/























































































































































































Text
КОРРОЗИЯ
ОРУЖИЯ
иБОЕПРИПАСОВ
ИНЖЕНЕР-ПОДПОЛКОВНИК
ПОДДУБНЫЙ В. Н.
Лауреат Сталинской премии. Кандидат Технических наук
КОРРОЗИЯ ОРУЖИЯ
и
БОЕПРИПАСОВ
Перед пользованием книгой внести следующие исправления:
Стр.
Строка
Напечатано
Должно быть
39
111
5 сверху
утойчив.
устойчив.
текст под
в канале нарезов
в канале ствола
127
рис. 47 11 снизу
„В настоящее время
В настоящее время
147
19 сверху
все корпуса снарядов . . .“ и т. д. до слов . . без перекраски в течение длительного времени*1.
Серная кислота 0,6
корпуса снарядов на механическом заводе не грунтуются.
Серная кислота 0,5
204
14 снизу
нормальная настоящее время с
нормальная настоящее время в
Зак. 1028.
ВОЕННОЕ ИЗДАТЕЛЬСТВО МИНИСТЕРСТВА ВООРУЖЕННЫХ СИЛ СОЮЗА ССР МОСКВА—1946
ПОДДУБНЫЙ В. Н.
Коррозия оружия и боеприпасов
В книге рассмотрены причины, вызывающие коррозию стрелкового оружия и артиллерийских орудий, а также указаны способы борьбы с ней и методы предохранения от коррозии предметов вооружения и боеприпасов. Книга рассчитана на инженерно-технический офицерский состав Красной Армии.
СОДЕРЖАНИЕ
Предисловие 4
I. Введение . 5
II. Основы теории коррозии 10
III. Коррозионная стойкость основных металлов и сплавов 26
1. Коррозия стали —
2. Коррозия цветных металлов и сплавов 33
3. Коррозия соприкасающихся металлов 39
IV. Коррозия противооткатных устройств артиллерийских орудий ... 44
1. Общие сведения о жидкостях —
2. Коррозия деталей противооткатных устройств 48
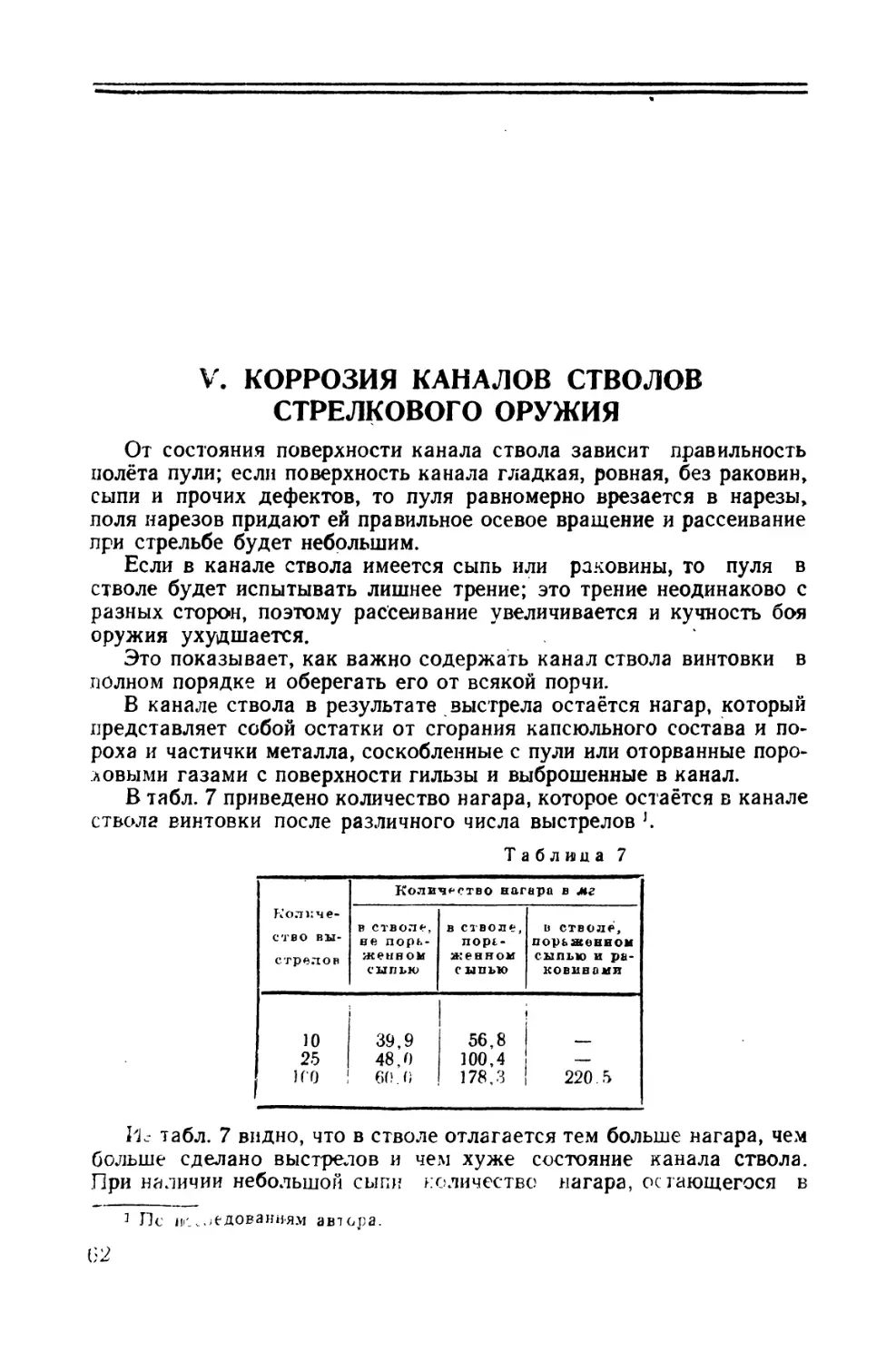
V. Коррозия каналов стволов стрелкового оружия 62
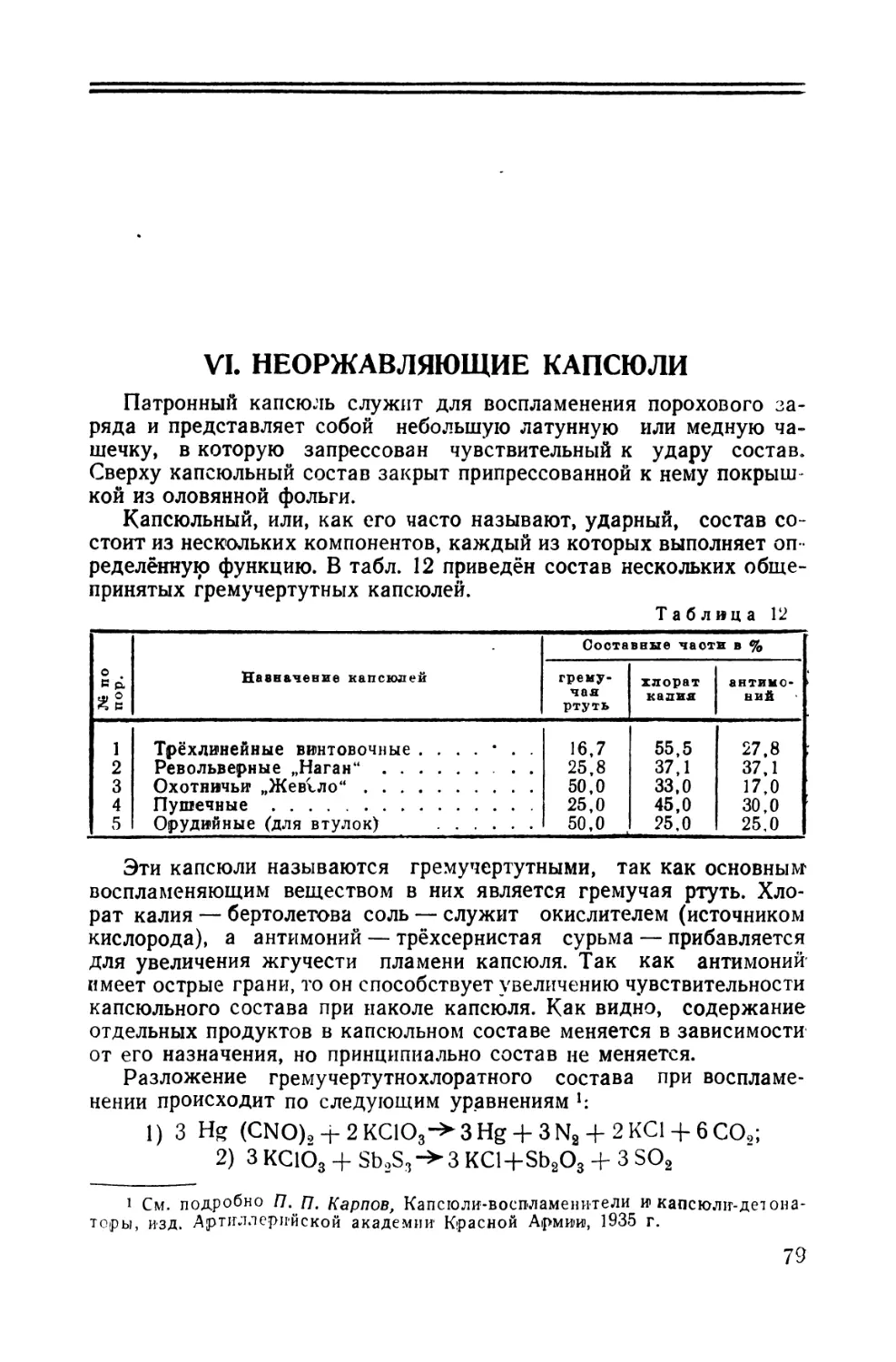
VI. Неоржавляющие капсюли 79
VII. Материалы, применяемые для удаления нагара 84
1. Очистительные составы —
2. Удаление нерастворимого нагара 88
VIII. Чистка оружия 90
1. Чистка стрелкового оружия —
2. Чистка орудийных стволов 99
IX. Удаление металлического нагара из стволов стрелкового оружия . . 101
X. Омеднение орудийных стволов 110
XI. Размеднение каналов орудийных стволов 121
XII. Коррозия боеприпасов 127
XIII. Очистка от ржавчины и от окалины 131
XIV. Металлические покрытия 135
1. Цинкование 141
2. Кадмирование 144
3. Лужение 145
4. Меднение 147
5. Латунирование 148
6. Никелирование 149
7. Хромирование 150
8. Водородная хрупкость 152
XV. Защита окисными и фосфатными плёнками 153
1. Воронение —
2. Кислотное воронение 154
3. Щелочное оксидирование 155
4. Фосфатирование 157
XVI. Артиллерийские смазки 164
1 Номенклатура и назначение смазок —
2. Определение качества смазок 177
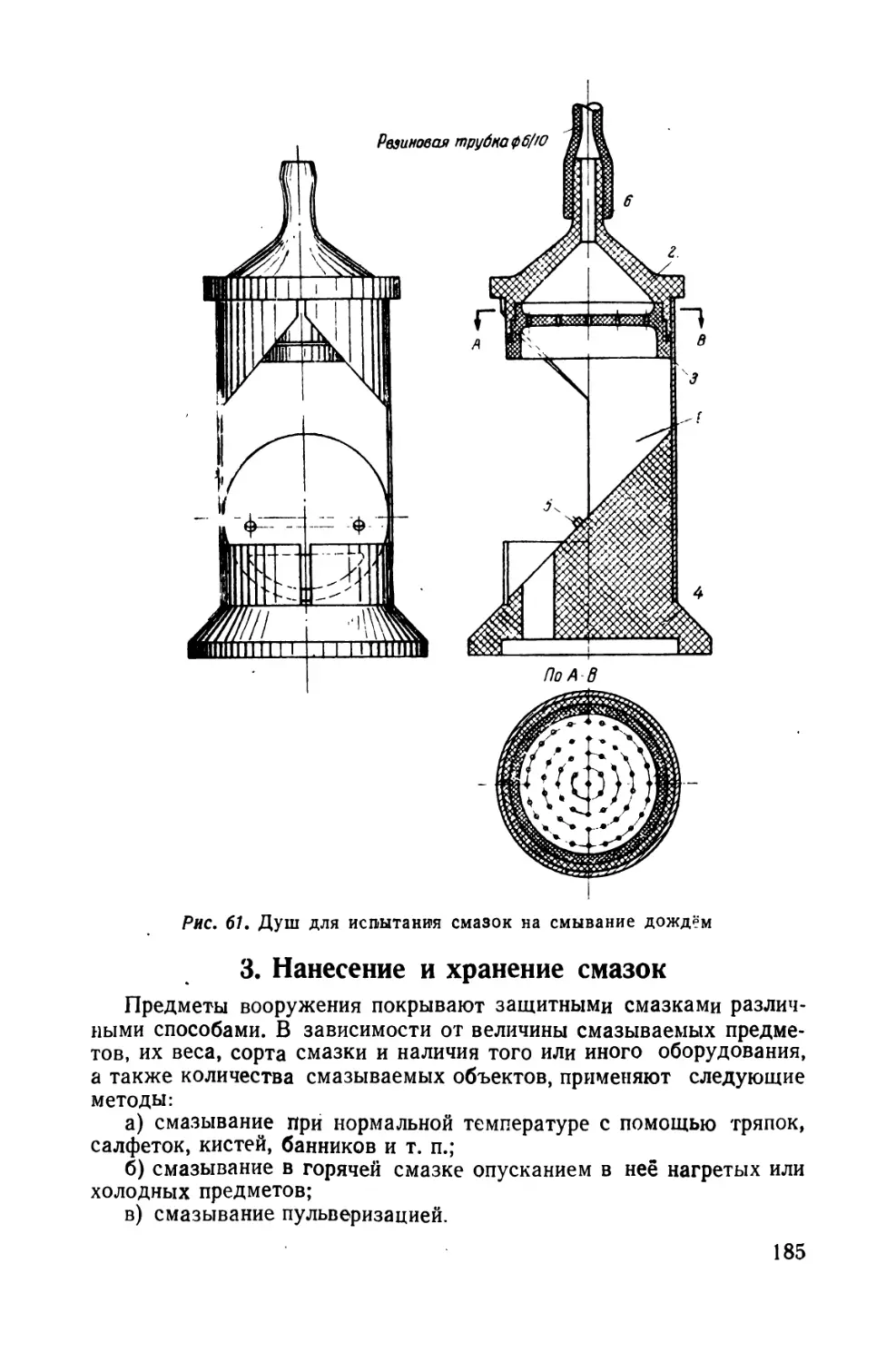
3. Нанесение и хранение смазок 185
XVII. Защита окраской и лакировкой 190
1. Краски —
2. Олифы и сикативы 200
3. Лаки и эмали 204
Краткий указатель основной литературы по борьбе с коррозией металлов
(на русском языке) 215
ПРЕДИСЛОВИЕ
В обширной русской и зарубежной литературе по борьбе с коррозией металлов вопросы коррозии вооружения и боеприпасов почти совершенно не освещены. Только в специальной, главным образом официальной и охотничьей литературе и в популярных брошюрах по стрелковому делу можно найти указания по чистке стволов и уходу за оружием, а также правила хранения и сбережения боеприпасов. Эти практические указания, однако, недостаточны для понимания тех процессов коррозии, в которых должен разбираться военный инженер или техник и всякий, кому доверены приемка, хранение или эксплоатация нашей артиллерийской и стрелковой техники.
Цель этой книги — ознакомить военных инженеров и техников, а также офицеров-артиллеристов с методами борьбы с коррозией вооружения и боеприпасов и таким образом несколько заполнить указанный пробел.
Автор счёл необходимым изложить в книге также вопросы борьбы с омеднением орудийных стволов и способы удаления меди и других металлических остатков, отлагающихся в стволах артиллерийских орудий и стрелкового оружия, так как эти вопросы • тесно .сплетаются С вопросами борьбы с коррозией и тоже почти совершенно не освещены в литературе.
Несколько меньше места уделено заводским методам предохранения оружия от коррозии, так как книга рассчитана на военных .инженеров и военных техников.
При составлении книги автор положил в основу способы борьбы с коррозией, утверждённые или одобренные Артиллерийским Комитетом Главного Артиллерийского Управления, а также использовал существующие официальные документы и издания; одной из задач книги является научное освещение этих способов, обычно отсутствующее в официальной и популярной литературе.
Настоящая книга, конечно, не лишена недостатков, и автор заранее благодарит всех, кто пришлёт ему свои замечания и пожелания.
I. ВВЕДЕНИЕ
Коррозией называется поверхностное разрушение металлов или металлических сплавов, вызываемое химическими или электрохимическими процессами. Примеры такого разрушения общеизвестны: ржавление стали, потемнение и позеленение медных и латунных предметов, тускнение и почернение серебра и т. п.
Потери от коррозии очень велики — они достигают в среднем 2% общего веса потребляемой металлической продукции. Убытки, которые в связи с этим терпит тяжёлая промышленность мира, исчислялись до войны в сумме 5 млрд руб. золотом в год.
Современные армии оснащены огромным количеством вооружения, боеприпасов, средств транспорта и других предметов, в основном сделанных из металла.
Для борьбы с разрушительным воздействием окружающей среды прежде всего требуются научные знания. Не понимая причин, вызывающих коррозию, трудно вести правильную борьбу с ней. Нужно учесть, что разрушительное действие коррозии не одинаково в различной обстановке, поэтому нельзя дать готовые, стандартные указания на все случаи, встречающиеся в практике; часто, не понимая явления и слепо применяя готовый рецепт в изменившейся обстановке, получают отрицательный результат.
При изучении коррозии вооружения и боеприпасов необходимо прежде всего рассмотреть ту среду, в которой находятся и действуют эти изделия.
Интенсивность коррозии зависит от климата, времени года и условий эксплоатации или хранения.
Климат СССР весьма разнообразен: на южных границах летняя температура воздуха доходит до +50°, в зимнее время на восточных границах средняя температура воздуха — 36°; временами она может понижаться до —60°.
Кроме того, колебания температуры в течение суток обычно составляют 10—15°, иногда они достигают 50°.
При эксплоатации вооружения могут встретиться условия, при которых температура окружающего воздуха особенно резко меняется, например при высотных полётах. В летнее время температура воздуха, окружающего самолёт, может меняться в продолжение нескольких десятков минут от +30° до —50°, т. е. на 80°, и даже больше.
5
На интенсивность коррозии влияет и влажность воздуха, но если поверхность металла чиста, то коррозии не наблюдается до момента наступления стопроцентной влажности 1. При стопроцентной влажности капли воды конденсируются на поверхности металла, и под действием их происходит электрохимическая коррозия, которая называется влажной атмосферной коррозией.
Процесс коррозии при наличии на поверхности металла старых продуктов коррозии или пыли происходит уже при относительной влажности 60—70%; этот вид атмосферной коррозии называют сухой атмосферной коррозией.
Сильной коррозии в атмосфере подвержены детали, имеющие более низкую температуру, чем окружающая их атмосфера. На таких деталях конденсируется (собирается) атмосферная влага.
Таким образом, наиболее сильная атмосферная коррозия происходит при осаждении росы. Это очень важное положение, а на него, к сожалению, мало обращают внимания; предметы вооружения и боеприпасы почти во всех условиях эксплоатации, хранения и перевозок подвергаются действию росы.
Выделение росы (отпотевание) на предметах вооружения наблюдается не только при изменении погоды в рамках года (годовой «цикл росы»), в рамках суток (суточные «циклы росы»), но также во всех случаях изменения температуры и влажности окружающего воздуха. Внесение холодного оружия в тёплое помещение обычно сопровождается конденсацией влаги и появлением росы. Если предметы охлаждены до ' температуры ниже 0°, то осаждающаяся на них влага может замёрзнуть, и при этом образуется иней.
На деталях вооружения, хранящихся на складах в открытом виде и в герметической укупорке, также конденсируется влага. Если склад не отапливается, то на охлаждённый за зиму металл весной из тёплого влажного воздуха будет осаждаться роса. Предотвратить осаждение росы можно только подогреванием и сушкой воздуха. Кроме годовых и суточных «циклов росы», осаждение её наблюдается и при резких изменениях погоды. В этих случаях росы бывает сравнительно немного, осаждение её может быть незаметным на-глаз, но для развития коррозии мельчайших капелек воды вполне достаточно.
Осаждение росы может происходить также и на предметах, хранящихся в герметически закупоренных (запаянных) железных ящиках. Укупорка обычно производится при температуре 20° и при относительной влажности 70%; такой воздух считается сухим.
Если воздух в запаянном при упаковке ящике имеет объём 10 л, температуру 20° и относительную влажность 70% (0,70), то, следовательно, в ящике заключено 17,39 X 0,7 X Ю = 122 мг воды?
При охлаждении ящика до 0° в воздухе останется 4.58ХЮ = = 45,8 мг воды, а 76,2 мг выделяется в виде росы2.
1 В. О. Крен иг, Коррозия металлов, изд. 1938 г., стр. 112. в Здесь 17,39 и 4,58 — содержание водяных паров в 1 л воздуха в мг, насыщающих его при температурах 20° н 0°С.
6
Во время наружного охлаждения роса будет осаждаться на стенках ящика, как на наиболее холодной поверхности. Однако после того как приток холода извне прекратится и ящик начнёт нагреваться, влага с его стенок будет испаряться и осаждаться в виде росы на более холодных предметах, упакованных внутри ящика.
Если в хранилище нет резких изменений температуры, а наблюдается только постепенное изменение её в зависимости от времени года, то процесс осаждения росы происходит весной при наступлении потепления после зимы.
Такой же точно процесс происходит и в деревянных ящиках, плотных, хотя и негерметичных. В этом случае условия для осаждения росы на предметах, находящихся в ящике, более благоприятны, так как при наличии сырых досок воздух, находящийся в ящике, насыщается влагой при всех температурах. По мере осаждения росы на предметах, находящихся в ящике, воздух вновь насыщается влагой из досок; количество влаги, осевшей в виде росы, в этом случае должно быть значительно больше того количества, которое содержится в объёме воздуха, находящегося в ящике.
Между прочим, процесс отпотевания, происходящий весной, способствует коррозии, которая обнаруживается только летом, гак как для проникания влаги и развития коррозии необходимо время.
Явление конденсации влаги и выделение росы наблюдаются в продолжение всего времени хранения предметов вооружения, а конденсационная влага («роса») является основным реагентом, вызывающим коррозию деталей вооружения.
Важными коррозионными факторами являются также дождь и снег.
В дождевой воде содержатся коррозионно-активные примеси: аммиак, окислы азота и др.; количество аммиака в осадках колеблется от 1,5 до 3,7 мг/л, а количество азотной кислоты довольно постоянно — 0,7 мг/л. Следовательно, дождевая вода должна иметь щелочную реакцию.
Химический анализ дождевой воды показал, что в ней содержится небольшое количество морской соли и притом не только у бе • рега моря, но и на расстоянии 1 500 км от него. В среднем на 1 л осадкрв приходится 6,5 мг морской соли; частицы морской соли, находящиеся в верхних слоях атмосферы, служат ядрами конденсации паров воды. Поваренная соль содержится и в нижних слоях воздуха, особенно вблизи морей. Содержание поваренной соли в воздухе на берегу моря достигает 0,85 мг/мя. Большое количество соля содержится в воздухе при ветре со стороны солончаков и пустынь.
В капельках тумана и в росе также содержится небольшое количество поваренной соли. Концентрация соли в атмосферных осадках невелика, однако при высыхании капель воды на поверхности металла она сильно увеличивается, и в некоторый момент раствор достигает своего насыщения. При этом коррозионные процессы должны протекать так же, как в концентрированных растворах соответствующих солей, т. е. весьма интенсивно.
В книге рассматриваются теоретические основы и общие случаи коррозии металлов и сплавов, а также спецальные вопросы корро¬
7
зии артиллерийской техники, возникающие при эксплоатации вооружения и при хранении его. При изготовлении, перевозке, хранении и эксплоатации артиллерийской техники возникает много таких вопросов; для разрешения их часто бывает необходимо применить специальные методы борьбы с коррозией. Дальнейшее развитие артиллерии заставляет искать новые методы, поэтому нужно тщательно изучать коррозионные явления, встречающиеся на практике.
Ряд коррозионных вопросов, возникающих при эксплоатации и хранении артиллерийского вооружения, имеет много общего с вопросами, возникающими при хранении и эксплоатации транспортного и промышленного оборудования и разрешается обычными, общепринятыми в технике способами борьбы с коррозией.
К таким вопросам относится вопрос об обычной атмосферной коррозии поверхностей металлических предметов — артиллерийских орудий, зарядных ящиков, транспортных средств и т. п., происходящей под действием дождя, тумана, конденсационной влаги, пыли и грязи. При этом поражение незащищённой стали представляет собой различные виды ржавления.
Для защиты от коррозии в таких случаях применяют обычные способы и чаще всего окраску и смазку.
Для защиты от коррозии стальных деталей стрелкового оружия широко применяют оксидирование, т. е. искусственное образование на поверхности стали тонкой защитной плёнки окислов железа, так как одного смазывания поверхности деталей стрелкового оружия защитными смазками недостаточно для того, чтобы защитить оружие от коррозии.
Коррозия стальных предметов вооружения, окрашенных и оксидированных, зависит в основном' от прочности защитной плёнки краски или оксидного слоя.
При хранении и эксплоатации вооружения, а также при хранении и тра1нспортировке боеприпасов необходимо тщательно следить за сохранением защитной плёнки (окраски, плёнки лака, оксидного слоя и т. п.). Однако полностью сохранить защитные плёнки в течение длительного времени далеко не всегда удаётся, даже при хранении новой артиллерийской техники на военных базах. При периодических осмотрах и при переброске хранящегося имущества из одного хранилища в другое материальная часть и боеприпасы подвергаются ударам, трению о стенки тары и о прокладки в ящиках (снаряды, мины и т. п.), отчего слой краски или лака повреждается и в таких местах происходит коррозионное разрушение металла. От физико-химического воздействия тепла, холода, света, атмосферных осадков, конденсационной влаги и т. п. происходит ослабление, а при более длительном воздействии и полное разрушение защитных плёнок.
В обычных атмосферных условиях коррозия незащищённой стали протекает довольно быстро и размеры ответственных деталей орудий и стрелкового оружия, снарядов и т. п. могут заметно измениться. При этом быстро ухудшается качество поверхности (шлифовки или полировки), вследствие чего снижается категория изделий, а в некоторых случаях изделия приходят в полную негодность.
8
При отсутствии надлежащего ухода особенно быстро ржавеет стрелковое оружие. Во время эксплоатации, когда оружие находится у бойцов, оксидный слой вследствие его малой механической прочности стирается, и сталь обнажается. При отсутствии смазки на месте с повреждённым оксидным покрытием развивается сильная коррозия стали, особенно если на оружии происходит конденсация влаги вследствие изменения температуры и влажности воздуха.
Для предохранения оксидированных деталей стрелкового оружия от атмосферной коррозии необходимо бережно относиться к оружию, своевременно чистить его и смазывать доброкачественными смазками согласно установленным правилам.
Защита наружных поверхностей вооружения и боеприпасов от коррозии в основном сводится к нанесению защитных покрытий, а во время эксплоатации — к тщательной и своевременной чистке и смазке.
При эксплоатации вооружения, однако, возникают вопросы, для правильного разрешения которых требуются специальные указания.
К таким вопросам относятся: коррозия противооткатных устройств артиллерийских орудий, коррозия каналов стволов стрелкового оружия, коррозия и омеднение каналов стволов артиллерийских орудий, а также некоторые технологические факторы, так или иначе оказывающие влияние на эксплоатационные качества предметов вооружения и боеприпасов.
Все эти вопросы рассмотрены в специальных главах настоящей книги.
II. ОСНОВЫ ТЕОРИИ КОРРОЗИИ
Явления химического разрушения металлов (ржавление железа, потемнение меди, серебра и пр.) только в начале XX в. получили правильное теоретическое освещение. В 1903 г. Витней и Кешмен, основываясь на учении Нернста, разработали электрохимическую теорию коррозии металлов, объясняющую большую часть происходящих явлений.
Различают два вида коррозии: химическую и электрохимическую. Электрохимические процессы разрушения металла происходят тогда, когда на металл действуют растворы электролитов (например водные растворы солей, кислот и т. п.), а химическая коррозия происходит в том случае, если на металл действуют неэлектролиты, например органические продукты, не проводящие электрический ток: смолы, масла, бензины и т. п., или газы (при высокой температуре).
Прежде всего познакомимся со строением и свойствами той среды, в которой происходят почти все электрохимические процессы коррозии,— с электролитами.
Электролитом называется раствор какого-либо вещества в жидкости, проводящий электрический ток с помощью ионов. К электролитам относятся- растворы солей, кислот и щелочей в воде или в спирте, а также расплавленные соли (последних мы касаться не будем).
Соли, кислоты и щелочи, растворённые в воде, обладают свойством распадаться на ионы. Так, например, поваренная соль NaCl (хлористый натрий) распадается в водном растворе на положительный ион натрия Na« (катион) и отрицательный ион хлора СГ (анион) по реакции:
NaCl^Na- + C!'.
Знак (•) обозначает положительный ион, а знак (')—отрицательный ион.
Серная кислота H2SO4 в водном растворе распадается на три иона:
HaS04^H-fH+S04"
два положительных иона водорода и один кислотный остаток — сложный анион SO/'.
10
В зависимости от свойств ионы несут на себе один или несколько элементарных электрических зарядов. Катионы (все металлы и водород) несут на себе положительные заряды; анионы (металлоиды и кислотные остатки) несут на себе соответствующее число отрицательных зарядов. Вода Н20 распадается на два иона:
Н,О^НЧ-ОН'
катион Н'—водород и анион ОН' — водный остаток.
Не следует смешивать ион с атомом и молекулой. Молекулы и атомы лишены свободных электрических зарядов, а ионы заряжены и несут на себе определённое количество электричества. Если два разноимённых иона, катион и анион, в растворе подойдут друг к другу очень близко, они могут соединиться; тогда отрицательный заряд аниона нейтрализует положительный заряд катиона, и они образуют молекулу. Например, трёхвалентный ион железа Fe " при встрече с тремя одновалентными ионами хлора СГ образует нейтральную молекулу хлорного железа FeCls.
В водном растворе реакция идёт в обоих направлениях: одна группа частиц хлорного железа (и любой соли) распадается, другая в это время соединяется. В зависимости от условий определённая часть соли в растворе в каждый данный момент находится в состоянии ионов, а остальные частицы соли находятся в состоянии соединения.
Один и тот же металл может образовать иногда несколько ионов, в зависимости от того, сколько зарядов он несёт. Так, например, железо в растворах и в солях встречается в виде двухвалентного (двухзарядного) катиона Fe" (так называемое закисное железо) и трёхвалентного катиона Fe " (окисное железо).
Химические свойства таких неодинаково заряженных ионов совершенно различны. Ионы могут переходить друг в друга, если удастся их «восстановить», т. е. отнять от них электрические заряды, или «окислить» их, т. е. придать им то или иное количество электрических зарядов.
Мы останавливаемся на ионах потому, что они являются основными участниками всякого коррозионного процесса. Все металлы, растворяясь, превращаются из молекул и атомов в ионы, а выделяясь пбд влиянием химических реакций или электрического тока, из ионов превращаются в атомы и молекулы, т. е. в то состояние, которое мы называем металлическим.
Ион водорода, обладающий свойствами металлического иона, играет в большинстве коррозионных процессов первостепенную роль; он несёт один положительный заряд и при электролитическом разложении воды выделяется на отрицательном электроде.
Концентрация ионов водорода в растворе может изменяться в широких пределах и является наиболее общей характеристикой всякого раствора: чем раствор кислотнее, тем больше в нём водородных ионов.
Опыты и научные наблюдения подтверждают правильность электрохимической теории коррозии. В настоящее время её можно считать единственной действительно научной теорией.
П
Подробно эта теория излагается в различных трудах по коррозии *, здесь же мы остановимся на самых основных принципах.
Если опустить металл в какой-либо электролит, то он приобретает некоторый электрический потенциал. Каждый металл имеет определённое стремление посылать в раствор свои положительные ионы. Это стремление Нернст назвал упругостью растворения. Переходу ионов из металла в раствор препятствуют ионы металла, находящиеся в растворе. Это сопротивление раствора называется осмотическим давлением ионов.
Согласно Нернсту, при погружении металла в раствор могут наблюдаться три случая (рис. 1).
—-Ж
И
_
+ + + +
~+
— —
—
+ +
+
—
+ +
■*-
1_ ±-
—
+ +
—
±
++++
4-
4-
+~
■f + •
Г"
1 — —
я 6 в
Рис. 1. Три случая упругости растворения металла в электролите
1. Упругость растворения металла больше осмотического давления ионов (рис. 1, а). В раствор переходят положительно заряженные ионы; они удерживаются вблизи поверхности металла отрицательными зарядами, оставшимися в металле, и в результате металл заряжается отрицательно, а раствор вблизи металла заряжается положительно.
2. Упругость растворения металла меньше осмотического давления ионов металла. В этом случае положительные ионы раствора располагаются на поверхности металла, и, согласно схеме (рис. 1, в), металл заряжается положительно, а раствор в непосредственной к нему близости будет заряжен отрицательно.
3. Упругость растворения металла равна осмотическому давлению! ионов металла.
При этом никакого перехода ионов ни в том, ни в другом направлении не происходит; потенциал металла равен нулю (рис. 1, б). .
В первых двух случаях на границе металла и электролита имеется «скачок потенциала». Величина этого скачка потенциала определяется разностью между электролитической упругостью растворения металла и осмотическим давлением его ионов в растворе. Она 11 Си., например, В. О. Крен и г, Коррозия металлов, 1938 г.
12
может быть вычислена теоретически и определена опытным путём; скачок потенциала, или электродный потенциал, измеряется в вольтах.
За нулевой потенциал условились считать потенциал платиновой пластинки, покрытой платиновой чернью и опущенной в двухнормальный раствор серной кислоты, через который пропускается водород. Этот условный нулевой электрод называют водородным электродом.
Для сравнения металлов между собой условились измерять их электродные потенциалы в водных растворах, содержащих 1 грамм- эквивалент ионов данного металла на 1 л. Потенциал металла, измеренный в таких условиях, называют нормальным электродным потенциалом. Нормальные электродные потенциалы, расположенные в определённом порядке, соответственно их величине и знаку, называются рядом нормальных напряжений или электрохимическим рядом напряжений. В табл. 1 приведены нормальные электродные потенциалы металлов.
Таблица 1
Электрохимический ряд напряжений
Ниименованно металлов
Электродный
процесо
Нормальны! потенциал по отношению к водороду в в
Золото
Au 2 Au*
+1,50
Ртуть .......
Hg ; Hg-
+0,86
Серебро
Ag Z Ag-
+0,80
Медь
Cu Z Cu*
+0,522
*
Cu Z Cu-
+0,345
Сурьма
Sb z Sb---
+0,20
Водород
H2 Z 2H*
±0,000
Свинец
Pb z Pb-*
—0,13
Олово
Sn Z Sn-*
—0.14
Никель
Ni Z Ni“
—0.20
Кадмий
Cd Z Cd •
-0,40
Железо
Fe Z Fe--
—0,44
Хром
Cr Z Cr ••
-0,56
Цинк
Zn Z Zn*’
—0,76
Марганец .....
Mn Z Mn • •
—1,10
Алюминий
Al Z Al***
-1,34
Магний
Mg z Mg* •
—1,87
Натрий
Na Z Na-
—2,71
Калий
К : K-
—2,92
13
Заметим, что для одного и того же металла могут быть два нормальных электродных потенциала, если этот металл при переходе в раствор образует два различных иона. Например, если медь опущена в раствор одновалентных ионов и при этом протекает электродный процесс Си Си*, то электродный потенциал меди будет равен +0,522 в, а если она опущена в раствор двухвалентных ионов (в раствор медного купороса) и при этом протекает процесс Cu Z|lCu", то её электродный потенциал будет +0,345 в.
Нормальные электродные потенциалы являются величинами, с которыми приходится считаться в практической работе по борьбе с коррозией, хотя металлы редко находятся в нормальных растворах солей того же металла. Обычно металлы находятся в растворах других солей, в кислотах или щелочах, и потенциалы их при этом резко меняются.
Электродный потенциал является характерной величиной для металла, но для правильного его использования при изучении коррозии нужно знать электродный потенциал металла в данной коррозионной среде и, кроме того, знать, как о.н »изменяется с течением времени.
Если потенциал металла становится с течением времени положи- тельнее, то, значит, металл покрывается защитной плёнкой, которая замедляет коррозию; такой металл, как правило, устойчив в данном растворе (хром, алюминий и никель в воде).
Если потенциал металла в растворе не изменяется, то процесс коррозии протекает без образования каких-либо защитных плёнок, и продукты коррозии легко удаляются с поверхности металла. Кроме того, постоянный потенциал металла показывает, что процесс коррозии более или менее устойчив (олово и цинк в соляной кислоте).
Если же потенциал металла становится отрицательнее, то коррозия имеет тенденцию к ускорению, и имеющаяся или образующаяся защитная плёнка разрушается.
Наконец, бывают случаи, когда потенциал металла колеблется— то становится поло.жительнее, то снова отрицательнее. Это указывает на образование непрочной защитной плёнки, трескающейся, отскакивающей или растворяющейся и снова образующейся. Такие случаи наблюдаются в щелочных растворах.
При определении сравнительной стойкости металлов изучают их коррозию в одной какой-либо среде. Наиболее часто для изучения коррозии применяют 3% раствор хлористого натрия. Этот раствор по своему коррозионному действию близок к морской воде.
В табл. 2 приведены электродные потенциалы металлов в 3% растворе поваренной соли, определённые Г. А. Акимовым.
В дальнейшем будут даны примеры использования электродных потенциалов металлов и сплавов.
При соприкосновении чистого металла с газом в отсутствии воды на поверхности металла вначале образуется абсорбционный слой' а 3afgiM частицы газа вступают в химическое сде'дйцение с металлом, образуя уже продукт коррозии. Доказано различными методами, что поверхность большинства металлов при доступе воздуха покрывается слоем окислов, образующих плёнку. При нормальной температуре эти плёнки очень тонки, прозрачны и поэтому невидимы.
14
Таблица 2
Металл
Потенциал по отношению к нормальному водородному вдектроду в 8% растворе N&C1 в в
Наименование металлов
Химическое обо- вначение
началь¬
ный
конечный
Серебро
Ag
+0,24
+0.20
Медь
Cu
+0,02
+0,05
Олово
Sn
—0,25
—0,25
Свинец
Pb
—0,39
-0,36
Никель 1
1 Ni
—0,13
—0,02
Кадмий .
Cd
—0,58
—0,52
Железо j
Fe
—0,39
-0,52
Хром .1
Cr
—0,02
+0.23
Цинк -
Zn
—0,83
—0,83
Марганец .
Mn
—1,05
-0,91
Алюминий
Al
-0,63
—0,53
Магний
Mg
—1,45
—
Водород 1
H2
—0,*406
—
Даже на металлах, которые считаются наиболее устойчивыми (например на платине, тантале и др.), имеется окисная плёнка; на алюминии толщина плёнки окислов достигает 0,000002 см. Окисные плёнки на воздухе образуются весьма быстро. Эванс сумел отделить окисную плёнку с поверхности железа (рис. 2). На ней остаются следы царапин, которые были на металле. Это доказывает, что окисная плёнка покрывает всю поверхность металла._Кроме кисло- рода, на металлы могут действовать находящиеся в атмосфёре”боль- 'ших городов сернистый й углекислый газы. 5та газы в соединении
с металлом. образуют.соответствующие солиь которые ,участвуют
• главным образом в электрохимической коррозии, поглощая влагу из воздуха.
Значение окисной плёнки для развития коррозии очень велико,- окисная плёнка может защищать от коррозии тот металл, на котором она образовалась.^Но не на всех металлах может образоваться окисная плёнка с защитными ~ свойствами только сплошная и плотная тогбнкгг имеет'защйтные свойства.
^плошные плёнки могут образоваться на следующих металлах: аД*2МИНии, хроме, вольфраме, марганце, железе, кобальте, никеле и меди.
1 Потенциа творах.
л Еодорода постоянен
почти во
всех нейтральных рас-
15
На поверхности натрия, калия, магния, кальция и бария образуются рыхлые окнсныё плёнки, которые нёЖщЩ^т металл'оУТИль- нейшей коррозий. ~
Кроме природы металла и реагирующей среды, на образование плёнки оказывает влияние обработка поверхности металла. На грубой, шероховатой поверхности плёнка получается не сплошная. Поэтому полированные металлические поверхности лучше противостоят коррозии (при прочих равных условиях), чем грубо обработанные, с рисками, царапинами и пр. Если целость защитной плёнки нарушена,
Рис. 2. Вед защитной плёнки, отделённой Эвансом с поверхности металла. Видны сохранившиеся царапины (увеличено)
то с течением времени повреждённое место (например царапина) «залечивается», покрываясь вновь образующейся защитной плёнкой.
Нагревание ускоряет образование окисных плёнок, которые при этом становятся значительно^олщеГЕсл'и поверхность железноТпо- ЯОСки тщательно отполир'оваТь^йакдачной бумагой и нагреть полоску с одного конца на горелке, то можно заметить, что на подогреваемом конце появляются «цвета побежалости», которые начинают как бы передвигаться от нагретого конца к холодному. Эти «цвета побежалости» появляются на железе вследствие наличия на его поверхности плёнки окислов" переменной толщины.' На рис.~3 СхёматичеСКй показано состояние поверхности Железа, нагретого с одного конца. Наличие «цветов побежалости» объясняется интерференцией световых волн различной длины, отражающихся от поверхности плёнки и от поверхности металла.
16
За к. Ю28
Синий fh/pn. ирвсн. желт Саломеи.
Ряс. 3. Схема состояния поверхности стали, нагретой с одного конца, с окисной плёнкой неодинаковой толщины
Толстая окисная плёнка (окалина) образуется на нагретом железе. Процесс образования окалины зависит от скорости воздействия кислорода на металл через уже образовавшиеся продукты коррозии (окислы). Окалина обычно состоит из трёх слоёв, каждый из которых представляет собой химическое соединение железа с кислородом.
Fe9(k I Опись-запись железа
Рис. 4. Окалина на стали. Увеличено
На рис. 4 показана структура окалины в разрезе. Непосредственно на железе лежит толстый слой закиси железа FeO. На нём лежит более тонкий слой магнитной окиси FesCV Снаружи окалину покрывает тонкий слой окиси железа Fe2Oa.
Нет почти ни одного металла, который можно было бы назвать вполне однородным по физическим и химическим свойствам.
Большая часть металлов являются сплавами. Стали являются сплавами железа с углеродом, марганцем, кремнием и др., причём в них содержится небольшое количество вредных примесей: серы и фосфора.
Структура стали зависит от содержания углерода и от термической обработки. Углерод находится в стали или в виде химического соединения с железом (Fe3C, цементит), или в состоянии твёрдого раствора (аустенит).
На рис. 5 показано строение термически не обработанной снарядной стали, содержащей 0,6% углерода. Она состоит из а-железа — феррита (белая сетка) и перлита (серое поле).
На рис. 6 показана структура инструментальной термически не обработанной стали с 1,2% углерода; строение — перлит (серое
2 Коррозия оружия и боеприпасов
17
поле) с включением игольчатого цементита. Перлит в свою очередь представляет собой эвтектоидную смесь феррита и цементита.
Таким образом, видно, что стали представляют собой сложное неоднородное тело. То, что было сказано про сталь, в такой же степени относится к большинству других сплавов. Кроме того, большинство металлов снаружи покрыто защитными плёнками, а следовательно, и поверхность их отличается неоднородностью.
Чем однороднее ме: талл или сплав, тем он более устойчив против коррозии, однако при изучении коррозии во многих случаях неоднородность^ металла пренебрегают и рассматривают металл как вполне однородный.
Главным. ЮРПОЗИШШЫМ
~ фактором ^Общчнр ^яв- 'Ийтется внешняя ^ед^ и ~йШйНо внешняя среда почти, всегда делает поверхность металла неоднородной, вызывая тем самым развитие электрохимических процессов весьма большой силы, йриводящих к интенсивному разрушению металла. жшлт4^^шслдй,£реде) В 90щем.сдаае сводится к следующей реакции:
Ме' + Н: Me* + Н
Рис. 5. Феррито-перлитное строение углеродистой стали, содержащей 0,6% углерода. Ув.х 100
металл ион
водорода
ион ' атомный металла водород
Металл переходит в раствор в виде иона и вытесняет из раствора водород. Водород, выделяясь на металле, растворяется в нём. Как только поверхность металла насытится атомами водорода, водородные ионы начинают испытывать сопротивление при выделении; это добавочное сопротивление выделению называется перенапряжением водорода на данном металле; оно измеряется, как и электродный потенциал, в вольтах или в милливольтах. На одних металлах водород испытывает большее перенапряжение (на цинке, хроме, гладкой платине и др.), на других — меньшее. Самое малое перенапряжение испытывает водород на платине, покрытой губчатым слоем очень мелко раздроблённой чёрной платины. .
Если водород перестаёт свободно выделяться, то процесс коррозии прекращается. Следовательно, для непрерывного протекания процесса коррозии необходимо, чтобы выделяющийся водород удалялся с поверхности металла.
18
Удаляться водород может физическим и химическим путём. В первом случае два атома водорода соединяются в молекулу газообразного водорода и образуют мельчайший пузырёк; пузырёк растёт, и когда сила сцепления его с металлом ослабевает, он отрывается и всплывает. Если пузырьки водорода покроют поверхность металла сплошным слоем, процесс коррозии замедлится. Наоборот, встряхивая или смывая пузырьки водорода струёй воды, можно усилить коррозию, так как на место удалённого водорода сможет выделиться новый, а на место выделившегося водорода в раствор перейдёт металл
Эти явления можно наблюдать при растворении металлов в кислотах и при коррозии некоторых металлов, находящихся под действием быстро движущейся воды.
Химическое удаление водорода может легко осуществиться растворённым кислородом по реакции:
4 Н + 02 2 Н20
водород кислород вода
атомной растворенный
Таким образом, коррозионный процесс состоит из трёх отдельных фаз: )
1. Металл переходит в раствор в виде иона. ,
2. Находящиеся в растворе ионы водорода выделяются на металле в виде атомов.
3. Растворённый кислород соединяется с водородом, и образуется вода.
В электролитах всегда имеется кислород в растворённом состоянии. При 18° С в 1 л воды растворяется 6,61 смз кислорода. Этот процесс деполяризации растворённым кислородом оказывает большое влияние на разрушение металла.
Наблюдая процесс коррозии, мы замечаем только реакцию растворения металла; убыль кислорода мы не всегда можем ощутить непооредствеино, так как кислорода в окружающем воздухе имеется неограниченное количество. Эти «незаметные» процессы можно наблюдать только во время специальных опытов.
Рис. 6. Строение углеродистой стали, содержащей 1,2% углерода, в отожжённом состоянии. Иглы цементита (карбида железа Fe3C), Ув.х 350
2*
19
Известный исследователь коррозии Эванс произвёл следующий опыт.
Стакан с раствором поваренной соли он разделил на две части перегородкой из картона (рис. 7), в каждую из них опустил разрезанную пополам стальную пластинку, очищенную наждачной бумагой, и с помощью проволоки присоединил обе пластинки к зажимам чувствительного гальванометра; при этом он заметил, что стрелка гальванометра не отклоняется; следовательно, электрический ток не возникает. Опустив под пластинку К изогнутую стеклянную трубку Т и продувая через неё очищенный от примесей воздух, он заметил, что стрелка гальванометра тотчас же отклонилась: в цепи начал протекать электрический ток; катодом при этом была пластинка К, омываемая кислородом воздуха, а анодом—левая пластинка А. Отрицательный электрод элемента (анод) растворялся, и, взвесив пластинки до опыта и через некоторое время после опыта, Он заметил, что вэс левой пластинки уменьшился, тогда как вес правой остался почти без изменения.
Этот опыт показал, что сталь растворяется сильнее там, где меньше кислорода, куда доступ кислороду затруднён.
Эта закономерность называется «принципом неравномерной аэрации»; она применима ко всем металлам, потенциал которых отрицательнее потенциала водорода: никелю, олову, свинцу, железу, стали, цинку, алюминию, магнию, меди. Опишем несколько характерных случаев коррозии стали, развивающейся под влиянием электролита и кислорода воздуха вследствие неравномерной аэрации.
Очень трудно получить идеально гладкую поверхность металла, <5ез пор и трещинок. На поверхности металлических изделий всегда имеются трещинки, риски и углубления. Если поверхность металла смочена каким-либо электролитом, например раствором поваренной соли, и находится под воздействием воздуха, то не вся поверхность металла одинаково омывается кислородом. На рис. 8 схематично показана поверхность стали с углублением, покрытая тонким слоем раствора соли. К поверхности стали доступ кислорода из воздуха ничем не ограничен; доступ кислорода в пору затруднён тонким входным отверстием. Поэтому наружная поверхность металла становится катодом, и на ней начинают разряжаться водородные ионы; поверхность углубления становится анодом и начинает разрушаться: внутри сталь растворяется, образуя с ионом хлора соль, хлористое железо. Снаружи на катоде разряжаются ионы водорода и выделяется водород, который растворённым кислородом окисляется в воду.
20
Освободившийся ион натрия на катодной поверхности образует с водой едкий натр. Образование едкого натра легко можно обнаружить, если к раствору добавить специальный индикатор—фенолфталеин (органическое соединение, которое окрашивается в щелочных растворах в красный цвет). Наблюдая коррозию с помощью лупы, можно заметить покраснение раствора вокруг поры, на некотором расстоянии от неё. Из поры вследствие диффузии хлористое железо выходит наружу и здесь, встречаясь с едким натром, вступает в реакцию:
FeClg + 2 КаОН -> Fe(OH)2 + 2 NaCl
Образуются поваренная соль и гидрат закиси железа — беловатое рыхлое вещество. Гидрат закиси железа отлагается на некотором расстоянии от поры и над ней, образуя беловатое кольцо. Растворённый кислород окис-
°г 02 I Воздух 1
Г. Г
РасторИаСГ Образование НаОН,
Кольцо илйбигоаон. Ъз7е}ЬШ1ГТШй
Образование NaOti
ляет гидрат закиси железа и превращает его таким образом в гидрат окиси Fe(OH)3 — бурое вещество, которое входит в состав ржавчины.
Образовавшиеся у входа в пору продукты коррозии ещё больше затрудняют приток кислорода внутрь, и коррозия ускоряется; углубление увеличивается в размерах и превращается в раковину. Так из мельчайшей поры или трещинки в металле образуется глубокая раковина.
Процесс образования раковины на пористом металле, смоченном раствором поваренной соли, состоит из следующих отдельных моментов:
Металл
Рис. 8. Схема развития коррозии в трещине и поре
1. Вследствие неравномерного омывания кислородом между поверхностью металла и поверхностью углубления образуется разность электродных потенциалов, и начинает протекать электрический ток.
2. Наружная, внешняя поверхность металла становится катодом; на ней разряжаются ионы водорода, образуется вода и едкий натр. Металл снаружи не изменяется.
3. Поверхность углубления становится анодом; здесь происходит переход железа в ионное состояние, металл растворяется, и образуется хлористое железо. Пора превращается в раковину.
4. Хлористое железо и едкий натр при встрече взаимодействуют и образуют нерастворимый гидрат закиси железа, который отлагается на некотором расстоянии вокруг поры и затрудняет кислороду доступ в пору, а сам окисляется в гидрат окиси, образуя ржавчину/
21
Ржавчина, таким образом, не является продуктом непосредственного окисления металла, а представляет собой продукт вторичных реакций, происходящих на некотором расстоянии от места растворения металла.
Она может отлагаться и внутри раковины, заполняя её полностью.
Если на сухой поверхности железа находится капля воды или раствора какой-либо соли, например хлористого натрия, то коррозия на воздухе развивается по такой схеме (рис. 9): снаружи на каплю со всех сторон давит воздух; кислород воздуха растворяется в электролите и подходит к металлу, но не в одинаковом количестве к различным точкам его поверхности: в центр капли попадает меньше кислорода, чем к поверхности по краю капли. Поэтому металл в центре капли становится анодом и растворяется, а по краю капли образуется едкий натр. Встречаясь, эти вещества образуют гидрат закиси железа; на наружной стороне бугорка гидрат закиси железа переходит в гидрат окиси железа, и в результате на совершенно гладкой и чистой поверхности под каплей, в её центре, получается бугорок ржавчины и под ним маленькая раковина.
Рис. 9. Схема /развития коррозии в капле. Железо .растворяется в середине капли, и над точкой разрушения образуется бугорок ржавчины
Капля высыхает, а гидраты окисей железа частично переходят в безводные соединения, образуя ржавчину.
Оба описанных случая показывают, что нерастворимые продукты коррозии, гидраты окисей металла, образуются не на аноде и не на катоде, а между ними. Так как обе активные поверхности металла ничем не покрываются, процесс коррозии протекает свободно.
Если на аноде образуются вещества, не удаляющиеся с него, например слой соли или плотная плёнка, то происходит ослабление коррозии вследствие анодной поляризации, прекращающей или уменьшающей коррозию.
Если слой продуктов коррозии или газа отлагается на катоде, то может также произойти ослабление процесса коррозии (вследствие катодной поляризации).
22
Если в раствор или в воду опустить очищенный наждачной бумагой лист стали так, чтобы часть листа находилась над раствором, и принять меры для устранения перемещения раствора, то можно заметить следующие явления: через несколько дней на нижней части листа появится ржавчина, а часть листа, находившаяся непосредственно под уровнем жидкости, не изменится, останется блестящей. Кислород, обильно протекающий к стали вблизи уровня жидкости, сохраняет защитную плёнку на этой части поверхности, а коррозия начинается там, где кислорода меньше.
Измерение электродных потенциалов в верхней и нижних частях стального листа показало, что разность потенциалов достигает 0,2 в, а в особых условиях 0,45 в. Эта разность потенциалов создаётся только из-за неодинакового притока кислорода. Вследствие разности потенциалов между частью листа вблизи уровня жидкости и зоной, расположенной ниже, в которой меньше растворённого воздуха (кислорода), протекает электрический ток. Непрерывная подача кислорода к верхней части необходима для протекания тока и разрушения нижней части листа.
Эванс доказал возникновение и протекание электрического тока из-за неравномерного притока кислорода к верхней и нижней частям опущенного в раствор металлического листа, произведя следующий простой опыт. Он разрезал железную пластинку на две части: пластинку 1 (рис. 10) опустил в верхнюю зону раствора, другую пластин-
\
/Ъльвано- метр
п
’2_ * *Рис. 10. Опыт Эванса с пластинками, опущенными на Различную глубину. Растворяется нижняя пластвн-
*а» и гадьванометр показывает прл<суТСТВие в цепи электрического тока
Рис. 11. Различные стадии коррозии стальных пластинок, опущенных в раствор соли
23
ку 2 — в нижнюю зону. Изолированными проводами обе пластинки были присоединены к миллиамперметру. Со временем устанавливался постоянный устойчивый ток, протекавший несколько недель. Сила тока доходила до 5 ма.
На рис. 11 показано распределение коррозии на частично погруженной стальной пластинке в различных условиях (по Эвансу).
Если стальную пластинку тщательно отшлифовать, продержать в сухом воздухе в течение суток, а затем наполовину погрузить в раствор хлористого натрия, то коррозия сначала наблюдается только по краям и снизу, как показано на пластинке 1, т. е. там, где напряжения, полученные при разрезании, вызывают растрескивание защитной плёнки и куда доступ кислороду затруднён (нижняя,‘ часть). Коррозия, начавшаяся снизу, постепенно распространяется кверху, причём граница между корродированной и некорродированной поверхностями остаётся обычно горизонтальной и прямой (рис. 11, 2).
Если перед погружением на пластинке сделать царапину или согнуть её вдоль средней оси, то в месте повреждения поверхности (рис. 11,3) или вдоль линии сгиба (рис. 11,4) также появится коррозия, которая развивается, как в поре или в трещине.
Куски ржавчины и т. п.
Рис. /2. Схема развития коррозии под посторонним телом на стали, опушенной в раствор
Рис. 13. Схема коррозии стали при наличии пузырьков воздуха
Распределение коррозии на первых двух пластинках (рис. II, 1 и
2) представляет собой идеальный случай. Обычно на листе стали, помимо коррозии, начинающейся по рёбрам и снизу, разрушение часто начинается в средней части пластинки, там, где есть слабые места в защитной плёнке (рис. 11, 5). Этими точками могут быть поры в металле, дефекты прокатки и обработки или, наконец, включения в металле, края которых представляют наиболее уязвимые места в защитной плёнке. Коррозия ускоряется, и постепенно ржавчина занимает большую часть погруженной пластинки или листа. Только небольшая поверхность катода под уровнем жидкости сохраняет свою первоначальную поверхность почти неразъеденной, без признаков
24
коррозии (рис. 11, 6). Коррозия является более интенсивной как раз в местах скопления продуктов коррозии. Очень часто образующаяся на катодной полоске щёлочь ползёт выше ватерлинии (линии уровня жидкости); при этом разъедаемая анодная поверхность может придвинуться к ватерлинии.
Приведём ещё несколько примеров коррозии при неразномерном притоке кислорода.
Если на поверхности стали, погруженной в раствор, находился какое-либо постороннее тело (рис. 12), например кусок стекла, камень, песчинка и т. п. или даже кусок того же металла, то участок поверхности стали, на котором эти предметы лежат, становится анодом и начинает разрушаться; под ним образуются раковины. Если это постороннее тело после начавшейся коррозии удалить, то ржавление будет развиваться, как в поре или раковине.
Пример подобной коррозии мы наблюдаем в противооткатных устройствах артиллерийских орудий, наполняемых глицериновой жидкостью под кожаными воротниками и сальниковой набивкой под кольцами и втулками.
Воздушные пузырьки, находящиеся на стенках или под крышкой полностью заполненных электролитом сосудов, также могут вызвать развитие коррозии от неравномерного притока кислорода. Это станет понятным, если обратиться к рис. 13. Если стальной предмет опущен в раствор или в воду так, что под ним остался воздух, то поверхность металла неравномерно аэрируется, так как к металлу у середины воздушного пузырька подходит много кислорода, а по краю пузырька — меньше. Поэтому середина пузырька становится катодом, а вокруг пузырька металл становится анодом и растворяется (разъедается).
III. КОРРОЗИОННАЯ СТОЙКОСТЬ основных МЕТАЛЛОВ И СПЛАВОВ
I. Коррозия стали
Железоуглеродистые сплавы широко применяются в военной технике, поэтому изучению их свойств необходимо уделить большое внимание. Здесь приведены только самые основные сведения о стойкости железоуглеродистых сплавов, желающие же подробнее ознакомиться с коррозией стали найдут необходимую литературу по указателю в конце книги.
Основные электрохимические свойства железа нам уже известны из предыдущей главы. Потенциал чистого железа всегда более отрицателен по сравнению с потенциалами стали; потенциал уже прокор- родировавшего железа всегда отрицательнее потенциала железа с полированной поверхностью. С увеличением содержания углерода потенциал стали становится положительнее, причём наиболее положительной величины он достигает при содержании углерода 0,9%. В электролитах, содержащих некоторые окислители, как то: хромовый ангидрид, хромокалиевую соль и т. п., железо и сталь резко меняют свой электродный потенциал, который становится положительным.
Устойчивость стали на воздухе обусловлена наличием на её поверхности тонкой прозрачной плёнки окисла, придающей стали пассивность.
Сталь, изготовленная различными способами и с различным содержанием углерода, в атмосферных условиях корродирует одинаково. Коррозия серого чугуна в этих условиях не отличается от коррозии стали.
Из трёх основных составляющих железоуглеродистых сплавов (феррит, цементит и графит) самый низкий потенциал имеет феррит, затем цементит и, наконец, графит (потенциал графита! 4*0,372 в).
Графит наиболее стоек, не растворяется даже в кислотах и соединяется с кислородом только при высоких температурах. Подробные и тщательно проведённые испытания не показали почти никакой разницы в скорости процесса коррозии углеродистых сталей н чугунов в зависимости от содержания в них углерода. Небольшое
26
влияние на скорость коррозии оказывает только графит, содержащийся в серых чугунах, и только в растворах некоторых кислот (серной, соляной).
Марганец не влияет на коррозию стали, так же как и кремний, при том содержании этих элементов, которое имеет место в конструкционных сталях. Фосфор, отрицательно влияющий на механические свойства стали, является вредной примесью, однако повышенное содержание фосфора в стали несколько улучшает её коррозионную стойкость в атмосферных условиях и в других нейтральных средах, например в морской воде.
Сера, содержащаяся в стали, понижая механические её свойства, одновременно ухудшаег и коррозионную стойкость стали в атмосферных условиях, особенно в индустриальных центрах, где в воздухе содержится большое количество углекислоты и сернистого газа.
При атмосферной коррозии стали вредное влияние серы устраняется небольшой присадкой медн.
В конструкционных сталях, содержащих только небольшое количество других металлов (хрома, никеля, молибдена, вольфрама — не более 2—3%), эти примеси не оказывают обычно влияния на коррозионную стойкость стали в атмосферных условиях, в морской роде и даже в кислотах и щелочах.
Термическая обработка оказывает известное влияние на коррозионную устойчивость стали. Отожжённая сталь корродирует почти так же, как закалённая и отпущенная при 550—700°. Сталь, отпущенная при 300—500°, корродирует в кислотах несколько сильнее. В атмосферных условиях сильно закалённый инструмент (например бритвы) более устойчив против коррозии, чем инструмент, отпущенный при 300° и несколько выше.
Шлифованные и особенно полированные стальные и чугунные изделия лучше сопротивляются атмосферной коррозии. Крениг указывает, что на полированной сукном стали с 0,8% углерода во влажном воздухе коррозия появляется на двадцать восьмые сутки, на полированной наждачной бумагой № 00000 — на двадцатые сутки, на полированной наждачной бумагой № 0 — на двенадцатые сутки и, наконец, на обработанной напильником поверхности той же стали ржавление замечается уже на десятые сутки.
Однако полировка поверхности заметно повышает коррозионную стойкость стали только при отсутствии конденсации на ней влаги. Если на стали осаждается роса, то разница в степени коррозии на полированной и шлифованной поверхностях невелика, по опытам автора, почти неощутима.
В результате кфрозии стали в атмосферных условиях, в морской воде и в некоторых других, обычно нейтральных (не кислых) средах образуются продукты, известные под наименованием ржавчины.
Анализ этих продуктов коррозии железа и стали показывает, что ржавчина, образовавшаяся в различных условиях, имеет самый разнообразный состав. В общем виде его можно выразить формулой
п Fe203 • mFeO • fcHaO,
где л, т и к — коэфициенты, изменяющиеся от 1 до 30 и более.
27
Разнообразие состава ржавчины объясняется условиями, при которых она образовалась, и её «возрастом». Чем «старше» ржавчина, тем в ней больше содержится окиси железа.
В слоях, непосредственно примыкающих к железу, больше соединений закиси железа — FeO, Fe(OH)2, а снаружи ржавчина состоит почти целиком из окисных соединений — Fe20s и Fe(OH)3. В благоприятных коррозионных условиях, например в невычищенном после стрельбы канале ствола винтовки, образуется ржавчина, имеющая вид «цветков». При рассматривании под микроскопом хорошо видно, что снизу, где ржавчина «прикрепляется» к стали, имеется зелёное основание, а на нём, как в чашечке настоящего цветка, находится ярко-жёлто-коричневый венчик, обычно пустой внутри. Некоторые такие крупинки ржавчины раскрыты, а другие закрыты и имеют вид «бутонов».
Сталь в сухом воздухе покрывается тонкой плёнкой окисла, защищающего металл от дальнейшей коррозии. Она становится пассивной.
Пассивностью называется такое состояние металла, при котором он не корродирует в определённой среде.
Искусственное повышение коррозионной устойчивости металла путём образования на его поверхности плёнки окислов или других соединений называется пассивированием. Примером пассивирования в кислотах, активно действующих на металл, может служить поведение стали в крепкой азотной кислоте. В азотной кислоте, содержащей меньше 83% HN03, при 30° сталь растворяется быстро, с выделением водорода; в азотной кислоте крепче 87% сталь почти совсем не растворяется. При этом на её поверхности образуется плотная и толстая защитная плёнка окислов, которая не допускает свежую кислоту к металлу и сама также в ней не растворяется.
Электродный потенциал пассивированного металла положитель- нее («благороднее») потенциала того же металла в активном состоянии. Металл, сделавшийся пассивным, сохраняет это состояние после удаления его из пассивирующего раствора. Это показывает, что поверхность пассивированного металла обладает особыми свойствами, отличными от свойств самого металла.
Чрезвычайно велико значение естественного пассивирования металлов, которое происходит при воздействии на его поверхность кислорода воздуха, а также кислорода, растворённого в воде.
Окисная плёнка может вызывать пассивность металла в различной степени, что объясняется наличием в пассивирующей плёнке пор того или иного размера, благодаря чему металл, пассивный в одной среде, может сделаться активным в другой.
Ионы малого размера, например ионы хлора, легко проникают сквозь поры в плёнке и реагируют с металлом; отчасти поэтому растворы хлористых солей являются сильно действующими коррозионно-активными растворами.
Другие соли, наоборот, устраняют дефекты в защитной плёнке и тем самым повышают коррозионную стойкость металла.
28
В табл. 3 указано количество некоторых солей, которые достаточно растворить в чистой воде,чтобы вызвать пассивность опущенной в неё стали.
Таблица 3
О
с
с
с
£
Ннименоваппо солей
Химиче- ское обозначение
Концентрация в г/л
1
Хромовый ангидрид
Сг03
0,1
2
Двухромовокалиевая соль (хромпик)
КоСг207
0,1
3
Марганцево-калиевая соль
КМп04
1,0
4
Двууглекислый натрий (питьевая сода)
ЫаНСОз
8,0
5
Углекислый натрий (сода кальцинированная) . . .
NagC03
10—12
6
Углекислый калий (поташ)
К2£Оз
10-12
Хромокалиевая соль пассивирует сталь, бронзу и латунь.
Пассивирующая способность хромовых солей используется для борьбы с коррозией также при размеднении винтовочных и пулемётных стволов.
Наличие в растворе одновременно хромового ангидрида и хлористых солей вызывает сильнейшую коррозию стали, опущенной в такой раствор. Например, в растворе, содержащем 15% хромового ангидрида и 2% хлористого калия, за 17 часов .растворилось 302 мг железа, тогда как за это время в нормальной (36,5 г/л НС1) соляной кислоте тот же образец стали потерял 16 мг, т. е. в 19 раз меньше. При увеличении содержания хромового ангидрида до 30% сталь снова становится пассивной, но если увеличится содержание хлористого калия, то снова начинается бурное растворение стали.
Пассивирование применяется для увеличения коррозионной устойчивости деталей стрелкового оружия, не подвергающихся воронению или оксидированию, например деталей затвора, спиральных пружин и т. п.
Хорошие результаты получаются при обработке стальных изделий в течение 10 минут в кипящем щелочном растворе следующего состава:
Воды 1л
Двухромовокалиевой соли(хромпика) 2 г Едкого натра 70 „ •
Хорошую пассивную плёнку образует на поверхности стали 5% раствор хромового ангидрида, но только в том случае, если изделие предварительно не подвергалось травлению в соляной кислоте.
Хорошая пассивная плёнка на стальных изделиях, подвергавшихся травлению в кислотах (например в крепкой соляной кислоте), образуется только в растворах, содержащих едкую щёлочь. На рис. 14 показаны пластинки из углеродистой стали: пластинки 7 и 2 после травления в соляной кислоте были пассивированы в щелочном растворе, рецепт которого приведён выше, а пластинки 3 и 4 не были
29
ни протравлены, ни пассивированы. После испытаний на коррозию методом конденсации в одинаковых условиях пластинки 3 и 4 покрылись сплошным слоем ржавчины, а на пассивированных образцах появились только отдельные точки коррозии. На рис. 15 показаны два стебля затвора винтовки: нижний — пассивированный, верхний— непассивированный. При испытании в одинаковых жёстких условиях на непассивированном стебле под смазкой появилась ржавчина, а на нижнем, пассивированном, — только отдельные точки коррозии.
•г; - \ : iA
. а
. - . -- .Л Л 4
Нис. 14, Стальные пластинки после испытания на коррозию:
i и? - пассивированные; 3 и 1 — непассивжрованные
Обработка стальных изделий в растворах, содержащих хромовые соли и едкую щёлочь, повышает их коррозионную устойчивость.
Растворы, содержащие меньше 20% хромового ангидрида и особенно с примесью серной кислоты, непригодны для пассивирования стали, так как они не образуют сплошных защитных пассивных плёнок. Растворы, содержащие марганцево-калиевую соль (КМп04), образуют защитные окисные плёнки, но слишком толстые и окрашенные во все цвета радуги.
Пассивные плёнки обладают низкой механической прочностью и защищают сталь от коррозии только при хранении изделий в смазанном виде.
Коррозия стали в щелочных растворах незначительна. Это объясняется тем, что на поверхности стали образуется плёнка гидрата закиси железа Fe(OH)2, которая в щёлочлых растворах слабо растворима и поэтому обладает защитными свойствами, подобно образующейся на воздухе плёнке окиси железа.
Растворы едких щелочей (едкого калия и едкого натра) оказываю! более сильное защитное действие на сталь, чем растворы кальцинированной и питьевой соды.
Наличие в щелочах солей, особенно хлористых, вызывает усиление коррозии.
Отметим ещё, что при деформации вследствие наклёпа коррозионная устойчивость стали значительно уменьшается. Сталь всегда сильнее ржавеет около заклёпок, на месте сгиба листов и т. п. Поэтому все повреждённые и напряжённые места должны особенно тщательно оберегаться и предохраняться от коррозии.
Коррозионная устойчивость обычных железоуглеродистых сплавов невелика, поэтому техническая мысль последних десятилетий усиленно работала над изобретением более коррозионно устойчивых сплавов с такими же, как и у стали, механическими свойствами. В настоящее время металлургия может ддть конструкционную сталь с хорошей коррозионной п ^ ^
устойчивостью в са- Рис• /5‘ Стебель затв0£а „после испытания на кор-
МЫХ разнообразных верхний — непасснвировапяый; нижний—пассппироипн'
условиях. Однако та- ный
кие нержавеющие
стали ещё довольно дороги, и область их применения ограничена пока химической аппаратурой, предметами домашнего обихода и специальными областями машиностроения. За границей нержавеющие стали применяются для изготовления оружия, главным образом стволов стрелкового оружия. Часто стволы охотничьих ружей за границей изготовляются из нержавеющей стали.
В состав нержавеющих сталей обязательно входит хром, а некоторые сорта содержат ещё никель и другие присадки.
Для придания нержавеющих свойств в сталь приходитея вводить не менее 12% хрома. Именно при таком содержании хрома сталь приобретает высокую коррозионную устойчивость, становится не¬
31
ржавеющей. Это видно и по потенциалам сталей с различным содержанием хрома (см. табл. 4) (по Штраусу).
Т аблица 4
Содержание хрома в %
Электродный потенциал в растворах содей в в
0,0
6.1
10,1
13,6
16,8
24,2
—0,32
-0,37
—0,32
+0.45
—0,48
--0,49
Количество углерода в нержавеющих сталях должно быть невелико (около 0,2%); с увеличением содержания углерода коррозионная устойчивость нержавеющей стали падает.
Закалка хромистых нержавеющих сталей сильно влияет на коррозионную стойкость. Наилучшие результаты получают, закаляя сталь при 1 120—1 200° *.
В атмосферных условиях хромистые стали и чугуны, содержащие 13% хрома и больше, вполне устойчивы. В сильно загрязненной атмосфере больших городов хромистая сталь с 13% хрома не всегда устойчива, особенно если она содержит больше 0,2% углерода и недостаточно хорошо отделана. Полировки требует также хромистый чугун. Эти сплавы также хорошо устойчивы в пресных водах: колодезной, речной и водопроводной. В морской воде хромистые стали с 13% хрома неустойчивы. Коррозия развивается по ватерлинии, в местах деформаций (заклёпки, сгибы), а также везде, куда доступ атмосферного кислорода ограничен. Стали с 17 и 27% хрома достаточно устойчивы в морской воде.
Широко применяется нержавеющая сталь марки 18/8, впервые введённая в практику Круппом под маркой V2А. Её состав: 17—19% хрома и 7—9% никеля. Сталь 18/8 имеет все положительные свойства хромистых сталей, добавка же никеля повышает их ещё больше. Углерод понижает коррозионную устойчивость стали 18/8; закалка повышает её стойкость, но при неумелой термической обработке эта сталь быстро разрушается вследствие межкристаллической коррозии. Наклеп сильно снижает коррозионную стойкость, а отделка её поверхности так же важна, как и у хромистых и углеродистых сталей.
Сталь 18/8 с различным содержанием углерода производится у нас в СССР и применяется в химическом аппаратостроении, пищевой промышленности, авиации и судостроении. 11 Определение коррозионной устойчивости нержавеющих сталей можно произвести „уксусной пробой“. Каплю уксусной кислоты (50®/о) наносят на поверхность стали и дают ей подсохнуть; если на месте капли не образовалось ржавое пятно, то сталь достаточно коррозионно устойчива.
32
Кроме хромистых и хромоникелевых сталей, имеются нержавеющие хромомарганцовые стали, немного уступающие в отношении коррозионной устойчивости сталям 18/8, но зато более дешёвые и не требующие для своего изготовления дефицитного никеля.
Так как нержавеющие стали ещё очень дороги, то стремятся хотя бы немного повысить стойкость углеродистой стали. Добавление небольшого количества меди повышает коррозионную устойчивость стали. Это было замечено давно и доказано в настоящее время огромным опытом США. Добавка меди (0,35%) делает сталь в 1,5—2 раза устойчивее в атмосфере индустриальных центров, при переменном смачивании и высушивании на воздухе и в трубах. В речной и морской воде медистые стали не дают положительных результатов.
На поверхности медистых сталей хорошо держатся различные покрытия, металлические и лакокрасочные; детали из медистой стали воронятся лучше, и оксидная плёнка воронения на них более коррозионно устойчива по сравнению с такой же плёнкой на углеродистой стали.
2. Коррозия цветных металлов и сплавов
К цветным металлам и сплавам, применяющимся в артиллерии, относятся: медь, олово, цинк, алюминий, свинец и сплавы: латуни, томпаки, мельхиоры, бронзы, лёгкие сплавы (дюралюминий), припои и т. п.
Медь в ряду нормальных напряжений (см. табл. 1) достаточно благородна и имеет потенциал +0,34 в; поэтому медь не может вытеснять водород из растворов кислот и солей. В растворах солей медь менее благородна, но всё же благороднее водорода. Коррозия меди в растворах может итти только под воздействием кислорода, который окисляет разряжающийся на катодных поверхностях водород.
В серной и соляной кислотах коррозия меди протекает медленно; азотная кислота активно действует на медь, и растворение её сопровождается бурным выделением окислов азота (N0 и ЫОг), а также аммиака.
Медь хорошо растворяется также в аммиачном растворе н в растворе хромового ангидрида. Но для растворения меди в аммиаке необходим обильный приток кислорода, который расходуется на деполяризацию выделяющегося водорода и на окисление меди. Окись меди в аммиаке растворяется с большой лёгкостью, причём образуются комплексные соли. Растворение меди в аммиачных растворах и в растворе хромового .ангидрида используется при размеднении каналов стволов орудий, пулемётов и винтовок (см. главы IX и XI). Медь корродирует в морской воде, причём кислород воздуха усиливает коррозию. В атмосферных условиях медь устойчива благодаря образованию на поверхности защитных плёнок, сходных по составу с рудами, встречающимися в природе. Наличие в воздухе сернистого газа (большие индустриальные центры) усиливает коррозию меди; то же происходит и вблизи моря. Чем чище медь, тем она лучше со¬
3i
3 Коррозия оружия и боеприпасов
противляется коррозии. Небольшое содержание мышьяка несколько увеличивает её коррозионную стойкость.
Бронзами называются сплавы меди с оловом, алюминием, кремнием, марганцем, никелем, свинцом и железом. Коррозионная устойчивость правильно выплавленных и составленных бронз несколько выше, чем меди.
Оловянистые бронзы были широко распространены и применялись для всевозможных конструкций артиллерийского и прочего вооружения. Сейчас они, ввиду дороговизны и дефицитности олова, вытесняются другими бронзами.
Алюминиевые бронзы очень стойки в морской воде и в атмосферных условиях. Из бронзы, содержащей около 5% алюминия, изготовляется в СССР мелкая разменная монета. Алюминиевые бронзы стойки и в щелочах.
Никелевые бронзы, или мельхиоры, содержат до 25% никеля и обладают очень высокой коррозионной стойкостью. Из мельхиора, содержащего около 20% никеля и 80% меди, изготовлялись оболочки для пуль. Этот мельхиор очень стоек в морской воде.
Латунями называются сплавы меди с цинком или меди с цинком и марганцем; они иногда содержат немного свинца или алюминия. При коррозии латуни в раствор переходят цинк и медь, причём последняя вновь выделяется на латуни, так как вытесняется из раствора растворяющимся цинком. Медь, осевшая на латунь, усиливает коррозию; добавка в латунь 0,01 % мышьяка устраняет явление вторичного осаждения меди и способствует таким образом уменьшению «обесцинкования», т. е. коррозии латуни с преимущественным растворением цинка.
Латуни имеют различные марки в зависимости от соотношения содержания цинка и меди: Л62 (62% меди), Л68 (68% меди) и др.; орудийные гильзы изготовляются из латуни, содержащей 70% меди и 30% цинка. Гильзовая латунь должна содержать минимальное количество вредных примесей, так же как капсюльная латунь (Л68) и мунцметалл, идущий в виде прутков на изготовление всевозможных деталей для взрывателей, капсюльных втулок и т. п.; мунц ЛС-59-1 содержит 59% меди, 1% свинца и 40% цинка.
Латунь, независимо от её состава, хорошо сопротивляется поверхностной коррозии, хотя при длительном хранении на воздухе тускнеет и темнеет. Для придания латуни стойкости обезжиренное изделие «пассивируют», травят в течение одной минуты при нормальной температуре в растворе, содержащем на 1 л воды 250 г Сг03) 5 г NaQ и 35 г H2SO4, или в течение 2—4 минут в растворе, содержащем 10—14% СгОз, 1—1,5% H2SO4 и 0,4—0,6% NaCl. После травления изделие тщательно промывают. Получается красивая золотистая пассивированная поверхность, которая не тускнеет и не темнеет при длительном хранении.
Большая часть латунных изделий и полуфабрикатов (прутки, трубки, листы, проволока, лента) изготовляется холодной обработкой: давлением, прокаткой, волочением, штамповкой и т. п. В результате холодной обработки латунь наклёпывается и приобретает твёрдость и упругость: в латунных изделиях возникают внутренние напряже¬
34
ния, растягивающие или сжимающие,иногда весьма значительные по величине. Большую часть внутренних напряжений в изделиях снимает «низкотемпературный» отжиг при 250—300° С в течение 2—6 часов; полностью же внутренние напряжения снимаются при температуре выше температуры рекристаллизации латуни (выше 300— 320° С).
Некоторые коррозионные реагенты, действуя на латунь, разрушают межкристаллическое вещество латуни и ослабляют сцепление зёрен друг с другом, отчего латунные изделия при наличии внутренних напряжений растрескиваются. Наиболее сильное действие производит аммиак в присутствии воды и кислорода. Это явление называется «самопроизвольным» или «сезонным» растрескиванием.
Хотя латунные изделия, на первый взгляд, растрескиваются без видимых причин, но при внимательном рассмотрении и анализе продуктов коррозии, находящихся в трещинах, почти всегда обнаруживаются следы аммиачных соединений цинка и меди. Латунные изделия, помещённые в сосуд над крепким раствором аммиака, через несколько часов теряют металлический звон, растрескиваются, а при длительном испытании рассыпаются в порошок. В воздухе всегда содержится немного аммиака, он растворяется в капельках воды, осаждающейся на холодных предметах, и образует аммиачные растворы, которые и вызывают межкристаллическую коррозию и растрескивание латуни. Интересно, что лаковые плёнки и большинство других предохранительных покрытий не устраняют сезонного растрескивания, однако несколько замедляют действие коррозии, поэтому смазывание латунных изделий пушечной смазкой считают полезным.
На заводах принимают ряд мер для ослабления сезонного растрескивания выпускаемых латунных изделий, главным образом снимают опасные внутренние напряжения и защищают латунь от коррозии.
Необходимо бережно обращаться с латунными изделиями. Для того чтобы, например, латунные гильзы не выходили быстро из строя, следует оберегать их от всякого рода повреждений; каждая вмятина, получившаяся от бросания гильзы при погрузке и выгрузке, забоина на дульце вызывают в этом месте внутренние напряжения, и гильза, даже выправленная, при дальнейшем хранении на складе может треснуть и сделать^ непригодной для стрельбы. Поэтому совершенно недопустимо гильзы бросать, перевозить навалом, хранить в кучах и т. д. Бережнре обращение может значительно увеличить срок службы гильз.
В местах, где хранятся латунные изделия, нельзя допускать скопления в воздухе значительного количества аммиака. Источниками появления аммиака служат уборные, конюшни, выгребные ямы и вообще места гниения и разложения органических веществ; дым от печей и паровозов также содержит много аммиака.
Если склады, в которых хранятся гильзы, взрыватели и другие латунные изделия, будут надёжно изолированы, то растрескивания латуни в них наблюдаться не будет.
з*
35
Томпак, представляющий собой сплав 90—92% меди и 8—10% цинка, широко применяется при изготовлении боеприпасов. Томпаком плакируют (покрывают при горячей прокатке) сталь, отчего последняя приобретает на поверхности свойства благородного металла.
Из стали, плакированной томпаком, изготовляются винтовочные пули и гильзы. Сталь, плакированная медью и томпаком, идёт на изготовление всевозможных предметов домашнего обихода: замков, скоб, пряжек и т. п., причём обычно эти изделия покрываются никелем или хромируются.
Томпак растворяется в аммиачном растворе и в растворе хромового ангидрида.
Свинец коррозионно стоек в той среде, где на нём образуются нерастворимые продукты коррозии, например в серной кислоте. При свободном доступе кислорода свинец активно растворяется в де- стиллированной и морской воде, тогда как в жёсткой, известковой воде при тех же условиях он более стоек.
Олово отличается большой коррозионной устойчивостью в органических кислотах и в воде. Однако свободный доступ кислорода усиливает коррозию олова в органических кислотах. Олово широко применяется для покрытия кухонной посуды, а также в военном деле для предохранения от коррозии деталей боеприпасов (трубок, взрывателей и т. п.). Покрытое оловом железо Широко применяется при изготовлении консервных банок и бидонов для смазок. Потенциал олова в растворах фруктовых кислот менее благороден, чем потенциал железа, отчего внутренняя сторона консервных банок не ржавеет (здесь олово защищает железо от коррозии электрохимически). Стойкость припоев, в которые входит олово, в обычных условиях хорошая. Оловянно-свинцовый припой состоит из 37% свинца и 63% олова; он имеет самую низкую температуру плавления из свин- цово-оловянистых сплавов (182° С).
Олово встречается в нескольких аллотропических формах. Обычное кристаллическое белое ß-олово при низких температурах (ниже 0°) может быстро перейти в а-олово, видоизменённое серое олово, что сопровождается увеличением объёма; олово при этом рассыпается в порошок. Это явление называется «оловянной чумой» и иногда приводит в негодность большие запасы олова. Чумой это явление называется потому, что передаётся от одного предмета (чушки) к другому через соприкосновенЬс.'. На складах, где хранится олово или покрытые оловом детали, нужно следить за состоянием металла и принимать срочные меры к изоляции предметов, заражённых «оловянной чумой».
Признаками появления «чумы» служат серые пятна, концентрически распространяющиеся от отдельных точек — центров рекристаллизации олова. На рис. 16 показаны лужёные корпусы взрывателей, на которых под влиянием низких температур появилась «оловянная чума».
При попадании кристаллика серого олова при низкой температуре на белое олово последнее «заражается»; поэтому зимой «оловянная чума» распространяется быстро.
36
Рис. 16. Лужёные корпусы взрывателей с пятнами „оловянной чумы"
Профилактическими мерами борьбы с «оловянной чумой» на лужёных деталях являются лакировка деталей после лужения, предохранение от низких температур при хранении, периодический осмотр лужёных изделий.
Цинк как самостоятельный материал сейчас потерял значение, хотя раньше из него делали коробки для патронов и других боеприпасов, колпачки и пр. В атмосферных условиях цинк покрывается слоем продуктов коррозии, хотя и не очень плотным, но всё же защищающим лежащий поджим Металл. Поэтому на воздухе цинк достаточно устойчив. Наименее стоек цинк в атмосфере больших городов вследствие присутствия сернистых газов, дающих с цинком легко растворимые продукты коррозии. Цинк применяется для изготовления анодов в гальванических элементах.
Хром в чистом виде применяется только в качестве покрытий. Электродный потенциал активной поверхности хрома сравнительно низок (—0,5 в), но на воздухе и в растворах хром покрывается защитной плёнкой и потенциал его облагораживается, достигая +0,2 в.
Хром стоек на воздухе во всевозможных условиях, а также в азотной и органических кислотах. В крепких щелочных растворах и в соляной кислоте он совершенно неустойчив.
37
Алюминий обладает низким электродным потенциалом и жадно соединяется с кислородом, выделяя при этом большое количество тепла. Это позволяет причислить алюминий к числу очень активных металлов. Однако на воздухе, в воде и в ряде растворов алюминий обладает большой коррозионной устойчивостью. Повышенная стойкость алюминия является следствием того, что его поверхность на воздухе покрывается хотя и тонкой, но достаточно прочной плёнкой окислов. Защитная плёнка на алюминии образуется чрезвычайно быстро. Если алюминий амальгамировать (т. е. покрыть с поверхности ртутью) и опустить в воду, то он быстро растворяется в воде с выделением водорода. В этом случае ртуть препятствует образованию плёнки, и алюминий ведёт себя, как ему подобает по положению в электрохимическом ряду напряжений, т. е. как малоустойчивый металл с низким потенциалом.
В настоящее время плёнку окисла от поверхности алюминия удалось отделить; доказано, что она состоит из окиси алюминия.
Стойкость алюминия почти полностью зависит от стойкости и прочности защитной плёнки; в той среде, где плёнка растворяется, разрушается и алюминий.
Технический алюминий всегда содержит небольшое количество железа (около 0,5%) и кремния. Чем чище алюминий, тем он лучше сопротивляется коррозии. Особенно опасно попадание в алюминий при прокатке стружек и пыли более благородных металлов (меди, латуни и т. п.), а также железа и ржавчины. Отжиг алюминия при 300° ведёт к ухудшению его коррозионной стойкости. Особенно плохо сопротивляется коррозии холодно нагартованный алюминий; после холодной обработки его нужно отжигать при 450°.
Стойкость алюминия может быть повышена обработкой сильными окислителями: концентрированной азотной кислотой или кипящим 3'% раствором хромового ангидрида или хромпика.
При добавлении к алюминию небольшого количества магния, кадмия или сурьмы его коррозионная стойкость повышается. Другие металлы (медь, никель, железо), наоборот, если они сплавлены с алюминием, понижают способность алюминия сопротивляться коррозии, так как в этом случае образуются соединения с более положительным электродным потенциалом, чем у алюминия. Медь и никель сильно ускоряют коррозию алюминия и сплавов алюминия с цинком. Сплавы цинка с алюминием малоустойчивы в морской и речной воде. '■
Наибольшее распространение получил сплав алюминия с 4% меди, 0,5% магния и 0,5% марганца (с примесью железа и кремния), известный под названием дуралюмина. Он применяется при изготовлении самолётов и поэтому должен быть стойким в атмосферных условиях и в морской воде. Однако стойкость дуралгомина в этих средах недостаточна, и его, с целью защиты, покрывают алюминием или цинком. Особенно большое распространение получило покрытие листового дуралюмина чистым алюминием, что выполняется на заводах при литье и прокатке (так называемый «алькледметалл»). Алюминий в морской воде имеет более электроотрицательный потен¬
38
циал, чем дуралюминий, и защищает последний от коррозии электрохимически.
Сплав алюминия с 4% меди, из которого изготовляются основные детали дистанционных трубок, недостаточно коррозионно утойчив. Сплавы алюминия с медью и никелем во влажном месте сильно корродируют, например при хранении изделий в ящиках, сделанных из сырого дерева.
Для повышения коррозионной стойкости деталей трубок и взрывателей, изготовляемых из алюминия и его сплавов, их подвергают специальной обработке и покрывают лаком.
С целью удаления окислов и очистки детали травят в концентрированной азотной кислоте (погружая на несколько секунд), а затем пассивируют при кипячении их в 3—5% растворе хромпика или хромового ангидрида. Пассивирование применяется для осветления травленых деталей, обычно имеющих тёмный цвет, и для образования на поверхности алюминия и его сплавов защитной окисной плёнки.
На поверхности обработанных деталей не должно быть никаких загрязнений (засохшего масла, стружки и пр.), серых пятен гидрата окиси алюминия, жёлтых точек и других признаков начала коррозионных процессов и потёчных водяных пятен.
Лакировка деталей из алюминия и его сплавов производится шеллачным или бакелитовым лаком, причём детали, поверхность которых соприкасается с порохами или с взрывчатыми веществами, лакируются обязательно.
3. Коррозия соприкасающихся металлов
Если два разных металла соединить один с другим и опустить в какой-либо электролит, то получается гальванический элемент (рис. 17). Один из металлов становится катодом (+), а другой по отношению к первому — анодом (—). На катоде начинает разряжаться водород, анод растворяется. Чтобы судить о том, какой из металлов будет анодом и какой катодом, измеряют их электродные потенциалы в том растворе, в какой опущены металлы. Как мы уже указывали, очень важно, чтобы потенциалы были измерены именно в той среде, которая омывает исследуемые металлы; кроме того, важно знать, как эти потенциалы изменяются с течением времени.
Предположим, что медный и железный электроды опущены в ЗУо раствор поваренной соли; медь приобретает потенциал +0,02 в (см. табл. 2), а железо — 0,39 е. Между медью и железом возникает разность потенциалов, равная +0,02— (—0,39) —0,41 в. Если теперь медь и железо соединить между собой проводником, то по проводнику будет протекать электрический ток, который можно измерить, включив в цепь гальванометр. Образуется гальванический элемент, составленный из меди, раствора соли и железа; медь является положительным электродом (катодом), а железо — отрицательным (анодом). Известно, что отрицательный потенциал показывает большую упругость растворения металла, т. е. большее стрем¬
39
ление перейти в раствор, поэтому железо, имея более отрицательный потенциал, будет посылать свои ионы в раствор, т. е. будет растворяться *, а на медном, положительном, электроде выделяются ионы меди или, если в растворе медных ионов нет, разряжаются ионы водорода.
Присутствие меди, таким образом, значительно усиливает растворение железа. Вообще всякий электроположительный металл, соприкасаясь с более электроотрицательным металлом, сам не растворяется, а усиливает растворение последнего-; находясь в тесном соприкосновении, электроотрицательные металлы защищают от коррозии металлы, имеющие более положительный электродный потенциал. Этим свойством защиты от коррозии широко пользуются в технике. Примером такой защиты является защита бронзовых пароходных винтов, сильно страдающих от коррозии в морской воде.
В 1824 г. Деви предложил прикреплять около винта цинковый «протектор» — кусок цинка, назначение которого — растворяться в морской воде и не [допускать растворения дорогого бронзового винта. По мере растворения дешёвая цинковая болванка заменяется новой. Этот способ защиты от коррозии протекторами применяется и в настоящее время.
При проектировании конструкций, работающих на открытом воздухе или в воде, особенно в морской, необходимо учитывать электродные потенциалы металлов, соприкасающихся один с другим. Если соприкасающиеся металлы не будут защищены от проникновения к ним воды или другого электролита какими-либо защитными покрытиями (лаком, специальной окраской, общим гальваническим покрытием и т. п.), то крайне нежелательно сопрягать металлы, дающие большую разность потенциалов. 11 В гальваническом элементе электрод, который растворяется, называется анодом и обозначается знаком (—) (отрицательный электрод). Другой электрод называется катодом и обозначается знаком (-|-). Не следует сметывать катод и анод гальванического элемента с катодом и анодом гальваначеской ванны, где вследствие приложения электрического напряжения извне (например от аккумулятора) под действием электрического тока происходят процессы, обратные тем, которые протекают в гальваническом элементе; в гальванической ванне анодом называется электрод, присоединенный к (-J-) батареи или элемента, поэтому именно анод ванны обозначается знаком (-f-); другой электрод ванны, присоединённый к (—) элемента или аккумулятора, называется катодом и обозначается знаком (—). На нём обычно происходит выделение металла или водорода.
40
Рис. 17. Схема гальванической пары; медь—раствор—железо
Медь и бронзу нельзя сопрягать с алюминием, дуралюмином, электроном (сплавом магния), цинком. Нецелесообразно, например, медные заклёпки ставить на алюминиевые и дуралюминиевые листы, так как алюминий и дуралюминий быстро разрушаются около медных заклёпрк. По той же причине нельзя скреплять алюминиевые детали железными, медными или латунными болтами. По тем же соображениям нецелесообразно скрепление алюминиевыми болтами и болтами из других лёгких сплавов медных или латунных листов и деталей, так как болты быстро прокорродируют, расшатаются и потребуют замены.
Скреплять между собой медные и алюминиевые листы и провода нужно с большой осторожностью, так как алюминий может быстро прокорродировать. Это особенно важно помнить при скреплении медных и алюминиевых шин и проводов, по которым передаётся электрический ток на открытом воздухе. Если всё же такое соединение сделать необходимо, то следует принимать особые меры предосторожности. Обе скрепляемые детали или провода нужно тщательно вычистить наждачной бумагой и место скрепления после прочного сбалчивания или скручивания предохранить от проникновения влаги (замазать специальной замазкой, залить лаком или обмотать изоляционной лентой). Иначе это соединение быстро разрушится, и контакта не будет.
Нецелесообразно производить золочение и серебрение железных листов, особенно если они будут работать в атмосферных условиях. Как правило, не допускается клёпка железных листов медными заклёпками, если изделие будет находиться в воде или на открытом воздухе.
Распространённым способом соединения металлов является пая ние. Сущность паяния заключается в том, что между двумя нагретыми до определённой температуры металлическими поверхностями помещается легкоплавкий металл, обладающий свойством в присутствии какого-либо флюса сплавляться с соединяемыми металлами. После остывания соединяющий металл, называемый припоем, заполняет все промежутки, пазы и шероховатости между спаянными металлами, застывает и скрепляет их.
В настоящее время разработаны способы спайки любых металлов; имеются припои и флюсы для спаивания железа, стали, меди, латуни, а также алюминия и дуралюмина.
Последние два металла паяются редко и с большими трудностями. Наиболее распространён способ паяния железных предметов с помощью олова или третника, а в том случае, когда необходимо особо прочное соединение, стальные предметы паяют медью или серебряным припоем, применяя в качестве флюса буру.
Спаянные места являются благоприятной средой для развития коррозии. Этому способствует соприкосновение разнородных металлов и наличие электролита. Электролит могут образовать попавшие извне вода и растворы, а также остатки флюса, притянувшие влагу из воздуха и растворившиеся в ней. Мы знаем, что два разнородных металла в присутствии электролита образуют гальванический элемент, причём один из металлов интенсивно растворяется, а
41
другой остаётся неизменным и способствует коррозии первого. ■Сталь, спаянная оловом или медью, а также серебряными припоями, всегда находится под угрозой быстрого ржавления вблизи места спайки. Медь и её сплавы, спаянные оловом, наоборот, в большинстве случаев сами не разрушаются, но припой может быстро разрушиться. Особенно не рекомендуется спаивать алюминий. Применяемые для паяния алюминия цинковые припои дают с ним коррозионноактивные сплавы, которые иногда могут разлагать воду с выделением водорода.
Паяние железа оловянным припоем применяется при изготовлении предметов вооружения и при их упаковке. Например, прицельная рамка припаивается к стволу винтовки оловом; двугорлая маслёнка спаивается из двух штампованных половинок и перегородки; крышки воздушных резервуаров накатников некоторых артиллерийских систем также припаиваются. Запаиваются патронные коробки и ящики, в которых укупориваются взрыватели и другие ценные предметы вооружения, и т. д.
Во всех перечисленных случаях в качестве припоя применяется третник, представляющий собой сплав олова (64%) и свинца (36%), или половинник, содержащий 50% свинца и олова, а в военное время применяются другие сплавы, содержащие ещё меньше олова. В качестве флюса применяется иногда канифоль, но чаще травленная цинком соляная кислота.
Этот флюс представляет собой крепкий раствор хлористого цинка ZnCb — очень гигроскопичной соли, которая с водой даёт свободную соляную кислоту и хлорокись цинка, по реакции
2 ZnCl2 + Н20 ^ Zn9OCl2 -f 2Н С1
Хлорокись цинка хорошо растворима в растворе хлористого цинка; раствор хлористого цинка, полученный растворением металлического цинка до насыщения в соляной кислоте, всегда имеет сильнокислую реакцию. Если необходимо полностью нейтрализовать соляную кислоту, то нужно такой кислый раствор насытить окисью цинка. Тогда свободная соляная кислота связывается окисью цинка, а образующаяся хлорокись цинка растворяется в растворе хлористого цинка.
Для паяния нужно употреблять раствор хлористого цинка со слабокислой реакцией, так как свободная соляная кислота иногда растворяет спаиваемые металлы.
После того как предметы спаяны, необходимо полностью удалить остатки флюса.
Остатки травленой кислоты, если их не удалить после паяния, образуют с поглощённой из воздуха влагой электролит и могут вызвать сильную коррозию спаянного железа или стали.
Для удаления остатков травлёной кислоты или её нейтрализации существует несколько принципиально различных способов. Некоторые из этих способов вредны, так как после их применения развивается сильная коррозия; поэтому о них приходится упомянуть. Так, например, часто предлагается для нейтрализации остатков кислоты
42
применять растворы щелочей: едкого натра, соды или едкого калия. Это делать нельзя по следующим соображениям.
Чтобы удалить хлористый цинк с поверхности металла, а также из пор, трещин, пазов и прочих углублений, необходимо его растворить в какой-либо жидкости и удалить эту жидкость. Операцию растворения необходимо повторять до тех пор, пока весь хлористый цинк не растворится.
Чтобы удалить хлористый цинк из пор и трещин в металле, нужно, чтобы эти поры были открыты; это необходимо для того, чтобы растворитель легко мог туда проникнуть и растворить находящиеся в них соли. Наилучшим растворителем для хлористого цинка является чистая вода. Если вода содержит соду, то хлористый цинк с ней реагирует, образуя нерастворимый в воде углекислый цинк и поваренную соль по реакции
ZnCl2-f-Na2C03 ZnCOj + 2 NaCI
Получающийся углекислый цинк представляет собой студенистый осадок, который удерживает образующийся хлористый натрий и не даёт ему полностью и быстро раствориться в воде. Такой осадок обладает сильно оржавляющими свойствами и удалить его с поверхности металла без применения щёток очень трудно.
Примерно то же самое происходит при промывании места пайки раствором едкой щёлочи. В этом случае протекает реакция
ZnCI2 + 2NaOH -> Zn(OH)2 + 2 NeC1
Образуются водная окись цинка и хлористый натрий. Водная окись цинка в этих условиях выделяется, так же как и углекислая соль, в виде студенистого осадка. Она не растворима в воде и в слабых растворах едких щелочей. Хлористый натрий удерживается студенистым осадком, и этот осадок, несмотря на то, что он обладает слабощелочной реакцией, вызывает сильную коррозию стали. Удалить его с поверхности металла без применения кислоты также трудно.
Оба осадка на поверхности металла, смоченного хлористым цинком, образуются очень быстро; хлористый цинк, находящийся в порах, трещинах и других щелях, закупоривается в них нерастворимым осадком и не получает необходимого количества воды для растворения и удаления, а также соды или едкого натра для реакции. Растворы соды и едкой щёлочи, таким образом, не удаляют хлористый цинк с металла, и промыку паяных предметов раствором соды или едкой щелочи производить не следует.
Не всегда можно промыть запаянный предмет водой; в этом случае приходится использовать для паяния другие флюсы, не вызывающие коррозии. Шйроко применяется при паянии канифоль. Шов, запаянный с канифолью, хорошо противостоит коррозии, так как канифоль, расплавляясь, покрывает металл тонким слоем и не допускает к металлу влагу. Имеются и другие способы паяния.
IV. КОРРОЗИЯ ПРОТИВООТКАТНЫХ УСТРОЙСТВ АРТИЛЛЕРИЙСКИХ ОРУДИЙ
1. Общие сведения о жидкостях
Для наполнения противооткатных устройств нашей артиллерии применяются две жидкости:
1) спирто-глицериновая морозоустойчивая жидкость Стеол М, введенная с октября 1942 г. взамен жидкости Стеол для наполнения противооткатных устройств, рассчитанных на глицериновую жидкость, и
2) веретённое масло АУ, которым наполняются тормозь! некоторых наших орудий и накатники нескольких крупнокалиберных гаубиц и пушек.
Начиная с 1938 г. по 1945 г. на снабжении была принята глицериновая жидкость Стеол, которая применялась в тормозах большинства орудий и в воздушно-гидравлических накатниках почти всех систем, т. е. там, где теперь применяется жидкость Стеол М.
До 1938 г., т. е. до введения жидкости Стеол, применялась глицериновая жидкость «старого рецепта». Глицериновая жидкость раньше приготовлялась самими воинскими частями из глицерина, воды и добавок (едкого натра, соды, буры); в 1934 г. на глицериновую жидкость были утверждены ТУ, и она стала изготовляться на заводах и поступать в Армию в централизованном порядке.
Недостаточная стабильность и большая коррозионная активность жидкости старого рецепта послужили причиной развития сильной коррозии противооткатных устройств артиллерийских орудий.
Жидкости должны обеспечить безотказную работу артиллерии в самых разнообразных условиях боевого применения и не должны вызывать коррозии стали и других металлов, применяемых при изготовлении противооткатных устройств артиллерийских орудий, в свежеприготовленном виде, и после длительного действия на них воздуха под давлением, в тормозах и накатниках, а также при попадании в жидкость небольших количеств воды.
Жидкости не должны разрушать уплотняющие материалы, в частности кожаные и резиновые воротники, и не должны проникать через уплотняющие материалы: сквозь кожу воротников, в зазоры между воротниками и штоками или цилиндрами.
44
Состав и основные свойства глицериновых жидкостей, применяемых в настоящее время в нашей артиллерии, приведены в табл. 5.
Таблица 5
О
= 6.
Наименование
Единица
изме¬
рения
Состав и
показатели жидкостей
Стеол
ТУ № 3016-42
Стеол М ТУ № 3049-42
Веретенное масло АУ ГОСТ 1642-42
I. Состав
в весовых процентах
1
Глицерин 100°/о
—
57,7
46,3
Изготов¬
ляется ИЗ
отборных
нефтей
2
Этиловый (винный) спирт
•/о
—
20,0
—
3
Хромовокислый калий . .
°/о
2,0
1,6
—
4
Едкий натр
°/о
0,13
0,1
Отсут¬
ствует
5
Вода
°/о
Остальное
Остальное
То же
до 100%
до ЮОо/о
II..
С_в о
й с т в а
1
Удельный вес при+15°С
1,164—1,176
1,09—1,11
0,888—0,896
2
Температура застывания .
°С
—3501
—57°
—45°
3
Температура кипения . . .
°с
110°—112°
89—92°
350°
4
Температурный коэфици-
ент расширения на 1°С
—
0,00055
0,00065
0,00061
5
Вязкость абсолютная при:
— 30°С
пуаз
3,50
3,89
48,8
— 20°С
и
1,24
1,44
11,6
0°С
и
0,27
0,30
1,65
+ 20°С
п
0,11
0,10
0,40
+ 50°С
п
0,04
0,04
о,и
+ 80°С
0,02
0,02
0,05
6
Теплоёмкость при 20°С
кал/кг
0,63
0,64
0,44
Глицериновая жидкость Стеол, принятая на снабжение в 1938 г. вместо глицериновой жидкости старого рецепта (содержавшей такое же количество глицерина и 1% NaOH), удовлетворяет почти всем техническим требованиям, но не обладает достаточной морозоустойчивостью: она может замёрзнуть при температуре —35° С.
При кратковременном охлаждении жидкость Стеол может не замёрзнуть и при значительно более низких температурах, так как водо-глицериновые смеси способны сильно переохлаждаться. Однако при наличии «затравки» (кристаллов льда) жидкость Стеол начинает выделять лёд при температуре —32° и полностью может застыть при —46,7° С.
Жидкость Стеол обладает удовлетворительными эксплоатацион- ными свойствами, проверенными на практике многолетней эксплоа- тацией этой жидкости в нашей артиллерии. Она стабильна и может без замены находиться в тормозах и воздушно-гидравлических на¬
1 Начало выделения кристаллов льда.
45
катниках до 5—8 лет, причём никакой коррозии, кроме небольших потемнений и лёгкой шероховатости под кожаными воротниками, не наблюдается. При длительной эксплоатации жидкость меняет свой цвет жёлтого на тёмнозелёный, но всё время остаётся щелочной, хотя концентрация титруемой щёлочи меняется и, в зависимости от условий хранения, колеблется в пределах 0,02—0,1%, считая на NaOH.
Жидкость Стеол М содержит 46,3% глицерина, т. е. на 11,4%. меньше, чем жидкость Стеол. Из одного и того же количества глицерина жидкости Стеол М можно приготовить на 36—40% больше, чем жидкости Стеол (по объёму).
Несмотря на то, что жидкость Стеол М представляет собой смесь 2,5 объема жидкости Стеол с 1 объёмом этилового спирта, она имеет такую же вязкость, к'ак и жидкость Стеол, удельный же вес её меньше на 6—7%. Она имеет достаточно низкую температуру замерзания: при —57° С остаётся жидкой, а при —65° С загустевает без образования кристаллов. К недостаткам жидкости Стеол М следует отнести её более низкую температуру кипения: при -f8801 она закипает, а при +92° кипит Коррозионные свойства её такие же, как и у жидкости Стеол.
Жидкость Стеол М так же стабильна, как и глицериновая жидкость Стеол.
На кожаные воротники жидкость Стеол М действует слабее, чем жидкость Стеол; кожаные воротники в жидкости Стеол М вполне устойчивы.
Антикоррозионные свойства жидкостей Стеол и Стеол М зависят от их чистоты, однако длительные лабораторные и полигонные испытания показали, что для изготовления достаточно антикоррозионных жидкостей Стеол и Стеол М можно применять технические продукты (хромовокислые соли калия и натрия, двухромовокислый калий и натрий, а также лучшие сорта технического' едкого натра и едкого калия).
Жидкость Стеол М изготовляется на заводах МПП СССР, где организован специальный контроль за качеством сырья и готового продукта. Допускается изготовление жидкости и на заводах, выпускающих артиллерийские орудия (в случае отсутствия готовой жидкости и наличия необходимого сырья), однако и сырьё и готовая жидкость должны тщательно проверяться по ТУ ГАУ.
До войны для наполнения противооткатных устройств германской артиллерии применялась глицериновая жидкость, по составу близкая к жидкости Стеол. Однако недостаток глицерина заставил Германию с глицериновой жидкости перейти на водный раствор смеси этилен гликоля с полиэтиленгликолями.
Этиленгликоль представляет собой двухатомный спирт состава СН2ОН • СНаОН. Полиэтиленгликоли (ди-три- и тетраэтиленгликоли) являются двухатомными спиртами более сложного состава. Все гли- коли гигроскопичны, хорошо смешиваются с водой и спиртом и образуют низкозастывающие жидкости, которые широко применяются
1 При атмосферном давлении. Под давлением 1,5 ат она кипит при 100СС и под давлением 8,4 ат—при 160' С.
46
в качестве антифризов, незамерзающих жидкостей для охлаждения автомобильных, тракторных, танковых и авиационных моторов. В Германии и США этиленгликоли изготовляются в крупных промышленных масштабах на базе широко развитой химической промышленности. Гликоли получаются также как отход при производстве синтетического каучука.
Для улучшения коррозионных свойств в водно-гликолевую смесь, повидимому, добавляют небольшое количество ингибитора и получают так называемую жидкость «Браун» (коричневую). Жидкость «Браун» содержит около 25% воды (по весу) и остальное — смесь гликолей. Удельный вес её при 20° С 1,11, а вязкость около 0,13 пуаза. Таким образом, основные физико-химические константы крайне близки к константам жидкости Стеол М. Температура кипения немного выше (100° С), а температура замерзания около — 35° С.
Недостаточная морозоустойчивость жидкости «Браун» заставила немцев в 1942 г. ввести на снабжение армии новую жидкость, вернее добавку к жидкости «Браун», которую они называют «Арк» (арктическая). Жидкость «Арк» добавляют к жидкости «Браун» в отношении 1 : 1 и получают жидкость «Браун-Арк».
Используемая в качестве добавки жидкость «Арк» по своим свойствам очень похожа на жидкость «Браун» и, повидимому, состоит из смеси полиэтиленгликолей и воды, причём эта смесь имеет более низкую температуру застывания (чем смесь «Браун») и обеспечивает работоспособность артиллерии до —50° С. Коррозионные свойства гликолевых жидкостей значительно ниже коррозионных свойств наших жидкостей Стеол и Стеол М, что видно даже из захваченных на фронте приказов германского командования.
Так, в одном из распоряжений германского командования за 1942 г., касающемся замены кожаных воротников в противооткатных устройствах на воротники из резины «Буна», указывалось, что при постановке новых воротников необходимо тщательно осматривать детали тормозов и накатников, чтобы проверить, нет ли на них коррозии. При этом разъедания глубиной до 0,1 мм на штоках и в цилиндрах было разрешено-выводить войсковым оружейным мастерам с помощью наждака, сглаживая повреждённые места. Разъедания, достигающие глубины до 0,5 мм, как правило, исправлялись в оружейных мастерских, находившихся при крупных артиллерийских базах; при коррозионных разъеданиях большей глубины детали заменялись новыми. Коррозионное разрушение деталей противооткатных устройств своей артиллерии немецкое командование объясняло кислотностью кожи воротников, которые и были заменены резиновыми. В другом распоряжении за 1944 г. германское командование признало недостаточную стабильность и коррозионную активность жидкости «Браун-Арк». Ввиду сильной коррозии накатников зенитных пушек, «вызываемой разложившейся жидкостью «Браун-Арк», которая в этом случае приобретает тёмную, грязную окраску», распоряжением предписывалось «накатники, в которых коррозия обнаруживалась, разбирать и жидкость в них заменять свежей», а войсковым частям «держать под особым наблюдением орудия, противооткатные устройства которых заполнены жидкостью «Браун-Арк», т. е.
47
держать под наблюдением всю германскую артиллерию, так как другой противооткатной жидкости немцы не применяли.
Всё это заставляет сомневаться в антикоррозионных свойствах жидкости «Браун-Арк» и не позволяет считать эту жидкость пригодной для длительного хранения артиллерийских орудий.
В английской артиллерии применяются почти исключительно минеральные масла, и коррозия противооткатных устройств английской артиллерии может развиваться вследствие попадания в масло воды, пыли и тому подобных загрязнений.
В артиллерии США также применяются минеральные масла, хотя некоторые системы имеют тормоз, заполненный глицериновой жидкостью, близкой по своему составу к нашей жидкости старого рецепта. В коррозионном отношении применяемые в США артиллерийские жидкости далёки от совершенства; там ведутся работы по улучшению артиллерийских жидкостей и по подбору более коррозионноустойчивых материалов для изготовления деталей тормозов и накатников: пробуют применять монель-металл, нержавеющие стали, а также хромировать детали и применять другие защитные покрытия.
2. Коррозия деталей противооткатных устройств
В тормозах противооткатных устройств, наполняемых маслом, действие коррозии обычно невелико. Разрушаются главным образом цилиндры в нижней части, в тех местах, где собирается попавшая в масло вода. В этих местах обычно сталь корродирует с образованием мелких раковин. Наблюдается разъедание штоков и цилиндров в сальниках и под воротниками из резины или из кожи. Во всех случаях коррозия является результатом недоброкачественности употребляемых материалов и действия попавшей извне воды. Если сало, которым пропитана сальниковая набивка, содержит соль, то при попадании в сальник воды соль растворяется, образуется электролит и происходит обычная электрохимическая коррозия.
Вода может легко попасть в масло, если при наполнении противооткатных устройств не будут соблюдаться правила предосторожности. При открывании бидонов и бочек с холодным маслом в тёплом и сыром помещении на поверхности масла осаждается роса. Вода может попасть и при хранении неплотно закрытых сосудов с маслом на открытом воздухе, под навесами с дырявыми крышами и т. п.
Наконец, в процессе эксплоатации накатников в масло почти неизбежно попадает вода с воздухом, который накачивается в воздушные резервуары. Пары воды из воздуха конденсируются и перемешиваются с маслом; при длительном хранении вода осаждается внизу и, так как в ней содержится много кислорода, становится коррозионноактивной. Поэтому за накатниками, наполненными веретённым маслом, необходимо постоянно следить: при появлении даже незначительных признаков коррозии цилиндров (что проявляется в виде матовых полосок, сыпи, точек, раковин, особенно по нижней образующей цилиндра) необходимо немедленно сменить масло.
Коррозия деталей противооткатных устройств артиллерийских орудий, заполняемых глицериновой жидкостью, представляет собой
48
гфоблему, над разрешением которой в продолжение нескольких десятилетий работают артиллерийские инженеры многих стран.
Коррозия внутренних частей и деталей тормозов и накатников была замечена, как только были приняты на вооружение французские артиллерийские системы, снабжённые гидропневматическими противооткатными устройствами, заполняемыми водно-глицериновыми жидкостями (1909 г.). Как только появились такие устройства на вооружении армий, тотчас же была замечена коррозия, развивающаяся под воротниками, на штоках и в цилиндрах тормоза отката и особенно сильная в накатнике (до этого накатники были главным образом пружинные).
В глицериновую смесь стали добавлять соду, буру, а затем едкий натр. Щёлочь, как мы увидим ниже, нейтрализовала образующиеся кислоты и на некоторое время задерживала развитие раковистой коррозии, но не устраняла коррозию стали под воротниками.
В 1916 г. Арткомом было указано, что ржавление внутренних частей салазок артиллерийских орудий происходит благодаря контакту стали с бронзовыми деталями; Павловскому артиллерийскому складу тогда же было предложено заменить бронзовые втулки и кольца в салазках стальными и чугунными. При этом предполагалось, что бронза, как металл с положительным электродным потенциалом, способствует коррозии стали в присутствии щелочной глицериновой жидкости.
После окончания войны 1914—1920 гг., когда материальная часть артиллерии была поставлена на длительное хранение, коррозия противооткатных устройств стала целой проблемой. Наблюдалось сильное разъедание штоков и цилиндров в местах, непосредственно соприкасающихся с кожаными воротниками и с сальниковой набивкой, а также образование глубоких раковин на штоках и стенках цилиндров накатников. Глицериновую жидкость каждые шесть месяцев приходилось заменять свежей, и тем не менее коррозией поражались такие значительные количества противооткатных устройств, что несколько крупных ремонтных заводов круглый год было занято ремонтом орудий. Штоки заменялись новыми, а салазки лейнировалис'ь. С целью сохранения от коррозии тормозы и накатники, работающие при заполнении глицериновой жидкостью, хранились на военных базах заполненными маслом.
Изучение всех вопросов, связанных с коррозией противооткатных устройств, позволило разработать и провести в жизнь такие мероприятия, которые практически полностью ликвидировали в нашей артиллерии этот вид разрушения и позволили производить заполнение тормозов и накатников на заводах непосредственно той жидкостью, которой они должны быть заполнены в боевом положении. Это было достигнуто введением новой жидкости Стеол. Новая жидкость обладала такими же физическими свойствами, какими обладала жидкость старого рецепта, но её коррозионные качества были несравненно выше, что позволило удлинить срок её эксплоатации до восьми лет вместо шести месяцев, максимального срока, через который приходилось менять жидкость старого рецепта. Тем самым ог-
49
4 Коррозия оружия и боеприпасов
пала необходимость в применении минеральных масел для наполнения противооткатных устройств.
Применение новой антикоррозионной жидкости Стеол изменило также направление в конструировании артиллерийских орудий. Большая коррозия противооткатных устройств, наблюдавшаяся при применении глицериновой жидкости старого рецепта, заставляла конструкторов проектировать новые орудия с противооткатными устройствами, заполняемыми минеральным маслом. В связи с применением масла усложнялась конструкция уплотнительных устройств, так как масло не удерживается обычными сальниковыми устройствами, снабжёнными кожаными воротниками. Потребовалось применение резиновых воротников. Маслостойкой резины в то время ещё не было, а воротники из резины» изготовленной на натуральном каучуке с вулканизацией серой, быстро старели при хранении, а при непосредственном контакте вызывали коррозию стальных деталей.
Как только была введена новая жидкость Стеол и была практически полностью устранена опасная коррозия, противооткатные устройства вновь проектируемых артиллерийских орудий стали рассчитывать на заполнение глицериновой жидкостью, которая значительно лучше обеспечивает надёжность работы орудий в бою.
Как было указано выше, тормозы и накатники почти всех орудий нашей артиллерии до 1938 г. заполнялись глицериновой жидкостью старого рецепта, содержащей, кроме воды и глицерина, Г% едкого натра. В тормозе отката эта жидкость сохраняла щёлочность доста-
50
Рис. 18. Коррозия штоков под кожаными воротниками в орудийном компрессоре, наполненном щелочной глицериновой жидкостью старого рецепта; матовые шейки образовались за 20 суток
точно долго, и там коррозия наблюдалась только под воротниками, в виде потемнений и матовых шеек на штоках и на стенках цилиндров (рис. 18).
В накатниках коррозия под воротниками имела такой же характер, как и в тормозах отката, но на штоках под воротниками коррозионное разрушение было более глубоким (рис. 19). По краям шейки, т. е. под краями воротника, получались глубокие раковины, которые
Рис. 79. Коррозии штока под кожаным воротником в орудийном накатнике, наполненном щелочной глицериновой жидкостью старого рецепта; за 20 су- ток под воротником образовалась шейка с глубокой раковиной вдоль края.
Ув. х 4
имели вид канавок или надрезов. На рис. 20 в увеличенном виде показана поверхность штока накатника, который четыре года был заполнен периодически сменявшейся глицериновой жидкостью старого peneilta. На этом штоке видны глубокие раковины; их несколько, что объясняется тем, что место соприкосновения воротника со штоком несколько раз менялось и на новом месте по краю воротника каждый раз получалась новая кольцевая раковина.
Кроме образования кольцевых раковин под кожаными воротниками, развивалась сильная коррозия штока и цилиндров на всей их поверхности; на хорошо отполированной поверхности в некоторых случаях через Ю—15 месяцев получились глубокие раковины с острыми краями (рис. 21).
На рис. 22 показан шток накатника с одной глубокой раковиной (глубина 5 мм, длина 12 мм) и несколькими .мелкими. Развитие таких глубоких раковин чрезвычайно характерно для накатников всех ар-
51
4
Рис. 20. Коррозия штока под кожаными воротниками в орудийном накатнике, наполненном жидкостью старого рецепта; за четыре года образовалось несколько глубоких кольцевых раковин. Ув. х Ю
V
тиллерийских орудий, которые наполнялись щёлочной глицериновой жидкостью старого рецепта. Раковины располагались не только вдоль нижней части цилиндров, но и в верхней части, в ходах для жидкости (рис. 23) и воздуха и на штоках.
Рассмотрим условия, в которых протекают процессы коррозии в противооткатных устройствах.
Напомним, что смоченный электролитом металл растворяется быстрее там, куда доступ кислороду затруднён, и что скорость растворения анода тем больше, чем больше кислорода подходит к катоду и чем меньше подходит его к аноду.
Кислород на катоде расходуется на связывание с водородом. Коррозия металла в электролитах^ со свободным доступом воздуха
52
зависит от количеств кислорода, поступающего к катодной поверхности, а также от степени защищённости анодных поверхностей от доступа к ним кислорода.
Доступ кислорода к катодным поверхностям пропорционален растворимости кислорода в жидкости и скорости диффузии кислорода в ней.
Рис. 2t. Раковины в цилиндре накатника зенитной пушки», заполненном жидкостью старого рецепта, образовавшиеся за 14 месяцев эксплоатации
Растворимость кислорода в жидкости пропорциональна парциальному и абсолютному давлению его на жидкость. Кислород составляет примерно Уб часть воздуха, а следовательно, парциальное давление кислорода в воздухе равно Уб ат. Если воздух будет сжат под давление 50 ат, то парциальное давление кислорода будет равно Уб от 50, т. е. 10 ат.
Таким образом, растворимость кислорода в жидкости при давлении воздуха 50 ат будет такой же, как если бы на ту же жидкость давил чистый кислород с силой 10 ат.
Скорость коррозии металла при увеличении давления кислорода в 50 раз, при хорошей защищённости анодных поверхностей от доступа к ним свежей жидкости и кислорода и при беспрепятственном удалении продуктов анодного разрушения значительно увеличивается
Противооткатные устройства — цилиндры, штоки, крышки и большое число других деталей накатника и тормоза отката — изготовляются из стали.
Обычно применяется углеродистая сталь с содержанием углерода 0,3—0,6%. Коррозионная стойкость стали в этих условиях не зависит от содержания углерода, марганца и других примесей, если содержание этих примесей не превышает 1—2%. Таким образом, в отношении коррозии цилиндры, штоки, а также другие стальные детали противооткатных устройств можно рассматривать как изготовленные из одного и того же материала. В противооткатных устройствах также имеются бронзовые и латунные детали, детали из баббита и оловянный припой, который употребляется для запаивания крышек и разного рода заглушек в воздушных резервуарах и ходах.
Особую группу материалов составляют кожаные воротники и сальниковая набивка. Воротники изготовляются из кожи хромового дубления и пропитываются составом, который придаёт ей мягкость и эластичность и предохраняет её от высыхания (при хранении).
Рис. 22. Штоки накатников, которые были заполнены глицериновой жидкостью старого рецепта; за полтора года на штоках образовались глубокие большие и мелкие раковины
Рис. 23. Коррозия стенок цилиндра накатника в ходах для жидкости при заполнении накатника жидкостью старого ре¬
цепта
54
Сальниковая набивка представляет собой шнур, сплетённый из какого-либо волокнистого материала и пропитанный жировым веществом. Набивки бывают хлопчатобумажные, пеньковые, асбестовые, набитые тальком, брезентовые, набитые асбестом, наконец асбестовые с резиновым сердечником. По форме шнуры бывают круглые и квадратного сечения. В разных системах артиллерийских орудий применяют шнуры различных размеров — толщиной от 4 до 26 мм. Наиболее употребительны шнуры 10 ХЮ и 13 X 13 мм. Набивочный шнур перед постановкой в сальник пропитывался обычно говяжьим салом, не содержащим поваренной соли, а сейчас пропитывается сплавом церезина (75°/о), вазелина (15%) и веретенного масла (10°/о). Последнее рекомендуется заменять масляной композицией коллоидального графита.
Кожа не пропускает глицериновую жидкость; стенки клеток кожи представляют собой полупроницаемые перегородки, и под осмотическим давлением вода входит в клетки кожи, кожа разбухает и плотно прижимается к стенкам цилиндров и к штоку. При заполнении цилиндров минеральным маслом явление осмоса в толще кожаного воротника не наблюдается. Минеральное масло пропитывает кожу и фильтруется, проходя сквозь неё, и при этом оно не про ни1 кает внутрь клеток кожи и не вызывает их набухания; вследствие этого кожаные воротники «сохнут» и не держат масла. Поэтому для систем, наполняемых минеральными маслами, приходится конструировать специальные сальники или применять резиновые воротники.
В воздушные цилиндры накатника под давлением 25—50 ат на качивается воздух или азот; эти газы частично растворяются в глицериновой жидкости. В воздухе содержится приблизительно 21% кислорода и 79% азота, но 1 л глицериновой жидкости растворяет 2,8 см3 кислорода и 5,58 см3 азота1. По закону Генри-Дальтона, с увеличением давления пропорционально увеличивается и растворимость этих газов; так, под давлением 50 ат 1 л глицериновой жидкости растворяет 140 см3 кислорода и 279 сл«3 азота. При уменьшении давления растворённые газы выделяются в виде пузырьков и, если давление уменьшается быстро, происходит сильное вспенивание, что и наблюдается при выпускании жидкости из накатника сразу после того, как воздух был выпущен из воздушных цилиндров.
В новых противооткатных устройствах, залитых свежепригото вленной глицериновой жидкостью, других материалов не должна быть. Стружки, пыль, грязь, масло, тряпки, ветошь и т. п. могут вызвать серьёзные повреждения отдельных деталей и даже вывести противооткатные устройства из строя. Кроме того, всякое постороннее тело может вызвать коррозию в том месте, где оно находится. Поэтому при сборке необходимо тщательно удалять из цилиндров все крошки и кусочки ржавчины, пылинки, ниточки и пр.
Щелочная глицериновая жидкость старого рецепта, находясь в накатнике под давлением воздуха в 25—50 ат, непрерывно изменяет свой состав. Глицерин, окисляясь, превращается в глицериновую ки-
При нормальном давлении воздуха и 0°С.
55
слоту. Кислота вступает в реакцию с едким натром, образуются соли, и содержание едкого натра в жидкости уменьшается. Окисление глицерина, как показал опыт, продолжалось и тогда, когда вся щёлочь была нейтрализована образовавшейся кислотой, и жидкость накатника постепенно становилась кислотной. Щелочная глицериновая жидкость в накатнике под давлением воздуха в 50 ат становилась кислотной через четыре-шесть месяцев (Г% едкого натра за это время нейтрализовался полностью). Через десять-двенадцать месяцев содержание свободных глицериновых кислот в жидкости доходило до 0,9%.
Кислоты в глицериновой жидкости образуются в результате окисления глицерина растворённым в жидкости кислородом, находящимся к тому же под большим давлением. Это было'доказано анализами воздуха, пробы которого брались из воздушных резервуаров накатников, хранившихся продолжительное время с давлением 50 ат. Через десять месяцев после того, как накатники были заполнены обычным сжатым воздухом, содержащим, как известно, 21% кислорода, в пробах воздуха из этих накатников было обнаружено только 8—12% кислорода. Нет сомнений, что исчезнувший кислород вступил в реакцию с глицерином, отчего жидкость не только потеряла первоначальную щёлочность, но стала кислотной.
Окисление глицерина в щелочной жидкости протекало не только иод высоким давлением, но и при нормальном давлении; в открытом сосуде щёлочность жидкости уменьшалась примерно на 3% в месяц. В закрытых сосудах, без свободного доступа воздуха, щёлочность жидкости с течением времени не изменялась.
Когда в накатнике находилась жидкость Стеол и давление воздуха было равно 50 ат, за 15 месяцев поглощалось всего 1—2% кислорода.
В табл. 6 приведены электродные потенциалы стали и других металлов в трёх глицериновых жидкостях- в щёлочной, в кислотной и в жидкости Стеол.
Кислотная жидкость была взята из накатника, наполненного жидкостью старого рецепта с 1 % едкого натра; она после окисления кислородом находившегося в накатнике сжатого воздуха содержала 0,9% глицериновой кислоты.
Напомним, что чем положительнее электродный потенциал металла в данной жидкости, тем лучше металл противостоит коррозии, и чем отрицательнее потенциал, тем быстрее металл разрушается.
Таблица 0
1
1
Электродный потоициал в е
с .
в д.
Z 1
Материал (металл)
Щелочив я жидкость
Кислотная жидкость
Жид¬
кость
Стеол
1
о
:$
4
Сталь углеродистая марки Д
Латунь Л70
Бронза артиллерийская
Третник (сплав олова и свинца—припой)
4-0.12
--0,05
4-0,03
—0,60
—0,40 —j-0,20 -+0,20 —0,15
+0,10
+0,17
+0,18
0,00
56
Из цифр, приведённых в табл. 6, видно, что в щелочной жидкости самым положительным потенциалом обладает сталь; она пассивна и не должна разрушаться. Латунь и бронза в щелочной жидкости разрушаются, но незначительно. Электродный потенциал их немного благороднее водородного. Оловянный припой, которым за паивают крышки воздушных резервуаров, в щелочной жидкости растворяется довольно интенсивно, но со временем растворение замедляется. Это объясняется тем, что сначала олово растворяется в едкой щелочи, а когда на поверхности сплава останется только свинец, нерастворимый в едком натре, припой прекращает разрушаться. Электродный потенциал третника в щелочной жидкости в течение нескольких суток изменяется от — 0,6 в до —0,1 в, т. е. сплав становится благороднее.
Потенциал латуни, бронзы и припоя в щелочной жидкости отрицательнее потенциала стали; следовательно, в этих условиях указанные сплавы защищают сталь от коррозии.
Совершенно иные электродные потенциалы имеют перечисленные сплавы и сталь в кислотной глицериновой жидкости, т. е. в той жидкости, которая из щелочной превратилась в кислую благодаря накоплению в ней органических кислот, продуктов окисления глицерина. .Сталь в ней обладает самым отрицательным потенциалом (—40 в); бронза и латунь имеют устойчивый положительный потенциал (около +20 в).
Таким образом, в этих условиях бронза и латунь должны усиливать коррозию стали.
И действительно, как только жидкость старого рецепта в накатнике становилась кислотной, сталь начинала растворяться; при этом жидкость становилась бурой от растворенного в ней железа (в одной пробе такой бурой жидкости, отобранной из накатника, содержалось 0,54% >железа, а в другой — 0,25%).
Однако если стальные детали не соприкасались непосредственно с бронзовыми или латунными деталями, то коррозионное разрушение поверхности стали протекало равномерно, сталь становилась матовой, как бы равномерно протравленной (без сыпи и раковин). Совершенно иначе происходила коррозия стали, которая имела непосредственный контакт с бронзой или латунью.
На рис. 24 показана торцовая часть стального цилиндрика, который пролежал в кислотной глицериновой жидкости 30 суток при тесном соприкосновении с бронзой; сталь разрушилась с образованием глубоких раковин. Такие раковины получались и в противооткатных устройствах, если жидкость накатника становилась кислотной. На рис. 22 показаны два штока накатника, поражённые корро¬
57
Рис. 24. Стальной цилиндрический образец, который был погружен в кислотную глицериновую жидкость (старого рецепта) и соприкасался с бронзой; на торцовой части его образовалось много глубоких раковин
зией. На нижнем штоке раковины расположены вдоль штока; шток при выстреле тёрся о бронзовую втулку, бронза приставала к нему, и под ней образовались раковины. Такие же раковины появились и на поверхности цилиндров.
Таким образом, видно, что полированная сталь в кислотной жидкости в присутствии бронзы разрушалась с образованием глубоких раковин.
Коррозия з накатниках начиналась в местах, где защитная плёнка слабее или где она разрушена: по царапинам, трещинкам и в порах. Продукты коррозии затрудняли доступ кислорода к анодным поверхностям, отчего разрушение усиливалось и шло с образованием раковин. Необходимо отметить, что глубокие раковины получались только в кислой среде; в щелочной среде сталь в порах и рисках пассивировалась.
В кислотной жидкости раковины могли развиваться также под посторонними телами, находящимися на дне цилиндров накатника, например под кусками ржавчины, набивки и т. п., а также около пузырей, по верхней образующей цилиндров.
Применение пассивирующей глицериновой жидкости Стеол полностью устранило раковистую коррозию и ослабило коррозию под кожаными воротниками. Электродные потенциалы всех металлов в ней положительны и близки друг к другу, а сталь имеет самый благородный потенциал. Поэтому сталь, а также и другие металлы не разрушаются в жидкости Стеол, а развитие раковистой коррозии совершенно невозможно.
Уплотнение в цилиндрах и вокруг штока достигается применением кожаных воротников. Воротники плотно прилегают к стальным штокам и стенкам цилиндров; при длительном хранении под кожаными воротниками развивается коррозия стали; поверхность стали как бы протравливается, и образуется матовая шейка, глубина которой в некоторых случаях достигает 0,02—0,03 мм
Сталь под кожей в щёлочной жидкости старого рецепта имеет электродный потенциал —0,40 в, а в жидкости Стеол —0.30 в.
Так как в первой жидкости сталь, не закрытая кожей, имеет электродный потенциал 0,12 в, а во второй жидкости 0,19 в, то между частью стальной поверхности, закрытой кожей, и открытой имеется разность потенциалов, причём сталь, закрытая кожей, является анодом (рис. 25) и должна растворяться. На свободной поверхности стали при этом должен разряжаться и выделяться водород.
Опыт показал, что количество растворяющегося под кожей железа пропорционально площади стали, не закрытой кожей, и чем больше поверхность открытой части, тем больше растворяется железа под кожей. Это правило, однако, верно только в начале процесса коррозии; когда кожа пропитается солями и окислами железа, процесс растворения замедляется. Разрушение стали под кожей объясняется действием кислорода на открытую часть стали, где происходит выделение водорода и окисление его (водорода) кислородом в воду. В жидкости Стеол эти процессы под кожей и вне кожи также протекают, и на штоках образуется шейка, но растворение стали
58
в lieft происходит медленнее, чем з щёлочной жидкости; под кожей в жидкости Стеол шейки с острым и резко очерченным краем нс образуются, шейки как бы размыты, что уменьшает разрушение стали под кожей; жидкость Стеол и в этом отношении значительно лучше щёлочной жидкости старого рецепта.
На рис. 26 показана коррозия на штоке после четырёх лет экспло- атации его в накатнике, наполненном жидкостью Стеол. Кольцевых раковин нет, есть только небольшая матовость, сталь протравилась довольно равномерно. Результаты измерения показали, что если ежегодно при просматривании штоков очищать это матовое кольцо наждаком, то шток сможет служить достаточно долго; однако вместо наждака лучше применять толчёный берёзовый уголь, который очищает приставшую к шейке грязь и остатки кожи и не изнашивает металл так, как наждак.
Сталь или бронза
Натооная ^ поверхность
*7, -У„- ^
жгйги—Юг—=-r~—=z —Глицериновая жадность
растворённым —тт-—
кислородом
Рис. 25, Схема коррозии’ стали под кожаными воротниками
Электродные потенциалы и характер коррозии стали под кожей показывают, что металл под кожей хромового дубления находится в тех же коррозионных условиях, что и в кислотной жидкости.
В накатнике разрушение под кожаными воротниками несколько больше, чем в тормозе отката; под воротниками получается по краю более глубокое разъедание (см. рис. 19). Нержавеющие стали не разрушаются под кожей и на штоках не образуются шейки.
Опыт и лабораторные исследования показали, что одним из источников коррозии противооткатных устройств является кислород сжатого воздуха; поэтому в ряде стран, в том числе и у нас, было предложено наполнять накатники сжатым инертным газом; в качестве инертного газа наиболее подходящим является азот. Он дёшев и безопасен в обращении и при перевозке.
Азот применялся во французской, итальянской и североамериканской армиях. Неудобство применения азота заключается в том, чтэ его необходимо изготовлять на заводе и перевозить в баллонах. Придавать артиллерийской системе баллон с азотом имеет смысл только в том случае, если давление в накатнике выше 50 аг (трудно
5Э
Рис. 26. Шток орудийного накатника, наполненного жидкостью Стеол; под кожанымй воротникам . за четыре года образовалось поверхностное матовое кольцо с размытыми краями. Ув, х Ю
достигаемое накачиванием ручным насосом). Системы же с давлением в накатнике 25—35 ат легко наполняются воздухом с помощью насоса, и возить баллоны с азотом для этих систем нецелесообразно.
Накатники артиллерийских систем, долго хранящихся на складах, следует, конечно, наполнять азотом.
Большое значение имеет чистота технического азота; если в нём содержится кислород, то этот газ в коррозионном отношении действует как воздух или кислород, но находящиеся при меньшем давлении. Если в накатнике давление 25 аг, то азот с 2°/о кислорода будет оказывать такое же действие на глицериновую жидкость и на катодные поверхности, как воздух под давлением 2,5 ат. Такое же действие окажет азот с 1% кислорода в накатнике с давлением 50 ат. Для того чтобы действие азота в накатнике с давлением 50 ат было таким же, как действие воздуха при нормальном давлении, нужно, чтобы азот содержал не более 0,4% кислорода.
Наполнение салазок азотом имеет смысл только в том случае, если давление в накатнике достаточно высоко, например 50 ат, и если азот содержит кислорода не более 1%.
Применение глицериновой жидкости типа Стеол и Стеол М оказалось наиболее действительным мероприятием для устранения коррозии противооткатных устройств; при наполнении накатников жидкостью Стеол или Стеол М ракозистая коррозия совершенно не развивается, а коррозия под воротниками становится незначительной.
В заключение необходимо отметить некоторые особенности подготовки к эксплоатации противооткатных устройств, которые снабжены запаянными цилиндрами.
При паянии цилиндров и заглушек в качестве припоя применяют третник, а в качестве флюса обычно употребляют травлёную соляную кислоту (раствор хлористого цинка). При впаивании крышек нужно учесть всё то, что говорилось о паянии и мерах предупреждения коррозии стали после паяния. Травлёную соляную кислоту после паяния нельзя «нейтрализовать» при помощи раствора соды или едкой щелочи. Промывка салазок после впаивания крышек раствором соды или едкой щёлочи, без предварительной промывки водой, неизбежно приводит к сильной коррозии стали в тех местах, где она была смочена хлористым цинком.
Единственным действительным способом удаления раствора хлористого цинка из салазок является промывка их чистой горячей (но не обязательно дестиллированной) водой до полного удаления следов хлористого цинка. После этого противооткатные устройства можно наполнять жидкостью Стеол М без предварительной просушки; если же противооткатные устройства заполняются веретённым маслом, то совершенно обязательна очень тщательная просушка цилиндров и всех других деталей тормоза и накатника.
V. КОРРОЗИЯ КАНАЛОВ СТВОЛОВ СТРЕЛКОВОГО ОРУЖИЯ
От состояния поверхности канала ствола зависит правильность полёта пули; если поверхность канала гладкая, ровная, без раковин, сыпи и прочих дефектов, то пуля равномерно врезается в нарезы, поля нарезов придают ей правильное осевое вращение и рассеивание при стрельбе будет небольшим.
Если в канале ствола имеется сыпь или раковины, то пуля в стволе будет испытывать лишнее трение; это трение неодинаково с разных сторон, поэтому рассеивание увеличивается и кучность боя оружия ухудшается.
Это показывает, как важно содержать канал ствола винтовки в полном порядке и оберегать его от всякой порчи.
В канале ствола в результате выстрела остаётся нагар, который представляет собой остатки от сгорания капсюльного состава и пороха и частички металла, соскобленные с пули или оторванные пороговыми газами с поверхности гильзы и выброшенные в канал.
В табл. 7 приведено количество нагара, которое остаётся в канале ствола винтовки после различного числа выстрелов J.
Таблица 7
Количество выстрелов
Количество нагара в мг
в стволе, не пораженной сыпью
В стволе,
пора- жевном с ыпыо
в стволе, пораженном сыпью и раковинами
10
39,9
1
56,8
!
25
48,0
100,4
—
НО !
60.0
178,3 I
220.5
Ис табл. 7 видно, что в стволе отлагается тем больше нагара, чем больше сделано выстрелов и чем хуже состояние канала ствола. При наличии небольшой сыпи количество нагара, остающегося в
3 Лс т:^едованн-ям автора.
стволе после одного и того же количестве выстрелов, удваивается. Если в стволе имеются ещё и раковины, то нагара в нём отлагается в несколько раз больше, чем в стволе без раковин и сыпи.
Нагар состоит из ряда элементов и соединений. В табл. 8 приведено содержание составных частей нагара в процентах и общее количество нагара, извлеченное после стрельбы 1. Кроме составных частей, приведённых в табл. 8, в нагаре содержится небольшое количество смолистых веществ.
Составные части нагара можно разделить на две группы. Первая представляет собой растворимые в воде соли: хлористый калий (КС1), сернокислый калий (K2SO4) и сернистокислый калий (K2SO3); вторая группа — нерастворимые в воде металлы и зола.
Таблица 8
Состав нагара
Содержание отдельных частей в нагаре
р.
о
а
о
t
Я
Составные части нагар;.
1
нагар на нового ствола после 10 выстрелов
нагар ив старого ствола с раковинами после 100 выстрелов
1
Всего нагара в мг
I
39,9
220,5
2
Содержание растворимых в воде солей (хлористых и сернокислых) в ®/0
1
22,0
14,2
3
Содержание нерастворимых веществ в °/о • .
78,0
85,8
Итого. . .
I 100,0
1
100,0
Нерастворимые в воде веще¬
1
.
4
ства состоят из (в «/о):
меди
!
! 22,0
37,6
5
цинка
1 8,9
12,0
6
свинца
7,0
8,6
7
железа
; 8,5
18,1
8
олова f
19,9
7.3
9
золы
1 13,72
1
2,2
Растворимых солей в нагаре содержится от 12 до 25%. По весу немного, всего 10—30 мг на один ствол, но влияние этих солей на развитие коррозии канала ствола очень велико.
Растворимые соли получаются при сгорании капсюльного состава. Наш основной капсюльный состав приготовляется из гремучей ртути, бертолетовой соли и антимония — трёхсернистой сурьмы.
1 Стрельба производилась патронами с лу;:ей, сталььая оболо 1ка которой была плакирована томпаком.
51 В состав этой золы вошло немного олова и железа, образующих с ней сплав.
При сгорании капсюльного состава образуются газы и твёрдые вещества; от разложения бертолетовой соли (КСЮз) — кислород и хлористый калий КС1, а от сгорания антимонии (Sb2Sa) — сернистый газ S02 и окись сурьмы. При высокой температуре сернистый газ взаимодействует с хлористым калием и образует сернокислую (K2SO4) и сернистокислую (K2SO3) соли калия.
В результате из патрона в канал ствола выбрасывается смесь солей и золы. Самой вредной солью является хлористый калий.
При температуре выстрела, которая доходит до 2800°, хлористый калий испаряется 1 и в виде пара распределяется в пороховых газах.
Всем известно явление, называемое отпотеванием. Так, например, пары воды, находящиеся в воздухе, соприкасаясь с холодным стеклом, конденсируются на нём в виде капелек. Зимой пары, осаждаясь на холодном стекле, замерзают и образуют узоры из кристаллов льда.
Аналогичное явление наблюдается в канале ствола во время выстрела, только здесь конденсируется не вода, а хлористый калий. Соприкасаясь с относительно более холодными стенками ствола, пары хлористого калия (и других солей) конденсируются на них в виде мельчайших капелек расплавленной соли или в виде мелких кристалликов. При последующих выстрелах поверхность канала сильно нагревается, кристаллики и капельки хлористого калия приплавляются к стальной поверхности и образуют на ней слой, подобный слою глазури на эмалированной посуде.
Этот очень тонкий слой состоит главным образом из хлористого калия. Хлористый калий конденсируется не только на наружных, открытых поверхностях канала, но и во всех трещинах, порах и углублениях.
В трещинках и порах хлористого калия должно осаждаться относительно больше, так как здесь температура ниже, чем на открытой поверхности канала, и осевшие частицы солей не уносятся отсюда пороховыми газами.
Соли не только осаждаются на поверхности стали, но пропитывают и весь остальной твёрдый нагар, сплавляясь с ним и цементируя его, т. е. превращая его из рыхлого, легко удаляемого протиранием в твёрдый, трудно отдираемый нагар. Хлористый калий, таким образом, выполняет роль цемента, связывая рыхлые части цагара и «приклеивая» их к поверхности канала.
Вторая, нерастворимая, часть нагара состоит из золы и металлов: меди, цинка, свинца, олова и железа. Зола состоит из кремнезёма, окиси алюминия и соединений железа. *гш Сталь
Рис. 27. Схематический разрез ствола винтовки!. На полях и в нарезах показано расположение томпака (латуни или цинка)
* Хлористый калий плавится при температуре 768° и испаряема при- 1415°.
64
Медь, латунь и цинк снимаются с оболочки пули и выбрасываются в канал при оплавлении латунной гильзы. Стальная оболочка пули обычно покрыта тонким слоем томпака, латуни или цинка. Когда пуля проходит по стволу, металл с неё сцарапывается и часть его остаётся в стволе в виде полосок посредине нарезов и на полях. На рис. 27 показан схематический разрез ствола винтовки и указаны места, где обычно откладывается томпак или латунь.
Чем больше на поверхности ствола углублений, сыпи, раковин, чем хуже она отполирована, тем больше томпака остаётся в стволе.. Это видно из цифр, приведённых в табл. 7.
Меди и цинка в нагаре старого ствола содержится почти 50%, а в нагаре, нового ствола около 30%.
Свинец в нагар переходит из донышка пули, откуда он вымывается горячими пороховыми газами. Олово остаётся в стволе от оловянной фольги — тонкой пластинки, которая прикрывает ударный состав в капсюльной чашечке.
Железо, содержащееся в нагаре, может быть различного происхождения; раскалённые пороховые газы размывают поверхность юа- нала и отрывают от неё частички железа, которые частично задерживаются в стволе и переходят в нагар; в стволе с неровной поверхностью железо может соскабливаться с оболочки пули вместе с защитным покрытием, томпаком или латунью, так как поражённая ржавчиной поверхность канала действует на пулю подобно напильнику. Поэтому в нагаре, взятом из ствола, поражённого сыпью и раковинами, содержится в 8 раз больше железа, чем в нагаре, взятом из ствола, на котором не имеется сыпи и раковин.
Состав пороховых газов, образующихся при выстреле бездымным порохом, хорошо изучен. Они состоят из водорода, окиси углерода, углекислого газа, азота, воды и метана (табл. 9) 1.
Таблица 9
J45 по пор.
Наименование составных частей пороховых газов
Химиче¬
ская
формула
Содержание в объемных процентах
I. Восстановители
1
Водород
Но
16,8
2
Окись углерода
со
37,5
3
Метан
сн4
0,3
II. Нейтральные газы
4
Азот
n2
10,4
III. Окислители
5
Двуокись углерода
СО*
11,6
6
Вода (пары)
Н20
17,7
1 Данные таблицы взяты из книги Г. Брунсвига „Бездымный порох“. Они получены при стрельбе уставным зарядом из немецкой винтовки М/88.
5 Коррозия оружия и боеприпасов
65
Кроме того, в пороховых газах обычно содержится около 0,5% свободного кислорода.
Эти составляющие можно разделить на три группы: восстановители, нейтральные газы и окислители.
Восстановительные газы — водород и окись углерода — при высокой температуре способны отнимать кислород от многих соединений, которые его содержат, например от окиси железа РегОз.
Окислительные газы — двуокись углерода и пары воды, — наоборот, при высоких температурах способны отдавать кислород, причём образуются окись углерода и водород. Кислород может окислять железо с образованием FeO или Fe;t04. * '
На воздухе при нормальном давлении бездымный порох горит по другим законам, и продукты его горения имеют иной состав.
Если нитроглицериновый трубчатый порох положить в закрытый снизу стальной цилиндр и поджечь, а выброшенное из цилиндра пламя отвести в стеклянный сосуд, из которого предварительно был выкачан воздух, и проанализировать (см. табл. 10), то окажется, что в^азе, который получился при горении пороха при низком давлении, содержится до 22% окислов азота *.
Таблица 10
О
К Р,
Наименование составных че стой
Химиче¬
ское
обозна¬
чение
Содержание в объемных процентах
1
2
Водород
Окюсь углерода
а
ь 9 40
3
Углекислый газ . .
СОа
N01
NB
18
4
Окись азота
22
5
Азот . . .
г9
6
Углеводороды
сн4
2
«Отличительным признаком горения пороха при малых давлениях, — пишет Брунсвиг, — является образование окислов азота. Соединения азота с кислородом, содержащиеся в нитроклетчатке, не разрушаются полностью при низких давлениях. Опыты показали, что наименьшее давление, необходимое для того, чтобы продукты горения бездымного пороха не образовали окислов азота, равно приблизительно 27 ат. В огнестрельном оружии только в исключительных случаях имеются необходимые для образования окислов азота условия, например при стрельбе учебными патронами, когда порох работает под относительно малым давлением. При выстреле боевым патроном давление во всех местах ствола, в том числе и около дула, выше 27 ат, и поэтому пороховые газы свободны от окислов азота. Весь азот выделяется в свободном виде (в виде N«), а освобождающийся кислород соединяется с углеродом и водородом».
Однако после стрельбы из артиллерийских орудий, особенно крупного калибра, в пороховых газах замечается наличие окислов азота: пороховые газы имеют рыжий оттенок и характерный запах окислов азота.
1 Г. Брунсвиг, Бездымным порох.
66
Это может быть объяснено тем, что не сгоревший в канале порох догорает на воздухе при низком давлении в избытке кислорода воздуха; возможно, что окислы азота образуются от окисления азота кислородом воздуха при высокой температуре, создаваемой дульным пламенем. Во всяком случае, окислы азота образуются вне ствола, а не в канале.
Если на стальную пластинку насыпать порох, поджечь его, а затем эту пластинку с пятном на месте сгоревшего пороха поместить во влажный воздух, то там, где был сожжён порох, будет наблюдаться более сильное ржавление, чем на местах, которые не подвергались действию пороховых газов. Из этого, однако, нельзя делать вывод, что и в канале ствола пороховые газы оказывают точно такое же действие и также вызывают усиленную коррозию стали.
Приведенный опыт не воспроизводит тех явлений, которые протекают в канале ствола во время выстрела, так как при сгорании бездымного пороха на воздухе образуются окислы азота, которые в стволе не образуются.
При сжигании пороха на стальной пластинке поверхность стали обжигается, её защитная плёнка разрушается, к металлу приплав- ляется зола. Все это понижает коррозионную стойкость стальной поверхности. Поэтому нет ничего удивительного, что место, на котором сгорел порох, ржавеет быстрее, чем соседний металл, не затронутый пороховыми газами.
При сгорании бездымного пороха остаётся зола, вес которой равен примерно 0,5% веса сгоревшего пороха. Зола состоит из кремнезёма, окислов железа и алюминия и других соединений, характерным признаком которых является то, что все они негигроскопичны и нерастворимы в воде. Пороховая зола тугоплавка; охлаждаясь, она оседает на стенках канала ствола в виде серого порошка. Большая часть золы не приплавляется к металлической поверхности и легко удаляется с неё протиранием. Однако некоторая часть золы всё же приплавляется к стали, и отдельные крупинки, нагретые и движущиеся с большой скоростью, внедряются в металл.
Опыты показали, что пороховая зола, даже приплавленная, только незначительно понижает коррозионную устойчивость стали.
Старой теорией так объяснялось ржавление канала ствола: ржавление происходит вследствие наличия в стволе «кислотных оклю- дированных газов», которые получаются в стволе при сгорании бездымного пороха, проникают в поры металла, задерживаются, затем постепенно (в продолжение до семи дней) оттуда выделяются и, соединяясь с влагой воздуха, образуют кислоту, которая и оржавляет металл.
Как уже говорилось выше, теперь доказано, что в стволе во время выстрела кислотных газов нет и, следовательно, они не могут вызывать ржавления и не могут оказывать влияния на ржавление канала.
Нагар в основном состоит из солей и металлов. Металлы не могут вызвать коррозию стали; для ржавления стали необходимо присутствие воды или раствора солей.
5*
57
Соли, содержащиеся в нагаре, притягивают влагу из воздуха, поглощают её, растворяются в ней и образуют растворы. Эти растворы, находясь в канале ствола, и вызывают усиленное ржавление стали.
Соли {хлористый, сернокислый и сернистокислый калий) образуются от разложения капсюльного состава.
При горении бездымного пороха никаких растворимых солей не образуется. Следовательно, действительным виновником ржавления канала является капсюльный состав, а не порох.
Как только были изобретены капсюльные ружья, было замечено, что они требуют гораздо большего ухода, чем ружья кремневые. Особенно сильное ржавление обнаружилось в каналах стволов новейших ружей после того, как был введён бездымный порох.
Газы дымного пороха при горении имели сравнительно низкую температуру, соли капсюля не успевали расплавиться и испариться и «е приплавлялись к стенкам канала, а бездымный, малозольный порох при выстреле развивает высокую температуру, соли испаряются и приплавляются к стальной поверхности. Рыхлый нагар, получавшийся при стрельбе чёрным порохом, легче счищался, чем нагар приплавленный, получающийся при стрельбе бездымным порохом, даже если состав нагара в обоих случаях один и тот же.
При переходе с черного пороха на бездымный ржавление канала ствола усилилось не за счёт «кислотных газов», а за счёт теплового действия пороховых газов на канал ствола.
Таким образом, причиной коррозии канала ствола является наличие в нём твёрдого капсюльно-порохового нагара, приплавлен- ного к поверхности стали; наиболее активной частью нагара являются соли, особенно хлористый калий.
Медь, томпак и латунь способствуют развитию коррозии стали, так как в присутствии растворов солей образуют с железом гальванический элемент. При этом они сами не разрушаются, а сталь, с которой они соприкасаются, усиленно ржавеет, причём на поверхности стали образуются раковины.
Чтобы объяснить влияние томпака, латуни и меди на ржавление канала, нужно вспомнить, что было сказано в главе III о влиянии одного металла на коррозию другого. В растворе хлористого калия медь обладает положительным электродным потенциалом, а сталь отрицательным; если эти металлы соприкасаются один с другим, то медь должна способствовать ржавлению стали, сама же не должна растворяться. Чем больше разность между электродными потенциалами меди и стали, тем быстрее разрушается сталь.
’ В канале ствола после стрельбы и увлажнения образуется раствор хлористого и сернокислого калия. Разности потенциалов между сталью, с одной стороны, и медью, томпаком и латунью — с другой, в соответствующих растворах приведены в табл. 11.
В растворах хлористого калия разности потенциалов имеют наибольшие величины, и для всех трёх металлов (меди, латуни и томпака) разности потенциалов одного и того же порядка, а это значит, что томпак, латунь и медь обладают в этих условиях одинаковыми коррозионными свойствами.
6S
Таблица 11
О
Раствор, в котором измерены потенциалы
Разность потенциалов между сталью и металлом в в
О
в
%
Медь
Томпак
Латунь
1
10о/о раствор хлористого калия
0,72
0,73
0,64
2
Юо/о раствор сернокислого калия ....
0,60
0,63
0,54
3
Раствор нагара от штатного капсюля . .
0,65
0,63
0,56
4
Раствор нагара от патрона с неоржавляющим капсюлем
0,14
0,14
_
5
Раствор нагара от штатного патрона . .
0,47
0,48
0,47
Если после того, как из винтовки было сделано несколько выстрелов гремучертутным капсюлем, промыть канал ствола небольшим количеством воды и в этой промывной воде определить потенциалы меди и стауш, то окажется, что разность потенциалов этих металлов будет равна около 0,65 в. В промывной воде после стрельбы штатным патроном разность потенциалов между медью и сталью равна 0,47 в. Наконец, в растворе солей нагара после стрельбы патроном со специальным неоржавляющим капсюлем разность потенциалов равна 0,14 в. Эти цифры показывают, что сильнее всего ржавление омеднённого канала ствола должно развиваться после стрельбы одним гремучертутным капсюлем в том растворе, где разность потенциалов наибольшая; интенсивно развивается ржавление и после стрельбы штатным патроном (разность потенциалов 0,47 в), но гораздо слабее должен ржаветь
канал ствола после стрельбы патроном со специальным неоржавляющим капсюлем. Однако и в этом наиболее благоприятном случае медь «благороднее» железа и способствует коррозии стали. В присутствии же Härf'apa от штатного патрона медь значительно усиливает ржавление стали.
Рис. 28. Коррозия стали, отстрелянной штатными гремучертутным» капсюлями (без пороха). После отстрела сталь не была очищена и находилась в продолжение 24 часов во влажном воздухе. Крупная ржавчина на всей поверхности. Ув. х 20
69
Рис. 29. Раковины, образовавшиеся в результате коррозии неочищенной стали после отстрела штатным капсюлем и нахождения во влажном воздухе в течение 24 часов.
Ув. х 20
Рис. 30. Коррозия стали, отстрелянной одним бездымным порохом без капсюля. После отстрела сталь не была очищена и находилась 24 часа во влажном воздухе. Еле заметные точки ржавления. Ув. х 20
Таким образом, раствор соли вызывает ржавление в канале, а омеднение способствует этому ржавлению.
На рис. 28 показано ржавление стали после трёх выстрелов, сделанных только одним капсюлем, без пороха. Через сутки стальная поверхность сильно поржавела, образовались глубокие раковины, показанные на рис. 29.
На рис. 30 показано ржавление стали после трёх выстрелов бездымным порохом 'без капсюля 1 и без пули. Через сутки сталь почти совсем не поржавела.
На рис. 31 показано ржавление стали после трёх холостых выстрелов; здесь участвовали и порох и капсюль, не было только пули. Через сутки сталь покрылась сплошным слоем ржавчины. Под ржавчиной сталь оказалась изъеденной мелкими раковинами; на поверхности канала ствола появилась «сыпь».
На рис. 32 показано поле, а на рис. 33 нарез невычищенного канала ствола после трёх выстрелов боевым патроном. В продолжение суток развилось сильное ржавление, причём ржавчина расположилась не по всей поверхности канала, а в определённых местах, вблизи омеднения. На рис. 34 показаны рако-
1 Порох воспламенялся специальным электрозапалом.
70
(Вины, которые образовались за одни сутки в этом невычищенном стволе; при просматривании канала на свет такие раковины имеют вид мелкой сыпи. На самом же деле это настоящие раковины, т. е. углубления с острыми краями, царапающие пулю при последующих выстрелах, забивающиеся нагаром; они способствуют дальнейшему ржавлению канала.
На рис. 35 показана схема развития коррозии в канале ствола винтовки, не вычищенной после стрельбы.
До выстрела (рис. 35, а) поверхность канала, все поры, трещины, углубления и риски покрыты тонким слоем смазки. После нескольких выстрелов (рис. 35, б) смазка сгорает, и поверхность канала покрывается нагаром, который заполняет также все поры и углубления; к самой поверхности' металла приплавляются соли и образуют прочный слой, на котором лежит рыхлый нагар. На поверхности канала отлагается омеднение — след от пули (томпак или другой сплав, которым покрыта пульная оболочка).
После того как ствол остыл и произошло отпотевание канала, соли поглощают влагу, и на поверхности канала (рис. 35, в) образуется раствор. Если влаги мало, то раствор насыщается хлористыми . и сернокислыми
Рис. 31. Коррозия стали, отстрелянной холостыми патронами (капсюль и порох), очищенной от рыхлого нагара маслом. За 24 часа во влажном воздухе развилось сильное ржавление. Ув.х 20
Рис. 32. Поле не вычищенного после стрельбы канала ствола винтовки через одни сутки, в продолжение которых винтовка находилась во влажном воздухе. Сильное ржавление посредине поля и в углах нарезов. Ув.х 15
71
Рис. 33. Нарез невычищенного после стрельбы канала ствола винтовки через одни сутки, в продолжение которых винтовка находилась во влажном воздухе. Сильное ржавление посредине нареза и вдоль краёв томпакизации. Ув. х 15
Рис. 34. То же место, что и на рис. 33, после очистки ствола от ржавчины; за одни сутки в невычищенном стволе образуются глубокие раковины или сыпь.
Ув. х 15
солями. Происходит коррозия (рис. 35, г), которая развивается по принципу неравномерной аэрации с образованием раковин в местах углублений и трещинок, а вблизи томпака раковины на стали образуются под влиянием более благородного металла, находящегося в тесном соприкосновении с железом; здесь работает микроэлемент: ~ сталь [электролит] медь + , причём железо переходит в раствор, а на катодных поверхностях образуется щёлочь. Соли железа, взаимодействуя с щёлочью, образуют ржавчину.
После очистки канала от нагара и образовавшейся ржавчины можно обнаружить, что трещины, поры и риски не только углубились, но и расширились (рис. 35,(3); вблизи омеднения тоже появились раковины.
Поверхность канала после чистки паклей с щелочным составом обычно остаётся покрытой тонким, но прочно приставшим слоем окислов; в раковинах остаётся более толстый слой ржавчины, так как удалить его из углубления может только жёсткий латунный ёршик; пакля не удаляет ржавчину из углублений. В ржавчине остаётся часть оржавляюшего раствора, который способствует развитию дальнейшей коррозии.
Приведённые фотографии и схема развития коррозии в канале ствола показывают, что оставлять оружие после стрельбы невычищенным даже на короткое время нельзя.
72
Трещинна
4пора)
Рыхлый наеар
Стекловидная Омеднение корочка солей
Насыщенный раствор /солей нагара
Ь
Рис. 35. Схема коррозии канала ствола винтовки, не вычищенной после стрельбы:
а — до выстрела; б — после нескольких выстрелов; в — после отпотевания; г — после ржавлении; д — после чистки канала
Какое же время необходимо для того, чтобы коррозия канала начала развиваться?
На этот вопрос могут дать отзет три микрофотографии, снятые с одного и того же места поверхности стали после отстрела холо¬
стыми патронами (чтобы исключить влияние омеднения).
На рис. 36 показана поверхность стали с нагаром сразу после отстрела. На рис. 37 показана поверхность стали с увлажнённым нагаром, а на рис. 38 — то же место без нагара, который был удалён протиранием масляной тряпочкой через несколько минут после увлажнения, потребовавшихся для фотографирования
Рис. 36. Нагар на поверхности канала после отстрела холостым патроном. Ув. х 25
,рис. 37.
За это время сталь поржавела: на поверхности появилась сыпь (на рис. 38 имеет вид светлых пятен); это ещё не очень глубокие раковины, но уже начало коррозии.
Таким образом, ржавление поверхности стали не вычищенного
после стрельбы канала ствола начинается сразу, как только нагар увлажнится (отпотеет).
Поэтому канал ствола необходимо чистить тотчас же после стрельбы, по возможности тогда, когда он ещё не остыл и не отпотел, причём нужно стремиться к тому, чтобы с первого же раза весь нагар был счищен, все соли нагара растворены и удалены. _
Если соблюдать это правило, то канал ствола не поржавеет, на нём не будет сыпи и раковин.
Чтобы повысить сопротивляемость канала истирающему действию пуль и повысить живучесть, поверхность каналов пулемётных стволов и стволов пистолетов-пулемётов покрывают слоем хрома. Хром очень твёрд и сопротивляется истиранию лучше, чем ствольная сталь. Он прочно сцепляется со сталью и сам не разрушается от коррозии.
Рис. 37. Нагар увлажнённый, сталлизовавшимися солям».
с перекри- Ув. х 25
74
-Если бы сталь можно было покрыть сплошным слоем хрома, то она была бы полностью предохранена и от ржавления. На практике хром невозможно осадить на сталь без пор. Во время осаждения хрома, как будет показано в главе XIV, он покрывается мелкими
трещинками, которые в некоторых местах могут доходить до< основного металла (до поверхности стали) и тем самым создавать «слабые места», где газы и влага могут проникать к стали и ^вызывать её ржавление.
Кроме того, слой хрома во время выстрела покрывается сеткой глубоких трещин, которые обычно не ограничиваются слоем хрома, а идут глубже, в сталь. В них может развиваться сильная коррозия стали. Наконец, хром может отлетать и оголять некоторые участки
Рис. 38. Поверхность канала, очищенного от нагара, через 2 минуты после увлажнения. Ув.х 25
стали в канале. Отколы хрома показаны на рис. 39. Оголённая сталь может, конечно, ржаветь.
Сквозные трещины образуются из-за механического воздействия пули и растяжения и вибрации ствола при выстреле. В эти трещины «при выстреле под давлением входят газы, в которых содержатся соли (хлористый калий и др.).
Соли осаждаются на холодных стенках трещины, в том числе и на хроме, и заполняют трещину. Кроме того, соли осаждаются на наружной поверхности хрома. Если канал ствола не вычищен или вычищен только * маслом, то вначале из поглощенной влаги и солей образуется раствор, который проникает в трещину и доходит до стали; начинается коррозия стали под слоем хрома, которая может развиваться так, как это показано на рис. 40. Сталь становится ■анодом (—) гальванического элемента, и железо переходит в раствор, а хром становится катодом (+) элемента и способствует коррозии:
Рис. 39. Большое число отколов в канале хромированного ствола; на оставшемся слое хрома видны бугорки приподнятого, но ещё не отколотого хрома. Ув. X 30
75
KCF^-
ад777ф777-£
Рис. 40. Схема развития коррозии стали под слоем хрома в хромированнохм стволе.
на свет, можно заметить на блестящей мелкого песка — это и есть «вылезшая»
Рис. 41. Поверхность хромированного канала ствола, не вычищенного после стрельбы; видны бугорки ржавчины, „вылезшей“ из-под слоя хрома. Ув. х 30
на хроме разряжаются ионы водорода и образуется едкий калий. Кислород воздуха способствует разряжению водородных ионов, и чем больше его проникает к смоченной электролитом поверхности хрома, тем сильнее развивается коррозия под слоем хрома (принцип неравномерной аэрации). Продукты коррозии железа не умещаются под слоем хрома и «вылезают» из трещины, образуя над ней бугорок ржавчины. Если канал хромированного ствола после стрельбы вычистить масляной тряпкой и затем протереть насухо, то через некоторое время, просматривая канал ствола поверхности налёт в виде из-под слоя хрома ржавчина; она показана на рис. 41.
Ржавление под слоем хрома развивается только в том случае, если на поверхности хрома есть электролит. Того количества электролита, которое образуется в трещине, по- видимому, недостаточно для протекания коррозионного процесса. Электролита, находящегося в трещине, хватает только для того, чтобы втянуть раствор солей с поверхности канала в трещину и дать начало коррозии. Если электролита снаружи нет, то и коррозия под слоем хрома не развивается.
Так, если канал хромированного ствола после
76
стрельбы промыть водой и, растворив все соли, затем вычистить весь твёрдый нагар, насухо вытереть канал и смазать, то коррозия под слоем хрома не развивается.
После стрельбы одними капсюлями (без пороха) в невычищенном канале, даже в том случае, если он новый, развивается сильная коррозия под слоем хрома, причём за сутки в отдельных местах хром может полностью отстать от основного металла (рис. 42).
В этом случае отдельные очаги коррозии располагаются реже, чем после стрельбы штатным патроном, так как в новом хромированном канале сквозных трещин мало. Если ствол старый, с большим числом трещин и отколов хрома, то капсюльный нагар быстро разрушает сталь под слоем хрома, что приводит! к отслаиванию хромового слоя и сильному ржавлению Ста- Рис■ 42- Поверхность хромированной стали
после отстрела капсюлями без пороха. Через ЛИ- одни сутки во влажном воздухе под слоем
Кроме коррозионного хрома развилась сильная коррозия и хром разрушения слоя хрома, отстал. Ув. х зо
в канале ствола во время выстрела может наблюдаться ещё газодинамическое его разрушение, которое, повидимому, происходит следующим образом. •
Пороховые газы под высоким давлением (до 2 800 аг) проникают в трещинки и поры слоя хрома (рис. 43, а). В этих трещинах и порах создаётся высокое давление. После выстрела, в тот момент, когда давление в стволе падает до нормального, газы, находящиеся в трещине, расширяются и выходят наружу в ствол. Так как давление быстро спадает, то газы не успевают спокойно выйти, и происходит своеобразный «взрыв» слоя хрома (рис. 43, б). Слой хрома приподнимается и отрывается от основного металла. С последующими выстрелами эти взрывы повторяются и, в конце концов, настолько приподнимают слой хрома (рис. 43, в), что он отскакивает и сдирается струёй газов или пулей. В результате получаются отколы (рис. 43, г).
На рис. 39 показан участок поверхности канала хромированного ствола с большим числом отколов. На оставшемся слое хрома видны бугорки приподнятого слоя хрома, которые с последующим рыстрелом отскочат, и на их месте тоже будет откол. Такое разрушение хромового слоя особенно часто наблюдается там, где до выстрела была коррозия стали под слоем хрома: пустоты, образо-
77
вавшиеся в результате коррозии, заполняются газами и получается более сильный взрыв. Отколы хрома наблюдаются главным образом у пульного входа, посредине нареза и у боевой грани н&
вынол
Рис. 43. Схема газодинамического разрушения слоя хрома:
а — трещина в слое хрома; б — «мвкровврыв»; в — бугорок; г — откол
полях, т. е. там, где слой хрома претерпевает сильное механиче- ское воздействие и от этого больше трескается и где сильнее всего под слоем хрома развивается коррозия.
Для предохранения хромированных стволов от коррозии принимаются те же меры, что и для предохранения стволов нехромирован- ных.В обоих случаях основной причиной коррозии является воздействие растворов хлористых и сернокислых солей и твёрдого капсюльно-порохового нагара. Влияние омеднения на коррозию хромированного канала сказывается в меньшей степени.
Если хромированный, канал ствола плохо вычищен, он ржавеет даже быстрее, чем нехромированный канал. При тщательном же уходе хромированные стволы совершенно не ржавеют. Сохранность хромированного ствола зависит от тщательности и своевременности чистки. j
VI. НЕОРЖАВЛЯЮЩИЕ КАПСЮЛИ
Патронный капсюль служит для воспламенения порохового заряда и представляет собой небольшую латунную или медную чашечку, в которую запрессован чувствительный к удару состав. Сверху капсюльный состав закрыт припрессованной к нему покрышкой из оловянной фольги.
Капсюльный, или, как его часто называют, ударный, состав состоит из нескольких компонентов, каждый из которых выполняет определённую функцию. В табл. 12 приведён состав нескольких общепринятых гремучертутных капсюлей.
Таблица 12
Составные части в %
О
в р,
Навначевие капсюлей
грему¬
хлорат
антимо¬
zl
чая
ртуть
калия
ний
1
Трёхлинейные винтовочные
16,7
55,5
27,8
2
Револьверные „Наган“ .
25,8
37,1
37,1
3
Охотничьи „Жевало“
50,0
33,0
17,0
4
Пушечные
25,0
45,0
30,0
5
Орудийные (для втулок)
50,0
25,0
25,0
Эти капсюли называются гремучертутными, так как основным воспламеняющим веществом в них является гремучая ртуть. Хлорат калия — бертолетова соль — служит окислителем (источником кислорода), а антимоний — трёхсернистая сурьма — прибавляется для увеличения жгучести пламени капсюля. Так как антимоний имеет острые грани, то он способствует увеличению чувствительности капсюльного состава при наколе капсюля. Как видно, содержание отдельных продуктов в капсюльном составе меняется в зависимости от его назначения, но принципиально состав не меняется.
Разложение гремучертутнохлоратного состава при воспламенении происходит по следующим уравнениям
1) 3 Hg (CNO), -+- 2 КСЮ3“^ 3 Hg -J- 3 Na -f 2 KCl -f- 6 CO,;
2) 3 KC1Ö3 + SboS.,-^3 KCH-Sb203 + 3 S02
i См. подробно П. П. Карпов, Капсюли-воспламенители и капсюли-детонаторы, изд. Артиллерийской академии Красной Армии, 1935 г.
79
Суммируя эти два уравнения, мы получаем общее уравнение 1реакции:
3 Hg (CNO)2 5 KCl03+Sb2S3 3 Hg-t-3 Nä ■+- 5KCl+6C02 +
-|- 3 S02 “{" Sb203
Г азообразные продукты реакции — углекислый газ С02 и азот Na — не влияют на коррозию канала ствола, так как удаляются полностью с пороховыми газами. С пороховыми газами не полностью удаляются ртуть и окись сурьмы. В канале ствола остается кроме того хлористый калий KCl и образовавшаяся по вторичной реакции
2 KCl + S02+H20 + K2S03 + 2 HCl
сернистокалиевая соль. Образовавшийся по этой реакции хлористый водород удаляется с пороховыми газами. Хлористый калий и сернистокалиевая соль, оставаясь в канале ствола, поглощают влагу, растворяются в ней, образуют электролит и вызывают коррозионные процессы.
Кроме химического действия, твердые продукты сгорания капсюля оказывают на металл канала-ствола динамическое действие; твёрдые частички горящей гремучей ртути, вылетая из капсюля с большой скоростью, ударяются в раскалённую поверхность металла и оставляют на ней маленькие выбэинки. Чем больше гремучей ртути содержится в ударном составе, тем большее динамическое действие он оказывает на канал ствола.
Во многих странах были предложены различные капсюльные составы, полностью или частично устраняющие недостатки гремуче- ртутнохлоратного капсюльного состава.
Ввиду того что основной целью при разработке этих капсюльных составов являлось устранение корродирующего действия продуктов горения, такие составы получили название некорродирующих, антикоррозионных или неоржавляющих.
Прежде всего был заменен окислитель: вместо хлората калия стали применять азотнобариевую соль Ва (N03)2. Предлагались азотнокислые соли других металлов: свинца, кобальта, таллия и др., но они не получили широкого распространения.
Для усиления воспламеняемости стали добавлять окислители — двуокись свинца и двуокись бария, а также кремнистый кальций; последний, а также роданистый свинец Pb (CNS)2 стали применять вместо антимония.
Наилучшим окислителем оказалась азотнобариевая соль, но с её применением пришлось увеличивать процентное содержание гремучей ртути, а это в свою очередь вызывало усиленное выгорание ствола. Поэтому возникла необходимость замены гремучей ртути другим инициирующим веществом. После многих неудачных попыток такое вещество или, вернее, такая инициирующая смесь наконец была получена. Эта смесь состоит из свинцовых солей тринитроре- зорцина: основной [CGH(N02)3 • РЬ02 • РЬ (НО)2] или нормальной tCeH(N02)302Pb], известных под названием «тенереса», и сильного инициирующего вещества [C2H8NioO], называемого тетразеном. Тет-
80
разен чувствителен к удару и добавляется к малочувствительному тенересу; небольшой процент тетразена (от 1 до 5%) придаёт тене- ресу необходимую чувствительность, тенерес же является хорошим воспламенителем. Смеси тенереса и тетразена с азотнобариевой солью в качестве окислителя и добавками для увеличения жгучести пламени образуют составы, вполне пригодные для капсюлей самого разнообразного назначения. В табл. 13 1 приведено несколько ударных составов частично и полностью неоржавляющих капсюлей.
Таблица 13
Содержание п %
о .
«ft
2g
Компоненты
I
II
III
IV
V
VI
1
а) Инициаторы и воспламенители
Гремучая ртуть
25,0
50,0
2
Тенерес
—
—
40,0
—
40,0
40,0
3
Тетразен
—
—
1,0
3,0
—
2,0
4
Диазонитрофенол
—
—
4,0
37,0
—
—
5
б) Окислители
Азотнобариевая соль . . . . ,
25,0
30,0
35,0
6
Азотносвинцовая соль
—
—
29,0
34,0
—
30,0
7
в) Добавки для чувствительности и жгучести
Двуокись свинца
35,0
5,0
8
Антимоний
15,0
1.0,0
—
—
—
9
Стекло толчёное
—
—
19,0
19,0
—
20,0
10
Роданистый свинец
—
—
7,0
7,0
—
8,0
11
Силицид кальция
20,0
Автором были проведены испытания неоржавляющих капсюлей советского производства на корродирующее действие. Две винтовки с новыми стволами отстреливались различно: одна штатным патроном с гремучертутным капсюлем, а другая — патроном с неоржавля- юшим капсюлем. Из обоих стволов было сделано одинаковое количество вькурелов (всего 12 выстрелов), и обе винтовки чистились одинаково небрежно: после отстрела стволы только промывались щелочным составом и протирались 1—2 раза тряпочкой. Затем стволы продувались ртом (увлажнялись) и хранились в одинаковых условиях. Через 10 и 20 суток каналы стволов обеих винтовок протирались тремя чистыми марлевыми тряпками, и в этих тряпках после
1 Данные табл. 13 взяты из книги П. П. Карпова, Капсюли-воспламенители и капсюли-детонаторы, изд. Артиллерийской академии Красной Армии, 1935 г. См. также /7. /7. Карпов, Средства инициирования, изд. Оборонгнз, 1945 г.
6 Коррозия оружия и боеприпасов 81
сжигания определялось количество ржавчины. Результаты анализов приведены на диаграмме рис. 44.
Первый ствол, который был отстрелян патронами со штатным
капсюлем, покрылся спле-
16,8мг
Через 20 суток
После стрельбы
патроном с капсюлем:
ВШ штатным
I | неоржовляющт
Через Ю сутан 6,0мг
018мг
606мг
Рис, 44. Количество ржавчины, извлечённое из каналов стволов винтовок, отстрелянных патроном и патроном с нержавеющим капсюлем
штатным
шным слоем ржавчины; второй ствол, отстрелянный патронами с неор- жавляющим капсюлем, остался блестящим, без признаков коррозии. Количество ржавчины- из первого ствола, образовавшееся за 20 суток, в 100 раз больше, чем из второго ствола. Отношение это преуменьшено, так как тряпка не может отодрать часть ржавчины, которая плотно пристала
к стальной поверхности; в первом стволе такой прочной ржавчины много, а во втором почти нет, так как и вообще ржавления, как такового, там не наблюдалось. Стволы эти были разрезаны, и оказалось, чТо в первом стволе поверхность канала покрыта сыпью, а во втором
коррозия отсутствует. Даже около томпака не было заметно сыпи или других видов разрушения металла. Эго и неудивительно:
разность потенциалов стали и томпака в растворе от нагара, полученного при стрельбе неоржавля- ющим капсюлем, всего 0,14 в; хотя и в этом случае сталь является анодом и должна разрушаться, но в заметном количестве этого не наблюдается; это объясняется тем, что продукты, входящие в состав нагара, получающегося при стрельбе неор- жавляющим капсюлем,
Рис. 45. Ржавление поверхности невычщцен- негигроскопичны (не При- ного канала ствола после стрельбы неоржав- тягивают влагу); в стволе ляющим капсюлем (ср. с рис. 28). Ув. х 30 их остается мало; электро-
82
. ... .
^ г* J *-■ ч.ртц*‘
7 тг;:-v-r,-
лита, т. е. раствора с хорошей электропроводностью, в канале ствола не образуется, а раз нет электролита, не может быть и коррозии.
Этим подтверждается, что продукты горения бездымного винтовочного пороха не оказывают заметного оржавляющего действия на канал ствола.
На рис. 45 показана поверхность неочищенного канала винтовочного ствола, из которого было произведено три выстрела неоржавля- ющим капсюлем без пороха; через сутки во влажном воздухе коррозия оказалась незначительной (сравнить с рис. 28, где показана коррозия поверхности канала после отстрела штатным капсюлем).
Патроны стрелкового оружия германской армии в основном снаряжались обычными оржавляющими капсюлями. Капсюльный состав германских винтовочных капсюлей состоял из гремучей ртути, бертолетовой соли и антимония. Однако применялись также неоржав- ляющие капсюли. Капсюли-воспламенители «505» снаряжались смесью из стифната свинца (тенереса), тетразена, нитрита бария, антимония и измельченного ферросилиция. Капсюли-воспламенители для 7,92-.щ* противотанкового патрона содержали тоже неоржавля- ющий состав, но соотношение между тенересом, тетразеном, нитритом бария и антимонием было несколько отличным и вместо ферросилиция применялось молотое стекло и алюминий.
VII. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ УДАЛЕНИЯ НАГАРА
Для чистки канала ствола и других частей стрелкового оружия, подвергающихся действию пороховых газов, в Красной Армии применяется в основном щелочной состав; во время войны для этой же цели был введен содовый раствор.
• При чистке необходимо удалить нагар, чтобы предотвратить таким образом развитие коррозии. Полное удаление нагара может быть осуществлено двумя путями: механическим путём — трением, соскабливанием нагара с поверхности канала паклей, ёршиками и т. п., и химическим путём — растворением нагара или отдельных его частей в специальных жидкостях. На практике оба эти способа совмещают.
Чтобы правильно выбрать способ чистки и очистительный состав, необходимо учесть химический состав нагара и его физическое состояние в канале ствола. Нагар состоит из растворимых в воде солей, частично приплавленных к поверхности металла, рыхлой и частично приплавившейся части нагара, нерастворимой в воде (состоящей из металлического порошка, смешанного с золой), и чисто металлической части нагара: омеднения, томпакизации и других остатков от оболочки пули.
Способы и материалы для удаления металлических остатков рассмотрены в главе IX.
1. Очистительные составы
Соли, находящиеся в нагаре, оказывают на канал ствола наиболее вредное коррозионное действие, и при чистке они должны полностью удаляться. Та часть солей, которая находится в рыхлой части нагара, может быть удалена механическим путём, например протиранием канала тряпкой, пропитанной минеральным маслом, керосином, или даже просто сухой ветошью. Удалить же соли, приплавившиеся к поверхности металла, а тем более проникшие в трещинки и под слой металлических остатков, при помощи трения невозможно. Их можно удалить только растворением с последующим удалением раствора этих солей.
81
Хлористый калий, сернокислый калий и сернистокислый калий растворяются в воде и в водных растворах этилового спирта, глицерина, соды и мыла. Они не растворяются в амиловом и бутиловом спирте и в минеральных маслах, в бензине и в керосине. Поэтому всякий очистительный состав, предназначенный для удаления нагара из каналов стволов стрелкового оружия, должен содержать некоторое количество воды.
И действительно, лучшие очистительные составы, предложенные и выпускавшиеся у нас и за границей, непременно содержат воду. Если вода смешана тем или иным способом с нефтяными продуктами, необходимо, чтобы эта вода находилась «во внешней фазе».
Чистую воду, являющуюся наилучшим растворителем солей, тоже, казалось бы, можно было применять для чистки канала ствола после стрельбы. Однако при промывании водой канала ствола после стрельбы хотя и происходит, полное и быстрое растворение солей нагара, но образующийся раствор, содержащий соли, обладает некоторой коррозионной активностью. Оставшись в канале ствола при недостаточно тщательном протирании, этот раствор может вызвать ржавление, особенно под томпаком и латунью.
Воду без антикоррозионных добавок для чистки канала ствола и других частей оружия, подвергающихся действию пороховых газов, применять не следует; только в крайнем случае, когда нет никаких других специальных материалов, можно протереть канал ствола мокрой тряпкой, причём после этого надо особенно тщательно удалить воду, протирая чистой сухой тряпкой, и затем смазать протёртые места (канал ствола и т. п.) ружейной смазкой.
Для того чтобы вода не вызывала при чистке ржавления стали, в неё добавляют соду, приготовляя 3% содовый раствор. В армию кальцинированная сода (Na2C03) для чистки стрелкового оружия подаётся в виде таблеток, весом 1 г каждая. Одну таблетку растворяют в отделении «Щ» двугорловой маслёнки: положив туда таблетку, наливают чистой воды и, завинтив крышку, встряхивают до тех пор, пока таблетка не растворится.
Содовый раствор следует применять летом, весной и осенью, когда нет морозов, так как при 0° С он замерзает; чистка содовым раствором производится так же, как и щелочным составом. Для приготовления содового раствора можно брать любую воду, пригодную для питья, в том числе снеговую; нельзя брать горько-соленую и морскую воду, а также мутную воду, загрязнённую песком, илом и т. п.
О применении содового раствора для чистки стрелкового оружия после стрельбы известно давно. В армии США он в настоящее время является основным очистительным составом, Применялся он также и в английской авиации для чистки пулемётных стволов.
В стационарных условиях чистки — на аэродромах, военных базах и мастерских — следует применять горячий содовый раствор (30 таблеток в 1 л воды). Горячий раствор согревает стволы, и они после протирания быстро высыхают.
Применять для чистки оружия растворы других щелочей не следует. Растворы едкого натра действуют на кожу рук, разъедая её, и
85
разрушают шерстяные ткани. Поташ дефицитнее соды и обычно содержит больше вредных примесей. Для чистки можно было бы применять тринатрийфосфат №зРС>4, щелочной раствор которого пассивирует сталь, но эта соль значительно дефицитнее и дороже соды.
В нашей армии, кроме содовых таблеток, применять для приготовления очистительных растворов какие-либо другие щелочи не разрешается.
Содовые таблетки введены в армию сравнительно недавно и не получили ещё достаточного распространения. По сравнению с щелочным составом содовые таблетки имеют ряд преимуществ: они портативны, не требуют металлической тары; содовым раствором лучше и быстрее чистить канал ствола; при чистке содовым раствором потребляется меньше обтирочного материала, пакли и ветоши. Если бы содовый раствор можно было применять зимой, то он постепенно вытеснил бы щелочной состав, изготовляемый на минеральных маслах.
Щелочной состав для чистки огнестрельного оружия введён достаточно давно; так, щелочная смазка для чистки огнестрельного оружия упоминается в циркуляре ГАУ № 213 от 1914 г., а также в сборнике инструкций на приём смазочных материалов, объявленном приказом (по артиллерии РККА) № 402 от 1923 г.
В 1931 г. на «смазку щелочную» был утверждён ОСТ 2614, в котором был приведён её состав: веретённое масло с вязкостью при 50° С от 2,5 до 4° Энглера (95—98%) и калийное мыло жирных или нафтеновых кислот (2—5%), причём допускалась примесь амилового спирта в количестве 3%.
В 1935 г. ОСТ 2614 был отменён и введён новый ОСТ/НКТП 7878/749 на тот же щелочной состав; ОСТ-ом разрешалось употребление только мыла нафтеновых кислот (2—5%), а амиловый спирт введён в рецепт в качестве обязательного компонента (2,5—3%) (остальное — веретённое масло 3).
В 1941 г. и этот ОСТ был отменён, и на щелочной состав для чистки стрелкового оружия были утверждены ТУ ГАУ, по которым он принимался в течение всей войны, причём было допущено применение более широкого ассортимента сырья. В качестве основного компонента применялись масла: веретённые масла 3 и 2, дизельное топливо, велосит и дестиллаты.
Кроме изоамилового спирта, разрешалось применять этиловый и бутиловые спирты.
В рецептуру щелочного состава не входит вода, хотя стандартами отсутствие воды и не было предусмотрено; фактически в щелочной состав вода может попасть с мылом. Однако этого количества воды совершенно недостаточно для растворения солей, находящихся в нагаре. При чистке таким щелочным составом нагар удаляется только механическим путём, не растворяя приплавившихся солей, растворимых в воде и нерастворимых в минеральном масле.
Ещё до мировой войны 1914 г. в Германии был выпущен в продажу и широко применялся очистительный состав «Баллистоль» и позднее «Нео-Баллистсль».
86
«Нео-Баллистоль» содержал 81 часть минерального масла, 9 частей изоамилового спирта, 8 частей олеиновой кислоты, омыленной примерно 2 частями едкого калия, 9 частей воды и небольшое количество аммиака.
Щелочной состав типа «Нео-Баллистоль» хорошо очищает канал ствола после стрельбы, так как содержит воду. Но раствореетие солей в нём происходит медленнее, чем в обычной воде, поэтому чистка составом «Нео-Баллистоль» требует больше времени, чем чистка содовым раствором.
Большим преимуществом состава «Нео-Баллистоль» является то, что он не замерзает при температуре до —25°, что позволило бы применить его для чистки оружия после стрельбы на морозе. Однако при низкой температуре находящаяся в нём вода вымерзает, растворимость солей значительно уменьшается, и вычищенный составом «Нео-Баллистоль» на морозе канал ствола ржавеет; он обязательно должен быть вторично вычищен, как только оружие будет внесено в тёплое помещение.
Кроме описанного выше состава «Нео-Баллистоль», имеются и другие очистительные составы, причём все они содержат мыло и воду.
Во время войны в германской армии для чистки стрелкового оружия применялся специальный очистительный состав «Waffenreinigungsöl (TL 6007).
Зимой при температурах до —40° С применялось зимнее масло для чистки оружия (TL 6024). При более низких температурах 3 части масла смешивали с 1 частью керосина.
• Смазка TL 6007 применялась и для предохранения от коррозии всех неокрашенных деталей оружия.
К составам типа «Нео-Баллистоль» относится также немецкий очистительный состав «Барреллоль», в котором, кроме минерального масла, содержится до 15% аммиачного мыла и около 6% воды, а также другие очистительные составы, применявшиеся главным образом для чистки охотничьего оружия.
Английская фирма BSA выпускала очистительный состав «Флу- ор-ойль», который состоял из смеси глицерина (60%), воды (38%) и едкого натра (2%). Эта водно-глицериновая смесь, подкрашенная зелёной краской ' «под масло», замерзает при температуре ниже —30° и может применяться для чистки стрелкового оружия на морозе. Соли нагара в ней легко растворяются, и поэтому «Флуор- ойль» является хорошим очистительным составом. Но глицерин является дефицитным материалом, и, несмотря на все свои положительные качества, очистительные материалы, по составу близкие к «Флуор-ойль», широкого применения не нашли.
«Нео-Баллистоль» и щелочные препараты, близкие к нему по своему составу, смешанные с водой, образуют эмульсии — водные растворы мыла, в которых равномерно распределены мельчайшие капельки минерального масла.
Эмульсии бывают устойчивые и неустойчивые. Стойкость эмульсии определяйся её способностью при продолжительном хранении не расслаиваться. Масло легче воды и поэтому всплывает
87
наверх; чем медленнее всплывают капельки масла, тем устойчивее эмульсия.
«Нео-Баллистоль» при смешивании с водой образует устойчивую эмульсию, имеющую вид молока, не расслаивающуюся в течение двух недель.
Эмульсии содержат свободную воду (во внешней фазе), которая быстро растворяет соли нагара; поэтому эмульсии хорошо очищают канал ствола после стрельбы.
Очистительные щелочные составы типа «Клинойль», «Баррел- лоль» и ряд других при смешении с водой также образуют эмульсии, пригодные для чистки оружия.
В настоящее время для американской армии в США выпускаются специальные очистительные эмульсионные составы.
Все очистительные составы нужно предохранять от загрязнения. Особенно опасно попадание песка, пыли и т. п.: попав в канал ствола, песчинки могут сильно поцарапать его, а всякая царапина является местом, где при благоприятных условиях развивается ржавление. Сосуды с очистительными составами всегда должны быть закрыты крышками. Перед тем как налить очистительный состав, нужно проверить чистоту сосуда и, если он недостаточно чист, тщательно вымыть мочалкой, сеном или пучком соломы, а затем прополоскать водой и насухо вытереть.
Не следует обмакивать паклю или ёрш в сосуд с большим количеством щелочного состава; нужно отлить в двугорлую маслёнку необходимое для чистки количество; остаток обратно не выливать.
2. Удаление нерастворимого нагара
Очистительные составы удаляют из ствола наиболее вредную часть нагара — соли, которые составляют четвёртую часть всего нагара; остальные три четверти нагара должны удаляться механическим путём. Опыт показал, что механическим путём невозможно удалить полностью весь твёрдый и нерастворимый нагар; часть нагара — омеднение — остаётся в канале; для его растворения требуются специальные приёмы и материалы. Однако механической чисткой можно удалить больше половины твёрдого нагара, причём удаляется и часть металлических остатков от пуль.
Для очистки канала от рыхлого нерастворимого нагара применяются пакля и щетинный ёрш.
Пакля является распространённым и дешёвым материалом и применяется при чистке канала ствола любыми щёлочными составами. Но она имеет мягкие волокна, которые скользят по поверхности канала и могут захватить только рыхлый нагар. При складывании восьмёркой волокна пакли располагаются в стволе наиболее благоприятно для чистки. Если паклю накрутить на протирку и расположить волокну поперёд то они не будут входить в углы нарезов, *и там нагар бу^ет оставаться. Пакля применяется как основной материал для введения в канал очистительного состава, удаления из ствола загрязнённого очистительного состава и разрыхлённого на-
88
тара; применяемся только чистая мягкая пакля, без кострики, песка и других загрязнений.
Для удаления нерастворимого нагара до войны употреблялись щетинные ерши.
Ерши для разрыхления нагара должны иметь небольшой диаметр, при употреблении цилиндрических ершей наилучшие результаты даёт ёрш диаметром 9—10 мм.
Большое значение имеет качество щетины: жёсткость и упру¬
гость. Жёсткий ёрш выгоднее мягкого, так как при чистке жёстким ершом нужно делать значительно меньше движений для того, чтобы полностью вычистить канал, чем при чистке мягким ершом. В результате жёсткий ёрш служит дольше мягкого.
Разрыхлять нагар щетинным ершом лучше в сухом канале, предварительно удалив из него раствор или щелочной состав. Тогда и нагар очистится быстрее и ёрш будет служить дольше. Ерш после чистки следует встряхнуть и высушить. Ерш, специально предназначенный для чистки, было запрещено употреблять для смазывания частей оружия, так же как и мягкий щетинный ёрш, специально предназначенный для смазывания канала, нельзя (да и бесполезно) употреблять для разрыхления нагара.
В американской армии применяются специальные медные и бронзовые ерши. Опыт показал, что металлические ерши значительно лучше и быстрее разрыхляют нагар, чем ерши, сделанные из щетины. Латунная и бронзовая проволока, из которой сделаны ерши, хорошо разрыхляет нагар и не царапает сталь; однако она имеет существенный недостаток: не обладая упругостью, латунная и бронзовая проволока медленно снашивается, <чо в то же время быстро сминается и «сваливается», поэтому металлические ерши недолговечны и у нас пока не применяются.
VIII. ЧИСТКА ОРУЖИЯ
1. Чистка стрелкового оружия
Старая теория коррозии каналов стволов стрелкового оружия была неправильна и как следствие, вытекающее из неправильных теоретических положений, естественно, применялся и неправильный метод чистки.
В чём же заключался старый метод чистки канала ствола после стрельбы?
Канал ствола стрелкового оружия (винтовки, пулемёта или револьвера) после стрельбы густо смазывали щелочным составом. Смазанному стволу давали постоять от 2 до 4 часов «под щёлочью». Предполагалось, что за это время «кислотные оклюдированные газы», выйдя из пор стальных стенок канала, будут нейтрализованы (обезврежены) щёлочью и ржавление будет устранено. Кроме того, щёлочь размягчит (отъест) нагар, и он легче счистится.
После того как винтовка (или другое оружие) простояла определённое время «под щёлочью», канал ствола чистили паклей той же самой щёлочью до тех пор, пока на пакле не оставалось черноты и ржавчины, а заметна была только синева от металла. Затем-жанал ствола протирали насухо ветошью и смазывали ружейной смазкой.
Если невычищенное оружие вносилось с холода в тёплое помещение, приступать к его чистке разрешалось только после того, как оно отпотеет и высохнет.
На следующий день после первой чистки канал ствола протирали, но на тряпке или пакле обычно опять обнаруживался нагар, и канал чистили снова. То же повторялось и на следующий день; затем в продолжение 7—9 дней после стрельбы чистили канал ствола ежедневно, и каждый раз тряпка после чистки покрывалась грязью: однако с течением времени тряпки выходили всё чище, и через пять-десять ежедневных чисток на ней обнаруживалась только синева от металла. Если считать, что на каждую чистку уходит 30 минут, то полная очистка канала после одной стрельбы отнимала у бойца не менее 4—5 часов. На самом же деле на чистку уходило ещё больше времени.
Тем не менее в результате затраты такого большого количества времени и труда канал ствола оказывался поражённым коррозией.
90
Теперь установлено, что этот способ чистки неправилен и сопровождался оржавлением канала.
Действительно, наблюдением за поведением канала ствола после стрельбы было установлено, что смазанный щелочным составом канал ствола очень скоро начинает ржаветь и под щёлочью образуется мелкая ржавчина. Особенно быстро ржавеет смазанный канал ствола, если он отпотел вследствие изменения температуры и влажности окружающего воздуха. Капельки росы, осаждаясь на холодной щелочной смазке, быстро проникают к холодному металлу, поглощаются солями нагара, и под смазкой, на самой поверхности канала, получается сильно оржавляющий раствор солей. Поверхность канала начинает ржаветь. Во время чистки паклей и щёлочью образовавшаяся ржавчина удаляется, увлекая и рыхлый нагар. В канале же, на поверхности металла, остаётся большая часть солей и часть твёрдого нагара. Ржавление после чистки уже смазанного канала продолжается; на следующий день при протирании на тряпку переходит ржавчина, которая образовалась за ночь. Но и вс- время вторичной чистки не весь нагар удаляется вместе с ржавчиной.
Ржавчина, таким образом, несколько ускоряет процесс чистки канала. Во-первых, соли нагара, поглощая влагу и растворяясь в ней, переходят в раствор, а затем в продукты коррозии, т. е. в ржавчину, которая и удаляется; таким образом, удаление солей при такой чистке идёт через ржавчину. Во-вторых, ржавчина во время чистки выполняет роль абразивного (шлифующего) материала и помогает пакле механически счищать твёрдый нагар. Но от такой чистки ствол только портится.
Это и было причиной того, что канал ствоЛа поражался коррозией, несмотря на «тщательную» чистку.
В основе нового способа чистки лежат принципы, совершенно противоположные старому методу, которые сводятся к следующим положениям:
1. Оружие необходимо чистить сразу после стрельбы, по возможности на самом стрельбище.
2. Весь нагар (исключая плотно приставшее омеднение) необходимо удалять при первой же чистке.
3. Оружие следует чистить вторично для удаления нагара, который мог остаться в стволе, если первая чистка производилась в недостаточно удобных условиях (на стрельбище); вторичная чистка производится немедленно по приходе в казарму.
4. Если ствол отпотел при внесении его после стрельбы с холода в тёплое помещение, чистку производить немедленно, не давая оружию согреться, а капелькам росы — высохнуть.
Точное выполнение чистки канала ствола стрелкового оружия по новому методу обеспечивает сохранность стволов.
Основным пособием для красноармейцев и младших командиров в деле сбережения стрелкового оружия от коррозии в войсковых подразделениях должны являться наставления по стрелковому делу.
В наставлениях даются все основные правила разборки, сборки, чистки и см*азки винтовки, пулемёта, пистолета и револьвера, при¬
91
нятые в Красной Армии. Ниже будут описаны только официально допущенные приёмы чистки.
Стрелковое оружие необходимо чистить штатной принадлежностью. Для чистки применять материалы хорошого качества.
При казарменном расположении чистку оружия производить в специально отведённых помещениях; желательно, чтобы эти помещения были нежилыми и хорошо проветривались.
Если чистка производится на открытом воздухе, то место для чистки должно быть по возможности сухое, защищённое от ветра (чтобы на части оружия не попала пыль). Во время чистки винтовку приходится частично разбирать (отнять штык, вынуть затвор), поэтому нужно найти место, чтобы положить отнятые части, постазить маслёнку, положить паклю и т. п. Нельзя класть затвор на землю, так как песчинки и грязь пристанут к масляной поверхности затзора и необходимо будет его разобрать. Если ёрш упадёт на землю, то песок и пыль могут попасть на него и в пространство мёжду волосками, откуда загрязнение удалить довольно трудно, а песчинки и грязь могут поцарапать канал ствола. Поэтому во время чистки оружия на открытом воздухе особое внимание нужно уделять чистоте рабочего места и очистительных материалов.
В помещениях, специально отведённых для чистки оружия, должны быть оборудованы столы с приспособлениями для расположения винтовки во время чистки, упорами и вырезами в специальных досках, прикрепляемых к крышке стола.
Пыль и грязь со столов, а также с другой мебели и с пирамид нужно стирать сразу после чистки; помещение убирать ежедневно.
В помещении должны быть установлены урны или ящики для грязной пакли и отдельно для грязной ветоши. Грязную паклю нужно сжигать, а ветошь после стирки, кипячения в мыльном или содовом растворе и сушки снова можно использовать для чистки оружия. Ветошь, годная для чистки оружия, является дефицитным материалом, поэтому ветошь нужно расходовать экономно и одну и ту же тряпку использовать для чистки несколько раз, обязательно простирывая её после каждой чистки.
Для чистки винтозки после стрельбы, занятий, учений и наряда производят неполную её разборку. Полную разборку производят в том случае, если винтовка сильно загрязнилась или была под дождём (в воде, в снегу). При этом если винтовка находилась под дождём непродолжительное время и дерево ложи и ствольной накладки не разбухло, то винтовку полностью разбирают, все металлические и деревянные части протирают сухими тряпками, чистят и смазывают; по окончании чистки винтовку собирают; если же винтовка находилась под дождём продолжительное время и дерево ложи и ствольной накладки разбухло, то чистку и смазку винтовки производят без отделения ложи и ствольной накладки; вычищенную и смазанную винтовку ставят в сухое помещение (но не у источников тепла) для того, чтобы деревянные части высохли, после этого производят полную разборку, повторную чистку и смазку.
92
При полной разборке все металлические и деревянные части протирают сухими тряпками, затем металлические части смазывают ружейной смазкой.
После этого тщательно чистят и смазывают канал ствола, а затем винтовку собирают и ставят на хранение. У печки или около других источников тепла винтовку оставлять не следует, так как может покоробиться ложа.
Для чистки после стрельбы, а также после внесения винтовки с холода в тёплое помещение (при её отпотевании) производят неполную разборку: снимают штык, вывёртывают и вынимают шомпол, вынимают затвор, отнимают крышку магазинной коробки с подающим механизмом. Затвор обязательно разбирают и чистят все его части, а затем смазывают и снова собирают.
Перед чисткой проверяют исправность винтовочной принадлежности.
Пользоваться для чистки неисправной принадлежностью запрещено, так как это может повлечь за собой порчу канала ствола. Погнутый шомпол или протирка разотрут среднюю часть канала. При разношенности или смещении в сторону отверстия дульной накладки шомпол растирает дульную часть ствола; применение такой неисправной дульной накладки бесполезно.
Если протирка погнута или загрязнена так, что медная её часть не вращается на стальной, то при чистке протирка не проходит по нарезам винтообразно, а скользит только по полям, и нарезы остаются невычищенными. <
Перед употреблением принадлежность тщательно протирают. Порядок чистки винтовки после стрельбы сводится к следующему.
Прежде всего производится сборка принадлежности. Затем ровно обматывают нарезку протирки слоем пакли так, чтобы она входила в канал с небольшим нажимом, заполняя нарезы. Для этого лучше всего сложить паклю в виде цифры 8, длиной в протирку, надеть перекрестием на конец протирки и закрепить паклю, перекручизая в разные стороны и укладывая волокна пакли вдоль медной части протирки.
Приготовленную таким образом протирку с паклей (всю, а не только кончик её, как это часто делают) пропитывают щелочным составом или содовым раствором.
Канал ствола чистят следующим способом.
Для растворения солей и удаления рыхлого нагара из канала нужно поставить винтовку отвесно, ввести шомпол со смоченной паклей в канал ствола со стороны дула и продвинуть его примерно на четверть или треть длины; затем надвинуть и укрепить на стволе дульную накладку, повернув её так, чтобы основание мушки вошло в кольцевой паз. Затем, поставив винтовку наклонно, сделать упор для приклада, взять левой рукой переднюю часть ствола у наконечника цевья, а правой шомпольную муфту (шпильку шомпола), укреплённую на шомполе, и плавно продвинуть шомпол по всей длине канала несколько раз (6—7 раз).
Вынуть дюмпол с протиркой из канала, заменить загрязнившуюся паклю свежей, пропитать её и снова протирать канал; повторять про¬
93
тирание, меняя каждый раз паклю и состав, до тех пор, пока пакля не будет выходить из канала чистой, без признаков нагара. Во время такой чистки содовый раствор пропитывает нагар и растворяет соли нагара; растворившиеся соли вместе с рыхлой частью нагара удаляются из канала паклей.
Однако полностью удалить паклей твёрдый нагар трудно; в углах нарезов твёрдый нагар остаётся, в чём можно убедиться, если канал прочистить ершом и протереть после этого чистой тряпкой; тряпка делается чёрной от нагара.
При разрыхлении нагара не следует делать лишних движений ершом, так как ёрш не чистит канал, а только разрыхляет нагар; для разрыхления же нагара нескольких движений вполне достаточно.
Опыт показал, что делать лишние движения не следует; это приводит только к быстрому износу ерша. Жесткие щетинные ерши для чистки каналов стволов в настоящее время в подразделения войск не подаются и поэтому весь твёрдый нагар приходится удалять паклей, увеличивая число движений и затрачивая больше времени на чистку.
Повторяют чистку 3—4 раза, меняя состав и паклю. Паклей протирают канал до тех пор, пока она не будет выходить из канала ствола совершенно чистой, т. е. без признаков грязи и нагара.
Окончив чистку канала, прочищают дульную часть ствола на глубину протирки, учитывая, что при надетой дульной накладке эта часть остаётся неочищенной. Затем прочищают канал ствола паклей и протирают канал ветошью. Протирание ветошью производится для проверки чистоты канала.
Перед протиранием канала тщательно вытирают всю принадлежность: шомпол, протирку, дульную накладку и обтирают руки. Заранее заготовляют чистые тряпки размером 5 X Ю см. Протирают в таком порядке: накладывают на протирку зонтиком сухую чистую тряпку или обматывают протирку хлопчатобумажными концами и вводят шомпол с тряпкой в ствол.
Затем ещё раз протирают канал со стороны дула чистой, желательно белой, тряпкой, свернув её так, чтобы она туго входила в канал ствола, заполняя нарезы. Эта тряпка должна выйти из канала ствола совершенно чистой.
После этого просматривают канал на свет с дульной, и казённой части, обращая особое внимание на углы нарезов.
Если последняя тряпка вышла из канала совершенно чистой, чистка канала ствола считается законченной; в противном случае чистку повторяют.
Патронник чистят и протирают с помощью шомпола или специальных деревянных палочек. Окончив чистку, проверяют, не осталось ли грязи в патроннике, на скате, в пульном входе и на прилегающей к нему части канала, чисты ли кольцевой паз ствольной коробки и скос для выбрасывателя.
Ствольную коробку чистят деревянными палочками и тряпками. После чистки ствольную коробку вытирают насухо чистой тряпкой.
94
Снаружи ствол с прицелом и мушкой, а также ствольную коробку обтирают сухими тряпками; нужно следить за тем, чтобы не было ржавчины в местах соприкосновения ствола и ствольной накладки.
Спусковой механизм и отсечку-отражатель чистят, не отделяя от ствольной коробки. Отделяют их только в случае особой необходимости.
Все части разобранного затвора тщательно вытирают сухими тряпками, причём каналы, пазы и вырезы очищают от грязи и загустевшей смазки с помощью деревянных палочек. Если на частях затвора, например на боевой личинке, обнаруживается пороховой нагар, его удаляют тряпкой, пропитанной очистительным составом. Очищенные части насухо протирают и смазывают. Нагар, обнаруженный на обрезе ствола и на штыке, удаляют тряпкой, смоченной очистительным составом, а затем эги части насухо вытирают и смазывают.
Магазинную коробку обтирают снаружи и внутри палочками, обмотанными тряпками, причём защёлка для чистки не отделяется; крышку с подающим механизмом обтирают, не отделяя подающего механизма. Штык, шомпол, все винты, принадлежность, ложу и ствольную накладку обтирают сухими тряпками.
Налёт ржавчины удаляют мягкой палочкой или тряпкой, пропитанной ружейной смазкой.
Сглаживать оставшиеся после удаления ржавчины сыпь или раковины, а также царапины не следует, так как при этом снимается слой металла и размеры деталей меняются. От такого «сглаживания» может испортиться оружие.
Вычищенные части винтовки смазывают ружейной смазкой, а затем собирают. Зимой затвор, спусковой и подающий механизмы смазывают зимней смазкой № 21. После сборки винтовку обтирают для удаления излишней смазки, внимательно осматривают, не пристали ли где-либо грязь, песок, пыль и т. п. Нельзя браться за металлические части вычищенной и смазанной винтовки потными и грязными руками.
Ложу и ствольную накладку насухо вытирают, так как смазка портит лакировку и может запачкать одежду.
Мы уже говорили, что в зимнее время вне помещения чистить канал ствола после стрельбы нужно щелочным составом, даже если он загустел. При чистке канала вне помещения следует разрыхлять твёрдый нагар, удалять его, протирая канал паклей или тряпкой, смоченной в щёлочном составе, затем протереть канал насухо и смазать его ружейной смазкой.
Во время такой чистки ббльшая часть твёрдого нагара и часть растворимых солей из канала удаляется. Однако некоторая часть солей всё же остаётся. Остаются те соли и тот нагар, которые заполняют поры, трещины, находятся под омеднением и приплавлены к поверхности канала.
Поэтому при резком изменении температуры, когда винтовка вносится в тёплое помещение, нужно немедленно повторить чистку канала, а также вычистить и смазать все части винтовки, как это было описано выше.
95
Вторичную чистку начинают с полного удаления всей смазки из канала. При этом полезно сделать несколько быстрых движений шомполом с паклей, для того чтобы ствол немного нагрелся. Как только ствол нагреется настолько, что температура его станет выше окружающего воздуха, исчезнет опасность отпотевания, вызывающего ржавление.
Если в зимнее время вне помещения чистить винтовку почему- либо не представляется возможным, то всё же следует после стрельбы протереть канал масляной тряпкой и смазать его ружейной смазкой, так как иначе невычищенная винтовка, внесённая в тёплое помещение, отпотеет и начнёт ржаветь; поэтому нужно немедленно, не теряя ни минуты, приняться за тщательную чистку канала, а затем и всей винтовки. При чистке в помещении можно применять содовый раствор и зимой.
Чтобы винтовка была всегда в полном порядке, её нужно чистить тщательно и во-время.
В канале пулемётного .ствола при выстреле происходят такие же явления, как и в канале винтовки, и отлагается такой же капсюльнопороховой твёрдый нагар; также приплавляются соли, а в нарезах и на полях получается томпакизация (омеднение).
Поэтому коррозия пулемётного ствола развивается так же, как и коррозия винтовочного ствола; следовательно, и чистка канала пулемётного ствола аналогична чистке винтовочного ствола.
Однако пулемётные стволы имеют некоторые особенности, которые необходимо учитывать при уходе за ними.
Некоторые пулемёты имеют ствол с боковым отверстием, через которое проходит во воемя выстрела часть пороховых газов. Эти пороховые газы заставляют работать механизмы автоматики, но они несут в себе нагар, который засоряет различные ходы и отверстия. Таким образом, в пулемёте имеется больше частей, подвергающихся воздействию пороховых газов, чем у винтовки; поэтому пулемётные стволы требуют бблыпего ухода, чем винтовочные. Перед чисткой пулемётные стволы обычно полностью отделяют от других частей, что облегчает чистку и способствует сохранности ствола.
Все указания, сделанные относительно чистки винтовочных стволов, необходимо применять и при чистке пулемётных стволов.
Пулемёты чистят в тех же условиях, что и винтовки, поэтому для чистки пулемётов применяют те же составы.
Чистка пулемётов, состоящих на вооружении подразделения, производится по НСД.
После учений, службы и занятий в поле без стрельбы чистку производят немедленно после окончания службы или занятий. После стрельбы боевыми или холостыми патронами пулемёт чистя г немедленно по окончании стрельбы, при этом тут же (в поле) чистят и смазывают канал ствола и боевую личинку, а по возвращении со стрельбы производят полную чистку пулемёта; в течение последующих трёх-четырёх дней протирают чистой белой тряпкой канал ствола, и если на тряпке обнаруживается нагар или ржавчина, то чистку повторяют.
<) >
В боевой обстановке, на манёврах и во время длительных учений в поле пулемёт надо чистить ежедневно, пользуясь перерывами в занятиях или затишьем боя.
После того как пулемёт внесён в помещение, немедленно приступают к его чистке. Особенно необходимо соблюдать это требование в холодное время года, когда охлаждённое оружие при внесении е тёплое помещение сильно отпотевает; при этом нельзя дожидаться того момента, когда пулемёт согреется и высохнет. Отпотевший пулемёт разбирают и все части вытирают масляной тряпкой. Затем приступают к чистке канала ствола.
Пулемётный ствол чистят так же, как и винтовочный, однако производить чистку с дульной части запрещается. Дульные накладки при чистке пулемётных стволов не применяются, поэтому чистка со стороны дула приведёт к растиранию канала у дула. При чистке с казённой части необходимо применять вкладыш из стреляной гильзы с высверленным капсюлем.
Если вложить паклю в одну щель, то при протирании она может сползти в сторону, и оголённый шомпол будет тереться о стенку канала ствола.
Канал ствола чистят всегда со стороны патронника, отделив предварительно пламягаситель и положив ствол в гнёзда специально оборудованного стола или на обычный стол, скамью и т. п., а в поле или в лесу — на чистый пень, бревно и т. п.
После канала ствола чистят патронник с помощью шомпола, сначала паклей, обильно пропитанной очистительным составом, а затем сухой паклей и тряпками. Затем ещё раз протирают канал сухой тряпкой, осматривают его на свет и смазывают ружейной смазкой.
Регулятор у стволов пулемёта ДП после стрельбы чистят деревянной палочкой, обёрнутой тряпкой, пропитанной очистительным составом. Отверстия регулятора осторожно прочищают тонкой выколоткой. После чистки регулятор насухо протирают и слегка смазывают ружейной смазкой.
Газовые пути регулятора при наличии в них затвердевшего порогового нагара прочищают прибором для чистки газовых путей, предварительно отделив регулятор от ствола и опустив его на некоторое время в очистительный состав; после чистки газовые пути насухо протирают тряпкой, надетой на деревянную палочку, и слегка смазывают ружейной смазкой.
Газовую камору после отделения регулятора промывают и прочищают тряпками с помощью деревянных палочек, затем насухо протирают и слегка смазывают ружейной смазкой.
Затвор чистят в разобранном виде; нагар с частей затвора смывают, а затем все части насухо протирают и слегка смазывают ружейной смазкой или веретённым маслом.
Газовый поршень перед чисткой опускают на некоторое время в сосуд с очистительным составом. Раструб поршня чистят деревянной палочкой и тряпкой, пропитанной очистительным составом, затем протирают и слегка смазывают ружейной смазкой.
Спусковой механизм для чистки не разбирают, а только обтирают и слегка смазывают.
7 Коррозия оружия и боеприпасов
97
Приклад только обтирают и не смазывают. Все остальные части пулемёта ДП, в том числе и запасные, обтирают и смазывают ру* жейной смазкой. Магазины обычно чистят, не разбирая, и слегка смазывают ружейной смазкой; только сильно загрязнённые магазины чистят в разобранном виде.
Излишняя смазка на деталях способствует загрязнению пулемёта и может быть причиной задержек в стрельбе. Поэтому смазку на части пулемёта накладывают тонким слоем, который наносят тряпкой, пропитанной смазкой.
Основные правила чистки пулемёта ДП нужно применять и при чистке пулемётов других конструкций.
Канал ствола пулемёта ПМ чистят также только со стороны патронника. Нагар на переднем обрезе ствола сначала размягчают, после чего удаляют его с помощью деревянных палочек, тряпок и пакли или куска чистого войлока. Задний обрез ствола с пазами для загибов боевой личинки очищают от- нагара деревянными палочками и тряпками.
Задний сальник, если он в порядке, при чистке ствола можно не перематывать, но если он загрязнился, то обмотку заменяют, причём особенно тщательно протирают желобок на стволе во избежание появления в нём ржавчины. После чистки ствол смазывают снаружи ружейной смазкой с помощью масляной тряпки, а канал ствола и патронник — с помощью ёршика.
Раму и затыльник обтирают сухими тряпками, пазы прочищают деревянными палочками, после чего все металлические части гмя. зывают ружейной смазкой.
Кожух и короб чистят сухими тряпками или паклей; удаляют г рязь и сгустившуюся смазку из раструба короба и очищают переднюю стенку кожуха от порохового нагара, а также удаляют грязь и воду со дна короба. Выводную трубку прочищают паклей или тряпкой, намотанной на шомпол. Вычищенный короб смазывают ружейной смазкой.
Приёмник при сильном загрязнении промывают очистительным составом и чистят деревянными палочками и тряпками. Подвижны« части приёмника смазывают веретённым маслом. Надульник чистят в разобранном виде; вывинченную из него втулку опускают на некоторое время в очистительный состав для размягчения затвердевшего нагана. Втулку и кольцевой паз надульника прочищают деревянными палочками, а канал надульника — ребристой поверхностью сверлового ключа. После чистки все части насухо вытирают и смазывают ружейной смазкой.
Части станка вытирают сухой тряпкой; пазы, отверстия и нарезку очищают деревянными палочками и тряпками, после чего насухо вытирают и смазывают ружейной смазкой.
Все остальные части пулемёта, покрытые нагаром, обтирают паклей или тряпками, пропитанными очистительным составом, затем насухо протирают и смазывают ружейной или зимней смазкой №21.
Окрашенные и деревянные части обтирают сухими тряпками и не смазывают.
98
Для чистки пулемётных стволов в мастерских следует применять специальные зажимные станки.
2. Чистка орудийных стволов
После выстрела на поверхности канала ствола орудия остаются твёрдый нагар и омеднение. Никакой «окклюзии кислотных газов» металлом, как это понималось раньше, в каналах орудийных стволов, так же как и в каналах винтовочных и пулемётных стволов, не наблюдается.
В нагаре орудийных стволов при стрельбе обычным зарядом содержится очень мало растворимых солей (хлористого калия и др.), так как вес капсюльного состава сравнительно с весом пушечного заряда очень мал; так, в орудии калибра 76 мм отношение веса капсюльного состава (30 мг) к весу заряда (1 кг) равно трём частям на сто тысяч частей, тогда как в винтовке это отношение равно одной части на тысячу. Кроме того, большая часть солей, получающихся при разложении капсюльного состава, остаётся в гильзе и в ствол не попадает.
Некоторые орудия имеют в боекомплекте заряды с пламягасите- лями, которые представляют собой мешочки с хлористым или сернокислым калием, вес которых составляет оксло 1,5% веса заряда. Пламягасители в заряды орудий с раздельным заряжанием (гаубицы) вкладываются перед стрельбой поверх порохового заряда или между пучками пороха. После стрельбы с такими пламягасителями в нагаре остаются значительные количества хлористых и сернокислых солей, которые приплавляются к поверхности металла так, как это происходит в каналах стрелкового оружия при стрельбе патронами с обычными капсюлями.
В этом случае при чистке каналов орудийных стволов необходимо учитывать всё то, что говорилось о чистке винтовочных и пулемётных стволов: необходимо сразу же после стрельбы с пламягасителями промывать канал ствола горячей мыльной водой или горячим содовым раствором, а в крайнем случае чистой горячей водой, насухо протирать (пробиванием) и смазывать пушечной смазкой.
Для удаления из канала содержащихся в нём солей целесообразно после ночной стрельбы с пламягасителями сделать несколько выстрелов без пламягасителя (конечно, если позволяет боевая обстановка) и потом уже приступать к чистке или к смазыванию канала. Это правило особенно необходимо соблюдать зимой, когда промывку каналов водой производить нельзя.
В заряды некоторых орудий, боекомплект которых состоит из унитарных патронов (например дивизионные и зенитные пушки), укладываются пламягасители, состоящие из столбиков дымного пороха. При стрельбе такими патронами в канале остаётся мало солей (хлористых совсем не остаётся) и поэтому чистка поел© стрельбы этими патронами может производиться обычным порядком.
Сильная коррозия каналов стволов вызывается конденсацией влаги на несмазанных поверхностях. Конденсация влаги (утренняя роса) на орудийных стволах происходит в сильной степени, так как
7* 99
Стволы массивны и медленно согреваются. Поэтому надеванием чехлов на дульную часть ствола никогда не следует пренебрегать.*
При правильной чистке каналов стволов артиллерийских орудий после стрельбы коррозия их уменьшается.
Канал ствола летом следует промывать мыльной водой, а зимой, на морозе, — только керосином.
При временном прекращении стрельбы канал ствола для предохранения от коррозии необходимо смазывать и протирать. Если стрельба прекращена на длительное время, то канал ствола надо сразу же тщательно чистить.
Чистку каналов стволов производят з следующем порядке: тряпкой, намотанной на банник, предназначенный специально для чистки, ^смоченной керосином, пробивают канал 5—б раз; затем в канал прогоняют пыж с туго намотанной тряпкой до тех пор, пока на тряпке, 'Сменяемой каждый раз, не будет никаких следов нагара или керосина. Чистку канала проверяют контрольным пыжом с белой тряпной; если на тряпке будут обнаружены следы нагара (тёмные полосы), то чистку повторяют.
Для промывки канала ствола горячей мыльной водой в ведре 1еюды растворяют 50—100 г хозяйственного мыла. Стволу придают небольшой угол возвышения, закупоривают его с казённой части йыжом и в ствол со стороны дула заливают мыльную воду. Банником, специально предназначенным для чистки, в течение 5—10 минут промывают канал, затем выливают воду и снова промывают канал чистой водой, без мыла. Так повторяют несколько раз.
Горячая вода, нагревая ствол, создаёт в металле запас тепла, необходимый для испарения остатков влаги. Для испарения влаги из трещин необходимо, чтобы поверхность канала ствола была в течение некоторого времени свободной и хорошо вентилировалась. Поэтому после промывки и «пробивания» канала пробками с тряпкой нужно дать стволу постоять некоторое время с открытым затвором, чтобы его поверхность могла полностью высохнуть. Только после этого можно приступить к смазыванию внутренних частей ствола.
Наружную поверхность ствола очищают ветошью от пыли, грязи и старой смазки, а в случае сильного загрязнения ствол моют водой, после чего насухо вытирают. При наружной чистке ствола необходимо особое внимание обратить на площадку для контрольного уровня, углы, гнёзда и углубления, где могут скопиться грязь и вода. Углубления, зазоры и пазы очищают при помощи деревянных палочек с заострёнными концами.
Затворы чистят в разобранном виде и каждую часть в отдельности протирают сухой ветошью. Части стреляющего приспособления, гнездо для него и передний срез клина или зеркало поршня после стрельбы чистят ветошью, увлажнённой мыльной водой или керосином« после чего насухо вытирают и смазывают.
IX. УДАЛЕНИЕ МЕТАЛЛИЧЕСКОГО НАГАРА ИЗ СТВОЛОВ СТРЕЛКОВОГО ОРУЖИЯ
В главе VI было рассмотрено влияние меди и томпака на коррозию стальной поверхности канала ствола; при этом было показано, что медь, томпак и латунь усиливают разрушение стали, образуя со сталью, в присутствии электролита, гальванический элемент.
Оболочки пуль раньше изготовлялись из мельхиора, а теперь изготовляются из железа, покрытого снаружи томпаком (во время войны стальные оболочки пуль покрывались также латунью и цлн- ком).
В зависимости от материала, из которого сделана пульная оболочка, металлический нагар, остающийся в стволе, может иметь различный состав.
Мельхиоризация канала наблюдалась при стрельбе из винтовки или пулемёта пулей с мельхиоровой оболочкой. Мельхиор представляет собой сплав меди (80%) с никелем (20%); этот сплав обладает высокой коррозионной устойчивостью, в то же время он достаточно мягок и пластичен и, деформируясь, заполняет нарезы и не изнашивает поля при прохождении пули по каналу. Мельхиор является хорошим материалом для изготовления пульных оболочек, но он дорог и содержит дефицитный никель. Поэтому в настоящее время он не применяется; вместо него применяют плакированную томпаком сталь или железную пульную оболочку покрывают гальваническим способом латунью или цинком. Мельхиор, так же как и томпак, способствует образованию раковин и сыпи в нарезах и по полям невычищенных и недочищенных винтовочных и пулемётных стволов, но он откладывается в канале в виде чешуек, которые счищаются даже паклей. Мельхиора в канале ствола при прочих равных условиях откладывается на 30% меньше, чем томпака. Мельхиор может быть удалён из канала ствола раствором Нортона и составом «Кунирид» (см. ниже).
Томпак, употребляемый для плакированных железных пуль, обладает пластичностью и довольно большой вязкостью; томпак мягче мельхиора и, откладываясь сплошным слоем, прочно держится на поверхности. Сплошным, довольно тонким слоем томпак откладывается посредине нареза и по полям, особенно вблизи боевой грани
101
(см. рис. 27); кроме того, томпак иногда сильнее откладывается з некоторых определённых местах ствола (в американских винтовках много томпака откладывается на расстоянии 8 дюймов от дульного среза). При недостаточно тщательной полировке поверхности канала томпак может усиленно откладываться в тех местах, где имеются царапины, шероховатости, забоины или раковины; здесь с пули соскабливается больше томпака и из него образуется бугорок; канал в этом месте суживается, и томпак со следующей пули в этом месте отлагается в.большем количестве, чем в других местах. Томпакиза- ция в таком месте становится более или менее постоянной. Местная томпакизация оказывает влияние на кучность: если пуля при прохождении в канале испытывает даже небольшую задержку с одной стороны, то её ось смещается, и пуля имеет неправильный полёт.
Для удаления омеднения из каналов стволов огнестрельного оружия предложены механические, химические и электрохимические способы.
При выборе способа удаления омеднения необходимо учесть целый ряд условий. Основным требованием является отсутствие какого бы то ни было воздействия на основной металл канала ствола не только во время процесса размеднения, но и после удаления меди, томпака и ор. Затем необходимо, чтобы способ был прост и удобен и чтобы стоимость материалов и приспособлений была невысокой, а также чтобы применяемые химические продукты были безвредны. Важным фактором является скорость размеднения.
Простота выполнения процесса, необходимость подготовки поверхности, опасность неполного удаления и необходимость нейтрализации размедняющего состава — всё это приходится учитывать при выборе способа.
Металлические остатки из каналов стволов стрелкового оружия частично можно удалить механическим путём, при помощи жёстких стальных или бронзовых ершей. Однако ерши удаляют из канала только слабо приставший металлический нагар. Основной же слой томпака держится на стенках канала очень прочно и ершами не удаляется. Кроме того, стальные ерши и щётки могут поцарапать канал и испортить ствол. Поэтому нельзя рекомендовать применение стальных ершей для удаления металлического нагара. Бронзовые и латунные ерши сами омедняют канал ствола и, кроме того, быстро изнашиваются. Их можно применять только для разрыхления нагара, но не для размеднения.
К механическим способам удаления металлического нагара из каналов стволов стрелкового оружия можно отнести применяющийся за границей способ чистки оружия специальной пастой «Кунирид», выпускаемой английской фирмой BSA. Паста «Кунирид» имеет вид светлой мази, при помощи которой с поверхности снимаются (соскабливаются) мельчайшие частички металла.
Чем мягче металлическая часть нагара, тем быстрее стирается она при помощи пасты «Кунирид»; поэтому она особенно пригодна для очистки мелкокалиберного оружия от свинцового нагара, получающегося в результате стрельбы свинцовой пулей, а также дробовых ружей, освинцовывающихся при стрельбе дробью.
102
Паста состоит из густого и вязкого масла (около 73%) и твёрдого абразивного материала.
Очищающая способность твёрдой части пасты зависит от того, что она представляет собой мелкие иголочки и обломки раковин и панцырей морских животных-радиолярий, радиоляриевого ила. При чистке канала ствола пастой иголочки скользят по поверхности стали и сдирают с неё сравнительно мягкий металлический нагар.
Паста «Кунирид» в СССР не вырабатывается.
Для удаления омеднения и томпакизации из каналов стволов предложено много различных химических способов, но очень немногие из них получили применение. Все химические способы основаны на растворении меди и томпака в специальных составах.
Химические продукты, употребляемые для удаления омеднения, должны растворять медь, томпак, латунь и цинк и не действовать на сталь во время процесса растворения и после окончания размед- нения (если эти химические продукты или продукты, вновь образовавшиеся во время размеднения, останутся в канале ствола даже в незначительном количестве).
В армии США для удаления томпака из каналов стволов стрелкового оружия применяется способ Кинг-Нортона.
Инструкции Артиллерийского управления США обязывают солдата удалять из ствола металлические остатки от пуль во избежание развития под ними ржавления. Способ удаления состоит в том, что остатки от оболочки пули, если они обнаруживаются в канале ствола (после чистки содовым раствором), растворяются в специальном реактиве:
Аммиак 25% 200 см3 (12 ложек)
Вода 140 смъ ( 8 ложек)
Надсерноаммониевая соль 35 г (2 неполные ложки) Углеаммониевая соль . . 13 г (1 полная ложка)
Этот реактив приготовляет перед употреблением сам солдат; дозировка лроизводится посредством специальной ложки, которая прилагается к винтовке как необходимая принадлежность.
Порядок приготовления раствора такой: перемешать и растолочь (завернув в тряпку) рукояткой инструмента обе соли, растворить полученный порошок в воде и влить в этот раствор аммиак; после тщательного перемешивания, когда вся соль растворится, дать жидкости отстояться в течение 1 часа. Только после этого раствор готов к употреблению. Хранить раствор, по американской инструкции, следует в прочной стеклянной бутыли, плотно закрытой резиновой пробкой, и в прохладном месте.
Для удаления остатков от оболочки пули нужно проделать следующее. Канал ствола очистить от порохового и капсюльного нагара, промыть горячим содовым раствором и охладить ствол винтовки. Закрыть канал ствола со стороны патронника резиновой пробкой. Надеть на дульный срез резиновую трубку длиной около 5 см так, чтобы половина её была плотно надета на ствол. Осторожно на: ливать в ствол раствор до тех пор, пока жидкость не поднимется в резиновой трубке и не покроет целиком дульный срез. Если раствор
103
прольётся на внешнюю часть ствола или попадёт на другие детали винтовки, его необходимо немедленно удалить тряпкой.
В канале ствола раствор выдерживается от 15 до 20 минут и ни в коем случае не больше 30 минут.
После этого раствор осторожно выливают и канал ствола промывают содовым раствором, протирают насухо и смазывают. Следует тщательно осматривать все остальные части оружия — проверять, не осталось ли где-либо капель размедняюшего раствора, и сейчас же удалять их, вытирая сухой тряпкой.
Раствор Нортона, изготовленный по приведённому рецепту, при температуре 15—20° сохраняет свои размедняющие свойства только в течение одних суток; на другой день после приготовления он обладает только 5% своей первоначальной активности, т. е. за сутки хранения раствора при нормальной температуре скорость растворения в нём меди уменьшается в 20 раз. При 35—40° раствор теряет свою активность полностью уже через несколько часов. При низкой температуре он более устойчив; так, например, за семь суток при 0° активность его уменьшается только на 20—25%.
При потере активности происходит разложение надсернокислого аммония с выделением газообразного кислорода, который накапливается в бутыли, и если пространство над жидкостью мало, то бутыль может разорваться.
Если поверхность стали смочена раствором Нортона и непосредственно соприкасается с воздухом, то на границе раствора и воздуха сталь через некоторое время начинает интенсивно растворяться, в этом месте образуются глубокие раковины. Ржавление стали наблюдается в каплях раствора на тех частях винтовки, куда он попадает во время работы. Именно для того, чтобы не было ржавления в дульной части ствола, рекомендуется надевать на дульный срез резиновую трубку и заполнять её раствором. В этом случае воздух не соприкасается непосредственно со смоченным металлом, и коррозия стали замедляется. Употребление и особенно приготовление раствора Нортона небезопасно. При отмеривании ложкой 25% 'аммиака ощущается резкий запах, и аммиак, попадая в глаза, вызывает слезотечение. Крепкие растворы аммиака при попадании на кожу, особенно в ранки, вызывают сильную боль.
Сказанного вполне достаточно для того, чтобы отказаться от массового применения американского способа. Он здесь описан потому, что в некоторых специальных случаях его можно применить и это единственный известный нам способ удаления меди из канала ствола винтовки, применяющийся в американской армии. Описание этого способа встречается в нашей литературе, причём на его недостатки не указывается.
В Германии для чистки винтовки от металлического нагара выпускался препарат «Вигитин»; он состоял из таблеток двух сортов: в коробке находилась пробирка с десятью таблетками из прессованной надсерноаммониевой соли и десять отдельных маленьких прс- бирочек с таблетками из едкого натра. Перед чисткой в 25 смь воды растворяют содержимое маленькой пробирочки и в раствор кладут
104
таблетку соли. После растворения таблетки и перемешивания раствор готов к употреблению. При этом происходит реакция
2(NH4)2 S2Os + 8 NaOH-^4 Na2S04+4 NH3 + 6 H20 + O,
и часть надсерноаммониевой соли реагирует с едким натром, выделяя свободный аммиак и кислород. Соотношение соли и щелочи подобрано так, что раствор содержит на 950 см3 воды 67 г надсерноаммониевой соли, 100 г сернонатриевой соли и 50 см3 аммиака.
Получается раствор, близкий по составу к раствору Нортона, с одним и тем же активным началом (аммиак и надсерноаммониевая соль) и такой же способностью растворять медь и томпак. Пользоваться «Вигитином» легче, чем раствором Нортона, так как продукты находятся в твёрдом виде: таблетки, будучи закупорены, сохраняются без изменения длительное время. Приготовление раствора не требует специальной дозировки: всё заранее отвешейо. Но раствор- «Вигитииа» обладает такой же коррозионной активностью по отношению к стали, как и раствор Нортона: в присутствии воздуха в нём наблюдается интенсивное ржавление стали. Малейшая оплошность может привести к порче канала ствола и других частей оружия.
Раствор 1 (см. главу XI), применяемый для размеднения артиллерийских орудий, для размеднения пулемётных и винтовочных стволов, употреблять нельзя, так как в твёрдом нагаре, находящемся в этих стволах и, в частности, под омеднением, содержится хлористый калий, который вместе с размедняющим раствором действует на сталь и вызывает интенсивное ржавление.
Автором разработан электрохимический способ удаления томпака и меди из каналов винтовочных и пулемётных стволов. Электролитом для процесса размеднения в этом случае служит раствор IV, который имеет следующий состав:
.Аммиак 25°/о 500 см3
Двухромокалиевая соль (хромпик) ... 20 г
Вода 500 см3
Водный раствор аммиака является средой, в которой легко растворяются медные соли и окись меди. Двухромокалиевая соль. К2СГ2О7 при растворении в водном растворе аммиака образует хромовокалиевую и хромовоаммониевую соли по реакции
К,Сг207 + 2 NH3 + H2Ö -► К2Сг04 + (NH4)_,Cr04
Соли хромовой кислоты являются сильными окислителями и, как мы уже неоднократно указывали, обладают ценным свойством пассивировать сталь, предохраняя её от коррозии. Эти соли придают антикоррозийные свойства раствору: сталь, опущенная в раствор IV полностью или частично и смоченная этим раствором, находясь на воздухе, совершенно не подвергается коррозии. Если капли раствора IV высохнут на поверхности стали, коррозии также не наблюл дается; при этом аммиак и вода улетучиваются, а хромовые соли остаются. Если на эту поверхность Попадёт влага, то хромовые солю в ней растворятся и образуют пассивирующий раствор,, который предохраняет сталь от коррозии.
Ш5>
Хромовые соли придают раствору IV необходимую электропроводность. Содержание хромпика в растворе, равное 20 г/л, является наивыгоднейшим. Уменьшение или увеличение хромовой соли ухудшает свойства раствора. Тонкие слои меди и томпака хорошо растворяются в этом растворе, так что для размеднения мало омеднённых винтовочных и пулемётных стволов достаточно несколько раз протереть их паклей или тряпкой, смоченной раствором IV. Если в канале есть томпак, то пакля, смоченная раствором IV, после протирания канала становится тёмнозелёной, с явными признаками наличия нагара. После того как вся медь растворится, тряпка, смоченная раствором IV, после протирания остаётся белой.
В растворе IV свинец, олово и цинк не растворяются. Эти металлы, являясь частями нагара, удаляются только механически.
Раствор IV хотя и удаляет томпак и медь чисто химическим путём, однако толстые слои этих металлов растворяются в нём слишком долго. Для ускорения процесса размеднения применяется электрический ток.
Источником электрического тока служит гальванический элемент Лекланше с напряжением 1,4 в или щелочной аккумулятор с рабочим напряжением 1,2—1,3 в. Напряжение 1,2—1,4 в является наивыгоднейшим, так как его достаточно для полного растворения меди, латуни, томпака и цинка и недостаточно для разложения воды. Кроме того, при напряжении меньше 1,6 в хром, будучи анодом, совершенно не растворяется. Это позволяет применять этот способ для размеднения хромированных стволов.
Для разложения воды напряжение должно быть больше 1,7 в; при электрохимическом размеднении разложение воды является бесполезным процессом и сопровождается выделением на аноде кислорода. Если напряжение меньше 1,7 в, то после того как медь и томпак на стенках канала растворятся, протекание тока автоматически прекращается. Такое автоматическое выключение тока даёт экономию электроэнергии и позволяет точно определить, есть ли ещё в канале медь или томпак или размеднение уже закончено. Для определения конца размеднения достаточно в цепь включить миллиамперметр.
На рис. 46 показан чертёж настенного станка, который был использован автором для удаления томпака из винтовочных и пулемётных стволов электрохимическим методом. В результате размеднения удаляется часть капсюльно-порохового нагара, остаток же нагара разрыхляется. Разрыхлённый нагар после размеднения удаляется чисткой содовым раствором.
Удаление томпака производится в следующем порядке. В закупоренный с казённой части ствол наливается аммиачно-хромовый раствор IV; в канал ствола со стороны дула помещается стальной шомпол, обмотанный редкими витками суровой нитки для того, чтобы сталь шомпола нигде не соприкасалась со стволом (рис. 46 справа). Шомпол присоединяется к отрицательному полюсу элемента или аккумулятора, а ствол присоединяется к положительному полюсу элемента или аккумулятора. Шомпол служит катодом, а ствол — анодом. Если на поверхности канала ствола имеются том-
106
Рис. 46. Чертёж станка для электрохимического размеднения винтовок и пулемётных стволов на 10 гнёзд
пак, медь, латунь или цинк, то они под влиянием электрического тока растворяются, отчего раствор становится зелёным, сталь же совершенно не растворяется, и вообще её поверхность при этом совершенно не изменяется. На шомполе выделяются пузырьки водорода.
Когда весь томпак, а также медь, цинк и латунь растворятся, прохождение электрического тока прекращается, и размеднение заканчивается.
Для размеднения одного сильно омеднённого ствола нужно затратить окол 3 ампер-минут, или 0,05 а/ч. Поэтому элемента типа № 3 В ёмкостью 20 а/ч хватит на размеднение 400 стволов. Элементом или аккумулятором с большей или меньшей ёмкостью можно размеднить пропорционально большее или меньшее количество винтовочных или пулемётных стволов.
Станок для размеднения десяти винтовочных или пулемётных стволов (см. рис. 46) состоит из фанерного листа 1 размером 780X785 мм, на котором гвоздями укреплены: деревянный брусок 3 сечением 40x45 лш и рейка 2 сечением 20X50 мм. На наружной стороне бруска 3 прикрепляется железная контактная полоса
107
(шинка) 5 с клеммой 10. Рейка 2 имеет с внутренней стороны железную полосу 4 с десятью отверстиями для гвоздей. Гвозди проходят насквозь рейку 2 и торчат из неё на 35 мм\ они немного загнуты кверху. Шляпками гвозди прочно соприкасаются с железной полосой 4, к которой прикрепляется клемма 11. С боков фанерного листа прикрепляются деревянные планки 7 и 8, поддерживающие нижнюю полку 9. На нижней полке 9 устанавливается и прибивается лист кровельного железа 12 с загнутыми краями. Железный лист 12 соединяется проводом 13 с железной шинкой 5. Слева к листу 1 и планке 7 прикрепляется полочка 6 для элемента.
Положительный электрод элемента или аккумулятора присоединяется посредством провода и клеммы 10 к анодной шинке 5. Отрицательный электрод элемента или аккумулятора присоединяется к клемме 11. Винтовки устанавливаются затыльником на подставку 16 с разделительными планками 17.
Все деревянные детали должны быть сделаны из сухого дерева и окрашены.
Металлические части должны быть свободны от покрытий, ржавчины и окалины, хорошо вычищены наждачной бумагой и протёрты.
Наилучшим контрольным прибором, который показывает, как протекает размеднение, и определяет его окончание, является миллиамперметр. Миллиамперметр должен иметь шкалу на 5Ü0 ма\ миллиамперметр включается в цепь лучше всего между элементом и клеммой 11 (см. рис. 46) (миллиамперметр и присоединение его показаны пунктиром).
Количество жидкости для наполнения ствола определяется заранее; оно зависит от длины ствсла, размера пробки и толщины нитки. Жидкость заливают в закупоренный со стороны патронника ствол и затем, держа тряпкой или паклей винтовку у дула правой рукой, постепенно вводят шомпол в ствол до нужной глубины, оставив торчать его на 3—4 см над дульным срезом. Собрав на тряпку избыток раствора и придерживая левой рукой шомпол, переносят винтовку к станку для размеднения, затем надевают шомпол отверстием на гвоздь станка и прислоняют винтовку стволом к железной планке (как это показано на рис. 46).
С пулемётными стволами поступают так же, но це прислоняют их, а ставят на железный лист 12 полки 9.
В таком положении стволы выдерживают 20—40 минут, в зависимости от состояния канала ствола и его омеднения. Для полного удаления томпака из новых стволов требуется не более 20 минут; старые, с большим количеством раковин и сыпью, а также многостреляные стволы должны размедняться не менее 40 минут.
Нужно следить, чтобы все контакты были чисты, чтобы на них не было ржавчины, пыли, песка, раствора и т. п.; особенное внимание следует обратить на чистоту отверстия в шомполе и на чистоту гвоздей. Перед включением проверить, не соприкасается ли шомпол со стенкой ствола — при качании шомпол не должен стучать по металлу. Винтовки и пулемётные стволы следует приключать к станку
108
поочерёдно, тогда размеднение идёт быстро и элемент дольше будет служить.
Если станок имеет миллиамперметр, то вначале стрелка резко отклонится вправо, а затем постепенно будет возвращаться обратно и, когда размеднение закончится, остановится почти на нуле. При включении нового ствола стрелка каждый раз будет отклоняться и постепенно возвращаться обратно. Если размедняется несколько стволов, то, чтобы определить, размеднился тот или иной ствол, нужно его отключить, наблюдая за стрелкой: если стрелка при включении и отключении не отклоняется, то размеднение этого ствола окончено. Конец размеднения без миллиамперметра точно определить невозможно; в этом случае его определяют по времени. По окончании размеднения отнимают ствол от железной контактной полоски (шинки) 5, а пулемётный ствол, приподняв, убирают с листа 12; снимают шомпол с гвоздя, вынимают его из ствола и выливают раствор в раковину или сосуд с водой. Длинным мастичным шомполом выбивают пробку из казённой части и приступают к чистке канала ствола.
Канал ствола чистят содовым раствором.
После размеднения, чистки и смазки канала ствола следует протереть и смазать все другие части винтовки из пулемёта по общим правилам.
При пользовании раствором IV нужно следить за чистотой рабочего места, немедленно удаляя случайно пролитый раствор мокрой тряпкой; смоченные раствором тряпочки и паклю бросать в ведро или цинковую коробку с водой. Не наливать раствор в большие открытые сосуды (цинковые коробки, ведра и т. п.); проветривать помещение во время чистки.
Ссадины, заусеницы у ногтей, ранки и т. п. следует оберегать от попадания в них раствора. Если на лице есть прыщи или кожа раздражена от бритья, то перед чисткой необходимо смазать поражённое место вазелином. Руки перед чисткой смазать вазелином или ружейной смазкой. При длительной работе нужно на руки надевать резиновые перчатки. После окончания работы лицо и руки необходимо вымыть тёплой водой с мылом.
Электрохимические способы удаления томпака, латуни и цинка из каналов стволов стрелкового оружия пока ещё не нашли применения в армии.
X. ОМЕДНЕНИЕ ОРУДИЙНЫХ СТВОЛОВ
В орудийном стволе при выстреле происходят сложные физикохимические явления, которые в той или иной мере вызывают разрушение поверхности канала ствола или способствуют этому разрушению и сопровождаются отложением на поверхности металлического и порохового нагара. .
Для более полного представления об омеднении необходимо вкратце познакомиться с явлениями износа поверхности каналов, орудийных стволов.
В стволе при выстреле происходит механическое истирание поверхности, образование поверхностных трещин, закалка поверхности и изменение микроструктуры поверхностного слоя, вымывание металла вследствие эрозии, а также может происходить химическое взаимодействие пороховых газов с металлом; в стволе на поверхности канала наблюдается отложение меди, вымываемой прорывающимися газами с медного ведущего пояска.
Механическое истирание поверхности каналов орудийных стволов производится ведущим пояском и центрующим утолщением снаряда и наблюдается по всему каналу, но в различной степени. В начале Haipeso® оно бывает более сильным; по направлению к дульному срезу износ постепенно уменьшается, а у дульного среза поля нарезов в сильно изношенных орудийных стволах обычно изнашиваются сильнее; в дульной же части винтовочных и пулемётных стволов часто наблюдается почти полное сглаживание нарезов.
Разгар канала орудийного ствола начинается с образования на поверхности металла сетки трещин.
Наиболее резко выраженная сетка трещин бывает на участке канала от начала нарезов до места наибольшего давления газов; по направлению к дулу сетка трещин становится менее резко выраженной и у дула часто сетки трещин вообще нет. В наиболее сильной степени подвергается разрушению поверхность металла в начале нарезной части. В более слабой форме сетка трещин наблюдается в каморе; если камора при выстреле защищена гильзой, то трещины образуются только в передней её части.
В начале нарезов сетка трещин часто приводит к выкрашиванию частиц металла, а также к местным выколам полей.
ПО
На рис. 47 показана поверхность канала ствола орудия на участке у начала нарезов с сильно выраженной сеткой трещин.
Образование сетки трещин обычно сопровождается изменением микроструктуры поверхностного слоя металла вследствие образования так называемой «корочки разгара». Исследования показали, что корочка разгара имеет мартенситно-аустенитную структуру, харак¬
111
теризующую закалённую сталь. Закалка поверхностного слоя металла в канале ствола получается вследствие сильного нагревания металла пороховыми газами и последующего быстрого его охлаждения массой металла.
На рис. 48 показан микроснимок канала орудийного ствола в месте сильного разгара. Видны глубокие трещины и корочка разгара (более светлая структура). Корочка находится обычно только на поверхности канала; по стенкам глубоких трещин корочки разгара не образуется.
Рис. 48. Трещины в нарезе канала ствола артиллерийского орудия („корочка разгара“). Ув. х обо
Трещины могут быть очень глубокими; глубина их может достигать нескольких миллиметров, а в углах нарезов они иногда становятся настолько глубокими, что почти смыкаются, и тогда поле нареза, испытывая на себе давление ведущего пояска, ломается у основания; происходит так называемый выкол полей.
Образование сетки трещин и поверхностная закалка металла в канале ствола происходят .вследствие сильного термического (теплового) воздействия пороховых газов на металл. Температура горения пороха зависит от его силы и состава и может быть от 2200 до 2900° С. Пироксилиновые пороха развивают в канале ствола при горении более низкую температуру, а нитроглицериновые пороха более высокую, но в обоих случаях температура пороховых газов достаточно высока для того, чтобы нагреть поверхность канала •ствола до температуры, при которой происходит структурное изменение металла — закалка. Однако сильный нагрев металла может
112
произойти только в том случае, если пороховые газы движутся относительно металла с большой скоростью.
Движение газов в стволе относительно поверхности металла в основном может быть трёх видов:
а) вследствие расширения газов и проталкивания снаряда вдоль канала — поступательное движение;
б) вследствие образования газовых вихрей — турбулентное движение;
в) вследствие прорыва газов в щели и неплотности между стенкой канала, с одной стороны, и ведущим пояском или стенкой снаряда — с другой.
Теплопередача от газа к металлу в очень сильной степени зависит от скорости движения газов относительно поверхности металла. Наибольшие скорости и наилучшая теплопередача происходят при прорыве газов между стенкой канала и снарядом; большие скорости газа имеют место при образовании вихрей, и значительно меньшие скорости развиваются при движении пороховых газов вдоль ствола при проталкивании снаряда.
Поэтому сетка трещин и корочка разгара всегда наблюдаются только в тех местах, где имеет место прорыв газов или образуются сильные газовые завихрения.
В местах прорыва газов скорости настолько велики и теплопередача настолько совершенна, что металл нагревается до очень высокой температуры, вследствие чего может произойти его окисление и происходит механическое вымывание; такой вид износа принято называть разрушением от эрозии.
В местах, подвергавшихся наиболее сильной эрозии, в большинстве случаев можно наблюдать тонкий, слой шлакообразных окислов металла.
В результате взаимодействия медного ведущего пояска со стенками канала ствола и пороховыми газами на поверхности канала отлагается медь. Медь откладывается в канале ствола неравномерно, образуя следующие зоны омеднения (рис. 49).
Зона I — часть ствола в самом начале нарезов, где почти отсутствует медь; поверхность канала здесь имеет наибольший разгар и сильно развитую сетку трещин.
Зона II — наибольшего омеднения; она начинается примерно от зоны сильного разгара и распространяется до гА—¥г длины ствола; здесь медь ложится корольками или сплошным слоем в нарезах, в углах нарезов и на полях (рис. 50); в большинстве случаев медь в этой зоне заполняет трещины разгара и очень прочно держится на поверхности канала (рис. 51). Толщина слоя меди в зоне II бывает различна: от 0,02 до 0,4 мм\ наибольшее количество меди обычно откладывается за сечением максимального давления, несколько ближе к дулу. В нарезах толщина слоя меди примерно в 2 раза больше, чем по подям.
Зона III — малого омеднения — находится в дульной половине ствола; здесь медь обычно лежит тонким слоем по полям и в нарезах; иногда встречаются отдельные корольки в углах нарезов у боевой грани.
8 Коррозия оружия и боеприпасов
113
В зависимости от толщины слоя меди в зоне II, стволы артиллерийских орудий можно условно разделить на мало омедняющиеся, средне омедняющиеся и сильно омедняющиеся.
В стволах орудий артиллерии средней мощности обычно откладывается почти чистая медь (97% Си); примеси состоят обычно из железа (до 1%) и порохового нагара.
Рис. 50. Вид поверхности в зоне II сильно омеднённого ствола 45-мм противотанковой пушки
В стволах орудий большой мощности, например морской артиллерии, кроме меди, откладывается сталь, которая выносится из зоны наибольшего разгара. Так, в стволе 305-лш морской пушки были обнаружены остатки, в которых на 58,8 части железа содержалось только 9,2 части меди.
114
8*
Рис. 51, Поверхность омеднённого ствола орудия в разрезе; медь проникла в трещины. Ув. х 150
Количество меди, отлагающейся в стволе, до некоторой степени зависит от числа сделанных выстрелов, однако в каждом стволе »отлагается приблизительно одинаковое количество меди; если факторы, влияющие на омеднение, остаются одними и теми же, то для данного ствола имеется определённый максимум омеднения.
Небольшое омеднение, которое наблюдается в пушках со скреплёнными стволами, гаубицах и мортирах, практически не влияет на ;работу артиллерийских орудий, т. е. на балистику, кучность боя и на живучесть ствола.
Сильное же омеднение оказывает большое влияние на работу артиллерийского орудия, ухудшая кучность боя. Так, при стрельбах из 76-мм пушек кучность при достижении определённой степени омеднения падала до Vs табличной, а после размеднения этих стволов вновь восстанавливалась и превышала табличную.
Падение кучности из-за омеднения является следствием срезания пояска при прохождении снаряда по каналу, в результате чего снаряд не приобретает необходимой скорости вращения и летит по траектории неправильно.
Полное или частичное срезание пояска является следствием уменьшения глубины нарезов в зоне II и забивания углов нарезов медью, отчего сильно возрастает удельное давление боевой грани на поясок.
После размеднения сильно омеднённого ствола кучность боя значительно улучшается, так как работа пояска становится нормальной, однако при последующей стрельбе, если не применяются специальные размедняющие добавки в заряд, канал снова очень быстро омедняется, и кучность снова падает. В некоторых орудиях после размеднения ствола при последующей стрельбе уже через 50 выстрелов омеднение полностью восстанавливается как в количественном отношении (количество меди на' ствол), так и в отношении толщины слоя. Поэтому для восстановления кучности, пониженной из-за омеднения, применять химическое или электрохимическое размедне- ние бесполезно.
При очень сильном омеднении возможны разрывы ствола, что наблюдалось ещё в 1904 г. на Дальнем Востоке при стрельбе из пушек системы Кане.
На балистические данные ствола даже сильное омеднение оказывает очень небольшое влияние: после размеднения иногда отме- чается падение Рмакс* на 2—3% и уменьшение V0 на 0,5%.
Во время первой мировой войны были выдвинуты теоретические предположения, которые базировались на том, что медь, отлагаясь слоем на поверхности канала, защищает его от разгара' и вымывания (эрозионного разрушения). Эти предположения, однако, при последующих испытаниях не подтвердились, и они, безусловно, неправильны; омеднение действительно защищало бы поверхность канала от износа, если бы слой меди откладывался в зоне I, где наблюдаются наибольший разгар и сильный износ полей и нарезов, а на практике именно в этой зоне канал не омедняется.
На коррозию канала омеднение должно влиять неблагоприятно, так как медь в присутствии электролитов образует со сталью
116
гальваническую пару, причём сталь должна сильно корродировать; кроме того, под омеднением задерживаются нагар и вода, которые, образуя электролит, могут вызвать коррозию стали.
Однако при хорошем уходе за стволом и своевременной чистке и при правильной смазке омеднение ствола не оказывает заметного влияния на коррозию.
Перенесение меди с медного ведущего пояска снаряда на стенки канала ствола происходит во время выстрела в разных зонах по различным причинам, поэтому омеднение в канале и распределяется неравномерно.
Можно следующим образом представить себе механизм омеднения канала ствола артиллерийского орудия.
В зоне I (см. рис. 49) происходит прорыв пороховых газов между пояском и стенкой; газы оплавляют поверхностный слой ведущего пояска, отрывая от него частицы меди, и вместе с частицами меди, которые механически отрываются от пояска при его врезании, уносят их вперёд и откладывают на стенках канала в зоне II, а иногда и на корпусе снаряда.
Здесь происходит процесс «шоопирования» медью, т. е. нанесение меди разбрызгиванием. В зоне II медь накапливается, и если бы не было уноса меди пояском и центрующим утолщением, то в зоне И с увеличением количества выстрелов слой меди всё возрастал бы.
Медь, отложившаяся в зоне II, уминается и частично уносится движущимся по каналу снарядом. Толщина слоя меди, остающейся на поверхности канала, зависит от упругой деформации ствола и снаряда во время выстрела, причём в нарезах толщина омеднения в зоне II должна быть равна полусумме этих деформаций. На полях нарезов толщина слоя меди также зависит от упругой деформации ствола и, повидимому, равна величине зазора между центрующим утолщением и стенкой канала во время выстрела.
В зоне III медь откладывается в результате непосредственного трения пояска о поля и донья нарезов; здесь омеднение зависит главным образом от шероховатости канала, т. е. от качества его полировки и от разгара. Усиленное омеднение показывает, что данный ствол имеет во время выстрела большую величину упругой деформации. Скреплённые стволы и моноблоки поэтому омедняются меньше, чем свободные трубы и свободные лейнеры. Толщина слоя меди в последних больше, чем в первых, примерно на величину зазора между трубой или лейнером и кожухом. Чем больше зазор между лейнером и кожухом, тем больше должна быть толщина слоя меди. Это подтверждено большим числом наблюдений и опытов.
Качество обработки поверхности канала должно оказывать некоторое влияние на омеднение; считают, что чем хуже обработан канал ствола, тем сильнее он омедняется. Действительно, к поверхности канала ствола, отполированной до зеркального блеска, медь должна приставать меньше, чем к шлифованной поверхности с рисками от наждака. Однако влияние первоначальной обработки поверхности канала на его омедняемость нельзя переоценивать, так
117
как к моменту, когда омеднение в зоне II действительно становится значительным, под отложившейся медью наблюдается сильный разгар и от первоначальной обработки не остаётся и следа.
Правильнее будет считать, что отделка поверхности канала влияет на омеднение только в зоне III, т. е. там, где толщина слоя меди мала и где медь наносится путём трения пояска о поверхность канала. В зоне наибольшего разгара, где поверхность канала наименее ровна и покрыта трещинами, омеднения не наблюдается, так как медь, даже если она здесь и отложилась, уносится отсюда пороховыми газами и отлагается в зоне II.
Медный ведущий поясок является тем объектом, с которого во время выстрела медь переносится на поверхность канала; поэтому качество и конструкция ведущего пояска должны влиять на омед- няемость канала. Однако до сего времени определённых закономерностей в этом направлении не установлено.
Изменение в составе металла ведущего пояска оказывает некоторое влияние на омеднение; при стрельбе из 76-мм дивизионной пушки снарядами с поясками из красной меди в стволе отложилось меди на 12% больше, чем при стрельбе снарядами с поясками из никелистой меди. При стрельбе снарядами с железными ведущими поясками в зоне II также наблюдается отложение металла, которое сопровождается сужением канала и может быть названо «остале- нием». Судя по обмерам канала, при одних и тех же условиях стрельбы снарядами с железными и медными поясками железа откладывается меньше, чем меди.
Чем лучше обтюрация, тем меньше омеднение, поэтому всё, что улучшает обтюрацию, должно снижать омеднение. Чем выше температура плавления металла, из которого изготовлен ведущий поясок, и чем ниже температура плавления сплава, отлагающегося на поверхности канала, тем меньше должно быть омеднение.
Удельное давление боевой грани на поясок оказывает влияние на омеднение ствола, и омеднение, в свою очередь, влияет на удельное давление, приводя, в случае образования толстого слоя меди в нарезах и забитых углов нарезов у боевой грани полей, к срезанию пояска или уширению отпечатков от полей на нём, т. е. к неправильному функционированию пояска и к понижению кучности.
Температура горения пороха оказывает влияние на омеднение: чем «горячее» порох, тем больше омеднение. При стрельбе (без раз- меднителя) нитроглицериновым порохом в лейнере 76-мм зенитной пушки отлагалось меди почти в два раза больше, чем при стрельбе пироксилиновым порохом. В этом случае количество отложившейся меди было обратно пропорционально живучести лейнера, как правило, пониженной при стрельбе нитроглицериновым порохом.
Артиллерийские орудия с большими давлениями, а следовательно, и с большими начальными скоростями (пушки) омедняются сильнее, чем орудия с низким давлением и малой начальной скоростью (гаубицы и мортиры). Омеднение тесно связано с живучестью ствола; сильное омеднение является признаком малой живучести ствола. Замечено, что появление сильного омеднения при первых выстрелах
118
обычно сопровождается появлением более развитой и резко выраженной сетки разгара.
Ещё во время мировой войны 1914—1918 гг. было известно, что при введении в заряд оловянно-свинцового сплава уменьшается омеднение стволов артиллерийских орудий. В широком масштабе впервые это средство было использовано во французской армии, где его применяли для размеднения уже омеднённых стволов и с профилактической целью. До второй мировой войны добавление оловянно-свинцовой фольги в заряды различных калибров производилось в армиях почти всех стран, кроме Германии, где, как и в СССР, для этой цели применялся свинец.
Для размеднения применялась фольга толщиной 0,05 мм или пластинки толщиной около 0,3 мм, а также проволока различного размера и веса; фольга и пластинки изготовлялись из сплава: 60—63% олова и 40—37% свинца.
Во Франции фольга зашивалась в асбестовую материю и помешалась в заряд или привязывалась к обтюрирующей крышке. В заряды орудий калибра выше 90 мм и особенно с раздельным заряжанием помещали пластинки сплава толщиной 0,3 мм. При пластинчатом и трубчатом порохе они вводились в заряд и тогда имели ширину 10 мм, укладывались они в пучки пороха вдоль гильзы. При наличии переменного заряда сплав прикреплялся к основному пакету, к крышке, закрывающей гильзу, или припаивался к дну снаряда (французская инструкция).
Размедняющее действие сплава заключается, повидимому, в следующем: во время горения порохового заряда оловянно-свинцовый сплав плавится (при 187° G) и образует с медью легкоплавкий сплав, который уносится пороховыми газами и:? канала ствола после вылета снаряда. Та часть пороховых газов, которая прорывается между пояском и стенкой канала, в случае присутствия в них паров или мелких капель олова и свинца, также производит размеднение, так как вымывает образующиеся медно-оловянные и медно-свинцовые сплавы.
По французской инструкции, для размеднения сильно омеднённых стволов рекомендовалось сделать несколько выстрелов беглым огнём без сплава, а затем 20 выстрелов с двойным количеством сплава. Этот метод действительно приводит к размеднению, но его можно применять только в боевых условиях и на полигонах.
С целью экономии дефицитного олова, вместо оловянно-свинцового сплава применяют чистый свинец в виде проволоки диаметром 1 —1,5 мм. Эффект при этом получается такой же, как и при применении сплава, однако, вследствие более высокой температуры плавления свинца (+327° С), а также образования с медью более высокоплавких свинцово-медных сплавов, более полное размеднение при стрельбе со свинцом наблюдается после разогревания ствола. Для получения одинакового размедняющего эффекта свинца надо добавлять немного больше, чем оловянно-свинцового сплава (примерно на 30%).
Свинцовую проволоку укладывают в гильзу в виде моточка на слой пороха или прикрепляют к основному заряду при раздельном
119
или раздельно-гильзовом заряжании. Для устранения омеднения добавляют к заряду свинцовую проволоку в количестве 0,75—1,5% веса заряда, причём в заряды гаубиц меньшее количество, в заряды пушек обычной мощности около 1%, а в заряды мощных пушек, с большими начальными скоростями, 1,5%. Для орудий с коротким стволом следует применять проволоку потоньше, например толщиной 1 мм, а для орудий с длинным стволом (более 40 клб) и для мощных орудий проволоку толщиной 1,5 мм; у нас применяют проволоку толщиной 1,5 мм для орудий всех типов.
Делались попытки введения оловянно-свинцового сплава и свинца в канавки, выточенные в ведущем пояске (пояски с автосмазкой), однако положительного эффекта это не дало; омеднение не уменьшалось, а поясок ослаблялся и при некотором износе полей нарезов происходило его срезание.
Размедняющими свойствами обладают также просальники Кри- воногова. Просальники действуют на омеднение двояко: они дополнительно герметизируют заснарядное пространство и, таким образом, предохраняют канал от омеднения обрызгиванием; кроме того, оци содержат в своём составе сурик, который может восстанавливаться пороховыми газами до свинца и действовать на уже отложившуюся медь.
Уменьшают омеднение также всякого рода герметизаторы: они именно предохраняют от омеднения, так как, улучшая герметичность заснарядного пространства, не дают пороховым газам прорываться между поиском и стенкой канала ствола.
При стрельбе из артиллерийских орудий крупных калибров с раздельным заряжанием, при методическом темпе огня, можно значительно уменьшить омеднение, если перед каждым выстрелом в зоне I (у начала нарезной части) и в зоне II, хотя бы на 1 JK в глубь ствола, смазывать канал обычной пушечной смазкой. Даже в тех случаях, когда накладывается тонкий слой смазки, значительно снижается омеднение и увеличивается живучесть ствола.
Действие смазки в данном случае, повидимому, также основано на герметизации. Некоторое значение имеет также уменьшение трения пояска о стенки канала, однако при тех давлениях, которые! развиваются в канале ствола, смазка должна полностью выжиматься и поясок должен работать всухую.
Применение размеднителей из свинцовой проволоки и изготовление стволов-моноблоков свели омеднение орудий нашей артиллерии до минимума; случаев сильного омеднения во время войны не было отмечено, а обычное омеднение не оказывает влияния на меткость и другие качества нашей артиллерии.
XI. РАЗМЕДНЕНИЕ КАНАЛОВ ОРУДИЙНЫХ
СТВОЛОВ
Удаление меди из омеднившихся орудийных стволов необходима бывает произвести в следующих случаях:
1) после заводских стрельб, перед окончательной приёмкой, ствола военпредом;
2) при капитальном ремонте артиллерийских орудий;
3) в ремонтных базах при ремонте орудий после большого количества выстрелов, если стволы омеднены;
4) на полигонах при выполнении научно-исследовательских и- опытных работ, перед обмерами канала ствола, особенно при установлении изменений размеров канала;
5) во всех случаях, когда путём осмотра канала надо определить его износ или повреждение;
6) при потере кучности боя ствола, если замечается сильное омеднение, а произвести удаление меди стрельбой с добавкой в заряд фольги или свинца не представляется возможным;
7) при постановке орудия на долговременное хранение.
Испытание различных способов размеднения показало, что большинство из них, в том числе все механические способы, имеют такие недостатки, что применять их нельзя. Можно рекомендовать только, химический способ Богорада и Лобанова, электрохимический способ завода № 8 и электрохимический способ АНИОП, разработанный автором этого труда.
Химический способ имеет преимущество перед электрохимическим, так как он не требует электрического оборудования, позволяет производить размеднение (при температурах выше +10° С) в любом месте и даёт возможность произвести определение количества меди, отложившейся в стволе. Он имеет следующие недостатки: сравнительная дефицитность реактивов, низкий процент их использования, длительность процесса размеднения, ядовитость растворов и разрушающее действие раствора на ткани, кожу и другие органические- материалы.
Электрохимические способы дёшевы и для их выполнения требуется меньше материалов; они менее вредны и значительно- быстрее размедняют, чем все химические способы. Но при их при¬
121
менении необходимы источники постоянного тока низкого напряжения (6—12 в), поэтому применение их ограничивается специальными установками на заводах, складах и при ремонтных мастерских.
Всё же на заводах и при крупных мастерских нужно рекомендовать применение электрохимических способов как более рентабельных; химический же способ применять только тогда, когда встречается необходимость в определении количества меди, т. е. при выполнении научно-исследовательских работ на полигонах; его можно также применять там, где нет источников постоянного тока и другого оборудования, но необходимо полностью размеднить ствол.
Химический способ размеднения состоит в следующем.
После удаления смазки путём промывания ствола бензином или жеросином с многократным «пробиванием» деревянной пробкой с навёрнутой на неё ветошью, туго входящей в канал и полностью заполняющей нарезы, канал ствола подвергают обезжириванию кашицей из венской извести и воды (не йутать с хлорной известью); для этого протирают его несколько раз щетинным или чистым льня- гным банником, пропитанным известковой кашицей, и промывают водой.
Промытый ствол закупоривают со стороны каморы (или дула) Деревянной пробкой. Стволу придают угол возвышения и наливают в него раствор I следующего состава.
Вода 100 л
Хромовый а н гидр и1 д 30—35 кг
Сернокислый аммоний технический ... 10 кг
Для уменьшения количества заливаемого в ствол раствора (особенно при размеднении орудий больших калибров) рекомендуется вставлять в канал закупоренную с обеих сторон железную трубу. Диаметр трубы должен быть на 3—4 см меньше диаметра канала; чтобы не повредить канал при вставлении и вынимании трубы, ее надо в нескольких местах обмотать верёвкой или надеть на неё деревянные обручи такого размера, чтобы жидкость между вставленной трубой и стенкой канала ствола могла свободно проходить.
По окончании размеднения осторожно выливают раствор из ствола, поднимая или опуская его подъёмным механизмом. Затем, удалив предохранительную смазку и не выбивая пробку, в ствол наливают холодной воды и прочищают его банником; воду выливают, прополаскивают ствол ещё раз холодной водой, а затем наливают в него горячую воду, чтобы дать стволу прогреться.
Вылив горячую воду, выбивают пробку и промывают ствол ещё раз горячей водой. Пробивают ствол несколько раз деревянной пробкой с намотанной на неё сухой и чистой ветошью. Затем дают стволу окончательно высохнуть, придав ему наибольший угол возвышения и оставив на полчаса с открытым затвором.
Если в канале останется нагар, то его удаляют, пробанивая наждаком с водой (но не с маслом и не с керосином), после чего опять тщательно промывают водой и просушивают.
122
Совершенно сухой канал смазывают пушечной смазкой. Наружные части обтирают мокрой ветошью, затем сухой и смазывают их, как обычно.
Для удаления пятен, которые могут получиться на руках от работы с размедняющим раствором, если они не смываются обычным путём, горячей водой с мылом, можно применять один из следующих составов.
Состав А Состав Б
1. Вода 2 части 1. Вода 1л
2. Соляная кислота ... 1 „ 2. Соль Мора 200 г
3. Денатурат 1 „ 3. Серная кислота 20 „
Применять эти составы для смывания пятен с частей орудий запрещается.
Все работы по размеднению следует производить в резиновых перчатках, сапогах и фартуках. Глаза должны быть защищены предохранительными очками.
Раствор приготовляют, растворяя реактивы в воде при нормальной температуре.
Сосуды из кровельного железа и белой жести для хранения готового раствора непригодны, так как они быстро разрушаются у дна и по уровню жидкости. Лучше применять стеклянные бутыли или освинцованные железные баки.
Свежеприготовленный раствор I энергично растворяет медь и цинк; по мере насыщения медью скорость растворения меди в нём быстро снижается: 1 л раствора I может растворить не более 35 г меди; однако использовать раствор можно только до тех пор, пока содержание меди в нём не превышает 15 г/л, так как при большем содержании меди скорость раствора меди сильно понижается. При размеднении стволов артиллерийских орудий среднего калибра один и тот же раствор можно применять 4—5 раз, удлиняя по мере насыщения раствора медью время выдерживания его в стволе. Свежеприготовленный раствор полностью растворяет медь в сильно омеднённом стволе за 6—8 часов; раствор, залитый второй раз, приходится оставлять в стволе на 10—12 часов, третий раз — на 15—20 часов, четвёртый раз — на 24 часа и, наконец, пятый раз — на 36 часов. Если меди в стволе мало, например после десяти контрольных выстрелов, то раствор I может быть использован 10—15 раз. Свежеприготовленный раствор I прозрачен и имеет красновато-коричневый цвет, а раствор, содержащий медь, имеет тёмнобурый цвет.
Раствор I обычно на сталь не действует, так как пассивирует её. Если вследствие небрежности при составлении раствора или из-за испарения воды содержание в нём сернокислого аммония будет превышать 110 г/л, то такой раствор уже становится коррозионноактивным и вызывает сильную коррозию стали с образованием раковин. Необходимо поэтому проверять коррозионную активность раствора I, выдерживая в нём в течение суток какой-либо отшлифованный наждачной бумагой кусочек стали.
Если коррозии стали за сутки не произойдёт, то раствор можно наливать в ствол; в противном случае раствор для размеднения не¬
123
пригоден, и его следует вылить в специально вырытую яму. Очень опасно попадание в раствор I поваренной соли, так как это тоже влечёт за собой сильнейшую коррозию стали. Иногда наблюдалась коррозия стали по уровню жидкости и в каплях, т. е. там, где происходит её испарение и увеличивается концентрация сернокислого аммония. Эти места следует перед заливкой смазывать пушечной или снарядной смазкой.
Для размеднения каналов стволов французской артиллерии во время первой мировой войны применялся аммиачный раствор, содержащий надсерноам- мониевую соль. Этот раствор, рекомендованный фирмой Шнейдер, имеет ряд недостатков, которые были рассмотрены в главе IX.
Для размеднения артиллерийских орудий применять его не следует, хотя бы из-за дефицитности надсерно- аммониевой соли.
У нас для размеднения была ещё предложена смазка Павловского, состоящая из 58,7% водного раствора аммиака (25%), 40% олеиновой кислоты, 1% двухромовокалиевой соли (хромпика) и 0,3% серной кислоты.
Опыт показал, что смазка Павловского для размеднения непригодна, так как почти совсем не растворяет медь.
Электрохимические методы размеднения
основаны на анодном растворении меди в растворах, в которых железо анодно не растворяется. Схема электрохимического размеднения показана на рис. 52. В закупоренный канал ствола вставляют электрически изолированный от ствола железный стержень (или трубу) и наливают раствор, который служит электролитом. Ствол 1 присоединяют к плюсу источника постоянного электрического тока 6, а железный стержень 3 к минусу. В цепь должны быть включены амперметр 5 и реостат 4. На анодё-, которым является ствол, начинает растворяться медь; на тех местах,
124
Рис. 52. Схема электрохимического размеднения орудийного ствола
где меди нет, выделяется кислород; на катоде 3 выделяется водород и, частично, растворившаяся медь.
Успех электрохимического размеднения зависит от правильного выбора электролита и электрического режима.
Количество меди, растворяющейся в единицу времени, пропорционально силе тока, протекающего в цепи, что можно, согласно закону Фарадея, представить в виде следующего выражения:
A = rl-Klt,
где А — количество меди, растворившейся за время t при силе тока / и «выходе по току» т). Коэфициент К, называющийся электрохимическим эквивалентом, — величина постоянная, он измеряется в граммах на ампер-час. Для меди в аммиачном растворе К = 1,188 г/а-ч.
Величина тр выход по току, зависит от условий растворения и характеризует в данном случае ту часть тока, которая затрачивается на растворение меди. Остальная часть тока затрачивается на побочные анодные реакции, в данном случае на выделение кислорода.
Так, например, если в продолжение двух часов через ствол протекал электрический ток силой 5 а, то при стопроцентном выходе по току (r\ = 1) с поверхности ствола в раствор перейдёт меди
Л= 1,188 X 5X2=11,88 г.
Но так как на полезную работу затрачивается не весь ток, то количество растворившейся меди будет меньше. С уменьшением площади, занятой медью, ■») тоже будет уменьшаться, так что в начале размеднения, когда поверхность канала, занятая омеднением, велика, выход по току тоже велик и т) близка к единице. По мере того как медь растворяется, выход по току уменьшается, и когда, наконец, вся медь растворится, t) становится равной нулю — весь ток затрачивается на бесполезную (для процесса размеднения) работу — разложение воды на водород и кислород.
Сила тока пропорциональна напряжению и обратно пропорциональна сопротивлению.
При электрохимическом размеднения выгодно иметь электролит с малым удельным сопротивлением, так как при тех же условиях размеднения и одном и том же подведенном напряжении сила тока будет тем больше, чем меньше удельное сопротивление электролита. Чем дальше отстоит катодная труба от стенки канала ствола и чем меньше поверхность канала, тем больше будет сопротивление.
Электролит, применяемый при электрохимическом размеднении орудийных стволов, не должен вызывать коррозии стали во время электролиза и при обычном соприкосновении; он должен сохраняться без разложения в обычной таре (баках, бутылях); не должен содержать сильно ядовитых веществ и должен быть безвредным при эксплоатации. В состав электролита не должно входить дефицитных и дорогих веществ.
125
В качестве электролита для электрохимического размеднения стволов артиллерийских орудий можно рекомендовать следующие
растворы:
Раствор II
Вода 100 л
Хромовый ангидрид . . . 50—70 кг Анодная плотность тока от 2 до 4 а/дм
Раствор III
Вода 100 л
Аммиак 25% 100
Едкий натр (технический
каустик) - 1,5 л^г
Анодная плотность тока от 1,5 до 2,6 а/дм?.
Анодная плотность тока Да^сть общая сила тока /, разделённая на площадь анода. При размеднении
д4 =
т. dl
а/дм'\
где d — калибр ствола в дм;
I — длина ствола в дм;
Едкий натр е раствор III добавляется для увеличения электропроводности аммиачного раствора и устранения его коррозионной активности по отношению к стали.
Недостатком раствора III является то, что он разрушает плёнку масляной краски. Оба электролита нельзя применять для элекро- химического размеднения хромированных стволов, так как хром, если он является анодом, растворяется в водных растворах едкой щёлочи и хромового ангидрида.
Для размеднения стволов орудий калибра 76 мм при напряжении 6 в и силе тока 60—70 а требуется 1 Уг—2 часа. При этом, если применяется раствор III, большая часть меди осаждается на катоде (центральном электроде, присоединенном к минусу) в виде рыхлой меди, а некоторая часть меди осаждается на катоде в виде плотного осадка.
Кроме того, на катоде происходит сильное выделение водорода, а на стенках канала ствола наблюдается сильное выделение кислорода, особенно в конце процесса размеднения, когда площадь омеднённых участков уменьшается.
После электрохимического размеднения чистку, промывку и смазку стволов производят так же, как и после химического размеднения.
Подготовка стволов для электрохимического размеднения несколько проще, так как производить обезжиривание венской известью нет необходимости. Канал ствола прекрасно обезжиривается в процессе размеднения.
В качестве источника тока следует применять динамомашину постоянного тока на 100—250 а с напряжением 6—12 в.
Электрохимические методы размеднения орудийных стволов применялись ещё в 1900 г. в английском флоте, причём электролитом служил раствор аммиака, частично нейтрализованный уксусной кислотой. Электролит обладал плохой электропроводностью, и для размеднения требовалось напряжение от 25 до 50 б. За 10 часов при силе тока 75 а морские орудия калибра 120 мм полностью размеднялись, причём было замечено, что часть меди удалялась в виде блёсток.
XII. КОРРОЗИЯ БОЕПРИПАСОВ
Снаряды и мины защищаются от атмосферной коррозии и от коррозии, появляющейся под действием взрывчатых веществ, которыми они снаряжаются.
Защита от атмосферной коррозии производится посредством окраски и лакировки наружных поверхностей и смазывания очка под взрыватель специальной снарядной смазкой. Во время войны окраска снарядов и мин у нас производилась на снаряжательных заводах после того, как снаряжение уже было произведено. На механических заводах окраска не производилась, за исключением центрующих утолщений и ведущих поясков, которые лакировались во время войны; корпуса для предохранения от ржавления при перевозке на снаряжательный завод на механическом заводе осаливали» т. е. смазывали пушечной смазкой или нефтесалом. Такой порядок нельзя было считать совершенным. С поступающих на снаряжательный завод корпусов смазка удалялась, и на снаряжение поступал корпус снаряда или мины, наружная поверхность которого не была защищена от коррозии. При снаряжении на незащищённую от коррозии поверхность попадали взрывчатые вещества (в виде пыли или потёков при заливке). Большая часть ВВ представляет собой весьма коррозионно-активные соли (аммиачная селитра и др.) и может вызвать быстрое развитие коррозии в процессе производства и несколько позже, если следы ВВ останутся под слоем краски или лака. При таком порядке окраски нельзя достичь надёжной защиты от коррозии наружных поверхностей снарядов и мин, даже окрашивая их хорошими красками. В настоящее время все корпуса снарядов на механическом заводе грунтуются, т. е. покрываются первым слоем краски. Окраска корпусов снарядов на механических заводах обеспечивает корпуса действительно надёжной защитой от коррозии и даёт возможность хранить снаряды и мины без перекраски в течение длительного времени. Центрующие утолщения снарядов и мин и ведущие пояски обычно не окрашивают, а покрывают лаком. Применяют шеллачные лаки и шеллачно-канифольные, которые вообще недостаточно влагоустойчивы и предохраняют от атмосферной коррозии только при кратковременном хранении. Применение этих лаков во время войны объяснялось наличием сырья (шеллака, канифоли и
127
•спирта) и быстротой высыхания. Допускалось применять эти лаки для покрытия центрующих утолщений, так как во время войны боеприпасы долго не хранятся.
Во время войны лаками покрывались не только центрующие утолщения, но и вся поверхность малокалиберных снарядов и мин. Для этой цели широко применялись шеллачные лаки, а также нитролаки ЛВС (ЛВС-10, ЛВС-11 и др.).
Для улучшения защитных свойств лаков, применяемых для •окраски наружных поверхностей артиллерийских снарядов и мин, в лаки вводится алюминиевая пудра. При добавлении в лаки алюминиевой пудры получаются алюминиевые эмали, обладающие значительно лучшими защитными свойствами, чем те же лаки без алюминиевой пудры. Алюминиевой нитроэмалью ДМС-А после окончания войны стали покрывать центрующие утолщения и ведущие пояски снарядов, а также окрашивать за 2 раза снаряды и мины калибра до 85 мм включительно.
Необходимо помнить, что недостаточно хорошая подготовка поверхности снарядов и мин перед окраской, плохое обезжиривание, ржавчина и следы от взрывчатых веществ, оставшиеся после снаряжения, значительно снижают качество покрытия. Вследствие образования неравномерной плёнки при нанесении плохо перемешанной алюминиевой эмали также получаются ненадёжные покрытия, не обеспечивающие длительное хранение боеприпасов.
Снаряды и мины крупных калибров окрашиваются масляной краской на натуральной олифе. Ввиду того что слой масляной краски долго сохнет, во время войны применялись краски ускоренной сушки, дающие плёнки пониженного качества. К таким краскам относятся, например, смеси пасты масляной серо дикой краски со спиртовым шеллачно-канифольным лаком, краски на тинктуре Кя 99 и др. Механическая прочность плёнки краски имеет большое значение, так как непрочная плёнка повреждается при перевозке снарядов и мин и при комплектации выстрелов на военных базах.
Сохранение снарядов и мин от коррозии в сильной степени зависит от укупорки и от условий хранения. Снаряды необходимо укупоривать в ящики из плотно подогнанных досок, покрытые олифой изнутри и окрашенные снаружи; хранить их нужно под навесами или под брезентами. При соблюдении этих условий ржавления не наблюдается в течение длительного срока.
Внутреннюю поверхность снарядов и мин покрывают лаком № 67. Этот лак наносят на поверхность камор снарядов пульверизатором или кистью. Лакировку камор производят на механических заводах, причём обеспечивается тщательная подготовка поверхности: не должно быть следов ржавчины, жиров, смазок и т. п. На большинстве заводов производят предварительную очистку камор пескоструйными аппаратами и продувку сухим горячим воздухом. На снаряжатель- ном заводе вторично покрывают каморы лаком № 67. В некоторых случаях наносят и третий слой лака. Лак № 67 достаточно хорошо защищает поверхность стали от воздействия ВВ, но только в том случае, если толщина слоя лака достаточна и если плёнка не повреждена. Большое значение имеет твёрдость плёнки. Если плёнка
128
не обладает достаточной твёрдостью, то она повреждается при шне- ковании и при заливке, а также обычно легче размягчается, вследствие чего ВВ может проникнуть к поверхности стали и вызвать коррозию.
Для лакировки камор снарядов применялись также шеллачный и шеллачно-канифольные лаки, однако они значительно более дефицитны.
Применение каких-либо других лаков, а также красок, для покрытия камор снарядов, мин, ручных гранат и других боеприпасов категорически запрещается.
Латунные гильзы обладают достаточной коррозионной устойчивостью; для предохранения от потускнения их пассивируют в растворах, содержащих хромовые соединения. До войны внутреннюю поверхность латунных гильз покрывали лаком 22-П.
Латунные гильзы обладают одним органическим недостатком: они имеют склонность к так называемому самопроизвольному растрескиванию (см. стр. 35). Несмотря на то, что латунные гильзы проходят отжиг и с них снимается большая часть внутренних напряжений, при длительном хранении они растрескиваются, вследствие чего иногда из строя выходит большое количество гильз или даже готовых выстрелов. Напряжения в гильзах возникают при их патронировании, от ударов, от образования вмятин и при их выправлении и т. п. Если в окружающей атмосфере имеется аммиак, то эти внутренние напряжения вызывают растрескивание латуни. Поэтому основное требование, Которое необходимо соблюдать при хранении латунных гильз или патронов, снабжённых латунными гильзами,—чистота воздуха, отсутствие вблизи складов уборных, конюшен, помойных ям и других мест, где происходят процессы гниения и выделяется аммиак. Само собой разумеется, что хранение в одном помещении с латунными гильзами (и другими латунными изделиями) аммиачных продуктов недопустимо. Надёжных способов защиты латунных гильз от самопроизвольного растрескивания пока не разработано, если не считать низкотемпературного отжига (280—300° С), который широко применяется в Англии и США, где для этой цели используются механизированные шахтные печи, а также печи других типов.
Обязательной операцией, завершающей технологический процесс изготовления латунных гильз, должен быть низкотемпературный отжиг. Желательно, чтобы низкотемпературный отжиг производился также при восстановлении стреляных латунных гильз после их пере- обжима и выправления.
Стальные гильзы имеются нескольких конструкций: цельнотянутые, свёртные, сварные и др. Они обязательно должны быть защищены от коррозии. Для защиты от коррозии применяют оцинкова- кие, латунирование, бондеризацию, лакировку и окраску. Наилучшую защиту дает оцинковка. Во время войны применяли также окраску наружной поверхности свёртных гильз нитроэмалью ДМС-А, а также покрытие цапон-лаком, который даёт совершенно недостаточную защиту и не может быть рекомендован. Фосфатирование (бондеризация) с целью защиты гильз от коррозии широко применялось в Германии.
9 Коррозия оружия и боеприпасов
129
Внутренняя поверхность стальных гильз обычно покрывается лаком № 67. Особенно опасна коррозия, которая может развиваться в швах и в пазах свёртных гильз, поэтому поддоны свёртных гильз обязательно оцинковываются.
Стальные гильзы в Германии для защиты от коррозии покрывались слоем латуни или бондеризировались. Латунирование не может обеспечить защиту стальных гильз от коррозии, так как латунное покрытие является по отношению к железу катодным и не только не защищает от коррозии, но способствует развитию коррозионных процессов. Чтобы компенсировать это, немцы очень хорошо укупоривали гильзы и заряды. В германской армии применялась также лакировка орудийных гильз, главным образом гильз малых калибров. Немецкие стальные гильзы для стрелкового оружия также покрывались лаками горячей сушки; плёнки этих лаков довольно хорошо защищали гильзы от коррозии, хотя ржавчину на них всё же можно было обнаружить очень часто.
Наши стальные гильзы для стрелкового оружия (изготовленные не из плакированного железа, а из голого металла) во время войны специально от коррозии ничем не защищались. Обычно на них оставляли слой технологического контактного омеднения, который никакой защиты от коррозии не даёт.
Стальные пули защищаются от коррозии посредством латунирования и оцинкования. Латунирование в этом случае оправдало себя, так как слой латуни не повреждается при монтаже пули и во время снаряжения; случаев массовой коррозии пуль со стальной латунированной оболочкой не было. С оцинкованных пуль при их монтаже в патронах с плакированной томпаком или омеднённой, а также с латунной гильзой, быстро сходила оцинковка. Цинк в этом случае являлся анодом сильного гальванического элемента, катодом которого служила медь или соответствующий медный сплав. Цинковое покрытие на пуле корродировало с образованием рыхлых окислов цинка, и пули теряли защиту от коррозии, лишались слоя цинка, который играет большую роль в качестве антифрикционного покрытия, уменьшающего износ канала ствола.
Капсюли для защиты от коррозии лакируют, для чего применяются шеллачные лаки различных концентраций.
Латунные оболочки патронных капсюлей-воспламенителей только лакируют. Медные оболочки трубочных капсюлей-воспламенителей, как правило, никелируют, но во время войны их покрывали только шеллачным лаком, после чего их нагревали до 100—140° С.
Оболочки капсюлей-детонаторов изготовляют главным образом из мельхиора и лакируют. Медные оболочки обычно лудят. Во время войны лужение медных оболочек было заменено лакировкой шеллачным лаком с применением горячей сушки.
XIII. ОЧИСТКА ОТ РЖАВЧИНЫ И ОТ ОКАЛИНЫ
В ремонтные органы поступают вооружение и боеприпасы, покрытые ржавчиной. Перед ремонтом продукты коррозии необходимо удалить.
Старые способы удаления ржавчины механическим путём при помощи всякого рода щёток, наждака или наждачного полотна имеют существенные недостатки. Они не гарантируют полного удаления ржавчины, особенно из пазов и вырезов; кроме того, при их выполнении изменяются первоначальные размеры и нарушается обработка поверхностей деталей, а главное, производительность труда при их применении бывает очень низкой. Тем не менее механические методы ещё широко применяются, особенно при удалении ржавчины с корпусов снарядов и мин в тех случаях, когда применение химических методов очень затруднено.
Химические методы удаления ржавчины не имеют таких недостатков, как механические, и широко применяются нашими ремонтными органами, ремонтирующими вооружение.
Для растворения ржавчины применяют разбавленные кислоты — серную и соляную, а иногда фосфорную. Для того чтобы эти кислоты не растворяли очень сильно основной металл, к ним добавляют ингибиторы (специальные присадки). Ингибиторами могут быть самые разнообразные продукты, в присутствии которых на поверхности металла образуется защитная плёнка, препятствующая выделению водорода и растворению железа. Присадок было предложено мнот В промышленности применялись присадки проф. Чуманова, присадка КС (сульфошлам) и др.; могут применяться клеи, клейстер, желатина, агар-агар, меласса, антраценовое масло, нафталин. Во время войны сотрудниками Московского Гос. Университета И. Н. Путиловой, В. П. Баранником и С. А. Балезиным были разработаны присадки «Уникод», которые являются органическими веществами, предохраняющими сталь от растворения и разъедания в крепких кислотах и в то же время не препятствующие полному удалению (растворению) ржавчины. В присутствии присадки «Уникод» скорость растворения железа в растворах серной, соляной и фосфорной кислот сильно уменьшается.
В соляной и в фосфорной кислотах действие ингибитора (присадки) несколько слабее, чем в серной кислоте. В растворах азотной кислоты, а также в присутствии азотной кислоты и других окисли-
$* 131
телей действие «Уникода» ослабевает. Присадка «Уникод» выпускается в виде жидкости марки МН-10 и в виде пасты и порошка иди таблеток (марки МН).
Удаление ржавчины с предметов вооружения травлением в кислотах с добавкой «Уникода» должно производиться по Инструкции по очистке оружия от ржавчины химическим путём.
Состав травильных занн приведён в табл. 14. Для снятия ржавчины с деталей, имеющих неполированные, сильно й средне поражённые коррозией поверхности и не требующих очень строгого сохранения размеров (более 0,01 мм), применяют ванны № 1—4. Для снятия ржавчины с полированных, не сильно поражённых ржавчиной поверхностей применяют ванны N? 5—8, причём полировка там, где она не пострадала, сохраняется. Для деталей, требующих очень строгого сохранения размеров (до 0,01 мм), рекомендуются ванны № 9—12.
Таблица 14
Рецепты ванн для травления
JMs ванны
Основа травильной ванны
Ипгибитор
«Уникод»
Для какой целя применяются
Вода в л
Серная кислота уд. веоа 1,84 в л
Соляная кислота уд.веоа 1,19 в л
МН-10 (жидкий) в л
МН в кг
1
850
150
1
Детали неполиро¬
2
850
150
—
—
1
ванные, сильно пор¬
3
750
—
250
1
—
жавевшие
4
750
—
250
—
1
5
900
100
5
Детали полирован¬
6
900
100
—
—
1
ные, не очень сильно
7
800
—
200
5
—
поржавевшие
8
800
*“*
200
—
1
9
950
50
20
Детали, требующие
10
950
50
—
—
20
сохранения точных
11
900
—
100
20
—
размеров и полиров¬
12
900
100
20
ки
В случае отсутствия серной или соляной кислоты указанных в табл. 14 концентраций и наличия разбавленных кислот их можно применять, произведя перерасчёт по табл. 15.
Растворы для травления приготовляются следующим образом. В отмеренное количество воды вливают ингибитор марки МН-10 и только после этого в смесь вливают при помешивании серную или соляную кислоту. Нельзя лить воду или экстракт в кислоту — это может привести к разбрызгиванию кислоты и к сильным ожогам.
132
Таблица 15
3 и м в п
нет 1 л
серной
КИСЛОТЫ
СОЛЯНОЙ
КИСЛОТЫ
уд. веси 1,84
уд. веса 1,19
уд. вес
л
уд. вес
л
1,84
1
1,19
1
1,71
1,3
1,16
1,2
1,60
2,0
1,14
1,4
1,40
2,5
1,12
1,7
—
—
1,10
2.0
При употреблении ингибитора МН (в порошке или таблетках) порядок приготовления травильной ванны будет следующим. Отмерив указанное количество воды, в неё вливают кислоту и в небольшом объёме полученного раствора разводят ингибитор МН. После растворения оба раствора смешивают и размешивают деревянным веслом.
Раствор для травления необходимо охладить до нормальной температуры (15—20°С): травление в тёплом растворе идёт очень быстро, но может привести к порче поверхности металла из-за перетравки.
Оружие перед очисткой от ржавчины разбирают на части и крупные детали травят отдельно от мелких. Кислые травильные ванны почти не действуют на олово, поэтому в указанных ваннах можно обрабатывать детали, поставленные на оловянный припой.
Перед травлением детали промывают в горячем щелочном или мыльном растворе для удаления масла, земли и других загрязнений. Рекомендуется применять 10% раствор соды. После промывки детали необходимо охладить; горячие детали загружать в травильную ванну нельзя, так как это приводит к перетравливанию и порче по- -верхности.
Подготовленные детали погружают в ванну с травильным раствором. Для удаления ржавчины из каналов стволов артиллерийских орудий в них заливают травильный раствор. Для удаления ржавчины из сильно поржавевших каналов стволов стрелкового оружия либо заливают травильный раствор в канал ствола, либо погружают ствол в ванну; при травлении оксидировка полностью удаляется, и её необходимо возобновлять.
Если изделие настолько велико, что его невозможно погрузить в ванну, то травление можно произвести, накладывая тряпки (ветошь), смоченные травильным раствором, на места, поражённые ржавчиной.
Ржавчина с деталей со средней и малой коррозией при температуре 15—20° С удаляется за 1 час, а с сильно поржавевших деталей и с орудийных стволов — за 4—5 часов.
При температуре 0° С травление может продолжаться до 10— 12 часов.
В одном и том же растворе можно протравить до двадцати закладок деталей, после чего раствор обычно сильно загрязняется, и его заменяют.
133
После травления детали промывают в проточной воде, а затем на 10—15 минут кладут в 2—5% раствор кальцинированной или каустической соды (ИагСОз или NaOH) для нейтрализации остатков кислоты.
После нейтрализации детали, не идущие на оксидировку, промывают в горячей воде (лучше подвергнуть их пассивированию) и сушат или насухо протирают сухой ветошью; сухие детали смазывают. Чтобы определить, полностью ли очищена деталь от ржавчины, её осматривают. Детали, с которых ржавчина удалена не полностью, снова подвергают травлению.
Для травления применяют деревянные ванны бондарной работы (рекомендуется смолистая сосна) размером 1Х0.5Х0.5 м. Стенки и дно ванны собирают из брусьев, соединённых в шпунт. Для подготовки — очистки, промывки и нейтрализации — применяют железные сварные ванны.
Экстракт «Уникол» марки МН-10 отпускается и хранится в железных бидонах. При температуре ниже 0° экстракт загустевает, но не замерзает и не разрушает тару. Ингибитор марки МН можно хранить в стеклянной, деревянной или железной таре.
Окалину обычно удаляют химическим путём, посредством травления в растворах кислот (серной или соляной), а также в фосфорной кислоте. Применяют также удаление окалины при помощи пескоструйных аппаратов и аппаратов, в которых вместо песка применяется мелкая стальная дробь.
В разбавленной серной кислоте травление с целью удаления окалины лучше производится при нагревании до 60—80° С. Травление рекомендуется производить в серной кислоте уд. веса 1,062, поддерживая содержание свободной кислоты на этом уровне путём добавления более крепкой кислоты по мере её расходования. Окалина, полученная при .высоких температурах, легче удаляется травлением, чем низкотемпературная окалина, так как в последней отсутствует слой закиси железа, непосредственно примыкающий к металлу, который легче растворяется в кислотах, чем окись железа Fe203 и магнитная закись-окись Fe^CX
Фосфорная кислота превосходит все другие кислоты, применяемые для травления стальных изделий, в том отношении, что следы её, остающиеся на металле, не вызывают коррозии, что особенно важно в тех случаях, когда тщательная промывка после травления затруднительна. Это объясняется образованием на поверхности железа защитной плёнки фосфатов железа. С целью экономии фосфорной кислоты можно собственно травление производить в серной или соляной кислоте и только в конце процесса пропускать изделия через ванну с раствором фосфорной кислоты для получения защитной плёнки.
При травлении в серной кислоте необходимо учитывать поглощение сталью водорода, в результате чего появляется водородная хрупкость (см. стр. 152).
XIV. МЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ
Металлические покрытия применяются для защиты от . коррозии и для повышения поверхностной твёрдости и обычно наносятся на готовые детали, которые в дальнейшем механической обработке не подвергаются, если не считать полировку и крацевание, в некоторых случаях завершающие окончательную отделку изделия.
Нанесение металлических покрытий производится различными способами. Наибольшее распространение получил гальванический способ, который широко применяется для защиты от коррозии деталей трубок, взрывателей, запалов и других деталей боеприпасов, главным образом мелких. Металлические покрытия применяются также для защиты от коррозии деталей автомобилей и велосипедов, прожекторов, различных артиллерийских приборов, а также предметов домашнего обихода и т. п.
Покрытие металлами применяется для восстановления изношенного инструмента и для уменьшения износа от трения (хромирование), а также для придания изделиям красивого вида и блеска.
Горячие способы нанесения металлических покрытий в артиллерийском деле не применяются. Горячее оцинкование применяется при изготовлении кровельного оцинкованного железа и таких предметов домашнего обихода, как вёдра, тазы и т. п. Для нанесения металлических покрытий на крупные предметы применяют способ Шоопа, состоящий в обрызгивании расплавленным металлом очищенной поверхности с помощью специального пистолета. Иногда применяются и другие способы нанесения металлических покрытий: шерадизация, хромирование из паров солей хрома и т. п.
Выбор вида покрытия зависит от характера работы и условий службы изделия, от требуемого защитного эффекта, от материала, из которого сделаны детали, от того, с какими материалами в процессе эксплоатации и при хранении покрытие будет соприкасаться, от конфигурации и величины изделия и, наконец, от экономических факторов: дефицитности применяемых материалов, стоимости покрытия, а иногда и от наличия налаженного технологического процесса.
При выборе способа покрытия обычно придают меньшее значение себестоимости и выбирают хотя и более дорогое покрытие, но с лучшей защитной способностью.
135
Защитные металлические покрытия должны надёжно сцепляться с основным металлом или с подслоем и по возможности иметь одинаковую толщину по всей поверхности изделия; покрытия должны иметь достаточную механическую прочность и твёрдость и возможно большую коррозионную устойчивость. Слой покрытия должен быть плотным и беспористым и надёжно защищать от коррозии; он не должен отставать, пузыриться или шелушиться.
Наилучшим сцеплением обладают такие металлические покрытия, которые при нанесении образуют с основным металлом сплавы с постепенным переходом от покрываемого металла к покрытию. Такие покрытия можно получить только горячим способом, например при горячем оцинковании железа и при горячем лужении, а также при осаждении металлов из паров их солей при высоких температурах.
При гальваническом нанесении металлических покрытий получить в самой ванне постепенный переход от покрываемого металла к покрытию невозможно. В тех случаях, когда необходимо, чтобы слой металлического покрытия, нанесённый гальваническим путём, продифундировал в поверхность основного металла, применяют последующую тепловую обработку.
При гальваническом нанесении металлических защитных покрытий сцепление слоя с основным металлом зависит главным образом от подготовки поверхности под покрытие. Чем лучше изделие очищено и обезжирено, тем прочнее пристаёт к поверхности защитный слой.
Для обеспечения достаточно надёжной защитной способности защитного слоя, он должен быть сплошным, иметь достаточную толщину и возможно более равномерно распределяться по поверхности. Получить равномерное покрытие гальваническим способом не всегда возможно, а в некоторых случаях, как, например, при хромировании профилированных деталей, очень трудно.
При гальваническом способе на поверхностях, более удалённых от анодов, в отверстиях, особенно несквозных, откладывается более тонкий слой, а на наружных поверхностях и на острых кромках — более толстый слой металла.
Гальваническим способом можно накосить металлические покрытия самой разнообразной толщины, от долей микрона до десятых долей миллиметра. При горячих способах тонкие слои нанести трудно; обычно получаются более толстые слои, что связано с излишним расходом металла на покрытие.
Покрытие должно быть твёрдым, при деформациях не давать трещин и не отскакивать. Твёрдость, способность полироваться и долго сохранять блеск являются положительными качествами покрытия; к сожалению, твёрдые покрытия обычно обладают недостаточной пластичностью, они бывают хрупкими, покрытия же, хорошо выдерживающие изгиб, обычно обладают недостаточной твёрдостью.
Механические свойства гальванических покрытий в сильной степени зависят от условий нанесения: от природы электролита, от плотности тока, температуры ванны и т. п. При процессах осаждения, сопровождающихся обильным выделением водорода, обычно получаются твёрдые и хрупкие покрытия. При этом часто наблюдается
136
наводораживание покрываемого металла (стали), что приводит к появлению водородной хрупкости.
Механические свойства металлических покрытий можно изменить нагреванием. При нагревании поглощённый водород частично или полностью удаляется и хрупкость уменьшается, при этом обычно уменьшается и твёрдость слоя.
Защитное металлическое покрытие само должно обладать большой коррозионной устойчивостью. Большинство металлических покрытий применяют только потому, что они коррозионно устойчивы в атмосферных условиях, не теряют блеска и не тускнеют на воздухе. Такими, например, покрытиями являются хром, никель, серебро, золото и др. Плотные и беспористые осадки бывают более коррозионно устойчивыми, рыхлые же и пористые осадки обычно быстро подвергаются коррозионному разрушению и теряют способность защищать от коррозии.
Защитные (антикоррозионные) свойства металлических покрытий зависят от пористости и от электрохимических характеристик самого покрытия, подслоя и основного металла, от коррозионной устойчивости слоя и от агрессивности среды.
Все металлические покрытия, в зависимости от их электрохимических свойств, можно разделить на две основные группы: анодные покрытия и катодные покрытия.
Рис. 53. Схема коррозии оцинкованного железа (анодное покрытие):
а — начало корроэии; 6 — ревультат коррозии
Если металл покрытия в данном электролите обладает по отношению к основному металлу более отрицательным электродным потенциалом, то такое покрытие называют анодным. Анодное покрытие защищает металл от коррозии электрохимически. Для железа анодным покрытием являются цинк и кадмий (если оцинкованное или кадмированное железо находится в пресной или в морской воде).
Коррозия анодного покрытия — оцинкованного железа (в водном растворе соли) — схематически показана на рис. 53.
Если на слое цинка имеется глубокая царапина и если вскрьп основной металл (см. рис. 53, а), а в царапину попала вода или раствор какой-либо соли, то цинк как металл, обладающий более отрицательным электродным потенциалом, начинает переходить в раствор; на железе при этом выделяется водород и образуется щёлочь.
137
Цинк корродирует, и через некоторое время оцинкованная поверхность приобретает вид, показанный на рис. 53, б.
В результате такого коррозионного процесса железо не разрушается, а разрушается анодное цинковое покрытие.
Катодное покрытие — это такое покрытие металлом или сплавом, которое в данной среде обладает по сравнению с основным металлом более положительным электродным потенциалом. Катодное покрытие электрохимически основной металл от коррозии не защищает. Защитные свойства катодного покрытия всецело зависят отчего пористости. При большой пористости катодные покрытия не только не защищают от коррозии, но даже способствуют развитию коррозионных процессов и ускоряют их.
В обычных атмосферных условиях катодными покрытиями для стали являются никель, хром, олово, медь, латунь, серебро, золото и т. п.
На рис. 54 показана схема коррозионного разрушения стали, покрытой никелем. Предположим, что, как и в случае с анодным покрытием, на поверхности никелированной стали имеется царапина и на повреждённое место попадает вода или раствор какой-либо соли,
например поваренной (см. рис. 54, а). Как только на повреждённое место попадает электролит, сталь становится анодом (—), так как электродный потенциал железа отрицательнее, чем электродный потенциал покрытия, в данном случае никеля. Железо переходит в раствор,а на никеле разряжается водород и образуется щёлочь. В результате вторичных реакций образуется обычный продукт коррозии железа — ржавчина. Ржавление стали распространяется вглубь и под слой никеля, никель в результате коррозионного процесса непосредственно не растворяется, но его слой поднимается, так как под ним образуется ржавчина, и разрушается, оголяя ржавый металл (рис. 54, б).
Металл, покрытый катодным слоем, при наличии пор, трещинок, царапин и других повреждений корродирует очень быстро.
Коррозия начинается в отдельных точках и быстро распространяется под защитным слоем во все стороны. Поэтому в слое катодных покрытий не должно быть пор. При необходимости иметь надёжную защиту от коррозии покрытие делают многослойным.
Гальваническое осаждение металлов производится при помощи
Ржавчина
Рис. 54. Схема коррозии никелированного железа (катодное покрытие):
а—начало корровии: б—результат коррозия
138
постоянного электрического тока в специальной гальванической ванне. Гальваническая ванна представляет собой стеклянный, керамиковый или сварной железный сосуд, иногда цементированный изнутри или выложенный свинцом.
Материал для ванны выбирают в зависимости от состава электролита; он должен быть коррозионно устойчивым; во время экспло атации ванны он не должен разрушаться и загрязнять электролит.
На рис. 55 показана простейшая схема установки для гальванического осаждения металлов.
Реостат
—v\/VWVWv\A
-J
: ÜL-
- +п
:
t ;
: а_ А
f_ Ä. :
ПТэ- ;
V)
-Динамомашина пос I тоянноео точа
А ннумйляторная батарея
вшжшщ
Рцс. 55. Схема установки для гальванического покрытия металлами
В сосуде (ванне) на шинах, приключенных к положительному полюсу источника тока, подвешены аноды А, которые опущены в электролит и обычно находятся в нём постоянно, до тех пор пока не израсходуются.
На шинах, приключённых к отрицательному полюсу источника тока, подвешивают покрываемые детали К. В электрическую цепь иногда включают реостат для регулирования силы тока и амперметр. Напряжение на шинах ванны измеряют вольтметром, чаще всего переносным.
Анодами в гальванической ванне служат пластины из того металла, которым производится покрытие (например из меди, никеля, олова, цинка и т. п.), или из какого-либо металла или сплава, не- растворяющегося в электролите (например свинцовые аноды при хромировании).
Покрываемые изделия в зависимости от их величины, количества, конфигурации, электролита и технологических условий монтируются на специальных подвесках или укладываются в различные приспособления: корзины, барабаны и т. п.
Для равномерного покрытия необходимо, чтобы детали всё время находились под током, чтобы ко всей поверхности покрываемого из делия имел доступ электролит, чтобы нигде не оставалось пузырьков воздуха и нигде не скапливался выделяющийся водород. Для удаления водорода детали на подвесках и в корзинах приходится периодически встряхивать, а барабаны вращать.
Для нанесения металлических покрытий на заводах применяются механизированные установки, полуавтоматы и автоматы. Однако де¬
139
тали трубок, взрывателей, запалов и других предметов и детали боеприпасов в большинстве случаев покрываются на стационарных гальванических установках, в периодически загружаемых ваннах.
Подготовка поверхности под гальванические покрытия должна проводиться очень тщательно. Качество металлических покрытий в основном зависит от чистоты поверхности покрываемых изделий.
Технологический процесс подготовки стальных деталей трубок и взрывателя для нанесения гальванических покрытий состоит из следующих основных операций:
1. Обезжиривание в органическом растворителе посредством ополаскивания в двух последующих ваннах: в первой ванне детали выдерживают до 10 минут, а во вторую окунают их 2—3 раза. При этом с поверхности удаляют смазку и остатки эмульсий, применяемых при механической обработке, а также металлическую пыль, стружку и т. п.
2. Химическое или электрохимическое обезжиривание в растворе следующего состава:
Каустическая сода .... 60—100 г/л Кальцинированная сода . . . 20—40
Тринатрийфосфат 15—20
Жидкое стекло 2—4 „
При химическом обезжиривании детали выдерживают в указанном растворе при температуре от 80° С до кипения в течение 5—30 минут.
При электрохимическом обезжиривании детали делают сначала катодом, а потом анодом, отводя на это по 10 минут, плотность тока 1—5 а10м2\ температура раствора от 60° G до кипения.
Детали сопротивления (пружины) катодному электрохимическому обезжириванию подвергать нельзя, так как сталь при этом наводо- раживается и становится хрупкой.
3. Промывка в проточной горячей воде трёхкратным окунанием.
4. Промывка в проточной холодной воде.
5. Травление в кислоте посредством опускания на 20—30 секунд в крепкую соляную кислоту или в серную кислоту, содержащую 150—250 г/л H2S04 и 150 г/л NaCl.
В серную кислоту обычно добавляют присадку, уменьшающую растворение стали.
6. Промывка в проточной холодной воде.
Детали, предназначенные для лужения, поступают в ванны для нанесения подслоя — латуни или меди.
После нанесения подслоя производится промывка в холодной воде и декапировка в растворе серной кислоты 30—50 г/л, а затем опять промывка в двух проточных водах.
Если между отдельными операциями бывают перерывы, то детали опускают на это время в 3—5% раствор кальцинированной соды, иначе они быстро поржавеют.
В растворе соды обезжиренные стальные детали можно выдерживать до 12 часов, не опасаясь появления ржавчины.
140
1. Цинкование
Нанесение цинкового слоя на сталь может производиться несколькими способами: гальваническим, горячим, шоопированием и т. п.
Стальные листы и изделия из кровельного железа обычно оцинковываются горячим способом. Заранее подготовленные и очищенные изделия опускаются в расплавленный цинк на непродолжительное время. На поверхности стали образуется слой цинка, частично сплавленный со сталью. Таким способом покрывают цинком стальные листы, вёдра, тазы и другие предметы домашнего обихода. Горячая оцинковка неэкономна, так как слой получается слишком толстым. Толщина слоя цинка, полученного при горячем оцинкова- нии, колеблется в пределах 0,07—0,1 мм (500—800 г]м£)% Добавив в цинковую ванну 3% алюминия, можно снизить рабочую температуру и получить более тонкое покрытие (100—200 г/мР).
При горячем оцинковании слой получается более хрупким, чем при гальваническом оцинковании, однако хрупкость цинкового слоя не представляет большой опасности для стали, так как цинк защищает её от коррозии в трещинах электрохимически.
Другим видом горячего оцинкования является шоопирование — опрыскивание изделия расплавленным цинком из специального «металл-пистолета» Шоопа. Таким способом оцинковываются изделия из стали и дуралюмина.
В артиллерийском деле наибольшее применение получили гальванические способы оцинкования.
Защитные свойства гальванических цинковых покрытий зависят от толщины цинкового слоя.
В зависимости от условий службы изделия установлено три группы покрытий следующих толщин1;
Группа ЛС— для лёгких условий работы изделий. Толщина слоя цинка для изделий, относящихся к этой группе, должна быть не менее 7 ц. К' группе ЛС относятся покрытия для изделий, подверженных воздействию атмосферы в закрытых, сравнительно сухих, отапливаемых помещениях, не загрязнённой топливными газами, или же наружной атмосферы, не загрязнённой промышленными газами, испарениями морской воды или другими активными коррозионными агентами, при непродолжительном сроке эксплоатации и хранении изделий.
Группа СС — для средних условий работы изделий. Минимальная толщина слоя цинкового покрытия для этой группы изделий установлена в 15*. К группе СС относятся покрытия для изделий, подверженных воздействию атмосферы обычной влажности, загрязнённой небольшим количеством промышленных и топливных газов или испарениями морской воды.
Группа ЖС — для жестких условий работы изделий, подвергающихся воздействию атмосферы, загрязнённой промышленными и топливными газами, пылью, химически активными веществами или испарениями морской воды, а также атмосферы повышенной влаж¬
1 См. ГОСТ 2249-43.
141
ности и меняющейся температуры. Минимальная толщина покрытия для группы ЖС установлена в 30^. Эта толщина должна быть выдержана в углублённых местах при сложном рельефе покрываемого изделия; при соблюдении этого требования обеспечивается приблизительно пятилетняя служба в соответствующих условиях.
В особо тяжёлых условиях, в морской и солёной движущейся воде, цинк настолько быстро корродирует, что применять его в качестве защитного слоя нецелесообразно.
Цинковое покрытие очень быстро корродирует при хранении оцинкованных изделий в одной укупорке с щелочными аккумуляторами. Поэтому детали всякого рода аппаратуры, снабжённой щелочными аккумуляторами, оцинковывать не следует.
Учитывая длительность хранения оцинкованных изделий, необходимо строго соблюдать все правила их упаковки, хранения и транспортировки, чтобы предотвратить непроизводительное разрушение цинкового покрытия до эксплоатации самого предмета.
Цинкование применяется в производстве артиллерийских трубок, взрывателей, запалов для ручных гранат и других предметов и деталей боеприпасов.
Минимальная толщина цинкового покрытия на наружных поверхностях деталей трубок и взрывателей 7р., а на внутренних поверхностях тех же деталей и на мелких деталях (винтики, гаечки и др.) — 4а. Толщина слоя цинка, которым покрываются для защиты от коррозии внутренние детали взрывателей, может быть снижена до чр. (вместо 7р), потому что эти детали обычно находятся внутри герметических взрывателей и трубок и не подвержены непосредственному воздействию каких-либо коррозионных агентов.
При нанесении же более толстых слоёв изменяются размеры мелких деталей, что затрудняет сборку и приводит к большому браку.
Цинкование производят в цианистой или кислой ванне. Хорошо проверена и широко применяется ванна ВИАМ следующего состава:
Состав ванны при её приготовлении Состав по анализу электролита
Zn (CN),
.... 60,0 г/л
Zn
. . 20—37 г/л
NaCN
52,5 *
NaCN (общий) . . .
. . 75—110 ,,
®ли' KCN . . . .
69,5 .
NaOH
. . 75-110 „
NaOH
52,5 .
Глицерин . . . .
0,5—5 „
Na2S
Добавка глицерина необязательна, но улучшает качество осадка и увеличивает рассеивающую способность ванны. Сернистый натрий добавляется как блескообразователь и с профилактической целью: в присутствии сернистых солей все вредные примеси, в частности медь, высаживаются на дно.
Температура ванны 15—25° С, причём иногда приходится делать искусственное охлаждение электролита, который разогревается током при длительной работе в тёплом помещении, особенно летом. Сама ванна делается из железа и иногда бетонируется внутри.
Максимальная катодная плотность тока 3,5—4 а/дм2, а средняя рабочая катодная плотность тока 2 а/дм2. Анодная плотность тока 2,5—8 а/дмР.
142
Напряжение на ванне обычно бывает не ниже 4,5 в и доходит до 5,5 в. Аноды цинковые—вследствие высокой анодной плотности тока они пассивируются и приобретают золотистый или синеватый цвет; на них образуется плёнка, защищающая металл анодов от растворения во время перерывов в работе ванны.
Хорошие, плотные осадки толщиной 8—12 р получаются при плотности тока 1,5—4 а/длР за 15—30 минут. Выход по току в этой ванне примерно равен 75%.
Осадки непосредственно в электролитической ванне получаются тёмными, иногда золотистыми; обычно после промывки в холодной проточной воде производят их осветление и пассивирование.
Для этого оцинкованные детали опускают на 1 секунду в слабый раствор азотной кислоты (10—15 г/л) при 20—25° С; при этом цветная плёнка на цинке растворяется. После промывки в двух проточных холодных водах осветлённые детали пассивируют в растворе калиевого хромпика (40—50 г!л) при температуре 15—40° С или в растворе хромового ангидрида (30—50 г/л) при температуре 15— 25° С. Для пассивирования детали опускают в хромовый раствор на 5—10 секунд, вынимают, промывают в трёх холодных водах и в двух последующих горячих водах путем трёхкратного опускания в каждую промывочную ванну (такая тщательная промывка совершенно необходима). Горячие детали сушат сначала в ветоши, а потом в сушильных шкафах при 90—130° С до полного их высыхания, но не менее 10 минут.
При кислом цинковании чаще всего применяется следующая ванна ВИАМ:
Плотность тока 0,4—1 а/дм2 при напряжении 2,5 в. Для получения осадка толщиной 8—12 р. требуется от 30 до 75 минут. Осадки получаются светлые, и осветления производить не нужно. Пассивирование в растворе хромпика обычно производят, как и в случае получения осадков из цианистой ванны.
Подготовка поверхности перед оцинковкой, а также промывка и сушка оцинкованных деталей такие же.
Методы определения толщины слоя цинковых покрытий стандартизированы К Наиболее быстрым методом является метод капли.
Применяют один из следующих растворов:
ZnS04. 7Н20 Na2S04. ICHqO NaCl . .
200—ЗСО r/л 50—1Г0 „
10-15
1Р—75
KAI(S0,V2H20
Борная кислота . Декстрин
Раствор № 1
Раствор № 2
Йодистый калий . . Иод
2С0 г 1CÜ „
Медный купюрос
CuSO,. 5Н20
Соляная кислота уд. веса 1
20 г
Вода дестиллированиая' . до 1 л
ал fwvwt'-. » ч j <**>• “''V.a 1,1** CU „
Вода дссти!Лли>рованная . 1С00 ил
,14 20
1 См. ГОСТ 2390-44
143
Определение толщины слоя цинка производится следующим образом.
Бюретка с загнутым кончиком, с отверстием диаметром 2 мму наполняется одним из указанных растворов: подача раствора из бюретки регулируется пружинным зажимом на каучуковой соединительной трубке.
На поверхность наносят из капельницы или выдавливают из бюретки одну каплю раствора, которая должна быть по возможности выпуклой и оставлять след на поверхности диаметром 2—3 мм. Через 1 минуту нанесённая капля снимается (стирается) чистой бумажной тканью или мягкой бумагой и на это же место наносится новая капля, которая также стирается через 1 минуту, после этого снова наносится новая капля. Так продолжается до тех пор, пока не обнажится железо, которое должно окраситься в цвет, соответствующий раствору.
Каждая капля раствора № 1 при 15° С за 1 минуту снимает'слой цинка в 1,01 р.
При 20° за 1 минуту 1 капля раствора № 1 снимает слой в 1,24р, а раствора № 2 слой в 1,1р.
Точность метода капли +20%.
Широко распространённый метод Присса для определения сплошности и равномерности слоя цинкового покрытия заключается в том, что оцинкованную деталь опускают в нейтральный 20% раствор сернокислой меди (медного купороса) и выдерживают при 18—20° С в продолжение 30 секунд.
Затем вынимают изделие, промывают в проточной воде, протирают щёткой и вновь опускают в раствор на 30 секунд.
После второй выдержки в растворе деталь снова промывают в холодной проточной воде и ещё раз протирают волосяной щёткой. Деталь считается годной, если на ней нет плотно приставшего красного слоя меди; если красный осадок есть, то это свидетельствует о растворении цинкового слоя и обнажении железа.
2. Кадмирование
Кадмирование применяется для покрытия стали и иногда для покрытия алюминиевых сплавов. В коррозионном отношении кадмий ведёт себя, как цинк, но он более устойчив в очень влажной атмосфере и в морской воде. В атмосфере индустриальных городов кадмий хуже защищает сталь от коррозии, чем цинк, при одинаковой толщине покрытия. Поэтому кадмирование рекомендуется применять только в том случае, если на изделие будет непосредственно действовать морская вода или если на нём будет происходить сильная конденсация влаги.
Наиболее распространённым способом нанесения кадмия является гальванический: осаждение кадмия производят из цианистых и из кислых ванн. Разработаны также способы гальванического осаждения сплавов цинка и кадмия.
Горячее кадмирование (покрытие чистым кадмием) возможно, но не применяется. Для горячего покрытия стали применяют сплав
144
кадмия с 17% цинка, так как этот сплав обладает коррозионной стойкостью кадмия и электрохимическим потенциалом цинка и, таким образом, лучше защищает сталь от коррозии, чем кадмий и цинк в отдельности.
Для покрытия алюминиевых сплавов кадмием и сплавом кадмий- цинк применяется главным образом метод шоопирования, дающий хорошо пристающий защитный слой.
3. Лужение
Покрытие оловом применяется для защиты от коррозии деталей трубок, взрывателей, запалов, частей противогазов и других изделий. Лужёное железо широко используется в промышленности, где из него изготовляют консервные банки, а также тару (бидоны) для смазочных материалов. Лужение медной посуды обязательно, так как слой олова защищает медь от коррозии, предотвращает её растворение в приготовляемой пище и образование ядовитых медных солей.
Лужение листовой стали раньше производилось горячим способом. В настоящее время в США широко внедрено полностью механизированное производство белой жести на непрерывных установках.
Покрытие производится на «производственной линии» в электролитической ванне, иногда с последующим оплавлением олова токами высокой частоты. Покрывается непрерывно движущаяся (со скоростью 150—180 ц/мин) стальная лента толщиной от 0,13 до 0,38 мм, шириной 0,9 м и длиной около 5 км. Лента сматывается с рулона диаметром 1,7 м и весом 13,5 г и после лужения вновь наматывается в рулон или разрезается на листы. К концу ленты приваривается начало следующего рулона, и процесс лужения протекает непрерывно.
Лужение мелких деталей, в частности деталей трубок и взрывателей, производится гальваническим путём, в периодически загружаемых ваннах; осаждение олова на тщательно подготовленные детали производится из щелочных или кислых растворов.
Щелочная станнатная ванна, применяемая для лужения мелких деталей, содержит:
Sn — 7—20 г/л
NaOH 7—20 „
NaCl до 10 „
Добавляют во время процесса
Температура ванны должна быть 65—80° С. Катодная плотность тока 0,4—1,5 а/дм2. Аноды — из технического олова марки 0-1 или 0-2. Время покрытия от 1 часа до 1% часов.
Рекомендуется также станнатная ванна, содержащая:
Sn 10—30 г/л
NaOH 10—30 „
NaCl 10—30 „
Добавка уксуснокислого натрия (до 20 г/л) улучшает работу ванны в глубину. Плотность тока и другие условия те же.
10 Коррозия оружия и боеприпасов
145
Кислое лужение производят в ванне, содержащей (по анализу):
Sir- 15—30 г/л
Sn Не более 1,5 „
HsS04 20—50 „
Клей мездровый . . 2—9
Фенол технический . 5—9
Ванну приготовляют растворением анодов из олова марки 0-1 или 0-2 в ванне, содержащей 60—80 г/л серной кислоты уд. веса 1,84, 5—9 г/л мездрового клея и 5—9 г]л технического фенола (лучше чёрной карболовой кислоты).
Температура ванны 15—25° С. Проработка под током производится при анодной плотности тока 1 а/дм2 до тех пог, пока анализ не покажет содержание SnSCU в ванне 40—60 г/л. В дальнейшем ежедневно добавляют клей и фенол по 1 г/л. Рекомендуют добавлять (для увеличения проводимости) 30—40 г/л Na^SO«.
Температура ванны 15—25° С; катодная плотность тока 0,2—0,8 а/длР при напряжении 0,5—2 в. Время покрытия для получения слоя толщиной 6—Юр- 30—60 минут.
После лужения в кислой ванне производят промывку и нейтрализацию в растворе, содержащем 5—10 г/л кальцинированной соды, трёхкратным опусканием и затем промывают в двух проточных горячих водах.
При лужении деталей сопротивления необходимо принимать особые меры предосторожности, чтобы их не наводородить.
Олово в атмосферных условиях является для стали катодным покрытием и не защищает сталь от коррозии электрохимически, однако стойкость против коррозии у лужёных деталей достаточно велика. Слой олова имеет красивый цвет, хорошо сам противостоит коррозии и не темнеет на воздухе. Защитные свойства слоя олова, кйк и всякого другого катодного покрытия, зависят от его пористости. Чем больше пор имеет слой олова, тем ниже его защитные свойства. На примере никеля было показано, как развивается коррозия железа 'под катодным покрытием. Так же протекает коррозия и лужёной стали, если слой олова имеет поры или повреждён царапиной.
При электролитическом осаждении олово обычно даёт довольно пористые осадки. Для того чтобы сделать оловянное покрытие бес- порисгым, приходится принимать специальные меры; кроме тщательного обезжиривания, необходимо детали подвергать травлению (в обоих случаях лучше пользоваться электролитическими способами); полезно обдувать детали воздухом для удаления пузырьков водорода и кислорода, оставшихся на поверхности. Если пузырёк водорода будет оставлен на поверхности покрываемого металла, то в этом месте олово не осаждается, и получается пора.
После гальванического лужения детали трубок и взрывателей тщательно промываются в холодной воде и в некоторых случаях крацуются, обрабатываются быстро вращающимися латунными щётками. Латунные щётки сглаживают мелкие кристаллики олова, образовавшиеся при осаждении. При мокром крацевании удаляются пузырьки газов и заглаживаются (затираются) случайно образовавшиеся поры. Лужение и крацевание иногда повторяют один-два
146
раза и затем детали после тщательной промывки и обдувки воздухом сушат при температуре 100—120°. Заглаженные при первом краце- вании поры покрываются слоем олова во время последующего лужения К
Мелкие пружинки, винтики, гаечки и пр. не подвергаются краце- ванию и имеют матовую поверхность. Стальные детали перед лужением, как правило, покрывают в гальванической ванне подслоем меди или латуни. В частности, детали трубок и взрывателей перед лужением обязательно омедняют или покрывают слоем латуни.
На поверхности лужёных деталей не должно быть ржавчины, отслаивания полуды, оголённых мест, пузырей и забоин. Толщина слоя олова (сумма всех покрытий) обычно бывает не менее Юн*.
Качество оловянного покрытия контролируется при помощи реактива Уокера следующего состава:
Вода дестиллированная .... 790 мл
Сли*рт (ректификованный .... 200 „
Красная кровяная соль 2 г
Желатина пищевая 20—40 „
Серная кислота 0,6 нормальная . 10 ил
Реактив приготовляется на прокипячённой дестиллированной воде и должен после охлаждения иметь консистенцию желе. Хранить реактив следует в наглухо закрытом тёмном сосуде и применять до тех пор, пока он не разложится. Признаком разложения реактива служат посинение, разжижение, плесень и пр.
Детали, подлежащие испытанию для определения защитных свойств оловянного слоя, покрываются равномерным слоем предварительно подогретого до 30—40° реактива Уокера кисточкой с костяным наконечником. На поверхности покрытия, в тех местах, где имеются поры, через несколько минут появляются синие пятнышки или точки.
Чтобы можно было правильно сосчитать точки и определить действительное состояние и пористость защитного слоя, реактив после нанесения на поверхность металла должен быстро застывать и не расплываться.
Проба реактивом Уокера является основным методом контроля при приёмке на заводах лужёных изделий, а также при проверке их сохранности на складах.
Лужёные детали, соприкасающиеся с взрывчатыми веществами, покрываются лаком.
Лужёные и лакированные детали очень хорошо противостоят коррозии в атмосферных условиях.
Реактив Уокера применяется при определении пористости и других катодных покрытий на железе, например меди, никеля и хрома.
4. Меднение
Покрытие медью осуществляется гальваническим путём, плакированием или контактным осаждением. Медь осаждается на катоде из кислых (сернокислых) и из цианистых ванн. Цианистые ванны дают 11 Если изделия выдерживают испытание реактивом Уокера, то в нанесении второго слоя олова нет необходимости.
10*
147
очень ровный, прочный и беспористый слой меди и применяются главным образом при нанесении тонких слоёв, на которые при необходимости уже в кислой ванне осаждается более толстый слой меди. Меднение производят в цианистой ванне следующего состава:
Температура ванны 15—25° С. Катодная плотность тока 0,3—0,7 а!дм2. За 30 минут осаждается слой около 4 р. Аноды — из электролитической меди. Осадки получаются плотные, и ванна хорошо работает в глубину.
Мерь сама по себе является недостаточно коррозионно устойчивым покрытием и, кроме того, катодным по отношению к железу. Таким образом, слой меди на стальных изделиях может способствовать коррозии основного металла. Преимущество медного слоя — его малая пористость и хорошее сцепление со сталью. Поэтому омеднение применяется главным образом в качестве подслоя при никелировании, лужении и хромировании.
При опускании стальных изделий в водный слабокислый раствор медного купороса на железе осаждается тонкий слой «контактной» меди. Осаждение происходит вследствие большой разности потенциалов железа и меди в указанном растворе. Железо, как обладающее отрицательным потенциалом, вытесняет медь, обладающую положительным потенциалом.
Слой контактной меди имеет очень малую толщину, большую пористость и очень непрочно держится на основном металле. Поэтому для. защиты от коррозии он совершенно непригоден и применяется только в качестве слоя, уменьшающего трение при глубокой вытяжке стальных изделий, например при изготовлении стальных пистолетных и винтовочных гильз.
Контактную медь необходимо удалять с поверхности готовых изделий, так как наличие пористого слоя меди способствует коррозии стали. Однако в военное время с поверхности стальных винтовочных гильз слой контактной меди обычно не удалялся.
В качестве подслоя под металлические (а также и лакокрасочные) покрытия контактная медь также непригодна, так как она непрочно держится на основном металле.
Покрытие латунью практикуется для нанесения подслоя при лужении стальных деталей трубок и взрывателей, а также в качестве самостоятельного защитного и декоративного покрытия. В Германии широко применялось латунирование стальных орудийных гильз всех калибров.
Латунирование применяется для покрытия стальных оболочек винтовочных и пистолетных пуль.
CuS0..5Hj0 . . . .
Na^CUj
KCN
ил» NaCN
NasS03.7Hg0 . . . Гипосульфит натрия Вода . .
60 г 20 „
5. Латунирование
148
Латунирование даёт твёрдое и красивое покрытие, но оно защищает от коррозии только при отсутствии пор, так как является по отношению к железу катодным.
Покрытие производят из цианистых ванн такого, например, состава:
Вода . . . CuS04 • 5 Н20 ZnSCV7 Н20 NaaC03 . . .
NagS03-7 HgO
ксй03.;:.
»ли NaCN . .
NH,CI .
1 C00 ил 15 г
15 „
20 „ 15—20 „
25 „ 20 r
до 2—4 г/л (добавляется
1 раз в неделю)
Катодная плотность тока 0,2—0,4 а/дм?, напряжение 2,5—3,5 в. Аноды из латуни Л-68; осадок обычно содержит 80% меди и 20% цинка. За 30 минут осаждается слой толщиной около 2 и-.
Определение толщины латунного покрытия производится капельным методом, таким же, как и при определении толщины цинкового покрытия, но при этом применяют 4% раствор азотносеребряной соли в дестиллированной воде. Побеление последней капли свидетельствует о том, что весь слой латуни снят. Каждая капля раствора при 20° С за минуту снимает слой латунного покрытия в 1,37р. Общую толщину определяют, умножая число капель на 1,37.
Пористость определяют при помощи реактива Уокера.
6. Никелирование
Никелирование применяется для придания покрываемому металлу красивого вида и коррозионной устойчивости в атмосферных условиях. Никелем покрывают стальные, чугунные, медные, латунные, бронзовые и прочие изделия. Он обладает высокой твёрдостью, красивым блеском и большой коррозионной устойчивостью; последняя зависит от образования на поверхности никелевого слоя прочной защитной плёнки (пассивирования).
В большинстве электролитов, в том числе и в воде, никель обладает положительным потенциалом по отношению к стали и отрицательным потенциалом по отношению к меди. Поэтому слой никеля, нанесённый на медь или латунь, хорошо защищает эти металлы от коррозии. Слой же никеля на стали, наоборот, способствует развитию коррозии последней; если слой никеля повреждён или имеет поры или трещины, то под ним в присутствий электролита развивается сильная коррозия.
В слое никеля всегда имеется много пор. Перед никелировкой стальные изделия обычно покрывают медью, причём иногда омеднение повторяют несколько раз, а между слоями медное покрытие кра- цуют стальными щётками. В медном многослойном покрытии обычно мало пор, а зачастую совсем их не бывает.
Если стальные или чугунные изделия будут эксплоатироваться под дождём, в тумане и в воздухе с резким изменением температуры
149
и влажности, особенно при повторяющейся конденсации на них влаги, то перед никелированием их необходимо покрывать промежуточным слоем. Если никелированное изделие начнёт ржаветь, то остановить ржавление невозможно. Кроме того, ржавление стали в присутствии никеля протекает значительно быстрее, при этом образуются раковины.
Никелирование медных, латунных и бронзовых изделий совершенно безопасно в коррозионном отношении и позволяет получить прочное, надёжное и красивое покрытие. Применяется оно при изготовлении предметов широкого потребления, хирургических инструментов, автомобильных и велосипедных частей и пр.
При изготовлении трубок и взрывателей никелирование применяется для защиты от коррозии некоторых латунных, медных и стальных деталей; при этом требуется, чтобы слой осаждённого никеля был гладким, плотным, серебристого цвета, без отслаивания и вздутия покрытия.
7. Хромирование
Хромирование применяется для защиты металлических изделий от коррозии, а также для повышения поверхностной твёрдости металлов и как декоративное покрытие. Хромом можно покрывать медь и медные сплавы, сталь и сплавы алюминия.
Хром осаждается на металлах гальваническим путём из кислой ванны. Наиболее широко применяются ванны следующего состава:
1) 1л воды, 250 г хромового ангидрида и 2,5 г серной кислоты;
2) 1 л воды, 150 г хромового ангидрида и 1,5 г серной кислоты.
Изменяя температуру электролита и плотность тока, можно получать различные осадки хрома: матовые, молочные, блестящие; мягкие и очень твёрдые.
Осаждение хрома производят в ванне со свинцовым анодом при катодной плотности тока до 35 а/длР и при температуре 50—54° С.
По отношению к стали хром обладает более .положительным потенциалом, поэтому хромированная сталь, если хром осаждён на неё без подслоя, обладает малой коррозионной устойчивостью в обычных атмосферных условиях, особенно при конденсации влаги.
Слой хрома почти всегда покрыт сеткой мелких трещин, заметных только под микроскопом. Эти трещины не пронизывают весь слой осаждённого хрома насквозь; осаждённый слой хрома состоит как бы из большого числа отдельных, плотно сросшихся тонких слоёв, причём каждый слой имеет свою сетку трещин. Трещины перекрываются цельным металлом, поэтому пористость хрома не так уже велика. Сквозные поры в слое хрома образуются по граням кристаллов или на поверхности хромового слоя, когда трещины пересекутся в одном каком-либо месте.
Микроскопические трещины на хромовом покрытии не следует смешивать с обычными сквозными трещинами слоя хрома, которые образуются при механическом повреждении слоя, например при сгибании, при резком нагревании и охлаждении и т. п. На рис. 56 показан в разрезе слой хрома со сквозными трещинами.
150
Рис. 56. Разрез хромированной стали. Видны трещины в слое хрома, доходящие до основного металла. Ув. х 365
На рис. 57 показана коррозия стали под слоем хрома.
При наличии пор и трещин в слое хрома к основному металлу проникает электролит (влага), и вследствие образования микропары сталь, являющаяся анодом, начинает быстро разрушаться; образуется ржавчина, которая не уменьшается под слоем хрома и «вылезает» из-под него в виде ржавых точек.
Разрушение стали под слоем хрома, протекающее обычно очень быстро, приводит к облупливанию покрытия и быстрой коррозии стали. Очень интенсивно развивается коррозия под слоем хрома, если хромированная сталь погружена в воду, особенно в морскую.
В атмосферных условиях хромированные медь и медные сплавы достаточно устойчивы; коррозии меди под слоем хрома не наблюдается, так как электродные потенциалы у меди и хрома в воде близки.
Для повышения коррозионной стойкости стальные изделия перед хромированием покрывают сначала медью, а затем никелем; назначение этих подслоев — доведение количества пор до минимального числа. На сталь сначала осаждают медь, потом никель; хром на никель осаждается лучше, чем на медь. Толщина подслоев для получения устойчивого декоративного покрытия изменяется в следующих пределах:
Слой меди 0,002—0.006мм
„ никеля 0,002—0,010 „
„ хрома 0,001—0,005 „
В тех случаях, когда слой хрома должен противостоять длительным механическим воздействиям, его делают значительно толще. Однако толщина слоя хрома не должна превышать 35—40 ц, так как толстые слои хрома обычно хрупки и шишковаты. Блестящий
Рис. 57. Результат коррозии под слоем хрома: хром отстал. Ув. х 365
151
слой хрома обладает большой твёрдостью; он царапает стекло и твёрже закалённой стали. Поэтому хромирование применяется там, где нужно повысить поверхностную твёрдость металла; хромируются матрицы и прессформы, измерительный инструмент, глазки для волочения проволоки и многие другие предметы.
Хромируются каналы стволов стрелкового оружия, чем достигается значительное увеличение живучести стволов пулемётов, пистолетов-пулемётов и других видов автоматического оружия.
8. Водородная хрупкость
В результате выделения водорода на поверхности стальных изделий при травлении, обезжиривании и гальванических пи.рытиях, а также при фосфатировании часть водорода проникает в толщу основного металла, отчего сталь приобретает хрупкость. При особо благоприятных условиях наводораживание может распространиться очень глубоко. Так, при больших давлениях (200—600 атм) и высоких температурах (400—600°) за короткий промежуток времени водород проникает сквозь стальные стенки толщиной 5—6 см. При электролитическом обезжиривании (когда деталь является катодом) и при гальваническом покрытии различными металлами также происходит наводораживание стальных изделий с поверхности, отчего повышается их хрупкость. Это очень опасно для пружин.
Водород можно удалить, нагревая изделие при нормальном давлении, причём чем выше температура, тем быстрее он удаляется. После удаления водорода наводороженное изделие теряет хрупкость и восстанавливает свои механические свойства.
Лужение в кислой ванне с предварительным латунированием или омеднением не вызывает появления хрупкости и может применяться для покрытия стальных пружин. Лужение в щелочной (станнатной) ваше вызывает появление некоторой хрупкости и, следовательно, не может применяться для покрытия пружин.
При оцинковаиии наблюдается появление 'хрупкости; однако её можно «снять», нагревая изделие до 220° С в продолжение трёх часов, поэтому оцинкование можно применять для защиты стальных пружин от коррозии.
Хромировать пружины нельзя, так как они при этом очень сильно наводораживаются и нагреванием до 190° в течение 2 часов не удаётся сколько-нибудь заметно снизить появившуюся при хромировании хрупкость.
Из-за появления хрупкости пружины нельзя также фосфатиро- вать. Нельзя травить пружины в серной кислоте.
При травлении пружин, предварительно смоченных водой, в соляной кислоте уд. веса 1,15 (опуская их в кислоту на 3—4 секунды) удаётся избежать появления хрупкости. *
Рекомендуется при травлении применять ингибитор «Уникод» и промывать изделия после травления в кипящей воде. При длительном кипячении отмываются остатки кислот и удаляется поглощенный металлом водород.
XV. ЗАЩИТА ОКИСНЫМИ И ФОСФАТНЫМИ
ПЛЁНКАМИ I
Коррозионная стойкость металлов зависит от наличия на их. поверхности защитной окисной плёнки. Естественные окисные плёнки не всегда обладают защитными свойствами, поэтому на поверхности металлов создают искусственные окисные плёнки. Такие плёнки можно получать различными путями.
Искусственные окисные плёнки толще естественных и могут достигать нескольких сотых и даже десятых миллиметра; защитные свойства плёнок зависят от их пористости (от величины и числа пор). Состояние поверхности защитных плёнок также имеет значение: смазки лучше пристают и удерживаются на шероховатых плёнках, чем на гладких; они закупоривают поры и улучшают коррозионную стойкость покрытого металла. Хорошие результаты достигаются смазыванием плёнки при высокой температуре (проварка в смазках); жидкая смазка лучше проникает в поры, которые могут образоваться в защитной плёнке, и, охлаждаясь, закупоривает их.
Поверхность изделия перед оксидированием должна быть соответствующим образом подготовлена. Удаляются все окислы,, ржавчина, загрязнения, смазка и пр., что достигается травлением в кислотах, вываркой в растворах щелочей, а иногда обработкой в электролитических ваннах.
1. Воронение
Воронением называется покрытие поверхности металла слое«' окислов железа, главным образом магнитной окисью железа, окрашивающей металл в синий или чёрный цвет.
Рецептов и способов воронения очень много. При чёрном воронении (по методу Руффингтона) стальные детали опускают на несколько секунд в расплавленную смесь селитры и двуокиси марганца. Синее воронение получается при погружении в расплавленную селитру. При опускании нагретых до 600° изделий в масло на них образуются грубые плёнки.
Обработка водяным паром при высоких температурах (600—9000)1 теперь почти не применяется.
153
2. Кислотное воронение
Большое распространение имели и кое-где применяются ещё в настоящее время кислые способы воронения — обработка стальных изделий ржавым лаком.
Ржавые лаки, т. е. составы, вызывающие усиленное ржавление поверхности стали с образованием магнитной окиси железа, представляют собой кислые растворы солей железа, содержащие иногда соли ртути и некоторых других тяжёлых металлов.
Ржавые лаки имеют разнообразный состав.
Приведём наиболее употребительные рецепты.
Состав ржавого лака:
Соляная кислота уд. веса 1,19 1000 см3
Азотная кислота уд. веса 1,4 130—140 „
Окалина железа (молотая) . . 300 г
Железная стружка , . , . , 75—80 „
Обезжиренные детали покрывают ржавым лаком такого состава с помощью шерстяных концов равномерно, без стёков. Затем детали сушат в течение I часа при температуре 35° и относительной влажности воздуха около 70%. После сушки деталь вываривают в воде, содержащей 1 г/л азотной кислоты, и после высыхания крацуют стальными щётками с проволокой диаметром 0,1—0,2 мм.
После крацевания деталь снова покрывают ржавым лаком; весь цикл операций повторяется три раза.
После последнего крацевания деталь смазывают, и воронение считается законченным.
Иногда ржавление повторяют в каждом цикле два раза, причём между операциями ржавления детали не крацуются.
Приведём другой способ кислотного воронения.
Состав ржавого лака:
Азотная кислота уд. веса* 1,4 . . . 50 г Соляная кислота уд. веса 1,19 . . 18 „
Хлористое железо (FeClg) 11 „
Железная стружка 17 „
Сулема 2 „
Вода 1л
Ржавление производят при 25° и при относительной влажности воздуха 60—70% и повторяют четыре раза; после первого смазывания ржавым лаком деталь выдерживают в продолжение 8 часов, а после каждого из трёх последующих — в течение 4 часов.
После каждой выдержки (ржавления) производят выварку в водопроводной воде в течение 20—30 минут и крацевание.
Изучение состава ржавых лаков показало, что некоторое количество свободной азотной кислоты (до 2—2,5%) и азотнокислого железа придаёт изделию лучший цвет. С увеличением концентрации хлорного железа (FeCl3) вид окрашиваемых поверхностей ухудшается; присутствие свободной соляной кислоты считается вредным.
Воронение стальных изделий ржавыми лаками применялось только в тех случаях, когда невозможно было применять щелочные способы.
154
Ржавым лаком, например, воронились винтовочные стволы, на которых находятся прицельные колодочки, припаянные оловом; олово в щелочных оксидирующих составах несколько растворяется (во время оксидирования), поэтому возникли опасения, что если раствор проникнет в неплотности и останется под колодочкой, то там может развиться коррозия. Теперь винтовочные стволы оксидируются, как и все остальные детали стрелкового оружия, в щелочной ванне и, как показал опыт, коррозии при этом не наблюдается.
3. Щелочное оксидирование
В настоящее время наиболее широко применяется щелочное окси> дирование — способ воронения, при котором стальные изделия обрабатываются в концентрированных растворах едкой щёлочи с добавками различных окислителей.
Несмотря на то, что первые щелочные оксидировочные ванны у нас были предложены в 1929—1930 гг. («Ситоксид», «Бартоксид» и др.) и на первых порах имели большие недостатки, щелочное оксидирование нашло широкое применение в промышленности. В табл. 16 приведены основные рецептуры ванн, применяющихся на различных заводах.
Таблица 16
Ванны для щелочного оксидирования
а
ш
ш
аЗ
П
Я
Наименование способа, завод или автор; цвет пленки покрытия
Состав ванны
Условия покрытия
Особенности технологии
Наименование компонента или химическое обовначение
Содержание в г
Температура в °С в начале
Время выдержки в ванне в минутах
в конце покрытия
1
Способ завода им. Киркиж
Чёрное ровное покрытие
Вода . . NaOH . . NaNOo или NaNOg (можно применять соли калия и заменять окислители друг другом)
1000
600—700
150—200
135—138
90
Через 20— 40 минут промывка и протирка. Лёгкий налёт окислов железа удаляют протиранием
143—146
2
Способ лаборатории завода № 74
Интенсивночёрная, сплошная плёнка
Вода . . . NaOH . . NaNOg . .
1000
450—500
450—500
138—140
90
155
И
в
в
в
я
2
Наименование способа,вавод или автор; цвет пленки покрытия
Состав
ванны
Условия покрытия
Особенности технологии
Наименование компонента или химичеокое обовначение
Содержание в г
Температура в °С в начале
Время выдержки в ванне в минутах
в коипе покрытия
3
Способ
Вода . . .
1000
156
10
После
Краузе
NaOH . .
1500
оксидирова¬
Чёрное маю-
NaN03 . .
30
ния 5 минут
вое покрытие
промывать
в кипящей
воде
4
Способ Ива«*
А. Вода
1000
150—175
10—15
Оксидиро¬
ненко (завод
NaOH .
1500—2000
вание в трех
ГОМЗ)
ваннах А, Б
Ровное корич¬
» В после¬
неватое, мато¬
Б. Вода . .
1000
133
10—15
довательно
вое покрытие
NaOH .
900
137
с промежу¬
NaN03 .
150
точными
промывками
в холодной
В. Вода . .
1000
148
120—150
воде
NaOH .
1800
1
NaN03 .
135
1 эч
Наибольшее распространение получил способ завода им. Киркиж. Эта простая по составу ванна позволяет применять различные окислители, дающие чёрные и ровные покрытия с достаточно удовлетворительной коррозионной стойкостью, малой пористостью, но всё же механически недостаточно прочные.
Оксидные покрытия могут получаться матовыми и блестящими. Матовые оксидные плёнки получаются в очень концентрированных растворах (с содержанием 1000 и более грамм ёдкого натра на 1 л воды) при высоких температурах. Поверхность стали при этом подвергается травлению, и железо частично переходит в раствор.
Таковы способы Краузе, ГОМЗ и др.
Блестящие покрытия получаются в менее концентрированных ваннах, для которых типичной является ванна завода имени Киркиж.
В приведённых рецептах ванн, там, где указано химическое обозначение компонента (например NaOH, NaN03 и т. п.), следует иметь в виду применение технических продуктов (каустика, нитрата натрия и т. п.), в которых содержатся примеси, оказывающие влияние на оксидирование. Так, в каустике всегда содержится поваренная соль NaCl (до 1%), что не является, повидимому, вредным, так как в ряде рецептов имеются добавки хлористого натрия или калия и даже соляной кислоты, которая, нейтрализуясь едким натром, образует тот же хлористый натрий. Содержатся в них углекислые и сернокислые соли.
156
От концентрации щёлочи и окислителей зависит температура ванны, так как ванны во время оксидировки бурно кипят. Чем выше концентрация, тем выше температура кипения, тем быстрее идёт процесс оксидирования.
Перед оксидированием изделия необходимо очищать от грязи, обезжиривать и слетка протравливать так, чтобы на них не было и следов ржавчины.
Основным недостатком оксидных защитных плёнок является их малая механическая прочность: они быстро стираются при трении о сукно, от захватывания руками и вообще при обычной эксплоата- ции. Поэтому оксидные покрытия нельзя считать совершенным методом защиты от коррозии.
Испытания показали, что лучше всего защищают от коррозии плёнки, полученные методом Иваненко; этот способ применялся для защиты от коррозии деталей оптических приборов. Хорошо защищают от коррозии вообще все матовые оксидные покрытия.
После оксидирования детали нужно тщательно промывать и сушить, а затем смазывать, окуная в горячую смазку. В некоторых случаях их лакируют.
Плёнки, полученные в щелочных ваннах, хорошо защищают сталь от коррозии в условиях конденсации на ней влаги, особенно в тех случаях, когда перед оксидированием изделие было подвергнуто травлению и с него были удалены следы ржавчины.
Оксидные плёнки обладают, как уже указывалось, малой механической прочностью, быстро стираются и сцарапываются, поэтому воронёные детали оружия нуждаются в постоянном наблюден™ и уходе; они всегда должны быть смазаны соответствующей смазкой. Оксидная плёнка, между прочим, довольно хорошо защищает стальные части оружия от коррозии, которая развивается от прикосновения к ним потными руками.
Оксидирование необходимо производить очень тщательно. Оксидная плёнка на частично покрытом металле способствует развитию ржавления в порах, вдоль царапин и в местах, где плёнка стёрлась, так как в воде она (плёнка) является по отношению к железу катодом; в таких местах, если они не смазаны, развивается сильная местная коррозия и образуются раковины.
4. Фосфатирование
Широко применяется в настоящее время новый вид защитного покрытия чёрных металлов — фосфатирование. На поверхности стальных, заранее подготовленных изделий при кипячении в специальном растворе получают толстый слой основных фосфорнокислых солей железа и марганца, отчего обработанная поверхность приобретает чёрный матовый цвет. Фосфатированию можно подвергать изделия с различно обработанной поверхностью, от полированной до обработанной резцом. При фосфагировании сталь с поверхности частично растворяется, и образующийся слой имеет кристаллическую шероховатую поверхность, поэтому точные детали при фосфа-
157
тировании могут изменить свои размеры и выйти из допусков. Толщина фосфатного слоя равна примерно 0,007—0,05 мм.
В зависимости от состояния поверхности стальные изделия перед фосфатированием подвергают различной подготовке.
Детали, обработанные под один и два «треугольника», а также шлифованные, поступающие на фосфатирование немедленно после механической обработки, подвергают обезжириванию в нагретом да 90—100° С 10% растворе кальцинированной соды или в 5—7%* растворе каустической соды; обезжиривание производят в течение 15—30 минут, неоднократно встряхивая детали, причём по мере накопления на поверхности ванны слоя жира последний удаляют. Обезжиривание считают законченным, если поверхность изделия полностью смачивается водой. После обезжиривания изделия промывают в проточной, лучше горячей, воде.
Детали с грубо отделанной поверхностью, покрытые окалиной, ржавчиной и другими налётами, промывают в бензине или керосине для удаления лишней смазки и затем обезжиривают в горячем содовом растворе; после обезжиривания детали подвергают травлению в 10—15% растворе серной кислоты. Для предохранения изделий от перетравки рекомендуется к травильному раствору прибавить присадки. Изделия необходимо травить до полного удаления ржавчины и окалины.
После травления изделия тщательно промывают в проточной воде (рекомендуется применять для этого чистые жёсткие щетинные щётки), затем в 3—5% горячем растворе соды и, наконец, в горячей воде.
К очищенной поверхности нельзя прикасаться голыми руками и грязными предметами; после травления, нейтрализации и промывки изделия рекомендуется обрабатывать на пескоструйном аппарате; при обработке песком достигается полная и равномерная очистка поверхности, что содействует образованию тонкого плотного и равномерного фосфатного покрытия.
Перед фосфатированием, независимо от предварительной обработки, детали рекомендуется продержать несколько минут в горячем растворе соды (3—5%) и мыла (1—2%) и потом тщательно промыть горячей водой.
Ванну (раствор) для фосфатирования готовят из расчёта 36—37 г фосфата «Мажеф» на 1 л раствора. Рассчитанную навеску фосфата вносят в ванну с холодной водой, после чего раствор подогревают до кипения и кипятят в продолжение 20 минут; затем пополняют испарившуюся воду и отбирают пробу для определения кислотности фосфатирующего раствора. Общая кислотность раствора должна соответствовать 29—30 «точкам», а содержание свободной кислоты должно соответствовать 3—3Уъ «точкам» К 11 Содержание свободной кислоты в фосфатном растворе и общую кислотность раствора принято условно выражать числом „точек“, которым определяется количество миллилитров 0,1-нормального раствора едкого натра, расходуемого на 10 мл фосфатного раствора при титровании: в присутствии метилоранжа—для определения свободной кислоты и в присутствии фенолфталеина—для определения общей кислоты.
158
Если общая кислотность ванны будет понижена, например будет равна 26 «точкам», то для нормальной работы ванны следует добавить фосфата из расчёта: столько граммов на литр, сколько не- хватает «точек» кислоты до нормы, т. е. до 30 «точек», в нашем случае 4 г на каждый литр раствора*
Убыль воды после каждой выгрузки изделий необходимо пополнять до прежнего уровня фосфатной ванны. Нельзя допускать, чтобы содержание фосфата было ниже того, которое соответствует 26—27 «точкам».
Фосфатирование изделий производится в отстоявшемся от осадка, прокорректированном растворе при температуре 98—99° (но не ниже 97°). Изделия выдерживают в фосфатирующем растворе 1 час — 1 ч. 30 м., периодически встряхивая их, причём выгрузка их должна производиться через 5—20 минут, после полного прекращения выделения пузырьков водорода. Затем изделия извлекают из ванны и промывают в проточной горячей воде (90—100°), после чего они немедленно поступают в сушила. Там они сушатся при температуре 100—110° не менее получаса.
Все изделия после фосфатирования обязательно покрывают дополнительной защитной плёнкой. Для этой дели обычно применяют минеральные смазки, разные лаки и краски.
Если фосфатированные изделия будут храниться на складе в хороших условиях, то для защиты от коррозии достаточно их промаслить веретённым маслом или раствором пушечной смазки в бензине. После стекания излишка масла изделие нужно протереть насухо чистыми тряпками или высушить.
Если фосфатированное изделие будет храниться или эксплоати- роваться в тяжёлых коррозионных условиях, его необходимо покрыть лаком или окрасить; фосфатированная поверхность является хорошим грунтом для лакировки и окраски.
Ровный однородный слой краски прочно держится на фосфати- рованном изделии, не отскакивает и не трескается. Если фосфатная плёнка получилась неравномерно-кристаллической и остались непокрытые места, плёнку нужно растворить в кислоте и процесс фосфатирования повторить снова.
Фосфатированные изделия обладают значительной коррозионной устойчивостью. При погружении в 3% раствор поваренной соли на смазанных фосфатированных деталях за 6 часов испытания не должно появляться точек ржавления (для деталей трубок и взрывателей).
На современных крупных заводах имеются специальные автоматы для фосфатирования. На рис. 58 показан общий вид автомата для фосфатирования, установленного на заводе им. Фрунзе.
Автомат выполняет все подготовительные и последующие операции, включая промывание, сушку и смазывание фосфатированных деталей. Он состоит из ряда ванн, расположенных последовательно, в виде подковы. Над ваннами движется со скоростью 200 мм/мин горизонтальная замкнутая транспортная цепь, перемещающая траверсы с обрабатываемыми изделиями.
Там же расположены механизмы для передачи траверс с подвесками из ванны в ванну.
159
Рис. 58. Общий вид автомата для фосфатирования
Технологический процесс фосфатирования на автомате состоит (из следующих операций (см. табл. 17).
Таблица 17
Б
Б
ЕГ
1
а>
Б
О
£
Наименование операции
Температура в °С
Время выдержки в ванне в минутах
1
Обезжиривание химическое
90
27
2
Промывка в горячей воде
90*
1
3
Вторая пгромывка в горячей воде . .
90
1
4
Травление в серной кислоте
60
2
5
Промывка в холодной воде с барботажем
15
1
6
Нейтрализация в содовом растворе .
15
1
7
Промывка в содово-мыльном растворе
40
5
8
Промывка в горячей воде
90
1
9
Промывка в горячей воде с барботажем
90
1
10
Фосфатирование I
98
24
И
Фосфатирование II
98
24
12
Промывка в горячей воде
90
1
13
Промывка в горячем конденсате . . .
90
1
14
Сушка с рециркуляцией воздуха . . .
130
10
15
Смазывание окунанием в раствор пушечной смазки в бенэине (1 часть смазки на 7 частей бензина) ....
40
1
16
Сушка с рециркуляцией воздуха . . .
130
10
,160
В Германии во время войны широко применялись методы ускоренного фосфатирования — бондеризация. Восемь крупных фирм выпускали специальные концентрированные растворы для составления и для корректирования ванн. Как видно из германских технических условий 1943 г. (TL 6311), для бондеризации изделий военного ведомства было разрешено применять 17 различных способов. Большая часть способов заключается в обработке в горячих растворах (при 90—100° С). При двух способах бондеризация производилась при температуре от 55° до 70° G и, наконец, применялись пять способов холодной бондеризации.
Время выдержки и кислотность ванн изменялись в больших пределах: от одной минуты до часа, при кислотности от 8 до 80 «точек».
Бондеризация применялась для защиты коррозии деталей стрелкового оружия и артиллерийского вооружения, как неокрашиваемых (вместо оксидирования), так и тех, которые покрывались слоем краски или лака. В последнем случае фосфатный слой, получающийся при бондеризации, служит прекрасным грунтом.
Бондеризация деталей ремонтируемого вооружения была введена и в германской армии. Применялся холодный бондер-процесс (Kaltbonder фирмы «Metallgesellschaft»).
Для бондеризации применялись два концентрированных раствора КА и КЕ и две соли KN и BZ.
Ванна для холодной бондеризации приготовлялась разбавлением 27,5 л (37,4 кг) раствора КА до 100 л; в раствор добавлялось 1,2 кг соли KN (которая, повидимому, является окисью цинка). Кроме того, на 100 л жидкости добавлялось 50 г соли BZ, растворённой в небольшом количестве воды. Соль BZ, по немецким данным, представляет собой нитрат натрия (NaNOe).
Кислотность готового раствора должна соответствовать 60 «точкам» и в процессе бондеризации не должна быть менее 50 «точек». При понижении кислотности в раствор добавляют раствор КЕ. Для повышения кислотности ванн объёмом 100 л на «точку» необходимо добавить 0,3 л раствора КЕ. Ри готового раствора должно быть в пределах 2,3—2,5. При понижении Рн производится взбалтывание соли KN в растворе. Соль KN помещают в ситообразный сосуд, подвешенный в ванне у её края. Окись цинка (соль KN) поддерживает Рн раствора на необходимом уровне.
Бондеризация производится при температуре 15—30° С; время выдержки от 3 до 15 минут; перемешивание ванны необходимо.
Если в раствор добавлено слишком много соли BZ, то наблюдается сильное шламообразование. При этом следует снизить температуру ванн. Если слой получается слишком тонкий, то, значит, в ванне слишком мало соли BZ или ванна слишком холодна.
Подготовка деталей к бондеризации производилась обычная: обезжиривание в 3—5% растворе соли Рз, выпускавшейся фирмой Хенкель.
После бондеризации производилась промывка в холодной и в горячей воде, к которой добавлялось 0,1% специальной соли для про¬
11 Коррозия оружия и боеприпасов 161
мывки при бондеризации (повидимому, для предохранения от коррозии при высыхании деталей).
После промывки детали сушились при температуре 80—110° и промасливались.
Техническими условиями было предусмотрено специальное «чернение» бондеризованных деталей (стрелкового оружия), для чего употреблялись специальные составы типа чёрных лаков, выпускавшиеся несколькими фирмами.
Бондеризация применялась также для защиты от коррозии стальных артиллерийских гильз (как заменитель латунирования) и для подготовки поверхности стальных винтовочных и пистолетных гильз под лакировку. Применялись главным образом горячие способы, причём процесс был полностью механизирован.
Процесс бондеризации широко применялся при холодной вытяжке стальных гильз. Для этой цели выпускались специальные растворы. Процесс отличался тем, что при нём получалось светлосерое, довольно толстое покрытие с большим мажущим осадком на бондеризованных изделиях. Осадок при вытяжке образует стекловидный слой, облегчающий процесс вытяжки и предохраняющий от коррозии е цеху. После каждой вытяжки бондеризация повторялась.
Бесщелочное оксидирование. Способ бесщелочного оксидирования разработан И. И. Хаиным, С. К. Гусейновым и Е. Н. Детиненко с целью улучшения механической прочности и защитных свойств покрытия для деталей стрелкового оружия.
Тщательно очищенные от ржавчины и загрязнений и обезжиренные детали подвергаются обработке в растворе следующего состава:
Соли „Мажеф“ . ♦ I кг
Азотнобариевой соли 10 „
Азотнокислой соли натрия или
калия 7—7,5 кг
Воды 100 ji
Фосфорной кислоты уд. веса 1,7 . 1 — 1,2 кг
Раствор приготовляется посредством пястворения солей в воде при перемешивании (10—15 минут), после чего его подогревают до кипения и отбирают пробу для титрования. Общая кислотность ванны должна быть в пределах 20—60 «точек». Если кислотность раствора меньше 20 «точек», то добавляют фосфорной кислоты из расчёта 1 г кислот на 1 л раствора. Если кислотность раствора выше 60 «точек», то добавляют раствора, специально приготовленного без фосфорной кислоты.
При оксидировании раствор должен быть нагрет до 100° С и бурно кипеть. Раствор содержит небольшое количество мути — осадок, который отфильтровывать не следует, так как он участвует в процессе нанесения покрытия.
Корректирование ванны в процессе работы производится также фосфорной кислотой, в соответствии с анализом на кислотность, которую определяют ежедневно титрованием и выражают в «точках».
Испаряющаяся вода пополняется.
162
Обезжиривание деталей производят сначала в каком-либо растворителе (для удаления сма&ки), а затем в кипящем 10% растворе кальцинированной соды, каустика или тринатрийфосфата или в других общепринятых щелочных обезжиривающих растворах. Обезжиривание производят 15—20 минут, после чего детали промывают сначала в холодной проточной воде, а затем в горячей воде и подвергают травлению для удаления ржавчины, а затем промывают и быстро опускают в оксидировочный раствор.
Крупные детали (стволы) сначала монтируют на специальных рамах, избегая соприкосновения одного с другим, а мелкие детали загружают в сетчатые железные корзины.
Для оксидирования оружие необходимо разбирать полностью; в процессе оксидирования детали в корзинах необходимо каждые 5—7 минут сильно встряхивать, так как иначе вблизи мест соприкосновения оксидировка не происходит и покрытие получается пятнистым, некрасивым и коррозионно неустойчивым.
Время выдержки в кипящей ванне 25—30 минут. В процессе оксидирования рекомендуется произвести промежуточную промывку, для чего детали через 5—7 минут (считая от начала оксидирования) вынимают и промывают сильной струёй воды из брандспойта для удаления осевших на их поверхности твёрдых частичек (мути).
После промывки детали вновь опускают в оксидировочную ванну и выдерживают в ней до полного оксидирования, т. е. 20—25 минут.
По окончании оксидирования детали вынимают, ополаскивают в проточной воде и промывают сильной струёй воды из брандспойта* обращая особое внимание на отверстия, пазы и углы, где может остаться оксидировочный раствор или приставший твёрдый осадок. Каналы стволов прочищают ёршиками и промывают сильной струёй воды. Промытые холодной водой детали опускают на 5—7 минут в кипящую ванну с мыльной водой, после чего вынимают и просушивают на воздухе или в сушильных шкафах.
Оксидированные детали имеют тёмносерый цвет; иногда на них остаётся еле заметный серый налёт, который не удаляется протиранием и не является недостатком. При последующем промасливании деталей этот налёт исчезает.
Высушенные детали погружают в нагретую до ПО—125° С ружейную смазку, вынимают, складывают на дырчатые противни и дают стечь избыточной смазке, а деталям остыть, после чего их протирают и осматривают.
Покрытие после промасливания становится чёрного цвета, блестящим, без пятен. Неровное покрытие может получиться в местах сварки, на грубо обработанной поверхности с местной закалкой и в тех местах, которые до травления были покрыты толстым слоем ржавчины.
Детали, на которых имеются полосы, пятна, царапины или остались неокрашенные места, возвращают на переоксидирование; перед повторным оксидированием оксидный слой удаляется травлением в 20% соляной кислоте с ингибитором «Уникол».
И*
XVI. АРТИЛЛЕРИЙСКИЕ СМАЗКИ 1. Номенклатура и назначение смазок
Артиллерийские смазки предназначаются для обеспечения нормальной работы вооружения, предохранения его от преждевременного износа и для защиты неокрашенных металлических поверхностей вооружения от коррозии. К смазкам можно отнести ряд материалов, предназначенных для чистки оружия, удаления нагара, загустевшей смазки и загрязнений; амуничная смазка служит для предохранения кожаных изделий от пересыхания и порчи.
Свое прямое назначение смазки могут выполнять лишь в том случае, если за вооружением ведётся правильный уход, а смазки правильно применяются. При плохом уходе за вооружением и при неправильном применении смазок они не смогут защитить металл от коррозии, а в отдельных случаях могут быть даже причиной отказа вооружения в работе, особенно зимой, при морозе.
К числу штатных смазок, которыми снабжаются войска в централизованном порядке, относятся: пушечная смазка, ружейная смазка, смазка № 21, ниэкозастьтающая смазка № 12, незамерзающая снарядная мазь, лейнерная смазка, амуничная смазка, веретённое масло АУ, вазелиновое масло МВП, колёсная мазь и солидол, а также очистительные материалы: щелочной состав, керосин и др.
Помимо этого применялись смазки, приготовляемые непосредственно в войсках: смесь 1/4 и смесь солидола с керосином.
Большое разнообразие артиллерийских смазок является недостатком, который, к сожалению, не может быть устранён, так как получить универсальную смазку с хорошими защитными свойствами,, обеспечивающую нормальную работу всех видов вооружения летом и зимой, пока не представляется возможным. С целью облегчения снабжения номенклатура смазок время от времени пересматривается и сокращается. В то же время развитие военной техники, а также дальнейшее усовершенствование смазочных материалов и применение новых видов сырья заставляют вводить новые смазки, вследствие чего ассортимент их увеличивается.
Пушечная смазка является основной защитной смазкой и, кроме того, употребляется для смазывания механизмов артиллерийских
164
орудий. Она применяется для предохранения от ржавления неокрашенных металлических поверхностей артиллерийских орудий, передков и зарядных ящиков, находящихся в эксплоатации и на хранении, а также для предохранения от ржавления стрелкового оружия и предметов различного ЗИП, находящихся на складах, а также для смазки неокрашенных корпусов артиллерийских снарядов и других металлических предметов. Эта смазка как экспло- атационная применяется весной, летом и осенью. В районах с тёплой зимой, где температура не бывает ниже —10° С, её можно применять в течение всего года.
Пока предметы вооружения находятся на хранении в складах, пушечную смазку можно применять в течение всего года, но при отправках вооружения на фронт в зимнее время её удаляют и заменяют зимней смазкой.
Пушечная смазка является одной из самых необходимых в армии смазок и потребляется в больших количествах. До войны её изготовляли из цилиндрового масла 2 (85%) и церезина (до 15%) с добавкой 0,02% щёлочи для нейтрализации возможных кислот.
Во время войны пушечную смазку стали изготовлять на петролатуме; вместо цилиндрового масла 2 были допущены масла автол 10 и автол 18, а также и другие минеральные масла.
Пушечная смазка представляет собой густую коричневую прозрачную (в тонком слое) мазь, .однородную по всей массе, без комков загустителей; в ней не должно быть песка и других абразивных материалов.
Согласно ГОСТ 3005-45 г. пушечная смазка содержит до 75% петролатума и имеет нейтральную или слабо щелочную реакцию на лакмус и температуру каплепадения, по Уббеллоде, не ниже 45° С. Чем выше температура каплепадения, тем лучше пушечная смазка защищает от коррозии.
Пушечная смазка довольно хорошо предохраняет сталь от коррозии, однако её защитные свойства зависят от исходного сырья и структуры. Недостатком пушечной смазки является то, что иногда она сползает с вертикальных поверхностей под действием тяжести собственного веса (главным образом летом, в жаркую погоду). По наблюдениям автора, пушечные смазки, имеющие волокнистую структуру, лучше защищают от коррозии, чем смазки с зернистым строением. Смазки с волокнистой структурой лучше прилипают к металлу, меньше сползают и не так смываются дождём, как смазки с зернистым строением. Смазки, содержащие петролатум, имеют волокнистое строение и лучше защищают от коррозии, меньше сползают и не так растрескиваются, как содержащие церезин или, тем более, парафин, который иногда добавлялся в пушечную смазку во время войны.
Ружейная смазка употребляется при эксплоатации для смазывания всех механизмов и металлических деталей стрелкового оружия. Она обеспечивает работу механизмов стрелкового оружия только при температуре — 5° С. В качестве ружейной смазки в военное время применялись минеральные масла: цилиндровое 2, автол 10 и автол 18.
165
Для смазывания стрелкового оружия, которое укладывается на длительное хранение, эта смазка непригодна, так как она не обеспечивает защиту металла от коррозии при длительном хранении; для этих целей употребляется пушечная смазка.
Ружейная смазка потребляется армией в ещё больших количествах, чем пушечная, и изготовляется из тех же материалов, что и пушечная, но взятых в другой пропорции.
До войны ружейная смазка изготовлялась из цилиндрового масла 2 с добавкой 2% церезина.
Во время войны для изготовления ружейной смазки стали применять также компрессорное масло Т, автол 10 и автол 18.
В качестве загустителя добавляли озокерит и петролатум. Выпускали смазку и без загустителей, хотя некоторые опыты показывают, что загустители, добавленные даже в количестве 2—3%, несколько повышают защитные свойства ружейной смазки.
Ружейная смазка обладает недостаточно надёжными защитными свойствами и плохо предохраняет сталь от конденсационной коррозии. Она смывается дождём, и это необходимо учитывать при экс- плоатации оружия: после дождя или отпотевания оружие, смазанное ружейной смазкой, необходимо насухо протирать и вновь смазывать.
Зимой ружейную смазку заменяют смазкой № 21.
Зимняя смазка № 21 применяется для защиты от коррозии и для смазывания механизмов стрелкового оружия и артиллерийских орудий, находящихся в эксплоатации зимой; эта смазка пригодна для применения в течение всей зимы и в любых районах. Она обеспечивает безотказную работу всех видов стрелкового оружия и артиллерии при морозах до —40° С. При более сильных морозах в смазку № 21 подмешивают от 10 до 20% керосина.
Смазка № 21 состоит из лёгкого масла и керосина, загущенного кальциевым мылом, касторового масла и саломаса. Она содержит около 1 % воды, которая связана с кальциевым мылом и поэтому безвредна.
Смазка № 21 представляет собой светложёлтую или светлокоричневую густую мазь, похожую на вазелин, с лёгким запахом керосина. Она мало изменяет свою консистенцию при температурах от +70° до —40° С, чем выгодно отличается от смазок, изготовляемых на минеральных маслах и минеральных загустителях (пушечной и рз^кейной).
Смазка № 21 довольно стабильна при хранении и обладает хорошей липкостью, легко наносится и хорошо предохраняет' сталь от коррозии. Она гидрофобна, т. е. не эмульгирует с водой, не пропускает влагу к металлу при конденсации и не смывается дождём.
При попадании пыли на покрытую смазкой № 21 поверхность металла смазка теряет липкость и осыпается вместе с пылью, что является её недостатком.
Смазка № 21 действует на медь и медные сплавы, вызывая слабую коррозию с образованием зеленых продуктов (медных мыл,
166
растворяющихся в смазке); коррозия быстрее развивается на свету; коррозионное разрушение не бывает сильным, однако смазка № 21 не предназначена для смазывания цветных металлов при долговременном хранении изделий на складах.
Применять смазку № 21 летом не следует по экономическим соображениям: она почти в 3 раза дороже ружейной и пушечной смазки.
В качестве зимней ружейной смазки для стрелкового оружия можно применять жидкие масла: велосит и зимнее дизельное топливо; эти лёгкие масла обеспечивают работу механизмов стрелкового оружия всех видов (в том числе пулемёта Максима) до температуры— 45° С. К этому же типу смазок следует отнести смесь 1/4, которая применялась для той же цели в условиях боевых действий войск в сильные морозы.
Велосит, дизельное топливо и смесь 1/4 не обладают защитными свойствами и при первой возможности их следует тщательно удалять с оружия и заменять смазкой №21, а весной обычной ружейной смазкой. Необходимо отметить, что зимняя ружейная смазка, велосит, дизельное топливо и смесь 1/4 можно применять только для смазывания механизмов оружия, а не наружных поверхностей и не каналов стволов, так как все эти смазки не обладают защитными свойствами. В зимних условиях каналы стволов стрелкового оружия и наружные поверхности следует смазывать смазкой № 21 или, в крайнем случае, веретённым маслом АУ.
Смесь 1/4 приготовляли сами войсковые части из четырёх частей тракторного керосина и из одной части веретённого масла. Перед приготовлением керосин обезвоживался путём отстаивания и осторожного сливания верхнего слоя.
Низкозастывающая смазка № 12 применяется теперь только для смазывания механизмов ПУАЗО и других артиллерийских приборов во все времена года. Она представляет собой вазелинообразную массу жёлтого цвета и состоит из трансформаторного масла, церезина, цилиндрового масла 2 и олеино-натриевого мыла. Она имеет щелочную реакцию и не должна содержать воды. Смазка № 12 недостаточно хорошо защищает от коррозии не изолированные от внешней среды поверхности и в качестве орудийной смазки не применяется, хотя первоначально она предлагалась именно в качестве орудийной смазки на зимнее время.
Недостаточные антикоррозионные свойства этой смазки являются следствием того, что она содержит олеино-натриевое мыло, растворяющееся в воде-. Поэтому смазка № 12 смывается дождём, а при конденсации влаги эмульгирует с водой и пропускает воду к металлу.
Смазка № 12 относится к дорогим смазкам и применяется только для смазывания артиллерийских приборов и приборов управления артиллерийским зенитным огнём.
Её применяют во все времена года, хотя испытания показали, что при температуре ниже — 35° С работа приборов, смазанных этой смазкой, затрудняется.
167
Смазка «Аэрофлот-70» (АФ-70) должна заменить смазку № 12, так как обладает лучшими защитными свойствами и обеспечивает работу ПУАЗО при температуре до —40° С, а других артиллерийских приборов — при более низких температурах.
Для смазывания механизмов артиллерийских приборов в зимнее время при низких температурах применяется также вазелиновое приборное масло МВП. Оно представляет собой светлое жидкое лёгкое минеральное масло из доссорской нефти и имеет температуру застывания ниже —60° С. Масло МВП применяется также для заполнения тормозов отката некоторых американских пушек и в зимнее время может применяться для заполнения гидроприводов зенитных американских пушек. Масло МВП не обладает защитными свойствами и легко смывается водой, поэтому в качестве антикоррозионной смазки его применять нельзя.
Тёмное нефтесало в настоящее время для армии не изготовляется, но поступает в промышленность, где применяется для смазывания корпусов снарядов и мин при перевозке их с одного завода на другой и для других неответственных целей. Когда оно поступало в армию, то изготовлялось из машинного масла 2, церезина и парафина с добавкой щёлочи. В настоящее время для изготовления неф- тесала применяют второсортные продукты.
Нефтесало легко смывается дождём, особенно летом в тёплую погоду, и плохо предохраняет сталь от коррозии при конденсации влаги. Оно легко сползает и вообще является плохой защитной смазкой.
Незамерзающая снарядная мазь применяется для замазывания отверстия прижимного винта и для смазывания его резьбы, а также для смазывания резьбовой части хвоста дистанционных трубок, взрывателей и резьб холостых втулок; она применяется для предохранения от проникания воздуха и влаги между соприкасающимися металлическими частями и облегчения вывёртывания мастичных втулок при комплектовании выстрелов, особенно зимой.
Применявшаяся до войны для тех же целей снарядная смазка, в состав которой входили церезин (до 75%) и цилиндровое масло, теперь не изготовляется и не применяется, так как при низких температурах она настолько сильно густеет, что смазанные ею мастичные втулки на морозе не вывёртываются и ломаются.
Незамерзающая снарядная мазь бывает двух сортов: мазь № 1 и мазь № 2.
Снарядная мазь № 2 представляет собой однородную мягкую мазь белого или светложёлтого цвета, весьма сходную со смазкой № 21. Она изготовляется из велосита и кальциевого мыла, саломаса и касторового масла; с мылом в смазку вводится до 2% воды, которая не оказывает вредного действия.
Снарядная мазь № 1 изготовляется из мази № 2 и хорошо отмученной сухой охры, отчего имеет кирпично-красный или коричневый цвет, в зависимости от цвета охры.
Снарядная мазь № 2 применялась в военное время; она заменялась в случае её отсутствия смазкой № 21, так как по составу и свойствам весьма с ней схожа.
168
Снарядная незамерзающая мазь обладает такими же защитными? и антикоррозионными свойствами, как смазка № 21. Применение её несколько ограничивается вследствие некоторой её активности по отношению к меди и латуни при длительном соприкосновении на свету; поэтому незамерзающая снарядная мазь не применяется для смазывания запоясковой части снаряда и дульца латунной гильзы при оборке унитарных патронов; для этой цели применяют обезвоженный петролатум.
Амуничная смазка применяется для смазывания кожаных деталей артиллерийской амуниции и кожаных деталей различных предметов артиллерийского вооружения с целью предохранения кожи от пересыхания и растрескивания.
Эта смазка применяется также для смазывания металлических деталей артиллерийской амуниции и сёдел (колец, пряжек, скоб и т. п.) с целью предохранения их от ржавления.
Амуничная смазка представляет собой густую мазь оветложёл- того или коричневого цвета. До войны её изготовляли из цилиндрового масла 2, машинного масла 2 и церезина. Во время войны амуничную смазку стали делать из машинного масла и бакинского петролатума с добавкой небольшого количества ворвани.
Амуничную смазку можно применять в течение всего года* однако в зимнее время, на морозе, она загустевает, и тогда к ней следует добавлять веретённое масло; после размешивания она становится мягче.
По своим защитным свойствам амуничная смазка близка к пушечной смазке, однако она несколько мягче и хуже держится на металле. В ней нет свободной щелочи, так как щелочь может оказать вредное действие на кожу.
Амуничную смазку можно также заменять смесью ворвани и берестового дегтя, однако эта смесь применяется только для смягчения кожи, а не для защиты от коррозии металлических деталей амуниции.
Вазелины представляют собой мазеобразные липкие нефтепродукты с температурой плавления от 36 до 52°; они разделяются на естественные и искусственные.
Естественные вазелины получаются из нефтяных остатков — концентратов парафинистых мазутов или гудронов путём очистки их серной кислотой и глинами.
Технический естественный вазелин имеет тёмнокоричневый цвет, нейтральную или слабощелочную реакцию и вязкость при 60° С не менее 4,5° по Энглеру. Он не должен вызывать коррозии стали и не должен содержать воды и механических примесей. Искусственный технический вазелин имеет температуру плавления от 40 до 50° С и вязкость при 50° С не ниже 3° по Энглеру. Приготовляют этот вазелин простым сплавлением минерального масла с бакинским петролатумом и парафином.
Искусственный вазелин, получаемый путём сплавления белого церезина, белого парафина и парфюмерного масла, называется белым: медицинским вазелином.
169
Искусственные вазелины, в особенности белый медицинский, имеют более высокую температуру плавления, чем естественный вазелин, и при растягивании между пальцами не дают длинную нитку — ус, какую даёт естественный вазелин.
Технические вазелины применяются в качестве антикоррозионных смазок при хранении на складах и транспортировке механизмов и машинных агрегатов или их деталей, в частности шарикоподшипников. Вазелины применяются и в качестве консистентной смазки, а также как составная часть резины, которой они придают эластичность, а также для других целей в кожевенной, текстильной и клеевой промышленности.
Лейнерная смазка предназначается для смазывания лейнеров, свободных труб и казёнников с целью облегчения вставления и вынимания лейнеров и свободных труб и для облегчения навёртывания и свёртывания казёнников. Она состоит из веретённого масла 3, натриевого мыла саломаса и чешуйчатого (завайского) графита и по внешнему виду п(редст1а/вл!яет собой однородную серо-чёрную маслянистую мазь. Температура каплепадения её, по Уббеллоде, не ниже 150° С. Воды и свободных органических кислот содержать не должна.
Лейнерная смазка хорошо предохраняет трубу и лейнер от коррозии, так как препятствует прониканию влаги и пыли в зазоры между ними. Она не испаряется и не обугливается при тех высоких температурах, до которых нагревается лейнер и ствол при интенсивной стрельбе. Лейнерная смазка должна быть стабильной при нагревании до 75° С и не должна вызывать коррозию стальных пластинок, при температуре +60° С, опущенных в неё на 48 часов. Лейнерная смазка не имеет заменителя и используется только по прямому назначению.
Солидол представляет собой консистентную смазку и бывает нескольких сортов, из которых в артиллерии для смазывания механизмов двигателей и колёс применяются жировой солидол М с температурой каплепадения не ниже 75° С. ,
В состав солидолов входят очищенные минеральные масла, загущенные кальциевыми солями высших жирных кислот (кальциевыми мылами). Основными параметрами, характеризующими отдельные сорта солидолов, являются их пенетрация и температура плавления (каплепадения). Расплавляется солидол при сравнительно низких температурах, поэтому применять его рекомендуется, во избежание вытекания смазки из подшипника и её расслоения, при рабочих температурах на 10—15° ниже температуры его каплепадения. Солидол влагостоек, поэтому его можно применять в условиях повышенной влажности.
Колёсная мазь (коломазь) представляет собой смесь нефтяных масел и остаточных тёмных нефтепродуктов, загущенных кальциевыми солями (мылами) смоляных кислот.
Колёсная мазь изготовляется главным образом на различных смесях дешёвых сортов нефтепродуктов, как то: чёрная солярка, мазут, полугудрон, отчасти гудрон, и на смоляных кислотах сосновой »смолы, омыленных кальциевой щёлочью. Помимо древесной смолы,
170
для изготовления кальциевого мыла используется канифоль, нафтеновые кислоты, торфяная смола.
По внешнему виду колёсная мазь представляет собой мазеобразный продукт, имеющий при обычной температуре консистенцию сливочного масла. Проведённые на её поверхности полосы и канавки не должны заплывать и сглаживаться. Поверхность мази должна быть блестящей.
В отражённом свете мазь имеет зеленоватый цвет, часто с синеватым отливом; она может быть также тёмнокоричневого и чёрного цвета.
При растирании колёсной мази между пальцами должна ощущаться маслянистость, но не клейкость, при этом не должно чувствоваться присутствия твёрдых частиц. Мазь не должна тянуться, образуя длинный ус. Взятая между двумя пальцами проба смазки при разведении пальцев должна остаться в виде правильной пирамидки. Колёсная мазь применяется в течение всего года для смазывания втулок деревянных колёс (старых образцов) артиллерийских орудий, передков и зарядных ящиков. Летом она не имеет заменителя, а зимой колёсную мазь можно заменять солидолом. Антикоррозионные свойства у неё удовлетворительные.
Колёсная мазь при повышении температуры до +50° С не должна заметно изменять свою консистенцию. Это является основным требованием, предъявляемым к колёсной мази (помимо водостойкости). Температура каплепадения колёсной мази не должна быть ниже 90° С для первого сорта и 75° С для второго. Колёсная мазь имеет щелочную реакцию и содержит до 6% воды (во внутренней фазе); она укупоривается в бочки и ящики; хранить её надо в сухом месте.
Для изготовления артиллерийских смазок применяются следующие минеральные масла: масло цилиндровое 2, автол 10, автол 18, компрессорное масло Т, веретённое масло 3, веретённое масло 2, веретённое масло АУ, масло вазелиновое, масло МВП, трансформаторное масло, зимнее дизельное топливо, масло велосит, машинное масло, керосин, а также другие масла, при отсутствии масел, указанных в технических условиях на смазки.
В качестве загустителей применяются церезин, парафин, озокерит и петролатум.
Кроме того, в больших количествах употребляются мыла, в основном кальциевые и натриевые, жирных кислот, нафтеновых кислот, канифоли, касторового масла, саломаса, хлопкового масла и технического животного жира. До войны употреблялись также свиное и коровье сало.
Для изготовления щелочного состава применяют изоамиловый, бутиловый и этиловый спирты. Для нейтрализации кислот и обеспечения щелочной реакции смазок добавляют едкую щёлочь NaOH или КОН. Для изготовления кальциевых смазок употребляют гашёную известь (пушонку).
Как видно, для изготовления артиллерийских смазок применяют весьма разнообразное сырьё.
171
Веретённое масло АУ применяется для наполнения противооткатных устройств артиллерийских орудий, гидроприводов, для изготовления зимней смазки 1/4 и для разжижения густых смазок зимой при больших морозах. Веретённое масло АУ широко применяется в армии.. |
Оно изготовляется из отборных нефтей. Его физико-механические константы приведены в табл. 18.
Таблица 18
№ по пор.
Фивико-химические свойства
Показатели
1
Удельный вес d^
0,888—0,896
2
Вязкость при 20°С, не более:
а) кинематическая в ССТ
б) соответствующая ей условная в гра¬
49,0
дусах Энглера
6,5
3
Вязкость при 50°С:
а) кинематическая в ССТ
б) соответствующая ей условная в гра¬
12,0—14,0
дусах Энглера .
2,0-2,2
4
Кислотное число в мг КОН на 1 г масла,
не более
0,07
5
Зольность в о/о, не более
0,005
6
Испытание на коррозию стальных пласти¬
нок
Должно выдерживать
7
Содержание механических примесей ....
Отсут¬
ствуют
8
Содержание водорастворимых кислот и
То же
щелочей
9
Содержание воды
То же
10
Температура вспышки (определяемая в при¬
боре Бренкена) в °С, не ниже
165
11
Температура застывания в СС, не выше . .
—45 1
Керосин широко применяется в армии и в промышленности для самых разнообразных целей: в качестве очистительного материала для удаления загустевшей смазки, нагара и других загрязнений, для удаления небольшой ржавчины, для разжижения смазки № 21 и для приготовления низкозастывающих смазок (смеси 1/4).
Имеется несколько сортов керосина, предназначенных для определённых целей.
Керосин осветительный бывает двух сортов: А и Б. Керосин сорта А отличается от сорта Б более лёгким фракционным составом и меньшим удельным весом. В больших количествах применяется тракторный керосин, который является продуктом перегонки нефтей, главным образом Бакинского района, и имеет больший удельный вес по сравнению с осветительным керосином и более высокую 11 В отдельных случаях, при согласии потребителя, допускается сдача веретённого масла АУ с температурой застывания — 35°С.
172
температуру вспышки. В армии могут быть смеси тракторного керосина с крекинг-керосинами и смеси керосина с лигроином.
Лигроин является продуктом прямой перегонки нефти и применяется в качестве горючего для некоторых видов тракторов. Это более лёгкий погон нефти по сравнению с тракторным керосином. Он должен выкипать на 98% при температуре 240° С, тогда как тракторный керосин на 98% должен выкипать при температуре 300° G.
В армии, таким образом, могут быть самые разнообразные сорта керосина, которые отличаются и по физико-химическим константам и по чистоте. Поэтому применять керосин следует с осторожностью.
Недостаточно хорошо очищенные сорта керосина могут содержать нафтеновые кислоты, а иногда и следы минеральных кислот, а также воду. Такие керосины могут вызывать коррозию стали, и применять их для разжижения смазок (смазки № 21, солидола) и для приготовления смеси 1/4 нельзя. В чистом, хорошо нейтрализованном и безводном керосине стальные изделия не корродируют даже в том случае, если они хранятся в керосине в течение многих месяцев.
Керосин не обладает защитными свойствами, так как легко стекает и испаряется, обнажая металл. При этом он смывает смазку, и незащищённый металл легко корродирует, если он отпотеет или подвергнется действию тумана, дождя и пр. Промытая керосином сталь часто сильно ржавеет, что является в большинстве случаев следствием отсутствия защитного слоя смазки, а не вызывается присутствием керосина.
Нельзя также считать правильным установившееся понятие, что керосин «отъедает» ржавчину. На ржавчину немного может действовать только керосин, в котором содержатся нафтеновые или минеральные кислоты в свободном состоянии. Но керосин пропитывает ржавчину и проникает к металлу, поэтому он несколько ослабляет сцепление ржавчины с металлом и облегчает механическое удаление продуктов коррозии.
При очистке орудия от небольшой ржавчины, т. е. в том случае, когда обычно рекомендуется применять керосин, лучше применять жидкое масло, так как при этом условии коррозии в дальнейшем не наблюдается.
Керосин бесполезно применять для чистки каналов стволов стрелкового оружия после стрельбы, так как он не растворяет соли нагара.
Керосин практически не растворяет воду и не смешивается с водой; однако он может содержать воду иногда во взвешенном состоянии. Вода имеет больший удельный вес, чем керосин, и собирается на дне сосуда; этим можно воспользоваться для удаления воды из керосина: нужно дать керосину отстояться и осторожно слить его в другой сосуд. На дне остаётся керосин с водой.
В старых наставлениях приводится способ очистки керосина от воды фильтрованием через прокалённую поваренную соль. Действительно, небольшое количество воды поглощается сухой солью, и керосин при фильтровании через соль получается безводным. Но соль поглощает только мелкие капельки воды, взвешенные в керосине. Если в соль попадает вода, которая собралась на дне сосуда, или
173
если в керосине взболтано большое количество воды, то поваренная соль растворяется в воде и вместе с водой попадает в фильтрованный керосин в виде насыщенного раствора, в котором все процессы коррозии происходят с большей интенсивностью, чем в воде.
Раствор, насыщенный поваренной солью, вызывает сильную коррозию стали. Поэтому перед фильтрованием необходимо обязательно дать керосину отстояться, после чего его следует слить, и только отстоявшийся и слитый керосин подвергать окончательному обезвоживанию солью.
Иностранные смазки
На снабжении армии США имеется очень большое число разнообразных смазок и масел.
Примером, свидетельствующим о большом разнообразии смазок, применяемых в армии США, может служить Руководство службы по 40-мм американской автоматической зенитной пушке. Для смазывания механизмов 40-мм пушки применяются: два сорта машинного масла (летнее и зимнее), два сорта консистентной смазки (для лета и зимы), смазка для подшипников ходовых частей и специальное масло для «авиационных приборов и пулемётов». Кроме того, в гидроприводах пушки применяется «гидравлическое масло» и в цилиндре тормоза специальное противооткатное масло. Для защиты от коррозии применяется ещё несколько сортов защитных смазок.
Такое обилие смазок должно затруднять снабжение и эксплоа- тацию, особенно в боевой обстановке. Поэтому и в США стремятся к уменьшению ассортимента смазок.
Американские смазки делятся на три вида: защитные составы, антифрикционные и специальные смазки.
Американские защитные составы не разрешается применять в качестве антифрикционных смазок, тогда как наша пушечная смазка или смазка № 21, а также ружейная, служат одновременно и как защитные и как рабочие смазки.
В качестве защитных составов в США применяются сйазки двух видов: тяжелые составы (compounds rust-preventive, heavy) и лёгкие составы (compounds rust-preventive, light).
Тяжёлых защитных смазок в свою очередь изготовляется несколько сортов, и, повидимому, состав их не регламентирован. Имеются защитные составы петролатумного типа, составы, содержащие значительные количества кальциевых и алюминиевых мыл, и, наконец, особые «свинцовистые составы» (compounds rust-preventive, lead base).
Свинцовистые предохранительные составы содержат значительное количество основных солей свинца — углекислой или сернокислой и представляют собой белые или светложёлтые пасты, очень липкие, хорошо предохраняющие металл от коррозии. Свинцовистые пасты применяются для предохранения от коррозии предметов вооружения и боеприпасов при длительном хранении и при морских перевозках, а также для смазывания нарезной части болтов и гаек, донных втулок у снарядов и других сопрягаемых металлических дета¬
174
лей, находящихся на длительном хранении, особенно если имеется опасность ржавления с одновременным схватыванием. Таким образом, в США свинцовистые составы употребляются для тех же целей, для каких у нас употребляются снарядная мазь и пушечная смазка.
Как указывается в руководствах США, свинцовистые пасты надёжно защищают от коррозии во всех климатических условиях; при необходимости можно разбавлять их маслами до нужной консистенции. Хотя на снабжении армии США имеются два состава, рекомендуется применять состав, содержащий основные углекислые соли свинца, а не сернокислые, так как первый в большинстве случаев даёт лучшую защиту от коррозии и менее дефицитен (для США), чем последний.
Лёгкие предохранительные составы (их тоже имеется, повиди- мому, несколько) обладают меньшей защитной способностью и меньшей липкостью, чем тяжёлые составы. Их можно наносить в холодном и горячем виде и применять для предохранения мелких изделий,, хранящихся в закрытых складах завёрнутыми и упакованными в ящики. Лёгкий предохранительный состав ценится примерно в десять раз дороже, чем тяжёлый (петролатумного типа) состав, и в шесть раз дороже свинцовистой смазки.
В качестве антифрикционных смазок (lubricant) в США применяются консистентные смазки и жидкие масла.
Консистентных смазок (grease) имеется не менее десяти сортов: смазка для шариковых и роликовых подшипников; три смазки общего назначения № 0, № 1 и № 2; смазка графитовая, лёгкая; смазка для приборов управления огнём; смазка ОД № 00, артиллерийская, для эксплоатации при низких температурах; смазка ОД № 0, артиллерийская, для эксплоатации при обычных температурах; специальная смазка для механизмов, подверженных действию высоких температур (для танковых моторов и т. п.); смазка для водяных насосов; тяжёлая (густая) смазка для подшипников и т. д.
Применяется также большое число различных масел: три сорта машинного масла SAE 10, 30 и 50, которые применяются в зависимости от времени года (масло SAE 10 при низких температурах и масло SAE 30 — при температурах выше 0° С); гидравлическое масло, которое применяется для заливки гидроприводов и других гидравлических механизмов; три сорта противооткатных масел — лёгкое, тяжёлое и специальное — применяются для заливки в гидравлические тормозы и накатники артиллерийских орудий. Имеется два сорта масел для часовых механизмов, одно из которых представляет собой особым образом очищенный рыбий жир и применяется для смазывания подшипников точных часовых и других приборов. Есть масло для стальных тросов, масло для авиационных приборов и для зенитных пулемётов.
Имеются масла антифрикционно-предохранительные: лёгкое —
для смазывания малокалиберного оружия и т. п., среднее—для смазывания небольших ружей, внутренних поверхностей машин и т. п., и специальное масло для авиационных пулемётов. На снабжении армии США, кроме того, имеются масла для цилиндров паровых ма¬
175
шин (двух сортов), костяное масло для смягчения и предохранения .колеи! от высыхания и увлажнения, масло для винтовых соединений и касторовое масло, применяемое для предохранения резиновых изделий от высыхания и порчи.
Все эти смазки и масла являются стандартными продуктами высокого качества; обычно они бывают очень хорошо укупорены в банки или бидоны из белой жести. Жидкие смазки укупориваются в банки или бидоны ёмкостью в 1 кварту, 1 галлон, 5 и 55 галлонов, а густые смазки укупориваются в банки, вмещающие 1 фунт, 5 и 25 фунтов продукта.
В заключение укажем артиллерийские смазки, применявшиеся в германской армии во время последней войны.
Все германские артиллерийские смазки можно разделить на четыре группы:
I. Консистентные смазки: защитная, пушечная, смазка для лож и колёсная мазь.
II. Жидкие защитные смазки и ружейная смазка.
III. Смазочные масла специальные.
IV. Очистительный состав.
Защитная смазка «Korrosions-Schützfett-40» (TL-60171) представляет собой густую липкую мазь и предназначалась для длительного предохранения от коррозии неокрашенных деталей материальной части артиллерии и стрелкового оружия, хранящихся на складах.
Пушечная смазка «Waffenfett» (TL-6014) представляет собой консистентную мазь, сходную с нашей пушечной смазкой; она предназначалась для смазывания подшипников и червячных передач, материальной части артиллерии и стрелкового оружия при температурах до —15° С, причём ею обычно заполнялись тавотницы. Смазка содержит натровое мыло и поэтому легко смывается водой и плохо защищает от коррозии.
Смазка для лож «Schaftpflegemittel» представляет собой консистентную мазь; она специально предназначалась для сохранения деревянных деталей стрелкового оружия от увлажнения и коробления при длительном хранении.
Колёсная мазь «Wagenschmiere» представляет собой густую смазку чёрного цвета, предназначенную для смазывания втулок колёс старых типов орудий, повозок и т. п.
Ружейная смазка «Waffenschmieröl» (TL-6021) применялась для смазывания затворов и всех скользящих деталей стрелкового оружия и материальной части артиллерии в летних условиях. Зимой вместо неё применялось «зимнее масло для смазывания оружия» (TL-6025). Оно обеспечивало работу оружия до —40° С. При более низких температурах три части зимнего масла смешивались с одной частью керосина.
На снабжении германской армии имелось ещё голубое ружейное масло («Waffenölblau»), защитное масло «Schützöl 44» и защитное масло «Schützöl 39».
1 TL—Technische Lieferbedingungen, в переводе обозначает „технические условия“.
176
Смазка «Wacuumfett» (TL-1416) применялась для смазывания оптических приборов во все времена года, так как она не застывала до —40° G. Для смазывания прицельных приспособлений зимой немцы применяли масло «Servöl», которое не замерзало до —50° G. Летом для этой цели разрешалось применять масло для точных механических приборов TL-6010 и даже «масло для чистки оружия».
Для чистки оружия применялось специальное масло «Waffenreinigungsöl» (TL-6007), обладающее способностью легко эмульгировать при смешении с водой в любом соотношении; этот состав содержал большой процент мыла и воду, находящуюся в связанном состоянии.
2. Определение качества смазок
Обеспечивать нормальную работу вооружения и предохранять его от ржавления могут лишь смазки хорошего качества.
Смазки испорченные или отработанные могут служить причиной отказа в работе вооружения и вызывать ржавление. По степени своей пригодности смазки условно делятся на четыре категории.
1- я категория — смазки, находящиеся в ещё не открывавшейся таре с сохранившимися на ней трафаретами и пломбами военпреда; эти смазки вполне годны к употреблению;
2- я категория — смазки, находящиеся в таре, уже открытой, со снятыми, но сохранившимися на ней трафаретами и пломбами военпреда; эти смазки также годны к употреблению, но их следует расходовать при первой надобности;
3- я категория — смазки, находящиеся в таре, на которой нет соответствующих трафаретов и пломб военпреда, а также смазки, после применения которых на предметах вооружения появляется коррозия (ржавчина); эти смазки считаются сомнительными по качеству и перед употреблением их следует проверять;
4- я категория — смазки неизвестного назначения и качества, всякого рода смеси неизвестных смазок и смазки с вредными примесями; смазки 4-й категории не годны к употреблению в войсках.
Качество смазок, относящихся к 1-й и 2-й категориям, в войсках не проверяют или проверяют в исключительных случаях, при наличии каких-либо подозрений в отношении их качества.
Смазки 3-й категории в армии проверяют, причём определяют внешний вид, влажность, кислотность и антикоррозионные свойства.
Непосредственно в войсках проверяют только внешний вид смазок, а проверку в отношении наличия или отсутствия влаги, кислотности и антикоррозионных свойств производят в складах и базах или в лабораториях.
При отборе проб смазок, отправляемых на испытание в лаборатории, необходимо пользоваться только чистой и сухой посудой. Перед отбором проб жидкую смазку необходимо перемешивать; пробы густых смазок надо брать на разных уровнях по высоте, а не снимать только верхний слой, причём необходимо и смазку и посуду выдержать при температуре 18—20° С в течение суток.
12 Коррозия оружия и боеприпасов
177
Внешний вид смазок определяют путём наружного осмотра; при этом устанавливаются консистенция (густая, жидкая, мазеобразная) и цвет смазки. Перед осмотром смазку выдерживают несколько часов при температуре 18—20° С, для того чтобы она приняла «нор- мальную» консистенцию.
Для определения цвета жидкую смазку наливают в стеклянную прозрачную посуду (пробирку, стаканчик, флакон), а густую намазывают на кусочек прозрачного стекла.
Все жидкие смазки должны быть прозрачны и однородны; если смазка оказывается мутной, её надо проверить более тщательно и в первую очередь на содержание в ней воды. Густые смазки в тонком слое, нанесённом на стекле, должны быть тоже прозрачны (кроме лейнерной смазки, которая непрозрачна).
Ни в одной смазке не должно содержаться механических примесей: пыли, песка и т. п.
Механические примеси легко можно обнаружить при проверке прозрачности и однородности смазок. Если в слое смазки (на стекле или в пробирке) нет заметных на-глаз и наощупь посторонних частиц, значит смазка чиста. При проверке густых смазок надо учитывать, что часто в их состав входит церезин; зёрна церезина не следует принимать за механические примеси.
Отсутствие влаги определяют следующим простым методом. В стеклянную, совершенно чистую и тщательно высушенную пробирку наливают (или вводят) испытуемую смазку до высоты 4—б см. Пробирку пропускают до половины в отверстие проволочной сетки так, чтобы она прочно держалась, и, наклонив пробирку отверстием в сторону от себя, нагревают её нижнюю часть над пламенем горелки, держа в руке угол сетки. Если проволочной сетки нет, надевают на руку перчатку и верхний конец пробирки обхватывают свёрнутой в полоску бумагой.
В начале нагрева пробирку держат на некотором удалении от пламени горелки, а затем постепенно приближают её к пламени. Пробирка должна нагреваться до температуры примерно 150—180° С в течение 5—б минут.
Если в пробирке появились толчки и треск, то это указывает на наличие воды в смазке. При нагревании пробирки легкое вспенивание без потрескивания может происходить от выделения воздуха, и это не должно считаться признаком наличия в ней воды или негодности смазки.
Описанный метод определения влаги в смазке позволяет обнаружить доли процента влаги, а поэтому надо, чтобы посуда, в которой проверяется смазка, была абсолютно сухой. Нельзя также определять влагу в смазке, внесённой в помещение с холода, так как на холодной смазке конденсируется влага из воздуха и при проверке обязательно будет обнаружена влага; определение влаги в смазке, внесённой в помещение в герметически закрытом сосуде, можно производить не ранее чем через сутки.
Кислотность смазок. Смазки не должны содержать свободных кислот в количествах, дающих кислую реакцию на метилоранж.
178
Для качественного определения наличия кислоты в смазке необходимо иметь: делительную стеклянную воронку, горячую де- стиллированную воду, фильтровальную бумагу, раствор метилоранжа (0,2 г на 1 л дестиллированной воды), пробирку или стаканчик.
В делительную воронку наливают 40—50 г смазки, нагретой предварительно до 70—80° G, и такое же количество горячей дестиллированной воды. Смесь эту взбалтывают в течение 5 минут, после этого дают воде отстояться и отделиться от масла и затем воду фильтруют.
Отфильтрованную воду переливают в пробирку и добавляют к ней две-три капли метилоранжа.
Если раствор принял розовую окраску, значит в смазке есть кислота; жёлтая окраска свидетельствует о щелочной реакции; оранжевый цвет указывает на нейтральную реакцию.
Для контрольного сравнения окраски воды, применяющейся для промывки смазки, рекомендуется параллельно в другой пробирке добавлять метилоранж к чистой воде.
Смазки, дающие слабощелочную реакцию, и нейтральные смазки пригодны к употреблению; смазки с кислой реакцией к употреблению не пригодны. Щелочной состав обязательно должен быть щелочным или слабо щелочным.
Наибольшее значение для проверки качества защитных смазок имеют методы определения их коррозионных свойств. Старый метод определения предохранительной способности смазок состоял в следующем.
Стальные, медные или латунные пластинки квадратной формы, размером 50X50X3 мм> с отверстием в одном углу, полируют до зеркального блеска крокусом на сукне; после обезжиривания и промывки в петролейном эфире и этиловом спирте высушенные и вытертые пластинки осматривают и с каждой стороны на них наносят стеклянной палочкой около 0,6 г испытуемой смазки. Смазка на пластинках распределяется с обеих сторон слоем толщиной около 0,2 мм. После этого пластинки со смазками помещают в эксикатор, на дно которого налита вода. В эксикаторе находятся четыре пластинки, подвешенные вертикально, и четыре, положенные горизонтально. Эксикатор закрывают крышкой и сохраняют в помещении с ровной температурой — от 16 до 20° С — 30 суток. После этого пластинки промывают тёплой спиртобензольной смесью; промытые и высушенные пластинки слегка протирают гигроскопической ватой и тщательно осматривают невооружённым глазом. На пластинках не должно быть никаких пятен, признаков разъеданий, ржавчины (точек), цветов побежалости, зелени и потемнения (на медных и латунных пластинках); осматривают только те части пластинок, которые находились под смазкой. Образование в слое смазки трещин шириной более 1 мм и последующее сползание этого слоя не допускаются.
В случае появления следов коррозии только на одной из пластинок опыт повторялся. При вторичном появлении следов коррозии хотя бы на одной из пластинок смазка браковалась.
179
12*
Этот метод определения предохранительной способности смазок имеет ряд недостатков; основным недостатком является то, что он не даёт правильных и однозначных результатов при параллельных испытаниях и требует много времени (30 суток). При таком методе одновременно производятся три испытания: определение коррозионной активности смазки по отношению к металлу, определение защитных свойств смазки и определение сползаемости.
Это испытание производится в неблагоприятных для коррозии металла условиях. В начале настоящей книги указывалось, что если на металле конденсируется влага, то атмосферная коррозия ускоряется во много раз.
При производстве испытания по описанному методу создавались такие условия, чтобы по возможности влага не конденсировалась на смазанных образцах; но так как избежать этого при длительных испытаниях очень трудно и так как во время выдерживания образцов в эксикаторе (над водой) конденсация влаги в какой-то мере происходит, то и получаются различные результаты. Опыт приходилось повторять обычно с такими же результатами. Всё это значительно затрудняло работу по изготовлению и приёмке смазок.
В настоящее время этот метод испытания не применяется.
Коррозионная активность смазок определяется при обычной или при повышенной температуре в течение короткого времени, причём стальные, медные и латунные пластинки выдерживаются в бюксах полностью погруженными в смазку. Если в смазке содержатся какие-либо коррозионно-активные вещества, то за это время должна произойти коррозия металла.
Установлено, что испытание при +60° в продолжение 48 часов эквивалентно месячному испытанию при +20°.
Метод основан на фиксации изменения металлических пластинок под действием смазок и применяется при заводском контроле, приёмочных и арбитражных испытаниях. В качестве образцов применяются металлические (медные или стальные) пластинки, рёбра и боковые поверхности которых отшлифованы наждачным полотном № 0000.
Шлифованные пластинки промывают в фарфоровой чашечке нейтральным бензином и протирают сначала гигроскопической ватой, смоченной этиловым спиртом, а затем сухой ватой досуха.
Пластинки берут фильтрованной бумагой, не касаясь их рукой.
Промытые и протёртые пластинки осматривают в лупу с 6—8- кратным увеличением. На них не допускается никаких следов 'ржавчины или пятен.
Кристаллизатор или эксикатор заполняют испытуемой смазкой, полностью погружают в неё пластинки, надавливая на них через фильтровальную бумагу. Над пластинками смазку выравнивают шпателем, оставляют смазку в покое при установленной температуре на время испытания, по истечении которого пластинки вынимают, промывают в спирто-бензольной смеси, осторожно протирая их ватой, и сейчас же тщательно осматривают.
Смазка считается выдержавшей испытание, если на пластинках нет заметных невооружённым глазом зелени, пятен или точек.
180
Если следы коррозии будут заметны только на одной пластинке, то испытание повторяют.
Сползаемость определяется только для консистентных смазок. Жидкие смазки (ружейная) не сползают, а стекают с вертикально поставленной пластинки.
Смазки сползают вследствие их недостаточной липкости. Под влиянием собственного веса смазка сползает, и на поверхности металла остаётся тонкий слой смазки, не предохраняющий его от коррозии. Для определения склонности смазок к сползанию применяют вертикально подвешенные стальные шлифованные пластинки; испытание производят при нормальной температуре.
Размер пластинок должен быть не менее 5X8 см. Слой смазки для определения сползаемости должен быть ровным; наносить его необходимо при помощи шаблона. Если нанесённая смазка толщиной 3—4 мм при температуре 15—20° С не сползла в течение пяти суток, то можно считать, что она достаточно липка.
Консистентные смазки с течением времени изменяют свою структуру, причём обычно выделяется жидкая фаза, и смазка прц этом начинает проявлять особую склонность к растрескиванию и сползанию. Поэтому смазки, хранящиеся на складах, нужно периодически проверять на сползаемость.
Защитные и антифрикционные свойства смазок, обеспечивающие боеспособность вооружения, являются основными свойствами артиллерийских консистентных смазок. Активным коррозионным агентом в нормальных атмосферных условиях является вода в момент её конденсации на охлаждённом металле. Поэтому для испытания защитных свойств смазок автором был предложен метод конденсации, заключающийся в следующем: стальные образцы с нанесёнными на них смазками охлаждаются до 0° и затем поме-, щаются на 1 час в камеру, в которой воздух насыщен водяными парами при 30°; при этом на смазках осаждается вода, которая при недостаточных защитных свойствах смазки проникает сквозь слой смазки к холодной поверхности металла и вызывает коррозию, обнаруживаемую после смывания смазки бензином или спиртобензольной смесью.
При таком методе смазка испытывается в более тяжёлых и более естественных коррозионных условиях, причём никаких посторонних реактивов, действующих на смазку (кислот, солей, аммиака и т. п.), не применяется. При испытании смазок конденсацию повторяют несколько раз.
Определение защитных свойств смазок конденсационным методом производится в следующем порядке.
Смазки наносят на круглые образцы диаметром 39 мм с помощью специального шаблонного кольца, колодочки и стеклянной палочки.
Толщина слоя смазки зависит от высоты буртика шаблона.
Защитные свойства смазок обычно поверяются при толщине слоя 0,1, 0,2, 0,5 и 1 мм.
Перед испытанием образцы шлифуют наждачной бумагой Ш 00, обезжиривают и промывают этиловым спиртом. Обратную сторону
181
образцов и края лакируют или густо смазывают после нанесения слоя испытуемой смазки.
Подготовленный образец 1 кладут на колодочку 3 очищенной поверхностью вверх (рис. 59).
На образец накладывают шаблонное кольцо 2; шпателем берут смазку и, придерживая левой рукой шаблон, намазывают её,
тщательно распределяя по всему образцу.
Чистой стеклянной палочкой, плотно прижимая её к краям шаблона, снимают избыток смазки.
Снимают шаблон с образца и осторожно переносят смазанный образец на подставку.
Слой смазки должен быть по возможности ровным, без пузырей, случайных загрязнений и т. п.
По способности смазки наноситься на образец с помощью шаблона судят о намазы- ваемости данной смазки.
Если слой получается гладкий, ровный, смазка обладает хорошей способностью намазываться.
Если слой получается неровный, бугристый или зернистый, если смазка тянется за стеклянной палочкой, смазка обладает плохой намазываемостью.
Образцы со смазками устанавливают на подставку в шахматном порядке и помещают в специальную холодильную камеру или в эксикатор, охлаждаемый тающим льдом. Охлаждение продолжается обычно не менее 1 часа.
Охлаждённые образцы на тех же подставках быстро переносят в туманную камеру (или в эксикатор с водой, нагретой до 30° С) и оставляют там на 1 час, после чего вынимают, крупные капли воды со смазки снимают уголком фильтровальной бумаги и образцы просушивают на открытом воздухе или в эксикаторе над хлористым кальцием.
За один рабочий день можно провести два цикла испытания, оставляя на ночь подставки с образцами в эксикаторе или на открытом воздухе. Количество циклов устанавливается заранее, в зависимости от назначения смазки.
По окончании испытания конденсацией образцы промывают: сначала ваткой, смоченной в бензоле, спирте или скипидаре, смывают лак или смазку с нижней стороны и, по возможности, с краёв образца; затем растворяют смазку, стараясь не дотрагиваться до слоя смазки, промывая образец в подогретой спирто-бензольной смеси.
Рис. 59. Нанесение смазки на образец с помощью шаблонного кольца
182
Когда вся смазка растворятся, образцы промывают ещё раз в спирте, высушивают в эксикаторе и осматривают.
Для определения способности смазки защищать металл от коррозии образец осматривают при помощи лупы с четырёхкратным увеличением (или бинокулярной лупы с десятикратным увеличением). Коррозия на расстоянии до 3 мм от края во внимание не принимается, однако отсутствие её отмечается как положительный фактор.
Могут иметь место следующие случаи коррозии:
1) полное отсутствие точек ржавчины на всей поверхности всех образцов, в том числе под слоем смазки толщиной 0,1 и 0,2 мм,— отличная защита от коррозии;
2) полное отсутствие точек коррозии на поверхности образцов, под слоем толщиной до 0,2 мм включительно и мелкие отдельные точки коррозии (не более двух на 1 см2) на образцах с толщиной слоя 0,1 мм, — хорошая защита от коррозии;
3) отсутствие точек коррозии на образцах под слоем 0,5 и 1 мм и отдельные мелкие точки ржавчины на образцах под слоем 0,1 и 0,2 мм; наличие точек коррозии по краям всех образцов; слой смазки остался целым и капель воды в нём нет, — удовлетворительная защита от коррозии;
4) мелкие точки коррозии на всех образцах под слоем смазки толщиной до 0,5 мм; по краям пятна ржавчины,— посредственная защита от коррозии;
5) крупные пятна ржавчины и мелкие точки по всей поверхности образца под слоем смазки толщиной до 0,2 мм включительно и мелкие точки ржавчины на поверхности других образцов, — неудовлетворительная защитная способность;
6) крупные и мелкие пятна ржавчины под слоем смазки всех толщин; смазка сохранилась,— плохая защитная способность;
7) крупные и мелкие пятна ржавчины на поверхности всех образцов, смазка расплылась, стекла и обнажила металл, — полное отсутствие у смазки способности защищать металл от коррозии;
8) отсутствие коррозии на поверхности образцов при полном или частичном обнажении металла — признак ненадёжной защитной способности смазки, обычно содержащей свободную щёлочь или водорастворимые мыла.
По внешнему виду и местонахождению сконденсировавшейся при этом испытании воды можно также судить о защитных свойствах смазки.
Если крупные или мелкие капли, образовавшиеся на поверхности смазки, в смазку и под смазку не проникли, если они легко удаляются фильтровальной бумагой и быстро высыхают, то такая смазка обычно хорошо защищает металлы от коррозии.
Если крупные и мелкие капли сконденсировались на поверхности смазки и в глубине слоя смазки, причём последние без повреждения слоя не удаляются фильтровальной бумагой и не высыхают даже в эксикаторе, над хлористым кальцием, то такая смазка обычно обладает неудовлетворительной защитной способностью и пропускает влагу к металлу.
183
банка с / тубулусом.
Изогнут, с/пещ трубка вн. ф 6мм,
Резиновая пробна
Если смазка эмульгирует с водой, образуя более или менее однородную эмульсию, более жидкую, чем смазка, или если смазка растворяется в конденсирующейся воде и образует с ней однородный раствор, то коррозионные свойства таких смазок зависят от в реакции образующихся
эмульсий или растворов и от наличия в смазках ингибиторов; но подобные смазки не могут служить в качестве защитных.
Смываемость защитных смазок имеет большое значение при защите от коррозии предметов вооружения во время их эксплоата- ции, так как если дождь смоет смазку, то сталь окажется незащищённой и поржавеет. Испытание на смываемость дождём 1 производится на специальном приборе, представляющем собой душ (рис. 60 и 61), из которого на испытуемую пластинку, укреплённую в наклонном положении, с напором в 1 м выливается 5 л воды.
Смываемость смазки определяют по разности в весе пластинки со смазкой (слой смазки обычно наносят толщиной 0,5 мм) до испытания и после дождевания и сушки; смываемость выражается в процентах по отношению к весу смазки, нанесённой на пластинку.
Испытывают смазки при разных температурах смывающей воды.
Нанося соответствующие точки на диаграмму, получают кривую смываемости смазки.
Пушечная смазка теряет при температуре воды 20° 1—3%, а неф- тесало смывается на 50—60%. Ружейная смазка очень плохо сопротивляется смыванию дождём: при температуре воды 10° С она смывается с образца полностью.
Резиновая трубка
Затим
Душ
Рис. 60. Установка для испытания смазок на смываемость дождем
1 Метод предложен и разработан автором.
184
Рис. 61. Душ для испытания смазок на смывание дождём
3. Нанесение и хранение смазок
Предметы вооружения покрывают защитными смазками различными способами. В зависимости от величины смазываемых предметов, их веса, сорта смазки и наличия того или иного оборудования, а также количества смазываемых объектов, применяют следующие методы:
а) смазывание при нормальной температуре с помощью тряпок, салфеток, кистей, банников и т. п.;
б) смазывание в горячей смазке опусканием в неё нагретых или холодных предметов;
в) смазывание пульверизацией.
185
В армии применяют почти исключительно первый способ, так как он не требует специального оборудования.
На заводах в мирное время подготовка поверхности изделий к смазыванию представляет собой довольно сложный технологический процесс. Изделия протирают чистой и сухой ветошью, смачивают посредством щетинной щётки уайт-спиритом, скипидаром или керосином (проверенного качества), обрабатывают наждачной бумагой или наждаком до полного удаления следов ржавчины и затем протирают насухо чистыми и сухими тряпками.
Для удаления солей, пота и других загрязнений, не растворяющихся в органических растворителях, изделия опускают в нагретую до 90—95° эмульсию и выдерживают там несколько минут при неоднократном встряхивании; прогретые детали вынимают и просушивают на воздухе. Поверхности крупных деталей промывают горячей эмульсией с помощью щетинных щёток.
После высыхания эмульсии на поверхности очищенных изделий остаётся плёнка, которую удаляют сначала сухими тряпками, а затем смывают уайт-спиритом с очисткой поверхности жёсткими щетинными щётками. Уайт-спирит в свою очередь удаляют, протирая изделия сухой и чистой ветошью. Иногда для окончательного обезжиривания промывку уайт-спиритом повторяют. Во время окончательной подготовки поверхности рабочие должны работать в рукавичках из чистого белого миткаля или в сухих тонких резиновых перчатках.
На заводах крупные изделия (стволы, лейнеры и т. п.), кроме того, перед смазыванием обдувают сухим подогретым воздухом для удаления с поверхности изделия следов влаги.
Только такие меры предосторожности гарантируют от появления коррозии под слоем смазки при последующем длительном хранении изделий на складах и во время их перевозки '.
Смазывать следует два раза: сначала покрыть тонким слоем и хорошенько протереть изделие масляной тряпкой; удалив эту смазку, нанести смазку, которая и будет защищать от коррозии при длительном хранении.
При нормальной температуре изделия смазывают кистью, причём все углубления и пазы нужно тщательно промазывать. Нельзя оставлять несмазанные участки, покрытые тонким слоем, так как тонкие слои даже очень хороших смазок недостаточно хорошо защищают металл от коррозии при конденсации влаги. Смазку наносят ровным слоем толщиной от 0,3 до 1 мм; не рекомендуется наносить смазку слишком толстым слоем и особенно оставлять на некоторых участках комки смазки.
При длительном хранении часть толстого слоя смазки стечёт или сползёт, и в этих местах останется слишком тонкий слой, недостаточно защищающий металл от ржавления.
Для того чтобы смазка не стекала и не сползала (особенно во время перевозок, когда изделия подвергаются сильной тряске), наиболее тщательно обработанные и смазанные поверхности покрывают промасленным пергаментом или тонкой бумагой. В частности, бу- 11 Во время войны эти правила заводами не соблюдались.
186
магой необходимо обёртывать при хранении и перевозке лейнеры и свободные трубы и покрывать большие вертикальные плоскости затворов и площадки для уровня на стволах. Горячее смазывание предметов вооружения значительно снижает коррозию, так как густые консистентные смазки, будучи расплавлены, хорошо проникают во все поры и лучше пристают к поверхности металла. Кроме того, при горячем смазывании с поверхности металлических изделий удаляется адсорбированная влага, получается более ровный слой смазки, и при быстром охлаждении смазка повышает свою защитную способность.
Горячее смазывание применяется на многих заводах, на складах, в войсковых мастерских и т. п. При горячем смазывании получается значительная экономия смазочных материалов и ветоши, затраты же для её осуществления невелики.
Для нанесения на изделия смазка нагревается в железной ванне до 120—130° С, и эта температура поддерживается во время всего процесса смазывания. Если на поверхности разогретой смазки появится пена, её удаляют ковшом или лопаткой.
Мелкие детали погружают в смазку в проволочных корзинах и выдерживают в ней 3—5 минут; затем изделия вынимают и кладут на противни, для того чтобы с них стекла лишняя смазка и чтобы они остыли; после этого изделия обёртывают промасленной бумагой (в том случае, если они будут храниться и если обёртывание бумагой предусмотрено) или направляют на сборку.
При необходимости покрыть толстым слоем смазки изделия после охлаждения опускают в нагретую до 60—70° смазку вторично и, быстро вынув, дают стечь лишней смазке.
На поверхность крупных изделий горячую смазку наносят посредством помазка из чистой ветоши, намотанной на конец чистой гладкой палки. Внутренние полости труб (лейнеров, стволов) смазывают горячей смазкой при помощи помазка несколько раз. Смазывание производится особенно тщательно, так, чтобы ни одна точка не оставалась незамазанной.
Нанесение смазки пульверизацией ещё не получило широкого распространения. Приборы для нанесения смазки аналогичны приборам для распыления красок, но смазка подаётся к распылителю в подогретом виде. Распыление производят сжатым сухим подогретым воздухом. Нанесение смазок пульверизацией особенно рекомендуется применять для смазывания внутренних полостей, каналов орудийных стволов и лейнеров, труб и т. п. При смазывании пульверизацией достигается значительная экономия смазки и рабочей силы.
Методы-нанесения смазок, применяемые в США, принципиально не отличаются от наших, однако там больше внимания уделяется подготовке поверхности под смазку и очень широко применяется горячее нанесение смазок.
Очистка от ржавчины производится главным образом механическим путём; так, например, применяется пескоструйная очистка. Травление в кислотах хотя и производится, но с особого разрешения и только на заводах и в крупных арсеналах.
187
Перед нанесением смазки поверхность изделий промывают специальным растворителем (Solvent, dry-cleaning), а затем изделие протирают насухо и, если не требуется производить очистку от ржавчины, смазывают.
Тяжёлый предохранительный состав наносят почти исключительно в горячем виде, в большинстве случаев окуная изделие в нагретый до 80—90° С состав. Изделия выдерживают в смазке некоторое время, определяемое опытом, после чего их вынимают; избыток смазки при этом стекает. Широко применяется обёртывание смазанных предметов вощёной бумагой и тканями.
Лёгкий предохранительный состав применяется для кратковременной защиты изделий с окончательно обработанными поверхностями всех классов; он специально приспособлен для применения в войсках, и его можно наносить намазыванием и погружением в него деталей и изделий.
Для длительного хранения лёгкий состав не применяют. Даже малокалиберное оружие (винтовки, пистолеты, пистолеты-пулемёты и пулемёты), если оно поступает на хранение, смазывают тяжёлым составом посредством горячего окунания. На одном из арсеналов США применяется следующий метод смазывания каналов стволов малокалиберного оружия: каналы стволов покрывают слоем смазки, пропуская нагретый состав из верхнего бачка сквозь ствол, находящийся над сборником, при этом образуется цилиндр со сквозным отверстием внутри (а не пробка). Опытом доказано, что при старении смазки в стволе, полностью ею заполненном, смазка отстаёт от стенок ствола, чего не получается тогда, когда в смазанном стволе имеется сквозное отверстие.
Смазки, как правило, в армию поступают в бидонах из белой жести, но в военное время могут поступать в жестяных банках различной ёмкости, в деревянных бочках или в железных барабанах ёмкостью от 30 до 80 кг. Некоторые жидкие смазки могут поступать в стеклянных бутылях, помещённых в плетёные корзины или в деревянные решётки.
На одной из боковых сторон бидонов имеется трафаретная надпись с полным наименованием смазки. На жестяных или деревянных бирках, прикрепляемых под пломбой военпреда, обозначается наименование завода, наименование смазки, номер производственной партии, вес нетто, ОСТ или ТУ и год изготовления.
Если смазки поступают в деревянных бочках или в железных барабанах, то наименование смазки и прочие данные наносятся на днище бочки или барабана; если смазки поступают в стеклянных бутылях (баллонах), то все данные наносятся на бирках, прикрепляв-! мых к горловине бутыли и к корзине.
При получении смазок нужно обращать внимание на целость укупорки: целы ли пломбы, имеются ли жестяные или деревянные бирки, трафареты, цела ли сама тара.
Бирки надо сохранять на бидонах и бутылях до полного израсходования из них смазок.
188
Смазочные материалы надо хранить в сухих помещениях, допуская исключение лишь при отсутствии таких помещений.
Смазки в бочках на солнцепёке не держать, а хранить в помещениях, под навесом или на открытом воздухе в тени; обручи на бочках обязательно периодически осаживать, иначе смазка будет вытекать.
При хранении в подвальных помещениях или вне помещений, на открытом воздухе, особенно в дождливую погоду, смазки портятся.
В крупные подразделения частей (роту, батарею, эскадрон) смазки надо выдавать в целых бидонах, а в мелкие подразделения (взвод, отделение, орудие) в расходной посуде, наливая в банки ЗИП, маслёнки, бутылки, коробки и т. п. В первую очередь надо выдавать и расходовать смазки из неполных или уже открытых бидонов, бутылей и бочек.
Бидоны с холодной смазкой после внесения их в тёплое помещение нельзя сразу открывать, так как на холодной смазке тотчас же сконденсируется влага, находящаяся в воздухе; смешиваясь со смазкой, она понижает защитные свойства последней, а при большом количестве её может вызвать коррозию под слоем нанесённой смазки. Поэтому -бидоны со смазкой, внесённые с холода в тёплое помещение, нужно выдерживать закрытыми до тех пор, пока их температура не сравняется с температурой окружающего воздуха.
Переливать смазки можно только в сухую чистую посуду. Для каждой смазки должны быть отдельные бидоны, бачки, воронки и шпатели (лопатки). Бидоны, бачки и другие сосуды со смазками должны быть всегда закупорены герметически завинчивающимися или плотно закрывающимися крышками. Переливать смазки из расходных бачков или маслёнок обратно в бидон запрещается.
XVII. ЗАЩИТА ОКРАСКОЙ И ЛАКИРОВКОЙ
1. Краски
Материальная часть артиллерии, а также тракторы, прицепы, транспортёры, машины ДАРМ и т. п. для защиты от коррозии покрываются слоем краски; во время войны окраска с целью облегчения маскировки производится в три цвета: зелёный, тёмнокоричневый и жёлтоземлистый.
Окраска должна производиться не менее чем в два слоя. Первый слой, непосредственно наносимый на окрашиваемую поверхность, называется грунтом. Основное значение грунта — защита от коррозии (или гниения) и обеспечение надёжного сцепления всего защитного слоя краски с поверхностью защищаемого металла или дерева.
Грунтовка и подготовка поверхности играют очень большую роль при нанесении и службе защитного покрытия.
При нанесении второго, наружного, слоя уже учитывают требования в отношении цвета окрашиваемых предметов, тогда как цвет грунта обычно значения не имеет.
Основной защитной краской у нас издавна считалась зелёная, у немцев серая или серо-зелёная, у наших союзников зелёная. Однако цвет краски, применяемой для наружного покрытия, зависит от театра войны. Для ведения войны в Африке и немцы и англичане окрашивали свои орудия, танки и автомашины в жёлтый цвет.
У нас до 1937 г. для окраски материальной части артиллерии применялась защитная краска ЗБ АУ. Состав этой густотёртой краски точно регламентирован не был; она должна была только содержать не менее 30% свинцового крона и не менее 24% натуральной олифы.
Ещё раньше защитную краску приготовляли непосредственно в войсках по рецептуре, которая приводилась почти во всех руководствах службы'. 11 Состав защитной краски был довольно сложным. На 100 весовых частей олифы она содержала: свинцовых белил 71,25, цинковых белил 47,5, охры золотистой 33, умбры жженой 7, графита отмученного 4,75 и ультрамарина 2,4 весовых части. Замена ультрамарина берлинской лазурью запрещалась, так как берлинская лазурь — пигмент очень непрочный, и защитная краска, в составе которой он содержится, быстро выцветает на солнце.
190
Защитные краски ЗБ АУ состава, приводимого в руководствах службы, имели следующий недостаток: окрашенные ими предметы при просматривании через специальные светофильтры на фоне листвы или зелёной травы дешифрировались, т. е. выделялись по цвету, несмотря на то, что при просматривании невооружённым глазом, как средние по цвету, подходили к фону зелёной растительности.
Это свойство дешифрироваться является следствием того, что пигментная часть данной краски отражает лучи спектра, отличные от тех лучей, которые отражает хлорофилл — основное красящее вещество зеленой растительности.
Указанный недостаток краски ЗБ АУ был признан существенным, и с целью улучшения маскировки была разработана защитная краска 4БО, обладающая свойством НД (не дешифрироваться).
При применении камуфляжной окраски требовать, чтобы зелёная краска обладала свойством НД, нет необходимости, так как две другие камуфляжные краски — 7К и 6К не обладают свойствами НД. Поэтому во время войны для окраски материальной части артиллерии было разрешено применять зелёную краску — «защитную К» (камуфляжную), имеющую такой же цвет, как и краска 4БО, но не обладающую свойствами НД. Применялась также краска «защитная обыкновенная», которая по цвету несколько отличалась от красок 4БО и защитной К: она имела более тёмный тон с коричневатым оттенком.
Применения краски «защитной обыкновенной» при камуфляжной окраске следует избегать, так как она слишком темна и не даёт необходимого контраста с другими двумя красками. Её можно применять для окраски менее ответственных объектов (автомобильного и тракторного парков, повозок и т. п.).
Краска жёлто-землистая 7К подходит по цвету к фону оголённой сухой земли; этой краской при камуфляжной окраске окрашивали 15—30% поверхности объекта.
Краска тёмнокоричневая 6К подходит к затемнённым пятнам различных фонов и к цвету стволов деревьев; ею при камуфляже покрывали 15—30% окрашиваемой поверхности.
Оттенки красок не должны выходить из пределов утверждённых эталонов.
Для окраски материальной части артиллерии применяют почти исключительно масляные краски.
Качество красок характеризуется скоростью высыхания, укрыви- стостью, степенью растира и содержанием олифы или масла. Плёнки красок, применяемых в артиллерийском деле, после нанесения и высыхания должны быть водостойкими, тёплостойкими, устойчивыми против действия смазок, достаточно эластичными, должны хорошо сопротивляться удару и надёжно защищать металл от коррозии, а дерево от намокания и гниения.
Они должны обладать определённым цветом, который не должен изменяться под действием атмосферных осадков, солнечных лучей и тепла. Плёнки красок должны прочно держаться на ме¬
191
талле, не трескаться, не отскакивать и не пузыриться; вообще внешний вид их, а также физическое состояние не должны изменяться.
Таким жёстким требованиям удовлетворяет только плёнка масляных красок, затёртых на натуральной олифе, и в меньшей степени — эмалевых красок.
Масляные краски выпускаются с заводов в виде густотёртых паст, которые состоят из пигмента (минерального красителя), наполнителя, связующего (обычно олифы), сикатива (добавка, ускоряющая сушку) и летучего растворителя, добавляемого иногда в олифу в качестве суррогата.
Густотёртые пасты перед нанесением необходимо разбавлять олифой до малярной консистенции, для чего смешивают 75—60% пасты с 25—40% олифы.
В случае отсутствия олифы для разбавления густотёртых красок до малярной консистенции в военное время было разрешено применять различные искусственные олифы, скипидар и даже бензин; керосин для разведения красок применять не разрешалось. Бензин, добавленный в краску, при высыхании улетучивается и получается «тощая» плёнка, богатая пигментом и содержащая мало олифы, а поэтому более матовая. Такая плёнка обладает значительно меньшей прочностью и почти не защищает сталь от коррозии.
ß качестве грунтовой краски рекомендуется применять железный сурик, затёртый на натуральной олифе, а также глифталиевый грунт № 138. Наилучшие результаты получаются, однако, при нанесении грунта из свинцового сурика на олифе. Эта краска в качестве грунта издавна во всём мире считается прекрасным защитным покрытием для железа. У нас разрешается применять для грунтовки серо-дикую или серо-голубую краски, добавляя в них свинцовые белила с целью улучшения защитных свойств.
Густотёртая краска 4БО состоит из натуральной олифы (30%), зелёной окиси хрома (13,1%), охры сухой журавской (не более 51,5%) и крона оранжевого (не менее 5,3%). Никаких других подцветок, кроме указанных пигментов, в краске 4БО до войны не допускалось. Краска 4БО имеет довольно яркий и сочный зелёный цвет и подходит к фону зелёной растительности — преобладающему фону в летних условиях. Вообще зелёный цвет при камуфляжной окраске преобладает, и зелёной краской окрашивают 45—55% поверхности объекта.
Для окраски материальной части артиллерии разрешено применять защитную эмаль ЗИС-1, которая поставляется в готовом для нанесения виде и не требует для разведения олифы. В случае необходимости ее можно немного разбавить скипидаром, бензином или уайт-спиритом.
Краски и эмали при 20° С должны высыхать «от пыли» не более чем за 12 часов, а полностью высыхать за 24 часа. Эмаль ЗИС-1 при 85° С высыхает за 50 минут; при горячей сушке качество пленки эмалей значительно повышается.
Защитные краски (4БО и ЗК) после разведения до малярной консистенции натуральной олифой должны иметь укрывистость
192
не более 200 г/м*, краска 6К — не более 60 г/м*, а краска 7R — не более 110 г/м*.
Плёнки масляных и эмалевых красок, нанесённых на подготовленную поверхность железной пластинки, после высушивания в течение 72 часов не должны изменять своего физического состояния (разрушаться, морщиться, пузыриться) три опускании окрашенной пластинки на 4 часа в воду при 20u С.
Плёнки красок, нанесённые в два слоя, после сушки каждого слоя при 20° С в течение 24 часов не должны разрушаться, отставать, морщиться или пузыриться, если окрашенная пластинка будет погружена в пушечную смазку при 20иС на 12 часов и при температуре 80° С — на 1 час.
Краски, нанесённые на железные пластинки, после полного высыхания должны давать плёнки, которые при нагревании в сушильном шкафу при 150° С в течение 1 часа не изменяют своего цвета, не морщатся и не пузырятся (допускается только незначительное потемнение плёнки).
Таким образом определяется водоустойчивость, маслостойкость и теплостойкость плёнок масляных и эмалевых красок.
Эластичность плёнок определяется по шкале НИЛК- При изгибе на 180° С окрашенной железной пластинки (через 72 часа после нанесений краски) вокруг стержня диаметром 3 мм на месте изгиба в слое краски не должно получаться трещин.
Густотёртые масляные краски упаковываются в деревянные или железные бочки, в фанерные бочки или барабаны, а эмалевые краски — в металлические банки.
Краска защитная обыкновенная должна содержать 79—74% сухого вещества, причём тяжёлого шпата не более 30%, а связующего не менее 21%. Укрывистость должна быть не более 90 г/м:1 (считая на краску, готовую к употреблению); степень растира — не более 35 р; высыхание — такое же, как у камуфляжных красок.
В краске, изготовленной на комбинированной олифе, количество растворителей не должно превышать 30% от количества связующего вещества. В красках, изготовленных на литопонной пасте, допускается влага в эмульгированном состоянии не более 3,5% от количества густотёртой краски. Эту влагу условно считают составной частью связующего вещества.
Серо-дикая и серо-голубая масляные густотёртые краски представляют собой пасты, состоящие из смеси сухих пигментов, тщательно затёртых на натуральной олифе (или на олифе из тунгового масла). В состав красок входят следующие основные компоненты: белила цинковые или литопонные, охра, тяжёлый шпат, олифа натуральная или олифа комбинированная. Для подцветки краски (для подгонки цвета под утверждённый эталон) применяют пиролюзит или сажу, ультрамарин или милорь, железный сурик и кроны свинцовые.
Краски серо-дикая и серо-голубая в основном предназначаются для покрытия внешней поверхности снарядов крупных калибров с
5 Коррозия оружия и боеприпасов 193
целью предохранения их от коррозии. До войны краска серо-голубая применялась для нанесения первого слоя, краска серо-дикая — для нанесения второго слоя. Это делалось в основном для того, чтобы а процессе производства легче было узнать, нанесён ли второй слон или снаряд только загрунтован.
Высыхание красок при темпера!уре 20 С, разведенных натураль ной олифой до малярной консистенции, должно быть: «от пыли» - через 8—10 часов, полное — не позже чем через 24 часа.
Плёнка красок через 24 часа после нанесения должна выдержи вать изгиб (не давать трещин) на стержне диаметром 1 мм. Требова ние в отношении водостойкости к серо-дикой и серо-голубой краскам несколько ниже, чем к камуфляжным краскам: плёнка этих красок через 72 часа после её нанесения не должна разрушаться (терять цвет, морщиться и пузыриться) от действия воды при leMiiepaxypr 20° С в течение 1 часа; через 24 часа после нанесения она не должна значительно изменять своего цвета, морщиться и пузыриться от пре бывания в сушильном шкафу при температуре 80° С в течение 10 часов; незначительная матовость плёнки допускается.
К плёнкам серо-дикой и серо-голубой красок предъявляются бо лее строгие требования в отношении стойкости к действию смазок: плёнка краски через 72 часа после нанесения на металлическую пластинку не должна разрушаться, отставать, морщиться и пузыриться после нахождения пластинки в пушечной смазке в течение 24 часов при температуре 18—20° Сив течение 3 часов при температуре 80° С. Допускаются только незначительная матовость плёнки и изменение цвета.
До войны допускалась степень растира не более 20р; во время войны было разрешено выпускать краски с растиром до 35 р, а в настоящее время допускается растир до 30 р. Укрывистость красок, готовых к употреблению, должна быть: для серо-голубой — не более 130 г/м2, для серо-дикой — не более 150 г/м2.
Краску наносят на окрашиваемый предмет при помощи щетинных кистей или посредством пульверизации. Кисти, в зависимости от величины окрашиваемой поверхности и назначения, бывают различной формы и величины. Верхушка кисти должна быть ровной и бархатистой, без выступающих волосков. Волосяная кисть лучше, чем щетинная, так как при её применении получается более сплошной и ровный слой; плоская кисть лучше, чем круглая. В США применяют преимущественно плоские кисти, а у нас обычно красят круглыми кистями.
Для предохранения щетины от выпадения её укрепляют заливкой в верхний конец кисти масляного лака или расплавленной канифоли. После заливки кисть обвязывают на -/.( или кручёным шпагатом, который распускают по мере срабатывания щетины. Новую кисть рекомендуется несколько раз проолифить и затем промыть скипидаром.
По окончании употребления кисть нужно промыть тёплой водой с мылом, предварительно прополоскав её в скипидаре.
194
Краску перед употреблением нужно тщательно перемешивать; на дне сосуда с краской не должно быть комков и осадка. 'Краски следует набирать на кисть немного, чтобы она не капала. Кисть дер- жать перпендикулярно к окрашиваемой поверхности и наносить параллельные штрихи, причём сначала водить кистью в одном направлении, а затем в направлении, перпендикулярном к первому.
При окраске больших площадей применяют аппараты для механической окраски, которые по принципу работы подразделяются на аппараты механического, электрического и воздушного распыления. Электрические распылители служат для нанесения красочных составов всех видов, в том числе и масляных красок, при этом возможна окраска вертикальных и горизонтальных поверхностей.
Порядок окраски материальной части артиллерии, в частности артиллерийских орудий, в войсковых частях и мастерских изложен в руководствах службы. Окраска, как правило, производится после ремонта и чистки орудия. Окраска орудий в войсковых частях в мирное время должна производиться не менее раза в год: обычно после лагерного сбора. В военное время окраска производится обычно после ремонта и периодических проверок состояния материальной части, а также весной, после снятия зимней маскировочной окраски.
Если во время службы окраска местами сотрётся, её нужно по возможности восстановить, а места с содранной краской нужно немедленно подкрасить. Орудия, хранящиеся на складах, необходимо окрашивать не реже чем один раз в пять лет.
У орудия окрашиваются следующие части: все наружные поверхности ствола, затвора (если они не оксидированы), лафета, передка, зарядного ящика, но только те, которые не работают на трение.
У орудия не окрашиваются: дульный срез, площадка для контрольного уровня, поверхности ладыг, намёток к ладыгам, а также нарезанные концы болтов.
Перед окраской поверхность должна быть высушена и тщательно очищена от ржавчины и грязи. Если ржавчина остаётся под слоем краски, то ржавление развивается дальше, и окраска не защищает металл от коррозии.
Старую краску, в особенности если она держится непрочно, облупилась, вспузырилась, если под ней есть ржавчина, нужно удалить. Если поверхность покрыта частично облупившейся или растрескавшейся старой краской, то процесс облупливания и отскакивания будет продолжаться и после окрашивания; новая окраска в этом случае не будет предохранять от коррозии, так как быстро отлетит.
Старую краску и ржавчину лучше всего удалять пескоструйными аппаратами; этот способ даёт значительную экономию времени и рабочей силы. Очистка пескоструйным аппаратом заключается в том, что на очищаемую поверхность сжатым воздухом направляют струю кварцевого песка; песок отбивает краску и ржавчину, которые сдуваются воздухом.
Поверхность железа, очищенная с помощью пескоструйного аппарата от ржавчины, старой краски и грязи, после окраски значи-
13* 195
гельно лучше сопротивляется коррозионному воздействию внешней среды, но до окраски, будучи ничем не защищённой от коррозии, очень быстро ржавеет. Поэтому после пескоструення надо немедленно окрашивать очищенную поверхность. В воинских частях старую окраску следует удалять механическим путём.
Разрешается счищать слой краски пемзой, сдирать металлическими скребками, проволочными щётками, работающими от мотора, зачищать поверхность наждачной бумагой, а также отбивать краску песком или стальной дробью с помощью пескоструйных аппаратов, если таковые имеются. Размягчённую плёнку можно стирать наклей, смоченной в скипидаре.
Старую краску следует удалять непосредственно перед новой окраской; неокрашенная материальная часть может очень быстро поржаветь.
Удаление краски химическими методами в войсковых частях запрещено; химические методы разрешается применять только в мастерских артиллерийских складов и на заводах, причём запрещается применять их при удалении краски с деталей, соприкасающихся с кожаными и деревянными частями; также нельзя химически удалять краску с ответственных и точных частей. Для удаления красок химическим путём в мастерских складов и на заводах допускалось применение 15% раствора едкого натра в воде (2 кг едкого натра на ведро воды), а также щелочных паст, состоящих из смеси едкой извести, едкого натра и отрубей или других загустителей.
Растворами смачивают, а пастами смазывают детали с повреждённой краской и оставляют стоять до тех пор, пока краска, которую необходимо удалить, не размягчится настолько, что будет легко смываться водой при протирании паклей или ветошью. В некоторых случаях смазывание и смачивание повторяют несколько раз. Старую краску следует удалять полностью, не оставляя никаких её следов в рисках, углублениях и тому подобных местах, особенно если краска удалялась химическим путём, так как на поверхности неудалённой краски обязательно останется слой щёлочи или мыла, который в дальнейшем изнутри разрушит слой вновь нанесённой краски. После удаления краски химическим путём поверхность необходимо очень тщательно промыть сначала холодной, а затем горячей водой и высушить. Перед окраской окрашиваемую поверхность необходимо протереть ветошью, смоченной в скипидаре, и насухо вытереть. Подготовленная таким образом чистая и сухая поверхность грунтуется, т. е. покрывается слоем грунтовой краски.
Для грунтовки применяют грунт глифталиевый № 138 или железный сурик (сурика около 40%, олифы 55% и сикатива № 64 5%). Разрешается грунтовать серо-дикой или серо-голубой красками, а также защитной краской, доведёнными до малярной консистенции натуральной олифой. Рекомендуется добавлять в грунтовые краски свинцовые белила и свинцовый сурик.
После того как грунт высохнет, все неровности на металлических поверхностях, щели и трещины в деревянных частях тщательно шпаклюются. Долголетней практикой проверена шпаклёвочная замазка, состоящая из 100 частей олифы (по весу), 375 частей густо¬
196
тёртых свинцовых белил и 375 частей «плавлёного» (т. е. слегка прокалённого) молотого мела. Можно применять шпаклёвки и другого состава, в том числе специально выпускаемые промышленностью шпаклёвочные массы.
После затвердевания шпаклёвки на окрашиваемую поверхность наносят слой краски защитного цвета (при камуфляжной окраске — пятна трёх цветов, причём заранее размечают контуры пятен мелом). Краску следует наносить ровным и тонким слоем, без подтёков и пятен, без отлива, пузырей и песчинок. Случайно выпавшие из кисти волосы или щетинки надо немедленно удалять, а не закрашивать.
При окраске в два слоя (не считая грунтовки и шпаклёвки) после высыхания первого наружного слоя краску наносят вторично, выравнивая окрашенную поверхность флейцем, добиваясь одноцветности и отсутствия затёков и отливов. Для получения защитного слоя хорошего качества всегда лучше наносить несколько тонких слоёв, чем один толстый слой краски; если сразу нанести краску толстым слоем, то внешняя часть слоя высохнет раньше внутреннего, и краска будет морщиться; на краске при этом образуются складки. Тонкий же слой высыхает равномерно и быстро, вследствие чего после высыхания складок не получается.
Летом окраску рекомендуется производить в помещении или под навесом в тени, после сухой тёплой погоды. Разрешается также производить окраску и на улице, но в ясные солнечные дни, с раннего утра, сразу после высыхания росы, чтобы краска могла за день высохнуть. На ночь выкрашенную материальную часть необходимо поставить в сарай или в другое сухое и тёплое помещение, чтобы укрыть её от дождя, росы и т. п. Зимой окраску производят только в сухом и тёплом помещении.
На заводах окраска изделий производится в специально оборудованных помещениях или на изолированных площадках сборочных цехов; температура в цехе должна быть 18—25° С. Воздух необходимо вентилировать и следить, чтобы он не загрязнялся пылью и вредными испарениями. Двери помещения не должны выходить прямо на двор, так как иначе трудно избежать резких колебаний температуры и влажности воздуха, а в сухую погоду неизбежно попадание в помещение пыли. Помещение необходимо содержать в чистоте.
Поверхность металлических изделий перед окраской очищают от ржавчины, окалины и других загрязнений. Крупные необработанные детали очищают песком или стальной дробью при помощи соответствующих аппаратов. Части затворов, стволы и другие точно изготовленные детали, а также окончательно собранные артиллерийские системы протирают ветошью, смачивают уайт-спиритом или скипидаром, обрабатывают наждачной бумагой до полного удаления следов ржавчины; промытые уайт-спиритом, обдутые сухим воздухом от песка, наждачной пыли и других посторонних загрязнений, изделия протирают насухо чистыми сухими тряпками; промывание и протирание повторяют несколько раз, пока поверхность не будет совершенно чистой. Перед самой окраской поверхность обдувают сухим нагретым воздухом для удаления следов влаги.
14 Зак. 1028
197
Грунтовка изделий производится суриком на натуральной олифе, серо-голубой или серо-дикой краской. Все углы и выступы должны быть окрашены, а в углублениях не должно быть наплывов краски.
Загрунтованные изделия сушатся не менее 24 часов, а при искус-» ственной сушке при 50—60° С не менее 2—4 часов.
В случае окраски фосфатированной или бондеризованной поверхности грунтовка не производится.
После грунтовки изделия шпаклюют шпаклёвочной массой и сушат, как и после грунтовки. Зашпаклёванные места шлифуют стеклянной бумагой и обдувают сухим сжатым воздухом.
На совершенно чистую и сухую загрунтованную поверхность наносят слой камуфляжных красок, разведённых натуральной олифой до малярной консистенции (морские системы окрашиваются серо-голубой или шаровой краской). Краски наносят кистью во взаимно перпендикулярных направлениях для равномерного распределения краски и изделия просушивают в течение 24 часов при нормальной температуре или в течение 2—4 часов при искусственной сушке.
После высыхания первого сдоя на него наносят второй слой и изделия подвергают сушке. Краска считается высохшей, когда от сильного нажима пальцем под ним не образуется отпечатка и плёнка не даёт отлипа.
На высохшем слое краски не должно быть морщин и просветов грунта, он должен быть ровным, одинакового оттенка.
Белая маскировочная окраска. Три цвета летней камуфляжной окраски (зелёный, тёмнокоричневый и жёлто-землистый) совершенно непригодны для маскировки материальной части артиллерии в зимних условиях. При такой окраске объекты выделяются на фоне снега и легко могут быть обнаружены противником. Поэтому с появлением снежного покрова на материальную часть наносят зимнюю камуфляжную окраску. Артиллерийские орудия, миномёты, передки, зарядные ящики, средства транспортировки артиллерии, машины ДАРМ и ТП окрашивают (во время войны) по специальным правилам белой краской, которая периодически, по мере стирания, восстанавливается в подразделениях войск.
Зимняя камуфляжная окраска искажает формы объекта и облегчает применение его к местности; это достигается нанесением белых пятен в цвет основного фона (снега) и оставлением тёмных пятен (тёмнокоричневых, жёлто-землистых или зелёных) неправильной формы. Такая окраска хорошо маскирует на пятнистых фонах: в лесу, кустарнике, на пересечённой местности, в населённых пунктах, на дорогах и т. п., где имеются тени и отдельные участки, не покрытые снегом.
Применяется также одноцветная окраска в белый цвет, при которой, однако, объекты хорошо маскируются только на равнинной местности, покрытой снегом.
Для зимней белой окраски применяется сухая белая краска Б, специально вырабатываемая для этой цели.
198
Свойствам и качеству белой маскировочной краски необходимо уделять серьёзное внимание, так как не всякую белую краску можно применить для зимней маскировки.
Краска должна давать плёнку белого цвета, приближающуюся к цвету снега, прочно держаться на предметах, окрашенных масляной краской (не осыпаться при выстрелах и передвижении в кустах и в лесу). Слой краски, нанесённый на оголённый металл, во время высыхания не должен вызывать ржавления железа. Он не должен смываться дождём, но в то же время должен сниматься мокрой тряпкой, если возникает необходимость снять белую краску (например весной); при этом не должен разрушаться слой масляной краски, поверх которой нанесена белая краска. Краска должна быть безвредной и удобной для приготовления в условиях боевой обстановки.
Белая краска должна обладать ещё очень важным свойством — не дешифрироваться на.фоне снега при просмотре и фотографировании через специальные светофильтры. Мел обладает этим свойством (так же как и алебастровый и известковый молотый камень), а цинковые, свинцовые, титановые и литопоновые белила не обладают им и поэтому применять их для зимней маскировки запрещено.
Сухая белая краска представляет собой сухой порошок; она состоит из молотого натурального мела (в качестве суррогата во цремя войны иногда применялся молотый известковый камень), казеина (5—6%), гашёной извести (1,8—2%) и антикоррозионной добавки — нитрита натрия (0,2—0,25%).
Сухая белая краска Б разводится в воде из расчёта 1—1,25 кг сухого порошка на 1 л воды. В сосуд ёмкостью не более ведра наливают необходимое юличество тёплой воды (но не кипятка) и постепенно, при тщательном размешивании, добавляют сухую краску. Кипятить краску или заваривать её кипятком или очень горячей водой нельзя, так как при этом казеин, основное связующее вещество, свёртывается, переходит в нерастворимую форму и теряет клеющую способность. Можно разводить краску и в холодной воде.
После того как вся сухая краска засыпана в воду и замешана,, ей дают некоторое время постоять, при этом её периодически помешивают; если краска была разведена в холодной воде, ей необходимо постоять 3 часа; краска, разведённая в тёплой воде, должна постоять 1 час.
Перед окраской краску следует немного подогреть, но только до температуры 50° С, т. е. до такой степени, чтобы могла терпеть рука.
Окраску следует производить, руководствуясь Инструкцией по окраске материальной части артиллерии.
При окраске необходимо особенно внимательно следить за тем, чтобы окрашиваемая поверхность была чистой (чтобы на ней не было грязи, пыли, снега, льда и т. п.) и была обезжирена бензином и насухо вытерта сухой ветошью; если смазка не будет удалена, то краска не пристанет к окрашиваемой поверхности.
Нельзя наносить белую краску на слой не вполне высохшей масляной краски. Окраску следует по возможности производить при температуре выше нуля, используя для этого сараи и другие помещения с крышей, устанавливая в них во время морозов временные
199
14*
печки или жаровни для прогревания окрашиваемых объектов и ускорения сушки. При окраске на морозе краску следует наносить в тёплом виде. Краска, нанесённая на морозе, плохо держится.
Если окрашенные предметы попадут под сильный дождь или будут увлажнены по другим причинам, окраску следует возобновить во избежание ржавления и с целью сохранения белого цвета. Вода вымывает из слоя краски нитрит натрия, в присутствии которого ржавление почти не развивается.
Для того чтобы краска давала прочный слой, она должна содержать необходимое количество казеина и едкой извести. Если активной извести Са (ОН)2 недостаточно, то казеин не будет растворяться и после высыхания краски останется в виде крупинок. При избытке извести белая краска в случае увлажнения в тех местах, где нанесён наиболее толстый слой, может подействовать на основной слой масляной краски и размягчить его.
Белая краска наносится только на те части объектов, которые вообще окрашиваются; на трущиеся части и части, обычно смазываемые смазками, наносить белую краску запрещается.
Белую краску следует хранить в сухом месте, оберегая от попадания в неё воды, грязи и пыли, а также от мышей, которые поедают казеин и портят тару.
клеевую краску во время войны приготовляли, смешивая натуральный молотый мел с раствором столярного клея (содержащего 50 г к лея на 1 л горячей воды). Клеевая краска не содержит антикоррозионной добавки, и окрашенная этой краской сталь может быстро поржаветь.
Расход готовой сухой белой краски на 1 л«2 окрашиваемой поверхности зависит от температуры, при какой производится окраска: при температуре воздуха выше 0° С на 1 м2 требуется до 250 г сухой краски, а при окраске на морозе — до 750 г.
Для удаления белой краски с окрашенной поверхности при температурах выше нуля лучше всего смывать её горячей или тёплой водой, сильно протирая окрашенный предмет ветошью, щётками и т. д. На морозе белую краску можно удалять ветошью, смоченной бензином или керосином, но лучше и в этом случае применять горячую воду.
После полного смывания белой маскировочной краски (весной), если на слое основной краски остался трудно удаляемый белый налёт, следует протереть предмет тряпкой, смоченной в ружейной или пушечной смазке, смешанной с керосином. При первой возможности следует произвести окраску орудия летними камуфляжными красками на олифе.
2. Олифы и сикативы
В масляных красках связующим служат различные малярные олифы, которые применяются при изготовлении густотёртых красок, а также при их разбавлении с целью доведения до малярной консистенции.
В мирное время для изготовления густотёртых красок для окраски материальной части в артиллерии разрешалось применять только
200
натуральную олифу, льняную или конопляную, без разбавления её растворителями, за исключением скипидара, применять который разрешается с целью получения более матовой окраски и ускорения сушки, но добавлять его следует не более 15% (по отношению к олифе).
Во время войны для изготовления густотёртых красок было разрешено применять олифу К (комбинированную), которая изготовляется из масел более широкого ассортимента и содержит значительное количество (до 20%) летучего растворителя.
Натуральная олифа льняная и конопляная — продукт, получаемый путём варки технического льняного масла или конопляного масла с добавкой окислов различных металлов. Цвет олифы может быть от светложёлтого до вишнёвого. Полностью высыхать олифа должна не более чем через 24 часа. Отстой за 24 часа допускается не более 1% по объёму.
Льняная'олифа имеет удельный вес в пределах 0,938—0,945, вязкость, по Энглеру, при 20° С в пределах 7—10, йодное число выше 160, число омыления выше 185, кислотное число менее 7; она не должна содержать смоляных кислот. Для изготовления олиф применяются в основном марганцово-кальциевые или марганцово-свинцовые Ьоединения.
Основная масса олиф изготовляется из льняного масла. Наибольшее значение при оценке качества олифы имеет продолжительность высыхания, которая определяется следующим способом: на сухую чистую стеклянную пластинку наливают 10—12 капель олифы и ставят стекло в наклонном положении в помещении, защищённом от пыли и прямых солнечных лучей, при температуре 18—20° С. Олифа при этом разливается тонким слоем по стеклу; время от времени пальцем прикасаются к слою олифы; если при нажатии пальцем на слое олифы не получается отлила, то олифу считают высохшей и отмечают время. Скорость высыхания сильно изменяется в зависимости от условий, поэтому для сравнения следует проводить контрольный опыт с олифой, время высыхания которой известно.
Иногда слой олифы через несколько дней после высыхания делается липким; это служит признаком наличия в ней смоляных масел, канифоли, ворвани и других примесей. Отлип бывает также у олиф, содержащих слишком много свинцовых сикативов.
Скорость высыхания олифы зависит от света, влажности и тепла.
При прямом солнечном свете олифа высыхает почти в два раза скорее, чем при рассеянном свете, и при рассеянном — в полтора-два раза скорее, чем в полной темноте. С повышением температуры скорость высыхания олифы увеличивается; так, олифа, высыхающая в комнате при 15° С за 14—16 часов, при температуре -|-50о высыхает уже за 2 часа, а при +90с — за 40—50 минут.
Влажность замедляет высыхание олиф, но не всех одинаково; так, влажность лишь незначительно задерживает высыхание олиф, приготовленных на свинцовых препаратах. Плёнка высохшей во влажном воздухе олифы обладает пониженной твёрдостью и эласг тичностью. Хорошо сохнущая олифа должна высыхать при нормаль¬
20 !
ных условиях за 16—20 часов и, высохнув, плёнка олифы не должна снова становиться липкой и мягкой.
Некоторые детали трубок и взрывателей во время войны «олпфо- вались» с целью защитить их от коррозии. Этот процесс заключается в том, что обезжиренные и совершенно чистые сухие детали покрывают тонким слом натуральной олифы, погружая их в раствор: одна часть олифы на семь частей бензина; после подсушивания на воздухе детали, уложенные на сетки, помещают в сушилку, где их выдерживают в продолжение 30—45 минут при 200—250° С. Плёнка получается неодинаковой толщины (2—15 ц) и различных цветов, от светлокоричневого до тёмнокоричневого. Неодинаковая толщина плёнки является следствием стекания масла в нижнюю часть деталей; поэтому получаемая при олифовании плёнка не может считаться удовлетворительной в отношении защитной способности, и этот вид покрытия может применяться только при кратковременном хранении изделий.
По ТУ ГАУ олифованные изделия должны выдерживать коррозионное испытание в 3% растворе поваренной соли в продолжение 3 часов.
Сикативы представляют собой катализаторы — вещества, при прибавлении небольших количеств которых к олифам время высыхания последних значительно сокращается.
В качестве сикативов применяются главным образом соединения различных металлов: марганца, свинца, цинка, кальция, кобальта, железа и др. Наиболее «сильными» металлами являются марганец, свинец и кобальт.
Скорость высыхания масла возрастает с увеличением содержания сикатива, но до известного предела; при дальнейшем увеличении содержания сикатива время высыхания олифы увеличивается.
При употреблении излишнего количества сикатива масло- быстро высыхает с поверхности, тогда, когда внутренние слои ещё не высохли, вследствие чего получается плёнка худшего качества.
Приготовляются сикативы нагреванием масел с окислами металлов или с солями соответствующих металлов и жирных, смоляных, нафтеновых или других органических кислот.
Сикативы получают свое название от металлов: марганцевые, свинцовые, кобальтовые и т. п. Имеются смешанные сикативы: свинцово-марганцовые, марганцово-свинцово-кобальтовые и др.
Необходимо различать твёрдые сикативы, идущие на изготовление олиф, и жидкие сикативы, которые поступают на рынок в качестве «сушек», представляющих собой растворы твёрдых сикативов в каком-либо растворителе. К последним относится сикатив № 64, который изготовляется нагреванием до 260° С смеси из 40 частей льняного масла, 10 частей свинцового глёта, 4 частей свинцового сурика и 4 частей пиролюзита. После охлаждения до 140° С в масло добавляют 140 частей уайт-спирита и получают жидкий сикатив.
Чем скорее сикатив сушит масло, чем прозрачнее и светлее получается масло и чем более блестящей и эластичной получается плёнка после высыхания, тем лучше считается сикатив. Сикативы очень распространены в малярном деле. Жидкие сикативы прибавляют к оли¬
202
фам и к краскам во время работы. Если употребляемая олифа содержала оптимальное количество сикатива, который образовался в ней при варке, то прибавление жидких сикативов («сушек») может оказаться вредным. Плохо высыхающие олифы можно улучшить прибавлением жидких сикативов. Жидкие сикативы при стоянии часто выделяют осадок, вследствие чего их действие ослабляется. Это особенно часто происходит со свинцовыми сикативами, особенно на холоду.
Олифы полунатуральные представляют собой заменители натуральной олифы и предназначаются для разведения густотёртых красок.
Стандартизированы следующие полунатуральные олифы: «Оксоль», «Оксоль-смесь», «Сульфоксоль», олифа полимеризованная ИМС и олифа из касторового масла.
Олифа «Оксоль» изготовляется уплотнением льняного масла посредством продувания воздуха в присутствии масляного сикатива, с последующим добавлением растворителя (уайт-спирита, сольвента каменноугольного).
Олифа «Оксоль-смесь» изготовляется уплотнением смеси льняного или конопляного масла с подсолнечным маслом и растворителем. Уплотнение производится продуванием воздуха через смесь масел в присутствии ускорителей высыхания (сикативов); к уплотнённому маслу добавляют уайт-спирит или сольвент каменноугольный.
Вязкость олифы «Осколь-смесь» 7—10° по Энглеру; кислотное число не более 6. Она содержит не менее 55% смеси препарированных масел и масляного сикатива (по весу), причём содержание подсолнечного масла по отношению к общему количеству препарированных масел не должно превышать 29%. Содержание растворителей не должно быть больше 45%.
Олифа «Оксоль-смесь» высыхает «от пыли» за 12 часов и полностью высыхает за 24 часа, т. е. за то же время, что и натуральная олифа.
Олифа «Оксоль-смесь» применяется только для разведения густотёртых красок, причём получающаяся плёнка обладает более низкими защитными свойствами, чем плёнка красок, приготовленных на натуральной олифе.
Олифа «Сульфоксоль» изготовляется так же, как и олифа «Оксоль», но с последующей обработкой серой и добавлением тех же растворителей.
Олифа полимеризованная ИМС изготовляется путёхМ уплотнения льняного масла нагреванием, с последующим добавлением уайт- спирита, сольвента каменноугольного, скипидара и сикатива. Уайт- спирит заменяют также жидкими нефтеполимерами, отходами крекинг-заводов.
Олифа из касторового масла изготовляется путём дегидратации и уплотнения касторового масла b присутствии катализаторов с последующей этерификацией глицерином и добавлением растворителей (тех же). Эту олифу применять не рекомендуется, так как высохший слой краски, содержащей касторовую олифу, через некоторое время размягчается и дает отлип.
203
Искусственные олифы являются заменителем натуральной олифы' и применяются для приготовления густотёртых паст (за исключением светлых колеров), которые в дальнейшем подлежат разведению любой искусственной олифой, а также для разведения густотёртых паст на других искусственных олифах.
Скипидар применяется: в смеси с олифой для разбавления густотёртых красок и доведения их до малярной консистенции; в качестве растворителя в различных масляных лаках; в большом количестве он употребляется для промывки металлических поверхностей перед окраской с целью их обезжиривания и, иногда, для размягчения старой краски при её удалении.
Лучшие сорта скипидара получаются из живицы (терпентина) — смолы хвойных деревьев различных пород и видов; скипидары более низкого качества получаются из пней и корней этих деревьев путём сухой перегонки или экстракцией растворителями.
Скипидар растворяется в спирте в отношении 1 : 3, в эфире, бензоле, бензине, маслах и в других веществах; в воде нерастворим. Скипидар очень легко окисляется; в соприкосновении с воздухом, особенно на солнечном свету, он поглощает кислород и, постепенно окисляясь, густеет, желтеет и приобретает кислую реакцию. Постоявший на воздухе скипидар обладает сильными окислительными свойствами и способен отдавать свой кислород маслам. Этим объясняется способность скипидара ускорять сушку олиф, масляных лаков и масляных красок, к которым он добавлен; скипидар способствует окислению масел. Ускорение высыхания лаков, вызванное присутствием скипидара, происходит только в присутствии сикати- вов, металл которых является как бы передатчиком кислорода, и только если температура, при которой происходит смешивание лака со скипидаром, не превосходит 40° С.
Имеется большое количество различных сортов скипидара, которые в основном называется соответственно тому, в какой стране они производятся: американский, французский и др.; они отличаются один от другого по физическим константам и по химическому составу, в отношении же малярных свойств они близки один к другому, Вырабатываемый в настоящее время с СССР живичный скипидар (терпентинное масло) получается из живицы (смолы) растущих деревьев хвойных пород, преимущественно сосны, и не подвергается дополнительной химической обработке. Терпентинное масло должно быть прозрачным, бесцветным или иметь только с^абожелтоватый оттенок и обладать характерным приятным запахом.
Пневые скипидары крайне разнообразны по своему составу и свойствам. Цвет и запах их зависят от степени очистки.
3. Лаки и эмали
Лаки представляют собой растворы масел, естественных или искусственных смол или эфиров целлюлозы и других органических плёнкообразующих продуктов в спирте или в смесях органических растворителей с добавкой смягчителей, катализаторов, наполнителей и, иногда, красящих веществ. После нанесения на лакируемую по¬
204
верхность растворители испаряются, и остаётся слой лаковой плёнки, состоящий из нелетучей части лака.
Лаки, в которые добавлены пигменты, нерастворимые в лаке, называются эмалями.
Лаки в артиллерийском деле применяются:
1) для наружного покрытия с целью защиты металлов от атмосферной коррозии;
2) для наружного покрытия деревянных частей и деталей с целью предохранения их от увлажнения, гниения и т. п.;
3) для лакировки камор снарядов и мин с целью защиты их от действия взрывчатых веществ, которыми они снаряжаются;
4) для лакировки срезов взрывчатых веществ в отверстиях под
взрыватели у снаряженных снарядов и мин с целью защиты взрывчатых веществ от атмосферных влияний, увлажнения, окисления и т. п.; |
5) для защиты металлических деталей трубок и взрывателей от действия на них порохов, инициирующих и взрывчатых веществ;
6) для герметизации сопряжений деталей, в основном трубок и взрывателей, с целью предохранения от проникновения влаги и других коррозионных реагентов;
7) для приклеивания суконных, бумажных и тому подобных деталей трубок и взрывателей одна к другой и к металлическим деталям;
8) для защиты бумажных и картонных изделий от увлажнения, например бумажных гильз сигнальных патронов и основных миномётных зарядов.
По своему составу лаки, применяемые в артиллерии, можно разделить на следующие группы:
а) спиртовые шеллачные лаки и шеллачно-канифольные лаки;
б) спиртовые лаки на искусственных (синтетических) смолах: бакелитовый, идитоловый и др.;
в) асфальто-битумные (лак № 67);
г) нитро-лаки: Д-1-Н, нитроклей АК-20, Лак ЛБС-11, лак ЛМВ, цапон-лаки;
д) масляные лаки: лак № 22П, № 92, глифталиевый и др.
Для лакировки камор снарядов, мин и авиабомб в настоящее время применяется исключительно лак № 67. До войны применяли также 40% шеллачный спиртовый лак и шеллачно-канифольный лак, содержащий 32% шеллака, 20% канифоли и 48% этилового спирта. Все эти лаки применялись и применяются сейчас также для лакировки срезов ВВ и расточки разрывного заряда, снарядов и мин.
Лак для лакировки камор снарядов, мин и авиабомб должен быть высококачественным. Он не должен оказывать какого-либо химического или коррозионного действия на сталь и чугун; лаковая плёнка не должна быстро стареть при хранении лакированных корпусов на открытом воздухе в любых климатических условиях, должна быть водостойка и влагонепроницаема. Она должна надёжно защищать чёрные металлы от коррозии при конденсации на лакированных корпусах влаги, что всегда можёт иметь место при хранении неснаряженных корпусов и перевозке их с механических заводов на снаряжательные.
205
Лак должен легко наноситься на поверхность камор снарядов, мин и бомб при помощи пульверизаторов и кистей. Он должен быстро высыхать и не требовать сушки при повышенной температуре. Плёнка лака должна быть достаточно термостойкой и не должна плавиться и размгячаться при температуре плавления тротила, т. е. ниже +80° С. Она должна быть кислотостойкой и щелочеупорной и не должна реагировать с взрывчатыми веществами: тротилом (тринитротолуолом), аматолами, состоящими из сплавав тротила с аммиачной селитрой, пикриновой кислотой (мелинитом) и смесями, содержащими её (французской смесью), и др.
Плёнка лака не должна взаимодействовать с ВВ и не должна разрушаться ими или теми продуктами, которые выделяются из ВВ при длительном их хранении, например аммиаком, «тротиловым маслом» и т. п. Лаковая плёнка не должна повышать чувствительность ВВ к нагреванию и к удару; она должна быть нейтральна и не должна повышать кислотность тротила.
Если добавить ещё, что лак для покрытия камор должен быть недефицитным и недорогим, так как он потребляется в очень больших количествах, то станет ясным, что далеко не все лаки смогут удовлетворить столь разнообразным техническим требованиям.
Лак № 67 является основным лаком, служащим для покрытия камор снарядов, мин и бомб, и представляет собой раствор нефтяного битума, с добавкой твёрдого нефтяного пёка или асфальтов или без этих добавок, в смеси летучих растворителей.
В зависимости от состава лака и характеристики плёнкообразующих материалов и растворителей, лак № 67 изготовлялся двух марок: марки К (краснодарский) и марки В (военного времени). В табл. 19 приведены физико-химические показатели лака № 67.
Таблица 19
Наименование показателей
Марка К
Марка В
Внешний вид и сорность лака
Должны соответствовать эталону
Время высыхания лака при 20°С ± 2° „от пыли“
в минутах, не более
30
30
Время полного высыхания в часах, не более . .
2
2
Содержание золы в весовых процентах, не более
0,17
0,30
Кислотность отогнанного растворителя иг КОН
на 1 г растворителя, не более
0,3
0,8
Содержание твёрдого остатка в % по весу, в пре¬
38—45
делах
34—45
Температура размягчения твёрдой части лака по
85—110
методу Кремер-Сарнова в °С, в пределах . . .
85—110
Гибкость плёнки по шкале НИИЛК
1
3
Твёрдость плёнки по маятниковому аппарату,
Не нормируется
0,100—0,300
в пределах
Водостойкость плёнки при 20°С в часах, не ме¬
нее •
24
24
Кислотостойкость плёнки к 10% раствору соля¬
ной кислоты власах, не менее
4
4
206
Лак марки К изготовлялся до войны по более определённой рецептуре, чем лак марки В, выпускавшийся во время войны.
При изготовлении лака марки К применялся краснодарский битум, Дающий твёрдую и гибкую плёнку. Теперь краснодарский битум не Добывается и поэтому лак марки К изготовляться не может. Применение стандартных растворителей для лака марки К обеспечивало получение высококачественной плёнки; её твёрдость даже не проверялась, так как она обеспечивалась рецептурой.
Лак марки В изготовлялся на более широком ассортименте как твёрдой составляющей, так и растворителей. В военное время применялись люберецкий и уфимский битумы, а также печерский асфальт. Люберецкий битум даёт очень мягкую плёнку, вследствие чего требуется добавка твёрдых асфальтов. Уфимский битум даёт несколько более твёрдую пленку. Оба эти битума недостаточно стандартны, и плёнка, которая получается при нанесении лака № 67, изготовленного на люберецком и уфимском битумах, бывает различной твёрдости; поэтому предусмотрено испытание лака марки В на твёрдость. По маятниковому аппарату твёрдость не должна быть меньше 0,1 и больше 0,3; по мере дальнейшего увеличения твёрдости плёнка становится слишком хрупкой. Твёрдость и хрупкость плёнки лака № 67 с течением времени увеличиваются.
В качестве растворителя при изготовлении лака № 67 во время войны применяли, наряду с бензолом, уайт-спиритом и скипидаром, пиробензол, «легкий растворитель», сольвент каменноугольный или «тяжёлый растворитель», а также в небольших количествах лигроин. Основными растворителями являются бензол, уайт-спирит и скипидар, смесь которых и применяется в настоящее время при изготовлении лака № 67.
Лак № 67 применяется для лакировки внутренних камор артиллерийских снарядов и мин, а также авиабомб. Он хорошо предохраняет сталь и чугун от конденсационной коррозии, от действия кислот и щелочей, а также от коррозионного действия суррогатированных ВВ.
Относительная недефицитностъ битумов и несколько рецептов лака № 67 позволили во вре^я войны полностью обеспечить этим лаком промышленность боеприпасов. С окончанием войны лак № 67 выпускается одной марки В, но по утверждённой рецептуре с достаточно постоянной твердостью и эластичностью пленки, мало изменяющейся с течением времени.
Асфальто-битумные лаки типа нашего лака № 67 применялись для покрытия камор снарядов в германской армии и применяются в армиях союзников. Немецкий асфальтовый лак даёт очень твёрдую и блестящую плёнку, но более хрупкую, плохо выдерживающую удар. При проведении острой иглой по плёнке немецкого лака она отскакивает кусочками, тогда как плёнка лака № 67 снимается стружкой и за иглой остаётся ровная линия.
Большое значение для качества плёнки лака № 67 имеет температура её размягчения. Она не должна быть ниже 85° G, так как иначе при заливке тротила (имеющего температуру плавления около 80° С) плёнка лака расплавится и битум смешается с тротилом.
207
Верхний предел температуры плавления (110° С) имеет меньшее значение.
Скорость высыхания имеет большое значение при процессе лакировки и в основном зависит от летучести растворителя. Лигроин удлиняет срок сушки и придаёт плёнке мягкость.
Лак № 67 наносится пульверизатором и кистью. Основным методом является пульверизационный, так как он значительно производительнее и экономнее кистевого и плёнка лака, при достаточно умелой лакировке, получается более ровная, чем при нанесении кистью. Однако лакировка камор снарядов с помощью пульверизатора требует определённой сноровки: очень часто дно каморы покрывается значительно более тонким слоем, чем средняя часть каморы. Правильное направление струи и равномерность движения пульверизатора по каморе должны обеспечить полное покрытие каморы ровным слоем лака, без подтёков и просветов.
Лак масляный ЛЬ 22П представляет собой лак горячей сушки и предназначается в основном для лакировки внутренней поверхности латунных орудийных гильз.
Во время войны этот лак применялся редко, так как основная масса латунных гильз не лакировалась.
В состав лака № 22П, выпускавшегося во время войны, входило: тунговое масло, глицерин, канифоль, сикатив № 64 и растворитель, состоящий из ксилольной фракции и уайт-спирита.
Время высыхания плёнки лака № 22П при +80° С не превышает 4 часов.
Плёнка, полученная посредством сушки при 80° С, не должна быть липкой. Плёнка этого лака хорошо защищает сталь и латунь от конденсационной коррозии при резких изменениях температуры и влажности.
Лак глифталиевый представляет собой синтетический лак, полученный в результате взаимодействия фталиевого ангидрида и глицерина в присутствии высыхающего льняного масла с разбавлением уайт-спиритом (или сольвентом каменноугольным, ксилолом и др.). Предназначается вместо светлых масляных лаков для работ, где требуются ускоренная сушка и особая устойчивость плёнки к действию бензина, керосина, минеральных масел и т. п. Предлагался в качестве связующего для приготовления защитной краски 4БГ. Применяется главным образом для покрытий с горячей сушкой. Непосредственно перед применением в лак вводится сикатив № 64 ь количестве 3%.
Полное высыхание лака: при 100° С — 1 час, при 75° С — 2 часа и при 50° С — 6 часов.
Лак бакелитовый (фенольный) представляет собой раствор ре- зольной (фенольной) смолы в этиловом спирте. Он применяется для самых разнообразных целей, как для покрытия, так и для пропитки. В зависимости от содержания смолы, лаки бывают следующих марок: А, Б и В. Лак марки А содержит смолы от 50 до 60%, марки Б— от 60 до 70% и марки В — от 70 до 80%.
208
По внешнему виду лак представляет собой прозрачный раствор от жёлтого до буро-красного цвета; содержание свободного фенола не должно превышать 14%.
Бакелитовый лак после нанесения и высыхания требует дополнительной обработки (полимеризации) нагреванием до 120—150° С. Только после полимеризации плёнка бакелитового лака может считаться защитной. Плёнка полимеризованного лака очень водо- стойка и термостойка: при шестичасовом кипячении в дестиллиро- ванной воде не происходит отслаивания плёнки и других её изменений. Плёнка кислотоупорна и достаточно хорошо противостоит удару.
Бакелитовый лак применяется для защиты от коррозии некоторых деталей трубок и взрывателей и для других целей.
Аэролак первого покрытия AIH представляет собой раствор нитроцеллюлозы (лакового коллоксилина) в смеси- органических растворителей и наполнителей. Он предназначается в основном для нанесения при помощи щетинной кисти на аэропланную ткань самолётов.
Состав лака AIH не регламентирован, поэтому во время войны для его изготовления применялись различные материалы, вследствие чего иногда изменялись его свойства, не учитываемые техническими условиями, но имеющие большое значение в артиллерийском дел#е, где лак AIH довольно широко применяется при изготовлении трубок и взрывателей.
Поэтому на лак AIH были утверждены ВТУ ГАУ, согласно которым этот лак называется «нитролак специального назначения (ЛМВ)».
Лак ЛМВ представляет собой раствор нитроцеллюлозы (лакового коллоксилина) в смеси органических растворителей и предназначается для склеивания различных металлических, пластмассовых и ацетилцеллюлозных деталей, в том числе предварительно загрунтованных другими лаками.
Лак ЛМВ состоит из высоковязкого отечественного коллоксилина, растворённого в смеси: бутилацетата, этилацетата, ацетона, этилового спирта и бензола чистого (или пиробензола). Концентрация сухого коллоксилина в готовом лаке должна быть не менее 8,5%. Все применяемые для изготовления продукты должны удовлетворять требованиям стандартов или ТУ.
Цапон-лаки представляют собой раствор нитроцеллюлозы или целлулоида в смеси летучих компонентов и обладают способностью быстро высыхать, образуя тонкую прозрачную плёнку.
Главное назначение цапон-лаков — покрытие поверхностей железных, стальных, латунных, бронзовых и серебрянных изделий, а также стекла, бумаги и т. п. для предохранения их от потускнения под действием влаги и газов.
Цапон-лаки относятся к числу лаков, дающих неводостойкую плёнку, плохо защищающую от конденсационной коррозии. Их можно применять только для временной защиты от коррозии неот¬
209
ветственных изделий, так как плёнка цажхн-лака рассчитана на небольшой срок хранения лакированных изделий в сухом
помещении.
Изделия, хранящиеся хотя бы временно на открытом воздухе и подвергающиеся действию атмосферных осадков, покрывать ца- пон-лаком бесполезно.
Нитроклей АК-20 представляет собой раствор нитроцеллюлозы и смолы в смеси органических растворителей с добавлением пластификаторов. В основном он предназначается для приклейки различного рода тканей к древесине и наносится кистью. В артиллерийском деле используется при покрытии стыков различных мелких изделий, например запалов, с целью повышения герметичности и вла- гоупорности, хотя по своим свойствам нитроклей не принадлежит к водостойким лакам.
Нитроклей следует хранить в сухом, неотапливаемом каменном помещении, предохраняя его от прямого действия солнечных лучей.
Нитролак ЛБС-11 представляет собой раствор нитроцеллюлозы в смеси органических растворителей и разбавителей с добавлением смолы и пластификаторов и предназначался для покрытия наружных поверхностей мин и снарядов небольших калибров. Лаком ЛБС-11 ведущие пояски и центрующие утолщения снарядов не покрывают, так как этот лак недостаточно водостоек и от коррозии защищает недостаточно хорошо.
Лак ЛБС-11 следует наносить в два слоя. Он состоит из низковязкого коллоксилина (7—9%), винсола, дибутилфталата и растворителя РДВ, добавляемого до нужной вязкости.
Нитроэмаль ДМС-А представляет собой пигментированный алюминиевым порошком раствор нитроцеллюлозы в смеси органических растворителей и разбавителей с добавлением смолы и пластификаторов, а по существу является нитролаком ЛБС-11 с добавкой 6% алюминиевой пудры. Эмаль ДМС-А применяется для окраски наружной поверхности боеприпасов с целью защиты их от коррозии.
Нитроэмалью ДМС-А покрывают мины и снаряды до 85-мм калибра и стальные свёртные орудийные гильзы; применяется нитроэмаль ДМС-А также для покрытия центрующих утолщений и ведущих поясков снарядов остальных калибров. При добавлении к нитролаку ЛБС-11 алюминиевой пудры резко улучшается качество получаемой плёнки; однако не всякую алюминиевую пудру можно применять для этой цели. Алюминиевый порошок, предназначаемый для пиротехнических целей, не пригоден для малярных целей, в частности для изготовления алюминиевых эмалей. Для приготовления нитроэмалей можно применять только «алюминиевую пудру для красок» (ЦМТУ-88-43), частицы которой имеют лепесткообразную форму. Эта пудра представляет собой легкомажущий и пылящий продукт, получаемый в результате тонкого измельчения алюминия и подвергнутый специальной полировальной обработке.
Алюминиевая пудра для красок изготовляется трёх марок и двух сортов. В табл. 20 приведены основные требования к этой пудре.
210
Таблица 20
» 1-Й сорт 1
1 2-й сорт
р»
и
а
о
в
2
Наименование показателей
АПК-1
АПК-2
АПК-3
АПКВ-1
АПКВ-2
се
й
5
1
Тонкость помола
Площадь покрываемой воды (11ПВ) в сл*2/г не менее .
3 000
5 000
6 000
3 000
5 000
6 000
2
Остаток на контрольном сите № 80 (80 отверстий на 1 линейный сантиметр), в %, не более
5
3
2
5
3
2
3
Химический состав в °/о
Железа, не более
0,7
0,7
0,7
1,0
1,0
1,0
4
Кремния „ „
0,7
0.7
0.7
1,0
1,0
1,0
5
Меди + цинка, не более . . . Марганца, не более
0,1
0,1
0,1
0,1
0,1
0,1
6
0,01
0,01
0,01
0,01
0,01
0,01
7
Жирных добавок, не более .
1,5
2,0
2,5
1,5
2,0
2,5
8
Влаги, не более
0,1
0,1
0,1
0,1
0,1
0,1
9
Активного металлического алюминия (факультативно), не менее
90
87
85
82
82
80
Вязкость нитроэмали ДМС-А при температуре 20° должна быть в пределах: по вискозиметру ФЭ-36 (сопло № 2) — 5—10 секунд и по воронке НИЛК при сопле диаметром 4 мм — 8—14 секунд. В случае загустевания нитроэмаль следует разбавить растворителем РДВ» добавляя его не более 20% от веса нитроэмали.
Нитроэмаль, нанесённая на железную пластину, должна при 20° С полностью высыхать за 1 час. Практически она высыхает значительно быстрее: за 5—10 минут.
Плёнка нитроэмали ДМС-А значительно более водостойка, чем плёнка лаков ЛВС-11 и шеллачного, и не разрушается при действии на неё пушечной смазки.
Расход эмали при нанесении пульверизатором до полного укрытия не превышает 360 г/л«2, считая на эмаль, а укрывистость, определяемая по методу шахматной доски, не превышает 40 г/м2, считая на сухую плёнку.
Эмаль наносится на окрашиваемые объекты пульверизатором и кистью. При нанесении пульверизатором плёнка получается ровная, серебристая, без полос и значительно лучше защищает от коррозии, чем плёнка, нанесённая кистью. Поэтому окраска снарядов, мин и гильз нитроэмалью ДМС-А должна производиться за два раза пульверизатором на станках, которые вращают окрашиваемый объект» установленный в них вертикально, и тем самым обеспечивает равномерное нанесение защитной плёнки по всей окружности снаряда» мины или гильзы.
211
При нанесении нитроэмалей, в том числе ДМ£-А, на не совсем высохшую плёнку масляной краски наблюдается вспузыривание последней. Поэтому перед покрытием центрующих утолщений и ведущих поясков снарядов, окрашенных масляной краской, эмалью ДМС необходимо слой краски хорошо высушить.
Нитропентофталиевая эмаль является новой краской, разработанной уже после окончания войны специально для окраски снарядов и мин.
Применяется алюминиевая эмаль, которая изготовляется на заводах и в готовом виде доставляется потребителю.
Нитропентофталиевые эмали при обычной температуре высыхают очень быстро, за 5—8 минут, но все свои положительные защитные свойства плёнка приобретает через 4—5 суток, когда она окончательно твердеет и становится водостойкой, маслостойкой и гибкой.
Плёнка нитропентофтадиевой эмали хорошо сопротивляется удару, не отскакивает и не повреждается. При нагревании до 60° С высохшая плёнка затвердевает за 5—б часов. По своим показателям плёнка нитропентофталиевых эмалей равноценна плёнке масляной краски, а по твёрдости даже превосходит её. Не выяснено старение плёнки при длительном хранении окрашенных объектов, что может быть проверено только со временем.
Нитропентофталиевые эмали могут применяться для окраски снарядов и мин и являются высокосортным заменителем масляной краски, хотя и более дорогим, но содержащим всего 12—15% масла. Большим преимуществом эмали является быстрое высыхание. Для получения хорошей защитной плёнки необходимо наносить два слоя краски. -Окраска производится кистью, но лучше наносить эмаль пульверизатором; в последнем случае необходимо немного разбавить эмаль специальным разбавителем НПФА.
Шеллак представляет собой твёрдую смолу, продукт переработки естественной смолы гуммилак, которая образуется на ветвях тропических растений в результате жизнедеятельности насекомых. Основная масса шеллака добывается в Индокитае, Индии и на островах Малайского архипелага; таким образом, шеллак является импортным продуктом.
Шеллак может иметь форму пластинок, иногда толщиной 1—2 мм, а иногда очень тонких, форму круглых лепёшек (пуговичный шеллак); кроме того, шеллак отливается в палочки.
Шеллак применяется для производства лаков и политур, а также потребляется в очень больших количествах для изготовления различных твёрдых масс, в частности для изготовления граммофонных пластинок.
Для изготовления лаков применяется в основном пластинчатый шеллак, так кал он быстрее растворяется в спирту. Кроме спирта, шеллак растворяется в водных растворах едких щелочей. Шеллак бывает различных цветов: тёмный, оранжевый, бледножёлтый и почти совсем белый.
Температура плавления шеллака находится в пределах 75— 120° С. Удельный вес смолы 1,04—1,18. Кислотное число, определяе¬
212
мое при применении в качестве индикатора адкали-блау, не должно превышать 75, а йодное число не должно превышать 23. Шеллак должен содержать механических примесей и суррогятоп, в качесЦр которых чаще всего используют канифоль и идитол.
Шеллак перевозится и хранится в деревянных ящиках иЛЕ в мешках.
Лаки шеллачные спиртовые представляют собой раствор шеллака в этиловом спирте и предназначаются для покрытия поверхности металлов с целью защиты от коррозии и предохранения от взаимодействия между металлом и соприкасающимися с ним коррозионно-активными веществами: ворохами, взрывчатыми вещест¬
вами и т. п.
Шеллачные лаки широко применяются также для покрытий дерева, картона и других материалов с целью предохранения от увлажнения и придания им поверхностной прочности и красивого вида, хотя шеллачные лаки и нельзя считать особенно водостойкими.
В зависимости от назначения шеллачные лаки изготовляются различной концентрации.
В табл. 21 приведены концентрации лаков и их удельные веса.
Шеллачные лаки приготовляются растворением шеллака в спирте ректификате. Обычно сначала получают 25% раствор, который фильтруется через сукно для удаления воска и механических примесей. Воска в шеллаке содержится от 3 до 6%; в спирте на холоду воск не растворяется и выпадает в мелкодисперсном виде; фильтрование происходит очень медленно.
Подогревать лаки нельзя, так как при нагревании воск в спирте растворяется и при охлаждении выпадает снова.
Фильтрованный 25% лак разбавляют спиртом или упаривают до нужной концентрации, проверяя его удельный вес.
В шеллачном лаке не должно быть минеральных кислот, канифоли и и ди- тола.
Политуры шеллачные представляют собой раствор шеллака в этиловом спирте-сырце и применяются для полировки деревянных изделий, как покрытых спиртовым, шеллачным лаком, так и не покрытых им, а также для полировки поверхности, покрытой масляным лаком.
Политуры шеллачные изготовляются нескольких сортов: «мутная» (№ 13), представляющая собой нефильтрованный раствор шеллака; «светлая» (№ 14) — раствор шеллака, отфильтрованный от восков; красная (№ 15) и чёрная (№ 16), приготовляемые из политуры № 14 путём подкрашивания органическими красителями.
Таблица 21
Содержание пголляк« и
л а т: ('
в %
.
Удельный пес при 15,5°0 по пикнометру
4 ± 1 10± 1 15+ 1 20 + 1 25 ± 1 30 ± 1 35 ± 1 40’±Ч
45 ± 1 50 ±1 55±1 60 ± 1
0,825—0,827 0,842—0,844 0,853-0,855 0,874—0,876 0,891—0,893 0,903—0,905 0,913-0,915 0,935—0.937 0,950—0,952 0,983—0,985 0,991—0,993 0,996—0,998
213
•* Содержание шеллака в политуре не должно превышать 10% по весу. Крепость спирта должна быть 85—89°, а содержание канифоли не должно превышать 0,3% (считая на политуру). Политура не должна содержать иДитола.
При полировке политура должна ложиться ровным и гладким слоем и образовывать твёрдую, с сильным глянцем поверхность, без трещин, пузырей, сальности, дымчатого (мутного) налёта и не должна давать срыва (сжигания) поверхности.
Политуры содержат 10—15% воды; этим они отличаются от спиртовых шеллачных лаков; присутствие воды благоприятно отражается на полировальных свойствах политуры и устраняет срыв (сжигание).
Во время полировки на полируемую поверхность периодически наносят несколько капель льняного масла, которые располировы- Еаются и улучшают качество слоя.
Лаки шеллачно-канифольные представляют собой раствор шеллака и канифоли в этиловом спирте ректификате и предназначаются дня лакировки внутренней поверхности снарядов и авиабомб, а Ti кже среза и расточки разрывного заряда. Имеется две марки шеллачно-канифольного лака: лак 32:20, содержащий 32+2%
шеллака и 20+2% канифоли, и лак 38 : 7, содержащий 38% шеллака и 7% канифоли.
«Паки не должны иметь видимых на-глаз посторонних механических примесей, присутствие же воска допускается, так как эти ла! и не фильтруются.
Лак 32 : 20 должен полностью высыхать через 36 часов. В зависимости от цвета шеллака и канифоли плёнка лака может быть от светложёлтой до коричневой. Кислотное число лака 32: 20 не должно быть выше 55.
Го время войны шеллачно-канифольные лаки широко применялись для покрытия центрующих утолщений артиллерийских снарядов с целью защиты от коррозии, для чего эти лаки не предназначен)»!, так как плёнки шеллачно-канифольных лаков недостаточно л тм с сферостойки. Шеллачно-канифольные лаки применялись также в виде алюминиевых эмалей (смесь лака с 10% алюминиевой пудры) для окраски наружных поверхностей мин и снарядов. Одш ко такая окраска даёт значительно худшую защиту от коррозии, даже по сравнению с нитроэмалью ДМС-А.
КРАТКИЙ УКАЗАТЕЛЬ ОСНОВНОЙ ЛИТЕРАТУРЫ ПО БОРЬБЕ С КОРРОЗИЕЙ МЕТАЛЛОВ
(НА РУССКОМ ЯЗЫКЕ)
1. В. О. Кренит, Коррозия металлов. Учебник для высших технических уч^о пых заведений, ОНТИ НКТП СССР, 1938 г.
В книге даётся общий научный обзор современных вопросов коррозии мейл лов. Имеется большой указатель литературы на русском и иностранных языках.
2. Ю. Р. Эванс, Коррозия, пассивность и защита металлов. Металлур! тда г, 1941 г. Перевод с английского под редакцией проф. доктора Г. В. Акимопа.
Книга является выдающимся трудом в области коррозии и защиты мсчаллов, результатом как собственных научных трудов Эванса, гак и критически игрщиоо тайных трудов иностранных и советских специалистов.
Книга рассчитана на инженеров и студентов втузов.
3. Спеллер, Коррозия железа и i 1али. Перевод с английского, I93G г. Содержит обшйрнын материал по вопросу оорьбы с коррозией чёрных металлов, иш- ным образом но данным американской практики.
4. Хедже, Защитные плёнки на металлах. Перевод с английского, (>ПГИ, 1934 г.
Содержит обширный материал по теории пассивности металлов и защите от коррозии путём нанесения защитных плёнок.
5. Журнал «Коррозия и борьба с ней». Бюллетень Нистехпропа НКТП СССР и Всесоюзного Электрохимме1а. Выходил 4 раза в год (до 1941 г.). Содержит статьи, в которых отражен опыт работ в области коррозии металлов, проводин* шихся в СССР.
6. В. И. Лайнер а Н. Т. Кудрянцев, Основы гальваностегии, ч. I и И, ГОНГИ, 1938 г. и Металлургиздат, 1943 г.
В части I изложены теоретические основы и технология гальванических процессов и подготовки поверхности металлов для нанесения на них металлических покрытий.
В части II подробно оепешены вопросы электроосаждеымя металлов и сплввоч, покрытия изделий и контроля применяемых процессов. Дано описание оборудования и аппаратуры для гальванопокрытий.
7. П. Б. Краевский и Л. П. Адамович, Контроль электролитов гальванических ванн и покрытий, Металлургиздат, 1941 г.
В книге систематизирован материал по анализу электролитов гальванических ванн, а также дано описание методов испыгган1ия гальванических покрытий.
Книга предназначена для работников лабораторий.
8. Д. С. Абрамсон и С. И. Орлова, Контроль электролитов и качества гальванопокрытий, Металлургиздат, 1944 г.
В книге систематизированы новейшие методы контроля электролитов и методы испытания качества гальванических покрытий.
Книга предназначена для работников лабораторий.
9. П. А. Нусс, Электролитические покрытия металлов, ГОПТИ, 1938 г., Учебник для техникумов.
215
В книге излагаются вопросы применения электролитических покрытий
металлов.
10. Ж. Биллнтер, Основы гальванотехники, ОНТИ, 1937 г. и Металлургиздат, 1941 г., перевод с немецкою.
В книге собран и оистемат шровак материал по теории и практике гальванических покрытий. Основное внимание аыор уделяет обоснованию рецептуры )jIектролитов, режима и форсировании процессов осаждении металлов.
Киша расс‘Ш1ана на инженеров и студенгив втузов.
11. В. С. Киселёв, Олифа и лаки. Монографии по производству и свойствам лаков и олиф. Изд. ОНТИ Химтеорет, 1940 г.
Очень подробно рассмотрено сырьё, применяемое для изготовления олиф и лаков.
12. Е. Я. Гольденштейн, Технология неметаллических защитных покрытий, техника окраски, ОНТИ, 1937 г.
Содержит большой материал по технике окраски современными заводскими и другими методами; дано описание оборудования и технологических процессов.
Имеется указатель литературы по технике окраски на русском языре (36 названий).
13. Г. Суйда и Г. Сальватерра, Окраска как защита от коррозии. Перевод с венского издания, 1921 г., ОНТИ, 1936 г.
В книге в популярной форме излагается теория коррозии, подробно описаны методы борьбы с коррозией покрытием лаками и красками на основе германской техники. В книге приведены стандарты анализов красителей, олиф, масел, растворителей и пр.
Рассчитана на студентов и специалистов лако-красочной промышленности. Имеет, невидимому, наиболее полный указатель иностранной литературы по краскам и окраске.
Редактор Конотантииоо J». 771
Технический редактор Кузьмин И. Ф. 'Корректор Субботин Г. 77.
Г07722. Подписано к печати 0.0.-Н». ОП’ьем 131/:» п. л.
14,9 уч.-над. л. К 1 н. л. 48 000 тип. зи. Изд. № 3708G. Змк. 1028-
1-я типографии Управления Военного Ивдательстил МВО 10СШ* имени О. К. Тииошг и ко