горячекатаном состоянии при 187 НВ и о, = 520 Н/мм Kv= 1Д6 (твердый сплав), Kv = 1,2 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
100
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали I 40 Вид поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70, ТУ 108.11.890-87. Лист -ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71. Лента — ГОСТ 2284-79, ГОСТ 10234-77. Полоса — ГОСТ 1577-93. Проволока — ГОСТ 5663-79.
1 Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, "С
С Si Мп S Р Сг Ni As N Си Aci Ас, Ari Агз
0,37-0,45 0,17-0,37 0,50-0,80 5 0,040 5 0,035 < 0,25 0,30 0,08 50,008 £ 0,30 730 790 690 780
| Примечание. По ТУ 108.11.890-87 содержание Cr,Ni и Си-не более 0,40%.
НД Режим термообработки Сечение, °0.2> Н/мм7 °., Н/мм7 5, % V. % кси, Дж/см2 HRC НВ
Операция VC Охлаждающая
среда не менее
1 ГОСТ В горячекатаном состоянии Не определяются 5217
I 1050-88 В отожженном состоянии — 510 14 40 — 5187
До 80 335 570 19 45 59
Нормализация 870 Воздух Свыше 80 до 335 570 17 40 59 —
250
Закалка 830-870 Вода или масло До 16 460 650- 800 16 — 207
Отпуск 550-600 Воздух От 16 до 40 От 40 до 100 400 355 630-780 600-750 18 19 — 202 207
Г гост I 1577-93 Лист. Без термообработки, До 20 Свыше — 560 20 — —
после контро- 20 до 32 — 560 18 •— —
лируемой про- Свыше 5217
катки или нормализованный 32 до 160 — 560 17 — —
Лист отожженный или высоко-отпущенный До 20 Свыше 20 до 32 Свыше 32 до 520 520 520 21 19 18 — 1 1 г 5187
160
Лист, полоса. До 16 320 530- 720 19 17* — .—
Нормализация 850-880 Воздух От 16 до 290 530- 19
100 720 171 — — 5217
От 100 до 160 260 510-700 17 151 —
Лист, полоса. 830-860 840-870 До 16 460 650- 800 16 35 зо7
Закалка Вода Масло Свыше 16 до 40 400 630- 780 18 40 зо2
Отпуск 540-680 Воздух Свыше 40 до 100 350 600-750 19 45 зо2
Полоса нормализованная До 20 Свыше 20 до 32 Свыше 335 335 570 570 19 17 45 45 —
Г гост Отжиг 32 до 60 335 570 16 45
I 2284-79 0,1-4,0 ~ 440- 14 21
I гост I 4041-71 1 ГОСТ Термическая _ обработка 1 класс 4,0-14,0 -— 690 510- 660 . ~HRB 5167
| 5663-79 Без термической обработки — 560- 5 85
2 класс 0 1,0-6,0 710 55 —
— 740 — 40 —
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
101
40 1 Механические свойства при комнатной температуре 1
нд Режим термообработки Сечение, ММ 0(1.2, Н/мм2 а., Н/мм2 8, % V. % KCU, Дж/см2 HRC НВ I
Операция t,°C Охлаждающая среда
не менее
гост 8479-70 Нормализация Отпуск 840-860 600-650 Воздух Воздух или печь До 100 100-300 300-500 500-800 275 275 245 215 530 530 470 430 20 17 17 16 40 38 35 35 44 34 34 39 1 156- I 197 156-197 143- I 179 I 123— 167 |
Закалка Отпуск 830-850 580-640 Вода Воздух или печь До 100 101-300 301-500 345 315 275 590 570 530 18 14 15 45 35 32 59 34 29 174- 1 217 167-207 156-197
ГОСТ 10234-77 Отжиг s0,1-4,0 ширина 0,5-12 — 690 10 — — —
ГОСТ 1 1Л7ЛЭ 7R Термическая 5-48 — 590 — 40 — — <197
гост 16523-97 Термическая обработка Горячекатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 12 13 — —
Холоднокатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 13 14 — —
ТУ 108.11. Термическая обработка До 800 245 470 15 30 34 143— 179
Г дп Поверхностная закалка с нагревом ТВЧ и отпуск при 160-180°С — Не определяются Поверхности 40-53
1 Поперечные образцы.
Работа удара, Дж.____________—----------—--------------- петали ттбин. детали арматуры, шатуны, шпиндели,
Назначение. Оси, коленчатые валы, вал-шестерни, штоки^®°^) ’ нки фрикпионныелиски. плунжеры и др. Крепежные детали звездочки, распределительные валики, болты, головки цилиндр , > * е детали газовых турбин, цельнокованые валы
котлов и трубопроводов ТЭС, АЭС, паровых и газовых тур • Р У гидравлических турбин.
Предел выносливости,
._______Н/мм2
I П-1 Т-1
1 317 —
I 393 —
Закалка с 850°С в воде, отпуск при 570°С.
Термообработка
-80
-60
-40
-20
+ 20
Ударная вязкость, KCU, Дж/см2, ____________при t, °C _________
Закалка с 850°С в воде, отпуск при 400°С.
Закалка 845°С, вода, отпуск 550°С, о, = 710 Н/мм2. __________
Технологические характеристики
1 К I Вид I полуфабриката эвка Температурный интервал ковки, °C
I Слиток 1250-780
I Заготовка 1250-800
Термообработка
- ИЗ CJD Размер сечения, мм Охлаждение поковок, изготог ггков Условия охлаждения ЛСННЫЛ из заготс Размер сечения, мм )ВОК I Условия I охлаждения |
Поковки всех размеров: ответственного назначения Нормализация, два переохлаждения, отпуск На воздухе До 400 На воздухе 1
- ______Свариваемость____________
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП и ЭШ. Рекомендуются подогрев и последующая термообработка.
КТ- без ограничений.
Обрабатываемость резанием----
В горячекатаном состоянии при 170 НВ и с, = 530 Н/мм2
Kv = 1,2 (твердый сплав), Kv= 1,05 (быстрорежущая сталь)
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
102
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 45 Вцд поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70, ТУ 108.11.496-80, ТУ 108.11.399-87, ТУ 108.11.890-87, ТУ 108.11.910-87, ТУ 108.13.32-88. Трубы — ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86. Лист — ГОСТ 1577-93, ГОСТ 16523-97. Ленга — ГОСТ 2284-79. Полоса — ГОСТ 1577-93. Проволока—ГОСТ 5663-79.
I Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, “С
1 с Si Мп S Р Сг Ni As N Си Aci Асз Ап Ап
I 0,42- 1 0,50 0,17-0,37 0,50-0,80 <0,040 £0,035 £ 0,25 £ одо £ 0,08 £ 0,008 < 0,30 730 755 690 780
| Примечание. По ТУ 108.11.890-87 содержание Cr,Ni и Си - не более 0,40%.
| Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ 00.2, Н/мм2 О., Н/мм2 8, % у. % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
I ГОСТ 1 1050-88 В горячекатаном состоянии Не определяются £229
В отожженном состоянии £197
Нормализация 860 Воздух До 80 Свыше 80 до 250 355 355 600 600 16 14 40 35 49 49 — —
Закалки Отпуск 820-860 550-600 Вода или масло Воздух До 16 От 16 до 40 От 40 до 100 490 430 375 700-850 650- 800 630-780 14 16 17 — 152 152 152
1 ГОСТ I 1577-93 Лист. Без термообработки, после контролируемой прокатки или нормализованный До 20 Свыше 20 до 32 Свыше 32 до 160 — 590 590 590 18 16 15 — — £229
Лист отожженный или высоко-отпущенный До 20 Свыше 20 до 32 Свыше 32 до 160 1 1 1 550 550 550 19 17 16 — —- £197
Лист, полоса. Нормализация 840-870 Воздух До 16 От 16 до 100 От 100 до 160 340 305 275 580-770 580-770 560- 750 17 15* 17 151 15 131 — £229
Лист, полоса. Закалка Отпуск 820-850 830-860 540-680 Вода Масло Воздух До 16 Свыше 16 до 40 Свыше 40 до 100 500 430 370 700-850 650-800 630-780 14 16 17 35 40 45 252 252 252
1 ГОСТ Полоса нормализованная До 20 Свыше 20 до 32 Свыше 32 до 60 355 355 355 ~ 600 600 600 ”16 14 13 ~40~ 40 40 1 1 1
I 2284-79 I ГОСТ Отжиг 0,1-4,0 — 440- 690 14 —
I 5663-79 термической _ обработки 1 класс 2 класс 0 1,0-6,0 1 1 560- 710 1 740 —— 55 [40 — —~
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
103
45
НД Режим термообработки Сечение, ММ сод, Н/мм2 Ов» Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 8479-70 Нормализация Отпуск 830-860 550-600 Воздух Воздух или печь До 100 100-300 300-500 500-800 315 275 245 245 570 530 470 470 17 17 17 15 38 38 35 30 39 34 34 34 167-207 156-197 143-179 143-179
Закалка Отпуск 820-850 550-650 Вода Воздух До 100 101-300 301-500 395 345 315 615 590 570 17 17 12 45 40 30 59 54 29 187-229 174-217 167-207
ГОСТ 8731-74 Термическая обработка 0 20-820 s 2,5-36 320 590 14 — — <207
ГОСТ 8733-74 Термическая обработка 0 5-250 s 0,3-24 320 590 14 — — <207
ГОСТ 10702-78 Термическая обработка 5-48 — 590 —• 40 — — 5207
ГОСТ 16523-97 Термическая обработка Горячекатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 12 13 — —
Холоднокатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 13 14 — —
ТУ 108. 11.890-87 Термическая обработка До 800 275 530 13 30 29 — 156-197
ДЦ Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода Не определяются Поверхности 40-56 —
Закалка Отпуск 830-850 160-180 Масло Воздух До 15 650 900 15 40 30 30-40 —
Закалка Отпуск 830-850 180-200 Вода Воздух До 20 950 1200 6 22 — 40-50
поперечные образцы. " ‘ —--
работа удара, Дж.
Режим для мелких тонкостенных деталей сложной конфигурации, _______
Назначение. Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, плунжер,!, стойки кпппи^Г J™11’ рыЧаги’ Л’аверсы, хвостовики, цилиндры, кулачки, штуцеры, шайбы, вилки, кронштейны, установочные вин™ пальцы’ паровыхХр&щ3' ДеТаЛИ НаС0°0В’ ТЯГИ’ ШТЫрИ> “> храповики, стропы и другие детали, крепеж трубопроводов ТЭС АЭС
Предел ВЫНОСЛИВОСТИ, Н/мм2
0-1
280
Термообработка
170
Ковка
Вид полуфабриката
Слиток
Заготовка
Нормализация с 850°С, отпуск при 550-б50°С.
Температурный интервал ковки, °C
1250-780
1250-750
+ 20 90-94
Ударная вязкость, KCU, Дж/см2, приус
-20
61
-40
61
Термообработка
-80
-100
Нормализация и отпуск
-60
49
Технологические характеристики
_______________________Охлаждение поковок, _______________________из слитков
Размер сечения, мм
Поковки всех размеров ответственного назначения Остальные поковки: а) до 400, 6)401-800, в) >800
Условия охлаждения
Нормализация, два переохлаждения, отпуск
из заготовок
сечения, мм
Условия охлаждения
а) на воздухе,
б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
До 400
На воздухе
~----УДокеночувстаителк.^
Мало чувствительна ~ '—
Склонность к отпускной хрупкое:
Не склонна
Обрабатываемость резанием_______
В горячекатаном состоянии при 170-179 НВ Н о, = 650 Н/мм2
Kv= 1,0 (твердый сплав),
Ку= 1,0 (быстрорежущая сталь)
Трудно свариваемая.
Способы сварки: РД и КТ.
Необходимы подогрев и последующая термообработка. л щ
104
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Ввд поставки Сортовой прокат — ГОСТ 1050-88, ГОСТ 10702-78. Поковки — ГОСТ 8479-70, ТУ 108.11.905-87. Лист -ГОСТ 1577-93, ГОСТ 16523-97. Лента—ГОСТ 2284-79, ГОСТ 10234-77. Полоса—ГОСТ 1577-93.
50
Массовая доля элементов, %, по ГОСТ 1050—88 Температура критических точек, °C
С Si Мп S Р Сг Ni As N Си Ас> Асз Ал Агз
0,47-0,55 0,17-0,37 0,50-0,80 $0,040 $0,035 $ 0,25 $ 0,30 $ 0,08 $0,008 $ 0,30 725 760 690 750
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, ММ °0.2, Н/мм2 о., Н/мм2 S, % V, % KCU, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 1050-88 В горячекатаном состоянии Не определяются $241
В отожженном состоянии $207
Нормализация 850 Воздух До 80 Свыше 80 до 250 375 375 630 630 14 12 40 35 38 38 —— —
Закалка Отпуск 810-850 550-600 Вода или масло Воздух До 16 От 16 до 40 От 40 до 100 520 460 400 750-900 700-. 850 650-800 13 15 16 — — 50
ГОСТ 1577-93 ГОСТ 2284-79 Лист. Без термообработки, после контролируемой прокатки или нормализованный До 20 Свыше 20 до 32 Свыше 32 до 160 — 630 630 630 16 14 13 —- $241
Лист отожженный или высоко-отпущенный До 20 Свыше 20 до 32 Свыше 32 до 160 580 580 580 17 15 14 — — $207
Лист и полоса. Нормализация 835-865 Воздух До 16 От 16 до 100 От 100 ДО 160 355 320 290 600-820 600-820 580-800 16 141 16 14* 14 121 •— — $241
Лист и полоса. Закалка Отпуск Отжиг 810-840 820-850 540-680 Вода Масло Воздух До 16 Свыше 16 до 40 Свыше 40 до 100 520 460 400 750-900 700-850 650-800 13 15 16 30 35 40 —
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
105
50 | Механические свойства при комнатой температуре
нд Режим термообработки Сечение, мм °<>,2> Н/мм2 с., Н/мм2 S, % v> % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 8479-70 Нормализация До 100 100-300 315 275 570 530 17 17 38 38 39 34 167-207 156-197
ГОСТ 10234- 77 Отжиг s 0,1-4,0 ширина 0,5-12 — 740 10 — — —
ГОСТ 10702-78 Термическая обработка 5-48 — — — — —— — <217
ГОСТ 16523- 97 Термически обработанный горячекатаный лист До 2,0 Свыше 2,0 — 490-720 490-720 12 13 — .—
Термически обработанный холоднокатаный лист До 2,0 Свыше 2,0 - 490-720 490-720 13 14 — —
дц Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода, водный раствор глицерина или масло Не определяются Поверхности 40-50 —
Поперечные образцы.
Назначение. Штоки, плунжеры, шестерни, венцы, бандажи, шпиндели, молотки и др. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных, крупносортные несортных, мелкосортных, штрипсовых и проволочных обжимных и сортовых станов, а также рабочие валки всех размеров листовых станов для горячей прокатки металла. Сталь склонна к трещинам при закалке в воде.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -50 -60 -80
285 170 Нормализация с 830-8бО°С, отпуск при 600-650°С. 50 — — — 38 — Закалка с 850°С в масле, отпуск при 450°С.
80 — 68 52 — — Закалка 850°С, вода, отпуск 600°С.
-—- Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1250-800 1250-800 Поковки всех размеров ответственного назначения Нормализация, два переохлаждения, отпуск До 400 На воздухе
Остальные поковки; а) до 400, 6)401-800, в) >800 а) на воздухе, б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудно свариваемая. Способы сварки: РД и КТ. подогРев и последующая термообработка. В горячекатаном состоянии при 196-202 НВ и о, = 650 Н/мм2 Kv = 1,0 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
106
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 1050-88. Поковки — ГОСТ 8479-70. Лист — ГОСТ 1577-93. Лента — ГОСТ 2284-79.
55
Массовая доля элементов, %, по ГОСТ 1050-88 Температура критических точек, °C
С Si Мп S Р Сг Ni As N Си Aci Асз Ari Агз
0,52-0,60 0,17- 0,37 0,50-0,80 £0,040 <0,035 £ 0,25 < 0,30 £ 0,08 £ 0,008 £ 0,30 725 755 690 750
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм °0,2, Н/мм2 с., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 1050-88 В горячекатаном состоянии До 250 Не определяются <255
В отожжеииом состоянии До 250 £217
Нормализация 850 Воздух До 80 Свыше 80 до 250 380 380 650 650 13 11 35 30 — — —
Закалка Отпуск 805-850 550-600 Вода или масло Воздух До 16 От 16 до 40 От 40 до 100 550 490 420 800-950 750-900 700-850 12 14 15 —
ГОСТ 1577-93 Нормализация 830-860 Воздух До 16 От 16 до 100 От 100 до 160 370 330 300 630-870 630-870 610-850 15 13* 15 131 13 11* — — <255
Закалка Отпуск 805-835 815-845 540-680 Вода Масло Воздух До 16 Свыше 16 до 40 Свыше 40 до 100 550 500 430 800-950 750-900 700-850 12 14 15 30 35 40 -—
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
107
55 1 Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0,2, Н/мм1 с., Н/мм2 8, % V> % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 2284-79 Отжиг 0,1-4,0 — 440-740 13 — —
ГОСТ 8479-70 Нормализация Воздух До 100 100-300 490 315 655 570 16 14 45 35 59 34 212-248 167— 207
1 Поперечные образцы.
Назначение. Штоки, венцы, цапфы, эксцентрики и другие детали, к которым предъявляются требования повышенной прочности и износостойкости. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных, крупносортных, среднесортных и мелкосортных станов и рабочие валки всех размеров листовых станов для горячей прокатки металла. Цельнокованые колеса для вагонов и бандажи подвижного состава железных дорог широкой колеи. Сталь склонна к трещинам при закалке в воде.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -50 -80 -100
385 223 Закалка с 790°С в воде, отпуск при 650°С 27 21 18 13 10 — Горячекатаное состояние
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1240-800 1240-800 Поковки всех размеров ответственного назначения Нормализация, два переохлаждения, отпуск До 400 На воздухе
Остальные поковки: а) до 400, б) 401-800, в) >800 а) на воздухе, б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. КТ с последующей термообработкой. В нормализованном состоянии при 212 225 НВ К,= 1,00 (твердый сплав), Kv = 0,65 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
108
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали Вид поставки
1 60 Сортовой прокат—ГОСТ 1050-88. Лист — ГОСТ 1577-93. Ленга—ГОСТ 2284-79.
Температура критических точек, °C
Массовая доля элементов, %, по ГОСТ 1050-88
С Si Мп S Р Сг Ni As N Си Aci Acj Ап Агз
0,57- 1 0,65 0,17-0,37 0,50-0,80 <0,040 <0,035 <, 0,25 <; 0,30 < 0,08 <0,008 £ 0,30 725 750 690 745
Механические свойства при комнатной температуре
I нд Режим термообработки Селение, мм Н/мм2 Н/мм2 8, % V, % KCU, Дж/см1 HRC НВ
Операция t,°C Охлаждающая
среда не менее
I ГОСТ I 1050-88 В горячекатаном состоянии До 250 <255
пе определяются
В отожженном со стоянии До 250 2229
До 80 400 680 12 35 — — —
Нормализация 840 Воздух Свыше
80 до 250 400 680 10 30 — — —
Закалка 800-840 Вода или масло До 16 580 850- 1000 11 — —
I гост Отпуск 550-600 Воздух От 16 до 40 От 40 до 100 520 450 800-950 750-900 13 14 — ,—- —
1 1577-93 До 16 380 650- 920 14 12" — '—-
Нормализация 820-850 Воздух От 16 до 100 340 650- 920 14 12" — <255
От 100 до 160 310 630- 880 12 101 —- —
Закалка 800-830 Вода До 16 580 850- 1000 11 25 —
810-840 Масло Свыше 16 до 40 520 800-950 13 30 •
Отпуск 540-680 Воздух Свыше 40 до 100 450 750- 900 14 35 —
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
109
60 I Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм Оад, Н/мм2 с., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 2284-79 Отжиг 0,1-4,0 — 440-740 10 — —
1 Поперечные образцы.
Назначение. Эксцентрики, шпиндели, бандажи, диски сцепления, пружинные кольца амортизаторов, замковые шайбы, регулировочные шайбы, регулировочные прокладки и другие детали, к которым предъявляются требования высокой прочности и износостойкости. Рабочие валки листовых станов для горячей прокатки металла. Цельнокованые колеса для вагонов и бандажи для подвижного состава железных дорог широкой колеи. Сталь склонна к трещинам при закалке в воде.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см1, npHt, °C Термообработка
0-1 Т-1 +20 0 -20 -30 -40 -50
350 —_ При с, = 710 Н/мм2.
373 — При св = 510 Н/мм2.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
ввд полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1220-800 1220-800 Поковки всех размеров ответственного назначения Нормализация, два переохлаждения, отпуск До 300 На воздухе
Остальные поковки: а) до 400, 6)401-800, в) >800 а) на воздухе, б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
Свариваемость Обрабатываемость резанием Флокеночувствительность
применяется для сварных конструкций. кт с последующей термообработкой. В горячекатаном состоянии при 229 НВ Kv = 0,75 (твердый сплав), Kv= 0,65 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
110
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат, фасонный прокат, полоса — ГОСТ 14959-79.
75
Массовая доля элементов, %, по ГОСТ 14959-79 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Примечание Aci Ас, Ari Аг3
0,72-0,80 0,17-0,37 0,50-0,80 <0,035 <0,035 < 0,25 < 0,25 £ 0,20 Качественная 720 735 700 —
S 0,025 <0,025 Высококачественная
Механические свойства при комнатной температуре
вд . Режим термообработки Сечение, мм под, Н/мм2 о., Н/мм2 8, % V*. % KCU, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 14959- 79 В горячекатаном состоянии Не определяются <!285
Закалка Отпуск 820 470 Масло Воздух До 80 81-150 151-250 885 885 885 1080 1080 1080 9 7 б 30 25 20 — ^241
: 1 Нормы относительного сужения даны только для круглых образцов.
Назначение. Крановые колеса, рессоры и пружины, пружины амортизаторов, замки сцепления, круглые и плоские пружины, пружины клапанов двигателей автомобилей и т.д.
Предел выносливости, Н/мм? Термообработка Ударная вязкость, KCU, Дж/см2, приt°C Термообработка
с-1 Т-1 + 20 0 -20 -30 -40 -50
392 — При <т,= 1085 Н/мм2
— 350-400 Закалка с 820°С в масле, отпуск при 480°С, воздух
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок -
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1200-800 50-220 В колодцах 50-220 В колодцах
Заготовка 1180-800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. КТ с последующей термообработкой. В горячекатаном состоянии при < 285 НВ К,=0,85 (твердый сплав) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
111
Марка стали Вид поставки Сортовой прокат, фасонный прокат, полоса — ГОСТ 14959-79.
85
Массовая доля элементов, %, по ГОСТ 14959-79 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Примечание Aci Асз Ari Агз
0,82-0,90 0,17-0,37 0,50-0,80 < 0,035 £0,035 £ 0,25 £ 0,25 £ 0,20 Качественная 720 730 700 —
£ 0,025 <0,025 Высококачественная
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм °од, Н/мм2 Н/мм2 8, % V*. % KCU, Дж/см» HRC НВ
Операция t,°C Охлаждающая среда
ие менее
гост 14959- 79 В горячекатаном состоянии Не определяются £302
В термообработанном состоянии <269
Закалка Отпуск 820 470 Масло Воздух До 80 81-150 151-250 980 980 980 ИЗО ИЗО ИЗО 8 6 5 30 25 20 — —- -
1 Нормы относительного сужения даны только для круглых образцов.
Назначение. Пружины, фрикционные диски и другие детали, к которым предъявляются требования высоких прочностных и упругих свойств к износостойкости.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см», при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
343- 392 Проволока: ао,г = 640-880 Н/мм1, <г. = 910-1320 Н/мм» -
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
.Слиток 1200-800 50-220 В колодцах 50-220 В колодцах
Заготовка 1180-800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. КТ с последующей термообработкой. В горячекатаном состоянии при 302 НВ Kv = 0,8 (твердый сплав) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
112
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
15К
Лист —ГОСТ 5520-79.
Массовая доля элементов, %, по ГОСТ 5520-79
Температура критических точек, °C
с Si Мп S Р Сг Ni As N Си Acj Ас3 Ап Arj
0,12— 0,20 0,IS-О.30 0,35-0,65 5 0,040 5 0,040 5 0,30 5 0,30 5 0,08 50,008 5 0,30 724 860 676 830
Механические свойства щ эи комнатной температуре
вд Режим термооб работки Сечение, мм О0.2, Н/мм2 о», Н/мм2 8, % % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
гост 5520-79 1 vrv г,— В горячекатаном состоянии ПОГ» _ —— До 5 225 370-480 27 —
5-20 225 370-480 27 69 39* 34
21-40 215 370-480 26 64 39* 29
41-60 205 370-480 25 69 39* 29
4-30 — — — — — — d=0,5a
31-60 — — — ——1 — —— d=l,5a
при температуре до 450°С.
Назначение. Детали паровых котлов и сосудов, работающие под давлением
Предел выносливости, Н/мм2
р-1 т-1
Термообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
+20 88
0
Ковка
-20 _____________49 Технологические характеристики -----------------
-30
-40 39
-50
Термообработка
Горячекатаное состояние.
Размер сечения, мм
из слитков_____
____ Условия охлаждения
Условия охлаждения
Вид полуфабриката Слиток_________
Заготовка
——------------ из заготовок
Размер сечения, ьш
Температурный интервал ковки, °C 1260-750 1260-750
Обрабатываемость резанием
Флокеночувствительность
Свариваемость
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, Эш
Не чувствительна
В горячекатаном состоянии при а. = 370-480 Н/мм2 Kv = 1,96 (твердый сплав), Kv= 1,8 (быстрорежущая’сталь)
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
113
Марка стали Вид поставки Лист—ГОСТ 5520-79.
16К
Массовая доля элементов, %, по ГОСТ 5520-79 Температура критических точек, °C
С Si Мп S Р Сг Ni As N Си Aci Асз Ап Ап
0,12-0,20 0,17-0,37 0,45-0,75 £ 0,040 5 0,040 50,30 50,30 50,08 0,008 50,30
— ... Механические свойства при комнатной температуре (на поперечных обваися^
вд Режим термообработки Сечение, мм °0,2, Н/мм2 о., Н/мм2 8, % V. % KCU, Дж/см’ кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
гост 5520-79 Нормализация До 5 255 400-490 22 — —
5-20 ‘ 255 400-490 22 69 391 34
21-40 245 400-490 22 69 39* 34
41-60 235 400-490 22 69 391 34
4-60 — — — — — d=2a
KCV при 0°С.
-Назначение. Детали котлов и сосудов, работающие под давлением при температуре от минус 20 до 450°С.
Пред< Вынослш —— Н/мм —£1_._ VI •ости, ? ^1 Термообработка Уд +20 арная вязкост! при! . 0 -20 >,КС1 °C -40 J, Дж/см1, -60 -80 Термообработка
Предел текучесп тоод.Н to?, при! °C — — —’
— +200 + 250 + 300 +350 +400 + 450
185 155 135 120 98
~~—— Ковка Охлаждение поковок, изготовленных
вид -Д2ДУфабриката -Слиток " .Заготовка ’ Температурный интервал ковки, °C из слитков из заготовок
Размер сечения; мм Условия охлаждения Размер сечения, мм Условия охлаждения
—— Свариваемости. Обрабатываемость резанием Флокеночувствительность
СгтгНкЧеНН0 СВаРнваемая. иКТ ' сварки: РД, РАД> Аф, мп> эш ^^ХХПОД0Грев и последующая В нормализованном состоянии при о, = 400 Н/мм2 Kv = 2,13 (твердый сплав), Kv = 2,0 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТА ТТИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
Лист —ГОСТ 5520-79.
18К
1 Массовая доля элементов, %, по ГОСТ 5520-79. Температура критических точек, С
1 С Si Мп S Р Сг Ni As N Си Aci Ас3 Ari Агз
I 0,14-1 0,22 0,17-0,37 0,55-0,85 £ 0,040 £ 0,040 £0,30 £0,30 £0,08 £ 0,008 £0,30
Механические свойства при комнатной температуре (на поперечных образца»)
НД Режим термообработки Сечение, мм °о.г, Н/мм2 О., Н/мм2 | 8, % V. % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция Охлаждающая среда
не менее
I ГОСТ 5520-79 Нормализация До 5 275 430- 520 20 — •—•
От 5-20 275 430- 520 20 59 29
21-40 265 430- 520 20 59 29
41-60 255 430- 520 20 59 29
4-60 — — — — — — d=2,5a
Назначение. Детали котлов и сосудов, работающие под давлением при температуре от минус 20 до 450°С,
I Предел I выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при! °C Термообработка
I 0-1 Т-1 + 20 0 -20 -40 -60 -80
Предел текучести о03, Н/мм2, при t °C
+ 200 + 250 +300 + 350 + 400 + 450
I 225 205 175 155 135 120
1 Технологические характеристики
I Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток
Заготовка
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РДС, РАД, АФ МП ЭШнКТ.
Рекомендуются подогрев и последующая термообработка.
В состоянии нормализации при о, = 500 Н/мм2
Kv= 1,45 (твердый сплав), Kv= 1,12 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫ?.
115
Марка стали
Вод поставки
20К
Лист — ГОСТ 5520-79.
Массовая доля элементов, %, по ГОСТ 5520-79
Температура критических точек, °C
0,16-0,24
Si
0,15-0,30
0,35— 0,65
Мп
Р
0,040
Ni
£ 0,040
£0,30
£0,30
£0,08
As
£0,30
0,008
Ac,
Асз
An
Агз
724
845
682
815
ВД Режим термообработки Сечение, мм Сод, Н/мм2 НМ HUHCpi О., Н/мм2 iHHbL 5, % оира V, % зцах; кси, Дж/см1 кси, после механического старения, Дж/см2 Изгиб
Операция t,°c Охлаждающая среда
не менее
гост 5520-79 В горячекатаном состоянии До 5 245 400- 510 25 — —
От5-20 245 400- 510 25 — 59 291 29
21-40 235 400- 510 24 — 54 291 24
41-60 225 400- 510 23 — 49 291 24
4-30 — — — — — ~~ d=l,5a
31-60 — — — — — — d=2,5a
___________-—————- ДО 450°С, корпусы цилиндров
Детали паровых ко™» » М» И®»»-» « °
и камеры горения газовых турбин и др.
Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка
+ 20 0 -20 -30 -40 -50
Предел Вьп'осливости, JjW
Термообработка
Вид -~^5^а6риката iJWroK~~~----
Ковка
Температурный интервал ковки, °C ~ 1260-750
Технологические характеристики _________Охлаждение поковок, изготовленных _________из слитков
Размер сечения, мм
из заготовок
1260-750
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
В горячекатаном состоянии при а, = 410-500 Н/мм2
КУ = 1,56 (твердый сплав),
Ку = 1,3 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТА ПИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Р “1 Поковки —ОСТ 108.030.113-87,ТУ302.02.092-90. Лист —ГОСТ5520 79, ТУ 302.02.092 90,ТУ 14-2 533 83,ТУ 1 1 22К 108 1075-81 ТУ 108-972-80. ТУ 108.11.296-87, ТУ 108.11.906-87. J
I Массовая доля элементов, % НД Температура критических точек,'С
1 Г Si Мп S Р Сг Ni As At Си N Aci АСл АГ1
I 0,19-0,26 0,17-0,40 0,70- 1,00 £ 0,035 5 0,040 < 030 £ 0,30 £ 0,08 5 0,02 £ 0,30 £ 0,008 гост 5520-79 724 845 682 815
0,19- 1 0,26 0,20-0,40 0,75-1,00 £ 0,025 £ 0,025 < 0,40 £ 0,50 — — £ 0,30 — ОСТ 108. 030.113-87.
0,19-0,26 — 0,70-1,00 £ 0,025 £ 0,025 < 0,40 < 0,30 — — £ 0,30 — ТУ 302. 02.092-90
нд Режим термообработки Сечение, мм Со,2, Н/мм2 с», Н/мм2 6, % У. % кси, Дж/см’ кси, после механического старения, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не ы енее
ГОСТ В горячекатаном От 25 до 265 430- 22 . 59 29
5520-79 или термически 60 590 d=2a
обработанном состоянии Свыше 60 до 70 255 430- 590 22 — 59 29
I ОСТ I 108.030. Нормализация 930-950 Воздух До 100 215 430- 590 23 48 59
I 113-87 • Свыше 430-590 430-590 123- 167
Отпуск 620-680 Воздух 100 до 200 Свыше 200 до 400 215 215 21 19 45 38 54 49
I ТУ 1 302.02. В термически обработанном состоянии До 200 250 435- 640 20 45 69 ТзП 207 J
1 092-90 До 400 215- 500 430- 620 21 45 69 ТтП 205J
Требования к механическим свойствам листов установлены для поперечных образцов, а для поковок—для продольных образцов. Назначение. Обечайки, днища, фланцы, цельнокованые и сварные барабаны паровых котлов, корпусы и горловины сепараторов, Корпусы цилиндров и камеры горения газовых турбин, полумуфты, патрубки и другие детали, работающие при температуре от — 40 Д° +450°С под давлением.________
I Коррозионная стойкость Ударная вязкость, KCU, Дж/см’, пои t °C Термообработка J
I Вид I коррозии Среда t,°C Длительность, ч Балл стойкости + 20 -20 -40 Листы ТОЛЩИНОЙ 30-70 мм. Нормализация 930°С. Отпуск 600-650°С J
I Общая Водные растворы, содержащие 5-15 мг/кгСГ и до 6 мг/кг Оз 200-300 3000 2 118- 157 77- 113 11- 138
I Точечная
3000 Питтинги до 250 мкм
Технологические
Ковка Охлаждение поковок, изготовленных J
Вид I полуфабриката Температурный интервал ковки, °C из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, Условия охлаждения 1
I Слиток I Заготовка 1280-750 1280-750 Поковки всех размеров ответственного назначения Нормализация, два переохлаждения, отпуск До 400 На воздухе
С а е Остальные поковки: ) до 400, 1)401-800, >) > 800 а) на воздухе, б) отжиг низкотемпературный, в) отжиг низкотемпературный, одно переохлаждение
1 _ I Ограниченно свариваемая. I Способы сварки: РД РАД, АФ, ЭШ и КТ. I Рекомендуются подогрев и последующая | термообработка. Обрабатываемость резанием В закаленном и отпущенном состоянии при о. >440 Н/мм2 К,.= 1,6 (твердый сплав), _Ку= 1,2 (быстрорежущая сталь) Флокеночувствительность - Не чувствительна __
Склонность к отпускной ХРУПКОСТИ
Не склонна
Марка стали
Вид поставки
А12
С
Si
СТАЛИ УГЛЕРО,
ГСТЫЕКАЧЕСТВЕНЕШЕ
Сортовой прокат — ГОСТ 1414-75.
Массовая доля элементов, % по ГОСТ 1414-75
Сг
Температура критических точек, °C
Мп
S
Р
Aci
735
£0,25
Асз
866
685
Агз
840
0,080-
0,080-
0,70-
0, os-
о. 15-
L— L - MpYnlm4ffK1,c свойства прикомнатаои^: ратуре " а», Г 8> Г Н/мм2 1 % | не меиее Y.T % | кси, Дж/см2 HRC НВ I
Режим термообраьотки Г Охлаждающая Сечение, мм Н/мм2 1.
НД гост 1414-75 Операция °с среда В горячекатаном состоянии До 100 — 410 22 34 — — <160 I £217 I
В нагартованном и калиброванном состоянии До 30 — 510 7 — —
От 30 до 60 — 460 7 — — £217 I
Г~ дц Жидкостная цементация Закалка Отпуск 860-880 860-880 180-200 Вода Воздух 15 300 450 36 — Й56
Цианирование Закалка Отпуск 820-860 820-860 180-200 Вода Воздух 15 300 450 36 глтаттАПкен £56 ные мел сие летали
Назначение. Оси, валики, втулки, кольца, зубчатые колеса, шестерни, пальцы, виты, шны n _______________п__
сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования по качеству поверхности и точности размеров.
После цементации и цианирования — малонагруженные детали, к которым предъявляются требования по чистоте поверхности и износостойкости.
Прокат из стали А12 с 01.01.91 не допускается к применению во вновь создаваемой и модернизируемой технике.
--------f--------------------------
Предел выносливости, Н/мм2 "~О-1 | Т-1
Ковка
Вид полуфабриката
Слиток Заготовка
Термообработка
Температурный интервал ковки, °C 1200-850 1200-850
Свариваемость
Термообработка
Ударная вязкость, KCU, Дж/см1, при!, °C
+ 20 1 0 1 “20 - -30 -40 -50
Технологические характеристики
из слитков
Размер сечения, мм
ge применяется для сварных конструкций.
Охлаждение поковок, изготовленных____________
из заготовок
Условия охлаждения
В горячекатаном состоянии при 5 160 НВ и с, = 410 Н/мм2
Kv = 1,6 (твердый сплав)
Обрабатываемость резанием
Склонность к отпускной хрупкости
Не склонна
Размер сечения, мм
Условия охлаждения
Чувствительна
Флокеночувствительность
118
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали А20 Вид поставки Сортовой прокат—ГОСТ 1414-75. —
Массовая доля элементов, %, по ГОСТ 1414-75
С Si Мп S Р Сг Ni Мо V Си Aci Acj Ari Агз
0,17-0,25 0,IS-О.35 0,70-1,00 0,080-0,150 0,060 — — — — <0,25 735 866 685 840
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Под, Н/мм2 о., Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t, °C Охлаждающая среда
не менее
гост 1414-75 В горячекатаном состоянии Все размеры — 450 20 30 — S168
Комбинированная нагартованная Все размеры — 530 7 — — 5=217
Назначение. Мелкие детали машин и приборов, малонагруженные детали сложной < требования по точности размеров и качеству поверхности. >ормы, к которым предъявляются повышенные
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
С-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1180-850
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. Чувствительна Склонность к отпускной хрупкости. Не склонна „
Марка стали Вид поставки ~
АЗО Сортовой прокат — ГОСТ 1414-75.
с 81 Мп S Р Сг Ni Мо V Си / Агз _.
0,35 0,15-0,35 0,70- 1,00 0,080-0,150 £ 0,060 — — — — <0,25 735 845 680 820
—— Механические свойства при комнатной трмпрпяп.^
ВД гежим термообработки Сечение, ММ °0,2> Н/мм2 п», Н/мм2 6, % V, % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
ГОСТ 1414-75 Назначе! качеству В горячекатаном состоянии д0 100 510 иенее 15 75 <185
иомоинированная нагартованная ме. Детали сложной формы, обрабатываемые на сташ поверхности, работающие при повышенных напряжение ДобО сах-автоматаз IX и давления <, к котор X. 540 ым пред! 6 □ЯВЛЯ1 отся п овышенш ie требо __£2Й, вания по
предел ВЬШОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, ппи t. °C Термообработка
0-1 1 Т-1 + 20 0 on
Вт полуфаС Слиток Заготовк Не п KOHCTpyi К Щ >риката звка TexHoj огически _ ™ — ои характеристики -40 -50
1емпературный интервал ковки, °C ИЗ CJ —UUKOBO штков к, изготовленных
а Свар рименяет шии. 1200-850 иваемость ся для сварны: исчения, ММ Обрабать В горячекатаном со °.=510 Н/мм2 Kv=0,97 (твердый Условия охлаждения пзаемость резанием стоянии при £185 НВ и •плав) Разм ер сечения, мм Флокено’ Чувствительна Склонность к Не склонна Условия охлаждения. чувствительность^^- отпускной ХруПКО£2>
СТАЛИ УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ
119
Марка стали А35 Вид поставки Сортовой прокат — ГОСТ 1414-75.
Массовая доля элементов, %, по ГОСТ 1414-75 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ari Аг3
0,32-0,40 0,15-0,35 0,70-1,00 0,080-0,150 <. 0,060 — — — 50,25 — —
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм °0.2, Н/мм2 Н/мм2 5, % V. % кси, Дж/см2 HRC НВ
Операция t, °C Охлаждающая среда
не менее
гост 1414-75 В горячекатаном состоянии Все размеры — 510 15 23 — 5 201
Калиброванная нагартованная Все размеры — 570 6 — __ 5 229
Назначение. Детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования по качеству поверхности, работающие при повышенных напряжениях и давлениях.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при 1, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1200-850 -
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. — Не чувствительна Склонность к отпускной хрупкости
Марка стали Вид поставки Сортовой прокат — ГОСТ 1414-75.
А40Г
Массовая доля элементов. %, по ГОСТ 1414-75 Температура критических точек, °C
С Si Мп S р Сг Ni Мо V Си Aci Ас3 Ari Агз
0,37-0,45 0, IS-О.35 1,20- 1,55 о, is-о.30 5 0,050 — — — — 5 0,25 730 830 — —
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ По.2, Н/мм2 с., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t, °C Охлаждающая среда
не менее
ГОСТ 1414-75 В Горячекатаном состоянии До 100 — 590 14 20 — 5 207
Калиброванная, высокоотпушенная (отожженная) До 60 — 590 17 — — 5 229
Назначение. Детали сложной формы, обрабатываемые на станках-автоматах; и детали, к которым предъявляются повышенные
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см?, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Техно. тогические характер истики 1
Ковка Охлаждение поковок, изготовленных
Вид —2“2фабриката Температурный интервал клпки. °П из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1 1пп_йпп
——— Свапиваемлгтк ОбпяНятт.таяемость резанием Флокеночувствительность
Трудно свариваемая, способы сварки: РД, рдц и КТ. В горячекатаном состоянии при 5 207 НВ и о, = 590 Н/мм2 Kv= 1,3 (твердый сплав), Ку= 1,0 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
120
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Заготовки осевые для подвижного состава железных дорог колеи 1520 мм — ГОСТ 4728-96.
ОС
Массовая доля элементов, %, по ГОСТ 4728-96 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Aci Ас3 Ari Агз
0,42-0,50 0,15-0,35 0,60-0,90 <0,040 £ 0,040 <0,30 <0,30 <0,25
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Со,2, Н/мм2 С., Н/мм2 8, % % кси, Дж/см2
Операция t,°c Охлаждающая среда
не менее
ГОСТ 4728-96 Нормализация 5 SO-615 20 501 352
620- 645 19 401 ЗО2
Более 650 18 35* ЗО2
Среднее арифметическое значение по 4-м образцам.
2 Минимальное значение для отдельных образцов.
Назначение. Оси локомотивов, дизель-электропоездов, вагонов
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C
С-1 Т-1 +20 0 - 20 - 30 - 40 50
—------------------------ ----------- Основные размеры сечения заготовок
Неперечное сечение квадратных заготовок, мм | Диаметр круглых заготовок «о, ~
•--------------------- Номинальные значения
190; 200; 205; 210; 215; 220-------------
_____________ 230; 250; 265
275; 300; 350
210; 230; 250
270; 290; 300
HRC
Термообработка
Предельное отклонение
± 4,0
±4,5
±5,0
Номинальная масса заготовки определяется из расчета номинальных --------------------------------------±5’°___________-________
заготовки, длины и половины допусков по длине загото^и Ров поперечного сечения с учетам радиуса скругления углов -станавливаетая по согласованию между потаебХпем 7850 КГЛЛ масса заготовки
Ковка
Вид полуфабриката
Температурный интервал ковки, °C
Технологические характеристики
—-----------------Охдиждение поковок, изготовленных
____ из слитков
Размер сечения, мм
Размер сечения, мм
Условия охлаждения
Слиток
Условия охлаждения
Заготовка
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не чувствительна
Не применяется для сваоных конструкций. ‘-верных
В нормализованном состоянии пои Ci—580 Н/мм2
К» = 1,1 (твердый сплав),
Kv=0,75 (быстрорежущая сталь)
Склонность к отпускной хрупкое^
Не склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
121
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
Марка стали Вид поставки
15Г Сортовой прокат — ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонный прокат—ТУ 14-1-1271-75.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
Si
0,12-0,19
0,17-0,37
0,70-1,00
Мп
Р
0,035
Сг
Ni
5 0,035
5 0,30
50,30
Мо
Си
0,008
5 0,30
Aci
735
Асз
863
Ап
Агз
685
840
С
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °о,г> Н/мм2 а., Н/мм2 S, % V, % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не яснее
ГОСТ 4543-71 В горячекатаном состоянии Свыше 5 до 250 Не определяются 5163
До 80 245 410 26 55 —
Нормализация 865-895 Воздух Свыше 80 до 150 245 410 24 50 —
Свыше 150 до 250 245 410 23 45 — •
• после цементации — поршневые пальцы, фрикционные диски, Назначение. После улучшения — заклепки ответственного нмначения, и износостойкостыо; без термообработки — сварные
пальцы рессор, кулачковые валики, крепеж и другие детали с высок Р
подмоторные рамы, башмаки, косынки.
Предел ВЫНОСЛИВОСТИ, _ Н/мм2
Сч
230
Состояние стали
При па = 490 Н/мм2
Ударная вязкость, KCU, Дж/см1, при!, ”С
Термообработка
0
-20
-40
-60
-80
29
Нормализация или деформационный нагрев
Технологические характеристики
Ковка
Механические свойства в зависимости от сечения заготовки
Вед полуфабриката Температурный интервал ковки, °C Сечение, мм «Год Н/мм2 о», Н/мм2 510, % v,% кси, Дж/см1 Термообработка
Слиток 1200-825 19 60 870 435 940 560 6 17 67 78 66 117 Закалка 890°С, вода; отпуск 425°С, масло.
Заготовка 19 60 790 415 870 560 8 17 67 72 112 118 Закалка 890°С, вода; отпуск 450°С, масло.
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений (кроме химико-термически обработанных Деталей).
Способы сварки: РД, РАД, АФ, МП и КТ.
В нормализованном состоянии при 179 НВ и о, = 410 Н/мм2
Kv = 1,6 (твердый сплав),
Ку = 1,3 (быстрорежущая сталь)
Нечувствительна
Склонность к отпускной хрупкости
Не склонна
122
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат—ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонный прокат—ТУ 14-1-1271-75.
20Г
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо N Си Aci Асз Ari Аг3
0,17-0,24 0,17-0,37 0,70-1,00 £ 0,035 2 0,035 <0,30 <0,30 — < 0,008 <0,30 723 830 680 830
Механические свойства при комнатной температуре
ГОСТ 4543-71
Режим термообработки Сечение, ММ °0,2> Н/мм2 С», Н/мм2 8, % Y> % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
ие менее
В горячекатаном состоянии
Свыше 5
до 250
Не определяются
£179
275
450
24
50
До 80 Свыше
Нормализация 865-895 Воздух 80 до 150 275 450 22 45 — — —
Свыше 150 до 250 275 450 21 . 40 —
дц Цементация Закалка Отпуск 920-950 810-830 180-200 Воздух Масло Воздух Не определяются Поверхности 56-62 Сердцевины >170
Цианирование Закалка Отпуск
840-860
820-840
180-200
Масло
Воздух
Не определяются
Поверхности 54-62
Сердцевины
>170
Назначение. После нормализации или без термообработки - г-- - ———---------------------- —
подмоторные рамы, косынки, башмаки, кулачковые валики и другие детали невысокой прочности. После химико-термической обработки - фрикционные ___- .
винты, ключи, шайбы, неответственные шестерни чепвяки и₽п ВЫе пальцы> пальиы рессор, кулачковые валики, болты, гайки, поверхностной твердости и износостойкости при невысокой прочностасердцм3™’ * КОТО,>Ь1М пРеДъявляк>тся требования высокой
втулки, трубки, штуцера, оси, вкладыши, детали сварных конструкций)
Предел выносливости, Н/мм1
О-1 Т-1
235 —
Нормализация с 910°С, о. = 500 Н/мм2, С-0,20%; Мп-0,82%.
Термообработка
+ 20
173
Ударная вязкость, KCU, Дж/см2, при!, °C ^20
142
0
142
-40
-60
Ковка
Вид полуфабриката
Слиток
Заготовка
Термообработка
Температурный интервал ковки, “С
1260-800
1260-750
Свариваемость
Сваривается без ограничений (кроме —-термически обрабоХж ДС1«ЛСИ|.
Способы сварки: РД, РАД Аф> мп и
Закалка с 890°С, отпуск при 650°С
__________________ 125
Цинический состав: С-0,23%; Si-0,80%; Мп-0,73%; S -0,050%; Р— О?О28%7
Технологические характеристики
Размер сечеиия, ___мм
До 600
из слитков
115-120
Охлаждение поковок, изготовленных
Условия охлаждения
Отжиг с Перекристаллизацией (или нормализация), одно _ переохлаждение, отпуск Обрабатываемость резанием
Размер сечеиия, мм из заготовок —— Условия охлаждения
До 600 Отжиг с перекристаллизацией (или нормализация), одно переохлаждение, отпуск
Флокеночувствительность
В норктоованном состоянии при 143-187 НВ Л, -1,00 (твердый сплав),
Kv - 0,95 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
123
Марка стали Вид поставки Сортовой прокат —ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонныйпрокат —ТУ 14-1-1271/^5.
ЗОГ
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо N Си Ас( Ас3 Аг, Агз
0,27-0,35 0,17-0,37 0,70-1,00 £ 0,035 £ 0,035 £0,30 £0,30 — < 0,008 £0,30 723 810 680 785
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм сод, Н/мм2 с», Н/мм2 S, % V. % кси, Дж/смг HRC НВ
Операция t,’C Охлаждающая среда
не менее
гост 4543-71 В отожженном состоянии Свыше 5 до 250 Не определяются £197
Нормализация Отпуск 845-875 550-650 Воздух Воздух До 80 315 540 20 45 78
Свыше 80 до 150 315 540 18 40 70
Свыше 150 до 250 315 540 17 35 65
Назначение. Тяги, оси, серьги, рычаги, муфты, валы, звездочки, цилиндры, диски, шпиндели, соединительные муфты паровых турбин, цилиндры прессов, болты, гайки, винты и другие детали, к которым предъявляются требования невысокой прочности.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -70 -80
360 220 Закалка с 840°С в воде, отпуск при 500-550°С 100 — 35 — 16 Нормализация с 870°С, воздух
гостав: С - 0.35%: Si - 0,26%; Мп - 0,77%; S - 0,020%; Р - 0,023%.
Технологические характеристики
___ Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1220-800 Поковки всех размеров ответственного назначения Нормализация, два переохлаждения, отпуск. До 400 На воздухе
Остальные поковки: до 400 401-800 >800 на воздухе отжиг низкотемпературный отжиг низкотемпературный, одно переохлаждение
Заготовка 1250-800
Свариваемость Обрабатываемость резанием Флокеночувствительно сть
^ничейно свариваемая. ^меХаГИ: РД РАД’ АФ’ МП И КТ‘ ТгРМ«обработ П°Д0ГреВ И послеДУ«°Щая В нормализованном состоянии при 149 197 НВ Ку= 1,0 (твердый сплав), Kv = 0,8 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Склонна при 1,0% Мп
124
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали Вид поставки
1 40Г Сортовой прокат—ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонный прокат — ТУ 14-1-1271-75.
Температура критических точек,‘С
Массовая доля элементов, %, по ГОСТ 4543-71
1 С Si Мп S р Сг Ni Мо N Си Aci Асз Аг> Аг3
I 0,37-1 0,45 0,17-0,37 0,70-1,00 < 0,035 £ 0,035 £0,30 <0,30 —• £ 0,008 £0,30 723 785 680 770
Механические свойства при комнатной температуре
I вд Режим термообработки Сечение, ММ Сод, Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая
среда не менее
I гост 1 4543-71 В отожженном состоянии Свыше 5 до 250 Не определяются £207
До 80 355 590 17 45 59
Закалка 845-875 Вода или воздух Свыше 80 до 355 590 15 40 53
Отпуск 550-650 Воздух 150 Свыше 150 до 250 355 590 14 35 50
дц Закалка Отпуск 830-850 180-200 Вода Воздух — Не определяй >тся 42-48 —
Назначение. Оси, коленчатые валы, шестерни, штоки, бандажи, детали арматуры, шатуны, звездочки распределительные валики, головки плунжеров, карданные валы и другие детали, к которым предъявляются требования повышенной прочности.
I Предел I выносливости, 1 Н/мм2 Термообработка
I 0-1 Т-1
1 328 — Закалка 800°С, отпуск 650’С, 0, = 71О Н/мм2
I 335 I 2791 — Закалка с 840°С в воде, отпуск при 650”С
с надрезом.
Ударная вязкость, KCU, Дж/см2, при!, °C
+ 20 0 -20 -40 -60
71 7 72 54 30
47 9 10 7
177 159 140 120 84
Термообработка
Ковка
Вад полуфабриката
Температурный интервал ковки, °C
Слиток
1220-800
Заготовка
1250-800
Свариваемость
Горячекатаное состояние
Отжиг
Закалка и отпуск
Охлаждение поковок, изготовленных
Размер сечения, мм Поковки всех размеров ответственного назначения Остальные поковки: ДО 400 401-800
>800
Ограниченно свариваемая.
Способы сварки: РД РАД АФ, МП и КТ Рекомендуются подогрев и последующая термообработка.
Условия охлаждения иззаго Размер сечения, мм
Нормализация, два переохлаждения, отпуск
Условия охлаждения.
на воздухе
.отжиг низкотемпературный
отжиг низкотемпературный, ________ одно переохлаждение
Обрабатываемость резанием
в нормализованном состоянии при 174-207 НВ к»-0,95 (твердый сплав),
Kv=0,70 (быстрорежущая сталь)
До 400
На воздухе
Флокеночувствительность
Мало чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
125
Марка стали 45Г Вид поставки Сортовой прокат — ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонный прокат—-ТУ 14-1-1271-75.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо N Си Aci Ас3 Ап Агз
0,42-0,50 0,17- • 0,37 0,70-1,00 0,035 0,035 £0,30 £0,30 — < 0,008 £0,30 715 735 635 710
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Со,2, Н/мм2 с., Н/мм2 S, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 В отожженном состоянии Свыше 5 до 250 Не определяются £229
Закалка Отпуск 835-865 550-650 Вода или воздух Воздух До 80 Свыше 80 до 150 Свыше 150 до 250 375 375 375 620 620 620 15 13 12 40 35 30 49 44 42 —
Назначение. Оси, коленчатые валы, шестерни, штоки, бандажи, детали арматуры, шатуны, карданные валы, тормозные рычаги, зубчатые колеса, анкерные болты.
Предел ВЬШОСЛИВОСТИ, Н/мм2 Состояние стали Механические свойства в зависимости от сечения заготовки
с-1 Т-1 Сечение, мм СТО, 2, Н/мм2 <Г., Н/мм2 8S,% V, % кси, Дж/см2 Термообработка
418 — При с, = 670 Н/мм2 30 50 120 200 240 550 490 450 430 430 800 760 740 740 740 18 18 16 16 16 55 55 50 45 45 78 68 59 59 59 Закалка 840°С, вода; отпуск 570°С, воздух
409 — При ст, = 770 Н/мм2
_ Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер Сечения, мм Условия охлаждения
Слиток Заготовка 1190-820
_ Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудно свариваемая. р"°? бЬ‘ ®арКИ' РД’ РАД « КТ. тепмп6^^™ П0Д0ГРев и последующая 1вРмообработаа. В нормализованном состоянии при 174—207 НВ и ст,=620 Н/мм2 К, = 0,95 (твердый сплав), Kv = 0,70 (быстрорежущая сталь) Мало чувствительна Склонность к отпускной хрупкости Мало склонна
126
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
50Г Сорговой прокат — ГОСТ 4543-71. Лента — ГОСТ 2283-79.
Температура критических точек,‘С
Массовая доля элементов, %, по ГОСТ 4543-71
Si
0,48-0,56
0,17-0,37
0,70-1,00
Мп
0,035
Сг
0,035
<0,30
Ni
<0,30
Мо
Си
0,008
<0,30
Aci
723
Ас3
760
Ап
680
Аг3
740
С
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, Сод, Н/мм2 С„ Н/мм2 8, % V, % кси, Дж/см1 HRC НВ
Операция Охлаждающая
t, °C среда ММ не менее
гост 4543-71 В отожженном состоянии Свыше 5 до 250 Не определяются ^229
До 80 390 650 13 40 39
Закалка 835-865 Масло или воздух Свыше 80 до 150 390 650 11 35 35
Отпуск 550-650 Воздух Свыше 150 до 250 390 650 10 30 32
ГОСТ 2283-79 От 0,1 до 1,5 — 640 15 — —
В отожженном состоянии Свыше
1,5 до 4,0 — 740 10 — 1—•
В нагартованном состоянии От 0,1 до 4,0 — 740- 1180 — — —
Назначение. Оси, коленчатые валы, шестерни, штоки, бандажи, детали арматуры, шатуны, звездочки, распределительные валики головки плунжеров, карданные валы и другие детали, к которым предъявляются требования повышенной прочности. ’
Предел выносливости, Н/мм?
С-1 Т-1
333 —
Термообработка
Закалка с 840°С, масло, отпуск при 600°С;
с,=660 Н/мм2
Ударная вязкость, KCU, Дж/см1, при!, °C
+ 20 0 -20 -40 -50 -70
— — 63 47 39 —
Закалка 840°С, отпуск 560-580°С; о, = 800 Н/мм2
Термообработка
Ковка
Технологические характеристики
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
До 400
На воздуХе
Слиток
Заготовка
1250-780
Свариваемость Обрабатьшаемость резанием
Ограниченно свариваемая. Способы сварки: РД РАД АФ, МП и КТ. Рекомендуются подогрев и последующая термообработка. В закаленном и отпущенном состоянии при 202 НВ К,=0,90 (твердый сплав), К, = 0,70 (быстрорежущая сталь)
Чувствительна
Склонна при 1% Мп
СКЛОННОСТЬ К отпускной *РУПкОст11
Флокеночувствительносп,
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
127
Марка стали Вид поставки Сортовой и фасонный прокат, полоса, гнутые профили — ГОСТ 19281-89, Лист — ГОСТ 19281-89 ТУ 14-1-5241-93.
09Г2
Массовая доля элементов, %, по ГОСТ 19281-89 Температура критических точек, °C
С Si Мп S р Сг Ni N As Си Act Ас3 Art Аг3
<0,12 0,17-0,37 1,40-1,80 0,040 £ 0,035 £0,30 £0,30 < 0,012 £0,08 £0,30 720 830 620 710
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм <Т0,2, Н/мм2 с., Н/мм2 s, % V. % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
ГОСТ 19281- 89 Листовой и широкополосный прокате горячекатаном или термически обработанном состоянии До 5 От 5 до 10 Свыше 10 до 20 От 20 до 32 305 305 305 295 440 440 440 430 21 21 21 21 — 341 291 59 391 242 29 29 29 29 d=2a d=2a
Гнутые профили в горячекатаном или термически обработанном состоянии До 20 От 20 до 32 305 295 440 430 21 21 — — — d=2a d=2a
Сортовой, фасонный и широкополосный прокат в горячекатаном или термически обработанном состоянии ДоЮ От 10 до 20 Свыше 20 до 32 305 305 295 440 440 430 21 21 21 — 98 39‘ 292 98 291 292 291 29 29 29 d=2a d=2a d=2a
KCU при минус 40°С. „ Кси при минус 70°С.
Назначение. Стойки ферм, верхние обвязки вагонов, хребтовые балки и двутавровые, другие детали вагоностроения, рамы шахтных вагонеток, рамы кранов перегружателей, детали экскаваторов, детали коксовых машин, элементы сварных металлоконструкций и _ДРУгие детали, работающие при температуре от - 40°С до + 450°С не под давлением.
Предел ВЫНОСЛИВОСТИ, ——Н/мм2 Сечение, мм Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
—S1— г_, + 20 0 -20 -30 -40 -50
235 137 4-32 В состоянии поставки 71-289 71-274 57-265 40-263 39-259 87-160 Горячекатаное состояние
274 167 10-20 В улучшенном состоянии Образцы поперечные, лист толщиной 20 мм
Ковка Охлаждение поковок, изготовленных
Вид Л^Уфабриката Температурный интервал ковки. °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
.улиток — !
«готовка 1250-850
~~~ — Свариваемость Обрабатываемость резанием Флокеночувствительность
Способы™ 6е3 огРа™ий. ИКТ “ Сварки: РД, РАД, Аф> мп> ЭШ В нормализованном и отпущенном состоянии при о, = 520 Н/мм2 Kv = 1,6 (твердый сплав), Kv = 1,0 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
128
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки Поковки — ГОСТ 8479-70. Сортовой прокат — ГОСТ 4543-71. Трубы — ГОСТ 550-75, ГОСТ 8731-74, ГОСТ 8733-74.
I 10Г2
Массовая доля элементе®, %, по Г OCT 4543^71
С Si Мп S Р Сг Ni Мо N Си Aci Ас3 Ан Агз
0,07-0.15 0,17-0.37 1,20- 1,60 0,035 0,035 <0,30 £0,30 — 0,008 £0,30 720 830 620 710
Механические свойства при комнатной температуре —
нд Режим термообработки Сечение, ММ 00,2, Н/мм2 Ц», Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 550-75 В горячедеформированном или термически обработанном состоянии 0 20-219 s 2,0-25 265 421 21 50 118 £197
ГОСТ 4543-71 Отжиг или высокий отпуск 890-910 С печью Свыше 5 до 250 Не определяются £197
Закалка Отпуск 905-935 550-650 Воздух До 80 Свыше 80 до 150 Свыше 150 до 250 245 420 22 20 19 50 45 40 — —
ГОСТ 8479-70 Нормализация 910-930 Воздух До 100 100-300 300-500 215 430 24 20 18 53 48 40 54 49 44 123- 167
ГОСТ 8731-74 В горячедеформированном или термически обработанном состоянии 0 20-530 s 2,5-36 265 421 21 — — £197
ГОСТ 8733-74 В термически обработанном состоянии 0 5-250 s ОД-24 245 422 22 — — £197
Назначение. Дафуоки, штуцера, змеевики, труьные пучки, крепежные детали и другие, работающие при температуре до минус 70Х под давлением. r г
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -70 -80
221 289 — При <т,= 530 Н/мм2 При а,= 590 Н/мм2 Технологичес 280 364 321 киехар актерис тики 153 276 304 117 185 211 Отжиг Нормализация 900°С Закалка 900°С Отпуск 500°С
1 К I Вид 1 полуфабриката овка Температурный интервал ковки, °C ИЗ CJ Размер сечения, мм Охлаждение поково ТИТКОВ к, изготовленных из заготовок лаждения.
| Слиток 1 Заготовка 1 Свар 1200-750 1250-780 иваемость До 100 На воздухе г<имер сечения, мм До 100 1 УСЛОВИЯ ох 1а воздухе
1 Сваривается без ограничений. I Способы сварки: РД, РАД, АФ, МП, ЭП1 1 и КТ. * чрраоатываемость резанием В термически обработанном состоянии при < 197 НВ и о, = 420 Н/мм2 К,= 1,92 (твердый сплав), К, = 1,86 (быстрорежущая сталь) Флокеночувствительность Не чувствительна
Склонность к отпускной ХрУПКОдВ—- Не склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫР.
129
1 Марка стали 14Г2 Вид поставки Лист толстый—ГОСТ 19281-89. Лист тонкий— ГОСТ 17066-94.
Массовая доля элементов, %, по ГОСТ 19281-89 Температура критических точек, °C
С Si Мп S р Сг Ni As N Си Ас4 Ас3 Ап Агз
0,12-0,18 0.17-0,37 1,20- 1,60 0,040 < 0,035 £0,30 £0,30 £0.08 £ 0,008 <0,30 709 825 — —
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, •ММ О),2> Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 17066- 94 Лист горячекатаный 2-3,9 315 460 20" — — d=2a —
Лист холоднокатаный 0,5-3,9 315 430 201 — -— d=2a —
ГОСТ 19281- 89 Сортовой и фасонный прокат До 32 325 450 21 — 59 d=2a —
Лист и полоса в состоянии поставки (образцы поперечные) До 32 325 450 21 — 59 d=2a —
Лист после закалки и отпуска (образцы поперечные) До 32 390 510 19 — — d=2a —
Ч.
Назначение. Для крупных листовых конструкций, работающих до температур минус 70°С.
Предел ЬЬЩОСЛИВОСТИ» Н/мм1 Состояние стали Ударная вязкость, KCU, Дж/см2, при!, °C Сечение, мм Состояние поставки
_ 0-1 -40 -70
295 — При Сод = 340 Н/мм2 - образцы гладкие 34 29 29 34 29 От 5 до 10 От 10 до 20 Свыше 20 до 32 Сортовой прокат
125 — При Сол = 340 Н/мм2 - образцы с надрезом 39 34 29- 29 29 24 От 5 до 10 От 10 до 20 От 20 до 32 Лист и полоса
39 29 От 10 до 32 Лист после закалки и отпуска (образцы поперечные)
нехарактеристики _________________
— Ковка Охлаждение поковок, изготовленных
Вид Температурный интервал ковки, °C из слитков из заготовок
-^ауфабр Слиток Заготовка жата Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1200-900 1200-900 До 100 На воздухе До 100 На воздухе
_ Свариваемост1 гтся без ограничени сварки; рд рад Л Обрабатываемость резанием Флокеночгувствительность
Сварива Способь и КТ й. \Ф, МП, эш В термически обработанном состоянии при £ 197 НВ Kv = 1,6 (твердый сплав), Kv = 1,2 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
130
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
Трубы — ТУ 14-ЗР-55-2001. Трубная заготовка — ТУ 14-1-1529-93, ТУ 14-1-2560-78, ТУ 14-1-1787-76, ТУ 15ГС 108.1267-84, ТУ 108.11.653-82. Лист — ТУ 108.1268-84. Поковки — ОСТ 108.030.113-87, ТУ 108.771-84, ТУ 108.772-85.
I Массовая доля элементов, %, по ТУ 14-ЗР-55-2001 Температура критических точек, °C
1 С Si Мп S Р Сг Ni Си Aci Асз Ari Агз Мн’
I 0,12- 0,18 0,70- 1,00 0,90- 1,30 5 0,025 5 0,035 50,30 5 0,30 5 0,30 710 850 — — 390
1 Температура нагрева 900°С.
Механические свойства при комнатной температуре
НД - Режим термообработки , Сечение, мм ОЬ,2, Н/мм2 Св, Н/мм2 5, % V, % кси, Дж/см2 кси, после механического старения, Дж/сМ2 НВ
Операция t,°C Охлаждающая среда
не менее
1 ТУ 14- I ЗР-55-2001 Нормализация 900-930 Воздух 0 57-465 s 3,5-60 294 2942 490 4902 18 162 45 402 59 492
Нормализация 900-930 Воздух 0465-530 s28-65 2942 4902 162 402 492
I ТУ14-1-1529- I 93 Нормализация 900-930 Воздух 0 80-270 295 2952 490-610 490-6102 18 162 45 402 59 492
I ТУ 1 108.1267 -84 В термически обработанном состоянии 0 630-920 s50-80 275 490- 640 18 48 49
I 1У 14— I 1-2560- I 78 Нормализация 900-950 Воздух 0 370-650 s 130-275 2952 4902 162 402 492
I 108.1268 I -84 В термически обработанном состоянии До 70 71-80 81-90 2952 2952 2752 490-6352 490-6352 470-6352 202 192 182 402 402 402 KCV 302 KCV 302 KCV 252 зо2 зо2 зо2
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
131
15ГС Механические свойства при комнатно! температуре 1
НД Режим термообработки Сечение, мм Со,2, Н/мм2 0в> Н/мм2 8, % % кси, Дж/см2 кси, после механического старения, Дж/см2 НВ
Операция t,°C Охлаждающая среда
не менее
ост 108.030. 113-87 Нормализация 900-930 Воздух До 100 Свыше 100 до 200 Свыше 200 до 400 275 275 275 470-610 470-610 470-610 21 19 17 48 45 38 59 54 49 140- I 192
До 400 KCV > 29 при TkS 20°С
— ь -1 " —— —————— I
Испытания на поперечных образцах.
лтпов и трубопроводов, работающие под давлением при Назначение. Трубные элементы, штампованные из листа, и кованые! Д?22™е под давленИем при температуре °* минус 40 до 400 и температуре до 450°С; трубные элементы и кованые детали сосуд в, Р рдботающие при температуре до 400 С.
450°С, соответственно. Трубные элементы, штампованные и кованые • ------
Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
+ 20 0 -20 -30 -40 -50
Предел выносливости, Н/мм2
О-1 , Т-1
Термообработка
Ковка
Вид полуфабриката
Температурный интервал ковки, °C
Охлаждение поковок, изготовленных 1
из слитков из заготовок I
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток
Заготовка
Гнй» . гор.,» ода»™»™ — № "° ’2ТС
— Свариваемость Обрабатываемость резанием Флокеночувствительность 1
СпогТетСЯ без огРаничений. и Ку ы СваРки: РД, РАД, АФ, МП, ЭШ После нормализации при о» = 490 Н/мм2 Kv = 1,62 (твердый сплав), Kv = 1,37 (быстрорежущая сталь) Не чувствительна 1 Склонность к отпускной хрупкости 1 Не склонна
132
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали I 16ГС Вид поставки Лист _ ГОСТ 5520-79, ГОСТ 19281-89, ТУ 14-1-5241-93. Широкополосный прокат — ГОСТ 19281-89. Гнутые профили — ГОСТ 19281-89. Сортовой и фасонный прокат — ГОСТ 19281-89. Поковки — ГОСТ 8479-70, ОСТ 108.030.113-87. Трубы—ТУ 3-923-75, ТУ 05764417-036-95, ТУ 05764417-008-93.
1 Массовая доля элементов, % нд Температура критических точек, °C
С Si Мп S Р Сг Ni N As Си Aci Асз Аг, | An
I 0,12-0,18 0,40-0,70 0,90- 1,20 £ 0,040 £ 0,035 <0,30 <0,30 £ 0,008 £0,08 £ 0,30 гост 5520-79 736- 745 920- 927 641- 735 791- 820
£ 0,012 ГОСТ 19281-89
0,035 £ 0,030 — ТУ 05764417-036-95 ТУ 05764417-008-93
I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм О0,2> Н/мм2 Н/мм2 8, % V. % кси, Дж/см5 кси, после механического старения, Дж/см2 Изгиб HB
Операция t,°C Охлаждающая среда
не менее
1 ГОСТ 5520-79 1 ГОСТ В горячекатаном или термически обработанном состоянии (испытание механических свойств на поперечных образцах) До 5 325 490 21 — 29
От 5 до 10 325 490 21 59 39* 292 З43 29
От 10 до 20 315 480 21 59 29‘ 242 З43 29
Свыше 20 до 32 295 470 21 59 291 242 З43 29
Свыше 32 до 60 285 460 21 59 29* 242 • З43 29
Свыше 60 до 160 275 450 21 59 29* 242 З43 29
От 4 до 160 d=2a
I 8479-70 I ГОСТ Нормализация От 100 до 300 245 470 19 42 39 — —— 143- 179
I 19281- I 89 Листовой и широкополосный прокат в горячекатаном или термически обработанном состоянии До 10 325 450 21 —* 59 391 292 29 d=2a
Свыше 10 до 20 315 450 21 59 291 242 29 d=2a
Свыше 20 до 160 265 450 21 59 29* 242 29 d=2a
133
СТА пи НИЗКОЛЕГОРОВАННЫЕ
свойства при комнаткой температуре
ад 1V 1 Режим термообработки Сечение, мм (Год> Ов, Н/мм2 S, % V. % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб d-2a НВ
Операция t,°C Охлаждающая среда не менее
гост 19281-89 Гнутые профили До Ю Свыше 10 до 20 Свыше 20 до 160 325 315 265 450 450 450 21 21 21 — — — d=2a d=2a
ОСТ 108.030. 113-87 Нормализация 900-930 Воздух До 100 Свыше 100 до 200 Свыше 200 до 400 275 450-610 22 20 18 48 45 38 59 54 49 Тк< 20°С ПО-192 1
1 ТУ 0576441 7-008-| 93 Нормализация Отпуск о 426-920 s32-70 290 490 18 40 60 ЗО4 453
I ТУ 0576441 7-036- 1 95 Нормализация Отпуск о 426-920 s 32-70 290 490 18 40 ЗО4 453
Г туз-I 923-75 Закалка Отпуск о 480-600 s15-45 294 491 18 40 59 24,54
о свыше 600 до 730 ядо45 59 19, б4
KCU при минус 40°С.
1KCU при минус 70°С.
!КСУприО°С.
4 KCV при 20°С.
5 KCV при 50°С.
Требования к механическим свойствам и ударной вязкости (за исключением KCV) листового проката установлены для поперечных образцов, труб - для тангенциальных образцов.
Назначение. Кованые и штампованные детали, а также трубные элементы, работающие под давлением в котлах и трубопроводах пара и горячей воды при температуре до 450°С, в сосудах - при температурах от минус 40°С до 475°С, в атомных энергетических установках -при температуре до 400°С. Элементы сварных металлоконструкций, работающие при температуре до минус 70°С,
I Предел выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка 1
I О-1 т-1 + 20 0 -20 -40 -60 -80
<— 60-200 115-180 94-210 7-183 7-145 Нормализация с 950°С, 1 отпуск при 600-750°С 1
Лист толщиной 4-160 мм. Образцы поперечные.
Ковка
Вид полуфабриката Слиток_________
Заготовка
Температурный интервал ковки, °C 1200-850
__________Свариваемость_____________
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
из слитков
Размер сечения, мм
Охлаждение поковок, изготовленных ____
из заготовок
Условия охлаждения
Обрабатываемость резанием
Размер сечения, мм
В нормализованном состоянии при с, = 460 Н/мм2 Kv = 1,84 (твердый сплав),
К, = 1,7 (быстрорежущая сталь)
Условия охлаждения
----Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна ----
134
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ-
Марка стали
Вид поставки
17ГС
Сортовой и фасонный прокат, полоса, гнутые профили — ГОСТ 19281-89. Лист — ГОСТ 5520-79, ГОСТ 19281-89, ТУ 14-1-5241-93.
Температура критически!
Массовая доля элементов, %
с Si Мп S Р Сг Ni As N Си Aci Ас3 ~ Ari Ari
0,14-0,20 0,40-0,60 1,00-1,40 £ 0,040 $ 0,035 £0,30 £0,30 £0,08 £ 0,008 £ 0,30 ГОСТ 5520-79 745 870 680 790
£ 0,012 ГОСТ 19281-89
Механические свойства при комнатной темпеп атуре
ВД Режим термообработки Сечение, мм °0.2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5520-79 Термическая обработка До 5 От 5 до 10 От 10 до 20 345 345 335 510 510 490 23 23 23 — 44* 34* 29 29
От4до 20 d=3,5a
ГОСТ 19281-89 I vnr т „ . Листовой н широкополосный прокате горячекатаном или термически обработанном состоянии До 5 345 490 23 — 64 39* 292 29 d=2a
От5до 10 345 490 23 — 64 391 292 29 d=2a
От 10 до 20 325 450 23 — 291 292 403 29 d=2a
Гнутые профили в горячекатаном или термически обработанном состоянии До 10 От 10 до 20 345 325 490 450 23 23 — — d=2a
a'-'-'Xj при минуи 4V V. — 2 KCU при минус 70°С.
3 KCV при 0°С.
4 KCV при минус 20°С.
Требования к механическим свойствам и ударной вязкости (за исключением Кгул
образцов. м KCV) листового проката установлены для поперечных
Назначение. Днища, фланцы, корпусы аппаратов и другие свапшл. „«т--, с ------——_________
котлах И трубопроводах и при температурах от минус 40°С ло 475°г в ’ ₽а °таю1цие П°Д Давлением прн температуре до 350сС в воды с температур^ _______ч_ __г Д° с в сосудах. ««...л.__£... ............
Предел
выносливости,
Н/мм2
0-1
зй 425°С (прямошовные) и 350°С (спи;
— • ---г** * Jr f-**
судах. Электросварные трубы трубопроводов пара и горячей
W ГГЯППмитХаж* П Г ГТ/ . 1 • *
+ 20 Ударна 0 я вязкость, KCU, Дж/см2, npHt, °C —Г20 -40 -60 -80
Термообработка
Термообработка
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток
Заготовка
еристики
ИЗ слиткоВ°тааЖЛеНИе ПОКОВ°К< изгот°вленных Размер сечения, мм
Условия охлаждения
Размер сечения, мм
из заготовок
Условия охлаждения
Ограниченно свариваемая.
Способы сварки: РД, РАД Аф, мп> эш ” У Рекоми«У’™* подогрев и последующая термообработкя
—------Обрабатываемость резанием
о.=4Х30бРаб0таННОМСОСТОЯНИИП₽и
Kv = 1,84 (твердый сплав), К. = 1,7 (бы
Флокеночувствительность
Не чувствительна___________
Склонность к отпускной хрупкости
Не склонна
ая сталь
СТАЛИ НИЗКОЛЕГИРОВАННЫ?.
135
Марка стали Вид поставки S ^Г°СТ 552°"79’ Г0СТ 19281“89’ 14-1"5241-93- Полоса - ГОСТ 19281-89. Гнутые профили - ГОСТ 1Уао1— бУ.
17ПС
Массовая доля элементов, % вд Температура критических
С Si Мп S р Сг Ni As N Си Aci Ас3 Ari Агз
0,15- 0,20 0,40-0,60 1,15- 1,60 £ 0,040 £ 0,035 £0,30 £0,30 £0,08 £ 0,008 £ 0,30 ГОСТ 5520-79 745 870 680 790
< 0,012 ГОСТ 19281-89
-г Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм О0.2> Н/мм2 а,, Н/мм2 S, % V. % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t/C Охлаждающая среда
не менее
гост 5520-79 В термически обработанном состоянии До 5 От5до 10 От 10 до 20 355 355 345 510 510 510 23 23 23 — 44* 391 29 29
От4до 20 <1=3,5а
ГОСТ 19281-89 'тттт;— Листовой и широкополосный прокате горячекатаном или термически обработанном состоянии До 10 355 490 21 — •— 29 d=2a
Свыше 10 до 20 345 490 21 — 291 29: 403 404 29
Гнутые профили в горячекатаном или термически обработанном состоянии До Ю Свыше 10 до 20 355 345 490 490 21 21 — — — d=2a
2 ПРИ минус 40°С. кси При минус 70°С. 4КСУприО°С, КСУпри минус 20сС. тХТе ЛИСТа 5~60 мм и температуре О°С KCV= 34 Дж/с _о6разцоВ К механическим свойствам и ударной вязкости ( м2. за исключением KCV) листового проката установлены для поперечных
Значение. Дни КоТлах и трубопрс -ВеДы с температур Ща, фланцы, корпусы аппаратов и другие сварные детали, работающие под давлением при температуре до 350сС в водах и при температурах от минус 40°С до 475°С в сосудах. Электросварные трубы трубопроводов пара и горячей ой 425°С (прямошовные) и 350сС (спиральношовные) и под давлением до 2,5 Н/мм2.
®ЬЩосд] дел ивости, в? Термообработка Ударная вязкость, KCU, Дж/см2, при!, “С Термообработка
——Л-1 +20 0 -20 -40 -60 -80
73 — 52 48 37 — Труба горячекатаная
78 — 71 64 ‘53 — Труба горячекатаная после закалки с отпуском
Технологии еские характеристики
"77 —Л Ввд -рЭДйбриката -УитокЫ^ Литовка"- ’— рвка Темпера Охлаждение поковок, изготовленных
турный из слитков из заготовок
интерв ал ковки, °C Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
"7 -—йицишаемость лйппКптктлсмость пезанием Флокеночувствительность
С"есХТсвН0СВарИВаеМаЯ- и Кт арки: РД, РАД, Аф> мп> эщ Рекомендуют»- „ Термообработка П°Д0Грев И ПОСЛВДУЮП«1Я В термически обработанном состоянии при о, = 460 Н/мм2 К, = 1,84 (твердый сплав), Kv = 1,7 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
136
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
20ГС Поковки — ГОСТ 8479-70, ОСТ 108.236.01-86. Прокат—ГОСТ 10884-94.
Массовая доля элементов, % ВД Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Асз Ari Агз мГ
0,16-0,22 0,60-0,80 1,00-1,30 0,020 0,030 < 0,30 0,30 — — < 0,30 ост 108.236.01 -86 730 860 —. — 390- 410
0,17-0,22 1,00-1,50 1,00-1,50 £ 0,040 £ 0,040 ГОСТ 10884-94 1 Температура нагрева 930°С.
Механические свойства при комнатной температуре
Режим термообработки
ВД
Операция
t,°C
Охлаждающая среда
Сечение, мм
°0.2, С»,
Н/мм* Н/мм*
S, %
V. %
KCU, Дж/см2
не менее
ГОСТ 8479-70
Нормализация
Отпуск
890-910
550-650
Воздух
Воздух
До 100
100-300
245
245
470
470
22
19
ГОСТ 10884-94
Электронагрев арматуры класса AT-IV
.400
ОСТ 108.236. 01-86
Электронагрев арматуры класса AT-V
10-40
10-14
16-32
590
785
785
780
980
980
11 8р £
3 8
8р £ 2
7 8р £
2
В термически обработанном состоянии
До 300
255
480
14
Испытание на _____изгиб Угол, град.
Диаметр оправки
НВ
48
49
42
39
143-179
--------- — _ „| „
Назначение. Крупные детали о большим объемом сварки: валы гидротурбин, цилиндры гидропрессов и др., прокат термически или термомеханически упрочненный периодического профиля для армирования железобетонных конструкций.
Предел | I
выносливости, Н/мм*
0-1 Т-1
Термообработка
Ударная вязкость сварного соед инения после механического старения, KCU, Дж/см1, при t, °C
До старения +20 134-165 100-120
______После старения + 20 63-79 33-67
Место вырезки образцов
Вид полуфабриката Слиток_________
Заготовка
Ковка___________
Температурный интервал ковки, °C 1200-800
Сварнваемостъ
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Технологические характеристики
0 39-91 48
Охлаждение поковок, изготовленных из слитков I
Размер сечения, мм
_ Условия охлаждения На воздухе
Обрабатываемость резанием
Основной металл Околошовная зона
Размер сечения, мм
из заготовок
Условия охлаждения
Флокеночувствительносп.!
В нормализованном состоянии при 143-179 НВ и а,=470 Н/мм*
К, = 1,54 (твердый сплав),
Kv = 1,26 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хруПКОСП1
Мало склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
137
Марка стали 25ГС Вид поставки Поковки — ГОСТ 8479-70.
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Асз Ari Аг3 Мн1
0,22-0,26 0,60-0,90 1,00-1,30 £ 0,035 £ 0,040 £0,30 £0,30 — — £0,30 740 865 — — 355
1 Температура нагрева 925°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Щ>,2, Н/мм2 с», Н/мм2 8, % У. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 8479-70 Нормализация Отпуск 900-930 580-610 Воздух Воздух или с печью До 100 100-300 300-500 500-800 275 275 245 245 530 530 470 470 20 17 17 15 40 38 35 30 44 34 34 34 156-197 156- 197 143-179 143- 179
Назначение. Крупные детали, изготовляемые с применением ЭШ: цилиндры гидропрессов, валы гвдротур 1Н и др.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
с-1 1-1 + 20 0 -20 -30 -40 -50
Технологические характеристики __
Ковка Охлаждение поковок, изготовленных
Вид полУфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер Сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1200-800 1200-800 Обечайки днища цилиндров до 1500 Поковки общего назначения до 700 Нормализация, одно переохлаждение, отпуск Отжиг низкотемпературный До 350 На воздухе
Свариваемость Обрабатываемость резанием Флокеночувствительность
С^Рпоается без ограничений. иКтобы сваРки: РД, Рад, Аф, МП, ЭШ В нормализованном и отпущенном состоянии при 143-179 НВ и о,=470 Н/мм Ку= 1,15 (твердый сплав), К» = 1,0 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Мало склонна
138
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
09Г2С
Сортовой, фасонный и полосовой прокат — ГОСТ 19281-89. Лист — ГОСТ 5520-79, ГОСТ 19281-89, ТУ 14-1-5034-91, ТУ 302.02.009-89. Трубы—ТУ 14-3-1128-82. Гнутые профили — ГОСТ 19281-89, ТУ 14-1-5035-91.
Массовая доля элементов, % НД Температура критических точек. °C
С Si Мп S р Сг Ni N As Си Aci Асз Ari Агз
£0,12 0,So-О.80 1,30- 1,70 £ 0,040 £ 0,035 £0,30 £0,30 0,008 £0,08 £ ОДО ГОСТ 5520-79 725 860 625 780
0,012 ГОСТ 19281-89
£ 0,030
— ТУ 302.02.009 89
Режим термообработки
НД
ГОСТ 5520-79
Операция
В горячекатаном или термически состоянии
ГОСТ
19281-
89
Механические свойства при комнатной температуре
обработанном
Охлаждающая среда
Листовой и широкополосный проката состоянии “0М ИЛИТерМнчески обработанном
Сечение, мм °0.2, Н/ммг О'., Н/мм2 5, % V, % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
не менее
До 5 345 490 21 — —
От 5 до 10 345 490 21 — 64 39‘ 342 29
От 10 до 20 325 470 21 — 59 341 292 29
Свыше 20 до 32 305 460 21 — 59 341 292 29
Свыше 32 до 60 285 450 21 — 59 341 292 29
Свыше 60 до 80 275 440 21 — 59 341 292 29
Свыше 80 до 160 265 430 21 — 59 34* 292 29
От4 до 160 d=2a
До 10 345 490 21 — 64 39‘ 292 29 d=2a
Свыше 10 до 20 325 470 21 — 59 341 292 29 d=2a
Свыше 20 до 32 295 430 21 — 59 291 242 29 d=2a
Свыше 32 до 160 265 430 21 — 59 341 292 29 d=2a
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
139
09Г2С I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм 00,2. Н/мм2 о., Н/мм2 8, % V» % кси, Дж/см2 кси, после механического Изгиб
Охлаждающая среда
Операция vc не менее Дж/см2
гост 19281- 89 До Ю 345 480 21 — 64 391 342 403 404 29 d=2a
Сортовой и фасонный прокат в горячекатаном или термически обработанном состоянии Свыше 10 до 20 325 450 21 — 59 341 292 З43 344 29 d=2a
Свыше 20 до 32 295 430 21 — 29* 29 d=2a
От 32 до 160 265 430 21 — 59 29* 29 d=2a
До Ю 345 490 21
Гнутые профили в горячекатаном или термообработанном состоянии От 10 до 20 Свыше 20 до 32 От 32 до 160 325 295 265 470 430 430 21 21 21 — — d=2a
До Ю 345 490 21 — 64 39* 342 403 404 29 d=2a
Прокат полосовой в горячекатаном или термообработанном состоянии Свыше 10 до 20 325 450 21 — 59 341 292 З43 344 29 d=2a
Свыше 20 до 32 295 430 21 — 29* 29 d=2a
Свыше 32 до 160 265 430 21 — 59 291 29 d=2a
ТУ 302.02. -0W-89 ТУгТ~~ Термообработка с прокатного нагрева 10-40 340 510 21 60 351 ЗО2 d=2a
3~1128-82 Нормализация 0 57-325 S4-10 265 470 22 — 342 34’
sболее 10 292 293
140
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 09Г2С Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм ао,г, Н/мм2 с., Н/мм2 б, % V. % KCU, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
ТУ 14- | 1-5035- 91 В горячекатаном состоянии До 10 345 480 21 6р 2: 12 Vp 55 64 39* 292 403 404 606 Тк< 10°С 29 d=2a
Свыше 10 до 20 325 450 21 бр > 12 Vp 55 59 29’ 292 З43 34" 606 Тк< 10°С 29
Свыше 20 до 32 295 430 21 5р > 12 Vp г 55 29‘ 60б Тк< 10°С 29
1 ‘KCU при минус 40°С.
2 KCU при минус 70°С.
3КСУприО’С.
4 KCV при минус 20°С.
5КСУприЗО°С.
6 KCV при 20°С.
Требования к механическим свойствам и ударной вязкости (за исключением KCV) листового проката установлены для поперечных образцов.
Назначение, Детали аппаратов и сосудов, работающие при температуре от - 70°С до + 475°С под давлением. В трубопроводах пара и горячей воды - детали, изготовленные из листа - до температуры 450°С, трубы - до температуры 425°С, в котлах - листовые детали, работающие при температуре до 450°С, во всех случаях без ограничения давления. Крепежные детали в котлах и трубопроводах используются до температуры 425°С и давлении до 10 Н/мм2.
1 Предел I выносливости, 1 Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
1 Т-1 + 20 0 -20 -30 -40 -50
| 235 — При о, = 475 Н/мм2.
Технологические характеристики
Ковка
Вид полуфабриката Слиток________
Заготовка_____
Температурный интервал ковки, °C
Размер сечения, мм
Охлаждение поковок, изготовленных
из слитков
Условия охлаждения
из заготовок
Размер сечения, мм
Условия охлаждения
1250-850
Свариваемость Обрабатываемость резанием Флокеночувствительность
I Сваривается без ограничений. I Способы сварки: РД, РАД, АФ, МП, ЭШ I И КТ. В нормализованном и отпущенном состоянии прио,= 450Н/мм2 Kv = 1,6 (твердый сплав), Kv = 1,0 (быстрорежущая сталь) Не чувствительна Склонность к отпускной Хрупкости Не склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
141
Марка стали 10Г2С1 Вид поставки Сортовой и фасонный прокат, гнутые профили, полоса — ГОСТ 19281-89. Лист — ГОСТ 5520-79, ГОСТ 19281-«9, ТУ 14-1-5241-93.
Массовая доля элементов, % ид Температура критических точек, °C
С Si Мп S Р Сг Ni N As Си Aci Асз Ап Агз Мн1
< 0,12 0,80- 1,10 1,30-1,65 0,040 < 0,035 < 0,30 < 0,30 < 0,008 0,08 0,30 ГОСТ 5520-79 710 830 — — 365
< 0,012 ГОСТ 19281-89 1 Температура нагрева 93О°С.
Механические свойства при комнатной температу ре
НД Режим термообработки Сечение» мм °0.2, Н/мм2 о», Н/мм2 6, % % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5520-79 В горячекатаном состоянии До 5 355 490 21 — — —
От 5 до 20 345 490 21 — 64 392 293 29
В термически обработанном состоянии От 10 до 20 335 480 21 — 59 292 243 29
Свыше 20 до 32 325 470 21 — 59 292 243 29
Свыше 32 до 60 325 450 21 — 59 292 243 29
Свыше 60 до 80 295 430 21 — 59 292 243 29
Свыше 80 до 100 295 430 21 — 59 292 243 29
От4до 160 d=2a
ГОСТ 19281-89 Листовой и широкополосный прокате горячекатаном или термически обработанном состоянии До 5 355 490 21 — — 29 d=2a
От5до 10 345 490 21 — 64 392 293 29
От 10 до 20 325 450 21 — 59 342 293 29 d=2a
От 20 до 60 315 450 21 — 59 292 243 29 d=2a
Свыше 60 до 100 295 430 21 — 59 291 243 29 d=2a
Гнутые профили в горячекатаном или термически обработанном состоянии До 5 От5до 10 355 345 490 490 21 21 —- — —
От 10 до 20 От 20 до 60 Свыше 60 до 100 325 315 295 450 450 430 21 21 21 — — — d=2a d=2a d=2a
142
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
10Г2С1 1 Механические свойства при комнатной температуре
вд Режим термообработки Сечение, ММ °0,2, Н/мм2 Н/мм2 6, % % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
гост 19281- 89 Сортовой и фасонный прокат в горячекатаном или термически обработанном состоянии До 10 345 480 21 — 64 392 293 404 40s 29 d=2a
Свыше 10 до 20 325 450 21 —- 59 292 293 344 345 29 d=2a
Свыше 20 до 60 325 450 21 — 59 292 29 d=2a
Свыше 60 до 100 295 430 21 — 59 292 29 d=2a
Полосовой прокат в горячекатаном или термически обработанном состоянии До 5 355 490 21 — — — d=2a
До ю 345 490 21 — 64 392 293 404 403 29 d=2a
От 10 до 20 325 450 21 — 59 292 29’ 344 34s 29 d=2a
От 20 до 60 315 450 21 — 59 292 29 d=2a
От 60 до 100 295 430 21 — 59 +О2 29 d=2a
л.ии при минус 4UUC. L— 3 KCU при минус 70°С. 4КСУприО°С. 3 KCV при минус 20°С. Требования к механическим свойствам и ударной вязкости /за исключение тггхл образцов. Р '3 исключением KCV) листового проката установлены для поперечных
Назначение. Детали элементов сварных конструкций оабптаютие """ работающие под давлением в котлах и трубопров^Гплпл » Р температуре до минус 70°С, а также детали из листа, минус 70°С до 475°С. трубопроводах пара и горячей воды до температуры 450Т, в сосудах - при температурах от
предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, пои 141 Термообработка
0-1 Т-1 + 20 о on —
230 — К При с, = 580 Н/мм2 овка ""7 ~ 7 60 ехнологи» геские хара Ох 29-39 сгеристик пажлемие -30 и -40 30 -70 25 —
Вид полуфабриката Слиток Температурный интервал ковки, °C 1200-850 И3( Размер сечения, мм Обрабатъ В нормализование» при о.=450 Н/мм2 Kv = 1,6 (твердый с _Ку = 1,0 (быстроре; щитков ... Условия охлаждения ваемость резанием < и отпущенном состоянии плав), сущая сталь) «Ч not VJУИЛСКНЫЛ _ изза Размер сечения, мм ГОТО У нус вок словия охлаждения
Заготовка Свар' Сваривается без ог Способы сварки: I и КТ. гваемость раннчений. Д, РАД АФ, МП, ЭШ Флокеноч Не чувствительна Склонность к от Не склонна витальность иной хрупкости
СТА ЛИ НИЗКОЛЕГИРОВАННЫЕ
143
Марка стали
Вид поставки
18Г2С
Сортовой прокат —ГОСТ 5781-82.
Массовая доля элементов, %, по ГОСТ 5781-82
С
Si
Мп
S
Р
Сг
0,14-0,23
0,60-0,90
1,20-1,60
£ 0,045
5 0,040
<0,30
Ni
<0,30
Си
Мо
<0,30
Температура критических точек, “С
Aci Ас3 Ari Агз Мн1 I
730 850 — — 400 I 1
1 Температура нагрева 900°С.
НД
Режим термообработки
Операция t,°C Охлаждающая среда
В состоянии поставки
Сечение, мм
Под, Н/мм2
С., Н/мм2
5, V. кси,
% % Дж/см1
Изгиб
ГОСТ 5781-82
40-80
295
Свыше
20
не меиее
490
c=3d
c=4d
................................................................... мплвания обычных и предварительно напряженных
Назначение. Арматурная сталь класса А-П (АЗОО) предназначена для ар другие детали, работающие от - 40 до +
железобетонных конструкций. Серьги, звенья, пальцы, траверсы, детали сцепок вагонеток и друг Д
450°С. ,
Предел выносливости,
Н/мм2
п-1 Т-1
300 180
250 150
6-9
40-90
Сечение, мм
Ударная вязкость, КСП, Дж/см1, при!, °C
Термообработка
Термообработка
-40
-30
Технологические характеристики
В горячекатаном состоянии
Ковка
Вид 1 полуфабриката Температурный интервал ковки, °C Р
I Слиток 1200-850
1 Заготовка
Свариваемость
Сваривается без ограничений.
н мобы сварки: РД, РАД, АФ, МП, Э1П
Охлаждение поковок, изготовленных
из слитков
сечения, мм
Условия охлаждения
На воздухе
Обрабатываемость резанием
В состоянии поставки при а, = 490 Н/мм2 Kv = 1,55 (твердый сплав), Kv = 1,2 (быстрорежущая сталь)
из заготовок 1
Размер сечения, мм Условия охлаждения 1
флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
144
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
18ГФпс Лист — НД заводов-изготовителей.
Температура критических точек, "С
Массовая доля элементов, %
Si
Мп
Сг
Ni
Си
Act
Асз
Ari
Агз
Мн’
0,14-0,22
<
0,10
0,80-
1,20
£ 0,040
£ 0,035
< 0,30
£ 0,30
£ 0,30
о,os-о.10
720
850
430
1 Температура нагрева 930°С.
Р
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ СО,2, Н/мм2 а», Н/мм2 8, % У> % KCU-40, Дж/см2 Изгиб НВ
Операция t,°C Охлаждающая среда
не менее
ДЦ В горячекатаном состоянии 4-10 11-20 320 310 460 450 21 21 — 39 29 d=2a
Закалка Отпуск — — 10-32 400 540 18 — 29 292 293 d=2a
KCU при минус 70°С.
3 KCU после механического старения.
Назначение. Листовой прокат толщиной до 30 мм - для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от - 40 до + 450°С, в улучшенном состоянии - от - 60 до + 450°С (не под давлением), толщиной свыше зо мм - для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от - 20 до + 450°С (не цОд давлением).
Предел вьшосливости, Н/мв? Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
с-1 т-1 + 20 0 -20 -30 -40 -50
77-198 84-178 86-167 56-132 69-115 59-118 49-116 46-117 35-86 41-75 36-71 21-69 41-45 35-90 27-65 28-39 7-33 Лист толщиной 12 мц Лист толщиной 20 му Лист толщиной 30
Технологические характеристики
Ковка
Вид полуфабриката Слиток_________
Заготовка
Температурный интервал ковки, °C 1260-900
Размер сечения, мм
_________Охлаждение поковок, изготовленных из слитков 1
Условия охлаждения
иззаготовок
Размер сечения, мм
Свариваемость Обрабатываемость резанием
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Для толщин свыше 36 мм рекомендуется подогрев и обязательна последующая термообработка. В горячекатаном состоянии при 128-174 НВ и о,=460 Н/мм2 К, = 1,2 (твердый сплав), Kv= 1,1 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупко^
Не склонна
Условияохлаи^^,
Флокеночувствительносп,
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
145
Марка стали
Вид поставки
06ГФБА-А
Прокат рулонный — ТУ 14-101-458-2001. Трубы стальные прямошовные — ТУ 14-ЗР-28-99. Трубы сти льные электросварные спиральношовные — ТУ 14-ЗР-52-2001.
Массовая доля элементов, %, по ТУ 14-101-458-2001 Температура критических точек. “С
С Si Мп S Р Сг Ni Aci Ас, Аг, Агз
0,04-0,08 Го,15-0,35 1,35-1,60 £ 0,005 5 0,005 £0,10 £0,10 710-730 870- 890 640- 670 740- 780
Мо N Си V Nb Ti А£
— <0,007 <0,05 0,05-0,08 0,04-0,06 £0,025 0,02-0,04
нд
ТУ14-
ЗР-28-
99
ТУ 14-
ЗР-52-2001
______________________Механические свойства при комнатной температуре
Режим термообработки Операция
Охлаждающая
__________________________среда
Контролируемая прокатка с ускоренным охлаждением
VC
Сечение, мм
<Д>, 2, Н/мм2
370
7-25
390
410
460
8, %
Н/мм2 не менее
510-610
530-630
550-650
590-690
У» %
КСи_и, Дж/см1
Класс прочности
НВ
Контролируемая прокатка или термическая обработка
370
510
Образцы
390
410
530
550
20
20
20
20
20 >
20
£
20
118
118
118
118
118
118
118
К52
К54
К56
Назначение. Электросварные трубы большого диаметра (от 530 до 1420 мм) и листовые конструкции, работающие до минус 70°С.
Предел ВЫНОСЛИВОСТИ, Н/мм2
.0-1
Т ермообработка
—^92^^рхиент чувствительности к надрезу за 104 ч
—З^^ыггельность к охрупчиванию при старении
'—---Исходное состояние
KCU, Дж/см2
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
+20
-20
-40
98
59
-60
-80
Жаростойкость
Ускоренное охлаждение в воде после контролируемой прокатки
Среда
t,°C
Скорость коррозии, мм
База испытаний, ч
Коррозионная стойкость
_______Вид коррозии ~ -----------------------
JgWm--------------------
под„°3ионное растрескивание
^напряжением
К^-^ВДи^растрескивание
~~ —-------Прокатка
Вид ПодУфабрнката jwT
Среда
t°C
Длительность, ч
Коэффициенты длины и толщины трещины, %
5% NaC£ + 0,5% СНзСООН
5% NaC£ + 0,5% СНзСООН
Температурный интервал прокатки, °C
1260-1150 1100-800
—-—____^ВаРиваемосп.
CnSS663 0Гра«иченнй.
Раи „ арки: ₽Д;
_____ФЛК)СОМ и газовой защитой.
20
20
Технологические характеристики
из слябов
Размер сечения, мм
720
96
CLR = 0, CTR = 0
Охлаждение поковок, изготовленных___________
из заготовок
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Обрабатываемость резанием
При с,=600 Н/мм2
Kv = 1,55 (твердый сплав), Kv = 1,0 (быстрорежущая сталь)
7-25
Вода
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
146
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 15Г2БМ Вид поставки Лист—НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Мо Nb Aci Асз Ari Агз
0,12-0,16 0,20-0,40 1,30-1,70 £0,035 <0,035 0,30-0,60 0,03-0,06
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0.2, Н/мм1 с., Н/мм1 S, % Y, % кси, Дж/смг HRC НВ
Операция t,°c Охлаждающая среда не менее
дц Горячекатаное состояние До 50 510 740 14 39 40 241
1 Нормализованное состояние 510 760 15 — 45 229- 248
Улучшенное состояние 860 910 12 — 45 —
Назначение. Листовой прокат толщиной до 50 мм в горячекатаном состоянии для несущих элементов сварных конструкций, работающих при переменных нагрузках в температурном интервале - 40 до + 500°С. В нормализованном и улучшенном состоянии для тех же элементов сварных конструкций, работающих в температурном интервале - 60 до + 500°С (не под давлением).
Предел выносливости, Н/мм1 Термообработка Ударная вязкость, KCU, Дж/смг, при!, “С
сг-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Термообработка
1 Совка
Вид полуфабриката Температурный интервал ковки, °C
Слиток
Заготовка
Свар иваемость
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП и КТ.
Размер сечения, мм
В горячекатаном состоянии при 241 НВ и а, = 740 Н/мм1
К»= 1,1 (твердый сплав)
Охлаждение поковок, изготовленных
из слитков
из заготовок
Условия охлаждения
Обрабатываемость резанием
Размер сечения, мм
Условия охлаждения
Флокеночувствительность
Склонность к отпускной хрупкости
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
147
Марка стали Вид поставки
18Г2АФпс Лист, полоса, гнутые профили — ГОСТ 19281-89. 1
Температура критических точек, °C
Массовая доля элементов, %, по ГОСТ 19281-89
С Si Мп S Р Сг Ni V N Си As Acj Асз Ar> Агз |
0,14-0,22 < 0,17 1,30-1,70 £ 0,040 < 0,035 £ 0,30 £ 0,30 0,OS-О.15 0,Ols-О.030 £ 0,30 <; 0,08 720 880 620 780
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм °0.2> Н/мм2 о., Н/мм2 6, % V. % кси, Дж/см’ кси, после механического старения, Дж/см2 Изгиб I
Операция t,’C Охлаждающая среда
не менее
гост 19281- 89 Листовой и широкополосный прокат в горячекатаном или термически обработанном состоянии Др 10 440 590 19 44* 342 29 d=2a
11-32 39* 292
Гнутые профили в горячекатаном или термически обработанном I состоянии До 32 — —
1KCU при минус 40°С.
Требования к механическим свойствам и ударной вязкости (за исклю образцов. ------~•———““
конструкций, работающих в условиях переменных нагрузок при Назначение. Листовой прокат для несущих элементов сварных
температуре до минус 60°С. ‘ '
Предел вьшосливости, --_Н/мм2
—I тй
-----_ Среда
раствор NaOH
25®/ ~~------------
— °~адаммиачнаявппд
Термообработка
Ударная вязкость, KCU, Дж/см1, при!, °C
+ 20
-20
-40
-60
Коррозионная стойкость-----------------
Скорость коррозии, мм/год
0,012-0,017
0,212-0,248
-80
Термообработка
0
— Ковка
Вид -^О^иката Температурный
Рячмеп
1200-850
-Заготовка ..... Свар] 1200-850 тваемость
Обрабатываемость резанием
Течения,ММ | Условмохлаждения
Технологические характеристики_______________________________
___________________Охлаждение поковок, изготовленных.
I из заготовок
из слитков
Размер сечения, мм
Условия охлаждения
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП и КТ.
В термически обработанном состоянии при с, = 590 Н/мм2
Kv = 1,1 (твердый сплав),
Kv = 0,74 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
148
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
16ГНМА Лист —ОСТ 108.030.118-78. Поковка—ОСТ 108.030.113-87.
Массовая доля элементов, %, по ОСТ 108.030.118-78
Температура критических точек,‘С
Si
Мп
0,13-0,18
0,17-0,37
0,80-1,Ю
<, 0,020
S
Ni
0,020
0,30
1,00-
1,30
Мо
As
0,40-0,55
<,
0,08
<;
0,008
N
0,20
Aci
Ас3
Ап
Агз
730
870
560
680
Механические свойства при комнатной температуре
Режим термообработки °0,2, Н/мм2 GB, S, % V, % кси, Дж/см2 кси, после
Сечение, мм Н/мм2
нд Операция t,°C Охлаждающая среда не менее механического старения, Дж/см2 Изгиб
ост 108.030. 113-87 До 100 325 470- 635 21 50 59
В термически обработанном состоянии Свыше 100 до 200 470- 635 19 48 54 146-201
ОСТ • Свыше 200 до 400 470- 635 17 43 49
108.030. 118-78 ‘КСОппм Нормализация Отпуск 920-940 930-670 Воздух С печью 115 323- 510 500 20 50 78 391 39 d=2a
Назначение. Барабаны котлов высоких параметров пара.
Предел выносливости, Н/мм2 . «-1 I t7~
Термообработка
Вид полуфабриката
Температурный интервал ковки, °C
+ 20
Ударная вязкость, KCU, Дж/см2, при t, °C
Термообработка
-20
-30
Технологические характеристики
-40
-50
Охлаждение поковок, изготовленных
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Условия охлаждая®
Размер сечения, мм
Слиток
1220-800
Заготовка
1220-800
Обрабатываемость резанием
Флокеночувствительность
Мало чувствительна
В нормализованном и отпущенном состоянии при 217 НВ и о, = 520 Н/мм2 Ку= 1,45 (твердый сплав), К» = 1,0 (быстрорежущая сталь)
Склонность к отпускной хрупкост11
Не склонна
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Необходимы подогрев и последующая термообработка.
0
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
149
Марка стали Вид поставки Сортовой прокат — НД заводов-изготовителей.
23Г2А
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Aci Acj Ari Агз
0,20— 0,28 0,17-0,37 1,40-1,70 £ 0,035 £0,035 £0,25 £0,30 — — 720 840 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Под, Н/мм2 СГ», Н/мм2 8, % V, % кси, Дж/см2 Изгиб НВ
Операция t,°C Охлавдающая среда
не менее
дц Закалка Отпуск 880-900 350-450 Вода Вода 20 950 1050 12 — 79 d=a —
Крупнозвенные сварные цепи и детали разборных цепей тяговых органов подземных скребковых конвейеров и Звенья и полузвенья круглозвенных цепей изготовляются методом холодной гибки на цепевязальных автоматах с последующей стыковкой контактной сваркой оплавлением, детали разборных цепей изготовляются методом горячей штамповки.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0.1 Т-1 +20 0 -20 -40 -60 -80
670 610 400 370 Закалка с 900°С в воде, отпуск при 200-220°С Закалка с 900°С в воде, отпуск при 400-450°С
_ Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток
Готовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
СпЙ^^^аничений. О^^Ш^МПИКГ. --с-?а£аП0СВДЩаЯ Обработке резанием не подвергается Не чувствительна
Склонность к отпускной хрупкости
Склонна
150
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
26Г2С
Сортовой прокат—НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Aci Ас3 Ari Аг3 Мн1
0,22-0,30 0,60-0,90 1,30-1,60 50,035 5 0,035 <0,30 <0,30 — — 735-750 870-875 — — 355- 400
1 Температура нагрева 920°С
Механические свойства при комнатной температуре
НД Режим термообработки
Операция t,°C Охлаждающая среда
ДЦ Закалка Отпуск 880-900 400-440 Вода Вода
15
Сечение, мм
Оо,2, Н/мм2
Н/мм2
8, %
V. %
не менее
850
1000
HRC
KCU, Дж/см2
Назначение. Звенья и валики разборных цепей для тяговых органов под земных скребковых конвейеров. Детали изготовляются методом горячей штамповки, без механической обработки, с последующей термообработкой.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1200-850
Охлаждение поковок, изготовленных
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Заготовка
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП н КТ. Рекомендуется последующая термообработка.
Обработке резанием не подвергается
Не чувствительна
Склонность к отпускной хрупкое™
Склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
151
Марка стали 35Г2 Вин поставки Сортовой прокат — ГОСТ 4543-71, ТУ 14-1-4518-88. Поковки—ГОСТ 8479-70.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, “С
С Si Мп S Р Сг Ni Мо N W Ti Си Aci Асз Ari Агз
0,31-0,39 0,17-ОД? 1,40-1,80 £ 0,035 0,035 ОДО < 0,30 — £ 0,008 — — £ 0,30 718 804 677 727
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0.2> Н/мм2 С», Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4543-71 Отжиг 840 С печью Свыше 5 до 250 Не определяются £207
Закалка Отпуск 855-885 600-700 Воздух Воздух До 80 Свыше 80 до 150 Свыше 150 до 250 365 365 365 620 620 620 13 11 10 40 35 30 — — —
ГОСТ 8479-70 Нормализация 860 Воздух 100-300 275 530 17 38 34 — 156-197
ДЦ Нормализация Отпуск 840-870 600-650 Воздух Воздух 100-300 295 580 18 43 29 — 183— 241
Назначение. Вал '’РеДъявляются тр ы-шестерни, вбования повьп Термооб] соленчатые и карданные валы, полуоси, шатуны шестерни, болты и другие детали, к которым пенной износостойкости.
мр нынос; Н/ 358 372 вдел ивости, дм* - г.1 )аботка Ударная вязкость, КСГ, Дж/см1, при t, “С Термообработка
+ 20 0 -20 -40 -60 -80
Закалка 880°С в масле, отпуск при 600°С; _?. = 850 Н/мм2 Техн ологичес 49-69 39-59 24-59 — Закалка 880°С, масло Отпуск 540°С
Закалка 880°С, масло, отпуск 650°С; о.=710 Н/мм2
— кие характеристики
——К Вид ПодУфабриката -£лйвдк~~~ ЛаготовкГ~ рвка Охлаждение поковок, изготовленных
из СЛИТКОВ из заготовок
ДБ ннте мисратурныи рвал ковки, °C Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1200-800 1200-800 Обра
. Свар] ®аемость батываемость резанием Флокеночувствительность
гваемая. Д> РАД, АФиКТ. эгрев и последующая После нормализации при £ 229 НВ и о, = 580 Н/мм2 Kv= 1,1 (твердый сплав), Kv = 0,8 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Склонна
152
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки ' Сортовой прокат — ГОСТ 4543-71. ТУ 14-1-4518-88. Фасонный прокат — ТУ 14—1—1271—75.
40Г2
1 Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
1 С Si Мп S Р Сг Ni Мо N Си Aci Асз Art Аг3
I 0,36-| 0,44 0,17-0,37 1,40-1,80 < 0,035 £ 0,035 <0,30 <. ОДО — 0,008 5 0,30 713 780 627 710
| Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Оо.2, Н/мм2 о„ Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ I 4543-71 В отожженном состоянии Свыше 5 до 250 Не определяются <217
Закалка Отпуск 845-875 600-700 Масло Воздух До 80 Свыше 80 до 150 Свыше 150 до 250 380 380 380 660 660 660 12 10 9 40 35 30 —
1 ДЦ Нормализация Закалка Отпуск 870-925 800-830 425 Воздух Масло 38 930 1100 10 40 — 331
1 Назначение. Оси, коленчатые и карданные валы, поршневые штоки, рычаги, полуоси.
1 предел I выносливости, 1 Н/мм2 Т ермообработка Механические свойства в зависимости от сечения
I «-1 Т-1
Сечение, мм Место вырезки образца 0(1.2, Н/мм2 о„ Н/мм2 S, % V, % кси, Дж/см2 НВ Термообработка
196 — Закалка с 850°С в масле, отпуск при 620°С; с, = 720 Н/мм2 50 Центр 590 770 18 57 68 220 Закалка 820°С, вода; отпуск 600°С, вода
75 Центр Край 540 730 820 18 16 54 60 59 68 210 242
100 Те Центр Край хнологичес 490 660 720 800 18 16 56 60 29 41 210 241
I Вид I полуфабрикат I га Совка Температурный интервал ковки, °C 1180-800 Охлаждение поко из слитков вок, изготовленных из чаготпнок лаждени^.
1 Слиток газмер сечения, мм УСЛОВИ) охлаждения 11 Размер сечения, мм Свыше 60 Условия ох
| Заготовка Замедленное
| Свариваемость Обрабатываемость резанием ’ Флокеночувствительность
I Трудно свариваемая. 1 Способы сварки: РД, рдд и кт. 1 Необходимы подогрев и последующая I термообработка. о.= 660»м>?аЛКИ “ 0ТПУСКа ПРИ 241 НВ " Kv= 1,0 (твердый сплав), Kv = 0,75 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкосй^
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
153
Марка стали Вид поставки
45Г2 Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
Si
Мп
Сг
Ni
Мо
0,41-0,49
0,17-0,37
1,40-
1,80
£ 0,035
£ 0,035
<£0,30
£ 0,30
£ 0,008
п
0,30
Aci
711
Ас3
765
Ari
626
Аг3
704
С
S
Р
N
W
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, °0.2, Н/мм2 с., Н/мм2 S, % V, % кси, Дж/см2 HRC
Операция t,°C Охлаждающая среда ММ не менее НВ
гост 4543-71 Отжиг 840 С печью Свыше 5 до 250 Не определяются £229
До 80 400 690 11 40 —
Нормализация 835-865 Воздух Свыше 80 до 150 Свыше 400 690 9 35 — , — —
Отпуск 600-700 Воздух 150 до 400 690 8 30 —
250
дц Закалка Отпуск 830-850 200-250 Масло Воздух Не определяются 46-54
Закалка Отпуск 830-850 550-600 Масло Масло До 60 700 850 13 45 45
Поверхностная закалка с нагревом ТВЧ и отпуск при 180-200°С Не определяются 48-52 269- 321
---------------------------------------------------------------- шатунов шатуны, звенья конвейерных цепей и назначение. Валы-шестерни, коленчатые и карданные валы, полуоси, червяки, к
Другие крупногабаритные средненагруженные детали.
Сталь чувствительна
к перегреву, но обладает повышенной износостойкостью.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
610 — Закалка с 810°С в масле, отпуск при _450°С, с,= 1220 Н/мм2 — — 60 — — — После нормализации
ЗЮ-400 — Нормализация с 850°С 186 24 — 176 29 157 24 — — Слиток. Закалка с отпуском 228-235 НВ Образец продольный Образец Поперечный
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид п°луфабриката jflHTOK " ^готовка
Температурный интервал ковки, °C ~~ 1200-800 1200-800
из заготовок
Размер сечения, мм
Условия охлаждения Размер сечения, мм Условия охлаждения
Отжиг с перекристаллизацией, одно переохлаждение, отпуск До 100 101-300 На воздухе В мульде
Все размеры
Свариваемость
Трудно свариваемая.
Способы сварки: РД, Р АД и КТ.
Необходимы подогрев и последующая термообработка.
Обрабатываемость резанием Флокеночувствительность
После нормализации при £ 229 НВ и с„ = 700 Н/мм2 Kv = 0,80 (твердый сплав), К» = 0,55 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Склонна
154
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
50Г2 Сортовой прокат — ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонный прокат — ТУ 14-1-1271-75. Поковки — ГОСТ 8479-70.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критически! точек, °C
С
0,46-0,55
Si 0,17-0,37
Мп
1,40-1,80
S
£ 0,035
Р
£ 0,035
Сг
Ni
Мо
£0,30
£0,30
N £ 0,008
Си
Aci
Асз
Ari
Ап
£0,30
723
760
680
740
ВД Режим термообработки Сечение, °0.2, Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая
среда не менее
ГОСТ 4543-71 В отожженном состоянии Свыше 5 до 250 Не определяются £229
До 80 420 740 11 35 —
Закалка 840 Масло Свыше 80 до 150 420 740 9 30
Отпуск 650 Воздух Свыше 150 до 250 420 740 8 25 —
ГОСТ 8479-70 До 100 315 570 17 38 39 167- 207
Нормализация 840-860 Воздух До 100 345 590 18 45 59 174- 217
Отпуск 600-650 Воздух До 100 395 615 17 45 59 187- 229
100-300 — — 14 35 34 —•
... 100-300 — — 17 40 54 —*
Назначение. Диски трения, валы, шестерни, шлицевые валы, шатуны, распределительные валики втулки подшипников, кривошипы, шпиндели, зубчатые колеса, ободы маховиков, коленвалы дизелей н газовых двигателей и ™ дХ™ к которым предъявляются требования повышенной прочности и износостойкости. zwmaiwicH и другие детали, к которым пред»
Термообработка
Предел выносливости, Н/мм2
0-1 Т-1
340 —
Закалка с 840°С в масле, отпуск при 600°С;
с, = 680 Н/мм2
Ковка
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1220-830
1200-800
Свариваемость
Трудно свариваемая.
Способы сварки: РД, РАД н КТ.
Необходимы подогрев и последующая термообработка.
Ударная вязкость, КСИ, Дж/см2, при t, °C г20
64
Технологические характеристики
Размер сечения, мм
из слитков
-40
-50
48
40
Охлаждение поковок, изготовленных
Условия охлаждения
Обрабатываемость резанием
После нормализации при £ 241 НВ и о,=700 Н/мм2
К, = 0,8 (твердый сплав), Kv=0,55 (быстрорежущая сталь)
Термообработка
Закалка с 840°С, отпуск при 560-580^;
о. = 820 Н/мм2
из заготовок
Размер сечения, мм
До 100 101-200 201-300
Условия охлажден»!
На воздухе
В мульде
В закрытой мульду,
Флокеночувствительность ____-
Мало чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
155
Марка стали Вид поставки Поковки—ГОСТ 8479-70. Сортовой прокат—ГОСТ 4543-71, ГОСТ 10702-78.
15Х
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо N W Ti Си Aci Ай Ari Аг»
0,12-0,18 U7-0,37 0,40-0,70 < 0,035 £ 0,035 0,70-1,00 £ 0,30 — <5 0,008 — — < 0,30 766 838 702 799
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Н/ммг О',, Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция VC Охлаждающая среда
не менее
гост 4543-71 Отжиг 850-870 С печью Свыше 5 до 250 Не определяются <179
Закалка I Закалка II Отпуск 865-895 770-820 180 Вода или масло Воздух ИЛИ масло До 80 490 690 12 45 69 —1 - —
Свыше 80 до 150 490 690 10 40 62
Свыше 150 до 250 490 690 9 35 59
ГОСТ 8479-70 Нормализация Воздух До 100 195 390 26 55 59 — 111- 156
100-300 195 390 23 50 54
ГОСТ 10702-78 Горячекатаный — — — — — — £ 156
Отпущенный или отожженный — 550 — 60 — — £179
ДЦ Нормализация 870-800 Воздух Не определяются — £270
Цементация Закалка Отпуск 900-920 760-800 170-190 Воздух Масло Воздух или Не определяются Поверхности 56-62 Серд-цеви-ны <250
?"“аЧеНИе- Втулки’ пальЦы. шестерни, валики, толкатели и другие детали, к которым предъявляется требование высокой рхностной твердости при невысокой прочности сердцевины.
Предел выносливости, -—^Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см?, при t, °C Термообработка
-Si__ _ Т-1 +20 0 -20 -40 -60 -80
98 — — 61 — — Закалка 850°С, масло, отпуск200°С, 1 ч.
' Ковка Охлаждение поковок, изготовленных
Температурный интервал ковки, °C И* СЛИТКОВ из заготовок
ВЦ полуде Слиток Заготпш,., Ц. рйката Размер сечения, Условия охлаждения Размер сечения, мм Условия охлаждения
1260-801 1260-751 До 200 201-700 В ящике или отжиг низкотемпературный До 200 201-700 На воздухе Отжиг низкотемпературный
Отжиг низкотемпературный
—Свар» РИвается без Шаемосп. п КпоблтыпяеМОСТЬ пезЯНИеМ Флокеночувствительность
В горячекатаном состоянии при < 179 НВ и с, = 730 Н/мм2 Kv = 1,12 (твердый сплав), Ку = 0,9 (быстрорежущая сталь) — Не чувствительна
^«-термическиПФоме Склонность к отпускной хрупкости
^одей). .Ойсобы vvpouuiUHHblX ^Рки: РД, РАД, АФ, МП и КТ, Не склонна
156
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали | 20Х | Вид поставки Поковки—ГОСТ 8479-70. Сортовой прокат—ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек. ’С
С Si Мп S Р Сг Ni Мо N Си Aci Асз Ari Агз
0,17-0,23 0,17-ОД? 0,so-о.80 £ 0,035 £ 0,035 0,70- 1,00 £0,30 — £ 0,008 £0,30 750 825 665 755
нд Режим термообработки HCkbU при коп Сечение, ММ шатнои т °0,2, Н/мм2 императу] СГ., Н/мм2 е S, % У> % кси, Дж/см2 HRC НВ
Операция VC Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг 850-870 С печью Не определяются £179
Закалка I Закалка II Отпуск 865-895 770-820 150-210 Вода или масло Воздух или масло До 80 635 780 11 40 59
Свыше 80 До 150 635 780 9 35 53
Свыше 150 до 250 635 780 8 30 50
ГОСТ 8479-70 Нормализация Воздух До 100 245 470 22 48 49 ИЗ-179
100-300 215 430 20 48 49 123- 167
300-500 195 390 20 45 49 111- 156
Закалка Отпуск До 100 275 530 20 40 44 156-197
100-300 345 590 17 40 54 174- 217
дц 1 Механич Цементация Закалка Отпуск 920-950 780-820 180-200 Воздух Масло Воздух 15 30 60 784 617 392 981 833 637 8 10 13 40 40 40 40 60 50 Поверхности 54-62 Сердцевины <250
Нормализация 880-900 Воздух 70 353 588 18 45 60 174- 215
Закалка Отпуск 820-860 180-200 Масло Воздух Не определяются >56
Поверхностная закалка с нагревом ТВЧ Отпуск еские сппйстпя пап 920—950 180-200 Воздух Эмульсия Воздух Не определяются Поверхности 54-62 Сердцевины <250
ювочные и при изготовлении деталей не от
Назначение. Втулки, шестерни, обоймц
-----г---.х.уодьнпи деталей не определяются, —
копиры « д»„. „ро„ ~ Г
другие детали, к котовым предъявляются тпеб-м.,»,.. -« ’ г '---------------—
поверхностной твердости при невысокой прочности сердцевины.
>ым предъявляются требования высокой
рычаги, стяжные кольца, штоки впускных клапанов я
Термообработка
Ударная вязкость, KCU, Дж/см2, при!, “С
0
Предел вьшосливости, Н/мм2
0-1 Т-1
235 295 412 1 1 1
Термообработка
-20
-40
-60
Нормализация
175-232
152-165
172-212
+ 20
226-241
Нормализация, о, = 450-590 Н/мм2
Закалка и высокий отпуск. а,= 690 Н/мм2
Цементация, закалка, низкий отпуск, о, = 930 Н/мм2
ериетики
О^ВЖДешшпоковок, изготовленных
Вид полуфабриката
Ковка
Температурный интервал ковки, °C
Слиток
Заготовка
1260-800
1260-750
, , .. L
___________Свариваемость_____________ Сваривается без ограничений (кроме химико-термически обработанных деталей).
Способы сварки: РД, РАД, АФ, МП и КГ.
из слитков
Условия охлаждения
В ящике или отжиг низкотемпературный Отжиг низкотемпературный _________________________.юзанием В нормализованном состоянии при о,=470 Н/мм2
К,= 1,7 (твердый сплав),
К,= 1,3 (быстрорежущая сталь)
Размер сечения, мм
До 200
201-700
Г Обрабатываемость
Размер сечения, мм
До 200
201-700
из заготовок
Условия охлаждения
На воздухе Отжиг низкотемпературны! ______Флокеночувсгвительностт; Малочувствительна
Склонность К отпускной ХРУТПСОСТИ—-
Не склонна
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
157
Марка стали Вид поставки Поковки — ГОСТ 8479-70. Сортовой прокат — ГОСТ 4543-71.
зох
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо N Си Aci Ас3 Ап Агз
0,24-0,32 0,17- 037 0,50-0,80 <; 0,035 £ 0,035 0,80- 1,10 ^0,30 — £ 0,008 <0,30 740 815 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм оо.г, Н/мм2 а.. Н/мм2 8, % V. % кси, Дж/смг HRC НВ
Операция t,°C Охлаадающая среда
не менее
ГОСТ 4543-71 Отжиг 850 С печыо Свыше 5 до 250 Не определяются <!187
Закалка Отпуск 845-875 450-550 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 до 250 685 685 685 880 880 880 12 10 9 45 40 35 69 62 59
ГОСТ 8479-70 Закалка Отпуск До 100 395 615 17 45 59 187- 229
начаще. Оси, валы, шестерни, кольцевые рельсы, крепеж и др.
Пред — Н/mi —£иТ ел вости, £ t-i Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
+ 20 0 -20 -40 -60 -70
331 240 сад = 450 Н/мм2, с„ = 690 Н/мм2 42 150 97 — 34 118 77 34 100 64 33 72 48 Закалка 860°С, масло, отпуск 200°С, масло Нормализация 850°С, воздух Закалка 850°С, воздух, отпуск 500°С, масло
.— Технологические характеристики
- Ковка Охлаждение поковок, изготовленных
Вид ПодУфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
'-литок 1250-800 ° Замедленные Замедленные
Готовка
Сварт Огоанип» шаемость Обрабатываемость резанием Флокеночувствительность
В состоянии закалки и отпуска при 187 НВ и о, = 620 Н/мм2 Kv = 1,0 (твердый сплав), КУ = 0,85 (быстрорежущая сталь) Чувствительна
СПособь,ТСВарИВаемая- СВарки:РДРАД,АФи1СГ. Склонность к отпускной хрупкости
Склонна
158
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
35Х Поковки — ГОСТ 8479-70. Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, 'С
Si
Мп
Сг
Ni
Мо
Си
Aci
Асз
Ari
Аг}
0,31-0,39
0,17-0,37
0,So-О.80
£ 0,035
£ 0,035
0,80-
1,10
^одо
5 0,008
£0,30
743
782
693
730
S
Р
N
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, °0.2, Н/мм2 с., Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t °C Охлаждающая
среда не менее
ГОСТ 4543-71 Отжиг 850 С печью Свыше 5 до 250 Не определяются £197
До 80 735 910 11 45 69
Закалка Отпуск 845-875 450-550 Масло Вода или масло Свыше 80 до 150 Свыше 735 910 9 40 62
150 до 250 735 910 8 35 59
ГОСТ 8479-70 Закалка 850-870 Вода или масло До 100 490 655 16 45 59 212- 248
Отпуск 560-640 Вода, воздух или печь 100-300 395 615 15 40 54 187- 229_
ДП Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода, водный раствор глицерина или масло Поверхности 38-56
Поверхностная закалка с нагревом газовым пламенем Воздух, затем вода Поверхности >40
Назначение. Оси, валы, шестерни, кольцевые рельсы и другие.
Предел выносливости, Н/мм2 т-1
240
Состояние стали
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
362
При а,= 690 Н/мм2.
+20
101
-25
69
-40
. Гу Вид полуфабриката ивка Температурный интервал ковки, “С
Слиток 1250-800
Заготовка 1250-800
Свариваемость
_____ -... .1...
Технологические характеристики
_________________Охлаждение поковок, _________________из слитков
Размер сечения, мм
Поковки всех размеров: ответственного назначения_________
остальные
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, ЭШ и КТ. Рекомендуются подогрев и последующая термообработка.
-60
-70
Закалка 8бО°С, масло, отпуск580°С. —
Условия охлаждения
Отжиг с перекристаллизацией, два переохлаждения, отпуск Отжиг низкотемпературный, одно переохлаждение
Обрабатываемость резанием
из заготовок__—
Размер сечения, мм Условия охлажДен1М
До 350 На воздухе
В состоянии закалки и отпуска при 163 НВ, с,=620 Н/мм2
Kv= 1,0 (твердый сплав),
К„ = 0,95 (быстрорежущая сталь)
Флокеночувствительность
Мало чувствительна ___,
Склонность к отпускной ХруПК0С^_~
Склонна
0
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
159
1 Марка стали Вид поставки 1
38ХА Сортовой прокат—ГОСТ 4543-71. 1
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
Г С Si Мп S Р Сг Ni Мо N Си Aci Асз Ari Агз |
0,35-0,42 0,17-0,37 0,50-0,80 £ 0,025 < 0,025 0,80- 1,10 <0,30 — 0,008 <0,30 743 782 693 730 I
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, Н/мм2 о,, Н/мм2 S, % V. % кси, Дж/смг HRC НВ I
Операция t,°C Охлаждающая
среда не меиее
ГОСТ 4543-71 Отжиг 825-845 С печью Свыше 5 до 250 Не определяются <207
Закалка 845-875 Масло До 80 785 930 12 50 88
Отпуск 500-600 Вода или масло Свыше 80 до 150 Свыше 150 до 250 785 785 930 930 10 9 45 40 80 75 —
Назначение. Шпиндели, валы, червячные валы, оси, шестерни, крепежные детали, баллоны большой емкости, работающие под давлением, диски турбин и др.
I Предел 1 вьшосливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка 1
1 “* Т-1 + 20 0 -20 -30 -40 -50
333 — Закалка, отпуск, с. = 690 Н/мМ2
1 372 — с, = 870 Н/мм2
I 392 — о, = 980 Н/мм2, сод = 830 Н/мм2, 241 НВ
Ковка
Технологические характеристики
Охлаждение поковок, изготовленных
I Вид 1 полуфабриката Температурный интервал ковки, °C из слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия I охлаждения 1
I Слиток I Заготовка 1220-800 1240-780 Поковки всех размеров: ответственного назначения Отжиг с перекристаллизацией, два переохлаждения, отпуск
остальные Отжиг низкотемпературный, одно переохлаждение
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Трудно свариваемая.
Способы сварки: РД, РАД и КТ.
Необходимы подогрев и последующая термообработка.
В закаленном и отпущенном состоянии при а, = 930 Н/мм2
Kv = 0,8 (твердый сплав),
Kv = 0,7 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
160
Вид поставки
Марка стали
ГОСТ 4543-71. Поковки — ГОСТ 8479-70. Трубы ГОСТ 8733-74.
| с 0,36-0.44 Si 0,17-0,37 Массов; я доля элем S | ентов, Р >, по ГОСТ Сг 4543-71 Ni Си N Темпер Aci ггура крит Аса ических тот Ал ек,°С Агз
0,So-О.80 0,035 0,035 0,80- 1,10 <; 0,30 5 0,30 5 0,008 743 815 693 730
нд Механические свойст Режим термообработки ва при ком Сечение, ММ штной тер С0.2, Н/мм2 лпературс Н/мм2 ТТ % у. Г % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
I гост 4543-71 Отжиг 820-840 С печью Свыше 5 до 250 Не определяются — $217
Закалка Отпуск 845-875 450-550 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 до 250 785 785 785 980 980 980 10 8 7 45 40 35 59 54 51 — — 1
I ГОСТ I 8479-70 Закалка Отпуск 840-860 550-650 Вода или масло Вода, масло, воздух или печь До 100 100-300 300-500 500-800 490 490 395 315 655 655 615 570 16 13 13 11 45 40 35 30 59 54 49 29 212-П 248 218-248 187-229 167-_207j
Нормализация Отпуск 850-870 560-650 Воздух Воздух До 100 100-300 300-500 500-800 345 315 275 245 590 570 530 470 18 14 15 15 45 35 32 30 59 34 29 34 217 167-207 156- 1 197 143- _J79j
ГОСТ 8733-74 В -термически обработанном состоянии 0 5-250 S5-24 — 618 14 — — <217
Назначение. Оси, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, кУла^’ зубчатые венцы, болты, полуоси, пиноли, втулки и другие детали повышенной прочности. Валы, диски и роторы паровых тур ___*• - -
I Предел 1 выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
1 т-1 + 20 0 -25 -40 -70 -80
| 380 1 2301 — Закалка с 860°С в масле, отпуск при 550°С 163 — 151 109 87 Закалка с 860“С в масл' отпуск при 550°С —
1 1 Образец с надрезом. 93 — 84 55 То же, отпуск при —
Ковка
Вид полуфабриката Слиток________
Заготовка
Температурный интервал ковки, °C 1250-800 ____1250-800
Размер сечения, мм
из слитков
характеристики_________________________________,_________’
Охлаждение поковок, изготовленных_______________—-----"
из заготовок ____—--"Г
Условия oxgg!—
На воздухе ______
Условия охлаждения
Размер сечения, мм
Свариваемость Обрабатываемость резанием
Трудно свариваемая. Способы сварки: РД РАД и КТ. Необходимы подогрев и последующая термообработка. В горячекатаном состоянии при 163-168 НВ и с.=620 Н/мм2 Kv = 1,20 (твердый сплав), Kv- 0,95 (быстрорежущая сталь)
Склонна
Чувствительна
Склонность к отпускной хрупкости
До 350
Флокеночувствительность
СТАЛИ НИЗКОЛЕГИРОВАННЫЕ
161
Марка стали 45Х Вад поставки Сортовой прокат — ГОСТ 4543-71. Фасонный прокат—ТУ 14-1-1271-75. Поковки—ГОСТ 8479-70.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо N Си Aci Асз Ari Агз
0,41-0,49 0,17-0,37 0,So-О.80 < 0,035 £ 0,035 0,80- 1,10 50,30 — < 0,008 <0,30 735 770 660 690
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ °0,2, Н/мм2 Ои, Шли2 8, % У, % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 4543-71 Отжиг 780-840 С печью Свыше 5 до 250 Не определяются <229
Закалка Отпуск 840 520 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 до 250 835 835 835 1030 1030 1030 9 7 6 45 40 35 49 44 42 —
ГОСТ 8479-70 Закалка Отпуск 840-860 580-620 Масло Воздух До 100 100-300 300-500 500-800 640 540 440 345 785 685 635 590 13 13 13 12 42 40 35 33 59 49 49 39 249-293 223-262 197-235 174-217
Нормализация Отпуск 850-870 580-620 Воздух Воздух или с печью До 100 100-300 300-500 500-800 345 345 345 315 590 590 590 570 18 17 14 11 45 40 38 30 59 54 49 29 174-217 174-217 174-217 167-267
ДЦ Закалка с нагревом ТВЧ, отпуск при 180-200°С Поверхности 42-58
Закалка с нагревом газовым пламенем Поверхности >40
ХТТ ВаЛЬ1’ шестер™. оси, бол™, шатуны и другие детали, к которым предъявляются требования повышенной твердости,
“редел вЫноадиВОСП11 —-Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C i Термообработка
600 г-1 + 20 0 -20 -40 -60 -80
— Закалка с 810°С в масле, отпуск при 575°С Тлч 56 ктевистиь 52 31 — 40
К Вид ПодУфабрИКата овка Температурный интервал ковки, °C Охлаждение поковок, изготовленнь из слитков IX из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм УСЛОВИЯ охлаждения
Слиток 1220-800 Поковки всех размеров: ответственного Отжиг с перекристаллизацией, ива переохлаждения, отпуск. До 100 101-300 На воздухе В мульде
Заг®товка 1250-780 валки горячей прокатки Нормализация, два пепеохлаждения, отпуск.
остальные Отжиг низкотемпературный, олно пепе.охлаждение
иваемость Флокеночувствительность
ая. 'Д> РАД и КТ. огрев и последующая В горячекатаном состоянии при 163-168 НВ и <т, = 620 Н/мм2 К» = 1,2 (твердый сплав), Kv = 0,95(быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Склонна
6-saoi
162
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
50Х Сортовой прокат — ГОСТ 4543-71. Поковки — ГОСТ 8479-70.
Массовая доля элементов, %, по ГОСТ 4543-71
С 0,46-0,54
Si 0,17-0,37
Мп 0,50-0,80
S
Р
<0,035
S 0,035
Сг 0,80-1,10
Ni
0,30
Мо
0,008
N
Си
0,30
Температура критических точек, °C
Aci
720
Асз
770
Ari 650
Агз
693
Механические ci
Режим термообработки Сечение, ММ О<1,2, Н/мм2 Ои, 6, V, % кси,
нд Операция t,°C Охлаждающая Н/мм2 % Дж/см2 HRC НВ
среда не менее
ГОСТ 4543-71 Отжиг 820 С печью Свыше 5 до 250 Не определяются <229
Закалка 815-840 Масло До 80 Свыше 80 до 150 885 885 1080 1080 9 7 40 35 39 35
Отпуск 470-570 Вода или масло Свыше 150 до 250 885 1080 6 30 29
ГОСТ 8479-70 Закалка 820-840 Масло До 100 640 785 13 42 59 248- 293
Отпуск 540-580 Воздух 100-300 590 735 13 40 49 235- 277
Нормализация 830-850 Воздух До 100 345 590 18 45 59 174- 217
Отпуск 580-630 Воздух 100-300 345 590 17 40 54 174- 217
Отпуск 830-850 180-230 Масло Воздух До 40 1300 1500 6 22 30 35-45
* *миьрлмии 1 нал оакаЛКа С НЯГреВОМ 1ВЧ И отпуск при 160-180°С Не опрс щеляю тся £56
I, реики, оправки, установочные
. ____,-----.......yennn, оправки, установочные винты, крупные зубчатые колеса, пальцы, редукторные валы,
упорные кольца, валки горячей прокатки и другие детали средних размеров, к которым предъявляются требования повышенной твердости, износостойкости, прочности и работающие при незначительных ударных нагрузках.
Предел выносливости, Н/мм2
<Т-1
Термообработка
t-i
710
К Внд полуфабриката эвка Температурный интервал ковки, °C
Слиток 1220-800
Заготовка 1250-780
Размер сечения, мм
остальные
Поковки всех размеров: ответственного назначения
валки горячей прокатки
Закалка с 830°С в масле, отпуск при 180-200°С,
Ударная вязкость, KCU, Дж/см2, при t, °C
характеристики
Термообработка
-Охлаждение поковок, изготовленных из слитков --------Г
Условия охлаждения
Отжиг с перекристаллизацией, два переохлаждения, отпуск Нормализация, два переохлаждения, отпуск., Отжиг низкотемпературный, одно переохлаждение
Обрабатываемость резанием
Трудно свариваемая.
Способы сварки: РД, РАД и КТ.
Необходимы подогрев и последующая термообработка.
В состоянии нормализации и отпуска при 207 НВ и о,=650 Н/мм2
Kv = 0,85 (твердый сплав),
К,=0,80 (быстрорежущая сталь)
из заготовок
Размер сечения, мм Условия охлаждения
До 100 На воздухе
101-300 В мульде
Флокеночувствительность
Чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
163
Марка стали
Вид поставки
СТАЛИ ЛЕГИРОВАННЫЕ
18ХГТ
Сортовой прокат - ГОСТ 4543-71, ТУ 14-1-4518-88. Фасонный прокат — ТУ 14-1-1271-75. Поковки — ТУ
302.02.038-89. ~____________________________________________________
С 0,17-1 0,23 Si 0,17-0,37 ft Мп 0,80-1,10 ассовая S < 0,035 ДОЛЯ ЭЛ. Р £ 0,035 емснтов Сг 1,00-1,30 Механи , %, по ] Ni 0,30 ческие с ’ОСТ' Мо войст 4543-71 N 0,008 ваприк W омназ Г1 0,03-0,09 -ной тем Си < 0,30 ператур Темпер Aci 740 е 5. и/. атуракрит Ас3 825 кси. -ическихт Ari 650 очек, <- 1 Агз 1 730 I
НВ
HRC
Дж/см1
%
%
t,°c
Операция
Не менее
Сечение, мм
Н/мм2
Н/мм2
ад
ГОСТ 4543-71
Отжиг или отпуск
Охлаждающая среда
Воздух
Свыше 5 до 250
Нормализация
Закалка
Отпуск
880-950
855-885
Масло
Воздух или вода
До 80 Свыше 80 до
150 Свыше 150 до
250
ТУ 302.02. 038-89 дц
В термически обработанном состоянии
150-250
До 100
Цементация 920-950
Закалка 820-860
Отпуск 180-200
Закалка 910
Отпуск 570
Азотирование2 500-520
Воздух
Масло
Воздух
Масло
Воздух С печью до
150°С
Механические свойства сердцевины ориентировочные и
До 20’
20-60'
Не определяются
885 980 9 50 78
885 980 7 45 70
885 980 6 40 66
395 615 18 45 59
950 1200 10 50 80
800 1000 9 50 80
£217
Поверхности 56-62 Поверхности 56-62
Поверхности 55-59
Сердцевины
>341
Сердцевины 240-300
„ _
---------------_________________________________ F____----------------------------------— и пальцы, валики и другие .Диссоциация аммиака 15-20%.____________________-“шоковые муфты, направляющие,----------’ и высокая поверхностная
Назначение. Шестерни, червяки, шлицевые валы, втулки, ку' ная прочНос1ъ и вязкость сер
отсутственные нагруженные детали, от которых требуется ебования высокой износостойкости и
таердость, работающие под действием ударных нагрузок. ртали к которым предъявляются тр
После азотирования — ходовые винты, гильзы и другие д »
Днимальная деформация при термообработке^
Предел вьшосливости, -_НЫ
-Л±.
490
Сечение, мм
От» Н/мм2
.ы
294
480
50
780
Нормализация.
Ковка
Вид фабриката
Плиток Готовка
Температурный интервал ковки, °C
1220-800
1200-800
-1-.
— Свариваемость____________________—.
барнвастся без ограничений (кроме ’’’’’'Жо-термически обработанных кеталей).
Способы сварки: РД, РАД, АФ, МП, ЭШ ЛКТ,
980
Н/мм2
кси, Дж/см’ НВ
80 240-300
+ 20
Ударная вязкость, KCU, Дж/см’,
при t, °C
0
114
101
Технологические характеристики
Размер сечения, мм
До 100 101-200 201-800
-20
-40
93
-60
Пкпаждение поковок, изготовленных
из слитков
Условия охлаждения В яме с закрытой крышкой В яме с песком Нормализация и отпуск
Обрабатьшаемост^еезмнгем
После нормализации при 156-159 НВ и о» = 540 Н/мм2
Kv= 1,1 (твердый сплав), Kv = 1,0 (быстрорежущая сталь)
Термообработка
-80
85
из заготовок
Размер сечения, мм
До 250 251-350
Условия охлаждения
На воздухе
В яме
флокеночувствительность
Не чувствительна
Склонность к отпускной хрушсости
Мало склонна
164
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
25ХГТ Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
Si
Мп
0,22-0,29
0,17-0,37
0,80-
1,10
< 0,035
S
Сг
0,035
Ni
1,00-
1,30
Мо
0,30
0,03-0,09
Ti
0,30
Aci
770
Асз
825
Ап
660
Аз
740
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0.2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t/C Охлаждающая среда
не менее
гост 4543-71 Отжиг — — Свыше 5 Не определяются <217
Нормализация Отпуск 880-950 200 Воздух Вода, масло или воздух До 80 Свыше 80 до 150 Свыше 150 980 980 980 1270 1270 1270 10 8 7 50 45 40 69 62 59 —
Нормализация Закалка Отпуск 880-950 850 200 Воздух Масло Вода, масло или воздух До 80 Свыше 80 до 150 Свыше 150 1080 1080 1080 1470 1470 1470 9 7 б 45 40 35 59 53 49 — —
Назначение. Нагруженные зубчатые колеса и другие детали, твердость которых более 58 HRC.
вьшослнвости, Н/мл? Термообработка
С_|
T-1
Технологические характеристики
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -40 -60 -80
Термообработка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
из заготовок
1220-800
Размер сечения, мм
Слиток
Заготовка
Обрабатываемость резанием
Условия охлаждения
Размер сечения, мм
81-200
Условия охлажддЩ!
В зольниках
В печах
Флокеночувствительность
Способы сварки: РД, РАД, АФ, МП и КТ. Требуется последующая термообработка.
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
После нормализации при 364 НВ, о, = 880 Н/мм2
Kv = 0,45 (твердый сплав), К» = 0,25 (быстрорежущая сталь)
СТАЛИ ЛЕГИРОВАННЫЕ
165
Марка стали Вид поставки Сортовой прокат —. ГОСТ 4543-71, ТУ 14-1-4518-88.
20ХГР
—Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S р Сг Ni Мо N W В Си Aci Асз Ari Аг3
0,18- 0,24 0,17-0,37 ОДО-КОО £ 0,035 & 0,035 0,75-1,05 £ 0,30 — 0,008 — По расчету 0,005 £ 0,30 735 835 670 760
Механические свойст ва при комнатной температуре
нд Режим термообработки Сечение, мм Со,2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см* HRC НВ
Операция К °C Охлаждающая среда не менее
ГОСТ 4543-71 Отжиг 850-870 С печью Свыше 5 до 250 Не определяются <197
Закалка Отпуск 865-895 150-250 Масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 до 250 785 785 785 980 980 980 9 7 6 50 45 40 78 70 65 —
ДЦ Цементация2 Закалка Отпуск 920-950 820-840 180-200 Масло Воздух или масло Не определяются Поверхности 56-62 Серд-цевины £321
,,рхлададение замедленное в колодцах или в цементационных ящиках.
Назначение. Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие цементуемые детали, рзбогающие в условиях ударных нагрузок.
Предел 1 ВЫНОСЛИВОСТИ, . Н/мм2 Сечение, мм Под, Н/мм2 с., Н/мм2 кси, Дж/см* НВ Ударная вязкость, KCU, Дж/см*, npnt, °C Термообработка
_5+ Т-1 + 20 0 -20 -40 -60 -80
608 510 500 304 304 304 50 100 150 1080 870 830 1150 980 980 60 ПО 100 >340 >300 >286 62 61 62 63 61 62 Закалка с 860°С в масле, отпуск при 200°С, охлаждение в масле; HRC = 45
128 133 112 122 119 91 Закалка с 860°С в масле, отпуск при 500°С, охлаждение в масле; HRC = 31
Химический состав; С - 0,23%; Сг - 0,99%; Ni - 1,17%; В - 0,0017%; Ti - 0,03%
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
.Слиток 1150-800 Свыше 75 Замедленное
Заготовка 1150-800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП и КТ. После нормализации при 156-159 НВ и ов = 540 Н/мм2 Kv= 1,1 (твердый сплав), Kv = 1,0 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Мало склонна
166
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
27ХГР
Сортовой прокат—ГОСТ 4543-71.
Массовая доля элементов1, %, по ГОСТ 4543-71 Температура тфитических точек,'С
С Si Мп S Р Сг Ni Мо N Си Aci Ас3 Ari Arj
0,25-0,31 0,17-0,37 0,70- 1,00 2 0,035 0,035 0,70-1,00 20,30 — 0,008 <0,30 715 760 620 660
Допускается технологическая добавка Ti по расчету (без учета угара) до 0, Бор вводится по расчету (без учета угара) в количестве не более 0,005%; npi массовая доля его в стали должна быть не менее 0.001% 36%. л этом остаточная
ВД
ГОСТ 4543-71
Режим термообработки Сечение, °0.2, Н/мм2 «г», Н/мм2 5, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
ММ не менее
Отжиг 850-870 С печью До 250 Не определяются <217
Закалка Отпуск 870 200 Масло Воздух До 80 Свыше 80 до 150 Свыше 150 до 250 1175 1175 1175 1370 1370 1370 8 6 5 45 40 35 59 53 50 — —
Назначение. Для нагруженных крупных деталей: шесгеони n»m.,
’ ерни, червяки, кулачковые муфты, валики, пальцы, втулки и др.
Предел Выносливости, HW
Т-1
Термообработка
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообрабопй
+ 20
0
-20
-40
-60
-80
85
82
79
77
74
Закалка 860°С, мае® Отпуск 200°С, мае®
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
Слиток
Заготовка
Свариваемость
Размер сечения, мм
1150-800
1150-800
Условия охлаждения
Обрабатываемость резанием
из заготовок
Размер сечения, мм Условия охлажд®^
Свыше 80 Замедленное
Флокеночувствительность
Ограниченно свариваемая.
Способ сварки: РД.
Чувствительна
Склонность к отпускной хрупк08^
Склонна
В горячекатаном состоянии при 205-217 НВ Kv=0,75 (твердый сплав), Ку= 0,60 (быстрорежущая сталь)
СТАЛИ ЛЕГИРОВАННЫЕ
167
Марка стали Вид поставки 1 Сортовой прокат — ГОСТ 4543-71. Поковки — ГОСТ 8479-70, ТУ 302.02.038-89. 1
зохгг
Массовая доля элементов, %, по ГОСТ 4543-71
с Si Мп S Р Сг Ni Мо N W Ti Си Aci Асз Ari АГз
0,24-0,32 0,17-0,37 0,80- 1,10 £ 0,035 < 0,035 1,00- 1,30 £ 0,30 — 0,008 — 0,03-0,09 £ 0,30 770 825 660 740
Механические свойства при комнатной температуре _
Режим термообработки Сечение, Щ>.2, Н/мм2 8, V. кси, Дж/см2 HRC НВ
НД Охлаждающая среда Н/мм2 % %
Операция t,°C ММ не менее
гост 4543 71 Отжиг или — Свыше 5 Не определяются £229
Закалка I Закалка II Отпуск 880-950 835-865 150-250 Воздух Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 до 250 1275 1275 1275 1470 1470 1470 9 7 6 40 35 30 59 54 50 — 1
гост 8479-70 Закалка Отпуск 830-850 180-200 Масло Воздух До 100 685 835 13 42 59 262-311
ТУ 302.02. 038-89 В термически об] забоданном СОСТОЯНИИ До 100 685 835 13 42 59
ДЦ Цементация 920-950 До80‘ 800 1100 12 35 60 Поверхности 56-62 цевины I >300 I
Закалка 840-860 Масло 1001 750 900 12 35 60 Серд- 1 цевины 1 >270 |
ТГ7—— Отпуск 180-200 Воздух 150* 700 850 12 30 )ТСЯ. 50 Серд- I цевины I >240 I
свойства сердцевины ориентировочные и при
прочность и вязкость сердцевины и
высокая поверхностная твердость, работающие при боль слоя, но несколько
и контактную усталостную прочность цементованного ___________
Сталь имеет более высокую прочность сердцевины 18ХГТ. I ***
пониженную ударную вязкость по сравнению со сталью мар —--------———
Предел выносливости, ——Н/мм2 Сечение, мм С0.2, Н/мм2 с., Н/мм2 кси, Дж/см2
Г-1
490 294 60 780 980 ’ 60
461 274 120 730 920 60
441 265 150 700 870 50
НВ
Ковка
>300 270-300 240-270
Вид п«>луфабрИКата
-Слиток .Заготовка
Температурный интервал ковки, "С
1220-800
— Свариваемость__________________
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП и КТ. Рекомендуются подогрев и последующая термообработка
Ударная вязкость, KCU, Дж/см2, при t, “С
-80
-60
-40
-20
+ 20
61
[СТИКИ
Технологические характе, _________________Охлаждение поковок, изготовленных из слитков
Размер сечения, мм
Условия охлаждения
________Обрабатываемость резанием
После нормализации при 364 НВ, о» = 880 Н/мм2
Kv = 0,45 (твердый сплав),
Ку = 0,25 (быстрорежущая сталь)
Термообработка
Закалка 850°С, масло. Отпуск 200°С, воздух
из заготовок
Размер сечения, мм 81-200 >200
Условия охлаждения
В зольниках
В печах_____
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Склонна
168
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 25ХГМ Вид поставки Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Act Ас3 Ari Агз Мн1
0,23-0,29 0,17-0,37 0,90- 1,20 0,035 < 0,035 0,90- 1,20 0,30 0,20-0,30 — — — 0,30 740- 760 900 — — 390- 420
1 Температура нагрева 940°С.
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ а0.2, Н/мм2 О., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t.’C Охлаждающая среда
не менее
ГОСТ 4543-71 Закалка Отпуск 845-875 170-230 Масло Воздух До 80 Свыше 80 до 150 Свыше 150 1080 1080 1080 1180 1180 1180 10 8 7 45 40 35 78 70 66 —
ДЦ Нитроцементация Закалка Отпуск 860-880 860-880 180-200 Масло Воздух Пруток 25-60 Не определяются Поверхности 50-60 Серд-цеви-ны HRC 30-40
колеса и другие детали, работающие при повышенных
Назначение. Сильно нагруженные валы, шестерни, втулки зубчатые давлениях. ’ 3
Коррозионная стойкость низкая.
Термообработка
Предел выносливости, Н/мм2
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20
Термообработка
Вид полуфабриката
Температурный интервал ковки, °C
Слиток
1220-850
0
65
62
-20
-40
-60
-80
62
55
Технологические характеристики
Охлаждение поковок, изготовленных из слитков I
Размер сечения, мм
Условия охлаждения
До 50
На воздухе
Закалка 830°С, масло.
Отпуск 200°С, воздух.
из заготовок
Размер сечения, мм
Условия охлаждения
До 50
На воздухе
Заготовка
1180-800
51-180
В колодце
51-180
В колодце
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не чувствительна
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ.
В горячекатаном состоянии при 205-215 НВ и о. = 730 Н/мм2
К,=0,75 (твердый сплав),
К»=0,6 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
169
Марка стали 30Х2ГМТ Вид поставки Поковки — НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек, ’С
С Si Мп S Р Сг Ni Мо V W Ti Си Aci Ас3 Ari Аг3 Мн1
028-0,35 0,17-0,37 1,00-1,30 0,040 < 0,040 1,70- 2,00 — 0,40-0,60 — — 0,02-0,06 — 730- 750 800-840 — — 320-350
’ Температура нагрева 850°С.
Механические свойства при комнатной температуре
Режим термообработки
НД Операция t,°C Охлаждающая среда
дц Отжиг 870-890 С печью
Закалка Отпуск 890-910 550-600 Масло Воздух
До 500
500-700
700-
1000
Сечение, мм
со,г, Н/мм1
Н/мм1
8, %
KCU, Дж/см2
HRC
НВ
685
685
635
не менее
Не определяются
<241
835
835
780
14
12
10
45
35
35
34
241-
279
У> %
Назначение. Валы-шестерни, опорные ролики, шпиндели, штоки, оси, червячные валы, шестерни и другие тяжелонагруженные детали, подвергающиеся ударным нагрузкам.
Сталь рекомендуется применять взамен стали марки 40ХН для сечений до 700 мм и 40ХН2МА для сечений до 500 мм.
Предел вьшосливости, Н/мм1 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
С-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C Из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток 1230-820
Заготовка 1230-820
Свариваемость Обрабатываемость резанием Флокеночувствительность |
Не применяется для сварных конструкций. После закалки и отпуска при 250 НВ и о, = 835 Н/мм1 Kv = 0,60 (твердый сплав), Kv = 0,45 (быстрорежущая сталь) Чувствительна 1
Склонность к отпускной хрупкости 1
Мало склонна |
170
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали I 14Х2ГМР, 1 14ХМНДФР Вид поставки Лист — НД заводов-изготовителей.
I Массовая доля элементов, % Температура критических точек, ”С
1 С Si Мп S Р Сг Марка стали Aci Ас3 Ari Агз
1 0,10-0,16 0,17-0,37 0,90-1,20 £0,035 £0,035 1,30-1,70 14Х2ГМР 750 875 — —
0,60-0,90 0,40-0,80 14ХМНДФР
I Ni Мо V В As Си Марка стали
1 <0,30 0,40-0,50 £0,03 По расчету 0,002-0,006 £0,08 £0,30 14Х2ГМР
1 0,70-1,00 0,45-0,55 0,03-0,10 0,15-0,40 14ХМНДФР
I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Сод, Н/мм2 о» Н/мм2 8, % V, % KCU-40, Дж/см2 Изгиб НВ
Операция t,°c Охлаждающая среда
не менее
дц Закалка Отпуск До 10 600- 800 700 14 — 39 d=3a
I Назначение. Сварные металлоконструкции в машиностроении.
1 Предел 1 выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при), °C Термообработка
I СГ-1 Т-1 + 20 0 -20 -40 -60 -80
49-170 — — 40-165 — — —
I Технологические характеристики
1 Ковка Охлаждение поковок, изготовленных
I Вид 1 полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
I Слиток 1200-900 В колодце
1 Заготовка
1 Свариваемость Обрабатываемость резанием Флокеночувствителы юсть_^_ -пкости
1 Сваривается без ограничений. I Способы сварки: РД, РАД, АФ, МП и КТ. I Рекомендуется подогрев при сварке 1 жестких конструкций. В состоянии поставки при а,=700 Н/мм2 Kv - 0,95 (твердый сплав), Kv=0,35 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хру Не склонна
СТАЛИ ЛЕГИРОВАННЫЕ
171
Марка стали Вид поставки
15ХФ Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
С
Si
Мп
S
Р
Сг
Ni
Мо
Си
Act
Ас3
Аг,
Агз
Мн
0,12-0,18
0,17-0,37
0,40-0,70
5 0,035
5 0,035
0,80-1,10
50,30
0,06-0,12
<0,30
741
843
704
788
435
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ Под, Н/мм2 Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,”C Охлаждающая среда
ие менее
гост 4543-71 Отжиг Свыше 5 Не определяются — 5187
Закалка I Закалка II Отпуск 880 760-810 180 Вода или масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 540 540 540 740 740 740 13 11 10 50 45 40 78 70 66 — —
ДЦ Цементация Нормализация Закалка Отпуск 930,12 ч 875 800 200 Воздух Масло Пруток 25 350-380 610-690 16-го 43-55 59-98 Поверхности 58-62 —
Цементация Закалка Закалка Отпуск 930,12 ч 875 840 200 Масло Масло Пруток 25 720-760 960-980 9- 12 SO-58 78-98 Поверхности 58-62 —
Нмначение. Зубчатые колеса, поршневые пальцы, распределительные валики, плунжеры, копиры, некрупные детали, подвергаемые
цементации и закалке с низким отпуском. Сйль мало склонна к росту зерна при нагреве. Коррозионная стойкость стали низкая.
Предел I
ВЬШОСЛИВОСТИ, I —
___Н/мм1
-£Т
Термообработка
Т-1
Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
+ 20 0 -20 -40 -60 -80
Ковка
Вад ПолУфабрвката Сяйток""^
Температурный интервал ковки, °C 1250-800
Технологические характеристики ... —
Охлаждение поковок, изготовленных
из слитков
иззаготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Медленное охлаждение
Более 60
Свариваемость
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ и КГ. Рекомендуются подогрев и последующая термообработка.
Обрабатываемость резанием Флокеночувствительность
В отожженном состоянии при 5 200 НВ Kv = 1,1 (твердый сплав), Kv = 0,8 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Мало склонна
172
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 4543-71.
ззхс
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, 'С
С Si Мп S Р Ст Ni Мо Си Aci Ас3 Ari Аг3
0,29-0,37 1,00-1,40 0,30 0,60 < 0,035 £0,035 1,30- 1,60 £0,30 — £0,30 755 830 715 —
Механические свойства при комнатной темпеватупе
нд Режим термообработки Сечение, мм «0,2, Н/мм2 «», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 4543-71 Отжиг — — Свыше 5 Не определяются £241
Закалка Отпуск 920 630 Вода или масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 685 685 685 880 880 880 13 11 10 50 45 40 78 • 70 66
дц Закалка Отпуск 910 600-620 Масло Вода Пруток 30 50 780 670 940 860 12 12 50 50 59 59 285 255
Закалка Отпуск 910 600-620 Вода Вода 80 120 160 200 240 720 650 510 410 390 • 900 840 720 670 670 16 16 16 16 16 50 50 50 50 50 59 59 59 59 59 262 212
Отпуск 200 320 400 520 600 Масло Воздух Воздух Воздух Вода Вода — 1610 1490 1340 1070 900 1750 1640 1470 1180 1110 10 10 10 14 18 48 49 52 59 63 88 78 59 88 118 510 470 430 350 300
назначение. Улучшаемые детали пружинного типа спа
износостойкость и упругость, диски трения, муфты спеплениГ^п,0 не6ольших сечений, от которых требуется высокая прочность, ц гения, оалансиры, валы коробок скоростей и т.д.
Коррозионная стойкость стали низкая.
Предел выносливости, Н/мм2
Состояние стали
Т ермообработка
С-1
363
Нормализация 920°С.
Отпуск 65О°С. Закалка 910°С, масло. Отпуск 610°С, вода
Ударная вязкость, KCU, Дж/см2, приt °C
«0.2 = 690 Н/мм2, а, = 880 Н/мм2
Ковка
^®В®Локово^готоВленнь«
Вид полуфабриката
Температурный интервал ковки, °C
Технологические хараюгерн^^-,
из заготовок
Условия охлаждения
Размер сечения, мм
Размер сечения, мм
из слитков •
Условия охлаждения
Слиток
Заготовка
1200-850
Свариваемость
Трудно свариваемая.
Способы сварки: РД, РАД-необходимы подогрев н последующая термообработка.
КТ - необходима последующая термообработка.
Е^^мость резанием
Вотояокенном состоянии при 229-269 НВ Kv - 0,7 (твердый сплав),
v = 0,4 (быстрорежущая сталь)
Флокеночувствительность
Мало чувствительна
Склонность к отпускной хрупкости
Склонна
173
Марка стали
Вид поставки
Поковки - ГОСТ 8479-70. Сортовой прокат ГОСТ 4543 71.
Температура критических точек, °C
Ас3
38ХС
Si
Массовая доля
Мп
S
Сг
элементов, %, поГОСТ 4543-71 V
0,30
Си
Act
763
810
Ari
680
Агз
755
0,34-
0,30
1,00-
0,30
£
1,30-
1,60
нд Режим Механические свойс термообработки Охлаждающая тва при кол Сечение, ММ шатной т« 00.2, Н/мм2 •мператур Ов, Н/мм2 е тт % 1 енее % _ кси, Дж/см2 HRC НВ 1
гост 4543-71 Операция Отжиг t,“C среда Свыше 5 до 250 Не onpej теляю! гея <255 1
Закалка 900 Вода или масло До 80 735 930 12 50 69
Отпуск 630 Вода или масло Свыше 80 до 150 735 930 10 45 62
Свыше 150 735 930 9 40 59
Г гост-8479-70 Закалка — — До 100 590 735 14 45 59 1 277 1
Отпуск — — 540 685 15 45 59 223- 1 262 I
Г ДЦ Закалка Отпуск 880-930 650-680 Вода или масло Вода или масло Пруток До 80 685 835 13 45 59 257- 302 1
Вминмк. а»,. »,™рж Вдф». — . -Я.-» ~
прочности, упругости и износостойкости, впускные клапаны тракторных двигателе
Т-1
Предел выносливости, Н/мм2
0-1 382
1 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -40 -60 -80
сто 2 = 730 Н/мм2, ав = 930 Н/мм2 78 * 55 51 — 39
Термообработка
Ковка
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1200-800
1200-800
Технологические характеристики
из слитков
Размер сечения, _______мм______ Поковки общего машиностроения до 700_
Охлаждение поковок, изготовленных_____________
___________из заготовок Размер сечения, мм До 250 251-350
Условия охлаждения
Отжиг низкотемпературный
Условия охлаждения
На воздухе
В яме
Свариваемость Обрабатываемость резанием Флокеночувствительность
I Трудно свариваемая. 1 Способы сварки: РД РАД. 1 Необходимы подогрев и последующая I термообработка. 1 КТ - необходима последующая I термообработка. После закалки и отпуска при 250-300 НВ и о, = 780-800 Н/мм2 Kv = 0,8 (твердый сплав), Kv = 0,72 (быстрорежущая сталь) Мало чувствительна Склонность к отпускной хрупкости Склонна
174
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки
40ХС Сортовой прокат — ГОСТ 4543-71. 1
Температура критических точек, °C
Массовая доля элементов, %, по ГОСТ 4543-71
1 С Si Мп S Р Сг Ni Мо Си Aci Асз Ari Агз Мн |
0,37-| 0,45 1,20-1,60 0,30 0,60 <0,035 <0,035 1,30- 1,60 <0,30 — <0,30 763 810 680 735 320
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Оо,2> Н/мм2 с., Н/мм2 8, % V. % кси, Дж/смг HRC НВ
Операция t,°C Охлаждающая среда
не менее
I гост I 4543-71 Отжиг — — Свыше 5 Не определяются <255 1
Закалка Отпуск 900 540 Вода или масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 1080 1080 1080 1230 1230 1230 12 10 9 40 35 30 34 31 29 — 1
Изотермическая закалка 900-910 В селитре при 330-350°С, затем на воздухе До 80 1080 1230 12 40 49 « —
дц Закалка Отпуск 900 640 Масло Вода Пруток 20 40 60 80 800 730 700 670 960 930 870 850 19 19 19 19 62 59 54 52 122 108 88 78 270 265 250 230 J
Закалка Отпуск 900 200 300 400 500 600 Масло Воздух Воздух Воздух Воздух Воздух — 1670 1570 1370 1100 900 1960 1810 1580 1320 1030 10 10 10 11 16 40 43 45 50 55 59 29 59 60 78 - 575 530 460 380 320
Назначение. Валы, шестерни, муфты, пальцы и другие улучшаемые детали небольших размеров, к которым предъявляются требования высокой прочности, упругости, износостойкости.
Коррозионная стойкость стали низкая.
I Предел 1 выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C
1 С-1 г-1 +20 0 -20 -40 -60 ял
78 — 55 51 39
Ковка
Отжиг 880°С. Закалка 900°С, масло. Отпуск 640°С __________ _
Терм ообработка
I Вид I полуфабриката Температурный интервал ковки, °C
I Слиток 1150-850
| Заготовка
Свариваемость
Размер сечения, _______мм_______ Более 75
из слитков
Условия охлаждения Размер сечения, мм
Замедленное охлаждение
резанием
заготовок___________-
Условия охлаждения
Трудно свариваемая.
Способы сварки: РД, РАД- необходимы подогрев и последующая термообработка.
КТ—необходима последующая термообработка.
Флокеночувствительность
После закалки и отпуска 250-300 НВ и о. = 780-800 Н/мм2
К, = 0,8 (твердый сплав), Kv = 0,72 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
175
Марка стали Вид поставки Сортовой, фасонный и полосовой прокат — ГОСТ 19281-89, ГОСТ 6713-91. Гнутые профили — ГОСТ 19281-89. Лист—ГОСТ 19281-89, ГОСТ 6713-91, ТУ 302.02.130-91.
10ХСНД
Массовая доля элементов, %, по ГОСТ 19281-89 Температура критических точек, °C
С Si Мп S Р Сг Ni As Си N Aci Ас3 Ari Агз Мн1
50,12 0,80-1,10 0,50-0,80 < 0,040 < 0,035 0,60- 0,90 0,50-0,80 <0,08 0,40-0,60 0,012 700-730 840-860 620 780 435
1 Температура нагрева 930°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм С0.2, Н/мм2 о., Н/мм2 8, % V, % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
гост 6713-91 В горячекатаном или нормализованном состоянии 8-15 390 530-685 19 — 392 293 294 29 d=2a
16-32 390 530-670 19 — 293 294 29 d=l,5a
33-40 390 510-670 19 — 293 294 29 d=l,5a
ГОСТ ~ 19281-89 Листовой и широкополосный прокат в горячекатаном или термически обработанном состоянии До Ю 390 510 19 — 442 З43 29 d=2a
Свыше Ю до 15 390 510 19 — 392 293 40s
От 15 до 40 390 510 19 —. 492 293 40б
Гнутые профили в горячекатаном или термически обработанном состоянии До 40 390 510 19 — — d=2a
Сортовой, фасонный прокат в горячекатаном или термически обработанном состоянии До ю 390 530 18 —. 392 З43 29 d=2a
Свыше 10 до 15 390 530 18 — 342 293
Полосовой прокат в горячекатаном или термически обработанном состоянии До ю 390 510 19 —. 392 З43 d=2a
Свыше 10 до 15 390 510 19 — 342 293
176
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
10ХСНД
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Н/мм2 <т», Н/мм2 8, % V, % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°C Охлаждающая среда
не менее
ТУ 302.02. 130-91 2 т В состоянии поставки 20-32 345 490 21 — 59 292 293 29 —
33-40 315 450 21 — 59 292 243 24 —
41-60 295 430 21 — 59 292 243 24
61-160 265 430 21 — 59 292 243 24 —
при минус Ч1ГС. ————
KCU при минус 70°С.
4 KCU при минус 60°С.
5КСУприО°С.
4 KCV при минус 20°С.
Требования к механическим свойствам и ударной вязкости л» .
образцов. ( исключением KCV) листового проката установлены для поперечных
Назначите. Элементы сварных металлоконструкций
прочности и коррозионной стойкости с ограничением массы и ™ЧНЫе де1али> к которым предъявляются требования повышенно давлением в сосудах при температуре от минус 40 до 400“С раЬота1°Щие при температуре от -70 до +450”С; детали, работающие ПОД
Предел вьшосливости,
__________Н/мм2
т-г Толщина листа, мм
285 165 4-32
275 165 33^0
Вид полуфабриката Слиток_________
Заготовка
Ковка_______
Температурный _ интервал ковки, °C
— 1200-850
Термообработка
В горячекатаном состоянии
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -40 -60 -80
139-280 136-280 107-180 87-130 70-99 —
Зоологические характеристики
ТерМОобрабоШ
рхлаздение поковок, изготовленных
Горячекатаное состояние, лист
--------------из слитков
Размер сечения, мм
_Условия охлаждения
Размер сечения, мм
из заготовок ---------—<
Условия охлаЖДСЙг-
Свариваемость
Обрабатываемость резанием
Не чувствительна
Сваривается без ограничений Сгособы сварки: РД Рад Аф> мп> эщ
Kv-1,4 (твердый сплав), v= 1,12 (быстрорежущая сталь)
Склонность к отпускной хрупко1^
Мало склонна
СТАЛИ ЛЕГИРОВАННЫЕ
177
Марка стали Вид поставки Сортовой и фасонный прокат, полоса — ГОСТ 19281-89, ГОСТ 6713-91. Гнутые профили — ГОСТ 19281-89. Лист—ГОСТ 19281-89, ГОСТ 6713-91, ТУ 302.02.130-91, ТУ 14-1-5241-93.
15ХСНД
Массовая доля элементов, %, по ГОСТ 19281-89 Температура критических точек, °C
С Si Мп S Р Сг Ni As Си N Aci Ас3 Ап Агз
0,12-0,18 0,40-0,70 0,40-0,70 0,040 < 0,035 0,60-0,90 0,30-0,60 £0,08 0,20-0,40 £ 0,012 710- 750 870- 900 620- 680 780- 825
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм СО,2, Н/мм2 Св, Н/мм2 8, % % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°c Охлаждающая среда
не меиее
гост 6713-91 В горячекатаном или нормализованном состоянии 8-32 33-50 345 335 490-685 470-670 21 19 29* 29s 295 29 29 d=2a
ГОСТ 19281- 89 Листовой и широкополосный прокат в горячекатаном или термически обработанном состоянии До ю 345 490 21 — 64 391 292 29 d=2a
Свыше 10 до 32 291 292 403 404
Гнуть термь Сорте илит ie профили в горячекатаном или гчески обработанном состоянии До 32 345 490 21 — — d—2a
>вой и фасонный прокат в горячекатаном ермически обработанном состоянии До Ю 345 480 21 64 391 292 403 404 29 d—2 a
Свыше 10 до 32 325 450 21 59 291 29 d—-2a
Полосовой прокат в горячекатаном или термически обработанном состоянии До Ю 345 490 21 64 39* 292 403 404 29 d=2a
Свыше 10 до 32 325 450 21 59 29* 29 d=2a
178
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЬЕ
15ХСНД Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм <Т0,2, Н/мм2 о., Н/мм2 8, % V, % кси, Дж/см2 кси, после механического старения, Дж/см2 Изгиб
Операция t,°c Охлаждающая среда
не менее
ТУ 302.02. 130-91 В состоянии поставки 20-32 345 490 21 59 29* 292 29 —
33-40 315 450 21 59 291 242 24 —
41-60 295 430' 21 59 29* 242 24 —
61-160 265 430 21 59 29* 242 24 —
1KCU при минус 40°С. 2 KCU при минус 70°С. 3КСУприО°С. 4 KCV при минус 20°С. 5 KCU при минус 60°С. печных Требования к механическим свойствам и ударной вязкости (за исключением KCV) листового проката установлены для попер
Назначение. Элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повыш прочности и коррозионной стойкости с ограничением массы и работающие при температуре от —70°С до +450°С. Штампованные Д сосудов, работающие при температуре от минус 40°С до 400°С. —
Пре; вынослп Н/м (ел □вости, м2 Термообработка Ударн п ая вязкое! при ъ.КСЦД- 1,°С ж/см2, Примечание
274-299 Т-1 При с.= 490-560 Н/мм2. 153 136 114 — 4U 93 — ди 88 68 Образцы проД°ль^_
310 90 160 В состоянии поставки. 81 74 45 41 47 31 Образцы поперечные-. —*
Числитель - образцы без надреза; знаменатель - образцы с надрезом.
КорроЗИОНН! я стойкость RmrtVX "
Среда Скорость коррозии, мм/год 0,0435-0,0573 Технологические Грунт До 0,0179 До 0,0608
К Вид полуфабриката овка Температурный интервал ковки, °C Охлаждение поков ИЗ слитков эк, изготовленных "~~ из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия ОХЛ
Слиток 1200-850
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительно
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КГ, В горячекатаном состоянии при о,= 500 Н/мм2 К,= 1,48 (твердый сплав), К»= 1,3 (быстрорежущая сталь) Не чувствительна Склонность к отпускной ХрУ11 Мало склонна
____________________________СТАЛИ ЛЕГИРОВАННЫЕ
179
Марка стали Вид поставки Поковки и кованые заготовки — НД заводов-изготовителей.
20Х2М
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Aci Асз Ari Аг3
0,18-0,24 0,17-0,37 0,40-0,70 0,030 < 0,030 2,io-г.50 0,30-0,70 0,25-0,35 — — £ 0,30
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ о0.2, Н/мм2 о., Н/мм2 6, % % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 2400 4823-90 Нормализация Отпуск Закалка Отпуск 880-920 600-650 880-920 600-650 Воздух Воздух или печь Масло Воздух До 300 300-900 До 550 450 400 450 600 600 600 10 12 16 45 30 45 70 70 70 —
Назначение. Крупные детали, изготавливаемые методом ЭП1, днища, обечайки, колонны гидропрессов, поковки для деталей, работающих под давлением.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
О-1 t-i + 20 0 -20 -40 -60 -80
70 70 50 40 — — Закалка+отпуск
80 80 40 30 __ — Нормализация + отпуск
Технологические характеристики
Ковка — . Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
С-йиток
^готовка —-
Свариваемость Обрабатываемость резанием Флокеночувствительность
Маемая. пос°бИ сварки; РД(РАд>АфиКТ1 При а, = 600 Н/мм2 КУ = 1,5 (твердый сплав), Kv = 1,1 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
180
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
Поковки—ТУ 108.11.917-87, ТУ 572-64 (Ижорского завода).
22ХЗМ
Массовая доля элементов, %, по ТУ 108.11.917-87 Температура критических точек, °C
С Si Мп S р Сг Ni Мо V W Ti Си Acj Асз Ari Агз Мн1
Одо-C.25 0,20-0,40 0,so-о.80 < 0,030 < 0,030 3,00-3,50 < 0,30 0,40-0,50 — — — 0,30 770 835 — — 360
1 Температура нагрева 900°С.
Механические
Режим термообработки Сечение, мм °0.2, Н/мм2 8, % V, % кси, Дж/см2 t испытания, °C —
НД Операция t,°c Охлаждающая среда °в, Н/мм2 ПР НВ
ТУ 108.11. 917-87 После предварительной термообработки Свыше 800 Не определяются <255
1У 572-64 Нормализация2 Отпуск 890-910 650-720 Воздух Воздух или печь До 1504 440 340 590 470 15 32 49 20 300 . —
Режим дг Закалка3 Отпуск Щ свариваемых дет 890-910 650-720 алей. Масло Воздух До 5504 440 340 590 490 15 32 49 20 300 —
Режим для несвариваемых деталей.
4 Образцы тангенциальные.
Назначение. Цельнокованые и сварно-кованые сосуды высокого давления.
Предел вьшосливости, Н/мм2
Термообработка
Вид полуфабриката
Температурный интервал ковки, °C
Ударная вязкость, KCU, Дж/см2, при!, °C
+ 20
0
-20
Технологические характеристики
из слитков
-40
-60
-80
Охлаждение поковок, изготовленных
Термообработка
из заготовок
Размер сечения, мм
Условия охлаждения
Условия охлаждения
Размер сечения, мм
Слиток
Заготовка
Свариваемость
Обрабатываемость резанием
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ.
Не склонна
В отожженном состоянии при 157 НВ и о,= 530 Н/мм2
Kv = 1,5 (твердый сплав), Kv= 1,1 (быстрорежущая сталь)
Флокеночувствительность
Мало чувствительна
Склонность к отпускной хрупкости
СТАЛИ ЛЕГИРОВАННЫЕ
181
Марка стали Вид поставки I Поковки — ГОСТ 8479-70. Сортовой прокат — ГОСТ 4543-71. Трубы—ГОСТ 8731-74. 1
I зохм, 1 ЗОХМА
I Массовая доля элементов, %, по ГОСТ 4543-71 Марка Т< стали > гмпепатура критических точек^—|
1 С Si Мп S Р Сг Ni Мо V W Си Ус1 Асз Ari Агз 1
1 0,26- 0,34 0,1' U 7 0,40-0,70 £ 0,035 £ 0,035 0,80- 1,10 £ 0,30 0,IS-О.25 < озо ЗОХМ 757 807 693 763 1
о;б- оз 0,33 £ 0,025 £ 0,025 ЗОХМА
ад Механические свойс Режим термообработки гва при Koan Сечение, ММ штной те Под, Н/мм2 мпературе с„ 5 Н/мм2 °/ V. % кси, Дж/см1 Марка стали НВ I
Операция t,°c Охлаждающая
не менее
гост 4543-71 Отжиг 830-850 С печью Свыше 5 Не определяются 2229 I
Закалка Отпуск 880 540 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 735 735 735 93 92 91 11 45 78 ЗОХМ
0 1 2 50 88 ЗОХМА 2)2— 1
40 70 ЗОХМ
0 1 0 45 79 ЗОХМА
8 35 66 ЗОХМ
50 9 40 75 ЗОХМА
ГОСТ 8479-70 Г гост 8731-74 Закалка Отпуск 870-890 540-600 Масло Вода или масло До 100 100-300 До 100 490 440 395 655 635 615 16 45 16 45 17 45 59 59 49 248 I 197- I 235 I 187- I 229 1
В состоянии поставки (термообрабо- 392 588 13 — —
1 тайные) ~~трмпепа-rvpe до 450-OUirv. - . ^Назначение. Шпильки, гайки, трубы и другие детали паропроводов, ра отаюш 1 1 и другие детали. |
| Стали обладают повышенной прокаливаемостью. — veil. Лж/смг, Термообработка 1 Закалка с 880°С в масле, 1
1 пре 1 вьшосл II/? Дел ивости, т? Термообработка У + 20 парная bi 0 при1 -20 гс — 40 -60 80
Со-1 Г 402~ 366 304 т-1 225 Закалка с 880°С в масле, отпуск при 450 С. То же, отпуск при 5бО°С. То же, отпуск при 650°С. 'гдтоо.погичес кие ха laicrepMC 147 МКН 42 108 37 {ЫХ отпуск при з50°С._ J Закалка с 880°С. 1 Отпуск при 550°С. 1
С ~К I Вид I полуфабриката эвка Температурный интервал ковки, °C ИЗ! Охлаждение покошу». ЛИТКОВ охлаждения из заготс Размер печения, мм ВОК . I Условия I охлаждения 1
размер сечения, До 100 — 101-300 На воздухе 1 В мульде I
I Слиток I Заготовка 1220-800 1260-800 Поковки всех размере . ответственного назначения — Отжигсперекрист—ией, пеоеохлаждения, отпуск _
Отжиг низкотему2“ГРНЬ1Й’
остальные одно переи*^^ петь резанием при 229-269 НВ и флокеиочувегвительноегь |
1 Свариваемость Обрабатываем Мало чувствительна 1
1 Ограниченно свариваемые. I Способы сварки: РД, РАД, АФ и КТ. I Рекомендуются подогрев и последующая I термообработка После закалки и отпуск! СкЛОИНОСТ ЬК<И опускной хрупкости 1
с,=930 Н/мм*. Не склонна
182
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
32ХМ1А
Поковки — ТУ 108-995-81.
Температура критических точек, "С
Массовая доля элементов, %, по ТУ 108-995-81
1 с Si Мп S Р Сг Ni , Мо V W Ti Си Aci Ас3 Ari Агз |
I 0,29- I 0,36 5 0,35 0,40-0,70 £ • 0,018 < 0,018 0,90-1,20 0,40 0,40-0,60 — — — 5 0,25 760 830 660 740
I Сумма содержания серы и фосфора не должна превышать 0,035%, определение меди I обязательно.
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0,2, Н/мм2 Св, Н/мм2 8, % У, % кси, Дж/смг Угол изгиба, град. НВ
Операция t,°C Охлаждающая среда
не менее
I ТУ 108-1 995-81 Закалка Отпуск 850-870 630-650 Вода или масло С печью до 400<’С, далее на воздухе До 1800 471-6381 471-6382 667 638 18 14 45 35 59 49 180 150 5250
1 Образцы продольные.
2 Образцы тангенциальные.
Назначайте. Заготовки элементов сварных роторов паровых турбин ТЭС и АЭС.
I Предел I вьшосливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I С-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка Охлаждение поковок, изготовленных 1
Вид I полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, Мм Условия охлаждвиия^
I Слиток 1 Заготовка 1200-800 1220-850 Поковки всех размеров: ответственного назначения Отжиг с перекристаллизацией, два переохлаждения, отпуск
остальные Отжиг низкотемпературный, одно переохлаждение
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы 'сварки: РД, РАД, АФ с подогревом н последующей термообработкой; КТ.
После закалки и отпуска при 229-269 НВ а,= 635-700 Н/мм2;
К, = 0,6 (твердый сплав), К,=0,3 (быстрорежущая сталь)
Мало чувствительна __
Склонность к отпускной хрупко^1^
Не склонна
___________________________СТАЛИ ЛЕПИРОВАННЫЕ
183
Марка стали 34ХМА Поковки - ГОСТ 8479-70, ОСТ 108.958.04-85, ТУ 108.17.1050-78, ТУ 108.1028-81, ТУ 108.13.32-88, ТУ 108.1029-81,
Массовая доля элементов, %, по ОСТ 108.958.04-85 Температура критических точек. °C
С 81 МП S Р Сг Ni Мо V W Ti Си Ас, Ас3 Ari Агз
0,30-0,40 0,17-0,37 0,40-0,70 < 0,025 0,025 0,90- 1,30 0,50 0,20-0,30 — — — 0,30 755 800 695 750
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм Сто.:, Н/мм2 Ст», Н/мм2 8, % Y, % кси, Дж/см2 КП НВ
Операция t,°C Охлаждающая среда
не менее
гост 8479-70 ОСТ 108.958. 04-85 Закалка Отпуск 850-870 580-650 Масло Печь или воздух 100-300 300-500 275 275 530 530 17 15 38 32 34 29 275 275 156-197
До 100 100-300 315 315 570 570 17 14 38 35 39 34 315 315 167-207
500 500-800 345 345 570 590 17 12 40 33 49 39 345 174-217
100-300 300-500 500-800 395 395 395 615 615 615 15 13 11 40 35 30 54 49 39 395 395 395 187-229
100-300 300-500 440 440 635 635 14 13 40 35 54 49 440 440 197-235
100-300 490 655 13 40 54 490 212-248
ТУ 108.17. J050-78 Закалка Отпуск До 100 101-300 490 490 657 657 16 13 45 40 59 54 212-248
ТУ 108.13. J2-88 Закалка Отпуск 801-1100 1101- 1500 345 345 590 590 12 10 33 33 39 34 174-217
108. 1028-81 Закалка Отпуск 850-870 580-650 Масло Печь или воздух Диски 392-5891 490-687* 589 657 17 15 40 40 39 49 1502 1502 —
108. 1029-81 17: Закалка Отпуск 850-870 580-650 Масло Печь или воздух Валы и роторы 343 3241 490 4611 569 540 638 608 17 13 15 11 40 32 40 32 39 39 59 44 1802 1502 1502 1202 —
2 Т«ЦЫ .унциальные, “ ^ааизгиба
Валы, ротору диски паровых турбин и другие детали общего назначения для турбин и компрессоров.
11 Вид '^’фабриката овка - - Охлаждение поковок, изготовленных
из слитков из заготовок
* **««ор<цурнЫИ интервал ковки, °C Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Готовка 1240-800 1220-800 1. Поковки энергетического машиностроения 700-1000 2. Поковки турбинных дисков, колеси покрышек до 450 3. Поковки общего машиностпоения ло 1000 1. Отжиг с перекристаллизацией (или нормализация), два переохлаждения, отпуск 2. Отжиг низкотемпературный, одно переохлаждение 3. Отжиг низкотемпературный До 200 201-300 На воздухе В яме
°ГРаннч{ Способы Мод, ^Мооб^ Г—ЙИШЦваемость Обрабатываемость резанием Флокеночувствительность
^свариваемая. «арки: РД, РАД Аф и эщ аботка Д0ГРвВ И П0СлеД№<>Щая Нормализованное и отпущенное состояние при 178 НВ и с, = 570 Н/мм2 Kv = 1,0 (твердый сплав) Мало чувствительна Склонность к отпускной хрупкости Не склонна
——Г~В1Гт~^77~' Коррозионная стойкость
-05^7 4^2^ Среда t,°C Длительность, ч Балл стойкости 1-2
_ Вода деминерализованная 1 Вода Деминерализованная _ 300 300 — Подвержена |
184
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали I Вид поставки
35ХМ j Поковки—ГОСТ 8475-70, ОСТ 108.958.04-85. Сортовой прокат—ГОСТ 4543-71.
- Массовая доля элементов, %, по ГОСТ 4543-71 Темпеваттва кпитпие.™ -г
Ж s Р Cr Ni Мо V W Ti Си Ас, Ас, Аг.
0,40 0,17— 0,37 0,40-0,70 0,035 < 0,035 0,80- 1,10 < 0,30 0,15-0,25 — — — £ 0,30 755 800 700 750
Механические свойства при комнатной темпепятупе
нд Режим термообработки Сечение, мм °0.2, Н/мм2 С., Н/мм2 8, % Y> % KCU, Дж/см2 КП НВ
Операция t,°C Охлаждающая среда
не менее
гост 4543-71 Отжиг 830-850 _С печью Свыше 5 Не определяются <241
Закалка Отпуск 850 560 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 835 835 835 930 930 930 12 10 9 45 40 35 78 70 66 —
1ОС1 8479-70 ОСТ Закалка Отпуск 850-870 600-650 Масло Печь или воздух До 100 100-300 300-500 500 800 590 490 440 395 735 655 635 615 14 13 13 11 45 40 35 30 59 54 49 39 590 490 440 395 235-277 212-248 197-235 187-229
Нормализация Отпуск 860-880 580-640 Воздух Воздух До 100 До 100 100-300 300-500 300-500 500-800 345 315 315 275 245 245 590 570 570 530 470 470 18 17 14 15 17 15 45 38 35 32 35 59 39 34 29 34 345 315 315 275 245 174-217 167-207 167-207 156-197 143-179 143-179
108.958. 04-85 пгт Закалка Отпуск Закалка 850-870 600-650 Масло Воздух 100 735- 880 880 13 JU 40 59 277-321
120 675-835 835 13 42 59 — 262-311
150 590- 73 S 735 14 45 59 235-277
850-870 Масло —
-^П1уск 200-240 Воздух До 40 1370 1570 12 38 HRC —•
Назначение. Валы, шс турбокомпрессоров, ра Коррозионная стойкост Предел ^стерни, шпиндели, шпильки, фланцы, болты дисК1 эотаю1чие в Условиях больших нагрузок и скоростей ъ стали низкая. 1 1 -г, г, покрышки, штоки и другие ответственные детали турбин, при температуре до 450-500°С.
вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, npnt, °C Термообработка
0-1 Т-1 N
333 588 — 10б _Рсд=490 Н/мм2, о,=640 + 20 0 -20 -40 -60
441 — 106 _|акалка 870°C.Qti^400^^75h^ _3акалка 870°С. Отпуск 600°С. о. =, 980 н/мм2.
1 Вид Совка Температурный **' ические характеристики 111 ~ Охлаждение поковок, изготовленных ZS
полуфабриката Слиток Заготовка Свар интервал ковки, °C 1220-800 1260-800 Размер сечения, Поковки всех разме ответственного назначения ММ сыпкий Условия охлаждения из загс Размер УГОВОК — Условия охлажден®.
ров: Отжиг с перекристаллизацией. До 100 101-300 На воздухе В мульде
иваемость остальные °тжиг низкотемпературный, _одно переохлаждение
Ограниченно свариваемая. Способы сварки: РД, рдд Аф эц Необходимы подогрев и термообработка. КТ. Дующая _ обрабат После закалки и о о. = 660 Н/мм2 тываемость резанием Флокеночувствите. ЛЬНОСТЬ^
1Дуска212-249НВи Чувствительна
К»=0,8 (твердый сплав), А" °’72 (быстрорежущая стать) Склонность к отпускной XpyT°<0C^L-
Не склонна
СТАЛИ ЛЕГИРОВАННЫЕ
185
Марка стали Вид поставки Поковки — ГОСТ 8479-70. Сортовой прокат—ГОСТ 4543-71.
40ХФА
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Aci Ас3 ATj АГ3
0,37-0.44 0,17-0.37 0,So-О.80 0,025 £ 0,025 0,80- 1,10 £ .0,30 — 0,10-0,18 — — 0,30 760 800 680 725
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Со,2, Н/мм2 Ов, Н/мм2 6, % V, % кси, Дж/см2 КП НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг 860-880 С печью Свыше 25 Не определяются <241
Закалка Отпуск 880 650 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 735 735 735 880 880 880 10 8 7 50 45 40 88 79 75 — —
ГОСТ 8479-70 Закалка Отпуск 860-880 540-620 Масло Воздух До 100 100-300 100-300 100-300 300-500 540 540 490 395 395 685 685 655 615 615 15 13 13 15 13 45 40 40 40 35 59 49 54 54 49 540 540 490 395 395 223-262 223-262 212-248 187- 229 187— 229
ДЦ Закалка Отпуск Азотирование 850-880 650-680 500-520 Масло Воздух С печью Пруток Не определяются HRC Поверхности 54-58
Назначение. В улучшенном состоянии — шлицевые валы, штоки, установочные винты, ^иизкого'отпуска — рейки’ крепежные детали трубопроводов высокого давления при температуре до 400°Си! дрк повышенной износостойкости в сочетании с червячные валы и другие детали средних размеров, к которым предъявляются тр силовые шпильки, пальцы, ходовые винты, "«шейной прочностью и вязкостью сердцевины. После азотирования ’ являются требования высокой износостойкости, шпиндели, гильзы, втулки и др. детали сложной конфигурации, к которым пред Усталостной прочности и минимальной деформации. п пеЛопмании при После азотирования сталь коррозионно-стойкая в атмосферных условиях, в воде и g " изирующему отауску при 620-650°С. отировании детали перед окончательным шлифованием (до азотирования) подверг таль мало склонна к росту зерна.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, КСИ, Дж/см2, при t, °C Термообработка
CL1 — + 20 0 -20 -40 -70 , — 80
480 421 —372 __265 Закалка с 880°С в масле, отпуск при 230°С То же, отпуск при 550сС То же, отпуск при 650°С _ 92 61 — 55 Закалка с 850°С в масле, отпуск при 600°С
' Ковка Технологические характерный^ — | ' охлаждение поковок, изготовлен аых из заготовок
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка "г— Сва 1220-800 1250-830 До 100 101-200 201-800 Обра бат ии< ываег В яме с закрытой крыш В яме с песком Отжиг с перекристалли одно переохлаждение юсть резанием кои зацией, До 200 201-300 локеночувствите В мульде С печью льность
™и° сварЗ^ад подогоев ®в®рки: РД. РАД - необходимы КТ - nenKv последУЮ1дая термообработка; После закалк этпуска при <241 НВ и Склонность к отпускной хрупкости
о, = 600 Н/мм2 Kv = 0,75 (твердый сплав), Kv = 0,65 (быстрорежущая сталь) Склонна
186
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки I
ЗОХЗМФ Сортовой прокат — ГОСТ 4543-71.
Температура критических точек, “С
Массовая доля элементов, %, по ГОСТ 4543-71
С Si Мп S Р Сг Ni Мо V W Ti Си Aci Асз Ari Ага |
0,27-0,34 0,17-0,37 0,30-0,60 0,035 £ 0,035 2,30- 2,70 £ 0,30 0,20-0,30 0,06- 0,12 — — < 0,30
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ О».2, Н/мм2 Н/мм2 8, % % кси, Дж/смг HRC НВ
Операция VC Охлаждающая среда
не я ленее
ГОСТ 4543-71 Отжиг или отпуск — — Свыше 5 Не определяются <229
Закалка 870-890 Масло До 80 835 980 12 55 98
Отпуск 580-620 Вода или масло Свыше 80 до 150 835 980 10 50 88 —
Свыше 150 835 980 9 45 83
ДЦ Азотирование I ступень II ступень 510 530-540 Пруток 25 Не onp зделян УГСЯ Поверхности 59-62 СерД-1 цеви- ! ны 250-340
Назначение. Детали судовых дизелей, распылители форсунок, плунжерные пары топливных насосов высокого давления, направляющие тонкостенные гильзы и другие ответственные детали (в том числе прецизионные), которые должны обладать износостойкостью в условиях высоких давлений.
Сталь подвергается азотированию, теплоустойчива до 450°С. ______
I Предел I выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/смг, при t, °C Термообработка
I 0-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид 1 полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения!
I Слиток 1200-850 Замедленное в колодце Замедленное в колодце
1 Заготовка 1200-850
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД и КТ.
Необходимы подогрев и последующая термообработка.
После закалки и отпуска при £ 260 НВ и а, = 1000 Н/мм2
Kv = 0,8 (твердый сплав),
Kv = 0,45 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
187
Марка стали
Вид поставки
ЗбНХ
Заготовка трубная, труба холоднокатаная — ТУ 14-1—3438-73, ТУ 14-1—2543-78, ТУ 14-1-2526-78, ТУ 14-3-374-75, ТУ 14-3-81-79.
Массовая доля элементов, %, по ГОСТ 10994-74
Температура критических точек, °C _____________
С Si Мп S р Сг Ni Мо V Ti Al Си Fe Aci Ас3 Ari Агз |
< 0,05 £ 0,30 0,30-0,60 0,015 £ 0,015 0,40-0,60 35,0-37,0 — — — — £ 0,25 остальное
вд Режим термообработки Сечение, ММ Со,2, Н/мм2 °”, Н/мм2 8, % Y> % кси, Дж/см2 t испытания, °C НВ
Операция t,°C Охлаждающая среда
не менее
дц Закалка 840 Вода Образцы 260 570 690 430 850 970 50 43 50 83 72 68 280 260 230 30 -196 -253
Ср™ .4,..., р.6—« . условиях “ 20 "° “ШУ‘ №С' ””
бескомпеисационных криогенных трубопроводов.
Сталь относится к типу инварных, т.е. практически не расширяется._____________________________________________ —
Коэффициент чувствительности к надрезу за 104 ч
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состо яние
Вид коррозии
в интервале температур от 20 до минус 253°С.
Жаростойкость
База испытаний,
Среда
Скорость коррозии, мм/год
1 Общая_____________________
| Точечная___________________
I Коррозионное растрескивание I Межкристаллитная
Технологические характеристики
Охлаждение поковок, изготовленных
_____t,°C Длительность, ч
Балл стойкости
Ковка
®ИДПолУфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
Свариваемость
Размер сечения, мм
из слитков
Условия охлаждения
Размер сечения, мм
из заготовок
Условия охлаждения
Сталь „«« п->- " —
Обрабатываемость резанием
Флокеночувствительность
Склонность к отпускной хрупкости
в аргоне. Возможна пайка.
188
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
20ХН Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, "С
Si
Мп
S
р
Сг
0,17-0,23
0,17-0,37
0,40-0,70
£ 0,035
£ 0,035
0,45-0,75
Ni
1,00-
1,40
Мо
Си
£ 0,30
Aci
735
Асз
805
Ari
660
Агз
790
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0,2, Н/мм1 с., Н/мм1 8, % ч». % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
net ленее
гост 4543-71 Отжиг или отпуск — — Свыше 5 Не определяются • £197
Закалка I 825-895 Вода или масло До 80 590 780 14 50 78
Закалка II 760-810 Вода или масло Свыше 80 до 150 590 780 12 45 70 —
Отпуск 150-210 Вода, масло или воздух Свыше 150 590 780 11 40 66
ДЦ Закалка Отпуск 850 200 300 400 500 600 Масло Образцы 10 1050 1000 910 770 650 1290 1220 1100 950 770 11 11 14 20 48 50 51 54 лп . 90 80 75 110 180 61 59
Закалка Отпуск 860 180 Масло Пруток 20 40 80 100 750 600 520 510 ИЗО 990 870 860 10 10 10 10 ; Illi 85 90 90 90 II 1 1
ДРУ ие детали, от которых требуется повышенная вязкость н умеренная прокаливаемость.
Предел вьшосливости, ________Н/мм1
р-1 Т-1 N
320' — 20х106
2101 20 х 106
Термообработка
Термообработка
Закалка, высокий отпуск
гладкий;
с надрезом, R = 1 мм.
Нормализация 830°С. Отпуск 650-670°С. Сад = 340 Н/мм2;
с.= 550 Н/мм2; 170 НН
Ударная вязкость, КС V, Дж/см2, _______при!, °C
44-46
91-94
68-72
Теологические характеристики
Ковка
81-89
Вид полуфабриката Слиток
Температурный интервал ковки, °C
1200-850
Охлаизденне поковок, изготовленных
из заготовок
—-------из слитков
^^в^^В^^охлаадеиия
Условия охлаждения
Размер сечения, мм
До 300
На воздухе
До 50
Заготовка
Свариваемость Обрабатываемость резанием oi-iuu ь мульде 101-200 В закрытой мульде Флокеночувствительность^^^
Ограниченно свариваемая. Способы сварки: РД, рад аф и ет В^мтвованном состоянии при £ 207 НВ Ку - 0,95 (твердый сплав), Kv = 0,9 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости^ Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
189
Марка стали Вид поставки Поковки—ГОСТ 8479-70, ОСТ 108.958.04-85. Валки — ОСТ 24.013.21-85. Сортовой прокат — ГОСТ 4543-71.
40ХН
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S р Сг Ni Мо V W Ti Си Aci Асз Ari Агз
0,36- 0,44 0,17-ОЛ? 0,50-0,80 0,035 0,035 0,45-0,75 1,00-1,40 — — —— — £ озо 735 768 660 700
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ Сод, Н/мм2 с., Н/мм2 5, % V, % кси, Дж/см2 кп НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг 840-860 С печью Свыше 5 Не определяются <207
Закалка Отпуск 820 500 Вода или масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 785 785 785 980 980 980 11 9 8 45 40 35 69 62 59 —
ГОСТ 8479-70 ОСТ 108.958.04 -85 Закалка Отпуск 840-860 550-600 Масло или вода Воздух или масло До 100 100-300 590 590 735 735 14 13 45 40 59 49 590 590 235-277
До 100 100-300 540 540 685 685 15 13 45 40 59 49 540 540 223-262
До 100 100-300 490 490 655 655 16 13 45 40 59 54 490 490 212-248
До 100 100-300 300-500 500-800 440 440 440 440 635 635 635 635 16 14 13 11 45 40 35 30 59 54 49 39 440 440 440 440 197-235
До 100 100-300 300-500 500-800 395 395 395 395 615 615 615 615 17 15 13 И 45 40 35 30 59 54 49 39 395 395 395 395 187-229
300-500 345 590 14 38 49 345 174-217
Нормализация 100-300 300-500 500-800 315 315 315 570 570 570 14 12 И 35 30 30 34 29 29 315 315 315 167-207
ОСТ24. 013.21-85 "дц"“ Закалка Отпуск 840-860 580-620 Масло Печь или воздух До 1000 — 710 10 — 39 255-285
Закалка Отпуск 820-840 400—450 Масло Rmnvx Пруток До 60 980 1180 10 40 59 HRC 40-60 —.
Поверхностная закалка с нагревом ТВЧ и отпуск при 180-200°С Эмульсия — HRC Поверхности 52-56
валы’ шатУНЬ[> зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, РЬ’чаги, штоки, борштанги, цилинлпы. полукольца и другие ответственные нагруженные детали, подвергающиеся вибрационным и «Г™./;™”; SSSiа™ *
Предел Л^2£2®ости.Н/мм2 Сечение, мм «Год, Н/мм2 <т«, Н/мм2 кси, Дж/см2 НВ Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
—Яч __490 J14-392 _ t-i N + 20 -20 -40 -60
294 — 60 784 980 59 300-320 115 116 93 80 Закалкаи отпуск. Образцы из поковок размером 200 х 30 мм
274 — 100 686 882 49 270-300
235 То7- 300 568 784 790 39 200-240 197
-— Ковка Технол огические характеристики Охлаждение поковок, и зготовленных на заготовок
Вцц "^Фабриката Слиток 3аг<>Шка 'ТгпГГ' —- Температурный интервал ковки, °C Размер из слитков — Условия охлаждения Размер сечения, мм Условия охлаждения
1220-800 1250-830 иваемостг. Все размеры Обра Отжиг с перекристаллизацией, два переохлаждения, отпуск КятываеМость резанием До 50 51-200 201-300 Флокет На воздухе В мульде С печью ючувствительность
Способь, РИВаемая- I, ВДЫ CBaniru- DTT - В нормализованном состоянии при Ь х» НВ и о,=750 Н/мм2 Kv = 0,8 (твердый сплав), Ку = 0,6 (быстрорежущая сталь) Склонность к отпускной хрупкости
Пе0б«ЗДМЫ пГ М’ ГАД’ Аф> ЭШ-Л^ообрабд^,^ Д°грев и последующая Склонна
190
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
45ХН
Поковки—ГОСТ 8479-70, ОСТ 108.958.04-85. Сортовой прокат — ГОСТ 4543-71.
Температура критических точек,‘С
Массовая доля элементов, %, по ГОСТ 4543-71
1 с Si Мп S Р Сг Ni Мо V W Ti Си Aci Асз Ari Агз Мн I
I 0,41-0,49 0,17-0,37 0,50-0,80 0,035 < 0,035 0,45-0,75 1,00- 1,40 — — — — < 0,30 750 790 — — 310
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ С0.2> Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 КП НВ
Операция t,°C Охлаждающая среда
не ь юнее
I гост 1 4543-71 Отжиг — — Свыше 5 Не определяются <207
Закалка Отпуск 820 530 Вода или масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 835 835 835 1030 1030 1030 10 8 7 45 40 35 69 62 59 — — 1
I ГОСТ I 8479-70 Закалка Отпуск 830-850 550-600 Масло Вода или масло До 100 590 640 735 785 14 13 45 42 59 59 590 640 235-277 248-293 1
Назначение. Коленчатые валы, шатуны, шестерни, шпиндели, муфты, болты и другие ответственные детали.
I Предел I выносливости, I Н/мм2 Термообработка Твердость после термообработки
1 0-1 Т-1 Термообработка НВ (HRC) J
I 594 892 Закалка 845°С, вода. Отпуск 480°С, вода. оо,2 = 900 Н/мм2, с, = 1150 Н/мм2 ’ Цианирование 810-830°С, масло. Отпуск 200°С, воздух. Закалка ТВЧ 850-870°С. Отпуск 180-220’С Сердцевины 450 1 Поверхности (58) Сердцевины 300
506 773 Закалка 845°С, вода. Отпуск 590°С, вода. оод = 810 Н/мм2, с, = 1010 Н/мм2 ’
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
I Вид 1 полуфабриката Температурный интервал ковки, °C из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
1 Слиток 1220-800 Все размеры Отжиг с перекристаллизацией, два переохлаждения, отпуск До 250 251-350 На воздухе В яме
I Заготовка 1220-800
Обрабатываемость резанием
Флокеночувствительность
Трудно свариваемая.
Способы сварки: РД, рдц и jq-Необходимы подогрев и последующая термообработка.
В нормализованном состоянии при S 229 НВ
И о« = 750 Н/мм
Kv = 0,8 (твердый сплав),
Kv=0,6 (быстрорежущая сталь)
Повышенно чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
191
Марка стали Вид поставки Сортовой прокат—ГОСТ 4543-71.
20ХНР
Массовая доля элементов, %, по ГОСТ 4543-71
С Si Мп S Р Сг Ni Ti В Си Aci Асз Ап Ат,
0,16-0,23 0,17-0,37 0,60 0,90 £ 0,035 0,035 0,70- 1,10 0,80- 1,10 0,06 0,001-0,005 <0,30 740 830 650 725
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ Со.2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t/C Охлаждающая среда
не менее
ГОСТ 4543-71 Нормализация Закалка Отпуск 930-950 780-830 200 Воздух Масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 980 980 980 1180 1180 1180 10 8 7 50 45 40 88 79 75 — —
дц Нормализация Закалка Отпуск 930 840 200 Воздух Масло Воздух Пруток 25 50 75 100 150 1370 1110 970 920 830 1420 1200 1060 1000 1000 14 15 15 16 60 62 60 60 108 147 108 127 98 —. 418 340 302 302 286
Закалка Отпуск 860 200 300 400 500 600 Масло Масло Масло Масло Масло — 1220 1200 1180 880 740 1520 1400 1250 980 780 10 11 14 16 54 57 64 65 49 49 69 127 172 46 45 42 33 ' 27 —
Цементация Закалка Отпуск 930 820-840 180-200 Охлаждение замедленное в колодцах или ящиках Масло Воздух — Не определяются Сердцевины 36-46 Поверхности 56-62 —
Н^начение. Зубчатые колеса, валы-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие нагруженные крупные Дйади, работающие в условиях ударных нагрузок. __________
Предел выносливости, -—Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
-iL. Т-1 N + 20 0 - 20 -40 -60 -80 _
578 — 106 Нормализация 930°С. Закалка 840°С, масло. Отпуск 200°С. ов = 1450 Н/мм2 Технолог 61 — 61 62 60 — Отпуск 200°С, масло, 46HRC
125 ические характ ПО еристит 120 31 117 — Закалка 860°С, масло. Отпуск 500сС, масло, 32 HRC
"————К Вид ^Фабриката овка Температурный интервал ковки, °C Размер сечения, "Охлаждение поковок, из; из слитков Условия охлаждения 'отовленных из за Размер сечения, мм готовок Условия охлаждения
-Слиток ^Wa 1150-800 ММ
Свар иваемость Обпабатываемость резанием Флокеночувствительность
В нормализованном состоянии при < 207 НВ Kv = 0,95 (твердый сплав), Kv = 0,9 (быстрорежущая сталь) Чувствительна
Необх арки: РД' И Пооледу1ощая Склонность к отпускной хрупкости
Склонна
192
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат—ГОСТ 4543-71. Трубы — ГОСТ 8731-74.
12ХН2
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо V W Ti Си Ас, Ас3 Ari Аг3
0,09- 0,16 0,17— 0,37 0,30-0,60 < 0,035 < 0,035 0,60-0,90 1,50- 1,90 — — — < 0,30 715 773 659 726
Механические свойства при комнатной температуре
Режим термообработки Сечение, ММ °0.2, Н/мм2 8, % % кси,
ВД Операция t,°c Охлаждающая Н/мм2 Дж/см2 HRC НВ
среда не менее
гост Отжиг 840-880 С печью Свыше 5 Не определяются 1 <207
4543—71 Закалка I Закалка II 860 760-810 Вода или масло До 80 Свыше 80 до 150 590 590 780 780 12 10 50 45 88 79
Отпуск 180 Воздух или масло Свыше 150 590 780 9 40 75
гост 8731-74 В состоянии поставки термообработанные — 392 539 14 — — —
ДЦ Цементация Закалка Отпуск 920-950 790-810 180-200 Масло Воздух Пруток До 1001 590 780 12 45 69 Поверхности 56-62 Сердцевины <249
Цианирование Закалка Отпуск 840-860 840-860 180-200 Масло Воздух Пруток 601 590 780 12 50 88 Поверхности >56 Сердцевины _J229_
Поверхностная закалка с нагревом ТВЧ Отпуск 920-940 160-180 Вода Воздух Не опре деляк тся Поверхности >58
Механические свойства сеп
---------------------------------ууг,исн|ировочные и при изготовлении деталей не определяются. --__ Назначение. Шестерни, поршневые пальцы, шлипевые Mm., m --------- 7___7
повышенной прочности и вязкости сердцевины и высот» п ’ понки и Другие детали, к которым предъявляются требования или при отрицательных температурах. верхностной твердости, работающие под действием ударных нагрузок
Предел выносливости, Н/мм2
С-1 Т-1 N
323 — 10б
Термообработка
О, = 745 Н/мм2
Вид полуфабриката
Ковка_______
Температурный интервал ковки, °C
Ударная вязкость, KCU, Дж/см1, при t, °C
Технологические характеристики
-60 -80
— 35
—----Охлаждение поковок, изготовленных
из слитков -------Г------
Размер сечения, мм
Термообработка
Закалка с 850”С, отпуск при
из заготовок________
Условия охлажддШ*. На воздухе В мульде
Условия охлаждения
Слиток
Заготовка
Размер сечения, _______мм_______ До 100 101-300
1230-820
1250-800
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, рад, аф и
Обрабатываемость резанием
приИМКЧЕВВ6 И °таущенное состояние К» = 0,85 (твердый сплав),
К»=0,75 (быстрорежущая сталь)
Флокеночувствительность^-
Не чувствительна
Склонность к отпускной хрупко^
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
193
Марка стали 12ХНЗА Вид поставки Сортовой прокат — ГОСТ 4543-71. .
Массовая доля элементов, %, по ГОСТ 4543-71
р я; мп s Р Сг Ni Мо V W И Си _ ACi Асз Ал Агз
0,09- 0.16 0,17-0,37 0,30-0,60 < 0,025 $ 0,025 0,60-0,90 2,75— 3,15 — — — — < 0,30 715 773 659 726
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2, Н/мм2 а„ Н/мм2 8, % V. % кси, Дж/см’ HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4543-71 Отжиг 830 870 С печью Свыше 5 Не определяются $217
Закалка I Закалка П Отпуск 860 760-810 180 Вода или масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 685 685 685 930 930 930 11 9 8 55 50 45 88 79 75 — —
ДЦ Цементация Закалка Отпуск 920-950 800-820 160-200 Масло Воздух ДобО2 835 980 12 55 118 Поверхности 58-63 Серд-цеви-ны >302
До 1002 685 835 10 50 78 Поверхности 56-62 Сердцевины >250
Цементация Нормализация или закалка1 Отпуск Закалка Отпуск 920-950 900-920 880-920 630-660 780-820 150-200 Воздух Масло Воздух Масло Воздух Не определяются ———— АГ.Т Поверхности 56-63 Сердцевины >229 устенита
Операция применяется для ответственных деталей сложной s Цементованном слое, получения более высокой и 1 уменьшения деформации.
жной конфигурации с целью понижения устоичивииш .....------,-------
равномерной твердости поверхности после закалки и низкого отпуска и
! I, АьЧ'ирмации,
еские свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
требования*’ Шесте₽ни> валы> червяки, кулачковые муфты, поршневые пальцы, оси и другие детали, к которым предъявляются действием ВЫСОКО® пР°чности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под
— Ударных нагрузок или при отрицательных температурах.
----------------------------------|------------------------
Пре Ьыносл —ЛЛ} Дел ивости, 1М2 Термообработка У/ тарная о вязко ст при -20 ь,КС1 t,°C -40 , Дж/с» -60 I2, -80 Термообработка
382 t-1 Закалка с 820°С в масле, отпуск при 200°С. ггг,« - fiRn М/мм2 гг — ОАО Н/мм2 127 103 — Пруток сечением 10 мм. Закалка 850°С, масло. Отпуск 200°С, 1 ч. 36 HRC
338 230 сод=61О Н/мм2, <тв= 730 Н/мм2 42 хапак геристи 14 ки — — 3 ч. Закалка 810°С, масло. Отпуск 200°С, 1 ч. 57 HRC
Охлаждение поковок, изготовленных
Ковка
из заготовок
Вид полуфабриката Ллиток -Заготовка
Температурный интервал ковки, ‘‘С
1220-800
________1220-800
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ.
Размер сечения, мм
До 800
из слитков________________
Условия охлаждения
Отжиг с перекристаллизацией, ______два переохлаждения, отпуск Обрабатываемость резанием_________
В горячекатаном состоянии при 183-187 НВ и о, = 590 Н/мм2
Kv = 1,25 (твердый сплав),
К,. = 0,95 (быстрорежущая сталь)
Размер сечения, мм
До 100
101-300
______Флокеночувствительность
Чувствительна
Склонность к отпускной хрупкости
Условия охлаждения
На воздухе В яме_______________
Склонна
194
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки ^.2°1В77 " К°ВаНЫ£ заготовки ~ Г0СТ 8479-70. Сортовой и фасонный прокат—ГОСТ 4543-71. Трубы—ОСТ
20ХНЗА
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, *С
С Si Мп S Р Сг Ni Мо V W Ti Си Ас, Ас3 Аг, Агз Мн
0,17-0,24 0,17-0,37 0,30-0,60 <. 0,025 £ 0,025 0,60-0,90 2,75-3,15 — — — — £ 0,30 730 810 615 700 340
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2, Н/мм2 О., Н/мм2 S, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 ГЛРТ Отжиг С печью Свыше 5 Не определяются — S255
Закалка Отпуск 820 500 Масло Вода или масло До 80 Свыше 80 ДО 150 Свыше 150 735 735 735 930 930 930 12 10 9 55 50 45 108 97 92 — —
1 L/C 1 8479-70 ли Закалка Отпуск До 100 685 835 13 42 59 — 262- 311
Цементация Нормализация1 Отпуск1 Закалка Отпуск 920-950 870-890 630-660 790-810 180-200 Воздух Воздух Масло Воздух До 1002 685 880 11 50 69 Поверхности 58-62 Сердцевины >240 • тений® ныиенйЯ
Закалка Отпуск 850 200 880 600 Масло Воздух 5 15 20 30 50 80 220 2203 1220 1180 1080 700 610 580 510 570 1420 1370 1270 800 730 700 660 690 12 13 13 20 19 23 14 23 55 65 65 70 71 68 51 Й7 86 76 89 167 167 167 167 147 Поверхности 44
Закалка Отпуск Масло Воздух
ия устойчивости остаточного аус закалки и низкого отпуска и уме ются.
СТАЛИ ЛЕГИРОВАННЫЕ.
195
20ХНЗА |
Назначение. Шестерни, валы, втулки, силовые шпильки, болты, муфты, червяки и другие детали, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах.
Термообработка
Сечение, мм
Термообработка
Предел [ выносливости,
Н/мм2
Закалка с 820°С в масле, отпуск при 500°С, о, = 730 Н/мм2
Закалка с 800°С в масле, отпуск при 500°С, ов = 945 Н/мм2
Закалка с 820°С в масле, отпуск
382
+ 20
-20
-40
-50
86
64
85
167
69
167
83
167
69
196
Ударная вязкость, KCU, Дж/см’ при t, °C
10
64
30
50
80
100
100
100
118
167
Закалка 850°С, масло. Отпуск 200°С
Закалка 880°С, масло. Отпуск 56О°С
Закалка 880°С, масло.
Отпуск 560°С
Закалка 880°С, масло. Отпуск 560°С
Нормализация 860°С, воздух
Закалка 810°С, масло.
Отпуск 600°С
220
Закалка 880°С, масло.
Отпуск 630°С
Количество мартенсита, % Критическая твердость HRC Критический диаметр, мм, при закалке 1
В воде В масле В селитре На воздухе 1
50 32-37 70-96 44-62 — — 1
90 39-44 42-64 20-38 — — 1
Технологические характеристики
Ковка
Вид п°луфабриката Температурный интервал ковки, °C
Слиток 1220-800
Заготовка 1220-800
Свариваемость
Охлаждение поковок, изготовленных
До 800
Размер сечения,
из слитков из заготовок 1
ММ Условия охлаждения Размер сечения, мм Условия 1 охлаждения 1
Отжиг с перекристаллизацией, два переохлаждения, отпуск До 100 101-300 На воздухе 1 В яме I
Флокеночувствительность
Обрабатываемость резанием
Способы11110 СвариЕаемаЯ-пм°бы сварки; РДРАД>АфиКТ_
В горячекатаном состоянии при 177 НВ и пв = 620 Н/мм2
Kv = 0,95 (твердый сплав),
Kv = 0,8 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Склонна
196
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
| Марка стали ЗОХНЗА Вид поставки Поковки—ГОСТ 8479-70. Сортовой и фасонный прокат—ГОСТ 4543-71. |
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, L 1
г с; Мп I S Г~Р Сг”~ Ni Мо V W Ti Си... Ас, Ащ Ап Ап Мн|
0,27- 1 0,33 0,17-0,37 0,ЗО-C.60 < 0,025 <, 0,025 0,60-0,90 2,75-3,15 — —— — < 0,30 700 760 610 680 105
Механические свой Режим термообработки етва при кот инатной т °0А. емперату с., Н/мм2 б, V. кси, Дж/см2 HRC НВ
НД t,°C Охлаждающая среда Н/мм2 % %
Операция мм не менее
гост Отжиг 800-820 С печью Свыше 5 Не определяются — <241 1
I 4543-71 Закалка 820 Масло Вода или масло До 80 Свыше 785 980 10 50 78
Отпуск 530 80 до 150 785 980 8 45 70 — —
Свыше 150 785 980 7 40 66
1 ГОСТ | 8479-70 Закалка Отпуск До 100 590 685 735 835 14 13 45 42 59 59 — 235—277 ] 262-311 I
ДЦ Закалка 850 Масло 5 1420 1670 13 50 66 49 —’
Отпуск 200 Воздух 20 1370 1670 12 45 49 48 — 1
20 830 930 20 66 147 — 390 |
Закалка 820 Масло 40 810 910 20 65 147 — 380
Отпуск 580-600 Воздух 60 780 880 20 62 142 — 370
80 730 850 20 61 132 — 360
Назначение. Венцы ведомых колес тяговых зубчатых передач электропоездов, шестерни и другие улучшаемые детали. Может применяться при температуре минус 80°С (стенки толщиной не более 100 мм).
I Предел I выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I S-1 Т-1 + 20 0 -20 -40 -60 -80
I 510 —. Закалка 830°С, масло. Отпуск 430°С. ов= 1330 Н/мм2 79 — 75 73 Закалка с 820°С в масле__ отпуск при 200°С _____1
80 — — 70 74 — отпуск при 250"С__ 1
I 480 — а,= 1050 Н/мм2 61 — 44 37 отпуск при 300°С ——|
I 420 Закалка 830°С, масло. Отпуск 580°С. 51 — 37 27 отпуск при 400"С
о,=950 Н/мм2 123 — — 87 72 отпуск при 500',С____—
1 372 —- о, = 830 Н/мм2 192 — — 182 179
мартенсита, %
твердость HRC
На воздухе
Критический диаметр, мм, при закалке В масле
42
50
Ковка
Вид полуфабриката
Слиток________
Заготовка
В воде
40
20
100
В селитре
Технологические характеристики_____________________________
изготовленных___________
из заготовок
Температурный интервал ковки, °C
1220-800
_____1220-800
... поков из слитков
Размер сечения, мм Условия охлаждения
Размер сечения, мм До 100 101-300
Условия охлаждения
На воздухе В яме
k-r _ Прокаливаемость _——1
1 гасстояниеотторцаэмм I (закалка 870°С) 1,5 6 12 18 24 30 36 42 1
г 22 52^ 52 51,5 51 S1 . 5, 5 <J
1 — Обрабатываемость резанием Флокеночувствитель НОСТЬ_ 1
Ограниченно свариваемая.
Способы сварки: РД РАД ЭШ и КТ.
Необходимы подогрев и последующая термообработка.
ь закаленном и отпущенном состоянии при 346НВ ио, = ЮЗОН/мм2
Kv=0,7 (твердый сплав),
Kv = 0,3 (быстрорежущая сталь).
В горячекатаном состоянии при 157 НВ и
с. = 550 Н/мм2
Ку = 1,1 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной xpyflESS^-
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
197
Марка стали Вид поставки 1 Поковки — ТУ 108.765-78. 1
15Х2НМФА
Массовая доля элементов, %, по ТУ 108.765-78 Температура критических точек, 1 °C
С Si Мп S Р Со Сг Ni Мо As Си V Aci Ас3 Art Ar3
0,13-0,18 0,17-0,37 0,30-0,60 0,020 < 0,020 < 0,03 1,80- 2,30 1,00-1,50 0,So-О.70 < 0,04 £ 0,30 По расчету 0,Io-О.12 700- 730 810- 830 — — 1
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Сод, Н/мм2 ф, Н/мм2 8, % V, % KCV, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 108.765-78 Закалка Отпуск 900-920 640-680 Вода Воздух 400 650 490 441 608 549 15 15 55 55 Тк< -10°С Тк5 о°с
Назначение. Корпусы и крышки реакторных установок АЭС.
Предел выносливости, . Н/мм2 Термообработка Ударная вязкость, KCV, Дж/см, при t, °C Термообработка 1
0-1 Т-1 + 20 0 -20 -40 -60 -80
367,5 — — Закалка с отпуском 130-260 60-314 56-279 25-213 31-210 — Закалка с отпуском 1
бщ™0,1!аГ',^ЖеНИе’ИЗГИ® с вРаще™см,
Технологические характеристики 1
Ковка Охлаждение поковок, изготовленных 1
Вид Температурный интервал ковки, °C из слитков из заготовок1 1
^Фабриката Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток 1250-800 С печью
Заготовка
---—.^^Свариваемость Обрабатываемость резанием Флокеночувствительность 1
СбГ° сваРиваемая. и КТ. СВа₽Ки: рД РАД, АФ, МП, ЭШ ТсРМообработТяП°ДОГрев и последующая В закаленном и отпущенном состоянии при о, = 608 Н/мм2 Kv = 1,18 (твердый сплав), v - о як гкыстпопежущая сталь) Не чувствительна |
Склонность к отпускной хрупкости 1
Не склонна |
10Я СТА ЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
1Уо_______________—----—----- -------- '
Марка стали Вид поставки Поковки—ТУ 108.765-78.
15Х2НМФА-А, 15Х2НМФА класс!
Массовая доля элементов, %, по ТУ 108.765-78 Температура критических точек, ‘С
С Si Мп S Р Сг Ni Марка стали Aci Асз Аг, Аг3
0,13-ОД 8 0,17-0,37 0,30-0,60 <0,012 2 0,010 1,80- 2,30 1,00- 1,50 15Х2НМФА-А 700- 730 810- 830 —
Мо Sb Си РЬ Sn As P+'Sb+Sn
0,So-О.70 2 0,005 2 0,08 <0,05 20,05 2 0,010 2 0,015
1 С Si Мп S Р Сг Ni Марка стали
I 0,13-0,18 0,17-0,37 0,30-0,60 <0,012 2 0,010 1,80- 2,30 1,00-1,30 15Х2НМФА класс!
I Мо Sb Си РЬ Sn As P+Sb+Sn
I 0,50- 1 0.70 2 0,005 2 0,08 20,05 20,0. 0.010 20,015
I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2, Н/мм2 о., Н/мм2 8, % V, % KCV, Дж/смг HRC НВ
Операция t,°C Эхлавдающая среда
не менее
I ТУ I 108.765- 1 78 _ Закалка Отпуск 900-920 I 640-680 Зода Зоздух 400 490 608 15 55 Тк< -25°С
I Назначение. Обечайки активной зоны корпуса реактора АЭС.
1 Предел 1 выносливости, I Н/мм2 Термообработка _ Ударная вязкость, KCV, Дж/смг, при t, °C Термообработка
1 Д-1 Т-1 + 20 0 -20 -40 -60 -80
I 367,5 — 1 Закалка с отпуском — — 230 270 160 220 20 210 Закалка с отпуском
I Мягкое нагружение, изгиб с вращением, | база 107 циклов.
I Ковка Охлаждение поковок, изготовленных
I Вид 1 полуфабриката Температурный интервал ковки, °C у ИЗ слитков из заготовок —-
азмер сечения, мм Условия охлаждения Размер сечения, мм Условия охлажД^_
1 Слиток 1250-800 С печыо
1 Заготовка
1 Свариваемость Обрабатываемость резанием Фл<)кен<)чувсгви1е.п,ноГП' ___.
I Ограниченно свариваемая. 1 Способы сварки: РД, РАД, АФ, МП ЭШ I иКТ. 1 Рекомендуются подогрев и последующая 1 термообработка. В закаленном и отпущенном состоянии при о, = 608 Н/мм2 К»= 1,18 (твердый сплав), К» = 0,85 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной xpyl®®^
Не склонна —
СТАЛИ ЛЕГИРОВАННЫЕ
199
Марка стали Вид поставки Сортовой прокат — ГОСТ 4543-71.
12Х2Н4А
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Act Асз АТ] Аг3
0,09- 0,15 0,17-0,37 0,30-0,60 £ 0,025 £ 0,025 1,25-1,65 3,25- 3,65 — — — — < оло 745 800 625 675
вд Режим термообработки Сечение, мм °6д, Н/мм2 с., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая
среда не менее
гост 4543-71 Отпуск 630-650 Воздух Свыше 5 Не определяются — £269
Закалка I 860 Масло До 80 930 ИЗО 10 50 88
Закалка II 760-800 Масло Свыше 80 до 150 930 ИЗО 8 45 79 — —
Отпуск 180 Воздух ИЛИ масло Свыше 150 930 ИЗО 7 40 75
ДЦ тп Цементация Закалка Отпуск 920-950 780-800 180-200 Масло Воздух До 60* 930 1180 10 50 78 Поверхности 58-62 Сердцевины 255-302
свойства
______сердцевины ориентировочные и при изготовлении деталей Не определяются,
В№>яш1,В,С' ЗубЧатЬ1е колеса, валы, ролики, поршневые пальцы и другие крупные особо ответственные детали, к которым Работа™10™ Теб°вания высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, — ЩИе под действием ударных нагрузок или при отрицательных температурах.
Предел вьшосливости, _hw
630
421
519
676
N
10б
106
106
10б
Термообработка
Закалка 860°С, масло. Закалка 780°С, масло. Отпуск 180°С. сод = 1030 Н/мм2, о,= 1220 Н/мм1 Закалка 860°С. Закалка 7800С, масло. Отпуск 180°С.
сод=980 Н/мм2, g, = 1180 Н/мм2 Нормализация 920°С, воздух.
Закалка 810°С. масло. Отпуск 200°С.
Род =1140 Н/мм2, с» = 1350 Н/мм2 Цементация 910°С. Закалка 790°С, масло. Отпуск 200°С.
Род = 930 Н/мм2, ст, = 1180 Н/мм2
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
+ 20
-60
-80
-40
-20
0
102
Закалка 850°С, масло.
Отпуск 200°С, 1 ч.
39HRC
Газовая цементация 910°С (по 4-м граням), 3 ч. Закалка 810°С, масло.
Отпуск 200°С, 1 ч.
Глубина слоя 0,65 мм; 57 HRC поверхности
Ковка
Вид ^Фабрикат*
^агрювкГ
— Свариваемость
йобысв0£ЖаРИВаеМая-
СВа₽Ки:1’Д.РАД,АФиКТ.
Технологические характеристики
Охлаждение поковок, изготовленных
Температурный интервал ковки, °C ~ 1220-850
1220-800
из слитков из заготовок
Размер Условия охлаждения Размер сечения, мм Условия охлаждения
До 50 51-180 На воздухе В колодце До 100 101-300 На воздухе В яме
Обрабатываемость резанием
После отпуска при 183-187 НВ
Kv = 1,25 (твердый сплав), Kv = 0,95 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Склонна
200
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки
| 20Х2Н4А Сортовой прокат —ГОСТ 4543-71.
%, по ГОСТ 4543-71
С Si Мп S р Сг Ni Мо’ V W Ti Си Aci Асз Ari Агз
0,16- 1 0,22 0,17-0,37 0,30-0,60 < 0,025 < 0,025 1,25-1,65 3,25-3,65 — — — — < 0,30 710 800 640 —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Н/мм2 о», Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
нех юнее
гост I 4543-71 Отпуск 630-650 Воздух Свыше 5 Не определяются 5269
Закалка I Закалка II Отпуск 860 780 180 Воздух Масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 1080 1080 1080 1270 1270 1270 9 7 6 45 40 35 78 70 66 —
дц Цементация Нормализация или закалка1 Отпуск Закалка Отпуск 920-950 900-920 880-920 630-660 780-820 150-200 Воздух Масло Воздух Масло Воздух До 1502 835 1080 9 35 78 Поверхности 56-63 Сердцевины 321-420
Цементация Закалка Отпуск 900-920 780-810 180-200 Воздух Масло Воздух До502 1050 1230 12 45 118 Поверхности. 56-63 Сердцевины
1 Операция применяется для особо ответственных или сложной конфигурации деталей с целью понижения устойчивости остато и аустенита в цементованном слое, получения более высокой и равномерной твердости поверхности после закалки и низкого о у уменьшения деформации.
2 Механические свойства ориентировочные и при изготовлении деталей не определяются. ~~~
Назначение. Шестерни, вал-шестерни, пальцы и другие особо ответственные высоконагружениые детали, к которым предъявляют^ требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие действием ударных нагрузок или при отрицательных температурах.
1 Предел вьшосливости, 1 Н/мм2 Сечение, мм Оо,2, Н/мм2 н., Н/мм2 кси, Дж/см2 НВ Ударная вязкость, КСП, Дж/см2, при t, °C Термообработка
I 0-1 Ч
+ 20 0 -20 -40 -70
1 617 372 150 1050 1225 118 360 147 147 157 Закалка 820°С, масло. Отпуск 500°С2 -—-
I 333 230 — 610 730 — 238 65 32 — 61 63 62 Закалка 880°С, масло. Закалка 780°С, масло. Отпуск 200°С. Образцы из поковки-продольные
I 382 — — 680 960 322
1 421 — —• 850 940 •—-
I Ковка * г 1 । । 1 —Г~ —— -- Охлажпенкр nnvnnnv гюгатлвгтопнтлу —-—
I Вид 1 полуфабриката Температурный интервал ковки, °C из СЛИТКОВ _ из заготовок
Размер сечения, мм Условия охлаждения Размер Условия охлажден^
| Заготовка 1 Сва1 1200 800 J 1200-800 ЛТПЯГМПГТГ- До 500 Отжиг низкотемпературный, одно переохлаждение До 100 101-350 На воздухе R ™1е —
резанием
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, ЭШ и КТ. Необходимы подогрев и последующая термообработка.
В состоянии после нормализации и отпуска 256 НВ, о,= 880 Н/мм2
Kv=0,72 (твердый сплав),
Kv = 0,63 (быстрорежущая сталь)
_____Флокеночувствительность—-
Сильно чувствительна
Склонность к отпускной Xpyfl^S-
Мало склонна —
201
Марка стали
Вид поставки
14ХГС
Лист — ГОСТ 5520-79, ГОСТ 19281-89. Полоса, гнутые профили — ГОСТ 19281-89.
Г с Si Мп Массе S ваядолт ~~Р 0,035 I элемен гов, %
0,11-о,1б 0,40-0,70 0,90-1,30 £ 0,040 Сг 0,50-0,80 Ni < 0,30 As < 0,08
Механические свойства при комнатной
N < 0,008 < 0,012
Режим термообработки
Си
вд
0,30
гост 5520-79 ГОСТ 19281-89
Температура критический
Ад 740 Ас3 860 _ Ап и Агз
- -
~Мнт 370
920°С.
НД
Операция
ГОСТ 5520-79
В горячекатаном или термически обработанном состоянии
ГОСТ 19281-89
Охлаждающая среда
Листовой и широкополосный прокат в горячекатаном или термически обработанном состоянии______________________________
Гнутые профили в горячекатаном или термически обработанном состоянии
До 5
До Ю
До Ю
От5до
10
Свыше
10
От4до
10
Сечение, мм
°0,2, Н/мм2 ст„ Н/мм2 6, % V. % кси, Дж/см2
не менее
345 490 22 — —
345 490 22 •— 392
345 490 22 — 342
345 490 21 — 64 392 293
345 490 21 —
KCU, после механического старения, Дж/см2
29
Изгиб
29
29
d=2a
d=2a
d=2a
, КСЦпримииус 40°С.
KCU при минус 70°С.
Требования к механическим свойствам и ударной вязкости (за исключением KCV) листового проката установлены для поперечных образцов.
Назначение. Лист толщиной до 10 мм для деталей котлов и трубопроводов пара с' до^вО’С.
«мпературе до 350°С; кованые детали сосудов, предназначенные для эксплуатации при температурах от мину
1 пр выноса 1—_нл УГел птвости, гм2 . т-1 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1 листов I
+ 20 0 -20 -40 -60 -80
73-96 120-125 113-118 — 61-85 76-87 84-93 8-26 62-85 71-84 1 1 1 — Горячекатаные 1 Отожженные 1 Закалка с отпуском |
Технологические характеристики
Ковка
Вид ~Д2Д^>абриката Длиток ^готовка '
Температурный интервал ковки, °C 1250-850 1250-850
Свариваемость
Охлаждение поковок, изготовленных из слитков
Размер сечения, мм
Условия охлаждения
из заготовок
Размер сечения, мм
Условия охлаждения
Ограниченно свариваемая.
Способы сварки: РД, РАД под флюсом и газовой защитой, Э1П.
Рекомендуются подогрев и последующая термообработка.
ГТ - без ограничений.
Обрабатываемость резанием
Флокеночувствительность
В горячекатаном состоянии при ст, = 490 Н/мм2 Kv = 1,42 (твердый сплав), Kv = 1,12 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
202
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой и фасонный прокат — ГОСТ 4543-71.
20ХГСА
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек. СС
С Si Мп S Р Сг Ni Мо N Си Acj Асз Ari Arj
0,17-0,23 0,90- 1,20 0,80- 1,10 < 0,025 0,025 0,80- 1,10 <0,30 — — <0,30 755 840 690
— Механические свойства при комнатной темпеватупе
нд Режим термообработки Сечение, мм °0.2, Н/мм2 с., Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,“C Охлаждающая среда
ГОСТ 4543-71 Отжиг — — Свыше 5 не минеи Не определяются — 6207
Закалка Отпуск тс. Ходовые винть 880 500 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 635 635 635 780 780 780 12 10 9 45 40 35 69 62 59 — —
в условиях износа и при знакопеременных нагрузках при
температурах до 200°С.
-20
Предел выносливости, Н/мм2
Ударная вязкость, KCU, Дж/см2, при!,'С
+ 20
-40
Йормализация при 880°С, охлаждение на воздухе; отпуск при 65О°С; закалка с 880°С в масле; отпуск при 580-600°С
Термообработка
Термообработка
Технологические характеристики
Ковка
Вид полуфабриката
Слиток
Заготовка
1200-800
Свариваемость
Температурный интервал ковки, °C
— ПОКОВОК, И31 из слитков
Размер сечения, мм Условия охлаждения
Обрабатываемость резанием
из заготовок
Условия охлаждения
Размер сечения, мм
Флокеночувствительность
Без ограничений - РД, РАД, АФ и КТ. ЭШ - требуется последующая термообработка.
При 149-207 НВ Kv=0,7 (твердый сплав), Kv=0,6 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
203
Марка стали Вид поставки Сортовой прокат—ГОСТ 4543-71. Лист толстый—ГОСТ 11269-76.
25ХГСА
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо N Си Aci Ас3 Ari Агз
0,22-0,28 0,90-1,20 0,80- 1,10 0,025 < 0,025 0,80- 1,10 50,30 — — 50,30 755 840 690 —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0.2, Н/мм2 с., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг Свыше 5 Не определяются 5 217
Закалка Отпуск 880 480 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 835 835 835 1080 1080 1080 10 8 7 40 35 30 59 53 50 —
ГОСТ 11269- 76 В состоянии поставки термообработанные 4-60 — 490- 690 21 — — 149- 207
Закалка Отпуск 880 470-550 Масло Вода или масло Образцы — 1030 10 — 49
ДЦ Закалка Отпуск 890 600 Масло Вода Центральная зона
30 520 | 690 25 67 183 .J
Центральная зона
80 400 | 630 24 67 186
Центральная зона
200 390 | 610 30 67 182
Приповерхностная зона
200 450 | 700 28 67 171
Закалка Отпуск 890 600 Через воду в масло Вода Центральная зона
50 560 | 720 26 69 207
Центральная зона
120 440 | 660 26 67 225
Приповерхностная зона
120 550 | 720 21 67 198
Центральная зона ___
160 410 | 640 28 68 189
Приповерхностная зона
160 520 I 710 24 67 211 ’
Центральная зона
200 390 I 630 29 66 183 1
Приповерхностная зона
200 510 710 25 63 154
Закалка Отпуск 890 300 400 500 600 Масло 20-70 1320 1200 980 730 1510 1270 1080 830 12 12 17 20 57 59 60 67 69 69 127 196 44 42 35 25
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
25ХГСА
I Назначение. Оси, валы, шестерни, червяки, ходовые винты, шатуны, коленвалы, штоки и другие ответственные сварные и 1 штамповочные детали, применяемые в улучшенном состоянии.
1 Предел I вьшосливости, I Н/мм? Термообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка
1 °'* Т-1 N + 20 0 -20 -40 -60 -80
I 534 10’ Закалка. Отпуск 200°С. с, = 1590 Н/мм1 183 — 160 132 78 — Закалка 890°С, масло. Отпуск 600°С, воздух
509 — 10’ Закалка. Отпуск 400°С. а, = 1430 Н/мм1
I 402 — 10’ Закалка. Отпуск 6ОО°С. с» = 870 Н/мм1
I Технологические характеристики
I Ковка Охлаждение поковок, изготовленных
I Вид I полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
I Слиток 1180-850
I Заготовка
1 Прокаливаемость
1 Расстояние от торца, мм I (закалка 870°С) 1,5 3,0 6,0 9,0 12,0 18,0 24,0 30,0 36,0 42,0
I HRC 52,0 52,0 50,5 49,0 44,5 40,5 38,5 36.5 35,5 35,0
I Свариваемость Обрабатываемость резанием Флокеночувствительно сть
Чувствительна
Сваривается без ограничений. п^2 НВ ” *= 780-900 Н/м“2 - и,к (твердый сплав), Kv = 0,72 (быстрорежущая сталь) Склонность к отпускной хрупкое^
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ.
205
Марка стали [ Вид поставки зохгс, ЗОХГСА
"гост ml? % гостт^тГ*"рокат“Г0СТ4543~71'Тру6ы~гост8731"74’гост8733-74-л«сг А 1ZOQ—/О, 1 W j 1 IZOy— /о«
Массовая доля элементов, %.
С Si Мп S р Сг Ni Мо V Си стали * емиерз Aci тгура к pin Асз гических т Ari очек, “С
0,28-10,35 0,90- 1,20 0,80- 1,10 < 0,035 < 0,035 0,80- 1,10 £ 0,30 — — <0,30 зохгс 760 830 670 705
0,28-| 0,34 0,90— 1,20 0,80- 1,10 < 0,025 < 0,025 0,80- 1,10 0,30 — — 20,30 ЗОХГСА
1 — Механические свойства при комнатной температуре
ад _ гежим термооораоотки Сечение, мм 06.2, Н/мм2 Н/мм2 б, % У. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
рост 4543-71 Отжиг 830-850 г к С печью Свыше 5 Не определяются <229
Закалка Отпуск 880 540 Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 835 835 835 1080 1080 1080 10 8 7 45 40 35 49/44* 44/40* 42/37*
рост 8479-70 росГ~ рЗр4_ Нормализация Воздух До 100* 395 615 17 45 59 187-229
Закалка Отпуск 860-880 620-640 Масло Масло или вода До 100 100-300 490 490 655 655 16 13 45 40 59 54 212-248
До 100 540 685 15 45 59 223-262
До 100 100-300 590 590 735 735 14 13 45 40 59 54 235-277
До 100 640 785 13 42 59 248-293
До 100 685 835 13 42 59 262-311
В состоянии поставки (термообработанные) — 686 11 — — —
Гост р33д74_ В состоянии поставки (термообработанные) 491 18 — — 229
юст 11268-76 В состоянии поставки (термообработанные) До 3,9 — 490- 740 20 — — —
аакалка .Отпуск 880 480-570 Масло Масло До 3,9 — 1080 10 — — —
Закалка _Отпуск 860-880 200-250 Масло Воздух До 30 1275 1470 7 40 — 42-50 —
Закалка .Отпуск 860-880 540-560 Масло Масло или вола До 60 685 880 9 45 59 >225
у^уегализОХГО =— ' ' - —
.___________________________. —мкм•“ "- ""ТЗЗтп' (Ъланпы корпуса обшивки, лопатки
кеш!,'11'1011111' ^ор1,ы пильгерстанов, валы, оси, зубчатые колеса, тормозные ленты: м наГружений, рычаги, толкатели,
tnjttm°Pl'MX ’,ишин- работающие при температуре до 200°С в креПежные детали, работающие в условиях
... ениые сварные конструкции, работающие при знакопеременных агру Дмхтемпепятуп „ —
Предел ---
'^J2s2S«£thJHW —Ai. 696 637
-470
Т-1
Термообработка
-Закалка с 870пС. отпуск при 200°С _3акалка с 870°С, отпуск при 400°С 1_3акалка с 870°С, отпуск при 600°С
Технологические характеристтси
Уде |рна 0 я вязке ПН -20 сть, КС at, °C -40 ?и,Дж/ -60 см2, -80 Термообработка
69 55 41 34 23 Закалка с 880°С в масле, отпуск при 580-600oC, о, = 1000 Н/мм2
Вид
Слиток Готовка
Ковка
Температурный интервал ковки, °C
1240-800
1240-800
____________
г—__ Свариваемость__________—.
I Ограниченно свариваемая.
1 Способы сварки: РД, РАД, АФ, ЭШ; I Рекомендуются подогрев и последующая [термообработка; КТ - без ограничений.
Охлаждение поковок, изготовленных
из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечеиия, мм Условия охлаждения
До 50 51-100 101-700 В штабелях на воздухе В ящиках Отжиг низкотемпературный, одно переохлаждение До 50 51-100 В штабелях на воздухе В ящиках
Об рабатываемость резанием Флокеночувствительность
В горячекатаном состоянии при 216-229 Нв и <ув — 780 Н/мм2 Чувствительна
Склонность к отпускной хрупкости
Kv = 0,7 (твердый сплав), Kv = 0,5 (быстрорежущая сталь) Склонна
206
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
30ХГСН2А (ЗОХГСНА)
С
Si
0,27-0,34
0,90-
1,20
Сортовой прокат — ГОСТ 4543-71. Лист тонкий — ГОСТ 11268-76. Лист толстый — ГОСТ 11269-76. Трубы — ОСТ 14—21—77. w
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
Мп
S
Р
Сг
Ni
Мо
1,00-
1,30
< 0,025
0,025
0,90-
1,20
1,40-
1,80
Си
Aci
Ас3
Аг,
Агз
5 0,30
705
800
Механические свойства при
ВД Режим термообработки Сечение, мм По,2, Н/мм2 С., Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
ГОСТ 4543-71 Отжиг или отпуск Свыше 5 Не определяются — ^255
Закалка 885-915 Масло До 80 1375 1620 9 45 59
Отпуск 230-310 Воздух или масло Свыше 80 до 150 1375 1620 7 40 53 —
Свыше 150 1375 1620 6 35 50
1 UL1 11268-76 В состоянии поставки (термообработанные) До 3,9 — 590- 830 19 — — —
Отпуск 900 200-300 Масло Воздух До 3,9 — 1570 9 — —
'нцы, кулачки, пальцы, валики, оси и другие ответственные тяжело натруженные детали.
Предел выносливости, Н/мм2
0-1 т-1
505
N
107
Термообработка
Нормализация 890°С. Закалка 890°С, масло. Отпуск 230°С.
Род = 1600 Н/мм2, о, = 1700 Н/мм7
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1220-850
Заготовка 1200-800
Размер сечения, мм
Ограниченно свариваемая.
Способы сварки: РД РАД АФ, ЭШ и КТ. Необходимы подогрев и последующая термообработка.
+ 20
220
Ударная вязкость, KCU, Дж/см2, при t, °C
0 -20 -40 -60 -80
120
80
Технологические характеристики
Охлаждение поковок, изготовленных
из слитков
Условия охлаждения
До 200
Отжиг низкотемпературный
Обрабатываемость резанием
В состоянии отжига при 217 НВ и с.=750 Н/мм2
Kv=0,85 (твердый сплав), Kv= 0,7 (быстрорежущая сталь)
Термообработка
Закалка 900°С, масло.
Отпуск 650°С, выдержка 2,5 ч, масло
из заготовок
Размер сечения, мм
До 60
Свыше 60
условия охлаждения
На воздухе» штабелях
Замедленное
Флокеночувствительность
Чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
207
Марка 35ХГ стали СА Видг Поко Л юставк вки— И ГОСТ 84 79-70. Сортовой прокат — ГОСТ 4543-71. лементов, %, по ГОСТ 4543-71 ' ’
С од-0,39 81 ,10- 1,40 Мп 0,80-1,10 S < 0,025 р < 0,025 Сг 1,10-1,40 Ni 0,30 Мо V £ 1 Ti Си 5 0,30 Aci 760 Ас3 830 Ari 670 Аг3 705
вд 1 Механические св РеЖИМ TenMOnf>nafin*rww ойстваприков Сечение, мм шатной те °0.2, Н/мм2 мпературе
Операция t,’C Охлаждающая среда °., Н/мм2 о, % у, % кси, Дж/см2 HRC НВ
не менее
гост 4543-71 — ow-eou с печью Свыше 5 Не определяются <ол1
Изотермическая закалка Отпуск 880 280-310 В смеси калиевой и натриевой селитры при 280-310°С Воздух До 80 Свыше 80 до 150 Свыше 150 1275 1275 1275 1620 1620 1620 9 7 6 40 35 30 39 35 33 <
Закалка I Закалка II Отпуск 950 890 230 Масло Масло Воздух или масло
| И79-70 Закалка Отпуск 880-900 600-650 Масло Воздух До 100 640 590 785 735 13 14 42 45 59 59 248-293 235-277
100-300 540 490 685 655 13 13 40 40 49 54 223- 262 ' 212— 24Х
рычаги, оси' валы1ЦЫ> К^лачки’ пальИЬ1, корпусы, лопатки компрессорных машин, работающие при температурах до 200°С, валики, работающие' в v'' СКОбь1’ Т0Рм°зные ленты, толкатели, вилки, детали сварных конструкций и другие детали сложной конфигурации, ияососгойкости Л°ВИЯХ знак°переменных нагрузок, к которым предъявляются требования высокой или повышенной прочности и
ft Mexai вские свойства в зависимости от сечения заготовки Ударная вязкость, KCU, nnut °C. Термообработка
ЗДение, мм 0(1.2, ..Н/мм2 Н/мм2 6, % V, % НВ Т ермообработка + 20 -40 -60 -80
20 40 [60 1000 940 860 1100 1080 960 12 11 11 54 50 46 322 310 270 Закалка 880°С, масло. Отпуск 500°С, вода 56 49 39 — Закалка 880°С, масло. Отпуск 200°С, воздух
— 49 39 — Закалка 880°С, масло. Отпуск 300°С, воздух
— 39 29 — Закалка 880”С, масло. ' Отпуск 400°С, воздух
40 810 780 970 880 14 13 58 58 280 250 Закалка 880°С, масло. Отпуск 600°С, вода — 62 53 — Изотермическая закалка 880°С, селитра 300°С. Отпуск 300°С, 1 ч, воздух
60 — 48 37 — Изотермическая закалка 880°С, селитра ЗОО’С. Отпуск 400DC, 1 ч, воздух
овка Температур Технологические характеристики Охлаждение поковок, изготовленных
~^~ЛабрИКЯ-г-1 ный ИЗ слитков из заготовок
Слцток Готовка ^интервал ковки, °с Размеп саяания мм Условия охлаждения Размер сечения, мм Условия охлаждения
1200-800 1250-830 Обпабать До 100 101-200 201-300 На воздухе В мульде С печью
тваемость резанием Флокеночувствительность
„“особы аРи»аема7 “ „Ч^Ует?РКпИ: РАД, АФ. Й^'ЦаятермооТ’к И требУется "kfe опии, рМообРаботка. ^^-^!!?-чений. В горячекатаном состоянии при < 241 НВ и о, = 710 Н/мм2 Kv = 0,8 (твердый сплав), Kv = 0,75 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Склонна
208
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
20ХГНР Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
Si
Мп
Сг
Ni
Мо
Ti
0,16-0,23
0,17-0,37
0,70-
1,00
5 0,035
5 0,035
0,70-
1,10
0,80-
1,10
£ 0,06
0,30
0,001-0,005
Aci
Асз
Ari
Аг3
740
830
650
725
С
S
Р
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0,2, Н/мм2 с», Н/мм2 S, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг или отпуск Свыше 5 Не определяются <197
Нормализация Закалка Отпуск 930-950 780-830 170-230 Воздух Масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 1080 1080 1080 1270 1270 1270 10 8 7 50 45 40 88 79 75 — —
дц 1 » Z Цементация Закалка Отпуск1 930-950 830-850 170-230 Масло Воздух 15 25 50 75 100 150 1360 1310 1160 1080 930 880 1460 1410 1260 1140 1040 1040 13 14 13 12 17 17 60 64 64 60 66 50 118 127 12' 127 127 108 Поверхности 56-62 Сердцевины 340 321 302 286
-механические свойства ориентировочные и при изготовлении де^лей не определяются.
. Другие
Предел выносливости, Н/мм2
0-1 Т-1 N
578 — 10’
Нормализация с 930°С, закалка с 840°С, отпуск при 200°С;
с» = 1450 Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см1, при t, °C
Термообработка
+ 20
61
125
0
60
130
-20
61
ПО
-40
-60
-80
62
60
61
120
117
89
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1220-850-
Заготовка 1180-850
Размер сечения, мм До 50 51-200
Технологические характеристики
Закалка с 860°С в масле, отпуск при 200°С, масло, 45 HRC
Закалка с 860°С в масле, отпуск при 500°С, масло, 31 HRC —
-----------Охлаждение поковок, изготовленных из слитков----------------------~--------
Условия охлаждения
В штабелях на воздухе
Отжиг низкотемпературный Обрабатываемость резанием
Размер сечения, мм До 50 51-200
из заготовок
Условия охлаждения
В штабелях на воздухе
Отжиг низкотемпературный
Ограниченно свариваемая.
Способы сварки: РД, РАД, Аф и КТ.
Флокеночувствительность
Чувствительна
После нормализации при 156-207 НВ К,. - 0,85 (твердый сплав), Kv = 0,75 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЛЕГИРОВАННЫЕ
' ------------------------ 209
Вид поставки
Поковки — ГОСТ 8479-70. Сортовой прокат—ГОСТ 4544-71
Массовая доля элементов, %, по ГОСТ 4543-71 Мп ' ' ’ ~ ~ —————-
Маока стали
38ХГН
С
Si
S
Р
Сг
Ni
Мо
yyjwKp, 80-0,43
0,37
1,10
5 0,035
0,035
0,50-0,80
0,70-1,00
V
W
Ti
Си
Температура критических точек, °C
Act ~--------~—
725
НД
гост 4543-71
ГОСТ м
ДЦ
& 0,30
Ас3
830
Ari
600
Агз
Режг Операция гм термообр t,°C Механические свой аботки Охлаждающая среда ства при ком Сечение, мм латной Tt <Го,2, Н/мм2 мпсратур с., Н/мм2 НС! е 6, % менее V> % кси, Дж/см2 КП НВ
Отжиг Свыше 5 До 80 685 Не опрс 780 деляк 12 тся 45 98 5229
Закалка Отпуск 835-865 520-620 Масло Вода или масло Свыше 80 до 150 Свыше 685 780 10 40 88 —
150 685 780 9 35 83
До 100 590 735 14 45 59 590 235» 277
До 100 100-300 540 540 685 685 15 13 45 40 59 49 540 540 223-262
Закалка 840-870 До 100 100-300 490 490 655 655 16 13 45 40 59 54 490 490 212-248
Вода или масло До 100 440 635 16 45 59 49 197-235
Отпуск 550-630 Воздух 300-500 440 635 13 35 440
100-300 300-500 395 615 15 40 54 395
395 615 13 35 49 395 187-
500-800 395 615 И 30 39 395 229
300-500 500-800 345 590 14 38 49 345 345 174
345 590 12 33 39 217
Нормализация До 100 345 590 18 45 59 345 174-217
500-800 315 570 11 30 29 315 167-207
Закалка Отпуск 840-870 550-630 Вода или масло Воздух 300-500 315 510 12 30 29 315 167- 207
Закалка Отпуск 850-870 180-200 Масло Воздух До 40 1330 1470 7 30 — HRC 48-52
Поверхностная закалка с Вода или HRC
нагревом ТВЧ, отпуск при - Повер-
180-200°С эмульсия хности >40
Назначение. Валы, оси, зубчатые колеса, серьги, крепежные детали, различные детали экскаваторов и буровых машин и nnvru,.' отесгственные детали, к которым предъявляются требования повышенной прочности.
Предел выносливости, Н/мм2
0-1 Т-1
440 —•
Термообработка
Закалка 840°С, масло.
Отпуск 580°С.
о. = 840 Н/мм2
+ 20
98
178
Ковка
Вид полуфабриката
Слиток Заготовка
—---------Свариваемость
Трудно свариваемая^ ~ Способы сварки: рд рдп „
Необходимы полптАо И термообработка. ” П0СЛВДУЮщая
Температурный интервал ковки, °C ' 1200-800
1200-800
Ударная вязкость, KCU, Дж/см: при t, °C
О
-20
70
169
-40
63
127
-60
46
92
Технологические характеристики
Размер сечения, мм
Термообработка
Сечение 200 мм.
Закалка через воду на воздухе и опять в воде (вода 2-4 мин, воздух 1-2 мин, вода 2-4 мин). Отпуск 620-640°С_________
Закалка 850°С. Отпуск 650°С
Охлаждение поковок, изготовленных
из слитков
из заготовок
Условия охлаждения
Отжиг низкотемпературный
___ Поковки общего машиностроения до 1000
Условия охлаждения На воздухе В яме
Размер сечения, мм До 250 251-350
Обрабатываемость резанием После закалки и отпуска при 187-236 НВ и о, = 640 Н/мм2 Kv = 1,0 (твердый сплав), Флокеночувствительность ~~ Чувствительна
Склонность к отпускной хрупкости
Склонна
210
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Ввд поставки Поковки — ГОСТ 8479-70, ОСТ 108.958.04-85, ОСТ 108.961.05-80, ТУ 108.11.917-87, ТУ 108.1028-81, ТУ 108.1029-81, ТУ 108.17.1050-78, ТУ 24.11.004-89, ТУ 108.13.32-88.
34ХШМ, 34ХН1МА
Массовая доля элементов, %, по ОСТ 108.958.04-85 Марка стали Температура критических точек, 'С
С Si Мп S р Ст Ni Мо Си Aci Ас3 Ап Ап
0,30-0,40 0,17-0,37 0,50-0,80 £ 0,030 < 0,030 1,30- 1,70 1,30- 1,70 0,20- 0,30 <0,30 34ХН1М 730 780
< 0,025 0,025 £0,30 34ХН1МА
Механические свойства при комнатной темпе рату ре
нд Режим термообработки Сечение, ММ Оо,2, Н/мм2 о., Н/мм2 8, % У, % кси, Дж/см2 КП НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 8479-70 ОСТ 108.958. 04-85 Закалка Отпуск 850-870 560-640 Масло Печь или воздух До 100 735 880 13 40 59 735 277-321
До 100 100-300 685 685 835 835 13 12 42 38 59 49 685 685 262-311
До 100 100-300 640 640 785 785 13 12 42 38 59 49 640 640 248-293
100-300 300-500 590 590 735 735 13 12 40 35 49 44 590 590 235-277
До 100 100-300 300-500 540 540 540 685 685 685 15 13 12 45 40 35 59 49 44 540 540 540 223-262
100-300 300-500 500-800 490 490 490 655 655 655 13 12 11 40 35 30 54 49 39 490 490 490 212-248
До 100 100-300 300-500 500 800 440 440 440 440 635 635 635 635 16 14 13 11 45 40 35 39 59 54 49 39 440 440 440 440 197-235
Нормализация Воздух До 100 100-300 395 395 615 615 17 15 45 40 59 54 395 395 187-229
Закалка Отпуск 850—870 560-640 Масло Печь или воздух 300-500 315 570 12 30 29 315 167-207
Отпуск 850-870 560-640 Масло Печь или воздух 100-3001 785 930 11 35 49 785 293-331
ОН 108.961. 05-80 ТУ 108. 1028-81 ТУ Закалка Отпуск 850-870 560-640 Масло Печь или воздух Роторы 490-687 589-785 687-883 462-6873 559-7853 667-8343 638 706 853 608 667 814 15 15 14 11 11 11 40 40 40 32 32 32 59 59 59 44 44 44 1502 1502 1502 1202 1202 1202 | 1 1 1111
Диски 490-6873 589-7853 667-8343 657 765 814 15 14 12 40 40 40 49 49 49 1502 1202 1202 111 1 1 ।
108. 1029-81 ТУ Отпуск 850—8/и 560-640 Масло Печь или воздух Валы и роторы 638-834 638-8343 804 765 14 11 40 32 59 44 1501 1202
108.17. 1050-78 Закалка Отпуск До 100 101-300 301-500 588-7 588-7 588-7! 84 84 84 83 83 735 735 735 14 13 12 45 40 35 59 49 44 — 235-277 262-ЗП 262-293 J7H2L
До 100 101-300 686-8: 686-8: 833 833 13 1? 42 38 59 49 —
До 150 686- 8333 833 12 35 49 ———
До 100 735-882 882 13 40 59 —
СТАЛИ ЛЕГИРОВАННЫЕ
211
Механические свойства при комнатной температуре
34ХН1М,34ХН1МА
Режим термообработки Сечение, ММ Со.2, о„ 8. V. кси,
нд Операция t,°C Охлаждающая Н/мм2 Н/мм2 % % Дж/см2 КП НВ 1
среда не менее
1 ТУ 108.11. 917-87 После предварительной термообработки —• Не определяются — <255
ТУ 108.13. 32-88 Закалка 801- 1100 1101- 1500 490 490 655 655 11 10 30 30 39 34 — 212-248
Отпуск 801- 1100 395 615 11 30 39 — 187-229
1101- 1500 395 615 10 30 34 —
} Данные стали 34ХН1М А.
;Угол изгиба, град.
Образцы тангенциальные.
Назначение, Диски, валы, роторы турбин и компрессорных машин, валы экскаваторов, оси, муфты, шестерни, полумуфты, вал-шеиерни, болты, силовые шпильки и др. особо ответственные высоконагруженные детали, к которым предъявляются высокие ^требования по механическим свойствам и работающие при температуре до 500°С.
Предел ВЫНОСЛИВОСТИ, Н/мм? Азотирование Термообработка Механические свойства Ударная вязкость, KCU, Дж/см2, при!, “С Сечение4, мм Термо- I обработка 1
_ 0-1 N +20 -20 -40 -60
162 10’ Без азотирования Нормализация с 870°С, воздух. Закалка с 860’С в масле. Отпуск 620-645°С, б ч, воздух 240-280 НВ ot= 595 Н/мм2 142 113 95 85 200 Закалка в 1 воде I купанием. 1 Отпуск 1 62О-64О°С I
348 10’ Азотирование на глубине 0,80 мм о,=745 Н/мм2 5=17% 50 — 30 — 101-300 Закалка 1 850-870°С. I
319 10’ Азотирование + отпуск 510°С у=48% 45 — 25 — 301-500 Отпуск I 580-640°С |
[230--265 Ю’ Азотирование + ические характер 4 Место вырезки образца - 1/3 R. 1 «СТИКИ 1
Охлаждение поковок, изготовленных
Вид полуфабриката
Слиток
1240-800
Заг<иовка
1240-780
-— Свариваемость
Способы св ° СВариваемая.
Рд’РАД> Аф’ ЭШ и КТ. ТеРЧообрабОТка°ДОгрев и последующая
Температурный интервал ковки, °C
из слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия 1 охлаждения 1
1. Поковки энергетического машиностроения 700-1000 2. Поковки 1. Отжиг с перекристаллизацией (или нормализация), два переохлаждения, отпуск. До 100 На воздухе 1
энергетического машиностроения до 700 и общего 2. Отжиг низкотемпературный, одно переохлаждение 101-350 В яме I
Обрабатываемость резанием
После отжига при 210-230 НВ и а,= 640 Н/мм Kv = 0,8 (твердый сплав), Kv = 0,6 (быстрорежущая сталь)
Флокеночувствительность
Сильно чувствительна
Склонность к отпускной хрупкости
Мало склонна
Об^^^ЕДозии ---------—
Соеда ус Длительность, ч Балл стойкости |
— — Е^гА** - --- Вода деминерализованная 300 — 1-2 1
.. Вода деминерализованная зоо п — Подвержена |
212
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 4543-71.
20ХН2М (20ХНМ)
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W м Си Aci Асз Ari Агз
0,15-0,22 0,17-0,37 0,40-0,70 2 0,035 < 0,035 0,40-0,60 1,60- 2,00 0,20-0,30 — — — 0,30 720 825 — —-
Механические свойства при комнатной температуре .
вд Режим термообработки Сечение, мм СГ0.2> Н/мм2 с», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4543-71 Отжиг Свыше 5 Не определяются <229
Закалка I Закалка И Отпуск 860 780 200 Масло Масло Вода или масло До 80 Свыше 80 до 150 Свыше 150 685 685 685 880 880 880 11 9 8 50 45 40 78 70 66 — —
ДЦ Цементация Закалка Отпуск 930-950 810-830 180-200 Воздух Масло Воздух До 30 930 1180 И 50 78 Поверхности 56-62 Сердцевины >341
Свыше 30 до 60 830 1080 10 40 59 Поверхности 56-62 Сердцевины >250
Назначение. Шестерни, полуоси, сателлиты, кулачки, шарниры и другие детали.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость заготовок, KCU, Дж/см2, при!, °C Сечение, мм Термообработка
С-1 t-i + 20 0 -20 -40 -70 -80
75 87 158 — 50 63 84 •— 37 54 63 — 11 11 11 Закалка с 840°С в масле; отпуск при: 300°С,2ч 400’С, 2 ч 500°С, 2 ч __
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, “С из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток >60 Медленное
Заготовка 1200-800
— Прокаливаемость —
Расстояние от торца, мм (закалка 810сС) 4 6 12 18 24 30 36 48
HRC 34,5-45,5 34-45,5 26-37,5 21-33 20-29 19,5-28,5 18,5-28,5 27 ность
Свариваемость Обрабатываемость резанием Флокеночувствитель
Способ сварки: РД с подогревом и последующей термообработкой. В закаленном и отпущенном состоянии пои с. = 880 Н/мм2 Kv = 0,8 (твердый сплав) Чувствительна —
Склонность к отпускной хрупкости .
Не склонна
СТАЛИ ЛЕГИРОВАННЫЕ
213
Марка стали Вид поставки
30ХН2МА Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температур11 критических точек, "С
Si
Мп
Ni
0,27-0,34
0,17-0,37
0,30
0,60
< 0,025
< 0,025
0,60-0,90
1,25-
1,65
Мо
0,20-0,30
Си
50,30
Aci
Асз
Ап
Агз
Мн
730
775
340
С
S
Р
Механические свойства при комнатной температуре
Режим термообработки Сечение, с0,2, St, 8, кси, НВ
НД Операция t,°C Охлаждающая Н/мм2 Н/мм2 % % Дж/см2 HRC
среда ММ не менее
гост Отжиг Свыше 5 Не определяются <241
4543-71 До 80 Свыше 785 980 10 45 78
Закалка 860 Масло 80 до 785 980 8 40 70
150
Отпуск 530 Воздух Свыше 150 785 980 7 35 66
дц Закалка Отпуск 100-300 540 685 13 40 49 223- 262
Закалка 850 Масло 125
Отпуск, 1 ч 200 1550 1750 10 60
300 1450 1600 13 62 90
400 1300 1400 11 60 100
500 1100 1200 15 65 125
600 900 1000 19 70 200
40 900 1000 12 62 150 — 300 275
Нормализация 860 Воздух 80 800 930 13 63 140 —
Отпуск 680 120 700 850 15 62 120 — 250
Закалка 850 Масло 160 720 850 15 57 95 — 245
Отпуск 600-620 Вода 200 240 600 600 800 800 16 17 55 53 80 75 — 240 230
радение. Оси, валы, шестерни, звездочки, коленвалы, шатуны, ответственные болты, шпильки, диски и другие ответственные « работающие в сложных условиях нагружения при нормальных, пониженных и повышенных температурах, _______________________
ВЬп Предел ЮСЛИВОСТИ, JlftlM2 Термообработка Ударная вязкость, KCU, Дж/см2, При!, °C Термообработка
tl + 20 0 -20 -40 -60 -80
456 и500 230 1060 1800 Закалка 850°С, выдержка 1,5 ч, масло. Отпуск 560°С, 2 ч, N=107
——- -к, Вид пол*бриката овка Температурный интервал ковки, °C Охлаждение поковик, mслитков из заготовок
Размер сечения, Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1200-800 ММ Замедленное. Для крупных сечений проводится антифлокенная обработка
Обрабатываемость резанием
'—-— Свариваемости
Ctoc06iTH"0CBapHBaeMa«-
И Кт. ®арки: РД, р АД, АФ, МП, ЭШ ^2°бРаботааП°ЯОГреВ “ П0СЛедУюп1ая
При 5 241 НВ и = 980 Н/мм
Kv = 0,63 (твердый сплав), Kv = 0,36 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости
Мало склонна
214
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 34XH3M, 34XH3MA Вид поставки Поковки — ГОСТ 8479-70, ОСТ 108.958.04-85, ОСТ 108.961.05-80, ТУ 108.11.917-87, ТУ 108.17.1050-78 ТУ 108.11.889-87, ТУ 108.13.32-88, ТУ 108.1028-81, ТУ 108.1029-81
Массовая доля элементов, %, по ОСТ 108,958.04-85 Марка стали Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Ас] Ас3 Ап Агз
0,30-0,40 0,17-0,37 0,50-0,80 £ 0,030 £ 0,030 0,70- 1,10 2,75- 3,25 0,25-0,40 £0,30 34XH3M - 720 790 — 490
£ 0,025 £ 0,025 £0,30 34XH3MA
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Оод, Н/мм2 (Уж, Н/мм2 б. % V. % кси, Дж/см1 КП НВ
Операция t,°C Охлаждающая _ . среда
не менее
ГОСТ 8479-70 ОСТ 108.958. 04-85 ОСТ Нормализация 850-870 Воздух До 100* 785 930 12 40 59 785 293-331
До 100 101-300 735 735 880 880 13 12 40 35 59 49 735 735 277-321
До 100 100-300 300-500 685 685 685 835 835 835 13 12 11 42 38 33 59 49 39 685 685 685 262-311
100-300 640 785 12 38 49 640 248-293
Закалка Отпуск 100-300* 300-500 785 785 930 930 11 10 35 30 49 39 785 785 293-331
300-500 500-800 735 735 880 880 11 30 39 735 735 277-321
500-800 685 835 10 30 39 685 262-311
300-500 500-800 640 640 785 785 11 10 33 30 44 39 640 640 248-293
108.961. 05-80 ТУ 108. 1028-81 ТУ Закалка Отпуск 850-870 580-610 Масло Печь или воздух Роторы 687-883 667-8343 853 814 14 11 40 32 59 44 1502 1202
Диски 667- 8343 814 12 40 49 1202
108. 1029-81 ТУ Закалка Отпуск 850-870 580-610 Масло Печь или воздух Валы и роторы 638-834 638-RT43 804 765 14 11 40 32 59 44 1502 1202
108.17. 1050-78 ТУ Закалка Отпуск 301-500 501-800 588- 784 588- 784 735 735 12 10 35 30 44 39 235-277
301-500 151-400 101-300 686-833 686-8333 735-882 833 833 882 11 12 12 33 35 35 39 49 49 262-ЗП 262-293 277-321
До 100 101-300 784-931 784- 931 931 12 11 40 59 да 293-331 £255
108.11. 917-87 После предварительной термообработки — Не onpt щеляются -—
215
СТАЛИ ЛЕГИРОВАННЫЕ
34ХНЗМ, 34XH3MA Механические свойства при комнат ной температуре
нд Режим термообработки Сечение, ММ 00.2, Н/мм2 с», Н/мм2 8, % % кси, Дж/смг КП НВ
Операция t,°C Охлаждающая спела
не менее
ТУ 108.11. 889-87 Термообработанные 250 300 300 350 350 350 8833 7843 735’ 6863 5883 4903 1010 930 883 834 735 657 12 13 13 14 14 14 30 35 35 35 40 40 394 394 494 494 494 544 1 1 1 1 1 1
ТУ 108.13. 32-88 Закалка Отпуск 801-1100 1101-1500 590 590 735 735 10 10 30 30 39 34 — 235-277
801-1100 1101-1500 490 490 655 655 11 10 30 30 39 34 — 212-248
ДЦ Нормализация Отпуск 850-880 560-650 Воздух Печь или воздух 800-1100 490 640 14 30 39 — 187-229
1 Данные стали 34XH3M А.
2 Угол изгиба, град.
3 Образцы тангенциальные.
4 По ТУ 108.11.889-87 ударная вязкость KCV.
Назначение. Валы, роторы и диски паровых турбин и компрессорных машин, валы экскаваторов, оси, муфты, шестерни, полумуфты, вал-шестерни, болты, силовые шпильки и другие особо ответственные высоконагруженные детали, к которым предъявляются высокие требования по механическим свойствам и работающие при температуре до 500°С.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
ff-i Т-1 N + 20 0 -20 -40 -60 -80
397 — 107 Оо,2= 850 Н/мм2; о, = 1010 Н/мм2; 293-311 НВ 105 91 64 73 73 59 Закалка с 860°С в масле, отпуск прн 610°С, заготовка сечением 300 мм
358 — Нормализация 850-870°С, воздух; со,з =550 Н/мм2; с, = 800 Н/мм2; 220-230 НВ
426 — Закалка 840-860°С, масло. Отпуск 580-620°С; с0,2 = 840 Н/мм2; а, = 980 Н/мм2; 290-310 НВ.
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
Слиток
1240-800
Заготовка
1240-780
Размер сечения, мм
Поковки общего и энергетического машиностроения:
1. До 600
Условия охлаждения
Размер сечения, мм
из заготовок
Условия охлаждения
2, 601-1000
1. Отжиг низкотемпературный, одно переохлаждение
2. Отжиг с перекристаллизацией (или нормализация), два переохлаждения, отпуск
До 100
101-350
На воздухе
В яме
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, Э1П и КТ. Необходимы подогрев и последующая термообработка.
В отожженном состоянии при 210-270 НВ и а, = 640 Н/мм2
Kv = 0,7 (твердый сплав),
Kv = 0,5 (быстрорежущая сталь)
Сильно чувствительна
Склонность к отпускной хрупкости
Мало склонна
216
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали Вид поставки Поковки—ГОСТ 8479-70. Сортовой прокат — ГОСТ 4543-71.
I 38XH3MA
| Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
1 С Si Мп S Р Сг Ni Мо V W Ti Си Aci Ас3 Ari Агз
I 0,33- 0,40 0,17- 0,37 0,25-0,50 0,025 0,025 0,80- 1,20 2,75- 3,25 0,20-0,30 — — — 0,30 720 790 300 315
1 Механические свойства при комнатной температуре _____
ВД Режим термообработки Сечение, мм Щ>,2, Н/мм1 Н/мм1 8, % % кси, Дж/см2 КП НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг или отпуск Свыше 5 Не определяются 6269
Закалка Отпуск 835-865 540-640 Масло Воздух До 80 Свыше 80 до 150 Свыше 150 980 980 980 1080 1080 1080 12 10 9 50 45 40 78 70 66 —
1 ГОСТ 8479-70 Закалка Отпуск 835-865 540-640 Масло Воздух 300-500 785 930 10 30 39 785 293- 331
300-500 735 880 11 30 39 735 277- 321
500-800 685 835 10 30 39 685 262- 311
300-500 500-800 640 640 785 785 11 10 33 30 44 39 640 640 248- 293
Нормализация 100-300 735 880 12 35 49 735 277- 321
100-300 300-500 685 685 835 835 12 11 38 33 49 39 685 685 262- 311
I Назначение. Валы, оси, шестерни, муфты и другие крупные особо ответственные детали. 1- —"
1 Предел 1 вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, приС °C Термообработка
1 °'* ’Ll N
+ 20 0 -20 -40 -60 -80
1 549 — 105 Закалка. Высокий отпуск. аод = 920 Н/мм1 100 — 97 95 95 Закг Отп шка 850°С, масло. уск 550°С, вода 850°С, масло.
I 461 — 106 Закалка. Высокий отпуск. Оо.г = 920 Н/мм1 135 — — 137 138 133
I 431 294 5-Ю6 Закалка. Высокий отпуск. Оо,2 = 920 Н/мм1 Отпуск 650°С, вода
I Ковка Охлаждение поковок, изготовленных _—-—•—'
I Вид I полуфабриката Температурный интервал ковки, °C из слитков из заготовок хлаждания.
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия о
| Слиток
j Заготовка 1200-850
1 Свариваемость Обрабатываемость резанием Флокеночувствительн ость___
I Не применяется для сварных I конструкций. В отожженном состоянии < 269 НВ Kv=0,7 (твердый сплав), Kv=0,5 (быстрорежущая сталь) Повышенно чувствительна
Склонность к отпускной ХР
Не склонна
217
Вид поставки
Марка стали 38Х2Н2МА (38ХНМА)
Поковки — ГОСТ 8479-70. Сортовой прокат—ГОСТ 4543-71.
Массовая доля элементов. %, по ГОСТ 4543-71
Si
Мп
Сг
Ni
130-
Мо 0,20-
Ti
Си
Темпер: Aci пура Крит Ас3
720 770
370
гских точек, °C Ari
Агз
490
1,30-
<
£.
0,33- 0,17- 0,25-
0,30
0,40 0,37 6,50 0,02* 0,025 Мс 1,70 1,70 0,30 химические свойства при код татной т< С0.2, Н/мм2 1 ;мпсратур Г Н/мм2 1 М с ТТ % 1 енее VT % 1 кси, Дж/см2 КП НВ
нд Режим термообраб отки Охлаждающая Сечение, ММ г
гост 4543-71 Операция Отжиг или t, °C среда Свыше 5 Не определяю! гея •—- <269 I
Закалка Отпуск 835-905 550-610 Масло Воздух или масло До 80 Свыше 80 до 150 Свыше 150 930 930 930 1080 1080 1080 12 10 9 50 45 40 78 70 66 — 9Q4 1
Пост 8479-70 Закалка Отпуск 870 580 Масло Воздух или масло До 100 785 930 12 40 59 785 331 1
До 100 735 880 13 40 59 735 277- I 321 J
500-800 440 635 11 30 39 440 197- I 235 1
Назначение. Валы, шестерни, шатуны, болты, шпильки и другие крупные
особо ответственные
С
S
Р
W
Механические свойства стали вз твисимости от сече! шя заготовки* KCU Дж/см2 Термообработка 1
Диаметр заготовки, мм 16 16-40 40-100 100-160 сь 2. Н/мм2 1000 900 800 700 600 GB> Н/ММ 1300 1100-1300 1000-1200 900-1100 800-1000 9 10 11 12 12 40 50 60 60 60 Закалка 870°С, масло. 1 Отпуск 58О°С, масло 1
1 Обрати I
1редел Состояние стали Ударная вязкость, КСС, Дж/см2, при t, °C Сечение, мм Термообработка 1
+ 20 0 -40 -50
1 G-! N
363 300 540й 5 10й со.2 = 880 Н/мм2 0о.2 = 520 Н/мм2, о. = 720 Н/мм2 137 —• 129 122 30 Закалка 860°С, масло. ' Отпуск 560°С, вода
144 — 138 112 50
150 — 93 85 80
144 — 76 73 120
66 — 34 — 200
Технологические характеристики
Охлаждение поковок, изготовленных
Вид | полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения |
I Слиток Медленное 1
| Заготовка 1200-800
1 Свариваемость Обрабатываемость резанием Флокеночувствительность I
1 Не применяется для сварных I конструкций. В отожженном состоянии при 210 НВ и о, = 650 Н/мм2 Kv = 0,8 (твердый сплав), К. = 0,6 (быстрорежущая сталь) Чувствительна |
Склонность к отпускной хрупкости 1
Не склонна 1
218
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
14Х2НЗМА Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
С
Si
Мп
Сг
Ni
0,12-0,17
0,17-0,37
0,30-0,60
0,025
< 0,025
1,50-
1,75
2,75-
3,15
Мо
0,20-0,30
<0,30
Aci
725
Асз
730
Ari
Агз
Мн1
355
1 Температура нагрева 850°С.
Механические свойства при комнатной температуре
Режим термообработки Сечение, ММ °0,2, о., 8, У> % кси, —
нд Операция t,°C Охлаждающая Н/мм2 Н/мм2 % Дж/см2 HRC НВ
среда не менее
гост 4543-71 Отжиг Свыше 5 Не определяются <269
До 80 885 980 10 45 78
Закалка 880 Масло Свыше 80 до 150 885 980 8 40 70 — —
Отпуск 180 Воздух Свыше 150 885 980 7 35 66
®си> ^алы>шестеРни и Другие крупные особо ответственные тяжело нагруженные детали, к которым предъявляются
--------------------------------------------------vxovniwiv 1яжсло нагруженные детали, к которым предъявлю требования высокой прочности, вязкости, износостойкости, подвергающиеся высоким вибрационным и динамическим нагрузкам. Сталь может применяться для деталей, работающих при температуре от - 70 до + 50°С
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCV, Дж/см2, при t, °C Термообработка
с-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
Слиток
1200-800
Заготовка
1200-800
Свариваемость
Трудно свариваемая.
Способы сварки: РД, РАД, АФ и ЭШ. Необходимы подогрев и последующая термообработка.
Размер сечения, мм
Условия охлаждения
До 300
Отжиг низкотемпературный, одно переохлаждение
Обрабатываемость резанием
В состоянии после закалки и отпуска при 269 НВ и о»=980 Н/мм2
Kv = 0,7 (твердый сплав), Kv= 0,6 (быстрорежущая сталь)
из заготовок
Размер сечения, мм Условия охлаждения
До 350 В яме
Флокеночувствительность Чувствительна
Склонность к отпускной хрупкости
Не склонна
S
Р
СТАЛИ ЛЕГИРОВАННЫЕ
219
Марка стали Вид поставки 1 Поковки—НД заводов-изготовителей.
38Х2НЗМ
Массовая доля элементов, % Температура критических точек, °C 1
С Si Мп S Р Сг Ni Мо V W- Ti Си Aci Аса Ari Агз I
0,35- 0,42 0,17— 0,37 0,50-0,80 < 0,035 £ 0,030 1,00- 1,50 2,75-3,25 0,30-0,40 — — — £ 0,25 730 780- 800 — — 1
Механические свойства при комнатной температуре 1
нд Режим термообработки Сечение, ММ Под, Н/мм2 <3., Н/мм2 S, % V. % кси, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
дц Образць ? Режим т Назначен повышен! Нормализация Отпуск 850-870 500-520 Воздух Печь Поковки До 600* 835 635 980 735 11 И — — 20 450 269- 321
Закалка Отпуск 850-870 510-540 Масло Печь или воздух Поковки До 6001 980 735 635 1080 835 735 11 12 12 — 20 450- 470 500 321- I 387
Нормализация2 Отпуск 850-870 580-620 Воздух Печь Поковки До 1300 Не определяются 207- I 302 I
тангенциальные. ермообработки для Me. Особо ответе гых температурах, шевронных валов и других деталей. твенные крупные детали контейнеров с высокими требованиями по мех шевронные валы и т.д. аническим свойствам при 1 Термообработка 1
Предел ВЫНОСЛИВОСТИ, -— Н/мм? Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C
Т-1 Технолог + 20 ическис 0 -20 характеристик -40 31 -60 -80
к Ввд полуфабриката .Слиток овка И1 Температурный зтервал ковки, °C Размер Охлаждение поковок, из слитков Условия охлаждения изготовленшял I Размер сечения, мм з заготовок 1 Условия охлаждения 1
1ЭПП ЯПП До ЮО 101-350 Флокене На воздухе 1 В яме 1 чувствительность 1
Заготовка Свар 1200-800 иваемость Обряб атьшаемость резанием
В отожженном состоянии при 5 269 НВ Сильно чувствительна |
Не комг^,Пр™еияется для сварных Склонность к отпускной хрупкости |
1 X 1 ill 1 1 № 1 / Р S 2 / ю 5 В 1 / ///J Вода деминераг 1S.V —U, Z — Kv = 0,5 (быстрорежу! Коррозионн Среда шзованная цая сталь) ая стойкость " t,°c 300 Дли Мало склонна тельность, ч Балл стойкости 1 Подвержена |
Вода деминерализованная
220
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 40ХН2МА (40ХНМА) Вид поставки Поковки—ГОСТ 8479-70, ОСТ 108.958.04-85, ТУ 108.13.32-88. Сортовой прокат—ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо V W Ti Си Aci Ас, Ап Агз
0,37-0,44 0,17-0,37 0,50-0,80 0,025 £ 0,025 0,60-0,90 1,25-1,65 0,15-0,25 — —" — < ОДО 730 820 380 550
НД
ГОСТ 4543-71
ГОСТ 8479-70
ОСТ 108.958.
04-85
______________Механические свойства при комнатной температуре Режим термообработки
Операция
Отжиг
Закалка Отпуск
Закалка Отпуск
Закалка
Отпуск
t,°C
820-840
835-865
570-670
835-865
570-670
840-860
550-650
Назначение. Коленчатые валы, клапаны,
Охлаждающая среда С печью
Масло Вода
Масло
Масло
Масло
Вода или масло
Сечение, мм
Свыше 5 До 80
Свыше 80 до 150 Свыше
150
До 80 Свыше 80 до 150 Свыше 150
До 100 100-300 До 100 100-300 100-300 100-300 300-500 100-300 500-800 100-300 300-500 300-500 500-800 500-800
°0,2> Н/мм2
с», Н/мм2
8, %
V, %
KCU, Дж/см2
930
930
930
835
835
835
785
785
735
735
685
640
640
590
590
540
540
490
490
440
не менее
Не определяются
НВ
1080
1080
1080
980
980
980
930
930
880
880
835
785
785
735
735
685
685
655
655
635
12
10
9
12
10
9
12 11
13
12
12
12
11
13
10
13
12
12 11
11
50
45
40
55
50
45
40
35
40
35
38
38
33
40
30
40
35
35
30
30
78
70
66
98
88
83
59
49
59
49
49
49
44
49
39
49
44
49
39
39
<269
293-331
785
785
735
735
685
640
640 590 590
540
540
490
490
440
277-321
262-31Т
248-293
235-277
223-262
212-248
муфты, диски турбокомпвессопови,1Г7п1™р1^ам1-А^Ь1ШКИ ша1унов> ответственные болты и силовые шпильки, шестерни, кулачковые нагрузках, к которым предъявляются требования высоко^ппочнос'6 Д6ТаЛИ СЛОЖНОЙ конфигурации, работающие при динамических Сталь теплоустойчива до 450°С. высокой прочности при достаточной пластичности и вязкости.
Предел выносливости, Н/мм2 Термообработка
0-1 Т-1
447 274 Закалка с 850 С в масле, отпуск при 580°С о» = 880 Н/мм2. Сечение 100 мм
392 235 Закалка с 850 С в масле, отпуск при 610°С о»=795 Н/мм2. Сечение 400 мм
+ 20
103
Ковка
Ударная вязкость, KCU, Дж/см2, при t, °C
0
-20
-40
93
-60
Термообработка
Технологические характеристики
-80
59
Закалка с 860°С в масле, отпуск при 580°С
Вид полуфабриката
Слиток________
Заготовка
Температурный интервал ковки, °C 1220-800 1220-800
Размер сечения, мм
До 800
Трудно свариваемая.
Способы сварки: РД РАД и КТ.
Необходимы подогрев и последующая термообработка.
Вид коррозии
Общая___________
Точечная
Размер сечения, мм
До 80
из заготовок
__________Среда________
Вода деминерализованная Вода деминерализованная
—-----------Охлаждение поковок, изготовленных
из слитков --------------
Условия охлаждения
Отжиг с перекристаллизацией, два переохлаждения, отпуск
Обрабатываемость „езанием в горячекатаном состоянии при 228-235 НВ и о. = 560 Н/мм2 Kv= 0,7 (твердый сплав), Kv = 0,4 (быстрорежущая сталь) Коррозионная стойкость t,°C 300 _300
Условия охлаждения
Отжиг с перекристаллизацией. два переохлаждения, отпуск^
Флокеночувствительность
Чувствительна____________
Склонность к отпускной хрупкости^
Не склонна
Длительность, ч
Балл стойкости
1-2
Подвержена
СТАЛИ ЛЕГИРОВАННЫЕ
221
Марка стали
Вид поставки
40Х2Н2МА
(40ХШВА)
Сортовой прокат—ГОСТ4543-71. Поковки —ГОСТ8479-70.
| Массовая доля элементов, %, по ГОСТ 4543-71 “
1 v 51 МП S Р Сг Ni Мо' V W Ti Си
0,35-1 0,42 0,17-0,37 0,so-о.60 £ 0,025 £ 0,025 1,25-1,65 1,35-1,75 0,20-0,30 — — — < 0,30
Допускается полная или частичная замена молибдена вольфрамом из расчета: три массовые часта вольфрама заменяют одну массовую часть молибдена.
Температура критических точек, °C
Aci
740
Ас3
805
Ari
Аг3
нд Г Режи Операция М м термообрг t,°C ехаиические свой тботки Охлаждающая среда ства при ко Сечение, мм миатной1 с0.2, Н/мм2 гемперату С., Н/мм2 ре 6, % V. % кси, Дж/см2 HRC НВ
Г гост 4543-71 Отжигили отпуск Свыше 5 Не определяются S255
Закалка 855-885 Масло До 80 930 1080 10 45 78
Отпуск 550-650 Вода или масло Свыше 80 до 150 930 1080 8 40 70 —
Ггост~ 8479-70 Свыше 150 930 1080 7 35 66
До 100 735 880 13 40 59 277-321
Закалка Отпуск 850-890 550-650 Масло Воздух 300-500 640 785 11 33 44 248-293
300-500 590 735 12 35 44 235-277
««значение. Коле™.»™ „„„
®омобилестпАА... ™е валы> шаТУНы, анкерные шпильки и другие тяжело нагруженные ответственные детали дизелей. Детали роения и станкостроения.
—2УеетнизкУЮ коррозионную стойкость.
"Редел ВЫНОСЛИВОСТИ. 1——Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
RL. 520 __N
+ 20 0 -20 -40 -60 -80
10е Закалка 890“С. Отпуск 580“С, вода. Сол =1080 Н/мм2; о»= 1200 Н/мм2 50 — 41 36 35 — Закалка 88О’С, масло. Отпуск 200”С, масло
139 — 122 128 125 — Закалка S20’C, масло. Отпуск 600°С, вода
120 105 85 СИ — со.2 = 780 Н/мм2; о, = 970 Н/мм2; 5s=20%; у = 61%
Охлаждение поковок, изготовленных
1 Вид ^*6риката Слиюк
Температурный интервал ковки, °C ~1200-800
из слитков
из заготовок
1200-800
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
До 100
Условия охлаждения
На воздухе
Свариваемость
Трудно свариваемая.
Способы сварки: РД, РАД и кт-Необходимы подогрев и последующая ^рмообработка.
Обрабатываемость резанием Флокеночувствительность
В горячекатаном состоянии при < 255 НВ и с. = 770 Н/мм2 Kv = 0,7 (твердый сплав), Kv = 0,4 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
222
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
35ХН1М2ФА Поковки —ОСТ 108.961.05-80, ГОСТ 8479-70, ТУ 108.1028-81.
Массовая доля элементов, %, по ОСТ 108.961.05-80
Температура критических точек, 'С
Si
Мп
Сг
Ni
Мо
0,32-0,40
0,17-0,37
0,50-0,80
5 0,022
< 0,025
1,30-
1,70
1,30-
1,70
0,40-0,60
V
0,Io-О.20
Си
< 0,25
Aci
Ас3
Мн
750
820
Ari
Aft
300
С
S
Р
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, °0.2> Н/мм2 о» Н/мм2 5, % V, % кси, Дж/см2 Угол изгиба, НВ
Операция t,°C Охлаждающая
среда не менее град.
гост 8479-70 Закалка Отпуск 500-800 640 785 10 30 39 248- 293
ОСТ 108.961. 05-80 Закалка Отпуск — —_ Роторы 638-834 638-834' 804 765 14 11 40 32 59 44 150 120 —
Диски 667-834* 814 12 40 49 120 —
ТУ 108— 1028-81 Закалка Отпуск 850-870 570-640 Масло С печью или на воздухе До 450’ 680-850 830 12 40 50 — —
ДЦ Закалка 850-870 Масло До 300 785 930 11 35 49 — 293-331
Отпуск 570-640 Воздух 301-500 735 880 11 30 39 — 277- 321
’УРб""' №. ^6—™ «
Структурные составляющие Мартенсит Бейнит
—--------Прокаливаемость
Критический диаметр, мм______
Технологические характеристики
Твердость
HRC
51-54
Расстояние от охлаждаемого _________торца, мм________ 200
Температурный интервал ковки, °C
Вид полуфабриката
Слиток
Заготовка
__________1200-800
1200-800
Свариваемость
Не применяется конструкций.
Размер сечения, мм
Охлаждение поковок, изготовленных из слитков ' ~
Поковки турбинных дисков,
Для сварных
из заготовок
Условия охлаждения
Отжиг низкотемпературный, одно переохлаждение
______Обрабатываемость резанием в состоянии закалки и отпуска при а, = 804 Н/мм2 Kv—0,7 (твердый сплав), КУ = 0,4 (быстрорежущая сталь)’ при а, = 765 Н/мм2 Kv = 0,87 (твердый сплав), Kv = 0,53 (быстрорежущая сталь)
солее и покрышек до 600
Размер сечения, мм
Условия охлаждения
На воздухе
В яме
До 100 101-350
Флокеночувствительность
Сильно чувствительна
Склонность к отпускной хрупкости
Мало склонна
СТАЛИ ЛЕГИРОВАННЫЕ
223
Марка стали 25Х2НМФА Вид поставки Поковки — ТУ 108-995-81, ТУ 108.1082-82.
Массовая доля элементов, %, по ТУ 108-995-81 Температура критических точек, °C
С Si Мп S* р1 Сг Ni Мо V Си Aci Асз Ап Агз
0,23-0,27 0,17-0,35 0,40-0,70 0,015 < 0,015 1,80- 2,20 1,30-1,60 0,40-0,60 0,05 по расчету 0,25 760 820 — —
1 Сумма содержания серы и фосфора не более 0,035%.
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ <30.2, Н/мм2 ов, Н/мм2 8, % % кси, Дж/смг Угол изгиба, град. НВ
Операция t,°C Охлаждающая среда
не менее _____
ТУ 108-995-81 Закалка I Закалка II Отпуск 910-920 880-890 630-650 Вода Вода С печью до 400°С, далее на воздухе До 1800 520-6872 520-687’ 657 657 16 14 45 40 59 49 150 120 270
ТУ 108. 1082-82 Закалка Отпуск — ——• 520-687’ 657 14 40 59 120 270
Образцы продольные.
.Назначение. Диски и хвостовики сварных роторов паровых турбин тепловых и атомных электростанций.
Предел ®ьшосливости, Н/мм2 Т ермообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка
г-1 + 20 0 -20 -40 -60 -80
Технологии еские характеристик И
—_ Ковка Охлаждение поковок, изготовленных
Вид 'олуфабриката * Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток В яме
3агОТОВ1а 1200-850
Свар иваемость Обрабатываемость резанием Флокеночувствительность
СпособЧеНН° СВариваемаЯ- П°4евомЯРКИ: РД’ РАД’ АФ> ЭШ С ^ообрабопсой. И последующей В состоянии нормализации и отпуска при 270 НВ и с. = 650 Н/мм Kv= 1,0 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Умеренная
224
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
30ХН2МФА (30ХН2ВФА) Поковки —ГОСТ 8479-70. Сорговой прокат—ГОСТ 4543-71.
Температура критических точек, “С
Массовая доля элементов, %, по ГОСТ 4543-71
С si Мп S Р Сг Ni Мо V Си Aci Асз Аг1 Аг3_]
0,27-0,34 0,17-0,37 0,30-0,60 < 0,025 £ 0,025 0,60-0,90 2,00-2,40 0,20-0,30 0,Io- О.18 <0,30 720 830 365 555
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ сад, Н/мм2 с., Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не к юнее
ГОСТ Отжиг Свыше 5 Не определяются <;269J
4543-71 До 80 Свыше 785 880 10 40 88
Закалка 860 Масло 80 до 785 880 8 35 79
150
Отпуск 680 Воздух Свыше 150 785 880 7 30 75
ГОСТ 8479-70 Закалка 100-300 490 655 13 40 54 “2ЁГ1 248_J
Отпуск 300-500 490 655 12 35 49 2ЙГ~1 248—1
ДЦ Закалка 850 Масло 1470
Отпуск 200 Воздух 15 1710 11 50 58 48
860 Цеь гграль пая зона -1
Закалка Масло 20 680 940 16 58 140
Отпуск Центральная зона —1
(выдержка 680 Воздух 60 | 740 900 ; 20 1 65 1 170 1 1
1,5 ч) Приповерхностная зона
60 790 890 19 66 170
Закалка 860 Масло
Отпуск 200 1460 1650 8 51 68 49
300 1400 1550 8 55 54 47
400 1310 1410 9 56 64 43
500 1190 1230 10 58 93 39
роторы, диски, детали редукторов, болты, шпильки и другие ответственные детали турбин и
компрессорных машин.
Критический диаметр, мм Критическая твердость, HRC Термообработка Ударная вязкость, KCU, Дж/см2, _. при t. °C Термообработка
в воде в масле
+ 20 0 -20 -40 -60 - 80
60 — 44-50 Закалка 860°С 68 55 — 60 50 56 46 Закалка 860°С, отпуск#»^ Закалка 860°С, отпуск ЗОО^-Ц
— 60 36-51 Закалка 860°С 62 82 — — 53 70 50 61 Закалка 860°С, отпуск400^ 860°С. отпуск 5ущь|
Ковка к — .и ' ~ Охлаждение поковок, изготовленных -—1
заготовок________—
Условия охлаждения
Температурный интервал ковки, °C
1200-800
полуфабриката
Слиток Заготовка
Свариваемость
Размер сечения, мм Условия охлаждения ИЗ Размер
Замедленное
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, ЭШ. Необходимы подогрев и последующая термообработка.
В отожженном состоянии при < 269 НВ и о, = 880 Н/мм2
Kv= 0,5 (твердый сплав)
Чувствительна
Склонность к отпускной хрупкости
Мало склонна
225
СТАЛИ ЛЕГИРОВАНЖЕ
Марка стали Вид поставки
25ХНЗМФА Поковки — ТУ 108.11.917-87,ТУ 108.11.943-87, ТУ 108.11.945-87. -—А ’’Г’ 1
Массовая доля элементов, %, по ТУ 108.11.917-87 Температуря крИ отческих то- Агз I
С Si Мп S Р Си Сг Ni Мо V Aci Асз Ari
0,20- 1 0,25 <0,37 0,25-0,50 £ 0,020 £ 0,020 <, 0,30 1,40- 1,80 3,00— 3,75 0,30-0,50 0,08-0,15 720 820 —
I Механические свойства при комнатной температуре
ВД Режиг, термообраб отки Охлаждающая Сечение, СО,2, Н/мм2 с„ Н/мм2 8, % У. % K.CV, Дж/см2 с-1, Н/мм2 НВ
ТУ 108.11. 917-87 Операция После предварительной термообработ-ки После окончательной термообработки t, °C среда Валы 490* 490 4902 не м Не опре; 640 640 640 щляю 16 17 15 тся 45 50 40 69 78 59 255 £255
Г ТУ 108.11. 943-87
1 Образцы тангенциальные. 1 2 Образцы радиальные. 1 |2 По ТУ 108.11.943-87 критическая температура хрупкости Тко < + 20°С, коэффициент интенсивности напряжений К1с = 2940 Н/мм2'2.
I Назначение. Валы роторов турбогенераторов. 1
Предел 1 выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
1 С-1 г.1 + 20 0 -20 -40 -60 -80
1 Технологические характеристики 1
Ковка Охлаждение поковок, изготовленных |
Вид 1 полуфабриката Температурный интервал ковки, “С ИЗ слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток
Заготовка 1200-850
1 Ог Си Свариваемость Обрабатываемость резанием Флокеночувствительность 1
раниченно свариваемая. пллКи nitwit" РП РАЛ. АФ. 5ЛТТ е После термической обработки < 255 НВ Kv= 1,0 (твердый сплав), Kv=0,66 (быстрорежущая сталь) Чувствительна 1
1 подогревом и последующей I термообработкой. склонность к отпускной хрупкое-п, ]
Умеренная 1
226
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
СТАЛИ ЛЕГИРОВАННЫЕ
227
35ХНЗМФА Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ сад, Н/мм2 с„, Н/мм2 б, % 44 % KCV, Дж/см2 С-1, Н/мм2 К1С, Н/мм3/2
Операция t,°C Охлаждающая среда
не менее
ТУ 108.11. 923-87 Закалка Отпуск — — Валы роторов 6371 666-813 666-813* 637 666-813 666-8131 637 666-813 666- 8131 735 764 764 735 764 764 735 764 764 45 45 45 50 50 50 45 45 45 16 16 16 17 17 17 16 16 16 58,8 58,8 58,8 68,6 68,6 68,6 58,8 49,0 49,0 >264 >304 >304 >264 >304 >304 >4110 >3921 >3921
Валы маховиков 637* 637 637 735 735 735 45 50 45 16 17 16 58,8 68,6 58,8 >264 >264 >4110
; иЬраз1>Ь1 тангенциальные. 3П°0СТ Ю8.961.05-80 и ТУ 108.11.910-87 ударная вязкость KCU.
«Г'*0'6- Валы и РОТ°РЫ газовых турбин и компрессоров, кованые заготовки для комплектующих деталей к роторам /Регенераторов,
Пр виносл W Дел ивости, ИМ1 Т-1 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
+ 20 0 -20 -40 -60 -80
314 — Закалка с 850-860оС в масле, отпуск при 620-630°г 98 69 59 59 59 — Закалка с 850°С в масле, отпуск при 620°С.
14 Ввд ПолУфабрИката овка Температурный интервал ковки, °C Размер сечения, мм охлаждение из слитков _____ Условия охлаждения из загс Размер сечения, мм товок Условия охлаждения
JJwtok ' Л!1^вка~~~ 1200-800 12ПП ЯОЛ До 100 101-350 На воздухе В яме
—____Свар1шаемость Обрабатываемость резанием Флокеночувствительность
Не К°НстРУКцийСНЯеТСЯ сварных После закалки и отпуска при 346 НВ и о, = 800 Н/мм2 КУ = 0,68 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
228
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Поковки — ТУ 108.1343-85, ТУ 108.11.889-87.
26ХНЗМ2ФА
Массовая доля элементов, %, по ТУ 108.1343-85 Температура критических точек, ’С
С Si Мп S Р Сг Ni Мо V Си Aci Асз Ari Агз
0,25-0,30 250,10 0,30-0,60 0,015 £ 0,015 1,30- 1,70 3,40- 3,80 0,50-0,70 0,12-0,18 £ 0,20 725 800 — —
Механические свойства при комнатной тевшерачуре
нд Режим термообработки
Операция t,°c Охлаждающая среда
ТУ 108.1343 -85 Термообработанные
Без термообработки — '—
108.11. 889-87 Термообработанные
1 Образцы продольные.
2 Образцы тангенциальные.
Сечение, мм С0.2, Н/мм2 <Тв, Н/мм2 8, % % KCV, Дж/см2 Угол изгиба, НВ
Роторы без канала 588,4-755,12 588,4-755,11 не 706,1 706,1 менее 15 15 40 40 78,45 78,45 град. 120 150
764,9-902,22 833,6 14 40 49 120
Роторы с каналом 764,9-902,21 833,6 14 40 58,8 120
539,4- 755,11 637,4 14 35 58,8 120
250 8832 1010 12 30 39 —
300 7842 930 13 35 39 —
300 7352 883 13 35 49 —
350 6862 834 14 35 49 —
350 5882 735 14 40 49 —
350 4902 657 14 40 54 —
Предел выносливости, Н/мм2 " О-l I т7~
з— u—т ко„ш1тующ1,х к
Термообработка
Ударная вязкость, KCU, Дж/см1, при t, °C
+ 20
0
Термообработка
-20
-40
-60
-80
..... ' —- - 1 I ।
Т ехно лопгческие характеристики
________________Охлаждение поковок, изготовленных На г» ттт
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
1200-850
Ковка_____________
Температурный интервал ковки, ______°C
Вид полуфабриката
Слиток________
Заготовка
Свариваемость
Обрабатываемость резанием
В термообработанном состоянии при < 269 НВ и о» = 850 Н/мм2 Kv = 0,7 (твердый сплав), К, = 0,5 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Мало склонна
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, ЭШ и КТ. Требуются подогрев и последующая термообработка.
229
СТАЛИ ЛЕГИРОВАННЫЕ
Марка стали
Вид поставки
ЗОХНЗМ2ФА
Поковки —ОСТ 108.961.05-80, ТУ 108.1028-81.
Массовая доля элементов, %, по ОСТ 108.961.05-80 Температура критических
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ari
0,26-0,32 0,17-0,37 0,20-0,50 £ 0,022 <, 0,025 1,20- 1,70 3,00-3,50 0,40-0,65 0,io-о.20 <0,25 725 800 —.
точек, °C
Агз
Механические свойства при комнатной температуре
ВД Режим термообработки Сетение, мм Оо,г> Н/мм1 о», Н/мм1 8, % V. % кси, Дж/см2 Угол изгиба, град НВ I
Операция t,°C Охлаждающая среда
не менее
ост 108.961. ,05-80 Закалка Отпуск Роторы, диски 687-8341 834 12 35 59 120 — 1
ТУ 108.1028 -81 Закалка Отпуск 850-870 580-650 Масло Печь или воздух Диски до 500 664-833* 815 12 40 49 120 277- I 321
Образцы тангенциальные.
Назначение. Роторы и диски паровых и газовых турбин.
Прокаливаемость Ударная вязкость, KCU, Дж/см2, при!, СС
Термообработка Твердость HRC Расстояние от охлаждаемого торца, мм + 20 0 -20 -40 -60 -80
Закажанаводу 50,5 200 50 — — 30 —
Термообработка
Закалка 850-870°С.
Отпуск 580-650°С,
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток Замедленное 1 до 150°С I с последующим отпуском
Заготовка Свап 1200-900 иваемость
ельность
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ.
Необходимы подогрев и последующая термообработка.
В состоянии закалки и отпуска при 5 269 НВ и с, = 850 Н/мм1
К„ = 0,7 (твердый сплав),
Kv = 0,5 (быстрорежущая сталь)
Сильно чувствительна
Склонность к отпускной хрупкости
Мало склонна
230
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Лист тонкий—ГОСТ 11268-76.
12Х2НВФА
Массовая доля элементов, %, по ГОСТ 11268-76 Температура критических точек, -с
С Si Мп S Р Сг Ni Мо V W Ti Си Aci Асз Ari Агз Мн1
0,09-0,16 0,17-0,37 0,30-0,70 < 0,025 < 0,025 1,90- 2,40 0,80- 1,20 — 0,18-0,28 1,00- 1,40 — £ 0,25 800- 820 840- 860 — __ 320- 340
1 Температура нагрева 950°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Оо.З, Н/мм2 Н/мм2 8, % у, % кси, Дж/см2 HRC НВ
Операция t/c Охлаждающая среда
не менее
ГОСТ 11268— 76 В умягченном или нормализованном состоянии До 3,9 — 490-740 15 Sic 11 — — — —
Закалка Отпуск 910 490-550 Масло Воздух До 3,9 — 1030 10 — — — —
примечания: 1. Для листов толщиной до 0,9 мм включительно величина 6 не нормируется
I, изготовляемые методом холодной штамповки.
Предел выносливости, Н/мм2
С-1 т-1
Термообработка
Ударная вязкость, KCU, Дж/см2, при!,’С
+ 20 0 -20 -40 -60 -80
характеристики
Термообработка
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1180-800
Свариваемость
Размер сечения, мм
_________Охлаждение поковок, изготовленных из слитков
Условия охлаждения iij леи Размер сечения, мм Условия охлаждения^
В яме
Флокеночувствительность
резанием
Ограниченно свариваемая.
Способы сварки: РД, рдд, АФ и jq-.
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
В состоянии закалки и отпуска при с.= 1050 Н/мм2
Kv=0,5 (твердый сплав), Kv=0,15 (быстрорежущая сталь)
СТАЛИ ЛЕГИРОВАННМГ.
231
Марка стали
Вид поставки
0,33-0,40
Поковки—ГОСТ 8479-70, ТУ 108.13.32-88. Сортовой прокат—ГОСТ 4543-71.
С
Массовая доля элементов, %, по
36Х2НЖФА
(36ХН1МФА)
Si Мп 8 Р Сг Ni Мо V W Ti Си Acj Ас3 ических т Ari очек, с Аг3
0,17-0,37 0,25-0,50 2 0,025 0,025 1,30-1,70 1,30-1,70 0,30-0,40 0,10-0,18 — — < 0,30 740 780 300 400
Режим термообработки °0,2, Н/мм2 Н/мм2 6, V. % кси, Дж/смг
ВД Операция t,°C Охлаждающая Сечение, мм % КП НВ
среда не менее
I ГОСТ 4543-71 Отжиг 800-820 С печью Свыше 5 Не определяются £269
До 80 1080 1180 12 50 78
Закалка Отпуск 835-865 550-650 Масло Воздух Свыше 80 до 150 1080 1180 10 45 70 —
Свыше 150 1080 1180 9 40 66
Г гост 8479-70 100-300 785 930 11 35 49 785 293-
Закалка 830-860 Масло 300-500 785 930 10 30 39 785 331
Отпуск 550-650 Воздух 300-500 735 880 11 30 39 735 277-321
500-800 685 835 10 30 39 685 262-311
500-800 640 785 10 30 39 640 248-293
108.13. 32-88 Закалка Отпуск — — 801-1100 1101—1500 490 490 655 655 11 10 30 30 39 34 212-248
«иил пптаД _ рни> налы, муфты, оси и другие крупные особо ответственные детали, зубчатые колеса, торсионные валы, гребные ’ Р°т<)ры турбин
Предал ^иосливости, ——Н/мм2
<Т-1
Ударная вязкость, KCU, Дж/смг, при!, °C
Термообработка
Термообработка
+20
-20
-40
-60
-80
78
71
64
53
48
110
101
90
74
66
Закалка 850°С, масло.
Отпуск 550°С, воздух
Закалка 850°С, масло.
Отпуск 600°С, воздух
Ковка
Вцд Пол*бриката
Температурный интервал ковки, °C
Слиток
Готовка
1180-780
1240-780
^яриваемост».
^ХГсТиваемад-
СВарки;РД,РАДиКТ.
Технологические характеристики
Охлаждение поковок, изготовленных
Размер сечения, мм
из слитков_________
Условия охлаждения
Размер сечения, мм
из заготовок
Условия охлаждения
1.До50
2. 51-700 (кроме турбинных дисков)
3. Турбинные диски до
1. В ящиках
2. Отжиг низкотемпературный, одно переохлаждение
3. Нормализация, два
Обрабатываемость резанием Флокеночувствительность
В состоянии нормализации и отпуска при 331 НВ и с, = 930 Н/мм2 К, = 0,6 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
0
232
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 38ХНЗМФА Вид поставки Поковки — ГОСТ 8479-70, ОСТ 108.958.04-85, ТУ 108.1029-81, ТУ 108.13.32-88, ТУ 108.11.889-87 ТУ 10811910-87. Сортовой прокат—ГОСТ 4543-71, ТУ 108.11.853-87.
Массовая доля элементов, % нд Температура критических точек, “С
С Si Мп S р Сг Ni Мо V Си Aci Асз Ari Ari
0,33- 0,40 0,17-0,37 0,25-0,50 < 0,025 0,025 1,20- 1,50 3,00- 3,50 0,35-0,45 0,10-0,18 50,30 ГОСТ 4543-71 725 775 250 300
0,34-0,42 ^0,37 0,25-0,55 < 0,022 £ 0,025 1,20- 1,50 3,00- 3,40 0,35-0,45 0,ID-О.20 5 0,25 ТУ 108.1029-81
— Механические свойства при комнатной тсмпспату )е
нд Режим термообработки Сечение, ММ С0.2, Н/мм2 Ов, Н/мм2 5, % V, % кси, Дж/см2 КП НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4543-71 Отжиг — — Свыше 5 Не определяются <269
Закалка Отпуск 850 600 Масло Воздух До 80 Свыше 80 до 150 Свыше 150 1080 1080 1080 1180 1180 1180 12 10 9 50 45 40 78 70 66 —
ГОСТ 8479-70 ОСТ 108.958. 04-85 Закалка Отпуск 840-860 580-640 Масло Воздух 100-300 300-500 785 785 930 930 11 10 35 30 49 39 785 785 293-331
Нормализация До 100 785 930 1? 40 59 785 293-331
Закалка Отпуск 840-860 580-640 Масло Воздух 500-800 735 880 735 277-321
Нормализация 100-300 735 880 1? 35 49 735 277-321
Закалка Отпуск 840-860 580-640 Масло Воздух 500-800 685 835 10 30 39 685 262-311
Нормализация 100-300 300-500 685 685 835 835 12 11 38 33 49 39 685 685 262-311
Закалка Отпуск 840-860 580-640 Масло Воздух 500-800 640 785 10 30 39 640 248-293
1У 108. 1029-81 Закалка Отпуск 840-860 580-640 Масло Воздух Валы и роторы 638-834 638-8341 667-834 667 8341 804 765 834 834 14 11 14 10 40 32 40 30 59 44 59 44 150’ 120’ 150’ 120’ —
13.32-88 ТУ Закалка Отпуск — — 801-1100 1101-1500 590 590 735 735 10 10 30 30 39 34 235-277 235-277
108.11. 889-87 Термообработанные 250 300 300 350 350 350 8831 784' 735* 6861 588' 490’ 1010 930 883 834 735 657 12 13 13 14 14 14 30 35 35 35 40 40 392 392 492 492 492 <42 1 1 1 1 1 1 1 1 1 1 ||
шт vnuncumribic. "————— _—_ 1. —• 1. * * По ТУ 108.11.889-87 ударная вязкость KCV. • Угол изгиба, град. Нячмлийимр Пг —- — -.-.г.-.-.-.-.-,.. . г 1 ...—*
Предел выносливости, Н/мм2 “ паровых (уроин и другие особо ОТВС1 Термообработка Закалка. Высокий отпуск. Со.2= 1030 Н/мм2 ственные тяжело нагруженные детали, детал Ударная вязкость, KCU, Дж/см2, при t. °C л компрессорных машия_ Термообработка
0-1 Т-1 N 5-Ю6
412 4-20 0 -20 -40 -60 -80
90 — 85 78 70 Закалка 850°С, масло.
500 — 2-107 Закалка 870°С, 1 ч, масло. Отпуск _700-720°С, 2 ч, с, = 980 Н/мм2 83 71 63 57 — Закалка 85О°С, масло. Отпуск 55О°С, воздух^.
Ковка Технологические ха — рактеристики Охлаждение поковок милтлпприытту
сид полуфабриката Температурный интервал ковки, °C Размер сечения, мм До 100 > 100 из слитков Условия охлажпршла Размер из заготовок —— Условия охлаждения
Слиток 1180-780 В я Ота се чения, м До 100
Заготовка 1180-780 ме ' “ ~ киг низкотемпеоатупымй В яме „ ^„прпяТУОНЫЙ
Не применяется лля сварных конструкций. — ОбВабатывасмость резанием С [ К, = 0,5 (быстрорежущая сталь) < ДУМ 1Л2КИГ " - Флокеночувствительность—_— Повышенно чувствительна —• Склонность к отпускной хрупко£1!1— Не склонна —
СТАЛИ ЛЕГИРОВАННЫЕ
233
Марка стали Вид поставки
20ХН4ФА Сортовой прокат—ГОСТ 4543-71.
элементов, %, по
1-71
1С Si Мп S Р Сг Ni Мо V W Си Aci Acj Ап U4CK, V Аг3
(1,17-[ 0,24 0,17-0,37 0,25-0,55 < 0,025 0,025 0,70- 1,10 3,75-4,15 — 0,io-о.18 — < ОДО 710 750 —
ад Режим термообработки Сечение, мм Со,2, Н/мм2 ож, Н/мм2 5, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
1 гост 4543-71 Отжиг или отпуск Свыше 5 Не определяются 2 269
Закалка Отпуск 835-865 580-680 Масло Вода До 80 Свыше 80 до 150 Свыше 150 685 685 685 880 880 880 12 10 9 50 45 40 98 88 83 —
дц Закалка Отпуск Отпуск Отпуск 870 200 400 600 Вода Масло Масло Масло — 1200 1150 990 1500 1300 1040 12 13 16 58 62 65 90 90 120
температурах (зоо2лп0гПуСКа’ болты’ ШПИЛЬК1< и другие ответственные детали, работающие в коррозионной среде при повышенных
—- Q-400 С). Детали большой вязкости и прокаливаемости (для дизелестроения).
Предел
ВЫНОСЛИВОСТИ,
Н/мм2
N
106
10б
С(>.2, Н/мм2
980
1030
Ковка
480
Вид ^Фабриката
Слиток ^готовка
Состояние стали
Температурный интервал ковки, °C
1200-800
о„ Н/мм2
1020
1070
ПО
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20
100
116
-20
60
79
82
-40
-50
-80
80
70
71
63
60
Технологические характеристики
Охлаждение поковок, изготовленных
Размер сечения, мм
—-—
^одимГп РД рад аф, эш и кт. ^^браб(тгкаП Д Г₽еп и последующая
из слитков
Размер сечения, мм
Термообработка
Закалка 870°С, вода. Отпуск 200°С, масло
Закалка 870°С, вода.
Отпуск 400°С, масло
Закалка 87О°С, вода.
Отпуск 600°С, масло
из заготовок
Условия охлаждения
Условия охлаждения
Более 40
Замедленное
Обрабатываемость резанием______
В нормализованном и отпущенном состоянии при 256 НВ и а, = 880 Н/мм2
Kv = 0,72 (твердый сплав),
Kv = 0,63 (быстрорежущая сталь)
Флокеночувствительность
Чувствительна
Склонность к отпускной хрупкости
Склонна
234
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 18Х2Н4МА (18Х2Н4ВА) Вид поставки Поковки ГОСТ 8479-70, ОСТ 108.958.04-85. Сортовой прокат—ГОСТ 4543-71.
Массовая дыш элементов. %, по ГОСТ 4543-71 „
0,14-0,20
Si 0,17-0,37
Мп 0,25-0,55
S £ 0,025
Р £ 0,025
Сг 1,35-1,65
Ni 4,00-4,40
Мо 0,30-0,40
V
Си
£0,30
Aci
700
Асд
810
Art 350
Агз
400
нд Механические cboi Режим термообработки йства при кол Сечение, мм шатной 1 °0,2> Н/мм2 гемпераг Н/мм2 У ре 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
ГОСТ 4543-71 Отжиг или отпуск Свыше 5 Не определяются <269
Закалка I Закалка II 935-965 845-875 Воздух Воздух До 80 Свыше 80 до 150 835 835 ИЗО ИЗО 12 10 50 45 98 88
Отпуск или 170-230 Воздух или масло Свыше 150 835 ИЗО 9 40 83
Отпуск 500-600 Воздух или масло 15 785 1030 12 50 118 —
1 UL1 8479-70 лтТ Закалка 860-880 Масло До 100 785 930 12 40 59 293-331
Отпуск 525-575 Воздух 100-300 300-500 735 685 880 835 12 11 35 33 49 39 277-321 262-311
мч Нормализация Отпуск 920-960 630-680 Воздух Воздух — 590 780 60 197-269
Цементация Нормализация 920-950 900-950 Воздух
или Закалка2 Отпуск (двойной) 900-950 630-650 Масло Воздух До803 1275 1375 12 — 88 Поверхности 2:56 Сердцевины 321-400
Режим для улучшения обрабатываемости резанием -—
* Операция применяется при обработке крупных деталей сложной конфигурации для понижения устойчивости остаточного аустенита в цементованном слое, получения более равномерной твердости с поверхности после закалки и отпуска и уменьшения деформации.
3 Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются. —
Назначение. Коленчатые валы, шестерни, валы-шестерни и другие крупные особо ответственные тяжело нагруженные детали, к КОТОРЫМ ПреДЪЯВЛЯЮТСЯ требования ВЫСОКОЙ ПРОЧНОСТИ, вязкости ------*»- -
динамическим нагрузкам. Сталь может применяться для
Предел
выносливости,
Н/мм2
J^3HOCOCTO^KOC™i подвергающиеся высоким вибрационным и 450°С.
Термообработка
О-1
540
N
5-Ю6
475
540
470
696
228
226
774
5-106
5-106
5-106
Закалка 850°С, масло. Отпуск 180°С. сод = 1070 Н/мм2; о. = 1360 Н/мм2 Закалка 850°С, масло. Отпуск 400°С. сьд = 1140 Н/мм2; с, = 1220 Н/мм2 с, = 1270 Н/мм2__________________
с, = 910 Н/мм2
Jno Wmm2; °' = 1230 и/мм2; эоЗ по
X шп1180 Шмм2; °* = 1300 н/мм2;
404 НВ
Вид полуфабриката
Слиток Заготовка
Ковка_________
Температурный интервал ковки, °C
1200-800
1200-800
___________Свариваемость___________
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и ЭШ. Необходимы подогрев и последующая термообработка.
при температуре от - 70 до 4 Ударная вязкость, KCU, Дж/см2, при!, °C
4-20 0 -20 -40 -60
143 — 134 130 114
108 киеуяпп — 88 —
Закалка 850°С, воздух.
Отпуск П0°С, воздух
Закалка 88О°С, масло.
Отпуск 560°С. с, = 1310 Н/мм2
----Охлаждение поковок, из слитков '
Термообработка
Размер сечения, мм
Условия охлаждения Отжиг низкотемпературный, ___________________ одно переохлаждение _______Обрабатываемость резанием______ В состоянии после закалки и отпуска при 277-321 НВ и с, = 880 Н/мм2 Kv = 0,7 (твердый сплав), Ку = 0,6 (бы
До 300
из зато Размер сечения, мм ?овок Условия охлаждения
До 350 В яме
_____Флокеночувствительность
Сильно чувствительна —
Склонность к отпускной хрупкости.
Не склонна
ая сталь)
СТАЛИ ЛЕГИРОВАННЬТР.
235
Марка стали Вид поставки
25Х2Н4МА (25Х2Н4ВА) Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71
Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Си Aci Ас3 Ari Аг3 Мн I
0,21-0,28 0,17-0,37 0,25-0,55 <. 0,025 < 0,025 1,35-1,65 4,00-4,40 0,30-0,40 — — < 0,30 660 755 — — 300
Механические свойства при комнатной температуре
Режим термообраб отки Сечение, <30.2, Н/мм2 Св, Н/мм2 8, % V, % кси, Дж/см1
нд Охлаждающая среда HRC НВ I
Операция t,°c не менее
гост Отжиг — — Свыше 5 Не опре; шляются — £269 1
4543-71 До 80 930 1080 и 45 88 — .— 1
Закалка 850 Масло Свыше 80 до 150 930 1080 9 40 79 — — 1
Отпуск 560 Масло Свыше 150 930 1080 8 35 75 — — 1
ДЦ Закалка 850 Масло 20 50 800 780 980 950 19 21 60 58 150 — 1 1
Отпуск 600 Масло 100 150-200 760 750 950 940 20 20 65 65 — — — 1
Назначение. Крупногабаритные шатуны, муфты и др. детали большой вязкости и прокаливаемости (для дизелестроения).
Предел вьшосливости, Н/мм? Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C
1 Т-1 + 20 0 -20 -40 -60
Термообработка
Технологические характеристики
Ковка Охлаждение поковок, изготовленных 1
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия | охлаждения |
Слиток Заготовка -
Свариваемость Обрабатываемость резанием Флокеночувствительность 1
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ и Э1П. Необходимы подогрев и последующая термообработка. В состоянии после закалки и отпуска при св=980 Н/мм2 Kv = 0,7 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Сильно чувствительна 1 Склонность к отпускной хрупкости I Мало склонна 1
236
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали 38Х2МЮА I (38ХМЮА) Вид поставки Поковки—ГОСТ 8479-70, ОСТ 108.958.04-85. Сортовой прокат — ГОСТ 4543-71.
1 Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
1 С Si Мп S Р Сг Ni Мо М W Ti Си Aci Асз Ari Агз
I 0,35- 1 0,42 0,20-0,45 0,30-0,60 0,025 0,025 1,35-1,65 £ 0,30 0,IS-О.25 0,70- 1,10 — — 0,30 800 865 665 740
Механические свойства при комнатной температуре
Режим термообработки Сечение, Со,2, °"’ . 5, кси, HRC
НД Операция t,°c Охлаждающая Н/мм2 Н/мм2 % % Дж/см2 НВ
среда ММ не менее
ГОСТ Отжиг 840-870 С печью Свыше 5 Не определяются 229
4543-71 . До 80 835 980 14 50 88
Закалка 940 Вода или масло Свыше 80 до 150 Свыше 150 835 980 12 45 79
Отпуск 640 Вода или масло 835 980 И 40 75
ГОСТ 8479 70 Закалка Отпуск Масло или вода Воздух 100-300 590 735 13 40 49 235- 277
ОСТ 108.958. Закалка 930-950 Масло или вода 100 735 880 13 40 59 277-321
04-85 Отпуск 640-680 Воздух 300 590 735 13 40 49 235- 277
ДЦ Закалка 930-950 Масло или вода До 60 880 1030 18 52 — 250- 300
Отпуск 640-680 Воздух 61-100 730 880 10 45 59 —
101-200 590 780 10 45 59 —
Закалка 930-950 Масло или вода Повер- Серд-
Отпуск Азотирование 640-680 520-540 Воздух или масло С печью до 100-150°С Пруток До 60 880 1030 18 — 88 хности HV 850-1050 цевины 260-269
Назначение. Штоки клапанов паровых турбин, работающие при температуре до 450°С, гильзы цилиндров двигателей внутреннего сгорания, иглы форсунок, тарелки букс, распылители, пальцы, плунжеры, распределительные валки, шестерни, шпиндели, валы, втулки другие детали.
Дополнительные данные. Сталь склонна к обезуглероживанию, теплоустойчива до 500°С.
Улучшение перед азотированием проводится с целью повышения прочности сердцевины, взамен которого допускается нормализация 930-950°С и отпуск при 600-650°С.
Для уменьшения деформации при азотировании детали перед окончательным шлифованием (до азотирования) подвергаются стабилизирующему отпуску при 620-650°С с охлаждением в печи до 400°С, далее на воздухе.
После азотирования сталь - - •
в
в воде и
I Предел выносливости, 1 Н/мм2 Термообработка Прокаливаемость 1
| 0-1 Т-1 N
1 441-470 — 107 Закалка с 940°С в масле, отпуск при 640’С При охлаждении в воде критический диаметр ~ 70 мм; в масле ~ 45 мм
I 608-617 — — Закалка с 940°С в масле5 азотирование при’500°С в течение 48 ч
Технологические характеристики
Ковка
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1240-800
1240-800
Охлаждение поковок, изготовленных из слитков ~ I
из заготовок
Размер сечения, мм
1. До 50
2. 51-100
3.101-700
Условия охлаждения
1. В штабелях на воздухе
2. В ящиках
3. Отжиг низкотемпературный,
| Свариваемость Обрабатываемость резанием
I Не применяется для сварных конструкций. В закаленном и отпущенном состоянии при 240-277 НВ и а, — 800 Н/мм2 Kv = 0,75 (твердый сплав), Kv=0,55 (быстрорежущая сталь)
Не склонна
Чувствительна -
Склонность к отпускной хрупкости
Размер сечения, мм
До 50
51-100
Условия охлаждения.
В штабелях на воздух6 Вяшиках
Флокеночувствительность
СТАЛИ ЛЕГИРОВАННЫЕ
237
Марка стали
Вид поставки
12МХ
Сортовой прокат — ГОСТ 20072-74. Листы — ТУ 14-1-642-73, ТУ 108.1263-84. Поковки — ТУ 108.17.1050-78 Трубы —ГОСТ 550-75.
Массовая доля элементов, %, по ГОСТ 20072-74
С Si Мп S Р Сг Ni Мо V Ti At Си
0,09- 0,16 0,17-0,37 0,40-0,70 6 0,025 5 0,030 0,40-0,70 <0,30 0,40-0,60 — — — <0,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм2 о„ Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая
среда не менее
[гост
550-75 Закалка 900-930 Воздух или вода о 19-219 245 412 21 45 69 — 6 156
Отпуск 700-730 Воздух s 1,5-25
гост 20072-74
Нормализация 910-930 Воздух До 90 От91 до 235 410 21 45 59 — 6 217
235 410 19 40 53 — 6 217
Отпуск 670-690 Воздух 150
От 151 и 235 410 18 35 50 — 6217
выше
Ю8.1263 -84 Закалка 900-950 Вода 235 441 19 35 49 — —
Отпуск 600-680 Воздух От 20 до
Нормализация 900-950 Воздух 60 235 392 19 35 49 — —
Отпуск 600-680 Воздух
Закалка или закалка с прокатного нагрева 900-950 Вода От 61 до 235 441 18 32 49
130
Отпуск 600-680 Воздух
Нормализация 900-950 Воздух От 61 до 216 392 18 32 49
Отпуск 600-680 Воздух 130
238
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
12МХ
Назначение. Трубы пароперегревателей, трубопроводов и коллекторных установок высокого давления, детали цилиндров газовых турбин, поковки для паровых котлов и паропроводов.
Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и МКК.
Сталь теплоустойчивая перлитного класса.
Предел вьшосливости, Н/мм2
П-1 | Т-1
Термообработка
Ударная вязкость, KCU, Дж/см2 при t, °C Термообработка
4-20 0 -20 -40 -60 -80
Жаростойкость
Коэффициент чувствительности к надрезу за 104 ч
Среда
t,°C
Скорость коррозии, I База испытаний, мм/год
ч
Чувствительность к
I Время, ч t,°C KCU, Дж/см2
I Исходное состояние 186
2000 480 181
1 2000 540 176
Окалиностойкая до 500-550оС.
Температура интенсивного окалинообразования 570°С.
Коррозионная стойкость
Общая
Вид коррозии
Среда
t, °C
Длительность, ч
Вода деминерализованная
300
1000
Балл стойкости
Точечная
Вода деминерализованная
300
1000
Подвержена
Коррозионное растрескивание
Межкристаллитная
Технологические характеристики
Охлаждение поковок, изготовленных
из слитков
из заготовок
I Ковка
I Вид I полуфабриката Т емпературный интервал ковки, °C
I Слиток 1260-800
1 Заготовка 1260-750
I Свариваемость
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, КТ. Рекомендуются подогрев и последующая термообработка.
Обрабатываемость резанием
В нормализованном и отпущенном состоянии при 138 НВ и о»= 470 Н/мм2
Ку = 1,6 (твердый сплав),
Ку = 1,4 (быстрорежущая сталь)
Температура критических точек, °C
Act Асз Ari Агз
723 885 803 715
239
СТАЛИ ЛЕГИРОВАШДДв
^встали | Вид поставки «479-70, ТУ 108.17.1050-78. Трубные заг
Сортовой прокат — ГОСТ 4543-71.
1-1529-93, ТУ 14—1-2560-78. Трубы —ТУ 10° 754-/, Массовая доля элементов, .gi.— -------------------------Р I Сг ' -I 0,80- Г <озо <0,035 I $0.035 | । £U,5U
Механические <
15ХМ
С ОЛк 0,18
Si 0,17-0,37
Мп 0,40-0,70
S
0,80-
1,10
1-71
Мо
0,40-0,55 _
А€
$0,30
Си
ВД
Операция
Режим термообработки Охлаждающая среда
t,°C
свойства при -----Г- СТО,2, °»
Сечение, мм
Н/мм2
Н/мм2
8, %
V, %
KCU, Дж/см’
НВ
ГОСТ «43-71
До 80
275
440
не менее
21
55
Нормализация
Отпуск
880
Воздух
$179
HRC
118
106
100
$179
$179
111-156
123-167
143-179
156-197
59
59
187-229
197-235
212-248
167-207
174-217
Свыше 80 до
150
Свыше 150 1
До 100 100-300 До 100 100-300 До 100 100-300 До 100 100-300 300-500
До 100 До 100 100-300 До 100 До 100
Г До 100
275
440
19
50
275
440
18
45
26
23
24
20
22
19
20
17
15
17
18
17
17
16
__________________У~Тб
Назначение. Трубы паропроводов и пароперегревателей для от^40 до + 56О°С
детали нефтеперерабатывающего машиностроения, работающи р Сталь теплоустойчивая перлитного класса.
| Коэффициент чувствительности к надрезу за 10 ч
ГОСТ 8479-70
Закалка Отпуск
Воздух
650
Нормализация
195
195
215
215
245
245
275
275
275
315
345
345
395
440
490
I Чувствительность к охрупчиванию при старении
Время, ч | t, °C KCU, Дж/см’
| Исходное состояние 265
Среда
59
54
54
49
49
39
44
34
29
39
59
54
59
55
50 53
48
48
42
40
38 32
38 45
40 45
45
|45__________
фланцы, трубные решетки и другие
40 до + 56О°С под давлением.
390
390
430
430
470
470
530
530
530
570
590
590
615
635
655
I t/C
Окалиностойкая до 500-550°С
Жаростойкость_________
I Скорость коррозии,
I мм/год
f Вид коррозии Среда t,°C Длительность, ч Балл стойкости 1
I Общая Вода деминерализованная 300 1000 1-2 I
I Точечная Вода деминерализованная 300 1000 Подвержена 1
[Коррозионное растрескивание
Технологические характеристики
Межкристаллитная
Г Вид I полуфабриката Температурный интервал ковки, °C
I Слиток 1260-800
[Заготовка 1260-750
Размер сечения, мм
До 200 201-700
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, КТ. Рекомендуются подогрев и последующая термообработка.
из слитков
Охлаждение поковок, изготовленных____________
из заготовок
Условия охлаждения
В ящике или отжиг низкотемпературный. Низкотемпературный отжиг
Обрабатываемость резанием
Размер сечения, мм
До 200
201-700
Условия охлаждения
На воздухе Отжиг низкотемпературный тура
В нормализованнрм и отпущенном состоянии при 138 НВ и сг, = 470 Н/мм2 Kv = 1,6 (твердый сплав), Ку = 1,4 (быстрорежущая сталь)
Aci Acj Ari
740 875 —
к, °C Агз
240
СТАЛИ И СТ1ЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
20ХМ
Сортовой прокат—ГОСТ 1051-73, ГОСТ 4543-71. Поковки трубных заготовок — ТУ 108.11.653-82.
Массовая доля элементов, %, по ГОСТ 4543-71
С 0,15-0,25
Si Мп S Р Сг Ni Мо V Ti At Си
0,17-0,37 ОДО-ОДО £0,035 £0,035 0,80- 1,10 £0,30 0,15-0,25 — — — £0,30 ——
Режим термообработки
ВД
Операция
t,°c
Механические свойства при комнатной температуре — I ....~ | ...— [-
под, Н/мм2
Охлаждающая среда
Сечение, мм
8, %
KCU, Дж/см:
с., Н/мм2
_____не менее
780
у, %
HRC
НВ
<179
50
88
12
590
До 80 Свыше 80 до 150 . Свыше _____________________________________________________1 150 I_________________________________________ Назначение. Поковки диафрагм паровых турбин и другие детали, предназначенные для работы при температурах до 500°С.
ГОСТ 4543-71
Закалка
Отпуск
880
500
Вода или масло
Воздух
590
590
780
780
10
45
9
40
75
79
<179
<.179
I Предел I выносливости, 1 Н/мм? Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка I
I С-1 т-1 + 20 0 -20 -40 -60 -80
1 Коэффициент чувствительности к надрезу за 104ч Жаростойкость гЧ
Среда I t,»C I СкЧ°™™РР°3™’ | 1 мм/год База испытании, | 4 1
Чувствительность к охрупчиванию при старении
| Образцы Время, ч | t, °C KCU, Дж/см2
Тангенциальные Исходное состояние 147
1000 ' 470 147
1000 520 172
I Радиальные Исходное состояние 175
1000 470 191
1000 520 172
Окалиностойкая до 500°С
I Коррозионная стойкость —
I Вид коррозии Среда t,°C Длительность, ч Балл стойкости
I Общая Вода деминерализованная 300 1000 2 -
I Точечная Вода деминерализованная 300 1000 Подвержена__—
I Коррозионное растрескивание Вода деминерализованная 300 1000 Не подвержена
| Межкристаллитная Не определяется —
Ковка
характеристики
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Слиток
Заготовка
1220-800
1220-800
Поковки всех размеров: ответственного назначения
Размер сечения, мм
Условия охлаждения
Отжиг с перекристаллизацией, два переохлаждения, отпуск. Отжиг низкотемпературный,
До 200
На воздухе
остальные
I Свариваемость , одно переохлаждение. Обрабатываемость резанием Температура критических точек/OJ
1 Ограниченно свариваемая. I Способы сварки: РД, РАД, АФ и КТ. 1 Рекомендуются подогрев и последующая I термообработка. В закаленном и отпущенном состоянии при > 179 НВ и ав = 470 Н/мм2 Kv=0,9 (твердый сплав), Kv = 0,53 (быстрорежущая сталь) Aci Асэ Ari . Агз
743 818 704 746
СТАЛИ ЛЕГИРОВАННЫЕ
241
Марка стали Вид поставки Сортовой ^оют — ГОСТ 20072-74. Трубная заготовка — ТУ 108.11.653-82, ТУ 108-938-80, ТУ 14-1-1529-93 ТУ 14-1-2560-78. Трубы - ТУ 108-754-78. ТУ 14-3-825-79, ТУ 14-3-341-75. Лист - ТУ 1084273-84 ТУ 14-1 687-73, ТУ 14-1-1584-75. Прутки-ТУ 14-1-1397-75, Поковки-ТУ 108.17.1050-78. 84, ТУ 14-1-
12Х1МФ (ЭИ 575)
— Массовая доля элементов. %, по ГОСТ 70077-74
и 81 Мп S Р Сг Ni Мо V Ti А€
0,10— 0,15 0,17-0,37 0,40-0,70 £ 0,025 £ 0,030 0,90-1,20 £0,30 0,25-0,35 о,is-о.30 — £0,20
Механические свойства при комнатной темпе parvne
вд Режим термообработки Сечение, ММ Н/мм2 С., Н/мм2 6, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 20072- 74 "^Длятотб Нормализация1 Отпуск 960-980 700-750 Воздух Воздух До 90 255 470 21 55 98 — £217
От 91 до 150 255 470 19 50 88 — £217
От 151 и выше 255 470 18 45 83 — £217
Дмтруб с толщиной стенки более 15 мм при нормализации применяется индивидуальное охлаждение.
157О-58УС1е'1₽уЬопроводы> ТРУ6ы пароперегревателей и коллекторов высокого и сверхвысокого давления для работы при температуре |За теплоустойчивая перлитного класса.
Предел 1 ВЬШОСЛИВОСТИ. L Н/мм1 1 220 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
+ 20 0 -20 -40 -60 -100
Симметричный ПИКЛ нагпужмшя nnu ДЯЛОГ КП — ЯП — 1П 6-Я
Н^вМйДдаетвительнос™ ~ „„ «И..
Продукты сгорания топлива t,°C Глубина коррозии2, мм База испытаний, ч
г—^-—Hj^ibHocn, к охрупчив Я1ПЧГО при старении Экибастузский уголь 580 620 0,8 1,7 5000 5000
к-—Исходное 1——t,°c KCU, Дж/см1
состояние 176 Назаровский уголь 580 620 0,26 0,5 5000 5000
3000 5000 600 235
Мазут 580 620 0,6 1,25 10000 10000
625 245 Природный газ 2 Экстраполяция на 1000 580 620 00 ч. 0,3 0,8 5000 5000
_ Ко| Сое ррозионная стойкость па t,°C Длительность, ч Балл стойкости
Вода деминерализованная 300 1000 1-2
Вода деминерализованная 300 1000 Подвержена
(рескинание [ Вода деминерализованная 300 1000 Не подвержена
Вид ^^Риката Слвток Загоп>вка )вка Охлаждение поковок, изготовленных
ИЗ слитков из заготовок
интервал ков 1240-80 1240-78 ки, °C Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
0 0 Поковки энергетического машиностроения до 700 Отжиг низкотемпературный, одно охлаждение. До 50 51-100 Турбинные заготовки 500-650 В штабелях В ящиках Отжиг низкотемпературный
.^Сварц ^Обы™0свари КТ J сварки: ^^аятерМ( ваемость Обрабатываемость резанием Температура критических точек, °C
ваемая. “Д РАД, АФ, МП и "5 подогрев и ^обработка. В нормализованном и отпущенном состоянии при £ 138 НВ и о, = 470 Н/мм2 Ку = 1,5 (твердый сплав), Kv = 1,35 (быстрорежущая сталь) Ас, Ас3 Ari Аг3
740-780 880-900 720-740 820-830
242
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Трубы—ТУ 14-3-1952-94. Трубная заготовка — ТУ 14-1-5271-94.
12Х1МФ-ПВ
Массовая доля элементов, %, по ТУ 14-1-5271-94 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо V Aci Ас3 Аг, Агз
0,11-0,15 0,17-0,37 0,40-0,70 0,002-0,015 0,002-0,015 0,90- 1,20 50,15 0,25-0,35 о,is-о.30 740- 780 880- 900 720- 740 820- 830
Си N As Zn РЬ Sn АС Bi Sb
5 0,15 0,002-0,012 5 0,010 0,0005-0,0040 0,0003-0,0040 0,0005-0,0040 0,002-0,009 0,0001-0,0030 0,0005-0,0030
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм а0,2> Н/мм2 а», Н/мм2 8, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
ТУ 14-3-1952-94 Нормализация с отпуском в 57-168 s 3,5-28 295- 430 460- 590 22 191 58 521 98 78* —
1-5271- 94 Нормализация Отпуск 90-160 295 295- 4301 470-590 470-5901 22 19' 58 52* 98 78*
1 Поперечные образцы.
Назначите. Труб Предел вьшосливости, Н/мм2 ы поверхностей нагрева ТЭС. Термообработка Ударная вязкость, KCU, Дж/см1, приг, °C Термообработка
0-1 Т-1 К +20 Технологи 0 ческие хар С -20 актерис хлаждеи -40 писи не поковок -60 , изготов -80 ленных
овка Температурный интервал ковки, °C 1240-800
Вид полуфабриката Слиток из слитков из заготовок
газмер сечения. мм Покопки Условия охлаждения Отжиг низкотемпературный, одно охлаждение. ваемость резанием Размер сечения, мм Условия охлаждения В штабелях В ящиках Отжиг низкотемпературный — свствительность
Заготовка Свар» 1240-780 шаемость энергетического машиностроения цо 700 Обрабаты за до эи 51-100 Турбинные -отовки 500-650 Флокенои
^раниченно свариваемая. Способы сварки: РД, РАД, АФ и ЭП! Рекомендуются подогрев и последующая термообработка. КТ - без ограничений. “ ОтаУще,нном с°°™и при 2 138 НВ и а. = 470 Н/мм2 К. = 1,5 (твердый сплав), К. - 1,35 (быстрорежущая сталь) Нечу» Скло» зствительна
шесть к отпускной хрупкости
Не склонна
243
Марка стали
13Х1МФ (ИХ1ГМФ, ЦТ 1)
Вид поставки .и ,-2182-77, ТУ 108.11.786-
ЛнстыТУ 108.11.787-84. Трубы —ТУ 14-3-639-77. Трубная заготовка 84. ___________________________
Температура критических
точек» °C
1 о/ „п ТУ 14-3-639-77
Массовая доля элементов, %, по 1У *
С Si Мп S
10,10-[0,15 0,17-0,37 0,65-0,90 £ 0,025
Р
5 0,025
Сг
Ni
НД
ТУ14-3439-77
1,10-
1,40
<
0,25
Мо
О,So-О.65
At Си V Ас, 770-
£ 0,01 < 0,25 0,35 819
АСз
Аг,
Агз
Механические свойства при
Режим термообработки
Операция
Нормализация
Отпуск
ТУ
108.11, Нормализация
787-84
Отпуск
t»’C
970-
1000
730-
760
970-
1000
740-
760
905-975
755-
815
855-
908
Охлаждающая среда
Сечение, мм
комнатной температуре^ 8, %
со,г, Н/мм2
Воздух
Воздух
Воздух
Воздух
0 219-465
s 40-75
Лист 28-65
294
315
ТУ 14-
1-2182-
77
ТУ
108.11.
786-84
Нормализация
Отпуск
970-
1000
740-
760
Воздух
Воздух
Заготовки кованые в 370-650
314
Нормализация
970-
1000
Воздух
0 630-750
315
Отпуск
730-
750
Воздух
s 55-80
Назначение. Трубопроводы ТЭС.
НВ
Изгиб
16
490
490-
657
490-
638
490-
680
% Дж/см2
о„ Н/мм
не менее
d=2a
I Предел 1 выносливости, 1 Н/мм2 1. g-1 1 Т-| 1 К Термообработка овка Ударная вязкость, KCU, при t,°C + 20 1 ~~0 Г Техиологические характеристики Охлаждение поковг Дж/см2, - 60 - 80 ж, изготовленных Термообработка 1
1 Вид I полуфабриката 1 Слиток Температурный интервал ковки, °C 1240-800 из слитков из заготовок 1
Размер сечения, мм До 600 Условия охлаждения Отжиг или высокий отпуск Размер сечения, мм До 600 Условия охлаждения 1 На подине 1
I Заготовка 1240-780
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, ЭШ и КТ.
В нормализованном и отпущенном состоянии при с, = 580 Н/мм2
Kv = 1,1 (твердый сплав),
Kv = 0,8 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
244 .
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки • Трубные заготовки — ТУ 14-1-1529-93, ТУ 14-1-1787-76, ТУ 14-1-2560-76, ТУ 108-938-80, ТУ 108-1267-84 Трубы — ТУ 14-ЗР-55-2001. Поковки — ГОСТ 8479-70, ТУ 108.17.1050-78. Листы — ТУ 108.11.888-87, Прутки — ТУ 14-1-2055-77. Поковки трубных заготовок — ТУ 108.11.653-82.
15Х1М1Ф
Массовая доля элементов, %, по ТУ-14-ЗР-55-2001
С Si Мп S Р Сг Ni Мо V W М Си
0,10-0,15 0,17-0,37 0,40-0,70 <0,025 60,025 1,10-1,40 <0,25 0,90- 1,10 0,20-0.35 60,25
Механические свойства при комнатной темпеватуве
нд Режим термообработки. Сечение, мм °0.2, Н/мм2 Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 8479-70 Закалка .Отпуск 500-800 500-800 100-300 275 345 395 530 590 615 13 12 15 30 33 40 29 39 54 — 156- • 197 174- 217 187- 229
ТУ-14- 1-1529-93 Нормализация Отпуск, 970-1000 730-760 Воздух Воздух От 100 до 300 314 490-686 18* 16 50* 45 491 39 — —
ТУ-14- ЗР-55-2001 Нормализация Отпуск 970-1000 730-760 Воздух Воздух 0 57-460 s20-60 314 490-686 181 16 50* 45 49* 39 — —
ТУ-108.11. 888-87 Нормализация Отпуск 970-1000 730-760 Воздух Воздух От 28 до 140 294 490 15 45 39 KCV 34 — —
ТУ- 108-1267-84 “1 тт.._„ Закалка Отпуск 930-950 721-740 Масло Воздух До 250 314 490-686 20 50 44 — —
-Аиилит едь — образцы продс Назначение. Трубы и разли» Сталь теплоустойчивая перл Предел вьшосливости, Н/мм2 льные, знаменатель - образцы поперс тные детали, работающие при темпер ттаого класса. Термообработка яные. иуре до 575°С. Ударная вязкость, KCU, Дж/см2, Термообработка
С-1 Т-1 + 20 0 при t, С -20 -40 -60 -80
Коэффициент чувствите; Чувствительность к охвч сьности к надрезу за 104 ч пчивашпо при старении Сре да ~t,°C Жаро Скорость стойке корроз сть ИИ, мм/г од База испытаний
I, Дж/см!
Исходное состояние
40000 550 176-191
50000 565 175
30000 600 179
Воздух
600 0,194 3000
625 0,264 5000
650 0,413 5000
________Вид коррозии_______ Общая___
Точечная___________________
Коррозионное растрескивание
_________________Коррозионная стойкость
_________________Среда__________________ Вода деминерализованная_________________ Вода деминерализованная
t,°C 300 Длительность, ч 1000 Балл стойкости, 1-2 _
jUU 1000 Подвержена
Ковка
Вид полуфабриката
Слиток________
Заготовка
Температурный интервал ковки, °C 1240-800 1240-780
__________Свариваемость___________
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ. Необходимы подогрев и последующая термообработка.
Технологические характеристики -
-----—————Охлаждение поковок, изготовленных_____________________ 1___________________________________________из заготовок__—
Условия охлаждения
В штабелях на воздухе В ящиках
Размер сечения, мм
До 700
из слитков
Условия охлаждения Отжиг, низкотемпературный, одно переохлаждение
_______Обрабатываемость резанием______ В нормализованном и отпущенном состоянии при & 200 НВ
Kv= 1,1 (твердый сплав), К» = 0,8 (бы
Размер сечения, мм
До 50
51-100_________________
Температура критических точа^Ь—|
Aci
Ас3
Ал
°C
Ал
905-975
770-
819
755-815
855-
908
СТАЛИ ЛЕГИРОВАННЫЕ,
245
Марка стали Вид поставки Заготовка трубная кованая — ТУ 14-1-148-72, ТУ 14-1-1954-77. Листы толстые—ТУ 14-1-3409-82.
12Х2МФБ (ЭИ 531)
Массовая доля элементов, %, по ТУ 14-ЗР-55-2001 Температура критических точек, °C
V 81 Мп S Р Сг Ni Мо V Nb дг Си Aci Ас3 Ari Агз
8,08-0,12 0,40-0,70 0,40-0,70 S 0,025 0,025 2,io-г.во < 0,25 0,50-0,70 0,20-0,35 0,50-0,80 — < 0,25 775-825 865-.925 715- 765 770-820
нд
ТУ14-1-148-72 ТУ14-
1-1954-.77 _ ТУ 14-
3409-
82
______________Механические свойства при комнатной температуре
Режим термообработки Операция
Нормализация
Отпуск______
Нормализация
Отпуск
Нормализация
Отпуск
t,°C
1050-1070 740-760
1020-1100
720-750
1050-
1070
720-750
Охлаждающая
_____среда
Воздух
Воздух________
Воздух
Воздух
Воздух
Воздух
Сечение, мм
90-180
90-180
6-50
<Т0.2, Н/мм2
а„ Н/мм2
8, %
V. %
KCU, Дж/см*
HRC
НВ
не менее
350
280
300
450
400
400-600
30
25
20
70
‘ 150
100
100
Рвкоменлveuмо ' ' *—' .. ——.—-1—— -- — _1^..—— - —I-.---------1——— I----—1-------—I..........I-------
памп У ® Режимь1 теРм°обработки: пароперегревательные трубы - отпуск при 840-870°С, охлаждение на воздухе; риодные трубы - закалка с 1060-1080°С в воду, отпуск при 840-860*40 с охлаждением на воздухе.
— ------------------------------------ Г ~'-
Намачешге. Трубы котельных установок, длительно работающие при температурах до 570 С. Омь выплавляется в дуговых электропечах или мартеновским способом.
Прел про jaQ елдлитет ‘шести, И °1М00 плюй /мм2 Термообработка Время старения, т,ч Удар К( наявязь ?и,Дж/с при t, °C гость, м2 н 4- В, при t, + 550 °C + 600 Термообработка
500 580 150 80 63 60 . _45 120 Пруток. Исходное состояние 259 144
600 620 650 ЛоэН 65 50 46 32 Продольные образцы. Отпуск 860°С 500 1000 2500 — 279 230 250 310 350 — 144 131 128 135 123 Отпуск 860°С
за 104 ч
Среда t,°c Увеличение массы, г/(м2-ч) Глубина окисления, мм/год База испытаний, ч
охрупчиванию при старении 0,115 0,34 500
1 1, °C кси Дж/см* fiOO 0.084 0,24 1000
^^ВДтегостоянйё ~ 0,077 0,22 3000
625 0,158 0,155 0,113 0,46 0,45 0,33 500 1000 5000
650 0,193 0,137 0,091 0,56 0,40 0,27 1000 3000 5000
Технологические характеристики
Ковка
Вад
-Ё5Цок
Температурный ВДтервал ковки, °C __1180^800
Охлаждение поковок, изготовленных из слитков I --------------!
Размер сечения, мм
Условия охлаждения
Воздух
из заготовок
Размер сечения, мм
Условия охлаждения
—______Свариваемость
Сваривается всеми видами сварки.
______Обрабатываемость резанием
В нормализованном и отпущенном состоянии при S 200 НВ
Kv= 1,1 (твердый сплав),
Ку = 0,8 (быстрорежущая сталь)
_______Флокеночувствительность
Не чувствительна Склонность к отпускной хрупкости
Не склонна
246
СТА ЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
12Х2МФСР
Трубы — ТУ 14-ЗР-55-2001. Трубные заготовки— ТУ 14-1-1569-93.
Массовая доля элементов, %, по ТУ 14-ЗР-55-2001
С Si Мп S Р Сг Ni Мо V Ti А€ Си В
0,08- 1 0,15 0,40-0,70 ОДО-ОДО 50,025 50,025 1,60- 1,90 50,25 0,50-ОДО 0,20-0,35 — — 50,25 0,002-0,005
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ а0.2> Н/мм2 о» Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14- ЗР-55-2001 Нормализация Отпуск 970-1000 750-780 Воздух Воздух 0от1О до 465 s от 2 до 60 274 470 21 — 59 - 217 —
Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу на МКК.
Назначение. Паропроводные и пароперегревательные трубы установок высокого и сверхвысокого давления, детали, работающие при Температуре до 585°С.
I Предел 1 выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I С-1 1 т-1 + 20 | 0 -20 -40 -60 -80
1
1 Коэффициент чувствительности к надрезу за 104 ч Жаро стойкость
Продукты сгорания топлива
t,°C
к
| Время, ч t,°C KCU, Дж/см2
I Исходное состояние 279
I 5000 560 291
I 5000 580 279
I 5000 610 282
1 5000 650 262
Экибастузский уголь
Мазут
Природный газ
580
620
580
620
580
620
Глубина коррозии , ________мм_________ 0,51 1,20 0,80
________1,40
0,40 0,85
ч
5000 5000, 10000 JLOOOO
5000
5000
1 Экстраполяция на 100000 ч.
1 Вид коррозии Коррозионная стойкость Среда t,°C Длительность, ч Валл стойкости
I Общая Вода деминерализованная 300 1000 1 -
| Точечная Вода деминерализованная 300 1000 Подвержена^—_
1 Коррозионное растрескивание
| Межкристаллитная
Охлаждение поковок, изготовленных
ВИД полуфабриката Слиток_________
Заготовка
Температурный интервал ковки, °C 1200-800
Размер сечения, мм
из слитков
Условия охлаждения
На подине
Размер сечения, мм
иззаготовок ---------
Условия охлажден*!!
I Свариваемость Обрабатываемость резанием °C Температура критических точек,
I Ограниченно свариваемая. I Способы сварки: РД, РАД, АФ и КТ. I Рекомендуются подогрев и необходима 1 последующая термообработка. В нормализованном и отпущенном состоянии при £ 217 НВ и с,=470 Н/мм2 Kv= 1,85 (твердый сплав), Kv= 1,18 (быстрорежущая сталь) Aci Ас3 Ari Агз
775- 825 865- 925 715- 765 770- 820
__________________________СТАЛИ ЛЕГИРОВАННЫЕ
247
Марка стали
Вид поставки
25Х1МФ (ЭИ 10)
«-р~«
0,22-0,29
Si 0,17-0,37
Мп 0,40-0,70
Массовая доля элементов, %, по ГОСТ 20072-74 S
5 0,025
5 0,030
Сг 1,50-1,80
Ni
г? 0,30
Мо
0,25-0,35
0,15-0,30
АО
Си
<0,30
— Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0.2> Н/мм2 Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 8479-70 После окончательной термообработки До 100 490 655 16 45 59 — 212- 248
До 100 590 735 14 45 59 — 235- 277
Г ГОСТ 20072-74 Закалка Отпуск 880-900 640-660 Масло Воздух До 90 735 880 14 50 59 — <229
От91 до 150 735 880 12 45 49 — <229
От 151 и 735 880 11 40 44 — <229
Назначение. Трубы и различные детали, работающие при температуре до 540‘С, болты, шпильки, плоские пружины и другие Р пежные детали, работающие при температуре от 40 до 510°С.
fait теплоустойчивая перлитного класса.
Цредел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t отпуска, °C Термообработка
к-л±__ . Т-1 N 600 630 660
1 372-470 — 5-Ю6 Закалка 940°С, масло, отпуск 640°С 78 78 127
С
Р
V
W
L > 1 Скорость коррозии, База испытаний, Среда t, мм/год ч
1 Ут-ВДГАУЛЬНОСТЬ К ОХПУПЧИТМППОП ППИ гтяпмпш Окалиностойкая до 500°С
та*4 1 < °C Г~~состояние KCU, Дж/см2 88-98
6000 ~~ На__ S 44 51-56
коррозии Среда t,°c Длительность, ч Балл стойкости
|уощая Вода деминерализованная 320 1000 2
мНая “I Вода с [С€ ] 200 мт/кг 320 1000 Подвержена
.^фисталлитная Не определяется
ха]
—— ___К Вцц По*бриката -S-ЗДток — овка Температурный интервал ковки, °C Охлаждение поковс ИЗ слитков к, изготовленных из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
^ОТовкТ 1220-850 1180-850 До 60 Л1-7ПЛ В штабелях на воздухе Отжиг низкотемпературный До 60 61-200 В штабелях на воздухе Отжиг низкотемпературный
---^^Свариваемость Обрабатываемость резанием Температура критических точек, °C
Сп0|:1!БЫсваОСВаРИВаемая' СВарй,:РД>РАД,АФвКТ. В нормализованном и отпущенном состоянии при < 290 НВ и о, = 780 Н/мм2 Kv = 0,7 (твердый сплав), Kv = 0,25 (быстрорежущая сталь) Aci Acj Ап Агз
760 840 685 760
248
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 25Х1М1Ф (Р2, Р2МА)
Вид поставки
Поковки — ГОСТ 8479-70, ОСТ 108.961.05-80.
С Si 0,21-0,29 ^0,37 1 Сумма S и Р должна быть Мп 0,30-0,60 не более 0,04 —Массовая доля элементов, %, по ТУ 1 р‘ . Сг 0,022 <0,025 1,50-1,80 /о. _—L 08.1029-8 Г Ni 5 0,40 рив— 1 у 108.1029-81. Мо V Си ... 0.90-1,05 0,22-0,32 <025
1 нд 1 гост Реи Операция им термообг t,°c Механические свой аботеи Охлаждающая среда ства при ко Сечение, мм мнатной °Ь,2, Н/мм2 гемператуг Н/мм2 е 5, UL V, % кси, Дж/см2 Угол загиба, НВ
1 8479-70 Нормализация До 100 100-300 440 440 не 635 635 менее 16 14 45 59 град 197-
I ОСТ Закалка Отпуск 100-300 490 655 13 40 Э4 54 235 212- 248
До 100 100-300 540 590 685 735 15 13 45 40 59 49 — 223- 262 235-
I 108.961. 1 05-80 1 ТУ 108“ Нормализация Отпуск 970-980 680-700 Воздух Воздух — 608-736 716 16! 13 40! 35 392 1802 150 277
I 1029-81 Р Числител! 1 Назначени прочности Нормализация Отпуск - образцы ирода е. Валы и цельно <П 60 по ТУ 1 пя t 950-960 670-700 зьные, знаме кованые рот Воздух Воздух натель - образцы по, оры стационарных теречные, и транспопт 409-667 618 16! 13 402 35 39! 44 1802 150 —
Сталь теплоустойчивая перлитнщр клУ Раб°ТаюВДИе ПРИ температёпё Пр “ “°В “ Я° 106 т (категс₽ИИ
Предел выносливости,
0-1
461
т-1 N
— 10’
Термообработка
Нормализация 1040°С.
, Отпуск 650°С, 6 ч Коэффициент чувствительности к надрезу за 10* ч
Ч^стмиельностьк охрупчиванию
Время, ч ~
t,°C
Исходное состояние
10000
10000
500
550
Ковка
Дри старении _ KCU, Дж/см2
59-118 78-98
64-74
Вид полуфабриката
Слиток
Заготовка
Ударная вязкость, KCU, Дж/см2, при!, °C ___________________
-40 -60 'l
+2оТ~о
-20
-80
Среда
— Жаростойкость t, °C
Термообработка
База испытаний, ч______________.
Скорость коррозии, ______мм/год
Окалиностойкая до 500°С
Коррозионная
________Вид коррозии____ Общая___ Точечная__________________ Коррозионное растрескивание Межкристаллитная
-§5Д1ДЁ^йнералйзоващ|ая ~ — -^адемитертлй^^ —Не определяется ' , t, °C 320 320 . 320
Тиналогические характеристик
Длительность, ч
1000
1000
______1000
Температурный интервал ковки, °C
1240-800
1240-780
__________________L
___________Свариваемость__________
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ.
Необходимы подогрев и 1 термообработка.
Размер сечения, мм До250 51-100
101-700
.ИЗ СЛИТКОВ
Условия охлаждения
В штабелях на воздухе В ящиках
Отжиг низкотемпературный, _______одно переохлаждение
________Обрабатываемость резанием________ В закаленном и отпущенном состоянии при
п/л»” 2
. — ✓ w 11/ ММ
К,. = 0,7 (твердый сплав)
последующая I 240-260 НВ и с, = 960 Н/мм2
Балл стойкости 2
Подвержена
Не подвержена
Размер сечения, мм
До 50
из заготовок
Условия охлаждения
В штабелях на воздухе
51-100
В ящиках
Температура критических точек,JC _А£1
Ас,,
780
Ал
860
СТАЛИ ЛЕГИРОВАННЫЕ
249
Марка стали Вид поставки
25Х2М1Ф (ЭИ 723) Сортовой прокат — ТУ 14-1-5037-91. Поковки—ГОСТ 8479-70.
Массовая доля элементов, %, по ТУ 14-1-5037-91
Температура критических точек, °C
С
S
Si
Мп
Сг
Ni
Мо
Си
Aci
Асз
Ari
Аг3
ода-ода
0,17-0,37
0,40-0,70
2 0,025
2 0,030
2,io-г.60
2 0,30
0,90-
1,10
0,30-0,50
2 0,30
Р
V
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм СТО, 2, Н/мм2 Н/мм2 6, % V. % кси, Дж/см1 Ткн НВ
Операция t,°c Охлаждающая среда
не менее
гост 8479-70 Нормализация 100-300 490 655 16 45 59 — 212-248
Закалка Отпуск • 100-300 590 735 13 40 49 — 235-277
Нормализация До 100 685 835 13 42 59 — 262- 311
Закалка Отпуск 100-300 685 835 12 35 49 — 262- 311
Сталь теплоустойчивая перлитного класса.
Крепежные детали, работающие при температуре до 535°С, плоские пружины, болты, шпильки и др.
Предел выносливости, Н/мм2
-Ь.
353
274
Koji
340s
ициент
N
3408
t,°C
500
535
Термообработка
Нормализация с 1050°С, 1 ч, воздух. Отпуск при 650°С, 6 ч, воздух.
/вствительности к надрезу за 10*4 ~ 0,83 (при 550°С)
Чувствительность к охрупчиванию при старении
-Аемя.ч | t,°5~ ’
--Входное состояние
3000 ---------
6000
3000
KCU, Дж/см1
62
550 65
550 63
575 575 66 111
I______Вид коррозии
Урбщая_____________________
цотечная__________________
Коррозионное растрескивание Межкристаллитная
+ 20
Пар
Ударная вязкость, KCU, Дж/см1, при!, °C
Термообработка
0
98-
225
88-
137
Среда
-20
-40
-60
-80
69-
137
t,°C
550
59-
108
Нормализация 1030-1050°С, нормализация 950-970°С, отпуск 650-660°С, 6 ч, воздух._________________
Жаростойкость
Скорость коррозии, мм/год____________
0,18
__________________Коррозионная стойкость
_________________Среда_________________
Вода деминерализованная________________
Вода, содержащаяЮО мг/кг Ct____________
Вода деминерализованная________________
Не определяется
t,°C 350 320 320
Длительность, ч
1000
1000
1000______
База испытаний,
Балл стойкости
3 Подвержена Не подвержена
_К Ввд ЛбЩсащ - овка Охлаждение поковок, изготовленных
Температтоньтй —" из заготовок МЧ слитков — —
„интервал ковки, °C Ряшр.п селения мм Условия охлаждения Размер сечения, мм Условия охлаждения
1250-750 1250-750 •
—^^Цриваемость Обрабатываемость резанием Флокеночувствительность
Способы СВ ° СВариваеМая- ^«обработкаПОДогрев и последующая В нормализованном и отпущенном состоянии при 2 300 НВ и о, = 1050 Н/мм2 Kv = 0,6 (твердый сплав), Kv = 0,25 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
250
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
20Х1М1Ф1ТР (ЭП182)
Сортовой прокат — ГОСТ 20072-74. Поковки — ГОСТ 8479-70.
с Si Мп S р Сг то Ni , noiuca Мо ZUU/2-74 V Ti1 At в Си
0,17-0,24 1 Для стал <0,37 и электро! <0,50 планового < 0,030 переплава < 0,030 содержани 0,90-1,40 етитанан <0,30 е более 0,12 0,80- 1,10 % без огр: 0,70-1,00 0,05-0,12 < 0,005 (по расчету) <0,20
НД Механические свой< Режим термообработки таа при koi Сечение, мм штатной т °b.2> Н/мм2 емператур с* Н/мм2 е 5, % V, % кси, Дж/смг HRC НВ
Операция t,°C Охлаждающая среда
1 ОС-1 8479-70 После окончательной термообработки (нормализация, отпуск) _ До 100 685 835 13 42 59 262-311
Свыше 100 до 300 490 655 13 40 54 — 212-248
590 735 13 40 49 235-2??
20072- 74 Закалка Отпуск 970-990 680-720 Масло Воздух _ До 90 655 780 15 50 59 <229
От91 до _ 150 655 780 13 45 53 —< $229
От151н 655 780 12 40 50 — $229
ДЦ Закалка Отпуск 970-990 680-7202 Масло Воздух
— Для шпилек — 255
660 | 800 | 15 I 50 59
Для гаек — 229
1 емпература отпуска гаек должна быть выше на 15-30°С. Назначение. Крепежные детали для Фланцевых соепНИрИ„к . - 1 — ( — 1 _=d —
и турбин, работающих при температуре 500-580°С.
Сталь теплоустойчивая перлитного класса.
Предел вьшосливости, Н/мм2 Термообработка
а-1 t-!
—Коэффициент чувствительности к надрезу за 104 ч 0,88 (при 580°С) 0,84 (прн 500°С)
Время, ч t,°c о при старении
Исходное состояние 88 98
10000 10000 565 600 132 181
+ 20
Среда
________Вцд коррозии Общая___
Точечная
Ударная вязкость, KCU, Дж/см2, при!, °C
0
-20
-40
-60
-80
Жаростойкость
VC
Термообработка
Скорость коррозии, ______мм/год_______
Окалиностойкая до 525°С
^9ЕЕ23йонная стойкость
Среда_______
Вода деминерализованная______
Вода деминерализованная
Межкристаллитная
t,°C
300
300
300
Длительность, ч
______1000
1000
1000
База испытаний, ч
Балл стойкости
1-2______
Подвержена
Вид полуфабриката Слиток_________
Заготовка
Ковка
Температурный ~ интервал ковки, °C
________1220-850
1180^850
Технологические характеристики
----------------слитков
Размер сечения, мм
Охлаждение поковок, изготовленных
До 120
Свариваемость
Не применяется для сварных
Конструкций. F
Условия охлаждения
Отжиг
низкотемпературный
- - • ~ -I
Обрабатываемость резанием
В нормализованном и отпущенном состоянии при 255-260 НВ и о,= 960 Н/мм?
К, = 0,80 (твердый сплав), Kv= 0,45 (быстрорежущая сталь)
из заготовок
Размер сечения, мм | Условия охлаждений
До 120
Отжиг низкотемпературный.
0/^ Температура критических точек, v
Aci Ас3 Afj Агз
800-830 890- 930 — —
СТАЛИ ЛЕГИРОВАННЫ?.
251
Мерка стали
Вид поставки
Сортовой прокат — ГОСТ 20072-74.
ИХ1М1Ф1БР (ЭП44)
1 с Si Мп S Р Сг Ni Мо V Nb В Се
0,18- Н,25 20,37 0,50-0,80 20,030 20,030 1,00-1,50 20,30 0,80- 1,10 0,70- 1,00 0,05-0,15 20,005 20,20
| Механические свойства при комнатной темпеоатупе
Режим термообработки .. Оп.2, о». 8. XI/. котт
ГОСТ 20072-74
Операция
Закалка
Отпуск ступенчатый
(Вариант 1)
Нормализация
Отпуск ступенчатый (Вариант 2)1
t,°C
970-990
680, 6 ч
720,6 ч
1030-
1050
600, 3 ч
720,6 ч
Охлаждающая
_____среда
Масло
Воздух
Воздух
Воздух
lip I—I ___________________________I _________________
^упература отпуска гаек должна быть выше на 15-ЗО°С.
мм
Н/мм2
Н/мм2
%
%
Дж/см2
HRC
НВ
До 90
От 91 до 150
От 151 и выше
665
665
665
665 | 780 | 14 | 50 | 59
не менее
780
780
780
15
13
12
Для шпилек
Для гаек
50
45
40
59
229
53
50
229
229
255
229
Назначение, Крепежные детали турбин и фланцевых соединений реакторов, парогенераторов, паропроводов и апп р тур , работающих при температуре 500-580°С.
Сталь теплоустойчивая перлитного класса.
Предел бьшосливосги, _Н/мм2
ЛеТТГ
Т ермообработка
^Йициеит
!_ствительности к надрезу за 10* ч 0,88 (при 580°С)
ь— .. 0,84 (при 500°С)
~~~ВИтелЬНос.п»К
-Йемя/ч р
.охрупчиваншо при старении
--------------00------------------------
10000
580
600
Ковка
Вцд "Ариката ^лйп)к~~
Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
+ 20 0 -20 -40 -60 -80
KCU, Дж/см2 78-98 59-78 59-88
Среда t/C Скорость коррозии, мм/год База испытаний, ч
Окалиностойкая до 525°С
--------
$^^^2Еескивание -^аистадли^-
. Среда t,"C Длительность, ч Балл стойкости 1 9
Вода деминерализованная Вода деминерализованная 300 1000 Подвержена
Вода деминерализованная 300 ЯКИ 1000 Не подвержена
из заготовок
Охлаждение поковок, изготовленных из слитков
I Температурный интервал ковки, °C
_ 1220-850
----I 1180-850
--^Фиваемость
Размер сечения, мм
До 200
Условия охлаждения
Отжиг низкотемпературный
Размер сечения, мм
Условия охлаждения
Не „
^ий^ сварных
Обрабатьшаемость резанием
В нормализованном и отпущенном состоянии при 255-262 НВ и о, = 960 Н/мм2
Kv = 0,80 (твердый сплав),
Kv = 0,45 (быстрорежущая сталь)
Отжиг низкотемпературный
До 200
Температура критических точек, °C
Aci Ас3 Ал Агз
810 950 690 800
252
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Вид поставки
Сортовой прокат — ГОСТ 20072-74. Трубы — ТУ 108.1029-81.
Массовая доля элементов, %
другие детали, работающие при температуре 'от "оо^до 'ббО'с'тп ^анспортных паР0вых турбин из слитков весом до 65 т, крепеж и аппаратуры. ' РУ ы и детали трубопроводов высокого давления для химической
Термообработка
Термообработка
N
10
Отжиг 950°С, нормализация 1 ЮО'С. Закалка 980-1020°С, масло, отпуск 660-680°С.
Ударная вязкость, KCU, Дж/см2, при!, °C ______________________
Сталь теплоустойчивая перлитного класса Предел выносливости, Н/мм2
Марка стали 20ХЗМВФ (ЭИ 415, ЭИ 579)
Среда
t,°C
Окалиностойкая до 550°С
Жаростойкость
Скорость коррозии, ______мм/год_______
V Мп 8 Р* Сг Ni Мо V W Си НД
0,15-0,23 0,17-0,37 0,25-0,50 <0,025 <0,030 2,80-3,30 50,30 0,35-0,55 0,60-0,85 0,30-0,50 <0,20 ГОСТ 20072-74
0,17-0,24 <0,40 0,25-0,60 5 0,022 < 0,025 2,40-3,30 50,50 0,35-0,55 0,60-0.85 0,30-О 5Л <0,25 ТУ 108.1029-81
сумма Ь н Г должна быть не более 0,040%. J г
нд Механические cboi _ Режим термообработки ствапрнков Сечение, ММ шатной 1 Со,2, Н/мм2 емператур с», Н/мм2 г 6, % У, % кси, Дж/см2 Угол загиба, гпяп НВ
Операция t,°C Охлаждающая среда
не менее
1 ОС 1 20072- 74 Закалка Отпуск 1030-1060 660-700 Масло Воздух До 90 735 880 12 40 59 269
От 91 до 150 735 880 10 35 53 — 269
От 151 и выше 735 880 9 30 50 — 269
108.1029 -81 Закалка Отпуск 1030-1060 660-700 Масло Воздух Продольное 589 736 13 40 49 —
Закалка Отпуск 1030-1060 660-700 Масло Воздух Тангенциальное 589 716 11 32 39 — —
ы, диски и цельнокованые роторы стационарных
314-333
_ Чувствительность к охрупчиванию при ста пении " 1 t,°C КЙГпж/см2 -
Исходное состояние 44
10000 500 73
10000 550 49
5000 600 73
Вид корр Общая Точечная Коррозионное рас Межкристаллитна . К РЗИИ грескивание Я овка Водад Водад Водад _Ь°РРозионпая стойкость Среда еминерализованная~ еминерализованная ” емннерализованная~~ “ Технологические характерист Охлаждени VC 300 300 Г 300 ПКИ впоково Длительность, ч г юоо 1000 1000 Балл стойкости—. 1 Подвержена Не подвержена—_
Вид полуфабриката Слиток Температурный интервал ковки, °C Размер сечения, мм из слитков Условия охлаждения Размер сечения, из заготовок -— Условия охлаждения
Заготовка 1240-780 До 50 51-700 В ящиках Отжиг низкотемпературный, одно переохлаждение мм До 50 51-700 В ящиках Отжиг низкотемпературный,
- —- ГЬ Ограниченно свариваемая. — Оврабатъша^ость резанием Темп< одно переохлаждение . гватува квитических точек,—
^иосооы сварки: РД РАД, АФ н КТ теХоТ П°Д0ГреВ ” помеДУн>Щая термообработка. 9/тП 77П пп ип‘ущенном состоянии при 260-270 НВ и о. е 1ллл и/...л F Aci Асз Ari
Kv = 0,8 (твердый сплав), 800-ЙТЛ 900- 680- 700 790- 800
СТАЛИ ЛЕГИРОВАННЫЕ
253
Марка стали
Вид поставки
15Х5М (12Х5МА.Х5М)
Сортовой прокат — ГОСТ 20072-74. Лист толстый — ГОСТ 7350-77. Трубы — ГОСТ 550-75
Массовая доля элементов, %, по ГОСТ 20072-74
Гс Si Ш | S | Р —es Ni 1 Мо V W АТ Си 1
Г<0Д5 <0,50 <0,50 1 <0,025 | <0,030 4,50-6,00 <0,60 | 0,45-0,60 — — — < п I
Г~ Механические свойства при комнатной температуре 4
ВД Режим термообработки Сечение, мм °0.2, Н/мм2 с.. Н/мм2 8, % 46 % кси, Дж/см2 Угол загиба, град НВ I
Операция t,°C Охлаждающая среда
не менее
гост 550-75 Отжиг 840-870 Воздух 0 2-25 216 392 22 50 118 — <170
ГОСТ 7350-77 Отжиг 840-870 Воздух От 4 до 50 235 470 18 — — — — 1
ГОСТ 70072-74 Отжиг 840-860 С печью До 90 215 390 22 50 118 — <217 j
От 91 до 150 215 390 20 45 106 — 5217
От 150 и выше 215 390 19 40 100 — <217
Назначение. Трубы, детали насосов, лопатки, крепеж, подвески котлов и другие детали, для которых требуется сопротивляемость окислению при температуре до 600-650°С.
Сталь жаропрочная и жаростойкая мартенситного класса.
1 Предел ползучести, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
01 иг t,°C + 20 0 -25 (-20) -40 -80
69 480 Нормализация 950-9 80°С, воздух + отпуск 840-880°С, воздух. 281 — 306 288 — Нормализация с 1000°С + 1 отпуск при 700°С, воздух. |
39 540 245 — 222 136 — Отжиг при 860°C, I охлаждение с печью. |
Коэффициент чувствительности к надрезу за 104 ч
Жаростойкость
Среда t,°C Скорость коррозии, мм/год
Окалиностойкая до 600°С
База испытаний, ч
живительность к охрупчивани Время, ч | t,°C ю при старении KCU, Дж/см2
Исходное состояние
к отпускной хрупкости.
— Вид коррозии Общая
Точечная
jfflwrHQHHoe растрескивание
— ^кристаллит™ я
Коррозионная стойкость
Среда ___________ _
Вода деминерализованная________________
Вода деминерализованная________________
t,°C 300 300
Длительность, ч
1000
1000
Балл стойкости
1 Подвержена
Сталь обладает повышенной коррозионной стойкостью в серосодержащих средах.
Технологические характеристики
_ Ковка Охпажленне поковок, изготовленных |
Вид Мфабриката Температурный интервал ковкн, °C из слитков из заготовок i
Размер сечения, Условия охлаждения Размер сечения, мм Условия охлаждения 1
[Свдток Цмотовка 1200-800 1ЭПП ялп До 800 Отжиг с перекристаллизацией, До 800 Отжиг с перекристаллизацией^ 1 одно переохлаждение |
L Свариваемость Обрабатываемость резанием Температура критических точек, °C 1
О^аниченно свариваемая. над061*сварки: РД’РАД-кт-4?Х’теГогрев и последующая В отожженном и отпущенном состоянии при 5170 НВ и с. = 390 Н/ММ2 К»=2,1 (твердый сплав), Kv = 2,0 (быстрорежущая сталь) Aci Асз Ari Аг3 |
815 848 718 775
254
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки
I 15Х5ВФ Сортовой прокат—ГОСТ 20072—74. Трубы ГОСТ 550—75. 1
Массовая доля элементов, %, по ГОСТ 20072-74
с Si Мп S Р Сг Ni Мо V W Ti At Си
I 5 0,15 0,30-0,60 5 0,5 5 0,025 5 0,030 4,50-6,00 5 0,60 — 0,40-0,60 ОДО-ОДО — — 50,30
1 Мехаиические свойства при комнатной температуре — 1
нд Режим термообработки Сечение, мм Со,2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
1 ГОСТ 550-75 В термообработанном состоянии Горячедеформированные трубы До 90 216 392 22 50 118 — 5170
I ГОСТ 1 20072-1 74 Отжиг 840-860 С печью До 90 215 390 22 50 118 — —• 1
От 91 до 150 215 390 20 45 106 — —
От151и выше 215 390 17 40 100 —
Назначение. Детали для корпусов и внутренних элементов аппаратуры нефтеперерабатывающих заводов и крекинговых труб, детали насосов, работающие при температуре до 6ОО°С, подвижки, крепеж.
I Предел I выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I 0-1 т-1 + 20 0 -20 -40 -60 -80
I Коэффициент чувствительности к надрезу за 104 ч Жаростойкость тН
Среда t,°C Скорость коррозии, мм/год База испытании, 5
Окалиностойкая до 600°С
Чувствительность к охрупчиванию при
1 Время, ч | t, °C KCU, Дж/см2
| Исходное состояние
,Zi_
1 Коррозионная стойкость 1
I Вид коррозии Среда t, °C Длительность, ч Балл стойкости—|
| Общая Вода деминерализованная 300 1000 1 |
| Точечная Вода деминерализованная 300 1000 Подвержена——]
| Коррозионное растрескивание
| Межкристаллитная
Ковка
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1200-800
1200-800
________________из слитков
Размер сечения,
_______мм_______
Поковки
энергетического машиностроения ДО 700
характеристики
Охлаждение поковок, изготовленных__________
из заготовок
Условия охлаждения
Отжиг низкотемпературный, одно переохлаждение
Размер сечения, мм
До 100 101-250
Условия охлаждения
На воздухе
В яме t закрытой крышкой
В яме с подогревом
251-300
I Свариваемость Обрабатываемость резанием °C 1 Температура критических точеК^_^|
1 Ограниченно свариваемая. I Способы сварки: РД РАД и КТ. 1 Рекомендуются подогрев и последующая I термообработка. В отожженном состоянии при 197 НВ и о, = 400 Н/мм2 Kv = 2,0 (твердый сплав), Kv = 1,9 (быстрорежущая сталь) Act Асз Ari АГз
______________________СТАЛИ ЛЕГИРОВАННЫЕ
255
| Марка стали
Вид поставки
05Г4ДМФ
:1с
Si
Поковки — ТУ 108.11.819-85. Толстый лист — ТУ 108.11.818-85.
Массовая доля элементов, %, по ТУ 108.11.818-85
Мп
S
р
I С,05
0,30- | 3,20-0,60
3,70
0,020
0,020
Ti
Ni
0,020
0,30
Мо ОДО-ОДО
V 0,08-0,15
Си 0,15-0,40
Aci
710
Температура критических точек, °C
Асз 830
Ari
Агз
Мн
460
Мк
370
11 т Механические свойства при комнатной температупе
Режим термообработки Сечение, мм °0.2, Н/мм2 6, % % KCV, Дж/см2
ад Операция t,°C Охлаждающая Н/мм2 HRC НВ
среда не менее
ТУ 108.11.818 1 -85 Состояние поставки До 60 500 650 13 30 50
Г ТУ 108.11.819 [. -85 Состояние поставки До 500 500 650 12 30 50
1 щ Верх
Отпуск 640-655 Продольные образцы
(33 ч) Воздух 609 614 726 730 24,8 26,0 65,5 66,0 64 74
Нормализа- 900-940 Поперечные образцы
ция(2ч) Воздух 606 606 727 728 26,0 27,2 66,5 67,8 72 83
Середина
Отпуск Лист 60 х х 2000 х х 5000 Продольные образцы
(5 ч) 590-600 Воздух 590 600 718 725 27,0 27,0 66,5 67,8 98 100
Доотпуск 1 (8 ч) Поперечные образцы
620-630 Воздух 590 606 718 727 27,0 27,4 67,0 67,8 ПО 112
Низ
Доотпуск2 (8 ч) Продольные образцы
620-630 Воздух 584 588 708 712 25,2 27,6 65,5 67,0 126 126
Доотпуск 3 (8 ч) Поперечные образцы
Назначит» 640-650 588 592 709 716 28,0 28,0 70,0 70,0 124 125
-кованых конструкций, а также для биметаллических лопастей гидротурбин и др.
п—-Щ»;-детали свапно-
Пре«елвьш^0СТ1;> -
445 305 180* 1561 Sr
1Г N г ю7
‘— ю7
’—- ю7
ЭДньге ы;» ю7
Среда
Воздух Вода Воздух Вода
Ковка
Слцтэд
Заг°то8ка
Температурный интервал ковки, °C 1170-850
1090-860
_________1-
___ Свариваемость___________
.^рмичеино свариваемая.
Способы сварки: РД, РАД под флюсом и '«овей защитой, ЭШ. 'екомендукггся подогрев и последующая ^РМообработка.
ограничений.
Направление вырезки образцов
Продольное
Поперечное
+ 20 244-266
230-
288
166-
212
Ударная вязкость, KCV, Дж/см2, при г, °C ______________________
-10
162-212
-20 -40 -60 -80
106- 131 50-79 — —
73- 132 51-64 — —
Лист.
Состояние поставки.
Термообработка
Технологические характеристики
__________________Охлаждение поковок, изготовленных
из слитков
Размер сечения, мм
680
_______Обрабатываемость резанием
В состоянии поставки при 207-320 НВ и ов = 720 Н/мм2
Kv = 0,7 (твердый сплав),
Kv = 0,4 (быстрорежущая сталь)
Условия охлаждения
Копеж и передача в горячем состоянии на термообработку
из заготовок
Размер сечения, мм Условия охлаждения
300 Копеж и передача в горячем состоянии на термообработку
Мало чувствительна
Склонность к отпускной хрупкости
Мало склонна
256
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки
1 05Г4МНФ Поковки—ОСТ 108.958.04-85, ТУ 108.11.819-85. Лист толстый —ТУ 108.11.818-85.
Массовая доля элементов, %, по ТУ 108.11.818-85 Температура критических точек, °C
1 С Si Мп S Р Г1 Ni Мо V Си Aci Асз АТ) Агз Мн Мк 1
< I 0,05 0,30-0,60 3,20- 3,70 2 0,020 < 0,020 <, 0,020 0,90- 1,20 0,20-0,40 0,08-0,15 5 0,30 665 804 — — 494 321
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм со,г, Н/мм2 ов, Н/мм2 8, % У, % KCV, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
I ост I 108.958.04 I -85 Отпуск Нормализация Отпуск 620-640 900-940 630-650 Печь 30°С/ч Воздух Воздух До 350 До 350 Продольные образцы
490 545 680 750 18 22 45 49 — 207-зго
Тангенциальные образцы
490 530 680 720 18 20 45 50 -—' 207-зго
I ТУ I 108.11.818 I -85 Состояние поставки До 60 500 650 13 30 60 — —-1
| 1У I 108.11.819 I -85 Состояние поставки До 500 500 650 12 30 50 — ' 1
СТАЛИ ЛЕГИРОВАННЫЕ
257
05Г4МНФ | Механические свойства при комнатной температуре
ад Режим термообработки Сечение, т °0.2, Н/мм2 С» Н/мм2 8, % V. % KCV, Дж/см2 HRC нв
Операция 1 t,*>C Охлаждающая среда
Не менее
дц Отпуск Нормализация Отпуск Отпуск 620-640 910-930 630-650 650, 8 ч Печь 30°С/ч Воздух Воздух Воздух Поковка 0 500 центр Продольные образцы
575 585 750 750 24,0 24,4 72,0 73,0 154 179 255
Поперечные образцы
526 572 686 752 24,6 25,6 63,5 66,5 150 179 — 245
Поковка 0 500 перифе-рия Продольные образцы
642 667 780 784 22,0 24,0 74,6 75,6 226 231 — 235
Поперечные образцы
654 662 767 784 22,0 22,0 67,5 70,0 180 205 — 230
Поковка 0 350 центр Продольные образцы
542 543 745 765 26,8 28,2 71,3 72,2 230 260 . 229
Поперечные образцы
525 528 765 771 22,8 23,6 52,7 56,3 109 116 — 229
Поковка о200 центр Продольные образцы
543 545 750 755 24,8 26,5 70,5 71,5 265 273 — 218
Поперечные образцы
515 530 765 770 23,5 23,5 60,5 62,5 145 150 218
Чадйчаше. Детали с Предел ®ыносливости Н/мм2 варио-кованых конструкций, а также для биметаллических лопастей гидротурбин и др.
Среда Ударная вязкость, KCV, Дж/см2, прн t, °C Диаметр покой ки, мм Термообработка
Л 410 280 265’ _Ля__
+ 20 -10 -20 -40 -60 -80
10’ ю’ 10’ Воздух Вода 320 270 185 185 122 — 3502 Нормализация 920-940°С, воздух, отпуск 630-650°С, воздух
200 120 95 72 48 — 3503
АЛЛ2 2 Продольные образцы. 3 Поперечные образцы.
-^^нныеобразць
185 85 — 70 — 5003
Технологические характеристики
~Ввд С®гок Готовка ивка 1 Охлаждение поковок, изготовленных
емпературный ИЗ слитков из заготовок
—пптервал ковки. °C Размер сечения, мл Условия охлаждения Размер сечения, мь Условия охлаждения
1170-850 680 Копеж и передача в горячем состоянии на термообработку . 300 Копеж и передача в горячем состоянии на термообработку
1150-850
~~~ рваривае; и кт “арки; РП р иосп, Обрабатываемость резанием Флокеночувствительность
чений, A Tt а * . В нормализованном и отпущенном состоянии при 207-320 НВ и а, = 720 Н/мм2 К» = 0,7 (твердый сплав), Kv = 0,4 (быстрорежущая сталь) Не чувствительна
• ¥4, ЛЧ>, МП, ЭШ 1^0бРаботаа.ПОДОГреВи последующая Склонность к отпускной хрупкости
Мало склонна
258
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЬТЕ
Марка стали 08ГДНФ Вид поставки Поковки — ТУ 108—11—514—80. Листы—ТУ 108.1273—84.
Массовая доля элементов, %, по ТУ 108.1273-84 Температура критически точек, °C
С Si Мп S р Сг Ni Мо V W Ti Си Aci Ас3 Ari Агз
< 0,10 0,IS-О.40 0,80- 1,20 < 0,030 < 0,030 < 0,30 1,15- 1,55 — 0,08-0,12 — — 0,80- 1,20 680- 700 860- 885 550- 620 710- 750
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм По,г, Н/мм2 Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 108.1273 -84 В термообработаном состоянии До 80 343 441 18 40 —
дц Закалка Отпуск 900-940 590-630 Вода Воздух До 200 450 550 20 45 40 159- 208
Назначение. Детали сварно-кованых конструкций и др. 1
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
с-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики |
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок 1
Размер Сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1200-850
Заготовка 1200-850
Свариваемо сть Обрабатываемость резанием Флокеночувствительность __
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. В закаленном и отпущенном состоянии при 159-208 НВ и а,= 550 Н/мм2 Kv = 1,2 (твердый сплав), Kw - 0,85 (быстрорежущая сталь) Не чувствительна Склонность К отпускной хрульости— Не склонна -
259
НВ
HRC
Марка стали
Вид поставки
Асз
Aci
Си
М
800
680
0,015
345
и другое оборудование для АЭС.
0,30
0,005-0,035
600 Тк< -10°C
390 Тк< +15°С
10ГН2МФА, ЮППМФА-ВД, >0ГН2МФА-1П Поковки - - ТУ 108.766-86. Лист — ТУ 108.766-86.
Массовая доля элементов, %»по ТУ 10! .766-86
С Si Мп S Р Сг Ni Мо V
0,08- Ц12 0,17-0,37 0,80- 1,10 S 0,020 0,020 £ 0,30 1,80- 2,30 0,40- 1 °’70 _ 0,03-0,07
Режим термообработки Сечение,
ВД Г Операция t,«C Охлаждающая среда мм
Г ту 108.766- 86 Поковки и листы из стали 10ГН2МФА Закалка Отпуск 890-960 630-680 Вода Воздух 300
Поковки из стали 10ГН2МФА-ВД, 10ГН2МФА-Ш Закалка Отпуск 890-960 630-680 Вода Воздух 300
Hviwkkc. Гупл.кт,,.., парогенераторы, комлеяеетпрм давления, трубопре дь Ру
Термообработка
^^крипг.ескнх точек,
Aft
Мн
400
V.
%
KCV, Дж/см2
539
Термообработка
Предел выносливости, Н/мм2
Мягкое нагружение, изгиб с вращением, база 107 циклов
Ударная вязкость, KCV, Дж/см\ при t, °C
+ 20 0 -20 -40 -60 -80
— — 20-80 14-49 12-46 —
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
из слитков
Размер сечения, мм Условия охлаждения
из заготовок
Размер сечения, мм
Условия охлаждения
Слиток
Заготовка
1220-850
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая i термообработка.
Обрабатываемость резанием Флокеночувствительность 1
В термически обработанном состоянии прн S 197 НВ и о, = 539 Н/мм2 Kv = 1,4 (твердый сплав), Kv = 0,9 (быстрорежущая сталь) Не чувствительна 1
Склонность к отпускной хрупкости 1
Не склонна 1
260
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЬТГ
Марка стали Вид поставки Поковки — ТУ 24.11.027-91.
09Н2МФБА-А
Массовая доля элементов, %, по ТУ 24.11.027-91 Температура критических
С Мп Si S р Сг Ni Мо Nb V М Ti Ас/ Асз1 Ari Аг3
0,OS-О.09 0,20-0,50 о,io-о.30 0,010 < 0,010 g 0,25 1,95- 2,50 0,30-0,45 0,05-ОДО 0,05-ОДО 0,01— 0,03 0,003-0,010 690- 710 820-840 —- —
1 Интервал ± 10°С включает критические точки стали с химсоставами по верхнему» нижнему пределам
Механические
НД
ТУ 24.11.027-91
ДЦ
Режим термообработки
Операция
t,°C
Состояние поставки
Закалка
Отпуск
1-й доотпуск
2-й доотпуск
910-930
650-660
610-630 (30 ч)
640-660 (30 ч)
Охлаждающая среда
Вода
Воздух
Воздух
Воздух
До 500
340
Сечение, мм
°0.2, Н/мм2 Ов, Н/мм2 8, % % KCV, Дж/см2 HRC НВ
не менее
200- 390- 292
390 590 22 60 —
З93
Поковка
Образцы вырезаны вдоль направления деформации
Подприбыльная часть (1/6 толщины поковки)
360 490 32 79 238
370 490 31 79 277
Подпрнбыльная часть (1/3 толщины поковки)
350 480 32 79 255
350 480 32 81 271
Подприбыльная часть (1/2 толщины поковки)
350 490 33 80 227
360 490 33 81 272
Подприбыльная часть (2/3 толщины поковки)
360 490 34 78 260
350 485 31 81 233
Подприбыльная часть (5/6 толщины поковки)
360 490 32 81 154
350 495 33 80 220
Донная часть (1/6 толщины поко вки)
375 490 32 81 247
380 495 30 80 277
Донная часть ( 1/3 толщины поко ВКИ)
350 485 33 80 260
355 490 33 80 271 —•
Донная часть ( 1/2 толх цины поко вки)
340 490 31 79 1 268
365 490 35 81 268
Донная часть ( 2/3 толщины поковки) —
360 490 30 80 I 266
365 490 35 80 245
—_ Д°нная часть (5/6 толщины поко вки) —
500
233
294
31
33
79
78
I__________I 375
t2 включительно (20°С). свыше 304 Н/мм2 (20°С).
KCV при минус 50°С и пределе текучести до 304 Н/мм: 3 KCV при минус 50°С и пределе текучести
2
261
СТАЛИ ЛЕГИРОВАННЫЕ
09Н2МФБА-А 1 —- 1 Ударная вязкость, KCV, Дж/смг, 1 при Vе а, исполт Тк, °C дуемых при температурах до 1 Термообработка 1
Место вырезки и направление L -20 -40 -50 -60 -70 -80 -90
Поковка. Подприбыльиая часть. 1 Продольное с глубины 1 р 1/3 толщины плиты 375 375 338 314 310 40 12 -70 Закалка 910°С, отпуск 650°С, 1 дополнительный отпуск I 610-630°С, 5 ч + отпуск 1
Поковка. Донная часть. Продольное с глубины 375 299 301 284 239 28 10 -80 640-660°С, 10 ч 1
1 Поковка. Подприбыльная часть. Продольное с глубины Н1/4 толщины плиты 363 365 366 332 331 316 15 -80 Закалка 9Ю°С, отпуск 650°С, 1 - дополнительный отпуск 1 620°С + отпуск 650°С I
Поковка. Донная часть. Продольное с глубины Р1/4 толщины плиты 348 353 316 — 310 — 310 -90
тогоплогическг ie характ еристик И
Ковка Охлаждение поковок, изготовленных 1
из слитков из заготовок I
Вид 1 полуфабриката Температурный интервал ковки, °C Размер сечения, ММ Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток 1220-800 — Замедленное
I Заотовка
Обрабатываемость резанием флокеночувствительность 1
Свариваемость Чувствительна 1
6и ограничений. KJ. Бы “арки: РД, РАД, ДФ, МП, ЭШ и Гклонностъкотпускиойхрупкости |
Мало склонна |
262
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
20НЗДМА Поковки — ТУ 5.961-11563-94.
Массовая доля элементов, %, по ТУ 5.961-11563-94
Температура критических точек, °C
Si
Мп
Сг
Ni
Мо
Си
Acj
Ао3
Ari
Аг3
0,16-0,23
0,20-0,40
0,50-0,80
5 0,025
2 0,025
20,40
2,50-
4,00
0,25-0,65
0,60-1,25
680-
690
765-
780
360-
375
500-
510
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм °0.2, Н/мм2 а„ Н/мм2 5, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
ТУ 5.961-11563-94 Закалка Отпуск 900 500 Вода Воздух 250 980 1080 48 12 60 330- 388
Отпуск 580 Воздух 350 785 885 55 15 127 — 270-331
Отпуск 620 Воздух 450 638 785 58 18 156 — 248-302
Отпуск 640 Воздух 450 540 687 58 20 176 — 223-277
Назначение. Высоконагруженные коррозионно-стойкие детали судостроения, общего и тяжелого машиностроения, нефтегазодобывающей и других отраслей промышленности, используемых при температурах до минус 50°С.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCV, Дж/см2, при t, °C Термообработка
0-1 Т-1
+ 20 0 -20 -40 -60 -80
50 — — — — — Закалка + отпуск при 500°С
98 — — — 90 — Закалка + отпуск при 580°С
118 — — — 98 — Закалка + отпуск при 620°С
127 — — — 118 — Закалка + отпуск при 640°С
Те»«олопгческие характеристики
Ковка
Охлаждение поковок, изготовленных из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Слиток
Заготовка
Замедленное
Температурный интервал ковки, °C
Ввд полуфабриката
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД и ЭЛ.
Чувствительна
Склонность к отпускной хрупкости
Мало склонна
При 225 НВ
Kv = 0,98 (твердый сплав),
Kv = 0,65 (быстрорежущая сталь)
С
СТАЛИ ЛЕГИРОВАННЫЕ
263
Марка стали Вид поставки I Лист тонкий — ТУ 14-1-920-74. Пруток—ТУ НЗЛ.
13Н5А
С Si Массовая Мп доля элем< S гитов, % Р по ТУ 14 Сг -1-920-74 Ni Мо Си Темпе Aci parypai Асз сритиче1 Ал гкихто’ Агз тек, °C Мн I
0,10-0,17 0,17-0,37 0,30-0,60 £ 0,030 5 0,030 5 0,30 4,50-5,00 — — 610 765 — — 350
Механические свойства при комнатной температуре 1
нд Режим термообработки Сечение, мм 00.2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 Н/мм2 НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 14-1-920-74 Закалка в штампах Отпуск 950-980 570-590 Воздух 2-3,9 —‘ 490 85 18 — — 217- I 225 I
ТУНЗЛ Отжиг 820-840 С печью, в ящиках, на воздухе 4-10 372 588 24 60 '— >441 5 217 I
Нашачеиие. Штампованные заготовки лопаток компрессорных машин и штампованные заклепки.
Предел 8Ы>10СЛ1Ш0СГИ, Н/мм2
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -40 -60 -80
Термообработка
Термообработка
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид "фабриката
Слиток
Готовка
Температурный интервал ковки, °C
из слитков
Условия охлаждения
из заготовок
1150-800
Размер сечения, мм
Замедленное
Размер сечения, мм
Условия охлаждения
Свариваемость
Флокеночувствительность
сХобысв°СВарИВаемая-
ы иерки: РД, рдд и КТ.
Обрабатываемость резанием
Не склонна
Чувствительна
Склонность к отпускной хрупкости
264
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
СТАЛИ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
I Марка стали Вид поставки ——————— - —____
1 65Г 1 С. Si Сортовой прокат - ГОСТ 14959-79. Лента - ГОСТ 2283-79 ГОСТ 228 Проволока — ГОСТ 9389-75, Лист — ГОСТ 1577-93. .Массовая доля элементов, %, по ГОСТ 14959-79 ~ 4-79, ГОСТ 21996-76, ГОСТ 21997-76.
I 0,62- 0,17- 1 0,70 0,37 — » Р Сг 0,90- 120 -°>035 £0,035 £0,25 Ni Мо 2 0,25 — Ti Си 5 0,20 Aci Ас3 Ац ДГз 721 745 670 720
вд Режи Операция М термообр t,°C аботки Охлаждающая среда Сечение, мм Н/мм2 <*ж, Н/мм2 Ле . 8, % У. % кси, Дж/см» HRC НВ
1 1 ост 1 14959- 1 79 | ГОСТ 1 орячекатаная Т ермообработанная — мснсс Не определяются — <285 <941
Отпуск 1 450-510 Масло Воздух Образцы 785 980 8 30 — —
1 1577-93 • "г'* vuviwfHHH В отожженном состоянии Лист до 80 — 740 12 —- — £285
I ГОСТ I 2283-79 Г ДЦ лента холоднокатаная: отожженная нагартованная Нормализация 810-830 Воздух До 1,50 Свыше 1,50 До 1,50 Свыше 1,50 Mill Не опр< 640 740 740 1180 эделян 15 10 УГСЯ 1111 £229
Закалка Отпуск Закалка1 800-820 160-200 Масло Воздух Образцы До 20 430 735 Не опре 9 деляк 30 " тся — 56-62 1 1
1 1 Режим те Отпуск Изотермическая закалка Отпуск Закалка 340-380 810-830 320-340 Масло Воздух До 20 1225 1470 5 10 — 44-48 —
Расплавленная соль 320-340°С Воздух До 5 Не определяются 44-48 —•
Отпуск >мообработки пру 550-580 кин. Масло Воздух До 60 685 880 8 30 — 28-33 —
Назначение. Пружины, рессоры, упорные шайбы ™ " ' ----------------------'---““
^R^!b'e и Подак>щие цанги и другие детали, к котовым Лппепх<^РИКЧИ°ННЫе диски> шестерни, фланцы, корпусы подшипников, ра отающие без ударных нагрузок. Р р Дъявлж>тся требования повышенной износостойкости, и детали,
Предел вьшосливости, Н/мм2
I п-1 Т-1
1 725 431
1 480 284
Термообработка
Закалка с 810°С в масле, отпуск при 400°С______
То же, отпуск при 500°С
Ударная вязкость, KCU, Дж/см», при t, °C
+ 20
110
0
69
-20
27
-30
-70
24
Термообработка
Вид полуфабриката Слиток_________
Заготовка
Ковка
Температурный интервал ковки, °C Г 1200-800 1250-780
Свариваемость
Не применяется для сварных конструкций.
КТ - без ограничений.
-80
12
-
Технологические xapaicre]
Охлаждение поковок, изготовленных
-g-----— ИЗ СЛИТКОВ
^Размер сечения, мм
До 300
1ИСТИКИ
Условия охлаждения
В печи
Обрабатываемость резанием В закаленном и отпущенном состоянии при 240 НВ и а, = 840 Н/мм2 К» = 0,85 (твердый сплав), Kv = 0,80 (быстрорежущая сталь)
Закалка с 830°С, отпуск при 480°С
Размер сечения, мм
из заготовок
До 100 101-300
Условия охлаждения.
На воздухе
В мульде _
______Флокеночувствительность
Мало чувствительна
Склонность к отпускной хрупкости
Склонна при содержании Мп £ 1,0%
—АШЩЕДЕВОГО НАЗНАЧЕНИЯ
265
Марка стали
Вид поставки
50ХФА
Сортовой прокат — ГОСТ 14959-79 ттп
Проволока —ГОСТ 14963-78, ГОСТ 107 РЧИ™ ~~ Лента пружинная — ГОСТ 2283-79, ГОСТ 2284-79.
Температура критических точек, °C
Доля элементов, %, по Г0СТ 14959-79
С
Si
Мп
S
Р
Сг
Ni
Мо
V
Си
Агз
Aci
Ас3
Ari
746
2 0,20
752
788
688
Сечение,
Н/мм2
НВ
HRC
Охлаждающая среда
°0.2, Н/мм2
6, %
кси, ,2
V,
% Дж/см:
не менее
0,46-оя
0,17-0,37
0,50-0,80
2 0,025
2 0,025
0,80-
1,10
____Механические
£^™УРмообраб№а1 Операция
НД
t,°C В“^ЯНШиюстав^ горячекатаная -^^Обработанная Закалка От
5 0,25
0,10-ОДО
Образцы
Не определяются
Масло
1080
1270
8
35
850
470
гост 14959-79
<302
<269
100-300
Лента холоднокатаная:
262-
311
8479-70 'ТосГ 2283-79
Закалка Отпуск
отожженная
S 880
8
нагартованная
780-
1180
От 0,10 до 4,0
43-48
20
1430
1570
43-49
6
60
45
Закалка Отпуск Изотермическая закалка Отпуск
420-450
850-870
330
Масло Воздух Расплавленные соли при 320~330°С Воз
Пружины
15
1270
1470
12
40
Сталь не ЩИе ПрИ темпеРатуре до 300^* «Г!!>УЖИНЫ’ К КОТОРЬ1М предъявляются требования высокой усталостной прочности,
№тстиГННаКр°сзузерН и дРУГие детали.
Диклическпй₽еделом вь,но1сливостаЛи ^РМ°°6работки обладает хорошими пружинящими свойствами (высоким пределом J-скойпрочностирекоМР°?,™:.ЩИ1,учшие свойстаа обеспечиваются
рекомендуется
после изотермической закалки и отпуска; для
ЙрёчсГ**
-—Н/мм2
676
519.
Ззкалка с 85О°г „ отпуск в масле, уск при 420°С
Механические свойства при температуре испытания
t,°C 20 -70 -196
с», _ Н/мм2 1627 1705 2038
_ 6, % 8 8 3
у, % 40 35 5
характеристики
Термообработка
Технолоп
Закалка с 850°С в масле, отпуск при 400°С;
пруток диаметром 10 мм
^Ssa
Охлаждение поковок, изготовленных
£^Ривае1
-—Р£ЗД ковки °с
—11М-8бо~-—
-Мость
п----------ИЗ слитков
размер сечения, мм
До 50
51-180
Условия охлаждения
На воздухе
В колодцах
Размер сечения, мм До 50 51-180
из заготовок
Условия охлаждения
На воздухе
В колодцах
Обрабатываемость резанием
сварных
Нс
о - oTneSTafi2°M С0СтаЯНИИ П₽И 269 НВ И - У/и Н/ММ
= 0,75 (твердый сплав),
v а 0,35 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Мало склонна
Флокеночувствительность
Не чувствительна
266
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
5SC2 Сортовой прокат — ГОСТ 14959-79.
Массовая доля элементов, %, по ГОСТ 14959-79
°C
С Si Мп S Р Сг Ni Мо Ti Си Acj Асз Ari Агз
0,52-0,60 1,50— 2,00 0,60-0,90 < 0,035 5 0,035 5 0,30 50,25 — — 5 0,20 755 810 690 770
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм С0.2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
Не менее
ГОСТ 14959-79 В состоянии поставки: горячекатаная термообработанная — Не определяются 5285 5 241
Закалка Отпуск 855-885 430-490 Масло или вода Воздух Образцы 1175 1270 6 30 —
дц 1 Режим те Изотермическая закалка Изотермичес- кая закалка 870 870 Расплавленная соль при 300°С Расплавленная соль прн 360°С 1220 1100 1640 1350 8 — 85 46 40 —
Навивка пружин Закалка Отпуск 850-890 830-860 420-450 Масло или вода Воздух — Не определяются 341-445
Закалка1 Отпуск эмообработки pect 860-870 480-500 :ор. Масло или вода Воздух — Не определяются 364- 410
Назначение. Пружины и рессоры, применяемые в автомобилесттюр..»» --------------------—------------------------------------~~
отраслях машиностроения. ™ ,1ии’ Тракторостроении, железнодорожном транспорте и други*
Сталь склонна к обезуглероживанию.
Предел выносливости, Н/мм2
421
294
Ковка
Вид полуфабриката
Термообработка
Ударная вязкость, KCU, Дж/см’, при!, °C
Термообработка
О
-20
Закалка с 880°С в масле, отпуск при 400-460-С, а, = 1274 Н/мм2 ______
Технологические характеристики_________~
----------Охпа>ВДение поковок, изготовленных
______из слитков I ---------------
+ 20
-30
-40
-50
Температурный интервал ковки, °C
Слиток 1200-800
Свариваемость
Размер сечения, мм
Условия охлаждения
Обрабатываемость резанием
Размер сечения, мм До 250 251-350
из заготовок
Условия охлаждения
На воздухе В яме
Флокеночувствительность
Не применяется конструкций.
для сварных
В горячекатаном состоянии при 255-269 НВ Kv = 0,65 (твердый сплав),
К, = 0,33 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
267
Марка стали
Вид поставки
60С2, 60С2А
Сортовой прокат — ГОСТ 14959-79. Лента — ГОСТ 2283-79, ГОСТ 2284-79, ГОСТ 21996-76, ГОСТ 21997-76.
Проволока — ГОСТ 14963-78.
Массовая доля элементов, %, по ГОСТ 14959-79 Марка стали Температура критических точек, “С
С Si Мп S Р Сг Ni Мо Си Aci Ас3 Ал Агз
0,57-0,65 1,50- 2,00 0,60-0,90 0,035 £ 0,035 2 0,30 2 0,25 — 2 ОДО 60С2 770 820 700 770
0,58-0,63 1,60- 2,00 2 0,025 2 0,025 60С2А
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Со, 2, Н/мм2 о„ Н/мм2 8, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 14959-79 В состоянии поставки: горячекатаная термообработанная — Не определяются — 2 302 2 269
Закалка Отпуск 870 470 Масло Воздух Образцы 1175’ 12701 61 25* — — —
Закалка Отпуск 870 420 Масло Воздух 13752 15702 62 202 — — —
ГОСТ 2283-79 Лента холоднокатаная: отожженная натартованная От 0,10 до 4,0 880 780- 1180 8 — — — —
ДЦ тгг— Изотермическая закалка Отпуск 860-880 310-330 Расплавленные соли 310-330°С Воздух До Ю 1570 1770 11 50 62 46-49 —
i ‘ ™™че<жие свойства для стали 60С2. Цинические свойства для стали 60С2А.
____________. ” ’
Назначение, Тяжело нагруженные пружины, торсионные валы, руж
Максимально допустимая рабочая температура 250°С. обезуглероживанию; в термообработанном
Сталь ие подвержена росту зерна при нагреве; Дедалом упругости]' ” ^з^рмической Skh. *
истоянии обладает хорошими пружинящими свойств ( гвпй(утва сталь приобретает по _____ —
сопротивляется ударным и знакопеременным нагрузкам, наилуч
Предел быиосливости, —„Н/мм2 -а. w
294'
Термообработка
Ударная вязкость, КСИ, Дж/см1, при t, °C
Термообработка
6372
Закалка с 860°С в масле, отпуск при 550°С,р,= 1380 Н/мм2___________
Закалка. Отпуск 420°С,
1810 Н/мм2
-60 27’
-70
-30
-20
0
30*
+ 20 37'
Закалка 860°С, масло.
Отпуск 425°С, воздух Закалка 850°С, масло.
Отпуск 460°С, 1 ч, воздух
Вид
П0*брикага
§итйГ~~'~—-
392
Технологические характеристики
Температурный интервал ковки, °C Размер сечения, ухдаждсмио из слитков Условия охлаждения из заток Размер сечения, мм )ВОК Условия охлаждения
__ 1200-80Q 1200—800 До 300 Отжиг низкотемпературный, До 250 251-350 На воздухе В яме
Обрабатываемость резанием
Не чувствительна
Не
Ко,юЧ>укций№ЯеТСЯ для сварных
В горячекатаном состоянии при 270-320 НВ и а, = 1100 Н/мм2
Kv = 0,70 (твердый сплав),
Kv = 0,27 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Не склонна
268
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Виц поставки
60С2Г Сортовой прокат — ГОСТ 14959-79. |
Температура критических точек, °C
Массовая доля элементов, %, по ГОСТ 14959-79
С Si Мп S1 Р1 Сг Ni Мо Ti Си Aci Ас3 Ari Агз |
0,55-0,65 1,80- 2,20 0,70- 1,00 0,035 <. 0,035 20,30 2 0,25 — — 2 0,20 770-780 820-830 — —
1 Суммарная массовая доля серы и фосфора < 0,06%.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм О0.2> Н/мм2 с», Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 14959-79 В состоянии поставки: горячекатаная термообработанная — Не определяются 2321 2269
Закалка Отпуск 870 470 Масло Воздух Образцы 1325 1470 6 25 — —
Назначение. Нагруженные пружины.
Сталь обладает высокими прочностными характеристиками и высоким пределом упругости. При термообработке для понижения хрупкости температуру отпуска повышают до 470°С. Сталь склонна к графитизации и обезуглероживанию.
Предел вьшосливости, Н/мм2 Т ермообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
СТ-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Ковка Охлаждение поковок, изготовленных |
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток Заготовка .—
Прокаливаемость
Расстояние от торца, мм 1,5 7,5 12,0 13,5 16,5 19,5 24,0 30,0 1
HRC 59-66 49-64 39-60 37-58 35-55 32-51 30-46 28-43 J
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяется для сварных конструкций.
В горячекатаном состоянии при 270-320 НВ и о, = 1100 Н/мм2
Kv = 0,70 (твердый сплав),
К, = 0,27 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
269
Марка стали Вид поставки 1
65С2ВА Сортовой прокат — ГОСТ 14959-79. Лента холоднокатаная — ГОСТ 2283-79. Проволока — ГОСТ 14963-78. 1
Температура критических точек, “С
Массовая доля элементов, %, по ГОСТ 14959-79
С Si Мп S Р Сг Ni Мо W Си Aci Ас3 Ari Аг3 I
0,61- 0,69 1,50- 2,00 0,70-1,00 0,025 < 0,025 2 0,30 2 0,20 — 0,80- 1,20 20,20
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм СО,2, Н/мм2 а„ Н/мм2 8, % V. % кси, Дж/см2 HRC НВ I
Операция t,°C Охлаждающая среда
не менее
гост 2283-79 Лента холоднокатаная: отожженная нагартованная От 0,10 До 4,0 880 780- 1180 8 — — — — 1
ГОСТ 14959- 79 В состоянии поставки: горячекатаная термообработанная —* Не определяются 2321 2 285
Закалка Отпуск 835-865 390-450 Масло Воздух Образцы 1665 1860 5 20 — — — 1
^качение. Высоконагруженные пружины. |
Термообработка
Предел виновдивости,
-лСТтг
——___Ковка Вид
Д^иток
$тэдка
Термообработка
Температурный интервал ковки, °C
1100-900
Свариваемость
Не
К“1С1РУкцийедЯеТСЯ ДЛЯ сваРНых
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20
0
-20
Технологические характеристики
-30
-40
-50
Охлаждение поковок, изготовленных
из слитков
Размер сечения мм
Условия охлаждения
Обрабатываемость резанием
Размер сечения, мм
из заготовок ____________
Условия охлаждения
Флокеночувствительность
В состоянии закалки и отпуска а, = 1860 Н/мм2 Ку = 0,26 (твердый сплав), Kv = 0,1 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
270
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
70С2ХА Сорговой прокат—ГОСТ 14959-79. Лента холоднокатаная — ГОСТ 2283-79, ГОСТ 21996-76, ГОСТ 21997-76.
Температура критических точек,“С
Массовая доля элементов, %, по ГОСТ 14959-79
С
Si
Мп
S
Р •
Сг
Ni
Мо
Ti
Си
Aci
Ас3
Аг,
Агз
Мн1
0,65-0,75
1,40-
1,70
0,40-0,60
5 0,025
5 0,025
0,20-0,40
5 0,25
5 0,20
740
770
260
1 Температура нагрева 900°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0,2> Н/мм2 о». Н/мм2 8, % V> % кси, Дж/см2 HV Группы прочности ленты
Операция t,°C Охлаждающая среда
не менее
ГОСТ 2283-79 В состоянии поставки: отожженная нагартованная ОтО,Ю до 4,0 — 880 780- 1180 8 — —"
ГОСТ 21996-76 Лента холоднокатаная термообработанная — — 1270- 1570 1580- 1860 Свыше 1860 — — 375-485 486- 600 Свыше 600 1П 2П зп 1
ДН Закалка Отпуск 860-870 400-420 Масло Воздух 1670 1860 5 20 — HRC 44-48 —
Назначение. Тяжело нагруженные плоские пружины ответственного назначения. Пружины часовых механизмов и различных приборов.
Сталь склонна к обезуглероживанию.
Сталь имеет низкую коррозионную стойкость.
Прокаливаемость в масле до диаметра 50 мм (при структуре 90% мартенсита +10% троостита).
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 т-1 + 20 0 -20 -30 -40 -50
Технологические
Ковка Охлаждение поковок, изготовленных _ —1
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлажден^_|
Слиток Заготовка
Обрабатываемость резанием
Флокеночувствительность
Не применяется конструкций.
для сварных
В состоянии закалки и отпуска при с.= 1860 Н/мм2
Kv = 0,26 (твердый сплав),
Ку = 0,1 (быстрорежущая сталь)
Не чувствительна _
Склонность к отпускной хрупкости
Не склонна
СТАЛИ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
271
Марка стали Вид поставки
ШХ15 Сортовой прокат — ГОСТ 801-78.
Массовая доля элементов, %, по ГОСТ 801-78
Температура критических точек, °C
Si
0,95-
1,05
0,17-0,37
0,20-0,40
Мп
0,020
Сг
0,027
1,30-
1,65
Ni'
£0,30
Си1
Мо
£0,25
Aci
724
Асз
900
Ari
700
Агз
713
1 Сумма Си и Ni£ 0,50%.
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм Об,2, Н/мм2 Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 801-78 Отжиг 790-810 Печь2 — Не определяются — 179- 207
Закалка Отпуск 820-860 150-160 Масло Воздух — 58-62 —
ДЦ 2 л. Отжиг 800 Печь2 — 370-410 500-730 15-25 35-55 44 — 179-207
Закалка Отпуск 810 150 Вода до 200°С, затем масло Воздух 30-60 1670 2160 — — 5 61-64 —
1е с печью до 730°С, от 730 до 65О°С охлаждение со скоростью 10—20°С/ч, далее на воздухе.
Назначение. Втулки плунжеров, плунжеры, нагнетательные клапаны, седла на™^^™^Хп^дъявляютсяР^ебования высокой иеХТОЛКаТеЛеЙ’ кулачки’ К0ПИРЫ, накладные направляющие и другие до 14 мм> шарики диаметром до 150
РДости, износостойкости и контактной прочности, кольца подшипников С Т ЛЩ ролики диаметром до 23 мм.
Иредед ®1ШоедшОСТи -_НЫ ’ Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
Т-1 + 20 0 -20 -25 -40 -50
804 1 1 .Отжиг. 192 НВ 88 — — 69 64 — Закалка 830°С, масло Отпуск 150°С, воздух
Закалка с 830°С в масле, отпуск при _ 150°С. 60 HRC
Ковка
Вид "^Фабриката
Слиток
Заг°товка
1150-800
1150-800
Омриваемостк
Температурный интервал ковки, °C
Охлаждение поковок, изготовленных
из слитков из заготовок
Размер Условия охлаждения Размер сечеиия, мм Условия охлаждения
До 400 Отжиг низкотемпературный До 250 251-350 На воздухе В яме
Обрабатываемость резанием
Чувствительна
&СВарИЕаеМад-сварки; КТ.
В отожженном состоянии при 179-217 НВ и о, = 730 Н/мм2
Kv = 0,90 (твердый сплав),
Kv = 0,36 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Склонна
272
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
ШХ15СГ Сортовой прокат — ГОСТ 801-78.
Температура критических точек, “С
Массовая доля элементов, %, по ГОСТ 801-78
С Si Мп S Р Сг Ni1 Мо Ti Си1 Act Ас3 Ari Аг3 1
0,95-1.05 0,40-0,65 0,90-1,20 0,020 0,027 1,30-1.65 <0,30 — — <0,25 750 910 688 —
1 Сумма Си и Ni < 0,50%.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Оо,2. Н/мм2 Н/мм2 5, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 801-78 Отжиг 790-810 Печь2 — Не определяются — 179- 217 |
Закалка Отпуск 810-840 150-160 Масло Воздух — 60-64 —
ДЦ Отжиг 790-810 Печь2 370- 410 590- 730 15-25 35-55 44 — 179-1 217 ]
Закалка Отпуск 810-840 150 Масло Воздух — 1960- 2350 — — 3-7 60-64 1 1
2 Охлаждение с печью до 730°С, от 730 до 650°С охлаждение со скоростью 10-20°С/ч, далее на воздухе.
Назначение. Кольца роторов буровых машин btv
клапанов, корпусы распылителей, ролики толкателей^кут^и^^’ плун5керы> нагнетательные клапаны, седла нагнетательных предъявляются требования высокой твердости износостлй™ ’ опиры’ накладные направляющие и другие детали, к которым подшипников. W СТИ’ Износостойкости и контактной прочнослт, кольца и ролики крупногабаритных
Предел вьшосливости, Н/мм2
Т-1 N
559 — 4х 107
Закалка. Отпуск. 621-643 НВ
Термообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -30 -40 -50
Термообработка
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1150-800 Кольца до 400 Отжиг низкотемпературный До 250 251-350 На воздухе В яме
Заготовка 1150-800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудно свариваемая. Способ сварки: КТ. В отожженном состоянии при 179-217 НВ и а, = 730 Н/мм2 Kv = 0,90 (твердый сплав), Kv - 0,36 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
СТАЛИ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
273
I Марка стали Вид поставки Сортовой прокат — ГОСТ 5949-75.
1 95X18 [ (9X18, ЭИ 229)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Acj Ас3 Ari Аг3
0,90- 1 1,00 <0,80 <0,80 5 0,025 5 0,030 17,0- 19,0 S0.60 — — 50,30 830 1100 765 810
м термо Механические свойства при комнатной температуре
ад Режг обработки Пл, гт_ Я >4 Vnxi
Операция t,°c Охлаждающая среда Сечение, мм Н/мм2 Н/мм2 % т> % Дж/см2 HRC НВ
не менее
1 гост 5949-75 Отжиг 850-870 С печыо до 550°С, далее на воздухе — Не определяются — 5269
Закалка Отпуск 1000- 1050 200-300 Масло Воздух или масло — Не определяются >55 —
Закалка: подогрев окончательный нагрев Обработка ХОЛОДОМ -Отпуск 850-860 1000- 1070 -70-80 150-160 Масло или воздух Rninw — — 1980- 2300 — — 63 >58 —
|высокойтва1п^ЛКИ’ °СИ’ стеГ1Ж1,и’ шариковые и роликовые подшипники и другие детали, к которым предъявляются требования сред, 41 0С™ И из,,осост°йкос'™ и работающие при температуре до 500°С или подвергающиеся действию умеренно агрессивных
L коРРозионно-стойкая мартенситного класса.
^РРозионная ст И 8 °₽га роивдорнтелы, Предел ВДюсливосш ойкость. Сталь обладает высокой стойкостью в морской и речной воде, в щелочных растворах с концентрацией зических веществах (сырая нефть при 20-200°С); хорошей стойкостью в азотной и уксусной кислотах; зй стойкостью в ортофосфорной кислоте и плохой стойкостью в соляной и серной кислотах.
Термообработка 3 + 20 'дарная о вязкость, KCU, Дж/см1, при t, °C - 20 -40 - 60 - 80 Термообработка
960 — Закалка с 1050°С в масле, отпуск при _150°C,60HRC
Г——— К Вид рУфабрнката 1 Слиток рговка эвка г Температурный интервал ковки, °C Технологические характеристики Охлаждение поког ИЗ слитков ок, изготовленных из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1180-850 До 700 Отжиг с перекристаллизацией, отпуск До 700 Отжиг с перекристаллизацией, отпуск
_ Н80-850
Г -_^Р»®аемость Обрабатываемость резанием Флокеночувствительность
Не Г0,^у5йеНЯеТ°Я сварных В отожженном состоянии при 212-217 НВ и о, = 700 Н/мм2 Kv = 0,86 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
В рабочем интервале температур 120-400°С - не склонна; склонна при температуре 450-600°С
274
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ
Марка стали Вид поставки Прутки горячекатаные—ТУ 14-131-359-77.
03Х8СЮЦ (ЭП889)
Массовая доля элементов, %, по ТУ 14-131-359-77 Температура критических точек, “С
С Si Мп S Р Сг Ni А€ Zr Се Aci Ас3 Аг, Afj
5 0,03 1,20- 1,80 5 0,50 <;o,oi 5 0,01 7,00- 8,50 50,35 0,70- 1,00 0,01-0,10 По расчету до 0,20
Механические свойства при комнатной температуре
НД
Режим термообработки
t,°C
Сечение, мм
131-
359-77
Операция f
Охлаждающая среда
HRC
кси, Дж/см2
8, %
Со,2) Н/мм2
____не менее
ов> Н/мм2
У> %
По согласованию
Назначение. Для шипования поверхностей нагрева НРЧ паровых котлов, труб системы дисганционирования КПП в переходном газоходе, а также для изготовления деталей и др. узлов конструкций взамен стали 12Х1МФ, работающих в окислительных газовых средах при температуре до 900°С.
Жаростойкость Теплофизические свойства _
Среда t,°C Скорость коррозии, мм/год База испытаний, ч t,°C Свойство
700 0,008 5000 Коэффициент теплопроводности, Вт/(м-град) Удельное электросопротивление, 10 ОМ’М
Воздух 800 0,010 5000 20 21,8 76,0
900 0,020 5000 300 23,3 89,0
Продукты сгорания природного газа: 700 0,010 5000 600 24,8 108,1
15%СО2, 10%Н2О, 0,15% SO2, N2 - остальное 800 0,012 5000 900 27,0 126,6
Стойкость стали в контакте с карборундовыми массами, применяемыми на ТЭС
Состав карборундовой массы,%
Карбид кремния - 85; триполифосфат натрия - 3; каолин - 5; вода - 7
Карбид кремния - 70; ортофосфорная кислота-14; каолин- 6; корунд-10
t,°C
900
900
Скорость коррозии, _______мм/год
0,12
0,10
База испытаний, ч
2000
2000
Температурные параметры ковки, °C Свариваемость
1140-800 Ограниченно свариваемая. Способы сварки: РД РАД и КТ.
В состоянии поставки при
о» =500 Н/мм2
Kv = 1,2 (твердый сплав),
Kv = 0,96 (быстрорежущая сталь)
Обрабатываемость резаиием^
СТАЛИ И СПЛАВЫ_ВЫ_СОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 275
Марка стали Ввд поставки
10Х9МФБ (ДИ 82) Трубная заготовка — ТУ 14-134-319-93. Трубы холоднодеформированные - ТУ 14-3-1412-86 Трубы й™^99№Ч,°ВаННЬ,е~ ТУ 14-ЗР-55“2001- Ли«-ТУ 14-1-3946-85. Лист, поковки-ТУ 0900^06-
Температура критических точек, “С
С
0,08-
0,12
Мп
0,30-0,60
Сг
8,60-
10,00
(оля элементов, %, по ТУ 14-134-319-93
S
Р
Мо
V
Nb
Ni
Si
Aci
Acj
An
Ar3
$ 0,030
$ 0,015
0,60-0,80
0,Io-О.20
0,io-о.20
<0,70
<0,50
810-
820
870-S510
Мехатшчесюте свойства при комнатной температуве
ад Режим термообработки Сечение, мм °0.2, Н/мм2 Н/мм2 8, % V, % KCV, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ14-134-319-93 Нормализация Отпуск 1030-1050 740-780 Воздух Воздух 90-180 600 400 20 55 59 — —
ТУ14-ЗР-55-2001 Нормализация Отпуск 1030-1050 740-780 Воздух Воздух а 108-325 s 6,0-30 490 343 17 — 98 — —
ТУ 14-3-1412-86
016-89 s 2,5-8,0 490 343 20 — — — —
ТУ 14-1-3946-85 Нормализация Отпуск 1030-1050 740-780 Воздух Воздух 2,0-30 540 343 20 — 59 — —
ТУ 0900-006-057644-17-99 Нормализация Отпуск 1030-1050 740-780 Воздух Воздух 10-160 600 400 20 55 59
Закалка Отпуск 1030-1050 740-780 Вода, масло Воздух До 600
________________________________________________________ сверхвысокого давления, работающие при пвначение. Пароперегревательные и паропроводные трубы К0™Л „ар0ВЫх котлов. Пароперегревательные и паропроводны пипературе до 620°С, а также тройники, переходники и другиед'_о550°С.
WH трубные решетки и другие детали АЭС, р аботающие пр Р
— _______Жаростойкость
Скорость коррозии, мм/год
сРВДа
vc
База испытаний, ч
Окалиностойкая до температуры 620°С
" -1Икорр03Ии
ОбЩад --------------—
Коэффициент чувствительности к надрезу за 104
Чувствительность к охрупчиванию при старении
Время, ч t,°c KCV, Дж/см2
Исходное состояние 196-243
10000 250 186-237
10000 300 230-240
10000 350 217-237
10000 400 200-217
10000 450 190-232
10000 475 202-223
10000 500 170-180
10000 550 150-160
10000 600 180-190
Коррозионная стойкость
Балл стойкости
____________________Среда________ Паровоздушная смесь______
Вода, содержащая 1 мг/кг СО и 0,3-6,0 мг/кг Ог
42%MgC£2_______________________________
25% NaC€+ 0,5% К2Сг2О7_________________
. Вода, содержащая 200 мг/кг СС и 0,3-6,0 мг/кг О2
t,°C 550 350
154
200
350
Длительность, ч
2500
3000
500
500
3000
J.
1
Трещин не обнаружено
— ковки, °C Технологические характеристики Свариваемость Обрабатываемость резанием
Слиток 1200-850 ^^jroiQBKa 1150-850 Ограниченно свариваемая. Способы сварки: РД РАД, МП и КТ. Рекомендуется последующая В нормализованном и отпущенном состоянии при о, = 400 Н/мм2 Ку = 2,27 (твердый сплав), Kv = 2,20 (быстрорежущая сталь)
276
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
40Х9С2 (4Х9С2, ЭСХ8) Сортовой прокат—ГОСТ 5949-75.
Температура критических точек, °C
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Aci Ас3 Ап Агз
0,35-0,45 2,00-3,00 £0,80 <0,025 <0,030 8,0-10,0 — 900 970 810 970
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм 00.2, Н/мм2 а., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда 1
не менее
гост 5949-75 Отжиг 850-870 Воздух До 60* 440 740 15 35
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 8 на 1%, vy на 5%; свыше 100 до 150 мм-8 наЗ%, vp на 10%.
Назначение. Клапаны впуска и выпуска автомобильных, тракторных и дизельных моторов, колосники, элементы теплообменников. Сталь жаростойкая и жаропрочная мартенситного класса.
Жаростойкость
Коэффициент чувствительности к надрезу за 104 ч
Среда
Скорость коррозии, мм/год
База испытаний, ч
Окалиностойкая до 800°С
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние
Сталь склонна к отпускной хрупкости после длительной выдержки
при475°С. 1
Свойство Ударная вязкость, KCU, Дж/см2, и твердость, НВ, при t отпуска, °C Термообработка
+ 300 + 400 + 500 + 600 + 700 + 800
Ударная вязкость 18 17 16 39 69 93
Твердость 600 570 410 350 300 300
Технологические характеристики
Температурные параметры ковки, °C Свариваемость
1150-850 Не применяется для сварных конструкций.
В термообработанном состоянии при о. й 650 Н/мм2
Kv = 0,8 (твердый сплав)
Обрабатываемость резанием
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 277
Марка стали Вид поставки 1
40Х10С2М (4ХЮС2М.ЭИ107) Сортовой прокат — ГОСТ 5949-75. 1
Массовая доля элементов, %, по ГОСТ 5632-72
критических точек, °C
С Si Мп S Р Сг Мо Aci Ас3 Ari Агз I
0,35-0,45 1,90-2,60 £0,80 £0,025 £0,030 9,0-10,5 0,70-0,90 810 950 700 845 I
Механические свойства при комнатной температуре
нд
ГОСТ 5949-75
Режим термообработки
Операция t,°C Охлаждающая среда
Закалка 1010-1050 Воздух или масло
Отпуск 720-780 Масло
Сечение, мм
ДобО1
00.2, Н/мм2 о„ Н/мм2 8, % V. % кси, Дж/см2
не менее
735 930 10 35 20
HRC
НВ
197-269
’Для стали диаметром или толщиной свыше 60 до 100 ммдопускается сниж ______
свыше 100 до 150 мм - 6 на 3%, у на 10%, KCU на 9,8 Дж/см. ------------- „писателей крепежные детали
«торов.
Сталь жаростойкая и жаропрочная мартенситного класса.
Жаростойкость
Скорость коррозии, мм/год
Коэффициент чувствительности к надрезу за 10 ч
Среда
Окалиностойкая до 800°С
Свойство
У^ая вязкость Твердость
База испытаний, ч
Ударная вязкость, КСЦ,Дж^см2>
+ 200 39 555
+ 300
+ 400
540
^псратурные параметры ковки, °C
1150-850
Мупгтпительность к охрупчиванию при старении
Время, ч__________।
Исходное состояние
1000
3000
5000
| 570
Технологические характеристики
Свариваемость
t,°C
500
500
500
545
и твердость,
1 +500
+ 600 + 700 " 58*
400 250 |
Трудно свариваемая.
Способсварки; РД.
Необходимы подогрер и последующая термообработка.
KCU, Дж/см2
29
17
29
16
Термообработка
Обрабатываемость резанием
В термообработанном состоянии при с,=930 Н/мм2
Kv = 0,8 (твердый сплав)
278
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сталь сортовая и калиброванная — ГОСТ 5949-75. Поковки — ТУ 14-1-2918-80, ТУ 14-1-1089-74. Заготовки лопаток —ОСТ 108.020.03-82, ОСТ 108.020.123-78, ТУ 14-1-51-73.
13ХИН2В2МФ-Ш (ЭИ 96 1-Ш)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S р Сг Ni Мо V W At Си
0,io-о.16 <0,60 20,60 2 0,025 2 0,030 10,5- 12,0 1,50- 1,80 0,35-0,50 о,is-о.30 1,60-2,00 — 20,30
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм °0.2, Н/мм2 Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5949-75 Отжиг ИЛИ отпуск До 200 — — — — — — 2 269
Закалка Отпуск (Вариант!) 1000-1020 660-710 Воздух или масло Воздух До 200 735 880 15 55 88 — —
Закалка Отпуск (Вариант II) 1000-1020 540-590 Масло или воздух Воздух До 200 930 1080 13 55 88 — —
ТУ 14-1-2918-80 Закалка Отпуск 1000-1020 660-710 Масло Воздух — 735 880 15 101 55 50* 88 59' — 321- 269
Закалка Отпуск 1000-1020 540-590 Масло Воздух — 930 1080 13 45 88 — 311- 388
ОС 1 108.020. 03-82 1 Поперек Закалка Отпуск 1000 700 Масло Воздух Замок до 60 666- 813 833 15 50 59 — 248- 302
Закалка Отпуск 1000 680 Масло Воздух Замок до 60 705- 852 862 15 50 59 — 248- 302
Закалка Отпуск 1000 700 Масло Воздух Замок свыше 60 666- 813 833 14 45 59 — 248- 302
Отпуск волокна. 1000 680 Масло Воздух Замок свыше 60 705- 852 862 14 45 59 — 248- 302
машины ГТК-M. лопатки и другие нагруженные детали, работающие при температуре 600% штамповки для Сталь жаропрочная мартенситного класса.
Длительная прочность Ударная вязкость, KCU, Дж/см2, Термообработка
t,°c длительность испытания, ч Предел длительной прочности, Н/мм2 + 20 -20 -40 -60 -70
500 550 600 10000 100 100 100 392 568 441 294 Технолг гическт re хяпя1 — — 13 Прутки. Закалка 1000°С, масло, отпуск 580°С, воздух. , оод = 1040 Н/мм2; о, = 1200 Н/мм; 83 = 17%; у
к Вид полуфабриката Слиток овка Температурный интервал ковки, °C Охлаждение поков _ из слитков эк, изготовленных
газмер сечения, мм Условия охлаждения Размер сечения, Условия охлаждения
Заготовка Свар) 1ZJU—6JV 1250-850 тваемость До 400 Об Отжиг низкотемпературный, два переохлаждения До 400 Отжиг низкотемпературн*’1^ два переохлаждения
Ограниченно свариваемая. В состоянии после отпуска при 380 НВ и а, = 850 Н/мм2 Kv=0,8 (твердый сплав), К> - 0,3 (быстрорежущая сталь) «рлокеночувстви! _—— Чувствительна
'ЛЮСООЫ :варки: РД РАД, АФ и КТ. Склонность к отпускной хр уПКОСТИ
СТАЛИИ СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕЛ^^^Д^^
Марка стали
Вид поставки
ШХ11Ш0М2Т
Штамповки, поковки и прутки. Сортовой и фасонный прокат. Лента, проволока, НД заводов-изготовителей.
1 с S 1(1,И Si < ОДО Мп < 0,10 м S < 0,010 ассовая р < 0,010 доля эле Сг 10,0- 11,3 ментов, № 9,00- 10,0 ’/о Мо 1,80- 2,30 Ti 1,00- 1,40 V АС Си Темпер» Aci V
Ас3
V,
Механические
б, %
Ari
точек, °C
ТйГ
нд Операция t,°C
дц~ Закалка 820-840
Старение 2-4 ч 480-520
Воздух
Воздух
’Свойства для стали 03Х11Н10М2Т с Ti - 0,6%.
Охлаждающая среда
Сечение, мм
Оо.ь
Н/мм2
Образцы
°” а Н/мм2
1400 не к 1500 1енее 10 50 50*
1700 1750 12 50 37
HRC
XT" KCV, % Дж/см2
пимгателей пазличные детали ракет и космических кораблей, Назначение. Корпусы ракет на твердом топливе, сварные корпусы Д’и вертолетов, крепежные болты, детали катапульт и сварные резервуары высокого давления, зубчатые передачи двигател и
|др.
Сталь мартенситно-стареющая.
Предел выносливости, Н/мм1 .0-1 I Т-1
Термообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -40 -60 -80
Термообработка
Коэффициент чувствительности к надрезу за 104 ч
Чувствительность к охрупчиванию при старении ’ ' KCU, Дж/см2
Время, ч | t, °C Исходное состояние
Среда t,°C Скорость коррозии, мм
1
База испытаний,
ч
Вид коррозии___________
Общая________________________
Точечная_____________________
„Коррозионное растрескивание , Межкристаллитная___________
Коррозионная стойкость
Среда_________________
t,°C
Длительность, ч
Балл стойкости
Технологические характеристики
Охлаждение поковок, изготовленных
Вид чеяуфабриката Температурный интервал ковки, °C из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия Охлаждения 1
Слиток 1180-1200-850 Воздух
Заготовка
Флокеиочувствительиость
Обрабатываемость резанием
Свариваемость
Хорошо сваривается в тонких и Массивных сечениях.
Легко обрабатывается и штампуется в горячем и холодном состояниях
Склонность к отпускной хрупкости
280
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 10Х11Н20ТЗР (ЭИ 696) Вид поставки Сортовой и калиброванный прокат—ГОСТ 5949-75. Поковки—НД заводов-изготовителей.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, ’С
С Si Мп S Р Сг Ni Мо Г1 At В Aci Асз Ari Агз
< 0,10 < 1,00 < 1,00 < 0,020 < 0,035 10,0- 12,5 18,0- 21,0 '—— 2,60- 3,20 < 0,80 0,008— 0,020
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ 00,2, Н/мм2 С«, Н/мм2 8, % V. % кси, Дж/см2 t испытания, °C НВ
Операция t,°C Охлаждающая .среда
не менее
ГОСТ 5949-75 Закалка 2-5 ч Старение 15-25 ч 1100- 1170 700-750 Воздух или масло Воздух Пруток ДобО 590 880 10 15 29 20
ДЦ 1 Образца Закалка, 2 ч Старение, 3 ч 1160 700 Воздух Воздух Пруток 0 14-16 570 770 880 1010 1390 1440 31 28 10 43 26 10 KCV 130 100 90 20 -196 -253
Закалка, 1 ч Старение, 3 ч 1050 700 Воздух Воздух Пруток 0 14-16 700 1200 13501 34 57 26,1* 72 20 —
850 18501 1700 32 21 22,5* 18 65 -196 -253
Ковка Старение Зч 700 Воздух Пруток 0 14-16 790 860 1060 1080 1410 1550 24 39 14 51 25 13 200 160 140 20 -196 -253
Закалка, 1 ч Старение, 3 ч 950 700 Воздух Воздух Пруток 0 16 600 820 1120 1600 31 64 62 62 160 20 -196 -253
Закалка, 1 ч Старение, 3 ч 1000 700 Воздух Воздух Пруток 0 16 820 1600 62 50 160 -196 -253
Закалка, 1 ч Старение, 3 ч 1050 700 Воздух Воздух Пруток 0 16 500 810 870 1050 1580 1610 36 59 25 50 37 160 20 -196 -253
Закалка, 1 ч Старение, 3 ч 1100 700 Воздух Воздух Пруток 0 16 720 800 1300 1400 40 20 30 — -196 -253
Закалка, 1 ч Старение, 3 ч 1150 700 Воздух Воздух Пруток 0 16 370 610 780 830 1220 1320 38 32 18 43 27 10 А 20 -196 -253
Закалка, 1 ч Старение, 3 ч с надрезом. 1100— изо 700-750 Воздух Воздух Пруток 0 16 600 600 570 530 470 450 250 . 1000 950 850 800 750 680 560 360 25 23 23 22 15 15 15 25 30 30 30 30 20 18 20 45 < § 1 1 1 1 1 1 1 20 400 500 600 650 700 750 800
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 281
10Х11Н20ТЗР (ЭИ 696)
Назначение. Детали турбин, пружины, крепеж, работающие ограниченное время при температуре до 700°С, а также криогенная арматура, работающая при температуре до минус 253°С.
Сталь аустенитного класса с интерметадлидным упрочнением.
Сталь выплавляется в открытых дуговых или индукционных электропечах.
Предел вьшосливости, Н/мм2 Термообработка Вязкость разрушение Н/ммЧи ,npnt, °C Термообработка 1
1 O-I t-t N t,°C +20 0 -196 -253
370 340 10’ 10’ 500 600 62,4 63,0 Закалка с 1150°С, 2 ч + старение 1 при 780°С, 16 ч + старение при 1
280 — 10’ 700 65О°С, 16 ч, воздух I
Коэффициент чувствительности к надрезу за 104 ч
^“«ельнойпрочиости, Н/мм2, при о10о и VC
500
550
600
650
700
730
650
590
480
400
750
280
Среда t,°c Увеличение массы, г/(м2-ч)
- Воздушная среда 800 0,56
900 1,72
База испытаний, ч
Коррозионная стойкость
100
100
Вцд коррозИИ
Общая ' "
Очечная ~
Балл стойкости
Среда
t,°C
Длительность, ч
Технологические характеристики
Ковка
Вид "Ариката
Слиток
H30-900
^^ИваемоСТь
Охлаждение поковок, изготовленных
Температурный интервал ковки, °C
ИЗ слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Воздух
Обрабатываемость резанием
Флокеночувствительность
Нечувствительна
Сталь обрабатывается удовлетворительно
Склонность к отпускной хрупкости
282
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 10X11H23T3MP (ЭПЗЗ) Вид поставки Сортовой и калиброванный прокат — ГОСТ 5949-75.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек. “С
С Si Мп S Р Сг Ni Мо Ti АО В Aci Асз Ari Аг3
< 0,10 < 0,60 < 0,60 < 0,010 < 0,025 10,0-12,5 21,0-25,0 1,00-1,60 2,60-3,20 0,80 0,02
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0,2, н/мм2 Н/мм2 5, % % кси, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5949-75 Закалка 2-5 ч Старение 16-25 ч 1100-1170 750-800 Воздух или масло Воздух До 60 590 880 8 10 29 • 700 20 3921
Закалка 2-5 ч Старение 16 ч Дополнительное старение 10-16 ч 950- 1050 730-780 600-650 Масло Воздух Воздух До 60 685 980 10 12 29 600 5б92
ДЦ 1 °ioo, Н/м Ковка Старение 1ч 700 Воздух Пруток 0 14-16 1060 1360 13003 21 50 243 KCV 120 20
1210 1710 17003 32 58 223 130 -196
Ковка Старение Зч 700 Воздух Пруток 0 14-16 1050 1290 1530 1250 1670 1900 19 31 10 43 44 9 90 70 50 20 -196 -253
Ковка Старение, 8 ч 700 Воздух Пруток 0 14-16 1110 1310 1390 1730 20 29 49 35 НО 110 20 -196
Ковка Старение, 16 ч 700 Воздух Пруток 0 14-16 1170 1490 1410 1810 20 29 53 43 ПО 120 20 -196
Закалка, 1 ч Старение, 3 ч 950 700 Воздух Воздух Пруток 0 16 620 850 1170 1550 27 37 58 61 150 20 -196 -253
Закалка, 1 ч Старение, 3 ч 1000 700 Воздух Воздух Пруток 0 16 820 1500 37 59 160 -196 -253
Старение, 3 ч 1050 700 Воздух Воздух Пруток 0 16 590 750 750 1100 1480 160 29 37 34 58 53 160 20 -196 -253
Закалка, 1 ч Старение, 3 ч 1100 700 Воздух Воздух Пруток 0 16 700 700 1300 1450 45 40 50 -196 -253
Закалка, 1 ч Старение, 3 ч Ьт 1150 700 Воздух Воздух Пруток 0 16 405 650 690 830 1200 1250 50 52 44 58 47 170 20 -196 -253
Сзо> Н/мм2.
Образцы с надрезом.
работающая при температуре д^инус 253°^'’ ра6отающие ограниченное время при температуре 700°С, а также криогенная арматура Сталь аустенитного класса.
Вид полуфабриката Слиток________
Заготовка
Ковка
Температурный интервал ковки, °C 1050-850
Свариваемость
Удовлетворительно сваривается. Способ сварки: РАД.
Технологические характеристики
------------------------Охлаждение поковок, изготовленных ----- ---------из слитков-П—----------------------------; Размер сечения, мм
Условия охлаждения Воздух
Обрабатываемость резанием
Сталь обрабатывается удовлетворительно
Размер сечения, мм
из заготовок____________
Условия охлажден^
________Флокеночувствительность.-----
Не чувствительна ~**
Склонность к отпускной ХруПК°ВИ—'
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 283
Марка стали
Вид поставки
15Х11МФ (1Х11МФ)
Сталь сортовая и калиброванная — ГОСТ 5949-75. Прутки и полосы — ГОСТ 18968-73. Заготовки лопаток турбин и компрессоров—ОСТ 108.020.123-78, ОСТ 108.020.03-82.
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо V W АС Си
0,12-ОД? 60,50 <0,70 50,025 < 0,030 10,0-11,5 <0,60 0,60-0,80 0,25-0,40 — — 50,30
Механические свойства при комнатной температуре
Режим термообработки Сечение, мм СЬ,2, Н/мм2 Н/мм2 8, % V. % кси, Дж/смг
ВД Операция t,°C Охлаждающая HRC НВ
рост 5549-75 среда не менее
Опкигили отпуск До 200 — — — — — — < 229
рост-18968- 73 Закалка Отпуск 1030-1060 700-740 Масло Масло До 200 490 690 15 55 59 —
Нормализация или закалка 1050-1100 Воздух ИЛИ масло ДобО 590- 755 740 15 50 59' — 229-269
Отпуск 660-770 Воздух От 61 до 100 590-755 740 14 45 54' — 229-269
108.020. । 03-82 Закалка Отпуск 1070 720 Масло Воздух Замок до 60 539-686 686 15 50 59 — 217-255
Закалка Отпуск 1095 710 Масло Воздух Замок до 60 568-755 755 14 50 59 — 229-269
Закалка _Ощуск 1050 680 Масло Воздух Замок до 60 666- 813 784 13 40 39 — 241-285
Закалка Отпуск 1070 720 Воздух Замок свыше 60 539-686 686 14 45 59 — 217-255
Закалка Отпуск 1095 710 Масло Воздух Замок свыше 60 568-755 755 13 45 59 — 229-269
~ocf~ закалка Отпуск 1070 680 Масло Воздух Замок свыше 60 666-813 784 12 35 39 — 241-285
108.020. 123-78 Закалка .Отпуск 1030-1060 720 Масло Воздух — 539 686 15 50 59 *— 217
Значение, закалка -Отпуск 1080-1100 710 Масло Воздух — 568 755 14 50 59 — 229
-КСУ.
ише, Лопатки, бандажи и другие детали, работающие при температуре до 5бО°С.
^№рочная мартенситного класса, обладает высокой деформационной способностью и коррозионной стойкостью.
Ковка
Вад "0*бриката
—— ---
Температурный интервал ковки, °C
.1200-850
1200-850
_ Свариваемость ^ничейно свариваемая, мссобн сварки: ТРД, РАД, АФ и КТ. ™°5>®димы предварительный к '®Уктауювпй подогрев и последующая ^РМо^работка.
Технологические характеристики
Охлаждение покое из слитков ок, изгогивленныл из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Температура критических точек, °C
Обрабатываемость резанием
В закаленном и отпущенном состоянии при 217 НВ и с%= 730 Н/мм2
Kv = 0,82 (твердый сплав),
Kv = 0,5 (быстрорежущая сталь)
Ас(
880
Ас3
Ап
Агз
284
СТА ПИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
I Марка стали Вид поставки
I 15Х11МФБ 1 (1Х11МФБ) Поковки—НД заводов-изготовителей. 1
Массовая доля элементов, %
С Si Мп S Р Сг Ni Мо V Nb м Си
I 0,12- 1 0,18 <0,55 0,60- 1,20 <0,025 <0,030 10,0-12,0 0,50-0,90 0,80— 1,05 0,50-0,90 0,io-о.20 — —
Механические свойства при комнатной температуре
нд Режим термообработки
Операция t,°C Охлаждающая среда
I дц Отжиг 880-900 С печью
Нормализация 1130-1150 Воздух
Нормализация 1140-1160 Воздух
Сечение, мм
°од, Н/мм2 а., Н/мм2 5, % V. % кси, Дж/см2
не менее
550-680 700 14 50* 45 59* 39
HRC
217-
255
1 Числитель - образцы продольные; знаменатель - образцы тангенциальные.
Назначение. Крупные кованые и сварно-кованые детали паровых турбин, работающие при температуре до 580°С. Сталь жаропрочная мартенситно-ферритного класса.
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вад полуфабриката
Температурный интервал ковки, °C
из слитков
из заготовок
Слиток
1230-900
Размер сечения, мм
До 50
Условия охлаждения
Размер сечения, мм
Условия охлаждения
В ящиках
До 50
В ящиках
Заготовка
1230-900
51-700
51-700
Нормализация, два переохлаждения, отпуск
Нормализация, два переохлаждения, отпуск
1 Свариваемость Обрабатываемость резанием Температура критических т »чеК, ь Агз
I Ограниченно свариваемая. 1 Способы сварки: РД, РАД и КТ. I Необходимы подогрев и последующая 1 термообработка. В нормализованном состоянии при 217-255 НВ и <г,=730 Н/мм2 Kv=0,82 (твердый сплав), К, = 0,5 (быстрорежущая сталь) Acj Асз Ari
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 285
Марка стали Вид поставки Трубная заготовка — ТУ 14-1-1529-93. Трубы—ТУ 14-ЗР-55-2001.
12Х11В2МФ (пптаЭИ 756)
Массовая доля элементов, %, по ТУ 14-ЗР-55—2001
С Si Мп S Р Сг Ni Мо V W At Си
0,09- 0,14 £0,50 0,so-о.80 £ 0,025 £0,025 10,0- 12,0 £0,60 0,60-0,90 о,is-о.30 1,70-'2,20 — £0,30
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм СО,2, Н/мм2 с», Н/мм2 6, % V, % кси, Дж/смг HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ14-1-1529-93 Нормализация Отпуск (выдержка > 3 ч) 1020-1050 750-780 Воздух Воздух о 80-190 390 640- 830 18 — — — —
ТУ 14-ЗР-55-2001 1 Числим Горячеде >v лолодно; Нормализация Отпуск (выдержка > 3 ч) 1020-1050 750-780 Воздух Воздух йот 76 до 325 s от 4,5 до322 йот 10 до 42 s от 2,0 До 123 392 588 181 17 45 49 — 255
в-образцы продольные, знаменатель - образцы поперечные, формированные трубы, «формированные трубы. Даются испытанию на сплющивание и МКК.
Ста®» Ш1С паР°пРоводов и перегревателей, работающие при температуре до 600°С.
К Вцд “Шриката Слиток )вка Охлаждение поковок, изготовленных
емпературный ггервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1250-900 До 250 215-400 Отжиг низкотемпературный, одно переохлаждение Отжиг низкотемпературный, два переохлаждения До 250 215-400 Отжиг низкотемпературный, одно переохлаждение Отжиг низкотемпературный, два переохлаждения
е»готовКа 1250-900
Сваривав мость Обрабатываемость резанием Температура критических точек, °C
СН?НН0СВаРИВаемал. В закалённом и отпущенном состоянии при 230 НВ и а, = 740 Н/мм2 К, = 1,4 (твердый сплав), Kv = 0,5 (быстрорежущая сталь) Acj Ас3 Ап Агз
"^РЮШий РИТеЛЬНЬ,йи °^Ст^ревЫи • ерчообработка.
286
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сталь сортовая — ГОСТ 5949-75. Поковки и полосы — ГОСТ 18968-73. Заготовки лопаток — ОСТ 108.020.03-82.
18Х11МНФБ (2Х11МФБН, ЭП291)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо V Nb А« Си
0,15-0,21 <0,60 0,60- 1,00 20,025 2 0,030 10,0-11,5 0,50-1,00 0,80- 1,10 0,20-0,40 0,20-0,45 — 20,30
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ а0,2> Н/мм2 с., Н/мм2 8, % V> % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5949-75 Отжиг или отпуск До 200 — — — — — — 2 255
Закалка Отпуск 1080-1130 660-770 Воздух или масло Воздух До 200 590- 735 740 15 50 59 — —
ГОСТ 18968- 73 Закалка Отпуск 1080-1130 660-770 Воздух или масло Воздух До 60 590- 735 740 15 50 59 — 229- 269
От 61 до 100 590- 735 740 14 45 58 — 229- 269
ОСТ 108.020. 03-82 Закалка Отпуск 1090 740 Масло Воздух Замок до 60 568 755 14 50 59 ~— 229- 269
Закалка Отпуск 1100 730 Масло Воздух Замок до 60 617 764 14 45 49 — 235- 277
Закалка Отпуск 1090 740 Масло Воздух Замок свыше 60 568 755 13 45 59 — 229- 269
Закалка Отпуск 1100 730 Масло Воздух Замок свыше 60 617 764 13 40 49 235- 277
"Z» ₽«««»«'« Ч» »«W «о 5WC. ". 10 “•“* ““ сталь может выплавляться с применением ЭШП и ВДП
—— — — Технологические характеристик и
ковка Охлаждение поковок, изготовленных
Вид полуфабриката Слиток Температурный интервал ковки, °C из слитков из заготовок ___
газмер сечения, мм Условия охлаждения Размер сечения, Условия охлаждения
Заготовка IZvU—oOU 1180-800 До 180 В колодце До 180 В колодце
Свариваемость Обрабатываемость резанием Темпепатупа «литических точ< !К,‘С Aft —--
Трудно свариваемая. Способы сварки: РД РАД и кт. Необходимы подогрев и последующая термообработка. В закаленном и отпущенном состоянии при 269 НВ и с, = 770 Н/мм2 <v = 0,95 (твердый сплав), = 0,45 (быстрорежущая сталь) Aci Асз Ari
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО^ТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 287
Шрка стаж
Вид поставки
10Х12ВД
Поковки- ОСТ 108.958.04-85, ТУ 108.11.917-87. Прокат-ТУ 108.11.264-77. Лист-ТУ 108.1273-84.
С
<0,10
Si
Массовая доля элементов, %, по ОСТ 108.958.04-85
50,40
Мп 0,30-0,60
S
Р
Сг
<0,025
5 0,025
12,0-13,5
Ni 1,10-1,50
Си 0,80-1,10
Температура критических точек, °C
Aci 700-730
Ас3 830-850
Агз
Мн 300-350
Мк 120-150
ме панические своис тва при ком ватнойте? иператур<
НД Режи Операция м термообра! t,°C эстки Охлаждающая Сечение, сол, Н/мм2 НЛим2 8, % V, % кси, Дж/см2 HRC НВ
среда не менее
ОСТ 108958. 04-85 В состоянии поставки термообработаны До 500 Не определяются — 207-255
дц Отпуск 660-680 Печь или воздух Лист до 150 Не определяются —— 220-250
Закалка Отпуск 950-1050 660-680 Печь или воздух со скоростью 30°С/ч Печь или воздух Лист до 150 539 637 14 30 78 — 220-250
Отпуск Закалка Отпуск 660-680 950-970 660-680 Печь Воздух Воздух Поковка 40x40 100 х 100 Уков 4
664 669 760 774 19 15 67 51 146 55 229 229
чииачаше. Детали гидротурбин
0®» коррозионно-стойкая мартенситно-ферритного класса.
Кавитационная стойкость1
И
колебаний, Частота колебаний, Гц
0,07 8100
И®пания ия маппгг
Время испытаний, ч
Гидроабразивная стойкость (по сравнению со сталью марки 25) Коэффициент износостойкости при гидроабразивном износе, £г
Нфищт~~ ^ОЙКОСТИври дивном износе,
10,2
>зии
Обцдя
^Длитная
1200-780
Потери веса, мг
59,5
Время, ч
24
720
Кавитационно-коррозионная стойкость^ Потери веса при испытании, мг |
288 ч
576 ч
764 ч
Режим термообработки
23,3
59,8
84,9
18,8
44,3
65,3
Нормализация 1050°С, Зч + отпуск 670°С, 6ч.______
Нормализация 950°С, Зч + отпуск 670°С, бч.
2 Испытания проводились на магнитострикционном вибраторе по методу чередования кавитационного и коррозионного воздействия.
Предел вьшосливости, Н/мм2
260
N
Термообработка
Закалка 950°С+отпуск 670°С.
^^Р^ескивание
Среда t,°C Длительность, ч Балл стойкости
Речная вода 20 1000 1
Водопроводная вода 20 3000 1
По коррозионной стойкости близка к стали 06Х12НЗД
Не проверяется
ковки, °C
Свариваемость Обрабатываемость резанием
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ и КТ. Необходимы подогрев и последующая термообработка. После закалки и отпуска при 217 НВ Kv=0,75 (твердый сплав), Kv = 0,35 (быстрорежущая сталь)
288
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
06Х12НЗД Поковки —ОСТ 108.958.04-85, ТУ 108.1425-86, РД 24.035.101-88. Лист —ТУ 108.1425-86, РД 24.035.101- 88. 1
Массовая доля элементов, %, по ТУ 108.1425-86 ______________Температура Критических точек, °C
С Si Мл S Р Сг Ni Си Acj Ас3 Аг, Агз Мн Мк
<0,06 <0,30 <0,60 50,025 50,025 12,0- 13,5 гвозде 0,50-1,10 620- 650 780- 810 — — 290-310 80- 120 |
Механические свойства при комнатной температуре |
нд Режим термообработки Сечение, ММ <30,2, Н/мм2 Цв> Н/мм2 8, % V. % KCV, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 108. 1425-86 Закалка Закалка Отпуск 950-970 780-800 600-620 Воздух Воздух Печь, воздух До 300 590 690 12 35 59 207- 293 J
До 550 540 640 14 35 59 207-1 293
Закалка Отпуск Технологические отпуска До 550 490 590 14 35 59 207- 293
ОСТ 108.958. 04-85 В состоянии поставки термообработанные До 250 588 686 12 35 58 207-1 293
Назначение. Корпусы и другие детали насосов для АЭС; лопасти, обода и другие детали гидротурбин, паровых турбин и дымососов.
Сталь коррозионно-стойкая мартенситно-аустенитного класса.
П редел выносливости, Н/мм2 Среда Термообработка
С-1 Т-1 N
466 — 107 Воздух Закалка 960°С + закалка 800°С+ 1 отпуск 5S0-600°C.
Коррозионная стойкость 4
Вид коррозии Среда t,°c Длительность, ч Балл стойкости J
Общая Борированная вода: 10 г/кг Н3 ВОз, 0,02 г/кг КОН, 0,05 мг/кг С€ 20 1000
100 1000 1 —1
350 1000 1 J
Точечная Борированная вода: 10 г/кг Н3 ВОз, 0,02 г/кг КОН, 0,05 мг/кг СО 20 1750 Питтингов нет
100 1750
Водопроводная вода 1750
Коррозионное растрескивание 42% Mg C£i 154 24 Разрушение через 1 24 ч при напряжении выше I ' 00.2 4
Вода, содержащая 200 мг/кг СО, 0,3-6,0 мг/кг Ог 350 1100 Разрушение через 1 600-1100 4
Борированная вода: 10 г/кг Нз BOj, 0,02 г/кг КОН, 0Д5 мг/кг С€" 350 2500 Разрушений нет 1
Межкристаллитная Проверка на склонность к МКК проводится по инструкции ИЦК 01-99, разработанной в ЦНИИТМАШ. J
Температурные параметры ковки, °C Свариваемость
1220-800 Ограниченно свариваемая. Способы сварки: РД РАД, АФ, Э1П и КТ. Необходимы Подогрев и последующая термообработка. В закаленном и отпущенном состоянии при 207-293 НВ и 1 сгв = 590 Н/мм2 Kv = 1,3 (твердый сплав),
Марка стали _ 1ОХ12НЗМ2ФА(Ш), йХ12НЗМ2ФА-А(Ш)
Вид поставки.
Поковки-ТУ 24.11-015-90.
_С—I 0Я-0,12 _ AL-
SO,05 С 0,08-0,15_
At
Si
<0,30 ] Сг tKM2,5
Si
<0,05
$0,02
ВД
ТУ 24.11. 015-901
ТУ 24.11.
I 015-90'
825-
845
Темпера:
Асз
™,>тическнх точек/Т
Атт ~Агз ~ Мн
— 250- 280
Мк
70-
110
Массовая доля элементов, % " N I
£0,05 '
V 0,20-0,35 N
<0,06
V 0,25-0,40
S £0,015 Ni TZ rj~2^6^90U Мп --——-<0,05
Мп £0,60
Сг
11,5-
12,25
S
< 0,004 Ni ' 2,50-3,00
q р > < 0,020
~~Мо Г l^V^l р -----—
< 0,005
Марка стали
ЮХ12НЗМ2ФА(Ш) по ТУ 24.11.015-90
Марка стали
Aci
645-
670
Мо 1,50-2,00 ~ Мехаиичесгаюсвдйства Режим термообработ^. t,°C 1060 560-580 1040-1060 530 550
Операция
Охлаждающая среда _—
Масло
Печь
Масло
Печь
Печь
10Х12НЗМ2ФА-А(Ш) по спецзаказу
,и комнаткой темперд
Со,2> I °"’ Н/мм:
Сечение, мм
400
Закалка Отпуск Закалка
I Отпуск т___ I Отпуск
; Сталь 10Х12НЗМ2ФА(П1).
Jwb 10Х12НЗМ2ФА-А(Ш)._______________________________________________
I Назначение. Диски и другие заготовки роторов паровых и газовых турбин.
I Стад коррозионно-стойкая, мартенситного класса, t,°C
400
НВ
HRC
780-
950
828-
1000
KCV, Дж/см1
V. %
те—
нем 885 П енее 15 45 59 — 285 I
1035- 1138 15 45 128 — 321- | 352 I
1
1 Среда + Оз-15,7% 111)0-4,3% COj-3,4% । S02-0,03% | Ni-остальное —
Г" Вид коррозии I Общая - [Аэрируемая^
400
~ Koi Среда ______
0,0068
t/C
50
База испытаний, ч
зльность, ч 2000
3000
Балл стойкости
1
Точечная_________________—-
Коррозионное растрескивание Межкристаллитная Вязкость разрушения, „ К1С
Термообработка
j 150 4743
Закалка 1050°С. Отпуск 570°С
Ковка
Вид 'Полуфабриката Слиток___________
.Заготовка
Температурный интервал ковки, С пбо^ооЗ— “ 1180^850 _
Ударна! I ВЯЗКОСТ при! -20 _ b,KCV,)J ,°С -40__ (ж/см\ -60 -80 ~ Термообработка 1 Закалка 1050°С, отпуск 575°С | Закалка 1050°С, отпуск 530°С, | отпуск 550°С 1
+ 20_-|83_— 175 146 55 127 74 60
L ft НЗ ГИИТКОВ - к, изготовленных 1 из заготовок | Размел сечения, мм Условия 1
Размер сечения, мм_ УСЛОВИЯ охлажден^
Флокеночувствительность
1сзанием
— Свариваемость_______________________
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭП1 и КТ.
^Юмецдуктся подогрев и последующая
С22М9°Сработка.
_______Обрабатываемость
В закаленном и отпущенном состоянии при 285 НВ и а, = 885 Н/мм2
Kv = 0,55 (твердый сплав),
КУ = 0,28 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Не склонна
290 СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали Вид поставки 1 Сортовой прокат—ВД заводов-изготовителей.
I 37Х12Н8Г8МФБ 1 (ЭИ 481)
Массовая доля элементов, %, по ГОСТ 5632-72
1 С Si Мп S Р Сг Ni Мо Nb V At Св |
1 0,34- I 0,40 0,30-0,80 7,50-9,50 £0,030 £0,035 11,5- 13,5 7,00-9,00 1,10-1,40 0,25-0,45 1,25-1,55 — £0,30
Механические свойства при комнатной температуре
I ВД дц Режим термообработки Сечение, ММ До 100 00.2, Н/мм2 Св, Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция Закалка Старение I (12-14 ч) Старение II (10-12 ч) t,°C 1130-1150 660-680 770-800 Охлаждающая среда Вода Воздух Воздух
600 не 850 менее 15 20 25
Закалка Старение I (5 ч) Старение II (5 ч) 1140-1160 700-720 850-870 Вода Воздух Воздух До 90 500 750 20 25 — — 241- I 286
Закалка Старение I (12-14 ч) Старение II (10-12 ч) 1140-1160 670 770-800 Вода Воздух Воздух До 90 600 850 15 20 — — 275- 309
I Назначение. Диски, лопатки, крепёж и другие детали для газовых турбин, работающие с ограниченным сроком службы при I температуре при 600-650°С. 1 Сталь жаропрочная аустенитного класса. .
I Предел 1 выносливости» 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 t-i + 20 0 -20 -40 -60 -80
| 421 —
К I Вид 1 полуфабриката 1 Слиток эвка Температурный интервал ковки, °C 1170-850 Размер сечения, мм До 350 Охлаждение поков из слитков Условия охлаждения На воздухе ок, изготовлен Размер сечения, мм До 350 НЫХ _ из заготовок —.— Условия охлаждения На воздухе
I Заготовка 1220-950
1 Свариваемость I Трудно свариваемая. 1 Способы сварки: РД РАД, ЭШ и КТ. I Рекомендуется последующая I термообработка. Обрабатываемость резанием В термообработанном состоянии при 269 НВ -К» = 0,4 (твердый сплав), Kv = 0,2 (быстрорежущая сталь) Темпер Aci атуракрит Асз ическихтс Ari чек, °C Агз
гтАЛИ И СПЛАВЫ
ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 291
Ларка стали "ТёшвпмФ рц№ЭИ9М)
Вид поставки
Сталь сортовая и калиброванная — ГОСТ 5949-75. Прутки, полосы — ГОСТ 18968-73, ОСТ 108.020.123-78, ОСТ 108.020.03-82.
Массовая доля элементов, %, по ГОСТ 5632-72
с Si Мп S Р Сг Ni Мо V W Си I
0,12-О>18 20,40 0,50-0,90 2 0,025 20,030 11,0-13,0 0,40-0,80 0,50-0,70 0,15-0,30 0,70-1,10 20,30 |
Механические свойства при комнатной температуре 1
ад Режим термообработки ' 1 р__АЯИ е, Под, Н/мм2 1 а„ 0, V, KCU, Н/мм2 1 % 1 % 1 Дж/смг HRC НВ I
Операция t,°C Охлаждающая 1 '
среда 1 ие менее
rfOCT 5949-75 Отжиг ИЛИ rvmvcK 900-950 С печью 1 До 200 — — —* — — _ 2 I 229 1
Закалка 1000-1020 650-750 Масло 1 до200 Воздух I 590 740 15 45 59
рост 18968- 73 Закалка Отпуск 1010-1060 660-770 Масло Воздух 1 До 60 590-735 740 15 50 59 229- |. 269 1
I От61до 100 590-735 740 14 45 54 229- I 269 I
ГОСТ 108.020. 03-82 Закалка Отпуск 1060 720 Масло I Замок Воздух I ДО 60 568-755 755 14 50 59 229- 1 269 I
Закалка Отпуск 1060 690 Масло | Замок Воздух 1 До 60 666-813 784 13 40 39 241- I 285 I
Закалка Отпуск 1060 720 Масло I Замок I свыше Воздух | 60 568-755 755 13 45 59 229- I 269 1
Закалка Отпуск 1060 690 Масло 1 Замок I свыше Воздух | 60 666-813 784 12 35 39 241-285
Мпшмишр. Плпатки. писки, цельнокованые роторы, бандажи, диафрагмы, болты, гайки, шпильки и другие детали, работающие при температуре до 570°С.
Сталь жаропрочная мартенситно-ферритного класса, обладает высокой деформационной способностью и коррозионной стойкостью.
I Сталь VAWP.T выплавляться с применением Э1ПП и ВДП._________________________________________________
I Предел I выносливости, 1 П/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка 1
[ С„1 N + 20 -20 -40 -60
3801 168? Г 1 1 107 10’ Закалка 1050°С, масло. Отпуск 700-720°С. <т„=690 Н/мм7; о. =510 Н/мм2 47- 147 57 67 62 Диск и 750-1020 мм, высотой 300 мм. I Поковка ротора в 1140 мм. Закалка 1050°С, масло. Отпуск 720°С. о0,г =600-650 Н/мм2; а, =750-810 Н/мм2 (образцы тангенциальные)
Г Образцы гладкие. 12 Образцы с надрезом, радиус в вершине надреза 0,75 мм.
Охлаждение поковок, изготовленных
Ковка
из слитков
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечеиия, мм
Условия охлаждения
Размер сечения, мм
из заготовок
Условия охлаждения
Слиток
1230-900
До 250
Отжиг низкотемпературный, одно переохлаждение Отжиг низкотемпературный,
До 250
Отжиг низкотемпературный, одно переохлаждение Отжиг низкотемпературный, двапереохлаждения
251-400
Заготовка
251-400
1230-900
1 Свариваемость Обрабатываемость резанием Температура критических точек, °C |
I Ограниченно свариваемая. I Способы сварки: РД, РАД н КТ. 1 Необходимы предварительный подогрев Lb последующая термообработка. В термообработанном состоянии при 230 НВ Kv = 1,1 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Aci Асз Аг, Агз I
800-810 860-880 — — 1
292
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
18Х12ВМБФР-Ш (ЭИ 993-Ш) Сталь сортовая и калиброванная — ГОСТ 5949—75. Прутки и полосы — ТУ 14—1—552—72. 1
Массовая доля элементов, %, по ГОСТ 5632-72
с Si Мп S Р Сг Ni Мо V W В Nb Си |
0,15-0,22 <0,50 <0,50 < 0,025 <0,030 11,0- 13,0 — 0,40-0,60 о,is-о.30 0,40-0,70 <0,003 0,20-0,40 £0,30
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ «год, Н/мм2 о., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5949-75 Отжиг ИЛИ отпуск До 200 — — — — — — £ 229 |
Закалка Отпуск 1050-1150 650-700 Масло Воздух До 200 490 740 12 45 39 — —
ТУ 14-1-552-72 Закалка Отпуск 1030-1050 680-720 Масло Воздух До 180 680 800 12 45 59 — £ 229
дц Нормализация Отпуск 1030-1050 680-720 Воздух Воздух Образцы 700 900 15 45 59 — 255- 235
Назначение. Крепежные детали, турбинные лопатки для работы при температуре до 565-600°С, трубы для длительной работы при температурах до 600-620°С.
Сталь жаропрочная мартенситно-ферритного класса, обладает высокой деформационной способностью и коррозионной стойкостью.
360 , 560
Предел длительной прочности: a 10000= 250 Н/мм , а (|^=220 Н/мм .
Механические свойства при комнатной температуре после длительного старения
Режим старения Оол, Н/мм2 ав, Н/мм2 8, % у, % KCU, Дж/см2 НВ Термообработка
t,°C т,ч
Исходное состояние
600 Без выдержки 785 940 16 60 90 285
600 1000 735 900 15 60 75 — Закалка с 1050°С в масле, отпуск при 650%
600 5000 715 880 17 55 70 277 выдержка 3 ч, охлаждение иа воздухе
600 10000 655 820 17 55 60 269
Технологические характеристики
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1200-850
Заготовка 1200-850
До 270
Размер сечения, мм
Охлаждение поковок, изготовленных
из слитков
из заготовок
Условия охлаждения
Отжиг низкотемпературный, одно переохлаждение
Не применяется для сварных конструкций.
_______Обрабатываемость резанием
В закаленном и отпущенном состоянии при 269-302 НВ н о,=750 Н/мм2
Kv=0,78 (твердый сплав),
Kv = 0,45 (быстрорежущая сталь)
Размер сечения, мм
До 700
Условия охлажден®
Отжиг низкотемпературный’ одно переохлаждение
°C
Температура критических точ№
~ Агз
Aci
850
Асз
Ari
930
И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 293
^^арка стали Вид поставки
20Х12ВНМФ Сталь сортовая и калиброванная — ГОСТ 5949-75. Прутки и полосы — ГОСТ 18968-73. Заготовки
ОП 428J лопаток —ОСТ 108.020.03-82, ОСТ 108.020.123-78.
— Массовая доля элементов, %, по ГОСТ 5632-72
Si Мп S Р Сг Ni Мо V W Си
6Д-О,23 <0,60 0,50-0,90 <0,025 5 0,030 10,5-12,5 0,50-0,90 0,50-0,70 0,15-0,30 0,70-1,10 5 0,30
—— Механические сппйг.тпя ттпи комнатной температуре . . -——
цц Режим термообработки Сечение, мм По.2, Н/мм2 Н/мм2 6. % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5949-75 Отжиг или отпуск До 200 — — — — — —- < 229
Закалка Отпуск 1010-1060 660-770 Масло Воздух До 200 590 740 15 50 59 — —
ГОСТ 18968-73 Закалка Отпуск 1010-1060 660—770 Масло Воздух До 60 590-755 740 15 50 59 — 229-269
От 61 до 100 590-755 740 14 45 54 229-269
ОСТ 108.020. 03-82 Закалка Отпуск 1060 720 Масло Воздух Замок до 60 568-755 735 15 40 59 — 229-269
Закалка Отпуск 1060 720 Масло Воздух Замок свыше 60 568- 755 735 14 35 59 — 229- 269
108.020. 123-78 Закалка Отпуск 1060 700 Масло Воздух Замок до 60 666-813 784 13 40 39 241- 286
Закалка Отпуск 1060 700 Масло Воздух Замок свыше 60 666- 813 784 12 35 39 — 241- 286
тадар’уре ДО570Ч: ’ДИ°КИ’ цельнокованые Роторы, бандажи, диафрагмы, болты, гайки, шпильки и другие детали, работающие при
жаропрочная мартенситного класса, обладает хорошей деформационной способностью и коррозионной стойкостью.
Термообработка
Т ермообработка
+ 20
0
-20
-40
-60
-80
t,°C
из заготовок
Условия охлаждения
Слиток
Температурный интервал ковки, "С
Длительность испытания, ч
Размер сечения, мм До 250 251—400
Вид полуфабриката
Ударная вязкость, KCU, Дж/см2, _________ при t, °C
См, может выплавляться с применением ЭШП и ВДП. Предел выносливости, | ""
Отжиг, одно переохлаждение Отжиг, два переохлаждения
Условия охлаждения
Отжиг, одно переохлаждение Отжиг, два переохлаждения
Размер сечения, мм До 250 251-400
1230-900
1230-900
Заготовка
Точек, °C
Д-1 Х-1 | N
314-412 — 1 '~То'
(°C хюлзучесть Скорость ползучести, %/ч
450 550 580 600 1 /100000
Предел ползучести, ______Н/мм2___________ 274
98-118 78 _______54__________I
Технологические ха]
______—--------——— Охлаждение поковок, изготовленных ______ из слитков "1 ——————
Длительная прочность_________________
Предел длительной Н/мм2
500 10000 382
600 10000 103
500 100000 343
600 актеристики 100000 88
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, Р АД н КТ.
Необходимы предварительный подогрев и последующая термообработка.
Обрабатываемость резанием
В состоянии после отпуска при 230 НВ и а, = 750 Н/мм2 Kv = 1,1 (твердый сплав), Kv = 0,6 (быстрорежущая сталь)
Температура критических Ас3
Aci
800-
810
860-
880
Аг3
294
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
08X13
(0X13, ЭИ 496)
Вид поставки
Сортовой прокат—ГОСТ 5949-75. Прутки—ГОСТ 18968-73, ГОСТ 18907-73. Прутки фасонные—ГОСТ 19442-74. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-3620-83. Лист толстый — ГОСТ 7350-77. Трубная заготовка—ТУ 14-1-565-84. Трубы—ГОСТ 9940-81, ГОСТ 9941-81. Заготовки лопаток турбин-ОСТ 108.020.03-82, ОСТ 108.020.123-78. Поковки—ГОСТ 25054-81, ОСТ 108.958.04-85.
Температура критических точек, °C
Ari
Аг3
Массовая доля элементов, %, по ГОСТ 5632-72
Ас3
Aci
Сг
Р
1 <0.08 2 0,80 <0,80 I 20,025 20,030 12,0-14,0 | 730 850 700 820 |
1 Механические свойства при комнатной температуре _ 1
ВД Режим термообработки Сечеиие, ММ °0,2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
I ГОСТ | 5582-75 Отжиг или отпуск 740-780 0,7-3,9 — 410 21 — —
I ГОСТ 1 5949-75 Закалка Отпуск 1000-1050 700-800 Масло Масло ДобО1 410 590 20 60 98 пбЛ 179
I ГОСТ j 7350-77 Закалка Отпуск 960-1020 680-780 Вода или воздух Воздух или печь 4-50 295 420 23 — — —
I ГОСТ 1 9940-81 В состоянии поставки термообработанные 0 57-325 s 3,5-32 — 372 22 — — —
I ГОСТ | 9941-81 0 5-273 s 0,2-22 — 372 22 — — —
I ГОСТ I 18968-73 Нормализация или закалка Отпуск 1000-1050 660-770 Вода Воздух ДобО2 410 580 20 60 98 187- 217
I ГОСТ 19442-74 Закалка Отпуск 1000-1050 660-770 Масло или вода Воздух ДобО3 — 588 20 187J 217 1
1 ГОСТ I 25054-81 Закалка Отпуск 1000-1050 700-780 Масло Масло До 200 Свыше 200-500 Свыше 500-1000 392 539 17 16 14 50 40 35 83 69 49 187- 229
ОСТ I 108.020.03 I -82 Закалка Отпуск 1000 720 Масло Воздух Замок добО4 411 588 20 60 98 187- I 217
на 1%, у на 5%, KCU на 9,8 Дж/см2;
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 6 свыше 100 до 150 мм - 8 на 3%, у на 10%, KCU на 14,7 Дж/см2.
2 Для стали диаметром или толщиной 61-100 мм допускается понижение 8 на 1%, у на 5%, KCU на 10 Дж/см2. й
Механические свойства прутков и полос диаметром или толщиной более 100 мм определяются на заготовке диаметром или толщине 90-100 мм.
3 Для прутков толщиной более 60 мм допускается снижение 6 на 1%.
4 Для заготовок лопаток с толщиной замковой части более 60 мм допускается снижения 5 На 1%, у на 5%, KCU на 9,8 Дж/см2_
Назначение. Лопатки, бандажи, трубы, а также другие изделия, для которых требуется сопротивление окислению до 800°С.
Сталь ферритного класса.
_______________________Жаростойкость ______________
Среда | t, °C | Скорость коррозии, мм/год | База испытаний, ч
Окалиностойкая до температуры 800°С
1,0
Коэффициент чувствительности к надрезу за--
Время, ч | t, °C KCU,fls2L-|
245-285
5000 | 450 _ 225
1 Вид коррозии I Общая Среда | t, °C | Длительность, ч | Балл стойкий—-По коррозионным свойствам близка к стали 12X13. Для повышения коррозионной стойкости и пластичности сварного соединения рекомендуется петадь пппвепгятъ термообработке по режиму*
| Точечная
1 Коррозионное растрескивание нагрев до 960-1000°С, охлаждение на воздухе, отпуск при 680-720°С, или только отпуск при 680-720°С.
Проверка на склонность к МКК по ГОСТ 6032-89 не предусмотрена.
| Температурные параметры ковки, °C Свариваемость
I 1100-800 Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, ЭШ и КТ. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкции.
Обрабатываемость резаном-----
В закаленном и отпущенном состоя1 при 149-159 НВ и а, = 588 Н/мм Kv = 1,4 (твердый сплав),
Kv = 0,7 (быстрорежущая сталь)_
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 295
Марка стали 12X13 (1X13) Вид поставки Сортовой прокат — ГОСТ 5949-75. Поковки — ГОСТ 25054-81, ОСТ 108.958.04-85. Прутки — ГОСТ 18907-73, ГОСТ 18968-73, ГОСТ 19442-74. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-2186-77, ТУ 14-1-3620-83. Лист толстый — ГОСТ 7350-77. Проволока — ГОСТ 18143-72. Трубная заготовка — ТУ 14-1-565—84. Трубы - ГОСТ 9940-81, ГОСТ 9941—81. Лента — ГОСТ 4986—79. Заготовки лопаток турбин — ОСТ 108.020.03-82, ОСТ 108.020.123-78.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Aci Асэ Ari Агз
0,09-0,15 <0,8 S0.8 <0,025 <0,030 12,0-14,0 730 850 700 820
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм ПО,2, Н/мм2 а», Н/мм2 8, % Ч % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 4986-79 Отжиг или отпуск 740-800 0,05-0,2 — 440 9 — — — —
0,2-2,0 17 —
гост 5582-75 Отжиг или отпуск 740-780 0,7-3,9 — 440 21 — — —
ГОСТ 5949-75 Закалка Отпуск 1000-1050 700-790 Воздух или масло Воздух До 60* 410 590 20 60 88 121- 197
гост 7350-77 Гост 9940-81 Закалка или нормализация Отпуск 960-1020 680-780 Воздух Воздух или с печью 4-50 345 490 21 —~ — —
0 57-325 s 3,5-32 — 392 21 — — —
ГОСТ "41-81 '^миоОра&отаннЬ1е 0 5-273 s 0,2-22 — 392 22 — — —
ГОСТ 18143-72 Термообработанные 1 класс 2 класс 01,0-6,0 — 490- 740 20 16 — — — —
гост 18907, 73 Термообработанные 1,0-30 — 490- 780 16 — — — 121- 187
Гост 19442-74 Закалка Отпуск 1000-1050 660-770 Воздух или масло Воздух ДобО2 — 617- 784 20 — — — 187- 229
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
124
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ О0.2, Н/мм2 СГн, Н/мм2 8, % V, % кси, Дж/см* HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 25054- 81 Закалка Отпуск 1000-1050 700-790 Масло Воздух До 200 Свыше 200 до 500 Свыше 500 до 1000 392 617 18 16 15 50 44 40 74 59 49 187- 229
ОСТ 108.020. 03-82 Закалка Отпуск 1030 720 Масло Воздух Замок добО3 441- 637 617 20 60 78 192- 229
Закалка Отпуск 1030 670 Масло Воздух 539-686 686 15 50 58 217- 255
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 8 на 1%, у на 5%, KCU на 9,8 Дж/см1; сйыше 100 до 150 мм - 8 на 3%, у на 10%, KCU на 14,7 Дж/см*.
2 Для прутков толщиной более 60 мм допускается снижение относительного удлинения на 1 %. г
3 Для заготовок лопаток с толщиной замковой части более 60 мм, допускается снижение 8 на 1%, у на 5%, KCU на 9,8 Дж/см
Назначение. Турбинные лопатки, бандажи, скрепляющая проволока, детали, работающие в условиях коррозии, трубы и Другие детали, работающие при температуре 450-500°С; детали, работающие в атмосферных условиях, речной и водопроводной воде, влажном паре, водных растворах,солей и других слабоагрессивных средах.
Жаростойкость
Среда
t,°C
Скорость коррозии, мм/год
Окалиностойкая до 750°С
Коэффициент чувствительности к надрезу за 10 ч
База испытаний, ч
Чувствительность к охрупчиванию при
Время, ч
старении
КСЦДж'с»!
108-137
t,°C
Исходное состояние_________
5000 470 108
10000 500 88
5000 530 108
1
Коррозионная стойкость - 1
Вид коррозии Среда t,°C Длительность, ч Балл стойкости 1
Общая Вода деминерализованная 300 1000 1 |
Речная, водопроводная вода 3000 1-2 |
Железо азотнокислое всех концентраций 1
Точечная Вода Атлантического океана 13000 3
Коррозионное растрескивание Вода, насыщенная воздухом 150 Разрушение чепез 335-1345 ч Напряжение 1 275 Н/мм^__—|
Межкристаллитная Проверка по ГОСТ 6032-89 не предусмотрена. -—|
Для повышения коррозионной стойкости рекомендуется термообработка по режиму: закалка с 950-100041 в масле или на отпуск при 650-700°С или применять полировку деталей.___________
Т ехнологические характеристики
Температурные параметры ковки, “С Свариваемость Обрабатываемость резанием J
1100-800 Ограниченно свариваемая. Способы сварки: РД и КТ. Подогрев и последующая термообработка применяются в Зависимости от метода сварки, вида и назначения конструкции. В закаленном и отпущенном состоянии 1 при 235 НВ и ав = 735 Н/мм Kv = 0,8 (твердый сплав), Kv = 0,5 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 297
Марка стали 20X13 (2X13) Вид поставки Сортовой прокат — ГОСТ 5949-75, ТУ 108.17.1050-78, ТУ 108.11.853-87. Прутки — ГОСТ 18907-73, ГОСТ 18968-73, ГОСТ 19442-74, ТУ 14-1-5038-91. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-2186-77. Лист толстый — ГОСТ 7350-77. Поковки — ГОСТ 25054-81, ОСТ 108.958.04-85. Ленга — ГОСТ 4986-79. Трубная заготовка — ТУ 14-1-565-84. Крепежные детали — ТУ 26-0610-003-82. Профили фасонные — ТУ 14-1-1271-75. Проволока — ГОСТ 18143-72. Заготовки лопаток турбин — ОСТ 108.020.03-82, ОСТ 108.020.123-78.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Aci Асэ Ап Ап
0,16-0,25 S0.80 <0,80 <0,025 £0,030 12,0-14,0 810 900 710 660
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ 00,2, Н/мм2 °в> Н/мм2 б, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Отжиг или отпуск 740-800 0,05-0,2 0,2-2,0 —- 490 8 16
ГОСТ 5582-75 Отжиг или отпуск 740- 800 0,7-3,9 — 490 20
ГОСТ 5949-75 "гост’ 7350-77 Закалка Отпуск 1000-1050 660-770 Воздух или масло Воздух, масло или вода ДобО1 440 650 16 55 78 — 126- 197
Зак Отп Нор или Отп 1лка уск 1000-1050 600-700 Воздух или масло Воздух или масло ДобО1 635 830 10 50 59 — 126-197
мализацня закалка уск 1000-1050 680-780 Воздух С печью или воздух 4-50 375 510 20 — — — —
гост 18143-72 "госТ-' -1^07-73 гост 18968-73 гост 15442-74 В состоянии пост ^рмообрабо'гань гавки: 1 класс гая 2 класс 1,0-6,0 —- 540-780 20 14 — — — —
нагг Тер ртованная — 980- 1320 —* — — —
необработанные 1,0-30 — 510-780 14 — '— — 197
Нор или От Зак Огл Мализацня закалка Уск 1000-1050 660-770 Воздух иди масло Воздух ДобО2 490-655 670 18 50 69 — 207-241
>лка Уск 1000-1050 660-770 Воздух или масло Воздух ДобО3 — 617- 784 18 — — — 207- 241
298
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
20X13 (2X13) | Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0.2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC “ — НВ
Операция t,°c Охлаждающая среда
не менее
гост 25054-81 Закалка Отпуск ЮОО-1050 660-770 Воздух или масло Воздух До 200 Свыше 200 до 500 Свыше 500 до 1000 441 647 16 15 14 50 45 40 64 49 39 —- 197- 248
ОСТ 108.020.03 -82 Закалка Отпуск 1080 720 Масло Воздух Замок добО4 490-657 666 18 50 68 — 207-241
Закалка Отпуск 1060 670 Масло Воздух 568-755 755 14 50 58 —- 229-269
' Для стали диаметром или толщиной свыше 60 до 100 мм допускается понижение 8 на 1%, у на 5%, KCU на 4,9 Дж/см2; свыше 100 до 150 мм - 8 на 3%, у на 10%, KCU на 9,8 Дж/см2. 2 Для стали диаметром или толщиной 61-100 мм допускается понижение 6 на 1%, у на 5%, KCU на 5 Дж/см2. Механические свойства прутков и полос диаметром более 100 мм определяются на заготовках диаметром или толщиной 90-100 мм. 3 Для прутков толщиной более 60мм допускается снижение 8 на 1%. 4 Для заготовок лопаток с толщиной замковой части более 60 мм, допускается снижение 8 на 1%, у на 5%, KCU на 9,8 Дж/см2.
Назначение. Клапаны гидравлических прессов, лопатки паровых турбин, тарелки и седла клапанов, поршневые кольца и другие детали, подвергающиеся ударным нагрузкам и работающие при температуре до 450-500°С; изделия, подвергающиеся воздействию слабоагрессивных сред. Сталь может выплавляться с применением ЭШП и ВДП.
Жаростойкость Коэффициент чувствительности к надрезу за 104 ч
Среда t,°C Скорость ®аза „ коррозии, MM/ГОД «“НИИ, 1,0
Окалиностойкая до температуры 700°С Чувствительность к охрупчиванию при старении
Время, ч 1 t,°C KCU, Дж/см2
Исходное состояние 78
10000 1000 550 600 108 147
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Общая Деминерализованная вода 300 3000 1
Точечная Вода Атлантического океана 13000 3
Коррозионное растрескивание Вода, насыщенная воздухом, напряжение 275 Н/мм2 150 Разрушение через 335-1345 ч
Межкристаллитная
Технологические характеристики
Температурные параметры ковки, °C Свариваемость Обрабатываемость резанием
1100-750 Ограниченная свариваемость. Способы сварки: РД, РАД и КТ. Подогрев и последующая термообработка применяются в зависимости от метода сварки, вида и назначения конструкции. В закаленном и отпущенном состоянии при 241 НВ и ав = 640 Н/мм2 К, = 0,70 (твердый сплав), Kv = 0,45 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫССТСОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 299
1 Марка стали Вид поставки
30X13 5949~75’ ™ Прутки - ГОСТ 18907-73. Поковки - ГОСТ
1 (3X13)
Температура критических точек, °C
по ГОСТ 5632-72
Si
Мп
Сг
0,26-0,35
<0,80
5 0,80
50,025
50,030
12,0-14,0
Aci
810
Ас3
860
Ari
710
Аг3
660
С
S
р
— Механические свойства при комнатной темпепатупе
вд Режим термообработки Сечение, мм Оо,2, Н/мм2 с., Н/мм2 S, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
1 гост [«86-79 Отжиг ИЛИ отпуск 740-800 С печью, масло или воздух 0,05-2,0 — 540 15 — — — —
1 гост 5582-75 Отжиг или отпуск 740-780 0,7-3,9 — 540 17 — — — —
ГОСТ 5949-75 Закалка Отпуск 950-1050 200-300 Масло Воздух или масло до 200 Не определяются >48 131-217
1 ГОСТ 18143-1 72 В состоянии поставки термообработанная 1 класс 1,0-6,0 — 590-830 16 — — — —
2 класс 12
ГОСТ 25054-81 Закалка Отпуск 1000-1050 700-750 Масло Воздух До 200 Свыше 200 до 500 Свыше 500 до 1000 588 735 12 11 10 40 38 35 39 34 29 235- 277
гкие.
изд й — v-4-Je и мерительные инструменты; валы крекинг-насосов, пружины, арматура; детали компрессоров и других
' Работающие при температуре до 450°С, и в слабоагрессивных средах.
коррозионно-стойкая, мартенситного класса.
Жа;
Среда
t,°C
юстойкость Скорость коррозии, мм/год
База испытаний, ч
Коэффициент чувствительности к надрезу за 104 ч
Окалиностойкая при длительном сроке службы с температурой до 600°С
Чувствительность к охрупчиванию при старении
KCU, Дж/см»
54
Время, ч__________I t, °C
Исходное состояние
20000 500 40
7000 550 49
5000 600 44
Общая
-^коррозии
^^~~~^Ё!£1Еескивание
—SgWmg ----------
Коррозионная сто! Среда шостъ t,°C Длительность, ч Балл стойкости
Вода дистиллированная 20 2
Вода шахтная (кислая, pH = 0,5) 20 1
Промышленная атмосфера 20 3
Пар - воздух 100 50 1
Для повышения коррозионной стойкости рекомендуется производить отпуск при температуре 300°С или выше 650°С
1100-800
параметры ковки, °C
Свариваемость Обрабатываемость резанием
Не применяется для сварных конструкций. В закаленном и отпущенном состоянии при 241 НВ и а, = 735 Н/мм2 Kv = 0,70 (твердый сплав), Kv = о,45 (быстрорежущая сталь)
300
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат—ГОСТ 5949-75, ТУ 108.11.853-87. Прутки — ГОСТ 18907-73. Лист тонкий-ГОСТ 5582-75, ТУ 14-1-2186-77, Проволока— ГОСТ 18143-72.
40X13 (4X13)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, 'С
С Si Мп S Р Сг Aci Ас3 Ari Аг,
0,36-0,45 £0,80 <0,80 5 0,025 £ 0,030 12,0-14,0 820 .870 780 —
Механические свойства при комнатной температуре
нд
ГОСТ 5582-75
ГОСТ 5949-75
ГОСТ 18143-72
ГОСТ 18907-73
_________Режим термообработки
Операция
Отжиг или отпуск
Закалка
Отпуск
t,°C
740-800
Охлаждающая среда
1000-1050
200-300
Масло
Воздух или масло
В состоянии поставки термообработанная
В состоянии поставки термообработанная
Сечение, мм
0,7-3,9
до 200
1,0-6,0
1,0-30
°0.2, Н/мм2
550
640-
880
5, %
<?в, Н/мм2
______не менее
15
кси,
V.
% | Дж/смг
HRC
НВ
590-810
Не определяются
10
2 класс
10
класс
14
143-229
143-
229
Назначение. Втулки, оси, валы, пружины, рессоры, корпусы, цапфы, лопасти, бандажи паровых турбин, диски, работающие при температуре до 400-450°С, карбюраторные иглы, болты, гайки и другие детали, работающие в коррозионных средах.
Сталь коррозионно-стойкая мартенситного класса, характеризуется высокой
Жа]
Среда
t,°C
юстойкость
Скорость коррозии, мм/год
База испытаний, ч
Окалиностойкая при длительном сроке службы до температуры 600°С
Вид коррозии
прочностью и износостойкостью.
Коэ1
|ициент чувствительности к надрезу за 104 ч
Чувствительность к охоупчипанию ппн стаоении
Время, ч | t °C КСи,Дж/см'__
— Исходное состояние 21 _
470
Общая
Точечная
________________Коррозионная стойкость
________________Среда_________________
Концентрированная Н28О4
63,4%H2SO4____________________________
24% аммиак
t,°C 20
40
льность, ч 720
24
Балл стойкости
1
4 ______
Коррозионное растрескивание Межкристаллитная
-=---—---------------------------------1 20 | 720
Для повышения коррозионной стойкости рекомендуется производить закалку и отпуск при температуре 25О-ЗОО°С
1
Температурные параметры ковки, °C
Проверка на склонность к МКК по ГОСТ 6032-89 не предусмотрена
Технологические характеристики
Свариваемость
Обрабатываемость резанием
1100-800
В закаленном и отпущенном состоянии при 340 НВ и 0„ S 735 Н/мм2 Kv = 0,6 (твердый сплав), Ку = 0,4 (быстрорежущая сталь)
Не применяется для сварных конструкций.
ЖАРОСТОЙКИЕ ИЖАДОПРОЧЕИЕ--Ж
Марка стали
Вид поставки
25Х13Н2
(Ш4Н2.ЭИ474) ПРУпси нагартованные
— ГОСТ 18907-73, ТУ 14-1-721-73.
С
Si
Массовая доля элементов %,
Мд
S
Р
по ГОСТ 5632-72
0,20-0,30
<
0,50
0,80-
1,20
0,IS-О.25
0,08-0,15
Сг
Ni
Ti
ад
гост
18907-
73
ДЦ
12,0-
14,0
Режим термообработки
Операция
Пруток:
t,°C
1,50-
2,00
Мо
2 0,20
Асз
Ас,
Си
< 0,30
Механические свойства при комнатной температуре S? %
Охлаждающая среда
Сечение, мм
00,2, Н/мм2
с., Н/мм2
KCU,
3|», % | Дж/см2
шлифованный обработанный на заданную прочность (ТП)
отожженный (Т)
Тоже
точек, °C
Ari Агз 1
HRC
НВ
не менее
1-30
Свыше 5
690-980
25-27
830
207-285
-------------- лпкам (клапаны гидравлических прессов,
Назначение, Детали с повышенной пластичностью, подвергающиеся УЛа^боагрессивных сред (атмосферные осадки, водные предметы домашнего обихода), а также изделия, подвергающиеся де обладает лучшей обрабатываемостью на станках, распоры солей органических кислот при комнатной температуре и друг
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка 1
0-1 t-i + 20 0 -20 -40 -60 -80
— -
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
из слитков
из заготовок
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечения, мм
Условия охлаждения
Слиток
1150-800
Медленное в печи
Свариваемость Обрабатываемость резанием
Трудно свариваемая. Способы сварки: РД и ЭШ. Необходимы предварительный подогрев и последующая термообработка. В отожженном состоянии при 210 НВ Ку= 1,2 (твердый сплав)
Мало чувствительна
Склонность к отпускной хрупкости
Склонна в интервале температур 475-500°С при длительных выдержках.
Условия охлаждения
Размер сечения, мм
Флокеночувствительность
302
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 03Х13Н8Д2ТМ (ЭП 699) Вид поставки Прутки горячекатаные круглые, кованые круглые и квадратные — ТУ 14-1-1655-75. Лента — ТУ 14-1-2176-1 77.
Массовая доля элементов, %, по ТУ 14-1-1655-75 , Температура критических точек, °C |
С Si Мп S Р Сг Ni Мо Ti Си Aci Ас3 Ari Агз Мн Мк
< 0,03 < 0,50 < 0,50 < 0,025 0,020 12,0- 13,0 8,00- 9,00 0,50-1,00 0,80- 1,10 1,50- 2,00 575 700 — — 185 100
Механические свойства при комнатной температуре I
ВД Режим термообработки Сечение, ММ °0.2, Н/мм2 C?Bi Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14-1-1655-75 Тройная закалка Старение, 2 ч 880±10 500-540 Зоздух Воздух 3-381 90-1802 1350 1450 9 30 45 — —
ТУ 14- 1-2176- 77 В состоянии поставки Лента h=2,0 и 3,0 Ь=90 €>600 — 382 6 — — — — 1
Закалка Старение 3-5 ч 880±10 520-540 Воздух Вода 1300 1372 5 — — — — 1
1 Прутки горячекатаные круглые. 2 Прутки кованые круглые и квадратные. J
Механические свойства в зависимости от температувы закалки 1
нд Режим термообработки Сечение, ММ 00.2, Н/мм2 C?Bi Н/мм2 8, % V, % кси, Дж/см2 t испытания, °C HRC
Операция t,°C Охлаждающая среда
не менее
ТУ 14- 1-1655- 75 Закалка Старение, 2 ч 820 550 Вода или воздух Воздух Пруток 0 16 1184 1404 1245 1756 16,4 18,2 67,4 52,3 84 36 20 -196 зГ"|
Закалка Старение, 2 ч 850 550 Вода или воздух Воздух Пруток 0 16 1184 1412 1241 1752 16,0 25,0 67,5 46,9 100 35 20 -196 зГП
Закалка Старение, 2 ч 900 550 Вода или воздух Воздух Пруток 0 16 1174 1464 1238 1764 15,2 24,7 64,3 48,4 95 37 20 -196 зГП
Закалка Старение, 2 ч 950 550 Вода или воздух Воздух Пруток 0 16 1180 1495 1220 1771 17,6 21,2 57,5 51,7 125 27 20 -196 34|
Закалка Старение, 2 ч 1000 550 Вода или воздух Воздух Пруток 0 16 1221 1520 1256 1730 20,5 21,5 61,8 47,8 55 20 20 -196 331
Закалка Старение, 2 ч 1050 550 Вода или воздух Воздух Пруток 0 16 1230 1506 1250 1640 14,6 20,2 60,5 54,8 50 20 20 -196 32 |
Закалка Старение, 2 ч 1100 550 Вода или воздух Воздух Пруток 0 16 1176 1550 1195 1670 17,0 20,5 62,1 53,0 49 13 20 -196 -32|
Закалка, 1 ч 880 Вода Пруток 0 16 47 34,5 23 17,5 12,5 53,5 42,5 32 24,5 17 111 111 90,5 107,5 78 >90 >90 >90 >90 >90 Mill 1000 1050 1100 1150 1200 . М 1 м
Закалка 40 мин 880 Вода Пруток 0 20 814 1223 925 1360 16,5 21,0 74,6 62,3 214 70 20 -196 24
Закалка 40мин Старение, 2 ч 880 250 Вода Пруток 0 20 930 1245 1020 1440 14,0 18,6 64,2 40,9 130 54 20 -196 24
Закалка 40мин Старение, 2 ч 880 350 Вода Пруток 0 20 1014 1325 1170 1580 14,7 16,2 66,3 39,4 79 28 20 -196 29
Закалка 40мин Старение, 2 ч 880 400 Вода Пруток 0 20 1287 1604 1335 1624 10,8 12,4 25,4 17 2 38 15 20 -196 40
Закалка 40мин Старение, 2 ч 880 450 Вода Пруток 0 20 1578 1813 1624 1848 7,8 7 П 14,9 R /1 27 7 20 -196 42
Закалка 40мин Старение, 2 ч 880 500 Вода Пруток 0 20 1515 1571 12,5 38,5 34 20 38
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 303
03X131 вд 18Л2ТМ (ЭП 699) | Механич Режим термообработки вские СВОЙС- Сечение, мм на в зав1 ПО,2, Н/мм2 1СИМОСТИ ОВ, Н/мм2 от темпе 8, % ратурь % кси, Дж/см2 t испы- тания, °C HRC
Операция t,°C Охлаждающая среда
не менее
ТУ14- 1-1655- 75 Закалка 40мин Старение, 2 ч 880 550 Вода Пруток о20 1184 1412 1241 1752 16,0 25,0 67,5 46,9 100 35 20 -196 34
Закалка 40мин Старение, 2 ч 880 600 Вода Пруток 0 20 945 1172 1112 1628 25,0 24,8 74,2 51,0 154 82 20 -196 32
Закалка 40мин Старение, 2 ч 880 625 Вода .Пруток 0 20 711 1040 1020 1608 20,4 23,8 62,8 57,5 146 106 20 -196 28
Закалка 40мин Старение, 2 ч 880 650 Вода Пруток 0 20 800 984 919 1542 17,5 26,5 75,7 49,8 168 114 20 -196 26
ТУ14-1-2176-77 Закалка 40мин Старение, 2 ч 880 600 Вода Лист 2 990 1170 14003 19 65 75 52“ 20 —
1080 1405 1310 16503 1600 18003 19 19 65 50 75 504 70 374 -70 -196 —-
1685 1780 18703 12 38 49 254 -253 ——
Часу._________________ _______________________________________________________________________-___________________
Ныначение. Силовые элементы, сварные конструкции, работающие при температурах от20 до минус 196 С. Сталь мартенситно-стареющая.
Предел ишосливости, ~_Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
+ 20 0 -20 -40 -60 -80
Вид №ррозии
Общая
Точечная
Коррозионное I
Р»ирескиваиие \
^кристаллитиая '
Данные для листовой ста
УС, 20 мин, воздух + старение при 600°С,_2ч-
Ковка*1 ~
| Температурный I интервал ковки, °C ' 1160-850
Вид
Среда t,°C Скорость коррозии, Балл СТОЙКОСТИ
_А1мосфера солевого тумана 7,9/9,43
_?8 /c-ная относительная влажность 5,9/6,Is
-^Даяотносительная влажность + 0,01 %SO2 25,5/18,43
юзионно-стойка в атмосфе;
Не склонна в условиях промышленной атмосферы (в в а^УГСлВИИ 0,01°/oS02X в условиях 98% влажности и солевого тумана ИИ (толппгжм о . ~ ~— —
i: числитель - закалка с 980°С, 20 мин, воздух; знаменатель - закалка
Технологические характеристики_____________________________
__________________Охлаждение поковок, изготовленных________ из заготовок
Размер сечения, мм
из слитков
—РмирУется в холодном состоянии
Условия охлаждения Воздух
Размер сечения, мм
Условия охлаждения
Обрабатываемость резанием
------------
-&НоеСо стали и,
"3-еаие 2внопроРч°но ‘Г’’ °' ~ 900 Н/мм’ ° 2££°вномУмсталпу
Флокеночувствительность Чувствительна _
Склонность к отпускной хрупкости
Относительная обрабатываемость ниже, чем у стали 45, и выше, чем у сталей аустенитного класса
304
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
12Х13Г12АС2Н2 (ДИ 50) Трубная заготовка—ТУ 14—1—2870—80. Трубы—ТУ 14—3—917—80. 1
Температура критических точек; Т
Массовая доля элементов, %,поТУ 14-1—2870-80
с Si Мп S Р Сг Ni Al n2 Aci Ac3 Ari Arj
0,08-0,12 1,80- 2,20 11,0- 12,0 < 0,020 <0,030 12,0- 13,0 1,80- 2,20 0,05-0,15 0,10-0,15
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ <Го,2, Н/мм2 о., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая ' среда
не менее
ТУ 14-3-917-80 Аустенизация 0 32-42 s4-6 372 784 35 — — — —
Назначение. Жаростойкая, жаропрочная, аустенитная сталь до температуры 700°С для элементов оборудования теплоэнергетической (трубы поверхностей нагрева .котлов энергоблоков, работающих на высокоагрессивных органических топливах с высоким содержанием ванадия, серы и др.), нефтеперерабатывающей, нефтехимической и др. отраслей промышленности.
Жаростойкость Механические свойства после эксплуатации различной 1 продолжительности I
Среда t,°c Скорость коррозии, мм/год База испытаний, ч
Продукты сгорания высокосернистого мазута 650 650 0,086 1,0' 10000 68000 Время испытания, ч Н/мм2 Н/мм2 8, % у, % 1
Продукты сгорания экибастузского угля 650 650 700 700 0,01 0.21 0,015 0,3* 10000 10000 10000 10000 800 310 850 22,0 19,5
13000 323 800 23,0 18,0
Продукты сгорания назаровского угля 650 650 700 700 0,005 0,3’ 0,008 0,35* 10000 11500 10000 10000 33000 405 720 19,0 10,2
64000 450 950 44,0 55,1
1 Экстраполяция на 100000 ч. 70000 337 633 42,6 80,2
— , Коррозионная стойкость —
Длительность, ч
Балл
Общая____________________
Точечная_________________
Коррозионное растрескивание Межкристаллитная
Технологические
Температурные параметры ковки, °C Свариваемость
1180-980 Сваривается без ограничений. Способы сварки: РД, РАД и КТ.
Обрабатываемость резанием в состоянии поставки при а, = 783 Н/мм Kv = 0,41 (твердый сплав), Kv == 0,17 (быстрорежущая сталь)
_СТАЛИИСПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ. ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 305
Марка стали
10Х13Г12С2Н2Д2Б (ДИ 59)
Вид поставки
Трубная заготовка - ТУ 14-1-2870-80, ТУ 14-131-871-93. Трубы- ТУ 14-ЗР-55-2001.
Массовая доля элементов, %, по ТУ 14-1-2870-80
Температура критических точек, “С
С Si Мп S Р Сг Ni Си Nb Aci Ас3 Ari Агз
0,06- 1 0,10 1,80- 2,20 11,5- 12,5 <. 0,020 <; о,озо 12,0-13,5 1,80- 2,50 2,00-2,50 0,60-1,00
Механические свойства при комнатной температуре
ВД Ре> Операция адм термообра t,°c эотки Охлаждающая среда Сечение, ММ СТо,2, Н/мм2 СТ», Шим2 б, % V, % кси, Дж/см2 HRC НВ
ГТУ14- ЗР-55-1 2001 Аустенизация 0 32-42 s4-6 216 588 40 — — — —
'®аРост°вкая, жаропрочная, аустенитная сталь до температуры 700°С для элементов оборудования теплоэнергетической ОИ ы поверхностей нагрева котлов энергоблоков, работающих на высокоагрессивных органических топливах с высоким держанием ванадия, серы и др.), нефтеперерабатывающей, нефтехимической и др. отраслей промышленности.
1 Жаростойкость Механические свойства после эксплуатации различной продолжительности
| среда t,°c Скорость База
I Продукты сгорания выедосернистого 1 №уга 550 650 0,25* 0,185 46675 10000 Время испытания, ч Н/мм2 св, Н/мм2 8, % у, %
650 0,60* 46675 25000 420 910 35 37
| сгорания э*^скогоугля 650 0,01 10000 38000 390 900 40 30
700 0,012 10000 50000 382 900 41 44
ЭксЧ>аполяция на 100000 ч. 72000 400 900 34 33
Коррозионная стойкость
——^ВДчкоррозии °йцая' ~~— Среда t,°c Длительность, ч Балл стойкости
Точечная ~~~ —
^е)К|Фвсталлитная Испытания по методу AM ГОСТ 6032-89 при длительности кипячения 15 ч в аустенизированном состоянии, а также после провоцирующего отпуска при температурах 550 и 650°С в течение одного
1160-950
Технологические характеристики ___________________
Свариваемость Обрабатываемость резанием
Сваривается без ограничений. Способы сварки: РД, РАД и КТ. В состоянии поставки при а, = 588 Н/мм2 Kv = 0,66 (твердый сплав), Kv = 0,35 (быстрорежущая сталь)
306
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Трубная заготовка—ТУ 14-1—1529-93. Трубы—ТУ 14-188—45-80, ТУ 14-3—1808—91. Поковки—ТУ 302-02-123-91. Лист —ТУ 14-134-281-91, ТУ 14-1-4840-90, ТУ 14-1-4841-90.
08Х14МФ
Массовая доля элементов, %, по ТУ 14-1-1529-93 Температура критических точек, °C
С Si Мп S Р Сг Мо V Aci Асз Ari Агз
о,os-о. 10 0,20-0,45 0,80- 1,20 <0,020 <0,035 13,0- 14,8 0,20-0,40 о,is-о.30 810- 820 890- 910 — ‘—
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Н/мм2 Н/мм2 б, % V. % KCV, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 14-1-1529-93 Нормализация Отпуск 1000- 1030 750-780 Воздух Воздух 80-270 345 540 20 60 160 — 170
ТУ14-188-45-80 Нормализация Отпуск 1000- 1030 750-780 Воздух Воздух 36-40 343 539 20 50 — — —
ТУ 302-02-123-91 Нормализация Отпуск 1000- 1030 750-780 Воздух Воздух 600 350 550 20 50 — —
ТУ 14-134-281-91 Нормализация Отпуск 1000-1030 750-780 Воздух Воздух 6-10 300 450 22 50 — —
ТУ 14-3-1808-91 Отпуск 750-780 Воздух 1,2-3,0 250 450 22 — — — —
1 У 14- 1-4840- 90 Отжиг 750-780 С печью 0,5-30 300 450 22 — —
1-4841- 90 Отжиг 750-780 С печью 0,5-30 300 450 22 — — —
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 30?
Назначение. Трубы теплообменного оборудования и трубопроводные трубы, лист, поковки для энергооборудования, а также оборудования пищевой промышленности.
08Х14МФ
Предел выносливости на базе 10’циклов Коэффициент чувствительности к надрезу за 104ч 1
VC о..
Гладкие образцы Чувствительность к охрупчиванию при старении 1
20 328 Время, ч СС KCVjWc^J
350 250 Исходное состояние 1
Образцы с надрезом 500 350 I43
20 201 1000 350 140
350 1 86 3000 350 Н6
1 Сварные образцы 5000 350 128
(РД электродом ЦЛ-51) 10000 350 83 1
20 348 1000 550 152
350 245 3000 550 160
5000 550 145 1
Коррозионная стойкость
Общая
Вид коррозии
Среда
Деминерализованная вода, [О2] < 1 мг/кг
t,°C
320
70
Точечная
Коррозионное растрескивание
.^фисталлитаая
Промышленная атмосфера Деминерализованная вода, [Оз] - 1 мг/кг Промышленная атмосфера
42%Mg се2
Вода, содержащая 1 мг/кг С€ и до 6,0 мг/кг О2_________________
70
154
350
Длительность, ______ч
2000
2000
5000
2000
5000
500
3000
Балл стойкости
Питтинги отсутствуют
Трещин нет
Трещин нет
1
1
1
Технологические характеристики
^^ВРатуриые параметры ковки, “С
Свариваемость
Обрабатываемость резанием
1250-750
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ и КТ. Рекомендуется последующая термообработка.
В нормализованном и отпущенном состоянии при 170 НВ и ов = 350 Н/мм2
Kv = 3,0 (твердый сплав)
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
308
Марка стали 03Х14ГНФ-ВИ Вид поставки Лист — ТУ 14-134-325-93.
Массовая доля элементов, %, по ТУ 14-134—325-93 Температура критических точек, °C
С Si Мп Сг Ni Мо V N ACj Асз Ari Агз
<0,03 0,05-0,20 0,40-0,70 14,0- 15,0 1,00- 2,00 0,10— 0,30 <0,50 <0,10 680- 710 750- 780 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Со.г, Н/мм2 с., Н/мм2 8, % V. % KCV, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 14- 134-325-93 Отжиг 670-700 С печыо о,5-5,0 295 480 — — — — 160
Назначение. Для изготовления кузовов нового поколения электропоездов, поездов метрополитена, пассажирских вагонов дальнего следования и др. подвижного состава.
Жаростойкость Коэффициент_чувствительности к надрезу за 10’ ч
Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Чувствительность к охрупчиванию при старении .
Время, ч t,°C KCV, Дж/см2
Исходное состояние . ——
Коррозионная стойкость
Окалиностойкая до температуры 750°С
Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Общая 0,3% раствор H,SO4 20 1
3% раствор H2SO4 20 5
3% раствор NaCt 20 1
Точечная
Коррозионное растрескивание
Межкристаллитная
Технологические характеристики
Температурные параметры ковки, °C
Свариваемость
Обрабатываемость резанием
1200-800
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП и КТ. Рекомендуются подогрев и последующая термообработка.
В отожженном состоянии при 160 НВ и с. = 295 Н/мм2
Kv = 3,9 (твердый сплав)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРГОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 309
Марка стали Вид поставки
10Х14Г14Н4Т Сортовой прокат — ГОСТ 5949-75. Поковки — ГОСТ 25054-81. Лист тонкий — ГОСТ 5582-75. Лист
(Х14Г14НЗТ, ЭИ 711) толстый — ГОСТ 7350-77. Трубная заготовка — ТУ 14-1-170-72. Трубы — ТУ 14-3-59-72.
Температур» критических точек, °C
Массовая доля элементов, %, по ГОСТ 5632-72
Si
Мп
Сг
Ni
Ti
Aci
Асз
Ari
Аг3
50,10
60,80
13,0-
15,0
6 0,020
<0,035
13,0-
15,0
2,80-
4,50
5 х (С-0,02)
-0,60
Механические свойства при комнатном температуре
нд Режим термообработки Сечение, ММ СТО,2, Н/мм2 <г., Н/мм2 S, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5582-75 Закалка 1050-1080 Вода 0,7-3,9 295 690 35 — — — —
ГОСТ 5949-75 Закалка 1000-1080 Вода, масло или воздух ДобО1 245 640 35 50 — — —
ГОСТ 7350-77 Закалка 1050-1080 Воздух или вода 4,0-50 245 590 40 — — — —
ГОСТ 25054-81 Закалка 1000-1080 Вода До 1000 245 637 По согласованию
ТУ14-j-59-72 Закалка 1050-1080 Вода, масло или воздух 600 35 —
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается свыше 100 до 150 мм - 6 на 3%, у на 10%. _________ '***
Назначение. Детали отпускных печей, сварное < . _ а также криогенной техники до температуры -253°С.
оборудование, работающее в средах химических производств слабой агрессивности,
1^ " —»»-»— -------_•
р кдррозионно-стойкая аустенитного класса, может применяться как жаропрочная до 650°С в воздушной среде.
“ ' 1 I 1 ------------ vrTT Пш/см>. |
Жаростойкость
Среда
t,°C
Скорость коррозии, мм/год
Окалиностойкая до 650°С
-20
База испытаний, ч
-60
350
Ударная вязкость, KCU, Дж/см1, при t, °C _____________________т
-100
-196
320
Термообработка
Коррозионная стойкость
" Вид коррозии Общая ^Р^иоиное растрескивание Среда _____ Уксусный ангидрид Парафин 20%Н2О2 Вода дистиллированная Вода, содержащая Ct и Оз t,°C 20 80 100 20 20 320 Длительность, ч Разрушение через 100 ч 1 2 1 2 Напряжение 300-200 Н/мм2
Меж1Фисталлитаая - Ппсле нагрева в Сталь не склонна к МКК в закаленном состо • на сКЛ0НН0СТь к МКК производится по 600-650°С может приобрести склонность к МКК ipР Пр 65О°С, выдержка 1 ч. ГОСТ 6032-89 метод А после закалки и провоцирующего натр __
Технологические характеристики
Обрабатываемость резанием
-^^Уриые параметры ковки, °C Свариваемость
1160-800 Ограниченно свариваемая. Способы сварки: РД, РАД и КТ.
В состоянии закалки при ст, = 640 Н/мм2 Kv = 0,6 (твердый сплав), Kv = 0,3 (быстрорежущая сталь)
310
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
Вид поставки
04Х14Н5МГТЮ
Пруток—ТУ 108.1377-85.
Массовая доля элементов, %, по ТУ 108.1377—85
1 С Si Мп S Р Сг
I 2 0,04 2 0,70 1,00-1,50 <0,020 2 0,020 14,0-15,0
В
Ti
Мо
Ni
5,00-6,00
0,80-1,10
0,10-0,20
0,10-0,20
0,001-0,003
Температура критических точек, °C
Aci Acj Ari Агз Мн Мк
590 760 — — 240 120
М
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ <50,2, Н/мм2 Н/мм2 б, % У. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
I ТУ 1 108.1377 1 -85 Закалка 900-920 Вода 120 833 980 13 70 158 30
Закалка Отпуск 900-920 450 Вода Воздух 1038 1127 14 65 84 40
Закалка Отпуск 900-920 500 Вода Воздух 1048 1078 16 67 181 38
Назначение. Зубчатые колеса и вал-шестерни и другие крепежные детали перегрузочной машины системы управления защиты АЭС.
1 Коррозионная стойкость —-—
1 Вид коррозии Среда t,°c Длительность, ч Балл стойкости _
1 Общая Борированная вода [Н2ВО3] _ 16 г/кг [КОН] - 0,02 ммоль/кг До 350 3000 1
I Точечная Борированная вода [Н2ВО3] -16 г/кг [КОН] - 0,02 ммоль/кг 350 3000 Отсутствует
I Коррозионное растрескивание
1 Межкристаллитная
I Предел I выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I П-1 г-1 + 20 0 -20 -40 -60 -80
~ zzz
Технологические характеристики
Ковка
Вид полуфабриката
Слиток
Температурный интервал ковки, °C
Из слитков
Размер сечения, мм
Охлаждение поковок, изготовленных___________ из заготовок
Условия охлаждения
Размер сечения, мм
1 Свариваемость Обрабатываемость резанием
1 Ограниченно свариваемая. I Способы сварки: РД, РАД, АФ, ЭШ и КТ. 1 Рекомендуются подогрев и последующая 1 термообработка. В закаленном состоянии при 285 НВ и а, = 980 Н/мм2 Kv = 0,5 (твердый сплав), Kv = 0,24 (быстрорежущая сталь)
Склонность К отпускной Хру1Р^_—
Флокеночувствительно«ь
Условия охлажД!^
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 311
Марка стали Вид поставки Поковки. Толстый лист — ВД заводов-изготовителей.
05Х14Н5ДМ
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ап Агз Ми Мк
S 0,06 0,40 0,40-0,80 £ 0,025 0,025 13,5-15,0 4,50- 5,50 0,60-1,50 — 0,80- 1,10 620- 650 720-790 — — 180-250 50
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ ОЬ.2> Н/мм2 о,, Н/мм2 8, % V, % KCV, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
дц Предварительная 0 870~ 1270 длина 35001 Поковки корпуса коллектора пароперегревателя
714 733 891 878 21,7 22,3 67,9 69,8 148 168 20
706 692 835 825 203 21,7 64,0 69,8 177 162 100
Гомогенизация Отпуск 1030- 1050 600-620 Воздух С печью
665 679 785 790 16,7 17,0 67,9 64,0 186 176 200
618 648 773 769 14,0 16,7 59,9 59,9 179 175 300
Окончательная
641 630 758 751 14,7 153 62,3 62,3 182 153 350
621 601 747 727 13,3 14,7 55,6 62,3 174 174 400
Нормализация Отпуск 960-980 600-620 Воздух С печью 599 584 709 721 14,3 14,3 623 623 168 161 450
577 568 633 672 18,0 16,7 66,0 64,0 177 177 500
Нормализация (10ч) Отпуск (20 ч) Старение (3000 ч) 950 610 450 Воздух С печью Воздух 798 696 665 608 955 768 752 690 22,5 13,8 14,2 15,7 58,7 443 37,0 48,4 81 106 98 93 20 350 400 450
_ Предварите пеняет термообработка 02110 толщина 460 Поковки дисков ГТЭ-150
Отпуск Отпуск 620-640 600-620 С печью 30°С/ч С печью 30°С/ч до 300°С, далее
Не определяются
Окончательная термообработка 748 ~ 757 896 894 19,0 19,0 58,0 59,0 104 104 20
Нормализация 960-980 550-570 Воздух Воздух 688 699 758 755 18,4 17,0 61,0 63,0 — 200
Отпуск 540 541 580 593 133 17,0 64,0 65,5 — 500
ЛиекI ступени (наружное кольцо?
Дополнительная термообработка 860 850 935 930 26,0 19,6 59,0 60,0 82 88 20
730 760 795 800 14,6 15,6 58,0 59,0 — 200
Аустенитизация Отпуск 700-710 480-500 Воздух до 300°С, далее с печью С печью до 300°С, далее на воздухе
590 585 610 605 12,0 13,2 54,5 61,0 — 500
’ пи™ I ступени (внутреннее кольцо 1/3 от поверхности)
810 820 910 920 20,0 20,0 61,0 56,5 107 111 20
740 740 785 775 14,0 14,6 58,0 57,0 — 200
585 595 610 610 12,0 13,3 57,0 62,0 — 500
312
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм По,г, Н/мм2 Н/мм2 б, % V. % KCV, Дж/см2 t испытания, °C НВ •
Операция t,°C Охлаждающая среда
не менее
дц Дополнительная термообработка 0 1840 толщина 680 Диск IV ступени (наружное кольцо)
819 821 912 914 20,0 20,0 59,5 59,5 90 94 20
710 700 825 805 13,4 15,0 57,5 58,0 — 200
Аустенитизация Отпуск 700-710 480-500 Воздух до 300°С, далее с печью С печью до 300°С, далее на воздухе
565 560 620 610 10,0 10,2 61,5 59,0 — 500
Диск IV ступени (внутреннее кольцо 1/3 от поверхности) _
820 810 910 900 21,2 20,0 64,5 65,0 129 135 20
695 705 775 775 16,6 15,0 62,5 67,0 — 200
570 570 595 605 13,3 10,7 63,0 63,0 — 500
Нормализация Отпуск 1030-1050 570-580 Воздух 200 Лист
1019 996 1078 1049 12,4 14,0 43,7 48,6 111 117 20
804 823 921 907 10,0 10,0 47,4 43,7 96 96 360
1 Механические свойства металла промышленных поковок сечением 200 и 340 мм определяли на образцах, вырезанных в тангенциальном, радиальном и продольном направлениях. —
Назначение. Корпусные детали насосов, коллекторов, диски I и IV ступени газовых турбин, сварно-кованые конструкции рабочих колес гидротурбин, а также сосуды и аппараты, работающие при температуре минус 196°С, и другие детали криогенной техники.
Предел выносливости, Н/мм2 Т ермообработка Ударная вязкость, KCV, Дж/см2, при!, °C Термообработка
И-1 Т-1 N + 20 0 -20 -40 -60 -80 -196
3752 — 107 Нормализация 950°С, нормализация 800°С, отпуск 620°С 148- 157 153- 156 143- 146 132- 137 118- 127 116-117 46-48 Нормализация 97О“С, отпуск 610°С
148 125 153 140 140 117 49 Нормализация 970ч;, 2м нормализация 790 С,
2 Среда испытания —• воздух. 161 156 147 136 128 116 52
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Калл стойкости—
Общая Вода [Н3ВО3] -16 г/кг, [КОН] - 0,02 г/кг PH 8,25 (борированная вода) 350 20 100 3000 1500 1000 1 1 1 —
Точечная Борированная вода 350 20 3000 1500 Отсутствует Отсутствует
Коррозионное растрескивание 3% раствор NaCt Кипение 1000 Прио20о,г разрушенийнет—
Вода с [СО ] - 200 мг/кг 350 , 2000
Межкристаллитная
Ковка
характеристики
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1200-800
1180-850
_________Охлаждение поковок, изготовленных из слитков
Размер сечения, мм
Условия охлаждения
Свариваемость Обрабатываемость резанием
Ограниченно свариваемая. Способы сварки: РД и РАД. Необходимы подогрев и последующая термообработка. В состоянии нормализации и отпуска при о,-935-955 Н/мм2 Ку = 0,42 (твердый сплав), Ку = 0,17 (быстрорежущая сталь)
Склонность к отпускной хруг®2*^2^
Размер сечения, мм
До о2110
5 = 460
из заготовок
Условия охлаждения Копеж при 600-650°С, охлаждение до температуры 10(4SU-“
Флокеночувствительность
ЛИ и СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 313.
Марка стали
1ХМН14В2М
(ЭИ257)
Вид поставки
Трубы — НД заводов-изготовителей.
Массовая доля элементов, %
С Si Мп S р Сг Ni Мо W Ti
20,15 0,30-0,80 20,70 20,030 2 0,035 13,0-15,0 13,0-15,0 0,40-0,60 2,00-2,75 —
Механические свойства при комнатной температуре
М
ВД
ДЦ
Режим термообработки
Операция t,°C Охлаждающая среда
1 Закалка 1100-1175 Вода или воздух
Сечение, мм
Труба1
<то.г, Н/мм2 G., Н/мм2 б, % V. % кси, Дж/см2
не менее
220 550 35 — —
HRC
НВ
2
175
1
Wbi6om,^OM Д° 108 мм пР°веРяются на сплющивание (до соприкосновения сторон) и на раздачу (на 10% наружного диметра);
7**. Ремеров - только на сплющивание (до 3S); S - толщина стенки трубы, мм.
I Т h — --- _------_____1_Ь-.Ь-1_Ь-^-и^.Ь-и.1_Ь-Ь-1_1-__UMJU-LH.I. I II ------------------—---------- • . . II
те*Ратуре550^ б00^СОПеРеГ₽еВаТеЛеЙ’ К0“°Р0В и паропроводов сосудов высокого давления для длительных сроков работы при
класса.
Ковка
Вид Ариката
Слиток
~~ -----Свариваемое^
^РРбо^ий рекомендуется
Технологические характеристики
1160-850
1160-850
Температурный
Интервал ковки, °С
Охлаждение поковок, изготовленных |
ИЗ слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
До 300 В штабелях на воздухе До 300 В штабелях на воздухе |
Обрабатываемость резанием
Температура критических точек, °C
В закаленном и отпущенном состоянии при 170 НВ и о, = 600 Н/мм2 Kv = 0,4 (быстрорежущая сталь)
Aci Ас3 At! Аг3 |
314
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сталь сортовая и калиброванная — ГОСТ 5949-75. Сортовой прокат — ГОСТ 5949—75. Трубная заготовка, трубы — НД заводов-изготовителей.
09Х14Н19В2БР (ЭИ695Р)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Nb W Се В Си
0,07-0,12 <0,60 52,00 <0,020 50,035 13,0- 15,0 18,0- 20,0 — 0,90-1,30 2,00- 2,80 50,020 50,005 50,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм <Т0,2> Н/мм2 Н/мм2 S, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5949-75 Закалка 1140-1160 Воздух До 200 215 510 35 50 — —. —
ДЦ Аустенизация 1090-1130 Вода — 215 490 38 50 140 — 200
Аустенизация 1100-1150 Вода или воздух — 215 540 35 50 140 — 200
Аустенизация 1140-1160 Вода или воздух 220 550 35 50 140 — 200
Назначение. Трубы пароперегревателей, паропроводов, коллекторов сосудов высокого давления и другие детали, работающие при температуре до 700°С. Сталь жаропрочная аустенитного класса.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм из слитков Условия охлаждения Размер сечения, мм из заготовок Условия охлаждения
Слиток 1160-850 На воздухе На воздухе
Заготовка 1160-850
Свариваемость
Обрабатываемость резанием
of1
точек, с
Aci Ас3 Аг,
Агз
Трудно свариваемая.
Способы сварки: РД, РАД и КТ. Рекомендуется последующая термообработка.
В отожженном состоянии при 200 НВ и с.= 510 Н/мм2
Kv = 1,0 (твердый сплав),
Kv = 0,35 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРЮЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 315
Марка стали Вид поставки Сталь сортовая и калиброванная— ГОСТ 5949-75. Прутки—ТУ 14-1-2865-80. Сортовой прокат — НД заводов-изготовителей.
09Х14Н19В2БР1 (ЭИ 726)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S р Ст Ni Nb В W Си Се
0,07-0,12 <0,60 <2,00 £ 0,020 < 0,035 13,0- 15,0 18,00-20,00 0,90-1,30 <0,025 2,00- 2,80 £0,30 £ 0,020
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм оо.т, Н/мм2 Св, Н/мм2 8, % У> % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5949-75 Закалка Отпуск 1120-1140 740-760 (5 ч) Воздух Воздух До 200 215 510 30 44 — — —
ДЦ Аустенизация Старение 1140-1160 740-760, (25 ч) Вода С печью ДО2501 220 500 25 30 59 — —
Аустенизация Старение 1140-1160 740-760, (25 ч) Вода С печью 600-10001 (бочка ротора) 240- 230 550- 520 30- 25 36- 30 59 —
0бразц|,1 тангенциальные.
Значение. Лопатки, роторы, диски, раб Жаропрочная аустенитного класса. отающие при температуре до 700 С. Технологические характеристики . 1 г, TTAirrinoK. изготовленных
— Вад "^фабриката вка Температурный интервал ковки, “С Размер сечения, из слитков Условия охлаждения Размер сечения, мм из заготовок Условия охлаждения
Слиток 1180-800 мм На воздухе На воздухе
Заг<иовка 1160-800
~~— Свариваемость Обрабатываемость резанием Температура критических то чек, °C Агз
С?адХН0СВаРИВаеМаЯ> Ьк°4Хрд’РАДиКТ- вДУ,0Щад В термообработанном состоянии при 158 НВ и о,= 580 Н/мм Kv = 0,7 (твердый сплав), Kv = 0,25 (быстрорежущая сталь) Aci Ас3 АТ1
316
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сталь сортовая и калиброванная— ГОСТ 5949-75. Поковки- НД заводов-изготовителей.
45Х14Н14В2М (ЭИ 69)
Массовая доля элементов, %, по ГОСТ 5632-72 ' ” ———
С Si Мп S Р Сг Ni Мо V W АО Си
0,40-0,50 £0,80 <0,70 £0,020 £0,035 13,0- 15,0 13,0- 15,0 0,25-0,40 — 2,00- 2,80 — <0,20
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм °Ь.2, Н/мм2 о», Н/мм2 5, ' % V. % кси, Дж/см2 HRC НВ
Операция t,cC Охлаждающая среда
не менее
I 5949-75 Отжиг ИЛИ отпуск До 200 — — — — — — 197- 285
Высокий отпуск 810-830 Воздух До 200 315 710 20 35 —
ДЦ Назначен! Отпуск 820, 5 ч Воздух —
Закалка Старение 1050-1180, 2ч 750,5 ч Вода Воздух — 300 700 — 35 — — 170- 210
Отжиг 820 С печью 320 720 35 — — 1 —
Отжиг ie. Летали япия™ 820 С печью 320 720 20 35 50 — —
600°С и для работы с ограниченными сроками до бОО’Ситт МОТОров’ кРеп6ж Для работы на длительные сроки при др- Сталь жаропрочная аустенитного класса. температуре Д®
Ковка 1 дологические характеристики
. Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
г азмер сечения, мм Услови я охлаждения Размер сечения, мм Условия охлаждения
Слиток 1160-850 До 300
1
Заготовка Свар! 1160-850 шаемость В штабелях на воздухе До 300 В штабелях на воздухе
Трудно свариваемая. Способы сварки: РД, РАД н кт. Для снятия сварочных напряжений рекомендуется последующая термообработка. Ржанием Температура критических точек, _
В закалённом состоянии Acj Асз Ал Ап
при 210 НВ и о, = 700 Н/мм2 Kv - 0,7 (твердый сплав), Kv - 0,25 (быстрорежущая сталь)
ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 317
Si
p
Maccoi
Марка стали
06Х15Н6МБФ
Вид поставки
'-изготовителей
Лист толстый-НЛ
С S .0,06 0,40
Мп < 0,40
„-----------__ 0,025
В сталь вводятся по расчету
ВД
ДЧ
0,025
13,5-15,0
5,50-6,00
_Мо 0,35-
V
0,05-
Cu
Nb
0,05-0,10
Act 640-650
Ас3 UU крп1 Ап ически Агз х точек. Мн
760- 770 — 200
>атура нагрева 950еС.
Мк
502
Операция
Состояние поставки
Состояние поставки
Охлаждающая среда
-------—Механические свпй.т^Г ---------------------листва
Сечение, мм
120 х х 2600 х хб900
120 х
х 2600х х7130
>и комнатной темпера-
Сол Н/мм2 Н/мм2 5>% V, % кси, Дж/см2 HRC НВ
Верх листа —
720 960 16,0 54 103- 300
_740 980 17,5 56 105
. Низ листа
780 800 990 990 18,0 18,5 56 60 93-97 —. 321
Середина листа
770 780 980 980 17,0 17,5 57 58 115-122 — 311
В ерхлис та
730 730 960 980 18,5 18,5 54 56 96-104 — 293
Низ листа
720 970 18,5 57 112- 311
720 970 19,5 58 115
Середина листа
740 750 970 970 18,0 18,5 55 57 116-118 — 302
— Детали сварно кованых и штампованных конструкций, лопасти и рабочие колеса гидротурбин, гребные винты и др.
---------------------------------Кавитационная стойкость_ _____ ___________________________
——— 120 мм прока- Марка стали а стали марта П 1 ч 06Х15Н6МБ отери массы, 2ч Ф в сравиенш аг Зч I с гидрогурби Сот, Н/мм2 <ными марк НВ ши сталей Коэффициент стойкости стали относительно эталона
•77T^S°Mgg_(B.ePx листа) —листа) ^1^6МБФ (низ листа) 7,2 8,2 8 б 18,0 21,9 33,73 33,5 30 8 730 770 790 269 269 269 2,07 2,09 2 27
—-—_ 06Х12НЗД -—-ЗохПнд ~ 13,0 15,5 31,4 43,0 50,3 75,0 550 550 230 190 1,39 0,93
_О6Х16Н5Д —-JTX18H1 ОТ (эталон) - СЙ *~—- — — 45,0 70,0 243,0 600 200 250 250 130 150 1,56 1,00 0,29
замерам 3 образцов.
в водопроводной воде на низкочастотной магнитострикционной установке мощностью 600 Вт при амплитуде
редкие mi—е----------------------
Предел ВьПисливости,
*— Л Н/мм2 N Среда
490 ТоГ 16’ “io7- Воздух Вода пресная
Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
+ 20 0 -20 -40 -60 -80
Технологические характеристики
—___ К Вид ЛМ^бриката овка Температурный интервал ковки, °C Охлаждение поков из слитков ок, изготовленных 1и- из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлааденюГ*
^готовка — 1200-900 1100-980 Замедленное до температуры отпуска 620-640°С Замедленное до температуры отпуска . 6ОО-83о«с 7
— свариваемость. с^‘*н“чен° свариваемая. газовой1' СВарКИ: РД- РАД под Флюсом и « защитой> ЭШ. Рекомендуются in. г и последующая термообработка, ^^^сграничений, В состоянии поставки при 293 НВ и с, = 980 Н/мм2 Kv = 0,4 (твердый сплав) — -уу^««чувсгеительнопт. Не чувствительна — Не склонна
318
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Вид поставки
Сортовой прокат. Лист — ТУ 0900-008-05764417-99. Трубная заготовка — ТУ 14-1-1174-75. Трубы—ТУ
Марка стали 10Х15Н9СЗБ1-Ш
I (ЭП302-Ш) 14-3-211-74. 1
I Массовая доля элементов, % нд Температура критических точек,'С |
1 С Si Мп S Р Сг Ni Nb Acj Ас3 Ari «3
0,08- | 0,12 2,20- 3,00 0,40- 0,80 5 0,025 50,035 14,0- 16,0 8,00- 10,0 0,70- 1,00 ТУ 14-1-1174-75 ТУ 14-3-211-74
0,08- | 0,12 2,20- 3,00 0,40-0,80 <0,015 50,020 14,0- 16,0 8,00- 10,0 0,70-1,00 ТУ 0900-008-05764417-99
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ <Т0.2> Н/мм2 ог<, Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 14-1-1174-| 75 Аустенизация 1100 Воздух и 85-90 245 588 25 — 98 — —' 1
I ТУ 14-3-211- | 74 В термообработанном состоянии 0 10-52 s 0,4-3,5 245 588 25 — — — —
ТУ 0900-008-0576441 7-99 В термообработанном состоянии От 16 до 300 245 590 25 40 — — —
Назначение. Для конструкций атомных энергоустановок, работающих в контакте с жидкометаллическим теплоносителем.
I Жаростойкость Коэффициент чувствительности к надрезу за 10 ч 1
1 Среда t,°C Скорость коррозии, мм/год База испытаний, ч
1 Окалиностойкая до температуры 700°С Чувствительность к охрупчиванию при старении —
Время, ч | t, °C Кси,Дж/£М1Д
Исходное состояние —- -1
Склонна к отпускной хрупкости после длительной выдержки
1 Вид коррозии Среда t,°C Длительность, ч Балл стойкости—
1 Общая Вода, содержащая 5 мг/кг С€' и 0,3-6,0 мг/кг О2 365 2000 1 I
3000
| Контактная 1 (в контакте со сталью марки 08Х18Н10Т) Вода, содержащая 5 мг/кг С1 и 0,3-6,0 мг/кг О2 320 500 2 —|
1000 1
I Точечная
1 Коррозионное растрескивание Вода, содержащая 50 мг/кг Cl’ и 0,3-6,0 мг/кг О2 350 Разрушение в интервале 700-1®®® 4 | при с > ——
320 Разрушение в интервале 130-540 я при о > —
| Межкристаллитная
Технологические характеристики
I Температурные параметры ковки, °C Свариваемость Обрабатываемость резанием
1150-800 Ограниченно свариваемая. Способы сварки: РД, РАД, АФ и КТ. Рекомендуется последующая термообработка. В состоянии аустенизации при ст„ = 590 Н/мм2 Kv = 0,9 (твердый сплав), Ку = 0,5 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 319
Марка стали
Вод поставки
Сталь сортовая и калиброванная—ГОСТ 5949-75. Сорговой прокат-НД заводов-изготовителей.
Массовая доля элементов, %, по ГОСТ 5632-72
С8Х15Н24В4ТР (ЭП164)
1 с Si Мп S Р Сг Ni В W Ti А£ Се
<0,08 50,60 0,50-1,00 5 0,020 5 0,035 14,0- 16,0 22,0-25,0 50,005 4,00-5,00 1,40- 1,80 — 5 0,025
ад
гост 5949-75 ~1Г
Режим термообработки Сечение, мм Щ>.2> Н/мм2 с., Н/мм2 5, % V. % кси, №Jcn? HRC НВ
Операция t, °C Охлаждающая среда
не менее
Не оговаривается До 200 По согласованию сторон
Закалка Старение 1130-1150 (2 ч) 730-750 (16 ч) Воздух Воздух Пруток, продольные образцы
450 750 18 35 80 — —
Отпуск 700 (16 ч) Воздух 500 750 20 30 120 — —
Стабилизация1 750,16 ч Воздух 500 750 18 35 80 — —
пластических свойствах проводится дополнительное старение при температуре 850°С.
-----------------------------------------------------------газовых турбин с длительным сроком службы при Назначение. Рабочие и направляющие лопатки, крепежные детали, д
Шературахдо700°С.
Сталь жаропрочная аустенитного класса.
Сталь может выплавляться с применением ВПП ЭПТП. —II
Предел ®Ь1Н0СЛИВ0СТИ,
-Ь. 420
Вид "фабриката
Слиток
Заг°товка
N кг
Т ермообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
+ 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1180-850 На воздухе На воздухе
1180-850
Температура критических точек, °C
Обрабатываемость резанием
Ограниченно свариваемая. Способи сварки: РД, РАД и КТ. ^квдендуется последующая тармообработка.
В термообработанном состоянии при 215-228 НВ и а,=750 Н/мм2 Kv = 0,7 (твердый сплав),
Kv = 0,38 (быстрорежущая сталь)
АС]
Ас3
Ап
Аг3
320
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Поковки — ТУ 14-1-2902-80, ТУ 14-1-1530-75, ТУ 14-1-2918-80. Заготовка трубная — ТУ 14-1-2013-77. Лист толстый—ГОСТ 7350-77, ТУ 14-1-763-73, ТУ 14-1-2476-78. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-1558-76, ТУ 14-1-2375-77. Сортовой прокат — ГОСТ 5949-75, ТУ 14-1-1660-76, ТУ 14-1-205-72. Сортовой прокат и проволока — ТУ 14-1-946-77. Калиброванные прутки шестигранные — ТУ 14-1-759-73. Проволока сварочная— ТУ 14-1-997-74.
07Х16Н6 (Х16Н6, ЭП288)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Ti А€ Си Aci Асз Ari Аг3 Мн
0,OS-О.09 < 0,80 £ 0,80 0,020 0,035 15,5- 17,5 5,00-8,00 — 30- 70
Механические свойства
нд Режим термообработки Сечение, ММ Сод. Н/мм2 с», Н/мм2 8, % V. % кси, Дж/см2 а,н, Н/мм2 t испытания, °C
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5582-75 Закалка 1030-1070 Вода или воздух 1.5-3,9* 0,7-3,92 — £ 1180 20 — — — 20
Закалка Обработка холодом, 2 ч Отпуск, 1 ч 960-990 -70 350-400 Воздух Воздух Образцы 835 1080 12 — — — 20
ГОСТ 5949-75 Закалка Обработка холодом, 2 ч, или обработка холодом, 4 ч Старение, 1 ч 975— 1000 -70 -50 350-400 Вода, воздух или масло Воздух Образцы 880 1080 12 50 69 — 20
ГОСТ 7350-77 Нормализация 1040±10 Воздух 4-501 4~52 £390 £ 1180 15 — — — 20
Нормализация Обработка холодом, 2 ч Отпуск, 1 ч 975±10 -70 425±10 Воздух Воздух Образцы 835 1080 10 — — — 20
ДЦ Закалка Обработка холодом, 2 ч Отпуск' 1000 -70 350 Вода Воздух Пруток 900 850 700 500 350 149 41 29 23 17 13 1100 1070 800 550 430 162 52 42 32 25 17 77 80 81 89 82 79 Illi — 320 ПО 83 64 48 36 ... 20 450 500 550 ’600 800 1000 1050 1100 1150 __1200,
Закалка Обработка холодом,3 ч Отпуск, 5 ч 1000 -70 350 Вода Воздух Штамповки 0 320 1138 1138 1280 1318 10,2 14 1 31,1 54 6 120 200 Kic, МН/м3'2 145 _ Кю. МН/м 187 3 _20_ 4
Отжиг, 1 ч Отпуск, 50 ч Закалка Обработка холодом Отпуск, 5 ч 775 500 1000 -70 350 Воздух Воздух Вода Воздух 1142 1312 13,8 56,7 130 М Кгс, Н/м3'2 174 _ KlC,3/2 Н/м3'2 204 .... 3 4 20^
1159 1321 15,5 62,4 210 м
q.m И СПЛАВЫ высоколегированные, контаионно-стойкиЕ. ЖАРОСТОЙКИЕ и ЖАРОПРОЧНЫЕ 32.1
ТпуиНб (V16H6, ЭП 288) .1----------------
-—*Т режим термообрабо-пот----------
------------- | Охлаждающая
среда
ад
Операция
ДО
Закалка Обработка холодом, 2 ч Отпуск, 1 ч
980 Воздух
-70 250 Воздух
1000 Вода
-70 410 Воздух
Механические свойства ®0,2> -- ,
Сечение, Н/мм2
мм
ри комнатной темпера-о.,
5, У, I KCU, % % | Дж/см'-
не менее_________
%
0ОН, Н/мм2
t испытания, °C
Пруток 0 15
Пруток 0 16
1040 1230 21 67 130 100s 110
1150 1340 20 68 84s 96
1230 1420 25 68 805 80
1490 1690 23 66 60s 70
1760 1920 12 1 50 50s
1100 1270 10 67 —
1480 j 1830, 1730 2060 17 15 58 51 1 ——
Kic, МН/м3'2
105
138
126
130
о,, Н/мм2
2080
2740
2190
20
-70
-100
-196
-253
20
-196
-253
Закалка
Обработка холодом, 3 ч __ Отпуск, 1ч ^«горячекатаный, j Листхолоднокатаный.
(Открытая дуговая выплавка (ОД). Электрошлаковый переплав (III). KCV.
Яииачение. Силовые детали, работающие _____________
вднус™53ЧСМ°С^>еРНЬ1Х Условиях’ а также яля изготовления изделий, £таль аустенитно-мартенситного класса.
М^ициет интенсивности напряжений, Kic, МН/м3", °C________________________________
-253
39 55
длительное время при температуре до 400°С и кратковременно до 500°С в контакте с -------------лвпи „тпелнй, в Том числе сварных, работающих в интервале температур от
+20 73
при!,
-196 Г
44
Сортамент
Термообработка
74
-269
Поковка
100
Лист Сварное соединение
Закалка 1000°С, вода.
Обработка холодом при минус 70°С, 3 ч.
Отпуск при 410°С, 1 ч__________________
Закалка 990°С, 6 мни, вода. Обработка холодом при минус 50-70°С, 4 ч. Отпуск при 410°С, 2 ч
Жаростойкость
। VC
Коэффициент чувствительности к надрезу за 10 ч_
Среда
Скорость коррозии, ММ _
Исходное состояние
Вид коррозии__________
Общая
Точечная___________________
коррозионное растрескивание | Межкристаллитная
Вид -Д^абриката Слиток Заготовка
Ковка
База испытаний,
Балл стойкости
—I_________________I-------------u
_________ Коррозионная стойкость-------------------------
~ Смда Длительность, ч ,_________
Оптимальная стойкость стали достигается после закалки с 1000-1050°С в воде, обработке холодом при минус 70°С, 2 ч и отпуска при 330-380°С _
Температурный интервал ковки, °C 1200-800
Свариваемость
Сваривается без ограничений. Способы сварки: РД, РАД, АФ и КТ.
Испытания по методам AM и АМУ ГОСТ 6032-39 с продолжительностью испытаний в контрольном растворе соответственно 15 и 8 ч
Технологические характеристики _________________Охлаждение поковок, изготовленных из слитков_______
Условия охлаждения Воздух
______Обрабатываемость резанием______ В закаленном и отпущенном состоянии при о» = 1080 Н/мм2 Kv = 0,8 (твердый сплав), Ку = 0,3 (быстрорежущая сталь)
Размер сечения, мм
РазмедсечеШЖММ
из заготовок-------------
Условия охлаждения
Флокеночувствительность Склонность к отпускной хрупкости
322
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Трубы — НД заводов-изготовителей. Поковки — НД заводов-изготовителей.
08Х16Н9М2 (Х16Н9М2)
Массовая доля элементов» %, по ТУ 14—ЗР—55—2001
с Si Мп S Р Сг № Мо V W Ti Al
<0,08 <0,60 1,00-1,50 < 0,020 <0,035 15,5-17,0 8,50- 10,00 1,50- 2,00 Количество а-фазы 1-4% (ковшовая проба)
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм П0.2, Н/мм2 о», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
дц Аустенизация 1050-1100 Воздух или вода 180 220 540 40* 35 551 50 150* 140 — < 200
Аустенизация 1050-1100 Воздух 600 200 540 40’ 30 40 80 — < 1401 180
1 Числитель - образцы продольные; знаменатель - образцы тангенциальные.
Назначение. Трубы паропроводные и коллекторные и другие детали. 1 Сталь жаропрочная аустенитного класса.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условий охлаждения
Слиток 1250-800 0 До 500 Воздух ДобО Воздух
Заготовка 1150-800
Свариваемость Обрабатываемость резанием °C Температура критических точек^_^
Сваривается без ограничений. Способы сварки: РД, РАД, АФ и КТ. Рекомендуется последующая термообработка. В состоянии аустенизации при < 200 НВ и а, = 540 Н/мм2 Kv = 0,95 (твердый сплав), Ку = 0,6 (быстрорежущая сталь) Acj Acj Ап Агз
СТАЛИ И СПЛАВЬ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 323
Марка стали
08Х16Н13М2Б (ЭИ 405, ЭИ 680)
Вид поставки
Сталь сортовая и калиброванная — ГОСТ 5949-75. Сортовой прокат — НД заводов-изготовителей.
Поковки — НД заводов-изготовителей. Лист — НД заводов-изготовителей. ______- —
%,
1 с Si Мп S Р Сг Ni Мо Nb Си 1
0,06-0,12 50,80 51,00 5 0,020 <0,035 15,0-17,0 12,5-14,5 2,00-2,50 0,90-1,30 50,30 I
1 Механические свойства при комнатной температуре _
нд Режим термообработки Сечение, ММ Сод, Н/мм2 СГВ, Н/мм2 6, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5949-75 Отжиг или отпуск До 200 — — — — — — 143- 1 179 1
Закалка 1100-1130 Воздух До 200 215 550 40 50 118 — 143 I
ДЦ Аустенизация 1100-1130 Воздух или вода До75* лопатки 220 560 40 50 100 —. 180 j
Аустенизация Старение 1050-1100 750, 10 ч Воздух Воздух с печью До 800 240 550 40! 30 502 35 752 59 — 143- I 179 I
В состоянии | поставки 5-253 230 540 25 35 — — 1
1 По согласованию сторон допускается Оод< 210 Н/мм и<з><500Н/
тель — тангенциальных образцов. 'Числитель-механические свойства образцов продольных, знамена
'Образцы поперечные.
_____________ работающие при температуре до 600°С.
Назначение. Лопатки, болты, диски, цельнокованые роторы и дру
Сталь жаропрочная аустенитного класса. ~
Технологические характеристики
Охлаждение поковок, изготовленных
Ковка
из заготовок
из слитков
Вид полуфабриката
Температурный интервал ковки, °C
Условия охлаждения
Размер сечения, мм
условия охлаждения
Размер сечения, мм
На воздухе
На воздухе
Слиток
1220-880
Заготовка
1220-880
Свариваемость
Обрабатываемость резанием
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. Рекомендуется последующая термообработка.
В отожженном состоянии при 182 НВ и о, = 630 Н/мм2 Kv = 0,4 (твердый сплав), Kv = 0,36 (быстрорежущая сталь)
Температура критических точек, “С I
Aci Асз Ari Аг3 |
324
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вад поставки
10Х16Н14В2БР (1Х16Н14В2БР, ЭП17) Трубная заготовка и трубы—НД заводов—изготовителей.
Массовая доля элементов, %
Мп
Ni
Nb
Се
0,07-0,12
<0,60
1,00—
2,00
<0,020
$ 0,030
15,0-
18,0
13,0-
15,0
0,90-1,30
0,002-0,005
2,00-
2,75
$0,02 (по расчету)
5 0,30
Механические свойства при комнатной температуре
) ВД Режим термообработки Сечение, мм Н/мм2 с., Н/мм2 б, % V. % кси, Дж/см1 HRC НВ
Операция t/C Охлаждающая среда
не менее
дн Аустенизация1 1050-1100 Вода До 90 220 520 38 50 140 — $ 200
Аустенизация2 1090-1150 Вода
Режим для обработки труб пароперегревателей.
2 Режим для обработки паропроводов и коллекторных труб.
Назначение. Трубы пароперегревателей, паропроводов, коллекторов сосудов высокого давления для длительных сроков работы при температуре до 700°С.
Сталь жаропрочная аустенитного класса.
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, "С
ИЗ слитков
Размер сечения, мм Условия охлаждения
из заготовок
Размер сечения, мм
Условия охлаждения
Слиток
1160-850
На воздухе
На воздухе
Заготовка
1160-850
Свариваемость Обрабатываемость резанием Температура критических
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. В закаленном и отпущенном состоянии при $ 200 НВ Kv = 0,6 (твердый сплав), Kv = 0,3 (быстрорежущая сталь) Aci Ас3 Ал
Агз
точек, °C
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 325
Марка стали Вид поставки Трубные заготовки, трубы — ТУ 14-3-207-81.
Х16Н16МВ2БР (ЭП184)
Массовая доля элементов, %, по ТУ 14-3-207-81
С Si Мп S Р Сг Ni Мо Nb W Си в
0,06- 0,11 <0,80 £0,60 £ 0,020 £ 0,030 15,0- 17,0 15,0- 17,0 0,40-0,90 0,60-1,00 2,00- 3,00 £0,30 0,002-0,005
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм Оо, 2, Н/мм2 о», Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ14-3-207-81 Аустенизация 1110-1150 Вода или воздух 0 32-370 вб-45 200 500 35 50 120 — —
Нвднение. Трубы пароперегревателей, паропроводов, коллекторов сосудов высокого давления для длительных сроков раооты при ®пературе600-650°С. Cr® жаропрочная аустенитного класса.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вцц фабриката Температурный интервал ковки, °C ИЗ с Размер сечения, мм питков Условия охлаждения из заг Размер сечения, мм отовок Условия охлаждения
Слиток ^готовка 1180-850 1180-850 На воздухе На воздухе
°гранич Свариваемость Обрабатываемость резанием Температура критических то- чек, °C
eijwA л После аустенизации при а, = 500 Н/мм Kv = 1,1 (твердый сплав), Kv = 0,66 (быстрорежущая сталь) Aci Асз Ari Агз
C»co6wm риваеМая-гд. гад» кт.
326
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Поковки—ВД заводов-изготовителей.
ЗХ16Н22В6Б (ЦЖ13)
Массовая доля элементов, %
С Si Мп S Р Сг Ni Nb V W М Си
0,24-0,30 50,60 0,80- 1,20 <0,025 50,030 15,0- 17,0 21,0- 23,0 0,80- 1,20 — 5,50- 6,50 — 1 <0,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Сол, Н/мм2 с», Н/мм2 S, % У> % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
дц Аустенизация Отпуск 1150-1170 790-810 Вода Воздух 300 600 20 25 50 — —
Назначение. Обоймы газовых турбин. Сталь жаропрочная аустенитного класса.
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный _ интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1180-900 Воздух
Заготовка
Свариваемость Обрабатываемость резанием °C Температура критических точек,
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. После аустенизации и отпуска при ст,=600 Н/мм2 Ку= 1,0 (твердый сплав), Ку=0,66 (быстрорежущая сталь) Aci Ас3 ^Г1 Агз
СТАЛИИСПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 327
Марка стали 08Х17Т (0Х17Т,ЭИ645) Вид поставки Сортовой прокат— ГОСТ 5949-75. Лист тонкий—ГОСТ 5582-75. Лист толстый — ГОСТ 7350-77 Лист двухслойный — ГОСТ 10885-85. Трубная заготовка — ТУ 14-1-565-84. Трубы — ГОСТ 9940-81, ГОСТ
Массовая доля элементов, %, по ГОСТ 5632-72
Температура критических точек, °C
Мп
Ti
Aci
Асз
Ап
Агз
SO,08
<0,80
<0,80
S 0,035
< 0,025
16,0-18,0
5хС-0,80
Механические свойства при комнатной температуре
нд Режим термооб эаботки Сечение, мм &0Д, Н/мм2 Оц, Н/мм2 6, % V, % кси, Дж/см2 HRC НВ
Операция t-c Охлаждающая среда
не менее
ГОСТ 5582-75 Отжиг ИЛИ отпуск 740-780 Воздух 0,7-3,9 — 460 20 — — —
ГОСТ . 5949-75 Отжиг 760-780 Воздух До 200 По согласованию
ГОСТ . 7350-77 Отжиг или отпуск 760-780 Воздух 4-251 — 440 18 — — — —
ГОСТ 9940-81 В состоянии поставки термообработанные O57-219 s 3,5-32 — 372 17
ГОСТ 9941-81
0 21-273 s 0,2-22 — 372 17
| — 1' ' - Г , - I-
в толщиной свыше 25 мм механические свойства не нормируются, определение обязательно.
Ши84610*6' АДсоРбционнь,е башни, теплообменники для горячих нитридных газов и горячей азотной кислоты, трубопроводы, вереи™ И СОСУДЫ’ Ра6°тающие в разбавленных растворах уксусной, азотной, лимонной кислот, а также другие детали, работающие до-20°СРеДНеЙ аг₽ессивности> сварные конструкции, не подвергающиеся ударным нагрузкам, работающие при температурах
коррозионно-стойкая и жаростойкая ферритного класса. _
сРВДа
Жаростойкость
Скорость ______коррозии, мм/год
База испытаний, ч
Окалиностойкая до температуры 850°С
' -—Лид Коррозии
Общая
Точечная___________________
Коррозионное растрескивание ^жкристаллитная
Коэффициент чувствительности к надрезу за 104 ч
старении
к
Время, ч I t/C KCU, Дж/см2
Исходное состояние
Склонна к отпускной хрупкости после длительных выдержек при температуре 475°С
_______________Среда
20-60% HNO3
Коррозионная стойкость
Водный раствор аммиака 50-80% аммиачная селитра Смесь HNOa + Н3РО4 + HF
t,°C 20-50
До 100 Кипящая 60
Длительность, ч
Балл стойкости
Устойчива к коррозионному растрескиванию в водных средах, содержащих хлориды и кислород Не склонна к МКК при испытании по методам AM и АМУ ГОСТ 6032-89 после провоцирующего нагрева при 1 100*0 в течение 30 мин
'^~~^-^?!5^параметрыковки. °C Свариваемость Обрабатываемость резанием
1150-800 Трудно свариваемая. Способы сварки: РД, РАД. Рекомендуется последующая термообработка. В состоянии закалки и отпуска при 197 НВ и о, < 490 Н/мм2 Kv=0,85 (твердый сплав), Ку=0,35 (быстрорежущая сталь)
1
2
1
328
СТАЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 5949-75. Лист тонкий — ГОСТ 5582-75. Лист толстый — ГОСТ 7350-77. Трубная заготовка — ТУ 14-1-565-84. Трубы—ГОСТ 9940-81, ГОСТ 9941-81. Профили фасонные—ТУ 14-1-1271-75.
12X17 (Х17, ЭЖ17)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, “С
С Si Мп S Р Сг Aci Ас3 Ari Аг3
5 0,12 50,80 50,80 50,025 5 0,035 16,0-18,0 860 — 810 —
Механические свойства при комнатной температуре —
нд Режим термообработки Сечение, ММ Н/мм2 °В> Н/мм2 6, % V. % кси, Дж/см1 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 5582-75 Отжиг ИЛИ отпуск 740-780 Воздух 0,7-3,9 — 490 20 — — — —
ГОСТ 5949 75 Отжиг 760-780 Воздух или вода ДобО1 245 390 20 5,0 — — 126- 197 _
ГОСТ 7350-77 Отжиг ИЛИ ОТПУСК 760-780 Воздух или с печью 4-252 — 440 18 — — — —
ГОСТ 9940-81 В состоянии поставки термообработанные 0 57-219 s 3,5-28 — 441 17 — — —
ГОСТ 9941-81 В состоянии поставки термообработанные 0 21-273 s 0.3-22 — 441 17 — —
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение б на 1%, уна 5%; свыше 100 до 150 мм - Б на 3%, у на 10%. 2 Для листов толщиной свыше 25 мм механические свойства не нормируются, определение обязательно. --
Назначение. Адсорбционные башни, теплообменники для горячих нитрозных газов и горячей азотной кислоты, крепежные детали, валики, втулки и другие детали аппаратов и сосудов, работающие в разбавленных растворах азотной, уксусной, лимонной кислот, в растворах солей, обладающих окислительными свойствами и др. Сталь коррозионно-стойкая и жаростойкая ферритного класса.
Жаростойкость Коэффициент чувствительности к надрезу за 10 ч
Среда „с Скорость ’ коррозии, мм/год База испытаний, ч
Окалиностойкая до температуры 850°С Чувствительность к охрупчиванию при старении——
Время, ч 1 t, °C кси.дасмц.
Исходное состояние
Склонна к отпускной хрупкости после длительной выдержки при
— Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости—
Общая 1% лимонная кислота 20 кипящая 1 3 -
Концентрированная уксусная кислота 20 75 1 3_
Концентрированная HNO3 60%HNO3 20 60 Г 2
Точечная
Коррозионное растрескивание —
Межкристаллитная
Технологические характеристики —
Температурные параметры ковки, °C Свариваемость Обрабатываемость pejamW**____
1150-800 Трудно свариваемая. Способы сварки: РД, РАД. Рекомендуется последующая термообработка. В состоянии закалки и отпуска при 197 НВ и о, 5 490 Н/мм2 Kv = 0,85 (твердый сплав), Kv = 0,35 (быстрорежущая сталь)
Марка стали 14Х17Ш (1Х17Н2, ЭИ 268) Вид поставки „ ,«.т — ГОСТ 5949-75. Лг « - ГОСТ 2505» 87 ТУ14-4-5038-91. Арматура трубопр элементов, %aioluS ют тонкий — ГОСТ 5582--81, ОСТ 108.958.04-85. П] сводная — ТУ 26-07-116; 32-72 -75, ТУ 14-1-2186-77 Лист аутки - ГОСТ 18907-1.73 г1Т0ЛИъ,й — 1 J *о-0610- TcnniLD^iv, „^2
— Г Р Мп 5 — Сг Ni Act
_ С 0,11-0,17 ' -~~7о80 ^°-025 50,030 60,80 —1 . — ——* Механические свойства 16,0-18,0 прикомна- Сечение, ММ 1,50-2 ной темп °0.2, Н/мм2 ,50 ;рат о. фе 30-'40 % меиее 84 ~vT~ % 5 700 —. Vmr » т—————
НД — Реж Операция Закалка t,°c Охлаждающая среда Н/мм2 не .Дж/см1 HRC НВ
ГОСТ 950-975 275-350 ... Масло Воздух 0,7-3,9 — 1080 10 —
5582-75 Отпуск Отжиг или 650-700 0,7-3,9 По согласованию
“гост отпуск Закалка ~~9754040 275-350 _ Масло Воздух ДобО1 835 10 30 м 10 30 49 -— S _J185__
5949-75 ГОСТ 7350-77 Отпуск Закалка 960-1050 275-350 Вода или воздух Воздух 4-50 По 200 885 10) 10 —‘ — —
ГОСТ 25054-81 Закалка Отпуск 980-1020 680-700 Масло Воздух Свыше 200 до 500 Свыше 500 до 1000 539 686 13 13 12 40 35 30 59 54 49 248-293
— -^-^Гяыше 60 до 10U мм flOJiycMcivn ™ v ил □-/<>, На 4 о д ,— _ кси ——— _____ и другие детали, работающие в в ДУ > раоотаю! крепеж Чие на
1срритного класса.
шпротном газе.
Сталь коррозионно-стойкая и жаропрочная мар
Жаростойкость___
Среда
t/C
Скорость коррозии, мм/год ,
База испытаний, ч
Окалиностойкая до 800 °C
__ Вид коррозии____________
Общая
Точечная___________________
Коррозионное растрескивание
Межкристаллитная
КоэффициентчувствительнпстиупадпГ"'.',. ,,.Т~
Au ij
Чувстатпельность к охр^тидпо при ст^-----
Время, ч * or Ч-г-Эреющ
УС
137 118 98 69
29
Исходное состояние
340 100
340 3000
450 100
450 3000
Коррозионная стойкость
Среда
Вода деминерализованная
Морская вода __________
ус 300
Длительность, ч
3000
2200
1 ~~
______1
:ащая1г/кгС€, 350 ^РУШДе
Пров ерка на йслоиностъ к МКК по ГОСТ 6032-89 не преду^мотрена7св^^~~~^ термического влияния обладают пониженной коррозионной стойкостью, поэтом? п”ТлТ Яхопим отпуск ПРИ 680-700°С в течение 0,5-1 часа-- мУп°СЛе
Вода, содержащая 1 гЛсгС€, 50 мг/кг Оз
выше чести— 1 в зоне
сварки
Технологические характеристики,
3*мпературные параметры ковки, °C _
Свариваемость
1150-800
Ограниченно свариваемая.
Способы сварки: РД, РАД, КТ-
-Е—
В закалёйн™7^
при 330 НВ и а, = 1078 HW °СТОяиии
Kv=0,60 (твердый сплав)
Ку - 0,30 (быстрорежущад
330
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
02Х17Н11М2 Лента холоднокатаная резаная из коррозионио-стойкой стали в рулонах — ТУ 14-130-308-2001, Трубы стальные электросварные из коррозионно-стойкой стали — ТУ 1371-009-05757850-01. I
Температура критически! точек, °C
Массовая доля элементов, %, по ТУ 14-130-308-2001
1 С Si Мп S Р Сг Ni Мо N Си Aci Асз Ari Аг3 |
I <0,025 0,30-0,55 1,36- 2,00 20,012 <0,040 16,50- 17,20 11,lO-ll,60 2,00- 2,24 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0,2> Н/мм2 Ов, Н/мм2 5, % V, % кси, Дж/см2 HRC HV
Операция t,°c Охлаждающая среда
не менее
1 ТУ 14- 1 130-308- 2001 Аустенизация 1000- 1100 Водород 0,7x88 220 510 45 — — — 150
I ТУ 1371- I 009- 05757850- 1 01 Аустенизация 1000- 1050 Аргон, вода и 28x0,7 250 520 35 — — — 150
Назначение. Для изготовления сварных труб и теплообменного оборудования.
Сталь коррозионно-стойкая аустенитного класса.
I Предел 1 выносливости, 1 Н/мм2 Термообработка Ударная вязкость, KCV, Дж/см1, при t, °C Термообработка 1
| С-1 т-1 + 20 • 0 -20 -40 -60 -80
— — — — > 150 — Толщина > 10 мм 1
Коэффициент чувствительности к надрезу за 104 и
Жаростойкость
Среда t,°c Скорость коррозии, мм/год База испытаний, ч
Чувствительность к охрупчиванию при старении_____
KCU,
Время, ч
_____________________t,°C
Исходное состояние_________
Коррозионная стойкость
| Вид коррозии Среда t,°c Длительность, ч Балл стойкостоД
| Общая
| Коррозионное растрескивание —
| Межкристаллитная
j Температурные параметры ковки, °C Свариваемость
I 1180-850 Сваривается без ограничений. Способы сварки: РД, РАД и АФ.
В термически обработанном состоянии при с, = 520 Н/мм2
К, = 0,85 (твердый сплав),
Kv = 0,5 (быстрорежущая сталь)
Обрабатываемость резанием
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 331
Марка стали
Вид поставки
С8Х17ШЗМ2Т (0Х17Н13М2Т)
Со₽™°~ Г0СТ 5949~75, Шлифованный пруток и серебрянка — ГОСТ 14955-77. Лист толстый " * vU А / J JV““/ /.
Массовая доля элементов, %, по ГОСТ 5632-72
Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си АС1 Ас3 Ап Аг3
<0,08 <0,80 <2,00 < 0,020 < 0,035 16,0-18,0 12,0-14,0 2,00-3,00 5хС-0,70 < 0,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Оц.2, Н/мм2 о» Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлавдающая среда
не менее
рост 5949-75 Закалка 1050- 1100 Воздух, масло или вода Пруток 60 196 490 40 50 — — —
1 ГОСТ 7350-77 Закалка 1030-1080 Вода или воздух Лист Свыше 4 196 510 40 — — — —
срш. конотокди». кр»™» «™, <*
фосфорная, серная, 10%-ная уксусная кислота, сернокислая среда).
ВДь коррозионно-стойкая аустенитного класса.
МКК1пж испвТб°Лее ®Ь1СОК°й стойкостью против общей и межкристаллитной коррозии, чем сталь марки 10Х17Н13М2Т (устойчива к ______ ытании по ГОСТ 6032-89 методами AM и АМУ, после закалки и отпуска при 650°С 1 ч).
Предел ВьИ0СЛИВОСП1, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вцц "^фабриката
Слиток
Заг»товка
Температурный интервал ковки, °C
Размер сечения, мм
из слитков
Условия охлаждения
из заготовок
Размер сечения, мм
Условия охлаждения
1180-850
^ариваемость
Сваривается без ограничений.
Способы сварки: РД, РАД и АФ.
В штабелях иа воздухе
Обрабатываемость резанием Флокеночувствительность
Не чувствительна
В состоянии закалки при 137-143 НВ и с, = 530 Н/мм2 Склонность к отпускной хрупкости
Kv = 0,9 (твердый сплав) Не склонна
332
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки 1 Сортовой прокат — ГОСТ 5949-75, Поковки —ГОСТ 25054-81. Лист тонкий — ГОСТ 5582-75. Лист толстый — ГОСТ 7350-77. Лист двухслойный — ГОСТ 10885-85. Трубная заготовка — ТУ 14-134-323-93, ТУ 14-1-565-84. Трубы — ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 11068-81, ТУ 14-3-586-77. Ленга - ГОСТ 4986-79. Проволока — ГОСТ 18143-72. |
10Х17Н13М2Т I (Х17Н13М2Т, I ЭИ 448)
°C
Массовая доля элементов) %, по ГОСТ 5632—72
1 С Si Мп S Р Сг Мо Ni Ti Aci Асз Ari Агз
<0,10 <0,80 <2,00 <0,020 <0,035 J6.0-18,0 2,00- 3,00 12,0-14,0 5хС-0,70
1 Механические свойства при комнатной температуре 1
ВД Режим термообработки Сечение, ММ 00.2, Н/мм2 Н/мм2 5, 1 % | V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
I ГОСТ 1 5582-75 Закалка 1050-1080 Вода или воздух 0,7-3,9 225 530 38
I ГОСТ 1 5949-75 Закалка 1050-1100 Воздух, масло или вода ДобО1 215 510 40 55
1 ГОСТ 1 7350-77 Закалка 1030-1080 Вода или воздух 4-50 235 530 37
I ГОСТ | 9940-81 В состоянии поставки 0 57-219 s 3,5-32 529 35
I ГОСТ 1 9941-81 0 5-273 s 0,2-22 529 35
I ГОСТ I 25054- 1 81 Закалка 1050-1100 Вода или воздух До 200 201-500 501-1000 196 510 38 36 30 50 47 45 200
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 5 на 1%, у на 5%;
свыше 100 до 150 мм - 5 на 3%, у на 10%. —
Назначение. Аппараты и сосуды, работающие в средах повышенной агрессивности (растворах фосфорной, уксусной, серной, .лимонной и др. кислот), а также лопатки газодувок, штампуемые из листовой стали; заклепки, изготовляемые методом гор высадки; поковки дисков, покрышки; валы, другие детали компрессорных машин; детали турбин.
| Сталь коррозионно-стойкая аустенитного класса.
1 Жа1 зостойкость
1 Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Коэффициент чувствительности к надрезу за 10 ч
Жаростойкая при длительных сроках службы до температуры 600°С
Чувствительность к охрупчиванию при ”а
Время, ч | t, °C
Исходное состояние_________
I Вид коррозии Коррозионная стойкое) Среда гь t, °C Длительность, ч Балл стойкосш—|
I Общая Лимонная кислота, 50% кипение —1
H2SO4,25% до 75 1
Н3РО4 25% кипение 2———1
40% по 100
1 Точечная о со сталью типа 18— 8 -Я
I Коррозионное растрескивание 42%MgC€2 154 Разрушение через 5-25 ч Напряжение выш« пределатекучесту
Межкристаллитная
Устойчива к МКК при испытании по ГОСТ 6032-89 методами AM и АМУ, после закалки И при650°С1ч
I Температурные параметры ковки, °C Свариваемость
I 1180-850 Сваривается без ограничений. Способы сварки: РД (электроды ЭА-400/lOv. ЭНТУ-ЗМ, ЦЛ-4 и др.), РАД АФ. В термически обработанном со при 270 НВ Kv= 0,85 (твердый сплав), Kv= 0,5 (быстрорежущая сталь) |
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 333
Марка стали Вид поставки Сортовой прокат — ГОСТ 5949-75. Поковки — ГОСТ 25054-81. Прутки — ТУ 14-1-748-73. Лист тонкий — ГОСТ 5582-75. Лист толстый — ГОСТ 7350-77. Лист двухслойный — ГОСТ 10885-85. Трубная заготовка — ТУ 14-1-565-84. Трубы — ГОСТ 11068-81. Лента — ГОСТ 4986-79. Проволока — ГОСТ 18143-72, ТУ 108.11.992-88. Профили фасонные — ТУ 14-1-1271-75.
10X17H13M3T (X17H13M3T, ЭИ 432)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Aci Ас3 Ari Агз
<0,10 60,80 <2,00 6 0,020 <0,035 16,0-18,0 12,0- 14,0 3,00-4,00 5хС-0,70
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм2 Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Закалка 1050- 1080 Вода или воздух 0,05-0,2 Свыше 0,2-2,0 — 530 20 40 — — — —
ГОСТ 5582-75 Зака Зака лка 1050- 1080 Вода или воздух 0,7-3,9 — 530 38 — — — —
1UCT 5949-7 "гост 7350-7 "Тост 11068-8 лка 1050- 1100 Вода, масло, воздух ДобО1 196 530 40 55 — — —
7 Закалка 1030- 1080 Вода или воздух 4-50 235 530 37 — — — —
1 В состоянии поставки 08-102 s 1,040 По согласованию
18143-72 1 класс Термообработанная 2 класс 1,0-6,0 — 540-830 25 20 — — — —
Нагартованная — 1080- 1420 —. — — — —
334
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
10Х17ШЗМЗТ (X17H13M3T, ЭИ 432)
Механические а
НД 1 гост Режим термообработки Сечение, мм с0,2, Н/мм2 °в> Н/мм2 5, % Y, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
1 25054-81 До 200 38 50
Закалка 1050- 1100 Вода или воздух Свыше 200 до 500 196 510 36 45 —. — 200
1 Для стали ди аметром или то Свыше 500 до 1000 30 40
мм допускается понижение 6 на 1%, у на 5%;
свыше 100 до 150 мм - 5 на 3%, у иа 10%.
Назначение. Аппараты и сосуды, работающие в средах повышенной агрессивности. Лопатаи газодувок, штампуемых из листовой стали; заклепки, изготовляемые методом горячей высадки; поковки дисков, покрышек, валов и других деталей компрессорных машин; детали турбин. 7 г
Сталь коррозионно-стойкая аустенитного класса.
| Жаростойкость ————_
I Среда t,“C Скорость 1 ря-Ц 1 1 L коррозии, мм/год j испытаний, ч —Ь»лФфициент чувствительности к надрезу за 104 ч
Окалииостойкая при длительном сроке службы при температуре до 600°С ^Рстиительность к охрупчиванию ппи стяпешш
Время, ч | СС~ KCU, Дж/см2 1
- — Исходное состояние
Коррозионная стойкость
1 Вцд коррозии
Среда t,°C Длительность, Балл стойкости
I Общая Лимонная кислота 50% Кипение 1 j
Н28О425% До 75 1 |
Н3РО425% " “ Кипение I [
I Точечная Н3РО4 40% Повышенная стойкость по сравнению со До 100 1 J
I Коррозионное растрескивание 42%MgCt2 алыо типа 18 154 -8 Разрушение через 5-25 ч Напряжение выше 1 предела текучести^
I Межкристаллитная отпуска при 650°с
6032 89, методы AM и АМУ, после закалки и 1
Температурные параметры ковки, »С
Технологические характеристики
Свариваемость
1160-850
Сваривается без ограничений.
Способы сварки: РД (электроды Э А-400/10у, ЭНТУ-ЗМ, ЦЛ-4 и др.), РАД, АФ, ЭШиКТ.
Обрабатываемость резанием
В состоянии закалки при 137-143 НВ и Ч> = 580 Н/мм2
Kv = 0,9 (твердый сплав)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 335
Марка стали
Вид поставки
М5Х18М2Б-ВИ Трубная заготовка — ТУ 14-1-2466-78, ТУ 14-1-2465-78. Трубы — ТУ 14-3-1405-86 ТУ 14-949 П6-7Ч (ЭП 882-ВИ) I Лист - ТУ 14-1-2194-77. Проволока сварочная - ТУ 14-1-2395-7R ’ 14-242-13б~75-
Температура
Лист — ТУ 14-1-2194-77. Проволока сварочная — ТУ 14-1-2395-78, Массовая доля элементов, %, по ТУ 14-1-2466-78
критических точек. "С
С 8г Мп S Р Сг Мо № Ni Си At N Се Aci Ас3 Ari Агз
< 0,015 £ 0,30 £ 0,50 < 0,02 £ 0,015 16,5-18,5 1,50- 2,50 0,15-0,25 £ 0,30 < 0,15 £ 0,20 £ 0,015 По рис-чету 0,05
ад Режим термообработки Сечение, мм 0(1.2, Н/мм2 Н/мм2 8, % V, % KCV, Дж/см2 HRC НВ
Операция t,°c Охлавдающая среда
ие менее
| ТУ14- 1-2466- 1 78 Отжиг 800 Вода 0 20-25 245 373 22 55
|ТУ14-3-1405-|. 86 Отжиг 930 Вода 013-76 s 1,2-10 245 373 22 — 182
Г1У14-1-2194- 1 77 Отжиг 840-860 Вода 5-20 274 441 30 —•
Назначение. Сталь предназначена для изготовления теплообменно сепараторов-пароперегревателей, парогенераторов,
условиях воздействия пароводяной среды высоких параметров (тру ньге корпусов теплообменников с толщиной стеики не
бойлеров, конденсаторов, греющих секций испарителей, а также трубнь _ 350°С. Сталь рекомендуется для применения в
более 10 мм). Максимальная температура эксплуатации в указанных уело ^g^^ а таКже в условиях, где требуется химической, нефтеперерабатывающей, пищевой и целлюлозно-бумажной гр
высокая устойчивость к хлоридному растрескиванию. генных пота пей, работающих при температуре до 900 С. —
Сталь может быть использована как жаростойкий материал для ненагруж дщциент чувствительности к надрезу за 10 ч-----
_________________Жаростойкость_______________________1---------
Среда
t,°C
Скорость коррозии, мм/год
База испытаний, ч
Воздух
800
1000
Коэффициент чувствительности к надрезу за IO4 ч
I Пар
Продукты сгорания Шдного газа-В%СО2 и%н2о’
З’/оОг, °.15%sq2j &ьноеК2
700
800
800
0,0026
0,0064
0,0010
0,0066
0,0068
3000
800
3000
3000
3000
Чувствительность к охрупчиванию при старении______
' КС V, Дж/см7 255-363
Время, ч_________ I_______С °C
Исходное состояние
3000
3000
350
450
118-216 3-5
Г—^коррозии 1 ®®1ая Коррозионная стойкость Среда Вода высоких параметров, содержащая от 1 до 50 мг/кг ...хлор-ионов и 0,3—6 мг/кг кислорода t/C 350 Длительность, ч 3000 Балл стойкости 1
Реечная Тоже 350 3000 Питтинги отсутствуют
Эрозионное Р'фескивание —-—— ... Jrxniciii.T,,».. — 42%MgC£2 154 1000 Трещин ие обнаружено
25% NaCt + 0,5% K2Cr2O7 200 1000 Трещин не обнаружено
200 мг/кг Ct, 0,3-6 мг/кг кислорода 320 3000 Трещин не обнаружено
!£Метры ковки, “С
1050-750
_____________Свариваемость___________
Ограниченно свариваемая.
Способы сварки: РД и РАД.
Предварительный Подогрев и последующая термообработка не требуются.
В состоянии отжига при 182 НВ и о, = 480 Н/мм2
К, = 1,1 (твердый сплав), Ку ~ 0,75 (быстрорежущая сталь)
336
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
1 Марка стали Вцц поставки Трубная заготовка — ТУ 14-1-3547-83. Трубы — ТУ 14-3-1275-83. Проволока сварочная — ТУ 14-1-3996-85
I 01Х18М2Т—ВИ
1 Массовая доля элементов, %, по ТУ 14-1-3547-83 Температура критических точек, “С
1 С Si Мп S Р Сг Мо Ni Си N Ti Aci Асз Ari Агз
£0,01 <0,50 <0,70 0,015 < 0,015 17,0- 19,0 1,80- 2,50 <0,40 <0,15 £0,01 0,25-0,45
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Со, г, Н/мм2 Н/мм2 S, % % кси, Дж/см’ HRC НВ
Операция t,»c Охлаждающая среда
не менее
I ТУ 14-3-1275- 1 83 Закалка 900 Вода 0 25-75 s 2,0-3,0 215 392 25
Назначение. Сталь предназначена для изготовления теплообменного химического и нефтехимического оборудования, эксплуатирующегося при температурах от 20 до 300°С, в средах производства каустической соды, хлороорганических продуктов, в средах с высоким содержанием ионов хлора, в нефтеперерабатывающей и целлюлозно-бумажной промышленности.
Жаростойкость
Среда
Скорость коррозии, мм/год
База испытаний, ч
Коэффициент чувствительности к надрезу за 104 ч
Чувствительность к охрупчиванию при старении
KCU, Дж/см’
Время, ч
t,°C
По жаростойкости близка к стали 015Х18М2Б-ВИ
Исходное состояние
300
До температуры 300°С не претерпевает структурных превращений.
Склонна к охрупчиванию при 475°С ____
Коррозионная стойкость
Общая
Вид коррозии
Среда t,°c Длительность, ч
Балл стойкости
По коррозионным свойствам близка к стали 015Х18М2Б-ВИ
Точечная _____________'
Коррозионное растрескивание
Межкристаллитная
Технологические характеристики
I Температурные параметры ковки, ”С Свариваемость Обрабатываемость резанием
1160-850 Ограниченно свариваемая. В состоянии отжига при 180 НВ ио, = 392 Н/мм2
Способы сварки: РД и РАД. Kv = 1,83 (твердый сплав), Kv = 1,6 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРЮЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 337
Марка стали
Вид поставки
12X18119 (Х18Н9)
Сортовой прокат — ГОСТ 5949-75. Поковки — ГОСТ 25054-81, ОСТ 108.958.04-85. Прутки — ГОСТ 18907-73. Лист — ГОСТ 5582-75, ГОСТ 7350-77. Лента — ГОСТ 4986-79. Проволока — ГОСТ 18143-72. Трубная заготовка — ТУ 14-1-565-84. Трубы — ГОСТ 9940-81, ГОСТ 9941-81. Трубки (капиллярные) — ГОСТ 14162-79.
Массовая доля элементов, %, по ГОСТ 5632-72
Температура критических точек, °C
С Si Мп S Р Сг Ni Ti Aci Acj Ari Ar3
60,12 20,80 <2,00 < 0,020 6 0,035 17,0-19,0 8,0-10,0 —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечеиие, мм 00,2, Н/мм2 Св> Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 4986-79 Закалка 1050- 1080 Воздух или вода 0,05-0,2 0,2-2,0 — 530 18 35 — — — —
Полунагартованная 0,05-0,2 0,2-2,0 — 780 8 15 — — —• —
Нагартованная 0,05-0,2 0,2-2,0 — 980 3 5 — —- — —
Высоконагартованная 0,05-0,2 0,2-2,0 — ИЗО 2 3 — — — —
1UCT 5582-75 Закалка 1050- 1080 Вода или воздух 0,7-3,9 195 540 38 •— — — —
Нагартованная 930- 1230 13 — — — —
„5949-75 ПТпт — Закалка 1050- 1100 Воздух, масло или вода ДобО1 196 490 45 55 — — —
„2350-77 ГОСТ „9940-81 ГОСТ -2941-81 гост 18143-72 Закалка 1050- 1120 Вода или водяной ЛУШ 4-50 215 530 38 — — — —
В о 57-325 s 3,5-32 — 529 40 ”— — — —
пс Термообработа ютавки термообработанные 05-273 s 0,2-22 — 549 37 — — — —
1 класс иная 2 класс 0,2-6,0 — 540- 830 25 20 — — — —
Нагартованная — 1130-1470 — — — — —
18907-73 Термообработанная 1,0-30 — 640- 880 20 — — — —
Нагартованная 1,0-5,0 5,0-30 £930 £880 — — — —
338
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ.
12Х18Н9 (Х18Н9)
вд Режим термообработки Сечение, мм °0.2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Оптация t,°c Охлаждающая среда
не менее
1 1 ост 1 25054-81 Закалка 1050-1100 Вода До 200 Свыше 200-500 Свыше 500-1000 196 490 40 37 35 48 44 40 — __ 179
шали диаметром или толщиной свыше 60 до 100 мм допускается понижение Б на 1%, тр на 5%;
свыше 100 до 150 мм - 8наЗ%, у на 10%.
Назначение. Сварные детали и конструкции различного назначения, муфели термических печей, детали крепежа теплообменников, опорные элементы кладки печей.
Сталь коррозноннб-стойкая аустенитного класса.
Жаростойкость
Среда
t,°C Скорость коррозии, мм/год
База испытаний, ч
Окалиностойкая до температуры 800°С
Коррозионная стойкость
Механические свойства в зависимости от степени
холодной деформации
Степень обжатия, % ов, Н/мм2 Со,2, Н/мм2 б5,%
0 830 500 67
10 950 750 45
20 1050 900 38
30 1150 1030 25
40 1230 1140 21
50 1300 1220 18
60 1350 1280 17
70 1400 1350 12
Общая
Вид коррозии
Среда
Вода дистиллированная
Воздух влажный
Морская вода
Точечная
t,°C Длительность, ч Балл стойкости
20 — 1
20 3288 1
20 — 1
Коррозионное растрескивание
Межкристаллитная
ПокоррозиошгамсвоЙстм близка к стали 12Х18Н9Т
Температурные параметры ковки. °C
Сталь не должна быть склонна к МКК (в состоянии поставки) при испытании по
АМУ ГОСТ 6032-89 (без предварительного провоцирующего нагрева) —
Технологические характеристики Свариваемость
1200-800
Сваривается без ограничений.
Способы сварки: РД, РАД АФ, ЭШ и КТ.
Обрабатываемость резанием
В горячекатаном состоянии при 179 НВ
Kv = 1,0 (твердый сплав)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 339
Марка стали
Вид поставки
12Х18Н9Т (Х18Н9Т)
Сортовой прокат — ГОСТ 5949-75. Поковки — ГОСТ 25054-81, ОСТ 108.958.04-85. Лист толстый — ГОСТ 7350-77. Проволока — ГОСТ 18143-72. Прутки— ГОСТ 18907-73.
1 Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C 1
С Si Мп S Р Сг Ni Ti Асг Асз Ari Агз 1
50,12 <0,80 <2,00 <0,020 <0,035 17,0- 19,0 8,00- 9,50 5хС-0,80
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм Сол, Н/мм2 °в> Н/мм2 5, % V, % кси, Дж/см2 HRC НВ I
Операция t,°c Охлаждающая 1 среда
ие менее
гост 5949-75 Закалка 1020- 1100 Воздух, масло, 1 вода I ДобО1 196 540 40 55 —- — —• 1
Г ГОСТ 7350-77 Закалка 1030- 1080 Вода или воздух | 4-50 215 530 38 — — — — 1
1 гост 18143-72 1 класс Термообработанная 2 класс 0,2-7,5 — 25 590- 880 20 — — — — 1
Нагартованная — I изо- 1 _ 1470 — — — 1 — I
1,0-30
18907-73 Термообработанная
Нагартованная
1,0-5,0
5,0-30
930
ГОСТ
1 Закалка 1050- 1100
Воздух или вода
До 200
Свыше 200 до 500
Свыше
500 до
1000
196
880
880
510
____I________________I ________________________
свыше 60 до 100 мм допускается понижение 6 на 1%, у на 5%;
«и стали диаметром или толщиной свыше 60 до юиммд ____________________
ТОО до 150 мм - 6 на 3%, V на 10% ________________^ичеекого машин-ч—— наличии агрессивных сред
До600’С. Аппараты и сосуды, работающие при те ,
ЙО+35О°С- очная аусте^^^------------------------’
коррозионно-стойкая, жаростойкая и жаропр ~
340
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
12Х18Н9Т (Х18Н9Т)
Предел выносливости, Н/мм? Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
G-J T-J N + 20 0 -20 -40 -60 -80
196-335 132 107
Жаростойкость Коэффициент чувствительности к надрезу за Ю4 ч
Среда t,°C Скорость коррозии, мм/год База испытаний, ч 1,0
Перегретый пар 600 0,0018 — Чувствительность к охрупчиванию при старении
Воздух 650 0,0022 4500 Время, ч t,°c KCU, Дж/см1
Воздух 750 0,015 1500 Исходное состояние 245
10000 500 186
Продукты сгорания природного газа: 3,2% СО2, 17,55% Ог, 76,72% N2,3,5% Н2О, 0,03% SOa 670- 680 0,098 12500 20000 -550 220
Продукты сгорания природного газа: 4,5%СО2, <J,3%SO2, 6% Н2О, остальное воздух 750 0,019 1500 10000 600 216
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Общая Вода, содержащая 5 мг/кг Ct', 0,3-6,0 мг/кг Ог 350 1000 1
Морская вода 20 3000 1
Точечная Морская вода — 13000 3
Коррозионное растрескивание Вода, содержащая 200 мг/кг Ct"; 0,3-6,0 мг/кг О2 350 Разрушение через 500-700 ч Напряжение выше предела текучести
42%MgCt2 154 Разрушение через 2-5 ч Напряжение выше предела текучести
Межкристаллитная Сталь не склонна к МКК в закаленном состоянии После провоцирующего нагрева при температуре 650еС может приобрести склонность к МКК
Технологические характеристики
Температурные параметры ковки, °C Свариваемость Обрабатываемость резанием
1200-850 Сваривается без ограничений. Способы сварки: РД (электродами ЦЛ-11, ЦТ-15, ЦТ-26), ЭШ, КТ. В закаленном состоянии при 169 НВ и о, = 608 Н/мм2 Kv = 0,85 (твердый сплав), Kv = 0,5 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 341
Марка стали Вид поставки Сортовой прокат — ГОСТ 5949-75. Прутки — ГОСТ 18907-73. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-2186-77. Лист толстый — ГОСТ 7350-77, ТУ 14-1-4028-85. Лента — ГОСТ 4986-79. Проволока — ГОСТ 18143-72. Трубная заготовка — ТУ 14-1-565-84. Трубы — ГОСТ 9940-81, ГОСТ 9941-81. Профили фасонные— ТУ 14-1-1271-75.
17Х18Н9 (2Х18Н9)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Aci Асз Ari Агз
0,13-0,21 <0,80 ^2,00 £ 0,020 £0,035 17,0-19,0 8,0-10,0
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм Со.ь Н/мм2 °в> Н/мм2 5, % v. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Закалка 1050- 1080 Воздух или вода 0,05-0,2 0,2-2,0 — 570 17 34 — — — —
Полунагартованная 0,05-0,2 0,2-2,0 — 780 8 15 — — — —"
Нагартованная 0,05-0,2 0,2-2,0 — 980 3 5 — — — —
Высоконагартованная 0,05-0,2 0,2-2,0 — ИЗО 2 3 — — — —
ГОСТ 5582-75 Закалка 1050- 1080 Вода или воздух 0,7-3,9 185 590 35 — — — —
Полунагартованная — 740- 980 18 — — — —
Нагартованная — 980- 1230 13 — — — —
5949-75 ГОСТ 7350-77 ГОСТ 9940-81 "гост 9941-81 гост 18143-72 Закалка 1050-1100 Воздух, масло или вода ДобО1 215 570 40 55 — — —
Закг *Всс Tepi яка 1080- 1120 Вода 4-50 265 590 35 — — -— —
стоянии поставки термообработанная 0 57-325 s 3,5-32 — 568 40 — — — —
05-273 s 0,2-22 — 568 35 — — — —
необработанная 1 КЛЙСС О оттоле 0,2-6,0 — 540- 830 25 20 — — — —
Нагартованная — 1080- 1420 -— — — —- —
342 СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
17Х18Н9 (2Х18Н9)
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм <*0.2, Н/мм2 <*., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t»°c Охлаждающая среда
не менее
гост 18907-73 Т ермообработанная 1,0-30 — 590-880 20 — — — —
Нагартованная 1,0-5,0 5,0-30 — 930 880 — — — — —
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается понижение 8 на 1%, у на 5%; свыше 100 до 150 мм - 6 на 3%, на 10%.
Назначение. Сварные детали и конструкции различного назначения.
Сталь коррозионно-стойкая аустенитного класса.
Ударная вязкость прутков, KCU, Дж/см2, прн t, °C
+ 20 -40 -80
294 — 294
349 387 362
304 267 245
Сечение, мм
25
20
22
Среда
Жаростойкость
t,°C
Скорость коррозии, мм/год
Окалиностойкая до температуры 800°С
Термообработка
Закалка 1100°С, вода
Закалка 1150°С, вода
,2
2
База испытаний, ч
Коэффициент чувствительности к надрезу за 10* ч
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние
Коррозионная стойкость
Общая
Вид коррозии
Среда
0,5-99% раствор HNO3
t,°C
Длительность, ч
20
Точечная
Балл стойкости
Коррозионное растрескивание
По коррозионным свойствам близка к стали 12Х18Н9Т
Межкристаллитная
Сталь может быть склонна к МКК даже в закаленном состоянии. Нагрев до 600-650°С приводит сталь в склонное к МКК состояние
Температурные параметры ковки, °C
Технологические характеристики
1200-800
Свариваемость
Ограниченно свариваемая. Способы сварки: РД и РАД.
Обрабатываемость резанием
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНА 343
Марка стали 08Х18Н10 (ОХ18Н10) Вид поставки Ленга — ГОСТ 4986-79. Сортовой прокат — ГОСТ 5949-75. Поковки—ГОСТ 25054-81. Прутки — ГОСТ 18907-73. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-2186-77. Лист толстый — ГОСТ 7350-77. Трубная заготовка — ТУ 14-1-565-84. Трубы—ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 11068-81. Проволока — ГОСТ 18143-72.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S р Сг Ni Ti Aci Асз Ari Агз
<0,08 <0,80 <2,00 <0,020 < 0,035 17,0- 19,0 9,0-11,0 —
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ °0,2> Н/мм2 Н/мм2 S, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Закалка 1050- 1080 Воздух или вода 0,05-0,2 0,2-2,0 — 530 20 40 — — —
Полунагартованная 0,05-0,2 0,2-2,0 — 740 6 12 — — — —-
гост 5582-75 Закалка 1050- 1080 Вода или воздух 0,7-3,9 205 510 45 — — —
Полунагартованная — 740-930 25 — — — —
Нагартованная — > 930 10 — — — —
ГОСТ 5949-75 Закалка 1020- 1100 Воздух, масло или вода ДобО1 196 470 40 55 — — —
ГОСТ 7350-77 ГОСТ 9940-81 "Тоёт 9941-81 Закалка 1050- 1100 Вода или воздух 4-50 205 510 43 — — — —
В состоянии поставки термообработанные 0 57-325 s 3,5-32 — 510 40 — — — —
05-273 s 0,2-22 — 529 37 — — — —
ГОСТ 4068-81 В состоянии поставки 08-102 s 1,0-4,0 По согласованию
Гост 18143-72 1 класс Термообработанная 2 класс 0,2-6,0 — 590- 880 25 20 — — —
П5ст~ 18907-73 Нагартованная -— 1130- 1470 — — — — —
^^рмсобработанная 1,0-30 — 640-780 20 — — — —
Нагартованная 1,0-5,О' 5,0-30 — г 930 £880 — — — — —
344
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Механические свойства при комнатной температуре
08Х18Н10 (0Х18Н10)
НД Режим термообработки Сечение, мм <то.т, Н/мм2 °В1 Н/мм2 8, % V» % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 25054-81 Закалка 1050-1100 Вода или воздух До 200 Свыше 200-500 Свыше 500-1000 196 470 40 39 38 50 47 45 — — 170
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается понижение 8 на 1%, у на 5%; свыше 100 до 150 мм - 6 на 3%, у на 10%.
Назначите. Детали из тонкого листа н ленты в автомобилестроении, торговом машиностроении, для товаров ширпотреба, для изделий, подвергаемых закалке, для сварных аппаратов и сосудов химического машиностроения, для работы в средах, не вызывающих межкристаллитную коррозию.
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 -40 -78
75-93 78-93 71-75
187-206 184-301 184-302
Жаростойкость
Холоднокатаное
Горячекатаное
Состояние поставки
Коэффициент чувствительности к надрезу за 10 ч
Среда
t,°C
Скорость коррозии, мм/год
База испытаний, ч
Окалиностойкая до температуры 800°С
Время, ч t,°C
Исходное состояние
KCU, Дж/см2
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Общая Водопроводная вода 20 3000 1 _—
Промышленная атмосфера — 5000 1
Спирт-сырец этиловый 20-100 — 1
Точечная
Коррозионное растрескивание По коррозионным свойствам близка к стали 12Х18Н9Т
Межкристаллитная Сталь может быть склонна к МКК даже в закаленном состоянии. -Нагрев до 600-650°С приводит сталь в склонное к МКК состояние ****
Температурные параметры ковки, °C Свариваемость
1200-850 Сваривается без ограничений. Способы сварки: РД, РАД, АФ, ЭШ и КТ.
Обрабатываемость резанием В состоянии поставки при 143 НВ И са = 510 Н/мм2.
Ку = 1,1 (твердый сплав), Ку = 0,35 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 345
Марка стали Вид поставки Сортовой прокат — ГОСТ 5949-75. Прутки — ГОСТ 18907-73, ТУ 14-1-5039-91. Поковки — ГОСТ 25054-81, ОСТ 108.109.01-92, ОСТ 108.958.04-85, ТУ 108.11.917-87, ТУ 108.11.992-88. Лист — ГОСТ 5582-75 ГОСТ 7350-77, ОСТ 108.109.01-92, ТУ 108.11.906-87, ТУ 108-930-80. Трубная заготовка — ТУ 14-134-323-93, ТУ 14-1-565-84. Трубы — ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 10498-82, ГОСТ 11068-81, ТУ 14-3-1684-90, ТУ 14-3-197-89, ТУ 108-713-77, ТУ 95.349-75. Трубки (капиллярные) — ГОСТ 14162-79. Ленга — ГОСТ 4986-79, ГОСТ 24030-80.
08Х18Н1ОТ (0Х18НЮТ, ЭИ 914)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп 8 р Сг Ni Ti Aci Ас, Ап Агз
60,08 <0,80 <2,00 <0,020 <0,035 17,0- 19,0 9,0-11,0 5хС-0,70
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм2 Н/мм2 Б, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Закалка 1050- 1080 Вода или воздух 0,05-0,2 0,2-2,0 — 530 20 40 — — — —
гост 5582-75 Закалка 1050- 1080 Вода или воздух 0,7-3,9 — 530 40 — — —
ГОСТ 5949-75 Закалка 1020- 1100 Воздух, масло или вода До 60* 196 490 40 55 — —
ГОСТ 7350-77 Закалка 1000- 1080 Вода или воздух 4-50 205 510 43 — — — —
ГОСТ 5940-81 В состоянии поставки термообработанные 0 57-325 s 3,5-22 — 510 40 — — —
ГОСТ 9941-81 "'Тост 10498-82 0 5-273 s 0,2-22 — 549 37 — — — —
В состоянии поставки о 4 -120 s0,2-1,0 — 529 40 — — — —
ГОСТ 11068-81 В состоянии поставки 0 8 -102 s 1,0-4,0 £216 530 37 —~ —• — —
ГОСТ 14162-79 ГОСТ~~ 18907-73 Термообрабоз Термообработ данная 0,3-5,0 — 529 37 — — — —
анная 1,0-30 — 590- 830 20 — — — —
Нагартованная 1,0-5,0 5,0-30 — >930 £880 — — — — —
гост 25054-81 Закалка 1050- 1100 Вода или воздух До 200 Свыше 200-500 Свыше 500-1000 196 490 38 36 35 52 46 40 — — 179
346
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Механические свойства при комнатной температуре
08Х18Н10Т (0Х18Н10Т, ЭИ 914)
нд Режим термообработки Сечение, ММ Н/мм2 Ов; Н/мм2 8, % У. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ост 108.109.01 -92 До 2002 195 490 38 40
В состоянии поставки термообработанные Свыше 40-2003 195 490 35 40 — — —
Свыше 200-4503 195 490 35 40
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается понижение Б на 1%, у на 5%; свыше 100 до 150 мм - 5 на 3%, у на 10%.
2 Сортовой прокат, поковки.
3 Ковано-катаный лист, плиты, поковки.
Назначение. Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем. Сварная аппаратура, работающая в растворах азотной, фосфорной, уксусной кислот, растворов щелочей и солей; теплообменники, муфели, трубы, детали печной арматуры, изделия автомобилестроения, торгового машиностроения, товары широкого потребления.
Сталь коррозионно-стойкая и жаростойкая аустенитного класса.
Жаростойкость
t,°C
Среда
Скорость коррозии, мм/год
База испытаний, ч
Коэффициент чувствительности к надрезу за 10 ч
Воздух
Воздух + 0,3% SO2
Воздух + 0,3% SOj + 6%Н2О_________
Воздух + 1% SO2
Воздух + 5% SOi
750
750
750
750
0,013
0,017 0,038 0,022
0,11
1000
Предел вьшосливости, Н/ммт
1000
1000
1000
на базе (2-4> 107 циклов
t,°c 0-1 'Ll
20 290 —
100 255 —
150 225 —
250 208
350 196 —
750
1000
Коррозионная стойкость
Вид коррозии Среда t,°c Длительность, ч Балл стойкости
Общая Вода, содержащая 4 г/кг Н3 ВОз, 10 г/кг [NH3], 0,15 г/кг КОН PH = 8-9 320 3000 1
Рабочая среда П-го контура АЭУ с ВВЭР (скорость потока 1,6-3 м/сек) 250 3272 1
Вода, содержащая 5 мг/кг С£, 0,3-6,0 мг/кг Oj 350 3000 1
40%HNO3 гО-Мит 1
5-90% уксусная кислота 204-75 1
10-65% фосфорная кислота 20 4-80 — 1 -
1-20% Na С£
Насыщенный раствор Na Cl 20 - 3
Точечная По коррозионным свойствам близка к стали 12X18Н9Т ——'
Коррозионное растрескивание
Межкристаллитная
сталь не склонна к МКК при испытании по методам AM и АМУ ГОСТ 6032-89 в состоянии и после провоцирующего нагрева при температуре 6 50°С -
Температурные параметры ковки, °C Свариваемость
1220-850 Сваривается без ограничений. Способы сварки: РД, РАД, АФ, ЭШ и КТ.
В состоянии поставки при 143 НВ И
°в = 510 Н/мм2
Kv = 1,1 (твердый сплав),
КУ = 0,35 (быстрорежущая сталь)
Обрабатываемость резаииеМ__
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 347
Марка ci 12Х18Н гали ют Вид поставки Поковки — ГОСТ 25054-81, ОСТ 108.109.01-92, ОСТ 108.958.04-85, ТУ 108-829-79, ТУ 108.11.917-87, ТУ 108.11.992-88. Сортовой прокат—ГОСТ 5949-75. Лист тонкий—ГОСТ 5582-75, ТУ 14-1-3720^-84, ТУ 14-1-5041-91. Лист толстый — ГОСТ 7350-77, ТУ 108-930-80, ТУ 14-1-2542-78, ТУ 14-1-5040-91, ТУ 14-1-4028-85. Лист двухслойный—ГОСТ 10885-85. Прутки—ГОСТ 18907-73, ТУ 14-1-5039-91, ТУ 14-1-748-73. Лента — ГОСТ 4986-79, ТУ 14-1-652-73. Трубы—ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 11068-81 ТУ 14-3-586-77. Проволока —ГОСТ 18143-72.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Ti Aci Аса Ап Агз
£0,12 £0,80 <2,00 < 0,020 £0,035 17,0-19,0 9,0-11,0 5хС-0,80
НД Механические свойства при комнатной температуре
Режим термообработки Сечение, мм Сод, Н/мм2 Чв> Н/мм2 6, % V. % кси, Дж/см* HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Закалка 1050-1080 Вода или воздух 0,05-0,2 0,2-2,0 — 530 18 35 —- — —— —
ГОСТ 5582-75 Закалка 1050-1080 Вода или воздух 0,7-3,9 205 530 40 — — — —
1UCT 5949-75 гост 7350-77 "гост" 9940-81 ''гост-' 9941-81 'Тост-' 11068-81 гост-' 18143-72 ГОСТ 25054—81 Закалка 1020-1100 Вода, масло или воздух ДобО1 196 510 40 55 — —
Закалк Всостс 1 1000-1080 Вода или воздух 4-50 235 530 38 — — — —
янин поставки термообработанные о 57-325 s 3,5-32 — 529 40 — — — —
В состоянии поставки термообработанные И5-273 s 0,2-22 — 549 35 — — — —
В состоянии поставки 0 8-102 s 1,0-4,0 226 550 35 — — — —
1 класс Термообработанная 2 класс 0,2-7,5 — 540-830 25 20
Нагартованная 0,2-7,5 — 1080-1420 —
Закалка 1050-1100 Вода или воздух До 200 Свыше 200 до 500 Свыше 500 до 1000 196 510 38 36 35 52 46 40 179
348
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
12Х18Ш0Т
Механические свойства при комнатной температуре
_________Режим термообработки
Операция
t,°C
Охлаждающая среда
Сечение, мм
Н/мм2
Б, %
Н/мм2 не менее
V. %
KCU, Дж/см2
HRC
До 2002
195
490
ОСТ 108.109. 01-92
В состоянии поставки термообработанные
Свыше
40 до 2003
Свыше 200 до 4503
195
195
490
490
38
40
35
40
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 5 на 1%, у на 5%; свыше 100 до 150 мм - Б на 3%, у на 10%.
Сортовой прокат, поковки.
3 Ковано-катаный лист, плиты, поковки.
Назначение. Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем. Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до 600°С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей, днища адсорберов, регенераторы, теплообменники и др. Корпуса и другие детали, работающие под давлением при температуре от -196°С до +600°С, а при наличии агрессивных сред до +350°С.
Сталь коррозионно-стойкая, жаростойкая н жаропрочная аустенитного класса.
Жаростойкость Коэффициент чувствительности к надрезу за 104 ч
Среда t,°c Скорость коррозии, мм/год База испытаний, ч 1,0
По жаростойким свойствам близка к стали 12X18Н9Т Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см1 .
Исходное состояние 274
5000 5000 600 650 206-186 196-176 .
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкоста
Общая По коррозионным свойствам близка к стали марки 12Х18Н9Т
Точечная
Коррозионное растрескивание
Межкристаллитная Сталь не склонна к МКК при испытании по методу AM и АМУ ГОСТ 6032-89
Технологические характеристики
Температурные параметры ковки, °C Свариваемость Обрабатываемость резанием
1200-850 Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Рекомендуется последующая термообработка. В закаленном состоянии при 169 НВ и с, = 608 Н/мм2 Kv = 0,60 (твердый сплав), Kv = 0,35 (быстрорежущая сталь)
СМИ и СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 349
Марка стали
12Х18Н12Т (Х18Ш2Т)
С
£0,12
Вид поставки
Сортовой прокат — ГОСТ 5949-75. Лист толстый — ГОСТ 7350-77. Лист двухслойный—ГОСТ 10885-85. Трубная заготовка — ТУ 14-1-1529-93, ТУ 14-1-2560-78, ТУ 14-1-565-84. Трубы — ГОСТ 9940-81, ГОСТ 9941-81, ТУ 14-ЗР-55-2001, ТУ 14-3-1261-84. Трубки (капиллярные)—ГОСТ 14162-79.
Массовая доля элементов, %, по ГОСТ 5632-72 Si
£0,80
Мп
S
Р
£2,00
5 0,020
<0,035
Сг 17,0-19,0
Ni 11,0-13,0
Ti 5хС-0,70
Температура критических точек, еС
Aci
Ас3
Alj
Агз
Механические свойства
ВД Режим термообработки Сечение, ММ Н/мм2 Ов» Н/мм2 6, % Y, % кси, Дж/см2 HRC НВ
Операция vc Охлаждающая среда
не менее
гост 5949-75 Закалка 1020-1100 Воздух, масло или вода ДобО1 196 540 40 55 — — —
гост 7350-77 Закалка 1030-1080 Вода или воздух 4-50 235 530 38 — — — —
гост .9940-81 В состоянии поставки термообработанные я 57-325 s 3,5-22 — 529 40 — — — —
ГОСТ 9941-81 05-273 s 0,2-22 — 549 35 — — —• —
ГОСТ 14162- 79 В состоянии поставки термообработанные 0,3-5,0 510 26 — — — —
ТУ14-ЗР-55- _2001 Аустенизация 1100-1200 Воздух или вода аЮ-465 s 2,0-60 216 592 35 55 — — 200
Для стали диаметром или толщиной свыше 60 до 100 мм допускается понижение 3 на 1 /с, у на 5 /о, выше 100 до 150 мм-8 иаЗ%, уна 10о/о. ______________________________________
__ -
-----------------------------------------------Г ' д АЧУ с водяным теплоносителем; трубы для перегревател^ Назначение. Детали и узлы основного оборудования и трубопров до рТб10-б4^ Сварные аппараты и сосу^ работающие в и коллекторов тепловых электростанций, работающие при темп р тур 1осжорной кислот, растворы щелочей и солей),
коррозионно-активных средах (разбавленные растворы азотной, уксус~
СйЛЬ КООООЗИПНип—— Э4-------- -- - -
Жапостойкость Коэффициент чувствительности к надрезу за 104 ч
Среда t,°C Скорость коррозии, мм/год Глубина коррозии, мм База испытаний, ч 1,0
4>ВДУЮЫ сгорания ^сокосернистого мазута 650 0,62 10000 Чувствительность к охрупчиванию при старении
Время, ч t,'C KCU, Дж/см
Исходное состояние 294
Продукты сгорания Э1а16амузскОГо угля 650 700 0,078 0,192 10000 10000 10000 10000 10000 3000 600 650 700 750 206 216-225 206-235 225
Балл стойкости
Коррозионная стойкость
350 350~
350
----—~ИД №ррозии Общая
---—
РРозионное растрескивание
_________________Среда_____ Вода, содержащая до 50 мг/кг С£’и 0,3-6,0 мг/кг О2______________
Тоже__________________________
Вода, содержащая до 5 мг/кг СГ,
0,3-6,0 мг/кг Ог______________
Вода, содержащая 200 мг/кг С€, 0,3-6,0 мг/кг О2_________
Сталь не склонна к МКК при
350
Длительность, ч
3000
3000 ~
3000
Питтинги отсутствуют Трещин не обнаружено__________
Коррозионные трещины
1000
_________________________________I________।...- -------------- ________________________ испытании По методам AM и АМУ ГОСТ 6032-89 в закаленном состоянии и после провоцирующего нагрева при температуре 650°С
'~~~~^В!ИаепараМетры К0ВК1Ь оГ
Технологические характеристики
1200-800
_____________Свариваемость_____________
Сваривается без ограничений.
Способы сварки: РД (электродами ЦТ-15-1 для корневого шва, ЦТ-15 для последующих слоев, ЦТ-26 для тех случаев, когда нет требований к стойкости против МКК), КТ и ЭШ.__________________
Обрабатываемость резанием
В закаленном состоянии при 170 НВ и св = 550 Н/мм2
Kv=0,6 (твердый сплав),
Kv = 0,35 (быстрорежущая сталь)
350
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
10Х18Н18Ю4Д (ЭП841) Листы — ТУ 14-1-2075-77. Прутки — ТУ 14-1-2075-77.
Массовая доля элементов, %, по ТУ 14—1—2075—77
Температура критических точек, “С
С
Si
Мп
Р
Сг
Ni
Си
А€
Aci
Ас3
Аг,
Агз
0,07-0,13
<0,80
<0,80
0.020
£
0,035
18,0-19,5
18,0-
19,5
0,40-
0,60
3,20-
4,20
<0,03
Механические свойства при комнатной температур >е
НД Режим термообработки Сечение, ММ СГо,2, Н/мм2 Н/мм2 б, % % кси, Дж/см2 HRC .НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14-1-2075-77 Закалка 1080 Воздух Листы 4-111 500 40 — — — —
Закалка 1130-1150 Воздух Прутки 40-1202 340 600 28 35 — — —
' Поперечные образцы.
2 Продольные образцы.
Назначение. Ролики щелевых печей, чехлы термопар, теплообменники и другие детали для длительной работы при температурах до 1100°С.
Сталь аустенитного класса.
Сталь выплавляется в открытых дуговых или индукционных печах. —
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
Термообработка
Предел вьшосливости, Н/мм2
+ 20
0
-20
-40
-60
-80
Механические cj
VC Ос.2, Н/мм2 Ов, Н/мм2 8, % V, % кси, Дж/см2 Сют, Н/мм2
20 370 690 48 68 200 —
700 230 380 25 35 130 по
800 190 200 53 68 140 40
900 100 110 73 77 110 12
1000 50 60 77 74 120 8
1100 25 30 94 56 60 7
Среда
Прутки. Продольные образцы. Нагрев до 1150°С, воздух.
Атмосфера спокойного воздуха
Жапостойкость
t,°c Увеличение массы, г/м2 Глубина окисления, мм/год База испытании, ч
950 8,7 27 48 — 100 500 1 1500__
1000 19 45 100 135 1111 Too 500 1500 2000__
1100 55 120 270 — 100 500 1500_
_______Вид коррозии
Общая_____________
Точечная
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1180-900
Заготовка
Размер сечения, мм
Балл CTofiKggS-
t,°C
Длительность, ч
Коррозионное растрескивание
Межкристаллитная___________
Коррозионная стойкость
Среда__________
Технологические характеристики
иззаготовок
УсловияохдаЙ^
___________Охлаждение поковок, изготовленных из слитков_Г i
Условия охлаждения
Размер сечения, мм
На воздухе
Обрабатываемость резанием
Флокеночувствительно^—
Удовлетворительно свариваемая. Способ сварки: РАД.
в состоянии поставки при а, = 600 Н/мм2 Kv = 0,6 (твердый сплав), Kv = 0,5 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускнойх^^!--
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 351
Марка стали Вид поставки I
Г 36Х18Н25С2 | (4Х18Н25С2, ЭЯ ЗС) Сортовой прокат — ГОСТ 5949-75. |
Массовая доля элементов, %, по ГОСТ 5632-72
Температура критических точек, °C
С Si Мп S Р Сг Ni Aci Acs Ari Агз I
0,32-0,40 2,00-3,00 21,50 2 0,020 2 0,035 17,0-19,0 23,0-26,0
ВД
Механические свойства при комнатной температуре
Режим термообработки Сечение, ММ Сод, Н/мм2 с», Н/мм2 8, % V. % кси, Дж/см2 HRC
Операция t,°c Охлаждающая среда
не менее
Закалка 1000-1150 Воздух, масло, вода ДобО1 345 640 25 40
ГОСТ 5949-75 _---------------------------------------__ ------------------------------_
Тд^стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 8 на 1%, у на 5%; г,нще 100 ДО 150 мм - 6 на 3%, у на 10%.
дшначение. Головки форсунок, детали печных конвейеров. Сталь пригодна для длительной работы в ненагруженном состоянии. Сталь жаростойкая аустенитного класса.
Жаростойкость
Среда
1,°С Скорость коррозии, мм/год База испытаний, ч
Окалиностойкая до 1000°С
1200-850
Коэффициент чувствительности к надрезу за 104 ч
Чувствительность к охрупчиванию при старении
Время, ч
t,°C
Исходное состояние
10000
10000
10000
10000
550
600
700
KCU, Дж/см2
800
60
54
39
20
Длительность, ч
Балл стойкости
Вид коррозии________
Общая ____________________
Точечная__________________
Коррозионное растрескивание
Медисталлитаая____________
Коррозионная стойкость
Среда________________
Технологические характеристики
Температурные параметры ковки, °C
Свариваемость Обрабатываемость резанием 1
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. Рекомендуется последующая термообработка. В термообработанном состоя^Г1 164 НВ и о, = 650 Н/мм2 К, - 1,1 (твердый сплав), | Kv = 0,9 (быстрорежущая сталь)
352
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
01Х19ЮЗБЧ-ВИ Лист — ТУ 14-1-2533-78. Проволока сварочная—ТУ 14-1-2395-78.
(02Х18ЮЗБ-ВИ, ЭП 904-ВИ)
Массовая доля элементов1, %, по ТУ 14-1-2533-78
Температура критических точек, 'С
С Si' Мп S Р Сг Nb Си М N Y La
< 0,012 <0,30 <0,50 0,025 S 0,025 18,5- 20,0 0,Io-О.40 2 0,15 2,80- 3,50 0,015 По расчету 0,015 | 0,015
1 Суммарная массовая доля углерода и азота не должна превышать 0,023%.
Aci
Асз
Ari
Arj
Механические свойства при комнатной температуре
НД
Операция
Режим термообработки
VC
ТУ 14-1-2533-78
Отжиг
900
Охлаждающая
_____среда
Вода
Сечение, мм
5-20
сго.з, Н/мм2
325
Св, Н/мм2
6, %
V.
°Л
кси, Дж/см2
HRC
НВ
не менее
440
13
Назначение. Сталь предназначена для изготовления неохлаждаемых элементов дистанционирования и крепления труб поверхностей нагрева пароперегревателей мощных тепловых электростанций, для насадок горелок топочного оборудования, форсунок печного оборудования, деталей различного теплообменного, нагревательного и другого высокотемпературного оборудования, работающего на воздухе и в агрессивных средах продуктов сгорания серосодержащих углей и природного газа при температурах до 1200°С.
Коэффициент чувствительности к надрезу за 10 ч
Жаростойкость
Среда t,°c Скорость коррозии, мм/год База испытаний, ч
1000 0,010 2000
Воздух 1100 0,013 2000
Пар 1200 0,020 2000
1300 0,043 2000
Продукты сгорания природного газа: 950 0,004 2000
13-14% СО2, 1000 0,010 2000
8-10% Н2О, 1100 0,016 2000
3-4% О2, 0,15-0,20% SO2, остальное N2 1200 0,027 2000
Чувствительность к охрупчиванию при стареют—_— KCU, Дж/см’ 254-304
Время, ч __________|
Исходное состояние
100
500
1500
100
500 1500
t,°C
1100
1100
1100
1200
1200
1200
176-221 76-160 72-110 152-281 172-294 29-263
Коррозионная стойкость
Вид коррозии Среда t,°c Л пителип ость, ч БаЛЛ стойкое^-
Общая Промышленная атмосфера 5000 1—-Г—-
Точечная Вода, содержащая 5 мг/кг хлор-ионов и 0,3-6 мг/кг кислорода 280 3000 Язвы глубиной ДО 112®-—-
Коррозионное растрескивание 280 3000 Трещин не обнаИ2!®!£—7
Межкристаллитная При содержании ниобия в количестве более 10 х % С не проявляет склонности к • испытании по методу AM ГОСТ 6032-89
Температурные параметры ковки, °C Свариваемость
1120-850 Ограниченно свариваемая. Способы сварки: РД, РАД и КТ.
В состоянии отжига при
о, < 550 Н/мм2
К, = 1,05 (твердый сплав),
Kv = 0,7 (быстрорежущая стал 1
Обрабатываемость реза!ШсМ
СТА ПИ ИСПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 353
Марка стали Вид поставки 1
31Х19Н9МВБТ (ЭИ 572) Сталь сортовая и калиброванная — ГОСТ 5949-75. Сортовой прокат — ВД заводов-изготовителей. Поковки — НД заводов-изготовителей. ' |
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Nb W Ti At Си
0,28-0,35 <0,80 0,80-1,50 < 0,020 < 0,035 18,0-20,0 8,00- 10,00 1,00- 1,50 0,20-0,50 1,00- 1,50 0,20-0,50 — <0,30 I
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2, Н/мм2 Н/мм2 б, % V> % кси, Дж/см2 HRC НВ
Операция t/C Охлаждающая среда
не менее
гост 5949-75 Закалка Старение 1140-1180 750-800, 15 ч Вода Воздух До 200 295 590 30 40 — — —- 1
ДЦ тг— Закалка Старение 1050 750 Вода Воздух 350 680 251 20 251 20 701 50 — — 1
Закалка Старение 1180 800 15 ч Вода Воздух или с печью До 150 340 700 35* 27 401 30 601 40 — 170- I 207
Закалка Старение 1150-1180 750 12-15 ч Вода С печью 200-250 350 680 25‘ 20 25х 20 601 50 — — 1
числитель- механические свойства образцов продольных, зн пр" температуре до 600-630 С.
Назначение. Лопатки, крепежные детали, роторы, диски и вапь, р
Сил, жаропрочная аустенитного класса. —
Сталь может выплавляться с применением ВДП._________ ——~
Ковка
Вад Полуфабриката
Слиток
Готовка
1230-900
1230-900
Температурный интервал ковки, °C
Охлаждение поков из слитков ок, изготовленных из зат отовок I
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
На воздухе На воздухе 1 ..тгарПЛП ТОЧеК. °C 1
Обрабатываемость резанием
Свариваемость
’СрУйю свариваемая, Способы сварки: РД, РАД и КТ.
Для снятая сварочных напряжений Рекомендуется термообработка.
В термообработанном состоянии при 175 НВ и а, = 600 Н/мм2 Kv = 0,6 (твердый сплав), Kv = 0,3 (быстрорежущая сталь)
АС1 Асз АГ1 Агз |
354
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат—ГОСТ 5949-75. Лист тонкий— ГОСТ 5582-75. Трубная заготовка—ТУ-14-1-783- 73, ТУ 14-1-790-73.
20Х20Н14С2 (Х20Н14С2, ЭИ 211)
Массовая доля элементов, %, по ГОСТ 5632—72 Температура критических точек, °C
с Si Мп S Р Сг Ni Aci Ас3 Ari Агз
<0,20 2,00-3,00 <1,50 <0,025 <0,035 19,0-22,0 12,0-15,0
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм СГО.2, Н/мм2 (Уж, Н/мм2 6. % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5582-75 Закалка 1000-1080 Воздух или вода 0,7-3,9 590 40
ГОСТ 5949-75 Закалка 1000-1150 Воздух или вода ДобО1 295 590 35 55
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 6 на 1 %, у на 5%; свыше 100 до 150 мм - 8 на 3%, у на 10%.
Назначение. Для изготовления деталей печных конвейеров, ящиков для цементации, печной арматуры с рабочей температурой ДО 950°С. Сталь жаростойкая аустенитно-ферритного класса. _
Жаростойкость Коэффициент чувствительности к надрезу за 10 ч
Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Начало интенсивного окалинообразования в воздушной среде при температуре 1000'С Чувствительность к охрупчиванию при старении
Время, ч I t,°c кси,Д^см’
Исходное состояние —
Ползучесть в зависимости от температуры испытаний
t,°.c Предел ползучести, Н/мм2 Скорость ползучести,
875 9,8 1 /10000
1000 1,4
Технологические характеристики
Температурные параметры ковки, °C Свариваемость Обрабатываемостьрезани^—,
1170-850 Ограниченно свариваемая. Способы сварки: РД, РАД, Необходимы подогрев и последующая термообработка. В нормализованном состоянии пр о8 = 500 Н/мм2 КУ = 0,72 (твердый сплав)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 355
Марка стали Вид поставки Сортовой прокат—ГОСТ 5949-75. Поковки—ГОСТ 25054-81. Лист толстый—ГОСТ 7350-77, ТУ 14-1-894-74. Лист тонкий —ГОСТ 5582-75. Трубы—ГОСТ 11068-81, ТУ 14-3-59-72.
08Х21Н6М2Т (0Х21Н6М2Т, ЭП54)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Aci Ас3 Ari Агз
toys <0,80 5 0,80 50,025 5 0,035 20,0- 22,0 5,50- 6,50 1,80- 2,50 0,20-0,40
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00,2,. Н/мм2 о., Н/мм2 6, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5582-75 Закалка 1000- 1080 Воздух или вода 0,7-3,9 — 590 22 — — — —
ГОСТ 5949-75 'Тост-7350-77 Закалка 950-1050 Воздух ДобО1 345 590 25 45 — — —
Закалка 1050 Вода 4~252 345 590 20 — 59 — —
гост 11068- 81 Тост-25054- 81 "туи— В состоянии поставки 0 8-102 S 1,0-4,0 По согласованию
Закалка 1000- 1050 Вода До 200 Свыше 200-500 Свыше 500-1000 343 539 22 18 18 40 37 35 78 59 39 — 140- 200
1-894-74 Закалка 1050 Вода 5-20 350 600 20 — — —. —
356
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
08Х21Н6М2Т (0Х21Н6М2Т, ЭП 54) Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ О0,2» Н/мм2 Овэ Н/мм2 5, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14-3-59-72 Закалка 1050 Вода 0^ 108 — — 20 — — — __
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается понижение 8 на 1%, у на 5%; свыше 100 до 150 мм - 8 на 3%, у на 10%. 2 Для листов толщиной свыше 25 мм механические свойства не нормируются, определение обязательно.
Назначение. Ректификационные колонны, экстракционные, насадочные, продувные емкости, хранилища, баки, сборники и другое оборудование, работающее в окислительно-восстановительных средах, например, при органическом синтезе, серно-кислотном производстве, в целлюлозно-бумажной промышленности.
Жаростойкость Коэффициент чувствительности к надрезу за 104 ч
Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Общая Вода,содержащая 50 мг/кгCt, 0,3-6,0 мг/кг О2 300 3000 1
Уксусная кислота 0-98% кипение 1
Муравьиная кислота 20% кипение 1
Фосфорная кислота 10-65% 1 100 1
Концентрированная серная кислота 20-70 1
1 Точечная
Коррозионное растрескивание Вода, содержащая 1 г/кг С£', 50 мг/кг Oi 350 Разрушение через 1500-2000 Напряжение выше предела текучести
42%MgC€2 154 Разрушение через 1О-25ч Напряжение выше предела текучести
Межкристаллитная СталЬ не склонна к МКК в закаленном состоянии. После нагрева при температуре 500°С может приобрести склонность к МКК
Технологические характеристики ।
Температурные параметры ковки, °C Свариваемость Обрабатываемость резанием
1150-850 Сваривается без ограничений. Способы сварки: РД РАД, АФ, ЭШ и КТ. В термически обработанном состоянии при с, i 700 Н/мм2 Kv = 0,8 (твердый сплав), Ку = 0,4 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 357
Марка стали Вид поставки Лента холоднокатаная резаная из коррозионно-стойкой стали в рулонах — ТУ 14-130-308-2001. Трубы стальные электросварные из коррозионно-стойкой стали — ТУ 1371-009-05757850-01.
02Х22Н5АМЗ
Массовая доля элементов, %, по ТУ 14-130-308-2001 Температура критических точек, °C
С Si Мп S р Сг Ni Мо N Си Aci Асз Ап Агз
<0,025 0,40-0,70 <2,00 < 0,005 < 0,040 22,DO- 22,54 5,10- 5,40 3,10- 3,34 0,10-0,20 —
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Со,2, Н/мм2 о®, Н/мм2 8, % у, % кси, Дж/см2 HRC HV
Операция ус Охлаждающая среда
не менее
“ТУ14- ’1 130-308-2001 Аустенизация 1000- 1100 Водород Образцы 450 600 35 — — — 260
ТУ 1371-009-05757850-,, 01 Аустенизация 1000- 1050 Аргон, вода о 28x0,7 460 660 30 — — — 260
Назначение. Для изготовления сварных труб и теплообменного оборудования. Сталь коррозионно-стойкая аустенитно-ферритног’о класса.
Предел выносливости, Н/мм* Термообработка Ударная вязкость, KCV, Дж/смг, при t, °C Термообработка
0-1 ^1 + 20 0 -20 -40 -50 -80
270 250 200 — 150 — Толщина > 10 мм
— Жаростойкость Коэффициент чувствительности к надрезу за 104 ч
Среда ус Скорость коррозии, мм/год База испытаний, ч
Чувствительность к охрупчивазыю при старении
Время, ч ус KCU, Дж/см*
Исходное состояние
~~—-— Коррозионная стойкость
Вид коррозии ——— Среда t,°c Длительность, ч Балл стойкости
ДочёчййГ- ~ 1и^^^!^ЕасТРескз1вание ——
•~^0Шлитная
—£?^Р^Ь1е параметры ковки, °C Свариваемость Обрабатываемость резанием
1200-900 Ограниченно свариваемая. Способы сварки: РД и РАД. В состоянии аустенизации при oi = 660 Н/мм2 Kv=0,66 (твердый сплав), К, = 0,37 (быстрорежущая сталь)
358
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Сортовой прокат—ГОСТ 5949-75. Поковки — ГОСТ 25054-81. Прутки — ТУ 14-1-748-73. Лист тонкий — ГОСТ 5582-75. Лист толстый — ГОСТ 7350-77. Трубная заготовка — ТУ 14-1-565-84. Трубы—ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 11068-81.
08Х22Н6Т (0X22HST, ЭП 53)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, "С
С Si Мп S Р Сг Ni Ti Ас] Асз Ап Arj
£0,08 £0,80 <0,80 £0,025 £0,035 21,0-23,0 5,3-6,3 5 х С-0,65
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм 00,2, Н/мм2 0», Н/мм2 8, % % кси, Дж/смг HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5582-75 Закалка 950-1050 Вода или воздух 0,7-3,9 — 640 20 — — — —
ГОСТ 5949-75 Закалка 950-1050 Воздух или вода ДобО1 345 590 20 45 — — —
ГОСТ 7350-77 Закалка 1000-1050 Вода 4-50 345 590 18 — 59
ГОСТ 9940-81 В состоянии поставки термообработанные 0 57-108 s 3,5-20 — 588 24 — — — —
ГОСТ 9941-81 0 5-273 s 0Д-22 — 588 20 — — — —
ГОСТ 11068- 81 В состоянии поставки 0 8-102 s 1,0-4,0 По согласованию
ГОСТ 25054- 81 Закалка 1000-1050 Вода До 200 Свыше 200 до 500 Свыше 500 до 1000 343 539 20 19 18 40 37 35 78 59 39 140- 200
Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 6 на 1 % шна5%-свыше 100 до 150 мм - 8 на 3%, у на 10%. ’
назначение, сварные аппараты и сосуды для химического машиностроения; камеры горения и другие конструктивные элемент газовых турбин, корпусы аппаратов, днища, фланцы, детали внутренних устройств аппаратов, трубные доски и пучки, работающие при температуре от 70 до +300 С и соприкасающиеся с коррозионными средами. Сталь коррозионно-стойки _аустенитао-ферритного класса. Рекомендуется как заменитепь никельсодерХих маоок стали СТ18Н10Т и до.).
Среда Жа t,°C юстойкость Скорость коррозии, мм/год База испытаний, ч Коэффициент чувствительности к надрезу за __
Чувствительность к охрупчиванию при стареии и__—-—
Время, ч t °C кси,
вид коррозии Среда t op Калл стойкости—
Общая Точечная Коррозионное растрескивание Вода ~65%HNO3 ~ 300 До 85 1500 1 - rZZ—--
93%H2SO4 - До 70 1 ——
50% КОН Вода, содержащая 1 г/кг С€, 50 мг/кг О2 До 120 350 Разрушение через 1500 ч rjL— Напряжение выше предела текучести,.
42%MgC£2 154 Разрушение через 10-25 ч Напряжение Bbiuiv тмучеспс.
Межкристаллитная Температурные параметры к< МКК аинем_г__-г-'
V/idJlb НС После на вки, °C склонна к мкк в закаленном состояв грева в интервале температур 600-65( Технологические характерист Свариваемобть ИИ. )°С может приобрести склонность к IKH _______ Обрабатываемость^!
1200-800 ограниченно свариваемая Способы сварки; РД (электроды _ 08Х25Н5ТМФ/Н-48), РАД. В термообработанном состоянии о» - 'Ov Kv = 0,8 (твердый сплав), Ку = 0,4 (быстрорежущая сталь) . —
СТАЛИ И СПЛАВЫВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ. ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 359
Марка стали
Вид поставки
Х23Ю5Т
Проволока - ГОСТ 12766.1-90. Лента - ГОСТ 12766.2-90. Калиброванный пруток - ГОСТ 12766 3-90
Сортовой прокат — ГОСТ 12766.4-90. J чюо.з >и.
Массовая доля элементов, %, по ГОСТ 10994-74
[ с Si Мп S Р Сг Ni Ti А€ Се Са Aci Ас3 Ari Агз
< 0,05 6 0,50 < 0,30 <. 0,015 < одзо 22,0-24,0 < 0,60 0,20-0,50 5,00-5,80 0,10 < 0,10 »
Механические свойства
ВД Режим термообработки Сечение, мм сод, Н/мм2 с., Н/мм2 бмо, % V> % кси, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 12766.1 | -90 Мягкое термически обработанное состояние 0 ОД-7,5 — <760 10 — — 20 —
Г гост 12766.2 -90 В состоянии поставки Толщина 0,2-3,2 Ширина 6-80 — <765 ' 12* — — 20 —
Г гост 12766.3 1 -90 Мягкое термически обработанное состояние 0 7-10 — — 12 — — 20 —
1UCT 12766,4 I -90 рГ Мягкое термически обработанное состояние 0 8-12 — — 122 — — 20 —
Нагрев 760 (30 мин) Вода 0 ОД-7,5 540 431 352 650 608 372 117 17 9 23 16 30 58 122 72 53 79 94 96 — 20 400 600 800 1000 1200 —
Либвдо"Ие' Наг1’еВательные элементы с предельной рабочей температурой 1350°С в промышленных и лабораторных печах, а также —- ВЬ1хпРиборов и электрических аппаратов теплового действия.
1 —— Нормируемые свойства стали
1 ВД 1 Вид продукции Размер, мм t испытания, °C Живучесть, ч
не менее
Проволока я О 3-7.5 1300 70
Лента Толщина ОД-3,2. Ширина 6-80 1300 70
Г—^ДЦ'об.3-90 Моток 0 7,0-10,0 1300 70
Ц^Т12766.4~9о Моток 0 8-12 _______ 1300 По ПГГГПбМ 70
пруток фОСТОЙКОСТЬ 0 6-XZ 1 Коэффициент чу •вствительности к надрезу за 10* ч
СРеда vc С^ЛЬ Скорость коррозии, мм/год База испытаний, ч
Чувствительностькохрупчиваниюпристарении ~41----- ——1г~" ~I кси, Дж/см1
«.^тонкая в окислительной атмосфере, содер ИРУ и сернистые соединения, углеродсодерс «*>РОДе, вакууме, работает ° язвенной
ВДсокоглиноземистой керамикой, не склони _,раХ) КоРРозни, склонна к провисанию при высоких те Издерживает резких динамических нагрузок------
t,°C
°с
1150-Ю00
Время, ч
Исходное состояние
Свариваемость Флокеночувствительность
Трудно свариваемая. Способ сварки: РАД. Не чувствительна
Склонность к отпускной хрупкости Склонна
360
СТАЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали 20Х23Н13 (Х23Н13, ЭИ 319) Вид поставки Сортовой прокат—ГОСТ 5949-75. Лист тонкий—ГОСТ 5582-75. Лист толстый—ГОСТ 7350-77.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, °C
С Si Мп S Р Сг Ni Aci Ас3 Ari Агз
£0,20 £1,00 £2,00 £0,025 £0,035 22,0-25,0 12,0-15,0
1 Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ О0.2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5582-75 Закалка 1100-1150 Вода или воздух 0,7-3,9 — 540 35 — — •—
ГОСТ 5949-75 Закалка 1100-1150 Воздух, масло или вода ДобО1 295 490 35 50 — — —
ГОСТ 7350-77 Закалка 1030-1120 Вода 4-252 — 570 35 — — — —
1 Для стали диаметром или толщиной свыше 60 дб 100 мм допускается снижение 3 на 1%, у на 5%; свыше 100 до150 мм - 8 на 3%, у на 10%. 2 Для листов толщиной свыше 25 мм механические свойства не нормируются, определение обязательно.
Назначение. Детали, работающие при высоких температурах в слабо нагруженном состоянии. Сталь жаростойкая, аустенитно-ферритного класса. -
Жаростойкость Коэффициент чувствительности к надрезу за 10 ч
Среда t, °C Скорость База коррозии, мм/год испытаний, ч
Окалиностойкая до 900°С Чувствительность к охрупчиванию при старении __
Время, ч t,°c ксилем’
Исходное состояние 206 78 16 78
2000 8800 2000 600 600 750
Ползучесть
t/c Предел ползучести, Н/мм2 Скорость ползучести,0^4 .
550 151 1 /10000
550 57 1/100000
_ Технологические характеристики дам
Температурные параметры ковки, °C Свариваемость Обрабатываемость Рм аш й ть)
1220-900 Ограниченно свариваемая. Способы сварки: РД (электроды ОЗЛ-6, ЦЛ-25 и др.), РАД. В состоянии аустенизации пр о, 2 550 Н/мм2 Kv = 0,7 (твердый сплав), Kv = 0,4 (быстрорежущая ста
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 361
Марка стали Вид поставки I
20Х23Н18 Сортовой прокат — ГОСТ 5949-75. Лист тонкий — ГОСТ 5582-75, ТУ 14-1-2186-77. Лист толстый — 1
(Х23Н18, ЭИ 417) ГОСТ 7350-77. Лента—ГОСТ 4986-79. |
Массовая доля элементов, %, по ГОСТ 5632-72
Температура критических точек, °C
С Si Мп S Р Сг Ni Асз Ас3 Ari Агз 1
50,20 61,00 62,00 60,020 60,035 22,0-25,0 17,0-20,0
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ Иод, Н/мм2 с., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 4986-79 Закалка 1050-1080 Воздух или вода 0,05-0,2 0,2-2,0 — 570 19 38 — — — — 1
ГОСТ 5582-75 Закалка 1080-1150 Вода, воздух 0,7-3,9 245 510 35 — — — — 1
гост 5949-75 'гост' 7350-77 Закалка 1100-1150 Воздух или вода ДобО1 196 490 35 50 — — —' 1
Закалка 1030-1130 Вода 4-50 265 540 35 — — — —
“ышеЮо и , ^ом ш'и толиШной свыше 60 до 100 мм допускается снижение 8 на 1%, у на 5%; ---- идо 150 мм - 6 на 3%, v на 10%,
Означение Лоп -------—------ -............... .... ---—-----——-—-———— ---------
х°муты, подвески и ра®°чие и направляющие, поковки, бандажи для работы при температуре 650-700°C; детали камер сгорания, Ст,». Другие детали крепления котлов, муфелей, бесшовные трубы.
-----^СТ0ЙКая и жаропрочная, ау^'^-го класса.
Среда
Жаростойкость
Скорость Коррозии, _____мм/год
База испытаний, ч
Коэффициент чувствительности к надрезу за 10* ч
Воздух
650
750
Оби^~^^££0зин
—-
0,0027
0,01
4500
1500
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2 |
Исходное состояние 137-186 |
10000 650 59-69
10000 700 15
10000 800 34 1
____________Среда
Концентрированная HaSO^
t,cC Длительность, ч Балл стойкости 1
20 1-2 1
!г!^—
——" г*ччетры ковки, °C
1180-Эоо
Технологические характеристики
Свариваемость Обрабатываемость резанием 1
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, ЭШ и КТ. В закаленном и отпущенном состоянии 1 при 178 НВ и а, 6 600 Н/мм2 1 Kv = 0,9 (твердый сплав), 1 Kv = 0,4 (быстрорежущая сталь)
362
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Листы горячекатаные — ТУ 14-1—4195-86.
03Х23Н28Ю4Т (ЭК 86)
Массовая доля элементов, %, по ТУ 14-1-4195-86 Температура критических точек, "С
Са
Ari
Агз
А€
Се
Aci
Асз
Ti
Fe
Ni
Р
Сг
S
Si
Мп
С
0,03
<0,40
<0,50
0,020
0,020
23,0-
24,0
27,0-
28,0
основа
0,Io-О.20
4,00-
4,50
По По
рас- рас-
чету чету
До До
0,15 0,10
Механические свойства при комнатной температуре
Режим термообработки
ВД
Операция
t,°C
Охлаждающая среда
Сечение, мм
СО,2, Н/мм2
Н/мм2
8, %
V. %
не менее
1-4195-86
Закалка
1150
Вода
216
490
30
HRC
KCU, Дж/см2
Назначение. Насадки горелок, неохлаждаемые элементы дистанционирования поверхностей нагрева паровых котлов, форсунки горелок термических печей и др. изделия, работающие в окислительных газовых средах при температуре до 1300°С включительно.
Жаростойкость Высокотемпературные пластичность и прочность сплава
Среда t,°C Скорость коррозии, мм/год База испытаний, ч t,°c СГО.2, Н/мм2 ств, Н/мм2 8, % у, %
Воздух 1300 0,15 1000 900 193 166 46,1 48,0
1000 109 107 66,2 71,6
1050 81 76 76,3 68,5
1100 62 56 74,2 92,0
1150 47 42 67,5 96,5
1200 38 37 77,8 96,5
Стойкость сплава к теплосменам
Среда
Режим
Количество теплосмен
Воздух
1300 » 20°С
Скорость коррозии, мм/год
0,36
База испытаний, ч
315
Технологические характеристики
Температурные параметры ковки, °C Свариваемость
1180120-950 Ограниченно свариваемый. Способы сварки: РД, РАД и КТ
Обрабатываемость резанием
СТАЛИИСПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ. КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 3*3
1 Марка сплава Вцд поставки Сортовой прокат — ГОСТ 5949-75. Поковки - ГОСТ 25054-81. Лист тонкий - ГОСТ 5582-75 Пигг 8?^Х - ГОСтХ^,ЛИСТ даУХСЛ0ЙНЬ1Й ~ ГОСТ 10885~85- ТрУбы “ Г0СТ 9941-81, ГОСТ i
06ХН28МДТ (0Х23Н28МЗДЗТ, 1 ЭИ 943)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек. °C
и Мп S Р Сг № Мо Си Ti Fe Aci Асз Ап
160,06 60,80 <0,80 6 0,020 < 0,035 22,0- 25,0 26,0- 29,0 2,50- 3,00 2,50- 3,50 0,So-О.90 основа
—— Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм2 Ов, Н/мм2 6, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 1 5582-75 Закалка 1050-1080 Воздух или вода 0,7-3,9 — 540 ! 35 - — —
Г гост |5949-75 Закалка 1100-1150 Воздух или вода До 200 По согласованию
Г гост 1 735(1-77 Закалка 950-1080 Вода 4-50 215 540 35 — — — —
1 гост [9941-81 |focf~ 25054- 81 В состоянии поставки термообработанные в 5-273 s 0,2-22 — 490 30 — — — -—
Закалка 1050-1100 Воздух или вода До 200 Свыше 200 до 500 Свыше 500 до МОЛ 216 510 36 33 30 40 35 30 200
1 фосфорнойе' Сварнь1е аппаРаты, теплообменники и другие детали, работающие в растворах, содержащих ионы хлора, серной, Удобрений КИСЛ0ТЬ1 п₽и температуре до 80°С и других средах повышенной агрессивности, в производстве сложных минеральных ДЗДозионно-стойкий аустенитного класса.
Среда г-Жа ростойкость Коэффициент чувствительности к надрезу за 104 ч
t,’C Скорость коррозии, мм/год База испытаний, Ч
Чувствительность к охрупчиванию при старении
Время, ч | t, °C KCU, Дж/см2
Исходное состояние
" —^ИД коррозии Коррозио иная стойкость
Среда t,°C Длительность, ч Балл стойкости
Общая Вода, содержащая от 1 до 50 мг/кг хлор-ионов и 0,3-6,0 мг/кг О2 H2SO4 10-20% H2SO4 80-90 % 350 80 80 3000 100 100 1 1 2
1о'«чная ь " "— Вода, содержащая от 1 до 50 мг/кг хлор-ионов и 0,3-6,0 мг/кг О2 Вода, содержащая до 50 мг/кг хлор-ионов и 0,3-6,0 мг/кг О2 350 320 3000 3000 1 Трещин не обнаружено при напряжениях, равных Род
^^“итная 1170-900 рыко При ИСПЫТ не должен вки, °C ании по методу В и ВУ ГОСТ 6032-89 после проявлять склонность к МКК. Технологические характеристики Свариваемость закалки и провоцирующего нагрева сплав Обрабатываемость резанием
Трудно свариваемый. Способы сварки: РД и РАД. В состоянии закалки при о, = 490 Н/мм2 Ку = 1,1 (твердый сплав), Ку = 0,8 (быстрорежущая сталь)
364
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали
03X24H6AM3 (ЗИ130)
Вид поставки
Пруток — ТУ 14-1-3880-84. Лист толстый — ТУ 14-1-5021-91, ТУ 302.92.095-90. Лист тонкий —ТУ 3467-82. Проволока сварочная—ТУ 14-1-4372-87. Заготовка трубная — ТУ 14-1-3966-85 Тоубы—тУ 3-1398-86. ’ F _»->
Температура критиче1-1®
Массовая доля элементов, %, по ТУ 14-1-3880-84
1 с Si Мп S Р Сг Ni Мо N Другие элементы Aci Ас3 22 Ап
I 5 0,03 5 0,40 1,00-2,00 5 0,020 5 0,035 23,5- 25,0 5,80- 6,80 2,50- 3,50 0,05-0,15 Се 5 0,10; Zr 5 0,10; (A£+Ti)5 0,10; Си 5 0,03
нд Механические свой Режим термообработки ства при ков Сечение, ММ иатной т Go,2, Н/мм2 гемперат С», Н/мм2 уре 8, % v,% кси, Дж/см2 HRC
Операция t,°c Охлаждающая среда
не менее
I ТУ 14-1-| 3880-84 Закалка 1070 Вода 0 55 390 690 25 — 58,8 —-
I ТУ 14-1- I 5021-91 Закалка 1070 Вода 4-11 440 690 25 — 98 —
I ТУ 14-1- I 3966-85 Закалка 1070 Вода 0 80-105 390 690 25 — 58,8 —
1 ТУ 14-3-| 1398-86 Аустенизация 1000— 1050 — 0 13-18 _ s 1,5-2,0 392 686 25 — — —
Назначение. Для изготовления сварного химического и нефтехимического оборудования, работающего в --г-- осД фосфорно-кислых и азотно-кислых средах, а также средах, содержащих хлориды и сероводород. Благодаря повышенной сталь можно применять для изделий, эксплуатируемых в условиях коррозионно-эрозионного износа. Температурный ной использования стали от - 40°С до 300°С, для оборудования, работающего в контакте с морской водой, и в средах пов
АГ)
1-КИСЛЫХ,
I Предел 1 выносливости, I Н/мм2 I 0-1 Т-1 Термообработка Ударная вязкость,КСУ, Дж/см2, при!, °C + 20 0 - 20 - 40 - 50 - 60 Термообработка
Жаростойкость 230 220 Г 200 1 — 1 190 1 — Коэффициент чувствительност и к надрезу за 10\Ч —
t,°C
Среда
Скорость коррозии, мм/год
База испытаний, ч
КСЦДж^С.
Чувствительность к охрупчиванию при старении.
Время, ч I t,°C
______Исходное состояние_____________________
I Коррозионная стойкость
| Вид коррозии Среда t °C Длительность, ч Балл стойкост _
I Общая 10-90% растворы H2SO4 20-90 Не уступает по стойкости сплаву 06ХН28МДТ (ЭИ943)____
42% P2OS +10-18 г/л H2SO4 + 1,5-2 г/л F" 90 4000 1
25%NaCC+25%Na2S 20 500 1 _
I Точечная Устойчива к питтинговой коррозии в хлоридных средах _ ——- —-—-
I Коррозионное растрескивание 5% NaCt, насыщенный H2S, + 0,5%СН3СООН 20 720 (а = 0,9 Со, г) Трещинке обнаружено ._
То же при Р = 14 Н/мм2 16 720 (0>0О,2) Трещин не обнаружено
Насыщенный NH4C£ 108 500 Трещин не обнаружено _
1 Межкристаллитная Устойчива к МКК при испытании по методу ВУ ГОСТ 6032-89. Скорость коррозии по методу Д' в каждом из 5 циклов не превышает 0,5 мм/год —
1200-900
Температурные параметры ковки, °C
Свариваемость Обрабатываемость резанием _
Ограниченно свариваемая. Способы сварки: РД, РАД. В состоянии аустенизации при ©в = 690 Н/мм2 Kv = 0,66 (твердый сплав), Ку = 0,37 (быстрорежущая сталь)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 365
Марка стали Вид поставки
1SX25T Сортовой прокат — ГОСТ 5949-75. Лист тонкий — ГОСТ 5582-75. Лист толстый — ГОСТ 7350-77.
(Ю5Т.ЭИ439) Трубная заготовка—ТУ 14-1-565-84. Трубы—ГОСТ 9940-81, ГОСТ 9941-81.
Температура критических точек, °C
Мп
S
Р
С
Сг
Aci
Ас3
Ari
Агз
Массовая доля элементов, %, по ГОСТ 5632-72 Si
50,15
£1,00
5 0,80
5 0,025
50,035
24,0-27,0
Ti 5хС-0,90
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0,2> Н/мм2 СГ„ Н/мм2 8, % V. % кси, , Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5582-75 Отжиг ИЛИ отпуск 740-780 0,7-3,9 — 530 17 — — — ——
ГОСТ 5949-75 Отжиг или без термообработки 730-770 Воздух ИЛИ вода ДобО* 295 440 20 45 — — —
ГОСТ 7350-77 Отжиг ИЛИ отпуск 740-780 Вода 4-252 — 440 14 — 20 — —
ГОСТ _994О-81 В состоянии поставки термообработанные 0 57-325 s 3,5-32 — 441 17 — — — —
ГОСТ 9941-81 0 21-273 s 0,2-22 — 461 17 — — — —
‘ Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 8 на »Л
свыше 100 до 150 мм - 8 на 3%, у на 10%. „„„„„„тптся. ^нп^лмгие обязательно. . —
^Длялистов толщиной свыше 25 мм механические свойства не—Сота1ощие прч -температуре нс ниже - 20°С Назначение. Сварные конструкции, не подвергающиеся действию азотной кислоте, электролитической
(как заменитель стали марки 12Х18Н9Т); трубы теплообменной алпаратурь, F' „у6ы пиролизных установок и др.
Щелочи, арматура нагревательных печей, чехлы термопар, электроды искровых зажигателен, тру
Сталь жаростойкая и коррозионно-стойкая ферритного класса. металла и значение ударной вязкости при
Сталь склонна к росту зерна при нагреве, что значительно nrMTf.nLH0 низких температурах,
калиной температуре, поэтому горячая деформация должна провод -------------—
Жаростойкость
Коэффициент чувствительности к надрезу за 104 ч
Среда
~2Втастого воздуха “«ок воздуха, ^РЖащего 1,5% SQ.
-Дойный воздух
Виц коррозии
t,°C
900
900
1050
Скорость коррозии, мм/год 0,39
0,54
0,35
База испытаний, ч 500
500
1500
_____________Среда
40% азотная кислота
Общая
Тщивая_______________
Коррозионное растрескивание Межкристаллитная
Чувствительность к охрупчиванию при старении_____
—i1 KCU, Дж/см2
Время, ч_______ I_________
Исходное состояние________
Склонна к отпускной хрупкости в интервале температур 450-520°С
10% фосфорная кислота_________
320-340 г/кг NaOH, 90 г/кг NaCl, 0,2-0,3 г/кг NaCtOj, скорость движения среды 1 мм/сек________
Коррозионная стойкость_____
Температура кипения 20-70
Длительность, ч
Балл стойкости
1
90
Производство щелочи электролитическим методом_____________
42%MgC£2
Сталь не должна
---^УРиые параметры ковки. °C
1150-800
154
Трещин не обнаружено
быть склонной к МКК при испытании по ГОСТ 6032-89..
Технологические характеристики
Свариваемость
Трудно свариваемая.
Способы сварки: РД и РАД.
Рекомендуются предварительный подогрев и последующая термообработка.
Обрабатываемость резанием
В отожженном состоянии при 149-163 НВ и а. = 440 Н/мм2 Kv=0,9 (твердый сплав), Ку=0,6 (быстрорежущая сталь).
366
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки Прутки горячекатаные круглые и квадратные — ГОСТ 5949-75, ТУ 14-1-225-72. Прутки кованые круглыеи квадратные — ГОСТ 5949-75, ТУ 14-1-225-72. Полосы горячекатаные и кованые — ГОСТ 5949-75. Лент» холоднокатаная — ГОСТ 4986-79. Листы горячекатаные и холоднокатаные — ГОСТ 5582-75, ГОСТ 7350-77 ТУ 14-1-2478-78, ТУ 14-1-1747-76.
12Х25Н16Г7АР (ЭИ 835)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Си W N At в.
£0,12 £1,00 5,00-7,00 <0,020 £0,035 23,0-26,0 15,0-18,0 — £0,30 — 0,30-0,45 — £0,01
Механические свойства
ВД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
°0,2, Н/мм2 Н/мм2 б, % у, % кси, Дж/см’ НВ 0, Н/мм2 V
Не менее не менее
ГОСТ 4986-79 Лента холоднокатаная. Закалка с 1050-1100°С в воде или на воздухе £0,2 0,2-2,0 20 20 690 690 15* зо1 — — —
ГОСТ 5582-75 Лист горячекатаный и холоднокатаный (образцы поперечные). Закалка с 1050-1100°C в воде или на воздухе 1,5-3,92 0.7-3.93 20 900 — £980 180 35 30 — — — —
ГОСТ 5949-75 Прутки и полосы. Закалка 1050-1150°С. Охлаждение на воздухе или в воде ДобО 20 800 900 325 690 176 40 15 45 20 — — 98 49 39 100 50 100
ГОСТ 7350-77 Лист горячекатаный (образцы поперечные). Закалка с 1050-1150°С в воде или на воздухе 4-50 20 390 740 50 — — — — —
ТУ 14-1-225-72 Прутки и полосы. Закалка с 1050°С в воде или на воздухе До 180 20 900 340 740 180 45 15 45 20 — — 49 39 50 ___100_
ТУ 14-1-1747-76 Листы холоднокатаные (образцы поперечные). Закалка с 1080-1150°С в воде, под водяным душем или на воздухе. До 3,0 20 900 £980 180 35 30 — — — —
1-2478-78 Лист горячекатаный. Закалка с 1050-Ю80°С в воде или на воздухе До 11 20 800 — £980 250 35 15 -— — —
2 Лист горячекатаный. 3 Лист холоднокатаный.
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ, КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 367
1Ш5Н16Г7АР (ЭИ 835)
Назначение. Применяют в турбостроении (детали газопроводных систем, камеры сгорания, диафрагмы, листовые детали для эксплуатации при температурах до 1050°С).
Сталь рекомендуется для замены жаростойких сплавов на никелевой основе ХН78Т и ХН75МБТЮ, применяемых в качестве листовых и сортовых материалов.
Сталь жаростойкая, жаропрочная аустенитного класса.
Жаростойкость
Предел длительной прочности, Н/мм2
(’С Щи Щооо С100002
900 44 23 И
№00 19 8 3,5
1050 12 5 2
Термообработка
Значения, полученные экстраполяцией.
Прутки. Закалка с 1200'С на воздухе
t,“C Увеличение массы, г/(мг-ч) Потеря массы, г/(м2-ч) База испытаний, ч
900 0,11 0,29 100
1000 0,34 1,20 100
1100 0,46 1,46 100
1200 0,60 2,12 100
Термообработка
Лист толщиной 1,5 мм
Коррозионная стойкость
Вид коррозии Среда t, °C Длительность, ч Балл стойкости
Общая Точечная РРИионвде растрескивание ^«ристаллитаая Сталь устойчива против окисления в атмосфере спокойного воздуха до 1050-1100°С
>-. Технологические характеристики
Ковка Охлаждение поковок изготовленных
Вад Во*бРиката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Эаг°товка 1170-950 1160-900 На воздухе На воздухе
Температура критических точек, °C
^Читаемость
Р Вается всеми ввдами сварки.
Обрабатываемость резанием
Aci
Ас3
Ari
Аг3
368
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка стали Вид поставки
20Х25Н20С2 (X2SH20C2, ЭИ 283) Сорговой прокат—ГОСТ 5949-75. Лист тонкий—ГОСТ 5582-75, ТУ 14-1-2186-77.
Массовая доля элементов, %, по ГОСТ 5632-72
Температура критических точек, ’С
Si
Мп
S
Р
Ni
Aci
Acj
Аг(
Arj
£0,20
2,00-3,00
<1,50
£ 0,020
£0,035
24,0-27,0
18,0-21,0
НД
Операция
Механические свойства при комнатной температуре
Режим термообработки
t,°C
Охлаждающая среда
Сечение, мм
Go,2, Н/мм2
Н/мм2
6,
V. %
KCU, Дж/см2
HRC
ГОСТ
5582-75
Закалка
1050-1100
Воздух или вода
0,7-3,9
не менее
490
35
ГОСТ 5949-75
Закалка
1100-1150
Воздух или вода
ДобО1
295
590
35
1 Для стали диаметром или толщиной свыше 60 до 100 мм допускается снижение 5 на 1%, у на 5%; свыше 100 до 150 мм-5 на 3%, у на 10%.
Назначение. В печестроении, в качестве материала для центробежно-литых труб, листов, печных роликов, подвесок и опор в котлах, экранов печей для работы при температурах до 1050°С в воздушной и углеводородной атмосферах.
Сталь жаростойкая аустенитного класса. _
Жаростойкость
Среда
Скорость коррозии, мм/год
База испытаний, ч
Коэффициент чувствительности к надрезу за 104
Воздух
875
1050
0,132
400
0,540
400
Чувствительность к охрупчиванию при старении
Время, ч t,°C кси,/И^_
Исходное состояние
1 850 400
5 850 205
100 850 48
1000 850 25
5000 850 80
Твердость НВ в зависимости от температуры старения
t,°C Длительность старения, ч --—
1 5 25 200 1000 5000_^__
650 182 182 190 240 232 208 __
750 197 210 212 225 190 189___
850 197 , 217 212 197 195 194
Технологические характеристики
Температурные параметры ковки, °C Свариваемость Обрабатываемость резали^—__
1170-850 Сваривается без ограничений. Способы сварки: РД РАД, АФ, ЭШ и КТ. В нетермообработанном состоянии Ку = 0,8 (твердый сплав)
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ. КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ 369
Марка стали Вид поставки " Проволока — ГОСТ 12766.1-90. Ленга — ГОСТ 12766.2-90. Калиброванный пруток — ГОСТ 127663-90 Сортовой прокат — ГОСТ 12766.4-90. " 12/оь.л уи.
Х27Ю5Т
Массовая доля элементов, %, по ГОСТ 10994-74 Температура кпитическлгг тпчж. °Г1
С 81 мп 8 Р Сг Ni Ti At Се Са Ва Zr Aci Ас3 Ari
S 0,05 0,60 £ озо < 0,015 £ 0,020 26,flag,о 5 0,60 0,IS-О.40 5,00- 5,80 £ 0,10 < 0,10 £ 0,50 £ 0,10
Механические свойства
ад Режим термообработки Сечение, мм Щ>.2, Н/мм2 Н/мм2 бдю, % V. % кси, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
гост 12766.1 -90 Мягкое термически обработанное состояние 0 0,5-6,0 — £780 10 — — 20 —
ГОСТ 12766.2 -90 В состоянии поставки Толщина 0,2-3,2 Ширина 6-80 — £785 10* — — 20 —
ГОСТ 12766.3 _-90 Мягкое термически обработанное состояние 06-Ю — — 10 — — 20 —
ГОСТ 12766.4 Мягкое термически обработанное состояние 0 8-12 — — ю2 — — 20 —
ДЦ тт—-— Нагрев 760 (30 мин) Вода 0 0,5-6,0 534 425 357 354 663 660 605 375 87 13 9 16 24 25 33 76 127 118 62 53 71 97 — 20 200 400 600 800 1000 1200 1 1 1 1 1 1 1
л- *
ачение. Электронагревательные элементы печи с предельной рабочей температурой 1350°С. -—С0ЗДаваемой и модернизируемой технике вместо стали Х27Ю5Т рекомендуется использовать сталь Х23Ю5Т.
ад Вид продукции Размер, мм t испытания, °C Живучесть, ч
не менее
Д^Щ2766Д^о Проволока о 0,5-6,0 1300 80
^Щ2766^0~ -^2^127663=90 Лента Толщина 0,2-3,2. Ширина 6-80 1300 80
Г°ст 12766.4-90 Моток Моток Пруток 0 6,0-10,0 0 8-12 0 8-12 1300 1300 По требованию потреб 80 80 ителя
—— Среда Жаро сеРНисгые РабоТЗА’Гъ . j t,°c Жаростойкость Скорость корро: мм/год ЩИ, 1 База испытаний, ч Коэффициент чувствительности к надрезу за 10* ч
-тойкая в окислительной атмосфере, содержащей серу и едине«ия, углеродсодепжашей. в водороде, вакууме. Чувствительность к охрупчиванию Время, Ч | t, °C при старении кси, Дж/см2
®венной ™““1акте с ВЫсокоглиноземистой керамикой, не склонна к ^емнератупяу Ррозии’ склонна к провисанию при высоких н не вы ""рживает резких динамических нагрузок. Исходное состояние
Па1еМПера1>Т" гые ки,°С Свариваемость Флокено.чувстшггельиосгь
Способы сварки: РД и РАД. Сварка нагревателей с рабочей температурой выше 1100°С производится постоянным током электродами из того же материала с обмазкой 0,ЗЛ- . Сварка нагревателей с рабочей температурой до 1Ю0°С -Дынными электродами с применением присадочного материала из сплава ы1 При сварке нагревателей необходимо прикрывать их асбестовыми листами во избежание попадания брызг и повреждения проволоки в этом месте. Нечувствительна
uso-iooo Склонность к отпускной хрупкости
Склонна в интервале температур 400-500°С
372
СТАЛИИ СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Сортовой прокат — ГОСТ 23304-78. Прутки, полосы — ТУ 14-1-272-72. Листы — ТУ 14-1-1528-76. Арматура трубопроводов АЭС — ТУ 26-07-1165-77.
ХН35ВТ (ЭИ 6121
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Fe W Ti At Си
£0,12 £0,60 1,00-2,00 £0,020 £0,030 14,0-16,0 34,0-38,0 — основа 2,80-3,50 1,10- 1,50 — £0,30
нд
ГОСТ
23304-
78
______________Механические свойства при комнатной температуре Режим термообработки
Операция
Аустенизация Старение 2-ступенчатое
t,°C
1080-1100 850-900, 10 ч 700, 10-50 ч
Охлаждающая среда Вода
Воздух1
Сечение, мм
Не ограничивается
<то,а, Н/мм2
392-
588
б, %
Н/мм2 не менее
735
%
кси, Дж/см1
HRC
15
НВ
>207
1 Крупные поковки охлаждаются с печью до 200-300°С.
Сплав может выплавляться с применением ВДП.
Назначение. Лопатки газовых турбин, диски, роторы, крепежные детали, плоские пружины и другие детали, работающие при температуре до 650°С.
Жаропрочный сплав на железоникелевой основе.
Предел вьшосливости, ________Н/мм2_______
0-1 'Ll N ус
333 — 10’ 500 Закалка с 1080-1100°С, 1 ч, вода.
314 — 10’ 600 Старение: 850°С, 10 ч; 700°С, 25-50 ч
225-265 — ю7 650
+ 20
Коэффициент чувствительности к надрезу за 10*
69-
108
Ударная вязкость, KCU, Дж/см2, при t, °C___________________
-20
О
-40
-60
-80
1,1-1,2 (при 650°С)
Чувствительность к охрупчиванию при старении
KCU, Дж/см2 40-180
Время, ч I__________t,°C
Исходное состояние
25000 550 50-130
30000 600 45-115
100000 650 60-80
Термообработка
117-
147
118-
176
127-
137
127-
157
118-
147
Диск диаметром 1000 мм, высотой 275 мм.
Закалка 1090°С, 1,5 ч, вода.
Старение: 850°С, 10 ч;
700°С, 20 ч;
600°С, 30 ч. 207-228 НВ.
Образцы тангенциальны^
Среда
Воздух
Жаростойкость t,°C
Скорость коррозии, мм/год
0,014
650
Перегретый пар
0,020
Вид коррозии коррозионная стойкость Среда ус Длительность, ч
Общая Вода деминерализованная 320 3000
Точечная Вода деминерализованная 320 3000
Коррозионное растрескивание Вода, содержащая 200 мг/кг С€ и 0,3-6,0 мг/кг Оз 320 3000
Межкристаллитная
Не подвержен?—
Трещин нет при
Ковка
Вид полуфабриката Температурный интервал ковки, °C „ ууАлалщсние пиково Из слитков
Размер сечения, мм Условия охлаждения
Слиток 1170-850 На воздухе
Заготовка 1170-850
Размер сечения, мм
Трудно свариваемый.
Способы сварки: РД, РАД и КТ. Для снятия сварочных напряжений рекомендуется последующая термообработка.
База испытаний,
Балл стойком]!
Технологические характеристики _________________ -^———******"^'
изготовленных --------
из заготовок —----
-----
_______.Л-,”раоатьшаемость резанием_______ В термообработанном состоянии при 217 НВ и о.=750 Н/мм2
К,=0,7 (твердый сплав),
Kv — 0,45 (быстрорежущая сталь)
Темпер! Aci пуракри* Асз
На воздух6____*
Ari.
373
СПЛАВЫ НАЖЕЛЕЗОНИКЕЛЖОЙОСНОВЕ
Марка сплава
Вид поставки
XH3SBTK (ЭИ612К)
Сортовой прокат — НД заводов-изготовителей. Поковки—НД заводов изготовителей
с Si Мп S Р Массовая Сг доля элем Ni ентов, vo Со Fe W Ti М в 0Д1
50,10 50,50 1,00-2,00 5 0,020 5 0,020 14,0- 16,0 34,0-38,0 3,50- 4,50 основа 2,80-3,50 1,20-1,60 — (по расчету)
8,
Механические свойства при комнатной температуре
Н/мм2 | % , не менее
ад Режим термообработки _
Операция t,°C Охлаждающая среда
дц Закалка Отпуск 1080-1100 700, 5 ч Вода Воздух
Старение 2-ступенчатое 850, 10 ч 700,25-50 4 Воздух с печью до 200-300°С
До 125
200-250
Сечение, мм
Иод, Н/мм2
350
650
400
750
15
15
V. % кси, Дж/см2 HRC НВ
35 59 — 217- 1 255 I
25 50 — 229 I
Сталь может выплавляться с применением ВДП. ...
Назначение. Диски, лопатки, крепеж и другие детали, работающие при температуре до 700 С.
Жаропрочный сплг Предел выносливости, IB на железоникелевой основе. Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка 1
Н/1 р-1 т-1 + 20 0 1 -20 -40 -60 | -80
Коэф| ящиентч увствительности к иадрезу за IO4 ч Жаростойкость ___ I 1 Скорость коррозии, База испытаний, 1
Среда
ч
мм/год
1,1-1,2 (при 650 и 700°С)
Чувствительность к охрупчиванию при старении
Время, ч t,°c KCU, Дж/см2
Исходное состояние 50-111
30000 550 30-60
30000 600 20-50
30000 650 50-100
30000 700 70.80
По жаростойкости близок к сплаву ХН35ВТ (ЭИ 612)
Вид коррозии
Среда
| t, СС | Длительность, ч | Балл стойкости
Общая -____________________
Точечная___________________
Коррозионное растрескивание
По коррозионной стойкости близок к сплаву ХН35ВТ (ЭИ 612)
Технологические характеристики |
Ковка Охлаждение поковок, изготовленных |
Вид полуфабриката Температурный интервал ковкй, °C из слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток 1170-900 На воздухе На воздухе 1
Заготовка 1170-900
Свариваемость
Обрабатываемость резанием
Трудно свариваемый.
Способы сварки: РД, РАД и КТ.
Д и снятия сварочных напряжений рекомендуется последующая термообработка.
В закаленном и отпущенном состоянии при 229 НВ и о,= 650 Н/мм2
КУ= 0,6 (твердый сплав), Kv = 0,4 (быстрорежущая сталь)
Температура критических точек, °C
Aci Ас3 Аг] Агз 1
374
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава XH35BTIO (ЭИ 787) Вид поставки Сортовой прокат—ТУ 108.11.853-87. Прутки горячекатаные и кованые — НД заводов-изготовителей.
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Fe в W Ti At Си
20,08 2 0,60 20,60 20,020 2 0,030 14,0-16,0 33,0-37,0 основа 2 0,020 2,80-3,50 2,40-3,20 0,70- 1,40 20,30
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Н/мм2 а., Н/мм2 8, % V-% кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
да Закалка Закалка Старение 1180-1200 (2,5-8,0 ч) 1040-1060 (4 ч) 750-800 Воздух Воздух Воздух 32-55 650 950 6 8 30 — —
Назначение. Рабочие лопатки газотурбинных и других двигателей, работающие при температуре до 750°С; компрессорные лопатки, работающие при температуре до 750сС; диски, дефекгоры, кольца, работающие при температуре до 750°С.
Жаропрочный сплав на железоникелевой основе.______________________ -
Предел вьшосливости, Н/мм2
0-1
280
270
300
300
280
t,°C ~55О~ 750 550 700 750
Термообработка
Выносливость при циклическом нагружении на базе циклов 107
Закалка 1150-1160°С (6-10 ч), воздух
юоо
100000
Закалка 1050”С (4 ч), старение 830°С (16 ч),
250 — 800 Коэффициент чувствительности к надрезу за 104 ч
Среда
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние 30
10000 6000 700 750 И 12
Предел ползучести, Н/мм2, при!, °C
Термообработка
700
750
800
245
176
127
Жаростойкость t/C '
CroT^KoppLiSn^"^^’’’
мм/год_______L . -—---
Окалиностойкий до 750°С
Вид коррозии Общая Коррозионная стойкость Среда t,°c Длительность, ч Балл стойкости—
Точечная Коррозионное растрескивание Межкристаллитная —
Ковка
Технологические характеристики
________________Охлаждение поковок, изготовленных
Вид полуфабриката Слиток_________
Заготовка
Температурный интервал ковки, °C 1100-900 1110—900
Свариваемость
______________ из
Размер сечения, мм
До 450
Условия охлаждения Размер сечения, мм
На воздухе До 450
Обрабатываемость резанием
Навоз®*®, гских
Трудно свариваемый.
Способы сварки: РД, РАД и КТ. Для снятия сварочных напряжений рекомендуется последующая термообработка.
Aci Асз
Ari
Агз
В термообработанном состоянии при 340-364 НВ и а, = 950 Н/мм2 Kv = 0,15 (твердый сплав), К» = 0,10 (быстрорежущая сталь)
СПЛАВЫ НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ
375
Марка сплава
XH3SBTP (ЭИ725)
Вид поставки
Лист—НД заводов-изготовителей.
$0,10
$0,60
Мп
<; 1,оо
S
i,%
$ 0,020
р Сг Ni Мо V W Ti Се в Fe
$ 0,030 14,0— 16,0 35,0-38,0 — — 4,00-5,00 1,10-1,50 0,025 (по расчету) 0,005 (по рас-чету) осталь ное
Механические свойства при комнатной температуре
НД
Операция
Режим термообработки__________
——' 1 Охлаждающая
среда
t,°C
Сечение, мм
оо,г> Н/мм2
о., Н/мм2
не менее
8, %
v, I KCU, % I Дж/см*
HRC
НВ
ДН
Закалка
Старение
1130-1150
750,24 ч
Воздух
Воздух
5-50
400
750
Урбины С рабочей температурой металла до 750% направляющие лопатки турбин, работающие при
Назначение. Корпусы температуре 750-780°С. Жаропрочный сплав на железоникелевой основе.
Предел выносливости, Н/мм* о-l | т-1 ~
Термообработка
Термообработка
—^иниент ч^ствитедаиостак1идре^за10_ч
Чувствительность к охрупчиванию при старении
Время, ч
°C
KCU, Дж/см3
Исходное состояние
11000
5000
104
700
750
Ввд коррозии__________
Общая_______________________
Точечная____________________
Коррозионное растрескивание Межкристаллитная
50
46
Ударная вязкость, KCU, Дж/см*, при t, °C
+ 20 0 -20 | -40 -60 1 -80
Среда
Жаростойкость________________________
0_ Скорость коррозии, База испытаний, мм/год ч
Окалиностойкий до 700°С
Коррозионная стойкость ------- ---------------------- ------------
Среда ' | t,°C I Длительность, ч | Балл стойкости
По коррозионной стойкости близокк сплаву ХН35ВТ (ЭИ 612)
I Вид Температурный интервал ковки, °C из слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения |
1 Слиток 1160-850 1160-850 На воздухе На воздухе
Обрабатываемость резанием
Свариваемость
°C
Трудно свариваемый.
Способы сварки: РД, РАД и КТ.
Для снятия сварочных напряжений рекомендуется последующая термообработка.
В термообработанном состоянии при о» = 800 Н/мм2
Kv=0,30 (твердый сплав),
Kv=0,15 (быстрорежущая сталь)
Aci Ас3 Ап Агз j
376
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава ХН45Ю (ЭП747) Вид поставки Листы горячекатаные и холоднокатаные — ГОСТ 24982-81. Прутки горячекатаные и кованые круглые—ТУ 14~1_941_74. Лента холоднокатаная — ТУ 14-1-2075-87. Проволока холоднокатаная — ТУ 14-1-2396-78. Заготовка трубная — ТУ 14-1-4082-86.
Массовая доля элементов, %, по ГОСТ 5632-72 Температура критических точек, "С
С Si Мп S Р Сг Ni At Ва Се W Ti Fe Aci Ас3 Ari Аг3
< 0,10 £ 1,00 £ 1,00 £ 0,020 £ 0,025 15,0- 17,0 44,0- 46,0 2,90- 3,90 <, 0,10 £ 0,03 — — основа
Механические свойства
ВД Режим термообработки Сечение, ММ 06.2, Н/мм2 «Г», Н/мм2 8, % У» % кси, Дж/см2 t испытания, °C НВ
Операция t.’C Охлаждающая среда
не менее
ГОСТ 24982- 81 Закалка 1060- 1100 Вода, водяной душ или воздух 2,0-11* 0,8-3,92 — 5903 ЗО3 — — 20
ТУ 14-1-941-74 Закалка 1050- 1150 Воздух 8-1004 215 590 15 20 — —*
ТУ 14-1-2075-87 Закалка 1100 Воздух 0,2-2,0 — 590 35 — — —
ТУ 14-1-4082-86 Закалка 1130- 1180 Воздух 170—180s — 540 35 — — 20 800 900 000' 1100 1200
ДЦ Закалка 1150 Воздух Лист 5=2 295-340 98-147 59-69 29-39 20-29 530-740 150-180 70-90 50-60 30-^0 20-30 50-60 33- 36 35- 40 40- 50 70-80 90- 100 55-58 30-36 35- 40 40- 50 55- 60 75- 85 —
Листы горячекатаные. 2 Листы холоднокатаные. 3 Образцы поперечные. 4 Прутки горячекатаные и холоднокатаные. 5 Заготовка трубная.
СПЛАВЫ НА ЖЕ ЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ
377
ХН45Ю (ЭП 747)
Назначение. Ролики щелевых печей для обжига керамической плитки, печные конвейерные сетки, детали горелочных устройств, чехлы термопар, оснастка печей обжига эмалированной посуды для работы при температурах 1250-1300°С при незначительных механических напряжениях.
Сплав выплавляется в открытых электропечах.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, КСЮ, Дж/см\ при!, °C Термообработка 1
0-1 т-| + 20 0 -20 -40 -60 -80
Жаростойкость
Т ермообработка
Предел длительной прочности, Н/мм2
t,°c О100
1000 20
1100 9
1150 6
1200 5
<31000
5
4
2,5
Лист толщиной 2 мм.
Закалка 1150°С, воздух
Воздух
Среда
t,°C Увеличение массы, г/м2 Скорость окисления6, мм/год База 1 испытаний, I V 1
1000 25 46 60 0,08 100 1 1000 2000
1100 28 42 61 75 0,1 100 I 500 1 1000 1 2000 I
1150 33 65 174 0,24 100 1 500 2000 1
1200 45 130 — 100 I 500 J
« Пересчет со значения увеличения массы за 2OUU ч._______________
-—спокойного воздух! сплав обладает высокой жаростойкостью длительно при температурах до 1300°С и кратковременно до 1350°С. Скорость окисления при 1050°С и пподолжительности испытания 100 ч в потоке воздуха составляет 0,8 мм/год, а воздуха содержащего 1,5%SOZ ~ 1,0 мм/год.----°-----
---Вид коррозии
Общая
Точечная_____________________
Коррозионное растрескивание Межкристаллитная
Коррозионная стойкость Среда ус Длительность, ч Балл стойкости |
Ковка
Технологические характеристики
Охлаждение поковок, изготовленных
1 ' 1 ' ——•—
Вид Температурный
1!2Щфабриката интервал ковки, °C
Слиток ’ ^готовка ”
Температурный
из слитков
Размер сечения, мм.
Свариваемость
Обрабатываемость резанием
Порыло сваривается всеми видами сварки.
Условия охлаждения
из за Размер сечения, мм готовок 1 Условия охлаждения |
Флокеночувствительность 1
Склонность к отпускной хрупкости 1
378
СТА ЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Поковки ТУ 14-1-516-73. Трубная заготовка — ТУ 14-1-693-73. Трубы — ТУ 14-3-145-73, ТУ 14-3- 1202-83. 1
06ХН46Б (ЭП350)
Температура критических точек, "С
Массовая доля элементов, %, по ТУ 14-3-145-73
С Si Мп S Р Сг Ni Nb Fe Aci Ac3 Ari Аг3
<SO,06 ±S0,50 £0,80 £ 0,020 £ 0,025 19,0- 21,0 44,0- 48,0 0,80- 1,20 остальное
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Щ>,2, Н/мм2 <Тв, Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14-1-516-73 Аустенизация 1050-1100 Воздух 0d 30-170 206 539 30 — — — —
ТУ 14-3-145-73 Аустенизация 1050-1100 Воздух 013-83 s 1,5-12,5 200 530 26 — — — —
Назначение. Трубные системы парогенераторов, систем водного и парового обогрева, контактирующие с водой, имеющей повышенное содержание ионов хлора и кислорода.
Жаростойкость
Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Окалиностойкая до 800°С
Коэффициент чувствительности к надрезу за 10 ч
1,0
Чувствительность к охрупчиванию при старении
Время, ч t,’C KCU, Дж/см’J
Исходное состояние 283
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Общая Вода, содержащая 200 мг/кг Ct', 0,3-6 мг/кг О2 320 2000 1
Точечная Вода, содержащая 200 мг/кг С1,0,3-6 мг/кг О2 320 2000 1
Коррозионное растрескивание 25% NaCt + 0,5% К2Сг2О7 42%MgC£2 Вода, содержащая 50 мг/кг Ct, 0,3-6 мг/кг О2 200 154 300 500 500 3000 Коррозионные трещины не обнаружены при напряжениях выше со,г ГОСТ 6032-89 в fi50°C х 1 ч.
Межкристаллитная Не проявляет склонности к МКК при испытании по методам AM и АМУ состоянии после аустенизации при 1050-1100°С и провоцирующего отпуска при
Температурные параметры ковки, °C Свариваемость
1200-900 Ограниченно свариваемая. Способы сварки: РД, РАД и КТ.
В состоянии аустенизации при 159 НВ и о, = 656 Н/мм Kv = 0,62 (твердый сплав), Kv = 0,35 (быстрорежущая сталь;
Обрабатываемость резанием
СПЛАВЫ НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ
379
Марка сплава Вид поставки 1
05ХИ46МВБЧ (ДИ 65) Трубиая заготовка — ТУ 14-1-3326-82. Трубы — ТУ 14-3-1093-82. Проволока сварочная — ТУ 14-1- 1 2206-77. |
Массовая доля элементов, %, по ТУ 14-1-3326-82
Температура критических точек, °C
С Si Мп S Р Сг Ni W Мр Nb Се Fe Aci Асз Art Агз 1
0,03-0,07 £ 0,60 1,20-2,00 0,015 0,020 20,0-22,0 44,0-48,0 2,80-3,50 4,00-5,00 0,90-1,30 По расчету 0,05 остальное 1
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Сод, Н/мм2 Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14-3-1093-82 Аустенизация + стабилизация 1080 800 Воздух Воздух 0 13-60 s 1,5-6,0 343 686 30 — — — — 1
Назначение. Жаростойкий и жаропрочный сплав предназначен для изготовления трубных систем парогенераторов ядерных энергетических установок с гелиевым теплоносителем (ВТГР), а также для различных теплообменных аппаратов, работающих в условиях одновременного воздействия пароводяных сред высоких параметров и газовых сред при температурах до 800°С.
Жаростойкость
Коэффициент чувствительности к надрезу за 104 ч
Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Гелий марки "ВЧ" 650 0,014 5000 Чувствительность к охрупчиванию при старении 1
Время, ч t,°C KCU, Дж/см2 1
750 0,016 5000 Исходное состояние 94 |
5000 750 91 1
Коррозионная стойкость
Вид коррозии Среда t,°C Длительность, ч Балл стойкости 1
Общая 200 мг/кг Ct", 0,3-6,0 мг/кг О2 320-350 3000 1 I
Точечная Устойчив к питтинговой коррозии в хлоридосодержащих средах 1
Коррозионное растрескивание 42% MgCt2 154 500 Трещин не 1 обнаружено |
200 мг/кг Ct", 0,3-6,0 мг/кг О2 320-350 3000 Трещин не | обнаружено I
Межкристаллитная Устойчив к МКК при испытании по методу AM ГОСТ 6032-89 I
Технологические характеристики
Температурные параметры ковки, “С Свариваемость Обрабатываемость резанием |
1180-950 Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. В состоянии аустенизации при | <т, й 890 Н/мм2 1 К, = 0,3 (твердый сплав), 1 К, = 0,15 (быстрорежущая сталь) 1
СПЛАВЫ НА НИКЕЛЕВОИ ОСНОВЕ
Марка сплава Вид поставки Прутки горячекатаные и кованые — ГОСТ 23705-79. Катаный и прессованный пруток — ТУ 14-1-2970-80. Лопатки — ТУ 108.02.003-76, ТУ 108.02.006-84, ТУ 108.17.137—84. Прутки горячекатаные круглые и обточенные круглые—ТУ 14-1-223-72, ТУ 14-1-402-72.
ХН55ВМТКЮ (ЭИ 929), ХН55ВМТКЮ-ВД (ЭИ929-ВД)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S р Сг Ni Ti АГ W Мо V Со В Fe
0,04-ОДО $0,50 $0,50 4 0,010 $ 0,015 9,СО- 12,00 основа 1,40- 2,00 3,60- 4,50 4,50- 6,50 4,00-6,00 0,20-0,80 12,0- 16,0 $0,02 $5,00
Механические свойства
ВД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
ст0Д, Н/мм2 о», Н/мм2 8, % у, % кси, Дж/см2 НВ G, Н/мм2 V
не менее не менее_
гост 23705-79 (ВД) Закалка 1220±10°С, 2 ч, воздух Нагрев 1050±Ю°С, 4 ч, воздух Старение 850±10°С, 8 ч, воздух От 20 до 55’ От 20 до 402 20 900 — 570 8 12 — 285-341 245 40
ТУ14- 1-2970- 80 Нагрев 1000°С, 1,5 ч, нагрев П80*С, 2,5-3 ч, перенос в печь на 1050°С, выдержка 50-60 мин. Охлаждение с печью до 1000°С, 50-60 мин. Охлаждение на воздухе. Старение 850°С, 15-16 ч. 30 20 800 640 590 980 780 15 18 16 25 24 241-285 — —
ТУ 108.02. 003-76 Лопатки 20 800 630 490 940 740 12 12 14 12 ’ 24 241-285 1 1
ТУ 108.02. 006-84 20 800 630 490 940 740 12 12 14 12 24 277- 341 —
ТУ 108.17. 137-843 20 800 630 490 940 740 12 12 14 12 24 277-341 —
ТУ14-1-223-72 (ВД) Закалка 1220±10°С, выдержка 2 ч, воздух Закалка 1050±10°С, выдержка 4 ч, воздух Старение 850±10°С, выдержка 8 ч, воздух 20-45* 20-402 900 — 568 8 12 — 285- 341
ТУ14-1-402-72 (ОИ) Закалка 1220±10°С, выдержка 2 ч, воздух Закалка 1050±10°С, выдержка 4 ч, воздух Старение 850±10°С, выдержка 8 ч, воздух 33-35* 20-402 900 —’- 568 7 8 — —
дц Режим! Закалка 1220±10°С, выдержка 2 ч, воздух Закалка 1050±10°С, выдержка 4 ч, воздух Старение 850±10°С, выдержка 8 ч, воздух 20-32* 45-55* 20-402 20 700 800 850 900 950 1000 735-784 686-735 558-686 392-490 186-245 980-1176 882-980 784-882 686-784 540-686 343-440 245-314 6-12 8-16 9-17 10-18 12-го 17- 25 18-го 9-15 io-го 12- 25 14- 27 15- 28 20- 30 20- 32 •—’ 285- 341 1 —' •245 40
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
381
Мехашшеские свойства
НД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная 1 прочность 1
°о.з> Н/мм2 о., Н/мм2 н б, % е менее у, % кси, Дж/см2 НВ ст, Н/мм2 т,ч не I менее 1
'дГ~ Режим II Закалка 1190±10°С, выдержка б ч, воздух Старение 1000±10°С, выдержка 8 ч, воздух, охлаждение до 950°С, выдержка 8 ч, воздух 25-33,52 20 800 850 900 950 1000 745-764 647 627 470 382 245 853-980 867 833 539 450 265 3,2-11 12 14 18,5 27,3 26,0 5,3-8,4 14,6 22 33,5 36,2 48,5 14-18 25 39 40 35 —
Тррутеи горячекатаные.
1 Прутки обточенные круглые.
1 Окончательно готовые лопатки должны проходить контрольные испытания на усталостную прочность. Лопатки нс должны разрушаться раньше чем через 107 циклов при симметричном нагружении с напряжением не менее 177 Н/мм2 при температуре 750°С.
_____ тт_________________о „гмиипттаи г-пгятм cirv-жбьт ппи 900-950°С.
Предел вьшосливости, Т/мм2
0-1 Т-1 N t,°C
350 — 107 600
3234 284' 255’ — 10’ 10" ю7 700
323-353' 274' — ю7 ю8 800
294-343' 255-294' 255s — ю7 ю8 ю7 900
>ин с ограниченным сроком службы при 900-950°С.
_______________Малоцикловая выносливость
Термообработка
Максимальная температура цикла, °C Размах упругопластической деформации Де, % N I
0,6 2,5х103 I
850 0,5 7х103 I
0,47 1x10' 1
'Образцы гладкие.
Закалка 1220±10°С, выдержка 2 ч, воздух. Закалка 1050±10°С, выдержка 4 ч, воздух. Старение 850±10°С, выдержка 8 ч, воздух
Образцы с надрезом, R=0,15 мм, угол надреза 60°.
Пределы длительной прочности и ползучести, Н/мм2
t,°C О100 Щооо С10000 Термообработка 1
700 750 715-725 519 588 450 490 372 Закалка 1220±10°С, выдержка 1
800 850 382-440 284-314 314 196 265 127 2 ч, воздух I Закалка 1050±10°С, выдержка 1
900 950 206-225 120-160 127 60 69 4 ч, воздух 1 Старение 850±10°С, выдержка 1
1000 70-80 30 — 8 ч, воздух 1
t,°c гг 00,2/100 _ -2 П1Х10 01x10 3 Термообработка |
700 — — 530 Закалка 1190±10°С, выдержка 1
800 245 382 294 6 ч, воздух. I Старение 1000±10°С, выдержка 1 8 ч, воздух, охлаждение до 1 950°С, выдержка 8 ч, воздух и 1
850 220 294 186
900 140 196 150 850°С, выдержка 16 ч, воздух 1
По общей деформации.
Механические свойства при комнатной температуре
Режим старения а0.2, Н/мм2 с., Н/мм2 б, % кси, Дж/см2
VC ] 1,4
Исходное ... состояние 730-790 1200- 1240 17-21 27-39
600 10000 780 1170 15,0 33
700 10000 750 1200 17,0 20
750 10000 690 1220 23,0 25
800 10000 680 ИЗО 15,0 48
Жаростойкость
Среда t,°C Глубина коррозии, мм
Продукты сгорания природного газа: Ог -18,2%, СО2-4,3%, НгО-1,6%, SOj-0,035, Nj - остальное 800 850 0,008 0,011
База испытаний, ч
10000
10000
В условиях контакта с окислами железа сплав склонен к язвообразованию, для предохранения от которого следует применять алитирование или хромирование поверхности.
~~-------Свариваемость
%ДНо свариваемый.
по«бы сварки: РД, рдд и кт.
Технологические характеристики
________Обрабатываемость резанием
В термообработанном состоянии при ад= 1000 Н/мм2
Kv = 0,2 (твердый сплав),
Ку = 0,09 (быстрорежущая сталь)
Деформируемость
ковки, °C
Начало Окончание I
1160-1180 > 1000
382
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ.
Марка сплава Вид поставки
ХН59ВГ-ИД (ЭК 82-ИД) Трубная заготовка—ТУ 14-1—4080-86. Трубы—ТУ 14-3—1416—86.
Массовая доля элементов, %, по ТУ 14-1-4080-86
Температура критических точек, "О
с Si Мп S р Ст Ni W V Fe Zr Mg Се в Aci Асз Ari Aij
0,02-0,07 < 0,50 1,00- 1,60 < 0,010 < 0,015 18,5- 21,5 ОС но ва 15,5- 18,0 0,30 £ 2,50 По расчету 0,02 По расчету 0,01 По расчету 0,01 По расчету 0,005
Механические свойства при комнатной температуре
нд
Операция
Режим термообработки
t,°c
Охлаждающая среда
Сечение, мм
Щ>.2, Н/мм2
Ов, Н/мм2
6, %
V. %
KCU, Дж/см2
не менее
3-1416-
86
Закалка
1250
Вода
0 13-68 s 1,5-6,5
392
785
48
HRC
Назначение. Жаростойкий и жаропрочный сплав предназначен для изготовления трубных систем промышленных теплообменнике! установок типа ВТГР с гелиевым теплоносителем, работающих при температурах до 950°С. Благодаря твердорастворному упрочнении хромом, вольфрамом и молибденом сплав обеспечивает высокую жаропрочность при температуре эксплуатации и сохраняет стабильность структуры и механических свойств при работе в гелиевой атмосфере до 1000°С. Может быть использован Д® изготовления химического и нефтехимического оборудования.
Коэффициент чувствительности к надрезу за 10 Ч
Жаростойкость
Среда t,°C Скорость коррозии, мм/год База испытаний, ч •
Гелий марки "А" 950 13 500 Чувствительность к охрупчиванию при старении
Время, ч t,»C кси, Дж/»’
950 20 2000 Исходное состояние 375
Высокотемпературные прочность и пластичность Термообработка
t,°C а,, Н/мм2 6, %
900 950 1000 320 246 181 45,5 47,2 39,0 Закалка 1220°С, 1 ч, охлаЖД®' вводе
900 950 1000 284 193 142 39,2 48,0 37,2 О rrva 1 9?0°С 1 Ч, 0ХЛЛейИС Закалка 12ZU в воде + старение В гелии Р 950°С, 1000 ч __
Температурные параметры ковки, °C Свариваемость
Нагрев под прессование до 1170 ± 10°С, Прессование трубных заготовок через матричные кольца с применением стеклосмазки. Ограниченно свариваемая. Способы сварки: РД, РАД, ЭЛ, КТ.
В состоянии поставки при
с. =>785 Н/мм2
Kv = 0,34 (твердый сплав),
Kv 0,13 (быстрорежущая сталь)
ОбрабатываеМостьрезанИ^
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
383
Марка сплава Вид поставки Лист тонкий — НД заводов-изготовителей.
ХН60Ю 0HSS9A)
Массовая доля элементов, %, по ГОСТ 5632-72 Температура кфитических точек, °C
Се
Мо
V
Асз
Si
Ап
Aci
С
S £ 0,020
Fe остальное
Р < 0,020
Сг 15,0-18,0
Ni 55,0-58,0
At 2,60-3,50
Мп
0,10
Агз
0,03
0,30
0,80
Ва < 0,10___________
Механические свойства
ВД Режим термообработки Сечение, мм о»,г, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 t испытания, °C НВ
Операция t,°C Охлаждающая среда
не менее
дц Лист холоднокатаный Образцы 360 220 720 400 230 110 70 20 50 3 40 71 68 132 50 7,5 37 52 53 86 250 120 50 80 40 20 700 800 900 1000 1200
Закалка (40 мин) 1200 Воздух
Назначение. Лиеты для камер сгорания газовых турбин, деталей печей с ограниченным сроком службы при 1100°С и кратковременным сроком службы при 1250°С (может применяться для нагревательных элементов сопротивления).
Сплав выплавляется в открытых дуговых или индукционных электропечах.
Не допускается с 01.01.91 г к применению во вновь создаваемой н модернизируемой технике.
Длительная прочность, Н/мм?____________________________________________
t,’C
1оГ 900 1000 1100 1200
Длительность испытания, ч
100 1000 10000
80 45 25
32 16 8
15 6,5 2,7
7,5 3,5 1,6
4,5 2,0 0,9
Нагрев до 1150°С, воздух
Термообработка
Чувствительность к охрупчиванию при старении
Время, ч | t,°C KCU, Дж/см2
Исходное состояние
Среда
Воздух
t,°C
1150
1200
Выдержка, ч
Увеличение массы
г/м2
г/(м2-ч)
8,7 0,09 100
37,5 0,038 1000
36,4 0,020 2000
44,3 0,011 4000
68,2 0,011 6000
60,3 0,010 8000
68,4 0,007 10000
25,1 0,26 100
23,5 0,030 800
48,9 0,024 2000
62,7 0,021 3000
Вид коррозии КОррОЗНОгтш! у ж Среда t,°c Длительность, ч Балл стойкости |
Общая
Точечная
.Коррозионное растрескивание —„ L- J
Технологические характеристики . 1
Ковка1 Охлаждение поковок, изготовленных |
Вид .полуфабриката Температурный интервал ковки, °C ИЯ слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения |
-Слиток Заготовка 1180-960 На воздухе
Свариваемость Обпабатываемость резанием Флокеночувствительность |
Хорошо сваривается всеми видами марки. Для снятая напряжения применяется ^межуточная закалка с температурой
Склонность к отпускной хрупкости 1
384
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки
ХН60ВТ (ЭИ 868) Пруток горячекатаный — ТУ 14—1—286—72. Пруток кованый ТУ 14—1—286—72. Прессизделие ТУ 14-1-3148-81. Лист горячекатаный — ТУ 14-1-1494-75, ТУ 14-1-4296-87. Лист холоднокатаный — ТУ 14-1-1747-76. Заготовка трубная — ТУ 14-1-230-72. Ленга холоднокатаная — ТУ 14-1-927-74.
Массовая доля элементов, %, поГОСТ 5632-72
С
Si
Мп
Р
Сг
Ni
Мо
Fe
W
Ti
At
50,10
50,80
5 0,50
5 0,013
5 0,013
23,5-
26,5
основа
<4,00
13,0-
16,0
0,30-0,70
<0,50
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Со, 2, Н/мм2 а., Н/мм2 5, % у, % кси, Дж/см2 НВ о, Н/мм2 V
не менее
не менее
ТУ 14-1-286-72 Закалка, 1150-1200’С, воздух и 10-120 □ 60-120 20 — 750 30 — — — — —
ТУ14-1-1747-76 Закалка, 1150-1200°С, вода или воздух S 0,8-3,0 20 — 1030 40 — — — —• —
ТУ14-1-1494-75 Термическая обработка по режиму завода-поставщика S 2,0-3,9 20 — 1030 35 — — — — —
ТУ 14-1-4296-87 Закалка, 1150-1200°С, вода или воздух S4,0- 11,0 20 — 980 40 — — — — —
ТУ14-1-927-74 Закалка, 1150-1200°С, вода или воздух S 0,2-1,2 20 — 980 35 — — — —
ТУ 14-1-230-72 Закалка, 1200°С, воздух 0 180 0 185 0 190 20 — 690 30 — — ——* — —
Назначение. Детали газопроводных систем, жаровые трубы, детали камер сгорания, уплотнения и другие детали высокотемпе] газовых турбин. ________________
Условия испытания
Тип образца
Цикл
Предел выносливости, o_lt Н/мм2, при t, °C
600
700
Малоцикловая выносливость
Максимальная температура цикла, °C
Размах упругопластической деформации
Д е, % __
Механические свойства при комнатной температуре __________после длительного старения________
Режим старения
t/c Т,ч
Исходное состояние
ао,г>
Н/мм2
Жаростойкость
Н/мм2
б, %
KCU, Дж/см2
Свариваемость Обрабатываемость резанием
Ограниченно свариваемый. Способы сварки: РД, РАД и КТ. в закаленном состоянии при о, = 750 Н/мм2 Kv = 0,3 (твердый сплав)
Способен к глубокой вЫТЯ^е’ енТ К, = 2,06 (предельный коэффи вытяжки) _______
База испытан11*'1
Среда
t,°C
Глубина коррозии, мм
, «С
Температурные параметры!^—
1180-1050
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
385
Марка сплава Вид поставки Лопатки — ТУ 108.01.60-86. Прутки прессованные—ТУ 14-1-2477-78.
ХН60КВЮМБ-ВД (ЭП957-ВД)
Массовая доля элементов, %, по ТУ 108.01.60-86
С Si Мп S Р Сг Со W Мо Nb А1 Ni Fe В Се Zr Y
6 0,05 S 0,40 £ 0,50 < 0,010 0,015 10,6- 12,0 8,SO- 10,50 8,50- 10,50 2,50- 4,50 1,00- 2,00 520- 6,00 основа £ 1,50 < 0,01 < 0,02 < 0,05 0,05
Механические свойства
ад Режим термообработки Сечение, мм t испытания, СС Кратковременные свойства Длительная прочность
По, 2, Н/мм2 о„ Н/мм2 8, % у, % кси, Дж/смг НВ о, Н/мм2 т;ч
не менее не менее
ТУ 108.01, 60-86 Нагрев 1180°С,3 ч, воздух Нагрев 1050°С, 2 ч, воздух Нагрев 950°С, 2 ч, воздух _Нагрев 850°С, 5 ч. воздух Лопатки 20 800 850 882 784 1177 833 10 5 10 24,5 340- 385 314 100
Назначение. Штампованные и кованые лопатки высокотемпературных газовых турбин.
Условия испытания Предел выносливости, Н/мм2. пои L “С Малоцикловая выносливость
Тип образца Цикл N 20 '800 Максимальная температура цикла, °C Размах упругопластической деформации Да, % N
Гладкие — симметричный 107 435 — 800 0,75 0,49 0,40 1х103 IxlO4 2x10*
Гладкие Гладкие асимметричный (о„= 150 Н/мм2) асимметричный _(Ост= 150 Н/мм2) 107 108 — 410 340
Вдические свойства при комнатной температуре После Длитапынпт стапения Жаростойкость
—устарения Со,2, Н/мм2 с.. Н/мм2 8, % кси, Дж/см 2 Среда t,°C Суммарная глубина коррозии1, мм База испытаний, ч
Vc т,ч
старения 990- 1015 1360- 1390 18-22 40-50 Продукты сгорания газотурбинного топлива: 02 -15-17%, СОг-6-8%, 8О2 - 0,05-0,10%, Н2О - 6%, N2 - остальное; с обмазкой: V2Oj -2,6%, Na.SOz - 21.7% и другие окисшл 800 0,47 1,25 1000 3000
700 800 5000 5000 1050- 1150 830-840 1300-1340 1100-1150 7,3-9,0 9,0-10,0 80- 100 120— 130
1 Суммарная глубина коррозии определяется по 1ОС1 6130 /1 п. 5.5 и 6.1.3. —
^Рйваемость Обрабатываемость резанием Выплавка Деформируемость
1^2™ "Л, рад и кт. После закалки и старения при 340-385 НВ и<г,= 1177 Н/мм2 Kv = 0,14 (твердый сплав), Kv = 0.07 (быстрорежущая сталь) Вакуумно-дуговой переплав с применением гелия на токе дуги 3,6 КА 'Температурный интервал деформации, °C
1100-1130
'5801
386
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава ХН62МБВЮ (ЭП709) Вид поставки Поковки-штанги и поковки шайбы—ТУ 14-1-2706-79.
Массовая доля элементов, %, по ТУ 14-1-2706-79
С Si Мп S р Сг Ni Мо Се W Nb А£ Zr Fe
<5 0,06 <50,40 <5 0,50 < 0,010 < 0,015 13,0-15,0 основа 4,50- 5,50 £ 0,010 4,00- 5,00 5,10-5,90 0,90- 1,40 0,005-0,015 5,50- 8,00
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Со.2, Н/мм2 о., Н/мм2 б, % у, % кси, Дж/см2 НВ 0, Н/мм2
не менее не менее
ТУ14-1-2706-79 (ОИ, ВД) Закалка 1100-1130°С, выдержка 2,5-5 ч, воздух Старение 700-750°С, выдержка 10-15 ч, воздух 0 180-3001 20 500 >635 >960 >22 >35 >78 780 100
Режим I Закалка 1100°С, выдержка 2,5 ч, воздух Старение 750°С, выдержка 15 ч, воздух -273 -196 -70 20 500 550 600 650 750 804 804 735 666-764 568-617 549-617 549-617 549-588 529-588 1372 1372 1127 1039-1127 853-980 833-931 833-931 813- 882 686-784 22 35 40 38- 48 40- 50 28- 50 20- 50 28- 45 8-12 20 25 42 40- 60 37- 60 32- 50 32- 50 го-46 10- 22 137-235 118-235 137-235 137-216 118-196 118-176 — —
Режим II Закалка 1100°С, выдержка 2,5 ч Старение 750°С, выдержка 15 ч, воздух Старение 650°С, выдержка 15 ч, воздух 20 500 600 700 813 666 666 627 1225 1000 1000 764 40 40 30 7 50 50 38 15 118 118 118 118 — —
Прутки кованые. Продольные образцы.
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
387
ХН62МБВЮ (ЭП 709) 1
Назначение. Высоконагруженные сварные изделия для турбостроения с рабочей температурой 750°С.
Предел выносливости, Н/мм2 Термообработка Пределы длительной прочности и ползучести, Н/мм2
0-1 Т-1 N t,°C t,°C °Г00 О100С ®3000 По,2/100
353-363 382-392 372 372 — 107 500 550 600 700 Прутки. Закалка 1100°С, выдержка 2,5 ч, воздух. Старение 750°С, выдержка 15 ч, воздух. 500 550 600 700 750 882-903 823 686 490 304 862 764 627 392 186 823 725 608 549-588
Образцы гладкие
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения По, 2, Н/мм2 Н/мм2 6, % V. % кси, Дж/смг Термообработка Среда t,°c Суммарная глубина коррозии, мм База испытаний, ч
t,°C г,ч
Исходное состояние Закалка 1100°С, выдержка 2,5 ч, воздух. Старение 750°С, выдержка 15 ч, воздух -
500 100 500 1000 706 735 735 1078 1078 1078 48 48 48 55 53 51 137 137 137
600 700 100 500 1000 100 500 1000 804 843 862 1078 1127 1254 35 35 35 50 50 50 118 118 118
784 784 804 1176 1176 1205 38 38 32 54 54 50 118 118 118
— Ковка Охлаждение поковок, изготовленных
Вид падУфабрИката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Плиток Готовка 1180-900 180-300 На воздухе
. Свариваемость Обрабатываемость резанием Деформируемость
пР°«ессеНйапкИОбраЗОВаНикз Трещин в Единений гт И Прн нагРеве сварных вводится е₽еД сваркой и после нее снятия в»аГреВ При 1о80-1100°С Следующим ^тренНих напряжений с охлаждением на воздухе.
388
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Прутки горячекатаные круглые н обточенные круглые —• ГОСТ 23705—79, ТУ 14-1—402-72, ТУ 14-1-223-72. Прутки пресс—изделий—ТУ 14-1—3583—83. Поковки-шайбы—ТУ 14—1—2406—78.
ХН62МВКЮ (ЭИ 867), ХН62МВКЮ-ВД (ЭИ867-ВД)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S р Сг Ni Мо Се W Со М В Fe
£0,10 £0,60 £0,30 £ 0,011 £ 0,015 8,SO- 10,50 основа 9,00- 11,50 £ 0,020 4,30-6,00 4,00-6,00 4,20-4,90 £0,02 £4,00
Механические свойства
нд Режим термообработки Сечение, мм t испы-тания, °C Кратковременные свойства Длительная прочность
Н/мм2 о., Н/мм2 6, % у, % кси, Дж/см2 НВ <7/ Н/мм2 V не мсн«_
не менее
ГОСТ 23705-79 Закалка 1220±10°С, выдержка 4-6 ч, воздух Старение 950±15°С, выдержка 8 ч, воздух От 35 до 55* От 20 до 432 20 900 — 570 6 9 — 285- 352 216 50
ГОСТ 23705-79 (ВД) Закалка 1220±10°С, выдержка 4-6 ч, воздух Старение 950±15°С, выдержка 8 ч, воздух От 13 до 32* От 45 до 55* От 20 до 402 20 900 — 570 8 12 — 285-352 216 50
ТУ 14-1-402-72 (ОИ) Закалка 1220±10<|С, выдержка 4 ч, воздух Старение 950±15°С, выдержка 8 ч, воздух 33-55* 20-402 900 — 568 6 9 — — 0,25 50
ТУ 14-1-223-72 (ВД) Закалка 1220±10°С, выдержка 4 ч, воздух Старение 950±15°С, выдержка 8 ч, воздух 20-45* 20-402 900 — 568 8 12 — —
ТУ 14-1-3583-83 (Ш) Закалка 1220±10°C, выдержка 4 ч, воздух Старение 950±15°С, выдержка 8 ч, воздух 110-130* 20 900 — 930 570 6 8 8 12 — —
ТУ 14-1-2406-78 (ОИ) Закалка 1220±10°С, выдержка 4 ч, воздух Старение 950±15°С, выдержка 8 ч, воздух 80-95* 20 750 900 — 960 6 1 8 — 285-363 686 220
дц Без термообработки Прутки (продоль ные образцы) 900 1000 1100 1150 1200 1250 — 686 304 70 60 45 30 4 19,5 87 65 73 20 6 36 72 66 58 26 66 90 260 290 200 300 —
Прутки горячекатаные. 2 Прутки обточенные.
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
389
ХН62МВКЮ (ЭИ 867), ХН62МВКЮ-ВД (ЭИ 867-ВД)
Назначение. Лопатки и диски турбин для работы при температурах до 900°С.
Предел выносливости, Н/мм2 Термообработка Пределы длительной прочности5 и ползучести, Н/мм2
0-1 Т-1 N t,°C t,”C 0100 01000 0(0000 ~ б ©0,2/100
304’ 206-2554 304-343’ 245-255* 328-353’ 245-274* 310-350’ 245-254* — 10’ 20 700 800 900 Закалка 1220±10°С, выдержка 4-6 ч, воздух. Старение 950±15°С, выдержка 8 ч, воздух 700 800 900 950 725-735 420-140 190-206 110-120 304 ПО 59 130-160 598-617 343-353 130-160
’Образцы гладкие. 'Образцы с надрезом, R=Q,75 мм. 5 При испытании на длительную прочность сплав в интервале температур 700-950°С не чувствителен к надрезу. 6 Предел ползучести при деформации 0,2% за 100 ч (по остаточной деформации).
Механические свойства при различных температурах Жаростойкость
t,°c °С,2> Н/мм2 0В, Н/мм2 8, % у, % кси, Дж/см2 Термообработка Среда t,°C Увеличение массы, г/(м2-ч) База испытаний, ч
20 700 800 850 900 950 1000 760-860 637-735 637-735 540-637 390-490 290-340 180-230 980-1220 940-980 882-930 705-833 570-735 390-490 245-343 8-24 6-12 3-8 3-7 8-20 10-20 12-20 11-28 12-28 7-15 7-12 12-28 18-25 20-30 15-50 40-80 50-70 50-70 50-70 60-80 70-90 Закалка 1220±10°С, выдержка 4-6 ч, воздух. Старение 950±15°С, выдержка 8 ч, воздух Воздух 900 1000 1100 0,0259 0,0251 0,186 100 100 100
Технологические характеристики
-— Ковка Охлаждение поковок, изготовленных
Вид Температурный интервал ковки, °C из слитков из за) 'ОТОВОК
Слиток бриката Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1190-1060 На воздухе
Готовка
Обрабатываемость резанием Деформируемость
с£обсВарИ8аеМь,й-05 сварки: РД. В термообработанном состоянии при 302 НВ и а, = 960 Н/мм2 Kv = 0,15 (твердый сплав), Kv = 0,08 (быстрорежущая сталь)
390
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава ХН65ВМТЮ (ЭИ 893) Вид поставки Горячекатаные и кованые прутки — ГОСТ 23705-79, ТУ 14-1-322-72(ВИ), ТУ 14-1-2481-78(ВД). Поковки-ТУ 108.02.005-76. Лопатки—ТУ 108.01.059-86, ТУ 108.02.061-82.
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Се W Ti де В Fe
5 0,05 5 0,60 5 0,50 5 0,012 5 0,015 15,0-17,0 основа 3,50- 4,50 5 0,025 8,SO-10,00 1,20- 1,60 1,20-1,60 ^0,10 53,00
Механические свойства
нд Режим термообработки Сечение, мм t испы-тания, °C Кратковременные свойства Длительная прочность
Со,2, Н/мм2 а., Н/мм2 б, % у, % KCU, Дж/см2 НВ О/ Н/мм2 т,ч
не менее не менее
ГОСТ 23705-79(ОИ) Закалка, П70°С,2ч, воздух Старение 800°С, 12 ч, воздух 0 34-55 0 20-32 0 60-125 □ 60-125 20 750 490 830 640 20 И 25 15 59
ГОСТ 23705-79(ВИ) Закалка, 1170°С,2ч, воздух Ступенчатый отпуск, 1000°С, 4 ч, охлаждение с печью до 900°С; 900°С, 8 ч, охлаждение с печью до 850°С; 850°С, 15 ч, воздух 20 750 490 830 640 20 11 22 15 59
ГОСТ 23705-79(ВД) Нагрев 1020°С, 1,5 ч, воздух Закалка 1160°С, 2 ч, воздух Отпуск 1000°С, 4 ч, воздух 900°С, 8 ч, воздух 820°С, 15 ч, воздух 20 750 490 830 640 20 20 22 20 59
ТУ 14-1-2481-78(ВД) Закалка Ю20°С, 1,5 ч Нагрев до 1160°С, 2 ч, воздух Отпуск 900°С, 8 ч, воздух 820°С, 15 ч, воздух и32-55 20 750 490 840 637 20 11 22 15 59
ТУ 14-1-322-72(ВИ)* Закалка 1170°С, 2 ч, воздух Ступенчатый отпуск 1000°С, 4 ч, охлаждение до900°С 900°С, 8 ч, охлаждение до 850°С 850°С, 15 ч, воздух Закалка 1170°С, 2 ч, воздух Отпуск 800°С, 12 ч, воздух 032-55 0 60-125 □ 60-125 20 750 490 840 637 20 11 25 15 59
1У 108.02. 027-79(ВИ) Закалка 1170°С, 2 ч, воздух Ступенчатый отпуск 1000°С, 4 ч, охлаждение до900°С 900°С, 8 ч, охлаждение до 850°С 850°С, 15 ч, воздух 32-55 20 750 490 840 637 20 11 25 15 59
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
391
ГХН65ВМ ПО (ЭИ 893) 1 Кратковременные свойства Длите прочь пьная 1 гость 1
нд Режим термообработки Сечение, мм t испытания, Со,2, Н/мм2 Св, Н/мм2 8, % У,% кси, Дж/см2 НВ о, Н/мм2 т,ч I
°C не менее не I менее 1
ТУ 108.01. 059-86(ВД) 11 Режим 1 I Назначет Закалка 1020°С, 1,5 ч Нагрев до 1160°С, 2 ч, воздух Отпуск 1000°С, 4 ч, воздух 900°С, 8 ч, воздух 82О°С, 15 ч, воздух зрмообработки выбирается з ше. Рабочие и направляющи! 1ВОДОМ-ПОСТ лопатки hj< 20 750 1ВЩИКОМ. репеж, ра 490-667 ютающие 833 637 зри темпе 20 20 затуред 22 20 з 800°С. 54 217-277 284 500
Малоцикловая выносливость
Условия испытания
Предел выносливости, Н/мм1, при!, °C
Тип образца
Гладкие
С надрезом
Цикл
симметричный
700
370
750
240
симметричный
10
260
Механические свойства при комнатной температуре
I Режим старения
t,°c т,ч
Исходное состояние
650 10000
750 20000
800 5000
800
200
100
Со.2, Н/мм2 о., Н/мм2 8, % кси, Дж/см2
480-550 790-960 21-40 50-75
660 1100 22-24 30
480 890 21 50
460-500 900- 940 17-31 35-70
__ Ковка
Ввд Н?^£Фа6РИкага L~Jhtok 1 — Температурный интервал ковки, °C 1180-950
kSLQTOBKa 1180-950
------- из слитков
Размер сечения, мм ~
'—•—-—Свариваемость
Сп^НкСВариваеМый-'ПОй>б«сварки:РД;РАДикт.
Максимальная температура цикла, °C _____________
750
800
Среда
Размах упруго-пластической деформации, Д е, %
1,0 0,8 0,65 0,7 0,64 0,58
Жаростойкость
Продукты сгорания природного газа:
О2 -16-18%, СО2 - 2-3%, Н,0 _ 4-6%, N2 - остальное-
Продукты сгорания природного газа: „
О2-16-18%, СО2-2-3%, и.л - 4-6%. N2 - остальное; собмазкой: 3% NaC€, 40% Na2SO« и другие окислы____________
Т^о^ыда^ия газотурбинного топлива:
О2 -15-17%, СО2 - 6-8 А SO2 - 0,05-0,10%, Н2О - 6 /о, Н,-остальное; с обмазкой: V2Os - 2,6 А №,504-21,7% и другиеокислы -Гс^да^У^к°РР°зии' 61.3. ------
определяется по
N
ЗхЮ3 6x1b3 1x10* IxlO3 ЗхЮ3 1x10*
t,°C
700
700
800
Суммарная глубина коррозии2, мм База 1 испытаний, 1 4 1
0,0072 1000
0,0134 5000
0,0219 iooo
0,0610 5000
6j232 1000
2,113 3000 ЭП *71 ГГ U
Технологические характеристики ' ленных ~
-------------Охлаждениепстсовокзтзгто-------------йз заготовь
Условия охлаждения
На воздухе
Размер сечения, мм
Условия охлаждения На воздухе
В термообработанном состоянии пр 285-293 НВ, о. = 940 Н/мм2 К» = 0,15 (твердый сплав), К..=0.07 (быстрорежущая сталь)--
Темпер: ггура криз Асз ических т Ari >чек, v 1 Агз 1
392
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Поковки—НД заводов-изготовителей.
ХН65КВЮТБ (ЦЖ24)
Массовая доля элементов, %
С Сг Мо Со Ti А€ Nb W №
0,11-0,13 14,5-15,0 4,00-4,10 5,50-5,80 1,10-1,50 1,90-2,30 0,40-0,70 4,50-5,30 основа
Механические свойства
ВД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
°0,2, Н/мм2 с., Н/мм2 8, % у, % кси, Дж/см2 НВ Н/мм2 V
не менее не менее
дц (про-мыш-ленная партия) Закалка 1150°С, 3 ч, масло; отпуск 800°С, 20 ч, воздух 0 38-105 20 760 1220 30 38 100 285 — —
Назначение. Крупногабаритные лопатки энергетических газовых турбин.
Условия испытания Предел выносливости, Н/мм2, при t, °C Малоцикловая выносливость
Тип образца Цикл N 20 570 750 Максимальная температура цикла, °C Размах упругопластической деформации Де, % N
Гладкие симметричный 108 300 — 395 750 1,1 0.8 1x10’ ЗхЮ1 _lxl0L 1x10’ Зх10! 1х104
Гладкие асимметричный (о„.= 150 Н/мм2) 108 — 305 345 0,6
800 0.7
С надрезом асимметричный = 150 Н/мм2) 108 — — 190 0,65 0,6
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения <Т0,2, Н/мм2 Съ, Н/мм2 8, % кси, Дж/см2 Среда t,°C Суммарная глубина коррозии1, мм База испытаний,
t,°c т,ч
исходное состояние 790 1200 30 70 Продукты сгорания природного газа: О2 - 8-10%, СО2 - 4-6%, , Н2О - 6,0%, N2 - остальное 750 0,0177 0,0230 5000 10000
550 600 650 700 750 800 14000 14000 14000 14000 14000 14000 804 859 832 764 636 541 1155 1145 1194 1186 1117 1051 34,0 29,0 29,0 28,0 26,0 25,5 50 45 48 40 40
800 0,037 0,054 5000 10000
1 Суммарная глубина коррозии, определяемая по ГОС1 Ы30 ' 6.1.3. —
Свариваемость Д< формируемой^__— по куюшийся винтер^' 50-1200°С, обладает 10 логичность» при держиваетболыпие под прессом и молоту
Трудно свариваемый. Способы сварки: РД, РАД и КТ. В закаленном и отпущенном состоянии при 285 НВ и 1220 Н/мм2 К, = 0,08 (твердый сплав), К, = 0,04 (быстрорежущая сталь) Сплав, Хорог температур S высокой тех1 прокатке, вы деформации
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
393
Марка сплава Вид поставки 1
ХН65КМВ1ОБ-ВД (ЭП80О-ВД) Прессизделия — ТУ 14-1-4834-90. |
Се
В
Fe
Ni
Nb
Со
At
Мо
Сг
Мп
С
Si
Массовая доля элементов, %, по Р
S
W
£0,05
£0,40
£0,50
0,010
0,015
4,00-
6,00
12,0-
13,5
5,00-6,00
4,20-
4,90
1,50-
2,00
8,SO-
10,50
основа
£3,00
По По
рас- рас-
чету чету
0,01 0,02
Механические свойства
Кратковременные свойства Длительная 1 прочность I
ВД Режим термообработки Сечение, мм t ИСПЫ- • тания, •год, Н/мм1 о., Н/мм2 8, % V, % кси, Дж/см1 НВ о» т,ч
°C не менее Н/мм1 не I менее 1
ТУ14-1-4834-90 Закалка 1150-1180°С, 5 ч, воздух Нагрев 1050°С, 2 ч, воздух Нагрев 1000°С, 2 ч, воздух Отпуск 900°С, 2 ч, воздух Отпуск 850°С, 2 ч, воздух 60-125 20 800 800 635 588 1080 810 14 8 15 12 29 — 392 100 I
Назначение. Штампованные лопатки высокотемпературных газовых
Условия испытания
Предел вьшосливости, Н/мм2, при t, °C
Малоцикловая выносливость
Тип образца
Гладкие
Гладкие
Цикл
N
20
450
800
Максимальная температура цикла, °C
симметричный асимметричный (Сст.= 150 Н/мм2) асимметричный
= 1 ял
10“
108
255
270
350
305
800
Размах упругопластической деформации __________Де, %__________ 0,82
0,75
N
1x10s
5x10s
0,6
1x10
С надрезом
206
10'
Механические свойства при комнатной температуре после длительного старения Жаростойкость 1
Режим старения °0,2, Н/мм1 с., Н/мм1 6, % кси, Дж/см1 Среда t,°c Суммарная глубина коррозии1, мм База 1 испытаний, I 4 1
t,°C %ч
Исходное состояние 750 1250 25 45 Продукты сгорания природного газа: О2 - 8-10%, СО2 - 4-6%, H2O-6%,SO2-0,l%, N2-остальное 800 0,017 0,030 1000 I 5000 1
700 750 800 10000 10000 10000 820-870 790-840 770-790 1310-1320 1270-1280 ИЮ-1190 10,5- 11,5 9,5- 10,5 6,7-8,0 160-180 110-120 ПО-ШО
850 0,019 0,040 1000 5000
Продукты сгорания природного газа: О2 - 8-10%, СО2 - 4-6%, Н2О-6%, N2 - остальное 800 0,002 0,006 1000 5000
850 0,008 0,019 1000 1 5000
1 Суммарная глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.5 и 1 6.1.3. |
Технологические характеристики
Рациональные температурные интервалы операций обработки давлением, °C 1
Состояние . Осадка Ковка под МОЛОТОМ Прокатка Прессование Штамповка 1
пресс МОЛОТ
Литое 1050-1200 1100-1200 1100-1200 1000-1130 1190-1200 1
Деформированное 1000-1230 1050-1200 1050-1200 1000-1200 1050-1200 1130-1200 1
Деформируемость
Выплавка
Обрабатываемость резанием
>сть
Трудно свариваемый.
Способы сварки: РД, РАД и КТ.
После закалки и старения при
а, = 1080 Н/мм2
Kv = 0,14 (твердый сплав),
Kv = 0,07 (быстрорежущая сталь)
ВД-переплав электродов открытой индукционной выплавки
Нагрев заготовок под прессование 1120-1140°С, скорость прессования 800 мм/с, усилие прессования 550-650 Н/мм1-
394
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Прессизделия—ТУ 14-1-4026-85.
ХН65КВМЮТБ-ВД /ЭК 78-ВД)
Массовая доля элементов, %, по 1У 14—1—4026—
С Si Мп S Р Fe Сг Ni Со W Мо Ас Т1 Nb в Ht Y La
< 0,05 < 0,40 < 0,50 < 0,010 < 0,015 £ 3,00 14,5- 16,0 основа 5,0-6,0 4,5- 6,0 3,5- 5,0 1,5- 2,3 1,50- 2,30 1,5-2,0 По расчету 0,01 По расчету 0,04 По расчету 0,05 По расчету 0,02
Механические свойства
ВД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
00.2, Н/мм2 Н/мм2 S, % V, % кси, Дж/см2 НВ С, Н/мм2 V не менее
не менее
ТУ14-1-4026-85 Закалка 1170°С, 3 ч, охлаждение с печью в течение 1-2 ч до 1000°С, воздух. Нагрев 1000°С, 2 ч, воздух. Отпуск 800°С. 20 ч. воздух. 70-125 20 750 685 588 ИЗО 880 20 15 20 20 49 — 441 100
Назначение. Штампованные и кованые лопатки высокотемпературных газовых турбин. —
Условия испытания Предел вьшосливости, Н/мм2. ттои t. °C Малоцикловая выносливость
Тип образца Цикл N 20 580 750 Максимальная температура цикла, “С Размах упругопластической деформации As, % N
Гладкие Гладкие Гладкие симметричный асимметричный (cv. = 300 Н/мм2) асимметричный (Сет. = 150 Н/мм2) 108 108 108 350 290 235 1 । g 650 0,90 0,68 0,6 0,5 1х105 5x10’ 1x10’ 2хЮ4__
Механические свойства при комнатной температуре после длительного старения Жаростойкость База шытаний, —Л——-
Режим старения Со,2, Н/мм2 с.. Н/мм2 8, % кси, Дж/см2 Среда t,°c Суммарная глубина коррозии1, мм И(
t,°c 1,4
Без старения 760 1220 31 100 Продукты сгорания природного газа: О2 -16-18%, СО2 - 2-3%, Н2О - 4-6%, N2 - остальное 700
550 600 650 700 750 800 30000 30000 30000 30000 30000 30000 880 880 840 760 620 460 1280 1200 1190 1240 1160 970 20 31 27 24 26 23 70 40 50 50 40 40 0,0064 0,0127 ’6 5000 1000 5000 130-71 п. W X
Продукты сгорания природного газа: О2 -16-18%, СО2 - 2-3%, Н2О - 4-6%, N2 - остальное; с обмазкой: NaCt - 3,0%, Na2SO4 - 40% и другие окислы ‘ Суммарная глубина коррозш 6.1.3. 700 1 опреде 0,011 0,040 ляется по ГОС!
Рациональные температурные интервалы операций обиаботки давлением, °C . _
Состояние Осадка Ковка под молотом Прокатка Штамп®1®
пресс молот прессе] займе 12ОСГ~~1
Литое 1050-1200 1100-1200 1100-1200 1000-1130 1190- ^цзоДДЙ»»-
Деформированное 1000-1230 1050-1200 1050-1200 1000-1200 1050-1200 __
Свариваемость Обрабатываемость резанием Выплавка Дефор№ фуеМ0<Я”-«——
Трудно свариваемый. Способы сварки: РД, РАД и КТ. В состоянии закалки н старения при с, = 1130 Н/мм2 Kv=0,14 (твердый сплав), Kv = 0,07 (быстрорежущая сталь) ВД - переплав электродов открытой индукционной Температура нагрева дат® металла'под прессов анн оВ1(у деформированного под ппам" 1180-1050°С >
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
395 .
Марка сплава Вцд поставки I
ХН67МВТЮ (ЭП202.ЭИ445Р) Прутки горячекатаные и кованые — ГОСТ 23705-79. Прокат листовой—ГОСТ 24982-81. 1
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S р Сг Ni Мо Fe W Ti At В Се |
$0,08 $0,60 <0,50 $ 0,010 $ 0,015 17,0-20,0 основа 4,00- 5,00 $4,00 4,00- 5,00 2,20-2,80 1,00-1,50 $0,01 $0,01 I
Механические свойства
ад Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная 1 прочность |
<Г0.2, Н/мм2 О„ Н/мм2 8, % у, % Кси, Дж/см1 НВ Н/мм2 т>4 I
не менее не I менее 1
гост 23705-79 Закалка, 1100-1150°С, 5 ч, воздух Старение 800-850’С, 10 ч, воздух 015-55 0 60-100 □ 60-180 20 550 930 (вакуу! 16 ино-дуг 18 эвой пер 34 еплав) 241-341 '— — 1
ГОСТ 24982-81 Закалка, 1140-1160°С воздух или вода Отпуск, 850°С, 5 ч, воздух Лист £4,0 20 550 930 18 18 40 — — .— I
Закалка 1070-1090°С, воздух или вода Отпуск 850“С, 5 ч, воздух Лист до 3,9 20 — 930 15 — — — — — 1
Назначение, Диски, корпусы, рабочие и сопловые лопатки газовых турбин со сроком службы до 25000 ч, работающие кратковременно прл температурах до 850% и длительно до 800%:.
Сплав жаропрочный.
Условия испытания Предел выносливости, о_ь Н/мм2, при t, °C Малоцикловая выносливость 1
Тип образца Цикл N 700 750 800 850 Максимальная температура цикла, °C Размах упруго-пластической деформации А с, % N I
Гладкие симметричный 107 300-320 320-340 310-330 280-300
Механические свойства при комнатной температуре после длительного стапения Жаростойкость 1
Режим старения Сод, Н/мм2 Н/мм2 8, % кси, Дж/см’ Среда t,°C Глубина коррозии, мм База | испытаний, 1 4 1
t,’C L %4
Исходное .„состояние — — — 50
700 770 850 1000 1000 1000 — — — 20 17 17
Технологические характеристики
Охлаждение поковок, изготовленных.
Ковка
Вид полуфабриката Слиток________
Заготовка
Температурный интервал ковки, °C 1180-950
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Свариваемость Обрабатываемость резанием Деформируемость |
Трудно свариваемый. Способы сварки: РД, РАД и КТ. Необходимы предварительный подогрев и последующая термообработка. После закалки н старения при 320 НВ и с,=950 Н/мм2 Kv=0,1 (твердый сплав), Kv=0,08 (быстрорежущая сталь) Максимальная степень деформации 1 50%, минимальная - 12%. Степень 1 деформации при холодной штамповке ие более 50%
396
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки
ХН70Ю (ЭИ 652) Лист тонкий—ГОСТ 24982-81.
Массовая доля элементов, %, по ГОСТ 5632-72
точек, °C
Аг,
Ni
Асз
Aij
Aci
Мп
Si
основа
0,30
0,80
С £ 0,10
р £ 0,015
S £ 0,012
АО 2,80-3,50
Fe £ 1,00
Се £ 0,03
Си £ 0,07
Сг 26,0-29,0
Ва £ 0,10
Механические свойства
НД Режим термообработки Сечение, ММ СО,2, Н/мм2 Ов, Н/мм2 8, % V, % кси, Дж/см2 t испытания, °C НВ
Операция t,°C Охлаждающая среда
не менее
гост 24982- 81 Лист холоднокатаный До 3,9 — £980 £100 30 25 — — 20 900 —
Закалка НО мин! 1100-1150 Вода, водяной душ Или воздух
ДЦ Лист горячекатаный >4,0 — £750 £150 30 20 — 292 109 20 900
Закалка (10 мин) 1200 Воздух
Назначение. Камеры сгорания, узлы деталей печей и другого оборудования, длительно работающего при температурах до 1200 С.
Сплав немагнитен.
Сплав выплавляется в открытых дуговых или индукционных электропечах. __________
Термическая стойкость сплава после закалки с 1200°С, 10 мин, воздух при продолжительности цикла 1 мин составляет для температуры испытаний 800 - 20 и 1200 - 20°С соответственно 87 и 26 циклов,__________________.__________ _____——-
Длительная прочность, Н/мм2 ' —-—
t,°C Длительность испытания, ч Термообработка
100 1000 10000
800 900 1000 1050 1100 1150 1200 85 40 19 14 9 7 5 50 18 8 5,5 4 3 2.2 29 8 3,4 2,1 1,8 1,4 0.9 Нагрев до 1200°С, воздух
Коэффициент чувствительности к надрезу за 104 ч Жаростойкость
Среда t,°C Увеличение массы _ Выдержка,4
г/м2 г/(м2-ч)
Чувствительность к охрупчиванию при старении Воздух 1150 4,1 28,3 30,8 38,3 48,2 64,1 66,1 0,04 0,028 0,015 0,01 0,008 0,008 0,007 100 1000 2000 4000 6000 8000 _10000_^.
Время, ч t,°C KCU, Дж/см2
Исходное состояние
1200 20,1 31,0 56,8 бО.'З 0,21 0,04 0,028 0,02 100 800 2000 3000 „
Вид полуфабриката Температурный интервал деформации, °C Охлаждение поков из слитков ок, изготовленных иззаготот ОК Ловия«даждая^
Размер сечения, мм Условия охлаждения Размер сечения, мм Ус
Слиток Заготовка 1180-900 На воздухе
Свариваемость Обрабатываемость резанием ФлокеночувсгеитеаНУ^^^
В тонких сечениях может проводиться всеми видами сварки. При малых скоростях резания удовлетворительная Склонность к отпускнуйдк*
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
397
Маркасплава Вид поставки Поковки-штанги — ТУ 14-1-3661-83.
ХН70БДТ (ЭК 59)
Массовая доля элементов, %, по ТУ 14-1-3661-83 Температура критических точек, "С
С Si Мп S Р Сг Fe Ni Nb Си Ti АО Aci Асз Аг, Агз
0,08-0,12 ОДО < 0,80 < 0,020 2 0,020 16,0- 18,0 8,0- 10,0 основа 2,00- 3,00 0,50-0,80 0,40-0,60 2 0,40
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ Сю, 2, Н/мм2 О., Н/мм2 S,% V> % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ14-1-3661-83 Закалка 1050+10 Воздух 0 20-25 280 680 22,0 55,5 15,0
Назначение. Высокотемпературные элементы оборудования АЭУ с водяным теплоносителем.
Жаростойкость Коэффициент чувствительности к надрезу за 104 ч
Среда t,°C Скорость коррозии, мм/год База испытаний, ч
Перегретый пар 650 0,010 1000 Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние
Коррозионная стойкость
Вид коррозии Среда t,“C Длительность, ч Балл стойкости
Общая Вода, содержащая 13г/кг Н3ВО3 и 0,02г/кг КОН, pH - 6,35 До 350 3000 1
Вода, содержащая до 100 мг/кг СЕ и до 6 мг/кг Ог До 350 3000 1
Очечная Вода, содержащая 13г/кг Н3ВО3 н 0,02г/кг КОН, pH - 6,35 До 350 3000 Питтингов нет
Вода, содержащая до 100 мг/кг Ct и до 6 мг/кг Ог До 350 3000
25% NaCt + 0,5% К2Сг2О7 200 500
КоРРозионное До 350 3000 Трещин нет
Р^рескивание Вода, содержащая до 100 мг/кг Ct и до 6 мг/кг О,
25% КОН 300 750 -— ———
^Фисталлитная Не проявляет склонности к МКК при испытаниях по методам AM, АМУ ГОСТ 6032 89 _
Технологические характеристики Параметры ковки, °C Свариваемость 1160-950 Ограниченно свариваемый Способы сварки: РД, РАД и к г. Обрабатываемость резанием В состоянии закалки при о. = 680 Н/мм Kv = 0,74 (твердый сплав), Kv = 0,42 (быстрорежущая сталь)
398
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Горячекатаные и кованые прутки—ТУ 14-1—1358-74.
ХН70ВМЮТ (ЭИ 76S)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Fe W Ti At В
0,io-о.16 £0,60 £0,50 £0,012 £0,015 14,0- 16,0 основа 3,00- 5,00 £3,00 4,00- 6,00 1,00- 1,40 1,70- 2,20 £0,01
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
®0,2, Н/мм2 с», Н/мм2 8, % % % KCU, Дж/см2 НВ а, Н/мм2 т,ч
не менее
не менее
ТУ 14-1-1358-74 Закалка, 1150°С, 3 ч, масло Отпуск 800°С, 20 ч, воздух 32-55 20 700 588 980 735 20 12 25 13 59 59 — 490 75
Назначение. Лопатки стационарных газовых турбин, работающие при температуре до 800-850°С, крепежные детали, работающие при температуре до б50-750°С.
Условия испытания
Предел выносливости, Н/мм2, при t, °C
Тип образца
Цикл
N
700
750
Гладкие
С надрезом
симметричный симметричный
То7' 107
400
250
380
250
Механические свойства при комнатной температуре
после длительного старения
Режим старения °0,2, Н/мм2 с», Н/мм2 8, % кси, Дж/см2
t,°C т, ч
Исходное состояние 670-720 1090-1150 24-32 80-95
600 8000 860-880 1280-1300 20-23 43-58
700 20000 710 1170 17 18
750 20000 590 1060 20 35
800 8000 610-690 1100- 1150 28-35 40-50
Воздух
СОа-4,0%, НгО-1,5%, SCh -0,01%, воздух-остальное
Ковка
Вид полуфабриката Температурный интервал ковки, °C Размер сечения
Слиток 1180-900
Заготовка
из слитков
Свариваемость
I, мм
Трудно свариваемый.
Способы сварки: РД, РАД и КТ. Для снятия сварочных напряжений рекомендуется последующая термообработка
Малоцикловая выносливость
800
320
210
Максимальная температура цикла,
Жаростойкость
Размах упруго-пластической деформации, А в, %
Среда
t,°C
750
750
Технологические характеристики
Глубина коррозии, мм
0,0003
0,0004
База испытаний, ч
1000
1000
Охлаждение поковок, изготовленных_________________—
из заготовок______
Условия охлаждения
Обрабатываемость резанием
В состоянии закалки и старения при с.=970 Н/мм2
Kv = 0,2 (твердый сплав),
Kv = 0,1 (быстрорежущая сталь)
Размер сечения, мм
о/1
точек, L
Aci Ас3
All
Агз
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
399
Марка сплава Вид поставки 1
ХН70ВМТЮ (ЭИ 617) Прутки горячекатаные—ГОСТ 23705-79. 1
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S р Сг Ni Мо V W Ti Fe В At Се I
£0,12 £0,60 £0,50 £ 0,010 £ 0,015 13,0- 16,0 основа 2,00- 4,00 0,io-о.50 5,00- 7,00 1,80- 2,30 <5,00 £ 0,020 1,70- 2,30 £ I 0,020 J
Механические свойства
нд
ГОСТ 23705-79
Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная 1 прочность 1
°0.2, Н/мм2 Н/мм2 8, % у, % кси, Дж/см2 НВ о, Н/мм2 т, ч 1
не менее не 1 менее |
Закалка, 1190°С,2ч, воздух Закалка, 1050°С, 4 ч, воздух Отпуск 800°С, 16 ч, воздух 20-55* 20 800 850 — 670 3 1 00 1 — 299-341 196 40 1
20-5 52 20 800 850 1 III 690 7 10 11 1 1 299-341 196 60 1
Тбпфытая индукционная выплавка (ОИ).
* Вакуумно-индукционная выплавка (ВИ).
Назначение. Лопатки и роторы, диски газовых турбин, рассчитанные на работу при температурах до 800-850°С.
Условия испытания
Предел выносливости, Н/мм2, при t, °C
Малоцикловая выносливость
Тип образца
Цикл
N
20
700
800
850
900
Размах упруго-пластической деформации, Д е, %
N
Гладкие
симметричный
107
240-370
С надрезом
симметричный
10'
250
370-390
280-300
360-390
290-зго
Механические свойства при комнатной температуре __________после длительного старения
Режим старения Со,г, Н/мм2 с„, Н/мм2 8, % кси, Дж/см2
СС 1 ?,ч
Исходное состояние 700-780 1070-1140 14-20 15-30
700 5000 640 1270 15 30
770 5000 570 1060 18 40
850 5000 460 950 23 50
С02-4,0-6,0%, Н2О-1,0-2,0%, S02 - 0,02-0,05%, воздух - остальное
Вид полуфабриката Слиток_________
Заготовка
Ковка
Температурный интервал ковки, °C 1170-950
300
250-280
190
Максимальная температура цикла, °C
Жаростойкость
из слитков
Размер сечения, мм
Среда
t,°C Глубина коррозии, мм База испытаний, 1 ч 1
800 0,009 10000 I
850 0,013 10000
900 0,022 10000 1
950 0,033 10000
1000 0,049 10000 1
Охлаждение поковок, изготовленных из заготовок
Условия охлаждения
Размер сечения, мм
Свариваемость Обрабатываемость резанием Температура критических thupi? or* 1
Ограниченно свариваемый. Способы сварки: РД, РАД и КТ. После аустенизации и старения при 302 НВ и <г»= 1000 Н/мм2 Kv = 0,13 (твердый сплав), Kv = 0,08 (быстрорежущая сталь) Ac] Ас3 Aft А^ |
400
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Прутки горячекатаные и обточенные круглые — ГОСТ 23705-79, ТУ 14-1-223-72, ТУ 14-1-402-72.
ХН70ВМТЮФ (ЭИ 826), ХН70ВМТЮФ-ВД (ЭИ826-ВД)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Се W Ti At В V Fe
50,12 50,60 5 0,50 5 0,009 5 0,015 13,0- 16,0 основа 2,50-4,00 5 0,020 5,00- 7,00 1,70- 2,20 2,40- 2,90 £ 0,015 0,20- 1,00 <5,00
Механические свойства
вд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
°0,2> Н/мм2 с», Н/мм2 8, % у, % кси, Дж/см2 НВ б, Н/мм2 тл
не менее не менее
гост 23705-79 (ОИ) Закалка 12Ю±Ю0С, выдержка 2 ч, воздух Закалка 1050±10°С, выдержка 4 ч, воздух Старение 800±10°С, выдержка 16 ч, воздух От 20 до 55* От 20 до 432 20 850 — 590 6 9 — 299- 341 265 50
ГОСТ 23705-79 (ВД) Закалка 1210±10°С, выдержка 2 ч, воздух Закалка 1050±10°С, выдержка 4 ч, воздух Старение 800±10°С, выдержка 16 ч, воздух От 20 до 42* От 20 до 402 20 850 — 590 8 12 — 299— 341 265 50
ТУ 14— 1-223-72 (ВД) Закалка 12Ю±Ю“С, выдержка 2 ч, воздух Закалка 1050±10°С, выдержка 4 ч, воздух Старение 800±10оС, выдержка 16 ч, воздух 20-45* 20-402 850 — 588 8 12 — — — —
ТУ14-1-223-72 (ВИ) Закалка 1210±Ю°С, выдержка 2 ч, воздух ’ Закалка Ю50±Ю°С, выдержка 4 ч, воздух Старение 800±10°С, выдержка 16 ч, воздух 20-45* 20-402 850 — 637 12 18 '— — — —
ТУ 14-1-402-72 (ОИ) Закалка 1210±10°С, выдержка 2 ч, воздух Закалка 1050±10“С, выдержка 4 ч, воздух Старение 800±10°С, выдержка 16 ч, воздух 20-25* 20-402 850 — 588 6 9 —— — —
ДЦ Закалка 1080°С, выдержка 6 ч, воздух Старение 1000°С, выдержка 4 ч, охлаждение с печью до 900°С, 8 ч, воздух Старение 850°С, выдержка 15 ч, воздух 20-42 20 650 700 750 800 850 578-627 500 510— 588 530 . 510-559 480 ЮЗО-1117 930 930-ЮЗО 843 715-794 598 15- 22 22 15- 23 20 12- 17 13 16-25 28 13-27 25 12-25 23 30-40 30 269- 341 265 50*
* Прутки горячекатаные. 2 Прупсн обточенные. 3 50 ч при вакуумно-дуговом переплаве, 75 ч при выплавке в вакуумных индукционных печах.
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
401
ХН70ВМТЮФ (ЭИ 826), ХН70ВМТЮФ-ВД (ЭИ 826-ВД) |
Назначение. Лопатки газовых турбин с ограниченным сроком службы при температурах до 900°С и длительным при температурах до 800°С. Сплав выплавляется в открытых и вакуумных электропечах и методом вакуумно-дугового переплава.
Предел вьшосливости, Н/мм2 Термообработка Пределы длительной прочности и ползучести, Н/мм2
0-1 Т-1 N t,“C t,°C С|00 Сцхю <510000 Термообработка
3724 235s — 107 20 Закалка 1210±10°С, выдержка 2 ч, воздух. Закалка 1050±10°С, выдержка 4 ч, воздух. Старение 800±10°С, выдержка 16 ч, воздух 650 700 750 800 850 900 568 343 235 150 540 440 343 225 145 430 353 255 165 95 Закалка 1210±10оС, выдержка 2 ч, воздух. Закалка 1050±10°С, выдержка 4 ч, воздух. Старение 800±10сС, выдержка 16 ч, воздух
3534 274s — 700
3434 265s — 800
304" _ 190s —• 900 С °C б Салл.'Л _ "3 Термообработка
700 750 800 850 216 140 490 274 196 397 Закалка 1080°С, 1 выдержка 6 ч, 1 воздух. I Старение 1000°С, 1 выдержка 4 ч, 1 охлаждение с печыо 1 до900°С,8ч, воздух. 1 Старение 850°С, 1 выдержка 15 ч, 1 воздух |
4174 _J44S — 107 20 Закалка 1080°С, выдержка 6 ч, воздух. Старение 1000°С, выдержка 4 ч, охлаждение с печью до 900°С, 8 ч, воздух. Старение 850°С, выдержка 15 ч, воздух
3404 115s — 700
328’ 112s ~— 800
Образцы гладкие. Образцы с надрезом, R=0.75 мм. 6 Предел ползучести при деформации 0,2% за 100, 1000, 10000 ч 1 (по общей деформации). 1
Механические свойства при различных температурах
Жаростойкость
t,°c °0.2, с., Sic, V» кси,
Н/мм1 Н/мм2 % % Дж/см2
20 706 1030 10 12 20
550 666 930 25 28
600 637 902 25 28 30
700 608 882 12 15 35
800 568 784 8 11 35
850 510 666 12 15
900 412 549 15 20 45
950 304 412 17 28 65
1000 ]_ 110 157 45 50 75
Ковка
Д^иток Температурный ^интервал ковки, °C
^Еиодка ~— 1170-1060
^вариваемосп.
Т’’УЧНо<:ВаРИваемый.
Термообработка
Закалка 1210±Ю”С, выдержка 2 ч, воздух.
Закалка 1050±10°С, выдержка 4 ч, воздух.
Старение 800±10°С, выдержка 16 ч, воздух
Среда t,’C Суммарная глубина коррозии, мм База испытаний ч
Воздух и смесь 800 0,007 10000
газов: 02-17-20%, 850 0,017 10000
N2-74-78%, 900 0,041 10000
COj-4-6%, HiO-1-2%, 950 0,092 10000
SOj-0,02-0,05% 1000 0,145 10000
В условиях контакта с окислами железа сплав склонен к язвообразованию, для предохранения применяют алитирование или хромоалитирование.
Технологические характеристики Охлаждение поковок, изготовленных___________________________
из заготовок
из слитков
Размер сечения, мм
Условия охлаждения
На воздухе
Обрабатываемость резанием
Размер сечения, мм
20-40
Условия охлаждения
На воздухе
Температура критических точек, °C
При малых скоростях резания удовлетворительная
Aci Ас3 Ап Агз 1
402
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Поковки, штамповки дисков—НД заводов-изготовителей.
ХН73МБТЮ (ЭИ 698)
Массовая доля элементов, %
С Si Мп S Р Сг Ni Ti АС Мо Nb Fe
2 0,08 2 0,60 2 0,40 2 0,007 2 0,015 13,0-16,0 основа 2,35-2,75 1,30-1,70 2,80-3,20 1,80- 2,20 22,00
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Со,2, Н/мм2 о», Н/мм2 8, % у, % кси, Дж/см2 НВ О, Н/мм2 т,ч
не менее не менее
ДЦ Закалка, 1120°С, 8 ч, воздух ( Отпуск 1000°С, 4 ч, воздух 750-775°С, 16-25 ч, воздух 0 80-100 20 705 1150 16 18 39 286- 340 — —
750 — — — — — — 390 360 50 100
Назначение. Диски, лопатки газовых турбин с рабочей температурой до 750°С.
Условия испытания Предел выносливости, Н/мм2, при t, °C Малоцикловая выносливость
Тип образца Цикл N 650 750 Максимальная температура цикла, °C Размах упруго-пластической деформации, Д е, % N
Гладкие С надрезом симметричный симметричный 10’ ' ю7 340-350 290 360-380 340
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения С0.2, Н/мм2 с», Н/мм2 8, % кси, Дж/см2 Среда t,°C Глубина коррозии, мм База испытаний, ч __
t,°C т, ч
Исходное состояние 810 1220 15 43 ческие характеристики
650 700 750 10000 10000 10000 800 690 580 1220 1180 1110 14 20 27 33 34 56
Тангенциальные образцы из диска. Технологи
Свариваемость Обрабатыва емость резанием Деформируемость __
горячем Сс ния иен»®6
Трудно свариваемый. Способы сварки: РД, РАД и КТ. В состоянии закалки и старения при 286-340 НВ и о. ь 1150 Н/мм2 Kv = 0,18 (твердый сплав) Хорошо деформируется в< состоянии при 1100—1180' окончанием деформирова 1000°С
СПЛАВЫ НА НИКЕЛЕВОИ ОСНОВЕ
403
Марка сплава Вид поставки Прутки, поковки — НД заводов-изготовителей.
ХН75ВМЮ (ЭИ 827)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо V W А€ Fe В Се
50,12 £0,40 <0,40 5 0,010 5 0,015 9,00- 11,00 основа 5,00- 6,50 £0,70 4,50- 5,50 4,00- 4,60 £5,00 0,01— 0,02 £ 0,010
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
СО,2, Н/мм2 с., Н/мм2 н 8, % е менее у, % кси, Дж/см2 НВ с, Н/мм2 т, ч не менее
дц Закалка 1200°С, 6-8 ч, воздух Старение 900-950°С, 8 ч, ВОЗДУХ 0 32-55 20 850 850 850 — 588 6 1 о 1 1 — 255-321 270 250 50 65
Назначение. Лопатки газовых турбин, работающие при температуре 750-800°С со сроком службы до 25000 ч.
Условия испытания Предел выносливости, Н/мм2. пои t. °C Малоцикловая выносливость
Тип образца Цикл N 700 800 Максимальная температура цикла, °C Размах упруго-пластической деформации, А е, % N
Гладкие _СнаДрезом симметричный симметричный 108 108 320-340 240 240
Механические свойства при комнатной температуре Жаростойкость
Режим с t,°C тарения т.ч Со,2, Н/мм2 с,, Н/мм2 8, % кси, Дж/см2 Среда t,°C 1 луоина коррозии, мм ьаза испытаний, ч
Исходное ——Состояние 580-690 950- 1180 13-21 25-40 Продукты сгорания природного газа: О2-17-20%, СО2-6%, HjO-1-2%, 802 - 0,02-0,05%, Nj - остальное 800 850 0,001 0,002 10000 10000
700 750 800 850 _900 10000 10000 5000 5000 5000 640 590 550-660 520-540 930 950 870-1170 980-1040 ООО 7 11 11-19 17-36 20 40 31-45 75-100 81
~ Технологические характеристики
— к Вид -Полуфабриката .Слиток -Заготовка овка Температурный интервал ковки, °C 1180-1040 из< Размер сечения, мм щитков Условия охлаждения На воздухе из за! Размер сечения, мм ’ОТОВОК Условия охлаждения На воздухе
Свар 11oU~1V4U иваемость Обрабатываемость резанием Температура криз ических точек, °C
^РУДно свариваемый. "особы сварки: РД, рад и КТ. В термообработанном состоянии при 278-285 НВ ис,= ШОН/мм2 Kv = 0,10 (твердый сплав), Kv = 0,05 (быстрорежущая сталь) Aci Ас3 Ari Аг3
404
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки атаные и кованые — ГОСТ 23705-79. Прокат листовой — ГОСТ 24982-81. Поковки—ТУ рубки капиллярные — ГОСТ 14162-79.
ХН77ТЮР Прутки горячек (ЭИ 437Б) 14-1-2918-80. Tj
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Fe В Се Ti А£ РЬ
<0,07 <0,60 <0,40 < 0,007 <0,015 19,0-22,0 основа 2 40- <1,00 <0,010 <0,02 2’80 0,60- 1,00 <0,01
Механические свойства
вд t испы-тания, °C Кратковременные свойства прочность
Режим термообработки Сечение, мм
Со,2, Н/мм2 СГ», Н/мм2 5, % v,% кси, Дж/см2 НВ и, Н/мм2 цч
не менее не менее
гост 14162- 79 Термообработанные 0 0,3-5,0 s 0,1-1,6 20 —- 784 20 — — — — —
ГОСТ 23705-79 Закалка 1080°С, 8 ч, воздух Старение 700°С, 16 ч, воздух и 10-55 20 700 700 740 15 20 — 255-321 451 40
ГОСТ 24982- 81 Закалка 1080-11204}, воздух или вода Старение 750°С, 5 ч, воздух £3,9 20 750 — 930 590 20 8 — — — — 30
ТУ 14-1-2918-80 Закалка 1080°С, 8 ч, воздух Старение 750-790°С, 16 ч, воздух 0 140-550 □ 140-550 120-800 (300 х 300) 20 650 665 980 13 16 29 255— 321 640
Назначение. Рабочие лопатки и диски газовых турбин, работающие при температуре до 750°С.
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
405
ХН77ТЮР (ЭИ 437Б)
Условия испытания Предел вьшосливости, Н/мм2, при t, °C Малоцикловая выносливость
Тип образца Цикл N 20 600 700 800 900 Максимальная температура цикла, °C Размах упругопластической деформации Д е, % N
Гладкие С надрезом Гладкие симметричный симметричный симметричный 107 107 10s 370 220 310 245 375- 390 355 260- 295 240 210 150 ПО
Механические свойства при комнатной температуре после длительного старения 4 Жаростойкость
Режим старения с0.2> Н/мм2 с„ Н/мм2 S,% кси, Дж/см1 Среда t,°C Глубина коррозии, мм База испытаний, ч
t,°c т,ч
Исходное состояние 660 1000 11-29 30-50 Окалиностойкая при температуре 650-820°С.
600 650 700 750 5000 5000 5000 5000 790 780 680 500 920 1160 ИЗО 1020 3,2-4,2 12,5- 21,5 20-23 28-30 15 30 40-50 70-80
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабрИката Температурный интервал ковки, °C и: Размер сечения, мм слитков Условия охлаждения из за! Размер сечения, мм ’ОТОВОК Условия охлаждения
Слиток 1150-1050 1 До 300 На воздухе
Заготовка 1180-900
Свариваемость Обрабатываемость резанием
Трудно свариваемый. способы сварки: РД.РАДн.КТ. ' После закалки и старения при 269 НВ и а,= 1080 Н/мм2 Kv= 0,25 (твердый сплав), К» - 0,08 (быстрорежущая сталь) Aci Асз Аг, Агз
406
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вод поставки Поковки — ГОСТ 25054-81. Трубки капиллярные — ГОСТ 14162-79. Пруток горячекатаный, кованый — ТУ 14-1-1671-76. Лист горячекатаный — ГОСТ 24982-81, ТУ 14-1-2752-79. Лист холоднокатаный—ГОСТ 24982-81. Ленга—ТУ 14-1-975-74. Заготовка трубная — ТУ 14-1-4319-87, ТУ 14-1^1009-85, ТУ 14-1-895-74, ТУ 14-1-4319-87.
ХН78Т (ЭИ 435)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S P Сг Ni Мо Fe W Ti At
50,12 50,80 <0,70 <0,010 50,015 19,0- 22,0 основа — <1,00 — 0,IS-О.35 <0,15
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
СГо.2, Н/мм2 СГ., Н/мм2 8, % V, % кси, Дж/см2 НВ а, Н/мм2 V
не менее не менее_
ГОСТ 14162-79 в 0,3-5,0 По согласованию изготовителя с потребителем — — —
s 0,1-1,6
ГОСТ 24982- 81 Закалка 980-1020°С, вода s<3,9 20 800 — 860 175 35 45 — — — — —
s>4,0 20 800 — 880 175 30 40 — — —. — —
ГОСТ 25054- 81 Закалка 980-1020°С, вода или воздух <200 200-500 500-1000 20 196 588 30 27 25 40 37 35 — 200 — —
ТУ 14-1-1671-76 Закалка 980-1020°С, воздух 0 180 □ 180 20 165 640 35 50 — — — —
ТУ 14-1-895-74 Закалка 1080-1100°С, воздух 0 180 0 215 0 250 20 255 590 40 — — — —
ТУ 14-1-4319-87 Закалка 1080-1100°С, воздух 0 170-250 20 __ 650 35 —~~ — — —
ТУ 14-1-4009-85 Закалка 1080-1100°С, воздух 0 85-120 20 165 640 35 50 — — —•
ТУ 14-1-975-74 Закалка 980-1020°С, вода или воздух s0,1-2,0 20 — 830 84 25 — — — —
ТУ 14-1-2752-79 Закалка 980-1020°С, вода или воздух s4,0- 11,0 20 275 640-880 30 — — — —
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
407
ХН78Т(ЭИ435)
Назначение. Детали газопроводных систем, жаровые трубы камер сгорания, рассчитанные на ограниченный срок службы при температурах до 1000°С, направляющие лопатки, уплотнения и другие детали.
Условия испытания Предел выносливости, o-i, Н/мм2, при t, "С Малоцикловая выносливость
Тип образца Цикл N 20 700 800 900 Максимальная температура цикла, °C Размах упругопластической деформации А в, % N
Гладкие симметричный 10’ 220 155 140 100
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения °0,2, Н/мм2 СГ», Н/мм2 8, % кси, Дж/см* Среда t,»c Глубина коррозии, мм База испытаний, ч
t,°C ЪЧ
Исходное состояние Окалиностойкая до температуры 1000°С
700 800 900 1000 3000 3000 3000 3000 170 150 140 175 565 600 560 520 34,5 38,0 33,0 33,5 —
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C Из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1160-950 До 300 В штабелях на воздухе
Заготовка 1220-850
С 'вариваемость Обрабатываемость резанием Температура критических точек, °C
В закаленном состоянии при 156 НВ и о, = 720 Н/мм2 Kv=0,5 (твердый сплав), Kv = 0,3 (быстрорежущая сталь) Aci Аса Ari Агз
СпоХЧеНИО “арнваемый. Пособь> «арки; РД , РАД и КТ.
408
СТА ЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Вид поставки Прутки — ТУ 14-1-1358-74.
ХН80ТБЮ (ЭИ 607)
Массовая доля элементов, %, по ГОСТ 5632-72
С Si Мп S Р Сг Ni Мо Fe Nb Ti At
<0,08 <0,80 <1,00 <0,012 <0,015 15,0- 18,0 основа — <3,00 1,00-1,50 1,80- 2,30 0,50- 1,00
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Со,2, Н/мм2 а., Н/мм2 8, % V, % кси, Дж/см1 НВ а, Н/мм2 V
не менее не менее
ТУ 14-1-1358-74 Закалка, 1100°С, 6 ч, вода Отпуск 1000°С, 2 ч, с печью до 900°С Отпуск 900°С, 1 ч, с печью до 800°С Отпуск 800°С, 2 ч, воздух Отпуск 750°С, 20 ч, воздух Отпуск 650°С, 48 ч, воздух 32-55 20 530 930 18 22 59 — — —
Назначение. Лопатки турбин, рассчитанные на работу при температуре 30-700°С. Крепежные детали.
У< Тип образца ловил испытания Цикл N Предел ВЬШОСЛИВОСТИ, О-1, Н/мм2, при t, °C 650 Малой Максимальная температура цикла, °C икловая выносливость Размах упруго-пластической деформации А е, % N
Гладкие Гладкие симметричный симметричный 107 10s 395 370
Механические с пос? Режим старения земства при тедлительн Со,2, Н/мм2 650 [ комната ого старе Н/мм2 1050 ой темпе НИЯ 6, % 30,0 ратуре кси, Дж/см1 100 Жарос Среда Продукты сгорания природного газа: О2 -18,2%, СО2-4,3%, Н2О -1,6%, SO2 - 0,035%, N2 - остальное тойкосп t,°c 700 800 850 Глубина коррозии, мм 0,001 0,007 0,013 База испытаний ч 10000 10000 10000 ---
t,°C Исхо/ состо 1,4 щое чние
650 700 20000 20000 610 450 1040 940 22,0 24,0 60 60
Кс Вид полуфабриката вка Температурный интервал ковки, °C Технологические характеристики Охлаждение поков< из слитков ж, изготовленных — из заготовок— [яохдада^
Размер сечения, мм Условия охлаждения Услови
Слиток 1180-900 —*
Заготовка
Свариваемость Обрабатываемость резанием Температура критичесг ап т точек, °C Агз
Трудно свариваемый. Способы сварки: РД, РАД и КТ. После аустенизации и старения при 190 НВ и а, = 750 Н/мм2 Kv=0,25 (твердый сплав), Kv = 0,15 (быстрорежущая сталь) Aci Ас3 А:
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
409
Маркасплава
ХН80ТБЮА (ЭИ607А)
С
Si
Вид поставки
Горячекатаные и кованые прутки—ТУ 14-1-1358-74, ТУ 14-1-3728-84. Лопатки - ТУ 108.01.059-86.
Мп
S
Массовая доля элементов, %, по ТУ 108.01.059-86
К
р
50,08
£0,80
£1,00
£0,012
£0,015
Сг 15,0-18,0
Ni
основа
Nb 1,00-1,50
W
£3,00
Ti 1,40-1,80
At 0,50-1,00
Механические-свойства
ВД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
ОЬ,2> Н/мм2 о» Н/мм2 6, % у, % кси, Дж/см2 НВ О’» Н/мм2 Т.Ч
не менее не менее
ТУ 14-1-1358-74 Закалка, 1100°С, 6 ч, вода Отпуск 1000°С, 2 ч, с печью до 900°С Отпуск 90043,1 ч,с печью до 800°С Отпуск 800°С, 2 ч, воздух Отпуск 750°С, 20 ч, воздух Отпуск 700°С, 48 ч, воздух 32-55 20 441 833 20 25 59 — — —
ТУ 108.01. 059-86 Закалка, 900°С, 2 ч Старение 1090°С, 3 ч, воздух Старение 1000°С, 4 ч, воздух Старение 675°С, 20 ч, воздух Лопатки 20 441-618 833 20 25 59 187-241 — —
650 412 637 20 25 — — 422 50
в. Лопатки, крепежные детали, пружины, Условия испытания
диски, уплотнительные кольца, работающие при температуре до 700°С. Малоцикловая выносливость
Тип образца
Цикл
Предел выносливости, o-i, Н/мм2, при t, °C
550
600
700
Максимальная температура цикла, °C
Гладкие | симметричный ( 10
Радиальные образцы от диска
Гладкие | симметричный | Ю*
----
475
475
650
Размах упругопластической деформации А в, %
363
375
Механические свойства при комнатной температуре
После длительного етяпешш
старения VC j т>ч СТ0.2, Н/мм2 <Гв, Н/мм2 8, % кси, Дж/см2 Среда t,°C Глубина коррозии, мм База испытаний, ч
Исхо __ состс 500 550 600 650 дное шние 620 1000 33 160
6000 6000 6000 6000 680 740 710 590 1090 1150 1090 1020 29 25 25 33 100 120 ПО 120
Ковка
Технологаческиехарактеристики Охлаждение поковок, изготовленных________________________
из заготовок
Ввд -^фабриката Слиток
Температурный интервал ковки, °C 1180-900
из слитков
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
" Свариваемость Обрабатываемость резанием
^РУДно свариваемый. Собысварки:РД,рдцнКт. В термообработанном состоянии при 165 НН и ст, = 750 Н/мм2 Kv = 0,2 (твердый сплав), Ку=0,15 (быстрорежущая сталь) Aci АСз АГ1 АГЗ
410
СТАЛИ И СПЛАВЫ КОНСТРУКЦИОННЫЕ
Марка сплава Х15Н60-Н Вид поставки Проволока —ГОСТ 12766.1-90. Ленга —ГОСТ 12766.2-90, ГОСТ 12766.5-90. Калиброванный пруток—ГОСТ 12766.3-90. Сортовой прокат—ГОСТ 12766.4-90.
Массовая доля элементов, %, по ГОСТ 10994-74
С Si Мп S Р Сг Ni Ti АС Zr Fe
<0,06 1,00-1,50 <0,60 5 0,015 <0,020 15,0-18,0 55,0-61,0 50,20 50,20 0,20-0,50 остальное
Механические свойства
ВД Режим термообработки Сечение, ММ °о,ь Н/мм2 с., Н/мм2 8мю, % V. % кси, Дж/см1 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
гост 12766.1- 90 Мягкое термически обработанное состояние 0 0,1-7,5 — <1000 20 — — 20 —
ГОСТ 12766.2-90 В состоянии поставки Толщина 0,1-3,2 Ширина 6-250 — <834 201 — — 20 —
ГОСТ 12766.3-90 Мягкое термически обработанное состояние 08-Ю — — 20 — — 20 —
ГОСТ 12766.4-90 Мягкое термически обработанное состояние 0 8-12 — — 202 —— — 20 —
ДЦ Нагрев 950 20 мин Вода 0 0,1-7,5 264 254 226 127 645 402 284 166 108 59 38 28 32 22 30 33 24 36 20 17 60 40 52 50 45 44 34 33 — 20 600 700 800 900 1000 1Ю0 1200 11111111
18». 2 6100- —»
Назначение. Электронагревательные элементы печей с предельной рабочей температурой 1100-1200°С и бытовых приборов. _
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
р-1 г-1 + 20 0 -20 -40 -60 -80
Нормир) емые свойства сплав а
НД Вид продукции Размер, мм t,"C Живучесть^ не менее___—
ГОСТ 12766.1-90 Проволока 0 0,1-7,5 1150 Т50___
ГОСТ 12766.2-90 Лента Толщина 0,1-3,2 Ширина 6-250 1150 150
ГОСТ 12766.3-90 Моток 0 8-10 1150 150 —
ГОСТ 12766,4-90 Моток 0 8-12 1150 ________15*!———'
Пруток 0 8-12
ГОСТ 12766.5-90 Лента Толщина 0,1-1,0 Ширина 0,5-5,0 1150 150
Ковка Охлаждение поковок, изготовленных * —
Вид полуфабриката Температурный интервал ковки, °C _____ йз слитков из заготовок охлаждай-
размер сечения, мм Условия охлаждения Размер сечения, мм Условия
Слиток Заготовка
Свариваемость Обрабатываемость резанием чек/Ъ-
Трудно свариваемый. Способ сварки: РД Газовую сварку не применять. — ГТ /уз. Ап. Ас« АГ1— .—
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
411
Марка сплава
Вид поставки
Проволока — ГОСТ 12766.1-90. Лента — ГОСТ 12766.2-90, ГОСТ 12766.5-90. Калиброванный пруток ГОСТ
12766.3-90. Сортовой прокат — ГОСТ 12766.4-90. —
X2DH80-H
1 Массовая доля элементов, %, по ГОСТ 10994-74 .— 1
1 С Si Мп S Р Сг Ni Ti АГ Zr Fe
<0,06 1,00-1,50 50,60 50,015 50,020 20,0-23,0 основа 50,20 5 0,20 0,20-0,501 51,00 1
Механические свойства
нд Режим термообработки Сечение, ММ О0,2> Н/мм2 О», Н/мм2 бзоо, % V. % кси, Дж/см1 t испытания, °C НВ
Операция t,°C Охлаждающая среда
‘ не менее
ГОСТ 12766.1-90 Мягкое термически обработанное состояние и 0,1-7,5 — 51000 20 — — 20 — 1
ГОСТ 12766.2-90 В состоянии поставки Толщина 0,1-3,2 Ширина 6-250 — 5 834 201 — — 20 — 1
ГОСТ 12766.3-90 Мягкое термически обработанное состояние 0 8-10 — — 20 —— — 20 — 1
ГОСТ 12766.4— 90 Мягкое термически обработанное состояние 0 8-12 — — 202 — — 20 — 1
Г дц Нагрев 1200 20 мин Воздух 0 0,1-7,5 1 1 1 1 I 1 1 1 656 431 215 92 71 35 27 22 45 40 70 ,55 70 130 110 102 61 40 72 82 62 93 96 98 1 1 1 1 1 1 1 1 20 700 800 900 1000 1100 1150 1200 1 1 1 1 1 1 1 1
*83.
2 6100.
Назначение. Электронагревательные элементы печей с предельной температурой 1100~1200°С и бытовых приборов.
Предел выносливости, Н/мм2
Термообработка Ударная вязкость, K.CU, Дж/см1, при t, °C Термообработка 1
+20 0 -20 -40 -60 -80
ti
| ВД Вид продукции Размер, мм t,’C Живучесть, ч 1
не менее 1
[ГОСТ 12766.1-90 Проволока 0 0,1-7,5 1200 160
1 ГОСТ 12766.2-90 Лента Толщина 0,1-3,2 Ширина 6-250 1200 160 ]
ГОСТ 12766.3-90 , Моток 08-Ю 1200 160 1
1 ГОСТ 12766.4-90 Моток 0 8-12 1200 160 ’1
Пруток 0 8-12 По требованию потребителя ——— 1
ГОСТ 12766.5-90 Лента Толщина 0,1-1,0 Ширина 0,5-5,0 1200 160 1
| Технологические характеристики " -[
Ковка
из слитков
Охлаждение поковок, изготовленных
из заготовок
Вид полуфабриката Слиток_________
Заготовка
Температурный интервал ковки, °C
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
__________Свариваемость
Трудно свариваемый.
Способ сварки: РД.
Газовую сварку не применять.
Обрабатываемость резанием
Условия охлаждения
.Температура:критическихт.™...
Act _Ас3 Агз - * I Агх 1
— [
412
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Раздел 2. СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
СТАЛИ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
Марка стали Ввд поставки Прутки, полосы и мотки — ГОСТ 1435-99. Ленга холоднокатаная — ГОСТ 2283-79. Прокат сортовой — ГОСТ 5210-95. Лента стальная плющеная—ГОСТ 10234-77.
У7,У7А
Массовая доля элементов, %, по ГОСТ 1435-99 Марка стали Температура критических точек, °C
С Si Мп S Р Сг1 Ni1 Мо Си1 Aci Асэ Ап Агз Мн2 Мк
0,65-0,74 0,17-0,33 0,17-0,33 < 0,028 <5 0,030 0,12-0,40 0,12-0,25 — 0,20-0,25 У7 730 770 700 — 280 —
0,17- 0,28 < 0,018 <5 0,025 У7А
1 Массовая доля Ст, Ni, Си в зависимости от группы металлопродукции. 2 Нагрев до 950°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм2 о., Н/мм2 8<, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 1435-99 Отжиг 690-710 С печью (скорость 50°С/ч) Не определяются — < 187
Закалка 800-820 Вода £62
Термически обработанная металлопродукция ^5 650 — — — — —
ГОСТ 2283-79 Отожженная лента повышенного качества (ОП) Свыше 1,50 —• 640 10 — —* — —
Отожженная лента обыкновенного ' качества До 1,50 Свыше 1,50 — 640 740 15 10 — — —
Лента нагартованная обыкновенного качества До 1,50 Свыше 1,50 — 740-1180 740-1180 — — — — - —-
СТАЛИ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
413
У7.У7А
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ а0.2, Н/мм2 а., Н/мм2 бь % Y, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 10234-77 Отожженная лента 1ой категории •качества 0,10-4,00 — 780 10 — — — —
Нагартован-ная лента 1ой категории качества 0,10-4,00 — 780- 1270 — — — — —
Отожженная лента высшей категории качества 0,10-4,00 — 570 — — — — —
Нагартован-ная лента высшей категории качества 0,10-4,00 — 780-930 930-1080 1080-1230 И3 Г23 ГЗ3 — — —
Класс прочности.
«качение. Инструмент для обработки дерева: топоры, колуны, стамески, долота; пневматический инструмент небольших размеров: зубила, обжимки, бойки; кузнечные штампы; игольная проволока; слесарно-монтажный инструмент: молотки, кувалды, бородки, отвертки, комбинированные плоскогубцы, боковые кусачки, рашпили, зубийа, крейцмейсели, пружины, измерительные ленты и др.
1 Предел I ВЬШОСЛИВОСТИ, 1 Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
С-1 + 20 0 -20 -40 -60 -80
| 630 350 с,= 1270 Н/мм2
1 Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
Вводе В масле В селитре На воздухе
62HRC, 150-1б0°С, 1 ч [ 58 HRC, 200-220°С, 1 ч Хорошая 15-20 4-6 4-6 Не закаливается
Технологические характеристики
1 Ковка Охлаждение поковок, изготовленных
Вид 1 п°луфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
I Слиток 1150-800 До 100 101-700 В штабелях на воздухе Отжиг с перекристаллизацией, одно переохлаждение До 100 101-300 На воздухе В яме
I Заготовка 1180-800
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
Не -
Ко,|ОТ)>увдийедЯеТОЯ свариь1Х
В отожженном состоянии при 187 НВ, а, = 630 Н/мм2
Kv = 1,2 (твердый сплав),
Ку = 1,1 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
414
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Прутки, полосы и мотки — ГОСТ 1435-99. Ленга холоднокатаная — ГОСТ 2283-79. Прокат сортовой — ГОСТ 5210-95. Лента стальная плющеная — ГОСТ 10234-77.
У8.У8А
Массовая доля элементов, %, по ГОСТ 1435-99 Марка стали Температура критических точек, °C
С Si Мп S Р Сг1 Ni1 Мо Си* Aci Асз Ап Агз Мн2 Мк
0,75-0,84 0,17-0,33 0,17— 0,33 < 0,028 < 0,030 0,12-0,40 0,12-0,25 — 0,20-0,25 У8 730 765 700 — 245
0,17— 0,28 0,018 0,025 У8А
1 Массовая доля Сг, Ni, Си в зависимости от группы металлопродукции. 2 Нагрев до 810°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм О0.2> Н/мм2 СГЖ, Н/мм2 б«, % % кси, Дж/см’ HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 1435-99 Отжиг 690-710 С печью — Не определяются — < 187
Закалка 780-800 Вода £62
Термически обработанная металлопродукция £5 — .650 — — — —- —
ГОСТ 2283-79 Отожженная лента повышенного качества (ОП) Свыше 1,50 — 640 10 — — —
Отожженная лента обыкновенного качества До 1,50 Свыше 1,50 — 640 740 15 10 — — —
Лента нагартованная обыкновенного качества До 1,50 Свыше 1,50 — 740-1180 740-1180 — — —
СТАЛИ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
415
У8.У8А
Механические свойства при комнатной температуре
нд
ГОСТ 10234-77
Режим термообработки Сечение, ММ сод, Н/мм1 Н/мм1 84, % V. % кси, Дж/см’ HRC НВ I
Операция t,°C Охлаждающая среда
не менее
Отожженная лента 1ой категории качества 0,10- 4,00 — 780 8 — — — — 1
Нагартованная лента 1ой категории качества 0,10-4,00 —- 740- 1270 — — — — 1
Отожженная лента высшей катего-рии качества 0,10- 4,00 — 620 — — — — — 1
Нагартованная лента высшей категории качества 0,10-4,00 — 780-930 930-1080 1080- 1230 Г13 Г23 ГЗ3 — — — —
Класс прочности.
Назначение. Инструменты, работающие в условиях, не вызывающих разогрева режущей кромки. Инструмент для обработки дерева: фрезы, зенковки, цековки, топоры, стамески, долота; пилы продольные и дисковые, накатные ролики, плиты и стержни для форм литья под давлением оловянисто—свинцовых сплавов; слесарно-монтажный инструмент: обжимки для заклепок, кернеры, бородки, отвертки, комбинированные плоскогубцы, острозубцы, боковые кусачки; калибры простой формы и пониженных классов точности, плоские и витые пружины и пружинящие детали сложной конфигурации, клапаны, щупы, берды, ламели двоильных ножей, | конструкционные мелкие детали, в т.ч. для часов.
Предел выносливости, Н/мм2
' С-1
Термообработка
Хорошая
Шлифуемость
Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка I
"+20 | 0 I -20 1 -40 1 -60 1 -80
" Критический диаметр, мм, п ри закалке Д
Япппе В масле В селитре На воздухе 1
15-20 I 4-6 | I Не закаливается 1
Теплостойкость
62 HRC, 15О-16О°С, 1 чГ 58HRC,200-220°C, 1 ч
Технологические характеристики
1 Ковка Охлаждение поковок, изготовленных 1
I Вид I полуфабриката Температурный интервал ковки, С из слитков из заготовок 1
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
I Слиток 1150-800 До 100 в штабелях на воздухе Отжиг с перекристаллизацией, одно переохлаждение абатываемость резанием До 100 101-300 Флокеноч На воздухе 1 В яме 1 увствптельность 1
I Заготовка 1180-800 101-700 Обо
I гпариваемость _ 1 для сварных В горячекатаном состоянии при S 187 НВ и о, = 580 Н/мм1 Kv = 1,12 (твердый сплав), Kv = 1,0 (быстрорежущая сталь) Не чувствительна 1 Склонность к отпускной хрупкости I
I Не примени® I конструкций. Не склонна 1
416
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Прутки, полосы и мотки—ГОСТ 1435-99. Прокат сортовой — ГОСТ 5210-95. Лента стальная плющеная— ГОСТ 10234-77.
У9.У9А
Массовая доля элементов, %, по ГОСТ 1435-99 Марка стали Температура критических точек,'С
С Si Мп S Р Сг1 Ni1 Си1 Aci Асз АГ! Агз Мн2 Мк
0,85-0,94 0,17-0,33 0,17-0,33 £ 0,028 < 0,030 0,12-0,40 0,12-0,25 0,20-0,25 У9 740 760 700 — 190 —
0,17-0,28 £ 0,018 £ 0,025 У9А
1 Массовая доля Cr, Ni, Си в зависимости от группы металлопродукции.
2 Нагрев до 800°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0,2, Н/мм2 а», Н/мм2 84, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 1435-99 Отжиг 690-710 С печью (скорость 50°С/ч) — Не определяются — < 192
Закалка 770-800 Вода Образцы 2:62 •—
Термически обработанная металлопродукция £5 — 650 — — — — —
ГОСТ 10234-77 Отожженная лента 1ой категории качества 0,10- 4,00 — 780 8 — —. — —
Нагартован-ная лента 1ой категории качества 0,10-4,00 — 740- 1270 — — — —
Отожженная лента высшей категории качества 0,10-4,00 — 620 — — — — —
Нагартован-ная лента высшей категории качества 0,10- 4,00 — 780-930 930-1080 1080-1230 Г13 Г23 ГЗ3 — — —
СТАЛИ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
417
У9, У9А Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0.2, Н/мм2 °., Н/мм2 S4, % V, % кси, ‘Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
дц Отожженная лента повышенного качества (ОП) Свыше 1,50 — 640 10 — — — —
Отожженная лента обыкновенного качества До 1,50 Свыше 1,50 — 640 740 15 10 — — — —
Лента нагартованная обыкновенного качества До 1,50 Свыше 1,50 — 740-1180 740-1180 — — — — —
Закалка Отпуск Закалка Отпуск 760-780 150-160 760-780 200-220 Вода Воздух Вода Воздух Образцы — — — — — >62 >58 —
Назначение. Инструмент, работающий в условиях, не вызывающих разогрева режущей кромки. Инструмент д;ш °брабо™< weBa: Фрезы, зенковки, цековки, топоры, стамески, долота; продольные и дисковые пилы. Накатные рожки шшты и ст^жни д ля форм ЛИТЬЯ под давлением оловянно-свинцовых сплавов. Калибры простой формы и пониженных кла уАЦГТпу^пмоиные мелкие пружины и пружинящие детали сложной конфигурации, клапаны, щупы, берды, ламели двоильньт , выпускается по Детали, в том числе для часов и т.д. из холоднокатаной термообработанной ленты толщино от , д ,
Предел ВЬШОСЛИВОСГИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/civ npHt, °C f, Термообработка
Т-, + 20 0 - 20 - 40 - 60 -80
Шлифуемость Критический диаь terp, мм, п )И закалке
теплостойкость Вводе В масле В селитре На воздухе
62 НДС, 150-160°С, 1 ч 58HRC,200-220cC, 1 ч Хорошая 15-20 4-6 4-6 Не закаливается
Технологические характеристики - —
Ковка Т”"”"”""”"' Охлаждение поковок, изготовленных из заготовок
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм из слитков Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1125-750 До 100 Замедленное на воздухе
Заготовка
Обрабатываемость резанием Флокеночувствительность
Не Ко«01руХ1йеНЯеТОЯ ДЛЯ СВаРНЫХ В отожженном состоянии при 200 НВ, с, = 630 Н/мм2 Kv = 1,2 (твердый сплав), Kv= 1,1 (быстрорежущая сталь) Не чувствительна Склошюсть к отпускной хрупкости Не склонна
418
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали У10.У10А Вцд поставки Прутки, полосы и мотки — ГОСТ 1435-99. Лента холоднокатаная — ГОСТ 2283-79. Прокат сортовой -ГОСТ 5210-95.
Марка стали
С?
Мн2
Ari
Aci
Асз
Мо
>, %, по ГОСТ 1435-99
I Cr1 I Ni1 I 1
С Si Мп S Р
0,95- 0,17- 0,17-0,33 £ 0,028 < 0,030
1,09 0,33 0,17-0,28 0,018 < 0,025
0,12-0,40
0,12-0,25
0,20-0,25
У10
730
800
У10А
Агз
700
"С
Мк
1 Массовая доля Cr, Ni, Си в зависимости ст группы металлопродукции.
2 Нагрев до 800°С.
нд J.VAKAiUin'lCVnJlC VDU1T Режим термообработки Сечение, ММ <*0.2, Н/мм2 а., Н/мм2 — 84, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 1435-99 Отжиг 750-770 С печью (скорость 50°С/ч) — Не определяются — < 207
>62
Закалка 770-800 Вода
Термически обработанная металлопродукция £5 — 750 — — — —
Отжиг или отпуск Прутки для сердечников — — — — — — < 269
Закалка — — — — — 2:64
ГОСТ 2283-79 Отожженная лента повышенного качества (ОП) От 0,10 до 4,00 — 680 10 — — — —
Отожженная лента обыкновенного качества От 0,10 до 4,00 — 740 10 — — — —
Лента нагар-тованная От 0,10 до 4,00 — 740-1180 — — — — —
Назначение. Инструменты, работающие в условиях, не вызывающих разогрева режущей кромки. Инструмент для обработки дерева: пилы ручные поперечные и столярные, пилы машинные столярные, сверла спиральные, штампы для холодной штамповки вытяжные, обрезные и вырубные небольших размеров и без резких переходов по сечению, калибры простой формы и пониженных классов точности, шаберы слесарные, напильники, накатные ролики, сердечники, игольная проволока, плоские и витые пружины и пружинистые детали сложной конфигурации, клапана, щупы. -~г
Предел вьшосливости, Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
+ 20
0
-20
-40
-60
-80
Теплостойкость Шлифуемость В воде Критический диам етр, мм, при закалке В селитре ——’ На воздухе.^-
62 HRC, 150-160°С, 1 ч 58 HRC, 200-250°С, 1 ч Хорошая 15-20 4-6 4-6 Не закаливаете» —•“
Ковка Охлаждение поковок, изготовленных аготовок —’
Вид полуфабриката Температурный интервал ковки, °C из слитков из:
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлажден®1
Слиток Заготовка 1150-800 1180-800 До 100 101-150 151-700 В штабелях на воздухе В ящиках Отжиг неполный, одно переохлаждение До 100 101-300 На воздухе В яме
Свариваемость
______Обрабатываемость резанием В отожженном состоянии при 197 НВ и о, = 550 Н/мм2
Kv= 1,1 (твердый сплав), Ку = 1,0 (быстрорежущая сталь)
Флокеночувствигельнод*.
Не чувствительна —
Не применяется для сварных конструкций.
Не склонна
СТАЛИ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
419
Марка стали
Вид поставки
У12.У12А
Прутки, полосы и мотки—ГОСТ 1435-99. Прокат сортовой—ГОСТ 5210-95.
Массовая доля элементов, %, по ГОСТ 1435-99
С Si Мп S Р Сг* Ni1 Мо Си1 .
1,10- 0,17- 0,17-0,33 <. 0,028 £ 0,030 0,12- 0,12- 0Д0-
1,29 0,33 0,17-0,28 £ 0,018 0,025 0,40 0,25 0,25
Марка стали
У12А
У12
Температура критических точек, °C
Aci
Асз
Ari
Агз
Мн2
Мк2
730
820
700
200
-20
Массовая доля Сг, Ni, Си в зависимости от группы металлопродукции.
2 Нагрев до 780°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ СМ, Н/мм2 С«, Н/мм2 8, % V, % кси, Дж/смг HRC НВ I
Операция t,°c Охлаждающая среда
не менее
гост 1435—99 Отжиг 750-770 С печью (скорость 50°С/ч) — Не определяются < 1 212
Закалка 760-790 Вода — St 63 — 1
Термически обработанная металлопродукция S5 — 750 — — — — — 1
Отжиг или отпуск Прутки для сердечников — — — — — — £ 1 269 I
Закалка — — — — — St 64 — 1
Назначение. Метчики ручные, напильники, рашпили, шаберы слесарные, штампы для холодной штамповки обрезные и вырубные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс, сердечники и др.
Предел вьшосливости^ Н/мм2 Термообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка 1
С-1 'Ll + 20 0 -20 -40 -60 -80
Теплостойкость Шлифуемость Критический диаметр» мм, при закалке |
Вводе В масле В селитре На воздухе |
62HRC, 150-160°С, 1 ч 58HRC,200-250°C, 1 ч Хорошая 10-12 4-6 4-6 Не закаливается 1
Твтиолопгческие характеристики |
Ковка Охлаждение поковок, изготовленных |
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок |
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения 1
Слиток Заготовка 1150-800 1160-800 До 100 101-150 151-700 В штабелях на воздухе В ящиках Отжиг неполный, одно переохлаждение До 100 101-150 151-700 В штабелях на воздухе 1 В ящиках 1 Отжиг неполный, одно 1 переохлаждение |
Обрабатываемость резанием
Свариваемость
Не чувствительна
Не применяется для сварных конструкций.
В отожженном состоянии при 207 НВ и с.=630 Н/мм2
Kv = 1,0 (твердый сплав),
Kv = 0,9 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Не склонна
420
СТА ЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Прутки и полосы—ГОСТ 5950-2000.
9ХС
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S р Сг Ni Мо Ti V W Си Aci Ас3 Art Агз Мн1 Мк1
0,85-0,95 1,20-1,60 0,30-0,60 £ 0,030 £ 0,030 0,95-1,25 £ 0,40 < 0,20 <. 0,03 0,15 £ 0,20 <. 0,30 770 870 730 — 160 -30
1 Нагрев до 875°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ ПО,2, Н/мм2 а», Н/мм2 5, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5950-2000 Отжиг 790-810 В печи со скоростью 30°С/ч — Не определяются —- <241
Закалка 840-860 Масло Образцы 2 62 —
да Изотермический отжиг 790-810°С Выдержка при 710°С Образцы 295-390 590-690 — 50- 60 — — 197- 241
Закалка Отпуск Отпуск 870 180-240 450-5002 Масло Воздух Воздух До 40 До 30 — —. — — 78 59-63 46- 50 —
Закалка Отпуск 840-860 170-200 Масло Воздух Образцы — — — — — 63- 64 —
200-300 300-400 Воздух Воздух — — — — — 59-63 53- 59 •—
400-500 Воздух — — — — — 48- 53 —
500-600 Воздух — — — — — ’ 39- 48 —
2 Температура отпуска рекомендуется для цанг и других деталей пружинного типа, —
Назначение. Сверла, развертки, метчики, плашки, гребенки, фрезы, штемпели, машинные штампы, клейма для холодных работ и другой инструмент для ручной работы. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 т-1 + 20 0 - 20 - 30 - 40 -50
Теплостойкость Шлифуемость Критический диамед В воде В масле ф, мм, п Вс пи закалке елитре . Наивд^—
62 HRC, 150-160°C, 1 ч 58 HRC, 240-250°С, 1ч Удовлетворительная — 15-50 12-35 Не закаливается
Технологические характеристики
Ковка
Вид полуфабриката • Температурный интервал ковки, °C из слитков из заготовок —
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения^
Слиток 1180-800 До 220 В колодце До 220 В колодце —
Заготовка 1180-800
Расстояние от торца, мм 5 10 15 20 25 30 40 50 _
HRC 62 55 35,5 31 29 27 25 24
Флокеночувстви;
резанием
60
23
Не применяется для сварных конструкций. Допустима-КТ.
В горячекатаном состоянии при 2 221 НВ Не чувствительна Kv = 0,9 (твердый сплав), Ку=0,5 (быстрорежущая сталь)
Склонность к отпускной xeHBSS-*
Склонна ________
СТАЛИ УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ
421
Марка стали Вид поставки Прутки и полосы — ГОСТ 5950-2000.
ХВГ
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, “С
С Si Мп S Р Сг Ni Мо W Си Aci Асз Ап Агз Мн1 Мт?
0,90- 1,05 0,Io-О.40 0,80-1,10 5 0,030 5 0,030 0,90- 1,20 <0,40 50,30 1,20- 1,60 50,30 750 940 710 — 210 -50
1 Нагрев до 850°С. 2Нагревдо820°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм С0.2, Н/мм2 Н/мм2 8, % % кси, ’ Дж/см1 HRC НВ
Операция t, °C Охлаждающая среда
не менее
гост 5950-2000 Отжиг 770-790 С печью со скоростью 30°С/ч — Не определяются — 5 255
Закалка Отпуск 820-840 180 Масло Воздух Образцы 260 —
Изотермический отжиг 780-800 С печью со скоростью 50°С/чдо 670-720°С, выдержка 2-3 ч; с печью со скоростью 50°С/ч до 55О°С; воздух Образцы Не определяются — 255
Подогрев Закалка Отпуск 650-700 830-850 150-200 Масло Воздух Образцы Не определяются 62-63 —
Подогрев Закалка Отпуск 650-700 830-850 200-300 Масло Воздух Образцы Не определяются 58-62 —
Закалка на мелкое зерно Отпуск 150-160 16 25 50 100 Место вырезки образца - */г R
— — —. — 40 30 20 15 63 63 62 60 —
422
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
хвг
Назначение. Измерительный и режущий инструмент, для которого повышенное коробление при закалке недопустимо, резьбовые калибры, протяжки, длинные метчики, длинные развертки, плашки и другого вида специальный инструмент, холодновысадочные матрицы и пуансоны, технологическая оснастка.
Предел вьшосливости, Н/мм? Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
С-1 Т-1 + 20 0 -20 -30 -40 -50
Теплостойкость 62 HRC, 150-170°С, 1 ч Шлифуемость Удовлетворительная при 54-56 HRC Критическая твердость HRC 60 Критический диаметр, мм, при закачке
Вводе В масле 15-70 В селитре 15-40 На воздухе
58 HRC, 200-220°С, 1 ч Пониженная прн 58-60 HRC
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1150-800 До 400 Отжиг низкотемпературный, одно переохлаждение До 300 В яме
Заготовка 1180-800
Прокаливаемость
Расстояние от торца, мм 2,6 5 7,5 10 15 20 25 30 35 45
HRC 64-66 61,5- 65,5 56-65 48,5-64,5 40,5-62 37,5-59 36,5- 54,5 37-50,5 35-46,6 34-42,5
Свариваемость Не применяется для сварных конструкций. Обрабатываемость резанием В горячекатаном состоянии при 235 НВ и с, = 780 Н/мм2 Kv=0,75 (твердый сплав), Kv=0,35 (быстрорежущая сталь) Флокеночувствительность Чувствительна __
Склонность к отпускной хру!®001*
Мало склонна
СТАЛИ ШТАМПОВЫЕ
423
СТАЛИ ШТАМПОВЫЕ
Марка стали Вид поставки Сортовой прокат — ГОСТ 5950-2000.
Х6ВФ
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо W V Си Aci Асз Ari Агз Мн
1,05- 1,15 0, Io-О.40 0,15-0,45 <, 0,030 < 0,030 5,50- 6,50 < 0,40 £ 0,30 1,10- 1,50 0,50-0,80 < 030 815 845 625 150
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ Под, Н/мм2 с„ . Н/мм2 8, % V, % кси, Дж/см1 HRC НВ
Операция vc г Охлаждающая среда
гост 5950-2000 Пруток и полоса, отожженные или высокоотпущенные — Не определяются — S 241
Закалка 980- 1000 Масло Образцы Не определяются 2:61
ДЦ Отжиг: нагрев со скоростью 30°С/ч До 840°С, выдержка 3 ч, охлаждение со скоростью 30°С/ч до 550°С, далее охлаждение с любой скоростью Образцы Не определяются — 187- 228
Изотермический отжиг при 830-850°С, охлаждение со скоростью 40°С/ч до 700-720°С, выдержка 2-3 ч, охлаждение со скоростью 50°С/ч до 550°С, охлаждение на воздухе Образцы Не определяются — 241
Подогрев Закалка Отпуск 650-700 980-1000 150-170 (1,5 ч) 280-300 (1.5 41 Масло, щелочь, селитра Воздух Воздух Образцы Не определяются 62-63 56-58 —
Назначение. Резьбонакатный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатаики и др. инструменты, предназначенные для холодной деформации, для дереворежущего фрезерного инструмента.
Предел вьшосливости, ——Н/мм* Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
— Т-1 + 20 0 -20 -40 -60 -80
гь Шлифуемость Криз ическийд иаметр, им, пр из акалке Критическая твердость, HRC
Аеплостойкос «HRC, 150-170° В воде В масле В селитре На воздухе Т ермообработка
с, 14 При 56-58 HRC-удовлетворительная — 80 — — Закалка 1000-1050°С 62-63
58HRC,480-500°C, 1 ч Up И DC—DU ИКС' пониженная — — Закалка 950°С I 58-60
При 62-64 HRC-
—— Технологические характеристики _
~ — Ковка Охлаждение поковок, изготовленных
Температурный интервал ковки, °C из слитков из заготовок
Вид Полуфабриката Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
_3ai ловка 1100-850 <bj Замедленное в колодце или в термостате тпкнипнгигтвительиость
" У^ариваемость Обрабатываемость резан*™™— При 229 НВ К„ = 0,9 (твердый сплав), Ку = 0,5 (быстрорежущая сталь) —
Кп„л-.ПрИК1еияется для сваоных Склонность к отпускной хрупкости
•*^УКЦИЙ. Не склонна
424
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вцд поставки Прутки и полосы — ГОСТ 5950-2000.
Х12
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, ‘С
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ari Агз Мн
2,00-2,20 0,10-0,40 0,IS-О.45 £ 0,030 < 0,030 11,50— 13,00 <0,40 — — <0,30 810 835' 755 770 180
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ СУ0.2? Ов, Н/мм2 Н/мм2 8 % V, KCU. °’/0 % Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 830-850 С печью 40°С/ч до 720-740°С, 3-4 ч, далее 50°С/чдо 550°С, затем воздух — Не определяются — £ 255
Закалка Отпуск 970 180 Масло — Не определяются 2:61 —
Закалка 950- 1000 Масло — Не определяются 2:60 —
ДЦ Закалка а) подогрев б) окончательный Нагрев 650-700 950-980 Масло — Не определяются 63-65 —
Отпуск 180-200 (1,5 ч) 320-350 (1,5 ч) Воздух Воздух Не определяются 60-62 57-58 —
Назначение. Штампы высокой устойчивости против истирания (преимущественно с рабочей частью округлой формы), не подвергающиеся сильным ударам и толчкам, волочильные доски и волоки, глазки для калибрования пруткового металла под накатку резьбы, гибочные и формовочные штампы, сложные секции кузовных "штампов, матрицы и пуансоны вырубных и просечных штампов, штамповки активной части электрических машин и электромагнитных систем электрических аппаратов и др.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
р-1 Т-1 + 20 0 - 20 - 40 - 60 -80
Шлифуемость Критический диамет р. мм. п ри закалке — щхе___
! Вводе В масле В селитре Налое
Т< миологические хап
Ковка Охлаждение поков ок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм из слитков Условия охлаждения Размер сечения, мм из заготовок ——- Условия охлаждения ,—
Слиток 1100-850 Замедленное в колодце -
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность^^.
Не применяется для сварных конструкций. В горячекатаном состоянии при 217-228 НВ и о, -730 Н/мм2 Ку = 0,8 (твердый сплав), Kv=0,35 (быстрорежущая сталь) Не чувствительна —
СКЛОННОСТЬ К отпускной хрупко^—•
—
СТАЛИ ШТАМПОВЫЕ
I Марка стали Вид поставки
Х12Ф1 Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000
Температура критических точек, "С
С Si Мп S р Сг Ni Мо V Си Ас] Ас3 Ari Аг3 Мн
1,25- 1 1,45 0,Io-О.40 0, IS-О.45 < 0,030 £ 0,030 11,0- 12,5 <0,40 — 0,70-0,90 £0,30 810 860 760 — 225
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °6.2, С%, „ 0 Y, кси, Н/мм2 Н/мм2 ’ /0 % Дж/см2 HRC НВ
Операция VC Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 850-870 С печью (скорость 30°С/ч)’ — Не определяются — < 255
Закалка 1050- 1100 Масло — £60
I дц Закалка Отпуск 1060- 1080 150-170 Масло Воздух — Не определяются 62-64 —
Закалка Отпуск 1060- 1080 490-510 Масло Воздух — Не определяются 57-59 —
штампов сложных форм, сложные дыропрошивочные Назначение. Профилированные ролики сложных форм, секции кузтиых плашки, волоки, матрицы и пуансоны вырубных матрицы при формовке листового металла, эталонные шестерни, „ конфигурацией рабочих частей, штамповка активно
просечных штампов, в том числе совмещенных и последовательных с ’ с"й ко« Ц
части электрических машин и др. инструмент высокой механической прочности и вязко
I Предел I выносливости, 1— Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см’, при t, °C Термообработка
г-521 — г-1 + 20 0 -20 -30 -40 -50
Критический диаметр, мм, при закалке
Шлифуемость
На воздухе
В селитре
В масле
Теплостойкость 62HRCJ5O-17o°C, 1 ч JjjHRC, 490-510°С, 1 ч
Вводе
50-60
80-100
80-100
Удовлетворительная
Г~— Ковка Охлаждение поковок, изготовленных
Вид I полуфабриката L£jniTOK~ — |-?аГОтовка Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм .Условия охлаждения
1160-850 До 200 Отжиг низкотемпературный, одно переохлаждение До 200 Отжиг низкотемпературный, одно переохлаждение
1160-850
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
Не
Ко«ируХйеНЯеТ°Я ДЛЯ сварных
В горячекатаном состоянии при 217-228 НВ Kv = 0,8 (твердый сплав),
К, = 0,3 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
426
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
Х12МФ Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S р Сг Ni Мо V Си Aci Ас3 Ari Агз Мн1 Мк‘
1,45-1,65 0,Io-О.40 0,IS-О.45 < 0,030 < 0,030 11,0-12,5 <0,40 0,40-0,60 о,is-о.30 <0,30 810 860 760 — 230 0
1 Нагрев до 980°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ 06,2» Ов, с пл V» KCU, Н/мм2 Н/мм2 * % Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 850-870 С печью (скорость 30°С/ч) — Не определяются — < 255
Закалка Отпуск 970 180 Масло Воздух — £60 —
ДЦ Закалка Отпуск 1020- 1040 150-170 Масло Воздух — Не определяются 62-64 —
Закалка Отпуск 1020-1040 490-510 Масло Воздух — Не определяются 57-59 1
Назначение. Профилированные ролики сложных форм, секции кузовных штампов сложных форм, сложные дыропрошивочные матрицы при формовке листового металла, эталонные шестерни, накатные плашки, волоки, матрицы и пуансоны вырубных просечных штампов, в том числе совмещенных и последовательных, со сложной конфигурацией рабочих частей, штамповка активной части электрических машин и др. инструмент высокой механической прочности и вязкости.
Предел вьшосливости, Н/мм1
Термообработка
Ударная вязкость, КСП, Дж/см1, при!, °C
Термообработка
+20
-20
-30
-40
-50
Теплостойкость
Шлифуемость
Критический диаметр, мм, при закалке
62 HRC, 150-170°С, 1 ч
58 HRC, 490-510°С, 1 ч
Ковка
Вид полуфабриката
Слиток Заготовка
Удовлетворительная
Вводе
В масле
80-100
Технологические характеристики
Температурный интервал ковки, °C
1170-850
1170-850
Размер сечения, мм
В селитре 80-100
_________Охлаждение поковок, изготовленных из слитков
Условия охлаждения
Охлаждение в колодце или в яме
Размер сечения, мм
иззаготовок
На воздухе
50-60
Условия охлаждения
0
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяется для сварных конструкций.
В горячекатаном состоянии при 217-228 НВ и с, = 730 Н/мм1
Kv = 0,8 (твердый сплав),
Kv=0,3 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
СТАЛИ ШТАМПОВЫГ
427
1 Марка стали Вид поставки
Х12ВМФ Прутки и полосы — ГОСТ 5950-2000,
Массовая доля элементов, %, по ГОСТ 5950-2000
Температура критических точек, “С
С Si Мп S р Сг Ni Мо W V Си Acj Ас3 Ari Агз Мн
^сорго 0,10-0,40 0,IS-О.45 < 0,030 < 0,030 11,00-12,50 < 0,40, 0,60-0,90 0,50-0,80 о,is-о.30 < 0,30 815 — — — 225
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм со.з, °1. я о/ ¥• KCU, Н/мм2 Н/мм2 ’ 0 % Дж/см’ HRC НВ
Операция t,°c Охлаждающая среда
не менее
Ггост 5950- 2000 Отжиг 860-880 С печью 40°С/ч до 700°С, 2-Зч, далее 50°С/ч до 550°С, затем воздух — Не определяются ~~ < 255
Закалка Отпуск 1020110 180 Масло Воздух — Не определяются 260 —
|ДЦ Закалка а) подогрев б) окончательный нагрев 650-670 1000- 1030 Масло — Не определяются 63-65 ——
Отпуск 180-200 (1,5 ч) 350-400 Воздух Воздух — Не определяются 60-62 57-59 —
пов/аЧЕИИе’ ^тампы высокой устойчивости против истирания (преимущественно с рабочей частью округлой формы), не резьбРГающиеся сильным ударам и толчкам, волочильные доски и волоки, глазки для калибрования пруткового металла под накатку щ Ы’ Гибочные и формовочные штампы, сложные секции кузовных штампов, матрицы и пуансоны вырубных и просечных ов, штамповки активной части электрических машин и электромагнитных систем электрических аппаратов и др.
Предел ВЫНОСЛИВОСТИ, — Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см’, при t, °C
+ 20 0 -20 -40 -60 -80
Термообработка
>, мм, при закалке В селитре
Теплостойкость
Шлифуемость
На воздухе
В масле
Вводе
. Ковка Технологические характеристики Охлаждение поковок, изготовленных
Вцд иолуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
11аготовка Г 1100-850 Замедленное в колодце
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
Не
Кон„_ Применяется конструкций.
сварных
В горячекатаном состоянии при 217-228 НВ и о, = 730 Н/мм2
Kv = 0,72 (твердый сплав),
Kv = 0,35 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
428
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
7X3 Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000
Температура критических точек, °C
С Si Мп S р Сг Ni Мо Ti Си Aci Ас3 Ari Агз Мн
0,65-0,75 0, Io-О.40 0,IS-О.45 < 0,030 < 0,030 3,20-3,80 <0,40 — — <0,30 770 — 730 — 400
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Со,2, Н/мм2 <ъ, Н/мм2 5, % У» % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5950- 2000 Отжиг 790-810 С печью Не определяются — < 229
Закалка 850-880 Масло — г 54 —
Назначение. Инструмент (пуансоны, матрицы) горячей высадки крепежа .и заготовок из углеродистых и низколегированных конструкционных сталей на горизонтально-ковочных машинах, детали штампов (матрицы, пуансоны, выталкиватели) для горячего прессования и выдавливания этих материалов на кривошипных прессах, гибочные, обрезные и просечные штампы.
Предел выносливости, Н/мм2 1 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Т ехнологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлажден®1
Слиток 1180-800 До 220 В колодце До 300 В яме
Заготовка 1180-800
Свариваемость
Флокеночувствительность
Обрабатываемость резанием
Не применяется для сварных конструкций.
В отожженном состоянии при S 229 НВ Kv = 0,75 (твердый сплав), Kv=0,6 (быстрорежущая сталь)
Чувствительна __
Склонность к отпускной хрупкое_
Склонна
СТАЛИ ШТАМПОВЫЕ
429
Марка стали Вид поставки Поковки—НД заводов-изготовителей.
5ХГМ
Массовая доля элементов, % - Температура критических точек, °C
С Si Мп S р Сг Ni Мо Ti Си Aci Ас3 Ari Агз Мн
0,50-0,60 0,25-0,65 1,20-1,60 < 0,030 < 0,030 0,60-0,90 <0Д5 0,15-0,30 — S ОДО 700 800 — 700 215
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм Н/мм2 с» Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
дц Отжиг 820-850 С печью — Не определяются — < 241
Закалка 820-850 Масло — 2:50 —
Закалка Отпуск Отпуск Отпуск 840-860 450-510 500-550 560-600 Масло Воздух Воздух Воздух — Не определяются — 420-477 341-387 286-321
Закалка Отпуск Отпуск Отпуск 820-850 410-440 490-520 530-560 Масло Воздух Воздух Воздух До 100 100-300 300-400 — 1570 1420 1250 5 10 10 п 15 32 20 44 43-47 387-444 363-387
Закалка1 Отпуск 820-850 480-520 Масло Воздух До 300 Для молотовых штампов
Не определяются 40-45 —
Закалка Отпуск 820-850 520-560 Масло >300 Не определяются 38-41 —
Закалка Отпуск 840-870 420-450 Масло Воздух До 300 Для прессовых штампов
Не определяются 45-47 —
Закалка Отпуск 840-870 450-480 Масло Воздух >300 Не определяются 42-44 —
Отпуск Отпуск 580-610 Хвостовики штампов
До 300 >300 Не определяются 34-37 28-33 —
Для КрупныГт^Т^ ят ' целесообразно проведение 1 отпуска при температуре на 30-40»с Х щтампов При большом количестве остаточного аустенит цел г~
430
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
5ХГМ
Назначение. Ковочные штампы для горячей штамповки. Валки крупных, средних и мелкосортных станов для прокатки твердого металла (применяют взамен сталей 5ХНМ, 5ХНВ).
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCXJ, Дж/см2, при!, °C Термообработка
0-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
: Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1200-850 1180-850 1. Особо ответственные штамповые кубики и детали прессов 500-800 2. Штамповые кубики до 800 3. Протяжки до 400 1. Отжиг с перекристаллизацией, два переохлаждения, отпуск 2. Отжиг с перекристаллизацией, одно переохлаждение, отпуск 3. Отжиг низкотемпературный, одно переохлаждение До 100 101-350 На воздухе В яме
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. В горячекатаном состоянии при £ 207 НВ и о, = 902 Н/мм2 Kv = 0,6 (твердый сплав), Ку = 0,3 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Склонна
СТАЛИ ШТАМПОВЫЕ
431
Марка стали Вид поставки Прутки и полосы — ГОСТ 5950-2000.
5ХНМ
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Aci Ас3 Ari Агз Мн
0,50-0,60 0,ID-О.40 0,So-О.80 < 0,030 < 0,030 0,50-0,80 1,40-1,80 0,15-0,30 — £0,30 730 780 610 640 230
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ С0.2, Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция vc Охлаждающая среда
не менее
гост 5950-2000 Отжиг 810-830 С печью — Не определяются — £ 241
Закалка 830-860 Масло — Не определяются £56
Закалка Отпуск 850 550 Масло Воздух — £35 —
ДЦ Закалка Отпуск Отпуск Отпуск 840-860 450-510 500-550 560-600 Масло или вода - масло Воздух Воздух Воздух — Не определяются — 420-477 341-387 286-321
азначеипе. Молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 29420 Н, прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов; блоки матриц для вставок горизонтально-ковочных машин.
Предел ВЬШОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см\ при t, °C Термообработка
-Р-1 Т-1 + 20 0 -20 -30 -40 -50
Тепл Шлифуемость Критическ ийдиаме ip, мм, п ри закалке
Вводе В масле В селитре На воздухе
590°С
Ковка Охлаждение поковок, изготовленных
Вад полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток Заготовка 1240-800 1240-800 Особо ответственные штамповые кубики и детали прессов 500-800 Штамповые кубики до 800 Протяжки до 400 Отжиг с перекристаллизацией, два переохлаждения, отпуск Отжиг с перекристаллизацией, одно переохлаждение, отпуск Отжиг низкотемпературный, одно переохлаждение До 100 101-350 На воздухе В яме
Свариваемость Обрабатываемость резанием Флокеночувствительность
Рименяется для сварных конструкций. В отожженном состоянии при 286 НВ и с, = 900 Н/мм2 Kv = 0,6 (твердый сплав), Kv = 0,3 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
432
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали SXHM2 Вид поставки Поковки — ТУ 108.11.917-87.
Массовая доля элементов, %, по ТУ 108.11.917-87 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Асз Ari Агз
0,50-0,60 0,IS-О.35 0,50-0,80 <. 0,030 <. 0,030 0,70-1,10 1,40- •1,80 0,35-0,45 — £0,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ сто.з, Н/мм2 ст», Н/мм2 8, % Y. % кси, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 108.11. 917-87 Состояние поставки Не определяются < 255
ДЦ Закалка Отпуск Отпуск Отпуск (Режим I) 840-860 450-510 500-550 560-600 Масло Воздух Воздух Воздух — Не определяются 420-477 341-387 286-321
Закалка Отпуск (Режим II) 850-870 470-500 Масло С печью До 700* 882 833 960 931 8 9 — — 20 400 450 341- 421
1 Образцы тангенциальные. , .
Назначение. Особо ответственные ковочные штампы для горячей штамповки (режим I). Детали прессового инструмента (контейнеров) с повышенными требованиями по прочности, работающие при температуре до 450°С (режим II).
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Ковка
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок —'
Размер сечения, мм Условия охлаждения Условия охлаждай?-
Слиток . 1200-800 В колодце
Заготовка —
Свариваемость Обрабатываемость резанием Флокеночувствительность^^
Не применяется для сварных конструкций. в состоянии поставки при 255 НВ Kv = 0,63 (твердый сплав) Нечувствительна Склонность к отпускной хрупкое^*— Не склонна —
СТАЛИ ШТАМПОВЫЕ
433
Марка стали 4ХМФС (40ХСМФ) Вид поставки Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Ас, Ari Агз Мн Мк
0,37-0,45 0,So-О.80 0,so-о.80 £ 0,030 < 0,030 1,50- 1,80 <0,40 0,90- 1,20 0,30-0,50 20,30 760 805 630 710 280 100
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, ММ °0,2, Н/мм2 О1, Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t»°C Охлаждающая среда
не менее
гост 5950-2000 Отжиг 810-830 С печью 40-50°С/чдо 600°С, далее воздух — Не определяются — 2 241
Закалка 920-930 Масло Образцы — 1 — 1 — S 55 —
ДЦ Закалка а) подогрев б)окончатель-ный нагрев 700-750 910-930 Масло — Не определяются 53-55 —
1-й отпуск 2-й отпуск 580-620 550-580 — — — —• — — 43-46 —
1-й отпуск 2-й отпуск 630-660 550-580 или 580-600 — Не определяются 38-42 —
Закалка Отпуск 910-930 580-600 Масло До 300 Молотовые штампы
40-45 —
Закалка Отпуск 910-930 600-620 Масло Свыше 300 38-41 —
Закалка Отпуск । 920-950 530-550 Масло До 300 Прессовые штампы
45-47 —
Закалка Отпуск 920-950 580-600 Масло Свыше 300 42-44 —
Назначение. Молотовые штампы паровоздушных и пневматических молотов с массой падающих частей до 29420 Нпри деформации легированных конструкционных и нержавеющих сталей (вместо менее теплостойких сталей марок 5ХНМ, 5ХНВ), прессовый инструмент для обработки алюминиевых сплавов.
Предел НЬШОСЛИВОСТИ, —— Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
<г-1 _ Т-1 + 20 0 -20 -30 -40 -50
Шлифуемость Критическ (йдиам !ТР, ММ, П >и закалке
* tiUIOCTOHKOCTb В воде В масле В селитре На воздухе
— 41 HRC, 650°C. 4 ч
—•— Копка Пхпаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, Условия охлаждения Размер сечения, мм Условия охлаждения
_ 115 0-850 В колодце
Заготош^ 'овка пчп_е<ю Замедленное л
~ Свариваемость Обрабатываемость резанием
Не к°нсЛе,’ЯеТСЯ сварних В закаленном и отпущенном состоянии при сл s 1450 Н/мм2 Kv=0,35 (твердый сплав), Ку = 0,13 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
434
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
7ХГ2ВМФ Прутки и полосы—ГОСТ 5950-2000.
Температура критических точек, ‘С
Массовая доля элементов, %, по ГОСТ 5950-2000
Si
Мп
Ni
Мо
Aci
Асз
Ari
Агз
Мн
0,68—
0,76
0,Io-О.40
1,80-
2,30
< 0,030
5 0,030
1,50-1,80
5 0,40
0,50-0,80
0,Io-О.25
0,55-0,90
765
825
310
430
160
С
S
Р
W
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0.2, Н/ммг Н/мм2 Он, Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 770-790 С печью 40°С/ч до 55О°С, далее воздух — Не определяются — 5 255
Закалка 840-880 Воздух — Не определяются 258 —
ДЦ Закалка а) подогрев б) окончательный нагрев 650-700 850- 860 Масло или воздух — Не определяются 61-62 —
Отпуск (1,5 ч) 140- 160 200 Воздух Воздух — Не определяются 59-60 57-58 —
Закалка Отпуск Прокат 50 — — 2000-2500 — — — 60
— — 2500-2600 — — — 57-58
Назначение. Штампы объемного холодного деформирования и вырубной инструмент сложной конфигурации, используемые при производстве изделий из цветных сплавов и малопрочных конструкционных сталей.
Предел вьшосливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, после отпуска, при t, °C Термообработка
G-1 Т-1 N + 150 + 250 + 300 + 350 + 400
700 — 106 470 НВ 59 78 59 59 157 Закалка на мелкое зерна (Поковка сечением 25 мм) __
750 — 10' 530 НВ
Теплостойкость Сечение, мм 15 25 50 100 Закалка на мелкое зерна Отпуск 150-16О°С вырезки ^бразцов-1'2 R/ —
KCU, Дж/см2 50 45 40 36
250°С HRC 60 60 59 59
Технологические характеристики
Ковка
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечения, мм
_________Охлаждение поковок, изготовленных из слитков
Условия охлаждения
Размер сечения, мм
Слиток
1160-800
в
Свариваемость Обрабатываемость резанием
Не применяется для сварных В закаленном и отпущенном состоянии при о. = 1400 Н/мм2
конструкций. Kv=0,37 (твердый сплав), Ку=0,15 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной XpynKgg^
из заготовок
Условия охлаждения
ФлокеночуВСТВИТеЛЬНОСТЬ
Склонна
СТАЛИ ШТАМПОВЫЕ .
435
Марка стали
Вид поставки
4Х5В2ФС (ЭИ 958)
Прутки и полосы — ГОСТ 5950-2000.
Температура критических точек, °C
%, по ГОСТ 5950-2000
С Si Мп S р Сг Ni V W Си Aci Ас3 Ari . Аг3 Мн Мк I
0Д5~ | 0,45 0,80-1,20 0,IS-О.45 < 0,030 < 0,030 4,50-5,50 £ 0,40 0,60-0,90 1,60- 2,20 <; ОДО 800-830 875 730 840 275 90
нд ГОСТ 5950-2000 Режим термообработки — Сечение, ММ М/мм2 Св, Н/мм2 8, % У, % кси, Дж/см’ HRC НВ £ I 241 |
Операция Отжиг t,°C 840-880 Охлаждающая среда С печью до 600°С не менее Не определяются Не определяются
2:50 53-56 47-49
Закалка ЮЗО-1050 700-750 1030-1050 560-580 530-540 Масло или воздух Масло’ Воздух —
дц Закалка а) подогрев б) окончательный нагрев Отпуск 1-й Отпуск 2-й
1 Подстуживание на воздухе до 950°С.
""----------------------------- .V „ магниевых сплавов, молотовые и прессовые вставки
Назначение. Пресс-формы для литья под давлением цинковы^атомтаиев^^ КОНСТруКЦионных сталей, инструмент для высадки (толщиной или диаметром до 200-250 мм), при горячем на горИЗонтально-ковочных машинах.
заготовок из легированных конструкционных и жаропрочных материал___________________________________________________
Предел выносливости,
L o-i т-1
Термообработка
+ 20
Ударная вязкость, КСО, Дж/см’, при t, °C
-20 I -30 | -40 I ~5-
Термообработка
О
Шлифуемость
Вводе
р маилу 1
Теплостойкость
43 HRC, 63О°С, 2 ч
Технологические характеристики
I—_ Г к! I ВиД I полуфабриката [Слиток [Заготовка 1 Cbi эвка Температурный интервал ковки, °C 1180-850 тиваемость из Размер сечения, Охлаждение иили» слитков Условия охлаждения из за! Размер сечения, мм отовок I Условия охлаждения 1
мм Обраб Замедленное в колодце ггываемость резанием Флокеноч лвствительиость 1
I Не применяется для сварных конструкций. В отожженном состоянии при <. 241 НВ К„ = 1,2 (твердый сплав), Kv = 0,75 (быстрорежущая сталь) ЧУВСТВИХеяюии । Склонность к отпускной хрупкости 1 Склонна 1
436
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Прутки и полосы — ГОСТ 5950-2000.
4Х4ВМФС (ДИ 22)
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо V W Aci Ас3 Ari Агз Мн Мк
0,37-0,44 0,60-1,00 0,20-0,50 £ 0,030 £ 1 0,030 3,20-4,00 <10,60 1,20- 1,50 0,60-0,90 0,80- 1,20 830 910 670 750 255 105
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0,2> Н/мм2 с», Н/мм2 5, % V, % кси, Дж/см2 t испытания, °C НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг1 860-890 С печью 40-50°С/чдо 600°С, затем на воздухе Не определяются 6 241
Закалка Отпуск 1060 550 Масло Воздух HRC £49
Закалка 1050- 1070 Масло HRC >55
ДЦ Закалка а) подогрев б) окончательный нагрев Отпуск 700-750 1050-1070 620-630 Масло Воздух Не определяются HRC 55-61 HRC 47-50 _
Закалка2 Отпуск 1-й Отпуск 2-й (Режим I) 1050-1070 600-620 560-580 Масло Воздух Воздух Образцы 1519-1617 882-980 1666-1764 1029-1127 8-10 10-15 35-42 SO-65 39-49 54-64 20 600 HRC 55-61 HRC SO-53
Закалка2 Отпуск 1-й Отпуск 2-й (Режим II) 1050- 1070 620-630 580-600 Масло Воздух Воздух ' Не определяются HRC 55-61 HRC 47-50
1 Нагрев со скоростью 100“С/ч до 860-890°С; .выдержка не менее 2,0-2,5 ч; охлаждение со скоростью 30-50°С/ч до 660°С, выдер»а 2-4 ч; охлаждение со скоростью 50-70°С/ч до 500°С, затем на воздухе. Нагрев под закалку осуществляется с предварительным подогревом (или выдержкой) при 700-750°С до выравнивания температурь' по сечению. Время вьщержки-выбирается из расчета 50-70 с/мм при нагреве в печи с применением защитной упаковки и 30-50 с/мм при нагреве в соляной ванне, г кпЮ,^”^РОбЛеНИЯ ИНС1руМеНТа 3аКаЛКУ рекомендуется производить с подслуживанием до 900°С на воздухе, затем в масле до 150-200 С. Отпуск следует производить непосредственно после закалки, продолжительность отпуска назначается из расчета 1,5-2.0 ч плюс 1-1,5 мин на 1 мм сечения. J Механические свойства ориентировочные. —’игГ6’’*6"”'"” отпуск „„ 15О-2«."С ’ ДЛЛ VXtzl 1М21 ridlip/izKcrlnH.
СТАЛИ ШТАМПОВЫЕ
437
4Х4ВМФС (ДИ 22)
Назначение. Инструмент высокоскоростной машинной штамповки, высадки на горизонтально-ковочных машинах, вставки штампов для горячего деформирования легированных конструкционных сталей и жаропрочных сплавов на молотах и кривошипных прессах (вместо менее теплостойких сталей марок 4Х5В2ФС, 4Х5Ф1С, 4ХЗВМФ), пресс-формы литья под давлением медных сплавов.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, ' при t, °C Термообработка
С-1 Т-1 + 20 0 -20 -30 -40 -50
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
В воде В масле В селитре На воздухе
45 HRC, 660°С, 2 ч
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вад полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1180-850 Замедленное в колодце
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. В отожженном состоянии при £ 241 НВ К,= 1,2 (твердый сплав), Kv = 0,75 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
438
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
5ХЗВЗМФС (ДИ 23) Прутки и полосы—ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000
Температура критических точек, "С
С Si Мп S р Сг Си Ni Мо V W Nb Aci Ас3 Ari Агз Мн Мк
0,45-0,52 0,So-О.80 0,20-0,50 0,030 <. 0,030 2,50- 3,20 0,30 <, 0,40 0,80- 1,10 1,50- 1,80 3,00- 3,60 0,OS-О.15 780 920 665 725 330 70
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2, Н/мм2 с., Н/мм2 8, % % кси, Дж/см2 t испытания, °C НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 840-880 С печью 40-50°С/ч до 600°С, затем на Не определяются <. 241
воздухе
Закалка ИЗО Масло HRC
— S49
Отпуск 550
Закалка 1120- 1140 Масло — ~HRcl S53
дц Отжиг* 860-890 С печью, затем на воздухе — Не определяются 187Л 229 J
Закалка2 Отпуск 1-й Отпуск 2-й (Режим I) 1120-1150 640-660 600-620 Масло Воздух Воздух Образцы 1372-1470 686-784 1519-1568 784-882 8-10 10- 14 28-32 40-45 25-29 34-39 20 650 HRC1 52-56 HRC 46-49
Закалка2 Отпуск 1-й 1120- 1150 660-680 Масло Воздух — Не определяются -— HRC 52-56 HRC |
Отпуск 2-й 600-620 Воздух 41- 45
(Режим 11)
1 Нагрев со скоростью 100°С/ч до 860-890°С, выдержка не менее 2,0-2,5 ч; охлаждение со скоростью 30-50°С/ч до 560°С, выдери®8 2,0-4,0 ч; охлаждение со скоростью 50-70°С/ч до500°С, затем на воздухе.
2 Нагрев под закалку осуществляется с предварительным подогревом (или выдержкой) при 700-750°С до выравнивания по сечению. Время выдержки выбирается из расчета 50-70 с/мм при нагреве в печи (с применением защитной упаковки) и 30-50 с/нм при нагреве в соляной ванне.
Во избежание коробления инструмента закалку рекомендуется производить с подслуживанием до 900°С на воздухе, затем в масле ДО 150-200°С. В случае отсутствия соответствующего термического оборудования допускается закалка с 1100°С. При этом во избежав снижения теплоустойчивости время выдержки при нагреве необходимо увеличивать в 2 0-2 5 раза по сравнению с закалкой от
Отпуск следует производить непосредственно после закалки, продолжительность отпуска назначается из расчета 1,5-2,0 ч плюс 1—1,5 мин на 1 мм сечения.
Механические свойства ориентировочные.
После шлифования термообработанного инструмента необходимо производить отпуск при 150-200°С продолжительностью 1,5-2,5 4 для снятия напряжений.
СТАЛИ ШТАМПОВЫЕ
439
5ХЗВЗМФС (ДИ 23) |
Назначение. Тяжело нагруженный прессовый инструмент (типа прошивных и формующих пуансонов), инструмент для высадки (на горизонтально-ковочных машинах), вставки штампов напряженных конструкций (режим I). Прессовый инструмент сложной конфигурации типа зубчатых вставок для штамповки и др. (режим П) (для горячего объемного деформирования конструкционных сталей и жаропрочных металлов и сплавов). Сталь хорошо азотируется.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 +20 0 -20 -30 -40 -50
1
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
В воде В масле В селитре На воздухе
40 HRC, 685°С, 2 ч
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
из заготовок
из слитков
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм
Слиток 1180-850
Заготовка
Свариваемость
Условия охлаждения
Условия охлаждения
Размер сечения,
Замедленное в колодце
Флокеночувствительность
Обрабатываемость резанием
Чувствительна
Не
применяется для сварных конструкции
В отожженном состоянии при £ 241 НВ Kv = 1,2 (твердый сплав), Kv = 0,7 (быстрорежущая сталь)
Склонность к отпускной хрупкости
Не склонна
440
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали 4Х5МФС Вид поставки Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, "С
С Si Мп S р Сг Мо V Aci Асз Ari Агз Мн Мк
0,32-0,40 0,90- 1,20 0,20-0,50 < 0,030 «50,030 4,50- 5,50 1,20- 1,50 0,30-0,50 840 870 735 810 300 ПО
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Оо.Т, Н/мм2 О., Н/мм2 8, % У, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5950-2000 Отжиг 840-860 С печью 40-50°С/ч до 600°С, далее на воздухе < 241
Закалка Отпуск 1020 550 Масло Воздух £47
Закалка 1000-1020 Масло £50
Назначение. Для мелких молотовых штампов, крупных (толщиной или диаметром более 200 мм) молотовых и прессовых вставок при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного массового производства.
Предел вьшосливости, Н/мм2
О-1______Т-1
Термообработка
Ударная вязкость, KCU, Дж/см1, при!, °C
Термообработка
0
-20
-80
-40
-70
1020°С, отпуск 600Т_
+ 20 29
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
Вводе В масле В селитре На воздухе
46 HRC,590°C, 2 ч
Технологические характеристики
Ковка Охлаждение поковок, изготовленных _
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1180-850 Замедленное в колодце
Заготовка
Свариваемость
Флокеночувствительность
Обрабатываемость резанием
Не применяется для сварных конструкций.
В отожженном состоянии при 5 241 НВ К,=0,7 (твердый сплав), Kv = 0,55 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупк°с2^.
Не склонна
СТАЛИ ШТАМПОВЫЕ
441
Марка стали ЗХ2В8Ф Вид поставки Сортовой прокат — НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек, "С
С Si Мп S Р Сг Ni Мо V W Си Aci Ас3 Ari Агз Мн
0,30-0,40 0,15-0,40 0,15-0,40 £ 0,030 <, 0,030 2,20-2,70 0,35 < 0,50 0,20-0,50 7,50-8,50 0,30 800 860 690 750 380
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ сь.1, а„ б, v> KCU, Н/мм2 Н/мм2 % % Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
дц Прутки и полосы отожженные или высокоотпущенные — Не определяются — <241
Закалка 1075-1125 Масло Образцы Не определяются 248 —
Подогрев Закалка Отпуск 840-860 1120-1160 660-680 Масло Воздух Образцы Не определяются 39-441 —
Подогрев Закалка Отпуск 840-860 1070- 1100 620-650 Масло Воздух Образцы Не определяются 41-442 —
Закалка Отпуск 1080- 1100 580-590 540-550 Масло или воздух С печью С печью До 400 Не определяются — 402- 475
Подогрев Закалка Отпуск 700-750 1130- 1150 640-660 600-620 Масло Воздух Воздух Образцы Не определяются 43-47 —'
Закалка Отпуск Азотирование 1150 620 530 Масло Воздух Образцы • Не определяются — HV 1130-11503 HV 1 Boll 504
бработка на повышенную теплостойкость. бработка на повышенную прочность и разгароустойчивость. С1«пень диссоциации аммиака 25-30%; 3 ч, толщина слоя 0,07-0,08 мм. 4 с пень диссоциации аммиака 25 30%: 6 ч, толщина слоя 0,10-0,12 мм.
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
ЗХ2В8Ф
Назначение. Тяжелонагруженный прессовый инструмент (мелкие вставки окончательного штампового ручья, матрицы и пуансоны для выдавливания и т,д.) при горячем деформировании легированных конструкционных сталей и жаропрочных сплавов, пресс-формы литья под давлением медных сплавов.
Предел выносливости, hW Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
•
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
Вводе В масле В селитре На воздухе
44-50 HRC, 630-650°С, 3 ч
Жаростойкость
Среда t,°C Длительность, ч Глубина коррозии, мм/год Балл стойкости
Воздух 500 4 0,0705 3
Воздух 600 1 0,193 6
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлажденяя
Слиток До700°Снавоз№" далее в песке
Заготовка 1200-900
Свариваемость Обрабатываемость резанием Флокеноччувствителыюсть
Не применяется для сварных конструкций. При 200-220 НВ и с, = 710 Н/мм2 К»=0,9 (твердый сплав), Kv=0,45 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупк°^
Склонна
СТАЛИ ШТАМПОВЫЕ
443
Марка стали Вид поставки Прутки и полосы — ГОСТ 5950-2000.
ЗХ2МНФ
Массовая доля элементов, %, по ГОСТ 5950-2000 . Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Асз Ari Агз
0,27-0,33 0,io-о.40 0,ЗО-C.60 2 0,030 < 0,030 2,00- 2,50 1,20- 1,60 0,40-0,60 0,25-0,40 20,30 780 830 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2> Н/мм2 а., Н/мм2 5, % V, % кси, Дж/см1 HRO НВ
Операция VC Охлаждающая среда
не менее
гост 5950-2000 Отжиг 700-720 С печью 50°С/ч,до 500°С, далее воздух — — — — — — — 2 255
ДЦ Закалка 900 950 1000 1050 Масло 44 50 50 49
Закалка1 Отпуск 910-930 540 560 Масло или воздух <300 Для молотов
40-45
Закалка1 Отпуск 910-930 560-580 Масло или воздух >300 38-41
Закалка1 Отпуск 920-950 530-550 Масло или воздух <300 Для прессов
45-47
Закалка1 Отпуск 920-950 540 560 Масло или воздух >300 42-44
Отпуск Otttvok 620-640 Л4П-6АП <300 >300 Д тя хвостовиков штампов
34-37 28-33
Релаксавд Релакса® . Релаксавд 1 Нагрев Штампы и напряжений при 450°С за 1000 ч составляет 20% от начального напряжения со - 750 Н/мм . и напряжений при 500°С за 1000 ч составляет 45,3% от начального напряжения со ВД напряжений при 500"С за 1000 ч составляет 45% от начального напряжения ср—бои н/мм,.— ---
Назначение. Пре Усилием до 196 М Предел выносливости, HW ссовый инструмент: втулки конт Н и другие детали, работающие п Т ермообработка ейнеров, пресс-штемпели, матрицы, иглы >и температурах до 500°С. Ударная вязкость, KCU, Дж/см1, при!, °C контей неры и другие детали прессов Термообработка
0-1 T_i -40 — 90 0 + 20 + 450 + 500
Тепл остойко сть Шлифуемостъ Вводе Критический диамез В масле гр, мм, п Вс ри закалке елитре На воздухе
Вид -Полуфабриката .Слиток „Заготовка — Св Совка Температурный интервал ковки, °C 1200-850 1 1200-850 Разм Технологичес из с: гр сечения, мм Обрабат Охлаждение поков ТИТКОВ Условия охлаждения ываемость резанием ок, pj изготовленных из заготовок □мер сечения, мм Условия охлаждения Флокеночувствительность
Не применяется для сварных конструкций. В отожженном состоянии при 2 255 НВ Kv= 1,0 (твердый, сплав), Kv = 0,7 (быстрорежущая сталь). Чувствительна
Склонность к отпускной хрупкости Мало склонна
444
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали 5Х2МНФ (ДИ 32) Вид поставки Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S р Сг Ni Мо V Aci Асз Ari Агз Мн Мк
0,46-0,53 0,10-0,40 0,40-0,70 <0,030 <0,030 1,50-2,00 1,20-1,60 0,80- 1,10 0,30-0,50 740 815 650 730 210 40
НД Режим термообработки Сечение, ММ °0,2> Н/мм2 с., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция VC Охлаждающая среда
не менее
ГОСТ 5950-2000 Высокий отпуск 720-740 С печью 50°С/ч, до 500°С, далее воздух £ 255
Закалка Отпуск 970 550 Масло Воздух >44
Закалка 960-980 Масло >56
ДЦ Закалка а) подогрев б) окончательный нагрев 700-750 960-980 Масло 58-59
Отпуск1 Отпуск1 590-610 650-670 Воздух 45-48 40-42
Закалка 950 1000 1050 1100 Масло 59 60 61 58
Закалка2 Отпуск 960-980 600-620 Масло Воздух <300 Для молотов -
40-45
Закалка2 Отпуск 960-980 620-640 Масло Воздух >300 38-41
Закалка2 Отпуск 970-1000 580-600 Масло Воздух <300 Для поессов
45-47
Закалка2 Отпуск 970-1000 600-620 Масло Воздух >300 42-44
Отпуск Отпуск 640-660 660-680 Воздух <300 >300 Иля хвостовиков штампов ——
34-37 28-33
1 Температура второго отпуска 550-580°С. д<О-700 ММ
2 Нагрев до температуры закалки со скоростью 35-25°С/ч для штампов высотой 250-400 мм и 24-15°С/ч - высотой
Штампы со стороной до 250-300 мм, имеющие простую форму, охлаждают в масле; сложной формы - на воздухе. -——
Назначение. Крупногабаритные цельные штампы (со стороной квадрата или диаметром до 600 мм) для штамповки п<®°®^!ц конструкционных сталей и жаропрочных сплавов на молотах и кривошипных прессах (вместо менее теплостойких стале 4ХМФС), инструменты зажимные и формующие вставки, наборные и формовочные пуансоны для высадки конструкционных
жаропрочных сплавов на горизонтально-ковочных машинах (ГКМ), ножи горячей резки и пр ——
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, приЪ °C Термообработка
О-1 Т-1 +-20 0 -20 -40 -60 -80
Теплостойкость Шлифуемость Критический пиамал пи .чакалке —"
В воде В масле Г2 —, -г-—_ В селитре На воздух
670°С ..—-
Технологические характеристики
изготовленных
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1200-850
Заготовка
из слитков
Размер сечения, мм Условия охлаждения
Замедленное в колодце
Размер сечения, мм
из заготовок_______
Условия охлаЖДИЕ-
Не применяется для сварных конструкций.
уюраоатываемость резанием
В отожженном состоянии при <255 НВ Kv = 0,64 (твердый сплав)
ФлокеночувствительнойЬ.
Малочувствительна
Склонность к отпускнрйхЕНВ^ "
Мало склонна
СТАЛИ ШТАМПОВЫЕ
445
Марка стали Вид поставки * 1
1 27Х2Н2М1Ф Поковки — ТУ 24-1-12-180-75.
Массовая доля элементов, %, по ТУ 24-1-12-180-75
Температура критических точек, 'С
с Si Мп S р Сг Ni Мо V Ас, Ас3 Аг, Агз
0,25-| 0,30 0,17-0,37 0,so-о.80 £0,030 £ 0,030 2,00- 2,50 1,40- 1,80 0,80- 1,00 0,20-0,30 710 820 — — 1
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ 00,2» Н/мм2 о», Н/мм2 8, % V, % кси, Дж/см2 t испытания, °C НВ 1
Операция t,°C Охлаждающая среда
не менее
ТУ 24-1- I 12-180-75 Нормализация Отпуск! Отпуск И 950-960 560-570 550-560 Воздух Печь Печь До 700* 1200 1300 9 — — 20 363- I 444—1
900 1000 10 -— 39 450 — 1
850 950 10 — 49 500 — 1
Г"»— — ..! - 1
1 Образцы тангенциальные.
Предел длительной прочности: с 3*0 = 900 Н/мм2, с 300 - 800 Н/мм.
„попилстью и пластичностью; втулки контейнеров,
Назначение. Ответственные детали прессового инструмента с хдо50о"с.
кольца, пресс-штемпели, иглы и другие детали, работающие при те р __________ _
Т ермообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
Термообработка
Предел выносливости, Н/мм2
+ 20
-20
-40
-60
-80
0
Технологические характеристики
Охлаждение поковок, изготовленных
Ковка
1 Вид I П0ЛУфабриката Температурный интервал ковки, °C
I Слиток 1200-900
1 Заготовка
Свариваемость
из слитков
из заготовок
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
В колодце
Флокеночувствительность
Обрабатываемость резанием
Не применяется для сварных конструкций.
В состоянии нормализации при 344 НВ и о, = 1300 Н/мм2
Kv = 0,5 (твердый сплав),
Ку=0,15 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости Мало склонна
446
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вцд поставки Поковки—ТУ 108.11.835-85.
27Х2Н2МВФ
Массовая доля элементов1, %, по ТУ 108.11.835-85 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Aci Асз Ari Агз
0,25-0,30 0,17-0,37 0,50-0,80 0,015 < 0,015 2,00- 2,50 1,40- 1,80 0,40-0,60 0,20-0,30 0,40-0,70 780 835 — —
1 Суммарное содержание S и Р не должно быть более 0,025%.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ С0.2, Н/мм2 о„ Н/мм2 8, % V, % кси, Дж/см2 t испытания, °C НВ
Операция t,°C Охлаждающая среда
не менее
ТУ Состояние поставки Поковки типа колец _
108.11.835 -85 — — — 1226 1324 ' 10 35 34 20 НКС 41
Состояние поставки С (стальн! ле типь ПОКОВОК
— — — 1252 1257 • 7 26 24 20 HRC 41
дц Нормализация Отпуск Отпуск 950-960 560-570 540-570 Воздух С печью С печью До7002 1176 931 833 1225 980 882 7 8 8 — — 2О3 450 500 420
2 Механические свойства факультативны.
3 Образцы тангенциальные.
Назначение. Комплект деталей прессового инструмента к прессу установки усилием 450 МН, а также особо ответственные детали прессового инструмента с высокими свойствами прочности и повышенной пластичностью после термообработки: втулки контейнеров, кольца, пресс-штемпели, иглы и другие детали, работающие при температуре до 500°С.
Предел выносливости, Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
+ 20
-20
-40
-60
-80
О
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Слиток
Заготовка
Температурный интервал ковки, °C
1200-850
1200-850
из слитков
Размер сечения, мм
Условия охлаждения
из заготовок
Размер сечения, мм
До 100
Условия охлаЖДенИЯ
На воздухе
Свариваемость Обрабатываемость резанием
Не применяется для сварных конструкций. В состоянии нормализации и отпуска при 410 НВ и о,-1250 Н/мм2 Ку=0,5 (твердый сплав), Ку = 0,15 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупка_
Не склонна
101-350
В яме
Флокеночувствительность
СТАЛИ ШТАМПОВЫЕ
447
Марка стали
Вид поставки
ЗХ2Н2МВФ
Поковки — ОСТ 24.959.01-69.
Массовая доля элементов, %, по ОСТ 24.959.01-69
Температура критических точек, ’С
С Si Мп S р Сг Ni Мо V W Aci Ас3 Ari Агз
0,32-[ 0,38 0,17-0,37 0,So-О.80 $ 0,030 0,030 2,00-2,50 1,40-1,80 0,80- 1,00 0,20-0,30 0,80- 1,20 780 830 — —
Механические свойства при комнатной температуре
Режим термообработки С0,2, Н/мм2 Н/мм2 кси, Дж/см2
цц Операция t,°C Охлаждающая среда Сечение, мм 5, % % % t испытания, °C НВ
не менее
Г дц Нормализация Отпуск Отпуск 950-960 570-580 550-570 Воздух С печью С печью ДоТОО1 1300 1000 950 1400 1100 1050 7 8 8 — — 20 450 500 388-444
Образцы тангенциальные.
Назначение. Особо ответственные детали прессового инструмента с высокими »“^0^ЙСП,аМИ ^М°°бРа6°ТКИ: втулки контейнеров, пресс-штемпели, иглы и другие детали, работающие при тем ра
I Предел I выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
L п-| Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
1 Ковка Охлаждение поковок, изготовленных
I Вид I полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1 Слиток 1200-900
I Заготовка —
Термообработка
^стояние от торца, мм
60 200
51,5 43,5
Закалка, вода
Обрабатываемость резанием
Свариваемость
Флокеночувствительность
Рименяется для сварных конструкций.
В нормализованном и отпущенном состоянии при 40 HRC
Kv = 0,37 (твердый сплав),
Kv = 0,15 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости
Мало склонна
448
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
ЗХЗМЗФ Прутки и полосы—ГОСТ 5950-2000.
Температура критических точек, *С
Массовая доля элементов, %, по ГОСТ 5950-2000
Si
0,27-0,34
0,io-о.40
0,20-0,50
Мп
Р
0,030
5 0,030
Сг
Ni
Мо
Aci
Ас3
Ап
Агз
Мн
Мк
2,80-
3,50
5 0,40
2,50-
3,00
0,40-0,60
5 0,30
815
875
760
820
340
155
С
V
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ С0,2> Н/мм2 о», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 860-880 С печью 40-50°С/чдо 600°С, далее на воздухе — Не определяются — £ 229
Закалка Отпуск 1040 550 Масло Воздух — Не определяются >45 —
Закалка 1030-1050 Масло — Не определяются £47 —
ДЦ Закалка 1030-1050 Масло 10x10 Не определяются 47-50 —
Отпуск 1-й1 Отпуск 2-й1 580-600 540-560 Воздух 1500 1700 — — 25 47-48 —
Отпуск 1-й1 Отпуск 2-й* 610-620 570-580 Воздух 1300 1500 — — 40 44-46 —
1 Продолжительность первого отпуска - 2 ч, второго - на 25-30% меньше первого.
Назначение. Инструмент горячего деформирования на кривошипных прессах и горизонтально-ковочных машинах, подвергающихся в процессе работы интенсивному охлаждению (как правило для мелкого инструмента), пресс-формы литья под давлением медных сплавов.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, КСП, Дж/см2, при t, °C Термообработка
O-1 Т-1 + 20 0 -20 -30 -40 -50
Теп. нестойкое ть Шлифуемостъ В воде Кр ктическт В мае 1й диамет ие ~р, мм, п Вс ри закалке -— елитое Навоздух?—
650°С
Технологические характеристики
Ковка
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечения, мм
из слитков
Охлаждение поковок, изготовленных
Условия охлаждения
Размер сечения, мм
из заготовок
Слиток
1180-850
Заготовка
Замедленное в колодце
Свариваемость Обрабатываемость резанием
Трудно свариваемая. Способы сварки: РД, РАД. Необходимы подогрев и последующая термообработка. В отожженном состоянии при 5 229 НВ Kv = 0,75 (твердый сплав), Ку = 0,6 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хру»11^—
Не склонна
Условия охлаждения
Флокеночувствительность^^.
449
СТАЛИ ШТАМПОВЫЕ
Марка стали
4ХЗВМФ (ЗИ2)
С
Si
Вид поставки
Прутки и полосы—ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950 2000
0,40-0,48
0,60-0,90
0,30-0,60
Мп
Р
0,030
5 0,030
Сг
Ni
Мо
V
2,80-
3,50
Режим термообработки
нд Операция t,°C
ГОСТ
5950- 2000 Отжиг 840-860
Закалка 1040- 1060
Закалка
ДЦ
а) подогрев
б) окончательный нагрев
Отпуск 1-й
Отпуск 2-й
700-750
1040-
1060
560-580
530-550
5 0,40
Охлаждающая среда
С печью до 40-50°С/ч,до 600°С, далее воздух_______
Масло
Масло
0,40-0,60
0,60-0,90
W
0,60-
1,00
Температура критических точек, °C
Aci Ас3 Ari Агз Мн
800 850 730 760 230
комнатной температуре
Сечение, ММ Со,2, Н/мм2 с», Н/мм2 6, % % 1 кси, Дж/см’ HRC
не менее
— 1 Не определяются —
Образцы — — — — — >52
— Не определяются 52-54 47-49
НВ
5
241
Назначение. Мелкие молотовые штампы, молотовые и ^^рукционных и жаропрочных сталей, инструмент для
горизонтально-ковочных машин при горячем Деформировднии констру высокоскоростной машинной штамповки конструкционных • —
Ударная вязкость, KCU, Дж/см’, при t, °C
Предел I выносливости, Н/мм2 Термообработка
Lo-i т-1
+ 20
Теплостойкость
Шлифуемость
0
-20
-30
-40
-50
Термообработка
В
в J
Критический диам< В масле
>. мм, при закалке
В селитре
На воздухе
65О°С
1— Ковка
1 Вид 1 полуфабриката Температурный интервал ковки, °C
|_Слиток 1180-850
Заготовка 1180-850
Свариваемость
Размер сечения, мм
из слитков
Условия охлаждения
Замедленное в колодце
Обрабатываемость резанием
Не применяется для сварных конструкций.
Размер сечения, мм
В закаленном и отпущенном состоянии при 44-48 HRC
Условия охлаждения
Замедленное в колодце
Флокеночувствительность
Не чувствительна _________
Склонность к отпускной хрупкости
Не склонна
450
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали 4Х5МФ1С (ЭП572) Вид поставки Прутки и полосы—ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000 Температу]
С Si Мп S р Сг Ni Мо V Си Aci Ас3 Ari Аг3 Мн Мк
0,37-0,44 0,90-1,20 0,20-0,50 < 0,030 < 0,030 4,50- 5,50 0,40 1,20-1,50 0,80- 1,10 0,30 875 935 760 815 305 140
нд тел а ним с сп. и с и>ип Режим термообработки Сечение, ММ °0.2> Н/мм2 С., Н/мм2 8, % у. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 5950-2000 Отжиг 840-860 С печью 40-50°С/чдо 600°С, далее воздух — — — — — — — < 241
Закалка 1030 Масло — — — — — — — —
Отпуск 550 — — — — — — i. 47 —
Закалка 1020- 1040 Масло — — — — — — £50 —
ДЦ Закалка 1020- 1040 Масло Образцы 10x10 — — — — — 53-55 —
Отпуск 1-й (2 ч) 560-580 Воздух — — — — — —
Отпуск 2-й (1,4-1,5 ч) 520-540 1490 1650 — — 46 47-49 —
Закалка 1020- 1040 Масло Образцы 10x10 — — — — — 53-55 —
Отпуск 1-й (2 ч) Отпуск 2-й (1,4-1,5 ч) 610-620 570-580 Воздух — — — — — 44-46
Назначение. Пресс-формы для литья под давлением цинковых, алюминиевых и магниевых сплавов, молотовые и прессовые встаиш (толщиной или диаметром до 200-250 мм), при горячем деформировании конструкционных сталей, инструмент для высади заготовок из легированных конструкционных и жаропрочных материалов на горизонтально-ковочных машинах.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 т-1 + 20 0 -20 -40 -60 -80
Теплостойкость
Шлифуемостъ
Вводе
В селитре
Критический диаметр, мм, при закалке В масле
_ НавоЗДЕ»—
630°С
Ковка
Технологические характеристики
_________________Охлаждение поковок, изготовленных
Вид полуфабриката
Слиток
Температурный интервал ковки, °C
1180-850
__________ из слитков
Размер сечения, мм
Условия охлаждения
из заготовок
Размер сечения, мм
Условия охлажден®
в
Свариваемость Обрабатываемость резанием
Трудно свариваемая. Способы сварки: РД РАД. Необходимы подогрев и последующая термическая ообработка В закаленном и отпущенном состоянии при 51HRC и о, -1900 Н/мм2 Kv=0,17 (твердый сплав), Kv= 0,05 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной ХрУ^___
Не склонна
Флокеночувствительи**^
451
СТАЛИ ШТАМПОВЫЕ
Марка стал» Вид поставки 1 Прутки И полосы — ГОСТ 5950-2000. 1
I 6Х6ВЗМФС (55Х6ВЗСМФ, ЭП569)
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура » гритиче ских точек, С 1
С Si Мп S Р Сг Ni Мо V W Aci Ас3 Ari Агз Мн I 210- I
0,50- 1 0,60 0,60-0,90 0,IS-О.45 2 0,030 < 0,030 5,50- 6,50 <0,40 0,60-0,90 0,50-0,80 2,50- 3,20 836-1 875 "889- ' 905 690- 755 700— 790 250 1
I Механические свойства при комнатной температуре
вд Режиь термообраб отки Охлаждающая Сечение, ММ сад, 1 , 8, % % Н/ммг 1 Н/мм | L_4_ кси, Дж/см2 HRC НВ
Ггост 5950- 2000 Отжиг ч V 860-880 среда С печью 30°С/ч до 770°С, выдержка 2-3 ч, далее 50°С/ч до 55О°С, затем Не определяются —• < 1 255 I
Закалка 1055- Масло — Не определяются >60 233- 1
Г~1ц Отжиг 1075 850-860 С печью — Не определяются — 187
Закалка Отпуск 1-й1 Отпуск 2-й 1060-1075 530-545 350-370 Масло Воздух Воздух — Не определяются 15 59-61
I Продолжительность 1-го отпуска - 2 ч и 2-го отпуска — 5 ч. Назначение. Ножи для холодной рубки труб на прессе модеда“Xw^Z^ohob, мири применяемые для холодной пластической деформации (“««« „Сильных машин, применяемы} I гильотинных ножниц для резки тугоплавких металлов, ножи ру I промышленности, шарошек, разрушающих горные породы и др. зых машинах, инструменты, 1 ц, накатников и др.); ножи 1 в деревообрабатывающей 1
I Предел I вьшосливости, Термообработка Ti Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
L о-1 т-1 + 20 0 | -20 -30 -40 | -50
L К Вид I полуфабриката □вка Температурный интервал ковки, °C Размер сечения, мм Охлаждение поково из слитков Условия охлаждения к, изготовленн Размер сечения, мм ЫХ 1 из заготовок 1 Условия охлаждения 1
I Слиток 1180-800 Пл 1ЯП В отапливаемом колодце До 180 В отапливаемом колодце 1
1 Заготовка 11RO-800
1 Свариваемость Обрабатываемость резанием Флокеночувствительность 1
I Не применяется для сварных I конструкций В отожженном состоянии при 255 НВ Kv = 1,0 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) Чувствительна 1
Склонность к отпускной хрупкости I
Не склонна 1
452
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
8Х4В2МФС2 (ЭП761) Прутки и полосы — ГОСТ 5950-2000.
Температура критических точек, “С
Массовая доля элементов, %, по ГОСТ 5950-2000
Si
Мп
Сг
Ni
Мо
Aci
Ас3
Ari
Агз
Мн
0,80-0,90
1,70-
2,00
0,20-0,50
5 0,030
5 0,030
4,50-5,10
5 0,40
0,80-
1,10
1,10-
1,40
1,80-
2,30
840
880
785
820
150
С
S
Р
W
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Со,2, Н/мм2 Со.05, Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 880-900 С печью 40°С/ч до740°С, 3-4 ч, далее 50°С/чдо 550°С, воздух — Не определяются — < 255
Закалка 1060-1090 Масло — Не определяются 2>б0 —
ДЦ Режим окончательной термообработки — Не определяются 62- 64 —
Закалка а) подогрев б) окончательный нагрев 700-750 1060-1090 Масло
Отпуск (3-х кратный по 1ч) 530-540 — 2700-2800 2200- 2300 3700-3800 — 40-60* 62- 63 —
1 Образцы ненадрезанные.
Назначение. Матрицы и пуансоны штампов холодного объемного деформирования, испытывающие в процессе эксплуатации давление до 2300 Н/мм2, резьбонакатные ролики.
Предел выносливости, Н/мм2
С-1 Т-1
Термообработка
+ 20
Ударная вязкость, KCU, Дж/см2, при t, °C
-20
-30
-40
-50
Термообработка
0
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечения, мм
из слитков
Условия охлаждения
Размер сечения, мм
из заготовок
Условия охлаждения
Слиток
1150-850
Замедленное в колодн6
Замедленное в колодце
Заготовка
1150-850
Свариваемость Обрабатываемость резанием
Не применяется для сварных В закаленном и отпущенном состоянии при 61HRC и о, = 3500 Н/мм2
конструкций. Kv=0,2 (твердый сплав), Kv = 0,05 (быстрорежущая сталь)
Не склонна
Мало чувствительна
Склонность к отпускной хрупко^.
Флокеночувствительноет^
СТАЛИ ШТАМПОВЫЕ
453
Марка стали 11Х4В2МФЗС2 (ДИ 37) Вид поставки Прутки и полосы — ГОСТ 5950-2000.
Массовая доля элементов, %, по ГОСТ 5950-2000 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Aci Асз Ал Ал
1,05- 1,15 1,40- 1,80 0,20-0,50 < 0,030 < 0,030 3,50- 4,20 5 0,40 0,30-0,50 2,30-2,80 2,00- 2,70
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Оо,2, Н/мм2 Оо.И, Н/мм2 Оя, Н/мм2 S, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 5950-2000 Отжиг 860- 880 С печью 50°С/ч до 740-750°С, 3-3,5 ч, далее 50°С/ч до 550°С,воздух — Не определяются — < 255
Закалка 1000- 1030 Масло — Не определяются 62 —
дц Режим окончательной терм ообработки — Не определяются 60- 62
Закалка 1000- 1030 Масло
Отпуск (2,5 ч) 200- 220 — 2500 2100 3400- 3700 — — 50-60 60- 62
320- 350 — 2400 2000 3800- 4000 — — 68-80 56— 58
Закалка 1050- 1070 Масло — Не определяются 60— 62
Отпуск (3-х кратный по 1ч) 540 — 2700 2150 3600- 3800 — —— 45-50 59- 61
Закалка 1080- 1100 Масло — Не определяются 60— 62
Отпуск (3-х кратный по 1 ч + 500°С. 1 ч! 540 — 2800 2250 3400- 3600 — •—• 30-40 61- 62
Назначение. Вырубные штампы, в том числе для обработки холоднокатаных эл ктр тели холодного выпявпивяния, типа “карлит”, пуансоны и матрицы холодновысадочных автоматов, пуансонь нагоева рабочих поверхностей до 400°С, эксплуатируемые с удельными давлениями до 2000 Н/мм в условиях повышенно гр шпице-и резьбонакатной инструмент.
Предел выносливости, Н/мм2 Термообработка *TV Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
—Si—. Т-1 + 20 0 -20 -30 япактеристики -40 -50
К Вид полуфабриката овка Температурный интервал ковки, °C Размер сечения, Охлаждение поков из слитков Условия охлаждения ок, изготовлен Размер сечения, мм яых из заготовок Условия охлаждения
-Слиток Заготовка 1150-880 ММ Замедленное в колодце
. Свар иваемость Обрабатываемость резанием Флокеночувствительность
Не конирукцийеНЯеТСЯ Д™ СВЯ₽НЫХ В закаленном и отпущенном состоянии при 60-62 HRC и о»=3400 Н/мм2 Kv = 0,2 (твердый сплав), Kv = 0,06 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Не склонна
454
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
СТАЛИ ВАЛКОВЫЕ
Марка стали Вид поставки
9X1 (9Х) Поковки — ОСТ 24.013.20-90, ОСТ 24.013.21-85, ОСТ 24.013.04-90. Сортовой прокат — ГОСТ 5950-2000.
Температура критически! точек,’С
Массовая доля элементов, %, по ГОСТ 5950-2000
С
Si
0,80-0,95
0,25-0,45
Мп
О,IS-О.40
S
Р
Сг
5 0,030
< 0,030
1,40-
1,70
Ni
50,35
Си
Мо
<0,30
Асх
Ас3
Ап
Агз
Мн
745
783
700
270
Механические свойства при комнатной температуре
НД' Режим термообработки Сечение, ММ °0,2> Ой; Н/мм2 Н/мм2 HSD HRC НВ
Операция t,°C Охлаждающая среда
не менее бочки шейки
ГОСТ 5950-2000 Отжиг Закалка 800-820 820-850 Печь Масло Образцы Не определяются — — >62 <229
ОСТ 24.013. 20-90 Закалка Отпуск Отпуск 810-850 130-180 Вода Воздух До 250 Не определяются 90-96* 30-55 — —
300-500 Печь ДоЗОО 50-692
Закалка ТПЧ Отпуск 910 130-180 Вода Воздух До 900 95-105* — 285 _ 352-429 — —
ОСТ 24.013. 21-85 Нормализация Отпуск Закалка Отпуск 840-860 580-620 830-850 480-520 Воздух Печь Масло Печь До 800 До 500 Не определяются — — —
ОСТ 24.013. 04-90 Нормализация Отпуск 840-860 480-520 Воздух Печь До 1000 Не определяются 35-55* 30-60 — —
До 1600 35-602
Закалка Отпуск 830-850 320-480 Масло Печь До 1000 45-60* 30-60 —. ——
До 1600 ДоЗОО 45-752 60-85*
1 Твердость рабочих валков.
2 Твердость опорных валков.
3 Твердость бандажей. ________________ —
Назначение. Клейма, пробойники, холодновысадочные штампы, деревообрабатывающий инструмент и др. (ГОСТ 5950-2000).
Рабочие валки и опорные валки для холодной прокатки металла (ОСТ 24.013.20-90).
Рабочие валки рельсобалочных, крупносортных и проволочных обжимных и сортовых станов для горячей прокатки негаШ подвергающиеся интенсивному износу и работающие в условиях минимальных или умеренных ударных нагрузок (ОСТ 24.0 85).
Рабочие валки, опорные валки и бацдажи составных опорных валков листовых станов для горячей прокатки металла (ОСТ 24.013.04-
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/смг, при!, “С
0-1 'Ll + 20 dd -20 -30 -40
-50
Ковка
Технологические характеристики
Вид полуфабриката
Слиток________
Заготовка
Температурный интервал ковки, °C 1180-800 1180-800
Размер сечения, мм
Все размеры
из слитков ___________
Условия охлаждения
Термообработка
Охлаждение поковок, изготовленных
иззаготовок.
Условия охлажда®^_
Отжиг с перекристаллизацией,
Свариваемость Обрабатываемость резанием
Не применяется для сварных конструкций. В отожженном состоянии при 187-196 НВ, О! = 680 Н/мм2 К, = 0,95 (твердый сплав), Kv = 0,55 (быстрорежущая сталь)
Чувствительна _______ ~"
Склонность к отпускной xp^d—"
Мало склонна ——
Размер сечения, мм
До 300
В яме
Флокеночувствйтель1Ю£^.
СТАЛИ ВАЛКОВЫЕ
455
Марка стали
Вид поставки
9X2
Поковки — ОСТ 24.013.20-90, ОСТ 24.013.04-90.
Массовая доля элементов, %, по ОСТ 24.013.20-90
Температура критических течете, °C
С Si Мп S р Сг М Мо V Си Aci Асз Ari Агз
0,85- 1 0,95 0,25-0,50 0,20-0,70 0,030 £ 0,030 1,70- 2,10 £0,50 — — £0,25 756 783 — —
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм °0.2, О„ Н/мм2 Н/мм2 HSD HRC НВ
Операция t,°c Охлаждающая среда
не менее бочки шейки
ост 24.013. 20-90 Закалка Отпуск Отпуск 810-850 130-180 Вода Воздух До 900 Не определяются 90-96* 30-55 —
300-500 Печь До 300 50-692
Закалка ТПЧ Отпуск 910 130-180 Вода Масляная ванна До 900 95-105* —
Закалка ТПЧ Отпуск 920 300-500 Вода Печь До 300 70-852 —
Гост 24.013. 04-90 Нормализация Отпуск 820-860 480-520 Воздух Печь До 1000 Не определяются 35-55* 30-60
До 1600 35-60*
Закалка Отпуск 810-850 320-480 Масло Печь До 1000 45-60* 30-60
До 1600 45-752
До 300 60-85* —
.ovpAuuTb рабочих валков.
Твердость опорных валков. Твердость бандажей.
значение. Рабочие валки и опорные валки для станов холодной прокатки металла (ОСТ 24.013.20-90).
эд) чие валки, опорные валки и бавдажи составных опорных валков листовых станов для горячей прокатки металла (ОСТ 24.013.04-
I Предел I выносливости, I—^H/mm2 Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
- ^-1 + 20 0 -20 -30 -40 -50
I— Ковка Охлаждение поковок, изготовленных
1 Вид М°луфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Ц-Диток раготовка 1180-800 1180-800 Все размеры Отжиг с перекристаллизацией, два переохлаждения, отпуск До 300 В яме
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
применяется для сварных конструкций.
В отожженном состоянии при 187-196 НВ, о, = 680 Н/мм2
Kv = 0,95 (твердый сплав),
Ку = 0,55 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Склонна
456
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Вид поставки
Поковки—ОСТ 24.013.20-90, ОСТ 24.013.21-85, ОСТ 24.013.04-90. Сортовой прокат—ГОСТ 5950-2000.
Марка стали 9ХФ, 9Х1Ф
Массовая доля элементов, % Марка стали нд Т емпература критически! точек, “С
С Si Мп S р Сг Ni V Си Aci Асз Ari .. Ari
0,so-о.90 0,15-0,35 0,ЗО-C.60 < 0,030 0,030 0,40-0,70 0,35 о,is-о.30 £ 0,30 9ХФ ГОСТ 5950-2000
0,85-0,95 0,20-0,50 0,20-0,70 1,40- 1,70 0,50 0,io-о.25 0,25 9Х1Ф ОСТ 24.013.20-90
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ По.2, Н/мм2 Н/мм2 HSD HRC НВ
Операция t,°C Охлаждающая среда
Не менее бочки шейки
ГОСТ 5950-2000 Отжиг 800-820 С печью — Не определяются — — — 5241
Закалка 850-880 Масло <10 >60 —
>60 —
Закалка 820-840 Нода <;io
ОСТ 24.013. 20-90 Нормализация 860-880 Воздух До 2000 Не определяются 50-692 30-55 —
Отпуск 500-520 С печью
Закалка ТПЧ 910 Вода До 900 90-1051 — —
Отпуск 130-180 С печью
Закалка ТПЧ Отпуск 910 480-580 Вода С печью До 2000 70-851 — —
ОСТ 24.013. 21-85 Нормализация Отпуск 840-860 580-620 Воздух С печью До 800 Не определяются — — — 241-285
Закалка Отпуск 830-850 480-520 Масло С печью До 500 — — — 352-429 .
ОСТ 24.013. 04-90 Нормализация Отпуск 840-860 480-520 Воздух С печью До 1000 Не определяются 35-551 30-60 — —
До 1600 35-601
Закалка Отпуск 830-850 320-480 Масло С печью До 1000 45-60* 30-60 — —
До 1600 45-752
До 300 60-853 — — — _
1 Твердость рабочих валков.
2 Твердость опорных валков.
3 Твердость бандажей.
Назначение. Рамные, ленточные, круглые пилы, ножи для холодной резки металла, обрезные матрицы и пуансоны холодно Р заусенцев, керны и другие (ГОСТ 5950-2000).
Рабочие валки и опорные валки с диаметром свыше 800 мм для холодной прокатки металла (ОСТ 24.013.20-90).
Рабочие валки рельсобалочных, крупносортных и проволочных обжимных и сортовых станов для горячей прокатки подвергающиеся интенсивному износу и работающие в условиях минимальных или умеренных ударных нагрузок (ОСТ
Рабочие валки, опорные валки и бандажи составных опорных валков листовых, обжимных и сортовых станов для горячей прока5®1 металла (ОСТ 24.013.04-90). ----------------------------------------------------------------- ------- --------
Предел вьшосливости, Н/мм2
0-1
Т-1
Ковка
Вид полуфабриката
Слиток
Термообработка
Ударная вязкость, KCU, Дж/смг, при!, °C
+ 20
0
-20
-30
Технологические характеристики
-40
-50
Термообработка
Охлаждение поковок, изготовленных
Температурный интервал ковки, °C 1180-800
Размер сечения, мм
Все размеры
из слитков
Условия охлаждения
Отжиг с перекристаллизацией,
Свариваемость Обрабатываемость резанием
Не применяется для сварных конструкций. В отожженном состоянии при 5 255 НВ с, = 690 Н/мм2 Ку = 0,9 (твердый сплав), Kv = 0,6 (быстрорежущая сталь1
Чувствительна ___
Склонность к отпускной хрулкод”
Склонна ___
из заготовок
Размер сечения, мм До 100 101-350
Условияохда^
На воздухе Г уме
Флокеночувствительнод^.
СТАЛИ ВАЛКОВЬЕ
457
Марка стали 9Х2МФ Вид поставки Поковки — ОСТ 24.013.20-90, ОСТ 24.013.21-85, ОСТ 24.013.04-90.
Массовая доля элементов, %, по ОСТ 24.013.20-90 Температура критических точек, “С
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ari Аг3
0,85-0,95 0,25-0,50 0,20-0,70 < 0,030 5 0,030 1,70- 2,10 :40,50 0,20-0,30 0,10-0,20 5 0,25 748 784 640 685
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ С0.2, Н/мм2 о., Н/мм2 HSD HRC НВ
Операция t,°C Охлаждающая среда
не менее бочки шейки
ост 24.013. 20-90 Закалка Отпуск 850 130-180 Вода Воздух До 900 Не определяются 90-96 30-55 —
Закалка ТПЧ Отпуск Отпуск 900 150-180 Вода Воздух До 900 Не определяются 95-105 75-90 30-55 —
260-360 Воздух Свыше 400 до 1200
ОСТ 24.013. 21-85 Закалка Отпуск 830-850 480-520 Масло С печью Свыше 500 Не определяются — — 352- 429
ОСТ 24.013. 04-90 Нормализация Отпуск 830-850 480-520 Воздух С печью До 1000 Не определяются 35-55 30-60 —
Закалка Отпуск 830-850 480-520 Масло Печь До 1000 Не определяются 45-60
Назначение. Рабочие валки для станов холодной прокатки металла при особо тяжелых условиях у Рабочие валки проволочных обжимных и сортовых станов (ОСТ 24.013.21-85). ции (ОСТ 24.013.20-90).
Предел выносливости, - Н/мм2 Т ермообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
— г-i 4-20 0 -20 -30 -40 -50
—— к эвка Технологические характеристики Охлаждение поковок, из хуговлеиных из заготовок
Вид полуфабриката Температурный интервал ковки, °C Размер ПАПАНИЯ ММ ИЗ или 1 л.УД — Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1180-800 Все размеры Отжиг с перекристаллизацией, ДоЗОО В яме
Заготовка 1180-800 два переохлаждения, отпуск
Свариваемость ( )брабатываемоста кенном состоянии Н/мм2 5 (твердый сплав), (быстрорежущая с резанием Флокеночувствительность
Применяется для сварных конструкций. В отож о, = 620 Kv = 0,8 Kv = 0,8 при 170-207 НВ, таль) Чувствительна Склонность к отпускной хрупкости Склонна
458
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали 9ХСВФ Вид поставки Поковки— НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек,'С
С Si Мп S Р Сг Ni Мо V W Aci Acj Ari Аг3
0,85-0,95 0,90- 1,10 £0,30 £ 0,020 £ 0,020 1,30- 1,50 — — 0,io-о.20 0,40-0,60
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм С0,2, Н/мм1 о», Н/мм2 HSD HR£ НВ
Операция t,°C Охлаадающая среда
не менее бочки шейки
ДЦ Закалка Отпуск 860-870 130-180 Вода Воздух До 300 Не определяются £90 30-55
Закалка ТПЧ Отпуск 910-930 150-180 Вода Воздух До 300 £90 30-55
Назначение. Рабочие валки с диаметром бочки до 300 мм для станов холодной прокатки металла.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
р-1 Т-1 + 20 0 -20 -30 -40 -50
Технолог нческие характ еристи ки
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечение мм Условия охлаждения
Слиток Заготовка 1160-850 1160-850 Отжиг с перекристаллизацией Отжиг с перекристалли354
Свариваемость Обрабатываемость резанием Флокеночувствшелыго*^^
Не применяется для сварных конструкций. В нормализованном состоянии при 208-217 НВ, о, = 774 Н/мм1 Kv = 1,0 (твердый сплав), Kv = 0,45 (быстрорежущая сталь) Чувствительна — Склонность к отпускной хрУ^—_— Склонна
СТАЛИ ВАЛКОВЫЕ
459
Марка стали 9Х2СВФ Вид поставки Поковки — НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V W Aci Ас3 Ari Агз
0,85-0,95 1,30- 1,60 5 0,30 5 0,020 5 0,020 1,80- 2,10 0,40-0,60 0,io-о.20 0,40-'0,60 792 829 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм ОЬ,2> Н/мм2 <тЕ, Н/мм2 HSD HRC НВ
Операция t,°C Охлаждающая среда
не менее бочки шейки
дц Закалка Отпуск 870-880 130-180 Вода Воздух Свыше 300 Не определяются £90 30-55
£90 30-55 •
Закалка ТПЧ । Отпуск 910-930 150-180 Вода Воздух Свыше 300
Назначение. Рабочие валки диаметром свыше 300 мм для станов холодной прокатки металла.
Предел ВЬШОСЛИВОСТИ, Н/мм? Термообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка
0.1 т-1 + 20 0 -20 -30 -40 -50
Технолог! дчсские характ еристи ки
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1160-850 Отжиг с перекристаллизацией Отжиг с перекристаллизацией
Заготовка 1160-850
— Свариваемость Обрабатываемость резанием Флокеночувствительность
применяется для сварных конструкций. В нормализованном состоянии при 208-217 НВ, о,=774 Н/мм2 К, = 0,9 (твердый сплав), Kv = 0,45 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Склонна
460
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
9Х2В Поковки — НД заводов-изготовителей.
Температура критических точек, 'С
Массовая доля элементов, %
Si
Мп
Сг
0,85-0,95
0,25-0,45
0,20-0,35
£ 0,030
0,030
1,70-
2,10
Ni
^0,30
W
0,30-0,60
Ас,
Ас3
Ari
Агз
S
Р
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Со,2, Н/мм2 а., Н/мм2 HSD HRC НВ
Операция t,°c Охлаждающая среда
не менее бочки шейки
ДЦ Закалка Отпуск 850 130-180 Вода Воздух Свыше 400 Не определяются £90 30-55
Закалка ТПЧ Отпуск 900 150-180 Вода Воздух Свыше 400 £90 30-55
Назначение. Рабочие валки с диаметром бочки свыше 400 мм для станов холодной прокатки металла при тяжелых условиях эксплуатации.
Предел выносливости, Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/смг, при!, °C
0-1
+ 20
-20
-30
-40
-50
Термообработка
0
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C ИЗ слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждеи®
Слиток Заготовка 1180-800 1180-800 Все размеры Отжиг с перекристаллизацией, два переохлаждения, отпуск ДоЗОО В яме ; «И»
Флокеночувствительноей
Свариваемость
Обрабатываемость резанием
Не применяется для сварных конструкций.
В нормализованном состоянии при 255 НВ и о, = 930 Н/мм2
Kv= 0,65 (твердый сплав),
Kv = 0,3 5 (быстрорежущая сталь)
Чувствительна __-
Склонность к отпускной xpJ^L
Склонна
СТАЛИ ВАЛКОВЫЕ
461
Марка стали
55Х
Вид поставки
Поковки-ГОСТ 8479-70, ОСТ 24.013.20-90, ОСТ 24.013.21-85, ОСТ 24.013.04-90.
Массовая доля элементов, %, по ОСТ 24.013.20 90
С
0,50-0,60
нд
Si
0,17-0,37
ГОСТ 8479-70
ОСТ 24,013. 20-90 ОСТ 24.013. 21-85,
ОСТ 24.013. 04-90
дц
Мп
S
Р
Сг
Ni
0,35-0,65
<
0,040
2 0,040
1,00-1,30
Механические
Операция t,°C
Закалка Отпуск —
Объемная термическая обработка
Нормализация Отпуск 830-850 550-580
Закалка Отпуск 820-840 550-620
Закалка Отпуск 820-840 560-630
<0,50
Охлаждающая среда
Воздух Печь или воздух Масло
Печь или воздух
Масло
Печь или воздух
Температура критических точек, °C
Мо
V Си Aci Асз Ап
__ <0,25
Агз
Сечение, ММ По.2, Н/мм2 СУв} Н/мм2 S, % V, % кси, Дж/см1 HRC НВ 1
59 212- I
До 100 490 655 16 45 248 1
— Не определяются 220- I 280 I
До 1500 — — — — — 223- I 277 I
255- I
До 500 — — — —. ”— 293
До 100 637 833 12 40 — — 1 322 240-
101-300 539 784 10 35 — 302 1 240-
301-500 490 735 8 30 •— 300
металла (ОСТ 24.013.20-90).
Назначение. Оси опорных составных валков для холодной прокатки м работающие без значительных ударных
Редукторные валы, шестерни и другие нагруженные детали, подвергающиеся Р
11агРУзок. 'пыъ среднесортных и мелкосортных станов (ОСТ
Рабочие валки блюмингов, слябингов, заготовочных, Рельс°^°'1гопячей^прокатки металла (ОСТ 24.013.04-90). —__
24.013.21-85) и рабочие валки всех размеров листовых стан __ -
I Предел 1 ВЬШОСЛИВОСТИ, L—II/MM2
[_Пч т-1
Термообработка
1 Ковка
1 Вид 1 полуфабриката Температурный интервал ковки, °C
1 Слиток 1240-780
1 Заготовка 1220-800
Все размеры
Свариваемость
Размер сечения, мм
Трудно свариваемая.
Способы сварки; РД, РАД - необходимы п9Догрев и последующая ^РМообработка; КТ - необходима последующая термообработка.
+ 20
Ударная вязкость^ KCU, Дж/см1, Зао
0
-30
-40
-50
Технологические характеристики ------------------
--------------- охлаждение поковок, изготовленных
из СЛИТКОВ ----------—
Условия охлаждения
Отжиг с перекристаллизацией, одно переохлаждение, отпуск
Обрабатываемость резанием ------
минпм и отпущенном состоянии В нормализованном и ощуад
при 277 НВ И с, = 740 Н/мм
Kv = 0,8 (твердый сплав),
Kv = О,6 (быстрорежущая сталь)_________
Термообработка
из заготовок
Размер сечения, мм
До 200
201-300
Условия охлаждения
На воздухе
В яме
Флокеночувствительность
Чувствительна ______
Склонность к отпускной хрупкости
Склонна
462
СТАЛИИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Поковки—ОСТ 24.013.21-85.
60ХГ
Массовая доля элементов, %, по ОСТ 24.013.21—85 Температура критических точек, *С
С Si Мп S Р Сг Ni Мо V Си Aci Ас, Ari Агз Мн
0,55-0,65 0,17-0,37 0,80-1,00 < 0,040 < 0,040 1,00- 1,30 <0,50 — — —- 750 800 — 250
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ С0.2, Н/мм2 С., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,'C Охлаждающая среда
не менее
ОСТ 24.013. 21-85 Нормализация Отпуск 840-860 580-610 Воздух Печь или воздух До 950 — — — — __ — 229- 285
Закалка Отпуск 820-840 600-650 Масло Печь или воздух До 500 — — — — — — 255- 302
ДЦ Поверхностная закалка с нагревом ТВЧ, охлаждение с водой и низкий отпуск Не определяются Поверхности 50-62 —
Поверхностная закалка с нагревом ТВЧ, охлаждение с эмульсией и низкий отпуск Поверхности 40-56 —
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50 асло. зело.
88 — 38 — 38 — Закалка 870°С, м
Ковка Охлаждение поковок, изготовленных „ —*—"
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм или1кии Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1220-800 Поковки всех размеров: валки горячей прокатки Нормализация, два переохлаждения, отпуск До 200 201-800 В яме Отжиге перекристаллизацией, одно переохлажден
Заготовка 1220-800 ответственного назначения Отжиге перекристаллизацией, два переохлаждения, отпуск
остальные Отжиг низкотемпературный,
Свариваемость Обрабатываемость резанием Флокеночувс гвительноеть
Не применяется для сварных конструкций. В нормализованном и отпущенном состоянии при 235-285 НВ, с, = 680 Н/мм2 Kv = 0,9 (твердый сплав), Kv = 0,75 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хру пкоети
Склонна
СТАЛИ ВАЛКОВЫЕ
463
Марка стали 50ХН Вид поставки Поковки — ОСТ 24.013.04-90, ОСТ 24.013.21-85. Сортовой прокат — ГОСТ 4543-71.
Массовая доля элементов, %, по ГОСТ 4543-71 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ari Аг3
0,46-0,54 0,17-0,37 0,50-0,80 £ 0,035 £ 0,035 0,45-0,75 1,00- 1,40 — — £0,30 725 770 680 —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °0,J, Н/мм2 °”, Н/мм2 6, % % кси, Дж/см’ HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 4543-71 В отожженном состоянии *»'" Не определяются £207
Закалка Отпуск 805-835 480-580 Вода или масло Вода или масло До 80 Свыше 80 до150 Свыше 150 885 885 885 1080 1080 1080 9 7 6 40 35 30 49 44 42 —
ОСТ 24.013. 04-90 Нормализация Отпуск 840-870 580-610 Воздух Печь До 1500 — -— 223-277
Закалка Отпуск 830-860 580-650 Масло Печь До 500 — — 255-285
ОСТ 24.013. 21-85 Нормализация Отпуск 840-870 580-610 Воздух Печь До 1500 — — 223-277
Закалка Отпуск 830-860 580-650 Масло Печь До 500 — — 255-285
ДЦ Нормализация Отпуск 840-870 580-680 Воздух Печь 100-300 301-600 601-900 901- 1200 451 421 392 343 764 735 686 666 12 12 11 10 35 30 25 20 29,4 24,5 229-290 220-270 207-260 200-241
Закалка Отпуск 820 500 Масло Вода или масло ДобО 785 980 9 40 49 S269
Закалка Отпуск 820-840 550-600 Масло Вода или масло До 120 635 780 — — 59 250-285
Назначение. Рабочие валки блюмингов, слябингов, заготовочных, Ре®с0^°™Х’ ^.^^поотатки м'еталта^"*1 24.013,21-85) и рабочие валки всех размеров листовых станов (ОСТ 24.013.04-9 ) для гр Р Вацдажи, шестерни, вал-шестерни и другие ответственные детали.
Предел ВЫНОСЛИВОСТИ, — Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
„ Т-1 + 20 0 -20 -30 -40 -50
— к Вид Полуфабриката овка Температурный интервал ковки, °C Технолог Размер Охлаждение исков из слитков Условия охлаждения ок, изготовленн Размер сечения, мм ых из заготовок Условия охлаждения
„Слиток .Заготовка 1220-800 До 1500 Нормализг переохлая атываемост щия, одно дение, отпуск До 250 251-350 На воздухе В яме
— Свар 1200-800 иваемость Обраб ь резанием Флокеночувствительность
Не к°п«РУкцийе11ЯеТСЯ №Я СВарНЫХ В нормализованном и отпущенном состоянии при 207-260 НВ и о, = 680 Н/мм Kv = 0,8 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) Чувствительна Склонность к отпускной хрупкости Склонна
464
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
60ХН Поковки — ОСТ 24.013.04-90, ОСТ 24.013.21-85.
Температура критических точек, 'С
Массовая доля элементов, %, по ОСТ 24.013.04-90
Si
0,55-0,65
0,17-0,37
0,So-О.80
Мп
0,040
Сг
0,040
0,60-0,90
Ni
1,00-1,50
Мо
Aci
Асз
Ari
Аг3
730
•775
570
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0.2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ост 24.013. 04-90 Закалка Отпуск 820-840 600-650 Масло Печь До 500 — — — — — — 255-302*
Нормализация Отпуск 840-860 580-610 Воздух Печь До 1200 — — — — — — 229-285*
До 1600 — — — — — — 229-285*
ОСТ 24.013. 21-85 Закалка Отпуск До 500 — 706 10 — 24,5 — 255-302*
Нормализация Отпуск До 1500 — 666 10 — 24,5 229-285*
1 Твердость рабочих валков.
2 Твердость опорных валков. —
Назначение. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных и крупносортных станов (ОСТ 24.013.21-85). Рабочие валки и опорные валки всех размеров листовых станов (ОСТ 24.013.04-90) для горячей прокатки металла.______
Предел вьшосливости, Н/мм2 р-1 392
Состояние стали
Оо,2 = 520 Н/мм2, о, = 920 Н/мм2
Ковка
Вид полуфабриката
Слиток________
Заготовка
Температурный интервал ковки, °C
1200-800
1200-800
Ударная вязкость, KCU, Дж/см2, при!, °C
+20
125
-20
112
-30
Технологические характеристики
-40
-50
92
Охлаждение поковок, изготовленных
Термообработка
Закалка 870°С, масло. Отпуск б50°С.мас№
Размер сечения, мм
До 1500
из слитков
из заготовок
Условия охлаждения
Нормализация, одно
Размер сечения, мм
Свариваемость Обрабатываемость резанием
Не применяется для сварных конструкций. В нормализованном и отпущенном состоянии при 229 НВ и о, = 680 Н/мм2 Kv = 0,8 (твердый сплав), Kv = 0,7 (быстрорежущая сталь)
Условия охлаждения
На воздухе
В яме
До 250 251-350
Флокеночувствительность
Чувствительна
Склонность к отпускной хруи^
Склонна
СТАЛИ ВАЛКОВЫЕ
465
Марка стали | Вид поставки 45ХНМ 1 Поковки — ГОСТ 8479-70, ОСТ 24.013.04-90.
Массовая доля элементов, %, по ОСТ 24.013.04-90 Температура критических точек. °C
С Si Мп S Р Сг Ni Мо V Си Aci Ас3 Ari Агз
0,40-0,50 0,17-0,37 0,50-0,80 0,040 < 0,040 1,30- 1,70 1,20-1,60 0,10-0,30 — — 750 780 —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Сод, Н/мм2 <Г., Н/мм2 5, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 8479-70 Нормализация 101-300 440 635 14 40 54 — 197-235
Закалка Отпуск 301-500 440 635 13 35 49 — 197-235
Нормализация 501-800 440 635 11 30 39 — 197-235
101-300 490 655 13 40 54 — 212- 248
Закалка Отпуск 301-500 490 655 12 35 49 — 212- 248
501-800 540 685 10 30 39 — 223- 262
101-300 590 735 13 40 49 — 235- 277
301-500 590 735 12 35 44 — 235- 277
501-800 590 735 10 30 39 —‘ 235- 277
301-500 685 835 11 33 39 — 262- 311
ОСТ 24.013. . 04-90 Закалка Отпуск 840-870 580-640 Масло Печь До 850 — — — — — — 240- 300
ДЦ Закалка Отпуск 840-870 580-650 Масло Печь 300-500 500-800 800-1200 686 588 490 833 735 637 13 13 12 30 30 28 34,3 29,4 29,4 — 252-292 222- 269 187- 241
Нормализация Отпуск 850-880 580-650 Воздух Печь 300-500 500-800 800- 1200 539 441 392 735 637 588 13 12 12 30 28 25 29,4 24,5 24,5 — 222-269 187- 241 177- 217
Поверхностная закалка с нагревом ТВЧ и низкий отпуск Водный раствор глицерина или масло — Не определяются Поверхности 42-58 —
Назначение. Оси опорных составных валков листовых станов для горячей прокатки металла, шестеренные малы и Ду;
- Тртнопппгческие характеристики
—— Ковка " Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1200-800 До 1000 СИжиг низкотемпературный,
-Заготовка 1200-R00
Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных Инструкций. В закаленном и отпущенном состоянии при 269 НВ и о, = 700 Н/мм2 Ку = 0,9 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) Сильно чувствительна Склонность к отпускной хрупкости Мало склонна
4б6 СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
75ХМ Поковки—ОСТ 24.013 04-90, ОСТ 24.013.20-90.
Массовая доля элементов, %, по ОСТ 24.013.20-90
Температура критических точек, "С
С Si Мп S р Сг Ni Мо V Си Aci Ас3 At! Агз
0,70-0,80 0,20-0,60 0,20-0,40 < 0,030 < 0,030 1,40- 1,70 <0,50 0,20-0,30 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ O0,2i Н/мм2 Н/мм2 HSD HRC НВ
Операция t,°C Охлаждающая среда
не менее бочки шейки
ОСТ 24.013. 04-90 1 1 Нормализация Отпуск 870 460-520 Воздух Печь До 1000 Не определяются 35-55* 30-60
До 1600 35-602
Закалка Отпуск 850 400-520 Масло Печь До 1000 45-60* 30-60
До 1600 45-752
ОСТ 24.013. 20-90 > Закалка ТПЧ Отпуск Свыше 300 до 2000 Не определяются 50-692 30-55
70-852
ДЦ Закалка ТПЧ Отпуск 910 320-520 Вода Печь — Не определяются 45-752 —
1 Твердость рабочих валков.
2 Твердость опорных валков.
Назначение. Опорные валки и рабочие валки листовых станов для горячей прокатки металла (ОСТ 24.013.04-90).
Предел выносливости, Н/ММ* Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
0-1 Т-1 — + 20 0 - 20 - 30 - 40 - 50
Технологические характеристики
Ковка Охлаждение поковок, изготовленных —'
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок_ —-—)
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлажд«»«] На воздухе
Слиток 1200-800 До 100 101-350
Заготовка 1200-800
Свариваемость Обрабатываемость резанием Флокеночувствительноиь_—|
Не применяется для сварных конструкций. В нормализованном состоянии Kv = 0,90 (твердый сплав), К, = 0,60 (быстрорежущая сталь) Мало чувствительна Склонность к отпускной xPynK°f^J Не склонна
СТАЛИ ВАЛКОВЫЕ
467
Марка стали Вид поставки Поковки — ОСТ 24.013.04-90, ОСТ 24.013.20-90, ОСТ 24.013.21-85.
75ХМФ
Массовая доля элементов, %, по ОСТ 24.013.04-90 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aci Асз АГ! Агз
0,70-0,80 0,20-0,60 0,20-0,70 0,040 < 0,040 1,40- 1,70 £0,50 ОДО-ОДО 0,05-0,25 — 760 790 — —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ °ол> Н/мм1 <Т., Н/мм1 HSD HRC НВ
Операция t,°C Охлаждающая среда
ие менее бочки шейки
ОСТ 24.013. 04-90 Нормализация Отпуск До 1600 Не определяются 35-60 30-60
45-75
Закалка Отпуск
ОСТ 24.013. 20-90 Закалка ТПЧ Отпуск Свыше 300 до 2000 Не определяются 50-69 30-55
70-85
ОСТ 24.013. 21-85 Нормализация Отпуск До 950 Не определяются — — 241- 285
— — 352- 429
Закалка Отпуск До 500
Назначение. Опорные валки листовых станов для горячей прокатки металла (ОС1 24.013.04-90). Опорные валки и бандажи опорных составных валков для холодной прокатки металла (ОСТ 24.013.20 90).
Предел вьшосливости, Н/мм1 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
г-1 + 20 0 -20 -40 - 60 - 80
V Технолог! пческие характеристи Охлаждение КИ поковок, H3I
Вид полуфабриката Температурный интервал ковки, °C Размер из слитков Условия охлаждения ИЗ Размер сечения, мм заготовок Условия охлаждения
Слиток 1200-800 До 100 101-350 На воздухе В яме
Заготовка 1200-800
Csai шваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. В нормализованном состоянии Kv = 0,90 (твердый сплав), К„ = 0,60 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
468
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали
Вид поставки
90ХМФ
Поковки — ОСТ 24.013.04-90.
Массовая доля элементов, в/о, по ОСТ 24.013.04-90
Температура критических точек,‘С
Si
0,go-о.90
0,20-0,40
0,20-0,70
Мп
Р
0,040
£ 0,040
Сг
Ni
1,40-
1,70
<0,50
Ас,
Мо
0,20-0,30
Асз
0,Io-О.20
Ari
Агз
С
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Сод, Н/мм2 с,, Н/мм2 HSD HRC НВ
Операция t,°c Охлаждающая среда
не менее бочки шейки
ост 24.013. 04-90 Нормализация Отпуск 850-870 480-510 Воздух Печь До 1600 Не определяются 35-60* 30-60
Закалка Отпуск 840-860 480-510 Масло Печь До 1600 45-75* 30-60
До 300 60-852 —
1 Твердость опорных валков.
2 Твердость бандажей составных опорных валков.
Назначение. Опорные валки всех размеров и бандажи составных опорных валков листовых станов для горячей прокатки металла.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см’, при t, °C Термообработка
0-1 т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Ковка
Вид полуфабриката Температурный интервал ковки, °C
Слиток 1180-800
Заготовка 1180-800
Размер сечения, мм
Свариваемость
Охлаждение поковок, изготовленных
из слитков
из заготовок
Условия охлаждения
Размер сечения, мм
Не применяется для сварных конструкций.
Обрабатываемость резанием
В отожженном состоянии при 170-207 НВ, о,=620 Н/мм2
Kv = 0,85 (твердый сплав),
Kv = 0,8 (быстрорежущая сталь)
Условия охлаждения
Флокеночувствительность
Чувствительна
Склонность к отпускной хрупко
Не склонна
СТАЛИ ВАЛКОВЫЕ
469
Марка стали Вид поставки Поковки — ОСТ 24.013.20-90.
7Х2СМФ
Массовая доля элементов, %, по ОСТ 24.013.20-90 Температура критических точек, “С
С Si Мп S Р Сг Ni Мо V Си Acj Асз Ап Агз
0,70-0,80 0,70-1,00 0,60-1,00 0,030 < 0,030 1,70- 2,20 <0,50 0,35-0,60 0,15-0,30 — 780 •835 625 700
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Со,2. Н/мм2 С., Н/мм2 HSD HRC НВ
Операция VC Охлаждающая среда
не менее бочки шейки
ост 24.013. 20-90 Закалка ТПЧ Отпуск До 900 Не определяются 95-105 30-55
Свыше 250 до 650 90-96
Свыше 400 до 650 75-90
Назначение. Рабочие валки кованые для холодной прокатки металла.
Прокаливаемость Ударная вязкость, КСИ, Дж/см2, при t, °C Термообработка
Расстояние от охлаждаемого торца, мм HRC Т ермообработка +20 0 -20 -.40 -60 -80
100 62-63 Закалка 900°С
Технологические характеристики
Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток 1200-800
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Be применяется для сварных конструкций. В отожженном состоянии при £255 НВ Kv = 0,6 (твердый сплав)
Склонность к отпускной хрупкости
470
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
СТАЛИ БЫСТРОРЕЖУЩИЕ
Марка стали Вид поставки Прутки н полосы—ГОСТ 19265-73.
11РЗАМЗФ2
Массовая доля элементов, %, по ГОСТ 192 55-73
С Si Мп S Р Сг Ni Мо V Си W Со N Nb
1,02-1,12 0,20-0,50 0,20-0,50 < 0,030 £ 0,030 3,80- 4,40 <0,60 2,50-3,00 2,30- 2,70 <0,25 2,50- 3,30 £0,50 0,05-0,10 0,05-0,20
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм о№ Н/мм2 Kpl, 58HRC,°C HRC НВ
Операция t,°c Охлаждающая среда
ГОСТ 19265-73 Отжиг — — 1 — — — — 5 255
Закалка Отпуск (2-3-х кратный по 1ч) 1190- 1210 540-560 Масло Воздух От 80 до 200 — 620 S63 —
ДЦ Закалка Отпуск (3-х кратный по 14) 1180-1200 540-550 Масло Воздух — 2800-3000 620 64-65
1 Красностойкость стали определялась после 4-х часового отпуска при 620°С.
Назначение. Инструменты простой формы при обработке углеродистых и малолегированных сталей. Рекомендуется для изготовления режущего инструмента из листа (отрезные и прорезные фрезы, ножовочные поп<тгна)._
Предел выносливости, Н/мм1 0-1 Т-1 Термообработка + 20 Ударная вязкость, KCU при t, °C 0 -20 -40 Дж/см2 -60 -80 Термообработка
7 — Шлифуемость 8,0 — — 5,6 Критическ ий диаме 5,2 тр, мм, п ри закалке 1оздухе
Относительно стали Р18 V .. — Л 2 В воде В масле В селитре на)
Т( энологические характеристики
XX Вид полуфабриката ивка Температурный интервал ковки, °C Охлаждение поковок, изготовленных ——.— из слитков 1 из заготовок хлажД£ЦЩ-
Размер сечения, мм 1 Условия охлаждения Рязмеп сечения, мм | Условия^
Слиток 1140-850
Заготовка — в колодце при 75O-8OO“L __ ггь^^
Свариваемость Обрабатываемость резанием Флокеночувствительно
Не применяется для сварных конструкций. В отожженном состоянии при < 255 НВ Kv = 0,8 (твердый сплав), Kv=0,6 (быстрорежущая сталь) Не чувствительна _ _ Склонность к отпускной xj упкосгя^
—
СТАЛИ БЫСТРОРЕЖУЩИЕ
471
Марка стали
Вид поставки
РбМЗ
Сортовой прокат — НД заводов-изготовителей.
Массовая доля элементов, %
Температура критических точек, °C
1 с Si Мп S р Сг Ni Мо V Си W Со Aci Ас3 Аг, Агз
0,85-| 0,95 £ 0,50 0,40 < 0,030 0,030 3,00- 3,50 < 0,40 3,00-3,60 2,00-2,50 — 5,50- 6,50 — 800 860 720 780
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм О» Н/мм2 Kp’,58HRC,'C HRC НВ
Операция t,°C Охлаждающая среда
ДЦ Отжиг — —— — — — — < 255
Закалка Отпуск 1200- 1230 540-560 Воздух, масло, расплав солей В соляных ваннах От 80 до 200 3200- 3600 620 61-64 —
Красностойкость стали определялась после 4-х часового отпуска при температуре 620°С.
Назначение. Чистовые и получистовые инструменты небольших размеров (в ^^ктшонных сталей с пределом
другие инструменты, заготовкой которых служат лист и полоса) доя обработки деталей из констру ни
прочности до 900 Н/мм2.
I Предел I ВЫНОСЛИВОСТИ, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
L т-1 + 20 0 -20 -40 -60 -80
Критический диаметр, мм, при закалке
Шлифуемостъ
Теплостойкость
Вводе
В масле
В селитре
На воздухе
Пониженная
j, - Технологические характеристики
[ Ковка Охлаждение поковок, изготовленных
Вид полуфабриката Температурный интервал ковки, °C из слитков из заготовок
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
1 Слиток Замедленное в колодце при 750-800°С
^Заготовка 1140-850
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
Не
Кон'прукцийеНЯеТСЯ дая сварных
В отожженном состоянии при < 255 НВ Kv = 0,8 (твердый сплав), Ку = 0,6 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
472
СТА ПИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
Р6М5 Прутки и полосы—ГОСТ 19265-73,
Массовая доля элементов, %, по ГОСТ 19265-73
Температура критических точек, °C
Si
Мп
Сг
Ni
Си
Со
Мо
Aci
Аст
Ari
АГ;
0,82-0,90
0,20-0,50
0,20-0,50
£ 0,025
2 0,030
3,80-
4,40
< 0,60
1,70-
2,10
2 0,25
5,50-
6,50
< 0,50
4,80-
5,30
815
880
730
790
S
Р
V
W
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Ок» Н/мм2 Кр’, 58HRC, °C HRC НВ
Операция t,°C Охлаждающая среда
ГОСТ 19265-73 Отжиг — — — — — — < 255
Закалка Отпуск (2-3-х кратный по 1ч) 1210- 1230 540-560 Масло Воздух От 80 до 200 — 620 2:63 —
ДЦ Закалка Отпуск (3-х кратный но 1ч) 1200- 1230 540-560 Масло Воздух 3200- 3600 620 64-65 ’ —
Красностойкость стали определялась после 4-х часового отпуска при температуре 620°С.
Назначение. Все виды режущего инструмента при обработке обычных конструкционных материалов, а также предпочтительно ДМ изготовления резьбонарезного инструмента, работающего с ударными нагрузками.
Предел выносливости, Н/мм2 О-l Т-1 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C + 20 0 - 20 - 40 - 60 -80 Термообработка
Шлифуемость Критический диаме тп. мм. п пи закалке
1 CJJJIUVI UHKUC1 ь Относительно стали Р18 В воде В масле В селитре
Кш = 0,8
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечения, мм
из слитков
Условия охлаждения
_______ из заготовок ------------.----
-Размер I уСЛовия охлаждения сечения, мм |-------------------------
1160-850
Замедленное в колодце при 75О-8ОО°С
Слиток
Заготовка
Свариваемость Обрабатываемость резанием
Не применяется для сварных В отожженном состоянии при < 255 НВ
конструкций. Kv = 0,8 (твердый сплав), Kv= 0,6 (быстрорежущая сталь)
Флокеночувствительность
Не чувствительна
Склонность котпускнойхрУ^_----
п Го Марка стали Р6М5К5 СТАЛИ БЫСТРОРЕЖУЩИЕ Вид поставки Прутки и полосы—ГОСТ 19265-73. Массовая доля элементов, %, по ГОСТ 19265-73 ______ Температура критически °C х точек,
С Si Мп S Р Сг Ni Мо V Си W Со Aci Аст Arm
,86-),94 0,20-0,50 0,20-0,50 0,030 0,030 3,80- 4,30 Мехаии < 0,60 ческие 4,80- 5,30 свойст 1,70- 2,10 ва при ком < 0,25 ватной 5,70- 6,70 темпер 4,70- 5,20 апгуре 830 860 750 780
Режим термообработки Сечение, мм ®и> Н/мм2 Кр1,58HRC, °C HRC НВ I
нд Операция t,°C Охлаждающая среда
"Тост 19265-73 Отжиг — — — — — < 269
Закалка Отпуск (2-3 кратный по -X 1220- 1240 540-560 Масло Воздух От 80 до 200 — 630 :>64 —
~дц 1 Ч) Закалка Отпуск (3-х кратный по 1 «т\ 1210- 1240 540-560 — 2600- 3000 630 65-66
11 Красностойкость стали определялась после 4-х часового отпуска пр Г —- ппи обработкеулучшенных легированных, атакжс 1 Назначение. Черновые и получистовые инструмента р .. нержавеющих сталей.
I Предел 1 выносливости, L. Н/мм2 Термообработка • ОА Ударная г 0 язкост при! -20 Ь, - ,°с -40 1 -60 -80 Термообработка
L Q-I 1 т-1 -— КЁ этический диаме тр, мм, п R С )и закалке шитое 1 На воздухе 1
I Теплостойкость Шлифуемость Относительно стали Н8_ v -OR Вводе Е ктерис лажден масле _
~~К )ВКс - Теуитогическис хир - “О> _ к поко юк, изготовленных —| из заготовок Размер сечения, условия охлаждения |
1 Вид I полуфабриката 1 Слиток ^Заготовка Температурный интервал ковки, °C 1200-900 ’азмер сечения мм Условш охлаждения В колоДО , резанием еп ри75 ММ L — 0-800°С Флокеиочувствительиость
| Свариваемость Обра( эатываемоста м состоянии.г рдый сплав), грорежушая с Не чувствительна
I Не применяется I конструкций. для сварных В отожженно Ку = 0,75(тве Ку = 0,5(быс [ри 269 НВ таль) Склонность к отпускной хрупкости
474
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
Р6М5К5-МП (ДИ101-МП) Прутки и полосы—ГОСТ 28393-89.
Массовая доля элементов, %, по ГОСТ 28393-89
1,02-1,09
2 0,60
Мп
20,50
2 0,030
2 0,030
3,80-
4,30
Ni
Мо
Си
Со
02
n2
20,40
4,80-5,30
1,70-
2,20
2 0,25
6,00-7,00
4,80-
5,30
20,02
0,02-0,06
С
S
Р
V
W
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Он? Н/мм2 Кр1, 58HRC,°C HRC НВ
Операция t°c Охлаждающая среда
гост 28393-89 Отжиг — — — — — — 2269
Закалка Отпуск(2-3-х кратный по 14) 1190-1210 560-580 Масло Воздух Прутки 0(2-150) □ (12-150) Полоса толщиной от 6 до 100 и шириной от 25 до 250 3000-3800 630 5 66 —
1 Красностойкость стали определяется после 4-х часового отпуска при температуре 630°С.
Назначение. Фасонные резцы, сверла, развертки, зенкеры, фрезы, долбяки, шеверы для обработки среднелегированных, коррозионно-стойких сталей, жаропрочных сталей и сплавов.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
О-1 Т-1 + 20 0 - 20 - 40 - 60 - 80
Стойкость и иструмента Шлифуем ОСТЬ Критический диаметр, м м, при закалке
Коэффициент стойкости В сравнении со сталью Относительно стали марки Р6М5 В воде В масле В селитре На воздухе
1,5-2,0 Р6М5К5 1,0-1,3
Технологические характеристики
Ковка
Вид полуфабриката Слиток_________
Заготовка
Температурный интервал ковки, °C
Размер сечения, мм
из слитков
Охлаждение поковок, изготовленных
Условия охлаждения
Размер сечения, мм
из заготовок _——^7 Условия охлаждай—
Свариваемость Обрабатываемость резанием
Не применяется для сварных В отожженном состоянии при 2 269 НВ
конструкций. Kv=0,8 (твердый сплав), Ку=0,6 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупк^_
Флокеночувствительность
СТАЛИ БЫСТРОРЕЖУЩИЕ
475
Марка стали Вид поставки Прутки и полосы — ГОСТ 28393-89.
Р6М5ФЗ-МП (ДИ99-МП)
Массовая доля элементов, %, по ГОСТ 28393-89
С Si Мп S Р Сг Ni Мо V Си W Со о2 n2
1,25- 1,35 2 0,60 <0,50 2 0,030 < 0,030 3,80-4,30 2 0,40 5,50- 6,00 3,10- 3,70 2 0,25 5,70- 6,70 20,50 2 0,02 0,02-0,06
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Ои, Н/мм2 Кр1,58 HRC, °C HRC НВ
Операция t,°c Охлаждающая среда
ГОСТ 28393-89 Отжиг — — — — — 2269
Закалка Отпуск (2-3-х кратный по 1ч) 1190-1210 560-580 Масло Воздух Прутки 0(2-150) □ (12-150) Полоса толщиной от 6 до 100 и шириной от 25 до 250 3500-4400 630 1 Е-65 —
1 Красностойкость стали определяется после 4-х часового отпуска при температуре 630 С.
Назначение. Фасонные резцы, сверла, развертки, зенкеры, метчики, протяжки, фрезы, долбя™’ плавов0™ НИЗК° среднелегированных сталей. Инструменты для холодного и полугорячего выдавливания легиров
Пр вынос; _ Н/ — едел швости, лм1 т-1 Термообработка +20 Ударнг 0 1Я вязкост при! -20 b,KCU, ,°с -40 Дж/см -60 2 > -80 Термообработка
Ст ойкость и нструмента Шлифуем ость Критич зский; щаметр, м м, при закалке
Коэффициент стойкости В сравнении со сталью Относительно стали марки Р6М5 Вводе В масле В селитре На воздухе
1,3-1,8 Р6М5ФЗ 1,0-1,2
2,0-5,0 Х12МФ
Технологические характеристики Охлаждение поког ок, изготовленных
Вад полуфабриката Плиток .Заготовка Температурный интервал ковки, °C из слитков Размер сечения, мм~ Условия охлаждения,. ИЗ ош V1 июил Размер сечения, мм Условия охлаждения
Свар иваемость Обрабатываемость резанием Флокеночувствительность
применяется для сварных конструкций В отожженном состоянии при 2 269 НВ Kv = 0,75 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
—
476
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
Р9 Сортовой прокат — НД заводов-изготовителей.
Массовая доля элементов, %
Температура критических точек, °C
0,85-0,95
Мп
0,50
<
0,50
0,030
Сг
0,030
3,80-
4,40
Ni
Мо
Со
Aci
Ас3
Аг3
Мн
<
0,40
1,00
2,30-
2,70
8,50-
9,50
< 0,50
820
870
740
780
180
W
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм ОИ> Н/мм2 Кр,°С HRC НВ
Операция t,°C Охлаждающая среда
ДЦ Отжиг — — t — — — — £ 255
Закалка Отпуск (3-х кратный по 1 ч) 1230 560 Масло Воздух От 80 до 200 — 5801 S 62
2800- 3200 6202
1 Красностойкость стали определялась после 4-х часового отпуска при температуре 580°С, 62 HRC.
2 Красностойкость стали определялась после 4-х часового отпуска при температуре 620°С, 58 HRC.
Назначение. Для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
Предел выносливости, Н/мм2
Р-1______Т-1
Термообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
Термообработка
Теплостойкость
Шлифуемостъ
+ 20
-20
-40
-60
-80
Критический диаметр, мм, при закалке
В воде
Пониженная
В масле
В селитре
На воздухе
0
Технологические характеристики
Ковка
Вид полуфабриката
Температурный интервал ковки, °C
_________ из слитков
Размер сечения, ______мм
Охлаждение поковок, изготовленных
из заготовок
Условия охлаждения
Размер сечения, мм
Условия охлаждения
1200-900
В колодце ппи 750-800°С
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. При 205-255 НВ Kv = 0,8 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости
СТАЛИ БЫСТРОРЕЖУЩИЕ
477
Марка стали Вид поставки Прутки и полосы — ГОСТ 19265-73.
Р9М4К8
Массовая доля элементов, %, по ГОСТ 19265-73 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си V W Со Aci Аст Ari Агт
1,00- 1,10 0,20-0,50 0,20-0,50 < 0,030 0,030 3,00- 3,60 0,60 3,80- 4,30 £ 0,25 2,30- 2,70 8,50- 9,50 7,50- 8,50 800 840 750 790
Z Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Ор, Н/мм2 Kp',58HRC,°C HRC НВ
Операция t,°c . Охлаждающая среда
ГОСТ 19265-73 Отжиг — — — — — — < 285
Закалка Отпуск (2-3-х кратный по 1ч) 1220- 1240 540-560 От 80 до 200 — 630 5:64 —
дц Закалка Отпуск (3-х кратный по 1ч) 1210-1240 550-570 — 2200- 2600 635 66-68 —
Назначение. Все виды режущего инструмента при обработке высокопрочных, жаропрочных и нер также улучшенных легированных сталей. кавеюших сталей и сплавов, а
Пре выиосл НА 0-1 J дел ивости, 1М2 Т_, Термообработка + 20 Ударнас 0 1 вязкость, KCU, Дж/см при!, °C -20 - 30 - 40 г, -50 Термообработка
Тепло СТОЙКОСТ1 Шлифуемость В воле Критический диаь 1 В масле етр, мм, п В а ш закалке _ шитое На воздухе
Кш = 0,6 ОС-ГРПИСТИКИ
— Ковка ——и— т-1' " Охлаждение покое ок, изготовленных ~ ‘ из заготовок
Вид полуфабриката Температурный интервал ковки, °C Размер из слиткон Условия охлаждения Размер сечения, мм Условия охлаждения
-биток ' ^готовка 1140-850 сечения, мм _ В колодце при 750-800°С На воздухе В яме
Свап Обрабатываемость резанием В отожженном состоянии при 286 НВ и о, = 930-1000 Н/мм2 Kv = 0,65 (твердый сплав), К„ = 0,3 (быстрорежущая сталь) Флокеночувствительность
Не К0НсЧ>ЖийеНЯеГСЯ СВаРНЫХ Не чувствительна
Склонность к отпускной хрупкости
—
478
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Сортовой прокат—НД заводов-изготовителей.
Р12
Массовая доля элементов, % Температура критических точек,‘С
С Si Мп S р Сг Ni Мо V Си W Со Ас, Ас3 Ari Alj
0,80-0,90 < 0,50 < 0,40 < 0,030 < 0,030 3,10-3,60 £ 0,40 1,00 1,50-1,90 — 12,0- 13,0 — 820 850 720 770
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм би, Н/мм2 Кр1,58HRC, °C HRC НВ
Операция t,°C Охлаждающая среда
дц Отжиг — — — — — — S 255
Закалка Отпуск 1270- 1290 550-570 Воздух, масло, расплав солей В соляных ваннах От 80 до 200 2600-3500 620 61-64 —
1 Красностойкость стали определялась после 4-х часового отпуска при температуре 620°С. ___________
Назначение. Различные режущие инструменты (фрезы, протяжки, долбики, шеверы, метчики, развертки) для обработки деталей из конструкционных сталей.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
с-1 Т-1 + 20 0 -20 -40 -60 -80
Механические свойства стали в термически обработанном состоянии —
t испытания, °C ои, Н/мм2 ну HRC
200 400 500 550 600 650 3300 3870 3310 3190 2650 2260 800 740 686 638 595 488 62 60 58 56 1 S4 48
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
В воде В масле В селитре На воздухе
Удовлетворительная •
Технологические характеристики
Ковка Охлаждение поковок, изготовленных —
Вид полуфабриката Температурный интервал ковки, °C _ из слитков из заготовок __—
Размер сечения, мм Условия охлаждения Размер сечения, мм Условия охлаждения
Слиток В колодце при 750-800°С
Заготовка 1160-850
Свариваемость
Обрабатываемость резанием
Не применяется для сварных конструкций.
В отожженном состоянии Kv=0,7 (твердый сплав), Ку = 0,4 (быстрорежущая сталь)
Флокеночувствительность—
Не чувствительна____ —
Склонность к отпускной хрупко^
СТАЛИ БЫСТРОРЕЖУЩИЕ
479
Марка стали Вид поставки 1 Прутки и полосы—ГОСТ 28393-89. 1
Г Р12МФ5-МП О1И70-МП)
1 Массовая доля элементов, %, по ГОСТ 283! 13-89 I
С Si Мп S р Сг Ni Мо- V Си W Со 02 n2
Г 1,45-1 1,55 <0,60 5 0,50 5 0,030 <. 0,030 3,80- 4,30 <0,40 1,00- 1,50 4,00- 4,60 <0,25 11,SO- 12,50 <0,50 5 0,02 0,02- 1 0,06 1
нд , Режим термообработки Сечение, мм Он» Н/ммг Кр1,58HRC, °C HRC НВ I 5 285 I
Операция t,°C Охлаждающая среда
ГОСТ 28393-89 Отжиг Закалка Отпуск (2-3-х кратный по 1ч) 1200- 1230 560- 580 Масло Воздух Прутки 0(2-150) □ (12-150) Полоса толщиной от 6 до 100 и шириной от 25 до 250 3000-4000 , 630 2 65 — 1
1 Красностойкость стали определяется после
4-х часового отпуска при температуре 630°С.
Назначение. Фасонные резцы для обработки среднелегированных сталей. Метчики, протяжки, фрезы для чистовой обработки рсднелегированных, легированных, коррозионно-стойких и высокопрочных сталей.
" ....I ..............
Предел I выносливости, 1_Н/мм! Термообработка
L п-1 Т-1
+ 20
Шлифуемость
Ударная вязкость, KCU, Дж/см2, при t, °C
-20
-40
-60
-80
Термообработка
Стойкость инструмента
Коэффициент | стойкости В сравнении со сталью
1,5-2,0 Р12МФ5
Относительно стали марки Р6М5
1 Ковка
Вид 1 полуфабриката Температурный мнтепияп ковки. °(
1 Слиток
[Заготовка
[ Свариваемость
Размер сечения, мм
и.
Применяется для сварных конструкций.
Критический диаметр, мм, при закалке
В масле
Вводе
1,0-1,2
Технологические характеристики
Охлаждение поковок, изготовленных
,--------------
На воздухе
В селитре
иззаготовок
из слиткор------—-размер сечения, мм
Условия охлаждения—Размер-л--
Обрабатываемость резанием
В отожженном состоянии при 5 285 НВ Kv = 0,5 (твердый сплав), Kv = 0,4 (быстрорежущая сталь)
охлаждения
Флокеиочувствительиость
Не чувствительна
Склонность к отпускной хрупкости
0
480
СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки
Р12МЗК5Ф2-МП (ДИ ЮЗ-МП) Прутки и полосы — ГОСТ 28393-89.
Массовая доля элементов, %, по ГОСТ 28393-89
1,05-
1,15
5 0,60
5 0,50
Мп
Р
0,030
Сг
Ni
Мо
Си
Со
О2
N,
5 0,030
3,80-
4,30
5 0,40
2,50-3,00
5 0,25
11,50-
12,50
1,80-2,30
5,00-5,50
50,02
0,02-0,06
С
W
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Си, Н/мм2 Кр*, 58HRC, °C HRf НВ
Операция t,°C Охлаждающая среда
гост 28393-89 Отжиг — — — — — — 5285
Закалка Отпуск (2-3-х кратный по 1ч) 1210- 1230 560-580 Масло Воздух Прутки 0(2-150) о(12-150) Полоса толщиной от 6 до 100 и шириной от 25 до 250 2600- 3500 635 £ 66 —
1 Красностойкость стали определяется после 4-х часового отпуска при температуре 635°С.
Назначение. Фасонные резцы, сверла, развертки, зенкеры, метчики, протяжки, фрезы (червячные, дисковые, концевые, специальные), долбяки, шеверы для обработки высокопрочных сталей, жаропрочных сталей и сплавов.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Стойкость инструмента Шлифуемость Критический диаметр, мм, при закалке
Коэффициент стойкости В сравнении со сталью Относительно стали марки Р6М5 В воде В масле В селитре На воздухе
1,5-2,0 Р12МЗК5Ф2 1,0-1,3
Технологические характеристики
Ковка
Вид полуфабриката
Температурный интервал ковки, °C
Размер сечения, мм
из слитков
Охлаждение поковок, изготовленных
Условия охлаждения
Размер сечения, мм
из заготовок_________-----
Условия охлажД!!!!
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. В отожженном состоянии при 5 285 НВ К, = 0,4 (твердый сплав) Не чувствительна
Склонность к отпускной хрупко^__—
Не склонна —
СТАЛИ БЫСТРОРЕЖУЩИЕ
481
Марка стали Р18 Вид поставки Прутки и полосы — ГОСТ 19265-73.
Массовая доля элементов, %, по ГОСТ 19265-73 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си W Со Aci Аст Ari Aim
0,73-0,83 0,20-0,50 0,20-0,50 £ 0,030 < 0,030 3,80- 4,40 < 0,60 <. 1,00 1,00- 1,40 <. 0,25 17,0- 18,5 ' £ 0,50 820 860 725 770
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Н/мм2 Кр1, 58HRC, °C HRC НВ
Операция t,°C Охлаждающая среда
ГОСТ 19265-73 Отжиг — — — — — — £ 255
Закалка Отпуск (2-3-х кратный по 1ч) 1260- 1280 550-570 Масло, расплав солей или щелочей Воздух От 80 до 200 — 620 >62 —
дц Закалка Отпуск (3-х кратный по 1ч) 1270-1290 560-570 Масло Воздух — 2600- 3000 620 63-64 -
Красностойкость стали определялась после 4-х часового отпуска при температуре 620°С.
Назначение. Все виды режущего инструмента при обработке обычных конструкционных материало
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см’, при t, °C Термообработка
т-1 4.20 0 - 20 - 40__г60 80_
Критический диам етр, мм, п ри закалке
*еплостойкость Шлифуемостъ Повышенная Вводе В масле В селитре на воздухе
— Ковка Техно логические характерист ики Охпяжпение поковок, изготовленных — — ~~~ из заготовок
вид Температурный ч 1
ДД11ток .Заготовка HHicpbiui КивКИ, С 1220-850 Замедленное в колодце при 750-800 С
Свап иваемость Обоабатываемость резанием Флокеночувствительность
Не к°нирукцийеНЯеГСЯ СВарНЫХ В отожженном состоянии при 212-228 НВ и о» = 800 Н/мм2 Kv = 0,6 (твердый сплав), Kv = 0’3 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости
482 СТАЛИ ИНСТРУМЕНТАЛЬНЫЕ
Марка стали Вид поставки Прутки и полосы—ГОСТ 19265-73.
Р18К5Ф2
Массовая доля элементов, %, по ГОСТ 19265-73 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си V W Со Aci Ас, Ari Ar,
0,85-0,95 0,20-0,50 '0,20-0,50 £ 0,030 £ 0,030 3,80-4,40 £ 0,60 £ 1,00 £ 0,25 1,80- 2,20 17,0-18,5 4,70- 5,20 830 860 750 780
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Н/мм2 Кр‘, 58HRC, °C HRC НВ
Операция t,°C Охлаждающая среда
ГОСТ 19265-73 Отжиг — — — — — — < 285
Закалка Отпуск (2-3-х кратный по 1ч) 1280 570 Масло, расплав солей Воздух От 80 до 200 — 630 2:63 —
ДЦ Закалка Отпуск (3-х кратный по 1ч) 1280 560 Масло, расплав солей Воздух Образцы 1800-2200 640 66-67 —
1 Красностойкость стали определялась после 4-х часового отпуска при температуре 630°С. .
Назначение. Для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
*
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке духе
В воде В масле В селитре Навоз
Хорошая
Ковка Охлаждение поковок, изготовленных ——""
Вид полуфабриката Температурный интервал ковки, °C Размер сечения, мм из слитков Условия охлаждения ИЗ Размер сечения, мм заготовок - Условия охлаждения^
Слиток 1220-850 Замедленное в колодце при 750-800°С
Заготовка
Свариваемость Обрабатываемость резанием Флокеиочувствительиос коети____
Не применяется для сварных конструкций. В отожженном состоянии при 285 НВ Kv = 0,65 (твердый сплав), Kv ~ 03 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хруп
Марка стали
15Л
Раздел 3. СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
СТАЛИ ДЛЯ ОТЛИВОК
Вид поставки
Отливки — ГОСТ 977-88.
1 Массовая доля элементов, %, по ГОСТ 977 88
Г С Si Мп S1 Р* Сг Ni Мо
0,12-0,20 0,20-0,52 0,45-0,90 <0,050 <0,045 <50,045 <; 0,050 <0,040 <0,040 — — —
Си
1 Содержание серы и фосфора указано для основной стали.
Группа отливок
I
II
III
Температура критических точек, °C
Aci
735
Ас3
863
Ari
685
Агз
840
Механические свойства при комнатой температуре
вд Режим термообработки
Операция t,°C Охлаждающая среда
гост 977-88 Нормализация или Нормализация Отпуск 910-930 Воздух
910-930 670-690 Воздух Воздух
Гдц Отжиг 880-900 С печью
До 100
Данные ЦНИИТМАШ.
Сечение, мм
Со,2, Н/мм2
о., Н/мм2
5, %
не менее
HRC
V, I кси, %
Дж/см1
НВ
196
Не определяются
392
109— 1362
Назначение. Копровые бабы, блоки, ролики, корпуса, поводки, тддействи^м средних статических и
большим объемом сварки, плиты, подушки и другие неответственные д • Р
Динамических нагрузок. — ।
Предел 1 ВЫНОСЛИВОСТИ, Lll/мм2
Lai
176
Состояние стали
Ударная вязкость, KCU, Дж/см1, npnt, "С
+ 20
Оо.2= 196 Н/мм2, ав = 390 Н/мм2 и 109-136 НВ ПО
0
I Температура начала I затвердевания стали, °C 1512-1521
I Линейная усадка, % 2,2-2,3
1 Свариваемость ___
Сваривается без ограничений.
способы сварки: РД, РАД, АФ, МП, ЭП1 и КГ.
-20
69
-40
12
-60
-80
10
7
Термообработка
Нормализация 940°С. Отпуск 680°С, воздух.
Технологические характеристики
= 0,9
Жидкотекучесть
Кт.у=
Показатель трещиноустойчивости
Обрабатываемость резанием В нормализованном состоянии при 121-126 НВ и а,=3$2 Н/мм2 Kv = 1,50 (твердый сплав), Kv = 1,35 (быстрорежущая сталь)
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Ку.р = 0,9
К,.„= 1,0
484
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88, ОСТ 26 291-87, ТУ 08.002.05015348-92.
20Л
Массовая доля элементов, % Группа отливок НД Температура критических точек, ‘С
С Si Мп S1 Р' Сг Ni Си Aci Асз Ari Аг3
0,17-0,25 0,20-0,52 0,45-0,90 < 0,050 £0,045 <0,045 < 0,050 < 0,040 <0,040 — — — I II III ГОСТ 977-88 735 854 680 835
0,17-0,24 0,17-0,37 0,35-0,65 <0,020 < 0,035 £ 0,25 £ 0,30 £ 0,30 ТУ 08.002. 050153 48-92
Механические свойства при комнатной температур6
нд Режим термообработки Сечение, мм Оо.2, Н/мм2 о», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация или Нормализация Отпуск 880-900 880-900 630-650 Воздух Воздух До 100 216 412 22 35 49 — 116-1442
ТУ 08.002.0 5015348 -92 — — — Длинам ширина от 100 до 2500, высота от 100 до 3500 196 392 20 45 34 — 111- 156
ДЦ Отжиг 870-890 С печью — Не определяются — _
2 Данные ЦНИИТМАШ.
Назначение. Шаботы, арматура, детали трубопроводов, фасонные отливки деталей общего машиностроения, изготовляемые методом выплавляемых моделей, детали сварно-литых конструкций с большим объемом сварки и другие неответственные детали, работающие под действием средних статических и динамических нагрузок. Крышки, патрубки, фланцы, арматура и другие детали, работающие при температуре от - 40 до + 450°С под давлением.
Предел вьшосливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 N + 20 -20 -60 -80
211 — 107 под = 260 Н/мм2, о, = 470 Н/мм2 55-83 41-64 6-12 3-5 Нормализация 870-890"С, воздух. Отпуск 630-650°С, воздух
196 — Г" 0о,2 = 280 Н/мм2, а, = 500 Н/мм2, 137 НВ Отливки сечением 30 мм
Температура начала затвердевания стали, °C 1512-1521 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины _
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кт у =1,0 Склонность к образованию Ку.П=^
Свариваемость Обрабатываемость резанием Флокеиочувствитсл ьность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП ЭШ и КТ. В нормализованном состоянии при 121-126 НВ и 0, = 392 Н/мм2 К, = 1,50 (твердый сплав), Kv = 1,35 (быстрорежущая сталь) Не чувствительна
Склонность К отпускной хрупкости
Не склонна —1
СТАЛИ для отливок
485
Марка стали Вид поставки Отливки — ГОСТ 977-88, ОСТ 108 961.03-79, ОСТ 26 291-87, ТУ 108.03.052-86, ТУ 108.00.104-83, ТУ 108.11.158-86, ТУ 108.671-84, ТУ 108-978-80.
25Л
Массовая доля элементов, % Группа ОТЛИВОК ВД Температура критических точек, °C
С Si Мп S1 Р1 Сг Ni Си Aci Асз Ari Агз
0,22-0,30 0,20-0,52 0,45-0,90 < 0,050 < 0,045 <0,045 <0,050 < 0,040 S 0,040 — — — I II ш ГОСТ 977-88 735 840 680 824
0,22-0,27 0,20-0,52 0,40-0,90 £ 0,025 <10,025 0,30 0,30 £ 0,30 ОСТ 108.961. 03-792
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ СТ0.2, Н/мм2 о., Н/мм2 8. % V. % кси, Дж/см1 HRC НВ
Операция VC Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 880-900 610-630 Воздух Воздух До 100 235 441 19 30 39 — 121-1513
Закалка Отпуск 870-890 610-630 Вода Воздух До 100 294 491 22 33 34 — 150-1703
ОСТ 108.961. 03-79 Нормализация Отпуск 880-930 620-650 Воздух Воздух До 100 235 441 19 30 KCV 39 — 121-151
ТУ 108.11. 158-86 Нормализация Отпуск 880-930 620-650 Воздух Воздух От 100 до 800 215 411 19 30 39 — —
дц Отжиг R60-RR0 С печью - Не определяются
Поверхностная закалка с нагревом ТВЧ и низкий Эмульсия — Не определяются поверхности 55-60 —
Нормализация 900 Воздух До 400 305-315 520-530 21- 23 27- 28 62-64 — —
Нормализация Закалка Отттх/гчг 900 880 «л Воздух Вода Raittw До 400 365 580 22 44 88 — —
— —-—пГт TOR 961 03-79. подвергаются контролю гидравлическим Фасонные отливки для арматуры и трубопроводов, поставляемые по ОС . ’гпГТо77 ©о Давлением в соответствии с правилами Госгортехнадзора. Механические свойства по -Данные ЦНИИТМАШ. —
__________________________________________ плиты настильные, рамы рольгангов Назначение. Станины прокатных станов, шкивы,_^убвдт^теи, маховики, аРма'1^^^е’под средних
итележек, мульды, корпуса подшипников, рычаги, бал р. и не детали, Ра®° насосов и другие детали,
паровых молотов, детали насосов, детали сварно-литых * онструад детали арматуры и насосов
статических и динамических нагрузок. Крышки, патру >
работающие при температуре от - 40 до + 450°С под давлен
у<л11ь не чувствитг Предел ВьШосливоети, ——Н/мм2 льна к перегреву. _____ Состояние стали
—£1—
206 — со,2 = 235 Н/мм2, с, = 440 Н/мм2, 124-151 НВ
1490-1504
Ударная вязкость, KCU, Дж/см1, при t, °C
-20
-30 -40 -50—
12 6 1 —.
25 16 13
Технологические характеристики
= 1,0
Термообработка
Без термообработки Закалка 890°С, вода. Отпуск 630°С, воздух
11емпература начала . затвердевания стали, °C
Линейная усадка, %
Склонность к образованию усадочной раковины Склонность к образованию садочной пористости
К,.р = 1,0
Ку.п=1,0
Кт.у=1,0
2,2-2,3
Жидкотекучесть
Показатель мпиноустойчивости
Свариваемость
Обрабатътаемостърезаниетг состоянии при 160 НВ
^аниченно m —.......
Способы си аРиваемая. В термообработанном coci
«КТ. ®рки: РД, РАД, АФ, МП, ЭШ Kv= 1,25 (твердый сплав), v —1 п /Костплпежущая с
1’о (быстрорежущая сталО
Флокеночувстаительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
486
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали ЗОЛ Вид поставки Отливки — ГОСТ 977-88, ТУ 108-978-80.
Массовая доля элементов, %, по ГОСТ 977-88 Группа ОТЛИВОК Температура критических точек,‘С
С Si Мп S* Р1 Сг Ni Мо Си Aci Ас3 Ari Аг5
0,27-0,35 0,20-0,52 0,45-0,90 < 0,050 <0,045 0,045 < 0,050 <0,040 < 0,040 — — — — I и III 735 813 677 796
1 Содержание серы и фосфора указано для основной стали.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаадающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 880-900 610-630 Воздух Воздух До 100 255 471 17 30 34 — 131- 1572
Закалка Отпуск 860-880 610-630 Вода Воздух До 100 294 491 17 30 34 — —
ДЦ Отжиг 860-880 С печью — Не определяются — —
2 Данные ЦНИИТМАШ.
Назначение. Корпуса и обоймы турбомашин, детали гидротурбин, рычаги, балансиры, корпуса редукторов, муфты, шкивы, кронштейны, детали сварно-литых конструкций, чаши и конусы засыпных аппаратов, станины, балки, опорные кольца, бандажи, маховики и другие детали, работающие под действием средних статических и динамических нагрузок.
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, приг,”С Термообработка
я-1 Т-1 + 20 0 -20 -30 -40 -50
215 — Сод = 340 Н/мм2, о, = 640 Н/мм2,187 НВ
Т отологические
Температура начала затвердевания стали, °C 1490-1504 Жидкотекучесть Кж.т= 1,0 Склонность'к образованию усадочной раковины
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости К*,-1,0 Склонность к образованию усадочной пористости Ку.п=1>®1
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
В отожженном состоянии при 160 НВ и о.= 450 Н/мм2
Kv= 1,25 (твердый сплав),
Ку= 1,00 (быстрорежущая сталь)
Не чувствительна ,
Склонность к отпускной хрупкое*2^
Не склонна
СТАЛИ для отливок
487
Марка стали
Вид поставки
Отливки — ГОСТ 977-88, ОСТ 26 291-87, ТУ 108.03.052-86.
35Л
Массовая доля элементов, %, по ГОСТ 977-88 Группа отливок Температура критических точек, С 1
С Si Мп S1 р1 Сг № Мо Си Aci Ас3 Ari Агз |
0,32-0,40 1 Содержг 0,20-0,52 ниесеры 0,45- 0,90 фосфора у £ 0,050 <0,045 <0,045 казано для < 0,050 <0,040 <0,040 основной с гали. — — — I II III 730 802 691 795
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Со.г, Н/мм2 О'., Н/мм2 S, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 977-88 Нормализация Отпуск Закалка Отпуск 86Q-880 600-630 Воздух Воздух До 100 275 491 15 25 34 — 137— 1 1662
860-880 600-630 Вода Воздух До 100 343 540 16 20 тся 29 2692 I
ДЦ Отжиг Поверхностная з нагоевом ТВЧ и 850-870 акалка с низкий С печью Вода — Не определяются Поверхности 35-40 — 1
отпуск Поверхности >30 — 1
Поверхностная закалка с нагревом газовым пламенем —
Данные ЦНИИТМАШ.
_„п_ зубчатые колеса, детали гидротурбин, тяги, бегунки, бабы Назначение. Корпуса и обоймы турбомашин, станины прокатных> и детали, работающие под действием средних паровых молотов, задвижки, балансиры, диафрагмы, катки, вилки, кр подогревателей и теплообменников, работающих при
статических и динамических нагрузок. Для стяжных колец, плавающих голов
температуре от - 30 до + 450°С. _________—
Предел ВЬШОСЛИВОСТИ, Н/мм2 Состояние стали
... О-1 Т-1
216 оод = 270 Н/мм2, с„ = 490 Н/мм2, 137-166 НВ
Ударная вязкость, KCU, Дж/см1, при!, °C
Термообработка
Температура начала затвердевания стали, “С
Линейная усадка, %
Свариваемость
+ 20
29
37 57-
66
83-
104
0
25
30
-20
14
29
31-
50
41-
87
-30
-40
10
-60
1480-1490
2,2-2,3
Ограниченно свариваемая.
способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
29
27
23-
45
50-
69
-50
8 19
10-34
43-
61
Без термообработки_____________
Отжиг при 860°С_______________
Нормализация 860-880°С. Отпуск
600-620°С, выдержка 3 ч, воздух
После нормализации и отпуска закалка 860-870°С в масле. Отпуск 620-630°С, выдержка 3 ч, воздух
Технологические характеристики
Жидкотекучесть
Показатель трещиноустойчивости
Кж.т= 1.0
Кт.у = 0,8
Обрабатываемость резанием
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
I Флокеночувствительность
К,.р=1,2
Ку.п= 1,0
В нормализованном и отпущенном состоянии при 160 НВ и а, = 470 Н/мм2 Ку = 1,2 (твердый сплав),
Kv = 0,9 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Це склонна
488
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 4051 Вид поставки Отливки—ГОСТ 977-88.
Массовая доля элементов, %, по ГОСТ 977-88 Группа отливок Температура критических точек, 'С
С Si Мп S* Р* Сг Ni Мо Си Aci Асз Аг> Агз Мн
0,37-0,45 0,20-0,52 0,45-0,90 £0,050 <0,045 £0,045 £0,050 <0,040 <0,040 — — — — I п ш 735 810 690 — 300
720 800 700 — 360
1 Содержание серы и фосфора указано для основной стали.
Механические свойства при комнатной температуре _
ВД Режим термообработки Сечение, мм См» Н/мм2 а», Н/мм2 8, % % кси, Дж/смг HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 977-88 Нормализация Отпуск 860-880 600-630 Воздух Воздух До 100 294 520 14 25 29 — 146-1732
Закалка Отпуск 860-880 600-630 Вода Воздух До 100 343 540 14 20 29 —
ДЦ От^иг । 850-870 С печью — Не определяются —
г Данные ЦНИИТМАШ. „
Назначение. Станины, корпуса, муфты, тормозные диски, шестерни, кожухи, вилки, звездочки и др.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Состояние стали Ударная вязкость, KCU, Дяг/см2, при!, “С Термообработка
0-1 т-1 +20 0 -20 -30 -40
225 — Под = 290 Н/мм2, с, = 520 Н/мм2, 146-173 НВ
Технологические характеристики __
Температура начала затвердевания стали, °C 1480-1490 Жидкотекучесть Кж.Т= 1,0 Склонность к образованию усадочной раковины ку.р=1-2 Ку.п=1<0
Линейная усадка, % 2,2-2,3 Показатель трещнноустойчивости Кт.у = 0,8 Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительн иль пкости
Трудно свариваемая. Способы сварки: РД РАД. Необходимы подогрев и последующая термообработка. В термообработанном состоянии при 173 НВ и с, = 520 Н/мм2 Kv = 1,1 (твердый сплав), Kv = 1,0 (быстрорежущая сталь) Не чувствительна Склонность к опускной хру Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
489
Марка стали Вид поставки Отливки — ГОСТ 977-88, ОСТ 26 291-87, ТУ 108.03.052-86.
45Л
Массовая доля элементов, %, по ГОСТ 977-88 Группа ОТЛИВОК Температура критических точек, "С
С Si Мп S1 Р1 Сг Ni Мо Си Aci Асз Ari Агз
0,42-0,50 0,20-0,52 0,45-0,90 <; о,о5о 0,045 < 0,045 5 0,050 £ 0,040 S 0,040 — — — — I II III 725 770 690 720
'Содержание серы и фосфо та указано для основной стали.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0,2, Н/мм2 О», Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 860-880 600-630 Воздух Воздух или печь До 100 314 540 12 20 29 J — 153- 2292
Закалка Отпуск 860-880 600-630 Вода Воздух До 100 392 589 10 20 25 — 220- 2602
ДЦ Отжиг 850-870 С печью — Не определяются — —
Поверхностная закалка с нагревом ТВЧ и низкий ОТПУСК Вода — Не определяются Поверхности 40-55 —
'Данные ЦНИИТМАШ.
Назначение. Станины, зубчатые колеса и венцы, тормозные диски, муфты, кожухи, опорные катки клинья, направляющие водила, кулачки и другие ответственные детали, к которым пред Стяжные кольца прочности и высокого сопротивления износу, работающие под действием статических и /“ических плавающих головок подогревателей и теплообменников, работающие при температуре ст 3 д _Сталь чувствительна к перегреву.
Пре/ выноелн Н/м (ел вости, м2 Т-1 Состояние стали + 20 Ударна 0 я вязкое при -20 гь, KCU, t,°c -30 Дж/см2, -40 -50 Термообработка
229 Со,2 = 310 Н/мм2, а. = 660 Н/мм2,187 НВ
245 — со,г = 340 Н/мм2, с, = 640 Н/мм2,179 НВ
274 — со,2 = 475 Н/мм2, - 73П ы/..»А опт ив
Технологические характеристики
Температура начала —222спцевания стали °с 1480-1490 Жидкотекучесть Кст“1.0 Склонность к ооразованию усадочной раковины Ку.р=1,2
Линейная усадка, % 2,2-2,3 Показатель Кг. у=0,8 Склонность к образованию усадочной пористости Ку.п=1,0
^Свариваемость Обрабатываемость резанием _ Флокеночувствительность
Трудно свариваемая. Н®б°бысвар,<и:РД,рАД. 1®РмообХЕГСаОД°ГРеВ И пОсЛВДуЮЩаЯ В нормализованном и отпущенном состоянии при 200 НВ и с, = 540 Н/мм Kv = 1,0 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
490
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88.
S0J1
Массовая доля элементов, %, по ГОСТ 977-88 Группа ОТЛИВОК Температура критических точек, 'С
С Si Мп S1 Р1 Сг Ni Мо Си Aci Асз Ari Агз
0,47-0,55 0,20-0,52 0,45-0,90 5 0,040 50,035 50,030 50,040 50,035 50,030 — — — — I II III 725 760 690 750
1 Содержание серы и фосфора указано для основной стали.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0,2> Н/мм2 С., Н/мм2 6, % Y. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 860-880 600-630 Воздух Воздух До 100 334 569 И 20 •25 — nows1
Закалка Отпуск 860-880 600-630 Вода Воздух До 100 392 736 14 20 29 — 220-2601
ДЦ Отжиг 830-850 С печью — Не определяются — —
Поверхностная закалка с нагревом ТВЧ Отпуск 160-180 350-400 500-550 Вода или эмульсия Воздух Воздух Воздух — Не определяются Поверхности >55 40-48 30-40 —
2 Данные ЦНИИТМАШ.
Назначение. Зубчатые колеса и муфты подъемно-транспортных машин, ходовые колеса, бегунки, зубчатые сектора и венцы, полумуфты, скаты, тормозные диски разливочных машин, втулки зубчатых муфт и другие детали, к которым предъявляются требования повышенной твердости.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
<5-1 Т-1 + 20 0 -20 -30 -40 -50 -60
245 — с02 = 330 Н/мм2, с, = 570 Н/мм2, 156-190 НВ 8 7 7 7 7 7 — Без термообработки
30 — 17 12 — 8 — Нормализация с 850°С, отпуск при 550-600°С
34- 60 — 6-11 — 6-12 — 10-23 Нормализация 860-880’С, охлаждение на воздухе до 300-350’С, 2 ч, отпуск 600-620’0, выдержка 3 ч, охлаждение 1 ч в печи до 500°С, далее воздух
40-59 — 28-39 — 19-31 — 10-23 После нормализации и отпуска закалка 860-870°С в масле. Отпуск 620~630°С, выдержка 3 ч, воздух
Технологические характеристики
Температура начала затвердевания стали, °C 1466-1476 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины к,.,=и
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Ку. у =0,6 Склонность к образованию усадочной пористости К,.п=1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудно свариваемая. Способы сварки: РД, РАД. Необходимы подогрев и последующая термообработка. В термообработанном состоянии при 196-207 НВ и с, = 600 Н/мм2 Kv= 0,70 (твердый сплав), Ку = 0,55 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ для отливок
491
Марка стали Вид поставки Отливки—НД заводов-изготовителей.
70Л
Массовая доля элементов, % Температура критических точек, °C
С Si Мп S Р ' Сг Ni Мо Ti Си Aci Асз Аг, Аг3
0,65-0,75 0,17-0,37 <0,40 2 0,045 2 0,045 20,30 20,30 — —’ — 730 745 690 725
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм О0,2> Н/мм2 О., Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
дц Отжиг 800-820 С печью — Не определяются 1— —
Нормализация Отпуск 820-840 630-650 Воздух С печью До 100 343 392 6 — — — 2255
Закалка Отпуск 800-820 450-500 Вода Воздух До 100 Не определяются — 280-380
Назначение. Ходовые колеса диаметром до 1000 мм мостовых кранов большой грузоподъемности.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Т ермообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала ~ затвердевания стали, °C 1466-1476 Жидкотекучесть Кж.т=1,0 Склонность к образованию усадочной раковины Ку.р -1,3
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кг. у = 0,6 Склонность к образованию усадочной пористости Ку.п^ 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
На применяется для сварных инструкций. В отожженном состоянии при 240-250 НВ К. = 0,55 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
492
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 20ГЛ Вид поставки Отливки — ГОСТ 977-88, ГОСТ 21357-87.
Массовая доля элементов, %, по ГОСТ 977-88 Температура критически! точек, “С
С Si Мп S Р Сг Ni Си Act Асз Аи Агз Мн1
0,IS-О.25 0,20-0,40 1,20- 1,60 £0,040 £0,040 — — — 720 860 — — 420
„ Массовая доля элементов, %, по ГОСТ 21357-87
0,17-0,25 0,30-0,50 1,10- 1,40 <0,030 £ 0,030 <0,30 <0,30 £0,30 1 Температура нагрева 900°С.
Механические свойства при комнатной температуре
нд Режим термообработки । Сечение, мм <То.ь Н/мм1 с„ Н/мм1 5. V. % кси, Дж/см2 Дж/см2 НВ
Операция t,°C Охлаждающая среда не менее
ГОСТ 977-88 Нормализация Отпуск 880-900 600-650 Воздух Воздух До 100 275 540 18 25 49 — —
Закалка Отпуск 870-890 620-650 Вода Воздух До 100 334 530 14 25 38 — —
ГОСТ 21357-87 Нормализация 920-940 Воздух — 300 500 20 35 292 20
Закалка Отпуск 920-940 600-620 Вода Воздух — 400 550 15 30 292 20 —
дц Отжиг 890-910 С печью — Не определяются —
Закалка Отпуск 910-930 480-640 Вода Воздух До 100 441 637 10 20 49 — 197- 277
2 KCU при минус 60°С. -
Назначение. Диски, звездочки, зубчатые венцы, барабаны и др. детали, к которым предъявляются требования по прочности И вязкости, работающие под действием статических и динамических нагрузок, а также для ответственных литых деталей автосцспнот устройства и тележки грузовых вагонов, работающих при температурах до минус 60°С.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, При!, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C 1490-1501 Жидкотекучесть Кж.т= 0,8 Склонность к образованию усадочной раковины Ку.р=1<1
Линейная усадка, % 2,2 Показатель трещиноустойчивости Кт. у = 0,9 Склонность к образованию усадочной пористости Ку.Ч= 1>0
Свариваемость Обрабатываемость резанием Флокеночувствительность^
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. В закаленном и отпущенном состоянии при 197- 277 НВ и о, = 637 Н/мм2 Kv= 1,15 (твердый сплав), К,= 1,0 (быстрорежущая сталь) Не чувствительна Склонность К отпускной хрупко —__ Не склонна *
СТАЛИ для отливок
493
Марка стали
Вид поставки
35ГЛ
Отливки — ГОСТ 977-88.
Температура критических точек, °C
Массовая доля элементов, %, по ГОСТ 977-88
Aci
Мп
730
<0,040
<0,040
1,20-1,60
0,20-0,40
0,30-0,40
1 Температура нагрева 900°С.
Механические свойства при комнатной температуре
Асз
800
Ari
Агз
Мн*
355
ВД Режим термообработки
Операция t,°C Охлаадающая среда
гост 977-88 Нормализация 880-900 Воздух
Отпуск 600-650 Воздух
Закалка 850-860 Вода
Отпуск 600-650 Воздух
|ДЦ~ Отжиг 860-880 С печью
До 100
Сечение, мм
О0.2, Н/мм2
294
343
До 100
Не определяются
Н/мм2
8, %
V. %
не менее
540
589
14
HRC
20
30
KCU, -Дж/см2
.„о тоаиепсы ступицы, вилки. Ковши драглайнов, Назначение. Диски, звездочки, зубчатые венцы, барабаны, “^.“’^рышки подшипников, цапфы. Щеки дробилок, бандажи решетчатые стрелы и другие тяжелонагруженные детали э
бегунов и другие детали дробильно-размольного оборудования. ________ , , _
Ударная вязкость, KCU, Дж/см2, при t, °C
Термообработка
Термообработка
-30
-20
+ 20
71
Предел ВЬШОСЛИВОСТИ, Н/мм2
41
80
29
Технологические характеристики
-40
-60
16
Нормализация 900°С. Отпуск 650°С
Отжиг 900°С, 3 ч. Нормализация 900°С, 2-Зч. Отпуск 650°С, 2-3 ч, воздух
Температура начала затвердевания стали, °C
Линейная усадка, %
Свариваемость
1497-1508
2,2-2,4
Ограниченно свариваемая.
г-пособы «жарки: РД, РАД, АФ, МП, ЭШ и кт.
Рекомендуются подогрев и последующая ^Рмообработка.
Жидкотекучесть
Показатель трещиноустойчивости
Кж.т=0.9
Кт. у = 0.9
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Ку.р=1,1
Ку.п= 1,0
Обрабатываемость резанием
Флокеночувствительность
В отожженном состоянии при 202-207 НВ Kv = 0,75 (твердый сплав), Kv = 0,55 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
494
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88, ТУ 24-1-12-181-75.
45ГЛ
Массовая доля элементов, % НД Температура критических точек, °C
С Si Мп S р Сг Ni Си Aci Асз Art Агз Мн
0,40-0,50 0,20-0,50 0,80- 1,20 < 0,040 0,040 — — — ГОСТ 977-88 724 775 675 — 320
0,40-0,50 0,20-0,45 0,90-1,20 < 0,040 < 0,040 < 0,40 0,45 < 0,30 ТУ 24-1-12-181-75
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ в0,2> Н/мм2 а„ Н/мм2 8, % V. % Кси, Дж/см2 HRC НВ '
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Нормализация Отпуск 870-890 570-600 Воздух Воздух До 100 334 579 14 25 29 — —
Закалка Отпуск 840-860 600-650 Вода или масло Воздух До 100 334 628 13 20 29 — —
ТУ24— 1-12-181-75 Отжиг 850-870 С печью Не определяются —
Закалка Отпуск 860-880 580-600 Вода Вода До 100 490 690 10 25 39 — 217- 269
Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода, водный раствор глицерина — Не определяются Поверхности 40-55 —
Поверхностная закалка с нагревом газовым пламенем — Поверхности ^40
Назначение. Блоки, колеса, звездочки, кулачковые муфты, крупные зубчатые венцы и др. Сталь имеет повышенную склонность к трещинам. _ _
Предел вьшосливости, hW Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
р-1 т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C 1490-1501 Жидкотекучесть Кж,т“ 0,8 Склонность к образованию усядпчнпй раковины
Линейная усадка, % 2,2 Показатель трещиноустойчивости Кт. у =0,9 Склонность к образованию veqnriunntt пппметоСТИ Ку.Па1Д_
Свариваемость Обрабатываемость резанием Флокеночувствительность^—__
Трудно свариваемая. Способы сварки: РД, РАД. Необходимы подогрев и последующая термообработка. В закаленном и отпущенном состоянии при 241-278 НВ и с,=850-980 Н/мм2 Kv = 0,65 (твердый сплав), Kv = 0,5 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной ХрУП^
СТАЛИ ДЛЯ ОТЛИВОК
495
Марка стали Вид поставки 1 Отливки — ГОСТ 977-88. |
32Х06Л
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C 1
С Si Мп S Р Сг Ni Мо Ti Си Aci Ас3 Ari Агз Мн1 I
0,25-0,35 0,20-0,40 0,40-0,90 < 0,050 <, 0,050 0,so-о.80 — — — — 755 810 — — 350
1 Температура нагрева 850°С. 1
1 Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм •То.2, Н/мм2 Пи Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Закалка Отпуск 890-910 620-660 Масло Воздух До 100 441 638 10 20 49 — — 1
I Назначение. Различные детали вагоностроения, а также кронштейны, баланс р I толщиной до 50 мм и общей массой детали до 80 кг. другие ответственные детали со стенкой i
I Hpej 1 ВЫНОСИ! Ши хел шости, М* Термообработка У дарная вязкост npnt b,KCU, /С -40 Дж/см2 ~^60 -80 Термообработка 1
ро-1 11 + 20 88- 138 и 30- 84 — — Отжиг 880-890°С. Закалка масло. Отпуск 58О-590°С, Отливка сечением 30 мм 910-920°С, 1 воздух. 1 ержка, 2-2,5 ч. 1
51 — 22 13 8 — Нормализация 900°С, выд Отливка сечением 20 мм
80 — 70 67 58 — Закалка, вода. Отпуск 650°С, вода. 1 Отливка сечением 20 .мм 1
1 Технологические ха рактеристики —i Пклонносгь к образованию Ку.р = 0,8 I
1500 Жидкотекучесть Кж.т“ 1,6 усад Склон! очной раковины
1 затвердевав 1 Линейная ия стали, °C ость к образованию ьность 1
усадка, % 1,8 Показатель трещиноустойчивости Обрабатываемо! Кт., = 0,2 ть резанием /садочной пористости флокеночувствител
I ®ГРанИченно свариваемая. Способы сварки: РД, РАД, АФ, МП, ЭШ 1 и КТ. 1 Рекомендуются подогрев и последующа: и^рмообработка. В закаленном и ценном состоянии при 196-207 НВ и ст.=638 Н/мм К, = 1,1 (твердый сплав), „„„«злпая сталь) Не чувствительна | Склонность к отпускной хрупкости I
Не склонна |
Kv = U,б
496
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88.
40ХЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, “С
С Si Мп S Р Ct Ni Мо V Си Aci Асз Ari Ars
0,35-0,45 0,20-0,40 0,40-0,90 < 0,040 < 0,040 0,80- 1,10 — — — — 743 782 693 730
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0.2, Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Закалка Отпуск 850-870 600-650 Масло Воздух До 100 491 638 12 25 39 — —
ДЦ Отжиг 820-840 Спечыо — Не определяются — 160- 229
Нормализация Отпуск 850-860 600-650 Воздух Воздух До 100 294 — 12 — 29 — 170- 230
Назначение. Фасонные отливки небольших размеров сложной конфигурации, изготовляемые по выплавляемым моделям; отливки простой конфигурации, отливаемые в земляные формы и др. Зубчатые колеса, бандажи, секции вагоноопрокидывателей и Другие детали, к которым предъявляются требования повышенной твердости,
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
q-i Т-1 + 20 0 -20 -40 -60 -80 отпуск
57-94 — 47-58 20-60 20-38 12-30 Нормализация 880-900°С. Закалка 870-880°С, масло, 630-640°С, воздух
Технологические характеристики
Температура начала затвердевания стали, °C 1497-1508 Жидкотекучесть Кж.т= 0,6 Склонность к образованию усадочной раковины Ку-р’М
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кт. у = 0,9 Склонность к образованию Ку.п^1’0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП ЭШ и КТ. Рекомендуются подогрев и последующая термообработка.. В закаленном и отпущенном состоянии при 196-207 НВ и с. = 630 Н/мм2 Kv= 1,1 (твердый сплав), Kv = 0,6 (быстрорежущая сталь) Мало чувствительна ,
Склонность к отпускной хруПКОСТЙ^
Склонна
СТАЛИ для ОТЛИВОК
497
Марка стали
Вид поставки
70ХЛ
Отливки — НД заводов-изготовителей.
Массовая доля элементов, %
0,65-0,75
0,25-0,45
Мп
0,55-0,85
Acj
2 0,040
20,050
730
21,00
0,80-
1,00
Температура критических точек, °C
Асз
745
690
Агз
725
Механические cj
ад Режим термообработки Сечение, мм 00,2, Н/мм* ст., Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ДЦ Отжиг 830-850 С печью — Не определяются — —
Нормализация Отпуск 840-860 630-650 Воздух С печью — — £127
п™'34'1*' Футеровка шаровых мельниц, бегунки и другие детали простой конфигурации, к которым предъявляются требования повышенной износостойкости.
—рекомендуется применять взамен стали марки 110Г13Л, когда требуется механическая обработка отливки.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
СТ-1 t-i + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C 1458-1469 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины К.у,р — 1,0
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кху = 0,6 Склонность к образованию усадочной пористости Ку. л” 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. В закаленном н отпущенном состоянии при 262-269 НВ и а, * 686 Н/мм2 КУ = 0,55 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Склонна ’
498
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88.
20ФЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, *0
С Si Мп S Р Сг Ni Мо Си V Acj Ас3 Ari Ад
0,14— 0,25 0,20-0,52 0,70- 1,20 £ 0,050 < 0,050 <, 0,30 20,30 — 20,30 0,06-0,12 725 860 — —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ’мм Со,2, Н/мм2 с„ Н/мм2 8, % V. % кси, Дж/см1 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Нормализация Отпуск 920-960 600-650 Воздух До 100 294 491 18 35 49 — —
ДЦ Без термообработки 6 355 610 22 47 —— — —
Нормализация 940 Воздух Образцы 320 550 29 62 — — —
Нормализация Отпуск 940 650 Воздух Воздух Образцы 355 530 27 59 — — —
Нормализация Нормализация Отпуск 1170 940 650 Воздух Воздух Воздух Образцы 405 620 25 58 — — —
Т ермоциклирова Нормализация Отпуск Нормализация Отпуск Нормализация яие: 1070 520 870 520 850 Воздух Воздух Воздух Воздух Воздух Образцы 440 635 25 56 — — —
Назначение. Детали вагонов: корпусы автосцепки, тяговый хомут, надрессорная балка и боковая рама тележек; а также металлургического и горнодобывающего оборудования. —- —- - - . . —
Предел выносливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
с-1 Т-1 N +20 0 -20 -40 -60 -80
245 — 10’ ®о,2= 350 Н/мм2, а, = 550 Н/мм2
Температура начала затвердевания стали, °C 1495-1505 Жидкотекучесть Кж.т“ 0,8 Склонность к образованию усадочной раковины ку.Р=М
Линейная усадка, % 2,27 Показатель трещиноустойчивости Кт. у “ 0,9 Склонность к образованию усадочной пористости Ку.П=1>0
Свариваемость Обрабатываемость резанием Флокеночувствительность—__
Сваривается без ограничений. Способы сварки: РД, РАД, Аф, МП, Э1П и КТ. В закаленном и отпущенном состоянии при св= 620 Н/мм2 Kv = 1,15 (твердый сплав), Не чувствительна
Склонность к отпускной хрупкости—_
СТАЛИ ДЛЯ ОТЛИВОК
499
Марка стали Вид поставки Отливки—ГОСТ 977-88.
45ФЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni N V Си Aq Асз Ari Агз Мн
0,42— 0,50 0,20-0,52 0,40-0,90 £ 0,040 < 0,040 — — — 0,OS-fl,10 — 720- 740 840 730 825 360
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм ето.з, Н/мм2 Н/мм2 8, % V, % кси, Дж/см1 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 880-920 600-650 Воздух С печью До 100 392 589 12 20 29 — 1601
Закалка Отпуск 880-920 600-650 Вода Воздух До 100 491 687 12 20 29 — —
ДЦ Отжиг 880-920 С печью — Не определяются — —
Нормализация (Зч) 940 Воздух — 580 710 18 26 36 — —
'Данные ЦНИИТМАШ.
Назначение. Корпуса редукторов угольных комбайнов, износостойкие детали для факторов и металлургического оборудования, а также другие детали машиностроения.
Предел выносливости, _ Н/мм2 Т ермообработка УдарИая вязкость, KCU, Дж/см1, npnt, °C Термообработка
— г-т + 20 0 -20 -30 - 40 - 50
Технологические ха ракгеристики
Температура начала _ затвердевания стали. °C 1495 Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % _ Объемная усадка, % Ц9 3,5 Показатель трещиноустойчивости Склонность к образованию усадочной пористости
— Свариваемосп Обрабатываемость резанием Флокеночувствительность
^РУдно свариваемая. сварки: РД, РАД. ^ооСгаГОГРеВ И последующая В нормализованном и отпущенном состоянии при £ 160 НВ и о, = 600 Н/мм Kv=0,82 (твердый сплав), Ку = 0,76 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
500
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
Отливки — ТУ 24.11.01.092—84.
15ГНЛ
Массовая доля элементов, %, по ТУ 24.11.01.092-84 Температура критических точек,*С
С Si Мп S р Сг Ni Си Aci Асз Агз Агз Мн1
0,12-0,20 0,20-0,40 0,80- 1,40 < 0,030 5 0,030 50,30 0,80-1,20 — 720 800 — — 350
1 Температура нагрева 840°С. 1
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Сол, Н/мм2 ОВ, Н/мм2 8, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 24.11. 01.092-84 Нормализация Отпуск 900-920 600-650 Воздух Воздух Образцы 350 450 18 35 60 — < 140
Закалка Отпуск 900-920 600-650 Воздух Образцы 400 500 14 45 60 —* $ 150
Назначение. Отливки деталей тяжелого и транспортного машиностроения для эксплуатации в условиях низких температур и высоких скоростей нагружения.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
0-1 т-1 + 20 0 -20 -40 -60 -80
60 — — 45 40 — Нормализация 900-920’С; отпуск 600-650СС j
60 — — 50 40 — Закалка 900-920°С; 1 отпуск 600-б50°С 1
Технологические характеристики
Температура начала затвердевания стали, °C
Линейная усадка, %
Жидкотекучесть
Показатель трещиноустойчивости
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
В закаленном и отпущенном состоянии при 150 НВ и а.= 500 Н/мм2
Ку= 1,2 (твердый сплав),
Kv = 0,85 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупи01^
Мало склонна
СТАЛИ ДЛЯ ОТЛИВОК
501
Марка стали Вид поставки Отливки — ГОСТ 977-78, ТУ 108-671-84, ТУ 108-817-79, ТУ 108-978-80, ТУ 108-06-104-83, ТУ 108-11-158-86, ТУ 108-1091-82, ТУ 108-1292-84, ТУ 26-06-166-82.
20ГСЛ
Массовая доля элементов, % нд Температура критических точек, “С
С Si Мп S Р Сг Ni Си Aci Ас3 Ап Агз
0,16-0,22 0,60-0,80 1,00- 1,30 < 0,030 < 0,030 — — — ГОСТ 977-88 700 840 620 780
0,16-0,22 0,60-0,80 1,00- 1,30 S 0,025 < 0,025 ^0,30 <0,30 <0,30 ТУ 108-I292-841
0,16-0,22 0,60-0,80 1,00— 1,30 < 0,030 < 0,030 <0,30 <0,30 <0,30 ТУ 108-1091-82*
' В сталях, выплавляемых на чистой шихте, содержание примесей не должно быть более: S - 0,020%, Р - 0,020%, Ni - 0,20%>, Си - 0,20%. Суммарное содержание S и Р не должно быть более 0,050% при всех возможных случаях. При выплавке на чистой шихте наименование марки стали дополняется индексом АА.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Oiw, Н/мм2 °- Н/мм 8, % У, % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 870-890 570-600 Воздух Воздух 100 294 540 18 30 29 — 124- 1512
ТУ 108— 06-104- 83 Нормализация Отпуск 880-930 630-660 Воздух Воздух — 275 490 18 30 29 — —
ТУ 108-817-79 Более 100 215 450 15 27 29 — •—
ТУ 108-1091-82 Более 100, но не более 800 275 470 16 30 39 —- —
ТУ 108-1292-84 Нормализация Отпуск 880-930 630-660 — 275 490 18 30 29 — —
дц Отжиг 890-910 Печь — 294 490 25 40 59 — <143
Назначение. Отливки для деталей гидротурбин, фасонные отливки арматуры и трубопроводов ТЭ Сидр.
Предел ВЫНОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка Без термообработки Отжиг при 890°С
—2i-_ _ г-i 4-20 22 0 73 -20 8 59 -30 8 55 -40 6 46 -50 5,5 39
Тем затвсп тература н Девани» с ачала гя гги 1482 -1493 Технолог Жвдкотек гческие X /честь фактерз Кхг [СТИКИ = 0,9 Склонность к образованию усадочной раковины Ку.р = 1,2
Линейная усадка, % 2,2-2,8 Показатель то а ттгампУСТОЙЧИВОСТИ К1У=1,0 Склонность к образованию усадочной пористости Ку.„=1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. ^собы сварки: РД, РАД, АФ, МП, Э1П И В нормализованном и отпущенном состоянии при 15б НВ и а, = 540 Н/мм К» = 1,0 (твердый сплав), К» = 0,85 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
502
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки—ТУ 24-1-12-181-75.
25ГСЛ
Массовая доля элементов, %, по ТУ 24-1-12-181-75 Температура критических точек, "С
С Si Мп S Р Сг Ni Си Aci Асз Аг1 Агз
0,22-0,28 0,60-0,81 1,00- 1,30 <0,030 <0,030 £0,30 £0,30 £0,30 700-750 840- 870 730 820
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ Сол Н/мм2 Св, Н/мм2 S, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ24-1-12-181-75 Нормализация Отпуск 900-920 580-600 Воздух Воздух До 100 245 470 18 30 29 — 123- 149
Нормализация 900-920 Воздух 20 350 540 19 32 65 — 170
Закалка Отпуск 920 650 Вода Воздух 20 560 710 19 43 86 — 207
Назначение. Лопасти гидротурбин, зубчатые венцы и колеса, втулки, сектора, колонны, детали сварно—литых конструкций с большим объемом сварки.
Предел вьшосливости, Н/мм2 Состояние стали Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
G-1 т_ + 20 0 -20 -40 -60 -80 С
162 —- Образцы без надреза, о, = 540 Н/мм2 65 — 31 19 12 — Сечение 20 мм. Нормализация 900-920°
118 — Образцы с надрезом, о, = 540 Н/мм2 86 — 76 43 30 __ Сечение 20 мм. Закалка 920°С; отпуск 650°С
Технологические характеристики
Температура начала затвердевания стали, °C 1482-1493 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины Ку.п=1>0
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кг ув 1,0 Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувс гвительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. В нормализованном состоянии при 156 НВ и о. = 510 Н/мм2 = 1,0 (твердый сплав), Kv 0,9 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной X рупкости
Не склонна
503
СТАЛИ для ОТЛИВОК
Марка стали
Вид поставки
ЗОГСЛ
Отливки — ГОСТ 977—88.
по ГОСТ 977-88
с Si Мп S Р Сг Ni Си
0,25-0,35 0,60-0,80 1,10- 1,40 <0,040 < 0,040 — — —
Aci
750
Механические свойства при комнатной температуре
Режим термообработки
НД
ГОСТ 977-88
дц
Операция
Нормализация
Отпуск
Закалка
Отпуск
Отжиг
Данные ЦНИИТМАШ.
t,°C
870-890
570-600
920-950
570-650
880-920
Температура критических точек,
Асз
870
°C
Ari
Агз
Мн1
Охлаждающая среда
Сечение, мм
Под, Н/мм2
Воздух
Воздух
Вода
Воздух
С печью
1 Температура нагрева 925°С.
о., Н/мм2
8.
%
V. %
KCU, JSjeJcM1
HRC
355
НВ
не менее
25
14
589
343
До 100
До 100
2:
1562
Не определяются
Назначение. Лопасти гидротурбин, зубчатые венцы и колеса, втулки, ролики, обоймы, рычаги, фланцы, щкивы, сектора, колонны, Детали сварно-литых конструкций с большим объемом сварки и др.
Предел выносливости, Н/мм2
Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C
+ 20 0 -20 -30 -40 -50
Термообработка
Технологические характеристики
Температура начала | затвердевания стали, °C 1482-1493 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины К,.р = 1,2
Линейная усадка, % 2,2-2,3 Показатель трещииоустойчивости Ку. у =1,0 Склонность к образованию усадочной пористости Ку.П « 1,0 I
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭП1 и КТ.
В нормализованном и отпущенном состоянии при > 156 НВ и о, = 520 Н/мм2
Ку = 1,0 (твердый сплав),
Ку = 0,9 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
504
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки
80ГСЛ Отливки — ТУ 24-1-12-182-75.
Температур8 критических точек, 'С
Массовая доля элементов, %, по ТУ 24-1-12-182-75
С Si Мп S Р Сг Ni Мо Си Aci Асз Ал Агз
0,80- 1,10 0,80- 1,20 1,00-1,50 £0,050 £0,050 £0,50 £0,50 — —
Механические свойства при комнатной температуре |
нд Режим термообработки Сечение, мм °0,2, Н/мм2 С., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 24-1-12-182-75 Отпуск (перед отрезкой прибыли) 650-670 С печью, затем на воздухе До 100 Не определяются — 217- 302
Назначение. Футеровка шаровых мельниц.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
а-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C 1436-1466 Жидкотекучесть Кжт=1,1 Склонность к образованию усадочной раковины Ку.р = 1-3
Линейная усадка, % 2,1-2,2 Показатель трещиноустойчивости Кт.у=1,1 Склонность к образованию усадочной пористости К,.п= V
Свариваемость Обрабатываемость резанием Флокеночувствительность^^^
Не Применяется для сварных конструкций. В отпущенном состоянии прн 241-255 НВ и о, = 1040 Н/мм2 К, = 0,55 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Не чувствительна - Склонность к отпускной Хрупко*^ —
СТАЛИ для отливок
505
Марка стали I Вид поставки
12МХЛ Отливки — ОСТ 108.961.02-79, ОСТ 108.961.04-80.
Массовая доля элементов, %, по ОСТ 108.961.02-79
С Si Мп S Р Сг Ni Мо W Ti м Си
60,13 0,25-0,50 0,50-0,80 £ 0,025 <0,025 0,50-0,80 <0,30 0,40-0,60 — — — £0,30 I
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0.2, Н/ммг Gt, Н/мм2 8, % V, % кси, Дж/см’ HRC НВ
Операция t,°c Охлаждающая среда
не менее
ост 108.961. 04-80 Нормализация Отпуск 880-920 620-650 На подине С печью до 300°С — 196 392 20 40 49 — — 1
Назначение. Различные детали, работающие при температуре до 510°С.
Сталь теплоустойчивая перлитного класса.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см’, при t, °C Термообработка 1
Нч т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Температура критических точек, ”С I
Сваривается без ограничений. Способы сварки: РД, РАД, АФ и КТ. В состоянии нормализации и отпуска при с, = 400 Н/мм2 Kv= 1,4 (твердый сплав), Kv= 1,3 (быстрорежущая сталь) Aci Ас3 Ап Агз |
720- 725 860- 910 695- 730 796- 810
506
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — НД заводов-изготовителей.
14ХМТЛ
Массовая доля элементов, % Температура критических точек, "С
С Si Мп S Р Сг Мо Ti Acj Acj Ari Агз Ми1
0,11- 0,17 0,20-0,37 0,40-0,70 £0,035 <0,035 0,90- 1,20 0,40- 0,55 0,02-0,05 740 855 — — 420
1 Температура нагрева 920°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм СТО,2, Н/мм2 ст,, Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
дц Нормализация Отпуск 900-920 630-650 Воздух Воздух, печь До 100 250 450 20 40 80 — 200
Назначение. Детали, работающие длительное время при температурах до 500°С; корпусы -тележек обжиговых машин и др. — —
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, npHt, °C Термообработка
ст-1 'Ll + 20 0 -20 -40 -60 -80
— —-
Технологические характеристики -
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД, АФ и КТ. В состоянии нормализации и отпуска при £ 223 НВ и а, = 450 Н/мм2 Kv = 1,2 (твердый сплав), Ку= 1,1 (быстрорежущая сталь) Мало чувствительна —
Склонность К отпускной хрупко^—-
Не склонна .—
СТАЛИ ДЛЯ ОТЛИВОК
507
Марка стали Вид поставки Отливки — ОСТ 108.961.02-79, ОСТ 108.961.04-80, ТУ 108.1292-84, РД 24.035.101-88.
15Х1М1ФЛ
Массовая доля элементов, %, по ОСТ 108.961.04-80
С Si Мп S P Сг Ni Мо V W Ti А€ Си
0,14-0,20 0,20-0,40 0,60-0,90 5 0,025 50,025 1,20-1,70 z 50,30 0,90- 1,20 0,25-0,40 — — — 50,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Ио.2, Н/мм2 о«, Н/мм2 6, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ОСТ 108.961. 02-79 Гомогенизация Нормализация Отпуск 1000-1030 970-1000 720-750 Воздух Воздух Воздух Цилиндры 150х170 320-550 600 15 35 29 — 156-223
Корпуса клапанов 100 х150 320-550 500 15 35 29 — 159-223
Обоймы 60x150 320-550 600 15 35 29 — 159- 223
ОСТ 108.961. 04-80 Гомогенизирующий отжиг Нормализация Отпуск 1000-1030 970-1000 720-750 Воздух Воздух Воздух — 314 490 15 30 29 — 159-223
Назначение. Детали турбин, детали арматуры, работающие при температуре до 5бО°С. Сталь теплоустойчивая перлитного класса.
Предел вьшосливости, ___Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
—£1— t-i + 20 0 -20 -40 -60 -80
— Коэффициент чувствительности к надрезу за 104 ч Жаростойкость
Среда t/c Скорость коррозии, мм/год Группа стойкости
—Чувспзительнпс-п. к охптпчивяшпп или ста пении Воздух Воздух Воздух 600 625 650 0,194 0,264 0,413 Пониженно-стойкая Пониженностойкая Пониженностойкая
Время, ч t, °C KCU, Дж/см2
Исходное состояние 29
5000 5000 565 600 70-140 120-140
Технологические характеристики
Температура начала —^^ердевания стали, °C 1495-1505 Жидкотекучесть Кж.Т= 1,0 Склонность к образованию усадочной раковины К,.р=1,2
Линейная усадка, % 2,1-2,2 Показатель трещиноустойчивости Кт.у=0,9 Склонность к образованию усадочной пористости К>п=-0,5
— Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. н^2иХарки: рд> РАД АФ и КТ-сопуттт» №1 предварительный и ^РМообраб^а П°Д0ГРеВ ” П0СЛеДуюЩаЯ В отожженном состоянии при 308 НВ Kv = 0,35 (твердый сплав), Kv = 0,25 (быстрорежущая сталь) АС[ Асз Ari Агз
770-800 875- 920 — —
508
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки
20ХМЛ Отливки — ГОСТ 977-88, ОСТ 108.961.02-79, ОСТ 108.961.04-80, ТУ 26-02-19-75.
Массовая доля элементов, % НД Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Aci Асз Ari Агз Мн*
0,15-0,25 0,20-0,42 0,40-0,90 0,040 0,040 0,40-0,70 — 0,40-0,60 — гост 977-88 745 845 — — 435
0,15-0,22 0,20-0,45 0,50-0,80 0,025 0,025 0,50-0,80 50,30 0,40-0,60 5 0,30 ОСТ 108.961. 02-79 1 Температура нагрева 920”С.
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0.2, Н/мм2 ст„ Н/мм2 8, % V. % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 880-890 600-650 Воздух Воздух До 100 245 441 18 30 29 — 149- 2291
ОСТ 108.961. 02-79 Нормализация Отпуск 880-900 600-650 Воздух Воздух 150 х 170 250 470 18 30 29 — 135- 180
ОСТ 108.961. 04-80 Нормализация Отпуск 880-910 620-650 Воздух Воздух, печь — 245 461 18 30 29 — 135- 180
2 Данные ЦНИИТМАШ.
Назначение. Фланцы, шестерни, крестовины, втулки, зубчатые колеса, цилиндры и другие детали, работающие от — 40 до + 540°С Детали паровых и газовых турбин, арматура и детали трубопроводов, работающие при температурах до 500—540°С.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
СТ-1 Т-1 + 20 0 -20 -30 -40 -50
. .-—I—
Технологические характеристики —
Температура начала затвердевания стали, °C 1494-1506 Жидкотекучесть Кж.т= 1,1 Склонность к образованию усадочной раковины Ку.Г1-1 Ky.nsl'°
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кт.у=0,8 Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность __
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, и КТ. Рекомендуются подогрев и последующая термообработка. В нормализованном и< отпущенном состоянии при 149-229 НВ и а, = 440 Н/мм2 Kv = 1,1 (твердый сплав), Kv = 0,8 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупко^^. Не склонна —
509
СТАЛИ ДЛЯ ОТЛИВОК
- 1 Марка стали Вид поставки Отливки — ГОСТ 977-88, ОСТ 108.961.02-79, ОСТ 108.961.04-80, РД 24.035.101-88.
20ХМФЛ
Массовая доля элементов, %, по ГОСТ 977 88
С Si Мп S Р Сг Ni Мо V W Ti А€
0,18-0,25 0,20-0,40 0,60-0,90 S 0,025 2 0,025 0,90-1,20 — 0,50-0,70 0,20-0,30 — — -—
Механические свойства при комнатной температуре
вд Режим термообработки Сечение, мм 00.2, Н/мм2 а», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 977-88 Нормализация Нормализация Отпуск 970- 1000 960-980 710-740 Воздух Воздух Воздух До 100 275 491 16 35 29 — —
ОСТ 108.961. 02-79 Гомогенизация Нормализация Отпуск 970- 1000 960-980 710-740 Воздух Воздух Воздух Цилиндры 150 х170 280- 550 600 16 35 29 — 156-223
Корпуса клапанов 100х150 300-550 500 16 35 29 — 159-223
Обоймы 60 х 150 320-550 500 16 35 29 — 159- 223
ОСТ 108.961. 04-80 Гомогенизация Нормализация Отпуск 970- 1000 960-980 710-740 Воздух Воздух Воздух — 314 490 15 30 29 — 159- 223
Назначение. Детали паровых турбин, цилиндры, корпусы клапанов, обоймы, паровые и сопловые коробки, крышки клапанов и паровых коробок и другие детали паровых турбин. Фасонные отливки для арматуры и трубопроводов, работающие при температуре до540°С.
Сталь теплоустойчивая перлитного класса.
Предел выносливости, Н/мм1
Т-1
Т ермообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
Термообработка
0
-20
-40
+ 20
-60
-80
С-1
Коэффициент чувствительности к надрезу за 104 ч Жаростойкость
Среда VC Скорость коррозии, мм/год База испытаний, ч
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние 29
30000 50000 550 600 100 180
Жидкотекучесть
1494-1506
Температура начала затвердевания стали, °C
Склонность к образованию усадочной раковины Склонность к образованию
Кж.т= 1,0
Ку.р = 1,1
Линейная усадка, %
2,2-2,3
Свариваемость
Показатель
Кт. у = 0,8
Ку.п— 1,0
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ. Необходимы подогрев и последующая термообработка.
Обрабатываемость резанием Температура критических точек. "С
В закаленном и отпущенном состоянии при <223 НВ и а, = 500 Н/мм2 Kv = 0,6 (быстрорежущая сталь) Aci Ас3 Ari Аг3
777-780 868- 880 683-725 880- 835
510
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вцд поставки Отливки — ГОСТ 977-88, ГОСТ 21357-87, ТУ 26-06-166-82.
35ХМЛ
Массовая доля элементов, % нд Температура критических точек, ‘С
С Si Мп S Р Сг Ni Мо Си Aci Ас3 Ari Агз Мн*
0,ЗО-C.40 0,20-0,40 0,40-0,90 < 0,040 < 0,040 0,80- 1,10 — 0,20-0,30 — гост 977-88 730- 757 780-802 693 750 385
0,30-0,40 0,20-0,40 0,40-0,90 < 0,020 < 0,020 0,90- 1,10 <0,03 0,20-0,30 5 0,30 ГОСТ 21357-87 1 Температура нагрева 850°С,
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Под, Н/мм2 я., Н/мм2 8, % V, % кси, Дж/см2 KCV-60, Дж/см2 НВ
Операция t,°C Охлаждающая среда не менее
ГОСТ 977-88 Нормализация Отпуск 860-880 600-650 Воздух Воздух До 100 392 589 12 20 29 — —
Закалка Отпуск 860-870 600-650 Вода или масло Воздух До 100 540 687 12 25 39 — —
ГОСТ 21357-87 Закалка Отпуск 890-910 620-640 Масло или вода Воздух — 600 700 10 18 ЗО2 20 —
ДЦ Отжиг 850-870 С печью — Не определяются 160- 22_9_
при минус 6О°С.
Назначение. Шестерни, крестовины, втулки, зубчатые венцы, детали насосов и другие детали, работающие с повышенными нагрузками и требующие повышенной твердости. Ответственные литые детали горнометаллургического оборудования, работали при температурах до - 60°С.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
G-1 Т-1 + 20 0 -20 -30 - 40 -50 -60 - 80
33 17 9 7 7 7 •— ”
— — 30- 44 — 24- 38 — 9- 30 12- 19 Нормализация 880-890 С. Отпуск 600°С, воздух.
Температура начала затвердевания стали, °C 1486-1498 Жидкотекучесть Кж.Т=1,0
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кг. у = 0,8
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Ку.гГ1-0
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
Обрабатываемость резанием
Флокеночувствительность
В термообработанном состоянии при 174-179 НВ и а, = 850-980 Н/мм2
Kv = 0,80 (твердый сплав), Kv = 0,75 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
511
Марка стали Вид поставки Отливки — ТУ 24.00.001-79.
35ХМФЛ
Массовая доля элементов, %, по ТУ 24.00.001-79 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Мо V Acj Ас3 Ari Агз Мн*
0,30-0,40 0,20-0,40 0,40-0,90 < 0,040 S 0,040 0,80- 1,10 <0,30 <0,30 0,OS-О.12 0,06-0,12 735 830 —- — 320
1 Температура нагрева 970°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ С0.2, Н/мм2 Св, Н/мм2 б, % V. % кси, Дж/см* HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 24.00.00 1-79 Нормализация Отпуск 920 640-700 Воздух Воздух До 100 410 620 12 20 34 — —
Закалка Отпуск 910 640-680 Вода или масло Воздух До 100 540 690 12 25 44 — —
Назначение. Детали вагоностроения, металлургического оборудования и других деталей тяжелого и транспортного машиностроения.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см*, при t, °C Термообработка
a-i Г. + 20 0 -20 -40 -60 -80
61 — — — 25 — Закалка 910°С, отпуск 650°С
Технологические характеристики
Температура начала затвердевания стали, °C 1560-1600 Жидкотекучесть Кж.т“0,9 Склонность к образованию усадочной раковины Ку.р = 1,1
Линейная усадка, % 2,1-2,3 Показатель трещиноустойчивости Кту = 0,8 Склонность к образованию усадочной пористости Ку.П= 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. Рекомендуются подогрев и последующая термообработка. В термообработанном состоянии при 175-185 НВ К, = 0,8 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
512
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Ввд поставки Отливки — ТУ 24-1-12-181-75.
35ХНЛ
Массовая доля элементов, %, по ТУ 24-1-12-181-75 Температура критических точек, 'С
С Si Мп S Р Сг Ni Мо в Си Aci Ас3 Ari Агз Мн1
0,30-0,38 0,20-0,42 0,40-0,90 < 0,040 < 0,040 0,50-0,80 0,70-0,90 — — < 0,30 708 754 — — 340
1 Температура нагрева 845°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0,2> Н/мм2 ч., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 24-1-12-181-75 Закалка Отпуск 860-880 580-630 Вода <100 490 686 12 25 39 — 207- 269
Нормализация 920 Воздух — 450 680 19 29 55 — —
Назначение. Шестерни, крестовины, втулки, зубчатые колеса и др.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дяс/см2, при t, °C Термообработка
0-1 Т-1 N + 20 0 -20 - 40 -60 80
470 328 314 — 105 106 ю7 39-108 — 26-64 22-56 15-46 Закалка вбО-ВИРС. Отпуск 580-630'С.
55 — — 34 — — Нормализация 920"С.
Технологические характеристики
Температура начала затвердевания стали, °C 1550-1580 Жидкотекучесть Кж.т = 0,9 Склонность к образованию усадочной раковины КУ.Р=1-3
Линейная усадка, % 2,2 Показатель трещиноустойчивости Ку, у == 1,3 Склонность к образованию усадочной пористости Ку.п=1-°
Свариваемость Обрабатываемость резанием ] Флокеночувствитсльиос’П'^^—
Ограниченно свариваемая. Способы сварки: РД, РАД, Аф, МП, ЭЩ Н 1x1. Рекомендуются подогрев и последующая термообработка. После закалки и отпуска при 217-269 НВ и а, = 690-900 Н/мм2 Kv = 0,72 (твердый сплав), Кг 0,63 (быстрорежущая сталь) Чувствительна
Склонность К ОТПУСКНОЙ хрупка стИ
Склонна
СТАЛИ для отливок
Марка стали Вид поставки Отливки — ГОСТ 977-88.
40ХНЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Acj Асз Ari Агз Мн1
0,35-0,45 0,20-0,50 0,40-0,90 0,040 < 0,040 0,50-0,80 1,00-1,50 — — — 708 754 — •— 340
1 Температура нагрева 845°С. .
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0.2, Н/мм2 п., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Нормализация Отпуск 860-900 550-650 Воздух Воздух До 100 Не определяются — 207-2692
Закалка Отпуск 830-870 550-650 Масло Воздух *81 672 12 25 38 •—* —
’Двиньте ЦНИИТМАШ.
Назначение. Шестерни, крестовины, втулки, зубчатые колеса и др.
Предел выносливости, ——JS/mm2 Термообработка Ударная вязкость, KCV, Дж/см2, при!, °C Термообработка
t-i N + 20 0 -20 -40 -60 -80
470 328 314 -— 105 106 10’ 38-108 — 27-60 22-50 15-30 — Закалка 830-870°С. Отпуск 550-650°С
Технологические характеристики
Температура начала -^^^РДевания стали, °C 1550-1580 Жидкотекучесть Кж.т = 0,9 Склонность к образованию усадочной раковины Ку., = 1,3
Линейная усадка, % 2,2 Показатель Кт, у = 13 Склонность к образованию усадочной пористости Ку.п= 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
СвоспкЧеНН° сваРиваемая. и1сг ы св«₽ки: РД рдд АФ> мц эш тс₽м°обработа:Я П°ДОГрев и последующая После закалки и отпуска при 217-269 НВ и о, = 690-900 Н/мм2 Kv = 0,65 (твердый сплав), К„ = 0,5 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
514
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 15Г2ХФЛ Вид поставки Отливки — ТУ 24.11045-98.
Массовая доля элементов1, %, по ТУ 24.11045-98 Температура критических точек,'С
С Si Мп S Р Сг Ni Мо Си V Act Асз Ari L Л’
0,13-0,16 0,20-0,50 0,90-1,50 <, 0,020 < 0,025 0,20-0,80 <0,30 — S0.30 о,os-о.10 730 830 680 760
1 По расчету вводится не более: Се-0,06%, Са-0,02%, Zr-0,10%n АС—0,06%.
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Со, 2, Н/мм2 Ов, Н/мм2 8, % V, % KCV, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 24. 11045- 98 Отжиг 1000 Печь Не определяются
Нормализация Отпуск 920-950 620-650 Воздух Печь или воздух До 100 260 450 15 35 50 — —
ДН Отпуск Нормализация Отпуск 650 920-950 620-650 Печь или воздух Воздух Печь или воздух о21515 толщина 107 длина 5100 Центробежно-литая заготовка
Плавка ЭГ 116
260- 270 450- 460 28- 31 67-69 322- 368 — 126
Плавка ЭГ 264
279 482-505 26-30 62-72 139-192 — 137
2 Наружный диаметр нагружения.
Назначение. Грудные, ведущие, сеткоповоротные, сетконаправляющие валы сеточной части; сетковедущие, сукноведушие в прессовой части и сукноправильные валки сушильной части бумагоделательных машин.
Предел выносливости, Н/мм2 Среда Ударная вязкость, KCV, Дж/см2, при t, °C Термообработка Отжиг 1000°С, печь. Нормализация950С,» J Нормализация 820“С, ви w Отпуск 620°С, воздух
0-1 Т-1 N + 20 0 -20 -30 -40 -50
205 — 10’ Воздух 90-115 — — — 21-28 —
Температура начала затвердевания стали, °C 1450-1475 Жидкотекучесть КХ1=1,.14 Склонность к образованию усадочной раковины Ку.р *
Линейная усадка, % 2,2-23 Показатель трещиноустойчивости Кт.у=1,1 Склонность к образованию усадочной пористости К,.»*1’0
Свариваемость Обрабатываемость резанием Флокеночувствительное^
Ограниченно свариваемая. Способы сварки: РД РАД, АФ, МП, ЭШ и КТ. Необходимы подогрев и последующая термообработка. В нормализованном и отпущенном состоянии при а, - 460 Н/мм2 Kv = 1,65 (твердый сплав), Kv = 1,38 (быстрорежущая сталь) Не чувствительна —
Склонность к отпускной хруп*
Не склонна
СТАЛИ для ОТЛИВОК
515
Марка стали Вид поставки 1 Отливки — ТУ 108-978-80. 1
20ГСФЛ
Массовая доля элементов1, %, по ТУ 108-978-80 Температура критических точек, °C 1
С Si Мп S Р Сг Ni Мо Си V Aci Ас3 Ап Агз I
0,18-0,22 0,60-0,83 1,00-1,40 £ 0,030 £ 0,030 <0,30 <0,40 — £0,30 0,io-о.20 720 840 605 740
. +0,02% Допускаются отклонения по С _q ; по Мп, Si, Си ± 0,1% и по Сг+0,20%.
Механические свойства при комнатной температуре 1
ВД Режим термообработки Сечение, ММ вод, Н/мм2 о., Н/мм2’ 6, % % кси, Дж/см1 HRC НВ I
Операция t,°C Охлаждающая среда
не менее
ТУ 108-978-80 — 320 500 14 30 40 — 124- I 163 1
ДЦ Отжиг 1000 Печь Не определяются
Нормализация и/или Нормализация Отпуск 970 810 620 Воздух Воздух До 100 376 575 27 62,5 — — — 1
Назначение. Корпусные детали гидротурбин, лопасти гидротурбин с облицовкой. Детали повышенной прочности и детали, 1 работающие при температуре 450°С. 1
Предел вьшосливости, Н/мм2 Среда Ударная вязкость, KCV, Дж/см1, при t, °C Термообработка 1
О-1 г-i N + 20 0 -20 -30 -40 -50
200 — 10’ Воздух 60-70 — — — 23-40 — Отжиг 1000°С, 10 ч + 1 нормализация 970°С, 9 ч + 1 отпуск 620°С, 24 ч |
108-129 — — — 29-39 — Отжиг 1000°С, 10 ч + I нормализация 970°С, 9 ч + 1 нормализация 810°С, 12 ч + 1 отпуск 620°С, 24 ч |
Технологические характеристики 1
Температура начала затвердевания стали, °C 1485-1498 Жидкотекучесть Кж.т=0,89 Склонность к образованию усадочной раковины К,.р = 1,19
Линейная усадка, % 2,2-2,7 Показатель трещиноустойчивости Кг.у=1,0 Склонность к образованию усадочной пористости K,.n = 0,99 I
Свариваемость Обрабатываемость резанием Флокеночувствительность 1
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ. В нормализованном и отпущенном состоянии при 156 НВ и а, = 520 Н/мм2 КУ = 1,0 (твердый сплав), Ку = 0,9 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
516
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
1 Марка стали Вид поставки Отливки — ГОСТ 977-88.
I ЗОХГСФЛ
1 Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, ‘С
С Si Мп S Р Сг Ni Си V Aci Асз Ай Агз
0,25-0,35 0,40-0,60 1,00- 1,50 <0,050 5 0,050 0,30-0,50 <0,30 5 0,30 0,06-0,12 760- 770 830- 840 705- 710 680- 710
1 Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ С0.2, Н/мм2 Gb, Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 900-930 600-650 Воздух Воздух До 100 392 589 15 25 34 — —
Закалка Отпуск 900-920 630-670 Масло Воздух До 100 589 785 14 25 44 — —
ДЦ Закалка ( Отпуск 900-920 640-680 5 ч Масло Воздух До 100 670 830 18 39 82 — —
Назначение. Шестерни, зубчатые колеса и другие детали машиностроения.
Предел вьшосливости, Н/м»? Термообработка Ударная вязкость, KCU, Дж/см1, при!, °C Термообработка
0-1 т- N + 20 0 -20 -40 -60 -80
402 — 105 — — — 33 — — Нормализация _
333 — 105 82 — —г — 44 — Закалка 900-930°С, масло; отпуск 640—680°С, 5 я, воздух
333 — 107
Технологические характеристики
Температура начала затвердевания стали, °C 1486-1495 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины Кур»!-1
I Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кг у = 0,7 Склонность к образованию усадочной пористости Ку.п=!’°
I Свариваемость Обрабатываемость резанием Флокеночувствител ьность^__.
I Ограниченно свариваемая. I Способ сварки: РД. I Рекомендуются подогрев и последующая I термообработка. В отожженном состоянии при о, = 600 Н/мм2 Ку = 0,9 (твердый сплав), Ку = 0,7 (быстрорежущая сталь) Не чувствительна
Склошюсть к отпускной хруп^___
Мало склонна .—
517
СТА ЛИ для отливок
Марка стали
Вид поставки
Отливки — ГОСТ 977-88.
35ХГСЛ
С Si Мп
о,зо-ll,40 0,60-0,80 1,00-1,30
<0,040
Массовая доля элементов, %, по ГОСТ 977-88
S
5 0,040
0,60-0,90"
Aci
Ni
765
ВД
ГОСТ 977-88
Температура критических т^^
Механические свойства при комнатной температур®
Режим термообработки
Операция t,°c Охлаждающая среда
Нормализация 870-890 Воздух
Отпуск 570-600 Воздух
Закалка 870-880 Вода или масло
Отпуск 630-670 Воздух
До 100
Сечение, мм
Со,2, Н/ММ2
Н/мм2
б, %
не менее
Ас3
840
V. %
Arj
Агз
343
589
14
25
720
710
29
кси, Дж/см1
HRC НВ
— — 1
— — 1
До 100
ответственные детали, к которым предъявляются требования
Назначение. Зубчатые колеса, звездочки, оси, валы, муфты и Другие повышенной износостойкости.
| Предел I вьшосливости, Термообработка Ударная вязкость, KCU, Дж/см1, при t, “С Термообработка 1
1 с-1 Т-1 + 20 0 -20 -30 -40 -60
1 30-53 — 8-58 — 8-29 6-18 Нормализация 870-890°С. 1 Отпуск 570-600*0 |
28-40 — 10-22 — 8-19 6-14 Закалка 870~890°С, масло. 1 Отпуск 630-670°С I
Технологические характеристики
Линейная усадка, %
Температура начала затвердевания стали, "С
1486-1495 Жидкотекучесть Кж.т = 0,9 Склонность к образованию усадочной раковины
2,2-2,3 Показатель трещиноустойчивости Кт. у “0,7 Склонность к образованию усадочной пористости
Klf = 1,1
Ку,п— 1,0
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
Обрабатываемость резанием
Флокеночувствительность
В отожженном состоянии 174-183 НВ и
Св =520 Н/мм2
К„= 0,9 (твердый сплав), Kv = 0,7 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости
Мало склонна
518
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки—ГОСТ 21357-87.
25Х2НМЛ
Массовая доля элементов, %, по ГОСТ21357-87 Температура критических точек, *С
С Si Мп S Р Сг Ni Мо Си Aci Асз Ari Агз Мн1
0,22-0,30 0,20- 0,40 0,50-0,80 5 0,020 £ 0,020 1,60- 1,90 0,60-0,90 0,20-0,30 50,30 720 800 — 320
1 Температура нагрева 860°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Под, Н/мм2 Н/мм2 8, % V. % KCU.60, Дж/см2 KCV.6o, Дж/см2 НВ
Операция t,°c Охлаждающая среда не менее
ГОСТ 21357-87 Отжиг 850-870 С печью — Не определяются —
Закалка Отпуск 860-880 580-600 Вода Воздух До 100 700 800 12 25 30 25 —
Назначение. Литые детали, работающие при температуре до - 70°С (ответственные сварно-литые конструкции больших сечений карьерных и шагающих экскаваторов).
Предел выносливости, Н/мм2 Т ермообработка Место вырезки образцов из отливки толщиной до 300 мм Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
п-1 Т-1
+ 20 0 -20 -30 -40 -70
Поверхность 75 — — — 53 — Закалка с 860-880’0, вода и отпуск при 580-600’С, воздух
Центр 70 — — 41 —
Технологические характеристики
Температура начала затвердевания стали, °C 1475-1485 Жидкотекучесть Кж.т=0,9
Линейная усадка, % 2,1-2,2 Показатель трещиноустойчиво ста Кт.у=1,3
Свариваемость
Обрабатываемость резанием
Склонность к образованию усадочной пористости
Склонность к образованию усадочной раковины
К,.р=1-3
Ку.л=1>°
Флокеночувствительность
Ограниченно свариваемая
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
В состоянии закалки и отпуска при с.=800 Н/мм2
Ку = 0,63 (твердый сплав),
К» = 0,36 (быстрорежущая сталь)
Мало чувствительна
Склонность К отпускной ХрУПК°^
Мало склонна
СТАЛИ ДЛЯ ОТЛИВОК
519
Марка стали Вид поставки Отливки — ГОСТ 21357-87.
ИХН2МФЛ
Массовая доля элементов, %, по ГОСТ 21357-87 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си V Aoj Ас3 Ari Агз Мн1
0,23-0,30 0,20-0,42 0,60-0,90 < 0,020 0,020 0,80- 1,20 1,65- 2,00 0,30-0,50 <0,30 0,08-0,15 680 800 — — 325
1 Температура нагрева 83О°С.
Механические свойства при комнатной температуре
ад Режим термообработки Сечение, мм <*0,2, Н/мм2 «т», Н/мм2 8, % % KCU-J0, KCV-во, Дж/см1 НВ
Операция VC Охлаждающая среда не меиее
гост 21357- 87 Закалка Отпуск 880-920 570-590 Вода Воздух До 100 800 1000 10 22 30 20 <, 265
Назначение. Цельнолитые зубья и элементы их крепления (скобы, клинья) одноковшовых экскаваторов. Применяют как износостойкую сталь.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
70 66 62 —- 55 42 Закалка с 900-920°С, вода, отпуск при 600°С
Технологические характеристики
Температура начала затвердевания стали, °C 1490-1505 Жидкотекучесть Кж.т = 0,9 Склонность к образованию усадочной раковины Ку.р = 1,3
Линейная усадка, % 2,1-2,2 Показатель трещиноустойчивости Кт.,= 13 Склонность к образованию усадочной пористости Ку.п= 1,0
Свариваемость Обрабатываемость резанием Флокеночувсгвительносгь
Ограниченно свариваемая. Способы сварки: РД, РАД. Рекомендуются подогрев и последующая термообработка. В закаленном и отпущенном состоянии при < 265 НВ и а, = 1000 Н/мм2 Kv = 0,50 (твердый сплав) Чувствительна
Склонность к отпускной хрупкости
Мало склонна
520
СТАЛИ И СПЛАВЫ Д ЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки—ГОСТ 977-88.
ЗОХНМЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, “С
С Si Мп S Р Сг Ni Мо Си Aci Acj Ari Агз Ми1
0,25-0,35 0,20-0,40 0,40-0,90 <0,040 <0,040 1,30- 1,60 1,30- 1,60 0,20-0,30 — 730 770 — — 340
1 Температура нагрева 850°С.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ °0.2> Н/мм2 а,, Н/мм2 б, % V. % KCU, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Нормализация Отпуск 860-880 600-650 Воздух Воздух — 540 687 12 20 29 — —
Закалка Отпуск 860-870 600-650 Масло Воздух — 638 785 10 20 39 — —
ДП Отжиг 820-840 С печью Не определяются
Закалка Отпуск 840-860 580-600 Вода Вода До 100 686 784 10 20 39 — 234- 302
Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода, водный раствор глицерина — Не определяются Поверхности 38-55 —-
Назначение. Зубчатые венцы, зубчатые колеса и другие сильно нагруженные детали. Ответственные нагруженные детали, к ко о? предъявляются требования высокой прочности и достаточной вязкости, работающие под действием статических и динамите нагрузок при температуре до 400°С.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
С-1 т-1 + 20 0 -20 -30 -40 -50
——
Технологические характеристики
Температура начала затвердевания стали, °C
Линейная усадка, %
1480-1493
Жидкотекучесть
Кж.т = 0,9
2,1-2,2
Показатель трещиноустойчивости
Кт, у ~~ 1,3
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
К,.р = 1>3
Ку.п=1>°
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
Рекомендуются подогрев и последующая термообработка.
В закаленном и отпущенном состоянии при 217-269 НВ и о, = 690-900 Н/мм2
Кт=0,7 (твердый сплав),
Kv = 0,65 (быстрорежущая сталь)
Чувствительна
Склонность К ОТПУСКНОЙ хруПК»-
Мало склонна
СТАЛИ ДЛЯ ОТЛИВОК
521
Марка стали Вид поставки Отливки — ТУ 24-1-12-181-75.
35ХН2МЛ
Массовая доля элементов, %, по ТУ 24-1-12-181-75 Температура критических точек, “С
С Si Мп S р Сг Ni Мо АС! Ас3 Аг, Агз Мн1
0,30-0,40 0,25-0,45 0,60-' 0,90 <0,040 < 0,040 0,50-0,80 1,30-1,70 0,20-0,30 730 770 — — 320- 350
1 Температура нагрева 850°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ <Го,2, Н/мм2 Н/мм2 6, % % кси, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ24-1-12-181-75 Закалка Отпуск 840-860 580-600 Вода Вода До 100 690 780 10 20 39 — 229- 285
Поверхностная закалка ТВЧ и низкий отпуск Вода, водный раствор глицерина До 100 Не определяются Поверхности 38-55 —
Назначение. Зубчатые венцы, зубчатые колеса и другие сильно нагруженные детали. Сталь имеет повышенную склонность к камневидному излому и трещинам.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
0-1 т. + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C 1480-1493 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины Ку.р = 1,3
Линейная усадка, % 2,1 Показатель трещиноустойчивости Кт.у=1,3 Склонность к образованию усадочной пористости Ку.п = 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД. Рекомендуются подогрев и последующая термообработка. После отпуска при 210-230 НВ и о, = 650 Н/мм2 К„ = 0,8 (твердый сплав) Чувствительна
Склонность к отпускной хрупкости
Мало склонна
522
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ТУ 54.41-866-96.
20НЗДМЛ
Массовая доля элементов, %, по ТУ 54.41-866-96 Температура критических точек, °C
С Si Мп S Р Ст Ni Мо Си Aci Асз Ari Агз
0,17-0,22 0,17-0,37 0,40-0,70 <0,025 <0,025 <0,40 2,50-' 4,00 0,25-0,65 0,60- 1,25 680- 690 765- 780 360- 375 500- 510
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм °0,2, Н/мм2 о., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 54.41-866-96 Нормализация Отпуск 900 Воздух Воздух Образцы 491 590 40 15 49 — 187-241
Закалка Отпуск 900 Вода Воздух Образцы 589 687 40 17 88 — 197- 255
Назначение. Высоконагруженные коррозионно-стойкие детали судостроения, общего и тяжелого машиностроения, нефтегазодобывающей и других отраслей промышленности, используемых при температурах до минус 50°С.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCV, Дж/см2, при!, °C Термообработка
0-1 + 20 О1 -20 -401 -60 -80
— 30 61 —- 15 35 39 59 — Нормализация + отпуск Закалка + отпуск
1 Приведена работа удара.
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствител ьность
Ограниченно свариваемая. Способы сварки: РД, РАД и ЭЛ. При о, = 590 Н/мм1 Ку = 0,98 (твердый сплав), Ку = 0,65 (быстрорежущая сталь) Чувствительна
Склонность к отпускной J [рупкости
Мало склонна
СТАЛИ для отливок
523
Марка стали Вид поставки
08ГДНФЛ Отливки — ГОСТ 977-88, ТУ 108.11.589-87, ТУ 108-989-80.
Массовая доля элементов, %, по ГОСТ 977-88
Температура критических точек, °C
Мп
$0,10
0,15-0,40
0,60-
1,00
< 0,035
Р
< 0,035
Ni
1,15-
1,55
Мо
Aci
Асз
Ari
Агз
0,10 по расчету
0,80-1,20
680-
700
860-
885
550-
620
710-
750
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ 00,2, Н/мм2 с., Н/мм2 S, % V, % кси, Дж/сМ2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 977-88 ТУ 108.11. 589-87 Нормализация Нормализация Отпуск 920-950 920-950 590-650 Воздух Воздух Воздух До 100 343 441 18 30 50 — 2130
ТУ 108-989-80 Толщина стенки 2 100 диаметр более 1200 340 440 20 45 34* 492 — —
1KCV при минус 40°С (мартеновская сталь).
2KCV при минус 40°С (электросталь).
.„^пения с толщиной стенки до 800 мм и черновой
Назначение. Литые детали, работающие при температуре Д° " конструкции, ответственные детали со стенкой до
массой до 90 т, а также отливки опорного кольца корпуса реаР“ чнод прочности.
700 мм, к которым предъявляются требования высокой вязко ---------
Ударная вязкость, KCU, Дж/см2, при!, °C
Термообработка
Термообработка
-80
-60
-40
-20
+ 20
6-18
43-51
71-176 68-169
186-220
Нормализация 920-930°С. ск 580-600°С
Предел вьшосливости, ____HW -Si
Технологические характеристики
Температура начала ^атвердевания стали, °C
Линейная усадка, %
1515
Жидкотекучесть
Кж.т= 1,8
Показатель трещиноустойчив ости
Кт.у=0,8
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Ку., = 1,0
Свариваемость
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭП1
При значительном объеме сварки рекомендуется последующий отпуск.
Обрабатываемость резанием
В нормализованном и отпущенном состоянии при 2 130 НВ и с, = 440 Н/мм2
Kv = 1,6 (твердый сплав),
Kv = 1,3 (быстрорежущая сталь)
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
524
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 21357-87, ТУ 108.11.973-88.
08Г2ДНФЛ
Массовая доля элементов, %, по ГОСТ 21357-87 Температура критических точек,'С
С Si Мп S Р Сг Ni Мо V Си Aci Асз Ari Аг3
о,os-о.10 0,15-0,40 1,30- 1,70 0,020 0,020 50,30 1,15-1,55 — 0,02-0,08 0,80- 1,10 750 830 640 725
Массовая доля элементов, %, по ТУ 108.11.973-88
0,OS-fl,10 0,15-0,40 1,30- 1,70 0,030 0,030 <0,30 1,15- 1,55 — 0,02-0,08 0,80- 1,10
В стали марки 08Г2ДНФЛ массовая доля РЗМ (иттрий, церий и др.) должна быть в пределах 0,02-0,05%.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ С0.2, Н/мм2 о., Н/мм2 8, % У, % KCU-60, Дж/см2 KCV-60, Дж/см2 НВ
Операция 1,-0 Охлаждающая среда
не менее
ГОСТ 21357-87 Нормализация Нормализация Отпуск 930-970 920-950 590-630 Воздух Воздух Воздух До 800 400 500 20 45 40 25 —
ТУ 108.11. 973-88 Нормализация Нормализация Отпуск 930-970 920-950 590-630 Воздух Воздух Воздух До 800 350 450 20 45 50* — —
1 KCU при минус 40°сГ
Назначение. Детали, работающие при температуре до - 60°С. Детали судостроения с толщиной стенки до 800 мм и Чернов ов до 90 т. Крупногабаритные корпусные отливки, верхние части рам картеров, постели подшипников, литые детали экс большой грузоподъемности н прочие сваривающиеся детали повышенной прочности.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при температуре, °C Термообработка
с-1 т-1 + 20 0 -20 -40 -60 -80
• 186-220 — 71- 176 68- 169 43-51 6-18 Нормализация 92(+5зОСГП
Т ехнологические
Температура начала затвердевания стали, °C 1515 Жидкотекучесть К)К,т“ 1,8 Склонность к образованию усадочной раковины КУт=^|
Линейная усадка, % 2,1 Показатель трещиноустойчивости Кху = 0,8 Склонность к образованию усадочной пористости —
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ.
При значительном объеме сварки рекомендуется последующий отпуск.
В нормализованном и отпущенном состоянии при о,= 500 Н/мм2
Kv= 1,0 (твердый сплав),
К» = 0,85 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупко
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
525
Марка стали Вид поставки Отливки — ТУ 108.11.817-85.
05Г4ДМФЛ
Массовая доля элементов1, %, по ТУ 108.11.817-85 Температура критических точек, °C
С Si Мп S Р Ti Ni Мо Си V Aci Ас3 Ari Аг3 Мн Мк
< 0,05 030-0,60 3,20- 3,70 5 0,020 0,020 < 0,020 < 0,30 0,20-0,40 0,15-0,40 0,OS-О.15 710- 730 830- 870 — '460-490 370- 390
'Допускаются отклонения по Si, Мо± 0,05%; по Мп, Ni, Си ±0,15%. В сталь должно вводиться на 1 т жидкого металла 0,8-1,0 кг At.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Св,2, Н/мм2 °., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 108,11. 817-85 Аустенизация 940-960 Воздух До 500 Не определяются
Нормализация Отпуск 920-950 630-650 Вода Воздух 500 650 12 30 30 — —-
Приведены результата исследований ступенчатой отливки на промышленном металле Состояние поставки 300 Продольные образцы
530 574 702 686 22,4 21,6 67,8 63,8 69 79 — —
Поперечные образцы
574 580 682 704 18 20 65,5 59,5 51 41 —
Назначение. Отливки деталей гидротурбин, в том числе для рабочих колес, лопаток направляющего аппарата и др.
Преде; ВЫН0СЛ1 Н/мм2 Т-1 шести, N Среда + 20 Ударна 0 я вязкое' при -20 rb,KCU, t,°c -30 Дж/см2, -40 -50 Термообработка
3762 180’ 1563 1 1 1 1 х 107 1 х Ю7 1 х 107 Воздух Воздух Вода пресная
сладкие образцы.
Технологические характеристики
Температура начала _^еРдевания стали °C 1515-1530 Жидкотекучесть Кж.т=1.8 Склонность к образованию усадочной раковины Ку.р = 1,0
Линейная усадка, % 2,1-2,3 Показатель трещиноустойчивости К1У=0,8 Склонность к образованию усадочной пористости Ку.п= 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
* 6е3 огРаничений. СОбы сварки: ВД> РАД, АФ, МП и КТ. В нормализованном и отпущенном состоянии при о»=650 Н/мм2 Kv = 0,65 (твердый сплав), Kv = 0,27 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Мало склонна
526
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ТУ 108.11.817-85.
05Г4ДНФЛ
Массовая доля элементов1, %, по ТУ 108.11.817-85 Температура критических точек,'С
С Si Мп S Р Ti Ni Мо Си V Aci Ас3 Ari Аг3
<0,05 0,30-0,60 3,20-3,70 0,020 0,020 <0,20 0,90- 1,20 — 0,50-0,80 0,08-0,15 650- 675 800- 810 — —
1 Допускаются отклонения по Si ± 0,05%; по Мп, Ni, Си ± 0,15%. В сталь должно вводиться на 1т жидкого металла 0,8-1,0 кг At.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм а0,2, Н/мм2 Н/мм2 8, % Y. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ТУ 108.11. 817-85 Аустенизация 940-960 Воздух — Не определяются — —
Нормализация Отпуск 920-950 630-650 Воздух Воздух — 500 650 12 30 30 — —
Назначение. Отливки деталей гидротурбин, в том числе для рабочих колес, лопаток направляющего аппарата и др.
Предел выносливости, Н/мм2 Среда Ударная вязкость, KCU, Дж/см1, прит, °C Термообработка
0-1 Т-1 N + 20 0 -20 -30 -40 -50
275 — 10’ Вода.
Технологические характеристики
Температура начала затвердевания стали, °C 1515-1530 Жидкотекучесть Кж,т“* 1,8 Склонность к образованию усадочной раковины Ку,₽ = 1.°
Линейная усадка, % 2,1-2,3 Показатель трещиноустойчивости Кт. у = 0,8 Склонность к образован усадочной пористость ИЮ гвител Ку.П=1>0 ьность
Свариваемость Обрабатываемость резанием Флокеночувст
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП и КТ. В нормализованном и отпущенном состоянии при а,=650 Н/мм2 Kv = 0,65 (твердый сплав), К, - 0,32 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной xpyl ЛКОСТН
Мало склонна
СТАЛИ ДЛЯ ОТЛИВОК
527
Марка стали Вид поставки Отливки-—ТУ 108.11.817-85.
05Г4МНФЛ
Массовая доля элементов1, %, по ТУ 108.11.817-85 Температура критических точек, °C
С Si Мп S р Ti Ni Мо Си V Aci Ас3 Ап Агз Мн Мк
< 0,05 0,30-0,60 3,20- 3,70 < 0,020 0,020 < 0,02 0,90- 1,20 ОДО-ОАО < 0,30 0,OS-О.15 665 804 — — 494 321
1 Допускаются отклонения по Si ± 0,05%, по Мп, Ni, Си ± 0,15% и по Мо ± 0,05%. В сталь должно вводиться на 1 т жидкого металла 0,8-1,0 кг А€.
Механические свойства при комнатной температуре
Режим термообработки Сечение, <то,г> Н/мм2 <г., 8, % V. кси, KCV, НВ
ад Операция t,°C Охлаждающая среда Н/мм2 % Дж/см2 Дж/см2
ММ не менее
ТУ 108.11.817 Аустенизация 940-960 Воздух Не более 500 Не определяются —
-85 Нормализация 920-950 Вода 500 650 12 30 30 — —
Отпуск 630-650 Воздух
Приведены резуль- Продольные образцы
Повер- 634 788 22,8 74,5 — 118 —
тэты Состояние поставки 635 790 23,0 75,0 — 111 —
иссле- хность Поперечные образцы
даваний 500 605 765 22,8 75,0 — 127 —
ыупеича-той отливки 610 760 22,7 75,0 — 130 —
605 770 Предо 22,7 пьные о 74,0 бразцы 127 —
на промыт- Состояние поставки Центр 300 625 775 22,7 Попер 75,0 зчные о бразцы 131 —
ленном 604 770 23,0 75,0 144
металле 634 780 23,5 75,0 144
Состояние 150 618 763 22,4 67,8 | 126 129
поставки 620 765 22,0 67,5 | 189 69
582 738 22,4 69,2 151 56 —
Состояние поставки 100 585 580 740 730 22,5 Попер 20,6 69,5 ечные 69,2 159 бразцы 146 88 88
585 732 22,0 69,5 140 69
Назначение. Отливки деталей гидротурбин, в том числе для рабе
Предел ВЬШОСЛИВОСТИ, _ Н/мм2
N
Среда
Ударная вязкость, KCU, Дж/см1, при:, °C
Термообработка
400
1F
+ 20
-20
-30
-40
Возд.
Температура начала
^Э£ЕДевания стали, °C
Линейная усадка, %
— ---Свариваемость
1515-1530
Кж.т= 1.8
2,1-2,3
Кху=0,8
Сп^ бСЗ огРаничений.
бы ®а₽ки: РД, РАД, АФ, МП и КТ.
Обрабатываемость резанием В норма^зованВДмТ^удап^^0®1 при с, = 650 Н/мм Kv=0,65 (твердый сплав), Ку = 0.3 (быстрорежущая сталь)
-50
।
Технологические характеристики
Жидкотекучесть
Показатель
|ещиноустойчивости
Склонность к образованию усадочной раковины Ку.р=1,0
~ Склонность к образованию усадочной пористости Ку.п=1,о
Флокеиочувствительиость
Склонность к отпускной хрупкости
Мало склонна
£1
0
528
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 21357-87, ТУ 24-1-12-181-75.
14Х2ГМРЛ
Массовая доля элементов, % нд Температура критических точек, °C
С Si Мп S Р Сг Мо Ni Си В Aci Ас3 Ari Arj
0,10-0,17 0,20-0,42 0,90- 1,20 0,020 0,020 1,40-1,70 0,45-0,55 < 0,30 0,30 0,004 ГОСТ 21357- 87 720- 750 780- 820 — —
0,10-0,17 0,20-0,42 0,90- 1,20 0,035 £ 0,035 1,40- 1,70 0,45-0,55 ОДО < 0,30 £ 0,006 ТУ24-1-12-181-75
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм а0,2, Н/мм2 Ов, Н/мм2 8, % V. % кси, Дж/см2 KCV^, Дж/см2 НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 21357- 87 Закалка Отпуск 920-930 630-650 Вода или масло Воздух — 600 700 14 25 49’ 29 —
ТУ24-1-12- 181-75 Нормализация Закалка Отпуск 940-950 920-980 610-640 Воздух Вода До 100 590 690 14 25 49 — 217- 241
ДЦ Нормализация Закалка Отпуск 930 930 640 Воздух Вода Воздух Рама 30-60 100 140 590 650 640 710 740 720 17 17 14 50 60 25 134 127 121 — —
Отжиг Изотермическая выдержка 940 750 5ч 10ч 410 370 630 600 16 18 26 33 Д2 32 — 2196 2179
KcU при минус 60"С.
Назначение. Тяжело нагруженные литые и свапно-литые петяпиНппс.,.^ „ рни яише детали больших сечений карьерных и шагающих экскаваторов. _
предел выносливости, Н/мм2 Термообработка Сечение, мм Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
сг-1 Т-1
+ 20 0 40 ЧП
— 117- 196 — 39-78 29-49 — Нормализация 930°С, закалка 930°С, вода, отпуск 640°С
30-60 134 93 61
100 140 127 121 43 33
Техноло гические х арактери 61 стики 53
1 емпература начала затвердевания стали, °C 1510-1515 Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % 2,4-2,5 Показатель трещиноустойчивости Склонность к образованию усадочной пооистости
Свариваемость _ Обрабатываемость резанием Флокеночувствительность ,—.
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, МП, ЭШ Рекомендуются подогрев и последующая термообработка И 3аКаЛеНН°М СОСТОЯНИИ при 217-241 НВ И а„=700 Н/мм2 Kv = 0,75 (твердый сплав), Kv 0,5 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости—
Мало склонна
СТАЛИ ДЛЯ ОТЛИВОК
529
Марка стали Вид поставки 1
Г15Х2М2ФБСЛ 1 (ИЗД) Отливки — НД заводов—изготовителей. |
Массовая доля элементов, %
С
0,13-0,18
Si
Мп
£ 0,030
£0,030
Сг
Ni
Мо
0,25-0,40
Nb
<0,30
0,70-
1,00
0,so-о.80
1,80-
2,30
<0,30
1,20-
1,50
0,OS-О.15
Режим термообработки
нд Операция t,°C Охлаждающая среда
да- Отжиг Нормализация Отпуск 1080-1100 3-6 ч 1080-1100 1,5-3 ч 730- 740 5 ч Охлаждение с печью до 300-500°С, далее на воздухе Охлаждение на воздухе со скоростью 400°С/ч Охлаждение с печью
Назначение. Корпусы, клапаны и другие детали турбин, работающие при температуре до Сталь теплоустойчивая перлитного класса.
Предел выносливости, Н/мм2
Термообработка
о-1
т-1
+ 20
Коэффициент чувствительности к надрезу за 10 ч
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
1 Исходное состояние 10-80
2000 600 20-120
1 4000 630 80-90
Температура начала 1 затвердевания стали, °C 1490-1510
1 Линейная усадка, % 2,1-2,2
Свариваемость
Ограниченно свариваемая.
Пособ сварки: РД (электродами ЦЛ-26М). еобходимы подогрев и последующая термообработка.
Сечение, мм
<Т0.2, Н/мм2 а., Н/мм2 8, % V. % кси, Дж/см1
не менее
HRC
НВ
22
215
400
600
14
10
35
255
580°С.
Ударная вязкость, KCU, Дж/см2, при t, °C
0
-20
-40
-60
-80
Жаростойкость
Термообработка
•t,°c
Среда
База испытаний, ч
Скорость коррозии, мм/год____________
Технологические характеристики
Жидкотекучесть
Показатель трещиноустойчивости
1 Я 1 1 ” 1
С\ о
Склонность к образованию усадочной раковины
Ку.р=1,2
Склонность к образованию усадочной пористости
Температура критических точек,
Обрабатываемость резанием^
В нормализованмми состоянии при 364 НВ и а.
К„ = 0,60 (твердый сплав),
К, = 0,15 (быстрорежущая сталь)
Aci Ас3
720-810 >1000
Ari
500
Ку.п=0,55
"С
Агз
~830
530
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
ЗОХГФРЛ
Отливки — ТУ 24.00.001-79.
Массовая доля элементов, %, по ТУ 24.00.001-79
1 с Si Мп S Р Сг Ni V в Си Aci Ас3 Ап Агз Ми
0,28-0,36 0,20— 0,60 0,80- 1,25 £ 0,040 £ 0,040 0,so-о.90 £0,30 о,os-о.10 0,004 по расчету £ 0,30 750- 760 845— 855 425— 675 720-855 320- 370
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм <*0.2, Н/мм2 с., Н/мм2 б, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
I ТУ I 24.00. 1 001-79 Закалка Отпуск 900-920 650-670 Масло Воздух До 100 500 700 12 25 40 — 196-255
I ДЦ Отжиг 820-840 С печью — Не определяются — —
Назначение. Шестерни, крестовины, втулки, зубчатые колеса и др.
I Предел вьшосливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C
1 °'* Т-1 + 20 0 -20 -30 -40 -50
Термообработка
Технологические характеристики
I Температура начала I затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
I Линейная усадка, % 1,5-2,0 Показатель трещиноустойчивости Склонность к образованию усадочной пористости
1 Свариваемость Обрабатываемость резанием Флокеночувствительность
I Ограниченно свариваемая. I Способы сварки: РД, РАД, АФ, МП, ЭП1 I и КТ. I Рекомендуются подогрев и последующая I термообработка В закаленном и отпущенном состоянии при 196-255 НВ и а, = 700 Н/мм2 Kv = 1,0 (твердый сплав), Ку = 0,5 (быстрорежущая сталь) Не чувствительна Склонность К отпускной хрупкосп»— Склонна
СТАЛИ ДЛЯ ОТЛИВОК
531
Марка стали
Вцд поставки
110Г13Л
Отливки- ГОСТ 977-88, ГОСТ 21357-87, ТУ 108.11.549-87, ТУ 14-1-563-73, ТУ 14-1-868-74, ТУ 14-1-1818-
Массовая доля элементов, % вд
0 Si Мп S р Сг Ni Си
0,90-| 1,50 0,30- 1,00 11,5-15,0 < 0,050 £ 0,120 £1,00 £1,00 — ГОСТ 977-88
0,90-1 1,20 0,40-0,90 11,5-14,5 0,030 0,030 <0,30 £0,30 £ 0,30 ГОСТ 21357-87'
Температура критических точек, °C
Aci
1 Для повышения износостойкости отливок допускается микролегирование стали Ti - 0,05% V-0,30%, Мо-0,20%.
Ас3
Ап
Агз
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм ОЬ.2, Н/мм2 сг., Н/мм2 5, % V. % KCV_OT, Дж/см1 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Закалка 1050- 1100 Вода До 100 По согласованию изготовителя с потребителем — £217
ГОСТ 21357-87 Закалка 1050- 1100 Вода До 100 400 800 25 35 70 — £190
пений- корпусы и бронефутерованные плиты
Назначение. Детали, работающие на износ в условиях УдаР^ "^^оров, черпаки и козырьки драг, звенья дробилок и шаровых мельниц, зубья и передние стенки к печей трамвайные и железнодорожные стр экскаваторов, малые конусы загрузочных устройств домен корпусы вихревых мельниц.
Предел |Л^иивости,Н/мм2 Состояние стали
1 «г-1 г-1 N
176- 196 — 10б <т,= 640-710 Н/мм2
333 — 10" 192 НВ
804 — 10б 616 НВ
280-
350
Ударная вязкость, KCU, Дж/см1, при t, °C
+ 20
-20
240-зго
Термообработка
-40
-60
-80
220-
300
190-
300
. 90-
120
Закалка 1080-1100°С, в воду (отливки сечением 30 мм).
1 ,ЗеМПера1УРа начала |--_2^РДевання стали, °C 1350-1370 Жидкотекучесть Кж.т=0,8 Склонность к образованию усадочной раковины К„ = 1,7
1 Линейная усадка, % 2,6-2,7 Показатель трещиноустойчивости Кт. у=0,4 Склонность к образованию усадочной пористости Ку.„=2,5
Свариваемость
Обрабатываемость резанием
Нечувствительна
Не п
к°нстру1^“деняется сварных
В закаленном состоянии при< 220 НВ Ку=0,25 (твердый сплав)
Склонность к отпускной хрупкости
Не склонна
532
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки
110Г13ХМЛ Отливки—НД заводов-изготовителей.
Температура критических точек, *С
Массовая доля элементов, %
1,00-1,50
< 1,00
10,0-
15,0
Мп
0,050
0,100
0,80-
1,20
Ni
Мо
<0,50
0,40-1,00
<0,30
Механические свойства при комнатной температуре
НД
ДЦ
Режим термообработки
Операция
Охлаждающая среда
Сечение, мм
°0,2> Н/мм1
о..
Н/мм1
8, %
не менее
Закалка
1100-1150
Вода
По согласованию
кси, Дж/см*
HRC
S220
V> %
Назначение. Детали, работающие на износ в условиях ударных нагрузок и высоких удельных давлений: корпусы и бронефутерованные плиты дробилок и шаровых мельниц. Зубья и передние стенки ковша экскаватора, черпаки. Козырьки и полувтулки драг. Зв енья гусениц тракторов и экскаваторов, малые конусы загрузочных устройств доменных печей и другие детали.
Предел выносливости» Н/мм1 Термообработка Ударная вязкость, KCU, Дж/см2, при!, "С Термообработка
<3-1 L] + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, “С
1350-1390
Жидкотекучесть
Кж.т = 0,8
Склонность к образованию усадочной раковины
Ky.p = V7
Линейная усадка, %
2,6-2,7
Показатель трещиноустойчивости
Кт у = 0,4
Склонность к образованию усадочной пористости
Ку.п=2>5
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяется для сварных конструкций.
В закаленном состоянии при 229 НВ К» = 0,25 (твердый сплав)
Не чувствительна
Склонность к отпускной хрупкое^
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
533
Марка стали Вид поставки 1
110Г13Х2БРЛ Отливки — ГОСТ 977-88. 1
Массовая доля элементов, %, по ГОСТ 977-88 I Температура критических точек, °C
С Si Мп S Р Сг Ni В Си Nb Aci Ас3 Аг, Аг3 1
0,90- 1,50 0,30-1,00 11,50- 14,50 5 0,05 5 0,12 1,00-2,00 5 0,50 0,001-0,006 — 0,08— 0,12
Механические свойства при комнатной температуре 1
ВД Режим термообработки Сечение, мм Сод, Н/мм2 с., Н/мм2 8, % V, % кси, Дж/см1 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Закалка 1050- 1100 Вода До 100 491 — 22 30 196 — — 1
Назначение. Спецпродукция (высокое сопротивление износу при одновременном воздействии высоких давлений или ударных нагрузок). Корпусы вихревых и шаровых мельниц, щеки дробилок, трамвайные и железнодорожные стрелки и крестовины, гусеничные траки, звездочки, зубья ковшей экскаваторов.
Сталь имеет высокую хладостойкость, высокую стойкость против абразивного изнашивания.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при температуре, °C Термообработка 1
С-1 т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C 1350 -1380 Жидкотекучесть Кж.т=0,8 Склонность к образованию усадочной раковины К,.р=1,7
Линейная усадка, % 2,6-2,7 Показатель трещиноустойчивости Кг., = 0,4 Склонность к образованию усадочной пористости Ку.п=2,5 I
Свариваемость Обрабатываемость резанием Флокеночувствительность 1
Це применяется для сварных конструкций. В закаленном состоянии при 5 220 НВ Kv = 0,25 (твердый сплав) Не чувствительна 1 Склонность к отпускной хрупкости "1 Не склонна 1
534
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки—ГОСТ 977-88.
130П4ХМФАЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо V N Асу Асз Ari Аг3
1,20- 1,40 5 0,60 12,50- 15,00 5 0,050 5 0,070 1,00- 1,50 51,00 0,20— 0,30 о;о8-0,12 0,025-0,050
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Сод, Н/мм2 О., Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Закалка 1120-1150 Вода До 100 441 883 50 40 245 — 5220
Назначение. Детали, работающие на износ в условиях ударных нагрузок и высоких удельных; давлений; корпусы и бронефутерованные плиты дробилок и шаровых мельниц, зубья и передние стенки ковша экскаватора, черпаки, козырьки и полувтулки драг, звенья гусениц тракторов и экскаваторов, малые конусы загрузочных устройств доменных печей и другие детали.
Предел вьшосливости, Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2, при!, °C
-20'
-30
Термообработка
-40
Технологические характеристики
Температура начала затвердевания стали, °C 1360 -1380 Жидкотекучесть Кж.т=0,8 Склонность к образованию усадочной раковины
Линейная усадка, % 2,6-2,7 Показатель трещиноустойчивости Кт. у = 0,4 Склонность к образованию усадочной пористости
Свариваемость
Обрабатываемость резанием
Ку.п=2,5
Ку.р=1’7
Флокеночувствительность
Не применяется для сварных конструкций.
В закаленном состоянии при 229 НВ Kv = 0,25 (твердый сплав)
Не чувствительна _
Склонность к отпускиой хрупко^
Не склонна
535
Марка стали
Вид поставки
150ХНМЛ
Отливки — Н Д заводов-изготовителей.
Массовая доля элементов, % Температуря критических точек, °C 1
С Si Мп S р Ст Ni МО Си Aci Асз Ari Агз I
1,40- 1 0,25-0,50 0,So-О.80 5 0,040 м< 5 0,040 0,90- 1,25 0,80-1,20 0,10-0,30 —
панические свойства при комнатной температуре 1
нд Режим термообработки Сечение, ММ Оо,2, Н/мм2 О., Н/мм2! V. % кси, 1 Дж/см2 HRC НВ I
Операция t,°C Охлаждающая
не менее
Г дц Нормализация Нормализация Отпуск 1030-1070 810-830 580-620 Воздух Воздух С печью До 300 Не определяются 40-55 — 1
Нормализация Нормализация Отпуск Отпуск 1030-1070 810-830 460-500 580-620 Воздух Воздух С печью С печью До 300 До 300 До 800 Не определяются — 241- 1 277 I 262- 293 1 363- 444 j
Назначение. Бандажи составных опорных валков всех размеров листовых станов горячей прокатки металла. Валки для среднесортных станов (241-277 НВ), валки для непрерывно-заготовочных и штрипсовых станов (262-293 НВ) и валки для проволочных станов (363-444 НВ).
Предел I выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при температуре, °C Термообработка 1
1 О-1 Т-1 + 20 0 -20 -30 -40 -50
J
Технологические характеристики
Температура начала затвердевания стали, °C
Жидкотекучесть
Склонность к образованию усадочной раковины
Показатель
Линейная усадка, %
Склонность к образованию усадочной пористости
I Свариваемость Обрабатываемость резанием Флокеночувствительность 1
I Не применяется для сварных I конструкций. В нормализованном и отпущенном состоянии при 241-277 НВ Kv=0,57 (твердый сплав) Чувствительна 1
Склонность к отпускной хрупкости I
Не склонна
536
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
250Х25ВЗТЛ
Отливки—НД заводов-изготовителей.
Массовая доля элементов, %
Температура критических точек, "С
2,40-
3,00
5 0,40
5 0,40
5 одоо
5 0,100
Сг
Ni
Ti
20,0-
28,0
2,00-
4,00
0,05-ОДО
Aci
Асз
860
Ari
300
Аг3
Механические свойства при комнатной температуре
НД Режим термообработки
Операция t,°C Охлаждающая среда
ДП Отжиг 750-800 Воздух
Нормализация 1050-1100 Воздух
Отпуск 500-550 Воздух
Сечение, мм
°0.2, Н/мм2
Н/мм2
8, %
кси, Дж/см2
HRC
не менее
Не определяются
60-64
35-40
58-62
S
Р
W
%
Назначение. Проводковая арматура прокатных станов, чистовые валки проволочных и сортовых станов и другие детали, подвергаемые сильному тепловому и абразивному износу при повышенных температурах.
Сталь обладает повышенным сопротивлением износу и хорошими литейными свойствами.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при температуре, °C Термообработка
с-1 т-1 + 20 0 -20 -30 -50 -70
Технологические характеристики
Температура начала затвердевания стали, ”С
Жидкотекучесть
Линейная усадка, %
Показатель трещиноустойчивости
Свариваемость Обрабатываемость резанием
Не применяется для сварных конструкций. В нормализованном и отпущенном состоянии при 54-55 HRC Kv = 0,33 (твердый сплав)
Не чувствительна
Склонность к отпускной хру^_
Склонность к образованию усадочной пористости
Склонность к образованию усадочной раковины
Флокеночувствительность
Не склонна
537
СТАЛИ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
20Х5МЛ
Отливки — ГОСТ 977-88.
Температура критических точек, °C
по ГОСТ 977-88
С Si Мп S Р Сг Ni Мо Aci Ас3 Ari Агз |
0,15-0,25 0,35-0,70 0,40-0,60 £0,040 £ 0,040 4,00-6,50 — 0,40-0,65 800 850 715 775
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ <Т0.2, Н/мм2 Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 977-88 Отжиг Нормализация Отпуск 940-960 940-960 680-720 Печь Воздух Воздух До 100 392 589 16 30 39 — — 1
Назначение. Фланцы, патрубки, детали трубопроводов, арматура, насосы печные и другие детали, работающие при темп ратур 40 до + 55О°С под давлением в серосодержащих средах.
Жаростойкая сталь мартенситного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
O-I Т-1 + 20 0 -10 -25 -40 -60
38-67 30-35 25-30 14-22 11-19 — Отжиг 950°С, печь. 1 Закалка 920°С, масло. 1 Отпуск 660°С, воздух 1
Коэффициент чувствительности к надрезу за 104 ч Жаростойкость 1
Среда t,°C Скорость коррозии, мм/год База 1 испытаний, ч I
Чувствительность к охрупчиванию при старении Жаростойкая в горячих нефтяных средах, содержащих сернистые 1 соединения. Жаростойкость до 600°С 1
Время, ч t,°C KCU, Дж/см2
Исходное состояние
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность |
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. Необходимы предварительный подогрев и последующая термообработка. В закаленном и отпущенном состоянии при 195-240 НВ и о,=600 Н/мм2 Ку = 0,45 (быстрорежущая сталь) Не чувствительна 1
Склонность к отпускной хрупкости |
Не склонна 1
538
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 15Х6СМТЛ (Х6СМТЛ) Вид поставки Отливки — НД заводов-изготовителей.
Массовая доля элементов, % Температура критических точек, *С
С Si Мп S р Сг Мо Ti Aci Ас, Ari Аг3
0,12-0,19 1,20-1,70 <0,70 50,030 50,035 5,00— 6,50 0,45-0,60 0,08 (по расчету)
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм О0.2, Н/мм2 с., Н/мм2 5, % V, % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ДЦ Отжиг 850-870 Печь, воздух 100 348 545 15 30 — — —
Назначение. Детали, работающие под нагрузкой при температуре до 750°С: подколосниковые балки тележек обжиговых машин.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, 'С Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики - . —-
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. В термообработанном состоянии при а. = 540 Н/мм2 Kv = 1,1 (твердый сплав), Kv - 0,37 (быстрорежущая сталь) —- Склонность к отпускной xpynK0C^_j^
СТАЛИ ДЛЯ ОТЛИВОК
539
Марка стали
Вид поставки
40Х9С2Л
Отливки—ГОСТ 977-88.
Массовая доля элементов, %, по ГОСТ 977-88
Температура критических точек, “С
С Si Мп S р Сг Ni. Си Aci Ас3 Ап Агз
0,35- 1 0,50 2,00-3,00 0,30-0,70 S 0,030 0,035 8,0-10,0 — — 900 920 810 970
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм <3ад> Н/мм1 О», Н/мм1 б, % V. % кси, Дж/см2 HRC НВ
Операция t,’C Охлаждающая среда
не менее
ГОСТ 977-88 Без термообработки До 100 Не нормируются —
дц Закалка Отпуск 1040-1060 620-640 Воздух Воздух — 560 700 —
Закалка ТВЧ 12-20 700 — 12 — — Поверхности 40-50 Сердцевины 27-34 —
Назначение. Клапаны выпуска дизельных моторов, трубки рекуператоров, теплообменники, колосники, литые детали печей нефтезаводов при температуре до 700°С, крепежные детали и др.
Сталь жаростойкая до 800°С и жаропрочная до 700°С мартенситного класса.
1 Предел ползучести, Н/мм? Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I 500 95 + 20 0 -20 -40 -60 -80
1 600 I СИ0-2 20
Технологические характеристики
Линейная усадка, %
Температура начала затвердевания стали, °C
Жидкотекучесть
Показатель трещиноустойчивости
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Свариваемость
Обрабатываемость резанием
Трудно свариваемая.
Способы сварки: РД, РАД и КТ. Необходимы подогрев и последующая термообработка.
Без термообработки Kv = 1,6 (твердый сплав)
Флокеночувствительность
Склонность к отпускной хрупкости
540
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
1 Марка стали Вид поставки Отливки — ОСТ 108.961.04-80.
I 15Х11МФБЛ I (1Х11МФБЛ.Х11ЛА)
I Массовая доля элементов, %, по ОСТ 108.961.04-80
1 С Si Мп S р Сг Ni Мо V Nb АС Си
I 0,13- I 0,20 <S0,55 0,60- 1,00 0,025 ^0,030 10,0- 12,0 0,50-0,90 0,80- •1,05 ОДО-ОДО 0,Io-О.25 — <0,30
I Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ ®0,2) Н/мм2 <г>, Н/мм2 6, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
1 ОСТ I 108.961. I 04-80 I Для круп) | Рекоменд Отжиг Нормализация Нормализация Отпуск ных поковок приме! уетсяпри <Тод > 550 710-730 1130-1150 1040-1060 750-770 <яется прию Н/мм2 прои С печью до 200°С, воздух Воздух Воздух Воздух /дительное воздушное зводить доотпуск. или в оз дупл 471 ю-водяное 608 охлажде] 13 шие. 35 29 — 192- 248
I Назначение. Детали турбин, работающие при температуре до 580°С. | Сталь жаропрочная мартенситно-ферритного класса. -
I Предел 1 вьшосливости, 1 Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
I 0-1 Т-1 + 20 0 -20 -40 -60 -80
I Коэфф ициентчл 'вствительиости к надрезу за 104 т 3 Кавостойк< эсть
Среда t,°C Скорость коррозии, мм/год База испытаний/!-
I Чувствительность к охрупчиванию при старении Пар 15%Н2О 580 580 ———-—
I Время, ч 1 Исходное t/C состояние KCU, Дж/см2 29 и,ив 0,03
1 10000 I 10000 600 650 30-130 36-125 15%Н2О 600 0,11
I Технологические характеристики
1 Т емпература начала 1 затвердевания стали, °C 1484-1494 Жидкотекучесть Кж.т=1,0 Склонность к образованию усадочной раковины Ку. Г1-1
I Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Ку. у = 0,5 Склонность к образованию усадочной пористости Ку.П = 0-5
1 Свариваемость I Ограниченно свариваемая. 1 Способы сварки: РД РАД и КТ. Обрабатываемость резанием В состоянии нормализации при 207-240 НВ и о, S 650 Н/мм2 Kv = 0,55 (твердый сплав), Ку = 0,3 (быстрорежущая сталь) Темпер! Aci пуракрШ Асз «чески* тс Ari чек/С Агз
1 Необходимы предварительный и 1 сопутствующий подогревы, 1 последующая термообработка. 810- 830 875-900
СТАЛИ ДЛЯ ОТЛИВОК
541
Марка стали
10Х12НДЛ
50,10
Si
нд
ГОСТ 977-88
ТУ
108.11.
158-86
Вид поставки
ГОСТ 977-88, ТУ 108.11.158-86, ТУ 26-06-166-82, ТУ 108-976-80, ТУ 108-977-80, ТУ 108-
Отливки —
978-80.
Температура критических точек, °C
I, %, по ГОСТ 977-88
0,17-0,40
Мп S Р Сг Ni Мо Си Aci Ас3
0,20-0,60 < 0,025 < 0,025 12,0- 13,0 1,00- 1,50 — 0,80- 1,10 690- 720 810- 850
Ari
Механические
Режим термообработки
Операция
Нормализация
Закалка
Отпуск
Состояние поставки
Мн
Мк
t,°C
940-960
950-
1050
Охлаждающая среда
Воздух
Охлаждение со скоростью 30°С/ч
Печь или воздух
650-680
Агз
300-
350
120-
150
Сечение, ММ Н/мм2 Н/мм2 6, Г % 1 V. Г % | кси, Г Дж/см2 | KCV, Дж/см2
не менее _
— Не определяются
До 350 441 638 14 30 29 27
От 100 до 800 490- 735 588 14 30 49
НВ
187-
275
179-255*
Гц
1 Данные ЦНИИТМАШ. _____________________________—------------- амплитуде 70 мк и
Кавитационная стойкость: при испытании на магнитострикционном ви ра
потеря веса за 3 ч равна 59,5 мг. ^„пиент износостойкости за 24 ч е = 3,2 при условии коррозии
Гвдроабразивная стойкость (по сравнению со сталью марки 2 . коз ..
игидроабразивного воздействия в течение 30 суток----------- севь1Х гидр(Яурбин, лопасти для поворотно-лопастных
Назначение. Элементы сварно-литых рабочих колеС бумагоделательных машин.
гидротурбин и отливки для деталей гидротурбин, отсасыва —
Сталь коррозионно-стойкая мартенситно-ферритного класса.- I
Предел выносливости,
-Si 270 230
Среда испытания
Т-1
N 10г 107
Воздух Вода
ow= 450 Н/мм2, о,= 650 Н/мм2
Состояние стали
Ударн ая вязкост при b,KCU,fl: 1»°С -20~" «/см2, -40 Термообработка 1
+ 20 НО 90 63 Закалка 950 С. 1 Отпуск 690°С .1
Ку.р = 1,1
Технологические ха]
I Температура начала |__^атаердевания стали, °C 1485-1491
I Линейная усадка, % 2,2-2,3
1 Свариваемость
1 ^^чиченно свариваемая. ^пособы сварки: РД, РАД й АФ. 1 ^обходимы подогрев и последующая «рмообработка.
Жидкотекучесть
Показатель
Кж.т=0,9
Кг.у = °.9
Обрабатьшяемо^^-
Склонность к образованию усадочной раковины
К,.п=0,5
Склонность к образованию усадочной пористости
I Флокеночувствительность
В нормализованном и отпущенном состоянии при 170-255 НВ и с,=638 Н/мм2 Kv = 0,75 (твердый сплав)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
542
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 06Х12НЗДЛ Вид поставки Отливки —ОСТ 108.910.04-84, ТУ 108.11.158-86, ТУ 108.11.670-82, ТУ 108-923-80, ТУ 108-976-80, ТУ 108-977-80, ТУ 108-978-80, ТУ 108.1024-83, РД 24.035.101-88.
Массовая доля элементов, %, по ТУ 108-978-80 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо Си Ас, Ас3 Ari Аг, Мн Мк
<0,06 <0,30 <0,60 < 0,025 0,025 12,0— 13,5 2,80- 3,20 — 0,80- 1,10 620- 650 780- 810 — — 230- 290 80- 120
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0.1, Н/мм2 •О», Н/мм2 5, % V, % кси, Дж/см2 KCV, Дж/см2 НВ
Операция t,°c Охиаждаюшдя среда
не менее
ТУ 108-923-80 Нормализация Нормализация Отпуск 950-970 780-800 600-620 Воздух Воздух Воздух, печь — 490-686 686 14 30 — 49 187- 255
ТУ 108-977-80 Нормализация Нормализация Отпуск 950-970 780-800 600-620 Воздух Воздух Воздух, печь До 450 550 700 14 30 — 40 187- 275
ТУ 108-978-80 Нормализация Нормализация Отпуск 950-970 780-800 600-620 Воздух Воздух Воздух, печь До 450 550 700 12 30 — 40 187- 275
ТУ 108.1024 -83 Нормализация Нормализация Отпуск Технологические отпуска 950-970 780-800 600-620 Воздух Воздух Воздух, печь — 490 637 12 35 — 49 —
ТУ 108.11. 158-86 Состояние поставки От 100 до 800 539-735 637 12 35 — 49 197' 293
543
СТАЛИ ДЛЯ ОТЛИВОК
06Х12НЗДЛ
Назначение. Элементы сварно-литых рабочих колес радиально-осевых гидротурбин, лопа отливки для деталей гидротурбин, корпусы и другие детали насосов и турбин для Аз • Сталь коррозионно-стойкая мартенситно-аустенитного класса.
Вид коррозии Общая Точечная Среда Вода водопроводная [С£ ] - 24 мг/кг PH 6,5-7,6. Вода [НзВОз] -10 г/кг, [КОН] - 0,02 г/кг PH 8,25 (борированная вода) Вода НзВОз -10 г/кг, КОН - 0,02 г/кг PH 8,25 t,°C 20 350 280 200 100 20 350 280 200 100 20 Длительность, ч 3000 3000 3000 3000 1000 1000 3000 3000 3000 1000 1000 Балл стоим»»» 1 1 2 1 2 2 I 1 I 1 I Отсутствует I
42% раствор MgCti 154 2 Разрушение при с > Под 1
35% раствор MgCOi 120 5 Разрушение при а > под 1
33% раствор MgCti 116 30 Разрушение при а > ао,1 1
Коррозионное растрескивание 31% раствор MgCti 110 500 Разрушений нет 1
Вода - 200 мг/кг Ct, 6,0 - 0,3 мг/кг О2 350 600-1100 Разрушений нет
Вода НзВОз - Юг/кг, КОН - 0,02 г/кг PH 8,25 (борированная вода) 350 2500 Разрушений нет
по
Межкристаллитная
Предел выносливости,
. 0.1 ’Ll N
328П 107
IsF" — 10'
Образцы с надрезом.
стойкость
Термообработка Ударная вязкость, KCV, Дж/см при t, °C __ Термообработка 1
+ 20 0 -20 -40 -60 -80
Основная термообработка и технологические отпуска 100 103 75 53 34 34 Нормализация 960°С. 1 Нормализация 790°С. 1 Отпуск 610°С. I Технологические отпуска |
Технологические характеристики
Температура начала затвердевания стали, “С 1485-1490 Жидкотекучесть Кхт=0,9 Склонность к образованию усадочной раковины Ку.р = 1,15
Линейная усадка, % 2,5-2,55 Показатель трещиноустойчивости Кт.у=0,9 Склонность к образованию усадочной пористости Ку.п = 0,5
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Ограниченно свариваемая.
Способы сварки: РД, РАД, АФ и КТ.
В нормализованном и отпущенном состоянии при 187-255 НВ и о,=690 Н/ммг
Kv = 0,76 (твердый сплав),
Kv = 0,5 (быстрорежущая сталь)
Нечувствительна
Склонность к отпускной хрупкости
Не склонна
544
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки
20Х12ВНМФЛ
(15Х12ВНМФЛ, XIIЛБ, ЭИ 802Л) Отливки—ГОСТ 977-88.
Массовая доля элементов, %, по ГОСТ 977-88
Si
Мп
Сг
Ni
Мо
0,17-0,23
0,20-0,60
0,So-О.90
< 0,025
< 0,030
10,SO-
12,50
0,50-0,90
ОДО-ОДО
0,is-о.30
W
0,70-
1,10
С
S
Р
V
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ Оо,2, Н/мм2 Си Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция Т,°С Охлаждающая среда
не менее
гост 977-88 Отжиг, отпуск Двойная нормализация* Отпуск 710-730 (10-15 ч) 1100 1050 710-730 (10-15 ч) С печью до 200°С Со скоростью 300 °C/ч, обдувка воздухом С печью до 200°С До 100 491 589 15 30 29 — —
1 Мелкие отливки (толщина стенки до 5 мм) могут подвергаться одной нормализации при температуре 1070-1090°С.
Назначение. Цилиндры, сопла, диафрагмы и другие детали арматуры, работающие при температуре до 580-600°С.
Сталь коррозионно-стойкая, жаропрочная при температуре до 650°С.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 +20 0 -20 -40 -60 -80
Коэф<] ициентч увствительности к надрезу за 104 ч Я Саростой КОСТЬ
Среда t,°c Скорость коррозии, мм/год База испытаний, ч
Чувствительность к охрупчиванию при старении Водяной пар 565 580 0,03-0,07 0,05-0,08
Время, ч t,«C KCU, Дж/см2
Исходное состояние 29
20000 20000 3000 565 600 650 70 70 70 Увлажненный воздух (15%Н2О) 580 600 0,025-0,030 0,045-0,120
Температура начала затвердевания стали, “С 1483-1497 Жидкотекучесть 1,0
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Кт. У = 0,5
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Ку.р=1>1
Ку.п=°>5
Свариваемость Обрабатываемость резанием Температуру критических точ®>____
Трудно свариваемая. Способы сварки: РД РАД и КТ. Необходимы предварительный и сопутствующий подогревы и последующая термообработка. В нормализованном и отпущенном состоянии при 239 НВ К» = 0,8 (твердый сплав), К» = 0,3 (быстрорежущая сталь) Aci Ас3 Ari Агз
810-820 880-890 —
СТАЛИ для отливок
545
Марка стали Вид поставки Отливки — ГОСТ 977-88, ТУ 26-06-166-82.
15Х13Л
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Aci Ас3 Art Агз Ми*
SO,15 0,20-0,80 0,30-0,80 < 0,025 £0,030 12,0- 14,0 —- — 870 990 -т — 340
‘Температура нагрева 1040°С.
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0,2, Н/мм2 Н/мм2 S, % V. % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Отжиг 940-960 Печь Не определяются —
Закалка Отпуск 1040-1060 740-760 Вода, масло, воздух. Воздух До 100 392 540 16 45 49 — 170- 2552
2 Данные ЦНИИТМАШ.
Назначение. Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (турбинные лопатки, клапаны гидравлических прессов, арматура крекинг-установок и другие), а также изделия, подвергающиеся действию относительно слабых агрессивных сред (атмосферные осадки, влажный пар, водные растворы солей органических кислот при комнатной температуре).
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C 1494-1501 Жидкотекучесть Кжт=1,0 Склонность к образованию усадочной раковины Ку.р == 1,0
Линейная усадка, % 2,3-2,4 Показатель трещиноустойчивости Кг у = 0,8 Склонность к образованию усадочной пористости Ку,П~ 1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ. Подогрев и термообработка применяются в зависимости от вида сварки и назначения конструкции. В закаленном и отпуЩениом состоянии при 170-255 НВ и о,=600 Н/мм1 Kv = 0,92 (твердый сплав), Kv = 0,65 (быстрорежущая сталь) Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
546
СТАЛИ И СПЛАВЫ для отливок
Марка стали Вид поставки
20X13JI Отливки—ГОСТ 977-88.
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, “С
С Si Мп S Р Сг Ni Си Aci Ас3 Ari Агз Мн1
0,16-0,25 0,20-0,80 0,30-0,80 <0,025 <0,030 12,0- 14,0 — — 820 860 — — 305
1 Температура нагрева 960°С.
Механические свойства при комнаткой температуре
нд Режим.термообработки Сечение, мм О0.2, Н/мм2 <г., Н/мм2 8, % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Отжиг 940-960 С печью До 100 Не определяются — —
Закалка Отпуск 1040-1060 740-760 Масло или воздух Воздух До 100 441 589 16 40 39 — ISO-2352
2 Данные ЦНИИТМАШ.
Назначение. Детали турбин, работающие при температуре до 500°С, рабочие и направляющие лопатки компрессоре®, рабочие колеса, арматура крекинг-установок, сегменты сопел, корпуса насосов и др., а также изделия, подвергающиеся действию относительно слабых агрессивных сред.
Сталь коррозионно-стойкая мартенситного класса.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 т-1 + 20 0 -20 -40 -60 -80
— — 34-74 30-63 10-64 6-62 Нормализация 940-950Х. Отпуск 740-750°С, воздух. Закалка 940-950-С, масло. Отпуск 740-750°С,воздй
Технологические характеристики
Температура начала затвердевания стали, °C 1489-1497 Жидкотекучесть К«.т= 1,0 Склонность к образованию усадочной раковины К,.Р=0-8
Линейная усадка, % 2,2-2,3 Показатель трещииоустойчивости Кт. у = 0,6 Склонность к образованию усадочной пористости Ку.п=1>°
Свариваемость Обрабатываемо! ггь резанием Флокеночувствительность^
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ. Подогрев и термообработка применяются в зависимости от вида сварки и назначения конструкции. В нормализованном и отпущенном состоянии при Э: 170 НВ и о, = 550 Н/мм2 Kv = 1,25 (твердый сплав), Kv=O,55 (быстрорежущая сталь) Мало чувствительна —— Склонность к отпускной хрупко——__ Не склонна
СТАЛИ для отливок
547
Марка стали
Вид поставки
10Х13НЗМ1Л
Отливки — ТУ 24.11045-98.
т
Массовая доля элементов1, %, по ТУ 24.11045-98
С < 0,08
Si 0,10-0,40 ояпор
Мп 0,20-0,80
S
Р
Сг
Ni
Мо
Си
Nb
Act
Температура критических точек. Мн |
5 0,025
12,0-13,5
2,50-
3,50
0,60-1,50
0,30
) | 0,020 , __________________________________________
не более: Се - 0,08%, Са - 0,02%, Zr - 0,04%, М- 0,06%.
0,001-
0,040
630-
665
Ас3
760-830
Ari
Агз
210-.
300
°C Мк
75-200
" Промышленная плавка (данные ЦНИИТМАШ) |
С Si Мп Массовая доля S I Р элемеш Сг ов, % Ni Мо Си Nb Tea Act гшерату Асз ракрит Ал ’ическиз Агз точек, Мн члл L 1 Мк 190 I
0,06 033 0,44 0,009 0,02 Мех 12,5 аническ 3,37 ие свой 1,05 гтваприг 0,10 сомнатн 0,02 ой темпе 675 ратуре 805
нд Режим термообработки Сечение, ММ СОД, Н/мм2 С., Н/мм2 8, % Y,% KCV, Дж/см1 HRC НВ I
Операция t,°c Охлаждающая среда
не менее
ТУ 24.11045 -98 Отпуск Iм нормализация 2й нормализация Отпуск 590-610 950-970 780-800 590-610 Печь Воздух Воздух Печь или воздух 300 600 750 13,5 35 50 — — 1
ДЦ Отпуск Iм нормализация 2м нормализа- ция Отпуск 590-610 950-970 780-800 590-610 Воздух Воздух Воздух Воздух CS о Я Ik Ц. и Q Q J 711 775 870 873 Продол! 16,4 19,2 »ные обр 48 62 43 ЦЫ 147 171 — 255 I
Тангенциальные образцы —|
707 711 862 859 16,0 17,4 спепах. 48,4 62,0 а также 82 172 детали н зфтегазо 255 вого и
Назначение. Отсасывающие валы бумагоделательных маш , химического оборудования. __________-
Коррозионная стойкость
___________________Среда________________
Вода с [NaCt] -165 мг/кг, [NajSOJ - 350 мг/кг
PH 3,5
______Вид коррозии Общая Точечная
Предел ^пюсливости, —Н/мм2
t-i N
450 —. 107
350 — 108
230 — ю8
Воздух
Воздух
Вода + NaC€ + Na2SOo
PH 3,5______________
I Температура начала
I затвердевания стали, °C
I Линейная усадка, %
Среда
Ударная вязкость, KCV, Дж/см! при!, °C
+ 20
87-
125
-20
60-
90
1490-1498
2,4-2,53
Свариваемость
^Раниченно свариваемая.
"особы сварки: РД, РАД, АФ и КТ.
С°с 50 Длительность, ч 1000 Балл стойкости 1 2
50 1000 Отсутствует 1
50 1000 При а> Сол I разрушений нет |
Термообработка
-30
32-
50
-40
-60
30-
35
Отпуск 610°С, 1“ нормализация 950°С, 2м нормализация 800°С, отпуск 610°С
Технологические характеристики
Кж.т=0,9
Жидкотекучесть
Показатель >ещиноустойчивости
К1У = 0,9
Обрабатъшаемостьрстстшем
Склонность к образованию усадочной раковины Склонность к образованию усадочной пористости
Ку.р = 1,15
Ку.п=0,5
Флокеночувствительность
В нормализованном и отпущенном состоянии при с, = 750 Н/мм2
Kv = 0,60 (твердый сплав)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
548
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88.
15Х14НЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, "С
С Si Мп S Р Сг Ni Мо Aci Ас3 Ari Агз Мн Мк
<0,15 ^0,60 0,40-0,90 < 0,035 <0,035 12,0-15,0 0,70- 1,20 — 765 870 — — 350- 400 120- 180
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ <то.г, Н/мм2 о., Н/мм2 8, % V. % KCU, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 1 Нормализация Отпуск 930-950 680-740 Воздух Воздух или печь До 100 289 481 15 50 29 — 170-235*
Гомогенизация Нормализация Отпуск 1020-1100 930-950 680-740 Воздух Воздух Печь или воздух До 100 383 579 15 50 44 — —
‘Данные ЦНИИТМАШ.________________________________________________________________________________________
Дополнительные данные:
1. Скорость коррозии 0,00009 мм/год.
2. Кавитационная стойкость при испытании на магнитострикционном вибраторе с амплитудой 70 мк при частоте колебаний 8100 Гц и потере веса за 3 часа равна 59,9 мг.
Назначение. Лопасти гидротурбин сечением до 150 мм, а также детали, работающие во влажном паре, разбавленной азотной кислоте и слабых органических кислотах.
Сталь коррозионно-стойкая мартенситно-ферритного класса.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C
1482-1492
Жидкотекучесть
Кж.т— 0,9
Линейная усадка, %
2,2-2,3
Показатель трещиноустойчивости
Кг.у=0,8
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Ку.Р = 1’2
Ку.п=1-°
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РД, РАД и ЭШ.
Необходимы подогрев и последующая термообработка.
В нормализованном и отпущенном состоянии при 170-235 НВ и о, = 481 Н/мм2
К» = 1,2 (твердый сплав,),
Kv = 0,5 (быстрорежущая сталь)
Мало чувствительна
Склонность к отпускной хрупкости
Не склонна
549
СТАЛИ для отливок
Марка стали 08Х14НДЛ Вид поставки Отливки — ГОСТ 977-88, ТУ 108-989-80. _____
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, С
С Si Мп S Р Сг Ni Мо Си Aci Ас3 Ап Агз Мн Мк
50,08 50,40 0,so-о.80 < 0,025 0,025 13,00-14,50 1,20- 1,60 — 0,80-1,20 690- 730 810- 850 — 300- 320 120— 150
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Под, Н/мм2 с», Н/мм2 Б, % V, % кси, Дж/см2 Работа удара, KV-ю, Дж
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Закалка Отпуск 1000-1200 660-700 Воздух Воздух или печь До 100 510 648 15 40 59 —
ТУ 108-989-80 В состоянии поставки Толщина стенки более 100, диаметр более 1200 500 650 15 40 — 21
Назначение. Детали, работающие в морской Воде (гребные винты и пр.).
Предел ВЬШОСЛИВОСТИ, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
с-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C 1485-1495 Жидкотекучесть Кж.т 0,9 Склонность к образованию усадочной раковины Ку.р =* 1,1
Линейная усадка, % 2,2-2,3 Показатель трещиноустойчивости Ку,у = 0,9 Склонность к образованию усадочной Пористости Ку.п=0,5
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, рдд, Дф и кт. В термообработанном состоянии при 217 НВ Kv = 0,75 (твердый сплав) Не чувствительна склонность к отпускной хрупкости Не склонна ~ ~~
550
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
06Х14Н5ДМФЛ
Отливки—ТУ24.11.029-91,ТУ 108-977-80,ТУ 108-978-80.
Массовая доля элементов1, %, по ТУ 24.11.029-91
С
<0,06
Si Мп S Р Сг Ni Мо Си
<0,40 <0,80 < 0,025 0,025 13,5- 14,7 5,00-5,50 0,35-0,50 0,80- 1,30
1 Дополнительно вводятся по расчету V - 0,08%, Се - 0,08%, At - 0,08%, Са- 0,02%.
Температура критических точек, 'С
Асз
Ас3
Ari
Агз
Мн
Мк
640-
670
800
200-
220
50-
80
Механические свойства при комнатной температуре
I ВД Режим термообработки Сечение, ММ О0,2> Н/мм2 ов, Н/мм2 8, % V. % KCV, Дж/см1 HRC НВ
Операция t,°c Охлаждающая среда
не менее
1 ТУ 1 24.11. I 029-91 Iй нормализация 2й нормализация Отпуск 950-1050 780-800 580-620 Воздух — Не определяются —
Воздух Воздух или печь 500 600 750 14 30 30 — 220- 295
I ТУ 108-I 977-80 Состояние поставки — 600 750 14 30 50 — 220- 295 _
1 ТУ 108-1 978-80 Состояние | поставки — 600 750 14 30 30 — 220- 295
Назначение. Элементы сварно-литых рабочих колес радиально-осевых гидротурбин, лопасти для поворотно-лопаи® гидротурбин, отливки для деталей гидротурбин, корпусы насосов.
Сталь коррозионно-стойкая мартенситно-аустенитного класса. _________ "**
1 Вид коррозии I Общая Коррозионная стойкое: Среда Вода [Н3ВО3] -16 г/кг, [КОН] - 0,02 г/кг, PH 8,25 (Борированная вода) [Ъ t,°c 20 100 350 Длительность, ч 1500 1000 3000 Балл стойкости— 1 1 2
1 Точечная 20 350 1500 3000 Отсутствуй1 Отсутствует—_
1 Коррозионное растрескивание 3% раствор NaCl Кипение 1000 Црна>оц разрушений я?!—
Вода с [С1 ] — 200 мг/кг 350 2000 Присос»; разрушенийнет^
Проверка на стойкость против МКК проводится по инструкции ИЦК 01-99.
Межкристаллитная
Предел выносливости, ______Н/мм2______ N нт-
10’
370
310
Среда испытания
Состояние стали
Ударная вязкость, KCV, Дж/см1, при!, °C
Термообработка
Воздух Вода
Температура начала затвердевания стали, °C
Линейная усадка, %
во,2= 750 Н/мм2, о, = 885 Н/мм2, 285 НВ
1455
2,35
____________Свариваемость________
Ограниченно свариваемая.
Способы сварки: РД и РАД.
Необходимы подогрев и последующая термообработка.
+ 20
125
135
0
125
133
-20
121
134
Технологические характеристики
Жидкотекучесть
Показатель трещиноустойчивости
Кхт=0,94
Кт.у=0,9
-40
115
135
______Обрабатываемость резанием______ В нормализованном и отпущенном состоянии при 220-295 НВ и о,=750 Н/мм2 Kv = 0,60 (твердый сплав), Ку = 0,35 (быстрорежущая сталь)
-60
118
119
Нормализация 970°С.
Нормализация 800°С, воздух.
Отпуск 620°С, воздух
Склонность к образованию усадочной раковины Склонность к образованию усадочной пористости
Ку.п = °>5
Не чувствительна „
Склонность к отпусюх^хвДВ^—
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
551
Марка стали Вид поставки Отливки — ГОСТ 977-88, ТУ 108-989-80.
08Х15Н4ДМЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Aci Асз Ari Агз Мн Мк.
<0,08 £0,40 1,00- 1,50 0,025 £ 0,025 14,00-16,00 3,50- 3,90 0,30-0,45 1,00- 1,40 670 810 — — 230 100
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Оод, Н/мм2 Ив, Н/мм2 Б, % V. % кси, Дж/см2 Работа удара, КУ-ньДж
Операция t, “С Охлаждающая среда
не менее
ГОСТ 977-88 Закалка Отпуск 1030- 1050 600-620 Воздух Воздух До 100 589 736 17 45 98 —
ТУ 108-989-80 В состоянии поставки Толщина стенки более 100, диаметр более 1200 589 736 17 45 — 40
Назначение. Детали, работающие в морской воде (тяжелонагруженные гребные винты ледоколов и др.).
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -30 -40 -50
Технологические xaj )актеристики
Температура начала затвердевания стали, “С Жидкотекучесть Скпонность.к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ. В закаленном и отпущенном состоянии при а, = 738 Н/мм2 Kv = 0,55 (твердый сплав) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
552
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 30Х16Н22В6БЛ (ЦЖ13Л) Вид поставки Отливки — ОСТ 108.961.04-80.
Массовая доля элементов, %, до ОСТ 108.961.04-80
С Si Мп S Р Сг Ni Мо Nb W А1 Си
0,24-0,30 <0,60 1,20- 1,80 <0,020 <0,020 15,0- 17,0 21,ОС-23,00 — 0,80- 1,20 5,50- 6,50 — —
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, ММ °0,2> Н/мм2 а», Н/мм2 8, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ОСТ 108.961. 04-80 Закалка Отпуск 1190- 1200 790-810 Вода или воздух Воздух — 290 589 20 — 29 — 187- 217
Назначение. Детали, работающие при температуре до 700-750°С. Сталь жаропрочная аустенитного класса.
Предел выносливости» Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Коэффициент чувствительности к надрезу за 104 ч Жаростойкость .
Среда t,°c Скорость коррозии, мм/год База испытаний^
Чувствительность к охрупчиванию при старении
Время, ч t,°C KCU, Дж/см2
Исходное состояние 29
30000 50000 30000 700 750 800 29 17 20
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительно«ь^____
Не применяется для сварных конструкций. В состоянии закалки и отпуска при 187-217 НВ и о, = 590 Н/мм2 Kv = 0,8 (твердый сплав), Kv = 0,53 (быстрорежущая сталь) Не чувствительна — Склонность к отпускной хрупко . Не склонна
СТАЛИ для отливок
553
Марка стали Вид поставки Отливки — ГОСТ 977-88, ТУ 108-978-80, ТУ 26-06-166-82.
ЮХ18НЗГЗД2Л
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni Си Aci Ас3 . Ari Агэ
£0,10 <0,60 2,30-3,00 < 0,030 <0,030 13,0- 19,0 3,00- 3,50 1,80-2,20
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Н/мм2 <г., Н/мм2 6, % V. % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
гост 977-88 Нормализация Отпуск! Отпуск П 1070-1100 790-810 590-610 Воздух Воздух1 С печью До 200 491 687 12 25 29 *— 240-2802
1 После отпуска I отливки по всей толщине должны быть охлаждены до 20"С. 2 Данные ЦНИИТМАШ.
Кавитационная стойкость: при испытании на магнитострикционном вибраторе при амплитуде 70 мк и частоте колебаний 8100 Гц потеря веса за 3 ч равна 56,б мг. Вщроабразивная стойкость (по сравнению с маркой стали 25): после нормализации 1100°С, отпуска при 800°С, выдержки 6 ч и отпуска при 600°С, выдержки 24 ч коэффициент износостойкости 24 ч е =3,6; при условии коррозии и гцдроабразивного воздействия в течение 30 суток е =14,8.
Назначение. Детали и сварно-литые конструкции гидротурбин, работающие при напорах, не превышающие 80 л/ч в сечениях до 300 мм, а также детали насосов. Сталь коррозионно-стойкая аустенитно-ферритного класса с метастабильным аустенитом.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
О-1 г-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C 1456-1465 ЙСидкотекучесть Кжг=0,9 Склонность к образованию усадочной раковины Ку.р=1,2
Линейная усадка, % 2,7-2,8 Показатель трещиноустойчивости Кт.у=1,0 Склонность к образованию усадочной пористости 0,5
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограничено свариваемая. Способы сварки: РД, .РАД, АФ и КТ. Необходимы подогрев и последующая Термообработка. В нормализованном и отпущенном состоянии при 240-280 НВ ио. = 680 Н/мм Kv = 0,7 (твердый сплав), Kv = 0,5 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
554
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали I Вид поставки
08Х18Н4М2БЛ I Отливки—ТУ 24.11045-98.
Массовая доля элементов1, %, по ТУ 24.11045-98 Температура критических точек, *С 1
С Si Мп S Р Ст Ni Мо Си Nb Aci Ас3 Ari Агз
<0,08 0,20-0,80 0,80-1,20 < 0,020 <, 0,025 16,0- 20,0 2,00- 6,00 2,00- 3,00 — <0,04
1 Вводятся по расчету: Се — 0,08%, Са—0,02%, Zr — 0,08%, АС — 0,08%.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм в0.2> Н/мм2 Ож, Н/мм2 8, % V. % KCV, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 24. 11045- 98 Отпуск 680-700 Воздух — Не определяются — —
Закалка 1050- 1070 Вода или воздух — 380 600 15 35 30 — —
Назначение. Гауч-валы, формующие валы сеточной части бумагоделательных машин и отсасывающие валы прессовой часта бумагоделательных машин, а также детали химического и нефтегазового оборудования.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCV, Дж/см2, при t, °C Термообработка
0-1 т-1 + 20 0 -20 -30 -40 -50
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РД, РАД АФ и КТ. В закаленном состоянии при с,=600 Н/мм2 Kv = 0,65 (твердый сплав) Не чувствительна
Склонность к отпускной хрупко^—
Не склонна —
СТАЛИ для ОТЛИВОК
555
Марка стали
Вид поставки
08Х18Н6М2Д4АФБЛ
Отливки — ТУ 24.11045-98.
Массовая доля элементов, %, по ТУ 24.11045-98 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си N Aci Ас3 Ап Аг3
60,08 о,io-о.60 0,10-1,00 0,020 0,025 17,5- 18,5 5,50-6,00 2,00- 2,50 3,50-4,00 0,14-0,16
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм °0.2, Н/мм2 ож, Н/мм2 8, % V, % KCV, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
Г ту 24.11045 -98 Отпуск 680-700 Воздух — Не определяются — —
Закалка 1050- 1070 Вода или воздух 200 380 650 25 40 30 — —
Назначение. Отсасывающие валы бумагоделательных машин.
Сталь коррозионно-стойкая аустенитно-ферритного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
О-1 t-i + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затаеРДевания стали, «С 1450 -1470 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины Ку.р=1,2
Линейная усадка, % 2,7-2,8 Показатель трещиноустойчивости Кг.у=1,0 Склонность к образованию усадочной пористости Ку.„ = 0,5
Флокеночувствительность
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ и КГ.
В закаленном и отпущенном состоянии при а, = 650 Н/мм2
Kv = 0,65 (твердый сплав),
Kv = 0,4 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
556
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали 10Х18Н9Л Вид поставки Отливки— ГОСТ 977-88.
Массовая доля элементов, %, по ГОСТ 977-88 Температур3 критических точек, "С
С Si Мп S р' Сг Ni Си Aci Ас3 Ari Аг3
<0,14 0,20- 1,00 1,00- 2,00 <0,030 <0,035 17,0— 20,0 8,0-11,0 <0,30
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, ММ в0.2, Н/мм2 с., Н/мм2 8, % % % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Закалка 1050-1100 Вода, масло или воздух До 100 177 441 25 35 98 — —
Назначение. Арматура для химической промышленности, коллекторы выхлопных систем, детали печной арматуры, плиты для травильных корзин и другие детали, работающие при температуре до 400°С. Сталь коррозионно-стойкая, жаростойкая до 750°С. Не стойкая в сернистых средах. При содержании углерода в стали не более 0,07% стойкая против МКК. Сталь аустенитного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
с-1 х-1 + 20 0 -20 -40 -60 -80
Коэффициент чувствительности к надрезу за 104 ч Жаростойкость
Среда t,°c Скорость коррозии, мм/год База испытаний, ч Балл СТОЙКОСП1_
Чувствительность к охрупчиванию при старении 1000 0,018-0.020 500 4
Время, ч t,°c KCU, Дж/см2
Исходное состояние
Технологические ха
Температура начала затвердевания стали, °C 1425-1440 Жидкотекучесть Кж.т= 1,0 Склонность к образованию усадочной раковины Км=1'°
Линейная усадка, % 2,7-2,8 Показатель трещиноустойчивости Кт. у =1,0 Склонность к образованию усадочной пористости Ку.Пя1>°
Свариваемость Обрабатываемость резанием Флокеночувствительность^—
Сваривается без ограничений. Способы сварки: РД, РАД, АФ и КТ. В состоянии закалки при о, = 441 Н/мм2 Kv = 0,72 (твердый сплав) Не чувствительна — Склонность к отпускной ХруИК0СТ^ Не склонна и»
СТАЛИ для отливок
557
Марка стали Вид поставки 1
10Х18Н9ТЛ Отливки — ТУ 108.17-1039-79, ТУ 26-06-166-82.
Массовая доля элементов, %, по ТУ 108.17-1039-79
С Si Мп S р Сг Ni Мо W Ti А1 Си 1
<0,12 0,20- 1,00 1,00- 2,00 5 0,030 50,035 17,0- -20,0 8,0-11,0 (5хС) -0,80 — 50,30
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ 00.2, Н/мм2 о», Н/мм2 8, % V. % кси, Дж/см1 HRC НВ 1
Операция 1 Охлажлаюшая
t,°c среда не менее
ТУ 108.17-1039-79 Аустенизация 1050-1100, 7ч В камере с воздушно-водяной смесью в течение 2-3 ч До 100 196 127* 441 25 32 59 — — 1
1 Температура 350°С.
Назначение. Детали разного назначения для энергомашиностроения.
Предел 1 вьшосливости, Н/мм2 Термообработка Ударная вязкость, КСЮ, Дж/см1, при t, °C Термообработка |
1°-1 Т-1 + 20 0 -20 -40 -60 -80
100 — — — — — Аустенизация 1050 1100 С, 1 вода 1
Коэффициент чувствительности к надрезу за 104 ч
Среда
t,°c
Скорость коррозии, мм/год
База испытаний, ч
Чувствительность к охрупчиванию при старении
Время, ч t,°c KCU, Дж/см1
1 Исходное состояние ПО
3000 550 90
3000 600 90-110
3000 650 70-90
Воздух
1000
0,018-0,020
500
1 Температура начала 1 затвердевания стали, °C 1425-1440
Линейная усадка, % 2,7-2,8
| Свариваемость
I Ограниченно свариваемая. 1 Способы сварки: РД, РАД, АФ и КТ. 1 Рекомендуются подогрев и последующая I термообработка.
Жидкотекучесть
Показатель трещиноустойчивости
Обрабатываемость резанием
Кж.т=1>°
Кт,у=1.0
Ку.р=1,0
Склонность к образованию
Склонность к образованию усадочной пористости К,.п=1,0 1
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
В состоянии закалки при с, = 440 Н/мм2 Kv = 0,72 (твердый сплав)
558
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
12Х18Н9ТЛ
Отливки— ГОСТ 977-88, ОСТ 108.961.04-80, ТУ 26-06-166-82.
Массовая доля элементов, %, по ГОСТ 977-88
Мп
Сг
<0,12
ОДО-КОО
1,00-
2,00
<0,030
<0,035
17,0-
20,0
Ni
8,0-11,0
Мо
(5хС)
-0,70
Механические свойства при комнатной температуре
НД
ГОСТ 977-88
ОСТ 108.961. 04-80
Операция
Закалка
Режим термообработки
Нормализация
Отпуск
t,°C
1050-
1100
1100-
1150
800
Охлаждающая среда
Вода, масло или воздух
Сжатый воздух или водяная смесь
Воздух
Сечение, мм
°0.2, Н/мм2
Н/мм2
8, %
не менее
До 100
25
196
32
HRC
V, %
кси, Дж/см1
30-
35
80-110
Назначение. Детали разного назначения для энергомашиностроения. Арматура для химической промышленности, коллекторы выхлопных систем, детали печной арматуры, ящики и крышки для травильных корзин, детали стационарных газовых турбин и компрессоров, оборудование и трубопроводы АЗУ с водяным теплоносителем.
Сталь коррозионно-стойкая аустенитного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, npnt, °C Термообработка
0-1 т-1 + 20 0 -20 -40 -60 -80
78- 108 — — — — — 1100°С, 4 ч, воздух-
1,0
Т ехнологические характеристики
Температура начала затвердевания стали, °C 1425-1440 Жидкотекучесть Кж.Т= 1,0 Склонность к образованию усадочной раковины Ку.р =
Линейная усадка, % 2,7-2,8 Показатель трещиноустойчивости Кг,у =1,0 Склонность к образованию усадочной пористости
Свариваемость
Флокеночувствительность
Обрабатываемость резанием
1,0
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ и КТ.
В закаленном состоянии при с, = 440 Н/мм2 Кт = 0,7 (твердый сйпав), Кт= 0,35 (быстрорежущая сталь)
Не чувствительна _
Склонность к отпускной хрутд*01^
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
559
Марка стали
Вид поставки
Отливки —ГОСТ 977-88, ТУ 5.961-11151-80, ТУ 26-06-166-82
12Х18Н12МЗТЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Ti Aci Ас3 Ari Агз
50,12 0,20- 1,00 1,00- 2,00 5 0,030 5 0,035 16,0- 19,0 11,0- 13,0 3,00- 4,00 Т- (5хС) -0,70
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм <>0.2, Н/мм2 а,, 8, % V> % KCU, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Закалка 1100-1150 Вода До 100 216 441 25 30 59 — —
Назначение. Детали, устойчивые при воздействии сернистой кипящей, фосфорной, муравьиной, уксусной Детали, длительное время работающие под нагрузкой при температуре до 800°С, оборудование АЭ и тру ВОДЫ Сталь коррозионно-стойкая, жаропрочная, не подвержена межкристаллитной коррозии при температуре до и других кислот, а также опроводы пара и горячей Ю0°С.
Предел вьшосливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
0-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала Дтвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием флокеночувствительность
ЙХ- 663 01Таничений. Ы “арки: РД, РАД, АФ и КТ. При 169 НВ Kv = 0,85 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
560
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливки — ГОСТ 977-88.
31Х19Н9МВБТЛ (ЭИ 572Л)
Массовая доля элементов, %, по ГОСТ 977-88
С Si Мп S Р Сг 'Ni Мо Nb W Ti
0,26-0,35 ^0,80 0,80-1,50 <. 0,020 < 0,035 18,0-20,0 8,00- 10,00 1,00—1,50 0,20-0,50 1,00-1,50 0,20-0,50
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм в<>,2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ГОСТ 977-88 Закалка Старение 1150-1180 700-800 Вода Воздух До 100 294 540 12 — 29 — 207- 2411
1 Данные ЦНИИТМАШ.
Назначение. Рабочие колеса турбины турбокомпрессоров, турбинные и направляющие лопатки, направляющие аппараты.
Сталь жаропрочная аустенитного класса.
Предел выносливости, Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20
-60
-80
Термообработка
Длительная прочность и сопротивление ползучести
t,°C Ciooo, Н/мм2 О10МЮ, Н/мм2 °100000} Н/мм2 ci/ioooos Н/мм2 ащоот'Н/мм
550 — 270 — 225
600 — 220 — 185 — _
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Температура критических точим—
Ограниченно свариваемая. Способы сварки: РД РАД, АФ и КТ. В состоянии закалки и старения при с,-540 Н/мм2 Kv = 0,5 (твердый сплав), Kv = 0,3 (быстрорежущая сталь) Acj Acj Ап Агз
СТАЛИ ДЛЯ ОТЛИВОК
561
Марка стали Вид поставки Отливки — ГОСТ 977-88.
20Х20Н14С2Л (Х20Н14С2Л)
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, “С
С Si Kin S Р Сг Ni Мо Си Aci Асз Ari Агз
<0,20 2,00-3,00 < 1,50 £ 0,025 <0,035 19,0-22,0 12,0- 15,0 — —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм 00.2, Н/мм2 ал, Н/мм2 8, % V, % кси, Дж/смг HRC НВ
Операция t,"C Охлаждающая среда
ие менее
' ГОСТ 977-88 Нормализация 1100-1150 Воздух До 100 245 491 20 25 — —
Назначение. Печные конвейеры, ящики для цементации и другие детали, работающие при высоких температурах в нагруженном состоянии. Сталь жаростойкая до 1000-105042, устойчивая в науглероживающей среде, аустенитно-ферритного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/смг, при!, °C Термообработка
О-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствител ьносгь
Сваривается без ограничений. Способы сварки: РД, РАД, АФ и КТ. В состоянии нормализации при с, = 500 Н/мм2 Ку= 1,1 (твердый сплав), КУ = 0,6 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
562
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
10Х21Н5ТЛ (Х21Н5ТЛ)
Отливки — ТУ 26-06-166-82.
Массовая доля элементов, %
1 с Si Мп S р Сг Ni Мо W Ti Al
I 0,04-0,10 <0,08 <0,08 <0,030 <0,035 ' 20,0-22,0 4,50-5,80 — — <0,08 —
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм С0.2, Н/мм2 О1, Н/мм2 8, % Y> % KCU, Дж/см2 HRC НВ
Операция t,°c Охлаждающая среда
не менее
ДЦ Закалка 1050 Вода или воздух До 100 300 600 18 22 30 — —
Закалка Старение 1050 480,6 ч Вода или воздух Воздух 400 700 15 20 25 — —
Дополнительные данные.
1. По коррозионной стойкости I режим термообработки предпочтительнее II режима.
2. По коррозионной стойкости в азотной кислоте и некоторых других средах может являться заменителем стали марки XI8Н9ТЛ.
3. При конструировании отливок следует избегать резких переходов в сечениях отливок, выступов и больших припусков на механическую обработку. _
Назначение. Корпусы насосов, кронштейны, крыльчатки, фитинги и другие детали печного и химического оборудования.
| Сталь коррозионно-стойкая аустенитно-ферритного класса. —
Предел вьшосливости, Н/мм2 Т ермообработка Ударная вязкость, KCU, Дж/см2, npHt, "С Термообработка
I 0-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
I Температура начала I затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
I Линейная усадка, % 23-2,5 Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость
Флокеночувствительность
Обрабатываемость резанием
Ограниченно свариваемая.
Способы сварки: РД, РАД н КТ.
В состоянии закалки и старения при с, = 700 Н/мм2
Kv = 0,63 (твердый сплав),
Ку = 0,45 (быстрорежущая сталь)
Не чувствительна
СКЛОННОСТЬ К отпускной ХРУ^
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
563
Марка стали Вид поставки Отливки — ГОСТ 977-88.
35Х23Н7СЛ
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S Р Сг Ni Мо Си Ас! Асз Arj Ar3
$0,35 0,50- 1,20 0,50-0,85 2 0,035 20,035 21,0-25,0 6,00- 8,00 — —
Механические свойства при комнатной температуре
ВД Режим термообработки Сечение, мм Под, Н/мм2 о„ Н/мм2 6, % V. % кси, Дж/см5 HRC НВ
Операция t,°c Охлаждающая среда
не менее
гост 977-88 Без термообработки До 100 245 540 12 — — — —
Назначение. Детали трубчатых печей нефтезаводов и другие детали, работающие при температуре до 1000°С. Сталь коррозионно-стойкая в серосодержащих средах, жаростойкая при температуре до 1000°С, аустенитно-ферритного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см1, при t, °C Термообработка
0-1 1-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РД РАД и КТ. Без термообработки при с, = 540 Н/мм2 Kv= 13 (твердый, сплав), Kv = 1,0 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна.
564
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали Вид поставки Отливкн — ГОСТ 977-88.
40Х24Н12СЛ (ЭИ316Л)
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, *С
С Si Мп S Р Сг Ni Мо Си Aci АСз Ait Afj
<0,40 0,50— 1,50 0,30-0,80 £ 0,030 <0,035 22,0-26,0 И,СО-13,00 — —
Механические свойства при комнатной температуре
НД
Операция
Режим термообработки
t,°C
Охлаждающая среда
Сечение, мм
0(1.2, Н/мм2
о., Н/мм2
8, %
V. %
KCU, Дж/см2
HRC
НВ
не менее
гост
977-88
ДЦ
Закалка
1040-
1060
Вода, масло или воздух
До 100
245
491
20
Литое состояние
215-235
550-610
24-
38
28
29-
49
34-78
Назначение. Лопатки компрессоров и сопловых аппаратов, печные конвейеры, шнеки и другие детали, работающие при высоких температурах и давлении.
Сталь коррозионно-стойкая, жаростойкая при температуре до 1000°С и жаропрочная аустенитно-ферритного класса.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка
С-, Т-1 + 20 0 -20 -40 -60 -80
34-78 — — — — Без термообработки.
Коэффициент чувствительности к надрезу за 104 ч Жаростойкость .
Среда t,°c Скорость коррозии1, мм/год Группа стойкости .
Чувствительность к охрупчиванию при старении Воздух 900 1000 1050 0,055 0,322 1,66
Время, ч t,°C KCU, Дж/см2
Исходное состояние
1 Средняя скорость коррозии за 400 ч при 500 ч испытания. __
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть2 Склонность к образованию усадочной раковины
Линейная усадка, % 2,7 Показатель трещиноустойчивости2 Склонность к образованию усадочной пористости
2 Литейные свойства удовлетворительны.
Свариваемость Обрабатываемость резанием Флокеночувствительность^^
Ограниченно свариваемая. Способы сварки: РД, РАД и КТ. В состоянии закалки при с, = 500 Н/мм2 Ку = 1,0 (твердый сплав), К,-= 0,8 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупко^—.
Не склонна
СТАЛИ ДЛЯ ОТЛИВОК
565
Марка стали
Вцд поставки
15Х25ТЛ
Отливки — ГОСТ 977-88, ТУ 26-06-166-82.
Массовая доля элементов, %, по ГОСТ 977-88
Температура критических точек, “С
С Si Мп S р Сг Ni Ti V Си Act Асз Ап An 1
0,10-0,20 0,50-1,20 0,50- 1,80 < 0,030 < 0,035 23,0-27,0 — 0,40-0,80 — —•
Механические свойства при комнатной температуре
НД Режим термообработки Сечение, мм Н/мм2 с., Н/мм2 8, % V, % кси, Дж/см2 HRC
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Без термической обработки До 100 275 441 — — —, —
Назначение. Детали химических аппаратов, не подвергающиеся действию переменных и постоянных нагрузок (аппаратура для~ дымящейся азотной или фосфорной кислот). Многие детали, работающие в условиях контакта с мочевиной; печная арматура, шгитыи До-
НВ
Сталь обладает удовлетворительной сопротивляемостью межкристаллитной коррозии.
Температура жаростойкости 1100°С.
Предел выносливости, Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при t, °C Термообработка 1
О-1 т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Ограниченно свариваемая. Способы сварки: РД, РАД, ЭШ и КТ. Рекомендуются подогрев и последующая термообработка. Без термообработки при о, = 440 Н/мм2 КУ = 1,2 (твердый сплав)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
566
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка стали
Вид поставки
20Х25Н13АТЛ
Фасонное литье — ОСТ 108.961.04-80.
Массовая доля элементов, %, по ОСТ 108.961.04-80
1 с Si Мп S Р Сг Ni Мо N Ti At Си
1 0,13- 1 0,20 <0,70 1,00— 1,50 <0,025 < 0,025 23,0- 25,0 12,0- 14,0 — оде-оде 0,Io-О.20 — <0,30
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм Со,2, Н/мм2 Св, Н/мм2 8, % Y, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
1 ост 1 108.961. I 04-80 Аустенизация Старение 1160-1180 760-780, 10 ч Воздух С печью — 235 441 20 30 34 — —
Назначение. Детали, работающие при температуре до 650°С в окислительных средах с малым и средним содержанием сернистых газов; рубашки цилиндров газовых турбин.
Сталь жаропрочная аустенитного класса.
I Предел 1 выносливости, I Н/мм2 Термообработка Ударная вязкость, KCU, Дж/см2, при!, °C Термообработка
1 С-1 Т-1 + 20 0 -20 -40 -60 -80
Технологические характеристики
I Температура начала 1 затвердевания стали, °C 1392-1422 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины
1 Линейная усадка, % 2,7-2,8 Показатель трещиноустойчивости Кт. у = 0,9 Склонность к образованию усадочной пористости
Свариваемость
Обрабатываемость резанием
v =1,0
Ау.р
Ку.п=1>5
Флокеночувствительность
Сваривается без ограничений.
Способы сварки: РД, РАД, АФ и КТ.
В состоянии аустенизации и старения при о, = 450 Н/мм2
Kv = 0,8 (твердый сплав),
Kv=0,48 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупко^
Не склонна
СТАЛИ для отливок
567
Марка стали 20Х25Н19С2Л Вид поставки Отливки — ГОСТ 977-88.
Массовая доля элементов, %, по ГОСТ 977-88 Температура критических точек, °C
С Si Мп S р Сг . Ni Мо Си Aci Ас3 Аг, Агз
$0,20 2,00- 3,00 0,50-1,50 <0,030 5 0,035 23,0- 27,0 18,0- 20,0 — —
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм С(|.2, Н/мм2 о., Н/мм2 S, % V, % кси, Дж/см2 HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГОСТ 977-88 Закалка 1090- 1100 Вода, масло или воздух До 100 245 491 25 28 — —- —
Назначение. Детали паровых и газовых турбин и котельных установок, лопатки >W"°’ " Другие детали, работающие при высоких температурах. Реторты для отжига, ч
Сталь коррозионно-стойкая, жаростойкая
Предел выносливости, Н/мм2 —
0-1 г-1
Термообработка
класса.
aiypv ди г Ударная вязкость, KCU, Дж/см2, при t, °C
+ 20 0 -20 -40 -60 -80
Термообработка
Линейная усадка, %
Технологические характеристики
Температура начала затвердевания стали, °C
Жидкотекучесть
Показатель трещиноустойчивости
Обрабатываемость резанием
Склонность к образованию усадочной раковины
Склонность к образованию усадочной пористости
Флокеночувствительность
Свариваемость
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Cnocnfi4eHHO сваРива£мая.
СОбы “арки: РД, РАд, АФиКТ.
В состоянии закалки при с, 500 Н/ К,. = 0,88 (твердый сплав), Kv= 0,65 (быстрорежущая сталь)
568
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава Вид поставки Цилиндрические тонкостенные крупногабаритные отливки — ТУ 14-1-2443-78.
03Х25Н25Ю5ТЛ
Массовая доля элементов, %, по ТУ 14-1-2443-78 Температура критических точек, 'С
С Si Мп S Р Сг Ni Fe Ti ле Се Aci Асз Ап Агз
<0,03 <0,50 <0,50 0,020 < 0,020 24,0- 26,0 24,От- 26,0 основа 0,20-0,40 5,00- 5,50 По расчету 0,05-0,09
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, мм с».г, Н/мм2 Н/мм2 8, % % кси, Дж/см’ HRC НВ
Операция t,°C Охлаждающая среда
не менее
ТУ 14-1-2443-78 14-20 По согласованию
Назначение. Отливки из жаростойкого сплава, предназначенные для ответственных элементов топочного котельного оборудования ТЭС (цилиндрические и конические насадки горелок, сопловые головки) и др. деталей, работающих в окислительных атмосферах при температуре до 1300°С.
Жаростойкость
Стойкость к теплосменам
Среда
t,°C
Скорость коррозии, мм/год
База испытаний, ч
Среда
Режим
Количество теплосмен
Скорость коррозии, мм/год
Воздух
Продукты сгорания природного газа: 14%СО2, 8,5% Н2О, 4% О2, 0,15% SCh,
1300
1100
0,1
0,01
2000
2000
Воздух
1300±s20°C
40
Ударная вязкость, KCU, Дж/см2, при t, °C
+ 900 + 1000 + 1100 + 1200 + 1250
88 118 196 132 118
0,31
База испытаний,
Термообработка
Свариваемость
Ограниченно свариваемый.
Способы сварки: РД, РАД и КТ.
Технологические характеристики
Обрабатываемость резанием
В состоянии поставки при о, 5 774 Н/мм1
Kv = 0,6 (твердый сплав),
Ку = 0,5 (быстрорежущая сталь)
СТАЛИ для отливок
569
Марка стали
Вид поставки
05Х26Н6М2Д2АБФЛ
Отливки—ТУ 24.11045-98.
Массовая доля элементов1, %, по ТУ 24.11045-98
Температура критических точек, °C
С Si Мп S Р Сг № Мо Си N V Aci Ас3 Ari Аг3
1 <. 1 0,05 0,10-1,00 0,40-1,50 0,020 0,025 25,0-27,0 5,50- 7,50 1,50- 2,50 1,80- 2,50 0,Io-О.18 0,08-0,15
1 Вводится по расчету: Се - 0,08%, Са - 0,02%, Zr - 0,08% и А€ - 0,08%.
Механические свойства при комнатной температуре
нд Режим термообработки Сечение, ММ Со.2, Н/мм2 о., Н/мм2 8, % V. % KCV, Дж/см’ HRC НВ
Операция t,°C Охлаждающая среда
не менее
ГТУ24. ~~ 11045-98 Закалка 1050- 1070 Вода или воздух — 440 680 25 40 50 — —
Назначение. Гауч-валы, формующие валы и отсасывающие валы бумагоделательных машин, детали нефтегазового и химического оборудования, в частности, насосы сероочистки и др.
Сталь коррозионно-стойкая аустенитно-ферритного класса._________________________________—------------------------
[__ Коррозионная стойкость
1 Вид коррозии Среда t,°C Длительность, ч Балл стойкости
Вода, СаСбг — 150 г/л, CaSO4 —1,2 г/л, MgSO4 — 1,0 г/л.
I Общая PH 4,0-4,5 20 3000 2
PH 2,2-2,4 .20 3000 4
Точечная Вода, СаСб2 —150 г/л, CaSO4 — 1,2 г/л, MgSCU —1,0 г/л. PH 4,0 - 4,5. 20 3000 Отсутствует
Термообработка
Ударная вязкость, KCV, Дж/см’, при t, °C
Предел выносливости, — Н/мм2
_ Т.1 N
250 ~ Ю7
205 — ю8
165 — ю9
Среда
Вода + NaCC + Na2SO4 (PH = 3,5)
+20 +60 -40
50-53 85-98 7-8
-50
Закалка 1050°С, вода
Технологические характеристики
1 J СМг,ература начала |~^ВДевания стали, °C — Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины Ку.р=1,2
[ Инейная усадка, % 2,4-2,6 Показатель трещиноустойчивости Кт.у=0,9 Склонность к образованию усадочной пористости Ку. „ = 0,5
Свариваемость
Обрабатываемость резанием
CnocnR4eHH° сваРиваемая. ос°бысварки:РДРАД,АФиКТ.
В закаленном состоянии при а, = 680 Н/мм2
Kv = 0,5 (твердый сплав), Kv = 0,25 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
570
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ОТЛИВОК
1 Марка сплава Вид поставки Литая прутковая шихтовая заготовка жаропрочного коррозионно-стойкого никелевого сплава, полученная вакуумно-иццукционным методом—ТУ 1-801-288-91.Р2, ТУ 1-809-1079-98.
I ХН58ВКМТЮБЛ | (ЦНК8МП)
1 Массовая доля элементов, %, по ТУ 1-809-1079-98
1 С Мп Ст Со Мо W At Ti Nb В Се Ni
I £0,02 £0,30 11,5- 13,0 8,00- 9,50 0,25-0;60 6,20- 7,20 3,70- 4,50 4,00-5,00 0,80- 1,20 — — основа
I Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Под, Н/мм2 Н/мм2 8, % v,% кси, Дж/см2 НВ о» Т,Ч
Н/мм2
не менее НС менее
I ТУ1-801- I 288- 1 91.Р2 Образцы с равноосной структурой, залитые в холодные керамические формы Без термообработки и90 20 900 850 950 5 — 9,8 — 245 40
I ТУ1- 1 809- I 1079-98 Образцы с монокристаллической структурой, залитые в горячие керамические формы Закалка 1250°С, 2 ч, воздух Нагрев 1100°С, 5 ч, воздух Старение 840°С, 24 ч, воздух 0 90 20 900 850 950 5 — 9,8 245 40
I Назначение. Для литья лопаток ГТУ с монокристаллической структурой и интегральных колес турбонадцува дизелей.
I Условия испытания Предел выносливости, Н/мм2, при t, °C Малоцикловая выносливо :ть ической в, %
I Тип образца Цикл N 20 750 850 Максимальная температура цикла, °C Размах упру деформ го-пласт ации, Д 13 1,20 N
I Гладкие симметричный 2хЮ7 220 295 ’ 275 850 5x10* бхЮ’ 1x10' 1,3x10*
I С надрезом асимметричный (оет. = 150 Н/мм2) 2х107 — — 205 1Д5 1,1
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ОТЛИВОК
571
ХН58ВКМТЮБЛ (ЦНК 8МП)
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения Со, г, Н/мм2 бв> Н/мм2 8, % кси, Дж/см2 Среда t,°C Глубина коррозии1, мм Суммарная глубина коррозии2, мм База испытаний, ч
t,°C т,ч
Исходное состояние 1020 1170 12,2 35 Расплав3: NaCt-25%+ +Na2SO-75% 850 0,058 — 100
700 800 850 3000 3000 3000 950 925 810 1190 1095 1085 13,5 12,5 13,0 31 37 1 Продукты сгорания природного газа: О2-16-18%, СО2-2-3%, Н2О-4-6%, , N2 - остальное; с обмазкой: NaCe-3,0%, Na2SO«-40%, и другие окисли 850 — 0,16 0,22 1000 3000
1 Глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.2 и 6.1.1. 2 Суммарная глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.5 и 6.1.3. 3 Данные МГУ им. Ломоносова. ... ——-
Образцы с монокристаллической структурой ориентации < 100 >.
Технологические характеристики
Свариваемость Обрабатываемость резанием Пайка Температура, •с
Трудно свариваемый. Способы сварки: РД РАД и КТ. В исходном состоянии при с, = 1170 Н/мм2 Kv = 0,02 (твердый сплав) Диффузионноактивированная пайка осуществляется спецприпоями; режим пайки совмещается с режимом термообработки сплава Ликвидуса Солидуса Перегрева металла при плавлении Заливки Формы
1374 1311 — — 4—
572
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава Вид поставки Литая прутковая шихтовая заготовка жаропрочного коррозионно-стойкого никелевого сплава, полученная вакуумно-индукционным методом —ТУ 1-801-288-91.Р2.ТУ 1-809-1079-98.
ХН60КВМЮТЛ (ЦНК7П)
Массовая доля элементов, %, по ТУ 1-809-1079-98
С Мп Сг Со Мо W At Ti Nb В Се М
0,07-0,13 5 0,30 14,0-15,5 8,00- 9,50 0,20-0,70 6,20- 7,20 3,60- 4,30 3,60- 4,40 — 0,008-0,015 — основа
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Сод, Н/мм2 Н/мм2 8, % v.% кси, Дж/см2 НВ а, Н/мм2 т,ч
не менее не менее
ТУ 1-801-288-91. Р2 Образцы с равноосной структурой, залитые в холодные керамические формы Без термообработки в 90 20 900 735 833 3 — 9,8 — 235 40
ТУ 1-809-1079-98 Образцы с равноосной структурой, залитые в горячие керамические формы Закалка 1190°С, 4 ч, воздух Нагрев 1050°С, 1,5 ч, воздух Старение 850°С, 24 ч, воздух о90 20 900 750 850 3 — 9,8 — 235 40
Назначение. Для литья лопаток ГТУ с равноосной и направленной структурами и других деталей горячего тракта ГТУ и дизелей.
Условия испытания Предел выносливости, Н/мм2, при t, °C Малоцикловая выносливость
Тип образца Цикл N 20 750 850 Максимальная температура цикла, °C Размах упруго-пластической деформации, Ле, % N укдурой 1,3x10’ 2,5x10’ 8хЮ’ ктурой 520 900 1800
Образцы с направленной структурой 200 275 345 270 850 Образцы с напр явленной стр
1,0
Гладкие С надрезом симметричный симметричный 107 Ю7 0,8 0,6
Образцы с равноосной структурой 225 — 338 284 Образцы с рав ноосной стр!
1,0 0,8 0,6
Гладкие С надрезом симметричный симметричный 107 107
573
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ОТЛИВОК
ХИ60КВМЮТЛ (ЦНК 7П)
Механические свойства при комнатной температуре после длительного старения
Жаростойкость
Режим старения С0.2, Н/мм2 п.» Н/мм2 б, % кси, Дж/см2 Среда 1,43 Суммарная глубина коррозии1, мм База I испытаний, I 4 1
t*c т,ч
Образца! с направлен ной струк гурой
Исходное состояние 880 970 7,7 28 Продукты сгорания природного 1 г83^ 750 0,05 5000 I
700 3000 900 960 3,5 20 I (Jj — Cv2 Н2О - 4-6%, N2 - остальное 800 0,072 5000 I
800 3000 860 920 6,0 23 850 0,091 5000 1
850 3000 840 910 5,0 25 1 1
Образцы с равноосной структурой I Продукты сгорания природного J газа: 750 0,18 5000 I
Исходное состояние 800 925 6,4 25 1 О2 -16-18%, СО2 - 2-3%, 1 ц2О- 4-6%, N2- остальное; 1 с обмазкой: 800 0,27 5000 I
700 3000 870 930 3,0 13 | NaCv-’3,Uzo, ма2ои4—/j/о, I и другие окислы 850 0,44 5000 I
800 3000 750 850 3,5 13
850 3000 720 820 7,0 14 I ' Суммарная глубина коррозии, определяемая по ГОСТ 6130-71 и. 5.5 и 1 j 6.1.3. |
Технологические характеристики
Свариваемость
Трудно свариваемый. Способы сварки: РД, РАД и КТ.
Обрабатываемость резанием Пайка
В исходном состоянии при о,=970 Н/мм2 Kv = 0,02 (твердый сплав) Диффузионноактивированная пайка осуществляется спецприпоями; режим пайки совмещается с режимом термообработки сплава
1365
Ликвидус
Солидуса
1279
Температура, ®С
Перегрева металла при плавлении
Заливки
Формы
574
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава Вид поставки Литая прутковая шихтовая заготовка жаропрочного коррозионно-стойкого никелевого сплава, полученная вакуумно-индукционным методом—ТУ 1-801-288-91.Р2, ТУ 1-809-1079-98.
I ХН60КВМЮТБЛ | (ЦНК21П)
I Массовая доля элементов, %, по ТУ 1-809-1079-98
С Мп Сг Со Мо W А€ Ti Nb в Се Ni
I 0,05- I 0,10 £0,30 20,0- 22,0 10,0- 11,5 1,00- 1,20 2,00- 2,60 2,10- 2,70 3,00- 3,80 0,50-0,90 0,008-0,015 £0,02 основа
1 Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Под, Н/мм2 О», Н/мм2 8, % v,% кси, Дж/см2 НВ О, Н/мм2 т,ч не менее
не менее
I ТУ1- I 801- 1 288- 91.Р2 Образцы с равноосной структурой, залитые в холодные керамические формы Без термообработки 0 90 20 850 500 700 3 — 10 — 225 40
ТУ1- I 809- I 1079-98 Образцы с равноосной структурой, залитые в горячие керамические формы Закалка 1140°С, 3 ч, воздух Нагрев 1000°С, 2 ч, воздух Старение 840°С, 24 ч, воздух 0 90 20 850 500 700 3 — 10 — 225 40
1 Назначение. Для литья лопаток ГТУ с равноосной структурой и других деталей горячего тракта ГТУ и дизелей. 1 —*•
I Условия испытания Предел ВЫНОСЛИВОСТИ, O-1, Н/мм2, при t, °C Малоцикловая выносливость
I Тип образца Цикл N 20 800 850 Максимальная температура цикла, °C Размах упруго-пласт деформации, Д гическоЙ Б, % N
I Гладкие симметричный 2 х 107 185 290 275 850 0,42 0,33 5хЮ’ 1хЮ'
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ОТЛИВОК
575
ХН60КВМЮТБЛ (ЦНК 21П)
Механические свойства при комнатной температуре после длительного старения жаростойкость
Режиме t,°c тарения т,ч ОЬ.2, Н/мм2 о., Н/мм2 8, % кси, Дж/см2 Среда t,°C Глубина коррозии1, мм Суммарная глубина коррозии2, мм База испытаний, ч
Исходное состояние 625 836 7,3 16 Расплав3: NaC£-25%+ - +Na2SO-75% 850 0,028 100
700 800 850 3000 3000 3000 700 595 560 805 800 785 3,4 5,9 7,7 16 19 18 Продукты сгорания природного газа: О2-16-18%, СО2-2-3%, Н2О-4-6%, N2-остальное; с обмазкой: NaCt-3,0%, Na2SO4-40%, и другие окйслы 850 0,006 0,022 0,10 0,35 1000 3000
1 Глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.2 и 6.1.1. 2 Суммарная глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.5 и 6.1.3. 3 Данные МГУ им. Ломоносова.
Образцы с равноосной структурой.
Технологические характеристики
Сва₽иваемость Обрабатываемость резанием Пайка Температура, °C
тРУДНо ^Риааемый. РАД°5тСваРки:РД В исходном состоянии при с» = 836 Н/мм2 К, = 0,02-0,03 (твердый сплав) Диффузионно-активированная пайка осуществляется спецприпоями; режим пайки совмещается с режимом термообработки сплава Ликвидуса Солидуса Перегрева металла при плавлении Заливки Формы
1360 1261 — — —
576
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава ХН64ВМКЮТЛ (ЗМИЗ) Вид поставки Шихтовая заготовка — ТУ 108.1119-*82. Лопатки—ТУ 481.981.6.00009.
Массовая доля элементов, %, по ТУ 481.981.6.00009 (ЗМИ ЗУ)
С Si Мп S р Сг Со Мо Ti1 А€‘ Ni в Zr Fe La Y
0,07-0,15 0,40 0,30 0,010 < 0,015 12,5- 14,0 4,00- 6,00 6,50- 8,00 0,50-1,25 4,00- 5,50 2,80- 4,00 основа По расчету 0,015 — & 1,50 По расчету 0,01 По расчету 0,03
1 Сумма АС и Ti должна быть равна 7,5-8,5%.
Механические свойства
НД Режим термообработки Сечение, мм t испытания, °C г Кратковременные свойства Дштявый 1 прочность
°0.2, Н/мм2 о., Н/мм2 8, % v> % кси, Дж/см2 НВ а, Н/мм2 т, ч не менее
не менее
ТУ 108. 1119-82 Закалка 1160°С, 4 ч, охлаждение с печью до 1050°C, 4 ч, охлаждение на воздухе; отпуск 830°С, 24 ч, охлаждение на воздухе 0 90 20 800 850 700 680 800 800 3 4 15 — 410 330 100 100
ТУ 481.981. 6.00009 Закалка 1180°С, 4 ч, охлаждение со скоростью 10-15°С /мин до 1050°С, 2 ч, охлаждение со скоростью 20-40°С /мин до открытия печи Старение 850°С, 16 ч, охлаждение со скоростью 20-40°С /мин до открытия печи Лопатки до нанесения покрытий 20 7162 6083 834 706 3 — — — —- 40 40
2,5 —
800 6862 5883 784 666 3 — — — —
2,5 —
900 — — — — — — 2162 2063
— —
Нагрев до 1030°С, выдержка 2 ч, охлаждение со скоростью 20-40°С/мин Старение 850°С, 16 ч, охлаждение со скоростью 20-40°С/мин Лопатки с покрытиями 20 6862 6083 784 706 3 2,5 — — •—• — 40 40
800 6372 5883 784 666 3 2,5 — — —
900 .— •—— 2162 2063
1 Отдельно отлитые образцы. 3 Образцы, изготовленные из лопаток.
СПЛАВЫ НА НИКЕЛЕВОМ ОСНОВЕ ДЛЯ ОТЛИВОК
577
ХН64ВМКЮТЛ(ЗМИЗ)
Назначение. Литые лопатки высокотемпературных газовых турбин.
Условия испытания Предел выносливости, Н/мм2, при t, °C Малоцикловая выносливость
Тип образца Цикл N 20 700 800 Максимальная температура цикла, °C Размах упруго-пластической деформации, А е, % N
Гладкие С надрезом симметричный симметричный 107 107 291 213 332 268 403 325 900 0,58 0,42 0,34 0,2 IxlO5 5x10’ IxlO4 4x10*
Гладкие С надрезом симметричный симметричный 108 10“ 222 150 253 199 257 169
Механические свойства при комнатной температуре после длительного старения Жаростойкость
_ Режим старения °0,2> Н/мм2 о., Н/мм2 б, % кси, Дж/см2 Среда t,cC Глубина коррозии4, мм Суммарная глубина коррозии5, мм База испытаний, ч
t,°C — т,ч
Исходное состояние 785 905 4,5 21 Продукты сгорания природного газа: Oj-16-18%, COj-2-3%, НгО-4-6%, N2- остальное; с обмазкой: NaCt-0,4%, Na2SO4-1,3% и другие окисли 850 0,0025 0,037 1000
700 750 800 850 900 3000 3000 3000 3000 5000 880 810 750 705 590 950 870 860 800 810 3,0 2,0 2,7 3,4 13 13 15 20
Продукты сгорания газотурбинного топлива: воздух; обмазка: V2O5-1,8%, Na2SO4-66,2% и другие окнслы 800 850 0,026 0,043 — 1000 1000
4 Глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.2 и 6.1.1. 5 Суммарная глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.5 и 6.1.3.
Технологические характеристики
СпаРивасмость Обрабатываемость резанием Пайка Температура, ”С
ТРУДНО 'ВаРиваемЬ1й В закаленном и отпущенном состоянии при а, = 800 Н/мм2 Ку = 0,05 (твердый сплав) Технологичен при диффузионноактивированной пайке. Припой: ВПР-11-40Н, ВПР-25, ВПР-22 Ликвидуса Солидуса Перегрева металла при плавлении Заливки Формы
1335 1220 1600 1540- 1560 800-850
578
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава Вид поставки Отливки — ТУ 108.02.104-84, ТУ 108.01.053-85, ТУ 108.02.046-82, ТУ 108.02.042-82, ТУ 108.02.036-81, ТУ 108.2.01.131-75, ТУ 108.02.010-76. Шихтовая заготовка (ПШЗ) —ТУ 108.1109-82.
ХН65ВМТЮЛ (ЭИ893Л)
Массовая доля элементов, %, по ТУ 108.01.053-85
С Si Мп S Р Сг Ni Мо Fe W Ti Al Се В
5 0,05 5 0,60 50,50 5 0,012 5 0,015 15,0- 17,0 основа 3,50- 4,50 5 3,00 8,SO-10,00 1,30- 1,60 1,40- 1,70 По расчету 0,025 По расчету 0,01
Механические свойства
ВД Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Оо,2, Н/мм2 О., Н/мм2 б, % V,% KCU, Дж/см2 НВ 0, Н/мм2 т,ч не менее
не менее
ТУ 108. 1109-82 Нагрев, 1180°С, 4 ч, воздух Старение 850°С, 16 ч, воздух ;>90 20 750 800 461 581. 14 14 28 — 314 235 100 100 100
ТУ 108.01. 053-85 Лопатки 20 700 460 590 14 — 29 — 390
ТУ 108.02. 104-84
ТУ 108.02. 042-82 20 750 440 390 590 410 13 10 — 29 — — 100
ТУ 108.2. 01.131-75 ТУ 20 700 440 590 13 — 29 — 390
108.02. 036-81 20 440 590 13 — 29 —
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ОТЛИВОК
579
ХЯ65ВМТЮЛ (ЭИ 893Л) 1 —
Назначение. Литые лопатки, сегменты и другие детали газовых турбин, работающих при температуре до 750°С.
Условия испытания Предел выносливости, Н/мм2, при t, °C Малоцикловая выносливость
Тип образца Цикл N 20 750 .Максимальная температура цикла, °C Размах упруго-пластической деформации, А а, % N
Гладкие симметричный 107 314 240
С надрезом симметричный 107 — 182
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения °0.2> Н/мм2 С., Н/мм2 6, % кси, Дж/см2 Среда t,°C Глубина коррозии, мм База испытаний, ч
t,°C т,ч
Исходное состояние 493 726 23 93 Воздух 500 550 650 700 750 800 0,00018 0,00031 0,0006 0,0006 0,00085 0,00086 500
600 650 700 750 800 850 10000 10000 10000 10000 10000 10000 640 590 580 560 450 400 850 780 770 740 730 660 12,5 14,0 13,5 12,0 18,0 18,0 35 40 24 22 60
Продукты сгорания газотурбинного топлива: воздух; обмазка, содержащая V2Os -1,8%, NajSOj- 66,2% и другие окисли 500 550 600 650 700 750 800 0,0004 0,00055 0,00125 0,0015 0,0026 0,0048 0,00125 500
Технологические характеристики
Температура начала ^^Девання стали °C Жидкотекучесть, мм 430 Склонность к образованию усадочной раковины
Линейная усадка, % 1,9 Показатель трещиноустойчивости^ Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Температуря, °C
С^НкС®ариваемый- °бы сварки; РД рАд иКТ. В термообработанном состоянии при а, = 580 Н/мм2 Kv = 0,1 (твердый сплав), Kv = 0,05 (быстрорежущая сталь) Ликвидуса Солидуса Перегрева металла при плавлении Заливки Формы
1415 1360 1580-1600 1460- 1540 950
580
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
1 Марка сплава Вид поставки Паспортная шихтовая заготовка (ПШЗ) — ТУ 108.1109-82. Отливки лопаток: равноосное литье (PC)— ТУ 108.02.104-84, ТУ 108.01.053-85, ТУ 24.2.08.125-75, ТУ 108.01.057-86; направленная кристаллизация (НК) —ТУ 108.02.068-82, ТУ 108.17.133-84, ТУ 108.02.132-88.
I ХН65КМВЮТЛ I (ЖС6К)
| Массовая доля элементов, %, по ТУ 108.01.053-85
1 С Si Мп S Р Сг Ni Со W Мо Ti AC В Се Zr Fe
0,13- 1 0,18 £ 0,40 £ 0,40 £ 0,015 £ 0,015 9,SO- 12,50 основа 4,00-5,50 4,50- 5,50 ,3,50-4,50 2,50- 3,20 5,00- 6,00 По расчету 0,01 По расчету 0,015 По расчету 0,03 S 2,00
I Массовая доля элементов, %, по ТУ 108.02.068-82
1 С Si Мп S Р Сг Ni Со W Мо Ti Al в* Се Zr Fe
I 0,13- I 0,17 0,40 0,40 £ 0,015 £ 0,015 9,50- 12,50 основа 4,00- 5,50 4,50- 5,50 3,50- 4,50 2,50- 3,20 5,00- 6,00 По расчету 0,01 По расчету 0,015 По расчету 0,03 5 2,00
I Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
По,2, Н/мм2 Н/мм2 8, % v,% кси, Дж/см2 НВ Н/мм2 г,ч
не менее
не менее
1 ТУ 108. I 1109-82 Равноосное литье. Закалка, 1215°С, 4 ч, воздух 0 90 20 800 900 800 930 2,5 3,0 14,7 1 I 1 1 490 265 100 _ 100 _
I ТУ 1 108.01. I 057-86 Равноосное литье. Закалка, 1215°С,4ч, воздух Лопатки 20 800 780 880 2,5 — — — 490 100
ТУ 1 108.01. I 053-85
ТУ 1 108.02. I 104-84
1 ТУ I 108.02. 1 068-821 Направленная кристаллизация. Закалка, 1210°С, 4 ч, воздух Лопатки 20 800 726 785 5 — 14,7 — 481 100
I ТУ I 108.17. 1 133-841 Направленная кристаллизация. Закалка, 1215°С, 4 ч, воздух Лопатки 20 800 726 785 5 — 14,7 — 481 - 100
ТУ 1 108.02. I 132-88
I * Окончательно обработанные лопатки должны проходить контрольные испытания на усталостную прочность. Лопатки не разрушаться через 0 циклов при.симметричном цикле нагружения с напряжением не менее 168 Н/мм2 по ТУ Ю8.02.06Я2 1 напряжением 132 Н/мм2 по ТУ 108.17.133-84 при температуре 750°С.
1 Назначение. Литые лопатки с равноосной и направленной структурой для высокотемпературных газовых турбин.
I Условия испытания Предел выносливости, «ч, Н/мм2, при t, °C Малоцикловая выносливость еской /о N IxlO1 4хЮ’ 1хЮ'
I Тип образца Цикл N 20 800 850 900 Максимальная температура цикла, °C Размах упруго-пласги1 деформации, А е, 0
I Равноосная I структура, 1 гладкие симметричный 10’ 270 29Q- 310 — 300 850 0,82 0,8 0,68
I Направленная 1 структура, I гладкие симметричный 10’ —' — 320 300
СПЛАВЫ НА НИКЕЛЕВОИ ОСНОВЕ ДЛЯ ОТЛИВОК
581
ХН65КМВЮТЛ (ЖС 6К) |
Механические свойства при комнатной температуре после длительного старения Жаростойкость
Режим старения Со,2, Н/мм2 о.. Н/мм2 6, % кси, Дж/см2 Среда t,°C Суммарная глубина коррозии2, мм База испытаний, ч
t/C т,ч
Образцы с равноосной структурой Продукты сгорания природного газа: О2-16-18%, СО2-2-3%, Н2О-4-6%, N2 - остальное 800 0,017 0,025 1000 2500
Исходное состояние 900-920 1000-1040 3,0-6,0 15-50
800 850 900 950 10000 10000 10000 10000 840 730 690 640 960 890 890 870 1.7 3,5 4,3 3,5 9 9 12 26 850 0,041 0,083 1000 5000
Образцы с направленной структурой продольные Продукты сгорания природного газа: О2-16-18%, СО2-2-3%, Н2О-4-6%, N2-остальное; с обмазкой: NaCC-3%, NB2SO4-40% и другие окисли 750 0,043 0,086 1000 3000
Исходное состояние 820-870 1000-1100 9,0- 18,0 —
800 850 900 950 10000 10000 10000 10000 820-840 820-840 720-730 630-650 990-1100 960-980 880-900 850-880 5,7-6,3 7,3-8,1 7,9-8,7 8,2-9,3 800 0,26 1000 ,
850 0,306 200
Образцы с направленной структурой поперечные Продукты сгорания газотурбинного топлива: Oj -15-17%, СО2 - 6-8%, SO2 - 0,05-0,1%, Н2О - 6%, N2 - остальное; с обмазкой: V2O5 -2,6%, Na2SO.t - 21,7% и другие окислы 850 1,11 800
Исходное состояние 790 805 2,6 —
800 850 900 950 10000 10000 10000 10000 820 770 730 630 930 870 810 760 2.5 3.0 3,5 4.6 —
Т^^^даии. определяемая по ГОСТ 6130-71 п. 5.5 и 6.1.3.
_ Технологические характеристику Склонность к образованию усадочной раковины
Температура начала затвердевания стали °г Жидкотекучесть
Линейная усадка, % 1,5 Показатель трещиноустойчивости Склонность к образованию усадочной пористости
Объемная усадка, % 6
Свариваемость Обрабатываемость Пайка Температура, с
Трудно свариваемый В термообработанном состоянии при о,= 1000 Н/мм2 Kv = 0,07 (твердый сплав) Применяется контактно-реактивная и капиллярная пайка Ликвидуса Солидуса Перегрева металла при плавлении Заливки Формы
1335 1280 — — —
582
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава ХН65ВКМБЮТЛ (ЭИ539ЛМУ) Вид поставки Шихтовая заготовка—ТУ 108.1118-82. Лопатки—ТУ 108.02.058-82, ТУ 108.02.059-82.
Массовая доля элементов1, %, по ТУ 108.02.058-82
С Si Мп S р Сг Ni Со W Мо Nb Ti А€ Се Y В Fe
0,OS-О.14 ОДО £ ОДО 0,010 < 0,015 15,7- 17,1 а основа 4,00-.,6,00 3,50- 5,00 1,50- 2,40 1,20- 1,80 2,20-3,00 3,20-4,00 По расчету 0,02 По расчету 0,04 По расчету 0,02 $ 1,00
1 Сумма Ti и АС должна быть равна 5,6-6,4%.
Механические свойства
нд Режим термообработки Сечение, мм t испытания, °C Кратковременные свойства Длительная прочность
Со,2, Н/мм2 Н/мм2 8, % V, % KCU, Дж/см2 НВ О, Н/мм2 т,ч не менее
не менее
ТУ 108. 1118-82 Закалка 1180°С, 4 ч, охлаждение с печью до 1050°С, 4 ч, воздух; старение 850°С, 24 ч, воздух 0 90 20 800 850 — 784 3 — 15 — 412 294 100 100
ТУ 108.02. 058-82 Закалка 1180°С, 4 ч, охлаждение с печью до 900°С, в течение 1,5-2,0 ч, далее на воздухе; старение 850°С, 20 ч, воздух Лопатки 20 850 — 726 3 — — — 294 100
ТУ 108.02. 059-82 Закалка 1180°С, 4 ч, охлаждение с печью до 1050°С, 4 ч, воздух; старение 850°С, 24 ч, воздух Лопатки 20 850 — 784 3 — — — 294 100
Назначение. Литые лопатки газовых турбин.
Условия испытания Предел ВЫНОСЛИВОСТИ, О-,, Н/мм2, при t, °C Малоцнкловая выносливость
Тип образца Цикл N 20 700 800 Максимальная температура цикла, °C Размах упруго-пластической деформации, Д е, % N
800 0,5 0,4 0,34 0,28 1хЮ’ ЗхЮ’ 1x10* ЗхЮ*
СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ОТЛИВОК
583
ХН65ВКМБЮТЛ (ЭИ 539ЛМУ)
Механические свойства при комнатной температуре после длительного старения
Жаростойкость
Режим старения
t»"C т,ч
Исх здное
состояние
700 3000
800 3000
850 3000
900 5000
650
660
640
Оо.2>
Н/мм2
о„ Н/мм2
8, %
KCU, Дж/см2
Среда
820
Продукты сгорания природного газа: Ох-16-18%, СО2-2-3%, Н2О-4-6%, N2-остальное;
с обмазкой: NaCC-3,0%, Na2SO4-40% и другие окислы
Продукты сгорания природного газа: воздух с обмазкой: NaC€-3,0%, Na2SO4-40% и другие окислы
750
780
740
2,5
2,4
10
11
15
Продукты сгорания газотурбинного
топлива:
воздух с обмазкой: VA-1,8%, Na2SO4-66,2% и другие окислы
1000
1000
Глубина коррозии2,
Суммарная глубина коррозии3, мм
0,015
800
1000
База испытаний, ч
0,0035
2 Глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.2 и 6.1.1,
3 Суммарная глубина коррозии, определяемая по ГОСТ 6130-71 п. 5.5 н
6.1.3. _______________________________________________________
3^
Технологические характеристики
1 Свариваемость Обрабатываемость резанием Температура, *С
свариваемый. ПОСОбь1 сварки: РД РАд иКт. В состоянии закалки и отпуска при о, = 800 Н/мм2 Kv = 0,05 (твердый сплав) Ликвидуса Солидуса Перегрева металла при плавлении Заливки Формы I
1330 1250 — 1450- 1500 900- 1050
584
СТАЛИ И СПЛАВЫ ДЛЯ ОТЛИВОК
Марка сплава Вид поставки
ХН70КВМЮТЛ Литая прутковая шихтовая заготовка жаропрочного коррозионно-стойкого никелевого сплава, полученная
(ЦНК17П) вакуумно-индукционным методом — ТУ 1-801-288-91.Р2, ТУ 1-809-1079-98.
Массовая доля элементов, %, по ТУ 1-809-1079-98
Cr
Co
Mo
At
TL
Nb
Fe
0,10-0,15
12,8-
14,0
1,00-1,70
0,70-
1,40
3,00-3,70
4,00-4,60
5,00-5,60
0,30-0,70
0,50-2,00
0,010-0,015
^0,025
основа
C
W
Механические свойства
t испытания, °C Кратковременные свойства Длительная прочность
нд • Режим термообработки Сечение, мм 00,2, Н/мм2 о», Н/мм2 н 8, % е менее v,% кси, Дж/см2 НВ О, Н/мм2 т,ч не менее
ТУ 1-801-288-91.Р2 Образцы с равноосной структурой, залитые в холодные керамические формы. Без термообработки о90 20 900 686 883 3 9,8 — 196 40
ТУ 1-809-1079-98 Образцы с равноосной структурой, залитые в горячие керамические формы. Без термообработки 0 90 20 900 686 883 3 — 9,8 — 196 40
Назначение. Для литья лопаток ГТУ с равноосной структурой лопаток ГТУ и интегральных колес турбоналдува дизелей и других деталей горячего тракта ГТУ.
Условия испытания
Тип образца
Гладкие
Цикл
симметричный
2 х 107
Предел выносливости, о_» Н/мм2, при t, °C
750
280
Механические свойства при комнатной температуре
после длительного старения
Режим старения Со,2, Н/мм2 о., Н/мм2 8, % кси, Дж/см2
t,°C т, ч
Исходное состояние 717 850 7,0 31
700 500 841 915 3,3 27
700 1000 868 905 3,3 23
Образцы с равноосной структурой без термообработки.
Термическая усталость интегральных колес
Условия испытания
80 тыс. обор/мин при 800°С; 3 мин И
57 тыс, обор/мин при 400°С; 3 мин
Жаростойкость
Среда
t,°C
N,
2000-5000
Технологические характеристики
Свариваемость Обрабатываемость резанием Пайка
Удовлетворительно свариваемый. Способ сварки: трением. Трудно свариваемый. Способ сварки: РАД. В исходном состоянии при о. = 850 Н/мм2 Kv = 0,02-0,03 (твердый сплав) —
1330
Ликвидуса
Глубина коррозии, мм
База испытаний,
Температура, “С
Солидуса
1242
формы
Заливки
Перегрева металла при плавлении
N
ПРИЛОЖЕНИЯ
585
ПРИЛОЖЕНИЯ
1. ФИЗИЧЕСКИЕ СВОЙСТВА
1. Коэффициент линейного расширения а, 10"61/°С
Марка стали, Коэффициент линейного расширения а, КГ61/°С, при температуре, °C
сплава 20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
08кп 12,5 13,4 14,0 14,5 14,9 15,1 15,3 14,7 12,7 13,8
08 12,5 13,4 14,0 14,5 14,9 15,1 15,3 14,7 12,7 13,8
Юкп 12,4 13,2 13,9 14,5 14,9 15,1 15,3 14,7 14,8 12,6
10 11,6 12,6 —— 13,0 — 14,6 — — — —
15кп 12,4 13,2 13,9 14,5 14,8 15,1 15,3 14,1 13,2 13,3
15 12,4 13,2 13,9 14,4 14,8 15,1 15,3 14,1 13,2 13,3
20кп 12,3 13,1 13,8 14,3 14,8 15,1 15,2 — — —
20 11,1 12,1 12,7 13,4 13,9 14,5 14,8 1— — —
25 12,2 13,0 13,7 14,4 14.7 15,0 15,2 12,7 12,4 13,4
30 12,1 12,9 13,6 14,2 14,7 15,0 15,2 1 —— —*’
35 Н,1 11,9 13,0 13,4 14,0 14,4 15,0 — —— —
40 11,9 12,8 13,5 14,1 14,6 14,9 15,2 12,5 13,5 14,5
45 11,9 12, 7 13,4 13,7 14,3 14,9 15,2 *“— — ——
50 11,2 12,0 12,9 13,3 13,7 13,9 14,5 13,4 —1 ——
55 11,0 11,8 12,6 13,4 14,0 14,5 14,8 12,5 13,5 14,4
60 11,0 11,9 — 13,5 14,6 — —• —'
15К 1 — 12,0 12,8 13,6 13,8 14,0 — —“•
20К II 12,0 12,8 13,6 13,8 14,2 —
22К 12,6 12,9 13,3 13,9 — ——
А12 15Г 11,9 12,3 12,5 13,2 13,6 14,2 14,9 — — —
20Г 12,3 13,4 14,4 15,1 —— 15,2 —
ЗОГ 40Г 50Г 16ГС 12,6 11,1 11,8 11,1 13,9 11,7 12,5 12,1 14,6 12,7 13,2 12,9 15,0 13,8 13,5 15,5 14,3 14,3 13,9 15,6 14,8 14,1 14,8 15,1 12,3 (ММ —
45Г2 н,з 11,9 12,7 — 14,7 ——-
20Х ЗОХ 35Х 11,3 12,4 н,з 11,6 13,0 12,0 12,5 13,4 12,9 13,2 13,8 13,7 13,7 14,2’ 14,2 14,6 14,6 14,8 12,0 12,8 13,8
38ХА 40Х 11,0 11,8 12.0 12,2 12,2 13,2 12,9 13,7 13,5 14,1 14,6 14,8 12,0 м—м—
45Х 12,8 13,0 13,7 1 ,1 IW —
50Х 18ХГТ ЗОХГТ ___ 15ХФ 12,8 10,0 10,5 11,9 13,0 11,5 12,0 12,4 , 13,7 12,3 12,7 _13Д_ 12,8 13,3 13,7 13,3 13,8 13,6 14,0 14,5 14,9 —— —— —
586
ПРИЛОЖЕНИЯ
Продолжение табл. 1
Марка стали, сплава Коэффициент линейного расширения а, КГ6 1/°С, при температуре, °C
20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
ЗЗХС 12,0 12,8 13,4 13,7 14,3 14,7 15,0 12,4 — —
38ХС 12,3 13,1 13,6 14,0 14,8 14,9 15,0 12,5 — —
40ХС Н,7 12,7 13,4 14,0 14,4 14,8 — — — —
ЗОХМ, ЗОХМА 12,3 12,5 12,9 13,9 14,4 — — — — —
35ХМ 12,3 12,5 12,9 13,9 14,4 ' — — — —
40ХФА 12,1 12,6 13,0 13,3 13,8 14,2 14,6 11,8 — —
ЗбНХ 1,6 2,8 6,6 — — — ’ — — —
40ХН 11,8 12,3 13,4 13,4 14,0 — — — —
12ХН2 10,5 11,5 И,9 12,4 12,9 13,6 13,9 11,7 — —
12ХНЗА 11,8 13,0 14,0 14,7 15,3 15,6 — — — —
20ХНЗА П,5 11,7 12,0 12,6 12,8 13,2 13,6 11,2 — —
ЗОХНЗА 10,8 11,5 12,2 12,8 13,2 13,5 — — — —
15Х2НМФА 10,5 11,2 11,9 12,6 — •г— — — — •—
15Х2НМФА-А, 15Х2НМФА класс 1 10,8 11,6 12,2 12,8 — — — —. — —
25ХГСА 12,2 13,0 13,6 14,0 14,2 14,4 14,5 12,3 — —
ЗОХГС, ЗОХГСА н,о — — — — — —~ — .—. —
34XH3M, 34XH3MA 10,8 11,6 12,5 13,3 13,5 13,6 — — —
40ХН2МА (40ХНМА) 11,6 12,1 12,7 13,2 13,6 13,9 — —- •— —
30ХН2МФА (30ХН2МВА) Н,1 11,7 12,3 12,9 13,3 13,7 — —— — —
38ХНЗМФА 11,8 12,1 12,6 13,0 13,4 13,7 — .—- — —
38Х2МЮА (38ХМЮА) 12,3 13,1 13,3 13,5 14,5 «1 — — - •—* —
12МХ П,2 12,5 12,7 12,9 13,2 13,5 13,8 — — —
15ХМ П,9 12,6 13,2 13,7 14,0 14,3 — — — —
20ХМ Н,9 12,6 13,2 13,7 14,0 14,3 — — •— —
12Х1МФ (ЭИ 575) 10,8 11,8 12,4 12,8 13,2 13,7 — —-
13Х1МФ (14Х1ГМФ, ЦТ 1) 9,5 10,7 11,8 12,5 13,1 13,4 13,6 —- - —
15Х1М1Ф Н,2 Н,7 12,5 13,0 13,5 13,7 ——. —- —* —-
12Х2МФБ (ЭИ 531) 10,2 11,3 12,2 12,6 13,2 13,4 13,7 —- •— —
12Х2МФСР 11,0 12,0 12,7 13,2 13,7 14,0 14,3 .—- —— —
25X1 МФ (ЭИ 10) 10,9 12,0 12,7 13,7 13,7 13,8 14,0 1-1 — — —
25Х2М1Ф (ЭИ 723) 12,5 12,9 13,3 13,7 14,0 14,7 —.1 1 1 — —-
20Х1М1Ф1ТР (ЭП 182) — 12,0 12,3 12,9 13,0 13,5 13,6 ... — -— —-
20Х1М1Ф1БР(ЭП44) — 14 5 _ —
20ХЗМВФ (ЭИ 415, ЭИ 579) 10,6 11,5 11,8 12,1 12,6 13,0 —— -—• —
15Х5М (12Х5МА, Х5М) 10ГН2МФА, 10ГН2МФА-ВД, 11,3 11,2 И,6 П,9 12,2 12,3 12,5 13,1 —- — •—
10ГН2МФА-Ш 11,6 12,7 13,2 — — — —- —— —
65Г П,1 11,9 12,9 13,5 14,6 .— —
50ХФА 12,4 12,8 13,4 13,9 14,2 14,5 14,7 — — —
60С2, 60С2А 12,0 12,8 .— 13,5 13,4 .—> —
ШХ15 И,9 15,1 15,5 15,7 13,3 11,8 —’
ШХ15СГ 95X18 (9X18, ЭИ 229) И,7 13,4 12,1 10,8 13,6 12,4 11,2 12,9 И,5 — — —
10Х9МФБ (ДИ 82) 10,3 12,0 — —
ФИЗИЧЕСКИЕ СВОЙСТВА
587
Продолжение табл. 1
Марка стали, Коэффициент линейного расширения а, КГ61/°С, при температуре, °C
сплава 20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
40Х9С2 (4Х9С2, ЭСХ 8) 11,1 12,7 — 14,3 — 14,2 — 14,0 — - —
40Х10С2М (4Х10С2М, ЭИ 107) 10,0 11,0 11,0 11,0 — — — 11,0 — ——*
13Х11Н2В2МФ-Ш (ЭИ 961-Ш) 11,0 11,3 11,6 12,0 12,3 12,5 — — — —
03Х11Н10М2Т —— — — — 11,6 — — — —
10X11Н20ТЗР(ЭП 696) 15,9 17,4 18,8 19,9 20,3 21,1 — — — —
15X11МФ (1X11МФ) — Н,1 •—- 11,3 11,7 12,0 12,2 12,4 — —
15X11МФБ (1X11МФБ) 10,0 10,4 10,8 11,3 11,5 12,0 12,2 12,4 — —
12X11В2МФ (типа ЭИ 756) 10,6 11,3 12,6 12,9 13,1 13,6 14,0 14,1 — —
18X11МНФБ (2X11МФБН, ЭП 291) 10,3 10,6 10,8 11,3 Н,7 12,0 12,4 12,8 — —
06Х12НЗД 10,8 10,8 .10,9 11,0 — — — — —
10Х12НЗМ2ФА(Ш), 10,7 И,1 11,3 11,7 12,0 12,1 — — —
10Х12НЗМ2ФА-А(Ш)
18Х12ВМБФР-Ш (ЭИ 993-Ш) Н>2 п,з 11,4 11,8 12,0 12,1 12,2 12,6 11,6 —’
20Х12ВНМФ (ЭП 428) 10,0 10,5 10,7 11,0 11,2 11,6 11,9 12,5 — —
08X13 (0X13, ЭИ 496) 10,5 П,1 11,4 11,8 12,1 12,3 12,5 12,8 — —
12X13(1X13) 10,2 Н,2 11,4 11,8 12,2 12,4 12,7 13,0 10,8 —
20X13(2X13) 10,2 11,2 11,5 11,9 12,2 12,8 12,8 13,0 — —
30X13 (3X13) 10,2 10,9 11,1 11,7 12,0 12,3 12.5 12,6 10,6 —
40X13(4X13) 10,7 11,5 11,9 12,2 12,5 12,8 13,0 13,2 ‘ —
25Х13Н2 (2XI4H2, ЭИ 474) 11,6 12,0 12,4 12,8 — — — — —
12Х13Г12АС2Н2 (ДИ 50) 15,7 17,4 18,8 20,0 21,0 21,8 22,7 — — •—
ЮХ13Г12С2Н2Д2Б (ДИ 59) 16,2 17,2 18,0 18,7 19,2 18,2 18,2 17,5 —
08Х14МФ 10,1 10,9 11,5 11,9 12,3 12,5 -— —
ЮХ14Г14Н4Т (Х14Г14НЗТ, ЭИ 711) 16,0 16,7 17,5 18,4 19,0 19,5 20,1 20,6 21,0 —•
04Х14Н5МГТЮ 10,6 11,7 12,0 12,5 13,2 13,5 11,8 — —
1Х14Н14В2М (ЭИ 257) 09Х14Н19В2БР1 (ЭИ 726) 45Х14Н14В2М (ЭИ 69) 08Х15Н24В4ТР (ЭП 164) 07Х16Н6 (Х16Н6, ЭП288) 08Х16Н9М2 (Х16Н9М2) 08Х16Н13М2Б (ЭИ 405, ЭИ 680) 15,6 15,2 14,5 11,3 17,1 15,7 16,3 15,5 11,7 17,6 17,3 16,9 17,0 16,3 12,1 18,1 17,3 17,5 16,8 12,5 18,4 17,1 17,3 17,8 18,0 17,2 12,9 19,0 17,4 18,2 18,1 17,4 19,3 17,8 18,4 18,6 18,0 17,5 19,6 18,2 18,6 17,8 19,8 18,6 18,9 19,0 17,9 —
ЮХ16Н14В2БР (1Х16Н14В2БР, 15,8 16,8 18,4 19,0 19,3 20,0 20,2 20,5 21,5 21,8
ЭП 17) 08Х17Т (0Х17Т, ЭИ 645) 10,0 10,0 10,5 10,5 11,2 н,о 18,0 17,2 11,0 11,4 11,1 11,6 11,9 12,1
12X17 (Х17.ЭЖ 17) 10,4 10,5 10,0 11,3 18,0 11,0 10,7 11,4 —
14Х17Н2 (1Х17Н2, ЭИ 268) 9,8 10,6 11,8 19,0 — —
02Х17Н11М2 16,5 • 17,6 17,6 19,0 н,з 18,3 18,3 17 9 18,2 —- — —
08Х17Н13М2Т (0Х17Н13М2Т) 15,7 16,1 16,7 17,9 18,2 —
i0X17H13M2T (Х17Н13М2Т, ЭИ 448) 15,7 16,1 16,7 17,2 -
1oXI7H13M3T(X17H13M3T, ЭИ 432) 16,5 17,5 18,0 18,5 11,0 18,1 18,0 11 4 н,з 11,6 11,7 —
°15Х18М2Б-ВИ (ЭП 882-ВИ) 12Х18Н9 (Х18Н9) (XI8Н9Т) 9,9 16,5 16,6 10,3 17,2 17,0 10,8 17,7 17,6 18,6 18,6 18,9 18,9 19,3 19,3 19,7 19,5 —
588
ПРИЛОЖЕНИЯ
Продолжение табл. 1
Марка стали, сплава Коэффициент линейного расширения а, 1(Г61/°С, при температуре, °C
20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
17Х18Н9 (2Х18Н9) 16,0 17,0 17,5 17,9 18,5 18,6 18,9 19,1 19,3 —
08Х18Н10 (0Х18Н10) 16,0 17,0 17,0 18,0 18,0 — — — — —
-О8Х18Н1ОТ(0Х18Н1ОТ, ЭИ 914) 16,1 — 17,4 — 18,2 — 19,1 — — —
12Х18Н12Т(Х18Н12Т) 16,6 17,0 17,2 17,5 17,9 18,2 18,6 18,9 19,3 —
10Х18Н18Ю4Д(ЭП841) 15,5 16,5 17,0 17,4 17,7 18,2 18,4 18,8 18,6 —
36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС) 13,0 13,9 14,7 — — 16,1 — — —
01Х19ЮЗБЧ-ВИ (02Х18ЮЗБ-ВИ, 10,8 11,0 11,5 11,8 12,1 12,5 12,7 13,2
ЭП 904-ВИ) 13,0 —
20Х20Н14С2 (Х20Н14С2, ЭИ 211) 16,0 — — * —— — 18,1 18,3 18,5 18,8 —
08Х21Н6М2Т (0Х21Н6М2Т, ЭП 54) 9,5 13,8 16,0 16,0 16,3 16,7 17,1 17,1 17,4 —
02Х22Н5АМЗ 13,0 13,5 14,0 14,5 — — — — — —
08Х22Н6Т (0Х22Н5Т, ЭП 53) 9,6 13,8 16,0 16,0 16,4 16,2 16,5 16,7 17,1 —
Х23Ю5Т — —— — — — — — —‘ — 15,0
20Х23Н13 (Х23Н13, ЭИ 319) 14,9 15,7 16,6 17,1 17,5 17,8 18,2 — —
20Х23Н18 (Х23Н18, ЭИ 417) 14,9 15,7 16,6 17,3 17,5 17,9 17,9 11 •*' — ——
06ХН28МДТ (0Х23Н28МЗДЗТ, 10,9 12,9 13,6 14,4 14,9 16,8 16,3 16,8
ЭИ 943) 15,3 —
03X24H6AM3 (ЗИ 130) 14,6 15,3 16,0 16,5 16,9 17,3 17,9 18,2 18,5 —
15Х25Т(Х25Т, ЭИ 439) Ю,1 10,7 1Г,0 П,2 н,з — — — — —
12Х25Н16Г7АР (ЭИ 835) 16,6 16,2 16,8 17,4 18,0 18,3 18,5 18,7 18,9 —.
20Х25Н20С2 (Х25Н20С2, ЭИ 283) 16,1 .— — — — 17,8 17,8 18,1 18,5 —
03Н18К9М5Т —. — — 11,2 — - 4 — —’
ХН32Т (ЭП 670) 13,7 15,6 17,2 18,0 18,0 18,4 18,9 19,0 19,0 —
ХН45Ю (ЭП 747) 15,8 15,9 16,0 16,6 — 16,6 17,7 19,0 19,7 19,8
06ХН46Б (ЭП 350) 15,2 16,1 16,8 17,6 — — —— •— ,—
05ХН46МВБЧ (ДИ 65) 13,4 14,0 14,7 15,2 15,7 16,0 16,4 16,7 16,9 —
ХН59ВГ-ИД (ЭК 82-ИД) 12,3 12,6 13,0 13,4 13,7 14,0 14,3 14,8 15,3 —
ХН60Ю (ЭИ 559А) 12,3 13,1 13,4 14,2 14,2 14,6 15,1 15,2 15,9 •—
ХН62МБВЮ (ЭП709) 12,0 12,8 13,3 13,5 13,8 14,5 14,8 15,5 16,4 17,3
ХН62МВКЮ (ЭИ 867) И,5 12,6 13,0 13,4 13,7 14,0 14,3 14,8 15,6 •—
ХН65ВМТЮ (ЭИ 893) 11,3 — — — — 14,4 — •— —~
ХН67МВТЮ (ЭП 202, ЭИ 445Р) 12,0 12,3 13,5 13,6 13,6 14,4 14,8 15,2 16,2
ХН70Ю(ЭИ652) 13,1 13,9 14,8 15,7 16,4 17,8 22,4 24,5 21,3 21,2
ХН70БДТ (ЭК 59) 12,9 13,3 13,7 14,1 — —. —— —
ХН70ВМЮТ (ЭИ 765) 12,2 12,6 13,2 —— —
ХН70ВМТЮ (ЭИ 617) 12,0 12,6 13,2 13,6 14,1 14,6 15,1 15,8 »**** —•
ХН70ВМТЮФ (ЭИ 826), 10,4 15,0
ХН70ВМТЮФ-ВД (ЭИ 826-ВД) 11,7 12,7 12,9 13,2 13,6 14,0 14,5
ХН73МБТЮ (ЭИ 698) 12,3 13,2 14,2 15,0 16,3 17,3 18,8 21,6 —
ХН75ВМЮ (ЭИ 827) 10,2 11,3 12,0 12,2 12,4 12,6 13,1 13,2 15,1
ХН80ТБЮ (ЭИ 607) ХН80ТБЮА (ЭИ 607А) Х15Н60-Н Х20Н80-Н — 13,1 13,1 14,0 14,0 14,4 14,4 14,9 14,9 15,6 15,6 16,4 16,4 —• 17,0 J8JL.
ФИЗИЧЕСКИЕ СВОЙСТВА
589
Продолжение табл. 1
Марка стали, Коэффициент линейного расширения а, 10-61/°С, при температуре, °C
сплава 20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
У8, У8А 11,4 12,2 13,0 13,7 14,3 14,8 15,2 14,5 15,2 15,7
У9, У9А 11,0 11,6 12,4 13,2 — — — — — —
У10, У10А 11,5 11,9 12,5 13,0 13,4 13,9 14,3 14,9 15,4 13,3
У12.У12А 10,5 11,8 12,6 13,4 14,1 14,8 15,3 15,0 16,3 16,8
7X3 10,0 14,0 15,2 15,2 '• — — — ' -•
5ХНМ 12,6 14,1 14,2 15,0 — 14,2 — — — ~~
ЗХЗМЗФ 10,8 10,8 11,4 12,1 13,0 13,9 14,8 14,8 15,2 —’
4Х5МФ1С (ЭП 572) 12,6 13,1 13,7 14,0 14,3 14,6 14,7 14,6 14,1 —
Р6М5 9,7 10,7 10,8 Н,6 13,0 13,5 13,3 13,5 —— —
Р18 10,6 10,8 11,3 п,о 12,6 12,8 13,2 12,7 — —
15Л 11,9 12,5 — 13,6 — 14,2 — — —• —
20Л П,1 12,1 — 13,4 14,4 — — — — —
25Л 11,5 12,9 13,1 13,2 13,5 — — —
ЗОЛ 12,6 13,9 — 15,0 15,6 — — —— — —
35Л 11,1 11,9 ——• 13,4 14,4 — — — — —
40Л 12,4 12,6 — 14,5 —— 14,6 — — — —
45Л 11,6 — — —— ‘— — -— —~ —— —
50Л 12,0 12,4 — 13,3 — 14,1 — — — —
32Х06Л 12,4 12,8 13,2 13,6 14,0 14,4 14,7 12,0 12,7 —
40ХЛ 12,2 12,7 13,1 13,4 13,8 14,2 14,6 11,8 12,6 —
20ГСЛ 11,6 12,6 13,4 13,6 14,2 14,5 14,5 ’— — —
15Х1М1ФЛ 12,4 12,.8 13,3 13,7 14,0 14,1 ——• — — —
20ХМЛ 10,9 12,4 12,8 13,1 13,6 13,9 — •— —• ——
20ХМФЛ 10,0 11,9 12,9 13,1 13,5 13,8 14,1 — —— ——
35ХМЛ 12,2 12,6 13,4 14,'3 14,5 14,6 14,7 12,2 12,7 —
35ХГСЛ 11,8 12,3 12,8 13,3 13,8 14,1 14,4 12,6 13,3 —~
08ГДНФЛ 10,3 н,з 12,0 13,0 13,6. 14,1 14,4 12,5 13,0 —
110Г13Л 18,0 19,4 — 21,7 —- —
10Х12НДЛ 10,8 11,3 11,6 12,4 12,5 ——
06Х12НЗДЛ ЮХ13НЗМ1Л 10,3 9,8 10,7 10,8 11,0 11,0 п,з 11,4 11,7 12,0 12,1 12,1
06Х14Н5ДМФЛ 11,8 12,4 13,6 14,3 14,8 —
ЮХ18НЗГЗД2Л ЮХ18Н9Л 14,3 14,8 14,7 15,9 15,5 16,9 16,0 17,1 16,4 17,6 — — — 20,6 —
40Х24Н12СЛ (ЭИ 316Л) 18,4 — 13,8 13,8 12 9 14,8 16,6 —
ХН58ВКМТЮБЛ (ЦНК 8МП) —~ 12,2 — 13,1 13,1 12,0 13,2 12,7 12,8 13,0 13,4 12,7 13,5 13,0 13,1 13,3 14,1 14,6 16,4 —
ХН60КВМЮТЛ (ЦНК 7П) 11,7 12,3 12,7 13,0 14,3 — —
ХН60КВМЮТБЛ (ЦНК 21П) ХН64ВМКЮТЛ (ЗМИ 3) ХН65ВМТЮЛ (ЭИ 893Л) ХН65КМВЮТЛ (ЖС 6К) ^ХНббВКМБЮТЛ (ЭИ 539ЛМУ) 12,4 11,5 11,8 12,4 11,2 12,6 11,8 12,0 11,9 12,9 12,3 12,4 12 7 13,9 13,3 13,3 _13,7 14,4 14,0 13,7 14,2 15,2 14,6 14,2 14,9 17,2
LZ,D
590
ПРИЛОЖЕНИЯ
2. Теплопроводность X, Вт / (м -°C)
Марка стали, сплава Теплопроводность, X, Вт / (м -°C), при температуре, °C
20 100 200 300 400 500 600 700 800 900 1000
СтЗсп 08кп 08 Юкп 10 15кп 15 20кп 20 25 30 35 40 45 50 55 60 15К 20К 22К А12 20Г ЗОГ 40Г 50Г 35Г2 45Г2 20Х ЗОХ 40Х 18ХГТ ЗОХГТ 15ХФ ззхс 38ХС 40ХС ЗОХМ, ЗОХМА 35ХМ 40ХФА 40ХН 12ХН2 12ХНЗА 20ХНЗА ЗОХНЗА 15Х2НМФА 15Х2НМФА-А, 15Х2НМФА класс 1 25ХГСА ЗОХГС, ЗОХГСА 63 52 51 48 68 43 37 36 40 43 22 31 34 35 55 60 81 58 57 53 56 51 51 51 51 49 48 48 55 67 57 51 50 77 78 75 59 42 40 44 50 47 46 38 37 43 38 36 36 52 44 23 36 35 29 24 36 38 54 56 69 54 53 53 53 49 49 49 49 49 49 47 47 53 53. 49 48 67 67 64 53 41 38 43 46 44 43 38 36 42 37 36 36 34 34 49 43 30 34 36 30 25 37 41 50 51 49 45 49 44 46 46 47 44 44 36 46 46 48 52 38 37 41 42 42 39 37 34 42 37 33 33 45 41 33 36 31 27 37 38 45 47 51 45 38 46 45 43 42 43 42 42 44 41 41 32 36 45 42 44 47 44 47 36 36 35 40 39 36 35 33 40 35 35 35 42 39 31 33 36 32 28 39 37 39 41 45 40 43 39 36 41 39 38 39 41 24 34 35 36 34 31 36 33 33 31 26 31 35 34 36 34 37 36 39 36 38 36 35 36 31 32 31 29 34 31 34 31 31 32 35 30 34 32 36 32 35 31 31 29 29 30 28 30 29 30 28 31 34 30 29 32 26 29 27 27 28 26 29 28 27 28 27 29 32 27 27 30 26 20 26 27 у | ' И И И ' И 1 1 И 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I । 11
ФИЗИЧЕСКИЕ СВОЙСТВА
591
Продолжение табл. 2
Марка стали, Теплопроводность, 1, Вт / (м •’ ’С), при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900 1000
34XH3M, 34XH3MA — 41 38 34 31 — —— —— —
40ХН2МА (40ХНМА) — 46 44 40 38 — — —. мм ——
30ХН2МФА (30ХН2МВА) 36 35 35 34 32 31 29 28 27
12МХ 1 52 52 52 49 47 46 44 —
15ХМ — 44 43 41 39 36 33 — — — —
20ХМ ' 1 ' 46 44 43 "II 40 — —
12Х1МФ (ЭИ 575) 36 36 36 35 33 32 31 • — — —
13Х1МФ (14Х1ГМФ, ЦТ 1) 34 39 40 36 35 33 31 — —- 1
15Х1М1Ф — 41 40 39 37 36 34 — — — —
12Х2МФБ (ЭИ 531) 29
12Х2МФСР 33
25Х1МФ(ЭИ1О) — 42 41 41 39 — — — — *—
25Х1М1Ф(Р2, Р2МА) — 41 40 39 38 36 34 31 —- —
25Х2М1Ф (ЭИ 723) — 33 32 30 28 28 26 — — —
20Х1М1Ф1ТР (ЭП 182) — 42 41 40 40 39 39 38 — —
20Х1М1Ф1БР (ЭП 44) — 41 46 48 50 53 56 — —• —
20ХЗМВФ (ЭИ 415, ЭИ 579) — 36 33 31 31 30 29 29 —- —•
ЮГН2МФА, 10ГН2МФА-ВД, 36 40 43 44 — —R— — —
10ГН2МФА-Ш
50ХФА 40 39 38 37 36 33 31 29 28 — —
ШХ15 40 .— — — 37 31 —— ——
10Х9МФБ (ДИ 82) 27 28 28 28 28 28 29 — —
40Х9С2 (4Х9С2, ЭСХ8) 1 Ч 17 — 20 —* —— 22 —— 22
40Х10С2М (4Х10С2М, ЭИ 107) 17 18 20 22 22 24 25 26 ""
13Х11Н2В2МФ-Ш (ЭЙ 961-Ш) 21 22 24 26 27 •“*— 28 29 30 27 ОО
10X11Н20ТЗР (ЭИ 696) 15 16 18 19 21 23 24 25 ZO
15X11МФ (1X11МФ) — 1— 25 26 27 28 28
12X11В2МФ (типа ЭИ 756) •-R- 25 24 24 23 22 21
ВД1МНФБ (2Х11МФБН, ЭП 291) — 24 25 26 26 27 28 29
06Х12НЗД — 29 28 26 24 ——
ЮХ12НЗМ2ФА(Ш), 21 22 23 24 26 27 — — •—
ЮХ12НЗМ2ФА-А(Ш) 37Х12Н8Г8МФБ (ЭИ 481) 15Х12ВНМФ (ЭИ 802, ЭИ 952) 18Х12ВМБФР-Ш (ЭИ 993-Ш) 28 17 25 18 25 27 20 26 29 21 26 31 23 26 35 25 27 36 26 26 27 29 26 27 27 25 29 28 27
08X13 (0X13, ЭИ 496) — 28 28 28 2о Z / 07 26 26 25 27 —
12X13 (1X13) — 28 28 28 2о Z / 97 26 26 27 28
20X13 (2X13) — 26 26 26 ZO 02 07 27 27 25 27 1— IH
30X13 (3X13) — 26 27 28 Zo ОО 99 29 28 28 29 —
40X13 (4X13) 25 26 27 28 zy -- - - MR.
25Х13Н2 (2Х14Н2, ЭИ 474) 18 19 20 22 24 MR.
03Х13Н8Д2ТМ (ЭП 699) !2Х13Г12АС2Н2 (ДИ 50) 19 20 17 22 18 22 19 26 20 JU 21 35 23 37 24 —• —
08Х14МФ 14П4Н4Т (Х14Г14НЗТ, ЭИ 711) 25 19 28 18 29 19 31 17 21 21 1*7 23 94 24 27 26 30 43 —
1Х14Н14В2М(ЭИ257) — 6 12 17 19 21 23 26 — —
^Х14Н19В2БР(ЭИ695Р) ^Х14Н19В2БР1 (ЭИ 726) 15 16 15 16 16 16- 17 18 1/ 19 21 23 25 28 —
592
ПРИЛОЖЕНИЯ
Продолжение табл. 2
Марка стали, сплава Теплопроводность, X, Вт / (м -°C), при температуре, °C
20 100 200 300 400 500 600 700 800 900 юоо
45Х14Н14В2М (ЭИ 69) 14 15 17 19 20 21 22 24 31 — —
08Х15Н24В4ТР (ЭП 164) 12 14 15 15 17 20 24 26 —- — —
07Х16Н6 (Х16Н6, ЭП 288) 17 18 19 20 22 23 25 26 — —
08Х16Н13М2Б (ЭИ 405, ЭИ 680) — 15 17 18 20 22 23 25 — — —
10Х16Н14В2БР (1Х16Н14В2БР, ЭП 17) — 16 22 23 23 26 30 — — —
Х16Н16МВ2БР (ЭП 184) 14 15 16 18 19 21 23 25 —— — —
08Х17Т (0Х17Т, ЭИ 645) 25 —
12X17 (Х17, ЭЖ 17) — 24 24 25 26 26 — — — — —
14Х17Н2 (1Х17Н2, ЭИ 268) 21 22 23 24 24 25 26 27 28 30 —
02Х17Н11М2 15 — — 20 22 — И» 24 —— —
08Х17Н13М2Т (0Х17Н13М2Т) 15 '»» — —— «_ — —— — — — —
10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) 15 ,— — —— — — — —« — —
10X17H13M3T (X17H13M3T, ЭИ 432) 15 —' ««« — — — —— — — —
015Х18М2Б-ВИ (ЭП 882-ВИ) — 20 21 21 22 —- «—МП— — — —
12Х18Н9 (Х18Н9) ——- 16 18 19 20 22 23 25 26 — —
12Х18Н9Т (Х18Н9Т) — 16 18 20 21 23 25 26 28 29 —
17Х18Н9(2Х18Н9) 18 19 20 21 22 24 25 26 27 28 —
08Х18Н10 (0Х18Н10) 17 — ««1 1 1. —— —— — Multi — — — —
08Х18Н10Т (0Х18Н10Т, ЭИ 914) — 16 18 19 —м_ —— тмим —— —— — —
12Х18Н12Т (Х18Н12Т) 15 16 18 19 21 23 25 27 26 —
10Х18Н18Ю4Д (ЭП 841) — 12 13 15 17 18 21 22 23 — —-
36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС) — 15 —— Ml 22 25 26 —— — 37
31Х19Н9МВБТ (ЭИ 572) 15 16 18 20 22 23 25 «— — —
20Х20Н14С2 (Х20Н14С2, ЭИ 211) — 15 17 18 19 21 23 24 26 28 —
08Х21Н6М2Т (0Х21Н6М2Т, ЭП 54) 13 —— м— —. -— —
02Х22Н5АМЗ 14 16 17 19 20 - «II - —
08Х22Н6Т (0Х22Н5Т, ЭП 53) — 15 16 18 20 21 23 24 27 30 —
20Х23Н13 (Х23Н13, ЭИ 319) — —- 17 19 21 23 24 27 29 31 —
20Х23Н18 (Х23Н18, ЭИ 417) 14 16 19 22 — 1И1 — «*| — —
06ХН28МДТ 13 25
(0Х23Н28МЗДЗТ, ЭИ 943) 13 15 17 —1 22 24 26 ——*
03X24H6AM3 (ЗИ 130) 14 15 16 17 19 - —— •—• —
15Х25Т (Х25Т, ЭИ 439) 17 — -—
12Х25Н16Г7АР (ЭИ 835) 14 15 16 18 19 21 22 24 26 28
20Х25Н20С2 (Х25Н20С2, ЭИ 283) —. 15 22 24 25 27 29 •—
03Н18К9М5Т 23 _____ —- •—
ХН32Т (ЭП670) 16 13 15 17 18 19 21 22 23 25 •—
ХН35ВТ (ЭИ 612) —— 13 16 17 19 21 22 24 26 -II — —’
ХН35ВТК (ЭИ 612К) .— 13 *15 16 18 20 22 24
ХН35ВТЮ (ЭИ 787) 13 16 18 19 21 23 25 26 28 29
ХН35ВТР (ЭИ 725) 13 —— — .—•
ХН45Ю (ЭП 747) —. и 12 14 16 18 19 21 23 24
06ХН46Б (ЭП 350) 05ХН46МВБЧ (ДИ 65) 13 13 10 14 12 16 15 17 16 20 21 22 24 25 27 30 32 34
ХН55ВМТКЮ (ЭИ 929),
ХН55ВМТКЮ-ВД (ЭИ 929-ВД) 9 и 12 14 16 17 20 23 24 27
ХН60Ю (ЭИ 559А) ХН60ВТ (ЭИ 868) ХН62МБВЮ (ЭП 709) ХН62МВКЮ (ЭИ 867) 10 11 10 10 13 12 11 16 14 13 20 16 16 24 19 18 29 20 20 35 23 22 40 26 25 47 28 27 М—•
ХН62МВКЮ-ВД (ЭИ 867-ВД) 9 11 13 15 17 19 20 22 23 25
ФИЗИЧЕСКИЕ СВОЙСТВА
593
Продолжение табл. 2
Марка стали, сплава Теплопроводность, X, Вт / (м ‘°C), при температуре, °C
20 100 200 300 400 500 600 700 800 900 1000
ХН65ВМТЮ (ЭИ 893) 13 — 13 14 15 17 20 23 27 1 ——
ХН67МВТЮ (ЭП 202, ЭИ 445Р) 10 11 13 15 17 19 21 23 24 —
ХН70Ю(ЭИ652) 12 13 14 14 17 19 19 23 25 27 —
ХН70БДГ (ЭК 59) 12 13 15 18 20 — — — — —
ХН70ВМЮТ (ЭИ 765) — 11 13 17 19 28 28 30 — — —
ХН70ВМТЮ (ЭИ 617) — 10 11 13 15 17 19 22 24 27 —
ХН70ВМТЮФ (ЭИ 826), ХН70ВМТЮФ-ВД, (ЭИ 826-ВД) 9 11 13 14 16 18 21 23 25 28 —
ХН75ВМЮ (ЭИ 827) 9 10 12 13 15 18 20 22 25 28 —
ХН77ТЮР (ЭИ 437Б) — 14 16 17 19 21 23 25 28 — —
ХН78Т(ЭИ435) — 19 17 18 21 23 25 27 29 32
ХН80ТБЮ (ЭИ 607) — 13 15 18 20 22 24 26 29 —
ХН80ТБЮА (ЭИ 607А) — 13 15 17 19 21 23 25 — — —
Х20Н80-Н — 14 16 17 19 23 — — ——•
У8, У8А — 49 46 42 38 35 33 30 24 25 —
У12, У12А — 45 43 40 37 35 32 28 24 25 —
4Х4ВМФС (ДИ 22) 26 27 29 30 31 32 32 33 32 33 —
ЗХЗМЗФ 31 32 34 36 36 36 35 34 33 34 —
4Х5МФ1С (ЭП 572) 26 27 29 30 31 32 32 33 32 33 —
Р9 —— 23 25 26 28 30 31 — — —
Р18 — 26 27 28 29 28 27 27 — — —
15Л —-— 79 67 48 42 — — — — —
20Л « • 78 67 48 — — ——• — 42 —
25Л 51 75 63 44 38 — —- — “— — —
ЗОЛ — 75 64 44 38 —— — — —
35Л 75 64 52 38 — — —— —~ —
40Л —1 1— 59 53 47 41 —— —— — — " —
45Л —— 68 55 36 31 — — — — —
50Л 32Х06Л 40ХЛ 50 48 68 49 46 55 46 45 36 42 42 31 39 39 31 36 35 32 32 29 28 26 27 27 27 —
20ГСЛ 15Х1М1ФЛ 37 38 41 40 39 37 36 34 32 — — —-
20ХМЛ 20ХМФЛ 35ХМЛ 35ХГСЛ 48 47 36 46 46 44 37 44 43 42 38 42 41 40 38 40 39 37 37 37 34 35 35 34 31 33 32 28 32 30 27 30 28 27 29 27 —•
08ГДНФЛ 39 39 39 ЗУ э 1 — ——
.. 110Г13Л 15Х11МФБЛ (1X11МФБЛ, XI1 ЛА) 11 26 26 27 27 28 28 — — —
‘0Х12ВНМФЛ (15Х12ВНМФЛ, 25 26 27 28 29 30 30 —• —• —
XI1ЛБ, ЭИ 802Л) I» — — — - —
ЮХ13НЗМ1Л _ ЮХ18Н9Л ХН58ВКМТЮБЛ (ЦНК 8МП) 25 9 16 11 18 12 19 12 21 13 14 23 14 16 25 16 18 27 18 21 20 23 25 26 ——
ХН60КВМЮТЛ (ЦНК 7П) ХН60КВМЮТБЛ (ЦНК 21П) 9 9 10 11 11 13 13 17 13 19 14 29 16 30 18 30 19 21 23
ХН64ВМКЮТЛ (ЗМИ 3) 9 10 11 16 17 20 23 27 — —
ХН65ВМТ1ОЛ (ЭЙ 893Л) ХН65КМВЮТЛ (ЖС 6К) ХВДКМБЮТЛ (ЭИ 539ЛМУ) ^?0КВМЮТЛ_(ЦНК 17П) 13 8 10 13 9 11 12 13 11 12 13 14 12 13 17 14 15 19 15 17 29 17 18 30 19 20 30 22 22 24 23 —
8 и
594
ПРИЛОЖЕНИЯ
3. Удельная теплоёмкость С, Дж/(кг-°С)
Марка стали, сплава Удельная теплоёмкость С, Дж/(кг-°С), при температуре, °C
20 100 200 300 400 500 600 700 800 900 1000
08кп — 482 498- 514 533 555 584 626 695 695 —
08 465 477 — 510 — 565 , — — — —
Юкп — 466 479 — 512 — 567 — — — —
10 — 465 477 — 510 — 565 — — — —
15кп — 465 486 515 532 565 586 620 691 — —
15 — 469 481 — 523 569 — — — — —
20кп — 486 498 514 533 555 584 636 703 695 — '
20 — 469 481 — 536 569 — — — — —
25 — 469 481 — 519 569 — — — — —
30 — 469 481 544 523 762 — — — — —
35 — 469 481 — 523 569 — — — — —•
40 — 469 481 519 523 — 574 — —— — —
45 — 469 481 — 523 — 574 — — — —
50 — — 11" 561 641 787 — — — — —
55 — 477 486 — 523 569 — — — — —
60 — 481 486 — 528 — 565 —— —— — —
15К — 469 481 — 523 569 — .— —. — —
20К — 469 481 — 536 569 — — —— —
22К — 469 481 — 519 569 — -— — —— —
А12 — 469 — 477 515 — 569 — —
15Г — 496 ' 538 — 592 — — —- — —
20Г — 469 481 — 536 569 — .— — — —-
ЗОГ — 469 481 544 599 762 — .— — -— —
40Г — 486 481 — 490 — 574 -— — — •—
50Г 487 500 517 533 559 584 609 676 — *— '—•
45Г2 — 444 427 — — — .— — — —
ЗОХ 482 496 513 532 555 583 620 703 687 678 —'
18ХГТ — 495 508 525 537 567 588 626 705 •— —’
ЗОХГТ — 495 508 525 537 567 588 626 705 — —•
ЗЗХС 466 508 529 563 529 622 634 664 — — —
20ХНЗА 494 507 523 536 565 586 624 703 —
ЗОХНзА — 494 504 518 536 558 587 657 703 695 (X
15Х2НМФА-А, 15Х2НМФА класс 1 —— 490 515 540 569 —— •
25ХГСА 496 504 512 533 554 584 622 693 — .—. —
30ХН2МФА 466 508 529 567 588 — — —
12МХ 498 —- 519 569 595 653 733 888 —- —
ФИЗИЧЕСКИЕ СВОЙСТВА
595
Продолжение табл. 3
Марка стали, сплава Удельная теплоёмкость С, Дж/(кг-°О, при температуре, °C
20 100 200 300 400 500 600. 700 800 900 1000
15ХМ — 486
12Х1МФ (ЭИ 575) — 507 597 607 643 695 783 934 1025 — —
25Х1МФ (ЭИ 10) 461
25Х2М1Ф(ЭИ723) —— 536 574 607 632 674 733 — — —
20ХЗМВФ (ЭИ 415, ЭИ 579) 10ГН2МФА, 10ГН2МФА-ВД — 502 561 611 657 716 754 — — — —
— 469 553 599 628 —- ___ ___ ___ _____
10ГН2МФА-Ш
40Х10С2М (4Х10С2М, ЭИ 107) — — — 532 561 586 — —— — — —
18Х11МНФБ (2Х11МФБН, 490 590 766 900
ЭП291) эчи ООО
06Х12НЗД — 523 544 577 594 — — — — — —
10Х12НЗМ2ФА(Ш), 510 538 562 588 627 — -- - -
10Х12НЗМ2ФА-А(Ш) 08X13 (0X13, ЭИ 496) 462
12X13 (1X13) 473 487 506 527 554 586 636 657 666 — —
30X13 (3X13) 473 486 504 525 532 586 641 679 691 — —
40X13 (4X13) 452 477 502 528 553 578 620 666 691 —
12Х13Г12АС2Н2 (ДИ 50) — 523 559 602 613 648 668 690 — — —
08Х14МФ 460 473 502 540 574 682 754 — — — —
1Х14Н14В2М (ЭИ 257) 461 486 515 536 544 557 590 624 ——- — —
09Х14Н19В2БР1 (ЭИ 726) 502 — — — — — — — ——
45Х14Н14В2М(ЭИ69) —- — 507 511 523 528 —• — —
07Х16Н6 (Х16Н6, ЭП 288) — 440 500 550 590 630 670 710 — — —•
08Х17Т (0Х17Т, ЭИ 645) 462 — — — —— — —— —
14Х17Н2 (1Х17Н2, ЭИ 268) 462 — —— — — — —•
02Х17Н11М2 470 — — — 560 — 610 — 650
08Х17Н13М2Т (0Х17Н13М2Т) 504 — —- — — — —— —
ЮХ17Н13М2Т (Х17Н13М2Т.ЭИ 448) 504 — — — —. —— ——
ЮХ17Н13МЗТ (X17H13M3T, ЭИ 432) 504 — — — — ’
015Х18М2Б-ВИ (ЭП 882-ВИ) — 473 519 578 636 —
12Х18Н9 (Х18Н9) 12Х18Н9Т (Х18Н9Т) 504 469 486 498 511 519 528 532 544 548 — —
17Х18Н9 (2Х18Н9) 504 — —. —• —
08Х18Н10 (0Х18Н10) °ЗХ18Н10Т (0Х18Н10Т, ЭИ 914) 12Х18Н12Т (Х18Н12Т) 504 461 461 494 494 515 515 536 540 549 548 561 561 574 574 595 595 — —
36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС) 515 —— —- —
02Х22Н5АМЗ 480 500 530 550 590
596
ПРИЛОЖЕНИЯ
Продолжение табл. 3
Марка стали,
Удельная теплоёмкость С, Дж/(кг-°С), при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900 1000
Х23Ю5Т 480 — — — — — — — 750 —
20Х23Н13 (Х23Н13, ЭИ 319) 538 —
20Х23Н18 (Х23Н18, ЭИ 417) 538 — — — — — — — — —
03X24H6AM3 (ЗИ 130) 480 500 530 550 570 — — — — — —
15Х25Т (Х25Т, ЭИ 439) 462
Х27Ю5Т 500 — — — — — — 690 — —
ХН35ВТ (ЭИ 612) — 511 544 569 590 595 595 — — — —
05ХН46МВБЧ (ДИ 65) 445 465 480 490 500 510 515 520 — —
ХН70БДТ (ЭК 59) — 450 475 500 505 — — — — —
ХН80ТБЮА (ЭИ 607А) 494 547 607 678 749 829 — — — —
Х15Н60-Н 460
Х20Н80-Н 440 — — — — — — —
У8, У8А 477 511 528 548 565 594 624 724 724 703 —
У12, У12А 469 503 519 536 553 720 611 712 703 699 —
4Х5МФ1С (ЭП 572) 431 477 519 565 620 703 888 766 749 — —
Р6М5 440 470 500 550 580 670 900 — — —
Р18 — 420 450 470 510 550 610 690 .— — —
15Л — 469 477 — 515 — 570 — — — —
20Л —— 469 481 — 536 — 570 — — — —
25Л — 469 481 — 519 — 570 — — —
ЗОЛ — 469 481 — 523 — 570 — .— — —
35Л — 469 481 — 523 — 574 — — — —.
40Л — 469 481 — 523 — 574 — — — —"
45Л — 469 481 —. 523 — 569 — — -—
50Л — 478 511 — 511 — 569 — — —— —
40ХЛ — 491 508 525 538 569 588 626 701 689 —
20ГСЛ — 469 482 — 536 569 — — — — —
20ХМЛ — 498 572 588 612 660 — —- — — ——
20ХМФЛ — 498 574 590 615 666 741 — — — —-
35ХМЛ “— 479 500 512 529 550 580 617 689 685 —
35ХГСЛ — 496 504 512 533 554 584 622 693 689 —-
08ГДНФЛ — 483 500 517 529 554 571 613 697 693 ——
15X11МФБЛ (1X11МФБЛ, ХИЛА) — 494 528 574 641 741 867 - — ——- —
1ОХ13НЗМ1Л 495 - ——
10Х18Н9Л ' 504 . .—• —
ХН64ВМКЮТЛ (ЗМИ 3) 430 450 470 490 515 540 565 590 625 650 1008
ХН65ВМТЮЛ (ЭИ 893Л) 425 430 440 470 500 510 550 615 650 -— —
ХН65КМВЮТЛ (ЖС 6К) 380 400 420 445 470 485 515 560 610 660 —•
ХН65ВКМБЮТЛ (ЭИ 539ЛМУ) 424 436 480 493 505 518 548 596 650 692 710
ХН70КВМЮТЛ (ЦНК 17П) 440 — ——
имечание. Для тех марок, для которых приведено значение С(20°) (первый столбец таблицы), павня 2()°гНИЦа Темпера1урного промежутка - 0°С. Для большинства остальных марок нижняя граница pgBHd Zv V. * *
ФИЗИЧЕСКИЕ СВОЙСТВА
597
4. Модуль нормальной упругости Е, кН/мм2
Марка стали, Модуль нормальной упругости Е, кН/мм2, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
Ст2пс 198 183 175 167 158 — — — ' 1 -
Ст2сп 198 183 175 167 158 — — — — —
СтЗкп 213 208 202 195 187 176 167 153 — —
СтЗпс 213 208 202 195 187 176 167 153 — — *
СтЗсп 194 192 187 183 178 167 159 146 120 99
Ст4нс 196 183 174 167 158 — — — —
Ст5пс 198 196 186 175 167 — — — — —
Ст5сп 198 196 191 185 164 — — — — —
Стбпс 197 197 186 175 168 — — —— — —
Стбсп 197 197 186 175 168 — — — — ——
08кп 203 207 182 153 141 — — — — —
08 203 207 182 153 141 — — — — ——
Юкп 186 — *— — — — — —
10 206 190 195 186 178 169 157 — — ——
15кп 201 192 185 172 156 — — — — ——
15 198 183 — 166 154 — — — — —
20кп 212 208 203 197 189 177 163 140 — —
20 198 183 176 167 158 — — — — —
25 198 196 191 185 164 — — . — — —
30 200 196 191 185 ——’ -—* 163 — — —
35 206 197 183 176 167 — —— ——• —
40 209 206 — 196 — — — — — ——
45 200 —. 191 190 172 — -— — — —'
50 216 211 — 216 — 177 1— — —— —-
55 210 —- — — — — — —~ —
60 204 — 208 189 175 —— — — •
75 191 .— — —— — —. —— — —
85 191 — — — — — — ——•
20К 200 196 191 184 177 — —- —
22К 207 205 201 194 188 — —— —
А12 198 183 —. 167 154 — — —
15Г —— 186 183 — ——
20Г 204 •— — •—
ЗОГ 204 — —— — —
40Г 50Г 200 216 213 208 199 185 174 160 142 130
35Г2 204 -—• —— — —- —
40Г2 212 —— • — — —
45Г2 ЗОХ 40Х - 50Х 204 208 214 211 211 Mil 197 197 206 — 175 207 —'— —— — —
598
ПРИЛОЖЕНИЯ
Продолжение табл. 4
Модуль нормальной упругости Е, кН/мм2, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
18ХГТ 211 205 197 191 176 168 155 136 129
ЗОХГТ 212 202 195 189 174 169 157 138 132 —
15ХФ 206
ЗЗХС 214 206 196 186 176 168 157 137 127 —-
38ХС 219
40ХС 219 —
ЗОХМ, ЗОХМА 209 — 204 197 188 1 — — —
35ХМ 209 — 204 197 188 - ' — — — —
40ХФА 203
40ХН 200 —
12ХНЗА 200
2ОХНЗА 212 204 194 188 169 169 153 138 132 —
ЗОХНЗА 215 207 195 187 175 171 — —
15Х2НМФА 215 211 206 199 191 — —. '1 — —
15Х2НМФА-А, 15Х2НМФА класс! 214 210 205 198 190 — — — — —
25ХГСА 213 206 194 187 175 168 163 143 130 —
ЗОХГС, ЗОХГСА 194 — 174 169 156 — — — —
30ХН2МА 204 201 194 186 182 171 159 — — —
34XH3M, 34XH3MA 207 203 192 — — — ——“
30ХН2МФА 216 207 206 188 176 169 —- — —- —
12МХ 212 206 201 195 189 179 170 160 —— —
15ХМ 204 ...м. 169 — —
12Х1МФ (ЭИ 575) 209 206 202 197 189 179 166 — — —
13Х1МФ (14Х1ГМФ, ЦТ 1) 214 211 205 198 185 179 170 155 — —
15Х1М1Ф 210 204 197 190 182 174 166 157 —- ——
12Х2МФБ (ЭИ 531) 220 —— ___ 181 173 — —- .—
25Х1МФ (ЭИ 10) 213 207 202 194 187 177 163 — —- —
25Х1М1Ф (Р2, Р2МА) 212 210 206 201 193 182 168 1 1 —— —•
25Х2М1Ф (ЭИ 723) 219 214 209 203 196 188 179 172 —
20Х1М1Ф1ТР (ЭП 182) 211 208 204 198 190 179 167 150 —• —
20Х1М1Ф1БР (ЭП 44) 213 207 201 192 184 177 164 149 -— —
20ХЗМВФ (ЭИ 415, ЭИ 579) 201 — 200 179 171 153 119 118 — — •—
15Х5М (12Х5МА, Х5М) ЮГН2МФА, 10ГН2МФА-ВД, 211 210 — — — 178 145 102 — •— •—
10ГН2МФА-Ш 205 198 191 182 — — — —
65Г 207 —— - — —’
50ХФА 196 —_ - - - —— —
55С2 196 - - —
60С2, 60С2А 245 —— — - - — —
IIIX15 201 — — —1 ~~
95X18 (9X18, ЭИ 229) 205 "" — —
10Х9МФБ (ДИ 82) 220 215 210 200 190 180 170 - . —
40Х10С2М (4Х10С2М, ЭИ107) 214 211 205 202 196 187 172 151 129
03ХИН10М2Т 196 —-
ФИЗИЧЕСКИЕ СВОЙСТВА
599
Продолжение табл. 4
Марка стали, Модуль нормальной упругости Е, кН/мм2, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
10X11Н20ТЗР (ЭИ 696) 160 — — — 140 135 132 115 113 90
10Х11Н23ТЗМР(ЭПЗЗ) 160 — — — 142 138 132 115 > 1 »
15X11МФ (1X11МФ) 224 218 209 201 189 177 ——. —— 1 и 1 ——
12Х11В2МФ (типа ЭИ 756) 208 204 199 191 182 170 161 148 —— —
18Х11МНФБ (2Х11МФБН, ЭП 291) 224 177 209 201 189 177 — — « —
06Х12НЗД 212 211 205 198 187 — — 1 • "» —
10Х12НЗМ2ФА(Ш), 10Х12НЗМ2ФА-А(Ш) 217 212 207 199 189 176 167 — — ——
37Х12Н8Г8МФБ (ЭИ 481) 171 — 157 147 140 133 126 115 — —
18Х12ВМБФР-Ш (ЭИ 993-ИГ) 224 — 211 205 191 184 170 152 1—— —
20Х12ВНМФ (ЭП 428) 212 — — 196 190 180 163 — —
08X13 (0X13, ЭИ 496) 217 212 206 198 189 180 — —
12X13 (1X13) 217 212 206 198 189 180 —- — — —
20X13 (2X13) 218 214 208 200 189 181 169 ——• — —
30X13 (3X13) 216 212 206 196 187 177 166 — — —
40X13 (4X13) 214 208 202 194 185 173 160 — —— —
03Х13Н8Д2ТМ (ЭП 699) 195 191 187 182 171 — — — — —
12Х13Г12АС2Н2 (ДИ 50) 188 185 — 159 — 142 — —— •—
ЮХ13Г12БС2Н2Д2 (ДИ 59) 195 192 185 177 166 160 150 141 137 —
08Х14МФ 222 219 213 203 195 183 175 — —
ЮХ14Г14Н4Т (Х14Г14НЗТ, ЭИ 711) 194 189 181 170 164 159 161 — — —
1Х14Н14В2М (ЭИ 257) 198 — — — 168 160 —•
09Х14Н19В2БР1 (ЭИ 726) 198 195 189 182 175 166 157 149 ——
45Х14Н14В2М (ЭИ 69) 208 196 190 181 173 166 157 149 141 ——
08Х15Н24В4ТР (ЭП 164) 219 211 205 196 187 178 170 161 153
07Х16Н6 (Х16Н6, ЭП 288) 199 — — — ——
08Х16Н9М2 (Х16Н9М2) 210 198 188 180 172 157 153 143 138
08Х16Н13М2Б (ЭИ 405, ЭИ 680) 202 196 188 180 171 164 155 147
10Х16Н14В2БР 188 181 174 166 158 151 145 136 — ——
(1Х16Н14В2БР, ЭП 17)
08Х17Т (0Х17Т, ЭИ 645) 12X17 (Х17, ЭЖ 17) 14Х17Н2 (1Х17Н2, ЭИ 268) 206 232 193 227- 219 211 164 201 170 177 177 177 185 192 148 182 133 150 165 148 135 —
02Х17Н11М2 08Х17Н13М2Т (0Х17Н13М2Т) 200 206 186 177 167 167 157 157 147 147 — —
ЮХ17Н13М2Т (Х17Н13М2Т, ЭИ 448) 206 —- 186 177 177 198 167 157 147
ЮХ17ШЗМЗТ (X17H13M3T, ЭИ 432) 015Х18М2Б-ВИ (ЭП 882-ВИ) 206 216 212 186 206 179 163 144 —
12Х18Н9 (Х18Н9) 12Х18Н9Т (Х18Н9Т) 199 195 » 189 182 175 167 160 153 143 135
17Х18Н9 (2Х18Н9) 199 — - - — * —
08Х18Н10 (0Х18Н10) 196 ЮА -1 —— — — —
L_QgX18H10T (0Х18Н10Т, ЭИ 914)
600
ПРИЛОЖЕНИЯ
Продолжение табл. 4
Марка стали, Модуль нормальной упругости Е, кН/мм2, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
12Х18Н12Т (Х18Н12Т) 210 198 193 186 177 170 157 147 — —
10Х18Н18Ю4Д (ЭП 841) 186 182 178 171 165 161 156 146 138 127
36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС) 01Х19ЮЗБЧ-ВИ 200 — — 191 186 192 178 183 171 167 162 154 147
220 216 210 200 152 —— —
(02Х18ЮЗБ-ВИ, ЭП 904-ВИ)
31Х19Н9МВБТ (ЭИ 572) 201 — — 186 181 176 167 157 —
08Х21Н6М2Т (0Х21Н6М2Т, ЭП 54) 196 196 185 178 169 164 — — - • 1 —
02Х22Н5АМЗ 200 194 186 180 — — — —— — —
08Х22Н6Т (0Х22Н5Т, ЭП 53) 203 201 193 181 165 162 154 141 139 —
20Х23Н13 (Х23Н13, ЭИ 319) 207 — — — — — — — —
20Х23Н18 (Х23Н18, ЭИ 417) 06ХН28МДТ 200 191 • 182 176 170 160 156 150 151 141 145 —
186 179 171 161
(0Х23Н28МЗДЗТ, ЭИ 943)
03X24H6AM3 (ЗИ 130) 200 196 185 180 171 — — — — —
15Х25Т (Х25Т, ЭЙ 439) 204 200 197 189 176 164 140 124 119 109
12Х25Н16Г7АР (ЭИ 835) 193 186 178 171 163 156 147 138 131 127
20Х25Н20С2 (Х25Н20С2, ЭИ 283) 195 192 186 185 180 175 150 140 130 120
03Н18К9М5Т 185 —
ХН32Т (ЭП 670) 205 — — — — — — — — ——•
ХН35ВТ (ЭИ 612) 198 195 190 186 179 177 174 170 166 158
ХН35ВТК(ЭИ612К) 198 184 175 — 171 164 159 141 ——• —
ХН35ВТЮ (ЭИ 787) 214 207 199 195 189 181 170 163 149 —-
ХН35ВТР (ЭИ 725) 206 — 186 — 177 167 167 157 157 —
ХН45Ю (ЭП747) 207 201 192 187 178 171 156 148 124 120
06ХН46Б (ЭП 350) — 175 173 168 164 157 151 147 — —
05ХН46МВБЧ (ДИ 65) ХН55ВМТКЮ (ЭИ 929), 207 203 196 190 183 177 170 163 154 144 163
ХН55ВМТКЮ-ВД (ЭИ 929-ВД) 218 — — — —— — — 181 172
ХН59ВГ-ИД (ЭК 82-ИД) 217 214 208 203 196 191 189 180 172 166
ХН60Ю (ЭИ 559) 210 — — — -1 -—- 169 ——
ХН60ВТ (ЭИ 868) 218 — * — 204 198 192 184 176 160
ХН62МБВЮ (ЭП709) ХН62МВКЮ (ЭИ 867), 226 228 — — — — 197 189 -—. —
ХН62МВКЮ-ВД (ЭИ 867-ВД) —. — — -— — — 191 179 140
ХН65ВМТЮ (ЭИ 893) 219 — 206 201 196 193 183 176 162 —-
ХН65КМВЮБ-ВД (ЭП 800-ВД) 230 227 222 217 211 204 200 188 181 171
ХН67МВТЮ (ЭП 202, ЭИ 445Р) 212 208 203 197 192 185 178 170 161 139
ХН70БДТ (ЭК 59) 219 214 208 201 198 —— ’ -— —
ХН70ВМЮТ (ЭИ 765) 222 217 211 205 199 193 186 179 у—* —-'
ФИЗИЧЕСКИЕ СВОЙСТВА
601
Продолжение табл. 4
Марка стали, Модуль нормальной упругости Е, кН/ммг, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
ХН70ВМТЮ (ЭИ 617) ХН70ВМТЮФ (ЭИ 826), 196 196 —- — — — 167 162 162 147 142 127
ХН70ВМТЮФ-ВД, (ЭИ 826-ВД) • — — — 152 142 127
ХН73МБТЮ (ЭИ 698) 203 — — .— — 177 177 160 150 ——“•
ХН75ВМЮ (ЭИ 827) 240 236 231 225 218 215 204 195 187 178
ХН77ТЮР (ЭИ 437Б) ‘194 — — — —— — 157 152 127 —
ХН78Т(ЭИ435) 191 — — — — — 137 118 93 —
ХН80ТБЮ (ЭИ 607) 216 216 211 206 200 196 186 177 — —
ХН80ТБЮА (ЭИ 607А) 218 — — — — 191 184 176 — —
У8, У8А 209 205 199 192 185 175 166 — — —
У9, У9А 209
У12, У12А 209 205 200 193 185 178 166 — — —
9ХС 190 — — — — — — — —
Р9 220 — — — — — — — —— —
Р12 223 — — —— — — — — — —
20Л 201 196 188 183 173 165 152 132 120 —
35Л 212 206 201 192 176 163 151 131 118 —
50Л 219 214 208 196 178 170 155 136 122 —
20ГЛ 204 —~~ —— —— — — —• — — —
32Х06Л 216 211 207 195 178 174 166 141 131 —
40ХЛ 219 216 210 204 185 176 164 143 132 —
20ХМФЛ 197 192 187 182 178 171 163 155 — —
35ХМЛ 215 212 207 203 192 179 166 141 130 —
35ХГСЛ 215 211 203 196 184 174 164 143 125 —
08ГДНФЛ 212 206 201 189 177 167 155 137 127 —
110Г13Л 204 —— —• —
211 178 145 102 »---• —
20Х5МЛ ~— 162
15X11МФБЛ (1X11МФБЛ, ХИЛА) 210 •—• 202 195 187 178 —
20Х12ВНМФЛ (15Х12ВНМФЛ, 210 202 195 187 178 162 — — —
Х11ЛБ, ЭИ 802Д) • — -
10Х13НЗМ1Л 215 ——
10X18Н9Л 17б 143 135 127 120
ХН58ВКМТЮБЛ (ЦНК 8МП) . ХН60КВМЮТЛ.(ЦНК 7П) ХН64ВМКЮТЛ (ЗМИ 3) ХН65ВМТЮЛ (ЭИ 893Л) ХН65КМВЮТЛ (ЖС 6К) __ ХН65ВКМБЮТТТ (ЭИ 539ЛМУ) 211 210 225 222 210 213 207 222 214 207 211 203 219 210 203 207 198 214 202 198 203 192 .209 195 192 197 185 201 190 185 190 178 193 184 178 183 171 186 174 171 175 164 177 165 164 167 168 160 158
602
ПРИЛОЖЕНИЯ
5. Модуль упругости при сдвиге кручением G, кН/мм2
Марка стали, сплава Модуль упругости при кручении G, кН/мм2, при температуре,°C
20 100 200 300 400 500 600 700 800
Ст5пс 81 80 77 74 71 67 62 —
Ст5сп 81 80 77 74 71 67 62 — —
Стбпс 82 80 77 74 71 67 62 — —
Стбсп 82 80 77 74 71 67 62- — —
10 78 77 76 73 69 66 59 —
15кп 83 80 'll 74 71 68 63 — —
15 83 • 78 77 74 71 68 63 — —
20 78 77 76 73 69 66 59 — —
25 81 80 76 73 70 66 61 — —
30 78 77 76 73 69 66 59 — —
40 82 80 78 75 68 63 58 50 45
45 78 — — 69 — 59 — — —
50 88 87 84 81 71 67 61 54 49
75 78 — — — — — — — —
85 76 — — — — — — — —
15К 78 77 76 73 69 66 59 — —
50Г 84 83 81 77 73 68 62 55 50
45Г2 83 — —— — —— — —
50Г2 83 — 1 — — — —. —
15Х 83 82 76 74 71 67 63 55 50
20Х 84 83 76 74 71 67 62 55 50
ЗОХ 83 — — — — — —. —
35Х 83 — 74 ... , 65 — —
38ХА 83 — — —
40Х 85 83 81 78 71 68 63 55 50
45Х 78 — , — —' — —
50Х 78 — - — — -—. -— —-
18ХГТ 84 80 77 75 68 66 59 52 49
зохгт 83 79 76 74 67 66 61 53 51
38ХС 84 80 78 72 68 65 62 55 48
35ХМ 82 5 — — —
40ХФА 84 83 80 77 71 66 64 56 52
12ХН2 85 80 76 71 69 67 60 55 50
2ОХНЗА 83 80 76 70 68 66 59 53 51
ЗОХНЗА 84 81 76 72 67 65 —- —— —~
ЗОХГС, ЗОХГСА 84 82 79 75 71 66 62 54 47
30ХГСН2А (ЗОХГСНА) 77 — 70 65 51 —— — —’
35ХГСА 84 82 79 76 71 66 62 54 47
34ХН1М, 34ХН1МА 80 79 76 72 69 67 61 .—
30ХН2МА 80 79 76 72 69 67 61 .—• ——
34XH3M, 34XH3MA 79 79 69 59 ~ —
38XH3MA 82 80 77 76 72 69 66 57 53
38Х2Н2МА (38ХНМА) 84 80 76 71 67 63 59 59 48
40ХН2МА (40ХНМА) 84 81 77 73 68 66 — ——-
25Х2НМФА 82 79 76 74 71 66 57 — II
30ХН2МФА (30ХН2ВФА) 87 81 77 73 68 64 1 II — ——
38ХНЗМФА 83 80 77 75 72 69 66 60 53
38Х2МЮА (38ХМЮА) 82 79 76 75 71 66 62 __57_ 53_J
ФИЗИЧЕСКИЕ СВОЙСТВА 603
___________________________________________ Продолжение табл. 5
Марка стали, сплава Модуль упругости при кручении G, кН/мм2, при температуре, ° С
20 100 200 300 400 500 600 700 800
15Х1М1Ф 87 84 82 79 76 71 66 61 —
25Х1МФ (ЭИ 10) 82 80 77 75 71 65 63 —— —
25Х2М1Ф (ЭИ 723) 82 79 72 74 71 66 57 —— —
08ГДНФ 83 81 78 73 67 64 59 52 48
09Н2МФБА—А 82 — — — — ——
65Г 84 83 80 77 70 58 51 48
55С2 78 — — — — 65 — — —
60С2, 60С2А 82 80 77 74 69 68 54 54 50
ШХ15 80 — — — — — — — —
ШХ15СГ 79 — — — — — — — —
08X13 (0X13, ЭИ 496) 85 80 80 77 73 68 62 — —
12X13 (1X13) 85 80 80 77 73 68 62 —— —
20X13 (2X13) 86 84 80 78 73 69 63 — —
30X13 (3X13) 86 84 81 77 74 69 64 — —
03Х13Н8Д2ТМ (ЭП 699) 83 82 — — — — — —— ——
05Х14Н5ДМ 74 — — — — —
12X17 (Х17, ЭЖ17) 93 89 85 82 78 75 69 61
12Х18Н9Т (Х18Н9Т) 77 — — — —
12Х18Н10Т 77 74 71 67 63 59 57 54 49
12Х18Н12Т (Х18Н12Т) 77 — — — — —
31Х19Н9МВБТ (ЭИ 572) 78 —— — 68 65 62 58 54
03Н18К9М5Т 71 — — — —
ХН70ВМЮТ (ЭИ 765) У8, У8А 85 81 84 80 81 77 78 74 76 71 72 67 70 62 67 66
У9, У9А 79 — — — —
У12, У12А 82 80 78 75 72 69 63
9ХС 79 — — — — —
Р6М5К5 83 ——“ —— —— —
Р9 83 —— — — — ——
Р9М4К8 87 —• —
Р12 88 —— •— —— ——
Р18 20Л 35Л 50Л 83 78 82 85 76 80 83 73 78 81 71 75 76 67 68 69 63 63 65 58 58 59 50 50 52 45 45 46
70Л 32Х06Л 40ХЛ 15Х1М1ФЛ 35ХМЛ 35ХГСЛ 08ГДНФЛ 78 84 85 87 83 84 83 82 84 84 81 82 81 80 81 82 79 79 78 76 78 79 77 76 73 68 71 76 74 71 67 66 68 71 69 66 64 63 63 66 63 62 59 55 54 61 53 54 52 49 50 49 47 48
08Г2ДНФЛ 84 80 СО 77 73 68 63 — •
15Х13Л 85 80 79 76 71 64 55 53
20Х13Л 87 84 oZ 63 59 52 50 47 42
12Х18Н9ТЛ 76 73 Do — »ni — « II — ——* —
^НЗБВКМТЮБЛ (ЦНК 8МП) 80 -—• 77 74 71 68 65 62
^_ХН65ВМТЮЛ (ЭИ 893Л) 83 82 ом
604
ПРИЛОЖЕНИЯ
6. Плотность у, кг/м3
Марка стали, Плотность у, кг/м3, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
08кп 7871 7846 7814 7781 7745 7708 7668 7628 7598 7602
08 7871 7846 7814 7781 7745 7708 7668 7628 7598 7602
Юкп 7856 7832 7800 7765 7730 7692 7653 7613 7582 7594
10 7856 7832 7800 7765 7730 7692 7653 7613 7582 7594
15кп 7850 7827 7794- 7759 7724 7687 7648 7611 7599 7584
15 7850 7827 7794 7759 7724 7687 7648 7611 7599 7584
20кп .— 7834 7803 7770 7736 7699 7659 7617 7624 7600
20 7859 7834 7803 7770 7736 7699 7659 7617 7624 7600
25 7820 — ' 1 " — — — .— — —
30 7850 — — — — — — — — —
35 7826 7804 7771 7737 7700 7662 7623 7583 7600 7549
40 7850 — — — — — — — —
45 7826 7769 7739 7698 7662 7625 7587 7595 —
50 7810 -—. — — — — — — —
55 7820 — — — — — — — —
60 7800 — — — — — — —. —
15К 7850 — — — — — — —
20К 7850 — — — , 1 —. — —
А12 7830 — — — — — — — —
15Г 7810 —- — — —— — —• —
20Г 7820 -— . — —— —’
ЗОГ 7810 — — —. — — -— —
40Г 7810 — — ... — —• —
50Г 7810 „ — —. '—• —
10Г2 7790 — - —- .—• —
16ГС 7850 — - - - — —. —
35Г2 7790 - ____ — — —•
40Г2 7800 - - — —
45Г2 7810 I— 4 — — I - •—- —•
50Г2 7500 —_ — — — —.... — —
15Х 7830 7810 7780 — 7710 — 7640 1 —• —
20Х 7830 7810 7780 — 7710 — 7640 — —-
ЗОХ 7820 7800 7770 7740 7700 7670 7630 7590 7610 7560
38ХА 7850 —- 7800 — — — 7650 -1 — •— “—
40Х 7850 —. 7800 . 7650 „ —• -— •—
45Х 7820 • - —1 ~ ——
50Х 7820 _ 1 —
18ХГТ 7800 . Ь—... —— —
20ХГР 7800 1 — —- — — — - — —
15ХФ 7760 7730 7710 7670 7640 7600 7570 7530 — —
ззхс 7640 - - •—
38ХС 7800 П — » — -—
40ХС 7740 7720 7690 7620 7540 .—
30ХМ, 30ХМА 7820 7800 7770 7740 7700 7660 — — -—
35ХМ । 7820 7800 7770 7770 . 7630 -1 - —
40ХФА 7810 —— — — ——
40ХН 7820 7800 7770 7740 7700 — -— —•
ФИЗИЧЕСКИЕ СВОЙСТВА
605
Продолжение табл. 6
Марка стали, сплава Плотность у, кг/м3, при температуре, °C
20 100 200 300 400 500 600 700 800 900
45ХН 7820 — —- — ___
12ХН2 7880
12ХНЗА 7850 7830 7800 7760 7720 7680 7640 — ——
20ХНЗА 7850 7830 7760 — — 7660 1 1 —.. —
ЗОХНЗА 7850 7830 7800 7760 7730 7700 7670 7690 7650 7600
12Х2Н4А 7840 7820 — 7760 7710 — 7630 — —— —
20Х2Н4А 7850
20ХГСА 7760 —
25ХГСА 7850 7830 7790 7760 7730 7690 7650 7610 — —
34XH3M, 34XH3MA 7830 7810 7780 — 7710 — 7650 — —
40ХН2МА (40ХНМА) 7850
38ХНЗМФА 7900 — — — — — — — —
18Х2Н4МА (18Х2Н4ВА) 7950 7930 7900 7860 7830 7800 7760 — — —
38Х2МЮА (38ХМЮА) 7710 — — —— — — —— ——
12МХ 7850 7830 7800 7760 7730 7690 7650 7610 —•
15ХМ 7850 7830 7800 7760 7730 7700 7660 — —. —
12Х1МФ (ЭИ 575) 7800 7780 7750 7720 7680 7650 7600 7570 7540 7560
12Х2МФБ (ЭИ 531) 7800 — —. — — ——‘ — —-
25Х1МФ (ЭИ 10) 7840 — 7790 — 7720 — 7650 — —— •
25Х2М1Ф (ЭИ 723) 7800 7780 7750 7720 7680 7650 7600 — —
20ХЗМВФ (ЭИ 415, ЭИ 579) 7800 — — 7690 7660 7620 1
15Х5М (12Х5МА, Х5М) 7750 7730 7700 7670 7640 7610 7580 ——
65Г 7850 7830 7800 7730 • •
50ХФА 7800 7780 7750 7720 7680 7650 7610 ——
60С2,60С2А 7680 7660 7630 7590 7570 7520 — —•
ШХ15 7812 7790 7750 7720 7680 7640
ШХ15СГ 7650 — —' —— —— 7540
95X18 (9X18, ЭИ 229) 7750 7730 -— —— 7440 7390
40Х9С2 (4Х9С2, ЭСХ 8) 7630 7610 7580 — 7510 7430
40Х10С2М (4Х10С2М, ЭИ 107) 7620 7610 — —•
13Х11Н2В2МФ-Ш (ЭИ 961-Ш) 7800 — —— —— ___ —
03Х11Н10М2Т 8000 — —— ---
ЮХ11Н20ТЗР (ЭИ 696) ЮХ11Н23ТЗМР (ЭП 33) 7900 7950 — — —- — — — —
06Х12НЗД 7810 ——•
ЮХ12НЗМ2ФА(Ш), 7750 .— — •— —— ——
10Х12НЗМ2ФА-А(Ш) —- — —
37Х12Н8Г8МФБ (ЭЙ 481) 15Х12ВНМФ (ЭИ 802, ЭИ 952) 7850 7850 7830 7800 7780 7760 7730 7700 7670 —
18Х12ВМБФР-Щ (ЭП 993-Ш) 7850 — —— »| 1» — —
08X13 (0X13, ЭИ 496) 7760 7740 7710 7640 7600 7600 7570 7620 7580 7550 7520 7490 7500
12X13 (1X13) 7720 7700 7670 7570 7540 7510 7480 7450 —
20X13 (2X13) 7670 7660 7630 7570 7540 7510 7480 7450 7460
30X13 (3X13) 40X13 (4X13) 7670 7650 7650 7630 7620 7600 7540 7510 7480 7450 7420 —
25Х13Н2 (2Х14Н2, ЭИ 474) 7680 .— —— -— -—- —— —— — —.
lOViHr?1^8^2™ <ЭП 699) 10Х14Г14Н4Т (Х14Г14НЗТ, ЭИ 711) |~-~--Л1Х14Н14В2М (ЭИ 69) 7800 7800 8000 — 7930 1 1 1 7840 —— 7760 —— 7660 —
606
ПРИЛОЖЕНИЯ
Продолжение табл. 6
Марка стали, Плотность у, кг/м3, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
07Х16Н6 (Х16Н6, ЭП 288) 7800 — — — — — — —
08X17Т (0X17Т, ЭИ 645) 7700
12X17 (Х17, ЭЖ 17) 7720 — — — — — — — —
14Х17Н2 (1Х17Н2.ЭИ 268) 7750 —
02Х17Н11М2 8000
08Х17Н13М2Т(0Х17Н13М2Т) 7900 7870 7830 7790 7750 7700 7660 7620 — —
10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) 7900 7870 7830 7790 7750 7700 7660 7620 — —
12Х18Н9 (Х18Н9) 7900 7860 7820 7780 7740 7690 7650 7600 7560 7510
12Х18Н9Т (Х18Н9Т) 7900 7860 7820 7780 7740 7690 7650 7600 7560 7510
17Х18Н9 (2Х18Н9) 7850 —
08Х18Н10 (0Х18Н10) 7850 —
08Х18Н10Т (0Х18Н10Т, ЭИ 914) 7900 — — — — — — — — —
12Х18Н10Т 7900 — - — — — — — — — —
12Х18Н12Т (Х18Н12Т) 7900 7870 7830 7780 7740 7700 7850 7610 — —
10Х18Н18Ю4Д(ЭП841) 7630 — — — — — — — — •—
31Х19Н9МВБТ (ЭИ 572) 7960 — — — — — — -—- — —
20Х20Н14С2 (Х20Н14С2, ЭИ 211) 7800 7760 — — — — 7550 7510 7470 7420
02Х22Н5АМЗ 8000 — — — — — — -— —
08Х22Н6Т (0Х22Н5Т, ЭП 53) 7700 — — — — — — — -—
Х23Ю5Т 7210 — —— — — — — - — — ——
20Х23Н13 (Х23Н13, ЭИ 319) 7820 7790 — — — — 7580 ——• 7480 —
20Х23Н18 (Х23Н18, ЭИ 417) 7900 — — — 7760 7720 7670 7620 — 7540
06ХН28МДТ (0Х23Н28МЗДЗТ. ЭИ 943) 7960 — — — — — — — 1—
03X24H6AM3 (ЭИ 130) 8000 — — — — — — —— •— —
15Х25Т (Х25Т, ЭИ 439) 7600 — — — — — —• — — •—
12Х25Н16Г7АР (ЭИ 835) 7820 — — — — — 1 ~ — —.
20Х25Н20С2 (Х25Н20С2, ЭИ 283) 7720 7680 — — —, — — — 7440 7390
Х27Ю5Т 7190 — — — — — —• — —
03Н18К9М5Т 8000 — — — — — — — —-
ХН32Т(ЭП670) 8160 — — — —- — " — -—• —
ХН35ВТ (ЭИ 612) 8164 — — — — — — —-
ХН35ВТЮ (ЭИ 787) 8040 — — — — — —II — —
ХН45Ю (ЭП 747) 7700 — — — — — — •— .—
ХН55ВМТКЮ (ЭИ 929), ХН55ВМТКЮ-ВД, (ЭИ 929-ВД) 8400 — — — — — • -—. —- —
ХН60Ю (ЭИ 559А) 7900 -— — — — — -— — —
ХН60ВТ (ЭИ 868) 8350 — — — — — — —— —
ХН62МБВЮ (ЭП 709) 8700 — — — — —.— ——
ХН62МВКЮ (ЭИ 867), ХН62МВКЮ-ВД (ЭИ 867-ВД) 8570 — — — — —. —
ХН65ВМТЮ (ЭИ 893) 8790 — — — - 1 —— ——
ХН67МВТЮ (ЭП 202, ЭИ 445Р) 8360 — — — — ——
ХН70Ю (ЭИ652) 7900 —. II • — -— ———
ХН70ВМЮТ(ЭИ 765) 8570 —. — . 1 —- т-*
ХН70ВМТЮФ (ЭИ 826), ХН70ВМТЮФ-ВД (ЭИ 826-ВД) 8470 —— — — — — —- ——’
ХН73МБТЮ (ЭИ 698) 8320 — —. - — —“ -—-
ХН75ВМЮ (ЭИ 827) 8430 —— — — — — —- -
ФИЗИЧЕСКИЕ СВОЙСТВА
607
Продолжение табл, б
Марка стали, Плотность у, кг/м3, при температуре, °C
сплава 20 100 200 300 400 500 600 700 800 900
ХН77ТЮР (ЭИ 437Б) 8200 — — — — — — — — —
ХН78Т(ЭИ435) 8400
ХН80ТБЮ (ЭИ 607) 8300 —
ХН80ТБЮА (ЭИ 607А) 8300 —
Х15Н60-Н 8200 —
Х20Н80-Н 8400 —
У7, У7А 7830 —
У8, У8А 7839 7817 7786 7752 7714 7676 7638 7600 7852 —
У9, У9А 7745 7726 7717 7690 7686 7655 7622 7586 7568 7523
У10.У10А 7810
У12, У12А 7830 7809 7781 7749 7713 7675 7634 7592 7565 7489
9ХС 7830
ХВГ 7850 7830 — 7760 — — 7660 — — —
4Х4ВМФС (ДИ 22) 7808 7786 7757 7726 7693 7658 7624 7581 7554 7550
ЗХЗМЗФ 7828 7808 7783 7754 7721 7684 7642 7597 7565 7525
4Х5МФ1С (ЭП 572) 7716 7692 7660 7627 7593 7559 7523 7490 7459 7438
9Х2МФ 7840 — — — — — — — — —
50ХН 7860 — — — — — —• — — —
75ХМ 7900 — — — —• — —— — —
Р6МЗ 8000 — — — — — — —-- — —~
Р6М5К5 8200 — — — — — — — — —
Р9 8300 — —. — — — —— —
Р9М4К8 8300 — — — — — — —— —
Р12 8300 — — — — —— —
Р18 8800 — — — — — —
15Л 7820 .— — — — —— —
20Л 7850 — —. —• —
25Л 7830 — — — —
ЗОЛ 7810 — —• — —
35Л 7830 —— — — — —
40Л 7810 — — — — •
45Л 7800 — — — —
50Л 7820 — —. — ——
40ХЛ 20ХМЛ 7830 7800 7780 7750 7720 7690 7650 7620 — — —
35ХМЛ 7840 —- — — —
35ХМФЛ 7820 — -— _ —
35ХГСЛ 7800 — —— — — —- —
08ГДНФЛ 7850 •— -— — — —
20Х5МЛ 7730 -— “— —— — —
20X1ЗЛ 7740 — — — —
ЮХ13НЗМ1Л 7745 —— .—- — —
40Х24Н12СЛ (ЭИ 316Л) ХН58ВКМТЮБЛ (ЦНК 8МП) 7800 8210 — — — — — — — —
ХН60КВМЮТЛ (ЦНК 7П) ХН60КВМЮТБЛ (ЦНК 21П) 8200 8110 — — •—•г* — — —
ХН64ВМКЮТЛ (ЗМИ 3) ХНбЗВМТЮЛ (ЭИ 893Л) ХН65КМВЮТЛ (ЖС 6К) ЛН65ВКМБЮТЛ (ЭИ 539ЛМУ) —±Н70КВМ1ОТЛ (ЦНК 17П) 8250 8790 8200 8220 — 11111 — 1111 — till — — —
oUUU
608
ПРИЛОЖЕНИЯ
7. Удельное электрическое сопротивление р, нОм-м
Марка стали, сплава Удельное электрическое сопротивление р, нОм м, при температуре, °C
20 100 200 300 400 500 600 700 800 900
08кп 147 178 252 341 448 575 725 898 1073 1124
08 — 178 252 341 448 575 725 898 1073 1124
10 — 190 263 352 458 584 734 905 1081 ИЗО
15 — 233 296 387 487 607 753 904 1092 1140
20 — 219 292 381 487 601 758 925 1094 1135
25 169 219 292 381 488 601 758 925 — —
35 — 251 321 408 511 629 759 922 1112 1156
50 272 — —— •— — — — — — —
ЗОХ 210 259 330 417 517 636 778 934 1106 1145
40Х 278 324 405 555 717 880 1100 1330 —•
15ХФ •— 281 345 421 513 606 731 833 — —-
30ХМ, ЗОХМА 230 — — -— — — — — —
12ХН2 330 360 430 520 590 670 — •— 1050 1120
2ОХНЗА 270 300 350 450 550 650 — — —' —
ЗОХНЗА 268 317 387 469 567 681 817 981 — —•
25ХГСА 306 338 415 501 573 660 830 1000 1100 —
ЗОХГС, ЗОХГСА 210 — -— — — — — —
38XH3MA 292 317 338 425 506 602 742 890 1100 —
38Х2Н2МА (38ХНМА) 322 398 482 592 740 910 1090 1300 -— —
40ХН2МА (40ХНМА) 331 •— — ' —. — — — — —
30ХН2МФА (30ХН2ВФА) 333 " " — — — -— — — —
36Х2Н2МФА (36ХН1МФА) 278 335 432 517 613 720 825 940 —
38ХНЗМФА 300 321 365 437 516 613 750 897 1080 —
20ХН4ФА 360 410 480 560 640 720 — 1020 1120 1180
12МХ — 240 330 410 540 640 740 900 — —•
20ХМ 245 ,— — — -— — —*
12Х1МФ (ЭИ 575) 323 370 438 518 612 718 835 977 ———
25Х1М1Ф (Р2, Р2МА) 233 283 346 427 518 632 746 862 я **
25Х2М1Ф (ЭИ 723) 270 360 420 500 590 710 840 970 ——•
20Х1М1Ф1ТР (ЭП 182) 260 309 371 444 534 645 769 909 1009
20ХЗМВФ (ЭИ 415, ЭИ 579) — 398 465 544 640 743 859 982 —
15Х5М (12Х5МА, Х5М) 430 <— —— —» — — ——
50ХФА 320 — " • • -Г,„-Г » и » ' *
ШХ15 — 390 470 520 —— — — ——-
ФИЗИЧЕСКИЕ СВОЙСТВА
609
Продолжение табл. 7
Марка стали, Удель ное электричес кое сопротивле НИС р, Юм-м, при температу ре, °C
сплава 20 100 200 300 400 500 600 700 800 900
40Х10С2М (4Х10С2М, ЭИ 107) — 906 958 1010 1062 1114 1166 1216 —•
03Х11Н10М2Т 910 —
12ХНВ2МФ (типа ЭИ 756) 1050 630 1— — — — — —
18X11МНФБ (2X11МФБН, ЭП 291) 621 667 730 801 874 952 1026 1101
06Х12НЗД 655 720 779 835 897 — —*м —
37Х12Н8Г8МФБ (ЭИ 481) 740 850 900 ' 950 1010 1100 1150 1200 —
08X13 (0X13, ЭИ 496) 506 584 679 769 854 938 1021 1103 —
12X13 (1X13) 506 584 679 769 854 938 1021 1103 '—
20X13 (2X13) 588 653 730 800 884 952 1022 1102
30X13 (3X13) 522 595 684 769 858 935 1015 1099 —
40X13 (4X13) — 786 830 890 950 998 1046 1122 *——
08Х14МФ 557 649 750 882 914 985 1056 —
1Х14Н14В2М (ЭИ 257) — 830 890 950 1010 1050 1080 изо —
09Х14Н19В2БР (ЭИ 695Р) 846 —— — —— ——• — —
09Х14Н19В2БР1 (ЭИ 726) 848 — — — — —- ——
45Х14Н14В2М (ЭИ 69) 815 875 945 1000 1055 1100 1140 1175
07Х16Н6 (Х16Н6, ЭП 288) 836 — — ——’ ,—. ——'
08Х16Н13М2Б (ЭИ 405, ЭИ 680) — — 886 960 1008 1050 1090 1120 1150 —* —
ЮХ16Н14В2БР (1Х16Н14В2БР,ЭП17) * 833 925 961 990 1063 1086 ——
Х16Н16МВ2БР (ЭП 184) 820 870 934 980 1031 1075 1111
08Х17Т (0Х17Т, ЭИ 645) 600 .— .— -—’ — •
12X17 (Х17, ЭЖ 17) 560 610 680 770 850 950 1030 1110 1150 1160
14Х17Н2 (1Х17Н2, ЭИ 268) 720 780 840 890 990 1040 шо изо 1160 1170
08Х17Н13М2Т (0Х17Н13М2Т) 750 — —- •—
10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) 750 —’ —• —-• —*~
I0X17H13M3T (X17H13M3T, ЭИ 432) 12Х18Н9 (Х18Н9) 12Х18Н9Т (Х18Н9Т) 750 725 743 792 819 861 891 920 951 976 975 1001 1028 1031 1048 1075 1080 1098 1117 1115 1140 1149 1150 1176 1185
17Х18Н9 (2Х18Н9) 720 735 855
08Х18Н10 (0Х18Н10) 08Х18НЮТ (0Х18Н10Т, ЭИ 914) 12Х18Н12Т (Х18Н12Т) 31Х19Н9МВБТ (ЭИ 572) 800 725 725 792 792 850 861 861 900 920 920 980 976 976 1020 1028 1028 1080 113O 1075 1075 1100 1194 1117 1117 1150 1218 1242 1242
2°Х20Н14С2 (Х20Н14С2, ЭИ 211) 946 1000 1051 1095 11W
О8Х21Н6М2Т (0Х2Ш6М2Т, ЭП 54) —®2Н6Т(0Х22Н5Т, ЭП53) _ 700 740 •— —— — — —
610
ПРИЛОЖЕНИЕ
Продолжение табл. 7
Марка стали, сплава Удельное электрическое сопротивление р, нОм-м, при температуре, °C
20 100 200 300 400 500 . 600 700 800 900
20Х23Н18 (Х23Н18, ЭИ 417) 06ХН28МДТ (0Х23Н28МЗДЗТ.ЭИ 943) 1000 750 — — — — — — — — —
03X24H6AM3 (ЗИ 130) 700 4— — — — — — — — —
15Х25Т (Х25Т, ЭИ 439) 710 — — — — — — — — —
12Х25Н16Г7АР (ЭИ 835) 1000 — — — — — — — — —
Х27Ю5Т 1360 1365 1370 1375 1380 1400 1400 1410 1410 1420
03Н18К9М5Т 605
ХН35ВТ (ЭИ 612) — 1020 1050 1100 1120 1150 1160 1170 — —
ХН35ВТК (ЭИ612К) — 1170 1180 1190 1200 1220 1230 1240 — —
ХН35ВТЮ (ЭИ 787) 992
ХН62МБВЮ (ЭП 709) 1310 — — — — — — — — —
ХН65ВМТЮ (ЭИ 893) — — 1390 1410 1420 1430 1410 1390 — —
ХН70ВМЮТ (ЭИ 765) 1330 1340 1350 1360 1360 1370 1470 1480 — —
ХН75ВМЮ (ЭИ 827) 1460 1490 1510 1530 1550 1560 1570 1590 —— —
ХН80ТБЮ (ЭИ 607) • 820 810 800 790 785 777 — — —
Х15Н60-Н 1150 1170 1185 1210 1230 1240 1250 1250 1255 1270
У8, У8А — 230 305 390 491 625 769 931 1129 1165
У9, У9А — 253 329 418 525 646 789 943 1155 1198
У10.У10А 420 — — — « — — —— — —
У12, У12А —4. 252 333 430 540 665 802 964 1152 1196
9ХС 400 •— — ™ .— — — — —
5ХНМ — 300 250 200 160 — — — — —
4Х4ВМФС (ДИ 22) 436 502 584 667 747 831 916 1014 1148 1202
ЗХЗМЗФ 314 365 430 515 600 710 835 965 1118 1151
4Х5МФ1С (ЭП 572) 553 591 649 715 793 879 970 1077 1189 1229
Р6М5К5 458 — — »— II — •— —
Р9 380 417 505 600 695 790 900 1020 1160 1170
Р18 419 472 544 627 718 815 922 1037 1152 1173
20Л 170 220 294 385 490 604 761 932 1101 1139
35Л 172 223 301 394 497 623 771 935 1115 1154
40ХЛ 233 270 335 435 540 665 815 975 1115 1195
20Х5МЛ 430 —. — — — — — —- —• •—
15X11МФБЛ (1Х11МФБЛ, ХИЛА) — —— 739 806 884 1000 1026 1098 —-
20Х13Л 645 695 775 859 931 985 1155 1115 1125 1160
ХН65ВКМБЮТЛ (ЭИ 539ЛМУ) 1340 1370 1390 1420 1430 1450 1460 1470 1460 1440J
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
611
2. ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
охлаждаемого торна
612
ПРИЛОЖЕНИЯ
Распределение твердости по сечению
Распределение твердости по сечения
Закалка 835-855°,8ода
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
613
Расстояние от охлаждаемого
торца
614
ПРИЛОЖЕНИЯ
Твердость Твердость
от охлаждаемого торца
Распределение твердости по сечению
-50-40-30-20-Ю 0 10 203040 ММ
Расстояние от центра
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
615
Расстояние от охлаждаемого торца
616 ПРИЛОЖЕНИЯ
1,5 3 6 9 12 15 18 21 24 27 30 33 36 39 42 45 48 Расстояние от охлаждаемого торца, мм
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
617
HRC
60
50
Диаметры прутков, мм, имеющие такую же твердость при объемной закалке
96________________________________________________
14 26 39 51 61 71 62 94 106117130141152164176-------
13 18 24 30 34 39 44 49 54 58 63 58 73 78 63 87 92 -
Место В прутке
Поверхность
З/Юотцентре
центр
Закалочная среда
Спокойная
Вода
1
Л?
8 1931 4353 61 66 74 60 8469 94 98------------
5 12 18 25 31 ЗВ 44 49 54 59 63 68 72 77 82 87 92 -- 5 10 14 19 24 29 33 38 42 45 49 52 57 62 67 71 75
Стам 15К
20
В 40 t к 30
7,5 4,5
Поверхность ^ЧНотцентра центр
Нормализация -900°С Закалка- 860°С
Спокойное наело
1^10,5 13,5 16,5 19,5 22,5 25,5 20,5 31,5 34,5ММ Расстояние от охлаждаемого торца
Диаметры прутков, мм,имеклцие такую же твердость при объемной закалке
96------------------ ----------—
14 26 39 51 61 11 82 94 ЮБ117130141152 164175- -
1.1 16 ?4 30 34 39 44 49 541ГбГ^73_78838792_
Место в прутке
Закалочная среда
Поверхность 314Яотцентра центр
8 19 31 43 53 61 68 74 80В489 9498^_____
5 12 18 2531 38'4449545963^^^^ - .4 1О 14 19 24'2^innr45WJ2 57j2j77im
Поверхность ^ЧПотцеитра Центр
Спокойная Вода
Сталь 20X
50
40
30
20
О
Спокойное тот
HRC
60
Нормализация-9ОО',С Закалка-860 с
v до ДО 'V ,s-s *
618
ПРИЛОЖЕНИЯ
Место измер. Зака-
Диаметры прутков, мм
96 ----- -......................................-
26 39 51 61 71 82 94106117130141152164176 - - -
18 24 30 34 39 44 49 54 58 63 68 73 78 83 87 92 -
I I I I г Г'1 I I I I I I 11_1_1
19 31 43 53 61 68 74 80 84 89 94 98 - - - - -
12 18 25 31 38 44 49 54 59 63 &8 72 77 82 87 92 -
10 14 19 24 29 33 38 42 45 49 52 57 62 67 71 75
твердости в прутке Поверхность ЗкЯ от центра Центр
Поверхность ШНсгг центра Центр
ночная среда Спокойная вода
Спокойное маспо
Твердость HRC Твердость HRC
60
50
40
30
20
О
60
50
40
30
20
О
1,5 4,5 7,5 10,5 13,5 16,5 19,5 22,5 25,5 28,5 31,5 34,5
Расстояние от охлаждаемого торца образца, мм
Диаметры прутков, мм
Место измер.
Зака-
твердости ночная в прутке среда
-96.............................................
14 26 39 51 61 71 82 94106117130141152164176 - - -13 18 24 30 34 39 44 49 54 58 63 68 73 78 83 87 92 -
.Г~г I I I I Г | I I I | -| | | | | г
8 19 31 43 53 61 68 74 80 84 89 94 98 ..........
5 12 18 25 31 38 44 49 54 59 63 68 72 77 82 87 92 ~
5 10 14 19 24 29 33 38 42 45 49 52 57 62 67 71 75
Поверхность 3/4R от центра Центр
Поверхность' 3/4R от центра Центр ~~
Спокойная вода
Спокойное маспо
1,5 4,5 7,5 10,5 13,5 16,5 19,5 22,5 25,5 28,5 31,5 34,5
Расстояние от охлаждаемого торца образца, мм
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
619
Диаметры прутков, мм, имеющие токую же тВерВость при объемной закалке
96
14 26 39 51 61 71 82 94 1061111301411521В4Т7Б--------
13 18 24 30 34 39 44 49 54 58 63 68 73 78 83 87 92 -
Место В прутке
Поверхность '3}ltRomцентра1 центр
Закалочная среда
Спокойная
Вода
НДС
60
i
5»
50
40
30
2D
б 19 31 43 53 61 6В 74 80 84 89 94 98 - ~--------
5 1218 25 31 38 4449 5459 63 68 7277 В2 8792 ~ - 5 W 14 19 24 29 33 ЗВ 42 45 49 52 57 62 67 77 75
поверхность tf/Rom центра Центр
Спокойное масло
Сталь ЧОК
Нормализация-ВБ0°С Закалка-850°С
IS 1,S V 13,s №fi ф W
Расстояние от охлаждаемого торца
620
ПРИЛОЖЕНИЯ
Твердость HRC Твердость
Диаметры прутков, ММ Место измер. твердости в прутке Закалочная среда
96 - Поверхность Спокой-
74 26 39 51 61 71 82 94106 Ц7130 141152164176 - - - 3/4R от центра ная
13 18 24 30 3 I...... . 4 39 44 49 54 58 63 68 1—1—1 1 1 1—Г- 73 78 83 87 92 - Центр вода
8 19 31 43 53 6 —1—1 II I I 1 68 74 80 84 89 94 -J 98 1 1 1 1 Поверхность Спокой-
Ь 12 18 2b 31 38 44 49 54 59 63 68 72 77 82 87 92 - 3/4R от центра ное
1 Ц 4 1 9 2 4 2 9 33 38 42 45 49 52 5 7 62 67 71 75 Центр маспо
60
50
40
30
20
0
Стапь 18ХГТ
Нормализация -920°С
Закалка - 900°С
1,5 4,5 7,5 10,5 13,5 16,5 19,5 22,5 25,5 28,5 31,5 34,5 Расстояние от охлаждаемого торца образца, мм
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
60
о 50 3=
I
$ 30 20
О
60
О 50 £ g 40
I g 30
20
О
Диаметры прутков, мм
- де - ------" " ~
14 26 39 51 61 71 82 94106117130141152184176^ _
13 18 24 30 34 39 44 49 54 58 63 68 73 78 63 87
Место измер. тверцости в прутке ~ Поверхность \3/4R от центра 1ентр
8 19 31 43 53 61 68 74 80 84 89 94 98 ----
S 12 18 25 31 38 44 49 54 59 63 68 72 ' уг
- 5 10 14 19 24 29 33 38 42 45 49 52 57 62 67 71
Степь 27ХГР
Поверхность
У4П от центре Центр
Нормализация -890°С
Закалка -870°С
Зака-почная среца Опокой-ная вора Спокойное маспо
19,5 22,5 25,5 28,5 31,5 34,5
1,5 4,5 7,5 10,5 13,5 16,5 _ образца, мм
Расстояние от охлаждаемого торца оор
622
ПРИЛОЖЕНИЯ
1,5 %5 7,5 10,5 13,5 15,5 19,5 22,5 25,5 28,5 31,5 З^мм
Расстояние от охлаждаемого торца
Расстояние от охлаждаемого торца
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
623
HRC 60
!
I 50
X
§
90
ЗО
Диаметры прутков, мм, имеющие такую же твердость при объемной закалке Место 6 прутке
96 Поверхность
19 26 39 51 61 71 82 99 106117130191152169176 фЯотцшпра
13 18 29 30 39 39 99 99 59 58 53 68 73 78 83 87 92 - Центр
1 19 31 93 5361 68 79 80 89 8999 98 Поверхность
5 12 18 25 3138 99 9959 596368 72 77 82 8792 - tftRom центре
- 5 10 19 19 29 29 33 38 92 95 995257 62 67 71 75 Центр
Спокойная Вода
Спокойное наело
Закалочная среда
Нормализация-900°C Закалка-880°С
Сталь 38ХС
1,5 9,5 7,5 10,5 13Д 16,5 19,5 22,5 25,5 28,5 31,5 39ДММ
Расстояние от охлаждаемого торца
Диаметры прутков, мм, имеющие такую же твердость при объемной закалке
96_________________________________________—
1У 26 39 51 61 71 82 99 105117 G0191152169176---
13 18 29 30 39 39 99 99 59 58 63 68 73 78 83 87 92 -
в 19 31 93 53 6168 79 80 89 89 99 98-~~~
5 12 18 25 31 38 99 99 59 5963 68 72 77 82J7J>^_ - 5 10 19 19 29 2933 38 92 959952 5762 67 717
Место О прутке
Закалочная среда
Поверхность
tyRomцентра
центр Вода
Поверхность Спокой-наело Центр
HRC 60
50
ЗО
20
Нормализация~‘88О°С
Закалка~880°С
Сталь ЗОХМА
1,5
ММ11 '-Ц-1' W
624
ПРИЛОЖЕНИЯ
Распределение твердости по сечению
Расстояние от охлаждаемого торца
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
HRC
60
Твердость HRC твердость
20
50
Диаметры прутков, мн, имеющие такую же твердость при объемной закалке
96__________________________________________
14 26 39 5161 71 62 94 106 Н7130141152164 R6---
13 1В 24 30 34 39 44 49 54 36 63 66 73 78 83 67 92 -
Место О прутке ‘
Поверхность
ЗрЯсвпрняро1
Центр
В 19 31 43 53 6168 74 808489 94 98- -
5 12 1В 25 31 38 44 49 54 5963 68 72 11 82 87 92-- я in 1R '19 293338 42 45 49 52 57 62 977175
Закаленная среда
Спокойной вода
Поверхность ЗЦПотценяра центр
Спокой-ное наело
Сталь W3H
50
40
30
Нормализаи,ий-85О°С
Закалка-820 °C
79,5 22,5 25,5 ф 31,5 34,5 нм
1,5 4Д
7.5 70.5 13,5 .
Расстояние от охлаждаеноп торца
40 Г
Сталь 20ХНР
30
„ ,6 ю « « 48 Расстояние от охлаждаемого торца. м»л
20
626
ПРИЛОЖЕНИЯ
Диаметры приткав, мм, имеющие такую же Место в прутке Зака-тючная среда
твердость при объемной гакилке
96 Поверхность Слюной-мая
№ 26 39 St 61 71 82 94106 117130141152 1Б4176 З^Пот центра
13 18 24 30 34 39 Vi 49 54 58 63 68 73 78 83 67 92 - Центр бода
£ 19 31 43 53 61 6В 74 80 84 89 94 98 Поверхность Снохой-
5 12 18 25 31 36 4449 54 59 63 68 72 77 82 87 92 — 3l4Pom центра ное
- 5 10 14 19 24 29 33 38 42 454 9 52 57 62 6771 75 Центр маспо
1,5 4,5 7,5 10,5 13,5 16,5 19,5 22,5 25,5 28,5 31,5 34,5 мм
Расстояние от охлаждаемом торца
Расстояние от охлаждаемого торца
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
627
Закалочная среда
Диаметры пруткоб, мм, имеющие такую же твердость при объемной закалке
96________________________________________-
й» 26 39 5161 71 82 99 Ю6 117130191152№9176- — -
13 18 29 30 3939 99 99 59 58 63 68 73 78 $3 В7 92 ~~
Место в прутке '
Поверхность ЪрПотцентра' центр
Спокойная бода
8 19 31 93 53 6168 79 ВО 89 89 99 98 ~ _ Т-S—
5 12 18 25 31 38 99 99 5959 63 68 72 77 82 87 92— - ч т 19 iq 29 2933 38 92 9599 525762 67 Н 75
Поверхность
Спокой-
Центр
HRC 60
50
О
>
30
20
Сталь ЗОХГСА
Нормализация •- 900°с Закалка -880°С
628
ПРИЛОЖЕНИЯ
01,5 J б 9 12 1518 2124 27303335394245мм Расстояние от охлаждаемого торца
Кривая прокаливаемости стали (0,19%;0,36%Р1п;1,4АСг;4,15%К1;8,757^;0,10^М^
HKC £ 60 1 50
g
к 30
ОфЗ б 9 12 15 18 21242730333639 42 мН Расстояние от охлаждаемого торцп
Расстояние от охлаждаемого торца, мм
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
629
630
ПРИЛОЖЕНИЯ
3. МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Марка стали ^ота ? °C °0,2» Н/мм2 о.» Н/мм2 8, % 4S % кси, Дж/см2 Твердость Примечание
20 304-333 402-549 27-39 Лист и фасонный про-
СтЗпс 200 196-275 422-569 19-24 кат в горячекатаном состоянии толщиной
300 196-265 422-579 20-26 до 30 мм
400 186-255 383-520 28-40
НВ Закалка 860 °C, вода.
30 400 412-481 549-667 16-24 53-64 88,3-186,3 153-189 Заготовка диамиром 60 мм
500 383-432 530-618 18-27 61-68 117,7-205,9 150-175
600 343-383 481-559 21-28 66-72 147,1-225,6 138-158
НВ Закалка 850 °C, вода.
35 200 598 765 13 60 29,4 226 Заготовка диаметром 60 мм
300 559 736 14 63 29,4 212
400 520 696 15 64 98,1 200
500 471 667 17 67 137,3 189
600 412 628 18 71 176,5 175
700 343 579 19 73 186,3 162
40 200 755 932 7 45 29,4 НВ 267 Закалка 850 °C, масло
300 716 863 8 51 68,6 247
400 637 794 9 57 88,3 225
500 549 736 12 62 127,5 208
600 451 667 16 66 166,7 188
700 383 618 17 71 205,9 170
45 450 500 550 834 736 637 981 834 785 10 12 16 40 45 50 58,8 78,5 98,1 — Закалка 850 °C, вода. Заготовка диаметром 60 мм
600 588 736 25 55 117,7
50 400 654 865 н;9 50,3 63,7 НВ 246 Закалка 840 °C, вода
500 566 776 14,4 54,0 89,5 218
600 454 675 17,7 64,4 135,3 190
55 400 579-647 824-932 10-12 42-46 29,4-49,0 НВ 234-266 Закалка 840 "С, Заготовка диаметр0, 60 мм
500 510-569 755-853 13-14 43-52 39,2-58,8 210-239
600 432-481 667-745 16-18 56-61 58,8-88,3 190-210
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Продолжение табл.
Марка стали ^отп > °C Н/мм2 о», Н/мм2 8, % V» % кси, Дж/см2 Твердость Примечание
200 530 687 14 190,2 Нормализация или
60 300 451 отжиг.
736 27 — 139,3 — 0,60 % С; 0,60 % Мп;
400 324 461 30 107,9 ов=708 Н/мм2
560 520-588 883 15 42 29,4 Закалка 820 °C, вода. 0,59 % С; 0,46 % Мп;
620 441-569 804 12 50-55 44,1 0,34 % Si
200 265 490-569 16 39-44 39,2-107,9 Без термообработки.
22К 300 235 520-569 21 48-51 Лист толщиной 30 мм
73,5-112,8
400 226 451-471 21-24 59-63 49,0-76,5 —
500 196 284-314 19-29 60-68 44,1-59,8
600 108-167 72-137 20-34 66-68 53,0-71,6
15Г 400 930 980 5 65 59 108 Нормализация 900 °C. Закалка 890 °C, вода. Охлаждение после от-
450 780 870 8 70 пуска в масле. Заготовка диаметром
118
550 640 700 12 78 23 мм
250 490 Нормализация 910 °C.
20Г 0,60% С; 0,60 % Мп
300 481 ——
350 461
400 432
ЗОГ 400 785 981 15 37 49,0 88,3 Закалка 820 °C, вода
500 687 883 10 55
600 539 736 15 65 166,7 Закалка 820 °C, масло
400 490 736 15 55 34,3
500 490 687 17 60 49,0 —
600 441 588 20 68 78,5
45Г 375 1230 1310 9 42 14 НВ 418 Закалка 79U С, вода. Пруток сечением 25 мм
450 525 1120 900 1210 1000 11 13 48 51 39 59 340 302
375 1280 8 Г 40 17 351 Закалка oiv ь, маили. Пруток сечением
525 810 950 14 52 68 269 25 мм
300 600 880 (16) 50 Г 39 Закалка 850 °C, масло. Пруток сечением
400 580 880 (16) 50 49 — 35 мм
500 580 870 (18) 51 49
600 500 780 (22) 57 68 L — —
632
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка стали 4о1П 5 °C °0,2» Н/мм2 ов, Н/мм2 8, % % кси, Дж/см2 Твердость Примечание
НВ Закалка 840 °C, вода.
50Г
540 755 932 7 45 29,4 267
580 716 863 8 51 68,6 247
620 637 794 9 57 88,3 225
200 1220 1240 60 Закалка, охлаждение
14Г2 300 1260 1270 со скоростью
60 200 °C /с. Выдержка
400 1150 1180 — 61 — — при отпуске 1 ч.
500 810 880 67 Стержень диаметром 19 мм
600 660 760 70
200 900 980 55 Закалка, охлаждение
300 900 930 59 со скоростью 45 °C/с. Выдержка при отпуске
400 830 880 —- 59 — 1 ч.
500 660 750 63 Стержень диаметром 19 мм
600 590 690 67
35Г2 НВ Закалка 830 °C, масло.
375 1370 Охлаждение после от-
— 9 44 10 402 пуска в масле. Пруток
450 950 1040 12 55 29 321 сечением 25 мм
525 880 980 14 60 39 286
600 670 800 18 65 88 241
40Г2 НВ Закалка 820 °C, масло.
$50 1490 1760 (4) 19 10 500 Пруток сечением 28 мм
300 1470 1620 (6) 30 10 460
400 1270 1330 (Ю) 50 59 400
500 980 1080 (15) 60 127 340
600 780 850 (19) 62 176 250
375 — 1390 8 44 10 402 Закалка 830 °C, масло.
450 950 1040 Охлаждение после от
12 55 29 321 пуска в масле. Прут®
525 880 980 14 55 35 286 сечением 25 мм
600 680 800 18 65 90 241
ЗОХ 300 540 900 11 53 20 Закалка 800 °C, вода
400 560 860 13 54 39
500 440 690 18 70 39 ——
600 490 670 17 74 54
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
______________633
Продолжение табл.
Марка стали Arm » °C <*0,2 » Н/мм2 СТ"’ 2 Н/мм2 8, % V» % кси, Дж/см2 Твердость Примечание
40Х НВ Закалка 850 °C, вода.
200 1559 1765 8 35 29,4 552 Охлаждение после от-
300 1393 1608 7,5' 35 17,7 498 пуска в воде
400 1177 1324 9 40 49,0 417
500 912 1147 11 49 75,5 326
600 726 863 14 60 147,1 265
700 579 736 18 70 196,1 226
HRC Закалка 860 °C, масло.
20ХГР 200 1247 1512 10,5 54,7 60,8 45 Охлаждение после от-
45 пуска в масле
300 1232 1401 7,5 49,6 61,8
400 1177 1243 10,75 57,5 68,6 41
500 971 974 13,5 64,2 125,5 31
600 694 824 16,75 65,25 ’ 182,4 25
НВ Закалка 900 °C, масло.
ЗЗХС 200 1610 1750 10 48 88 510 Отпуск 200 - 400 °C, 2 ч, воздух.
320 1490 1640 10 49 78 470
400 1340 1470 10 52 59 430 Закалка 900 °C, масло.
59 88 350
520 1070 1180 14 Отпуск 520 - 600 °C,
600 900 1110 18 63 118 300 2 ч, вода
НВ Закалка 900 °C, масло.
40ХС 200 1670 1960 10 40 59 575 Охлаждение после отпуска на воздухе
300 1570 1810 10 43 29 530
400 1370 1580 10 45 59 460
500 1100 1320 11 50 60 380
600 900 1030 16 55 78 320 Закалка 820 °C, масло
40ХН 400 1226 1373 10 41 32,4
450 1128 1275 13 47 36,3
500 1079 1157 14 51 46,1 —.
550 873 1030 17 57 76,5
600 765 912 20 60 83,4
—- 650 667 804 21 63 109,8 HRC~ Закалка 860 °C, масло.
Охлаждение после от-
20ХНР 200 1220 1520 10 54 49 47 пуска в масле
300 400 1200 1180 1400 1250 11 57 49 69 46 43 •
500 600 880 740 980 780 14 16 64 65 127 172 34 28
634
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка стали ^ОТП 1 °C сто.2, Н/мм2 °”’ 2 Н/мм2 5, % V» % кси, Дж/см2 Твердость Примечание
НВ Закалка 860 °C, масло
12ХНЗА 200 1275 1373 12 60 98,1 400
300 1128 1275 13 68 78,5 380
400 1079 1196 14 68 83,4 375
500 932 1030 19 70 117,7 280
600 667 736 24 75 166,7 230
20ХНЗА 200 1270 1510 15 60 73 HRC 42 Нормализация 860 °C, воздух. Закалка 810 °C, масло
300 1260 1370 12 62 54 41
400 1180 1260 13 64 59 38
500 960 1000 19 66 83 3-1
600 720 780 24 73 162 21
200 1275 1451 56 58,8 Закалка 820 °C, масло
300 1177 1304 56 49,0
400 1108 1177 — 60 58,8 —
500 1000 1098 63 68,6
600 794 814 70' 147,1
ЗОХНЗА HRC Закалка 820 °C, масло
200 1460 1620 8 50 80 51
300 1400 1530 7 50 59 49
350 1290 1430 8 50 47 47
400 1180 1290 10 52 54 44
500 920 1070 17 60 107 37
600 780 890 21 64 157 32
20ХГСА 200 300 400 — 1520 1470 1340 9 9 8 49 62 50 59 59 49 НВ 420 400 360 Закалка 900 °C, выдержка после отпуска 80 мин, воздух
500 1080 10 50 78 325
600 880 17 52 98 255 - •
25ХГСА 300 1320 1510 12 57 69 HRC 44 Закалка 890 °C, масло. Пруток сечением 20-70 мм
400 1200 1270 12 59 69 42
500 980 1030 17 60 127 35
— 600 730 830 20 67 196 25 , —
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Продолжение табл.
Марка стод>, ст»». 8, V, кси, Твер- Примечание
стали °C Н/мм2 Н/мм2 % % Дж/см2 дость
HRC Закалка 860 °C, масло.
20ХГНР 200 1247 1512 10,5 54,7 60,8 45 Охлаждение после отпуска в масле
300 1232 1401 7,5 49,6 61,8 45
400 1177 1243 10,75 57,5 68,6 41
550 971 974 13,5 64,2 125,5 31
600 694 824 16,75 65,25 182,4 25
200 1210 1420 5 21 38 Закалка 860 °C, масло,
20ХН2М выдержка при отпуске
(20ХНМ) 600 970 1010 12 42 52 2 ч. Образцы поперечные
200 1550 1750 10 60 125 Закалка 860 °C, масло
30ХН2МА
300 1450 1600 13 62 90
400 1300 1400 11 60 100 —
500 1100 1200 15 65 125
600 900 1000 19 70 200
200 1599 1755 10 50 58,8 Закалка 850 °C, масло
40ХН2МА (40ХНМА) 300 1471 1599 10 50 49,0
400 1245 1373 12 52 58,8 —
500 1079 1177 15 59 88,3
600 863 961 20 62 147,1
35ХНЗМФА 625 726 892 18 61 137,3 Закалка 850 °C, масло
655 677 824 23 67 147,1 —
675 628 785 20 64 152,0
50ХФА Без отпуска 1579 1942 1,0 2,2 - HRC 51-53 51-54 Закалка о эи с, масло
100 1657 1942 —
2,4 49-51
200 1765 2010
300 1638 1687 1,6-2,4 36 47-48
450 500 - 3,9 7,7 54 44-46 41-42 'iavanva R50 °C масло
60С2, 60С2А 27,5 НВ 477
400 1579 9 —• 27,5 364
500 550 1373 1706 13 15 31,4 364
636
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка стали А>тп » °C °0,2, Н/мм2 Ов э Н/мм2 8, % V, % кси, Дж/см2 Твердость Примечание
HRC Закалка 840 °C,
ШХ15 200 1961-2207 2158-2550 60-62 масло
300 1667-1765 2305-2452 — — • 55-57
400 1275-1373 1814-1912 49-51
450 1177-1275 1618-1716 45-47
HRC Закалка 820 °C,
ШХ15СГ 160 2256-2373 1961-2354 61-64 масло
200 250 2128-2285 2118-2207 2158-2550 — — — 59-61 58-60
300 1863-2040 — 57-58
330 1854-1952 — 55-56
HRC Закалка 1050 °C,
95X18 (9X18, ЭИ 229) , .150 58-63 масло
200 57-61
300 Не определяются 54-58
400 55-58
500 50-53
600 39-42
13ХПН2В2МФ-Ш (ЭИ 961-Ш) 200 1330 1520 12 55 61 НВ 432 Закалка 1000 °C, масло
300 1330 1470 13 59 60 420
400 1340 1490 13 54 61 432
450 1380 1500 15 56 54 420
475 1430 1530 13 54 37 440
500 1190 1330 13 60 71 390
550 1090 1240 15 61 88 337
600 910 1090 15 61 105 308
650 750 900 16 63 108 268
700 720 . 880 17 64 120 250
10Х12НЗМ2ФА(Ш), 10Х12НЗМ2ФА-А(Ш) 500 1170 1350 17,5 66,0 KCV 58 Закалка Ю50 масло
550 1046 1185 15,0 66,0 101
575 949 1085 16,2 61,1 98 —
600 891 1011 16,7 62,3 . 98
650 832 988 17,0 65,0 111
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Продолжение табл.
Марка стали ^отп > °C ст0,2» Н/мм2 Н/мм2 8, % 46 % кси, Дж/см2 Твердость Примечание
25Х13Н2 (2Х14Н2, ЭИ 474) 200 300 400 500 600 700 800 — 1620 1590 1530 1470 1220 730 710 3 7 4 3 6 9 9 — — HRC 54 53 52 50 38 29 26 Закалка 1030 -1050 °C, воздух
04Х14Н5МГТЮ 450 500 550 600 650 1280 1310 1012 665 705 1350 1370 1050 880 910 16 15 19 25 21 56 62 66 73 73 5 6 25 25 22 HRC 40 38 37 25 25 —
У7.У7А 160-200 200-300 300-400 400-500 Не определяются HRC 60-63 54-60 43-54 35-43 Закалка 780 -800 °C, вода. После отпуска охлаждение на воздухе
У8, У8А 160-200 200-300 300-400 400-500 500-600 Не определяются HRC 60-64 55-60 45-55 35-45 27-35 Закалка 7oU - 800 °C, вода. После отпуска охлаждение на воздухе
УЮ, У10А 160-200 200-300 300-400 400 500 Не определяются HRC 62-64 56-62 47-56 38-47 Закалка 760 -780 °C, вода. После отпуска охлаждение на воздухе
У12.У12А 150-160 200-250 Не определяют ся HRC 62-63 58-59 закалка /ои 780 °C, вода. После отпуска охлаждение на воздухе
•ся HRC 62-63 58-62 52-58 46-52 37-46 Закалка 840 -860 °C, вода. После отпуска охлаждение на воздухе
9ХС — 170-200 200-300 300-400 400-500 500-600 Не определяют
638
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка стали torn , °C <*0,1» Н/мм2 G*f 2 Н/мм2 5, % V, % кси, Дж/см2 Твердость Примечание
хвг 180-220 230-280 280-340 Не определяются HRC 58-62 56-60 54-56 Закалка 840 °C. Заготовки сечением до 50 мм, масло; свыше 50 мм, расплав солей при 200 °C
100 200 300 400 Не определяются 65 63 60 56 Закалка 820 °C, масло
170-200 200-300 300-400 400-500 500-600 Не определяются 62-63 58-62 52-58 47-52 38-47 Закалка 830- 850 °C, вода. После отпуска охлаждение на воздухе
Х6ВФ 200 300 400 500 550 — — -— — 83 92 83 74 83 HRC 58 56 55 54 53 Закалка 1000 °C, масло, выдержка при отпуске 1,5 ч
160 200 290 — — — — 69-98 88-98 62-64 58-60 56-58 Закалка 990 "С, масло или расплав солей при 160’С. Заготовки .толщиной или диаметром до 120 мм
Х12 180 200 250 300 350 400 450 500 600 — (2150) (2170) (2200) (2170) (2150) (2050) (1950) (1850) — 8 10 16 14 25 35 10 HRC 63 62 60 59 58 57,5 56,5 55 46 Закалка 970 масло, 65 HRC. После отпуска охлаждение на воздухе
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Продолжение табл.
Марка стали ^ОТП » °C ст0,2> Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 Твердость Примечание
Х12Ф1 150 200 250 300 350 400 450 500 600 — (2450) (2500) (2550) (2580) (2600) (2850) (3100) (3000) — — 25 25 25 30 35 65 75 35 HRC 63 61,5 60 59 58,5 58 57,5 57,5 49 Закалка 1040 °C, масло, 63 HRC. После отпуска охлаждение на воздухе
Х12МФ 150 200 250 300 350 400 450 500 550 — (2550) (2650) (2750) (2920) (3100) (3030) (2950) (2900) — — 30 40 57 64 60 50 40 30 HRC 63 62 61 59,5 59 58,5 58 59 51 Закалка 1020 °C, масло, 64 HRC. После отпуска охлаждение на воздухе
Х12ВМФ 180 200 250 300 350 400 450 500 550 — (2150) (2330) (2500) (2650) (2759) (2840) (2750) (2500) — —— 2 23 30 36 40 44 40 HRC 62 60,5 59 58 58 58 58,5 60 58 Закалка 1020 °C, масло, 64 HRC. После отпуска охлаждение на воздухе Чякяттка 850 —
7X3 150-200 200-300 300-400 400-500 500-600 Не от ределяются HRC 50-62 58-60 55-58 50-55 39-50 880 °C, вода. После отпуска охлаждение на воздухе
640
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка стали ^ОТП э °C С«Д’ Н/мм2 Н/мм2 8, % V. % кси, Дж/см2 Твердость Примечание
HRC Закалка 850 °C, мае-
5ХГМ 450 1450 1600 7 23 26 45 ло, 58 HRC. После
500 1340 1450 11 34 30 41 отпуска охлаждение на воздухе. Заготовка
550 1240 1400 ' 11 30 37 38 15x15 (мм)
600 1100 1200 15 35 46 36,5
HRC Закалка 850 °C, мае-
5ХНМ 400 1400 1600 10 40 35 46 ло, 58 HRC. После
450 1420 1530 9 37 38 44 отпуска охлаждение на воздухе. Заготовка
500 1300 1400 15 37 46 42 15x15 (мм)
550 1200 1350 12 34 60 38
600 — 1170 16 51 68 36
4ХМФС (40ХСМФ) HRC Закалка 920 °C, мае-
300 1600 2100 10 40 30 48,5 ло, 53-55 HRC.
350 1430 1400 1720 10 36 30 47,5 После отпуска (2 ч) охлаждение на воду-
400 1670 11 38 33 46,5 хе.
450 1385 1650 12 40 33 46,5 Образцы 15 х 15 (мм)
500 1375 1630 13 45 40 46,0
550 1365 1610 13 50 50 44,0
600 1200 1280 14 52 80 40,0
650 820 900 22 62 160 40,0
HRC Закалка 860 °C, воз-
7ХГ2ВМФ 150 (2800) 60 61 дух, 62 HRC. После
200 59 отпуска охлаждение
(3180) на воздухе. Поковки
250 80 58 диаметром 25 мм
300 -— (3100) —• —— 60 57
350 (3000) 60 55
400 (3000) 100 53
450 —• — 51
480 - — 50
ЗХ2В8Ф HRC Закалка 1130 °C,
600 — 1720 10 41 20 51 масло, выдержка при
625 1460 1640 7 28 25 49 отпуске 2 ч
650 1390 1530 12 36 20 47
675 1310 1430 10 36 25 45
ЗХ2МНФ HRC Закалка 930 °C, мае-
450 1300 1600 6 12 40 48 ло, 54 HRC. После
500 1320 1520 8 17 70 48 отпуска (2 ч) охлаж-
550 1340 1520 9 17 80 46 дение на воздухе
600 1150 1220 10 25 100 40
650 740 840 18 50 120 27 —
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА 641
Продолжение табл.
Марка стали ^ОТП > °C °0,2» Н/мм2 °”, Н/мм2 8, % V, % кси, Дж/см2 Твердость Примечание
5Х2МНФ 500 1460 1770 11 39 36 HRC 47,5 Закалка 980 °C, масло, 58-59 HRC. По-
(ДИ 32) 550 1550 1800 13 43 40 47,5 еле отпуска охлаж-
600 1525 1720 12 44 <’ 50 47,5 дение на воздухе
650 1330 1430 13 48 60 43,5
HRC Закалка 1040 °C,
ЗХЗМЗФ 500 1350 1660 14 46 48 46 масло, 49 HRC. По-
550 1480 1700 12 52 32 46 еле отпуска (2 ч) ох-
600 1540 1700 10 52 23 45,5 лаждение на воздухе.
625 650 1420 1300 1600 1480 12 10 50 47 40 47 43,0 41,5 Образцы 10 х 10 (мм)
HRC Закалка 1020 °C,
4Х5МФ1С (ЭП572) 300 400 1520 1600 1900 1910 9 8 28 25 48 44 51 53 масло, 52 HRC. После отпуска охлаждение на воздухе.
500 1520 2000 8 27 20 54 Образцы 10 х 10 (мм)
600 1490 1650 10 45 46 48,5
HRC Закалка 1060 °C,
6Х6ВЗМФС (55Х6ВЗСМФ, ЭП569) 200 250 300 350 400 450 480 — —- — — 16 16 14 12 61,7 58,0 56,5 56,0 56,5 57,5 58,5 масло, 62,5 HRC. После отпуска (1,5 ч) охлаждение на воздухе
500 13 59,0 Закалка 1060 °C, масло, 62,5 HRC.
520 13 59,5 После отпуска (трех-
— — —— — 14 59,0 кратного по 1 ч) ох-
540 560 13 56,5 лаждение на воздухе
ШВ2МФС2 170 200 (3000) (3330) - HRC 62,0 Закалка iu/э u, масло, 64 HRC. После отпуска (1,5 ч)
(ЭП 761) 35 45 60,5 58,0 охлаждение на воздухе
250 300 350 — (3700) (3900) (3750) ’— —— 90 105 70 57,2 57,6 58,5
400 (3500) 45 59,7
450 (3200) 40 61,0
480 (3180) 35 61,4 Закалка 1075 °C, масло, 62,5 HRC. После отпуска (трех-
500 (3200) 30 62,2
520 (3250) —— 61,8 кратного по 1 ч) ох-
540 (3500) /3800) 44 61,5 лаждение на воздухе
'— 560
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка стали °C <^0,25 Н/мм2 °в>. Н/мм2 % V. % кси, Дж/см2 Твердость Примечание
HRC Закалка 1060 °C,
11Х4В2МФЗС2 170 (3800) 50 61,0 масло, 62 HRC.
(ДИ 37) 200 (4000) 57 60,0 После отпуска (1,5 ч)
250 (4200) 74 58,0 охлаждение на воз-
, 300 (4300) 78 57,5 духе
350 (4200) 75 57,0
400 (4000) 64 57,5
450 (3600) 37 58,5
500 (3600) 30 60,4 Закалка 1060 °C,
520 (3800) 30 61,0 масло, 62 HRC.
540 560 — (3900) — — 30 59,5 После отпуска (трехкратного по 1 ч) ох-
(4100) 30 57,6 лаждение на воздухе
580 — 30 55,0
170 (3200) 35 60,2 Закалка 1090 °C,
200 (3600) 40 58,8 масло, 62 HRC.
250 300 (3600) 60 57,7 После отпуска (1 ч) охлаждение на воз-
— (3670) — — 65 56,7 духе)
350 (3700) 60 56,4
400 (3500) 45 57,0
450 (3100) 30 58,5
500 (3300) 22 61,0 Закалка 1090 °C,
520 (3400) 24 62,0 масло, 62 HRC.
540 — (3600) 26 60,2 После отпуска (трехкратного по 1 ч) охлаждение на воздухе
560 (3700) 58,6
580 —- — 56,3
HRC Закалка 1230 °C,
Р9 200 1030 10 масло. Отпуск трех-
300 1080 52 — кратный по 1 ч
400 1270 49 —
500 1470 39 —
540 — 65
580 - — 63
600 1960 26 —
620 — — 60
660 - — 53
KCV
06Х12НЗДЛ 20 585 760 21,8 64,0 100
100 556 711 20,5 67,0 154
200 563 665 18,4 67,4 150 — —
300 547 646 16,7 63,0 163
350 512 622 14,5 55,0 165
400 517 575 15,3 65,0 173
Примечание. В столбце ов в скобках даны значения ои—предела прочности при изгибе
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
643
4. МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
Марка материала Ч1СП> °C ^0,2, Н/мм2 <УВ, Н/мм2 8, % V» % кси, Дж/см2 Примечание
СтЗкп 20 205 386 37,0 59,7 Лист толщиной 12 мм
100 . 200 192 177 370 430 26,7 21,0 59,7 51,0 в состоянии поставки (образцы поперечные). 0,18 % С; 0,02 % Si;
300 158 451 23,3 49,1 — 0,41 % Мп; 0,029% S; 0,014 % Р; 0,04 % Сг,
350 153 428 26,0 52,1 0,04 % Си
400 153 395 35,3 61,7
450 151 327 31,3 71,2
СтЗсп 20 200 206-343 216-284 422-520 500-559 28-37 16-28 56-68 41-55 Лист и фасонный прокат в горячекатаном состоянии толщиной
300 206-265 490-559 20-31 43-61 до 30 мм
400 157-255 275-490 34-43 60-73
500 126-177 216-392 36-43 60-73
СтЗГпс 20 226-392 412-569 26-39 58-68 Лист толщиной 12-50 мм в горячека-
200 216-392 451-579 18-24 46-59 таном состоянии
300 216-363 490-598 20-25 43-55 —
400 196-265 451-530 22-31 48-63
500 177-245 304-402 20-30 65-76
Ст4пс 20 100 240 215 390 370 33 22 70 108 127
300 145 — - - 118 «1 —'
400 125 350 32 71 83
500 110 205 30 75 68
600 59 135 43 86 78
08кп 15 -40 -80 -183 276 288 338 371 383 453 806 38,0 30,0 34,7 2,8 70,6 74,4 75,1 0,6 152,0 22,6 4,4 3,9 68,6 стоянии В горячекатаном со-
20 177 314 20 77 стоянии.
08 392 16 65 137,3 0,07 % С; 0,10 % Si;
200 206 67 127,5 0,27 % Мп; 0,022 % S;
300 400 500 650 _ 98 88 79 59 373 275 196 137 24 31 33 41 77 78 85 117,7 88,3 78,5 0,019 %Р
644
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала *НСП5 °C Н/мм2 Пв, Н/мм2 8, % V, % кси, Дж/см2 Примечание
20 260 422 31,5 69,0 220,6 Нормализация
10 55,0 176,5 900 - 920 °C
200 221 485 20,0 Заготовка диаметром
300 177 515 2з;о 55,0 142,2 45 мм
400 167 353 24,0 ' 59,0 98,1
500 157 255 18,5 62,5 78,5
600 88 108 33,5 84,0 294,2
20 245 451 32 69 176,5 Нормализация
15 200 226 520 900-920 °C
19 53 196,1
300 226 539 18 51 137,3
400 186 422 27 68 98,1
500 167 304 26 66 78,5
600 118 157 30 80 343,2
20 282 433 34,3 66,0 213,8
20 200
230 405 27,8 66,8 186,3
300 167 416 29,4 64,1 188,3
400 150 340 39,3 80,5 100,0
500 136 245 40,3 86,2 88,3
600 74 148 47,4 85,3 165,7
20 314 490 28 ' 58 78,5 В состоянии постав-
25 200 324 559 12 44 98,1 ки. 0,28 % С; 0,25 % Si;
300 196 539 22 57 88,3 0,64 % Мп;
400 167 461 25 65 68,6 0,024 % S; 0,019 % Р
500 147 333 28 70 49,0
600 69 157 44 92 78,5
30 20 324 530 25 52 62,8 В состоянии постав-
200 304 677 20 39 82,4 ки
300 206 579 21 51 70,6
400 186 500 23 64 58,8
500 147 353 24 70 43,1
600 79 196 35 83 74,5
4S 20 324 530 25 52 58,8 В горячекатаном со-
200 304 579 9 39 78,5 стоянии. 0,36 % С; 0,19 % Si;
300 206 579 ' 21 52 68,6 0,53 % Мп;
400 186 500 , 23 64 58,8 0,018 % S; 0,019 % Р
500 147 353 24 70 39,2
600 79 196 35 83 68,6 —
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
645
Продолжение табл.
Марка материала *исп> °C Со,2, Н/мм2 Св, Н/мм2 8, % V. % кси, Дж/см2 Примечание
20 363 657 24 50 58,8 Нормализация 850 °C.
40 200 275 588 Отпуск 650 °C
20 51 88,3
300 363 637 25 47 88,3
500 226 343 27 68 58,8
600 128 177 27 52 88,3
20 353 628 22 50 46,1 Нормализация
45
200 343 687 10 36 63,7
300 255 716 22 44 66,7
400 226 559 21 65 54,9
500 177 373 23 67 39,2
600 79 216 33 90 58,8
-196 951 1040 14 28 -
60 20 510 706 17 60 Улучшение. 0,60 % Си; 0,60% Мп
200 530 687 14 - -
300 451 559 27 -
500 324 461 30 -
22-26 50-61 83,4-112,8 Без термообработки.
20 245-294 500-520 Лист толщиной 30 мм
22К 200 216-265 490-549 16 39-44 39,2-107,9
300 216-235 520-569 21 48-51 73,5-103,0
400 226 451-530 21-24 59-63 49,0-76,5
500 196 284-314 19-29 60-68 44,1-59,8
600 108-126 137-167 20-31 _ 66-68 53,0-71,6
510 (крупнозернистая
45Г 200 370 760 10 22 структура)
300 285 740 20 35
400 265 590 20 47
СПИ 220 520 37 52 Отжиг /мелкозернистая
200 570 810 15 40 структура)
300 460 780 25 52 —.
400 500 375 255 640 450 25 45 55 60 — —
646
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^исп> °C а0)2, Н/мм2 Н/мм2 5, % V, % кси, Дж/см2 Примечание
Нормализация 830 °C
50Г 200 370 760 10 22 (крупнозернистая структура)
300 285 740 20 35 —
400 260 590 20 47
500 220 520 37 52
200 300 570 460 810 780 15 25 40 Отжиг (мелкозернистая струк-
52 тура)
400 375 640 25 55
500 255 450 45 60
16ГС 20 200 245-294 177-255 471-500 27-33 51-72 58,8-196,1 Нормализация 950 °C, охлаждение со скоро-
422-451 24-31 52-74 205,9-343,2 стью 50 °С/ч. Отпуск
250 - - - - 245,2-304,0 600 - 750 °C, выдержка 5 ч; охлаждение со ско-
300 196-226 392-481 22-29 48-70 225,6-313,8 ростью 50 °С/ч.
350 177-226 451-481 25-31 66-71 205,9-313,8 Лист толщиной 4 -160 мм. Образцы попе-
400 177-216 402-432 27-34 64-76 127,5-235,4 речные
500 147-196 255-343 31-38 68-85 117,7-156,9
550 137 255 37 68 —
600 108-126 157-177 38-46 82-90 117,7-156,9
16ГНМА 20 392-451 549-608 21-25 60-66 122,6-132,4 Нормализация 930 °C. Отпуск 670 °C, вы-
350 363-373 559-588 20-28 55-69 98,1-117,7 держка 5 ч, охлаждение со скоростью 50 °С/ч. 0,16 % С; 1,22 % Si;
400 333-373 500-539 20-25 57-73 88,3-161,8 1,16-1,37 % №, 0,45-0,59% Мо.
450 324-343 471-520 20-23 66-73 78,5-83,4 Лист толщиной 100 мм. Образцы поперечные
500 304-314 451-471 20-24 67-70 58,8-73,5
20 349 519 24,3 66,0 107,9-127,5 Отпуск 660 - 680 °C,
350 326 501 20,0 62,3 133,4 8- 12 ч. 0,18 % С; 0,77 % Мп;
370 321 495 18,7 54,8 137,3 1,25 % Ni; 0,44 % Мо
400 326 477 19,7 59,9 126,5
450 283 428 19,3 69,8 117,7
500 275 388 17,7 76,6 78,5
600 249 283 16,7 85,5 98,1 >
650 121 155 22,0 93,7 181,4
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
647
Продолжение табл.
Марка материала 1|К1» °C Со,2» Н/мм2 Ов» Н/мм2 8, % V. % кси, Дж/см2 Примечание
35Г2 200 300 400 265 235 215 570 580 490 §5 14 19 23 — — Нормализация 870 °C, воздух
40Г2 -20 100 450 410 800 740 Зю 18 17 40 40 59 78 Отжиг 900 °C, воздух, затем нагрев до 650 °C, охлаждение с печью
ЗОХ 300 400 500 570 510 450 790 650 600 8s 25 21 14 65 74 75 127 98 83 Закалка 860 °C, масло. Отпуск 500 °C. Пруток диаметром 40 мм
38ХА 20 -40 -70 -196 883 1000 1383 981 1118 1422 18 18 17 60 55 42 117,7 78,5 58,8 9,8 —
20 200 300 350 400 696 716 657 608 539 28 23 23 24 25 —•“ —
40Х 20 200 300 400 500 785 706 677 608 432 932 883 873 687 490 13 15 17 18 21 55 42 58 68 80 83,4 117,7 98,1 78,5 Закалка 820 - 840 С, масло. Отпуск 550 °C
15ХФ 800 900 1000 1100 1200 —- 57 47 32 24 19 8ю 23 26 43 46 60 62 34 68 94 99 — ремещения захватов испытательной машины 0,4 - 0,5 мм/мин. Образец диаметром 10 мм, длиной 100 мм Чякалка 870 - 880 °C,
ЗОХМ, ЗОХМА 20 200 300 400 450 500 550 600 588 495 525 481 456 427 422 324 728 662 716 633 579 500 461 348 19,5 20,5 21,0 22,0 23,0 22,0 21,0 28,5 70,0 96,5 68,5 75,0 77,0 80,0 82,0 89,5 186,3 205,9 199,1 154,9 142,2 142,2 масло. Отпуск 650 °C
648
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала О S* «э -Под, Н/мм2 О'в» Н/мм2 6, % V. % кси, Дж/см2 Примечание
20 422-510 608-706 17-22 54-61 49,0-98,1 Образцы вырезаны из
34ХМА 100 441 618 18 57 107,9 диска диаметром
755-915 мм, толщи-
200 422 613 16 52 107,9 ной 35-110 мм, втул-
300 397 588 16,5 51 83,4 ка диаметром 115-
400 мм. 212-223 НВ.
400 392 549 17 54 78,5
Образцы тангенциаль-
450 392 525 16,5 68 78,5 ные
500 353 441 18 74 58,8
550 333 397 18 75 55,9
600 235 255 24 85 73,5
20 772 878 22,6 66,0 189,3 Закалка 880 °C, масло.
35ХМ 200 576 734 22,8 70,7 166,7 Отпуск 650 °C
450 555 670 22,9 78,2 134,4
500 487 546 22,3 85,8 123,6
20 843 922 26 63 Закалка 850 °C, масло.
40ХФА 200 804 902 22 46 Отпуск 640 °C.
300 745 843 18 35 0,43 % С; 0,22 % Si;
400 706 853 28 50 0,59% Мп; 1,14% Сг;
500 402 490 30 65 0,18 % V
600 — 373 51 80
20 789 17,5 47,7 Нормализация 850 °C
40ХН 200 753 13,5 50,1
300 687 19,8 46,7
400 538 24,6 65,0
500 485 24,6 78,5
600 353 26,9 84,8
17 481 27 75 Отжиг при 680°С,
12ХН2 -196 — 873 19 22 — 1ч
-253 991 27 0
17 500 25 75 Отжиг при 800 °C, 1 ч
-196 — 843 20 52 —
-253 1167 0 2
Цементация; закалка,
12ХНЗА 20 724 873 16,8 70,7 —1 1 охлаждение в масле.
Отпуск 200 °C, 3 ч.
Образцы вырезались из
-183 1011 1236 21,3 63,5 детали после термооб-
работки
20 814 . 897 20,0 68,0 Закалка 840 °C, масло.
ЗОХНЗА -183 1157 1250 23,5 54,0 Отпуск 600 °C, 30 мин с охлаждением в масле_
20 1390 1540 8 56 Закалка 820 °C, масло.
250 1390 1460 12 57 Отпуск 300 °C
20 1270 1320 9 59 Закалка 820 °C, масло.
250 — 1250 13 65 Отпуск 400 °C
400 - 730 17 75
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
649
Продолжение табл.
Марка материала l|tcm °C °0,2, Н/мм2 Ов> Н/мм2 8, % V, % кси, Дж/см2 Примечание
20 1030 1140 12 62 Закалка 820 °C, масло.
ЗОХНЗА 250 — 1090 13 67 Отпуск 500 °C
400 — 730 17 76
500 — 305 34 82
20 941 1049 13 56 52,0 Закалка 880 °C, масло.
ЗОХГС, ЗОХГСА 250 834 1000 13 47 126,5 Отпуск 560 °C
300 814 951 10 50 124,5
400 785 902 16 69 94,1
500 647 687 21 83 72,6
550 490 500 27 84 63,7
20 579-628 775-804 19-23 68 196,1-245,2 Закалка 860 °C, масло.
34ХН1М, 200 549 726 18-20 62-68 — Отпуск 660 °C
34ХН1МА 54-56
300 510 716 15 —
400 471 618-657 19-21 72 —
500 432-461 500-510 22-24 83-84 -
20ХН2М (20ХНМ) 20 -40 -70 1210 1260 1280 1420 1470 1480 5 4 4 21 21 21 38 Закалка 860 °C,масло. Отпуск 200 °C, 2ч, воздух
20 970 1010 12 42 52 Закалка 860 °C, масло. Отпуск 600 °C, 2ч,
-40 1010 1060 11 27 воздух
-70 1030 1090 11 23 —
30ХН2МА 20 1100 1200 з5 15 60 125 120 100 70 105 Закалка; высокий отпуск
200 400 500 600 950 800 700 450 1100 950 800 540 16 20 20 30 63 75 80 93
34ХНЗМ, 20 858 956 18,7 49,3 62,3 127,5 135,3 149,1 Закалка оои с, моиди. Отпуск 690 °C, 5 ч. За-
100 837 940 16,3 калка 860°С, масло.
34ХНЗМА 200 763 905 15,7 39,9 Отпуск 640 °C, 2 ч.
300 400 500 600 718 701 539 456 915 863 610 483 179 16,7 21,0 18,3 25,0 46,7 55,6 69,8 75,0 89,0 95,5 145,1 101,0 108,9 Образцы продольные RSO °C масло.
700 20 1Эо 951 1069 15,6 58,0 78,5 104,0 Отпуск 580 °C
40ХН2МА 200 — — 46,9 63,1 80,1 108,9
(40ХНМА) 250 400 834 775 1010 951 13,0 17,0 18,0 84,3 53,9
500 677 696 J
650
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^ИСП) °C °0,2, Н/мм2 2 Н/мм2 8, % V» % кси, Дж/см2 Примечание
20 1089 1236 12 61 127,5 Закалка 880 °C, масло.
18Х2Н4МА (18Х2Н4ВА) 200 1059 1187 12 60 137,3 Отпуск 560 °C
300 1049 1196 14 64 117,7
400 961 1059 14 69 107,9
500 814 883 14 70 98,1
550 706 755 16 73 107,9
20 1314 13 54 107,9
-40 1363 13 54 88,3
-70 1402 13 54 88,3
-196 1697 14 48 39,2
20 853 961 19,0
38Х2МЮА (38ХМЮА) 150 775 892 15,0
200 706 853 16,5 — — —
425 598 716 21,0
538 441 608 25,0
12МХ 20 278 446 31,5 66,5 189 Нормализация 920 °C.
300 286 474 20,3 57,4 156 Отпуск 680 - 690 °C,
400 252 449 22,9 62,0 178 воздух
450 253 428 21,6 60,3 97
500 235 397 22,1 61,8 94
550 220 357 21,6 63,7 77
600 220 305 25,8 64,3 142
15ХМ 20 343 529 25 67 Нормализация 900 -
400 245 490 23 69 925 °C. Отпуск 630-
450 245 481 21 74 650 °C, воздух
500 269 470 20 75
550 245 412 21 78
600 240 304 22 77
20ХМ 20 441 554 24,0 68,0 117 Закалка 860 - 870 “С,
370 363 500 22,0 66,0 186 масло. Отпуск 690 -
470 358 470 23,0 73,5 176 700 °C, с печью. Радиальные образцы
520 333 426 21,0 73,0 122
570 314 368 22,0 80,0 98
12Х1МФ (ЭИ 575) 20 480 323 294 520 470 25 18 55 67 — Нормализация 9^' 980 °C. Отпуск 740-
500 215 304 22 78 760 °C, воздух
520 205 294 22 66
560 186 225 23 74
580 156 196 23 79
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ 651
Продолжение табл.
Марка ^ИСП> °0,2> 8, у, кси, Примечание
материала °C Н/мм2 Н/мм2 % % Дж/см2
15Х1М1Ф 20 340 557 23,2 62,5 35 Нормализация 1020 -
500 337 477 22,0 64,9 1050 °C. Отпуск 740-
550 585 301 413 23,5 61,6 - 760 °C. Труба 0 325x72 (мм)
296 367 24,6 72,2 —
595 281 354 26,5 76,2 -
635 233 264 30,9 83,5 —
660 219 253 31,3 84,8
700 165 185 35,9 88,8 -
20 302 507 36,0 78 140 Отпуск 860 °C
12Х2МФБ (ЭИ 531) 500 250 382 35,3 78 179 179
550 230 354 31,3 78
580 222 320 32,7 81 -
600 215 305 34,0 80 165
620 200 276 33,5 85 -
650 150 236 38,0 85 166
20 235-333 470-529 24-35 264-284 Нормализация 970 -
12Х2МФСР 560 220-290 300-360 26-34 82-87 225-274 980 °C. Отпуск 760-780 °C.
580 196-235 265-343 28-34 81-85 245-264 Труба 0 42x6 (мм)
610 176-206 235-264 32-39 80-85 215-274
20 431-461 580-608 24-27 72-74 184-186 Нормализация 970 -980 °C. Отпуск 760 -
500 333-382 441-480 18-22 68-/6 — 780°С.
580 200-240 270-350 21-23 82-84 156-186 Труба 0 273x36 (мм)
620 265-313 274-343 21-27 84-88 137-186
650 215-304 225-304 22-32 87-99 —
20 794-1000 979-1049 16-19 60-64 78-98 Закалка 930 - 950 С, масло.
25Х1МФ (ЭИ 10) 400 450 612 585 715 688 17,3 16,7 67,9 70,8 - Отпуск 600 - 620 °C
500 582 625 19,0 75,0 —
550 486 549 19,5 78,4
20 647 774 21 65,5 127 108 Отпуск 670 - 690 °C,
25Х1М1Ф 500 565 510 500 603 14 71,5 8 ч.
(Р2.Р2МА) 510 15,5 76,5 108 Диски диаметром 1020 мм, тангенциальные образцы (периферия)
580 £ПЛ 456 431 480 456 18 16 81 73,5 103 108
оии 20 500 657 430 780 525 441 198 15,5 21 57 55 78 83 176 176 Отпуск 670 - 690 °C, 8 ч. Диски диаметром
565 402 79,5 88,5 170 1020 мм, тангенцаль-
580 600 373 328 402 338 24 20 191 ные образцы (центр)
6S2
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^всп> °C Оо,2, Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 Примечание
20 696-853 823-931 16-18 64-69 98-125 Нормализация 1030 -
25Х2М1Ф (ЭИ 723) 500 608-666 666-715 14-18 66-73 70-78 166 137 1050 °C, нормализация 950-970 °C. Отпуск
550 530-598 569-666 15-17 650-680 °C
600 519-560 549-657 17-23 76-82 137
20 784-1050 882-1157 11-21 39-70 62 Нормализация 1030 -
500 676-764 764-824 14-19 65-71 86 1050 °C. Отпуск 650- 660 °C
550 637-716 686-745 17 74 74
600 519-686 549-706 16-22 70-77 94
650 519-539 549-569 20 73-78 —
20 745-814 833-922 16-18 64-69 147-176 Отжиг 950 °C. Закалка
20Х1М1Ф1ТР 500 618 676 15-18 73-74 137-176 980 - 1050 °C, масло.
(ЭП 182) 550 559 608 15 73 127 Отпуск 700 °C
565 556 598 15-18 75-78 127-176
580 539 568 15-18 74 157-176
600 468-519 470-540 15-20 78 147-176
625 461-510 470-530 16-20 79 157-176
650 441-490 461-510 15-24 78 206
700 353-402 373-470 15-23 82 284
20 725-745 843-882 16-17 64-67 49-98 Нормализация 1100 °C.
20Х1М1Ф1БР (ЭП44) 525 598 647 Л6 69 108 Отпуск 725 °C
550 529 569 12 75 163
565 500 530 12 75 156
580 461 490 11 74 137
600 470 500 14 74 137
20 735-814 873-912 13,0 45-50 34-44 Закалка 1050 °C, масло.
20ХЗМВФ (ЭИ 415, ЭИ 579) 200 300 696 696 785 780 12,5 10,0 54,5 38,5 67 88 Отпуск 700 °C. Диск: диаметр 600 - 1000 мм, толщина
400 657 725 9,5 33,0 83 100-150 мм
500 578-608 598-627 11-15 44-52 78
550 510-549 530-560 10-11,5 44 58-78
580 480-500 490-539 11,0 27-40 58-78
600 450-470 461-480 10,0 25-34 58-78
20 588-686 686-784 12-18 41-68 39-107 Нормализация 10504J.
300 510-559 598-678 11,5-14,5 54-61 22-107 Закалка 1000 °C, масло. Отпуск 670 °C, охлаж-
400 500-588 549-560 13-15,5 57-65 98-117 дение с печью Д°
500 451-569 470-569 15-19,5 69-72 88-117 150 °C.
550 402-510 412-520 12-20,5 6?-80 88-113 Поковка ротора из слитка 47 т, диаметр
600 343-451 363-460 17,5-23 70-84 88-108 бочки 965 -1075 мм
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
653
Продолжение табл.
Марка ^исп» о0,2» . а», 8, V, кси, Примечание
материала °C Н/мм2 Н/мм2 % % Дж/см2
15Х5М 20 660 796 15,8 49,7 Нормализация 1000 °C.
200 582 683 15,3 68,2 Отпуск 700 °C, воздух
(12Х5МА, Х5М) 300 553 668 14,7 65,0
400 533 654 14,1 64,0
500 464 550 19,0 75,0
600 301 414 22,1 84,3
20 229 514 31,4 74 Отжиг 850 - 870 °C,
200 182 429 28,9 80 печь или воздух
300 184 407 26,7 78,2
400 167 387 24,8 75,5
500 158 355 30,7 77,9
600 119 241 42,4 89,9
09Н2МФБА-А -80 -50 432-439 396-401 580-604 541-546 32,3-34,3 32,3-33,3 79,7-81,3 82,9 Закалка 910 °C. Отпуск 650 °C; дополнительный отпуск
82,2-84,2 610 - 630 °C, 5 ч;
0 355-365 505-511 30,7-34,0 640 - 660 °C, 10 ч.
20 371-382 489-493 30,7-31,0 84,2 Поковка-обечайка сечением 320 мм; масса
100 342 452 29,0-30,3 84,2 84,2 — 77 т. Подприбыльная часть. Направление вы-
150 329-331 436-438 26,7-27,3 резки - продольное,
175 329 432 23,7-25,3 85,1 место вырезки - с глубины £ 1/3 толщины
200 324 438-441 23,6-26,0 84,2-85,1 обечайки
800 39-40 39-43 76,7-77,7 75,0-87,7
-80 428-445 593-602 30,3-35,7 79,8-81,4 Закалка 910 С. Отпуск 650 °C; дополни-
-50 391-393 542-554 31,7-33,0 82,9-84,2 тельный отпуск 610-630°С, 5ч;
0 20 352-375 375-378 521-524 498-502 30,0-32,3 28,3-29,0 85,1 81,4 640 - 660°С, 10 ч. Поковка-обечайка сечением 320 мм; масса
100 336-353 424-428 25,7-30,3 82,9 —— 77 т. Донная часть. Направление вырезки -
150 175 330-336 323-329 404-406 401-403 25,7-29,0 25,7-28,3 84,2 85,1 продольное, место вырезки - с глубины £ 1/3 толщины обечайки
200 320-322 398-399 27,7-28,7 81,4-82,9
ЙЛЛ 42-43 49-54 72,3-103,3 73,3-78,2 Чпгяпкя 910 °C Отпуск
-80 -50 426-446 406-414 573-577 549-556 37,3-40,0 33,3-38,7 81,4 81,4-82,9 650 °C ; дополнительный отпуск 610 - 630 °C, 30 ч;
0 358 474-495 35,0-36,3 81,4-84,2 640-660 °C, 30 ч. Поковка-плита тол-
20 382-384 470-479 33,3-36,7 29,7-31,3 84,2-85,1 84,2-86,7 - - щиной 340 мм; масса 32 т. Подприбыльная
100 352-355 444-447 часть. Направление вы-
150 338-344 435-436 28,0-29,7 82,9-86,7 84,2-86,7 84,2-85,1 73,3-75,0 резки — продольное, место вырезки с глуби-
175 200 326-332 343-344 430-431 449-451 28,3-29,0 28,3-29,3 85,0-92,3 ны й 1/4 толщины плиты
——- — 800 42 52-56
654
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала 1исп> °C ам, Н/мм2 О|” 2 Н/мм2 5, % V, % кси, Дж/см2 Примечание
-80 425-446 572-599 33,3-35,7 78,2-79,8 Закалка 910 °C. Отпуск
09Н2МФБА-А -50 417-500 560-605 30,7-53,3 78,2-79,8 650 °C ; дополнительный отпуск
0 405-447 523-553 32,3 84,2 610-630°С,5ч; 640-660°С 10 ч
20 393-447 495-549 26,7-35,0 81,4-82,9 Поковка-плита толщи-
100 357-436 458-518 25,0-29,0 83,6-84,2 — ной 340 мм; масса 32 т.
150 334-374 452-476 25,3-26,0 83,6 Донная часть. Направление вырезки -
175 336-409 445-509 23,3-27,3 84,2-84,9 продольное, место вы-
200 327-347 464-451 26,7 81,4-82,9 резки с глубины > 1/4 толщины плиты
800 42-43 60 63,3-71,6 62,3-66,0
20 858 941 22 62 — Закалка 850 °C, масло.
50ХФА 200 818 912 16 62 Отпуск 640 °C
300 755 858 20 59
400 716 851 16 62
500 418 501 26 74
600 - 385 30 87
20 1093 1275 11-13 32,5 24,5 Закалка 860 °C, масло.
60С2, 300 932 1226 15,0 41,0 43,1 Отпуск 550 °C.
60С2А 400 824 951 18,5 71,0 44,1 Заготовка диаметром
500 510 593 22,5 37,0 43,1 17 мм
20 — — — — .— Закалка 1050 °C, масло,
95X18 (9X18, 200 1,2-1,8 обработка холодом
ЭИ 229) 300 1,2-2,2 -70 °C. Отпуск 400 °C
400 1,2-2,2
03Х8СЮЦ (ЭП 889) 20 294 490 24 70 Без термообработки
800 49 58 45 98 245
850 39 49 65 99 220
1000 24,5 24,5 100 100 137
1200 9,8 9,8 75 100 49
10Х9МФБ KCV Нормализация 1030 -
-40 — —, 75 1050 °C. Отпуск 760-
(ДИ 82) -20 90 780 °C.
0 Лист толщиной 150 мм,
20 490 620 21,0 64,0 175 220 образцы поперечные
100 451 549 17,7 67,0 —
200 451 549 18,5 69,0 —
300 430 520 16,0 66,0 —
400 422 509 16,0 65,0 —
450 353 461 15,0 67,0 —
500 363 392 18,0 79,0 —
550 343 382 18,0 75,0
600 314 343 21,5 81,0 -
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ 655
Продолжение табл.
Марка материала ^нст °C <*0,2» Н/мм2 Н/мм2 8, % V» % кси, Дж/см2 Примечание
20 637 882 20 58 Отжиг 850 - 870 °C
40Х9С2 200 549 823 18 64
(4Х9С2, ЭСХ 8) 784
300 519 18 63
400 451 784 18 62
500 412 588 17 65
600 392 519 17 80
700 167 216 18 92
800 49 78 22 99
20 666 941 19 40 29 Закалка 1100 °C, мае-
40Х10С2М 100 519 843 13 25 ло. Отпуск 800 °C, вода
(4Х10С2М, ЭИ 107) 200 510 813 17 39 69
300 519 833 14 35 78
400 480 764 13 24 88
500 451 617 21 41 88
20 539-657 725 17-20 66,0 147-167 Нормализация
15X11МФ (1X11МФ) 450 500 422-441 402-422 546 500-510 19 21-22 63,0 68-70 196-235 200 1080 - 1100 °C. Отпуск 720 - 740 °C, 2 ч
550 431-441 530 16,0 65-67 196
600 402 441 20 78-79 200-215
20 500 676-784 520-530 833-902 578 15-17 18 55-66 69 49-78 147-176 Нормализация 1080-1100 °C. Отпуск 670 -680 °C,
550 520-549 578-608 14-15 64-65 127-137 5ч
600 500 530 17-18 75,0 137-176 Й<Л ОЛП °C
12Х11В2МФ (типа ЭИ 756) 20 721 871 17,7 54.7 155 ОТЖИГ OJU — yvv V/. Закалка 1050 °C, масло.
600 416 437 21,0 85,3 155 Отпуск 680 °C, Зч. Образцы продольные
650 358 379 22,6 85,4 151 (сортовой прокат)
20 500-549 686-735 - 17-28 48-63 55-ЮЗ 137-157 Отпуск 69U-/1U с. Нормализация 1020 -
400 412-431 549-568 16-18 54-56 1050 °C. Отпуск
500 382-402 490-510 20-22 22-26 55-68 55-85 118-157 98-115 720 - 730 °C, Зч. Образцы тангенциаль-
565 265-372 294-431 71-89 81-90 82-90 98-157 127-196 ные (трубная заготовка
600 650 216-314 176-245 1 57-167 235-353 196-264 167-186 26-30 29-35 34-40 диаметром 250 мм) Млпма лизания 1100 —
-—-—. /ии 20 559 745 16-29 61-66 1140 °C. Отпуск 750 °C,
18Х11МНФБ 400 520 608 18 /4 - 10 ч
(2Х11МФБН, ЭП 291) 500 550 461 422 490 431 372 20 17 19 о! 85 87
600 353
656
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала О S* оз Со,2, Н/мм2 Ов, Н/мм2 5, % % кси, Дж/см2 Примечание
кси Закалка 950 - 1050 °C,
10Х12НД 20 539 637 14. 30 78 охлаждение со скоростью 30 °Сч. Отпуск 660-680 °C, охлаждение
с печью или на воздухе. Листовой прокат до 150 мм
KCV Закалка 960 °C, закалка
06X12НЗД 20 784 851 22,7 70,7 153 790 °C. Отпуск 590 °C.
360 638 678 19,6 71,8 141 Лист, поковки до
400 , 607 653 16,9 65,3 122 550 мм
430 ' 595 642 11,2 ‘ 66,0 145
20 1059 1205 13,7 59,1 74 Закалка, отпуск.
10Х12НЗМ2ФА(Ш), 250 1042 1145 11,4 61,1 . Поковки дисков диа-
10Х12НЗМ2ФА-А(Ш) метром 2000 мм, тол-
370 935 1027 10,1 58,8 — щиной 650 мм
440 925 1009 10,3 59,9 —
20 588-784 922-1060 16-24 24-43 31-51 Образцы продольные
37Х12Н8Г8МФБ (ЭИ 481) 550 470 647-696 12-16 36-40 73 (сортовой прокат)
600 450-559 588-686 10-16 36-44 49-78
650 421-530 549-628 11-19 34-45 49-78
700 372-520 490-578 10-18 23-39 68
20 569-755 833-1030 12-24 9,5-35 24-46 Образцы тангенциаль-
650 421-575 470-618 10-16 25-44 - ные (диск)
20 696-735 834-873 15-18 55-58,5 93-118 Закалка 1050 °C, масло.
15Х12ВНМФ 300 603-618 725-735 14-15 59-63 127-147 Отпуск 700 °C, воздух.
(ЭИ 802, ЭИ 952) 400 569-588 672-677 13-14 55-62 137-147 Образцы продольные
500 520-569 546-574 14,5-15 59-78 118-147 (сортовой прокат диаметром 40-120 мм)
550 451-470 500-520 18-19 78-79 127-137
565 431-451 451-470 17-19 68-79 137-147
580 412-441 436-446 21-22 79-86 127-147
600 353-372 372-397 20-23 79-88 132-147
650 274-314 294-343 26 86,5 152
18Х12ВМБФР-Ш 20 300 400 657-804 627-667 588-725 882-980 774-961 706-863 14-18 46-60 59-108 Закалка 1050 - 1100 °C,
(ЭИ 993-Ш) 11-17 12-16 48-60 50-62 88-137 108-157 масло. Отпуск 650 - 720 °C, воздух
450 559-706 657-833 12-17 51-64 108-168
500 • 530-686 618-804 13-17 53-65 127-157
550 490-647 559-735 13-22 55-71 127-168
600 402-608 430-686 14-25 60-79 127-176
650 392-569 440-625 16-21 65-78 157-196
700 343-500 353-540 18-23 70-83 176-215
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
657
Продолжение табл.
Марка материала ^11СП5 °C ®0,2, Н/мм2 о„, Н/мм2 8, % V» % кси, Дж/см2 Примечание
700 304 315 25,3 83 166 Состояние поставки.
18Х12ВМБФР-Ш 800 103 127 22,6 >90 300 Направление вырезки
(ЭИ 993-Ш) 900 59 76 >97 >90 270 образцов - продольное
1000 43 57 >60 >90 250
1100 17 31 60,2 >90 155
1200 10 14 57 75,9 49
500 559 620 12 40 80 Состояние поставки.
600 422 450 19,8 63,7 86 Направление вырезки
700 260 290 20,4 74 84 образцов - поперечное
800 98 120 31,6 >90 140
900 52 77 90 >90 265
1000 45 59 57 >90 250
1100 18 28 83 >90 124
1200 14 16 64,5 71,2 35
20 274-353 461-510 25-37 73-80 235-323 Закалка 1000-1020 °C,
08X13 (0X13, ЭИ 496) 100 200 274-294 245-274 431 402-421 28-29 27-29 77-79 75-78 353 333-372 вода. Отпуск 680 - 720 °C, 12 ч
300 235-274 382-402 22-27 73-77 333-363
400 216-255 343-470 23-26 71-79 343-363
450 500 196-245 186-225 314-323 216-284 23-30 26-37 72-77 73-84 323-343 294-323
600 147-167 167-181 34-45 87-89 245-265
12X13 (1X13) 20 400 470 500 550 568-588 461-490 461-490 441-470 412 о 1 д_417 696-735 568 549 519-539 451 333-451 19-22 13-15 13 15-18 20 20-27 66-68 64-67 67 69 73 79-85 _ 137-167 176-225 235 186-245 186-265 Закалка 1030-1U5U с, масло. Отпуск 700 - 750 °C
OUv -40 — — 50 59 Нормализация 1000 1020 °C. Отпуск 730-
20X13 (2X13) -20 20 300 400 450 475 500 510 392 392 372 412 353 715 539 519 480 480 431 21 18 16,5 17,5 24,5 32,5 36,5 66 66 58,5 57 71 75 83 64-171 196 196 235 245 216 750 °C
550 274 343 52,6 57,5 53,0 54 Закалка 1000°С, воз-
30X13 20 200 701 657 941 818 16,0 14,0 13,0 12,5 127 123 дух. Отпуск 650" С, 2 -Зч
(3X13) 300 400 627 573 774 706 52,5 157 167 Пруток
450 500 529 608 14,0 16,5 21,0 54,5 69,5 162 157
550 600 485 412 529 451 80,5 157
658
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала 1«СП» °C ®0,2> Н/мм2 п., Н/мм2 8, % V, % кси, Дж/см2 Примечание
40X13 (4X13) 20 200 300 710-898 813 715 931-1092 941 902 12,5-14,5 11,0 10,0 32,0-41,5 40,0 38,5 12,0-24,5 49,0 68,6 Нормализация 1050-1100 °C. Отпуск 600-650 °C
400 671 779 11,5 45,0 73,5
500 466 519-539 18,0-19,5 67,0-76,5 78,4-132
600 255 304 21,0 8,4 117,6
12Х13Г12АС2Н2 (ДИ 50) 100 200 300 382 295 260 810 605 580 66 61 50 71 74 73 Аустенизация
400 220 580 46 71
500 210 520 46 70
600 200 460 47 70
10Х13Г12С2Н2Д2Б (ДИ 59) 100 200 300 372 333 314 588 510 480 63 52 44 Аустенизация
400 294 451 38
500 284 431 36
650 118 294 20
08Х14МФ -40 -20 -10 — — — — KCV 12 22 57 Нормализация 1000 -1030 °C. Отпуск 750-780 °C. Трубная заготовка
0 109
20 343 539 20 50 161
100 333 520 20 50
200 314 490 18 50 —
300 294 470 17 50 —
400 274 412 18 50 —
450 255 392 17 55 —
500 235 372 20 55 —
530 216 333 20 60 —
550 196 314 20 60 —
03Х14ГНФ-ВИ -70 -50 43 78 Отжиг 670 - 700 °C
-20 — — — 83
0 20 675 370-420 577-650 22 — 86 96
725 608-632 797-799 10
785 703-704 835-868 10 —
865 744-762 827-847 8 »- .
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ 659
Продолжение табл.
Марка материала ^ИСП5 °C °Ь,2» Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 Примечание
10Х14Г14Н4Т (Х14Г14НЗТ, ЭИ 711) 20 100 200 270 196 176 730 480 412 62 59 45 67 78 76 320 >370 >370 Закалка 1050 °C, вода
300 147 402 43 75 >370
400 147 402 41 75 >370
500 137 382 40 74 >370
600 118 323 35 74 >370
700 108 245 38 60 >370
05Х14Н5ДМ -80 — — — — 141 130 118 Нормализация 950 °C, 10 ч. Отпуск 610 °C, 20 ч
148
+20 — — — — 164 167
182
+350 — — —— — 195 152
-80 — — — — 21 27 20 Нормализация 950 °C, 10 ч. Отпуск 610 °C, 20 ч. Старение 450 °C, 3000 ч
—— 87 1
+20 — — — — 76 75
103
+350 — — — — 117 94
Режим термообработ-
+20 635 840 20 55 — ки1. Нормализация: 950 °C, 12 ч, воздух; 2-я нормализация 800 °C, 16 ч, воздух. Отпуск 610 °C, 35 ч
+20 618 841 21,5 53,6 — Режим термооираии!-ки2. Нормализация 950 °C, 12 ч; 2-я нормализация 800 °C, 16 ч, воздух. Отпуск: 610 °C, 8ч
660
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^НСП5 °C Н/мм2 °” 2 Н/мм2 8, % 46 % кси, Дж/см2 Примечание
05Х14Н5ДМ ’ -50 616 946 23,6 53,6 — Режим термообработки 1
-50 618 948 23,3 60,7 — Режим термообработки 2
-100 650 998 23,7 52,9 — Режим термообработки 1
-100 640 1011 24,0 53,3 — Режим термообработки 2
-150 753 1162 22,2 49,3 — Режим термообработки 1
-150 736 1159 22,1 50,5 — Режим термообработки 2
-196 818 1425 23,5 31,3 — Режим термообработки 1
-196 815 1461 22,0 33,8 — Режим термообработки 2
20 360 990-995 828-858 1147-1152 1000-1049 11,0-12,4 12,0-16,0 43,0-52,7 49,0-51,4 165,6-179,3 115,6-117,6 Нормализация 1030-1050 °C. Отпуск 600-620 °C. Поковки
20 360 996-1019 804-823 1049-1078 907-921 12,4-14,0 10,0 43,7-48,6 43,7-47,4 110,7-116,6 96,0 Нормализация 1030 -1050 °C. Отпуск 570-580 °C. Лист - 200 мм
20 350 400 450 723 645 611 591 884 755 737 715 22,0 15,0 14,0 14,3 68,8 62,3 58,9 62,3 169 180 175 168 Нормализация 950 °C, 10 ч. Отпуск 610 °C, 20 ч. Поковки
20 350 400 450 798 696 665 608 955 768 752 690 22,5 13,8 14,2 15,7 58,7 44,9 37,0 48,4 81 106 98 93 Нормализация 950 °C, 10 ч. Отпуск 610 °C, 20 ч. Старение 450 °C, 3000 ч. Поковки
1Х14Н14В2М (ЭИ 257) 20 500 580 650 700 254-284 181 147-166 117-147 117-137 549-618 524 420-500 274-460 274-480 44-68 41,1 36-44 33-40 32-35 60-68 55,7 57-60 48-49 32-60 127-235 260 137-205 245-274 156-225 Закалка 1150-1175 °C, вода. Старение 750 °C, 5 ч. Образцы продольные (труба диаметром 68 -102 мм)
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
661
Продолжение табл.
Марка ^нспэ Стол ст«’. 8, у, кси, Примечание
материала °C Н/мм2 Н/мм % % Дж/см2
09Х14Н19В2БР -100 235 Закалка 1100-1150 °C,
-80 245 вода или воздух
(ЭИ695Р) -60 274
-40 284
-20 294
0 245
20 196-284 470-627 42-51 61-73 137-323
500 127-147 392-441 28-32 57-58 343-372
600 127-176 392-441 27-34 47-63 186-362
650 108-166 343-430 24-33 49-62 186-353
700 108-147 304-430 25-48 46-69 117-323
750 108-117 245 43 74 134
800 137 176 52 75 304
-100 137-156 Аустенизация 1140 -
09Х14Н19В2БР1 80 137-176 1160 °C, воздух. Ста-
(ЭИ 726) 157-186 рение 750 °C, 25 ч.
—ои — — —— 137-166 147-186 Образцы продольные
-40 -20 (сортовой прокат)
0 176-196
20 196-284 530-618 28-41 31-63 98-196
600 157-206 392-470 26-32 48-53 137-215
650 157-196 353-431 26-31 52-57 176-196
700 147-186 324-392 27-35 52-58 147-190
800 137 240 35 59
20 225-264 520-568 36-42 48-64 147-196 Аустенизация 1130-1160 °C, вода. Отаре-
600 156-176 382-420 26-33 54-58 166-254 ние 740 — 760 °C, 20 — 25 ч, охлаждение с пе-
333-372 29-34 53-63 157-186 чью до 200 °C.
650 156-160 Образцы тангенциаль-
700 156-166 284-372 32-34 56-71 152 ные (поковка диска)
45Х14Н14В2М ОЙ 69) 20 372 774 37,0 48,0 96 73 65 74 77 81 Старение 150 °C
500 550 600 650 700 245 250 235 215 568 490 436 338 22,0 15,5 12,5 10,5 8,8 20-30 18-25 31,0 16,0 24,5 22,0 17,5 30 30-40
750 196 274 d 117-176 Закалка 1130 -1150 "С,
°8Х15Н24В4ТР 20 490-588 735-882 637-686 98-147 воздух. Отпуск 730 - 750 °C,
ОП 164) 650 441-539 18-25 20-30 30-40 18-147 16 ч, воздух
700 392-441 588-637 40-50 98-166
750 343-392 490-539
662
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^НСП5 °C °0,2> Н/мм2 Ов, Н/мм2 8, % V, % кси, Дж/см2 Примечание
08Х16Н9М2 20 225 627 70 77 Закалка 1100 °C, 2 ч,
воздух.
(Х16Н9М2) 200 166 430 50 74 Пруток
300 147 420 45 68
——
400 127 420 44 67
600 127 382 43 ,69
800 98 176 49 73
20 245-294 530-580 65-80 65-80 324-362 Закалка 1100 °C, 2 ч,
воздух.
650 98-147 294-324 37-47 65-77 215-304 Поковки
08Х16Н13М2Б 20 225-284 607-676 45-64 68-70 205-225 Аустенизация 1100 — ИЗО °C.
(ЭИ 405, ЭИ 680) 500 171 480 30 50,5 — Образцы продольные
600 (сортовой прокат)
166 460 29 55 —
650 112 430 27 57 -
20 196-284 550-640 30-48 35-54 98-118 Аустенизация 1100 -
500 156-176 460-502 31-35 33-46 98-196 ИЗО °C. Старение 750 °C, 10 - 12 ч.
550 147-166 440-490 31-33 31-46 78-157 Образцы тангенциаль-
600 147-166 420-470 29-34 34-46 88-166 ные (поковки)
650 147-166 400-440 28,5 34-46 88-156
10Х16Н14В2БР (1Х16Н14В2БР, -80 -40 157-180 166-186 Аустенизация 1100- 1150 °C
ЭП17) -20 176-200
0 176-196
20 225-323 529-627 45-67 61-77 176-254
600 142-205 372-400 30-35 60-64 245-284
650 137-176 360-430 26-37 52-68 225-304
700 137-176 330-380 27-38 30-70 186-333
750 127-176 265-325 21-37 30-69 186-294
800 127-176 215-314 19-40 24-76 186-303
900 127 176 50 90
1000 78 108 64 94 _
1050 49 78 60 98
ЗХ16Н22В6Б (ЦЖ13) 20 441-470 764-794 28-32 33-39 59-88 Закалка 1150 - 1170 "С, вода. Отпуск 800 °C,
750
255-265 353-421 — - - 10 ч, воздух
МЕХАНИЧЕСКИЕ СВОЙСТВА В
ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ 663
Продолжение табл.
Марка ^исп, ст0,2» О.» 8, V, кси, Примечание
материала °C Н/мм2 Н/мм2 % % Дж/см2
08Х17Т (0Х17Т, ЭИ 645) 20 200 460 390 30 31 20 98 Отжиг 760 °C, воздух
300 330 32 127
400 280 33 137
500 245 35 118
600 195 36 — 167
700 155 37 196
800 78 54 176
900 59 90 167
1100 59 НО 147
1200 59 111 78
20 314 510 28 70 Отжиг 780 °C, воздух
12X17 (Х17.ЭЖ17) 100 294 451 27
200 265 461 26
300 255 441 25
600 147 196 60
60-66 63-70 118-157 167-176 Закалка 950 - 1030 °C,
14Х17Н2 (1Х17Н2, ЭИ 268) 20 500 647-715 480-520 833-882 549-656 18-22 17—18 масло. Отпуск 600 - 700 °C, воздух. Пруток
20 676-696 872-892 16 52-55 88-98 Отжиг с переох-лаждениями, закалка
300 608-627 735-764 11-13 50-53 108-127 960 - 980 °C, масло.
400 598-627 735-755 11-12 45 98-118 Отпуск 640 - 670 °C. Поковка диска диамет-
500 500-539 559-608 15 54-56 108-118 ром 700 мм, толщи-
600 284-314 333-343 28-30 83 127 ной 30 - 80 мм
02Х17Н11М2 20 190 490 45 - — выше
400 ПО 390 - - — — —
ЮХ17Н13М2Т (Х17Н13М2Т, 800 900 167 129 • 235 143 26,6 38,5 44,1 59,0
ЭИ 448) 1000 73 81 34,5 64,0 — —•
1100 41 46 40,5 84,0
1200 22 27 77,3 99,3
1250 18 21 79,6 100,0 Закяпкя 1050 — 1080 °C,
вода.
10Х17Н13МЗТ (Х17Н13МЗТ 20 200 550-900 Проволока ______ Проволока нагартован-
ЭИ 432) 20 - 1100 - — ная
664
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала *нсп> °C °0,2» Н/мм2 °” 2 Н/мм2 8, % V, % кси, Дж/см2 Примечание
* KCV Отжиг 950 °C, выдерж-
015Х18М2Б-ВИ о 9-128 ка 1 ч, вода
(ЭП 882-ВИ) 10 — - - - 43-294
20 273 461 42,6 81,2 300
50 256 434 39,1 79,4 300
100 244 417 37,5 80,6 300
150 217 391 35,1 80,6 -
200 220 396 34,8 80,6 •*
250 207 388 33,3 80,2 -
300 205 366 33,1 79,8 -
350 198 379 32,0 79,8 -
600 221 520 48 44 196 Закалка 1130 °C, вода
12Х18Н9 (Х18Н9) 700 800 182 340 - 47 137
162 185 60 78 147
900 83 95 86 86 157
1000 34 55 90 87 157
1100 20 25 109 90 206
12Х18Н9Т (XI8H9T) 20 225-314 549-647 46-74 66-80 216-372 Закалка 1050 - 1100 °C,
500 137-206 392-441 30-42 60-70 196-353 воздух
550 137-206 382-451 31-41 61-68 216-353
600 118-206 343-412 28-38 51-74 196-353
650 118-196 274-392 27-37 52-73 245-353
700 118-196 265-363 20-38 40-70 255-353
540 461 671 50 Закалка 1050 -1100 °C,
17Х18Н9 650 382
(2X18Н9) 549 40 — — воздух
760 216 642 58 *
08Х18Н10 (0Х18Н10) 20 210 570 60 70 Закалка 1050 — 1100 "С,
400 480 ПО 98 410 380 46 45 69 .69 воздух
600 82 330 39 58
650 76 290 37 44 —
700 74 235 35 36
750 73 185 31 28
800 69 150 30 28
08Х18Н10Т 20 300 275 610 41 63 245 Закалка 1050-1100 С,
(0Х18Ш0Т.ЭИ914) 200 450 31 65 — вода
400 175 440 31 65 313
500 175 440 29 65 363
600 175 390 25 61 353
— 700 160 270 26 59 333 ...——
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
665
Продолжение табл.
Марка 1исп> °0,2, о.» 8,' у, кси, Примечание
материала °C Н/мм2 Н/мм2 % % Дж/см2
12Х18Н10Т 20 225-314 549-647 46-74 66-80 216-372 Закалка 1050 -1100 °C,
500 137-206 392-441 30-42 60-70 196-353 воздух
550 137-206 382-451 31-41 61-68 216-353
600 118-206 343-412 28-38 51-74 196-353
650 118-196 274-392 27-37 52-73 245-353
700 118-196 265-363 20-38 40-70 255-353
20 225-314 549-647 46-74 66-80 216-372 Закалка 1050 -1100 °C,
12Х18Н12Т (Х18Н12Т) 500 137-206 392-441 30-42 60-70 294-353 воздух
550 137-206 382-451 31-41 61-68 216-353
600 137-206 343-412 28-38 51-74 196-353
• 650 137-196 274-392 • 27-37 52-73 245-353
700 137-196 265-363 20-38 40-70 255-353
20 539 838 17,2 18,3 29 Закалка 1200 °C, вода.
36Х18Н25С2 (4Х18Н25С2, 200 444 686 10,0 17,5 Отпуск 800 °C, 8 ч
ЭЯЗС) 400 416 710 14,5 26,0 56
500 402 686 15,5 28,0 67
600 395 568 13,3 24,5 56
700 338 426 18,5 29,5 73
800 245 260 8,5 6,5 —
-20 — — — - 261-288 Отжиг 900 °C, 1 ч,вода
01Х19ЮЗБЧ-ВИ Л — - 239-300
(02Х18ЮЗБ-ВИ, ЭП 904-ВИ) и 20 100 385 380 490 475 34,0 34,5 82,5 83,0 254-304
200 370 458 34,7 83,4
400 360 450 31,5 81,5
600 310 340 36,0 85,4
800 115 120 75,5 96,0
1000 32 33 134 100
1100 21 13 22 15 140 137 100 100 оя«ЯпКЯ 1150-1180 °C,
1 V V» 20 225-392 735-813 1 31-44 40-49 93 вода. Старение 800 °C,
31Х19Н9МВБТ (ЭИ 572) 560 600 650 206-256 245 235 490-588 480 436 26-30 20 24 40-47 46 55 103 108 108 15 ч, воздух. Образцы продольные Закалка 1150 -1180 °C,
20 600 650 700 343-568 235-333 245-323 235-255 598-843 9-34 10-42 вода. Старение 750 °C,
490-510 412-470 343-421 15-21 12-23 17-29 16-39 16-41 25-53 39-Ю8 39-167 39-127 12 -15 ч, охлаждение с печью. Образцы тангенциальные
666
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала °C Н/мм2 ^в» Н/мм2 8. % V» % кси, Дж/см2 Примечание
20 343-392 627 53 73 Закалка 1000 -
20Х20Н14С2 (Х20Н14С2, 100 108 304 36 34 1150 °C, вода
ЭИ 211) 750 108 265 35 34
800 98 225 42 41 —
850 69 157 58 47
900 39 108 74 58
950 29 88 75 55
-196 765 1569 31 Закалка 1050 °C, во-
08Х21Н6М2Т (0Х21Н6М2Т, -100 608 1176 32 да
ЭП54) -50 539 1078 32
0 412 784 40
20 431 706 50
100 372 627 39
200 323 559 34
300 294 530 34
400 294 520 32
500 196 470 32
KCV Для толщины Ю мм
02Х22Н5АМЗ 20 450 680 25 — 270 и выше
100 370 630 — —
200 330 580 — —
300 310 560 — __
400 300 550 — —
08Х22Н6Т -196 696 1422 30 147 Закалка 1050 °C, во-
(0Х22Н5Т, ЭП 53) -100 500 961 30 196 да
0 420 735 37 235
20 402 666 40 245
100 343 539 38 245
200 294 500 33 —— 294
300 294 490 30 294
400 294 490 30 294
500 245 441 30 294
600 176 294 35 294
20Х23Н13 20 356 654 38,6 59,9 206 Закалка 1050 °C, во-
(Х23Н13, ЭИ 319) 550 303 580 27,6 59,6 >294 Да
600 284 523 29,3 63,6 >294
650 258 466 30,6 62,2 >294
700 216 379 34,9 56,7 >294 , “
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
667
Продолжение табл.
Марка материала •с Сод, Н/мм2 Св, Н/мм2 5, % V» % кси, Дж/см2 Примечание
20Х23Н18 (Х23Н18, ЭИ417) 20 294-323 598-657 29-35 47-54 137-186 Закалка 1180°С, вода.
500 600 206 196 519-539 441 25-31 23 41-45 45 167 176 Старение 800 °C, 4 ч. Пруток
700 186 314 19-24 34 167
800 157 186-206 19-27 34 176
20 676 49 50 Закалка 1050°С, воз-
500 500 42 37 дух. Лист
600 441 41 39
700 304 58 59
800 206 56 60
900 98 75 61
900 166 193 46,1 48
03Х23Н28Ю4Т 950 145 147 58,2 60,5
(ЭК 86) 1000 107 109 66,2 71,6
1050 76 81 76,3 68,5 — —
1100 56 62 74,2 92,0
1150 42 47 67,5 96,5
1200 37 38 77,8 96,5
20 264 608 55 78 343 Закалка 1050 “С, во-
06ХН28МДТ 200 264 539 45 75 343 да. । Лист 12 мм
(0Х23Н28МЗДЗТ, 400 176 539 50 60 343
ЭИ 943) 600 147 490 45 60 343
800 176 245 40 45 108 Закалка 1050 °C, во-
900 1000 147 88 176 98 30 25 40 40 118 98 да-Лист 16 мм
03Х24Н6АМЗ (ЗИ 130) -40 289 233 270 246 Закалка v, во- да. Пруток диамет-
-20 0 — —- — —— ром 55 мм
220 800 900 116 83 139 92 55 68 55 66
950 1000 1050 1100 1150 42 23 22 15 9 54 31 28 16 10 7 97-141 148 92-120 134 117-197 92-135 83 94 93 96 96 96 —
1200 20 392 686 25
100 390 680 - .—• —
200 380 670
300 ^00 _ 375 665
370 660
668
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^НСП» °C 00,2, Н/мм1 Н/мм2 8, % V» % кси, Дж/см1 Примечание
700 77 48 93 Отжиг 760 - 780 °C,
15Х25Т 104 вода
(Х25Т, ЭИ 439) 800 26 99
900 — 19 153 99 —
1000 11 148 100
1100 8 139 99
12Х25Н16Г7АР 20 375-440 760-880 45-60 50-60 Закалка 1200 °C, воз-
(ЭИ 835) 700 177-216 370-440 19-36 22-40 дух. Пруток
800 167-206 260-360 15-25 18-30
900 127-177 160-220 18-40 21-45 —
1000 49-98 80-130 20-50 20-45
1100 - 50-60 60-70 30-40
1200 - 30-40 50-60 25-45
500 255 520 30 47 Закалка 1100 -
20Х25Н20С2 (Х25Н20С2, 600 210 490 35 50 1150 °C, воздух
ЭИ 283) 700 165 320 40 55
800 110 195 50 63
ХН35ВТ 20 431-617 784-853 18-30 30-55 78-176 Закалка 1090 °C, вода.
(ЭИ 612) 500 550 412-470 412-500 666-745 15-23 23-53 88-167 Старение 850 °C, 10 ч, старение
666-774 17-23 37-53 127-157 700 °C,
600. 392-500 627-715 15-25 30-48 64-137 25 - 40 ч, охлаждение с печью.
650 362-529 500-686 10-23 15-36 98-176 Образцы продольные (сортовой про-
700 362-441 451-490 9-31 11-48 98-157 кат)
-100 -60 137-167 Закалка 1090 °C, вода. Старение 850 °C,
127-157 10 ч, старение
-40 — — — — 127-137 700 °C, 25 - 40 ч, охлажде-
20 118-176 ние с печью.
Образцы тангенци-
0 118-147 альные (диск)
20 392-637 706-980 13-31 14-50 39-167
600 372-529 529-784 . 10-21 15-42 44-118
650 353-519 490-715 , 7,5-19 14-37 39-127
700 353-480 490-588 6-10 9-19 49-118
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
669
Марка материала *исп> °C Со,2, Н/мм2 С?В, Н/мм2 5, . % % кси, Дж/см2 Примечание
ХН35ВТК 20 490-568 931-970 21-23 43-55 69-167 Закалка 1080 - 1100 °C. Старение
(ЭИ 612К) 650 470 666 14 23 83 700 °C, 50 ч.
Образцы продоль-
700 441 627 10 20 118 ные (сортовой про-
кат)
-40 78-118 Закалка 1080-
1100 °C, вода.
-20 — — — — 88-108 Старение 850 °C,
0 88-113 10 ч, старение
700 °C, 25-50 ч.
20 431-617 764-941 13-28 14-37 49-108 Образцы танген-
500 382-490 676-833 14-32 22-33 44-78 циальные (поковки)
600 382-490 617-804 11-21 19-37 39-78
650 382-490 588-735 9-21 11-29 44-93
700 382-470 500-686 7-21 12-34 49-98
ХН35ВТЮ 20 686-902 882-1313 7-22 10-25 24-83 Закалка 1180- 1200 °C, 2,5 -8 ч,
(ЭИ. 787) 400 686-813 882-1156 11-12 12-16 воздух. Закалка
500 686-833 882-1127 5-16 6-24 - 1050 °C, 4 ч, воздух. Старение 750 -
600 676-813 882-1078 12-14 12-18 — 800 °C, 16 ч, воздух
700 686-813 725-951 5-15 8-23 54-59
750 568-784 588-872 4-11 6-19 29-39
800 588-686 666-735 13-15 22-28 49-59
850 323-343 353-372 19-21 46-48 —
900 196-235 206-245 20-23 50-60 — ———
——— 20 441-539 784-921 22-27 22-50 98-157 Аустенизация 1120-1150°C, воз-
ХН35ВТР 637-686 588-676 15-20 9-29 30-40 79-137 дух. Старение
(ЭИ 725) 650 700 372-490 372-490 10-52 79-118 750 °C, 24 ч
—— - 750 20 343-392 364 . 490-549 656 18-24 32 35-50 64 118-167 283 Аустенизация 1050-1100 °C; воз-
06ХН46Б 580 563 555 548 30 29 29 27 66 329 дух
(ЭП 350) 200 300 400 500 310 305 305 295 61 58 56 55 336 308 308 307
600 272 495 30 61 309
700 242 349 42 75 276
750 220 270 47
670
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала *нсп, °C <Т°Д, Н/мм2 Св» Н/мм2 8, % V» % кси, Дж/см2 Примечание
20 382 892 37,2 40,0 94 Аустенизация
05ХН46МВБЧ 100 368 845 38,1 42,4 95 1080 °C, 20 мин, воз-
(ДИ 65) 99 дух и стабилизация
200 351 785 38,9 45,8 800 °C, 10 ч, воздух
300 333 724 39,6 49,2 103
400 316 663 40,4 52,6 107
500 296 602 41,2 55,9 111
600 281 541 41,9 59,3 115
700 263 480 42,7 62,7 119
750 255 449 43,1 64,4 121
800 246 419 43,4 66,1 123
20 980-1176 6-12 9-15 Закалка 1220 °C, 2 ч,
ХН55ВМТКЮ (ЭИ 929), 700 882-980 8-18 10-20 воздух, закалка 1050 °C, 4 ч, воздух.
ХН55ВМТКЮ-ВД 800 784-882 9-17 12-25 Отпуск 850 °C, 8 ч,
(ЭИ 929-ВД) 850 — 686-784 10-18 14-27 воздух.
900 539-686 12-20 15-28 Сортовой прокат диаметром 32 -
950 343-440 17-25 18-20 55 мм
1000 245-314 18-20 20-32
20 323 746 71,1 76,3 375 Закалка 1250 °C, вы-
ХН59ВГ-ИД (ЭК 82-ИД) 900 241 320 46,5 64,2 держка 40 минут, вода. Трубная заготовка
950 224 246 47,2 68,3 —
1000 166 181 39,0 58,8 —
ХН60ВТ (ЭИ 868) 20 320 800 60 Закалка 1200 °C,
700 230 530 47 10 мин, воздух. Лист
800 210 400 40 •—
900 120 230 50
1000 65 140 52
20 295-390 740-880 45-60 52-60 Закалка 1200 °C, воз-
800 900 195-255 186-216 370-410 40-55 60-65 Дух. Пруток диаметром
210-250 55-58 60-70 180 мм
1000 78-118 130-160 55-60 60-70 —
1100 - 70-90 102-170 80-85
1200 - 40-60 145-150 75-80
ХН60КВЮМБ-ВД 20 975-999 1275-1370 18-22 27-32 39-49 Закалка 1180°C, Зч,
(ЭП 957-ВД) 500 920-940 1225-1235 22-23 21-23 — охлаждение с печью до 1030°С, воздух.
600 877-940 1225-1235 19-20 26-27 49 Отпуск 850 °C, 15 ч,
700 843-853 1115-1130 21-22 26-27 воздух.
800 834-920 930-980 6,7-14,0 15-25 41-56 Пруток диаметром 105 мм
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
671
Продолжение табл.
Марка материала t>icn> °C 00,2, Н/мм2 Н/мм2 6, % V, % кси, Дж/см2 Примечание
ХН65ВМТЮ 20 588-735 882-1098 20-44 25-40 78-127 Закалка 1020 °C, 1,5 ч,
(ЭИ 893) 600 490-637 784-980 25-39 35-45 98-147 закалка 1160 °C, 2 ч, воздух. Старение
700 470-637 686-882 15-30 20-34 78-157 900 °C, 8 ч, воздух, ста-
750 470-588 686-843 15-25 16-30 78-157 рение 820 °C, 15 ч, воздух.
800 441-588 588-823 16-30 17-40 78-157 Пруток диаметром
32 - 55 мм
20 519-617 921-1058 28-40 28-40 Закалка 1170 °C, 2 ч,
750 402 676 20 27 воздух.
800 568 26 Старение 1000 °C, 4 ч,
353 20 — старение 900 °C, 8 ч^
900 235 274 33 67 старение 850 °C, 15 ч,
950 157 166 48 74 воздух. Штамповка
ХН65КВЮТБ 20 735 1176 30 Закалка 1150 °C, 3 ч,
(ЦЖ24) 570 715 1029 28 масло. Отпуск 800 °C,
26 —— 20 ч, воздух.
750 617 784 Пруток диаметром
800 588 765 28 38-105 мм
20 740-745 1225-1235 25-26 23-26 39-67 Закалка 1160 °C, 5 ч,
ХН65КМВЮБ-ВД 24-26 86-88 воздух, закалка
(ЭП800-ВД) 500 715-920 1127-1160 22-23 1050 °C, 2 ч, воздух.
600 745-755 1127-1180 17-18 19-20 72-90 Старение 1000 °C, 2 ч, воздух, старение
700 715-775 1000-1020 7,5-8,5 8,5-9,0 72-83 900 °C, 2 ч, воздух,
800 696-725 828-835 2-4 4,5-5,5 56-62 старение 850 °C, 12 ч, воздух.
850 440-588 510-686 4-10 4-15 57-59 Квадрат 75 мм
1245-1255 1156-1160 21-22 21-23 24-30 30-34 Термообработка та же.
20 500 765-795 745-755 30-31 56-68 Диаметр 115 мм
700 666-675 1030-1080 11-12 9-16 68-78
800 666-695 823-860 14-17 24-30 57-66 117П°С Зч
ХН65КВМЮТБ-ВД 20 793-813 1185-127? 29-32 33-42 95-102 Закалка 11 / v v,, j i, охлаждение с печью до
500 725-813 1078-1140 29-32 33-42 — 1000 °C, воздух Ста-
(ЭК78-ВД) JUv 600 686-705 1010-1080 25-31 14-20 9-18 30-36 16-24 109-118 127-142 рение 1000 °C, 2 ч, воздух, старение
700 750 695-725 650-666 1020-1060 920-950 16-22 98-122 800 °C, 20 ч, воздух. Пруток диаметром
755-813 980-1080? 835-980 735-835 9-14 16-30 15-30 8-25 12-24 98-132 105-115 мм
ХН67МВТЮ (ЭП202, 800 20 700 650-666 548-685 548-686 15-32 10-30 49-117 59-137 59-137 Закалка 1150 - 1200 °C, 5 ч, воздух. Отпуск 850°С, 10-15ч, воздух.
ЭИ 445Р) 750 539-640 8-25 12-30 16-30 10-30 59-137 Пруток диаметром
800 850 900 490-610 460-570 370-440 685-785 540-608 410-540 15-40 18-45 59-147 59-147 32 - 55 мм
672
ПРИЛОЖЕНИЯ
Продолжение та(
Марка материала Й<СП) °C Сод, Н/мм2 О’в» Н/мм2 5, % V» % кси, Дж/см2 Примечание
20 730 75 Закалка 1200 °C, 1С
ХН70Ю 700 420 10 мин, воздух
(ЭИ 652) 800 360 14
900 — 150 65 — —
1000 86 55
1100 38 79
1200 24 136
ХН70БДТ 20 274 667 22,0 55,5 14,7 Закалка 1050°С, в дух
(ЭК 59) 350 216 652 40,0 55,0 14,7
20 627-735 1009-1127 28-32 30-34 78-88 Закалка 1150 °C, м
ХН70ВМЮТ 700 568-627 872-921 22-24 27-36 88 ло. Отпуск 800
(ЭИ 765) 750 568-607 696-843 21-23 35-41 78 20 ч, воздух.
800 490-568 559 19-21 46-52 98 Пруток диаметром 32 - 55мм .
850 382-392 402-440 ' 21-23 55-57 108
900 274 294 31 70 —
1000 69 78 58 80 —
20 676 1098 31 29 67 59 Закалка 1150 °C, к
725 1078 26 24 ло. Отпуск 800 20 ч, воздух
700 588 696 882 823 21 13 21 13 78 78 „ замок Лопатка; „„„„ перо
20 685-765 1050-1180 14-19 13-21 14,7-29,4 Закалка 1190 °C, 2
ХН70ВМТЮ 600 670 воздух, закалка
(ЭИ 617) 970 16,0 19,0 — 1050 °C, 4 ч, возд)
700 800 637 882 10,0 12,0 — Отпуск 800 °C, 16 воздух.
568-668 705-735 4,5-8,0 9,0-12,0 98 Пруток диаметром 32 - 55 мм
850
460 578 10,0 14,0 —
900 372 480 14,0 19,0 127
20 862 1186 31 24 70 Закалка 1120 °C,
ХН73МБТЮ (ЭИ 698) 550 686 1009 31 26 101 воздух. От 1000 °C, 4 ч, во: отпуск 775 °C, воздух. 300 НВ.
600 676 1019 28 27 99
650 657 1009 28 27 Сортовой прокат
700 666 980 24 22 74 метром 90 мм
20 745 1156 23 24 Закалка 1120 °C,
450 550 695 1118 21 28 воздух. О'1 1000 °C, 4 ч, вс
637 1009 19 28 отпуск 750 °C,
600 637 1030 22 29 воздух, 01
650 637 650 °C, 16 ч, воз;
1030 24 29 311-321 НВ.
700 637 1000 25 29 Штамповка 1
750 617 843 21 23 диаметром 85< радиальные обра
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ 673
Продолжение табл.
Марка ^мсп> ’со,ь о», 6, vp, кси, Примечание
материала °C Н/мм2 Н/мм2 % % Дж/см2
ХН75ВМЮ (ЭИ 827) 20 539-676 931-1078 13-25 15-25 19,6-58 Закалка 1175 °C, 6 ч,
500 597 960 16 22 74,5 воздух. Старение 1000 °C, 4 ч, воздух,
600 578-608 853-950 14-17 18-22 . 49-68 старение 900 °C, 8 ч,
700 359-617 882-931 9-16 14-16 49-78 воздух, старение
800 490-588 735-784 10-19 14-20 49-78 850 °C, 15 ч, воздух. Прокат диаметром
900 392-402 510 20-30 30-48 78 32 - 55 мм
20 647 902-1020 11-24 10-24 29-49 Закалка 1080 °C, 8 ч,
ХН77ТЮР 19-27 49-69 воздух. Старение
(ЭИ437Б) 500 568 882 22-29 750 °C, 16 ч, воздух.
550 587 882 31-32 32-34 49-59 Пруток диаметром 32 - 55 мм
600 539 862 30-33 30-32 49-59
650 519 823 25-26 23-28 49-59
700 519 823 25-29 27-32 49
750 519 804 24-29 23-27 59
800 460 519 15-16 25-30 88
780 Закалка 980 - 1200 °C,
20 275 40
ХН78Т (ЭИ 435) 400 250 680 40 воздух. Лист
500 250 620 40
600 210 600 40
700 190 400 35 — —
800 100 180 70
900 — ПО 90
1000 — 65 100
1100 - 45 112
1200 — 24 130 52-60 — Закалка 1150 - 1200 °C,
20 295-390 740-880 45-60 воздух.
800 196-255 370-410 40-55 60-65 —. Пруток диаметром 180 мм
900 186-216 210-250 55-58 60-70
1000 78-118 130-160 55-68 60-70
20 637 1030 24-30 28-35^ 98 вода. Отпуск 1000 °C,
ХН80ТБЮ 980 96 26 - 2 ч, отпуск 900 °C, 1 ч,
(ЭИ 607) 500 598 отпуск 800 °C, 2 ч, воз-
600 588 813 И 7 — дух, отпуск 750 °C, 20 ч, воздух, отпуск
630 588 774 / 10-15 6 98 650 °C, 48 ч, воздух.
650 539 715 7-12 118 Пруток диаметром 32 - 55 мм
700 490 666 7
674
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^ИСП, °C Сод» Н/мм2 ст„, Н/мм2 8, % V, % кси, Дж/см2 Примечание
ХН80ТБЮА 20 480 920 34 45 108 Закалка 1100 °C, 5 ч, вода.Старение 1000 °C,
(ЭИ607А) 550 450 823 34 49 - 2 ч, старение 900 °C, 1 ч, старение 800 °C,
600 440 774' 23 29 - 2 ч, воздух, старение 750 °C, 20 ч, воздух,
650 420 539 9 16 — старение 700 °C, 48 ч, воздух.
700 392 539 20 25 118 Пруток диаметром 32 - 55 мм
Закалка 1100 °C, 5 ч,
20 617-637 980-1009 25-34 33-36 118-137 вода. Старение 1000 °C, 2 ч, старение 900 °C, 1ч
600 460-549 686-803 11-24 19-28 127-147 старение 800 °C, 2 ч,
воздух, старение 750 °C, 20 ч, воздух
700 430-480 588-617 10-21 25-31 137-147 старение 650 °C, 48 ч,
воздух. Диск диаметром
800 323 402 16,5 30 — 500 мм, тангенциальные образцы
9ХС 20 445 790 26 54 39
200 320 710 22 48 88
400 330 620 32 63 98 —
600 170 200 52 77 —
700 83 98 58 77 147
5ХГМ 20 1450 1600 7 25 37 Закалка 850 °C. Отпуск
400 1080 1300 11 40 44 450 °C, 2 ч.
500 870 1000 15 54 37
600 400 710 24 80 42
20 - 1250 10 32 43 Закалка 850 °C, масло.
100 976 1180 — 37 46 Отпуск 500 - 550 °C.
300 996 1152 __ 48 65 Заготовка диаметром
400 866 1015 — 62 49 20 мм
500 690 784 — 81 32
600 410 345 — 85 38
5ХНМ 20 1410 800 1150 1520 1040 1290 1 10 41 42 32 40 В числителе - значения свойств образцов сечением 15 мм, испытан-
300 14 60 70 ных после закалки в
790 1000 10 36 120 масле.
400 1000 1250 14 48 65 В знаменателе - то же,
500 750 960 18 54 45 но для центральных зон заготовки сечением
600 360 520 32 92 160 500 мм
490 560 21 49 200
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
Продолжение табл.
Марка материала ^исп> °C СТ0,2» Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 Примечание
4ХМФС 300 1250 1390 11 44 44 Закалка 920 °C, масло.
400 1180 12 49 49 Отпуск 560 °C, 2 ч
(40ХСМФ) 500 1180 1270 13 55
600 950 1070 14 63 53
20 1280 1450 7 20 20 Закалка 950°С, масло.
300 1190 1340 8 27 54 Отпуск 550 °C. Штамп 500.
600 760 900 10 45 59 Пруток сечением 15 мм
1350 1510 13 51 55 В числителе - значения
20 свойств образцов сече-
1310 1480 7 20 25 нием 15 мм, испытан-
ных после закалки
300 1190 1210 1350 1370 12 8 50 27 65 55 920 - 950 °C, масло. В знаменателе - то же,
но для центральных
85 60 зон заготовки сечением
600 790 780 890 920 19 10 73 45 500 мм
20 1480 1600 12 45 45 Закалка 920 °C, масло.
12 Отпуск 560 °C, 2 ч.
300 1260 1500 44 Пруток сечением 15 мм
400 1200 1440 13 47 50
500 1200 1300 13 55 45
600 970 1080 14 62 54
ЗХ2МНФ 20 1300 1320 1450 1470 11 10 45 40 55 30 В числителе - значения свойств образцов сечением 15 мм, испытанных после закалки
300 1100 1120 1300 1320 12 12 46 45 80 50 910 - 930 °C, масло. В знаменателе - то же, но для центральных
55 60 зон заготовки сечением
600 860 850 ПОР 1100 в 14 52 60 500 мм п ииспйтеле - значения
'—-— 5Х2МНФ 20 1380 1480 12 12 43 35 60 40 свойств образцов сечением 15 мм, испытан-
(ДИ32) 1290 1450 ных после закалки
13 14 55 48 65 960 - 980 °C, масло.
300 1110 1140 1270 1320 65 В знаменателе - то же, но для центральных
65 80 зон заготовки сечением
600 700 820 21 17 и 68 500 мм
710 880 40 40 Закалка 1020 - 1040 °C, масло. Отпуск 580 °C,
20 1500 1700 10
4Х5МФ1С 1650 12 46 5j 2 ч.
(ЭП 572) 200 1370 45 52 Образцы сечением
300 400 1340 1340 1520 1450 в 46 47 50 43 10x10 мм
***— 500 1180 1350 13
676
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^ИСП, °C а0,2> Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 Примечание
Си Закалка 1060 - 1075 °C,
6Х6ВЗМФС 20 3920-4459 масло. Отпуск 530 -
(55Х6ВЗСМФ, ЭП 569) 250 3920-4459 540 °C, воздух, отпуск 350 - 370 °C, воздух.
350 3920-4459 Сортовой прокат диа-
450 3724-3920 метром до 250 мм
20 764 764 14,0 45,0 58 Закалка с отпуском при
9X1 (9Х) 600 182 208 49,9 91,9 — 550-650 °C
20 490 823 14,0 25,0 17,6 Закалка с отпуском при
9X2 500 317 436 34,4 76,3 — 550-650 °C
600 259 266 43,6 87,8 —
20 490 862 23,0 39,0 29,4 Нормализация с отпус-
9ХФ, 9Х1Ф 580 395 378 31,3 81,0 ком при 500 - 520 °C.
600 247 313 32,1 72,7 —• 260 НВ
i 20 755 941 11,0 45,0 53 Закалка с отпуском при
50ХН 150 662 864 18,5 — — 550-650 °C. 263 НВ
290 653 894 —
425 509 653 25,0
535 202 432 32,5
60ХН 20 911 980 14,0 42,0 52 Закалка с отпуском при
500 374 438 33,0 88,0 550-650 °C. 293 НВ
550 288 341 31,0 83,0
600 212 260 . 23,5 53,0
75ХМ 20 412 794 22 47 43,1 Нормализация с отпус-
400 189 520 23,5 62,3 - ком при 460 - 520 °C.
500 181 454 26,3 74,0 208 НВ
550 152 397 27,1 78,4
600 136 312 32,8 86,5
650 95 221 38,0 —
700 79 186 40,1 93,8
800 45 109 63,0 96,7
Р9 200 450 830 13 22 — Состояние поставки
400 420 700 15 22 — (после отжига)
600 300 480 31 55
800 ПО 200 60 70
1000 90 100 42 55 220
1100 - - - — 240
1200 30 30 12 25 150
Р12 200 450 830 13 22 Состояние поставки
400 420 700 15 22 — (после отжига)
600 300 480 31 55
800 ПО 200 60 70
1000 90 100 42 55 190
1200 30 30 12 25 130
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
Продолжение табл.
Марка материала ^нсп, °C СТ0,2> Н/мм2 Н/мм2 8, % V» % кси, Дж/см2 Примечание
14ХМТЛ 20 245 441 20 40 78 Нормализация 900 -
550 215 343 20 65 68 920 °C. Отпуск 630- 650 °C
600 147 225 20 65 59
-80 3,9 Отжиг 1050°С. Норма-
15Х1М1ФЛ -60 4,9-12 лизация 980 -1000 °C.
-40 — — — — 3,9-8,8 Отпуск 710 - 740 °C
-20 4,9-80
0 9,8-85
20 343 539-588 17-26 69,0 36-176
100 314 505 17,6 63,0 42-186
200 274 461 20,0 67,5 137-245
300 309 514 16,0 60,5 118-245
500 255 348 24,5 78,0 98-127
600 220 235 25,0 92,0 78-98
20ХМЛ 20 400 304-392 343 470-548 431 12-28 17-21 27-66 59-62 68-166 78 Нормализация 890 -910 °C. Отпуск 640-660 °C
450 314 412 22,0 62-69 93
500 294 377 22,0 69-75 73
550 254 333 24,5 77,0 68
600 226-235 289 27,5 81,5 64
650 201 235 30,0 86,0 68
20 314-529 490-764 9-24 13-55 20-108 Двойная нормалилацил 940 - 950 °C и 920 °C.
20ХМФЛ 400 265-421 470-559 10-20 43-55 59-147 Отпуск 690 - 710 °C
450 255-382 392-549 11-20 50-57 78-108
475 245-392 451-559 12-19 46-52 88
500 550 600 255-372 216-382 216-314 1RA 431-510 382-461 274-402 216 13-16 12-21 18-22 27 46-62 60-81 61-73 84 49-98 69-79 49-88 59 ояо °C охлаж-
20Х5МЛ /эи 20 554 707 10,4 9,9 6,6 34,9 40,4 дение с печью. Закалка 920°С, масло. Отпуск
200 400 529 491 657 588 31,8 — 660°С, воздух
500 600 359 155 465 291 10,7 20,7 44,8 75,5 Отжиг 850-870 °C
** 15Х6СМТЛ 20 343 539 15 25 30 60 —
(ХбСМТЛ) 500 196 294 70
' -—— 650 118 176 20
678
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^ясп> °C сто,г,, Н/мм2 О'вт Н/мм2 5, % V» % кси, Дж/см2 Примечание
20 461-519 617-706 13-25 17-64 16,7-108 Отжиг 880 - 900 °C.
15ХПМФБЛ 200 421-451 578-588 18-22 49-61 49-106 Нормализация 1130 -
(1Х11МФБЛ, ХИЛА) 300 441-480 559-578 14 43,5 54-137 1150 °C, нормализация 1040-1060 °C. Отпуск
400 372-412 510-549 13-18 51-61 78-137 750-770 °C
550 304-372 382-441 5-27 17-70 98-147
575 294-314 333-431 22-28 64-80 —
600 284-323 314-392 20-27 56-84 88-157
650 225-294 245-323 20-29 65-84 —
700 157-167 176-196 26-27 89 108-147
20 585 760 21,8 64,0 100 Нормализация, отпуск,
06Х12НЗДЛ 100 556 711 20,5 67,0 154 технологические от-
200 пуска.
563 665 18,4 67,4 150 Отливка до 650 мм
300 547 646 16,7 63,0 163
350 512 622 14,5 55,0 165
400 517 575 15,3 65,0 173
20 519-559 657-696 14-19 36-57 79-98 Нормализация 1050-
20Х12ВНМФЛ (15Х12ВНМФЛ, 500 372-402 441-480 11-17 52-64 98-137 1100 °C. Отпуск 700 °C
Х11ЛБ,ЭИ 802Л) 550 363 392 16 74-77 —
600 245-294 304-314 22-24 83-88 108-157
20 666 804 26 47,0 69 Нормализация 1050 -
565 412 431 24,0 79,0 108 1100 °C. Отпуск 680 °C
600 372 392 25,0 81,0 127
650 284 304 29,0 87,0 127
30Х16Н22В6БЛ (ЦЖ13Л) 20 274-392 519-637 9-32 10-43 18-66 Закалка 1200 °C, 2 ч,
600 206-245 431-470 15-19 23-30 38-55 вода. Отпуск 800 °C, 10 ч, воздух
650 206-245 382-412 12-22 24-46 39-59
700 206-245 333-382 15-19 24-41 34-59
750 186-225 274-294 17-23 42-51 39-59
800 167-186 216-225 22-24 51-64 59-69
10Х18Н9ТЛ 20 196-235 500-656 24-25 30-35 78-107 Аустенизация 1100 °C,
350 196 333-372 11-13 25-29 64-98 4 ч, воздух. Стабилиза-
400 196 352-372 12-17 24-41 68-107 ция 800 °C, 10-20ч, охлаждение с печью
450 166 352 23 42-46 78-98
500 186 343 17 35-42 68-88
550 166 304 23 51 98
600 156 274 24 47 88
650 176 274 17-21 33-39 78-107
700 176 225-254 15-17 26-38 88
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
679
Продолжение табл.
Марка материала ^ясп» °C СТ0,2» Н/мм2 Н/мм2 8, % V» % кси, Дж/см2 Примечание
31Х19Н9МВБТЛ (ЭИ572Л) 20 500 343 245 686 539 25 20 30 25 29-39 39-49 Закалка 1150 -1180 °C, вода. Отпуск 700 -800 °C, воздух
550 235 519 17 23 -
600 235 490 17 23 49-69
650 176 382 22 27 59
20 328 635 20,0 22,5 26
35Х23Н7СЛ
200 162 348 13,5 20,8 67
800 146 259 12,0 15,9 55 —
850 108 217 18,0 19,6 63
900 86 170 21,.0 29,8 39
20 294 588 45 60 Закалка 1050 °C, вода
40Х24Н12СЛ
(ЭИ316Л) 540 — 470 41 62
650 — 402 41 53
760 — 264 46 51
815 — 205 40 52
20Х25Н13АТЛ 20 550 284-323 186 490-598 407 28-45 32 28-41 43,5 49-157 176 Аустенизация 1160 -1180 °C. Старение 760-780 РС, 10 ч
600 176 382-409 27-33 41-51 127-167
650 167 382 29 45 147
950 61 126 26,.0 42,9 39 111 —
20 823 1000 8,3 8,5 -
03Х25Н25Ю5ТЛ 700 441 510 16 21 69
800 264 274 24 35 69
900 147 167 56 75 88
1000 64 78 67 80 113
1100 1200 29 10 а 34 20 19 94 120 130 88 95 100 191 132 118 Чомпкя 1250 °C, 2 ч,
ХН58ВКМТЮБЛ 1Z jU 20 980 1120 1190 1080 “~12,0 15,5 31 закалка 1100 °C, 5 ч, воздух. Старение
(ЦНК8МП) 700 750 800 850 1000 1030 18,5 — — 840 °C, 24 ч, воздух. Отдельно отлитые об-
902 775 1000 872 17,0 разцы, монокристаль-
17,0 ная структура —
680
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка материала ^ЯС1Н °C <*0,2, Н/мм2 О'вэ Н/мм2 5, % V» % кси, Дж/см2 Примечание
20 784 902 4 15 Закалка 1190 °C, 4 ч,
ХН60КВМЮТЛ воздух, закалка
(ЦНК7П) 700 784 795 980 940 5 — 1050 °C, 15 ч, воздух. Старение 850 °C, 24 ч,
750 6 . — — воздух.
800 835 885 6 — Отдельно отлитые образцы, равноосная
850 735 835 9 — структура
20 700 862 805 950 940 5 20 Термообработка та же. Отдельно отлитые об-
7 — разцы, направленная
750 920 1080 8 — — структура
800 825 940 10 —
850 735 845 11 —
20 635 835 6,9 15 Закалка 1140 °C, 3 ч,
ХН60КВМЮТБЛ (ЦНК21П) 700 550 860 15,6 воздух, закалка 1000 °C, 2 ч, воздух.
750 580 770 15,5 — — Старение 830 °C, 24 ч,
800 540 660 18,0 — воздух. Отдельно отлитые об-
850 400 530 18,5 — разцы
20 785 950 5,1 6,8 21 Закалка 1180 °C, 4 ч,
ХН64ВМКЮТЛ 600 725 закалка 1050°С, 2 — 4 ч,
(ЗМИ 3) 924 5,1 12,7 — воздух. Старение
650 774 1012 4,5 12,8 830 °C, 24 ч, воздух.
700 750 1036 3,5 10,0 — Отдельно отлитые образцы
750 767 1025 4,6 13,0 -—
800 765 890 7,8 8,5
850 720 810 9,9 17,9 —
20 539-558 740-815 17-27 19-34 54-130 Закалка 1180 °C, 4 ч,
ХН65ВМТЮЛ (ЭИ 893Л) 600 570 755 18 24 воздух. Старение 800 °C, 12 ч, воздух.
700 550 725 17 26,3 — Отдельно отлитые об-
750 500 666 16 26,0 — разцы
800 412 600 16 25 —
850 355 460 16 31 —
20 650 410-500 450-460 530-695 8,4-25,0 16,0-33,0 Закалка 1180 °C, 4 ч, воздух. Старение
568 8,3-10,1 12,1-12,3 •850 °C, 24 ч, воздух.
700 352-392 470-549 22,9-35,0 38,6-45,0 — Образцы из полки направляющей лопатки
750 323-392 440-490 10,4-36,0 21,0-40,0 второй ступени ТВДГТЮ0
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТДНия
Продолжение табл.
Марка материала ^ИСП» °C СТ0,25 Н/мм2 Н/мм2 8, % V, % кси, Дж/см2 Примечание
ХН65КМВЮТЛ 20 795-950 940-1060 1,5-8,4 2,0-10,3 15-50 Закалка 1215 °C, 4 ч,
(ЖС6К) 800 785-900 920-980 1,5-3,0 2,0-4,5 13-25 воздух. Отдельно отлитые об-
850 813-835 882-902 разцы, равноосная
1,8-1,9 3,3-3,5 12-20 структура
900 666-705 784-804 2,0-2,3 3,9-5,0 12-26
950 510-568 588-656 1,5-2,1 2,0-4,0 -
1000 372-392 440-460 2,5-4,0 3,6-5,0 -
20 813 862 7,1 20 Закалка 1215 °C, 4 ч, воздух.
800 784-902 911-1058 1,3-4,7 — - Отдельно отлитые образцы, направленная
900 666-735 804-862 12,0-16,0 — структура
1000 412-470 490-550 10,0-18,0 -
856 4,5 8,4 21 Закалка 1180 °C, 4ч,
ХН65ВКМБЮТЛ 20 730 охлаждение 1,5 -2,5 ч,
(ЭИ539ЛМУ) 550 589 750 3,6 8,8 — до 900 °C, далее на воздухе. Старение
650 675 756 3,5 7,2 3,9 — 850 °C, 24 ч, воздух. Отдельно отлитые об-
700 563 815 3,4 разцы
800 638 810 7,8 12,6 -
850 488 647 8,3 8,1 —
900 439 571 10,7 14,7 -
950 300 418 20,5 33,9 —
1000 214 299 20,9 36,9 —
3,5 3,5 16-18 lepMOOOpaOOTKd id лчс. Хвостовик направ-
20 690 780 лающей лопатки 2-ой ступени турбины
800 630 780 8,2 8,2 — ГТН25 Птпвпьно ОТЛИТЫС об"
ХН70КВМЮТЛ 20 717 850 7 31 разцы, без термообработки
(ЦНК 17ГГ) 550 830 921 6,8
670 750 912 5,6 ——
700 668 923 6,8
750 675 860 6,5
800 680 745 6,4
682
ПРИЛОЖЕНИЯ
5. МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ КОВОЧНЫХ ТЕМПЕРАТУР
Kv,
Марка стали 8, и/, % Состояние материала и
(сплава) п °C Н/мм2 Н/мм2 % % Н/мм2 условия испытания
СтЗсп 700 73 102 57 96 0,94 Кованый и нормализованный.
800 51 63 95 95 1,51 Образец:
900 38 65 84 100 1,55 d0= 6 мм, /0= 30 мм;
1000 25 43 79 100 2,32 И= 16 мм/мин,
1100 19 31 80 100 3,19 ё = 0,009 с1
1200 14 25 84 100 4,08
Ст5сп 900 40 66 62,4 90 1,37 Прокатанный.
1000 37' 49 81,4 90 1,84 Образец:
1100 14 28 64,8 90 3,16 Jo= 5 мм, 10= 25 мм;
1200 — 16 59.0 90 5,74 V= 2 мм/мин,
1250 — 11 58,4 90 8,34 ё = 0,001 с1
15 700 55 73,9 92 1,68 Прокатанный.
800 57 35,7 43,6 0,77 Образец:
900 44 45,6 48,6 1,10 d0= 10 мм, 10~ 50 мм;
1000 27 51,6 80,5 2,93 V= 1,1 мм/мин,
1100 24 57,5 100 4,17 ё = 0,0004 с’
1200 14 65,1 100 7,28
20 700 127 39 94 0,74 Деформированный.
800 89 51 96 1,08 Образец:
900 76 55 100 1,32 d0 = 5 мм, 10~ 25 мм;
1000 47 63 100 2,12 V= 10 мм/мин,
1100 30 59 100 3,29 ё = 0,007 с’
1200 20 64 100 5,10
25 700 128 147 41,5 76,5 0,52 Прокатанный.
800 69 96 56,7 78,4 0,82 Образец:
900 47 79 52,9 95,3 1,20 d0= 6 мм, /0= 30 мм;
1000 40 54 59,7 100 1,85 V- 16 мм/мин,
1100 24 38 66,2 100 2,61 ё = 0,009 с1
1200 14 23 101 100 4,43
1300 20 25 66,6 100 4,08
30 800 98 49 98 1,00 Деформированный.
900 77 53 100 1,29 Образец:
1000 — 48 56 100 2,08 d0= 5 мм, 10= 25 мм;
1100 30 58 100 3,29 V= 10 мм/мин,
1200 21 64 100 4,86 ё = 0,007 с1
35 700 102 149 34,0 74,8 0,50 Прокатанный.
800 69 НО 55,8 100 0,91 Образец:
900 55 74 53,6 100 1,36 d0- 6 мм, /0= 30 мм;
1000 30 51 69,0 100 1,96 16 мм/мин,
1100 21 39 74,1 100 2,55 ё = 0,009 с1
1200 15 26 84,5 100 3,78
1300 18 23 58 100 4,43
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ КОВОЧНЫХ ТЕМПЕРАТУР
Продолжение табл.
Марка стали ^исп> °0,2, Ов, 6, V. Кц,, Состояние материала и
(сплава) °C Н/мм2 Н/мм2 % % Н/мм2 условия испытания
40 700 99 142 47,5 85,4 0,60 Прокатанный.
800 70 111 52,5 97,2 0,88 Образец:
900 54 71 55 100 1,42 do= 6 мм, 1о= 30 мм;
1000 28 58 69,2 100 1,73 V= 16 мм/мин,
1100 24 37 59,9 100 2,68 ё= 0,009 с'1
1200 16 25 87,2 100 3,92
1300 12 18 56,4 100 5,67
45 700 137 168 43 96 0,57 Кованый и нормализованный.
800 64 113 58 98 0,87 Образец:
900 54 76 62 100 1,32 d0-6 мм, /о= 30 мм;
1000 34 50 72 100 2,00 У= 16 мм/мин,
1100 22 34 81 100 2,91 ё=0,009 с1
1200 15 26 90 100 3,78
50 700 87 115 39 97,4 0,85 Деформированный.
800 45 81 45 100 1,23 Образец:
900 16 50 43 100 2,00 d0= Ю мм, 10= 50 мм; У= 5 мм/мин,
1000 11 36 35,1 100 2,76 ё=0,002 с1
1100 8 28 41,2 100 3,52
1200 8 22 49 100 4,64
45Г2 800 97 120 34,6 98 0,82 Прокатанный и отожжённый.
900 1000 55 35 74 49 54 58,9 98,4 100 1,34 2,04 Образец: do=10 мм, /о=5О мм; V=20 мм/мин,
1100 26 35 62,7 100 2,83 ё=0,007 с'1
1700 17 25 72,5 100 3,92
20Х 149 93 84 0,60 0,79 1,04 Кованый и нормализованный.
700 800 900 118 63 51 48 56 64 оУ 74 88 Образец: d0= 6 мм, 1о~ 30 мм; jz= 16 мм/мин,
1000 33 51 78 97 1,90 ё=0,009 с1
1100 21 1Л 33 26 98 100 3,00
40Х 1ZUU 700 142 175 33,2 78,1 98,5 100 100 100 100 0,45 1,00 1,44 2,32 3,92 4,25 Кованый и отожженный. Образец:
800 900 1000 1100 54 41 24 11 98 70 43 25 74. 59,3 64,5 68 68 70 с/о=10 мм, /о=5О мм; у=5 мм/мин, ё= 0,002 с’ и нппмализованный.
18ХГТ 1200 700 11 204 235 46,5 88,0 0,37 0,68 1,01 1,27 Образец:
800 900 76 54 137 95 51 54,5 58 94 96,2 100 d0= 6 мм, /о= 30 мм> j/= 50 мм/мин, ё=0,03с’
1000 1100 1200 50 25 14 7о 43 25 61,5 5б__ 100 100 __ 2,32 ___3292__
684
ПРИЛОЖЕНИЯ
Продолжение таб.
Kv, Состояние материала и
Марка стали 00,2, 8, %
11
(сплава) °C Н/мм2 Н/мм2 % % Н/мм2 условия испытания
зохм, 800 80 127 69,4 67 0,53 Прессованный.
ЗОХМА 1000 41 56 64,3 .100 1,79 Образец: d0= 6 мм,
1200 14 ,26 54,9 100 3,78 10= 30 мм; V= 16 мм/мин, Ё = 0,009 с’
34ХМА 800 1000 82 142 64,1 82,1 0,58 Прессованный. Образец: d0= 6 мм,
40 60 41,8 54,6 0,91 10= 30 мм; V= 16 мм/мин,
1200 17 27 51,8 100 3,64 Ё = 0,009 с1
12ХНЗА 700 70 141 40,8 77,5 0,55 Кованый и отожжённый.
800 29 89 61,1 97 1,09 Образец:
900 26 68 58 100 1,48 d0= 10 мм, 10= 50 мм;
1000 23 44 63 100 2,27 V = 5 мм/мин,
1100 23 43 72,7 100 2,32 Ё = 0,002 с1
1200 12 25 70,3 100 4,08
1250 10 18 67,3 100 5,67
12Х2Н4А 800 99 ИЗ 35 91 0,81 Прокатанный.
900 64 80 56,1 96,1 1,20 Образец:
1000 43 54 64,5 100 1,85 б/о=10 мм, 1о~ 50 мм;
1100 31 42 64,3 100 2,37 У= 20 мм/мин,
1200 20 28 58 100 3,52 Ё = 0,007 с’
1250 15 23 62 100 4,43
20Х2Н4А 700 63 122 55,6 77,8 0,64 Кованый и отожжённый.
800 45 56 63,9 95,4 1,71 Образец:
900 36 56 57,7 100 1,79 d0= 10 мм, /0= 50 мм;
1000 22 37 63,3 100 2,68 И= 5 мм/мин, Ё= 0,002 с"1
1100 20 27 59,2 100 3,64
1150 16 25 65,3 100 3,92
1220 16 22 71,3 100 4,64
ЗОХГС, 700 175 59,3 50,8 0,29 Прокатанный.
ЗОХГСА 800 85 61,6 74,8 0,88 Образец:
900 53 84,4 90 1,70 d0- 5 мм, 10- 25 мм;
1000 1100 37 21 71,1 59,3 90 90 2,42 4,37 V- 2 мм/мин, Ё= 0,0013 с1 '
1200 10 84,5 90 9,18
ЗОХГСН2А (ЗОХГСНА) 800 900 98 64 117 84 33 51 76,8 77,2 0,66 0,95 Прокатанный. Образец:
1000 42 49 53,1 90 1,84 d0=10 мм, /0=50 мм;
1100 25 32 ' 67,2 100 3,09 И=20 мм/мин,
1200 15 22 69,2 100 4,64 Ё= 0,007 с1
1250 11 17 76,8 100 6,00 -
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ КОВОЧНЫХ температур
685
Продолжение табл.
Марка стали (сплава) ^ЯСЯ> °C С*0,2, Н/мм2 о». Н/мм2 8, % V. % Ку, % Н/мм2 Состояние материала и условия испытания
20ХГНР 800 115 119 40,5 84,1 0,71 Прокатанный.
900 73 82 46,7 99,6 3,13 Образец:
1000 32 44 57,5 100 2,27 d0= 10 мм, /0= 50 мм;
1100 19 29 63 100 3,40 V = 320 мм/мин,
1200 1250 15 16 25 23 76 82,1 100 100 4,08 4,43 Ё= 0,007 с’’
34ХН1М, 800 87 148 49 84,3 0,57 Прессованный. Образец:
34ХН1МА 1000 38 57 46 64,7 1Д4 dD= 6 мм, 10- 30 мм; 16 мм/мин,
1200 20 26 45,2 100 3,78 ё= 0,009 с1
34XH3M, 825 87 145 62 98 0,68 Кованый. Образец:
34XH3MA 925 51 91 67 98 1,07 do= 6 мм, 4= 30 мм; И= 16 мм/мин,
1025 36 66 72 100 1,52 ё= 0,009 с1
40ХН2МА 700 183 17,2 32,4 0,18 Прокатанный.
(40ХНМА) 800 89 65,5 90 1,01 Образец:
900 50 69,3 90 1,80 </0=5 мм, /о =25 мм;
1000 — 35 75 90 2,55 V- 2 мм/мин,
1100 24 72 90 3,82 ё= 0,001 с1
1200 14 61,7 90 6,56
18Х2Н4МА 700 226 265 31 69 0,26 Прокатанный.
(18Х2Н4ВА) 800 73 130 35 34 0,26 Образец:
900 55 79 22 23 0,29 d0= 6 мм, 1о~ 30 мм;
1000 41 55 31 36 0,66 V= 16 мм/мин,
1100 24 36 63 100 2,76 ё= 0,009 с'1
1200 20 25 46 100 4,08
38Х2МЮА (38ХМЮА) 800 900 1000 1100 1200 Ю ел 98 67 40 22 15 11 112 84 50 31 22 18 66,5 57,5 65,7 77,3 77,0 94,5 95,4 96,8 98,1 100 100 100 0,85 1,15 1,96 3,19 4,64 5,67 Прокатанный и отожженный. Образец: d0= Ю мм, /о= 50 мм; jz= 20 мм/мин, ё= 0,007 с’
12Х1МФ J.Z JV 850 73 82 36 85 07 1,03 1,48 Образцы вырезаны из труб в продольном
(ЭИ 575) 900 950 1000 51 44 35 66 60 50 44 54 60 98 100 100 1,64 2,00 2,37 направлении. Образец: t/0= 6 мм, 1о~ 30 мм;
1050 1100 30 23 42 31 18 56 58 55 100 100 3,19 5,67 _ у= 16 мм/мин, ё= 0,009 с1
25Х1МФ 1150 800 14 146 178 43 88 80 64 40 100 100_ 0,49 0,60 КоваНЫИ И ОТОЖЖсппыи-Образец:
ОИ 10) 900 1000 1100 1200 1250 121 66 39 21 19 133 76 44 25 22 _ 43 42 33 61 49 0,84 0,91 4,00 _ 4,54 _ t/0= 6 мм, 1о~ 30 мм; jz= 16 мм/мин, ё=0,009 с1
686
ПРИЛОЖЕНИЯ
Продолжение таб.
Марка стали (сплава) ^ИСП> °C °0,2, Н/мм2 Ов, Н/мм2 8, % V. % Kv, % Состояние материала и условия испытания
Н/мм2
25Х2М1Ф 800 265 275 29 72 0,26 Кованый.
(ЭИ 723) 850 255 265 35 86 0,32 Образец:
900 216 226 34 90 0,40 d0= 6 мм, 1о~ 30 мм;
950 124 141 40 93 0,66 V- 16 мм/мин,
1000 83 93 60 92 0,99 Ё = 0,009 с1
1100 53 61 61 81 1,33
1200 32 37 55 84 2,25
1250 27 28 58 100 3,52
20Х1М1Ф1ТР 700 663 712 6,5 38,8 0,05 Прокатанный.
(ЭП 182) 800 233 282 19,2 85,0 0,30 Образец;
900 92 155 46,1 93,2 0,60 d0= 6 мм, /о= 30 мм;
1000 83 105 36,6 100 0,95 V= 16 мм/мин,
1100 37 46 50,1 100 2,17 ё = 0,009 с’1
1200 24 31 82,1 100 3,19
1300 14 18 — 100 5,67
20ХЗМВФ 1000 28 50 58,7 96,7 1,93 Кованый и нормализованный.
(ЭИ 415, ЭИ 579) 1050 23 39 64,0 100 2,55 Образец: d0= 6 мм, /о= 30 мм;
1100 22 34 66,6 100 2,91 И= 2 мм/мин,
1150 15 27 64,6 100 3,64 Ё = 0,0009 с’
60С2, 60С2А 800 83 97 65,6 96,7 1,00 Прокатанный.
900 55 67 61,8 95,8 1,44 Образец:
1000 35 42 61,0 100 2,37 do- 10 мм, 1о~ 50 мм;
1100 20 25 78,0 100 3,92 И= 20 мм/мин,
1200 12 15 89,6 100 6,80 Ё= 0,007 с'1
ШХ15 1000 32 42 61 100 2,37 Деформированный и
1050 28 48 62 100 2,08 отожжённый.
1100 20 29 72 100 3,40 Образец: do= 6 мм,
1150 17 25 61 100 3,92 1о~ 30 мм; V— 16 мм/мин,
1200 18 22 76 100 4,64 Ё = 0,009 с"1
40Х9С2 (4Х9С2, ЭСХ8) 700 137 53,5 94,8 0,69 Прокатанный и
800 51 69,9 97,5 1,91 отожжённый.
900 59 33,7 59,0 1,00 Образец:
1000 45 28,5 44,6 0,99 d0= 10 мм, 10 = 50 мм;
1100 23 32,9 42,2 1,87 V- 1,1 мм/мин,
1200 16 71,1 73,7 4,70 ё = 0,0004 с1
13Х11Н2В2МФ-Ш 900 105 135 64 87 0,64 1,14
(ЭИ 961-Ш) 1000 39 71 58 81
1100 28 41 61 95 2,32 —
1200 22 27 55 87 3,22
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ КОВОЧНЫХ ТЕМПЕРАТУР
687
Продолжение табл.
Марка стали (сплава) ^ИСП) °C ст0,2, Н/мм2 п., Н/мм2 8, % V. % Kv, % Н/мм2 Состояние материала и условия испытания
15X11МФ 900 118 80 94 0,80 1,38 Кованый, закалённый и
(1X11МФ) 1000 69 72 95 отпущенный. Образец:
1100 29 66 100 3,40 d0= 6 мм, 10= 30 мм;
1200 20 56 94 4,79 V- 16 мм/мин, е=0,009 с’
18Х11МНФБ 700 439 459 16,9 86,9 0,19 Прокатанный.
(2Х11МФБН, 800 190 218 44,0 96,5 0,44 Образец:
ЭП 291) 900 172 212 30,2 71,2 0,34 d0= 6 мм, 1о= 30 мм;
1000 92 136 35,3 87,1 0,64 V= 16 мм/мин,
1100 52 76 48,7 100 1,31 ё=0,009 с"1
1200 32 35 61,8 100 2,83
1300 9 11 54,0 97,0 8,99
1350 11 12 64,0 97,7 8,30
37Х12Н8Г8МФБ 800 247 346 12,0 22,2 0,06 Прокатанный и отожжённый.
(ЭИ 481) 900 164 179 21,7 59,4 0,33 Образец:
1000 83 92 37,6 78,2 0,85 «?0=10 мм, /0= 50 мм;
1100 47 49 45,4 87,7 1,79 V= 20 мм/мин,
1200 24 26 51,0 78,8 2,98 6=0,007 с1
1250 20 21 21,0 41,0 1,99
18Х12ВМБФР-Ш 700 509 535 13,6 79,5 0,15 Прокатанный.
(ЭИ 993-Ш) 800 179 203 24,4 92,5 0,46 Образец:
900 109 139 69,9 95,3 0,68 б?0=6 мм, 1о= 30 мм;
1000 84 107 45,5 95,9 0,90 у= 16 мм/мин,
1100 47 66 54,2 100 1,52 6=0,009 с1
1200 25 27 67,5 100 3,64
1300 17 18 52,8 100 5,67
• 1350 17 19 46,8 100 5,37
12X13 (1X13) 800 900 1000 69 63 38 82 78 53 47,7 59,7 68,0 95,4 81,0 90,0 1Д6 1,03 1,70 Прокатанный. Образец: d0= 10 мм, 10= 50 мм; у= 20 мм/мин,
1100 24 33 72,0 96,0 2,88 Ё= 0,007 с*
1700 14 20 62,0 95,2 4,85
20X13 (2X13) 800 850 900 950 1000 1100 59 79 75 53 39 25 70 114 104 77 61 37 31 51 43 56 58 59 65 84 _ 98 53 74 76 65 90 100 1,41 0,47 0,71 0,98 1,07 2,42 3,19 Прокатанный. Образец: d0= 6 мм, 1о~ 30 мм; у= 16 мм/мин, ё=0,009 с’
30X13 1150 800 21 77 89 67 98 1,10 0,63 1,27 2,27 3,33 деформириюа*111®1*1* Образец:
(3X13) 900 93 130 82 82 d0= 6 мм, 1о= 30 мм;
1000 1100 1200 50 37 25 76 43 29 70 71 74_ 97 98 _ 98 jz= 16 мм/мин, ё=0,009 с1 ___
688
ПРИЛОЖЕНИЯ
Продолжение таб.
Марка стали Агаъ <20,2, а., 8, V» Кц|, Состояние материала и
(сплава) °C Н/мм2 Н/мм2 % % Н/мм2 условия испытания
40X13 800 119 132 64 96 0,73 Деформированный.
(4X13) 900 102 125 68 92 0,74 Образец:
950 74 90 84 96 1,06 d0= 6 мм, 10= 30 мм;
1000 51 75 70 98 1,31 V— 16 мм/мин,
1050 45 57 73 100 1,76 Ё= 0,009 с'1
1100 43 53 60 98 1,85
1150 34 40 64 100 2,49
1200 27 32 60 100 3,09
09Х14Н19В2БР1 1050 73 84 54,0 100 1Д9 Кованый.
(ЭИ 726) 1100 54 61 54,0 100 1,64 Образец:
1150 41 46 42,0 93 2,02 d0= 6 мм, 1о= 30 мм;
1200 32 33 16,8 47 1,41 И= 16 мм/мин,
1250 14 18 17,9 34 1,93 Ё= 0,009 с'1
08Х16Н13М2Б 700 319 404 17,6 59,9 0,15 Прокатанный.
(ЭИ 405, 800 263 288 15,4 52,1 0,18 Образец:
ЭИ 680) 900 240 261 12,9 36,2 0,14 d0= 6 мм, 1о= 30 мм;
1000 179 186 13,9 31,6 0,17 V= 16 мм/мин,
1100 83 87 43,0 63,5 0,73 Ё= 0,009 с1
1200 43 47 54,1 81,5 1,73
1300 27 27 23,5 45,3 1,65
12X17 700 84 66,8 96,7 1,15 Прокатанный.
(Х17,ЭЖ 17) 800 40 63,5 98,1 2,44 Образец:
900 22 58,1 98,3 4,56 d0= 10 мм; /0= 50 мм;
1000 — 21 81,4 97,0 4,71 V= 1,1 мм/мин,
1100 14 72,8 97,2 7,08 Ё = 0,0004 с'1
1200 8 85,2 99,0 12,62
1300 6 99,2 96,9 16,47
10Х17Н13М2Т 800 167 235 26,5 44,1 0,19 Прокатанный.
(Х17Н13М2Т, 900 129 143 38,5 59,0 0,41 Образец:
ЭИ 448) 1000 74 81 34,5 64,0 0,79 d0- 10 мм, /0= 50 мм;
1100 41 46 40,5 84,4 1,83 V = 20 мм/мин,
1200 23 27 77,3 99,3 3,62 Ё= 0,007 с1
1250 18 22 79,6 100 4,64
12Х18Н9 700 212 47,3 76,3 0,36 Прокатанный.
(Х18Н9) 800 900 1000 1100 — 120 68 38 30 57,2 64,8 56,1 63,8 69,5 66,1 60,4 59,4 0,58 0,98 1,58 1,95 Образец: do=10 мм, /0= 50 мм; И= 1,1 мм/мин,
1200 16 44,5 70,9 4,52 Ё = 0,0004 с1
12Х18Н9Т (Х18Н9Т) 800 155 201 26,6 57,0 0,28 Прокатанный.
900 108 120 41,0 89,7 0,75 Образец:
1000 58 66 49,7 95,3 1,45 d0= 10 мм, 10= 50 мм;
1100 35 38 65,8 98,5 2,58 И= 20 мм/мин,
— 1200 22 25 79 100 3,92 Ё= 0,007 с1
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ КОВОЧНЫХ ТЕМПЕРАТУР
689
Продолжение табл.
Марка стали (сплава) /исп, °C 00,2, Н/мм2 О’» Н/мм2 8, % % Kv, о/о Н/мм2 Состояние материала и условия испытания
36Х18Н25С2 800 185 244 34,0 66,2 0,27 Кованый.
(4Х18Н25С2, 900 127 143 47,9 87,7 0,61 Образец:
ЭЯЗС) 1000 71 76 54,6 88,4 1Д7 d0= 10 мм, 10~ 50 мм;
1100 40 44 70,6 96,2 2,18 И= 20 мм/мин,
1200 28 31 85,7 100 3,19 £ = 0,007 с’1
31Х19Н9МВБТ 800 275 314 33 68 0,22 Кованый и отожжённый.
(ЭИ 572) 850 275 284 28 67 0,24 Образец:
900 206 216 28 67 0,31 d0= 6 мм, /0= 30 мм;
950 206 216 21 64 0,30 И= 16 мм/мин,
1000 114 118 45 85 0,68 £=0,009 с’1
1100 66 80 54 90 1,12
1150 47 60 54 91 1,52
1200 41 49 59 94 1,92
08Х22Н6Т 900 109 129 43,0 68,5 0,53 Прокатанный и отожжённый.
(0Х22Н5Т, 1000 76 80 49,0 . 69,2 0,86 Образец:
ЭП53) 1100 59 60 55,5 72,0 1,20 do= Ю мм, 1о~ 50 мм;
1200 42 43 62,7 77,0 1,78 V= 20 мм/мин,
1250 32 33 62,5 90,5 2,71 Ё= 0,007 с1
20Х23Н18 800 216 254 24,2 66,8 0,26 Прокатанный.
(Х23Н18, ЭИ 417) 900 1000 135 64 135 71 37,1 49,3 77,3 76,8 0,58 1,09 Образец: d0= 10 мм, 10= 50 мм; /= 20 мм/мин,
1100 39 44 51,2 69,5 1,57 Ё= 0,007 с1
1200 22 27 27,2 30,7 1,12
20Х25Н20С2 1000 55 76 47,0 78,0 1,02 Прокатанный. Образец:
(Х25Н20С2, 53,3 75,3 2,02 d0= 5 мм, 10= 25 мм;
ЭИ 283) 1100 32 37 К =2 мм/мин,
1200 17 23 69,7 81,8 3,63 Ё= 0,001 с'1
ХН35ВТ (ЭИ 612) 900 950 180 132 187 139 28 46 49 70 0,26 0.50 0.87 1.60 1.90 2.39 _ 2.68 __ 0,05 0,02 0,42 0,96 1,82 __L07__ Кованый. Образец: d0= 6 мм, 1о~ 30 мм;
1000 98 104 67 90 И= 16 мм/мин,
1100 1150 1200 56 44 30 60 51 40 84 88 90 96 97 96 Ё= 0,009 с1
1250 27 31 _ 66 _ 84 Кованый и прессованный.
ХН35ВТЮ 700 624 826 26,5 40,3 Образец:
ОИ 787) 800 609 633 7,2 12,1 d0-(> мм, /0= 30 мм;
900 1000 1100 1200 220 99 50 34 220 104 55 37 42,5 81,8 80,5 _26j5__ 91,8 100 100 __3V__ jz= 16 мм/мин, Ё= 0,009 с1
690
ПРИЛОЖЕНИЯ
Продолжение таб.
Марка стали (сплава) Aten, °C О0,2> Н/мм2 а., Н/мм2 8, % V. % Kip, Н/мм2 Состояние материала и условия испытания
ХН62МБВЮ 900 265 92 85 0,32
(ЭП709) 1000 123 95 85 0,69
1050 93 108 78 0,84
1100 83 108 75 0,9
1150 69 115 75 1,09
1200 42 100 70 1,67
ХН65ВМТЮ 700 439 647 50,9 56,9 0,09 Кованый.
(ЭИ 893) 800 482 658 26,2 30 0,05 Образец:
900 380 512 27,4 54,8 0,11 do- 6 мм, 10= 30 мм;
1000 225 225 71,1 93,6 0,42 V= 16 мм/мин,
1100 127 127 70,3 91,2 0,72 £=0,009 с'1
1200 59 64 77,1 86,6 1,36
1225 47 56 81,6 83,2 1,49
ХН67МВТЮ 700 683 882 16,4 20,0 0,02 Кованый и прессованный.
(ЭП202, 800 669 770 5,9 11,6 0,02 Образец:
ЭИ 445Р) 900 528 548 20,4 43,6 0,08 d0- 6 мм, 10= 30 мм;
1000 195 197 51,5 94,1 0,48 V= 16 мм/мин,
1100 83 85 76,2 93,4 1,09 6 = 0,009 с'1
1200 46 59 86,5 93,0 1,58
1250 40 43 84,6 94,7 2,19
ХН70ВМЮТ 700 804 912 11,0 17 0,02 Кованый.
(ЭИ 765) 800 696 716 25,0 60 0,08 Образец:
900 265 284 55,4 85 0,30 d0= 6 мм, /о= 30 мм;
1000 167 171 60,0 90 0,53 И= 16 мм/мин,
1100 64 67 68,0 83 1,24 ё = 0,009 с*
1200 42 44 44,0 67 1,52
1250 33 44 45,0 66 1,50
ХН70ВМТЮ 900 551 20,4 31,8 0,06 Кованый и нормализованный.
(ЭИ 617) 1000 154 52,4 85,9 0,56 Образец:
1100 73 80,0 91,1 1 26 d0= 5 мм, /о= 25 мм;
1200 34 69,6 51,2 1,49 И= 1,1 мм/мин, ё=0,009 с1
ХН77ТЮР 800 604 23,9 22,5 0,04 Кованый и нормализованный.
(ЭИ 437Б) 900 378 26,1 27,6 0,07 Образец:
1000 109 79,8 95,0 0,87 d0= 5 мм, /0= 25 мм;
1100 48 153,2 100 2,08 V= 1,1 мм/мин,
ё = 0,0007 с1
1200 34 134,0 100 2,91
1250 16 56,1 69,1 4,40
ХН78Т 800 314 380 71,5 46,5 0,12 Прокатанный и отожжённый.
(ЭИ 435) 900 196 216 44,5 83,5 0,39 Образец:
1000 101 112 64,1 93,4 0,84 d0- 10 мм, 10= 50 мм;
1100 76 88 70,5 97,4 1,10 V= 20 мм/мин,
1200 42 54 91,7 100 1,85 ё=0,007 с’1
1250 36 39 99,7 100 2,55 —
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ КОВОЧНЫХ ТЕМПЕРАТУР_691
Продолжение табл.
Марка стали /исп> °0,2, Н/мм2 8, V, Kv, Состояние материала и
(сплава) °C Н/мм2 % % Н/мм2 условия испытания
ХН80ТБЮ 900 569 — 97 0,17 Прессованный, закалённый и
(ЭИ 60/) 950 412 77 96 0,23 состаренный.
1000 — 294 78 96 0,33 Образец:
1100 167 84 98 0 59 d0= 6 мм,/0= 30 мм;
1150 118 100 100 0,85 И= 16 мм/мин, £=0,009 с1
У7, У7А 700 108 64 90 0,83 Деформированный и
800 94 65 100 1,06 отожжённый.
900 63 60 100 1,59 Образец:
1000 —— 36 62 100 2,76 d0= 5 мм, 1о= 25 мм;
1100 22 65 100 4,64 И= 10 мм/мин,
1200 17 92 100 6,00 8= 0,007 с’
У8, У8А 700 104 58 91 0,88 Деформированный и
800 91 58 100 1Д0 отожжённый.
900 55 62 100 1,82 Образец:
1000 — 33 62 100 3,00 d0= 5 мм, 1о= 25 мм;
1100 21 80 100 4,86 У= 10 мм/мин,
1200 15 69 100 6,80 6 = 0,007 с1
У10, У10А 700 105 50 87 0,83 Деформированный и
800 90 52 100 1,П отожжённый.
900 55 59 100 1,82 Образец:
1000 — 29 70 100 3,40 d0=5 мм, 1о~25 мм;
1100 18 78 100 5,67 jz= 10 мм/мин,
16 86 100 6,37 Ё= 0,007 с1
У12, У12А 700 — 104 60 68 0,65 Деформированный и
800 900 100 60 52 40 96 100 0,96 1,67 отожжённый. Образец: do~5 мм, /о=25 мм;
1000 *— 34 65 100 2,91 У= 10 мм/мин,
1100 18 15 74 92 100 100 5,67 6,80 ё= 0,007 с‘
9ХС JL ZUU 800 900 1000 1100 1200 108 65 42 20 15 131 74 46 31 20 16 26,3 40,8 51,8 53,6 82,9 78.0 68,4 95,4 85,7 82,7 100 99,0 _ 0,52 1,30 1,86 2,64 5,10 6,31 Прокатанный. Образец: d0= 10 мм, /о=50 мм; у= 20 мм/мин, Ё= 0,007 с1
Х12МФ 1250 700 12 140 43,5 67,9 0,48 0,47 0,66 1,07 1,96 1 74 КОБЭНЫИ И • Образец:
800 900 1000 1100 1200 — 123 81 46 25 32,5 46,2 35,9 48,1 58.0 53,6 49,3 48,1 d0= 13 мм, 1о= 50 мм; у& 1,1 мм/мин, Ё- 0,004 с*
8 __3j__ [_ДЗ£_ 1,/J —
692
ПРИЛОЖЕНИЯ
Продолжение таб.
Кц|, Состояние материала и
Марка стали 4 <*0,2, CFB, 8, V. ...%
(сплава) °C Н/мм2 Н/мм2 % % Н/мм2 условия испытания
9X1 700 103 131 58,9 95,0 0,72 Прокатанный и термически
(9Х) 800 87 120 56,9 94,5 0,79 обработанный. Образец:
900 44 76 53,9 94,3 1,25 d0= 6 мм, 10= 30 мм;
1000 33 51 66,5 98,4 1,93 V= 16 мм/мин,
1100 17 28 80,1 100 3,52 Ё = 0,009 с*
1200 И 19 73,3 100 5,37
9X2 700 124 162 44,8 83,1 0,51 Кованый и отожжённый.
800 900 101 106 136 134 46,9 50,5 91,3 83,9 0,67 0,62 Образец: с/0= 6 мм, 10= 30 мм; V= 16 мм/мин,
1000 41 50 53,4 100 2,00 Ё= 0,009 с'1
1100 21 30 75,0 100 3,29
1200 11 12 70,7 100 8,50
60ХН 700 94 39,6 100 1,06 Деформированный.
800 77 40,0 100 1,29 Образец:
900 55 46,0 100 1,82 J0=10 мм, 10= 50 мм;
1000 —, 1 38 V = 5 мм/мин,
39,6 100 2,61 ё= 0,002 с'1
1100 27 38,0 100 3,64
1200 23 39,2 100 4,43
90ХМФ 800 123 157 35,1 92,2 0,59 Образцы вырезаны из поков-
900 92 112 51,2 98,3 0,88 ки валка в тангенциальном
1000 49 64 70,6 100 1,57 направлении. Образец: d0= 6 мм, /0= 30 мм;
1100 25 37 82,4 100 2,68 V- 16 мм/мин,
1180 20 26 83,2 НО 4,15 e=0,009 с1
Р18 700 373 431 23 61 0,14 Кованый и отожжённый.
800 185 216 42 79 0,37 Образец:
900 151 190 46 71 0,37 Jo= 6 мм, 10= 30 мм;
1000 114 117 54 53 0,45 V- 16 мм/мин, Ё= 0,001 с1
1100 60 64 70 83 1,30
1200 25 26 49 80 3,02
1250 19 20 41 79 4,03
06Х14Н5ДМФЛ 700 262 292 38,0 75,0 0,26
800 94 172 51,9 76,5 0,44
900 59 103 69,4 92,2 0,90
1000 38 61 79,2 94,2 1,54
1050 32 50 85,0 96,2 1,92 —
1100 26 40 86,5 98,9 2,47
1150 18 27 68,1 100 3,70
1200 17 * 21 71,0 100 4,76
ЖАРОПРОЧНЫЕ СВОЙСТВА
693
б; ЖАРОПРОЧНЫЕ СВОЙСТВА
1. Пределы длительной прочности сталей и сплавов на железоникелевой основе (в числителе о д.п.,ю > в знаменателе о д.п.,ю5) в деформированном состоянии, Н/мм2
694
ПРИЛОЖЕНИЯ
Продолжение табл. 1
Марка материала Температура испытания, °C
450 470 500 530 550 560 575 580 600 650 700 750
12Х2МФСР 159 120 95 71 56
25Х1МФ (ЭИ 10) 255 167 98-147
127
25Х1М1Ф (Р2, Р2МА) 255-305 200 145 137-162
215-255 98-118
25Х2М1Ф (ЭИ 723) 157-216
137
20Х1М1Ф1ТР (ЭП 182) 470 440 382 323 540°С 323 274 265 196
20Х1М1Ф1БР (ЭП44) 480 392 343 294 270 230 235 196
20ХЗМВФ (ЭИ 415, ЭИ 579) 440 437 365 335 205-235
175
15Х5М (12Х5МА, Х5М) 132 105 78 68 54 28
10Х9МФБ (ДИ 82) 191 150 125 98 78 78 62
40Х10С2М (4Х10С2М, ЭИ 107) 216 157 127 88
15X11МФ (1X11МФ) 157-206
127-157
15X11МФБ (1Х11МФБ) 75
12Х11В2МФ (типа ЭИ 756) 186 195 161 131 90 68 30 ———
10Х12НЗМ2ФА(Ш), 10Х12НЗМ2ФА-А(Ш) 540 450 375 290 249 166
15Х12ВНМФ (ЭИ 802, ЭИ 952) 490 479 382 343 245 216 565°С 235 186
18Х12ВМБФР-Ш (ЭИ 993-Ш) 470 412 353 304 245 216
ЖАРОПРОЧНЕЕ СВОЙСТВА
695
Продолжение табл. 1
Марка материала Температура испытания, °C
450 470 500 530 550 560 575 580 600 ' 650 700 750
20Х12ВНМФ (ЭП428) 245 216 186 155 136 118
08X13 (0X13, ЭИ 496) 121 62 45 31
12X13 (1X13) КПП 40 245 216 142 118
КПП 60 255 186 216 186 157
20X13 (2X13) 289 255 211 191 105-165
176 157 —
12Х13Г12АС2Н2 (ДИ 50) 139-160 88-110 75
110 70
10Х13Г12С2Н2Д2Б (ДИ 59) 163 131 Ш 81 66 50
08Х14МФ 140 120 85 60 70 50
1Х14Н14В2М (ЭИ 257) 211 167 152 118 108 83
09Х14Н19В2БР, ЮХ16Н14В2БР, Х16Н16МВ2БР Тн 117 46
45Х14Н14В2М (ЭИ 69) 08Х15Н24В4ТР (ЭП 164) 08Х16Н9М2 (Х16Н9М2). 08Х16Н13М2Б (ЭИ 405,ЭИ 680) 255 206 176 147 127 98 382 294 141 111 196 147 23
284 225 98 72 127 93 157-176 176 137 118 78
60 45 59-73 34-59 118-127 74-88
ЗХ16Н22В6Б (ЦЖ13) —
696
ПРИЛОЖЕНИЯ
Продолжение табл. 1
Марка материала Температура испытания, °C
450 470 500 530 550 560 575 580 600 650 700 750
015Х18М2Б-ВИ (ЭП 882-ВИ) 274 260 132 101 69 53
12Х18Н9 (Х18Н9) 98 49 800 °C 15
12Х18Н9Т (Х18Н9Т) 245 196 186-235 137-196 132-167 98-127 64-103 44-74 53-71 34-44
12Х18Н10Т 186-235 132-167 64-103 44-74 53-71 34-44
137-196 98-127
12Х18Н12Т (Х18Н12Т) 141 111 98 72 60 45
31Х19Н9МВБТ (ЭИ 572) 294 255 230-265 176-206 98 59
196-235 147-167
20Х23Н13 (Х23Н13, ЭИ 319) 235 196 186 147 108 69 59 35
20Х23Н18 (Х23Н18, ЭИ 417) 113 78 59 34 21 12 ——**
20Х25Н20С2 (Х25Н20С2, ЭИ 283) 800'0 20 ———
ХН35ВТ (ЭИ 612) 382 314 255-304 196 157 137 98 59 ~ —
206-255
ХН35ВТК (ЭИ612К) 392 333 333 274 206-235 157 137
176-196
ХН35ВТЮ (ЭИ 787) 539-617 412-441 216-255 15Н21
—
ХН35ВТР (ЭИ 725) 274 157 147 108 Й 59
Примечание. КП1 > - категория прочности.
ЖАРОПРОЧНЫЕ СВОЙСТВА
697
2. Длительная прочность сплавов на никелевой основе
Марка сплава Время ч Пределы длительной прочности О ‘ nTj, Юмм2, при температурах испытания, °C
550 600 650 700 750 800 850 900 950
ХН55ВМТКЮ (ЭИ 929), ХН55ВМТКЮ-ВД | 103 650 470 зоо
[ 104 600 500 370 240
(ЭИ 929-ВД) 1 340 4 560 450 330 220
ХН60ВТ (ЭИ 868) [ 102 108 51
1 340 3 87 39
ХН60КВЮМБ-ВД (ЭП 957-ВД) 10 3 400 270
ХН65ВМТЮ (ЭИ 893) 1 103 380 280-320 160-200
104 300 210-220 100-130
10 5 170 100
ХН65КВЮТБ 10 4 540 370 230 120
(ЦЖ 24) 3-10 4 480 320 190 95
ХН65КМВЮБ-ВД (ЭП800-ВД) 10 3 560 470 320 240
10 4 450 320 240 130
2404 400 290 210
10 3 670 520 380 250 160
ХН65КВМЮТБ-ВД I 104 540 400 260 145 75
(ЭК 78-ВД) Г 2404 510 370 220 115 55
1 3-104 480 340 200 95 45
ХН67ВМТЮ 1 104 370-390 280-300 180-200 110-130 65-75 33-38
(ЭП 202, ЭИ 445Р) Г 10 5 300-320 200-220 130-150 70-80 40-45 19-21
ХН70ВМЮТ 1 104 560 400 260 180 90 60
(ЭИ 765) 10 s 500 300 190 ' 130’ 50
ХН70ВМТЮ I 10 4 550 250 175
(ЭИ 617) |~ 10 s 400 180 125
ХН73МБТЮ 10 3 870 570 400 295
(ЭИ 698) 10 4 480 290 210
ХН75ВМЮ 10 3 450-500 350 220-240 140-170
(ЭИ 827) j 10 4 350-400 260 160-190 L
698
ПРИЛОЖЕНИЯ
Продолжение табл. 2
Марка сплава Время, ч Пределы длительной прочности ОдЛ>т э»Н/мм2, при температурах испытания, °C
550 600 650 700 750 800 850 900 950
ХН77ТЮР (ЭИ437Б) 10 3 560 470 310 200-210
10 4 450 350 180-200 110-200
ХН78Т (ЭИ 435) 10 2 105 28-45 15-18
10 3 60
ХН80ТБЮ (ЭИ 607) 10 3 450 280
10 4 280 170
ХН80ТБЮА (ЭИ 607А) 104 240-260 180-210
105 200-220 150-170
ХН58ВКМТЮБЛ (ЦНК8МП) (направленная структура) 10 3 580 446 335 225
10 4 452 338 225
2,5404 412 295 180
2,540 4 520 380 260 150
ХН60КВМЮТЛ (ЦНК 7П) (равно-осная структура) 10 3 620 520 390 280
104 540 400 280 180
2,5404 490 360 240 145
ХН60КВМЮТБЛ (ЦНК21П) 10 3 490 370 280 190
104 405 290 195 120
2,5404 360 250 165 100
ХН64ВМКЮТЛ (ЗМИЗ) 103 795 645 500 370 250
10 4 675 525 385 260 155
2,540 4 630 480 340 220 120
ХН65ВМТ1ОЛ (ЭИ 893Л) 104 414 300 207 134 81
10 s 470 348 240 155 94
ХН65КМВЮТЛ (ЖС 6К) (равноосная структура) 103 400 280 180_
10 4 290 190 НО
240 4 270 170 90 _
ХН65КМВЮТЛ (ЖС 6К) (направленная структура) 103 598 452 328 23£
104 466 329 227 15Я
2,5-10 4 416 286 194 131
ХН65ВКМБЮТЛ (ЭП 539ЛМУ) 10 3 600 465 355 250
104 470 350 250 165 ——'
3-10 4 425 315 210 130
ХН70КВМЮТЛ (ЦНК17П) 10 3 430 325 816 “С 305
104 360 223 816 °C 201
ЖАРОПРОЧНЫЕ СВОЙСТВА
699
3. Пределы длительной прочности литейных сталей (в числителе Од.п.,ю4, в знаменателе Од.а>ю5), Н/мм2
Марка материала Температура испытания, °C
450 480 500 540 550 560 565 570 580 600 650 700 750
20Л 75 71 50 52 33
15Х1М1ФЛ 128-172 100-128 83-128 64-98
20ХМЛ 265 177 123 88 64 39
20ХМФЛ 274 234 216 177 157 108 64 39
20Х5МЛ 179 127 91 63 48 33
15Х11МФБЛ (1Х11МФБЛ, ХИЛА) 137 118-127 147 98-108 91-108 69-83
20Х12ВНМФЛ (15Х12ВНМФЛ, ХИЛБ, ЭИ802Л) 176-180 147 118-147 98-118 108-127 78
30Х16Н22В6БЛ (ЦЖ 13Л) 176 157 117 98 78-88 64-83
12Х18Н9ТЛ 127 120 94
31Х19Н9МВБТЛ (ЭИ 572Л) 333 264 216
2ОХ25Н13АТЛ 137-147 118 УО 73 35
700
ПРИЛОЖЕНИЯ
4. Релаксационная стойкость в зависимости от температуры испытания
Марка материала Режим термической обработки ° s4 пз Начальное на-пряже-ниеи0, Н/мм2 Остаточное напряжение от, Н/мм2
Операция 1, °C Выдержка, ч Охлаждающая среда 1000 10000 12000
12МХ Нормализация или закалка Отпуск 910-930 670-720 Воздух или вода Воздух 450 200 124 111
260 160 130
15ХМ Нормализация Отпуск 865-895 600-700 Воздух 450 100 78 42
200 135 83
260 162 95
12Х1МФ (ЭИ 575) Нормализация Отпуск 960-980 740-760 Воздух 450 250 170 (150)
300 200 (180)
500 200 125 (ЮО)
300 180 (140)
550 150 80 (45)
300 150 (87)
25Х1МФ (ЭИ 10) Закалка Отпуск 880-900 640-660 Масло Воздух 500 120 80 57
250 160 92
350 200 150
25Х1М1Ф (Р2, Р2МА) Нормализация Отпуск 950-1000 650-670 Воздух 450 250 170 160
350 245 220
500 250 137 70
350 186 118
525 250 100
300 195 125
25Х2М1Ф (ЭИ 723) Нормализация Отпуск 1030-1060 680-720 Воздух 500 350 — 170
525 350 210 130
550 400 180 90
575 350 — 35
20Х1М1Ф1ТР (ЭП 182) Закалка Отпуск 970-990 680-720 Масло Воздух 450 250 207 194 194’
350 288 270 269
500 250 193 174 -
350 262 242 226
565 250 ' 150 111 1 97
350 190 145 -
580 250 140 87 —
350 175 115 —
20Х1М1Ф1БР (ЭП 44) Нормализация Ступенчатый отпуск 1030-1050 600 700-720 3 6 Воздух Воздух 565 250 104 83 82
300 104 86 83
350 138 112 107
580 250 86 76 74 _
300 94 83 81
350 113 95 92
600 250 84 76 75
300 92 84 82 __ 91 _
350 115 95
ЖАРОПРОЧНЫЕ СВОЙСТВА
701
Продолжение табл. 4
Марка материала Режим термической обработки ^ИСП> °C Начальное на-пряже-ниеи0> Н/мм2 Остаточное напряжение Н/мм2
Операция Г, °C Выдержка, ч Охлаждающая среда
1000 10000 12000
20ХЗМВФ (ЭИ 415. ЭИ 579) Закалка Отпуск 1030-1060 660-700 Масло Воздух 450 250 178 157
300 217 195
500 250 153 130
350 225 184
550 250 129 80
300 151 100
18Х12ВМБФР-Ш (ЭИ 993-Ш) Закалка Отпуск 1050-1150 650-760 Масло Воздух 565 300 140 110
350 160 (125)
580 300 135 (90)
350 145 (ЮО)
20Х12ВНМФ (ЭП428) Закалка Отпуск 1010-1060 660-770 Масло Воздух 450 250 185 175
300 220 205
350 254 240
500 250 - ИЗ
300 - 140
350 - 160
565 350 125 70 *
09Х14Н19В2БР1 __ (ЭИ 726) Аустенизация Старение 1140-1160 740-760 25 Вода С печью 650 200 112 (90)
650 150 92 (70)
550 200 190 150
08Х15Н24В4ТР (ЭП 164) Стабилизация 750-850 16 Воздух Вода Воздух Воздух
250 230 200
300 270 250
600 200 180 170
250 220 200
300 270 240
650 200 170 130 -
250 210 160 _ -
300 250 180
700 650 680 200 140 85
—250 160 100
300 220 150
~ 200 130 90 _ 84
ХН35ВТК ОИ612К) Закалка Отпуск Двухступеча-тое старение 1080-1100 700 850 700 _ 5 10 25-50 250 250 150 120 105 65 100
Домечайие. Данные в скобках получены —
702
ПРИЛОЖЕНИЯ
7. ЭЛЕКТРОТЕХНИЧЕСКИЕ СТАЛИ МАРКИ, СВОЙСТВА
И ОБЛАСТИ ПРИМЕНЕНИЯ
Электротехнические стали (ЭТС) - класс ферромагнитных материалов, применяющихся для изготовления магнитно-активных частей электромашин и приборов, вырабатывающих и преобразующих электрическую энергию: генераторов, трансформаторов, электродвигателей, реле, электромагнитов. По способу изготовления ЭТС делятся на горячекатаные и холоднокатаные. Несмотря на то что химический состав ЭТС обычно не нормируется, они распределяются на группы в зависимости от массовой доли главного легирующего элемента (кремний или кремний совместно с алюминием), как это показано в табл. 1.
Стали могут изготовляться с незащищённой металлической поверхностью или иметь электроизоляционное покрытие. Термостойкость обозначается в марке буквой Т, улучшение штампуемо-сти - буквой Ш, нетермостойкое покрытие - буквой Н Если для листовой стали проводился контроль внутренних дефектов, то добавляется буква У.
Обозначение марки стали состоит из четырёх -пяти цифр с возможным добавлением одной -двух букв.
Первая цифра означает класс по структурному состоянию и виду прокатки: 1 - горячекатаная изотропная, 2 - холоднокатаная изотропная, 3 -холоднокатаная анизотропная.
Вторая цифра - группа стали по содержанию кремния (см. табл. 1).
Третья цифра - вид стали по основным нормируемым характеристикам магнитных свойств.
При цифре 0 - это величина удельных магнитных потерь при частоте тока в 50 Гц и индукции 1,7 Тл, а также индукция при напряжённости поля 100 А/м; при цифре 1 - величина удельных магнитных потерь при частоте тока в 50 Гц и индукции 1 и 1,5 Тл, а также индукция при на
пряжённости поля 2500 А/м; при цифре 2 - величина удельных магнитных потерь при частоте тока от 200 Гц и индукции 0,75, 1 и 1,5 Тл; при цифре 6 - величина индукции в слабых полях при напряжённости поля 0,4 А/м; при цифре 7 - величина индукции в сильных полях при напряжённости поля 10 А/м; цифра 8 характеризует релейные стали.
Таким образом, первые три цифры определяют тип стали. Для всех сталей, кроме релейных, четвёртая (последняя) цифра означает уровень основных нормируемых характеристик: 1 - нормальный, 2 - повышенный, 3 - высокий, 4 и более - высшие уровни.
Для релейных сталей четвёртая и пятая цифры задают величину их характеристики (значение коэрцитивной силы в А/м).
По сортаменту и видам продукции ЭТС подразделяются следующим образом: для электромашин промышленной частоты тока (трансформаторы, генераторы, электродвигатели) они выпускаются в виде рулонов, листов и резаных лент; для аппаратов, работающих при повышенных частотах тока, - в виде лент; для магнитопроводов машин и приборов, работающих в режиме включение - отключение (реле, пускатели, электромагниты), - в виде листов, рулонов, лент и профилей из релейных сталей.
Ниже (табл. 2-5 ) приводятся основные показатели магнитных свойств (удельные магнитные потери, индукция и её разброс) ЭТС различных типов. Здесь и далее частота задаётся в герцах, магнитная индукция - в теслах. Таким образом, например, Pi.s/so означает величину удельных магнитных потерь в Вт/кг при магнитной индукции, равной 1,5 Тл, и частоте тока 50 Гц.
Для релейных сталей содержание основных элементов обычно не должно превышать: 0,04 % углерода; 0,3 % кремния; 0,3 % марганца.
В настоящий момент производятся 20 марок таких сталей, их магнитные свойства должны соответствовать нормам, приведённым в табл. 5.
1. Группы ЭТС
Номер группы 0 1 2 3 4 5
Наименование группы Нелегированная Низколегированная Слаболегированная Среднелегированная Повышеннолегированная Высоколегированная
Si+Al, % <0,5 0,5-0,8 0,8-2,1 1,8-2,8 2,5-3,8 3,8-4,8
у, кг/м 7820 _7800 7750 7700 7600 7550
р, нОм • м 140 170 250 400 500 600
электротехнические стали, марщсвойства и области ПРИМЕНЕНИЯ 703
2. Удельные показатели магнитных свойств анизотропной тонколистовой стали
Марка стали Толщина, мм —1/50 —1.5/50 В1.7/50 В. Тл, ПОЙ Н. А/м. не менее
Вт/кг, не более 100 2500
3311 3311 0,8 02 4,0 3,8 — — - 1,75 1,75
3411 3412 — 2,45 — 1,75 1,80 1,85
0,5 —- 2,00 —
3413 — 1,75 — —
3414 — 1,50 — — 1,88
3411 — 1,75 — — 1,75
3412 — 1,50 — — 1,80
3413 — 1,30 — — 1,85
3404 — — 1.60 1,60 —
3405 0,35 —• — 1,50 1,61 —
3406 —. — 1,43 1,62 —
3407 — — 1,36 1,72 —
3408 — 1,30 1,74 —
3409 —. — 1,24 1,74 —
3412 — 1,30 — — 1,80
3413 1,19 — — 1,85
3404 — — 1,50 1,60 —
3405 0,3 — 1,40 1,61 —
3406 1,33 1,62 —
3407 — 1,26 1,72
3408 — 1,20 1,74 —
3409 — .АЛ 1,74 —
3413 3405 3406 3407 3408 3409 0,27 — 1Д5 1,38 1,27 1,20 1,14 1,08 1,61 1,62 1,72 1,74 1,74 8 । । । । 1 —<
3. Магнитные свойства изотропной тонколистовой стали
Марка стали _ 2421 2431 2412 2411 2414 2413 2412 2411 2312 2216 2215 2214 2213 2212 2211 2112 2111 2013 2012 2011 Толщина, мм 0,27 0,35 0,5 1*1,5/50» Вт/КГ, не более Р1/4Оо<19,5 Z ' 2Л 2,7 ____Ж— 2,9 3,1 3,6 3,8 4,0 4,5 4,8 5,0 5,0 5,5 6,0 7,0 6,5 7,0 8,0 Bjsoo, Тл, не менее 1»47~~ 1,50 1,50 - 1,50 1,50 1,49 1,58 1,60 1,64 1,62 1,65 1,60 1,56 1,62 1,60 1,65 1,62 1,60
ABjjoo, Тл, не более 0,16
0,16
0,16
0,13
704
ПРИЛОЖЕНИЯ
4. Магнитные свойства тончайшей ленты из анизотропной ЭТС
Марка стали Толщи-на, мм Pi,s/400 Р1/1000 А/м, не более В, Тл, при Н, А/м, не менее
Вт/кг, не более 40 80 200 400 1000 2500
3421 0,15 23 — 0,34 0,50 0,80 1,10 1,30 1,45 1,70
0,08 22 — 0,36 0,40 0,75 1,10 1,25 1,45 1,70
0,05 — 24 0,40 0,40 0,75 1,10 1,25 1,45 1,70
3422 0,15 20 — 0,32 0,60 0,95 1,25 1,40 1,55 1,75
0,08 19 — 0,32 0,55 0,90 1,25 1,35 1,55 1,75
0,05 — 24 — 0,55 0,90 1,25 1,35 1,55 1,75
3423 0,15 19 — 0,26 0,80 1,10 1,40 1,55 1,65 1,82
0,08 17 — 0,28 0,80 1,05 1,40 1,50 1,65 1,82
0,05 — 22 — 0,80 1,05 1,40 1,50 1,65 1,82
3424 0,15 18 — — 0,80 1,10 1,40 1,55 1,65 1,82
0,08 16 — — 0,80 1,10 1,40 1,55 1,65 1,82
0,05 — 22 — 0,80 1,10 1,40 1,55 1,65 1,82
3425 0,15 17 — —• 1,10 1,35 1,50 1,65 1,75 1,82
0,08 15 — — 1,05 1,30 1,50 1,65 1,75 1,82
0,05 — 20 — 1,05 1,30 1,50 1,65 1,75 1,82
5. Значения магнитной индукции и проницаемости для релейных сталей
Марка стали Толщина листа, ММ Коэрцитивная сила, Нс, А/м, не более Максимальная магнитная проницаемость, р, мГн/м Магнитная индукция, В, Тл, при напряженности магнитного поля, Н, А/м
500 1000 2500 5000 10000 30000
не менее
10895 20895 11895 21895 0,1-3,9 95,0 3,8 1,38 1,50 1,62 1,71 1,81 2,05
10880 20880 11880 21880 ОД-3,9 80,0 5,0
10860 20860 11860 21860 ОД-3,9 60,0 5,6
10848 20848 11848 21848 0,7 - 3,9 48,0 6,0
10832 20832 11832 21832 0,7 - 3,9 32,0 6,3
ЭЛЕКТРОТЕХНИЧЕСКИЕ СТАЛИ. МАРКИ, СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
705
Механические свойства ЭТС существенно влияют на их способность к обработке (штамповке, обточке, прокатке) и на себестоимость изделия. Должен быть обеспечен определённый запас пластичности, чтобы предотвратить поломку пластин и
лент магнитопроводов при вырезке, сборке и навивке. В табл. 6 и 7 приведены сведения о механических характеристиках и необходимом числе перегибов для листов и лент основных ЭТС.
6. Механические свойства1 тонколистовых изотропных и анизотропных ЭТС
Марки о„, Н/мм2 8, % HV2
Изотропные стали
2011-2013 290-490 15-35 120-160
2111,2112 300-450 20-35 110-145
2211-2216 300-450 20-35 120-145
2312 330-470 20-35 120-160
2411-2414 370-600 15-30 140-210
Анизотропные стали 10-16
3311 280-335_ 140-160
335-380 35-50
3411-3414 295-345 9-15 145-170
30-50
345-390
295-345 9-15 145-175
3404-3406 345-390 30-50
290-340 10-14 145-175
3407-3409 360-395 40-50
2В числителе - вдоль прокатки, в знаменателе - поперек прокатки. _При нагрузке 50 Н.___________________________-__—‘-------
7. Число перегибов (не
Анизотропные стали Изотрош
Толщина, мм 0,27 0,30 0,35 0,50 0,80 Число перегибов 4(1) 4(1) 3(1) 2(1) (1) Марки стали 2111, 2112 2211, 2212 2311, 2312 2411-2413 2421 Число п ~~~0^27~~~ _ 3(1) _
В скобках - минимальное число для каждого и Из ЭТС марок 3421-3425. ^Рймечание. Число перегибов - среднее а
Отметим, что для каждой группы ав НЫх сталей требуемое число перегибов ЛИЩь от толщины листа.
зе)1 тонких листов I i лент из ЭТС о 2 Анизотропная тончайшая лента ны м2, 31.
ибов щ мм 0,35 3(2) зда. метиче - т г 8 ,и толщине, 0,50 ~ Ю(3) 10(2) 7(2) 3(1) ское на ochoi Что касае меть при исп 2 24% , \ Толщина, мм о,оГ 0,08 0,15 е испытаний чел тся релейных ста ыганиях на растя; р 2 60% , а тг Число перегибов 5(2) 5(2) 5(2) ipex образцов. лей, то они додж кение ов^270 Н/м ёрдость НВ < 1
706
ПРИЛОЖЕНИЯ
8. Зарубежные ЭТС, близкие к отечественным
Марка Страна нд
2011 Россия гост
М 890-50 D Fe V 890-50 HD 50 А 800 Германия Франция Япония DIN; EN AFNORNF JIS
2012 Россия ГОСТ
М 660-50 D Fe V 660-50 HD Германия Франция DIN; EN AFNORNF
2013 Россия ГОСТ
S2 США ASTM
2111 Россия ГОСТ
М 700-50 А 47 F 450 50 А 700 Германия США Япония DIN; EN ASTM JIS
2112 Россия гост
М 600-50 А Fe V 600-50 НА Германия Франция DIN; EN AFNORNF.
2215 Россия ГОСТ
М 470-50 А Fe V 470-50 НА Германия Франция DIN AFNORNF
2216 Россия ГОСТ
400 М400-50 А 47 F 230 Великобритания Германия США B.S. DIN ASTM
2411 Россия ГОСТ
300; 355 М 350-50 А 47 F 205 Великобритания Г ермания США B.S. DIN; EN ASTM
2412 Россия гост
280 М310-50 А 47 F 174 Великобритания Германия США B.S. DIN; EN ASTM
2413 Россия гост
М 290-50 А 47 F 168 Германия США DIN; EN ASTM
3404 Россия гост
Fe М 150-30 N М 111-35 N Франция Евронормы AFNORNF EN -
3405 Россия гост
М 140-30 S 30 G 140 Германия Япония DIN; EN JIS —-
3406 Россия ГОСТ -
27 Н 076 США ASTM -_J
СТРОИТЕЛЬНЫЕ СТАЛИ. МАРКИН СВОЙСТВА
707
8. СТРОИТЕЛЬНЫЕ СТАЛИ. МАРКИ И СВОЙСТВА
Строительные стали (СТС) применяются при создании различного вида конструкций, используемых в строительных сооружениях, магистральных трубопроводах, подъемных кранах, мостах, вагонах, резервуарах.
Учитывая условия эксплуатации, материалы должны выдерживать статические и динамические нагрузки при различных температурах, сопротивляться образованию трещин, сохранять структуру и механические свойства, иметь высокие прочность, свариваемость, сопротивление вязкому разрушению.
Класс СТС весьма широк. По применению к ним можно отнести многие стали, рассмотренные выше (СтЗ, Ст5, 20, 09Г2С, 18Г2С и другие), большой набор аналогичных материалов, не вошедших в Марочник, а также ряд сталей с особыми свойствами, но в данном разделе описываются наиболее типичные представители этого класса.
Стандартные марки имеют следующие обозначения: впереди буква С (строительная сталь), затем три цифры - предел текучести материала, Н/мм2, далее могут быть буквы и цифры, означающие вариант химического состава, указание на специальную термообработку или повышенную коррозионную стойкость.
Наиболее действенным средством снижения металлоёмкости и стоимости конструкций является повышение прочности сталей. Размеры поперечных сечений многих элементов металлоконструкций, а следовательно, и их масса существенно зависят от Предела текучести и временного сопротивления (предела прочности) материалов.
Поэтому в СНГ установлены 7 основных типов прочности, которым соответствуют пределы текУчести: не менее 225, 285, 325, 390, 440, 590 и П5 Н/мм2. Стали первого типа условно принято бывать сталями нормальной прочности, трех ^дующих - повышенной прочности, а трёх остальных - высокой прочности.
СТС, свойства которых описаны далее, входят во все три раздела: С235, С245, С255, С275 ^носятся к первому типу прочности; С285, С345, С345т> С345К, С375, С375Т, С390, С390Т, С390К-хо второму; С440, С590, С59ОК - к третьему.
Рекомендуемый химический состав марок "Р^едён в табл. 1.
Как следует из табл. 1, для СТС в качестве легирующих используются вещества, упрочняющие материал, такие как кремний, марганец, хром, медь, и в меньшей степени элементы, образующие специальные карбиды и нитриды. При этом пределы текучести и временное сопротивление большинства СТС находятся на среднем уровне, более высокое легирование сдерживается ухудшением свариваемости, снижением сопротивления хрупкому разрушению и, главное, удорожанием материалов.
Основные механические характеристики проката из СТС приведены в табл. 2 и 3.
СТС являются весьма распространенными материалами, производимыми в различных
промышленных странах, при этом марки имеют зарубежные аналоги как по химическому составу, так и по свойствам, а основным критерием, характеризующим марку, является величина либо предела текучести (как в СНГ, США, Бельгии), либо предела прочности (как в Евронормах и большинстве европейских стран). Эти значения признаны определяющими расчетными и эксплуатационными показателями сталей при производстве строительных конструкций.
В табл. 4 дается перечень иностранных марок
материалов, близких по химическому составу к отечественным СТС.
Для сталей с гарантированными механическими свойствами по толщине (с повышенной сопротивляемостью слоистому разрушению) в качестве критерия выбирается величина относительного сужения у. Чтобы обеспечить требуемые значения у (не менее 15-30 %), материалы подвергаются внепечному рафинированию и модифицированию (направленному воздействию на состав, форму и распределение неметаллических включений). В таких сталях содержание серы снижается до 0,005-0,010 %.
Хладостойкие стали для конструкций, эксплуатирующихся при низких температурах (в основном, для изотермических резервуаров, позволяющих хранить и транспортировать сжиженные газы), имеют повышенное содержание никеля б и 9 % цри углероде не более 0,1 %. Оптимальные с—~ ™т'а после термической закалку “~г
отпуск, необходимые сгв>630Н/мм2,
или В
/V --- _
свойства материалов достигаются обработки, включающей двойную нормализацию и этом случае обеспечиваются механические свойства: > 470 Н/мм2, 6 > 15-20 %.
708
ПРИЛОЖЕНИЯ
•1. Химический состав строительных сталей
Марка стали Массовая доля элементов, в %
С Si Мп S Р Сг Ni Си V другие
С235 <0,22 <0,05 <0,60 <0,050 <0,040 <0,30 <0,30 <0,30 - -
С245 С275 С345Т С375Т <0,22 0,05-0,15 <0,65 <0,050 <0,040 <0,30 <0,30 <0,30 - -
С255 С285 С345Т С375Т <0,22 <0,22 <0,20 0,15-0,30 0,05-0,15 0,15-0,30 <0,65 0,80-1,10 0,80-1,10 <0,050 <0,040 <0,30 <0,30 <0,30 - -
С345 С375 С390Т <0,15 <0,80 1,30-1,70 <0,040 <0,035 <0,30 <0,30 <0,30 - -
С345К <0,12 0,17-0,37 0,30-0,60 <0,040 0,070-0,120 0,5-0,8 0,30-0,60 0,3-0,5 - А1 0,08-0,15
С390 <0,18 <0,60 1,20-160 <0,040 <0,035 <0,40 <0,30 <0,30 0,07-0,12 N 0,015-0,025
С390К <0,18 <0,17 1,20-160 <0,040 <0,035 <0,30 <0,30 0,2-0,4 0,08-0,15 N 0,015-0,025
С440 <0,20 <0,60 1,30-1,70 <0,040 <0,035 <0,30 <0,30 <0,30 0,08-0,14 N 0,015-0,025_
С590 <0,15 0,40-0,70 1,30-1,70 <0,035 <0,035 <0,30 <0,30 <0,30 0,07-0,15 Мо 0,15-0,25
С590К <0,14 0,20-0,50 0,90-1,40 <0,035 <0,035 0,2-0,5 1,40-1,75 <0,30 0,05-0,10 Мо 0,15-0,25 N 0,02-0,03 А1 0,05-0,Ю__
Примечания:
1. Буква Т означает, что сталь термоупрочненная.
2. Один их трех вариантов химического состава сталей С255 и С385 (строка 3 таблицы) выбирает производитель. При этом прокат, имеющий 0,15-0,30 % Si и 0,8-1,1% Мп (третий вариант), для стали С255 изготавливают толщиной не менее 30 мм, а для стали С285 - не менее 16 мм.
3. Массовая доля меди в сталях С345,С375, С390 и С440 может быть установлена в пределах 0,15-0,30 %, тогда в обозначении стали добавляется буква Д, например С345Д.
4. В сталях С245, С255, С275 и С285 допускается увеличение марганца до 0,85%.
5. В стали С345К допускается по согласованию с потребителем снижение доли никеля до 0,3%.
6. В стали С590К возможна замена части никеля кобальтом.
7. Допускается изготовлять прокат стали 390Т с химическим составом сталей С345 и С375.
8. Допускается изготовлять листовой прокат толщиной до 12 мм сталей С345Т и С375Т с химическим составом сталей С245 и С255.
9. Там, где азот не указан, его содержание должно быть не более 0,008% (при выплавке в электропечах не более 0,012%).
10. Массовая доля мышьяка во всех сталях - не более 0,08%.
СТРОИТЕЛЬНЫЕ СТАЛИ. МАРКИ И СВОЙСТВА
709
2. Механические свойства фасонного проката
Марка стали Толщина проката, мм Н/мм2 °в> Н/мм2 KCU, Дж/см2
При температуре, °C После стапения
-20 -40 -70
не менее
С235 С245 4-20 21^40 4-20 21-25 26-30 235 225 245 235 235 360 360 370 370 370 26 25 25 24 24 - - - 29 29
С255 4-10 11-20 21-40 255 245 235 380 370 370 25 25 24 29 29 29 - 29 29 29
С275 4-10 11-20 275 275 390 380 24 23 - - 29 29
С285 4-10 11-20 285 275 400 390 24 23 29 29 - 29 29
С345 4-10 11-20 21—40 345 325 305 490 470 460 21 21 21 - 39 34 34 34 29 29 29 29
С345К 4-10 345 470 20 - 39 — —
С375 Нримечг 49 Дж/см2. 4-10 11-20 21-40 н и е. Для с 375 355 335 галей С245, С 510 490 480 ,255, С275 и“( 20 20 20 2285 у профи 1Я толщине 39 34 34 >й 5 мм нор 34 29 ма ударной 29 29 29 вязкости
3. Механические свойства листового и щирокоиолосксго ^реального проката
Марка стали Толщина проката, Н/мм2 ав, Н/мм2 б, % Г 'кси, Дж/см2 ~ Ппи температуре, “С _ После старения
-20 -40 -70
мм не менее
035 2-3,9 235 360 ’ 20
4-20 21-40 235 225 360 360 26 26 - - - -
41-100 Свыше 100 215 195 360 360 24 24 —— — —
С24Г~ 2-3,9 245 370 20 29
4-10 1-20 245 245 370 370 25 25 29
710
ПРИЛОЖЕНИЯ
Продолжение табл.З
Марка стали Толщина проката, мм °Т, -Н/мм2 Н/мм2 8, % кеи, дж/см2
При температуре, °C После старения
-20 | -40 | -70
не менее
С255 2-3,9 4-10 11-20 21-40 255 245 245 235 380 380 370 370 20 25 25 25 29 29 29 — 29 29 29
С275 2-3,9 4-10 11-20 275 275 265 380 380 370 18 24 23 — - — 29 29
С285 2-3,9 4-10 11-20 285 275 265 390 390 380 17 24 23 29 29 - - 29 29
С345 2-3,9 4-10 11-20 21-40 41-60 61-80 81-160 345 345 325 305 285 275 265 490 490 470 460 450 440 430 15 21 21 21 21 21 21 - 39 34 34 34 34 34 34 29 29 29 29 29 29 29 29 29 29 29
С345К 4-10 345 470 20 — 39 — —
С375 2-3,9 4-10 11-20 21-40 375 375 355 335 510 510 490 480 14 20 20 20 - 39 34 34 34 29 29 29 29 29
С390 4-50 390 540 20 — — 29
С390К 4-50 390 540 19 — — 29
С440 4-30 31-50 440 410 590 570 20 20 — — 29 29 -
С590 10-36 590 685 14 — 34 —
С590К 10-40 590 685 14 - 29 —
Примечания.
1. Для сталей С245, С255, С275, С285 у профиля толщиной 5 мм норма ударной вязкости 39 Дж/см2.
2. Для сталей С390, С390К, С440 у профиля толщиной 5 мм норма ударной вязкости 34 Дж/см2.
3. Для стали С590 допускается снижение от и ов на 50 Н/мм2, а 5 - на 2 % (в абсолютных единицах).
4. Нормы ударной вязкости приведены для проката толщиной 5 мм и более.
СТРОИТЕЛЬНЫЕ СТАЛИ. МАРКИ И СВОЙСТВА
711
4. Зарубежные СТС, близкие к отечественным
Марка Страна НД
C23S Россия гост
USt 37-2 S 235 JRG1 Германия Евронормы DIN EN
C24S Россия гост
RSt 37-2 S 235 JRG2 Германия Евронормы DIN EN
С255 Россия ГОСТ
St 37-3U 36 S 235 JO Германия США Евронормы DIN ASTM EN
C275 Россия ГОСТ
St 44-2 S 275 JR Германия Евронормы DIN EN
C28S Россия ГОСТ
St 44-3U Grade 70 S 275 JO Германия США Евронормы DIN ASTM EN
C345 Россия ГОСТ
St 52-3N S 355 J2G3 Германия Евронормы DIN EN
C345K I Россия ГОСТ
WR50 A SPA-H Великобритания Япония B.S. JIS
C375 Россия гост
TStE 380 SLA 325 Германия Япония DIN JIS
C390 C440 Россия ГОСТ
55C, 55EE TStE 420 TStE 460 Grade В Grade D Великобритания Германия Германия США США США B.S. din DIN ASTM ASTM ASTM
Россия гост
УЭУУхУ . . - - . -. — Grade 100 W Type H Grade F SHY 685 N США США Япония ASTM ASTM JIS
712
ПРИЛОЖЕНИЯ
9. ТРАНСПОРТНЫЕ СТАЛИ. МАРКИ И СВОЙСТВА
Транспортные стали (ТРС) - класс конструкционных нелегированных или низколегированных материалов с содержанием углерода не более 1 %, а серы и фосфора не более 0,07 %, Они могут иметь несколько легирующих элементов (ванадий, марганец, хром) с массовой долей не более 1,5%.
В зависимости от назначения ТРС делятся на рельсовые, колёсные, бандажные, осевые и др.
Стали для рельсов. Рельсы подразделяются на 4 основные типа: Р50, Р65, Р65К (аналогично Р65, но для наружных нитей кривых участков ° пути) и Р75.1
Они имеют различные категории качества: В -рельсы термоупрочнённые высшего качества, Т1 -термоупрочнённые первого класса, Т2 - термоупрочнённые второго класса, Н - нетермоупрочнён-ные
Бывают рельсы с болтовыми отверстиями на обоих концах, на одном и без отверстий. Их изготавливают либо из слитков, либо из непрерывно -литых заготовок. Для повышения качества рельсов, снижения их флокеночувствительности стали подвергают вакуумированию, контрольному охлаждению или изотермической выдержке. Основные геометрические характеристики рельсов приведены в табл. 1.
Для производства рельсов рекомендуется применять специальные марки сталей. Обозначение таких марок состоит из двух цифр и нескольких
1. Основные размеры рельсов
Наименование Значение размера для типа рельсов, мм
Р50 Р65 Р65К Р75
Высота 152 180 181 192
Ширина рабочей части (головки) 72 75 75 75
Ширина основания (подошвы) 132 150 150 150
Ширина узкой части (шейки) 16 18 18 20
букв. Буква впереди характеризует способ выплавки: М - мартеновская сталь, К - конвертерная, Э -электропечная. Две цифры - среднее содержание в стали углерода в процентах, умноженное на 100. Последующие буквы относятся к легирующим элементам для данной марки.
Перечень марок и их химический состав приведены в табл. 2.
Отметим, что термическое упрочнение является одним из основных способов повышения эксплуатационной стойкости и надёжности рельсов, поэтому механические свойства сталей связаны с качеством обработки сталей (см. табл. 3).
Термоупрочнённые стали должны обеспечивать рельсам необходимую по нормам твёрдость (см. табл. 4).
1 Существуют также в ограниченном количестве облегчённые рельсы типов Р43 и РЗ 8
2. Химический состав рельсовых сталей
Марка стали Массовая доля элементов, %
С Si Мп S Р Сг V Ti Al
К78ХСФ 0,74-0,82 0,4-0,8 0,75-1,05 <0,025 <0,025 0,4-0,6 0,05-0,15 <0,005
Э78ХСФ 0,74-0,82 0,4-0,8 0,75-1,05 <0,025 <0,025 0,4-0,6 0,05-0,15 — <0,005
М76Ф 0,71-0,82 0,25-0,45 0,75-1,05 <0,04 <0,035 <0,15 0,03-0,15 — <0,02
К76Ф 0,71-0,82 0,25-0,45 0,75-1,05 <0,035 <0,03 <0,15 0,03-0,15 —. <0,02
Э76Ф 0,71-0,82 0,25-0,45 0,75-1,05 <0,03 <0,025 <0,15 0,03-0,15 — <0,02
М76Т 0,71-0,82 0,25-0,45 0,75-1,05 <0,04 <0,035 <0,15 — 0,007-0,025 <0,02
К76Т 0,71-0,82 0,25-0,45 0,75-1,05 <0,035 <0,03 <0,15 — 0,007-0,025 <0,02
Э76Т 0,71-0,82 0,25-0,45 0,75-1,05 <0,03 <0,025 <0,15 - 0,007-0,025 <0,02
М76 0,71-0,82 0,25-0,45 0,75-1,05 <0,04 <0,035 <0,15 - - <0,025
К76 0,71-0,82 0,25-0,45 0,75-1,05 <0,035 <0,03 <0,15 — - <0,025
Э76 0,71-0,82 0,25-0,45 0,75-1,05 <0,03 <0,025 <0,15 — — <0,025
Примечания. 1. В рельсах высшего качества (категория В) хром в качестве примеси не допускается.
2. Массовые доли Ni и Си не должны превышать 0,15 % каждая.
3. Суммарная массовая доля примесей по никелю, меди и хрому должна быть не более 0,4 %.
4. Для рельсов типа Р65К применяют аналогичные марки с повышенным содержанием углерода 0,83-0,87 %. Поэтому в обозначении этих марок цифры 78 и 76 заменяются на 85 (например, К85ХСФ). e™inn°r
5. Коэффициент линейного расширения для всех сталей примерно одинаков и в интервал равен 11,8- 10б 1/ °C. _____________________
3. Механические свойства рельсовых сталей
Категория качества В Т1 Т2 Н Оо,2, Н/мм2 850 800 750 ав, Н/мм2 1290 1180 1100 900 8, % 12 8 6 5 ij/,% 35 25 25 KCU, Дж/см2 15 25 15
4. Твёрдость сталей
Место Твёрдость сталей для катего рий, НВ
В Т1 Т2 321-401 300 - 321 <388
На рабочей поверхности головки рельса _ Нутри Головки ^Щейке и подошве 363-401 2*341 <388 341-401 321-341 <388
Для использования высокопрочных рельсов (категория В) на наиболее загруженных участках пути требуется повысить твёрдость сталей до 450 - 480 НВ, а ов до 1700 - 1800 Н/мм2, это позволит достичь предела контактной выносливости в головке рельса порядка 1600 Н/мм2. Марку применяемой стали рекомендуется вставлять в условное обозначение рельса. В обозначении сведения приводятся в следующей последовательности: тип рельса, категория качества, марка стали, длина рельса, число болтовых отверстий, число концов рельса с отверстиями, наименование регламентирующего стандарта (желательно).
Например:
Рельс Р65-Т1-М76Т-25-3/2 Гост Р 51685-2000.
Рельс типа Р65, категория Т1, из стали марки М76Т, длиной 25 м, с тремя отверстиями на обоих
концах, в соответствии с российским стандартом 51685-2000.
Рельс Р75-Т2-Э76Ф-12,5-0.
Рельс типа Р75, категория Т2, из стали марки Э76Ф, длиной 12,5 м, без отверстий.
Колёсные стали. Согласно отечественным стандартам колёса изготавливаются из сталей двух марок:
1 - для пассажирских вагонов локомотивной тяги, немоторных вагонов электро- и дизель-поездов;
2 - для грузовых вагонов.
Химический состав этих сталей приведён в табл. 5. Механические свойства сталей ободьев колёс, подвергнутых упрочняющей термической обработке, должны соответствовать нормам, указанным в табл. 6.
5. Химический состав колёсных сталей по ГОСТ 10791-89
Марка стали Массовая доля элементов, %
С Si Мп S Р V
1 0,44 - 0,52 0,4 - 0,6 0,8 - 1,2 <0,04 <0,035 0,08-0,15
2 0,55-0,65 0,22 - 0,45 0,5 - 0,9 <0,04 < 0,035 —
Примечание. Содержание №,Сг и Си не более 0,25% каждого.
6. Механические свойства сталей ободьев колёс
Категория качества сгв, Н/мм2 8, % V, % НВ
1 882 - 1078 12 21 248
2 911 - 1107 8 14 255
При этом ударная вязкость сталей дисков колёс должна быть достаточно велика, для марки 1 не менее 30 Дж/см2, а для марки 2-20 Дж/см2.
Однако согласно ГОСТ 10791-89 допускается применение в России катаных, кованых или цельнолитых колёс, изготовленных в соответствии с международным стандартом ISO 1005-6-82. Согласно этому стандарту стали бывают двух видов: если они используются для изготовления катаных или кованых колёс, то это марки Rl, R2, R3, R6,
R7, R8, R9, если же они применяются в цельнолитых колёсах, это марки RC1, RC2, RC3, RC6, RC7, RC8, RC9 (латинская буква С - сокращение от Cast - литой).
Первые три марки каждой группы применяются либо без термообработки, либо после нормализации с отпуском. Для остальных обязательна поверхностная упрочняющая обработка изделий в состоянии поставки или объёмная закалка с отпуском. Химический состав марок приведён в табл. 7.
715
ТРАНСПОРТНЫЕ СТАЛИ. МАРКИ И СВОЙСТВА
7. Химический состав колёсных сталей согласно стандарту ISO
Марка стали Массовая доля элементов, % (не более)
С Si Мп S Р Сг Си Мо Ni V
R1.RC1 Не оговорено 0,5 1,2 0,04 0,04 0,3 0,3 0,08 0,3 0,05
R2.RC2 Не оговорено 0,5 1,2 0,04 0,04 0,3 0,3 0,08 0,3 0,05
R3, RC3 0,7 0,5 0,9 0,04 0,04 0,3 0,3 0,08 0,3 0,05
R6.RC6 0,48 0,4 0,75 0,04 0,04 0,3 0,3 0,08 0,3 0,05
R7.RC7 0,52 0,4 0,8 0,04 0,04 0,3 0,3 0,08 0,3 0,05
R8.RC8 0,56 0,4 0,8 0,04 0,04 0,3 0,3 0,08 0,3 0,05
R9.RC9 0,6 0,4 0,8 0,04 0,04 0,3 0,3 0,08 0,3 0,05
Примечание. Суммарное содержание примесей по хрому, никелю и молибдену должно быть не более 0,6%,
Требования к механическим свойствам для первых трёх марок каждой группы слегка отличаются в зависимости от того, нормализована сталь или нет (табл. 8).
Чтобы убедиться, что диск колеса не затронут поверхностной обработкой, исследуются его механические свойства. В этом случае необходимо выполнение следующих условий (табл. 9.)
8. Механические свойства сталей ободьев колёс согласно стандарту ISO
Марка стали св, Н/мм2 8, % (не менее) KCU, Дж/см2
Rl, RC1 RIN, RC1N R2, RC2 R2N, RC2N R3, RC3 R3N, RC3N R6, RC6 R7, RC7 R8, RC8 R9, RC9 Примечание. N означает прове; 600-720 600-720 700 - 840 700 - 840 800 - 940 800 - 940 770 - 890 820 - 940 860-980 900-1050 пмализации craM— 12 18 9 14 7 10 15 15 13 12 Не нормируется £30 Не нормируется £20 Не нормируется £20 £30 £30 £30 £20
(ение но
9. Механические свойства сталей дисков колёс согласно стандарту ISO
Марка стали ов,Н/мм2 (не более) 8, % (не менее)
R6, RC6 740 760 16
R6, RC6 R6, RC6 R6, RC6 820 880 16 14
716
ПРИЛОЖЕНИЯ
Осевые стали. Колёсная пара, состоящая из оси и двух колёс, является наиболее ответственной частью вагона, так как воспринимает его вес, направляет движение вагона, выдерживает большие и разнообразные по направлению удары от неровностей пути. Для изготовления осей локомотивов, электропоездов, вагонов железных дорог и метрополитена применяется качественная углеродистая сталь ОС. Ввиду особой важности она включена в основное содержание книги, её характеристики приведены на стр. 120.
Стали для бандажей. Бандажи изготовляются из спокойных углеродистых сталей, выплавленных в мартеновских, электрических печах или конвертерным способом. В отличие от рельсовых сталей
это в обозначении сталей никак не отражается.
В настоящее время существуют две марки ТРС, применяемых для бандажей: 2 - основная, она используется для пассажирских, грузовых и маневровых локомотивов, моторных вагонов, дизельных поездов и вагонов метрополитена и по химсоставу аналогична стали 2 для колёс; 3 - она используется по согласованию с потребителем для грузовых и маневровых локомотивов. Химический состав сталей приведён в табл. 10.
После прокатки и правки бандажи подвергаются термической обработке - закалке отдельным нагревателем с последующим отпуском.
Механические свойства, которые приобретают бандажные стали после такого процесса, даны в табл.11.
10. Химический состав бандажных сталей
Марка стали Массовая доля элементов, % (не более)
С Si Мп S Р Сг V Мо Ni Си
2 0,57-0,65 0,22-0,45 0,6-0,9 50,04 50,035 50,2 50,15 50,08 50,25 1 50,3
3 0,60-0,68 0,22-0,45 0,6-0,9 50,04 50,035 50,2 0,06-0,15 50,08 50,25 50,3
Примечания. 1. Суммарное содержание серы и фосфора не более 0,06 %.
2. У марки 3 суммарное содержание хрома, никеля и меди не менее 0,3 %.
11. Механические свойства бандажных сталей после термообработки
Марка стали ав, Н/мм2 б, % ц/,% KCU, Дж/см2 НВ
2 930-1110 10 14 25 269
3 1000-1270 8 12 20 275
Для получения высококачественных бандажей возможно применение особой технологии термического упрочнения сталей, включая их подстужива-ние после горячего деформирования, нагрев до температуры аустенизации с последующим контролируемым охлаждением и отпуск. В этом случае удаётся повысить ав на 40-120 Н/мм2, твёрдость на 30-40 НВ, предел выносливости на 100-140 Н/мм2.
Стали для подкладок. Для железобетонных
шпал применяют металлические подкладки нормальной и повышенной точности.
Они обеспечивают раздельное скрепление на самом пути и стрелочных переводах. Изготавливаются подкладки из углеродистых сталей обыкновенного качества Ст4 и СтЗ различных видов, У которых выполняются условия: углерод — в пределах 0,18-0,30%, мышьяк не более 0,15 %. Допускается использование сталей при С > 0,16 %, если при этом С+Мп/4 > 0,28 %.
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ 717
10. ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
Марка Страна нд
СтО Россия ГОСТ
S 185 (Fe 310-0) S 185 //St 33 Q195 А 283 (А) А 33 S185 Великобритания Германия Китай США Франция Евронормы B.S.; EN DIN;EN GB ASTM AFNORNF EN
Ст2сп Россия ГОСТ
34/20 HS RSt34-2(S 250 G2 Т) Q215 A-Z К 02502 А 34-2 killed (A34-2NE) Великобритания Германия Китай США Франция B.S. DIN GB UNS AFNORNF
СтЗсп Россия ГОСТ
40 В 37/23 HR St 37-2 Q235 A-Z К 02702//A 284 (D) E 24-2 killed (E 24-2 NE) S235 JRG2 S235 J2G3 Великобритания Великобритания Германия Китай США франция Евронормы Евронормы B.S. B.S. DIN GB UNS; ASTM AFNORNF EN EN
__ Ст4кп _ гост
Великобритания Германия США США США Франция Япония Евронормы BJS? DIN UNS; ASTM UNS ASTM AFNORNF JIS EN гост D C
43 C St 44-3 К02701 //A 573 (70) К 03000 A 572 (42) E28-4 SM 400 В S 275 JQ; S 275 J2G3
Ст4пс Россия
43 В 43 С St 44-2 G 10200//(1020) E28-2 SM 400 C S275 JR; S 275 J2G3 ——- ’ Великобритания Великобритания Германия США франция Япония ЕвронормМ— JD.D. B.s. DIN UNS; AISI AFNORNF JIS EN -
718
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна ВД
Ст5сп Россия гост
50 В Великобритания B.S.
St 50-2 G (Е 295 + CR) Германия DIN
К 02305//А 572 (50) США UNS; ASTM
Е 295 (А 50-2) Франция AFNORNF;EN
SS490 Япония JIS
Е295 Евронормы EN
Стбсп Россия ГОСТ
55 С Великобритания B.S.
St 60-2 G (Е 335 + CR) Германия DIN
А 572 (65) США ASTM
Е 335 (А 60-2) Франция AFNORNF;EN
SM570 Япония JIS
Е355 Евронормы EN
08кп Россия ГОСТ
1 HR Великобритания B.S.
2 HR Великобритания B.S.
3HR Великобритания B.S.
DD 13 II StW 24 Германия DIN;EN
DC04Gl//USt4 Германия DIN
A 622 (1008) США ASTM
3C Франция AFNORNF
SPHE Япония HS
08 Россия ГОСТ
040 A 10 Великобритания B.S.
045 M 10 Великобритания B.S.
St 12 Германия DIN
1008 США ASTM
G 10100(1010) США UNS
C 10RR Франция AFNORNF
1146 Швеция MNC
SWR1 Япония JIS
2C 10 Евронормы EN -
Юкп Россия ГОСТ
3 HR Великобритания B.S.
UStW 23 (DD 12 Gl) Германия DIN
1010 США ASTM
2C Франция AFNORNF
SPHE Япония JIS
зл*^вжн!№МАтвриллц1ш1вкш£11^химичв<жомусосглвукотЕчвгтави>шм т
р Марка Страна таил. ВД
10 Россия гост
040 А 10 10 HS 10 CS СЮ С 1010 М1012 ХС10 1265 killed S10C 2 С 10 Великобритания Великобритания Великобритания Германия США США Франция Швеция Япония Евронормы B.S. B.S. B.S. DIN AISI ASTM AFNORNF ss JIS EN
15кп Россия ГОСТ
14 HR DDll//StW22 1015 1С SPH2A Великобритания Германия США Франция Япония B.S. DIN;EN ASTM AFNORNF JIS
15 Россия ГОСТ
040 А 15 2 С 15 М1015 ХС 18 S 15С 2С 15 Великобритания Великобритания Германия США Франция Япония Евронормы B.S. EN DIN ASTM AFNORNF JIS EN
20кп Россия ГОСТ ASTM ASTM
1020 _ 1023 США США
20 050 А 20 С 22 St 35 С 22 С 1020 G 10200(1020) AF42 ХС 18 STKM 12 A-S С22Е Россия Великобритания Великобритания Германия Германия США США франция Франция Япония Евронормы Евронормы ГОСТ - RS? B.S.;EN DIN DIN;EN AISI UNS AFNORNF AFNORNF JIS EN EN J
720
ПРИЛОЖЕНИЯ
Продолжение табл.
I Марка Страна нд
25 Россия ГОСТ
4А Великобритания EN
С25Е Великобритания B.S.; EN
С 25 Германия DIN
М 1025 США ASTM
ХС25 Франция AFNORNF
1450 Швеция SIS
S25C Япония JIS
С25Е Евронормы EN
30 Россия ГОСТ
5 Великобритания EN
С 30 Германия DIN
1030 (С 1030) США ASTM
ХС32 Франция AFNORNF
S30C Япония JIS
35 Россия ГОСТ
3 Великобритания CEW
40 HS Великобритания B.S.
С 35 Великобритания B.S.; EN
С 35 (С 35 к) Германия DIN.; EN
G10350(1035) США UNS
С 35 Франция AFNORNF
1572 Швеция SS
S35C Япония JIS
С 36 Евронормы EN
С 35 Евронормы EN
40 Россия ГОСТ
080 М 40 Великобритания B.S.
С40Е Великобритания B.S.; EN
С 40 Е // Ск 40 Германия DIN.; EN
G 10400(1040) США UNS
С 40 Е (2 С 40) Франция AFNORNF
1555 Швеция SIS
S40C Япония JIS
С40Е Евронормы EN
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ к ОТЕЧЕСТВЕННЫМ 721
Продолжение табл.
Марка Страна ВД • 1
45 Россия ГОСТ
080 М 46 Великобритания B.S.
С45Е Великобритания B.S.;EN
С 45 Германия . DIN;EN
Cq45 Германия DIN
М1044 США ASTM
С 45 Франция AFNORNF
1672 Швеция SS
S45C С46 г 45 Япония Евронормы | Евронормы | JIS EN EN
50 Россия ГОСТ
I 060 А 52 080 М 50 Великобритания 1 Великобритания Великобритания B.S. B.S. B.S. DINjEN UNS AFNORNF SS JIS
С50Е C50E//CR50 G 10500(1050) С50Е(2С50) 1674
Германия США Франция Швеция Япония
S50C EN
С53 Евронормы Евронормы J—- EN
1 С50Е
Россия | ГОСТ
1 55 B.S.
080 А 52 С55Е 1214 Великооричап»" B.S. ;EN
Великобритания Германия din DIN;EN
Германия UNS
С 55 США AFNORNF
G10550(1055) Франция AFNORNF
ХС55 Франция SS
С55Е(2С55) Швеция JIS
1655 killed Япония EN
S55C Евронормы EN
С55Е ЕвронормЫ___—L-
LC55 -
722
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна ВД
60 Россия ГОСТ
60 HS Великобритания B.S.
60 CS Великобритания B.S.
Ck60N Германия DIN
G60 Германия DIN;EN
С 1060 США AISI
1059 США ASTM
1655 Швеция SIS
SWR7 Япония JIS
S 60 C-CSP Япония JIS
2CS60 Евронормы EN
С60Е Евронормы EN
75 Россия ГОСТ
070 А 72 Великобритания B.S.
80 HS Великобритания B.S.
С 75 Германия DIN
C76D//D75-2 Германия DIN;EN
G 10800 (1080) США UNS
G 10740(1074) США UNS
С 75 Франция AFNORNF
1778 Швеция SS
2 CD 75 Евронормы EN
C76D Евронормы EN
85 Россия ГОСТ
80 HS Великобритания B.S.
С 86 D // D 85-2 Германия DIN; EN
А 68 США ASTM
G 10860(1086) США UNS
ХС 90 Франция AFNORNF
SUP3 Япония JIS
2 CD 85 Евронормы EN
C86D Евронормы EN
15К Россия ГОСТ
Hl Германия DIN
H2 Германия DIN
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К OTRUF^recotn...
Продолжение табл.
Марка Страна НД
16К Россия гост
154-400 Великобритания B.S.
161-400 Великобритания B.S.
P265GH//HII Германия DIN;EN
К 01701 США UNS
К 02401 США UNS
А 42 СР Франция AFNORNF
А 42 АР Франция AFNORNF
1430 Швеция SS
SPV235 (SPV24) Япония JIS
SG295(SG3O) Япония JIS
P265GH Евронормы EN
18К Россия ГОСТ
151-430 Великобритания B.S.
223-460 Великобритания B.S.
HIII(P285NH) Германия DIN
К 02704 США UNS
К02800 США UNS
SG 325 (SG 33) Япония JIS
20К Россия гост
151-400 Великобритания B.S. D Q
164-360 Великобритания D.b. ПГМ
НЗ Германия ПГМ
Н4 К01701 Германия США UNS UNS
К 02401 США AFNORNF
А 42 СР Франция AFNORNF
А 42 АР Франция SS
1430 Швеция JIS
SPV 235 (SPV 24) Япония JIS
SPV 315 (SPV 32) Япония
гост
А12 ’— . Россия ' DIN
10S20 Германия DIN
15S20 Германия ASTM
1212 США ASTM
В 1112 США —J
SUM 21 Япония
724
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна НД
АЗО Россия гост
35 S20 Германия DIN
1126 США SAE
35 MF 4 Франция AFNORNF
SUM 4 Япония JIS
А40Г Россия ГОСТ
С 1144 США AISI
SUM 42 Япония JIS
15Г Россия ГОСТ
2S 14 Великобритания B.S.
С 14//15 Мп 3 Германия DIN
1016 США ASTM
2110 Швеция SIS
20Г Россия ГОСТ
3 Великобритания EN
1021 США ASTM
1022 США ASTM
зог Россия ГОСТ
150 М 19 Великобритания B.S.
150 М 28 Великобритания B.S.
30 Мп 4 Германия DIN
28 Мп 6 Германия DIN; EN
1030 США ASTM
G 10330 США UNS
20 М 5 Франция AFNORNF
SCMn 1 Япония JIS
28 Мп 6 Евронормы EN
40Г Россия ГОСТ
150 М 36 Великобритания B.S.
40Мп4 Германия DIN
G10350(1035) США UNS
1040 США ASTM
45Г Россия ГОСТ
1040 США ASTM
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ 725
Продолжение табл.
Марка Страна ВД
50Г Россия ГОСТ
1050 STH67 США Япония ASTM JIS
09Г2 Россия гост
68F62H5 Великобритания B.S.
10Г2 Россия гост
201 1513 Великобритания США B.S. ASTM
14Г2 Россия гост
440 17Мп4 К 02704 К 03101//А 515 (70); А 516 (70) А 48 СР SGV410 Р 295 GH Великобритания Германия США США Франция Япония Евронормы B.S. DIN UNS UNS; ASTM AFNORNF JIS EN
17Г1С Россия ГОСТ
Е36-3 SM490A(SM 50 А) S 355 J0 S 355 J2G3 франция Япония Евронормы Евронормы AFNORNF ns EN EN
18Г2АФпс Россия ГОСТ
55 F StE 355 К 02900 P460N 2143 SM520B(SM 53 В) SM520C(SM 53 С) FeE460KG FeE460KW Великобритания Германия США Франция Швеция Япония Япония Евронормы Евронормы B.S. DIN UNS AFNORNF SS JIS JIS EN EN _
726
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна ВД
35Г2 Россия ГОСТ
150 М 36 Великобритания B.S.
35Мп5 Германия DIN
1135 США ASTM
Н 13350 США UNS
35 М 5 Франция AFNORNF
2120 Швеция SS
SMn 438 Япония ns
40Г2 Россия ГОСТ
1541 США ASTM
SMn 438 (SMn 2) Япония ns
45Г2 Россия ГОСТ
46 Мп 7 Германия DIN
45Мп2 Китай GB
1144 США ASTM
Н13450(1345 Н) США UNS
SMn 443 (SMn 3) Япония ns
50Г2 Россия гост
50 Мп 7 Германия DIN
1552 США ASTM
1SX Россия ГОСТ
523 М 15 Великобритания B.S.
15 Сг 3(7015) Германия DIN
17СгЗ Германия DIN
G51150(5115) США UNS
G61180 США UNS
15 Сг 2 RR Франция AFNORNF
SCr415H Япония ns
15 Сг2 Евронормы EN
20Х Россия ГОСТ
207 Великобритания B.S.
20 CrS 4 Германия DIN
5120 США ASTM
SCr420H Япония _ Jis _—-
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ 727
Продолжение табл.
Марка Страна нд
ЗОХ Россия гост
530 А 30 Великобритания B.S.
28Сг4 Германия DIN;EN
G 51300 (5130) США UNS
28 С 4 Франция AFNORNF
SCr430H Япония ns
35Х Россия ГОСТ
530 М 32 Великобритания B.S.
18 С Великобритания EN
34Сг4 Германия DIN;EN
34CrS4 Германия DIN
5135 США ASTM
Н 51320 (5132 Н) 34 Ст 4 США Франция UNS AFNORNF
SCr43OH Япония JIS
34 Ст 4 _ Евронормы LN
38ХА Россия ГОСТ
DIN
37 Ст 4 Германия DIN
41 Ст 4 Германия ASTM
5140 Н США AFNORNF
38 С4 Франция ns
SCr3 Япония ns
__ SCr4 - Япония
гост
40Х Россия
530 А 36 530 М 40 Великобритания Великобритания B.S. DIN;EN
37 Ст 4 Германия DINjEN
41 Ст 4 6 51400(5140) Н 51320 Германия США США США UNS UNS ' UNS AFNORNF
Н 51400 (5140 Н) 38 С4 42С4 Франция AFNORNF
Франция Япония ns ns
SCr435 Япония EN
SCr440 Евронормы EN
37 Сг4 Евронормы—.—
Л1_Сг_4
728
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна ВД
45Х РОССИЯ ГОСТ
5145 США ASTM
45 С 4 Франция AFNORNF
SCr445 (SCr5) Япония JIS
50Х Россия ГОСТ
5150 США ASTM
5147 США ASTM
5152 США ASTM
18ХГТ Россия ГОСТ
20 MnCr 5 G Германия DIN
зохгт Россия ГОСТ
30 MnCrTi Германия DIN
25ХГМ Россия ГОСТ
20 СгМо 5 Германия DIN
15ХФ Россия ГОСТ
6117 США ASTM/SAE
ЗОХМ, ЗОХМА Россия ГОСТ
25 СгМо 4 Великобритания B.S.; EN
25 СгМо 4 Германия DIN;EN
G41300 (4130; 1206) США UNS
25 СгМо 4 Франция AFNORNF;EN
SCM420 Япония ns
25 СгМо 4 Евронормы EN
35ХМ Россия ГОСТ
34 СгМо 4 Великобритания B.S.; EN
34 СгМо 4 Германия DIN; EN
G 41370 (4137) США UNS
4135 Н США ASTM
34 CD 4 Франция AFNORNF
2234 Швеция ss
SCM435H Япония JIS
34 СгМо 4 KD Евронормы EN
^>^Б^?^а^^А^^>ИАЛЫ,БЛ1Ж1ЖП0Х^Д1ЧвСК0МУ СОСТАВУ К ОТВЧвстврнн^д^ т
Марка Страна Продолжение табл. НД
40ХФА Россия гост
42 СгМо 4 (708 М 40) 41СгМо4 G 41400 (4140) 42CD4TS 2244 SCM440 41СгМо4 Великобритания Германия США Франция Швеция Япония Евронормы B.S. ;EN DIN UNS AFNORNF SS ns EN
ЗОХЗМФ Россия ГОСТ
30CrMoV9 Германия DIN
20ХН Россия ГОСТ
3120 2510 США Швеция SAE SS
40ХН Россия ГОСТ
40NiCr6 3140Н G31400(3140) 2530 SNC236(SNC1) Германия США США Швеция Япония DIN AISI/SAE UNS SS ns
45XH Россия гост
_ 3145 США AISI
12XH2 15 CrNi 6 16NC6 ,2511 — 12XH3A 14 NiCr 10(5732) 10 NC 11 SNC815H 20XH3A 20 NC 11 ^2515 Россия Германия франция Швеция Россия Германия франция Япония Россия франция Швеция гост din AFNORNF ss гост “ DIN- AFNORNF ns ГОСТ AFNORNF ~ SS
730
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна нд
ЗОХНЗА Россия ГОСТ
30 NiCr 14 Германия DIN
30 NC 11 Франция AFNORNF
SNC631 (SNC2) Япония JIS
12Х2Н4А Россия ГОСТ
3310Н США AISI/SAE
20Х2Н4А Россия ГОСТ
3316 н США AISI/SAE
34ХН1М, 34ХН1МА Россия ГОСТ
2541 Швеция SS
20ХН2М (20ХНМ) Россия ГОСТ
17 CrNiMo 6 Германия DIN
4320 США ASTM
SNCM415 Япония JIS
30ХН2МА Россия ГОСТ
SNCM431 Япония JIS
38XH3MA Россия ГОСТ
SNC28 Япония JIS
38Х2Н2МА (38ХНМА) Россия гост
34 CrNiMo 6 Великобритания B.S.; EN
34 CrNiMo 6 Германия DIN; EN
G 43400 (4340) США UNS
34 CrNiMo 6 Франция AFNORNF;EN
SNCM447 Япония JIS
34 CrNiMo 6 Евронормы EN
14X2H3MA Россия гост
9310H США SAE -J
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ЛО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
731
Продолжение табл.
Марка Страна ВД
40ХН2МА (40ХНМА) Россия гост
36 CrNiMo 4 (817 М 37) 36 CrNiMo 4 (6511) G 43400 (4340) 36 CrNiMo 4 SNCM 439 (SNCM 8) 40NiCrMo4KD Великобритания Германия США Франция Япония Евронормы B.S. ;EN DIN;EN UNS AFNORNF; EN JIS EN
40X2H2MA (40X1HBA) Россия ГОСТ
817 A 37 40NiCrMo6 G 43400(4340) SNCM 439 Великобритания Германия США Япония B.S. DIN UNS BS
38ХНЗМФА Россия ГОСТ
34 NiCiMoV 14 5 Германия DIN
18X2H4MA Россия ГОСТ
(G) X 19NiCrMo4 SNCM 815 Германия Япония DIN JIS
38Х2МЮА (38ХМЮА) Россия ГОСТ
905 M 39 41 CrAlMo 7 J 24056 40 CAD 6. 12 2940 SACM645 41CrAIMo7 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN UNS AFNORNF SS JIS EN
12MX Россия ГОСТ
620-440 13 CrMo 4-5 13 CrMo 4-5//13 CrMo 4 4 11562 (A 182-F12) 11564 (A 182-F12) 13 J?rMo4-5 15 О 3.5 2216 STPA 20 STPA22 13 CrMo 4-5 Великобритания Великобритания Германия США США Франция Франция Швеция Япония Япония Евронормы B.S. B.S.; EN DIN;EN UNS UNS AFNORNF;EN AFNORNF SS JIS ns EN
732
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна НД
15ХМ Россия гост
620-440 620-540 13 СгМо 4-5 15 СгМо 5 15СгМо К 11564 (A 182-F12) К 11789 13 СгМо 4-5 2216 SFVAF 12 SCM415 13 СгМо 4-5 Великобритания Великобритания Великобритания Германия Китай США США Франция Швеция Япония Япония Евронормы B.S. B.S. B.S.; EN DIN GB UNS UNS AFNORNF;EN SS JIS JIS EN
20ХМ Россия ГОСТ
25 СгМо 4 GS-25 СгМо 4 (G 25 СгМо 4) 25 СгМо 4 МЬЗОСгМо А Н 41300 25 СгМо 4 2225 SCM 420 Н 25 СгМо 4 Великобритания Германия Италия Китай США Франция Швеция Япония Евронормы B.S.; EN DIN UNI;EN GB UNS AFNORNFjEN SS JIS EN
25Х1МФ (ЭИ 10) Россия ГОСТ
24 CrMoV 5 5 Германия DIN
25Х2М1Ф (ЭИ 723) Россия ГОСТ
24 CrMoV 5 5 Германия DIN
15Х5М (12Х5МА, Х5М) Россия ГОСТ
502 Z20 CD5 STC48 США Франция Япония AISI AFNORNF JIS -
65Г Россия ГОСТ -
Ck67 1566 Германия США DIN ASTM -
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
Продолжение табл.
Марка Страна нд
50ХФА Россия ГОСТ
51 CrV 4 51 CrV 4//50 CrV 4 G41500 (4150) 50 CrMo 4 51 CrV 4 2230 SCM445H 50 CrV 4 51 CrV 4 Великобритания Германия США Франция Франция Швеция Япония Евронормы Евронормы B.S. ;EN DIN;EN UNS AFNORNF;EN AFNORNFjEN SS JIS EN EN
SSC2 Россия ГОСТ
251 A 58 55 Si 7 G 92550(9255) 55 S 7 2085 SUP 7 55 Si Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN UNS AFNORNF SS JIS EN
60C2 Россия ГОСТ
251 A 60 60 Si 7 G 92600(9260) 60S 7 SUP 6 An 7 Великобритания Германия США Франция Япония Евронормы B.S. DIN UNS AFNORNF JIS EN
60C2A Россия ГОСТ
65 Si 7 9260 CT TP A Германия США Япония DIN ASTM JIS
uUr О - — 65C2BA Россия Фоанция гост ” AFNORNF-
45 SCD 6 70C2XA L 71 Si 7 . — Россия Германия ГОСТ ~~DIN ZZ
734
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна нд
ШХ15 Россия ГОСТ
100 Сг 6 (3505) J19965(52100) 100 С 6 2258 SUJ4 100 Сг 6 Германия США Франция Швеция Япония Евронормы DIN;LW UNS AFNORNF SS JIS EN
ШХ15СГ Россия ГОСТ
100 СгМп 6 (3520) К 19195 100 СгМп 6 (100 СМ 6) 100 СгМп 6 Германия США Франция Евронормы DIN UNS AFNORNF EN
95X18 (9X18, ЭИ 229) Россия ГОСТ
X 102 СгМо 17 440 В X 105 СгМо 17 (Z 100 CD 17) SUS 440 С X 102 СгМо 17 Германия США Франция Япония Евронормы DIN ASTM AFNORNF JIS EN
40Х9С2 (4Х9С2, ЭСХ 8) Россия ГОСТ
401 S45 G-X 45 CrSi 9 3 S 65007 (HNV 3) Z 45 CS 9 SUH 1 X 45 CrSi 8 Великобритания Германия США Франция Япония Евронормы B.S. DIN UNS AFNORNF JIS EN
40Х10С2М (4Х10С2М, ЭИ 107) Россия ГОСТ
X 40 CrSiMo 10-2 Z40CSD 10 SUH3 X 40 CrSiMo 10 Германия Франция Япония Евронррмы DIN AFNORNF JIS EN -
08X13 (0X13, ЭИ 496) Россия гост
403 S 17 X 6 Сг 13 S 40300(403) Z6C 13 2301 SUS 403 X 6 Cr 13 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN;EN UNS AFNORNF SS JIS EN
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
735
Продолжение табл.
Марка Страна нд
20X13 (2X13) Россия ГОСТ
420 S 37 X 20 Сг13 S 42000 (420) X 20 Сг13 2303 SUS 420J1 Х20Сг 13 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN;EN UNS AFNORNF SS JIS EN
30X13 (3X13) Россия ГОСТ
420 S 45 ХЗОСг 13 S 42020(420 F) Z 30 С 13 2304 SUS 420J2 X 30 Сг13 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN;EN UNS AFNORNF SS JIS EN
40X13 (4X13) Россия ГОСТ
420 S 45 X 38 Сг 13 (X 39 Сг 13) 420 Z 40 С 13 2304 SUS 420J2 Х40Сг 13 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DINjEN AISI AFNORNF SS JIS EN
08Х16Н13М2Б (ЭИ 405, ЭИ 680) Россия ГОСТ
318S17 X 6 CrNiMoNb 17-12-2 J92971 Z6CNDNbl7.12 X 6 CrNiMoNb 17 12 2 Великобритания Германия США Франция Евронормы B.S. DIN;EN UNS AFNORNF EN
08Х17Т (0Х17Т, ЭИ 645) _ Россия ГОСТ
X 6 Сг Ti 17 S 43036 (430 Ti) Z 8 СТ 17 SUS 430LX X5CrTi 17 Германия США Франция Япония Евронормы DIN;EN UNS AFNORNF JIS EN
736
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна нд
12X17 (Х17, ЭЖ 17) Россия ГОСТ
430 S 17 Х6СГ17 S43000 (430) Z8C17 SUS 430 ХбСг 17 Великобритания Германия США Франция Япония Евронормы B.S. DIN UNS AFNORNF ns EN
14Х17Н2 (1Х17Н2, ЭИ 268) Россия ГОСТ
431 /51431 Z 10 CN 17 SUS44 США Франция Япония AISI/SAE AFNORNF ns
08Х17Н13М2Т Россия ГОСТ
X 10 CrNiMoTi 18 12 !Crl8Nil2Mo2Ti S 31635//316 Ti SUS316Ti Германия Китай США Япония DIN GB UNS; AISI JIS
10X17H13M2T (X17H13M2T, ЭИ 448) Россия ГОСТ
320 S 18 X 6 CrNiMoTi 17-12-2 (4571) S 31635 (316 Ti) Z6CNDT 17.13 2350 SUS316T1 X 6 CrNiMoTi 17 12 2 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN; EN UNS AFNORNF SS JIS EN
10X17H13M3T (X17H13M3T, ЭИ 432) Россия ГОСТ
320 S 33 X 10 CrNiMoTi 18 12 S 31635 (316 Ti) SUS316TI Великобритания Германия США Япония B.S. DIN UNS JIS ——
12X18H9 (X18H9) Россия ГОСТ
302 S 26 X 12 CrNi 18 8 S 30200(302; 30302) Z 10 CN 18.09 2331 SUS 302 Великобритания Германия США Франция Швеция Япония B.S. DIN UNS AFNORNF SS JIS
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ 737
Марка Страна ВД
12Х18Н9Т (Х18Н9Т) Россия ГОСТ
321S51 Великобритания B.S.
17Х18Н9 (2Х18Н9) Россия ГОСТ
S 30200 (302;30302) STC 52 С SUS 302 США Япония Япония UNS JIS JIS
08Х18Н10 (0Х18Н10) Россия гост
304 S 15 X 5 CrNi 18 10 (X 4 Cr Ni 18-10) S 30400 (304) Z7CN 18-09 2333 SUS 304 X 6 CrNi 18 10 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN;EN UNS AFNORNF SS JIS EN
08Х18Н10Т (0Х18Ш0Т, ЭИ 914) Россия гост
321 S 31 X 6 CrNiTi 18-10 S 32100 (321) Z 6 CN 18-10 2337 SUS 321 X 6 CrNiTi 18-10 Великобритания Германия США Франция Швеция Япония Евронормы B.S. DIN; EN UNS AFNORNF SS JIS EN
12X18H10T Россия ГОСТ
321 S31 X 12 CrNiTi 18-9 Z 10 CNT 18-10 2337 SUS 321 X 10 CrNiTi 18 10 _____ Великобритания Германия Франция Швеция Япония Евронормы B.S. DIN; SEW AFNORNF SS JIS EN
20X20H14C2 (X20H14C2, ЭИ 211) Россия гост
309 S 24 S 30900 (3023) Z 17 CNS 20-12 SUH 309 X 15 CrNiSi 20 12 — Великобритания США Франция Япония Евронормы B.S. UNS AFNORNF JIS EN -J
738
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна нд
20Х23Н13 (Х23ШЗ, ЭИ 319) Россия ГОСТ
309 / 30309 США AISI/SAE
20Х23Ш8 (Х23Н18, ЭИ 417) Россия грет
310 S 16 Великобритания B.S.
S31008 (310 S) США UNS
2361 Швеция SS
SUS310S Япония JIS
20Х25Н20С2 (Х25Н20С2, ЭИ 283) Россия гост
314 S 25 Великобритания B.S.
X 15 CrNiSi 25-20 Германия DIN; SEW
S31400 (314) США UNS
Z 15 CNS 25-20 Франция AFNORNF
2376 Швеция SS
SUH 310 Япония ns
X 15 CrNiSi 25 20 Евронормы EN
Х15Н60-Н Россия гост
NiCr60 15 Германия DIN
Nichrome США ASTM
X20H80-H Россия гост
NiCr80 20 Германия DIN
Nichrome V США AMS
У7 Россия гост
C70W2 Германия DIN
XC65COURANTS Франция AFNORNF
SK7 Япония ns
CT 70 Ецронормы EN —
У7А 1 Россия ГОСТ
C 70 U fl C 70 W 1(1520) Германия DIN
XC 65 FINS Франция AFNORNF
CT 70 Евронормы EN
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
Продолжение табл.
Марка Страна ВД
У8 Россия ГОСТ
BW1B С80 W2 W 1-0.8 С EXTRA C90E2U(Y90) SK5 SK6 SKC3 Великобритания Германия США Франция Япония Япония Япония B.S. DIN AISI/SAE AFNORNF JIS ns ns
У8А Россия ГОСТ
С 80 W 1 (С 80 U) W 1-0.8 С STAND Y80 SKU4 СТ 80 Германия США Франция Япония Евронормы DIN AISI/SAE AFNORNF JIS EN
У9 Россия ГОСТ
BW1 А C85W2 W1-8.5 W 1-0.9 С EXTRA ХС 85 COURANTS SK4 SK5 Великобритания Германия США США Франция Япония B.S. DIN ASTM AISI/SAE AFNORNF JIS
У9А Россия ГОСТ
С 85 W1 W 1-0.9 С STAND ХС 85 FINS SKIT 3 Германия США Франция Япония DIN AISI/SAE AFNORNF JIS
У10 Россия ГОСТ
1640 С 100 W2 МК101 W 1-1.0 С EXTRA W1-9/0.5 W2-9/0.5 ХС 95 COURANTS SK3 SK4 Германия Германия Германия США США США Франция Япония Япония DIN DIN DIN AISI/SAE ASTM ASTM AFNOR NF JIS JIS J
740
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна нд
У10А Россия ГОСТ
1540 Германия DIN
С100 W1 Германия DIN
С105 W 1 (С 105 U) Германия DIN
W 1-1.0 С США AISI/SAE
Т 72301 (WHO) США UNS
ХС 95 FINS Франция AFNOR NF
SK3 Япония ns
СТ 105 Евронормы EN
1880 Швеция SS
У12 Россия ГОСТ
C115W2 Германия DIN
W 1-1.2 С EXTRA США AISI/SAE
W1-11/0.5 США ASTM
SK2 Япония JIS
У12А Россия ГОСТ
C115W2 Германия DIN
W 1-1.2 С SPEC США AISI/SAE
ХС 120 FINS Франция AFNOR NF
1885 Швеция SS
9ХС Россия ГОСТ
150 Сг14 Германия DIN
90 CrSi (2108) Германия DIN
хвг Россия ГОСТ
105 WCr6 Германия DIN
0 1 США AISI
90MCW5 Франция AFNORNF
105 WCr 5(105 WC 13) Франция AFNORNF
SKSA Япония JIS
SKS3 Япония JIS
107 WCR 5 Евронормы EN
Х6ВФ Россия гост
Z 100 CD 05 Франция AFNORNF.
-------^™bIE материалы, близкие по химическому составу к отечественным 741
Продолжение табл.
| Марка Страна ВД
Х12 Россия ГОСТ
BD3 2090 210Сг46 Т 30403 (D3) X200Cr 12(Z200C 12) SKD 1 Х210СГ12 Великобритания Германия Германия США Франция Япония Евронормы B.S. DIN DIN UNS AFNOR NF JIS EN
Х12МФ Россия ГОСТ
X 165 CrMoV 12 D2 Z 160 CDV 12 SKD 11 Германия США Франция Япония DIN AISI AFNORNF JIS
Х12ВМФ Россия ГОСТ
X210CrV 12 D4 Z200CW 13 SKD 2 Германия США Франция Япония DIN AISI AFNORNF JIS
5XHM Россия ГОСТ
BH 224/5 55 NiCrMoV 6 T 61206 (L 6) 60 NSDV 06-02 SKT 4 55 NiCrMoV 7 Великобритания Германия США Франция Япония Евронормы B.S. DIN UNS AFNORNF JIS EN
ЗХ2В8Ф Россия ГОСТ
X 30 WCrV 9-3 3Cr2W8V T 20821//H 21 X30 WCrV 9 (Z 30 WCV 9) SKD 5 X 30 WCrV 9 3 Германия Китай США Франция Япония Евронормы DIN GB UNS; AISI AFNORNF JIS EN
742
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна нд
ЗХЗМЗФ Россия ГОСТ
вню Великобритания B.S.
X 32 CrMoV 3 3 (32 CrMoV12-28) Германия DIN
Т20810(Н10) США UNS
32 DCV28 Франция AFNORNF
30CrMoV1211 Евронормы EN
4Х5МФ1С (ЭП 572) Россия ГОСТ
ВН13 Великобритания B.S.
X 40 CrMoV 5-1 Германия DIN
Т20813(Н13) США UNS
X 40 CrMoV 5 (Z 40 CDV 5) Франция AFNORNF
SKD61 Япония JIS
X 40 CrMoV 5 1 1 Евронормы EN
9X1 (9Х) Россия ГОСТ
85 Сг 1 (2004) Германия DIN
9ХФ, 9Х1Ф
Россия ГОСТ
80 CrV 2 Германия DIN
80 CDV 02 Франция AFNORNF
, SKS 95 Япония JIS
50ХН
Россия ГОСТ
3150 США AISI/SAE .
ПРЗАМЗФ2 Россия ГОСТ
S 3-3-2 (HS 3-3-2); (ABC III) Германия DIN
P6M5 Россия ГОСТ ________
BM2 Великобритания B.S.
S 6-5-2 (HS 6-5-2); (DMo5) Германия DIN
T11302 США UNS
HS 6-5-2 (Z85WDCV 06-05-04-02) Франция AFNORNF
SKH51 Япония ns
HS 6-5-2 Евронормы EN
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К QIHBnWHHHM 743
1 Марка Страна НД
Р6М5К5 Россия гост
ВМ35 Великобритания B.S.
S 6-5-2-5 (HS 6-5-2-5) (ЕМо5Со5) Германия DIN
HS 6S-2-5 (Z 85 WDKCV...) Франция AFNORNF
SKH 55 Япония JIS
HS 6-5-2-5 Евронормы EN
Р9 Россия ГОСТ
65 WMo 34 8 Германия DIN
Р18 Россия ГОСТ
ВТ 1 Великобритания B.S.
X 74 WV 19 Германия DIN
Х75 WCrV 18 4 1 , Германия DIN
Т1 США ASTM
HS 18-0-1 (Z 80 WCV 18-04-01) Франция AFNORNF
SKH2 Япония ns
HS 18-0-1 Евронормы EN
Р18К5Ф2 Россия ГОСТ
Z 85 WK 18-0.5 Франция AFNORNF
15Л Россия ГОСТ
DIN JIS
GS-38 SC 360 Германия Япония
ЗОЛ Россия ГОСТ
DIN ASTM ASTM ASTM
GS-C25 1А Grade U 415-205 Германия США США США
Grade WCA А420С-М SCPH1 Франция Япония AFNORNF JIS
744
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна ВД
25Л Россия ГОСТ
GS-45.3 Германия DIN
GS-45 Германия DIN
А 10 США ASTM
Grade 450-240 США ASTM
230-400-М(3) Франция AFNORNF
FA-M Франция AFNORNF
SC410 Япония JIS
ЗОЛ Россия ГОСТ
Grade 485-250 США ASTM
Grade WCB США ASTM
LCB США ASTM
SC 450 Япония JIS
35Л Россия ГОСТ
GS-52 Германия DIN
1 США ASTM
280-480 M(3) Франция AFNORNF
SC 480 Япония JIS
40Л Россия ГОСТ
ЗА США ASTM
SCC3 Япония JIS
50Л Россия гост
GS-60 Германия DIN
4A США ASTM
370-650-M(3) Франция AFNORNF
SCC5A Япония JIS —•
20ГЛ Россия гост
GS-20 Mn 5 (G 20 Mn 5) Германия DIN
—
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
745
Продолжение табл.
Марка Страна ВД
35ГЛ Россия гост
150 М 36 36 Мп 5 GS-36 Мп 5 (G 36 Мп 5) G 15410 G 13350 (1335) Н 13350 35М5 40М5 SMn438 SCMn3 Великобритания Германия Германия США США США Франция Франция Япония Япония B.S. DIN DIN; SEW UNS UNS UNS AFNORNF AFNORNF Л8 JIS
20ГСЛ Россия ГОСТ
20 Мп 5 G 10220 (1022) G15220 G 15180(1518) 20М5 SMnC420 Германия США США США Франция Япония DIN; SEW UNS UNS UNS AFNORNF JIS
ЗОГСЛ _— Россия ГОСТ
120 М 36 150 М 28 А5 А6 30Мп5 G 13300 (.1330) 1036 35 М 5 SMn433H SCMn2 Великобритания Великобритания Великобритания Великобритания Германия США США Франция Япония Япония B.S. B.S. B.S. B.S. DIN UNS AISI/SAE AFNORNF JIS JIS
746
ПРИЛОЖЕНИЯ
Продолжение табл.
Марка Страна ВД
20ХМЛ Россия гост
GS-17CrMo55 Германия DIN
5 США ASTM
18CD2.05-M Франция AFNORNF
SCPH21 Япония JIS
20ХМФЛ Россия ГОСТ
GS-17CrMoV5 11 Германия DIN
SCPH23 Япония JIS
35ХМЛ Россия ГОСТ
708 А 37 Великобритания B.S.
34 СгМо 4 Великобритания B.S.; EN
34 СгМо 4 Германия DIN; EN;
J13048 США UNS
G 41370 (4137) CI1IA UNS
G41350 (4135) США UNS
34 CD 4 Франция AFNORNF
35 CD 4 Франция AFNORNF
34 СгМо 4 Франция AFNORNF;EN
SCM432 Япония JIS
SCM 435 Япония JIS
SCCrM 3 Япония JIS
34 СгМо 4 Евронормы EN
35ХГСЛ Россия ГОСТ
SCMnCr3 Япония JIS -
зохнмл Россия гост
10-А США ASTM
30 NCD8-M Франция AFNORNF _
, 110Г13Л Россия ГОСТ
X 120 Мп 12 J91109(А 128 А) J91129 Z 120 М 12 SCMnH 1 SCMnH 11 Германия США США Франция Япония Япония DIN UNS UNS AFNORNF JIS JIS
ЗАРУБЕЖНЫЕ МАТЕРИАЛЫ, БЛИЗКИЕ ПО ХИМИЧЕСКОМУ СОСТАВУ К ОТЕЧЕСТВЕННЫМ
747
Продолжение табл.
Марка Страна НД
110Г13Х2БРЛ Россия ГОСТ
1.3401 (Х120МП12) Германия DIN
20Х13Л Россия ГОСТ
420 С 24 Великобритания B.S.
420 С 29 Великобритания B.S.
GX 20 Сг 14 Германия DIN
Z20C13M Франция AFNORNF
SCS2 Япония JIS
08Х14НДЛ Россия ГОСТ
J91171 США UNS
08Х15Н4ДМЛ Россия ГОСТ
G-X4CrNiCuNb 164 Германия DIN
J 92180 США UNS
10Х18Н9Л Россия ГОСТ
302 С 25 Великобритания B.S.
G-Х Ю CrNi 18 8 Германия DIN
ZGlcrl8Ni9 Китай GB
J 92701 США UNS
Z10CN18.9M Франция AFNORNF
scs 12 Япония JIS
Россия ГОСТ
40Х24Н12СЛ (ЭИ 316Д) — 309 C 30 GX 40 CrNiSi 25-12 Великобритания B.S.
Германия США DIN UNS
J 93503 SCS 17 — Япония JIS
748
ПРИЛОЖЕНИЯ
И. ТАБЛИЦА ОДНОТИПНЫХ СТАНДАРТОВ РАЗЛИЧНЫХ СТРАН
Действующие в России стандарты Наименование стандарта Международные нормы
Евронормы Германия Великобритания Франция Япония США
ГОСТ EN, EU DIN, SEW B.S. AFNORNF JIS UNS, ASTM, SAE/AISI
380-94 Сталь углеродистая обыкновенного качества. Марки. EU30 D17100 4360 35-501 G3101 G3106 A 570
1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. EU83 D 161412 D1652 D17210 970-1 35-551 35-552 35-553 G3131 A 621 A 622 S1010 S1035 S1045
14959-79 Прокат из рессорно-пружинной углеродистой легированной стали. Технические условия. EU89 D17221 970-2 35-571 G4801 S9260 S9261 1" ~
801-78 Сталь подшипниковая. Технические условия EU94 D17230 970-83 35-565
1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия. EU 96 D14350 D17350 1407 4659 35-590 G4401 G4405 A 686 S J438b
5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия. EU 96 D17350 224/5 4659 35-590 G4402 G4404 G4407 S J438b
ТАБЛИЦА ОДНОТИПНЫХ СТАНДАРТОВ РАЗЛИЧНЫХ СТРАН
749
Продолжение табл.
Действую- Международные нормы
щие в России стандарты Наименование стандарта Евронормы Германия Великобритания Франция Япония США
ГОСТ EN, EU DIN, SEW B.S. AFNORNF JIS UNS, ASTM, SAE/AISI
19265-73 Прутки и полосы из быстрорежущей стали. Технические условия EU96 D17350 4659 35-590 G4401 G4402 G4403 S J438 b
4543-71 Сталь легированная конструкционная. Технические условия EN 10083 EU 87-70 D17200 D17210 W550 W 555 970-1 970-83 35-551 35-552 G4102 G4105 S4130 S4615
5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и технические требования EN 10088 EU90 EU95 D17145 D17240 D17480 W470 970/1 970/4-70 1502-82 1506-90 1554-81 2901/5 35-558 35-574 35-578 35-579 54-301 G4301 G4302 US 20100 US 30100 US 31000 US 31400 US 43100
977-88 Отливки стальные. Общие технические условия D1681 D17245 32-053 32-60 32-61 G5101 G 5111 G5151 A27M
Литейные конструкционные нелегированные стали A216M A352M A356M A 732 A732M A757M A 01A M
Литейные конструкционные легированные стали Коррозионно-стойкие литейные стали ~ЁьГ 10.213.2 EN 10.213.3 D17182 D17245 ~D 17445~ W515 W520 W685 "зТОО 3146/2 32-051 32-054 32-053 32-059 35-586 G 5111 G5151 G 5121 “ G5122 A Z1O Ivl A352M A356M A389M A487M A732M A 352 A 356 A 487 A487M A 743 A 757 A 128
При Литейные износостойкие стали _ нятые сокращения: D IN-D, SE1 ,V-W, UNS -U, SAE/A 35-554(8) ISI-S, ASTIV KJ J1J 1 1-A
750
ПРИЛОЖЕНИЯ
12. ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ
du, мм По Бринеллю По Роквеллу По Виккерсу По Шору
НВ . HRA HRC HRB HV HSD
2,30 712 85,1 66,4 1016 98,3
2,31 706 84,9 66,0 999 97,8
2,32 700 84,7 65,7 983 ' 97,4
2,33 694 84,5 65,3 967 96,9
2,34 688 84,3 65,0 951 96,3
2,35 682 84,1 64,6 936 95,8
2,36 676 83,9 64,3 922 95,3
2,37 ( 670 83,6 63,9 907 94,7
2,38 665 83,4 63,6 893 94,1
2,39 659 83,2 63,2 880 93,5
2,40 653 83,0 62,9 866 92,9
2,41 648 82,8 62,5 853 92,3
2,42 643 82,6 62,1 841 91,7
2,43 637 82,4 61,8 828 91,1
2,44 632 82,2 61,4 816 90,4
2,45 627 82,0 61,1 804 89,8
2,46 621 81,8 60,7 793 89,1
2,47 616 81,6 60,4 782 88,5
2,48 611 81,4 60,0 771 87,8
2,49 606 81,3 59,7 760 87,2
2,50 601 81,1 59,3 750 86,5
2,51 597 80,9 59,0 739 85,9
2,52 592 80,7 58,6 730 85,2
2,53 587 80,5 58,3 720 84,5
2,54 582 80,3 57,9 710 83,9
2,55 578 80,1 57,6 701 83,2
2,56 573 79,9 57,2 692 82.6
2,57 569 79,7 56,9 683 81,9
2,58 564 79,6 56,5 675 81,3
2,59 560 79,4 56,2 666 80,6
2,60 555 79,2 55,8 658 80,0
2,61 551 79,0 55,5 650 79,3
2,62 547 78,8 55,1 643 78,7
2,63 542 78,6 54,8 635 78,0
2,64 538 78,5 54,5 627 77Л__—
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ 751
Продолжение табл.
d10; мм По Бринеллю По Роквеллу По Виккерсу По Шору
НВ HRA HRC HRB HV HSD
2,65 534 Г 78,3 54,1 620 76,8
2,66 530 78,1 53,8 613 76,2
2,67 526 77,9 53,5 606 75,6
2,68 522 77,7 53,1 599 74,9
2,69 518 77,6 52,8 593 74,3
2,70 514 77,4 52,5 586 73,7
2,71 510 77,2 52,2 580 73,2
2,72 506 77,0 51,8 574 72,6
2,73 503 76,9 51,5 568 72,0
2,74 499 76,7 51,2 562 71,4
2,75 495 76,5 50,9 556 70,9
2,76 492 76,4 50,6 550 70,3
2,77 488 76,2 50,3 544 69,8
2,78 484 76,0 50,0 539 69,2
2,79 481 75,8 49,7 534 68,7
2,80 477 75,7 49,4 528 68,1
2,81 2,82 474 470 75,5 • 75,4 49,1 48,8 523 518 67,6 67,1
2,83 467 75,2 48,5 513 66,6
2,84 2,85 2,86 2,87 2,88 2,89 2,90 2,91 2,92 2,93 464 75,0 48,2 508 66,1
460 457 454 451 447 444 441 438 435 74,9 74,7 74,6 74,4 74,2 74,1 73,9 73,8 73,6 47,9 47,6 i 47,3 47,0 46,8 46,5 46,2 45,9 45,7 45,4 504 499 494 490 485 481 477 473 468 464 65,6 65,1 64,6 64,1 63,7 63,2 62,7 62,3 61,8 61,4
2,94 432 73,5 460 61,0
2,95 429 73,3 45,1 456 60,5
2,96 426 73,2 44,9 453 60,1
2,97 423 73,0 44,6 449 59,7
2,98 '420 72,9 44,4 445 59,3
2,99 417 72,7 44,1 441 58,9
3,00 3,01 415 412 72,6 72,4 43,8 43,6 _ — 438 58,5
752
ПРИЛОЖЕНИЯ
Продолжение табл.
дю, мм По Бринеллю НВ По Роквеллу По Виккерсу HV По Шору HSD
HRA HRC HRB
3,02 409 72,3 43,3 434 58,1
3,03 406 72,2 43,1 431 57,7
3,04 403 72,0 42,9 427 57,3
3,05 401 71,9 42,6 424 56,9
3,06 398 71,8 42,4 420 56,5
3,07 395 71,6 42,1 417 56,2
3,08 393 71,5 41,9 414 56,8
3,09 390 71,3 41,7 411 55,4
3,10 388 71,2 41,4 408 55,1
3,11 385 71,1 41*2 404 54,7
3,12 383 71,0 40,9 401 54,4
3,13 380 70,8 40,7 398 54,0
3,14 378 70,7 40,5 395 53,7
3,15 375 70,6 40,3 392 53,3
3,16 373 70,4 40,0 389 53,0
3,17 370 70,3 39,8 386 52,7
3,18 368 70,2 39,6 384 52,3
3,19 366 70,1 39,3 381 52,0
3,20 363 70,0 39,1 378 51,7
3,21 361 69,8 38,9 375 51,4
3,22 359 69,7 38,7 372 51,1
3,23 356 69,6 38,5 370 50,8
3,24 354 69,5 38,2 367 50,4
3,25 352 69,4 38,0 364 50,1
3,26 350 69,2 37,8 362 49,8
3,27 347 69,1 37,6 359 49,5
3,28 345 69,0 37,4 357 49,2
3,29 343 68,9 37,1 354 48,9
3,30 341 68,8 36,9 352 48,6
3,31 339 68,7 36,7 349 48,4
3,32 337 68,6 36,5 347 48,1
3,33 335 68,5 36,3 344 47,8
3,34 333 68,4 36,0 342 47,5
3,35 331 68,2 35,8 340 47,2
3,36 329 68,1 35,6 337 46,9
3,37 327 68,0 35,4 335 46,6
3,38 325 67,9 35,2 333
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ 753
Продолжение табл.
dw, мм По Бринеллю НВ HRA По Роквеллу HRC HRB По Виккерсу HV По Шору HSD
3,39 323 67,8 34,9 331 46,1
3,40 321 67,7 34,7 328 45,8
3,41 319 67,6 34,5 326 45,5
3,42 317 67,5 34,3 324 45,3
3,43 315 67,4 34,1 322 45,0
3,44 313 67,3 33,8 320 44,7
3,45 311 67,2 33,6 317 44,5
3,46 309 67,1 33,4 315 44,2
3,47 307 67,0 33,2 313 44,0
3,48 306 66,9 33,0 311 43,7
3,49 304 66,8 32,7 309 43,4
3,50 302 66,7 32,5 307 43,2
3,51 300 66,6 32,3 305 42,9
3,52 298 66,5 32,1 303 42,7
3,53 297 66,4 31,9 301 42,4
3,54 295 66,3 31,6 299 42,2
3,55 3,56 293 292 66,2 66,1 31,4 31,2 298 296 41,9 41,7
3,57 290 66,0 31,0 294 41,4
3,58 3,59 3,60 3,61 3,62 3,63 3,64 3,65 3,66 3,67 288 65,9 30,8 292 41,2
287 285 283 282 280 278 277 275 274 65,8 65,7 65,6 65,5 65,5 65,4 65,3 65,2 65,1 30,5 30,3 30,1 29,9 29,7 29,4 29,2 29,0 28,8 290 288 286 285 283 281 280 278 276 274 40,9 40,7 40,5 40,2 40,0 39,7 39,5 39,3 39,1 38,8
3,68 272 65,0 28,6 273 38,6
3,69 271 64,9 28,3 271 38,4
3,70 269 64,8 28,1 270 38,1
3,71 268 64,7 27,9 268 37,9
3,72 266 64,6 27,7 266 37,7
3,73 265 64,5 27,5 265 37,5
3,74 3,75 _ 263 262 64,4 64,3 27,3 27,1 — — 263 37,3
754
ПРИЛОЖЕНИЯ
Продолжение табл.
d10, мм По Бринеллю По Роквеллу По Виккерсу По Шору
НВ HRA HRC HRB HV HSD
3,76 260 64,2 26,8 262 37,1
3,77 259 64,1 26,6 260 36,8
3,78 257 64,0 26,4 259 36,6
3,79 256 63,9 26,2 257 36,4
3,80 255 63,8 26,0 256 36,2
3,81 253 63,7 25,8 254 36,0
3,82 252 63,6 25,6 253 35,8
3,83 251 63,5 25,4 251 35,6
3,84 249 63,4 25,2 250 35,4
3,85 248 63,3 25,0 249 35,2
3,86 246 63,2 24,8 247 35,0
3,87 245 63,1 24,6 246 34,8
3,88 244 63,0 24,4 100,0 244 34,6
3,89 243 62,9 24,2 99,9 243 34,4
3,90 241 62,8 24,0 99,8 242 34,2
3,91 240 62,7 23,8 99,6 240 34,1
3,92 239 62,6 23,6 99,5 239 33,9
3,93 237 62,5 23,4 99,3 238 33,7
3,94 236 62,4 23,2 99,2 237 33,5
3,95 235 62,3 23,0 99,0 235 33,3
3,96 234 62,2 22,8 98,9 234 33,1
3,97 232 62,1 22,6 98,7 233 33,0
3,98 231 62,0 22,4 98,6 231 32,8
3,99 230 61,9 22,2 98,4 230 32,6
4,00 229 61,8 22,0 98,2 229 32,5
4,01 228 61,7 21,8 98,1 228 32,3
4,02 226 61,6 21,6 97,9 227 32,1
4,03 225 61,5 21,5 97,7 225 32,0
4,04 224 61,4 21,3 97,6 224 31,8
4,05 223 61,3 21,1 97,4 223 31,6
4,06 222 61,1 20,9 97,2 222 31,5
4,07 221 61,0 20,7 97,0 221 31,3
4,08 219 60,9 20,5 96,9 219 31,2
4,09 218 60,8 20,3 96,7 218 31,0
4,10 217 60,7 20,1 96,5 217 30,9
4,11 216 60,6 19,9 96,3 216 30,7
4,12 215 60,5 19,7 96,1 215 J
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ 755
Продолжение табл.
d10, мм По Бринеллю НВ По Роквеллу По Виккерсу HV По Шору HSD
HRA HRC HRB
4,13 214 60,4 19,5 95,9 214 30,4
4,14 213 60,3 19,2 95,7 213 30,3
4,15 212 60,1 19,0 95,5 212 30,1
4,16 211 60,0 18,8 95,4 211 30,0
4,17 210 59,9 18,6 95,2 209 29,8
4,18 209 59,8 18,3 95,0 208 29,7
4,19 208 59,7 18,1 94,8 207 29,6
4,20 206 59,6 17,9 94,6 206 29,4
4,21 205 59,4 94,4 205 29,3
4,22 204 59,3 94,2 204 29,2
4,23 203 59,2 94,0 203 29,0
4,24 202 59,1 93,8 202 28,9
4,25 201 59,0 93,6 201 28,8
4,26 200 58,8 93,4 200 28,6
4,27 199 58,7 93,2 199 28,5
4,28 198 58,6 93,0 198 28,4
4,29 197 58,5 92,8 197 28,3
4,30 197 58,4 92,6 196 28,1
4,31 196 58,2 92,4 195 28,0
4,32 195 58,1 92,2 194 27,9
4,33 194 58,0 92,0 193 27,8
4,34 193 57,9 91,8 192 27,6
4,35 4,36 192 57,7 91,6 191 27,5
191 57,6 57,5 91,3 91,1 190 189 27,4 27,3
4,37 4,38 190
189 57,4 90,9 90,7 90,5 188 187 27,2 27,0
4,39 188 57,2 186 26,9
4,40 187 57,1 90 3 185 26,8
4,41 186 57,0 90,1 89 9 184 26,7
4,42 185 56,9 183 26,6
4,43 185 56,8 89,7 ' 89,5 ' 89,3 89,1 88,8 183 26,4
4,44 184 56,6 182 26,3
4,45 4,46 183 182 56,5 56,4 181 180 26,2 26,1
4,47 181 56,3 179 26,0
4,48 4,49 180 179 56,1 56,0 88,6 178 25,8
ПРИЛОЖЕНИЯ
756
. , -j - -............ Tiiiiiiini'i ~lii^nr_nimi.iTllii rui i ... uni..........i " t
Ilpt* вм*енис1абл.
dI0, мм По Бринеллю По Роквеллу По Виккерсу По Шору
НВ HRA HRC HRB 11V BSD
4,50 179 55,9 88,4 177 25,7
4,51 178 55,8 88,2 176 25,6
4,52 177 55,6 88.0 175 25.5
4,53 176 55,5 87.8 । 175 25,3
4,54 175 55,4 87,6 174 25,2
4,55 174 55.3 87.4 173 25,1
4,56 174 55,1 87.1 172 25.0
4,57 173 55,0 86.9 171 24,9
4,58 172 54,9 86.7 171 24,7
4,59 171 54,8 86,5 170 24.6
4,60 170 54,6 86,3 169 24.5
4,61 170 54,5 86,1 168 24,4
4,62 169 54,4 85.9 167 24,2
4,63 168 54,3 85,6 167 24.1
4,64 167 54,1 85,4 166 24,0
4,65 167 54,0 85,2 165 23,9
4,66 166 53,9 85,0 164 23,7
4,67 165 53,8 84,8 164 23,6
4,68 164 53,6 84.6 163 23,5
4,69 164 53,5 84,3 162 23,4
4,70 163 53,4 84,1 162 23,2
4,71 162 53,3 83,9 161 23,1
4,72 161 53,2 83,7 160 23,0
4,73 161 53,0 83.5 160 22,9
4,74 160 52,9 83,2 159 22,7
4,75 159 52,8 83,0 158 22,6
4,76 158 52,7 82,8 158 22,5
4,77 158 52,6 82,6 157 22,4
4,78 157 52,4 82,4 156 22,3
4,79 156 52,3 82,1 156 22,1
4,80 156 52,2 81,9 155 22,0
4,81 155 52,1 81,7 154 21,9
4,82 154 52,0 81,5 154 21,8
4,83 154 51,8 81,3 153 21,7
4,84 153 51,7 81,0 153 21,6
4,85 152 51,6 80,8 152 21,5
4,86 152 51,5 80,6 151 _
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ 757
Продолжение табл.
d10, мм По Бринеллю По Роквеллу По Виккерсу По Шору
НВ HRA HRC HRB HV HSD
4,87 151 51,3 80,4 151 21,3
4,88 150 51,2 80,1 150 21,2
4,89 150 51,1 79,9 150 21,1
4,90 149 51,0 79,7 149 21,0
4,91 148 50,9 79,5 148 21,0
4,92 148 50,7 79,2 148 20,9
4,93 147 50,6 79,0 147 20,8
4,94 146 50,5 78,8 146 20,8
4,95 146 50,4 78,6 146 20,7
4,96 145 50,2 78,3 145 20,7
4,97 144 50,1 78,1 144 20,7
4,98 144 50,0 77,9 144 20,6
4,99 143 49,8 77,6 143 20,6
5,00 143 77,4 143 20,6
5,01 142 77,2 142
5,02 141 77,0 141
5,03 141 76,7 141
140 76,5 140 140
5,04
140 139 76,3
5,05 5,06 76.0 75,8 139 138
5,07 5,08 138 138 138 137
75,6
137 75,3
5,09 75,1 137
5,10 137 74,8 136
5,11 136 74,6 136
5,12 136 74,4 135
5,13 135 74,1 134
5,14 134 73,9 134
5,15 134 73,7 133
5,16 133 73,4 133
5,17 133 73,2 132
5,18 132 72,9 132
5,19 132 72,7 131
5,20 131 72,4 131
5,21 131 72,2 130
5,22 5,23 130 129 72,0 129
758
ПРИЛОЖЕНИЯ
Продолжение табл.
dio, мм По Бринеллю НВ По Роквеллу По Виккерсу HV По Шору USD
HRA HRC HRB
5,24 129 71,7 129
5,25 128 71,5 128
5,26 128 71,2 128
5,27 127 71,0 127
5,28 127 70,7 127
5,29 126 70,5 126
5,30 126 70,2 126
5,31 125 70,0 125
5,32 125 69,7 125
5,33 124 69,5 124
5,34 124 69,2 124
5,35 123 69,0 123
5,36 123 68,7 123
5,37 122 68,5 122
5,38 122 68,2 122
5,39 121 68,0 121
5,40 121 67,7 121
5,41 120 67,5 120
5,42 120 67,2 120
5,43 119 67,0 119
5,44 119 66,7 119
5,45 118 66,4 118
5,46 118 66,2 118
5,47 117 65,9 117
5,48 117 65,7 117
5,49 116 65,4 116
5,50 116 65,2 116
5,51 115
64,9 115
5,52 115
64,6 115
5,53 115
64,4 115
5,54 114
64,1 114
5,55 114
63,9 114
5,56 113
63,6 113
5,57 113
63,3 113
5,58 112
63,1 112
5,59 112
5,60 111 62,8 112
62,6 111
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ. НИКК1 14 5 И1Ш >РУ Ш
Игччолжгиие
dw, мм По Бринеллю НВ По Роквеллу ПвВютсфгу HV НМ)
HRA HRC HRB
5,61 111 62,3 III
5,62 111 62,0 111
5,63 НО 61,8 по
5,64 ПО 61,5 по
5,65 109 61,2 109
5,66 109 61,0 109
5,67 108 60,7 108
5,68 108 60,5 108
5,69 108 60,2 108
5,70 107 59,9 107
5,71 107 59,7 107
5,72 106 59,4 106
5,73 106 59,1 106
5,74 105 58,9 JO5
5,75 105 58,6 105
5,76 105 583 105
5,77 104 58,1 104
5,78 104 57,8 104
5,79 103 57,5 МН
5,80 103 573 ин
5,81 103 570 105
5,82 102 568 192
5,83 102 56 5 16?
5,84 101 56 2 ИН
560 191
5,85 101
55,7 Ю1
5,86 101
554 П/1
5,87 100
65 2 97
5,88 100
М9 'ч
5,89 100 546
5,90 99
54 4
5,91 99
5,92 98 \ *Л 9
5,93 98 ? w ь
5,94 98
5.95 97
5,96 97
5,97 97
760
ПРИЛОЖЕНИЯ
Продолжение табл.
d10, мм По Бринеллю НВ По Роквеллу По Виккерсу HV По Шору HSD
HRA HRC HRB
5,98 96 52,5
5,99 96 52,3
6,00 95 52,0
6,01 95 51,8
6,02 95 51,5
6,03 94 51,2
6,04 94 51,0
6,05 94 50,7
6,06 93 50,5
6,07 93 50,2
6,08 93 50,0
6,09 92 49,7
6,10 92 49,4
6,11 92 49,2
6,12 91 48,9
6,13 91 48,7
6,14 91 48,4
6,15 90 48,2
6,16 90 47,9
6,17 90 47,7
6,18 89 47,4
6,19 89 47,2
6,20 89 46,9
6,21 88 46,7
6,22 88 46,4
6,23 88 46,2
6,24 87 45,9
6,25 87 45,7
6,26 87
45,4
6,27 86
45,2
6,28 86
44,9
6,29 86
6,30 85 44,7 44,4
6,31 85
44,2
6,32 85
6,33 85 43,9
6,34 84 43,7 43,5
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ 761
Продолжение табл.
dJ0, мм По Бринеллю НВ По Роквеллу По Виккерсу HV По Шору HSD
HRA HRC HRB
6,35 84 43,2
6,36 84 43,0
6,37 83 42,7
6,38 83 42,5
6,39 83 42,2
6,40 82 42,0
6,41 82 41,8
6,42 82 41,5
6,43 82 41,3
6,44 81 41,0
6,45 81 40,8
6,46 81 40,6
6,47 80 40,3
6,48 80 40,1
6,49 80 39,8
6,50 80 39,6
6,51 79 39,4
6,52 79 39,1
6,53 79 38,9
6,54 79 38,6
6,55 78 38,4
6,56 78 38,1
6,57 78 37,9
6,58 78 37,7
6,59 77 37,4
6,60 77 37,2
36,9
6,61 77
36,7
6,62 77 36,4
6,63 76 36,2
6,64 76 35,9
6,65 76 35,7
6,66 76 35,4
6,67 75 35,2
6,68 75 34,9
6,69 75 34,7
6,70 75
762
ПРИЛОЖЕНИЯ
13. ПЕРЕВОД ТЕМПЕРАТУР ДЛЯ ШКАЛ ЦЕЛЬСИЯ, КЕЛЬВИНА И ФАРЕНГЕЙТА
К=ОС+273,15=5/9(°Е-32)+273,15
°C=K-273,15=5/9(<>F-32)
°F=9/5(K-273,15)+32=9/50C+32
°C op К °C op К °C ор К
-273,15 -459,67 0,00 380 716 653,15 910 1670 1183,15
-270 -454 3,15 390 734 663,15 920 1688 1193,15
-200 -328 73,15 400 752 673,15 930 1706 1203,15
-150 -238 123,15 410 770 683,15 940 1724 1213,15
-100 -148 173,15 420 788 693,15 950 1742 1223,15
-90 -130 183,15 430 806 703,15 960 1760 1233,15
-80 -112 193,15 440 824 713,15 970 1778 1243,15
-70 -94 203,15 450 842 723,15 980 1796 1253,15
-60 -76 213,15 460 860 733,15 990 1814 1263,15
-50 -58 223,15 470 878 743,15 1000 1832 1273,15
-40 -40 233,15 480 896 753,15 1010 1850 1283,15
-30 -22 243,15 490 914 763,15 1020 1868 1293,15
-20 - 4 253,15 500 932 773,15 1030 1886 1303,15
-17,78 0 255,37 510 950 783,15 1040 1904 1313,15
-10 14 263,15 520 968 793,15 1050 1922 1323,15
0 32 273,15 530 986 803,15 1060 1940 1333,15
10 50 283,15 540 1004 813,15 1070 1958 1343,15
20 68 293,15 550 1022 823,15 1080 1976 1353,15
30 86 303,15 560 1040 833,15 1090 1994 1363,15
40 104 313,15 570 1058 843,15 1100 2012 1373,15
50 122 323,15 580 1076 853,15 1110 2030 1383,15
60 140 333,15 590 1094 863,15 1120 2048 1393,15
70 158 343,15 600 1112 873,15 ИЗО 2066 1403,15
80 176 353,15 610 ИЗО 883,15 1140 2084 1413,15
90 194 363,15 620 1148 893,15 1150 2102 1423,15
100 212 373,15 630 1166 903,15 1160 2120 1433,15
НО 230 383,15 640 1184 913,15 1170 2138 1443,15
120 248 393,15 650 1202 923,15 1180 2156 1453,15
130 266 403,15 660 1220 933,15 1190 2174 1463,15
140 284 413,15 670 1238 943,15 1200 2192 1473,15
150 302 423,15 680 1256 953,15 1210 2210 1483,15
160 320 433,15 690 1274 963,15 1220 2228 1493,15
170 338 443,15 700 1292 973,15 1230 2246 1503,15
180 356 453,15 710 1310 983,15 1240 2264 1513,15
190 374 463,15 720 1328 993,15 1250 2282 1523,15
200 392 473,15 730 1346 1003,15 1260 2300 1533,15
210 410 483,15 740 1364 1013,15 1270 2318 1543,15
220 428 493,15 750 1382 1023,15 1280 2336 1553,15
230 446 503,15 760 1400 1033,15 1290 2354 1563,15
240 464 513,15 770 1418 104305 1300 2372 1573,15
250 260 270 280 290 300 310 320 330 340 350 360 370 482 500 518 536 554 572 590 608 626 644 662 680 698 523,15 533,15 543,15 553,15 563,15 573,15 583,15 593,15 603,15 613,15 623,15 633,15 643,15 780 790 800 810 820 830 840 850 860 870 880 890 900 1436 1454 1472 1490 1508 1526 1544 1562 1580 1598 1616 1634 1652 1053,15 1063,15 1073,15 1083,15 1093,15 1103,15 1113,15 1123,15 1133,15 1143,15 1153,15 1163,15 1173,15 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400 1500 2000 2500 2390 2408 2426 2444 2462 2480 2498 2516 2234 2552 2732 3632 4532 1583,15 1593,15 1603,15 1613,15 1623,15 1633,15 1643,15 1653,15 1663,15 1673,15 1773,15 2273,15 2773,1LJ
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ НА СОРТАМЕНТ МАТЕРИАЛОВ
763
14. ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ НА СОРТАМЕНТ МАТЕРИАЛОВ, ПРЕДСТАВЛЕННЫХ В МАРОЧНИКЕ
Вид полуфабриката Обозначение стандарта Наименование стандарта Размеры полуфабриката, мм
1. Прокат 1.1 Лист ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент Толщина 0,40-160; ширина >500
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент Толщина 0,35-5; ширина >500
1.2 Полоса ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный. Сортамент Толщина 6-60; ширина 200-1050
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент Толщина 6-60; ширина 11-200
ГОСТ 4405-75 Полосы горячекатаные и кованые из инструментальной стали. Сортамент Размеры сечения полосы от 3x12 до 80x300
ГОСТ 7419-90 Прокат стальной горячекатаный для рессор. Сортамент Толщина 4,5-20; ширина 40-150'
1.3 Трубы ГОСТ 8639-82 ГОСТ 8732-78 Трубы стальные квадратные. Сортамент Трубы стальные бесшовные горячедеформированные. Сортамент Наружный размер (сторона квадрата) 10-180; толщина стенки 1-14 Наружный диаметр 20-50; толщина стенки 2,5 - 7,5
ГОСТ 8734-75 ГОСТ 9567-75 Трубы стальные бесшовные холоднодеформированные. Сортамент Трубы стальные прецизионные. Сортамент Наружный диаметр 5-250; толщина стенки 0,3-24 Для горячекатаных труб: наружный диаметр 25-325; толщина стенки 2,5 - 50 Для холоднокатаных и холоднотянутых труб: • наружный диаметр 4 - /1 и, толщина стенки 0,2-32
1.4 Сортовой ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент Диаметр круга или сторона квадрата 40-200
IM
ПРИЛОЖЕНИЯ
Продолжение табл.
Вид полуфабриката Обозначение стандарта Наименование стандарта Размеры полуфабриката, мм
ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Сортамент Диаметр 5-270
ГОСТ 2591-88 Прокат стальной горячекатаный квадратный. Сортамент Сторона квадрата 6-200
ГОСТ 2879-88 Прокат стальной горячекатаный шестигранный. Сортамент Диаметр вписанного круга 8 -100
ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент Диаметр 3-100
ГОСТ 8559-75 Сталь калиброванная квадратная. Сортамент Сторона квадрата 3-100
ГОСТ 8560-78 Прокат калиброванный шестигранный. Сортамент Диаметр вписанного круга 3-100
1.5 Фасонный ГОСТ 22411-77 Прутки из сплавов горячекатаные и кованые. Сортамент Прутки из жаропрочных, жаростойких и коррозионно-стойких трудно* деформируемых сплавов горячекатаные круглого сечения: диаметр 10-55 Прутки кованые круглого и квадрат-ного сечения: диаметр или сторона квадрата 60 -200
1.5.1 Полоса ГОСТ 7419-90 Прокат стальной горячекатаный для рессор. Сортамент Прокат трапециевидно-ступенчатый: ширина 4,5 -120; толщина 6-20 Прокат Т-образный: ширина 65 -120; толщина 9-20 Прокат трапециевидный: ширина 45-65; толщина 6-12 Прокат желобчатый: ширина 63 -120; толщина 7-16
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ НА СОРТАМЕНТ МАТЕРИАЛОВ 76S
1 Видполуфаб-1 риката Обозначение стандарта Наименование стандарта Продолжение табл. Размеры полуфабриката, ММ
11.5.2 Двутавры ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент Высота двутавра 100-600; ширина полки 55-190; толщина стенки 4,5 -12; толщина полки 7,2 -17,8
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент Высота двутавра 100-1013; ширина полки 55-400; толщина стенки 3,8-23; толщина полки 5,1-36,5
1.5.3 Швеллеры ГОСТ 5267.1-90 Швеллеры. Сортамент Высота 80-300; ширина полки 45 - 89; толщина стенки 5,5 -11,5; толщина полки 9-15
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент Высота 50-400; ширина полки 30-115; толщина стенки 3-13,5; толщина полки 4,8 -13,5
ГОСТ 8278-83 Швеллеры стальные гнутые равнополочные. Сортамент Швеллеры из углеродистой кипящей и полуспокойной стали; высота стенки 25-410; ширина полки 20-180; толщина швеллера 2-8
Швеллеры из углеродистой спокойной и низколегированной стали: высота стенки 25-310; ширина полки 20 -180; толщина швеллера 2-8
ГОСТ 8281-80 Швеллеры стальные гнутые не-эавнополочные. Сортамент Высота стенки 32- 300; ширина большей полки 22-180; ширина меньшей полки 12-90; толщина швеллера 2-8
1.5.4 Уголки ГОСТ 8509-93 Уголки стальные горячекатаные тавнополочные. Сортамент Ширина полки 20-250; толщина полки 3—35
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент Ширина большей полки 25-200; ширина меньшей полки 16—125; толщина полки 3-16
766
ПРИЛОЖЕНИЯ
Продолжение табл.
Вид полуфабриката Обозначение стандарта Наименование стандарта Размеры полуфабриката, мм
1.5.5. Профили 2. Заготовки ГОСТ 19771-93 ГОСТ 19772-93 ГОСТ 8282-83 ГОСТ 8283-93 ГОСТ 6627-74 ГОСТ 6628-73 Уголки стальные гнутые равнополочные. Сортамент Уголки стальные гнутые неравнополочные. Сортамент Профили стальные гнутые С-образные равнополочные. Сортамент Профили стальные гнутые корытные равнополочные. Сортамент Крюки однорогие. Заготовки. Типы, конструкция и размеры Крюки двурогие. Заготовки. Типы, конструкция и размеры Уголки из углеродистой кипящей и полуспокойной стали обыкновенного качества, качественной стали: ширина полки 36 - 120; толщина полки 2,5-7 Уголки из углеродистой полуспокойной стали обыкновенного качества, углеродистой качественной стали: ширина полки от 55 до 160; толщина полки от 3 до 6 Уголки из углеродистой кипящей и полуспокойной стали обыкновенного качества, углеродистой качественной стали: ширина большей полки 32-180; толщина меньшей полки 25 -140; толщина полки 2-8 Уголки из углеродистой полуспокойной стали обыкновенного качества, углеродистой качественной стали: ширина большей полки 40 -155; ширина меньшей полки 25 -125; толщина полки 2,5 - 8 Высота профиля 62-550; ширина профиля 32-160; ширина полки 8-60; толщина профиля 1 - 5 Профили из углеродистой кипящей и полуспокойной стали обыкновенного качества и углеродистой качественной стали: высота стенки профиля 40 - 308; ширина профиля 19 - 120; ширина полки 16-61; толщина профиля 1,2-6 Профили из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали: высота стенки профиля 40 - 365, ширина профиля 31-120; ширина полки 16-60; толщина профиля 1,2-7
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
767
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
ГОСТ 8.064-94 ГСП. Государственная поверочная схема для средств измерений твердости по шкалам Роквелла и Супер-Роквелла.
ГОСТ 25.502-79 Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Метод испытания на усталость.
ГОСТ 25.503-97 Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на сжатие.
ГОСТ 25.506-85 Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещино-стойкости (вязкости разрушения) при статическом нагружении.
ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный. Сортамент.
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент.
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки.
ГОСТ 398-96 Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия.
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия.
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия.
ГОСТ 801-78 Сталь подшипниковая. Технические условия.
ГОСТ 977-88 Отливки стальные. Общие технические условия.
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой
ГОСТ 1051-73
ГОСТ 1071-81
ГОСТ 1133-71
ГОСТ 1414-75
ГОСТ 1435-99
ГОСТ 1497-84
ГОСТ 1577-93
ГОСТ 1778-70
ГОСТ 2105-75
ГОСТ 2283-79
ГОСТ 2284-79
ГОСТ 2590-88
ГОСТ 2591-88
ГОСТ 2879-88
ГОСТ 2999-75
ГОСТ 3248-81
ГОСТ 3728-78
качественной конструкционной стали. Общие технические условия.
Прокат калиброванный. Общие технические условия.
Проволока стальная пружинная термически обработанная. Технические условия.
Сталь кованая круглая и квадратная. Сортамент.
Прокат из конструкционной стали высокой обрабатываемости резанием. Технические условия.
Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия.
Металлы. Методы испытания на растяжение.
Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия.
Сталь. Металлографические методы определения неметаллических включений.
Крюки кованые и штампованные. Технические условия.
Лента холоднокатаная из инструментальной и пружинной стали. Технические условия.
Лента холоднокатаная из углеродистой конструкционной стали. Технические условия.
Прокат стальной горячекатаный круглый. Сортамент.
Прокат стальной горячекатаный квадратный. Сортамент.
Прокат стальной горячекатаный шестигранный. Сортамент.
Металлы и сплавы. Метод измерения твердости по Виккерсу.
Металлы. Метод испытания на ползучесть.
Трубы. Метод испытания на загиб.
768
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
ГОСТ 3836-83
ГОСТ 3845-75
ГОСТ 4041-71
ГОСТ 4405-75
ГОСТ 4543-71
ГОСТ 4728-96
ГОСТ 4986-79
ГОСТ 5210-95
ГОСТ 5267.1-90
ГОСТ 5520-79
ГОСТ 5582-75
ГОСТ 5632-72
ГОСТ 5639-82
ГОСТ 5640-68
ГОСТ 5657-69
Сталь электротехническая нелегированная тонколистовая и ленты. Технические условия.
Трубы металлические. Метод испытания гидравлическим давлением.
Прокат листовой для холодной штамповки из конструкционной качественной стали. Технические условия.
Полосы горячекатаные и кованые из инструментальной стали. Сортамент.
Прокат из легированной конструкционной стали. Технические условия.
Заготовки осевые для подвижного состава железных дорог колеи 1520 мм. Общие технические условия.
Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия.
Прокат сортовой из инструментальной стали для напильников, рашпилей, зубил и крейцмейселей. Общие технические условия.
Швеллеры. Сортамент.
Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия.
Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия.
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки.
Стали и сплавы. Методы определения величины зерна.
Сталь. Металлографический метод оценки микроструктуры листов и ленты.
Сталь. Метод испытания на прокаливаемосгь
ГОСТ 5663-79
ГОСТ 5781-82
ГОСТ 5949-75
ГОСТ 5950-2000
ГОСТ 6032-89
ГОСТ 6130-71
ГОСТ 6627-74
ГОСТ 6628-73
ГОСТ 6713-91
ГОСТ 7350-77
ГОСТ 7417-75
ГОСТ 7419-90
ГОСТ 7565-81
ГОСТ 8233-56
ГОСТ 8239-89
ГОСТ 8240-97
ГОСТ 8278-83
ГОСТ 8281-80
Проволока стальная углеродистая для холодной высадки. Технические условия.
Сталь горячекатаная для армирования железобетонных конструкций. Технические условия.
Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.
Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия.
Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии.
Металлы. Методы определения жаростойкости.
Крюки однорогие. Заготовки. Типы, конструкция и размеры.
Крюки двурогие. Заготовки. Типы, конструкция и размеры.
Прокат низколегированный конструкционный для мостостроения. Технические условия. Сталь толстолистовая, коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.
Сталь калиброванная круглая. Сортамент.
Прокат стальной горячекатаный для рессор. Сортамент.
Чугун, сталь и сплавы. Метод отбора проб для химического состава.
Сталь. Эталоны микроструктуры.
Двутавры стальные горячекатаные. Сортамент.
Швеллеры стальные горячекатаные. Сортамент.
Швеллеры стальные гнутые равнополочные. Сортамент.
Швеллеры стальные гнутые неравнополочные. Сортамент.
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
769
ГОСТ 8282-83
ГОСТ 8283-93
ГОСТ 8479-70
ГОСТ 8509-93
ГОСТ 8510-86
ГОСТ 8559-75
ГОСТ 8560-78
ГОСТ 8639-82
ГОСТ 8693-80
ГОСТ 8694-75
ГОСТ 8695-75
ГОСТ 8731-74
ГОСТ 8732-78
ГОСТ 8733-74
ГОСТ 8734-75
ГОСТ 9012-59
ГОСТ 9013-59
ГОСТ 9045-93
Профили стальные гнутые С-образные равнополочные. Сортамент.
Профили стальные гнутые корытные равнополочные. Сортамент.
Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
Уголки стальные горячекатаные равнополочные. Сортамент.
Уголки стальные горячекатаные неравнополочные. Сортамент.
Сталь калиброванная квадратная. Сортамент.
Прокат калиброванный шестигранный. Сортамент.
Трубы стальные квадратные. Сортамент.
Трубы металлические. Метод испытания на бортование.
Трубы. Метод испытания на раздачу.
Трубы. Метод испытания на сплющивание.
Трубы стальные бесшовные горячедеформированные. Технические требования.
Трубы стальные бесшовные горячедеформированные. Сортамент.
Трубы стальные бесшовные хо-лоднодеформированные и теплодеформированные. Технические требования.
Трубы стальные бесшовные холоднодеформированные.
Сортамент.
Металлы. Метод измерения твердости по Бринеллю.
Металлы. Метод измерения твердости по Роквеллу.
Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия.
ГОСТ 9389-75
ГОСТ 9454-78
ГОСТ 9567-75
ГОСТ 9940-81
ГОСТ 9941-81
ГОСТ 10145-81
ГОСТ 10234-77
ГОСТ 10498-82
ГОСТ 10702-78
ГОСТ 10791-89
ГОСТ 10884-94
ГОСТ 10885-85
ГОСТ 10994-74
ГОСТ 11036-75
ГОСТ 11068-81
ГОСТ 11268-76
Проволока стальная углеродистая пружинная. Технические условия.
Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
Трубы стальные прецизионные. Сортамент
Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия.
Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия.
Металлы. Метод испытания на длительную прочность.
Лента стальная плющеная средней прочности. Технические условия.
Трубы бесшовные особотонкостенные из коррозионно-стойкой стали. Технические условия.
Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия.
Колёса цельнокатаные. Технические условия.
Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия.
Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия.
Сплавы прецизионные. Марки.
Сталь сортовая электротехническая нелегированная. Технические условия.
Трубы электросварные из коррозионно-стойкой стали. Технические условия.
Прокат тонколистовой специального назначения из конструкционной легированной вы-
770
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
сококачественной стали. Технические условия. ГОСТ 12357-84
ГОСТ 11269-76 Прокат листовой и широкополосный универсальный специ- ГОСТ 12358-82
ального назначения из конст-
рукционной легированной высококачественной стали. Тех- ГОСТ 12359-99
нические условия.
ГОСТ 12119.0-98 Сталь электротехническая. Методы определения магнитных и электрических свойств. ГОСТ 12360-82
ГОСТ 12344-88 Стали легированные и высоколегированные. Методы опреде- ГОСТ 12361-82
ления углерода.
ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы опреде- ГОСТ 12362-79
ления серы.
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния. ГОСТ 12363-79
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора. ГОСТ 12364-84
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы опреде- ГОСТ 12365-84
ления марганца.
ГОСТ 12349-83 Стали легированные , и высоколегированные. Методы определения вольфрама. ГОСТ 12766.1-90
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы опреде-
ления хрома. ГОСТ 12766.2-90
ГОСТ 12351-81 Стали легированные и высоколегированные. Методы определения ванадия.
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы опреде- ГОСТ 12766.3-90
ления никеля.
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта. ГОСТ 12766.4-90
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена. ГОСТ 12766.5-90
ГОСТ 12355-78. ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения меди. ГОСТ 13663-86
Стали легированные и высоко-
легированные. Методы определения титана. ГОСТ 14019-80
Стали легированные и высоколегированные. Методы определения алюминия.
Стали легированные и высоколегированные. Методы определения мышьяка.
Стали углеродистые, легированные и высоколегированные. Методы определения азота.
Стали легированные и высоколегированные. Методы определения бора.
Стали легированные и высоколегированные. Методы определения ниобия.
Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия.
Стали легированные и высоколегированные. Методы определения селена.
Стали легированные и высоколегированные. Методы определения церия.
Стали легированные и высоколегированные. Методы определения циркония.
Проволока из прецизионных сплавов с высоким электрическим сопротивлением. Технические условия.
Лента из прецизионных сплавов с высоким электрическим сопротивлением. Технические условия.
Сплавы калиброванные прецизионные с высоким электрическим сопротивлением. Технические условия.
Прокат сортовой из прецизионных сплавов с высоким электрическим сопротивлением. Технические условия.
Лента плющеная из прецизион^ ных сплавов с высоким элек трическим сопротивлением.
Технические условия.
Трубы стальные профильные. Технические требования.
Металлы. Методы испытания на изгиб.
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
ГОСТ 14162-79
ГОСТ 14637-89
ГОСТ 14955-77
ГОСТ 14959-79
ГОСТ 14963-78
ГОСТ 16277-93
ГОСТ 16523-97
ГОСТ 17066-94
ГОСТ 18143-72
ГОСТ 18907-73
ГОСТ 18968-73
ГОСТ 19265-73
ГОСТ 19281-89
ГОСТ 19442-74
Трубки стальные малых разме- ГОСТ 19771-93 Уголки стальные гнутые
ров (капиллярные). Техниче- равнополочные. Сортамент.
ские условия. ГОСТ 19772-93 Уголки стальные гнутые
Прокат толстолистовой из уг- неравнополочные. Сортамент.
леродистой стали обыкновен- ГОСТ 19903-74 Прокат листовой горячеката-
ного качества. Технические ный. Сортамент.
условия. ГОСТ 19904-90 Прокат листовой холодноката-
Сталь качественная круглая со ный. Сортамент.
специальной отделкой поверх- ГОСТ 20072-74 Сталь теплоустойчивая. Тех-
ности. Технические условия. нические условия.
Прокат из рессорно-пружинной ГОСТ 21357-87 Отливки из хладостойкой и
углеродистой и легированной износостойкой стали. Общие
стали. Технические условия. технические условия.
Проволока стальная легирован- ГОСТ21427.1-83 Сталь электротехническая хо-
ная пружинная. Технические лоднокатаная анизотропная тонколистовая. Технические
условия. условия.
Подкладки раздельного скреп- ГОСТ 21427.2-83 Сталь электротехническая хо-
ления железнодорожных рель- лоднокатаная изотропная тон-
сов типов Р50, Р65 и Р75. Тех- колистовая. Технические усло-
нические условия. вия.
Прокат тонколистовой из угле- ГОСТ 21427.4-78 Лента стальная электротехни-
родистой стали качественной и обыкновенного качества обще- ческая холоднокатаная анизотропная. Технические условия.
го назначения. Технические ГОСТ 21996-76 Лента стальная холоднокатаная
условия. термообработанная. Техниче-
Прокат тонколистовой из стали ГОСТ 21997-76 ские условия.
повышенной прочности. Тех- Лента стальная плющеная вы-
нические условия. сокой прочности. Технические
Проволока из высоколегиро- ГОСТ 22411-77 условия.
ванной коррозионно-стойкой и Прутки из сплавов горячеката-
жаростойкой стали. Техниче- ные и кованые. Сортамент.
ские условия. Прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионно-стойкой стали.. Технические условия. ГОСТ 23273-78 Металлы и сплавы. Измерение твердости методом упругого отскока бойка (по Шору).
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требова-
Прутки и полосы из коррозион- ния. Приемка. Методы испы-
но-стойкой и жаропрочной ста- таний. Упаковка, маркировка,
ли для лопаток паровых турбин. транспортирование и хране-
Технические условия. ние.
Прутки и полосы из быстроре- ГОСТ 23705-79 Прутки горячекатаные и кова-
жущей стали. Технические ус- ные из жаропрочных сплавов.
ловия. Технические условия.
Прокат из стали повышенной ГОСТ 24030-80 Трубы бесшовные из коррози-
прочности. Общие технические онно-стойкой стали для энергомашиностроения. Техниче-
условия. ские условия.
Прутки фасонные для лопаток и прутки для связи лопаток паровых турбин из коррозионно-стойкой и жаропрочной стали. Технические условия. ГОСТ 24982-81 Прокат листовой из коррозионно-стойких, жаростойких и жаропрочных сплавов. Общие технические условия.
772
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ
ГОСТ 25054-81 Поковки из коррозионно-стой-
ГОСТ 26007-83 ких сталей и сплавов. Общие технические условия. Расчеты и испытания на проч-
ГОСТ 26020-83 ность. Методы механических испытаний металлов. Методы испытания на релаксацию напряжений. Двутавры стальные горяче-
ГОСТ 27772-88 катаные с параллельными гранями полок. Сортамент. Прокат для строительных
ГОСТ 28393-89 стальных конструкций. Общие технические условия. Прутки и полосы из быстро-
ГОСТ Р 51685-2000 режущей стали, полученной методом порошковой металлургии. Общие технические условия. Рельсы железнодорожные.
ГСССД 55-83 Общие технические условия. Стали для валков горячей и
ГСССД 116-88 холодной прокатки. Механические и теплофизические характеристики. Коррозионно-стойкая сталь
ОСТ 24.013.04-90 10Х13Г12С2Н2Д2 (ДИ 59). Условный предел длительной прочности при температурах 5ОО...65О°С. Валки стальные кованые лис-
ОСТ 24.013.20-90 товых станов для горячей прокатки черных металлов. Технические условия. Валки стальные кованые для
ОСТ 24.013.21-85 холодной прокатки металлов. Технические условия. Валки стальные кованые об-
ОСТ 108.020.03-82 жимных и сортовых станов для горячей прокатки черных металлов. Технические условия. Заготовки лопаток турбин и
компрессоров, штампованные из коррозионно-стойкой и жаропрочной стали. Общие технические условия.
ОСТ 108.020.123-78 Заготовки лопаток турбин
точно штампованные. Технические условия.
ОСТ 108.030.01-75 Котлы паровые. Методика коррозионных испытаний.
ОСТ 108.030.113-87 Головки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций.
Технические условия.
ОСТ 108.030.118-78 Листы из стали марки 16ГНМА для барабанов котлов высокого давления. Технические условия.
ОСТ 108.109.01-92 Заготовки корпусных деталей из коррозионно-стойких сталей аустенитного класса. Технические условия.
ОСТ 108.236.01-86 Заготовки валов для гидравлических турбин. Технические условия.
ОСТ 108.901.01-79 Металлы. Методы испытаний на коррозионное растрескивание применительно к атомной и тепловой энергетике.
ОСТ 108.901.102-78 Котлы, турбины и трубопроводы. Методы определения жаропрочности металлов.
ОСТ 108.910.04-84 Стали для гидравлических турбин. Марки.
ОСТ 108.910.06-85 Стали, сплавы и чугуны для газотурбинных стационарных установок. Марки.
ОСТ 108.958.04-85 Поковки общего назначения для турбин и компрессоров. Технические условия.
ОСТ 108.961.02-79 Отливки из углеродистых и легированных сталей для деталей паровых стационарных турбин с гарантированными характеристиками прочности при высоких температурах. Технические условия.
ОСТ 108.961.03-79 Отливки из углеродистой и легированной стали для фасонных элементов паровых котлов и трубопроводов с гарантированными характеристиками прочности при высоких температурах. Техниче-ские условия.
ОСТ 108.961,04-80 Отливки из углеродистых и легированных сталей, никелевых сплавов для деталей стационарных газовых турбин и компрессоров. Технические условия.
ОСТ 108.961.05-80 Заготовки роторов и дисков стационарных газовых турбин и компрессоров. Технические условия.
ОСТ 262.91-94 Сосуды и аппараты стальные сварные. Общие технические условия.
СПИСОК ЛИТЕРАТУРЫ
773
СПИСОК ЛИТЕРАТУРЫ
1. Акшенцева А П. Металлография коррозионно-стойких сталей и сплавов. Справочник М.: Металлургия, 1991.287 с.
2. Алексеенко М. Ф. Структура и свойства теплостойких конструкционных и нержавеющих сталей. М.: Оборонгиз, 1962. 216 с.
3. Андреева В. В., Бернштейн М. Л., Займовский В. А. и др. Термомеханическая обработка сортового проката конструкционных сталей // Сталь, 1975, №8. С. 740-743.
4. Антикайн И. А Краткий справочник по металлам для оборудования и трубопроводов ТЭС. М.: Энергоатомиздат, 1991.168 с.
5. Антикайн П. А Краткий справочник по металлам для объектов котлонадзора М.: НПО ОБТ, 1998.196 с.
6. Антикайн П. А. Металлы и расчет на прочность котлов и трубопроводов. М.: Энергоатомиздат, 1990. 367 с.
7. Антикайн И. А Металлы оборудования и трубопроводов АЭС. М.: Энергоатомиздат, 1984.102 с.
8. Анциферов В. И., Акименко В. Б., Гревнов Л. М. Порошковые легированные стали. 2-е изд., перераб. и доп. М.: Металлургия, 1991. 318 с.
9. Арсов Л. Б. Стальные отливки. М.: Машиностроение, 1977.176 с.
10. Бабушкина Г. И., Дегтярев А. Ф., Иодковский С. А. и др. Поковки из'стали марки 05Х14Н5ДМ // Тр. ЦНИИТМАШ № 218, М. 1990. С. 4- 40.
11. Бабушкина Г. И., Крянин И. Р. Анализ показателей свойств крупных отливок из нержавеющей стали для гидротурбин // Тр. ЦНИИТМАШ, № 101. М. 1972. С. 42 - 49.
12. Бадаева А. А. Свойства и термическая обработка стали Х6ВФ (ЭИ 808). Сб. тр. / Под ред. Е. И. Малинкиной. М.: Машгиз, 1960.
13. Баландин Ю. Ф., Горынин И. В., Звездин Ю. И., Марков В. Г. Конструкционные материалы АЭС. М.: Энергоатомиздат, 1984.280 с.
14. Башнин Ю. А, Лисицкая Л. А, Куликов Е. С. Влияние режима термообработки на прочность н пластичность пружинной стали 85. МиТОМ. 1982. № 2. С. 28 - 30.
15. Бирюкова В. Н. Изотермическая закалка инструментальных сталей. МиТОМ. 1965. № 9. С. 53-57.
16. Большаков В. И. Термическая обработка строительной стали повышенной прочности. М.: Металлургия, 1977.
17. Большаков В. И., Пилипченко Ю. И., Спиваков В. И. Влияние упрочняющей термической обработки на конструктивную прочность низколегированных сталей. МиТОМ. 1980 № 1 С. 36-39. ' ’
18. Борздыка А. М., Балакина И. А Механические свойства жаропрочных сталей. М.: 1962.10 с. (Московский институт стали; Сб. 27).
- 19. Борздыка А М„ Цейтлин В. 3. Термическая обработка жаропрочных сталей и сплавов. М.: Машиностроение, 1964.247 с.
20. Бородулин Г. М., Мошкевич Е, И. Нержавеющая сталь. М.: Металлургия, 1973.319 с.
21. Браун М. П., Винокур Б. В., Миров-ский Э. Н. и др. Влияние условий горячей обработки на свойства крупных изделий // Кузнечноштамповочное производство. 1960. №4. С. 8 -12.
22. Браун М. П. и др. Механические свойства, теплоустойчивость и теплообработка: Тематический обзор. Киев: Институт технической информации, 1962. 210 с.
23. Буркин В. С., Шипунов В. С., Михеева Н. Н. Высокоуглеродистые коррозионно-стойкие теплопрочные стали для подшипников качения. М.: Изд. ЦНИИЭайтопром, 1990.72 с.
24. Бух А Корреляционная связь между пределом усталости, пределом прочности и другими механическими характеристиками сталей и сплавов. МиТОМ. 1962. № 10. С. 28 - 37.
25. Валки холодной прокатки / Под ред. В. Н. Новикова. Труды ЦНИИТМАШ, № 95, М., 1990.70 с.
26. Василевский П. Ф., Демаков А Е., Плеханов П. Н. и др. Справочник литейщика. Фасонное стальное литье. Под редакцией Н. Н. Рубцова. М.: Машгиз, 1962.608 с.
27. Вегст Ц. В, Ключ сталей, М.: Гипро-хим, 15-е изд. 1992,582 с.
28. Wegst С. W. Stahlschluessel. Maibach, Stahlschluessel Wegst GmbH, 16-th Edition. 1992. 613 p.
29 Wegst C. W. Stahlschluessel. Maibach, Stahlschluessel Wegst GmbH, 17-th Edition. 1995. 636 p.
30. Wegst C. W. Stahlschluessel. Maibach, Stahlschluessel Wegst GmbH, 18-th Edition. 1998. 686 p.
31. Wegst C. W. Stahlschluessel. Maibach, Stahlschluessel Wegst GmbH, 19-th Edition. 2001. 736 p.
774
СПИСОК ЛИТЕРАТУРЫ
32. Вершинская А. Д. Влияние химического состава и структуры жаропрочных сплавов на их обрабатываемость И Труды ЦНИИТМАШ, № 17, М„ 1961. С. 21 - 26.
33. Викулин А. В., Солнцев Ю. П., Код-жаспиров Г. Е. и др. Трещиностойкость сталей низкой и средней прочности. МиТОМ. 1983, № 8. С. 5-8.
34. Вольнова Т. Ф. Высокомарганцовистые стали и сплавы. М.: Металлургия, 1988. 342 с.
35. Вороненко В. И. Коррозионно-стойкие ферритно-аустенитные стали. Итоги науки и техники. Металловедение и термическая обработка. Т. 22. М.: 1998. С. 41-95.
36. Воронина В. А., Маслов А. А., Вишнякова Е. Н. и др. Литые прокатные валки из низколегированной заэвтектоидной стали. И Литейное производство. 1981. №3. С. 31 -32.
37. Выбор и опробование высокопрочных сталей для валков широкополосного стана (УБС). УЗТМ. Свердловск, 1974. 80 с.
38. Высокопрочная арматурная сталь / А. А. Кугушкин, И. Г. Узлов, В. В. Калмыков и др. М.: Металлургия, 1986. 272 с.
39. Вязников Н. Ф., Ермаков С. С., Солдатова Н. Н. Цементация хромистой нержавеющей стали. МиТОМ. 1960. № 3. С. 11- 13.
40. Гедеон М. В. и др. Термическая обработка валков холодной прокатки. М.: Металлургия, 1973. 344 с.
41. Гейвандов Э. А., Рыдник В. И. Автоматизированные банки данных по свойствам веществ и материалов за рубежом. Обзор. М.: Госстандарт СССР, ВНИИКИ, 1977.
42. Геллер Ю. А. Инструментальные стали. 4-е изд. перераб. и доп. М.: Металлургия, 1975 584 с.
43. Гладштейн Л. И., Литвиненко Д. А. Высокопрочная строительная сталь. М.: Металлургия, 1972. 240 с.
44. Голованенко С. А., Фонштейн Н. М. Двухфазные низколегированные стали. М.: Металлургия, 1986. 206 с.
45. Гольдштейн М. И., Грачев С. В., Векслер Ю. Г. Специальные стали. Изд. 2-е перераб. и допол. М. МИСиС, 1999. 408 с.
46. Грачев С. В., Бараз В. Р. Теплостойкие и коррозионно-стойкие пружинные стали. М.: Металлургия, 1989. 149 с.
47. Громова А. И. и др. Коррозионная стойкость реакторных материалов. Справочник / Под ред. В. В. Герасимова. М.: Атомиздат, 1966 606 с.
48. Гудков В. Н. Компьютерные технологии для успешного металлоторгового бизнеса, М.: Металлоснабжение и сбыт, 1998. № 3. С. 56 - 58.
49. Гудков С. И. Механические свойства стали при низких температурах. Справочник. М.: Металлургия, 1967. 267 с.
50. Гудремон Э. Специальные стали. Пер. с нем. 2-е изд. М.: Металлургия, 1966. Т. 1, 736 с.; Т.2,737- 1274 с.
51. Гулько В. И., Войцеховский В. А. Производство профилей и проволоки в роликовых волоках. Ижевск. Удмуртия, 1989. 132 с.
52. Гуляев А. П. Выбор сталей для деталей машин. (Основные положения). М.: Металловедение и термическая обработка металлов, 1983. № 1. С.54-59.
53. Гуляев А. П. Металловедение, М: Металлургия, 1986. 544 с.
54. Гуляев А.П., Астафьев А.С., Волков М.А. и др. ВысЬкопрочные арматурные стали. М.: Металлургия, 1966.139 с.
55. Гуляев А. П., Жадан Т. А. Новые низколегированные нержавеющие стали. М.: Машиностроение, 1972. 104 с.
56. Гуляев A. IL, Малинина К. А., Саве-рина С. М. и др. Инструментальные стали: Справочник, 2-е изд. перераб. и доп. М.: Машиностроение, 1975. 272 с.
57. Гуторова В. Л., Бабенко Л. Д., Коваленко В. С. Свойства толстолистовой кислородноконвертерной стали 16ГС и 15К. Сталь, 1970. № 9. С. 838 - 840.
58. Дегтярев А. Ф. Высоколегированная коррозионно-стойкая сталь для крупных отливок валов бумагоделательных машин // Изобретатели -машиностроению. НТП “Вираж - Центр”. 1999. №4. С. 45.
59. Дегтярев А. Ф. Высокопрочные коррозионно-стойкие хорошо свариваемые стали для гидротурбин // Изобретатели - машиностроению. НТП “Вираж - Центр”. 1999. № 4. С. 40 - 44.
60. Дегтярев А. Ф. Исследование физикомеханических свойств стали марки 10Х12НДЛ и разработка режимов термической обработки сварных рабочих колес гидротурбин И Труды ЦНИИТМАШ № 221. М.: 1990. С. 50 - 58.
61. Дегтярев А. Ф. Литейные износостойкие стали И Справочник. Инженерный журнал. М.: Машиностроение, 2000, № 1 [34]. С. 2 - 4.
62. Дегтярев А. Ф. Литейные конструкционные нелегированные стали. Зарубежные аналоги. //Справочник. Инженерный журнал. М.: Машиностроение, 1999, № б[27]. С. 3 - 5; № 7[28]. С. 5 - 8 и № 8[29]. С.9 - 10.
СПИСОК ЛИТЕРАТУРЫ
775
63. Дегтярев А. Ф. Литейные конструкционные нелегированные стали. Зарубежные аналоги // Справочник. Инженерный журнал М.: Машиностроение, 1999, № 11Г321 С 5 - 8 и № 12[33]. С. 6-12. '
64. Дегтярев А. Ф. Нелегированные инструментальные стали. Зарубежные аналоги И Справочник. Инженерный журнал. М.: Машиностроение, 2003, № 1. С.9 - 17.
65. Дегтярев А. Ф. Физико-механические свойства стали 05Х14Н5ДМ в интервале температур 77 - 293 К И Труды ЦНИИТМАШ, № 228. М. 1992. С. 40-55.
66. Дегтярев А. Ф., Крянин И. Р., Рым-кевич А. И. Влияние режимов термической обработки на свариваемость стали 10Х12НДЛ И Труды ЦНИИТМАШ №227. М., 1991. С. 27- 35.
67. Дегтярев А. Ф., Меньшова Н. Ф. Разработка режима термической обработки литых лопаток из стали 20ГСФЛ применительно к дымососу ДОД-31,5 И Труды ЦНИИТМАШ, № 224. М.: 1991. С. 117-133.
68. Degtiarev A., Merinov Р., Oshepkov V. High strength corrosion-resistant weldable steels. Su-permartensitic stainless steels'99. Brussels - Belgium. May 27-28,1999. P. 33-40.
69. Дегтярев А. Ф., Мирзоян Г. С., Аку-бов Г. С. и др. Сталь. Авторское свидетельство СССР № 1475969, кл. С22С 38/50. 1987.
70. Дегтярев А. Ф., Мирзоян Г. С., Гер-ливанов Е. В. и др. Коррозионно-стойкая сталь. Патент РФ № 1710594, кл. С22С 38/48. 1989.
71. Дегтярев А. Ф., Осташ О. П., Кунов-ский А. Б. Исследование влияния фазового состава сталей типа 05Х14Н5ДМ на низкотемпературную трещиностойкость // Труды ЦНИИТМАШ, № 228. М„ 1992. С. 23-39.
72. Денисенко Э. Т. Некоторые зарубежные информационные системы по веществам и материалам. Обзор. М.: ВНИЦ ГСССД, Институт материаловедения АН УССР, 1980.
73. Дефекты стали. С. М. Новокщенова, М. И. Виноград, Б. А. Клыпин и др.: Справочник / Под ред. С. М. Новокщеновой и М. И. Виноград. М.: Металлургия, 1984. 201 с.
74. Диаграммы горячей деформации, структура и свойства сталей: Справочник / Под ред. М. Л. Бернштейна. М.: Металлургия, 1989. 242 с.
75. Диаграммы состояния двойных и многокомпонентных систем на основе железа, О. . Банных, П. Б. Будберг, С. П. Алисова и др. / Под ред. О. А. Банных и М. Е. Дрица. Справочник, М.: Металлургия, 1986. 440 с.
а тг Долбенко Е. Т., Котов Ю. В., Кац Э. Л., Лубенец В. П. Теоретические и технологические основы создания перспективной технологии точного литья лопаток ГТУ. В сб. “XXXIII Всесоюзная научно-техническая сессия по проблемам газовых турбин.” Л„ 1966. С. 22.
77. Дьяков В. Г., Медведев Ю. С, Абрамов 3. А. и др. Легированные стали для нефтехимического оборудования. М.: Машиностроение 1971. 183 с.
78. Дятлова В. Н. Коррозионная стойкость металлов и сплавов: Справочник. 2-е изд., перераб. и доп. М.: Машиностроение, 1964.351 с.
79. Жаропрочные и жаростойкие стали и сплавы на никелевой основе. М.: Наука, 1984. 243 с.
80. Жаропрочные сплавы для газовых турбин. М.: Металлургия, 1981. 480 с.
81. Жаростойкая и жаропрочная хромо-марганцевая сталь ДИ59 / Под ред. А. В. Рябченко-ва, Е. В: Кузнецова. Сб. Труды ЦНИИТМАШ, №207. М.ОНТИ, 1988. 79 с.
82. Журавлев В. Н., Николаева О. И. Машиностроительные стали: Справочник, 3-е изд., перераб. идоп. М.: Машиностроение, 1981. 391 с.
83. Журавлев В. Н., Николаева О. И. Машиностроительные стали: Справочник, 4-е изд., перераб. идоп. М.: Машиностроение, 1992. 480 с.
84. Задорожная Л. К., Добрускина Ш. Р., Курманов М. И. Свойства стали, упрочненной легированием или термической обработкой. МиТОМ, 1972. №5. С. 47-50.
85. Зайцев Г. 3., Доможиров Л. И. Усталостная и коррозионно-усталостная прочность стали 00Х12НЗДЛ // Труды ЦНИИТМАШ, № 119. М„ 1974. С. 62-66.
86. Зарапин Ю. Л., Попов В. Д., Чи-ченев Н. Д. Стали и сплавы в металлургическом машиностроении: Справочник. М.: Металлургия, 1980. 144 с.
87. Зубченко А. С., Гришин И. В., Томина С. П., Баландин И. М. Новые сваривающиеся нержавеющие ферритные стали и сварочные материалы. Тезисы докладов Всесоюзной научно-технической конференции "Повышение эффективности и качества сборочно-сварочных работ в химическом и нефтяном машиностроении”, М., 1981. С. 46-47.
88. Изыскание, исследование и промышленное освоение стали, устойчивой против коррозионного растрескивания / Под ред. И. г. Кпянина и А. В. Рябченкова. Сб. научных работ даИТМАШ, № 69 - 70, М. ОНТИ, 1967.172 с.
776
СПИСОК ЛИТЕРАТУРЫ
89. Инструментальные стали: Справочник / Л. А. Позняк, С. И. Тишаев, Ю. М. Скрынченко и др. М: Металлургия, 1977.168 с.
90. Иодковский С. А., Рымкевич А. И., Дегтярев А. Ф. Отливки и поковки из стали 10Х12НД // Труды ЦНИИТМАШ, № 217. М, 1990. С. 43 - 92.
91. Исследование влияния условий перекристаллизации на длительность режимов термообработки крупных поковок из легированных конструкционных сталей. Краматорск: НИИПТмаш, 1978.136 с.
92. Исследование и освоение рациональной технологии изготовления рабочих валков холодной прокатки по всему циклу производства с целью улучшения их качества и повышения эксплуатационных свойств. М.: ЦНИИТМАШ, 1969.
93. Исследование основных характеристик сталей, выплавляемых Уралмашзаводом. УЗТМ. Свердловск, 1958.
94. Исследование причин повреждения рабочего слоя валков листовых станов и разработка мероприятий по повышению качества валков. Свердловск. НИИТЯЖМАШ, 1980.
95. Исследование теплофизических свойств 20 марок стали: УЛИ. Свердловск, 1978. 52 с.
96. Йех Я. Термическая обработка стали: Справочник. Перевод с чешского / Под ред. Ю. Г. Андреева и В. Б. Фридман. 3-е изд., исправ. и доп. М.: Металлургия, 1979. 264 с.
97. Кастилло А. П., Мишель Г. М., Роджерс Дж. К. Сплав 86 - новая коррозионно-стойкая сталь с двухфазной структурой. Перевод с англ. Киев. Торгово-промышленная палата УССР, 1989. 26 с.
98. Касум-заде И. Г. Коррозионно-стойкие стали для промышленности нефтехимического синтеза. Азерб. гос. изд. Баку, 1962. 208 с.
99. Качалкин Г. С., Недосугов Ю. Д., Качалкин В. Г. Литые жаропрочные стали с пониженным содержанием никеля. МиТОМ. 1972. №6. С. 57-58.
100. Качанов Н. И. Прокаливаемость стали. 2-е изд., перераб. и доп. М.: Металлургия, 1978. 192 с.
101. Каширский Ю. В., Добровольский В.Е. Создание банка данных по энергомашино-строигельным материалам. Доклады, семинара "Повышение надежности и долговечности металла основного оборудования ТЭС". Киев, 1994.
102, Каширский Ю. В., Колосков М. М. Банк данных по машиностроительным материалам. Труды 4-го международного симпозиума по трибо-
фатике. Тернополь: Тернопольский технический университет. Т.2, 2002. С. 819 - 825.
103. Каширский Ю. В., Колосков М. М. Информационный банк по машиностроительным и энергетическим материалам. Труды международной конференции "Оценка и обоснование продления ресурса элементов конструкций". Киев, 2000. С. 607 - 614.
104. Каширский Ю.В., Колосков М.М. Информационный банк по машиностроительным и энергетическим материалам и режимам обработки. М.: Технология машиностроения, № 1, 2000. С. 44-54.
105. Каширский Ю. В., Колосков М. М. Информационный банк по машиностроительным материалам и режимам обработки. М.: Тяжелое машиностроение, № 4,2000. С. 12 -19.
106. Келоглу Ю. П., Захариевич К. М., Карташевская М. И. Металлы и сплавы: Справочник. Издание 2-е исправл. и дополн. Кишинев. Карта Молдовеняска, 1977.264 с.
107. Кириллова О. М. Перспективы развития и применения новых инструментальных материалов. М: Энергомашиностроение, 1982, № 12. С. 34.
108. Ковка и штамповка. Справочник / Под редакцией Е. Н. Семенова. Т. 1. М.: Машиностроение, 1985. 568 с.
109. Колесник Б. П„ Талалай Г. П. Термическая обработка труб нефтяного сортамента из высокохромистой стали. МиТОМ, 1968, № 8-С. 53 - 55.
110. Колосков М. М., Каширский Ю. В. Разработка банка данных по машиностроительным материалам. Труды второго всесоюзного научно-практического семинара по автоматизации инженерного труда "Жизнь и компьютер". Харьков, 1991. С. 49-52.
111. Конструкционные материалы. Справочник / По редакцией Б. Н. Арзамасова. М,: Машиностроение, 1990. 689 с.
112. Конструкционные стали (Справочные данные). Сталь 12ХНЗА. МиТОМ. 1981, № 2. С. 31-33,
113. Инструкционные стали (Справочные данные). Сталь 18ХГТ. МиТОМ. 1970, № 2. С. 39-43.
114. Конструкционные стали (Справочные данные). Сталь 34ХН1М. МиТОМ. 1978, С. 13 -15.
115. Конструкционные стали (Справочные данные). Сталь 38Х2Н2МА. МиТОМ 1983, № Ю-34 с.
СПИСОК ЛИТЕРАТУРЫ
777
116. Коррозионно-стойкие, жаростойкие и высокопрочные стали и сплавы: Справ, изд. А. П. Шлямнев и др. М.: Интернет Инжиниринг, 2000i
117. Коррозионно-стойкие конструкционные материалы для энергетического машиностроения / Под ред. А. В. Рябченкова. Сб, Труды ЦНИИТМАШ, № 143. М.: ОСИЦ, 1978.115 с.
118. Коррозионно-стойкие стали и сплавы для оборудования и трубопроводов АЭС / В. Г. Аз-букин, Ю. Ф. Баландин, В. Н. Павлов, и др.-Киев: Наукова думка, 1983. 144 с.
119. Коррозия конструкционных материалов. Газы и неорганические кислоты: Справочное издание в двух книгах / В. В. Батраков, В. П. Батраков, Л. Н. Пивоварова, В. В. Соболь. 2-е изд. перераб. и доп. М.: Интермет Инжиниринг, 2000: Кн. 1-344 с. Кн. 2-320 с.
120. Кошелев П. Ф., Беляев С. Е. Прочность и пластичность конструкционных материалов при низких температурах: Справочное пособие. М.: Машиностроение, 1967. 364 с.
121. Критерии обрабатываемости и режимы резания авиационных материалов. НИАТ, труды института, № 281,1969. С. 29.
122. Крянин И. Р. Металлы для гидротурбин. М.: Машиностроение, 1969.232 с.
123, Крянин И. Р., Бабушкина Г. И. Высокопрочная нержавеющая сталь для крупных отливок атомного машиностроения И Труды ЦНИИТМАШ, № 150. М. 1979. С. 5-12.
124. Крянин И. Р., Бабушкина Г. И., Дегтярев А. Ф. Особенности отпуска нержавеющей стали 0Х12НДЛ // Труды ЦНИИТМАШ, № 112. М. 1973. С. 41-45.
125. Крянин И. Р., Дубровский А. М. Технологические особенности производства литья из нержавеющей стали 00Х12НЗДЛ // Труды ЦНИИТМАШ, № 150. М. 1979. С. 37 - 45.
126. Кузнецов Е. В., Токарева Т, Б., Ста-
ростин 10. Д. Влияние гелия на коррозионномеханические свойства конструкционных материалов для теплообменного оборудования ВТ2Р. Вопросы атомной науки и техники. Серия: Физика радиационных повреждений и радиационное материаловедение. Сб. научных работ ХФТИ. Харьков, 1991. Вып. 3(57), С. 50-53.
127. Кузнецов Е. В., Чечель Л. А., Максимов А. И., Рябченков А. В. Механизм высокотемпературной коррозии в продуктах сгорания серосодержащих топлив. Влияние минеральной части энергетических топлив на условия работы паровых котлов. Тезисы докладов IV Всесоюзной конференции, т. III. Секция 2. Таллин, Таллинский политехнический институт, 1986. С. 70-ю.
128. Кузнецов Е. В., Чечель Л. А., Школьникова Б. Э. Жаростойкая, жаропрочная аустенитная хромомарганцевая сталь для труб поверхностей нагрева котлоагрегатов. Изобретатели -машиностроению, 2000. №2. С. 57.
129. Ларионов В. П., Семенов Я. С. Физические основы вязкохрупкого перехода низколегированных сталей и сплавов железа. Новосибирск: Наука, 1992.170 с.
130. Левин Е. Е. Современные лопаточные и дисковые материалы для газотурбинных установок И МиТОМ, 1966, № 1. С. 67 - 70.
131. Лейкин И.М., Чернашкин В.Г. Низколегированные строительные стали. М: Метал-лургиздат, 1952. 395‘с.
132. Лейкин И. М. и др. Производство и свойства низколегированных сталей. М.: Металлургия, 1972. 256 с.
133. Либерман П. Я., Пейсихис М, И. Справочник по свойствам сталей, применяемых в котлотурбостроении / Под. ред. А. А. Канаева. 2-е изд M.-JL: Машиностроение, 1958. 408 с.
134. Лившиц Л. С., Левин С. М. Стали для оборудования нефтяной и газовой промышленности: Справочное пособие. М.: Недра, 1995.287 с.
135. Литая сталь для подвижного состава: Сборник статей. (Труды всесоюзного научн,-исследоват. ин-та жел.-дор. транспорта. Вып. 130). М.: Гранжелдориздат, 1957,128 с
136. Людвиг А., Прокша Ф. Международное сопоставление стандартных марок стали: Справочник. М.: Издательство стандартов, 1991. 336 с.
137. Мамонтова Т. А., Никулин Б. А., Плотников Г. Н. и др. Изготовление отливок из стали 14Х2ГМРЛ И Литейное производство, 1984, №Ц. С. 10-П.
138. Манакин А. М. и др. Крупные стальные отливки. М.: Машиностроение, 1969.215 с.
139. Марочник сталей, выплавляемых Уралмашзаводом. НИИтяжмаш УЗТМ. Свердловск: УЗТМ, 1975.125 с.
140. Марочник сталей, применяемых в станкостроении И Е. М. Морозова и Э. Д. Спивак. 2-е изд, исправ. и доп. М.: ЦБТИ, 1958.151 с.
141. Марочник сталей. М.: ЦБТИ, 1961. 303 с.
142 Марочник стали для машиностроения / Е. П. Унксов, И, Р. Крянин, Е. П. Могилевский и др. М.: ЦНИИТМАШ, 1965. 594 с.
143. Марочник стали для машиностроения / Е П. Унксов, И. Р. Крянин, Е. П. Могилевский и др. 2-е изд М,: НИИинформации по машиностроению, 1968. 598 с.
778
СПИСОК ЛИТЕРАТУРЫ
144. Марочник сталей и сплавов. 3-е изд., исправл. и доп. / Под ред. И. Р. Крянина, А А. Астафьева, Г. Н. Алешечкиной. М.: ЦНИИТМАШ, 1977. 515 с.
145. Марочник сталей и сплавов / М. М. Колосков, Е. Т. Долбенко, Ю. В. Каширский и др. Под ред. А. С. Зубченко. М.: Машиностроение, 2001. 672 с.
146. Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А Вяткин и др. Под ред. В. Г. Сорокина. М.: Машиностроение, 1989. 639 с.
147. Масино М. А., Алексеев В. Н., Мото-вилин Г. В. и др. Автомобильные материалы: Справочник инженера-механика. 2-е изд., перераб. и доп. М.: Транспорт, 1979. 288 с.
148. Масленков С. Б. Жаропрочные стали и сплавы: Справочник. М.: Металлургия, 1983.191 с.
149. Масленков С. Б., Масленкова Е.А. Стали и сплавы для высоких температур. Справочник: В 2-х кн. М.: Металлургия, 1991. Кн. 1, 328 с. Кн. 2, 831с.
150. Масло Л. BL, Конышев В. Н. Термическая обработка калиброванного проката конструкционных сталей и легированной пружинной проволоки после ВТМО. Термическая обработка проката, М.: Металлургия, 1983. С. 75 - 76.
151. Материалы в машиностроении. Т.2. Конструкционная сталь: Справочник / Под ред. И. В. Кудрявцева, Е. П. Могилевского. М.: Машиностроение, 1967. 496 с.
152. Материалы в машиностроении. Т.З. Специальные стали и сплавы: Справочник / Под ред. И. В. Кудрявцева, Ф. Ф. Химушина. М.: Машиностроение, 1968. 446 с.
153. Материалы и технология деталей энергомашиностроения / Под ред. Э. Л. Каца. Труды ЦНИИТМАШ, № 216. М„ 1990. 85 с.
154. Матросов Ю. И., Литвиненко Д. А., Голованенко С. А. Сталь для магистральных газопроводов. М.: Металлургия, 1989. 289 с.
155. Машиностроение. Энциклопедия. Т. II - 2. Стали. Чугуны / Под редакцией О. А. Банных, Н. Н. Александрова и др. М.: Машиностроение, 2000. 782 с.
156. Международный транслятор современных сталей и сплавов / Под редакцией В. Я. Кершеибаума. Т.1, М.: Интак, 1992. 1102 с.
157. Международный транслятор современных сталей и сплавов / Под редакцией В. Я. Кершеибаума. Т.2, М.: Интак, 1992. 556 с.
158. Международный транслятор современных сталей и сплавов / Под редакцией В. Я. Кершеибаума. Т.З, М.: Интак, 1993.638 с.
159. Международный транслятор современных сталей и сплавов / Под редакцией В. Я. Кершеибаума. Т.4. Часть 1. 546 с. Часть 2. 547 - 848 с. М.: Интак, 1995.
160. Международный транслятор. Стали для нефтегазового оборудования / Под редакцией В. Я. Кершеибаума, В. В. Ремизова. М.: Наука и техника, 1998. 476 с.
161. Металл А, Б, В. Торговые компании и заводы. Справочник, Днепропетровск, ИА "Ме-талл-Курьер", 1996. 60 с.
162. Металл А, Б, В. Торговые компании и заводы. Справочник, Днепропетровск, ИА "Ме-талл-Курьер", 3-я редакция, 1999. 288 с.
163. Металловедение, вопросы технологии и прочности сталей и сплавов для энергомашиностроения / Под ред. Л. П. Трусова. Труды ЦНИИТМАШ, № 184, М., 1984. 143 с.
164. Металловедение. Сталь: Справочник. В 2-х т. / В. Енихе, В. Даль, Г. Ф. Кленер. и др. М.: Металлургия, 1995. Т. 1.1. 448 с., Т. 1.2. 335 с., Т. 2.1. 447 с., Т. 2.2. 399 с.
165. Металловедение и термическая обработка стали: Справочник / Под ред. М. Л. Бернштейна и А. Г. Рахштадга. 2-е изд. перераб. и доп. М.: Металлургиздат, 1962. Т. 2. С. 255 -1656.
166. Металловедение и термическая обработка. Справочник в 3-х томах. Т.З. Под ред. М. Л. Бернштейна и А. Г. Рахштадга. М.: Металлургия, 1983. 216 с.
167. Механическая обработка деталей из авиационных материалов. Технические рекомендации. Т.Р. - 1.4.729 - 80, НИАТ, 1983. С. 44 - 73.
168. Миркин И. Л., Трунин И. И. В сб. "Испытание и свойства жаропрочных материалов . Машгиз, 1957.
169. Михайлов-Михеев П. Б.: Справочник по металлическим материалам турбино- и моторостроения. М. - Л.: Машиностроение, Ленинградское, отделение, 1961. 838 с.
170. Монина В. Я. Изыскание стали и разработка режимов термической обработки опорных валков горячей прокатки. Автореферат диссертации, представленной на соискание ученой степени канд. техн. наук. М., 1977.
171. Немайзер Ю. А., Левин Е. Е., Хазанов М. С. и др, Влияние величины зерна на сво ства лопаточного жаропрочного сплава ЭИ893 Труды ЦНИИТМАШ, № 163, М., 1981. С. 106-131-
СПИСОК ЛИТЕРАТУРЫ
779
172. Немзер Г. Г„ Аронов М. А. Исследование теплофизических свойств сталей // Кузнечноштамповочное производство, 1980. № 3. С. 26 - 30
173. Нехендзи Ю. А. Стальное литье. М • Металлургиздат, 1948. 525 с.
м V4, Никольский л А., Золотаревский И. М. Исследование окалиностойкости (жаростойкости) штамповых сталей // Кузнечноштамповочное производство. 1976. № 9. С. 9 - Ц.
175. Новые материалы для энергомашиностроения // Под ред. Е. П. Унксова. Сб. научных работ ЦНИИТМАШ, кн. 100. М.: Машгиз, 1959 350 с.
176. Новые технологические процессы и исследование свойств материалов для энергетического машиностроения / Под ред. 3. Н. Петропавловской. Труды ЦНИИТМАШ, № 193, М., 1986.
177. Нормативы времени и режимы резания на токарные работы. Серийное производство: Альбом. УЗТМ. Свердловск, 1973.
178. Нормативы для технического нормирования работ на карусельных станках. НКМЗ. Краматорск, 1967. С. 52 - 54.
179. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды (РД 10-249-98). Госгортехнадзор РФ, М.: 1998. 105 с.
180. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть I, изд. 2-е. М.: Машиностроение, 1974. С. 41 - 44.
181. Общесоюзный классификатор. Промышленная и сельскохозяйственная продукция. Блок марок сталей и сплавов. 1 77 086. М.: Металлургия, 1985.
182. Овсеенко А. Н., Колосков М. М., Каширский Ю. В. Разработка банка данных по машиностроительным материалам И Труды ЦНИИТМАШ, № 225, М., 1991. С. 5-9.
183. Оклей Л. Н. Качество горячекатаных труб. М.: Металлургия, 1986. 143 с.
184. Осадчий В. А., Шмурыгин Е. Г., Коротченко Н. А. Информационная база данных по черным и цветным металлам и сплавам. М.: Известия ВУЗов, Цветная металлургия, 1996, № 1.
185. Охрупчивание конструкционных сталей и сплавов / Под ред. К. Л. Брайента, С. К. Бе-нерджи. М.: Металлургия, 1988. 551 с.
186. Перетятько В. Н„ Кузнецов А. Ф. Горячая прокатка листовой нержавеющей стали. Кемерово: Кемеровское книжное издательство, 1989. 254 с.
187. Пивник Е. М. Влияние структуры на йтппмттп \т^1о^ер РазРУшения сплавов ХН70ВМТЮ и ЭИ 826 // МиТОМ, 1966. № 1. С. 8 —12.
188. Плотников Г. BL, Гервасьев М. А. и др. Высокопрочная хладостойкая сталь для крупных отливок // Литейное производство. 1985. № 3.
189. Побежимов П. И. Литейные свойства сталей, применяемых в тяжелом машиностроении // Литейное производство. 1969, №4. С. 6-8.
190. Побежимов П. И., Авилов И. И., Кудрявцев Г. С. Применение стали 14Х2ГМР для отливок // Литейное производство. 1969. К» 8 С. 9 -11.
191. Погодин-Алексеев Г. И., Геллер Ю. А., Рахштадт А. Г. Металловедение (Методы анализа, лабораторные работы и задачи), 2-е изд., перераб. М.: Оборонгиз. 1956.427 с.
192. Позняк Л. А. Инструментальные стали: Справочник. М.: Металлургия, 1977. 210 с.
193. Позняк Л. А., Скрынченко IO. М., Тишаев С. И. Штамповые стали. М.: Металлургия, 1980.244 с.
194. Полищук Ю. М., Хон В. Б. Теория автоматизированных банков информации. М.; Высшая школа, 1989. 184 с.
195. Полухин В. П. и др. Надежность и долговечность валков холодной прокатки. 2-е изд., перераб. и доп. М.: Металлургия, 1976. 448 с.
196. Поляков В. В., Великанов А. В. Основы технологии производства железнодорожных рельсов. М.: Металлургия, 1990. 415 с.
197. Попов А. А., Попова Л. Е. Изотермические и термокинетические диаграммы распада переохлажденного аустенита: Справочник термиста. 2-е изд., исправ. и доп. М.: Металлургия, 1965. 495 с.
198. Попова Л. Е., Попов А. А. Диаграммы превращения аустенита в сталях и Р- раствора в сплавах титана: Справочник термиста. 3-е изд., М.: Металлургия, 1991.500 с.
199. Порошковая металлургия. Материалы, технология, свойства, области применения: Справочник / И. М. Федорченко, И. Н. Францевич, И. Д. Радомысельский и др. Киев. Наукова думка, 1985. 624 с-
200. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды. М.: НПООБТ, 1994. 130 с.
201. Приданцев М.В., Бабанов А.А. Коррозионно-стойкие стали и сплавы. М.: Металлургия, 1971. 319 с.
780
СПИСОК ЛИТЕРАТУРЫ
202. Приданцев М. В., Давыдов Л. Н., Тамарина И. А. Конструкционные стали: Справочник. М.: Металлургия, 1980. 288 с.
203. Продукция чёрной металлургии. Отраслевой каталог. Прокат чёрных металлов. Жаропрочные и жаростойкие стали и сплавы. Научный редактор В. Б. Киреев. М.: Черметинформация, 1988. 112 с.
204. Производство крупных машин. Сборник УЗТМ. М.: Машиностроение, 1974. 240 с.
205. Прокопенко А. В. Влияние низких температур на циклическую прочность конструкционных сталей. Проблемы прочности. Киев. 1978. № 1. С. 56-59.
206. Развитие науки о резании металлов. Коллектив авторов под общей редакцией Н. Н. Зо-рева. М.: Машиностроение, 1967, С. 243-284.
207. Разработка технологии и изготовление опытной партии крупных валков (с диаметром бочки более 1200 мм) из вакуумированных слитков. Свердловск, НИИтяжмаш УЗТМ, 1974. 84 с.
208. Раузин Я. Р. Термическая обработка хромистой стали (для подшипников и инструмента). 3-е изд., перераб. и доп. М.: Машгиз, 1963. 384 с.
209. Рахштадт А. Г. Пружинные стали и сплавы, 2-е изд., перераб. и доп. М.: Металлургия, 1971. 496 с.
210. Рахштадт А. Г. Пружинные стали и сплавы. 3-е изд., перераб. и доп. М.; Металлургия, 1982. 400 с.
211. Режимы резания металлов. Справочник под редакцией Корчемкина А. Д. 4-е изд., перераб. и доп. М.: НИИАвтопром, 1995. С. 344 - 353.
212. Режимы резания на фрезерные, сверлильные и другие работы на расточных станках. Свердловск, Уралмашзавод, Альбом №26, 1966. С. 1-6.
213. Режимы резания труднообрабатываемых материалов. Справочник / Я. Л. Гуревич, М. В. Горохов и др. 2-е изд., перераб. и доп. М.: Машиностроение, 1986. С. 3 - 54.
214. Романов О.Н. Вязкость разрушения конструкционных сталей. М.: Металлургия, 1979 176 с.
215. PC - 679 - 66. Сталь конструкционная и коррозионно-стойкая, применяемая в судовом машиностроении в виде поковок, сортового проката и литья. М.: Судостроение, 1967. 104 с.
216. РТМ 2МТ 11 -1 - 81. Стали для станков и машин. 1982. 253 с.
217. РТМЗ —9 —70. Литые конструкцион
ные стали. Физико-механические и технологические свойства. 1970. 148 с.
218. РТМ 3 - 137 - 71. Сталь конструкционная: Справочное руководство для конструкторов и технологов, 1973. 268 с.
219. РТМ 3 - 588 - 74. Металлы и сплавы: Справочные данные о физико-механических свойствах при различных температурах и условиях нагружения / А. А. Прус, Б. И. Ермолаев. 1975. 85 с.
220. РТМ 3 - 931 - 76. Сталь конструкционная: Справочные данные, часть I, 1977. 491 с.
221. Рябченков А. В., Кузнецов Е. В., Чечель Л. А. и др. И Перспективные стали для поверхностей нагрева паровых котлов. Теплоэнергетика, 1987. №7. С. 22-25.
222. Рябченков А. В., Таржуманова В. А., Нестеров В. И. Влияние связующего огнеупорных масс на жаростойкость материала слитков / Теплоэнергетика, 1987. № 10. С. 61 - 62.
223. Сборник "Структура и свойства новых жаропрочных материалов". Кн.105 (ЦНИИТМАШ). М.: Машгиз, 1962. 255 с.
224. Свойства сталей и сплавов, применяемых в котлотурбостроении. Л.: ЦКТИ, 1966. Ч . I, вып. 16. 220 с.
225. Свойства сталей и сплавов, применяемых в котлотурбостроении. Л.: ЦКТИ, 1966. Ч. П, вып. 16. 244 с.
226. Свойства сталей и сплавов, применяемых в котлотурбостроении. Л.: ЦКТИ, 1967. Ч. Ш, вып. 16.180 с.
227. Семичастная А. В., Алешкин Ф. И* Влияние температуры на модуль упругости быстрорежущих и штамповых сталей. МиТОМ, 1973. № 3. С. 56 - 58.
228. Симс Ч.» Хагель В. Жаропрочные сплавы. М.: Металлургия, 1976. 568 с.
229. Скоробогатых В. Н., Борисов В. П., Щенкова И. А. Перспективы использования хромистых сталей в теплоэнергетике. Теплоэнергетика, №5,1999. С. 48-51.
230. Совершенствование производства прокатных валков. Реферативная информация. 14-74- 2. М.: НИИинформтяжмаш, 1974. 44 с.
231. Современные материалы в автомобилестроении: Справочник / В. С. Дорфман, И. И. Летгфорд, Э. Н. Либерман и др. М.: Машиностроение, 1977.271 с.
232. Соколовский П. И. Малоуглеродистые и низколегированные стали. М.: Металлургия, 1966.216 с.
СПИСОК ЛИТЕРАТУРЫ
781
Р и п233-..Сол,,цев ЮЛ., Андреев А.К., Гречин Р.М. Лигеиные хладостойкие стали. М.: Металлургия, 1991. 176 с. ™
234. Солнцев Ю. П., Викулин А. В. Прочность и разрушение хладостойких сталей. М • Металлургия, 1995. 256 с.
235. Солнцев Ю. П., Степанов Г. А. Конструкционные стали и сплавы для низких температур. М.: Металлургия, 1985. 272 с.
236. Солнцев Ю. П., Степанов Г. А. Материалы в криогенной технике: Справочник. Л.: Машиностроение. Ленингр. отделение, 1982/312 с.
237. Сорокин В. Г. и др. Экономнолегированная сталь для крупных поковок. МиТОМ. 1983 №6. С. 7-11.
238. Справочник инструментальщика / И. А. Ординарцев, Г. В. Филиппов, А. Н. Шевченко и др. Под общей редакцией И. А. Ординарцева. Л.: Машиностроение, Ленингр. отделение, 1987. С. 69 - 89.
239. Справочник по авиационным материалам. Т.1. Конструкционные стали, чугуны и припои / Отв. ред. А. Т, Туманов. 5-е изд., перераб. и доп. М.: Машиностроение, 1965. 515 с.
240. Справочник по авиационным материалам. Т. III. Коррозионно-стойкие и жаропрочные стали и сплавы. Под ред. А. Т. Туманова. М.: Машиностроение, 1965. 632 с.
241. Справочник по машиностроительным материалам. T.I. Сталь / Под ред. Г. И. Погодина-Алексеева, Ю. А. Геллера. М.: Машиностроение, 1959. 907 с.
242. Сравнение норм отечественных и зарубежных сгавдартов на марочный состав и свойства легированных конструкционных сталей / Ф. Про-кша, Е. С. Савилов, А. Г. Никонов. М.: 1975. 154 с. (М-во черной металлургии СССР. Чермет-информация).
243. Стали для станков и машин. Рекомендации по применению и термической обработке. М.: Кооперативный научно-технический центр "ЭНИКС", 1990. 302 с.
244. Стали и сплавы. Марочник / В. Г. Сорокин и др. Науч. ред. В. Г. Сорокин, М. А. Гер-васьев. М.: ИнтерметИнжиниринг, 2001. 608 с.
245. Стйли с ванадием: Обзор / Отв. ред. Н. М. Гольдштейн. М.: Черметинформация, 1967. 117 с.
246. Стали с пониженным содержанием никеля: Справочник / Под ред. М. В. ПрВДЗВДева и Г. Л. Лившица. М.: Металлургиздат, 1961. 200 с.
247. Стальное литье. Справочник для мастеров литейного производства / Под ред. Н. П. Дубинина. М.: Машгиз, 1961. 889 с.
5 “ Конструкционные материалы. ЭЗТМ. Электросталь, ЭЗТМ, 1979. 35 с.
249. Суперсплавы. Жаропрочные материалы для аэрокосмических и энергетических установок. М.: Металлургия, 1995. Кн. I. 384 с, Кн 2 384 с.
250. Сырешциков В. И., Панфилова Л.М., Подольский Э. П. и др. Конструкционные высокопрочные ванадийсодержащие стали для машиностроения. Сталь. 1980. № 11. С. 1010-1014.
251. Таблицы стандартных справочных данных. “Сталь жаропрочная хромистая 10Х9МФБ (ДИ 82-III). Условный предел длительной прочности в диапазоне температур 500 - 610°С ” ГСССД 141-89.
252. Тавер Е. И. Сб. тр. ВНИИНМАШ. Стандартизация и вопросы экономии материалов. М.: 1979, вып. 36.
253. Ташлицкий Н, И. Приближенный расчет скоростей течения сталей и хромоникелевых сплавов по их химическому составу// Вестник машиностроения, М.: № 4. 1963. С. 4 - 7.
254. Тезисы докладов I Всесоюзного сипмо-зиума "Новые жаропрочные и жаростойкие металлические материалы". Ч. I "Жаропрочные сплавы на никелевой основе". М.: 1989.145 с.
255. Теплофизические свойства веществ: Справочник / Под ред. Н. Б. Варгафтика, М-Л, Гос-энергоиздат, 1956. 367 с.
256. Теплухин Г. Н. Термическое упрочнение низкоуглеродистой литой стали. Л.: ЛДНТП, 1982. 18 с.
257. Термическая обработка в машиностроении: Справочник / Под ред. Ю. М Лахтина, А. Г. Рахштадга. М.: Машиностроение, 1980. 783 с.
258. Термическая обработка и свойства литой стали. Труды Всесоюзного совещания / Под ред. Н. С. Крещановского. М.; Машгиз, 1955. 356 с.
259. Технология производства труб. И. Н Потапов., А. ПКоликов, В .В. Данченко и др, М.: Металлургия, 1994. 528 с.
260. Тимербулатов М. Г., Бабушкина Г. И. Влияние на сопротивляемость кавитации особенностей структуры и механических свойств металлов. Труды ЦНИИТМАШ. М.: 1972, № 101. С. 28-34.
261. Томина С. П., Герасимов В. И., Рябченков А. В. Свойства- суперферритной стали ЭП 882 и возможные области ее применения // Тяжелое машиностроение, 1992. № 7. С. 33 - 35, 37.
262. Трощенко В. Т., Сосновский Л. А. Сопротивление усталости металлов и сплавов.
782
СПИСОК ЛИТЕРАТУРЫ
Справочник. Киев: Наукова Думка, 1987. Ч. 1.505 с., 4.2. 506-1303 с.
263. Туляков Г. А., Скоробогатых В. Н. Об оценке долговечности толстостенных элементов давления в теплоэнергетике. Теплоэнергетика. 1987. № 7. С. 2 - 5.
264. Туляков Г. А., Скоробогатых В. Н., Гриневский В. В. Конструкционные материалы для энергомашиностроения. М.: Машиностроение, 1991. 240 с.
265. Туляков Г. А., Скоробогатых В. Н., Федосеев А. К. Малоцикловое разрушение литой корпусной стали 15Х1М1ФЛ. 5-ый Всес. симп. по МЦУ. Волгоград, 1987. С. 78 - 80.
266. Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей: Справочник. 2-е изд., пере-раб. и доп. М.: Металлургия, 1969. 180 с.
267. Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей и чистых металлов: Справочник. 3-е изд., перераб. и доп. М.: Металлургия, 1973. 351 с.
268. Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей, сплавов и чистых металлов: Справочник. 4-е изд., перераб. и доп. М.: Металлургия, 1982. 352 с.
269. Тылкин М. А. Повышение долговечности деталей металлургического оборудования. М.: Металлургия. 1971. 608 с.
270. Тылкин М. А. Прочность и износостойкость деталей металлургического оборудования. М.:Металлургия. 1965. 347 с.
271. Тылкин М. А. Справочник термиста ремонтной службы. М.: Металлургия. 1981. 648 с.
272. Узлов И. Г., Гасик М. И., Есаулов А. Т. и др. Колёсная сталь. Киев: Техшка 1985 168 с.
273. Ульянин Е. А: Коррозионные стали и сплавы: Справочник. М.: Металлургия, 1980. 208 с.
274. Ульянин Е. А. Коррозионно-стойкие стали и сплавы: Справочник, 2-е изд., перераб. и доп. М.: Металлургия. 1991. 255 с.
275. Ульянин Е. А., Сорокина Н. А. Стали и сплавы для криогенной техники: Справочник. М.: Металлургия. 1984. 205 с.
276. Физические величины: Справочник/ А. П. Бабичев, Н. А. Бабушкина, А. М. Братков-ский и др. / Под ред. И. С. Григорьева, Е. 3. Мей-лихова. М.: Энергоатомиздат, 1991. 928 с.
277. Физические свойства сталей и сплавов, применяемые в энергетике: Справочник / Под ред. Б. Е. Неймарк. М. Л. Энергия, 1967. 240 с.
278. Филинов С. А., Фиргер И. В. Справочник термиста, 4-е изд., доп. и перераб. Л.: Машиностроение. Ленингр. отд., 1975. 352 с.
279. Филиппов М. А., Литвинов В. С, Немуровский Ю. Р. Стали с метастабильным аустенитом. М: Металлургия, 1988. 256 с.
.280 . Фоминых И. П., Яковенко Р. Ф., Шенгалев В. М. Влияние отпускной хрупкости на хладостойкость отливок из стали 35ГЛ И Литейное производство. 1969. № 8. С. 40 - 41.
281. Химушин Ф. Ф. Жаропрочные и теплоустойчивые стали и сплавы для газовых турбин. Изд. АН СССР, 1955.
282, Химушин Ф. Ф. Жаропрочные стали и сплавы. М.: Металлургия, 1969. 750 с.
283. Химушин Ф. Ф. Легирование, термическая обработка и свойства жаропрочных сталей и сплавов. М.: Оборонгиз, 1962. 336 с.
284. Химушин Ф. Ф. Нержавеющие стали. 2-е изд., пердэаб. и доп. М.: Металлургия, 1967. 798 с.
285. Холоднокатаные электротехнические стали: Справочник / Б. В. Молотилов, Л. В. Миронов, А. Г. Петренко и др. / Под ред. Б. В. Молоти-лова. М.: Металлургия, 1989. 168 с.
286. Хромченко Ф. А. Ресурс сварных соединений паропроводов. М.: Машиностроение, 2002. 352 с:
287. Шульте Ю. А., Волчок Т. П., Пинчук Е. И. и др. Хладостойкие экономнолегированные стали // Литейное производство. 1969. № 9. С. 4 - 5.
288. Штамповые материалы. Обработка н применение: Сборник статей И Под ред. Н. Т. Де-ордиева, Г. П. Большакова. М.: Машиностроение, 1968.143 с.
289. Штамповые стали, состав, свойства, термическая обработка: Сборник статей / Под ред-H. Т. Деордиева, Л, А. Позняка. М.: Машиностроение, 1964.128 с. (ЭНИКМАШ. Вып.9).
290. Яковлев И. И. Физико-технические основы создания хладостойких конструкционных материалов на основе железа с заданным комплексом свойств. Якутск, Якутский научный центр Сибирского отд. РАН, 1994. 194 с.
СПРАВОЧНОЕ ИЗДАНИЕ
Зубченко Александр Степанович, Колосков Михаил Михайлович, Каширский Юрий Всеволодович
МАРОЧНИК СТАЛЕЙ И СПЛАВОВ
Редакторы: И.Н. Жесткова, П.Е. Клейзер, Е.Д. Макаренко Художественный редактор Т.Н. Галицына
Корректор М.Я. Барская
Лицензия ИД № 05672 от 22.08.01
Сдано в набор 02.12.02. Подписано в печать 06.03.03.
Формат 84 х 108 /16. Бумага офсетная. Гарнитура Times. Печать офсетная.
Усл. печ. л. 82,32. Уч.-изд. л. 80. Заказ бэот
ФГУП Издательство «Машиностроение», 107076, Москва, Стромынский пер., 4
Оригинал-макет подготовлен в ЦНИИТМАШе
Отпечатано в ОАО «Типография «Новости»
107005, Москва, ул. Фридриха Энгельса, 46