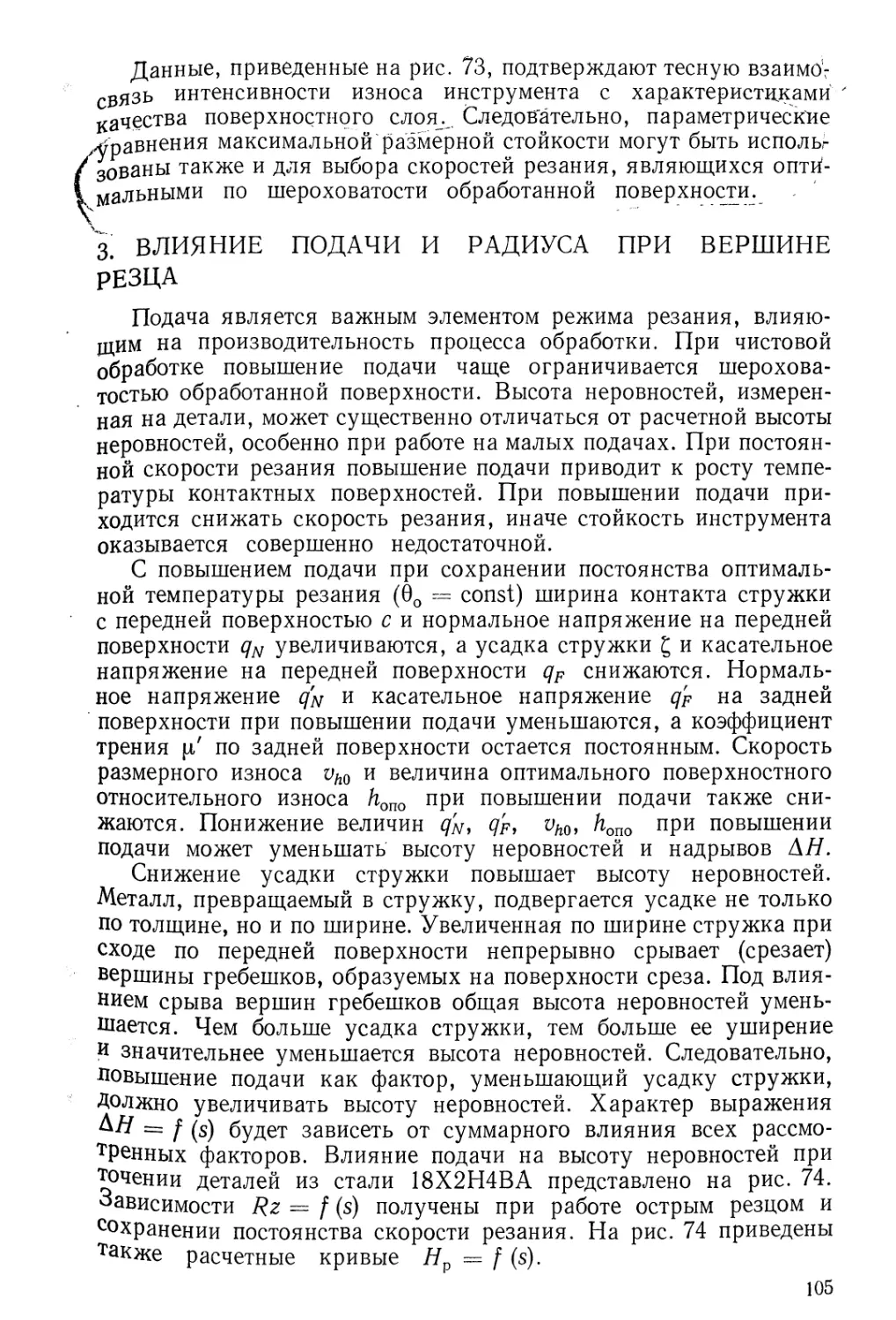
/


Author: Макаров А.Д.
Tags: машиностроение обработка металлов теория резания оптимизация процессов резания
Year: 1976



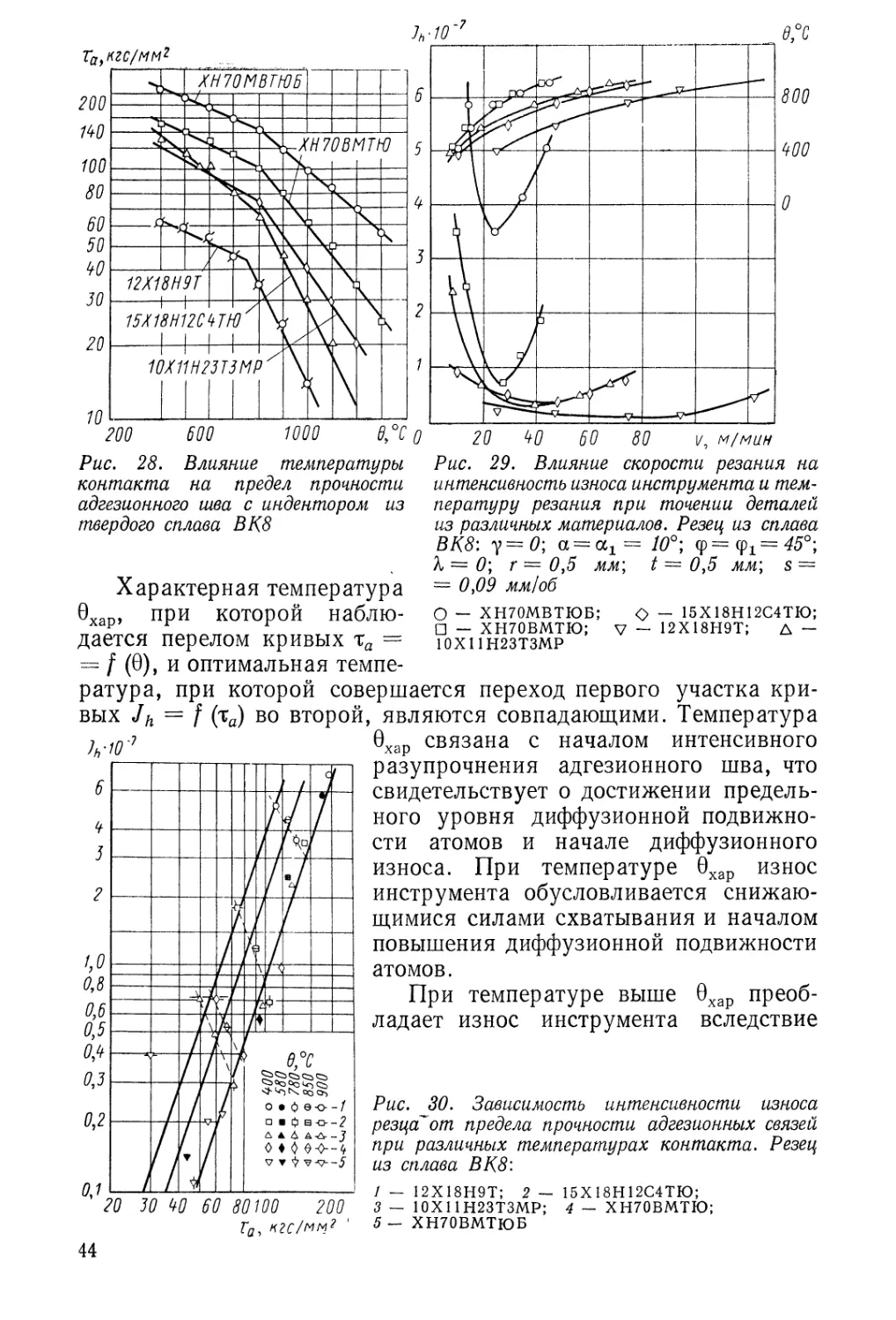
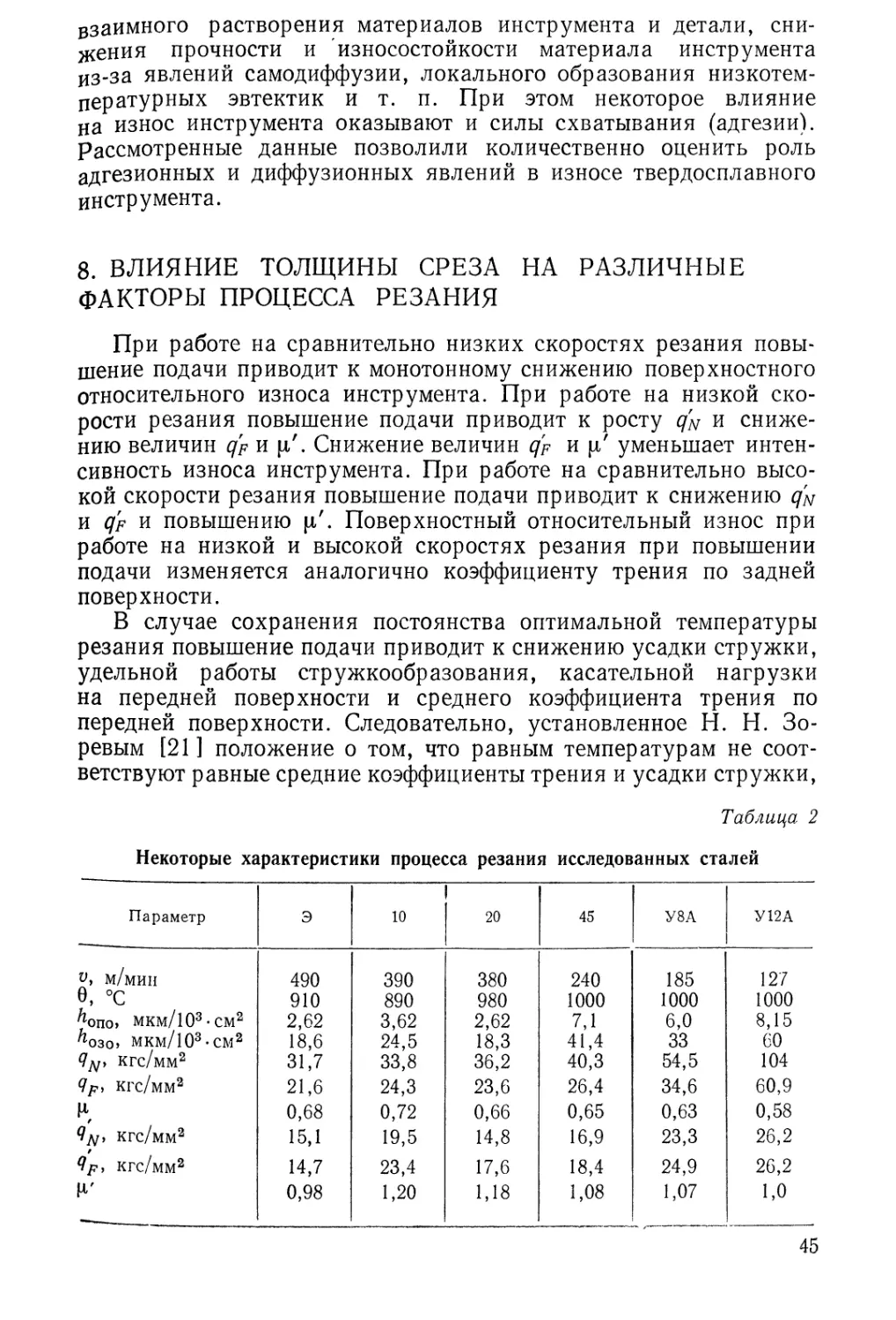
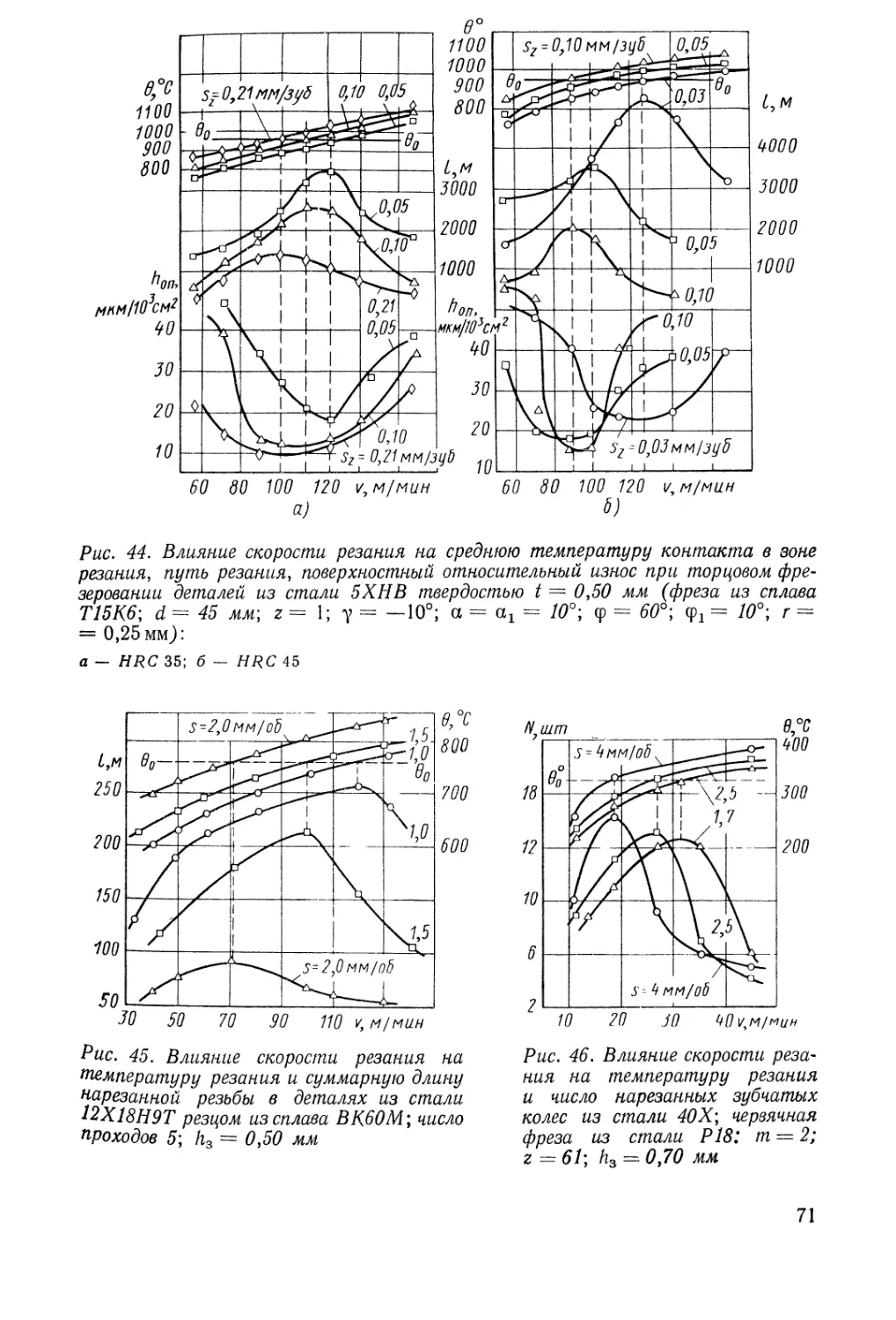
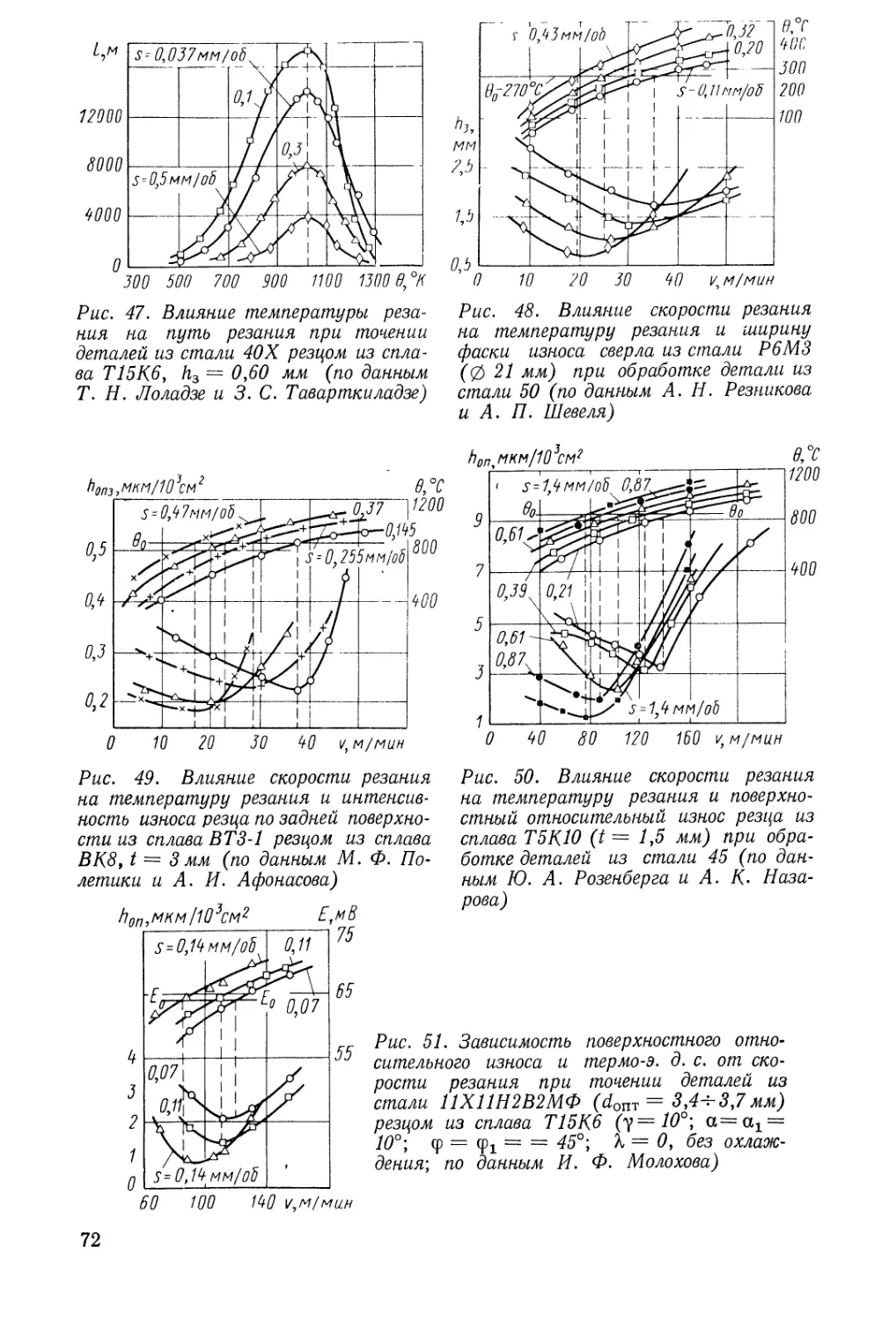
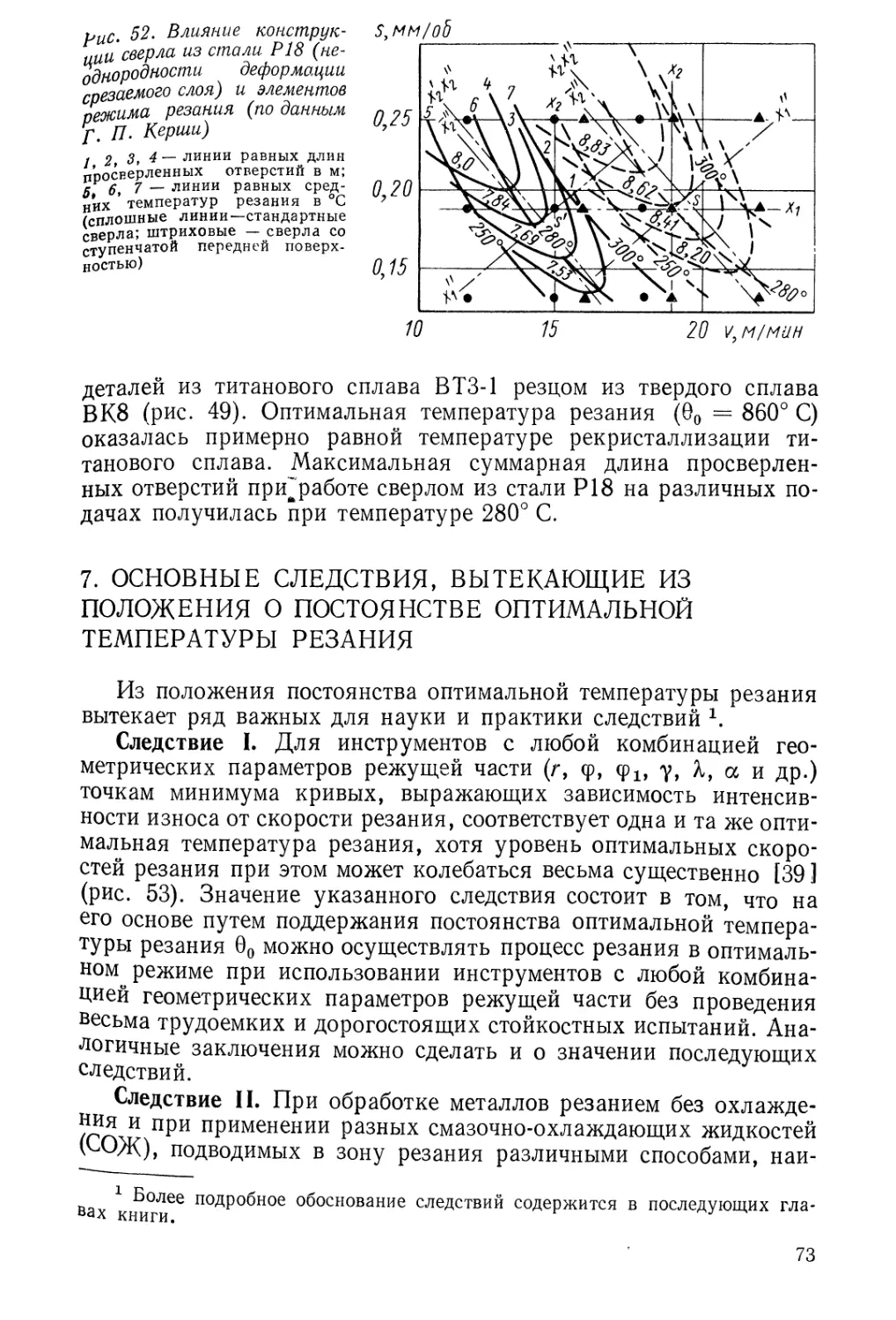
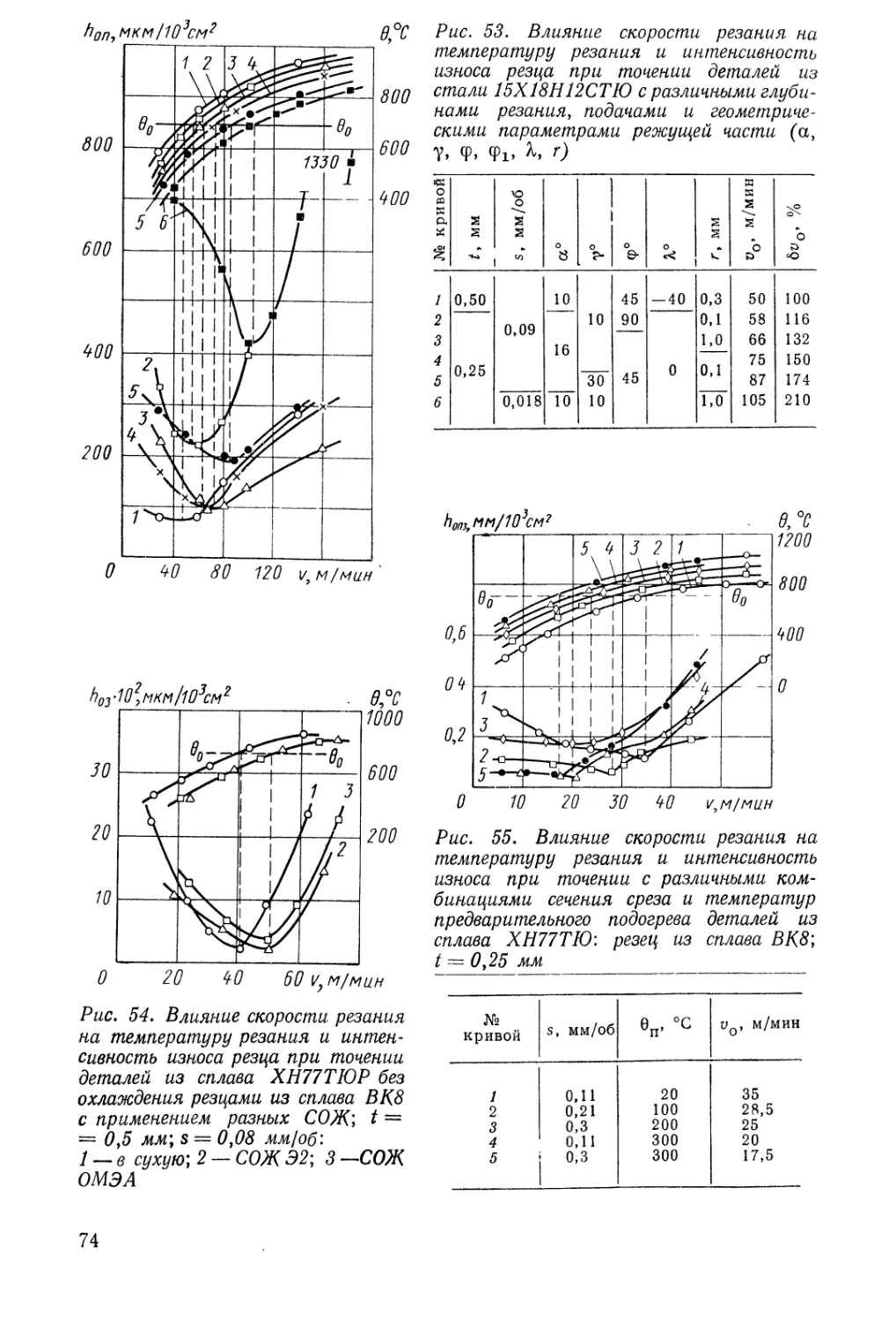
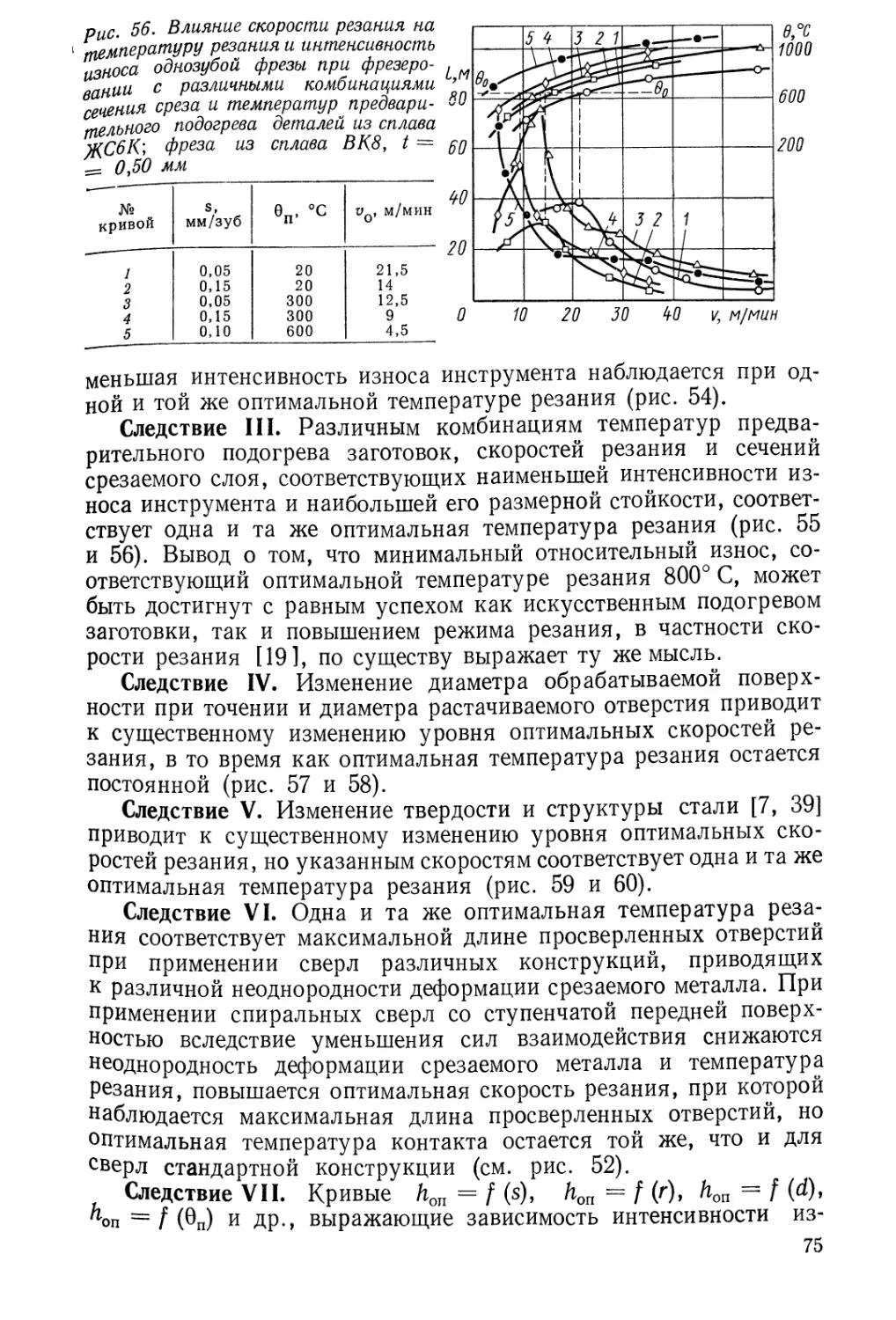
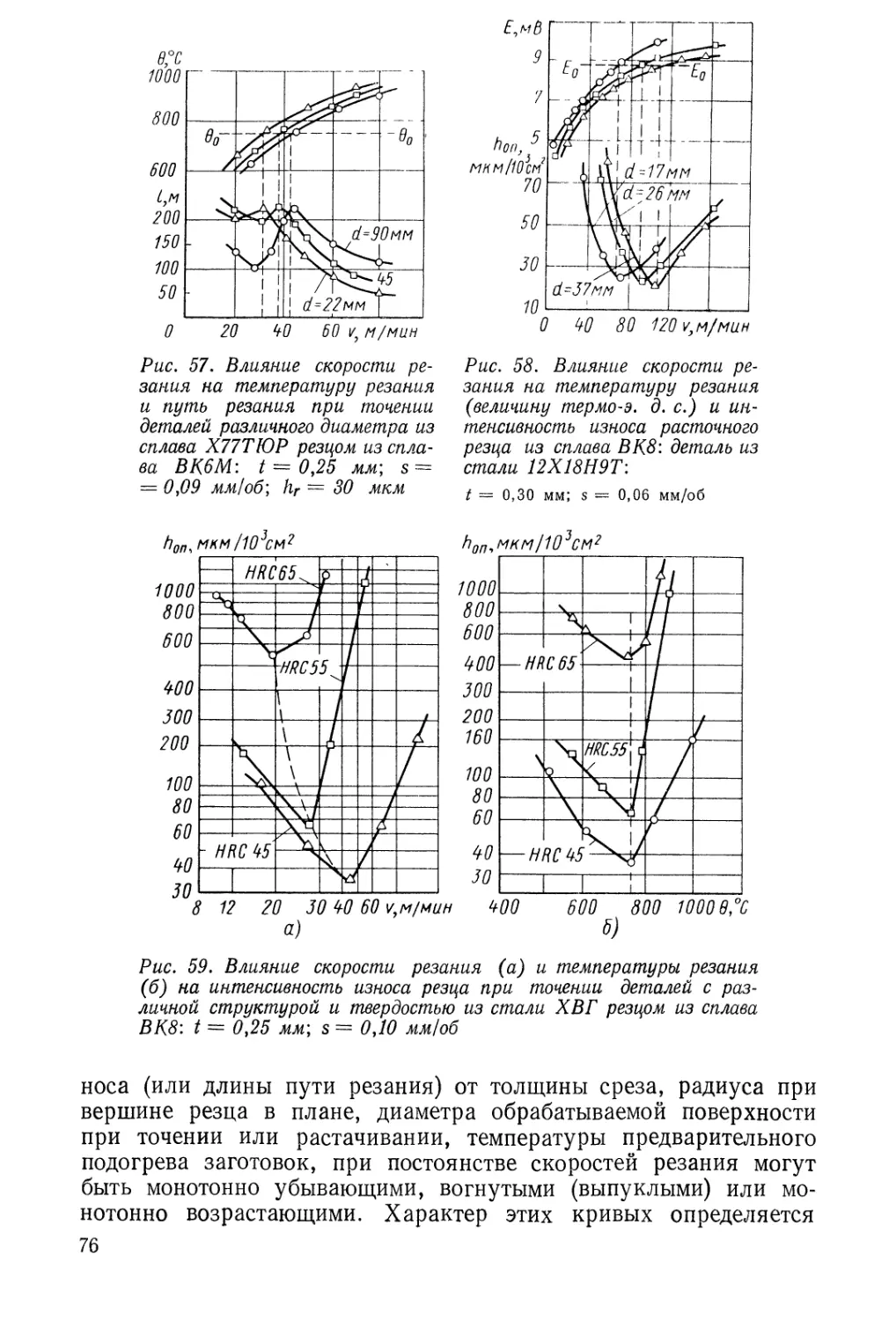
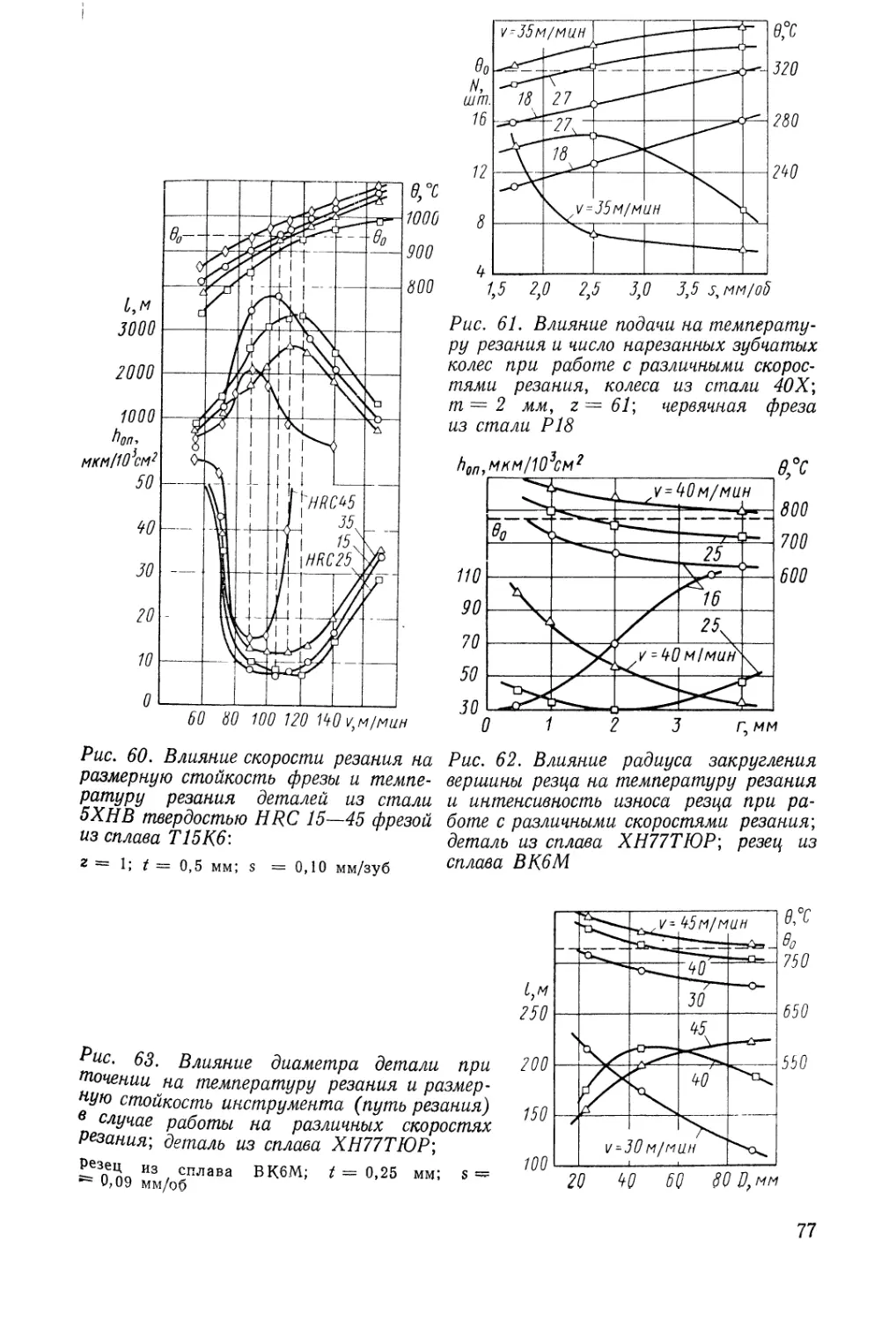
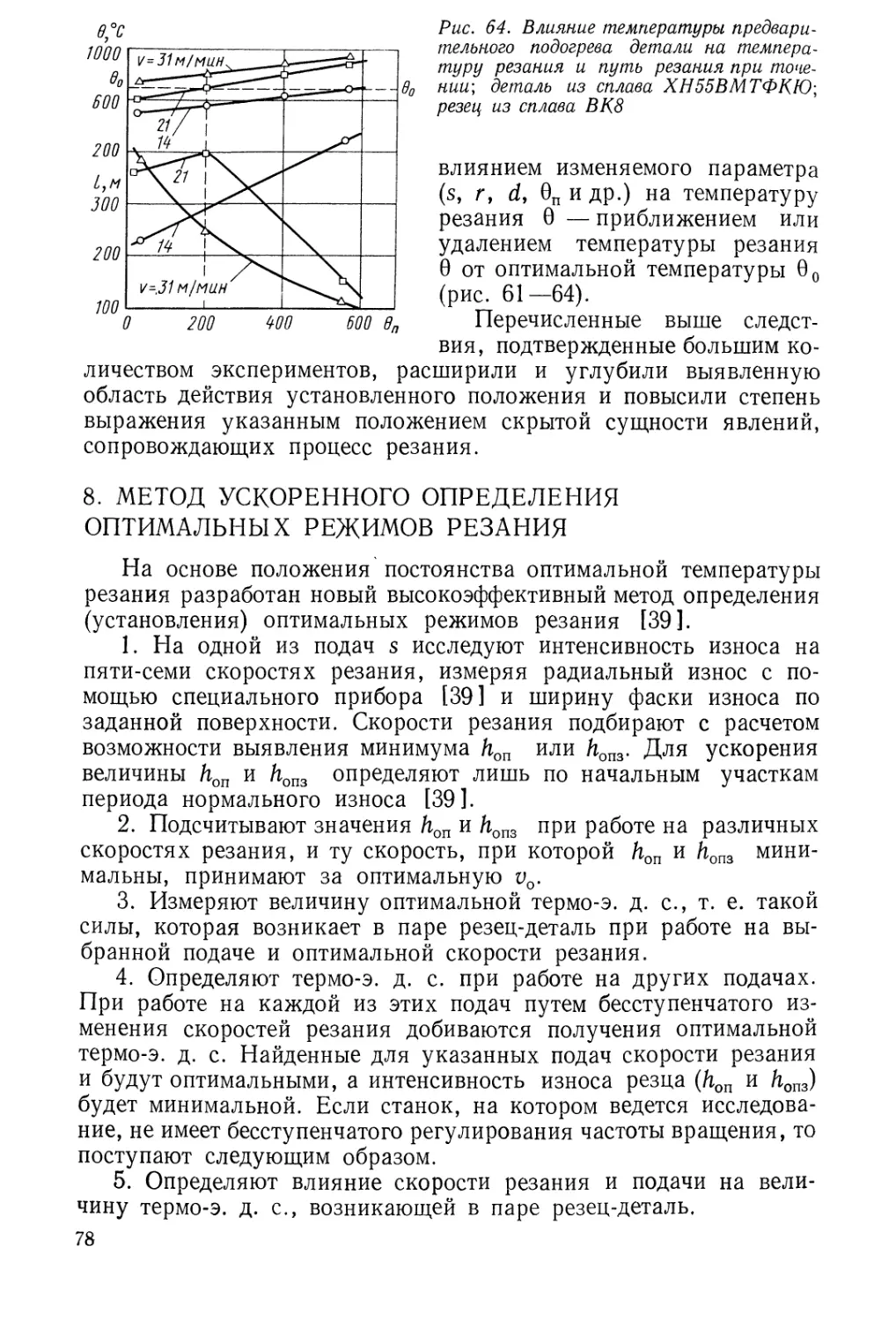
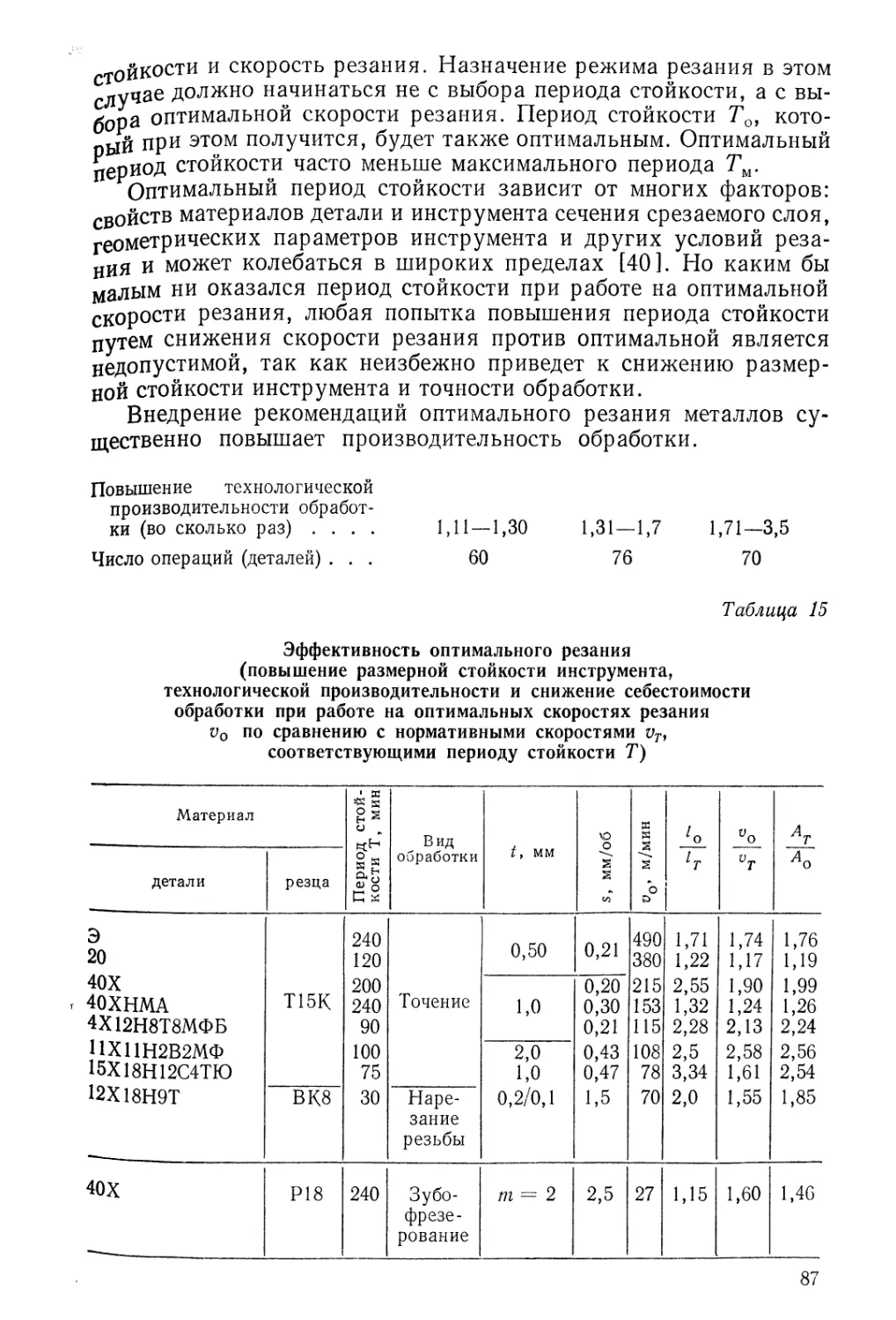
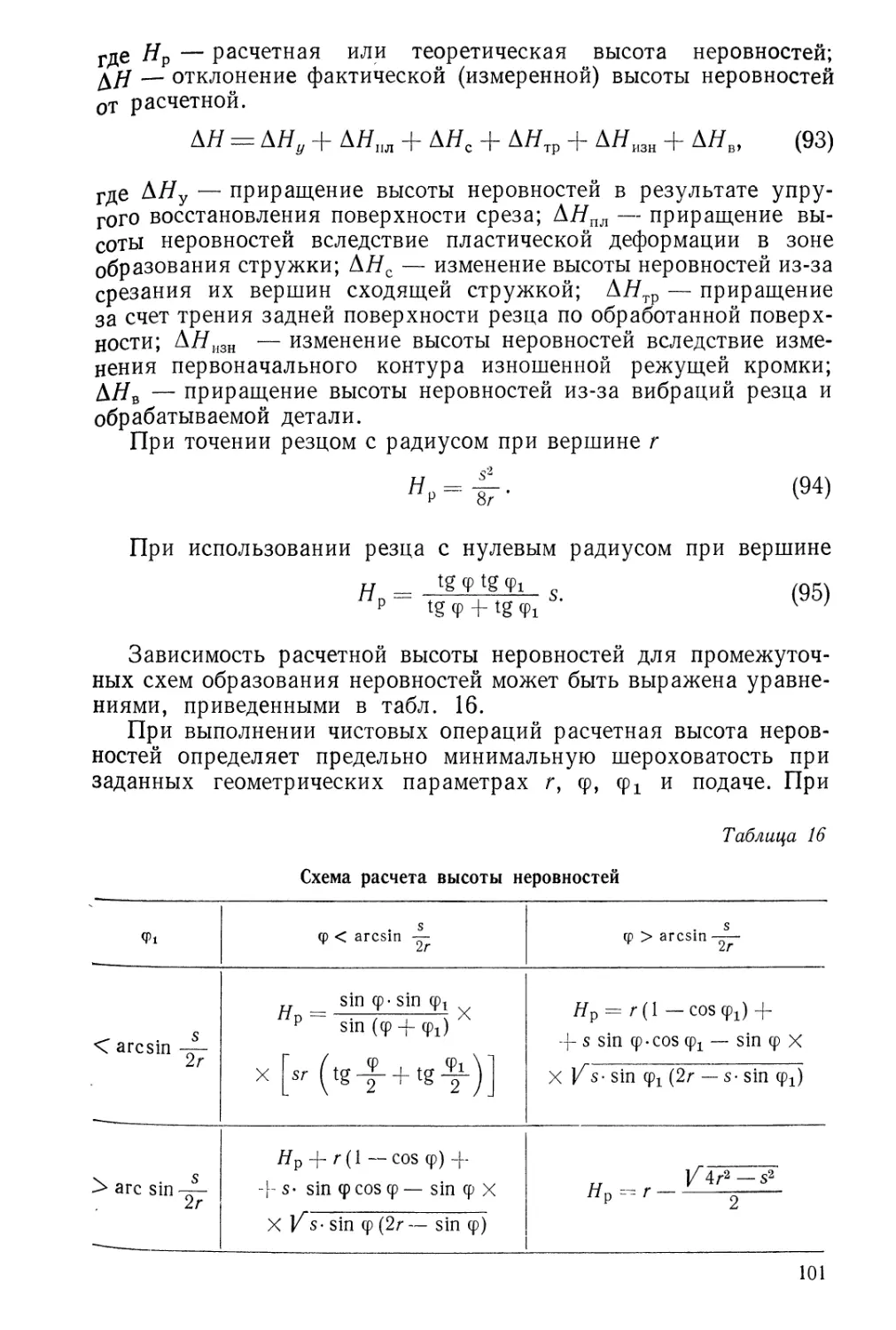
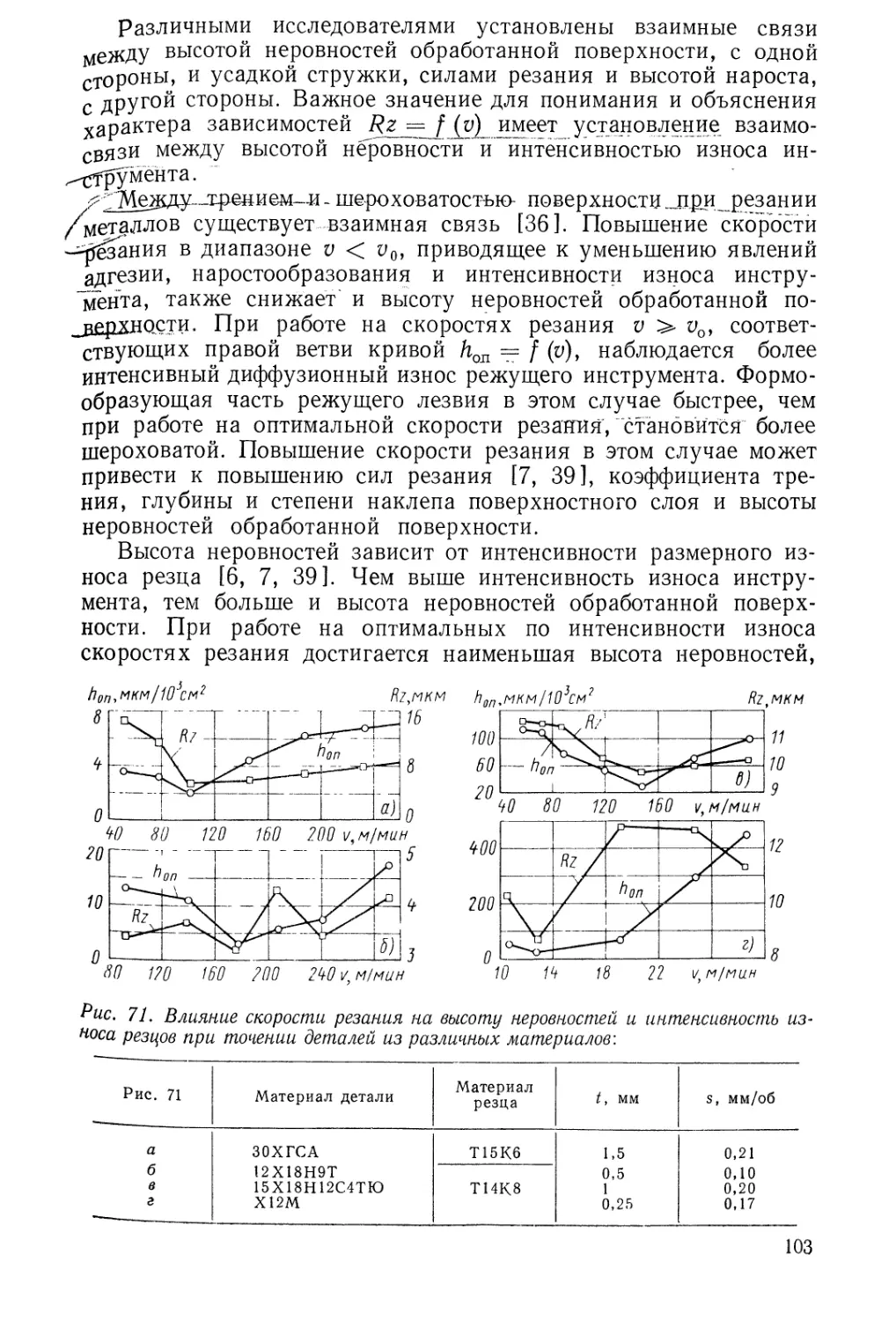
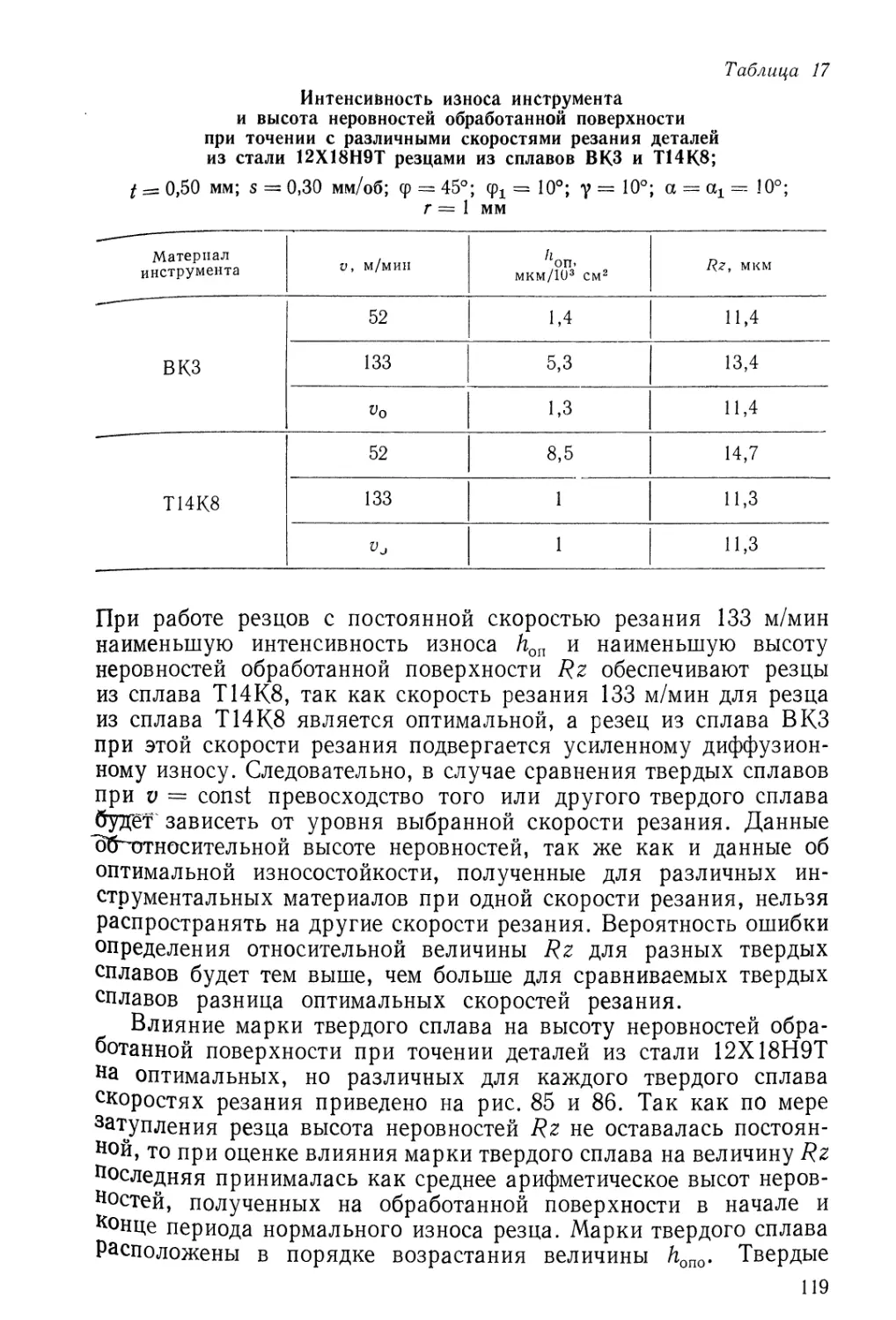
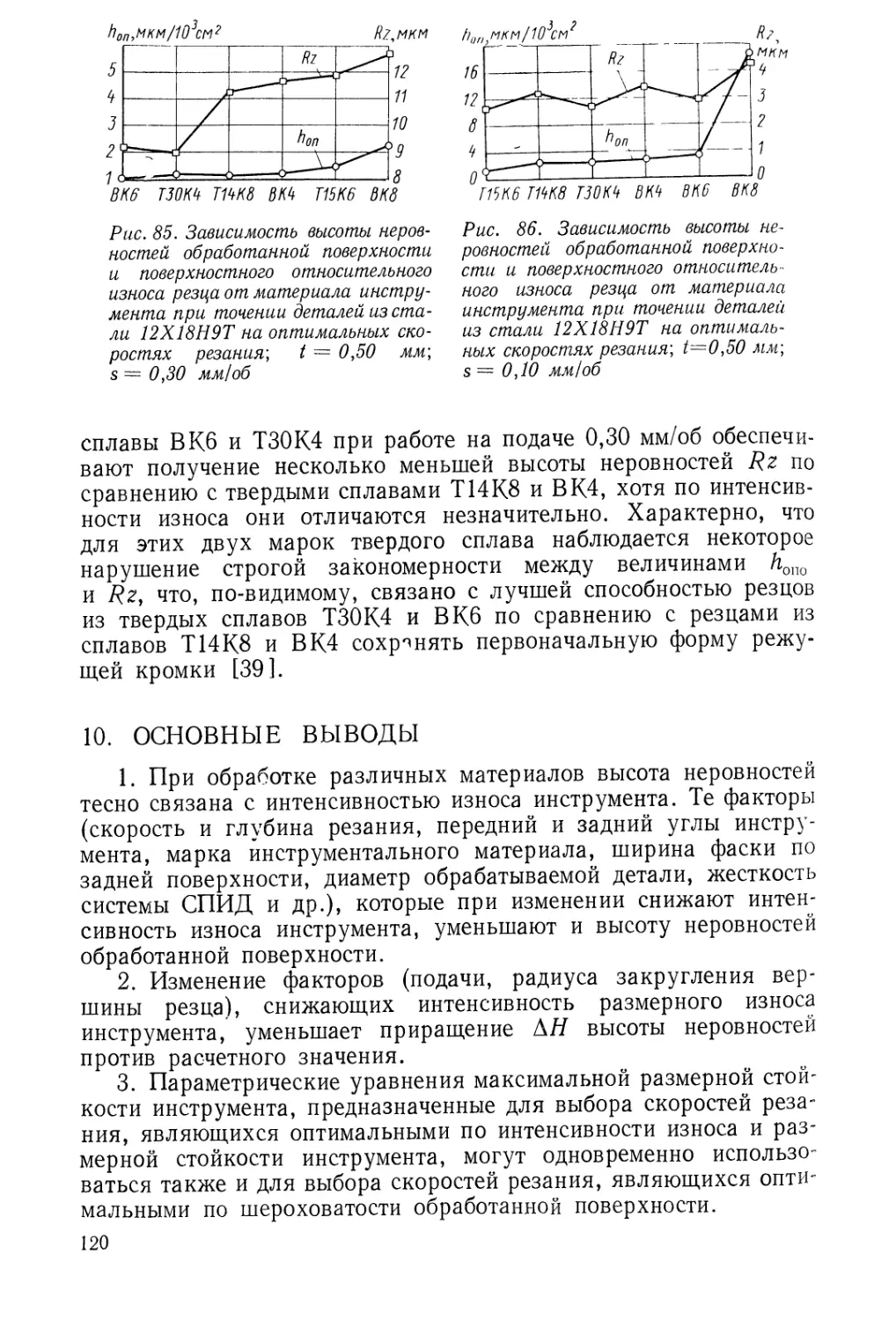
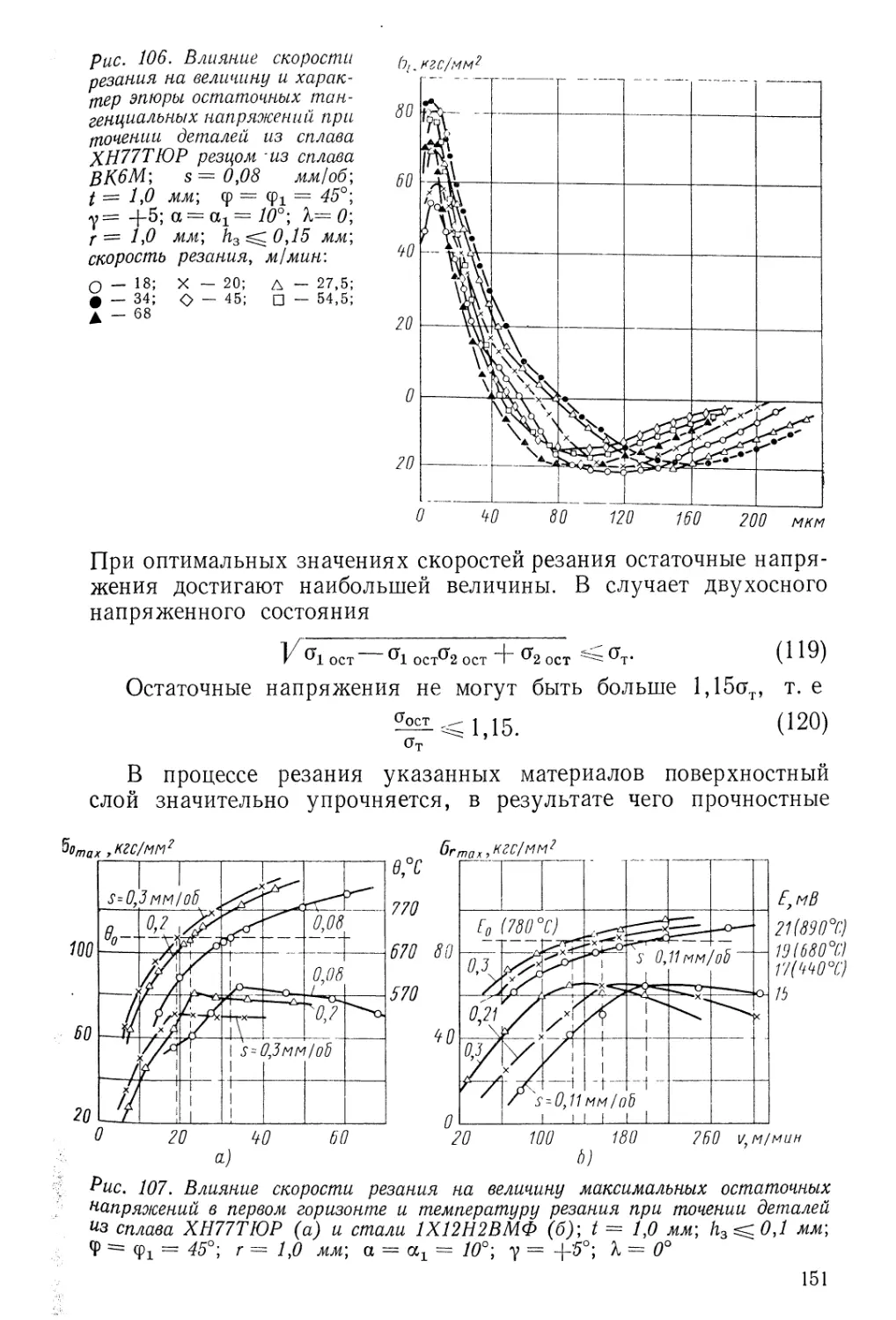
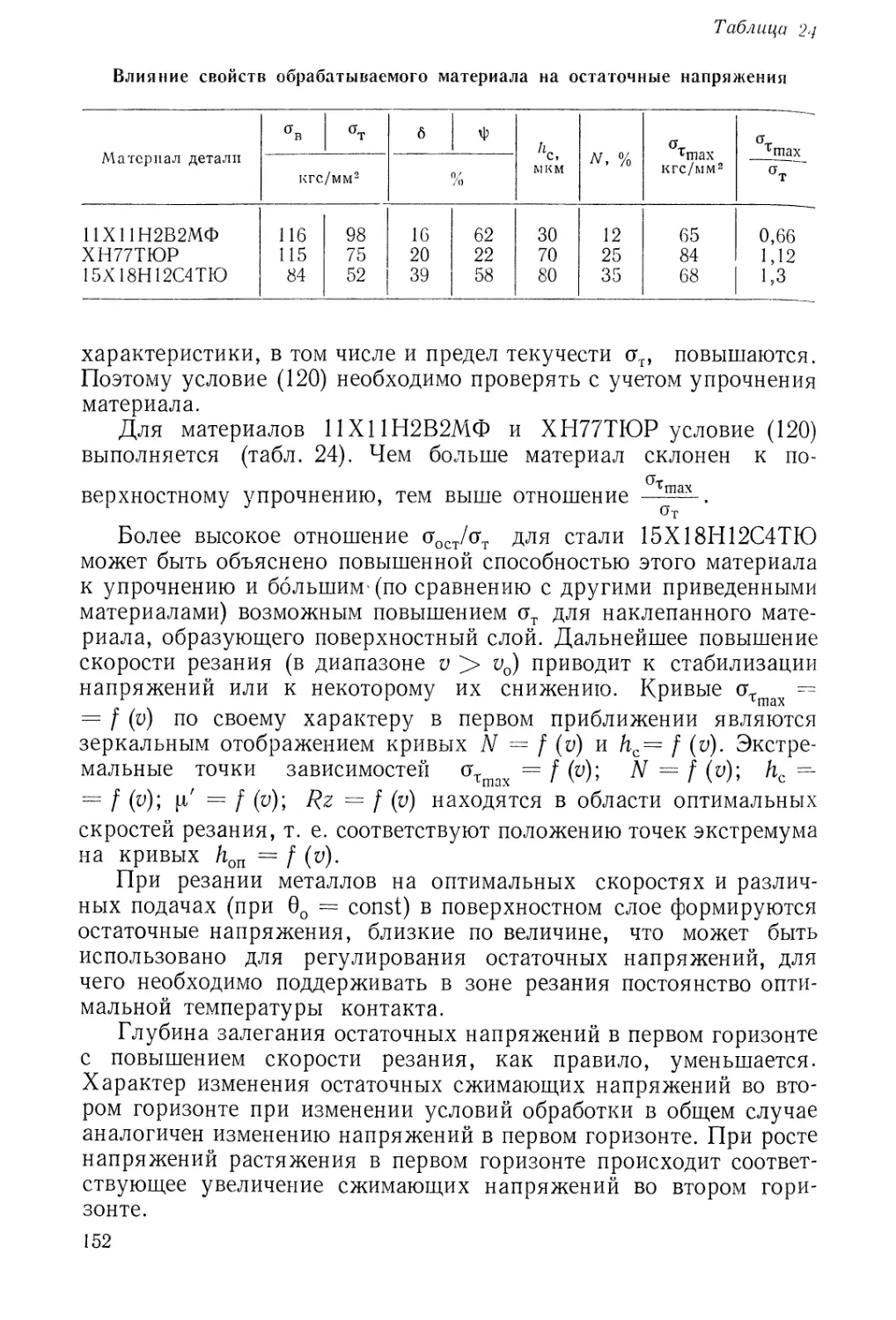
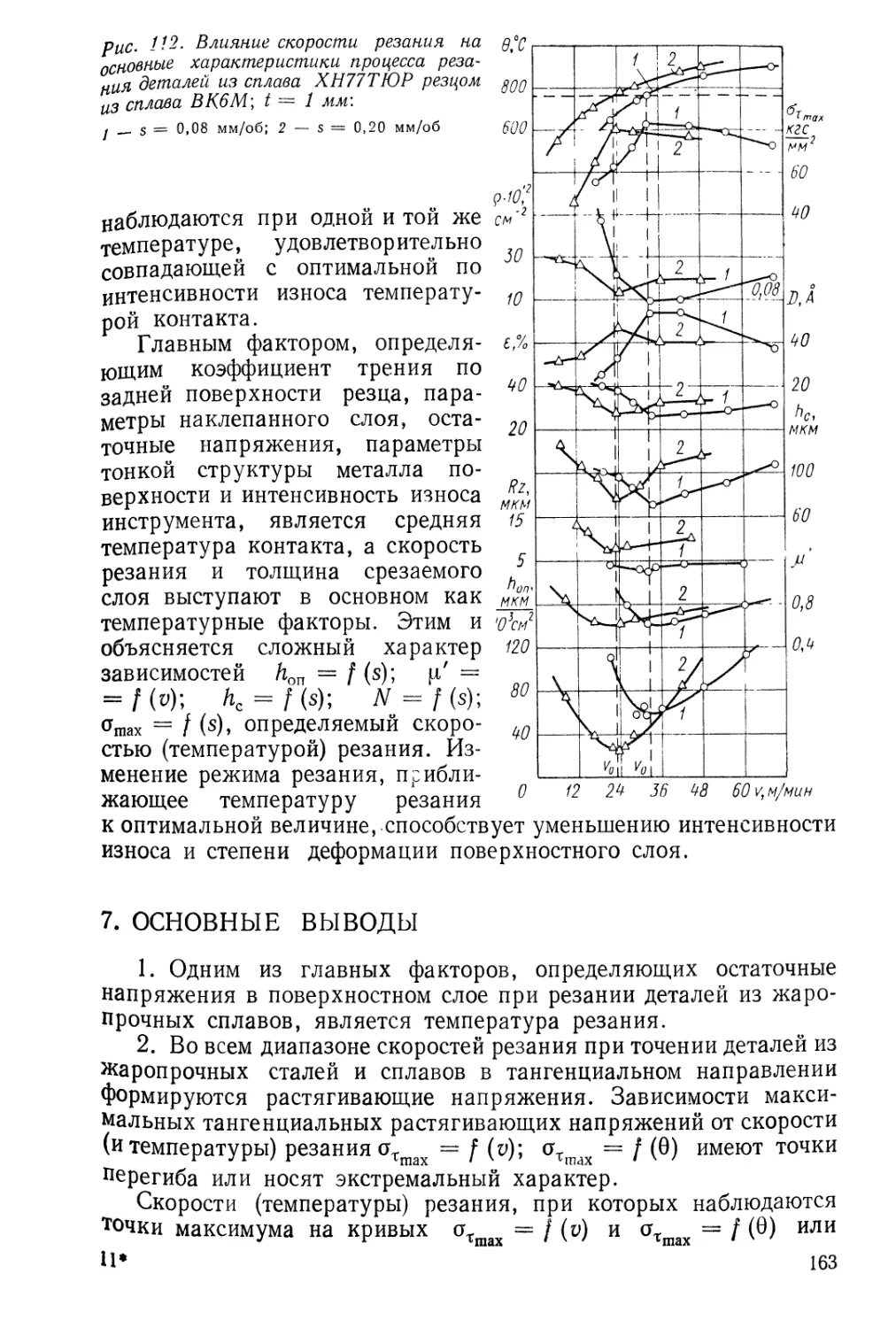
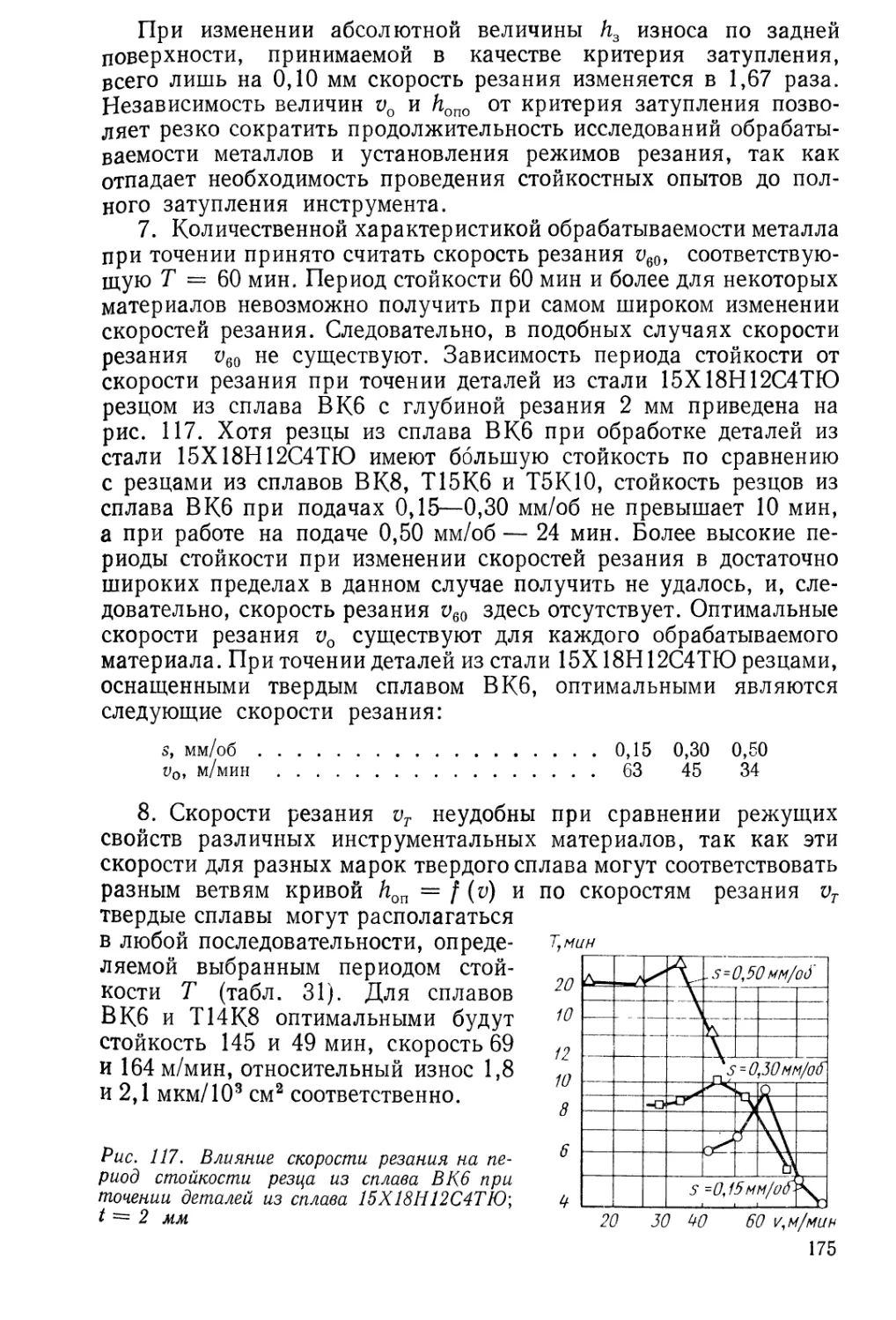
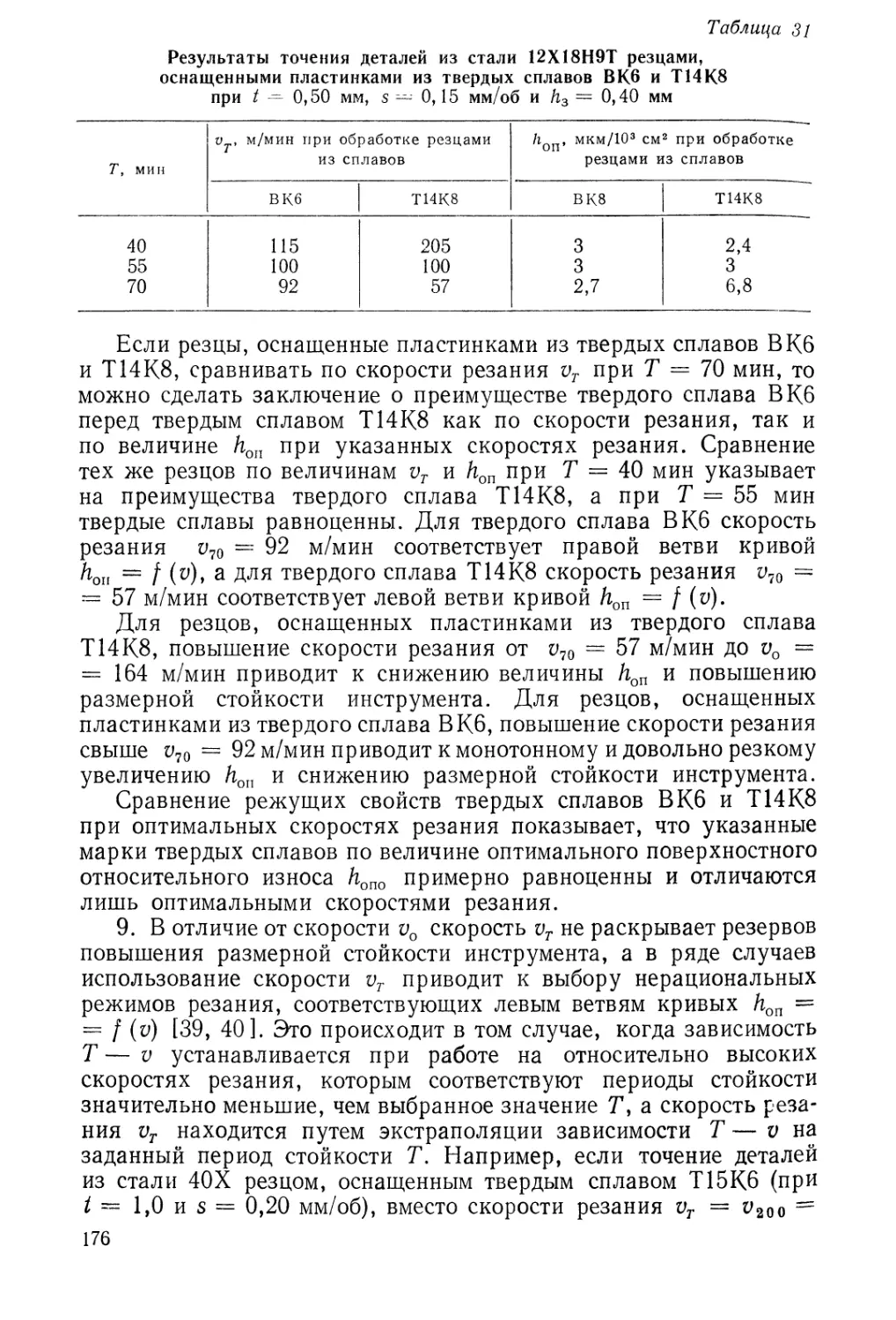
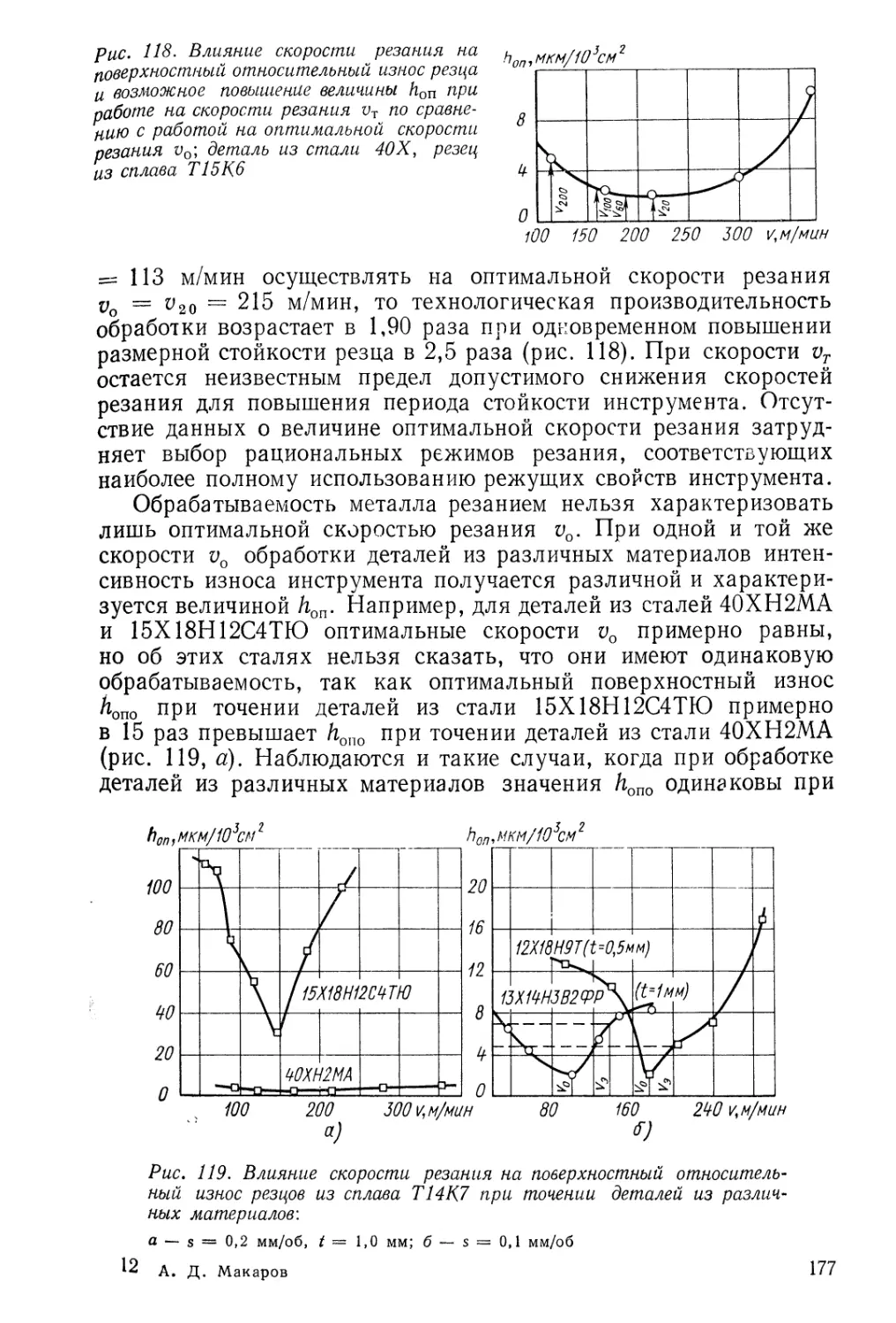
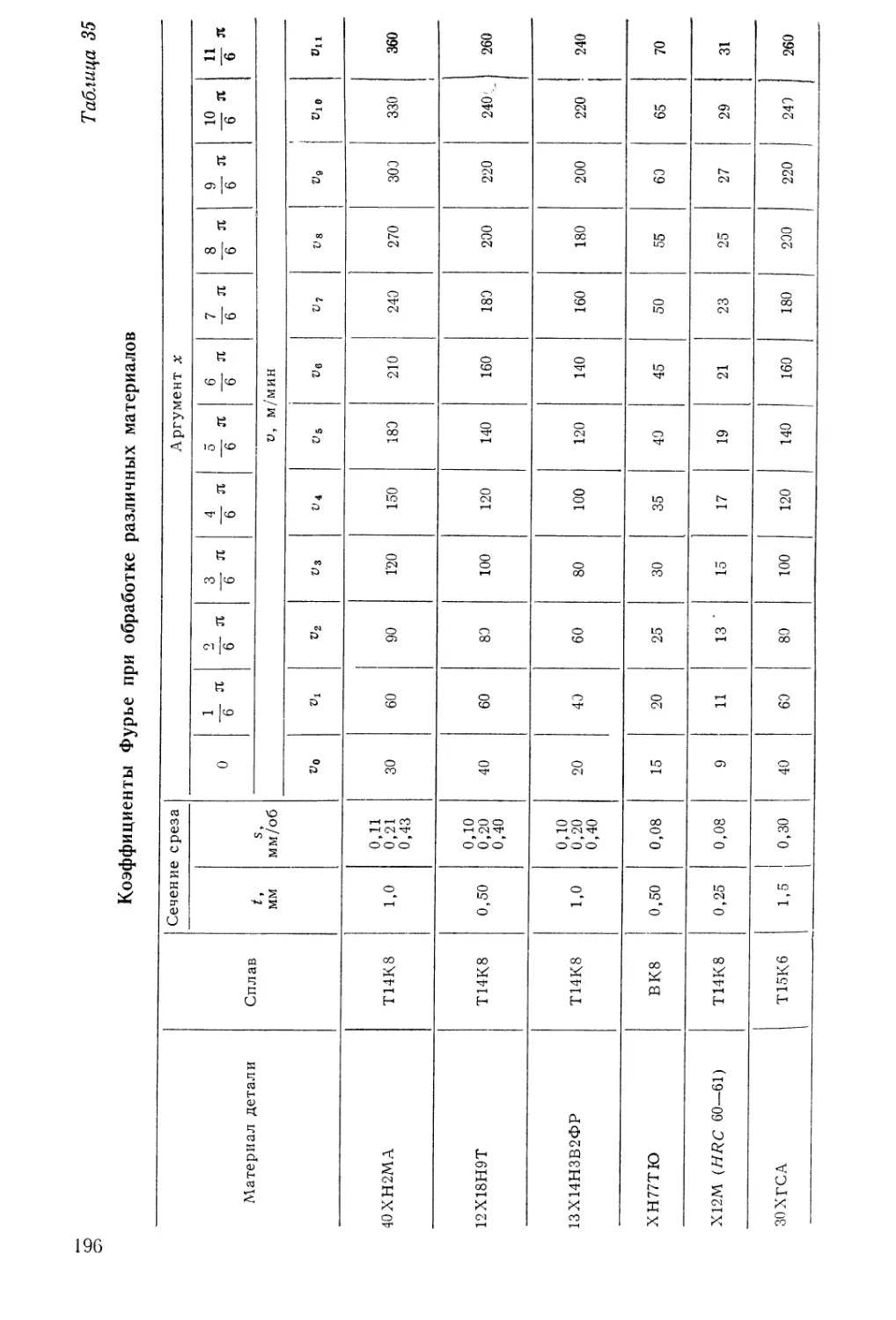
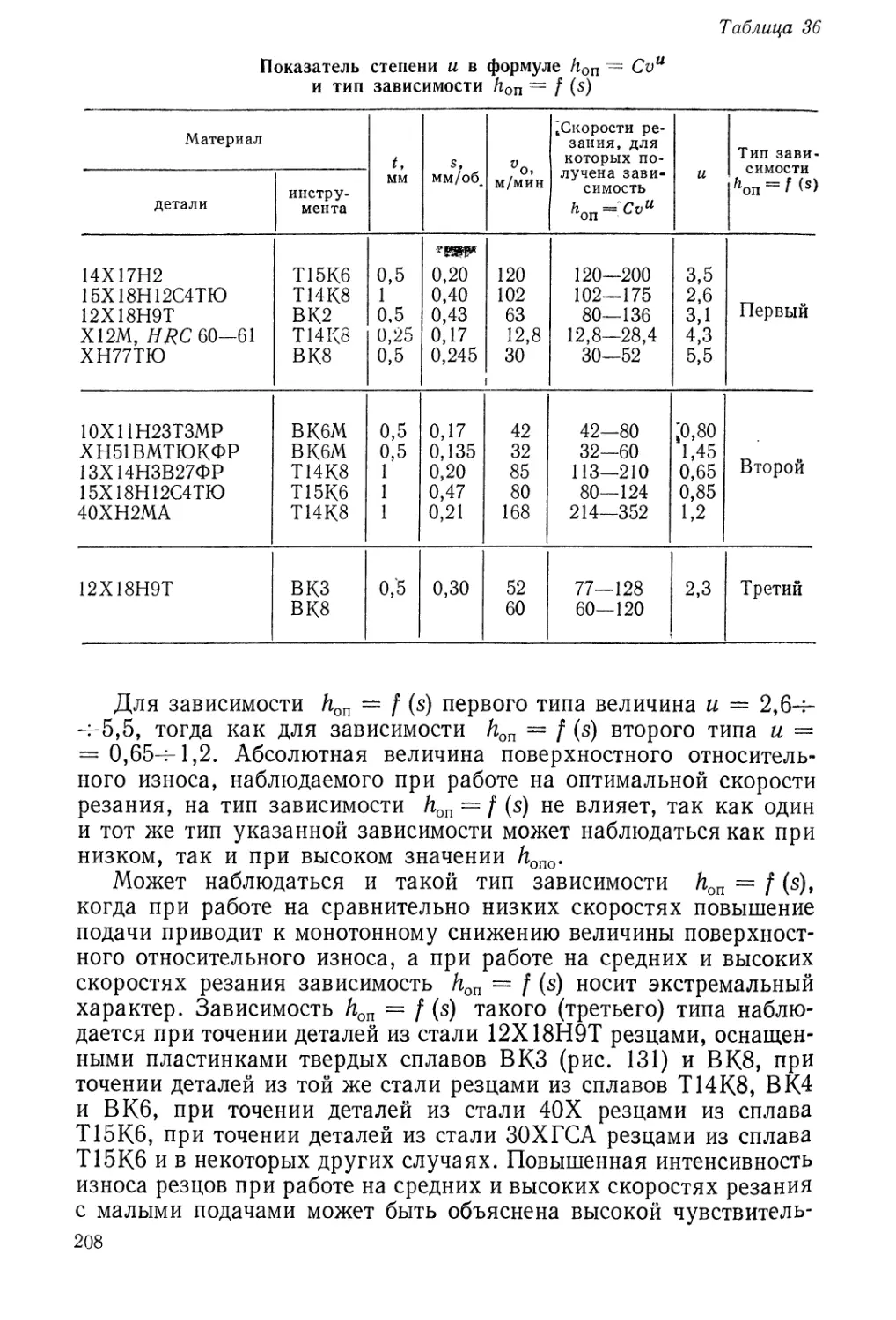
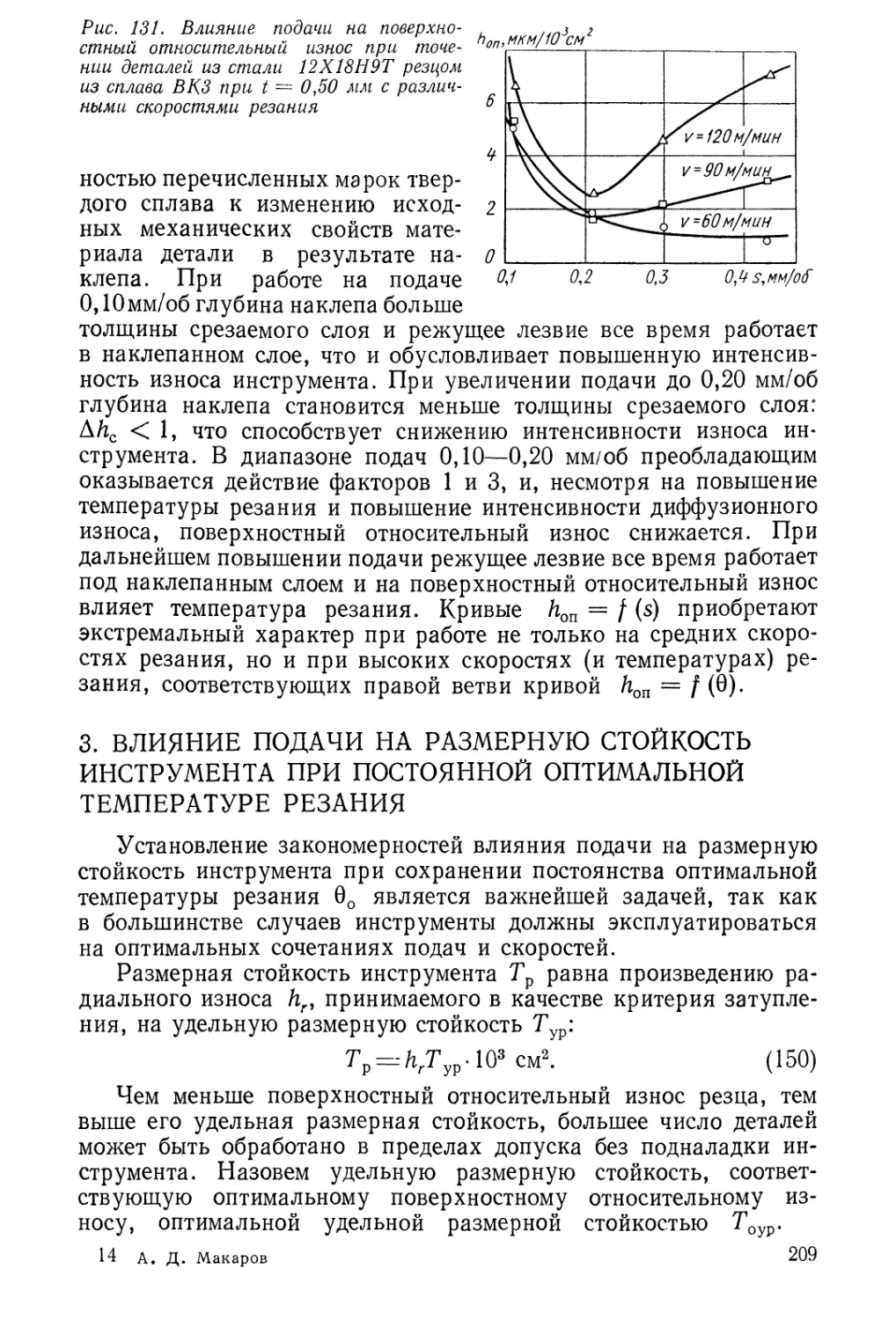
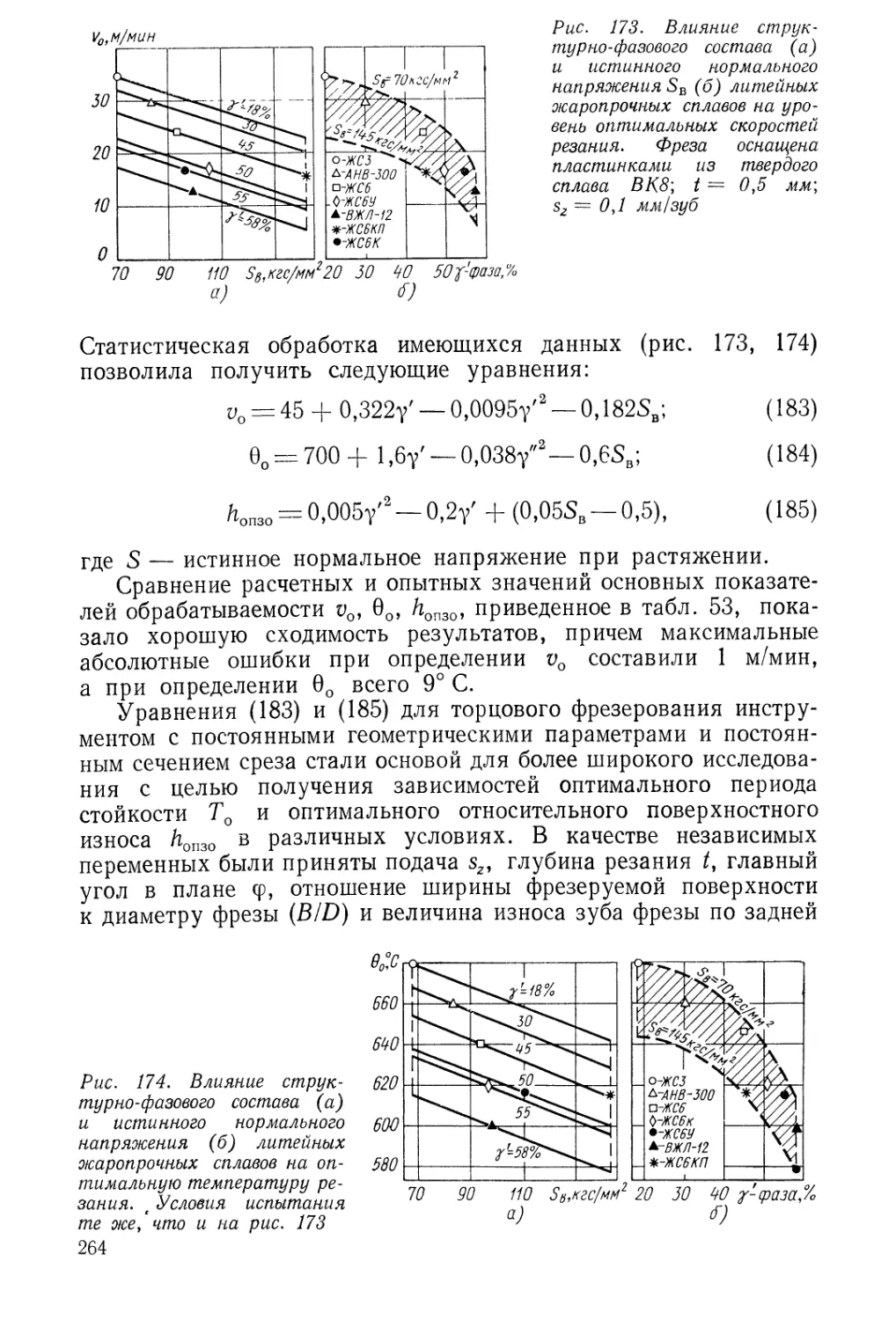
Text
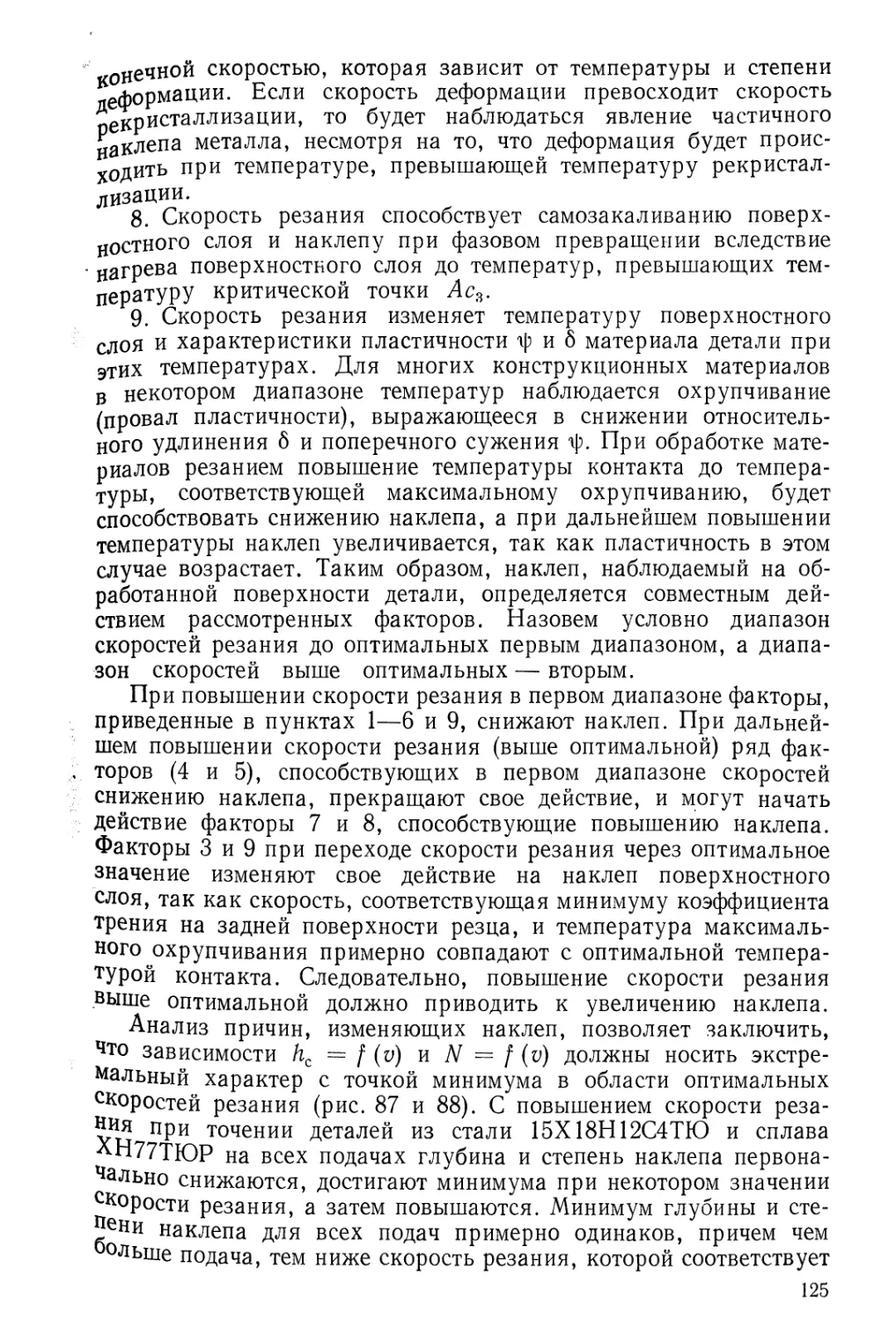
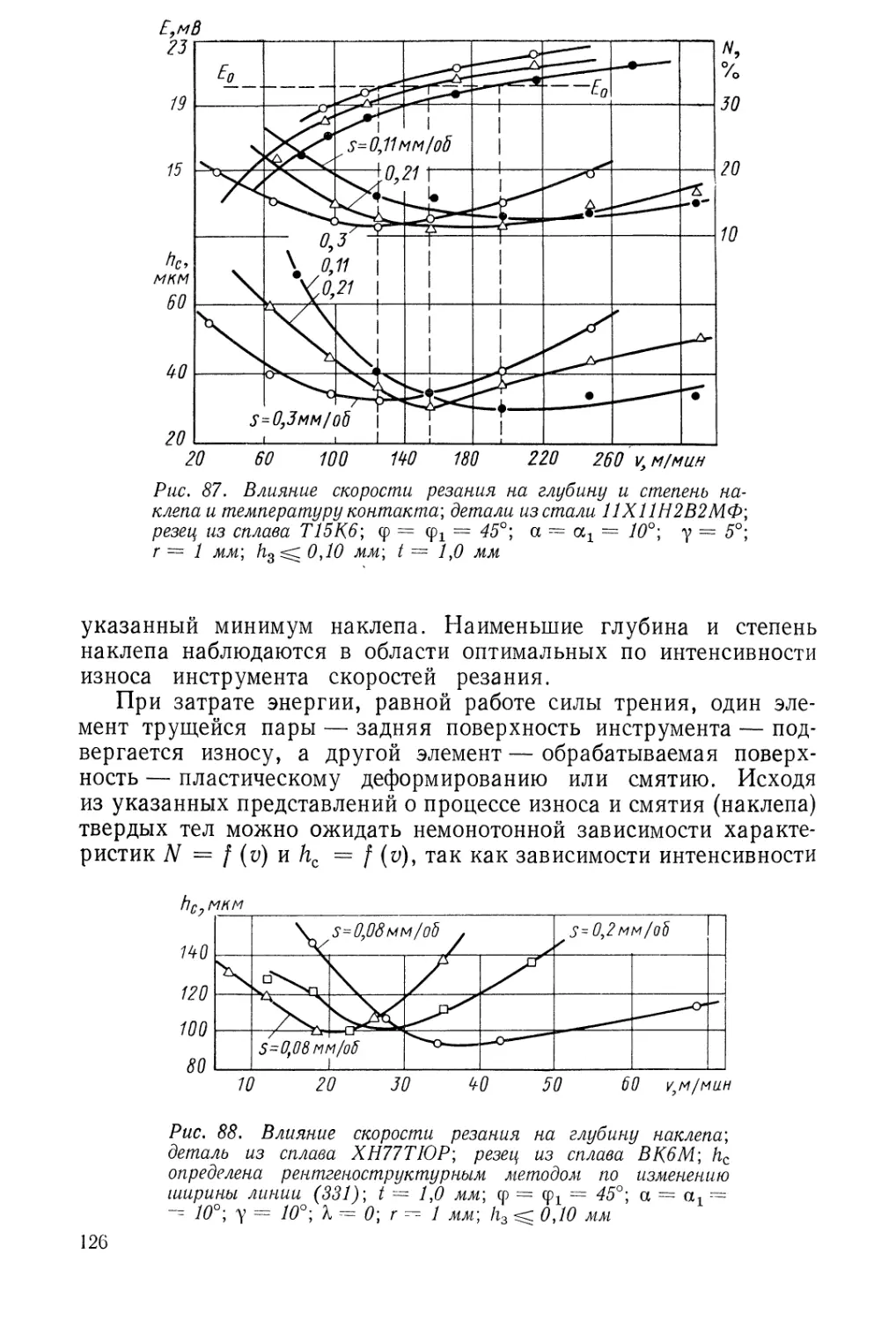
БИБЛИОТЕКА ТЕХНОЛОГА
ОПТИМИЗАЦИЯ
ПРОЦЕССОВ
РЕЗАНИЯ
ПРЕДИСЛОВИЕ
Научно-технический прогресс в машиностроении обусловли-
вает необходимость использования новых материалов, облада-
ющих особыми свойствами. Как правило, эти материалы имеют
повышенные прочностные характеристики, высокие жаропроч-
ность и коррозионную стойкость. При обработке деталей из не-
которых материалов износ инструмента оказывается настолько
интенсивным, что без переточки инструмента удается обработать
в сотни раз меньше деталей по сравнению с обработкой деталей
из углеродистых перлитных сталей средней твердости. Зависи-
мость интенсивности износа инструмента от скорости резания
носит резко выраженный немонотонный характер с очень узким
диапазоном оптимальных скоростей резания. Немонотонный ха-
рактер такой зависимости известен давно, но эти данные счита-
лись и до сих пор некоторыми исследователями считаются исклю-
чением из общих закономерностей. К деталям из новых материа-
лов предъявляются высокие требования по исходным характе-
ристикам качества поверхностного слоя (шероховатости, глубине
и степени упрочнения, уровню и стабильности остаточных, напря-
жений), влияющим на эксплуатационные показатели качества
деталей —длительную и усталостную прочность, коррозионную
стойкость, износостойкость и др. Между интенсивностью износа
инструмента и параметрами качества поверхностного слоя деталей
обработанных резанием, наблюдаются тесные связи.
В данной работе, посвященной вопросам оптимизации про-
цессов резания, рассматриваются механика процесса резания,
физические причины износа режущего инструмента и их взаимо-
связь с интенсивностью износа инструмента и качеством поверх-
ностного слоя. На основе анализа физических явлений, опреде-
ляющих интенсивность износа инструмента, сформулировано
положение постоянства оптимальной температуры резания, име-
ющее важное научное и практическое значение. Характеристики
обрабатываемости металлов резанием необходимо знать для тех-
нологического освоения новых материалов. Новые методы опре-
деления обрабатываемости металлов и установления оптимальных
1* 3
режимов резания позволяют во много раз сократить расход дорого-
стоящих материалов и трудоемкость испытаний и получить ре-
комендации по режимам резания, связанные с размерной стой-
костью инструмента и точностью обработки.
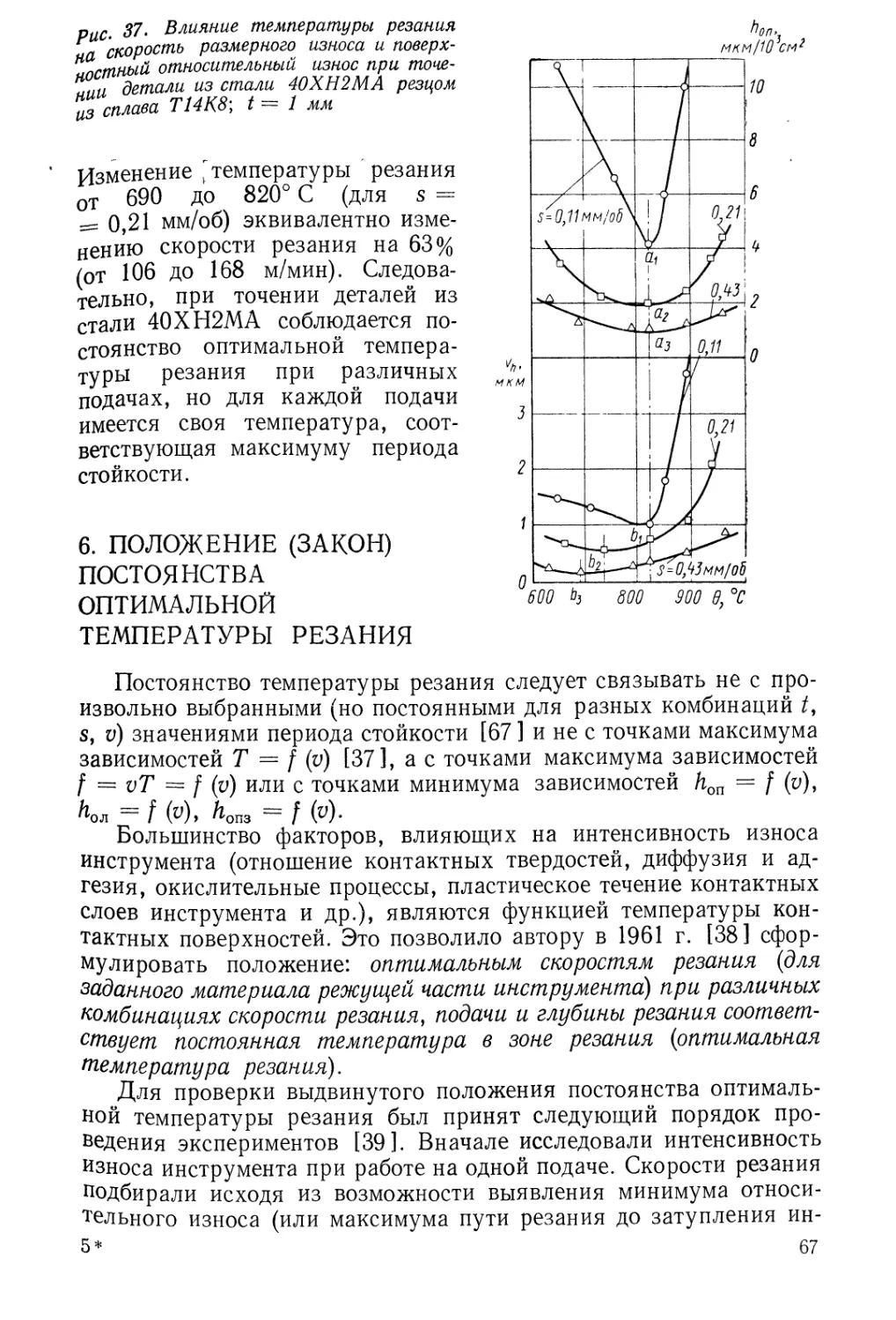
В книге анализируется влияние параметров процесса резания
и свойств материалов деталей на закономерности изменения шеро-
ховатости обработанной поверхности, глубины и степени наклепа
обработанной поверхности, размеров блоков и плотности дисло-
каций, остаточные напряжения. Результаты исследования влия-
ния исходных характеристик качества поверхностного слоя на
важнейшие эксплуатационные свойства деталей из жаропрочных
сплавов и нержавеющих сталей показывают, что изменением тех-
нологических параметров процесса резания (элементов режима
резания, геометрических параметров инструмента и степени его
затупления и др.) можно существенно повысить эксплуатационные
качества —длительную и устойчивую прочность деталей из жаро-
прочных сплавов и коррозионную стойкость деталей из нержа-
веющих сталей. Режимы резания, обеспечивающие наименьшую
интенсивность износа инструмента, приводят к получению более
качественного поверхностного слоя деталей, способствующего
повышению их долговечности. Во многих случаях, особенно для
труднообрабатываемых материалов, оптимальные скорости реза-
ния с достаточной точностью могут быть приняты и в качестве
экономических скоростей.
В книге анализируются результаты исследования автомати-
ческого управления процессом резания на основе поддержания
постоянства оптимальной температуры резания. Вопросы оптими-
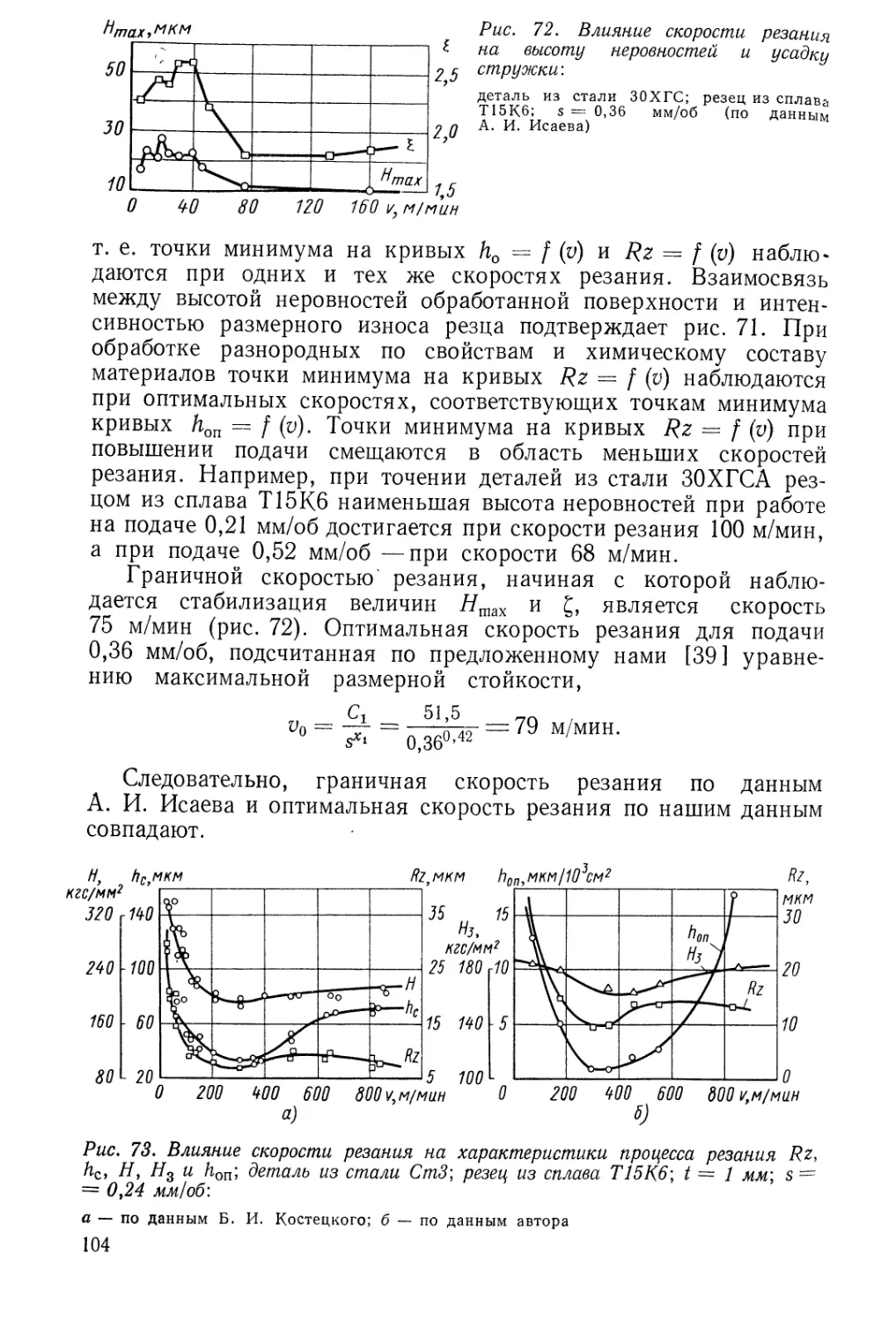
зации процессов резания рассмотрены не только при продоль-
ном и торцовом точении, растачивании, но и при сверлении,
фрезеровании, нарезании резьбы и зубофрезеровании. Харак-
теристики обрабатываемости металлов изменяются в зависимости
от геометрических параметров инструмента, охлаждения зоны
резания, предварительного подогрева срезаемого слоя и др.
Приводимые в работе аналитические зависимости и номограммы
могут служить основой подбора оптимальных режимов резания
для распространенных ь машиностроении материалов, особенно
при автоматизации технологических процессов обработки реза-
нием. •
Глава I
ФИЗИЧЕСКИЕ ПРИЧИНЫ
И МЕХАНИЗМ ИЗНОСА
РЕЖУЩЕГО ИНСТРУМЕНТА
1. ФИЗИЧЕСКИЕ ПРИЧИНЫ ИЗНОСА
РЕЖУЩЕГО ИНСТРУМЕНТА
Режущий инструмент может подвергаться адгезионному, абра-
зивному, диффузионному, химическому, окислительному и другим
видам износа, которые зависят от условий резания [5, 63, 96].
Выяснение причин, характера и закономерностей износа инстру-
мента будет способствовать созданию лучших инструментальных
материалов, сокращению объема экспериментальных исследова-
ний для установления научно обоснованных рекомендаций наи-
более эффективной эксплуатации инструмента в разнообразных
условиях современного производства [3, 20, 39, 63, 88, 92].
Адгезионный износ инструмента заключается в отрыве или
срезе мельчайших частиц инструментального материала под
действием сил адгезии, возникающих в процессе трения контакт-
ных поверхностей инструмента и обрабатываемой детали [7, 10,
18, 27, 36, 57, 85, 93, 100, 101]. Под адгезионным [30, 69, 74]
понимают все виды межмолекулярного взаимодействия между
твердыми телами. Мостики сварки образуются между контакти-
рующими поверхностями, расположенными на расстоянии дей-
ствия межмолекулярных сил. Если контактирующие твердые
тела покрыты пленками (окисными, смазок, адсорбированными),
то в адгезионное взаимодействие вступают пленки и защищают
от схватывания лежащие под ними тела. При отсутствии пленок
в адгезионное взаимодействие вступают сами тела и прочность
адгезионных связей повышается.
При резании часто контактируют ювенильные поверхности,
плотно прижатые друг к другу под большим давлением, а это
является необходимым условием [57, 69] для интенсивного
проявления адгезионного взаимодействия твердых тел. При сколь:
жен и и одной поверхности по другой в процессе резания происхо-
дит непрерывный процесс возникновения и срезания адгезионных
связей. Для исследования адгезионного износа применяют метод
микрорентгеноспектрального анализа [9]. Результаты адгезии
можно обнаружить также при наблюдении под микроскопом поли-
рованных контактных поверхностей инструмента, на которых
5
обнаруживаются налипшие частицы обрабатываемого материала
и изъяны в результате отрыва частиц инструментального мате-
риала. Отрыву последних способствуют циклический характер
срезающих напряжений, действующих в каждой отдельной микро-
области, и возникновение усталостных явлений в поверхностных
слоях инструмента [36, 57, 63]. Размеры углублений рельефа
(изъянов) соответствуют размерам зерен карбидов вольфрама
твердого сплава (2—5 мкм). Интенсивность адгезионного отрыва
зависит от свойств обрабатывааемого и инструментального мате-
риалов и условий обработки: скорости и температуры резания,
отношения прочности инструмента к прочности обрабатываемой
детали [36, 63].
Абразивный износ режущего инструмента вызывается царапа-
нием и срезанием твердыми включениями материала детали суб-
микроскопических и микроскопических объемов поверхностных
слоев инструмента. Интенсивность абразивного износа зависит
от твердости твердых включений материала детали, прочности и
твердости поверхностных слоев инструмента при температуре
резания. Абразивный износ может играть решающую роль при
обработке деталей из материалов с резко выраженными абразив-
ными свойствами (чугун, силумин, сварные швы и др.). Абра-
зивному износу подвергаются в основном режущие инструменты,
работающие при относительно низких скоростях и температурах
резания (протяжки, плашки, метчики, долбяки и др.).
Под диффузионным понимают износ инструмента при высоких
температурах, происходящий из-за взаимной диффузии материа-
лов инструмента и детали [36, 63]. Интенсивность диффузионного
износа зависит от свойств контактирующих пар металлов. Интен-
сивному диффузионному растворению материалов инструмента
и обрабатываемой детали при резании способствуют следующие
факторы: а) высокие температуры, превышающие температуру
начала химического взаимодействия твердого сплава с обрабаты-
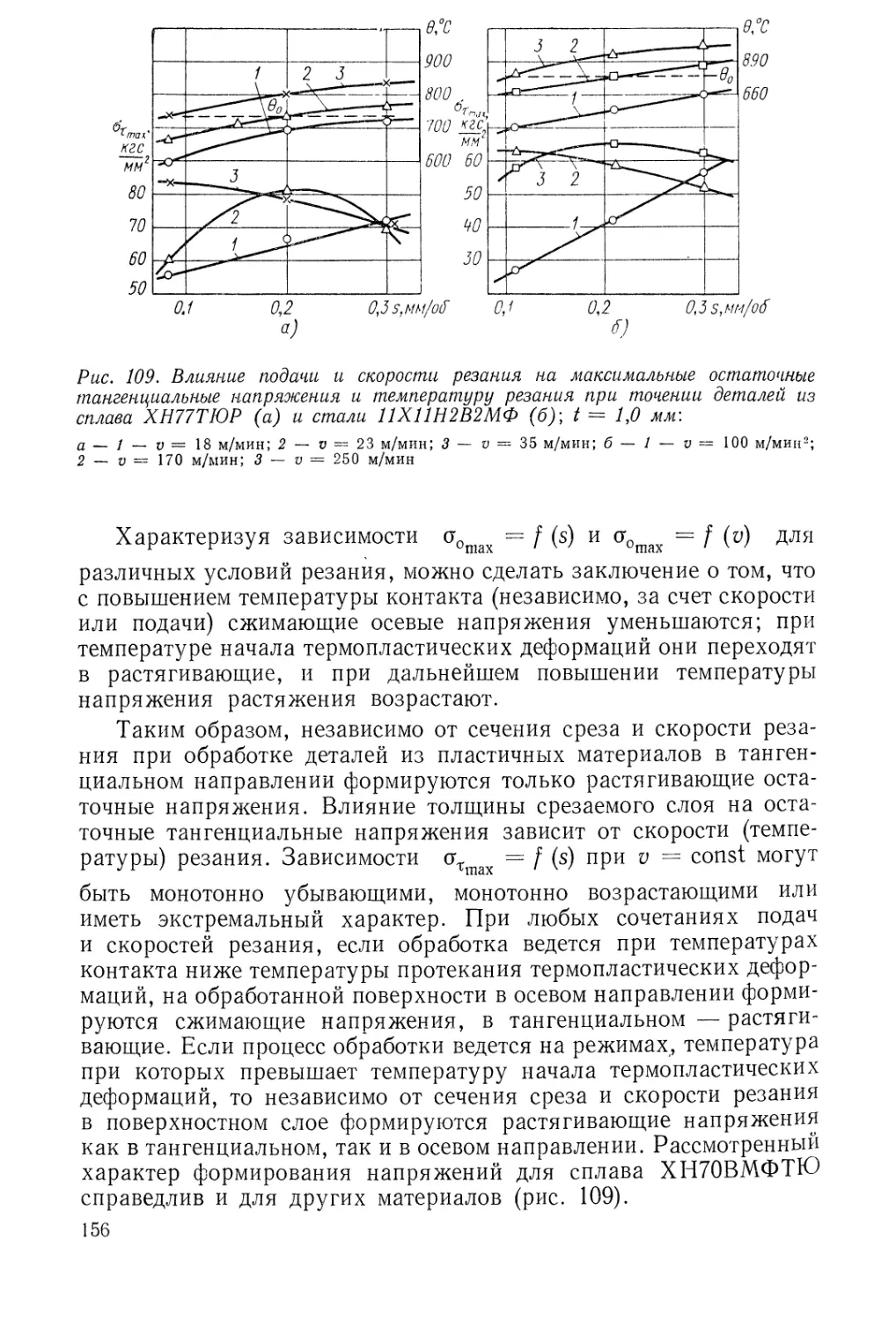
ваемым материалом; б) большие пластические деформации кон-
тактных слоев; в) непрерывное обновление поверхностей детали
и частично инструмента; г) схватывание (адгезия) в зонах кон-
такта, образование изъянов (кратеров) на поверхностях инстру-
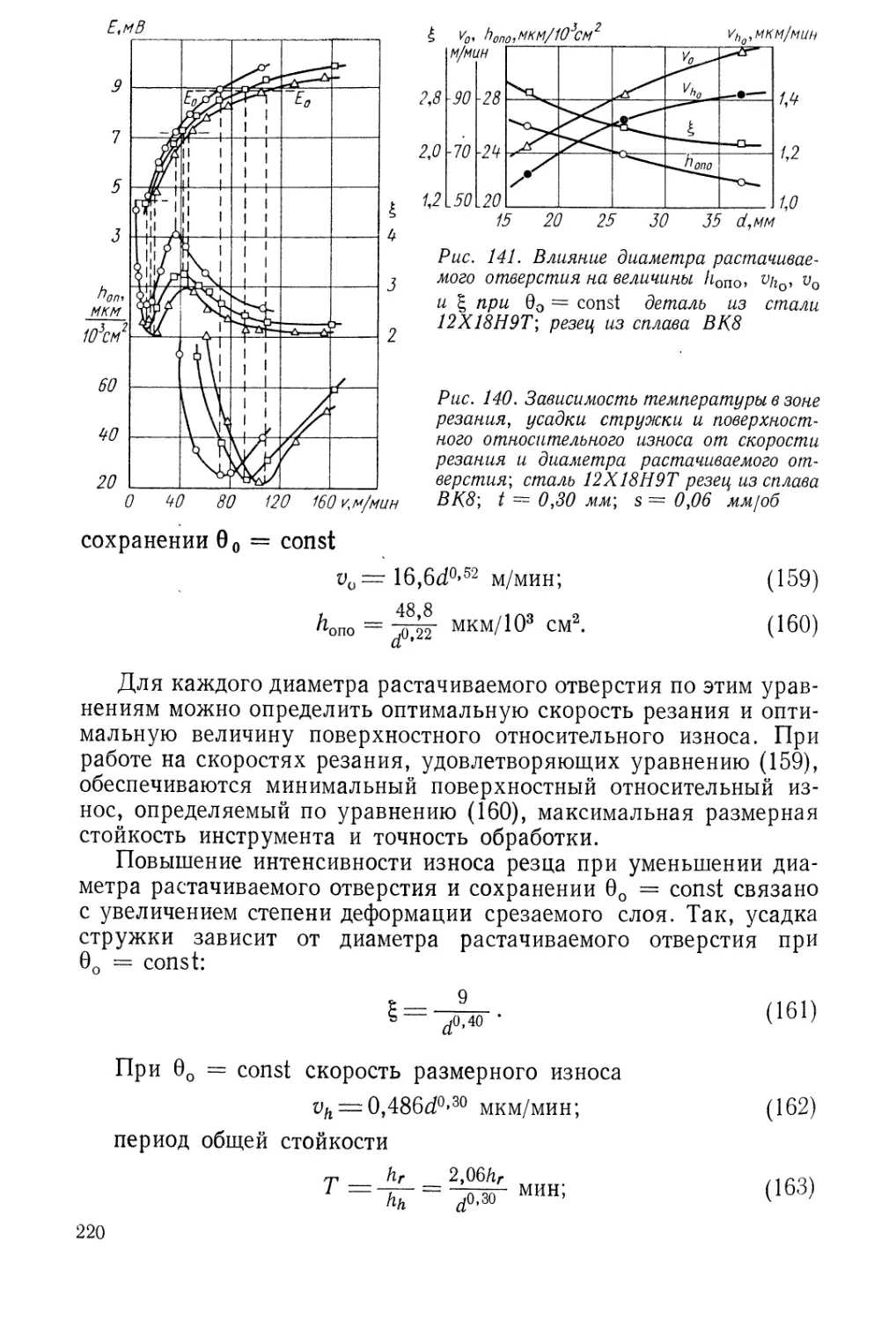
мента, немедленно заполняемых материалом детали. Коэффи-
циент диффузии, который равен выраженной в молях массе ве-
щества, диффундирующей за 1 с через площадь поверхности 1 см2
при градиенте концентрации, равном молю на сантиметр, и имеет
размерность см2/с. Наиболее сильно на коэффициент диффузии,
а следовательно, и на интенсивность диффузионного износа влияет
температура.
Объемный износ инструмента, вызванный диффузионным рас-
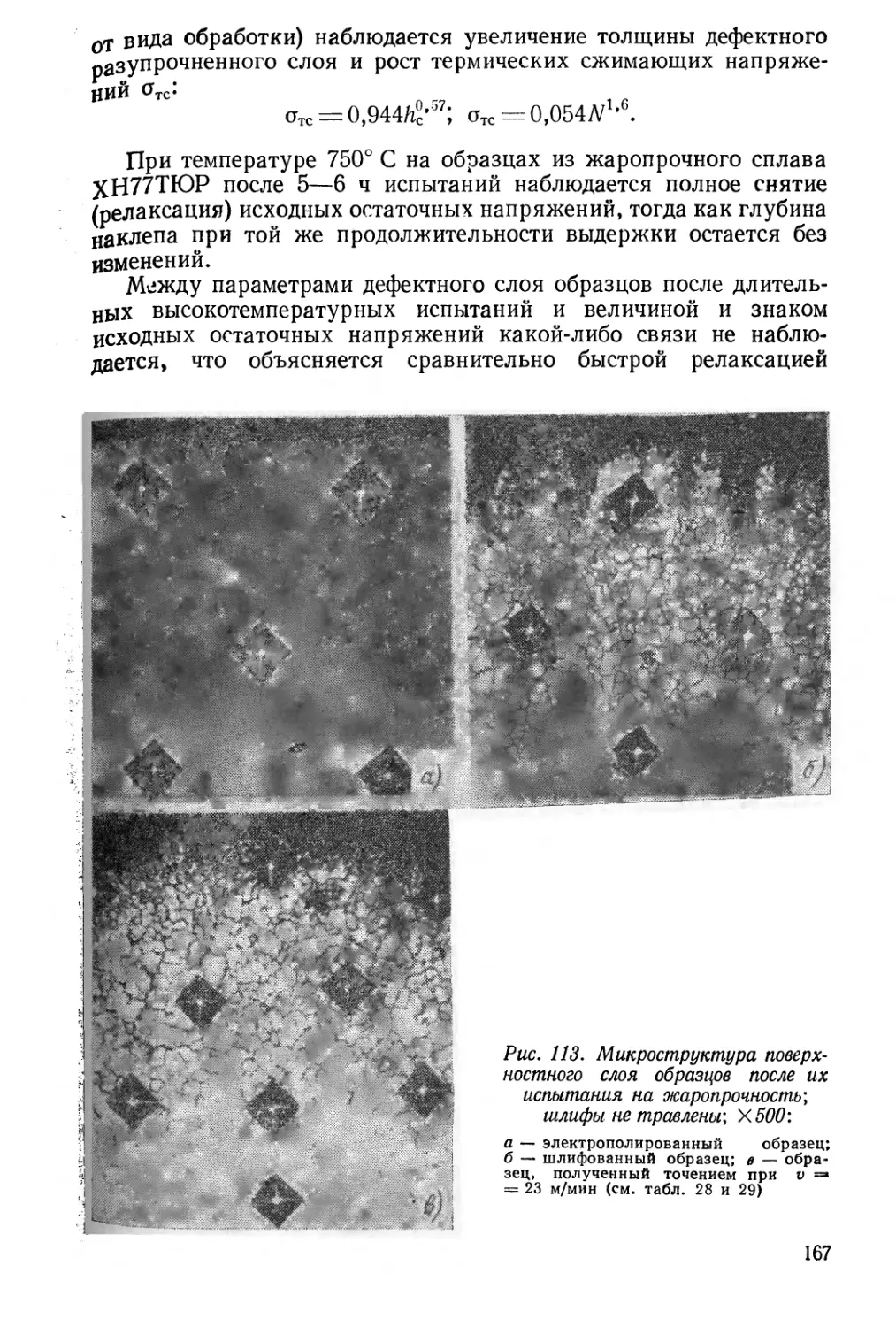
творением инструментального материала,
Е
W = C~™ мм3,
6
где Се —постоянная величина; Е —энергия активации для
данного процесса, отнесенная к молю твердого раствора; R —
газовая постоянная; 0 —температура, К.
Повышение температуры на контактных поверхностях увели-
чивает износ инструмента. Повышение энергии активации компо-
нентов твердого сплава, зависящее от типа кристаллической
решетки, снижает диффузионный износ. Высокая степень пласти-
ческой деформации поверхностных слоев, образование неравно-
весных дефектов при пластической деформации в сотни раз уско-
ряют процесс диффузии [36, 63]; это ускорение пропорционально
скорости деформирования, т. е. мгновенной концентрации ва-
кансий. Непрерывное обновление контактных поверхностей
приводит к резкому ускорению диффузионного износа, так как
скорость растворения все время соответствует начальному пе-
риоду диффузии, которая необычайно велика [36, 63].
' Диффузионный износ зависит не только от непосредственного
переноса атомов инструментального материала в деталь и стружку.
В результате диффузионных процессов в поверхностных слоях
инструмента происходят структурные превращения, приводящие
к охрупчиванию и разупрочнению поверхности инструмента.
Ослабленные диффузионными процессами слои срезаются и уно-
сятся обрабатываемым материалом и стружкой. Следовательно,
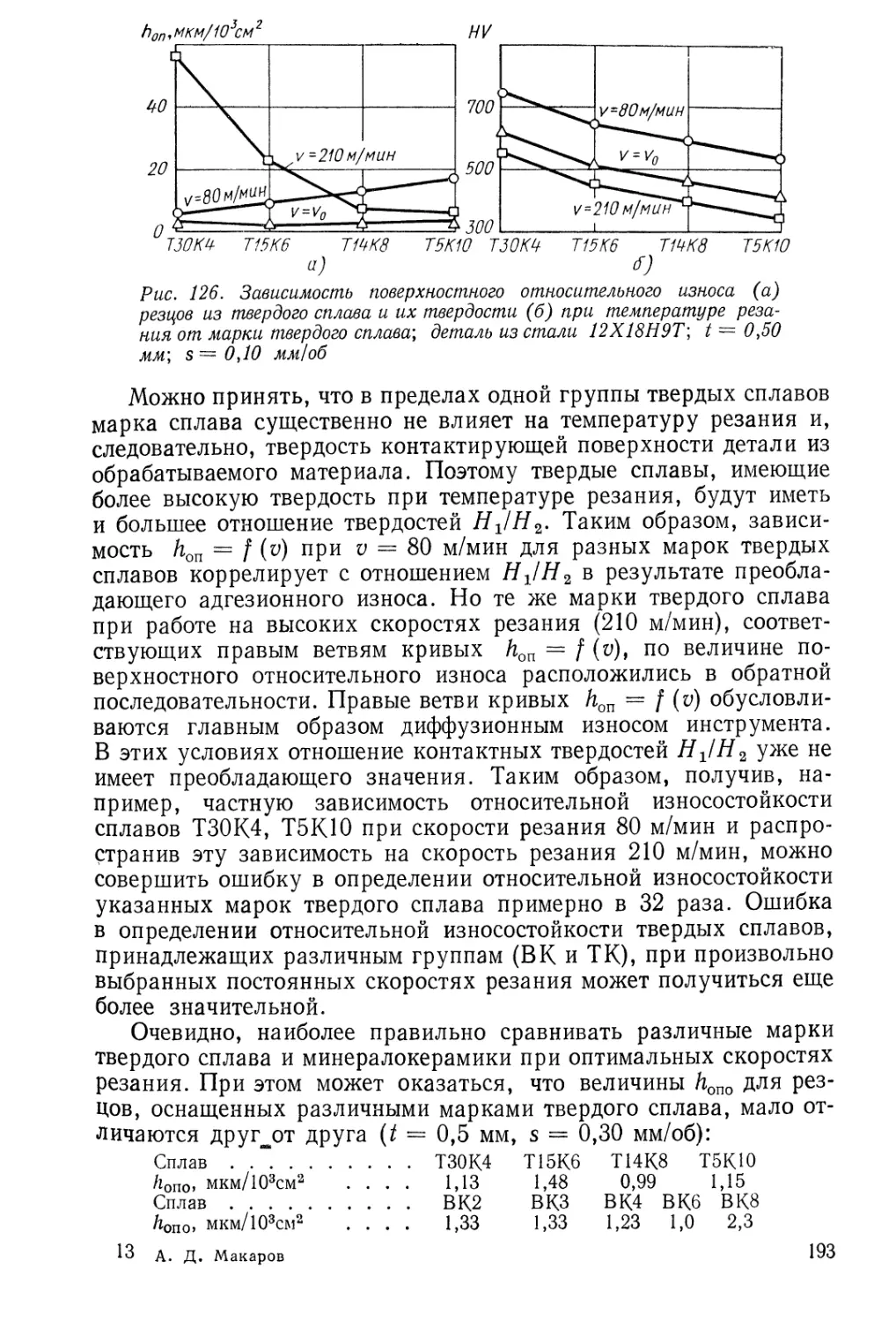
диффузионный износ необходимо рассматривать как результат
двух процессов —диффузионного растворения и разрушения
разупрочненной поверхности инструмента.
Для расчета стойкости инструмента д-р техн. наук
проф. Т. Н. Лоладзе после ряда допущений и упрощений пред-
ложил несколько уравнений. Диффузионный слой является твер-
дым раствором (гетеродиффузия); в этом случае стойкость по
износу задней поверхности
т ~tg ah^G^________________________
3 (1 — tg у tga)G-^~ Д/2СоО1/2К1/2
Диффузионный слой является интерметаллидом (реактивная
Диффузия); в этом случае
т ___________/Г tg ah^Gy________
3 ~ 6 (1 - tg у tg a) GGgu1/2D1/2K1/2 ’
где Gr — плотность материала инструмента; G — плотность ма-
териала детали; v —скорость резания; тд —относительная атом-
ная масса диффундирующего элемента; m —относительная атом-
ная масса растворителя; Со —атомная концентрация диффунди-
рующего элемента; D —коэффициент диффузии; h3 —ширина
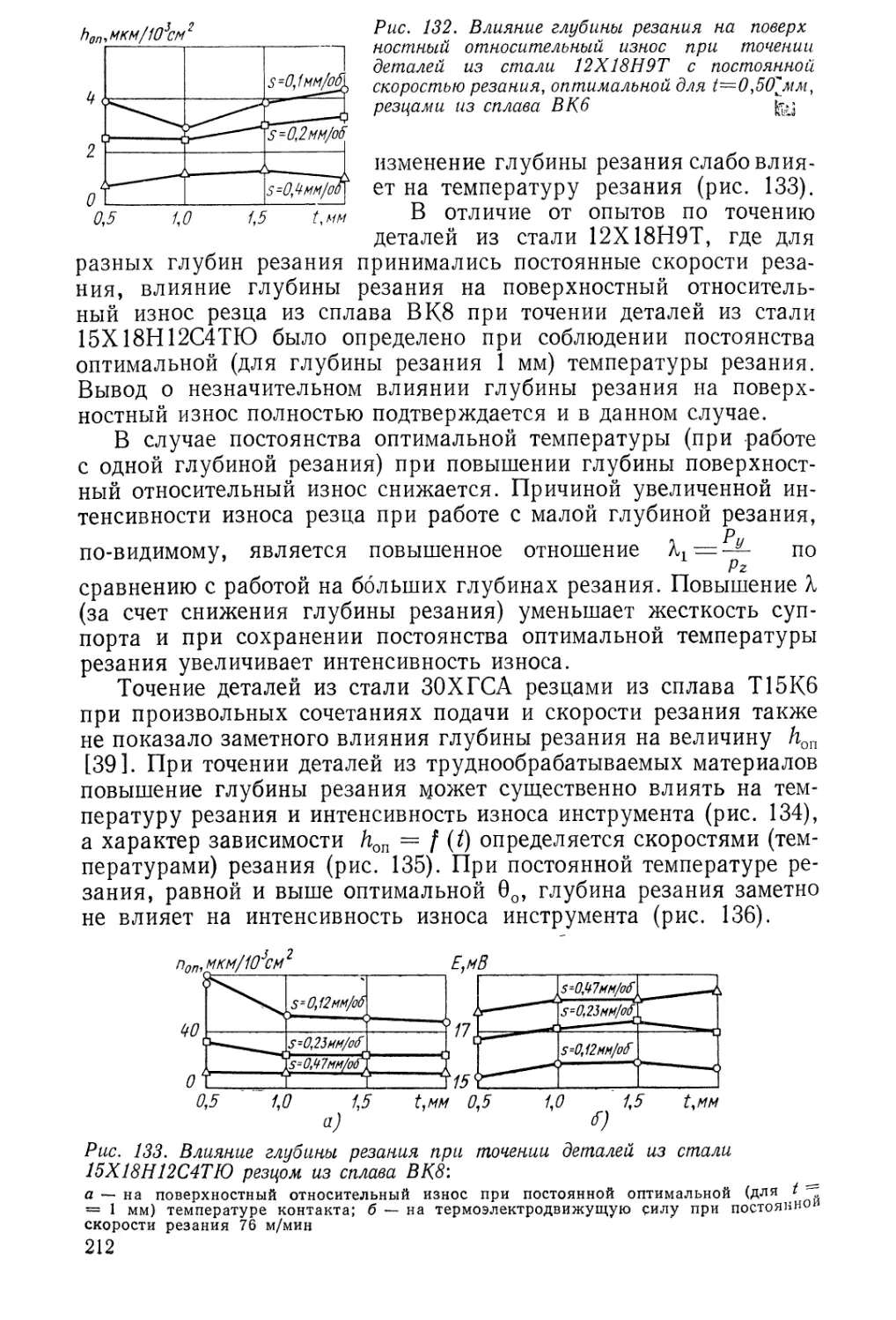
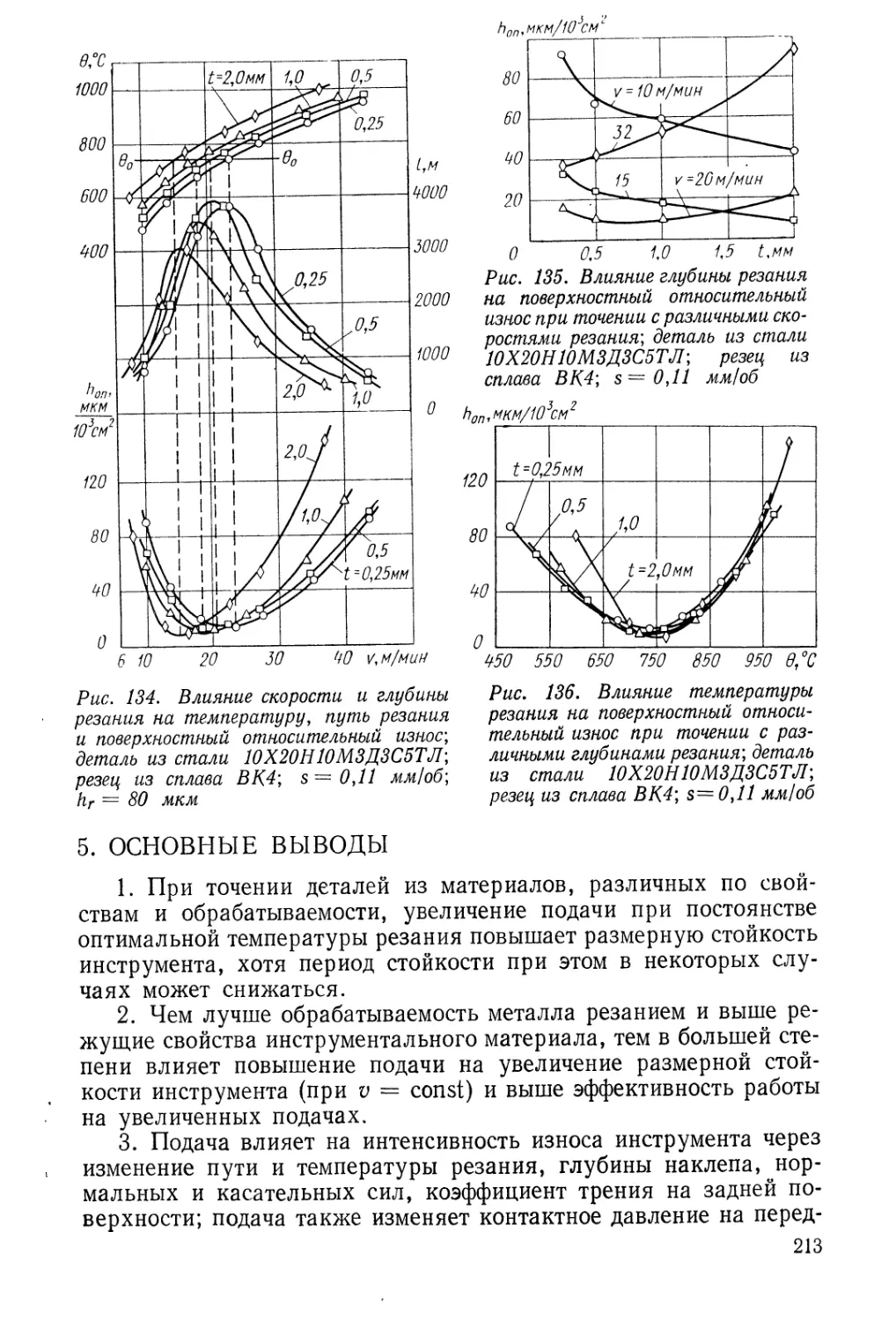
фаски износа по задней поверхности; К—коэффициент тормо-
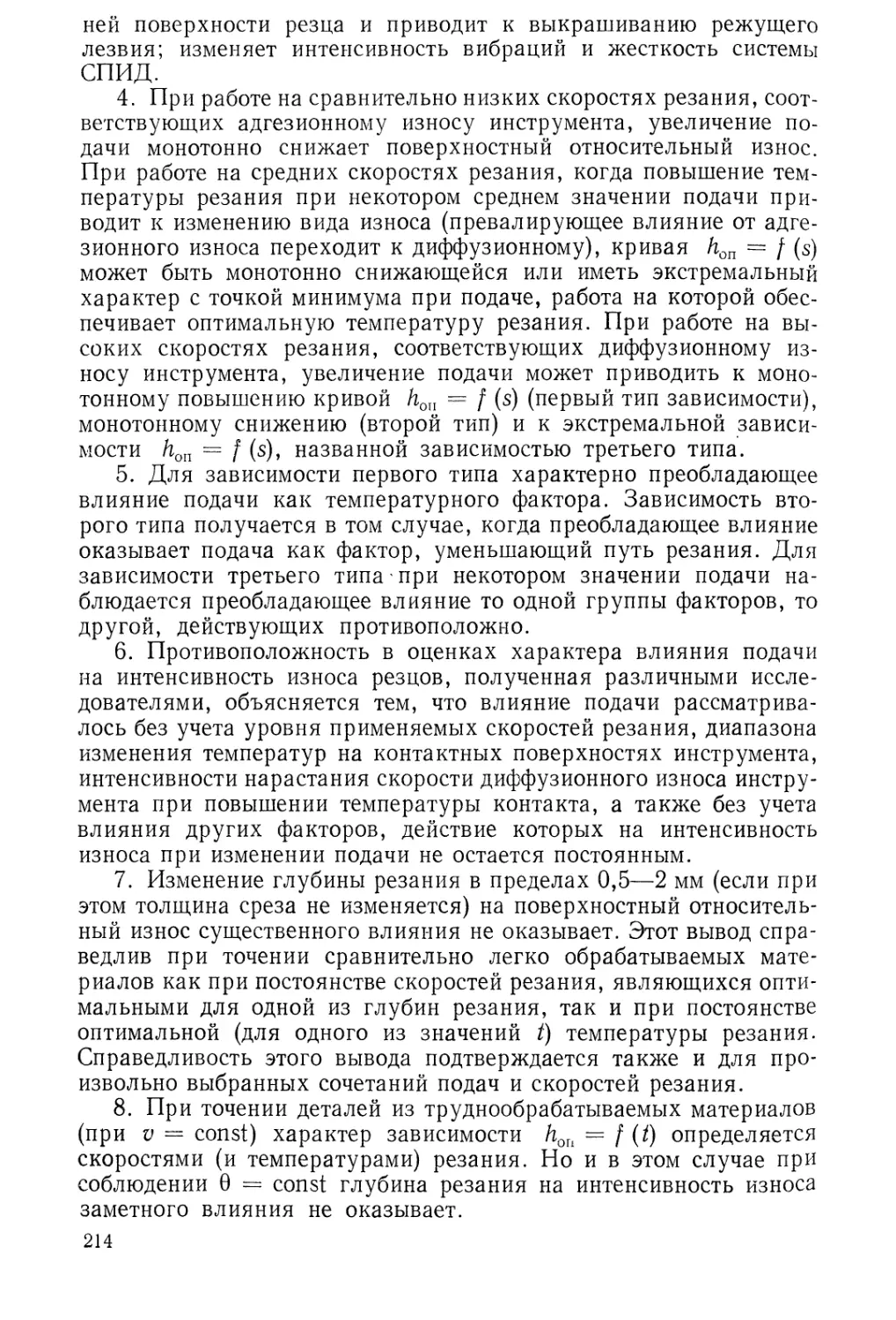
жения материала детали в диффузионном слое по задней поверх-
7
ности; а —задний угол; у —передний угол; Gg —массовая
концентрация диффундирующего элемента в интерметаллиде.
Сопоставление расчетных значений стойкости с опытными
показывает, что они имеют один и тот же порядок [36, 63], осо-
бенно при температурах резания, превышающих 900—950° С,
когда диффузионный износ является превалирующим.
Окислительным износом называют установившийся стационар-
ный процесс динамического равновесия разрушения и восстанов-
ления окисных пленок, причем скорость окисления превышает
скорость других процессов, протекающих на поверхности трения,
т. е. окисление является преобладающим. Пленки окислов влияют
на интенсивность износа трущихся поверхностей. В случае проч-
ного соединения с телом детали они могут уменьшать интенсив-
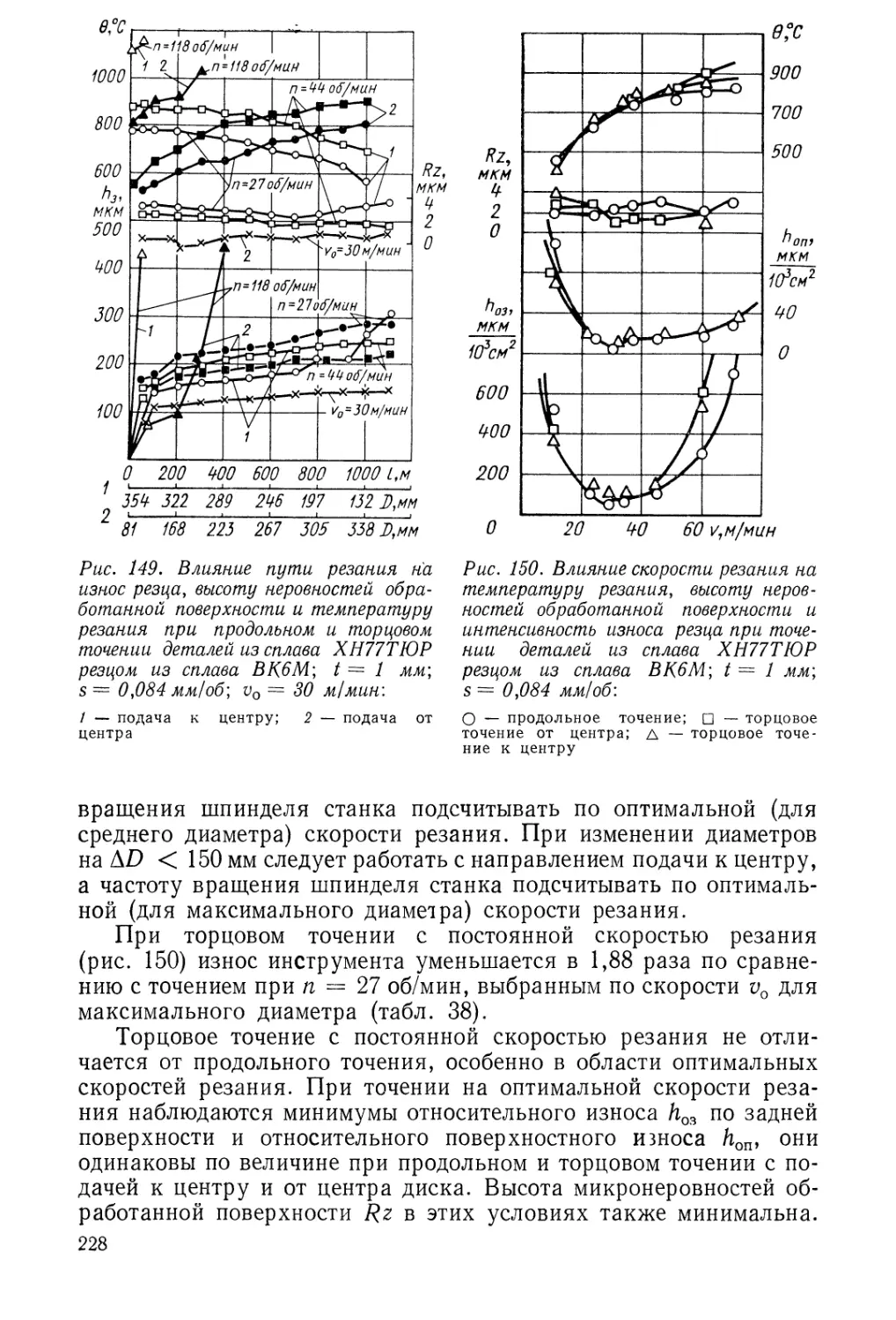
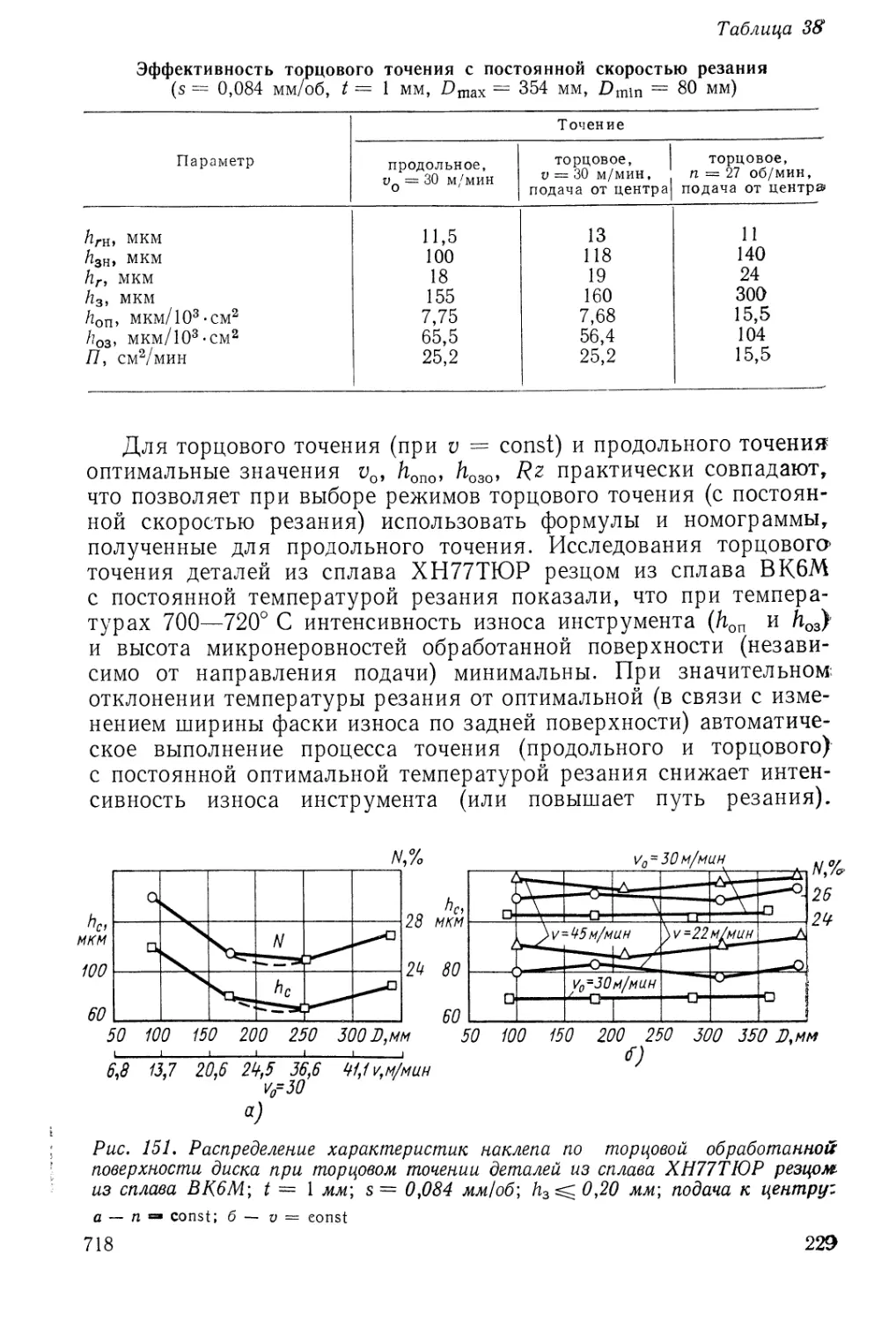
ность износа. При слабом соединении с поверхностью детали и
непрерывном разрушении они могут усиливать трение и износ
трущихся поверхностей.
Многие исследователи [17, 27, 28, 87, 94] считают, что окисли-
тельные процессы играют существенную роль в износе режущего
инструмента из твердого сплава при работе на высоких скоростях
резания. Доказательством влияния окислительных процессов на
износ инструмента могут служить результаты опытов по резанию
металлов в различных газовых средах [17, 94]. Таким образом,
установлено, что в реальных условиях резания газы могут реаги-
ровать с твердым сплавом, образуя химические соединения и изме-
няя интенсивность износа инструмента.
Доказательством возможности проникновения газовых сред
на контактные поверхности инструмента является влияние сред
на усадку стружки. Силами, вызывающими проникновение внеш-
ней газообразной среды на поверхности контакта, являются силы
химического взаимодействия, в результате которых в зонах кон-
такта образуются различные микроскопические трещины и поры
[17]. Например, более высокая стойкость резцов, оснащенных
пластинками группы ТК, по сравнению с резцами из сплава
группы В К при точении деталей из стали ПЗЛ объясняется мень-
шей склонностью первых к окислению при высоких температурах
резания [17]. Кроме того, карбид титана образует более прочную
пленку окисла по сравнению с карбидом вольфрама. В случае
образования тонких и достаточно прочных окисных пленок адге-
зия происходит между пленками, что предохраняет инструмент
от более интенсивного износа путем вырывания частиц инстру-
ментального материала. При образовании более толстых и рых-
лых окисных пленок интенсивность износа резко увеличивается,
так как такие пленки легко разрушаются при взаимодействии
с контактными поверхностями обрабатываемой детали. Окисли-
тельные процессы в этом случае приводят к интенсификации
абразивно-химического износа.
2. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ РЕЖУЩЕГО КЛИНА
ИНСТРУМЕНТА И ПЛАСТИЧЕСКОЕ ТЕЧЕНИЕ
ПОВЕРХНОСТНЫХ СЛОЕВ МАТЕРИАЛА
ИНСТРУМЕНТА
При нагреве контактных слоев инструмента до температур
900—1200° С в поверхностных слоях инструмента начинается
пластическое течение. Оно совершается под действием адгезион-
ного схватывания и зацепления микронеровностей, впадины
между которыми заполнены обрабатываемым материалом, по-
стоянно перемещающимся по поверхностям инструмента.
Пластические деформации инструментального материала наи-
большие в кобальтовой фазе, имеющей больший запас пластич-
ности. Пластическое течение поверхностного слоя инструмента
сопровождается вырывом отдельных карбидных зерен, «пропахи-
ванием» этого слоя твердыми включениями материала обрабаты-
ваемой детали и «намазыванием» материала инструмента на при-
резцовую сторону стружки и поверхность резания обрабатывае-
мой детали. При более высоких температурах между твердыми
сплавами и сталью образуется жидкая фаза в виде тонкой пленки,
которая быстро удаляется [17]. Появлению жидкой фазы способ-
ствуют диффузионные процессы, приводящие к образованию
легкоплавких соединений типа Fe2W (9ПЛ = 1130° С).
Наряду с пластическим течением и «размазыванием» материала
инструмента по контактирующим с инструментом поверхностям
детали и стружке (что подтверждается опытами по радиографиро-
ванию обработанных поверхностей [82]) при работе на высоких
скоростях резания может происходить пластическое опускание
вершины инструмента, наблюдаемое не только у резцов из твер-
дого сплава, но также и у резцов, оснащенных минералокерамикой.
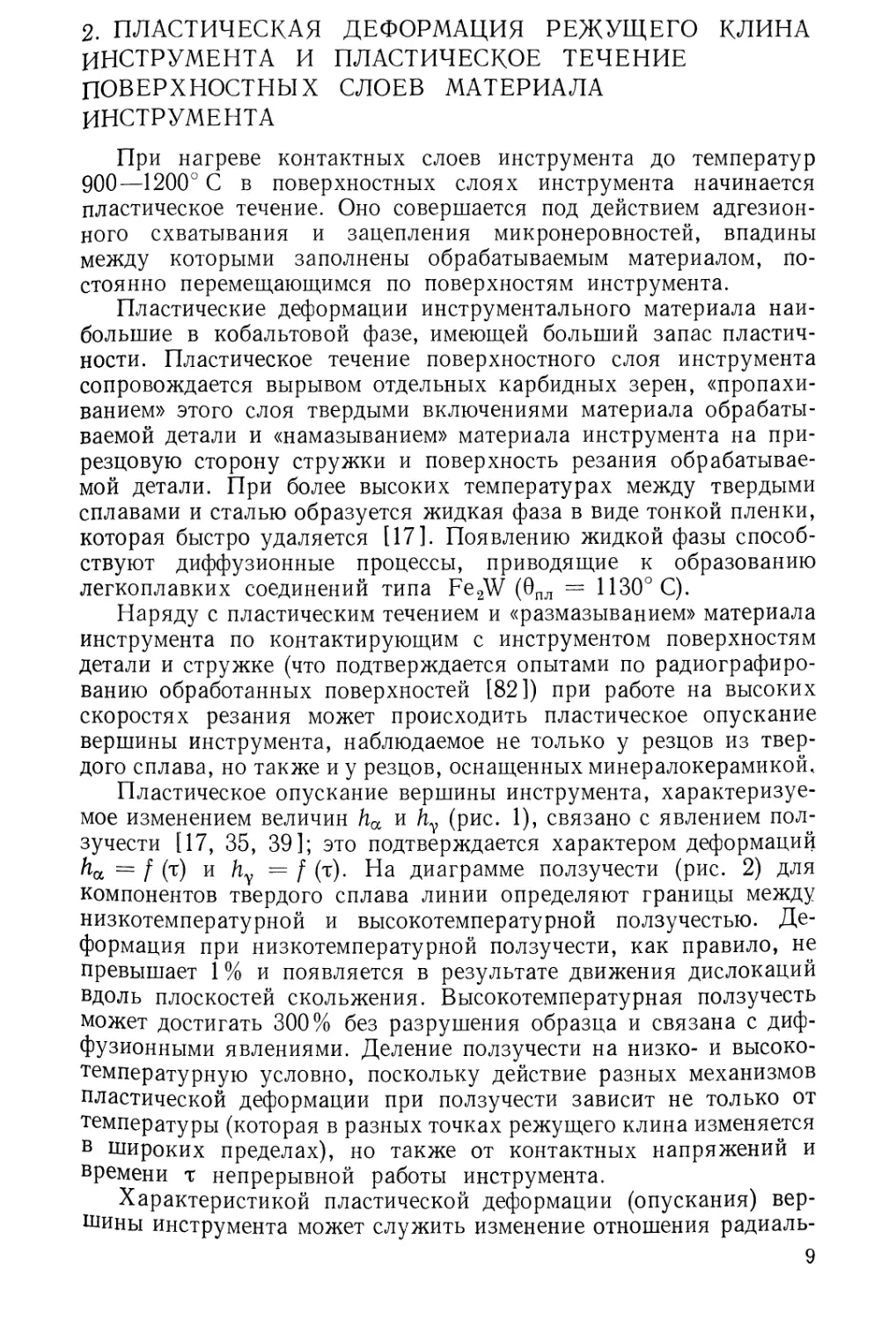
Пластическое опускание вершины инструмента, характеризуе-
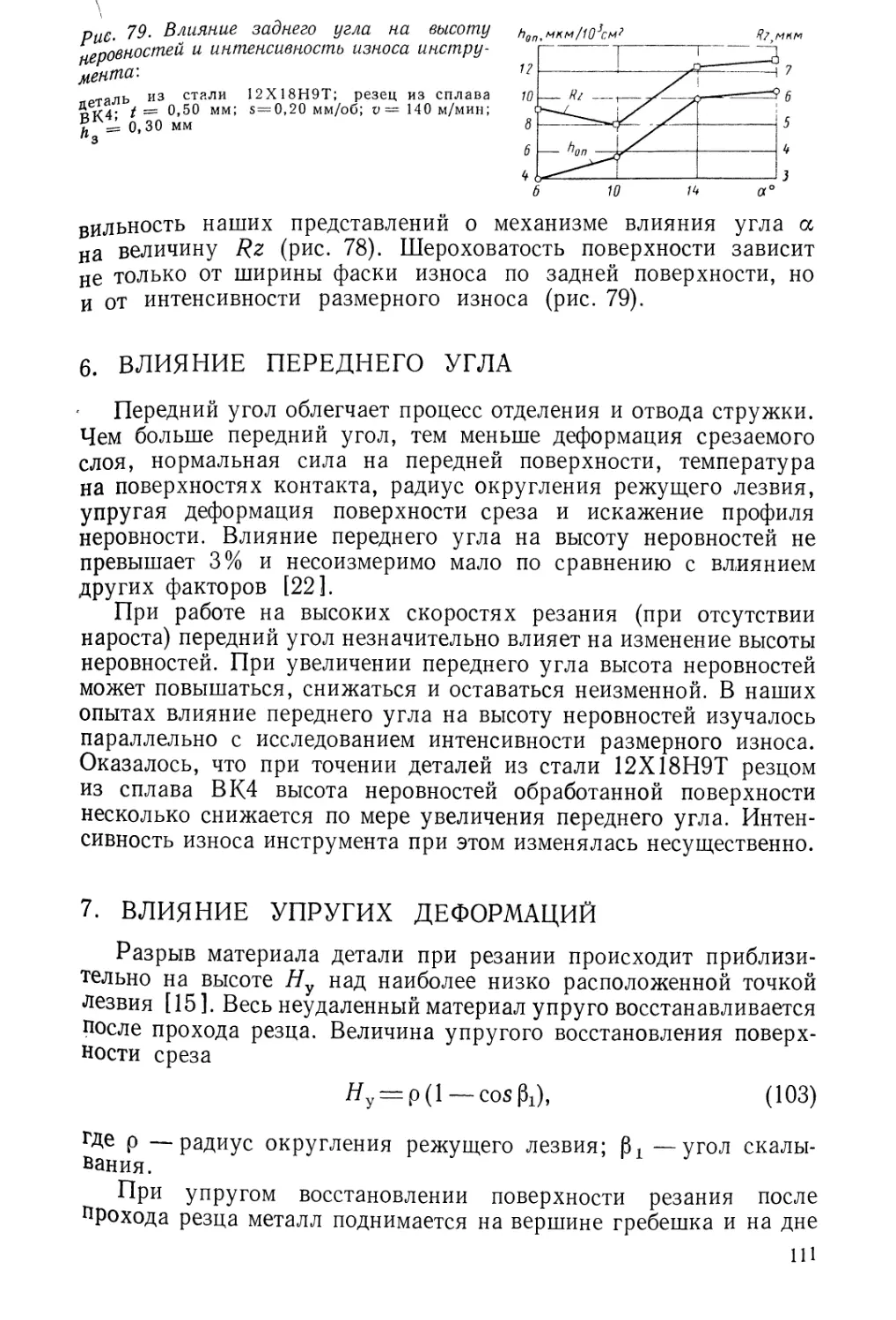
мое изменением величин ha и hy (рис. 1), связано с явлением пол-
зучести [17, 35, 39]; это подтверждается характером деформаций
/ia = f (т) и hy = f (т). На диаграмме ползучести (рис. 2) для
компонентов твердого сплава линии определяют границы между
низкотемпературной и высокотемпературной ползучестью. Де-
формация при низкотемпературной ползучести, как правило, не
превышает 1 % и появляется в результате движения дислокаций
вдоль плоскостей скольжения. Высокотемпературная ползучесть
может достигать 300% без разрушения образца и связана с диф-
фузионными явлениями. Деление ползучести на низко- и высоко-
температурную условно, поскольку действие разных механизмов
пластической деформации при ползучести зависит не только от
температуры (которая в разных точках режущего клина изменяется
в широких пределах), но также от контактных напряжений и
времени т непрерывной работы инструмента.
Характеристикой пластической деформации (опускания) вер-
шины инструмента может служить изменение отношения радиаль-
9
деформирования режущего клина
инструмента из твердого сплава
Рис. 2. Диаграмма ползучести для компо-
нентов твердого сплава'.
1 — кобальт; 2 — твердый раствор карбидов воль-
фрама в кобальте; 3 — твердый раствор карбидов
вольфрама и титана в кобальте; 4 — карбиды
вольфрама; 5 — карбиды титана
ного износа к ширине фаски износа на вершине резца •
При отсутствии пластического опускания вершины резца вели-
чина hY не зависит от элементов режима резания и продолжитель-
ности резания и определяется лишь геометрическими параметрами
режущей части инструмента. Наблюдения за изменением вели-
чин hr и h3 по мере затупления инструмента показывают, что
величина h± не остается постоянной. При постоянстве геометри-
ческих параметров инструмента на величину влияют следу-
ющие факторы: свойства материалов детали и инструмента, глу-
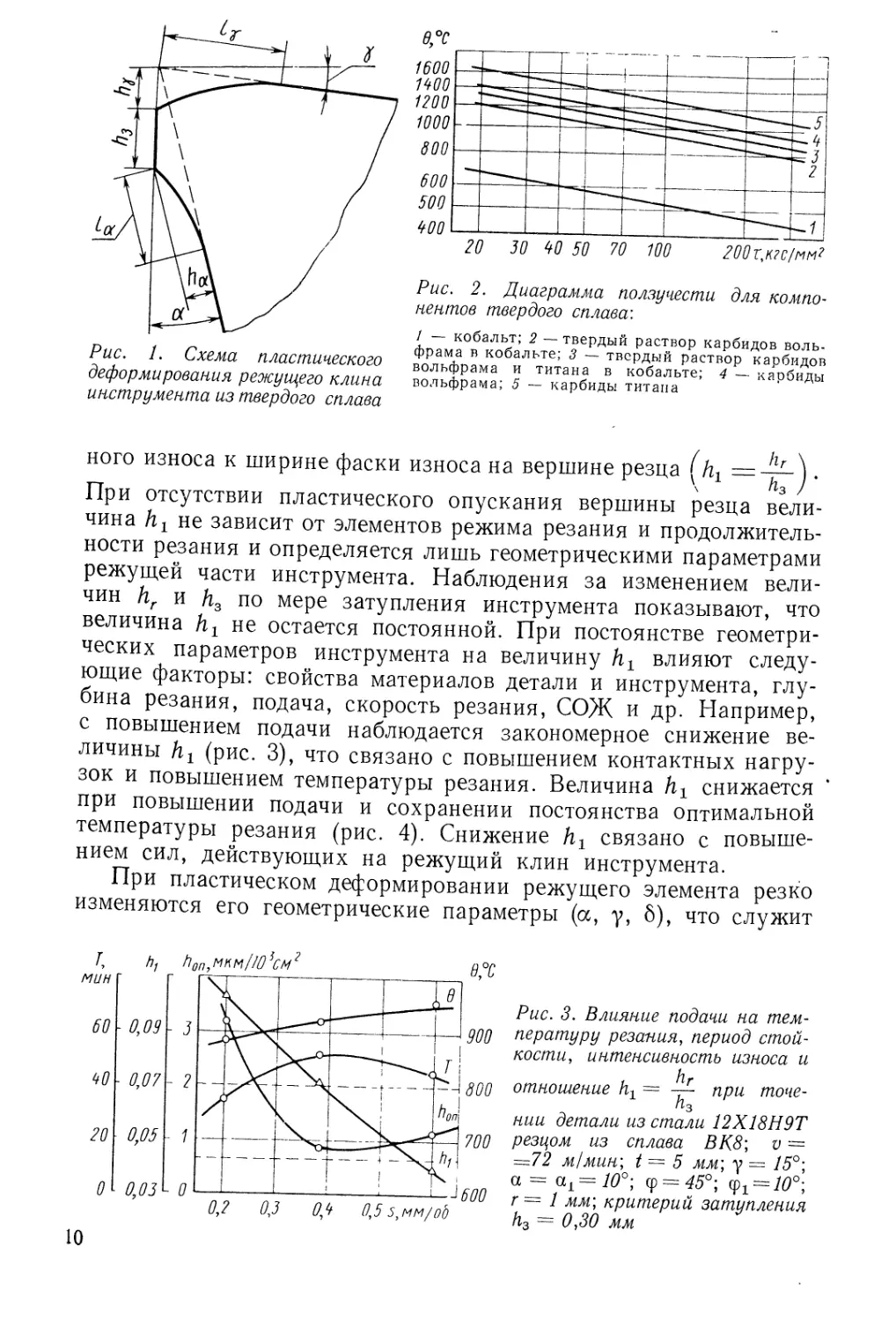
бина резания, подача, скорость резания, СОЖ и др. Например,
с повышением подачи наблюдается закономерное снижение ве-
личины h± (рис. 3), что связано с повышением контактных нагру-
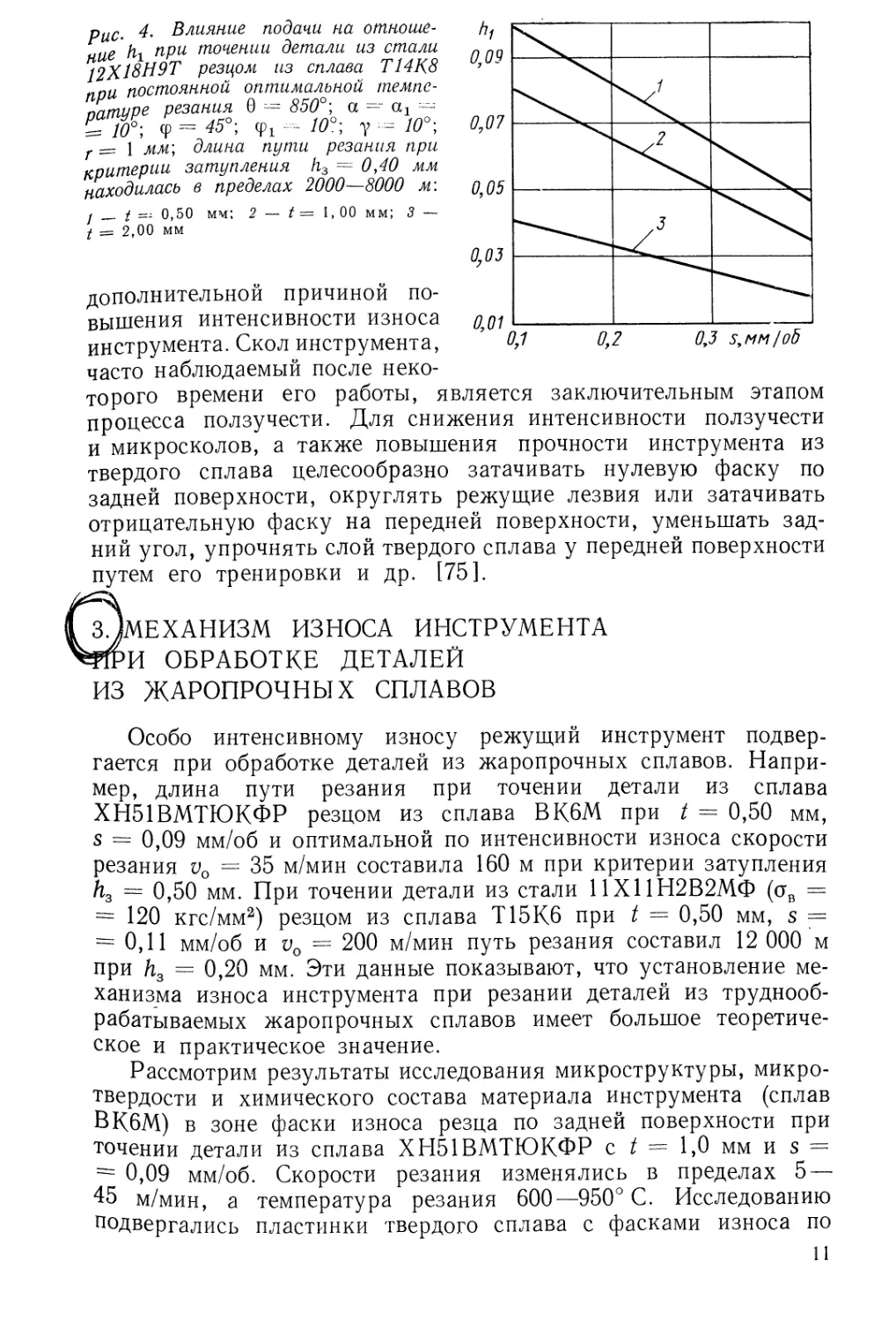
зок и повышением температуры резания. Величина h± снижается
при повышении подачи и сохранении постоянства оптимальной
температуры резания (рис. 4). Снижение связано с повыше-
нием сил, действующих на режущий клин инструмента.
При пластическом деформировании режущего элемента резко
изменяются его геометрические параметры (а, у, 8), что служит
Рис. 3. Влияние подачи на тем-
пературу резания, период стой-
кости, интенсивность износа и
f
отношение п1= — при точе-
/г3
нии детали из стали 12Х18Н9Т
резцом из сплава В КД, v ~
=72 м/мин; t ~ 5 мм; у = 15°;
а = а1= ю°; ц> = 45°; ^ = 10°;
г ~ 1 мм; критерий затупления
Д3 = 0,30 мм
10
риС 4. Влияние подачи на отноше-
ние при точении детали из стали
12Х18Н9Т резцом из сплава T14R8
при постоянной оптимальной темпе-
плтипе резания 0 850°-, а =-- ~
™ ygS. ф = 45°- ф1 - 10° > у - 10°\
г = 1 мм\ длина пути резания при
критерии затупления h3 = 0,40 мм
находилась в пределах 2000—8000 м\
j t -- 0,50 мм; 2 — t — 1,00 мм; 3 —
/ == 2,00 мм
дополнительной причиной по-
вышения интенсивности износа
инструмента. Скол инструмента,
часто наблюдаемый после неко-
торого времени его работы, является заключительным этапом
процесса ползучести. Для снижения интенсивности ползучести
и микросколов, а также повышения прочности инструмента из
твердого сплава целесообразно затачивать нулевую фаску по
задней поверхности, округлять режущие лезвия или затачивать
отрицательную фаску на передней поверхности, уменьшать зад-
ний угол, упрочнять слой твердого сплава у передней поверхности
путем его тренировки и др. [75].
©МЕХАНИЗМ ИЗНОСА ИНСТРУМЕНТА
И ОБРАБОТКЕ ДЕТАЛЕЙ
ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ
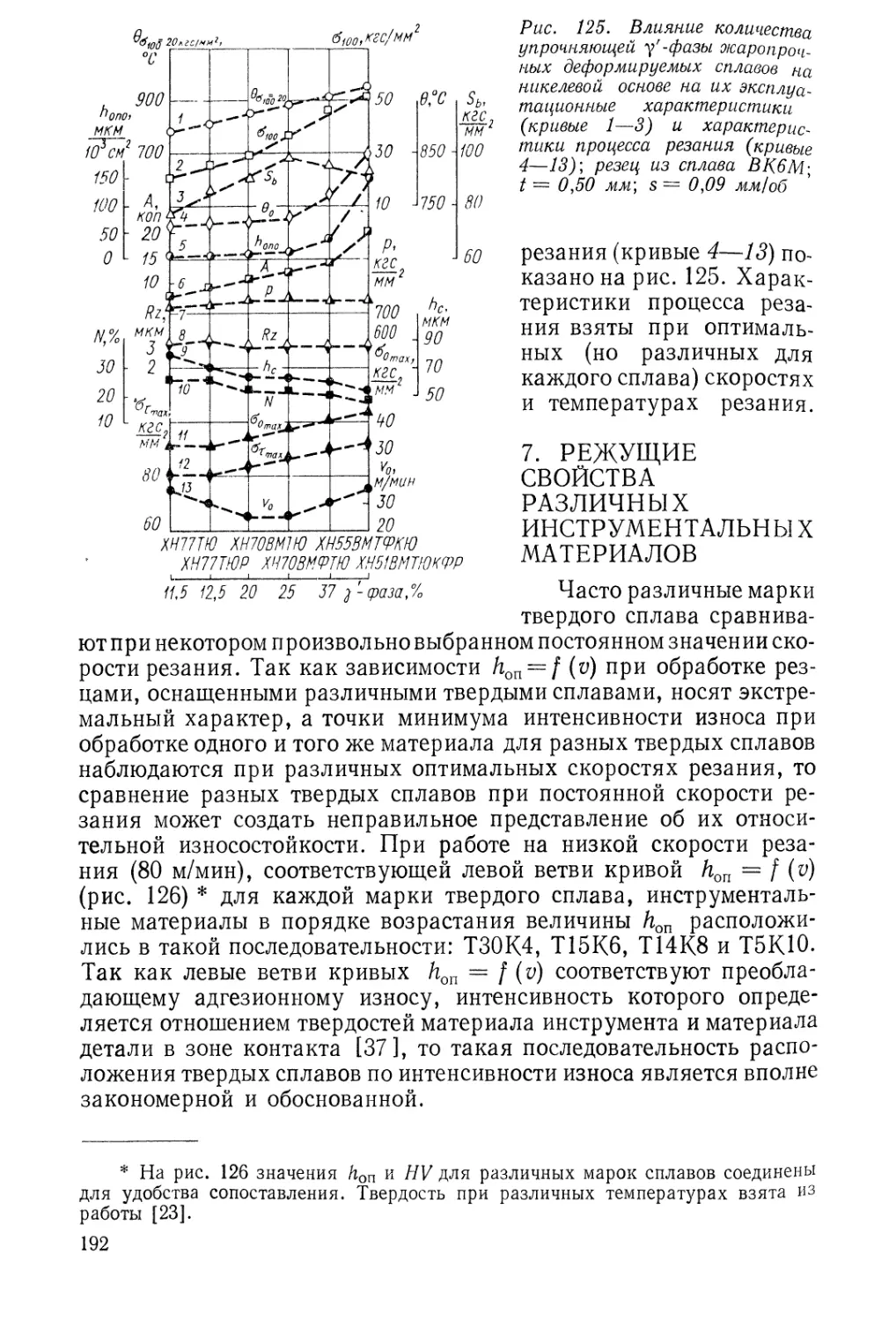
Особо интенсивному износу режущий инструмент подвер-
гается при обработке деталей из жаропрочных сплавов. Напри-
мер, длина пути резания при точении детали из сплава
ХН51ВМТЮКФР резцом из сплава ВК6М при t = 0,50 мм,
s = 0,09 мм/об и оптимальной по интенсивности износа скорости
резания v0 = 35 м/мин составила 160 м при критерии затупления
h3 = 0,50 мм. При точении детали из стали 11Х11Н2В2МФ (ав =
= 120 кгс/мм2) резцом из сплава Т15К6 при I = 0,50 мм, s =
= 0,11 мм/об и v0 = 200 м/мин путь резания составил 12 000 м
при h3 = 0,20 мм. Эти данные показывают, что установление ме-
ханизма износа инструмента при резании деталей из труднооб-
рабатываемых жаропрочных сплавов имеет большое теоретиче-
ское и практическое значение.
Рассмотрим результаты исследования микроструктуры, микро-
твердости и химического состава материала инструмента (сплав
ВК6М) в зоне фаски износа резца по задней поверхности при
точении детали из сплава ХН51ВМТЮКФР с t = 1,0 мм и s =
0,09 мм/об. Скорости резания изменялись в пределах 5 —
45 м/мин, а температура резания 600—950° С. Исследованию
подвергались пластинки твердого сплава с фасками износа по
11
задней поверхности от 0,10 до 0,35 мм. Микроструктура исследо-
валась на металлографическом микроскопе МИМ-8М, микро-
твердость на приборе ПМТ-3 при нагрузке 100 гс, химический
состав определялся микрорентгеноспектральным анализом с по-
мощью растрового микроанализа тора Сашеса мод. М46. Интен-
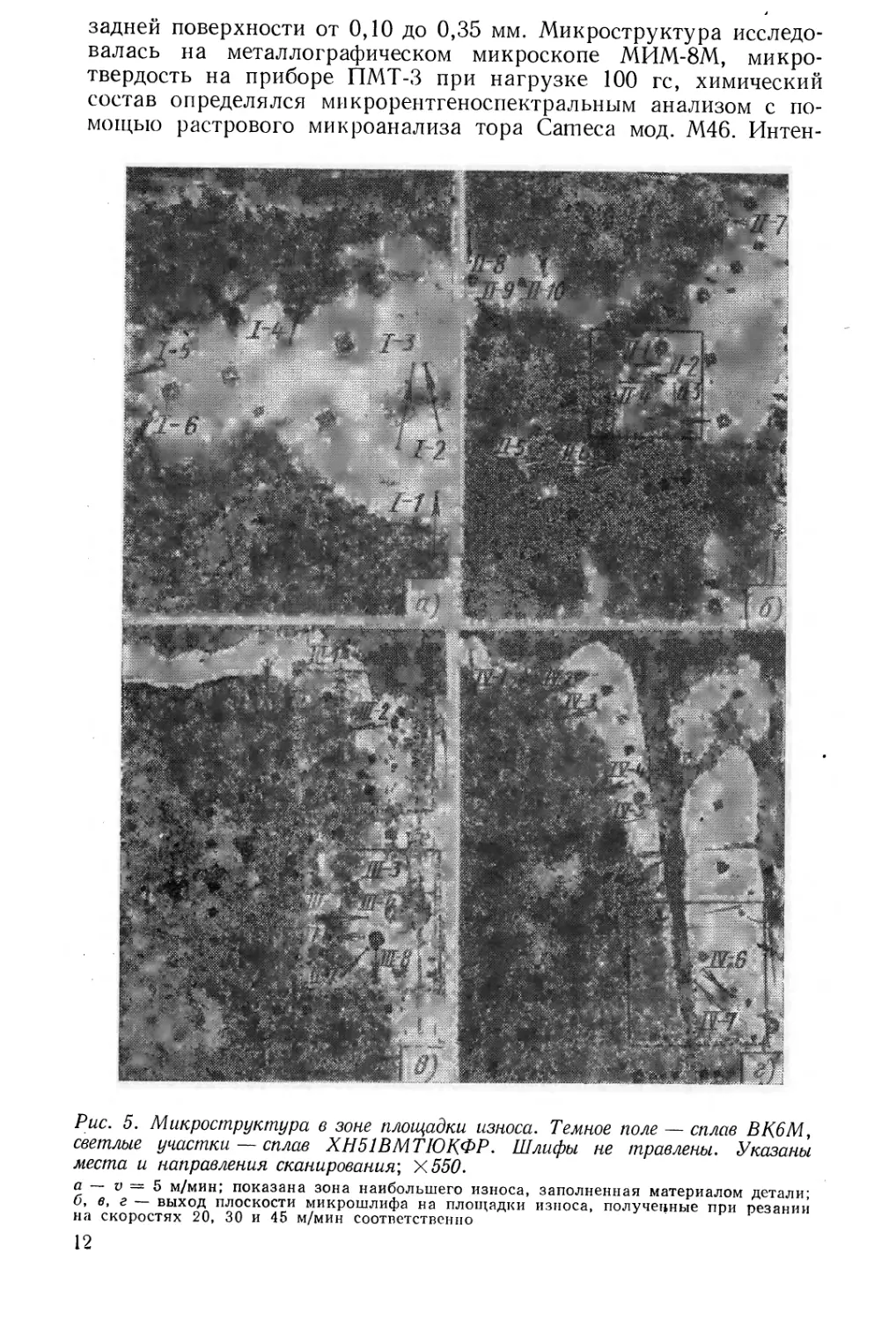
Рис. 5. Микроструктура в зоне площадки износа. Темное поле — сплав ВК6М,
светлые участки — сплав ХН51ВМТЮКФР. Шлифы не травлены. Указаны
места и направления сканирования; Х550.
а — v = 5 м/мин; показана зона наибольшего износа, заполненная материалом детали;
б, в, г — выход плоскости микрошлифа на площадки износа, полученные при резании
на скоростях 20, 30 и 45 м/мин соответственно
12
сивность характеристического рентгеновского излучения записы-
валась в виде количества импульсов на телетайпе прибора (что
более точно по сравнению с записью интенсивности на потенцио-
метре). Движение образца в направлении сканирования относи-
тельно электронного зонда диаметром 0,7 мкм после каждого
10-секундного набора импульсов осуществлялось на 0,414 мкм.
Периодическая запись интенсивности рентгеновского излучения
со 100% эталонов для каждого вещества, запись фона и после-
дующий расчет поправок позволили провести точный количе-
ственный химический анализ в локальных микрообъемах иссле-
дуемой поверхности.
Растровые изображения различных зон площадок износа
в поглощенных электронах и характеристических рентгеновских
/Са1, Ni и Ла1, W-излучениях показали, что поверхности трения
инструмента полностью или частично покрыты слоем материала
обрабатываемой детали. При работе на относительно низкой
скорости резания (у = 5 м/мин) поверхность изношенной фаски
инструмента из твердого сплава покрыта сплошным слоем мате-
риала детали. В этом случае в зоне трения наблюдается пласти-
ческий контакт инструмента и детали. С повышением скорости
резания на фаске появляются участки, свободные от прилипших
слоев материала детали. Увеличение ширины фаски износа повы-
шает возможности торможения тонких слоев материала детали
и проявления адгезии. В этом случае фаски износа резцов ши-
риной 0,35 мм даже при работе на скоростях резания 30 и 45 м/мин
(которым соответствуют средние температуры контакта 850 и
950° С) соответственно на 85 и 75% покрыты слоем материала
детали. Исследование наклонных к фаскам износа микрошлифов
(под углом 3—10°) также подтвердило наличие на изношенных
фасках слоя материала детали (рис. 5). Изучение микрошлифов
позволило выявить влияние скорости резания на изменение ха-
рактера и механизма износа резца из твердого сплава. При реза-
нии на низких скоростях (у < v0) износ резц.а_£вязан„ц адгезйон-.
ными явлениями и 'осун^сТвляется путем отрыва в результате
, адгезии.цастиц материал При этом зона износа
Хот£ьща)-.находится на некотором расстоянии от режущего лезвия,
^_Р£3.Ультате чего после длительного резания по задней поверх-
ности образуется углубление, параллельное режущему лезвию.
Микрошлйф7 изготовленный под углом 3° к фаске износа, наиболее
контрастно выявляет это углубление (рис. 5, а). Аналогичный
характер адгезионного износа определенной зоны на задней
поверхности, расположенной на некотором расстоянии от режу-
щего лезвия, был обнаружен при точении деталей из сплава
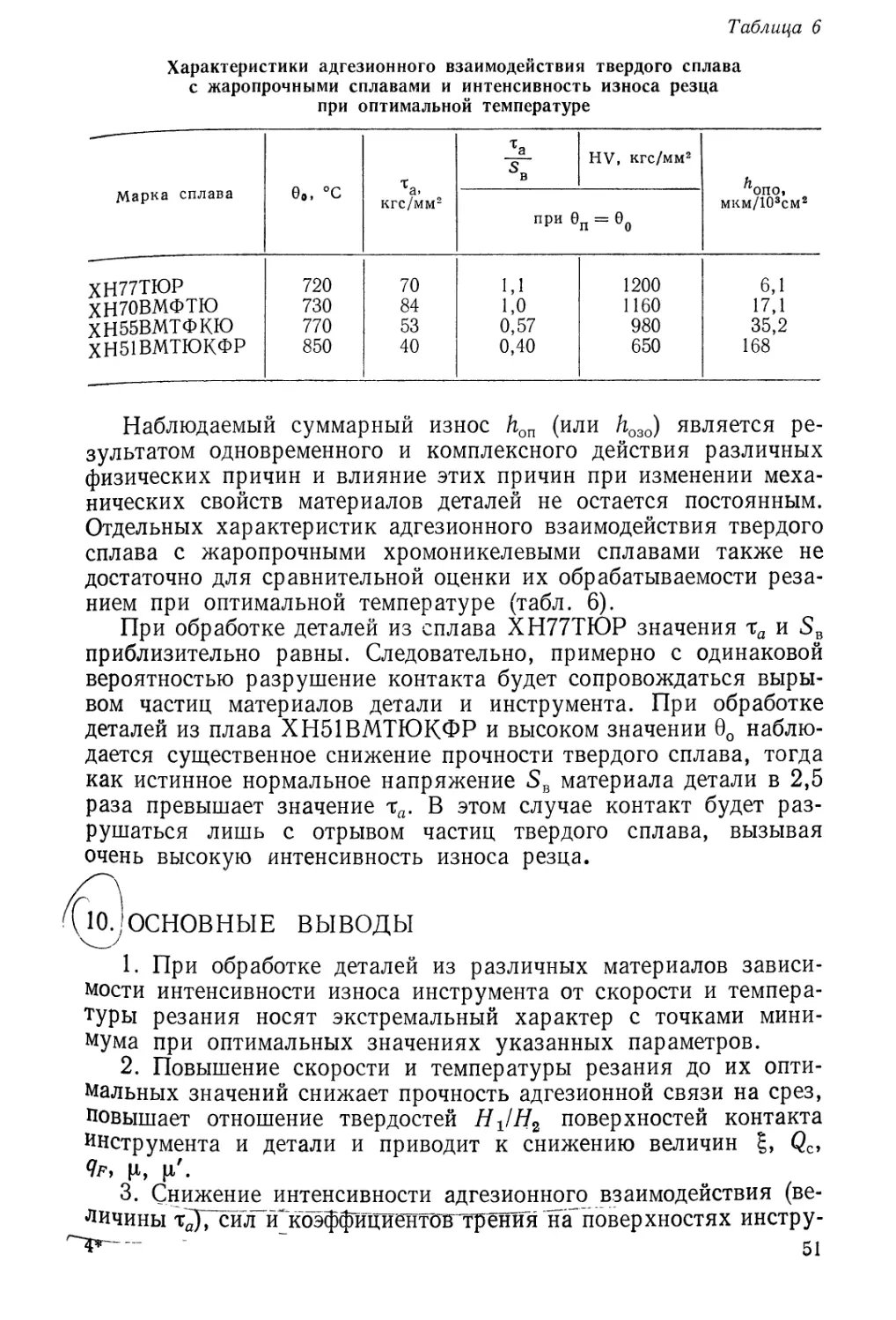
ХН55ВМТФКЮ [63].
Зона наиболее интенсивного износа наблюдается при такой
температуре, которой соответствует максимальная прочность
адгезионного схватывания материалов инструмента и детали.
Все микрократеры, оставшиеся от локального вырыва частиц
13
материала инструмента в результате действия высоких контактных
нагрузок и пластического течения, полностью заполняются ма-
териалом детали (см. рис. 5, а, б, в). На явление затекания обра-
1 батываемого материала в углубления, поры и адгезионные вырывы
; на поверхностях инструмента указывалось и в работе [22]. За-
j полненные обрабатываемым материалом микрократеры, соеди-
' няясь между собой и привариваясь к твердому сплаву, образуют
тонкий слой, полностью или частично покрывающий фаску износа.
' В результате наблюдаемая под микроскопом поверхность трения
сравнительно ровная в направлении скорости резания. Твердость
приварившегося слоя материала детали вследствие интенсивной
его пластической деформации достигает 715—1020 кгс/мм2, в то
время как исходная твердость сплава ХН51ВМТЮКФР состав-
ляет 400—430 кгс/мм2. Толщина слоя на различных участках
различная и в процессе резания (износа) постоянно меняется
вследствие циклического характера разрушения отдельных разу-
прочненных участков твердого сплава. Разупрочнение материала
инструмента и его разрушение в зоне адгезионно го /контакта~~свя7~
заны с усталостными явлениями.
Дри-уведщщнии скорости_резашия ..толщина слпя__ материала
детали^., приварившегося к задней поверхности—инструмента,
уменьшается, изнашивание протекает более равномерно. Количе-
ство и размеры микротрещин уменьшаются, и при оптимальной
скорости резания 30 м/мин трещины в твердом сплаве исчезают,
что указывает на снижение интенсивности адгезионных явлений.
Однако даже при высоких температурах резания (0 = 950° С,
v = 45 м/мин) силы адгезии достаточно высоки и способны удер-
живать на поверхности трения тонкие слои (2—5 мкм) материала
детали (рис. 5, г). Эти обстоятельства позволили оценить возмож-
ность протекания диффузионных процессов в зонах (очагах)
адгезионного взаимодействия инструмента и детали.
Сканированные участки и направление сканирования показаны
на рис. 5. ^Исследования химического состава по W, Со, Ni и Ti
/ показали, что при точении деталей из сплава ХН51ВМТЮКФР
на скорости 5 м/мин, когда средняя температура контакта не;
превышает 600° С, диффузионные процессы в месте контакта
инструмента и детали не протекают. Диффузии не обнаружено
"InrbrMecfax непосредственной близости к поверхности трения, ни
в углублениях твердого сплава, где инструментальный и обраба-
тываемый материалы находились в состоянии длительного кон-
такта (например, участки I—4, I—5, I—6, рис. 5, а). Изменение
содержания вольфрама, кобальта, никеля и титана в месте кон-
такта материалов инструмента и детали при точении на низкой
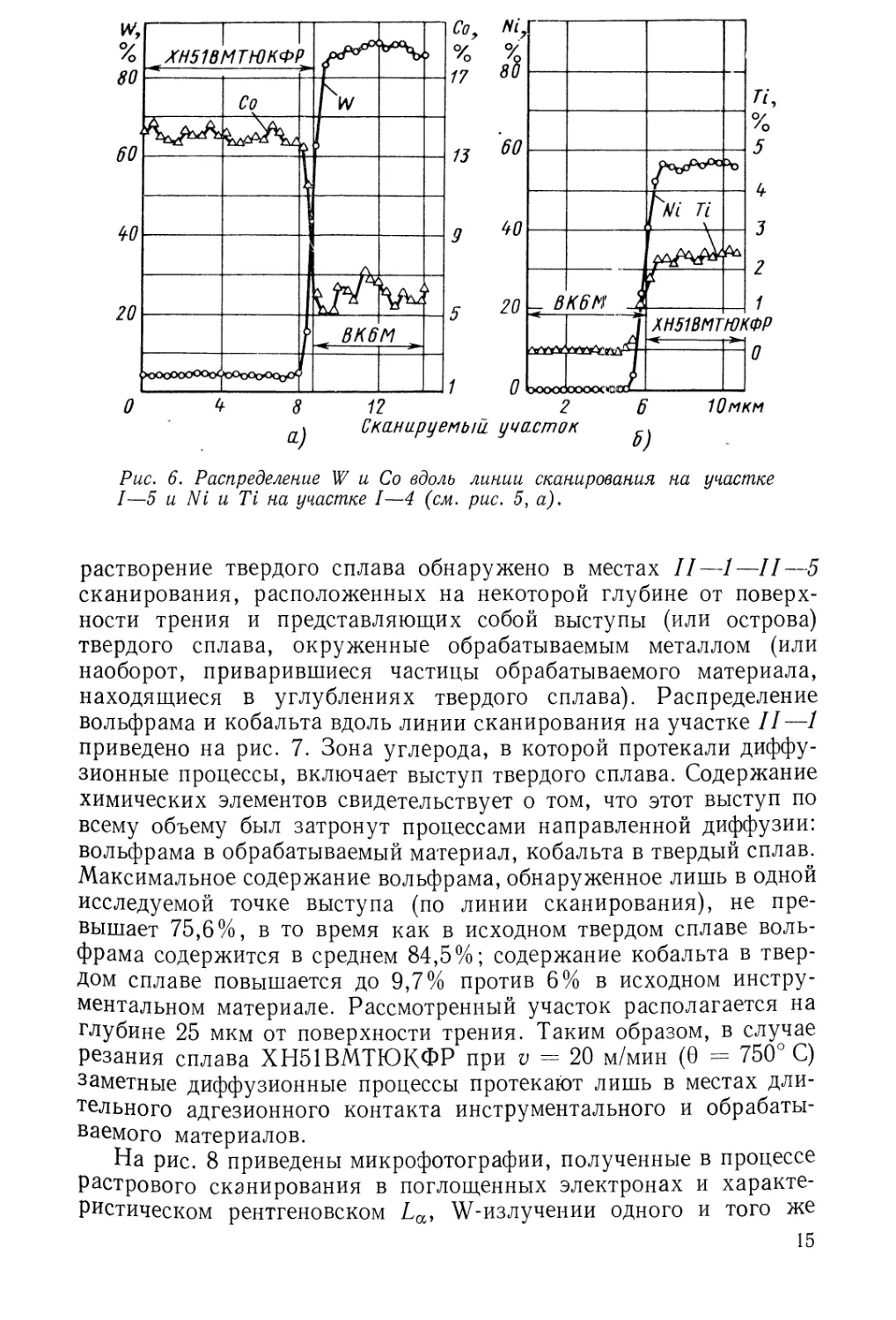
скорости резания приведено на рис. 6. При скорости резания
20 м/мин (средняя температура резания 750° СДиГз десятй иссле-
дованных зон фаски износа в пяти обнаружены диффузионные
процессы: диффузия вольфрама из твердого сплава с одновремен-
ным насыщением последнего кобальтом и никелем. Диффузионное
14
<4
2 6 Юмкм
Сканируемый, участок
Рис. 6. Распределение W и Со вдоль линии сканирования на участке
I—5 и Ni и Ti на участке I—4 (см. рис. 5, а).
растворение твердого сплава обнаружено в местах II—1—II—5
сканирования, расположенных на некоторой глубине от поверх-
ности трения и представляющих собой выступы (или острова)
твердого сплава, окруженные обрабатываемым металлом (или
наоборот, приварившиеся частицы обрабатываемого материала,
находящиеся в углублениях твердого сплава). Распределение
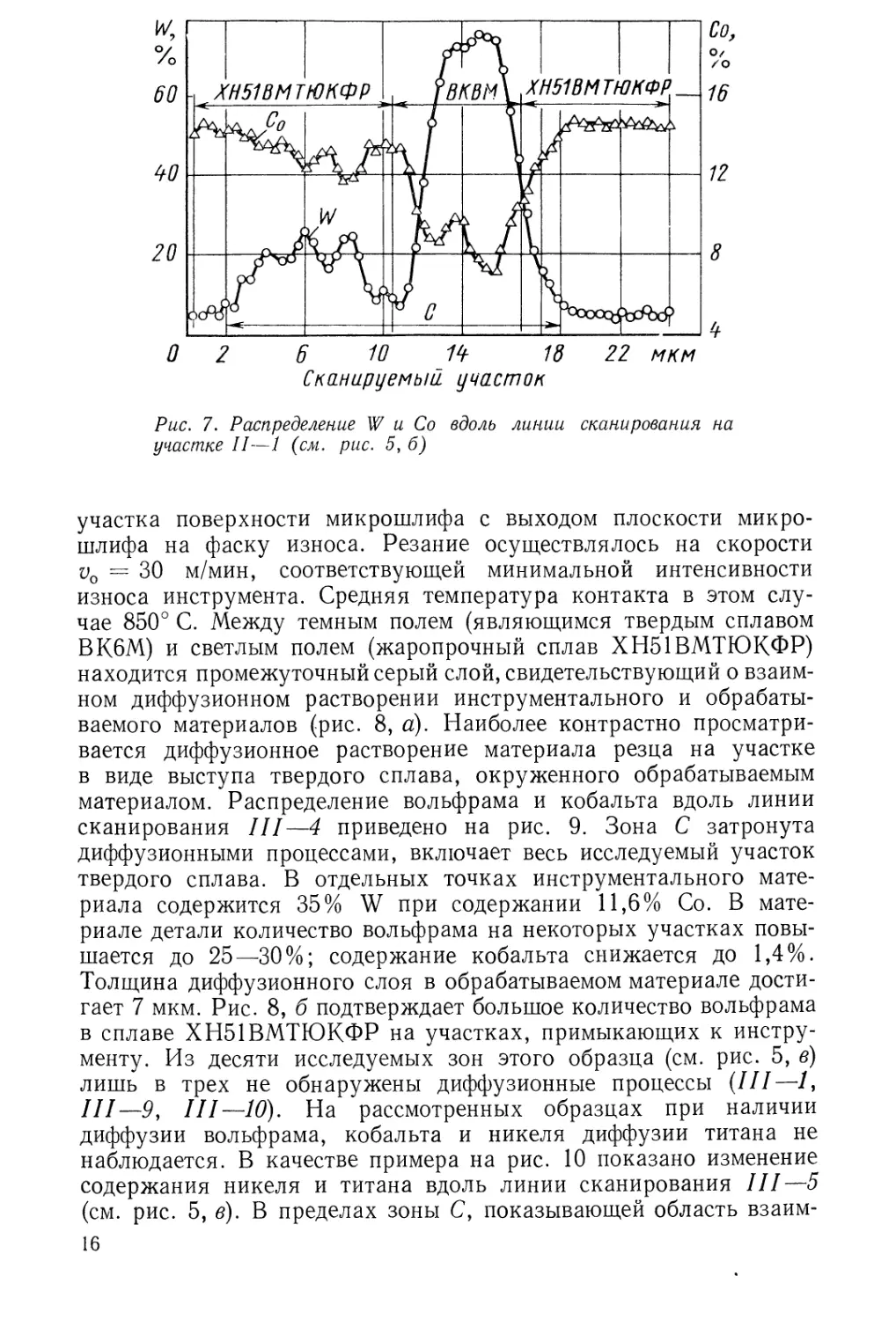
вольфрама и кобальта вдоль линии сканирования на участке II—1
приведено на рис. 7. Зона углерода, в которой протекали диффу-
зионные процессы, включает выступ твердого сплава. Содержание
химических элементов свидетельствует о том, что этот выступ по
всему объему был затронут процессами направленной диффузии:
вольфрама в обрабатываемый материал, кобальта в твердый сплав.
Максимальное содержание вольфрама, обнаруженное лишь в одной
исследуемой точке выступа (по линии сканирования), не пре-
вышает 75,6%, в то время как в исходном твердом сплаве воль-
фрама содержится в среднем 84,5%; содержание кобальта в твер-
дом сплаве повышается до 9,7% против 6% в исходном инстру-
ментальном материале. Рассмотренный участок располагается на
глубине 25 мкм от поверхности трения. Таким образом, в случае
резания сплава ХН51ВМТЮКФР при v = 20 м/мин (6 = 750° С)
заметные диффузионные процессы протекают лишь в местах дли-
тельного адгезионного контакта инструментального и обрабаты-
ваемого материалов.
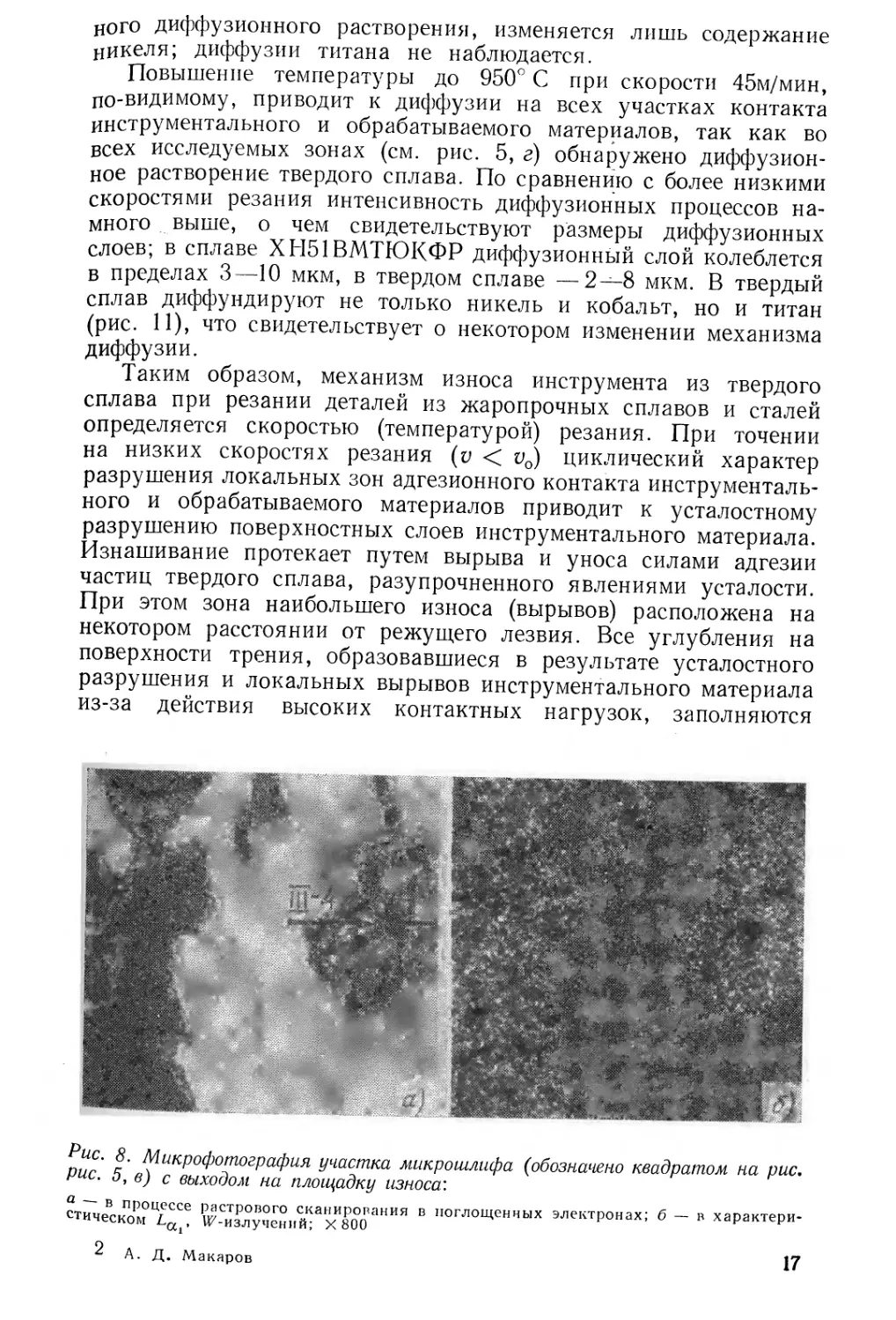
На рис. 8 приведены микрофотографии, полученные в процессе
растрового сканирования в поглощенных электронах и характе-
ристическом рентгеновском La, W-излучеиии одного и того же
15
Рис. 7. Распределение W и Со вдоль линии сканирования на
участке II—1 (см. рис. 5, б)
участка поверхности микрошлифа с выходом плоскости микро-
шлифа на фаску износа. Резание осуществлялось на скорости
v0 = 30 м/мин, соответствующей минимальной интенсивности
износа инструмента. Средняя температура контакта в этом слу-
чае 850° С. Между темным полем (являющимся твердым сплавом
ВК6М) и светлым полем (жаропрочный сплав ХН51ВМТЮКФР)
находится промежуточный серый слой, свидетельствующий о взаим-
ном диффузионном растворении инструментального и обрабаты-
ваемого материалов (рис. 8, а). Наиболее контрастно просматри-
вается диффузионное растворение материала резца на участке
в виде выступа твердого сплава, окруженного обрабатываемым
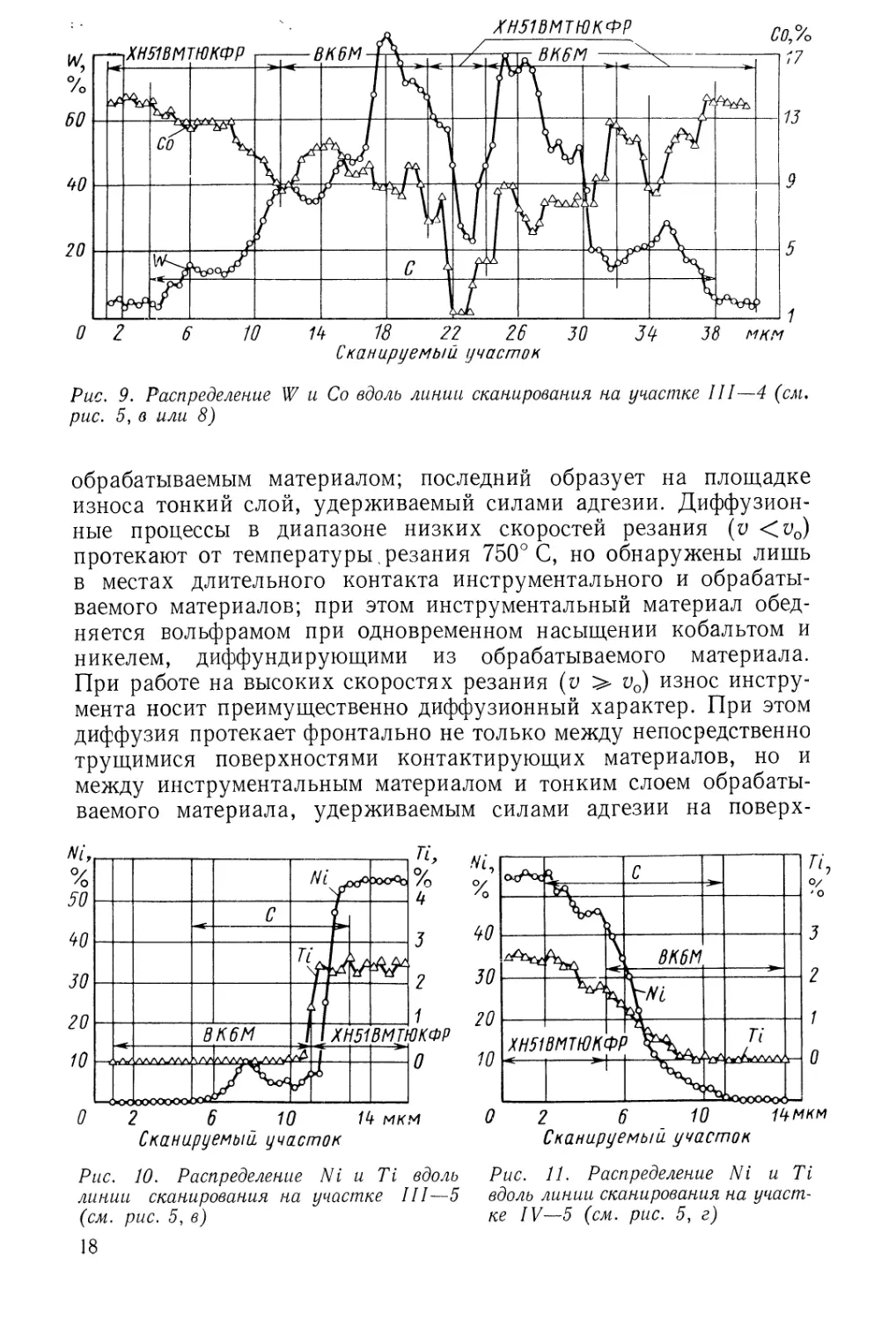
материалом. Распределение вольфрама и кобальта вдоль линии
сканирования III—4 приведено на рис. 9. Зона С затронута
диффузионными процессами, включает весь исследуемый участок
твердого сплава. В отдельных точках инструментального мате-
риала содержится 35% W при содержании 11,6% Со. В мате-
риале детали количество вольфрама на некоторых участках повы-
шается до 25—30%; содержание кобальта снижается до 1,4%.
Толщина диффузионного слоя в обрабатываемом материале дости-
гает 7 мкм. Рис. 8, б подтверждает большое количество вольфрама
в сплаве ХН51ВМТЮКФР на участках, примыкающих к инстру-
менту. Из десяти исследуемых зон этого образца (см. рис. 5, в)
лишь в трех не обнаружены диффузионные процессы (III—1,
III—9, III—10). На рассмотренных образцах при наличии
диффузии вольфрама, кобальта и никеля диффузии титана не
наблюдается. В качестве примера на рис. 10 показано изменение
содержания никеля и титана вдоль линии сканирования III—5
(см. рис. 5, в). В пределах зоны С, показывающей область взаим-
16
кого диффузионного растворения, изменяется лишь содержание
никеля; диффузии титана не наблюдается.
Повышение температуры до 950° С при скорости 45м/мин,
по-видимому, приводит к диффузии на всех участках контакта
инструментального и обрабатываемого материалов, так как во
всех исследуемых зонах (см. рис. 5, г) обнаружено диффузион-
ное растворение твердого сплава. По сравнению с более низкими
скоростями резания интенсивность диффузионных процессов на-
много выше, о чем свидетельствуют размеры диффузионных
слоев; в сплаве ХН51ВМТЮКФР диффузионный слой колеблется
в пределах 3—10 мкм, в твердом сплаве —2—8 мкм. В твердый
сплав диффундируют не только никель и кобальт, но и титан
(рис. 11), что свидетельствует о некотором изменении механизма
диффузии.
Таким образом, механизм износа инструмента из твердого
сплава при резании деталей из жаропрочных сплавов и сталей
определяется скоростью (температурой) резания. При точении
на низких скоростях резания (и < и0) циклический характер
разрушения локальных зон адгезионного контакта инструменталь-
ного и обрабатываемого материалов приводит к усталостному
разрушению поверхностных слоев инструментального материала.
Изнашивание протекает путем вырыва и уноса силами адгезии
частиц твердого сплава, разупрочненного явлениями усталости.
При этом зона наибольшего износа (вырывов) расположена на
некотором расстоянии от режущего лезвия. Все углубления на
поверхности трения, образовавшиеся в результате усталостного
разрушения и локальных вырывов инструментального материала
из-за действия высоких контактных нагрузок, заполняются
Рис. 8. Микрофотография участка микрошлифа (обозначено квадратом на рис,
рис. 5, в) с выходом на площадку износа:
а в процессе растрового сканирования в поглощенных электронах; б — в характери-
стическом La , UZ-излучений; X 800
2 А. Д. Макаров 17
Рис. 9. Распределение W и Со вдоль линии сканирования на участке III—4 (см.
рис. 5, в или 8)
обрабатываемым материалом; последний образует на площадке
износа тонкий слой, удерживаемый силами адгезии. Диффузион-
ные процессы в диапазоне низких скоростей резания (и <v0)
протекают от температуры .резания 750° С, но обнаружены лишь
в местах длительного контакта инструментального и обрабаты-
ваемого материалов; при этом инструментальный материал обед-
няется вольфрамом при одновременном насыщении кобальтом и
никелем, диффундирующими из обрабатываемого материала.
При работе на высоких скоростях резания (у > v0) износ инстру-
мента носит преимущественно диффузионный характер. При этом
диффузия протекает фронтально не только между непосредственно
трущимися поверхностями контактирующих материалов, но и
между инструментальным материалом и тонким слоем обрабаты-
ваемого материала, удерживаемым силами адгезии на поверх-
Рис. 10. Распределение Ni и Ti вдоль
линии сканирования на участке III—5
(см. рис. 5, в)
Рис. 11. Распределение Ni и Ti
вдоль линии сканирования на участ-
ке IV—5 (см. рис. 5, г)
18
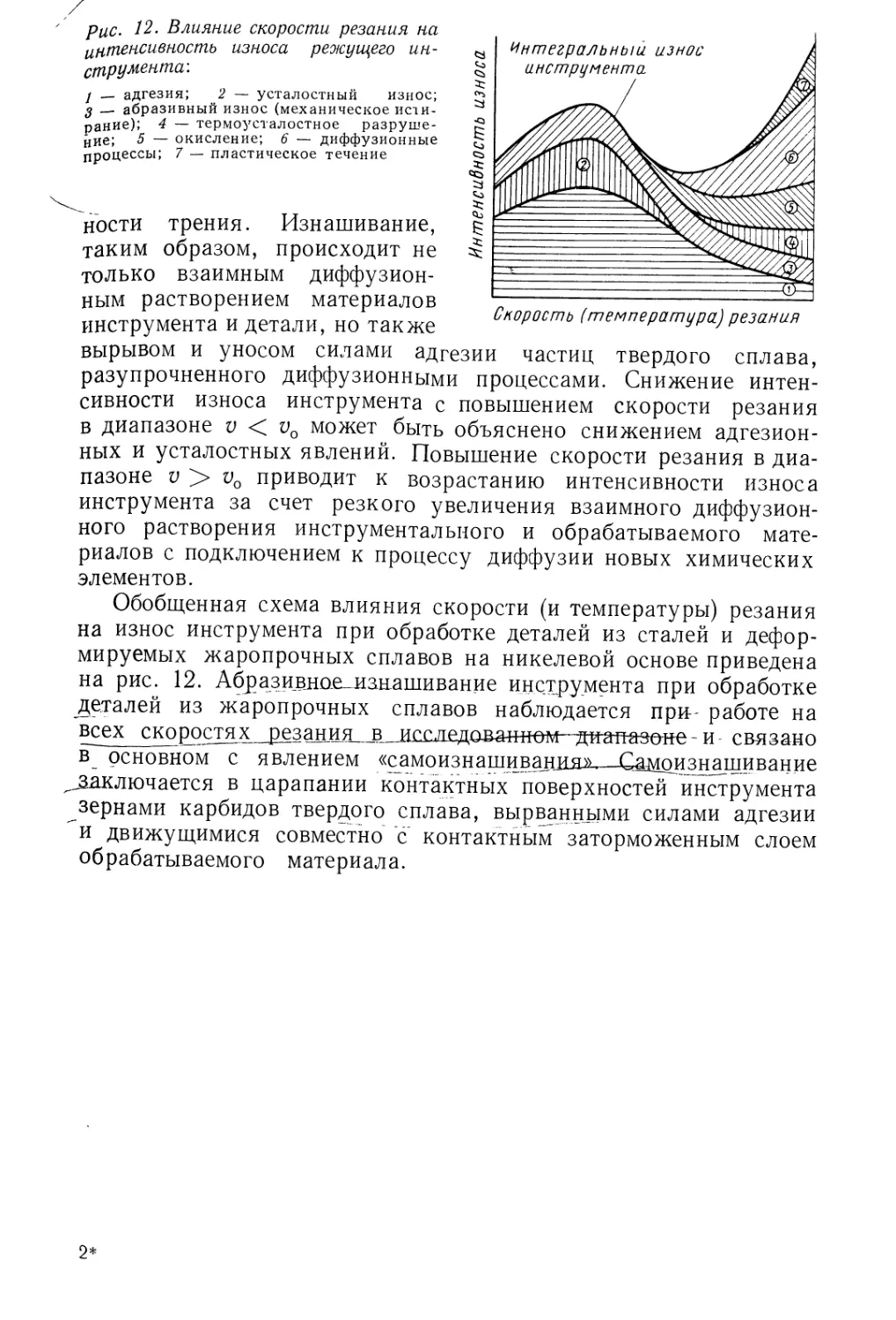
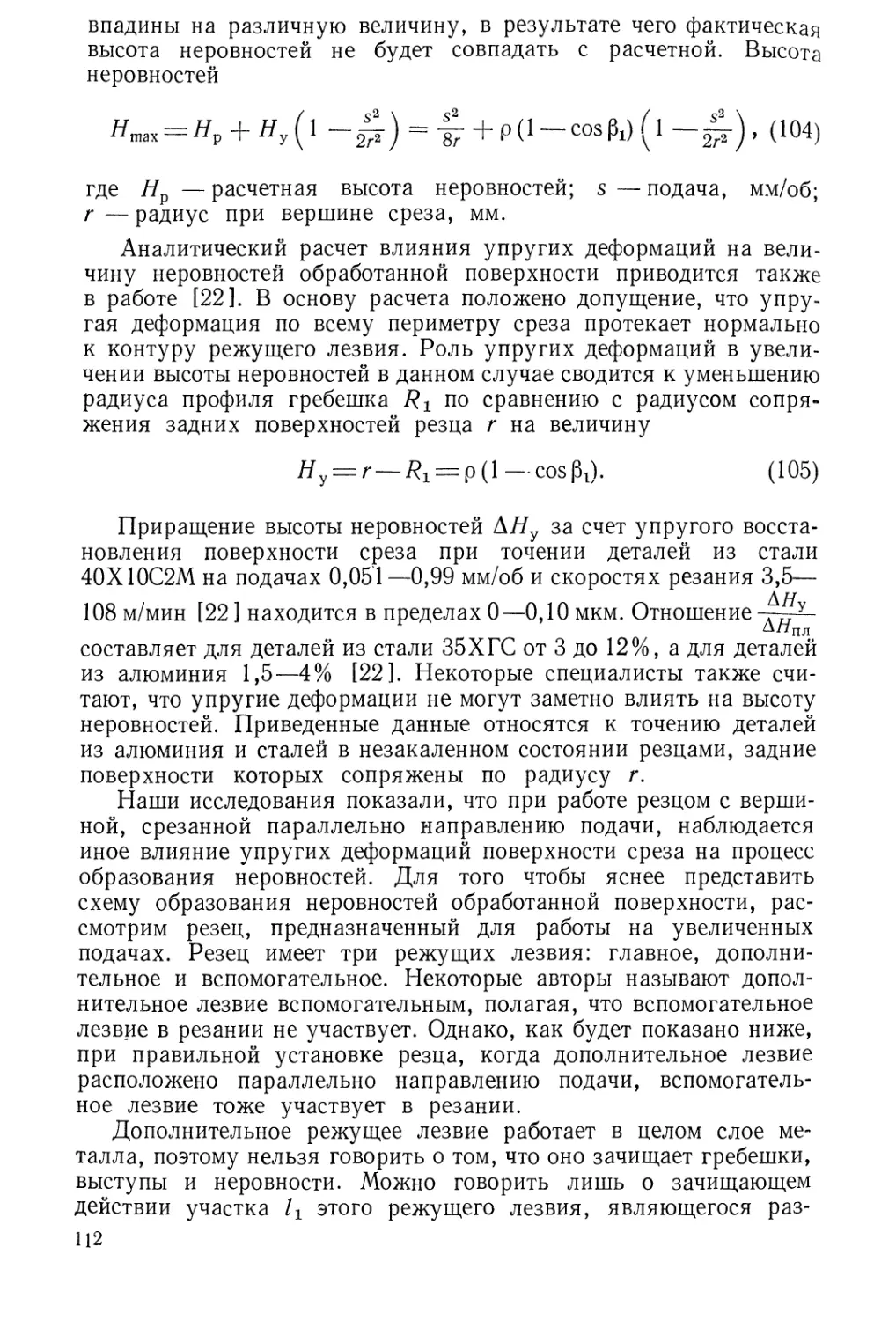
рис. 12- Влияние скорости резания на
интенсивность износа режущего ин-
струмента'.
/ — адгезия; 2 — усталостный износ;
д _ абразивный износ (механическое исти-
рание); 4 — термоусталостное разруше-
ние; 5 — окисление; 6 — диффузионные
процессы; 7 — пластическое течение
Скорость (температура) резания
ности трения. Изнашивание,
таким образом, происходит не
только взаимным диффузион-
ным растворением материалов
инструмента и детали, но также
вырывом и уносом силами адгезии частиц твердого сплава,
разупрочненного диффузионными процессами. Снижение интен-
сивности износа инструмента с повышением скорости резания
в диапазоне v < v0 может быть объяснено снижением адгезион-
ных и усталостных явлений. Повышение скорости резания в диа-
пазоне v > vo приводит к возрастанию интенсивности износа
инструмента за счет резкого увеличения взаимного диффузион-
ного растворения инструментального и обрабатываемого мате-
риалов с подключением к процессу диффузии новых химических
элементов.
Обобщенная схема влияния скорости (и температуры) резания
на износ инструмента при обработке деталей из сталей и дефор-
мируемых жаропрочных сплавов на никелевой основе приведена
на рис. 12. Абразивнае^изнашиванце инструмента при обработке
деталей из жаропрочных сплавов наблюдается при работе на
всех скоростях резания,. в_,ио1л^о^а1нюм---таназоне-и связано
в основном с явлением «самоизнашива^шии-щСамоизн^^
„заключается в царапании контактных поверхностей инструмента
зернами карбидов твердого сплава, вырванными силами адгезии
и движущимися совместно ’с контактным заторможенным слоем
обрабатываемого материала.
2*
Глава II
ВЗАИМОСВЯЗЬ ИНТЕНСИВНОСТИ
ИЗНОСА ИНСТРУМЕНТА
С ФИЗИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ
ПРОЦЕССА РЕЗАНИЯ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Интенсивность износа режущего инструмента определяет про-
изводительность, точность и себестоимость обработки деталей
машин. Износ инструмента является следствием трения между
поверхностями инструмента и детали. Трение всегда сопровож-
дается износом, оно является единственной «нормальной» причиной
износа и потери инструментом его режущих свойств. Установление
общих закономерностей трения и износа взаимодействующей
пары материалов инструмента и обрабатываемой детали должно
составить научную основу выбора и назначения режимов резания.
Трение при резании является одним из важных факторов, влия-
ющих на силы резания, температуру контактных поверхностей
инструмента, состояние поверхностного слоя детали. Закономер-
ности процесса трения зависят от механических свойств материа-
лов, приобретенных ими при высоких скоростях взаимного пере-
мещения, высоких давлениях и температурах, ювенильности и
шероховатости контактных поверхностей. Физическое взаимо-
действие поверхностей при внешнем трении обусловлено явле-
ниями адгезии и диффузии [27, 28, 57]. Поэтому проблема стой-
кости режущих инструментов должна решаться на базе теории
трения материалов, теории пластических деформаций, законо-
мерностей адгезионного и диффузионного взаимодействия инстру-
ментального и обрабатываемого материалов. Значительную роль
для установления закономерностей износа инструмента играет
изучение вопроса о нормальных и касательных напряжениях на
передней и задней поверхностях инструмента, упругих и пласти-
ческих деформациях обрабатываемого материала в процессе ре-
зания. Большинство явлений, сопровождающих процесс резания,
взаимосвязано, поэтому понять природу этих явлений и законо-
мерностей их изменения в зависимости от условий резания не-
возможно без комплексного подхода к их изучению и без учета
взаимных связей различных явлений [20, 61].
Параллельно с исследованием интенсивности износа инстру-
мента нами изучались следующие характеристики процесса
резания: 1) интенсивность деформаций, усадка и уширение
20
сТружки, микротвердость основного сечения и прирезцовои сто-
роны стружки (е;, g, £в, Я4, Я3); 2) силы резания, площадь (ши-
рина) контакта стружки с передней поверхностью инструмента,
удельные контактные нагрузки и коэффициенты трения на по-
верхностях инструмента; 3) упругое восстановление поверхности
резания, характеризуемое глубиной повторного резания ty\
4) изменение характеристик пластичности (6, ф) и прочности
(ов, НВ, HV) обрабатываемых материалов в зависимости от тем-
пературы испытания; 5) прочность адгезионных связей на срез
при различных температурах и давлениях; 6) микроструктура
и химический состав материала инструмента в зоне фаски износа
по задней поверхности.
^.^ВЗАИМОСВЯЗЬ КОЭФФИЦИЕНТА ТРЕНИЯ
ИНТЕНСИВНОСТЬЮ ИЗНОСА ОБРАЗЦОВ
. ИЗ РАЗЛИЧНЫХ ИНСТРУМЕНТАЛЬНЫХ
МАТЕРИАЛОВ В УСЛОВИЯХ ТРЕНИЯ
Исследование трения образцов из различных инструменталь-
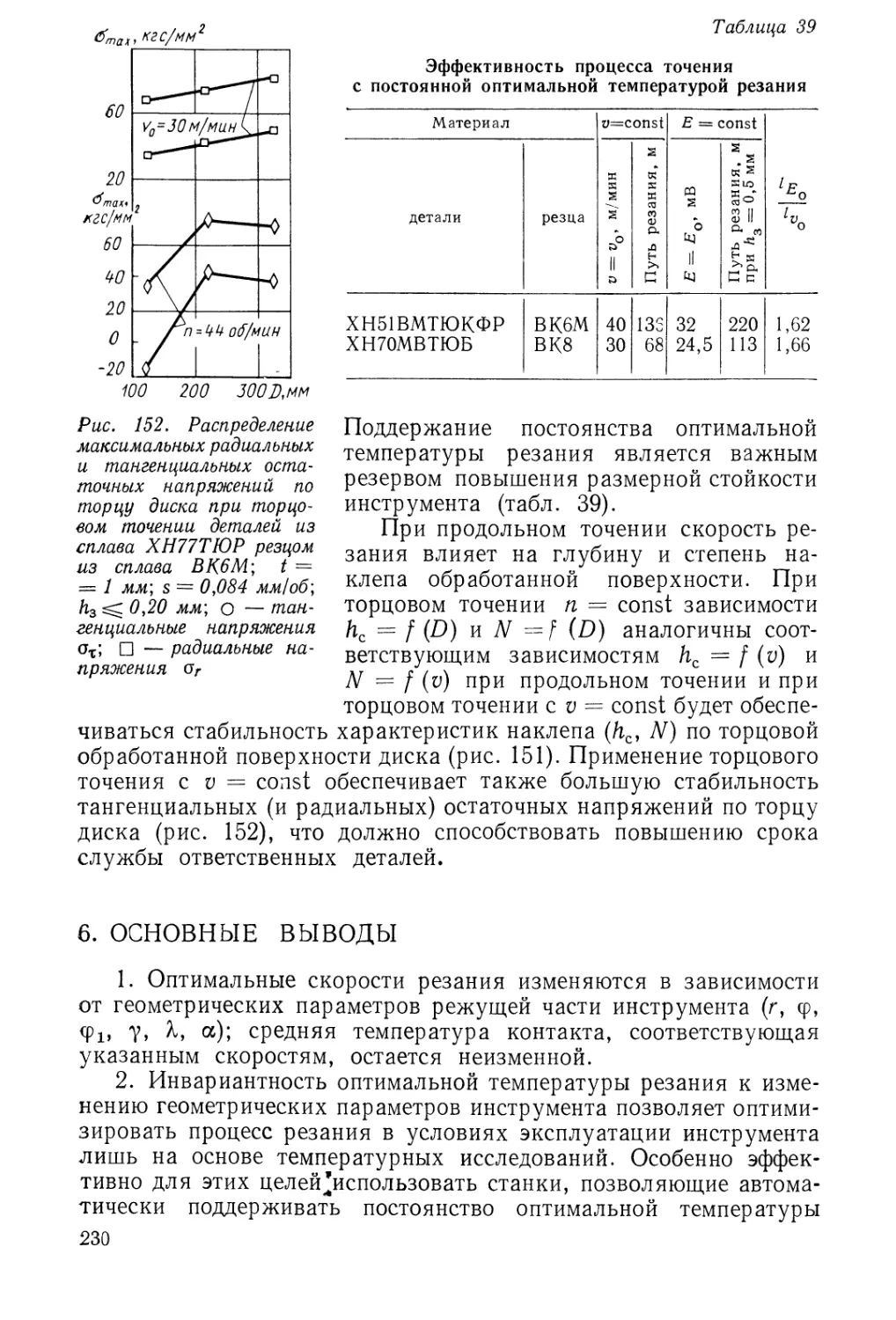
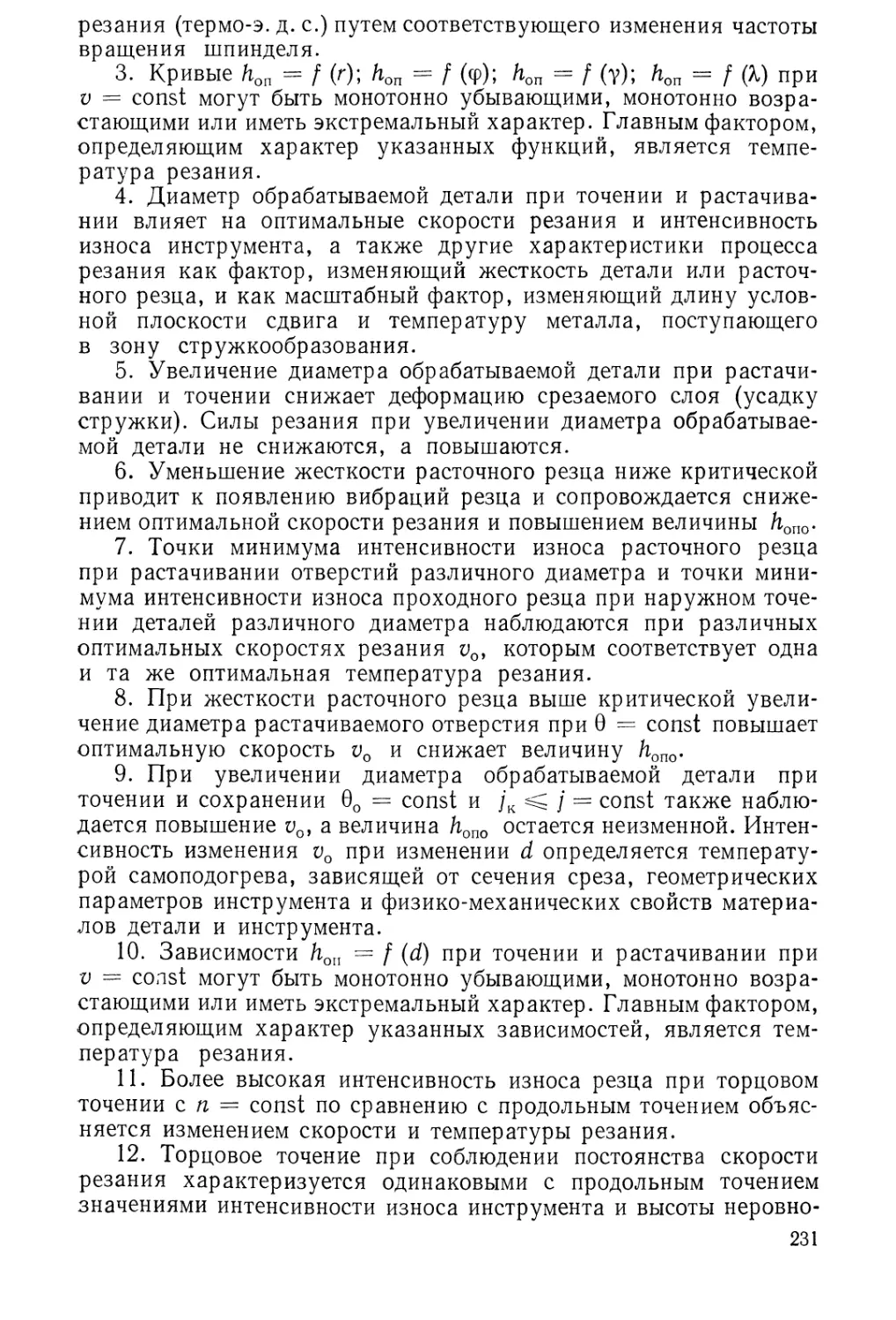
ных материалов на специальных моделирующих установках [9,
65] позволило сделать ряд выводов.
Для инструментальных материалов Рф8у ВК8, Т15К6, Т30К4
(Лтри сухом трений) по стали 45 коэффициент трения зависит от
/ скорости тренияс характерной точкой минимума. Износостой-
кость В инструментальных материалов, определяемая как отно-
шение работы сил трения А к изношенной массе A/И, выражается
горбообразной кривой с максимумом при некоторой скорости.
Несмотря на то, что износ и трение взаимосвязаны, непосред-
ственной и однозначной функциональной связи износостойкости В
и коэффициента трения р не установлено. Максимум износостой-
кости и минимум коэффициента трения наблюдаются, цриразЖч;
ных скоростях трения. Истирающие свойства жаропрочных спла-
’вЗ^^соЪтветству^от'ТГх’ обрабатываемости резанием и в значитель-
ной степени определяют ее. Чем выше истираю^
сплава, тем хуже его обрабатываемость. Сравнительная износо-
стойкость инструментальных материалов при трении с жаропроч-
ными сплавами соответствует их относительной стойкости при
обработке сплавов резанием. Отсутствие непосредственной связи
^межд^у коэффициентом трения и. износом инструментального
материала'^при трении с жаропрочными материалами не позволяет
использовать коэффициент трения в качестве показателя исти-
рающих’свойств’сплавов или износостойкости инструментальных
’материалов. Изменение скорости трения в диапазоне скоростей,
применяемых при резании деталей из жаропрочных сплавов,
заметно не влияет на коэффициент трения между жаропрочным
сплавом и инструментальным материалом; с увеличением давле-
ния коэффициент трения падает. Всесдособы воздействия на
•- ' V' Д/
инструмент и на условия резания, уменьшающие трение и схваты-
~ваниё~~~между обрабатываемым жаропрочным сплавом й инстру-
ментальным материалом, должны способствовать значительному
повышению стойкости инструмента.
Эти выводы позволяют уменьшить объем исследований по
выбору лучшей марки инструментального материала. Вместе
с тем исследования трения на моделирующих установках не
позволяют получить рекомендации по оптимальным условиям
резания различных материалов, так как условия трения на мо-
делирующих установках резко отличаются от условий трения
при резании [39, 68]. Наиболее ценные данные можно получить
при изучении трения непосредственно в процессе резания.
3. НЕКОТОРЫЕ ЭЛЕМЕНТЫ МЕХАНИКИ
СТРУЖКООБРАЗОВАНИЯ, ОПРЕДЕЛЕНИЕ СИЛ
И КОЭФФИЦИЕНТОВ ТРЕНИЯ ПРИ РЕЗАНИИ
МЕТАЛЛОВ
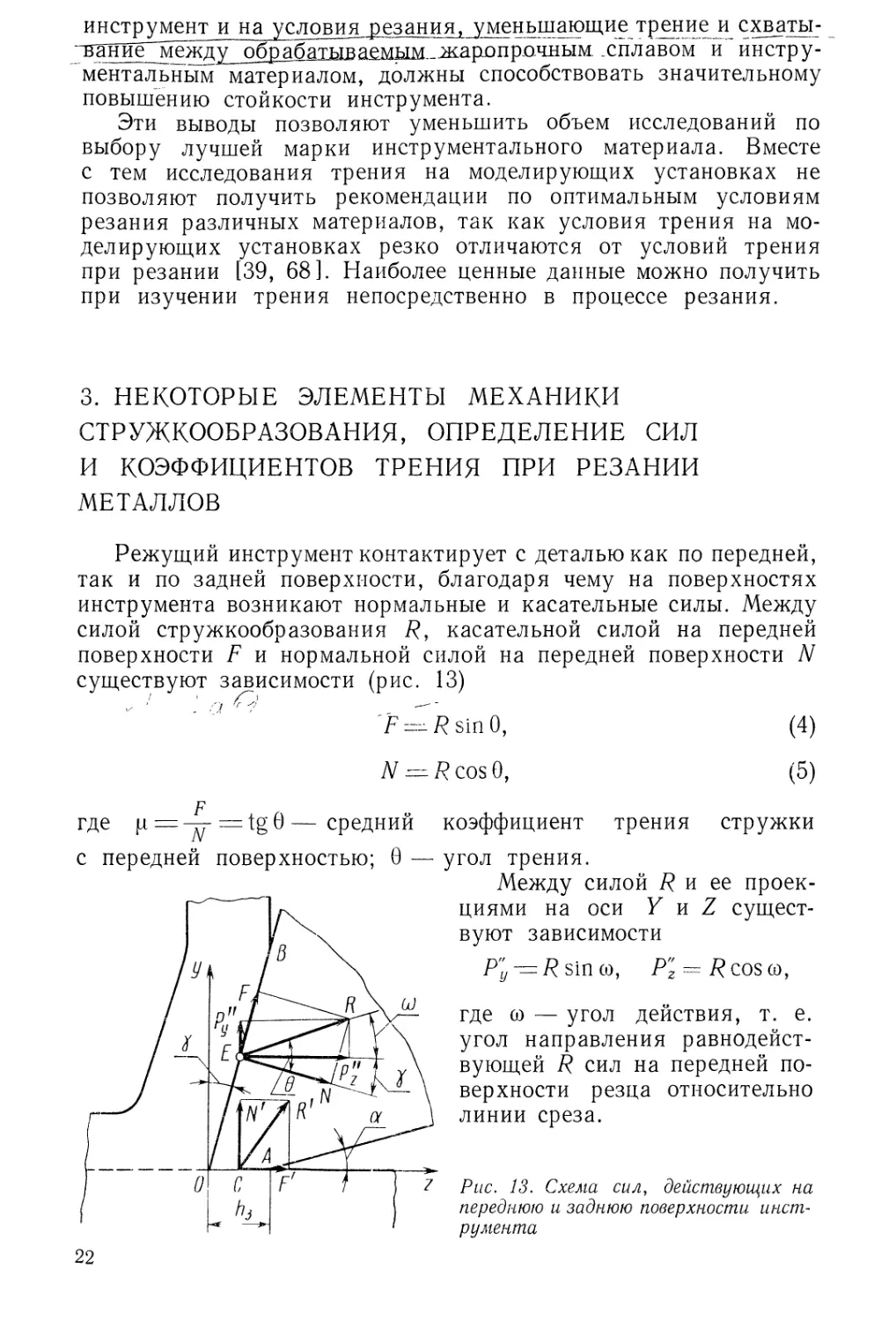
Режущий инструмент контактирует с деталью как по передней,
так и по задней поверхности, благодаря чему на поверхностях
инструмента возникают нормальные и касательные силы. Между
силой стружкообразования /?, касательной силой на передней
поверхности F и нормальной силой на передней поверхности N
существуют зависимости (рис. 13)
sin 0, (4)
M = /?cosO, (5)
Р
где ц = — = tg 0 ~ средний
с передней поверхностью; 0 —
коэффициент трения стружки
угол трения.
Между силой R и ее проек-
циями на оси Y и Z сущест-
вуют зависимости
Р"у — R sin со, P"z = R cos со,
где со — угол действия, т. е.
угол направления равнодейст-
вующей R сил на передней по-
верхности резца относительно
линии среза.
Рис. 13. Схема сил, действующих на
переднюю и заднюю поверхности инст-
румента
22
Так как со = 0 — у, то р = tg 0 = tg (со +у).
динамометра измеряют силы Р~ и Ру (или силы Р2,
Несвободном резании).
Силы
С помощью
Ру и Рх ~~пртг
Ру = Р'у + Ру = Py + N' = R Sin со TV'; (6)
Pz^P'z \-P'z = P"z + F' =--/?cosco + F. (7)
Из выражений (6) и (7) получаем
(8)
Следовательно, средний коэффициент трения стружки с перед-
ней поверхностью г
1 ‘ Щ = tg (0) + ! tO ;
У ь v 7 1 — tg со tg у
_ (Py-N’)(Pz-F’)^y
(Pz-F')~(Py-N')^y
(9)
При несвободном резании вместо сил Ру, Р'у и Р"у должны
быть учтены равнодействующие горизонтальных составляющих
силы резания:
РХу = УРГ+Р1-, Р'ху = У(Р'У + (Р'У, р"ху = У(ру + (ру
Силы Рху, Р'ху и Р'ху не лежат точно в плоскости, перпендику-
лярной к главному режущему лезвию, а отклоняются на некото-
рый угол т] от перпендикуляра в сторону составляющей Ру [68].
Угол т] тем меньше, чем больше отношение t/s и отношение длины
рабочей части главного режущего лезвия к радиусу сопряжения
задних поверхностей. Отклонение силы Рху от перпендикуляра
к главному режущему лезвию обусловливает некоторые ошибки
при определении нормальной силы на задней поверхности, коэф-
фициента трения на задней поверхности и среднего коэффициента
трения стружки с передней поверхностью резца. Эти ошибки
незначительны, и для упрощения расчетов их можно не2учиты-
вать.
Влияние угла отклонения т] может быть учтено, если восполь-
зоваться расчетной схемой сил, действующих на заднюю поверх-
♦ ность резца (рис. 14):
r = arctg-^; (10)
* 1!
г]^ср — т — ср—arctg-p^; N' = Р'ху cost);
F' — Р'ху sin щ F' = V(Р'У + (Р'У = Г(Р92 + sin П)2-
23
В плоскости резания
Рис. 14. Схема расчета сил, действующих на заднюю по-
верхность резца
Средний коэффициент трения стружки с передней поверх-
ностью при продольном точении
__(Рху ~ ?ху) ~ tg V __ Р ху ' ^Z tg v ....
' (Pz-Pz)~(Pxy~Pxy)^y^ P'z-P'xy^y ’ 1 4
Из формул (10) и (11) следует, что для определения ц необ-
ходимо из сил, измеренных динамометром, исключить силы на
задней поверхности резца.
Наиболее пригодным методом определения сил, действующих
на заднейГповерхности, для широкого диапазона подач и скоростей
резания является метод, основанный на сравнении ‘силГрезания
прйГфазличных значениях ширины фаски износа. При сохранении
всех условий резания постоянными и увеличении ширины фаски
износа задней поверхности процесс стружкообразования не изме-
нится. Возрастание сил резания АР*, \Ру и АР~ при увеличении
ширины h3 фаски износа резца по задней поверхности произойдет
только в результате увеличения сил, действующих на заднюю
поверхность, так как сила R, действующая на переднюю поверх-
ность, остается неизменной. Следовательно, приращения сил АР*,
АР^ и АРг равны приращениям соответствующих сил АР*, АР^
и APz, действующих на задней поверхности. Величины АР*,
АР^ и APZ определяются как разности показаний динамометра
при двух различных значениях ширины h3 фаски износа.
Так как при обработке деталей из различных материалов
соблюдается примерно пропорциональная зависимость между
шириной h3 фаски износа и силами Р*, Ру и Pz (рис. 15), то, зная
приращение износа АЛ3, можно определить и сами силы, дей-
ствующие на задней поверхности при различных значениях h3:
Р', = ЬРХ-^-, Р'=ЬРуОЬ-- р'г-__ЬРг_!^-.
х х &h3 ’ у у Д/г3 ’ 2 Д/г3
24
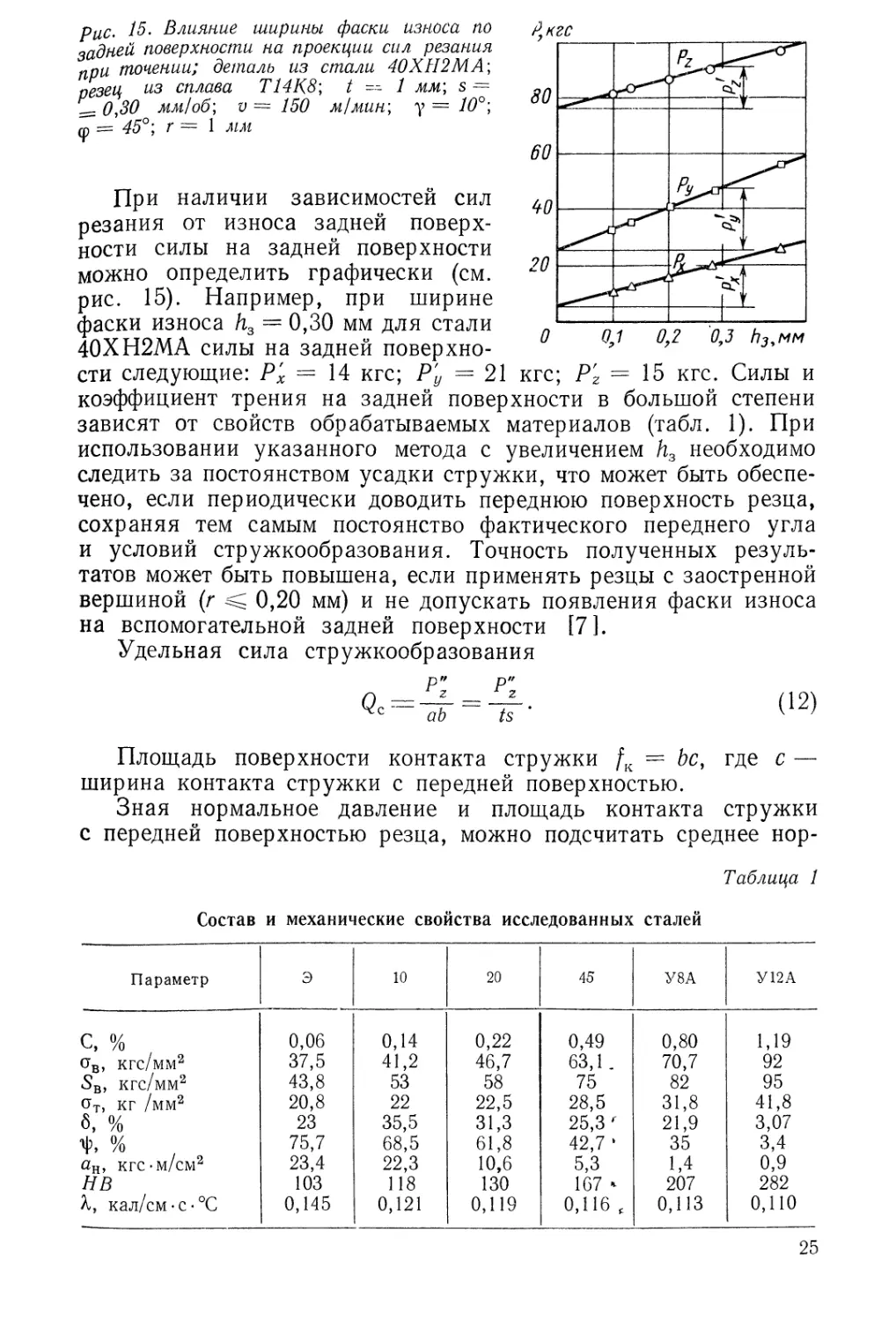
рис- 15. Влияние ширины фаски износа по
задней поверхности на проекции сил резания
ири точении; деталь из стали 40ХН2МА;
резец из сплава Т14К8', t -= 1 мм\ s —
L. 0,30 мм/об\ v = 150 м/мин', у = 10°;
ф = 45°; г = 1 мм
При наличии зависимостей сил
резания от износа задней поверх-
ности силы на задней поверхности
можно определить графически (см.
рис. 15). Например, при ширине
фаски износа h3 = 0,30 мм для стали
40ХН2МА силы на задней поверхно-
сти следующие: Р'х = 14 кгс; Р'у = 21 кгс; Р'г = 15 кгс. Силы и
коэффициент трения на задней поверхности в большой степени
зависят от свойств обрабатываемых материалов (табл. 1). При
использовании указанного метода с увеличением h3 необходимо
следить за постоянством усадки стружки, что может быть обеспе-
чено, если периодически доводить переднюю поверхность резца,
сохраняя тем самым постоянство фактического переднего угла
и условий стружкообразования. Точность полученных резуль-
татов может быть повышена, если применять резцы с заостренной
вершиной (г 0,20 мм) и не допускать появления фаски износа
на вспомогательной задней поверхности [7].
Удельная сила стружкообразования
р" р"
ab ts
(12)
Площадь поверхности контакта стружки fK = be, где с —
ширина контакта стружки с передней поверхностью.
Зная нормальное давление и площадь контакта стружки
с передней поверхностью резца, можно подсчитать среднее нор-
Таблица 1
Состав и механические свойства исследованных сталей
Параметр э 10 20 45 У8А У12А
с, % 0,06 0,14 0,22 0,49 0,80 1,19
св, кге/мм2 37,5 41,2 46,7 63,1 _ 70,7 92
5В, кге/мм2 43,8 53 58 75 82 95
ат, кг /мм2 20,8 22 22,5 28,5 31,8 41,8
б, % 23 35,5 31,3 25,3' 21,9 3,07
% 75,7 68,5 61,8 42,7 ‘ 35 3,4
ап, кгс-м/см2 23,4 22,3 10,6 5,3 1,4 0,9
НВ 103 118 130 167 - 207 282
Л, кал/см-с-°С 0,145 0,121 0,119 0,116 , 0,113 0,110
25
мальное напряжение на передней поверхности:
Р" cos у — Р" sin у
(13)
Средний коэффициент трения можно рассматривать как отно-
шение касательного напряжения qF к нормальному напряже-
нию qN на передней поверхности;
<14)
тогда среднее касательное напряжение на передней поверхности
= (15)
По закону Кулона—Амонтона сила трения на задней поверх-
ности пропорциональна нормальной силе АГ, т. е. F' = р/А',
откуда коэффициент трения на задней поверхности
• = (16)
Для определения среднего нормального q'N и касательного
qF напряжения на задней поверхности резца необходимо знать
площадь f3 фаски износа задней поверхности.
Площадь f3 пропорциональна ширине фаски износа h3 и может
быть определена с помощью инструментального микроскопа.
Если известна величина h3, то площадь f3 может быть выражена
как произведение суммарной длины рабочих участков режущих
кромок на ширину фаски износа задней поверхности [21]:
/3 = /l3 ---И rtg + s). (17)
13 3 \ sill ср ь 2 1 J v ’
Значения
qN-=P-f-\ (18)
/3
(19)
/3
Коэффициент трения по задней поверхности может быть выра-
жен через отношение контактных напряжений в зоне трения:
(20)
4. КОНТАКТНЫЕ ЯВЛЕНИЯ НА ПЕРЕДНЕЙ
ПОВЕРХНОСТИ ИНСТРУМЕНТА
Главным фактором, влияющим на интенсивность износа инстру-
мента, является скорость резания. Поэтому необходимо прежде
всего выяснить характер влияния скорости резания на силы и
коэффициент трения на поверхностях инструмента. Коэффи-
26
циент трения между стружкой и передней поверхностью инстру-
мента при обработке деталей из стали на микроскоростях при
увеличении скорости резания сначала увеличивается, а [39, 68],
затем уменьшается, что можно объяснить уменьшением времени
контакта стружки с передней поверхностью резца и уменьшением
возможности создания адсорбированных пленок и окислов на
поверхностях трения.
При резании на обычных скоростях с повышением скорости
резания температура в зоне резания повышается. Сила трения
на передней поверхности резца с повышением скорости резания
будет возрастать лишь до определенной скорости. Снижение силы
трения при дальнейшем повышении скорости резания некоторые
исследователи [68] объясняют уменьшением прочности контакт-
ного слоя стружки под влиянием возрастающей температуры.
Скорость резания может существенно влиять на силу трения
не только как температурный, но и как скоростной фактор, т. е.
как скорость деформации, что имеет значение при резании дета-
лей из легкоплавких металлов, для которых с повышением ско-
рости деформации возрастают все характеристики прочности [34].
Повышение скорости резания, как температурный фактор, сни-
жает прочность контактного слоя стружки и способствует умень-
шению силы трения. Скорость резания, как скоростной фактор,
повышая упрочнение контактного слоя стружки, должна увели-
чивать силу трения [68], и в зависимости от того, какой из этих
факторов будет оказывать более активное влияние, сила трения
на передней поверхности резца будет увеличиваться, или умень-
шаться, или оставаться неизменной.
Главным фактором, влияющим на коэффициент трения, яв-
ляется температура на поверхностях трения. Коэффициент трения
при резании деталей из сталей и чугунов, изменяясь в широких
пределах, зависит не от абсолютных значений скорости резания
и толщины среза, а от температуры в зоне контакта стружки
с передней поверхностью инструмента. Скорость резания и тол-
щина среза влияют на коэффициент трения лишь постольку,
поскольку они изменяют температуру в зоне трения; это заклю-
чение не относится к области очень низких скоростей резания
(v < 1 м/мин) [68].
Влияние скорости резания на средний коэффициент трения
стружки с передней поверхностью связано также с влиянием
окружающей среды на коэффициент внешнего трения, темпера-
туры на сопротивление сдвигу контактного слоя стружки и пло-
щади контакта на нормальные напряжения на передней поверх-
ности. Зависимость среднего коэффициента трения от скорости
резания характеризуется горбообразной кривой, максимуму ко-
торой при резании стали соответствует температура около 300° С
[21 ]. При перемещении стружки по передней поверхности резца
наблюдается процесс внешнего трения на участке контакта, уда-
ленном от режущего лезвия, и процесс пластического сдвига кон-
27
тактного слоя стружки на участке контакта, непосредственно
примыкающем к режущему лезвию.
Существование двух различных контактных процессов на
передней поверхности обусловливает двойственную природу ка-
сательной силы на контактной поверхности стружки и среднего
коэффициента трения. Данные о закономерностях изменения
коэффициента трения не могут использоваться для объяснения
наблюдаемых при резании закономерностей изменения среднего
коэффициента трения [21].
В зависимости от состояния контактных поверхностей и свойств
металла могут быть два случая изменения коэффициента контакт-
ного трения от скорости деформации [13]: а) с повышением
скорости коэффициент трения вначале увеличивается и, достиг-
нув максимума при некоторой скорости, уменьшается; б) повы-
шение скорости деформации приводит к непрерывному уменьше-
нию коэффициента контактного трения. Горбообразный характер
кривой коэффициента трения в зависимости от скорости резания
связан с наростом [13]. Первый случай характерен для железных
сплавов, при резании которых образуется нарост, а второй случай
характерен для материалов, при резании которых нарост обычно
не образуется.
Нарост, появляющийся при резании материалов, часто яв-
ляется результатом «схватывания». Адгезия, слипание, холодная
сварка, перенос металлов, заедание, схватывание выражают
[34] одно и то же явление, заключающееся в том, что один металл
прочно прилипает к другому металлу даже в холодном состоянии.
При повышении температуры это прилипание обычно увеличи-
вается. Для возникновения сцепления необходимо, во-первых,
достаточное сближение поверхностей, и во-вторых, чтобы путем
пластической деформации была удалена поверхностная пленка,
состоящая из окислов и наклепанного металла, т. е. чтобы про-
изошло соприкосновение чистых металлов.
При изменении скорости резания изменяются температура
трущихся поверхностей и другие условия, необходимые для
возникновения схватывания. Так как самый интенсивный износ
обусловлен именно наростами, то объяснение характера измене-
ния сил трения и интенсивности износа при изменении скорости
резания может быть дано только на основе изучения характера
изменения закономерностей наростообразования и схватывания.
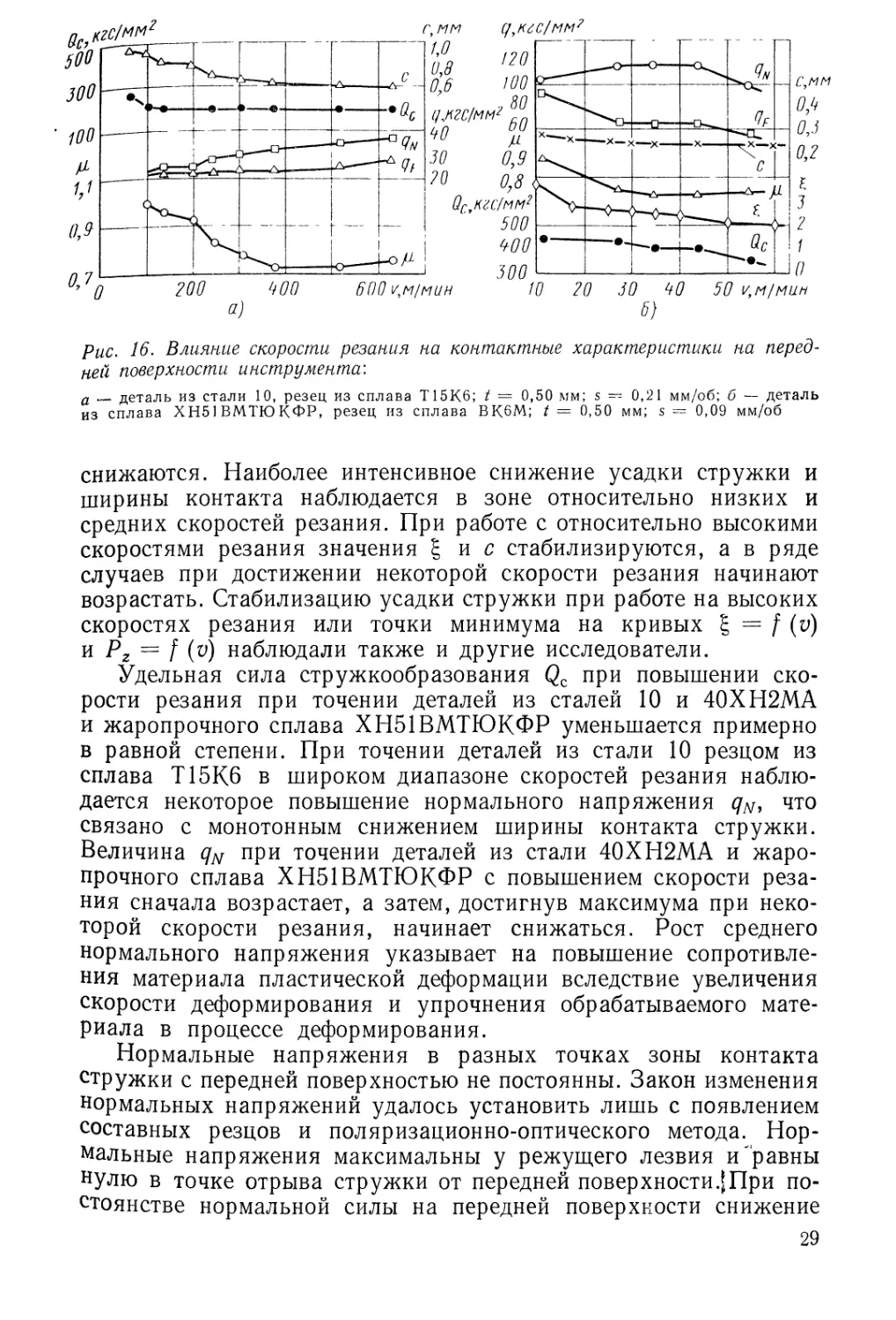
Нами исследовалось влияние скорости резания на нормальное
напряжение и касательное напряжение qF, средний коэффи-
циент трения ц стружки с передней поверхностью, усадку £
стружки, ширину с контакта стружки с передней поверхностью
и удельную силу стружкообразования Qc (рис. 16). Полученные
экспериментальные данные показывают, что в диапазоне скоро-
стей резания, характерном для эксплуатации инструмента из
твердого сплава, усадка стружки и ширина контакта стружки
с передней поверхностью резца с повышением скорости резания
28
Рис. 16. Влияние скорости резания на контактные характеристики на перед-
ней поверхности инструмента'.
а — деталь из стали 10, резец из сплава Т15К6; t = 0,50 мм; s — 0,21 мм/об; б — деталь
из сплава ХН51ВМТЮКФР, резец из сплава ВК6М; t = 0,50 мм; s = 0,09 мм/об
снижаются. Наиболее интенсивное снижение усадки стружки и
ширины контакта наблюдается в зоне относительно низких и
средних скоростей резания. При работе с относительно высокими
скоростями резания значения £ и с стабилизируются, а в ряде
случаев при достижении некоторой скорости резания начинают
возрастать. Стабилизацию усадки стружки при работе на высоких
скоростях резания или точки минимума на кривых g = f (v)
и Рг = f (v) наблюдали также и другие исследователи.
Удельная сила стружкообразования Qc при повышении ско-
рости резания при точении деталей из сталей 10 и 40ХН2МА
и жаропрочного сплава ХН51ВМТЮКФР уменьшается примерно
в равной степени. При точении деталей из стали 10 резцом из
сплава Т15К6 в широком диапазоне скоростей резания наблю-
дается некоторое повышение нормального напряжения qN, что
связано с монотонным снижением ширины контакта стружки.
Величина qN при точении деталей из стали 40ХН2МА и жаро-
прочного сплава ХН51ВМТЮКФР с повышением скорости реза-
ния сначала возрастает, а затем, достигнув максимума при неко-
торой скорости резания, начинает снижаться. Рост среднего
нормального напряжения указывает на повышение сопротивле-
ния материала пластической деформации вследствие увеличения
скорости деформирования и упрочнения обрабатываемого мате-
риала в процессе деформирования.
Нормальные напряжения в разных точках зоны контакта
стружки с передней поверхностью не постоянны. Закон изменения
нормальных напряжений удалось установить лишь с появлением
составных резцов и поляризационно-оптического метода. Нор-
мальные напряжения максимальны у режущего лезвия и'равны
нулю в точке отрыва стружки от передней поверхности.|При по-
стоянстве нормальной силы на передней поверхности снижение
29
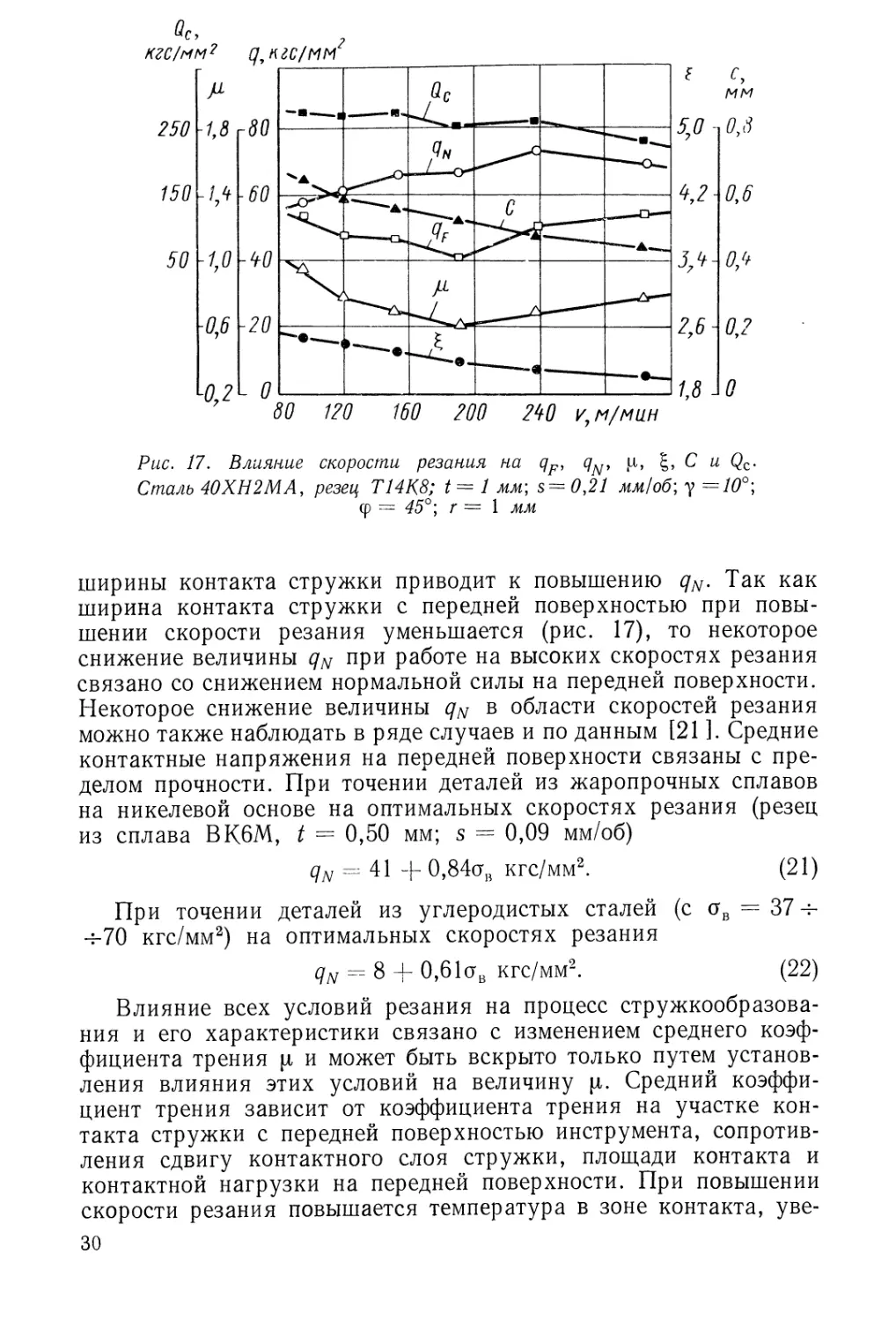
Рис. 17. Влияние скорости резания на qF, qN, li, С и Qc.
Сталь 40ХН2МА, резец Т14К8; t = 1 мм; s = 0,21 мм/об; у = 10°;
ф = 45°; г = 1 мм
ширины контакта стружки приводит к повышению qN. Так как
ширина контакта стружки с передней поверхностью при повы-
шении скорости резания уменьшается (рис. 17), то некоторое
снижение величины qN при работе на высоких скоростях резания
связано со снижением нормальной силы на передней поверхности.
Некоторое снижение величины qN в области скоростей резания
можно также наблюдать в ряде случаев и по данным [21 ]. Средние
контактные напряжения на передней поверхности связаны с пре-
делом прочности. При точении деталей из жаропрочных сплавов
на никелевой основе на оптимальных скоростях резания (резец
из сплава ВК6М, t = 0,50 мм; s = 0,09 мм/об)
qN = 41 + 0,84сгв кгс/мм2. (21)
При точении деталей из углеродистых сталей (с ов = 37 +
4-70 кгс/мм2) на оптимальных скоростях резания
qM 8 + 0,61сгв кгс/мм2. (22)
Влияние всех условий резания на процесс стружкообразова-
ния и его характеристики связано с изменением среднего коэф-
фициента трения р и может быть вскрыто только путем установ-
ления влияния этих условий на величину р. Средний коэффи-
циент трения зависит от коэффициента трения на участке кон-
такта стружки с передней поверхностью инструмента, сопротив-
ления сдвигу контактного слоя стружки, площади контакта и
контактной нагрузки на передней поверхности. При повышении
скорости резания повышается температура в зоне контакта, уве-
30
личивается скорость сдвига в нижнем слое стружки и умень-
шается время для «отдыха» этого слоя, сокращается время кон-
такта стружки с передней поверхностью инструмента, изменяется
доля зоны застоя в общей зоне контакта. Поэтому зависимость
среднего коэффициента трения от скорости резания весьма слож-
ная.
Установление точных количественных зависимостей между
различными факторами процесса резания и средним коэффициен-
том трения требует учета многочисленных внутренних связей
процесса резания; величину среднего коэффициента трения ц
определяют экспериментальными методами [59]. Данные о влия-
нии скорости резания на коэффициент р приведены на рис. 16
и 17. Величина р с повышением скорости резания сначала сни-
жается, а затем становится постоянной. В зоне скоростей резания,
характерных для инструмента из твердого сплава, величина р
с повышением скорости резания в большинстве случаев также
снижается [31].
В некоторых случаях зависимость р = f (v) имеет экстре-
мальный характер с точкой минимума при некоторой скорости
резания. Чем больше подача, тем меньше величина среднего
коэффициента трения и ниже скорость резания, при которой
наблюдается минимум величины р. Точки минимума на кривых
р = f (v) в ряде случаев были получены также и другими иссле-
дователями. Следовательно, при благоприятном сочетании много-
численных факторов, действующих на величину р, при некоторых
скоростях резания могут наблюдаться минимальные значения
среднего коэффициента трения. Можно полагать, что минимум
коэффициента трения при сравнительно высоких скоростях реза-
ния связан с образованием окисных пленок на поверхностях
контакта, с температурными фазовыми превращениями материа-
лов деталей, при которых изменяется состояние поверхности, и
началом заметного проявления диффузионных процессов между
трущимися поверхностями.
^КОНТАКТНЫЕ ЯВЛЕНИЯ НА ЗАДНЕЙ
Поверхности инструмента
Изучение контактных явлений, наблюдаемых в процессе реза-
ния на задней поверхности инструмента, представляет интерес
Для объяснения закономерностей интенсивности износа инстру-
мента и образования поверхностного слоя детали. На задней
поверхности действуют нормальная сила и сила трения.^Нормаль-
ная сила на задней поверхности является результатом сопротив-
ления материала детали внедрению инструмента на площадке
контакта и зависит от предела текучести поверхностного слоя
обрабатываемого материала, площади контакта, кривизны краев
фаски износа, коэффициента трения по задней поверхности [21].
31
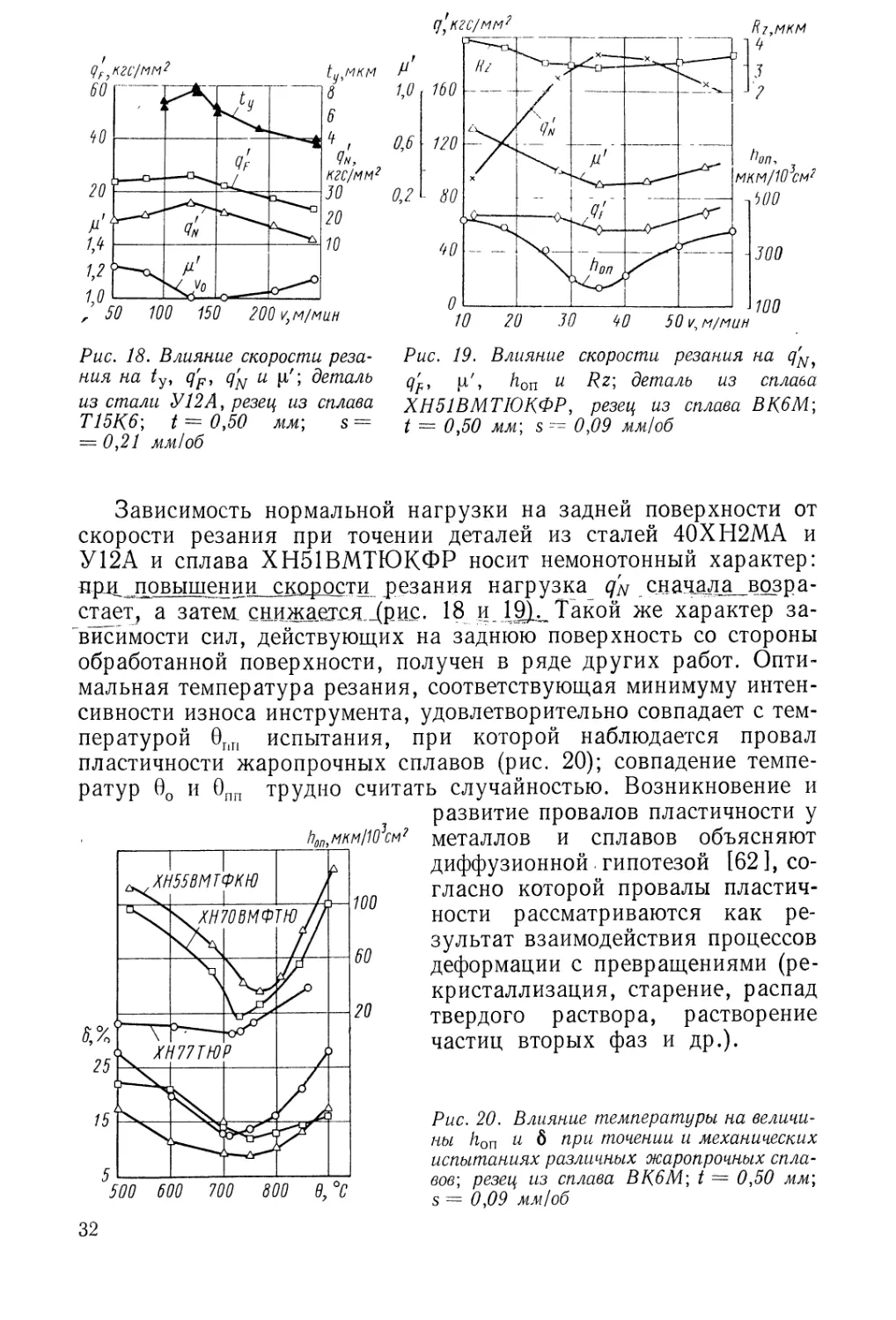
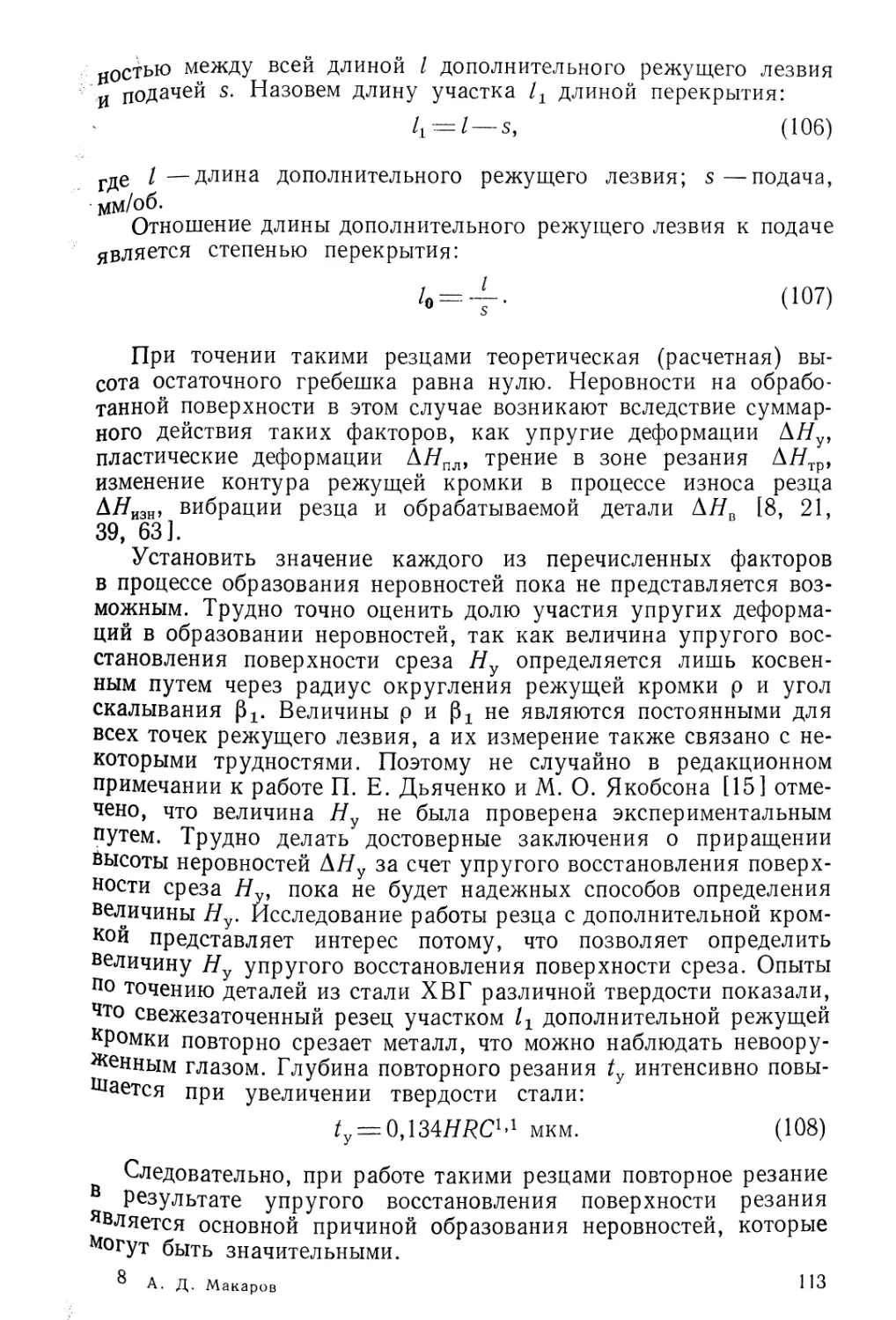
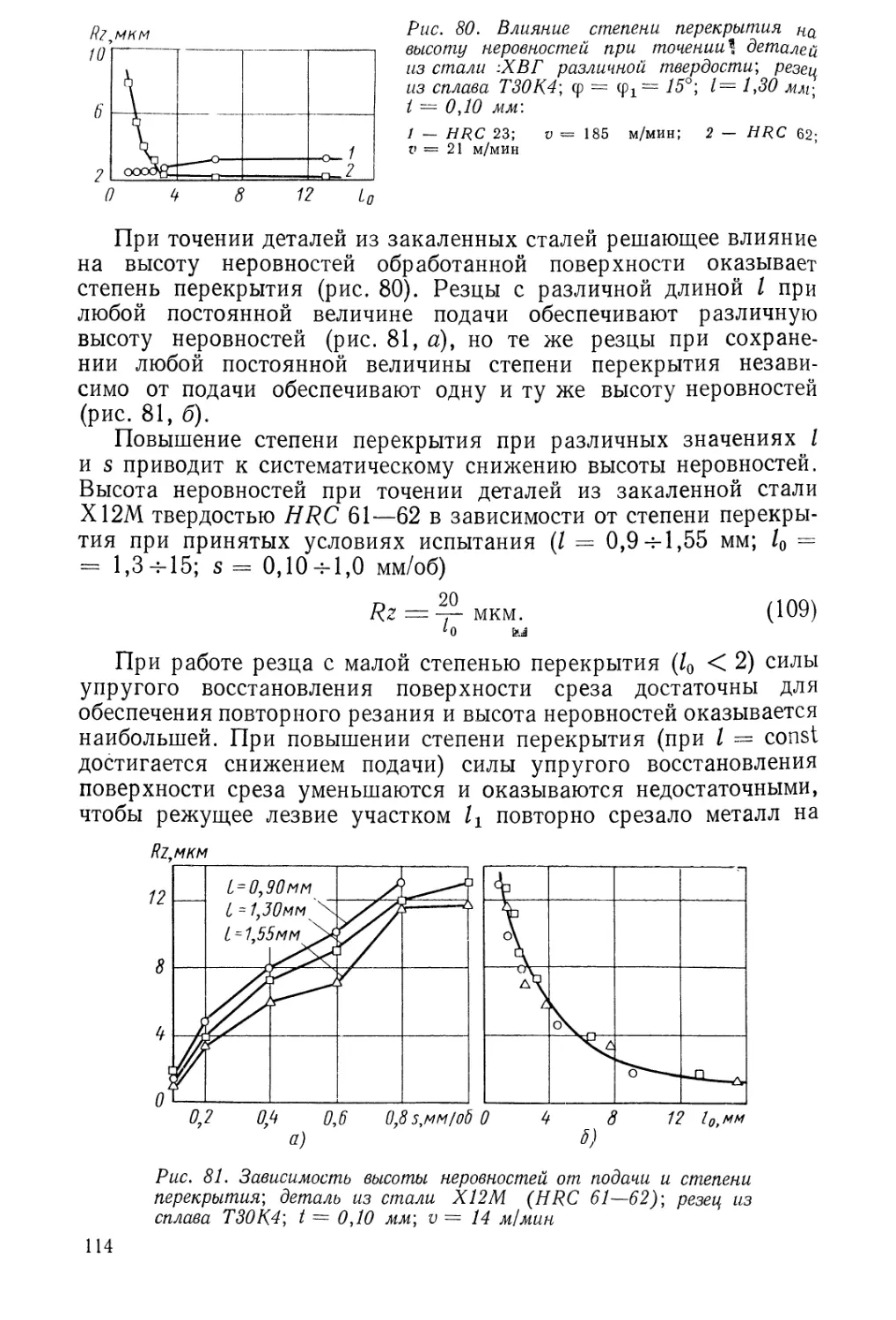
Рис. 18. Влияние скорости реза- Рис. 19. Влияние скорости резания на q'N
ния на q'F, q'N и р,'; деталь /ion и Rz; деталь из сплава
из стали У12А, резец из сплава ХН51ВМТЮКФР, резец из сплава BR6M;
Т15К6\ t~ 0,50 мм; s = t = о.50 мм; s - 0,09 мм/об
= 0,21 мм/об
Зависимость нормальной нагрузки на задней поверхности от
скорости резания при точении деталей из сталей 40ХН2МА и
У12А и сплава ХН51ВМТЮКФР носит немонотонный характер:
при ..повышении скорости резания нагрузка q'N сначала возра-
стает, а затем снижается 2(рис. 18 и 19). Такой же характер за-
висимости сил, действующих на заднюю поверхность со стороны
обработанной поверхности, получен в ряде других работ. Опти-
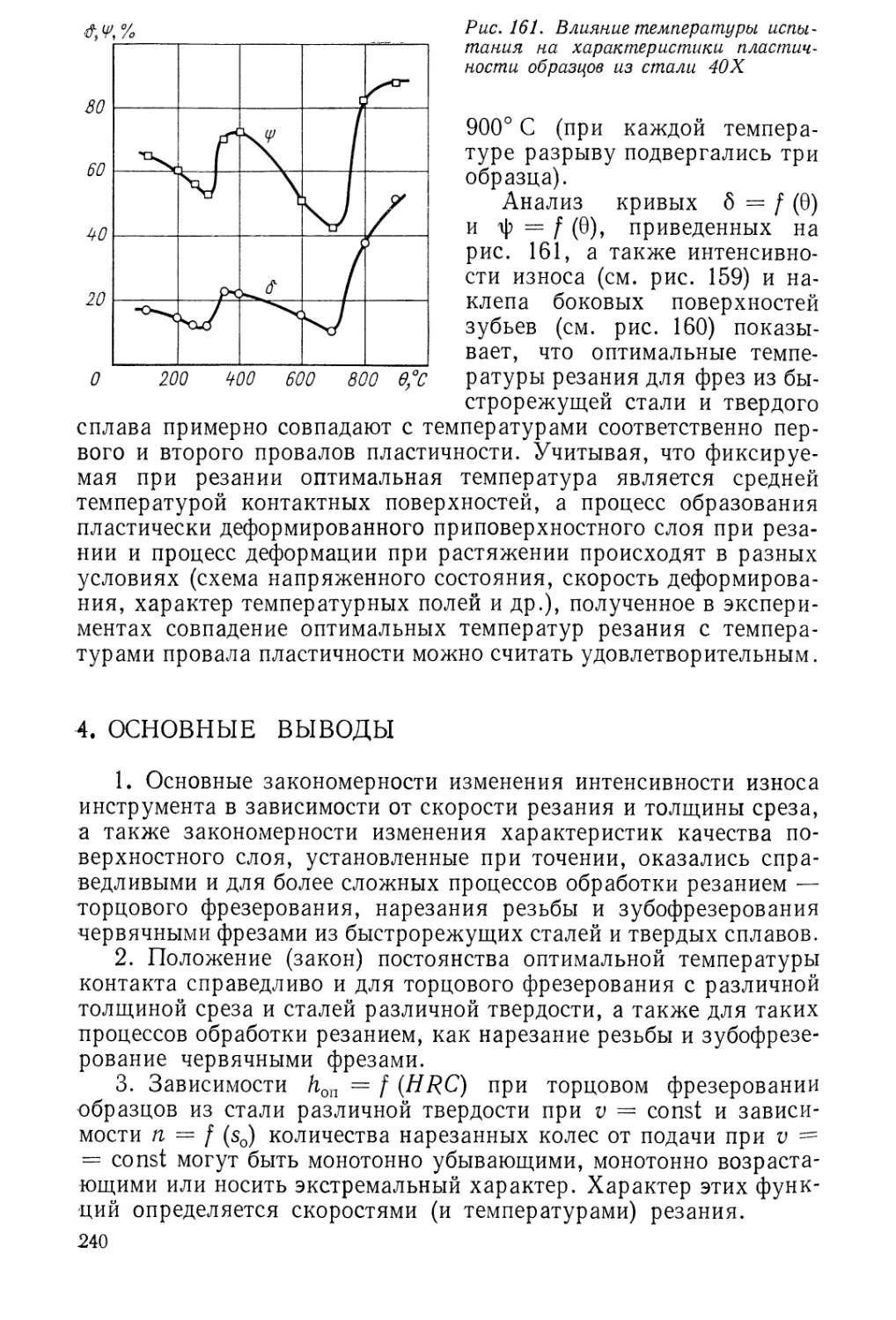
мальная температура резания, соответствующая минимуму интен-
сивности износа инструмента, удовлетворительно совпадает с тем-
пературой 0Г1П испытания, при которой наблюдается провал
пластичности жаропрочных сплавов (рис. 20); совпадение темпе-
ратур 0О и 0пп трудно считать случайностью. Возникновение и
развитие провалов пластичности у
металлов и сплавов объясняют
диффузионной гипотезой [62 ], со-
гласно которой провалы пластич-
ности рассматриваются как ре-
зультат взаимодействия процессов
деформации с превращениями (ре-
кристаллизация, старение, распад
твердого раствора, растворение
частиц вторых фаз и др.).
Рис. 20. Влияние температуры на величи-
ны /гОп и $ при точении и механических
испытаниях различных жаропрочных спла-
вов; резец из сплава ВК6М; t = 0,50 мм;
s = 0,09 мм/об
32
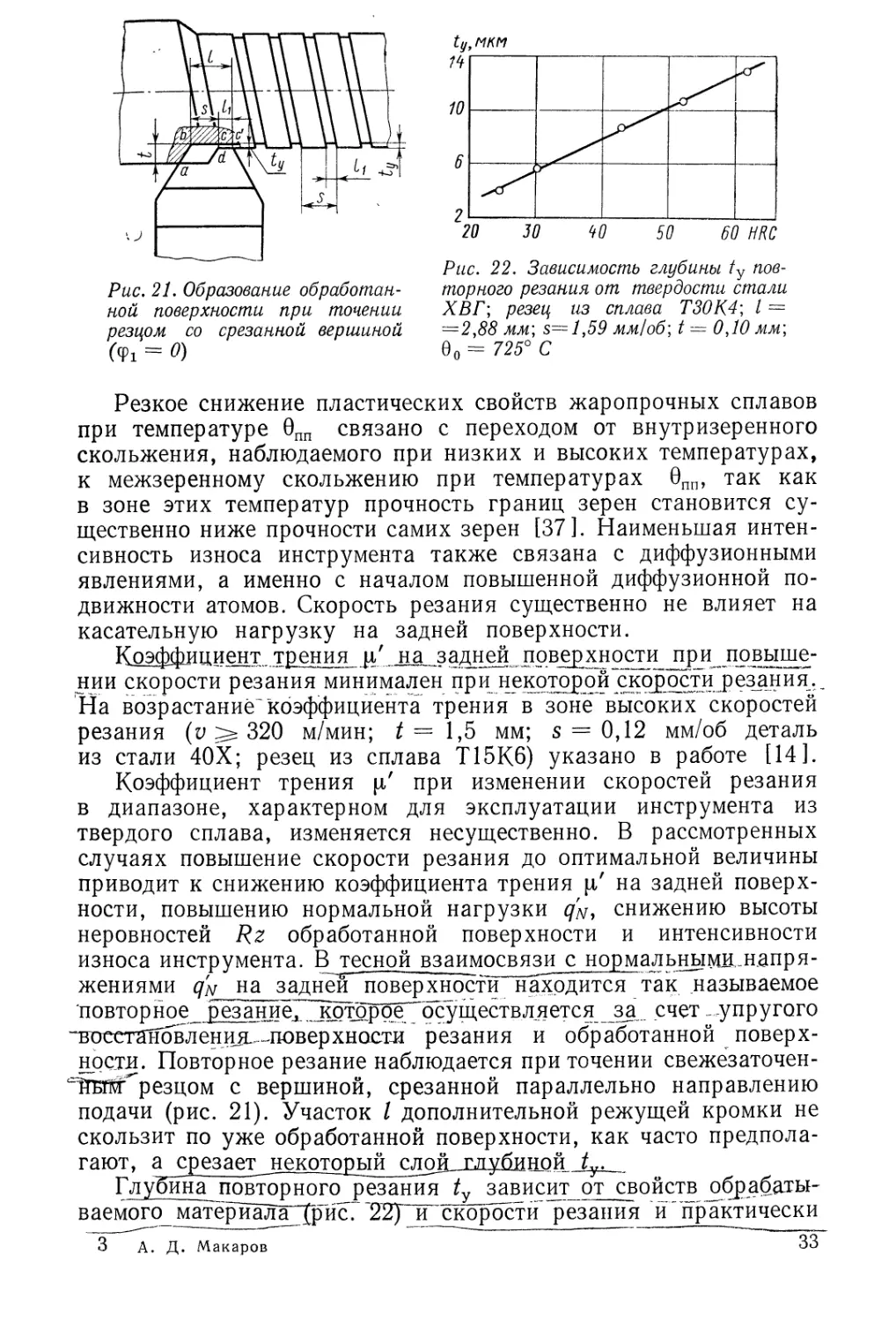
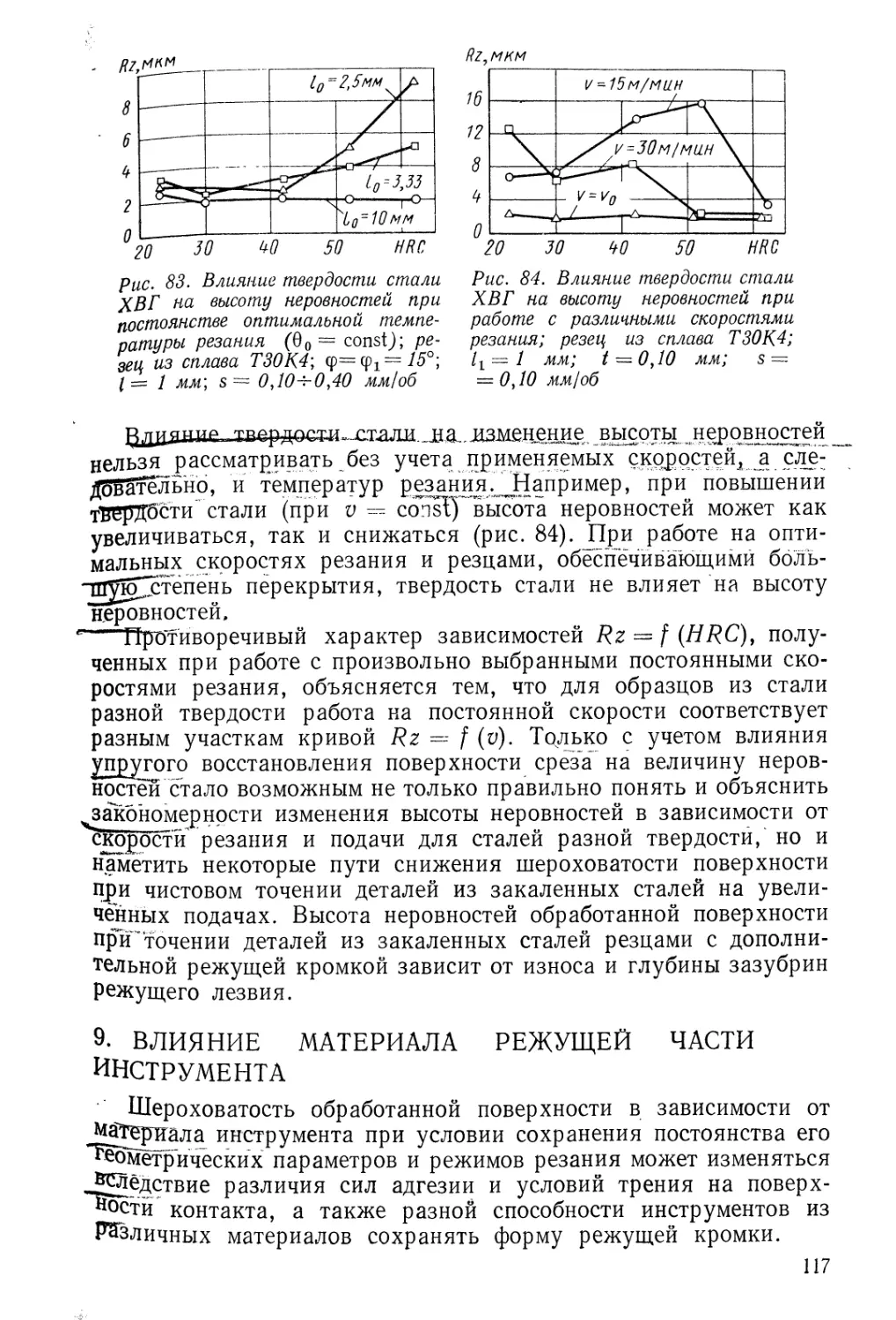
Рис, 21. Образование обработан-
ной поверхности при точении
резцом со срезанной вершиной
- 0)
Рис. 22. Зависимость глубины ty пов-
торного резания от твердости стали
ХВГ\ резец из сплава Т30К4-, I =
—2,88 мм‘, s=l,59 мм1об\ t — 0,10 мм\
0О = 725° С
Резкое снижение пластических свойств жаропрочных сплавов
при температуре 0ПП связано с переходом от внутризеренного
скольжения, наблюдаемого при низких и высоких температурах,
к межзеренному скольжению при температурах 0ПП, так как
в зоне этих температур прочность границ зерен становится су-
щественно ниже прочности самих зерен [37]. Наименьшая интен-
сивность износа инструмента также связана с диффузионными
явлениями, а именно с началом повышенной диффузионной по-
движности атомов. Скорость резания существенно не влияет на
касательную нагрузку на задней поверхности.
Коэффициент трения jx'на_з адней
нии скорости резания минимален при некоторой скорости резания.
"На возрастайиё~коэффициента трения в зоне высоких скоростей
резания (у 320 м/мин; t = 1,5 мм; s = 0,12 мм/об деталь
из стали 40Х; резец из сплава Т15К6) указано в работе [14].
Коэффициент трения р/ при изменении скоростей резания
в диапазоне, характерном для эксплуатации инструмента из
твердого сплава, изменяется несущественно. В рассмотренных
случаях повышение скорости резания до оптимальной величины
приводит к снижению коэффициента трения р' на задней поверх-
ности, повышению нормальной нагрузки qN, снижению высоты
неровностей Rz обработанной поверхности и интенсивности
износа инструмента. В тесной взаимосвязи с нормальнымишапря-
жениями q'N на задней"- поверхности находится так называемое
повторное р^зйшиеГ^ за счет упругого
шюсст^овленияшюверхности резания и обработанной поверх-
ности. Повторное резание наблюдается при точении свежезаточен-
^ЙОТг^резцом с вершиной, срезанной параллельно направлению
подачи (рис. 21). Участок I дополнительной режущей кромки не
скользит по уже обработанной поверхности, как часто предпола-
гают, а срезает некоторый_слой глубиной ____
Глубина повторногорезания ty зависит от свойств обрабаты-
ваемо^ материалЙ^]^исГ'22)ПйГскбрбй резания й практически
3 А. Д. Макаров 33
не зависит от элементов режима резания t и s. Точки максимума
на кривых ify = f (о) наблюдаются при тех же критических ско-
ростях резания, что и точки максимума на кривых q'N = f (о)
(см. рис. 18). Указанные критические скорости резания совпадают
с оптимальными скоростями резания, которым соответствует
наименьшая интенсивность износа инструмента. При работе на
оптимальных скоростях резания (деталь из стали ХВГ; резец
из сплава Т30К4; I = 2,88 мм; s = 1,59 мм/об; 0 = 725° С)
ty — Q,19HRC мкм, (23)
а для группы углеродистых сталей (резец из сплава Т15К6; I =
— 1,20 мм; $ = 0,78 мм/об)
/у = 0,11ов мкм. (24)
Эти данные додтверждают тесную взаимосвязь между проч-
ностными свойствами материала, контактными"’нормальными на-
грузками на задней поверхности и глубиной повторного резания.
Повторное^ резание имеет большое. значение для образования
микронеровностей обработанной поверхности.
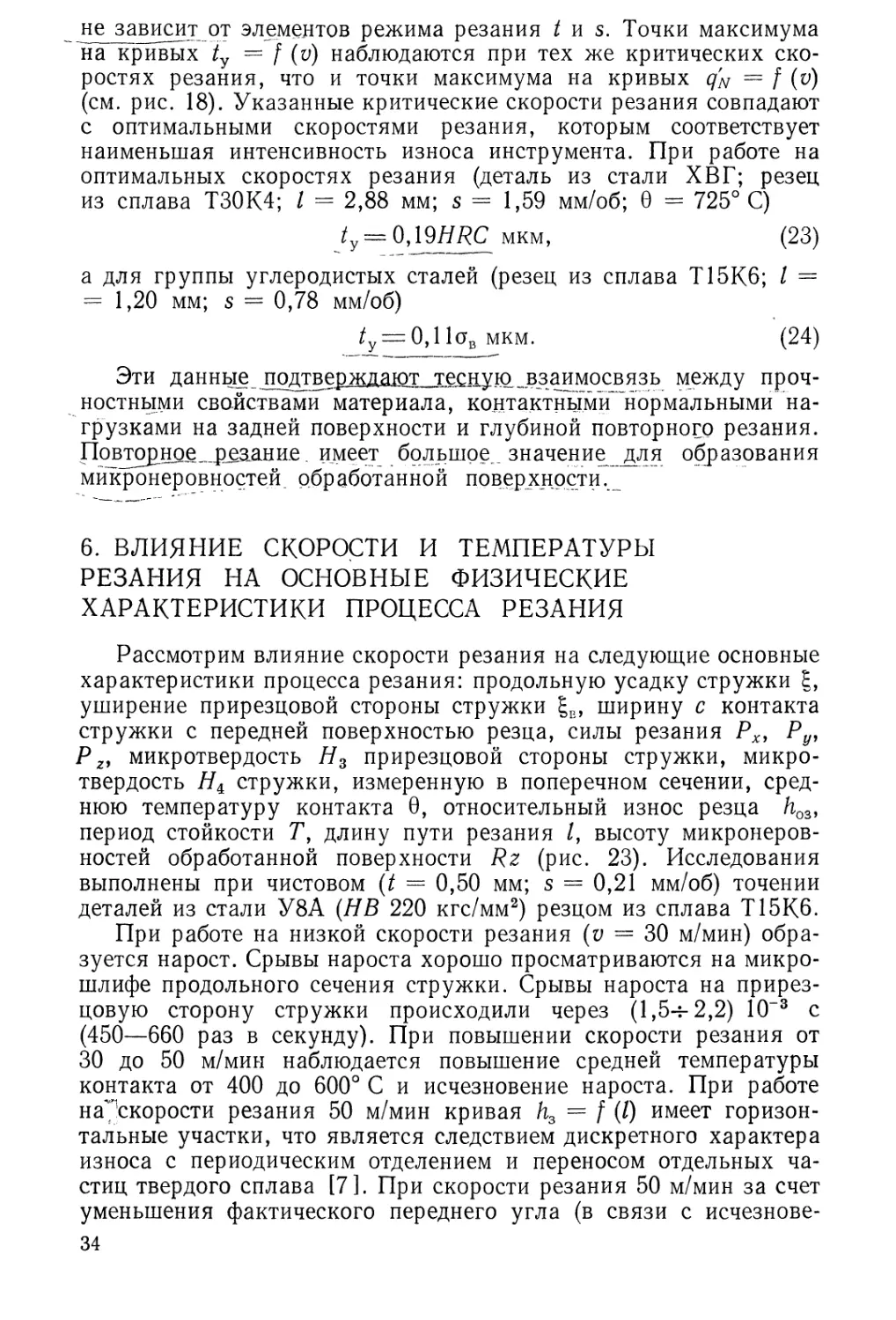
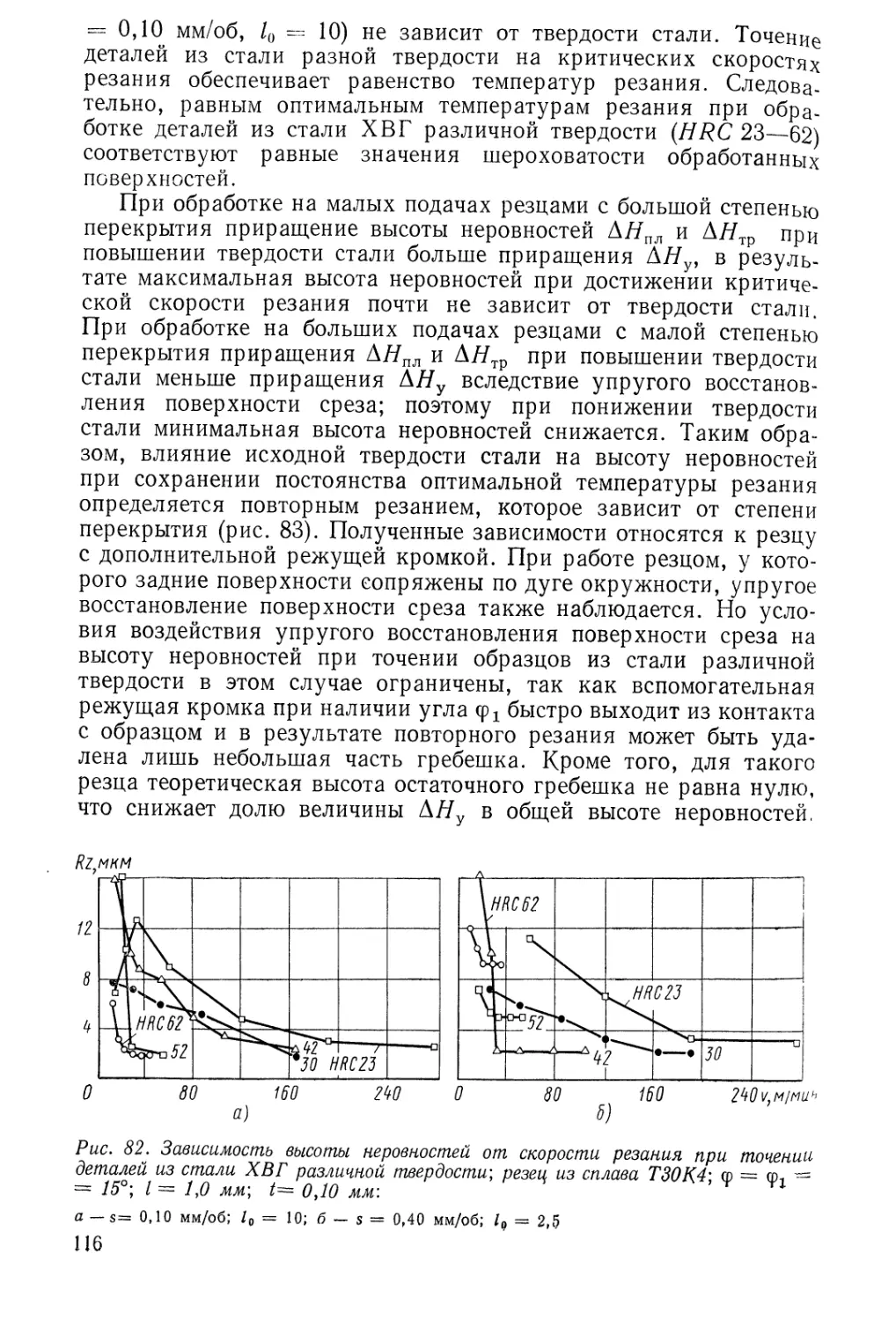
6. ВЛИЯНИЕ СКОРОСТИ И ТЕМПЕРАТУРЫ
РЕЗАНИЯ НА ОСНОВНЫЕ ФИЗИЧЕСКИЕ
ХАРАКТЕРИСТИКИ ПРОЦЕССА РЕЗАНИЯ
Рассмотрим влияние скорости резания на следующие основные
характеристики процесса резания: продольную усадку стружки %,
уширение прирезцовой стороны стружки £в, ширину с контакта
стружки с передней поверхностью резца, силы резания Рх, Ру,
Р z, микротвердость Н3 прирезцовой стороны стружки, микро-
твердость Hi стружки, измеренную в поперечном сечении, сред-
нюю температуру контакта 0, относительный износ резца h03,
период стойкости Т, длину пути резания I, высоту микронеров-
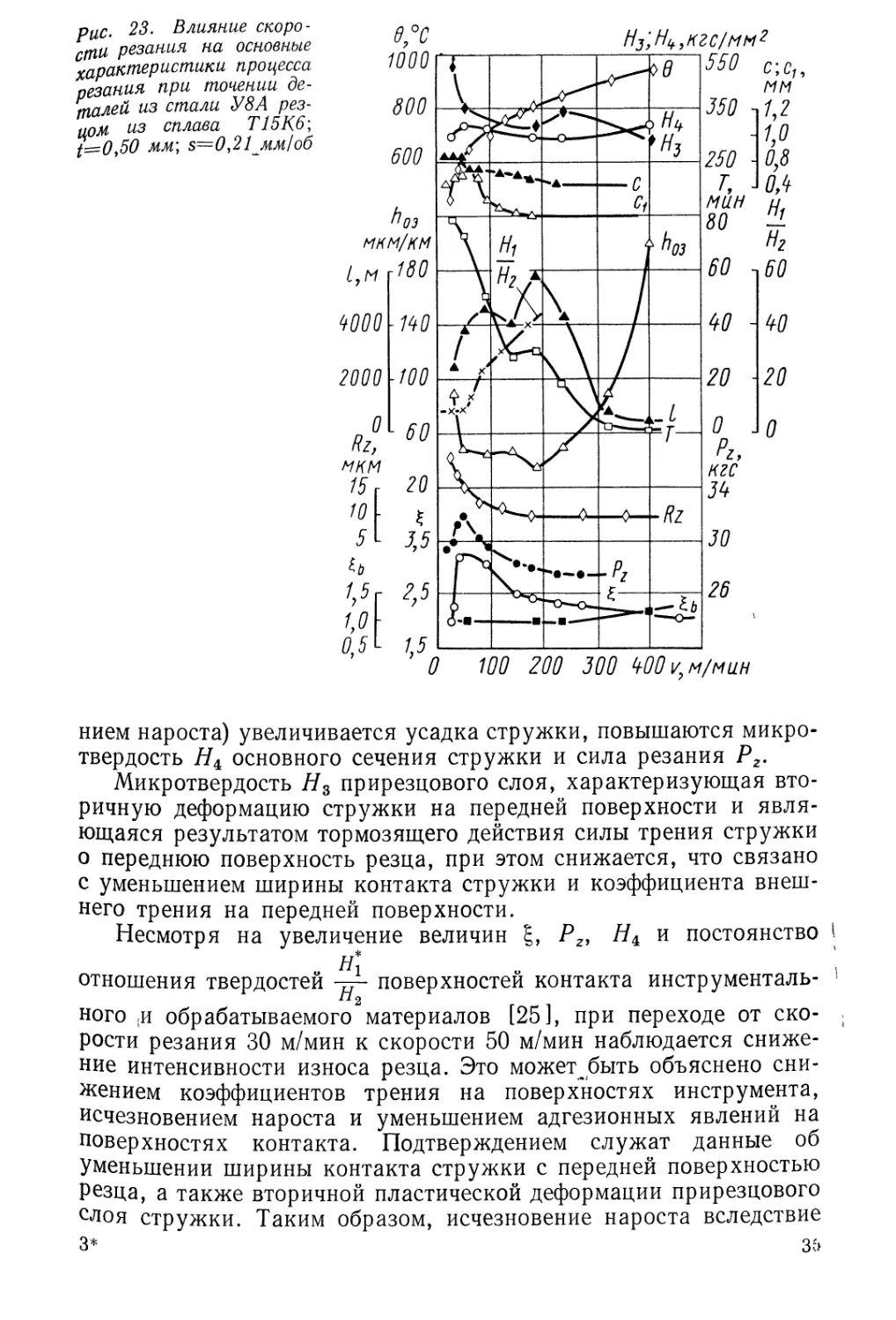
ностей обработанной поверхности Rz (рис. 23). Исследования
выполнены при чистовом (/ = 0,50 мм; s = 0,21 мм/об) точении
деталей из стали У8А (НВ 220 кгс/мм2) резцом из сплава Т15К6.
При работе на низкой скорости резания (v = 30 м/мин) обра-
зуется нарост. Срывы нароста хорошо просматриваются на микро-
шлифе продольного сечения стружки. Срывы нароста на прирез-
цовую сторону стружки происходили через (1,5-ь 2,2) 10-3 с
(450—660 раз в секунду). При повышении скорости резания от
30 до 50 м/мин наблюдается повышение средней температуры
контакта от 400 до 600° С и исчезновение нароста. При работе
на'/скорости резания 50 м/мин кривая h3 = f (/) имеет горизон-
тальные участки, что является следствием дискретного характера
износа с периодическим отделением и переносом отдельных ча-
стиц твердого сплава [7]. При скорости резания 50 м/мин за счет
уменьшения фактического переднего угла (в связи с исчезнове-
34
рис. 23. Влияние скоро-
сти резания на основные
характеристики процесса
резания при точении де-
талей из стали У8А рез-
цом из сплава Т15К6;
1=0,50 мм; 8=0,21учм1о6
нием нароста) увеличивается усадка стружки, повышаются микро-
твердость 774 основного сечения стружки и сила резания Р2.
Микротвердость Н3 прирезцового слоя, характеризующая вто-
ричную деформацию стружки на передней поверхности и явля-
ющаяся результатом тормозящего действия силы трения стружки
о переднюю поверхность резца, при этом снижается, что связано
с уменьшением ширины контакта стружки и коэффициента внеш-
него трения на передней поверхности.
Несмотря на увеличение величин Р2, и постоянство 1
отношения твердостей -ту- поверхностей контакта инструменталь- 5
“ 2
ного (И обрабатываемого материалов [25], при переходе от ско-
рости резания 30 м/мин к скорости 50 м/мин наблюдается сниже-
ние интенсивности износа резца. Это может .быть объяснено сни-
жением коэффициентов трения на поверхностях инструмента,
исчезновением нароста и уменьшением адгезионных явлений на
поверхностях контакта. Подтверждением служат данные об
Уменьшении ширины контакта стружки с передней поверхностью
Резца, а также вторичной пластической деформации прирезцового
слоя стружки. Таким образом, исчезновение нароста вследствие
3* 3;>
повышения скорости и температуры резания снижает интенсив-
ность износа инструмента, а не наоборот, как считают некоторые
исследователи, говоря о «защитной» роли нароста. При повышении
скорости резания в диапазоне от 50 до 185 м/мин средняя темпе-
ратура контакта повышается от 600 до 1000° С. Такое повышение
скорости резания и температуры контакта приводит к уменьшению
усадки стружки, сил резания и уширения прирезцовой стороны
стружки. Твердость основного сечения стружки и ее прирезцового
слоя при этом также снижается. Продолжает снижаться и ширина
контакта стружки с передней поверхностью резца. В указанном
Диапазоне скоростей резания значительно снижается и ширина
застойной зоны на передней поверхности резца. Понижение
характеристик g, £в, с, clf Pz, Н% и Я4 свидетельствует об умень-
шении коэффициентов трения на поверхностях инструмента, что
способствует снижению интенсивности адгезионного износа. На
интенсивность износа также действует и повышение отношения
твердостей поверхностей контакта твердого сплава Т15К6
и стали У8А в связи с повышением температуры контакта. Таким
образом, повышение скорости резания в диапазоне от 50 до
185 м/мин снижает интенсивность износа инструмента и увеличи-
вает длину пути резания /; высота неровностей ^обработанной
поверхности при этом также снижается.
При дальнейшем повышении скорости резания многие пока-
затели, характеризующие процесс пластической деформации сре-
заемого слоя и контактные явления на передней поверхности
инструмента, изменяются иначе. Например, в диапазоне скоростей
резания от 185 до 235 м/мин усадка и уширение прирезцовой сто-
роны стружки, сила резания, микротвердость основного сечения
стружки, ширина застойной зоны и ширина контакта стружки
с передней поверхностью резца практически стабилизируются,
а микротвердость прирезцовой стороны стружки несколько повы-
шается. Такое изменение скорости резания сопровождается возра-
станием средней температуры контакта от 1000 до 1100° С и незна-
чительным увеличением интенсивности износа.
Повышение средней температуры контакта в указанном диапа-
зоне, по-видимому1, должно приводить к дальнейшему увеличе-
нию отношения контактных твердостей HJH^. Следовательно,
повышение интенсивности износа в данном случае не может быть
отнесено за счет усиления явлений адгезии. Основными причи-
нами возрастания износа резца из сплава Т15К6 в указанном
диапазоне температур являются интенсификация диффузии между
материалами детали и инструмента и усиление разрушительного
влияния окислительных процессов.
Повышение скорости резания в диапазоне от 235 до 400 м/мин
приводит к значительному увеличению средней температуры
1 Зависимости Н± ~ f (9) и Н2 = f (0) справедливы лишь для температуры
до 1000° С.
36
контакта (от 1100 до 1300° С). Теплота, возникающая в результате
трения стружки о переднюю поверхность, при скорости резания
400 м/мин концентрируется главным образом в прирезцовом слое,
который вследствие этого переходит в пластическое состояние.
Это приводит к повышению уширения прирезцовой стороны
стружки и снижению ее микротвердости Я3, в то время как
микротвердость Я4 основного сечения стружки повышается. Это
свидетельствует о том, что рекристаллизационные процессы успе-
вают произойти лишь в тонком прирезцовом слое стружки, тогда
как основное ее сечение этими процессами не охвачено.
Микротвердость по сечению стружки равномерная, что яв-
ляется следствием постоянства деформаций и напряжений по
сечению. Минимальная микротвердость Н3 = f (0 при оптималь-
ной скорости резания vo = 185 м/мин является следствием того,
что сила и коэффициент трения на передней поверхности при
этом также минимальны. Таким образом, при точении деталей
из стали У8А на оптимальной скорости резания v0 интенсивность
износа инструмента минимальна. При достижении оптимальной
скорости резания v0 наступает стабилизация усадки стружки Е,
силы резания Pz и высоты неровностей обработанной поверх-
ности Rz. Зависимости % = f (v) и Pz = f (v) максимальны при
температуре 0 = 600° С. В интервале скоростей резания 30—
185 м/мин микротвердость основного сечения стружки Я4 изме-
няется идентично усадке стружки Е. Микротвердость в прирез-
цовом слое стружки изменяется идентично коэффициенту трения
стружки о переднюю поверхность резца при изменении скорости
резания от 30 до 235 м/мин. При скорости резания v = 400 м/мин
(0 = 1300° С) в прирезцовом слое стружки происходит рекри-
сталлизация, и микротвердость Н3 этого слоя ниже микротвер-
дости Я4 стружки в поперечном сечении.
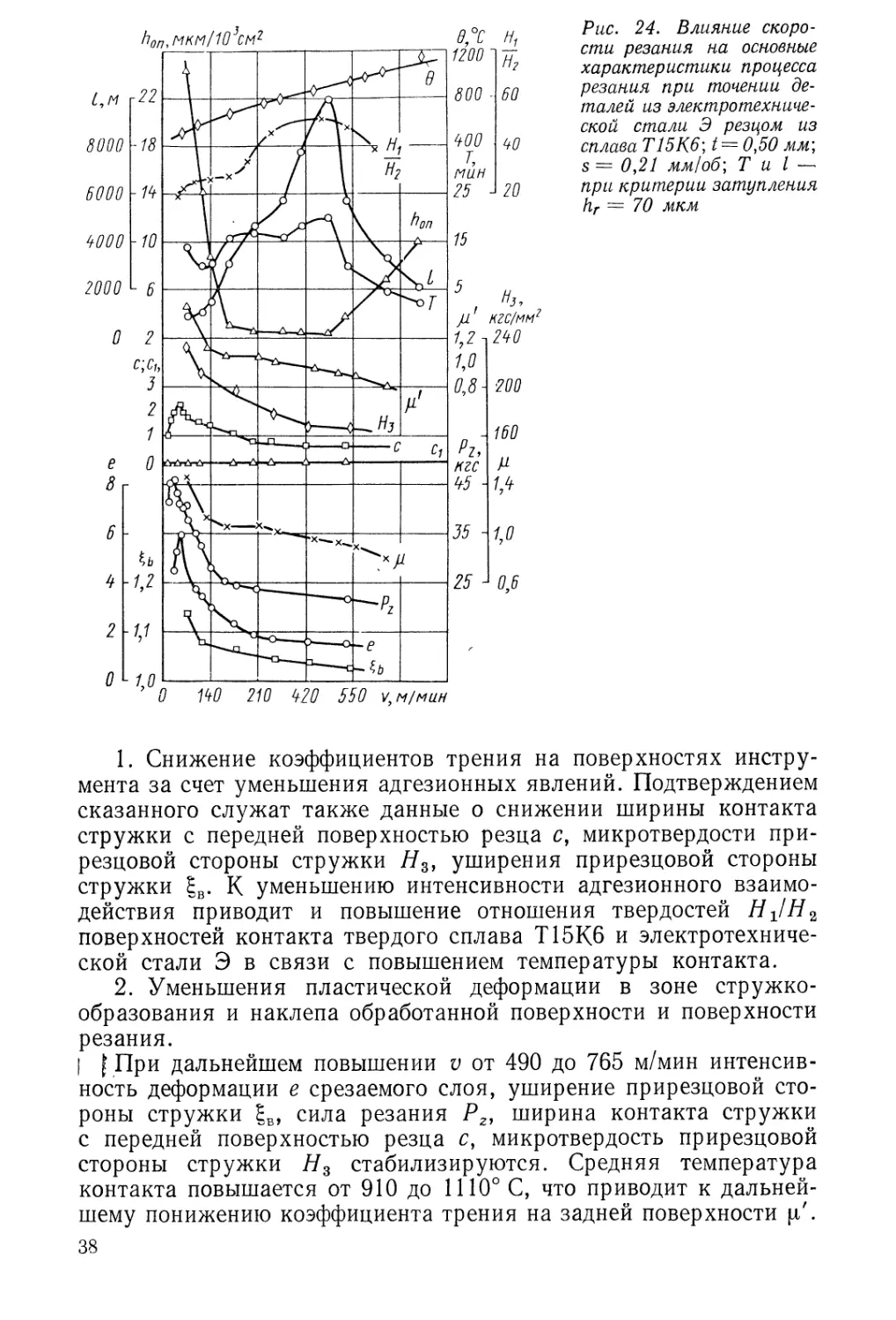
Аналогичные данные о влиянии скорости резания на интен-
сивность износа резца из сплава Т15К6 и физические характе-
ристики процесса резания получены при точении деталей из
электротехнической стали Э (рис. 24). Наиболее резко снижается
интенсивность износа резца при повышении скорости резания
от 70 до 195 м/мин. Температура контакта при этом повышается
от 560 до 700° С. Повышение скорости и температуры резания
в указанном диапазоне снижает интенсивность деформации е
срезаемого слоя и силы резания Pz. Микротвердость Н3 прирез-
Цового слоя стружки, характеризующая пластическую деформа-
цию стружки на передней поверхности инструмента, при этом
также уменьшается. При скорости резания 195—490 м/мин средняя
температура контакта повышается от 700 до 910° С, что снижает
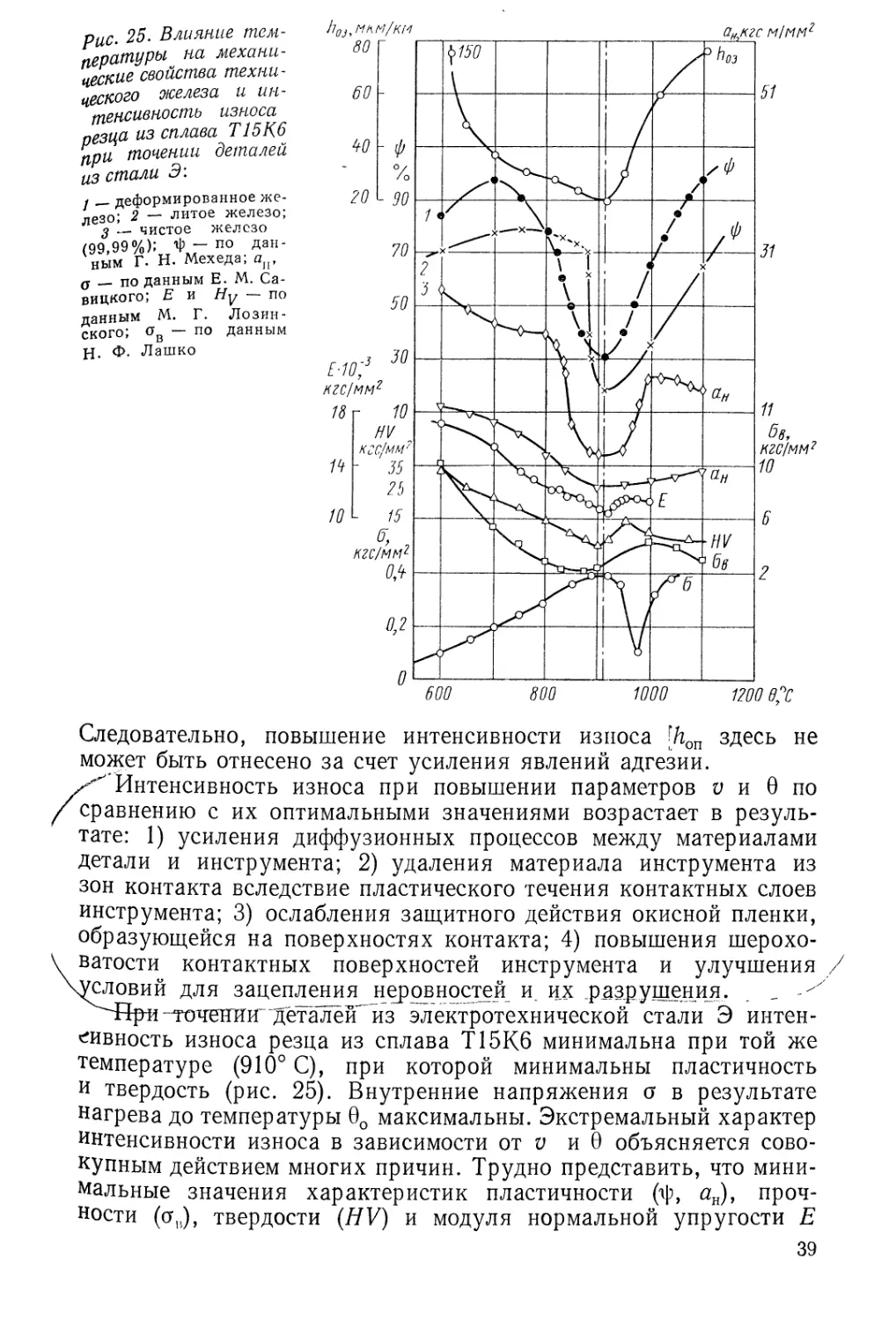
интенсивность деформации е срезаемого слоя, силу резания
Ширину с контакта стружки с передней поверхностью резца,
микротвердость Н3, коэффициенты трения р, и р/.
Интенсивность износа инструмента уменьшается в результате
Действия нескольких факторов.
37
Рис. 24. Влияние скоро-
сти резания на основные
характеристики процесса
резания при точении де-
талей из электротехниче-
ской стали Э резцом из
сплава Т 15К6\ t = 0,50 мм\
s = 0,21 мм!об\ Т и I —
при критерии затупления
hr = 70 мкм
1. Снижение коэффициентов трения на поверхностях инстру-
мента за счет уменьшения адгезионных явлений. Подтверждением
сказанного служат также данные о снижении ширины контакта
стружки с передней поверхностью резца с, микротвердости при-
резцовой стороны стружки Я3, уширения прирезцовой стороны
стружки £в. К уменьшению интенсивности адгезионного взаимо-
действия приводит и повышение отношения твердостей H-JH2
поверхностей контакта твердого сплава Т15К6 и электротехниче-
ской стали Э в связи с повышением температуры контакта.
2. Уменьшения пластической деформации в зоне стружко-
образования и наклепа обработанной поверхности и поверхности
резания.
| £ При дальнейшем повышении v от 490 до 765 м/мин интенсив-
ность деформации е срезаемого слоя, уширение прирезцовой сто-
роны стружки Ев, сила резания Рг, ширина контакта стружки
с передней поверхностью резца с, микротвердость прирезцовой
стороны стружки Я3 стабилизируются. Средняя температура
контакта повышается от 910 до 1110° С, что приводит к дальней-
шему понижению коэффициента трения на задней поверхности р/.
38
рис- 25- Влияние тем-
пературы на механи-
ческие свойства пыхни-
ческого железа и ин-
тенсивность износа
резца из сплава Т15Кб
рри точении деталей
рз стали Э.
1 . деформированное же-
лезо; 2 — литое железо;
3 I- чистое железо
(99,99%); “Ф - по дан-
ным Г. Н. Мехеда; ап,
(У — по данным Е. М. Са-
вицкого; Е и Ну — по
данным М. Г. Лозин-
ского; ав — по данным
Н. Ф. Лашко
Следовательно, повышение интенсивности износа [hon здесь не
может быть отнесено за счет усиления явлений адгезии.
Интенсивность износа при повышении параметров о и 6 по
сравнению с их оптимальными значениями возрастает в резуль-
тате: 1) усиления диффузионных процессов между материалами
детали и инструмента; 2) удаления материала инструмента из
зон контакта вследствие пластического течения контактных слоев
инструмента; 3) ослабления защитного действия окисной пленки,
образующейся на поверхностях контакта; 4) повышения шерохо-
ватости контактных поверхностей инструмента и улучшения /
Жловий для зацепления неровностей и их разрушения. , _ ж
тТри -точении' деталей”из электротехнической стали Э интен-
сивность износа резца из сплава Т15К6 минимальна при той же
температуре (910° С), при которой минимальны пластичность
и твердость (рис. 25). Внутренние напряжения о в результате
нагрева до температуры 0О максимальны. Экстремальный характер
интенсивности износа в зависимости от о и 0 объясняется сово-
купным действием многих причин. Трудно представить, что мини-
мальные значения характеристик пластичности (ф, ан), проч-
ности (<т,,), твердости (/7V) и модуля нормальной упругости Е
39
при оптимальной температуре резания 0О не являются важными
дополнительными физическими причинами этого явления. Следует
при этом иметь в виду, что как наличие точек минимума на кри-
вых интенсивности износа h0 п = f (6), так и наличие провалов
пластичности ф = f (0) связаны с действием одной и той же фи-
зической причины — началом повышения уровня диффузионной
подвижности атомов.
7. ВЛИЯНИЕ ПРОЧНОСТИ АДГЕЗИОННЫХ СВЯЗЕЙ
НА ИНТЕНСИВНОСТЬ ИЗНОСА ИНСТРУМЕНТА
Количественная оценка адгезионных явлений при резании
важна как для понимания закономерностей износа инструмента,
так и для познания механизма формирования поверхностного слоя
деталей. Материал, образовавшийся в месте контакта инстру-
мента и детали, обладает свойствами, отличными от свойств
каждого из двух тел, рассматриваемых вне контакта при резании.
Трение твердых тел обусловлено, с одной стороны, деформи-
рованием тонких поверхностных слоев одного из тел внедрив-
шимися неровностями, с другой стороны — срезанием соединений
(мостиков сварки), возникающих на поверхности раздела двух
тел в точках фактического контакта [29, 30, 53, 56]. Общая сила
трения, а следовательно, и коэффициент трения будут склады-
ваться из двух составляющих: адгезионной и деформационной:
/ — /адг + /деф- (25)
Адгезионная составляющая коэффициента трения
U = ^. (26)
где та — предел прочности адгезионных связей при срезе, обус-
ловленный молекулярным взаимодействием в зонах фактического
контакта; qr — среднее нормальное напряжение в месте контакта.
Величину та теоретически определить пока не представляется
возможным. В работе [12] предложена методика определения
адгезионных сил непосредственно при резании, основанная на
варьировании величины переднего угла и экстраполяции полу-
чающейся при этом зависимости силы трения F = f (М) на нуле-
вое значение нормальной силы N.
Предел прочности адгезионных связей при срезе
Т0 = Т0 + (27)
где т0 — предел прочности адгезионной связи при срезе при
отсутствии нормальной нагрузки; |3 — коэффициент, учитыва-
ющий увеличение ха от нормальной нагрузки. Следовательно,
полученные по методике [12] данные для анализа явлений про-
цесса резания особенно не важны, так как зона контакта при
резании испытывает всестороннее значительное сжатие.
40
рис. 26. Зависимость предела прочности адгезионных
связей от нормальных напряжений и температуры.
Сплав 15Х18Н12С4ТЮ — индентор ВК6М
Предел прочности адгезионной связи при
срезе определен по методике [7 ] при нали-
чии нормальной нагрузки. Сущность этого
метода заключается в нахождении силы F3KC,
необходимой для вращения шарового инден-
тора из инструментального материала, сдав-
ленного двумя плоскими полированными
образцами. Сила F3KC [30] при нормальных
нагрузках обусловливается в основном сре-
занием соединений (мостиков сварки) на
границе раздела контактирующих тел.
Предел прочности адгезионной связи
срезе [7 ]
при
, __ 3 . FЭКС^ЭКС
4 ттгЗ
л/отп
(28)
где /?экс — радиус диска, в котором закрепляется индентор;
готп — радиус отпечатка (лунки) на образцах.
Зависимость ха от нормальных напряжений qr может быть
установлена по способу постепенно снижающихся нагрузок N
и определения соответствующих значений F3AC при неизменной
площади контакта индентора с образцами (рис. 26).
Нормальные напряжения
Яг
N
ЛЛОТГ,
(29)
(30)
26, показывает, что
величина т0 практи-
повышении темпера-
Величину ха находят по формуле (28), в которую подставляют
соответствующие значения Гэкс.
Адгезионная составляющая коэффициента трения fa может
быть вычислена по формуле
г _ Тд __ 3 Ф Fэкс^экс
а qr 4 г отщХ
Анализ данных, приведенных на рис.
с повышением температуры испытания 0
чески не изменялась. Коэффициент |3 при
туры до некоторой величины 0хар 700° С также оставался
постоянным, а при дальнейшем повышении температуры интен-
сивно снижался. Это указывает на начало разупрочнения адге-
зионного шва при температурах, превышающих температуру 0хар,
что свидетельствует о достижении предельного уровня диффузион-
ной подвижности атомов в адгезионном шве [7, 56].
R Рассмотрим на примере взаимодействия индентора из сплава
°К8 с жаропрочным сплавом ХН77ТЮР зависимости от темпе-
41
Рис. 27. Влияние температуры контакта
на величину qr, fa и ъа
ратуры контакта: нормальных
напряжений qr, адгезионной со-
ставляющей fa коэффициента тре-
ния и предела прочности адгези-
онных связей при срезета(рис. 27).
Значение
_ Тр 4- Рдг _ Тр . О /др
Яг qr qr ’
При повышении температуры 0 до температуры 0хар твердость
контакта (величина <?г) снижается, величины т0 и |3 практически
не изменяются, что вызывает некоторый рост величины fa. Даль-
нейшее повышение температуры приводит к снижению вели-
чин р и qr. В результате величина fa несколько уменьшается при
повышении температуры от характерной.
Зависимость ха = f (0) является монотонно снижающейся
с изломом при характерной температуре 0хар (рис. 28). Этот излом
связан с началом интенсивного разупрочнения адгезионного шва
и свидетельствует об интенсификации диффузионных явлений.
Рассмотрим влияние прочности адгезионных связей на износ
режущих инструментов. На основании теории износа [30] полу-
чена формула, выражающая связь интенсивности износа с меха-
ническими свойствами трущихся поверхностей при пластическом
контакте:
t
(4" 2Тд\ 2
А~ (32)
где от — предел текучести приконтактных слоев изнашивающе-
гося тела; НВ — твердость; 6 — удлинение при разрыве; t —
показатель кривой усталости; v — показатель, зависящий от
геометрических характеристик контакта; Jh — интенсивность из-
носа, вычисляемая как высота изношенного слоя, приходящаяся
на единицу пути трения.
Величина Jh зависит от линейного относительного износа:
4=ю-Ч>л. (33)
Полученная зависимость (32) выражает связь износа с харак-
теристиками пластичности материала (от, 6), фрикционными
свойствами (от и т) и усталостью (/). В общем случае интенсив-
ность износа тем ниже, чем меньше тангенциальная прочность
фрикционной связи и выше твердость НВ и удлинение 6 при раз-
рыве.
42
Механические характеристики твердых сплавов являются не-
полными и получены при стандартных методах испытания, кото-
рые не регистрируют микропрочности частиц материала, а фикси-
руют среднеинтегральное значение прочности некоторого объема
материала значительно большего порядка, чем микрочастицы,
отрывающиеся при износе инструмента. Формула (32) подтверж-
дает, что при обработке деталей из различных материалов инстру-
ментом, оснащенным одним и тем же инструментальным мате-
риалом, должна существовать корреляционная связь между Jh
и
Рассмотрим результаты исследований [77] влияния адгезион-
ной составляющей касательного усилия на износ резцов по зад-
ней поверхности. При этом индентор и резец изготовляли из
одной и той же пластинки твердого сплава ВК8. Стойкость иссле-
довали на станке мод. Т135В с бесступенчатым регулированием
частоты вращения шпинделя при чистовом точении (/ = 0,5 мм;
s = 0,09 мм/об). Скорость назначали и поддерживали такой,
чтобы средняя температура 0 резания, фиксируемая естественной
термопарой, соответствовала температуре 0а контакта в опытах
при определении та. На основании стойкостных исследований
(рис. 28 и 29) и исследований по адгезии на рис. 30 представлена
зависимость Jh = f (та) при различных температурах контакта.
Зависимость Jh = f (ха) удобнее рассматривать справа налево,
т. е. с больших значений ха. На первом участке величина Jh
снижается, так как происходит уменьшение та в связи с повы-
шением температуры. В этом интервале температур
4=10-^°. (34)
Температура резания и материал детали влияют на интенсив-
ность износа 4 через изменение величины та. Математическая
обработка полученных результатов подтверждает тесную связь
рассматриваемых параметров.
При повышении температуры резания выше оптимальной 0О
величина 4 начинает повышаться. В этом интервале температур
4= 155_5Ота3’°012. (35)
В данном случае свойства обрабатываемого материала и тем-
пература резания оказывают как непосредственное, так и косвен-
ное (через изменение та) влияние на 4. Математическая обра-
ботка экспериментальных данных, определенных в этих условиях,
показывает несколько менее тесную связь между параметрами,
чем в условиях выражения (34).
Полученные результаты являются прямым подтверждением
того, что в значительном диапазоне режимов обработки деталей,
когда температура резания ниже температуры 0хар, доминиру-
ющее значение имеет адгезионный износ инструмента из твердого
сплава (так же, как в области режимов резания), в которой влия-
ние температуры на износ мало [7].
43
контакта на предел прочности
адгезионного шва с индентором из
твердого сплава ВК8
Ф~ Ф1~ 45°;
t = 0,5 мм; s —
интенсивность износа инструмента и тем-
пературу резания при точении деталей
из различных материалов. Резец из сплава
ВК8: у=0; а = а±= 10°; ^=^=45°;
X = 0; г = 0,5 мм;
Характерная температура
0хар, при которой наблю-
дается перелом кривых ха =
= f (0), и оптимальная темпе-
= 0,09 мм/об
О — ХН70МВТЮБ; О - 15Х18Н12С4ТЮ;
□ — ХН70ВМТЮ; V — 12Х18Н9Т; Д —
10X11H23T3MP
ратура, при которой совершается переход первого участка кри-
вых Jh = f (та) во второй, являются совпадающими. Температура
7,1Пл 0Ynn связана с началом интенсивного
//, /и хар
разупрочнения адгезионного шва, что
свидетельствует о достижении предель-
ного уровня диффузионной подвижно-
сти атомов и начале диффузионного
износа. При температуре 0хар износ
инструмента обусловливается снижаю-
щимися силами схватывания и началом
повышения диффузионной подвижности
атомов.
При температуре выше 0хар преоб-
ладает износ инструмента вследствие
Рис. 30. Зависимость интенсивности износа
резцсГ от предела прочности адгезионных связей
при различных температурах контакта. Резец
из сплава ВК8\
1 — 12Х18Н9Т; 2 — 15Х18Н12С4ТЮ;
3 — 10X11H23T3MP; 4 — ХН70ВМТЮ;
5 — ХН70ВМТЮБ
44
взаимного растворения материалов инструмента и детали, сни-
жения прочности и износостойкости материала инструмента
из-за явлений самодиффузии, локального образования низкотем-
пературных эвтектик и т. п. При этом некоторое влияние
на износ инструмента оказывают и силы схватывания (адгезии),
рассмотренные данные позволили количественно оценить роль
адгезионных и диффузионных явлений в износе твердосплавного
инструмента.
8. ВЛИЯНИЕ ТОЛЩИНЫ СРЕЗА НА РАЗЛИЧНЫЕ
ФАКТОРЫ ПРОЦЕССА РЕЗАНИЯ
При работе на сравнительно низких скоростях резания повы-
шение подачи приводит к монотонному снижению поверхностного
относительного износа инструмента. При работе на низкой ско-
рости резания повышение подачи приводит к росту q'N и сниже-
нию величин q'p и р'. Снижение величин qF и р' уменьшает интен-
сивность износа инструмента. При работе на сравнительно высо-
кой скорости резания повышение подачи приводит к снижению qN
и q'p и повышению р'. Поверхностный относительный износ при
работе на низкой и высокой скоростях резания при повышении
подачи изменяется аналогично коэффициенту трения по задней
поверхности.
В случае сохранения постоянства оптимальной температуры
резания повышение подачи приводит к снижению усадки стружки,
удельной работы стружкообразования, касательной нагрузки
на передней поверхности и среднего коэффициента трения по
передней поверхности. Следовательно, установленное Н. Н. Зо-
ревым [21 ] положение о том, что равным температурам не соот-
ветствуют равные средние коэффициенты трения и усадки стружки,
Таблица 2
Некоторые характеристики процесса резания исследованных сталей
Параметр э 10 1 20 45 У8А У12А
м/мин 490 390 380 240 185 127
0, °C 910 890 980 1000 1000 1000
^ОПО, мкм/103-см2 2,62 3,62 2,62 7,1 6,0 8,15
^озо, мкм/103-см2 7#, кгс/мм2 18,6 24,5 18,3 41,4 33 60
31,7 33,8 36,2 40,3 54,5 104
Яр, кгс/мм2 21,6 24,3 23,6 26,4 34,6 60,9
Н 0,68 0,72 0,66 0,65 0,63 0,58
Ям, кгс/мм2 15,1 19,5 14,8 16,9 23,3 26,2
Яр, кгс/мм2 14,7 23,4 17,6 18,4 24,9 26,2
р/ 0,98 1,20 1,18 1,08 1,07 1,0
45
оказалось справедливым также применительно и к оптимальной
температуре резания. Нормальная и касательная нагрузки на
задней поверхности при повышении подачи (при 0о = const)
снижаются, а коэффициент трения и величина линейного относи-
тельного износа остаются без изменений. Поверхностный износ
при этом снижается.
Между коэффициентом трения по задней поверхности и интен-
сивностью износа инструмента существует корреляционная взаи-
мосвязь. Если изменение скорости резания или подачи приводит
к снижению коэффициента р/, то интенсивность износа инстру-
мента при этом также снижается. Но взаимосвязь между вели-
чинами р' и Лоп может наблюдаться лишь в пределах заданной
пары материал детали — материал инструмента. Для различных
трущихся пар между величинами р,' и hon не существует даже
корреляционной связи (табл. 2). Например, при обработке деталей
из закаленных сталей наблюдается более низкий коэффициент
трения р' по задней поверхности, но обработка закаленных
сталей сопровождается во много раз более высокой интенсив-
ностью износа инструмента по сравнению с незакаленными ста-
лями.
9. ВЛИЯНИЕ СВОЙСТВ МАТЕРИАЛА ДЕТАЛИ
НА КОНТАКТНЫЕ ЯВЛЕНИЯ НА ПОВЕРХНОСТЯХ
ИНСТРУМЕНТА
Анализ закономерностей изменения нормальных и касатель-
ных напряжений и коэффициентов трения на поверхностях ин-
струмента в связи с изменением скорости резания и толщины
срезаемого слоя позволил определить закономерности изменения
интенсивности износа инструмента. Эти закономерности рассма-
тривались в пределах заданной пары инструмент—деталь.
Влияние содержания углерода в стали на основные харак-
теристики процесса резания при точении деталей из углеродистых
сталей резцом из сплава Т15К6 на оптимальных скоростях реза-
ния (t = 0,50 мм; s = 0,21 мм/об) показано на рис. 31. При повы-
шении содержания углерода в стали наблюдается монотонное по-
вышение предела прочности, предела текучести и твердости
стали, что приводит к росту qN, qF, q'N и q'F. Повышается также
и сила резания Pz. Усадка стружки и ширина ее контакта с перед-
ней поверхностью снижаются. Несмотря на рост значений qF
и qFy связанных с повышением деформационной и адгезионной
составляющих сил трения, коэффициенты трения р и р' с повы-
шением содержания углерода снижаются, что связано с более
интенсивным ростом значений qN и q'N. Взаимосвязь между
величинами р' и Лоп, наблюдаемая в пределах заданной пары
материал детали — материал инструмента, полностью отсут-
ствует, когда рассматриваются различные обрабатываемые мате-
риалы.
46 / ' /
рис- 31. Влияние содержания угле-
рода в стали на основные характе-
ристики процесса резания-.
/ - 0.50 мм; s = 0,21 мм/об; резец из
сплава Т15К6; ф = 45е; <рх = 15°;
у ,= 8°; а — <Xi = 15°; г = 1,0 мм
Интенсивность износа ин-
струмента с повышением со-
держания углерода в стали
изменяется не мотонно, так
как при увеличении содер-
жания углерода могут дей-
ствовать факторы как повы-
шающие, так и понижающие
интенсивность износа инстру-
мента. Интенсивность износа
с повышением содержания
углерода и прочности стали
возрастает в силу того, что
при этом действуют следую-
щие факторы: а) повышается
содержание карбидов, уве-
личивается истирающая способность стали, что ведет к повыше-
нию абразивно-механического износа инструмента; б) умень-
шается отношение контактных твердостей Нг1Нг материалов
инструмента и детали, повышаются величина q'F и предел проч-
ности адгезионных связей при срезе, что увеличивает интенсив-
ность адгезионного износа инструмента; в) возрастает скорость
растворения карбидов вольфрама твердого сплава в материале
детали, что повышает интенсивность диффузионного износа ин-
струмента. Вместе с тем с повышением содержания углерода и
прочности стали появляется ряд факторов, снижающих интенсив-
ность износа инструмента: а) уменьшаются интенсивность дефор-
мации срезаемого слоя и наклеп обработанной поверхности;
б) снижается уровень оптимальных скоростей резания и, следо-
вательно, снижается скорость образования новых поверхностей,
что уменьшает скорость диффузионного износа, так как наиболее
высокая скорость диффузионного взаимодействия наблюдается
в начальный период.
Взаимосвязь между контактными напряжениями на задней
поверхности резца и истинным нормальным напряжением при
растяжении для исследованной группы углеродистых сталей
может быть выражена следующими приближенными формулами:
^=8 + 0,l9SB;
^ = 6 + 0,21SB.
(36)
(37)
47
Интенсивность износа инструмента однозначно не опреде-
ляется ни контактными напряжениями на задней поверхности,
ни истинным пределом прочности при растяжении. Например,
для сталей 20 и 45 значения qF совпадают, а величины hono для
указанных сталей различаются в 2,7 раза. Сталь Э и сталь 20
имеют одинаковую интенсивность износа hono, хотя по вели-
чине SB они отличаются в 1,33 раза. Несоответствие между интен-
сивностью износа инструмента и контактными характеристиками
на задней поверхности объясняется тем, что значения hono опре-
деляются различными физическими причинами, причем отдельные
из этих причин на контактные характеристики q'Nt qF и р/ суще-
ственно не влияют.
На контактные явления на поверхностях инструмента влияют
химический состав и механические свойства жаропрочных де-
формируемых сплавов на никелевой основе. Титан с алюминием
и никелем образуют интерметаллидную упрочняющую у'-фазу
типа Ni3(Al, Ti). Химический состав исследованных жаропрочных
сплавов приведен в табл. 3, а механические свойства и некоторые
характеристики процесса резания — в табл. 4. При температуре
20° С испытания истинные нормальные напряжения жаропрочных
сплавов равны. При 600—700° С и выше механические свойства
сплавов начинают различаться. Поэтому наиболее целесообразно
искать взаимосвязь между контактными характеристиками и
истинным нормальным напряжением SB, найденным при темпе-
Таблица 3
Химический состав исследованных жаропрочных сплавов, %
Химические элементы ХН77ТЮ ХН77ТЮР ХН70ВМТЮ ХН70ВМФТЮ ХН55ВМТФКЮ ХН51ВМТЮКФР
С 0,05 0,06 0,06 0,09 0,12 0,03
Si 0,04 0,60 0,44 0,34 0,22 0,12
Мп 0,24 0,25 0,31 0,16 0,20 Следы
Сг 19,91 20 15,10 13,80 10,08 9,8
Со — — — — 13,36 14,35
Ti 2,54 2,77 1,98 2,12 1,60 2,73
Al 0,79 0,88 2,14 2,64 4,05 4,20
W — — 5,57 6,09 5,50 5,70
Mo — •— 3,39 3,99 4,72 5,31
Fe 0,44 0,49 1,01 1,06 0,76 0,65
Cu 0,02 0,06 — — — —
P 0,008 0,006 0,012 0,010 0,004 0,004
S 0,007 0,007 0,008 0,016 0,014 0,015
Al и Ti 3,33 3,65 4,12 4,76 5,65 6,93
у'-фаза 11,5 12,5 20 25 37 45
48
Таблица 4
Механические свойства и некоторые характеристики
процесса резания исследованных жаропрочных сплавов
.——
2 е
2 X X
р, 2 о е 2
Параметр 2 2 £ £
н н о о со ш m
£ £ £ £ ю X ю к
X X X X X X
р0, м/мин 35 30 25 25 30 35
0, °с 710 720 720 730 730 850
При 20° С: сгв, кгс/мм*5 105,2 107,3 106,3 108 113,3 110,5
ат, кгс/мм2 69 72,4 72,6 79 73,5 82
6, % 27,2 14 13,2 14 16 11
гр, % При 0О, °C: 24,8 И,7 13,7 15,4 17,6 13
ав, кгс/мм2 68 76 83 85 86 91
ат, кгс/мм2 58 60 59 61 68 75
SB, кгс/мм2 80 94 101 108 102 98
Аопо, мкм/103-см2 5,5 6,1 11 17,1 35,2 168
Р2, кгс 31,8 31,9 33,3 33,8 32,8 33,4
qN, кгс/мм2 92 90 105 107 113 115
qF, кгс/мм2 87,5 80,5 86,5 87 78,5 80
И, 0,85 0,90 0,82 0,82 0,69 0,69
qN, кгс/мм2 89 87 112 132 135 186
q'F, кгс/мм2 57,5 54,5 62 60,5 56 60
р, 0,64 0,62 0,55 0,46 0,41 032
ратуре испытания, близкой к оптимальным температурам резания
(например, 800° С; см. рис. 32).
С повышением прочностных свойств жаропрочных сплавов
наблюдается рост нормальных и касательных напряжений как
на передней, так и на задней поверхности инструмента. Харак-
терно, что рост нормальных напряжений (qN, q'N) значительно
опережает рост касательных напряжений (qF, q'p). В связи с этим
коэффициенты трения на поверхностях инструмента снижаются.
Зависимости между контактными характеристиками на задней
поверхности инструмента и истинным нормальным напряжением SB
жаропрочных сплавов (при 0 = 0О) могут быть выражены сле-
дующими приближенными формулами:
^ = 2,1SM5; (38)
380S°-10; , / (39)
, _ 181 ' ,лпч
И — о1,з5 • (40)
^В
4
А. Д. Макаров
49
Рис. 32. Влияние SB (полученного У при
температуре 800° С, близкой к оптималь-
ной для рассматриваемых сплавов) на от-
дельные характеристики процесса резания
при точении деталей из жаропрочных
деформируемых сплавов на никелевой осно-
ве; t — 0,50 мм; s — 0,09 мм/об; резец из
сплава ВК6М; (р — фх = 45°; а = ах=
= 10°; у = 0; л = 0. Точки на графике
слева направо соответствуют сплавам'.
ХН77ТЮ, ХН77ТЮР (улучшенный),
ХН70ВМТЮ, ХН70ВМФТЮ, ХН55ВМТФКО,
ХН51ВМТЮКФР
С повышением суммарного со-
держания алюминия и титана и
количества упрочняющей у'-фазы
в сплавах наблюдается незначи-
тельное увеличение напряжения
qF и существенное снижение коэф-
фициента трения р'. Интенсив-
ность износа инструмента при этом резко повышается: от
5,5 мкм/103-см2 для сплава ХН77ТЮ до 168 мкм/103-см2 для
сплава ХН51ВМТЮКФР. Следовательно, при обработке деталей
из жаропрочных сплавов, интенсивность износа инструмента по
задней поверхности однозначно не определяется действующими
на ней средними контактными напряжениями. Например, при
обработке деталей из сплава ХН70ВМТЮ значение qfF даже
несколько выше, чем при обработке деталей из сплава
ХН51ВМТЮКФР, хотя интенсивность износа инструмента во
втором случае в 15 раз выше, чем в первом.
Равным значениям предела прочности, наблюдаемого для раз-
ных жаропрочных сплавов при различных температурах испы-
тания 0ИСП, также не соответствуют равные значения Аоп, полу-
ченные при температурах резания 0рез = 0ИСП (табл. 5).
Таблица 5
Суммарный износ h0T1 инструмента при обработке деталей
из различных сплавов, мкм
Ов, кгс/мм2 hQTi для различных сплавов при 9рез = 0ИСП
ХН77ТЮ ХН77ТЮР ХН70ВМТЮ ХН70ВМФТЮ i ХН55ВМТФКЮ ХН51ВМТЮКФР
70 7 13 80 55 95 245
80 18 6 36 32 60 212
90 25 9 16 22 38 170
50
Таблица 6
Характеристики адгезионного взаимодействия твердого сплава
с жаропрочными сплавами и интенсивность износа резца
при оптимальной температуре
—- Марка сплава 00, °C та, кгс/мм2 HV, кгс/мм2 ^опо, мкм/103см2
при 0 п = 0о
ХН77ТЮР 720 70 1,1 1200 6,1
ХН70ВМФТЮ 730 84 1,0 1160 17,1
ХН55ВМТФКЮ 770 53 0,57 980 35,2
ХН51ВМТЮКФР 850 40 0,40 650 168
Наблюдаемый суммарный износ hon (или /i030) является ре-
зультатом одновременного и комплексного действия различных
физических причин и влияние этих причин при изменении меха-
нических свойств материалов деталей не остается постоянным.
Отдельных характеристик адгезионного взаимодействия твердого
сплава с жаропрочными хромоникелевыми сплавами также не
достаточно для сравнительной оценки их обрабатываемости реза-
нием при оптимальной температуре (табл. 6).
При обработке деталей из сплава ХН77ТЮР значения та и SB
приблизительно равны. Следовательно, примерно с одинаковой
вероятностью разрушение контакта будет сопровождаться выры-
вом частиц материалов детали и инструмента. При обработке
деталей из плава ХН51ВМТЮКФР и высоком значении 0О наблю-
дается существенное снижение прочности твердого сплава, тогда
как истинное нормальное напряжение SB материала детали в 2,5
раза превышает значение та. В этом случае контакт будет раз-
рушаться лишь с отрывом частиц твердого сплава, вызывая
очень высокую интенсивность износа резца.
^•^ОСНОВНЫЕ ВЫВОДЫ
1. При обработке деталей из различных материалов зависи-
мости интенсивности износа инструмента от скорости и темпера-
туры резания носят экстремальный характер с точками мини-
мума при оптимальных значениях указанных параметров.
2. Повышение скорости и температуры резания до их опти-
мальных значений снижает прочность адгезионной связи на срез,
повышает отношение твердостей поверхностей контакта
Инструмента и детали и приводит к снижению величин g, Qc,
Яр, |л, р'.
3. Снижение интенсивности адгезионного взаимодействия (ве-
личины тДДси;Гй(кб_эфф*йциентОВ’трёний на поверхностях инстру-
- 51
мента и снижение объема пластических деформаций срезаемого
слоя и обработанной поверхности, наблюдаемые при повышении
скорости и температуры резания до их оптимальных значений,
обусловливают снижение интенсивности износа инструмента и
снижение шероховатости обработанной поверхности.
4. Повышение скорости и температуры резания против их
оптимальных значений приводит к значительному снижению проч-
ности адгезионных связей на срез, но резко усиливает диффу-
зионные, окислительные и электроэмиссионные процессы на кон-
тактных поверхностях инструмента, что повышает интенсивность
износа инструмента.
5. Для некоторых углеродистых и легированных сталей и
жаропрочных деформируемых сплавов на никелевой основе за-
висимость характеристик пластичности (6, ф) от температуры
носит сложный характер с точкой минимума при некотором зна-
чении температуры 0ПП, называемой температурой провала пла-
стичности. Снижение пластических свойств материалов при тем-
пературе 0ПП связано с переходом от внутризеренного скольжения
при низких и высоких температурах к межзеренному скольжению
при температуре провала пластичности.
6. Значения оптимальных температур резания 0О, соответ-
ствующих наименьшей интенсивности износа инструмента, удов-
летворительно совпадают с температурами провала пластич-
ности 0ПП. Это совпадение обусловлено тем, что на каждое из
упомянутых явлений (изменения интенсивности износа инстру-
мента и пластичности материала детали в зависимости от темпе-
ратуры) влияет один и тот же фактор — повышение диффузионной
подвижности атомов.
7. Оптимальным температурам резания соответствуют макси-
мальные значения средних нормальных контактных напряжений
q'N на задней поверхности, максимальные глубины повторного
резания, минимальные или стабилизированные высоты неровностей
обработанной поверхности.
8. Отмеченный выше характер кривых q'N = f (v)Vtyy=kf (v)
( и Rz = f (v) связан с тем, что при обработке деталей из мало-
\ пластичных материалов застойные явления проявляются в мень-
шей степени.
9. Такие факторы процесса резания, как отношение контакт-
ных твердостей, диффузия и адгезия, окислительные процессы,
пластическое течение контактных слоев инструмента и другие,
являются функцией температуры контактных поверхностей. Сле-
довательно, наблюдаемая для заданного материала детали и ма-
териала инструмента инвариантность оптимальной температуры
контакта по отношению к выбору элементов сечения срезаемого
слоя и других внешних условий процесса резания является вполне
закономерным явлением.
10. Влияние толщины срезаемого слоя на нормальные q'u
и касательные q'p контактные напряжения на задней поверхности
52
л коэффициент трения на задней поверхности р' зависит от ско-
ростей (или температур) резания. Повышение толщины срезаемого
слоя при работе на скорости резания ниже оптимальной приводит
к росту и снижению и.ц', а на высоких скоростях резания
(выше оптимальной) приводит к снижению и повышению р';
величина q'F при этом остается неизменной.
11. Интенсивность износа инструмента при повышении подачи
изменяется аналогично коэффициенту трения по задней поверх-
ности. Изучение закономерностей изменения коэффициента тре-
ния по задней поверхности помогает правильно понять и объяс-
нить характер функций Лоп — f (s) при работе с различными
скоростями резания и более обоснованно проводить мероприятия
по интенсификации процессов резания.
12. Повышение толщины срезаемого слоя при сохранении
постоянства оптимальной температуры резания приводит к сни-
жению усадки стружки, удельной работы стружкообразования,
касательных напряжений и среднего коэффициента трения по
передней поверхности. Нормальное и касательное напряжения
на задней поверхности в этом случае также снижаются, а коэф-
фициент трения по задней поверхности почти не изменяется.
Такое влияние толщины среза на характеристики контактных
процессов на поверхностях инструмента предопределяет и харак-
тер зависимости йоп = f (s), наблюдающейся при сохранении
постоянства оптимальной температуры резания.
13. Так как при изменении толщины срезаемого слоя и со-
хранении постоянства оптимальной температуры резания (за
счет соответствующего изменения скоростей резания) большин-
ство показателей, характеризующих контактные процессы на
поверхностях инструмента, не остаются постоянными, то при
изменении подачи трудно ожидать получения постоянного пе-
риода стойкости инструмента.
14. Общая и размерная стойкости инструмента при повышении •
подачи и сохранении постоянства оптимальной температуры реза- ,
ния в большинстве случаев повышаются, так как наблюдаемое <
при повышении подачи снижение величин £, Qc, qF, р, q'N, qF j
резко облегчает условия работы режущего инструмента. Работа j
на^повышенных подачах при сохранении постоянства оптималь- >
ной температуры резания явится важным резервом повышения !
производительности обработки и размерной стойкости инстру- 1
мента.
J5. Между характеристиками контактных процессов на зад-
ней поверхности (q'N, qF, р') при обработке деталей из различных
материалов и интенсивностью износа инструмента (йопо и /i030)
однозначной взаимосвязи не наблюдается. Отсутствие взаимо-
связи между величинами q’N, q'F, р' и йопо является следствием
того, что вклад различных физических причин в наблюдаемый
суммарный износ инструмента при обработке разных материалов
Различен.
53
Глава III
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ
РЕЖИМОВ РЕЗАНИЯ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Определение оптимальных режимов работы инструмента яв-
ляется важной технико-экономической задачей в области машино-
строения. Значение этой задачи особенно возрастает в связи с ши-
рокой автоматизацией машиностроительного производства, при-
менением станков с числовым программным управлением, автома-
тических станочных линий и многооперационных станков, а также
широким использованием новых материалов, как правило, обла-
дающих низкой обрабатываемостью резанием [3]. Оптимизация
процессов резанием охватывает вопросы производительности, эко-
номичности и точности обработки, качества поверхностного слоя
и эксплуатационной надежности и долговечности деталей ма-
шин [18, 39]. Оптимизация процессов обработки на металлоре-
жущих станках может быть осуществлена только на основе изуче-
ния физической сущности явлений, сопровождающих процесс ре-
зания, и основных закономерностей износа инструмента как глав-
ного фактора, влияющего на точность обработки.
2. ХАРАКТЕРИСТИКИ РАЗМЕРНОЙ СТОЙКОСТИ
ИНСТРУМЕНТА
Для анализа вопросов, связанных с работой инструмента в авто-
матизированном производстве, важное значение имеет размерная
стойкость, под которой понимают способность инструмента обес-
печивать получение деталей в пределахГчасти поля допуска, вы-
деленной на переменные систематические погрешности размера,
связанные с износом режущих кромок. Размерную стойкость ре-
жущих инструментов можно характеризовать временем их работы
без подналадки или замены, количеством обработанных деталей,
длиной пути резания, площадью обработанной поверхности и ли-
нейным относительным износом. Все отмеченные характеристики
размерной стойкости (7\ N, /, /7, йол) являются частными и в об-
щем случае не пригодны для решения задач оптимального ведения
автоматических процессов обработки металлов резанием, сравни-
54
тельной оценки вариантов режима резания, оценки марок инстру-
ментального материала и других условий резания. Например, по
величине периода стойкости нельзя судить о размерной стойкости
сравниваемых инструментов, если последние работали при раз-
личных скоростях резания и подачах и были доведены до разной
степени затупления.
Более объемлющими являются новые характеристики размер-
ной стойкости: скорость размерного износа, относительный по-
верхностный износ и удельная размерная стойкость [39—41 ]. Под
скоростью размерного износа понимается скорость укорочения
инструмента в направлении, перпендикулярном к обработанной
поверхности, в периоде нормального (установившегося) износа,
т. е.
_____ d'hr hr ha vh0J1 vshon K,TZ,?r/1v?rTTTT лт
Vh~~ dT T — Tu ~ 1000 ~ 100 мкм/мин- (41)
Скорость размерного износа является обратной величиной пери-
ода стойкости и в отличие от него не зависит от принятого кри-
терия затупления.
Относительным поверхностным износом называется радиаль-
ный износ инструмента, отнесенный к 1000 см2 обработанной по-
верхности:
< dhr (hr hy\\ 100 /1 ля 2
''"я- и-1,,)Гмкм;1° “
(42)
Относительный поверхностный износ является обратно про-
порциональной величиной площади обработанной поверхности и
в отличие от последней не зависит от принятого критерия затуп-
ления.
Удельной размерной стойкостью называется площадь поверх-
ности, которую способен обработать инструмент на 1 мкм нормаль-
ного радиального износа:
Т — %- = А- = 1 о3 см2/мкм. (43)
ур dhr йоп (hr— йн) ЮО v ’
Относительный поверхностный износ и удельная размерная
стойкость являются универсальными характеристиками размер-
ЙО^ГСТОИ кости,' так как они позволяют объективно сопоставлять
режущие свойства различных инструментальных материалов при
любых сочетаниях подач и скоростей резания и разных критериях
затупления. Оценка различных характеристик размерной стой-
Кости дана в табл. 7. Например, по величине площади обработан-
ной поверхности нельзя делать заключение о преимуществах од-
ного из резцов, если они были доведены до разной степени затуп-
ления.
55
Таблица 7
Характеристики размерной стойкости инструмента
Характеристика
Время работы без подна-
ладки или замены ин-
струмента, мин
Количество обработан-
ных деталей без подна-
ладки инструмента,
шт.
Длина пути резания, м
Площадь обработанной
поверхности, см2
Линейный относитель-
ный износ, мкм/км
Скорость размерного из-
носа, мкм/мин
Поверхностный относи-
тельный износ,
мкм/103-см2
Удельная размерная
стойкость, 103-см2/мкм
Факторы, ограничиваю- щие возможность ис- пользования характе- ристик зования обработки
Формула или обозначение Скорость резания v, м/мин Подача s, мм/об Размеры обрабаты- ваемой детали (или поверхности) Износ инструмента h3 или hr Возможность исполь для расчета точности
Т + _1_ — + Нет
N — — + + »
1 = vT — + — + »
П = IQvTs — — — + »
, _ (Дг —/гн) 1000 ол~ (l-lH) — + — — Да
h 1000 + + — — »
(ft, - /гн) 100 (Z —ZH)s — — — — »
T = ^h)s »
yp (hr — ftH) 100
Примечание. Знак «плюс» означает, что при сравнении режущих инстру-
ментов или вариантов режима резания по данной характеристике должно соблюдаться
равенство ограничивающих факторов.
В формуле (42) вместо значений радиального износа hH и hr
иногда используют значения ширины фаски износа по задней
поверхности у вершины резца /гзвн и /гэв:
йопз = МКм/103 СМ2. (44)
Такая замена вполне допустима, но в этом случае характери-
стику йопз трудно связать с точностью обработки, так как между
56
и Лзв часто не наблюдается строгой пропорциональности вслед-
ствие пластической деформации (опускания) вершины резца.
Для анализа износа инструмента введем понятие мгновенного
размерного износа /гм, который представляет собой толщину изна-
шиваемого в каждый момент времени слоя со стороны задней
поверхности инструмента при допущении, что изнашивание яв-
ляется непрерывным и равномерным процессом. Значение мгно-
венного размерного износа численно равно отношению скорости
размерного износа к скорости резания:
^ол
1 ^h, 1000 ^ол / л г- \
//м г==- -- — - — лпл' мкм. (45)
м v v 1000 v '
3. ЗАВИСИМОСТЬ ХАРАКТЕРИСТИК РАЗМЕРНОЙ
СТОЙКОСТИ ИНСТРУМЕНТА ОТ СКОРОСТИ
И ТЕМПЕРАТУРЫ РЕЗАНИЯ
Для выбора режима резания металлов необходимо определить
подачу и скорость резания с учетом стойкости инструмента [11].
Выбор глубины резания обусловлен припуском на обработку или
наладкой инструмента и особых затруднений не представляет.
Влияние скорости резания на период стойкости инструмента при-
нято выражать формулами степенного вида:
(«)
Такие формулы справедливы лишь для узкого диапазона ско-
ростей резания. При изменении скорости резания в широком диа-
пазоне для различных процессов обработки резанием при обра-
ботке деталей из различных материалов инструментами из быстро-
режущих сталей и твердых сплавов зависимость длины пути реза-
ния от скорости [I = vT = f (а)] носит экстремальный характер
[7, 19, 39].
Положение точек максимума на кривых I = f (а) зависит от
физико-механических свойств материалов детали и инструмента,
сечения среза и других условий резания. При повышении режущих
свойств инструментальных материалов наблюдается повышение
оптимальных скоростей резания, соответствующих максимуму
пройденного инструментом пути резания или минимуму интенсив-
ности износа инструмента.
Оптимальная скорость резания при обработке различных мате-
риалов колеблется в пределах от 10—30 м/мин при обработке де-
талей из закаленных сталей и жаропрочных сплавов инструментом
из твердого сплава до 300—350 м/мин при обработке деталей из
углеродистых сталей инструментом из минералокерамики. При
экстремальности зависимостей размерной стойкости инструмента
от скорости резания зависимость периода стойкости от скорости
57
Рис. 33. Влияние скорости резания на
3000 период стойкости и путь резания при
точении деталей из стали 18Х2Н4ВА.
Резец из сплава Т15К6-, t — 1 мм\ s =
zW 0 21 мм/об\ h3 = 0,30 мм
1000
резания может быть и монотонно
О убывающей (рис. 33). Максимумы
размерной стойкости инструмента
и общей стойкости наблюдаются при различных скоростях, а сле-
довательно, и температурах в зоне резания (рис. 34).
Для определения оптимальной скорости резания, соответствую-
щей максимуму пути резания, надо первую производную пути I
по скорости резания приравнять к нулю:
l = vT\
откуда
(/); = ? + (?> = о,
о = о. = -щ-.
(47)
Так как и Т являются положительными величинами, то ра-
венство (47) может наблюдаться лишь при отрицательном значе-
нии величины (7%, что возможно лишь для ниспадающей кривой.
Следовательно, оптимальная скорость резания соответствует пра-
вой (ниспадающей) ветви кривой Т = f (v). Поэтому всегда спра-
ведливо неравенство
vM < уо, (48)
где v„ —скорость резания, соответствующая максимуму периода
стойкости. Даже в тех случаях, когда период стойкости Ты, на-
Рис. 34. Влияние скорости резания на период стойкости резца из сплава
Т15К6 и путь резания при точении деталей из различных материалов',
а — сталь 37Х12Н8Г8МФБ; t = 1 мм; s — 0,21 мм/об; h3 = 0,30 мм; б—сталь
11Х11Н2В2МФ; t — 2 мм; s — 0,43 мм/об; h3 = 0,30 мм.
58
наблюдаемого_дри .более^ высокой оптимальности скорости реза-
ния^о» работа на скорости по, сравнению со скоростью.
является нерациональной, так как это привело бы к снижению
производительности обработки, размерной стойкости инструмента
й-ухудшению качества обработанной поверхности.
Оптимальные скоРости резания могут быть выявлены на основе
обычных стойкостных испытаний по кривым Т = f (v), при иссле-
довании интенсивности размерного износа по кривым /z0J1 = f (и)
и hon = f (^)> а также при исследовании интенсивности износа
с помощью радиоактивных изотопов [23]. Метод радиоактивных
изотопов по сравнению с микрометрическим методом исследования
интенсивности размерного износа не позволяет определить абсо-
лютные величины относительного износа, которые требуется знать
при проектировании и наладке оборудования и расчете точности
технологических процессов. По графику Т = f (v) в двойной ло-
гарифмической сетке координат оптимальную скорость резания
можно определить путем проведения касательной к кривой Т —V,
проходящей под углом 45° к осям Т и v [39]. Скорость резания,
соответствующая точке касания, и будет оптимальной. Касатель-
ную прямую, проходящую под углом 45° к осям Т и v, можно на-
звать линией постоянной размерной стойкости, так как путь реза-
ния I — vT в каждой точке указанной кривой является постоянной
величиной (рис. 35).
Главным фактором, обусловливающим экстремальный харак-
тер зависимостей Z = f (v) и hon = f (у), является рост темпера-
туры контактных поверхностей и изменение характера износа.
К этому выводу приводит, в частности, и анализ данных о влиянии
скорости резания и температуры предварительного подогрева за-
готовок на физические параметры процесса резания и интенсив-
ность износа инструмента [7, 8, 19, 38].
4. ТЕМПЕРАТУРА НА ПОВЕРХНОСТЯХ КОНТАКТА
ИНСТРУМЕНТА С ОБРАБАТЫВАЕМОЙ ДЕТАЛЬЮ
Состояние контактных слоев трущихся пар (передней поверх-
ности инструмента —стружки, фаски износа на вершине резца —
обработанной поверхности) определяется температурой этих слоев.
Поэтому для понимания закономерностей трения и износа инстру-
мента и основных параметров качества поверхностного слоя дета-
лей необходимо иметь данные о температуре контактных поверх-
ностей [67]. При чистовой и получистовой обработках металлов
режущим инструментом из твердого сплава температура на перед-
ней и задней поверхностях инструмента несущественно отличается
от средней температуры контакта, определяемой методом естествен-
ной термопары «обрабатываемый материал —инструмент». Этот
метод измерения температур при резании металлов является на-
дежным, и приводимые ниже данные о средних температурах кон-
59
такта (или температурах резания) получены с помощью указан-
ного метода. В отдельных случаях, например при изучении зако-
номерностей изменения наклепа и остаточных поверхностных
напряжений, использовались аналитические методы определения
температуры на контактных поверхностях инструмента [7].
При градуировании естественных термопар «обрабатываемый
материал — инструмент» и при измерении термо-э. д. с. в процессе
резания применяли цельные твердосплавные резцы-стержни из
твердого сплава длиной 150—200 мм. Градуирование проводили
в расплаве висмута, нагреваемого с помощью т. в. ч. [7]. Темпера-
турные зависимости были установлены как при обычном однофак-
торном, так и при многофакторном планировании эксперимен-
тов [1, 7, 54].
Для получения линейной математической модели при исследо-
вании температурных зависимостей можно рекомендовать лога-
рифмические масштабы. Последние позволяют получить степен-
ные формулы, адекватную линейную модель при дробных фактор-
ных экспериментах и приводят к однородности дисперсий различ-
ных факторов.
Сначала выбирают основной уровень факторов^и интервалов
варьирования факторов. В качестве основного (нулевого) уровня
в большинстве случаев рекомендуется брать такую точку, в ко-
торой значения параметров оптимизации получаются наилучшими
из всех известных значений. Интервал варьирования выбирают
исходя из точности фиксации факторов и кривизны поверхности
параметра оптимизации [54].
Для получений линейной модели вида
У — + bi%i + + Ь3х3 (49)
на первых этапах планирования факторы варьируются на двух
уровнях. Значения факторов, входящих в уравнение (49), берут
в кодированном виде. Это позволяет упрощать форму записи уров-
ней эксперимента и обработку экспериментальных данных. Верх-
ний уровень фактора обозначается (4-1), нижний — (—1), а основ-
ной— (0). При построении линейных планов необходимо стре-
миться к их ортогональности. Тогда все коэффициенты уравне-
ния (49) регрессии определяются независимо друг от друга и
формулы их определения упрощаются [54]:
xjiyt
bi = ^N~’
где / = 0, 1, 2, . . ., k — номер фактора (ноль записан для вы-
числения &0); N — количество опытов в матрице; i — номер опыта
в матрице.
Рассмотрим пример определения температуры резания в за-
висимости от скорости резания (xx), подачи (х2) и глубины реза-
60
Таблица 8
Уровни факторов и интервалы их варьирования
~~— Факторы —1 0 +1 Интервал варьирования
(м/мин) 10 17,32 30 10
(мм/об) 0,084 0,17 0,34 0,13
х3 (мм) 0,50 0,865 1,50 0,50
ния (*з)- В логарифмических координатах значения этих факто-
ров определяются зависимостями
Х1 = 2(lgt>-lgamax) + j. (5 j а) 1g ymax 1g ^min X2 = ^lgS~1f5n’.a-x-) + 1; (516) 1g sinax 1g 5min Y 2 (1g 1g 6nax) ii (51r) XS~ Ig/max-lg^n +L (MB)
Уравнение (49) после подстановки значений факторов по за-
висимостям (51) можно преобразовать в зависимость степенного
вида
e = CQvzsytx. (52)
Опыты проводили при торцовом точении дисков из жаропроч-
ного сплава ХН77ТЮР резцом из сплава ВК6М (г = 1 мм; у =
= % = 0°; а — — 10°; Ф — Ф1 = 45°) с постоянной (в преде-
лах каждого опыта) скоростью резания. Уровни факторов и интер-
валы их варьирования приведены в табл. 8.
Матрицу планирования эксперимента составляют в виде полу-
реплики (табл. 9). После проведения опытов проверяют линейную
математическую модель на адекватность, а коэффициенты урав-
нения регрессии (49) — на значимость с использованием /-крите-
рия Стьюдента.
При насыщенном плане адекватность линейной модели опре-
деляется по разности bQ — у0, где у0 — среднее значение пара-
метра оптимизации для опытов в нулевой точке. В нашем случае
Уо есть среднее значение 1g 0 для двух нулевых точек (опыты № 5
и 6 в табл. 9):
bQ — yQ = 2,8119 —2,816 = 0,0041 < = 0,005.
Ошибка опыта определяется по опытам в нулевой точке:
Где п = 2 — количество опытов в нулевой точке.
61
Таблица 9
Матрица планирования и результаты эксперимента
Номер опыта в мат- рице х0 х2 х8 0, °C 1g 6
Код V, м/мин Код S, мм/об Код мм
1 +1 — 1 10 — 1 0,084 + 1 1,5 520 2,716
2 +1 + 1 30 — 1 0,084 — 1 0,5 708,8 2,8505
3 +1 — 1 10 +-1 0,34 — 1 0,5 550 2,7104
4 +1 + 1 30 + 1 0,34 + 1 1,5 900 2,9542
5 + 1 0 17,32 0 0,17 0 0,865 649 2,8122
6 + 1 0 17,32 0 0,17 0 0,865 639 2,8055
bi 2,816 0,0796 0,032 0,0198
Уо 2,8119
Незначимость разности (&0 — z/0) позволяет не отвергать гипо-
тезу о линейности математической модели (49).
Коэффициенты blf b2, b3 (см. табл. 9) больше величины
_ hs 12,71-0,005 __
7 О = кг —
0,032,
где N = 4 — количество опытов в матрице без учета нулевых
опытов; = 12,71 —критерий Стьюдента при степени свободы
f = 1 и уровне значимости р = 0,05. Следовательно, все коэффи-
циенты уравнения регрессии значимы, кроме Ь3. После подста-
новки значений коэффициентов bL и значения xL получаем
e = 308,7v9’33s°’W’085. (53)
При обычном однофакторном планировании эксперимента,
когда для получения достаточно точной зависимости потребовалось
провести не менее двадцати опытов, была получена формула
9 = 266,7y0’384s0’132/0’098. (54)
Произведенные расчеты температур по формулам (53) и (54)
показали (табл. 10), что различия в значениях температур реза-
ния, полученных по этим формулам, не превышают 5%. Значения
температур, определенные по формуле (53), меньше отличаются
от температур, полученных в опытах.
Из элементов режима резания на температуру резания наиболее
сильно влияет скорость резания, меньше — подача и еще меньше —
глубина резания (табл. 11). Кроме элементов режима резания (v,
s, t) на температуру резания влияют свойства обрабатываемого
материала (ав, НВ, HRC, ф, б, склонность к наклепу, теплопро-
62
Таблица 10
Расчетные и опытные значения температур резания
V, м/мин \ I S, мм/об t, мм Температура ре- зания 0, °C, рас- считанная по формуле Эксперименталь- ное значение 0, °C 100% юо% 100%
•о ф 1 ю ф ф
ф 1 ф ф ф I* ф' ф
(53) (54)
20 0,21 1 682,5 686,5 680 0,56 0,37 0,96
30 0,084 0,50 697,5 665 780 4,7 1,6 6,2
30 0,34 1,5 890 888 900 1,33 1,1 1,33
20 0,21 2,2 760 742 755 2,4 0,66 1,7
45 0,21 1 929,5 936,5 905 0,75 2,7 3,5
Таблица 11
Значение коэффициента и показателей степени в формуле (52)
для расчета температуры резания при точении деталей
из углеродистых сталей резцом из сплава Т15К6
(у = 8°; а = = 15°; ф = 45°; фт = 15°; г = 1 мм; /?3 = 04-0,10 мм)
Сталь ав, кгс/мм2 С9 г У X
э 37,5 157 0,32 0,11 0,07
10 41,2 228 0,25 0,07 0,03
20 46,7 268 0,27 0,15 0,10
45 63,1 352 0,22 0,08 0,05
У8А 70,7 224 0,33 0,11 0,07
У12А 92,2 326 0,28 0,12 0,07
Таблица 12
Значение коэффициента и показателей степени в формуле (52)
для расчета температуры резания при точении деталей
из жаропрочных деформируемых сплавов на никелевой основе;
t — 0,50 мм; s = 0,09 мм/об; резец из сплава ВК6М
(у — 0°; а = сц = 10°; ф = фт = 45°; г = 0,50 мм)
Сталь ав, кгс/мм2 при се Z
20° С 800° С
ХН77ТЮ 105,2 54,1 205 0,35
ХН77ТЮР ХН70ВМТЮ 107,3 106,3 60,5 76,5 209 243 0,35 0,33
ХН70ВМФТЮ 108 77,5 250,7 0,33
ХН55ВМТФКЮ 113,3 85,7 259 0,32
ХН51ВМТЮКФР 110,5 95 281,7 0,31
63
Рис. 35. Влияние скорости резания на
период стойкости резца из сплава
Т15К6 при точении детали из стали
11Х11Н2В2МФ в состоянии поставки;
t = 1 мм; h3 — 0,20 мм; 1 — s = 0,11 мм/об;
2 — s = 0,21 мм/об; 3 — t — 0,30 мм/об; 4 —
s = 0,43 мм/об
водность и др.), геометрические
параметры режущей части ин-
струмента и степень его изно-
шенности, свойства инструмен-
тального материала (главным
образом теплопроводность), сма-
зочно-охлаждающие среды, сила
электрического тока, вводимого
в зону резания, и др.
Изменение температуры в за-
висимости от физико-механиче-
ских свойств материала детали представлено в табл. 13. Одна
и та же температура резания, например 1000° С, при точении
деталей из различных углеродистых сталей достигается при су-
щественно различных скоростях резания.
На температуру резания влияет твердость стали; например,
при точении образцов из стали ХВГ с твердостью HR С 23—62
резцом из сплава ВК8 (t = 0,25 мм; s = 0,10 мм/об) температура
резания
6 = 10,7v0-36 (HRC)0-75.
(55)
Такое влияние повышения твердости стали на рост темпера-
турьГрезания связано не столько с увеличением силы резания Pz,
'^которая повышается всего лишь на 20—25% при повышении твер-
дости HRC от 23 до 62, сколько с резким снижением ширины (и
площади) контакта стружки с передней поверхностью инструмента
и ухудшением теплоотвода.
Таблица 13
Скорости резания, соответствующие температуре контакта 1000° С
(для углеродистых сталей; резец из сплава Т15К6; t = 0,50 мм;
$ — 0,21 мм/об) и 850° С (для жаропрочных сплавов;
резец из сплава ВК6М; 0,50 мм; s = 0,09 мм/об)
Сталь у1000° С’ м/мин Сплав и850° С’ м/мин
э 625 ХН77ТЮ 59
10 595 ХН77ТЮР 58
20 400 ХН70ВМТЮ 45
45 235 ХН70ВМФТЮ 42,5
У8А 185 ХН55ВМТФКЮ 40
У12А 125 ХН51ВМТЮКФР 35
64
При обработке деталей из стали ХВГ с различной твердостью
при толщине срезаемого слоя а = 0,027-^-0,10 мм и сохранении
постоянства оптимальной температуры резания ширина контакта
стружки с резцом
Например, при а = 0,05 мм и повышении твердости HRC от
23 до 62 ширина контакта снижается от 0,55 до 0,11 мм.
5. О ПРИНЦИПЕ РЕЙХЕЛЯ В РЕЗАНИИ МЕТАЛЛОВ
Вопрос об установлении рациональных режимов резания от-
носится к числу важнейших экономических проблем современного
машиностроения, так как от правильного выбора режимов зависят
производительность, себестоимость и точность обработки, расход
инструмента, надежность работы оборудования в условиях авто-
матизированного производства, качество поверхностного слоя и
эксплуатационные свойства деталей. Режимы резания устанавли-
вают на основе стойкостных испытаний. Но рекомендации по ре-
жимам резания оказываются справедливыми лишь для тех кон-
кретных условий (материал детали, материал инструмента, сече-
ние среза, геометрия инструмента, СОЖ и др.), в которых были
проведены стойкостные исследования.
В. Рейхелем [67] сформулирован принцип, который сводится
к тому, что определенному периоду стойкости резца для заданной
пары инструмент—деталь соответствует одна и та же температура
резания, не зависящая от комбинации элементов режима реза-
ния [67]. Недостаток указанного принципа состоит в том, что фи-
зический параметр — температура резания — сопоставляется
с временем работы инструмента, которое применительно к явле-
ниям трения и износа не является физической характеристикой.
Время в общем случае не учитывает работы сил трения, приводя-
щих к износу режущего инструмента. Кроме того, толщина среза
помимо температурного воздействия самостоятельно влияет на
контактные процессы, происходящие на задней поверхности ин-
струмента.
При одинаковых температурах резания стойкость инструмента
существенно изменяется при различных толщинах среза. Напри-
мер, при точении деталей из стали 12Х18Н9Т резцом из сплава ВК8
(t = 5 мм; h3 = 0,30 мм) на подаче 0,61 мм/об и скорости реза-
ния 72 м/мин период стойкости 45 мин, а на подаче 0,39 мм/об
и скорости резания 82 м/мин — 17,5 мин, хотя в обоих случаях
наблюдалась одна и та же температура резания 950° С. Если за
критерий затупления принимать некоторую величину радиаль-
ного износа инструмента, например в автоматизированном произ-
водстве, то исследование зависимостей Т = f (0) при работе на
различных подачах может быть заменено исследованием зависи-
5 А. Д. Макаров 65
мостей vh = f (0). Необходимым условием соблюдения принципа
Рейхеля в этом случае должно быть совпадение зависимостей
vh = f (0) для различных подач. Экспериментальные данные о вли-
янии температуры резания на скорость размерного износа при то-
чении деталей из различных материалов с различными подачами
представлены на рис. 36. Скорости размерного износа во всем
целесообразном диапазоне изменения скоростей (и температур)
резания для различных подач значительно различаются; напри-
мер, при точении деталей из стали 12Х18Н9Т с температурой ре-
зания 800° С повышение подачи от 0,10 до 0,40 мм/об приводит
к снижению vh с 1,85 до 0,35 мкм/мин (в 5,3 раза). Таким образом,
получив на основе стойкостных и температурных испытаний эмпи-
рическую зависимость периода стойкости (или скорости размер-
ного износа) от температуры резания для подачи 0,40 мм/об и рас-
пространив эту зависимость на другие подачи, можно совершить
ошибку в определении периода стойкости более чем в 3—5 раз,
а ошибку в определении скорости резания в 0,3—1 раз.
Данные о неприемлемости принципа Рейхеля получены также
и для других материалов. Точки минимума зависимостей vh =
= f (0), соответствующие максимальным значениям Т, при точе-
нии деталей из стали 40ХН2МА резцами из сплава Т14К8 наблю-
даются при различных значениях температуры резания (рис. 37).
При работе на подаче s = 0,43 мм/об минимум величины vh на-
блюдается при 0 = 690° С, а для s = 0,11 мм/об — при© = 820° С.
Vh, мкм/мин
500 600 700 800 900 9,°C
а)
700 800 900 1000 0,
в)
Рис. 36. Зависимость скорости раз-
мерного износа от средней темпе-
ратуры резания при точении дета-
лей из различных материалов'.
а — сталь 12Х18Н9Т, резец из спла-
ва ВК8; t — 0,50 мм; б — сталь
13Х14НЗВ2ФР, резец из сплава Т14К8;
t= 1 мм; в — сталь 15Х18Н12С4ТЮ,
резец из сплава В Кб; t = 2 мм
66
Рис. 87. Влияние температуры резания
л скорость размерного износа и поверх-
ностный относительный износ при точе-
детали из стали 40ХН2МА резцом
аз сплава Т14К8; t = 1 мм
Изменение температуры резания
от 690 до 820° С (для s =-
= 0,21 мм/об) эквивалентно изме-
нению скорости резания на 63%
(от 106 до 168 м/мин). Следова-
тельно, при точении деталей из
стали 40ХН2МА соблюдается по-
стоянство оптимальной темпера-
туры резания при различных
подачах, но для каждой подачи
имеется своя температура, соот-
ветствующая максимуму периода
стойкости.
6. ПОЛОЖЕНИЕ (ЗАКОН)
ПОСТОЯНСТВА
ОПТИМАЛЬНОЙ
ТЕМПЕРАТУРЫ РЕЗАНИЯ
Постоянство температуры резания следует связывать не с про-
извольно выбранными (но постоянными для разных комбинаций /,
s, v) значениями периода стойкости [67 ] и не с точками максимума
зависимостей Т = f (и) [37], а с точками максимума зависимостей
f = vT = f (v) или с точками минимума зависимостей йоп = f (ц),
ьол = f(v), hon3 = f (и).
Большинство факторов, влияющих на интенсивность износа
инструмента (отношение контактных твердостей, диффузия и ад-
гезия, окислительные процессы, пластическое течение контактных
слоев инструмента и др.), являются функцией температуры кон-
тактных поверхностей. Это позволило автору в 1961 г. [38] сфор-
мулировать положение: оптимальным скоростям резания (для
заданного материала режущей части инструмента) при различных
комбинациях скорости резания, подачи и глубины резания соответ-
ствует постоянная температура в зоне резания (оптимальная
температура резания).
Для проверки выдвинутого положения постоянства оптималь-
ной температуры резания был принят следующий порядок про-
ведения экспериментов [39]. Вначале исследовали интенсивность
износа инструмента при работе на одной подаче. Скорости резания
подбирали исходя из возможности выявления минимума относи-
тельного износа (или максимума пути резания до затупления ин-
5* 67
струмента) и, следовательно, оптимальной скорости резания. За-
тем определяли влияние скорости резания (при работе на различ-
ных подачах) на величину термо-э. д. с. Е, возникающей в термо-
паре твердосплавный резец —обрабатываемый материал. На
основе этих опытов устанавливали зависимости между скоростью
резания и подачей при постоянстве величины Е, являющейся
оптимальной для принятой подачи:
V
о
(57)
Для различных подач по формуле (57) подсчитывали скорости,
названные расчетными оптимальными скоростями резания. Затем
исследовали интенсивность износа резца при работе на других
подачах. Среди скоростей резания, которые выбирали для иссле-
дования интенсивности износа, были и те скорости, которые по-
лучены на основе температурных испытаний и расчета как опти-
мальные. Были исследованы следующие стали и сплавы: 45,
ЗОХГСА, 18Х2Н4В2НВА, 40Х, 40ХН, 40ХН2МА, 12Х18Н9Т,
12Х18Н10Т, 14Х17Н2, 10X11H23T3MP, 15Х18Н12С4ТЮ,
13Х14НЗВ2ФР, 11Х11Н2В2МФ, 37Х12Н8Г8МФБ, ЭП616А,
55Х20Г9АН4, ВТЗ-1, ВТ8, ХН77ТЮ, ХН77ТЮР улучшенный.
ХН70ВМТЮ, ХН55ВМТФКЮ, ХН51ВМТЮКФР и ряд других,
В качестве резцов использовали цельные стержни из твердого
сплава длиной 150—200 мм. Цельные резцы (специально для иссле-
дований) изготовили из
сплавов ВК2, ВК4, В Кб,
ВК6М, ВК60М, ВК8,
ВК15М, Т5КЮ, Т14К8,
Т15К6, Т30К4. Исследо-
вания показали, что работа
на расчетных оптималь-
ных скоростях резания
при всех подачах обеспе-
чивала наименьшую интен-
сивность износа резцов.
При работе на других ско-
ростях резания как выше,
Рис. 38. Влияние скорости реза-
ния на температуру резания
и характеристики размерной
стойкости резца из сплава
Т15К6 при точении детали из
стали 14Х17Н2; t ~ 0,50 мм;
h3 ~ 0,25 мм; у ~ X = 0°;
а = сц = 10°; ср = = 45°;
г ~ 0,5 мм
68
Рис. 39. Влияние скорости^резания на температуру] резания (а)
и поверхностный относительный износ (б) при точении детали из
сплава ХН51ВМТЮКФР резцом из сплава ВК6М
так и ниже расчетных оптимальных наблюдался более интенсивный
износ [7, 39, 43]. В качестве примера на рис. 38 —40 приведены
данные лишь для трех материалов. Таким образом, при работе
с переменными подачами (рис. 38) или с переменными подачами
и глубинами резания (рис. 39), или с переменными сечениями
среза, когда подача и глубина резания изменяются одновременно
(рис. 40), положение постоянства оптимальной температуры ре-
зания нашло полное экспериментальное подтверждение. Рас-
смотренные данные относятся к продольному точению.
Закон (положение) постоянства оптимальной температуры ре-
зания, установленный первоначально для продольного точения
различных материалов, нашел экспериментальное подтверждение
и для других видов обработки резанием: торцового точения, рас-
тачивания отверстий, сверления, фрезерования, нарезания резьбы
методом многократных проходов, зубофрезерования червячными
Фрезами (рис. 41—46). Положение постоянства оптимальной тем-
пературы резания признано и подтверждено многими специали-
стами (рис. 47—52). Например, по данным д-ра техн, наук проф.
Т. Н. Лоладзе, максимальный путь резания при точении деталей
из стали 40Х резцом из сплава Т15К6 для различных толщин
среза наблюдался при одинаковых температурах резания. При
сверлении деталей из стали 50 сверлом из стали Р6МЗ д-р техн,
паук проф. А. Н. Резников установил, что наименьший износ
сверла при работе на подачах 0,11—0,43 мм/об наблюдается при
одной температуре 0о = 270° С. Подобного рода данные полу-
чены при чистовом растачивании деталей из чугуна, при точении
69
Рис. 40. Влияние скорости резания на тем-
пературу резания и путь резания при
точении детали из стали 11Х11Н2В2МФ
(ов = 120 кгс/мм2) резцом из сплава
Т15К6
Рис. 41. Влияние скорости резания
на температуру резания и харак-
теристики размерной стойкости
резца из сплава ВК6М при торцо-
вом точении деталей из жаропроч-
ного сплава ХН77ТЮР (при v =
= const в пределах одного прохода):
t — 1 мм; h3 ~ 0,30 мм; V = X = 0;
а — at — 10°; <р = <Pi = 45°; г = 1мм
№ t, s, л3,
мм мм/об мм
1 0,50 0,11 0,20
2 1,0 0,21 0,30
3 2,0 0,43 0,30
Рис. 42. Влияние скорости ре-
зания на температуру резания
и поверхностный относитель-
ный износ при растачивании
деталей из сплава ХН77ТЮ
резцом из сплава ВК8: I ~
= 0,20 мм\ d = 13 4- 15 мм
Рис. 43. Влияние скорости резания
на температуру резания и суммар-
ную глубину просверленных глухих
отверстий в деталях из стали
15Х18Н12С4ТЮ сверлом из стали
Р18: D = 15 мм} h3 = 0,30 мм
70
Рис. 44. Влияние скорости резания на среднюю температуру контакта в зоне
резания, путь резания, поверхностный относительный износ при торцовом фре-
зеровании деталей из стали 5ХНВ твердостью t = 0,50 мм (фреза из сплава
Т15К6; d= 45 мм; z~ 1; ? = —10°; а = ах = 10°; ф = 60°; фх = 10°; г =
= 0,25 mmJ:
а - HRC 35; б - HRC 45
Рис. 45. Влияние скорости резания на
температуру резания и суммарную длину
нарезанной резьбы в деталях из стали
12Х18Н9Т резцом из сплава ВК60М; число
проходов 5\ h3 = 0,50 мм
Рис. 46. Влияние скорости реза-
ния на температуру резания
и число нарезанных зубчатых
колес из стали 40 X; червячная
фреза из стали Р18: т = 2;
z = 61; h3 — 0,70 мм
71
Рис. 48. Влияние скорости резания
на температуру резания и ширину
фаски износа сверла из стали Р6МЗ
(0 21 мм) при обработке детали из
стали 50 (по данным А. Н. Резникова
и А. П. Шевеля)
Рис. 47. Влияние температуры реза-
ния на путь резания при точении
деталей из стали 40X резцом из спла-
ва Т15К6, h3 = 0,60 мм (по данным
Т. Н. Лоладзе и 3. С. Тавар тки ладзе)
Рис. 49. Влияние скорости резания
Рис. 50. Влияние скорости резания
на температуру резания и интенсив-
ность износа резца по задней поверхно-
сти из сплава ВТЗ-1 резцом из сплава
ВК8, t = 3 мм (по данным М. Ф. По-
на температуру резания и поверхно-
стный относительный износ резца из
летики и А. И. Афонасова)
сплава Т5КЮ (t — 1,5 мм) при обра-
ботке деталей из стали 45 (по дан-
60 100 100 v.m/mllh
ным Ю. А. Розенберга и А. К- Наза-
рова)
Рис. 51. Зависимость поверхностного отно-
сительного износа и термо-э. д. с. от ско-
рости резания при точении деталей из
стали 11Х11Н2В2МФ (dQT^= 3,4-?-3,7 мм)
резцом из сплава Т15К6 (у= 10°; а=аг =
10°; ф = срх = — 45°', 7=0, без охлаж-
дения', по данным И. Ф. Молохова)
72
рис. 52. Влияние конструк-
ции сверла из стали Р18 (не-
однородности деформации
срезаемого слоя) и элементов
режима резания (по данным
Г. П. Керши)
2 4 — линии равных длин
„посверленных отверстий в м;
С 7 — линии равных сред-
них ’ температур резания в °C
(сплошные линии—стандартные
сверла; штриховые — сверла со
ступенчатой передней поверх-
ностью)
деталей из титанового сплава ВТЗ-1 резцом из твердого сплава
ВК8 (рис. 49). Оптимальная температура резания (90 = 860° С)
оказалась примерно равной температуре рекристаллизации ти-
танового сплава. Максимальная суммарная длина просверлен-
ных отверстий при'работе сверлом из стали Р18 на различных по-
дачах получилась при температуре 280° С.
7. ОСНОВНЫЕ СЛЕДСТВИЯ, ВЫТЕКАЮЩИЕ ИЗ
ПОЛОЖЕНИЯ о ПОСТОЯНСТВЕ ОПТИМАЛЬНОЙ
ТЕМПЕРАТУРЫ РЕЗАНИЯ
Из положения постоянства оптимальной температуры резания
вытекает ряд важных для науки и практики следствий х.
Следствие I. Для инструментов с любой комбинацией гео-
метрических параметров режущей части (г, <р, <рх, у, X, а и др.)
точкам минимума кривых, выражающих зависимость интенсив-
ности износа от скорости резания, соответствует одна и та же опти-
мальная температура резания, хотя уровень оптимальных скоро-
стей резания при этом может колебаться весьма существенно [39 ]
(рис. 53). Значение указанного следствия состоит в том, что на
его основе путем поддержания постоянства оптимальной темпера-
туры резания 0О можно осуществлять процесс резания в оптималь-
ном режиме при использовании инструментов с любой комбина-
цией геометрических параметров режущей части без проведения
весьма трудоемких и дорогостоящих стойкостных испытаний. Ана-
логичные заключения можно сделать и о значении последующих
следствий.
Следствие II. При обработке металлов резанием без охлажде-
ния и при применении разных смазочно-охлаждающих жидкостей
(СОЖ), подводимых в зону резания различными способами, наи-
к Более подробное обоснование следствий содержится в последующих гла-
73
Рис. 53. Влияние скорости резания на
температуру резания и интенсивность
износа резца при точении деталей из
стали 15Х18Н12СТЮ с различными глуби-
нами резания, подачами и геометриче-
скими параметрами режущей части (а,
V, Ф, Ф1( X, г)
Рис. 54. Влияние скорости резания
на температуру резания и интен-
сивность износа резца при точении
деталей из сплава ХН77ТЮР без
охлаждения резцами из сплава ВК8
с применением разных СОЖ; t —
= 0,5 мм; s = 0,08 мм/об:
1 — в сухую; 2 — СОЖ 32; 3 —СОЖ
ОМЭА
Рис. 55. Влияние скорости резания на
температуру резания и интенсивность
износа при точении с различными ком-
бинациями сечения среза и температур
предварительного подогрева деталей из
сплава ХН77ТЮ: резец из сплава ВК8;
t = 0,25 мм
Я» кривой S, мм/об еп> »с 1>0, м/мин
1 0,11 20 35
2 0,21 100 28,5
3 0,3 200 25
4 0,11 300 20
5 ».з 300 17,5
74
Рис. 56. Влияние скорости резания на
1 температуру Резания и интенсивность
износа однозубой фрезы при фрезеро-
вании с различными комбинациями
сечения среза и температур предвари-
тельного подогрева деталей из сплава
}&С6К\ фреза из сплава ВК8, t ~
0,50 мм
№
кривой
S,
мм/зуб
uQ, м/мин
1
2
3
4
5
0,05 20 21,5
0,15 20 14
0,05 300 12,5
0,15 300 9
0,10 600 4,5
меньшая интенсивность износа инструмента наблюдается при од-
ной и той же оптимальной температуре резания (рис. 54).
Следствие III. Различным комбинациям температур предва-
рительного подогрева заготовок, скоростей резания и сечений
срезаемого слоя, соответствующих наименьшей интенсивности из-
носа инструмента и наибольшей его размерной стойкости, соответ-
ствует одна и та же оптимальная температура резания (рис. 55
и 56). Вывод о том, что минимальный относительный износ, со-
ответствующий оптимальной температуре резания 800° С, может
быть достигнут с равным успехом как искусственным подогревом
заготовки, так и повышением режима резания, в частности ско-
рости резания [19], по существу выражает ту же мысль.
Следствие IV. Изменение диаметра обрабатываемой поверх-
ности при точении и диаметра растачиваемого отверстия приводит
к существенному изменению уровня оптимальных скоростей ре-
зания, в то время как оптимальная температура резания остается
постоянной (рис. 57 и 58).
Следствие V. Изменение твердости и структуры стали [7, 39]
приводит к существенному изменению уровня оптимальных ско-
ростей резания, но указанным скоростям соответствует одна и та же
оптимальная температура резания (рис. 59 и 60).
Следствие VI. Одна и та же оптимальная температура реза-
ния соответствует максимальной длине просверленных отверстий
при применении сверл различных конструкций, приводящих
к различной неоднородности деформации срезаемого металла. При
применении спиральных сверл со ступенчатой передней поверх-
ностью вследствие уменьшения сил взаимодействия снижаются
неоднородность деформации срезаемого металла и температура
резания, повышается оптимальная скорость резания, при которой
наблюдается максимальная длина просверленных отверстий, но
оптимальная температура контакта остается той же, что и для
сверл стандартной конструкции (см. рис. 52).
Следствие VII. Кривые йоп = f (s), hoa = f (r), hon = f (d),
fton = f (0П) и др., выражающие зависимость интенсивности из-
75
Рис. 57. Влияние скорости ре-
зания на температуру резания
и путь резания при точении
деталей различного диаметра из
сплава Х77ТЮР резцом из спла-
ва ВК6М: t ~ 0,25 мм; s =
= 0,09 мм/об; hr — 30 мкм
Рис. 58. Влияние скорости ре-
зания на температуру резания
(величину термо-э. д. с.) и ин-
тенсивность износа расточного
резца из сплава ВК8'. деталь из
стали 12Х18Н9Т'.
t — 0,30 мм; s = 0,06 мм/об
Рис. 59. Влияние скорости резания (а) и температуры резания
(б) на интенсивность износа резца при точении деталей с раз-
личной структурой и твердостью из стали ХВГ резцом из сплава
ВК8: t ~ 0,25 мм; s = 0,10 мм/об
носа (или длины пути резания) от толщины среза, радиуса при
вершине резца в плане, диаметра обрабатываемой поверхности
при точении или растачивании, температуры предварительного
подогрева заготовок, при постоянстве скоростей резания могут
быть монотонно убывающими, вогнутыми (выпуклыми) или мо-
нотонно возрастающими. Характер этих кривых определяется
76
Рис. 60. Влияние скорости резания на
размерную стойкость фрезы и темпе-
ратуру резания деталей из стали
5ХНВ твердостью НРС 15—45 фрезой
из сплава Т15К6:
z = 1; t = о,5 мм; s =0,10 мм/зуб
Рис. 61. Влияние подачи на температу-
ру резания и число нарезанных зубчатых
колес при работе с различными скорос-
тями резания, колеса из стали 40X;
т~ 2 мм, z~ 61; червячная фреза
из стали Р18
Рис. 62. Влияние радиуса закругления
вершины резца на температуру резания
и интенсивность износа резца при ра-
боте с различными скоростями резания;
деталь из сплава ХН77ТЮР; резец из
сплава ВК6М
Рис. 63. Влияние диаметра детали при
точении на температуру резания и размер-
иую стойкость инструмента (путь резания)
в случае работы на различных скоростях
резания; деталь из сплава ХН77ТЮР;
Резец из сплава ВК6М; t = 0,25 мм; s ~
~~ 0,09 мм/об
77
q °C Рис. 64. Влияние температуры предвари-
тельного подогрева детали на темпера-
туру резания и путь резания при точе-
д0 нии\ деталь из сплава ХН55ВМТФКЮ-,
резец из сплава ВК8
влиянием изменяемого параметра
(s, г, d, 0П и др.) на температуру
резания 0 — приближением или
удалением температуры резания
0 от оптимальной температуры 0О
(рис. 61—64).
- о 200 ооо ООО в„ Перечисленные выше следст-
вия, подтвержденные большим ко-
личеством экспериментов, расширили и углубили выявленную
область действия установленного положения и повысили степень
выражения указанным положением скрытой сущности явлений,
сопровождающих процесс резания.
8. МЕТОД УСКОРЕННОГО ОПРЕДЕЛЕНИЯ
ОПТИМАЛЬНЫХ РЕЖИМОВ РЕЗАНИЯ
На основе положения постоянства оптимальной температуры
резания разработан новый высокоэффективный метод определения
(установления) оптимальных режимов резания [39].
1. На одной из подач s исследуют интенсивность износа на
пяти-семи скоростях резания, измеряя радиальный износ с по-
мощью специального прибора [39] и ширину фаски износа по
заданной поверхности. Скорости резания подбирают с расчетом
возможности выявления минимума hon или Лопз. Для ускорения
величины hon и /ion3 определяют лишь по начальным участкам
периода нормального износа [39].
2. Подсчитывают значения /гоп и йопз при работе на различных
скоростях резания, и ту скорость, при которой йоп и йопз мини-
мальны, принимают за оптимальную v0.
3. Измеряют величину оптимальной термо-э. д. с., т. е. такой
силы, которая возникает в паре резец-деталь при работе на вы-
бранной подаче и оптимальной скорости резания.
4. Определяют термо-э. д. с. при работе на других подачах.
При работе на каждой из этих подач путем бесступенчатого из-
менения скоростей резания добиваются получения оптимальной
термо-э. д. с. Найденные для указанных подач скорости резания
и будут оптимальными, а интенсивность износа резца (/ion и /гопз)
будет минимальной. Если станок, на котором ведется исследова-
ние, не имеет бесступенчатого регулирования частоты вращения, то
поступают следующим образом.
5. Определяют влияние скорости резания и подачи на вели-
чину термо-э. д. с., возникающей в паре резец-деталь.
78
6. Для значений термо-э. д. с. в двойной логарифмической
1сетке строят зависимость скорости резания от подачи и находят
зависимость между скоростью резания и подачей при постоянстве
температур в зоне резания:
Сх
V = —.т-
SXv
(58)
где Xi — тангенс угла наклона прямых на графике; Сг — по-
стоянный коэффициент;
(59)
где v0 — оптимальная скорость резания при работе на подаче sx.
7. По формуле (58) подсчитывают оптимальные скорости для
всех других подач. Сочетания подач и скоростей резания, удовле-
творяющие уравнению (58), обеспечивают инструменту наимень-
шую интенсивность износа, но абсолютные величины оптималь-
ных поверхностных относительных износов hono и /г0ПЗ еще
остаются неизвестными.
8. Для определения величин /гопо и /г0П30 на указанных в п. 7
сочетаниях подач и скоростей резания определяют интенсивность
износа аналогично п. 1.
9. При сочетаниях подач и скоростей резания, определяемых
уравнением (58), измеряют высоту неровностей обработанной по-
верхности.
Указанный метод проверен при обработке деталей из
некоторых материалов (ЗОХГСА, 12Х18Н9Т, 11Х11Н2В2МФ,
15Х18Н12С4ТЮ, ХН70ВМТЮ, ХН51ВМТЮКФР и др). Он по-
зволяет в 8—10 раз экономить время и обрабатываемый материал
по сравнению с существующими методами исследования. С учетом
следствий, вытекающих из положения постоянства оптимальной
температуры резания, трудоемкость исследований может быть
снижена. Например, для определения оптимальных скоростей
резания при точении деталей из сплава ХН70ВМТЮ резцами из
сплава ВК6М с различными комбинациями t, s, ср, г понадобилось
провести семь неполных опытов (с целью получения зависимости
^оп = f (v) для t х s = 0,50 х 0,09 мм) и 81 (1 х s х <р х г =
~ 3 X 3 X 3 X 3 = 81) кратковременный температурный 1 опыт
по определению скоростей резания v0, соответствующих оптималь-
ной температуре резания 0о. Получение зависимости Т =
= f (о, s, t, г, <р) на основе обычных стойкостных испытаний по-
требовало бы проведения 243 (у X s X / ХгХф = ЗхЗХ
X 3 X 3 X 3 = 243) стойкостных опытов.
1 При г математических методов планирования эксперимента
Число темп. pdTjpiibix опытов может быть также сокращено в 3—12 раз.
79
Оптимальная скорость резания для различных комбинаций s,
ср, г при точении деталей из сплава ХН70ВМТЮ резцом из сплава
ВК6М
8 25г0,15
= -mi), —одто м/мин- (60)
о L о 111 VI/ у
Этот метод находит применение в различных научно-исследо-
вательских организациях нашей страны [3, 60, 70].
9. ПАРАМЕТРИЧЕСКИЕ УРАВНЕНИЯ МАКСИМАЛЬНОЙ
РАЗМЕРНОЙ СТОЙКОСТИ ИНСТРУМЕНТА
Взаимосвязи между оптимальной скоростью резания и пода-
чей, а также между оптимальным поверхностным износом /гопо
и подачей могут быть выражены параметрическими уравнениями
максимальной размерной стойкости инструмента [39]:
Ci
1 Со
h — —-
опо sx2
(61)
При нахождении параметров эмпирических формул используют
способ наименьших квадратов, который основан на том, что из
данного множества формул вида vo = f (s) наилучшим образом
изображающей наблюденные значения считают ту, для которой
сумма квадратов отклонений наблюденных значений от вычислен-
ных является наименьшей. Рассмотрим пример применения этого
способа для нахождения параметров формул (61).
Приведем формулу (61) к линейному виду
lgyo = lgC’i — xjgs
и введем обозначения
lgv0 = f/; \gC1 = b-, lgs = x; — хг=а.
После подстановки новых обозначений получим у = ах + Ь.
Коэффициенты линейной функции у = ах + b необходимо под-
бирать так, чтобы сумма квадратов отклонений вычисленных зна-
чений axt + b от наблюденных yt принимала наименьшее зна-
чение:
М = (axi + Ь — у^2 + (о2 + Ь — у2)2 + • • • + (ахп + Ь~уп)2
ИЛИ
М. = X И,- + b~ytf.
1=1
Сумма М является функцией двух переменных а и Ь. Мини-
мальное значение сумма М принимает при тех значениях а и Ь,
80
при которых обращаются в нуль частные производные этой функ-
ции по каждой переменной, т. е. когда
дМ А дЛ4 п
-г- — 0 и -<7- = 0.
да до
Находим частные производные:
= 2 У (axi -|- b — ydXi—2 а У х} + b У х, — У х<у
да г=1 L (=1 t=i !=1
— = 2 g И/ + Ь — уд = 2 а Е + bn — .Е yt
Приравнивая каждую частную производную к нулю, получаем
систему двух линейных уравнений относительно а и Ь:
а Е х2 + b Е Xi = 2 Xiyc,
а У xi + bn=^ yt.
Решение этой системы с помощью определителей второго по-
рядка приводит к следующим уравнениям:
xyji Е xi
У У1 п
Е Е
Е х‘ Е
Е Е xi
Xi а
S *< - (S '
Формулы для определения постоянных Сх и xt после перехода
к прежним обозначениям запишутся так:
а п п
п п п п
Е о^)2 Е l&voi— Е lgs‘ S •s5»lgw°‘
f=:l £ = 1 i— 1 1 = 1
n n ?~2
n E (igsj2— E lgs<)
1=1 \ 1=1 /
6
А. Д. Макаров
81
Постоянные С2 и х2 в уравнении
h — —
0110 sx2
были найдены по следующим уравнениям:
si 1g ^опо i
1g ^ono i П
%2= (£lgst-)2 £ lgS(- ‘
E IgSf n
n n n
n 2 si 'g ftono i — E 1g Si £ 1g Лопо i
Z=1 i=l i=l
n in \ 2
« S (!§ si)2 — S !g si
i=l \ i=l !
1 (IgS/)2 Yi lg Si Ig/iono i
j 1g S; У । lg/lonoi
(2 >gs02 S ^Si
S 1g Si n
n n n n
E ('g Si)2 £ ig^ono i — 2 1g Si IgSj lg/lonoi
i=l_______i=l___________i=l t=l_____________
n / n \2
n £ (Igs;)2- £ 1g Si
\ 1=1 /
(64)
(65)
Для точения деталей из сплава ХН51ВМТЮКФР резцом из
сплава ВК6М при t — 0,50 мм получены следующие параметри-
ческие уравнения максимальной размерной стойкости:
ио = -^г м/мин; /гопо = -~^мкм/103 см2, (66)
а для точения деталей из стали 15Х18Н12С4ТЮ резцами из сплава
ВК8 при t = 1 мм
v0 = ^|g-м/мин; /гопо = ^^мкм/103 см2. (67)
Данные о постоянных коэффициентах и показателях степени
в параметрических уравнениях максимальной размерной стой-
кости при обработке некоторых материалов приведены в табл. 14.
При заданной глубине резания выбор режима резания начи-
нается с назначения максимальной технологически допустимой
подачи. Для каждой выбранной подачи по уравнениям (61) могут
быть найдены оптимальные скорость резания и поверхностный
относительный износ. При различных сочетаниях подач и скоро-
стей резания, удовлетворяющих указанным уравнениям, обеспе-
82
Таблица 14
Постоянные коэффициенты и показатели степени
в параметрических уравнениях максимальной размерной стойкости
при точении деталей из некоторых материалов
Материал t, мм Подача s, мм/об xi х2 Ct с2
детали резца
.
40Х Т15К6 1 0,10—0,40 0,53 1,65 89 0,114
40ХН2МА Т14К8 0,11—0,43 0,41 0,90 92,5 0,541
ЗОХГСА Т15К6 1,5 0,5 0,11—0,52 0,11—0,52 0,42 0,50 1,25 1,30 51,5 46 0,286 0,25
13ХТ4НЗВ2ФР Т14К8 1 0,10—0,40 0,30 0,94 50,4 0,24
Т30К4 0,35 0,88 70,5 0,40
Т15К6 0,10—0,40 0,35 1,75 58,6 0,25
Т14К8 0,25 0,90 97 0,377
Т5КЮ 0,50 0,60 60,6 0,56
121Х18Н9Т ВК2 В КЗ 0,5 0,11—0,43 0,28 0,86 50 45,6 0,45 0,50
ВК4 0,50 1,4 27,1 0,12
В Кб 0,10—0,40 0,37 1,3 34,2 0,20
ВК8 0,55 1,6 33 0,344
Т5КЮ 0,12—0,49 0,55 0,80 16 45
Т14К8 1 0,20-0,40 0,50 0,50 65,1 13,85
15Х18Н12С4ТЮ Т15К6 0,12—0,34 0,38 0,76 58 14,2
ВО 0,12—0,49 0,28 0,15 35 4,55
В Кб 2 0,15—0,50 0,50 1,4 24,6 4,36
ХН77ТЮ ВК15М 0,5 0,08—0,30 0,33 0,50 6,2 16,7
ВК8 0,08—0,245 0,40 0,76 17,55 3,41
Х12М, HRC:
' 60—61 Т15К6 0,5 0,08—0,20 0,45 0,65 6,4 10,7
58-59 0,08—0,30 0,57 0,88 5,4 4,5
60—61 Т14К8~ 0,25 0,08—0,17 0,55 0,32 4,83 10,23
чиваются постоянство оптимальной температуры резания, наи-
меньший (для выбранной подачи) поверхностный относительный
износ, максимальная размерная стойкость инструмента и точ-
ность обработки.
Снижение и повышение скоростей резания по сравнению с опти-
мальными приводит к значительному повышению интенсивности
износа и снижению размерной стойкости инструмента. Например,
Полуторакратное повышение скорости резания по сравнению с оп-
тимальной при точении деталей из сплава ХН51ВМТЮКФР рез-
цами из сплава ВК6М (t X s = 1,5 X 0,20 мм) приводит к шести-
кратному снижению размерной стойкости, а такое же уменьшение
6* 83
скорости резания по сравнению с оптимальной приводит к сни-
жению размерной стойкости в 3,5 раза. Эти данные показывают,
насколько важно для получения максимальной размерной стой-
кости инструмента выбрать оптимальные скорости резания.
10. ЭКОНОМИЧЕСКАЯ СКОРОСТЬ РЕЗАНИЯ И
ЭКОНОМИЧЕСКИЙ ПЕРИОД СТОЙКОСТИ ИНСТРУМЕНТА
В общем случае работа должна вестись на экономических ско-
ростях резания уэ, соответствующих наименьшей себестоимости
обработки. Скорость v3 расположена на правой ветви зависи-
мости Т = f (у), и всегда соблюдается неравенство
Уэ > V». (68)
Зависимость v — Т для правой ветви выражается степенной
формулой
Найдем значение экономического периода стойкости, т. е. та-
кого периода, которому соответствует наименьшая себестоимость
выполнения операции. Переменная доля себестоимости операции,
зависящая от скорости резания,
А — tM (йраб + Яст) Ч-(Яраб + Яст) + -Q > (69)
где tM — машинное время на операцию, мин; яраб — минутная
заработная плата рабочего с начислениями, коп.; аст — затраты,
связанные с эксплуатацией станка в течение 1 мин его работы, коп.;
араб + яст = Е — стоимость станкоминуты, коп.; £см — время
на смену затупившегося инструмента и его подналадку за период
стойкости, мин; е — стоимость эксплуатации инструмента за пе-
риод стойкости, коп.; Q — количество обработанных деталей за
период стойкости, шт.
Выразим Q и tM через период стойкости инструмента:
t — nDLh (70)
*м— 100(W’
где D — диаметр обрабатываемой детали, мм; L — путь инстру-
мента в направлении подачи, мм; h — припуск на сторону, мм.
С учетом формулы v = ^-
t — nDLh nPLh, г- г rpm. /уi \
м~~ lOOOvst №stCv 1 — ’ V4
“ ТГ = C^Tm = С• (-72)
84
После подстановки получим
А = С0ЕТт + Со (tcuE + е) T"lA. (73)
Для отыскания экономического периода стойкости инстру-
мента Т9, соответствующего минимуму А, находим первую про-
изводную (Л)т и приравниваем к нулю:
(Л); = тС0£Тт-1 + (пг— 1)С0 + е) Тт~2 = 0.
Сократив на тС0ЕТт-2, получим
Л = ~ + т) <74>
Чем больше влияет повышение скорости резания на снижение
периода стойкости (т. е. чем меньше величина показателя относи-
тельной стойкости т), дороже инструмент и больше время на смену
инструмента, тем больше Тэ. Для различных инструментов Тэ =
= 25V 360 мин.
11. ПЕРИОД СТОЙКОСТИ Тмп И СКОРОСТЬ РЕЗАНИЯ омп,
СООТВЕТСТВУЮЩИЕ МАКСИМАЛЬНОЙ
ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА НА ДАННОМ
РАБОЧЕМ МЕСТЕ
Для обеспечения максимальной производительности труда на
данном рабочем месте обработку необходимо вести на скорости умп.
При определении периода стойкости Тмп, соответствующего ука-
занной скорости имп, пренебрегают затратами е на эксплуатацию
инструмента за период его стойкости, т. е. принимают е = 0.
Тогда I
Tun = (±-l)tCM. (75)
Так как Тмп < Тэ, то скорость резания пмп, при которой до-
стигается максимальная производительность труда на данном ра-
бочем месте, выше экономической скорости резания, т. е.
Цчп > Уэ- (76)
12. ВОЗМОЖНЫЕ ПОТЕРИ РАЗМЕРНОЙ СТОЙКОСТИ
ИНСТРУМЕНТА, ТЕХНОЛОГИЧЕСКОЙ
ПРОИЗВОДИТЕЛЬНОСТИ И ПОВЫШЕНИЕ
СЕБЕСТОИМОСТИ ОБРАБОТКИ ПРИ ВЫБОРЕ ВЫСОКИХ
ПЕРИОДОВ стойкости
Рассмотрим возможные потери размерной стойкости инстру-
мента, технологической производительности и повышение себе-
стоимости обработки, когда зависимость Т — v, установленную
Для узкого диапазона относительно высоких скоростей резания,
85
Рис. 65. Влияние скорости резания на период
стойкости резца из сплава Т15К6 при точе-
нии деталей из стали Э\
t — 0,50 мм; s — 0,21 мм/об
пытаются распространить на область
высоких периодов стойкости Т. Ско-
рость резания vT в этом случае нахо-
дят путем экстраполяции зависимо-
сти Т — и на заданный период
стойкости (рис. 65).
Если при точении деталей из ста-
ли Э резцом из сплава Т15К6 (I =
= 0,50 мм; s = 0,21 мм/об) выбрать
период стойкости 240 мин, то по нор-
мативам с учетом поправочных коэф-
фициентов на предел прочности
стали (см. табл. 1), шероховатость
обработанной поверхности и период
стойкости скорость резания соста-
вит уг = Ц240 = 297-1,44-0,76-0,87=
= 282 м/мин. Оптимальная же скорость резания для этой стали
составляет по нашим данным v0 = 490 м/мин.
Следовательно, при выборе периода стойкости Т = 240 мин
будет допущено снижение технологической производительности
обработки в Д/7 = = 1,74 раза.
Если путь резания до затупления при работе на скоростях
резания v0 и vT обозначить через /0 и 1Т, а себестоимость обра-
ботки — через Ло и Ат, то потери размерной стойкости инстру-
мента Д/ и повышение себестоимости обработки при работе на
скорости г)т по сравнению с работой на скорости v0 составят
С 7200 ,
Д/ = ~ 4200 — ’7 Ра3а’
АЛ 6,18 « гул
ДД = — = = 1,76 раза.
Аналогичные, а в ряде случаев еще большие потери могут быть
допущены и при обработке деталей из других материалов, если
к выбору периода стойкости подходить без учета действительного
характера зависимостей Т = f (v), I = f (v) и hon = f (o).
Данные о повышении размерной стойкости инструмента, техно-
логической производительности и снижении себестоимости обра-
ботки, достигаемые при работе на оптимальных скоростях реза-
ния у0 по сравнению с нормативными скоростями vT, приведены
в табл. 15. При необходимости получения максимальной размер-
ной стойкости инструмента нельзя произвольно выбирать период
86
стойкости и скорость резания. Назначение режима резания в этом
случае должно начинаться не с выбора периода стойкости, а с вы-
бора оптимальной скорости резания. Период стойкости То, кото-
рый при этом получится, будет также оптимальным. Оптимальный
период стойкости часто меньше максимального периода Тм.
Оптимальный период стойкости зависит от многих факторов:
свойств материалов детали и инструмента сечения срезаемого слоя,
геометрических параметров инструмента и других условий реза-
ния и может колебаться в широких пределах [40]. Но каким бы
малым ни оказался период стойкости при работе на оптимальной
скорости резания, любая попытка повышения периода стойкости
путем снижения скорости резания против оптимальной является
недопустимой, так как неизбежно приведет к снижению размер-
ной стойкости инструмента и точности обработки.
Внедрение рекомендаций оптимального резания металлов су-
щественно повышает производительность обработки.
Повышение технологической
производительности обработ-
ки (во сколько раз) .... 1,11—1,30 1,31—1,7 1,71—3,5
Число операций (деталей) ... 60 76 70
Таблица 15
Эффективность оптимального резания
(повышение размерной стойкости инструмента,
технологической производительности и снижение себестоимости
обработки при работе на оптимальных скоростях резания
v0 по сравнению с нормативными скоростями vT,
соответствующими периоду стойкости Т)
Материал Период стой- кости Т, мин Вид ХО и Я ^0 vo Ат
детали резца обработки t, мм S, мм/с S о 1т VT Ао
э 20 240 120 0,50 0,21 490 380 1,71 1,22 1,74 1,17 1,76 1,19
40Х 40ХНМА 4Х12Н8Т8МФБ Т15К 200 240 90 Точение 1,0 0,20 0,30 0,21 215 153 115 2,55 1,32 2,28 1,90 1,24 2,13 1,99 1,26 2,24
ИХ11Н2В2МФ 16Х18Н12С4ТЮ 100 75 2,0 1,0 0,43 0,47 108 78 2,5 3,34 2,58 1,61 2,56 2,54
12X18Н9Т ВК8 30 Наре- зание резьбы 0,2/0,1 1,5 70 2,0 1,55 1,85
40Х Р18 240 Зубо- фрезе- рование m = 2 2,5 27 1,15 1,60 1,46
87
13. АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ
ЭКОНОМИЧЕСКИХ СКОРОСТЕЙ РЕЗАНИЯ
Для определения экономической скорости резания восполь-
зуемся формулой (69). Количество Q обработанных деталей до
затупления или замены инструмента зависит от подачи и вели-
чины hon.
Путь резания до затупления инструмента
Суммарная площадь обработанной поверхности до затупления
или замены инструмента
/7сум= 1000/-0,ls= Ю/s см2. (77)
Число деталей может быть найдено как частное от деления
суммарной площади обработанной поверхности на площадь обра-
ботаннои поверхности одной детали q = см2:
(Лг-м юо ,
Q Псум _ ^ОП___________ ___
** q ttDL nDL
"Too" Лоб"
__ \(hr — hn) 100 +/ions/ц] 1000s
nDLshQU
Подставим значения tM и Q:
__ /77 I ^CM 77 I _____ 77 1 . /СМ£ £
* — -r ^hr h^ 1QQ + /W/H] 100s
nDLshon
__ ^DL (p 1 I [/CM£ e] ^on
~ 1000 t sv [100(/ir — h.a) + hoM) '
Обозначим
1000s = Tooo” + e) — ^2>
s/H = B3; 100 (hr — hH)~ B4; hon = f(y).
Тогда
д B± _j__________________B2h0TJ _ Bi .______B2f (v)
~ v ' Bshon -r Bt v ’Г B8/(y) + B4 •
Таким образом, переменная доля себестоимости является функ-
цией скорости резания. Для определения экономической скорости
резания необходимо взять dA/dv и приравнять ее к нулю, т. е.
/ ду __ _ Вх [B3f (V) 4- в4] B2f' (V) - В2 (и) B3f' (у) _
( )v ' "2 + [Bsf(v) + BJ* ~U'
88
Заменив постоянные Blt В2, Bs, Bt их значениями, получим
в2в4Г(у) в1 _
[B3f (v) + BJ2
[tCKE + е] 100 (hr - Лн) Г (v) J
[s/н/ (у)+ 100 (Лг —Лн)]2 b ToW = и
ИЛИ [W- +е] m(hr-ha)l' (v) Е
[slnf (v) + 100 (hr — /iH)l2 sv2 ’
Так как во многих случаях величины 1гп и /н весьма малы
по сравнению с величинами hr и I то ими можно пренебречь; тогда
= <78>
Скорость резания, найденная из уравнения (78), является эко-
номической скоростью резания иэ. Очевидно, что между опти-
мальной и экономической скоростью резания соблюдается нера-
венство v0 v3, поэтому для определения экономической
скорости резания по формуле (78) можно ограничиться лишь
уравнением правой ветви кривой hon = f (v) следующего вида:
hon — cv“. (79)
Тогда
h'0„ = f' (v) — uCv*-x.
Подставив значение f (у) в уравнение (78) и решив последнее
относительно v, получим формулу для непосредственного опре-
деления экономической скорости резания:
+ е uCvu~X-----= 0,
100/ir л st>2 ’
откуда
= ]/ 7------—V (80)
у Мем + ~£- uCs \
Формула (80) для непосредственного определения экономиче-
ской скорости резания v3 имеет следующие преимущества по
сравнению с формулой (74) для экономического периода стой-
кости:
1- Формула (80) исключает вероятность выбора нерациональ-
НЬ1Х режимов резания, соответствующих левой ветви кривой hon =
- f(v).
2. Формула (80) учитывает при выборе режимов резания при-
ятый критерий затупления hr, связанный с точностью обработки,
89
тогда как в формуле (74) критерий износа инструмента, принятый
при испытаниях, с точностью обработки явной связи не имеет.
3. В формулу (80) входит подача, и, следовательно, выбранная
скорость резания связана с требуемыми параметрами шерохова-
тости обработанной поверхности.
4. Так как величина Лоп не зависит от критерия затупления
инструмента, то при определении v3 исключается необходимость
проведения стойкостных испытаний до полного затупления инстру-
мента, в то время как для выбора экономической скорости резания
по вычисленному экономическому периоду стойкости Тэ такие
испытания должны быть проведены полностью.
14. ГРАФИЧЕСКОЕ ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКОЙ
СКОРОСТИ РЕЗАНИЯ v3
Экономическую скорость резания можно определить графи-
чески [72]. Преобразуем формулу для переменной доли себестои-
мости операции, зависящей от скорости резания:
A=tuE + ^E + -e
ч Ч
Разделим левую и правую части уравнений на -^- = /м4-
^см 4 Л
+----75—. Обозначим — = В, t ф- — Э.
Тогда B = + (81)
Выразим tM через v:
t F - 1 F
м ~ l(tos v 10s ’
где F — обрабатываемая площадь детали, см2.
Выразим Q через значения радиальных износов:
где hr — допускаемый радиальный износ в зоне нормального
hrF
износа инструмента; hfl = — радиальный износ за время
обработки одной детали.
• Тогда
п_ hr _ ЮООЛг
hri W ’
Подставляя в формулу (81) полученные значения, находим
I р ър
В ~ V ТоГ + 1г°п lotiofP'
90
Для упрощения можно принять F = 1 см2. Тогда задача сво-
пится к исследованию минимума В при обработке 1 см2 поверх-
ности детали:
В “ V 70s + 1г°п Тооо/Д ’ (83)
Величину В можно рассматривать как сумму двух функций,
одна из которых (см. рис. 66) графически может быть представ-
лена в виде гиперболы, а вторая в виде кривой с точкой минимума
при v0, так как это та же функция, что и h„,, = f (v), только
с уменьшением масштаба в Л раз.
о ^СМ "I ~р~
К = 1000ftг = 1000/гЛ ’
Для соблюдения постоянства масштабов гиперболу на графике
следует строить с масштабом
-M = -rL (85)
Чтобы найти скорость цэ, при которой В имеет минимальное
значение, необходимо первую производную (B'v) приравнять
к нулю, т. е.
{ V )v{ 10s) + 1000/ц °'
Отсюда
1 V 1 (, v э
v )v 10s ^опД' 1000/ir ‘
(86)
Равенство (86) будет соблюдаться при том значении v3, при
котором углы наклона касательных к построенным графикам
гиперболы и функции /гоп = f (v) равны, но противоположны по
знаку. Для нахождения v3 необходимо перевернутый график ги-
перболы сместить в направлении оси ординат до касания с гра-
фиком hon = f (у). Абсцисса точки касания дает величину
(рис. 66). Графическое нахождение экономической скорости реза-
ния по функции hon — f (у) существенно
Упростится, если заранее изготовить шаб- n'h,-n
лоны с графическим выражением функции
р __ 1
Toys’ для Разных значении подачи.
^ис. 66. Схема графического определения жономи- ;
ской скорости резания v3
91
15. О СООТНОШЕНИИ МЕЖДУ СКОРОСТЯМИ
РЕЗАНИЯ vc, v3 И умп ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ ИЗ
РАЗЛИЧНЫХ МАТЕРИАЛОВ
Экономическая скорость резания не только выше скорости
резания им, соответствующей точке максимума функции Т = f (^
но она также выше и оптимальной скорости, т. е. всегда соблю-
дается неравенство
> Vo. (87)
Действительно, скорость v3 не может быть меньше скорости vQy
так как при значениях v < v0 первая производная (йоп)^ яв-
ляется величиной отрицательной, а первая производная \
при любых значениях v положительна, т. е. при значениях v < vQ
равенство (86) не может выполняться. Теоретически скорость v3
не может быть и равной скорости v0, так как первая производ-
ная (йОп)у в точке v — v0 равна нулю, а касательная к
йоп f (^) в точке v0 параллельна оси абсцисс. Так как
водная всегда положительна, то равенство (86)
выполняться лишь при соблюдении неравенства (87).
Учитывая неравенства (48), (76) и (87), можно записать
^м<^о<^<^мп- (88)
кривой
произ-
может
Экономическая скорость резания тем ближе располагается
к оптимальной скорости резания, чем выше крутизна подъема пра-
вой ветви кривой hon = f (и) в области скоростей резания, близ-
ких к оптимальной; выше оптимальная скорость резания v0\
более пологой является гипербола и чем выше интенсивность из-
носа инструмента Лопо при v0. Увеличение времени на смену ин-
струмента /см и стоимости эксплуатации инструмента за период
стойкости е также снижает величину отношения v3lv0. Отноше-
ние v3/v0 зависит от свойств материалов детали и инструмента,
сечения среза, геометрических параметров инструмента и других
внешних условий резания и органи-
зационно-технических условий про-
изводства, определяющих значение
величин £см, е, Е.
Схема влияния скорости реза-
ния на некоторые параметры про-
цесса приведена на рис. 67. Анализ
Рис. 67. Схема влияния скорости резания на
период стойкости, путь резания, интенсив-
ность износа инструмента, себестоимость
и технологическую производительность обра-
ботки
92
зависимостей Т = f (и), I = f (v), hon = f (v), A = f (о), П = f(v)
показывает следующее.
1. Работа на скорости резания является нерациональной,
так как здесь достигаются низкая производительность обработки П
й размерная стойкость инструмента /, а себестоимость обработки А
й расход инструмента hon являются высокими.
2. При работе на оптимальной скорости резания наблюдается
наивысшая размерная стойкость инструмента, а расход инстру-
мента и погрешности обработки, связанные с износом инструмента,
минимальны.
3. Работа на скорости v3 вместо скорости v0 приводит к не-
которому снижению себестоимости обработки и размерной стой-
кости инструмента, а расход инструмента возрастает.
4. Дальнейшее повышение скорости резания умп приводит
к некоторому повышению производительности труда на данном ра-
бочем месте за счет резкого повышения расхода инструмента (и
снижения размерной стойкости инструмента) и повышения себе-
стоимости изготовления деталей. Проведенные для различных
обрабатываемых материалов расчеты v3 показывают, что, как пра-
вило, величина отношения vjvo = 1,20-Н,25, т. е. скорости v3
и v0 находятся в пределах одной скоростной ступени станка,
а для труднообрабатываемых материалов скорости v3 и v0 прак-
тически совпадают. Это является дополнительным стимулом для
расширения исследований оптимизации процессов резания и ве-
дения обработки в оптимальных режимах.
16. НОМОГРАММЫ ДЛЯ ВЫБОРА РЕЖИМОВ РЕЗАНИЯ
Для быстрого определения наивыгоднейших сочетаний подач
и скоростей резания, обеспечивающих наименьшие интенсивность
износа инструмента или себестоимость обработки, а также для
определения износов hono и Лопэ разработаны номограммы
(рис. 68—70). В основе номограмм [39] лежат параметрические
уравнения максимальной размерной стойкости инструмента, по-
лученные на основе стойкостных и температурных испытаний, ре-
зультаты исследования высоты неровностей Rz обработанной по-
верхности при оптимальных сочетаниях s и v и экономические рас-
четы.
Номограммы позволяют по заданной высоте неровностей и
принятой величине радиуса сопряжения задних поверхностей
резца определить максимально допустимую подачу sK. Работа на
подачах s > sK не обеспечит требуемой высоты неровностей, а на
подачах s < sK нерациональна, так как снижает производитель-
ность труда, повышает себестоимость обработки и поверхностный
Относительный износ (т. е. снижает точность обработки), а также
Увеличивает расход инструмента.
Для определения требуемых скоростей резания по найденной
Подаче на номограммах нанесены линии v0 и v3. Линия v0 соот-
93
ветствует таким сочетаниям подач и скоростей резания, при ко-
торых в зоне резания создается оптимальная температура и обес-
печивается минимальный поверхностный относительный износ,
определяемый линией йопо. При работе на оптимальных скоростях
резания v0 достигаются наибольшая размерная стойкость инстру-
мента и наименьшая погрешность обработки (например, конус-
ность), вызываемая износом инструмента. Линия v3 соответствует
сочетаниям подач и скоростей резания, при которых обеспечи-
ваются наименьшая себестоимость обработки и наибольшая про-
изводительность общественного труда. Поверхностный относи-
тельный износ при этом получается более интенсивным и опре-
деляется линией йопэ.
Повышение скорости резания от v0 до v3 увеличивает техно-
логическую производительность от По до Пэ и снижает себестои-
мость обработки от Ао до Аэ. Поверхностный относительный износ
при этом возрастает от йопо до й0П9; следовательно, размерная
стойкость инструмента и точность обработки снижаются.
Работа на скоростях резания, меньших t/0, снижает произво-
дительность обработки и повышает ее себестоимость. Точность
94
Ьоп,мкм
6
4
2
50 60 80 100 120 150 at,мм
0,10 0,15 0,20 0,50 0,O0s,mm/o6
Рис. 69. Номограмма для вы-
бора режимов резания при
точении деталей из стали
ЗОХГСА резцом из сплава
Т15К6-.
V ~ 10°; а = ои == 10°; ф = 60°;
Фх = 30°; /=1,5 мм; г —1,0 мм (Л
рассчитана на площадь 1000 см2)
/?Z,
мкм
30
20
10
0
V,
м/мин
160
100
120
100
80
60
П,
смг/мин
600 -
А,
коп
12
ООО - 8
200 - О
0 Ъ
обработки и размерная стойкость инструмента при этом сни-
жаются, а расход инструмента, отнесенный к одной детали, по-
вышается. Работа на скоростях, больших t>3, повышает поверх-
ностный относительный износ, а также себестоимость обработки
и снижает производительность общественного труда при некото-
ром повышении технологической производительности труда на
данном рабочем месте за счет резкого возрастания расхода ин-
струмента.
Целесообразный диапазон изменения скоростей резания на
номограмме заключен между линиями v0 и v3. Скорости резания
по линии v0 нужно выбирать при повышенных требованиях к точ-
ности обработки деталей, обработке крупногабаритных деталей,
гРупповом методе обработки деталей, а также при эксплуатации
инструмента на многорезцовых и автоматизированных станках.
° остальных случаях скорости резания нужно выбирать по ли-
вни v3. По полученной скорости резания и диаметру обрабаты-
ваемой детали находят частоту вращения шпинделя станка. Сетка
с частотой вращения п шпинделя станка и линии v0 и v9, на узло-
вых точках которых проставлены величины эффективной мощ-
ности резания N3 (для t = 1 мм), облегчают задачу наиболее
полного использования мощности станка и^ режущих. свойств
95
Rz,
мкм
25
20
15
10
5
v,
м/мин
30
25
20
16
h, -]
мкм
80 -
70 -
60 -
50 -
N,
'О
25
22
max,
кгс/мм?
80
0,08 0,10 0,12 0,2 0,3 O,4s,mm/oO
70
Рис. 70. Номограмма для выбора режимов резания при точении деталей из сплава
Х77ТЮР резцом из сплава ВК6М'.
V — 5°; а = at — 10°; ср = q?t = 45°; г = 1 мм; t — 1 мм; hc — глубина наклепа; N —
степень наклепа; 0^ — максимальные растягивающие остаточные напряжения в пер-
вом горизонте
резца. Частоту вращения необходимо округлять в большую сто-
рону при выборе скоростей резания по линии v0 и в меньшую сто-
рону при выборе по линии v3.
При обработке деталей из труднообрабатываемых материалов
режимы резания, оптимальные по размерной стойкости инстру-
мента, являются оптимальными также и по себестоимости обра-
ботки и производительности общественного труда.
С увеличением количества одновременно работающих инстру-
ментов, что характерно для автоматического оборудования, с уве-
личением простоев оборудования, вызываемых сменой изношен-
ного инструмента, и при обработке деталей из конструкционных
углеродистых и легированных сталей линии v3 с линией v0 и
линии /гопэ с линией /гопо также сближаются или совмещаются.
Номограммы одинаково удобны для рабочего и конструктора,
технолога и нормировщика, так как они позволяют увязать выбор
режимов резания с параметрами шероховатости, точностью, про-
изводительностью и себестоимостью обработки; рассчитывать точ-
ность обработки на станках; снизить потери времени работы обо-
96
упования на смену изношенного инструмента; обоснованно на-
качать кинематические характеристики вновь проектируемых
специальных станков.
!7. ОСНОВНЫЕ ВЫВОДЫ
1. Применяемые нормативы по режимам резания, разработан-
ные на основе стойкостных зависимостей вида v = f (Т) и v =
= f (Т, t, s), не учитывают размерной стойкости инструмента и
связанной с ней точности обработки, поэтому не отвечают пол-
ностью требованиям, возникающим при конструировании и от-
ладке автоматического оборудования.
-2. При чистовой обработке деталей из углеродистых и легиро-
ванных сталей, жаропрочных сталей и сплавов, а также закален-
ных сталей резцами, оснащенными различными твердыми спла-
вами, зависимости Т = f (и) имеют или точки перелома, или
точки максимума. Правые ветви кривых Т = f (и) в двойной ло-
гарифмической сетке координат имеют вид отрезков прямой ли-
нии, а левые ветви — вид ломаных линий с переменным наклоном
отдельных участков. Зависимость Т = f (и) в виде участка пря-
мой более или менее точно выражается лишь в узком диапазоне
сравнительно высоких скоростей резания. Чем выше подача, тем
при меньшей скорости резания начинается перелом линий Т =
= f (0-
3. Каждому значению подачи соответствует определенная опти-
мальная скорость резания v0, при работе на которой достигается
максимальная размерная стойкость инструмента. Эта скорость
резания v0 выше скоростей резания ум,гсоответствующих макси-
муму периода общей стойкости или минимуму скорости размер-
ного износа.
4. Снижение скорости резания ниже оптимальной скорости v0
уменьшает размерную стойкость инструмента и точность обра-
ботки, хотя период общей стойкости Т в отдельных случаях при
этом может быть выше оптимального периода} То, наблюдаемого
при работе на оптимальной скорости резания v0. Современная
техническая литература и нормативы по режимам резания часто
ориентируют на более высокие значения Т и тем самым на исполь-
зование явно заниженных скоростей резания, соответствующих
левым ветвям кривых Т = f (и).
5. Оптимальным скоростям резания для данного сочетания
материалов детали и инструмента при работе на любой подаче
соответствует постоянная оптимальная температура резания, яв-
ляющаяся физической константой для заданной пары резец—де-
Таль. При этой температуре наблюдается наименьшая (но различная
Для разных подач) интенсивность износа и максимальная размер-
ная стойкость инструмента. Положение (закон) постоянства опти-
мальной температуры резания для всех экстремальных точек
Семейств кривых hon = f (и), полученных при работе на различ-
? А. Д. Макаров 97
ных подачах, носит характер всеобщности, так как оно строго
подтверждается при обработке резцами из твердых сплавов дета-
лей из углеродистых, закаленных и легированных сталей, а также
жаропрочных сталей и сплавов.
6. Положение постоянства оптимальной температуры резания,
установленное первоначально для продольного точения, нашло
экспериментальное подтверждение и для растачивания отверстий,
торцового точения, сверления, фрезерования, нарезания резьбы
методом многократных проходов, зубофрезерования червячными
фрезами.
7. Из положения постоянства оптимальной температуры ре-
зания вытекает ряд важных для науки и практики следствий, рас-
ширивших и углубивших область действия этого положения.
8. Положение постоянства оптимальной температуры резания
лежит в основе разработанного автором ускоренного метода опре-
деления оптимальных сочетаний подач и скоростей резания, по-
зволяющего подобрать оптимальные режимы автоматизированных
процессов обработки резанием. Для этого достаточно зафиксиро-
вать величину термо-э. д. с., возникающей в паре резец—деталь
при работе на любом из сочетаний подач и скоростей, удовлетворя-
ющих уравнению максимальной размерной стойкости, и поддер-
живать постоянство этой термо-э. д. с.
9. При одном и том же периоде стойкости инструмента раз-
личным сочетаниям подач и скоростей соответствуют различные
температуры резания (или термо-э. д. с.), а при постоянных тем-
пературах резания различным сочетаниям подач и скоростей
соответствуют различные периоды стойкости.
10. При применении температурного метода установления за-
висимостей v = f (Т, s), основанного на принципе Рейхеля, ошибка
в определении скорости резания может достигать 30—100%,
а в определении периода стойкости — 300—500%.
11. Положение о постоянстве рациональной температуры кон-
такта [т. е. температуры, соответствующей точке максимума кри-
вой Т = f (и) и точке минимума кривой vh = f (у)1 соблюдается
лишь в частных случаях и не носит всеобщего характера. Если
рациональную температуру контакта, найденную на основании
стойкостных испытаний при одной подаче, распространить на
другие подачи, то можно совершить ошибку в определении скоро-
стей резания на 40—60%.
12. Оптимальная температура резания является физической
константой для заданной пары инструмент—деталь, так как ука-
занная температура инвариантна по отношению к выбору элемен-
тов сечения срезаемого слоя и других внешних условий процесса
резания (у, а, а1? ср, ф1? X, г, 0П и др.); при соблюдении постоян-
ства этой температуры обеспечивается наименьшая интенсив-
ность износа инструмента и получение наилучших и наиболее
стабильных характеристик качества обработанной поверх-
ности.
98
13. Чем хуже обрабатываемость металла резанием, тем резче
проявляется экстремальный характер зависимости hon = f (и),
ем Уже Диапазон целесообразных скоростей резания и выгоднее
определять оптимальные режимы по параметрическим уравне-
ниям максимальной размерной стойкости инструмента.
14. Представленные номограммы облегчают выбор оптималь-
ных сочетаний подач и скоростей резания и определение соответ-
ствующих им величин поверхностного относительного износа.
Номограммы позволяют увязывать выбор режимов резания с пара-
метрами шероховатости, точностью, производительностью и себе-
стоимостью обработки; производить расчеты точности обработки
на металлорежущих станках; снизить потери времени работы обо-
рудования в автоматизированном производстве, вызываемые изно-
сом инструмента; обоснованно назначать кинематические харак-
теристики проектируемых станков. Для правильной, технически
грамотной эксплуатации инструмента такие номограммы необ-
ходимо иметь для всех основных обрабатываемых на данном про-
изводстве матер налов.
7*
Глава IV
ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
1. РАСЧЕТНЫЕ ЗНАЧЕНИЯ ВЫСОТЫ НЕРОВНОСТЕЙ
Шероховатость поверхности по ГОСТ 2789—73 определяется
средним арифметическим отклонением профиля Ra, высотой не-
ровностей Rz, наибольшей высотой неровностей профиля Rmax
и средним шагом неровностей Sm. Среднее арифметическое откло-
нение профиля Ra — среднее арифметическое абсолютных зна-
чений отклонений профиля в пределах базовой длины:
Ra = Ц- j | у (х) | dx
о
(89)
или приближенно
(90)
Высота неровностей Rz — сумма средних арифметических аб-
солютных отклонений точек пяти наибольших минимумов и пяти
наибольших максимумов профиля в пределах базовой длины:
1 / 5 5 \
Высота неровностей, получающихся на деталях при их обра-
ботке резанием, зависит от многих факторов: режима обработки,
геометрических параметров инструмента и его износа, структуры
и свойств материалов детали и режущей части инструмента, усло-
вий охлаждения и смазки инструмента, жесткости системы СПИД
и т. д. [25].
Высота неровностей может быть определена по следующей
формуле:
Rz = Hp + ЛЯ,
(92)
100
где Яр — расчетная или теоретическая высота неровностей;
д/7 — отклонение фактической (измеренной) высоты неровностей
оТ расчетной.
АЯ = АЯ^ 4- АЯпл + АЯС 4" АЯтр 4- АЯИЗН 4~ А//в, (93)
где АЯУ — приращение высоты неровностей в результате упру-
гого восстановления поверхности среза; ЛЯПЛ — приращение вы-
соты неровностей вследствие пластической деформации в зоне
образования стружки; АЯС — изменение высоты неровностей из-за
срезания их вершин сходящей стружкой; АЯтр — приращение
за счет трения задней поверхности резца по обработанной поверх-
ности; АЯИЗН — изменение высоты неровностей вследствие изме-
нения первоначального контура изношенной режущей кромки;
ДЯВ — приращение высоты неровностей из-за вибраций резца и
обрабатываемой детали.
При точении резцом с радиусом при вершине г
= (94)
При использовании резца с нулевым радиусом при вершине
ТТ _ tg ф tg ф! ZQJ-K
Р tg ф -|- tg <Pj S’ ( )
Зависимость расчетной высоты неровностей для промежуточ-
ных схем образования неровностей может быть выражена уравне-
ниями, приведенными в табл. 16.
При выполнении чистовых операций расчетная высота неров-
ностей определяет предельно минимальную шероховатость при
заданных геометрических параметрах г, ср, cpt и подаче. При
Таблица 16
Схема расчета высоты неровностей
Ф1 <р < arcsin А- 2г s co > arcsin —— 2r
. s < arcsin -77- 2г sin ф-sin фг р sin(<p + <p1) X [sr (tg^ + tg^)] Hp = r(l — cos ф!) + + s sin ф-cos фх — sin ф X X Ks- sin фг (2r — s- sin фг)
\ . s > arc sin —- 2г Нр + r(l — cos <p) 4- -H s- sin ф cos ф — sin ф X X Ks- Sin Ф (2r — sin ф) ]/~4r2 — s2 r 2
101
точении широкими резцами, когда длина прямолинейного участка
дополнительной режущей кромки больше подачи, величина #р
равна нулю. При г —> сю и при <рг —> 0 величина 7/р 0.
2. ЗАВИСИМОСТЬ ШЕРОХОВАТОСТИ ОТ
СКОРОСТИ РЕЗАНИЯ
v Чем выше скорость резания, тем меньше машинное время и
выше производительность труда. Выбор той или иной скорости
резания определяется требуемой стойкостью режущего инстру-
мента и требованиями к точности и шероховатости обработанной
поверхности [11]. Так как величина Яр от скорости резания не
зависит, то изменение шероховатости обработанной поверхности
при изменении скорости резания связано с влиянием последней
на изменение величин АЯу, АЯПЛ, АЯС, АЯтр, АЯИЗН, АЯВ.
Работа на низких скоростях резания (первая зона скоростей
резания), при которых нарост не образуется, приводит к полу-
чению меньшей шероховатости. При повышении скорости резания
(вторая зона скоростей резания) высота неровностей возрастает,
достигая при и = 20ч-30 м/мин максимального значения. При
указанных скоростях наблюдается максимальное развитие нароста
и он становится наиболее устойчивым. Вершина нароста, высту-
пая впереди лезвия резца и ниже линии резца, увеличивает шеро-
ховатость лезвия, формулирующего обработанную поверхность,
оставляет на поверхности среза глубокие борозды и разрывы.
Дальнейшее повышение скорости резания (третья зона скоростей
резания) приводит к уменьшению наростообразования и высоты
неровностей обработанной поверхности. В зоне скоростей резания
за пределами наростообразования (четвертая зона скоростей
резания) высота неровностей наименьшая и дальнейшее повышение
скорости резания на высоту неровностей влияет незначительно.
А. И. Исаев [22] ввел понятие граничной скорости резания
игран, начиная с которой высота неровностей перестает быть
зависимой от скорости резания и определяется геометрическими
факторами. Граничная скорость резания зависит от подачи и для
конструкционных сталей определяется следующими данными:
s, мм/об................................ 0,10 0,20 0,30 0,40
Угрант-л/мии..............................190 147 106 92
А. Н. Еремин [16] ввел понятие скорости резания v3epj
начиная с которой поверхность среза приобретает зеркальный
блеск. В зоне скоростей резания v > v3ep высота неровностей,
по мнению А. Н. Еремина, остается неизменной. Вместе с тем
анализ многочисленных экспериментальных данных различных
исследователей [7, 8, 14, 26, 33] показывает, что кривые Rz =
= f (v) при обработке различных материалов инструментами,
оснащенными твердыми сплавами разных марок, и алмазом во
многих случаях имеют характерные точки минимума.
102
различными исследователями установлены взаимные связи
между высотой неровностей обработанной поверхности, с одной
стороны, и усадкой стружки, силами резания и высотой нароста,
с ДРУГОЙ СТ0Р0НЫ- Важное значение для понимания и объяснения
характера зависимостей Rz f (у) имеет установление взаимо-
связи между высотой неровности и интенсивностью износа ин-
^^Cfpy мента.
ГМел^ду----Т-рением----и~ шероховатостью поверхности _при резании
/металлов существует взаимная связь [36]. Повышение скорости
-фёзания в диапазоне v < v0, приводящее к уменьшению явлений
адгезии, наростообразования и интенсивности износа инстру-
мента, также снижает и высоту неровностей обработанной по-
верхности. При работе на скоростях резания v > v0, соответ-
ствующих правой ветви кривой hon == f (и), наблюдается более
интенсивный диффузионный износ режущего инструмента. Формо-
образующая часть режущего лезвия в этом случае быстрее, чем
при работе на оптимальной скорости резания, 'становится" более
шероховатой. Повышение скорости резания в этом случае может
привести к повышению сил резания [7, 39], коэффициента тре-
ния, глубины и степени наклепа поверхностного слоя и высоты
неровностей обработанной поверхности.
Высота неровностей зависит от интенсивности размерного из-
носа резца [6, 7, 39]. Чем выше интенсивность износа инстру-
мента, тем больше и высота неровностей обработанной поверх-
ности. При работе на оптимальных по интенсивности износа
скоростях резания достигается наименьшая высота неровностей,
^ис. 71. Влияние скорости резания на высоту неровностей и интенсивность из-
носа резцов при точении деталей из различных материалов'.
Рис. 71 Материал детали Материал резца t, мм s, мм/об
а ЗОХГСА Т15К6 1,5 0,21
б 12Х18Н9Т 0,5 0,10
в 15Х18Н12С4ТЮ Т14К8 1 0,20
г Х12М 0,25 0,17
— -
103
Рис. 72. Влияние скорости резания
на высоту неровностей и усадку
стружки:
деталь из стали ЗОХГС; резец из сплава
Т15К6; s = 0,36 мм/об (по данным
А. И. Исаева)
т. е. точки минимума на кривых h0 = f (v) и Rz = f (v) наблю-
даются при одних и тех же скоростях резания. Взаимосвязь
между высотой неровностей обработанной поверхности и интен-
сивностью размерного износа резца подтверждает рис. 71. При
обработке разнородных по свойствам и химическому составу
материалов точки минимума на кривых Rz = f (v) наблюдаются
при оптимальных скоростях, соответствующих точкам минимума
кривых Лоп = f (и). Точки минимума на кривых Rz = f (v) при
повышении подачи смещаются в область меньших скоростей
резания. Например, при точении деталей из стали ЗОХГСА рез-
цом из сплава Т15К6 наименьшая высота неровностей при работе
на подаче 0,21 мм/об достигается при скорости резания 100 м/мин,
а при подаче 0,52 мм/об —при скорости 68 м/мин.
Граничной скоростью' резания, начиная с которой наблю-
дается стабилизация величин Ятах и £, является скорость
75 м/мин (рис. 72). Оптимальная скорость резания для подачи
0,36 мм/об, подсчитанная по предложенному нами [39] уравне-
нию максимальной размерной стойкости,
Ci 51,5 .
= = = м/мин.
о и,им
Следовательно, граничная скорость резания по данным
А. И. Исаева и оптимальная скорость резания по нашим данным
совпадают.
Рис. 73. Влияние скорости резания на характеристики процесса резания Pz,
hCi Н, и hon; деталь из стали Cm3', резец из сплава Т15К6; t = 1 мм; s =
= 0,24 мм/об'.
а — по данным Б. И. Костецкого; б — по данным автора
104
Данные, приведенные на рис. 73, подтверждают тесную взаимос-
вязь интенсивности износа инструмента с характеристиками
качества поверхностного слоя., Следовательно, параметрические
уравнения максимальной размерной стойкости могут быть исполь-
зованы также и для выбора скоростей резания, являющихся оптй-
мальными по шероховатости обработанной поверхности.
3. ВЛИЯНИЕ ПОДАЧИ И РАДИУСА ПРИ ВЕРШИНЕ
РЕЗЦА
Подача является важным элементом режима резания, влияю-
щим на производительность процесса обработки. При чистовой
обработке повышение подачи чаще ограничивается шерохова-
тостью обработанной поверхности. Высота неровностей, измерен-
ная на детали, может существенно отличаться от расчетной высоты
неровностей, особенно при работе на малых подачах. При постоян-
ной скорости резания повышение подачи приводит к росту темпе-
ратуры контактных поверхностей. При повышении подачи при-
ходится снижать скорость резания, иначе стойкость инструмента
оказывается совершенно недостаточной.
С повышением подачи при сохранении постоянства оптималь-
ной температуры резания (0О = const) ширина контакта стружки
с передней поверхностью с и нормальное напряжение на передней
поверхности qN увеличиваются, а усадка стружки £ и касательное
напряжение на передней поверхности qF снижаются. Нормаль-
ное напряжение q'N и касательное напряжение qF на задней
поверхности при повышении подачи уменьшаются, а коэффициент
трения р/ по задней поверхности остается постоянным. Скорость
размерного износа vhQ и величина оптимального поверхностного
относительного износа h0Tl0 при повышении подачи также сни-
жаются. Понижение величин q'u, qF, vhQ, hono при повышении
подачи может уменьшать высоту неровностей и надрывов АЯ.
Снижение усадки стружки повышает высоту неровностей.
Металл, превращаемый в стружку, подвергается усадке не только
по толщине, но и по ширине. Увеличенная по ширине стружка при
сходе по передней поверхности непрерывно срывает (срезает)
вершины гребешков, образуемых на поверхности среза. Под влия-
нием срыва вершин гребешков общая высота неровностей умень-
шается. Чем больше усадка стружки, тем больше ее уширение
и значительнее уменьшается высота неровностей. Следовательно,
повышение подачи как фактор, уменьшающий усадку стружки,
Должно увеличивать высоту неровностей. Характер выражения
ДЯ = f (s) будет зависеть от суммарного влияния всех рассмо-
тренных факторов. Влияние подачи на высоту неровностей при
точении деталей из стали 18Х2Н4ВА представлено на рис. 74.
Зависимости Rz = f (s) получены при работе острым резцом и
сохранении постоянства скорости резания. На рис. 74 приведены
также расчетные кривые Яр = f (s).
105
Рис. 74. Влияние подачи на высоту неров-
ностей при точении деталей из стали
18Х2Н4ВА резцом из сплава Т15К6'.
<р = 60°; <рх = 30°; г — 0,50 мм; t — 0,25 мм
В диапазоне подач 0,03 —
0,09 мм/об кривые Rz = f (s) рас-
полагаются выше расчетной кри-
вой (s), а начиная с подачи
0,12 мм/об —ниже расчетной кри-
вой. Подачи в диапазоне 0,03 —
0,09 мм/об снижают величину ЛЯ = Rz — Яр, а величина Rz
остается практически постоянной. Такой характер зависимостей
Rz = f (s) при работе на малых подачах наблюдался и другими
исследователями [22, 43, 83]. Поэтому уменьшать подачу ниже
0,06—0,08 мм/об нецелесообразно, так как это будет сопрово-
ждаться снижением производительности обработки и размерной
стойкости инструмента.
Уменьшение высоты неровностей Rz по сравнению с величи-
ной Яр, наблюдаемое на рис. 74, по-видимому, связано со среза-
нием вершин гребешков сходящей стружкой вследствие ее уши-
рения. При работе на малых подачах 0,03—0,09 мм/об тонкие
стружки не в состоянии срезать вершины гребешков, поэтому
будет справедливо неравенство Rz^> Н^. Гребешок может сре-
заться и вспомогательной режущей кромкой за счет упругого
восстановления поверхности среза.
При уменьшении подачи высота неровностей обработанной
поверхности снижается не беспредельно. При некотором значе-
нии подачи sK, зависящем от величины радиуса г, высота неров-
ностей поверхности практически не изменяется с уменьшением s.
Очевидно, точение деталей на подаче, равной $к, является наивы-
годнейшим, так как при этом наименьшая высота неровностей
обработанной поверхности получается при максимальной произ-
водительности.
Для определения подачи sK и ее связи с радиусом г вершины
резца были проведены эксперименты. При этом детали из ста-
лей 12Х18Н9Т, 11Х11Н2В2МФ и 37Х12Н8Г8МФБ диаметром
40 мм и длиной 300 мм обрабатывали резцами с пластинками из
твердого сплава Т15К6 (у = 0°; а = = 10°; ср = 45°; (pt = 25°;
% = 0°) на токарно-винторезном станке 1К62. Радиус при вер-
шине резцов получался путем доводки и выдерживался в преде-
лах 0,6—2 мм. Диапазон изменяемых подач составлял 0,07—
0,43 мм/об, глубина резания 0,5 мм. При этих сочетаниях s, t
и г формообразование обработанной поверхности происходило
в пределах радиуса при вершине резцов.
Скорости резания для каждого обрабатываемого материала
назначали близкими к оптимальным, что исключало появление
106
\
нароста на режущем лезвии резцов. Высоту неровностей обрабо-
танной поверхности измеряли с помощью двойного микроскопа
Д1ИС-И и профилографа-профилометра мод. 201 завода «Калибр».
Неровности обработанной поверхности при точении определяются
главным образом неровностями Нл режущего лезвия резца, кото-
рые копируются на обработанной поверхности и практически не
изменяются с изменением s и г, и неровностями Яр от гребешков,
получаемых на обработанной поверхности вследствие влияния
подачи и радиуса. При снижении подачи, начиная с определен-
ного значения sK (тем меньшего, чем меньше г), расчетная высота
неровностей Яр становится меньше высоты неровностей Ял.
Поэтому высота неровностей обработанной поверхности 7?zmin
при точении с подачами, меньшими, чем sK, определяется глав-
ным образом высотой Ял и практически не зависит от s (рис. 75).
При работе на подачах, больших, чем sK, высота неровностей
обработанной поверхности определяется высотой гребешков Яр
и существенно изменяется в зависимости от подачи.
Следовательно, при подаче sK
/7Р = ЯЛ. (96)
При работе на оптимальных скоростях резания усадка и уши-
рение стружки минимальны, поэтому и величина срывов была
наименьшей. Анализ профилограмм показал, что
Рис. 75. Зависимость высоты неровностей обработанной поверхности от подачи
и радиуса при вершине резца’.
Рис. 75 Материал детали V, м/мин
а 12Х18Н9Т 100
б 37Х12Н8Г8МФБ 95
в ——— 11Х11Н2В2МФ 130
107
Рис. 76. Зависимость подачи sK от радиуса при вершине резца'.
а - сталь 12Х18Н9Т; б - сталь 37Х12Н8Г8МФБ; в - сталь 11Х11Н2В2МФ
Тогда условие (96) примет вид
4
= “зт* ’ (98)
откуда
sK = 2 |/2Щ7. (99)
Полученные экспериментальным путем зависимости sK от
радиуса г (рис. 76) подтверждают, что
sK = 4r<>.5, (100)
где А х — постоянный коэффициент.
Так как величина Н„ зависит от материала инструмента,
способа заточки и доводки инструмента и т. п., ас изменением s
и г практически не изменяется, то выражение (99) можно пред-
ставить как
5к = Л2г°-5, (101)
где
А2=2У2Н;. (102)
Сопоставление фактически полученных значений коэффициен-
тов Лх и вычисленных по формуле (102) коэффициентов Л2 пока-
зывает, что подачу $к с достаточной точностью можно определять
Материал детали А по формулам (99) или (101). А Для этого предварительно необходимо при одном среднем
12Х18Н9Т 37Х12Н8Г8МФБ 11Х11Н2В2МФ 0,139 0,158 0,158 значении радиуса (для каждой 0,133 заданной пары резец—деталь) о’162 осуществить точение на различ- ’ ных подачах (в широком диапа-
108
Рис- 77- Влияние радиуса при вершине на
р u hon- деталь из стали 18Х2Н4ВА;
пезец из сплава Т60К6; t = О JO мм;
Р о,06 мм/об; V— 160_м/мин (по дан-
ftbiM А- П. Доброреза)
зоне) и измерить высоту неровностей обработанной поверхности.
На основании этих экспериментов определить величину Ял
(Нл = Rz min) и вычислить коэффициент Л2 по формуле (102).
При тонком точении радиус закругления вершины резца,
являющийся оптимальным по шероховатости обработанной по-
верхности, одновременно является оптимальным и по интенсив-
ности износа инструмента (рис. 77).
4. ВЛИЯНИЕ ГЛУБИНЫ РЕЗАНИЯ
Глубина резания как геометрический фактор не может изме-
нять профиль и высоту неровностей обработанной поверхности.
Глубина резания влияет на высоту неровностей при изменении
температуры резания, условий наростообразования, деформации
срезаемого слоя, жесткости системы СПИД, интенсивности сре-
зания и деформации вершин гребешков сходящей стружкой.
Но так как глубина резания слабо влияет на температуру резания,
усадку стружки и геометрические параметры нароста, то и высота
неровностей изменяется незначительно. Зависимости Rz =. f (/),
полученные различными исследователями при обработке острым
резцом на v = const, подтверждают вывод о слабом влиянии
глубины резания на высоту неровностей. Указанное заключение
справедливо при работе резцами с углом при вершине 8 > 90°.
При работе резцом с 8 < 90° изменение глубины резания может
существенно влиять на высоту неровностей Rz, что связано с из-
менением отношения ширины срезаемого слоя к его толщине,
а также жесткости стружки и ее срезающей способности (А//с).
Глубина резания, являющаяся оптимальной по шероховатости
обработанной поверхности, оптимальна и по интенсивности из-
носа инструмента [39].
5. ВЛИЯНИЕ ЗАДНЕГО УГЛА
При увеличении заднего угла инструмента трение по задней
Поверхности снижается вследствие уменьшения площадки кон-
такта и радиуса округления режущей кромки. Так как величина
заднего угла а на процесс деформации срезаемого слоя непосред-
ственно не влияет, то влияние угла на высоту неровностей, по-
видимому, может проявляться лишь через изменение интенсив-
109
ности износа вершины резца и условий трения площадки кон-
такта об обработанную поверхность.
При малых задних углах более быстро образуется значитель-
ная площадка износа по задней поверхности, чем при больших
задних углах. Увеличение площадки износа приводит к росту
высоты неровностей. Рост ширины фаски износа h3 не всегда со-
провождается увеличением высоты неровностей. В большинстве
случаев увеличение заднего угла снижает ширину фаски износа
по задней поверхности h3 и высоту неровностей. Но при этом повы-
шается интенсивность радиального износа и с вершины резца
при h3 = const изнашивается большой слой материала. Лучшие
условия окончательного формирования контура режущего лезвия
повышают неровности. Следовательно, влияние заднего угла на
высоту неровностей является двойственным и противоречивым.
С увеличением заднего угла снижается величина h3 и повышается
величина hr. Поэтому при I = const с увеличением заднего угла
высота неровностей может возрастать, уменьшаться или оста-
ваться неизменной. Но влияние угла а на величину Rz при сохра-
нении постоянства пути резания или времени работы инструмента
должно быть сравнительно небольшим. Характер функции Rz =
= f (а) должен зависеть от того, какие факторы при установле-
нии влияния угла а на высоту неровностей принимают постоян-
ными.
При условии сохранения постоянства ширины фаски износа
по задней поверхности увеличение заднего угла должно приво-
дить к возрастанию высоты неровностей. Увеличение заднего
угла при сохранении постоянства радиального износа должно
снижать высоту неровностей, так как резец с большим задним
углом будет иметь меньшую ширину фаски износа h3. Опыты,
проведенные по точению деталей из углеродистой стали с сгв =
= 65 кгс/мм2 резцами из минералокерамики, подтвердили пра-
Rz,mkm
h3 =0,225мм
i 03 = 0,15мм
6 12 18 а°
V
Рис. 78. Зависимость высоты не-
ровностей от заднего угла. Углеро-
дистая сталь сгв = 65 кгс/мм2; ре-
зец из сплава ЦМ332; у = 0°;
6 в) 18 а° г = 1 мм; t = 0,25 мм; s =
= 0,10 мм/об; v = 250 м/мин\
а — при сохранении постоянства пути резания; б — при сохранении постоянства ширины
фаски износа по задней поверхности; в — при соблюдении равенства величин радиаль-
ного износа
НО
Рис. 79. Влияние заднего угла на высоту
неровностей « интенсивность износа инстру-
мента:
ИЗ стали 12Х18Н9Т; резец из сплава
пК4- / === °»5° мм; s = 0,20 мм/об; v= 140 м/мин;
? 3 0,30 мм
"з
вильность наших представлений о механизме влияния угла а
на величину Rz (рис. 78). Шероховатость поверхности зависит
не только от ширины фаски износа по задней поверхности, но
и от интенсивности размерного износа (рис. 79).
6. ВЛИЯНИЕ ПЕРЕДНЕГО УГЛА
Передний угол облегчает процесс отделения и отвода стружки.
Чем больше передний угол, тем меньше деформация срезаемого
слоя, нормальная сила на передней поверхности, температура
на поверхностях контакта, радиус округления режущего лезвия,
упругая деформация поверхности среза и искажение профиля
неровности. Влияние переднего угла на высоту неровностей не
превышает 3% и несоизмеримо мало по сравнению с влиянием
других факторов [22].
При работе на высоких скоростях резания (при отсутствии
нароста) передний угол незначительно влияет на изменение высоты
неровностей. При увеличении переднего угла высота неровностей
может повышаться, снижаться и оставаться неизменной. В наших
опытах влияние переднего угла на высоту неровностей изучалось
параллельно с исследованием интенсивности размерного износа.
Оказалось, что при точении деталей из стали 12Х18Н9Т резцом
из сплава ВК4 высота неровностей обработанной поверхности
несколько снижается по мере увеличения переднего угла. Интен-
сивность износа инструмента при этом изменялась несущественно.
7. ВЛИЯНИЕ УПРУГИХ ДЕФОРМАЦИЙ
Разрыв материала детали при резании происходит приблизи-
тельно на высоте Ну над наиболее низко расположенной точкой
лезвия [15]. Весь неудаленный материал упруго восстанавливается
после прохода резца. Величина упругого восстановления поверх-
ности среза
Ну = р(1 —cosPO, (ЮЗ)
где р —радиус округления режущего лезвия; —угол скалы-
вания.
При упругом восстановлении поверхности резания после
прохода резца металл поднимается на вершине гребешка и на дне
111
впадины на различную величину, в результате чего фактическая
высота неровностей не будет совпадать с расчетной. Высота
неровностей
//тах = 77р + //у(1 -24) = -J + p(l-cos₽1)(l-^-), (104)
где Яр — расчетная высота неровностей; s — подача, мм/об;
г — радиус при вершине среза, мм.
Аналитический расчет влияния упругих деформаций на вели-
чину неровностей обработанной поверхности приводится также
в работе [22]. В основу расчета положено допущение, что упру-
гая деформация по всему периметру среза протекает нормально
к контуру режущего лезвия. Роль упругих деформаций в увели-
чении высоты неровностей в данном случае сводится к уменьшению
радиуса профиля гребешка по сравнению с радиусом сопря»
жения задних поверхностей резца г на величину
Ну = г — /?1 = р(1 —cosPJ. (105)
Приращение высоты неровностей АЯу за счет упругого восста-
новления поверхности среза при точении деталей из стали
40Х10С2М на подачах 0,051—0,99 мм/об и скоростях резания 3,5—
108 м/мин [22] находится в пределах 0—0,10 мкм. Отношение
составляет для деталей из стали 35ХГС от 3 до 12%, а для деталей
из алюминия 1,5—4% [22]. Некоторые специалисты также счи-
тают, что упругие деформации не могут заметно влиять на высоту
неровностей. Приведенные данные относятся к точению деталей
из алюминия и сталей в незакаленном состоянии резцами, задние
поверхности которых сопряжены по радиусу г.
Наши исследования показали, что при работе резцом с верши-
ной, срезанной параллельно направлению подачи, наблюдается
иное влияние упругих деформаций поверхности среза на процесс
образования неровностей. Для того чтобы яснее представить
схему образования неровностей обработанной поверхности, рас-
смотрим резец, предназначенный для работы на увеличенных
подачах. Резец имеет три режущих лезвия: главное, дополни-
тельное и вспомогательное. Некоторые авторы называют допол-
нительное лезвие вспомогательным, полагая, что вспомогательное
лезвие в резании не участвует. Однако, как будет показано ниже,
при правильной установке резца, когда дополнительное лезвие
расположено параллельно направлению подачи, вспомогатель-
ное лезвие тоже участвует в резании.
Дополнительное режущее лезвие работает в целом слое ме-
талла, поэтому нельзя говорить о том, что оно зачищает гребешки,
выступы и неровности. Можно говорить лишь о зачищающем
действии участка этого режущего лезвия, являющегося раз-
112
гостью между всей длиной I дополнительного режущего лезвия
Л подачей s. Назовем длину участка 1± длиной перекрытия:
/1 = / —s, (106)
где I—длина дополнительного режущего лезвия; s—подача,
мм/об.
Отношение длины дополнительного режущего лезвия к подаче
является степенью перекрытия:
/0=4- <107>
При точении такими резцами теоретическая (расчетная) вы-
сота остаточного гребешка равна нулю. Неровности на обрабо-
танной поверхности в этом случае возникают вследствие суммар-
ного действия таких факторов, как упругие деформации АЯу,
пластические деформации А77пл, трение в зоне резания АДтр,
изменение контура режущей кромки в процессе износа резца
А//изн, вибрации резца и обрабатываемой детали АДВ [8, 21,
39, 63].
Установить значение каждого из перечисленных факторов
в процессе образования неровностей пока не представляется воз-
можным. Трудно точно оценить долю участия упругих деформа-
ций в образовании неровностей, так как величина упругого вос-
становления поверхности среза Ну определяется лишь косвен-
ным путем через радиус округления режущей кромки р и угол
скалывания Величины р и не являются постоянными для
всех точек режущего лезвия, а их измерение также связано с не-
которыми трудностями. Поэтому не случайно в редакционном
примечании к работе П. Е. Дьяченко и М. О. Якобсона [15] отме-
чено, что величина Ну не была проверена экспериментальным
путем. Трудно делать достоверные заключения о приращении
Высоты неровностей АЯу за счет упругого восстановления поверх-
ности среза Ну, пока не будет надежных способов определения
величины Ну. Исследование работы резца с дополнительной кром-
кой представляет интерес потому, что позволяет определить
величину Ну упругого восстановления поверхности среза. Опыты
по точению деталей из стали ХВГ различной твердости показали,
что свежезаточенный резец участком /х дополнительной режущей
кромки повторно срезает металл, что можно наблюдать невоору-
женным глазом. Глубина повторного резания ty интенсивно повы-
шается при увеличении твердости стали:
Ь = 0,134m?1-1 мкм. (108)
Следовательно, при работе такими резцами повторное резание
в Результате упругого восстановления поверхности резания
является основной причиной образования неровностей, которые
Могут быть значительными.
& А. Д. Макаров ВЗ
Рис. 80. Влияние степени перекрытия на
высоту неровностей при точении* деталей
из стали -ХВГ различной твердости', резец
из сплава Т30К4; Ф = Ф1~ /5°; I— 1,30 мм;
i = 0,10 мм'.
1 — HRC 23; v = 185 м/мин; 2 — HRC 62;
v — 21 м/мин
При точении деталей из закаленных сталей решающее влияние
на высоту неровностей обработанной поверхности оказывает
степень перекрытия (рис. 80). Резцы с различной длиной I при
любой постоянной величине подачи обеспечивают различную
высоту неровностей (рис. 81, а), но те же резцы при сохране-
нии любой постоянной величины степени перекрытия незави-
симо от подачи обеспечивают одну и ту же высоту неровностей
(рис. 81, б).
Повышение степени перекрытия при различных значениях I
и s приводит к систематическому снижению высоты неровностей.
Высота неровностей при точении деталей из закаленной стали
Х12М твердостью HRC 61—62 в зависимости от степени перекры-
тия при принятых условиях испытания (Z = 0,9 ч-1,55 мм; /0 =
= 1,3-15; s = 0,10 4-1,0 мм/об)
7?г = -^-мкм. (109)
*0 ы
При работе резца с малой степенью перекрытия (/0 < 2) силы
упругого восстановления поверхности среза достаточны для
обеспечения повторного резания и высота неровностей оказывается
наибольшей. При повышении степени перекрытия (при I = const
достигается снижением подачи) силы упругого восстановления
поверхности среза уменьшаются и оказываются недостаточными,
чтобы режущее лезвие участком повторно срезало металл на
Рис. 81. Зависимость высоты неровностей от подачи и степени
перекрытия', деталь из стали Х12М (HRC 61—62); резец из
сплава Т30К4; t — 0,10 мм; v = 14 м/мин
114
полную глубину. При работе резца с большой степенью перекры-
ия (А> >8ч-10) повторного резания не происходит, а режущее
лезвие участком /х скользит по обработанной поверхности и
соскабливает мелкие неровности, оставшиеся на поверхности
среза в результате некоторой зазубренности режущей кромки.
В этом случае шероховатость обработанной поверхности опреде-
ляется качеством доводки дополнительной режущей кромки,
способностью этой кромки сохранить первоначальные очертания
и трением поверхностей контакта резца и детали.
8. ВЛИЯНИЕ ТВЕРДОСТИ МАТЕРИАЛА ДЕТАЛИ
Между твердостью стали и ее обрабатываемостью по шерохо-
ватости поверхности существует определенная связь. Большин-
ство исследователей считает, что с увеличением твердости обраба-
тываемого материала происходит закономерное снижение высоты
неровностей при прочих равных условиях обработки. Влияние
^вердости стали на высоту неровностей обработанной поверхности
.может быть различным и связано с действием повторного резания
'^результате упругого восстановления поверхности резания.
Рассмотрим (рис. 80) влияние степени перекрытия на высоту
неровностей при точении деталей из стали ХВГ в состоянии
поставки (HRC 23) и в закаленном состоянии (HRC 62). При обра-
ботке деталей из закаленной стали резцами с малой степенью
перекрытия /0 < 2 высота неровностей получается примерно
в 3 раза выше по сравнению с обработкой деталей из незакаленной
стали. Различная высота неровностей связана с повторным реза-
нием, глубина которого при обработке деталей из стали твердо-
стью HRC 62 в 3 раза больше по сравнению с глубиной повтор-
ного резания деталей из стали твердостью HRC 23. При обработке
деталей из той же стали резцами, обеспечивающими большую
.степень перекрытия. Щ. >. 3\ при которой исключается" возмож-
ность повторного резания, высота неровностей при точении дета-
лей из закаленной стали получается несколько ниже, чем при
точении деталей из незакаленной стали.
При большой степени перекрытия зависимость высоты неров-
нрстей от скорости резания показывает (рис. 82), что для деталей
из стали ХВГ любой твердости при некоторой скорости резания
происходит стабилизация высоты неровностей Rz и дальнейшее
повышение скорости уже не приводит к снижению Rz. Однако
Критические скорости резания для деталей из сталей разной
твердости различны. Для деталей из стали твердостью HRC 62
критическая скорость резания составляет 20 м/мин, для деталей
Из стали твердостью HRC 52 критическая скорость 30 м/мин,
и Для деталей из стали твердостью HRC 23 критическая скорость
^90 м/мин.
Минимальная высота неровностей при достижении критиче-
ской скорости резания для сталей разной твердости (при s =
8* 115
= 0,10 мм/об, /0 = 10) не зависит от твердости стали. Точение
деталей из стали разной твердости на критических скоростях
резания обеспечивает равенство температур резания. Следова-
тельно, равным оптимальным температурам резания при обра-
ботке деталей из стали ХВГ различной твердости (HRC 23—62)
соответствуют равные значения шероховатости обработанных
поверхностей.
При обработке на малых подачах резцами с большой степенью
перекрытия приращение высоты неровностей АЯПЛ и АЯтр при
повышении твердости стали больше приращения АЯу, в резуль-
тате максимальная высота неровностей при достижении критиче-
ской скорости резания почти не зависит от твердости стали.
При обработке на больших подачах резцами с малой степенью
перекрытия приращения АЯПЛ и АЯтр при повышении твердости
стали меньше приращения А//у вследствие упругого восстанов-
ления поверхности среза; поэтому при понижении твердости
стали минимальная высота неровностей снижается. Таким обра-
зом, влияние исходной твердости стали на высоту неровностей
при сохранении постоянства оптимальной температуры резания
определяется повторным резанием, которое зависит от степени
перекрытия (рис. 83). Полученные зависимости относятся к резцу
с дополнительной режущей кромкой. При работе резцом, у кото-
рого задние поверхности сопряжены по дуге окружности, упругое
восстановление поверхности среза также наблюдается. Но усло-
вия воздействия упругого восстановления поверхности среза на
высоту неровностей при точении образцов из стали различной
твердости в этом случае ограничены, так как вспомогательная
режущая кромка при наличии угла (рх быстро выходит из контакта
с образцом и в результате повторного резания может быть уда-
лена лишь небольшая часть гребешка. Кроме того, для такого
резца теоретическая высота остаточного гребешка не равна нулю,
что снижает долю величины АЯу в общей высоте неровностей.
Рис. 82. Зависимость высоты неровностей от скорости резания при точении
деталей из стали ХВГ различной твердости', резец из сплава Т30К4: ф = ф-.-
= /5°; I = 1,0 мм’, t= 0,10 мм:
а — s— 0,10 мм/об; 10 = 10; б — s = 0,40 мм/об; = 2,5
116
рис. 83. Влияние твердости стали
ХВГ на высоту неровностей при
постоянстве оптимальной темпе-
ратуры резания (0О = const); ре-
зец из сплава Т30К4’, ф=фх=/5°;
/= 1 мм', s= 0,10+0,40 мм/об
Рис. 84. Влияние твердости стали
ХВГ на высоту неровностей при
работе с различными скоростями
резания; резец из сплава Т30Х4;
= 1 мм; t —0,10 мм; s —
= 0,10 мм/об
Влияние твэд^осзтихталщ на изменение высоты неровностей
нельзя рассматривать без учета применяемых скоростей, а сле-
ДбРЗтельно, и температур резания..^Например, при повышении
дарДбсти стали (при v const) высота неровностей может как
увеличиваться, так и снижаться (рис. 84). При работе на опти-
мальных скоростях резания и резцами, обеспечивающими боль-
ПП^ю^степень перекрытия, твердость стали не влияет на высоту
неровностей,
е ^Противоречивый характер зависимостей Rz = f (HRC), полу-
ченных при работе с произвольно выбранными постоянными ско-
ростями резания, объясняется тем, что для образцов из стали
разной твердости работа на постоянной скорости соответствует
разным участкам кривой Rz f (v). Только с учетом влияния
упругого восстановления поверхности среза на величину неров-
ностей стало возможным не только правильно понять и объяснить
^закономерности изменения высоты неровностей в зависимости от
скорости резания и подачи для сталей разной твердости, но и
наметить некоторые пути снижения шероховатости поверхности
при чистовом точении деталей из закаленных сталей на увели-
ченных подачах. Высота неровностей обработанной поверхности
прТГточении деталей из закаленных сталей резцами с дополни-
тельной режущей кромкой зависит от износа и глубины зазубрин
режущего лезвия.
9- ВЛИЯНИЕ МАТЕРИАЛА РЕЖУЩЕЙ ЧАСТИ
ИНСТРУМЕНТА
зависимости от
постоянства его
Шероховатость обработанной поверхности в
- инструмента при условии сохранения
Геометрических параметров и режимов резания может изменяться
^ледствие различия сил адгезии и условий трения на поверх-
ности контакта, а также разной способности инструментов из
Различных материалов сохранять форму режущей кромки.
117
Различная склонность твердых сплавов к адгезионному взаимо-
действию с материалом детали сказывается на усадке стружки
среднем коэффициенте трения и силах, действующих на задней
поверхности. По влиянию на усадку стружки, силы резания и
склонность к слипанию с конструкционными сталями твердые
сплавы располагаются в следующей последовательности [21 ]:
ВК8, Т5КЮ, Т15К6, Т30К4. Примерно в той же последователь-
ности твердые сплавы располагаются и по влиянию на шерохова-
тость обработанной поверхности [22]. При обработке резцами,
оснащенными твердым сплавом Т30К4, усадка стружки, силы на
задней поверхности и высота неровностей обработанной поверх-
ности наименьшие.
Между склонностью твердого сплава к адгезии и шерохова-
тостью обработанной поверхности существует прямая и тесная
связь. Аналогичная связь существует также между склонностью
к адгезии и интенсивностью износа режущего инструмента [37 ].
Следовательно, для различных инструментальных материалов
должна существовать прямая связь между интенсивностью износа
инструмента и высотой неровностей обработанной поверхности.
Такая взаимосвязь впервые была установлена при точении дета-
лей из углеродистой стали резцами, оснащенными пластинками
из различных инструментальных материалов [39]. Путь резания
для резцов, оснащенных твердым сплавом и минералокерамикой,
составляет 9000—14 000 м, а для резцов из стали Р18 5000 м.
Начальный износ резца принимался при пути резания 2000 м.
Инструментальные материалы с меньшим относительным изно-
сом имеют также и меньший начальный износ, обеспечивая мень-
шую высоту неровностей обработанной поверхности. При уста-
новлении влияния инструментального материала на шерохова-
тость обработанной поверхности на оптимальных для каждого
сплава скоростях выдерживается постоянство таких условий
резания, при которых для каждого твердого сплава обеспечи-
ваются минимальная интенсивность размерного износа и макси-
мум размерной стойкости. Сравнение твердых сплавов при v -
= const в ряде случаев может привести к ошибочным заключе-
ниям, так как высота неровностей при произвольно выбранных
постоянных скоростях резания может принадлежать для различ-
ных твердых сплавов разным фазам кривой Rz = f (и). При точе-
нии деталей из стали 12Х18Н9Т резцами из сплавов ВКЗ и Т14К8
на оптимальных скоростях резания были получены довольно
близкие значения hon и практически совпадающие значения
высот неровностей Rz (табл. 17).
Если резцы из сплавов ВКЗ и Т14К8 сравнивать при постоян-
ной скорости резания 52 м/мин, то резец из сплава ВКЗ оказы-
вается более износостойким и обеспечивает получение поверх-
ности с меньшей высотой неровностей, так как скорость резания
52 м/мин для него является оптимальной, а для резца из сплава
Т14К8 она находится в зоне усиленного адгезионного износа.
118
Таблица 17
Интенсивность износа инструмента
и высота неровностей обработанной поверхности
при точении с различными скоростями резания деталей
из стали 12Х18Н9Т резцами из сплавов ВКЗ и Т14К8;
f — 0,50 мм; s = 0,30 мм/об; (р = 45°; (рг = 10°; у = 10°; а = = 10°;
г = 1 мм
—— Материал инструмента V, м/мин мкм/103 см2 7?г, мкм
вкз 52 1,4 11,4
133 5,3 13,4
^0 1,3 11,4
Т14К8 52 8,5 14,7
133 1 11,3
Vj 1 11,3
При работе резцов с постоянной скоростью резания 133 м/мин
наименьшую интенсивность износа hon и наименьшую высоту
неровностей обработанной поверхности Rz обеспечивают резцы
из сплава Т14К8, так как скорость резания 133 м/мин для резца
из сплава Т14К8 является оптимальной, а резец из сплава ВКЗ
при этой скорости резания подвергается усиленному диффузион-
ному износу. Следовательно, в случае сравнения твердых сплавов
при v — const превосходство того или другого твердого сплава
будет зависеть от уровня выбранной скорости резания. Данные
^"относительной высоте неровностей, так же как и данные об
оптимальной износостойкости, полученные для различных ин-
струментальных материалов при одной скорости резания, нельзя
распространять на другие скорости резания. Вероятность ошибки
определения относительной величины Rz для разных твердых
сплавов будет тем выше, чем больше для сравниваемых твердых
сплавов разница оптимальных скоростей резания.
Влияние марки твердого сплава на высоту неровностей обра-
ботанной поверхности при точении деталей из стали 12Х18Н9Т
на оптимальных, но различных для каждого твердого сплава
скоростях резания приведено на рис. 85 и 86. Так как по мере
затупления резца высота неровностей Rz не оставалась постоян-
ной, то при оценке влияния марки твердого сплава на величину Rz
Последняя принималась как среднее арифметическое высот неров-
ностей, полученных на обработанной поверхности в начале и
Конце периода нормального износа резца. Марки твердого сплава
Расположены в порядке возрастания величины йопо. Твердые
119
Рис. 85. Зависимость высоты неров-
ностей обработанной поверхности
и поверхностного относительного
износа резца от материала инстру-
мента при точении деталей из ста-
ли 12X18Н9Т на оптимальных ско-
ростях резания\ t ~ 0,50 мм;
s = 0,30 мм/об
Рис. 86. Зависимость высоты не-
ровностей обработанной поверхно-
сти и поверхностного относитель-
ного износа резца от материала
инструмента при точении деталей
из стали 12Х18Н9Т на оптималь-
ных скоростях резания; t=0,50 мм;
s = 0,10 мм/об
сплавы ВК6 и Т30К4 при работе на подаче 0,30 мм/об обеспечи-
вают получение несколько меньшей высоты неровностей Rz по
сравнению с твердыми сплавами Т14К8 и ВК4, хотя по интенсив-
ности износа они отличаются незначительно. Характерно, что
для этих двух марок твердого сплава наблюдается некоторое
нарушение строгой закономерности между величинами hono
и Rz, что, по-видимому, связано с лучшей способностью резцов
из твердых сплавов Т30К.4 и В Кб по сравнению с резцами из
сплавов Т14К8 и ВК4 сохранять первоначальную форму режу-
щей кромки [39].
10. ОСНОВНЫЕ ВЫВОДЫ
1. При обработке различных материалов высота неровностей
тесно связана с интенсивностью износа инструмента. Те факторы
(скорость и глубина резания, передний и задний углы инстру-
мента, марка инструментального материала, ширина фаски по
задней поверхности, диаметр обрабатываемой детали, жесткость
системы СПИД и др.), которые при изменении снижают интен-
сивность износа инструмента, уменьшают и высоту неровностей
обработанной поверхности.
2. Изменение факторов (подачи, радиуса закругления вер-
шины резца), снижающих интенсивность размерного износа
инструмента, уменьшает приращение АН высоты неровностей
против расчетного значения.
3. Параметрические уравнения максимальной размерной стой-
кости инструмента, предназначенные для выбора скоростей реза-
ния, являющихся оптимальными по интенсивности износа и раз-
мерной стойкости инструмента, могут одновременно использо-
ваться также и для выбора скоростей резания, являющихся опти-
мальными по шероховатости обработанной поверхности.
120
4. Уменьшение подачи ниже критической на высоту неровно-
. eg заметно не влияет, но сопровождается повышением интен-
^йвн°сти износа инструмента и снижением производительности
Обработки. Величина sKP зависит от радиуса при вершине резца,
Свойств инструментального материала и качества заточки.
5. Изменение глубины резания в пределах 0,5—2,0 мм при
^хранении постоянства оптимальной температуры резания на
вь1соту неровностей не влияет.
6. Правильный выбор радиуса закругления вершины резца
дозволяет повысить производительность чистовой обработки (так
появляется возможность применения больших подач) и раз-
мерную стойкость инструмента при сохранении заданной высоты
неровностей обработанной поверхности.
7. Влияние заднего угла на высоту неровностей необходимо
рассматривать с учетом того, какие факторы при установлении
характера функции Rz = f (а) принимаются постоянными. При
постоянном пути резания увеличение заднего угла заметно не
влияет на высоту неровностей. Увеличение заднего угла при
постоянной ширине фаски износа по задней поверхности (й3 —
— const) приводит к росту высоты неровностей, а при постоянном
радиальном износе (hr — const) — к снижению высоты неровно-
: стей.
8. При чистовом точении стальных деталей влияние перед-
него угла на высоту неровностей обработанной поверхности и
интенсивность износа резца незначительно.
:: 9. Выбор наиболее рациональных марок твердого сплава по
высоте неровностей, образующихся на обрабатываемой детали,
Зависит от используемых скоростей резания. Так, при точении
деталей из стали 12Х18Н9Т на относительно низких скоростях
резания меньшая шероховатость получается при применении
резцов, оснащенных пластинками твердого сплава группы ВК,
а при работе на высоких скоростях резания меньшую шерохова-
тость обеспечивают резцы, оснащенные пластинками твердого
^сплава группы ТК. Наиболее объективные данные о> влиянии
;Марки инструментального материала на высоту неровностей
могут быть получены только при работе на оптимальных (но
различных для разных марок твердого сплава) скоростях резания.
10. На образование неровностей обработанной поверхности
при работе резцами с дополнительным режущим лезвием влияют
Упругие деформации поверхности среза и вызываемое ими повтор-
ное резание, которое можно определить экспериментом.
11. Главными факторами, влияющими на глубину повторного
резания, являются твердость и модуль упругости материала детали.
Элементы режима резания /, s при сохранении постоянства сте-
пени перекрытия (/0 = 1,1-4-1,5 = const) на глубину повторного
Резания влияют незначительно.
12. Наличие повторного резания при обработке деталей из
Скаленных сталей заставляет по-иному выбирать степень пере-
121
крытия /0. При обработке деталей из незакаленной стали изме.
некие степени перекрытия в пределах 1,1—10 влияет на высоту
неровностей незначительно, и этим влиянием можно пренебречь.
Рекомендации по выбору степени перекрытия в пределах 1,1-^
1,2, являясь правильными при обработке деталей из незакаленных
сталей, непригодны для чистового точения деталей из закаленных
сталей, где повышение степени перекрытия от 1,1 до 10 снижает
высоту неровностей обработанной поверхности в 5—6 раз.
13. Влияние твердости стали на высоту неровностей обрабо-
танной поверхности необходимо рассматривать при сохранении
постоянства оптимальной температуры резания, а не при сохра-
нении постоянства произвольно выбранных скоростей резания.
Повышение твердости стали при v = const может приводить как
к монотонному снижению, так и к монотонному повышению вы-
соты неровностей. Противоречивый характер зависимостей Rz =
= f (HRC), полученных при работе с v = const, объясняется тем,
что для стальных образцов разной твердости работа на v = const
соответствует разным фазам кривой Rz = / (у).
14. При отсутствии повторного резания и соблюдении по-
стоянства оптимальных температур контакта при точении сталь-
ных деталей с различной твердостью обеспечивается получение
поверхностей с равной шероховатостью.
15. При работе резцом с малой степенью перекрытия и сохра-
нении постоянства оптимальной температуры резания повышение
твердости стали повышает высоту неровностей. Такой характер
зависимости Rz = f (HRC) объясняется тем, что в этом случае
снижение величин &HUJ1 и ДЯтр при повышении твердости стали
не в состоянии компенсировать или перекрыть повышения вели-
чины Д//у за счет упругого восстановления поверхности среза,
тогда как при работе резцом с большой степенью перекрытия
такая компенсация происходит.
Глава V
УПРОЧНЕНИЕ (НАКЛЕП) И МИКРОСТРУКТУРА
ПОВЕРХНОСТНОГО СЛОЯ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Обработка резанием приводит к пластическому деформиро-
ванию поверхностных слоев и изменению их физико-механиче-
ских свойств. При этом изменяются следующие основные харак-
теристики [4, 6, 42, 45, 46, 50, 71, 79]: 1) повышаются все харак-
теристики сопротивления пластической деформации (пределы
прочности и текучести, твердость и микротвердость); 2) пони-
жается пластичность (относительное удлинение и поперечное
сужение); 3) повышается плотность дислокаций на несколько по-
рядков и происходит концентрация дислокаций около линий
сдвигов; 4) появляются упругие искажения кристаллической
решетки, что создает препятствия перемещению дислокаций;
5) изменяются форма и ориентировка зерен и образуется текстура;
6) появляются трещины внутри зерен и между зернами; 7) сни-
жается плотность материала; 8) повышается омическое сопротив-
ление; 9) изменяются усталостная прочность и износостойкость;
10) снижается коррозионная стойкость.
Повышение прочностных свойств и твердости металла при его
пластическом деформировании называют наклепом. Хотя пласти-
ческая деформация поверхностного слоя может характеризоваться
многими показателями, чаще рассматривают два наиболее обоб-
щенных и сравнительно легко определяемых: степень наклепа N
и глубину наклепанного слоя hc.
Степень наклепа
100%, (ПО)
где Нх — микротвердость, измеренная на поверхности; Н — микро-
твердость исходного металла.
Наклеп исследовался методом измерения микротвердости на
наклонных микрошлифах и рентгеноструктурным методом. На-
клеп при резании металлов определяется нормальными и каса-
тельными нагрузками на задней поверхности инструмента, ско-
ростью деформации и температурой резания. На наклеп поверх-
123
костного слоя влияют элементы режима резания, геометрические
параметры режущего инструмента и степень его изношенности
свойства материалов инструмента и детали, охлаждение зоны
резания и др.
2. ВЛИЯНИЕ СКОРОСТИ РЕЗАНИЯ НА НАКЛЕП
Влияние скорости резания на наклеп поверхностного слоя
сложное, и пути этого влияния многообразны [39, 45].
1. Скорость резания определяет скорость пластической де-
формации поверхностного слоя. С повышением скорости дефор-
мации происходит рост предела прочности при растяжении и
предела текучести конструкционных материалов. Повышение
предела текучести снижает пластичность материала детали и
наклеп.
2. Скорость резания влияет на продолжительность контакта
задней поверхности резца с обрабатываемой деталью. При боль-
шой скорости резания деталь проходит через зону контакта, не
получив^того наклепа, который она могла бы получить при малой
скорости урезания и более продолжительном контакте.
3. Скорость резания изменяет нормальную qT и касательную q'F
нагрузки и коэффициент трения р' на задней поверхности инстру-
мента. Повышение величин q'Ni q'F, р' будет способствовать
увеличению наклепа, так как при отсутствии контактных нагру-
зок и трения на задней поверхности наклеп обработанной поверх-
ности был бы невозможен.
4. Скорость резания изменяет ширину пластической зоны
(зоны стружкообразования) и положение ее начальной границы
относительно вершины резца и линии среза. При повышении ско-
рости резания до оптимальной пластическая зона сужается и
глубина ее распространения ниже линии среза уменьшается, что
снижает наклеп.
5. Скорость резания влияет на степень развития нароста или
застойной зоны и характер обтекания и подмятия металла из
зоны стружкообразования в сторону задней поверхности. Нарост
увеличивает действительный радиус округления режущей кромки
и способствует повышению наклепа.
6. Скорость резания влияет на интенсивность процесса раз-
упрочнения. При пластическом деформировании в поверхност-
ных слоях осуществляются наклеп и разупрочнение. С повышением
температуры и степени деформации скорость протекания про-
цесса разупрочнения, происходящего в результате рекристалли-
зации, возрастает. Повышение температуры резания способствует
увеличению интенсивности процесса разупрочнения и уменьшению
наклепа.
7. Скорость резания влияет на отношение скорости дефор-
мации поверхностного слоя к скорости процесса рекристаллиза-
ции (разупрочнения). Разупрочнение осуществляется с некоторой
124
конечной скоростью, которая зависит от температуры и степени
пеФ°Рмации’ Если скорость деформации превосходит скорость
рекристаллизации, то будет наблюдаться явление частичного
раклепа металла, несмотря на то, что деформация будет проис-
ходить при температуре, превышающей температуру рекристал-
лизации.
8. Скорость резания способствует самозакаливанию поверх-
ностного слоя и наклепу при фазовом превращении вследствие
нагрева поверхностного слоя до температур, превышающих тем-
пературу критической точки Ас3.
9. Скорость резания изменяет температуру поверхностного
слоя и характеристики пластичности гр и 6 материала детали при
этих температурах. Для многих конструкционных материалов
в некотором диапазоне температур наблюдается охрупчивание
(провал пластичности), выражающееся в снижении относитель-
ного удлинения 6 и поперечного сужения гр. При обработке мате-
риалов резанием повышение температуры контакта до темпера-
туры, соответствующей максимальному охрупчиванию, будет
способствовать снижению наклепа, а при дальнейшем повышении
температуры наклеп увеличивается, так как пластичность в этом
случае возрастает. Таким образом, наклеп, наблюдаемый на об-
работанной поверхности детали, определяется совместным дей-
ствием рассмотренных факторов. Назовем условно диапазон
скоростей резания до оптимальных первым диапазоном, а диапа-
зон скоростей выше оптимальных — вторым.
При повышении скорости резания в первом диапазоне факторы,
приведенные в пунктах 1—6 и 9, снижают наклеп. При дальней-
шем повышении скорости резания (выше оптимальной) ряд фак-
торов (4 и 5), способствующих в первом диапазоне скоростей
снижению наклепа, прекращают свое действие, и могут начать
действие факторы 7 и 8, способствующие повышению наклепа.
Факторы 3 и 9 при переходе скорости резания через оптимальное
значение изменяют свое действие на наклеп поверхностного
слоя, так как скорость, соответствующая минимуму коэффициента
трения на задней поверхности резца, и температура максималь-
ного ^охрупчивания примерно совпадают с оптимальной темпера-
турой контакта. Следовательно, повышение скорости резания
выше оптимальной должно приводить к увеличению наклепа.
Анализ причин, изменяющих наклеп, позволяет заключить,
что зависимости hc = f (v) и N = f (v) должны носить экстре-
мальный характер с точкой минимума в области оптимальных
скоростей резания (рис. 87 и 88). С повышением скорости реза-
ния при точении деталей из стали 15Х18Н12С4ТЮ и сплава
АН77ТЮР на всех подачах глубина и степень наклепа первона-
чально снижаются, достигают минимума при некотором значении
скорости резания, а затем повышаются. Минимум глубины и сте-
сни наклепа для всех подач примерно одинаков, причем чем
°льше подача, тем ниже скорость резания, которой соответствует
125
Рис. 87. Влияние скорости резания на глубину и степень на-
клепа и температуру контакта] детали из стали 11Х11Н2В2МФ;
резец из сплава Т15К6; (р = <рх = 45°; а = = 10°; у — 5°;
г = 1 мм; h3 0,10 мм; t ~ 1,0 мм
указанный минимум наклепа. Наименьшие глубина и степень
наклепа наблюдаются в области оптимальных по интенсивности
износа инструмента скоростей резания.
При затрате энергии, равной работе силы трения, один эле-
мент трущейся пары — задняя поверхность инструмента — под-
вергается износу, а другой элемент — обрабатываемая поверх-
ность — пластическому деформированию или смятию. Исходя
из указанных представлений о процессе износа и смятия (наклепа)
твердых тел можно ожидать немонотонной зависимости характе-
ристик N = f (v) и hc = f (у), так как зависимости интенсивности
Рис. 88. Влияние скорости резания на глубину наклепа;
деталь из сплава ХН77ТЮР; резец из сплава BR6M; hc
определена рентгеноструктурным методом по изменению
ширины линии (331); t ~ 1,0 мм; ср = (рх = 45°; а = —
~ 10°; у = 10°; к — 0; г — 1 мм; /г3 0,10 мм
126
Рис. 89. Изменение ширины линии (331) сплава ХН77ТЮР
в зависимости от скорости резания при точении резцом из
сплава ВК6М (рентгенографирование поверхности)} t =
= 1,0 мм} h3 0,1 мм} у = 10°} а = = 10°} ср = <рх = 45°}
г = 1,0 мм} Х= 0°
износа инструмента от скорости резания немонотонны. Таким
образом, между интенсивностью износа инструмента и наклепом
обработанной поверхности наблюдается тесная взаимосвязь. Ми-
нимальный наклеп обработанной поверхности при оптимальных
скоростях резания повышает ресурс и эксплуатационную надеж-
ность деталей из нержавеющих сталей и жаропрочных сплавов [42,
63]. Минимальный наклеп подтверждается результатами иссле-
дований (рис. 89). Глубина наклепанного слоя, определенная
рентгеноструктурным методом, во всех случаях на 10—50 мкм
больше глубины пластической деформации, полученной методом
измерения микротвердости. При некоторой глубине микротвер-
дость стабилизируется (рис. 90). Метод определения наклепа
путем измерения микротвердости не обеспечивает необходимой
точности. Но общие закономерности, полученные как методом
измерения микротвердости, так и рентгеноструктурными методами,
полностью совпадают. Точки минимума на кривых N = f (v)
и hc = f (у) наблюдали разные исследователи. Однако физиче-
ского обоснования полученных зависимостей они не дали.
Рис. 90. Изменение микротвердо-
спги и ширины линии (331) по глу-
бине поверхностного слоя обточен-
ного образца из сплава ХН77ТЮР}
1,0 мм} s= 0,08 мм} v =
34 м/мин'.
п микротвердость, измеренная при
ослойном стравливании; 2 — измене-
йзм Ширины линии (331); 3 - наклеп,
еценный на наклонном микрошли-
* < 0,1 мм; V — 10°; а = ах= 10°;
1,0 мм; ф = = 45°; X = 0°
127
3. ВЛИЯНИЕ ПОДАЧИ НА НАКЛЕП
Глубина и степень наклепа определяются средней темпера,
турой контакта, а скорость резания и подача выступают глав-
ным образом как температурные факторы. При работе на постоян-
ной скорости и переменной подаче зависимости hc = f (s) и N
= f (s) могут иметь различный характер, определяемый темпе-
ратурой в зоне резания (рис. 91). Например, при работе на сравни-
тельно низкой скорости (18 м/мин), когда при увеличении подачи
температура резания повышается и приближается к оптимальному
значению 0О, глубина и степень наклепа снижаются; коэффициент
трения по задней поверхности при этом уменьшается. При работе
на средней скорости (23 м/мин) зависимости hc = f (s) и N = f ($)
носят экстремальный характер. Это объясняется тем, что при
повышении подачи температура резания переходит через опти-
мальное значение. Зависимость р/ = f (s) имеет аналогичный
характер с точкой минимума при 0о. Для сравнительно высоких
скоростей резания (35 м/мин), когда при повышении подачи тем-
пература резания все дальше отклоняется от оптимального зна-
чения, глубина и степень наклепа монотонно повышаются.
Рассмотренный для сплава ХН77ТЮР сложный характер
зависимостей hc = f (s). и N = f (s) справедлив и для стали
11Х11Н2В2МФ. Следовательно, при чистовом точении деталей из
жаропрочных материалов на разных подачах оптимальным скоро-
стям резания соответствуют “"постоянные значения величин р/,
и, как следствие этого, практически постоянные глубина и сте-
пень наклепа. Характер зависимостей hc = f (s) и N = f (s)
определяется уровнем скоростей резания и направлением изме-
нения (приближением или удалением) средней температуры кон-
такта к оптимальной температуре,
которое происходит при повышении
подачи.
Рис. 91. Влияние подачи на среднюю темпе-
ратуру контакта, коэффициент трения по
задней поверхности, глубину и степень на-
клепа', деталь из сплава ХН77ТЮР', резец из
сплава ВК6М; t~l мм; h3^.0,l мм; у—5°;
а= = 10°; (р = (р1 = 45°; г — 1,0 мм;
О — О — V = 18 м/мин; □ — □ — V= 23 м/мин;
А — Д — v = 35 м/мин
128
4 ВЛИЯНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
РЕЖУЩЕГО инструмента и его износа
На условия стружкообразования в основном влияет перед-
ний угол. Рассмотрим изменение характеристик наклепа с изме-
нением переднего угла на примере сплава ХН77ТЮР. При изме-
нении угла у от +15° до —15° глубина наклепа hc увеличивается
почти в 3 раза, степень наклепа возрастает с 22 до 35%, что свя-
зано с изменением положения (поворотом) начальной границы
пластической зоны (или зоны стружкообразования), повышением
относительного сдвига е и сопротивления движению стружки по
передней поверхности.
Увеличение радиуса округления режущего лезвия р повы-
шает наклеп поверхностного слоя при всех подачах, особенно
при р больше толщины среза. Существенно влияет на наклеп
увеличение износа резца по задней поверхности через изменение
силового фактора, повышение продолжительности пластического
деформирования каждого участка обработанной поверхности и
изменение температуры в зоне контакта. Наибольшее влияние
фаски износа на наклеп наблюдается при точении на скоростях
резания выше и ниже оптимальной скорости v0. Резание на v0
обеспечивает стабильность характеристик наклепа, например,
увеличение фаски износа резца от 0 до h3 = 0,40 мм при точении
деталей из сплава ХН77ТЮР резцом из сплава ВК6М на низкой
скорости резания (7 м/мин) приводит к повышению глубины на-
клепа на 55 мкм и степени наклепа на 10%; при работе на опти-
мальной скорости резания (23 м/мин) и том же затуплении резца
глубина наклепа hc возрастает на 20 мкм, а степень наклепа из-
меняется на 4%. При точении на высокой скорости резания
(47 м/мин) глубина наклепа возрастает на 70 мкм, а степень на-
клепа — на 8%.
При обработке деталей из сплава ВТ8 резцом из сплава ВК2
(t = 1 мм; s = 0,22 мм/об; v = 40 м/мин) влияние ширины фаски
износа инструмента на пара-
метры наклепа (табл. 18) также
подтверждается [64 ].
5. ВЛИЯНИЕ СВОЙСТВ
МАТЕРИАЛА ДЕТАЛИ
Стали и сплавы, обладая
различными прочностными и
пластическими свойствами, по-
Разному упрочняются при обра-
ботке на металлорежущих стан-
ках. Более пластичные и упроч-
няемые при деформации мате-
риалы, как правило, при
9 А. Д. Макаров
Таблица 18
Влияние ширины фаски износа
на глубину и степень наклепа
титанового сплава ВТ8
/г3, мм /1с, мм N, %
0,18 0,11 23
0,31 0,15 28
0,44 0,18 32
0,58 0,21 40
129
обработке резанием имеют
и больший наклеп [8, 86].
При многофазной структуре
больший наклеп получают те
структурные составляющие,
которые более склонны к де-
формации и упрочнению. Из-
менение содержания углеро-
да от 0,06% в электротехни-
ческой стали Э до 1,19%
в стали У12А повышает твер-
дость и прочность углеродис-
тых сталей (например, пре-
дел прочности при растяже-
нии изменяется соответст-
Таблица 19
Влияние содержания углерода
в сталях на параметры
оптимального резания и наклепа
Сталь о- о ав, кгс/мм2 vQ, м/мин о о <т> hc, мкм % ‘N
э 0,06 37 490 910 75 55
10 0,14 41 390 890 55 40
45 0,49 63 240 1000 47 26
У12А 1,19 92 127 1000 32 15
венно от 37 до 92 кгс/мм2).
С повышением содержания углерода в стали (резец из сплава
Т15К6, t = 0,5 мм; s = 0,21 мм/об при v = у0) наблюдается
снижение глубины и степени наклепа обработанной поверхности
(табл. 19) [7].
Для группы жаропрочных деформируемых сплавов (ХН77ТЮ,
ХН77ТЮР (улучшенный), ХН70ВМТЮ, ХН70ВМФТЮ,
ХН55ВМТФКЮ и ХН51ВМТЮКФР) установлено, что влияние
физико-механических свойств сплавов на наклеп поверхностного
слоя зависит от скоростей (тем-
ператур) резания [7]. При ра-
боте на сравнительно низкой
скорости резания (10 м/мин)
средняя температура контакта
при точении рассматриваемых
сплавов находится в пределах
450—550° С (рис. 92). При
этих температурах прочностные
свойства сплавов совпадают
(табл. 20). Незначительно изме-
няется также и коэффициент
трения по задней поверхности
р'. Пластические свойства (от-
носительное удлинение 6 и от-
Рис. 92. Влияние скорости резания
на глубину, степень наклепа и среднюю
температуру контакта при точении
резцами из сплава ВК6М; а= 0^=10°;
ф = Фх = 45°; у = 0°; К= 0°; г =
= 0,5 мм\ t~ 0,50 мм', s= 0,09 мм/об;
□ — ХН77ТЮ; X — ХН77ТЮР; О —
ХН70ВМТЮ; д — ХН70ВМФТЮ; • —
ХН55ВМТФКЮ; О — ХН51ВМТЮКФР
130
Таблица 20
Влияние механических свойств сплавов и условий резания
на глубину и степень наклепа поверхностного слоя
Параметр ХН77ТЮ ХН77ТЮР ХН70ВМТЮ ХН70ВМФТЮ ХН55ВМТФКЮ ХН51ВМТЮКФР i
у = 10 м/мин:
0, °C 450 450 500 510 520 550
ов, кгс/мм2 95 100 100 100 100 101
6, % 32 24 22 22 17 14
ф, % 32 28 22 21 18 16
к 1,57 1,3 1,29 1,26 1,22 1,20
и' — 0,7 0,64 0,70 0,6 0,72
hc, мкм 150 130 120 100 90 70
% 39 35 31 30 27,5 24
0 = 800° С:
V, м/мин 50 47 36 34 32 28
ов, кгс/мм2 51 59 71 78 85 93
6, % 12 15 7 И 10 7
ф, % 16 25 11 16 12 9
/< 0,68 0,67 0,77 0,85 0,93 1,0
и' 0,66 0,64 0,57 0,52 0,42 0,39
Лс, мкм 85 85 75 75 70 60
N, % 28 28 26 24 24 19
v = vq =f= const:
vo, м/мин 35 30 25 25 30 35
©о, °C 710 720 720 730 780 850
<?в, кгс/мм2 69 78 86 90 90 89
б, % И 13 9 12 9 8
ф, % 17 17 12 16 12 10,5
к 0,86 0,9 1,0 1,0 1,0 0,93
р/ 0,64 0,62 0,57 0,46 0,42 0,33
hc, мкм 80 70 65 65 60 55
N, % 26 26 21,5 20,5 20 18
'У Примечание. Величины ав> 6 и взяты при температурах испытания, рав-
Ых средней температуре контакта при резании.
9*
131
Рис. 93. Влияние характеристик пластичности 6 и ф и коэффи-
циента упрочнения К жаропрочных сплавов на глубину и степень их
наклепа} резец из сплава ВК6М} а = ах = 10°} ср = фх = 45°} у =
= 0°} г ~ 0,5 мм} t— 0,5 мм} s ~ 0,09 мм/об
носительное сужение гр образца) и коэффициент К упрочнения
материала при деформации (угол наклона ориентировочных
прямых истинных напряжений) с повышением жаропрочных
свойств сплавов значительно снижаются. Это приводит к тому,
что глубина и степень наклепа поверхностного слоя при обра-
ботке на низкой скорости резания также снижаются, что указы-
вает на взаимосвязь наклепа с коэффициентом упрочнения К
и характеристиками пластичности 6 и гр (рис. 93).
При точении сплавов и поддержании средней температуры
контакта для всех сплавов 0 = 800° С по мере увеличения жаро-
прочности рассматриваемых сплавов также наблюдается сниже-
ние характеристик наклепа. Снижению наклепа в этом случае
могут способствовать повышение прочностных и понижение пла-
стических свойств сплавов и значительное уменьшение коэффи-
циента трения по задней поверхности. По-видимому, эти факторы,
а не коэффициент упрочнения (который возрастает с увеличением
легирования сплавов) явились определяющими при формирова-
нии наклепа металла в поверхностном слое.
При резании на скоростях в первом диапазоне характеристики
наклепа изменяются иначе по сравнению с характеристиками при
резании на скоростях второго диапазона. При точении иссле-
дуемых материалов на скорости 50 м/мин наиболее упрочнялись
образцы из высоколегированного сплава ХН51ВМТЮКФР и
наименее образцы из сплава ХН77ТЮ. Найденная закономер-
ность может быть объяснена тем, что в низколегированных спла-
вах типа ХН77ТЮ при температурах 700—750° С и выше одно-
временно с упрочнением при деформации в поверхностном слое
протекает и процесс разупрочнения (снятие наклепа), в то время
как в жаропрочном сплаве ХН51ВМТЮКФР процесс разупроч-
нения наступает при температурах, превышающих 900° С. В ре-
зультате этого высоколегированные жаропрочные сплавы обла-
дают более высокой способностью к упрочнению, чем низколеги-
рованные. Это обстоятельство, по-видимому, и является опреде-
132
дЯющим при формировании наклепа в поверхностном слое, тем
более что пластические свойства рассматриваемых сплавов при
эТих температурах одинаковы.
При точении сплавов на оптимальных скоростях резания
средняя температура контакта изменяется от 710 до 850° С, при-
чем чем выше жаропрочность сплава, тем выше и оптимальная
температура контакта. В указанном диапазоне температур пла-
стические свойства и коэффициент упрочнения для различных
сплавов примерно одинаковы. С увеличением степени легирова-
ния сплавов глубина и степень наклепа (при v у0) снижаются,
рлубина и степень наклепа находятся в тесной связи с коэффи-
циентом трения по задней поверхности инструмента. Уменьше-
ние йс и N для более жаропрочных сплавов может быть объяснено
снижением коэффициента трения р/.
6. ВЛИЯНИЕ СВОЙСТВ МАТЕРИАЛА ИНСТРУМЕНТА
I Интенсивность пластической деформации поверхностного слоя
зависит от трения на поверхностях инструмента. Поэтому факторы,
влияющие на характеристики трения, должны способствовать
изменению наклепа обра-
ботанной поверхности.
Марка инструментального
материала в широком диа-
пазоне скоростей резания
значительно влияет [7 ] на
коэффициент трения на
задней поверхности инст-
румента (рис. 94). Коэф-
фициент трения р', мик-
ротвердость обработанной
поверхности, глубина и
степень наклепа зависят
от марки инструменталь-
ного материала (рис. 94,6),
причем характер зависи-
мостей р' = f (v) для раз-
личных условий обработки
0 80 160 250 и, м/мин
0 °C Н,кгс/мм2 М,
1,7-500
- ООО
-300
-200
•1 ис. 94' Влияние скорости ре-
зания и инструментального ма-
ериала на температуру реза-
‘ усадку стружки и харак-
i^PucmuKu наклепа поверхност-
слоя; деталь из стали
^SHIOT; t = 0,5 мм; s-
и>2 мм/об
мкм
100
90\1,6
80
70
7,5
1,5
260 - 50
250 -
250 -
230 -
10 20 30 v. м/мин
&)
50
30
20
133
Таблица 21
Параметры связи а Ь л г
р,' /zc р,'—Н 62,2 214,7 65,2 30,3 0,98 0,92 0,97 0,82
идентичен характеру зависимостей Н = f (и), /гс = f (v) и N
= f (v): 1) для инструментов из твердых сплавов минималь-
ные значения pi', Я, hc и Я находятся в области оптималь-
ных скоростей (температур) резания Л 2) монотонное изменение
зависимости pi', Н для инструмента из быстрорежущей стали
соответствует такому же характеру зависимостей Н = f (v),
Ас = f (^) и N = f (v); 3) инструментальный материал, обеспе-
чивающий меньшее значение коэффициента трения, формирует
поверхность детали более высокого качества; например, поверх-
ность, обработанная резцом из сплава Т14К8, имеет меньшую
микротвердость, глубину и степень наклепа по сравнению с по-
верхностью, обработанной резцом из сплава ВК8. С увеличением
содержания карбидов вольфрама в инструментальном материале
повышается склонность к адгезионному взаимодействию материа-
лов инструмента с материалом детали, усложняется обтекание
металлом режущего инструмента (усадка стружки £ для резца
из сплава ВК8 больше), что вызывает повышение наклепа обра-
ботанной поверхности (рис. 94, а).
Связь между наклепом и коэффициентом трения ц' для раз-
личных инструментальных материалов найдена в виде линейного
уравнения
К = а + Ьр', (111)
где К — изучаемый параметр (глубина наклепа /гс, микротвер-
дость поверхности Я, степень наклепа Я).
В табл. 21 приведены параметры связи, значения свободного
члена а, коэффициента Ь, а также коэффициента корреляции г и
корреляционного отношения т) для обработки деталей из стали
12Х18Н9Т.
Между коэффициентом pi' трения по задней поверхности и
характеристиками наклепа существует тесная связь (корреля-
ционное отношение тесноты связи 0,92—0,98). Таким образом,
путем выбора соответствующей марки инструментального мате-
риала можно в некоторых пределах регулировать не только
интенсивность износа и стойкость инструмента, но и качество
обработанной поверхности.
134
7 СВЯЗЬ СТЕПЕНИ НАКЛЕПА С ЕГО ГЛУБИНОЙ
0 аналитическое определение глубины
наклепанного;слоя
Исследования пластически деформированного поверхностного
сЛоя при точении ряда материалов (например, жаропрочного
никелевого сплава ХН77ТЮР, жаропрочной стали 11X11Н2В2МФ,
кислостойкой стали 15Х18Н12С4ТЮ и др.) показывают, что
между степенью наклепа и его глубиной существует некоторая
однозначная связь:
h^KrN, (112)
где Ki — коэффициент пропорциональности, зависящий от
свойств материала детали и условий резания (табл. 22).
Известен расчетный метод определения глубины наклепа [14],
базирующийся на решении отдельных задач теории пластичности.
При несвободном резании острым резцом глубина наклепа
/lc = s-yS^_sin2,P’ (113)
olil pi
где Pi — угол скалывания; ср—главный угол резца в плане.
Угол скалывания
tgp (114)
ь ri g — sin у v 7
где % — усадка стружки; у — передний угол резца.
Формула (113) справедлива, когда отношение s/t <0,3.
Во многих случаях глубина наклепанного слоя, полученная
расчетным путем, удовлетворительно согласуется с экспери-
ментальными данными, особенно полученными рентгенострук-
турным методом (табл. 23).
В некоторых случаях глубина наклепанного слоя, рассчитан-
ная по формуле (113), значительно отличается от эксперимен-
тальных данных. Между данными рентгенострукторного анализа
Таблица 22
Взаимосвязь между глубиной и степенью наклепа
при точении деталей из сталей и сплавов [7]
Материал детали Режим резания; t = 1 мм
v, м/мин S, мм/об
ХН77ТЮР — 7—70 0,08—0,3 3,2—3,8
ЧХ11Н2В2МФ 25—310 0,11—0,3 2,5-3,1
15Х18Н12С4ТЮ —— 20—120 0,1-0,2 2,0—2,4
135
Таблица 23
Расчетные и экспериментальные значения глубины наклепа
Материал детали Режим резания; t — 1 мм Глубина наклепа, мкм
V, м/мин S, мм/об £ расчетная по данным измере- ния ми- кротвер- дости ПО дан- ным рент- ген ост рук, ТУрного анализа
22,5 3,6 106 95 125
27,5 0,08 3,7 110 86 106
ХН77ТЮР 34 3,3 95 72 95
18 0,2 2,8 188 95 120
28 0,2 2,6 162 85 100
47 0,2 2,5 144 112 135
28 3,4 120 126
58 0,1 2,7 88 85 —
15Х18Н12С4ТЮ 92 2,2 64 85 —
36 2,9 194 80 —
75 0.2 2,1 115 85 —
94 1,8 95 90 —
и расчетными данными наблюдается большая сходимость резуль-
татов, что объясняется тем, что рентгеновский метод выявляет
большую глубину наклепанного слоя, чем метод измерения микро-
твердости. Следовательно, зависимости (112) и (113) могут быть
рекомендованы для практического использования лишь в каче-
стве первого приближения.
8. МЕХАНИЧЕСКИЕ СВОЙСТВА ПОВЕРХНОСТНОГО
СЛОЯ
В результате пластического деформирования поверхностный
слой приобретает новую структуру и свойства. Знать механи-
ческие свойства наклепанного поверхностного слоя необходимо
при проектировании и расчете деталей на прочность, выборе
рационального технологического процесса их изготовления, рас-
чете остаточных и температурных напряжений и др.
Свойства поверхностного слоя можно определить на основании
зависимости Н = (е) между твердостью материала и степенью
его пластической деформации и зависимости К = f2 (Я) между
исследуемым параметром и твердостью материала. Метод опре-
деления механических свойств деформированного слоя заклю-
чается в следующем. Металл деформируют (растяжением, сжатием,
прокаткой и др.) с различной степенью; при каждой выбранной
величине деформации измеряют микротвердость и параметры К-
По полученным результатам строят тарировочные графики «физи-
ко-механический параметр — микротвердость». Измеряя микро-
136
Рис. 95. Влияние сте-
пени пластической де-
формации сплава
ХН51ВМТЮКФР на
его микротвердость
Рис. 96. Тарировочные графики для
сплава ХН51ВМТЮКФР
твердость на наклонных микрошлифах, с помощью тарировочных
графиков определяют изменение того или иного параметра по
глубине поверхностного слоя.
Изменение микротвердости сплава ХН51ВМТЮКФР в зави-
симости от степени пластической деформации приведено на рис. 95.
Одновременное исследование свойств деформированного сплава
позволило получить зависимости К — f (Я) (рис. 96). Исполь-
зуя данные по распределению микротвердости (рис. 97), с по-
мощью тарировочных графиков получили распределение меха-
нических свойств металла по глубине наклепанного поверхност-
ного слоя (рис. 98). Полученные данные свидетельствуют о суще-
ственном изменении свойств поверхностного слоя по сравнению
с сердцевиной. По мере приближения к поверхности возрастают
прочностные свойства сплава и снижаются пластические.
Коэффициент температурного расширения с ростом деформа-
ции металла увеличивается существенно. Это обстоятельство
необходимо учитывать при эксплуатации деталей, так как вслед-
ствие различных коэффициентов линейного расширения поверх-
ностных слоев и сердцевины возникают дополнительные темпе-
ратурные напряжения.
Наибольшие изменения физико-механических свойств наблю-
даются на поверхности, где микротвердость и степень деформа-
ции^ максимальны. Характер изменения различных показателей
свойств по глубине поверхностного слоя совпадает с характером
Изменения микротвердости. Интенсивность изменения физико-
137
Рис. 97. Распределение степени пластической деформации
и микротвердости металла по глубине поверхностного слоя.
Деталь из сплава ХН51ВМТЮДФР; t—0,5; s=0,09 мм/об'.
а = v = 10 м/мин; hc = 70 мкм; N — 24%; б — v0 =
= 35 м/мин; hc = 55 мкм; N = 18%
Рис. 98. Изменение физико-механических свойств по глубине
поверхностного слоя обточенных образцов из сплава
ХН51ВМТЮКФР; t = 0,5 м/мин; s = 0,09 мм/об'.
а — v = 10 м/мин; б — v = а0 = 35 м/мин
138
механических свойств зависит от режима резания. В случае
резания деталей из сплава ХН51ВМТЮКФР на низкой скорости
(v vo) поверхностный слой деформируется в большей степени
(см. рис. 97, а и 98, а), чем при резании на оптимальной скорости
(см. рис. 97, б и 98, б). Соответственно в большей степени изме-
няются и физико-механические свойства. Таким образом, резание
на оптимальной скорости обеспечивает наименьшее изменение
(как по глубине, так и интенсивности) физико-механических
свойств обрабатываемого металла.
9. МИКРОСТРУКТУРА ПОВЕРХНОСТНОГО СЛОЯ
Пластическая деформация поверхностного слоя при обработке
на металлорежущих станках приводит к резкому изменению
структуры: фрагментации зерен, возникновению микроискажений,
на несколько порядков увеличивается плотность дислокаций [71.
Структурные концентраторы напряжений более интенсивно влияют
на предел выносливости и износостойкость деталей машин, чем,
например, геометрические параметры. Структурные неоднород-
ности вызывают появление локальных концентраторов напряже-
ний. В связи с этим исследование микроструктуры поверхност-
ного слоя после различных технологических вариантов обработки
на металлорежущих станках является важным для прогнозиро-
вания долговечности деталей машин. Микроструктуру поверх-
ностного слоя исследуют в поперечном (нормальном) сечении или
на наклонных микрошлифах в зависимости от толщины деформи-
рованного слоя. Исследуют также обработанную поверхность.
В этом случае поверхность образца или детали, предназначенную
для просмотра на металлографическом микроскопе, с целью
хорошего отражения света полируют окисью алюминия или
подвергают электрополированию. Для электронно-микроскопи-
ческих исследований выявленная структура копируется на пленку
(реплику).
Изменение микроструктуры поверхностного слоя при обра-
ботке деталей из сплава ХН77ТЮР приведено на рис. 99 и 100.
На поверхности наблюдается большое количество линий сдвигов,
свидетельствующих о происшедшей пластической деформации
металла. Такие параметры, характеризующие степень микро-
Дсформации поверхности, как размеры линий сдвигов, расстоя-
ние между ними, плотность (частота) сдвигов, искажение формы
зерен и их границ на различных образцах различны и зависят
°Т условий обработки [7].
При точении на оптимальной скорости резания поверхностный
слой детали пластически деформируется в меньшей степени и на
Меньшую глубину по сравнению с обработкой на других скоро-
стях резания. Снижению деформации поверхностного слоя при
оптимальной скорости резания способствуют те же причины,
Которые уменьшают глубину и степень наклепа. В поперечном
139
Рис. 99. Влияние скорости резания на микроструктуру поверхностного слоя детали из сплава ХН77ТЮР-, резец из
сплава ВК6М\ t = 1,0 мм\ s = 0,3 мм/об', Х300'.
а — и — 7 м/мин; б — v = 18,5 м/мин; в — v = 35,5 м/мин; г — исходная структура сплава
a — v = 4-5°; б — у = —5е; в — у — —15°
Рис. 100. Влияние переднего угла на микроструктуру
поверхностного слоя детали из сплава ХН77ТЮР\ резец
из сплава ВК6М; t = 1,0; s = 0,2 мм!об\ ХЗОО'.
Микроструктура поверхностного
Рис. 101. Влияние скорости реза-
ния на степень пластической де-
формации, размер блоков и плот-
ность дислокаций при точении
деталей из сплава ХН77ТЮР '.
/ — s == 0,08 мм/об; 2 — s =0,2 мм/об
сечении структура поверх-
ностного слоя представляет
собой вытянутые в направ-
лении движения инструмента
зерна твердого раствора. Из-
менение микроструктуры,
происходящее под влиянием
обработки на металлорежу-
щих станках, распростра-
няется только на поверхно-
стный слой металла и связано
с пластической деформацией,
слоя после точения деталей
из сплава ХН77ТЮР резцами с различными передними углами
приведена на рис. 100. При обработке резцами с отрицательными
передними углами пластическая деформация поверхностного слоя
повышается тем интенсивнее, чем больше отрицательный передний
угол.
Наименьшая степень пластической деформации 8 поверхност-
ного слоя в случае резания на оптимальной скорости подтвер-
ждается и при исследовании тонкой структуры — размеров бло-
ков и плотности дислокаций (рис. 101).
Число дислокационных линий, проходящих через единицу
площади,
Р=^- (115)
Размер блоков D определяли методом гармонического ана-
лиза формы линии (111) для сплава ХН77ТЮР:
________2 tg Qna____
~ к A2 -I- № 4- /2 Д (20) ’
где 0 —угол отражения рентгеновских лучей; п —номер коэф-
фициента ряда Фурье для кривой физического упрочнения;
а —период решетки, A; h, k, I —семейство плоскостей.
Период решетки
а = 9—Ц |//г2 + /г2 + Р,
2 sin 0 г ' 1
где К —цлина волны.
При работе на оптимальных скоростях резания размеры бло-
ков П = 47н-54А больше, чем размеры блоков поверхности,
142
\
обработанной на скоростях выше или ниже ио (рис. 101). Такой
характер изменения функции D = f (и) может быть объяснен
меньшей степенью деформации при резании на v0. Экстремаль-
ный характер зависимости D = f (v) обусловливает и экстремаль-
ность зависимости р = / (^) с минимумом р на поверхности, обто-
ченной на оптимальной скорости. Изменение плотности дисло-
каций по глубине поверхностного слоя приведено на рис. 102.
Изменение упрочняющей у'-фазы в сплаве ХН51ВМТЮКФР
под влиянием обработки на металлорежущих станках [7] пока-
зано на рис. 103 и 104. В поверхностном слое сплава упрочняю-
щая у'-фаза под воздействием высоких контактных нагрузок,
трения и температуры претерпевает существенные изменения.
Однако характер изменения у'-фазы зависит от режима резания.
При точении на низкой скорости (v = 10 м/мм; 0 = 550° С)
изменение упрочняющей фазы в основном связано с силовым воз-
действием. В большинстве своем фаза имеет с поверхности раз-
дробленный и вытянутый в направлении резания характер. На дне
канавки-риски микронеровностей (в зоне резания вершиной резца)
имеются участки, где у'-фаза в виде отдельной структурной состав-
ляющей не выявляется, что свидетельствует об интенсивном пла-
стическом деформировании фазы и матрицы.
При резании на высокой скорости (v = 50 м/мин) на обра-
ботанной поверхности, кроме участков со значительным искаже-
нием формы и размеров упрочняющей фазы, обнаружены зоны,
где практически отсутствует у'-фаза. При действии высоких тем-
ператур и при высоких степенях пластической деформации проис-
ходит локальное растворение и разрушение упрочняющей фазы.
При резании сплава на оптимальной скорости в поверхност-
ном слое также наблюдается раздробленность и искаженность
упрочняющей у'-фазы. Вместе с тем при резании на оптимальной
Рис. 102. Изменение плотности дис-
локаций р по глубине поверхностного
слоя образцов из сплава ХН77ТЮР;
s = 0,2 мм/об; t = 1,0 мм'.
1 — v = 1 м/мин; 2 — v = 25 м/мин;
3 — v = 45 м/мин
Рис. 103. Электронномикроскопи-
ческая фотография упрочняющей
у'-фазы сплава ХН51ВМТЮКФР
(исходная структура); X 4000
143
Рис. 104. Обработанная поверхность образца из сплава
ХН51ВМТЮКФР-, s = 0,09 мм/об\ t = 0,5 мм\
Х4000:
а — v = 10 м/мин; б — v = 50 м/мин; в — v = 30 м/мин
скорости наблюдается наиболее благоприятная структура. В мень-
щей степени искажена и пластически деформирована упрочняю-
щая фаза, отсутствуют локальные участки с частичным или пол-
ным разрушением или растворением упрочняющей фазы. Такому
состоянию структуры могут способствовать минимальные коэф-
фициент трения по задней поверхности, касательные силы и
невысокие температуры по сравнению с температурами при v - -
50 м/мин. Минимальная деформация поверхностного слоя
прИ у = v0 может быть связана также с провалом пластичности
(охрупчиванием), который наблюдается у сплава ХН51ВМТЮКФР
в зоне температур, близких к оптимальной температуре резания.
На глубине 15—20 мкм и более характер структурных измене-
ний для всех образцов независимо от скорости резания иденти-
чен. В деформированных зернах наблюдаются отдельные линии
сдвигов, искажение закономерного расположения упрочняющей
у'-фазы и искажение границ зерен. По мере удаления от поверх-
ности интенсивность этих структурных изменений уменьшается.
ю. ОСНОВНЫЕ ВЫВОДЫ
1. Параметры наклепа поверхностного слоя находятся в тес-
ной взаимосвязи с интенсивностью адгезионного взаимодействия
материалов инструмента и детали, коэффициентом трения на
задней поверхности инструмента и интенсивностью его износа.
2. При работе на скоростях резания, соответствующих мини-
муму коэффициента трения р/, обеспечиваются одновременно и
наименьшая интенсивность износа инструмента и наименьшая
глубина и степень наклепа обработанной поверхности.
3. Главным фактором, определяющим коэффициент трения на
задней поверхности инструмента и параметры наклепа поверх-
ностного слоя, является температура резания (контакта), т. е.
скорость резания и толщина срезаемого слоя (подача) выступают
в основном как температурные факторы.
4. Зависимость глубины и степени наклепа от скорости реза-
ния для многих материалов (углеродистых и легированных сталей,
жаропрочных сталей и сплавов, титановых сплавов) является
экстремальной с точкой минимума в области оптимальной темпе-
ратуры контакта. Температура контакта для заданной пары твер-
дый сплав—материал детали, являющаяся оптимальной по
интенсивности износа инструмента, оптимальна и по основным
характеристикам качества поверхностного слоя.
5. Зависимости hc = f (s)‘h N = f (s) могут быть монотонно
Убывающими, монотонно возрастающими или носить экстремаль-
ный характер. Характер этих зависимостей определяется скоро-
стями резания и изменением средней температуры контакта, при
Изменении подачи —относительной оптимальной температурой.
6. На наклеп поверхностного слоя влияет марка инструмен-
тального материала. Инструментальный материал с меньшей
Ю -А. д. Макаров 145
склонностью к адгезионному взаимодействию с материалом детали
обеспечивает меньший коэффициент трения по задней поверх-
ности, менее интенсивно изнашивается и формирует поверхность
с меньшей глубиной и степенью наклепа. Правильным выбором
марки инструментального материала можно регулировать не
только интенсивность износа инструмента, но и качество обра-
ботанной поверхности.
7. Зависимости глубины и степени наклепа жаропрочных
деформируемых сплавов на никелевой основе от содержания
упрочняющей у'-фазы могут иметь различный характер, опреде-
ляемый скоростями резания. Оценка влияния содержания у'-фазы
(или марки жаропрочного сплава) на наклеп поверхностного
слоя при оптимальных скоростях резания (различных для раз-
ных жаропрочных сплавов) более правильна, так как значения hc
и N при произвольно выбранных скоростях резания могут соот-
ветствовать для различных жаропрочных сплавов разным фазам
кривых hc f (v) и N = f (v).
8. При обработке металлов резанием физико-механические
свойства пластически деформированного поверхностного слоя
существенно изменяются.
9. Резание на оптимальных скоростях резания обеспечивает
наименьшее изменение физико-механических свойств обрабаты-
ваемого металла в поверхностном слое (как по глубине, так и
интенсивности).
10. После обработки резанием жаропрочных сплавов в по-
верхностном слое по сравнению с исходным металлом обнару-
жены большее количество линий сдвигов, повышенная плотность
дислокаций, меньшие размеры блоков, искажение формы, разру-
шение и растворение упрочняющей у'-фазы. Интенсивность этих
изменений в структуре определяется действием касательных
напряжений, температурой в зоне резания и физико-механиче-
скими свойствами обрабатываемых жаропрочных сплавов. Мини-
мальные касательные напряжения, коэффициент трения по задней
поверхности инструмента и пластичность жаропрочных сплавов
при температурах, равных оптимальным температурам резания,
обусловливают лучшее микроструктурное состояние поверхност-
ного слоя при работе на оптимальной скорости резания по сравне-
нию с поверхностным слоем, полученным на других скоростях
резания.
Глава VI
ОСТАТОЧНЫЕ ПОВЕРХНОСТНЫЕ НАПРЯЖЕНИЯ
ПРИ ЧИСТОВОМ ТОЧЕНИИ
ЖАРОПРОЧНЫХ СПЛАВОВ
1. ОСНОВНЫЕ ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ПОВЕРХ-
НОСТНЫХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Остаточными напряжениями называют внутренние напряжения,
которые сохраняются в детали при снятии внешней нагрузки.
Различают напряжения первого, второго и третьего рода. Напря-
жения первого рода уравновешиваются в объеме детали или боль-
шей части ее. Напряжение второго рода представляют собой мест-
ные напряжения, охватывающие объем одного или нескольких
зерен металла. Возникновение напряжений второго рода может
быть связано, например, с различной ориентацией кристалло-
графических плоскостей зерен в поликристаллическом теле,
а следовательно, и с различной степенью пластической и упругой
деформации отдельных зерен. Напряжения третьего рода уравно-
вешиваются в пределах субмикроскопических объемов одного
зерна, т. е. охватывают объем нескольких кристаллических
ячеек.
Остаточные напряжения в поверхностном слое при обработке
резанием возникают под действием нескольких причин [4, 31, 51,
52, 74].
1. Пластическая деформация металла поверхностного слоя
изменяет все его механические свойства, в том числе уменьшает
плотность, а следовательно, увеличивает объем. Увеличению объема
поверхностного слоя препятствуют недеформированные нижеле-
жащие слои. В результате в слое, прилегающем к поверхности,
возникают сжимающие напряжения, а в нижележащих —напря-
жения растяжения.
2. При обработке металлов, обладающих пониженными пласти-
ческими свойствами (для которых ~^-<1,25), формируется
\ ^0.2 /
элементная стружка. При этом нарушаются связи между основным
Металлом и элементом стружки, что предохраняет поверхностный
слой от дополнительного воздействия напряженного поля стружки.
Силы трения на задней поверхности^ инструмента растягивают
зерна поверхностного слоя, который ^стремится увеличить свою
Площадь. Этому препятствует упруго-напряженный слой металла,
10* 147
лежащий в глубине. В результате в поверхностном слое форми-
руются остаточные тангенциальные напряжения сжатия, а в ни-
жележащих слоях —компенсирующие их остаточные напряжения
растяжения.
3. При резании вязких и пластических сталей и сплавов
^-—>1,25^ связи между стружкой и основным металлом
не нарушаются. После пластического вытягивания кристалличе-
ские зерна поверхностного слоя дополнительно деформируются
сходящей стружкой (вытягивание зерен в направлении схода
стружки). В этом случае может произойти полная переориентация
зерен поверхностного слоя (вытягивание в вертикальном и сжатие
в горизонтальном направлении). В поверхностном слое, стремя-
щемся занять меньшую площадь, формируются остаточные напря-
жения растяжения.
4. При обработке резанием наблюдается мгновенный нагрев
тонких поверхностных слоев до высоких температур. Верхним
нагретым слоям, стремящимся увеличить объем, сопротивляются
нижележащие слои, в результате чего образуются напряжения
сжатия. В случае возникновения напряжений, превышающих
предел текучести данного металла от, в поверхностном слое про-
изойдет термопластическая деформация. При охлаждении объем
верхних нагретых слоев> уменьшается, однако сжатию препят-
ствуют нижележащие слои. Под действием тепла, выделяющегося
в зоне резания, в поверхностном слое образуются остаточные
напряжения растяжения, а в нижележащих слоях —напряжения
сжатия.
Таким образом, растягивающие напряжения формируются под
действием температуры только в том случае, если внутренние
напряжения, возникающие при нагреве, превзойдут предел теку-
чести данного материала. Напряжение
сгт = 0,5 (02 — е^ссЕ, (116)
где а —коэффициент линейного расширения; Е —модуль упру-
гости; 02 —температура нагрева; 0г —температура окружающей
среды.
Термопластическая деформация произойдет, если выполняется
условие
0,5 (02 — 01)аЕ>оо,2. (117)
Зона начала протекания термопластиче-
ских деформаций 1 приведена на рис. 105.
1 Для более точного определения зоны начала тер-
мопластических деформаций необходимо определять
значения <т0>2 и от для деформированного металла.
Рис. 105. Изменение о0,2 и от в зависимости от тем-
пературы нагрева образцов из сплава ХН51ВМТЮКФР
Величина остаточных напряжений растяжения,' вызванных тер-
мопластическими деформациями, в зависимости от температуры
нагрева поверхностного слоя может быть определена по формуле
от = £ (ап0 — , (118)
где Е —модуль упругости обрабатываемого материала; 0 —тем-
пература нагрева поверхностного слоя; схн —коэффициент линей-
ного расширения, соответствующий температуре 0; оо,2 —услов-
ный предел текучести поверхностного слоя с учетом его упрочне-
ния; Е„ —модуль упругости обрабатываемого металла при темпе-
ратуре 0.
5. Высокие скорости пластической деформации, нагрузки и
температуры приводят к структурно-фазовым изменениям (превра-
щениям) поверхностного слоя. В слоях со структурой, имеющей
больший удельный объем, формируются напряжения сжатия,
а в слоях со структурой меньшего объема —остаточные напряже-
ния растяжения.
При обработке металлов резанием любая из рассмотренных
причин может оказать преобладающее влияние и определить тем
самым величину, знак и характер распределения напряжений
по глубине поверхностного слоя. На остаточные напряжения
влияют режим резания (v, s), геометрические параметры инстру-
мента и его износ (у, г, ф, ft3), свойства обрабатываемого мате-
риала и др.
2. ВЛИЯНИЕ СКОРОСТИ РЕЗАНИЯ НА ОСТАТОЧНЫЕ
НАПРЯЖЕНИЯ
С ростом скорости повышается температура резания, умень-
шается или исчезает нарост, что приводит к уменьшению пласти-
ческого течения металла в сторону задней поверхности и снижению
действия силового фактора при одновременном усилении действия
фактора теплового. Повышение скорости резания до некоторого
значения способствует образованию растягивающих напряжений,
сужает пластическую зону и вызывает увеличение угла скалывания
(что равнозначно изменению переднего угла). В этом случае углы
между направлением осей максимального удлинения отдельных
зерен поверхностного слоя и вектором скорости увеличиваются,
что также способствует возникновению напряжений растяжения
[31, 71]. Благоприятные условия для образования напряжений
растяжения при увеличении скоростей резания создаются вслед-
ствие уменьшения коэффициента трения по задней поверхности.
Рассмотренные физические явления, происходящие в зоне реза-
ния и снижающие глубину и степень наклепа, в данном случае
способствуют формированию в поверхностном слое с увеличением
скорости резания все возрастающих остаточных напряжений растя-
жения. Однако на определенной скорости резания действие боль-
149
шинства указанных факторов ослабевает (или прекращается),
и начинают действовать другие факторы, которые могут способ’
ствовать снижению напряжений. Например, коэффициент трения
р/, достигнув минимального значения при оптимальной скорости,
затем возрастает, что должно снизить растягивающие напряжения.
С повышением скорости резания температура нарастает нерав-
номерно. В области относительно высоких скоростей резания темп
прироста температуры резко замедляется. Соответственно прирост
остаточных напряжений также должен снизиться. При резании
на высоких скоростях возможны фазовые превращения. Если
вновь образованная фаза будет иметь больший объем, то в поверх-
ностном слое возникнут остаточные напряжения сжатия. Суммарные
напряжения на обработанной поверхности появляются в резуль-
тате действия пластической деформации, нагрева и структур-
ных превращений. Напряжения растяжения снижают микротвер-
дость, а напряжения сжатия повышают ее. Экстремальный харак-
тер зависимости N = f (v) предопределяет снижение растягиваю-
щих напряжений в области скоростей резания v > v0. С увеличе-
нием скорости резания остаточные напряжения могут возрастать
лишь до некоторой величины, определяемой прочностными и пла-
стическими свойствами материала детали. Таким образом, при
обработке пластических материалов в поверхностном слое должны
формироваться тангенциальные напряжения растяжения, а зави-
симость максимальной величины тангенциальных напряжений
от скорости резания [(Утах = f (и)] должна иметь характерную
точку перегиба или носить экстремальный характер.
Определение остаточных растягивающих напряжений по фор-
муле (1 ] 6) подтверждает их снижение в области высоких темпера-
тур (G > 800° С), что объясняется более интенсивным уменьше-
нием модуля упругости по сравнению с ростом коэффициента
линейного расширения при повышении температуры.
При точении деталей из жаропрочных материалов в широком
диапазоне изменения скоростей резания на поверхности образу-
ются растягивающие напряжения \ В общем случае на некоторой
глубине от поверхности наблюдаются растягивающие напряжения
(первый горизонт). Остаточные тангенциальные напряжения
растяжения переходят в сжимающие, которые образуют второй
горизонт напряжений (рис. 106). При повышении скорости резания
остаточные напряжения растяжения возрастают в результате
действия различных факторов, рассмотренных ранее, и в первую
очередь повышения температуры. Наиболее интенсивно остаточные
напряжения увеличиваются в диапазоне сравнительно низких
скоростей резания. Напряжения в этом диапазоне скоростей
резания изменяются идентично росту температуры (рис. 106, 107).
1 В ряде случаев на поверхности образцов (на глубине 0,5—2 мкм) наблю-
даются сжимающие напряжения, однако в связи с невозможностью их точного
определения указанные напряжения здесь не рассматриваются.
150
рис. 106. Влияние скорости
резания на величину и харак-
тер эпюры остаточных тан-
генциальных напряжений при
точении деталей из сплава
ХН77ТЮР резцом -из сплава
ВК6М; s=0,08 мм/об;
t = 1,0 мм; ф = фх = 45°;
= -|-5; а = ах = 10°; Х= 0;
г = 1,0 мм; h3^.0,15 мм;
скорость резания, м/минл
о — 18; X — 20; д - 27,5;
• — 34; 0 — 45; □ — 54,5;
д — 68
При оптимальных значениях скоростей резания остаточные напря-
жения достигают наибольшей величины. В случает двухосного
напряженного состояния
1^1 ОСТ 0СТ^2 ОСТ ОСТ 1 19)
Остаточные напряжения не могут быть больше 1,15ат, т. е
аост । 15 (120)
ат ^ ’
В процессе резания указанных материалов поверхностный
слой значительно упрочняется, в результате чего прочностные
Рис. 107. Влияние скорости резания на величину максимальных остаточных
напряжений в первом горизонте и температуру резания при точении деталей
из сплава ХН77ТЮР (а) и стали 1Х12Н2ВМФ (б); t ~ 1,0 мм; h3^.0,l мм;
Ф = Фх = 45°; г - 1,0 мм; а = ах - 10°; у = К = 0°
151
Таблица 24
Влияние свойств обрабатываемого материала на остаточные напряжения
Материал детали <4 д к, % чпах кгс/мм2 °т Lmax
кгс/мм2 о/ /о с» мкм ат "
11Х11Н2В2МФ 116 98 16 62 30 12 65 0,66
ХН77ТЮР 115 75 20 22 70 25 84 1,12
15Х18Н12С4ТЮ 84 52 39 58 80 35 68 1,3
характеристики, в том числе и предел текучести ат, повышаются.
Поэтому условие (120) необходимо проверять с учетом упрочнения
материала.
Для материалов 11Х11Н2В2МФ и ХН77ТЮР условие (120)
выполняется (табл. 24). Чем больше материал склонен к по-
верхностному упрочнению, тем выше отношение Ттах-.
от
Более высокое отношение аост/от для стали 15Х18Н12С4ТЮ
может быть объяснено повышенной способностью этого материала
к упрочнению и большим'(по сравнению с другими приведенными
материалами) возможным повышением от для наклепанного мате-
риала, образующего поверхностный слой. Дальнейшее повышение
скорости резания (в диапазоне v > v0) приводит к стабилизации
напряжений или к некоторому их снижению. Кривые <УТтах
= f (v) по своему характеру в первом приближении являются
зеркальным отображением кривых N = f (v) и hc= f (и). Экстре-
мальные точки зависимостей ат = f (v)\ N = f (и); hc
= f (v); p/ = f (u); Rz = f (v) находятся в области оптимальных
скростей резания, т. е. соответствуют положению точек экстремума
на кривых hon = f (v).
При резании металлов на оптимальных скоростях и различ-
ных подачах (при 0О = const) в поверхностном слое формируются
остаточные напряжения, близкие по величине, что может быть
использовано для регулирования остаточных напряжений, для
чего необходимо поддерживать в зоне резания постоянство опти-
мальной температуры контакта.
Глубина залегания остаточных напряжений в первом горизонте
с повышением скорости резания, как правило, уменьшается.
Характер изменения остаточных сжимающих напряжений во вто-
ром горизонте при изменении условий обработки в общем случае
аналогичен изменению напряжений в первом горизонте. При росте
напряжений растяжения в первом горизонте происходит соответ-
ствующее увеличение сжимающих напряжений во втором гори-
зонте.
152
з. ВЛИЯНИЕ ПОДАЧИ НА ОСТАТОЧНЫЕ
НАПРЯЖЕНИЯ
Влияние подачи на остаточные напряжения зависит от скорости
резания, состояния режущего лезвия, радиуса округления р,
механических свойств материала детали и др. Рассмотрим влияние
подачи на остаточные напряжения на примере точения деталей
из сплава ХН70ВМФТЮ резцом из сплава ВК6М (ф = Фх = 45°;
а = (%i = 10°; у = 5°; г = 1,0 мм); фаска износа резцов по задней
поверхности в пределах 0,1—0,2 мм; радиус округления кромки
в зоне вершины резца составлял в среднем 25 мкм. Толщина среза а
для вершины резца в зависимости от продольной подачи приведена
в табл. 25.
При резании с подачами, меньшими или равными 0,11 мм/об,
резец должен срезать слой металла толщиной 0,45—6 мкм. Если
считать, что в среднем радиус округления лезвия составляет
25 мкм, то в силу «Эффекта минимальной толщины среза» резание
в зоне вершины инструмента протекать не должно.
Для условий перехода от пластического обтекания к резанию
необходимо выполнение условия [30]
где R — радиус сферического индентора; h — глубина внедрения
индентора; т — предел прочности связи контактируемых поверх-
ностей при срезе.
Применительно к нашим условиям глубиной внедрения явля-
ется толщина среза, а радиус индентора — радиус округления
режущей кромки на вершине. В случае сухого трения переход
от пластического обтекания к микрорезанию наступает при =
h
= 0,1н-0,2; в условиях граничного трения —при -^-^0,5.
Резание вершиной резца должно наступать в случае сухого трения
при подаче 0,08—0,11 мм/об, а в условиях граничного трения —
Таблица 25
Толщина среза а
S, мм/об а, мкм а/р S, мм/об а, мкм а/р
0,03 0,45 0,02 0,14 9,7 0,4
0,06 1,7 0,07 0,17 14 0,56
0,07 2,4 0,1 0,21 21 0,83
0,08 3,1 0,12 0,24 28' 1,1
0,11 6 0,24
153
Рис. 108. Влияние подачи на тангенциаль-
ные и осевые напряжения в первом горизонте
и среднюю температуру контакта при
точении деталей из сплава ХН70ВМФТЮ
при подачах 0,14—0,17 мм/об. Таким
образом, при резании на малых
подачах процесс формирования по-
верхностного слоя может быть срав-
ним с процессом выглаживания или
обкатки. При поверхностном упроч-
нении деталей машин в этих усло-
виях, как известно, в осевом направ-
лении в верхнем горизонте всегда
формируются сжимающие напряже-
ния, в тангенциальном направлении
в большинстве случаев формируются
напряжения растяжения.
При точении деталей из сплава
ХН70ВМФТЮ на скоростях 7,5 —
60 м/мин и подачах 0,03—0,21 мм/об
в тангенциальном направлении в пер-
вом горизонте формируются растягивающие напряжения (рис. 108).
Остаточные растягивающие напряжения, как результат тер-
мопластических деформаций, могут формироваться при темпе-
ратурах выше 600° С. Средняя температура контакта при
точении деталей из сплава ХН70ВМФТЮ на скорости 7,5 м/мин
во всем диапазоне исследованных подач находилась в пределах
300—500° С, что намного ниже температуры начала термопласти-
ческих деформаций 0т д. Следовательно, при v = 7,5 м/мин
и s = 0,03-^0,11 мм/об, когда температура резания значительно
ниже температуры начала термопластической деформации, растя-
гивающие тангенциальные напряжения на обработанной поверх-
ности могут быть результатом «выглаживающего» действия вер-
шины инструмента. При резании на больших подачах формирова-
ние растягивающих напряжений на обработанной поверхности
связано с условиями пластической деформации при резании [7].
При точении на скоростях 25 и 60 м/мин при всех значениях
подач средняя температура контакта 670—970° С, т. е. выше
температуры 0т д. Поэтому в данном случае главным фактором,
формирующим растягивающие напряжения, является тепловой.
Зависимость сгГп1ах = / (у) определяется скоростью (температу-
рой) резания. При резании на низкой скорости повышение подачи
увеличивает объем и интенсивность пластической деформации,
а также температуру до оптимального значения. В этом случае
повышение подачи приводит к росту остаточных тангенциальных
напряжений растяжения. Снижение коэффициента трения р/
154
на задней поверхности в этом диапазоне температур резания умень-
шает действие силового фактора и также способствует росту напря-
жений растяжения. При резании на скорости 25 м/мин зависи-
мость одтах = f (v) носит экстремальный характер. При подаче
0,11 мм/об наблюдается максимум напряжений, достигающий
70 кгс/мм2. Далее значение несколько снижается или стаби-
лизируется. Экстремальный характер функции <yTmax f (s)
может быть объяснен переходом температуры резания через
оптимальное значение. Снижению величины аТтах после некото-
рой подачи может способствовать повышение коэффициента трения
по задней поверхности, т. е. повышение действия силового фактора.
При высокой скорости резания (60 м/мин) с увеличением подачи
тангенциальные растягивающие напряжения монотонно снижаются,
что может быть вызвано возрастающим действием силового фак-
тора вследствие повышения р/ и снижением интенсивности дей-
ствия температурного фактора. Так как при работе на скорости
60 м/мин увеличение подачи (температуры) не может вызвать
роста напряжений °ттах, то последние уже при s = 0,03 мм/об
достигают и даже превышают предел текучести для данного мате-
риала.
Формирование остаточных осевых напряжений также опре-
деляется подачей и скоростью резания. При работе на низкой
скорости резания (v = 7,5 м/мин) при всех подачах формируются
сжимающие напряжения. При подачах 0,03 и 0,08 мм/об формиро-
вание сжимающих напряжений может быть закономерным, если
представить процесс обработки вершиной резца как процесс
обкатки или выглаживания. Для рассматриваемых подач отноше-
ние — = 0,02 — 0,1. При таком соотношении толщины среза
Р
и радиуса округления лезвия даже в условиях сухого трения
между трущимися телами будет наблюдаться только внешнее
трение [30], т. е. будет протекать процесс, идентичный выглажи-
ванию. При резании на больших подачах (s = 0,16-=-0,21 мм/об),
когда вершиной резца осуществляется процесс резания, формиро-
вание остаточных осевых напряжений сжатия связано с интен-
сивным пластическим деформированием металла поверхностного
слоя в направлении подачи [7].
При обработке деталей из сплава ХН70ВМФТЮ на скорости
25 м/мин остаточные сжимающие напряжения при некотором зна-
чении подачи переходят в растягивающие, что связано с началом
термопластических деформаций. Резание деталей из сплава
ХН70ВМФТЮ на скорости 60 м/мин при всех значениях подач
осуществляется при температуре 800—970° С, при которой про-
текают термопластические деформации. В этих условиях в осевом
и тангенциальном направлениях формируются только растяги-
вающие напряжения.
155
Рис. 109. Влияние подачи и скорости резания на максимальные остаточные
тангенциальные напряжения и температуру резания при точении деталей из
сплава ХН77ТЮР (а) и стали 11Х11Н2В2МФ (б); t = 1,0 мм\
а — 1 — v = 18 м/мин; 2 — v = 23 м/мин; 3 — v — 35 м/мин; б — 1 — v = 100 м/мин2;
2 — v — 170 м/мин; 3 — v = 250 м/мин
Характеризуя зависимости 0°^ = f (s) и cyOmax = f (v) для
различных условий резания, можно сделать заключение о том, что
с повышением температуры контакта (независимо, за счет скорости
или подачи) сжимающие осевые напряжения уменьшаются; при
температуре начала термопластических деформаций они переходят
в растягивающие, и при дальнейшем повышении температуры
напряжения растяжения возрастают.
Таким образом, независимо от сечения среза и скорости реза-
ния при обработке деталей из пластичных материалов в танген-
циальном направлении формируются только растягивающие оста-
точные напряжения. Влияние толщины срезаемого слоя на оста-
точные тангенциальные напряжения зависит от скорости (темпе-
ратуры) резания. Зависимости aTmax = f (s) при v = const могут
быть монотонно убывающими, монотонно возрастающими или
иметь экстремальный характер. При любых сочетаниях подач
и скоростей резания, если обработка ведется при температурах
контакта ниже температуры протекания термопластических дефор-
маций, на обработанной поверхности в осевом направлении форми-
руются сжимающие напряжения, в тангенциальном — растяги-
вающие. Если процесс обработки ведется на режимах, температура
при которых превышает температуру начала термопластических
деформаций, то независимо от сечения среза и скорости резания
в поверхностном слое формируются растягивающие напряжения
как в тангенциальном, так и в осевом направлении. Рассмотренный
характер формирования напряжений для сплава ХН70ВМФТЮ
справедлив и для других материалов (рис. 109).
156
4. ВЛИЯНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЗЦА
И ЕГО ИЗНОСА
На процесс формирования поверхностного слоя наибольшее
влияние оказывают передний угол и ширина фаски износа h3
по задней поверхности. Ширина фаски износа инструмента по
задней поверхности повышает напряженность поверхностного
слоя. Однако приращение остаточных напряжений А(УТтах и
глубины их залегания зависит от скорости резания (рис. НО).
Например, повышение износа резца от 0 до 0,40 мм при работе
со скоростью v = 7 м/мин (v < у0) вызвало увеличение остаточных
напряжений растяжения до 24 кгс/мм2; глубина залегания растя-
гивающих напряжений возросла до 75 мкм. При работе на скорости
резания 47 м/мин (v > у0) и том же увеличении износа AtfTinax =
= 51 кгс/мм2, а А/ = 44 мкм. Наиболее стабильный уровень
остаточных напряжений при различных значениях ширины фаски
износа резца в пределах 0,0—0,4 мм наблюдается при точении на
оптимальной скорости резания 23 м/мин (А<\пах = 14 кгс/мм2,
А/ = 25 мкм). Изменение переднего угла в пределах —15° —
ф-15°С существенно не изменяет растягивающие напряжения.
При у = 15° напряжение 79 кгс/мм2, при у = —15° напряжение
73 гкс/мм2. При незначительном снижении напряжений глубина
залегания последних значительно увеличивается (с 65 до 100 мкм).
Таким образом, использование резцов с большими отрицательными
передними углами для обработки деталей из жаропрочных мате-
риалов не снижает напряжения растяжения, тем более, что при
изменении передних углов от положительных значений к отрица-
тельным резко увеличиваются глубина и степень наклепа поверх-
ностного слоя.
Увеличение радиуса при вершине резца в плане при работе на
постоянной скорости резания снижает максимальные растягиваю-
щие напряжения и глубину их залегания. Значение оТгпах снизи-
лось с 89 до 63 кгс/мм2 при увеличении радиуса закругления
от 0,5 до 4,0 мм. Такой характер изменения напряжений в поверх-
ностном слое может быть объяснен снижением температуры в зоне
5. ВЛИЯНИЕ СВОЙСТВ МАТЕРИАЛА ДЕТАЛИ
С УЧЕТОМ СКОРОСТИ РЕЗАНИЯ
На формирование напряжений в поверхностном слое влияют
прочностные и пластические свойства материала детали при
низких и высоких температурах, способность материала к упрочне-
нию при деформации, температуры начала разупрочнения мате-
риала, контактные нагрузки и коэффициент трения на задней
поверхности, скорости резания и др. Рассмотрим на примере
сплавов ХН77ТЮ, ХН77ТЮР, ХН70ВМТЮ, ХН70ВМФТЮ,
ХН55ВМТФКЮ и ХН51ВМТЮКФР влияние свойств материала
деталей на остаточные поверхностные напряжения. Чистовое
точение (/ = 0,50 мм; s = 0,09 мм) выполнялось резцом из сплава
ВК6М (а — ах — 10°; ф = фх = 45°; у = 0°; г = 0,5 мм; Л = 0°)
при скоростях 10—50 м/мин.
В первом горизонте в тангенциальном направлении формиру-
ются растягивающие напряжения (рис. 111). На низкой скорости
Рис. 111. Максимальные
остаточные напряжения
в первом горизонте для
жаропрочных сплавов при
различных скоростях реза-
ния'.
□ - ХН77ТЮ;
X - ХН77ТЮР;
О - ХН70ВМТЮ;
д — ХН70ВМФТЮ;
• — ХН55ВМТФКЮ;
О - ХН51ВМТЮКФР
158
резания (10 м/мин), когда средняя температура контакта на задней
поверхности для жаропрочных сплавов не превышала 530° С
(табл. 26), в поверхностном слое термопластические деформации
не появляются. Следовательно, формирование растягивающих
напряжений в сплавах в этом случае не связано с действием тепло-
вого фактора. Наибольшие остаточные напряжения как в осевом,
так и тангенциальном направлении формируются в поверхностном
слое сплава ХН77ТЮ. Этот сплав по сравнению с другими в мень-
шей степени легирован, имеет самые высокие пластические свой-
ства и наиболее склонен к упрочнению при деформации. Поскольку
при скорости 10 м/мин основным фактором, обусловливающим
формирование остаточных напряжений, является силовой (когда
величина напряжений зависит от интенсивности пластической
деформации), то обнаруженные наибольшие напряжения у сплава
ХН77ТЮ являются закономерными. Сплавы ХН77ТЮР,
ХН70ВМТЮ, ХН70ВМФТЮ, ХН55ВМТФКЮ и ХН51ВМТЮКФР
соответственно более легированы, содержат большее количество
упрочняющей у'-фазы; пластичность этих сплавов снижается.
Имея пониженную пластичность, поверхностный слой этих сплавов
в меньшей мере деформируется, о чем свидетельствуют измерения
глубины и степени наклепа. В результате при обработке деталей
из более легированных сплавов формируются меньшие остаточные
напряжения, чем при обработке деталей из сплава ХН77ТЮ.
При резании деталей из рассмотренных сплавов на скорости
40 м/мин в поверхностном слое должны протекать термопласти-
ческие деформации, так как температурные напряжения значи-
тельно превышают предел текучести сплавов. В этих условиях
величина остаточных напряжений будет зависеть от температуры
и прочностных свойств металла. Температура на задней поверх-
ности с увеличением жаропрочности сплавов возрастает, например,
для сплава ХН77ТЮ 03 = 680° С, для сплава ХН70ВМФТЮ
03 = 750° С, для сплава ХН51ВМТЮКФР 03 = 820° с- Несмотря
на рост температуры, предел текучести возрастает с 59 кгс/мм2
у сплава ХН77ТЮ (при 03 = 680° С) до 76 кгс/мм2 у сплава
ХН51ВМТЮКФР (при 03 = 82О°С). Отношение температурных
напряжений к пределу текучести для всех исследованных сплавов
остается одинаковым (1,2—1,4), что должно способствовать появле-
нию в более легированных сплавах более высоких остаточных
напряжений. Эти выводы подтверждаются экспериментальными
Данными. Как в тангенциальном, так и осевом направлении обра-
зуются только растягивающие напряжения, что указывает на
механизм формирования напряжений, связанный с термопласти-
ческими деформациями. При v = 40 м/мин в поверхностном слое
низколегированного сплава ХН77ТЮ максимальная величина
тангенциальных напряжений в первом горизонте составляет
78 кгс/мм2; для более легированных сплавов эти напряжения повы-
шаются и составляют, например, 87 кгс/мм2 для сплаваХН70ВМТЮ
и 94 кгс/мм2 для сплава ХН51ВМТЮКФР. Аналогичные выводы
159
о
Таблица 26
Влияние свойств жаропрочных сплавов и условий резания на остаточные напряжения в первом горизонте
Материал детали V , м/мин 6, eQ, 6, % Ф, % °т> кгс/мм2 I К 1 % кгс/мм2 Наклеп Максимальные на- пряжения в первом горизонте, кгс/мм2
°C °C при 0 3 ц' hc, мкм к, % ^тах <7°тах
ХН77ТЮ 440 440 32 31 62 1,57 50 150 39 1 41 —40
ХН77ТЮР 460 450 27 23 64 1,30 56 0,70 130 35 39 —36
ХН70ВМТЮ 10 490 470 21 21 69 1,29 56 0,64 120 31 33 —30
ХН70ВМФТЮ 510 480 21 20 70 1,26 58 0,70 100 30 34 —29
ХН55ВМТФКЮ 530 500 16 18 72 1,22 58 0,60 90 27,5 32 —23
ХН51ВЛ1ТЮКФР 560 530 14 16 80 1,20 61 0,72 70 24 30 —22
ХН77ТЮ 750 580 12 18 59 0,82 71 0,65 80 26 78 32
ХН77ТЮР 760 690 13 16 60 0,9 85 0,64 80 27 83 35
ХН70ВМТЮ Л 830 740 7 11 65 0,8 83 0,6 80 27 87 39
ХН70ВМФТЮ 840 750 11 16 65 1,0 80 0,51 85 27 89 41
ХН55ВМТФКЮ 850 760 9 13 66 1,0 85 0,41 85 28 91 44
ХН51ВМТЮКФР 890 820 8 9 76 1,0 98 0,31 90 30 94 45
ХН77ТЮ 35 710 640 18 18 60 1,1 71 0,65 80 26 80 31
ХН77ТЮР 30 720 640 16 16 61 0,95 80 0,62 70 26 80 31
ХН70ВМТЮ 25 720 650 12 16 68 1,1 79 0,57 65 21,5 84 34
ХН70ВМФТЮ 25 730 660 16 20 69 1,1 75 0,46 65 20,5 88 37
ХН55ВМТФКЮ 30 780 710 9 12 71 1,0 82 0,42 60 20 90 40
ХН51ВМТЮКФР 35 850 790 8 10 78 1,0 94 0,32 55 18 92 43
сделаны и для осевых остаточных напряжений. Пластические
свойства и коэффициент упрочнения сплавов в рассматриваемом
температурном диапазоне изменяются незначительно (6 = 84-12% ,
/^ = 0,84-1,0) и, по-видимому, не влияют на формирование
напряжений. Снижение коэффициента трения на задней поверх-
ности с 0,65 до 0,31 по мере увеличения жаропрочности сплавов
способствовало появлению соответственно возрастающих растя-
гивающих напряжений.
Независимо от уровня оптимальных скоростей резания средняя
температура резания (оптимальная) и температура на задней
поверхности возрастают по мере повышения высокотемпературной
прочности сплавов. В соответствии с ростом температуры увели-
чиваются и остаточные напряжения растяжения как в танген-
циальном, так и осевом направлении. Повышение остаточных
напряжений по мере возрастания высокотемпературной прочности
сплавов связано с ростом температуры и одновременным повыше-
нием прочностных свойств сплавов. Снижение коэффициента
трения по задней поверхности и уменьшение глубины и степени
наклепа при резании сплавов на оптимальных скоростях также
способствовали повышению растягивающих напряжений в более
легированных сплавах. Максимальные остаточные напряжения
в первом горизонте в зависимости от температуры на задней по-
верхности (при резании сплавов на оптимальных скоростях)
могут быть найдены из уравнений
аГтах = О,О8503 + 29 кгс/мм2; (122)
оотах = 0,0759 — 15 кгс/мм2. (123)
Механические свойства сплавов определяют и температуру
начала термопластических деформаций. Для сплавов, имеющих
большие жаропрочность и предел текучести, очевидно, необходимы
и более высокие температуры для протекания термопластических
деформаций (табл. 27). Вместе с тем для всех исследованных
Таблица 27
Влияние свойств жаропрочных сплавов
на температуру начала термопластических деформаций
Материал детали Температура пере- хода сжимающих осевых напряжений в растягивающие, °C О0)2, кгс/мм2 при ®зп а0-2/®ЗП
ХН77ТЮ 510 59 0,116
ХН77ТЮР 540 60 0,111
ХН70ВМТЮ 590 65 0,110
ХН70ВМФТЮ 600 65 0,108
ХН55ВМТФКЮ 620 66 0,106
ХН51ВМТЮКФР —— . 700 75,5 0,108
И А. Д. Макаров 161
сплавов условия, при которых зафиксировано начало термо-
пластических деформаций, идентичны: отношение предела теку-
чести к температуре (ао,2/0зп) для всех сплавов одинаково и
составляет 0,106—0,116.
Таким образом, характер влияния физико-механических
свойств сплавов и условий резания на остаточные поверхностные
напряжения зависит от скорости (температуры) резания. При
точении на низких скоростях, когда температура недостаточна
для протекания термопластических деформаций и величина напря-
жений определяется интенсивностью пластических деформаций,
в менее легированных и более пластичных сплавах, склонных
к пластической деформации и упрочнению, формируются большие
по величине остаточные напряжения (в тангенциальном направле-
нии растягивающие, в осевом — сжимающие). При резании на
высоких скоростях (в том числе и оптимальных), когда температура
достаточна для протекания термопластических деформаций, обна-
ружено, что в более легированных сплавах, обладающих большей
высокотемпературной прочностью, формируются большие оста-
точные растягивающие напряжения (как в осевом, так и танген-
циальном направлении).
Рассмотренный характер формирования напряжений в зависи-
мости от механических свойств относится к пластичным мате-
риалам. Резание хрупких и малопластичных сплавов при равных
условиях с пластичными может привести к формированию напря-
жений, отличающихся не только по величине и глубине залегания,
но и противоположных по знаку.
6. ВЗАИМОСВЯЗЬ ОСНОВНЫХ ХАРАКТЕРИСТИК
ПРОЦЕССА РЕЗАНИЯ
Между высотой микронеровностей обработанной поверхности,
глубиной и степенью наклепа, остаточными напряжениями,
параметрами тонкой структуры металла (размерами блоков и
плотностью дислокаций), контактными явлениями в зоне резания
и интенсивностью износа инструмента при резании наблюдается
тесная_взаимосвязь (рис. 112). Все перечисленные характеристики
в функции от скорости резания имеют характерную точку перегиба
или носят экстремальный характер. Экстремальные (или крити-
ческие) точки кривых Rz = f (у); hc = f (у); N = f (у); e = f (у);
Do = f (v); p = / (y); oTmax = f (y); oOmax = f (у) находятся
в области оптимальных скоростей резания и соответствуют экстре-
мальным точкам кривых hon = f (у). Минимальной интенсивности
износа инструмента соответствуют минимальные коэффициент
трения по задней поверхности, глубина и степень наклепа, степень
пластической деформации металла поверхностного слоя, плотность
дислокаций и стабилизация высоты неровностей [78]. Рассмотрен-
ные экстремальные (или критические) точки для всех подач
162
рис. —• Влияние скорости резания на
основные характеристики процесса реза-
пия деталей из сплава ХН77ТЮР резцом
из сплава ВК6М\ t — 1 мм:
I __ s = 0,08 мм/об; 2 ~ s — 0,20 мм/об
наблюдаются при одной и той же
температуре, удовлетворительно
совпадающей с оптимальной по
интенсивности износа температу-
рой контакта.
Главным фактором, определя-
ющим коэффициент трения по
задней поверхности резца, пара-
метры наклепанного слоя, оста-
точные напряжения, параметры
тонкой структуры металла по-
верхности и интенсивность износа
инструмента, является средняя
температура контакта, а скорость
резания и толщина срезаемого
слоя выступают в основном как
температурные факторы. Этим и
объясняется сложный характер
зависимостей йоп = f (s); р/ =
= /(v); /ic = f(s); N = f(s\,
ffmax = f (s), определяемый скоро-
стью (температурой) резания. Из-
менение режима резания, прибли-
жающее температуру резания
к оптимальной величине, способствует уменьшению интенсивности
износа и степени деформации поверхностного слоя.
7. ОСНОВНЫЕ ВЫВОДЫ
1. Одним из главных факторов, определяющих остаточные
напряжения в поверхностном слое при резании деталей из жаро-
прочных сплавов, является температура резания.
2. Во всем диапазоне скоростей резания при точении деталей из
Жаропрочных сталей и сплавов в тангенциальном направлении
формируются растягивающие напряжения. Зависимости макси-
мальных тангенциальных растягивающих напряжений от скорости
(и температуры) резания aTmax = f (у); от = / (0) имеют точки
перегиба или носят экстремальный характер.
Скорости (температуры) резания, при которых наблюдаются
Точки максимума на кривых oTtnav = / (v) и oTniav = / (0) или
И* 163
стабилизация значений от , совпадают с оптимальными ско-
ростями (и температурами) резания, соответствующими наимень-
шему коэффициенту тресия по задней поверхности, наименьшей
интенсивности износа инструмента и минимальным значениям
глубины и степени наклепа поверхностного слоя.
3. При точении деталей из жаропрочных материалов на низких
скоростях резания, когда температура недостаточна для протека-
ния термопластических деформаций, в поверхностном слое в осе-
вом направлении формируются сжимающие напрял ения. При
температуре начала термопластических деформаций осевые сжи-
мающие напряжения переходят в напряжения растяжения; при
дальнейшем повышении скорости (и температуры) до оптимальной
напряжения растяжения растут и при v > v0 стабилизируются.
4. Зависимости oTmax = f (s) могут быть монотонно убываю-
щими, монотонно возрастающими или иметь экстремальный
характер. Главным фактором, определяющим характер указанной
зависимости, является температура резания.
5. Износ инструмента по задней поверхности повышает оста-
точные напряжения оТп1ах и глубину / их появления. Наиболее
стабильные значения ог и / наблюдаются при работе на опти-
мальных скоростях резания.
6. Изменение переднего угла от +15° до —15° при обработке
деталей из жаропрочных сплавов приводит к незначительному
снижению растягивающих напряжений но существенно
повышает глубину их появления. Применение инструментов
с большими отрицательными передними углами не может быть
рекомендовано в качестве средства снижения уровня растягиваю-
щих напряжений при обработке деталей из жаропрочных сплавов.
7. Влияние радиуса при вершине резца в плане на остаточные
напряжения связано с изменением температуры резания. Повыше-
ние г при v = const снижает температуру резания и напряжения
от . При изменении г и 0 = const значения ol практически
Tmax r ттах г
ПОСТОЯННЫ.
8. Влияние физико-механических свойств сплавов на остаточ-
ные напряжения зависит от скорости (и температуры) резания.
При работе на низких скоростях (температурах) резания в поверх-
ностном слое более пластичных сплавов (менее легированных)
формируются большие по величине остаточные напряжения как
в осевом, так и в тангенциальном направлении. При резании на
высоких скоростях в деталях из более жаропрочных сплавов
формируются и большие остаточные напряжения.
Глава VII
ВЛИЯНИЕ КАЧЕСТВА ПОВЕРХНОСТИ
НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ДЕТАЛЕЙ
ИЗ ЖАРОПРОЧНЫХ МАТЕРИАЛОВ
1. ВЗАИМОСВЯЗЬ ИСХОДНЫХ (ПОСЛЕ ОБРАБОТКИ)
И КОНЕЧНЫХ (ПОСЛЕ ДЛИТЕЛЬНОЙ ВЫСОКОТЕМПЕ-
РАТУРНОЙ ЭКСПЛУАТАЦИИ) ХАРАКТЕРИСТИК КАЧЕ-
СТВА ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ
Детали машин, как правило, разрушаются с поверхности. Это
происходит в результате того, что в большинстве случаев поверх-
ностные слои оказываются наиболее напряженными и в первую
очередь подвергаются активному воздействию внешней среды —
коррозии, эрозии и т. п. Для деталей из жаропрочных сплавов
и нержавеющих сталей важными эксплуатационными характери-
стиками являются длительная и усталостная прочность и корро-
зионная стойкость. Указанные характеристики определяются
изменениями состояния поверхностного слоя и интенсивностью
их протекания под действием высоких температур, напряжений
и коррозионных сред.
Для оценки влияния наклепа и остаточных напряжений на
качество поверхностного слоя образцы из жаропрочного сплава
ХН77ТЮР обрабатывали электрополированием, полированием
вручную, шлифованием, точением на трех скоростях резания
(yi < ^2 = и v3 > v0), обдувкой дробью, обкаткой роликом.
В поверхностном слое были наведены различные по знаку и вели-
чине остаточные напряжения и наклеп (табл. 28). Испытания
на жаропрочность проводились по режиму (0 = 750° С; о =
= 13 кгс/мм2; Т = 500 ч), максимально приближенному к эксплу-
. атационным условиям работы деталей, изготовляемых из этого
материала. До и после испытаний на жаропрочность исследовалось
'состояние поверхностного слоя образцов: наклеп, микроструктура,
.остаточные напряжения, химический состав, дислокационная
структура, период кристаллической решетки и др. (табл. 29).
На образцах из жаропрочного сплава ХН77ТЮР после длитель-
ных высокотемпературных испытаний появляется дефектный разу-
прочненный слой (рис. 113), характеризующийся пониженной
Микротвердостью, меньшим содержанием титана и хрома и повы-
шенным содержанием алюминия, измененной структурой, наличием
термических напряжений и дефицитом металла.
Интенсивность протекания перечисленных процессов зависит
от глубины и степени наклепа в исходном состоянии. Повышение
165
Таблица 28
Состояние поверхностного слоя образцов, обработанных различными способами,
до и после испытания на жаропрочность ’
Параметры Электропо- лирование Полирование Шлифование Точение с и, м/мин Дробеструй- ная обработ- ка | Обкатка ро- 1 ликами /
12 23 47
До испытания: О’max» кгс/мм2 —42 65 13 42 40 —47 —54
h, мкм — 45 40 70 50 40 230 230
Упрочнение (наклеп): Лс, мкм N, % 30 50 95 70 105 210 360
— 18,5 25 37,2 30,1 34,2 40,5 47
8, % — 14 — 34 25 30 40 44
р* 1012, см"2 0,01— — 5,8 29 13,5 19 71 86
Разупрочнение: /гс, мкм 0,02 10 20 35 40 35 40 ПО 120
Н 320 275 960 230 260 230 230 220
N', % 5,9 19 23,5 31,8 23,5 33,2 31,8 35,3
р' 1012, см 2 0,02 0,09— 0,08 — 0,045 — — 0,038
0,1
наклепа поверхностного слоя приводит к увеличению диффузион-
ной подвижности атомов и интенсификации направленной диффу-
зии. В результате этого в процессе длительных высокотемператур-
ных испытаний поверхностный слой окисляется и превращается
в металлоокисную смесь. Толщина этого слоя h'z и степень его
разупрочнения N' находятся в тесной взаимосвязи с глубиной Лс
и степенью N наклепа в исходном состоянии:
/i' = l,08/ic‘83; N1 = 7,37ftc’29; TV' = 2,547V0’69.
Глубина измененного по химическому составу поверхностного
слоя зависит от глубины и степени наклепа в исходном состоянии
при 0 = 750° С, Т — 500 ч и может быть определена по следующим
уравнениям:
ЙТ1 = 1,45Л°’57; /iTi = 0,3457V1’22;
/1сг=1,31/1с’734; hCr = 0,2227V1’58;
TtAi = 3,18Л°*47; /iAI = 1,467V0’885.
Основной причиной образования термических напряжений
являются изменения объемов окисленных слоев металла. С повы-
шением глубины hc и степени N исходного наклепа (независимо
166
от вида обработки) наблюдается увеличение толщины дефектного
разупрочненного слоя и рост термических сжимающих напряже-
ний атс:
атс = 0,944/1°’ ; атс = 0,054JV1>e.
При температуре 750° С на образцах из жаропрочного сплава
ХН77ТЮР после 5—6 ч испытаний наблюдается полное снятие
(релаксация) исходных остаточных напряжений, тогда как глубина
наклепа при той же продолжительности выдержки остается без
изменений.
Между параметрами дефектного слоя образцов после длитель-
ных высокотемпературных испытаний и величиной и знаком
исходных остаточных напряжений какой-либо связи не наблю-
дается, что объясняется сравнительно быстрой релаксацией
Рис. 113. Микроструктура поверх-
ностного слоя образцов после их
испытания на жаропрочность;
шлифы не травлены; Х500-.
а — электрополированный образец;
б — шлифованный образец; в — обра-
зец, полученный точением при v =»
= 23 м/мин (см. табл. 28 и 29)
167
Таблица 29
Изменение химического состава поверхностного слоя образцов,
обработанных различными способами,
после испытания на жаропрочность
Параметры Электропо- лирование Полирование Шлифование Точение с v, м/мин Дробеструй- ная обработ- ка га s * оз га § § О о.
12 23 47
Глубина слоя, обеднен- ного титаном, мкм 5 10 20 20 15 20 35 40
Содержание титана в поверхностных слоях, % 2,4 2,3 2,1 1,7 2 1,7 1,5 1,2
Величина обеднения титаном, % 0,3 0,4 0,6 1 0,7 1 1,2 1,5
Глубина слоя, обеднен- ного хромом, мкм 0 16 20 30 25 50 78 100
Содержание хрома в поверхностных слоях, % Обеднение хромом, % 20,4 19,1 18,6 17,6 18,2 17,4 18,6 17,5
0 0,9 1,4 2,4 1,8 2,6 1,4 2,5
Глубина слоя, насы- щенного алюмини- ем, мкм Содержание алюминия в поверхностном слое, % Величина насыщения алюминием, % 0 15 20 25 20 36 41 47
0,7 0,96 1,27 1 0,98 1,07 1,1 1,2
0,1 0,26 — 0,30 0,28 0,37 0,4 0,5
Период кристалличе- ской решетки Кх 3,566 3,560 3,559 3,557 3,557 3,556 3,556 3,556
Примечания: 1. Исходное содержание Сг в сплаве составляет 20%, А1 —
0,71%, Ti - 2,7%.
2. Параметр кристаллической решетки исходного металла составляет 3,570 &
3. Величина обеднения (насыщения) рассчитывалась как разность между процент-
ным содержанием данного элемента в исходном металле и содержанием этого элемента
в слое, прилегающем к поверхности.
последних. Чистовое точение деталей из жаропрочных сплавов
необходимо производить на оптимальных скоростях резания, при
которых обеспечиваются наименьшие глубина и степень наклепа
поверхностного слоя, что обусловливает меньшие по глубине
дефектный слой и термические напряжения на деталях после их
длительной высокотемпературной эксплуатации.
2. ВЛИЯНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ
НА ДЛИТЕЛЬНУЮ И УСТАЛОСТНУЮ ПРОЧНОСТЬ
Образцы с диаметром рабочей части 10 мм испытывали на
длительную прочность (жаропрочность) на машине ВП-101 при
6 = 750° С и о = 30 кгс/мм3, а на усталость — на машине П391
168
с частотой циклов 90 Гц (5400 об/мин) при чистом изгибе с враще-
нием на базе N = 107 циклов.
Вид обработки образцов из сплава ХН77ТЮР, исходные
характеристики качества поверхностного слоя и результаты
испытаний на длительную и усталостную прочность приведены
и табл. 30.
Длительная и усталостная прочность сплава ХН77ТЮР при
температуре 0 = 750° С зависит от исходного состояния поверх-
ностного слоя. На длительную и усталостную прочность влияют
глубина и степень наклепа. С их увеличением наблюдается сниже-
ние прочностных характеристик жаропрочного сплава. Примени-
тельно к принятым условиям испытания длительная прочность
(среднее значение стойкости А в часах) и предел выносливости
н зависимости от исходной глубины и степени наклепа могут быть
выражены следующими уравнениями:
А _ 919 А _ 8100 .
^0,365 ’ А ’
_ 44 __ 57
^0,044 ’ а-1 дг0,141 *
Образцы, изготовленные точением при оптимальной скорости
резания, обладают более высокой усталостной и длительной
прочностью по сравнению с образцами, обработанными при
скоростях резания, отличных от оптимальной. Это объясняется
меньшей степенью и глубиной наклепа, возникающими при
оптимальных условиях обработки.
Величина и знак исходных остаточных напряжений в поверх-
ностном слое заметно не влияют на длительную и усталостную
прочность сплава ХН77ТЮР при 750° С. Это связано с релакса-
цией остаточных напряжений в первые часы испытания образцов.
3. КАЧЕСТВО ПОВЕРХНОСТИ И КОРРОЗИОННАЯ
СТОЙКОСТЬ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Исследование влияния наклепа и остаточных напряжений на
местную и общую коррозию, а также на электрохимические свой-
ства (электродный потенциал) обработанных деталей из нержавею-
щих сталей 14Х17Н2, 12XI8H9T и 15Х18Н12С4ТЮ проводилось
при постоянном значении шероховатости.
Эпюра распределения тангенциальных остаточных напряжений
ат, сдвига электродного потенциала1 Аф и микротвердости Я100
1 В электрохимии используют легко определяемую разность потенциалов (р
Между исследуемым и каким-либо вторым электродом (электродом сравнения).
Указав^ предварительно тип электрода сравнения, обычно применяют более
краткий термин — электродный потенциал (потенциал электрода). Мы в опытах
определяли изменение (сдвиг) Аф электродного потенциала.
16Э
Таблица 30
Влияние вида обработки и исходных характеристик качества поверхностного слоя
на длительную и усталостную прочность
Обработка Наклеп Т ангенциальные напряжения в горизонте, кгс/мм2 Осевые напря- жения в гори- зонте, кгс/мм2 А, ч (при а = 30 кгс/мм2 е = 750 °C) 6, % гр, % а_1, кгс мм2 Снижение *
Ас, мкм N, % первом втором первом втором жаро- проч- ности, % усталост- ной проч- ности, %
Точение при v, м/мин:
28 130 28 4-63 —26 —30 + 16 165 3,0 4,8 45,5 30 -—
47 95 24,5 -497 —22 +47 — 183 3,6 6,1 47,5 22 —
69 Шлифование: 125 26,5 497 — 18 +43 — 17 172 3,1 7,0 46,0 27 —
абразивным свеже- заправленным кру- гом 70 22,5 4-67 —20 +32 — 14 204 33 6,1 37,5 13 3,0
абразивным тупым 90 25,5 496 —25 + 44 —20 179 3,0 6,0 36 24 7,0
кругом лентой 60 20,0 —64 +26 —52 — 14 189 2,3 4,1 37 19,5 4,0
Полирование вручную 35 14,3 438 —28 —70 —23 216 2,5 4,2 38,5 8 0,5
Электрополирование Обкатка роликами Р, кгс: — — — — — — 235 3,8 5,4 39 0 0
50 800 42,5 + 34 —29 —58 + 16 84 1,8 4,0 33,5 64 13,5
100 1300 50,7 436 —50 —82 — 60 2,2 3,4 — 74,5 —
Дробеструйная обра- ботка 260 40,0 —58 —47 129 3,7 5,6 35 45 10,0
По сравнению с полированными образцами.
рис. 114. Распределение остаточ-
ных напряжений, электродного
потенциала и микротвердости по
глубине поверхностного слоя при
точении образцов из стали
12Х18Н9Т резцом из сплава ВК8\
t=0,50 мм\ s=0,09 мм/об',
v = 75 м/мин
по глубине поверхностного слоя приведена на рис. 114. Макси-
мальные растягивающие напряжения ат , степень наклепа N
и соответствующие значения сдвига электродного потенциала Аф
для различных скоростей резания даны на рис. 115, а. Наклеп
обработанной поверхности определяет сдвиг электродного потен-
циала в большей степени, чем остаточные напряжения.
Таким образом, оптимальные скорости резания, обеспечиваю-
щие минимальный наклеп, формируют наиболее благоприятные
электрохимические свойства обработанной поверхности, что под-
тверждается уменьшением скорости общей коррозии поверх-
ности и скорости vn питтинговой коррозии (рис. 115, б).
Следовательно, представленные данные показывают, что работа
на оптимальных скоростях приводит к уменьшению электрохими-
ческой гетерогенности обработанной поверхности, снижению актив-
ности коррозионных микропар и к меньшему «разблагораживанию»
поверхности. Это является дополнительным стимулом, чтобы вести
обработку деталей из нержавеющих сталей на оптимальных
скоростях резания.
Рис. 115. Влияние скорости резания на степень наклепа, максимальные остаточ-
ные напряжения, сдвиг электродного потенциала, а также скорость общей и
питтинговой коррозии', образец из стали Г2Х18Н9Т', резец из сплава ВК8', t —
0,5 мм\
а — s ~ 0,09 мм/об; б — s = 0,20 мм/об
171
Глава VIЦ
ВЛИЯНИЕ СВОЙСТВ МАТЕРИАЛОВ ДЕТАЛИ
И ИНСТРУМЕНТА
НА ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ
1. АНАЛИЗ ХАРАКТЕРИСТИК ОБРАБАТЫВАЕМОСТИ
МЕТАЛЛОВ РЕЗАНИЕМ
Оптимизация процессов резания в машиностроении наряду
с другими факторами обусловливается характеристиками обраба-
тываемости металлов резанием. Основными параметрами, харак-
теризующими обрабатываемость металлов, являются: 1) скорости
резания, с которыми наиболее рационально обрабатывать детали;
2) возможность (легкость) получения необходимой точности
обработки при чистовых и отделочных операциях, характеризуе-
мая главным образом интенсивностью размерного износа инстру-
мента; 3) возможность получения необходимых параметров шерохо-
ватости и качества обработанной поверхности при отделочных
операциях, определяемых в основном склонностью к адгезии
инструментального материала по отношению к обрабатываемому
и пластичностью последнего; 4) силы, возникающие при резании,
и потребная мощность; 5) характер образования стружки и ее
деформация (усадка); 6) температура резания.
При исследовании каждого из указанных параметров обраба-
тываемость материала сопоставляется с обрабатываемостью дру-
гого материала. При различных видах обработки и условиях
эксплуатации инструмента оценивают разные показатели обра-
батываемости. При окончательных операциях (чистовое точение,
развертывание, протягивание и т. д.) большое значение имеет
качество обработанной поверхности, а при нарезании резьб в глу-
хих отверстиях — вид стружки и легкость ее отвода. JB условиях
автоматизированного производства особенно важны размерная
стойкость инструмента и стабильность качества обработанных
^тал^Д^8^5 ]. Но во всех случаях, независимо от особенностей
технологического процесса и требований к качеству обработанных
поверхностей, производительность и стоимость обработки опре-
деляются целесообразными скоростями резания. Чем большую
скорость резания при прочих равных условиях допускает режущий
инструмент при обработке данного материала, тем лучше обраба-
тываемость этого материала. Выбор периода стойкости является
важным для правильной эксплуатации станков и инструментов
и установления рациональных режимов обработки.
172
Количественной характеристикой обрабатываемости при точе-
нии принято считать скорость резания vT, соответствующую пе-
риоду стойкости резцов Т мин. Но наивыгоднейшие периоды стой-
кости одного и того же режущего инструмента различны для работы
на станках, имеющих различную стоимость. Они не являются
одинаковыми для всех заводов и даже для всех цехов данного
завода. Наивыгоднейшие периоды стойкости рассчитывают с учетом
конкретных технико-экономических условий эксплуатации стан-
ков и режущего инструмента. Определять и сравнивать обрабаты-
ваемость металлов по скорости резания vT, так же как и испыты-
вать стойкость резцов, наиболее правильно при периоде стойкости,
обеспечивающем наивысшую производительность общественного
труда (с учетом затрат прошлого труда) и наименьшую себесто-
имость обработки, т. е. при экономическом периоде стойкости.
Но один и тот же инструмент можно использовать в различных
условиях производства. Следовательно, инструмент может иметь
различные экономические периоды стойкости.
Теоретический анализ и экспериментальные исследования [39,
40] показывают, что наиболее объективными и ценными для
современного производства характеристиками обрабатываемости
металлов применительно к чистовой обработке являются оптималь-
ная скорость резания v0 и оптимальный поверхностный относи-
тельный износ Лопо. Указанные характеристики по сравнению
со скоростю резания vT обладают преимуществами.
1. Оптимальная скорость резания v0 соответствует критиче-
ской точке (точке минимума) на кривой Аоп = f (и), выражающей
зависимость поверхностного износа от скорости резания, в то
время как скорость резания vT ни с какой критической точкой
кривой Т = f (v) не связана.
2. Оптимальным скоростям v0 при работе на различных пода-
чах (при заданном обрабатываемом материале и материале инстру-
мента) соответствует постоянная оптимальная температура реза-
ния, в то время как скоростям резания vT для разных подач в об-
щем случае не соответствуют постоянные температуры резания.
Положение постоянства оптимальной температуры резания, уста-
новленное первоначально для продольного точения различных
материалов, нашло экспериментальное подтверждение и для
Других видов обработки резанием: торцового точения, растачива-
ния отверстий, сверления, фрезерования, нарезания резьбы
методом многократных проходов, зубофрезерования червячными
фрезами.
3. На основе термо-э. д. с., зафиксированной при оптимальной
скорости резания v0, можно осуществлять автоматические процессы
обработки на оптимальных режимах, т. е. режимах, соответствую-
щих максимуму размерной стойкости инструмента и точности
обработки.
Автоматические процессы обработки резанием на основе сохра-
нения постоянства термо-э. д. с., зафиксированной при скорости
173
резания vT, найденной для одной^из подач, не дают удовлетвори-
тельных результатов по точности, так как одной и той же термо-
з. д. с. при работе на различных подачах соответствуют различные
периоды стойкости, различающиеся на 200—500%.
4. Скорости резания v0, являющиеся оптимальными по интен-
сивности размерного износа и размерной стойкости инструмента,
являются оптимальными и по высоте неровностей обработанной
поверхности [7, 39, 401. Так как скорости резания vT зависят от
выбранного периода стойкости Т, то скорости резания, являющиеся
оптимальными по шероховатости, в общем случае не будут совпа-
дать со скоростями резания vT.
5. При работе на оптимальных скоростях резания обеспечи-
ваются минимальные глубина и степень наклепа поверхностного
слоя. Взаимосвязь между интенсивностью размерного износа /гоп
и высотой неровностей, глубиной и степенью наклепа поверхност-
ного слоя не является неожиданной, так как интенсивность износа
и процесс образования поверхностного слоя в значительной мере
определяются действием одних и тех же физических причин.
6. Оптимальная скорость резания и0 и величина /iono не
зависят от абсолютных величин износа резца hr или /г3, прини-
маемых в качестве критерия затупления, а скорость резания vT
и период стойкости Т являются функцией величины й3.
Влияние скорости резания на поверхностный относительный
износ резца из сплава Т14К8 при точении деталей из стали
13Х14НЗВ2ФР при трех значениях величины hr, принятой для
подсчета Лоп, приведено на рис. 116. Каждому значению hr соот-
ветствует одна и та же оптимальная скорость резания (85 м/мин),
причем абсолютные величины hon при различных значениях h..
совпадают. Вместе с тем каждому значению величины h3 соответ-
ствует свое значение скорости резания vT, например для периода
стойкости Т = 30 мин:
й3, мм.................................. 0,20 0,25 0,30
vT, м/мин ............................... 1С8 147 182
174
При изменении абсолютной величины h3 износа по задней
поверхности, принимаемой в качестве критерия затупления,
всего лишь на 0,10 мм скорость резания изменяется в 1,67 раза.
Независимость величин v0 и hono от критерия затупления позво-
ляет резко сократить продолжительность исследований обрабаты-
ваемости металлов и установления режимов резания, так как
отпадает необходимость проведения стойкостных опытов до пол-
ного затупления инструмента.
7. Количественной характеристикой обрабатываемости металла
при точении принято считать скорость резания п60, соответствую-
щую Т = 60 мин. Период стойкости 60 мин и более для некоторых
материалов невозможно получить при самом широком изменении
скоростей резания. Следовательно, в подобных случаях скорости
резания v60 не существуют. Зависимость периода стойкости от
скорости резания при точении деталей из стали 15Х18Н12С4ТЮ
резцом из сплава ВК6 с глубиной резания 2 мм приведена на
рис. 117. Хотя резцы из сплава ВК6 при обработке деталей из
стали 15Х18Н12С4ТЮ имеют большую стойкость по сравнению
с резцами из сплавов ВК8, Т15К6 и Т5К10, стойкость резцов из
сплава ВК6 при подачах 0,15—0,30 мм/об не превышает 10 мин,
а при работе на подаче 0,50 мм/об — 24 мин. Более высокие пе-
риоды стойкости при изменении скоростей резания в достаточно
широких пределах в данном случае получить не удалось, и, сле-
довательно, скорость резания у60 здесь отсутствует. Оптимальные
скорости резания v0 существуют для каждого обрабатываемого
материала. При точении деталей из стали 15Х18Н12С4ТЮ резцами,
оснащенными твердым сплавом В Кб, оптимальными являются
следующие скорости резания:
з, мм/об.................................. 0,15 0,30 0,50
vo, м/мин ................................ 63 45 34
8. Скорости резания vT неудобны при сравнении режущих
свойств различных инструментальных материалов, так как эти
скорости для разных марок твердого сплава могут соответствовать
разным ветвям кривой hoa — f (v) и по скоростям резания vT
твердые сплавы могут располагаться
в любой последовательности, опреде-
ляемой выбранным периодом стой-
кости Т (табл. 31). Для сплавов
ВК6 и Т14К8 оптимальными будут
стойкость 145 и 49 мин, скорость 69
и 164 м/мин, относительный износ 1,8
и 2,1 мкм/103 см2 соответственно.
Рис. 117. Влияние скорости резания на пе-
риод стойкости резца из сплава В Кб при
точении деталей из сплава 15Х18Н12С4ТЮ;
1'— 2 мм
Таблица 31
Результаты точения деталей из стали 12Х18Н9Т резцами,
оснащенными пластинками из твердых сплавов ВК6 и Т14К8
при t — 0,50 мм, s — 0,15 мм/об и h3 = 0,40 мм
Т, мин vT, м/мин при обработке резцами из сплавов 7гоп, мкм/103 см2 при обработке резцами из сплавов
В Кб T14K8 ВК8 Т14К8
40 115 205 3 2,4
55 100 100 3 3
70 92 57 2,7 6,8
Если резцы, оснащенные пластинками из твердых сплавов В Кб
и Т14К8, сравнивать по скорости резания vr при Т = 70 мин, то
можно сделать заключение о преимуществе твердого сплава В Кб
перед твердым сплавом Т14К8 как по скорости резания, так и
по величине hon при указанных скоростях резания. Сравнение
тех же резцов по величинам vT и Лоп при Т = 40 мин указывает
на преимущества твердого сплава TI4K8, а при Т = 55 мин
твердые сплавы равноценны. Для твердого сплава В Кб скорость
резания v70 = 92 м/мин соответствует правой ветви кривой
Лоп — f (у), а Для твердого сплава TI4K8 скорость резания у70 =
= 57 м/мин соответствует левой ветви кривой hon = f (v).
Для резцов, оснащенных пластинками из твердого сплава
Т14К8, повышение скорости резания от v70 = 57 м/мин до v0 =
= 164 м/мин приводит к снижению величины /гоП и повышению
размерной стойкости инструмента. Для резцов, оснащенных
пластинками из твердого сплава В Кб, повышение скорости резания
свыше ^70 = 92 м/мин приводит к монотонному и довольно резкому
увеличению hon и снижению размерной стойкости инструмента.
Сравнение режущих свойств твердых сплавов ВК6 и Т14К8
при оптимальных скоростях резания показывает, что указанные
марки твердых сплавов по величине оптимального поверхностного
относительного износа hono примерно равноценны и отличаются
лишь оптимальными скоростями резания.
9. В отличие от скорости v0 скорость vT не раскрывает резервов
повышения размерной стойкости инструмента, а в ряде случаев
использование скорости vT приводит к выбору нерациональных
режимов резания, соответствующих левым ветвям кривых hon =
= f (v) [39, 40]. Это происходит в том случае, когда зависимость
Т — v устанавливается при работе на относительно высоких
скоростях резания, которым соответствуют периоды стойкости
значительно меньшие, чем выбранное значение Т, а скорость реза-
ния vT находится путем экстраполяции зависимости Т — v на
заданный период стойкости Т. Например, если точение деталей
из стали 40Х резцом, оснащенным твердым сплавом Т15К6 (при
t = 1,0 и s — 0,20 мм/об), вместо скорости резания vT = v2oo =
176
рис. 118. Влияние скорости резания на
поверхностный относительный износ резца
и возможное повышение величины hon при
работе на скорости резания ит по сравне-
нию с работой на оптимальной скорости
резания v0; деталь из стали 40X, резец
из сплава Т15К6
== 113 м/мин осуществлять на оптимальной скорости резания
vo = ^20 = 215 м/мин, то технологическая производительность
обработки возрастает в 1,90 раза при одновременном повышении
размерной стойкости резца в 2,5 раза (рис. 118). При скорости vT
остается неизвестным предел допустимого снижения скоростей
резания для повышения периода стойкости инструмента. Отсут-
ствие данных о величине оптимальной скорости резания затруд-
няет выбор рациональных режимов резания, соответствующих
наиболее полному использованию режущих свойств инструмента.
Обрабатываемость металла резанием нельзя характеризовать
лишь оптимальной скоростью резания оо. При одной и той же
скорости оо обработки деталей из различных материалов интен-
сивность износа инструмента получается различной и характери-
зуется величиной Лоп. Например, для деталей из сталей 40ХН2МА
и 15Х18Н12С4ТЮ оптимальные скорости v0 примерно равны,
но об этих сталях нельзя сказать, что они имеют одинаковую
обрабатываемость, так как оптимальный поверхностный износ
Лопо при точении деталей из стали 15Х18Н12С4ТЮ примерно
в 15 раз превышает йопо при точении деталей из стали 40ХН2МА
(рис. 119, а). Наблюдаются и такие случаи, когда при обработке
деталей из различных материалов значения Лопо одинаковы при
Ьоп,мкм/1О3смг
Рис. 119. Влияние скорости резания на поверхностный относитель-
ный износ резцов из сплава Т14К7 при точении деталей из различ-
ных материалов-.
а — s = 0,2 мм/об, t — 1,0 мм; б — s = 0,1 мм/об
12 А. Д. Макаров 177
Ьоп,мкм/103см2
разных v (рис. 119, б). Оптимальная скорость резания оо при
точении деталей из стали 12Х18Н9Т в 1,76 раза превышает значе-
ние v0 для деталей из стали 13Н14НЗВ2ФР, и в этом случае нельзя
считать стали 12Х18Н9Т и 13Х14НЗВ2ФР равноценными по
обрабатываемости.
Следовательно, для полного представления об обрабатываемо-
сти металла резанием необходимо знать как величину оптимальной
скорости резания оо, так и величину поверхностного относитель-
ного износа /iono, наблюдаемого при работе на этой скорости реза-
ния. Скорости резания оо определяются влиянием особенностей
обрабатываемого металла на температуру резания, а величина
Лопо— истирающей способностьюматериала детали и его адгезион-
ной склонностью к материалу инструмента. Таким образом, опти-
мальная скорость резания v0 и оптимальный поверхностный
относительный износ hono являются важнейшими и объективными
характеристиками обрабатываемости металла резанием, а вели-
чина /гопо, кроме того, является универсальной характеристикой
размерной стойкости инструмента.
Величину hono в отличие от периода стойкости Т можно исполь-
зовать для расчетов точности обработки, при проектировании
и отладке технологических процессов в условиях автоматизиро-
ванного производства, а также при проектировании специальных
станков.
При экстремальном характере зависимостей hon — f (v) макси-
мальная размерная стойкость наблюдается на оптимальной ско-
рости резания v0. Поэтому в случаях, когда требуется выбрать
режим резания, соответствующий максимальной размерной стой-
кости инструмента и точности обработки (что особенно важно
в условиях автоматизированного производства), отсутствует сво-
бода выбора периода стойкости инструмента. В таких случаях
после выбора t и s необходимо принять оптимальную для данного
сечения среза скорость резания v0. Размерная стойкость инстру-
мента при этом будет максимальной, а период стойкости может
быть различным, зависящим от свойств материалов детали и ин-
струмента, сечения среза, геометрических параметров инстру-
мента, допустимого износа инструмента и других технологических
факторов. В одних случаях (например, при точении деталей
из стали 12Х18Н9Т резцом, оснащенным пластинками из твердого
сплава ВК4, с глубиной резания 0,5 мм и подачей 0,2 мм/об)
оптимальный период стойкости составляет 300 мин, в других
случаях (например, при точении деталей из стали 15Х18Н12С4ТЮ
резцами, оснащенными пластинками из сплавов Т15К6, Т5КЮ,
В Кб, ВК8) величина оптимального периода стойкости не будет
превышать 30 мин. Но какой бы период стойкости То ни полу-
чился при работе на оптимальной скорости резания v0, он будет
действительно оптимальным периодом, соответствующим макси-
мальной размерной стойкости инструмента. Любое повышение
периода стойкости То за счет снижения или повышения скорости
178
резания против оптимальной скорости vo неизбежно приведет
повышению интенсивности размерного износа и, следовательно,
к снижению размерной стойкости инструмента.
^Принятие оптимальной скорости резания и оптимального
поверхностного относительного износа в качестве характеристик
обрабатываемости позволит создать новые нормативы по режимам
резания с учетом точности обработки и размерной стойкости
инструмента.
2. АНАЛИЗ РАСЧЕТНЫХ МЕТОДОВ ОПРЕДЕЛЕНИЯ
ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ РЕЗАНИЕМ
Критические значения температур резания для сталей и чугу-
нов, установленные Я- Г. Усачевым [76], обеспечивают опреде-
ленную продолжительность работы инструмента. Я. Г. Усачев
указал на важное значение температуры резания для оценки
обрабатываемости и установил, что критическая температура,
при которой происходит быстрое разрушение режущего инстру-
мента, зависит не только от качества резца, но и от свойств мате-
риала детали.
На основе анализа и обобщения имевшихся экспериментальных
данных были получены [63 ] приближенные (с погрешностью при-
мерно до 30%) формулы для определения скоростей резания
при точении деталей из углеродистых и низколегированных сталей
на основе феррита и чугунов с пластинчатым графитом резцами из
быстрорежущей стали.
При точении сталей
(|24’
J
при точении чугунов с пластинчатым графитом
(125>
Стойкость режущего инструмента, зависящая от температуры
резания, полностью ею не определяется [63, 77]. Для объяснения
отсутствия однозначной связи между температурой и обрабаты-
ваемостью различных металлов было введено понятие об истираю-
щей способности металлов, а также был разработан метод экспе-
риментального определения коэффициента истирающей способ-
ности /<пс.
Относительная величина истирающей способности /Спс опре-
делялась по уменьшению длины стержня диаметром 1,5 мм из
быстрорежущей стали Р18 твердостью HRC 45 при трении о непре-
рывно обновляемую с помощью специального резца поверхность
Исследуемого металла; условия испытания: Т = 1,2 мин; v =
= 6 м/мин; р — 8,5 кгс/мм2. Влияние температуры резания
оценивалось по величине скорости резания ц0, соответствующей
12* 179
температуре резания 450° С. В качестве характеристики обраба-
тываемости служила скорость резания yG0, которая определялась
методом торцового точения. Скорость резания
^бо С . (126)
^ИС
Для сталей на основе феррита, а также для чугунов с пластин-
чатым графитом и медных сплавов отклонение расчетных скоро-
стей резания от фактических не более 30%. Для аустенитных
сталей и алюминиевых сплавов рассчитанные по формуле (126)
скорости резания в 2—4 раза больше скоростей, фактически обеспе-
чивающих период стойкости Т = 60 мин.
Влияние механических свойств сталей на их обрабатываемость
при точении резцами из быстрорежущей стали следует оценивать
не по твердости НВ и пределу прочности ов стали, а по ее истин-
ному пределу прочности SB [72]:
л0,6
(127)
где К — коэффициент теплопроводности.
Формула (127) справедлива для оценки обрабатываемости
деформированных сталей и сплавов на ферритной, аустенитной
и хромоникелевой основах твердостью НВ 100—350 кгс/мм2,
при испытании которых на растяжение перед разрывом образуется
шейка.
Улучшение обрабатываемости металлов при увеличении их
теплопроводности, очевидно, связано с повышением отвода тепла
из областей, примыкающих к изнашиваемым участкам режущего
инструмента, и снижением температуры резания. Ухудшение
обрабатываемости металлов при увеличении их истинного предела
прочности связано в первую очередь с возрастанием удельного
количества тепла, образующегося в граничном слое стружки,
и, следовательно, с увеличением температуры резания.
При точении резцами, оснащенными пластинками из твердого
сплава ВК8, деталей из жаропрочных сталей и сплавов твердостью
НВ 130—300 кгс/мм2 на ферритной основе с высоким содержанием
хрома, а также на аустенитной и хромоникелевой основах скорости
резания могут быть приближенно рассчитаны с погрешностью 35%:
(128)
где С — постоянный коэффициент, который для жаропрочных
сталей и сплавов с интерметаллидным упрочнением на 30% меньше,
чем для высокохромистых сталей на ферритной и аустенитной
основах.
Возможность приближенного определения скоростей резания
по величине SB (без учета теплопроводности) обусловлена тем, что
180
обычно с увеличением SB сталей и сплавов на ферритной, аустенит-
ной и хромоникелевой основах их теплопроводность уменьшается
(главным образом за счет упрочнения при обработке на металло-
режущих станках).
Для сравнительной оценки обрабатываемости используют
коэффициент Kv, на который следует умножить скорость резания
vT ранее исследованного (или эталонного) материала.
По данным [65 ]
____1__
С + lg^
°оэ
(129)
здесь пэ и ni — показатели упрочнения материалов соответственно
эталона и детали; аОэ и (JQl- —условные пределы текучести при
сжатии материалов эталона и детали; %э и —коэффициенты
теплопроводности материалов эталона и детали; г ----- --- > где
р = 0,33 — показатель степени в зависимости температуры реза-
ния от теплопроводности; q = 0,24-0,3 в области температур выше
500° С — показатель степени в зависимости температуры резания
от скорости 0 = f (v); С = 1g ос; ос = &с и — напряже-
но
ния, принимаемые в пределах кривой пластических деформаций
для обоих сопоставляемых материалов.
Расчеты по формуле (129) для жаропрочных и титановых
сплавов показывают в ряде случаев [65 ] хорошую сходимость
с опытными данными и могут быть использованы как приближен-
ные. Для сталей и сплавов, имеющих аустенитную и хромоникеле-
вую основы, при содержании 13—25% Сг; 7—80% Ni и до 0,5% С;
2% Si; 9% Мп; 5% W; 2% V; 7% Мо; 2% Nb; 20% Со; 2,5% Ti;
2% Al получена зависимость [63]
» = <130>
Здесь
Kv = .?-------- (131)
1 +Э11ЭХ (1 + 3ki3k)
где ... э — процентное содержание различных легирующих
элементов, кроме титана, вместо которого берется содержание
свободного не связанного с углеродом титана, определяемое по
формуле TiCB = Ti —5С; /Э1 . . . /Эк —интенсивность влияния
соответствующих легирующих элементов на скорость резания:
Щ = 1,5; Zai — 1,2; HiCB — 0,6; fsi — 0,2; fMo = 0,06; Iq0 —
0,035; ^Mn — 0,03; z'cr — 0,02; iw — 0,015; = /мь = = 0.
На обрабатываемость сталей и сплавов, имеющих аустенитную
и хромоникелевую основу, влияют углерод, алюминий, титан
и кремний; более слабо —молибден, кобальт, марганец, хром и
Вольфрам; практически не влияют никель, ниобий и ванадий.
181
Зависимость (131) не учитывает взаимного влияния легирую-
щих элементов на обрабатываемость. В действительности влияние
одних элементов может в значительной степени зависеть от содер-
жания других элементов. Зависимость типа (131) не отражает
влияния термической обработки материала на обрабатываемость
его резанием; например, в процессе термической обработки дефор-
мируемых сплавов на никелевой основе выделяется упрочняющая
у'-фаза Ni3 (Ti, Al), процентное содержание которой может ска-
заться на обрабатываемости сплава. Так, при чистовом точении
резцом из сплава ВК6М деталей из сплавов ХН77ТЮ и
ХН51ВМТЮКФР, мало отличающихся по химическому составу,
но имеющих разное процентное содержание у'-фазы (соответ-
ственно И—12% и 45%), размерная стойкость отличается более
чем в 50 раз, хотя оптимальные скорости vo резания и совпадают
по величине. Это обстоятельство снижает ценность выражения
(131).
3. О ВЗАИМОСВЯЗИ МЕЖДУ ИСТИННЫМ ПРЕДЕЛОМ
ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ SB И ХАРАКТЕРИ-
СТИКАМИ ОБРАБАТЫВАЕМОСТИ v0 И йопо
С увеличением истинного предела прочности при растяжении
обрабатываемость материала ухудшается. Механические свойства
некоторых материалов, установленные для наших опытов непо-
средственными измерениями, приведены в табл. 32. Из нее видно,
что стали 12Х18Н9Т и 40ХН2МА имеют примерно равные зна-
чения истинного предела прочности.
Зависимости поверхностного относительного износа от скорости
резания для этих материалов также близки друг к другу (рис. 120).
На основании приведенных данных можно было бы сделать заклю-
чение о том, что оптимальные скорости резания v0 и значения
Таблица 32
Механические свойства некоторых материалов
а0»2 "в б -ф SB Л2,5
Сталь
кгс/мм2 % кгс/мм2
40ХН2МА 44 75 18,5 41 90
ЗОХГСА 49 82 14 36 94 —
40Х 36 76 12,5 23 94 57
12Х18Н9Т 25 63 55 67 97 79
15Х18Н12С4ТЮ 47 80 39 55 113 88
13Х14НЗВ2ФР 95 101 14 56 115 76
18НХВА 108 130 15 48 140 63
ХН77ТЮ 81 119 30 36 140 120
182
Рис. 120. Влияние скорости резания на
поверхностный относительный износ резца
из сплава Т14К.8 (t=l мм\ s=0,20 мм/об)
ho.-n.o Для различных материалов
удовлетворительно определяются
величиной истинного предела проч-
ности. Но такое заключение спра-
ведливо лишь в частных случаях.
На рис. 120 приведены кривые hm=
=f (v) для сталей 15Х18Н12С4ТЮ
и 13Х14НЗВ2ФР, обладающих рав-
ными истинными пределами проч-
ности. Но жаропрочные стали
15Х18Н12С4ТЮ и 13Х14НЗВ2ФР
значительно отличаются по уровню
оптимальных скоростей резания
(в 1,7 раза) и очень сильно отли-
чаются по величине /iono (в 36
раз). Лучшей обрабатываемостью
обладает сталь 15Х18Н12С4ТЮ,
а по величине hono — сталь
13Х14Н13В2ФР.
Стали ЗОХГСА и 40Х, обладая
равными истинными пределами
прочности при растяжении, раз-
личаются оптимальными скоро-
стями резания в 2,15 раза и величинами оптимального поверх-
ностного относительного износа в 1,5 раза. Жаропрочные стали
12Х18Н9Т и 15Х18Н12С4ТЮ незначительно (в пределах 14%)
отличаются по величине истинного предела прочности при растя-
жении, но по h0 п 0 указанные материалы отличаются в 29,6 раза.
Истинный предел прочности для стали 18Х2Н4ВА в 1,48 раза
выше истинного предела прочности стали 12Х18Н9Т, но оптималь-
ные скорости резания при их обработке (резец из сплава Т30К4,
s = 0,10 мм/об) равны между собой, а величина /гопо для стали
18Х2Н4ВА даже меньше (в 1,42 раза), чем для стали 12Х18Н9Т.
Таким образом, истинный предел прочности при растяжении не
может даже приближенно определять оптимальные скорости реза-
ния и интенсивность износа резца при работе на оптимальной
скорости резания.
4. ТВЕРДОСТЬ СТАЛИ И ИНТЕНСИВНОСТЬ
РАЗМЕРНОГО ИЗНОСА РЕЗЦА
При выборе рациональных условий обработки деталей из
закаленных сталей приходится учитывать ряд характерных
особенностей [39].
183
1. Резание резцом из твердого сплава при обработке деталей
из закаленных сталей всегда происходит при высоких температу-
рах (700—1100° С) трущихся поверхностей, что приводит к суще-
ственному изменению исходных физико-механических свойств
обрабатываемого материала и материала режущего инструмента.
Это необходимо учитывать при выборе марки инструментального
материала.
2. Повышение твердости стали приводит к резкому снижению
усадки стружки и ширины контакта стружки с передней поверх-
ностью резца. Для стали ХВГ (HRC 45—65) при тощине срезаемого
слоя от 0,027 до 0,10 мм и сохранении постоянства оптимальной
температуры резания ширина контакта стружки с резцом
c_36.ioV’75
~~ HRC1'5
(132)
где а —толщина среза, мм.
Для стали ХВГ при повышении твердости HRC от 23 до 62
ширина контакта стружки с передней поверхностью уменьшается
в среднем в 5 раз, а сила резания Рг возрастает в 1,2—1,5 раза [39].
Это приводит к резкому повышению среднего контактного давле-
ния стружки на переднюю поверхность и влияет на выбор перед-
него угла. Оптимальный передний угол зависит от твердости
закаленной стали:
у0 =18 — Q.1HRC. \ (133)
3. На заднюю поверхность при обработке деталей из закален-
ных сталей, как правило, действует большая сила, чем на перед-
нюю, а нарастание ширины фаски износа h3 резко увеличивает
радиальную составляющую силы резания.
4. Для деталей из закаленных сталей характерна более высо-
кая истирающая способность, чем для деталей из незакаленных
сталей.
5. Резание деталей из закаленных сталей производится на
сравнительно низких скоростях, что увеличивает время, в течение
которого тепло трения стружки о резец успеет распространиться
в зону стружкообразования и изменить исходные свойства мате-
риала детали [49]. Низкие скорости приводят к значительному
росту поверхностного относительного износа, что вызывает боль-
шие трудности при обеспечении заданной точности обработки
деталей.
Для сталей твердостью HRC от 45 до 65 зависимость йоп =
= f (v) носит резко выраженный экстремальный характер. Чем
выше твердость стали в исходном состоянии, тем ниже оптималь-
ная скорость резания и выше величина оптимального поверхно-
стного относительного износа.
Во всем диапазоне скоростей резания зависимость Т — v при
обработке деталей из более твердой стали расположена ниже
184
Рис. 121. Влияние температуры резания на
период стойкости резца из сплава ВК8 при
точении деталей из стали ХВГ различной твер-
дости (t = 0,25 мм; s = 0,10 мм!об)
зависимости Т —v ддя деталей из ста-
ли с меньшей твердостью. С повыше-
нием твердости стали при сохранении
постоянства режима резания темпера-
тура резания возрастает. При точе-
нии деталей из стали ХВГ резцом из
сплава ВК8 темпера-
тура резания при i -= 0,25 мм и s = 0,10 мм/об
0°= 10,7у°»збЯ/?С0»75.
(134)
Влияние температуры резания на период стойкости приведено
на рис. 121. Интенсивность размерного износа резца минимальна
при обработке деталей из стали, имеющей различную исходную
твердость, и наблюдается при одной и той же оптимальной тем-
пературе резания (720—725° С) *. Постоянство оптимальной тем-
пературы контакта при резании образцов из стали различной
твердости и структуры (но одного и того же химического состава)
получено также при точении деталей из стали 45 (НВ 180, 260 и
420) и торцовом фрезеровании деталей из стали 5ХНВ (HRC 15;
25; 35 и 45) инструментами, оснащенными пластинками из твер-
дого сплава Т15К6 [7].
Оптимальная скорость резания v0 и интенсивность износа ин-
струмента по задней поверхности при этой скорости Лозо при то-
чении деталей из стали 45 (резец из сплава Т15К6; а = аг = 15°;
у = 0; ф = = 45°; г = 1 мм; t = 0,25 мм; s = 0,10 мм/об)
могут быть найдены по следующим уравнениям:
= М/МИН- (135)
П1э
/гозо = 0,127ЯВ мкм/103 см2. (136)
Для деталей из стали ХВГ твердостью HRC 45 и 65 период
стойкости при оптимальной температуре резания не является
максимальным, хотя для этих сталей при 0О наблюдается макси-
мальная размерная стойкость резца. Во всем диапазоне температур
резания зависимости Т = f (0) для стали меньшей твёрдости рас-
полагаются выше соответствующих зависимостей для стали боль-
шей „твердости. Следовательно, как в зоне адгезионного, так и
в зоне диффузионного износа инструмента из твердого сплава
исходная твердость детали влияет на интенсивность износа резца
и период его стойкости. Различные периоды стойкости резца при
* А. Я- Малкин [49] наблюдал максимальную стойкость резца из сплава
ВК8 при точении деталей из закаленной стали при той же температуре.
185
Рис. 122. Влияние температуры
резания на поверхностный относи-
тельный износ [и микротвердость
в зоне контакта при точении де-
талей из закаленной стали ХВГ
(HRC 65) резцом из сплава BR8;
t = 0,25 мм; s = 0,10 мм/об (кри-
вые = f (6) и Н2~ f (в) - по
данным М. Г. Лозинского)
0 = const при обработке де-
талей из сталей разной твер-
дости (и структуры) обуслов-
лены их разной истирающей
способностью [7, 39, 78]
и прочностью адгезионных
связей на срез, которая с повышением твердости стали (увели-
чением нормальных напряжений на контакте) возрастает.
При точении деталей из закаленной стали повышение скорости
резания (и температуры) до оптимальной приводит к увеличению
отношения H-JH^ твердостей материалов резца и детали (рис. 122);
это, по-видимому, и служит основной причиной снижения интен-
сивности износа инструмента. Дальнейшее повышение темпера-
туры резания приводит к снижению отношения контактных твер-
достей, что наряду с диффузией и обусловливает повышение ин-
тенсивности износа. Таким образом, при обработке деталей из
закаленных сталей различной твердости интенсивность размер-
ного износа инструмента минимальна при постоянной оптималь-
ной температуре резания. Отношение контактных твердостей мак-
симально и интенсивность износа минимальна при одной и той же
оптимальной температуре резания. Рассмотренные случаи точе-
ния деталей из сталей ХВГ и 45 и торцового фрезерования деталей
из стали 5ХНВ характерны тем, что различная твердость созда-
валась применением разных вариантов термической обработки
образцов, имевших один и тот же химический состав.
Различная твердость хромоникельмолибденомедистых
сталей 10Х20Н10МЗДЗСЗТЛ, 10Х20Н10МЗДЗС4ТЛ и
10Х20Н10МЗДЗС5ТЛ (соответственно HRC 30; 40 и 50) создава-
лась изменением количества кремния (содержание которого было
соответственно 3,48; 4,65 и 5,95%):
W? = 9,5Si°-93.
(137)
При точении деталей из указанных сталей наименьшая интен-
сивность износа инструмента наблюдается при различных значе-
ниях оптимальной температуры контакта, которая при повышении
твердости HRC от 30 до 50 повышается от 660 до 740° С. Оптималь-
ные скорости резания v0 и значения /гопо при чистовом (t =
= 0,25 мм; s = 0,11 мм/об) точении деталей из хромоникельмолиб-
186
деномедистых сталей различной твердости могут быть определены
по формулам
1590
v0 =-----год- м/мин;
0 /Ж’08
(138)
/10П0 = 0,29-10-WCV3 мкм/юз см2. (139)
5. ОБРАБАТЫВАЕМОСТЬ УГЛЕРОДИСТЫХ
СТАЛЕЙ
Рассмотрим влияние содержания углерода и свойств углеро-
дистых сталей на оптимальную температуру резания и характери-
стики обрабатываемости (у0 и /гопо, /г030) на основе исследований,
проведенных при точении деталей из углеродистых сталей Э, 10,
20, 45, У8А и У12 цельным резцом из сплава Т15К6 [7].
Изменение содержания углерода в стали может влиять на опти-
мальную скорость резания v0 (рис. 123).
1. Содержание углерода в стали влияет на предел прочности
при растяжении ов (табл. 32) и приводит к изменению силы реза-
ния Рг и количества образующегося тепла Q = Pzv. С повыше-
нием ов (НВ) наблюдается рост Pz и Q. Так, зависимость коли-
чества тепла резания от ов сталей при v = const выражается как
Q = Cl^37 Вт, (140)
где Сг — коэффициент, зави-
сящий от скорости резания.
Определенная (в том чис-
ле и оптимальная) темпера-
тура резания при повышении
содержания углерода стали
достигается при более низ-
кой скорости резания.
2. Повышение содержания
углерода в стали уменьшает
размеры сечения тепловых
потоков (плоскость скалыва-
ния и зона контакта струж-
ки с передней поверхностью
резца), что повышает темпе-
ратуру резания и снижает и0.
Рис. 123. Влияние содержания угле-
рода в стали на основные характе-
ристики процесса резания при точе-
нии на оптимальных скоростях рез-
цом из сплава Т15К6; t = 0,50 мм;
s = 0,21 мм/об
187
(141)
3. Увеличение содержания углерода в стали изменяет интен-
сивность тепловых потоков (мощность теплового источника, при-
ходящуюся на единицу площади, которую он занимает) по услов-
ной плоскости скалывания #ск и передней поверхности qn. Это
вывает повышение температуры резания при v = const и сни-
жение v при 6 = const. С увеличением содержания углерода
в стали интенсивность тепловых потоков qCK и qn возрастает. За-
висимость между интенсивностью тепловых потоков по плоскости
скалывания qCK и передней поверхности qn и пределом прочности
при растяжении при v = const может быть выражена форму-
лами
7cK = C2(j“’68 Вт/см2;
qn — СзСв96 Вт/см2,
где С2 и С3 — коэффициенты, зависящие от скорости резания.
4. G-увеличением содержания углерода в стали снижается.ее
теплопроводность, что уменьшает’"отвод тепла из областей, при-
мыкающих к изнашиваемым участкам режущего инструмента. Это
повышает температуру резания и снижает vo.
Таким образом, с увеличением содержания углерода в стали
оптимальная скорость резания снижается. Для исследованных ста-
лей с увеличением содержания углерода оптимальная скорость
резания уменьшается от 490 м/мин (для электротехнической
стали Э) до 127 м/мин (для инструментальной стали У12А). Опти-
мальная скорость резания v0 зависит от величины ов детали из
углеродистой стали (t = 0,25-4-2 мм; s = 0,11-40,43 мм/об):
58 300 zi/io\
Vo 1,5 0,35^0,17 М/МИН• (142)
ав ь t
Оптимальная температура резания при обработке углеродистых
сталей (табл. 33) изменяется аналогично температуре начала ре-
кристаллизации 9р контактных слоев стружки и поверхности ре-
зания. Температура 0р повышается с увеличением содержания
углерода в стали и скорости нагрева и снижается с увеличением
степени пластической деформации [7]. Термоэлектродвижущая
сила Ео в зоне контакта резец — деталь при оптимальной скорости
резания изменяется незначительно (от 13,6 до 12,8 мВ).
Оптимальные скорости резания, рассчитанные по химиче-
скому составу и физико-механическим свойствам углеродистых
сталей, имеют погрешность 30—40%, и поэтому пока не могут
заменить стойкостных исследований.
Химический состав углеродистых сталей влияет на вели-
чину /гопо за счет изменения истирающей способности стали, проч-
ности адгезионных связей на срез и интенсивности адгезионного
износа, скорости образования новых поверхностей и интенсив-
ности диффузионного взаимодействия и износа, а также нормаль-
ных и касательных нагрузок и коэффициентов трения на поверх*’
188
Таблица 33 Обрабатываемость углеродистых сталей (резец из сплава Т15К6; у 8°; а = 15°; <р — 45°; = 15°; 1 — 0; г - 1 мм; t 0,5 мм; s — 0,21 мм/об)
Материал детали НВ, кгс/мм2 гй 0о. °C А) иэ /о, м при /?3 = 0,25 мм
м/мин
э 10 20 45 У8А УША 103 118 130 167 207 282 22,2 22,8 22,5 25,5 29,6 31,4 910 890 980 1000 1000 1000 490 390 380 240 185 127 500 500 435 285 230 129 7 200 6 600 10 000 3 000 5 200 1 300
ностях инструмента. Например, зависимость между удельными
контактными нагрузками по задней поверхности инструмента и
пределом прочности при растяжении ав при оптимальной ско-
рости vQ может быть выражена следующими формулами:
= 0,30ов кгс/мм2’, (143)
^ = 0,640384 кгс/мм2. (144)
С увеличением содержания углерода в стали одни факторы
(в диапазоне оптимальных скоростей резания) повышают интен-
сивность износа инструмента, а другие факторы снижают интен-
сивность износа.
При высоких температурах резания величина контактных на-
пряжений, отношение контактных твердостей и другие условия
силового взаимодействия в контактных слоях значительно не
влияют на износ инструмента. Износ в основном зависит от интен-
сивности диффузионных явлений.
С увеличением содержания углерода в стали сила резания и
оптимальная температура 0О возрастают. Ширина с контакта
стружки с передней поверхностью резца, интенсивность дефор-
мации е срезаемого слоя, коэффициенты трения ц и р/ снижаются.
Удельные контактные нагрузки q'N и qj? на задней поверхности
повышаются. Оптимальный износ Лозо изменяется при этом не-
монотонно. Для стали 10 величина А03С) выше, чем для стали Э
и стали 20, что объясняется повышенной пластической деформа-
цией срезаемого слоя данной стали (происходит рост е, с, Pz и ц)
и повышенной величиной наклепа. Для эвтектоидной стали У8А
величина Лозо уменьшилась по сравнению со сталью 45, несмотря
на повышение прочностных свойств. Т. Н. Лоладзе [37] также
наблюдал меньший износ инструмента при резании эвтектоидной
стали по сравнению со сталями 10 и 40; это, по-видимому, связано
с понижением скорости обезуглероживания твердого сплава, что
Уменьшает интенсивность износа.
189
6. ОБРАБАТЫВАЕМОСТЬ ЖАРОПРОЧНЫХ СПЛАВОВ
НА НИКЕЛЕВОЙ ОСНОВЕ
Обрабатываемость сплавов на никелевой основе зависит от
химических элементов, определяющих жаропрочность сплавов [7,
63, 81 ]. К таким химическим элементам в первую очередь следует
отнести титан и алюминий, которые определяют прочностные
свойства при высоких температурах [79].
Рассмотрим некоторые результаты исследования влияния хи-
мического состава и механических свойств сплавов ХН77ТЮ
ХН77ТЮР, ХН70ВМТЮ, ХН70ВМФТЮ, ХН55ВМТФК1Ц
ХН51ВМТЮКФР на их обрабатываемость при чистовом точении
резцом из сплава ВК6М [7]. Никель, составляющий основу жаро-
прочных сплавов, значительно не влияет на обрабатываемость
[63]. Вольфрам и молибден в количестве 2—3% также большого
влияния на обрабатываемость не оказывает. Увеличение молиб-
дена в сплаве сверх указанного количества существенно упроч-
няет твердый раствор и ухудшает обрабатываемость. Титан и алю-
миний образуют с никелем интерметаллидную у'-фазу— Ni3 (Ti,
Al). С увеличением суммарного содержания титана с алюминием,
а следовательно, и упрочняющий у'-фазы наблюдается ухудшение
обрабатываемости (рис. 124); например, изменение суммарного
содержания титана с алюминием от 3,4 до 7% и соответственно
упрочняющей у'-фазы от 11 до 45% в обрабатываемых сплавах
ведет к росту интенсивности износа инструмента /гопо от 5,5 до
168 мкм/103 см2. Обрабатываемость по длине пути резания /0 при
износе резцов до h3 =0,50 мм
изменяется от 8500 м для
сплава ХН77ТЮ до 165 м для
сплава ХН51ВМТЮКФР*.
Такая интенсивность износа
инструмента объясняется
тем, что увеличение интер-
* Разница в оценке обрабаты-
ваемости по критериям /iono и /0
связана с тем, что при обработке
более жаропрочных сплавов наблю-
дается большее пластическое опу-
скание вершины резца, вызываемое
ползучестью твердого сплава.
Рис. 124. Влияние суммарного со-
держания титана и алюминия (а)
и упрочняющей у' -фазы (б) в жа-
ропрочных сплавах на величину оп-
тимального поверхностного отно-
сительного износа резца из сплава
ВК6М\ t = 0,50 мм\ s = 0,09 мм!об
190
металлидной у'-фазы в сплавах повышает сопротивление сдвигу
при пластической деформации этих сплавов и повышает тем-
пературу резания в процессе обработки на металлорежущих
станках. Кроме того, увеличение в сплавах у'-фазы повышает
прочность ха адгезионных связей на срез [7 ] и истирающую спо-
собность сплавов.
Интенсивность износа /гопо зависит от суммарного содержа-
ния титана и алюминия в сплаве:
/1опо = 0.0195Э4’5 мкм/103 см2, (145)
где Э — суммарное содержание титана и алюминия в сплаве, %.
Эта формула позволяет подсчитать интенсивность износа ин-
струмента с погрешностью до 35%.
Повышение суммарного содержания титана и алюминия
в сплаве (или количества у'-фазы) приводит к монотонному сни-
жению скоростей резания, соответствующих постоянной темпера-
туре резания, например, для 0 = 850° С получены следующие за-
висимости:
132
^6=850° С = ^0.70' М/МИН
ИЛИ
Вместе с тем между количеством у'-фазы и оптимальной ско-
ростью резания v0 зависимости не обнаружено, хотя п0 изме-
няется при обработке данных сплавов от 25 до 35 м/мин. Так, на-
пример, для сплава ХН70МВТЮ (20% у'-фазы) v0 = 25 м/мин,
а для сплава ХН51ВМТЮКФР, содержащего 45% у'-фазы, vo =
= 35 м/мин, т. е. по величине v0 обрабатываемость сплава
ХН51ВМТЮКФР лучше, чем ХН70ВМТЮ, в 1,4 раза, но по
величине йопо обрабатываемость сплава ХН51ВМТЮКФР по
сравнению со сплавом ХН70ВМТЮ хуже в 15,2 раза. Таким обра-
зом, для полного представления об обрабатываемости данных
сплавов нужно знать как величину vQ, так и величину /гопо.
При температуре 20° С механические свойства сплавов несу-
щественно отличаются друг от друга. При температуре 600—700° С
и выше механические свойства сплавов существенно различны.
Так, при температуре 700° С предел прочности для сплавов
ХН77ТЮР и ХН51ВМТЮКФР соответственно равен 58 и
78 кгс/мм2, а при температуре 800° С для этих сплавов он равен
45 и 78,4 кгс/мм2.”
Влияние количества упрочняющей у'-фазы жаропрочных де-
формируемых сплавов на никелевой основе на их эксплуатацион-
ные характеристики (кривые 1—3) и характеристики процесса
191
20кгс/н^г,
б1Оо,^с/мм2
ХН77ТЮ ХН70ВМ1Ю ХН55ВМТФКЮ
ХН77ТЮР' ХВ70ВМФТЮ ХН51ВМТЮКФР
11,5 12,5 20 25 37 f-(раза,7о
Рис. 125. Влияние количества
упрочняющей у'-фазы жаропроч-
ных деформируемых сплавов на
никелевой основе на их эксплуа-
тационные характеристики
(кривые 1—3) и характерис-
тики процесса резания (кривые
4—13); резец из сплава BR6M;
t = 0,50 мм; s — 0,09 мм/об
резания (кривые 4—13) по-
казано на рис. 125. Харак-
теристики процесса реза-
ния взяты при оптималь-
ных (но различных для
каждого сплава) скоростях
и температурах резания.
7. РЕЖУЩИЕ
СВОЙСТВА
РАЗЛИЧНЫХ
ИНСТРУМЕНТАЛЬНЫ X
МАТЕРИАЛОВ
Часто различные марки
твердого сплава сравнива-
ютпри некотором произвольно выбранном постоянном значении ско-
рости резания. Так как зависимости hon = f (v) при обработке рез-
цами, оснащенными различными твердыми сплавами, носят экстре-
мальный характер, а точки минимума интенсивности износа при
обработке одного и того же материала для разных твердых сплавов
наблюдаются при различных оптимальных скоростях резания, то
сравнение разных твердых сплавов при постоянной скорости ре-
зания может создать неправильное представление об их относи-
тельной износостойкости. При работе на низкой скорости реза-
ния (80 м/мин), соответствующей левой ветви кривой hon = f (v)
(рис. 126) * для каждой марки твердого сплава, инструменталь-
ные материалы в порядке возрастания величины hon расположи-
лись в такой последовательности: Т30К4, Т15К6, Т14К8 и Т5КЮ.
Так как левые ветви кривых hon = f (v) соответствуют преобла-
дающему адгезионному износу, интенсивность которого опреде-
ляется отношением твердостей материала инструмента и материала
детали в зоне контакта [37 ], то такая последовательность распо-
ложения твердых сплавов по интенсивности износа является вполне
закономерной и обоснованной.
* На рис. 126 значения йоп и HV для различных марок сплавов соединены
для удобства сопоставления. Твердость при различных температурах взята из
работы [23].
192
Рис. 126. Зависимость поверхностного относительного износа (а)
резцов из твердого сплава и их твердости (6) при температуре реза-
ния от марки твердого сплава; деталь из стали 12Х18Н9Т; I = 0,50
мм; s = 0,10 мм/об
Можно принять, что в пределах одной группы твердых сплавов
марка сплава существенно не влияет на температуру резания и,
следовательно, твердость контактирующей поверхности детали из
обрабатываемого материала. Поэтому твердые сплавы, имеющие
более высокую твердость при температуре резания, будут иметь
и большее отношение твердостей HJH^. Таким образом, зависи-
мость hon = f (v) при v = 80 м/мин для разных марок твердых
сплавов коррелирует с отношением HJH2 в результате преобла-
дающего адгезионного износа. Но те же марки твердого сплава
при работе на высоких скоростях резания (210 м/мин), соответ-
ствующих правым ветвям кривых /гоп = f (и), по величине по-
верхностного относительного износа расположились в обратной
последовательности. Правые ветви кривых Лоп = f (и) обусловли-
ваются главным образом диффузионным износом инструмента.
В этих условиях отношение контактных твердостей HJH2 уже не
имеет преобладающего значения. Таким образом, получив, на-
пример, частную зависимость относительной износостойкости
сплавов Т30К4, Т5К10 при скорости резания 80 м/мин и распро-
странив эту зависимость на скорость резания 210 м/мин, можно
совершить ошибку в определении относительной износостойкости
указанных марок твердого сплава примерно в 32 раза. Ошибка
в определении относительной износостойкости твердых сплавов,
принадлежащих различным группам (ВК и ТК), при произвольно
выбранных постоянных скоростях резания может получиться еще
более значительной.
Очевидно, наиболее правильно сравнивать различные марки
твердого сплава и минералокерамики при оптимальных скоростях
резания. При этом может оказаться, что величины /гопо для рез-
цов, оснащенных различными марками твердого сплава, мало от-
личаются друг_от друга (t = 0,5 мм, s = 0,30 мм/об):
Сплав........................Т30К4 Т15К6 Т14К8 Т5КЮ
Лопо, мкм/103см2 .... 1,13 1,48 0,99 1,15
Сплав........................ ВК2 ВКЗ ВК4 ВК6 ВК8
Лопо, мкм/103см2 .... 1,33 1,33 1,23 1,0 2,3
13 А. д. Макаров
193
В данном случае наилучшими режущими свойствами обладает
марка твердого сплава, обеспечивающая наивысшую оптималь-
ную скорость резания. В общем случае, когда величины износа h0
и скорости vo для разных марок твердого сплава не равны, сравне-
ние режущих свойств инструментального материала усложняется.
Марку твердого сплава следует оценивать по величине переменной
доли себестоимости операции, получающейся при применении раз-
ных марок твердых сплавов.
8. УРАВНЕНИЯ СУММАРНОЙ ИНТЕНСИВНОСТИ
ИЗНОСА ИНСТРУМЕНТА
Зависимость между суммарной интенсивностью износа резца
и скоростью резания можно выразить аналитически рядом Фурье
[39, 47]. Коэффициенты Фурье для функции f (х), имеющей пе-
риод 2л, определяются по формулам Эйлера—Фурье
2л
а° = "?Г J f^dx’
о
2л
ак — J f (х) cos kx dx',
о
2л
bk — -^ J f (х) sin kxdx.
6
J
(146)
Так как функция у = f (х) [йоп = f (v)] получается в резуль-
тате эксперимента и задается в виде таблицы и графика, то коэф-
фициенты Фурье могут быть вычислены с помощью приближен-
ных методов интегрирования. Рассматривается промежуток 0
«С х 2л длины 2л. Этого легко можно добиться соответствующим
выбором масштаба по оси ОХ. Промежуток 0 — 2л, т. е. исследо-
ванный диапазон скоростей резания, делится на п равных частей.
Таблица 34
194
С достаточной точностью п можно принять равным 12 [39, 47].
Тогда исходные данные для составления ряда Фурье можно пред-
ставить в виде табл. 34.
Значения функции f (х) или значения величины Л0Г1 в точ-
ках х0, *i, *2, • • •, *ю, *и (или в точках^ t/0, vly v2 . . уп)
обозначены соответственно через z/0, у±, у2, . . ., z/10, Ун- Эти зна-
чения определяются или по таблице, или по графику данной функ-
ции путем измерения соответствующих ординат.
Коэффициенты Фурье по методу приближенного вычисления
интегралов могут быть определены следующими выражениями:
п
bk = — у г/iSinto.
(И7)
Вычисление по указанным формулам может быть облегчено,
если пользоваться симметричностью их построения (схема
К. Рунге) или специальными шаблонами для гармонического ана-
лиза [391. Гармонический анализ Фурье проведен для ряда обра-
батываемых материалов; коэффициенты Фурье даны в табл. 35.
Например, зависимость поверхностного относительного износа
от скорости резания при точении деталей из стали 40ХН2МА рез-
цом из сплава Т14К8 (/ = 1,0 мм, s = 0,21 мм/об) выражается
следующим рядом Фурье:
f (х) = /гоп = 3,55 ф- 1,13 cos х ф- 0,57 cos 2х ф- 0,22 cos Зх ф-
ф- 0,24 cos 4х ф- 0,15 cos 5х ф- 0,125 cos 6х— 0,59 sinx ф-
ф- 0,36 sin 2х ф- 0,13 sin Зх ф- 0,10 sin 4х ф- 0,02 sin 5х.
Применение рядов Фурье для зависимости hon = f (v) с наи-
лучшим приближением аппроксимирует искомые зависимости, так
как из всех тригонометрических полиномов п-й степени наимень-
шее среднее квадратическое отклонение в интервале (—л, л) от
функции f (х) имеет тригонометрический полином, коэффициенты
которого определяются по формулам Фурье. Преимуществом ряда
Фурье перед формулами степенного вида является то, что ряды
Фурье не нужно преобразовывать для выполнения расчетов на
вычислительных машинах.
13* 195
CO
о
Коэффициенты Фурье при обработке различных материалов
Таблица 35
Материал детали Сплав Сечение среза Аргумент х
t, мм S, мм/об 0 1 т я т 31 3 6 я 4 т я 5 т я 6 т я 7 т я 8 6 Я 9 6 " 10 Т 51 и 6 я
V, м/мин
о0 V1 U2 Уз и4 и 5 ив U? и8 01 о Он
40ХН2МА Т14К8 1,0 0,11 0,21 0,43 30 60 90 1'20 150 180 210 240 270 300 330 360
12Х18Н9Т Т14К8 0,50 0,10 0,20 0,40 40 60 80 100 120 140 160 180 200 220 240 а 260
13Х14НЗВ2ФР Т14К8 1.0 0,10 0,20 0,40 20 4Э 60 80 100 120 140 160 180 200 220 I ! 240
ХН77ТЮ ВК8 0,50 0,08 15 20 25 30 35 40 45 50 55 60 65 70
Х12М (HRС 60—61) Т14К8 0,25 0,08 9 11 13 ' 15 17 19 21 | 23 25 27 29 31
30 X ГС А Т15К6 1 1,5 | 0,30 40 60 80 100 120 140 160 180 200 220 1 240 260
Продолжение табл. 35
Материал детали Сплав Сечение среза Значение коэффициентов ряда Фурье
t, мм S, мм/об Со ai а2 аз а5 G б Ь, Ь2 bi Ьъ
40ХН2МА Т14К8 1,0 0,11 0,21 0,43 8,9 3,55 3,84 3,75 1,13 2,53 0,33 0,57 —0,54 0,33 0,22 —1,1 0,26 0,24 —0,79 0,16 0,15 —0,73 0,25 0,125 —0,41 1,73 —0,59 —0,22 —0,16 —0,36 -2,56 0,27 0,13 —0,92 —0,07 0,10 —0,36 0,13 0,02 —3,7
13Х18Н9Т Т14К8 0,50 0,10 0,20 0,40 9,5 3,95 3,42 3,06 3,02 3,19 0,4 1,7 0,92 0,38 1,12 0,316 0,52 0,82 0,33 —0,14 0,66 0,395 0,27 0,33 0,234 3,82 0,102 0,85 —0,83 0,33 1,04 0,9 —0,25 0,45 —0,46 0,246 0,144 0,22 0,13 0,005
12Х14НЗВ2ФР Т14К8 1,о 0,10 0,20 0,40 7,0 2,17 1,28 0,5 0,035 0,07 0,67 0,20 —0,04 —0,27 —0,133 -0,067 0,10 —0,05 —0,093 —0,13 —0,05 —1,03 1 1 1 ООО ООО СП СП —3,35 —0,94 —0,72 0 —0,115 —0,26 —0,27 —0,333 —0,123 -0,17 —0,087 —0,087 —0,002 -0,04 —0,03
ХН77ТЮ ВК8 0,50 0,08 53,2 33,5 1,92 —9,3 8,6 —9,15 -3,9 —1,92 —25 —13,8 I 5,92 —1,42
Х12М (HRC 60—61) Т14К8 0,25 0,08 147,4 56,5 23,7 —23,3 —20,4 —39,6 —10,6 —104,5 —38,6 —36,7 10,2 —3,18
30 X ГС А Т15К6 1,5 0,30 4,03 0,69 —0,46 0,482 —0,95 —1,67 —0,51 —3,45 —1,95 —0,96 -0,54 —0,25
Величину поверхностного относительного износа можно также
выразить интерполяционной формулой Лагранжа
h (f — vi)(v — t>2)---(u — un) ,
0,1 — (v0 - Vl) (Vo - v2)•• • (Vo - «п) OI,0 +
, (v —Vp) (Р-оф-(о-Рп) , .
(vi — Vo) (Vl — v8)• • • (У1 — vn) oni -I
(v — Vp) (v — Vl) (V — V3) • • • (v — Vn) h I ... I
(V2 — vo) (v2 — Vt) (v2 — y3) • • • (U2 — vn) on2 "T” ’ ’ ’ '
(v — t>o) (v — vt) • • • (t) — t’ra-t)
(Vn — VO) (vn — ox) • • (vn — Un-j) onn>
а также многочленом С. H. Бернштейна
II
h V h Гт (У-У0)т(Уп-У)П-т
On 2L 0Пт п (vn-v0)n
m—Q
Многочлен С. Н. Бернштейна дает наилучшее приближение
к функции. Однако для выражения функции hon = f (v) как интер-
поляционной формулой Лагранжа, так и многочленом Берн-
штейна требуется большой объем вычислительной работы; коэф-
фициенты ряда Фурье вычисляются проще и быстрее.
9. ОСНОВНЫЕ ВЫВОДЫ
1. Между характеристиками механических свойств обрабаты-
ваемого материала и оптимальными скоростями резания и вели-
чиной hono нет непосредственной зависимости.
2. Зависимость поверхностного относительного износа от ско-
рости резания при обработке деталей из закаленной стали раз-
личной твердости носит резко выраженный экстремальный ха-
рактер.
3. Чем выше твердость стали в исходном состоянии, тем ниже
оптимальная скорость резания v0 и тем выше величина Л01Ю.
4. Интенсивность износа резца при обработке деталей из за-
каленной стали различной твердости минимальна при одной и
той же оптимальной температуре резания. Точкам максимума кри-
вых Т = f (v) при обработке деталей из стали разной твердости
соответствует различная температура резания.
5. При работе на любых скоростях (и температурах) резания
на интенсивность износа инструмента влияют исходная твердость
и структура обрабатываемого материала, которые изменяют проч-
ность адгезионных связей на срез и влияние адгезионной и абра-
зивной составляющих на общий износ инструмента.
6. При точении деталей из закаленной стали с повышением
температуры резания до оптимальной повышается твердость мате-
198
риалов инструмента и детали. Дальнейшее повышение темпера-
туры резания приводит к некоторому снижению указанного отно-
шения. Максимальное отношение контактных твердостей и мини-
мальная интенсивность износа резца наблюдаются при одной и
той же оптимальной температуре резания.
7. С повышением содержания кремния в хромоникельмолибде-
номедистых сталях и возрастания их твердости наблюдается сни-
жение оптимальных скоростей резания и увеличение интенсив-
ности износа инструмента /iono.
8. При обработке деталей из углеродистых сталей зависимости
й03 = / (а) носят немонотонный характер с одной или двумя точ-
ками минимума интенсивности износа, наблюдаемыми при сред-
них и высоких температурах резания. Первый — среднетемпера-
турный минимум интенсивности износа связан с существованием
относительно устойчивой формы нароста при температуре реза-
ния 540° С, второй — высокотемпературный минимум h03 связан
с превалирующим значением диффузионного износа над адгезион-
ным.
9. С повышением содержания углерода в стали оптимальная
температура резания, соответствующая второму (высокотемпера-
турному) минимуму h031 изменяется аналогично температуре на-
чала рекристаллизации контактных слоев обрабатываемой детали.
10. С повышением содержания углерода и предела прочности
углеродистых сталей оптимальная скорость резания снижается,
а зависимость h030 — / (ов) имеет немонотонный характер с двумя
точками минимума, которые соответствуют сталям 20 и У8А.
11. Основными факторами, определяющими обрабатывае-
мость деформируемых жаропрочных сплавов на никелевой основе,
являются их высокотемпературная прочность и количество упроч-
няющей у'-фазы Ni3 (Al, Ti), которое зависит от суммарного со-
держания титана и алюминия в сплаве.
12. С повышением количества упрочняющей у'-фазы наблю-
дается резкое увеличение интенсивности износа инструмента йопо.
13. Зависимость v0 = f (Э) носит немонотонный характер, что
связано с ростом оптимальной температуры резания по мере по-
вышения содержания титана и алюминия (Э) или у'-фазы. При
постоянном значении температуры резания повышение Э или у'
приводит к монотонному снижению скорости резания theorist-
14. Оптимальная температура резания при точении деталей из
жаропрочных сплавов удовлетворительно совпадает с температу-
рой провала пластичности 0ПП. Это создает возможность на основе
имеющихся зависимостей 6 = f (0) и ф = / (0) и кратковременных
температурных испытаний определять оптимальные скорости реза-
ния жаропрочных сплавов без проведения стойкостных испытаний.
15. Повышение прочностных свойств обрабатываемых мате-
риалов внутри однородных групп путем изменения химического
состава (например, при повышении содержания углерода в угле-
родистых сталях, при повышении содержания кремния в хромо-
199
никельмолибденомедистых сталях или при увеличении суммар-
ного содержания титана и алюминия в жаропрочных деформируе-
мых сплавах на никелевой основе) приводит к изменению опти-
мальных температур резания.
16. Установление закономерностей изменения оптимальных
температур резания в зависимости от химического состава и свойств
обрабатываемых материалов имеет важное значение и требует
проведения специальных комплексных исследований.
17. Так как зависимости йоп = f (v) при обработке различных
материалов резцами из твердых сплавов носят экстремальный
характер и минимум интенсивности износа при обработке одного
и того же материала для разных марок твердого сплава наблю-
дается при различных оптимальных скоростях резания, то отно-
шение величин йоп, полученное при работе на одной какой-либо
скорости резания, совершенно недопустимо распространять на
другие скорости резания.
18. Встречающиеся противоречия в оценке относительной из-
носостойкости различных марок твердого сплава объясняются тем,
что сравнительные испытания инструментов обычно проводятся
при постоянных скоростях резания. Износ различных марок твер-
дого сплава при v = const может иметь различный характер
(адгезионный, диффузионный) и соответствовать разным фазам
кривой hon = f (v).
19. Объективные данные об относительной износостойкости
различных марок твердого сплава дает величина оптимального
поверхностного относительного износа hoao.
20. Величина hou для резцов из сплавов группы ТК при точе-
нии деталей из стали 12Х18Н9Т в условиях адгезионного износа
тем выше, чем меньше содержание карбидов титана в твердом
сплаве и, следовательно, чем ниже величина отношения контакт-
ных твердостей HJH^. Чем меньше твердый сплав группы ТК
содержит карбидов титана, тем он более инертен по отношению
к стали 12Х18Н9Т и тем выше его износостойкость при диффузион-
ном износе при работе на подачах 0,10—0,20 мм/об.
21. В тех случаях, когда действительные условия обработки
отличаются от оптимальных, определяемых параметрическими
уравнениями максимальной размерной стойкости, следует спе-
циально подбирать наилучшую для заданного сочетания подачи и
скорости марку твердого сплава.
Глава IX
ВЛИЯНИЕ СЕЧЕНИЯ СРЕЗА
НА ИНТЕНСИВНОСТЬ ИЗНОСА
И СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА
(148)
1. ПУТИ ВЛИЯНИЯ ТОЛЩИНЫ СРЕЗА
НА ИНТЕНСИВНОСТЬ ИЗНОСА ИНСТРУМЕНТА
Толщина среза или подача непосредственно влияют на произ-
водительность и себестоимость обработки и качество обработан-
ной поверхности. Большинство исследователей считает, что с по-
вышением подачи интенсивность износа инструмента возрастает.
Такой вывод следует и из общепринятой зависимости периода
стойкости инструмента от элементов режима резания
pl/m
т U
vmsmtm
Если принять v = const и t = const, а размерную стойкость
определять, как часть общего периода стойкости, то можно прийти
к выводу о повышении размерной стойкости при снижении по-
дачи.
Некоторые исследователи получили зависимости hon = f (s),
имеющие точки минимума. Часть исследователей считает, что с по-
вышением подачи относительный износ снижается, а по данным
других исследователей изменение подачи не влияет на величину
относительного износа. Такая оценка влияния подачи на интен-
сивность износа инструмента, по-видимому, связана с тем, что
исследования проводились при постоянных скоростях, соответ-
ствующих различным температурам в зоне резания. Для того
чтобы получить наиболее полное и правильное представление о вли-
янии подачи на интенсивность износа инструмента, следует рас-
сматривать это влияние с учетом применяемых скоростей резания
и диапазона изменения температур контакта, вызываемого из-
менением подачи.
Наибольший интерес представляет установление влияния тол-
щины среза (подачи) на интенсивность износа при сохранении по-
стоянства площади обработанной поверхности (или массы снятого
металла), а не пути резания, так как при изменении подачи не-
изменной остается площадь поверхности, а длина пути резания
изменяется обратно пропорционально подаче. Интенсивность из-
носа при сохранении постоянства площади обработанной поверх-
201
ности характеризуется поверхностным относительным износом Лоп.
Толщина среза (подача) влияет на поверхностный относительный
износ.
1. С повышением подачи (при v = const) пропорционально со-
кращается путь резания; следовательно, уменьшаются время ре-
зания и величина износа. Повышение подачи снижает поверх-
ностный относительный износ.
2. При изменении подачи происходит изменение температуры
резания. Как температурный фактор подача должна влиять на ин-
тенсивность износа режущего инструмента. Здесь возможны три
случая: а) работа происходит на сравнительно низких скоростях
резания, и для всех подач температура резания ниже оптимальной;
повышение подачи в этом случае уменьшает трение на поверх-
ностях контакта, уменьшает интенсивность адгезионных явлений
и интенсивность износа инструмента; б) обработка ведется на
средних скоростях резания, когда температура в зоне резания
при повышении подачи переходит через оптимальное значение;
в этом случае зависимость интенсивности износа от подачи как
температурного фактора будет иметь точку минимума; пока тем-
пература резания ниже оптимальной, повышение подачи снижает
интенсивность износа из-за снижения интенсивности адгезион-
ных явлений; при некотором значении подачи температура реза-
ния принимает оптимальное значение, соответствующее мини-
мальной интенсивности износа инструмента; дальнейшее повы-
шение подачи приводит к возрастанию интенсивности износа ин-
струмента вследствие увеличения интенсивности диффузионных
и окислительных процессов; в) при работе на сравнительно высо-
ких скоростях резания (когда температура резания для всех по-
дач выше оптимальной) повышение подачи увеличивает интен-
сивность диффузионных и окислительных процессов, а следова-
тельно, и износ.
3. При изменении подачи изменяются глубина наклепанного
h
слоя /гс и отношение глубины наклепа к толщине среза А/гс = —.
При работе на малых подачах глубина наклепа может оказаться
больше толщины среза (Дйс > 1) и режущее лезвие будет работать
в наклепанном слое. Следовательно, подача может изменять ис-
ходные механические свойства срезаемого слоя металла.Щр и ра-
боте режущего лезвия в наклепанном слое интенсивность износа
инструмента может увеличиться. При работе лезвия под наклепан-
ным слоем (что может быть достигнуто путем повышения подачи)
интенсивность износа инструмента должна снижаться.
4. При изменении подачи (и = const) могут изменяться нор-
мальные и касательные силы, а также коэффициент трения на
задней поверхности, определяющие интенсивность износа режу-
щих инструментов. Нормальные силы возникают в результате
упругой реакции слоев материала детали, лежащих под поверх-
ностью среза. Касательные силы являются следствием трения
202
между материалом детали и задней поверхностью резца. Если ре-
зание ведется при отсутствии застойных явлений на передней по-
верхности, то толщина среза не оказывает заметного влияния на
силы на задней поверхности. От изменения подачи (при у = const)
зависят застойные явления на передней поверхности и силы на
задней поверхности. Чем больше развита застойная зона, тем
меньше становятся силы на задней поверхности. Действие на-
роста на условия контакта задней поверхности подобно действию
застойной зоны, но проявляется более сильно. Нарост, выступая
за режущую кромку, может полностью исключить касание по-
верхности среза о заднюю поверхность. Инструмент в этом случае
будет изнашиваться только на передней поверхности. Влияние
подачи на износ инструмента как фактора, изменяющего нормаль-
ные и касательные силы и коэффициент трения на задней поверх-
ности, почти целиком является косвенным и может проявляться
при работе на сравнительно низких скоростях резания, когда при
повышении подачи изменяются застойные явления на передней
поверхности.
5. С ростом подачи силы нормального давления на передней
поверхности увеличиваются, так как площадь контакта растет
в меньшей степени, чем силы нормального давления [7]. При
некотором значении подачи кроме трения как единственной «нор-
мальной» причины износа инструмента могут наблюдаться осы-
пание, выкрашивание и сколы режущих кромок. Микровыкраши-
вание зависит как от механических свойств материалов инстру-
мента и детали, так и от величины и степени сосредоточения силы
резания на контактных площадках режущих элементов. С уве-
личением силы резания и ее сосредоточения микровыкрашивание
перерастает в сколы крупных частиц и приводит к частичной
поломке режущих элементов. Частые аварийные сколы режущих
кромок вызывают необходимость ограничения подачи «ломаю-
щими подачами». Подачи, обычно применяемые при чистовой обра-
ботке деталей из углеродистых и легированных сталей, как пра-
вило, ниже «ломающих подач». При обработке деталей из зака-
ленных сталей и жаропрочных сплавов «ломающие подачи» могут
оказаться ниже подач, допускаемых параметрами шероховатости
и другими технологическими факторами.
6. Вибрации увеличивают износ инструмента, увеличивают
шероховатость обработанной поверхности, снижают производи-
тельность оборудования и срок его службы. Кроме того, накле-
панный слой металла при вибрациях имеет гораздо большую твер-
дость, чем без вибраций. С повышением толщины среза вибрации
уменьшаются. Следовательно, уменьшение вибраций при повы-
шении подачи снижает интенсивность износа инструмента. Этот
фактор будет проявляться тем сильнее, чем меньше жесткость и
виброустойчивость системы СПИД. Вибрации наряду с непосред-
ственным влиянием на интенсивность износа инструмента и косвен-
но влияют через глубину и степень наклепа поверхностного слоя.
203
р
7. Подача изменяет отношение Z=-^-. При повышении по-
* 2
дачи отношение К уменьшается, что приводит к росту жесткости
суппорта и системы СПИД. Повышение жесткости системы сни-
жает интенсивность вибраций и износ инструмента и уменьшает
шероховатость обработанной поверхности.
При повышении подачи интенсивность размерного износа будет
определяться совокупным действием рассмотренных факторов.
Материалы, обладающие различными механическими и тепло-
физическими характеристиками, имеют различную склонность
к адгезии, диффузии, наклепу и наростообразованию, вибровоз-
буждаемость и различную степень изменения температуры реза-
ния в зависимости от подачи. Все это будет сказываться на харак-
тере зависимости йоп = f (s), являющейся результатом одновре-
менного действия многих факторов. Различные свойства инстру-
ментальных материалов (твердость и прочность в исходном состоя-
нии и при повышенных температурах, склонность к адгезии и
диффузии) также будут влиять на характер этой зависимости.
2. ВЛИЯНИЕ ПОДАЧИ НА ПОВЕРХНОСТНЫЙ
ОТНОСИТЕЛЬНЫЙ ИЗНОС РЕЗЦОВ ПРИ ТОЧЕНИИ
ДЕТАЛЕЙ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Рассмотрим влияние подачи на величину hon при обработке
резцом из сплава Т14К8 детали из стали 15Х18Н12С4ТЮ. Подача
изменялась от 0,2 до 0,4 мм/об. Так как толщина среза при работе
на всех подачах была больше глубины наклепанного слоя и в про-
цессе резания не было вибраций и сколов режущего лезвия, то
факторы 3, 5, 6 и 7 при повышении подачи не могли влиять на
изменение интенсивности износа. Действием фактора 4 можно
пренебречь, потому что нормальные и касательные силы на задней
поверхности при изменении подачи остались без изменения.
Следовательно, характер зависимости hon = / (s) в данном
случае будет определяться действием факторов 1 и 2. Фактор 1
при повышении подачи всегда снижает величину /гоп. Изменение
температуры резания представлено на рис. 127. Различные тем-
пературы резания получались путем изменения скоростей резания.
Проследим за изменением температуры резания и поверхностного
относительного износа при повышении подачи от 0,20 до
0,40 мм/об при работе на трех скоростях резания 75, 130 и
160 м/мин.
При работе на всех подачах повышение температуры резания
до оптимальной 0О вызывает резкое снижение /гоп, а при дальней-
шем повышении температуры наблюдается резкое повышение hosr
При работе с постоянной скоростью, резания 75 м/мин повышение
подачи от 0,2 до 0,4 мм/об приводит к увеличению температуры
резания в пределах левой ветви кривой hon = /(0). Чем выше
подача, тем выше температура резания и ниже величина поверх-
204
Рис. 127. Влияние средней температуры
контакта на величину поверхностного от-
носительного износа при точении деталей
из стали 15Х18Н12С4ТЮ резцом из сплава
Т14К8 при t = 1 мм
Рис. 128. Влияние подачи на по-
верхностный относительный из-
нос при точении с различными
скоростями резания деталей из
стали 15Х18Н12С4ТЮ резцом из
сплава Т14К8 при t — 1 мм
костного относительного износа (точки alt а2, а3). Факторы 1 и 2
при повышении подачи монотонно снижают величину /гоп. При
работе с постоянной скоростью 130 м/мин температура резания
при повышении подачи от 0,2 до 0,4 мм/об переходит через опти-
мальное значение. При изменении подачи от 0,2 до 0,3 мм/об
поверхностный относительный износ снижается. Дальнейшее по-
вышение подачи от 0,3 до 0,4 мм/об приводит к повышению hon
(точки blt b2 и Ь3). Так как факторы 1 и 2 действуют противопо-
ложно, то повышение /гоп при увеличении подачи от 0,3 до 0,4 мм/об
можно объяснить преобладающим влиянием фактора 2 по сравне-
нию с фактором 1. При работе с постоянной скоростью резания
160 м/мин температура резания для всех рассматриваемых подач
выше оптимальной. Следовательно, факторы 1 и 2 действуют про-
тивоположно. Но увеличение подачи приводит к монотонному по-
вышению поверхностного относительного износа (точки сг, с2 и с3),
что также можно объяснить лишь преобладающим действием фак-
тора 2 над фактором 1 во всем диапазоне подач. Таким образом,
характер зависимости hon — f (s) при различных скоростях реза-
ния различен (рис. 128). Главным фактором, определяющим харак-
тер зависимостей hon = f (s) при работе с различными скоростями
резания, в данном случае является температура резания.
Аналогичное влияние подачи на величину поверхностного от-
носительного износа наблюдается при точении деталей из стали
12Х18Н9Т резцами из сплавов Т30К4 и ВК2, при точении деталей
из сплава ХН77ТЮ резцами из сплава ВК8, при точении деталей
из закаленной стали Х12М резцами из сплавов Т15К6 и Т14К8,
при точении деталей из стали 10Х20Н10МЗДЗС5ТЛ резцами из
сплава ВК4, при точении деталей из стали 14Х17Н2 резцами из
сплава Т15К6. При работе на сравнительно низких скоростях ре-
205
зания, соответствующих левым ветвям кривых Лоп = f (9), по-
вышение подачи приводит к монотонному снижению поверхност-
ного относительного износа. При работе на средних (для данного
материала детали) скоростях резания с повышением подачи за-
висимость Аоп = f (s) имеет экстремальный характер. Точка ми-
нимума кривой Лоп = f (s) наблюдается при подаче, обеспечиваю-
щей оптимальную температуру резания. Для высоких скоростей
резания, соответствующих правым ветвям кривых hon = f (0), по-
вышение подачи приводит к монотонному увеличению поверх-
ностного относительного износа Лоп. В рассмотренном примере
при работе на высоких скоростях резания, соответствующих пра-
вым ветвям кривых /гоп = f (0), влияние подачи как температур-
ного фактора оказалось более сильным по сравнению с влиянием
подачи как фактором, уменьшающим путь резания. Только этим
можно объяснить, что при работе на высоких скоростях увеличе-
ние подачи приводит к монотонному повышению величины по-
верхностного относительного износа. Зависимость hon — f (s),
когда при v > v0 наблюдается преобладающее влияние подачи
как температурного фактора, назовем зависимостью первого типа.
К указанному типу относится зависимость hon = f (s), приведен-
ная на рис. 128. По-видимому, при некоторых сочетаниях материа-
лов трущейся пары (детали и режущей части инструмента) подача,
изменяющая температуру, может меньше влиять на величину йсп
по сравнению с подачей, изменяющей путь резания. В этом случае
поверхностный относительный износ с увеличением подачи будет
снижаться при работе на любых скоростях резания.
Закономерности такого рода получены при точении деталей из
стали 40ХН2МА резцом из сплава Т14К8 (рис. 129 и 130). Мини-
мальная интенсивность износа резца при работе на любой подаче
Рис. 129. Влияние средней
температуры контакта на
величину поверхностного от-
носительного износа при то-
чении деталей из стали
40ХН2МА резцом из сплава
Т14К8 при t ~ 1 мм
наблюдается при одной и той же
температуре резания. При работе со
скоростью резания 130 м/мин увели-
чение подачи от 0,11 до 0,43 мм/об
Рис. 130. Влияние подачи на поверх-
ностный относительный износ при
точении с различными скоростями
резания деталей из стали 40ХН2МА
резцом из сплава Т14К8 при t —
= 1 мм
206
приводит к интенсивному снижению поверхностного относи-
тельного износа (точки а2 и а3), так как факторы 1 и 2 здесь
действуют в одном направлении. При работе на относительно
высокой скорости резания, 270 м/мин, соответствующей правым
ветвям кривых Лоп = f (0) для всех рассматриваемых подач, уве-
личение подачи хотя и приводит к повышению величины поверх-
ностного износа вследствие возрастания температуры, но действие
подачи как фактора, уменьшающего путь резания, оказалось
более сильным (точки clf с2 и е3). В результате зависимость йоп =
= f (s) получилась также монотонно убывающей. При работе на
средней скорости резания— 180 м/мин точки blf Ь2 и Ь3 кривой
Лоп = f (s) занимают среднее положение.
При работе на подаче 0,11 мм/об повышение скорости резания
приводит к снижению величины hou, тогда как для более высоких
подач (0,21 и 0,43 мм/об) при повышении скорости резания на-
блюдается увеличение hon и кривые Лоп = f (s) становятся более
пологими. Зависимость hon = f (s), когда при скоростях резания
v > v0 наблюдается преобладающее влияние подачи, уменьшаю-
щей путь резания, назовем зависимостью второго типа.
Зависимость hon = f (s) первого типа получается в том случае,
когда повышение скорости резания в диапазоне v > v0 сопрово-
ждается интенсивным ростом скорости взаимного диффузионного
растворения материалов инструмента и детали, т. е. когда с по-
вышением скорости резания и температуры наблюдается быстрый
рост интенсивности диффузионного износа. В тех случаях, когда
при повышении скорости резания в диапазоне v > vQ наблю-
дается небольшое увеличение скорости взаимного диффузионного
растворения материалов инструмента и детали, получаем зависи-
мость hon = f (s) второго типа. Зависимость /гоп = f (s) второго
типа наблюдается при точении деталей из стали 13Х14НЗВ2ФР
резцом, оснащенным твердым сплавом Т14К8, при точении дета-
лей из стали 15Х18Н12С4ТЮ резцами, оснащенными твердыми
сплавами Т15К6 и ВК8, при точении деталей из стали
10X11H23T3MP резцами из сплава ВК6М.
Интенсивность роста скорости диффузионного износа при по-
вышении скорости резания может характеризоваться величиной
показателя степени и в уравнении
hon = Cv“. (149)
Скорость резания в этом уравнении выступает как температур-
ный фактор. Повышение подачи также сопровождается увеличе-
нием температуры резания. Следовательно, чем выше показатель
степени и, тем повышение подачи (v = const) будет сопрово-
ждаться более интенсивным ростом скорости диффузионного из-
носа и вероятность получения зависимости йоп = f (s) первого
типа больше. При малом показателе степени и более вероятно
получить зависимость hon = f (s) второго типа (табл. 36).
207
Показатель степени и в формуле Лоп — Cvu
и тип зависимости Лоп = f (s)
Таблица 36
Материал t, мм S, мм/об- %, м/мин ^Скорости ре- зания, для которых по- лучена зави- симость fton = ^“ и Тип зави- симости fton = Hs)
детали инстру- мента
14Х17Н2 Т15К6 0,5 'W 0,20 120 120—200 3,5
15Х18Н12С4ТЮ Т14К8 1 0,40 102 102—175 2,6 Первый
12Х18Н9Т ВК2 0.5 0,43 63 80—136 3,1
Х12М, HRC 60-61 Т14К8 0,25 0,17 12,8 12,8—28,4 4,3
ХН77ТЮ ВК8 0,5 0,245 30 30—52 5,5
10X11H23T3MP ВК6М 0,5 0,17 42 42—80 ;о,8о
ХН51ВМТЮКФР ВК6М 0,5 0,135 32 32—60 1,45 Второй
13Х14НЗВ27ФР Т14К8 1 0,20 85 113—210 0,65
15Х18Н12С4ТЮ Т15К6 1 0,47 80 80—124 0,85
40ХН2МА Т14К8 1 0,21 168 214—352 1,2
12Х18Н9Т ВКЗ 0,5 0,30 52 77—128 2,3 Третий
ВК8 60 60—120
Для зависимости hon — f (s) первого типа величина и —
-4-5,5, тогда как для зависимости Лоп = / (s) второго типа и =
= 0,65-4-1,2. Абсолютная величина поверхностного относитель-
ного износа, наблюдаемого при работе на оптимальной скорости
резания, на тип зависимости hon = f (s) не влияет, так как один
и тот же тип указанной зависимости может наблюдаться как при
низком, так и при высоком значении /гопо.
Может наблюдаться и такой тип зависимости /гоп = f (s),
когда при работе на сравнительно низких скоростях повышение
подачи приводит к монотонному снижению величины поверхност-
ного относительного износа, а при работе на средних и высоких
скоростях резания зависимость /гоп = f (s) носит экстремальный
характер. Зависимость /гоп = f (s) такого (третьего) типа наблю-
дается при точении деталей из стали 12Х18Н9Т резцами, оснащен-
ными пластинками твердых сплавов ВКЗ (рис. 131) и ВК8, при
точении деталей из той же стали резцами из сплавов Т14К8, ВК4
и ВК6, при точении деталей из стали 40Х резцами из сплава
Т15К6, при точении деталей из стали 30ХГСА резцами из сплава
Т15К6 и в некоторых других случаях. Повышенная интенсивность
износа резцов при работе на средних и высоких скоростях резания
с малыми подачами может быть объяснена высокой чувствитель-
208
толщины срезаемого слоя и режущее лезвие все время работает
в наклепанном слое, что и обусловливает повышенную интенсив-
ность износа инструмента. При увеличении подачи до 0,20 мм/об
глубина наклепа становится меньше толщины срезаемого слоя:
A/ic < 1, что способствует снижению интенсивности износа ин-
струмента. В диапазоне подач 0,10—0,20 мм/об преобладающим
оказывается действие факторов 1 и 3, и, несмотря на повышение
температуры резания и повышение интенсивности диффузионного
износа, поверхностный относительный износ снижается. При
дальнейшем повышении подачи режущее лезвие все время работает
под наклепанным слоем и на поверхностный относительный износ
влияет температура резания. Кривые hon = f (s) приобретают
экстремальный характер при работе не только на средних скоро-
стях резания, но и при высоких скоростях (и температурах) ре-
зания, соответствующих правой ветви кривой йоп = / (0).
3. ВЛИЯНИЕ ПОДАЧИ НА РАЗМЕРНУЮ СТОЙКОСТЬ
ИНСТРУМЕНТА ПРИ ПОСТОЯННОЙ ОПТИМАЛЬНОЙ
ТЕМПЕРАТУРЕ РЕЗАНИЯ
Установление закономерностей влияния подачи на размерную
стойкость инструмента при сохранении постоянства оптимальной
температуры резания 0О является важнейшей задачей, так как
в большинстве случаев инструменты должны эксплуатироваться
на оптимальных сочетаниях подач и скоростей.
Размерная стойкость инструмента Тр равна произведению ра-
диального износа hr, принимаемого в качестве критерия затупле-
ния, на удельную размерную стойкость Тур:
Тр = /гДур.103 см2. (150)
Чем меньше поверхностный относительный износ резца, тем
выше его удельная размерная стойкость, большее число деталей
может быть обработано в пределах допуска без подналадки ин-
струмента. Назовем удельную размерную стойкость, соответ-
ствующую оптимальному поверхностному относительному из-
носу, оптимальной удельной размерной стойкостью Тоур.
14 А. Д. Макаров 209
Оптимальный поверхностный относительный износ, а следова-
тельно, и оптимальная удельная размерная стойкость опреде-
ляются параметрическими уравнениями максимальной размерной
стойкости (61). Подставляя в уравнение (150) значение Лопо из
уравнения (61), получаем
Т — h Т — hr ~ ~ hr ^2
Р~ r Оур““ hono С2 С2 •
s*2
Так как С2 = const, то при hr = const размерная стойкость
резца пропорциональна подаче в степени х2. Показатель степени х2
при обработке деталей из различных материалов колеблется в пре-
делах 0,31—1,75 и является величиной положительной. Следо-
вательно, при обработке деталей из различных по свойствам мате-
риалов (легированные стали, жаропрочные сплавы и закаленные
стали) повышение подачи при сохранении постоянства оптималь-
ной температуры резания приводит к повышению размерной стой-
кости резцов. Чем больше показатель степени %2, тем в большей
степени влияет повышение подачи на возрастание размерной стой-
кости и выгоднее с точки зрения размерной стойкости инструмента
работать на увеличенных подачах. Так, четырехкратное повыше-
ние подачи (от 0,10 до 0,40 мм/об) при точении деталей из стали
12Х18Н9Т резцом из сплава В Кб (показатель степени х2 = 1,3)
приводит к повышению размерной стойкости в 6,2 раза, а при то-
чении деталей из той же стали резцом из сплава Т30К4 (показатель
степени х2 = 0,88) размерная стойкость повышается лишь в
3,28 раза.
Линейный относительный износ Лол не является универсаль-
ной характеристикой размерной стойкости инструмента, поэтому
зависимость h0J} — f (s) является менее ценной для анализа раз-
мерной стойкости по сравнению с зависимостями hon = f (s) и
Тр == f (s). Однако учитывая, что понятие относительного (ли-
нейного) износа применяется, рассмотрим характер зависимости
/i0J1 = f (s) ПРИ обработке различных материалов.
Так как
то
/iOJIO = -^ = 10C2s^. (152)
Формула (152) показывает, что при х2 < 1 линейный относи-
тельный износ с повышением подачи возрастает, при х2 > 1 сни-
жается, а при х2 = 1 подача на величину hOJlo не влияет (при
0О = const). Показатель степени х2 зависит от свойств материалов
детали и режущей части инструмента. Чем хуже обрабатываемость
металла резанием, тем меньше величина показателя степени д2-
210
Так, для резцов из сплава Т15К6 при точении деталей из сталей
40Х и ЗОХГСА показатель степени х2 = 1,25-? 1,6, при точении
деталей из жаропрочной стали 15Х18Н12С4ТЮ х2 = 0,76, а при
точении деталей из закаленной стали Х12М (HRC 60—61) х2 =
— 0,65. Для резцов из сплава ВК8 при точении деталей
из стали 12Х18Н9Т х2 = 1,6; при точении деталей из более трудно-
обрабатываемой стали 15Х18Н12С4ТЮ х2 = 1,15, а при точении
деталей из сплава ХН77ТЮ х2 — 0,76. При точении деталей из
сталей 12Х18Н9Т и 15Х18Н12С4ТЮ резцами из сплава группы В К
показатель степени х2 больше, чем при точении резцами из спла-
вов группы ТК.
При точении деталей из жаропрочных и закаленных сталей
резцами из сплава Т14К8 показатель степени х2 меньше, чем при
точении резцами из сплава Т15К6.
При постоянной оптимальной температуре резания увеличение
подачи может снижать линейный относительный износ и повышать
его в зависимости от свойств материалов детали и резца. Но и
в тех случаях, когда х2 < 1, увеличение подачи приводит к сни-
жению поверхностного относительного износа резца и повыше-
нию его размерной стойкости, хотя линейный относительный износ
при этом возрастает.
4. ВЛИЯНИЕ ГЛУБИНЫ РЕЗАНИЯ НА ПОВЕРХНОСТ-
НЫЙ ОТНОСИТЕЛЬНЫЙ ИЗНОС РЕЗЦОВ
При изменении глубины резания, если при этом не изменяется
толщина среза, давление на единицу длины режущего лезвия,
усадка стружки, ширина контакта стружки с передней поверх-
ностью инструмента и температура резания остаются постоянными.
По данным одних исследователей изменение глубины резания в наи-
более характерных для чистовой и получистовой обработки пре-
делах заметно не влияет на период стойкости инструмента [23,
39] и величину относительного износа [39]. По данным других
исследователей [39] повышение глубины резания сопровождается
значительным возрастанием интенсивности размерного износа.
Номограммы для выбора оптимальных сочетаний подач и ско-
ростей резания разрабатывались нами при некоторых постоянных
глубинах резания (0,25; 0,50; 1,0 и 2,0 мм). Оптимальные для раз-
личных подач скорости резания были определены на основе дли-
тельных стойкостных испытаний, проведенных при глубине реза-
ния 0,5 мм. Указанные скорости резания при изменении глубины
резания оставались постоянными.
При сохранении постоянства скоростей резания, являющихся
оптимальными для глубины резания 0,5 мм, изменение глубины
резания в пределах 0,5—2 мм существенно не влияет на поверх-
ностный относительный износ (рис. 132). Это не является неожи-
данным, так как при работе с постоянными скоростями резания
14* 211
Рис. 132. Влияние глубины резания на поверх
ностный относительный износ при точении
деталей из стали 12Х18Н9Т с постоянной
скоростью резания, оптимальной для 1~0,5(Гмм,
резцами из сплава В Кб
изменение глубины резания слабо влия-
ет на температуру резания (рис. 133).
В отличие от опытов по точению
деталей из стали 12Х18Н9Т, где для
разных глубин резания принимались постоянные скорости реза-
ния, влияние глубины резания на поверхностный относитель-
ный износ резца из сплава ВК8 при точении деталей из стали
15Х18Н12С4ТЮ было определено при соблюдении постоянства
оптимальной (для глубины резания 1 мм) температуры резания.
Вывод о незначительном влиянии глубины резания на поверх-
ностный износ полностью подтверждается и в данном случае.
В случае постоянства оптимальной температуры (при работе
с одной глубиной резания) при повышении глубины поверхност-
ный относительный износ снижается. Причиной увеличенной ин-
тенсивности износа резца при работе с малой глубиной резания,
Р
по-видимому, является повышенное отношение kL = -^- по
Pz
сравнению с работой на больших глубинах резания. Повышение Л,
(за счет снижения глубины резания) уменьшает жесткость суп-
порта и при сохранении постоянства оптимальной температуры
резания увеличивает интенсивность износа.
Точение деталей из стали ЗОХГСА резцами из сплава Т15К6
при произвольных сочетаниях подачи и скорости резания также
не показало заметного влияния глубины резания на величину hon
[39]. При точении деталей из труднообрабатываемых материалов
повышение глубины резания может существенно влиять на тем-
пературу резания и интенсивность износа инструмента (рис. 134),
а характер зависимости йоп = / (/) определяется скоростями (тем-
пературами) резания (рис. 135). При постоянной температуре ре-
зания, равной и выше оптимальной 0О, глубина резания заметно
не влияет на интенсивность износа инструмента (рис. 136).
Рис. 133. Влияние глубины резания при точении деталей из стали
15Х18Н12С4ТЮ резцом из сплава ВК.8'.
а — на поверхностный относительный износ при постоянной оптимальной (для t ==;
= 1 мм) температуре контакта; б — на термоэлектродвижущую силу при постоянной
скорости резания 76 м/мин
212
Рис. 134. Влияние скорости и глубины
резания на температуру, путь резания
и поверхностный относительный износ;
деталь из стали 10Х20Н10МЗДЗС5ТЛ;
резец из сплава ВК4; s~ 0,11 мм!об;
hr = 80 мкм
Рис. 135. Влияние глубины резания
на поверхностный относительный
износ при точении с различными ско-
ростями резания; деталь из стали
10Х20Н10МЗДЗС5ТЛ; резец из
сплава ВК4; s= 0,11 мм!об
Рис. 136. Влияние температуры
резания на поверхностный относи-
тельный износ при точении с раз-
личными глубинами резания; деталь
из стали 10Х20Н10МЗДЗС5ТЛ;
резец из сплава ВК4; s= 0,11 мм/об
5. ОСНОВНЫЕ ВЫВОДЫ
1. При точении деталей из материалов, различных по свой-
ствам и обрабатываемости, увеличение подачи при постоянстве
оптимальной температуры резания повышает размерную стойкость
инструмента, хотя период стойкости при этом в некоторых слу-
чаях может снижаться.
2. Чем лучше обрабатываемость металла резанием и выше ре-
жущие свойства инструментального материала, тем в большей сте-
пени влияет повышение подачи на увеличение размерной стой-
кости инструмента (при v = const) и выше эффективность работы
на увеличенных подачах.
3. Подача влияет на интенсивность износа инструмента через
изменение пути и температуры резания, глубины наклепа, нор-
мальных и касательных сил, коэффициент трения на задней по-
верхности; подача также изменяет контактное давление на перед-
213
ней поверхности резца и приводит к выкрашиванию режущего
лезвия; изменяет интенсивность вибраций и жесткость системы
СПИД.
4. При работе на сравнительно низких скоростях резания, соот-
ветствующих адгезионному износу инструмента, увеличение по-
дачи монотонно снижает поверхностный относительный износ.
При работе на средних скоростях резания, когда повышение тем-
пературы резания при некотором среднем значении подачи при-
водит к изменению вида износа (превалирующее влияние от адге-
зионного износа переходит к диффузионному), кривая Лоп = / (s)
может быть монотонно снижающейся или иметь экстремальный
характер с точкой минимума при подаче, работа на которой обес-
печивает оптимальную температуру резания. При работе на вы-
соких скоростях резания, соответствующих диффузионному из-
носу инструмента, увеличение подачи может приводить к моно-
тонному повышению кривой Лоп = / (s) (первый тип зависимости),
монотонному снижению (второй тип) и к экстремальной зависи-
мости hon = f (s), названной зависимостью третьего типа.
5. Для зависимости первого типа характерно преобладающее
влияние подачи как температурного фактора. Зависимость вто-
рого типа получается в том случае, когда преобладающее влияние
оказывает подача как фактор, уменьшающий путь резания. Для
зависимости третьего типа при некотором значении подачи на-
блюдается преобладающее влияние то одной группы факторов, то
другой, действующих противоположно.
6. Противоположность в оценках характера влияния подачи
на интенсивность износа резцов, полученная различными иссле-
дователями, объясняется тем, что влияние подачи рассматрива-
лось без учета уровня применяемых скоростей резания, диапазона
изменения температур на контактных поверхностях инструмента,
интенсивности нарастания скорости диффузионного износа инстру-
мента при повышении температуры контакта, а также без учета
влияния других факторов, действие которых на интенсивность
износа при изменении подачи не остается постоянным.
7. Изменение глубины резания в пределах 0,5—2 мм (если при
этом толщина среза не изменяется) на поверхностный относитель-
ный износ существенного влияния не оказывает. Этот вывод спра-
ведлив при точении сравнительно легко обрабатываемых мате-
риалов как при постоянстве скоростей резания, являющихся опти-
мальными для одной из глубин резания, так и при постоянстве
оптимальной (для одного из значений t) температуры резания.
Справедливость этого вывода подтверждается также и для про-
извольно выбранных сочетаний подач и скоростей резания.
8. При точении деталей из труднообрабатываемых материалов
(при v = const) характер зависимости hon = f (/) определяется
скоростями (и температурами) резания. Но и в этом случае при
соблюдении 9 = const глубина резания на интенсивность износа
заметного влияния не оказывает.
214
Глава X
ВЛИЯНИЕ ВНЕШНИХ ФАКТОРОВ
НА ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
ПРОЦЕССА РЕЗАНИЯ
1. ВЛИЯНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Параметрические уравнения максимальной размерной стой-
кости и номограммы для выбора оптимальных скоростей резания
получены для инструментов с вполне определенными геометриче-
скими параметрами режущей части.
Форма и средняя ширина и толщина среза, а также температура
резания изменяются в зависимости от радиуса г при вершине резца.
Отсюда логично предположить, что семейства кривых йоп = f (у)
для разных подач и резца с постоянным радиусом при вершине г
и для резцов с разным радиусом г и неизменной подачей должны
иметь принципиально одинаковый характер. Экспериментальная
проверка подтвердила правильность этого предположения
(рис. 137). Точкам минимума кривых /г0]1 = / (у) для резцов с раз-
ным радиусом г соответствует постоянная оптимальная темпера-
тура резания. Оптимальная скорость резания зависит от радиуса
при вершине резца из сплава ВК6М при точении деталей из сплава
ХН77ТЮР:
v0 = 23,2г0’25. (153)
При работе на сравнительно низких скоростях резания (у —
= 16 м/мин) с увеличением г интенсивность размерного износа
резца значительно повышается (рис. 138). Так, увеличение радиуса
при вершине резца от 0,5 до 4,0 мм привело к возрастанию поверх-
ностного относительного износа от 32 до 120 мкм/103 см2, т. е.
почти в 4 раза, что может быть объяснено снижением температуры
резания и удалением по сравнению с оптимальным значением.
При работе на средних скоростях резания (г? = 25 м/мин) с уве-
личением г значение /гоп сначала уменьшается (за счет снижения
температуры резания и приближения ее к оптимальной 0О), а затем
достигнув минимума, возрастает, так как температура резания
перешла через оптимальное значение. При работе на высоких
скоростях резания (у — 40 м/мин) с увеличением г значение йоп
монотонно снижается, так как температура резания понижается
и приближается к оптимальной. Следует отметить, что кривые
215
Рис. 137. Влияние скорости резания
на интенсивность износа резца и тем-
пературу резания при работе с резцами
с различными радиусами закругления
вершины} деталь из сплава ХН77ТЮР;
резец из сплава BR6M; t = 1 мм;
s = 0,20 мм!об
Рис. 138. Влияние радиуса за-
кругления вершины резца на по-
верхностный относительный из-
нос и температуру резания;
деталь из сплава ХН77ТЮР;
резец из сплава В КОМ; t=l мм;
s ~ 0,20 мм!об
йоп — f (г) располагаются наиболее полого при тех значениях
радиуса при вершине, при которых обеспечивается температура
резания, близкая к оптимальной.
В зависимости от главного угла резца в плане изменяются от-
ношение толщины к ширине среза и температура резания. Мини-
мумы кривых hoa = f (у) для резцов с различными углами <р
наблюдаются при различных оптимальных скоростях резания,
которым соответствует постоянная оптимальная температура кон-
такта.
Оптимальная скорость резания зависит от главного угла резца
в плане (деталь из стали 15Х18Н12С4ТЮ; резец из сплава ВК8;
t = 0,25 мм; s = 0,09 мм/об; г = 0,10 мм):
248
^=-^33--
Изменение вспомогательного угла резца в плане <рх в пределах
5—45° заметно не влияет на температуру резания и величины v0
И ^ОПО*
Увеличение угла резания 6 повышает пластическую деформа-
цию срезаемого слоя, работу сил трения на передней поверхности
и температуру резания. При возрастании б наблюдается законо-
мерное снижение v0 при неизменной оптимальной температуре ре-
216
зания 0. Зависимость v0 от угла резания 6 при точении деталей из
стали 15Х18Н12С4ТЮ резцом из сплава ВК8 (t— 0,25 мм; s =
= 0,09 мм/об) может быть выражена формулой
992
Vo = ^- (155)
От угла наклона режущей кромки X зависят ориентация перед-
ней поверхности относительно вектора скорости резания, толщина
и ширина среза, удельная работа резания и работа трения на пе-
редней поверхности инструмента. В результате изменяются и ве-
личины /гопо и v0, но оптимальная температура резания остается
неизменной.
Задний угол резца не влияет на температуру резания. Кривые
/гоп = f (v) Для резцов с разным углом а имеют точки минимума
при одной и той же оптимальной температуре резания, которой
соответствуют постоянные оптимальные скорости резания. Интен-
сивность размерного износа при увеличении угла а возрастает
и при v — const может быть выражена уравнением
hon = Ca<^°. (156)
Таким образом, точки минимума кривых hon = f (v), полученных
для резцов с разными геометрическими параметрами режущей
части, наблюдаются при одной и той же оптимальной температуре
резания, хотя оптимальные скорости резания при этом могут
быть различны.
Инвариантность оптимальной температуры резания к измене-
нию геометрических параметров режущей части инструмента по-
зволяет быстро определять оптимальные скорости резания на
основе температурных исследований. Для этого достаточно иметь
зависимость hon = f (у) для резца с одними геометрическими пара-
метрами режущей части и элементами сечения среза и семейство
кривых 9 = / (ц) или Е = f (у) для резцов с другими сочетаниями
геометрических параметров и элементов сечения среза. Например,
для определения оптимальных скоростей резания при точении де-
талей из сплава ХН70ВМТЮ резцами из сплава ВК6М с различ-
ными комбинациями t, s, г и <р понадобилось провести семь не-
полных стойкостных опытов [с целью получения кривой /гоп =
= f (v), необходимой для определения оптимальной температуры
резания 0О] и около ста (/ X s X г X ф) кратковременных тем-
пературных опытов по определению оптимальных скоростей ре-
зания п0, соответствующих температуре 0О.
Оптимальная скорость
— 8,25г0’15
t'°“S0’40z0.30(sincp)0.40 • (10'1
При точении деталей из сплава ХН70ВМФТЮ резцом из сплава
ВК6М оптимальная скорость резания
- 8,65г0'15
yo-W,29(sinq))0,38 ’ 1^6}
2. ВЛИЯНИЕ ЖЕСТКОСТИ РАСТОЧНОГО РЕЗЦА НА
ИНТЕНСИВНОСТЬ ЕГО РАЗМЕРНОГО ИЗНОСА
Увеличение жесткости и виброустойчивости системы СПИД
повышает производительность обработки.
Влияние жесткости расточного резца, оснащенного пластин-
кой из твердого сплава В Кб, на величины v0 и йопо определялось
при растачивании отверстий диаметром 20—24 мм в деталях из
стали 12Х18Н9Т. Жесткость резца изменялась в пределах 41—
204 кгс/мм путем изменения вылета резца, жесткость остальных
звеньев системы СПИД оставалась неизменной (рис. 139). Жест-
кость расточного резца влияет как на оптимальную скорость ре-
зания, так и на оптимальный поверхностный относительный износ
резца. Расточные резцы жесткостью 135 и 204 кгс/мм во всем диа-
пазоне скоростей резания обладают одинаковой интенсивностью
размерного износа. Расточной резец жесткостью 94 кгс/мм при
работе на скоростях резания 27—93 м/мин обладает такой же ин-
тенсивностью размерного износа, как и резцы жесткостью 135
и 204 кгс/мм. Лишь при работе на высокой скорости резания (у =
= 138 м/мин) расточной резец жесткостью 94 кгс/мм показывает
более высокую интенсивность размерного износа по сравнению
с резцами, обладающими жесткостью 135 и 204 кгс/мм. При ра-
боте на скорости резания 27 м/мин все резцы жесткостью от 41
до 204 кгс/мм имеют одну и ту же интенсивность размерного из-
носа. При работе на скоростях резания v 42 м/мин расточные
резцы жесткостью 41 и 76 кгс/мм обладают более высокой интен-
сивностью размерного износа по сравнению с резцами жесткостью
j 94 кгс/мм.
Жесткость расточного резца, после которой дальнейшее ее по-
вышение не влияет на величины v0 и /iono, назовем критической
жесткостью /к. При повышении жесткости резца от j =41 кгс/мм
до /х = 94 кгс/мм оптимальная скорость резания возрастает,
а оптимальный поверхностный относительный износ снижается.
Дальнейшее повышение жест-
кости на оптимальную скорость
резания и величину /гопо не
влияет. При повышении жест-
кости расточного резца выше
критической повышается точ-
ность обработки вследствие
уменьшения упругих отжатий
резца.
Рис. 139. Влияние скорости резания
на термо-э. д. с. и поверхностный
относительный износ при различной
жесткости расточного резца; деталь
из стали 12Х18Н9Т; d = 20+24 мм;
t = 0,30 мм; s = 0,06 мм/об
218
Повышение интенсивности размерного износа и снижение опти-
мальной скорости резания при применении расточных резцов,
жесткость которых ниже критической, объясняется вибрациями
резца.
При растачивании отверстий резцами -'жесткостью 135^и
204 кгс/мм во всем диапазоне скоростей резания наблюдается
«спокойное» резание без видимых следов вибраций. Резание было
«спокойным» и при работе расточным резцом жесткостью
94 кгс/мм со скоростями резания v С 93 м/мин, а также при ра-
боте с низкой скоростью резания (27 м/мин) расточными резцами
любой жесткости в исследованных пределах. Во всех остальных
случаях на обработанной поверхности наблюдались следы вибра-
ций. Так как изменение жесткости расточного резца на среднюю
температуру контакта, измеренную методом естественной термо-
пары, заметного влияния не оказывает, то уменьшение vo и по-
вышение Лопо при снижении жесткости расточного резца ниже
критической следует отнести только за счет изменения интенсив-
ности (амплитуды) и частоты колебаний режущей кромки резца.
3. ЗАВИСИМОСТЬ ОБЩЕЙ И РАЗМЕРНОЙ СТОЙКОСТЕЙ
РЕЗЦА ОТ ДИАМЕТРА РАСТАЧИВАЕМОГО ОТВЕРСТИЯ
Диаметр обрабатываемой поверхности влияет на силы реза-
ния, особенно при малых сечениях среза [39, 78]. Уменьшение
диаметра при растачивании отверстий увеличивает силы резания,
что связано с возрастанием длины условной плоскости сдвига и
повышением усадки стружки. Чем меньше диаметр растачивае-
мого отверстия (при v = const), тем больше усадка стружки и
удельная работа стружкообразования и, следовательно, тем выше
должна быть температура в зоне резания.
Экспериментальное исследование зависимости интенсивности
размерного износа резца от диаметра растачиваемого отверстия
проводилось на образцах из стали 12Х18Н9Т с внутренним диа-
метром 17, 26 и 37 мм. Режим резания: t = 0,30 мм; s = 0,06 мм/об;
v = 40-:-164 м/мин; hr — 50 мкм.
Влияние скорости резания на величину термо-э. д. с., усадку
стружки и поверхностный относительный износ резца при раста-
чивании отверстий различного диаметра приведено на рис. 140
Интенсивность размерного износа при растачивании отверстий
различного диаметра минимальна при различных оптимальных
скоростях резания, но при постоянной оптимальной темпера-
туре 0О. При сохранении 0О = const с увеличением диаметра раста-
чиваемого отверстия происходит повышение vo, снижение £ и
/1ОПо (рис. 141).
При растачивании деталей из стали 12Х18Н9Т резцами, осна-
щенными твердым сплавом ВК8, при принятом сечении среза и
219
Рис. 141. Влияние диаметра растачивае-
мого отверстия на величины hono, v/lQ, vQ
и g при О0 = const деталь из стали
12Х18Н9Т; резец из сплава ВК8
Рис. 140. Зависимость температуры в зоне
резания, усадки стружки и поверхност-
ного относительного износа от скорости
резания и диаметра растачиваемого от-
верстия', сталь 12Х18Н9Т резец из сплава
ВК8; t ~ 0,30 мм; s = 0,06 мм/об
vo=16,6d0’52 м/мин; (159)
^опо = мкм/103 см2. (160)
Для каждого диаметра растачиваемого отверстия по этим урав-
нениям можно определить оптимальную скорость резания и опти-
мальную величину поверхностного относительного износа. При
работе на скоростях резания, удовлетворяющих уравнению (159),
обеспечиваются минимальный поверхностный относительный из-
нос, определяемый по уравнению (160), максимальная размерная
стойкость инструмента и точность обработки.
Повышение интенсивности износа резца при уменьшении диа-
метра растачиваемого отверстия и сохранении 0О = const связано
с увеличением степени деформации срезаемого слоя. Так, усадка
стружки зависит от диаметра растачиваемого отверстия при
0о = const:
(161)
При 0о = const скорость размерного износа
vft = 0,486d°-30 мкм/мин;
период общей стойкости
лр hr 2,06hr
1 = Qn мин;
hh d0’30
(162)
(163)
220
размерная стойкость
TD =-. = 205/гг d0-22 см2. (164)
При увеличении диаметра растачиваемого отверстия и 0О =
= const период общей стойкости снижается (повышается скорость
размерного износа), а размерная стойкость резца повышается.
Это кажущееся противоречие объясняется тем, что обработка от-
верстий большего диаметра при 0О = const будет производиться
на более высокой скорости резания и за меньший период стойкости
резец обрабатывает большую поверхность.
При работе на сравнительно низких скоростях резания (и =
= 72 м/мин) повышение диаметра растачиваемого отверстия при-
водит к значительному возрастанию интенсивности размерного
износа резца. Это произошло потому, что температура резания при
v — 72 м/мин для диаметра отверстия 37 мм оказалась ниже опти-
мальной. В случае работы на средних скоростях резания (v =
~ 92 м/мин) при повышении диаметра растачиваемого отверстия
поверхностный относительный износ сначала снижается (за счет
снижения температуры резания, которая превышает оптималь-
ную температуру), а затем, достигнув минимума, начинает возра-
стать (так как температура резания перешла через оптимальное
значение).
При работе на высоких скоростях резания (v = НО м/мин)
с увеличением диаметра растачиваемого отверстия поверхностный
относительный износ монотонно снижается.
Влияние диаметра растачиваемого отверстия на изменение от-
носительного износа нельзя рассматривать без учета применяемых
скоростей, а следовательно, и температур резания. Повышение
диаметра растачиваемого отверстия может приводить к монотон-
ному повышению /гоп, к экстремальной зависимости hon = f (d)
и монотонному снижению Лоп. Характер функции hon = f (d)
зависит от скоростей резания и определяется снижением темпера-
туры резания, сопровождающимся увеличением диаметра d.
Установление оптимальных скоростей резания для растачи-
вания отверстий различного диаметра является важным резервом
повышения точности обработки, снижения расхода инструмента
и повышения экономической эффективности автоматизации про-
цессов обработки и внедрения групповых технологических про-
цессов. Обработка отверстий различного диаметра на постоянных
скоростях резания, являющихся оптимальными для какого-то
одного диаметра, может привести к значительному уменьшению
размерной стойкости инструмента и производительности обра-
ботки; например, если отверстие диаметром 37 мм растачивать на
скорости 72 м/мин, которая является оптимальной для отверстий
диаметром 17 мм, то размерная стойкость инструмента снизится
в 2,36 раза, а производительность обработки уменьшится в 1,5 раза
по сравнению с производительностью на скорости резания
221
108 м/мин, которая является оптимальной для диаметра отвер-
стия 37 мм. Скорости резания, оптимальные по размерной^стой-
кости расточного резца, являются оптимальными по себестоимости
обработки. Положение о постоянстве оптимальной температуры
резания для всех экстремальных точек семейства кривых йоп ==
= f (v), полученных при растачивании отверстий различного диа-
метра, может быть использовано для ускоренного определения
оптимальных скоростей резания.
4. ВЛИЯНИЕ ДИАМЕТРА ДЕТАЛИ НА ИЗНОС
ИНСТРУМЕНТА И ШЕРОХОВАТОСТЬ
ОБРАБОТАННОЙ ПОВЕРХНОСТИ ПРИ ТОЧЕНИИ
Диаметр обрабатываемой детали влияет на характеристики
процесса резания.
1. Жесткость системы СПИД изменяется в зависимости от диа-
метра детали и влияет на все характеристики процесса резания.
При растачивании отверстий малого диаметра жесткость техно-
логической системы определяется главным образом жесткостью
расточного резца.
2. В зависимости от диаметра изменяются кривизна обрабаты-
ваемой поверхности, угол скалывания и длина плоскости скалы-
вания, что влияет на деформацию срезаемого слоя и силы резания.
3. Частота вращения шпинделя станка (при заданной скорости
резания) меняется в зависимости от диаметра детали и влияет на
виброустойчивость системы СПИД.
4. Время одного оборота детали и температура металла, по-
ступающего в зону стружкообразования, изменяются в зависи-
мости от диаметра детали при работе на v = const.
В наших опытах детали по диаметру и длине подбирались та-
ким образом, чтобы можно было оценить влияние каждого фак-
тора. Постоянство жесткости детали при изменении диаметра вы-
держивается при соблюдении равенства
__ ^2 (165)
dl ~ d2 ~ А *
Первая серия опытов показала, что уменьшение диаметра де-
тали от 14 мм (/ = 4400 кгс/мм) до 11 мм (/ = 1700 кгс/мм) не при-
вело к изменению интенсивности износа инструмента: кривые
h3 — f (/) совпали (рис. 142). Дальнейшее уменьшение диаметра
детали до 9 мм (/ = 750 кгс/мм) и 7 мм (/ = 350 кгс/мм) приводит
к повышению интенсивности износа резца [кривые h3 = f (/)
идут более круто], температуры резания и шероховатости обра-
ботанной поверхности. Жесткость детали снижается при умень-
шении d (при L = const) и влияет на характеристики процесса
резания только при^величине выше критической жесткости, ко-
торая равна 1700 кгс/мм.
222
Вторая серия опытов была поставлена так, что в одном случае
для двух деталей разных диаметров (29 и 15 мм) путем подбора
длин соблюдалось постоянство жесткости (/ = 5100 кгс/мм),
а во втором — постоянство диаметра заготовок при разном зна-
чении длин L и жесткостей /. При сохранении постоянства жест-
кости (путем снижения L) уменьшение диаметра привело к не-
которому снижению интенсивности износа инструмента и шеро-
ховатости обработанной поверхности, тогда как при том же умень-
шении диаметра и сохранении L = const интенсивность износа
инструмента и шероховатость обработанной поверхности суще-
ственно увеличились (рис. 143).
Эти опыты подтвердили влияние диаметра обрабатываемой де-
тали на износ резца, шероховатость обработанной поверхности и
как фактора, изменяющего жесткость системы СПИД, и как мас-
штабного фактора. В последних опытах диаметр и длину деталей
подбирали таким образом, чтобы обеспечить жесткость детали (и
системы СПИД) заведомо выше критической.
Расчеты изменения длины условной плоскости сдвига /с [78]
в зависимости от диаметра детали при наружном точении
показали, что пятидесятикратное
уменьшение диаметра (от 500 до
Рис. 143. Влияние скорости реза-
ния, диаметра и жесткости обра-
батываемой детали на температу-
ру резания, интенсивность износа
резца и высоту неровностей обрабо-
танной поверхности; деталь из
сплава ХН75ВМЮ; резец, из сплава
ВК8; t = 0,25 мм; s=0,09 мм/об:
1 — d ='29 мм; L = 230 мм; 2 — d —
— 15 мм; L = 95 мм; 3 — d = 15 мм;
£/ = 230 мм
Рис. 142. Влияние пути резания и жест-
кости детали на гтемпературу резания,
ширину фаски износа резца на задней по-
верхности и высоту неровностей обрабо-
танной поверхности', деталь из сплава
ХН75ВМЮ; резец из сплава ВК8; t =
= 0,25 мм; s=0,09 мм/об; v=30 м/мин;
L = 92 мм'.
1 ~d = 14 мм; \2 = 11 мм; 3 — d =
= 9 мм; 4 — d = 7 мм
223
Рис. 144. Влияние диаметра обрабаты-
ваемой детали на силу резания и усадку
стружки\ деталь из стали
15Х18Н12С4ТЮ', резец из сплава ВК8',
t = 0,25 мм, s — 0,09 мм!об
на 3—5% для разных значений
переднего угла у и толщины
среза а. На основании этого
можно было ожидать, что при
уменьшении диаметра 1 усадка
стружки также несколько сни-
зится. Вместе с тем эксперименты
показывают, что уменьшение d
приводит к повышению усадки
стружки £, хотя силы резания
при этом снижаются (рис. 144).
Эти закономерности объясняются тем, что при уменьшении d
наблюдается повышение температуры в зоне стружкообразования
(от предыдущих проходов). При работе с охлаждением уменьше-
ние диаметра или не изменяет усадку стружки, или даже не-
сколько снижает ее (рис. 145).
Диаметр обрабатываемой детали (при / = /к) влияет на про-
цесс резания (?, Рг, р' и др.) в основном как температурный
фактор. Зависимости hon = f (о) для разных d носят немонотон-
ный характер, причем точки минимума интенсивности износа на-
блюдаются при различных оптимальных скоростях резания, но
при постоянной оптимальной температуре контакта (рис. 146).
Обработка деталей различного диаметра на постоянной ско-
рости резания, являющейся оптимальной для какого-то одного
диаметра, может уменьшить размерную стойкость и производи-
тельность обработки; например, если деталь из сплава ХН77ТЮР
диаметром 90 мм обрабатывать на скорости 32 м/мин, являющейся
Рис. 145. Влияние скорости резания и диаметра обрабаты-
ваемой детали на усадку стружки при работе без охлаждения
(а) и с охлаждением (б)} деталь из стали 15Х18Н12С4ТЮ}
резец из сплава ВК8‘, t = 0,25 мм; s = 0,09 мм!об
224
Рис. 146. Влияние скорости резания на
температуру резания и интенсивность
износа резца при точении деталей раз-
личного диаметра из сплава ХН77ТЮР
резцом из сплава ВК6М; t = 0,25 мм;
s = 0,09 мм/об
Рис. 147. Влияние диаметра обра-
батываемой детали и скорости ре-
зания на температуру резания,
коэффициент трения по задней по-
верхности резца и величину hon;
деталь из сплава ХН77ТЮР; резец
из сплава ВК6М; t = 0,25 мм;
s=0,09 мм/об; о — v=30 м/мин;
□ __ V=4Q м/мин; А — о=50 м/мин
оптимальной для диаметра 22 мм,
то размерная стойкость инстру-
мента снизится в 1,87 раза по сравнению с работой на ско-
рости 43 м/мин, оптимальной для диаметра 90 мм.
При работе на сравнительно низких скоростях резания (v =
= 30 м/мин), когда повышение диаметра снижает среднюю тем-
пературу контакта 0 и удаляет ее от оптимальной температуры 0О,
коэффициент трения ц' и величина Лоп увеличиваются (рис. 147).
При работе на высоких скоростях резания (у = 70 м/мин) увели-
чение диаметра приближает температуру 0 к оптимальной и ве-
личина Лоп снижается. При работе на средних скоростях (у =
= 40 м/мин) при повышении диаметра величина hon сначала сни-
жается (так как 0 снижается и приближается к 0О), а затем, до-
стигнув минимума, начинает возрастать, что связано с дальнейшим
снижением 0 и удалением ее от оптимальной.
При работе на оптимальных для каждого диаметра скоростях
резания стойкость инструмента остается постоянной. Оптималь-
ная скорость резания в зависимости от d может быть опреде-
лена по формуле
^0 = 0^0^° м/мин.
(166)
Интенсивность снижения оптимальной скорости при умень-
шении диаметра определяется температурой самоподогрева, за-
15 А. Д. Макаров 225
Таблица 37
Значения величин Cv и xv
. О о
(при t — 0,25 мм и s = 0,09 мм/об) в формуле (166)
Материал Диаметр детали d, мм % Xvo
детали резца
ХН70ВМТЮ ВК6М 20—50 20,4 0,200
ХН77ТЮР в кем 22—90 17,9 0,175
45 Т15К6 35—130 141 0,125
висящей от сечения среза, геометрических параметров инстру-
мента и физико-механических свойств материалов детали и ин-
струмента (табл. 37).
5. ЭФФЕКТИВНОСТЬ АВТОМАТИЧЕСКОГО
УПРАВЛЕНИЯ ПРОЦЕССОМ РЕЗАНИЯ НА ОСНОВЕ
ПОСТОЯНСТВА ОПТИМАЛЬНОЙ ТЕМПЕРАТУРЫ
РЕЗАНИЯ
При торцовом точении с постоянной частотой вращения шпин-
деля по мере движения резца вдоль торца детали изменяющиеся
скорости резания вызывают непрерывное изменение температуры
резания. Это одна из основных причин более интенсивного износа
резца в случае торцового точения при п = const по сравнению
с продольным точением [48]. Температура резания может изме-
няться и при продольном точении (вследствие изменений ширины
фаски износа инструмента, твердости и структуры материала де-
тали, снимаемого припуска и др.).
Рассмотрим эффективность процессов резания (торцовое и про-
дольное точение) при постоянных скоростях и оптимальных тем-
пературах резания [48]. Чтобы оптимизировать процесс резания
и поддержать режим резания на оптимальном уровне, был создан
автоматизированный электропривод для стали 1К62, позволивший
вести обработку при тор-
цовом и продольном точе-
нии с постоянными скоро-
стью и температурой реза-
ния. Эта система (рис. 148)
позволяет при торцовом
точении поддерживать по-
стоянную заданную ско-
Рис. 148. Блок-схема системы
автоматического регулирования
станка
226
рость резания (цепь с термо-э. д. с. и фильтром в данном слу-
чае не действует). Резец устанавливают на начальный диаметр
детали. С помощью задающего устройства ЗУ устанавливают тре-
буемую скорость резания и включают поперечную подачу При из-
менении положения резца относительно детали датчик положения
резца ДП, в качестве которого использован последовательный
делитель напряжения, подает сигнал через суммирующий элемент
СЭ, корректирующий контур IKK, промежуточный усилитель ПУ
на электромашинный усилитель поперечного поля ЭМУ. Послед-
ний является генератором, питающим двигатель постоянного тока.
Сигнал с датчика положения вызывает изменение напряжения,
выдаваемого ЭМУ на двигатель. Это приводит к изменению ча-
стоты вращения детали, чем и достигается постоянство скорости
резания при движении резца вдоль торца диска. ЭМУ и проме-
жуточный усилитель питаются от блоков питания 1ПБ и 2ПБ.
При автоматическом ведении торцового точения с постоянной
температурой резания в описанной системе, поддерживающей по-
стоянство скорости резания, необходимо ввести коррекцию по
температуре. Регулирование по температуре при торцовом точе-
нии без датчика положения ДП вызывает значительное усложне-
ние устройства промежуточного усилителя. Если температура ре-
зания изменяется при изменении припуска, неоднородности мате-
риала детали, износа инструмента и т. д., то возникает дополни-
тельный сигнал от датчика температуры. В качестве этого сигнала
используется термопара резец—деталь, и через фильтр Ф и проме-
жуточный усилитель он подается на электромашинный усилитель.
Последний вызывает соответствующее трансформирование напря-
жения на обмотке якоря двигателя D, изменяющего частоту вра-
щения детали через коробку скоростей КС; это и приводит к вос-
становлению прежней температуры резания.
Система предусматривает возможность ведения и продольного
точения с постоянной температурой резания. В этом случае не
действует цепь датчика положения ДП, но дополнительно дей-
ствует цепь тахогенератора ТГ\ эта цепь стабилизирует частоту
вращения вала двигателя D,
Производительность при работе на постоянной скорости ре-
зания П — 1(Ш см2/мин, а при работе с постоянной частотой вра-
щения шпинделя /7 = -^ (Dmax + Dmin) см2/мин.
Торцовое точение с n = const проводилось при трех значе-
ниях п, выбранных по оптимальной скорости резания для наи-
большего, среднего и наименьшего диаметров детали. Измене-
ние 0 при торцовом точении cn = const является причиной повы-
шенной интенсивности износа резца по сравнению с продольным
точением с vQ = const.
При заданных условиях работы (/, $, материалах детали и ин-
струмента) и изменении диаметров на AZ) 5> 150 мм торцовые по-
верхности следует обрабатывать с подачей от центра, а частоту
15* 227
Рис. 149. Влияние пути резания на
износ резца, высоту неровностей обра-
ботанной поверхности и температуру
резания при продольном и торцовом
точении деталей из сплава ХН77ТЮР
резцом из сплава ВК6М; t = 1 мм;
s = 0,084 мм/об', vQ = 30 м/мин’.
1 — подача к центру; 2 — подача от
центра
Рис. 150. Влияние скорости резания на
температуру резания, высоту неров-
ностей обработанной поверхности и
интенсивность износа резца при точе-
нии деталей из сплава ХН77ТЮР
резцом из сплава ВК6М; t = 1 мм;
s = 0,084 мм/об'.
О — продольное точение; □ — торцовое
точение от центра; д — торцовое точе-
ние к центру
вращения шпинделя станка подсчитывать по оптимальной (для
среднего диаметра) скорости резания. При изменении диаметров
на XD < 150 мм следует работать с направлением подачи к центру,
а частоту вращения шпинделя станка подсчитывать по оптималь-
ной (для максимального диаметра) скорости резания.
При торцовом точении с постоянной скоростью резания
(рис. 150) износ инструмента уменьшается в 1,88 раза по сравне-
нию с точением при п = 27 об/мин, выбранным по скорости v0 для
максимального диаметра (табл. 38).
Торцовое точение с постоянной скоростью резания не отли-
чается от продольного точения, особенно в области оптимальных
скоростей резания. При точении на оптимальной скорости реза-
ния наблюдаются минимумы относительного износа h03 по задней
поверхности и относительного поверхностного износа йоп, они
одинаковы по величине при продольном и торцовом точении с по-
дачей к центру и от центра диска. Высота микронеровностей об-
работанной поверхности Rz в этих условиях также минимальна.
228
Таблица 38
Эффективность торцового точения с постоянной скоростью резания
(s = 0,084 мм/об, t ~ 1 мм, Рщах = 354 мм, jDmin = 80 мм)
Параметр Точение
продольное, vQ — 30 м/мин торцовое, | v — 30 м/мин, подача от центра торцовое, п = 27 об/мин, подача от центра
/lrH, мкм 11,5 13 11
И3н, МКМ 100 118 140
hr, мкм 18 19 24
h3, мкм 155 160 300
hon, мкм/103-см2 7,75 7,68 15,5
/z03, мкм/103-см2 65,5 56,4 104
/7, см2/мин 25,2 25,2 15,5
Для торцового точения (при v = const) и продольного точения
оптимальные значения и0, /iono, /i030, практически совпадают,
что позволяет при выборе режимов торцового точения (с постоян-
ной скоростью резания) использовать формулы и номограммы,
полученные для продольного точения. Исследования торцового*
точения деталей из сплава ХН77ТЮР резцом из сплава ВК6М
с постоянной температурой резания показали, что при темпера-
турах 700—720° С интенсивность износа инструмента (Лоп и ho3)
и высота микронеровностей обработанной поверхности (незави-
симо от направления подачи) минимальны. При значительном:
отклонении температуры резания от оптимальной (в связи с изме-
нением ширины фаски износа по задней поверхности) автоматиче-
ское выполнение процесса точения (продольного и торцового)
с постоянной оптимальной температурой резания снижает интен-
сивность износа инструмента (или повышает путь резания).
Рис. 151. Распределение характеристик наклепа по торцовой обработанной
поверхности диска при торцовом точении деталей из сплава ХН77ТЮР резцом
из сплава ВК6М; t — 1 мм\ s = 0,084 мм!об', h3^ 0,20 мм\ подача к центру:
а — п = const; б — v = const
718
229
Рис. 152. Распределение
максимальных радиальных
и тангенциальных оста-
точных напряжений по
торцу диска при торцо-
вом точении деталей из
сплава ХН77ТЮР резцом
из сплава ВК6М; t =
= 1 мм; s = 0,084 мм!об;
h3 0,20 мм; о — тан-
генциальные напряжения
от; □ — радиальные на-
пряжения а г
Таблица 39
Эффективность процесса точения
с постоянной оптимальной температурой резания
Материал
детали
ХН51ВМТЮКФР
ХН70МВТЮБ
u=const
Е — const
резца
ВК6М 40 13S 32 220
ВК8 30 68 24,5 113
1,62
1,66
Поддержание постоянства оптимальной
температуры резания является важным
резервом повышения размерной стойкости
инструмента (табл. 39).
При продольном точении скорость ре-
зания влияет на глубину и степень на-
клепа обработанной поверхности. При
торцовом точении п = const зависимости
hc = f (D) и N (D) аналогичны соот-
ветствующим зависимостям hc = f (v) и
N = f (v) при продольном точении и при
торцовом точении с v = const будет обеспе-
чиваться стабильность характеристик наклепа (/ic, N) по торцовой
обработанной поверхности диска (рис. 151). Применение торцового
точения с v = const обеспечивает также большую стабильность
тангенциальных (и радиальных) остаточных напряжений по торцу
диска (рис. 152), что должно способствовать повышению срока
службы ответственных деталей.
6. ОСНОВНЫЕ ВЫВОДЫ
1. Оптимальные скорости резания изменяются в зависимости
от геометрических параметров режущей части инструмента (г, ср,
<рх, у, X, а); средняя температура контакта, соответствующая
указанным скоростям, остается неизменной.
2. Инвариантность оптимальной температуры резания к изме-
нению геометрических параметров инструмента позволяет оптими-
зировать процесс резания в условиях эксплуатации инструмента
лишь на основе температурных исследований. Особенно эффек-
тивно для этих целей’использовать станки, позволяющие автома-
тически поддерживать постоянство оптимальной температуры
230
резания (термо-э. д. с.) путем соответствующего изменения частоты
вр ащен и я шп индел я.
3. кривые hon = / (г); Яоп = f (<р); hon = / (у); hon = f (X) при
v = const могут быть монотонно убывающими, монотонно возра-
стающими или иметь экстремальный характер. Главным фактором,
определяющим характер указанных функций, является темпе-
ратура резания.
4. Диаметр обрабатываемой детали при точении и растачива-
нии влияет на оптимальные скорости резания и интенсивность
износа инструмента, а также другие характеристики процесса
резания как фактор, изменяющий жесткость детали или расточ-
ного резца, и как масштабный фактор, изменяющий длину услов-
ной плоскости сдвига и температуру металла, поступающего
в зону стружкообразования.
5. Увеличение диаметра обрабатываемой детали при растачи-
вании и точении снижает деформацию срезаемого слоя (усадку
стружки). Силы резания при увеличении диаметра обрабатывае-
мой детали не снижаются, а повышаются.
6. Уменьшение жесткости расточного резца ниже критической
приводит к появлению вибраций резца и сопровождается сниже-
нием оптимальной скорости резания и повышением величины Яогю.
7. Точки минимума интенсивности износа расточного резца
при растачивании отверстий различного диаметра и точки мини-
мума интенсивности износа проходного резца при наружном точе-
нии деталей различного диаметра наблюдаются при различных
оптимальных скоростях резания и0, которым соответствует одна
и та же оптимальная температура резания.
8. При жесткости расточного резца выше критической увели-
чение диаметра растачиваемого отверстия при 0 = const повышает
оптимальную скорость v0 и снижает величину Яопо.
9. При увеличении диаметра обрабатываемой детали при
точении и сохранении 0О = const и /к j = const также наблю-
дается повышение v0, а величина hono остается неизменной. Интен-
сивность изменения v0 при изменении d определяется температу-
рой самоподогрева, зависящей от сечения среза, геометрических
параметров инструмента и физико-механических свойств материа-
лов детали и инструмента.
10. Зависимости Яоп = f (d) при точении и растачивании при
v = const могут быть монотонно убывающими, монотонно возра-
стающими или иметь экстремальный характер. Главным фактором,
определяющим характер указанных зависимостей, является тем-
пература резания.
11. Более высокая интенсивность износа резца при торцовом
точении с п = const по сравнению с продольным точением объяс-
няется изменением скорости и температуры резания.
12. Торцовое точение при соблюдении постоянства скорости
резания характеризуется одинаковыми с продольным точением
значениями интенсивности износа инструмента и высоты неровно-
231
стей обработанной поверхности. Режимы торцового точения (с v =
— const в пределах одного прохода резца) можно рассчитать по
формулам и номограммам, которые получены для продольного
точения.
13. Наименьшая интенсивность износа инструмента и наивыс-
шее качество обработанной поверхности при торцовом точении
могут быть получены, если на всей длине прохода резца соблю-
дается постоянство оптимальной температуры резания. Направле-
ние подачи (от центра или к центру) в этом случае не влияет на
характеристики процесса резания.
14. Режущие свойства твердых сплавов достаточно полно
используются для сравнительно легко обрабатываемых резанием
материалов при продольном и торцовом точении с соблюдением
vo = const; при этом достигается максимум размерной стойкости
инструмента.
15. При точении деталей из труднообрабатываемых материалов
резервом повышения размерной стойкости инструмента является
соблюдение постоянства оптимальной температуры резания.
16. Эффективность точения при 0О = const по сравнению
с v = const тем выше, чем интенсивнее повышается температура
резания по мере увеличения фаски износа.
17. Применение торцового точения с v0 = const обеспечивает
большую стабильность параметров качества поверхностного слоя
(Яс, N, ot, or, Rz и др.), что должно способствовать повышению
надежности и долговечности ответственных деталей.
Глава XI
ОПТИМИЗАЦИЯ ПРОЦЕССОВ РЕЗАНИЯ
ПРИ НАРЕЗАНИИ РЕЗЬБЫ,
ТОРЦОВОМ ФРЕЗЕРОВАНИИ И ЗУБОФРЕЗЕРОВАНИИ
1. НАРЕЗАНИЕ РЕЗЬБЫ
Метод многократных проходов является одним из распростра-
ненных методов нарезания точных резьб при жестких требованиях
к расположению резьбы относительно базовых поверхностей де-
талей, обрабатываемых на токарных станках за одну установку.
Так как процесс стружкообразования при резьбонарезании про-
текает в стесненных условиях, то резьбовой резец изнашивается
более интенсивно, чем проходной (рис. 153).
При нарезании резьбы глубину прохода (поперечную подачу)
подбирали так, чтобы при каждом проходе резца была одна и та же
температура резания. Постоянная температура выдерживается
при сравнительно большой глубине первого прохода, но меньших
и равных глубинах всех последующих проходов резца (табл. 40).
Зависимость ho3 = f (v) как для проходного резца, так и резь-
бового резца при работе с различным числом проходов имеет экс-
тремальный характер. Точки минимума интенсивности износа
проходного и резьбового резцов наблюдаются при различных
оптимальных скоростях резания, но при одной и той же оптималь-
ной температуре резания. Постоянство оптимальной температуры
резания для различных видов обработки резанием (точение, на-
резание резьбы и др.) позволяет оптимизировать процесс резания
при нарезании резьбы лишь по температуре резания без трудоем-
ких стойкостных испытаний.
Аналогичные данные о влиянии скорости резания и числа
проходов на интенсивность износа резьбового резца и темпера-
туру резания получены при нарезании резьбы в деталях из стали
12Х18Н9Т. Точки минимума ho3 или максимума пути резания /0
до затупления (h3 — 0,30 мм) при работе с разным числом про-
ходов наблюдаются при одной и той же оптимальной температуре,
хотя оптимальные скорости резания существенно различны
(табл. 41).
Интересно отметить, что с повышением числа проходов, т. е.
при работе с меньшими значениями глубины прохода, наблюдается
снижение интенсивности износа h030 и повышение длины пути
резания /0. Вместе с тем наибольшее число деталей на оптималь-
233
Рис. 153. Влияние скорости резания
и толщины, среза (числа проходов) на
температуру резания и интенсивность
износа проходного и резьбового резцов из
сплава ВК60М; деталь из стали
15Х18Н12С4ТЮ; s — 1,5 мм; о —
продольное точение (t — 0,50 мм; s =
= 0,15мм/об); остальные кривые — на-
резание резьбы с разным числом про-
ходов I
нои скорости резания можно
обработать с четырьмя прохо-
дами, хотя при работе с пятью
проходами наблюдается мень-
шая интенсивность износа рез-
ца. Полученные данные могут
быть использованы для определения оптимальных режимов реза-
ния при нарезании резьбы с любым шагом и числом проходов.
Для этого необходимо провести лишь температурные исследо-
вания, на основе которых для заданного шага резьбы и числа
проходов находится глубина прохода в первом и последующих
проходах и оптимальная (постоянная для всех проходов) ско-
рость резания.
Для выбора оптимальных параметров режима резания (i,
и tni у0) при нарезании резьбы с шагом 1—2 мм на деталях из
стали 15Х18Н12С4ТЮ резцом из сплава ВК60М построена специ-
альная номограмма (рис. 154). Число проходов связано с высотой
профиля резьбы Н и значениями глубины прохода в первом (/Д
и последующих (ZJ проходах:
f’ti
(167)
Номограмма позволяет
для каждого шага резьбы
и выбранного числа про-
ходов i определить опти-
мальную скорость реза-
ния и глубину прохода
tx и tn. Если оказалась
заданной скорость реза-
ния, то по номограмме лег-
ко определить число про-
ходов и глубину каждого
прохода. При этом будет
соблюдаться постоянство
оптимальной температуры
резания и обеспечиваться
234
Таблица 40
Глубина прохода и оптимальные скорости
резания при 0О = const (деталь из стали
15Х18Н12С4ТЮ, резец из сплава ВК60М,
s =1,5 мм)
h
З-с
К
| Глубина прохода (мм) при
номере прохода
ь>° 1 2 | 3 | 4 | 5 | 6
35 0,30 0,17 0,17 0,17 —
46 0,21 0,15 0,15 0,15 0,15
62 0,17 0,13 0,13 0,13 0,13
Рис. 154. Номограмма для выбора
оптимальных параметров резания (i,
tn и v0) при нарезании резьбы.
Сталь 15Х18Н12С4ТЮ, резец ВК60М
Таблица 41
Влияние числа проходов при нарезании
резьбы (0О — const) на отдельные
параметры процесса резания
(деталь из стали 12Х18Н19; резец из
сплава ВК60М; шаг резьбы 1,5 мм)
Число про- ходов %’ м/мин zo. м 030’ мкм/м Число условных деталей
3 75 81 3,18 13
4 85 185 1,37 23
5 92 202 1,24 20
максимальные размерная стой-
кость инструмента и произво-
дительность обработки при вы-
сокой точности и качестве
нарезанной резьбы.
2. ТОРЦОВОЕ ФРЕЗЕРОВАНИЕ
Рассмотрим результаты исследований фрезерования деталей
из сталей 5ХНВ и ЗОХГСА, термически обработанных на различ-
ную твердость (HRC 15—45) и структуру (перлит, сорбит, троо-
стит, троосто-мартенсит). Однозубые фрезы диаметром 45 мм осна-
щались пластинками из твердого сплава Т15К6 (а = ах = 10°;
Ф = 60°; фх = 10°; А = 10°; у = —10°; г = 0,25 мм). Критерием
затупления служил радиальный износ зуба h, = 50 мкм. Иссле-
дования показали (рис. 155), что зависимости I = f (и) и йоп =
= f (v) также не монотонны. Для всех исследованных подач на
зуб фрезы точкам максимума кривых I = f (v) соответствует одна
и та же оптимальная температура резания 0О. Оптимальная тем-
пература резания оказалась одной и той же (для заданной пары
инструмент—деталь) также и при фрезеровании образцов из сталей
5ХНВ и ЗОХГСА, имеющих различную твердость (рис. 156).
Взаимосвязь между v0 и а также hono и sz для стали 5ХНВ
выражается параметрическими уравнениями максимальной раз-
мерной стойкости (табл. 42)
v
(168)
'ОПО
235
Рис. 155. Влияние скорости реза-
ния на среднюю температуру кон-
такта, путь резания и интенсив-
ность износа зуба фрезы; деталь из
стали 5ХНВ твердостью HRC 45;
фреза с пластинкой из сплава'
T15R6; t = 0,50 мм; О — sz =
=0,03 мм/зуб; □ —sz=0,05 мм/зуб;
А — sz = 0,10 мм/зуб
Рис. 156. Влияние скорости резания
на температуру резания и путь резания
при торцовом фрезеровании образцов из
стали 5ХНВ различной твердости. Фреза
T15R6; t = 0,50 мм; sz = 0,10 мм/зуб;
О — HRC 15; Д — HRC 35; □ — HRC25;
О — HRC 45
На образцах из стали ЗОХГСА
различной твердости были иссле-
дованы также глубина и степень
наклепа обработанного поверх-
ностного слоя (на косых шлифах) и усадка стружки (рис. 157).
Зависимости /ic = f (о) и N =f (v) имеют экстремальный харак-
тер, точки минимума которых наблюдаются при оптимальных по
интенсивности износа скоростях (и температурах) резания.
С повышением твердости стали НRC от 15 до 35 (при переходе
от феррито-перлитной структуры
Таблица 42
Коэффициенты и показатели степени
в уравнениях (168);
деталь из стали 5ХНВ,
фреза из сплава Т15К6;
t = 0,50 мм
HRC sr мм/зуб хх Х2 Ct С2
35 0,05— 0,21 0,14 0,38 81,3 5,2
45 0,03— 0,10 0,19 0,36 59,0 6,4
к средне- и мелкоигольчатому
сорбиту) наблюдается резкое
снижение оптимальной скоро-
сти резания и снижение (а не
повышение!) интенсивности из-
носа Лопо, наблюдаемого при
оптимальной температуре. Чем
выше твердость стали, тем более
крутые зависимости h0ll = f(v)
и hc = f (v). Характер зависи-
мости hon = f (HRC) опреде-
ляется уровнем скоростей (тем-
ператур) резания (рис. 158).
При работе на относительно
низкой скорости резания (v =
= 68 м/мин) повышение твер-
236
Рис. 158. Влияние твердости стали
ЗОХГСА на среднюю температуру
контакта и интенсивность износа зу-
ба фрезы из сплава Т15К6’, t~0,50 мм,
s = 0,10 мм/об
60 100 140 180 V, м/м ин
Рис. 157. Влияние скорости резания
на основные параметры процесса при
торцовом фрезеровании образцов из
стали ЗОХГСА различной твердости',
фреза с пластинкой из сплава Т15К6\
t ~ 0,50 мм-, sz = 0,10 мм/зуб',
О — HRC 15', □ — HRC 25', Л —
HRC 35
дости стали увеличивает темпе-
ратуру резания и приближает
ее к
оптимальной, что и приводит к снижению величины hQn. При
работе на высокой скорости резания (у = 105 м/мин) повышение
HRC приводит к увеличению 0 и отдалению ее от оптимальной 0О,
что обусловливает рост величины Яоп. Работа на средней скорости
резания приводит к экстремальной зависимости /ion = f (HRC),
что связано с переходом температуры резания 0 через оптималь-
Таблица 43
Оптимальные vQ и экономические v3 скорости резания (м/мин)
при фрезеровании образцов из стали 5ХНВ
S2, мм/зуб HRC 35 HRC 45
"о vo V3
0,03 __ 125 168
0,05 125 141 100 113
0,10 113 125 89 100
0,21 100 113 — —
237
ное значение 0С. Экономические скорости резания, при которых
обеспечивается наименьшая себестоимость обработки, находятся
с оптимальными скоростями резания на одной и той же скоростной
ступени станка (табл. 43).
3. ЗУБОФРЕЗЕРОВАНИЕ
Вопросы оптимизации процесса резания при зубофрезерова-
нии являются особенно актуальными, так как зубчатые колеса —
детали массового производства, а процесс зубофрезерования —
весьма трудоемкий. Исследования проводились при нарезании
колес из стали 40Х (HRC 21—23; т = 2 мм; z = 61; В = 30 мм)
фрезами из быстрорежущей стали Р18 и сборной фрезой с зубьями
из сплава Т15К6. Изучали износ и стойкость фрез, температуру
резания, глубину и степень наклепанного слоя. Износ зубьев
фрезы измеряли после обработки каждой заготовки на зубофрезер-
ном станке 5К32А без снятия фрезы. Контролировали каждый зуб
фрезы, участвовавший в работе, но период стойкости оценивали
по наиболее изношенному зубу фрезы. В качестве критерия за-
тупления принимали ширину фаски износа задних боковых по-
верхностей у вершины зубьев фрезы h3 = 0,70 мм для фрез из
быстрорежущей стали и h3 = 0,40 мм для фрез из твердого сплава.
Температуру резания определяли по методу естественной тер-
мопары с применением осциллографа Н107. Фрезы из быстроре-
жущей стали работали с охлаждением машинным маслом, а из
твердого сплава — без охлаждения. Глубину и степень наклепа
определяли на приборе ПМТ-3 на боковой поверхности зуба,
обработанной наиболее изношенной кромкой зуба фрезы. Влияние
скорости резания на среднюю температуру контакта и стойкость
инструмента, выраженную количеством нарезанных колес (до
принятых критериев затупления), приведено на рис. 159. Как для
фрез из быстрорежущей стали, так и для фрез из твердого сплава
ie скорости резания, соответствующие
наибольшему количеству обработан-
ных заготовок. С повышением подачи
наблюдается снижение оптимальных
скоростей резания, но в пределах
заданной пары инструмент—заготов-
ка этим скоростям соответствует одна
и та же оптимальная температура
9 контакта 0О = 320° С для фрезы из
стали Р18 и 0О = 750° С для фрезы
из сплава Т15К6.
16
„ Рис. 159. Влияние скорости резания на
среднюю температуру контакта и количе-
ство нарезанных шестерен} деталь из стали
0 40Х} т = 2 мм; z — 61} В = 30 мм} фреза
ч из сплава Т15К6
существуют
238
Рис. 160. Влияние средней температуры контакта и подачи
s0 на глубину и степень наклепа боковых поверхностей зубьев
шестерен из стали 40Х\
а — фреза из стали Р18; б — фреза с зубьями из сплава Т15К6
(169)
сплава
(170)
Для червячной фрезы из стали Р18
Ci 47,1
- — — -^gj- М/МИН,
для червячной фрезы, оснащенной пластинками из
Т15К6,
С, 124
и° - “Д"~ /зГ •
Скорости резания vo, соответствующие наибольшему коли-
честву нарезанных шестерен, являются и экономическими ско-
ростями резания v3.
Влияние средней температуры контакта на глубину и степень
наклепа приведено на рис. 160. Минимальные значения глубины
и степени наклепа наблюдаются при тех же значениях температур
контакта, которым соответствует минимальная интенсивность
износа инструмента.
Наименьшая интенсивность износа инструмента при точении
деталей из сплава ХН77ТЮР и электротехнической стали наблю-
дается при таких средних температурах контакта, которые удо-
влетворительно совпадают с температурами провала пластичности
(ф, б) для данных материалов [7, 44, 47]. В связи с этим пред-
ставляло интерес сопоставить оптимальные температуры резания
с температурами провала пластичности стали 40Х. Для этой цели
были испытаны образцы из стали 40Х (той же плавки) на разрыв
при температурах 100, 200, 250, 300, 350, 400, 600, 700, 800 и
239
Рис. 161. Влияние температуры испы-
тания на характеристики пластич-
ности образцов из стали 40Х
900° С (при каждой темпера-
туре разрыву подвергались три
образца).
Анализ кривых 6 = f (0)
и ф = f (0), приведенных на
рис. 161, а также интенсивно-
сти износа (см. рис. 159) и на-
клепа боковых поверхностей
зубьев (см. рис. 160) показы-
вает, что оптимальные темпе-
ратуры резания для фрез из бы-
строрежущей стали и твердого
сплава примерно совпадают с температурами соответственно пер-
вого и второго провалов пластичности. Учитывая, что фиксируе-
мая при резании оптимальная температура является средней
температурой контактных поверхностей, а процесс образования
пластически деформированного приповерхностного слоя при реза-
нии и процесс деформации при растяжении происходят в разных
условиях (схема напряженного состояния, скорость деформирова-
ния, характер температурных полей и др.), полученное в экспери-
ментах совпадение оптимальных температур резания с темпера-
турами провала пластичности можно считать удовлетворительным.
4. ОСНОВНЫЕ ВЫВОДЫ
1. Основные закономерности изменения интенсивности износа
инструмента в зависимости от скорости резания и толщины среза,
а также закономерности изменения характеристик качества по-
верхностного слоя, установленные при точении, оказались спра-
ведливыми и для более сложных процессов обработки резанием —
торцового фрезерования, нарезания резьбы и зубофрезерования
червячными фрезами из быстрорежущих сталей и твердых сплавов.
2. Положение (закон) постоянства оптимальной температуры
контакта справедливо и для торцового фрезерования с различной
толщиной среза и сталей различной твердости, а также для таких
процессов обработки резанием, как нарезание резьбы и зубофрезе-
рование червячными фрезами.
3. Зависимости hon = f (HRC) при торцовом фрезеровании
образцов из стали различной твердости при v = const и зависи-
мости rt = f (s0) количества нарезанных колес от подачи при v =
= const могут быть монотонно убывающими, монотонно возраста-
ющими или носить экстремальный характер. Характер этих функ-
ций определяется скоростями (и температурами) резания.
240
4. Отмеченные в пп. 1, 2 и 3 закономерности свидетельствуют
об общности (для различных видов обработки резанием) физиче-
ских явлений, обусловливающих процесс износа режущего ин-
струмента и процесс формирования поверхностного слоя деталей.
5. Для торцового фрезерования, нарезания резьбы и зубофре-
зерования оптимальные скорости резания совпадают с экономи-
ческими скоростями резания, соответствующими наименьшей
себестоимости обработки.
6. При торцовом фрезеровании и зубофрезеровании на опти-
мальных скоростях резания обеспечиваются наименьшие глубина
и степень наклепа.
7. Так как даже незначительное отклонение от оптимальных
условий при зубофрезеровании сопровождается значительным
снижением работоспособности дорогостоящего инструмента и
ухудшением экономических показателей, оптимизацию процесса
зубофрезеровании следует признать одной из актуальных задач.
8. Постоянство оптимальных температур контакта (в пределах
заданной пары инструмент—деталь) при различных видах обра-
ботки резанием (продольное и торцовое точение, нарезание резьбы,
фрезерование и др.) открывает широкие возможности для разра-
ботки оптимальных режимов резания лишь на основе использова-
ния температурных зависимостей.
9. Применение червячных фрез, оснащенных твердым сплавом
Т15К6, значительно повышает производительность оборудования.
Машинное время при зубофрезеровании составляет основную
часть в общей норме штучного времени; поэтому широкое приме-
нение фрез из твердых сплавов (при централизованном их изготов-
лении) может обеспечить значительный экономический эффект.
16 А. Д. Макаров
Глава XII
ОПТИМИЗАЦИЯ ПРОЦЕССОВ РЕЗАНИЯ
ПРИ ПРИМЕНЕНИИ
СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
И ПРЕДВАРИТЕЛЬНОМ ПОДОГРЕВЕ
СРЕЗАЕМОГО СЛОЯ
1. ВЛИЯНИЕ СОЖ НА ХАРАКТЕРИСТИКИ
ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ РЕЗАНИЕМ
Обработка металлов резанием часто осуществляется с приме-
нением различных смазочно-охлаждающих жидкостей (СОЖ);
в некоторых случаях для повышения эффективности процесса
резания труднообрабатываемых материалов производят предва-
рительный подогрев срезаемого слоя.
Применение при обработке резанием смазочно-охлаждающих
жидкостей приводит к уменьшению сил трения на контактных по-
верхностях инструмента (смазывающее действие), снижает тем-
пературу резания (охлаждающее действие) и силы, необходимые
для пластической деформации и разрушения срезаемого слоя
(диспергирующее действие). Принято считать, что применение
СОЖ повышает стойкость инструмента. Часто СОЖ заметно не
влияет на интенсивность износа инструмента, а в отдельных слу-
чаях даже снижает стойкость инструмента [55]. Противоречивая
оценка эффективности применения СОЖ, по нашему мнению,
в основном связана с тем, что в большинстве исследований не
учитывался экстремальный характер кривых Т = f (а), / = f Н
И hon = f (v).
Применение различных смазочно-охлаждающих жидкостей не
изменяет экстремального характера кривых hou = f (у) (рис. 162).
Интенсивность износа резца при работе всухую и с применением
разных СОЖ минимальна при различных оптимальных скоростях
резания, которым соответствует одна и та же оптимальная средняя
температура контакта. По охлаждающей способности СОЖ Э2
и ОМЭА практически одинаковы. С повышением скорости резания
наблюдается некоторое снижение охлаждающей способности СОЖ-
СОЖ ОМЭА обладает большей смазочной и адсорбционной спо-
собностью по сравнению с СОЖ Э2. Это находит отражение в более
существенном снижении равнодействующей сил резания R, усадки
стружки коэффициента трения р/ и микротвердости прирезцо-
вой стороны стружки Н3 (табл. 44).
При работе на скоростях резания ниже оптимальных (от 5 до
20 м/мин) СОЖ повышает (а не понижает) интенсивность износа
242
Рис. 162. Влияние скорости реза-
ния и применяемой СОЖ на интен-
сивность износа резца и темпера-
туру резания’, деталь из сплава
ХН51ВМТЮКФР; резец из сплава
ВК8; t = 0,50 мм; s = 0,09 мм/об;
О — всухую; □ — СОЖ Э2; Д —
СОЖ ОМЭА
резца, что связано со сниже-
нием температуры резания
и отдалением ее от оптималь-
ной 0О. При работе на ско-
ростях, превышающих опти-
мальные скорости резания (для работы без охлаждения), СОЖ
снижает температуру резания (приближая ее к оптимальной)
и интенсивность износа. Влияние среды на интенсивность износа
инструмента зависит от скоростей (и температур) резания, что
необходимо учитывать при использовании СОЖ.
Таблица 44
Влияние СОЖ на основные характеристики процесса резания деталей
из жаропрочных сплавов, полученные при оптимальных температурах контакта;
резец из сплава ВК8; t = 0,50 мм; s = 0,09 мм/об
Сплав Условия процесса резания 0о- °C R, кгс IX' /, м
Работа без СОЖ 35 0,65 2,25 483 1000
ХН51ВМТЮКФР СОЖ ЭА 760 33 0,48 2,15 530 1000
СОЖ ОМЭА 30 0,36 1,90 458 1600
Работа без СОЖ 28 0,70 2,74 560 950
ХН77ТЮР СОЖ Э2 720 26 0,66 2,72 620 970
СОЖ ОМЭА 25 1 0,58 2,53 530 1400
2. ВЛИЯНИЕ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА
НА ИНТЕНСИВНОСТЬ ИЗНОСА РЕЗЦА И СОСТОЯНИЕ
ПОВЕРХНОСТНОГО СЛОЯ ПРИ ТОЧЕНИИ ДЕТАЛЕЙ
ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ
Производительность обработки резанием деталей из некоторых
труднообрабатываемых материалов может быть существенно по-
вышена путем предварительного подогрева срезаемого слоя.
Подогрев, снижая механические свойства обрабатываемого ма-
териала, уменьшает контактные нагрузки на инструмент, опас-
ность выкрашивания и сколов режущего лезвия и иногда интен-
16* 243
Рис, 163. Влияние скорости резания на относительный поверхностный износ,
путь резания и среднюю температуру контакта при точении деталей из жаро-
прочных сплавов с подогревом; резец из сплава ВК8, s = 0,11 мм/об\
а — ХН55ВМТФКЮ; t = 0,25 мм; О - 0П = 20° С; □ — 0П = 200° С; д — 0П =550° С;
б — ЖС6К; t = 0,50 мм; О — 0п = 20° С; □ — 0П= 300° С; Л — 0П = 500° С
сивность износа инструмента. Имеются случаи, когда применение
предварительного подогрева не дает заметного эффекта, а иногда
снижает стойкость инструмента.
Ниже приведены результаты исследования обработки дета-
лей из жаропрочных сплавов (ХН77ТЮ, ХН55ВМТФКЮ,
ЖС6К) с предварительным подогревом срезаемого слоя электро-
контактным способом (напряжение U = 1,8-т-З В, сила тока
/ = 12004-1500 А). Предварительный подогрев срезаемого слоя
не изменяет экстремального характера кривых I = f (v) и h03 =
= f (v), а лишь смещает точки экстремума (т. е. точки максимума
размерной стойкости инструмента) в область меньших скоростей
резания (рис. 163). Точкам минимума интенсивности износа
инструмента при подогреве срезаемого слоя до различных тем-
ператур 0П соответствует одна и та же постоянная оптимальная
температура резания. Более того, различным комбинациям тем-
ператур предварительного подогрева деталей, сечений среза и
скоростей резания, соответствующих наименьшей интенсивности
износа инструмента и наибольшей его размерной стойкости, соот-
ветствует одна и та же оптимальная температура резания [7].
Влияние температуры предварительного подогрева на опти-
мальные скорости резания и величину h030 при точении деталей
из жаропрочных сплавов (резец из сплава ВК8; s = 0,11 мм/об)
представлено в табл. 45.
Повышение температуры 0П предварительного подогрева сре-
заемого слоя при соблюдении постоянства оптимальной темпера-
244
Таблица 45
Влияние температуры подогрева на параметры оптимального резания
при точении деталей из жаропрочных сплавов
Материал детали vQ=f (еп)’ м/мин Коэффициент корреляции, г ^озо (®п) Коэффициент корреляции, г
ХН77ТЮ 36,6—0,05011 0,96 0,13+ 6,4-1О~50п 0,78
ХН55ВМТФКЮ 27,5—О,О280П ! I 0,84 0,415—3,56-1О-50П 0,68
ЖС6К 24,5—0,0320п 0,98 3,98—2,76- Ю-30п 0,98
туры резания 0О (за счет соответствующего снижения скоростей
резания) может приводить как к повышению размерной стойкости
инструмента (например, для жаропрочного сплава ЖС6К), так
и к снижению размерной стойкости резца (например, для сплава
ХН77ТЮ). При точении деталей из жаропрочного сплава
ХН55ВМТФКЮ предварительный подогрев срезаемого слоя при
0О = const заметного влияния на интенсивность износа инстру-
мента h030 не оказывает. Приведенные в табл. 45 зависимости могут
служить основой для решения вопроса о целесообразности приме-
нения предварительного подогрева срезаемого слоя для повыше-
ния стойкости инструмента и выбора v0 для любых заданных
значений 0п. Функции I = f (0П), выражающие зависимость пути
резания (до принятого критерия затупления) от температуры 0П
Рис. 164. Влияние температуры предварительного подогрева
на путь резания и среднюю температуру контакта; резец из
сплава ВК8\
а — ХН77ТЮ; t = 0,25 мм; h3 = 0,25 мм; б — ЖС6К; /= 0,50 мм;
h3 = 0,40 мм
245
Рис. 165. Влияние скорости резания
на период стойкости резца из сплава
ВК8 при точении деталей из жаро-
прочного сплава ХН55ВМТФКЮ с по-
догревом; t ~ 0,25 мм; s = 0,11 мм/об;
h3 ~ 0,25 мм; о — 0П = 20° С; □ —
0П = 220° С; А — 0П = 550° С
Рис. 166. Влияние средней температу-
ры контакта на основные характери-
стики процесса резания и показатели
качества поверхностного слоя при то-
чении деталей из сплава XH77TIO
с подогревом; резец из сплава ВК8;
t = 0,25 мм; s = = 0,11 мм/об;
О _ оп = 20° С; П — 0П = 300° С;
А - 0П = 600° С
предварительного подогрева срезаемого слоя при v = const,
могут быть монотонно возрастающими, монотонно убывающими
или носить экстремальный характер (рис. 164). Характер кривых
I f (9П) определяется влиянием 0П на температуру резания
(приближением или удалением температуры резания от оптималь-
ной температуры). Следовательно, предварительный подогрев при
обработке жаропрочных сплавов рационально применять лишь
при работе на скоростях резания ниже оптимальной vQ (рис. 165).
Одним из важнейших критериев правильности выбранных
условий резания, особенно при обработке деталей из жаропрочных
материалов, является качество обработанного поверхностного
слоя. Предварительный подогрев при соблюдении 0 = const
незначительно влияет на коэффициент трения на задней поверх-
ности р/ и высоту неровностей обработанной поверхности Rz
(рис. 166). Глубина и степень наклепа при работе с подогревом
несколько снижаются, что связано с изменением характеристик
пластичности ф и 6, которые в зависимости от температуры изме-
няются по сложным кривым. Предварительный подогрев, снижая
разность температур (0 — 0П), приводит к значительному сниже-
нию максимальных растягивающих напряжений (ГТтах.
246
3. ФРЕЗЕРОВАНИЕ ДЕТАЛЕЙ ИЗ ЛИТЕЙНЫХ
ЖАРОПРОЧНЫХ СПЛАВОВ С ПРЕДВАРИТЕЛЬНЫМ
ПОДОГРЕВОМ СРЕЗАЕМОГО СЛОЯ
При фрезеровании, в отличие от точения, процесс резания
чередуется с процессом «отдыха» зуба фрезы, за время которого
температура его рабочих поверхностей снижается. Прочностные
свойства материала зуба фрезы при работе с предварительным
подогревом срезаемого слоя будут уменьшаться в меньшей сте-
пени под действием теплового фактора по сравнению с резцом,
находящимся в непрерывном контакте с разогретой деталью Г
Рассмотрим влияние предварительного подогрева жаропроч-
ного сплава ЖС6К на износ однозубой торцовой фрезы из сплава
ВК8 (d = 90 мм; а = = 10°; уф - —8°; <р = 45°; Ф1 - 15°;
Z = 5°; г = 0,5 мм). Для подогрева деталей применяли высоко-
частотную установку Л31-25. Исследования выполняли на модер-
низированном горизонтально-фрезерном станке 6М82. Отливки
размером 70x90x250 термически обрабатывали до HRC 37 и
закрепляли в охлаждаемом приспособлении; режимы резания:
sz = 0,10 мм/зуб; t = 0,5 мм; ширина фрезеруемой поверхности
В = 70 мм. В качестве критерия затупления была принята ши-
рина фаски износа по задней поверхности, равная 0,4 мм. Тем-
пературу подогрева деталей определяли скользящей термопарой
группы ХК диаметром 0,15 мм со снятием показаний со щитового
милливольтметра. Температуру резания измеряли методом есте-
ственной термопары резец — деталь с использованием осцилло-
графа Н-700. Интенсивность износа оценивали величиной отно-
сительного поверхностного износа
/1опз мм/103 СМ1 2,
где h3—конечная (или текущая) ширина фаски износа зуба
фрезы, мм; Лзн—начальная ширина фаски износа зуба фрезы, мм;
L — общая длина фрезеруемой поверхности, мм; LH—начальная
длина фрезеруемой поверхности, мм.
Влияние скорости резания на интенсивность износа зуба фрезы
и среднюю температуру контакта при работе с предварительным
подогревом деталей до различных температур приведено на
рис. 167. При работе без подогрева (0П = 20° С) с повышением
скорости резания интенсивность износа зуба фрезы сначала сни-
жается, а затем повышение скорости резания приводит к воз-
растанию йопз. Наименьшая интенсивность износа /гопз наблюдается
1 Еще более высокой эффективности при резании деталей из труднообраба-
тываемых материалов можно добиться путем значительного понижения прочности
срезаемого слоя за счет его подогрева до высоких температур (1000—1100° С)
с одновременным понижением температуры на контактных поверхностях режущей
части инструмента интенсивным внутренним охлаждением [81].
247
при оптимальной скорости резания v0 = 17 м/мин, которой соот-
ветствует температура контакта 9О = 630° С.
В случае фрезерования детали, предварительно подогретой до
0П = 300° С, минимальная интенсивность износа зуба фрезы на-
блюдается при меньшей скорости резания (у0 = 11 м/мин), но
при той же оптимальной температуре контакта. При фрезеровании
деталей, предварительно подогретых до более высоких температур
(0П = 600° Си 0П = 800° С), зависимости /гопз = f (у) являются
монотонно возрастающими. Такой характер кривых hon3= f (v)
объясняется тем, что при работе на всех исследованных скоростях
резания (включая и самые низкие) средняя температура контакта
превышает оптимальную температуру 0О. Возрастание скорости
резания в этом случае, увеличивая среднюю температуру кон-
такта, отдаляет ее от оптимального значения и повышает интен-
сивность износа. С повышением 0П при соблюдении постоянства
оптимальной температуры контакта размерная скорость фрезы
увеличивается (уменьшается величина йопз). Предварительный
подогрев при фрезеровании деталей из жаропрочных сплавов при
0О = const приводит к большему повышению размерной стойкости
инструмента, чем предварительный подогрев при точении.
На кривых /i0I13 = f (у) при предварительном подогреве деталей
до 600 и 800° С можно выделить диапазон скоростей с различной
интенсивностью нарастания износа. Например, при 0П = 800° С
повышение скорости резания от 5 до 17 м/мин (первый диапазон
ратуры контакта на Лопз и отно-
шение контактных твердостей
H-JH2 при фрезеровании с подогре-
вом до 0П = 800° С; деталь из спла-
ва ЖС6К\ фреза из сплава ВК8
(Н± и Н 2 по данным Н. Ф. Каза-
кова)
Рис. 167. Влияние скорости резания и
температуры подогрева детали на интен-
сивность износа зуба фрезы и среднюю
температуру контакта; деталь из сплава
ЖС6К, фреза из сплава ВК8\
О - 0П = 20° С; □ - 0п = 300° С; Д - 0п=
= 600° С; О - 0П = 800° С
248
скорости резания от 17 до 35 м/мин (второй диапазон скоростей)
интенсивность износа зуба фрезы остается постоянной. Даль-
нейшее повышение скорости резания (третий диапазон скоро-
стей) снова приводит к росту интенсивности износа зуба фре-
зы. Наличие второго диапазона скоростей резания, в котором
повышение скорости существенно не изменяет интенсивность
износа зуба фрезы, связано с характером изменения отношения
контактных твердостей материалов инструмента и детали в зави-
симости от температуры резания -^-=/(0) (рис. 168).
Интенсивность износа инструмента определяется главным об-
разом явлениями адгезии и диффузии. Интенсивность адгезион-
ного износа находится в корреляции с отношением контактных
твердостей Н^Н2. В первом диапазоне скоростей (для 0П =
= 800° С) повышение скорости резания приводит к возрастанию
интенсивности адгезионного (так как отношение Н 2 снижается)
и диффузионного износа.
Повышение скорости резания во втором диапазоне увеличивает
интенсивность диффузионного, но снижает интенсивность адге-
зионного износа (так как величина отношения HJH2 повышается).
Противоположное влияние скорости резания на интенсивность
адгезионных и диффузионных процессов и обусловливает сравни-
тельно слабый наклон кривых Яопз = f (v) в указанном диапазоне
скоростей. Каждому значению температуры 0П соответствует опре-
деленное значение скорости резания, при которой обеспечивается
наименьшая интенсивность износа инструмента.
После торцового фрезерования деталей из сплава ЖС6К па
обработанной поверхности имеются волнистость с неодинаковым
шагом, а также локальные участки (светлые) с повышенной шеро-
ховатостью, находящиеся ниже общего уровня высоты неровно-
стей на величину А = 154-20 мкм (рис. 169). Указанные особен-
ности связаны с микроструктурой сплава. Волнистость профиля
связана со структурой, и впадины образуются по «светлым»
зернам (рис. 170).
Проведение исследования показали существенное различие
микротвердости «светлых» и «темных» зерен. Зерна, имеющие
более низкие значения ств и НВ, будут отжимать зуб фрезы в мень-
шей степени, чем зерна, имеющие более высокие механические
свойства, и на обработанной поверхности образуются углубления.
Формирование специфического микрорельефа обработанной по-
верхности связано также с колебаниями сил резания вследствие
различной ориентации зерен и анизотропией их свойств. Разная
высота микронеровностей в углублениях и на выступающих
участках свидетельствует о влиянии ориентации зерен в сплаве
на шероховатость поверхности. Поскольку причиной образования
такого профиля обработанной поверхности являются колебания
сил резания, то можно ожидать, что любые мероприятия, которые
приводят к снижению сил резания и их флюктуации, должны
718 249
ьо
g
Рис. 169. Обработанная поверхность при фрезеровании с различными 0п; деталь из сплава ЖС6К', фреза из сплава\ ВК8\
sz = О JO мм/зуб:
а — поверхность при четырехкратном увеличении; б — профилограммы поверхности; VB = 2000Х ; = 40Х
Рис. 170. Фотография
сечения детали в пер-
пендикулярном к обра-
ботанной поверхности
направлен ии; X 200:
а — без травления; б —
с травлением
способствовать улучшению качества обработанной поверхности.
Так как подогрев деталей из сплава ЖС6К при фрезеровании
приводит к существенному снижению окружной и осевой сил
(рис. 171), то и шероховатость обработанной поверхности при этом
также существенно снижается. Величины Рос, Рок, Ra и Д полу-
чены при работе на оптимальных скоростях резания х.
1 Работа с температурой подогрева 0П = 800° С проводилась на скорости
резания 4,5 м/мин. Температура резания в этом случае превышала оптималь-
ную температуру на 200° С.
Рис. 171. Влияние температуры подогрева детали на основные показатели
процесса резания при фрезеровании деталей из сплава ЖС6К фрезой из сплава ВК8\
sz = 0,10 мм:
а — t = 1,0 мм; б — t — 0,5 мм
251
Если разница в высоте по средним линиям профиля А состав-
ляла без подогрева 15—20 мкм, то с подогревом до 800° С она
не превышала 3 мкм. Среднее арифметическое отклонение профиля
обработанной поверхности без подогрева Ra = 2,2--? 3,2 мкм, а при
фрезеровании с подогревом до 800° С величина Ra снизилась
до 0,6—0,9 мкм. Снижение величины А при повышении 0П связано
с изменением механизма деформации сплава ЖС6К. Если при низ-
ких температурах деформируются отдельные зерна и шерохова-
тость различается по высоте зерен, то при 0П 600° С соседние
зерна деформируются вместе; поэтому участки с разной величи-
ной А не выявляются. При низких температурах подогрева гра-
ницы зерен обладают большим сопротивлением деформации,
а при нагреве происходит их значительное разупрочнение. Предва-
рительный подогрев деталей (0П 500° С) изменяет вид образу-
ющейся стружки (стружка скалывания во всем диапазоне скоро-
стей резания переходит в сливную), что также влияет на снижение
высоты неровностей обработанной поверхности.
4. ОСНОВНЫЕ ВЫВОДЫ
1. Применение смазочно-охлаждающих жидкостей при реза-
нии деталей из жаропрочных сплавов не изменяет экстремального
характера кривых интенсивности износа от скорости резания и
оптимальных температур резания, соответствующих наименьшей
интенсивности износа инструмента.
2. Применять СОЖ, не содержащих ПАВ (поверхностно-
активных веществ), при работе на скоростях резания ниже опти-
мальных нерационально, так как под действием СОЖ наблюдается
снижение температуры резания, что приводит к повышению интен-
сивности износа инструмента.
3. Различным комбинациям температур предварительного по-
догрева деталей, скоростей резания и сечений срезаемого слоя при
точении и фрезеровании, соответствующих наименьшей интен-
сивности износа инструмента и наибольшей его размерной стой-
кости, соответствует одна и та же оптимальная температура реза-
ния. Следовательно, оптимальная температура резания инва-
риантна к изменению и таких специфических внешних условий
процесса резания, как охлаждение зоны резания под действием
СОЖ или предварительный подогрев срезаемого слоя.
4. При работе на v = const предварительный подогрев может
как повышать размерную стойкость инструмента, так и пони-
жать ее. Характер кривых I = f (0П) определяется уровнем скоро-
стей резания и изменением температуры резания 0 относительно
оптимальной 0О.
5. Повышение стойкости инструмента путем предварительного
подогрева при обработке деталей из жаропрочных сплавов может
быть достигнуто лишь при работе на относительно низких скоро-
стях резания, когда температура резания приближается к опти-
252
мальной. При работе на скоростях резания равных и выше опти-
мальной, найденных для резания без подогрева, предварительный
подогрев, отдаляя среднюю температуру контакта от оптималь-
ной, снижает стойкость инструмента по сравнению с резанием без
подогрева.
6. Предварительный подогрев деталей из жаропрочных сплавов
при соблюдении постоянства оптимальной температуры резания
(путем снижения скоростей резания) может как уменьшать интен-
сивность износа инструмента, так и повышать ее.
7. Значительного повышения стойкости инструмента путем
предварительного подогрева срезаемого слоя можно ожидать лишь
в тех случаях, когда подогрев существенно снижает прочностные
свойства материала детали (например, при обработке титановых
сплавов), но в меньшей степени разупрочняет материал режущего
инструмента (прерывистое резание, внутреннее охлаждение режу-
щего инструмента, локализованный нагрев зоны деформации,
применение инструментальных материалов с повышенной тепло-
стойкостью).
8. Предварительный подогрев деталей существенно снижает
глубину и степень наклепа обработанного поверхностного слоя
и остаточные растягивающие напряжения, что способствует повы-
шению длительной и усталостной прочности деталей из жаропроч-
ных материалов.
9. При фрезеровании литейных жаропрочных сплавов (ЖС6К)
на обработанной поверхности имеются участки, расположенные
на разном уровне (на величину А) от средней линии профиля и от-
личающиеся различной шероховатостью.
10. Неудовлетворительное качество обработанной поверхности
деталей из указанного жаропрочного сплава связано с его крупно-
зернистой структурой и анизотропией свойств зерен. Последнее
приводит к значительным колебаниям сил резания, особенно за-
метным в тех случаях, когда сечение срезаемого слоя соизмеримо
с величиной зерна.
11. Средством повышения качества (однородности) обработан-
ной поверхности является предварительный подогрев деталей до
температур 0П 400° С. При этом происходит значительное раз-
упрочнение границ зерен, что способствует совместной деформа-
ции соседних зерен и снижает величину А.
12. Уменьшение высоты неровностей обработанной поверх-
ности при фрезеровании с предварительным подогревом связано
также с изменением механизма стружкообразования (переходом
стружки скалывания в сливную).
13. Предварительный подогрев деталей до 0П 400° С позво-
ляет уменьшить шероховатость обработанной поверхности и одно-
временно повысить размерную стойкость инструмента.
Глава XIII
ПРИМЕНЕНИЕ МАТЕМАТИЧЕСКИХ МЕТОДОВ
ПЛАНИРОВАНИЯ ЭКСПЕРИМЕНТА
ДЛЯ РЕШЕНИЯ ЗАДАЧ
ОПТИМИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Инвариантность оптимальной температуры резания облегчает
нахождение оптимальных условий обработки металлов резанием,
которые в общем случае могут определяться положением точек
с координатами vQ и Лопо в некотором пространстве, образуемом
разнообразными технологическими параметрами (сечением среза,
геометрией инструмента и т. д.).
Приведенные в гл. III параметрические уравнения максималь-
ной размерной стойкости позволяют определить v0 и /г01Ю лишь
для конкретно заданных условий. При переменных значениях
глубины резания, геометрических параметров резцов и т. д. зна-
чительную роль в повышении эффективности исследований может
сыграть применение математических методов планирования экспе-
римента [1, 54, 60]. В этом случае процесс резания рассматривается
как «плохо организованная» система, а режимы и прочие техноло-
гические параметры, как факторы, влияющие на нее. Планирова-
ние эксперимента существенно меняет отношение исследователя
к постановке экспериментальных работ, а также и к стратегии
опыта. В результате развития идей планирования эксперимен-
татор получает возможность более правильно оценивать концеп-
цию случая в эксперименте, существенно уменьшить число экспе-
риментов (не уменьшая точности), иметь четкую логическую схему
(стратегию) на всех этапах исследования и, наконец, возможности
широкого и эффективного использования ЭВМ. Благодаря пре-
имуществам целенаправленного активного эксперимента появи-
лась возможность решать сложные технологические задачи при
минимальных затратах.
Можно выделить несколько основных направлений в матема-
тической теории планирования эксперимента, одно из которых —
планирование экстремальных экспериментов. Планирование этого
типа применяют в тех случаях, когда экспериментатора интере-
суют условия, при которых изучаемый процесс удовлетворяет
некоторому критерию оптимальности. Метод симплексного плани-
рования, примененный при поиске оптимальных геометрических
254
параметров инструмента для точения дета-
лей из стали 12Х18Н9Т резцом из сплава
ВК6, позволил кратчайшим путем опре-
делить искомые параметры. Факторами
для исследования были выбраны: — зад-
ний угол а°; х2 — передний угол у°;
— угол наклона режущей кромки Х°.
Необходимо определить условия обра-
ботки, обеспечивающие максимальную раз-
мерную стойкость при заданном сечении
среза ($ = 0,06 мм/об, t = 0,08 мм),
Ф = 95°, фх = 15° и г = 0,1 мм. Эта за-
Таблица 46
Диапазон изменения
факторов при симплекс-
ном планировании
Пара- метры, град База х0(. Интервал варьиро- вания Ах.
Xi 10 4
Х2 10 5
*3 —5 10
дача решалась в два этапа: 1) с помощью
резца с геометрическими параметрами, определенными обычным
способом, была найдена оптимальная скорость и соответствующая
ей оптимальная температура, т. е. условия, соответствующие мак-
симальной длине пути резания или минимальному размерному
износу; 2) при постоянстве оптимальной температуры резания
симплексным методом оптимизировались геометрические пара-
метры (а — задний угол, у — передний угол, К — угол наклона
режущего лезвия).
Диапазон изменения факторов и движение симплекса приве-
дены в табл. 46, 47. В результате правильного выбора интервалов
варьирования независимых переменных уже в первой серии опы-
тов получены геометрические параметры режущей части резца,
повышающие стойкость в 3 раза по сравнению с исходными гео-
метрическими параметрами, полученными обычным пассивным
методом. Дальнейшие эксперименты показали, что симплекс начал
вращение вокруг вершины С, что является признаком завершения
оптимизации. Геометрические параметры, соответствующие этой
точке (а = 10°, у 12°, X = —7°), являются оптимальными.
Таблица 47
Симплекс — метод для поиска оптимальных геометрических параметров
инструмента при точении деталей из стали 12Х18Н9Т резцом ВК6
Симплекс Вер- шина х2 *3 ^=/0.2
Код а0 Код ?° Код Г
Исходная точка 10° 5° 0° 1000
A BCD А -0,500 8° —0,289 2° —0,204 —7° 2100
A BCD В 0,500 12° —0,289 2° -0,204 —7° 2250
A BCD С 0 10° 0,578 12° —0,204 —7° 3300
A BCD D 0 10° 0 5 0,612 0 1750
ADCD' D' 0 10° 0 5 е — 1,02 -15° 1500
A'BCD А' 0,830 13° 0,482 10° 0,34 —2° 2500
255
Другим направлением в планировании можно считать те слу-
чаи, когда решается задача выяснения поведения объекта в целом.
На математическом языке такая задача формулируется следующим
образом: необходимо найти такую функцию, которая определяет
связь между выходом некоторого параметра оптимизации (напри-
мер, v0 или houo) и величинами, влияющими на ход процесса, или
более кратко: найти математическую модель процесса. Данный
подход к планированию наиболее характерен для теории резания
металлов. Рассмотрим несколько примеров эффективного исполь-
зования математических методов планирования эксперимента для
нахождения оптимальных условий обработки металлов резанием.
2. ПРИМЕНЕНИЕ ПЛАНОВ ПЕРВОГО ПОРЯДКА
Эффективное использование планов первого порядка покажем
на примере получения математических моделей v0 и hono от раз-
личных факторов. При точении деталей из литейного жаропрочного
сплава резцом из сплава ВК8 был принят следующий порядок
исследования.
1. Для заданной пары резец—деталь ставится пассивный одно-
факторный эксперимент для определения функциональных зави-
симостей / = f (0 и 0 = f (v) при фиксированных значениях
прочих параметров. На основании этого эксперимента выяв-
ляется оптимальная температура резания (0О = 680° С), соответ-
ствующая оптимальной скорости vo и обеспечивающая максималь-
ный путь резания.
2. На основании температурных исследований при реализации
регулярных реплик полного факторного эксперимента 2" или
дробных реплик 2п~111 [54] определялась зависимость темпера-
туры резания от переменных параметров резания —0 = / (v,
s, i, г и т. д.). Реализация указанных реплик существенно умень-
шает количество опытов и позволяет выявить главные эффекты
и парные взаимодействия при сохранении необходимой точности
и достоверности. Из найденной таким путем температурной зави-
симости можно определить скорость vQ, учитывая, что оптималь-
ной скорости v0 соответствует оптимальная температура 0О °C.
В данном случае для определения зависимости температуры от
элементов режима резания и геометрических параметров резца
была реализована г/8 реплики семифакторного эксперимента типа
27~3 с определяющим контрастом Y = х1х2х3х1 = х2х^хАхь =
— X-^X^X^Xq == X-^X2X^Xq ==: Х^Х^Х^Ху —— X2X±XqX7 =: Х3Х5Х6Х7 ——
X]Х 2*^3'^4^'5^6^7 •
Этот план позволяет получить линейную модель вида
У = ьо + 2 biXi + S bijXiXj.
1=1 i>i
Зависимость 0 — f (и, s, t, a, г и т. д.) в логарифмических
координатах приобретает достаточно простой вид линейной ре-
256
Таблица 48
Переменные факторы и уровни их варьирования
при установлении математических моделей параметров
оптимального резания v0 и hono для точения деталей
из жаропрочного сплава
Переменная Код Уровни варьирования
—1 +1
Скорость резания г», м/мип 6 22
Подача $, мм/об 0,1 0,4
Глубина резания /, мм х3 0,5 1,5
Передний угол у0 *4 —25 + 5
Задний угол а° 5 15
Угол наклона режущего лезвия Z° Л'б —5 +25
Радиус закругления вершины инстру- х7 0,5 2,5
мента г
грессии. Кроме того, логарифмирование переменных приводит
к однородности дисперсий различных факторов и получению в ко-
нечном итоге привычных степенных зависимостей.
Для удобства обозначений и упрощения расчетов значения фак-
торов брали в кодированном виде и оперировали относительными
единицами. Переход к кодированным значениям осуществлялся
по формулам У log xi l°g хср . /171 \ log Л-СР - log xmln ’ U ‘ > log xcp = l^g^ax + log xnun . (172)
Значения факторов, их коды и интервалы варьирования приве-
дены в табл. 48.
Реализация плана (матрицу, расчетные формулы для вычисле-
ния коэффициентов регрессии и их оценки см. [54]) позволила
после потенцирования получить следующую модель, адекватно
описывающую искомую зависимость:
76,7i>0’58s0,14/0’10x0'18
° а0,05Л0,01б0,и6
где 6 = 90° — у ° и % = 90° + X при следующих величинах дис-
персий: Sv = 18,5 10 3; Sbl = 4,62 ЮЛ
При е0 = 680° с
( 0,08650,01725x0,103
«/мин. (174)
Для получения зависимости оптимальной скорости от четырех
факторов обычным способом необходимо было провести около ста
17 А. Д. Макаров 257
температурных опытов. При применении математических методов
планирования число опытов сократилось до 16 для семи факторов.
3. Для определения интерполяционной формулы, выражающей
зависимость Аопо от различных переменных, был проведен пяти-
факторный эксперимент. Независимые переменные (/, з, у, а и К)
варьировались на двух уровнях. Значения скорости резания для
каждой из точек плана рассчитывались и назначались на основа-
нии температурных исследований п. 2 по формуле (174). Радиус
при вершине резца находился в соответствии с назначенными
подачами s:
______2_
2 ’
где Rz = 3,6— 3,9 мкм.
Предполагалось существенным взаимодействие факторов у
и X, поэтому их включили в план. Реализация V4 реплики от
полного факторного эксперимента 25 (матрица планирования и
результаты эксперимента приведены в табл. 49) позволила после
Таблица 49
Матрица планирования и результаты эксперимента
при чистовом точении деталей из литейного сплава ЖС6К
резцом из сплава ВК8
Верхний уровень Нижний уровень а° К° t, мм S, мм/об ^2^3 у = 1п т
25 15 5 25 -5 1,0 0,5 0,28 0,12
%’ м/мип г, мм х2 х3 хъ
9,25 0,5 + 3,6507
14,1 0,5 + — — — — 2,7973
9,5 0,5 — — + + — — 3,0911
9,2 2,5 + — “Г — + + 3,6889
9,8 2,5 — “Г + — + — 2,4641
8,7 2,5 + — + _l — 2,9200
12,5 2,5 — + — + + + 1,9829
11 0,5 + + -L + + + 2,5267
1 Коэффи- циент регрессии 2,8908 0,0923 —0,4468 0,0518 —0,2594 —0,1256 —0,0727
Ошибка опыта Sy = 20,9-10 3; — 7,8-10 3
258
потенцирования и соответствующей обработки получить
ние регрессии
ht
уравне-
1 7Q i 24 z0,75 0,81 .14,28 $14,02
1, / 2•1U I а х о
—--------------------------------- мкм, 10л с мл
$3,18 In и 0,/0
(175)
Дисперсионный анализ показал, что математическая модель
адекватна. Оценка адекватности производилась по критерию Фи-
шера [1]: F = 0,415 меньше 5,3 — табличного значения для
уровня значимости р = 0,05. Таким образом, применение пред-
лагаемой методики позволяет при сравнительно малом количестве
опытов определить параметрические уравнения максимальной
размерной стойкости при переменных значениях многих пара-
метров резания.
3. ПРИМЕНЕНИЕ ПОЛНОГО
ФАКТОРНОГО ЭКСПЕРИМЕНТА
Рассмотрим пример поиска оптимальных геометрических пара-
метров инструмента при фрезеровании деталей из литейного
сплава ЖС6К фрезой из сплава ВК8. Определим зависимость
стойкости Т торцовой фрезы от заднего угла а, переднего угла у,
угла наклона главной режущей кромки X в окрестности базовых
значений этих параметров соответственно 10°, —10°, 5° и интерва-
лов варьирования =*=5° для каждого из факторов. С этой целью
реализуем полный факторный эксперимент типа 23 и получим ма-
тематическую модель
у = 1g Т = 0,69 + 0,052а + 0,02у + 0,008Х, (176)
адекватно описывающую исследуемую зависимость. Как показали
эксперименты, наибольшую стойкость имеет торцовая фреза с гео-
метрическими параметрами режущей части а = 15°, у = 15°,
X = 10°, т. е. на границе диапазона варьирования факторов.
Однако крутое восхождение по значимым коэффициентам регрес-
сии в данном случае невозможно по технологическим соображе-
ниям (резко снижается прочность режущего лезвия).
4. ПРИМЕНЕНИЕ ПЛАНОВ ВТОРОГО ПОРЯДКА
В приведенном выше примере определили положение экстре-
мальных точек v0 и Лопо поверхности отклика Лоп = f (v, s, ty
г, а и т. д.), последовательно используя при этом линейные планы
первого порядка. Для более полного представления о поверхности
отклика параметров оптимизации во всем факторном пространстве
необходимо реализовать планы высших порядков, так как априори
известно, что зависимости относительного поверхностного износа,
величины микронеровностей обработанной поверхности, пути реза-
ния от режимов резания и других параметров носят немонотонный
характер. Наличие априорных сведений позволило, например,
17* 259
выбрать оптимальную стратегию проведения исследований обра-
батываемости деталей из стали ЗОХГСА резцом из сплава Т15К6
и обусловило выбор для длительных стойкостных испытаний не-
композиционного плана 2-го порядка (выборку из факторного
эксперимента З3). Этот план дает наибольшую информацию об
условном центре эксперимента (где предполагался экстремум),
исключая при этом последовательное планирование и сокращая
тем самым продолжительность эксперимента. Применение цен-
трального композиционного ротатабельного плана для описания
той же области изменения параметров оптимизации привело бы
к значительному расширению границ изменения факторов (за
счет большого звездного плеча ар = 1,682) до значений, не пред-
ставляющих интереса для исследователя, не имеющих практиче-
ского применения и нередко трудно достижимых в технологиче-
ском плане. Значения факторов, как и в предыдущем примере,
брали в кодированном виде. Кодировку осуществляли по форму-
лам (171) и (172). Значения факторов, их кодов и интервалов варьи-
рования приведены в табл. 50.
Реализация плана (матрица и результаты эксперимента при-
ведены в табл. 51) дала возможность получить следующую модель
относительного поверхностного износа й0113 по задней поверхности,
адекватно описывающую исследуемую зависимость:
Z/ = lg^on3= 1,3782 + 0,0448%! —0,2163х2 + 0,0022х3 +
+ 0,0624%!%2 + 0,0872%!%3 — 0,02 10х2%3 +
+ 0,3748%i + 0,0043x1 + 0,0795х32. (177)
Расчет коэффициентов регрессии производили методом наи-
меньших квадратов. Ошибку эксперимента согласно ранее прове-
денным исследованиям и требуемой для производства точности
условно принимали ±5%. Оценку адекватности модели произ-
водили по критерию Фишера (F0i06).
Одним из методов интерпретации полученных результатов
является метод двумерных сечений поверхности отклика. На
Таблица 50
Переменные факторы и интервалы их варьирования
при оптимизации процесса точения деталей из стали ЗОХГСА
резцом из сплава Т15К6
У ровни варьирования Независимые переменные
%! х2 х3
V, м/мин S, мм/об t, мм
Верхний —1 50 0,07 0,2
Основной 0 122 0,12 0,37
Нижний +1 300 0,21 0,7
260
Таблица 51
Матрица планирования и результаты
эксперимента для получения
математической модели относительного
поверхностного износа при точении деталей
из стали ЗОХГСА
Рис. 172. Влияние режимов ре-
зания на 'поверхностный отно-
сительный износ резцов из сплава
Т15К6 при точении (t=0,25 мм)
деталей из Детали ЗОХГСА
(НВ 290):
1 — 3 — сечения поверхности откли-
ка; (/ — s = 0,07 мм/об; 2 — s =
= 0,1 мм/об; 3 —s = 0,21 мм/об);
4 — пассивный однофакторный
эксперимент (s = 0,1 мм/об)
* ео X ч ч * >7 ч ч 1 X coco * о ЬО Т
4“ + + 0 + 0 0 + “Г 0 1,7033
+ + — 0 — 0 0 + + 0 2,1644
+ — + 0 — 0 0 + 0 1,3502
+ — — 0 4“ 0 0 + —|— 0 2,0607
+ + 0 + 0 + 0 + 0 + 1,8921
+ + 0 — 0 — 0 + 0 + 1,8482
+ — 0 + 0 — 0 + 0 + 1,7672
+ — 0 — 0 + 0 + 0 + 2,0719
_L 0 + + 0 0 + 0 + + 1,5237
+ 0 + — 0 0 — 0 4- + 1,2455
+ 0 — + 0 0 — 0 4- + 1,8451
+ 0 — — 0 0 + 0 + + 1,4829
+ 0 0 0 0 0 0 0 0 0 1,4654
+ 0 0 0 0 0 0 0 0 0 1,4265
+ 0 0 0 0 0 0 0 0 0 1,4265
рис. 172 показаны сечения функции [А0ГЗ = f (у)] при стабилизи-
рованных параметрах s и /, т. е. фактически дается график изме-
нения величин /гопз в зависимости от скорости резания v. На
рис. 172 характерно смещение кривых вдоль осей координат.
Кривая пассивного однофакторного эксперимента показывает
хорошее совпадение с соответствующим сечением поверхности
отклика (скорость резания, соответствующая минимальному из-
носу инструмента, при пассивном эксперименте v0 = 130 м/мин
вписывается в доверительный интервал, определяющий экстремум
параболы v0 = 127,5 м/мин, полученной сечением поверхности
отклика).
5. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ДЛЯ ОПРЕДЕЛЕНИЯ
ПАРАМЕТРОВ ОПТИМАЛЬНОГО РЕЗАНИЯ ПРИ
ТОЧЕНИИ ДЕТАЛЕЙ ИЗ ДЕФОРМИРУЕМЫХ
ЖАРОПРОЧНЫХ СПЛАВОВ В ЗАВИСИМОСТИ
ОТ ИХ МЕХАНИЧЕСКИХ СВОЙСТВ
Математические методы планирования эксперимента позволяют
включать в получаемые модели не только технологические пара-
метры, но и характеристики, обусловленные физико-механиче-
скими свойствами материала детали. В качестве примера можно
привести получение единых формул оптимального поверхностного
261
относительного износа инструмента /гозо и оптимальной стой-
кости То для группы жаропрочных деформируемых никелевых
сплавов (ХН77ТЮ, ХН77ТЮР, ХН70ВМТЮ, ХН70ВМФТЮ,
ХН55ВМТФКЮ, ХН51В?ЛТЮКФР), упрочняющихся вследствие
выделения интерметаллидной у'-фазы — N:3 (Al, Ti). Обработка
велась резцами из сплава ВК6М (а — = 10°; ср = фх = 45°;
у — 0°; X = 0°; г = 0,5 мм). Для решения задачи использован
некомпозиционный план второго порядка (выборка из З3). В ка-
честве независимых переменных были приняты: количество упроч-
няющей у'-фазы (в эксперименте исследовали сплавы: ХН77ТЮ —
8%; ХН70ВМФТЮ — 25%, ХН51ВМТЮКФР — 42%); подача
s = 0,09-^ 0,2 мм/об и глубина резания t = 0,5—н 1,5 мм.
Реализация плана позволила получить адекватные математи-
ческие модели с 95%-ной вероятностью:
1g То = 0,6168 + 0,0267 (у') + 7,028s + 0,085/ —
— 0,0148 (у') s — 0,0077 (у') / — 0,000485 (у')2; (178)
lg h030 = — 0,517 — 0,0095 (у') — 4,972s + 0,625/ +
+ 0,0529 (у') s + 0,00957 (у') / — 0,05818s/ +
+ 0,00035 (у')2 + 1,485s2 —0,233/2. (179)
В рассмотренных задачах по применению математических мето-
дов планирования в теории резания металлов находили интерполя-
ционную формулу (математическую модель), отражающую только
феноменологическую сторону явлений, так как для модели безраз-
лично, каким образом происходит износ инструмента или образо-
вание микронеровностей, а важна лишь конечная зависимость
выхода параметра оптимизации.
При предъявлении определенных требований к планам, в числе
которых основным является независимость оценок влияния от-
дельных параметров, можно связать эти модели с физикой про-
цесса.
6. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ОПТИМИЗАЦИИ
ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ
ИЗ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ
ПО ИХ МЕХАНИЧЕСКИМ СВОЙСТВАМ
И ЭЛЕМЕНТАМ РЕЖИМА РЕЗАНИЯ
1г*-
Выше, на примере получения модели оптимизации для группы
деформируемых жаропрочных сплавов, было показано, что мате-
матические методы планирования эксперимента позволяют полу-
чать зависимости, связывающие механические свойства^материа-
лов с характеристиками их обрабатываемости. Задача решалась
достаточно просто вследствие преобладающего влияния на обра-
батываемость интерметаллидной у'-фазы. Включение в качестве
262
Таблица 52
Точность определения параметров оптимального резания деталей
из литейных жаропрочных сплавов по их химическому составу
ео, °с vQ, м/мин ft0rt30- мм/10’-см2
ь д ф д ф £ д д ф £ S
Сплавы Е S h к В к § к £ к
CU Г ( S 3 Си н к з Он s а
Ф О У о ф ф о ф ф 54 о
С о с д о к Д о
о о к к Д (X о к к
д сз н са о д 03 сз о д са н са о
о Пн О д^ о Пн О К с- о Ни О д^
жсз 680 654 3,82 34 26,1 23 1,2 2,28 47,4
АНВ-300 660 656 0,6 30 26,5 14,5 2,17 2,3 5,65
ЖС6 640 609 4,8 24 16,5 31,5 5 6,74 34,8
ЖС6К 620 615 0,8 17 14,6 14,3 6,7 7,3 8,9
ЖС6У 610 618 1,31 17 15,7 7,8 8,1 7,38 8,9
ВЖЛ12 600 618 3,0 13 11,6 11 10 9,7 3
независимой переменной процентного содержания у'-фазы в сплаве
и варьирование на трех уровнях позволило оценить характери-
стики обрабатываемости всей группы сплавов.
Более сложная задача возникла при получении модели для
группы литейных жаропрочных сплавов. Применение многомер-
ного статистического анализа позволило установить формулы для
определения основных параметров оптимального резания в за-
висимости от химического состава этих сплавов:
vo = 37 — 2,ЗЗС + 0,4Сг — 1,85А1 — 5,16Ti —
— 0,19Мо — 0.22W + 0,47Со; (180)
0о = 718 — 178С -|- 0,97Сг — 6,5А1 — 12Ti —
— 12,26Мо — 1.78W+ 1,66Со; (181)
/гопзо = — 2,8 4- 13,5С —0,17Сг + 0.7А1 + l,3Ti +
+ 0,19Мо + 0.2W — 0,05Со. (182)
Оказалось, что только оптимальная температура резания с до-
статочной точностью определяется химическим составом сплавов.
Определение других показателей (t»0 и й0П30) может производиться
лишь приближенно (табл. 52).
Не было также обнаружено однозначных связей между пара-
метрами v0, 0О, /гопзо и прочностными характеристиками литейных
жаропрочных сплавов как при 20° С, так и при повышенных тем-
пературах. И лишь при комплексном рассмотрении структурно-
фазового состава жаропрочных сплавов и их механических свойств
при температурах, равных температурам в зоне резания, стало
возможным определить и0, йопзо, 0О с необходимой точностью.
263
v0, м/мин
70 90 110 3,,кгс/ммг20 30 70 50г'фаза,%
а) 6)
Рис. 173. Влияние струк-
турно-фазового состава (а)
и истинного нормального
напряжения SB (б) литейных
жаропрочных сплавов на уро-
вень оптимальных скоростей
резания. Фреза оснащена
пластинками из твердого
сплава ВК8; t ~ 0,5 мм;
s2 = 0,1 мм! зуб
Статистическая обработка имеющихся данных (рис. 173, 174)
позволила получить следующие уравнения:
у0 = 45 + 0,322у' — 0,0095/2 — 0,182SB; (183)
0о = 7ОО+ 1,6/ — 0,038/2— 0,6SB; (184)
/ionso = 0,005/2 — 0,2/ +(0,05SB — 0,5), (185)
где S — истинное нормальное напряжение при растяжении.
Сравнение расчетных и опытных значений основных показате-
лей обрабатываемости п0, 0О, Лопзо, приведенное в табл. 53, пока-
зало хорошую сходимость результатов, причем максимальные
абсолютные ошибки при определении v0 составили 1 м/мин,
а при определении 0О всего 9° С.
Уравнения (183) и (185) для торцового фрезерования инстру-
ментом с постоянными геометрическими параметрами и постоян-
ным сечением среза стали основой для более широкого исследова-
ния с целью получения зависимостей оптимального периода
стойкости То и оптимального относительного поверхностного
износа /ion30 в различных условиях. В качестве независимых
переменных были приняты подача s2, глубина резания t, главный
угол в плане <р, отношение ширины фрезеруемой поверхности
к диаметру фрезы (В/D) и величина износа зуба фрезы по задней
Рис. 174. Влияние струк-
турно-фазового состава (а)
и истинного нормального
напряжения (б) литейных
жаропрочных сплавов на оп-
тимальную температуру ре-
зания. t Условия испытания
те же,1 что и на рис. 173
264
Таблица 53
Точность определения параметров оптимального резания
литейных жаропрочных сплавов по структурно-фазовому составу
(содержанию у'-фазы) и истинному нормальному напряжению,
определяемому при температурах,
равных оптимальным температурам резания
Сплавы 2 (Al+Ti), % V'» % При 0исп = 2О»С при еисп = е0
ав SB % SB
кгс/мм2
жсз АН В-300 ЖС6 ЖС6К ЖС6У ВЖЛ-12 4,1 6,2 7,4 8,8 8,1 10,6 18 30 45 55 50 58 75 90 100 96 102 90 90 93 103 103 114 102 62 82 91 94 101 90 70 83 93 96 112 97
Сплавы Эксперимент Расчет Относительная ошибка, %
vQ, м/мин и о Аэпзо’ мм/103 см2 vQ, м/мин о /гопзо ’ мм/103 см2 uQ, м/мин и о 1 ^опзо’ мм/103 см2
жсз АНВ-300 ЖС6 ЖС6К ЖС6У ВЖЛ-12 34 30 24 17 17 13 680 660 640 620 610 600 1,2 2,3 5 6,7 8,1 10,0 35 30,4 23 16,2 16,5 12,5 676 664 640 615 610 609 1,1 2,2 4,9 7,6 7,2 8,9 2,9 1,0 4,2 4,7 3,0 4 0,6 0,6 0 1,0 0 1,5 9 4,5 2 13 11 11
поверхности h3. Кодовое обозначение и уровни варьирования пе-
ременных приведены в табл. 54.
Таблица 51
Кодовое обозначение и уровни варьирования независимых переменных
для получения математической модели оптимизации
торцового фрезерования деталей из литейных жаропрочных сплавов
Независимые переменные
Уровни варьирования xi Х2 х3 ХЪ
sz* мм/зуб t, мм Ф° B/D h3, мм
Верхний +1 0,18 1,75 60 0,777 0,6
Средний 0 0,12 1 I i 45 0,555 0,45
Нижний —1 0,06 0,25 30 0,333 0,3
265
Рис. 175. Номограмма для определения оптимальных режимов^резания
при торцовом фрезеровании деталей из литейных жаропрочных спла-
вов на никелевой основе. Фреза с пластинками из твердого сплава ВК8\
ап = «1 = у = —<S°; X = 5°; г = 0,5 мм
Реализация плана На5, имеющего лучшие статистические ха-
рактеристики по сравнению с другими планами второго порядка
для размерности п — 5, позволила получить следующие адекват-
ные модели в натуральных величинах:
То= 121,4 — 246,65s, — 0,29/ — 1,7ф — 89,46^- + 143/г3 +
+ s, (52,32/ — 2,48ср + 282 + 252/г3) + / (о,22ф— 24,84^-—
- 19,43/13) + <р (1,27 + 1,04^) + 62,4 А /гз +
+ 175,14s!—3,38/2 + 0,0057ф2 + 54,8 (^-)2 +
+ 81 hl -г- 0,0041 У2 — 0,13S; (186)
266
hon3o = 284,5 — 439,9sz + 12,36/ + 0,64cp — 660 —
— l,09/i3 —sz(16,62+ 1,26ф — 529-^- —
— 27,8/i3) + (0,22q>—18^-+ 41/i3) —ф(1,26^- —0,084Л3) +
+ 46,8 — h3 + 4,17sl + 1,18/2 + 0,0037ф2+ 420,45 +
+ 0,005y'2—0,2/ + 0.05S. (187)
Номограмма для выбора оптимальных режимов резания при
торцовом фрезеровании деталей из литейных жаропрочных спла-
вов на никелевой основе приведена на рис. 175.
7. ОСНОВНЫЕ ВЫВОДЫ
1. Использование положения о постоянстве оптимальной тем-
пературы резания и планов первого порядка существенно сокра-
щает объем стойкостных исследований для нахождения оптималь-
ной скорости резания и соответствующей интенсивности износа
инструмента при различных сочетаниях параметров резания.
2. Некомпозиционные планы второго порядка при нахождении
функций Лоп = f (и) обеспечивают необходимую точность при су-
щественном сокращении продолжительности эксперимента.
3. Математические методы планирования эксперимента позво-
ляют включать в получаемые модели не только технологические
параметры, но и характеристики, обусловленные физико-механи-
ческими свойствами обрабатываемого материала.
4. Получение интерполяционной модели при широком варьи-
ровании многих факторов возможно лишь при наличии большого
объема априорной информации, а также совместном применении
многомерного статистического анализа и планирования экспери-
мента.
ЗАКЛЮЧЕНИЕ
Важнейшим фактором, определяющим характеристики про-
цесса резания (интенсивность износа инструмента, шерохова-
тость, наклеп и микроструктуру обработанной поверхности и др.),
является средняя температура контакта, или температура реза-
ния. Положение о постоянстве оптимальной температуры резания
оказалось справедливым для продольного и торцового точения,
сверления и растачивания отверстий, нарезания резьбы методом
многократных проходов, фрезерования поверхностей и зубофрезе-
рования зубчатых колес. Из положения о постоянстве оптималь-
ной температуры резания для заданной пары инструмент из твер-
дого сплава — деталь вытекают следствия, которые расширили
область действия установленного положения.
Инвариантность оптимальной температуры резания к выбору
элементов сечения срезаемого слоя, геометрических параметров
инструмента, предварительного подогрева деталей или охлажде-
ния зоны резания и других внешних условий процесса резания
позволяет определять оптимальные режимы резания в многообраз-
ных условиях эксплуатации инструмента, что особенно важно
для сокращения сроков технологического освоения новых материа-
лов и автоматизации процессов обработки резанием. На основе
положения о постоянстве оптимальной температуры резания и на
базе выявленных закономерностей износа инструмента разработан
метод определения оптимальных режимов резания, позволяющий
сократить как время, затрачиваемое на исследование, так и рас-
ход материалов детали и инструмента по сравнению с общепри-
нятыми стойкостными испытаниями.
Для жаропрочных сплавов и других труднообрабатываемых
материалов, а также для обычных конструкционных сталей в усло-
виях автоматизированного производства оптимальные и экономи-
ческие скорости резания можно считать практически совпада-
ющими. Оптимальная температура резания при обработке деталей
из разных материалов инструментами, оснащенными пластин-
ками из твердого сплава, различна. Но оптимальная температура
268
резания в пределах заданной группы материалов изменяется не-
значительно и с достаточной точностью’может быть принята рав-
ной температуре, при которой наблюдается минимальная пластич-
ность (провал пластичности) материала детали.
Установленное совпадение оптимальной температуры резания
с температурой провала пластичности позволяет прогнозировать
условия резания, при которых обеспечивается получение поверх-
ностного слоя с наилучшими характеристиками — наименьшими
шероховатостью, глубиной и степенью наклепа и искажением микро-
и субструктуры поверхностного слоя (размеры блоков, плотность
дислокаций и др.). Обработка деталей на оптимальных режимах
резания служит дополнительным резервом повышения износо-
стойкости, коррозионной стойкости, длительной и усталостной
прочности деталей машин.
Для выбора оптимальных режимов резания, обеспечивающих
наименьшую интенсивность износа инструмента и наилучшее
качество поверхностного слоя, получены параметрические урав-
нения максимальной размерной стойкости и разработаны специаль-
ные номограммы. Номограммы позволяют увязать выбор режимов
резания с шероховатостью, точностью, производительностью и
себестоимостью обработки, рассчитывать точность обработки на
металлорежущих станках, снизить потери времени из-за постоев
оборудования особенно в автоматизированном производстве, вызы-
ваемые износом инструмента, обоснованно задавать кинематиче-
ские характеристики проектируемых станков. Для правильной
эксплуатации инструмента такие номограммы необходимо иметь
для всех основных обрабатываемых на данном производстве ма-
териалов. Особенно эффективно совместное использование поло-
жения о постоянстве оптимальной температуры резания и матема-
тических методов планирования эксперимента. Они позволяют
получить математические модели процесса резания для отдельных
групп материалов деталей и еще в большей степени сокращать
трудоемкость исследований для установления основных пара-
метров оптимального резания металлов.
СПИСОК ЛИТЕРАТУРЫ
1. Аваков А. А. Физические основы теорий стойкости режущих инстру-
ментов. М., Машгиз, 1960, 308 с.
2. Адлер Ю. П., Маркова Е. В., Грановский Ю. В. Планирование экспери-
мента при поиске оптимальных условий. М., «Наука», 1971, 283 с.
3. Адаптивное управление станками. Под ред. Б. С. Балакшина. М. «Ма-
шиностроение», 1973, 687 с.
4. Биргер И. А. Остаточные напряжения. М., Машгиз, 1963, 232 с.
5. Боуден Ф. П. и Тейбор Д. Трение и смазка твердых тел. Пер. с апгл.
М., «Машиностроение», 1968, 544 с.
6. Влияние средней температуры контакта при резании на основные ха-
рактеристики качества поверхностного слоя. В кн.: теплофизика технологиче-
ских процессов. Куйбышев. Кн. изд-во, 1970, с. 270—275. Авт.: А. Д. Макаров,
В. В. Кривошеев, В. М. Коленченко и др.
7. Вопросы оптимального резания металлов. Под ред. А. Д. Макарова.
Труды УАИ. Вып. 19, 29, 34, 54, 77. Уфа, 1971—1974.
8. Вульф А. М. Резание металлов. Л., «Машиностроение», 1973, 496 с.
9. Гордон М. Б. Исследование трения и смазки при резании металлов.
В кн.: — Трение и смазка при резании металлов. Чебоксары, 1972, с. 7—138.
10. Грановский Г. И. Износостойкость твердых сплавов и закаленных ин-
струментальных сталей. В кн.: — Трение и износ при резании металлов. М.,
Машгиз, 1955, с. 14—32.
11. Грановский Г. И., Шмаков Н. А. О природе износа резцов из быстро-
режущих сталей дисперсионного твердения. — «Вестник машиностроения»,
1971, № 11, с. 65—70.
12. Грановский Г. И. О стойкости инструмента как исходном параметре для
расчета режимов резания. — «Вестник машиностроения», 1965, № 8, с. 59—64.
13. Губкин С. И. Пластическая деформация металлов, т. III. М., Металлург-
издат, 1960, 306 с.
14. Даниелян А. М. Теплота и износ инструментов в процессе резания.
М., Машгиз, 1954, 276 с.
15. Дьяченко П. Е., Якобсон М. О. Качество поверхности при обработке
металлов резанием. М., Машгиз, 1951, 208 с.
16. Еремин А. Н. Физическая сущность явлений при резании стали. М.,
Машгиз, 1951, 226 с.
17. Жилин В. А. Субатомный механизм износа режущего инструмента.
Изд-во Ростовского университета, 1973, 168 с.
18. Зорев Н. Н. Обработка резанием труднообрабатываемых материалов.
В кн.: — Передовая технология и автоматизация управления процессами обра-
ботки деталей машин. Л., «Машиностроение», 1970, с. 205—215.
19. Зорев Н. Н., Фетисова 3. М. Обработка резанием тугоплавких сплавов.
М., «Машиностроение», 1966, 227 с.
270
20. Зорев Н. Н. О взаимозависимости процессов в зоне стружкообразования
и в зоне контакта передней поверхности инструмента. — «Вестник машино-
строения», 1963, № 12, с. 42—50.
21. Зорев Н. Н. Вопросы механики процесса резания металлов. М., Маш-
гиз, 1956, 368 с.
22. Исаев А. И. Процесс образования поверхностного слоя при обработке
металлов резанием. М., Машгиз, 1950, 358 с.
23. Казаков Н. Ф. Радиоактивные изотопы в исследовании износа режущего
инструмента. М., Машгиз, 1960, 328 с.
24. Кацев П. Г. Статистические методы исследования режущего инстру-
мента. М., «Машиностроение», 1974, 231 с.
25. Колев К- С. Точность обработки и режимы резания. М., «Машинострое-
ние», 1968, 132 с.
26. Костецкий Б. И., Топеха П. К-, Нестеровский С. Е. Вопросы трения при
резании металлов. В кн.: — Передовая технология машиностроения. М.,
АН СССР, 1955, с. 461—474.
27. Костецкий Б. И. Трение, смазка и износ в машинах. Киев, «Техника»,
1970, 396 с.
28. Костецкий Б. И., Натансон М. Э., Бершадский Л. И. Механохимические
процессы при граничном трении. М., «Наука», 1972, 170 с.
29. Контактное взаимодействие твердых тел и расчет сил трения и износа.
М., «Наука», 1971, 239 с.
30. Крагельский И. В. Трение и износ. М., «Машиностроение», 1969, 480 с.
31. Кравченко Б. А. Силы, остаточные напряжения и трение при резании
металлов. Куйбышев. Кн. изд-во, 1962, 180 с.
32. Креймер Г. С. Прочность твердых сплавов. М., «Металлургия», 1971,247 с.
33. Кузнецов В. Д. Физика твердого тела. Т. 3. Томск, «Красное знамя»,
1944, 742 с.
34. Кузнецов В. Д. Физика твердого тела. Материалы по физике внешнего
трения, износу и внутреннего трения твердых тел. Т. 4, Томск, Полиграфиздат,
1947, 542 с.
35. Кузнецов В. Д. Наросты при резании и трении. М., Гостехиздат, 1956,
284 с.
36. Лозинский М. Г. Строение и свойства металлов и сплавов при высоких
температурах. М., Металлургиздат, 1963, 535 с.
37. Лоладзе Т. Н. Износ режущего инструмента. М., «Машгиз», 1958, 355 с.
38. Макаров А. Д. Вопросы разработки режимов резания (при обточке,
растачивании, фрезеровании) с учетом размерной стойкости инструмента, точ-
ности, производительности и себестоимости обработки. Тезисы докладов на
межвузовской конференции по экономичности технологических процессов.
3—5 октября 1961 г. Ленинград, 1961, с. 50—56.
39. Макаров А. Д. Износ и стойкость режущих инструментов. М., «Машино-
строение», 1966, 264 с.
40. Макаров А. Д. Новые характеристики обрабатываемости металлов реза-
нием и вопросы выбора периода стойкости инструмента. В кн.: — Высокопро-
изводительное резание в машиностроении. М., «Наука», 1966, с. 27—41.
41. Макаров А. Д. О выборе оптимальных режимов обработки резанием в ус-
ловиях автоматизированного производства. В кн.: Автоматизация процессов
механической обработки и сборки. М., «Наука», 1967, с. 132—142.
42. Макаров А. Д., Мухин В. С. О взаимосвязи характеристик качества
поверхностного слоя и эксплуатационных свойств деталей из жаропрочных
материалов. В кн.: — Влияние методов и режимов чистовой обработки на экс-
плуатационные свойства деталей машин, ч. 1, ЛДНТП, 1969, с. 14—27.
43. Макаров А. Д., Шустер Л. Ш. Выбор режимов резания при чистовом
точении. — «Станки и инструмент», 1970, № 1, с. 34—35.
44. Макаров А. Д., Мухин В. С. Особенности обработки сплава_ЭИ437БУ. —
«Станки и инструмент», 1970, № 11, с. 23—25.
45. Макаров А. Д., Мухин В. С., Кишуров В. М. Наклеп при чистовом то-
чении жаропрочных сплавов. В кн.: — Резание и инструмент. Вып. 8. Изд-во
Харьковского университета, 1973, с. 21—26.
271
46. Макаров А. Д., Мухин В. С. Влияние режима резания на эксплуатацион-
ные свойства деталей из жаропрочных материалов. В кн.: Алмазно-абразивная
обработка. Пермь, 1970, с. 123—126.
47. Макаров А. Д., Мухин В. С. и Кишуров В. М. Влияние прочностных
свойств и структурно-фазового состава жаропрочных сплавов на их обрабаты-
ваемость резанием. — «Станки и инструмент», 1973, № 6, с. 28—30.
48. Макаров А. Д. и Зориктуев В. Ц. Автоматическое регулирование про-
цессов резания при торцовом и продольном точении. В кн.: Резание и инстру-
мент, вып. 7. Изд-во Харьковского университета, 1973, с. 5—11.
49. Малкин А. Я. Скоростное точение закаленных сталей. В кн.: Скоростная
обработка металлов резанием. Оборонгиз, 1951, с. 261—281.
50. Маталин А. А. Точность механической обработки и проектирование тех-
нологических процессов. М., «Машиностроение», 1970, 316 с.
51. Маталин А. А. Технологические методы повышения долговечности дета-
лей машин. Киев, «Техника», 1971, 122 с.
52. Митряев К» Ф., Уланов Б. Н. Остаточные напряжения при торцовом
фрезеровании жаропрочных и титановых сплавов. — «Вестник машинострое-
ния», 1964, № 11, с. 67—71.
53. Михин Н. М., Ляпин К« С., Добычин М. Н. Исследование тангенциаль-
ной прочности адгезионной связи. В кн.: — Контактное взаимодействие твер-
дых тел и расчет сил трения и износа. М., «Наука», 1971, с. 53—60.
54. Налимов В. В., Чернова Н. А. Статистические методы планирования
экстремальных экспериментов. М., «Наука», 1965, с. 340.
55. Опитц Г. Об износе режущего инструмента. В кн.: — Новые работы по
трению и износу. Сб. докладов лондонской конференции по смазке и износу.
М., ИЛ, 1959.
56. О природе трения твердых тел. Под ред. В. А. Белого. Минск, «Наука
и техника», 1971, 472 с.
57. О процессе износа твердосплавного инструмента. — «Вестник машино-
строения», 1971, № 11, с. 70—73. Авт.: Н. Н. Зорев, Д. Н. Клауч, В. А. Ба-
тыр ев и др.
58. Передовая технология и автоматизация управления процессами обра-
ботки деталей машин. Под ред. А. А. Маталина. Л., «Машиностроение», 1970,
702 с.
59. Подураев В. Н. Обработка резанием жаропрочных и нержавеющих ма-
териалов. М., «Высшая школа», 1965, 520 с.
60. Полетика М. Ф. Конкретные нагрузки на режущих поверхностях ин-
струмента. М., «Машиностроение», 1969, 150 с.
61. Полетика М. Ф., Красильников В. А. Напряжения и температура на
передней поверхности резца при высоких скоростях резания. — «Вестник маши-
ностроения», 1973, № 10, с. 76—80.
62. Пресняков А. А., Червякова В. В. Природа провалов пластичности у ме-
таллических сплавов. Алма-Ата, «Наука», 1970, 193 с.
СбЗ^АРазвитие науки о резании металлов. М., «Машиностроение», 1967, 416 с.
64. Резание труднообрабатываемых материалов. Под ред. П. Г. Петрухи.
«Машиностроение», 1973, 176 с.
6Б; Резников Н. И. Методы оценки обрабатываемости металлов резанием,
основанные на исследовании физико-механических свойств и параметров про-
цесса резания. В кн.: — Высокопроизводительное резание в машиностроении.
М., «Наука», 1966, с. 7—14.
66. Резников А. Н. Теплофизика резания. М., «Машиностроение», 1969, 288 с.
67. Рейхель В. Методика определения стойкости резца и обрабатываемости
материала. «Мировая техника», 1936, № 4, с. 6—14.
68. Розенберг А. М., Еремин А. Н. Элементы теории процесса резания ме-
таллов. М., Машгиз, 1956, 320 с.
69. Семенов А. П. Трение и адгезионное взаимодействие тугоплавких метал-
лов при высоких температурах. М., «Наука», 1972, 160 с.
70. Силин С. С. Расчеты обрабатываемости металлов на основе изучения
процессов стружкообразования методами теории подобия. В кн.: — Высокопро-
изводительное резание в машиностроении». М., «Наука», 1966, с. 15—27.
272
71. Танатаров Р. А. Влияние некоторых технологических факторов на вы-
бор оптимальных режимов резания. В кн.: — Высокопроизводительное резание
в машиностроении. М., «Наука», 1966, с. 63—71.
;72 / Ташлицкий Н. И. Влияние механических свойств и теплопроводности
сталей на их обрабатываемость. М., Машгиз, 1952, 198 с.
73. Теория трения и износа. Под ред. И. В. Крагельского, В. С. Щедрова,
Д. Н. Решетова, А. В. Чичинадзе. М., «Наука», 1965, 366 с.
74. Технологические остаточные напряжения. М., «Машиностроение», 1973,
215 с., Авт.: А. В. Подзей, А. М. Сулима, М. И. Евстигнеев и др.
75. Третьяков И. П. и Яцук Н. В. Исследование прочности режущей части
пластин твердых сплавов при нормальной и повышенной температурах. В кн.: —
Надежность режущего инструмента. Киев, «Техника», 1972, с. 131—135.
76. Усачев Я. Г. Явления, происходящие при резании металлов. В кн.: —
Русские ученые — основоположники науки о резании металлов. Под ред.
К. П. Панченко. М., Машгиз, 1952, с. 339—386.
77. Фельдштейн Э. И. Обрабатываемость сталей. М., Машгиз, 1953, 256 с.
78. Филоненко С. Н. и Гончар Ю. Н. Зависимость величины тангенциальной
силы резания от диаметра обработки. — «Станки и инструмент», 1962, № 7,
с. 30—31.
79. Химушин Ф. Ф. Жаропрочные стали и сплавы. М., «Металлургия»,
1969, 752 с.
80. Хоникомб Р. В. Пластическая деформация металлов. «Мир», 1972, 408 с.
81. Цоцхадзе В. В. Производительная обработка предварительно нагретых
жаропрочных сплавов. В кн.: — Высокопроизводительное резание в машино-
строении. М., Машгиз, 1966, с. 71—76.
82. Яковлев Г. М. Некоторые вопросы скоростного фрезерования и точения.
Минск, 1960, 358 с.
83. Якобсон М. О. Шероховатость, наклеп и остаточные напряжения при
механической обработке. М., Машгиз, 1956, 292 с.
84. Akers R. М., Smith S. S. How to Determine Optimum Feeds and Speeds.
«Tool Engineer», 1960, No. 6.
85. Bhattacharyya A., Ham J. Analysis of Tool Wear. Part J. The oretical
Models of Flank Wear. «Paper. Amer. Soc. Meeh. Eng.», 1968, NWA/Prod—5,7 pp.,
ill.
86. Davies D. W. Machinability: a Review of Criteria for Assessing Work-
piece Materials in Small—Scale Drilling and Turning Tests. «Metals and Mate-
rials» 1968, 2, No. 5, «Metallurgical ReVs» 13, No. 122, 41—52.
87. Depiereix Wolf—Riidiger. Neues Standzeitkiterium bei spanender Beor-
beitung mit hohen Schnittbedingungen. Ind.—Anz, 1968, 90, No. 101, 2220—2224.
88. Johnson T. Quick Way to Develop Consistent Feed and Speed Tables,
«Metalworking Production», 1960, No. 41.
89. Krishna M. A., Radha, Arora R. P. Comparison of the Methods of Machi-
nability Rating. J. Instn. Engrs. (India) Meeh. Engng Div., 1968, 48, No. 9, Part,
523—530.
90. Manie K. Machinability Rating. «Factory and Plant», 1966, 54, No. 10,
24—25, 27, 29—31.
91. Micheletti G. F. Work on Machinability in the Co-operative Group c. of
CIRP andjDutside this Group. «Ann. CIRP», 1970, 18, No. 1, 13—30.
92. Muller E. Der Verschleiss von Hartmetallwerkzeugen und seine kurzzei-
tige Ermittlung, Schw. Arch, fur angew. Wiss und Tech., 28, No. 6, No. 9, No. 10,
1962.
93. Ostermann G. Ober die Ursachen, des Werkzeugverschleisses, «Industrie—
Anzeiger», Nr. 62—4, Aug. (1959).
94. Opitz H. und Axer H. Untersuchung des Verschleissvchhaltens bei Spa-
nender Werzenden durch flussige und gasformide Kiihlmittel und elektrische Mass-
nahmen Forschungsllrichte des Wirtsschafts — und Verkchrsministerinms Nord-
hein—Westfallen No. 271, 1956.
95. Oxford Carl J., Jr. Variable Machinability some Production and Econo-
mic Implications. Meeh. Work. Steel. 2. New York—London—Paris, Gordon and
Breach Sci. Publishers, 1965, 201—211.
18 А. д, Макаров 273
96. Schmidt A. 0., Roubik J. R., Hug G. Effects of Workpiece, Diameter
on Tool Life. «Tool and Manufacturing Engineer», 1961, No. 5.
97. Shaw M. C., Smith P. A. Tests Compare Finishes from Ceramic and Car-
bide Tools. «Tool engr.» 1957, 38, No. 4, 97—102.
98. Shaw M. C., Pigott D. and Richardson Z. P. The Effects of the Cutting
Fluid Upon Chip—Tool Interface Temperature. «Transactions of the ASME», No. 1,
vol. 73, 1951.
99. Trent E. M. Tool Wear and Machinability., «Institution of Production
Engineer Journal», 1959, No. 3.
100. Trent E. M. The Wear Rate of Carbide Tools. «Powder Metallurgy», 1969,
12, No. 24, 566—581.
101. Vierrege G. Der Werkzeugverschleiss bei der spanabhcbenden Bearbeitung
im Spiegel der Verschleiss—schnittgcschwindig keitkurven. «Stahl und Eisen»,
77 (1957), Heft. 18.
ОГЛАВЛЕНИЕ
Предисловие........................................................... 3
Глава I. Физические причины и механизм износа режущего инстру-
мента ................................................................ 5
1. Физические причины износа режущего инструмента............... 5
2. Пластическая деформация режущего клина инструмента и пла-
стическое течение поверхностных слоев материала инструмента 9
3. Механизм износа инструмента при обработке деталей из жаропроч-
ных сплавов ...................................................... И
Глава II. Взаимосвязь интенсивности износа инструмента с физиче-
скими характеристиками процесса резания............................. 20
1. Общие положения............................................. 20
2. Взаимосвязь коэффициента трения с интенсивностью износа об-
разцов из различных инструментальных материалов в условиях
трения.......................................................... 21
3. Некоторые элементы механики стружкообразования, определе-
ние сил и коэффициентов трения при резании металлов............. 22
4. Контактные явления на передней поверхности инструмента . . 26
5. Контактные явления на задней поверхности инструмента ... 31
6. Влияние скорости и температуры резания на основные физиче-
ские характеристики процесса резания............................ 34
7. Влияние прочности адгезионных связей на интенсивность износа
инструмента..................................................... 40
8. Влияние толщины среза на различные факторы процесса резания 45
9. Влияние свойств материала детали на контактные явления на
поверхностях инструмента........................................ 46
10. Основные выводы............................................. 51
Глава III. Определение оптимальных режимов резания...................... 54
1. Общие положения ............................................ 54
2. Характеристики размерной стойкости инструмента.............. 54
3. Зависимость характеристик размерной стойкости инструмента
от скорости и температуры резания............................... 57
4. Температура на поверхностях контакта инструмента с обрабаты-
ваемой деталью.................................................. 59
5. О принципе Рейхеля в резании металлов....................... 05
6. Положение (закон) постоянства оптимальной температуры ре-
зания .......................................................... 07
7. Основные следствия, вытекающие из положения о постоянстве
оптимальной температуры резания................................
8. Метод ускоренного определения оптимальных режимов резания
18*
275
9. Параметричек кие уравнения максимальной размерной стойкости
инструмента.................................................... 80
10. Экономическая скорость резания и экономический период стой-
кости инструмента.............................................. 84
11. Период стойкости Тмп и скорость резания умп, соответству-
ющие максимальной производительности труда на данном рабо-
чем месте....................................................... 85
12. Возможные потери размерной стойкости инструмента, техноло-
гической производительности и повышение себестоимости обра-
ботки при выборе высоких периодов стойкости..................... 85
13. Аналитический метод определения экономических скоростей
резания v3...................................................... 88
14. Графическое определение экономической скорости резания v3 90
15. О соотношении между скоростями резания v0, v3 и умп при обра-
ботке деталей из различных материалов........................... 92
16. Номограммы для выбора режимов резания....................... 93
17. Основные выводы............................................. 97
Глава IV. Шероховатость обработанной поверхности................... 100
1. Расчетные значения высоты неровностей...................... 100
2. Зависимость шероховатости от скорости резания.............. 102
3. Влияние подачи и радиуса при вершине резца................ 105
4. Влияние глубины резания................................... 109
5. Влияние заднего угла...................................... 109
6. Влияние переднего угла.................................... 111
7. Влияние упругих деформаций................................ 111
8. Влияние твердости материала детали........................ 115
9. Влияние материала режущей части инструмента............... 117
10. Основные выводы............................................ 120
Глава V. Упрочнение [наклеп} и микроструктура поверхностного
слоя............................................................... 123
1. Общие положения............................................ 123
2. Влияние скорости резания на наклеп ........................ 124
3. Влияние подачи на наклеп .................................. 128
4. Влияние геометрических параметров режущего инструмента
и его износа.................................................. 129
5. Влияние свойств материала детали.......................... 129
6. Влияние свойств материала инструмента..................... 133
7. Связь степени наклепа с его глубиной и аналитическое опреде-
ление глубины наклепанного слоя............................... 135
8. Механические свойства поверхностного слоя.................. 136
9. Микроструктура поверхностного слоя ........................ 139
10. Основные выводы............................................ 145
Глава VI. Остаточные поверхностные напряжения при чистовом
точении жаропрочных сплавов.......................................... 147
1. Основные причины возникновения поверхностных остаточных
напряжений................................................ 147
2. Влияние скорости резания на остаточные напряжения....... 149
3. Влияние подачи на остаточные напряжения............... 153
4. Влияние геометрических параметров резца и его износа.... 157
5. Влияние свойств материала детали с учетом скорости резания 158
6. Взаимосвязь основных характеристик процесса резания .... 162
7. Основные выводы ............................................. 163
276
Глава VII. Влияние качества поверхности на эксплуатационные
свойства деталей из жаропрочных материалов.......................... 165
1. Взаимосвязь исходных (после обработки) и конечных (после
длительной высокотемпературной эксплуатации) характеристик
качества поверхностного слоя деталей............................ 165
2. Влияние качества поверхностного слоя на длительную и уста-
лостную прочность............................................... 168
3. Качество поверхности и коррозионная стойкость деталей из не-
ржавеющих сталей................................................ 169
Глава VIII. Влияние свойств материалов детали и инструмента на
основные характеристики обрабатываемости резанием 172
1. Анализ характеристик обрабатываемости металлов резанием ... 172
2. Анализ расчетных методов определения обрабатываемости метал-
лов резанием.................................................... 179
3. О взаимосвязи между истинным пределом прочности при растя-
жении SB и характеристиками обрабатываемости vQ и /гопо ... 182
4. Твердость стали и интенсивность размерного износа резца . . . 183
5. Обрабатываемость углеродистых сталей......................... 187
6. Обрабатываемость жаропрочных сплавов на никелевой основе 190
7. Режущие свойства различных инструментальных материалов ... 192
8. Уравнения суммарной интенсивности износа инструмента .... 194
9. Основные выводы ............................................. 198
Глава IX. Влияние сечения среза на интенсивность износа и стой-
кость режущего инструмента ......................................... 201
1. Пути влияния толщины среза на интенсивность износа инстру-
мента .......................................................... 201
2. Влияние подачи на поверхностный относительный износ резцов
при точении деталей из различных материалов .................... 204
3. Влияние подачи на размерную стойкость инструмента при посто-
янной оптимальной температуре резания .......................... 209
4. Влияние глубины резания на поверхностный относительный
износ резцов ................................................... 211
5. Основные выводы.............................................. 213
Глава X. Влияние внешних факторов на основные характеристики
процесса резания ................................................... 215
1. Влияние геометрических параметров режущей части инструмента 215
2. Влияние жесткости расточного резца на интенсивность его раз-
мерного износа ................................................. 218
3. Зависимость общей и размерной стойкостей резца от диаметра
растачиваемого отверстия........................................ 219
4. Влияние диаметра детали на износ инструмента и шероховатость
обработанной поверхности при точении ........................... 222
5. Эффективность автоматического управления процессом резания
на основе постоянства оптимальной температуры резания . . . 226
6. Основные выводы ............................................. 230
Глава XI. Оптимизация процессов резания при нарезании резьбы,
торцовом фрезеровании и зубофрезеровании............................ 233
1. Нарезание резьбы............................................. 233
2. Торцовое фрезерование........................................ 235
3. Зубофрезерование ............................................ 238
4. Основные выводы ............................................. 240
277
Глава XII. Оптимизация процессов резания при применении сма-
зочно-охлаждающих жидкостей и предварительном подо-
греве срезаемого слоя............................................. 242
1. Влияние СОЖ на характеристики обрабатываемости металлов
резанием ..................................................... 242
2. Влияние предварительного подогрева на интенсивность износа
резца и состояние поверхностного слоя при точении деталей из
жаропрочных сплавов .......................................... 243
3. Фрезерование деталей из литейных жаропрочных сплавов с пред-
варительным подогревом срезаемого слоя..................... 247
4. Основные выводы ........................................... 252
Глава XIII. Применение математических методов планирования
эксперимента для решения задач оптимизации процесса
резания металлов.................................................. 254
1. Общие положения............................................ 254
2. Применение планов первого порядка.......................... 256
3. Применение полного факторного эксперимента ................ 259
4. Применение планов второго порядка.......................... 259
5. Математическая модель для определения параметров оптимального
резания при точении деталей из деформируемых жаропрочных
сплавов в зависимости от их механических свойств.............. 261
6. Математическая модель оптимизации торцового фрезерования де-
талей из литейных жаропрочных сплавов по их механическим
свойствам и элементам режима резания.......................... 262
7. Основные выводы . . . . ................................... 267
Заключение ....................................................... 268
Список литературы . . . .......................................... 270
Алексей Дмитриевич Макаров
ОПТИМИЗАЦИЯ ПРОЦЕССОВ РЕЗАНИЯ
Редактор издательства И. И. Лесниченко
Технический редактор Т. И. Андреева. Корректор О. Е. Мишина
Переплет художника Е. В. Бекетова
Сдано в набор 23/XII 1975 г. Подписано в печать 23/III 1976 г. Т-03073.
Формат 60X 90716- Бумага типографская № 1. Усл. печ. л. 17,5
Уч.-изд. л. 18,5. Тираж 13 000 экз. Заказ 718. Цена 1 р. 21 к.
Издательство «Машиностроение*, 107885, Москва, Б-78,
1-й Басманный пер.,3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144,
ул. Моисеенко, 10
НОВЫЕ КНИГИ
издательства «Машиностроение»
по обработке материалов резанием
Выпуск 1976 года
Алмазная обработка технической керамики.
13 изд. л., 80 к. Авт.: Д. Б. Ваксе р,
В. А. Иванов, Н. В. Никитин, В. Б. Ра-
бинович.
Бабаев С. Г., Садыгов П. Г. При-
тирка и доводка поверхностей деталей машин.
10 изд. л., 60 к.
Капустин Н. ЛА. Разработка технологи-
ческих процессов обработки деталей на стан-
ках с помощью ЭВМ. 19 изд. л., 1 р. 20 к.
Кой ре В. Е. Чистовая обработка крупно-
габаритных деталей. 10 изд. л., 60 к.
К о л е в К. С., Горчаков Л. №. Точ-
ность обработки и режимы резания. Изд. 2-е,
перераб. и доп. 10 изд. л., 60 к.
ЛА а л к и н Б. М. Технология профильного
шлифования. 16 изд. л., 1 р.
Н е ф е д о в Н. А., О с и п о в К. А. Сбор-
ник задач и примеров по резанию металлов и ре-
жущему инструменту. Изд. 3-е, перераб. и доп.
Учебное пособие для техникумов. 21 изд. л.,
90 к.
Режимы резания труднообрабатываемых ма-
териалов. Справочник. 9 изд. л., 45 к. Авт.:
Я. Л. Гуревич, ЛА. В. Горохов, В. И.З а-
х а р о в и др.
П риоб решайте новые книги издательства «Машиностроение»
в магазинах, распространяющих техническую литературу!