/













































































































































































































































Text
И
БИБЛИОТЕКА КОНСТРУКТОРА
Н.Д.ТАРАБАСОВ П. Н. УЧАЕВ
ПРОЕКТИРОВАНИЕ
ДЕТАЛЕЙ И УЗЛОВ
МАШИНОСТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
СПРАВОЧНИК
МОСКВА-.МАШИНОСТРОЕНИЕ-19ВЗ
ББК 34.42
Т19
УДК 621.8 : 001.24 (031)
Рецензенты канд, техн, наук проф. В. С. Левицкий и д-р техн, наук проф. В. П. Когаев
Тарабасов Н. Д., Учаев П. Н.
Т19 Проектирование деталей и узлов машиностроительных конструкций: Справочник. — Мл Машиностроение, 1983. — 239 с., ил. — (Б-ка конструктора).
В пер.: 1 р. 50 к.
В справочнике приведены основные положения и рекомендации по проекта* рованию деталей И узлов машиностроительных конструкций, а также по оформле* нию конструкторской документации! чертежей, схем, спецификаций, пояснитель* ной записки и других документов в соответствии о требованиями Единой системы конструкторской документации (ЕСКД), Единой системы допусков и посадок (ЕСДП) СЭВ.
Справочник предназначен для инженеров-конструкторов всея отраслей машиностроения.
т 2702000000-023 038 (01)-83 23’83,
ББК 34.42
6П5.3
© Издательство «Машиностроение», 1983 г.
Проект, выполняемый конструктором в процессе разработки машин и меха* низмов, представляет собой совокупность документов: графических (чертежей, схем) и текстовых (спецификации, пояснительной записки и т. п.).
Правила и порядок разработки, оформления и обращения этих документов устанавливаются комплексом стандартов — единой системой конструкторской документации (ЕСКД), разрабатываемой и применяемой странами — чле* нами СЭВ.
Стандарты ЕСКД обеспечивают стабилизацию комплектности, исключающую дублирование и разработку не требуемых производству конструкторских документов; возможность расширения унификации при конструкторской разработке проектов промышленных изделий; механизацию и автоматизацию обработки конструкторских документов и содержащейся в них информации; возможность получения и применения конструкторской документации в системах автоматизированного проектирования и управления; улучшение условий технической подготовки производства и эксплуатации промышленных изделий; оперативную подготовку документации для быстрой переналадки действующего производства. Кроме того, стандарты ЕСКД обеспечивают возможность взаимообмена конструкторскими документами со странами — членами СЭВ без их переоформлен ния (см. методические указания по стандартизации МС 35—77).
Важное место в процессе разработки проекта занимают вопросы, связанные с обеспечением взаимозаменяемости деталей и сборочных единиц. Нормы взаимозаменяемости соединений всех типов, встречающихся в проектах, регламентируются единой для всех стран — членов СЭВ системой допусков и посадок (ЕСДП СЭВ) для вновь проектируемых изделий.
Стандарты ЕСДП СЭВ обеспечивают улучшение условий выполнения инте-грационных мероприятий стран — членов СЭВ в области машино- и приборостроения; повышение эффективности, экономического и научно-технического сотрудничества стран — членов СЭВ с другими странами; повышение конкурентоспособности продукции стран — членов СЭВ на мировом рынке благодаря одинаковым требованиям стандартов ЕСДП СЭВ и ИСО к качеству изделий.
Справочник должен способствовать внедрению в народное хозяйство указанных стандартов и повышению качества проектно-конструкторской документации, а также ее унификации.
В первой главе справочника изложены цель и основные задачи проектирования, приведены последовательность и правила оформления конструкторских документов, включая техническое предложение, эскизный и технический проекты.
Во второй главе даны основные методы расчета типовых деталей машин по главным критериям работоспособности. •
Вопросам,, связанным с разработкой чертежей и схем по ЕСКД, посвящена третья глава. В ней приведены рекомендации по конструированию типовых деталей машин.
В четвертой главе рассмотрены вопросы, связанные с выполнением чертежей по ЕСДП СЭВ. Даны рекомендации по выбору допусков и посадок для гладких Цилиндрических и плоских подвижных и неподвижных соединений, типовых деталей машин при номинальных размерах от 1 до 500 мм, а также по выбору и указанию на чертежах шероховатости поверхности деталей.
В пятой главе освещены правила оформления текстовой документации проекта: составлению спецификаций, оформлению иллюстраций, таблиц, приложений, пояснительной записки.
Глава 1
ОСНОВЫ ПРОЕКТИРОВАНИЯ
ЦЕЛЬ И ЗАДАЧИ ПРОЕКТИРОВАНИЯ
Задание на проектирование. Номенклатура документов проекта. Задание на проектирование должно содержать следующие данные:
наименование предприятия;
назначение проекта;
данные для проектирования-;
перечень цехов, агрегатов, установок, охватываемых проектом с указанием особых условий (наличие взрыво- и пожароопасности помещений, агрессивной запыленности, влажной или сырой окружающей среды и т. п.) и технологической схемы с характеристикой оборудования;
стадии проектировано;
требования к разработке вариантов технического проекта (части проекта);
степень подготовки объекта к внедрению современных систем автоматизации и механизации;
перечень задач автоматизации щ механизации объекта;
перечень контролируемых и регулируемых параметров объекта;
наименование организаций — участников разработки проекта;
перечень научно-исследовательских и опытно-конструкторских работ с указанием наименования организаций-исполнителей и сроков разработки проекта;-планируемый уровень затрат на научно-исследовательские и опытно-конструкторские работы и проектирование с указанием источников финансирования;
сроки изготовления изделий (объекта) и очередность реализации проекта; особые условия проектирования.
Для выполнения проекта по требованию исполнителя должны быть представлены дополнительные данные и материалы для проектирования:
строительные чертежи помещений для установки проектируемого объекта;
чертежи производственных помещений с расположением технологического оборудования, трубопроводных коммуникаций с указанием параметров трубопроводов;
схемы водо- и воздухоснабжения с указанием необходимых параметров; схемы электроснабжения с указанием необходимых параметров;
материалы и данные, потребность в которых возникает в процессе проектирования.
При проектировании разрабатывают графические (чертежи, схемы, графики и т. п.) и текстовые (пояснительную записку, спецификацию и т. п.) конструкторские документы. Эти документы должны определять состав и устройство проектируемого изделия и содержать данные, необходимые для его разработки, изготовления, контроля, приемки, эксплуатации и ремонта.
Согласно ГОСТ 2.102—68 конструкторские документы подразделяют на определенные виды (табл. 1).
Номенклатура конструкторских документов, выпускаемых на конкретное изделие, должна быть согласована с заказчиком.
Проектирование выполняют в несколько стадий, устанавливаемых ГОСТ 2.103—68. Стадии разработки конструкторских документов (КД) указаны в табл. 2.
Литера документов, соответствующая стадиям разработки, характеризует степень отработки конструкторской документации изделия (разрабатываемого вновь или модернизируемого), а также отработки и оснащения технологического процесса его изготовления.
1 Номенклатура документов длй стадий проектирования (по ГОСТ 2.102-68)
Шифр документа Вид документа Техническое предложение Проект Рабочая документация на
эскизный технический детали сборочные единицы комплексы комплекты
Чертеж детали О’ 4-1 — -—и
СБ Сборочный чертеж — —• 4-8 «ж. —-ч
ВО Чертеж общего вида о о 4- •— — ——
ТЧ Теоретический чертеж —• о О О о о —<
ГЧ Габаритный чертеж о О1 О о О —1
гч Габаритный чертеж о о о1 о1 о8 о
мэ Электромонтажный чертеж — —— —— —— о —- •—*
мч Монтажный чертеж — — — о О о
УЧ Упаковочный чертеж — —— м» о' О О о
Схемы О о О — о О о
Спецификация — + 4- 4-
ВС Ведомость спецификаций — — — о о о
вд Ведомость ссылочных докумен- — —— — О О о
вп тов Ведомость покупных изделий о О о О о
ВИ Ведомость согласования приме- о о о о о
дп нения покупных изделий Ведомость держателей подлин- — О' о о
пт ников Ведомость технического пред- 4- — — — о
эп ложения Ведомость эскизного проекта 4- — — —ч
тп Ведомость технического проек- — — 4- —— ч— — —*
пз та Пояснительная записка 4-8 4-8 4-8
ТУ Технические условия О о о о о
пм Программа и методика испытаний Таблицы — О О О О О
ТБ О О о о О о о
рр Расчеты О’ О8 о8 О о О о
д Документы прочие О О о о о о о
ПФ Патентный формуляр о о О о О о шшЛ
— ГОСТ 2.110-68 Документы эксплуатационные о о о О
Документы ремонтные я— —— О о о о
КУ Карта технического уровня и качества продукции О о о о о О о
и Инструкция <— — — О о о о
Примечания: 1. Условные обозначения: 4- документ обязательный: О -документ составляют в зависимости от характера, назначения или условий производства изделия;-----документ не составляют.
2. Документы, над условными обозначениями которых поставлены одинаковые Цифры, могут быть совмещены. Совмещенному документу присваивается шифр и наименование вышестоящего в таблице документа.
Обязательность выполнения проектных стадий (технического предложения Для серийного или массового производства, а также эскизного и технического Проектов для производств всех видов) разработки конструкторской документации определяется техническим заданием на разработку и (или) соответствующими государственными и отраслевыми стандартами. При выполнении любой стадии разработки могут разрабатываться конструкторские документы, преднавначен-иые для изготовления и испытания макетов, причем макеты следует относить к изделиям единичного производства.
2. Стадии разработки конструкторской документации по ГОСТ 2.103—68
Стадии разработки Литера документов Дополнительные указания
Для серийного или м i Разработка технического предложения по ГОСТ 2.118—73 Разработка эскизного проекта по ГОСТ 2.119—73 Разработка технического проекта по ГОСТ 2.120—73 Разработка документации для изготовления опытного образца (опытной партии) Корректировка документации по результатам изготовления и предварительных испытаний опытного образца (опытной партии) Корректировка документации по результатам повторного (при необходимости) изготовления и приемочных испытаний опытного образца (опытной партии) Корректировка документации опытного образца по результатам изготовления и испытаний установочной серии (первой промышленной партии) изделий Для единичног Разработка эскизного проекта по ГОСТ 2.119—73 Разработка технического проекта по ГОСТ 2.120—73 Разработка документации для изготовления изделия Корректировка документации по результатам изготовления и испытания изделия 1 с с о в о г О 1 П Э Т Без литеры О Ох А о п р о И 3 ВС Э Т Е Et производства Литера проставляется при разработке документов
—
Литера присваивается после окончания корректировки
Литера присваивается пос* ле окончания корректив ровки и отработки (оснащения) технологического процесса ) д с т в а Литера проставляется прц разработке документов
Литера присваивается после окончания корректировки
Допускается не присваивать литеру конструкторским документам (КД), выполненным в виде эскизных. Литерой полного комплекта КД изделия следует считать низшую из литер, указанных в документах, входящих в комплект. Литера полного комплекта документов изделия должна быть указана в основной надписи его спецификации.
При применении ранее разработанных документов в новых разработках или при модернизации изготовляемого изделия следует соблюдать соответствие литер* ности документов:
Литера применяемого докумен-та ........................... Любая, а также без О, О1# А Оц А А
литеры
Литера комплекта документов^ разрабатываемых при модернизации изделия ............./7, Э, Г, Е, а также О Ot А
документация опытного образца (без > литеры)
Конструкторские документы, держателем подлинников которых является другое предприятие, могут быть, применены только*при наличии учтенных копий или дубликатов этих документов.
Изделия, их определение и структура регламентированы ГОСТ 2.101—68. Согласно этому стандарту изделия делятся на: а) неспецифицированные (детали)— не имеющие составных частей; б) специфицированные (сборочные единицы, комплексы и др.) — состоящие из двух и более составных частей. Основным конструкторским документом для деталей является чертеж детали, а для сборочных единиц, комплексов и других видов изделий — спецификация.
ПРОГНОЗИРОВАНИЕ КОНСТРУКЦИИ МАШИНЫ
Прогнозирование конструкции следует рассматривать как часть научно-исследовательской работы, направленной на подбор и подготовку исходного материала, который необходим для разработки технического задания на проектирование.
При краткосрочном прогнозировании (на 5—10 лет) следует оценить перспективный уровень развития конструкции создаваемой машины. При среднесрочном и долгосрочном прогнозировании (на 20—30 лет) необходимо определить значимость имеющихся новых открытий и изобретений, цель и техническую стратегию.
В процессе прогнозирования следует установить: функциональное назначение машины; основные технико-экономические параметры; потребность и предполагаемый план изготовления; новые материалы и виды заготовок; новые технологические процессы, потребность в оборудовании и технологической оснастке; новые формы и методы организации и управления производством; эффективность от создания новой конструкции машины.
При этом могут быть использованы'следующие методы прогнозированиям метод экстраполяции, используемый в" основном при краткосрочном прогнозировании;
метод экспертных оценок, который рекомендуется применять в случае отсутствия достаточно систематизированной информации о прошлом или в случае, когда научно-техническое развитие в значительной мере зависит от принимаемых решений, а не от технических возможностей;
метод моделирования, в основу которого должно быть положено целесообразное абстрагирование процесса развития конструкции в будущем. Рекомендуется использовать метод математического моделирования.
СТАДИИ ПРОЕКТИРОВАНИЯ
При разработке проектов оригинальных изделий (объектов) с новой неосвоенной или особо сложной технологией производства или на новые виды оборудования указанным стадиям проектирования должен предшествовать комплекс техникоэкономических изысканий и научно-исследовательских работ с составлением соответствующей документации.
На всех стадиях проектирования в случаях, предусмотренных ГОСТ 2.110—68, следует проводить патентную проработку проекта." Перечень объектов, при разработке которых должен составляться патентный формуляр, устанавливают соответствующие министерства и ведомства.
При разработке проекта необходимо руководствоваться:
основными техническими направлениями в проектировании аналогичных объектов в соответствующих отраслях промышленности с учетом перспективы развития науки и техники;
результатами научно-исследовательских и опытно-конструкторских работ; передовым опытом в промышленности;
действующими нормативными документами по проектированию изделий, аналогичных разрабатываемому, утвержденными в установленном порядке;
противопожарными, санитарными и другими нормами и правилами;
нормами и правилами на производство строительных, монтажных и специальных работ;
утвержденными сметными нормами, прейскурантами и ценниками для определения сметной стоимости работ;
типовыми методиками по определению экономической эффективности.
При выполнении проектов должны максимально использоваться типовые проекты, решения, конструкции и т. п.
Основные технические решения, принятые в проекте, следует представлять на рассмотрение заказчику в процессе разработки проекта.
При проектировании исполнитель должен выдавать задания смежным подразделениям на выполнение разработок, связанных с автоматизацией и механизацией объекта, со строительной, технологической, электрической, санитарнотехнической и другими частями проекта. Документация, выполненная по указанным заданиям, должна быть согласована с исполнителем проекта.
Проектные документы на всех стадиях проектирования должны иметь минимально необходимый объем. Они должны быть составлены таким образом, чтобы их использование не вызывало затруднений.
Согласование проектной документации. Документы следует считать окончательно согласованными после подписания:
чертежей, схем и других графических документов в графе основной надписи или на поле чертежа или на бумаге, кальке и любом другом материале, позволяющем многократно воспроизводить копии по установленной проектной организацией форме;
текстовых документов в печатном виде.
Согласованную документацию оформляют протоколом.
Правом подписи окончательно согласованной проектной документации пользуются:
при проведении согласований между проектными организациями — их ответственные представители (по занимаемой должности не ниже руководителя группы);
при проведении согласований между отделами отраслевого проектного института — руководство этих отделов (начальник или главный инженер, главный специалист, не ниже руководителя группы);
при проведении согласований проектной документации особо ответственных объектов — вышестоящая организация.
Обозначение изделий и конструкторских документов. Единая обезличенная классификационная система обозначения изделий и их конструкторских документов устанавливается ГОСТ 2.201—80.
Обозначения изделиям и конструкторским документам должны быть присвоены централизованно или децентрализованно. Централизованное присвоение обозначений должны осуществлять организации, которым это поручено министерством, ведомством, в пределах объединения, отрасли. -Децентрализованное присвоение обозначений должны осуществлять организации-разработчики.
Конструкторские документы сохраняют присвоенное им обозначение независимо от того, в каких изделиях они применяются, причем эти обозначения записывают без сокращений и изменений, за исключением случаев, предусмотренных ГОСТ 2.113—75. Если конструкторский документ выполнен на нескольких листах, его обозначение должно быть указано на каждом листе.
Деталям, на которые не выпущены чертежи согласно ГОСТ 2.109—73, должны быть присвоены самостоятельные обозначения по общим правилам.
Согласно ГОСТ 2.201—80 структура обозначения изделия и основного конструкторского документа должна быть следующей:
ХХХХ. ХХХХХХ. XXX
Код организации-разработчика |
Код классификационной характеристики____________
Порядковый регистрационный номер
Четырехзначный буквенный код организации-разработчика назначается по кодификатору организаций-разработчиков.
Код классификационной характеристики присваивают изделию и конструкторскому документу в соответствии с классификатором ЕС КД. Структура кода:
XX X X X X
Класс
Подкласс
Группа
Подгруппа
Вид
Порядковый регистрационный номер присваивают по классификационной характеристике от 001 до 999 в пределах кода организации-разработчика или организации, осуществляющей централизованное присвоение.
Обозначение неосновного конструкторского документа должно быть следующим:
ХХХХ. ХХХХХХ. ХХХХ XXX
Обозначение изделия|
Код документа
В коде документа должно быть не более четырех знаков, включая номер части документа, например:
АВГБ. 061341. 021СБ; АВГБ. 061341. 021ТУ1.
Эскизные конструкторские документы рекомендуется обозначать по следующей структуре:
эх... х. хх. хх
Условный код |
Индекс макета Порядковый номер сборочной единицы Порядковый номер детали
Каждому исполнению изделия следует присваивать самостоятельное обо-вначение:
ХХХХ. ХХХХХХ. ххх-хх
Базовое обозначение| Порядковый номер исполнения
Примеры: АГВБ. 573241.020-01; АГВБ. 573241.020-02.
При большой номенклатуре изделий, обладающих общими конструктивными признаками, допускается применять дополнительный номер исполнения:
ХХХХ. ХХХХХХ. ХХХ-ХХ. XX
Дополнительный номер исполнения |
Между частями обозначения следует проставить точки и дефис, которые являются разделительными знаками.
ГОСТ 2.201—80 устанавливает также правила присвоения и учета обозна-
Техническое предложение
Техническое предложение, являющееся первым этапом компоновки изделия, разрабатывают в соответствии с ГОСТ 2.118—73.
Прежде всего следует тщательно изучить техническое задание: выяснить назначение изделия, принципиальное устройство, назначение основных сборочных единиц и деталей, способы их соединения. Кроме того, следует ознакомиться по имеющимся научно-техническим материалам с конструкциями, аналогичными разрабатываемой.
Основные расчеты должны содержать:
кинематический и кинетостатический расчеты;
проектировочные расчеты на прочность, жесткость, износостойкость и по другим критериям работоспособности.
Кроме того, при расчетах производят предварительный выбор из каталогов типоразмеров стандартных изделий, например подшипников качения и скольжения, муфт и т. п., в зависимости от действующей нагрузки и ориентировочно определенных размеров валов, деталей передач и других деталей машин. Эти расчеты следует сопровождать необходимыми расчетными схемами, эскизами. Обязательно давать ссылки на соответствующую литературу. В дальнейшем данные расчеты можно использовать при составлении пояснительной записки.
Чертежи изделия на стадии разработки технического предложения следует выполнять, как правило, на миллиметровой бумаге (допускается выполнение и на чертежной) в масштабе 1 : 1 (другие масштабы применять при значительных габаритах и сложности конструкции) на бумаге соответствующего размерам изображения формата (А2; А1).
При проработке технического предложения следует изображать главным образом разрезы по осям валов. Например, для цилиндрических и конических редукторов, оси валов которых располагаются в одной плоскости, достаточно изобразить один вид. Для некоторых коническо-цилиндрических (при расположении осей валов в нескольких плоскостях) и червячных редукторов прорабатывать два и более видов. В качестве главного вида для червячных редукторов в большинстве случаев брать разрез по валу червяка.
'Для проработки вариантов необходимы исходные данные:
геометрические размеры венцов зубчатых и червячных колес и червяка, полученные в процессе прочностного расчета передач;
диаметры валов — из ориентировочных расчетов.
Цели, преследуемые первым этапом:
выявление относительного расположения деталей изделия и заполнения корпуса деталями;
оценка соотношения размеров деталей (проверка правильности выполнения предыдущих расчетов);
выявление габаритов изделия;
получение необходимых данных для последующих расчетов валов, их опор и т. д.
При разработке технического предложения необходимо учитывать следующие основные требования:
компактность расположения — наиболее полное заполнение корпуса деталями;
удобство монтажа и демонтажа;
На этой стадии следует принять принципиальное решение о конструкции корпусных деталей, деталей передач и подшипников.
При разработке первого этапа компоновки нужно показывать:
' у деталей зубчатых и червячных передач — начальные цилиндры (начальные конусы для конических передач);
у валов и подшипников — внешние контуры;
у корпусных деталей (после назначения радиальных и осевых зазоров между подвижными и неподвижными деталями) — внутренний контур.
Пример. Разработать компоновку одноступенчатого цилиндрического зубчатого редуктора с внешним зацеплением, оси валов которого расположены в горизонтальной плоскости.
Последовательность выполнения первого этапа компоновки редуктора (рис. 1).
1. Провести линию, соответствующую средней плоскости передачи.
2. Провести осевые линии валов передачи на расстоянии aw одна от другой.
3. Изобразить начальные цилиндры шестерни и колеса в соответствии с их размерами.
4. Выбрать конструкцию# материал и наметить технологию изготовления корпуса редуктора.
В большинстве случаев корпус следует выполнять в виде коробки. По условию сборки и разборки предпочтение следует отдавать разъемному корпусу с разъемом по осям валов.
Так как корпусные детали имеют сложную форму и металлоемки# то их следует получать литьем из наиболее дешевых материалов, например, серого чугуна СЧ 15, СЧ 18 и ДР. (реже сталь марок 15Л, 20Л и др.).
*В единичном и мелкосерийном производстве корпус может быть получен сваркой из листовой стали.
5. Определить размеры корпуса редуктора, необходимые для конструирования опор валов, в соответствии с имеющимися рекомендациями [21J.
6. С учетом изобразить внутренний контур гнезд под подшипники.
7. Изобразить вал колеса с подшипниками. Для этого необходимо:
определить диаметры вала под подшипники dn = ^/(1,954-1,10), где ~ диаметр вала в месте посадки на него колеса (из ориентировочного расчета); размер следует округлить до числа, кратного 5 (при dn 20 мм);
шипниаНеСТИ На КОМ1ГОИОВКУ внешний контур посадочных мест вала под колеса и под*
па соответствующим справочникам выбрать типоразмер подшипников; в обеих опорах вала использовать подшипники, как правило (исключение для червяков, см. ниже)# одного типоразмера.
При легких и средних нагрузках для валов цилиндрических прямозубых и косозу* оых (при угле наклона зубьев (3 < 9°) передач следует выбирать радиальные шарикоподшипники, и при тяжелых нагрузках — конические роликоподшипники.
в передачах с шевронными зубчатыми колесами для тихоходного вала применяют аналогичные подшипники, а для быстроходного- — радиальные роликоподшипники с ко-£?пКИМИ Роликами без буртов на наружном или внутреннем кольце. Такие подшипники «опускают осевое перемещение ваДа вместе с внутренними кольцами и роликами по от-сям^Нало к наружным кольцам (вал «плавающий»)* что, в. свою очередь# дает возможность моустанавливаться шевронной шестерне по колесу.
Для валов конических передач применяют радиально-упорные подшипники, при легких и средних нагрузках — шариковые, а при тяжелых — роликовые.
Для валов червячных передач используют радиально-упорные подшипники: для вала червяка — шариковые, а для вала колеса — роликовые.
При межосевых расстояниях aw > 180 мм у червяка оба радиально-упорных подшипника следует использовать в одной опоре (опора, фиксирующая червяк относительно корпуса в осевом направлении), а другую опору делать «плавающей», в которой рекомендуется применять соответствующий тип подшипника, например радиальный роликоподшипник с короткими роликами или радиальный шарикоподшипник. В фиксирующей опоре можно использовать сдвоенный конический роликоподшипник.
Для быстроходных валов выбирают подшипники средних, а для тихоходных — легких серий. Выписав из таблиц стандартов размеры d X D X В (Г) выбранных подшипников (d и D — посадочные размеры на вал и в корпус; В — ширина подшипника; Т — ширина конического подшипника), нанести на компоновку контуры подшипников. При этом с учетом неровностей и возможной неточности положения литой стенки, а также неточности изготовления других деталей, входящих в размерную цепь вала, подшипники следует отодвигать от внутреннего контура гнезда под подшипник на 3—6 мм.
Затем-следует выбрать конструкцию и размеры входного конца вала. Концы валов выполняют или цилиндрическими по ГОСТ 12080—66 (СТ СЭВ 537—77), или коническими по ГОСТ 12081-72 (СТ 537-77).
Диаметр цилиндрического конца вала dBbIX = dn — (5-s 8).
Наибольший диаметр конического конца вала dBbIX ** Остальные размеры следует выбирать в соответствии с имеющимися рекомендациями [21].
Размер / —длину этого конца вала предварительно принимать I = (1 е 2) </вых.
Далее наносят выходной конец вала на компоновку, предварительно приняв расстояние от торца подшипника до этого конца в пределах 25—30 мм.
8. Изобразить вал шестерни с подшипниками. Для этого нужно выполнить следующее:
выбрать конструкцию и размеры входного конца вала. Предпочтение следует отдать коническому концу вала.
Наибольший диаметр dBX принимать из ориентировочного расчета данного вала. При этом dBX в» dn, т. е. наибольший диаметр должен быть кратным 5 (при dn > 20 мм); нанести на компоновку контур посадочных мест вала под подшипники;
после выбора .типоразмера подшипников нанести их контур на компоновку так, как это было указано ранее для тихоходного вала;
изобразить на компоновке входной конец вала (по аналогии с изображением выходного конца тихоходного вала).
9. Изобразить подшипники качения в обеих опорах с указанием типа и конструктивных особенностей лишь по одну сторону от оси вала, а по другую сторону от оси на изображении контура подшипника провести диагонали сплошными тонкими линиями. Техническое предложение должно быть согласовано и утверждено заказчиком, после чего оно становится основой для разработки эскизного проекта.
Эскизный проект
Эскизный проект является вторым этапом компоновки изделия. Он должен выполняться в соответствии с требованиями ГОСТ 2.119—73 и содержать необходимые расчеты и чертежи.
На этой стадии следует выполнить расчеты подшипников качения по соответствующим критериям работоспособности, расчеты валов по критериям прочности и жесткости, а также выбор и расчет соединений валов с посаженными на них деталями. Требования к расчетам такие же, как и при разработке технического предложения.
Чертеж изделия, представляющий собой дальнейшую разработку первого этапа компоновки,‘должен включать две-три проекции, а также дополнительные виды, разрезы и сечения.
При его выполнении необходимо решить ряд конструкторских задач:
а) выбор и проработку конструкции основных деталей с учетом максимального обеспечения их технологичности;
б) выбор сопряжения деталей, способов фиксации деталей на валах, а последних — в опорах;
в) предусмотреть возможность сборки и разборки, а также регулировки зацепления и подшипников;
г) выбор системы смазки зацепления и подшипников, а также вида уплотняющих устройств.
Особенности выполнения второго этапа компоновки следующие:
вычерчивают во всех подробностях у симметричных деталей только одну их сторону от оси симметрии (у зубчатых колес ту сторону, где они зацепляются), а на другой стороне показывают лишь наружный контур детали;
изображают подшипники качения с указаниел^-типа и конструктивных особенностей лишь по одну сторону от оси вала в обеих опорах, а по другую сторону от оси на изображении проводят диагонали сплошными тонкими линиями;
при больших площадях сечений деталей наносят штриховку лишь у контура сечения узкой полосой постоянной ширины.
Для облегчения последующих работ по составлению спецификаций следует приводить на чертежах эскизного проекта на выносных линиях сведения об использовании стандартных изделий.
Эскизный проект должен быть рассмотрен и утвержден, после чего он становится основой для разработки технического проекта. При необходимости изготовляют макеты изделия и проводят их испытание.
Технический проект
Структура проекта. Технический проект должен содержать следующие обязательные документы: чертеж общего вида, ведомость технического проекта и пояснительную записку.
Правила и порядок разработки и оформления ведомости технического проекта и пояснительной записки с использованием ЕСКД, ЕСКД СЭВ и ЕСДП СЭВ приведены в гл. 5.
Чертеж общего вида. Чертеж общего вида (по ГОСТ 2.119—73) (рис. 2) должен дать сведения о конструкции, взаимодействии составных частей, эксплуатационно-технической характеристике проектируемого изделия и пояснять принцип его работы.
На чертеже общего вида должны быть:
а) изображены виды, разрезы и сечения изделия, нанесены надписи и текстовая часть, необходимые для понимания конструктивного устройства изделия, взаимодействия его составных частей и принципа работы изделия;
б) указаны наименования (если возможно, то и обозначения) составных частей изделия, для которых объясняется принцип работы, приводятся технические характеристики, указывается материал, количество, и тех составных частей изделия (например, органов управления), с помощью которых описывается принцип работы изделия, поясняются изображения общего вида и состав изделия;
в) приведены необходимые размеры и, если требуется, схема (например, кинематическая) изделия, техническая характеристика и технические требования.
Чертеж следует выполнять с максимальными упрощениями, предусмотренными ГОСТ 2.109—73 и другими стандартами на оформление чертежей. Составные части изделия (в том числе заимствованные и покупные) рекомендуется изображать упрощенно (отдельные из них лишь контурными очертаниями), если при этом понятны конструктивное устройство, взаимодействие составных частей и принципы работы изделия.
Составные части изделия могут изображаться на одном листе с общим видом или на отдельных последующих листах чертежа общего вида.
Наименования и обозначения составных частей изделия должны быть ука-эаны одним из следующих способов:
вид На полках линий ~~ выносок» проведенных от деталей на чертеже общего в таблице, размещаемой на чертеже общего вида;
в таблице, выполненной на отдельных листах в качестве последующих листов чертежа общего вида.
Таблица должна состоять из граф: «Поз.», «Обозначение», «Кол.», «Дополнительные указания», но может включать и графы «Материал», «Наименование» и Другие необходимые графы.
200
Рис» 2
Слепа приВода
1. Техническая Характеристика Ц.ЗлеХтродВигатель 9А90ШУЗ Г0СП9523-В1
мбЩнОСтъ, кВт » . . . . 2,2
частбта Вращения, ним'1 . . . * .1925 12. Передаточное чаш редуктора • • . . 12,5 1.3 Сида тяги каната F, И. . . . 4 . 2300 Т.Ч.Скорость кйната v,M-c~f Л . к .0,925
2. Технические тредоВания
2.1 Предельные допускаемые Смещения ВапоВ эл. двигателя и редуктора
Основы, проектирования
При наличии таблицы номера позиций составных частей изделия должны быть указаны на полках линий-выносок в соответствии с этой таблицей. Рекомендуется такая последовательность записи составных частей изделия в таблицу: заимствованные изделия; покупные изделия; вновь разрабатываемые изделия. Чертеж общего вида следует оформлять в соответствии с правилами, установленными для разработки рабочих чертежей (в отношении расположения номеров позиций, подписей, текста технических требований).
Габаритный чертеж. Габаритный чертеж следует выполнять с максимальными упрощениями, но так, чтобы были видны крайние положения перемещаю* щихся, выдвигаемых или откладываемых частей, рычагов, кареток, крышек на петлях и т. и.
Число видов должно быть минимальным, но достаточным, чтобы дать представление о внешних очертаниях изделия и его выступающих элементах. Изображения изделия следует выполнять сплошными основными линиями, а очертания частей, перемещающихся в крайние положения,— тонкими штрихпунктир* ными с двумя точками.
На габаритном чертеже допускается изображать тонкими линиями «обстановку» — детали и сборочные единицы, не входящие в состав изделия.
На габаритном чертеже должны быть нанесены габаритные, установочные и присоединительные размеры, определяющие положение выступающих частей, без указания того, что все эти размеры справочные. Установочные и присоединительные размеры, необходимые для увязки с другими изделиями, должны быть с предельными отклонениями. Допускается указывать координаты центра тяжести. На габаритном чертеже можно указывать условия применения, хранения, транспортирования и эксплуатации изделия.
Разработка текстовых документов. Номенклатура текстовых документов В' зависимости от стадии проектирования должна соответствовать объему, указанному в табл. 1.
Текстовые документы на стадии технического предложения должны содержать технические и технико-экономические обоснования целесообразности разработки документации изделия на основании анализа технического задания, технической литературы и различных вариантов возможных решений поставленной задачи, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных данных.
Содержание текстовых документов на стадии эскизного проекта должно отражать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие основные параметры и габаритные размеры разрабатываемого изделия.
Текстовые документы, входящие в состав технического проекта, должны пояснять принятые принципиальные конструкторские решения, иметь техникоэкономическое обоснование принятого уровня автоматизации и механизации, содержать необходимые данные для заявки на все виды оборудования и материалы, предусмотренные проектом, и для определения сметной стоимости затрат (включая стоимость оборудования, материалов и монтажных работ).
Содержание текстовых документов на стадии «Разработка рабочей документации» должно отражать принятые при утверждении технического проекта изменения, давать необходимые для реализации принятых решений пояснения, издЗКЛй позволять пРоизвести заказ оборудования, материалов и монтажных
Текстовые документы должны оформляться в полном соответствии с требованиями ЕСКД (ГОСТ 2.104—68, ГОСТ 2.105—79 и ГОСТ 2.106—68).
Каждому текстовому документу следует присваивать обозначение (см. с. 8,9). Д^том>(СВ°е'1^И ШИФРа текстовым Документам нужно руководствоваться стан-
Текстовые документы на стадиях «Техническое предложение», «Эскизный проект» и «Технический проект» рекомендуется печатать на бумаге или кальке
в зависимости от принятого оформления всех частей проекта, а на стадии «Рабочая документация» — на кальке.
Текстовые документы проектов рекомендуется переплетать в один или несколько альбомов. Каждый альбом оформлять следующим образом: на переплете (папке) первого и последующих альбомов сделать соответствующую наклейку; титульный лист должен быть только в первом альбоме. Структура титульного листа представлена на рис. 4 гл. 5.
Титульный лист в тексте описи документов первого альбома не записывается, но входит в общее число листов.
Пояснительные записки составляют при разработке технических предложений, эскизных и технических проектов. Их оформляют на стандартных листах так, как указано в гл. 5.
Объем и состав пояснительной записки для каждой стадии проектирования определяются полнотой и глубиной проработок, законченностью научно-исследовательских и опытно-конструкторских работ, а также детализацией графического материала, что вызывает необходимость приводить в пояснительной записке дополнительные пояснения и уточнения.
В случае проработки нескольких вариантов проекта (на стадии технического предложения) в пояснительной записке приводят результаты сравнения этих вариантов и указывают вариант, рекомендуемый к дальнейшей проработке. По требованию инстанции, утверждающей проект, приводят описание рассматриваемых вариантов.
В пояснительной записке результаты расчетов предпочтительно приводить в табличной форме. При необходимости в тексте давать пояснения методов расчетов.
В пояснительной записке следует приводить характеристики выбранных технических средств и нестандартного оборудования. Порядок оформления пояснительной записки зависит от объема представляемого текстового материала. При большом объеме материала целесообразно оформлять его несколькими томами.
Результаты проведения научно-исследовательских (НИ) и опытно-конструкторских работ (ОКР) могут быть также приложены в виде отдельного тома.
При малом объеме текстового и графического материала на стадии технического проекта допускается оформлять документацию в виде одного тома, включая в него данные НИ и ОКР.
Пояснительные записки должны быть краткими, с четко сформулированными пояснениями и выводами. Приводить выписки из руководящего материала или инструкций как подтверждения правильности принятых решений не рекомендуется, однако допускается делать на них ссылки в лаконичной форме. Пояснительные записки не должны дублировать данные, имеющиеся на чертежах и в других материалах проекта. При наличии в проектах отклонений от задания ца проектирование в пояснительной записке должны’быть приведены обоснования этих изменений. Материалы, являющиеся основанием для разработки про* екта, включать в состав пояснительной записки не следует.
В пояснительной записке не допускается приводить математические выкладки, связанные с техническими и математическими расчетами. Должны приводиться лишь необходимые исходные данные и результаты этих расчетов.
В случае необходимости пояснительные записки могут иллюстрироваться фотографиями, графиками или схемами.
Состав пояснительной записки в отдельных случаях может быть расширен или сокращен по усмотрению исполнителя в зависимости от сложности и особен* ностей данного проекта.
В общем случае пояснительная записка к-техническому проекту должна состоять из следующих разделов; содержание; введение, характеристика изде* лия; основные решения; технико-экономическое обоснование и сметная стоимость капитальных затрат; материально-технические средства; обеспечение энерго*
ресурсами и выполнение требований» связанных с автоматизацией и механизацией; научно-исследовательские, опытно-конструкторские и экспериментальные работы; указания по подготовке и-реализации проекта; приложения.
Рабочая документация
К рабочей документации проектов относят графические документы (чертежи деталей и сборочные чертежи) и текстовые (спецификации на сборочные единицы). Кроме того, могут быть выполнены габаритный, монтажный и другие чертежи, ведомости спецификаций, ссылочных документов и т. д. (см. табл. 1).
Сборочный чертеж. Сборочный чертеж изделия (рис. 3) должен быть выполнен с необходимым количеством (в зависимости от сложности конструкции) изображений (видов, разрезов, сечений и выносных элементов), дающих полное представление о габаритах; конструкции, назначении и связи составных частей, взаимодействии этих частей в процессе работы; сборке, разборке и контроле сборочной единицы; регулировке зацепления и подшипников; методе смазывания подшипников и зацепления, количестве, контроле уровня и сливе масла; технических данных изделия и т. п.
Для полного удовлетворения этих требований согласно ГОСТ 2.102—68 необходимо выполнять, кроме сборочного чертежа, Габаритный, монтажный и другие чертежи. Однако в некоторых, например учебных, проектах с целью уменьшения объема графических работ эти чертежи рекомендуется совмещать на одном чертеже — сборочном чертеже изделия.
Сборочный чертеж изделия должен содержать:
а) изображение сборочной единицы;
б) размеры с указанием предельных отклонений (и другие параметры и требования), которые проверяются при сборке;
в) сопряженные размеры с обозначением посадок (в местах установки на валы и в корпус зубчатых и червячных колес, звездочек, шкивов, подшипников, крышек подшипников, втулок, муфт и т. д.);
г) основные размеры, характеризующие изделие и его основные составные части (например, для редуктора: межосевое расстояние с допускаемыми отклонениями; направление линии, угла наклона и число зубьев; модули зубчатых и червячных зацеплений);
д) номера позиций составных частей, входящих в изделие;
е) основные технические характеристики изделия;
ж) габаритные, установочные и присоединительные размеры, а также необходимые справочные размеры;
з) технические требования к готовому изделию.
При выполнении чертежа следует сохранить масштаб, принятый при проработке эскизного проекта, т. е. сборочный чертеж изделия рекомендуется выполнять в масштабе 1 : 1 на одном или нескольких листах формата Л1 (в зависимости от размеров и сложности изделия могут быть использованы другие масштабы изображения и форматы листов).
Правила оформления изображения, нанесения размеров, технической характеристики и технических требований приведены в гл. 3.
На сборочном чертеже необходимо указывать в соответствии со спецификацией номера позиций всех составных частей сборочной единицы. Эти номера указывают на основных видах и разрезах и помещают на полках линий-выносок, проводимых от видимых изображений составных частей и заканчиваемых точкой, причем выноски и полки проводят тонкими линиями.
Номера позиций следует располагать параллельно основной надписи чертежа вне контура изображения и группировать их в колонку или строчку по возможности на одной линии. ™ ~.........
Номера позиций наносят на чертеж один раз?'Шрифт номеров позиций должен быть на один (два) размер больше, fчем шрифт размерных чисел данного чертежа. 1 G Н ,
Лит. наесо Июня
тт
Аист \Auemo8
<эе>
Основы проектирования
Допускается делать общую линию-выноску с вертикальным расположением позиций:
для группы крепежных деталей, расположенных в одном месте;
для группы деталей с отчетливо выраженной взаимосвязью;
при невозможности подвести линию-выноску к каждой составной части.
Линию-выноску в этих случаях отводят от изображения составной части, номер позиции которой указан первым.
Сборочный чертеж следует выполнять с максимальными условностями и упрощениями, предусмотренными ГОСТ 2.109—73 (СТ СЭВ 858—78, СТ СЭВ 1182—78) и другими стандартами на оформление чертежей:
не показывать выступы, рифления, насечки, оплетки и другие мелкие элементы, маркировочные и технологические данные;
сварной узел изображать как монолитное тело;
шестигранные и квадратные головки гаек и винтов изображать упрощенно;
крепежные детали (винты, болты, шпильки, гайки, шайбы, заклепки и т. п.), шпонки, сплошные валы, зубья и спицы колес и маховиков условно показывать нерассеченными, если секущая плоскость направлена вдоль оси такой детали;
если вал имеет углубления, шпоночные пазы, центровые отверстия, то для изображения этих элементов следует применять местные разрезы;
шарики и ролики подшипников качения показывать нерассеченными;
ребра жесткости и другие тонкие стенки показывать рассеченными, но без нанесения штриховки;
пластины, а также элементы деталей (отверстия, фаски, пазы, углубления, и т. п.) размером 2 мм и менее изображать с отступлением от масштаба, принятого для всего изображения, в сторону увеличения»
Чертежи деталей. Для выполнения чертежа детали следует прежде всего выбрать егс^формат, который должен соответствовать размерам предполагаемого изображения.
Деталь должна быть изображена, как правило, в натуральную величину. В зависимости от размеров и сложности детали может быть выбран масштаб увеличения или уменьшения. Для выносных элементов следует использовать только масштаб увеличения.
При выполнении чертежей деталей следует ограничиться минимальным количеством изображений (видов, разрезов, сечений). Для деталей, представляющих собой тела вращения, в большинстве случаев достаточно дать одно изображение, добавляя к нему, при необходимости, частичные виды, разрезы, сечения и выносные элементы.
При этом чертеж детали должен содержать все данные, необходимые для ее изготовления и контроля: номинальные размеры, предельные отклонения размеров, формы и расположения поверхностей и их осей; параметры шероховатости поверхности; марку материала, вид упрочняющей обработки и показатели свойств материала, полученных в результате этой обработки, и другие технические требования. Содержание и правила нанесения технических требований на чертеж детали приведены в гл. 3 и 4.
Если в окончательно изготовленной детали должны быть центровые отверстия, выполняемые по ГОСТ 14034—74, то их изображать упрощенно с указанием только обозначения. При наличии двух одинаковых отверстий достаточно изобразить одно из них.
Центровые отверстия на чертеже детали не изображать и в технических требованиях никаких сведений не приводить, если эти отверстия в дальнейшем не будут использованы (например, при ремонте).
Если у центрового отверстия имеется резьба, на чертеже необходимо привести размеры, характеризующие резьбу: глубину отверстия под резьбу, диаметр и длину резьбы.
Если отдельные элементы изделия необходимо до сборки обработать совместно с другим изделием (например, половины корпуса подшипника, редуктора и т- п.), для чего их следует соединить и скрепить, то на оба изделия должны
быть самостоятельные чертежи с указанием на них всех размеров, предельных отклонений, шероховатости поверхности и т. д.
В отдельных более сложных случаях допускается помещать полное или частично упрощенное изображение другого изделия, выполненное сплошными тонкими линиями.
Специальные чертежи на совместную обработку не допускаются.
Если отверстия под винты, штифты и другие аналогичные детали обрабатываются в процессе сборки, на чертежах детали такие отверстия не изображают и никаких сведений в технических требованиях не помещают. Необходимые данные для обработки этих отверстий приводят на сборочном чертеже.
На чертежах деталей не допускается помещать технологические указания* В виде исключения можно указать совместную обработку, притирку, гибку, развальцовку и т. д. Эти данные приводят на полке линии-выноски или в технических требованиях.
Правила оформления чертежей типовых деталей машин: зубчатых и червячных колес, червяков, звездочек, шкивов, валов приведены в гл. 3. Там же помещены примеры выполнения чертежей этих деталей.
Монтажный чертеж. На монтажном чертеже изделие следует изображать упрощенно, внешними очертаниями, за исключением тех элементов конструкции, которые необходимы для правильного монтажа и поэтому должны выполняться с требуемыми подробностями. Устройство (объект, фундамент), к которому крепится изделие, следует изображать упрощенно сплошными тонкими линиями, как «обстановка».
Наименование и обозначение устройства, к которому крепится монтируемое изделие, должно указываться на полке линии-выноски или непосредственно на изображении. _
На монтажном чертеже следует указывать присоединительные, установочные и прочие необходимые размеры с предельными отклонениями.
Перечень составных частей, необходимых для монтажа, должен размещаться на первом листе чертежа над основной надписью (таблица перечня может быть выполнена по форме 1, ГОСТ 2.108—68, за исключением граф «Формат» и «Зона»). В перечень следует записывать монтируемое изделие, а также сборочные единицы, детали и материалы, необходимые для монтажа.
Вместо перечня допускается указывать обозначения этих составных частей на полках линий-выносок.
МЕТОДЫ ПРОЕКТИРОВАНИЯ
Проектирование машин на основе системного подхода. Различают методы проектирования:
- эвристические —- всевозможные упорядоченные в какой-то мере правила и рекомендации, помогающие при решении задач без предварительной оценки результатов;
алгоритмические — основываются на алгоритме, который можно определить как последовательность указаний, касающихся процедур (операций), позволяющих решить задачу.
По совокупности решаемых задач можно выделить частное и системное проектирование.
Частный подход к проектированию определяется критериями, отвечающими частным, иногда и антисоциальным интересам.
Системный подход вносит коренные изменения во все стадии работы машины, начиная с ее создания. Принципиально новый подход заключается в том, что решается задача создания развернутого унифицированного семейства машин одного функционального назначения заданного главного параметра. Для решения такой задачи предварительно анализируют рациональные экономические границы данного семейства, причем критерием является конечный народнохозяй*
ственный эффект от применения унифицированного семейства по сравнению с применением ряда машин индивидуальных конструкций.
В этом случае выбирают, как правило, по принципу наибольшего потребления базовую модель.
Конструкция новой машины должна удовлетворять технологическим, специальным и экономическим требованиям.
Конструкция машины в техническом отношении должна соответствовать функциональному назначению и должна отвечать современным социальным требованиям, обеспечивать соответствующие условия труда при приемлемом уровне затрат физической энергии. Особое внимание необходимо уделять созданию безопасных условий труда. Должны быть решены и вопросы эстетики.
Новая машина в процессе эксплуатации должна обеспечить приемлемый уровень эффективности. Поэтому при проектировании новой машины следует обеспечить экономическую целесообразность ее использования в народном хозяйстве. ' *
Конструкция машины должна быть отработана на технологичности с целью обеспечения приемлемого уровня эффективности ее изготовления, т. е. должна удовлетворять требованиям производства.
Следовательно, к одной и той же конструкции машины предъявляются требования эксплуатации и .требования производства.
Виды основных требований эксплуатации: требования функционирования; требования выполнения штатных работ; требования технологии технического обслуживания; требования организации технического- обслуживания; требования технологии ремонта и организации ремонта.
К основным требованиям производства относят: требования технологического процесса; требования обслуживания технологического процесса; требования вспомогательного процесса; требования обслуживания вспомогательного процесса; требования организации производства.
Требования эксплуатации по отношению к конкретной машине могут быть приняты постоянными, а требования производства изменяются в зависимости от уровня технологии и организации производства, которые, в свою очередь, зависят от объема выпуска. х
С позиций системного подхода все требования можно принять за систему, а требования эксплуатации и производства рассматривать как подсистему.
Полное удовлетворение указанных требований, во многих случаях противоречивых, представляет большие трудности и, как правило, невозможно.
При проектировании следует изыскать компромиссное решение, удовлетворяя лишь важнейшим требованиям. Это решение можно считать оптимальным только применительно к определенному уровню науки и техники, а также к конкретным производственным условиям, в которых намечается изготовление машины.
Разрешая противоречия между рассматриваемыми требованиями, необходимо в процессе проектирования машины выполнить системный анализ, т е. решить многовариантную задачу выбора оптимального варианта конструкции машины.
Структурная схема автоматизации процесса проектирования машин (рис.4). Процесс автоматизированного проектирования любых объектов может быть разбит на следующие основные этапы:
формирование технического задания на автоматизированное проектирование;
построение структурных схем;
моделирование и синтез спроектированной структурной схемы объекта или системы;
проектирование принципиальной электрической или кинематической схемы; выбор или расчет параметров отдельных элементов и звеньев;
проектирование монтажной схемы, решение Задач пространственного размещения модулей и других элементов, разработка спецификаций и другой конструкторской документации;
Рис. 4.
автоматизация вычерчивания;
разработка технической документации на изготовление изделия; разработка эксплуатационной документации.
Учитывая, что при автоматизации проектирования приходится решать большое число задач, целесообразно сначала выполнить задачи,- касающиеся первых пяти этапов. Для реализации остальных этапов необходимо создать специализированные станки с программным управлением, обеспечивающие монтаж и сборку спроектированных изделий.
ОСНОВНЫЕ ПОНЯТИЯ ТЕОРИИ НАДЕЖНОСТИ
Одним из важных .критериев качества проектирования, изготовления и эксплуатации изделий является их надежность. Основы надежности закладываются в процессе проектирования, поэтому конструктор должен знать, что характеризует надежность изделия и каковы основные пути повышения надежности и долговечности.
Надежность — свойство объекта (изделия) выполнять заданные функции, сохраняя во времени значения установленных эксплуатационных показателей в требуемых пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонтов, хранения и транспортирования.
ГОСТ 27.002—83 устанавливает терминологию, относящуюся к вопросам надежности. Основные определения, касающиеся надежности, следующие:
работоспособное состояние (работоспособность) — состояние объекта, при котором он способен выполнять требуемые функции, сохраняя значения заданных параметров в пределах, установленных документацией;
безотказность — свойство объекта непрерывно сохранять работоспособность в течение некоторого времени или некоторой наработки;
наработка — продолжительность или объем работы объекта;
долговечность — свойство объекта сохранять работоспособность до наступ-ления предельного состояния при установленной системе технического обслуживания и ремонтов;
предельное состояние — состояние объекта, при котором его дальнейшая эксплуатация должна быть прекращена из-за неустранимого нарушения требований безопасности, или неустранимого ухода заданных параметров за установленные пределы, или неустранимого снижения эффективности эксплуатации ниже допустимой, или необходимости проведения среднего или капитального ремонта;
ремонтопригодность — свойство объекта, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения его отказов, повреждений и устранению их последствий путем проведения ремонтов и технического обслуживания;
отказ — событие, заключающееся в нарушении работоспособности объекта;
сохраняемость — свойство объекта непрерывно сохранять исправное и работоспособное состояние в течение хранения и (или) транспортирования и после;
исправное состояние — состояние объекта, при котором он соответствует всем требованиям, установленным документацией;
технический ресурс (ресурс) — наработка объекта от начала эксплуатации или ее возобновления после ремонта до наступления предельного состояния;
срок службы — календарная продолжительность эксплуатации объекта от ее начала или возобновления после ремонта до наступления предельного состояния;
показатели надежности — количественная характеристика одного или нескольких свойств, составляющих надежность объекта.
Требования к надежности деталей, сборочных единиц и машины в целом обусловлены множеством факторов и условий: назначение^, ответственностью, стоимостью, количеством, условиями эксплуатации и многими другими.
Для оценки надежности используется ряд показателей, основными из которых являются следующие:
вероятность безотказной работы Р (/), т. е. вероятность того, что в пределах ваданной наработки отказ объекта не возникает;
средняя наработка до отказа — математическое ожидание наработки объекта До первого отказа;
интенсивность отказов X (/) — условная плотность вероятности отказа не-восстанавливаемого объекта, определяемая для рассматриваемого момента времени при условии, что до этого момента отказ не возник: X (/) = / (t)!P (/), где
f (0 — плотность распределения наработки до отказа; Р (0 — вероятность безотказной работы за время /;
параметр потока отказов — плотность вероятности возникновения отказа восстанавливаемого объекта, определяемая для рассматриваемого момента времени;
средняя наработка на отказ — отношение наработки восстанавливаемого объекта к математическому ожиданию числа его отказов в течение этой наработки.
К важнейшим показателям долговечности относят следующие:
гамма-процентный ресурс — наработка, в течение которой объект не дости-е гает предельного состояния с заданной вероятностью у процентов: у = 100 Р (0; для многих изделий массового производства у = 90 %, т. е. используется девяностопроцентный ресурс, характерный, например, для подшипников качения;
средний ресурс — математическое ожидание ресурса.
Если изделие состоит из последовательно соединенных элементов (отказ одного из них влечет за собой отказ всей системы), то вероятность ее безотказной работы
п
^=1
где Pi (0 — вероятность безотказной работы i-ro элемента.
Отдельные детали можно рассматривать как систему, а места, в которых могут возникнуть повреждения, влекущие отказы,— как элементы системы.
При параллельном соединении элементов вероятность безотказной работы изделия
п
Вероятность отказа (отказ и исправное состояние являются противоположными событиями)
Q (0 = 1 - Р
Процессы, определяющие надежность изделия, носят случайный характер. Количественные показатели этих процессов являются случайными величинами. Соотношения, устанавливающие связь между возможными значениями случайной величины и соответствующими им вероятностями, называются законами распределения. Эти законы изучаются в теории вероятностей.
Наиболее типичными являются следующие законы распределения параметров надежности: нормальный; логарифмический нормальный; показательный и закон Вейбулла.
Важнейшими числовыми характеристиками случайной величины являются ее среднее значение (математическое ожидание) тх и параметры, характеризующие степень разброса относительного среднего значения дисперсии Dx, среднее квадратическое отклонение = Dx и коэффициент вариации vx = e <Sx//nx.
Глава 2
РАСЧЕТЫ ДЕТАЛЕЙ ПРИ ПРОЕКТИРОВАНИИ
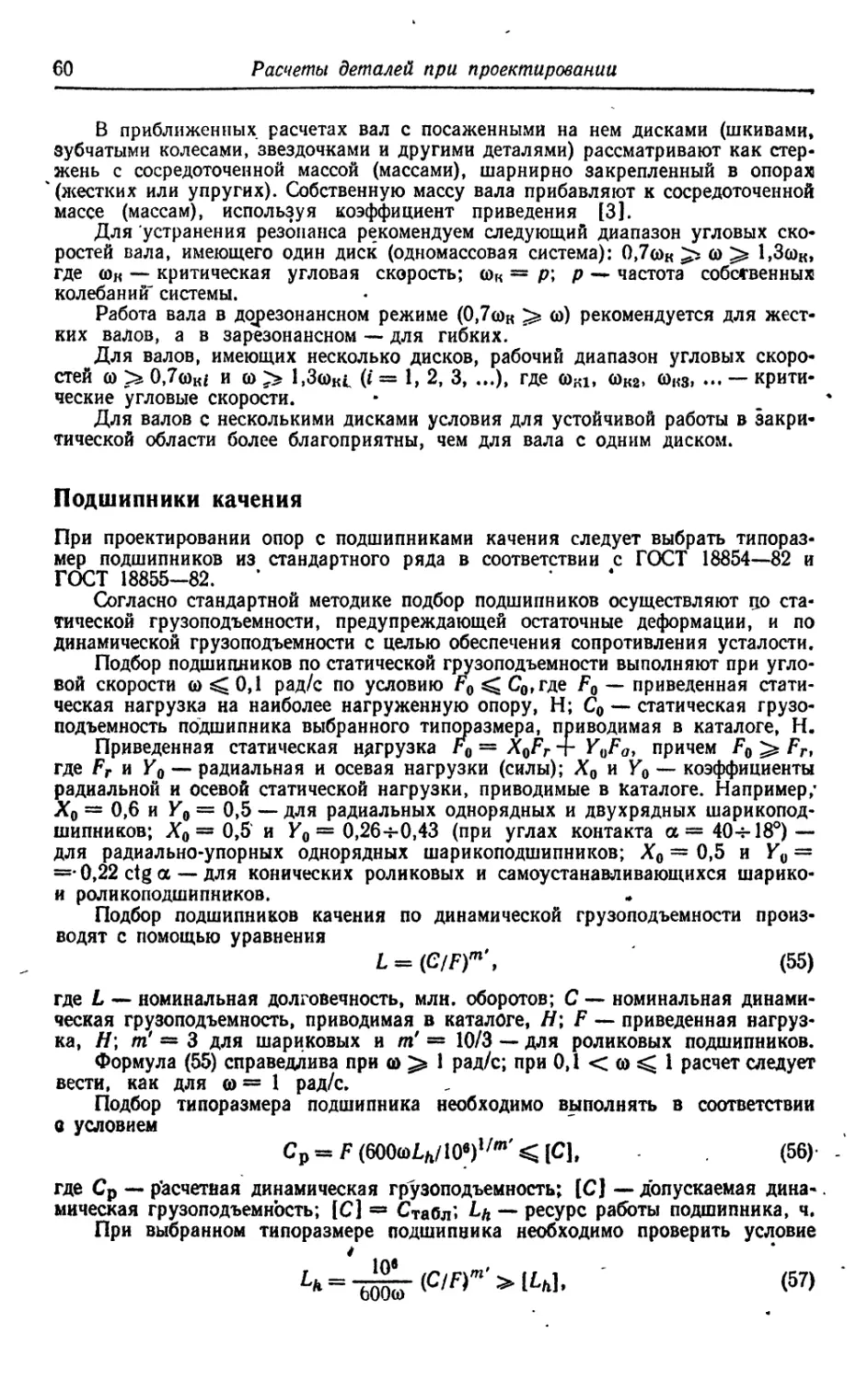
При проектировании необходимо выполнить следующие основные расчеты: на прочность [объемную и (или) поверхностную], жесткость [собственную и (или) контактную], износостойкость, теплостойкость, виброустойчивость (или колебания).
.Любой расчет должен выполняться по следующей схеме: а) исходные данные для расчета; б) составление расчетной схемы; в) выявление основных критериев работоспособности; г) проведение непосредственно расчета; д) выводы и заключение.
ДЕТЕРМИНИСТИЧЕСКИЕ МЕТОДЫ РАСЧЕТА
НА ПРОЧНОСТЬ
При проектировании деталей выполняют, расчеты на статическую прочность и на сопротивление усталости как всего деформированного объема (на объемную прочность), так и поверхностных слоев (на поверхностную прочность).
Расчеты на прочность при статическом нагружении. Условие прочности должно быть записано в виде
°тах = • • • ^ [<т];
ттах = • • • [т]
или
п = ... > [л], (2)
где отах и тШах — максимальные расчетные нормальное и касательное напряжения; [о] и [т] — допускаемые напряжения; п — расчетный коэффициент запаса прочности: при расчете по нормальным напряжениям ла, по касательным пх и общий (суммарный) п2; [п] — допускаемый (нормируемый) коэффициент запаса прочности.
Под расчетным коэффициентом запаса прочности понимают отношение предельных напряжений для детали (а не для образца) к максимальным расчетным, а допускаемый коэффициент запаса прочности — это отношение предельных напряжений ж допускаемым.
Максимальные расчетные напряжения при простых видах сопротивления следует определять по известным формулам [25] в зависимости от вида напряженно-деформированного состояния проектируемой детали:
при растяжении-сжатии
°Р (С) = ± Fz/S>
где Fz — продольная (нормальная) сила, действующая в рассматриваемом сечении; S — расчетная площадь сечения;
при сдвиге
т\ = F%/S или == Fy/St
гДе Лс, Fу — поперечные силы;
при смятии
асм = F/ScMl
где F —. действующая сила; SCM — площадь смятия;
при чистом изгибе атах = (3)
где Л4И — изгибающий момент в рассматриваемом сечении; 1ГП — осевой момент . сопротивления этого сечения;
при кручении
ттах = Л4К/1Г р, (4)
где Л4К — крутящий момент в рассматриваемом сечении; Wp —- полярный момент сопротивления круглого сечения.
При сложном сопротивлении (при совместном действии нормальных и касательных напряжений) расчет следует проводить по эквивалентному напряжению в соответствии с гипотезами прочности.
Для пластичных материалов наиболее распространенными гипотезами являются [25]: гипотеза наибольших касательных напряжений и гипотеза потенциальной энергии формоизменения, или гипотеза средних касательных напряжений.
Согласно гипотезе наибольших касательных напряжений условие прочности имеет вид
o3K = Oi — a3<[o]. (5)
Согласно гипотезе потенциальной энергии формоизменения
оэк = / (ох - + (о2 - <т8)* + (ох - <т3)* < [а], (6)
V *
где Of, а2 и а3 — соответственно наибольшее, среднее и наименьшее главные напряжения.
Расчетные формулы для оэк для плоского напряженного состояния:
по гипотезе наибольших касательных напряжений
°эк = 1/°22+4т2; (П
по гипотезе потенциальной энергии формоизменения
a9K = /SiW, (8)
Pz МХ Му где а2 — ар (с) ± аи — ± ± ± »
здесь Л4Х и Му — изгибающие моменты в расчетном сечении; Wx и — осевые моменты сопротивления этого сечения.
В частности, при Fz = 0 для брусьев круглого сечения условие прочности с учетом (7) и (8) принимает вид
Ум21+м2У + м2г
Оэк ----------< [О]
и ___________________ , (9)
V M2x + M2y + 0,75M2z аэк ----------гг-----------[а1’
где Mz = Мк. - .
Допускаемое напряжение для пластичных материалов
/ Jo] = атр/[п]т,
где атр — предел текучести при растяжении; обычно [п]т = 1,2ч-2,5в
Для хрупких материалов в соответствии с гипотезой Мора
аэк = °! —
Где k — Овр/^вс(сгвр и овс — пределы прочности соответственно при растяжении и сжатии); для чугунов в среднем k = 0,3; для сталей с твердостью ^HRC 60 k = 0,5.
При плоском напряженном состоянии
°эк = -у- (! - fe) + 4" + k) /°1+4т2 < <10>
где _______
Fz + Mz .
± s ± , т - ,
здесь Wn и Wp — осевой и полярный моменты сопротивления круглого сечения. Для волокон, испытывающих растяжение, допускаемые напряжения
[°]р = авр/[л]в и для сжатых волокон Меж = авс/Ив-
При расчете на контактную прочность в соответствии с гипотезой наибольших контактных напряжений
<*эк = О,6ро Мя,
где р0 — наибольшее давление в пределах деформированного объема; [о1я — допускаемое контактное напряжение.
В случае соприкосновения двух цилиндров с параллельными осями (линейным первоначальным контактом) _______
«-/ттг’’ (,|)
где 2k— сумма главных кривизн поверхностей соприкасающихся тел в месте первоначального контакта; k = —1— (рпр—приведенный радиус кривизны);
СИ v аР1
q=z p/i — линейная интенсивность (г — сжимающая сила; I — длина линии J __________________ ц2 | ___ ц2
контакта); 1] = —-]--------; здесь tij, р2 и Ef, Е2 — коэффициенты Пуас-
L1 С2
сона и модули упругости материалов.
При круговой площадке контакта (точечном первоначальном контакте)
'•“4-/TWF- <|2)
Размеры площадки контакта, величины наибольшего давления и сближения соприкасающихся тел при различных форме этих тел и их взаимном расположении можно определить по формулам, приведенным в работах по контактной прочности.
Расчет по коэффициентам запаса прочности при переменных напряжениях. Расчет следует выполнять как проверочный после конструирования сборочной единицы, в состав которой входит данная деталь. При этом необходимо оценить вапас сопротивления усталости детали с учетом ее абсолютных размеров, конструктивной формы, состояния поверхности и других факторов.
Расчетный, коэффициент запаса прочности следует определять в соответствии g характером изменения напряжений во времени и типом напряженного состояния.
При регулярном нагружении возможны следующие расчетные случаи.
1. Если напряженное состояние линейное и напряжения изменяются по симметричному циклу, то для нормальных напряжений
па = а.1д/оа (13)
и для касательных напряжений
Пт = т_1Д/та, (14)
где о_дди т-1д— пределы выносливости натурной детали; оа и та — амплитуды напряжений, определяемые в зависимости от вида деформированного состояния, например, .по формулам (3), (4).
Предел выносливости детали
а_1д = a_i/KOT, (15)
где o_f — предел выносливости материала при симметричном цикле; /Сад — коэффициент, характеризующий снижение предела выносливости детали;
(16)
В последнем выражении — эффективный коэффициент концентрации напряжений; /(fa — коэффициент влияния абсолютных размеров поперечного сечения (масштабный фактор); Kf— коэффициент влияния состояния поверхности; /Си — коэффициент влияния поверхностного упрочнения. В случае коррозии Кр следует заменить коэффициентом влияния коррозии /Скор.
Согласно теории подобия усталостного разрушения
Ку Kdo
2ag
1 Ip f _L -£ ‘ (88,3 g
(17)
где ag — теоретический коэффициент концентрации напряжений; L/G — критерий подобия; ua — параметр уравнения подобия усталостного разрушения, характеризующий чувствительность к концентрации напряжений и масштабному фактору; G — относительный градиент первого главного напряжения ах, 1/мм; L — периметр или часть периметра образца.
Величины, входящие в формулу (17), можно определять согласно рекомендациям, приведенным в работе [10].
2. Если напряженное состояние линейное и напряжение изменяется по'асимметричному циклу, то
= (У-.Хд/Оа эк» = ’Г-ЛдДа эк» (16)
где ой эк = Од+ ф0от; тоэк = та+ фтТ/п — эквивалентные амплитуды симметричного цикла, равноценные по своему повреждающему действию асимметричному циклу с параметрами тв и am, (am и хт — средние напряжения цикла); = (2о_! — о0)/о0 и = (2т_5 — т0)/т0 — коэффициенты чувствительности к асимметрии цикла напряжений; о0 и т0 — пределы выносливости при отнулевом цикле напряжений [25].
3. Если напряженное состояние сложное, то
« = яЛ/(/ла + п0- (19>
Для получения количественных характеристик нагруженности деталей, необходимых для вып' л нения расчетов на сопротивление усталости при нерегулярном нагружении, реальный случайный процесс следует заменить схематизированным процессом, который по уровню усталостного повреждения должен быть эквивалентен реальному.
Применяют одномерные и двумерные методы схематизации случайного процесса [10]. При одномерных методах схематизации находят функцию распределения одной случайной величины — амплитуды переменных напряжений Среднее напряжение ит принимают стационарным и детерминированным. При двумерных методах схематизации находят функции распределения двух случайных величин — амплитуды оа и среднего напряжения от цикла.
Для установления функции распределения величины ва непосредственно подсчитывают число амплитуд различных уравнений, выделяемых из реального процесса, а также используют математический аппарат теории случайных функций.
Наиболее известные методы схематизации базируются на использовании экстремумов (методы максимумов, экстремумов, метод учета одного экстремума между двумя соседними пересечениями среднего уровня), размахов (методы размахов, укрупненных размахов, полных циклов и др.) и чисел пересечений заданного уровня [10].
При нерегулярном нагружении коэффициент запаса прочности по нормальным напряжениям '
Лд = ^_1д/Оэ» (20)
где ______________________
/т 1°/ V Л Vf6a • /я 11
а по касательным где
_ . а-1д
° al ~>
Ла
(22)
(23)
В выражениях (20)—(23) т0 и тх — показатели степени кривых усталости; Л — число блоков нагружения; и vaT —общее число циклов в блоке; v/ба и v<6t — число циклов повторения амплитуд oat и в блоке; NGo и — базы испытаний; аро и арт — корректирующие значения сумм относительной долговечности.
Коэффициенты запаса прочности п0 и пх по формулам (20) и (22) следует находить методом последовательных приближений, поскольку они входят также в выражения (21) и (23).
Расчеты на выносливость следует проводить в тех случаях, когда ъа1<3т~ == const или (оа + = const. Если эти условия не соблюдаются (например,
при возникновении упругих колебаний в детали остается постоянным, а оа изменяется), то расчетный коэффициент запаса прочности по нормальным и касательным напряжениям можно определять по формулам (13) и (14).
При асимметричном цикле напряжений вместо оа следует подставить оаэк, а при нерегулярном нагружении оэц.
При сложном напряженном состоянии общий запас прочности следует определять по формуле (19).
При выполнении расчетов конструктор особое внимание должен уделять выбору величины [п]. Допускаемое значение коэффициента запаса прочности следует назначать в зависимости от точности определения нагрузок и характеристик материала по сопротивлению усталостному разрушению, от уровня технологии изготовления и контроля дефектности, ответственности конструкции и однородндсти материала.
При выборе [л] необходимо учитывать опыт конструирования, расчеты и сопоставления результатов расчета с данными об отказах в условиях эксплуатации.
Допускаемое значение коэффициента запаса прочности в машиностроении в большинстве случаев рекомендуется принимать равным 1,5—2,5. С увеличением габаритов и ответственности конструкции, особенно при опасности для жизни людей, связанной с возможным разрушением детали, значения [п] следует повышать по сравнению с указанным выше интервалом.
При достоверных данных об эксплуатационных нагрузках, распределении напряжений и характеристиках сопротивления усталостному разрушению, полученных в результате фундаментальных исследований, при высоком уровне технологии изготовления и применении соответствующих средств дефектоскопии допускаются небольшие значения [л] =1,34-1,5 даже для деталей ответственных конструкций, например деталей поршневых авиационных двигателей, при условии строгого ограничения ресурса эксплуатации и текущего контроля за состоянием детали.
Если окажется, что п [л] и размеры детали обусловлены прочностью, а не жесткостью или другими факторами (конструктивными, технологическими), то конструктор должен уменьшить ее размеры.
Помимо расчета на сопротивление усталости, необходимо проверить также выполнение условия статической прочности, которое для пластичных материалов определяется величиной
Лт = От/ошах = От/(аа + °т) > [л]т = 1,2 4- 1,5 и для хрупких
лв = ов/(оа + om) [и]в = 4,5 4- 6,0. .
При действии т формулы имеют аналогичный вид.
Расчеты на долговечность. Эти расчеты следует проводить при весьма напряженных режимах нагружения, т. е. в тех случаях, когда амплитуда напряжений цикла Од превышает предел выносливости о_1Д натурной детали и срок ее службы ограниченный.
В основу расчета положено уравнение наклонной ветви кривой усталости в виде
(ста*/ст-1д)т° = Nn/Ni, (24)
где Од/ — амплитудное значение напряжения симметричного цикла, при котором деталь разрушается через Nt число циклов нагружения; о_1д— предел выносливости натурной детали, определяемый по формуле (15); NQa — база испытаний. Обычно Noa— 1064-3« 106; если нет экспериментальных данных по натурной детали, то принимают = 2- 10е; т0 — показатель степени кривой усталостной прочности; ориентировочно та = ClK^ причем С = 12 — для сварных соединений; С= 124-20 —для углеродистых сталей; С = 204-30 — для легированных сталей.
При регулярней нагружении возможны следующие расчетные случаи.
1. Если напряженное состояние простое и напряжения ’ изменяются по симметричному циклу с заданной постоянной амплитудой оа или та, то циклическая долговечность детали или Nx в соответствии с (24)
^а = (о_1д/овЛ^а (25>
ИЛИ ^“(ТЛд/Та^Л/ох.
2. Если напряженное состояние простое и напряжения изменяются по асимметричному циклу е постоянными afl(to) и (Тщ), то
^ = (^1д/адэк)та^оа (26)
или = (т.1д/тЛ эк) т NоТ1
(28)
(29)
(30)
где
где Слэк и Тдэк — эквивалентные амплитуды напряжений}
&а эн = КсрРа + Фо^т?
та эк = 4“ Фттт»
8. Если напряженное состояние сложное, то циклическая долговечность
т
ff— 2 \ 2
♦ (27>
Выражение (27) можно применять в тех случаях, когда = т,
В реальных условиях эксплуатации изделий (например, автомобилей, стан* ков) нагружение их деталей носит, как правило, случайный характер, причем возможны резкие перегрузки, t. е. о течением времени изменяются и среднее напряжение и амплитуда цикла* В этом случае долговечность детали, выражен* ная в километрах пробега, часах, циклах и т. д.,
где 1б — продолжительность блока нагружения (БН), измеряемая в километрах, часах, циклах и т, д« ВН — это совокупность (например, осциллограмма) напря* жений, действующих на деталь аа' какой-либо достаточно продолжительный пе* риод ее работы; к — долговечность детали, выраженная в количестве БН»
При действии нормальных напряжений
вгЛ0о^1д = V т--------♦ Cai
2jaSv6<
где ар — сумма относительных долговечностей; vei ~ число циклов повторения амплитуды Qai в блоке.
Здесь суммирование производится для всех ofll- > алд.
Сумму относительных долговечностей определяют по формуле
а — Ga max^ — 0>5а-Лд Р max — 0,5о_лд ?= У Q<* V6i * °amax v6 * &ai 0,5(Т.1д.
В выражениях (29) и (30) оашах—максимальная амплитуда программного блока; V6 — общее число циклов в блоке нагружения.
Формулой (28) рекомендуется пользоваться в тех случаях, когда в спектре амплитуд наряду с множеством мелких амплитуд присутствуют значительные перегрузки. Суммирование здесь проводится только для амплитуд aat > а-1д» причем если окажется, что ар <0,1, то следует принимать ар = 0,1.
Если в спектре преобладают в среднем близкие амплитуды, причем Gai С>Олд« то можно принимать ар ® 1, т. е. использовать гипотезу о. линейности накоп* ления повреждений.
При действии касательных напряжений расчетные формулы для определения будут аналогичны приведенным выше.
При сложном напряженном состоянии долговечность детали, выраженная в количестве БН, при та = т^ = т &=._________________________________Ml
(31)
т
2 \ 2
Рис. I
1. Значения таг- и vqi
№ амплитуды МПа ь io ?• № амплитуды eijw 1 io
1 55,0 10 5 27,5 55
2 48,2 15 20,6 200
3 41,2 35 г = 7 13,8 145
4 33,4 25
В формулы для определения и входят параметры нагружения детали, получаемые путем обработки осциллограммы изменения напряжений во времени в пределах блока нагружения. Для подобной обработки применяют несколько методов [10].
Формулу (31) можно использовать в тех случаях, когда та = тг = т. При та тх величину X следует находить из соотношения
2 2
Если разница между та и тх составляет не более 30—50 %, то допускается пользоваться формулой (31), приняв
т = 0,5 (та~{-тх).
Пример. Предохранительный шпиндель прокатного стана (рис. 1) нагружается вращающим моментом [10]. изменяющимся по отнулевому циклу. Предел выносливости материала T_t = 140 МПа, а суммарный коэффициент поправок для опасного сечения Кад = 3,16. Вследствие прокатки труб разного диаметра и материала амплитудные значения момента различны. Тензометрические измерения за период = 1 год дали возможность получить данные для определения долговечности (табл, 1). Требуется найти £д долговечность шпинделя.
Находим предел выносливости * шпинделя
тЛд=тл/Кад=140/3,16= 44 МПа.
Для определения долговечности составляем табл. 2t включающую 0,5т_{д = 0,5X Х44 = 22 МПа, и подсчитываем (Ту£/Хашах) (V6Z/V6) и Далее находим коэффициент
„ _ татах£“°-5т-1д S.5 0,625-0,5-44 „ оос
р ’«тах-О-б’-гд “ 55-0.5-44 •
2. Параметры для определения долговечности
№ ампли-, туды Tvi v6l-10-’ 1 v6 Tv шах
1 1 55 10 0,0435 0,0435
2 48,2 15 0,0655 0,0573
3 42,0 35 0,1620 0,1138
4 33,4 75 0,3260 0,2040
Го»6 = -г> 21,5 95 0,4130 0,2065 m
— —‘ Sv6i=v6=230 ЬшЛ cvmax 1
Приняв для стали 45 NQ = 10е и tn = 10, по формуле (28) находим долговечность шпинделя
, *-^0% 44-10*-0,385 ~ н
= 55‘«-10‘+48,2»»-15-10’ ~ ’
%aiy6i
ВЕРОЯТНОСТНЫЕ МЕТОДЫ РАСЧЕТА НА ПРОЧНОСТЬ
Данные расчеты следует выполнять, как правило, после-конструирования сбо-оочной единицы, в состав которой входит рассчитываемая деталь. При этом необходимо оценить вероятность разрушения Р (или вероятность неразрушения q) проектируемой детали с учетом характеристик прочности и параметров нагружения, причем конструктору приходится проектировать детали в большинстве случаев по условию сохранения циклической прочности.
Расчет деталей на сопротивление усталости в вероятностном аспекте при регулярной переменной нагруженности следует выполнять в указанной последовательности [10]:
а) по результатам статистической обработки данных испытаний образцов и параметрам детали необходимо' определить характеристики сопротивления усталости натурной детали; о..1д« (или) Тдд—медианные значения пределов выносливости; та и (или) т? — показатели степени кривой усталости; AfOa и (или) #от — базовые чисЛа циклов; коэффициенты вариации пределов выносливости ИаЛд и (или) VT_i5;
б) по результатам обработки экспериментальных данных необходимо найти параметры нагруженности детали: да и (или) та — средние значения амплитуд напряжений и VOa и (или) • коэффициенты вариации амплитуд напряжений;
в) имея данные по пп. а и б, следует вычислить условные коэффициенты запаса по средним значениям для нормальных и (или) касательных напряжений;
г) квантиль нормального распределения находят по формуле
1~]/ 4-+-Т ир =------—............ 7 ........... , (32)
]/2 1/2
j_____J________%, t______J_______
°-1Д 1 + (Па/Пг)2 + (nx/na)2 ^2
где — коэффициент вариации пределов выносливости Детали;
д) по таблице нормального закона распределения с учетом величины Up следует найти соответствующую вероятность разрушения Р, %;
е) с учетом зависимости Р + Q = 1 находят вероятность неразрушения Q, %.
Формулы для определения условных коэффициентов запасов прочности по средним п и квантиля нормального распределения Up, соответствующего вероятности разрушения Р, для случая плоского напряженного состояния с компонентами а ит, изменяющимися по асимметричному циклу, и кривыми усталости с горизонтальными участками:
• л0 _ о_1д/ба эк и = т_1д/та эк;
, &а эк — + Фсгд^пъ 1
эк — /
1/ _ ^qO'9K .
’в9К *а8к ’
V _ foa эк .
Т“эк таэк ’
(33)
(34)
(35)
2 Тарабасов НГ Д. и др.
где Sla = (SaVaaf и S?e = (fflVTa)2 -дисперсии рабочих амплитуд на пряже* ний;52т=(5от^И$^=(тотУТт)»- . дисперсии средний напряжений; Sn и тт; VOjn и УТт — средние значения н коэффициенты вариации средних напряжений циклов; вл и fa; VCTrn. «ч-циенты жений.
В и 'Кд ^а>
-средние значения и коэффи-вариации амплитуд напря-*
первом приближении фад принимаются величинами де-и — некоррелированными.
и
терминированными, а величины оа
При симметричном цикле изменения напряжений ит == » 0,* а при ли-
нейном напряженном состоянии та = оа == 0.
Рассмотрим пример расчета деталей на сопротивление усталости в вероятностном аспекте с целью ознакомления с последовательностью и методикой такого расчета [10].
Пример. Рассчитать функцию распределения долговечности вала (рис. 2) с параметрами D я 110, d = 100 и р=5± 2 мм в сечении 1—1, нагруженного изгибающим Л1И и крутящим Мг моментами, случайно изменяющимися во времени,
Исходные данные: материал вала — сталь 45 по ГОСТ 1050—74, среднее значение ов и коэффициент вариации предела прочности стали равны соответственно 660 МПа и 0,06; медианное значение пределов выносливости гладких лабораторных образцов при изгибе с вращением o_i = 310 МПа, при знакопеременном кручении f_i — 180 МПа. Параметры уравнения подобия усталостного разрушения и характеризующие чувствительность к концентрации напряжений и масштабному фактору, равны соответственно 0,11 и 0,22. Окончательная обработка поверхности — чистовое точение, параметр шероховатости Rz ~ 5,5 мкм; поверхностному упрочнению и воздействию коррозионных сред вал не подвергался. Вал работает при нормальной температуре.
Характеристики эксплуатационной напряженности: ресурс вала измеряется в часах работы. Блок нагружения = 100 ч; среднее значение нормальных напряжений при случайном процессе ат = 0. Амплитуды нормальных напряжений распределены по нормальному закону с параметрами аЛ ==в 60 МПа, V = 0,4; общее число циклов ампли-“ ° а
туд нормальных напряжений в блоке vgg = 1,5* 10е; коэффициент вариации средних амплитуд = Vg = 0,08. Амплитуды касательных напряжений распределены нормальному закону с параметрами та = 40 МПа; = 0,3; «= Уе == 0,08; v6j = 1,2 X
XI 0е циклов.
1. Определяем характеристики сопротивления усталости при изгибе. Медианное значение предела выносливости вала
где
Тогда
°-1Д -Код=('^+'к7'‘1)'к7 = (2’04+ 0^8 ~ 1) ‘=2’18, _ 310
°-1д *2J8‘ = 142 МПа’
Определяем суммарный коэффициент вариации предела выносливости детали при -изгибе
Vt
,2 4- у2 _1_ у2
атах аа’
где Vamax = 0,045 — коэффициент вариации максимального нормального напряжения; — коэффициент вариации предела выносливости образца, принимаем V* . — V_ ==
0,06; Va » 0,036 — коэффициент вариации теоретического коэффициента концентрации напряжений, обусловленной галтелью;
Уа /0,0452 -f-0,06* + 0,0362 = 0,083.
Выбираем параметры уравнения кривой усталости
та = 7^ = ТТв °° 7,3: N«a-=‘2’ 10‘ циклов'
2. Находим характеристики сопротивления усталости при кручении. Этот расчет проводим в той же последовательности, что и при'изгибе;
да Т-1Д 180 ..Г»
’-«“кТ = Т82 = 99МПа-
V , =0,08;
Т_1д
тт= то — т — 7,3;
= Nq = 2- 10е циклов.
3. Находим функции распределения ресурса вала при действии только нормальных напряжений.
Определяем квантиль нормального распределения, соответствующий вероятности разрушения,
U =------ 1 ~ Я — 9
где п «- относительный коэффициент запаса, зависящий от относительной долговечности
~(^2 «-суммарное число циклов повторения всех амплитуд).
При N^/Nq = 103 п 0,955 и
- и0 = 1-0,955 я 0,4.
р /(0,955-0,083)2 + 0,08»
По таблице нормального распределения этому квантилю соответствует вероятность разрушения Р = 65,5 %.
При = Г00 п = 1,05; U = —0,435 и Р = 33,1 %; при = 30 п ® « 1,15; Г/р = *—К,2 и Р = 11,5 %.
По величине можно вычислить ресурс работы вала
при 33,1
La = V6-( аг* ) Uj.“ L6-
Так, при N%/Nq = 10s Lg = 1,33-rt6, при W2//Vo = 102 LQ ® 1,33-10* и = 30 Ln = 4,10Tj а вероятности разрушения равны соответственно 65,5;
и 11,5 %.
Таким образом, получено соответствие между LQ и Р.
мпши^0 П0ЛУченным данным на логарифмически нормальной вероятностной бумаге можно построить график расчетной функции распределения ресурса вала при действии только о, откуда следует, что при Р = 50 % lg~LQ == 4,64 и медианное значение ресурса L0 в 4,37-10*. При Р 84,1 % и Г/р = 1 lg~LQ + Sjg £ = 5,54 и среднее квадратическое отклонение логарифма L0 ® 0,9. °
лРйпт?,Е?веАЯ аналогичные расчеты и построение зависимости Р от ресурса вала при А ствии только касательных напряжений, получим
Г, = 2,5.10» Ч и SIgLt=l,7.
При одновременном действии о и т медианный ресурс вала
т
= 25 300 ч
и среднее квадратическое отклонение логарифма L Sjg £ «= 1,06.
По 1g Т » 4,4 и Sjg £ «в 1,06 можно построить график функции распределения ресурса вала при совместном действии изгиба и кручения.
РАСЧЕТЫ НА ЖЕСТКОСТЬ
Применительно к деталям различают собственную жесткость, обусловленную сопротивлением деформированию всего напряженного объема, и контактную жесткость, связанную с контактными деформациями. Для сборочных единиц и машины в целом жесткость определяется сопротивлением деформированию всех деталей и их соединений.
Расчеты на жесткость следует производить обычными методами сопротивления материалов. Расчетные формулы необходимо выбирать в вависимости от вида деформированного состояния.
Для определения упругих линейных и угловых перемещений деталей переменного или постоянного поперечного сечения при одновременном действии четырех внутренних силовых факторов используют формулы Мора или Верещагина.
По формуле Мора перемещение
= [ MZFMzidz [ Г МхеМХ1 dz f MypMyjdz f FZpFZjdz
J Gin J EIX J Ely J ES i I l .1
где MZFt Mxf, Fly, ES —- внутренние силовые факторы, возникающие в поперечном сечении под действием заданной системы внешних сил; M2i, Mxi, Myi, FZ1 — внутренние силовые факторы в поперечном сечении бруса под действием единичной силы, приложенной в рассматриваемой точке А в заданном направлении (крутящий и изгибающие моменты и продольная сила); 61 у, EIX, Ely, ES — жесткости бруса при кручении, изгибе в двух плоскостях и при растяжении-сжатии.
В формуле (36) не учтены интегралы Мора, соответствующие сдвигу.
Интегралы Мора для встречающихся на практике эпюр изгибающих и кру* тящих моментов и продольных сил рекомендуется вычислять по способу -Верещагина, Например, при кручении и изгибе имеем ‘
/ __ f MzFMzidz _ ЩУ\ (1 2цт) .
1 ~ J G/p ~ G/p >
1 п 'z (37)
r f MxFMxi dz ЩУ2 (гцт)
2 EIX ~ Elx ’
1
где Qj, Qa — площадь одной из эпюр крутящих, изгибающих моментов и т. д. (например, от заданных сил и моментов) в пределах участка бруса с постоянной жесткостью; (2цт), #г(гцт) — ордината другой (линейной) эпюры крутящих, изгибающих моментов и т. д. (например, от единичной силы, приложенной в рассматриваемой точке) под Центром тяжести первой.
Сближение контактирующих тел, обусловленное контактной деформацией,
где k — коэффициент, зависящий от свойств материала деталей и геометрии в зоне контакта; Fn — нагрузка, нормальная к поверхности соприкасания тел; х — показатель степени, равный единице при начальном касании сопряженных поверхностей по линии и 2/3 — при касании в точке.
Формулы для определения сближения 6 при различных формах соприкасающихся тел и их взаимном расположении приведены в работах по контактной прочности.
РАСЧЕТЫ НА УСТОЙЧИВОСТЬ
Подобные расчеты следует проводить для деталей машин, работающих на сжатие, например, винтов передачи винт—гайка, в тех случаях, когда •
/пр>(8~ 10) d,
где 7Пр — приведенная длина; /пр = р/; / — фактическая (наибольшая свободная) длина детали; р — коэффициент приведения длины; d —диаметр сечения (для винтов можно принимать d = — внутренний диаметр резьбы).
Значения коэффициента приведения длины |1 в зависимости от способа закрепления концов детали:
Оба конца закреплены шарнирно ........................................1.00
Поворот обоих концов ограничен (несовершенная заделка)................0.75
Оба конца защемлены.................................................. 0.50
Один конец защемлен, другой свободен..................................2,00
Один конец защемлен, другой закреплен шарнирно......................0,71.
Один конец защемлен, поворот другого ограничен........................0,60
Примечание. Для домкратов обычно ц = 2.
В передачах винт—гайка характер закрепления винта определяют в зависимости от типа опоры и отношения длины опоры /Оп к ее диаметру don« 'Опору с одним подшипником качения и другим подшипником скольжения (/оп/^оп) < 2 можно считать шарнирной. При (Ш<*оп) — 2-4-3 поворот концов ограничен и при (lon/dou) > 3 происходит защемление.
При /пр> 25d устойчивость винта следует проверять по Эйлеру
Г< л2£/ ^пр (Л1у
(39)
где F — сжимающая сила; Е1 — жесткость винта при изгибе; (п]у — коэффициент запаса устойчивости; [л]у = 2,5-ь4.
Проверочный расчет по формуле (39) можно проводить с учетом приведенного момента инерции винта (32]
,_,ор-^(о.4 + о,6^.),
где d — наружный диаметр резьбы.
Из формулы (39) необходимый по условию устойчивости диаметр
Детали любой длины можно рассчитывать на устойчивость по коэффициенту ф уменьшения допускаемого нагружения на сжатие (табл. 3);
^ = ^/5СНсшФ, (40)
где [о 1сж— допускаемое -напряжение сжатия; S — площадь поперечного сечения стержня.
Допускаемое напряжение на устойчивость
[о)у = [о]сжф.
3. Значения коэффициента ф для стали
Гибкость k Ст2, Ct3. Ct4 Ct5
0 1,00 * 1,00
20 0,96 0.95
40 0,92 0,89
60 0,86 0,82
80 0,75 0,7
100 0,6 0,51
120 0,45 0.36
140 0,36 0.29
160 0,29 0,24
180 0,23 0,19
200 0,19 0,16
При известных размерах и форме поперечного сечения гибкость
Ь = /прЛтш»
где /щщ — минимальный радиус инерции поперечного сечения;
*min = V ^min/S*
Для круглого сечения
Gnin = ^/4.
Из (40) следует формула для проектировочного расчета
ф [а1сж
Б этой формуле две неизвестные величины S и ф, Поэтому при подборе сечения необходимо пользоваться методом последовательных приближений, варьируя коэффициентом ф. В первом приближении рекомендуется брать ф = 0,54-0,6. Расчет считают законченным при обеспечении условия
Да = g?~fq]y 100% ± 5%.
РАСЧЕТЫ НА КОЛЕБАНИЯ
При расчетах на колебания возникает необходимость определения частоты собственных и вынужденных колебаний. Иногда возникают значительные трудности при определении частот собственных колебаний сборочных единиц. Частоты же вынужденных колебаний обычно задаются.
При определении частот собственных поперечных (изгибных) колебаний во многих случаях балку допускается принимать в виде упругрй безмассовой оси, с которой связано некоторое конечное число сосредоточенных масс пц, т2)...,тп (рис. 3). В этом случае частоты могут быть найдены в соответствии с определителем
/П16п (р2— 1) mAiP2
m2Si2pa . . . mnSmP2 m2622 (p2 — 1) . . . mn^nP2
= 0,
(41)
^i6niPa
/п26П2Р2
. . тп6пп (р2 — О
где — единичное перемещение в направлении i, вызванное единичной силой, действующей в направлении k.
Развернув этот определитель, получаем частотное уравнение /ц-й степени для квадрата частоты р2, вещественные и положительные корни которого и являются собственными частотами.
Основная частота собственных поперечных колебаний балки с несколькими масса-
Рис. 3
ми может быть найдена и по приближенным методам Рэлея, Граммеля и Д он кер лея.-
Формула Рэлея (без учета собственной массы балки) имеет вид
P2 = gS/i/S7i, (42).
где g ~ ускорение свободного падения; ft — прогиб балки в точке расположения массы mi.
Формула Донкерлея:
/п
(43)
где pi, р2, Рп — собственные частоты системы — невесомой балки с одной насаженной на нее деталью (первой, второй и т. д., массы которых т2, тп), причем • _____
где Ci — коэффициент жесткости одномассовой системы (табл. 4).
(44)
при определении собственных частот крутильных колебаний расчетная схема большинства деталей машин может быть сведена к одно- или двухмассовой
Рис. 4
Рис. 5
системе (рис. 4, а, б). Собственная частота крутильных колебаний одномассовой системы ___
Р = УСЦ (45)
и двухмассовой ______________
₽=КС(Л+/2)/(71/2). (46)
В формулах (45) и (46) С — коэффициент крутильной жесткости; 7, Ц и /2 — моменты инерции дисков.
Пример. Определим собственную частоту колебаний двухопорной безынерционной балки (рис. 5), несущей три одинаковых груза массой т. Для определения_единичных перемещений, входящих в формулу (41), строим эпюры моментов Mi, М2 и М3 от единичных сил = F2 = F3 = 1 (рис. 6). По фррмуле Верещагина (37) находим единичные перемещения
бп = б83 = 75Л; 622 = 243Л;
62i =5 djj — б22 == б2з = 117Л й бдз Сз 1 = 51Л,
где k = /3/(9- 1296EZ).
Составляем определитель
U2 Ц2
b\mkpz
\\7mkp*
75mkp2 —
Развернув этот определитель, получим частотное уравнение
77,760 (nikp2)3 — — 12096 (mkp2)2 + 393mkp2 -1=0,
корни которого 5,692 1/“ТГ Pi I V ml *
' 22,05 l/“TT
= —И .
Рис. 7
Рис. 6
Статические прогибы под грузами (рис. 7), входящие в формулу Рэлея (42), 53 mgl3 . _ 1 mgl*
“ = ” в 1296 ~е7“ 5 П “ 48 El . !
5,701 l/ТГ
Тогда P=’-7— у -JJ-
Этот результат несущественно (менее одного процента) отличается от точного.
Для определения собственной частоты системы — невесомой балки с одной насажен* вой на нее массой (первой, второй или третьей) рассмотрим три возможные схемы исследуемой системы. s
Для схем 1 и 3 (см. табл. 4)
pj = = l55,5El/(mlt),
Для схемы 2
р|= 48Е//(т/>).
По формуле Дон кер лея находим
ра = £//(0,03368m/3), откуда _____
р= (5,449//) J^EZ/m/.
Этот результат отличается от точного на 5,5 %, причем ошибка получается другого знака, чем по формуле Рэлея. Следовательно, собственную частоту поперечных колебаний можно определять по формулам Рэлея и Донкерлея с достаточной для инженерной практики точностью.
РАСЧЕТЫ НА ИЗНОСОСТОЙКОСТЬ
Расчет на износостойкость следует выполнять в три этапа.
При первом этапе определяют давление р (среднее рт или максимальное ртах), действующие на поверхности трения, и полученные значения сравнивают с допускаемым [р]:
Рт = F/S < [р], где F — действующая сила, Н; S — площадь поверхности трения, м2. Значения [р] должны соответствовать длительному сохранению работоспособности сопряжения в аналогичных условиях работы. Эти значения учитывают при расчете направляющих скольжения станков, гаек ответственных ходовых винтов и других сопряжений; за критерий расчета на износостойкость
5. Классификация сопряжений по условиям изнашивания [16, 24]
Тип сопряжения
Группа I (направление х—х задано, см. рис. 8) П (самоустановка)
1 2 3 4 5 Конические тормоза и фрикционные муфты Ходовой винт-гайка Поршневые кольца — гильза цилиндра Зубчатое зацепление; кулачок — толкатель Режущий инструмент с жестким креплением Диски фрикционных муфт Вал — подшипник "скольжения; колодочные тормоза (с самоустановкой колодок); круговые направляющие скольжения (эксцентричная нагрузка) Поступательные направляющие скольжения; кулиса—камень Колесо—рельс; подшипники и направляющие качения Лемеха плугов; режущий инструмент с самоустановкой
Законы изнашивания
можно взять произведение давления р на скорость скольжения vs (ограничение теплообразования и износа):
По величинам р и pvs рассчитывают подшипники скольжения некоторых типов [16].
Второй этап — расчет величины износа и формы изношенной поверхности. Этот вид расчета позволяет конструктору обосновать выбор типа сопряжений (табл. 5) в проектируемой машине, выявить основные пути повышения износостойкости сопряжений и оценить их работоспособность.
При данном расчете определяют: характер эпюры давлений на поверхности контакта сопряженных деталей (табл. 6 и рис. 8); форму изношенных поверхностей (см. табл. 6); скорость изнашивания (см., табл. 6) и вели-
чину износа в местах контакта, выражаются зависимостями
Т1- KipVs, 1
Тг = К2р»з; J
v> = V4”;
Г2=^2РХ1’
(47)
(48)
В выражениях (47) и (48) и у2 — скорость изнашивания деталей контакта в месте соприкосновения.
На третьем этапе расчет рекомендуется проводить в такой последовательности [24]:
а) устанавливают технические условия на параметры машины: показатели надежности и долговечности — ресурс Tq и допустимые значения вероятности безотказной работы машины q (/), суммарные простои машины заг время эксплуатации или коэффициент долговечности
Кд = 7^/(7^ + S Tni), '
а также допустимые суммарные затраты средств на ее ремонт и эксплуатацию; показатели качества машины — точность работы, КПД, производительность, точность изготовления: а математическое ожидание и Sa — среднее квадратическое отклонение случайного параметра (например, номинального размера) и др.;
б) устанавливают исходные физические закономерности изнашивания, которые должны отражать условия работы машины и использоваться при расчете сопряжений;
в) рассчитывают износ сопряжений и в зависимости от типа сопряжения определяют его выходные параметры;
г) устанавливают предельные состояния деталей по износу, учитывая технические условия на показатели качества работы машины, прежде всего требования' к точности ее работы;
д) оценивают возможный или предполагаемый диапазон режимов работы машины и ее сопряжений; определяют как средние значения нагрузок, скоростей и других параметров, так и их дисперсию;
Сопрягаемые поверхности Закон изнашивания Эпюра давлений р
(47) . 1 2Л (R — г) р
Дисковые (48) «1 = 1 у.,-», V (К1 + К2)2лп mr~ у Р. = —Л_- (Л = const) -/р
Цилиндрические (47) F л coscc (0.5К, + Kg) — Kt RL0 0,5л (0,5Ki +’K2) — Kt
Конические (47) Vl-2 I_ 2лп (Kt -f- K8) у
Форма изношенной поверхности Скорость изнашивания сопряжения Vi_2
U к £ 1 Й 1 к. ’ ь. 1 О' сч к * II II а а 2k±2^F R^r **
“> = *«-«/<,+ Кг" f. кг иг~у'-г К, + Ка ' (К, + К2) X (2-4)т x(2__L 2__Lp т _ г т) (2я)т-1
—
r а *» >* II II X X X _ X _ | Ч 1 ч 1 з 1 а •ч (Ki Ч- к2) Fn (R — г) cos а
Расчеты на износостойкость
G>
Продолжение табл. 6
* Сопрягаемые поверхности Закон изнашивания Эпюра давлений р
Конические Л (48) ® 1 • 1/ 1_ V 2лп (Ki -b Kt)
Шаровые (радиус сферы R) (47) + X») H C‘g“
(48) nt = 1 Ух-2 COS tC V (Kx +'Ka) 2nnR sin a
Форма изношенной поверхности Скорость изнашивания ' сопряжения yt-a
• Kt cos a . Kt cds a . X K,+ K, cos a m 2nn
( 2__l 2__q 2л № m — r m )
Kt cos a . Kt cos a . “»=v*-‘ k; + k; ' 4(K1 + Ka)Fn К (sin 2ae + 2a2 —» sin 2at — 2a> j
Kt cos a . Kt + Ki t-. Kt cos a . -(*!+K2)F«
(2л)™—* fl2™+2 Га» 1-L- 1 lm f 1 -r — I I (cos a) m I J
Принятые обозначения: /? и г - размеры поверхности сопряжения; р расстояние от точки поверхности до оси вращения; Ki и Kt — коэффициенты, характеризующие износостойкость материала первой и второй детали в зависимости от смазки, состояния поверхности и т. п.; п — частота вращения, мин-1; t — время работы; nt показатель степени скорости изнашивания; т — пока* затель степени давления (в зависимости от условий работы 1 < т 3, для приработанных поверхностей т ** 1); — скорость
изнашивания сопряжения; а — угол между нормалью к поверхности трения и направлением возможного сближения деталей; у — абсцисса дочки поверхности; а, и — координаты дуги контакта шаровой поверхности. , .
Расчеты деталей при проектировании
е) определяют средние значения и дисперсии для скоростей изнашивания каждого сопряжения;
ж) определяют вероятность безотказной работы:
q (Т) = 0,5 + Ф / ' (49)
где Ф — функция Лапласа; izmax — предельный износ; уСр — средняя скорость изнашивания; Т — заданный срок службы; SY — среднее квадратическое откло* некие скорости изнашивания;
з) определяют общую безотказность при необходимости расчета по нескольким (л) независимым выходным параметрам машины:
" п
?(Т) = ГЦ (Т).
(=1
Для изделий с высокими требованиями к их надежности обычно задается q (Т), обеспечивающая данный уровень безотказности. w
Из формулы (47) имеем квадратичное уравнение
= (50)
где Ua — квантиль нормального распределения (аргумент функции Лапласа), соответствующий заданной вероятности q (Т).
Для определения Т необходимо найти из таблиц для квантилей нормального распределения [26] значения Ua и решить уравнение (50).
Результаты расчета q (Т) или Т следует сравнить с допустимыми значениями в соответствии с техническими условиями на машину. При необходимости должен быть .проведен аналйз путей повышения показателя надежности-того или иного сопряжения.
Пример. Рассчитать ресурс (гамма-процентный ресурс Гу) • изнашивающейся детали при заданной вероятности безотказной работы изделия.q (Г) = 0,9е 0,9999.
Исходные данные: износ детали подчиняется Линейным закономерностям изнашивания (47); номинальные (средние) режимы работы — рср = 160 МПа и ® 2 м/с;
0,15 МПа и Sv s= 0,2 м/с; Vcp = 2«10~2 мкм/ч; среднее значение К получим из условия уСр = КрСрОСр, т. е. К — 6,25* 10“3. Среднее квадратическое отклонение размера детали SQ «= 1 мкм; максимально допустимый износ «тах ~ 10 мкм. Этот износ рассчитан- по отношению к номинальному размеру а0, поэтому при определении ТСр следует принимать а = 0. !
Решение;, среднийчсрок службы
* Т’ср — Wmax/Tcp — 10/(2-10 2) = 500 ч.
Среднее квадратическое отклонение скорости изнашивания
= 6,25-10-» К0,152-0,22 + 1,60,22 + 22-0,152 = 2,77-10’? мкм/ч.
Подставим в формулу (50) значения umax = 10 мкм; а = 0; уСр = — 2-10“? мкм/ч; -Sa = 1 мкм и S, = 2,77.10"8 мкм/ч и решим квадратное урав-нение относительно Г; полученные‘величины сведем в табл. 7.
7. Результаты расчета ресурса работа изделия
Заданное значение <7(Т) Квантиль U (26] Ресурс == Т, ч Заданное значение <7(Т) Квантиль U 126 ] Ресурс г, = г, Ч
0,5 0 500 0,999 3,090 345
0,9 1,282 435 0,9999 3,17 315
0,99 2,326 385
ОПРЕДЕЛЕНИЕ ШУМОВЫХ ХАРАКТЕРИСТИК
При проектировании машины с учетом шумовых характеристик необходимо исходить из следующего условия:
' (51)
1?де L — расчетное значение общего уровня звукового давления; [L] — нормируемое значение этой величины.
Задача расчета состоит в том, чтобы выразить искомую характеристику через параметры проектируемого механизма или машины.
Предельные значения шума регламентирует ГОСТ 12.1.003—76 (табл. 8),
8. Допустимые уровни звукового давления на рабочих местах (по ГОСТ 12.1.003—76)
Рабочие места Уровни звукового давления, дБ, в октавных полосах со среднегеометрическими частотами Уровни звука и эквивалентные уровни звука, дБ-А
S ю СЧ о ш СЧ 500 1000 s0I’Z о о со
Помещения конструкторских бюро Помещения управления и рабо- 71 61 54 49 45 42 40 38 50
79 70 68 58 *55 52 50 49 60
чие комнаты Кабины наблюдения и дистанционного управления:
без речевой связи по телефону с речевой связью по телефону Помещения и участки сборки; 94 87 82 78 75 73 71 70 80
83 74 68 63 60 57 55 54 65
83 74 68 63 60 57 55 54 65
машинописные бюро Помещения лабораторий для проведения экспериментальных работ 94 87 82 78 75 73 71 70 80
Постоянные рабочие места и ра- 99 92 86 83 80 78 76 74 85 '
бочие зоны в производственных помещениях и на территории
предприятий Рабочие места водителей и 99 92 86 83 80 78 76 74 85
обслуживающего персонала транспортных средств
При проектировании машины следует предусмотреть:
устранение шума в источнике его образования [13] за счет конструктивнотехнологических мероприятий;
уменьшение шума средствами звукопоглощения и звукоизоляции (например, применение штучных звукопоглотителей в ткацких цехах позволяет снизить уровень шума на 5—6 дБ, что способствует росту производительности труда до 5%);
применение индивидуальных средств защиты.
Технические методы измерения шумовых характеристик и правила вычисления уровней звуковой мощности источников шума установлены СТ СЭВ 1412—78 — СТ СЭВ 1414—78. Общие требования к условиям работы, монтажу и оснащению машин во время испытаний должны соответствовать СТ СЭВ 541—77. •
РАСЧЕТЫ ТИПОВЫХ ДЕТАЛЕЙ
Зубчатые передачи
Зубчатые передачи следует рассчитывать на прочность активных поверхностей зубьев и объемную (изгибную) их прочность.
Данные расчеты для цилиндрических эвольвентных прямо- и косозубых и шевронных передач регламентированы ГОСТ 21354—75.
При проектировочном расчете на прочность активных поверхностей зубьев можно определять ориентировочные значения межосевого расстояния aw (мм) или начальный диаметр шестерни dw\ (мм):
aw>-Ka (“± 1)
1
Мн%а “а
Мт1Кн& и ± 1
Hh’I’w “
где Ка и Kd — вспомогательные коэффициенты, выбираемые по табл. 9 в зависимости от сочетания материала зубчатых колес; и — передаточное число передачи, выбираемое по СТ СЭВ 221—75:
1-й ряд (предпочтительный) ................... 1,0 1,25 1,6 2,0 2,5 3,15 4,0 5,0 6,0 8,0 10,0
2-й ряд ...............— 1,4 1,8 2,24 2,8 3,55 4,5 5,6 7,1 9,0 —
Фактические значения передаточных чисел не должны отличаться от номинальных более чем на 2,5% при, и ^4,5 и на 4% при «> 4,5;
знак плюс — для внешнего зацепления, минус — для внутреннего; М?2 и Мп — номинальные вращающие моменты на валу соответственно колеса и шестерни, Н«м; — коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца (табл. 10); [о]# — допускаемые контактные напряжения при расчете на сопротивление усталости; ф^а — отношение ширины венца bw к межосевому расстоянию х(табл. 11); ф^ — отношение ширины венца к начальному диаметру шестерни (см. табл. 11).
Связь между фм и фьа : Фм = 0,5ф6а (и ± 1).
Допускаемые контактные .напряжения
[о]н = (оно/[л]я) ZrZvKhl* -
где^адо — предел контактной выносливости поверхности зубьев, соответствующий базе Nhq (значения Chq и Nho в зависимости от твердости рабочих поверхностей зубьев для некоторых материалов приведены в табл. 12); [л] —допускаемый коэффициент запаса прочности (см. табл. 12); Zr — коэффициент, учиты-
9. Рекомендуемые значения коэффициентов Ка и /Q [Н]
Коэффи-циент Зубчатые колеса , Материал шестерни—колеса
Сталь— сталь Сталь-чугун Сталь— бронза Чугун— чугун Текстолит-сталь ДСП—сталь Полиамид— сталь
Ка. МПа'/З Прямозубые 495 445 430 415 ' 200 225 155
• Косозубые и шевронные 430 390 375 360 170 195 135
Kd. МПа'/З Прямозубые 770 • 700 680 645 310 360 240
Косозубые и шевронные • 675 610 600 565 270 310 210
10. Значение коэффициента
Коэффициент Твердость рабочих поверхностей зубьев
шестерни < 350 и колеса HBg 350 .шестерни HBt > 350 и колеса HBt > 350
Расположение зубчатых колес относительно опор
консольное несимметричное симметричное консольное несимметричное симметричное
0.2 1.16 1,03 1,00 1,22 1,04 1,02
0.4 1,35 1.06 1,03 1,43 1,07 1,04
0.6 1,55 1,08 1,04 1,67 1,14 1,05
0.8 1.90 1,12 1,66 2,00 . 1,20 .1,08
1.0 2,30 1,15 1,10 2,35 1,27 1,12
1.2 «м» 1.20 1,13 1,35 1,16
1.4 — 1,24 1,16 — 1,21
11. Рекомендуемые значения ty>a и
Расположение зубчатых колес относительно опор —' - • - — Твердость рабочих поверхностей зубьев
шестерни HBt > 350 и колеса НВ. < 350 или HBi и HBt^ 350 шестерни HBt и колеса HBg > 350
*ba ♦м
Симметричное 0,315 0,400 0,500 0,8-1,4 0,250 0,315 0,400 0,4-0,9
Несимметричное 0,315 0,400 0.6—1.2 0,250 0,315 0,3—0,6
Консольное 0,25 0,3-0,4 0.2 0,20—0,25
Примечание. Для прямозубых передач рекомендуется < 1.0.
12. Пределы контактной и нагибной выносливости зубьев
Материал Способ термической или химико-термической обработки Твердость зубьев
поверхности сердцевины
Углеродистые и легированные стали (45, 40Х, 50ХН, 35 ХМ) Улучшение НВ < 350 НВ 350
Легированные стали 40Х, 50ХН, 35ХМ) Объемная * закалка HRC 40—50 HRC 40—50
Легированные стали (40Х. 50ХН» 35ХМ, 55ПП) Поверхностная , закалка HRC 40—50 HRC 25—35
Легированные стали (20ХН2М. 12ХН2) Цементация HRC 57—63 HRC 32—45
Легированные стали (25ХГМ, 3QXFT) Нитроцементация HRC 57—63 HRC32—45
Легированные стали (38ХМЮА, 40ХФА) Азотирование HV 550—750 HRC 24-40
Чугун (СЧ 35) — НВ 1£ *4 — 255
Высокопрочный чугун (ВЧ 50-2) *— НВ 197—265
Стальные отливки (40ХЛ, 40ГЛ) ‘Улучшение НВ 190—255
Текстолит ПТ и ПТК •— НВ 30—35
ДСП •— , НВ 30—50
Полиамид (кап ролом) / НВ 1 14—15
• См. с. 51.
МПа Op , МПа L«] F Np • 10~e
2#ЯВ”Ь70 1,1 1,5—2,5 1.8Я//В 1,65 4
17hhrc+ ' 1,1 6—10 220-230 1,7 4
4-100 , •
17hhrc+ 1,2 . > — 600—900 1,7 4
4-200 >
2zhhrc 1,2 12 950 1,7 4
2ZHhrc 1,2 12 750-1000 1,7 4
1
1050 — 14 ^^Н/^СсердцН-4-50 2 ’ 4
550 — 1 z 115 — 1
600 — 1 120 1
600 — I 135 — 4
45-55 — — * 40 —•
50—60 — •— 50 — —
42 — — 30 — —
Расчеты типовых деталей
вающий шероховатость сопряженных поверхностей зубьев: при Ra~ 1,254^ 4-0,63 мкм и выше Z% = 1, при Ra = 2,54-1,25 мкм Z% = 0,95; Zo— коэффициент, учитывающий влияние окружной скорости (при твердости активных поверхностей зубьев НВ < 350 Zo = 0,85V0»1, а при твердости НВ > 350 ZD *s = 0,925uW; если и^5 м/с, то рекомендуется принимать Zo = 1; здесь v— окружная скорость, м/с); Кнь — коэффициент долговечности;
Кнь в
где Nhe — эквивалентное число циклов перемены, напряжений. При постоянной нагрузке для шестерни и колеса
= бООсо^/.^;
в 6000)2^ >
где ©1 и ©2 — угловые скорости зубчатых колес; ах и а2 — число нагружений зуба шестерни и колеса за один оборот; L (h) — ресурс передачи, ч.
При переменной нагрузке
• Нце = 2
м
где Мтн max — расчетный (максимальный из длительно действующих) момент; • Nci — число циклов нагружений каждого зуба моментом Мц.
Nct = GOOtoiaLhi,
где ©i — угловая скорость при действии момента Мп в течение Ltf (ч); а = а^ или а = а2 — соответственно при определении допускаемого контактного напряжения [а]/д для шестерни или (о]//2 Для колеса.
При расчете прямозубых передач [о]н = [о]# тщ» где [о]#тт — меньшее из двух значений [о]//1 и [о]Я2.
В случае расчета косозубых передач при твердости одного или обоих зубчатых колес НВ < 350 и отсутствии смещения инструмента при нарезании
= /0Л (М2н14- р]2^) < 1,18 [О]н min.
При твердости обоих зубчатых колес НВ > 350 для косозубых передач по аналогии .с прямозубыми приближенно (в сторону увеличения надежности) можно принимать [о]н= [oltfmin.
Для исключения статических повреждений следует ограничивать значения коэффициента Кнь* при объемном упрочнении 2,6 и поверхностном
Полученное значение aw должно быть округлено, как правило, до ближайшего стандартного значения:
1-й ряд (предпочтительный) .................... 40 50 63 80 100 125 160 200 250 315 400 500
2-й ряд ........................— 71 90 112 140 180 224 180 355 450 560
Ширина венца колеса
*2 = %Лг
Ширина венца шестерни — &2 + (24-5) мм при твердости рабочих поверхностей зубьев НВ < 350 и = Ь2 при твердости обоих зубчатых колес НВ> > 350. Значения и Ъ2 должны быть округлены до стандартных.
Дальнейший расчет можно проводить по одному из двух вариантов. Первый вариант: задаваясь числом зубьев шестерни, следует определить модуль и размеры венцов зубчатых колес и провести проверочные расчеты на контактную и изгибную прочность. Второй вариант: задаваясь, модулем, необходимо опреде
лить число зубьев шестерни и колеса й размеры их венцов с последующим выполнением проверочных расчетов [20].
Рассмотрим первый вариант расчета.
Число зубьев шестерни рекомендуется выбирать, ориентируясь на данные табл. 13.
Выбрав предварительно значение угла Р наклона линии зуба (для косозубых передач р = 7—20°, для шевронных 28—40°), следует определить нормальный модуль
mn = 2aa>COS₽/[M“± 1)].
Полученное значение модуля должно быть округлено до ближайшего стандартного (nod СЭВ 310—76):
1-й ряд (предпочтительный) ...............1,5 2,0 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20
2-й ряд ‘.......... 1,75 2,25 2,75 3,5 4,5 5,5 . 2,0 9,0 11,0 14,0 18,0 ~
Формулы для выполнения геометрических расчетов, а также проверочных расчетов на прочность см. в работах [11, 20].
Проектировочный расчет цилиндрических передач в упрочненной поверхностью зубьев (цементация, нитроцементация, азотирование) следует выполнять с целью обеспечения прочности зубьев на изгиб. При этом необходимо определять минимально допускаемый модуль
т к Г МцКр^ _
w = Am 1 / —5------— YFl 9
V ^bd°FPl
где Кт — вспомогательный коэффициент (для прямозубых передач Кт« 141 для косозубых и шевронных передач Кт ~ П,2); Kf^> — Кн&, Yfi — коэффициент, учитывающий форму зуба (определяют по ГОСТ 21354—75); г1 Zimin (Zimtn — СМ. табл. 13); .
Ч’м — см. табл. 11; gfpi — допускаемое напряжение изгиба;
zy ' °F0 К
где о/?о — предел изгибной выносливости зубьев, соответствующий базе /V/?o (см. табл. 12); [n] F— допускаемый коэффициент запаса изгибной прочности (см. табл. 12); Kfl — коэффициент долговечности;
™F г------- ‘
Kfl — VNfo/NFE*
13. Рекомендуемые значения чисел зубьев шестерни
Передачи
прямозубые косозубые шевроннйе
и Z1 mln и г1 min и Z1 mln
<3 >3 20—25 18-20 <4 >4 16 14 <4 >4 '14 12
f^F = 9 для зубчатых колес с нешлифованной переходной поверхностью при твердости поверхности зубьев НВ 350 (в остальных случаях тр— 6); Nfe~ эквивалентное число циклов перемены напряжений изгиба (определяют аналогично Nhe)*
В первом приближении Qfp можно определять по формулам:
для нереверсивной передачи (Jfp = (MvfqKfl;
для реверсивной gfp = 0,ЗолЛгь
При проектировочном расчете конических зубчатых передач на прочность активных поверхностей зубьев рекомендуется определять внешний делительный диаметр колеса de2 ийи среднее конусное расстояние R [20]. При расчете на прочность зубьев по напряжениям изгиба следует определять минимально допускав-, мое значение среднего нормального модуля тПт-
Расчет на прочность зубьев планетарных передач можно выполнять аналогично расчету простых передач. При этом необходимо учитывать то, что нагрузка разделена на несколько потоков, причем ее распределение между сателлитами является неравномерным [11].
Червячные передачи
Червячные передачи рассчитывают на прочность по контактным напряжениям и по напряжениям изгиба. Кроме того, необходимо проводить их тепловой расчет и проверку жесткости червяка.
При проектировочном расчете определяют ориентировочные значения межосевого расстояния (мм) или делительный диаметр колеса (мм):
d2> 1,74
где г2 — число зубьев колеса; q — коэффициент диаметра червяка; М^2 — вращающий момент на валу колеса, Н-м; Кн— коэффициент расчетной нагрузки; [о]н — допускаемые контактные напряжения для материала венца червячного колеса, МПа; ZM — коэффициент, учитывающий механические свойства материалов червяка и венца колеса;
Zu = 210 Н°-5/мм.
Число зубьев колеса
Z2 = UZu
где и — передаточное число передачи; — число витков червяка. ГОСТ 2144—76 предусмотрено для силовых передач г< — 1; 2; 4. Полученное значение z2 округляют до ближайшего из ряда: 22, 24, 26, 28, 30, 32, 36, 40, 46, 50, 58, 63, 73, 80, причем для передач малой мощности z2 > 22 при гг ~ 1 (обычно z2== 324-50), а большой мощности (Р> 15 кВт) и длительно работающих передач г2 26 при Zf> 1 (обычно z2 = 50-S-63).
По принятым значениям z2 и Zf следует уточнить фактическое значение передаточного числа, которое не должно отличаться от номинального более чем на 4 %.
Для обеспечения необходимой жесткости вала червяка рекомендуется принимать q = 0,25z2 с последующим округлением до ближайшего стандартного значения: ГОСТ 2144—76 установлено два ряда значений 6,3; 8; 10; 12,5; 16; 20; 25 и 7,1; 9; 11,2; 14; 18*; 22,4. Первый ряд следует предпочитать второму.
Коэффициент расчетной нагрузки
Кн ® KfivKufl-
При качественно изготовленных передачах и окружной скорости колеса v2 < <3 м/с принимают Khv~ h при п2> 3 м/с Кнъ— 1,04-1,3.
При постоянной нагрузке Кн$~ 1, а при переменной этот коэффициент рекомендуется определять по формуле
= 1 + (*2/0)2 (1 - /Пр),
где 0 -г коэффициент деформации червяка (табл. 14); тр = ; здесь
МТ2 2j Lhi
— продолжительность работы за полный срок службы; Lm — продолжительность работы под нагрузкой Мт^.
Допускаемые контактные напряжения для колес из оловянной бронзы при шлифованных и полированных червяках с твердостью поверхности витков HRC^ >45 .
[Р1н = о,9ств WINhez С 4ат, где (jT — предел текучести* материала; Nhe*^ 2 {(Мт^М-тъ)* < 25-107;
бдесь Nci = 600(0/1/^; ац — угловая скорость колеса под нагрузкой Mrzi-Для колес из БрАОЖЗЛ при шлифованных и полированных червяках с твердостью поверхности витков HRC> 45 при скорости скольжения us витков по зубьям колеса менее 6 м/с принимают
[о]д » 300 — 25о8 < 2от.
Для колес из чугунов допускаемые напряжения можно выбрать из работ [11, 20].
Полученное значение aw для червячных редукторов общего назначения следует округлить до ближайшего стандартного (ГОСТ 2144—76). У передач со специальными редукторами и нередукторных передач aw желательно округлять до чисел, оканчивающихся на 0 или 5.
Модуль определяют по формуле
т = 2aw (z2 + g)
14. Коэффициент деформации червяка 0
7.1
57
45
37
72
57
47
89
71
58
108 86 70
11,2
12.5
14
127
102
82
157
125
101
190
152
123
2
4
8
9
я
ю
и округляют до’ стандартного значения (табл. 15).
15. Сочетания m, q и Zj (по ГОСТ 2144—76)
т, мм 2; 2.5 ... 3.15; 4 ... 5 6.3 • 8; 10; 12.5 16 20
Я 8; 10; 12,5; 16; 18 8; 10; 12.5; 14; 16; 20 8; 10; 12,5; 16; 20 8; 10; 12.5; 16 8; 10
1; 2; 4 1; 2; 4 1; 2; 4 1; 2; 4 1; 2; 4
Для получения заданного межосев’ого расстояния (в том числе и стандартного) при выбрадных m, q и г2 червячные передачи выполняют со смещением. Коэффициент смещения
х = — 0,5 (q + z2).
Из условия неподрезания и незаострения зубьев колеса — 1 < 1,
Если значение х не укладывается в эти пределы, то следует выбрать другое значение q, соответствующее принятому модулю, или изменить z2 на -один или два зуба с последующей проверкой и.
Для червячных передач при z2 > 90, а также для открытых и с ручным приводом проектировочный расчет следует вести по напряжениям изгиба [11, 20].
При проверочном расчете по контактным напряжениям должно быть составлено условие прочности следующего вида: *
5400 1/Г (г2/7)+ 1 .. „ г ,
V [—Ч— J
а при расчете по напряжениям изгиба
(У. = —2 \ [о]-,
? m2z2^2 cos y f f i JF*
где Kf — коэффициент расчетной йагрузки; .можно принять Kf — Кн', Kf — коэффициент формы зуба; Ь2 — ширина венца червячного колеса; у — угол подъема винтовой линии; [o]f — допускаемые напряжения изгиба.
Величину Yf выбирают в зависимости от эквивалентного числа зубьев ко* леса z0 = z2/cos3y:
zv
*F zo
20 24 26 28 30 32 35 37 40 45 50
J,98 1,88 1,85 1,80 1,76 1,71 1,бГ 1,61 1,55 1,48 1,45
60 80 100 150 300 _
1,4 1,34 1,3 1,27 1,2
Ширина венца при = 1 и 2 b2 = 0,75m (q + 2); при ^=4 и &2 = = 0,67 т (q -В 2).
Допускаемые напряжения изгиба для зубьев бронзовых червячных колес при нереверсивной нагрузке
[О]р = (0,25от + 0,08ав)
при реверсивной симметричной нагрузке
где
[&f] = 0,16ав2 lOWtfb
10s < NFEi = £ [(MTiilMT2y> Nct} < 25-10».
Допускаемые напряжения изгиба для чугунных червячных колес приведены в работах [11, 20].
Для червячных передач необходимо проводить тепловой расчет. Среднюю установившуюся температуру масла следует определять по формуле
, Pi(l- т])Ю3
(52)
где /ф — температура окружающего воздуха, °Q; Р, — мощность на валу чер-вяка, кВт; т] — КПД червячной передачи; kT — коэффициент теплопередачи, Вт/(м?*°С); S — свободная поверхность охлаждения корпуса передачи, в которую включается 50 % поверхности ребер, м2; ф — коэффициент, учитывающий теплоотвод в фундаментную плиту или раму машины; обычно ф 0,3 [20].
Коэффициент kt рекомендуется принимать равным 11,6—18,6 и 21— 28 Вт/(м2-°С) соответственно при естественном охлаждении и искусственном обдуве. Коэффициент теплоотдачи от поверхности труб с охлаждающей жидкостью составляет 116—210 Вт/(м2-°С).
Рабочую температуру масла, найденную по формуле (52), необходимо сравнить с предельно допустимой температурой [/]шах, которую можно выбрать из работы [20] в зависимости от марки масла, используемого в червячном редукторе.
В случае, когда обе опоры вала-червяка шарнирно-неподвижные (фиксирующие), необходимо определить его удлинение Д//, связанное с температурным воздействием, и дополнительную осевую силу действующую при этом на вал и опоры.
Удлинение вала = а Д/Z, где а — температурный коэффициент линейного расширения; Д/ = t — /0 (/ — температура масла; /0 — температура окружающей среды); I — расчетная длина вала-червяка (расстояние между опорами).
Дополнительное нагружение вала и опор = ESa Д/, где ES — жесткость вала при растяжении-сжатии.
Пример. Рассчитать дополнительную осевую силу, действующую на вал-червяк и его опоры при следующих параметрах; диаметр вала 50 мм (условно принят постоянным); Б == 2*10* МПа; a = 11 • 10"® град”*; Д/ = 50 °C.
При этих параметрах Fa^ в 2*106*1960*11*10'в«50 = 215* 103 Н.
Ременные передачи
При расчете ременной передачи необходимо выбрать ее тип (плоско-, клино- или зубчато-ременная), материал, тип и профиль ремня; рассчитать и выбрать геометрические параметры передачи; определить число ремней; рассчитать шкивы и определить силы, действующие на валы и опоры [11, [20]. Ниже рассмотрим расчет клиноременных передач с приводными клиновыми ремнями jiop-мадьных сечений по ГОСТ 1284.1—80 и ГОСТ 1284.2—80. Расчет выполняют по ГОСТ 1284.3—80 (для узких клиновых ремней по РТМ 3840545—79).
Сечения ремней А/ Б, В, Г или Д следует выбирать в соответствии с рис. 9. Сечения ремней О и Е применяют для передачи мощности соответственно до 2 и свыше 200 кВт»
Число ремней г в передаче для обеспечения среднего ресурса по ГОСТ 1284.2-80
г=Р/(РрС2),
где Р — передаваемая мощность на ведущем валу, кВт; Рр — мощность передачи одним ремнем в условиях эксплуатации, кВт; Cz — коэффициент, учитывающий число ремней в передаче;
Число ремней в передаче ......... <2 3 4—6 >6
Cz................................. 1,0 0,95 0,90 0,85
Величину Рр рассчитывают по формуле \
Рр =
где Ро — номинальная мощность передачи с одним ремнем, кВт, определяемая по таблицам стандарта; Са — коэффициент угла обхвата а0:
а0, ? . . . 180 170 160 150 140 130 120 110 100 90
Са . . . . 1,0 0,98 0,95 0,92 0,89 0,86 0,82 0,78 0,73 0,68
а0» 0 • • • » 80 70
Са .... 0,62 0,56
CL — коэффициент, учитывающий длину ремня и выбираемый в зависимости от отношения расчетной длины ремня L к исходной Lo:
L 0,3 0,4 0,5 0,6 0,8 1,0 1,2
Lo
,CL • 0,79 0,82 0,86 0,89 0,95 1,0 1,р4
Lo установлена для каждого сечения ремня:
Сечение ремня ........... О А Б
Lo, мм .......................... 1320 1700 2240
Ср — коэффициент динамичности и режима работы, этот коэффициент имеет следующие значения: Характер нагрузки.........Спокойная Умеренные
колебания
Ср,-.'.................... V0 '-1
Значения Cpi приведены для привода электродвигателями переменного тока общепромышленного применения и шунтовыми постоянного тока, также для привода турбинами.
При двух- и трехсменной работе коэффициенты Ср соответственно: Ср2 = = ,1С Р1; Срз = 1,32СР1«
1,4 2,6 2,0 2,4
1,07 1,10 1,15 1,20 ’
В Г Д Е
3750 6000 7100 8500
При односменной работе
Значите ль- Ударная
ные коле- или резко* бания неравно-
мерная 1,2 1,3
Цепные передачи
Цепные передачи следует рассчитывать на износ и на прочность элементов цепи. При проектировании передачи с роликовой или втулочной цепью, ориентировочное значение шага цепи определяется по одной из формул [4]:
при (Dj 65 рад/с ___________
/> 1,4 ^ Pky/^km); (53)
при (01 > 65 рад/с ________
1,4 (54)
где.Р — передаваемая мощность, Вт; ky = 10— коэффициент, учитывающий влияние на сопротивление усталости пластин угловой скорости ведущей звездочки (Of, km — коэффициент рядносги цепи; для однородной цепи km = 1; двухрядной £ш = 1,7; трехрядной km= 2,5 и четырехрядной km ® 3 (сначала следует выбрать однорядную цепь); kv ® ((о^? — коэффициент, учитывающий
влияние (01 на износостойкость шарниров.
Используя полученный по формуле (53) или (54) шаг i цепи, его значение принимают по ГОСТ 13568—75 с последующей проверкой по допускаемой угловой скорости ведущей звездочки с учетом числа ее зубьев (табл. 16).
Если окажется, что (0i> (о^п,, следует выбрать многорядную (начиная с двухрядной) цепь и расчет по формуле (53) или (54) повторить.
16. Допускаемая углорая скорость ведущей звездочки ш1 lim
Число зубьев ведущей звездочки Zi Шаг цепи t, мм
12,7 ' 15,875 19,05 25,4 31,75 38,1 44,45 50,08
20 278 - 200 152 100 73* 54 43 35
25 290 207 158 103 75 56 45 37
30 - 300 215 164 107 78 58 46 38
Примечание. Число зубьев ведущей звездочки рекомендуется определять по формуле zt ® 29—ы с последующим округлением до ближайшего целого нечетного числа (м — передаточное число).
При установленном межосевом расстоянии передачи а = '(30-5-80)/ .следует определить число звеньев цепи:
, 2а z2 + zi (г2 — z,)2
где г2 — число зубьев ведомой- (большей) звездочки.
В соответствии с принятым значением гц необходимо установить межосевое расстояние передачи (без учета провисания цепи):
а = (А + /V — 8Д2)/4,
где А = гц/— (z2 + г,)//2 и Д = (z2 — zj t/(2n).
Для обеспечения требуемого провисания цепи следует уменьшить а на
Да = 3 (fmin 1 —/mip 2)/а,
где fmrn 1 = (11,4 Ка3/£ц) cos уь /т1п 2 = (11,4 /я3/6ц) cos у2, причем здесь £ц== ' = 0,1 уц — коэффициент, вводимый для передач, работающих при скорости цепи уц > 10 м/с; ft и у2 — углы между ветвями и линией центров.
Проверочный расчет на, износ шарниров цепи рекомендуется проводить по формуле [4] -
Р — Fe нъпКб/(^оп^т) [р],
где р — расчетное давление, МПа; р£Изн—эквивалентная полезная нагрузка на цепь при расчете на износ, Н: Г£Изн= РЬц при регулярном нагружении;
г 1 V г г / \2/3 /
изн = ТГ / । г d'hl —при нерегулярном нагружении; Lh — ресурс
передачи, ч; — время работы (ч) передачи под нагрузкой Ft с угловой скоростью ведущей звездочки о/; Кб — коэффициент безопасности, зависящий от типа привода и характера действующей нагрузки; 50ц — проекция опорной поверхности шарнира на диаметральную плоскость для однорядной цепи; [р] — допускаемое давление, МПа; со2 — угловая скорость ведущей звездочки при максимальной рабочей нагрузке.
Кроме того, следует выполнять расчеты на сопротивление усталости пластин звеньев цепи и на статическую прочность.
Методика подбора зубчатых цепей и последующих проверочных расчетов приведена в работе £11].
Валы и оси
Валы и оси следует рассчитываткЯа прочность, жесткость и колебания. Предварительное определение диаметра вала, необходимого для выполнения эскиза и последующего основного расчета, рекомендуется проводить по расчету на кручение.
Диаметр конца входного вала передаточного механизма
^бх==(0,8 4-1,2)^эд,
где d9A — диаметр вала электродвигателя.
Диаметр ведомого вала цилиндрического редуктора
* * ^вм == (0,30 “г* 0,35) tZjy,
где aw — межосевое расстояние.
Диаметр ведомого вала червячного редуктора ^вм == (0,35 ~т~ 0,40) аш.
В общем случае можно пользоваться следующей формулой: ч т -^<Гг1 1шах— ГЧ,
р
где 'Mz — крутящий момент, Н-м; Wp — полярный момент сопротивления;
[т]—допускаемые напряжения при кручении; [т] = 10-5-30 МПа.
Для вала сплошного поперечного сечения
Я 1Z Mz dB>V 0,2 [т]
и полого
где с = б/в/^отв WoTfe — Диаметр отверстия).
Далее необходимо составить расчетную схему, построить эпюры изгибающих и крутящих моментов и определить значения этих моментов в характерных (прежде всего опасном) сечениях, а затем результирующий изгибающий момент
ма = J/X+4 _
и эквивалентный момент х ________
Мэк « ум2И + аМ2,
где а = 1,0 и а = 0,75 соответственно гипотезе наибольших касательных напряжений и гипотезе потенциальной энергии формоизменения.
Учитывая, что осевой момент сопротивления для вала сплошного поперечного сечения
получим
йв
^4эк 0,1 1о]и
Значения [о]и см. в работе [11J. *
Полученное значение dB следует округлить до ближайшего стандартного числа по ГОСТ 6636—69. Размеры вала в других сечениях должны быть выбраны из конструктивных соображений.
Далее делают эскиз вала с указанием элементов, вызывающих концентрацию напряжений (галтели, шпоночные пазы, шлицы, отверстия и др.). Затем необходимо провести расчет по коэффициентам запаса прочности при переменных напряжениях (см. с. 28).
Валы испытывают изгибные и крутильные деформации. Перемещения (линейные и угловые) при этих деформациях влияют на работу подшипников и передач (в большей степени зубчатых, червячных и фрикционных и в меньшей— цепных и ременных). Перемещения* (прогибы / и углы поворота 6 сечений) при изгибе следует определять обычными методами сопротивления материалов.
Если силы действуют в разных плоскостях, их следует привести к двум взаимно перпендикулярным плоскостям и для каждой плоскости необходимо определить перемещение в рассматриваемом сечении. Полное перемещение,, например линейное,
• / = К*2 + !/2.
где х и у — перемещение в горизонтальной и вертикальной плоскостях. Угол закручивания ступенчатого вала п
1=1
где Ipi — крутящий и полярный моменты инерций сечения вала в пределах участка длиной //. lpt рекомендуется определять с учетом влияния шпоночных пазов, шлицев и других конструктивных элементов [20].
В зависимости от назначения вала и конструкции опор допустимыми принято считать^ следующие значения упругих перемещений.
Допустимые прогибы [/] в зависимости от типа вала:
Валы зубчатых передач .................................. (0,01 4-0,03) т
» червячных передач . . . ......................... (0,0054-0,02) т
> коленчатые ..................................., 0,0001/
» электродвигателей........................ 0,1 воздушного зазора
между ротором и статором
Валы металлорежущих станков ..... .................. 0,9002/, или 1/3 допуска
биения шпинделя
Здесь т — модуль; I — расчетная длина.
Допустимые углы поворота [9] селений вала, рад:
Опоры скольжения................................................ , 0,001
В местах установки зубчатых колео .....................0,001
Опоры качения: с радиальными шарикоподшипниками ........................ 0,01
со сферическими подшипниками....................0,05
с цилиндрическими роликоподшипниками........................... 0,0025
с коническими роликоподшипниками ............................. 0,0015
Допустимые углы закручивания [ф], рад/м:
Ходовые валики металлорежущих станков.....................••••••••• 0,0017
Карданные валы автомобилей...................................... . 0,21
Трансмиссионные валы механизмов перемещения мостовых кранов . . . , 0,005
Колебания валов связаны с периодическими изменениями жесткости опор и деталей передач, а также передаваемой нагрузки, неуравновешенностью вращающихся масс, неравномерностью распределения сил в зоне соединения валов с другими деталями.
Наиболее характерными колебаниями валов являются поперечные изгиб* ные, крутильные и изгибно-крутильные.
Для предотвращения резонанса колебаний необходимо, определять частоты собственных колебаний [20].
В приближенных расчетах вал с посаженными на нем дисками (шкивами, зубчатыми колесами, звездочками и другими деталями) рассматривают как стержень с сосредоточенной массой (массами), шарнирно закрепленный в опорах (жестких или упругих). Собственную массу вала прибавляют к сосредоточенной массе (массам), используя коэффициент приведения [3].
Для устранения резонанса рекомендуем следующий диапазон угловых скоростей вала, имеющего один диск (одномассовая система): О,7(ок ш > 1,3шк, где сок — критическая угловая скорость; <ок 88 Р\ P частота собсгвенных колебаний' системы.
Работа вала в дорезонансном режиме (О,7<ок > (о) рекомендуется для жестких валов, а в зарезонансном — для гибких.
Для валов, имеющих несколько дисков, рабочий диапазон угловых скоростей (о > 0,7<oKi и со > 1,3(oKL G = 1, 2» 3, ...), где coKi, е>к2» <л>кз, ... — критические угловые скорости.
Для валов с несколькими дисками условия для устойчивой работы в закри-тической области более благоприятны, чем для вала с одним диском.
Подшипники качения
При проектировании опор с подшипниками качения следует выбрать типоразмер подшипников из стандартного ряда в соответствии с ГОСТ 18854—82 и ГОСТ 18855—82.
Согласно стандартной методике подбор подшипников осуществляют по статической грузоподъемности, предупреждающей остаточные деформации, и по динамической грузоподъемности с целью обеспечения сопротивления усталости.
Подбор подшипников по статической грузоподъемности выполняют при угловой скорости е> < 0,1 рад/с по условию Fo С0,где Fo — приведенная статическая нагрузка на наиболее нагруженную опору, Н; Со — статическая грузоподъемность подшипника выбранного типоразмера, приводимая в каталоге, Н.
Приведенная статическая нагрузка г0 = XQFr + YuFOi причем F^^Frt где Fr и — радиальная и осевая нагрузки (силы); Хо и Го — коэффициенты радиальной и осевой статической нагрузки, приводимые в каталоге. Например; Хо — 0,6 и = 0,5 — для радиальных однорядных и двухрядных шарикоподшипников; Хо~О,5 и Уо = 0,264-0,43 (при углах контакта а = 40-ь 18°) — для радиально-упорных однорядных шарикоподшипников; Хо = 0,5 иУ% — =• 0,22 ctg а — для конических роликовых и самоустанавливающихся шарико-и роликоподшипников.
Подбор подшипников качения по динамической грузоподъемности производят с помощью уравнения
L = (C/F)m#, (55)
где L — номинальная долговечность, млн. оборотов; С — номинальная динамическая грузоподъемность, приводимая в каталоге, Н\ F — приведенная нагрузка, Н\ т* ~ 3 для шариковых и т' == 10/3 — для роликовых подшипников.
Формула (55) справедлива при w > 1 рад/с; при 0,1 < <о 1 расчет следует вести, как для ©== 1 рад/с.
Подбор типоразмера подшипника необходимо выполнять в соответствии а условием
Ср = F (600®Lh/10e)‘/m'<(Cl, (56)' -
где Ср — расчетная динамическая грузоподъемность; [CJ — допускаемая дина-. мическая грузоподъемность; [С] = Стабл» Lfi — ресурс работы подшипника, ч.
При выбранном типоразмере подшипника необходимо проверить условие /
1П6
£‘- a-l'-l. (57)
где [LhJ — требуемая долговечность подшипника, зависящая от типа машины и особенностей работы сборочной единицы, для которой рассчитывают подшипник [31].
Приведенная нагрузка для радиальных и радиально-упорных подшипников
F — (XVFr + YFa)
где X и Y — коэффициенты радиальной и осевой нагрузки, приводимые в каталоге, в вависимости от типа подшипника; V — коэффициент вращения; при вращающемся относительно вектора нагрузки Fr внутреннем кольце V» 1, наружном кольце V = 1,2; Кб — коэффициент безопасности, учитывающий характер нагрузки на подшипник^! 11, 20]; Кт— температурный коэффициент; Кт= 1 при 105 °C и Кт = (108 + 0,40/150 при Г> 105^-250 °C.
При действии переменных нагрузок в формулы (56) и (57) вместо F следует подставить эквивалентную нагрузку
где Lt — ресурс подшипника под нагрузкой Fi за полный срок службы, млн. об,; k
^Li — суммарный ресурс подшипника ва полный срок службы, млн. об.
i=i
Соединения
Шпоночные и шлицевые соединения. Для соединений призматическими шпонками основным является условный расчет на смятие:
2МГ.1О3
acM=_dz7~<faJcM’
где Мт — передаваемый вращающий момент, Н-м; d — диаметр вала, мм; /р — рабочая длина шпонки, мм; k — глубина врезания шпонки в вал, мм; [о]см— условное допускаемое напряжение, МПа, выбираемое в зависимости от вида соединения (подвижное или неподвижное), характера нагрузки и материала ступицы, вала и шпонки [11]. Кроме того, шпонка может быть проверена на срез.
Аналогичные расчеты следует проводить для сегментных шпонок.
Для обеспечения работоспособности шлицевых соединений ’ выполняют условные расчеты на смятие и изнашивание [11]:
на смятие
на изнашивание
2МТ-103 °См (imlh^Z
1°]см»
* 2Л4Г.1О3 .
°и8в*,ет^г<[0,и8н^’1
где dm и I — средний диаметр и длина соединения, мм; h — высота поверхности контакта зубьев, мм; ф — коэффициент, учитывающий неравномерность распределения нагрузки между зубьями (ф = 1); г — число зубьев; [о]изн — условное допускаемое напряжение при расчете соединения на изнашивание, МПа; Кд — = (108/yV)I/3 — коэффициент долговечности, учитывающий-число циклов нагружений соединения; N =* бООсоЛ/, (<о — угловая скорость вала, рад/с; L/j — долговечность соединения, ч).
Для прямобочных соединений расчет проводят по действительным давлениям с учетом концентрации нагрузки.
Резьбовые соединенияМетодика расчета таких соединений изложена в работах [3, 20]. Для предварительного выбора размеров деталей и проверки прочности неответственных соединений проводят упрощенный расчета е по напряжениям растяжения
Op «г Fz/Sp Рр!?
по напряжениям среза
* = F» (p)/Scp Рср] и смятия
а<?М (0)/£см рем]
или по эквивалентным напряжениям
<*эк = ^расч/^р рр], где Грасч — расчетная нагрузка на болт.
При расчете ответственных резьбовых соединений необходимо более точно учитывать внешнюю нагрузку, силу затяжки, дополнительные напряжения от изгиба и кручения, а также влияние температуры деталей, конструктивных и технологических факторов.
При расчете винтов, подверженных переменной нагрузке, определяют запас прочности по амплитудам напряжений п0 по формуле (13) и максимальным напряжениям ошах: Птах = ат/отах- Обычно па=2,5~-4, а лтах > 1,25.
Глава 3
РАЗРАБОТКА ЧЕРТЕЖЕЙ И СХЕМ ПО ЕСКД
ФОРМАТЫ, ОСНОВНЫЕ НАДПИСИ, МАСШТАБЫ И ЛИНИИ
Конструкторские документы, в том числе чертежи и схемы проектов, выполняют на листах бумаги формата по ГОСТ 2.301—68,
Обозначение, размеры и ориентировочная область применения основных форматов чертежей и схем приведены в табл. 1.
Допускается применение дополнительных форматов, получаемых увеличением коротких сторон основных форматов на величину, кратную их размерам. Обозначение этих форматов включает обозначение основного формата и его кратности, например; А2хЗ (594 X 1261).
Форматы листов определяются размерами внешней рамки, выполняемой сплошными тонкими линиями, пр которым производят -обрезку листов. Структура чертежа детали показана на рис. 1. Листы формата» А4 располагают только вертикально, а формата А5 — только горизонтально. Листы остальных •форматов можно располагать горизонтально или вертикально.
На листах формата А4 основные надписи .располагают только вдоль короткой стороны листа, формата А5 — вдоль длинной, а для листов всех остальных форматов основную надпись можно располагать вдоль длинной или вдоль короткой стороны в правом нижнем углу листа.
Для чертежей и схем используют основную надпись по ГОСТ 2.104—68 (см. рис. 1). Допускается применение основной надписи формы 2а (см. гл. '5) размером 185 X 15 мм на последующих листах чертежей и схем, выполненных на нескольких листах.
Структура чертежа сборочной единицы показана на рис. 2.
Наименование изделия, изображенного на чертеже, следует записывать в*графе 1 в именительном падеже единственного числа без переносов слов и точки в конце. В наименованиях, состоящих из нескольких слов, включая существительное и прилагательное, существительное ставят на первое место, например: «Редуктор червячный», «Колесо зубчатое».
Обозначение документа проставляют в графе 2 по ГОСТ 2.201—80 (обозначение конструкторских документов см. гл. 1). В графе 3 указывают обозначение материала изделия. Ее заполняют только для деталей (обозначение материала, см. приложение).
1. Основные форматы чертежей (по ГОСТ 2.301—68)
Обозначение формата Размеры, мм Область применения
АО 841 X 1189 . Чертежи общих видов, сборочные чертежи / Чертежи общих видов, сборочные чертежи, рабочие чертежи рам и корпусных деталей и т. п.
А1 594X841
А2 420X594 Рабочие чертежи корпусных деталей, червячных колес и т. п.
АЗ 297X420 Рабочие чертежи зубчатых и червячных колес, червяков^ валов и т. п.
А4 210X297 Рабочие чертежи втулок, колец, крышек и т., п.
А5 * 148X210 Рабочие чертежи втулок, колец, крышек и т. п. >
* Допускается применение при необходимости.
В графе 4 проставляют литеру чертежа в соответствии с табл. 2 гл. I, в графе 5 — массу изделия; в 6-й — масштаб изображения предмета на данном листе чертежа (принятый для главного изображения); в графе 7 — порядковый номер листа чертежа; в 8-й — общее число листов чертежа (записывают только на первом листе); в 9-й — наименование предприятия (или организации), выпустившего документ (в обезличенных и унифицированных чертежах графу не заполняют); в графе 10 — характер работы, выполненной лицом, подписавшим документ; в 11-й — фамилии лиц, подписавших документ; в 12-й — подписи лиц, фамилии которых указаны в графе И; в 13-й — дату подписания документа; графы 14—18 (таблицы изменений) заполнять в соответствии с требованиями ГОСТ 2.503—74; В графах 19 и 20 — инвентарный номер подлинника чертежа, подпись лица, принявшего подлинник в отдел (бюро) технической документации, и дата приемки1,
в 21-й — инвентарный номер подлинника в соответствии с ГОСТ 2.51'3—74; в 22 и 23-й — инвентарный номер дубликата, подпись лица, принявшего дубликат, и дату приемки; в 26-й — обозначение, повернутое на 180° для формата А4 и- для других форматов при расположении основной надписи вдоль длинной стороны листа, а на 90° — для форматов больше А4 при расположении основной надписи вдоль короткой стороны листа; в 31-й — подпись лица, копировавшего чертеж; в 32-й — обозначение формата листа в соответствии с табл. 1; в 33-й — обозначение зоны, в которой находится измененная часть изделия; в 34-й — номера авторских свидетельств, используемых при разработке изделия.
Графы 24, 25, 27—30 и 34 заполняют при необходимости v причем в графах 27—30 приводятся данные, заполняемые заказчиком. Они являются обязательными для документов, утвержденных заказчиком.
Сведения об изменениях, которые не размещаются в графах 14—18, допускается располагать левее основной надписи, т. е. в .зоне 33 (см. рис. 2).
Упрощенная основная надпись должна содержать следующее: обозначение документа; порядковый номер листа документа, сведения об изменении документа. ’
- Для быстрого нахождения на чертеже (схеме) составной части изделия рекомендуется при большом числе деталей и сборочных единиц разбивать поле чертежа на зоны по ГОСТ 2.104—68. Отметки, разделяющие чертеж на зоны, наносят на расстоянии, равном одной из сторон формата А4. Отметки наносят по горизонтали арабскими цифрами справа налево; по вертикали — прописными буквами латинского алфавита снизу вверх. Зоны обозначают сочетанием букв и цифр, например: Al, А2 и т. д.
Масштабы изображений следует выбирать по ГОСТ 2.302—68 в зависимости от размеров и сложности проектируемого изделия: масштабы увеличения — 2 : 1; 5 : 1, 10 : 1; 20 : 1; 50 : 1; 100 : 1; натуральная величина — 1:1; масштабы уменьшения — 1 : 2; (1 : 2,5); 1 : 5; 1 : 10; (1 : 15); 1 : 20; (1 : 25); 1 : 50; 1 : 100; и т. д. Масштабы в скобках — нерекомендуемые.
3 Тарабасов Н. Д. и др.
2. Линии, используемые на чертежах и схемах
Линия Начертано Назначение Толщина
Сплошная основная 1 Линии видимого контура Линии видимых пересечений и переходов Линии для изображения выносного сечения s = 0,5* ч- 1
Сплошная тонкая прямая Линии размерные и выносные Линии штриховки Линии-выноски Полки линий-выносок и подчеркивание надписей Линии для выделения на чертеже плоских поверхностей Линии контура наложенного сечения Линии ограничения выносных элементов на видах, разрезах и сечениях Линии для изображения резьбы на стержне по внутреннему диаметру, в отверстии — по наружному диаметру 3 s_ 3 2
Сплошная тонкая волнистая Сплошная тонкая с изломами —\ Линии разграничения вида и разреза Линии обрыва Линии обрыва S S 3 ““ 2
Штриховая тонкая — — — Линии невидимого контура Линии для изображения невидимой резьбы S s_ 3 2
Штрихпунктирная с двумя точками тонкая — •. — Линии для изображения крайних или промежуточных положений подвижных частей Линии для изображения рааверт-ки, совмещенной с видом Линии сгиба на развертках s s 3 2
Штрихпунктирная гонкая — Линии осевые, центровые Линии разграничения вида и разреза симметричных предметов s s T 2
Штрихпунктирн ая утолщенная Линии для обозначения поверхности, подлежащей термообработке или покрытию s 2 2 3 ’
Разомкнутая — — Линии для обозначения разрезов и сечений 3 s 2 s
В графе основной надписи указывают лишь масштаб основных изображений, записывая его следующим образом: 1 : 1; 1 : 2Г 2 : 1 и т. т, а масштабы изображений, отличающиеся от масштаба основного изображения, указывают над этими изображениями с добавлением буквы М: М 1 : 1, М 1 :2 и т. п.
Назначение линий, используемых при выполнении графической части проек* тов, их начертание и толщины приведены в табл. 2 (по ГОСТ 2.303—68)*.
ИЗОБРАЖЕНИЯ ПРЕДМЕТОВ
Изображения предметов (виды, разрезы и сечения) следует выполнять в соответствии с требованиями ГОСТ 2.305—68.
Количество изображений на чертежах должно быть минимальным, необходимым для полного и однозначного представления о предмете (изделии и его составных частях).
На основном виде предмет следует располагать так, чтобы изображение давало наиболее полное представление о его форме, размерах и взаимосвязи составных частей предмета.
Детали следует изображать в функциональном положении илй в положении, удобном для их изготовления, т. е. большинство деталей, встречающихся в проекте, изображать в горизонтальном положении или так, чтобы их ось была параллельна основной надписи чертежа (для зубчатых, червячных колес, звездочек, шкивов).
Сборочные единицы следует изображать в функциональном положении. Однако при наклонном функциональном положении их изображают вертикально или горизонтально.
Невидимые контуры и грани предметов изображают лишь в тех случаях, когда это необходимо для пояснения конструкции изделия или для уменьшения ч'исла изображений.
Для симметричных фигур допускается вычерчивать половину изображения» отмечая ось симметрии на каждом конце двумя параллельными отрезками длиной не менее 3,5 мм (рис. 3).
Равномерно повторяющиеся одинаковые элементы одного предмета можно изображать один раз или в начале и в конце предмета, а остальные из них изображать упрощенно сплошными линиями (рис. 4), или условно по существующим стандартам (рис. 5). При этом делительные (шаговые) окружности или прямые, на которых расположены повторяющиеся элементы, выполнять штрихпунктир-ной линией, изображая один элемент, у остальных — обозначать только их ось (см. рис. 5).
При изображении части предмета следует указывать количество равномерно повторяющихся элементов.
Оси отверстий и повторяющихся элементов в отдельных видах и разрезах, связанных с основным изображением, можно не вычерчивать, если их расположение (делительная окружность, прямая и т. п.) однозначно показано в основном изображении (см. рис. 5).
Делительные окружности с обозначением осей равномерно расположенныя отверстий или других элементов можно проецировать так, как показано на рис. в»
Пересечения и переходы между поверхностями, выполняемые в месте их пересечения, можно изображать упрощенно (вместо лекальных кривых проводить дуги, окружности и прямые линии), если не требуется точность их построения (рис. 7).
Четкие грани видимых пересечений и переходов выполняют основной линией и доводят до линии контура.
Рис. 3
3*
Рис. 4 Рис. 5
Рис. 8
Плавные пересечения и переходы, как правило, не -изображают. При необходимости их можно обозначать тонкой сплошной линией, которую не доводят до контурной линии (рис. 8).
Незначительный уклон или конусность допускается изображать с увеличением (рис. 9).
Если уклон или конусность отчетливо не выявляется, проводят только одну линию, соответствующуючиеньшему размеру элемента с уклоном или меньшему основанию конуса (см. рис. 9).
, Длинные предметы, имеющие постоянное или закономерно изменяющееся поперечное сечение (например, вал) допускается изображать с разрывом (рис. 10).
Частичные и полные изображения с разрывом можно выполнять:
а) тонкой сплошной линией с изломами;
б) сплошной линией, проведенной от руки (см. рис. 10).
Для поверхностей, показанных в разрезе, частичные и полные изображения межно выполнить так, как показано на рис. 11.
Разрыв изображения предмета можно выполнить:
а) двумя параллельными сплошными линиями с изломами; при необходимости эти линии выполнять с наклоном по отношению к контурным граням предмета;
б) двумя тонкими сплошными линиями, проведенными от руки.
При выполнении выносного элемента соответствующее.место отмечают на виде, разрезе или сечении замкнутой сплошной тонкой линией — окружностью, овалом и т. п. с обозначением выносного элемента на полке линйи-выноски про-лисш писными буквами латинского или рус-
ского алфавита или их комбинаций с арабскими цифрами. Выносной элемент должен быть обозначен аналогично с указанием масштаба (рис. 12). Этот элемент может содержать подробности, не указанные
Рис. и на соответствующем изображении, от-
личаться от него по содержанию (например, изображение — вид, а выносной элемент — разрез).
При размещении выносного элемента отдельно от основного изображения, на последнем дается ссылка на номер ли^та, где изображен элемент (см, рис. 12).
Плоские поверхности предмета выделяют сплошными тонкими линиями, проведенными диагонально (см. рис. 10).
Предметы из прозрачных материалов изображают как непрозрачные. Часть предмета или его элементы (например, шкала, стрелки и т. п.), находящиеся за прозрачными элементами, можно изображать как видимые.
Предметы, состоящие из идентичных элементов (пакет листов и т. п.), можно изображать на видах как монолитное тело. При отсутствии разрезов допускается наносить на изображение тонкими сплошными линиями несколько коротких штрихов в направлении расположения листов (рис. 13).
У предметов со сплошной сеткой, плетенкой, накаткой и т. п. следует изображать эти элементы тонкими сплошными линиями, причем допускается наносить их частично (рис. 14).
Направление волокон на поверхности предмета или направление прокатки материала можно обозначать при помощи знаков:
а) на изображаемой поверхности (рис. 15, а);
б) на полке линии-выноски (рис. 15, б).
Знаки выполнять тонкой линией, их наименьший размер должен соответствовать рис. 16.
Крайние положения подвижных частей изображают в виде контура тонкой штрихпунктирной линией с двумя точками. При этом контурные линии и грани предмета, находящиеся за подвижными частями, изображают как видимые. Соседние предметы, приводимые лишь'для пояснения, вычерчивают в виде контура тонкой штрихпунктирной линией с двумя точками. Эти предметы допускается вычерчивать и тонкой сплошной линией.
Контурные линии и грани изображаемого предмета, скрытые соседними предметами, изображают как видимые.
Расположение плоскостей разъема литейных и т. п. формследует изображать тонкой штрихпунктирной линией, обозначенной на концах знаками в соответствии с рис. 8. Изломы делительной плоскости при этом следует обозначать толстыми штрихами в штрих-пунктирной линии.
На основном виде изделие необходимо располагать так, чтобы изображение давало наиболее полное представление. о его форме и размерах.
Расположение видов должно быть выполнено в соответствии с методом проецирования первого угла. Виды, расположенные иначе (в том числе расположенные на другом листе), и направление проецирования следует отмечать так, как показано на рис. 17 и в табл. 3.
Обозначение видов должно быть выполнено в положении, параллельном основной надписи чертежа, над со-
ответствующим изображением. Структура обозначения указана в табл. 3.
Для обозначения видов, разрезов и сечений рекомендуется применять: а) прописные буквы латинского или русского алфавита (кириллицы); б) арабские цифры; в) комбинацию букв и цифр, например Al, А2. Из латинского алфавита не следует ис-
D„_ пользовать б^квы /, О, R, Q и X, а из русского —
/?, о, Х,Ъ,Ы< ъ.
Буквы, цифры или их комбинаций должны использоваться в алфавитном порядке или по порядку номеров, без повторений и пропусков независимо от
количества листов чертежа.
3. Обозначение видов
Вид обозначения Способ обозначения при масштабе изображения
одинаковом разном
Направление проецирования J-^r IV \. /А-
Вид, выполненный на другом листе А и Лист 5 А-лиетЗ
Изображение вида * Д ^д
Повернутый вид —дО *Д 'О мкг
Развернутый вид —О, Д * Д
Минимальные размеры стрелок и условных обозначений указаны на рис. 18,19.
Допускается часть поверхности предмета, непараллельную основным плоскостям проекции, изображать на дополнительной плоскости проекции, параллельной изображаемой части поверхности. Этот дополнительный вид располагал» в направлений проецирования, указанном стрелкой (рис. 20).
Рис. 18
^20'
Рис. 19
Рис. 20
Рис. 2(
Дополнительный вид можно смещать или поворачивать с обязательным его обозначением в соответствии с табл. 3.
4. Обозначение разрезов и сечений
Вид обозначения » Способ обозначения без букв при масштабе изображения Способ обозначения с буквами при масштабе изображения
одинаковом разном одинаковом разном
Направление проецирования на мнимую плоскость разреза Г 1 > -i- дТ" | А Jl hr
Изображение разреза на другом листе ' —- А *| "^А-Лист? Лист Ц 1
Изображение разреза (сечения) — —— А-А А-А М 1:2
Изображение повернутого разреза (сечения) о а-аО А-А А-А М1:5 у
Изображение раз-вернутога сечения А-А Q> А-А А-А
Допускается вместо целого вида изображаемого предмета вычерчивать лишь часть его (частичный вид), проекционную связь при этом осуществлять при помощи оси. При размещении частичных видов можно не соблюдать размещения изображений по методу первого угла (см. рис. 20). Частичные- виды и направленные проецирования не обозначать.
Для изображения искривленных и гнутых предметов применяют развернутые виды, которые обозначают в соответствии с табл. 3 и рис. 21. При этом искривленные и гнутые предметы нужно развертывать в одну плоскость без
Рис. 22
Рис. 23
искажения изображения. На изображении гнутых предметов контуры выполняют сплошной основной линией, а места-изгиба обозначают тонкой штрихпунктирной линией с двумя точками (см. рис. 21).
На разрезе изображают то, что получается в секущей плоскости (мнимой плоскости разреза) и за ней. Допускается не вычерчивать полностью часть предмета за плоскость разреза в случаях, когда это не влияет на ясность изображения предмета.
Плоскость разреза должна проходить так, чтобы можно было показать характерные формы предмета.
Положения плоскости разреза или сечения обозначают разомкнутой линией в виде штрихов длиной 10—12 мм. При сложном разрезе (ломаном или ступенчатом) штрихи проводят также у перегибов линии сечения (рис. 22).
Штрихи не должны пересекать контур изображения. При необходимости штрихи можно располагать внутри контура изображения (см. рис. 22).
На начальном и конечном штрихах для указания направления проецирова-’ ния ставят стрелки на расстоянии 2—3 мм от конца штриха.
Плоскость разреза обозначают одной и той же буквой или буквой в сочетании с цифрой (о применении букв и цифр указано ранее). Буквы (или буквы с цифрами) наносят непосредственно около стрелок, указывающих направление проецирования, и, если необходимо, в местах излома плоскости разреза. Способы обозначения мнимых плоскостей разреза и самих разрезов приведены в табл. 4.
Допускается не изображать мнимую плоскость разреза и не обозначать изображение простого разреза при следующих условиях:
а) положение плоскости разреза однозначно;
б) изображение разреза получается по принципу проецирования первого угла;
в) изображение разреза находится в непосредственной связи с изображением, от которого произведен разрез (рис. 23).
В случаях, когда выполняются условия б) и в) для сложных разрезов, допускается не проставлять стрелки и буквы, а также не обозначать сами разрезы (см. рис. 23).
При одинаковых изображениях разрезов (сечений) в нескольких секущих плоскостях допускается вычерчивать только один из этих разрезов (сечений), при этом плоскости разреза обозначать одной и той же буквой (рис. 24).
в-в
Наклонные разрезы, как правило, размещают в направлении проецирования (см. рис. 9), однако допускается изображать их с поворотом (рис. 25). В обоих случаях обозначение разреза должно соответствовать табл. 4.
При изображении ломаного разреза элементы, рассеченные мнимыми плоскостями, изображают до совмещения в одну плоскость (рис.'26).
Элементы, видимые за плоскостью разреза, изображают так, „как они проецируются на соответствующую плоскость, до которой производится совмещение.
Элементы ступенчатых разрезов, рассеченные плоскостью разреза, изображают в одной плоскости без развертывания плоскости разреза, причем изображают только части, видимые в направлении проецирования (см. рис. 22).
Частичный разрез выделяют на виде волнистой линией (см. рис. 14) или линией с изломом, причем эта линия не должна совпадать с какими-либо другими линиями изображения.
Симметричные предметы' можно изображать, соединяя половину вида и половину разреза. Граница между ними — ось симметрии. В разрезе изображают нижнюю или правую половину^ предмета без обозначения разреза.
Разрезы искривленных предметов Могут быть развернуты в плоскость для получения неискаженного изображения с обозначением в соответствии с табл. 4.
В сечении изображают лишь то, что получается непосредственно в секущей плоскости.
Наложенные и (или) выносные сечения изображают так, чтобы направление проецирования на плоскость сечения совпадало с направлением взгляда на предмет справа или снизу.
Контур наложенного сечения изображают тонкой сплошной линией, и поверхность изображения штрихуют (при необходимости используют условнее графическое обозначение материала); наложенное сечение и мнимую секущ}.о плоскость не обозначают.
Выносные сечения при их однозначности могут вычерчиваться на оси, совпадающей с положением мнимой секущей плоскости. Их контуры изображают сплошной основной линией. При этом сечение и секущую плоскость не обозначают.
Если положение секущей плоскости не определено однозначно, то сечение необходимо указывать в соответствии с табл. 4.
Мнимые плоскости сечения должны проходить так, чтобы получалось неискаженное изображение сечения (рис. 27).
„ При изображении ряда поперечных разрезов или сечении их можно разместить: -
а) по принципу проецирования методом первого угла -Илн так, как показано на рис. 24; мнимые секущие пло-
5. Условные знаки, буквы и надписи
Условный знак Произношение Обозначение Пример нанесения
Диаметра Диаметр 0 tdSL
Квадрата Квадрат
□
<$1.20
г<]/Н1 г “И
Конусности Конусность Е>7 20
^ГЮО ^1100
Уклона Уклон
+ 10
Уровня Уровень г
V R1O
— Радиус R (г) 35
Дуги Дуга А
Глубина h ^Ю,Ы5
Xi
— Толщина S (А
Сфера О L_ _OR2Q
скости и отдельные изображения должны быть обозначены;
б) как вынесенные сечения; отдельные изображения можно не обозначать (см. рис. 8);
в) на любом месте чертежа с обозначением секущих плоскостей и изображения сечения.
УКАЗАНИЕ РАЗМЕРОВ
Основные требования: а) размеры, наносимые на чертеж, служат основанием для определения величины, формы и взаимного расположения элементов изображаемого предмета независимо от масштаба изображения; исключение составляют случаи, когда изображение предназначено для определения размеров;
б) линейные размеры должны определять величину элементов предмета; длину, ширину, высоту, диаметр или радиус и взаимное расположение этих элементов; угловые размеры должны характеризовать углы, образованные поверхностями, и углы, определяющие расположение элементов изображаемого на чертеже предмета;
в) при нанесении размеров следует руководствоваться рекомендациями ГОСТ 2.307—68;
г) количество размеров на чертеже должно быть
минимальным, но достаточным для изготовления и контроля изделия;
д) размеры одного и того же элемента должны быть проставлены на чертеже только один раз;
е) размеры следует проставлять от баз: конструкторских (точки, линии, поверхности) и технологических (опорные поверхности);
ж) размеры, относящиеся к одному и тому же конструктивному элементу (отверстиям, выступам, пазу и т. п.), следует группировать в одном месте, располагая их на том изображении, на кбтором’форма этого элемента показана полно;
з) размеры на чертежах указывать графически размерными числами, размерными и выносными линиями и знаками ограничения размера; к графической форме размера относят также линии-выноски и отметки уровней;
и) при нанесении размеров следует максимально использовать условные знаки, буквы и надписи (табл. 5);
к) размерные числа, нанесенные на чертеже; должны определять величину изображаемого изделия и его отдельных элементов (габаритные размеры), способ и точность соединения деталей (сопряженные размеры) и, кроме того, упрощать пользование чертежом;
л) для размерных чисел следует применять десятичные дроби, а размеры в дюймах указывать простыми дробями;
м) линейные размеры должны указывать на чертеже в миллиметрах без обозначения единиц измерения, а проводимые в технических требованиях — с единицами измерения; при необходимости нанесения размеров в других единицах измерения (например, в метрах) размерные числа записывать с обозначением единиц измерения или указывать их в технических требованиях чертежа (если единица измерения одинакова для всех размеров на чертеже), например: «Все размеры в метрах».
Отметки уровней следует указывать в метрах с точностью до трех десятичных знаков после запятой без обозначения единицы измерения. Угловые размеры проставлять в градусах, минутах и секундах с обозначением этих единиц, например 10° 30'30". Если угловой размер менее 1° или Г, то при его нанесении перед значением указывать 0° или 0° О', например, 0° 0' 30";
н) справочные размеры, приводимые для удобства пользования чертежом, заключать в круглые скобки;
о) при необходимости ссылки на размер его следует обозначать прописной буквой с соответствующим разъяснением;
п) размеры поверхностей деталей, подвергаемых покрытию, в большинстве случаев указывать до покрытия. Допускается указывать одновременно размеры • до и после покрытия, а также — только после покрытия. В последнем случае размеры должны сопровождаться соответствующими текстовыми пояснениями. Правила указания размеров. Правила нанесения размеров регламентированы ГОСТ 2.307—68.
Ниже изложены основные требования к нанесению размеров с целью исключения типовых ошибок, допускаемых при выполнении проектов.
Рекомендуется размерные линии по возможности выносить из контура изображения.
На чертежах деталей расстояние размерной линии от параллельной (или концентричной) ей линии контура, осевой, выносной и других линий, а также расстояние между параллельными (концентричными) размерными линиями должны быть в пределах 6—10 мм, причем их следует сохранять одинаковыми в пределах всего чертежа. Для чертежей общих видов, сборочных и других указанные расстояния должны быть не менее 10 мм.
Следует избегать по возможности пересечения размерных и выносных ли* ний., а также размерных линий между собой.
Размерные линии допускается проводить с обрывом в следующих случаях;
а) при указании диаметра окружности, изображенной полностью или частично (рис. 28).
б) при изображении на видах или в разрезе половины симметричного предмета (см. рис. 28);
в) при указании размеров симметричного изделия, если проведение всей размерных и выносных линий усложнит изображение;
г) при нанесении размеров от базы, не изображенной на данном чертеже.
В случаях а), б), в) размерные линии должны выступать за центр иля линию симметрии на 2—10 мм.
При изображении изделия (например, вала) с разрывом размерную линию не прерывать (рис. 29).
Форму и размеры элементов стрелок размерных линий выдерживают одинаковыми на всем чертеже (независимо от масштаба отдельных видов) и выбирают в зависимости от толщины s линий видимого контура (см. рис. 18). '
При недостаточной для размещения стрелок длине размерной линии ее следует продолжить за выносные линии (линии контура, осевые, центровые и т. п.) и нанести стрелки так, как показано на рис. 29. Если при этом размеры расположены цепью, промежуточные стрелки заменяют четко наносимыми точками или засечками, проводимыми под углом 45° к размерным линиям.
При-близко расположенных контурных линиях их допускается прерывать для размещения стрелок.
Выносные линии, являющиеся продолжением линий контура, осевых, центровых и т. п., должны выходить за концы стрелок размерных линий не более 5 мм.
Размерную и выносные линии в отдельных случаях (например, для удобства простановки размера) можно проводить так, чтобы они вместе с измеряемым отрезком образовали параллелограмм (рис. 30).
Размерные числа наносят над размерной линией с просветом не менее 1— 1,5 мм, параллельно ей и возможно ближе к середине, или на полке линии-выноски. При недостатке места над размерной линией размер следует наносить на ее продолжение (см. рис. 29).
Размерные числа при параллельных или концентричных размерных линиях наносят в шахматном порядке (см. рис. 28).
В пределах одного чертежа размерные числа выполняют одним шрифтом (обычно шрифты 3; 5) независимо от масштаба отдельных видов.
Размерные числа (и предельные отклонения) нельзя разделять или пересекать какими бы то ни было линиями чертежа. Не допускается разрывать линию контура для нанесения размерных чисел и наносить эти числа в местах пересечения размерных; осевых или центровых линий. В месте нанесения размерного числа осевые, центровые линии, а также линии штриховки прерывают (см.рис. 28).
Размеры наружных и внутренних скруглений следует наносить так, как показано на рис. 28.
При одинаковых радиусах скруглений, сгибов на всем чертеже или при преобладании какого-либо радиуса рекомендуется в технических требованиях
делать запись типа «Радиусы скруглений 2 мм», «Неуказанные радиусы 5 мм» ит. п., а не наносить размеры этих радиусов непосредственно на изображении .
Размерные числа линейных размеров при различных наклонах размерных чисел следует располагать так, как показано на рис. 31. При необходимости размерное число наносят на полке линии-выноски.
Угловые размеры наносят так, как показано^ на рис. 30, 31.
При4 недостатке места размерные числа для углов помещают на полках линий-выносок в любой зоне (см. рис. 31).
Если для написания размерного чи
сла недостаточно места над размерной линией, способ, нанесения такого числа» при различном положении размерных линий (см. рис. 31) определяют* наибольшим удобством чтения.
Если при нанесении размера радиуса дуги окружности необходимо указать размер, определяющий положение ее центра, то этот центр изображают в виде пересечения центровых или> выносных линий.
При большой величине радиуса центр можно приближать к дуге, а размерную линию радиуса показывать с изломом под углом 90° (рис. 32).
Нанесение размеров на чертеж детали.‘Все размеры, наносимые на чертеж детали, можно условно разделить на три группы: цепные (размеры, образующие сборочные размерные* цепи); сопряженные (размеры, относящиеся одновременно к двум и большему числу соединенных друг с другом деталей) и свободные (размеры, не вошедшие в сопряженные и цепные). Цепные и сопряженные размеры следует брать из чертежа сборочной единицы.
Перед нанесением размеров на чертеж детали следует выбрать метод их простановки из трех применяемых в машиностроении: цепной, координатный или комбинированный.
При цепном способе размеры отдельных элементов детали проставляют последовательно, как звенья одной цепи (рис. 33). Этот способ можно применять
при простановке размеров на межосевые расстояния; в ступенчатых деталях, когда требуется получить точные размеры отдельных участков между уступами; при обработке детали комплектом режущего инструмента и т. п. Ошибка в размере, получаемая при этом на отдельных участках, не зависит от ошибок предыдущих- размеров, что является достоинством данного способа.
При координатном способе размеры проставляют от одной базы (рис. 34). Этот метод можно использовать при необходимости точного расположения элементов детали относительно одной базы, однако при*этом несколько увеличиваются ошибки в размерах между соседними элементами детали. Как правило, поль* зуются комбинированным способом, представляющим собой сочетание цепного
жать:
При простановке цепных (осевых) размеров размерная цель на чертеже детали должна быть незамкнута. В качестве замыкающего размера (не проставляемого на чертеже) выбирают наименее ответственный размер детали. Если замыкающим размером оказался габаритный размер, его показывают на чертеже в качестве справочного.
Размеры с предельными отклонениями элементов, обрабатываемых совместно, заключают в квадратные скобки и в технических требованиях помещают указание: «Обработку по размерам в квадратных скобках производись совместно
с дет ...», причем эти требования помещают на обоих чертежах (рис. 35 и 36). Нанесение размеров на сборочный чертеж. Сборочный чертеж должен содер-
а) размеры и предельные отклонения, которые должны быть выполнены и проконтролированы по данному чертежу;
б) указания о характере сопряжения и методах его осуществления, если точность сопряжения обозначается при сборке (например, подбор деталей);
в) габаритные размеры, определяющие предельные внешние и внутренние очертания изделия;
г) установочные размеры, по которым изделие устанавливают на месте монтажа;
д) присоединительные размеры, по которым данное изделие присоединяют к другим изделиям;
е) необходимые справочные размеры.
Если для изготовления по сборочному чертежу деталей несложной конфигурации (без выпуска на них самостоятельных чертежей) устанавливается определенный справочный материал, то соответствующие размеры следует приводить в спецификации, а на изображении указывать только размеры (не более четырех) и шероховатость дополнительно обрабатываемых поверхностей этих деталей.
Когда деталь сложной конфигурации и больших размеров соединяется с деталью менее сложной и меньших размеров запрессовкой, пайкой, сваркой, клепкой, то допускается на сборочном чертеже помещать все размеры (и другие данные), необходимые для изготовления и контроля основной детали.
На чертежах сборочных единиц, изготовляемых наплавкой на деталь металла или сплава, заливкой поверхностей или элементов детали металлом, сплавом, пластмассой и т. п., следует указать размеры поверхностей или элементов под наплавку, заливку и т. д., размеры окончательно готовой сборочной единицы, данные о материале и другие данные, необходимые для изготовления и контроля деталей.
ОБОЗНАЧЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Сварные швы на чертеже деталей следует изображать и обозначать по ГОСТ 2.312—72.
Шов сварного соединения условно изображают:
видимый — сплошной основной линией (рис. 37, а);
невидимый — штриховой линией (рис. 37, б).
Видимую сварную точку условно изображают знаком «+», который выполняют основными сплошными линиями (рис. 37, в).
Условное обозначение шва наносят:
а ) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 38);
б ) под полкой линии-выноски, проведенной от изображения щва с оборотной стороны (рис. 39).
Условное обозначение сварных швов в общем виде должно содержать в порядке, показанном прямоугольниками 1—9 (см. рис. 38 и 39), следующее:
1 — вспомогательный знак шва: по замкнутой линии или монтажного (табл. 6);
2 — обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
3 — буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
4—знак и размер катета шва (только для угловых); знак выполняют сплошными тонкими линиями; высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва;
5 — вспомогательные знаки: для прерывистого шва — длина провариваемого участка, знак/ или Z и шаг; для одиночной сварной точки —расчетный диаметр точки; для шва контактной точечной электросварки или электрозакле-почного —расчетный диаметр точки или электрозаклепки, знак / или Z и шаг; для шва контактной роликовой электросварки — расчетная ширина шва; для прерывистого шва контактной роликовой электросварки — расчетная ширина шва, знак умножения, длина провариваемого участка, знак / и шаг;
в)
6. Вспомогательные знаки, применяемые для обозначения сварных швов
Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски
с лицевой сторон ы с оборотной сторон ы
о Усиление шва снять Q.
Наплывы и неровности обработать с плавным переходом к основному металлу
1 Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения л-
Z Шов прерывистый или точечный с шахматным расположением N / Z
о Шов по замкнутой ли»ии. Диаметр знака 3—5 мм
Шов прерывистый или точечн ый с цепным расположением. Угол наклона
□ Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
6 — вспомогательные знаки: усиление шва снять или наплывы и неровности шва обработать с плавным переходом к основному металлу (см. табл. 6);
' 7 — число одинаковых швор на чертеже;
8 — порядковый номер одинаковых швов;
9 — обозначение шероховатости механически обработанной поверхности.
Обозначение шероховатости допускается приводить в технических требова* ниях чертежа; например:
«Шероховатость сварных швов >.
7. Примеры условных обозначений стандартных швов сварных соединений
Характеристики шва Форма поперечного сечения шва Условное обозначение Шва
с лицевой стороны с оборотной стороны
Шов стыкового соединения со скосом одной кромки,' выполняемой ручной дуговой сваркой при монтаже изделия Усиление шва снято. Шероховатость поверхности указана 1 Г0СТ5264-80-С5-£$ 1 RiSO. ГОСТ5264-8 0-C5-CLV
х——
Шов углового соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой. Катет шва 6 мм по замкнутой линии t Т \ '0СТ5264-80-У4:Ьд
Шов соединения внахлестку без скоса кромок, односторонний, выполняемый автоматической -сваркой под флюсом. Шов по незамкнутой линии. Катет шва 7 мм 7-J
Шов таврового соединения без скоса кромок, двусторонний, шахматный, выполняемый ручной дуговой сваркой. Катет шва 8 мм. Длина провариваемого участка 50 мм. Шаг 100 мм
д
Одиночные точки соединения внахлестку,- выполняемые контактной точечной электросваркой. Расчетный диаметр точки 5 мм
Шов соединения внахлестку прерывистый, выполняемый контактной роликовой электросваркой
Ширина роликового шва 6 мм. Длина провариваемого участка 60 мм. Шаг 100 мм
ГОСТ5264-80-ТЦ-ЫЗ-502100
\Г0СТ5264-80-Т4-Ы-502Ю0
Пример условного обозначения нестандартного шва сварного соединения
Характеристика шва
Условное изображение шва на чертеже
Шов соединения без скоса кромок, односторонний, выполняемый ручной электродуго-вой сваркой при. монтаже изделия
Примечание. В технических требованиях делают следующее указание: «Сварка ручная электродуговая».
Р -J Iff/
<0 t)
Рис. 40
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками с лицевой (рис. 40, а} или оборотной (рис. 40, б) стороны шва.
При выполнении швов по одному стандарту его обозначение приводят в тех* нических требованиях. Если все швы на сварной детали одинаковые и изображены на чертеже с одной стороны, допускается не присваивать им порядкового номера. При этом швы, не имеющие обозначения, отмечают линиями-вынб-сками без полок (рис. 40, в).
Нестандартный шов (размеры конструктивных элементов стандартами не установлены) изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими.
Примеры условных обозначений стандартных швов сварных соединений приведены в табл. 7.
Чертежи сварных деталей оформляют как чертежи сборочных единиц.
НАНЕСЕНИЕ НА ЧЕРТЕЖАХ ОБОЗНАЧЕНИЙ
ПОКРЫТИЙ, ТЕРМИЧЕСКОЙ И ДРУГИХ
ВИДОВ ОБРАБОТКИ
На чертежах изделий, подвергаемых термической и другим видам обработки, следует наносить согласно ГОСТ 2.310—68 полученные в результате обработки показатели свойств материала; например: твердость (НВ, HRC, HV и т. д.), предел прочности (ов) и др.
Глубину обработки обозначают буквой h с указанием предельных значений h 0,7 ... 0,9 мм, а твердость материала HRC 40 ... 46.
Допускаются (в технически обоснованных случаях) следующие обозначения указанных величин: Л0,8 ± 0,1 мм; /10,9 мм; HRC 43 ± 3; HRC 40.
При указании на чертеже глубины термической обработки допускается ставить знак равенства; например, «Цементировать: h 0,7 ... 0,9 мм».
Если все изделие подвергается одному виду обработки, в технических требованиях достаточно записывать: «HRC 40...46» или «Цементировать: Л0,7 ... 0,9 мм, HRC 58 ... 62» и т. п.
Если обработке подвергают отдельные участки изделия, показатели свойств материала и (при необходимости) способ’получения этих свойств следует указывать на полках линий-выносок. При этом участки изделия, подвергаемые обработке, должны быть отмечены утолщенной штрихпунктирной линией,-проводимой на расстоянии 0,8 ... 1 мм от них, с указанием размеров, определяющих поверхности (см. рис. 60).
УКАЗАНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ И ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ
Технические требования и техническую характеристику помещают на свободном поле чертежа над основной надписью в виде текстовой части. В случае недостатка Места их продолжают слева от основной надписи. Текст записывают сверху вниз.
Пункты технических требований и технической характеристики должны иметь самостоятельную нумерацию. Каждый пункт записывают с новой строки, причем строки должны быть длиной не более 185 мм.
. При выполнении чертежа на двух листах и более технические требования и техническую характеристику помещают только на первом листе.
Технические требования на чертеже детали следует приводить в соответствии с ГОСТ 2.316—68. Заголовок «Технические требования» не пишут, если на чертеже помещены только технические требования.
Технические требования излагают в следующем порядке:
а) требования к материалу, заготовке, термической обработке и к свойствам материала готовой детали (например, твердость); указание материалов-заменителей;
б) размеры (формовочные и штамповые уклоны, радиусы и пр.); предельные отклонения размеров, формы и расположения поверхностей; дисбаланс;
в) требования к качеству поверхностей (отделке, покрытию);
г) зазоры, расположение отдельных элементов конструкции;
д) требования, предъявляемые к настройке и регулированию изделия;
е) другие требования к качеству изделия; например: бесшумность, виброустойчивость и т. п.
ж) условия и методы испытаний;
з) указания о маркировании и клеймении;
и) правила транспортирования и храпения;
к) особые условия эксплуатации;
л) ссылки на другие документы, содержащие технические требования, распространяющиеся на данное изделие, но не приведенные на чертеже.
Указанная последовательность является рекомендуемой и при необходимости может быть изменена.
Технические требования для сборочных чертежей должны включать:
а) требования, определяющие качество и точность изготовления;
б) требования к точности монтажа изделия (допускаемые радиальные, угловые и осевые смещения валов, зазоры и т. п.);
в) правила транспортирования и хранения;
г) требования по эксплуатации.
Техническую характеристику следует помещать отдельно от технических требований под заголовком «Техническая характеристика». При этом над техни-ескими требованиями поместить заголовок «Технические требования».
Оба заголовка не подчеркивают.
Примеры нанесения технических требований, технической характеристики изделий приведены на сборочных чертежах (см. рис. 2 гл. 2).
СХЕМЫ
Схемы — конструкторские документы,‘на которых составные части изделия, их взаимное расположение и связи между ними изображены условно — позволяют значительно быстрее (чем по чертежам) разобраться в принципе и последовательности действия элементов того или иного устройства.
Виды, типы и общие требования к выполнению схем установлены ГОСТ 2.701—76.
В зависимости от элементов, входящих в состав изделия, и связей между ними схемы разделяют на следующие виды: кинематические (К), гидравличе; ские (Г), пневматические (П) и электрические (Э).
В зависимости от основного назначения схемы делят на определенные типы, обозначаемые соответствующей цифрой:
структурные, служащие для общего' ознакомления с изделием и определяющие состав и взаимосвязь основных элементов изделия и их назначение, — цифрой 1;
функциональные, поясняющие процессы, протекающие в изделии и его частях, — 2;
принципиальные, определяющие полный состав элементов изделия и связи между ними, — 3;
монтажные, показывающие соединения составных частей изделия и элементы этих соединений (провода, кабели, трубопроводы и т. п.), — 4;
схемы подключения, показывающие внешнее подключение изделия, — 5;
общие, определяющие составные части комплекса и соединения их между собой на месте эксйлуатации, — 6;
схемы расположения, определяющие относительное расположение составных частей изделия, — 7;
Вид и тип схемы определяют ее наименование; например: схема электрическая монтажная.
Шифр схемы, входящий в состав ее обозначения, состоит из буквы (вид схемы) и цифры (тип схемы;) например: шифр схемы электрической принципиальной — ЭЗ.
Если в состав изделия входят элементы и связи различных видов, для него разрабатывают комбинированную схему, обозначаемую буквой С. Ее наименование определяется видами и типом; например: схема электропневматическая принципиальная.
Схемы выполняют без соблюдения масштаба на листах стандартного формата с основной надписью по форме 1. При этом действительное пространственное расположение составных частей изделия можно не учитывать.
Элементы изделия изображают в виде условных графических обозначений, устанавливаемых соответствующими стандартами ЕСКД. Связь между ними показывают линиями связи, условно представляющими собой валы, муфты, трубопроводы, кабели и т. п.
Схемы следует выполнять компактно, но не за счет ухудшения ясности и удобства их чтения. Количество изломов и пересечений линий связи должно быть минимальным. Элементы, составляющие отдельное устройство, на схеме выделяют штрихпунктирными линиями с указанием наименований этого устройства.
На схеме одного вида допускается изображать элементы схем других видов, непосредственно влияющих на работу изделия. Эти элементы и их связи изображают штриховыми линиями.
Схемам присваивают обозначение соответствующего им изделия. После обозначения следует записывать шифр схемы. Наименование схемы указывают в основной надписи после наименования изделия.
Кинематические схемы
В соответствии с ГОСТ 2.703—68 на кинематической схеме необходимо изображать всю совокупность кинематических элементов и их соединений, все кинематические связи между парами, цепями и т. п., а также связи с источниками движения.
Кинематическую схему изделия следует вычерчивать, как правило, в виде развертки. Допускается изображать схемы в аксонометрических проекциях и, не нарушая ясности схемы, переносить элементы вверх или вниз от их истинного положения, а также поворачивать их в положения, наиболее удобные для изображения. В этих случаях сопряженные звенья пары, вычерченные раздельно, следует соединять штриховой линией.
. ‘Все элементы схемы должны быть изображены условными графическими обозначениями по ГОСТ 2.770—68 (табл. 8) или упрощенно внешними очертаниями.
Элементы схемы следует изображать: ,
валы, оси, стержни и т. п. — сплошными основными линиями толщиной $;
элементы, изображенные упрощенно внешними очертаниями (зубчатые колеса, червяки, шкивы, звездочки и т. п.), — сплошными тонкими линиями толщиной s/2;
контур изделия, в который вписана схема, — сплошными тонкими линиями толщиной s/3;
кинематические связи между сопряженными звеньями пары, вычерченными раздельно, — штриховыми линиями толщиной s/2;
крайние положения элемента, меняющего свое положение при работе изделия, — тонкими штрихпунктирными линиями с двумя точками;
валы или оси, закрытые другими элементами (невидимые), — штриховыми линиями.
Пересекающиеся валы и оси в местах пересечения изображают без разрыва.
Каждому кинематическому элементу следует присвоить порядковый номер, начиная от источника движения. Валы нумеруют римскими цифрами, остальные элементы — арабскими. Элементы покупных или заимствованных механизмов (например, редукторов) не нумеруют, порядковый номер присваивают всему механизму. Порядковый номер проставляют на полке линии-выноски. Под полкой необходимо указывать основные характеристики и параметры кинематического элемента:
мощность электродвигателя, Вт, и частоту вращения его вала, мин-1 (угло-_вую скорость, рад/с) или мощность и частоту вращения входного вала агрегата;
вращающий момент, Н-м, и частоту вращения, мин"1, выходного вала;
число и угол наклона зубьев и модуль зубчатых и червячных колес, а для червяка — число заходов, модуль и коэффициент диаметра;
диаметры шкивов ременной передачи;
число зубьев звездочек и шаг цепи и т. п.
Наименование каждой кинематической группы элементов (например, привод подачи) нужно наносить на полке линии-выноски, проведенной от этой группы. Сменные кинематические элементы, например групп настройки, следует обозначать на схеме строчными буквами латинского алфавита и указывать в таблице характеристики для всего набора сменных элементов. Таблицу допускается выполнять на отдельных листах. Сменным элементам порядковый номер не присваивается.
Примеры выполнения кинематических схем с указанием их элементов и основ-«ых характеристик этих элементов приведены на рис. 41.
8. Условное обозначение элементов кинематических схем по ГОСТ 2.770—68
Наименование элемента Условное обозначение
Электродвигатель Вал, ось
Подшипник» качения: радиальный (общее назначение) радиальный самоустанавливающийся радиальный роликовый самоустанавливающийся радиальный роликовый радиально-упорный односторонний радиально-упорный роликовый односторонний упорный шариковый одинарный .упорный роликовый односторонний ~о~ 0 ЕЗ са "о! lol. |°| |р|, |0|.
Соединение детали с валом: свободное при вращении подвижное без вращения глухое L— 1 -L НгН—6
Соединение двух валов: глухое глухое с предохранением от перегрузки эластичное шарнирное телескопическое зубчатой муфтой предохранительной муфтой
Тормоза: колодочные ленточные дисковые liL
Продолжение табл. 8
Наименование элемента
Передачи:
плоским ремнем
клиновым ремнем
цепью
зубчатые цилиндрические внешнего зацепления (общее обозначение без уточнения типа зубьев)
то же, с прямыми зубьями
то же, о косыми зубьями
то же, с шевронными зубьями
зубчатые цилиндрические внутреннего зацепления
зубчатые конические без уточнения типа зубьев
то же, с прямыми зубьями
то же, с тангенциальными зубьями
то же, с круговыми зубьями
червячные
Условное обозначение
Стол
Рис. 41
Вал электродвигателя Д/, параметры которого: мощность Р, кВт, и угловая скорость о), рад/с, при помощи предохранительной муфты М/7/ соединен с червячной передачей, имеющей модуль т, мм, число заходов zi, коэффициент диаметра q червяка и число зубьев колеса z2. Глухая (фланцевая) муфта МФ1 связывает вал червячного колеса с валом шестерни первой цилиндрической косозубой передачи ПЦ1 с параметрами: модуль нормальный т'п, мм, угол наклона зубьев Р, град, число зубьев шестерни и колеса и Ч- С помощью кулачковой муфты МК1 вал колеса этой ступени соединен с валом шестерни второй цилиндрической прямозубой передачи ПЦ2, имеющей параметры m, Zj и z2. Далее движение передается зубчатыми колесами цилиндрической передачи ПЦ4. С колесом этой ступени соединена шестерня реечной передачи ПР1, предназначенная для перемещения стола
Кроме того, предусмотрено ручное перемещение стола. Для этого движение от маховика через цилиндрическую передачу ЕГЦЗ* кулачковую муфту МК2, коническую передачу /7ДЛ, цилиндрические передачи ПЦ2 и ПЦ4 и реечную передачу ПР1 передается столу.
Гидравлические и пневматические схемы
Гидравлические и пневматические схемы следует выполнять по правилам, установленным ГОСТ 2.701—76 и ГОСТ 2.704—76, причем их элементы следует изображать в виде условных графических обозначений по ГОСТ 2.780—68-ГОСТ 2.782—68 и ГОСТ 2.784—70 (табл. 9).
Элементы следует показывать на схеме, как правило, в исходном положении (например, обратный клапан — закрытом положении).
9. Условные графические обозначения элементов гидравлических и пневматических систем по ГОСТ 2.780—68
Наименование элемента Условное обозначение Наименование элемента
Бак (резервуар) Бак с внутренним давлением выше атмосферного Аккумулятор гидравли- ческий или пневматический ! ; J
Фильтр для жидкости или воздуха Благо- или маслоотделитель с ручным спуском конденсата Клапан обратный
Насос шестеренный Насос лопастной центробежный Гидромотор (общее обозначение) ссо> - ф Муфта без обратных клапанов Муфта с обратными клапанами Соединение линий связи Трубопровод гибкий
Гидромотор регулируемый с постоянным направлением потока ф Перекрещивание линий связи
Насос ручной Удаление воздуха из гидросети
Насос винтовой Клапан предохранитель-н ый
Насос ротационный лопастный ф' Подвод жидкости под давлением
Вентилятор центробежный (о)3 Слив жидкости из системы
Условное обозначение
Каждый элемент схемы должен иметь буквенно-цифровое позиционное обозначение, наносимое рядом с его условным изображением (справа или над нем) и включающее прописную букву (или буквы) русского алфавита и стоящую рядом цифру. Буквы и цифры следует выполнять чертежным шрифтом одного размера.
Буквенное обозначение должно состоять из одной или двух начальных или характерных букв названия элемента (например, КП — клапан предохранительный). Цифра, входящая в позиционное обозначение, означает порядковый нрмер элемента в пределах группы элементов с одинаковым буквенным обозначением. Нумерация должна выполняться по порядку, начиная с единицы (например, обозначение воздухосборников ВС1, ВС2 и т. д.). Порядковые номера следует присваивать в зависимости от расположения элементов на схеме: сверху вниз или слева направо. Данные об элементах должны быть записаны в таблицу перечня элементов, размещаемую над основной надписью на расстоянии не менее 12 мм.
В графах перечня следует указывать:
в графе «Поз. обозначение» — буквенно-цифровое обозначение элемента; в графе «Наименование» — его наименование; одинаковые элементы допу-
скается записывать в одну сторону с занесением в графу «Поз. обозначенно Двух их позиционных обозначений и более;
в графе «Кол.»*— количество одинаковых» элементов.
Гос^еРечень элементов должен заполняться в порядке, рекомендованвом
Рис. 42
Рис. 43
Линии связи (трубопроводы) по схеме следует пронумеровать по порядку, начиная с единицы, причем номера должны быть нанесены около обоих концов изображения этих линий. На линиях связи допускается указывать направление потока рабочей среды, например, в виде треугольников (зачерненных или без зачернения).
В случае, когда линия связи является внутренним каналом какого-либо элемента, перед ее номером следует ставить позиционное обозначение данного элемента, отделенное от номера точкой.
На принципиальной гидравлической схеме (рис. 42) показаны электродвигатель Л4, вращающий ротационный лопастный насос, который через фильтр Ф1 забирает масло из бака Б1 и подает через клапан КВ1 к месту слива, где происходит охлаждение обрабатываемой детали. После охлаждения масло попадает в бак БЗ и через фильтр ФЗ возвращается в бак Б1. Прекращение подачи масла на охлаждение обеспечивается закрытием клапана КВ1. При закрытом клапане КВ1 и продолжающейся работе насоса Н1 может возникнуть избыточное давление, в результате чего откроется предохранительный клапан КП1, через который масло сливается обратно в бак.
Согласно рис. 43 атмосферный воздух через заборник 31 попадает в компрессор КМ1. Сжатый воздух из компрессора КМ1 поступает через фильтр-влагоотделитель Ф1 и через обратный клапан КО1 в воздухосборник BCL где создается запас сжатого воздуха с относительно высоким давлением. Через фильтр-влагоотделитель Ф2 сжатый воздух поступает в редукционный клапан КДЦ который понижает давление до постоянного значения, необходимого для работы пневмомотора ML При открывании клапана КВ1 сжатый воздух попадает к пневмомотору Ml, который и приводит в действие инструмент. При подъеме давления воздуха в воздухосборнике ВС1 выше допустимого срабатывает предохранительный клапан КП1.
Электрические схемы
Электрические схемы должны выполняться в соответствии с правилами, установленными ГОСТ 2.701—76, ГОСТ 2.702—75 и ГОСТ 2.708—81. В схемах сле-дуез применять условные графические обозначения элементов, предусмотренные стандартами седьмой классификационной группы (ГОСТ 2.747—68 и др.) (габл. 10).
Изделие на схеме следует изображать в отключенном состоянии. { На принципиальной электрической схеме должны быть изображены все электрические элементы, необходимые для осуществления и контроля в изделии
10. Условные графические обозначения элементов электрических схем
Наименование элемента Условное обозначение Наименование элемента Условное обозначение
Линия электрической связи, провод, кабель, шина. Общее обозначение Амперметр
Вольтметр ©
Соединение линий связи Счетчик ватт-часов
Перекрещивание линий свя- Элемент гальванический или аккумуляторный
зи ।
Машина электрическая (общее обозначение) Лампа накаливания осве-
О тительная или сигнальная
Двигатель трехфазный с соединением обмотки стато- <Ь Диод полупроводниковый —,-tn>
ра в звезду Заземление 1
Трансформатор ' V
Токосъемник троллейный т Выключатель однрполюс-ный
1 Выключатель трехполюс-
Предохранитель пробив- 1 ный
ной Род тока:
Предохранитель плавкий постоянный * —
(общее обозначение) переменный
Резистор переменный pl..] Полярность:
Конденсатор II положительная I +
Катушка индуктивности; дроссель без сердечника — II отрицательная
заданных электрических процессов, электрические связи между ними и электрические элементы (зажимы, разъемы и т. п.), которыми заканчиваются входные и выходные цепи.
Элементы на схеме рекомендуется группировать в соответствии с функциональным назначением в горизонтальные и вертикальные цепи.
Элементы должны быть соединены между собой линиями электрической связи. При этом расстояние между параллельными линиями должно быть не менее 3 мм. При большом числе линий связи и их большой протяженности можно группировать электрически не связанные линии, увеличивая расстояние между группами. Вход единичной линии в групповую и выход из нее должны обозначаться буквами или цифрами..
Каждый элемент схемы должен иметь буквенно-цифровое позиционное обозначение, наносимое рядом с его условным графическим обозначением (сверху или справа).
Позиционное обозначение должно состоять в общем случае из трех частей?
часть I — буквенный код элемента, определяющий его вид, — одна или несколько букв латинского алфавита (например, R — резистор);
часть II — порядковый номер элемента в пределах группы элементов одного вида — одна или несколько арабских цифр;
часть III — буквенный код функционального назначения данного эле* мента — одна или несколько букв латинского алфавита.
Нумерацию элементов выполняют по порядку, начиная с единицы, в соответствии с расположением элементов, считая, как правило, сверху вниз в направлении слева направо.
Буквы и цифры обозначения следует выполнять чертежным шрифтом одного размера.
Расположение условных обозначений элементов определяется последовательностью процесса и удобством чтения схемы, возможностью нанесения позиционных обозначений и, при необходимости, номинальных параметров элементов.
На схемах рекомендуется приводить характеристики входных и выходных цепей (ток, напряжение, частоту и т. п.) и адреса внешних соединений, записывая их в таблицы, помещаемые взамен условных графических обозначений (плат, разъемов и т. п.). Таблицы должны иметь позиционное обозначение записываемого элемента.
Данные об элементах схемы должны быть записаны в таблицу перечня элементов, помещаемую на первом листе схемы или на отдельных листах формата А4 в виде самостоятельного текстового документа и заполняемую сверху вниз.
’ Перечень элементов, помещенный на листе схемы, должен располагаться над основной надписью на расстоянии не менее 12 мм. Его продолжение можно помещать слева от основной надписи, повторяя головку таблицы.
При выполнении перечня отдельным текстовым документом в графе 1 основной надписи следует записывать наименование изделия, для которого составлен перечень, а под ним делать запись «Перечень элементов» шрифтом, на один или два размера меньшим того, каким записано наименование изделия. Во второй графе — помещать шифр «П», присвоенный документу, а вслед за ним — шифр схемы, например, ПЭЗ — перечень элементов схемы электрической принципиальной.
В графах перечня необходимо приводить следующие данные:
в графе «Поз. обозначение» — позиционное обозначение элемента;
в графе «Наименование» — наименование элемента схемы в соответствии с документом, на основании которого он применен;
в графе «Кол.» — количество одинаковых элементов;
в графе «Примечание» — технические данные элемента, не содержащиеся в его наименовании.
Элементы в перечень следует вносить по группам в алфавитном порядке буквенных позиционных обозначений, а в пределах каждой группы — в порядке возрастания номеров. Элементы одного вида с одинаковыми параметрами, имеющие на схеме последовательные порядковые номера, рекомендуется записывать одной строкой с указанием в графе «Поз. обозначение» обозначения с наименьшим и наибольшим порядковыми номерами, а в графе «Кол.» — общего числа этих элементов.
Если в перечень вносят элементы одной группы с одинаковым буквенным обозначением, то в графе «Наименование» общее их наименование записывают в виде заголовка (без повторения наименования элемента в каждой строке) и подчеркивают сплошной тонкой линией. Не следует повторять и обозначения документа, на основании которого применены элементы данной группы с различными параметрами.
Элементы с регулируемыми параметрами на схеме следует обозначать звездочкой и на свободном поле схемы (в технических требованиях) помещать сноску: «Подбирается при регулировании», а в графе «Примечание» перечня элементов необходимо указывать предельные допустимые значения параметров.
При выполнении схемы допускается:
при наличии в изделии нескольких одинаковых элементов, соединенных параллельно, изображать только одну ветвь с указанием числа ветвей в месте ответвления и позиционного обозначения всех элементов;
при наличии в изделии нескольких одинаковых элементов, соединенных последовательно, изображать и обозначать только крайние элементы. Электри-
ческие связи *:сжду ними показывают штриховыми линиями, над которыми указывают общее число одинаковых элементов. При этом в перечень такие элементы записывают в одну строку.
На электрической принципиальной схеме (рис? 44) показан трехфазный асинхронный двигатель № с соединением обмотки статора в звезду, приводящий во вращение ведомые массы через электромагнитную муфту Y1. Двигатель соединен с источником питания (сети переменного тока напряжением 380 В) с помощью трехполюсного выключателя S1 через плавкие предохранители F3, F4 и F5.
Рис. 44
Муфта питается постоянным током, напряжение которого- по условиям техники безопасности не должно превышать 24 В. Для обеспечения этого в схему включены однофазный трансформатор Т/ и выпрямительное устройство V/. При подключении первичной обмотки трансформатора Т1 к сети переменного, тока с помощью двухполюсного выключателя S2 напряжение на его вторичной обмотке будет равно 24 В. Выпрямительное устройство VI позволяет преобразовать переменный ток в постоянный.
Для приведения в действие электромагнитной муфты в цепи ее питания установлен выключатель S3, Необходимый режим работы муфты обеспечивается при помощи регулируемого резистора R1 и амперметра А. Для защиты основных
элементов схемы от перегрузок и от тока короткого замыкания предусмотрены плавкие предохранители Fl, F"2.
КОНСТРУИРОВАНИЕ ТИПОВЫХ ДЕТАЛЕЙ МАШИН
Конструкция детали должна удовлетворять эксплуатационным требованиям, обеспечивающим ее функционирование, и отвечать требованиям производства, зависящим ог объема выпуска деталей. Эксплуатационные требования к определенной конструкции детали носят постоянный характер. Требования производства, определяемые свойствами примененного материала, особенностями процесса изготовления, условиями .сборки, возможностями предприятия, имею* переменный характер.
В качестве исходных данных при проектировании детали могут быть приняты:
компоновка сборочной единицы, в состав которой входит данная деталь; характер (разъемное, неразъемное) и вид (шпоночное, шлицевое, резьбовое и т. п.) соединения разрабатываемой детали с сопрягаемыми деталями;
эксплуатационный (нагрузочный) режим;
Возможный вид повреждения детали и, следовательно, главный критерий работоспособности;
требуемый срок службы (долговечность) деталей;
особые условия эксплуатации машины (повышенная температура, запылен* ность).
Между исходными данными имеются взаимосвязи, которые следует учиты* вать при проектировании.
В процессе конструирования необходимо рассчитать, определить или выбрать следующие основные параметры:
форму детали;
материал и режим упрочняющей технологии;
способ получения заготовки;
конструкторские базы;
размеры и массу детали.
Кроме того, необходимо нормировать точность размеров, формы и расположения поверхностей и их осей и шероховатость поверхностей детали.
При разработке конструкции необходимо учитывать связи и. взаимосвязи между указанными параметрами. Однако спроектированная таким образом деталь не может обеспечить приемлемого уровня эффективности производства, так как не учтены условия, в которых будет осуществляться ее изготовление. Поэтому конструирование детали должно выполняться одновременно с анализом ее технологичности, который осуществляют совместно конструктор и технолог с целью отработки конструкции на технологичность, уменьшения затрат труда и средств. При этом должны быть учтены требования производства:
обеспечение взаимозаменяемости;
установление уровня унификации формы детали или ее частей и параметров: пазов, отверстий, резьбы, проточек и т. п.;
выбор технологических баз (рекомендуется, чтобы они совпадали с конструкторскими);
установление конструкции заготовки;
выбор режимов механической и термической или химико-термической обработок;
установление технического контроля качества (выбор измерительной базы методов и средств' контроля качества);
обеспечение сборки изделия;
выбор способа транспортирования и конструкции транспортных средств детали.
Между рассмотренными видами требований производства имеются связь и взаимосвязь, что необходимо учитывать при конструировании.
Следует всегда стремиться к упрощению конструкции детали как по технологическим, эксплуатационным, так и по экономическим соображениям. Чем проще деталь, тем дешевле оснастка, выше производительность труда, лучше качество и ниже стоимость ее изготовления. Детали простой конфигурации можИо изготовить с более высокой точностью, чем сложные.
Не менее важна унификация формы деталей или хотя бы их частей. Полная унификация деталей приводит к уменьшению номенклатуры изготовляемых деталей, что позволяет использовать более производительное оборудование и технологическую оснастку.
Технической основой унификации частей детали являются стандарты, которые позволяют сократить затраты труда и средств при подготовке производства и изготовлении деталей вследствие использования стандартной технологической оснастки.
Следовательно, при конструировании детали необходимо из всех возможных вариантов конструкции выбрать такое решение, которое позволило бы обеспечить заданный срок службы в предполагаемых условиях эксплуатации при минимальных затратах труда и средств на изготовление детали и на проведение подготовки производства.
Детали передач
Структура чертежей зубчатых и червячных колес, червйков, звездочек, зубчатых шкивов, шлицевых валов и деталей, имеющих шлицевые отверстия, приведена на рис. 45.
Для форматов, больших А4, при расположении основной надписи вдоль длинной стороны листа место таблицы параметров показано на рис. 45, а при расположении основной надписи вдоль короткой стороны листа — на рис. 46.
На чертежах прочих деталей (например, шкива плоскоременной передачи) таблицу параметров не приводят.
Зубчатые цилиндрические и конические колеса. Для выполнения чертежей зубчатых колес необходимо иметь следующие данные:
а) вид передачи (рис. 47, а—а);
б) основные параметры зубчатого венца, полученные при выполнении соответствующих расчетов;
в) диаметр отверстия в ступице колеса JOtb, равный диаметру вала в месте посадки на него зубчатого колеса;
г) материал зубчатого венца, вид упрочняющей обработки и механические характеристики зубьев после нее;
д) форму и способ получения заготовки колеса;
е) конструктивное исполнение зубчатого колеса (рис. 48);
ж) способ соединения колеса с валом (шпоночное, шлицевое и т. п.);
з) размеры конструктивных элементов.
Шестерню (рис. 48, а, б, в) делают заодно с валом, если расстояние от впадины зуба до шпоночного паза меньше 2,5т/ для цилиндрических и 1,6т^
*)
рис. 48
для конических колес (mt — окружной модуль, mie — внешний окружной модуль)., Допускается делать шестерню вместе с валом при выполнении условия d 2dB (d — делительный диаметр). В редукторостроении все шестерни рекомендуется выполнять вместе с валом [20].
Насадное колесо выполняют монолитным (рис. 48, г—с) или составным (рис. 48, т—ф). Колесо проектируют составным q целью снижения расхода высококачественной стали. В этом случае следует выбрать способ соединения венца с центром колеса [7].
Правила выполнения чертежей зубчатых эвольвентных цилиндрических и конических «колес, секторов и реек, сопряженных с эвольвентными цилиндрическими зубчатыми колесами, установлены ГОСТ 2.403—75, ГОСТ 2.404—75 и др.
На изображении цилиндрического зубчатого колеса (рис. 49), сектора или рейки должны быть указаны параметры, характеризующие зубчатый венец: 1 — диаметр вершин зубьев (для колеса и сектора); 2 — ширина венца, угол сектора по окружности вершин зубьев (только для сектора), длина нарезанной части — рассстояние между внешними боковыми поверхностями крайних полных зубьев по делительной поверхности (только для рейки); 3 — размер фасок или радиусы кривизны линий притупления на кромках зубьев (допускается эти размеры помещать в технических требованиях чертежа); 4 — шероховатость боковых поверхностей зубьев.
Кроме того, необходимо приводить геометрические параметры других конструктивных элементов колеса, сектора или рейки (см. рис. 49).
Зуб передвижного цилиндрического зубчатого колеса, имеющий скосы или закругления, должен быть изображен отдельно с нанесением необходимых размеров. Если зуб цилиндрического колеса имеет продольную модификаций
(выполнен бочкообразным), следует изображать отдельно сечение зуба делительной поверхностью с указанием необходимых размеров.
На изображении конического зубчатого колеса (рис. 50) должны быть указаны: 1 — внешний диаметр вершин зубьев; 2 — расстояние от базовой плоскости до плоскости внешней окружности вершин зубьев; 3 — угол конуса вершин зубьев; 4 — угол дополнительного конуса или его дополнительный угол; 5 — ширина зубчатого венца по образующей делительного конуса; 6 — размер фасок или радиуса кривизны линий притупления на кромках зубьев (эти размеры допускается указывать в технических требованиях чертежа); 7 — расстояние от базовой плоскости до вершины делительного конуса (базовое расстояние); 8 — шероховатость боковых поверхностей зубьев. Кроме того, необходимо проводить геометрические параметры других конструктивных элементов (см. рис. 50).
Если зуб выполнен бочкообразным, следует изобразить отдельно его сечение делительной поверхностью с указанием необходимых размеров.
У колес без скосов и продольной модификации достаточно изобразить разрез по оси и частичный вид (см. рис. 49, 50), у сектора и рейки — главный вид и профильный разрез (см. ГОСТ 2.404—75).
Размеры следует наносить в соответствии с правилами, указанными ранее. Предельные отклонения размеров, допуски формы и расположения поверхностей и их осей, а также шероховатость поверхности зубьев и других конструктивных элементов должны быть указаны в соответствии с рекомендациями, приведенными в гл. 4.
Таблица параметров (рис. 51) должна состоять из трех частей. Часть I содержит основные данные для нарезания зубьев, II—данные для контроля, III — справочные данные. Части должны быть отделены одна от другой сплошными основными линиями.
В части I таблицы параметров должны быть указаны: 1 — модуль т\ 2 — число зубьев г колеса или сектора; 3 — тип зуба для конического колеса с надписью «Прямой», «Тангенциальный» или «Круговой»; 4 — угол наклона зуба р для косозубых и шевронных колес; внешний нормальный $пе — для конических колес с тангенциальными зубьями; средний рт — для конических колес с круговыми зубьями; 5 — направления линии зуба с надписью «Правые», «Левые» или «Шевронное»; 6 — исходный контур (стандартный — ссылкой на соответствующий стандарт; нестандартный — угол профиля; коэффициент высоты головки; коэффициент радиального зазора и коэффициент радиуса кривизны
Тарабасов Н. Д. и др. J
переходной кривой); 7 — коэффициент смещения (кроме рейки); 8 — коэффициент изменения толщины зуба и угол делительного конуса для конического колеса; 9 — степень точности и вид сопряжения по нормам бокового зазора. При отсутствии соответствующего стандарта должны быть приведены необходимые показатели точности.
В части II таблицы необходимо привести: 1—данные дли контроля толщины зуба; 2 — данные для контроля по показателям точности (если исходный контур- не стандартный).
В части III таблицы должны быть приведены: 1—делительный диаметр (кроме рейки); 2 —число зубьев сектора, рейки; 3 — нормальный шаг рейки; 4—межссевой угол конической передачи; 5—конусное расстояние (среднее); 6 — угол конуса впадин; 7 — внешняя высота зуба конического колеса; 8 — обозначение чертежа сопряженного конического колеса; 9 — другие справочные данные (при необходимости).
В таблице необходимо приводить соответствующие обозначения параметров по ГОСТ 2.403—75, ГОСТ 2.404-75 и др.
Если у зубчатого колеса имеется два или большее число венцов одного вида, значение параметров следует указывать для каждого венца в отдельной графе (колонке) таблицы. Венец и соответствующую графу необходимо обозначить одной прописной буквой (рис. 52).
Если же венцы разного вида (например, конический и цилиндрический), то для каждого из них следует приводить на чертеже отдельную таблицу, располагая их рядом или одну под другой. Каждый венец и соответствующая таблица должны быть обозначены одной прописной буквой.
Неиспользованные строки таблицы допускается исключать или прочеркивать.
Нормы точности размеров, формы и расположения поверхностей и их осей и шероховатости поверхностей зубчатых колес приведены в гл. 4.
Примеры выполнения чертежей цилиндрических и конических зубчатых колес показаны на рис. 53, 54 и 55.
Червячные и винтовые колеса. Для выполнения чертежей червячных и винтовых колес необходимо иметь следующие данные:
вид передачи (рис. 56, а—г)\
основные параметры зубчатых венцов, полученные при проведении соответствующих расчетов;
диаметр отверстия в ступице колеса;
материал зубчатого венца;
конструктивное исполнение колеса: бандажированное (рис. 57, а); болтовое (рис. 57, б); составное литое (рис. 57, в—д) или сплошное литое (рис. 57, е);
0
-I© I #U|o
iBE^agBi
Ъ\р,007
ОШ07
1,25.
12
18.
1*45°
''2/раски
30
55____
Рве. 53
bSQ.
B_
Полировать
SI.
2paduyca
o \0,011 01:10
№C40.A5\ _ ~32 ~
205
УМ
2’W
Модуль т 2t5
Число зубьев Z 18
Угол наклона J3 26°W
Направление линии зуба - Левое
Нормальный исходный контур — ГОСТ 13755-81
Козуирициент смещения X 0
Степень точности по Г0СТЛ643-81 — 7-С
Постоянная хорда зуба з,ч«:^
высота зуба до постоянной хорды 4 1,869
Делительный диаметр d 50,346
1. HB 263min
Поверхность зубьев ТВЧ: 2...4mm,HRC48.,.52
2. Неуказанные предельные отклонения размеров: h14;H14; t2/2
Конструирование типовых деталей машин
0130,88h9
Рис. 54
Рис. 55
Внешний окружной модуль ™е 4
Число зубъеб Z 45
Исходный контур — ГОСТ13754-81
Тип зуда — Прямой
Коэффициент смещения X -0,48
Коэффициент изменения толщины зуда Xt - 0,034
Угол делительного конуса д 71*34'
Степень точности по ГОСТ 1758 ~ 81 — 7~£
Внешняя толщина зуба колеса по хорде Вуе
Высота до Внешней хорды зуда колеса base 4,090
Меж о седой угол передачи £ 90*
Средний окружной модуль тт 3,4730
Внешнее конусное расстояние де 94,8682
Среднее конусное расстояние R 82,3682
Средний делительный диаметр d 156,2850
Угол конуса Владин sf 67*31'
Внешняя Высота зуба he 6,80
Разработка чертежей и схем по ЕС КД
Рис, 56
Рис. 57
колес, сопрягаемых с цилиндри*
способ соединения колес с валом;
размеры конструктивных элементов.
Правила выполнения чертежей червячных колес, сопрягаемых с цилиндри* ческим червяком, установлены ГОСТ 2.406—76.
На изображении червячного колеса (рис. 58) следует указывать параметры, характеризующие зубчатый венец: 1 — диаметр вершин зубьев; 2 — ширину венца; 3 — расстояние базового торца до средней торцовой плоскости колега$ 4 — наибольший диаметр; 5 — радиус выемки поверхности вершин зубьев; 6 -у размер фасок или радиусы кривизны линий притупления торцовых кромок зубьев; 7 — шероховатость боковых поверхностей зубьев. Кроме того, необ* ходимо приводить параметры других конструктивных элементов колеса,
В части I таблицы параметров (см. рис. 51) должны быть указаны: 1 — модуль т\ 2 — число зубьев колеса z; 3 — вид сопряженного червяка; 4 —» направление линии зуба; 5 — исходный производящий червяк; 6 — коэффициент ^щения червяка; 7 — степени точности и вид сопряжения по нормам бокового
Рис. 58
При конструировании вала червяка
В части 111 таблицы должны сьлЬ приведены: 1—делительный диаме!р; 2 — межосевой угол- 3 — межосеьге расстояние; 4 — число витков соп;я-женного че, вяка; 5 — обозначен е чертежа червяка: 6 — другие сливочные данные (при необходимости).
Нормы точности размеров, форма и расположение поверхностен и иХ осей и шероховатость поверхностен червячных колес приведены в гл. 4.
Пример выполнения сборочною чертежа червячного колеса показан на рис. 59.
Червяки. Червяки в большинсн’е случаев следует конструировать заод. о с валом. Менее распространенные насадные червяки можно применять в целях экономии цветного металла при больших габаритных размерах передачи.
необходимо обеспечить требования к на
резанной части и остальным элементам. Профиль витков червяка можно варьировать. Применяют архимедовы ZA, конволютные ZN1, близкие к ним нелинен-чатые ZN2 и эвольвентные ZI червяки, а также с вогнутым профилем. Выбор того или иного профиля обусловлен, как правило, технологическими возможностями предприятия [11J.
Желательно предусмотреть свободный выход инструмента при нарезании и шлифовании витков червяка. При относительно малом диаметре червяка для обеспечения выхода инструмента длину его нарезанной части с каждой стороны необходимо увеличить на (24-3) т, где т — модуль зацепления [20].
Рис. G0
Требования к остальным конструктивным элементам такие же, как и к валам (см. с. 107—Ill).
Выбор материала и технологии упрочняющей обработки червяков обусловлен их кри юриями работоспособности: контактной и объемной прочностью, жесткостью и износостойкостью.
Червяки в силовых передачах выполняют из термически обрабатываемых сталей: цементуемых (20Х, 12ХНЗА, 18ХГТ, 15ХФ) с твердостью поверхности витков после закалки HRC 56—63; среднеуглеродистых (45, 50, 40Х, 40ХН) с поверхностной или объемной закалкой до твердости HRC 45—55; азотируемых (38Х2Ю, 38X2MIOA) с поверхностной твердостью витков HV 700—950. Затем червяки шлифуют и полируют или только полируют (из азотируемых сталей).
Правила выполнения чертежей цилиндрических червяков установлены ГОСТ 2.406—76. На изображении такого червяка (рис. 60, а) должны быть указаны: 1 — диаметр вершив витков; 2 — длина нарезанной части червяка по вершинам; 3 — размеры фасок на концах витка; 4 — шероховатость боковых поверхностей витка. Кроме того, необходимо приводить параметры других конструктивных элементов червяка.
Эти параметры следует указывать и на изображении глобоидного червяка (рис, 60, б}.
В таблице параметров необходимо указывать: 1 — модуль т; 2 — число витков червяка гх; 3 — вид червяка; 4 — угол подъема витка; 5 — направление подъема линии витка; 6 — исходный червяк; 7 —- степень точности и вид солря-жения по нормам бокового зазора.
В справочных данных таблицы должны быть приведены: 1 —делительный диаметр; 2 — коэффициент диаметра червяка q\ 3 — межосевой угол; 4 — меж-осевое расстояние; 5 — число зубьев сопряженного червячного колеса; 6 — обозначение чертежа сопряженного колеса; 7 — (при необходимости) другие справочные данные.
Нормы точности размеров, формы н расположения поверхностей и их осей и шероховатости поверхностей червяков приведены в гл. 4.
Пример выполнения чертежа вала-червяка показан на рис. 61.
Шкивы. Конструктивно шкивы различного типа ременных передач отличаются от зубчатых колес и друг от друга в основном формой обода.
Конструктивная схема шкивов для клиноременных передач, их основные расчетные, посадочные и габаритные размеры определяются ГОСТ 20889—80— ГОСТ 20897—80. Шкивы отличаются один от другого величиной расчетных диаметров dp, профилем и числом канавок.
В зависимости от величины dp и числа канавок шкивы бывают монолитными при dp < 100 мм, с диском при dp = ЮО-г-400 мм и со спицами при dp > > 400 мм (7 ]. Для каждого типа шкива предусмотрено три вида расположения ступицы относительно обода: вид I — ступица выступает с одного торца обода; вид 2 — ступица укорочена с одного торца; вид 3 — ступица с одного торца выступает, а с другого укорочена. Данные, необходимые для конструирования шкивов клиноременных передач, могут быть приведены в виде таблицы параметров.
Конструктивная схема, сочетания основных параметров и присоединительных размеров шкивов для плоских приводных ремней регламентированы ГОСТ 17383—73. Рабочая поверхность обода шкива может быть цилиндрической или выпуклой. Последнюю рекомендуется применять на ведомом шкиве для обеспечения центрирования ремня.
Предельные отклонения размеров, допуски формы и расположения поверхностей и их осей, а 1акже шероховатость конструктивных элементов шкивов должны быть указаны в соответствии с рекомендациями, приведенными в гл. 4.
Параметры, которые следует указывать на изображении шкивов клино-и плоскоременных передач, показаны на рис 62 и 63.
Пример выполнения чертежа шкива приведен на рис. 64.
Рис. f>4
Звездочки. При конструировании звездочек необходимо правильно выбрать число (табл. 11) и форму зубьев, их материал и упрочняющую обработку.
Рекомендуется принимать гу нечетным, что в сочетании с четным числом звеньев цепи способствует более равномерному ее износу.
Звездочки конструируют в большинстве случаев отдельно от вала. По конструкции звездочки подобны зубчатым колесам: в машиностроении находят применение дисковые, ступичные без соединительного диска (при числе зубьев 30) и ступичные с соединительным диском или спицами (при г >30) звез* Дочки |4 J. Звездочки опличаются от зубчатых колес лишь профилем зубьев, размеры и форма которых зависят от типоразмера применяемой цепи.
Зубья звездочек профилируют для роликовых и втулочных цепей по ГОС1 591—69, а для зубчатых — по ГОСТ 13576—81. ГОСТ 591—69 преду-
И. Рекомендуемое число зубьев малой звездочки
Тип цепи г, при передаточном числе и
1-2 2-3 3-4 4-5 5-6 >6
наяИК°ВаЯ И ВТуЛиЧ' Зубчатая И—27 40—35 27 — 25 35-31 25—23 31—27 23-21 27-23 21-17 23-19 17-15 19-17
Рис. 65
Рис. 66
смотрено два профиля зубьев звездочек для роликовых и втулочных цепей: со смещением центров дуг впадин и без смещения центров дуг впадин. Последний рекомендуется применять в особо точных кинематических реверсивных передачах с одно- и двухрядными целями. В остальных случаях применяют звездочки, имеющие профиль со смещением центров дуг впадин.
Согласно ГОСТ 13576—81 профиль зубьев звездочек для приводных зубчатых цепей может быть либо прямолинейным, либо криволинейным. Последний целесообразно применять при высоких скоростях движения (>5 м/с) и повышенных требованиях к равномерности движения и плавности хода цепи. При работе в этих условиях можно применять звездочки с эвольвентным профилем зубьев [4].
При конструировании других элементов звездочек можно руководствоваться рекомендациями по конструированию зубчатых колес (см. с. 95—98).
Звездочки изготовляют из сталей марок 40, 45 по ГОСТ 1050—74; 40Х, 40ХН по ГОСТ 4543—71 и других с закалкой до твердости HRC45—55. Звездочки, используемые в ответственных скоростных передачах, изготовляют из сталей — 15, 20 и т. п. по ГОСТ 1050—74, 15Х, 20Х и i. п. по ГОСТ 4543—71, подвергаемых цементации с закалкой до высокой твердости (HRC> 55).
Звездочки с большим числом зубьев (г > 50) могут быть отлиты из стали марок 40Л, 40ХЛ, 45Л по ГОСТ 977—75, высокопрочных или серых чугунов СЧ 25, СЧ 30 по ГОСТ 1412—79 с закалкой рабочих поверхностей.
Для легко нагруженных быстроходных передач можно изготовлять зубчатые венцы звездочек из полимерных материалов: капролона, текстолита и т. п.
Правила выполнения чертежей звездочек для приводных втулочных и роликовых цепей установлены ГОСТ 591—69 и ГОСТ 2.408—68, а зубчатых цепей — ГОСТ 13576—81 и ГОСТ 2.425—74.
На чертежах звездочек для роликовых (рис. 65) и зубчатых (рис. 66) целей должны быть указаны параметры, характеризующие зубчатый венец: 1 — ширина зуба; 2 — ширина венца (для миоговенцовых); 3 — величина скоса (округления) зуба; 4 — угол скоса (радиус закругления) зуба; 5 — диаметр наружной окружности; 6 — диаметр окружности впадин; 7 — диаметр венца; 8 — диаметр делительной окружности; 9 — шероховатость рабочей поверхности зуба.
В правом верхнем углу чертежа следует приводить таблицу параметров, состоящую из двух частей, отделяемых одна от другой сплошной основной линией.
В первой части таблицы необходимо привести обозначение сопрягаемой цепи, во второй — параметры звездочки: профиль зуба с указанием стандарта и смещения; класс точности, радиусы впадин, сопряжения и головки зуба; половину угла впадины; угол сопряжения; диаметр вспомогательной окружности. Если
Рис. 67
выполняется чертеж блока звездочки, в таблице следует указывать все необхо-димые параметры каждой звездочки. Звездочки должны быть обозначены арабскими цифрами или заглавными буквами алфавита слева направо. В неисполь* зованных графах таблицы следует ставить прочерк. Таблицу допускается допол« нять графой для буквенных обозначений параметров.
Пример выполнения чертежа звездочки показан на рис. 67.
Валы и оси
Конструкция валов и осей обусловлена их служебным назначением: деталями, размещенными на них; способами угловой и осевой фиксации этих деталей; расположением опор; технологией механической и упрочняющей обработок, а также сборки и разборки.
Валы выполняют гладкими (валы трансмиссионные) и ступенчатыми как сплошными, так и пустотелыми. Применяют также валы — шестерни, шпоночные, шлицевые и шпоночно-шлицевые [7}. Оси бывают гладкими или ступенчатыми.
Выходные концы валов выполняют коническими или цилиндрическими. Конусные выходные концы сложнее в изготовлении, однако посадка деталей на конус обеспечивает легкость сборки и разборки, высокую точность центрирования и возможность созданию любого натяга, что позволяет частично разгрузить шпоночное соединение, не воздействуя на подшипники.
На рис. 68 изображен вал с указанием1 основных конструктивных элементов, Форма и размеры которых регламентированы соответствующими стандартами ГОСТ 24266^РаМеТРЫ концов валов реДУ^ров общего назначения установлены
Особенности конструкции валов и осей приведены в работе [7J.
Рис. 68
Конструктивные элементы валов и осей должны быть унифицированы: шпоночные пазы должны имечь одинаковые ширину и длину в располагаться на одной стороне вала; ширин у и форму канавок для выхода соответствующего инструмента, радиусы галтелей и углы фасок для проектируемого вала следует делать одинаковыми.
При работе валы обычно испытывают сложную деформацию изгиба с кручением и растяжением-сжатием, а оси — лишь изгиб. Их нагружение, как правило, нестационарное. Валы и оси могут работать в подшипниках качения и скольжения. В связи с этим основными критериями работоспособности валов и осей являются прочность, жесткость, износостойкость и вибростойкость.
Выбор материала и упрочняющей технологии валов и осей обусловлен их критериями работоспособности, в том числе износостойкостью опорных поверхностей, причем значение износостойкости в случае работы в подшипниках скольжения может быть определяющим. Основными материалами для валов и осей являются углеродистые и легированные стали ввиду их прочности, большого модуля упругости, способности к упрочнению и легкости получения требуемых цилиндрических заготовок путем прокатки.
Для изготовления фасонных валов (например, коленчатых), помимо стали, применяют высокопрочные модифицированные чугуны.
Марки материалов, применяемых для изготовления валов и осей, приведены в работе 13], а некоторые из них указаны в табл. П1 и ПЗ.
В качестве заготовок для стальных валов диаметром до 150 мм используют в основном круглый прокат, для валов большего диаметра и фасонных — поковки.
Размер валов и осей определяют при выполнении соответствующих расчетов (см. гл. 2). Окончательно диаметры и длины всех участков вала, резьбы, пазы, шлицы, канавки и другие конструктивные элементы уточняют при конструировании передач, опор/муфт и других деталей, расположенных на валу, после чего выполняют расчет сопротивления усталости данного вала.
Длины, диаметры и конусности участков валов с целью ограничения номенклатуры режущего и мерительного инструмента должны назначаться из нормальных рядов. Нормальные длины и диаметры от 1 до 1000 мм следует выбирать по ГОСТ 6636—69, а конусности — по ГОСТ 8593—81. Область применения конусностей приведена в гл. 4.
Большинство конструктивных элементов, а также посадки деталей на вал с натягом и шероховатость поверхностей являются концентраторами напряжений, однако степень их влияния па несущую способность валов и осей неодинакова. Поэтому в местах пониженного сопротивления усталости следует использовать те конструктивные элементы, которые вызывают меньшую концентрацию напряжений. Вместо канавок для выхода инструмента сопряжение поверхностей двух диаметров следует оформлять в виде галтели максимально возможного радиуса. В особо ответственных случаях галтель необходимо выполнять эллиптической или с двумя радиусами. Шпоночный паз в обоснованных случаях следует обрабатывать дисковой, а не пальцевой фрезой. Шлицевое соединение меньше снижает сопротивление усталости, чем шпоночное. Эвольвентные шлицы имеют преимущество перед прямобочными.
Влияние некоторых концентратов напряжений (например, галтелей, шероховатости) может быть снижено соответствующей обработкой, например поверхностным пластическим деформированием.
Нормы точности размеров, формы и расположения поверхностей и их осей и шероховатости поверхностей валов и осей устанавливают в зависимости от вида деталей, расположенных на них (см. гл. 4).
Пример выполнения чертежа вала показан на рис. 69.
)2. Основные конструктивные элементы валов и осей
Обозначение элемента на рис. 68
Наименование элемента
Эскиз
Концы валов цилиндрические по ГОСТ 12080—66 простые
с буртом
с наружной резьбой
с внутренней резьбой под один ввнт
с внутренней резьбой под два винта
а с канавкой
Концы валов конические по ГОСТ 12081 — 72
с наружной резьбой
с внутренней резьбой
Конны валов специальные:
с наружной полу муфтой
с фланцем
б Канавка для выхода резьбонарезного инструмент
»«* пи ГОСТ 10549 — 80
Продолжение табл. 12
Обозначение элемента на рис. 68
Наименование элемента
Эскиз
е
Технологические канавки для выхода шлифовального круга по ГОСТ 8820—69;
лри шлифовании по наружному цилиндру
при шлифовании по наружному цилиндру и торцу
при шлифовании по наружному цилиндру и торцу
Исполнение 1
г Галтели: постоянного радиуса с двумя радиусами эллиптические г
г
д Фаски и скругления по ГОСТ 10948—64
6 Центровые отверстия по ГОСТ 14034—74 Исполнения А. В, Т, R, F, Н
Продолжение табл. II
Рис. С9
Соединения деталей
Соединения деталей машин могут быть разъемными, позволяющими выполнять их многократную сборку и разборку, и неразъемными, разборку которых можно выполнить только с частичным разрушением отдельных деталей, образующих Уединения. К разъемным соединениям относят шпоночные, шлицевые, штифта*
вые, резьбовые и др. К неразъемным соединениям относят сварные, паяные, клеевые, клепаные и др.
При конструировании соединений следует приближать их к целым деталям и удовлетворять условию равнопрочности с соединяемыми деталями. Кроме того, соединения должны удовлетворять условию жесткости и, в отдельных случаях, например соединения элементов трубопроводов, условию плотности (герметичности).
Соединения типа ступица—вал должны обеспечивать хорошее центрирование и направление (в случае подвижного соединения) деталей.
Шпоночные соединения. При конструировании шпоночного соединения следует выбрать тип, размеры поперечного сечения b X h (b — ширина, h — высота) и длину / шпонки, характер сопряжения шпонки с пазами в^ла и г гулки (ступицы) и нормировать предельные отклонения расположения и шероховатость поверхностей.
Для неподвижных соединений используют стандартные призматические, клиновые, тангенциальные и сегментные шпонки.
Призматические шпонки находят наибольшее применение. Размеры их поперечного сечения bXh, а также размеры пазов на валах и во втулке выбирают по ГОСТ 10748—79 и ГОСТ 23360—78 в зависимости от диаметра вала d. Длину шпонки / выбирают в соответствии с длиной ступицы и ГОСТами.
Размеры клиновых и тангенциальных шпонок и пазов назначают по ГОСТ 24068—80, ГОСТ 24069—80 и ГОСТ 24070—80 в зависимости от диаметра вала и длины ступицы.
Параметры соединений с сегментными шпонками устанавливают по ГОСТ 24071-80.
Для подвижных соединений используют призматические направляющие шпонки с креплением на валу по ГОСТ 8790—79, а также скользящие сборные шпонки по ГОСТ 12208—66.
Шлицевые соединения. Стандартные шлицевые соединения выполняют с пря-мобочным по ГОСТ 1139—80 и эвольвентным по ГОСТ 6033--80 профилями.
Параметры шлицевых соединений с треугольным профилем регламентированы рекомендацией СЭВ по стандартизации PC 656—66.
Правила выполнения чертежей шлицевых соединений установлены ГОСТ 2.409—74.
Направляющие. При проектировании направляющих следует выбрать их вид: направляющие скольжения или качения.
Направляющие качения применяют в случаях, когда необходимо уменьшить силу сопротивления движению при перемещении вручную тяжелых деталей; медленно равномерно перемещать или точно устанавливать детали; перемещать детали с высокой скоростью. Во всех остальных случаях используют направляющие скольжения: гидродинамические, гидростатические и аэростатические [6].
Для направляющих скольжения следует выбрать тип и профиль сечений (треугольные симметричные или несимметричные, прямоугольные, остроугольные двусторонние типа «ласточкин хвост», цилиндрические и др.); число и длину направляющих и расстояние между ними; основные размеры профилей охватываемых и охватывающих деталей и размеры конструктивных элементов.
Необходимо нормировать точность изготовления направляющих [6, 7].
Металлические конструкции
Чертежи металлических конструкций выполняют в соответствии с ГОСТ 2.410-68.
1» Если элемент металлической конструкции состоит из одного или нескольких профилей, то для изображения действительного положения профилей допускается условно обозначать их так, как показано на рис. 70, а, с указанием дополнительных данных о размерах профилей и длине этемен^ов При этом длину отделяют от размера сечения знаком «тире». Условное обозначение следует на-
Рис. 70
носить параллельно изображению профиля на чертеже или на полке линии* выноски (см. рис. 70, а).
2. Упрощенное изображение элементов и их частей допускается указывать условно одной линией, проходящей по оси элемента; при необходимости некоторые элементы можно указывать двумя линиями (рис. 70, б, а).
3. На полном изображении допускается указывать все видимые части элементов и их соединений, расположенные на ближайшей по направлению взгляда грани, а при необходимости указывать и невидимые части, расположенные вплотную к видимым (рис. 70, г).
4. Направление наклонных линий в элементах связей допускается обозначать треугольником, расположенным в непосредственной близости от элементов, причем стороны треугольника должны быть параллельны соответствующим линиям. Рядом с ними указывают длину связей (рис. 70, д).
5. Оси (конструктивные и др.) следует обозначать в одном направлении заглавными буквами в порядке алфавита, а в другом •— цифрами.
Корпусные детали
Корпус является базовой деталью. При его проектировании необходимо удовлетворить требованиям прочности, жесткости и герметичности. Должна обеспечиваться быстрая и удобная установка в нем деталей, а конструкция должна Удовлетворять требованию технологичности.
Конструкцию корпуса, его форму и размеры следует выбирать в зависимости от типа агрегата, числа и размеров деталей, установленных в нем, расположе-11 чя плоскости разъема (если таковой имеется) и относительного расположения (,сей валов. Прочность и жесткость корпуса обеспечиваются надлежащей толщиной стенок и ребрами жесткости, располагаемыми у приливов под подшипники.
Корпуса агрегатов серийного производства в большинстве случаев выполняют литыми из чугуна марок СЧ 15, СЧ 18. При неизбежности вибрационных ^Ударных нагрузок применяют высокопрочные чугуны типа ВЧ 40-10 или ильные отливки марок 20Л, 25Л. В индивидуальном и мелкосерийном произ-
е г д а к з
Рис. 71
водстве корпуса выполняют сварными из листовой стали марок Ст2, СтЗ или сварно-литыми.
На рис. 71 приведено конструктивное оформление литого корпуса редуктора. Он изготовлен, в виде разъемной коробки, что облегчает сборку агрегата. Корпус состоит из нижней части —основания и верхней — крышки. В плоскости разъема лежат оси валов. Эта плоскость, как правило, горизонтальна. В некоторых случаях применяют, наклонный разъем, позволяющий уменьшать объем масляном ванны,, обеспечивать одинаковое погружение колес в масло и снижать потери мощности на трение в масле. Прокладки между корпусом и крышкой не допускаются г так как они могут нарушить посадки подшипников.
При расположении валов в вертикальной или нескольких плоскостях применяют более, сложные, конструкции корпусов с несколькими разъемами.
Корпуса выполняют и цельными (например, коробок скоростей). При этом монтажное отверстие в корпусе JOtb должно позволить свободную установку в него валов с насаженными на них деталями.
Таким образом, конструкции корпусов весьма разнообразны. Между тем них есть общие конструктивные элементы: стенки а; бобышки б для отвер-стий подшипников; фланцы в для крепления крышки и корпуса; ниши или фланцы г для крепления корпуса к плите или раме; ребра жесткости платно е, выравнивающие поверхность под гайки и головки винтов; смотровой люк бобышка з и ниша и с резьбовыми отверстиями для установки пробки и маслоуказателя; отверстие к для слива масла; резьбовые отверстия л для отжимных болтов; отверстия м для конических (цилиндрических) штифтов, используемых для фиксации крышки и корпуса; отверстия н и о для установки винтов (шпилек), служащих для крепления крышки с корпусом и корпуса с рамкой (плитой); канавки п для кольцевых выступов крышек подшипников; проушины р или грузовые крюки с для транспортировки крышки и основания и т. д.
Литой корпус должен удовлетворять требованиям, предъявляемым к литью в части формы переходов, конструктивных (служащих для упрочнения элементов корпуса) и технологических (формовочных) уклонов. Последние создаются для свободной выемки моделей из формы. Радиусы закруглений принимают равными: при толщине стенки до 25 мм — примерно 1/3, а при толщине более 25 мм — 1/5 полусуммы толщин сопрягаемых стенок. Нормальный ряд радиусов для галтелей следующий: 1; 2; 3; 5; 8; 10; 15; 20; 25; 30; 40 мм fl].
Конструктивные и технологические уклоны должны выполняться в направлении выемки модели из формы, т. е. на поверхностях, перпендикулярных к плоскости разъема модели. Минимально допустимые уклоны задаются углом или отношением катетов.
На конструкцию корпусных деталей оказывает влияние и технология механической обработки. Конструкция детали должна быть простой формы, удобной для обработки. Технология механической обработки корпусных деталей включает три основные технологические операции: обработку плоскостей, обработку крупных точных отверстий и обработку мелких отверстий.
При обработке плоскостей должен обеспечиваться свободный проход инструмента по ходу обработки детали. Обрабатываемые поверхности должны располагаться в одной плоскости. Отдельные платики следует размещать так, чтобы общая ширина обрабатываемых плоскостей была наименьшей. Обрабатываемые плоскости должны быть расположены под углом 90 или 180° одна к другой.
Крупные точные отверстия могут иметь уступы и канавки только при единичном и мелкосерийном производстве. Однако и в этом случае отверстия с уступами, канавками, подрезанными торцами удлиняют время обработки, удорожают изготовление корпусной детали, поэтому их следует по возможности избегать. Растачиваемые отверстия следует выполнять одного диаметра (особенно отверстия, расположенные на одной оси). Номенклатуру диаметров мелких от-в регий желательно сокращать, особенно отверстий, расположенных на одной стороне детали.
Поверхность детали на входе и выходе сверла должна быть перпендикулярной к оси сверла (во избежание поломок сверла).
Все отверстия (гладкие и резьбовые) желательно выполнять сквозными. Резьбовые отверстия должны иметь со стороны входа метчика фаску для лучшего Центрирования проследнего. На стенках резьба нарезается диаметром не менее Детален ВСех отвеРсти“ располагать перпендикулярно базовой плоскости
Длина отверстий должна быть возможно меньшей. Длину гладкого отверстия ледует принимать не более трех диаметров, а резьбовой части его — не более Двух. Несквозные резьбовые отверстия, нарезаемые резцом, должны оканчиваться канавкой для выхода резца.
q Правила выполнения чертежей отливки установлены ГОСТ 2.423—73. необ^еЖ отливки с техническими требованиями должен содержать все данные, теж°Х°АИМЫе для изготовления, контроля и приемки отливки. Допускается чер-отливки выполнять по копии чертежа детали.
В графе 1 основной надписи чертежа под наименованием детали следует писать слово «отливка». При вычерчивании отливки необходимо учитывать все припуски и указывать их величину. Внутренний контур обрабатываемых по-верхностей, а также отверстий, впадин и выточек, не выполняемых в литье, должен быть вычерчен сплошной тонкой линией. При несложных отливках перечисленные контуры допускается не вычерчивать. Усадочные ребра, технологические приливы, пробы для испытаний, не удаляемые в литейном цехе, на чертеже отливки следует изображать полностью сплошной основной линией. Назначение проб должно быть указано на полке линии-выноски. Место вырезки проб определяется соответствующими размерами.
Если остатки питателей, выпоров, прибылей, промывок и стежек не удаляются полностью в литейном цехе, их следует изображать на чертеже отливки, причем линия отрезки должна соответствовать способу отрезки: сплошная тонкая линия — при отрезке резцом, дисковой фрезой, пилой и т. п., сплошная волнистая линия — при обламывании и огневой резке.
Плиты и рамы
Фундаментные плиты (рис. 72) и рамы (рис. 73) предназначены для установки на них агрегатов машины и должны обеспечить соосность их валов, легкую сборку и разборку машины. Они должны быть жесткими и прочными. Это обеспечивается выбором надлежащей формы и размеров, применением усиливающих ребер, перегородок (диафрагм), приливов и т. п.
Рамы выполняют сварными, а плиты — литыми. Сварные рамы, выполненные из профильного и листового материала, легче и дешевле литых плит, поскольку не требуется изготовлять дорогостоящие модели и стержневые ящики. Это преимущество выявляется при единичном производстве. При выпуске более трех — пяти изделий экономически выгодно изготовить уже плиты Их
6
Рс.
отливают, как правило, из серого чугуна марок СЧ 10, СЧ 15, позволяющего получить недорогостоящие детали сложной формы, обладающие достаточно высокой жесткостью и прочностью. Перспективно применение комбинированных сварно-литых и штампосварных конструкций, так как при этом снижается масса, экономится металл и упрощается обработка.
Конструкция плит и рам зависит в основном от типоразмера агрегатов, устанавливаемых на них.
На рис. 72 показан эскиз типовой плиты для установки на нее электродвигателя и цилиндрического редуктора, причем высота центров электродвигателя на ДА больше, чем у редуктора.
На рис. 73 представлен эскиз типовой сварной рамы для того же привода. Конструкции плит (рам) различны. Однако у них имеются общие конструктивные элементы (см. рис. 72, 73): стенки а, приливы б с отверстиями для размещения фундаментных болтов, крепящих плиту к фундаменту; ребра жесткости Ь\ опорный фланец г; окна д в горизонтальных и вертикальных стенках; окантовка (невысокие контурные ребра) е\ плати к и ок, предназначенные для уменьшения обрабатываемой поверхности; отверстия з для установки шпилек (винтов), служащих для крепления агрегатов к плите; отверстия и для штифтов, используемых для фиксации агрегата; косые шайбы к, с помощью которых выравнивают поверхности полки швеллера под головками болтов (или под гайками); уголки или трубы л, служащие для увеличения жесткости рамы.
Прежде чем приступить к проектированию плиты (рамы), необходимо определить ее конструктивную форму и основные размеры. Для этого следует вычертить общий вид установки в трех проекциях.
Высоту плиты Н (HJ выбирают исходя из условия обеспечения главного критерия ее работоспособности:
Я>(0,09-~0,11) L, (1)
ГДе D ~~ ЛЛИна ПЛИТЫ.
Размеры плиты ДА и L, а также ее ширина В определяются компоновкой конструкцией устанавливаемых на ней агрегатов.
Толщину стенок 6 назначают постоянной во всех сечениях и выбирают в зависимости от приведенного габарита N (табл. 13):
М = 4-(2Г+* В + Я)- (2) О
В вертикальных стенках необходимо предусматривать сквозные окна, используемые для транспортировки плиты. В горизонтальных стенках следует делать возможно большие окна.
Литейные уклоны 0 рекомендуется выбирать по работе [1 ]> а радиусы закруглений должны быть назначены из условия R > (0,2~0,3) 6.
Высота всех приливов, где размещаются фундаментные болты, должна быть одинаковой и как можно большей.
13. Минимальная толщина наружных стенок отливок из серого чугуна в зависимости от приведенного габарита
Приведенный* габарит, мм Толщина стенки, мм Приведенный габарит, мм Толщина стенки, мм
500 6 2500-3000 16—18
500-1000 6-8 3000-4000 18-22
1000-1250 8—10 4000-5000 22—24
1250-1500 10-12 5000-9000 24-30
1500-2500 14-16
Примечания* 1. Для стальных отливок толщину стенок рекомендуется увеличивать до 30 %.
2. Толщину внутренних стенок можно уменьшить до 20 %.
3. Толщину любого элемента не рекомендуется принимать меньше 6 мм.
Диаметр d и число фундаментных болтов можно выбирать в соответствии с рекомендациями работ [1, 7].
Размеры опорных поверхностей Вг и t приведены на рис. 72.
Размер Вг необходимо проверить по условию оСм 1асм1, где асм—максимальное напряжение смятия в стыке, возникающее от затяжки фундаментных болтов и действия внешней нагрузки; [осм] — допускаемое напряжение смятия для материала фундамента (или пола).
Диаметры резьбовых отверстий, служащих для крепления агрегатов, назначают по соответствующим размерам агрегатов.
Толщина платиков после окончательной обработки должна быть не менее 5 мм.
В плитах больших размеров для увеличения жесткости и прочности следует предусматривать продольные и поперечные ребра толщиной 0,86, отстоящие от опорной поверхности не менее чем на 6.
Рамы, как правило, изготовляют из швеллеров одного размера, которые для удобства крепления агрегатов к раме и самой рамы к фундаменту располагают полками наружу. Размер Н профиля (его номер) должен быть выбран так, чтобы обеспечивались два условия: условие создания необходимой жесткости в соответствии с формулой (1) и условие свободного размещения гайки или головки винта большего диаметра на полках швеллера.
Все контуры стыкуемых деталей рам следует обваривать.
ВЫБОР МАТЕРИАЛОВ
При выборе материала детали следует учитывать следующие факторы:
а) массовые и габаритные требования к проектируемому изделию;
б) соответствие физико-механических свойств материала готовой детали (с учетом изменений этих свойств в процессе предшествующих обработок и покрытий) главному критерию работоспособности (прочности, жесткости, износостойкости и др.) и требуемому сроку службы (долговечности);
в) специфические условия работы изделия (агрессивная среда, запыленность и т. п.);
г) соответствие технологических свойств материала (литейных свойств, штам-пуемости, свариваемости, обрабатываемости на станках) конструктивной форме,
предполагаемому способу получения заготовки и готового изделия и требуемым параметрам качества поверхности (прежде всего шероховатости);
п д) возможность унификации материала деталей проектируемой машины;
е) стоимость и дефицитность материала;
ж) требования эстетики.
Окончательное решение о выборе того или иного материала принимают на основе технико-экономического расчета с учетом возможности экономики мате* риала и повышения эффективности производства.
г В тексте пояснительной записки, спецификации и графе 3 основной надписи рабочих чертежей деталей необходимо указывать обозначение материала деталей. Это обозначение следует вносить в текст пояснительной записки лишь для проек* тируемых деталей. В спецификации в графе «Наименование» данное обозначение приводить для двух разделов «Детали» и «Материалы», причем в разделе «Детали» его указывать лишь для оригинальных деталей, на которые не выпущены чертежи, сразу после их наименования.
Если для изготовления детали предусматривается использование заменителей материала, то их следует указывать в технических требованиях, техниче* ских условиях или в других документах. В обозначении материала должны быть указаны его марка и номер стандарта.
Примеры обозначения материала и рекомендации по применению материала для типовых деталей машин приведены в табл. П1—П6.
Глава 4 РАЗРАБОТКА ЧЕРТЕЖЕЙ ПО ЕСДП СЭВ
ТЕРМИНЫ, ОБОЗНАЧЕНИЯ И ОПРЕДЕЛЕНИЯ
Геометрические параметры деталей машин, задаваемые конструктором при проектировании, следующие:
размеры отдельных элементов (линейные и угловые);
форма поверхностей (плоская, цилиндрическая, коническая и т. п.);
взаимное расположение отдельных поверхностей и их осей (перпендикулярность, параллельность и т. п.);
профиль—контур сечения детали плоскостью, ориентированной в заданном направлении; профили поперечный и продольный при секущей плоскости, расположенной перпендикулярно оси и параллельно оси соответственно.
Необходимо различать номинальные (идеальные) геометрические поверхности, имеющие предписанные чертежом номинальные формы и размеры, и действительные (реальные) поверхности, полученные в результате обработки деталей, размеры которых действительные. Аналогично следует различать номинальное и действительное расположение поверхностей и осей, номинальный и действительный профили
Разность между номинальными и действительными геометрическими параметрами, называемая погрешностью, или отклонением, характеризует точность изготовления детали. В соответствии с геометрическими параметрами могут иметь место следующие погрешности:
отклонение размеров;
01 клонен не формы поверхности (отклонения от прямолинейности, плоскостности, крумости и т. п );
отклонение взаимного расположения поверхностей и их осей (отклонения от перпендикулярности, параллельности и т. п.);
отклонение профиля (шероховатость поверхности и т. п.).
Конструктор в процессе проектирования должен решить две взаимно связанные задачи: установить номинальные значения параметров детали и нормировать точность получения этих параметров, назначая пределы, ограничивающие их погрешности. Эти пределы в процессе изготовления и контроля деталей являются критериями их годност. Указанные пределы назначают исходя из двух противоречивых условий — условия нормального функционирования и эксплуатации изделия и условий его изготовления и сборки Оптимальное решение этой задачи — обеспечение заданной долговечности изделия при минимальной суммарной стоимости его изготовления и эксплуатации.
Как правило, детали изготовляю! независимо одна oi другой.
Способность независимо изготовленных с заданной точностью деталей (и сборочных единиц) занимать свое месю в машине без дополнительной обработки их при сборке и выполнять свои функции в соответствии с техническими требованиями к работе данной машины (или ее отдельной сборочной единицы) называют взаимозаменяемостью, а сами детали — взаимозаменяемыми.
Взаимозаменяемость по геометрическим параметрам обеспечивается стандартными системами допусков и посадок: ЕСДП СЭВ и системой ОСТ (91, причем ЕСДП СЭВ применяется для всех вновь разрабатываемых изделий.
Основные понятия и определения Единой системы допусков и посадок СЭВ приведены в табл. 1.
Термин
Обозначение
Определение
Формула или источник
Понятия, относящиеся к отдельным деталям
Номинальный размер: вала отверстия Действительный размер: . вала отверстия Предельные раз- меры: наибольший наименьший Отклонения размера: верхнее: вала отверстия нижнее: вала отверстия Допуск Допуск размера: вала отверстия Поле допуска Нулевая линия Отверстие Вал Основное отверстие Основной вал Посадка Зазор: наибольший наименьший средний d D d D ^max ^max ^min ^min es ES ei El T Td TD Понятия S $max $min Размер, проставляемый на чертеже и служащий началом отсчета отклонений (рис. 1, а) Размер, получаемый в результате измерения готовой детали с допустимой погрешностью Предельные значения размера, между которыми должен находиться действительный размер годной детали Алгебраическая разность между размером и его номинальным значением (рис. I, б) Разность между наибольшим и наименьшим допустимыми значениями какого-либо параметра Зона, ограниченная верхним и нижним отклонениями Линия, соответствующая номинальному размеру (см. рис 1, б) , относящиеся к соединению детал Термин, применяемый для обозначения охватывающих 1 поверхностей (рнс. 2) Термин, применяемый для обозначения охватываемых 2 поверхностей (см рис 2) Отверстие, нижнее отклонение которого равно нулю (EI ~ 0) Вал, верхнее отклонение которого равно нулю (es = 0) Характер соединения деталей, определяемый разностью между размерами отверстия и вала Разность размеров отверстия и вала, если размер отверстия больше размера вала Получают всходя из функционалы ного назначения детали Получают измере* нием ^тах"*^ ^max~*^min или es—ei ^max"~^min или ES—E1 •я ieu e м M IM4 «М» s «= D d > 0 ^max-^min ^min'-’^max.
Продолжение табл. 1
Термин Обозначение Определение Формула или источник
Натяг: наибольший наименьший средний N ^тах ^min Nm Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия N = d—D > 0 ^max—^min rfmin"~^max ^тах“Н^гп(п)/2
Допуск посадки Посадка: с зазором с натягом переходная Допуски посадок: TS< TN Посадка, при которой в соединении обеспечивается зазор (рис. 3, а) Посадка, при которой в соединении обеспечивается натяг (рис. 3, б) Посадка, при которой возможно получение либо зазора, либо натяга (рис. 3, в) TD+Td
с зазором — — TS ® 5max—Smjn
с натягом — — TN — A/птах ^min
переходной — — _ TS (/V) = ~ ^тах+^тах
Квалитет Совокупность допусков, характеризуемых постоянной относительной точностью для всех поминальных размеров диапазона
Система допусков н посадок Система образова-ния посадок: система отверстия система вала — Совокупность рядов допусков и посадок, закономерно построенных на основе теоретических и экспериментальных исследований и оформленных н виде стандартов Совокупность посадок, характер которых для одного кьали-тета точности и номинального размера изменяется за счет выбора различных предельных отклонений вала (рис 4, а) Совокупность посадок, характер которые для одного квали-тета точности и номинального размера изменяется за счет выбора различных предельных отклонений отверстия (рис 1, б) «а
Номинальный размер округляю! до ближайшего числа из ряда чисел предпочтительного применения в соответствии с ГОСТ 6(,36—6?.
Для построения систем допусков и посадок установлена единица допуска I» Для размеров до 500 мм
i = 0,45 :/07 + 0,001 Di,
где Dt = /DitninDimax—среднее геометрическое значение крайних размеров Di mln и^/тах интервала, в который входит рассматриваемый размер В формуле значения Di — в мм, а г— в мкм.
С помощью единицы доп у с г» а выражается зависимость д« пуска ИСО — /Т. положенного в основу ЕСДП СЭВ, от номинального размера и квалитета.
Термины, обозначения и определения
о
Поле । „ отверстия
Поле допуска вала
11 допуска | Шерстил
4$ Нулевая
линия
шш
°)
Рис, 1
Рис. 2
Рис. 4
Допуск ИСО для любого квалитета, начиная с пятого, определяют по формуле ITx — ai, где х — порядковый номер квалитета; а — относительный коэффициент точности, выбираемый из ряда /?5, т. е. изменяющийся от квалитета к квалитету по геометрической прогрессии со знаменателем 1^10 « 1,6: Обозначение допуска . . . ITS ITS IT7 ITS IT9 ITIQ ITU и т. д.
Формула допуска . . . , 7Z 10Z 16i 25Z 4 Од 64Z 100* и т. д.
Следовательно, допуск ИСО устанавливается в зависимости от номинального размера и квалитета.
Значения допусков стандартизованы для размеров до 500 мм СТ СЭВ 145—75 (табл. 2) и для размеров свйше 500 мм СТ СЭВ 145—75 и СТ СЭВ 177—75.
2. Значения допусков для размеров до 500 мм
Квалитеты
Номинальный размер, мм 01 0 1 1 2 3 4 | 5 | 6 7 | 8
Допуск IT, мкм
До 3 0.3 0,5 0,8 1,2 2 3 4 6 10 14
Св. 3 до 6 0,4 0,6 1 1,5 2,5 4 5 8 12 18
» 6*10 0,4 0,6 1 1,5 2,5 4 6 8 15 22
» 10 » 18 0,5 0,8 1,2 2 3 5 8 И 18 27
> 18 » 30 0,6 1 1,5 2,5 4 6 9 13 21 33
> 30 > 50 0,6 1 1,5 2,5 4 7 11 16 25 39
* 50 » 80 0,8 1,2 2 3 5 8 13 19 30 46
» 80 » 120 1 1,5 2,5 4 6 10 15 22 35 54
» 120 » 180 1,2 2 3,5 5 8 12 18 25 40 63
» 180 » 250 2 3 4,5 7 10 14 20 29 46 72
250 » 315 2,5 4 6 8 12 16 23 32 52 81
315 » 400 3 5 7 9 13 18 25 36 57 89
400 » 500 4 6 8 10 15 20 27 40 63 97
Квалитеты
Номинальный 9 1 10 11 1 | 12 1 13 | и 1 15 16 1 17
размер, с лм
Допуск IT, мкм
До з 25 40 60 100 140 250 4 00 600 1000
Св. 3 до 6 30 48 75 120 180 300 480 750 1200
» 6 » 10 36 58 90 150 220 360 580 900 1500
» 10 » 18 43 70 110 180 270 430 700 1100 1800
> 18 » 30 52 84 130 210 330 520 840 1300 2100
» 30 » 50 62 100 160 250 390 620 1000 1600 2500
» 50 » 80 74 120 190 300 460 740 1200 1900 3000
» 80 » 120 87 140 220 350 540 870 1400 2200 3500
» 120 » 180 100 160 250 400 630 1000 1600 2500 4 000
> 180 » 250 115 185 290 460 720 1150 1850 2900 4600
» 250 » 315 130 210 320 520 810 1300 2100 3200 5200
» 315 » 400 140 230 360 570 890 1400 2300 3600 5700
> 400 » 500 155 250 400 630 970 1550 2500 4000 6300
Примечания: 1. Для размеров до 1 мм квалитеты от 14 до 17 не применяются.
2. При известных допуске и одном предельном отклонении можно вычислить другое отклонение по следующим формулам-
для вала es = el -j- /Т;
» отверстия ES == EI 4- IT или el — es — IT*, EI — ES — IT.
ПРИМЕНЕНИЕ ЕСДП СЭВ ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ И ПЛОСКИХ СОЕДИНЕНИЙ
При конструировании машин и механизмов важно выбрать систему посадок и назначить посадку, определяющую характер соединения деталей и зависящую от взаимного расположения и числового значения полей допусков сопрягаемых поверхностей.
Рис. 5
Кроме того, не менее важно правильно проставить посадочные (сопряженные) размеры на сборочных чертежах и предельные отклонения размеров, нане* сенных на рабочий чертеж
Поля допусков валов и отверстии в соответствии с ЕСДП СЭВ следует ус-ловно обозначать буквами латинского алфавита и числами — номерами квалите-тов. Буква определяет расположение поля допуска относительно нулевой линии! а квалитет — его числовое значение.
Прописные буквы использую! для обозначения предельных отклонений от-верстий, а строчные — предельных отклонений валов. При этом буквы от Л до Я и от а до h применять для обозначения посадок с зазором, буквы Js (J), К, Л1, N 11 js (j)> tn* n — переходных посадок, буквы от Р (р) до Z (г) — посадок с гарантированным натягом (рис 5).
Выбор системы посадок
Различные посадки деталей должны осуществляться или в системе отверстия (основное отверстие обозначают буквой /7), или в системе вала (основной вал h). Система отверстия должна иметь преимущественное применение, а систему вала применять лишь в следующих случаях:
при использовании деталей из пруткового калиброванного материала без обработки резанием сопрягаемых поверхностей;
при необходимости расположения на длинных валах (на трубчатых деталях) постоянного диаметра нескольких деталей с различными посадками;
при использовании стандартных деталей, и сборочных единице посадочными размерами, выполненными по системе вала, например в соединениях наружных колец подшипников качения с отверстиями корпуса, шпонок с пазами во втулке и на валу и г. п
Выбор вида посадок
Рекомендуемые для применения посадки в системе отверстия и в системе вала при номинальных размерах от 1 до 500 мм, как в наиболее употребительном диапазоне размеров, приведены соответственно в табл. 3 и 4. В первую очередь следует выбирать предпочтительные посадки, образованные наиболее рациональным сочетанием полей допусков отверстия и вала
3. Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм (по СТ СЭВ 144—75)
Основное отверстие Основное бТклойенив Налов
а b < 1 d 1 е 1 « ь 1 k 1 т 1 \ * 1 1 р 1 1 г \ S t 1"
Посадки
Н6 Н6 16 Н6 £5 /76 п5 Н6 /я5 Н6 /?5 Н6 т5 Н6 п5 Н6 р5 Н6 г5 Н6 S5
Н7 Н7 с8 Н7 48 Н7 Н7* Н7* п Н7* Н7* hQ Н7* Н7* fe6 Н7 m3 Н7* пб Н7* Рб Н7* Н7* Н7 S6 ’ s7 Н7 Н7
<?7 * е8 £б ч6 Гб /6 ив
Н8 Н8 d8 Н8* е8 ИЗ* Н8* Ii7 ’ /28 Н8 'S7 Н8 А’7 Н8 т7 Н8 п7 Н8 S7 Н8 U8
Н8* d9 Н8 е9 н» >9 Н8 П9
Н9 Н9* d9 Н9 е8 Н9 Н9 h8 ’ Н9
НЮ НЮ МО НЮ НЮ h9 ' /110
НИ НИ all НИ Ы1 /711 с\ 1 НИ* dll НИ* /211
/712 Н12 М2 Н12 /212
Пред почтительные посадки.
Разработка чертежей по ЕСДП СЭВ
4. Рекомендуемые посадки в системе вала при номинальных размерах от 1 до 500 мм (по СТ СЭВ 144—75)
сэ о S«e« Основные отклонения отверстий
А в с 1 D £ F (j H 1 K 1 M | N P 1 R 1 S 1 ; r | и
X О я О s я Посадки
Лб D8 he F8 h6 F7 ' he ’’ £8* he G7 he H7* he Л6 K7* Л6 M7 he N7* he Р7» Л6 R7 he S7 Л6 T7 he
h7 D8 h7 E8 h7 F8 h7 H8* h7 Л8 Л7 K8 h7 M8 h7 N8 h7 U8 h7
h8 D8 h8’ D9 h8 E8_ h8 ; £9* h8 F8 h.8' F9 /18 H8* h8 ’ Я9 h.8
Л9 D9 Л9’ DIO Л9 E9 h9 F9 Л9 H8 H9. h9’ h9' Я10 h9
ЛЮ DIO ЛЮ Я10 /110
ЛИ ли ЛИ ВИ Л11 СП ли Dll ЛИ Hll /ill
Л12 Б12 Л12 H12 /112 1
♦ Предпочтительные посадки.
Применение ЕСДП СЭВ для соединений
5. Примеры применения посадок и квалитетов для гладких цилиндрических соединений
Сопрягаемые детали
Условия работы и требования к соединению
Посадка
Посадки с зазором
Сменные шестерни на валах ме- Высокая точность центрирования. НТ Н8*
таллорежущих станков; фрикционные муфты» установочные кольца на валах Неподвижные соединения при частой сборке и разборке, подвижные — при возвратно-поступа- тельных перемещениях hd ’ hl
Детали, передающие вращающие Невысокая точность центрирова- НЪ* Н8
моменты через шпонки и штифты; неподвижные оси; центрирующие цилиндрические выступы и заточки во фланцевых соединениях; сменные зубчатые колеса на валах сельскохозяйственных машин; соединительные муфты на валах ния. Легкие и спокойные нагрузки h3 * ’ Н9 Н9 Й8 : П9
Подшипники скольжения; сво- Легкие и средние режимы работы Н7*
бодно вращающиеся на валах зубчатые колеса и шкивы; перемещающиеся вдоль валов зубчатые колеса и муфты при умеренных скоростях (до 150 рад/с) и
Подшипники жидкостной смазки Большие частоты вращения Н7* . Н8* еЪ ; е8
Крышки подшипников и распор- Подвижные соединения, не требу- НН*
ные втулки в корпусах; шарнирные соединения тяг, рычагов и т. п. ющие точности перемещения; неподвижные грузоцентрированные соединения £/11
Переходные посадки
Стаканы подшипников в корпусах; небольшие шкивы и ручные маховички на концах валов
Зубчатые колеса на валах редукторов, станков; шкивы, маховики, рычаги и неразъемные эксцентрики на валах
Тяжело нагруженные зубчатые и червячные колеса, муфты, кривошипы и другие детали на валах; бронзовые венцы червячных колес на чугунных ступицах; втулки в корпусах подшипников скольжения
Частые сборки и разборки. Соеди- Н7* нения неподвижные и плотные под- ; g вижн ые 8
То же
Редкая разборка. Центрирование деталей в неподвижных соединениях, передающих большие усилия; при наличии вибраций и ударов (с дополнительным креплением)
Я7* £6
Н7* пб
Посадки с натягом
Зубчатые колеса на валах редукторов с дополнительным креплением шпонкой Центрирование тяжело нагруженных или быстровращающихся крупногабаритных деталей (с дополнительным креплением). Соединения тонкостенных деталей Я7* рб
Зубчатые колеса на валах коробок Передача нагрузок средней вели- Н7* t Н7*
скоростей токарных станков, бронзовые зубчатые венцы червячных колес на чугунных центрах с дополнительным креплением винтами чины без дополнительного крепления. Тяжелые нагрузки с дополнительным креплением Г& ’ i>G
* Предпочтительные посадки.
Кроме посадок, указанных в табл. 3, 4, допускаются посадки, образованные из полей допусков по ЕСДП СЭВ. При этом посадки могут быть либо в системе отверстия или вала, но с другими, по сравнению с данными таблиц, сочетаниями квалитетов отверстия и вала (однако допуски отверстия и вала не должны отличаться более, чем на два квалитета), либо не относящимися ни к системе отверстия, ни к системе вала, гак называемыми внесистемными, например 0 60F7—Кб.
Из 19 квалитетов, предусмотренных стандартом СТ СЭВ 144—75, квалитеты с 5-го по 13-й следует использовать для сопрягаемых размеров, а с 14-го по 17-й — для несопрягаемых размеров.
При назначении конкретного квалитета необходимо учитывать:
характер сопряжения (посадки с зазором, переходные или с натягом); эксплуатационные условия (нагрузку, температуру, срок службы и т. п.); стоимость изготовления и возможность обеспечения взаимозаменяемости.
Как следует из табл. 3, 4, для центрирования сопрягаемых деталей при использовании переходных посадок назначают точные квалитеты: 5—7-й — для валов, б—8-й — для отверстий.
Для посадок с натягом можно использовать квалитет с 5-го по 8-й , а для посадок с зазором с 6-го по 12-й.
При выборе посадок и квалитетов для гладких цилиндрических соединений при известных условиях эксплуатации и требованиях к проектируемому соединению можно руководствоваться рекомендациями табл. 5.
Предельные отклонения размеров
Предельные отклонения размеров на чертежах могут указываться?
условными обозначениями, используемыми в основном в серийном и массовом производстве;
числовыми значениями, применяемыми, как правило, в единичном и мелкосерийном производстве;
смешанным способом.
Структура условного обозначения посадочного размера на сборочном чертеже должна иметь следующий вид:
0 [£] — — или 0 0 0 0/0 0,«л«Ш 0 0 0-0 0, 0 0
где /' — знак, обозначающий вид поверхности сопряжения, например для цилиндрической поверхности это знак 0; 2 — номинальный диаметр, единый для отверстия и вала; 3 и 5 — буквы, характеризующие расположение полей допусков отверстия и вала относительно нулевой линии; 4 и 6 — числа — номера квалитетов, характеризующие величину допуска; Сочетания 3 и /, 5 и 6 — условное обозначение поля допуска соответственно отверстия и вала.
Примеры обозначения переходной посадив в системе отверстия}
0 60 , или 0 Q0H7fkQ, илв 0 оОН7 — *6.
«о
Размеры отверстия о 60Н7 и вала а 60Z»6.
Та же посадка в системе вала:
0 60 или 0 60К7/Ы) или 0 60X7 *» 66* оо _
а размеры отверстия 0 60X7 и вала а 60&6.
б Тарабасов Н. Д. и др.
Структура посадочного размера на сборочном чертеже при числовом способе должна иметь вид
0 0-ет
в
где 7 — знак, обозначающий вид поверхности сопряжения; 2 — номинальный диаметр; 3 и 4 — верхнее и нижнее отклонения отверстий; 5 и 6 — верхнее и нижнее отклонения вала.
При выбранных полях допусков отверстия и вала находят предельные отклонения (табл. 6—9), соответствующие номинальному размеру, и указывают их на чертеже.
Предельные отклонения, приведенные в стандартах в микрометрах (табл. 6—9) на чертежах проставляют в миллиметрах более мелким шрифтом, чем номинальные размеры. Нулевое отклонение не указывают. Числовые значения отклонений должны иметь одинаковое количество десятичных знаков (при необходимости дополняют нулями). •
Пример условного обозначения рассмотренной ранее переходной поездки о 60//7«»
+ 0.030
0 60 + 0,021" ‘
4- 0,002
В данном случае размер отверстия 0 и размер вала 0
Симметричные отклонения, например для полей допусков J$6 и /s6 указывать следующим образом: 085 0,011.
Посадочный размер при смешанном способе должен иметь вид
_. м Я7 / + 0’030 \
060 ^6- |+оЖ • \ + 0,002 /
Размеры отверстия (+0,030) и вала 0 6066
Предельные отклонения размеров с неуказанными допусками должны назначаться в соответствии со СТ СЭВ 302—76. Для линейных размеров их следует выбирать:
а) по квалитетам — от 12-го до 17-го для номинальных размеров 1—10 000 мм и от 11-го до 13-го для размеров менее 1 мм;
б) по классам точности, которые условно называют «точный», «средний», «грубый» и «очень грубый», причем эти классы приблизительно соответствуют 12, 14, 16, 17-му квалитетам. Допуски по классам точности обозначают буквой / с ин-дексом 1, 2, 3 или 4 для классов точности соответственно «точный», «средний», «грубый» и «очень грубый» (tb /4).
В общей записи допускается оговаривать неуказанные симметричные предельные отклонения по квалитетам ± •
Для металлических деталей, обрабатываемых резанием, отклонения назначают по 14-му квалитету или классу точности «средний».
Неуказанные предельные отклонения дают в одной общей записи ? технических требованиях чертежа при условии, что эта запись однозначно определяет величины и направления предельных отклонений. При этом согласно СТ ЭВС 302—76 допускается четыре варианта назначения неуказанных предельных откло-
6. Система отверстия. Предельные отклонения основных отверстий (по СТ СЭВ 144—75)
Поля допусков основных отверстий
Номинальные размеры, мм | W8 | Н9 | ttll
г, , Предельные отклонения . мкм
Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500 + 12 0 + 15 0 + 18 0 + 21 0 + 25 0 . + 30 0 + 35 0 + 40 0 + 46 0 + 52 о - + 57 0 + 63 0 + 18 0 + 22 0 + 27 0 + 33 0 + 39 0 + 46 0 + 54 0 + 63 0 + 72 0 + 81 0 + 89 0 + 97 0 + 30 0 + 36 0 + 43 0 + 52 0 + 62 0 + 74 0 + 87 0 + 100 0 + 115 0 + 130 0 + 140 0 + 155 + 75 0 + 90 0 + 110 0 + 130 0 + 160 0 + 190 0 +220 0 +230 0 + 290 0 + 320 0 + 360 0 + 400 0
7. Система отверстия. Предельные отклонения валов (по СТ СЭВ 144—75)
Квалитеты
6
Номинальный Поля допусков валов
размер, мм g6* Л6*' | fe6* | 1 | | рь* гб* $6*
Предельные отклонения еь мкм el
Св. 3 до 6 • — 4 — 12 и —8 + 4,0 —4.0 + 9 + 1 + 15 + 8 + 2J + 12 + 23 + 15 + 27 + 19
Св 6 до 10 — 5 — 14 0 -9 + 4.5 —4.5 '+Ю + 1 + 19 + 10 + 24 + и + 28 + L9 + 32 + 23
Св 10 до 18 —6 — 17 0 — 11 + 5,5 —5,5 + 12 + 1 + 23 + 12 + 29 + 18 + 34 + 23 + 39 + 28
Св 18 до 30 — 7 — 20 0 — 13 +6,5 —6.5 + 15 + 2 + 28 — 15 + 35 + 22 + 41 + 28 + 48 + 35
Св 30 до 50 -9 —25 0 — 16 + 8.0 —8,0 + 18 + 2 + 33 + 17 + 42 + 26 + 50 + 34 + 59 + 43
Св 50 до 65 — 10 0 +9.5 + 21 + 39 + 51 + 60 + 41 + 72 + 53
Св 65 до 80 —29 — 19 —9.5 + 2 + 20 + 32 ' +62 + 43 + 78 + 59
Св. 80 до 100 — 12 0 + НЛ) + 25 + 45 + 59 + 73 + 51 + 93 + 71
Св 100 до 120 —34 — 22 — 11,0 +3 + 23 + 37 + 76 + 54 + 101 + 79
Св 120 до 140 — 14 0 +12,5 + 28 + 52 +68 + 88 + 63 + И7 + 92
5*
Продолжение табл 7
< Квалитеты
6
Номинальные размеры, мм Поля допусков валов
gG* /16* 'А’ 1 1 -ь- | | | ₽6* | гб* | s6*
Предельные отклонения еъ 1 мкм ei
Св. 140 до 160 —39 — 25 — 12,5 + 3 + 27 + 43 + 90 + 65 + 125 + 100
Св. 160 до 180 + .39 + 68 + 133 + 108
Св. 180 до 200 + 106 + 77 + 151 + 122
Св/ 200 до 225 — 15 - —44 0 —29 + 14.5 — 14.5 + 33 + 4 + 60 + 3| + 79 + 50 + 1 09 + S0 + 159 + 130
Св. 225 до 250 + 113 + 84 + 169 + 140
Св. 250 до 280 — 17 0 + 16,0 + 36 +66 + 88 + 126 + 94 + 190 + 158
Св. 280 до 315 — 49 — 32 -16 0 4- 4 + 34 + 56 + 130 + 98 + 202 + 170
Св 315 до 355 — 18 0 + 18.0 + 4Г + 73 + 98 + 144 + 108 + 226 + 190
Св 355 до 400 — 54 — 36- — 18 0 + 4 + 37 + 62 + 150 + 114 + 244 + 208
Св 400 до 450 -20 0 + 20 0 + 45 + 80 + 108 + 166 + 126 + 272 + 232
Св. 450 до 500 —GO — 40 — 20.0 + 5 + 40 + 68 + 172 + 132 + 292 + 252
Квалитеты
7 1 1 s | 1 1 11
Номинальные Поля допусков валов
размеры, мм /7* | Л7’ | е8* | Л8* | d9 | Л9 | dll* | I Ml*
Предельные отклонения еъ мкм ei
Св. 3 до 6 Св. -6 до 10 Св. 10 до 18 Св. 18 до 30 Св 30 до 50 Св. 50 до 80" Св. 80 до 120 Св. 120 до 18(. Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 600 — 10 -22 -13 — 28 -16 —34 -20 -41 -25 -50 -30 -60 —36 -71 -43 -83 -50 -96 — 56 — 108 —62 -119 —68 — 131 и — 12 0 — 15 0 — 18 0 —21 0 —25 0 —30 0 — 35 0 —40 0 — 46 0 —52 0 — 57 0 —63 —26 —38 — 25 — 47 -32 — 59 —40 — 73 — 50 — 89 -60 — 106 —72 — 126 — 85 — 148 — 100 — 172 — 110 — 191 — 125 — 214 — 135 —232 0 -18 0 — 22 0 — 27 0 — 33 0 -39 0 —46 0 —54 0 —63 0 — 72 0 — 81 0 -89 0 -97 —31 -60 —40 — 76 — 50 —93 —65 — 117 —80 — 142 — 100 -174 — 120 —207 — 145 — 245 — 170 — 285 -190 —320 —210 —350 —230 —385 ь —30 0 —36 0 —43 0 —52 0 —62 0 —74 0 —87 0 — 100 0 — 115 0 — 130 0 — 140 0 — 155 — 30 . —105 —40 — 130 — 50 — 160 —65 -195 — 80 — 240 -100 — 290 — 120 —340 — 145 — 395 -170 —460 -190 — 510 -210 -570 -230 — 630 и -75 0 -90 0 — ПО 0 — 130 0 — 160 0 — 190 0 — 220 0 -256 0 — 290^ 6 —320 0 — 360 0 — 400
* Предпочтительные поля допусков
8. Система вала. Предельные отклонения основных валов (по СТ СЭВ 144—75)
Номинальные размеры, мм Поля допусков основных валов
/16 * /17 • йЗ • &9 * fell * 612
Предельные отклонения мкм ei
Св. 3 до 6 0 —8 0 — 12 0 — 18 0 —30 0 — 75 0 — 120
Св. 6 до 10 0 —9 0 — 15 0 — 22 0 —36 0 —90 0 — 150
Св. 10 до 18 0 — И 0 — 18 0 — 27 0 —43 0 — 110 0 — 180
Св. ,18 до 30 0 — 13 0 — 21 0 —33 0 —52 0 — 130 0 —210
Св. 30 до 50 0 — 16 0 • —25 0 —39 0 —62 0 — 160 0 —250
Св. 50 до 80 0 — 19 0 —30 0 —46 0 —74 0 — 190 0 —300
Св. 80 до 120 0 — 22 0 —35 0 — 54 0 -87 0 —220 0 —350
Св. 120 до 180 0 —25 0 —40 0 —63 0 — 100 0 — 250 . 0 —400
Св. 180 до 250 0 — 29 0 —46 0 —72 0 -115 0 — 290 0 —460
Св. 250 до 315 0 —32 0 — 52 0 -81 0 — 130 0 —320 0 —520
Св. 315 до 400 и —36 0 -57^ 0 — 89 0 — 140 0 '—360 0 —570
Св. 400 до 500 0 —40 0 —63 0 —97 0 -155 0 —400 0 —630
Предпочтительные поля допусков.
9. Система вала. Предельные отклонения отверстий (СТ СЭВ 144—75) _ теты
Номинальные размеры, мм Квалв
6 7 8 1 9 10
допусков отверстий
Поля
Н6 Кб Мб Кб Р6 Н7» К7* М7* 2V7* Р7* F8* Z78* D9 Н9* 4’ Л79** Р9** D10 К£0
ES "" отклонения __ мкм
Предельные
Св. 3 до 6 + 8 0 + 4,0 —4.0 + 2 —6 — 1 —9 —5 — 13 —9 — 17 + 12 0 +6. —6 + 3 —9 0 — 12 —4 — 16 — 8 —20 + 28 + 10 + 18 0 + 60 + 30 + 30 0 + 15 — 15 0 —30 — 12 —42 + 78 + 30 + 58 + 10
Св. 6 до 10 + 9 0 + 4,5 -4,5 + 2 —7 —3 — 12 —7 — 16 — 12 —21 + 15 0 + 5 — 10 0 — 15 —4 — 19 —9 —24 + 35 + 13 + 22 0 + 76 + 40 + 36 0 + 18 — 18 0 —36 — 15 —51 + 98 + 40 + 711 + 13
Св. 10 до 18 + 11 о. + 5,5 -5,5 + 2 —о —4 — 15 —9 — 20 — 15 — 26 + 18 0 +•9 —9 + б — 12 0 — 18 —5 -23 — 11 —29 + 43 + 16 + 27 0 + 93 + 50 +43 0 + 21 —21 J —43 — 18 —61 + 120 + 50 + 86 + 16
Св. 18 до 30 + 13 0 +6,5 -6,5 + 2 — 11 —4 -17 — 11 — 24 — 18 — 31 + 21 0 + 10 — 10 + 6 — 15 0 —21 — 7 -28 — 14 —35 + 53 + 20 + 33 0 + 117 + 65 + 52 0 + 26 —26 0 — 52 —22 —74 + 149 +65 + 104 + 20
Св. 30 до 50 + 16 0 + 8,0 — 8.0 + 3 — 13 — 4 — 20 —12 — 28 —21 — 37 + 25 0 + 12 — 12 + 7 — 18 0 —25 —8 —33 — 17 —42 + 64 + 25 + 39 0 + 142 + 30 + 62 0 + 31 —31 0 —62 —26 —88 + 180 + 80 + 125 + 25
Св. 50 до 80 + 19 0 + 9,5 —9,5 + 4 — 15 — 5 — 24 — 14 — 33 — 26 — 45 + 30 0 + 15 — 15 + 9 — 21 0 «30 —9 -39 —21 —51 -F 76 + 30 + 46 0 +174 + 100 + 74 0 + 37 —37 0 — 74 —32 — 106 + 220 + 100 + 150 +30
0 —35 — 10 — 45 —24 -59 + 90 + 36 + 54 0 + 207 + 120 + 37 0 + 43 —43 0- —87 —37 — 124 + 260 + 120 + 176 • +36
Св. 80 до 120 + 22 0 + 11,0 -11,0 + 4 -18 — 6 — 28 — 16 —38 — 30 — 52 + 35 0 + 17 — 17 + ю — 25
Св. 120 до 180 + 25 0 + 12,5 — 12,5 + 4 — 21 — 8 — 33 —20 —45 — 36 — 61 + 40 0 + 20 — 20 + 12 — 28 *0 —40 — 12 —52 —28 —68 + 106 + 43 +63 0 + 245 + 145 + 100 0 + 50 —50 0 — 100 -43 — 143 + 305 + 145 + 203 +43
0 —46 — 14 -60 —33 —79 +122 + 50 + 72 0 + 285 + 170 + 115 0 + 57 —57 0 — 115 — 50 — 165 + 355 + 170 + 235 + 50
Св. 180 до 250 + 29 С + 14,5 — 14,5 + 5 — 24 — 8 — 37 —22 — 51 —41 —70 + 46 0 + 23 -23 + 13 -33
0 -52 0 -57 — 14 —66 —36 —88 + 137 + 55 + 81 0 +320 + 190 + 130 0 + 400 + 190
Св. 250 до 315 + 32 0 + 16,0 — 16,0 + 5 -27 —9 — 41 — 25 -57 — 47 —79 + 52 0 + 26 — 26 + 16 —36
— 16 — 73 —41 —98 + 151 +62 + 89 0 +350 +210 + 140 0 + 440 + 210
Св. 315 до 400 + 36 0 + 18,0 — 18,0 + 7 —29 — 10 — 46 —26 —62 — 51 — 81 + 57 0 + 28 — 28 +.17 —40
о —63 -17 1 —80 1 —45 -108 + 165 +68 +97 0 +385 +230 + 155 0 + 480 +230
Св. 400 до 500 + 40 0 + 20,0 — 20,0 + 8 —32 — 10 -50 — 27 -67 — 55 —95 I +63 ° 1 +31 —31 + 18* — 45
* Предпочтительные поля допусков.
•* Дополнительные (ограниченного применения) поля допусков.
10. Варианты назначения неуказанных предельных отклонений линейных размеров на чертеже
Вариант Размеры «валов? Размеры «отверстий» Размеры элементов, не относящихся к отверстиям и валам
1 614 /714 t, /714 i-f-илв ±-j-
2 =/а/2
3 ±4- *
4 0 614 0/714 /714 ± — или ± —
Принятые обозначения:
—IT, +IT — односторонние предельные отклонения по квалитету (соответствую® валу bt отверстию Н);
+ » то же, по классу точности:
= симметричные предельные отклонения по классу точности.
11. Предельные отклонения углов
Неуказанные предельные отклонения’ линейных размеров Интервалы длин меньшей стороны угла, мм
по квалитета м по классам точности До 10 От 10 до 40 От 40 до 160 От 160 до 630
Предельные отклонения углов
н угловых единицах в мм на 100 мм длины в угловых единицах в мм на 100 мм длины з угловых единицах 1 в мм на 100 мм длины в угловых единицах в мм на 100 мм длины
От 12 ДО 16 Точный,-средний; грубый ' = 1с = Ь8 =30’ = 0,9 =20* = 0,6 = 10' =0,3
17 Очень грубый = 2е =3,6 = 1с =*=1,8 =40’ = 1,2 =20’ =0,6
нений линейных размеров. Например, для 14-го квалитета (класса точности «средний») записи будут иметь вид, указанный в табл. 10. Предпочтение следует отдавать варианту 1.
Форма общей записи на чертеже о неуказанных предельных отклонениях должна иметь, например, для металлической детали, обрабатываемой резанием, следующий вид: «Неуказанные предельные отклонения размеров Я14,А14, ± При отсутствии одной или двух из оговариваемых категорий размеров текст общей записи сокращается.
Предельные отклонения углов, радиусов закруглений и фасок не оговариваются отдельно, а определяются СТ СЭВ 302—76 в зависимости от квалитета или класса точности неуказанных предельных отклонений линейных размеров (табл. 11, 12).
12. Предельные отклонения радиусов закруглений и фасок
ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
При изготовлении деталей могут возникнуть погрешности не только линейных и угловых размеров, но и геометрической формы, а также взаимного расположения поверхностей.
Величины отмеченных погрешностей необходимо ограничивать предельными отклонениями в тех случаях, когда эти погрешности нарушают условия нормальной работы детали. Если предельные отклонения формы и расположения поверхностей допустимы в пределах всего поля допуска на размер, на чертеже их оговаривать не следует. Во всех других случаях предельные отклонения формы и расположения поверхностей должны быть указаны на чертежах.
Классификация допусков формы и расположения поверхностей по ГОСТ 2.308—79 приведена в табл. 13.
Допуски формы и расположения при необходимости, определяемой конструктивными или технологическими соображениями, указывают на чертежах согласно ГОСТ 2.308—79 одним из двух способов: условными обозначениями или текстом в технических требованиях. Применение условных обозначений предпочтительно. Указание допусков текстом в технических требованиях рекомендуется в тех случаях, когда требование нельзя указать условными обозначениями. Текстовая часть должна включать:
13. Классификация допусков формы и расположения поверхностей и их осей
Группа допусков \ Вид допуска Знак
Допуск прямолинейности —
Допуск плоскостности /"7
Допуски формы Допуск круглости О
Допуск цилиндричности ХУ
Допуск профиля продольного сечения —
Допуск параллельности //
Допуск перпендикулярности J.
Допуск наклона
Допуски расположения Допуск соосности /©
Допуск симметричности "=
Позиционный допуск ф
Допуск пересечения осей X
Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении 1
Суммарные допуски формы и расположения Допуск полного радиального биения Допуск полного торцового биения и
Допуск формы заданного профиля Допуск формы заданной поверхности о
наименование допуска;
указание поверхности или другого элемента,- для которого задается допуск (для этого используют буквенное обозначение поверхности или конструктивное наименование, определяющее поверхности)^
числовое значение допуска в миллиметрах;
для допусков расположения и суммарных допусков формы и расположения дополнительно указывают базы, относительно которых задается допуск, и оговаривают зависимые допуски расположения или формы.
Текст должен соответствовать терминологии и определениям ГОСТ 24642—81, например допуск профиля продольного сечения поверхности А 0,009 мм»
Структура условного обозначения должна иметь следующий видз
2
где 1 — рамка; 2 — соединительная линия; 3 — знак допуска (табл. 13); 4 — числовая величина допуска, мм; 5 — буквенное обозначение базы (баз).
Рамки допуска следует вычерчивать сплошными тонкими линиями одинако-вой толщины с цифрами. Размеры рамки допуска и его полей должны обеспечивать возможность четкого вписывания всех данных. Высота цифр и букв, вписываемых в рамки, должна быть равна размеру шрифта размерных чисел. Примеры условного обозначения на чертежах допусков формы и расположения поверхностей приведены в табл. 14.
Допуски формы и расположения поверхностей следует назначать в зависимости от номинального размера и степени точности. Ориентировочные рекомендации по применению степеней точности приведены в табл. 15, а допуски формы и расположения поверхностей — в табл 16—19.
Расположение осей отверстий в деталях может быть задано на чертежах либо межосевым расстоянием, либо расстоянием от каких-либо баз, например от одной или двух плоскостей детали.
Допуски смещения осей отверстий задают Двумя способами: в виде указания предельных отклонений‘размеров между осями и в виде указания предельных смещений осей отверстий от номинального расположения (позиционный допуск).
Предельные отклонения размеров, координирующих оси отверстий для шести типовых случаев приведены в табл. 20. Одна и та же допустимая величина смещения А соответствует различным предельным отклонениям размеров О, координирующих оси отверстий (±) в зависимости от вида расположения отверстий в детали.
Расчетная величина смещения зависит только от зазоров между внутренними поверхностями отверстий и наружными поверхностями крепежных деталей, проходящих через эти отверстия, т. е. поверхностями болтов, шпилек, штифтов и т. п.
Различают соединения типа А и типа Б. В соединениях типа А (рис. 6, а) зазоры 5 предусмотрены в обеих соединяемых деталях, в соединениях типа Б‘ (рис. 6, б) — только в верхней детали, так как во вторую (нижнюю) деталь либо производится запрессовка штифта, либо завинчивается один из концов резьбовой шпильки. ,
Для выбора числовых значений допусков расположения осей отверстий определяют расчетное смещение:
для соединений типа А Ар = 0,3Smln;
для соединений типа Б Ар= 0,15Smin-
Полученную величину Ар округляют до меньшего стандартного значения (см. габл. 20).
РИС. 6
14. Условные обозначения на чертежах допусков формы и расположения поверхностей
Элемент условного - обозначения Поясненне Пример условного обозначения
- Соединительная линия может быть прямой или ломаной. Конец этой линии, заканчивающийся стрелкой, должен быть направлен по линии измерения отклонения (обычно по нормали к поверхности) V#
• Допускается начинать соедини* тельную линию от второй (последней) части рамки и заканчи* вать ее на выносной линии со стороны материала детали
Соединение рамки с изо* бражением нормируемого элемента (о контурной ли* нией элемента или вынос* ной линией, продолжаю» щей контурную) Если допуск относится к поверхности* или ее профилю, а не к оси элемента, то стрелку располагают на некотором расстоянии от конца размерной линии
Если допуск относится к оси или плоскости симметрии элемента, то конец соединительной линии должен совпадать с продолжением размерной линии этого элемента dfb-
1 Допуск относится к общей оси йли плоскости симметрии двух -элементов, и из чертежа ясно, для каких элементов данная ось является общей
Продолжение табл. 14
Элемент условного обозначения Пояснение Пример условного обозначения
Дополнительные знаки перед числовым значением допуска При указании кругового или цилиндрического поЛй допуска его диаметром |©|»да 1
При указании кругового илн^цилиндрического поля допуска его радиусом |©|^д/1
Для допуска симметричности» пересечения осей, формы заданной поверхности или заданного профиля, позиционного допуска в диаметральном выражении. Символ Т означает,' что указывается полная ширина соответствующего поля допуска
Те же виды допусков, что и в предыдущем случае» но в радиусном выражении. Символ Т/2 означает, что указывается половина ширины соответствующего поля допуска
При указании поля допуска» ограниченного сферой
Допуск относится ко всей поверхности (длине элемента)
Указание нормируемого участка
Допуск относится к любому участку поверхности (элемента), имеющему заданную длину или площадь
Допуск относится к нормируемому участку, расположенному в определенном месте (участок обозначают штрихпунктирной линией и указывают оаэмерами)
Продолжение табл. 14
Элемент условного обозначения Пояснение Пример условного обозначения
Обозначение баз Знак базы -* зачерненный равносторонний треугольник с высотой, равной размеру шрифта размерных чисел
Если соединение рамки, содержащей обозначение допуска, с базой затруднительно, то базу обозначают прописной буквой и эту букву вписывают в третье поле рамки допуска И 'Ш ш
Базой является ось элемента I/ 1 1
Базой является общая ось элементов
Указание нескольких ба» вовых элементов / Несколько элементов образуют одну базу (например, общую ось), и их последовательность : не имеет значения. Указывают в одном поле рамки /| |/ \б 1
%
Одинаковые условные обо* значения, относящиеся и разным элементам Повторяющиеся допуски, обозначаемые одним и тем же условным знаком и имеющие одно и то же числовое значение ш и
♦
S’ И
15. Рекомендации по применению степеней точности
Степень точности по ГОСТ 24643**81 Изделия и поверхности; для которых установлены отклонения
Ь 2 Рабочие поверхности шпинделей и планшайб прецизионных металлорежущих станков; опорные и посадочные шейки измерительных приборов и оптических делительных головок; рабочие поверхности прецизионных подшип» ников качения и скольжения
3, 4 Рабочие поверхности шпинделей и столов металлорежущих станков повышенной и нормальной точности; контрольные буртики червячных фрез и ше« веров для турбинных колес; вращающиеся втулки для направления инструмента по гладкой части; кольца подшипников качения (5-го и 6-го классов); посадочные шейки валов,под зубчатые колеса 4-й и 5-й степеней точности} быстроходные валы при 300» 1000 рад/с
5, 6 Рабочие поверхности деталей токарных автоматов и полуавтоматов нормальной точности; реЯсущие кромки разверток и червячных фрез; станочные втулки повышенной точности; отрезные алмазные круги; кольца подшипников качения <0-го класса); посадочные поверхности валов под зубчатые колеса 6-й и 7-й степеней точности; опорные шейки коленчатого и распределительного валов автомобильные двигателей; посадочные и опорные шейки, центрирующие выточки и буртики, контрольные буртики валов ротора гидромашин
7. 8 Режущие кромки зенкеров, конических разверток, метчиков; посадочные шейки валов под зубчатые колеса 8-го и 9-го степеней точности; коренные шейки коленчатого вала дизелей и газовых двигателей; трансмиссионные валы длиной до 1000 мм; поверхности катания ходовых колес и посадочные отверстия барабанов подъемно-транспортных машин
Э4 10 Режущие7 кромки плашек, метчиков, сверл, фрез; посадочные шейки валон под зубчатые колеса 10-й и. 11-й степеней точности; пояски и канавки для колец автомобильного поршня; рабочие поверхности кондукторов нормальной точности; оси отверстий в упругих втулочно-пальцевых муфтах
11, 12 Плоскость разъема и опорная плоскость в корпусе редуктора подъемно* транспортных машин; оси отверстий головок шатуна двигателя; зубчатые венцы звездочек с обработанными зубьями в сельскохозяйственных маши* нах; оси неответственных отверстий приборов
16. Допуски цилиндричности, круглости, профиля продольного сечения
Номинальный диаметр поверхности, мм Степени точности
3 4 5 6 1 1 7 4 1 1 9 10 II 12
Допуски, мкм
До 3 0,8 1.2 2,0 3 5 8 12 20 30 50
Св. 3 ДО 10 1 1,6 2,5 4 6 10 16 25 40 60
> 10 » 18 1,2 2,0 3 5 8 12 20 30 50 80
» 18 » 30 1.6 2,5 4 6 10 16 25 40 60 100
» 30 » 50 2 3 5 8 12 20 30 50 80 120
» 50 » 120 2,5 4 , 6 10 16 25 40 60 100 160
120 » 250 3 5 8 12 20 30 50 80 120 200
> 250 » 400 4 6 10 16 25 40 60 100 160 250
» 400 » 630 5 8 12 20 30 50 80 120 200 300
» 630 > 1000 6 10 16 25 40 60 100 160 250 400
17. Допуски плоскостности и прямолинейности
Номинальная длина, мм Степени точности
3 4 5 6 1 1 7 1 8 9 10 И 12
Допуски, мкм
До 10 0,6 1 1,6 2,5 4 6 10 16 25 40
Св. ю до 16 0,8 1,2 2 3 5 8 12 20 30 50
16 » 25 1 1,6 2,5 4 6 10 16 25 40 60
» 25 > 40 1,2 2 3 5 8 12 20 30 50 80
40 » 63 1.6 2,5 4 6 10 16 25 40 60 100
> 63 > 100 2 3 5 8 12 20 30 50 80 120
» 100 » 160 2,5 4 6 10 16 25 40 60 100 160
> 160 » 250 3 5 8 12 20 30 50 80 120 200
250 » 400 4 6 10 16 25 40 60 100 160 250
> 400 » 630 5 8 12 20 30 50 80 120 200 300
> 630 » 1000 6 10 16 25 40 60 100 160 250 400
18. Допуски параллельности, перпендикулярности, наклона, торцового биения и полного торцового биения
Интервалы номинальных размеров, мм Степени точности
3 1 1 1 5 1 1 6 7 1 8 9 1 10 ” 1 1 12
Допуски, мкм
До 10 Св. 10 до 16 > 16 > 25 > 25 > 40 » 40 » 63 > 63 » 100 > 100 » 160 » 160 » 250 » 250 » 400 » 400 > 630 » 630 » 1000 1 1,2 1,6 2 2,5 3 4 5 6 10 12 1,6 2 2,5 3 4 5 6 8 10 12 16 2,5 3 4 5 6 8 10 12 16 20 25 - 4 5 6 8 10 12 16 20 25 30 40 6 8 10 12 16 20 25 30 40 50 60 10 12 16 20 25 30 40 50 60 80 100 16 20 25 30 40 50 60 80 100 120 160 25 30 40 50 60 80 100 120 160 200 250 40 50 60 80 100 120 160 200 250 300 400 60 80 100 120 160 200 250 300 400 500 600
Рис, 7
На рис. 7 даны примеры указания допусков расположения осей отверстий под крепежные детали на чертежах. Буква М в кружочке указывает, что допуск вависимый.
На чертежах вращающихся деталей и сборочных единиц следует приводить нормы их неуравновешенности (дисбаланса).
19. Допуски радиального биения и полного радиального биения. Допуски соосности, симметричности и пересечения осей в диаметральном выражении
Степени точности
Интервалы поминальных диаметров, мм 3 1 4 1 5 1 6 1 7 8 | 9 10 I 11 | 12
Допуски, мм
До 3 2.0 3 5 8 12 20 30 50 80 120
Св. 3 до 10 2,5 4 6 10 16 25 40 60 100 160
10 » 18 3 5 8 12 20 30 50 80 120 200
18 » 30 4 6 10 16 25 40 60 100 160 250
> 30 » 50 5 8 12 20 30 50 80 120 200 300
> 50 > 120 6 10 16 25 40 60 100 160 250 400
> 120 > 250 8 12 20 30 50 80 120 200 300 500
> 250 » 400 10 16 25 40 60 100 160 250 400 •600
> 400 » 630 12 20 30 50 60 120 200 300 500 800
» 630 * 1000 16 25 40 60 100 160 250 400 600 1000
Примечание. Для получения значений допусков в радиальном выражении Указанные в таблице значения при соответствующем диаметре следует уменьшить вдвое И при необходимости округлить до ближайшего числа.
20. Предельные отклонения размеров, координирующие оси отверстий
Характеристика расположений отверстий Эскиз Нормируемые отклонения размеров» координирующих оси отверстий Предельное смещение Д оси от номинального расположения, мм
0,10 0,12 0,16 0,20 | 0,25 0,30 0,40 0,50 0,60 0,80 1,00
Предельные отклонения размеров, координирующих оси отверстий (=4=), мм
Одно отверстие, координированное относительно плоскости (при сборке базовые плоскости соединяемых деталей совмещаются) П р Отклонение размера между осью отверстия и плоскостью 0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,00
И
Два отверстия» координированных относительно Друг друга Отклонение размера между осями двух отверстий 0,20 0,25 0,30 0,40 0,50 0,60 0,80 Т.90 1*20 1,60 2,00
ч ЬТ
*! Несколько отверстий, расположенных В один ряд Общая плоскость Отклонение размера между осями двух любых отверстий 0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,10 1,40
Е >-< )-
Смещение осей отверстий от общей плоскости 0,07 0,08 0,11 0,14 0,18 0„20 0,28 0,35 0,40 0,55 0,70
1,
Разработка чертежей по ЕСДП СЭВ
Характеристика расположения отверстий Эс к из Нормируемые отклонения размерор, координирую щих оси отверстий
Три или четыре отверстия, расположенных в два ряда гг н-< Отклонение размеров lt и /2
Отклонение размеров по диаго-н али между осями двух любых отверстий
Одно отверстие, координированное относительно двух взаимно перпендикулярных плоскостей (при сборку базовые плоскости соединяемых деталей совмещаются) 1 а - Отклонение размеров и Z,
Отверстия, координированные относительно друг друга и расположенные в несколько рядов - ( / к t z \ 1 Отклонение размеров
—L-1 Vi ! г 1
I \ г ' 1 Отклонение размеров по диагонали между осями двух любых отверстий
Предельное смещение А оси от номинального расположения, мм
0.10 0,12 0.1Q 0.20 0,25 0.30 0,40 0,50 0,60 I | 0,80 1,00
Предельные отклонения размеров, координирующих оси отверстий (d=), мм
0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,10 1,40
0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,00 1,20 1,60 2,00
0,07 0,08 0,1 1 0.14 0,18 0,20 0,28 0,35 0,40 0,55 0,70
0,07 0,08 0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70
0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,00 1,20 1,60 2,00
Отклонения и допуски формы и расположения поверхностей
Допускаемый дисбаланс для деталей машин устанавливает ГОСТ 22061—76. Ниже приведены нормы дисбаланса для деталей механизмов общего назначения, технологического оборудования и станков (класса точности балансировки 4, 5)з
Угловая скорость, рад/с....................... 30 60 100 150 300
Дисбаланс, г» мм/кг, не более . . . »....... 200 100 60 40 20
Быстровращающиеся детали надо конструировать таким образом, чтобы их можно было балансировать: на нерабочих поверхностях предусматривать места, в которых путем высверливания можно удалять металл. Например, для этой цели достаточно увеличить толщину обода колес, шкивов, муфт.
Для обеспечения балансировки следует назначить токарную обработку всех поверхностей литых и кованых деталей. В результате такой обработки дисбаланс может быть снижен до 50—80 г*мм/кг.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Обозначение шероховатости поверхности. Структура обозначения шероховатости поверхности (рис. 8) должна соответствовать рекомендациям ГОСТ 2.309—73. При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки.
Для обозначения шероховатости поверхности на чертежах используют знаки, показанные на рис. 9, где / — параметр (параметры) шероховатости по ГОСТ 2789—73; 2 — вид обработки поверхности и (или) другие дополнительные указания; 3 — базовая длина по ГОСТ 2789—73; 4 — условное обозначение направления неровностей.
Когда вид обработки конструктором не устанавливается, применяют знак, показанный на рис. 9, а. Если какой-либо вид обработки с удаление.м слоя материала (точение, сверление, фрезеровайие, полирование и т. п.) является единственным для получения требуемого качества поверхности, используют знак, показанный на рис. 9, б.
Когда поверхность должна быть образована без удаления слоя материала, например литьем, ковкой, объемной штамповкой и т. п., или когда, поверхность не обрабатывается по данному чертежу, применяют знак по рис. 9, в. Состояние поверхности, обозначенной этим знаком, должно удовлетворять требованиям, установленным соответствующим стандартом или техническими условиями, причем на этот документ должна быть ссылка в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104—68.
Размеры знаков следует строго выдерживать. Высота h должна быть приблизительно равна высоте цифр размерных чисел на чертеже, а высота Н равна (1,54-3,0) h (см. рис. 9, а).
Толщину линий знаков следует принимать равной половине толщины основной линии, применяемой на чертеже.
Из шести параметров, характеризующих шероховатость поверхности по ГОСТ 2789—73, в проектах в большинстве случаев достаточно проставлять один из двух: Ra — среднее арифметическое отклонение профиля, мкм, или Rz — высоту неровностей профиля по десяти точкам, мкм, причем параметр Ra является предпочтительным.
Рис. 9
Рис. 8
Другие параметры: R max — наибольшая высота профиля; Sm — средний шаг неровностей; S — средний шаг местных выступов профиля; tp — относительная опорная длина профиля, гдер — значение уровня сечения профиля, указывают только при необходимости. Кроме того, при необходимости устанавливают требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Значения параметров шероховатости поверхности в обозначении указывают по следующим правилам:
значение параметра Ra указывают без символа, а остальных параметров — после соответствующего символа;
при указании диапазона значений параметра шероховатости поверхности следует приводить пределы значений параметра, размещая их в две строки; например;
1,00; /?г0,100)
0,63 0,080,
причем в верхней строке указывают значение параметра, соответствующего более грубой шероховатости;
t при указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789—73, например 2 ± 20 %; Rz = SO^go^;
при указании более одного параметра шероховатости их значения записывают сверху вниз в следующем порядке: параметр высоты неровностей профиля, параметр шага неровностей профиля и относительная опорная длина профиля;
при указании Ra или Rz базовую длину в обозначении шероховатости поверхности не приводят, если определение параметра должно производиться в пределах базовой длины, соответствующей нормам ГОСТ 2789—73;
вид обработки поверхности указывают лишь в тех случаях, когда он является единственным, -применимым для получения требуемого качества поверхности;
допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа (рис. 9, г). При этом используют знак и строчные буквы русского алфавита в алфавитном порядке, без повторений и, как правило, без пропусков;
условные обозначения направления неровностей и правила их указания должны соответствовать ГОСТ 2.309—73;
при необходимости на чертеже указывают направление изменения шероховатости.
Выбор и указание на чертеже шероховатости поверхности. Выбор параметров для нормирования шероховатости следует проводить с учетом назначения и эксплуатационных свойств поверхности. Необходимо учитывать и возможность обеспечения заданной шероховатости рациональными методами обработки.
Из высотных параметров, являющихся основными при нормировании шероховатости, предпочтительно назначать параметр Ra. Наибольшие допускаемые значения этого параметра рекомендуется устанавливать из следующих условий:
при допуске формы 60 % от допуска размера Тр
/?аС0,057'р; ' (1)
-при допуске формы 40 % от допуска
Ra < 0,0257V ' (2)
При необходимости нормировать параметр Rz для условий, соответствующих формулам (1) и (2), следует принимать
Rz < О,2Тр3 (3)
/?гС0,1Гр. (4)
Рис. 11
Рис» 10
о)
Рис. 12
!)
Соотношения (1) и (3) соответствуют относительной геометрической точности Н (нормальной), а (2), (4) — П (повышенной).
При необходимости обеспечения другой (более высокой) точности следует воспользоваться известными рекомендациями [8].
Ориентировочно шероховатость поверхности можно назначать, используя данные табл. 21, характеризующие качество поверхности деталей и различные виды механической обработки их поверхности. •
Согласно ГОСТ 2.309—73 обозначения шероховатости поверхности на изображении изделия следует располагать на линиях контура, выносных линиях или на полках линий выносок. На линиях невидимого контура допускается наносить обозначение шероховатости только в тех случаях, когда от этих линий нанесены размеры.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают лишь в правом верхнем углу чертежа (рис. 10). Размеры и толщина линий знака при этом должны быть приблизительно в 1,5 раза больше, чем в обозначениях, наносимых на изображении.
Одинаковую шероховатость для части поверхности изделия указывают, как изображено на рис. 11 и 12, где условное обозначение показывает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак должны иметь шероховатость, указанную перед обозначением . Размеры знака в скобках должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Шероховатость поверхности, не обрабатываемой по данному чертежу, следует указывать так, как показано на рис. 12, причем возможны два случая: первый (рис. 12, а), когда остальные поверхности сохраняются в состоянии поставки, второй (рис. 12, б) — когда аналогичные поверхности получены без снятия слоя материала (например, литьем).
При одинаковой шероховатости поверхностей, образующих контур, ее обо* -значают один раз (рис. 13, а). Если шероховатость двух поверхностей, имеющих одинаковый размер, различна, то ее следует обозначать так, как показано на рис. 13, б.
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицевых и других деталей соединений при отсутствии на чертеже их профиля условно наносят на линии делительной поверхности.
а)
Рис. 13
S)
21. Примеры назначения шероховатости поверхности деталей машин
Обозначение параметров шероховатости на чертежах по ГОСТ 2.309—73 . Характеристика поверхности * Виды механической обработки Степень точности по ГОСТ 24643—81
Ra. мкм /??, мкм
без указания вида обработки со снятием слоя материала без указания вида обработки со снятием слоя материала без удаления слоя материала
— — — — Черные, без снятия стружки, но ровные поверхности отливок, проката ев шв
5^ 50, V fa 40^ 1 V Зачищенные поверхности от л и вок t поковок
v' fa 20^ fa 20^ 1 Rz2^ Зачищенные поверхности отливок; поковок и др.
fa 100/ fa 10^ RttOO Поверхности отверстий и фасок из-под сверла, зенковок. Нерабочие поверхности деталей, посадочные нетрущиеся поверхности не выше 11-го квалитета Черновое точение, сверление. Фрезерование, строгание, опиливание 10 м. 12
6,3/ fa50/ fa 5^ RzSO У Точно прилегающие поверхнрсти под шабрение. Отверстия после черновой развертки. Посадочные нетрущиеся поверхности деталей не выше 9-го квалитета Черновое точение,’ растачивание, фрезерование, чистовое строгание, сверление, зенкерование 9 ... Ю
Шероховатость поверхности
Продолжение табл. 21
Обозначение параметров шероховатости' на чертежах по ГОСТ 2.309—73 Характеристика поверхности 1. Виды механической обработки I Степень точности по ГОСТ 24643—81
Ra, мкм Rz, мкм
без указания вида обработки со снятием слоя материала без указания вида обработки co снятием слоя материала без удаления слоя материала ~
Rz25^ Rz2^ Отверстия в неподвижных соединениях всех ква-литетов. Отверстия в .подвижных соединениях 10-го и 11-го квалитета. Боковые поверхности зубьев зубчатых колес 8-й и 9-й степеней точности Чистовое точение, растачивание, фрезерование, сверление, зубофрезерован не, грубое шлифование 9 ... 10
Rz12J/ Rz12^ Отверстия в подвижных соединениях 7-го и 8-го квалитетов. Отверстия под подшипники качения. Поверхности валов в подвижных соединениях 8-го и 7-го квалитетов. Боковые поверхности, зубьев зубчатых колес 7-й степени точности То же 7 ... 8
0,0^ 0>025^ 0,025^ RzO,4^ Rz0,2t^ RzO,4O-V RzQ,2D. V Тонкое полирование и доводка, хонингование 2 ... 3
0,012^ RzOJOt^ RzOfOS^ RzO,lOO. V RzQ,05^ RzOt1O^ RzOJO^ Зеркальное полирование и доводка 1 ... 2
Примечания: 1. В обозначении приведены предпоч±ительные значения параметров шероховатости Ra и Rz согласно данным т₽бл 2 и 3 ГОСТ 2789—73.
2. В таблице степени точности указаны ориентировочно.
Разработка чертежей по ЕСДП СЭВ
ДОПУСКИ, ПОСАДКИ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ ТИПОВЫХ ДЕТАЛЕЙ
Подшипники
Подшипники качения. При проектировании подшипниковых узлов следует назначать посадки подшипников на вал и в корпус, которые зависят от следующих факторов: режима работы подшипника и вида нагружения кольца; величины, направления и характера нагрузок; типа и размера подшипника; условий эксплуатации.
Необходимо различать три основных вида нагружения колец: местное (рис. 14, а), циркуляционное (рис, 14, б) и и колебательное (рис. 14, в). Местное нагружение кольца будет в том случае, когда оно не вращается относительно нагрузки; циркуляционное — кольцо вращается относительно нагрузки; колебательное — кольцо совершает возвратно-вращательное движение в пределах угла менее 360°. Наибольшее распространение имеет нагружение двух первых видов.
Для циркуляционно нагруженных колец подшипников, через которые пере* дается внешняя нагрузка, следует назначать неподвижные посадки.
Местно нагруженные кольца должны быть посажены с небольшим зазором. Такой вид сопряжения позволяет кольцу под действием толчков и вибраций периодически поворачиваться вокруг оси подшипника. Благодаря этому в работе участвует не ограниченный участок кольца, а вся дорожка качения.
Посадки подшипников на валы выполняют по системе отверстия с перевернутым полем допуска у кольца, т. е. поле расположено в минус от нулевой линии, а в корпус — по системе вала (рис. 15). На рисунке Кн. и Кв -7 поле допуска соответственно наружного диаметра наружного кольца и диаметра отверстия внутреннего кольца подшипника.
При назначении посадок подшипников качения необходимо исходить из следующего: чем больше нагрузка и чем сильнее толчки, тем посадки должны быть более плотными; чем выше частота вращения, тем посадки должны быть более свободными; посадки роликоподшипников следует выбирать более плотными, чем шарикоподшипников; посадки радиально-упорных подшипников можно назначать более плотными, чем радиальных (у последних посадочные натяги могут существенно изменить зазоры в подшипнике, а в радиально-упорных подшипниках зазоры устанавливаются при сборке); чем больше размер подшипника, тем более плотной должна быть его посадка.
При выборе полей допусков для посадок подшипников на вал и в корпус можно руководствоваться данными табл. 22, а при назначении отклонений и допусков (вормы и расположения, а также шероховаторти поверхностей валов и отверстий корпусов — данными табл. 23—25. ,
22. Рекомендуемые поля допусков для посадки подшипников по ГОСТ 3325—55
Условия работы Поля допусков для посадки подшипников классов точности 0 и 6 | 5 и 4 Область применения
>. Вращается (относительно нагрузки) вал
Посадки внутренних колец подшипников на вал (нагружение колец циркуляционное)
Особо тяжелые и тяжелые нагрузки (ударные нагрузки) пб
Тяжелые толчками нагрузки? и ударами работа о тб
п5
ш5
В основном для роликоподшипников в тяжелом машиностроении
В основном для роликоподшипников и крупных шарикоподшипников
Продолжение табл 22
Условия работы Поля допусков для посадки подшипников классов точности Область применения
0 и 6 | 5 и 4
Средние нагрузки# тяжелые нагрузки в условиях необходимости частого перемонтажа и 65 Для подшипников всех типов* основная посадка в 'машико* строении
Легкие нагрузки и высокие частоты вращения, требования легкого перемонтажа и регулировки /s6 /,5 Для подшипников всех типов
Посадки наружных колец подшипников в корпус (нагружение колец • местное)
Тяжелые нагрузки I К7 I Кб I Для роликоподшипников
Тя‘желые и нормальные нагрузки. Большие частоты вращения J87 Для роликоподшипников
Нормальные в легкие нагрузки, в частности при необходимости осевых перемещений для регулирования радиальноупорных подшипников Н7 не Основная посадка в машиио* строении
Нормальные и легкие нагрузки. Малые частоты вращения (до 200 мин-1) Н9 из В основном для разъемных корпусов
II. Вращается (относительно нагрузки) корпус
Посадки внутренних колец подшипников на сил (нагружение колец местное)
Тяжелые нагрузки /з6 /85 В основном для роликоподшив* ников в тяжелом машин острое* нив
Тяжелые и нормальные нагрузки, в частности при необходимости регулирования зазоров осевым перемещением внутреннего кольца 66 Л5 Основная посадка в машино* строении
Нормальные и легкие нагрузки s6 «5 Для подшипников всех типов при невысоких требованиях к точности
Продолжение табл. 22
Условия работы Поля допусков для посадки подшипников классов точности Область применения
0 и 6 5 и 4
Легкие нагрузки /6 /5 Для подшипников всех типов
Посадки наружных колец подшипников в корпус {нагружение колец циркуляционное)
Тяжелые и нормальные ч нагрузки. Работа с толчками и ударами Р7 PQ В основном для роликоподшипников в тяжелом машиностроении
Тяжелые нагрузки в условиях необходимости облегченного перемонтажа N7 N6 В основном для роликоподшипников
Нормальные и легкие нагрузки, необходимость облегченного перемонтажа М7 MQ Для подшипников всех типов п; и повышенных требованиях к точности
Большие частоты вращения. Необходимо дополнительное крепление от проворота К7 Кб Для подшипников всех типов
23. Торцовое биение заплечиков, мкм (не более)
Номинал ьн ые диаметры поса-дочн ых мест н отверстий. мм Классы точности подшипников
0 б 5 4 4 0 , 6 5 4
Валы Отверстия корпусов (стаканов)
До 50 20 10 7 4 40 20 13 8
Св. До 50 80 25 12 8 6 40 20 13 8
Св. До 80 120 25 12 8 6 45 22 15 9
Св. ДО 120 150 30 15 10 8 50 25 18 10
Св. ДО 150 180 30 15 10 8 60 30 20 12
Св. ДО 180 250 30 15 10 8 70 35 22 15
Св. до 250 315 35 17 12 9 80 40 25 17
Св. до 315 400 40^ 20 13 10 90 /5 30 20
Св. ДО 400 500 40 - 25 15 12 100 - 50 35 25
24« Допуски формы поверхностей валов и отверстий корпусов (не более)
Класс точности ПОДШИПНИКОВ Допуск круглости Допуск цилиндричности
0; 6 Половина допуска на диаметр в любом сечении посадочной поверхности Половина допуска на диаметр посадочной поверхности на длине этой поверхности
5; 4 Четверть допуска на диаметр в любом сечении посадочной поверхности Четверть допуска на диаметр в любом сечении посадочной поверхности
25. Шероховатость поверхностей посадки подшипников, мкм (не более)
Посадочные поверхности Классы точности подшипников
0. 6 5. 4 0, 6 5, 4
Параметры шероховатости при диаметре
до 80 мм 80—500 мм
Валов Отверстий корпусов (стаканов) Торцов заплечиков валов и корпусов (стаканов) 1,25 1,25 2.5 0,63 0,63 1,25 2,5 2,5 2,5 1,25 1,25 1,25
Подшипники скольжения. При проектировании подшипников скольжения наряду с определением их основных рабочих характеристик (грузоподъемности, потери на трение и требуемого количества смазки) следует выполнить следующее?
а) выбрать конструкцию подшипника, материал рабочего элемента (втулки или вкладышей);
б) установить геометрические параметры подшипника для радиальных ^подшипников: относительною длину у = Ud\ угол обхвата Q; относи-«ельный зазор ip — —- =-у- (I — длина вкладыша подшипника по образующей; d и г — диаметр и радиус опорной поверхности вала; Л и 6 — соответственно диаметральный и радиальный зазоры в подшипнике); выбрать параметры шероховатости поверхностей вкладышей и вала; поскольку относительный зазор ф обусловлен посадкой вала в подшипник, необходимо назначить требуемую посадку;
в) назначить посадку вкладышей (втулки) в корпус;
г) назначить предельные отклонения формы и расположения поверхностей.
Основные характеристики подшипников^скольжения для различных машин приведены в табл. 26.
Область применения подшипника Материал опорной поверхности вкладыша МПа V, м/с V * я° •• м>
Прокатные станы, ковочные машины, прессы, манипуляторы, тяжелые металлорежущие станки, тихоходные дизели Баббит Б88, Б83, Б16, БС6. БН; бронза БрСЗО, БрОЮФ! 5—20 0,5—35 0,5—1,3 150—360 0,0003-0,001
Редуктор ы_ Баббит БС6; бронза БрАЭЖЗЛ и др. 1—4 4—10 0,8—1,2 360 0,0005— 0.0015
Трансмиссионные валы и передачи Бронза БрАЭЖЗЛ, и др. Латунь ЛЦ 40МцЗЖ и др, 0,15—1,5 0,5—3 0,4—1,5 120—360 0,003 — 0,005
Шпиндели металлорежущих станков Баббит БН, Б16; бронза БрОЮФ! и др. 0,5—2 25 0,5—1,0 360 0,0007—0,004
Генераторы, электродвигатели, центробежные насосы Баббит Б83, Б16, БН; бронза БрОЮФ1 и др. 0,7—1,5 2—15 0,6—1,2 120—360 0,001-0,002
Гидротурбогенераторы, турбокомпрессоры, турбовоздуходувки, вентиляторы, турбобуры Баббит Б83, Б16, Б6С, БН; бронза БрОЮФ1; пластмассы; резиногра-фит 0,3—2 4—35 0,25—1,5 360 0,0002—0,005
* Верхние значения для самоустанавливающихся подшипников.
• * Для многосегментных конструкций подшипников указан угол обхвата одного сегмента Qc.
Примечание. Рт —- средняя удельная нагрузка; рт = F/ld, где F — нагрузка на подшипник; и — окружная скорость
Разработка чертежей по ЕСДП СЭВ
27. Рекомендуемые посадки вала в подшипник
Номинальные размеры, мм Посадки при относительном зазоре ф в Lmldm
0,002— 0,0055 0,0015— 0,004 0,0007— 0,002 0,0003— 0.001
Св. 18 до 30 Н7/с7 H7//7 H7//6 H7/g6 ,
» 30 > 50 Н7/сЬ H8//8 H7//7 H7//6
> 50 > 80 H10/J9 H8/e9 H8/f7 * H7//7
Св. 80 До 120 Н 10/d9 H8/J9 * H8//8 H8/f7 *
Св. 120 До 180 H10/dl0 H8/d9 • H8/f9 H8//7 *
Св. 180 H10/J10 H9/d9 * H8/e8 ♦ H8/f7 ♦
до 250 Св. 250 HlO/clO H9/c9 H8/e9 H8//8
до 315
Св. 315 ШО/d 0 H9/c9 H8/e9 H8/f8
до 400 Св. 400 до 500 Hl О/d 0 H9/C9 H8/e9 H8//9
Предпочтительные посадки.
Примечание. Кроме указанных в таблице посадок, можно использовать следующие! J/lO/flO, НУсЪ, ММ, H7/d3, Я7/4?8, H6/r7, H6/r6, HQ/d&t HQ/f7 и Н6//6.
Рекомендуемые для применения посадки вала в подшипник при номиналь* ных размерах от 1 до 500 мм в зависимости от выбранного относительного зазора приведены в табл. 27 и на рис. 16, 17, причем на рис. 17, а показано расположение полей допусков отверстия в корпусе и вкладыше, а на рис. 17, б — отверстия в корпусе и втулке.
При выборе посадки втулки (вкладышей) в корпус можно руководствоваться данными рис. 17 и табл. 28.
, rs
Н7
<9
28. Рекомендуемые посадки металлических втулок и вкладышей в корпус
Условия работы подшипника Посадки
втулок вкладышей
Особо тяжелые и тяжелые нагрузки; корпус подшипника при работе нагревается, причем ак > ав; втулки (вкладыши) массивные (толстостенные) Н7/и6 H7/t6 H7/SQ • H7/S6 * ъ
Тяжелые нагрузки, работа с толчками и ударами; корпус при работе не нагревается, причем ак « ав Hl/st, • Н7/г6 * Н7/п6 *
Средние нагрузки; рабочая температура втулки (вкладышей) может значительно превышать температуру корпуса, причем ак < ав Н7/р6 ♦ H7/nQ • H7/k6 ♦ H7//s6 ♦
* Предпочтительные посадки.
Примечание. ак и ав — коэффициенты линейного расширения соответственно корпуса и втулки (вкладышей).
29. Шероховатость рабочей поверхности втулок (вкладышей) и валов
Материал Вид механической чистовой обработки Параметр шерохова* тости Rat мкм
Втулки (вкладыши)
Антифрикционные чугуны Все остальные подшипниковые материалы Тонкое растачивание, шлифование Протягивание^ развертывание,-шабрение, тонкое растачивание 0,63—1,25 0,63—2.5
Валы
Стали, подвергаемые закалке с нагре- Шлифование,- полирование и 0,08—1,25
вом ТВЧ (HRC > 55), цементации, сульфоцианированию (HRC 58—60), азотированию (HV 1000—1200), диффузионному хромированию (HV 800-1000) другие отделочные операции
Стали, подвергаемые нормализации и улучшению (HRC 25—35) (при небольших нагрузках и работе о втулками из мягких антифрикционных чугунов) Тонкое точение* шлифование 0,63*» 1,25
30. Допуски формы и расположения поверхности d, суммарные допуски формы и расположения поверхностейт/ и ZX
Вид допуска
Величина допуска
При pvs, МПа-М'С~*
Допуск круглости, цилиндричности и профиля продольного сечения поверхности d
>10 По 6-й степени точности (ГОСТ 24643 — 81)
3-10 По 7-й степени точности (ГОСТ 2*4643—81)
При квалитетах
Допуск перпендикулярности оси отверстия d относительно торцов или допуск торцового биения
Допуск радиального биения отверстия d относительно оси наружной поверхности D
6,' 7 По 7-й степени точности (ГОСТ 24613-81)
По 6-й степени точности (ГОСТ 24643—81)
8, 9, 10
По 8-й степени точности (ГОСТ 24643 — 81)
По 7-й степейи точности (ГОСТ 24643-81)
При назначении параметров шероховатости рабочей поверхности втулок (вкладышей) и валов можно использовать данные табл. 29. ~
Предельные отклонения формы и расположения внутренней (диаметр d) и наружной (диаметр D) поверхностей втулок и вкладышей можно назначать в соответствии с данными табл. 30.
Соединения
Шпоночные соединения. При проектировании шпоночных соединений с призматическими шпонками ( рис. 18), имеющими наибольшее применение в машиностроении, следует руководствоваться ГОСТ 23360—78.
Предельные отклонения размеров шпонки: основного посадочного размера Ь, по которому происходит сопряжение шпонки с Пазами вала и втулки (см. рис. 18), — по/19, размера h — по ЛИ и размера I — поЛ14.
* Выбор посадок шпонка — паз вала и шпонка—паз втулки производят в зависимости от желаемого вида соединения, который, в свою очередь, выбирают в зависимости от назначения посадки (табл. 31), и серийности изготовления.
Из табл. 31 следует, что в большинстве случаев соединение шпонок более ‘плотное с валами, чем со втулками (кроме скользящих шпонок). Это предотвра-
lZZZZZZZZT
Рис. 18
6 Тарабасов Н, Д. и др.
31. Поля допусков размера Ь соединений с призматическими шпонками и область применения посадок
шпонки
*— паза вала
паза втулки
• Рекомендуются для соединений с длинными шпонками (Z > 2d).
щает выпадание шпонки из паза вала при монтаже и ее передвижение при эко плуатации, а зазор в соединении шпонка—паз втулки необходим для компенсации неточности размеров, формы и взаимного расположения пазов.
Отклонения глубины паза на валу и во втулке в зависимости от размеров сечения шпонки выбирают в пределах 0,1—0,3 мм (табл. 32). Предельные отклонения длины паза должны соответствовать Я15.
В табл. 33 и на рис. 19 приведены допуски расположения шпоночных пазов и примеры указания параметров шероховатости.
Структура условного обозначения шпоночного соединения должна иметь следующий вид:
□
а 9
32. Предельные отклонения глубины пазов па валу и во втулке, мм
Высота шпонки h d-4 rf+/2
Св. 2 до 6 -0,1 + 0,1
Св. 6 до 18 -0,2 + 0,2
Св. 18 до 50 -0,3 + 0,3
33. Допуски параллельности и симметричности расположения пазов в отверстии на валу
Вид смещения Допуск
Перекос (на длине паза) Неси мметр и чн ость: при одной шпонке при двух шпонках 0.5 1 от допуска на ширину шпоноч- 2,0 ного паза 0,5
34. Поля допусков размера b соединений с сегментными шпонками и область применения посадок
Вид соединения Поля допусков размера паза Область применения
на валу во втулке
Нормальное ЛГ9 J39 Для серийного и массового производи ства
Плотное Р9 V Для единичного и серийного производи ства
Примечание. Поле допуска размера b шпонки — Л9.
где 1 — основной посадочный размер Ь\ 2 — поле допуска шпоночного паза; 3 — поле допуска шпонки.
. Пример. Ширина шпонки b == 12 мм, посадка в паз втулки Js9/h9, в паз вала N9/№ (См. рис. 19). Допуск на ширину паза во втулке 42 мкм, на валу — 43 мкм (см. табл. 9).
Поля допусков размера b соединений с сегментными шпонками пр ГОСТ 24071—80 и область применения посадок при этом следует выбирать в соответствии с рекомендациями, приведенными в табл. 34.
6*
Допуски параллельности и,симметричности расположения шпоночных пазов на валу и во втулке, а также шероховатость поверхностен этих пазов в соединениях сегментными шпонками назначают аналогично допускам и шероховатости соединений призматическими шпонками.
Шлицевые, соединения. В процессе проектирования шлицевых соединений необходимо выбрать способ центрирования втулки и вала для обеспечения точности совпадения их гео-
метрических осей и назначить их посадку.
Для .сопряжения шлицевой втулки и вала прямобочных соединений следует выбрать один из трех возможных способов их центрирования: по наружному диаметру D (рис. 20, а), по внутреннему диаметру d (рис. 20, б) и по боковым сторонам зубьев b (рис. 20, в).
Центрирование по одному из диаметров (D или d) применяют в тех случаях, когда необходима повышенная точность совпадения гео-
Рис. 20
метрических осей соединяемых деталей, например во многих механизмах станков, автомобилей, причем выбор наружного или внутреннего диаметра в качестве центрирующего необходимо определить, в зависимости от твердости поверхности шлицевою отверстия и размеров соединения.
Центрирование по D, как наиболее экономичное, рекомендуется применять в тех случаях, когда твердость материала отверстия допускает обработку чистовой протяжкой. Если
твердость поверхности отверстия не позволяет производить такую обработку, то
необходимо применять центрирование по d
Центрирование hq. b применяют в дом случае, когда точность совпадения осей не имеет существенного значения, но требуется обеспечить достаточную прочность соединения в эксплуатации (например, карданное соединение в автомобилях), или когда по условиям работы требуются минимальные зазоры по b (например, при действии знакопеременного момента).
Допуски и посадки прямобочных шлицевых соединений приведены в табл. 35.
Структура условного обозначения шлицевого прямобочного соединения должна иметь следующий вид:
где 1 — обозначение поверхности центрирования; 2 — число зубьев соединения; <5, 6, 9 —• номинальные размеры d, D и д; 4, 7, 10, 5, 8, 11 — обозначение полей допусков отверстий и валов по диаметрам d, D и по боковым сторонам зубьев.
В обозначении допускается не указывать допуски нецентрирующих диаметров.
35. Допуски шлицевых прямобочных соединений
Поверхность центрирования Посадки * Примечание
по d по b no D
Для неподвижных соединений, 'работающих при больших ударных нагрузках и редкой разборке
b 1 FW —
Для неподвижных соединений, работающих при умеренных нагрузках и частой сборке
d H7-gb D9//s7 D9/k7 Fi0/is7 Fl 0/f9 При средних скоростях
b — F8//s7 — При малых скоростях
D — F8//s7 Н7Ц^ При значительных скоростях
Для подвижных соединений, перемещающихся под нагрузкой
d H7—f7 H7—gS D9/№ D9//s7 F10//9 — Поверхности термообраба-тывать
Для неподвижных соединений, перемещающихся без нагрузки или при малой нагрузке ♦♦
d' H7—f7 H7-gQ D9//i9 F10//9 — При малых и дэедних скоростях (термообработка до невысокой твердости)
D — F8//7 F8//8 H7//7 При значительных ско* ростях
♦ Приведены только предпочтительные посадки, взятые из ГОСТ 1139—80.
*♦ Предпочтительно центрирование по наружному диаметру D.
Пример условного обозначения соединения, втулки и вала: для шлицевого соедине* ния с числом зубьев г = 8, внутренним диаметром d = 42 мм, наружным диаметром D =» «= 46 мм, шириной зуба b == 8 мм, с центрированием по d, с посадками по d — H7/f7 и по b — DS/hS
d-8 X 42X 46 X 8 или d -8 X 42 X 46х8-^-{
для отверстия этого же соединения
d-8 X 42Н7 X 46 X 8D9 или d — 8 X 42Я7 X 46Я12 X 8D9
и вала d — 8 X 42/7 X 46 X 8Л9 или d — 8 X 42/7 X 46al 1 X 8Л9.
Для шлицевых втулки и вала эвольвентного соединения необходимо выбрать один из четырех возможных способов их центрирования: по боковым сторонам (по s) (рис. 21, а), по наружному диаметру зубьев D (рис. 21, б), по внутреннему диаметру d (рис. 21, в) и относительно вспомогательной цилиндрической поверх-
Рис. 21
ности^рпс. 22). «Наиболее распространенными являются первые два способа, причем центрирование по s является наиболее экономичным, а по D — наиболее точным.
Размеры шлицевых соединений с эвольвентным профилем зубье,в стандартизованы ГОСТ 6033—80.
Допуски и посадки шлицевых эвольвентных соединений и возможная область их применения приведены в табл. 36.
Структура условного обозначения шлицевого эвольвентного соединения должна иметь следующий вид:
□ ш х — X ш X 77 0, □ 0
где 1 — обозначение центрирования по внутреннему диаметру; 2 — номинальный диаметр соединения D; 3, 4, 6, 7 — обозначение полей допусков центрирующих диаметров отверстий и валов (допуски нецеитрирующих диаметров в обозначении не указывать); 5 — модуль т; 8 — номер стандарта.
Примеры:
а) -обозначение соединения = 40 мм, m = 2 мл с центрированием по боковым сторонам зубьев, посадка
40 X 2 X ГОСТ 6033-80
9g
Обозначение втулки того же соединения: 40Х2Х9Н ГОСТ 6033—80; то же, вала: 40X2X9g ТОСТ 6033—80;
б) обозначение соединения D = 40 мм, m = 2 мм с центрированием по наружному диаметру, посадка H7/g6:
40 X X 2 ГОСТ 6033 — 80
Обозначение втулки того же соединения: 40ХН7Х2 ГОСТ 6033—80; то же, вала: 40Х^6Х2 ГОСТ 6033—80;
в) обозначение соединения О = 40 мм, т = 2 мм с центрированием по внутреннему диаметру, посадка
. *40 X 2 Х-— ГОСТ 6033 — 80
< g6
Обозначение втулки того же соединения *40Х2ХЯ7 ГОСТ 6033—80; то же, вала: *40X2Xg6 ГОСТ 6033—80.
Шлицевое треугольное соединение (рис. 23) применяют в основном в качестве неподвижного для передачи небольших вращающих моментов при степенном диаметральном габарите, а также при тонкостенных втулках, причем используют как цилиндрически так и конические соединения.
36. Допуски шлицевых эвольвентных соединений
Поверхность центрирования Посадки • При мечами#
по S по D по d
S Для неподвим уда 7Н , 7Н . 7Н_ 9г ’ 8р ‘ 7п сных соединений, i оных нагрузках и , ЯП ЛИ работающих при большая редкой разборке
в Для неподвиж1 7Н . 7Н_ 8k ; 7h 9Н** . 9Н»* 9q * 9h чых соединений, рс нагрузка# и часпи ЯП Л12 гботающих при ул рй разборке «Г 1врвнныл Прц малый скор#-стяж
D 9Н . ОН , 9Н_ 9Л 1 9g 5 9d Н7 Н7 пб : 7Х ♦ Пр9 значительный Скоростях
d 9Н . W . 9Н 9Л ‘ 9g ’ "ЗЗ" НН Л12 tp . HI , я? Ж' “Я8*! It
Для подвижных соединений, перемещающихся под нагрузкой
9Н . 9Н , 9Н
”3/Г ’ 9g * 9d
ЯП
ТТГ
(17 . Н7 Лб * g'e
Поверхности термо-обрабатывать
Для подвижных соединений, перемещающихся без нагрузки
d 9Н , 9Н , 9Н 9Л * 9g ’ 9 d ЯП /112 Н7 . Н7 лб * При малых и сре^ них скоростях (термообработка до невысокой твердости)
D 9Н t 9Н_' 9Н_ 9h ; 9g ; ^9d Н7 Н7 Н7 Л6 ; g6 J fl При значительным скоростях
• Приведены только предпочтительные посадки по ГОСТ 6G33 —80.
** Предпочтительные посадки с зазором.
Рис. 23
Основные геометрические параметры соединения регламентированы рекомендацией СЭВ по*стандартизации PC 656—66. Рекомендация распространяется на-соединения с углом профиля у = 60° при номинальных диаметрах d 60 мм и у = 55° при du 65 мм.
В машиностроении применяют также треугольные шлицевые соединения по различным отраслевым стандартам. Эти стандарты содержа! соединения с углом профиля 90, 72 и 60°, номинальными наружными диаметрами da— 5ч-70 мм, модулями 0,2—1,5 мм и числом зубьев 20—70.
В табл.' 37 приведены в качестве примера допуски и посадки соединения с углом профиля у = 90°. Центрирование втулки и вала осуществляют по боковым сторонам шлицев.
Структура условного обозначения соединения:
0 Ш-Ш
0 ш ш
0X0
Ел
где 1 — число зубьев; 2 — номинальный начальный диаметр соединения; 3,4 — обозначение полей допусков начальных диаметров отверстия и вала; 5, 6 — внутренний диаметр отверстия и его поле допуска; 7, 8 — наружный диаметр вала и его поле допуска; 9 — номер стандарта.
Пример условного обозначения соединения:
30х25те- 656 - 66.
Профильные соединения (рис. 24). Рабочие поверхности этих соединений можно обрабатывать шлифованием, в том числе отверстия в ступицах, имеющих высокую твердость. Они обеспечивают хорошее центрирование соединяемых деталей, не создавая концентрации напряжений в них. Однако напряжения смятия в соединениях с выпуклыми поверхностями (рис. 24, а) выше, цем в шлицевых. Поэтому несущая способность таких соединений ниже. Более благоприятно рас-»
37. Предельные отклонения * для треугольных шлицевых соединений
Номинальный диаметр d Предельные отклонения, мм
диаметров начальных окружностей отверстий вала внутреннего диаметра отверстия ®а2 наружного диаметра вала d х
Нормальная точность
Св. 3 до 6 4-0,018 — 0,030 к 0,030 — 0,030
» 6 > 10 4-0,022 — 0,036 1-0,036 -0,036
> 10 > 18 4-0,027 -0,043 -0,043 — 0,043
» 18 » 30 4-0,033 — 0,052 -0,052 — 0,052
» 30 > 50 . 4-0,039 -0,062 -0,062 -0,062
» 50 » 80 4-0,046 -0,074 к 0,074 -0,074
.Пониженная точность -
Св. 3 до ’ 6 4-0,048 — 0,048 н h 0,048 — 0,048
> 6 > 10 4-0,058 — 0,058 4 40,058 — 0,058
» 10 » 18 4-0,070 — 0,070 4-0,070 — 0,070
> 18 > 30 4-0,084 — 0,084 4 40,084 — 0,084
> 30 > 50 4-0,100 -0,100 40,100 -0,100
» 50 > 80 4-0,120 -0,120 4-0,120 — 0,120
♦Для посадки H/h.
пределены напряжения у профилей с вогнутыми поверхностями, например у трефных соединений (рис. 24, 6). Представляя собой ho существу крупные шлипы трапецеидального профиля, они по прочности на смятие и изгиб равноценны последним, но имеют пониженное (по сравнению со шлицевыми соединениями) сопротивление кручению.
Из-за сложной технологии изготовления профильные соединения целесообразно применять при массовом производстве.
В табл. 38 приведен нормальный ряд размеров валов и втулок профильного соединения с треугольным равноосным профилем (рис. 25) [7]. Геометрические характеристики сечения (площадь S и полярный момент инерции Jp) подсчитаны по следующим формулам:
о л мо nd2 . л nd4 S = 0,98 -у- и Zp = 0,97
38. Геометрические характеристики валов и втулок треугольного равноосного профиля
d, мм а, мм s-io-«, мм3 ?р',а-<’ II мм4 </, мм а, мм S-10-*, мм3 мм*
13 0,405 1,302 0,272 40 1,40 11,320 24,386
14 0,44 1,515 0,368 45 1,60 15,583 39,024
16 0,50 1,979 0,628 50 1,80 19,228 59,431
18 , 0,56 2,505 1,0066 55 2,00 23,255 86,955
20 0,63 3,092 1,533 65 2,45 32,429 169,204
22 0,70 3,740 2,243 72 2,80 39,730 254,141
25 0,80 4,828 3,739 80 • 3,40 48,813 384,440
28 0,90 6,056 5,883 90 4,00 61,606 613,105
32 1,12 7,884 9,988 100 4,50 75,995 933,262
36 1,125 9,982 19,957 — — — —
Для построения профиля можно использовать следующие выражения:
da = d 4- 2а; d$ == d — 2а;
R = 0,5 d -f- 6,5a; г = 0,5 d — 6,5a.
Поля допусков размера d соединения с треугольным равноосным сечением вала и втулки и ориентировочное назначение посадок можно выбирать поданным табл. 39.
39. Поле допусков размера d треугольного профильного соединения и область применения посадок
Вид соединения Схема посадок Область применения
Свободное »1-1 м ' Для подвижного соединения (без нагрузки)
Плотное ГН tiff] 4 ' Для неподвижного соединения
Поля допусков
** вала
Примечание. Шероховатость рабочих поверхностей вала и втулки должна быть Ra < 1,25 мкм по ГОСТ 2789—73.
Рис. 25
Конические соединения. Проектируемые конические -соединения должны удовлетворять следующим основным эксплуатационным требованиям:
а) неподвижные — передавать максимальный вращающий момент и обеспечивать надежность; при больших нагрузках и относительно малом натяге, а также при возможных вибрациях в соединении следует использовать шпонки (одну или две);
б) плотные — обеспечивать герметичность;
в) подвижные — обеспечивать высокую точность центрирования и вращения с сохранением этой точности при длительной эксплуатации.
Для удовлетворения указанным требованиям необходимо наиболее плотное прилегание поверхностей наружного и внутреннего конусов по всей их длине, которое обусловлено прежде всего правильностью образования углов сопрягаемых конусов, а также формой конической поверхности, определяемой круглостью в различных сечениях и прямолинейностью образующих конусов.
При конструировании конических соединений следует выбрать конусность С [С = (D —; d}lL = 2 tg а/2; Dud — диаметры соответственно большого и малого основания конуса; L — длина конуса] или углы конусов а, назначить степень точности и выбрать вид механической обработки для обеспечения этой точности. Конусность С следует выбирать в зависимости от назначения соединения (табл. 40).
Для достижения требуемой степени точности конического соединения необходимо нормировать допуски углов и отклонения поверхности конуса.
Виды допусков на угловые размеры в соответствии с ГОСТ 8903—81 следующие:
А Т& — допуск угла конуса в угловых единицах;
АТ^— округленное значение допуска в градусах,'минутах, секундах^
ATD — допуск угла конуса в линейных единицах;
Tf# — допуск круглости поперечного сечения;
Tfl — допуск прямолинейности образующей конуса.
Некоторые числовые значения допусков углов даны в табл. 41.
Допуск угла АТ может быть назначен как в угловых, так и в линейных единицах. В последнем случае следует указывать, на каком расстоянии от вершины угла отсчитывается его погрешность, ограничиваемая допуском.
Допуск на диаметры следует принимать по СТ СЭВ 144—75, а допуски круглости конической поверхности и прямолинейности ее образующей — по ГОСТ 24643-81.
Кроме того, важно правильно проставить сопряженные размеры на сборочных чертежах и предельные отклонения размеров, нанесенных на рабочих чертежах. Здесь возможен лишь числовой способ нанесения размеров.
При указании допускаемых отклонений на чертежах рекомендуется использовать округленные значения допуска АТ& (см. табл. 41). Хотя при этом можно
40. Параметры и область применения конических соединений
Конусность Угол конуса Область применения Степень точн ости
1 : 100 34* 22,6* Клиновые шпонки • 11; 12
1 : 50 1° 8* $6,2" Конические штифты; шпонки клиновые и тангенциальные; конические шлицевые соединения 10; 11; 12
1 : 16 • ‘ 3° 34* 47* Резьбы трубные конические общего назначения 14; 15
1 : 12 4° 46' 18,8" Закрепительные втулки шарико-и роликоподшипников 6; 7
1 : 10 5° 43* 29,3" Соединительные муфты валов редукторов, электрических и других машин. Соединительные болты и пальцы 10; 11; 12
1 3 3 18° 55* 28,7"' Заходные конусы вйлов для цилиндрических соединений с гарантированным натягом 13. 14, 15 f
1 з 0,500 90° Потайные головки винтов. Фаски валов, осей, пальцев, ступиц, нарезанных частей стержней и т. п. Центровые отверстия для тяжелых работ 16, 17
’1 : 0,289 120° Внутренние фаски нарезанных отверстий 16, 17
* Конусность специального назначения.
to
Метод обработки Параметры шероховатости, М’ЛМ
Чистовое фрезерование Ra = 2,5
Точение* шлифование, фрезе* рованиц высокой точности Ra = 1,25 4-2,5
Нарезание Rz = 20; Ra = 2,5
Гонкое шлифование Ra = 0,32 4-0,63
Точение, шлифование, развертывание высокой точности Ra = 1,25
Чистовое точение, шлифова-• ние Ra = 2,5
Грубая обработка на станках всех видов Rz == 20
То же 1 Rz = 20
Разработка чертежей по ЕСДП СЭВ
41. Допуски углов АТ'а по ГОСТ 8908—81
Степень точности
длин, мм 6 7 8 9 10 11 12 13 14 Гб
До 10 1' 40" 27 30" 4* 6' 10* 16' 26* 40* 1° 1° 40*
Св. 10 Г 20" 2* 3' 5* 8* 12* 20* 32* 50* 1° 20*
ДО 16 Св. 16 Г Г 40" 2* 30" 4’ 6* 10* 16’ 26* 40’ 1°
до 25 (в. 25 до 40 50" Г 20" 2* 3* 5* 8* 12* 20* 32* 50*
Св. 40 до 63 40" Г .1* 40" 2* 30" 4* 6' 10* 16* 26* 40*
Св. 63 до 100 32" 50" Г 20" 2* 3* 5* 8'* 12* 20* 32*
Св. 100 до 160 26" ' 40" 1* 1* 40" 2* 30" 4* 6' 10* 16* 26*
Св. 160 до 250 20" 32" 50" 1* 20" 2* 3* 5* 8* 12* 20’
Св. 250 до 400 16" 26" 40" Г V 40" 2' 30" 4’ 6* 10* 16*
Св. 400 до 630 12" 20" 32" 50" 1* 20" 2* 3* 5* 8* 12*
применять три основных типа расположения поля допуска относительно номинального угла: плюсовое (-|~ЛТ), минусовое (—АТ) и симметричное(±Л772), в проектах допускается использовать лишь последнее.
При нанесении допусков углов на чертежи должна быть одновременно указана и точность расположения угла относительно оси, образующей или плоскости детали, принятой в качестве базы. При симметричном расположении поля допуска углового размера данные о точности расположения угла допускается не-ука-зывать. . -
Резьбовые соединения. Условное обозначение резьбового соединения должно включать обозначения резьбы и посадок, а также дополнительные данные, например радиус обязательного закругления впадины резьбы винта; длину свинчивания, к которой относится допуск резьбы, и т. к
Ш [3 X 000 - 0 и/ц] 0 - 0, Ч— . .. I» у ........./ > ... у1—«-—. —-Z Ч.... .. у-. >
Обозначение резьбы Обозначение посадок Дополнитель-
ные данные
где 1 — тип резьбы; М — метрическая; МК — метрическая коническая, Тг —• трапецеидальная; S —• упорная; 2 — номинальный наружный диаметр; 3 — шаг однозаходной резьбы или ход многозаходной; 4 — шаг многозаходной резьбы; 3 — направление резьбы; 6, 7 — поле допуска соответственно среднего и внутреннего диаметров гайки; 8, 9 — поле допуска соответственно среднего и наружного диаметров болта.
Для правой метрической резьбы крупного шага элементы 3 и 5 обозначения следует опустить. Левую резьбу обозначают LH.
Обозначение полей допуска диаметра должно состоять из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение, например 6Л, 7Н. Обозначение поля допуска резьбы должно включать обозначение поля Допуска среднего диаметра и поля допуска диаметра вершин (внутреннего для гаек и наружного для болтов), например 5/76Я. В случае, когда поле допуска по
вершинам резьбы совпадает с полем допуска среднего диаметра, в обозначении допуска резьбы записывают одно поле, например 6/:.
Допуск резьбы необходимо относить к наибольшей нормальной длине свинчивания N (табл. 42) или ко всей резьбе, если она меньше L. Длина свинчивания должна быть оговорена в технических требованиях или указана в обозначении резьбы, если она относится к группе L (большие длины свинчивания) или к группе о (малые), но меньше, чем вся длина резьбы.
42. Длины свинчивания (по ГОСТ 16093—81)
Шаг резьбы Номинальный диаметр резьбы а мм Длины свинчивания, мм
S (малые) N (нормальные) L (большие)
0,5 Ср. 2,8 до 5,6 » 5,6 » 11,2 » 11,2 » 22,4 До 1,5 » 1,6 » 1,8 Св. 1,5 до 4,5 » 1,6 » 4,7 » 1,8 » 5,5 Св. 4,5 » 4,7 » 5,5
0,75 Св. 2,8 до 5,6 » 5,6 » 11,2 » 11,2 > 22,4 » 22,4 » 45,0 До 2,2 » 2,4 » 2,8 » 3,1 Св. 2,2 до 6,7 » 2,4 > 7,1 » 2,8 » 8,3 » 3,1 » 9,5 Св. 6,7 » 7,1 » 8,3 >> 9,5
fiO Св. 5,6 до 11,2 > 11,2 » 22,4 » 22,4 » 45,0 » 45,0 > 90,0 До 3,0 » 3,8 » 4,0 > 4,8 Св. 3,0 до 9,0 » 3,8 > 11,0 » 4,0 » 12,0 » 4.8 > 14,0 Св. 9,0 » 11,0 » 12,0 > 14,0
1,25 Св. 5,6 до 11,2 » 11,2 » 22,4 До 4,0 » 4,5 Св. 4,0 до 12,0 » 4,5 » 13,0 Св. 12,0 » 13,0
1,5 Св. 5,6 ДО 11,2 £ 11,2 » 22,4 » 22,4 » 45,0 » 45,0 » 90,0 » 90,0 » 180,0 До 5,0 » 5,6 » 6,3 » 7,5 » 8,3 Св. 5,0 до 15,0 » 5,6 » 16,0 » 6,3 » 19,0 » 7.5 » 22,0 » 8,3 » 25,0 Св. 15,0 » 16,0 » 19,0 » 22,0 » 25,0
1,75 Св. 11,2 до 22,4 До 6,0 Св. 6,0 до 18,0 Св. 18,0
2 Св. 11.2 до 22,4 » 22,4 » 45,0 » 45,0 » 90,0 » 90,0 » 180,0 > 180,0 » 355,0 д»° > 9,5 » 12,0 » 13,0 Св. 8,0 до 24,0 » 8,5 » 25,0 » 9,5 » 28,0 » 12,0 » 36,0 > 13,0 > 38,0 Св. 24,0 » 25,0 » 28,0 > 36,0 > 38,0
2,5 Св. 11,2 до 22,4 До 10,0 Св. 10,0 до 30,0 Св. 30,0
* Приведены в наиболее употребительном диапазоне. Номинальные диаметры в указанных пределах выбраны по ГОСТ 8724—*81.
Поля допусков винтов и гаек е метрической резьбой следует выбирать в зависимости от классов точности (табл. 43). В таблице приведены поля допусков для получения посадок резьбовых деталей о зазором, причем первыми указаны поля допусков на средний диаметр, а вторыми — на диаметр выступов (на наружный диаметр винта или внутренний — гайки).
43. Поля допусков метрической резьбы по ГОСТ 16093—$!
Класс , точности Длина свинчивания
S N L
Поле допуска болтов
Точный I — I (ЗЛ4Л) I — I — I — I 4g I 4Л I «р | — 1 СШЬ)
Средний 5g6g (5Л6Л) 6d бе 6f 6g ♦ 6Л (7ебе) 7g6g (7А6Л)
Грубый I — I — I — I — I I 8g |(8Л) ♦*! I I
Поле допуска гаек
Точный I — I 4Н I — I 4Я5Я, 5Н 1 I 6Я
Средний 6G 5Я 6G 6/7 • (?G) 7/7
Грубый —1-1 7G I 7Н I (6G) 8Я
* Предпочтительные поля допусков.
♦♦ Только для -резьб с Р > 0,8 мм. Для резьб с Р < 0,8 мм применяют поле допуска 8Л6Л.
Примечание. ( )*- дополнительные (ограниченного применения) поля допусков.
Поля допусков точного класса рекомендуется применять для ответственных резьб, где допускаются малые колебания зазоров в посадках, поля допусков среднего класса — для резьб общего назначения и грубого класса — при получении резьб на горячекатаных заготовках, в длинных глухих отверстиях [8].
Поля допусков основных отклонений g, G, е, dt обеспечивающие гарантированные зазоры в соединениях, следует применять для обеспечения легкой свинчи-ваемости при наличии небольшого загрязнения или повреждения резьбы, для компенсации температурных деформаций элементов резьбы, при нанесении на резьбу защитных покрытий.
Переходные посадки резьбовых деталей с метрической резьбой нормированы ГОСТ 24834-81.
.44. Поля допусков и посадки для метрической резьбы с натягом по ГОСТ 4608—81
Материал детали с внутренней резьбой После допуска резьбы Посадки при Р, мм Дополнительные условия сборки
наружной внутренней при Р, мм
До 1,25 Св. 1,25 До 1,25 Св. 1,25
Чугун и алюминиевые сплавы 2г 2/75D 2Н5С 2H5D 2г " 2Н5С 2г Посадки без сортировки
Чугун, алюминиевые и магниевые сплавы Зр (2) 2/75D (2) 2Н5С (2) 2H3D Зр 2Н5С Зр Сортировка на две группы
Сталь, высокопрочные и титановые сплавы Зп (3) 2H4D (3) 2Н4С (3) 2H4D Зп 2Н4С Зп Сортировка на три группы
Примечание. ( ) — число групп сортировки.
45. Примеры условного обозначения резьб на чертежах
Вид посадки Обозначение резьб
на сборочном чертеже • на чертежах
винтов, болтов, пробок шпилек гаек, муфт гнезд
Метрические резьбы
С зазором ' М20Х1—6Я/6$—Я М20Х1— 6g—R М20Х1— 6Н |
С натягом — М20Х 1 — Зп (2) М20Х1—2H4D (2)
С зазором । | M20XlIH-6H/6g б) левая | М20Х1 — LH—6g | | М20Х1-LH—ЬН
Метрические конические резьбы: а) наружная и внутренняя конические резьбы МК20Х1 СТ СЭВ 304—76; б) наружная коническая и внутренняя цилиндрическая резьбы — I М/МК20Х1 I МК 20X1 СТ СЭВ 304—76 1 М20Х1 | СТ СЭВ 304—76 1 1
Трапецеидальные резьбы а) однозвходная Тг20Х4—7Я/7е*-Б0 ( . | £Тг20х4—7е 1 Тг2ОХ4-7Н б) многозаходная - Тг20Х4/Р2/—7Я/7е—50 | Тг20Х4/Р2/—7e 1 Тг20Х 4/Р2/-7Н Примечание. Цифра (2) означает номер сортировочной группы.
Разработка чертежей по ЕСДП СЭВ
46. Поля допусков трапецеидальной однозаходной резьбы по ГОСТ 9562—81
Резьбы, применяемые в машинах и механизмах для соединений, работающих в условиях сотрясений, вибраций, переменных температур, должны иметь натяг с целью предотвращения нарушения герметичности и самоотвинчивания.
Посадки с натягом регламентированы ГОСТ 4608—81, распространяющимся
Длины свинчивания' Степень точности Поля допусков
наружной резьбы (винтов) внутренней резьбы (гаек)
Л/ - 6 6g, Зе 6Н
(нормальные) 7 7g, 7е 7Н
8 Зе, Зс ЗН
L 7 7е 7Н
(длинные) 8 Зе ЗН
9 9с 9Н
страняющимся на метрические резьбы диаметрами от 5 до 45 мм и шагами от 0,8 до Змм; поля допусков и посадки указаны в табл. 44.
Для повышения прочности соединений следует обеспечивать более однородный натяг. С этой целью резьбовые детали рекомендуется а затем собирать из однородных (по
сортировать на группы (см. табл. 44), натягу) групп.
Примеры условного обозначения резьб на чертежах приведены в табл. 45.
Поля допусков трапецеидальной однозаходной резьбы, устанавливаемые в зависимости от длины свинчивания и требований, предъявляемых к точности резьбового соединения, приведены в табл. 46.
При назначении шероховатости резьб следует руководствоваться данными табл. 47.
47. Выбор шероховатости резьбовых соединений
Область применения резьбы Параметр шероховатости Ra для резьб классов точности, мкм
точного среднего грубого
Крепежная резьба на болтах, винтах и гайках 1,25 2,5 Rz = 20; Rz = 40
Резьба на валах, втулках, в том числе коническая 0.63; 1,25 1,25 2,5
Резьба ходовых и грузовых винтов 0,32 0,63 1,25
Резьба гаек для ходовых и грузовых винтов 0,32; 0,63 1,25 2,5
Передачи
При проектировании зубчатых, червячных, ременных, цепных и других передач, помимо выбора типа передачи, ее конструктивной схемы, материала и способа изготовления основных элементов (зубчатых и червячных колес, червяков, шкивов, звездочек и т. п ), определения основных расчетных, посадочных и габаритных размеров (эти вопросы рассмотрены ранее), необходимо назначить точность их изготовления и монтажа.
Зубчатые и червячные передачи. Точность изготовления таких передач регламентируется соответствующими стандартами (табл. 48), предусматривающими 12 степеней точности (от 1-й, наиболее точной, до 12-й).
Степень точности следует выбирать в зависимости от назначения и условий работы передачи. Рекомендации по выбору наиболее распространенных в общем машиностроении степеней точности (с 6-й по 9-ю) приведены в табл. 49, 50.
Каждую степень точности, характеризуемую тремя видами норм: кинематической точностью, плавностью работы и пятном контакта зубьев, допускается ком*
бинировать из разных степеней точности по этим нормам. Нормы плавности работы колеса можно назначать не более чем на две ступени точнее или на одну ступень грубее степени кинематической точности, а норму контакта зубьев — более точной, чем норма плавности.
Во избежание заклинивания зубьев в зацеплении должен быть назначен гарантированный боковой зазор, регламентируемый видом сопряжения зубчатых колес (табл. 51). Из стандартизованных для зубчатых и червячных передач с /п > 1 мм (т — модуль) шести видов сопряжений (Н — с нулевым, Е — весьма малым, D—* малым, С— уменьшенным, В — нормальным, А — увеличенным зазорами) для реверсивных передач, а также при наличии крутильных колебаний валов для всех передач следует применять сопряжения D и С. В остальных случаях рекомендуется использовать сопряжение В.
В табл. 52 приведены нормы бокового зазора для цилиндрических зубчатых передач.
Для передач с нерегулируемым расположением осей показателем, обеспечивающим боковой зазор, является fa (отклонение межосевого расстояния).
Кроме назначений вида сопряжения, следует выбирать допуск на боковой зазор из предусмотренных стандартами восьми вцдов допуска, обозначаемых в порядке возрастания зазора буквами Л, d, с, b, a, z, у, х. Для конических, гипоидных передач при т 1 предусмотрено пять видов допуска: htd, с, bt а.
При отсутствии специальных требований к передачам при видах сопряжения Н и Е следует выбирать вид допуска на боковой зазор по h, а при видах сопряжений D, С, В, А —- виды допуска d, с, bt а. Соответствие между видом сопряжения элементов передачи и видом допуска на боковой зазор допускается изменять. При этом также можно использовать виды допуска на боковой зазор х, у, г.
Структура обозначения точности зубчатой передачи должна иметь следующий вид:
□ - 0 - 0 0 0
где l>2t3 — нормы соответственно кинематической точности, плавности работы и пятна контакта; 4 — вид сопряжения зубьев; 5 — вид допуска на боковой зазор;
6 — стандарт, регламентирующий точность зубчатой или червячной передачи.
Для передач с одинаковой степенью точности по всем трем нормам и при соответствии вида сопряжения и допуска на боковой зазор в обозначении указывают одну цифру (степень точности) и одну букву (вид сопряжения).
При комбинировании норм разных степеней точности и’изменении соответствия между видом сопряжения и видом допуска на боковой зазор точности зубчатых колес передач следует обозначать последовательным написанием трех цифр и двух букв.
Для передач с регулируемым межосевым расстоянием вместо вида сопряжения ставится буква Р [2, 6].
Пример обозначения точности передачи со степенью точности 6 по всем трем нормам, с видом сопряжения элементов передачи С при соответствии между видом сопряжения и допуском на боковой зазор:
. цилиндрической зубчатой 6 С ГОСТ 1643—8/
конической зубчатой 6—С ГОСТ 1758—81
червячной, цилиндрической 6 -С ГОСТ 3675—81
Пример обозначения точности передачи со степенью 8 по нормам кинематической точности, со степенью 7 по нормам плавности, со степенью 6 по нормам контакта, с видом сопряжения В и видом допуска на боковой зазор а:
цилиндрической зубчатой 8-7—6 — Ва ГОСТ 1643 - 81
конической зубчатой 8 7—Ва 6 ГОСТ 1758—81
червячной цилиндрической 8-7 — 6—Ва ГОСТ 3675 -~81
Параметры шероховатости поверхности зубьев зубчатых колес приведены в табл. 49, а рабочих поверхностей витков червяков и зубьев червячных колес — в табл. 50.
Нормы точности зубчатых передач приведены в табл. 53—57, а червячных — в табл. 58, 59.
48. Основные стандарты в области зубчатых и червячных передач
(на 1-е января 1983 г.)_______________
Объект стандартизации Передачи
цилиндрические реечные конические и гипоидные червячные
эвольвента ые Новикова цилиндрические глобоиды ые спироидные
Термины, определения и обозначения ГОСТ 16530—70 ГОСТ 16531—70 ГОСТ 16530—70 ГОСТ 16531—70 ГОСТ 16530—70 ГОСТ 193—79 ГОСТ 18498—73 - ГОСТ 22850—77
Расчеты геометрии ГОСТ 16532—70 (внешнее зацепление); ГОСТ 19274—73 (внутреннее зацепление) «в ГОСТ 19650—74 ГОСТ 17696-80 —
Модуль н коэффициент диаметра червяка ГОСТ 9563—60 . ГОСТ 14186—69 — «МВ ГОСТ 19672 — 74 — —
мелкомодульных колес 0,1 < т < 1 ГОСТ 9587—81 — ГОСТ 19587—74 (прямозубые) ГОСТ 20184 — 81
Исхода ые контур ы при т > 1 ГОСТ 13755—81 гост 15023—76 — ГОСТ 13754-81 (прямозубые) ГОСТ 16202—81 (с круговыми зубьями) ГОСТ 19036—81
Допуски, посадки и шероховатость поверхностей деталей
Объект стандартизации
цилиндрические реечн ые
эвольвенты ые Новикова
Допуски Общие термины ГОСТ 4643 — 81 грет 1643 — 81
Термины ГОСТ 1643—81 ГОСТ 19242 — 73
Нормы точности мелкомодульных передач 0,1<т < 1 ГОСТ 9178—81 ГОСТ ' 13506—81
при т > 1 ГОСТ 1643—81 ГОСТ 10242—81
Основные параметры ГОСТ 2185—66 •
Расчеты на прочность ГОСТ 21354—75 1 1
Правила выполнения чер'теже.- гост 2.403—7Б гост ’ 2.404 — 75
Продолжение табл. 4»
Передачи
конические и гипоидные червячные
цилиндрические глобоидные спироидные
ГОСТ 1643 — 81 ГОСТ 3675—81 ГОСТ 3675—81 —
ГОСТ 1758—81 ГОСТ 3625—81 , ГОСТ 3625—71 —
ГОСТ . 9368—81 ГОСТ 9774 — 81 — —
. ГОСТ ' .1758—81 ГОСТ 3675—81 / — —
ГОСТ 12289—76 ГОСТ 2144—76 — —
— — — —»
ГОСТ 2.495 — 78 ГОСТ 2.406—76 ГОСТ . 2.407—75 —
Разработка чертежей по ЕСЛИ СЭВ
49. Допускаемые скорости"и области применения зубчатых передач в зависимости от степени точности и параметра шероховатости рабочей поверхности зубьев__________________________________________
Окружные ci (не бол прямозубых <орости колес ее), м/с. непрямозубых Область применения Степень точности Параметры шероховатости, мкм
цилиндрических конических цилиндрических конических
20 12 35 25 Зубчатые колеса, предназначенные для передач с точной согласованностью вращения или работающих при повышенных скоростях и больших нагрузках плавно и бесшумно. Колеса делительных механизмов, скоростных редукторов, ответственные колеса авиа-, авто- и станкостроения 6 (высокоточные передачи) Ra = 1,25
15 8 25 16 t Зубчатые колеса, работающие при повышенных скоростях и умеренных нагрузках; колеса подачи в станках; колеса редукторов нормального ряда; колеса авиа- и автостроения 7 (точные передачи) Ra = 2,5
6 4 10 8 Зубчатые колеса общего машиностроения; колеса станков, не входящие в делительные цепи; неответственные зубчатые колеса авиа-, тракторо- и автостроения, колеса грузоподъемных механизмов, ответственные зубчатые колеса сельскохозяйственных машин 8 (передачи средней точности) Rz = 20
2 При 1.5 м е ч а и и 4 е. Для ци 3 линдрическ Зубчатые колеса, предназначенные для грубой работы; ненагруженные передачи, * выполненные по конструктивным соображениям большими, чем полученные из расчета' их колес внешнегозацеп ления при окружных скс 9 (передачи 1 пониженной точности) фостях выше следуюв Rz = 40 цих;
Тип колеса Степень точности 1 ация профиля головки.
6 1 7 | 8 Окружная скорость, м/с
Прямозубые Косозубые ‘ 10 10 6 10 f рекомендуется модифик; о
Допуски, посадки и шероховатость поверхностей деталей
50 Рекомендации по выбору степени точности и параметров шероховатости для силовых червячных передач
Условия работы Метод обработки Скорость скольжения» м/с Степень точности Параметр шероховатости Ra, мкм, боковых поверхностей
витков червяка зубьев колеса
Высокоточные скоростные передачи, работающие с большими нагрузками Червяк цементирован и закален или только закален. Боковые поверхности витков червяков шлифованы и полированы, колесо нарезается шлифованными червячными фрезами. Обкатка под нагрузкой До 25 6 (высокоточные передачи) 0,32 1,25
Промышленные н транспортные силовые передачи с повышенными требованиями в отношении бесшумности Червяк закален, шлифован и полирован. Колесо нарезается шлифованны* ми червячными фрезами. Обкатка под нагрузкой До «е 7 (точные передачи) / 0,32 1,25
Промышленные и транспортные силовые передачи средних скоростей, передачи подъемных и поворотных механизмов Допускается червяк с НВ 350, нешлифованный. Колесо нарезается шлифованной червячной фрезой или «летучкой». Рекомендуется обкатка под нагрузкой До 5 8 (передачи средней точности) 0,63 2,5
Неответственные передачи при кратковременной работе, в том числе с ручным приводом Червяк с НВ < 350 не шлифуется. Колесо нарезается любым способом До 2 9 (передачи пониженной точности) 1,25 20
00
Разработка чертежей по ЕСДП СЭВ
51. Рекомендуемое стандартами соответствие между показателями точности и бокового зазора
Примеры точности Передачи
зубчатые цилиндрические .
Модуль т, мм
От 1 до 55 ' От 0,1 до 0,5 Св. 0.5 ДО J.0 От 0,1 до 0,5 Св. 0,5 До 1,0 От 0,1 до <1,0
Степень точности по нормам плавности работы 3—12 3—11 3—9 3—8 3—7 3-7 3—10 3—12 3—10 3—12 3—10 3—8 3-7
Вид сопряжения А В С D Е Н D Е F G Н
Вид допуска на боковой зазор а Ь с d h е f & h
Класс отклонений межосевого расстояния VI V IV III Ы VI V IV III II
Продолжение тйбл. 51
Примеры точности " 1 ' , - ' f Передачи
зубчатые конические и гипоидные
Модуль т, мм
От 1 до 56 <0,5 >0,5 <0,5 >0,5 <1,0
Степень точности по нормам плавности работы 4 — 12 4—10 4—9 4—8 4—7 4-7 4—10 4—12 4—10 4-12 4 — 10 4 — 8 4—7
Вид сопряжения А В С D Е И D Е Г G Я
Вид допуска на боковой зазор а ь 1 с d h е f g h
Класс отклонений межосевого расстояния —
Допуски, посадки и шероховатость поверхностей деталей
Примеры точности
Степень точности по нормам плавности работы 5—12
Вид сопряжения* А
Вид допуска на боковой зазор а
Класс отклонений монтажного размера
Примеры точности Я-
Степень точности по нормам плавности работы 3—12
Вид сопряжения А
Вид допус’ка на боковой зазор а
Класс отклонений монтажного размера VI
Продолжение табл. 51
Передачи червячные цилиндрические Модуль т, мм
- От 1 до 25 От 0,1 , до 0*, 5 Св. 0,5 до 1,0 От 0,1 до 1,0 »
5—12 3—9 3 — 8 1—6 1—6 3—10 3—12 3 — 10 3 — 8 3-7
В С D Е И 1 D. Е F G 1 Н
b с d ft 1 f g 1 ft
Продолжение табл. 51
Передачи зубчатые реечные
Модуль т, мм * ' » • \
От 1 до 40 От 0,1 до 0,5 Св. 0,5 до 1,0 От 0,1 до 1,0
3—10 3—9 3 — 8 3 — 7 3 — 7 3—10 3—i2 3—10 3 — 6 3—7
В С D Е Н D, Е F G Н
- Ь с d h е f g h '
V IV III II ' VI V IV III 11
Разработка чертежей по ЁСДП СЭВ
52. Гарантированный боковой зазор jn min, мкм, предельные отклонения межосевого расстояния fa, мкм, по ГОСТ 1643—81
Вид сопряжения Обозначение Межосевое расстояние а^, мм
До 80 о ю 00 сч в о О к Св. 125 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500 Св. 500 до 630 Св. 630 .до 800 1 Св. 800 до 1000
Н 0 0 0 0 0 0 0 0 0 0
Е 30 35 40 46 52 57 63 70 80 90
D Jn mln 46 54. 63 72 81- 89 97 ПО 125 140
С 74 87 100 115 130 140 155 175 200 230
В 120 140 160 185 210 230 250 280 320 360
А 190 220 250 290 320 360 400 440 500 660
Н, ±16 ±18 ±20 ±22 ±25 ±28 ±30 ±35 ±40 ±45
Е D ±22 ±28 ±30 ±35 ±40 ±45 ±50 ±55 ±60 ±70
С ra ±35 ±45 ±50 ±55 ±60 ±70 ±80 ±90 ±100 ±110
В ±60 ±70 ±80 ±90 ±100 ±110 ±120 ± 140 ±160 ±180
А ±100 ±110 ±120 ±140 ±160 ±180 ±200 ±220 ±250 ±280
' Примечания 1. Для передач с измененным гарантированным зазором, не соответствующим ни одному из указанных видов сопряжения, предельное отклонение межосевого расстояния fa = ±0,5/„ mjn, где j'n min— измененный гарантированный боковой зазор.
2. Для передач с углом зацепления-а^, не равным углу профиля исходного контура а, предельное отклонение межосевого расстояния измеряется в отношении sfn cz.sin _
3. Значения /Л mln и fa при межосевом расстоянии более 1000 мм см. ГОСТ 1643—81.
53. Поля допусков 54. Допуски, мкм, при d = 100 мм диаметра вершин зубьев da на торцовое биение зубчатого венца и ширины зубчатого цилиндрических колес с модулем венца b • 1 мм
Степень . точности . b da колес Ширина зубчатого колеса, мм
с внешними зубьями . Степень £ точности § по нормам контакта я О X м
До 40 Св. 40 до 100 Св. 100 до 160 о о ю сч
6 7 8 9 ЛИ Л12 Л13 Л14 Л9 ЛЮ ЛИ Л12 Н9 6 НЮ 7 НН 8 Н12 9 20 24 40 64 10 12 20 32 6,4 8 12,8 20 5 6 10 16
Примечание. Допуски на торцовое биение следует определять умножением значения, взятого из таблицы, на величину <1/100, где d — делительный диаметр. На* пример, при d *= зоо мм и ширине зубчатого колеса 80 мм для 8-й степени точности по нормам контакта допуск составляет 20-^- = 60 мкм.
55. Нормы бокового зазора конических передач (показатель /п min)» мкм
Среднее крнусное расстояние /?, мм
До 50 Св. 50 до 100 Св. 100 до 200 Св. 2Q0 до 400 Ср. 400 до 800 Св. 800 до 1600 Св. 1600
Вид сопря- Угол делительного конуса шестерни 6)
жен и я
ш ю Ю Ю Ю ю ю ю ю ю щ Ю Ш «п tO tO Ю to ю
__ —« »Л сч w ш СЧ X; — to сч х: — ю сч Xi — ю сч Xi — ю сч
СЧ Сч СЧ СЧ сч сч
о ® о ® С( О Й О О «о ®* ойо о Д © ffi Ci 0 § 0 о «О «* С{ и О я о ® ci ОЙО ®* о к! О Св. О ® о ® к( ОЙО
D 22 33 39 33 39 46 39 54 63 46 72 81 63 89 110 81 125 165 110 195 280
С 36 52 62 52 62 74 62 87 100 74 115 130 100 140 175 130 200 260 175 330 440
В 58 84 100 84 100 120 100 140 160 120 185 210 160 230 280 240 320 420 280 500 810
А 90 130 160 130 160 190 160 220 250 190 290 320 250 360 440 320 500 660 440 780 1100
Примечания: 1. /п — гарантированный боковой зазор.
2. Для ортогональных передач /п т1Л определяют непосредственно из табл. 55 по значениям R.
56. Предельные отклонения межосевого угла конической передачи —мкм
Среднее конусное расстояние R, мм
До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 400 Св. 400 до 800 Св. 800 до 1600 Св. 1600
Вид сопря- Угол делительного конуса шестерни 6®
жения
t© Ю Ю ю ю ю Ю ю ю ю to Л Ю to ю ю ю ю ю
сч Xi — ю сч Xi — ш сч Xi — to сч Xi — ю сч Xi — ю сч Xi —. ю сч
сч сч сч сч сч сч сч
2, ® о ® ci ойо о в» о Я ci ойо о До ® Ct ОЙО Q ю'о ® Ci ойо о со о ®’ С{ ОЙО J2- Л о R о >=£ со* О 2 ® о ®‘ ci ойо
D 11 16 19 16 19 22 19 26 32 22 36 40 32 45 56 40 63 85 56 95 40
С 18 26 30 26 30 32 30 45 50 32 56 63 50 71 85 63 100 130 85 160 22
В 30 42 50 42 50 60 50 21 80 60 90 100 80 ПО 140 100 160 210 140 250 340
А 45 63 80 63 80 95 80 ПО 125 95 140 160 125 180 220 160 250 320 220 380 530
‘Примечания: 1. В таблице приведены значения Е% для ортогональных передач.
2. Для зубчатых конических колес с номинальным углом профиля, а, нё равным 20°, величина предельного отклонения меж-_ sin 20°
осевого угла Е% определяется умножением табличных значений на отношение —:—— .
Разработка чертежей по ЕСДП СЭВ
57. Допуски на радиальное биение зубчатого венца цилиндрических колес, мкм
Степень точности' Модуль т мм Диаметр делительной окружности, мм
До 50 Св. 50 до 125 Св. 125 до 280 Св. 280 ; до 560 ( Св. 560
До 2 21 26 34 42 48
6 Св. 2 до 3,55 22 28 36 45 50
> 3,55 > 6 24 30 38 48 53
>6 » 10 — 34 40 ' 50 60
До 2 30 38 48 63 67
7 Св. 2 до 3,55 . 32 40 50 63 70
> 3,55 > 6 34 42 53 67 . 75
>6 > 10 — 48 60 70 85
До 2 38 48 60 75 85
8 Св. 2 до 3,55 40 50 63 80 9&
> 3,55 > 6 42 53 67 85 •100
>6 » 10 — 60 70 90 ПО
До 2 48 60 75 95 НО
9 Св. 2 до 3,55 50 63 80 100 по
> 3,55 » 6 53 67 85 105 120
>6 » 10 — 75 90 ПО 130
58. Допуск на радиальное биение червяка с модулем 1—20 мм, мкм
Степень точности Диаметр делительной окружности червяка
Св. 6 ДО 10 Св. 10 До 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180
6 11 11,5 12 13 14 16 18
7 15 16 17 18 20 22 25
8 20 20 21 22 25 28 32
9 25 25 26 28 32 36 40
59. Предельные отклонения межосевого расстояния червячной цилиндрической передачи, мкм
Межосевое расстояние, мм
Степень точности До 80 Св. 80 до 120 Св. 120 до 180 Св, 180 до 250 СВ. 250 ДО 315 Св. 315 До 400 Св. 400 до 500 СВ. 500 до 630 Св. 630 до 800 Св. 600 ДО 1000
6 28 32 38 42 45 50 53 56 63 67
7 45 50 60 67 75 80 85 90 95 105
8 71 80 90 105 ПО 125 130 140 160 170
9 ПО 130 х 150 160 180 200 210 240 250 , 260
Ременные передачи. Точность изготовления шкивов клиноременных передач регламентируется ГОСТ. 20898—80, ГОСТ 1284.1—80 — ГОСТ 1284.3—80 и ГОСТ 5813—76. В стандартах указаны предельные отклонения расчетного диаметра, расстояний между' канавками и угла канавок.
Расчетный диаметр канавок и нормы точности шкивов (рис. 26, 27) клиноременных передач приведены в табл. 60—62.
Биение конусных рабочих канавок точеных шкивов, замеренное перпендикулярно к образующейся конуса набольшем (наружном) диаметре da, должно ограничиваться в зависимости от их угловой скорости со:
Угловая скорость шкива, рад/с .............. До 50 Св. 50 до 100 Св. 100
Максимальное биение при dQ— 100 мм, мм. . . . 0,20 0,15 0,10
Допуск биения следует определять умножением указанных значений на величину da/100. Например, при da = 200 мм и со = 100 рад/с допуск биения 0,2 7550,4 мм. Для литых и штампованных шкивов сборной конструкции биение допускается выше указанных значений соответственно в 1,5 и 2 раза.
Шероховатость рабочих поверхностей канавок должна быть не ниже Ra == = 2,5 мкм, а в ответственных случаях не ниже Ra = 1,25 мкм. Шероховатость остальных поверхностей должна соответствовать данным рис. 64 гл. 3.
60. Предпочтительные расчетные диаметры шкивов и их предельные отклонения Adp, мм
МР % д"р /р Arfp "р Adp
63 200 560 1800
71 4-0,8 224 4-2 630 4-5 2000 4-.8
80 250 710 2240 I
90 280 900 . 2800
100 4-1 315 4-3 1000 4-6 3150 4-9
112 355 1120
125 зоо 1250
140 4-1,5 450 4-4 1400 4-7 3550 4-10
160 500 1600 4000
4 80
Типы и основные размеры шкивов для плоских приводных ремней нормированы ГОСТ 17383—73. Шероховатость рабочей поверхности обода должна быть не ниже Ra = 2,5 мкм, а остальных поверхностей — как у шкивов клиноременной передачи (см. рис. 64 гл. 3).
Размеры и число зубьев шкивов для зубчатых ремней и предельные отклонения этих размеров определяют по ОСТ 3805114—76.
Шкивы, используемые при скоростях свыше 5 м/с, должны быть статически отбалансированы:
Окружная скорость
шкива, м/с.......... 5—10 10—15 15-20 20-25 25—40 Св. 40
Допускаемый дисба- ' .
ланс, г* мм/кг , . « 6 3 2 1,6 1,0 0,5
61* Размеры профиля канавок шкивов и их предельные отклонения (см. рис. 26, 27)
Сечение клинового ZP b Й, не менее f е г Ф = 34е ф = 36° Ф = 38е Ф = 40°
I ремня dp bt *р bi
0 8,5 2,5 7,0 8,0±1 12,0=1=0,3 0,5 63 — 71 10,0 80—100 10,1 112—160 10,2 > 180 10.3
А 11,0 3,3 8,7 10,0±f 15,0=1=0,3 1,0 90—112 13,1 / 125 — 160 13,3 180—400 13,4 > 450 13*5
ГОСТ ГОСТ По 1284.1—80, 1284.3—80 б' В 14,0 19,0 4,2 5,7 10,8 14,3 12,5±| 17,0+? — 1 19,0=*=0,4 25,5=1=0,5 1.0 1,5 125 — 160 17,0 180— 224 200— 315 17,2 22,9 250—500 355—630 17,4 23,1 > 560 > 710 17,6 23,3
Г 27,0 8,1 19,9 24,0+? 37,0=1=0,6 2,0 — — 315— 450 37,5 500—900 32,8 > 1000 33.2
D 32,0 9,6 23,4 29,o+i 44,5=1=0,7 2,0 — — 500— 560 38,5 630—1120 38,9 > 1250 39,3
Е 42,0 12,5 30,5 38,о+. 58,0=1=0,8 2,5 — — — — 800—1400 50,6 > 1600 51,1
Сечение поликлино-вого ремня f. не менее / е hi Йо Г1 Г» д dp mln
К 3,5 2,4=1=0,03 2.15+0’38 3,3 0.2+0’1 0.2+0’1 0,95 0,3' 40
L ' 5,5 4,8=1=0,04 4.68+°-38 6,6 0,4+°'1 0.4+0Л 2,4 0,4 80
м 10 9,5=4=0,05 9,б+°-77 13,5 0,8+°’2 о,б+°-2 3,55 0,5 180
Допуски, посадки и шероховатость поверхностей деталей
00 СО
Рис. 27
Рис. 26
62. Расчетный диаметр меньшего шкива и разность 6 Adp в расчетных диаметрах многоканавочного шкива, мм
Сечение ремня по ГОСТ 1284—80 Наименьший расчетный диаметр шкива dAdp Сечение ремня по ГОСТ 1284—80 Наименьший расчетный диаметр шкива 6 Adp
00S > аР Birtr для dp > 500 для dp < 500 00S < »»W
О 63 0,2 Г 315 0,5 1
А 50 0,2 0,4 Д 500 0,6 1,2
Б 125 0,2 0,4 Е 600 — 1.6
В 200 0,3 0,6
Чертеж шкива для клиновых ремней, выполненный в соответствии с изложенными рекомендациями, приведен в гл. 3.
Цепные передачи. Точность изготовления звездочек для роликовых и втулочных цепей нормируется ГОСТ 591—69. В табл. 63 приведены предельные отклонения и поля допусков размеров зубчатых венцов звездочек. Звездочки первого класса точности рекомендуется использовать в передачах с прецизионными цепями при скорости более 8 м/с, в реверсивном приводе и при нагрузке ударного характера. Звездочки второго класса применяют в передачах с цепями нормальной точности при скорости цепи 3 иц 8 м'с, а третьего класса — при < < 3 м/с.
Точность изготовления звездочек для зубчатых цепей регламентирована ГОСТ Д3576—81. Данные о требуемой точности приведены в табл. 64. Звездочки первого класса точности применяют при скорости цепи более 10 м/с, а второго — при меньшей скорости.
63. Предельные отклонения и допуски размеров зубьев звездочек втулочных и роликовых цепей (по ГОСТ 591—69)
Параметра Классы точности
I 2 1 3
Отклонения, мкм* при диаметре звездочки, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 ДО 800 Св. 800 до 1250 До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250
Разность шагов звездочки при шаге» мм До 23 25 32 40 50 60 60 80 100 120 160 160 200 250 320 400
Св. 20 до 35 32 40 50 60 80 80 100 120 160 20Q 200 250 320 400 500
Св. 35 до 55 40 50 60 80 100 ТОО 120 160 200 250 250 320 400 500 630
Св. 55 МВ 66 80 ЮО 120 аав I6O 200 250 320 **4 400 500 630 800
Диаметр вершин зубьев звездочки ( ьн Ь12 Ы4
Диаметр окружности впадин и наибольшая корда m ьи М2
Диаметр впадина зуба 2г шо mi Н12
Ширина ти mt зуба и венца ft 10 - ftl2 Л14
Радиальное биение окружности впадин dt и осевое биение зубчатого венца ' 80 100 120 160 200 200 250 320 400 -506 500 630 800 1000 1250
Допуски, посадки и шероховатость поверхностей деталей
64. Предельные отклонения и допуски размеров зубьев звездочек зубчатых цепей (по ГОСТ 13576—81)
Параметры Классы точности
1 1 2
Отклонения, мкм. при диаметре звездочки, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 ' Св. 800 до 1250 До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 о о о ю СО OJ « о О кс
Разность шагов звездочки при шаге, мм До 20 25 32 40 50 60 ' '60 80 100 120 160
Св. 20 до 35 32 ' 40 50 60 80 80 100 120 160 200
Диаметр вершины зубьев звездочки Диаметр окружности впадины . Ширина зуба Толщина зуба Радиальное биение окруж- 8-я h.7 ЛИ ЛИ , Л7 степень точности по 10-я Л 8 Л12 Л12 Л8 степень точности по
ности впадин Торцовое биение зубчатого ГОСТ 24643 — 81 9-я степень точности по ГОСТ 24643-81 И-я степень точности по
венца ГОСТ 24643 — 8 1 ГОСТ 24643-81
Параметры шероховатости поверхности зубьев по окружности вершин и боковым поверхностям Rz < 40 мкм, а рабочих поверхностей — Rz > 20 мкм.
Нормы точности и- параметры шероховатости других'элементов звездочек такие же, как и для зубчатых колес.
Правила указания на чертеже звездочки параметров венцов аналогичны правилам для зубчатых колес. Остальные данные звездочек должны быть ч1риве-дены на чертежах в соответствии с требованиями стандартов ЕСКД.
Звездочки, используемые при скоростях свыше 5 м/с, должны быть отбалансированы. Нормы дисбаланса выбирают по ГОСТ 22061—76. Они могут соответствовать нормам для шкивов ременных передач (см. с. 189). •
Чертеж звездочки, выполненный в соответствии с приведенными рекомендациями, показан на рис. 67 гл. 3. •
Качество монтажа цепной передачи Существенно влияет на ее долговечность. Требования, которые необходимо удовлетворять при монтаже:
звездочки следует устанавливать в одной плоскости без перекосов и надежно закреплять:
валы звездочек должны быть параллельны;
предварительное натяжение цепи должно находиться в пределах, устанавливаемых для конкретного случая эксплуатации.
Предельное отклонение AS, мм, звездочек от одной плоскости (рис. 28, а) в открытых передачах
Д$р = (1,2 ~ 2,4) /а, а в закрытых передачах, например в буровых установках,
ДЗз = (0,3 -5- 0,6) У а,
где а — межосевое расстояние, м.
Предельный угол смещения 6° звездочек в открытых передачах
я ‘ Д$о 0,07 4-0,15
6» = arcts-№—75—
и в закрытых « 0,02 4- 0,04
о8 =---.
/а
Предельный угол перекоса у0 (допуск параллельности) осей валов (рис. 28, б) 0,10 — 0,20 .
0,03 — 0,06
* V~a '
Предельный угол скрещивания р° осей валов (рис. 28, в) и 0,05-0,10 .
о 0,015-0,03
’--75—
7 Тарабасов Н. Д. и др
Предварительное натяжение устанавливают по провисанию ведомой (холостой) ветви цепи. Для горизонтальных и наклонных двухзвездных передач стрела провисания холостой ветви цепи
/min f З/min» где
/min = (П.4 /о’/Ац) cos а;
здесь = 0,1яц — коэффициент, вводимый для передач, работающих при скорости цепи 0ц > ГО м/с; а — угол между линией центров звездочек и горизонталью.
ДОПУСКИ И ПОСАДКИ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Поля допусков гладких изделий из пластмасс регламентированы ГОСТ 11710—66. Этот стандарт распространяется на гладкие сопрягаемые и несопрягаемые элементы деталей с номинальными размерами от 1 до 500 мм, причем поля допусков установлены при температуре 20 °C и относительной влажности воздуха 65 %.
Рекомендуемые посадки в соединениях пластмассовых деталей с пластмассовыми или металлическими приведены в табл. 65 и 66.
Для этих деталей предусмотрены системы отверстия и вала, причем в соединениях пластмассовых деталей с металлическими с целью использования стандартных режущих инструментов для обработки последних рекомендуется принимать за основную деталь — металлическую и для нее назначать поля допусков по СТ СЭВ 144—75: для валов — hl, hS, h9, hlO, Al 1, A12; для отверстий — Hl, HS, H9, Я10, /711, Я12.
Из приведенных таблиц следует, что для посадок пластмассовых деталей предусмотрены поля допусков по СТ СЭВ 144—75, а также имеется ряд полей допусков, не содержащихся в этом стандарте, но образованных на основе СТ СЭВ 145—75: kS, k9, А10, *10, zlO, zalO, zMO, «?11 — для валов; АЮ, АПО, ХЮ, ZlO, ZAlO^ZblO, Nil, ZC11 — для отверстий. Кроме того, установлены дополнительные поля допусков: у.10, zclO, ау\1, az\\, zell, А18, /s18 — для валов и У10, ZC10, АУН, AZ11, ZE11, Н18, Js18 —для отверстий, не содержащиеся в СТ СЭВ 144—75 и СТ СЭВ 145—75. Они (за исключением Н18, hl8, Js\S, jslty предназначены для посадок деталей из пластмасс в отдельных технически обоснованных случаях, например при значительных коэффициентах линейного расширения материалов. Числовые значения предельных отклонений дополнительных полей допусков даны в ГОСТ 11710—66.
Кроме посадок, приведенных в табл. '65, 66, возможно образование других посадок из указанных полей допусков валов и отверстий Так, в соединениях .пластмассовых деталей друг с другом для обеспечения больших зазоров или натягов, чем в соединениях пластмассовых деталей с металлическими, могут быть назначены «внесистемные» посадки, образованные полями допусков отверстий по системе вала с полями допусков вала по системе отверстия.
Для сопрягаемых деталей ответственного назначения следует применять квалитеты: 1Т1—1Т\\, а неответственного — /ТТ2 и /743.
Для указания предельных отклонений свободных размеров пластмассовых деталей ГОСТ 11710—66 предусмотрены следующие поля допусков: А14—А18, /714—7718, /s8-/s18, Js8-Js18.
Основ* ное отверстие Основные отклонения валов
ау ** az** а 6 с d е f h. /? и х у •* г г/> ZC‘ гс ze*
Посадки
/78 Н8 с8 Н8 d8 Н8 е8 Н& Н8 68 /78 68* Н8 и8 Н8 х8 Н8 z8
, /79 Н9 d9 Н9 е9 Н9 /79 69 /79 69* Н9 хЮ* /79 //10** Z10* Н9 zalO Н9 zb 10*
/710 /710 /710 /710 610* /710 /710 Z10* /710 za 10* /71 0 ti\Q zalO* /710 zc\ 1* /710
</10 610 </Ю** z610* zel 1**
/711 /711 НИ /711 /711 /711 /711 /711 /711 611* /711 /711
ау\1♦♦ azi 1** all 611 с\ 1 </11 6*11 zcl 1 ♦ zel 1**
/712 /712 /712
612 612
/713 /713 613
Попуски, и посадки изделий .из пластмасс
* Дополнительные поля допусков валов, не содержащихся в СТ СЭВ 144—75.
** Дополнительные (ограниченного применения) па'ля допусков валов по ГОСТ ' 11710—66.
66. Рекомендуемые посадки в системе вала
Основной вал Основные отклонения отверстий ♦
A Y ** AZ ** А в С D Е F Н и X У ** Z ZA ZB ZC ZE**
Посадки
Л8 D8 /18 Е8 /18 F8 /18 Н8 /18 N8 h8 U8 h8 1
/29 09 /19 Е9 /19 Л9 /19 Н9 /19 /V9* /19 ХЮ* У10** Z10* /19 ZA 10* ZB10
/19 /19 /19 /19
/110 D10 НЮ АНО* У10** Z10* ТТТ ZA 10* ZB10* ZCW . /110 ’ ZC11* /110 ZE\\**
/110 /110 /110 /110 /110 /110 hlQ
/111 ЛУИ** лги** Л 11 В\ 1 СИ D11 В11 N11 * ZC11*
/ill /111 /111 /111 /111 /ill /111 /111 /111 /ill
/112 В12 В12 1 f
/11 /112
/113 Н13 /113 -
Разработка чертежей по ЕСДП СЭВ
* Дополнительные поля допусков отверстий, не содержащиеся в СТ СЭВ 144—75.
•• Дополнительные (ограниченного применения) поля допусков отверстий по ГОСТ 11710—6Ь.
Глава 5
ОФОРМЛЕНИЕ ТЕКСТОВОЙ ДОКУМЕНТАЦИИ ПРОЕКТА
Текстовые документы, к которым относят пояснительную записку, спецификацию, ведомость проекта и другие материалы (см. табл 1, гл 1), необходимо составлять в соответствии с ГОСТ 2.105—79. Их следует выполнять на листах формата А4 — 210X297 мм — по ГОСТ 2.301—68 с нанесением на них рамку, дополнительных граф и соответствующей основной надписи (рис. 1) типографским, машинописным или рукописным способом.
На рис. 1, а показана структура заглавного (первого) листа документа или его частей, на рис. 1,6— первого листа раздела и вторых и последующих листов, причем в последнем случае заголовок может отсутствовать. Расстояние от рамки до границ текста документа сверху при отсутствии заголовка должно быть не менее 10 мм.
Абзацы в тексте следует начинать отступом, равным 15—17 мм.
Дополнительные графы для текстовых документов приведены на рис. 2.
Для заглавного листа текстового документа или его частей используют основную надпись по форме 2 (рис. 3, а), а для остальных1 листов — по форме 2а (рис. 3, б).
Текстовые документы, выпускаемые типографским способом, должны оформляться согласно требованиям, предъявляемым к типографским изданиям.
Текст документов, выполняемых машинописным способом, печатают на одной стороне листа через два интервала полужирной лентой только черного цвета. Шрифт машинки должен быть четким, высотой не менее 2,5 мм. Формулы, обозначения величин, схемы и рисунки выполняют рукописным способом черной тушью.
| Заголовок |
| Заголовок |
Песто для текста
Место для текста
Основная над лис А форма 2
Основная надпись
Форма 2а
Рис. 1
а)
Ин8.№ подл. Подп. и дата Взапинб.Н* Ин8.П°ду5л. Подп. и дата
25 . м - 25 г 25 г 55
*)
Рис. 3
Текст рукописных документов выполняют также на одной стороне листа основным чертежным шрифтом размером не менее 2,5 по ГОСТ 2.304—81 черной тушью.
Опечатки, описки и графические неточности в документе допускается исправлять подчисткой или закрашиванием белой краской и нанесением на том же месте исправленного текста или графики машинописным и (или) рукописным способом. Повреждение листов текстовых документов, помарки и следы неполностью удаленного прежнего текста или графики не допускаются. После внесения исправлений документ должен удовлетворять требованиям микрофильмирования согласно ГОСТ 13.102—80.
В текстовый документ включают титульный лист, содержание, основной текст, выводы и заключение, приложения, список использованной литературы и лист регистрации изменений. Все листы документа, кроме первого (титульного), следует пронумеровать. Нумерация должна быть сквозной. В общую нумерацию необходимо включать титульный лист, рисунки и таблицы, расположенные на отдельных листах, а также приложения, список литературы и лист регистрации изменений.
Текстовые документы, выполняемые не типографским способом, рекомендуется размножать методом двустороннего копирования.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Пояснительная записка (ПЗ) должна включать титульный лист, содержание (оглавление), техническое задание, введение, основной текст, выводы и заключение, список литературы и приложения.
Титульный лист. Титульный лист, являющийся первым листом ПЗ, следует выполнять строго по стандарту на чертежной бумаге. Заполняют его стандартным шрифтом черной тушью. Структура титульного листа приведена на рис. 4. Титульный лист не должен иметь основной надписи.
Наименование министерства или ведомства, в систему которого входит организация, разработавшая данный документ
V код окп
Специальные отметки
Должность и подпись лица, согласовавшего документ от организации-заказчика
Должность и подпись лица, утвердившего документ от организации-разработчика (изготовителя)
Наименование изделия (крупным шрифтом) и документа в соответствии с основной надписью на заглавном листе документа
Обозначение документа .(крупным шрифтом независимо от способа издания)
Подписи разработчиков документа, выполняемые согласно ГОСТ 6.38—72
, Год издания документа (без указания слова «год» или «г»)
Рис. 4
Содержание (оглавление). Содержание должно быть приведено в начале ПЗ на заглавном и последующих листах, причем заглавный первый лист должен иметь основную надпись по форме 2, а остальные листы — по форме 2а (см. рис. 3). В содержании следует перечислить заголовки всех разделов и подразделов с указанием номеров страниц, на которых помещены эти заголовки.
Если документ разбит на части, то в конце содержания первой части необходимо перечислить обозначения остальных частей.
Техническое задание. Бланк технического задания ТЗ, содержащий исходные данные, задачи, объем и сроки выполнения проекта, а также специальные требования к заданию, с необходимыми надписями следует помещать вслед за ПЗ.
Введение. Во введении следует кратко изложить современное состояние научной (технической) проблемы (вопроса), которой посвящен проект, а также цель' работы. Здесь же необходимо сформулировать, в чем заключается новизна и актуальность работы, и обосновать необходимость ее проведения. Указать, на основании каких документов разработан проект, а также назначение и область применения проектируемого изделия. Допускается во введение включить задание на работу. Заглавием должно служить слово «Введение».
Построение проекта. Содержание проекта, как правило, делят на разделы-и подразделы. При большом объеме проекта его содержание допускается разделить на части. Каждую часть комплектуют отдельно, а всем частям присваивают обозначение документа с добавлением порядкового номера (арабскими цифрами), начиная со второй части.
Нумерацию листов проекта следует проводить в пределах каждой части. Каждая часть должна начинаться на листах с основной надписью по форме 2 ГОСТ 2.104—68. Разделы в пределах всего документа (части) следует обозначать “ арабскими цифрами с точкой в конце. Подразделы нумеруют в пределах каждого раздела. Номер подраздела должен состоять из номера раздела и подраздела, разделенных точкой. Точку ставят и в конце номера подраздела.
Допускается подразделы разбивать на пункты, а пункты на подпункты. Нумерация пунктов должна быть в пределах подразделов, и номер должен состоять из номеров раздела, подраздела и пункта, разделенных точками; в конце номера пункта ставят точку. Каждый подпункт в пределах пункта должен начинаться с новой строки со строчной буквы и обозначаться строчными буквами русского алфавита со скобкой. В конце каждого подпункта следует ставить точку с запятой, а в конце последнего — точку.
Пример. 4. — Нумерация раздела
4.1. — нумерация первого подраздела четвертого раздела ПЗ
4.1.1. )
4.1.2. > —• нумерация пунктов первого подраздела четвертого раздела ПЗ
4.1.3. J
а) )
б) > — нумерация подпунктов в) J
Отдельные требования, указания и положения (в конце выводов) должны быть записаны с абзаца.
Наименование частей и разделов должно быть кратким, соответствовать содержанию и записываться в виде заголовка (в красную строку) прописными буквами, а при выполнении документа рукописным способом — основным чертежным шрифтом. Высота цифр порядкового номера и букв наименования должна быть одинаковой.
Наименование подраздела записывают строчными буквами, кроме первой — прописной. Если заголовок многострочный и одна из строк — короткая, то наименьшей желательно делать последнюю. Не рекомендуется допускать переносов слов в заголовках и ставить точку в конце заголовка. Если заголовок состоит из двух (и более) предложений, их разделяют точкой.
Расстояние от рамки до заголовка раздела (или части) рекомендуется оставлять не менее 10мм. Расстояние между заголовком и последующим текстом машинописного документа должно быть равно трем интервалам, а рукописного 10 мм. Такое же расстояние следует выдерживать между заголовками раздела и подраздела. Расстояние между основанием строк заголовка должно быть таким же, как и в тексте.
Если текст раздела (подраздела) записывают на одном листе с текстом предыдущего раздела (подраздела), то расстояние между последней строкой текста и последующим заголовком должно быть равно четырем интервалам машинописного документа и 15 мм при выполнении документа рукописным способом.
Изложение текста. Изложение содержания ПЗ должно быть кратким, четким. Терминология и определения должны соответствовать установленным стандартам, а при их отсутствии — общепринятым в научно-технической литературе. Если в проекте принята специфическая терминология, то в ПЗ должен быть приведен перечень принятых терминов с соответствующими разъяснениями. Не рекомендуется употреблять в тексте обороты с местоимениями первого лица («Я определяю ...», — Мы находим ...» и т. п.). Следует вести изложение, не употребляя местоимений («Находим ...» определяем»). Допускается так^ке изложение в без
личной форме, например: «При известных допускаемых напряжениях и ... находят ...» или «При известных допускаемых напряжениях и ... находится ...».
Сокращения слов в тексте, подписях и надписях на иллюстрациях, как правило, не допускаются, кроме сокращений, общепринятых и установленных ГОСТ 2.316—68, ГОСТ 7.12^—77 и ГОСТ 7.11—78. Рекомендуемые сокращения см. с. 213.
При изложении текста проекта особое внимание следует уделить написанию чисел, символов, знаков, формул и единиц величин, а также оформлению примечаний.
Числа в тексте. Однозначные количественные числительные, если при них нет единиц величин, следует писать словами, а не цифрами. Это же правило относится в основном и к порядковым числительным, например: «по второму варианту».
Порядковые числительные, следующие одно за другим, могут быть даны цифрами с падежным окончанием, которое ставят только при последней цифре, причем если предпоследняя буква числительного гласная, падежное окончание должно быть однобуквенным (первое — 1-е, десятый — 10-й), а если предпоследняя буква согласная — двухбуквенным (десятого 10-го).
Не ставится падежное окончание:
в порядковых числительных, если они стоят после существительного, к которому относятся, например: «на с. 30», «в табл. 5», «на рис. 3», «см.’ приложение 1» и т. д.;
при римских цифрах и количественных числительных, которые сопровождаются существительными; например: «XXVI съезд КПСС», «на 80 страницах»;
в датах; например: «9 мая», «7 ноября», «в 1917 г », но «Год 1917-й», «с 6 ноября на 7-е»;
Сложные прилагательные, первой частью которых является числительное, второй — проценты, метрические меры и т. п., следует писать таким образом: 20 %-ный, 10-метровый, но: двухосный, шести колесный, восьмичасовой и т. д. (а также пятитонка).
Многозначные числа в цифровой форме делят пробелами на группы (по три цифры в каждой группе) справа налево. Крупные круглые числа — тысячи, миллионы, миллиарды рекомендуется писать в буквенно-цифровой форме, например: 20 тыс., 25 млн., 50 млрд. В десятичных дробных числах цифры после запятой также делят на трехзначные группы, но только слева направо.
Существительное после дробного числа согласуют с дробной его частью и ставят в родительном падеже, например: 2,5 килограмма.
Символы и знаки. Условные буквенные обозначения (символы) физических величин, условные графические обозначения и математические знаки, используемые в документах проекта, должны соответствовать обозначениям, нормируемым стандартами. Для символов предпочтительно использовать прописные и строчные буквы латинского и греческого алфавитов.
Рекомендуемые условные обозначения величин даны в табл. П7. В качестве символов взяты, как правило, начальные буквы английского названия соответствующей величины. Кроме основного символа, указанного в таблице первым, приведен запасной. Последний рекомендуется использовать в тех случаях, когда применение основного символа нежелательно из-за возможного обозначения разных величин одним и тем же символом.
В тексте перед обозначением какого-либо параметра следует давать его пояснение, например предел текучести от.
Чтобы установить различия между разновидностями одной и той же величины, обозначенными одним и тем же символом, используют индексы. В качестве последних используют также буквы латинского и греческого алфавитов. Эти буквы выбраны в большинстве случаев по указанному выше правилу, например: обозначение силы трения — Ff, осевой силы — Fa.
Для обозначения порядковых номеров величин следует использовать арабские (преимущественно) и римские цифры.
Символы и знаки, обозначающие геометрические фигуры, их элементы и отношения между ними, приведены в табл. 1—3, а рекомендуемые символы для обозначения логических операций — в табл. 4.
Основные математические знаки и символы, используемые в документах, приведены в соответствующих справочниках. Математические знаки=, || , (, ) и др. следует применять лишь в формулах, а в тексте писать слова: «равно», «параллельно», «меньше», «больше» и т. д. В качестве предела величин (от ... до) рекомендуется применять три точки на нижней линии строки.
1. Обозначение элементов геометрических фигур
Элементы геометрических фигур Обозначение
Геометрическая фигура Точки Линии (прямые и кривые) Прямая, проходящая через точки А и В Луч с началом в точке А Отрезок прямой, ограниченный точками Плоскость и поверхности Расстояние между геометрическими элементами: расстояние от точки А до точки В расстояние от точки А до линии а и т. п Углы Ф Af В, С, ..., 2 или Ь 2* ... а, Ь, с, ...« г (ЛВ) Г# А, Е, ... или а, ft, .., | ЛВ | 1 Аа\ а, 0. у, ...
Прямой угол
Плоскости проекций: горизонтальная фронтальная профильная Координатные оси -Новые оси проекций Точка пересечения осей Проекции: точек линий поверхностей Новые положения: Н V W х, У, z Хц .... t/1, у2, ...» 2ц 2t, ... О, Ор 02, ... А', А" В', В"; ..., И, 1", ... а', а", .... д', Ь”, ... а', а", ...i 3', ft", .... Г', Г", ...
точек линий поверхностей 9 9 ” а - • •Г?’
2. Обозначение отношений между геометрическими фигурами и их элементами
Вид отношения между фигурами и их элементами Обозначение Пример символической записи
Совпадают, равны, результат действия Подобны Конгруэнтны Параллельны ( Перпендикулярны Скрещиваются Отображается II 3- 811 =Н -|f | АВ | « | CD | — длины отрезков АВ и CD равны Д АВС со Д EFK — треугольники АВС и EFK подобны £АВС со £DEF —• угол АВС конгруэнтен углу DEF а || b — прямая а параллельна прямой b a i b — прямая а перпендикулярна прямой b а • b — прямые а и b скрещиваются Фигура Ф1 Ф2 — фигура ф^отображает-ся на фигура Ф2
3. Обозначения теоретико-множественные
Содержание Обозначение Пример символической записи
Множества Элементы множества Состоит из Множество, состоящее из А, В, С, .. а, Ь,с, .. Ь..| lx : R (х)| Л {а, Ь, с] — множество А состоит из элементов а, Ь, с (и только из них) В = {х i 2 < х < 3} — множество чисел
всех х, которые обладают свойством R (х) Пустое множество Принадлежит, является элементом Включает, содержит Объединение множеств Пересечение множеств Разность множеств О € с и П х, удовлетворяющих данному неравенству С— 5} — множество С пустое (не содержит элементов) 2^D — число 2 принадлежит множеству D\ D 3, множество D содержит число 3 А с^В — множество А является частью (подмножеством) множества В А = В [J С — множество А есть объединение множеств В н С А « В Q С — множество А есть пересечение множеств В и С —- содержит в себе элементы, принадлежащие как множеству В, так и множеству С А — В\С — множество Л состоит из элементов множества В, не входящих в множество С
4. Обозначение логических операций
Содержание Обозначение Параметр символической записи
Конъюнкция предложений; соответствует союзу «и» Дизъюнкция предложений; соответствует союзу <или» Импликация —» логическое следствие Эквивалентность А V р A q -• как р, так и q р V q *"• или р, или р, или оба р ~ — если pi то и q; из р следует q р если р, то и q, если qt то и р
Знаки №, %, °/оо, " в тексте ставят только при цифрах. При употреблении
знаков без сочетания с числом в цифровой форме их следует заменять словами.
Символы и знаки должны быть выдержаны последовательно в пределах всего проекта.
Формулы. Формулы, встречающиеся в проекте, могут быть расположены как отдельными строками, так и непосредственно в тексте. Второй вариант следует применять для несложных по структуре и коротких формул, для промежуточных и вспомогательных выражений.
Несколько коротких однотипных формул могут быть расположены на одной строке и отделены одна от другой точкой с запятой.
В тексте перед формулами знаки препинания ставить в соответствии с обычными правилами, считая, что формула не нарушает синтаксического строя фразы.
Группу формул разделяют запятыми или точкой с запятой.
Формулы следует полностью вписывать от руки (черной тушью) четко, без примеси частично напечатанных на машинке букв. При этом необходимо делать
различие между прописными и строчными буквами, а также буквами, имеющими схожее начертание. Размеры знаков для формул следующие: прописные буквы и цифры 6—8 мм, строчные буквы 3—4 мм, показатели степени-и индексы 1,5—2 мм, причем размеры знаков в пределах всего проекта должны быть одинаковыми. При вписывании знаков сложения, вычитания, равенства, корня и т. п. их середина должна находиться строго против горизонтальной черты дробей. Длина черты дроби должна быть равна размеру наибольшего из выражений числителя или знаменателя.
Надстрочные индексы и показатели степени располагают выше строки, а подстрочные индексы — ниже строки. Скобки должны полностью охватывать по высоте заключенные в них выражения, открывающие и закрывающие скобки одного вида должны быть одинаковой высоты.
Точку в качестве знака умножения ставят между числовыми сомножителями, а также между буквенными сомножителями в тех случаях, когда ее отсутствие может привести к разночтению, например: sin а-а (но лучше писать a sin а). Не ставят такой знак умножения между скобками, между буквенными выражениями, перед дробными выражениями, записанными в буквенной форме, и после них, перед знаками функций и операторов.
При записи определителей и матриц четко выдерживают линии строк и столбцов и не разделяют их элементы запятыми.
Многоточие в формулах и выражениях применяют в виде трех точек, проставляемых на нижней линии строки. Знаки отношений, операций и запятые ставят перед многоточием и после него, например: аь а2, а3, ..., ап.
Для вписывания формул, включаемых в отдельную строку, необходимо оставлять свободные места примерно следующих размеров: а) для простых однострочных формул с членами без индексов и при отсутствии крупнокегельных знаков (£,П.рТ.п.) — 6 интервалов(машинописного текста); б) для простых формул, содержащих члены с индексами и крупнокегельные знаки, — 8 интервалов; в) для многострочных формул число интервалов по пп. а) и б) увеличивают пропорционально числу строк. Если сложные формулы включены в текстовые строки, расстояние между строками текста следует увеличить. В любом случае расстояние между текстом и формулой должно быть 8—10 мм.
При необходимости допускается перенос формулы на другую строку на математических знаках отношений (=, <, > и т. п.), знаках+ , —, знаке умножения X. На знаке деления перенос делать не рекомендуется. Знак, на котором сделан перенос, следует повторить на другой строке. Если формула прервана на отточии, последнее также повторяется.
Расшифровка символов и числовых коэффициентов, входящих в формулу (если они используются в тексте впервые), должна быть приведена в экспликации непосредственно под формулой с указанием единиц величин. Значение каждого символа давать с новой строки (допускается экспликацию располагать в подбор) в той же последовательности, в какой они приведены в формуле. Символ отделяют от пояснения знаком тире. В конце каждой расшифровки ставят точку с запятой, после последней — точку. Если формула имеет вид дроби, то сначала расшифровывают числитель, а затем знаменатель. Первую строку расшифровки начинают со слова «где», без двоеточия после него. В этом случае после формулы» ставят запятую (пример см. ниже). Если экспликация начинается со слова «здесь», то после формулы ставят точку, а слово «здесь» пишут с прописной буквы.
При подстановке численных значений величин, входящих в формулу, числа необходимо располагать в том же порядке, в каком располагаются величины. Вслед за подстановкой численных значений величин следует писать окончательный результат вычислений. Промежуточные вычислительные операции, сокращения не указывают.
Пример. Расчетные напряжения растяжения <Тр определяют по формуле
где Р — сила, действующая в сечении, Н; S — площадь поперечного сечения стержня, м*.
ор = 64/(1,6.10“®) =40-10' Па =40 МПа
Те формулы, на которые в дальнейшем даются ссылки, нумеруют арабскими цифрами в пределах всей пояснительной записки. Номер ставят в круглых скобках у правого края листа на уровне формулы. При переносе формулы с одной строки на другую номер ставят на уровне ее последней строки Формулы, образующие одну строку, отмечают одним номером.
Систему формул, образующих несколько строк, нумеруют одним номером.
В проектах больших объемов допускается двойная систйиа нумерации формул: вначале указывают номер главы, затем ставят точку и приводят номер формулы в данной главе. Ссылку в тексте на порядковый номер формулы дают в круглых скобках, например: «... в формуле (5) ...».
Все вычисления (за исключением особо оговариваемых случаев) должны быть проведены с точностью, не превышающей погрешности метода.
Округлять величины следует до значений, рекомендуемых соответствующими стандартами.
Единицы физических величин. Основные единицы физических величин, их наименование, обозначение и правила применения устанавливаются ГОСТ 8.417-81 (см. табл. П7).
Допускается применять десятичные кратные и вольные от единиц СИ (табл. П8), а также единицы, приведенные в табл. П9.
При написании значений размерных величий используют обозначение единиц буквами и специальными знаками, например «...°», причем стандартом регламентируются два вида буквенных обозначений: международное (буквами латинского и греческого алфавитов) и русское (буквами русского алфавита).
Для относительных и логарифмических единиц также используют международное и русское обозначения: процент (%), промилле (%о)> миллионная доля (ррт, млн'1), бел (В, Б,), децибел (dB, дБ), октава (—, окт), декада (—, дек), фон (phon, фон).
На шкалах и щитках, помещаемых на изделиях, следует применять международное обозначение единиц. В других случаях это обозначение допускается на языке соответствующей страны.
Буквенное обозначение единиц следует печатать прямым шрифтом. В обозначении точку как знак сокращения не ставят. Обозначения помещают в одну строчку с числовыми значениями величин. Если в тексте приводится ряд числовых значений величины, единицу указывают только после последнего числа, например: 1,0; 1,5; 3,0 и 5,5 м.
Между последней цифрой числа и обозначением единицы следует оставлять пробел, например: 15 кВт. Исключения составляют обозначения в виде знака, поднятого над строкой, перед которыми пробела не оставляют, например: 20°.
При наличии десятичной дроби в числовом значении величины обозначение единицы помещают после всех цифр. Если значение величины указывают с предельным отклонением, то численное значение вместе с отклонением заключают в скобки и после скобок помещают обозначение единицы, например: (10,0 ± 0,1) м. Допускается проставлять обозначение единицы после чцрлового значения величины и после ее предельного отклонения, например: 10 г ± 1г Буквенное обозначение единиц, входящих в произведение, следует отделять точками на средней линии, как знаками умножения, например: Н*м. В машинописных текстах допускается точку не поднимать.
В буквенном обозначении отношений единиц в качестве знака деления должна применяться одна косая или горизонтальная черта, например: м/с или . При применении косой черты обозначение единиц в числителе и знаменателе записывают в строку Произведение обозначений единиц в знаменателе следует заключать в скобки, например: мм/(м«с 2).
Допускается применять обозначение единиц в виде произведения обозначе-ний, возведенных в степени, например: м*с"2. Если для одной из*единиц, входящих в отношение, принято обозначение в виде отрицательной степени, использовать одновременно косую или горизонтальную черту не допускается.
При указании производной единицы, состоящей из двух единиц или более не допускается комбинировать буквенное обозначение и наименование единиц, т. е. для одних единиц приводить обозначение, а для других — наименование, например: правильно — 80 км/ч или 80 километров в час, а не 80 км/час.
Допускается применять сочетание специальных знаков ...°, ../ и т. п. с буквенным обозначением единиц, например: ...°/с.
Правила нанесения обозначений единиц величин, входящих в формулы, следующие. Допускается применять обозначения единиц в пояснениях обозначений величин к формулам, т. е. в экспликациях формул. Нельзя помещать обозначения единиц в одной строке с формулами, выражающими зависимость между величинами или между числовыми значениями.
Правильно:
аР=‘ма/'№'‘
где Ор — напряжение изгиба, Па; МД — изгибающий момент, Н*м; W « осевой момен! сопротивления рассчитываемого сечения, м\
Неправильно:
Opsss , Па или Vp — M^jW [Па], где Ми — изгибающий момент, Н*м; W осевой момент сопротивления рассчитываемого сечения, м8.
Обозначения единиц следует писать как после числового значения конечного результата расчета, так и после всех его промежуточных результатов.
Стандартом рекомендуется для снижения вероятности ошибок в процессе вычислений все величины выражать в единицах СИ, заменяя приставки степенями числа 10 (см. табл. П9) и подставлять десятичные и кратные единицы только в конечный результат, например: если в предыдущем примере Л4И и W равны соответственно 0,64 кН-м и 16-103 мм, то ,
ар = =40110*Па=40 МПа-
ГОСТ 8.417—81 рекомендуются для преимущественного применения в документации определенные десятичные кратные и дольные единицы тех или иных величин, например: для силы — МН, кН, мН, мкН; для давления — ГПа, МПа, кПа, мПа, мкПа.
Рекомендуется использовать в некоторых областях науки и техники одну и ту же кратную или дольную единицу, например: в машиностроительных чертежах линейные размеры всегда выражать в миллиметрах.
Оформление примечаний. Справочные, поясняющие данные следует указывать в примечаниях к тексту, которые по месту расположения в проекте могут быть внутритекстовыми и подстрочными.
Внутритекстовое примечание применяют тогда, когда надо сделать мелкие попутные пояснения. Его заключают в круглые скобки и начинают со строчной буквы. Подстрочное примечание (примечания) располагают внизу полосы (страницы). Знаки сносок можно размещать в тексте после слова или словосочетания, к которому они относятся; в конце предложения, если сноска относится к нему в целом.
Примечание начинают словом «Примечание» (если оно одно) или «Примечания» (если их несколько). После слова «Примечание» ставят точку, а после «Примечания» — двоеточие.
Пример. Примечание. Документы, устанавливаемые ГОСТ...
Примечания: 1. Документ обязательный.
2. Документы проектные.
3. Документы, которые по усмотрению разработчика могут быть совмещены.
Указанные правила оформления распространяются и на примечания к таблицам.
Оформление иллюстраций Иллюстрации (рисунки/ фотографии, чертежи ит. п.) являются неотъемлемой частью проекта. Их можно располагать по тексту или в конце его в виде приложений. Количество иллюстраций должно быть достаточным для пояснения текста проекта. Основные аребования к иллюстрациям—точность, наглядность, оригинальность, объективность, соответствие тексту.
Иллюстрации следует оформлять так, чтобы их можно было освоить самостоятельно, отдельно от текста. Для этого под каждой иллюстрацией должна находиться подпись, состоящая в общем случае из пяти звеньев: общего наименования, отражающего вид иллюстрации (рисунок, чертеж, фото и т п.); порядкового номера; наименования иллюстрации, соответствующего ее содержанию; экспликации и дополнительных сведений.
Наличие первого, второго и третьего звеньев в подписи обязательно. Четвертое и пятое звенья могут отсутствовать или помещаться в тексте проекта. Для обозначения первого звена подписи можно ограничиться одним термином: «рис.» Иллюстрации следует нумеровать арабскими цифрами в пределах всего проекта (например: Рис. 1, Рис. 2). Третье звено подписи, центральное по положению, одновременно является и центральным по смысловой значимости. Оно должно передавать -сущность содержания иллюстрации, вместе с тем наименование должно быть лаконичным.
Составные части изделия должны быть раскрыты в экспликации или в тексте. Для обозначения этих частей следует использовать арабские цифры, а также буквы русского или латинского алфавита. Не допускается нарушение последовательности нумерации и буквенных обозначений, а также применение произвольных цифр и букв.
Номера составных частей (деталей или позиций) должны располагаться в возрастающем порядке. Номер должен сохраняться в‘пределах документа. Для быстрого нахождения деталей на рисунке их номера следует располагать последовательно по часовой стрелке или против нее. Порядок упоминания позиций в тексте значения не имеет.
Для элементов деталей (отверстия, пазы и т. д.) применяют обозначения строчными буквами русского алфавита, например а, б, в и т. д.
Пятое звено — дополнительные сведения — может включать материалы самого различного характера, не касающиеся содержания иллюстрации. Это сведения об авторе иллюстрации, дате ее выполнения и т. д.
На готовой иллюстрации должно быть минимально необходимое для ее освоения количество надписей, обозначений и подписей: все что возможно, лучше перенести в текст. Надписи и подписи должны содержать только принятые в тексте буквенные обозначения величин без их расшифровки на иллюстрации. Произвольное сокращение слов в подписях и надписях не допускается. Принимаются только те сокращения, которые оговорены в тексте проекта или регламентированы соответствующими стандартами.
Ссылки на иллюстрации дают по типу: «Рис. 1» или «(Рис. 1)». Ссылки на ранее упомянутые иллюстрации следует давать с сокращенным словом «смотри», например «см. рис. 1».
• Дополнительные требования к иллюстрациям различных видов состоят в еле" дующем. График, представляющий собой геометрическое изображение функцио’ нальной зависимости при помощи линии на плоскости, может быть построен в лиг бой системе координат: прямоугольной, полярной и т. п. Для упрощения вида графика («апример, вместо кривой — прямая) он может быть построен в логарифмических или полулогарифмических координатах (например, построение кривых усталости).
Оси координат следует вычерчивать основными линиями без стрелок на концах, а координатную сетку — сплошными тонкими.
Графики строят с координатой сеткой, при этом масштабы шкал по осям выбирают из условия максимального использования всей площади рисунка Расстояние между линиями сетки должно быть не менее 5 мм Допускаются разрывы в сетке и осях, а также в шкалах с целью уменьшения площади графика. Цифры шкал наносят слева от оси ординат и под осью абсцисс Графики без сетки можно допустить лишь в тех случаях, когда на осях координат нет шкал, например когда график поясняет только характер изменения функции.
При построении совмещенных на одном рисунке графиков различных функций рекомендуется подбирать такие масштабы, чтобы штрихи вторых (дополнительных) шкал совпадали с координатной сеткой первых шкал. Если такого совпадения нет, то вторые шкалы следует выполнять с дополнительными осями и штрихами на них. Вторую (и др. дополнительные) шкалу по оси абсцисс располагают над первой (внутри графика) шкалой или под ней. Дополнительные шкалы по оси ординат располагают справа от первой (внутри графика), справа от графика или слева от графика, строя дополнительную ось (оси) со штрихами на ней.
При выполнении графиков кривые должны быть вычерчены только с применением чертежных инструментов. Если в графике две-три кривые, их вычерчивают разными линиями (сплошной, штриховой, штрихпунктирной и т. п.). При большем числе кривые следует нумеровать арабскими цифрами; в отдельных случаях, например для обозначения областей или участков между кривыми, можно применять буквы или римские цифры. Если кривые различаются значениями третьего параметра (два отложены по осям), числовые значения этого параметра можно надписывать над кривой или у кривой или заменить нумерацией (цифрами или буквами). Чтобы показать на графике экспериментальные точки, лежащие на кривой или вне ее, рекомендуется применять знаки, показанные на рис. 5. Наименование величин, значение которых откладывают на шкалах осей, необходимо заменять буквенными обозначениями, объясняемыми в подписи или тексте. Единицы этих величин указывают лишь при наличии шкал. Буквенное обозначение и единицу величины следует писать над числами оси ординат и под осью абсцисс, справа, вместо последнего числа шкалы. Надписи не должны выходить за пределы графика.
Количество цифр в числах на шкалах должно быть минимальным, для чего используют приставки для образования кратных или дольных единиц (например, вместо 50 000 Н на шкале пишут 50 кН). При многозначных дробных числах шкалы (чаще у безразмерных величин) рекомендуется вводить у наименования величины постоянный множитель 10" (рис. 6). Нуль на пересечении осей ставят один раз, если шкалы на осях начинаются с нуля. Во всех остальных случаях ставят оба значения величин.
При построении диаграмм, представляющих собой графическое изображение зависимости между величинами, пользуются линиями, плоскостями или геометрическими фигурами. Главное требе ванне к диаграммам — максимальная наглядность. В отличие от графиков на диаграммах рекомендуется давать полные надписи, позволяющие без чтения текста получить информацию о зависимости между величинами. Допускаются цифровые (или буквенные) обозначения с расшифровкой в подписи. Для повышения наглядности каждая область диаграммы (столбик, сектор ит. п.) штрихуется по-своему или окрашивается в свой цвет.
Построение таблиц. Статистические данные проектов рекомендуется оформлять в виде таблиц или выводов, которые служат самостоятельным справочным материалом.
Все таблицы в пределах документа следует пронумеровать арабскими цифрами. Для этого над правым верхним углом таблицы, а при наличии тематического заголовка над ним в правом углу помещать слово «Таблица» с указанием ее порядкового номера, но без знака «№». При наличии в документе лишь одной таблицы эти надписи опустить. Занумерованную таблицу можно помещать в тексте проекта там, где удобнее. Кроме того, присваивая номер таблице, в дальнейшем упрощается ссылка на нее в документе (см. ниже).
При переносе таблицы на другой лист ее головку следует повторить и над ней указать слово «Продолжение» с указанием порядкового номера таблицы (например» Продолжение табл. 2). Графу № п/п в таблицу не включают. Порядковые номера можно указать в графе (в боковике таблицы) перед наименованием показателей, параметров и других данных. Для облегчения ссылок в тексте ПЗ допускается нумерация граф таблицы.
При различных единицах величин в таблице их указывают в заголовке каждой графы. Если две или несколько граф имеют общую единицу величин, следует проводить под этими графами горизонтальную линию и ставить единицу один раз. При одинаковых единицах величин их сокращенное обозначение помещают в названии таблицы. Там же указывают преобладающие единицы величин, а другие единицы дают в заголовках соответствующих граф. Если все данные в строке имеют одну единицу величины, ее указывают в боковике таблицы. При одинаковых значениях параметров одной графы в двух иди более строках допускается данные значения вписывать в таблицу для этих строк только один раз. Слова «более» «не более», «в пределах» и т. п. следует помещать в боковике таблицы или в заголовке графы.
Если повторяющийся в графе текст состоит из одного слова, допускается его заменять кавычками, а если из двух и более слов, то при первом повторении его следует заменять словами «То же», я далее кавычками. Не допускается ставить кавычки вместо повторяющихся цифр;- марок условных обозначений (знаков), математических и химических символов. Вместо отсутствующих данных в таблице ставят прочерк.
Цифры в графах располагают так, чтобы классы чисел во всех графах были точно один под другим, однако возможны исключения. Числовые значения величин в одной графе рекомендуется записывать с одинаковым числом десятичных знаков, при необходимости числа дополнять после запятых соответствующим числом нулей.
Дробные числа приводят в виде десятичных дробей, кроме размеров в дюймах (1/2", и т. д.).
При указании в таблицах последовательных интервалов числовых значений величин рекомендуется писать «от», «св.», и «до» или ставить многоточие (например, 15 ... 20).
Примечания лучше переносить в текст или под таблицу. В тех случаях, когда примечание имеется к каждой строке, предпочтительно давать его внизу таблицы. При этом слово «Примечание» не пишут и после знака сноски сразу же помещают текст. В качестве знака сноски применяют звездочки.
На все таблицы должны быть даны ссылки в тексте. При этом если таблица имеет номер, слово «Таблица» писать сокращенно, например: «... в табл. 1 ...». Если таблица без номера, то указанное слово рекомендуется писать полностью. Список литературы. В конце пояснительной записки перед приложениями следует привести список литературы. В него должны войти все библиографические ссылки — использованные в проекте произведения печати.
Основные требования к составлению списка:
соблюдение рекомендаций стандарта на библиографическое описание произведений печати (ГОСТ 7.1—76);
8 Тарабасоп Н. Д. и др
максимальная краткость (ограничиваться только теми элементами описания, которых достаточно для идентификации и разыскания произведения).
соблюдение норм на сокращения русских слов и словосочетаний, а также слов и словосочетаний на иностранных европейских языках, рекомендуемые в библиографическом описании произведений печати (ГОСТ 7.12—77 и ГОСТ 7.11—78);
нумерация арабскими цифрами всех произведений печати, на которые даются ссылки в тексте документа;
одноразовое включение в список каждого произведения печати (в одном месте, под одним номером);
единообразие редакционно-технического оформления.
Приложения. Часть текста (описание частных технических решений, промежуточные математические выкладки и расчеты и т. п.) и иллюстрированного материала (чертежи, схемы, таблицы и т. п.), имеющая дополнительное (справочное) значение, но необходимая для более полного освещения темы или для удобства пользования проектом, можно помещать в конце ПЗ вслед за списком литературы в виде приложений, а при большом объеме выполнять отдельным документом в полном соответствии с требованиями ЕСКД (ГОСТ 7.4—77).
Если в документе несколько приложений, они образуют особый раздел проекта с общим заголовком «Приложения», в котором каждое приложение следует нумеровать по порядку арабскими цифрами (без знака №), например: Приложение 1, Приложение 2. Допускается нумерация и без слова «Приложение», в этом случае номер ставят непосредственно перед заголовком отдельного приложения, например: 1. Международная система единиц (СИ). Допускается также нумерация римскими цифрами и буквами русского алфавита.
Каждое приложение начинают с нового листа с указанием его тематического заголовка, а над ним в правом углу помещают порядковый номер приложения со словом «Приложение». Заголовок должен быть кратким, но точно и во всем объеме отражающим содержание приложения. Каждое приложение должно иметь самостоятельное значение. Его можно использовать независимо от основного текста проекта.
Разделы, подразделы и пункты, а также иллюстрации нумеруют отдельно по каждому приложению.
В основном тексте документа следует давать ссылки на приложения с сокращенным словом «смотри», например: см. приложение 2, а в содержании (оглавлении) ПЗ в виде самостоятельной рубрики перечислить все приложения с полным названием каждого из них. Нумерация листов ПЗ и приложений должна быть сквозной.
При выпуске приложения отдельным документом в виде альбома на титульном листе под наименованием и в основной надписи в графе «Обозначения» под обозначением документа указывают слово «Приложения». Кроме того, необходимо составить опись в соответствии с требованиями ГОСТ 2.601—68, в которую вписать соответствующие документы с указанием количества листов.
СПЕЦИФИКАЦИЯ
Спецификацию — документ, определяющий состав изделия и всей конструкторской документации, относящейся к этому изделию, следует составлять на отдельных листах формата А4 на каждую сборочную единицу, комплекс и комплект. Заглавный лист оформляют по форме 1 с основной надписью по форме 2, а последующие листы — по форме 1а с основной надписью по форме 2а (ГОСТ 2.104—68).
В зависимости от состава специфицируемого изделия спецификация может состоять из разделов, которые следует располагать сверху вниз в такой последовательности:
а) документация;
б) комплексы;
в) сборочные единицы}
г) детали;
д) стандартные изделия;
е) прочие изделия;
ж) материалы;
з) комплекты.
Наименование разделов записывают в виде заголовков в графе «Наименование» строчными буквами (кроме первой прописной) и подчеркивают. Ниже заголовка должна быть оставлена одна свободная строка, выше — не менее одной свободной строки.
В раздел «Документация» вносят все документы специфицируемого изделия, кроме его спецификации, а также документы записываемых в спецификацию неспецифицируемых составных частей (деталей) (если таковые используются в проекте), кроме их рабочих чертежей.
В разделы «Комплексы», «Сборочные единицы» и «Детали» вносят комплексы, сборочные единицы и детали специфицируемого изделия.
В разделе «Стандартные изделия» записывают изделия, примененные по государственным стандартам; республиканским стандартам; отраслевым стандартам; стандартам предприятий.
В пределах каждой категории стандартов изделия записывают по группам в зависимости от функционального назначения (например, подшипники, крепежные детали и т. п.), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого наименования — в порядке возрастания обозначений стандартов, а в пределах каждого обозначения стандартов — в порядке возрастания основных параметров или размеров изделия.
В раздел «Прочие изделия» записывают изделия, взятые из каталогов, прейскурантов и других источников, за исключением стандартных изделий. Порядок записи подобен порядку раздела «Стандартные изделия».
В раздел «Материалы» вносят все материалы специфицируемого изделия в такой последовательности: металлы черные; металлы магнитоэлектрические и ферромагнитные; металлы цветные; кабели, провода и шнуры, пластмассы и пресс-мг-териалы; бумажные и текстильные, лесные материалы; резиновые, минеральные, керамические и стеклянные материалы; лаки, краски, нефтепродукты и химикат! j прочие материалы.
В пределах вида материалов их записывают в алфавитном порядке наименований, в пределах наименования — по возрастанию размеров или других параметров.
Графы спецификации заполняют следующим образом.
В графе «формат» указывают форматы документов, имеющих обозначение в графе «Обозначение». Если документ выполнен на нескольких листах различного формата, то в графе ставят «звездочку», а в графе «Примечание» перечисляют все форматы с простановкой знака звездочки, например: *АЗ, А4 А4ХЗ. Для деталей, на которые нет чертежей, в графе указывают БЧ. Для документов, записанных в разделы «Стандартные изделия». «Прочие изделия» и «Материалы», графу «Формат» не заполняют.
В графе «Зона» указывают обозначение зоны, где находится номер позиции записываемой части изделия (если поле чертежа разбито на зоны по ГОСТ 2.104—68*). В графе «Поз.» указывают порядковые номера составных частей в последовательности записи их в спецификации. Графу не заполняют для разделов «Документация» и «Комплекты».
В графе «Обозначение» указывают: для раздела «Документация»—обозначение записываемых документов, для разделов «Комплексы», «Сборочные единицы», «Детали» и «Комплекты» — обозначение основных конструкторских документов на записываемые изделия; для деталей, выпущенных без чертежей, — присвоенное им обозначение (если таковое имеется). Графу ие заполняют для разделов «Стандартные изделия», «Прочие изделия» и «Материалы».
В графе «Наименование» указывают:
в разделе «Документация» для документов специфицируемого изделия — только их наименование; например: «Сборочный чертеж», «Габаритный чертеж», «Технические условия», «Пояснительная записка»; для документов на неспецифи-цнруемые части — наименование изделия и документа;
в разделах «Комплексы», «Сборочные единицы», «Детали» и «Комплекты» — наименование изделий в соответствии с их основной надписью на основных конструкторских документах; для деталей без чертежа указывают наименование и материалы, а также размеры, необходимые для их изготовления;
в разделе «Стандартные изделия» — наименования и обозначения изделий;
ч в разделе «Прочие изделия» — наименования и условные обозначения изделий по документам на их поставку с указанием обозначений этих документов;
в разделе «Материалы» — обозначение материала.
Допускается для изделий и материалов, отличающихся размерами и другими данными и примененных по одному документу, общую часть наименования с обозначением документа записывать на каждом листе спецификации один раз в виде заголовка. Под общим наименованием записывать для каждого изделия и материала только их параметры и'размеры. Если основные параметры или размеры изделия обозначаются одним числом или буквой, то не допускается пользоваться указанным допущением. Тогда записывают следующим образом:
Подшипники ГОСТ 8338—75
Подшипник 205
Подшипник 306 и т. д.
В графе «Кол.» указывают количество составных частей на одно специфицируемое изделие; в разделе «Материалы» — общее количество материала на одно изделие с указанием единицы величины. Последние допускается записывать в графе «Примечание». Количество таких материалов, как припой, клей, электроды для сварки, в спецификации не указывают. Эти сведения дают ца поле чертежа. В разделе «Документация» данную графу не заполняют.
‘После каждого раздела спецификации необходимо оставлять несколько свободных строк для дополнительных записей. При этом следует резервировать и номера позиций, которые проставляют в спецификации при заполнении резервных строк. Наличие разделов спецификации зависит от состава специфицируемого изделия.
Допускается совмещение спецификации со сборочным чертежом при условии его размещения на листе формата А4. При этом основную надпись выполняют по ГОСТ 2.104—68* (форма 1) с указанием обозначения основного конструкторского документа (спецификации).
ВЕДОМОСТИ ТЕХНИЧЕСКОГО ПРЕДЛОЖЕНИЯ,
ЭСКИЗНОГО И ТЕХНИЧЕСКОГО ПРОЕКТОВ
Ведомости технического предложения (ПТ), эскизного проекта (ЭП) и технического проекта (ТП) составляют согласно ГОСТ 2.106—68 по формам 4 (заглавный лист) и 4а (последующие листы).
Запись документов в них.производится по разделам в такой последовательности: документация общая; документация по сборочным единицам, причем каждый раздел может состоять из подразделов: документация вновь разработанная и документация примененная.
Наименования разделов и подразделов записывают в графу «Наименование» в виде заголовков. Наименования разделов подчеркивают.
В раздел «Документация общая» вносят документы, относящиеся к основному комплекту документов изделия, а в раздел «Документация по сборочным Единицам» — документы, относящиеся к составным частям проектируемого изделия.
Если в техническом проекте имеются детали, то их записывают после сборочных единиц под заголовком «Документация по деталям».
В подраздел «Вновь разработанная» вносят документы, разработанные для проектируемого изделия, а в подраздел «Примечание» — документы, примененные из других проектов и рабочей документации и являющиеся необходимыми и достаточными для рассмотрения и утверждения данного проекта. Документы в каждом подразделе записывают точно так же, как и в спецификации.
Графы ПТ, ЭП, ТП заполняют следующим образом: в графе «Формат» указывают формат, на котором выполнен документ;
в графе «Обозначение» указывают обозначение документа;
в графе «Наименование» указывают: в разделе «Документация общая» наименование документа, например «Чертеж общего вида», в разделе «Документация по сборочным единицам» наименование изделия или документа в соответствии с основной надписью, например: «Редуктор червячный; Сборочный чертеж»;
в графе «Кол. листов» указывают количество листов данного документа; штрафе «№ экз.» — номер экземпляра копии документа. Если номера экземпляров отсутствуют, графу прочеркивают; в графе «Примечание» приводят дополнительные сведения.
ПТ, ЭП и ТП помещают первым документом первой папки, книги или альбома, в которые комплектуют документы технического предложения, эскизного и технического проектов.
СОКРАЩЕНИЕ СЛОВ И СЛОВОСОЧЕТАНИЙ
В ДОКУМЕНТАЦИИ
К сокращениям предъявляют следующие требования: а) понятность читателю, которому адресован проект; б) уместность в данном тексте; в) благозвучие; г) единообразие формы в пределах всего проекта; д) соблюдение соответствующих правил употребления и написания сокращений.
В текстовых ♦ документах проекта допускаются следующие сокращения: а) общепринятые сокращения словосочетаний, например: и т. д., и т. п., и др., т. е.; б) буквенные аббревиатуры, например: СССР, КПСС, ЮНЕСКО, вуз; в) сокращения без гласных, например: млн., млрд; г) сложносокращенные слова; д) сокращения смешанной формы, например: ВНИИПТуглемаш; е) специальные сокращения, т. е. принятые в определенных областях науки и техники; ж) индивидуальные сокращения, т. е. принятые только для данного проекта.
Сокращения, не являющиеся общепринятыми и общепонятными, рекомендуется применять лишь при частом их повторении в тексте. Они должны быть даны в списке условных обозначений. Допускается при первом упоминании полное слово (или словосочетание) и в скобках — сокращенное. В дальнейшем применять сокращенное написание без скобок.
Сокращения русских слов и словосочетаний в библиографических ссылках производятся в соответствии с рекомендациями ГОСТ 7.12—77, а иностранных - ГОСТ 7.11—78.
Сокращения слов в основных надписях, технических требованиях и характеристиках, таблицах чертежей и в спецификациях регламентирую гея ГОСТ 2.316-68 (табл. 5).
5. Перечень допускаемых сокращений слов, применяемых в основных надписях, технических требованиях, характеристиках и таблицах на чертежах
и в спецификациях (по ГОСТ 2.316—68)
Полное наименование Сокращение Полное наименование Сокращение
Без чертежа БЧ Плоскость плоек.
Ведущий Вед. • Поверхность поверхн.
Верхнее отклонение верхи. Подлинник подл.
откл. Подпись подп.
Взамен взам. Позиция поз.
Внутренний внутр. По порядку п/п
Главный Гл. ♦ Правый прав.
Глубина глуб. Предельное отклонение пред. откл.
Деталь де* **. Приложение Прилож.
Длина дл. Проверил Пров.
Документ докум. Пункт п.
Дубликат дубл. Пункты пп.
Заготовка загот. Разработал Разраб.
Зенковка, зенковать зенк. Рассчитал Рассч. •
Извещение изв. Регистрация, регистра- Регистр.
Изменение Инвентарный изм. ционный
ин в. Условный проход усл. прох.
Инженер Инж. * Руководитель Рук.
Инструмент инстр. Сборочный чертеж сб. черт.
Исполнение исполн. Свыше св.
Класс кл. Сечение сеч.
Количество кол. Специальный спец.
Конический конич. Спецификация специф.
Конструктор Констр. * Справочный справ.
Козстуукторский отдел КО ♦ Стандарт, стандартный станд.
Конструкторское бюро КБ ♦ Старший Ст. •
Конусность конусн. Страница с.
Кон усо обр а зн ость конусооб. Таблица табл. ♦*
Лаборатория лаб. • Твердость ТВ.
Левый лев. Теоретический теор.
Литера лит. Технические требования ТТ
Металлический металл. Технические условия ТУ
Металлург Мет. * Техническое задание ТЗ
Механик Мех. ♦ Технолог Техн. ♦
Наибольший наиб. Ток высокой частоты ТВЧ
Наименьший найм; Толщина толщ.
Наружный нар. Точность, точный точн.
Начальник Нач. ♦ Удельный вес , УД, в Утв.
Нормоконтроль Н. контр. Утвердил
Нижнее отклонение нижн. откл. . Условное давление усл. давл.
Номинальный Номин. Условный проход усл. прох.
Обеспечить обеспеч Химический хим.
Обработка, обрабатывать обраб. Цементация, цементиро- цемент.
Отверстие отв. вать Ц. Т.
Огверстие центровое отв. центр. Центр тяжести
Относительно относит. Цилиндрический . цилиндр.
Отдел отд. * Чертеж черт.
Отклонение откл. Шероховатость шерох.
Первичная применяемость перв. примен. * Экземпляр экз.
• Применяют только в основной надписи.
** Применяют в тексте только в тех случаях» когда таблица имеет порядковый номер.
Марки
СтО
Ст1
Ст2
СтЗ
Ст4 Стб
Стб
08. 10
15, 20
30, 35
40, 45
50, 55
60
А20 А40Г
09 Г2
ПРИЛОЖЕНИЯ
П1. ПРИМЕРНОЕ НАЗНАЧЕНИЕ СТАЛЕЙ
Назначение
Углеродистая сталь обыкновенного качества по ГОСТ 380—71
Неответственные строительные конструкции, прокладки шайбы* кожухи. Свариваемость хорошая
Малой агруженные детали металлоконструкций — заклепки, шайбы, шплинты, прокладки, кожухи. Свариваемость хорошая Детали металлоконструкций — рамы, оси, валики, цементуемые детали. Свариваемость хорошая
Рамы тележек, цементуемые и цианируемые детали, от которых требуется высокая твердость поверхности при вязкой сердцевине, крюки кранов, кольца, цилиндры, шатуны, крышки
Валы, оси, пальцы, крюки, болты, гайки
Валы, оси, звездочки, крепежные детали, зубчатые колеса, шатуны, детали при повышенных требованиях к прочности Валы, оси, шпонни, бойки молотов, шпиндели, муфты кулачковые и фрикционные, цепи и другие детали с высокой прочностью
Углеродистая качественная конструкционная сталь по ГОСТ 1050—74
Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепежные детали, колпачки. Цементуемые и цианируемые детали (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски)
Малойагруженные детали (валики, пальцы, упоры, копиры, оси, зубчатые колеса). Тонкостенные деталй, работающие на истирание, рычаги, крюки, траверсы, вкладыши, болты, стяжки и др. Детали, испытывающие небольшие напряжения (валы, оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски)
Детали повышенной .прочности, подвергаемые термической обработке (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валки и др.)
Зубчатые колеса, прокатные валки, штоки, бандажи, валы, эксцентрики, малойагруженные пружины и рессоры и др. Крупногабаритные детали с высокими прочностными и упругими свойствами (прокатные валки, шпиндели, эксцентрики, пружины, диски сцепления и др.)
Сталь конструкционная повышенной и высокой обрабатываемости резанием по ГОСТ 1414—75
Винты, гайки, оси, кольца
Ходовые винты металлорежущих станков
Низколегированная конструкционная универсальная сталь по ГОСТ 19282—73
Детали сварных конструкций, изготовляемых из листов. Обрабатывается резанием удовлетворительно
Марки
Назначение
09Г2С 10Г2С1
10ХСНД
15ХСНД
15ГФ
15Х
20Х
40Х
45Х, БОХ
38ХА
45Г2
50Г2
18ХГТ
20ХГР
15ХФ
40ХС 40ХФА ЗОХГС
35ХМ
45ХН 50ХН
60СГА 55 ГС 50С2 60С2
70СЗА
50ХГ 50ХГА 60С2ХА
60С2Н2А 65С2ВА 70С2ХА
Паровые котлы, аппараты и емкости, работающие под давлением при температуре —70 4-+ 450 °C; ответственные листовые сварные конструкции; в химическом и нефтяном машиностроении; судостроении Хорошо свариваются, обрабатываются резанием удовлетворительно
Сварные конструкции химического машиностроения, фасонных профилей в судо- и вагоностроении
Детали вагонов, строительных свай, сложных профилей в судостроении. Обладает повышенной коррозионной стойкостью Листовые сварные конструкции в вагоностроении. Обеспечивается высокое качество сварного шва. Штампуемость удовлетворительная
Легированная конструкционная сталь по ГОСТ 4543—71
Пальцы поршневые, валы распределительные, толкатели, крестовины карданов, клапаны, мелкие детали, работающие в условиях износа при трении Хорошо цементуется
Кулачковые муфты, втулки, шпиндели, направляющие планки, плунжеры, оправки, копиры, шлицевые валы и др.
Детали, работающие при средних скоростях и небольших давлениях (зубчатые колеса, шпиндели, валы в подшипниках качения# червячные валы)
Крупные детали, работающие при средних скоростях и небольших давлениях (червячные и шлицевые валы, зубчатые колеса, шпиндели, валы в подшипниках качения). Обладают высокой прочностью и вязкостью, Зубчатые колеса, работающие при средних скоростях и давлениях
Крупные малой агруженные детали (шпиндели, валы, зубчатые колеса тяжелых станков)
Детали, работающие при больших скоростях, высоких давлениях и ударных нагрузках (зубчатые колеса, шпиндели, кулачковые муфты и др.)
Тяжело нагруженные детали, работающие при больших скоростях и ударных нагрузках
Некрупные детали, подвергаемые цементации и закалке с низким отпуском (зубчатые колеса, поршневые пальцы и др.) Мелкие детали высокой прочности
Ответственные высокопрочные детали, подвергаемые закатке и высокому отпуску; средние и мелкие детали сложной конфигурации, работающие в условиях износа (рычаги, толкатели); ответственные сварные конструкции, работающие при знакопеременных нагрузках
Валы, детали турбин и крепежные детали, работающие при повышенной температуре
Аналогично применению стали 40Х, но для деталей больших размеров
Рессорно-пружинная сталь по ГОСТ 14959—79
Рессоры толщиной от 3 до 14 мм
Тормозные шины
Рессоры и пружины в автомобиле- и тракторостроении
Рессоры из полосовой стали толщиной от 3 до 16 мм и пружинной ленты толщиной от 0,08 до 3 мм; витые пружины из проволоки диаметром от 3 до 16 мм. Максимальная температура эксплуатации 250 °C
Тяжело нагруженные пружины ответственного назначения; склонна к графитизации
Рессоры из полосовой стали толщиной от 3 до 18 мм
Крупные высокойагруженные пружины и рессоры ответственного назначения
Ответственные высокойагруженные пружины и рессоры, изготовляемые из калиброванной стали и пружинной ленты
Продолжение табл. П1
Марки Назначение
И нстру ментальная углеродистая' сталь по ГОСТ 1435—74
У10 Ходовые винты прецизионных станков, центры к станкам# втулки Инструментальная легированная сталь по ГОСТ 5950—73
8Х4ВЗМЗФ2 (ЭП570) Х6ВФ Вырубной инструмент, ножи, инструмент для холодной пласта» ческой деформации Резьбонакатный инструмент, матрицы, пуансоны, зубонакат* ники
Х12, Х12ВМ Холодные штампы высокой стойкости против истирания, г и Соя» ные и вырубные штампы, волоки Подшипниковая сталь по ГОСТ 801 — 78
ШХ15 Детали с высокой твердостью и износостойкостью: ролики, паль»
цы, собачки храпового механизма, элементы подшипников кэ» чения Отливки из конструкционной нелегированной стали по ГОСТ 977 — 75
Отливки I группы 25Л-1 Детали, конфигурация и размеры которых определяются конструктивными и технологическими соображениями; корпусные детали
Отливки II группы 50Л-П Детали, рассчитываемые на прочность и работающие при статической нагрузке; крупногабаритные зубчатые колеса, звездочки, шкивы и т. п.
Отливки JJ1 группы 55Л-П1 Детали, рассчитываемые на прочность и работающие при дина ш-ческой нагрузке; зубчатйе колеса, звездочки, шкивы больших
35ГЛ 35ХМЛ 35ХГСЛ Детали, подвергаемые термической обработке: зубчатые колеса, звездочки
П2. ОБОЗНАЧЕНИЕ СОРТАМЕНТА
Наименование сортамента Примеры обозначений
Сталь листовая углеродистая качественная и обыкновенного качества общего назначения (по ГОСТ 16523—70) Холоднокатаный лист из стали 25 размером 2,ОХ X 1000X2000 мм, с допуском го толщине по классу Б, 4-й категории по нормируемым характеристикам, III группы отделки поверхности: , Б 2,0 X 1000 X 2000 ГОСТ 19904—74 Лист х/к .riii..2r-6.6f-....s..3_7o
Круглая и квадратная горячекатаная сталь Горячекатаная круглая сталь марки СтЗ диаметром 30 мм высокой точности (А): АЗО ГОСТ 2590 — 71 Круг Cm3 ГОСТ 535-79- Горячекатаная квадратная сталь марки СтЗ со стороной квадрата 50 мм повышенной точности (Б): „ а Б50 ГОСТ 2591-71 Квадрат Ст3 rQCJ. 535_79
Продолжение табл П2
Наименование сортамента Примеры обозначений
Шестигранная калиброванная сталь (по ГОСТ 8560—78) Шестигранная калиброванная сталь 45 размера 25 мм, 5-го класса точности, термообработанная T# с качеством поверхности группы В по ГОСТ 1051—73:. 25-5 ГОСТ 8560—78 Шестигранник 4S.T.B Г0СТ 1051_73~
Качественная калиброванная сталь (по ГОСТ 1051-73) Углеродистая конструкционная круглая сталь диаметром 10 мм, 5-го класса точности по ГОСТ 7417—75 марки 45, нагартованная Н, с качеством поверхности группы В: 10-5 ГОСТ 7417—75 *Руг 45-Н-В ГОСТ 1051-73
Сталь качественная круглая со специальной отделкой поверх* ности (по ГОСТ 14955—77) Сталь диаметром 5 мм, в прутках, группы В, 3-го класса точности, термически обработанная марки 20Х: Пруток 5-В-3-Т-20Х ГОСТ 14955—77
Прокатная угловая равнополоч-вая сталь (по ГОСТ 8509—72) Угловая равнополочная сталь размером 56Х56Х Х5 мм, марки Ст2сп обычной точности прокатки (Б): v Б-56Х56Х5 ГОСТ 8509—72 Уе°лок Ст2сп ГОСТ 535-79
Прокатная угловая неравнополочная сталь (по ГОСТ 8510—72) Угловая неравнополочная сталь размером 56 X Х36Х5, марки Ст2сп высокой точности прокатки (А): А-56-36-5 ГОСТ 8510—72 Уголок Ст2сп Г()СТ 535__79
Швеллеры стальные горячекатаные (по ГОСТ 8240-72) Швеллер Кв 16 с уклоном внутренних граней полок из стали марки СтЗ: ... 16 ГОСТ 8240—72 Швеллер Ст3 r0CJ. 535_7д
Балки двутавровые (по ГОСТ 8239-72) Двутавровая балка Ks 16 из стали марки СтЗ: „ ~ 16 ГОСТ 8239—72 Двут вр Г0СТ 535_79
ПЗ. ПРИМЕРНОЕ НАЗНАЧЕНИЕ ЧУГУНОВ
Марки Назначение
Отливки из серого чугуна по ГОСТ 1412—79
СЧ 10 Малоответственные отливки с толщиной стенок до 15 мм
СЧ 15 (корпусы, крышки, кожухи и др.) Малоответственные отливки с толщиной стенок 10—30 мм
Продолжение табл. ПЗ
Марки Назначение
СЧ 18 Ответственные отливки с толщиной стенок 10—30 мм
СЧ 20 (шкивы, зубчатые колеса, станины, суппорты и др.) Ответственные отливки с толщиной стенок до 30 мм (тормозные барабаны, каретки, блоки цилиндров, поршни
СЧ 25 и др.) Ответственные отливки о толщиной стенок до 40 мм
СЧ 30 (кокильные формы, поршневые кольца и др.) Ответственные отливки с толщиной стенок до 60 мм (рамы,
СЧ 35 штампы, поршни, гильзы дизелей и др.) Ответственные высоконагруженные отливки с толщиной
СЧ 40 СЧ 45 стенок до 100 мм (малые коленчатые валы и др.) Наиболее ответственные тяжело нагруженные отливки с массивными стенками (крупные коленчатые валы, зубчатые колеса, муфты, кулачки, клапаны и др.) Отливки из ковкого чугуна по ГОСТ 1215—79
КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12 В основном небольшие отливки, работающие в условиях динамических нагрузок (детали автомобильной, тракторной и сельскохозяйственной промышленности)
КЧ 45-7, КЧ 50-5, КЧ 55-4, КЧ 60-3, КЧ 65-3 Ограниченное применение обусловлено сложностью изготовления отливок, длительностью термической обработки, ограниченными допускаемыми размерами сечений (до 30— 40 мм) Отливки из высокопрочного чугуна по ГОСТ 7293 — 79
ВЧ 38-17, ВЧ 42-12, ВЧ 45-2, ВЧ 50-2, ВЧ 50-7, ВЧ 60-2, ВЧ 70-2, ВЧ 80-2, ВЧ 100-2, ВЧ 120-2 Фасонные валы и другие детали Чугун легированный для отливок со специальными свойствами по ГОСТ 7769 — 82
ХЧХ1 ХЧХ16 Кокили, горелки, выхлопные коллекторы и др. Арматура химического машиностроения, печная армату-
ХЧХ28, ЧХ32 ХЧС5Ш, ХЧЮХШ ра, детали цементных печей Сопла песко- и дробеметных аппаратов Газовые сопла, подовые плиты термических печей Ролики чистовых клетей листопрокатных станов Отливки из антифрикционного чугуна по ГОСТ 1585-79
АЧС-1, АЧС-2, АЧВ-1 В узлах, трения скольжения для работы в паре с закаленной или нормализованной стальной деталью
АЧС-3, АЧВ-2 В узлах трения скольжения для работы в ларе с незакаленной стальной деталью
П4. ПРИМЕРНОЕ НАЗНАЧЕНИЕ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ
Марка Назначение
Сплавы медно-цинковые (латуни) литейные ' по ГОСТ 17711—80
ЛЦ23А6ЖЗМц2 Гайки тяжели нагруженных передач винт-гайка, венцы
ЛЦ38Мц2С2 червячных колес Подшипниковые втулки и другие антифрикционные детали
Марка Назначение
ЛЦ40Мц1,5 Детали простой конфигурации, работающие при, ударных нагрузках, а также детали узлов трения при спокойной
ЛЦЗОАЗ нагрузке и температуре не выше 60 °C Коррозионностойкие детали машиностроения Бронзы оловянные литейные
БрОЮФ! по ГОСТ 613—79 Бр. А9ЖЗЛ по ГОСТ 493-79 Подшипниковые втулки и вкладыши; венцы червячных колес Втулки и вкладыши подшипников; венцы червячных колес ‘ Баббиты по ГОСТ 1320 — 74
Б88 Подшипники, работающие при больших скоростях и высоких динамических нагрузках
Б83, Б83С Подшипники, работающие при больших скорости и сред-
БН них нагрузках Подшипники, работающие при средних скоростях и средних нагрузках
БС6 Подшипники, работающие при ударных нагрузках Сплавы алюминиевые литейные по ГОСТ 2685 75
АЛ2 АЛ4 Тонкостенное литье: шкивы Отливки крупных и средних высокой агруженных деталей ответственного назначения
АЛ5 АЛ7 АЛ8 Отливки среднейагруженных корпусных деталей Отливки высокойагруженных деталей и деталей, воспринимающих повышенные вибрационные нагрузки
АЛ9 Отливки деталей сложной конфигурации при средней на-
АК5М7 (АЛ 10В) АЛ19 груженности, а также для свариваемых деталей Отливки различных машиностроительных деталей Отливки деталей относительно простой формы работающих в условиях повышенных статических и ударных на--грузок
П5. ПРИМЕРНОЕ НАЗНАЧЕНИЕ МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Марки - — 1 .. - . . - Назначение
САП-1, САП-2 САП-3, САП-4 ЛС-70ХЗНМ (А), ЛС-5Х4ВЗФС, ЛС-5Х4 В2М2ФС и т. д. ТНМ-20, ТНМ-25, ТНМ-30, КТ НМ-30 А, КТНМ-ЗОБ / КХН-10, КХН-15 КХН-20. КХН-25, КХН-30, КХН-35, КХН-40 Спеченный алюминиевый сплав Детали, работающие при повышенной температуре Лента электродная наплавочная Для наплавки деталей, работающих в условиях абразивного изнашивания и циклической термической или ударной нагрузки Безвольфрамовые твердые сплавы Фильеры, вытяжные матрицы, пресс-формы, калибры и др Карбидохромовые твердые ct лавы То же, что и безвольфрамовых твердых сплавов
П«. ПРИМЕРНОЕ НАЗНАЧЕНИЕ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Марка
Текстолит по ГОСТ 5«*78 ПТК, ПТ,
ПТМ-1* ПТМ-2
Стеклотекстолит по ГОСТ 10292—74: ВТФ-С
КАСТ-В, КАСТ-Р
Стекловолокниты по
ГОСТ 20437—75:
АГ-4 В, АГ-4С
Пресс-материал: П-50С, П-75С
П-5-2
ПН-67 ’
Ретинакс по
ГОСТ 10851—73
Древесно-слоистые пластики (ДСП) по
ГОСТ 13913-78:
ДСП-A, ДСП-Б, ДСП-В, ДСП-Г
Фторопласты:
Д4 по ГОСТ 10007-80 Ф4 по ГОСТ 14906-77 ФЗ по ГОСТ 13744—76
Стекло органическое конструкционное по
ГОСТ 15809—70:
СОЛ, СТ-1, 2-55
Капрон первичный (по
ОСТ 6-06-14-70) Полиамиды по ГОСТ 19459 — 74 Полиуретан ПУ-1
Назначение
Реактопласты
Зубчатые колеса, втулки, подшипники скольжения, ролики, прокладки, панели и другие изделия технического назначения
Вкладыши подшипников прокатных станов и другие из* делия технического назначения
Конструкционный материал повышенной тепло- и влагостойкости
Конструкционный и теплоизоляционный материал
Конструкционные детали
Конструкционные детали повышенной прочности
Конструкционные детали, работающие при повышенным температурах
Конструкционные детали и подшипники скольжения, работающие при температурах —180125 °C Тормозные детали
Подшипники скольжения, зубчатые колеса, шкивы и др.
Термопласты
Подшипники скольжения, прокладки, уплотнители, детали химического машиностроения
Для остекления машин и приборов, изготовления кожухов и корпусов
Подшипники скольжения, зубчатые колеса, антифрикционные и декоративные покрытия
То же, что и капрона, но более высокие механические свойства
Детали, работающие при температурах от —60 до 4-100 °C
П7. ВЕЛИЧИНЫ, ИХ УСЛОВНОЕ ОБОЗНАЧЕНИЕ И ЕДИНИЦЫ, ПРИМЕНЯЕМЫЕ
В КОНСТРУКТОРСКИХ ДОКУМЕНТАХ
Величина Единицы
Наименование Обозначение Наименование Обозначение
русское английское между на-род-ное русское
Основные величины и их единицы в Международной системе СИ
Длина Масса
length mass
/, (L) * I метр m килограмм
м. кг
Продолжение табл. П7
Величина Единицы
Наименование Обозначение Наименование Обозначение
русское английское меж-ДУна-род-ное Русское
Время Сила электрического тока Терм один амическая температура Количество вещества Сила света time strength of current thermodynamic temperature quantity of substance luminouss pourr t I Tf (0) N I секунда ампер кельвин моль кандела 8 А К mol cd с А К моль кд
Дополнительные величины и их единицы
Плоский угол Телесн ый plane angle slid angle Ф | радиан I Q | стерадиан | "а 1 | рад 1 ср
Геометрические величины i i их единицы
Высота height h, (H) метр m м
Диаметр diameter dt (D) метр m м
Длине: lengths I метр m м
начальная reference It метр m м
общая total k метр m м
рабочая working метр m м
базовая base lb метр m м
Плечо (рычага) arm a метр m м
Радиус radius r метр m м
Радиус кривизны radius of curvature P метр m м
Расстояние space s метр m м
Толщина thickness t метр m м
Ширина breadth b(B) метр m м
Шар pitch P метр m м
Площадь sguare квадратный метр m® м®
Объем volume кубический метр m’ м’
Статический момент static moment Sm кубический метр m’ м®
Площади плоской фигуры: - aria ratio: axial кубический метр m’ м®
осевой SV Sb кубический метр m® м®
полярный polar SP кубический метр mf м’
Момент инерции interia I метр в четвертой m* м*
площади плоской фигуры: moment; axial степени
осевой lxt lg. метр в четвертой m4 и*
!г степени
полярный polar метр в четвертой m* м<
центробежный centrifugal ^xU степени метр в четвертой m4 м*
of resistance; степени
Момент сопротивления плоской фи- W кубический метр m® м®
гуры! axial
осевой wx- VU’ ip * кубический метр nr м®
полярный polar w г WP кубический метр m® м
* Продолжение табл. П7
Величина Единицы
Наименование Обозначение Наименование Обозначение
русское английское меж-дуна-род-ное Русское
Кинематические величины и их единицы
Перемещение shift s метр m M
Скорость: линейная velocity: linear V ul метр в секунду m/s м/с
средняя mean vm метр в секунду m/s м/с
абсолютная absolute ua метр в секунду m/s м/с
переносная endure ve метр в секунду m/s м/с
относительная relative vr метр в секунду m/s м/с
Скорость угловая angular G) радиан в секунду rad/s рад/с
Ускорение линей- linear a (w) метр на секунду m/s2 м/с2
ное: среднее acceleration: mean am в квадрате метр на секунду m/s2 м/с2
абсолютное absolute aa в квадрате метр на секунду m/s2 м/с2
переносное endure ae в квадрате метр на секунду m/s2 м/с2
относительное relative ar в квадрате метр на секунду m/s2 м/с2
нормальное normal an в квадрате метр на секунду m/s2 м/с2
тангенциальное tangential ax в квадрате метр на секунду m/s2 м/с2
Ускорение угловое angular 8 в квадрате радиан на секунду rad/s2 рад/с2
Частота периодиче- frequency f в квадрате герц Hz Гц
ского процесса Частота враще- , rotational n обороты в минуту min-1 мин“4
ния ♦* speed
Силовые и энергетические величины и их единицы
Сила: force:. F НЬЮТОН N н
тяжести grawitation Ft ньютон N Н
инерции inertia Fi ньютон N н
трения frictional Ff НЬЮТОН N н
реакции reacting fr НЬЮТОН N н
окружная tangential Ft НЬЮТОН N н
радиальная radial ?r НЬЮТОН N н
осевая axial Fa НЬЮТОН N н
результирую- resultant fR НЬЮТОН N н
щая (суммар-
продольная longitudinal Fl НЬЮТОН N н
поперечная transverse Ft НЬЮТОН N н
нормальная normal Fn ньютон N н
сцепления cohesive Fk НЬЮТОН N н
предельная limit flim ньютон N н
максимальная maximum F max НЬЮТОН N н
минимальная minimum ^min НЬЮТОН N н
номинальная nominal НЬЮТОН N н
Продолжение табл П7
Величина Единицы
Наименование Обозначение Наименование Обозначение
русское английское меж-дуна-. родное русское
расчетная rated Fr ньютон N H
удельная specific F» ньютон N H
Момент: moment: M ньютон-метр N-m H-m
силы moment of force mJF) ньютон-метр N- m H-m
пары сил force couple ' MF ньютон-метр N« m H-m
вращающий turning ньютон-метр N-m H-m
крутящий torsional M, ньютон-метр N-m H-m
изгибающий bending Mb ньютон-метр N- m H-m
инерции динамический inertia moment килограмм на метр в квадрате kg* m2 КГ- M2
Давление pressure p паскаль Pa Па
Работа Энергия work energy w E джоуль J Дж
Мощность power P ватт W Вт
Величины, характеризующие механические свойства материала
Коэффициент Poisson sratio V — —
Пуассона
Модуль: modulus
упругости of elasticity E паскаль Ра Па
сдвига shear modulus G паскаль Ра Па
Напряжение: stress: паскаль Ра Па
нормальное normal a паскаль Ра Па
касательное tangential T паскаль Ра Па
контактное contact паскаль Ра Па
допускаемое * permissible Op паскаль Ра Па
предельное limit tflim паскаль Ра Па
Твердость: hardness: H
по Бринеллю Brinell HB —• —
по Роквеллу Rockwell HR — — —
Число циклов пе- number of N —- ——
ременных напряже- cycles of alter-
ний: nating striss: -
базовое basic Nb — —• —
суммарное sum —• —
эквивалентное equivalent —
Долговечность: longevity: L
в часах hour час fl ч
Коэффициент без- safety factor S, (n)
опасности (запаса
прочности)
Величины, характеризующие зубчатые, червячные, цепные и ременные передачи
Шаг: pitch: P, (0 миллиметр mm MM
нормальный mormal миллиметр mm MM
окружной tangential миллиметр mm MM
осевой axial миллиметр mm MM
Модуль: modulus: m миллиметр mm MM
нормальный normal nn миллиметр mm MM
• окружной tangential mt миллиметр mm MM
осевой axial ma миллиметр mm MM
Продолжение табл. П7
Величина Единицы
Наименование Обозначение
русское английское Обозначение Наименование меж-дуна-род-ное русское
Диаметр: вершин (головка) впадин (ножка) делительный начальный основной Число зубьев: 'суммарное эквивалентное Межосевое расстояние Ширина зубчатого венца Передаточное число Передаточное отношение Полюс diameter: advanced (head) (foot) pitch diameter mittal basic number of teeth: sum equivalent axial distance breadth of gear ring gear ratio gear ratio pole d ‘‘a ‘J db z ze aw bw и i T. P миллиметр миллиметр миллиметр миллиметр миллиметр миллиметр миллиметр миллиметр мВ mm mm mm mm mm mm mm mm —t Mb MM MM MM MM MM MM —« MM MM
* В скобках указаны допускаемые обозначения.
** Временно допускается к применению.
П8. ВНЕСИСТЕМНЫЕ ЕДИНИЦЫ, ДОПУСКАЕМЫЕ К ПРИМЕНЕНИЮ НАРАВНЕ С ЕДИНИЦАМИ СИ
Наименование величины Единица Наименование величины - Единица
Наименование обозначение Наименование обозначение
международное Русское международное русское
Масса тонна г Плоский угол градус минута секунда о п о п
Время минута час сутки min h d мин ч сут
Объем, иместимость | литр 1 (Иг) Л
П9. ПРИСТАВКИ И МНОЖИТЕЛИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ И ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
Множитель Приставка Обозначение Множитель Приставка Обозначение
международное Русское международное Русское
101в экса Е Э 101а тера Т Т
1016 пета Р п 10’ гига О Г
, Продолжение табл П9
Множитель Приставка Обозначение Множитель Приставка Обозначение
международное Русское международное Русское
10® мега М М 10’® милли m м
10» кило к к 10-® микро I* мк
10« гекто h г 10”» нано п н
10* дека da да ю-1’ пико Р п
10-1 деци d Д Ю-is фемто f ф
10’’ санти о с Ю-is атто а а
П10. МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТОЙ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ А ПО ГОСТ 380—71
Марка о * т ав б % %
МПа
СтО — >310 2*0—23
Ст1кп — 310 — 400 32-35
Ст1пс Ст1сп — 320-420 31-34
Ст2кп 190-220 330-420 30-33
Ст2пс Ст2сп 200 — 230 340—440 29-32
СтЗкп 200—240 370-470 24-27
СтЗпс СтЗсп 210-250 380-490 23—26
СтЗГпс 210-250 380-500 23—26
Ст4кп 230—260 410-520 22-25
Ст4пс Ст4сп 240-270 420—540 21-24
Ст5пс Стбсп 260-290 500-640 17-20
СтбГпс 260-290 460-600 17—20
Стбпс Стбсп 1 1 . 300—320 >600 12-15 .
* Выбирается в зависимости от толщины заготовки.
1Ш. МЕХАНИЧЕСКИЕ СВОЙСТВА И ТВЕРДОСТЬ УГЛЕРОДИСТОЙ
КАЧЕСТВЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ ПО ГОСТ 1050—74
Марка Ов, МПа 6б, % % НВ, не более
Не менее
Нагартованная
10 420 8 50 187
15 450 8 45 197
20 500 7 40 207
25 550 7 40 217
30 570 7 35 229
35 600 6 35 229
40 620 6 35 241
45 650 6 30 241
50 670 6 30 255
Отожженная или высокоотпущенная
10 300 26 55 143
15 350 23 55 149
20 400 21 50 163
25 420 19 50 170
30 450 17 45 179
35 480 15 45 187
40 •520 14 40 197
45 550 13 40 207
50 570 12 40 217
П12. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ КОНСТРУКЦИОННОЙ ПОВЫШЕННОЙ И ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ
ПО ГОСТ 1414—75
Марка °т °в 0
МПа %
Углеродистая сернистая
а) горячекатаная без термообработки
АП 420 22 84
А12 мм 420 22 34
А20 мм 460 20 30
АЗО о— 520 15 25
А35 мм 520 15 23
А40Г — 600 14 20
б) калиброванная нагартованная
АП 400 500 10 —о»
А12 ом 470 7
А20 МО 540 7 МО
АЗО 550 6
А35 580 6
в) калиброванная высокоотпущенная (отожженная)
А40Г
600
17
П13. МЕХАНИЧЕСКИЕ СВОЙСТВА И ТВЕРДОСТЬ ЛЕГИРОВАННОЙ КОНСТРУКЦИОННОЙ СТАЛИ ПО ГОСТ 4543—71
Марка Вид тер-м о обработки * От °в б МДж/м* НВ
МПа %
а) хромистая
15Х 500 700 12 45 0,7 | 179
20 X 3, НО 650 800 И 40 0,6 | 179
ЗОХРА 1300 1600 9 45 0,5 | 241
40Х 800 1000 10 45 0,6 | 217
45 X У 850 1050 9 45 0,5 22$
50Х 900 1100 9 40 0,4 229
б) марганцовистая
10Г2 3 250 430 | 22 50 | 197
35 Г 2 370 630 13 40 ' — 207
40Г2 У 390 670 12 40 — 217
45Г 2 410 | 700 И 40 — 220
50Г2 430 | 750 11 1 | 35 <— 229
в) хромомарганцовистая
18ХГТ 900 1000 1 9 1 | 50 0,8 | | 217
2ОХГР 3, НО 80О 1000 | 9 1 ( 50 0.8 197
25ХГТ 1ОРО 1300 | 1 10 | 50 0,7 217
40ХГТР У 80о | 1000 | 1 11 1 45 • 0,8 1 —
35ХГФ 800 | 1 930 | 1 - 14 1 [ 55 0,8 —
г) хромокремнистая
33 ХС У 700 | | 900 | 1 13 | 1 50 | [ 0,80 | 24 1
40ХС 1100 | | 1250 | 12 | 40 | 0,35 | 1 255
д) хромомолибденовая
15ХМ У 280 | 450 | Г 21 1 55 | 1.2 | 179
35 ХМ* 850 | 950 | 1 12 | 45 1 0,8 | 24 Г
е) хромованадиевая
15ХФ | 3, НО | | 550 | 750 | 13 1 50 | 0,8 I 18?
40ХФА 1 у 1 75U | 900 | 1 ю | 50 | ^0,9 | 241
ж) хромоникелевая
20ХН 3, НО 600 | 800 14 1 50 | 0,8 197
40ХН У 800 | 1000 11 45 0,7 207
Продолжение табл. П13
Марка Вид термообработки ♦ °т ав б 4 вн* НВ
МПа О' /о МДж/м*
45ХН У 850 1050 10 1 | 45 0,7 207
50ХН 900 1110 | 1 9 1 | 40 0,5 207
20ХГСА | У 650 з) хромоникелевая | 800 | 12 1 45 1 °-7 1 | 209
ЗОХГС I 850 1 1100 1 1 ю 1 45 1 0.45 | 229
38Х2Ю (38ХЮ) 750' и) xpoMoaj | 900 гюминиевая 10 45 0,8 229
38Х2МЮА (38ХМЮА) У 850 | 1000 14 50 0,9 229
* Приняты следующие обозначения: 3 — закалка; НО — низкий отпуск; У —• улучшение.
П14. МЕХАНИЧЕСКИЕ'СВОЙСТВА* НИЗКОЛЕГИРОВАННОЙ ТОЛСТОЛИСТОВОЙ И ШИРОКОПОЛОСНОЙ УНИВЕРСАЛЬНОЙ СТАЛИ ПО ГОСТ 19282—73
Марка °в °т в, % ан , МДж/м8
МПа
09 Г2; 09Г2Д * 450 300-310 21 0.35—0,40
09Г2С; 09Г2СД 440 — 500 270 — 350 21 0,35—0,40
10ХСНД 500-540 400 19 0,40—0,50
15ХСНД 500 350 21 0,30 — 0,40
15ГФ 480-520 340-380 21 0,30-0,40
* Выбираются в зависимости от толщины.
** При температуре —40 °C.
П15. МЕХАНИЧЕСКИЕ СВОЙСТВА И ТВЕРДОСТЬ РЕССОРНО-ПРУЖИННОЙ СТАЛИ ПО ГОСТ 14959—79
Марка Упрочняющая обработка 1 °* 6 НВ
МПа %
55ГС У* 800 1000 8 30 285
50С2 1100 1200 6
60С2 1200 1300 25 302
70СЗА 1600 1800
60С2ХА 5 20 321
65С2ВА 1700 I 1850
* У — улучшение.
HI6. ВИДЫ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ, МЕХАНИЧЕСКИЕ ’* СВОЙСТВА И ТВЕРДОСТЬ. СТАЛЕЙ
Марка Размер S сечения детали 111], мм Упрочняющая обработка * Твердость НВ Механические свойства сердцевины
поверхности сердце-вины ав °т
МПа
40 <50 50-150 150-250 Н 152-207 550 530 510 280 270 260
45 <50 50-150 150-250 L67-217 590 570 550 300 290 280
45 <45 45—60 65 — 75 У . 207-250 194—222 180-207 780 730 690 410 390 340
50 , <80 н 179-228 640 350
У 228-255 700 — 800 530
A2Q <40 Ц, 3 HRC 56-62 168 460 —
50Г ' <75 75—200 5 и 190-229 640 610 370 320
<50 50 — 100 У ’241-285 740 690 410 390
2QX <60 Ц, 3, но HRC 56-63 | | 197 650 400
35Х <30 30 — 50 50-100 н 190 — 241 940 740 690 740 490 440_
<100 У 220-260 740 490
40Х <30 50-100 100-150 150-300 н 200-230 ' 980 760 740 690 790 490 480 440
<60 60-75 75—90 &0 —126 У 257-285 243—271-230-257 215-243 930 880 830 780 690 590 540 490
<50 А HV 500 — 550 260-300 1001) 800
45Х <100 L00—300 300—500 н — — •—
<100 100-300 300-500 У 230—280 163—269 169-269 850 750 700 650 500 450
40ХС <80 255 900 - 700
<40 03, но HRC 48-54 1600 1450
Продолжение табл. П16
Марка Размер S сечения детали [11], мм Упрочняющая обработка * Твердость НВ Механические свойства сердцевины
поверхности сердце-* вины ав °т
МПа
40ХН <30 30-50 50—150 150-250 Н 220—250 980 840 790 740 790 590 570 550
<75 75-90 90—125 У 265-295 250-280 235-265 930 880 835 690 590 540
<40 ОЗ, НО HRC 48-54 1600 1400
35ХМ <50 50—100 У 269 241 900 900 800 800
<40 ОЗ, НО HRC 45-53 1600 1400
50Г2 <40 50-150 Н 195-240 740 690 400 350
<50 У 269—320 790 440
35 X ГС А <30 ОЗ, но HRC 46-53 1700— 1950 1350— 1600
<40 40-60 60—150 У 310 270 235 1100 980 >760 960 880 >500
40ХНМА <80 80-300 >302 >217 1100 700 900 500
40ХФА — А HV 500-550 260—300 1100 880
12ХНЗА <40 40-60 Ц, 3, но HRC 56-63 300 250 1000 920 800 700
18ХГТ <40 ' 40-80 HRC 56-63 300 270 1000 950 800 750
25ХГТ — Ц, 3, НО; НЦ HRC 57—63 — 1150 950
38Х2МЮА — У, А HV 850-900 HRC 30-35 1050 900
55ГС — У 241 1000 800
60С2 — 269 1300 1200
70СЗА — 269 1600 1400
65С2ВА — 285 1900 1700
У10А — 03, но HRC 58-62 — —
111X15 — HRC 58-64 2200 1700
* Приняты следующие обозначения; А — азотирование, 3 — закалка; Н — нормализация; НО — низкий отпуск; НЦ — нитроцементация; ОЗ — объемная закалка; У — улучшение; Ц — цементация.
П17. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОТЛИВОК ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПО ГОСТ 977-75
Марка °т °в б °П* МДж/м?
МПа %
Нормализация или нормализация с отпуском
25Л 240 450 19 30 0,40
35Л 280 500 15 25 0,35
45Л 320 550 12 . 20 0,30
55Л 350 600 10 18 0,25
35ГЛ 300 550 12 20 0,30
35ХМЛ 400 600 12 20 0,30
35ХГСЛ 350 600 14 25 0,30
Закалка с отпуском
25Л 300 500 22 33 0,35
35Л 350 550 16 20 0,30
45Л 400 600 10 20 0,25
55Л 470 860 15 20 0,25
35ГЛ 350 600 14 30 0,50
35ХМЛ 550 700 12 25 0,40
35ХГСЛ 600 800 10 20 0,40
П18. ОСНОВНЫЕ СВОЙСТВА ОТЛИВОК ИЗ СЕРОГО ЧУГУНА
ПО ГОСТ 1412—79 *
П19. ОСНОВНЫЕ СВОЙСТВА ОТЛИВОК ИЗ КОВКОГО ЧУГУНА ПО ГОСТ 1215-79
Марка авр ави НВ
МПа
СЧ 10 100 280 143-229
СЧ 15 150 320 163—229
СЧ 18 180 360 170-229
СЧ 20 200 400 170 — 241
СЧ 25 250 460 180-250
СЧ 30 300 500 180-255
СЧ 35 350 550 187-269
СЧ 40 400 600 207-285
СЧ 45 450 650 229 — 289
* Свойства зависят от толщины отли-
вок.
Марка ов, МПа 6. % НВ
КЧ 30-6 300 6 163
КЧ 33-8 330 8 163
КЧ 35-10 350 10 163
КЧ 37-12 370 12 163
КЧ 45-7 450 7 207
КЧ 50-5 500 5 230
КЧ 55-4 550 4 241
КЧ 60-3 600 - 3 269
КЧ 65-3 650 3 269
П20. ОСНОВНЫЕ СВОЙСТВА ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА ПО ГОСТ 7293—79
Марка авр атр в. % ап' МДж/м2 НВ
- МПа
ВЧ 38 — 17 373 235 17 0,6 140-170
ВЧ 42 — 12 412 274 12 0,4 140—200
ВЧ 45-5 441 333 5 0,3 160 — 220
ВЧ 50-7 490 343 7 0,3 171—241
ВЧ 50-2 490 343 2 0,2 180 — 260
ВЧ 60—2 588 393 2 0,2 200—280
ВЧ 70—2 686 441 2 0,3 229—300.
ВЧ 80—2, 784 490 2 0,2 250—330
ВЧ 100-2 981 686 2 0,3 270—360
ВЧ 120—2 1177 882 2 0,3 302 — 380
П21. ОСНОВНЫЕ СВОЙСТВА ОТЛИВОК ИЗ ЖАРОПРОЧНОГО
ЧУГУНА ПО ГОСТ 7769-82
Марка атр авр НВ / °C *тах»
МПа
ЧХ1 180 360 207-286 660
ЧХ2 150 320 207 — 286 660
4X16 350 700 400 — 450 1000
41ОХШ 390 590 187-364 иоа
П22. МАРКИ И ТВЕРДОСТЬ АНТИФРИКЦИОННОГО ЧУГУНА (ПО 'ГОСТ 1585—79) И ПРЕДЕЛЬНЫЕ РЕЖИМЫ РАБОТЫ ДЕТАЛЕЙ В УЗЛАХ ТРЕНИЯ
' Марка НВ Удельное давление р, МПа Скорость скольжения vs, М-С“* Р«$. МПа-м.с”1
Не более
А4С-1 180 — 262 5 5,0 12,0
14 0,3 2,5
А4С-2 180—229 10,0 0,3 2,5
0,1 3,0 0,3
А4С-3 160 — 190 6 1 5
А4С-4 •— 15 5 40
АЧС-5 20 1,0 20,0
30 0,4 12,5
А4С-6 9 4 9
АЧВ-1 210-260 1,5 10 12
АЧВ-2 167-197 20,0 1 1 5 20 3
12 1 12
АЧК-1 20 2 20
А4К-2 — 0,5 12,0 5 1 2,5 12,0
1. Анисимов Н. Ф.„ Благов Б. М. Проектирование литых деталей: Справочник. М.: Машиностроение, 1967. 272 с.
2. Анурьев В. И. Справочник конструктора-машиностроителя. В 3-х т. 5-е изд., перераб. и доп, М.: Машиностроение. Т. 1. 1980. 728 с.; т. 2, 1980. 559 с.; т. 3, 1980. 557 с.
3. Биргер И. А., Шорр Б. Ф., Иосилевич Г. Б. Расчеты на прочность деталей машин: Справочник. 3-е изд., перераб. и доп. М.: Машиностроение, 1979. 702 с.
4. Готовцев А. А., Котенок И. П. Проектирование цепных передач: Справочник. 2-е изд., перераб. и доп. М.: Машиностроение, 1982. 336 с.
5. Голованов Н. Ф., Гинзбург Е. Г., Фирун Н. Б. Зубчатые и планетарные передачи: Справочник/Под ред. Е. Г. Гинзбурга. Изд. 2-е, перераб. и доп. М.: Машиностроение, Ленинград, отд-ние, 1980. 416 с.
6. Детали и механизмы металлорежущих станков/Под ред. Д. Н. Решетова. В 2-х т. М.: Машиностроение, 1972. Т. 1. 664 с.; т. 2, 520 с.
7. Детали машин: Атлас конструкций/Под ред. Д Н. Решетова. 4-е изд. перераб. и доп. М.: Машиностроение, 1979. 367 с.
8. Допуски и посадки: Справочник. В 2-х ч./Цод ред. В. Д. Мягкова. М.: Машиностроение. Ленинград, отд-чше, ч. 1. 1982. 543; ч. 2, 1983. 448 с.
9. Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник. В 2-х т. Т. 1. М.: Изд-во стандартов, 1979. 212 с.
10. Когавв В. П. Расчеты на прочность при напряжениях, переменных во времени. М.: Машиностроение, 1977. 232 с.
11. Кудрявцев В. И. Детали машин. М.: Машиностроение. Ленинград, отд-ние, 1980. 464 с.
12. Кудрявцев В. Н., Державец Ю. А. Вопросы автоматизации проектировочного расчета планетарных передач 2k — h типа А. — Вестник машиностроения, 1982, № 2, с. 29—34.
13. Лагунов Л. Ф., Осипов Г. Л. Борьба с шумом в машиностроении. М.: Машиностроение, 1980. 130 с.
14. Пановко Я. Г. Основы прикладной теории колебаний и удара. 3-е изд. перераб. и доп. М.: Машиностроение, Ленинград, отд-ние, 1976. 320 с.
15. Подшипники качения: Каталог-справочник. М.: НИИНАВТОПРОМ, 1972. 469 с.
16. Про ников А. С. Надежность машин. М.: Машиностроение, 1978. 592 с.
17. Пронин Б. А., Овчинникова В. А. Расчет клиноременных передач. — Вестник машиностроения, 1982, № 3, с. 23—26.
18. Расчет машиностроительных конструкций на прочность и жесткость/ Н. Н. Шапошников, Н. Д. Тарабасов, В. Б. Петров, В. И. Мяченков. М.: Машиностроение, 1981. 333 с.
19. Расчет опорных подшипников скольжения: Справочник. М.: Машиностроение, 1979. 70 с.
20. Решетов Д. Н. Детали машин. М.: Машиностроение, 1974. 652 с.
21. Снесарев Г. А. Методические основы конструирования редукторов. М.: Машиностроение. 1974. 64 с.
22. Справочник контролера машиностроительного завода. Допуски посадки, линейные измерения/Под ред. А. И. Якушева. 3-е изд., перераб. и доп. М.: Машиностроение, 1980. 527 с.
23. Термопрочность деталей машин/Под ред. И. А. Биргера и Б. Ф. Шорра. М.: Машиностроение, 1975. 455 с.
24. Трение, изнашивание и смазка: Справочник. В 2-х кн./Под ред. И. В. Кра-гельского и А. В. Алисина. М.: Машиностроение. Кн. 1. 1978. 400 с.; кн. 2, 1979. 358 с.
25. Феодосьев В. И. Сопротивление материалов. М.: Наука, 1979. 560 с.
26. Шор Я. Б., Кузьмин Ф. И. Таблицы для анализа и контроля надежности. М.: Сов. радио, 1968. 144 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Баббиты — Марки, назначение 220
Балансировка — Нормы дисбаланса 148
Бронзы оловянные литейные — Марки, назначение 220
Вад-червяк — Конструирование 102, 103 — шестерня — Пример выполнения чертежа. 99
Валы — Допустимые прогибы 59
— Допустимые углы закручивания 59
— Допустимые углы поворота сечений вала 59
— Конструирование 107—111
— Понятие 121
— Пример выполнения чертежа 111
— Расчет на прочность, жесткость 58, 69
Вероятность разрушения — Способ определения 33
Виды — Обозначение 69, 70
Гипотеза наибольших касательных напряжений 26, 27
•— наибольших контактных напряжений 27 — потенциальной энергии формоизменения 26
ГОСТ 2 101—68 7
2.102- 68 4, 5, 17
2.103— 68 4, 6
2.104- 68 15, 63, 65, 148, 200»
210, 211, 212
2.105- 79 15, 197
2.106— 68 15
2.108— 68 20
2.109- 73 8, 19
2.110- 68 7
2.113— 75 8
2.118- 73- 6, 10
2.119- 73 6, 12
2.120- 73 6
2.201- 80 8. 9, 63
2 301—68 61, 197 .
2.302— 68 65
2.303— 68 66
2.304- 81 198
2 305-68 67
2.307-68 74
2 308-79 137
2.309-73 148, 150—152
2.310-68 82
9 419_72 7Q
2.316-68 83, 201, 213, 214
2.403-75 96, 98, 180
2.404-75 96, 98, 180
2.405—78 180
2 406-76 101, 103, 180
2.408-68 106
2 409—74 112
2.410-68 112
2.423-73 115
2.425—74 106
2.503 — 74 64, 65
2.601—68 5, 210
2.701— 76 84, 88, 90
2.702— 75 90
2.703— 68 85
2.704— 76 88, 89
2.708—81 90
2.747-68 90 , 2.770—68 85, 86
2.780— 68 88, 89
2.781— 68 88
2.782— 68 88
2.784-70 88 6—78 221 7 1—76 209 7 4-77 2И)
7.11 — 78 201, 210, 213 7.12 — 77 201, 210, 213 8 417-81 206, 206 12.1.003-76 46 13 102—80 198 27.002 — 83 23 193 — 79 179 380—71 215 493 — 79 220 535 — 79 217, 218
591—69 105, 106, 190, 190 613 — 79 220 801—78 217 977-75 106
1050 — 74 34, 106, 215 1051—73 218 1139-80 112, 165 1215—79 219
1284.1—80 55, 188, 189 1284.2—80 55, 188
1284.3-80 55, 188, 189 1320—74 22(Г 1412-79 106, 218 1414—75 215 1435—74 217 1585-79 219 1643-81 178, 180, 185 1758-81 178, 180 2144-76 52, 53, 180 2185—66 180 2466-80 107 2590 — 71 217 2591-71 217 2685-75 220
2789-73 148, 149, 152, 170 3325 — 55 154 3625-71 180 3675-81 178, 180 4543-71 106, 216 4608-81 175, 177 5813 — 76 188 5950-73 217 6033-80 112, 166 6636—69 58. 108, 122 7293—79 219 7417—75 218 7769-82 219 8239-72 218 8240—72 218 8338-75 212 8509—72 218 8510-72 218 8560-78 218 8593-81 108 8790-79 112 8820-69 ПО 8908-81 171, 173 9178-81 180 9368-81 180 9562-81 177 9563—60 179 9587-81 179 9774-81 180 10007 — 80 221 10242—84* 180 10292-74 221 10549—80 109 10748-79 112 10851—73 221 10948-64 ПО 11710—66 194 — 190 12080-66 109 12081-71 12, 109 12208-66 112 12289-76 189 13506-81 18Q
13568-75 56
13576 — 81 105, 106, 190, 192
13744-76 221
13754 — 81 100, 179
13755-81 99, 179
13913-78 221
14034—74 19, ПО
14186—69 176
14955-77 218
14959 — 79 216
14906-77 221
15023-76 179
15809—70 221
16093-81 174, 175
16202-81 179
16523 — 70 217
16530-70 179
16531-70 179
16532-70 179 1ЯЯ
17383-73 104» 188
17696-80 179
17711-80 219
18498-73 179
18854-82 60
18855—82 60
19036-81 179
19242 — 73 180
19274 — 73 179
19282 — 73 215
19459-74 221
19587-74 179
19650-74 179
19672 — 74 179
19904-74 217
20184—81 179
20437-75 221
20889-80 104
20898-80 188
21354-75 47, (go
22061-76 148, J92
22366-77 220
22850-77 179
23360-78 И2, 161
24068 — 80 112
24069 — 80 112
24070-80 112
24071-80 112. 163
24642-81 138
24643-81 143. 151, 152, 161, 171
192
Давление звуковое — Допускаемые уровни на рабочих местах 46
Детали машин типовые — Конструирование 93— 119
Диаметр — Условное обозначение на чертежах 74
Дисбаланс допускаемый 148
Документация конструкторская — Обозначение изделий и конструкторских документов 8. 9 — Сокращение слов 213, 214 — Стадии разработки 6, 8 — рабочая проекта — Монтажный чертеж 20 — Сборочный чертеж 17—19 — Чертежи деталей 19, 20
Долговечность изделия — Расчет 30—32 — циклическая 30, 31
Допуск — Единица допуска 122 — Понятие 121 — Формула 124
Допуски — Значения для размеров до 500 мм
— расположения осей — Выбор 139 — Указания на чертежах 145 — Числовые значения 146, 147
«— формы и расположения поверхностей — Выбор степени точности 143 — Классификация 138 — Условные обозначения на чертежах 140 — 142 — Числовые значения 144, 145
Допуски и посадки — Предельные отклонения размеров 131 — 135 — изделий из пластмасс 194 — 196
Жесткость деталей — Расчет 36, • 37 Задание на проектирование — Содержание 4
Зазор — Понятие 121
Законы изнашивания — Формулы 42
Записка пояснительная — Введение 191 — Единицы физических величин 205, 206 — Изложение текста 200, 201 — Иллюстрации 207, 208 — Оглавление 199 — Приложения 210 — Примечания 206, 207 — Построение проекта 200 — Построение таблиц 209 — Символы и знаки 2Q1—203 — Список литературы 209, 210 — Техническое задание 199 — Титульный лист 198, 199 — Формулы 203—205 — Числа в тексте 201
Звездочки — Конструирование 105—107
Зубчатые передачи 177 — Гарантированный боковой зазор цилиндрических передач 185
— Допускаемые скорости и области применения 181
— Материалы 49
— Напряжения изгиба допускаемые 5f
•— Напряжения контактные ' допускаемые 47
— Нормы точности 185 — 187
— Основные стандарты 179, 180
— Расчет на прочность 4 7—52
— Соответствие между показателями точности и бокового зазора 183, 184
— Структура и пример обозначения 178
Изгиб чистый — Расчет напряжений 26 Износостойкость — Классификация сопряжений по условиям изнашивания 41 — Расчет 41—46
Квадрат — Указание на чертежах 74
Квалитеты — Назначение и выбор 129-Понятие 122
Квантиль нормального распределения — Формула 33 1
Колебания — Расчет 38 — 41
Колеса винтовые — Выполнение чертежей 98, 101, 102
— зубчатые конические — Выполнение чертежей 95—100
— зубчатые цилиндрические — Выполнение чертежей 95 — 100
— червячные — Выполнение чертежей 98, 101, 102
Конические соединения—Виды допусков 171 — Параметры и область применения 172 — Числовые значения допусков углов 173 Конструкции металлические — Выполнение чертежей 112, 113
Конусность — Изображение на чертежах 68 — Условное обозначение 74
Корпуса — Конструктивное оформление 113 — 115 — Минимальная толщина наружных стенок отливок 118
Коэффициент деформации чердяка 53 • — диаметра червяка 52 — жесткости одномассовой системы 39, 40 — запаса прочности 25, 30 -— запаса'прочности при переменных напряжениях 27—29 — запаса устойчивости 37 — концентрации напряжений эффективный 28
Кручение — Расчет напряжений 26
Латуни литейные — Марки, назначение 219, 220
Линии, используемые на чертежах и схемах 66
— размерные 75
Линия нулевая — Определение 121
Литера документов 6
Масштабы изображения 65 Материалы — Выбор 118, 119 — металлокерамические — Марки, назначение 220
Мора формула 36
Надежность изделий — Основные понятия теории надежности 23, 24
Направляющие 112
Напряжения допускаемые для пластичных материалов — Формула 26
— для хрупких материалов — Формула 26 Натяг — Понятие 122
Обработка термическая — Обозначение на чертежах 82, 83
Оси — Основные конструктивные элементы 107 — 111 — Расчет на прочность 58, 59
ОС Г 6-06-14-70 221
3805114 — 76 188
Отверстие — Обозначение глубины 74 —* Понятие 121
Отклонение размера — Понятие 121
Отклонения размеров предельные 131 — 135
Отливки — Правила выполнения чертежей 116, 117
Передачи зубчатые — см. Зубчатые передачи
—• ременные — см. Ременные передачи — цепные — см. Цепные передачи
— червячные — см. Червячные передачи
Пластики древесно-слоистые — Марки, назначение 221
Плиты фундаментные — Конструкции 116-118
Подшипники качения — Виды нагружения колец 153
— Допуски формы поверхностей валов и отверстий корпусов 157
Подбор 60
— Расположение полей допусков 154
— Расчет 60, 61
— Рекомендуемые поля допусков 154 — 156
— Торцовое биение заплечиков 156
— Шероховатость поверхностей посадки подшипников 157
Подшипники скольжения — Допуски формы и расположения поверхностей 161 — Основные характеристики для различных машин 158
— Параметры шероховатости рабочей поверхности втулок (вкладышей) и валов 160
— Рекомендуемые посадки вала в подшипник 159
— Рекомендуемые посадки металлических втулок и вкладышей в корпус 160 Покрытия — Обозначение на чертежах 82 Поле допуска — Обозначение 125 — Понятие 121
Посадка — Понятие 121
Посадки — Выбор вида 125, 428, 129
— Выбор системы 125
— Примеры применения 128
— Рекомендуемые в системе вала при номинальных размерах от I до 500 мм 127
— Рекомендуемые в системе отверстия при номинальных размерах от 1 до '500 мм 126
Предел выносливости детали — Формула 28 Предложение техническое — Разработка
10 —12—Составление ведомостей 212, 223
Прогнозирование конструкции машины — Методы 7
Проект — Номенклатура документов 5 *- технический — Габаритный чертеж
15 — Разработка текстовых документов 15 —17 — Составление веда» мостей 212, 213 — Структура 13 — Чертеж общего вида 13, 14
— эскизный 12, 13 — Составление ведомостей 212, 213
Проектирование машин — Структурная схема автоматизации процесса 21, 22 — на основе системного подхода 20, 21 Профильные соединения 168—170 — Геометрические характеристики валов и вэу-лок треугольного равноосного профн/^я 169, 171 — Поле допусков диаметра Bi.ia треугольного соединения 170
Прочность — Вероятностные методы расчета 33—36 — Детерминистические методы расчета 25—32
* - контактная — Расчет 27
• — при переменных напряжениях — Расчет 27—30
— при статическом нагружении — Расчет 25—27
Пуассона коэффициент 27
Радиусы — Нанесение на чертеж детали 77 — Условное обозначение 74 — скругления — Правила нанесения на чертеже 76, 77 — Предельные отклонения 137
Размер действительный — Понятие 121 — номинальный — Понятие 121 Размеры — Нанесение на сборочных чертежах 78 — Нанесение на чертежах деталей 77, 78 — Предельные отклонения 129—137 — Указание предельных отклонений на чертежах 129, 13V — линейные 75—77
— предельные — Понятие 121
— угловые 76, 77
Разрезы — Изображение на чертежах 72* 73 — Условное обозначение 71
Рамы — Конструирование 116—118
Растяжение — Расчет напряжений 25 Расчет на прочность — см. Прочность Редукторы цилиндрические зубчатые —» Концы валов 107 — Разработка компоновки 10—12 — Разработка сборочного чертежа 17, 18
Резьбовые соединения — Выбор параметров шероховатости 177
— Длины свинчивания 174
— Поля допусков метрической резьбы 175 — Поля допусков трапецеидальной одно-заходной резьбы 177
— Расчет на прочность 62
— Условное обозначение резьб на чертежах 176
— Условное обозначение резьбового соединения 173
Ременные передачи — Нормы точности шкивов 189
* - Параметры шероховатости рабочих поверхностей канавок 188
— Расчет 55, 56
— Расчетный диаметр шкива 188, 190
Ретинакс — Марки, назначение 221
PC 656-66 112, 168
РТМ 3840545-79 55
Рэлея формула 39
Сдвиг — Расчет напряжений 25
Сечения — Изображения на чертежах 73 — Обозначение 71
Сжатие — Расчет напряжений 25 Система вала — Понятие 122
— допусков и посадок — Понятие 122
— отверстия — Понятие 122
Смятие — Расчет напряжений 25
Соединения профильные — см. Профильные соединения
— резьбовые — см. Резьбовые соединения
> — сварные — Обозначение швов 79—82 »— шлицевые — см. Шлицевые соединения *— шпоночные — см. Шпоночные соединения
Сопряжения деталей — Расчетные зависимости изнашивания 43
Спецификация — Оформление 210—212 Сплавы алюминиевые литейные — Марки, назначение 220
Стали — Марки, назначение 215—217 — Обозначение сортамента 217, 218
Стекло органическое конструкционное — Марки, назначение 221
Стеклотекстолит — Марки, назначение 221
Стрелки — Размеры и обозначения 70 СТ СЭВ 144-75 126, 131, 133, 134, 171,
194 —196 145-75 ' 177—75 221—75 -302—76 : 304—76 537-77 541-77 ' 858-78 : 1182—78 1412—78 1413—78 1414-78 _ — Обозначение 74 — Виды, типы и общие требования
124, 196 124 47
130 176
12 47 19
I 19 I 47
I 47 I 47
Сфера Схемы 84 — гидравлические 88—90 — кинематические 85—88 — пневматические 88—90 — электрические 90—93
Твердость материалов — Обозначение на чертежах 82, 83
Текстолит — Марки, назначение 221
Требования технические — Указание на
чертеже 83, 84
Углы — Предельные отклонения 136
Уклон — Изображение на чертежах 68 — Обозначение 74
Уровень — Обозначение 74
Условие прочности при статическом нагружении 25, 26
Устойчивость — Расчет 37, 38
Фаски — Предельные отклонения 137
Фторопласт — Марки, назначение 221
Характеристики технические — Указание на чертежах 83
Цепные передачи 190—193, 196 ч- Расчет 56, 57
• — Точность изготовления зубьев звездочек втулочных и роликовых цепей 191
— Точность изготовления зубьев звездочек зубчатых цепей 192
Червяки — Конструирование и разработка чертежей 102 — 104
Червячные передачи 177 — Допускаемые контактные напряжения 53
— Нормы точности 187
— Основные стандарты 179, 180
— Расчет на прочность 52—55
— Рекомендации по выбору степени точности и параметров шерохрватости 182
— Соответствие между показателями точности и бокового зазора 184
Чертежи — Изображение предметов 67—» 74 — Нанесение обозначений покрытий и термической обработки 82—83 — Основная надпись 63, 64 — Разбиение на зоны 65 — Структура чертежей деталей сборочных единиц 63—66 — Форматы 63
— деталей — Нанесение размеров 77, 78 — сборочные — Нанесение размеров 78 Числа размерные — Правила нанесения 76 Чугуны — Марки, назначение 218, 219
Шероховатость поверхности — Выбор и указание на чертеже 149—151 — Знак 148 — Обозначение 148, 149 — сварных швов — Обозначение 80 Шестерни — Рекомендуемое значение чисел зубьев 51 )
Шкивы — Конструирование 104, 105 Шлицевые соединения — Выполнение чер-
тежей 112 — Расчет на прочность 61 — прямобочные — Выбор способа центри-
рования 164 — Допуски 165 — Структура условных обозначений 164, 165
— треугольные 166, 168 — Предельные отклонения 169 — Структура условного обозначения 168
— эвольвентные — Выбор способа центрирования 165, J66 — Допуски 167 — Структура условного обозначения 166
Шпоночные соединения 161 — Выполнение чертежей 112
— Допуски параллельности и симметричности расположения пазов и отверстий на валу 163
— Поля допусков основного посадочного размера соединений с призматическими шпонками и область применения посадок 162
— Поля допусков основного посадочного размера соединений с сегментными шпонками 163
— Предельные отклонения глубины пазов на валу и во втулке 32
— Расчет на прочность 61
Шум — Предельные значения 46
Эйлера формула 37
Предисловие......................................................... 3
Глава 1. Основы проектирования ..................................... 4
Цель и задачи проектирования ................................
Прогнозирование конструкции машины ..........................
Стадии проектирования........................................
Техническое предложение....................................
Эскизный проект............................................
Технический проект . ............................*.........
Рабочая документация.......................................
Методы проектирования .......................................
Основные понятия теории надежности...........................
Глава 2. Расчеты деталей при проектировании................... .
Детерминистические методы расчета на прочность...............
Вероятностные методы расчета на прочность....................
Расчеты на жесткость.....................*.......... . . . .
Расчеты на устойчивость •....................................
Расчеты на колебания ..................................
Расчеты на износостойкость...................................
Определение шумовых характеристик............................
Расчеты типовых деталей .....................................
Зубчатые передачи..........................................
Червячные передачи.........................................
Ременные передачи..........................................
Цепные передачи............................................
Валы и оси ................................................
Подшипники качения.........................................
Соединения ................................................
Глава 3. Разработка чертежей и схем по ЕСКД. ....................
Форматы, основные надписи, масштабы и линии..................
'Изображения предметов ......................................
Указание размеров ..........................................
Обозначение швов сварных соединений .........................
Нанесение на чертежах обозначений покрытий, термической и других видов обработки .........................................
Указание технических требований и технической характеристики Схемы........................................................
Кинематические схемы ........................................
Гидравлические и пневматические схемы . ...................
Электрические схемы .......................................
Конструирование типовых деталей машин.......................
Детали передач ............................................
Валы и оси ................................................
Соединения деталей ........................................
Металлические конструкции..................................
Корпусные детали...........................................
Плиты и рамы................................................ 116
Выбор материалов............................................. 118
Глава 4. Разработка чертежей по ЕСДП СЭВ.............................. 120
Термины, обозначения и определения.............................. Г20
Применение ЕСДП СЭВ для гладких цилиндрических и плоских соединений...................................................... 124
Выбор системы посадок....................................... 125
Выбор вида посадок ......................................... 125
Предельные отклонения размеров.............................. 129
Отклонения и допуски формы и расположения поверхностей . . 137
Шероховатость поверхности.................................. 148
Допуски, посадки и шероховатость поверхностей типовых деталей 153
Подшипники . . . . :........................................ 153
Соединения................................................... 161
Передачи ....................................................... 177
Допуски и посадки изделий из пластмасс........................... 194
Глава 5. Оформление текстовой документации проекта................ 197
Пояснительная записка ........................................ 198
Спецификация...................................................210
Ведомости технического предложения, эскизного и технического проектов................................................... 212
Сокращение слов и словосочетаний в документации............... 213
Приложения........................................................ 215
Список литературы................................................. 234
Предметный указатель.............................................. 235
ИБ № 3952
Николай Данилович Тарабасов, Петр Николаевич У чаев
ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ И УЗЛОВ МАШИНОСТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Редактор Т. С, Грачева Художественный редактор С, С, Водчиц Технический редактор В. И. Орешкина Переплет художника Е. В. Бекетова Корректоры И. Борейшй и Л. М. Усачева
. Сдано в набор 12.01.83. Подписано в печать 13.10.83. Т-17445. Формат бОХЭО1/^ Бумага типографская № £• Гарнитура литературная. Печать высокая. Усл. печ. л. 15,0. Усл. кр.-отт. 15,0. Уч.-изд. л. 20,39. Тираж 67 000 экз. Заказ 325. Цена 1 р. 50 к.
Ордена Трудового Красного Знамени издательство «Машиностроение», 107076, Москва, Б-76, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой - Союзполиграфпрома при Государственном кбмитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.