/


















































































































Author: Соколов Р.И.
Tags: электротехника техника и технические науки в целом электродвигатель
ISBN: 5-283-01071-6
Year: 1988




Text
БИБЛИОТЕКА
ЭЛЕКТРОМОНТЕРА
Р. и. СОКОЛОВ
ЭКСПЛУАТАЦИЯ
И РЕМОНТ
КРУПНЫХ
ВЕРТИКАЛЬНЫХ
ЭЛЕКТРО-
ДВИГАТЕЛЕЙ
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 597
Основана в 1959 году
Р. И. СОКОЛОВ
ЭКСПЛУАТАЦИЯ
И РЕМОНТ
КРУПНЫХ
ВЕРТИКАЛЬНЫХ
ЭЛЕКТРО-
ДВИГАТЕЛЕЙ
А- А.
МОСКВА ЭНЕРГОАТОМИЗДАТ 1988
ББК 30.82
С 59
УДК 621.313.13—111.004.2
Рецензент Ю. А. Тарасюк
Редакционная коллегия серии:
В. Н. Андриевский, С. А. Бажанов, Л. Б. Годгельф, В. X. Иш-
кин, Д. Т. Комаров. Э. С. Мусаэлян, С. П. Розанов, В. А. Се-
менов, А. Д. Смирнов, А. Н. Трифонов, А. А. Филатов
Соколов Р. И.
С 59 Эксплуатация и ремонт крупных вертикальных
электродвигателей. — М.: Энергоатомиздат, 1988.—
112 с.: ил.— (Б-ка электромонтера; Вып. 597).
ISBN 5-283-01071-6
Рассмотрены вопросы организации эксплуатации и ремонта
асинхронных н синхронных электродвигателей. Уделено внимание
профилактическим и послеремонтным испытаниям электродвигателей.
Для электромонтеров и мастеров, занятых эксплуатацией и ре-
монтом крупных вертикальных асинхронных и синхронных электро-
двигателей.
2302030000—269
С 051(01)-88 159-87 ББК 39.82
Производственное издание
СОКОЛОВ РУСЛАН ИВАНОВИЧ
Эксплуатация и ремонт крупных вертикальных
электродвигателей
Редактор Г. А. Безчастнов
Редактор издательства А. В. Волковицкая
Художественный редактор В. А. Гозак-Хозак
Технический редактор Г. С. Соловьева
Корректор Р. К. Шилова
ИБ № 1746
Сдано в набор 13.03.87 Подписано в печать 26.05.87 Т-13351
Формат 84 X 108*/м Бумага типографская № 2 Гарнитура литературная
Печать высокая Усл. печ. л. 5.88 Усл. кр.-отт. 6,20 Уч.-изд. л. 6,65
Тираж 18000 экз. Заказ 6065 Цена 35 к.
Энергоатомиздат. 113114, Москва, М-114, Шлюзовая наб., 10
Ордена Октябрьской Революции и ордена Трудового Красного Зна-
мени МПО «Первая Образцовая типография имени А. А Жданова>
Союзполиграфпрома при Госкомиздате СССР. 113054, Москва, Ва-
ловая, 28.
ISBN 5-283-01071-6
© Энергоатомиздат, 1988.
ПРЕДИСЛОВИЕ
Насосные агрегаты с вертикальными электродвигате-
лями используются в народном хозяйстве на ороситель-
ных и судоходных каналах, в системах водоснабжения го-
родов, а также на тепловых и атомных электростанциях.
В качестве привода таких насосов используются асинхрон-
ные и синхронные электродвигатели с вертикальным рас-
положением вала напряжением 6 и 10 кВ, мощностью от
нескольких сотен до нескольких тысяч киловатт, масса
которых достигает десятков тонн. Эксплуатация и ремонт
таких машин требуют от персонала определенных навы-
ков и знаний.
Настоящая книга может использоваться мастерами,
бригадирами и квалифицированными электромонтерами
для изучения конструктивных исполнений различных се-
рий вертикальных электродвигателей и приемов проведе-
ния разборно-сборочных и регулировочных операций, от
чего существенно зависят продолжительность и качество
ремонта.
В книге рассмотрены вопросы эксплуатации и ремонта
крупных вертикальных асинхронных и синхронных элек-
тродвигателей мощностью от 250 до 10 000 кВт, а также
вопросы ремонта на месте установки электродвигателя и
в условиях специальной мастерской, в которой выполня-
ется специализированный ремонт основных сборочных
единиц электродвигателей. В ней обобщен опыт ремонта
вертикальных электродвигателей предприятиями ВПО
Союзэнергоремонт.
Автор выражает глубокую благодарность рецензенту
Ю. А. Тарасюку и редактору Г. А. Безчастнову за ряд за-
мечаний, способствовавших улучшению содержания книги.
Замечания и пожелания автор просит читателей при-
сылать в адрес Энергоатомиздата: 113114, Москва, М-114,
Шлюзовая наб., 10.
Автор
1. ОСОБЕННОСТИ КОНСТРУКЦИИ КРУПНЫХ
ВЕРТИКАЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ
Обозначения асинхронных и синхронных электродви-
гателей серий ВАН, ВАЗ, ВДА, ДВДА, ДВДА2, ВДС.
ВДС2, принятые заводами-изготовителями, расшифровы-
ваются следующим образом (см. с. 5):
Примеры обозначения электродвигателей: ВАН 143/36-
116-УХЛЗ — вертикальный асинхронный нормального ис-
полнения, имеющий наружный диаметр сердечника ста-
тора 143 см, длину сердечника статора 36 см, количество
полюсов 16, климатическое исполнение по ГОСТ 15150—
69*; ВДС2-325/49-18УХЛ4 — вертикальный двигатель син-
хронный серии 2, имеющий наружный диаметр сердечни-
ка статора 325 см, длину сердечника статора 49 см, число
полюсов 18, климатическое исполнение и категория раз-
мещения по ГОСТ 15150—69.
Вертикальные асинхронные электродвигатели серий
АВ, ВАН, ВАЗ, ВДА, ДВДА, ЦВДА2 выполняются с вер-
тикальным валом подвесного типа с двумя направляющи-
ми подшипниками и подпятником, размещенными в мас-
ляных ваннах верхней и нижней крестовин.
У электродвигателей типа ВАН-118 (рис. 1), ВАН-143
(рис. 2) и ДВДА-143 в качестве направляющих подшип-
ников применяются подшипники качения, а у других ти-
пов — подшипники скольжения.
Электродвигатели типа АВ-113 (рис. 3) и серии
АВ-400-1000, АВ-500-1000, АВ-630-1000 (рис. 4), а также
АОВ2-14-41-4УЗ (рис. 5) выполняются со щитовыми под-
шипниками качения без лап с фланцем, имеющим центри-
рующую заточку, со стороны свободного конца вала. Ста-
тор цилиндрической формы (кроме электродвигателей
АОВ2-14-41), сварной из листовой стали полуспокойных
и спокойных марок, неразъемный.
Сердечник статора собран из штампованных сегмен-
тов, изготовленных из электротехнической стали соответ-
ствующей марки толщиной 0,5 мм и изолированных лаком
горячей сушки, и разделен на пакеты радиальными вен-
тиляционными каналами. Пакеты сердечника разделены
4
____________ВАН
----------ВАЗ
-------ВДА
ДВДА
ДВДА2
вдс
ВДС2
=Х/Х=х—(X) (А) (К) (М) X
I—Климатическое исполнение
---------С охладителем для морской воды
---------------С контактными кольцами для устройства
поворота лопастей насоса
---------------------Для атомных электростанций
-----------------------------Количество полюсов
___________________________________Длина сердечника статора, см
--------------------------------------Наружный диаметр сердечника статора, см
_________________________________________Порядковый номер серии
---Вертикальный двигатель синхронный
---Двухскоростной вертикальный двигатель асинхронный
---Вертикальный двигатель асинхронный
---Вертикальный двигатель асинхронный закрытого исполнения »
Вертикальный двигатель асинхронный нормального исполнения
Рис. 1. Общий вид электродвигателя типа ВАН-118:
/ — гнездо подшипника; 2 — верхний направляющий подшипник; 3, 11—стопорное
кольцо; 4 — крышка; 5 — запорное кольцо; 6— втулка опорного подшипника; 7 —
крестовина верхняя; 3—гайка; 9—полумуфта; 10, /3—крышка подшипника; 12—
нижний подшипник; 14 — щит; /5—щнт подшипниковый; 16— ротор; 17 —статор;
18—выводная коробка; 19— кольцо уплотнительное; 20—сегмент подпятника; 21—
маслоохладитель верхней крестовины
между собой сегментами с вентиляционными распорка-
ми, образующими радиальные вентиляционные каналы
шириной 10 мм. Сегмент с вентиляционными распорками
выполнен из двух сложенных штампованных листов элек-
тротехнической стали, к которым приварены точечной
сваркой или приклепаны стальные полоски из специаль-
ного нормализованного профиля двутаврового сечения
4ХЮ или 8ХЮ мм.
Сегменты крайних пакетов с обеих сторон сердечника
выполнены с нажимными пальцами, которые изготовлены
6
Рис. 2. Общий вид электродвигателя типа ВАН-143:
1 — колпак; 2 — втулка подпятника; 3—крестовина верхняя; 4—сегмент подпятник
ка; 5—кольцо уплотнительное; 6— кольцо приема протечек масла из верхней
крестовины; 7—запорное кольцо; 8 — гайка; 9—полумуфта; 10—крышка под-
шипника наружная; //—подшипник нижний направляющий; 12— крышка под-
шипника внутренняя; 13 — щит подшипниковый иижннй; 14—щит; 15 — ротор; /6—
статор; 17— вводное устройство; 18 — маслоохладитель; 19 — запорное кольца
втулки; 20— подшипник верхний направляющий; 21 —гиездо направляющего под*
шипника
из полосовой стали прямоугольного сечения размерами
10X16, 12X25 мм и др. Сердечник в корпусе статора удер-
живается с помощью стальных шпилек, пропущенных че-
рез полузакрытые круглые пазы в спинке сегментов и че-
рез отверстия в кольцевых стенках станины. Обмотка ста-
тора с изоляцией по нагревостойкости класса В двухслой-
ная и собирается из шаблонных катушек в схему с уко-
роченным шагом.
Двухскоростные двигатели серии ДВДА имеют две ка-
тушечные двухслойные обмотки. При той или другой ча-
7
7 в у i)3 г 1
ODDM
eas
1Z
13 14 15 16 L
OOEBDO ШЕИ
DEEDED DDDDDD
BEDDED
BEE2DD DM
Ж
Рис. 3. Общий вид электродвигателя типа АВ-113-4:
1, 5, 13, 15 — крышка подшипника; 2 — гайка стопорная; 3 — подшипник шарико-
вый; 4, 16 — кольцо уплотнительное; 6 — (капсюль; 7, 12 — щит подшипниковый;
3 — коробка выводов; 9 — изолятор; 10 — статор; И — ротор; 14 — подшипни ; ро-
ликовый; 17 — втулка
стоте вращения включается только соответствующая об-
мотка, а другая в это время разомкнута.
Двухскоростные двигатели серии ДВДА2 имеют одну
полюсно-переключаемую обмотку статора. Изменение ча-
стоты вращения производится путем включения соответ-
ствующего масляного выключателя.
Катушки обмотки статора электродвигателей серии
ВАН-118, ВАН-143 и ВАН-173 изготовлены из провода
марки ПЭТ ВСД по ТУ ’6.505.816—75 соответствующего
сечения с наложением изоляции из ленты ЛС 40-СТ-УП-2.5
размерами 0,13X20 по ТУ 16—503.030—75, ленты
8
Рис. 4. Общий вид электродвигателя типа АВ-630-1000:
/ — воздухоохладитель; 2—статор; 3—щит направляющий верхний; 4— щит под-
шипниковый верхний; 5 — коробка выводов; 6 — ротор; 7—обшивка; 8—табличка
«слив воды»; 9 — щит направляющий нижний; 10 — щнт подшипниковый иижний;
// — зажим; 12 — знак заземления; 13 — табличка «подача воды»
стеклянной ЛЭС 0,1X20 стеклочулка диаметром 1 мм
АСЭЧ(б).
После укладки катушек в пазы и заклиновки их стек-
лотекстолитовыми клиньями статор пропитывается. После
пропитки межкатушечные и межполюсные соединения
пропаяны припоем МФ-2 и покрыты стеклослюдинитовой
и стеклянной лентами. После изолировки межкатушечных
и межполюсных соединений статор пропитан в эпоксид-
ном компаунде. (У электродвигателей выпуска до 1979 г.
витковая и корпусная изоляции выполнены из микаленты
и компаундированны.)
9
Рис. 5. Общий вид электродвигателя типа АОВ2-14-41-4УЗ
/ — воздухоохладитель; 2 — статор; 3, 12*— щиток направляющий; 4 — ротор; 5 —
щнт подшипниковый нижний; 6 — контакт заземления; 7 — закрытие воздухоох-
ладителя; 8 — кожух; 9 — вкоробка выводов статора; 10 — вентилятор; //„—щит
подшипниковый верхний
Ротор электродвигателя состоит из вала с втулками,
сердечника, обмотки и вентиляторов. Вал выполняется из
поковки стали марки 30 или 35. Для сопряжения с приво-
дом вал выполняется с фланцевым концом для непосред-
ственного соединения со свободным концом для посадки
муфт.
У двигателей с контактными кольцами верхняя часть
вала выполняется с центральным отверстием для укладки
токоподвода от контактных колец до обмотки ротора, а
у двигателей привода насосов с поворотными лопастями
центральное отверстие выполняется через весь вал.
Обмотка короткозамкнутого ротора выполняется из
10
медных стержней колбовидного профиля или из двух
стержней круглого сечения. Концы стержней впаяны в
медные короткозамыкающие кольца.
У асинхронных электродвигателей с фазным ротором
обмотка выполняется петлевой или волновой. Оба типа
обмотки изготовляют в виде стержней из медной полосы
марки МГМ, изолируемой слюдосодержащими материа-
лами (микафолий марки МФГ толщиной 0,2 мм или слю-
Рис. 6. Схема двухслойной об-
мотки:
а пазовая часть: /|— микафолий
толщиной 0,2 мм, односторонней
толщиной I мм; 2 — кабельная бу-
мага толщиной 0,08 мм, одни слой
вперекрой на широкой стороне; 3 —
прокладка гетинаксовая толщиной
0,5 мм; 4—.клин гетииаксовый; б —
лобовая часть: 5 —^микалента тол-
щиной 0,13 мм, четыре слоя впол-
нахлеста; 6 — лента стеклянная
толщиной 0,2 мм, один слой впол-
нахлеста
допластофолий марки СФГ-Б) и укладываемой в паз на
ребро. В основном находит применение двухслойная об-
мотка (рис. 6), так как она более технологична (не тре-
буются дополнительные межполюсные соединения) и лучше
вентилируется. Петлевая обмотка для обеспечения необхо-
димых электрических параметров выполняется с приме-
нением межполюсных соединений и с укороченным шагом.
Укладку обмотки ротора в полузакрытые пазы сердеч-
ника производят путем протягивания прямых концов
стержней с последующим их отгибанием на нужный шаг.
Концы верхнего и нижнего стержней соединяют хомутика-
ми из медной полосы с последующей пропайкой. В пазо-
вой части стержни изолируются несколькими слоями ми-
кафолия или слюдопластофолия и одного слоя стеклян-
ной ткани толщиной 0,06 мм или лакированной бумаги
толщиной 0,05 мм марки Л Б 246 (рис. 7). Гильза на
стержне образуется после обкатки в нагретом состоянии
на специальном станке. Лобовую часть стержня изолиру-
ют микалентой марки ЛФЧ-ББ или стекломикалентой
толщиной 0,13 мм марки ЛФС-ТТ20 в два-три слоя впол-
нахлеста или стеклянной лентой толщиной 0,1—0,2 мм в
11
один слой. В зоне сопряжения пазовой и лобовой изоля-
ции слои микаленты накладываются под гильзу со сдви-
гом, образуя ступенчатый стык. Фазная обмотка ротора
закрепляется в пазах с помощью изоляционных клиньев,
изготовляемых из гетинакса марки 1 или стеклотекстоли-
та марки СТЭФ.
Рис. 7. Стержни фазной обмотки ротора:
1 — стержни из меди МГМ; 2 — гильза из микафолия; 3 — микалента
Выводные концы обмотки ротора, соединяющие ее с
контактными кольцами, выполняют из изолированных
медных шин, пропуская их через центральное отверстие
вала. Обмотанный ротор пропитывают лаком марки
МЛ-92 или лаком марки ПЭ-933 с последующим покры-
тием эмалью ГФ-92.
Втулки, насаженные на вал, изготовлены из стальных
поковок или стального литья. Втулка насаживается в ос-
новном на верхний конец вала ротора, а у некоторых элек-
тродвигателей (типа ВДА 173/99) и на нижний — для
нижнего направляющего подшипника. Для облегчения
операций снятия и насаживания втулок с вала в посадоч-
ные места втулки подпятника установлены бронзовые ли-
тые кольца или наплавлены по окружности полоски из
меди. Наружные поверхности втулок являются цапфами
для направляющих подшипников. На верхнем торце втул-
ки подпятника закрепляется запорное стальное кольцо,
устанавливаемое в центральную расточку вала и удер-
живающее ротор электродвигателя и вал насоса.
Сердечник напрессован на вал ротора (непосредствен-
но или на остов ротора) и состоит из пакетов, разделен-
12
них радиальными вентиляционными каналами шириной
10 мм.
Пакеты сердечника в электродвигателях 114-го и ча-
стично 15-го габаритов при внешнем диаметре ротора до
1 м собраны из штампованных цельных листов электро-
технической стали марок Э толщиной 0,5 мм и стянуты в
монолитный пакет двумя нажимными стальными кольца-
ми, закрепленными на валу или на остове ротора шпон-
ками. У некоторых электродвигателей 15-го габарита и
электродвигателей 16-го и 17-го габаритов пакеты сердеч-
ников собраны из штампованных сегментов и спрессова-
ны в пакет, скрепленный кольцами и шпильками, которые
пропущены через отверстия в сегментах.
Бандажи обмотки ротора, которыми закрепляются ее
лобовые части, выполняются из многих витков высоко-
прочной луженой магнитной или немагнитной проволоки,
накладываемых поверх изоляционной прокладки на лобо-
вые части с обеих сторон ротора. Проволока скрепляется
в нескольких местах по окружности замками из белой
жести и пропаивается по всей поверхности оловянистым
припоем, образуя сплошной бандаж.
Допустимое напряжение в проволочном бандаже, вы-
полненном из стальной луженой бандажной проволоки,
составляет 400—500 МПа. Диаметр проволоки в зависи-
мости от диаметра ротора принимается: для роторов диа-
метром 400—1000 мм—1,6 мм, а более 1000 мм — бан-
дажная проволока 2 мм. Предел текучести проволоки со-
ставляет 4600 МПа.
На ротор асинхронного двигателя диаметром до
1000 мм накладывают бандажи из стекловолокна, пропи-
танного эпоксиднополиэфирным лаком марки ЛСБ-F
(стеклобандажную ленту). Стеклобандажная лента раз-
мером 0,2X20 мм с таким же натяжением, как и прово-
лочный бандаж (1000—1100 Н), накладывается на лобо-
вые части в несколько слоев и запекается при температу-
ре около 150°С в течение 10—12 ч. Объем каждого бан-
дажа из стеклобандажной ленты должен превышать в 2—
2,5 раза объем проволочного бандажа, так как предел
прочности стеклобандажа после запечки составляет
300 МПа.
Контактные кольца асинхронных электродвигателей
с фазным ротором для удобства обслуживания распола-
гаются выше верхней крестовины машины. Они изготов-
ляются из стали марки Ст 5 или бронзы марки БрАЖ9-4.
Высота контактных колец определена из условия механи-
13
ческой прочности, допустимой плотности тока и, в основ-
ном, из условия обеспечения износа колец порядка 10—
15 мм на ресурс двигателя.
В крупных двигателях контактные кольца изготовля-
ются с отверстиями, которыми они насаживаются на изо-
лированные шпильки, ввернутые в стальную буксу-дер-
жатель (рис. 8). Букса-держатель на внутренней поверх-
ности, которой она насаживается на верхний конец вала,
имеет наплавленные медные пояски, облегчающие посад-
Рис. 8. Контактные кольца электродвигателя с фазным ротором:
1 — изоляционные втулки; 2 — букса; 3 — контактные кольца
ку и съем контактных колец. Токоподводящие кабели с
помощью наконечников или шины от обмотки ротора при-
соединяются болтами к телу контактных колец.
Верхняя крестовина является грузонесущей, опираю-
щейся на корпус статора четырьмя лапами (крестовина
лучевого типа сварной конструкции из листовой стали)
или нижним фланцем (крестовина цилиндрического типа
сварной конструкции из листовой стали у электродвигате-
лей типа ВДА-173/99). Центральная часть крестовины со-
стоит из внутреннего цилиндра, внешней обечайки ци-
линдрической или конической формы, верхнего и нижнего
фланцев, основных и промежуточных ребер, сваренных
между собой. На основные ребра приварен опорный диск,
который через опорные болты воспринимает нагрузку от
подпятника. Центральная часть крестовины образует мас-
ляную ванну. В ней расположены верхний направляю-
щий подшипник (четыре сегмента при подшипнике сколь-
жения), опорный подпятник и маслоохладители. Уровень
14
в масляной ванне контролируется по масломерному стек-
лу (при замкнутой системе смазки). Масло охлаждается
встроенными маслоохладителями, по трубкам которых
циркулирует вода, количество примесей в ней не должно
превышать 0,04 г/л.
Подпятник состоит из самоустанавливающихся сегмен-
тов, поверхность трения которых залита баббитом. Каж-
дый сегмент опирается на сферическую поверхность опор-
ных винтов, ввернутых в опорный диск верхней крестови-
ны. Положение каждого сегмента по высоте регулируется
поворотом опорного винта. Для заливки используется баб-
бит марки Б-83. У крупных электродвигателей сегменты
направляющих подшипников изолированы от втулки для
предотвращения возникновения подшипниковых токов. Ра-
бочая поверхность направляющих подшипников скольже-
ния заливается, как правило, баббитом марки Б-16.
Нижняя крестовина выполнена в виде сварной конст-
рукции, центральная ее часть образует масляную ванну,
в которой размещены направляющий подшипник и мас-
лоохладители. У электродвигателей серии АВ 14-го габа-
рита и у электродвигателей типа ВАН-118, ВАН-143 ниж-
няя крестовина имеет форму щита, в центральной части
которого размещен направляющий подшипник качения с
консистентной смазкой.
У электродвигателей некоторых серий (ВДА и ВА)
нижняя крестовина, имеющая круглую форму, является
основанием, на котором устанавливается статор с верх-
ней крестовиной. В двигателях с направляющими подшип-
никами качения нижняя крестовина не имеет выгородки и
выполняется из стального диска с приваренными ребра-
ми и гнездом для размещения шарикоподшипника.
Для монтажа и демонтажа (сборки и разборки) круп-
ных электродвигателей на нижней крестовине установле-
ны домкраты, посредством которых поддерживается ротор
и регулируется его положение по высоте. В основном эти
домкраты винтовые, а на особо крупных электродвигате-
лях (масса ротора несколько десятков тонн) для этой це-
ли применяют гидравлические домкраты, устанавливае-
мые на каждой лапе крестовины под стальным диском,
который прикреплен к ободу ротора. Гидравлический дом-
крат, представляющий собой цилиндрический поршень, на
котором укреплена стальная круглая пластина, работает
от маслонасоса, создающего давление (70—100) 105 Па.
Положение домкрата по высоте фиксируется навинчива-
нием вручную стальной гайки, размещенной на корпусе
15
стального цилиндра, после чего насос отключают и сни-
мают давление.
Маслоохладители, размещенные в нижней крестовине,
предназначены также для отвода выделяющихся в под-
шипниках потерь, но конструктивно отличаются от мас-
лоохладителей верхней крестовины. К выводным патруб-
кам маслоохладителей присоединяется водоподвод техни-
ческой воды.
Маслоохладители выполнены из прямых или U-образ-
ных латунных трубок, концы которых развальцованы в
трубных досках. Маслоохладители с U-образными труб-
ками и одной крышкой имеют увеличенную поверхность
теплоотдачи и меньше гидравлических соединений внутри
масляной ванны, вследствие чего уменьшается вероят-
ность попадания воды в масло по сравнению с маслоохла-
дителями с прямыми трубками и двумя крышками при
одинаковых внешних размерах.
При использовании морской воды для охлаждения мас-
ла трубки и трубные доски выполняют из специальных
сплавов или устанавливают протекторы, снижающие
вредное воздействие солей.
Вентиляция электродвигателей выполнена по разомк-
нутому циклу без воздухоохладителей или с воздухоохла-
дителями с забором охлаждающего воздуха из машинно-
го зала и насосной шахты и выпуском нагретого воздуха
в машинный зал через окна в цилиндрической части ста-
тора или через воздухоохладители. Вентиляторы прикреп-
лены к обеим сторонам остова ротора и состоят из двух
стальных дисков, к которым прикреплены расположенные
равномерно по окружности вентиляционные лопатки, или
насажены на вал ротора (электродвигатель АО В-14-41).
Воздухоохладители применяются для электродвигате-
лей с замкнутым циклом вентиляции и размещены, как
правило, на обшивке статора. Они предназначены для
охлаждения воздуха, выходящего из каналов двигателя.
Воздухоохладитель, как правило, состоит из сварной
рамы, двух трубных досок, соединенных трубками, и
штампованных крышек. Для увеличения поверхности
трубки покрываются оребрением из ленты или проволоч-
ной спирали припайкой к трубкам. Трубки, на которые
навиваются медные спирали, изготовлены из латуни и
имеют внутренний диаметр 17 мм. Концы этих трубок
развальцованы в стальных трубных досках, которые с
внешней стороны . закрыты стальными штампованными
крышками через уплотняющие резиновые прокладки.
16
Воздухоохладители на корпусе статора также уплот-
нены резиновыми шайбами. Крышки, имеющие патрубки
для присоединения подвода и отвода охлаждающей воды,
внутри оборудованы водоразделяющими перегородками.
Для контроля температуры подпятника, направляющих
подшипников и масла используются термосигнализаторы
ТСМ-100 или ТСП-160 СТ, а для контроля температуры
обмотки и сердечника статора у электродвигателей мощ-
ностью 1250 кВт и выше используются термометры сопро-
тивления, уложенные в пазы статора. У электродвигате-
лей с воздухоохладителями контроль температуры холод-
ного и нагретого воздуха осуществляется термометрами
сопротивления ТСМ ХП или ТСМ-6114.
На электродвигателях, устанавливаемых в помещени-
ях с резким колебанием температуры, смонтированы элек-
тронагреватели для предотвращения увлажнения изоля-
ции обмоток, которые включаются в период остановов на
время более двух суток.
Вертикальные синхронные электродвигатели отличают-
ся от асинхронных в основном конструкцией ротора, из-
меняющейся также в зависимости от мощности и частоты
вращения. Конструктивное исполнение корпуса, сердеч-
ника и обмотки статора, 'крестовин, подпятника, направ-
ляющих подшипников, вала, перекрытий щитов, фунда-
ментных плиток, охладителей и других сборочных единиц
синхронных электродвигателей практически идентично
асинхронным.
Ротор синхронного электродвигателя состоит из основ-
ных узлов: остова, магнитного обода, полюсов, обмотки
возбуждения, вала с насаженными втулками подпятника
и направляющих подшипников.
У крупных синхронных электродвигателей (рис. 9) ос-
тов ротора выполнен в виде стальной конструкции, состо-
ящей из кованой стальной втулки, двух круглых рам из
толстого листа и поперечных ребер прямоугольного сече-
ния. Рамы закрепляются на втулке стальными цилиндри-
ческими штифтами и привариваются. Обод, выполненный
литым из стали марки Ст 25 и имеющий число граней,
равное числу полюсов ротора, насаживается с натягом на
остов ротора в горячем состоянии. На каждой грани вы-
полнен паз для крепления полюсов с Т-образным хвосто-
виком. Со стороны, обращенной к нижней крестовине, к
ободу прикреплен диск из стального листа, предназначен-
ный для создания упорной поверхности, в .которую упира-
ются домкраты при сборке -и разборке двнгагеля. Ниж-
2—6065 s \ * ।
17
Рис. 9. Общий вид синхронного электродвигателя:
1 — обмотка статора; 2 — статор; 3 — ротор; 4 — полюсная катушка ротора; 5 —
маслоохладитель верхней крестовины; 6 — возбудитель; 7 — площадка обслужи^
ваиия возбудителя; 3 —верхняя крестовина; 9 — воздухоохладитель; Ю— иижияя
крестовина; 11 — фланцевый вал ротора; 12 — маслоохладитель нижней кресто-
вины; 13 — домкрат
ний обод дополнительно крепится на остове установкой
цилиндрических штифтов, пропущенных сквозь обод и по-
перечное ребро остова. Это предохраняет от сдвига обода
при подъеме ротора на домкратах.
Для крупных электродвигателей находит применение
конструкция ротора, позволяющая разбирать и собирать
ротор, не разъединяя линию валов двигателя и приводно-
го механизма. Остов такого ротора состоит из толстого
стального диска, к которому приварены поперечные стерж-
ни прямоугольного сечения и радиальные тонкие ребра.
18
Магнитный обод из стальной отливки насажен с натягом
в горячем состоянии на остов, который прикрепляется
болтами к фланцу кованой стальной втулки, посаженной
на вал также в горячем состоянии с натягом. Для вос-
приятия усилий от вращающего момента обод закрепля-
ется на остове штифтами, входящими в обод на <половину
его толщины и в поперечные стержни остова, и болтами,
Рис. 10 Остов ротора синхронного электродвигателя
крепящими остов ротора к втулке (рис. 10). Для разбор-
ки ротора (для снятия с вала) отвинчиваются эти болты
и извлекаются штифты.
На некоторых типах синхронных электродвигателей
обод выполнен из отдельных кованых колец, между кото-
рыми установлены дистанционные распорки из полосовой
стали, образующие радиальные вентиляционные каналы.
Через эти каналы охлаждающий воздух попадает в окна
между ка гушками обмотки возбуждения. У такого ротора
остов выполнен в виде двух стальных рам круглой формы
с приваренными поперечными стержнями и вертикальны-
ми ребрами, размещенными между рамами. Остов при-
крепляется посредством конусных шпилек к двум флан-
цам втулки, насаженной на вал с натягом в горячем со-
стоянии. Эта конструкция также допускает выем ротора
(выемной части) из статора, не нарушая линию валов
спаренных двигателя и насоса.
Имеют применение также магнитные колеса сварной
конструкции (рис. 11), в которых втулка, обод и диск маг-
2* 19
нитного колеса выполняются из стали листового проката
марки Ст 3. Полюсы с катушками в роторе с таким маг-
нитным колесом крепятся к ободу болтами или шпиль-
ками.
У некоторых типов электродвигателей (ВСНД) (рис. 12)
ротор не имеет отдельного остова и обода. Магнитное
колесо у них представляет собой один пакет, состоящий
из толстых стальных листов, стянутых и сваренных между
Рис. 11. Магнитное колесо сварной конструкции
собой электрозаклепками. Сварка листов выполнена через
смещенные относительно друг друга круглые отверстия в
соседних листах.
Полюсы ротора набираются из штампованных листов
(для уменьшения потерь) в монолитные пакеты, стягивае-
мые с помощью стальных щек и шпилек. По две щеки
на каждый полюс изготовляются стальными, литыми или
коваными, а также вырезаются из толстолистового прока-
та. Полюсы крепятся к остову ротора посредством Т-об-
разных хвостовиков и парных тангенциальных клиньев
или болтами. Для обеспечения жесткости полюсов Т-об-
разные хвосты и сердечники полюсов крепятся электро-
сваркой в нескольких местах по длине шихтованной части.
У тихоходных синхронных электродвигателей крепление
полюсов к ободу выполняется стальными болтами, бла-
годаря чему уменьшается толщина обода.
Обмотка возбуждения синхронных электродвигателей
собирается из отдельных полюсных катушек, соединяемых
последовательно. Катушки полюса изготовляют из неизо-
лированной шинной меди, согнутой на ребро. Для круп-
20
Рис. 12. Электродвигатель типа ВСДН и схема его вентиляции:
1. 8— маслоохладитель; 2 — домкрат; 3 — полюс ротора; 4 —статор; 5 — вводное
устройство; 6 — верхняя крестовина; 7 — остов ротора; 9 — контактные кольца;
10 — кожух; //—нижняя крестовина; /2 — фланцевый вал ротора
ных синхронных двигателей полюсные катушки изготовля-
ют из меди специального профиля, благодаря этому до-
стигаются увеличение наружной поверхности катушки и
улучшение ее охлаждения.
Витковая изоляция катушки выполняется из лакиро-
ванной асбестовой бумаги или из стеклоткани, пропитан-
ной эпоксидным лаком. Монолитность катушки достига-
ется опрессовыванием на прессе под давлением не менее
15 МПа и запеканием.
Корпусная изоляция катушки накладывается непосред-
ственно на сердечник полюса и выполняется из 2—4 сло-
ев асбестовой бумаги и 2—4 слоев микафолия для клас-
са нагревостойкости В или из пропитанной эпоксидным
лаком стеклоткани для класса нагревостойкости F.
Для больших полюсов изоляция изготовляется в виде
твердых составных коробов из прессованной стеклоткани
21
•на эпоксидных связующих, склеиваемых под давлением
непосредственно на сердечнике. Катушки полюса изолиру-
ются от остова ротора и полюсного башмака прокладками
из гетинакса или стеклотекстолитовыми шайбами.
У электродвигателей выпусков последних лет полюс-
ные катушки выполняются залитыми эпоксидными смо-
лами под вакуумом. Эти катушки обладают высокими ме-
ханическими свойствами, влагостойкостью и теплопровод-
ностью. Упрочненные катушки до заливки устанавливают-
ся на изолированные каркасами и шайбами сердечники
полюсов и раскрепляются изоляционными прокладками.
После заливки эпоксидной смолой полюс с катушкой ста-
новятся монолитом и при всех положительных свойствах
и высокой надежности являются неремонтопригодными,
в результате чего при выходе из строя катушки необходи-
мо заменять полностью полюс.
У некоторых типов электродвигателей катушки воз-
буждения устанавливаются на изолированный сердечник
полюса с помощью расклинивающих прокладок, что улуч-
шает условия охлаждения катушки, так как в образован-
ном между катушкой и сердечником зазоре циркулирует
охлаждающий воздух. К крайним виткам катушек при-
клепываются выводные концы из тонкой ленточной меди
для компенсации температурных деформаций и обеспече-
ния удобств сборки, а в катушках, изготовленных из тол-
стых медных шинок, выводные концы присоединяются
к крайним виткам соединением типа ласточкин хвост и
пропаиваются.
Катушки между собой соединяются медными хомути-
ками с пропайкой. Верхние выводные концы катушек (для
предохранения от выгиба и разрыва под воздействием
центробежных усилий) крепятся к изоляционным проклад-
кам, установленным между башмаками соседних полюсов
(прибандажированы шпагатом). Нижние выводные концы
изоляционными планками крепятся к ободу ротора (рис. 13).
Для предотвращения перемещения катушек в ради-
альном направлении на сердечнике полюсов, прикрепляе-
мых к остову ротора Т-образными хвостами, устанавлива-
ются спиральные пружины, которые прижимают катушки
через стальные шайбы.
Демпферные (пусковые) обмотки синхронных элек-
тродвигателей состоят из круглых латунных марки Л63
или медных марки Ml или М2 стержней, припаянных ту-
гоплавким припоем концами к медным пластинам (сег-
ментам), изготовляемым из меди марки МГТ. Стержни
22
Рис. 13. Крепление выводных концов полюсных катушек:
а — ннжние концы катушек; б — верхние концы катушек
пусковой обмотки фиксируются в полюсных башмаках с
помощью чеканки по центру для обеспечения равномерно-
го удлинения при нагреве. Сегменты соседних полюсов
соединяются между собой в кольцо болтами с применени-
ем соединительных планок из медных шин марки МГТ.
Для компенсации тепловой деформации сегментов приме-
няются эластичные соединительные планки, которые на-
бираются из медных полос толщиной 0,3—0,5 мм.
Конструкция сегментов зависит от размеров полюса и
частоты вращения ротора. На рис. 14 показаны конструк-
ции крепления сегментов демпферных обмоток. Для
крупных двигателей применяется конструкция демпферной
обмотки с креплением каждого сегмента зубом (высту-
пом) на козырьке щеки полюса. На сегменте делается паз
глубиной не менее 6 мм, в котором размещается выступ
щеки. В этом случае сегменты соединяются в кольцо со-
единительными медными планками (по две на каждый
стык).
23
Система возбуждения синхронных электродвигателей,
состоящая из электромашинных возбудителей или полу-
проводниковых выпрямительных устройств, снабженных
автоматическим регулятором возбуждения, должна обес-
печивать форсировку возбуждения при снижении напря-
жения в сети и при синхронизации двигателя во время
пуска, а также возможность работы двигателя с различ-
ным опережающим коэффициентом мощности coscp.
При форсировке предельное установившееся напряже-
ние возбудителя Un0T должно быть не менее 1,4 номиналь-
ного напряжения возбуждения UBKCM синхронного двига-
теля, а для крупных двигателей практически всегда Un<yi=
= (1,7—2,0) Йв,ном. Система возбуждения рассчитана на
длительность форсировки 2‘ф=5О с. Устройство форсиров-
ки срабатывает при снижении напряжения в сети на 15—
20% и более и отключается при напряжении на 10—15%
выше уставки начала форсировки. При пуске электродви-
гателя форсировка отключается после вхождения двига-
теля в синхронизм.
Электромашинный возбудитель состоит из генератора
постоянного тока с самовозбуждением и асинхронного
двигателя. В цепь обмотки возбуждения включен шунто-
вой регулятор с ручным или электрическим приводом, ко-
торый обеспечивает регулирование тока ротора синхрон-
ного двигателя от значения, соответствующего 75% тока
холостого хода, до номинальной величины.
Для синхронных электродвигателей мощностью 1000—
3500 кВт в качестве машинных возбудителей используют-
ся серийно изготовляемые быстроходные возбудители с
частотой вращения 1000—1500 об/мин, которые агрегати-
руются с серийными короткозамкнутыми асинхронными
двигателями, подключаемыми к сети собственных нужд
напряжением 220—380 В. Мощность асинхронного элек-
тродвигателя выбрана 'из условий обеспечения номиналь-
ного режима синхронного двигателя при падении напря-
жения в питающей сети на 20—30%. Мощность генерато-
ров этих возбудителей не превышает 20—30 кВт при на-
пряжении до 100 В.
Для синхронных электродвигателей мощностью
5000 кВт и выше находят применение возбудители мощно-
стью 120—180 кВт, размещаемые на валу электродвига-
теля.
Полупроводниковое возбуждение находит применение
на вертикальных электродвигателях, выпускаемых в по-
следние годы. Полупроводниковые статические возбудите-
24
ли устанавливаются взамен электромашинных возбуди-
тельных агрегатов, так как обладают существенными пре-
имуществами: малые габариты, относительно небольшая
масса, практическая безынерционность, широкие возмож-
ности регулирования и высокий КПД.
Тиристорный (полупроводниковый) возбудитель со-
стоит из следующих основных узлов (рис. 15): тиристор-
ного выпрямителя 1, силового трансформатора 2, нели-
Рис. 14. Крепление сег-
ментов демпферных об-
моток с горизонтально
расположенными сегмен-
тами
Рнс. 15. Тиристорный возбудитель:
I — тиристорный выпрямитель; 2— силовой транс-
форматор; 3 —резисторы; 4—схема управления
тиристорным преобразователем; 5 — синхронный
эл ектродв игате л ь
15—2э
нейных или линейных резисторов 3, схемы управления
тиристорным преобразователем 4, системы защиты тири-
сторов от перенапряжений, релейной схемы пуска.
Регулирование величины тока возбуждения осущест-
вляется путем изменения угла коммутации тиристоров.
При пуске синхронного электродвигателя и достижении
частоты вращения ротора, близкой к синхронной, тиристо-
ры коммутируются с углом, соответствующим наибольше-
му напряжению возбуждения. При этом длительность
< форсировки составляет около 1 с.
Посредством тиристорного возбудителя осуществляет-
ся управление пуском и остановом двигателя. При пуске
двигателя обмотка ротора, в которой индуцируется пере-
менная ЭДС, должна включаться на резистор, что созда-
25
ет замкнутую цепь для отрицательной полуволны тока.
Резисторы могут быть линейными и нелинейными, вклю-
ченными в цепь только на время пуска или постоянно. Они
служат также для защиты тиристоров от перенапряжения
при переходных процессах в двигателе.
При пуске синхронного двигателя тиристорный преоб-
разователь заперт, обмотка возбуждения включена на
разрядный резистор через схему управления 4, представ-
ляющую собой два включенных в цепь встречно-парал-
лельных тиристора. (Управление тиристорами произво-
дится стабилитронами.) При достижении ротором двига-
теля частоты вращения, близкой к синхронной, и
снижении напряжения на обмотке ротора включается ти-
ристорный преобразователь, а тиристоры запираются.
Выбирают пусковые линейные резисторы так, чтобы
напряжение на тиристорах не превышало допустимого
значения:
у =и । и
'-'т. ДОП WHOM 2 ' ГН’
где t/KOM — номинальное напряжение тиристора (по клас-
су): Um = 1 2 — амплитуда фазной ЭДС питания
возбудителя; U2— вторичное напряжение трансформато-
ра; Ifmra — амплитуда тока ротора при пуске; гп — сопро-
тивление пускового резистора.
Тиристорные возбудители типа ТВ-400 и ТВ-630 осу-
ществляют гашение поля ротора путем перехода при от-
ключениях двигателя от сети в инверторный режим. Воз-
будители предусматривают защиту двигателей от асин-
хронного режима, обеспечивающую при выпадении из
синхронизма выдачу сигнала, автоматический перевод
возбудителя в инверторный режим и в исходное предпу-
сковое состояние. Гашение поля при замкнутой обмотке
статора для этих типов возбудителей длится не более 0,5 с.
(При электромашинном возбуждении гашение поля замы-
канием обмотки ротора на 10-кратное сопротивление длит-
ся около 1 с.)
2. ОРГАНИЗАЦИЯ ЭКСПЛУАТАЦИИ ЭЛЕКТРОДВИГАТЕЛЕЙ
Эксплуатация вертикальных электродвигателей, как
Правило, осуществляется в специальных помещениях, ос-
нащенных мостовым краном пли кран-балкой соответст-
вующей грузоподъемности.
В помещении, где устанавливается электродвигатель,
26
не должно содержаться взрыво- и огнеопасных газов и па-
ров, взрывоопасной и токопроводящей пыли, а также при-
месей, вредно действующих на изоляцию и другие мате-
риалы, использованные для изготовления электродвигате-
ля. Запыленность воздуха не должна превышать
0,002 г/м3. Температура воздуха в помещении не долж-
на быть ниже +5 °C.
Вертикальные электродвигатели в основном изготов-
ляют в климатическом исполнении У (от —40 до —|-40°С)
или Т (от —10 до +45°C) для установки в помещениях
категории 3 (помещения с естественной вентиляцией без
искусственно регулируемой температуры) или 4 (помеще-
ния с искусственно регулируемыми климатическими усло-
виями) по ГОСТ 15150—69* и ГОСТ 115543—70*.
Относительная влажность окружающей среды: для дви-
гателей исполнения У—не более 80% при температуре
+20° С, а Т — не более 95% при температуре +35° С.
В соответствии с ГОСТ 18322—78 принята терминоло-
гия технического обслуживания и ремонта.
Техническое обслуживание — комплекс операций или
операция по поддержанию работоспособности или исправ-
ности электродвигателя при его эксплуатации. В техниче-
ское обслуживание могут входить внешняя чистка элек-
тродвигателя, контроль его технического состояния, сма-
зывание и т. д.
Различают следующие методы технического обслужи-
вания: централизованный — персоналом и средствами од-
ного подразделения организации или предприятия; де-
централизованный— персоналом и средствами нескольких
подразделений организации или предприятия; метод тех-
нического обслуживания эксплуатационным персоналом;
обслуживание персоналом, специализированным на вы-
полнении этого вида работ.
По видам ремонта различают:
капитальный ремонт (выполняется для восстановления
нормального технического состояния электродвигателя с
заменой или восстановлением любых его частей, включая
базовые; обеспечивает полное или близкое к полному вос-
становление его ресурса);
средний ремонт (выполняется для восстановления ис-
правности и частичного восстановления ресурса электро-
двигателей с заменой или восстановлением составных ча-
стей ограниченной номенклатуры и контролем техниче-
ского состояния составных частей в объеме, установлен-
ном в нормативно-технической документации);
27
текущий ремонт выполняется дня обеспечения восста-
новления работоспособности электродвигателя с заменой
или восстановлением отдельных его частей;
плановый ремонт или ремонт по техническому состоя-
нию осуществляется периодичностью и объемом в соот-
ветствии с требованиями нормативно-технической доку-
ментации и в зависимости от технического состояния.
По методам ремонта различают:
обезличенный метод, при котором не сохраняется при-
надлежность восстановленных составных частей к опре-
деленному экземпляру изделия;
необезличенный метод, при котором сохраняется при-
надлежность восстановленных составных частей к опре-
деленному экземпляру изделия;
агрегатный метод, при котором неисправные агрегаты
заменяются новымд или заранее отремонтированными;
поточный метод, при котором ремонт выполняется на
специализированных рабочих местах с определенными
технологической последовательностью и ритмом.
Систему технического обслуживания и ремонта техни-
ки (СТОИРТ) характеризуют следующие показатели:
средняя продолжительность технического обслуживания
(ремонта) одного электродвигателя за определенный пе-
риод эксплуатации; средняя трудоемкость технического
обслуживания (ремонта) одного электродвигателя за тот
же период; средняя стоимость технического обслужива-
ния (ремонта); средняя суммарная продолжительность
технических обслуживаний (ремонтов) за определенные
периоды эксплуатации; средняя суммарная трудоемкость
технических обслуживаний (ремонтов) электродвигателя
за определенный период эксплуатации; средняя суммарная
стоимость технических обслуживании- (ремонтов) электро-
двигателя за определенный период эксплуатации; удель-
ная суммарная стоимость технических обслуживаний (ре-
монтов)— отношение средней суммарной стоимости тех-
нического обслуживания (ремонтов) электродвигателя
к расчетной суммарной наработке электродвигателя за
один и тот же период эксплуатации.
Планирование и подготовка ремонтов. Планирование
ремонтов электродвигателей вецется в соответствии с тре-
бованиями «Правил технической эксплуатации электриче-
ских станций и сетей» (ПТЭ) по системе планово-преду-
предительных ремонтов (ППР).
Планово-предупредительный ремонт включает в себя
комплекс мероприятий: техническое обслуживание и над-
28
зор во время работы; периодическое проведение текущих
и капитальных ремонтов; проведение профилактических
испытаний в соответствии с требованиями «Норм испыта-
ния электрооборудования».
Периодичность и сроки проведения ремонтов электро-
двигателей увязываются с ремонтом приводимых агрега-
тов. Это способствует снижению трудозатрат на центров-
ку агрегата с двигателем, подготовку рабочего места опе-
ративным персоналом и т. д. Периодичность ремонтов
устанавливается графиком, утвержденным главным инже-
нером предприятия.
При планировании сроков капитальных и текущих ре-
монтов учитывается техническое состояние электродвига-
телей, определяемое в процессе эксплуатации (состояние
подшипников, нагрев активных частей и т. п.). Ежегод-
ные графики ремонтов составляются электроцехом пред-
приятия, эксплуатирующего электродвигатель, и согласо-
вываются с подрядной организацией, выполняющей ре-
монт электродвигателей.
В соответствии с графиком ремонта ведется подготови-
тельная работа, которая включает в себя: составление
графика работ с указанием перечня приспособлений, не-
обходимых для ремонта электродвигателей и сроков их
изготовления или доставки на ремонтную площадку; за-
готовку необходимых материалов и запчастей; подготовку
противопожарных мероприятий и мероприятий по технике
безопасности; разработку и согласование со смежными це-
хами проекта организации специальных работ. Эти рабо-
ты выполняются персоналом эксплуатирующей и подряд-
ной организаций.
До вывода электродвигателей в ремонт все вышепере-
численные подготовительные работы должны быть закон-
чены, ремонтный персонал должен быть укомплектован в
бригады, ознакомлен с объемом предстоящих работ и
конструктивными особенностями электродвигателей. До
начала работ руководитель ремонта должен ознакомить-
ся с отчетной документацией о ранее выполненных на
этих электродвигателях ремонтах, обращая особое внима-
ние на результаты предыдущего ремонта, на время, отра-
ботанное подшипниками после их замены и смены смаз-
ки, на значение воздушных зазоров и зазоров в подшип-
никах, на результаты испытаний. Должны быть также уч-
тены замечания о работе электродвигателей (перегрев
обмотки, активной стали, вибрационное состояние, темпе-
ратура подшипников).
29
Организация рабочих мест для ремонта двигателей.
Наиболее прогрессивной формой ремонтного обслужива-
ния электродвигателей является централизованный ре-
монт в условиях мастерских, производственных ремонтных
предприятий (ПРП), оснащенных необходимым оборудо-
ванием и оснасткой для выполнения всех трудоемких раз-
борно-сборочных и ремонтных операций.
Любой вид типового ремонта, для выполнения которо-
го необхэдимо отсоединение электродвигателя от фунда-
мента и агрегата, целесообразно выполнять в условиях
специальной мастерской. Для доставки электродвигателей
в мастерскую должны использоваться соответствующие
транспортные средства, а грузоподъемные механизмы ма-
стерской должны обеспечить их разгр}зку.
Для выполнения любого вида ремонта прогрессивны-
ми методами, обеспечивающими высокую производитель-
ность труда и качество ремонта, мастерская должна обо-
рудоваться энергетическими разводками (сжатый воздух,
водопровод, электропитание на различных напряжениях)
и иметь в своем составе: камеру для пневмогидравличе-
ской очистки электродвигателей, установку для мойки де-
талей, покрасочную и сушильную камеры, стапели для
разборки электродвигателей с вертикальным валом, кан-
тователи для статоров, подставки для статоров, подстав-
ки для установки и проворота роторов, станок для балан-
сировки роторов, станок для изготовления пазовых
клиньев, сверлильный и заточный станки, комплект съем-
ников (гидравлических и винтовых), комплект приспособ-
лений для извлечения секций обмоток статоров электро-
двигателей, стеллажи для размещения ^злов и деталей
при разборке электродвигателей и верстаки для ремонта
узлов и деталей электродвигателей.
При выполнении в мастерской восстановительного ре-
монта электродвигателей кроме вышеперечисленного обо-
рудования в ее состав должны входить: камера для отжи-
га всыпных обмоток, установка для извлечения всыпных
обмоток, намоточные станки, пропиточная ванна и уста-
новка для заливки подшипников скольжения.
Изготовление резервных катушек для статорных обмо-
ток электродвигателей высокого напряжения с микалент-
ной и другой изоляциями целесообразно производить на
крупных базах, имеющих оборудование для компаундиро-
вания, что способствует обеспечению высокого качества и
увеличению ресурса работы.
При отсутствии мастерских для централизованного ре-
30
монта электродвигателей могут быть организованы ре-
монтные площадки.
Под «ремонтной площадкой» подразумевается свобод-
ная площадь, предназначенная для перегрузочных опера-
ций и размещения при капитальном ремонте сборочных
единиц и деталей оборудования, ремонтных приспособле-
ний и оснастки, а также для выполнения ремонтных опе-
раций, которые по условиям технологии необходимо про-
изводить вблизи ремонтируемого оборудования. Ремонт-
ные площадки должны оборудоваться энергетическими
разводками и находиться в зоне действия грузоподъемно-
го средства.
Рис. 16. Исполнение стропов:
а — петлевой строп; б — кольцевой строп
Под энергетическими разводками подразумеваются
разводки кислорода, ацетилена, сжатого воздуха давле-
нием (4—6) 105 Па и технической воды давлением 4Х
ХЮ5 Па, а также стационарная электросеть напряжени-
ем 380/220 В для обеспечения электросварочных работ,
подключения электроинструмента через преобразователь
частоты напряжением 36 В (220 Гц) и переносных ламп
через трансформатор 220/12 В.
Ремонтная площадка должна иметь общее и местное
электроосвещение.
Организация такелажных работ. Для выполнения таке-
лажных работ должны назначаться лица, ответственные
за безопасное перемещение грузов, и быть выделены ра-
бочие— стропальщики, обученные правилам стропки
грузов.
Требования «Правил устройства и безопасной эксплуа-
тации грузоподъемных кранов», утвержденных Госгортех-
надзором, определяют способы правильной стропки гру-
зов. Стропка узлов электродвигателей, не имеющих спе-
циальных устройств (петель, рым-болтов), должна произ-
водиться обвязкой универсальными канатными стропами
(УСК) исполнения 1 (петлевой) и 2 (кольцевой), приве-
денными на рис. 16. Технические характеристики стропов
приведены в табл. 1.
31
Таблица 1. Универсальные канатные стропы для стропки
грузов обвязкой
Допустимая нагрузка, т Диаметр каната мм
Исполнение 1 Исполнение 2
ГОСТ 3071—74* ГОСТ 3079—80 08—899Z 100J ГОСТ 3071—74* ГОСТ 3079-80 ГОСТ 7668—80
0,36 6,3 6,3 5 —
0,4 7,6 — 6,7 — — —
0,5 8,к — 8,1 5,8 — —
0,63 11,5 — 9,7 6,3 — 6,3
0,8 11,5 — 11.5 7,6 — 6,7
1 13,5 — — 8,5 — 8,1
1,25 ~. 13,5 13,5 11,5 — 9,7
1,6 15,5 15,5 15 .— — 11,5
О — 17 16,5 13,5 -—
2,5 — 19,5 18 — 13,5 13,5
3,2 22,5 21,5 20 15,5 15,5 15
4 24,5 23 22 — 17 16,5
5 27 25 25 — 19,5 18
6,3 29 29 29 22,5 21,5 20
8 33,5 33 31 24,5 23 22
10 38 35 36 27 25 25
12,5 44,5 43 39,5 29 29 29
16 49 47 46,5 33,5 33 31
20 — 50 50,5 38 35 36
25 — 56 58,5 44,5 43 39,5
32 66,5 — 63 49 47 46,5
Для подъема электродвигателей и их узлов подбирают
стропы соответствующей грузоподъемности. Нагрузка S
на ветвь стропа определяется по формуле
S=Qka/mkn,
где Q — масса груза, кг; ka—коэффициент, зависящий от
угла между ветвями стропа: при а, равном 0, 30, 60, 90°,
Ка соответственно равен 1, 1,03, 1,15, 1,42; т — количест-
во ветвей стропа; kK — коэффициент, зависящий от числа
ветвей стропа: при т<4 Лн=1, при т2^4 йн=0,75.
По расчетной нагрузке на ветвь выбирается строп
с минимально допустимым диаметром каната. Схемы стро-
повки некоторых узлов электродвигателей приведены
в § 7.
32
Профилактические испытания электродвигателей про-
изводятся в соответствии с ГОСТ 11826—75* и «Нормами
испытания электрооборудования», утвержденными Глав-
техуправлением Минэнерго СССР.
Измерение сопротивления изоляции мегаомметром на-
пряжением 2,5 кВ производится при выведении электро-
двигателей в капитальный или текущий ремонт.
Наименьшие значения сопротивления изоляции обмоток
электродвигателей мощностью до 5000 кВт приведены
в табл. 2.
Таблица 2. Минимально допустимое сопротивление изоляции
Температура обмотки, °C Сопротивление изоляции Яед//, МОм, при поминальном напряжении обмотки
3—3,15 кВ 6—6,3 к»В 10—10,5 кВ
10 30 60 100
20 20 40 70
30 15 30 50
40 10 20 35
50 7 15 25
60 5 10 17
75 3 6 10
Для электродвигателей мощностью более 5000 кВт
наименьшее допустимое сопротивление изоляции 7?со,,
при температуре 75 °C определяется по формуле, МОм,
П _ _________I ИС I____
во" — 1000 + 0,01 SHC4 ’
где Uном — номинальное линейное напряжение, В; 5НОм —
номинальная мощность, кВ-А.
Если вычисленное по этой формуле сопротивление изо-
ляции будет меньше 0,5 МОм, то наименьшее допустимое
значение принимается равным 0,5 МОм.
Если температура обмотки во время измерения сопро-
тивления изоляции ниже 75 °C, то фактическое наименьшее
значение определяется умножением значения, рассчитан-
ного по вышеприведенной формуле, на температурный ко-
эффициент 1гт, значения которого приведены ниже:
Температура, °C ... 75 70 60 50 40 30 20 10
Температурный коэф-
фициент, kT . . . 1 1,2 1,7 2,5 3,4 4,7 6,7 9,4
3—6065 33
Испытание изоляции статора электродвигателей мощ-
ностью 40 кВт и более и обмоток ротора синхронных элек-
тродвигателей выполняется повышенным напряжением ча-
стоты 50 Гц в мастерской или непосредственно на iecre
установки электродвигателя при выводе в капитальный
ремонт.
Значения испытательного напряжения составляют 5, 10
и 16 кВ для номинального напряжения обмотки статора
соответственно 3, 6 и 10 кВ, а для обмотки ротора 1,2—
2,8 кВ.
У двигателей на напряжение 3 кВ и более мощностью
свыше 300 кВт измеряются сопротивления обмоток стато-
ра постоянному току. Значения сопротивлений различных
фаз обмотки статора не должны отличаться друг от дру-
га или от ранее измеренных, или от данных завода-изго-
товителя более чем на 2%.
Измерение зазоров между сталью ротора и статора
производится в основном у электродвигателей с подшип-
никами скольжения специальными щупами во время раз-
борки перед ремонтом. Полученные результаты позволя-
ют уточнить объем ремонтных работ по подшипниковому
узлу.
Измерение вибрации электродвигателя выполняется в
процессе эксплуатации и перед выводом электродвигате-
ля в ремонт. Допустимое значение вибрации на подшипни-
ке электродвигателя не должно превышать следующих
значений:
Частота вращения, об мин................. 1500 1000 750
Допустимая вибрация, мкм.......-.......... 100 130 160
Гидравлические испытания масло- и воздухоохладите-
лей производятся избыточным давлением (2—2,5) 105 Па
(2—2,5 кгс/см2) в течение 5—10 мин, если по инструкции
заводанизготовителя не даны другие указания.
Испытание возбудителей синхронных электродвигате-
лей (цепи возбуждения, реостат возбуждения, а также со-
противление цепи гашения поля) производится при прове-
дении капитальных ремонтов напряжением 1 кВ относи-
тельно корпуса.
Тепловые эксплуатационные испытания электродвига-
телей производятся для проверки их соответствия паспорт-
ным данным и приводимому агрегату.
Требуемый режим работы испытуемого электродвига-
теля устанавливается заранее, измерение исследуемых па-
раметров производится в течение последних 2—3 ч после
наступления установившегося теплового состояния.
34
Сопротивление обмоток двигателей в нагретом состоя-
нии, по значению которого определяют их рабочую темпе-
ратуру, замеряют лишь на отключенном и полностью оста-
новленном электродвигателе. Но за время, протекающее от
момента отключения до первого замера, температура об-
мотки изменяется, и согласно ГОСТ 11828—75 требуется
экстраполяция кривой остывания на момент отключения.
Для определения характера кривой остывания в на-
чальный период первое измерение сопротивления обмотки
рекомендуется производить для машин мощностью свыше
100 кВт не позднее 2 мин после отключения.
Контроль температуры различных узлов электродвига-
теля в процессе эксплуатации и при испытаниях осущест-
вляется штатными встроенными датчиками температуры.
Измерение температуры сегментов подпятников и направ-
ляющих подшипников осуществляется термометрическими
сигнализаторами типа ТСМ-100 и термометрами сопротив-
ления типа TCM-XI с градуировкой Гр24. Сопротивление
датчика температуры при 0°С равно 53 Ом. На выпуска-
емых в 1970—1980 гг. электродвигателях установлены
термометры сопротивления типа ТСМ-6097 и сиг-
нализирующие термометры типа ТКП-160Сг по
ТУ 25.02.ЭД1.1870—76.
В электродвигателях 14-го и 15-го габаритов контроль
температуры осуществляется, как правило, двумя термо-
метрическими сигнализаторами, а в двигателях 15-го—
17-го габаритов четырьмя или шестью термосигнализато-
рами. В более крупных электродвигателях температура
контролируется не только термосигнализаторами, но и
термометрами сопротивления.
Начиная с 1981—1982 гг. заводы-изготовители устанав-
ливают на электродвигателях термопреобразователи типа
ТСМ-0879 (ТУ 25.02.792.288—80) и ТСП-0979 (ТУ 25.02.
792.288—80) взамен ТСП-309 по ТУ 25-02.221.547—79.
Значения сопротивлений постоянному току этих преобра-
зователей приведены в табл. 3—5.
У электродвигателей серии ВАН-173 (АВ 16-го и 17-го
габаритов) применялись термосигнализаторы типа ТСМ-100
с глубиной погружения 250 мм с капилляром 6 мм, кото-
рые были заменены термометрами сопротивления типа
ТКП-160 Сг. Схемы размещения термометров сопротивле-
ния и термосигнализаторов в электродвигателях серии
ВАН-173 и ВДС-325/69 приведены на рис. 17, 18.
Показывающие приборы термосигнализаторов или тер-
мометров сопротивления устанавливают на двигателе или
3* 35
Таблица 3. Градуировочная таблица медных
термопреобразователей типа ТСМ от 0 до 180 °C (/?0=53 Ом)
Температура, °C (десятки) Сопротивление, Ом, при температуре, ®С (единицы)
0 1 2 3 4 5 6 7 8 9
0 53 53.23 53.68 53.9 54.13 54.36 54.58 54,81 55.03
10 55,26 55.48 55.71 55.94 56.16 56.39 56.61 56.84 5/, 05 57.29
20 57,52 57,74 57,97 58, Г) 53.42 53,65 58.87 59.1 59,32 59.55
30 59,77 60 60,23 60,45 60.68 60.9 61,13 61,35 61.58 61.81
40 62.03 62.26 62,48 62.71 62.93 62 16 63,39 63.61 63,64 64.06
50 64,29 64,52 64,74 64.97 65,19 65,42 65,64 65,87 66,1 66.32
60 66,55 66.77 67 67.22 67.45 67.68 67,9 68,13 68.35 68,58
70 68,81 69-03 69,26 69,48 69,71 69. '3 70.16 70.39 70.61 70.84
80 71.06 71,29 71,51 71,74 71 97 72 15 72,42 72 64 72,87 73.09
90 73,32 73,55 73,77 74 74.22 74.45 74.G8 74.90 75.13 75.35
100 75,58 75.3 76,03 76,26 76,48 76,71 76,93 77.15 77.38 77.6t
110 77,84 78,06 78,29 78.51 78,74 78.97 79,19 79.42 79,64 79.87
120 80,09 80,32 80,56 80.77 81 81,22 81,45 81.67 81 9 82.13
130 82,35 82.58 82,8 83,03 83.26 83 48 83.71 83.93 84,16 84,38
140 84,61 84,84 85,06 85.29 85,51 85.74 85.96 8», 19 86,42 86.64
150 86,87 87,09 87,32 87,54 87.77 88 88.22 88,45 88.67 88,98
160 89,13 89.35 89.53 89,8 90,03 90,25 90.48 90,71 90.93 91.16
17П 91,33 91.61 91,83 92,06 92.29 92,51 92.74 92,96 93 18 93.42
180 93,64 — — — — — — — — —
Таблица 4. Градуировочная таблица медных
термопреобразователей типа ТСМ от 0 до 183 °C (Яо=5О Ом)
Температура, °C (десятки) Сопротивление, Ом, при температуре, °C (единицы)
0 1 2 3 4 5 6 7 8 9
0 50 50,21 50.43 50,64 50.86 51.07 51.28 51.5 51,71 51.93
10 52.14 52,35 52,57 52.78 53 53,21 53,42 53,64 53,85 54,07
20 54.28 54,5 54,71 54,92 55.14 55.35 55.56 55,78 55.99 56.21
30 56,42 56.64 56.85 57.06 57,28 57,49 57,71 57,92 58,13 58,35
40 58.56 58.78 58,99 59,2 59.42 59,63 59.85 60,06 60,27 60.49
50 60,7 60,92 61.13 61.34 61,56 61 77 61,99 62.2 62,11 62.63
во 62.84 63,06 63,27 63.48 63.7 63,91 64.13 64,34 64,55 64,77
70 64.98 65.2 65.41 65,62 65.84 66,05 66,26 66,48 66,69 66.91
80 67,12 67,34 67,55 67.76 67.98 68.19 68,4 68.62 68,83 69,05
90 69,26 69,47 69,69 69,9 70,12 70,33 70,54 70.76 70.97 71,19
100 71,4 71.61 71.83 72.04 72,26 72.47 72,68 72,9 73.11 73.33
НО 73,54 73,75 73,97 74,16 74.4 74,61 74,82 75,04 75.25 75.46
120 75-68 75.89 76.11 76,32 76.53 76,75 76,96 77.18 77,39 77,6
ВО 77,82 78.03 78.24 78.46 78.67 78,89 79,1 79,32 79.53 79,74
140 79,96 80,17 80.38 80.6 80.81 81.03 81.24 81.45 81,67 81.88
150 82,1 82,31 81,52 82.74 82.95 83.16 83,38 83,59 83.81 84,02
160 84,24 84,45 84,66 84,88 У 5.09 85,31 85,52 85.73 85,95 86.16
170 86,37 86,59 86,8 87,02 87,23 87.44 87,66 87,87 88,08 88,3
180 88.51 — — — — — — —• — —
на специальных панелях (щитках) по местным условиям
эксплуатации. Применение приборов термоконтроля с ка-
пиллярами имеет ряд особенностей, требующих внимания
36
Таблица 5. Градуировочная таблица платиновых
термопреобразователей типа ТСП от 0 до 180°C (/^о=1ОО Ом)
г емпература, ’С (десятки) Сопротивление, См, при температуре, “С ^единицы)
0 1 2 3 4 5 6 7 8 9
0 109 100.4 100,79 101,19 101,59 101,98 102.38 102 78 103.17 103,57
10 103,96 104,16 104,76 105,15 105,55 105,94 103,34 106.73 107,13 107.52
20 107,92 108,31 108,71 103,1 109,5 109,89 110.29 110,68 111,07 111,47
60 111,86 112.25 112,55 113,04 113,43 113,83 114,22 114.61 115.01 115,4
40 115,79 116,18 116.58 116,97 117,36 117.75 118,14 118,53 118,42 119,32
50 119,71 120,1 120,49 120,88 121,27 121,66 122,05 122,44 122,83 123,22
60 123.61 124 124,Зп 124,78 125,17 125.56 125,95 126.34 126,73 127,12
70 127,5 127,9 128,28 128,67 129,06 129,45 129.84 130,22 130.61 131
80 131,38 131,78 132.16 132,55 132,94 133.32 133,71 134,1 134,48 134,87
90 135.26 135,64 136,03 136.42 136.8 137,19 137,57 137,96 138,34 138,73
100 142,96 143.34 143.73 144-11 144.49 144,88 145,26 145,64 146,03 146,41
120 146,79 147,18 147.56 147,94 148.32 148.7 149,0) 149,47 149,85 150.23
130 150.61 151 151,38 151.76 152,14 152,52 152.9 153.28 153,66 154,04
140 154,42 154,8 155,18 155.56 155,94 156.32 156,7 157,08 157.46 157.84
150 158,22 158.6 158,98 159,36 159,74 160,12 160,49 160.87 161.25 161.63
160 162,01 162.38 162.76 163.14 163,52 163.9 164,27 164,65 165.03 165,4
170 165.38 166,16 166.54 166.91 167,29 167,66 168,04 168,42 168,79 169.17
180 169,54 — — — — — — — — —
при эксплуатации: капилляры термосигнализаторов, зало-
женные в сегменты изолированных подпятников и направ-
ляющих подшипников, покрывают слоем лако- или стек-
лоткани вполнахлеста для обеспечения надежной изоляции
от подшипниковых токов.
При креплении капилляров термосигнализаторов при-
нимают меры по предотвращению их повреждения, напри-
мер передавливания их, нарушения пайки и т. д. С этой
целью при выходе из сегментов их закрепляют с помощью
стальной проволоки диаметром 2—3 мм, которая одним
концом, загнутым в виде петли, крепится гайкой термодат-
чика, а к другому бандажируется лентой капилляр термо-
сигнализатора или вывод термометра сопротивления, обес-
печивая минимальный радиус перегиба 50 мм. Применение
термосопротивлений упрощает эксплуатацию средств тер-
моконтроля.
У синхронных электродвигателей серии ВДС и ВДС2
контроль температуры подпятников и направляющих под-
шипников (рис. 18) осуществляется термометрами сопро-
тивления типа ТСМ 6097 и термометрами сигнализирую-
щими ТКП-160 Сг. Температура нагретого воздуха контро-
лируется двумя термометрами ТКП-160 Сг и четырьмя
термопреобразователями сопротивления ТСМ-6114.
37
Рис. 17. Схема размещения термометров сопротивления в электродви-
гателях серии ВАН-173
Контроль температуры нагрева обмотки и активной
стали у асинхронных и синхронных электродвигателей
15-го габарита и выше осуществляется плоскими термо-
метрами сопротивления, уложенными в пазы. Выводы от
термометров сопротивления выполняются экранированным
кабелем, подключаются к клеммнику, устанавливаемому на
обшивку статора. Экран кабеля должен быть надежно за-
землен.
38
Рис. 18. Схема размещения средств тсомоконтротя электродвигателя
типа ВДС2-325/69:
1 — панель термосигналнзаторов; 2 — панель клеммовая; 3 — термометр сопро-
тивления ТСМ-6114 (ТУ 25-02.703—73, 2 шт.,); 4 — термометр сопротивления
ТСМ-6097 (ГОСТ 5.2079—73), глубина погружения 100 мм (4 шт.); 5 — втулка;
термоснгналнзатор ТСМ-100, глубина погружения 160 мм, длина капилляра
16 мм (6 шт); 7 —лента ПХВ 0,2X20 (ГОСТ 16214—70)
39
3. РАЗБОРКА ЭЛЕКТРОДВИГАТЕЛЕЙ
В зависимости от конструктивных особенностей элек-
тродвигателей методы разборки имеют существенные раз-
личия для электродвигателей с подшипниками качения и
подшипниками скольжения.
Порядок разборки показан для электродвигателей ти-
пов АВ-113 и АВ-114 на рис. 3 и АВ-400, АВ-500 и АВ-630
на рис. 4.
Отсоединяют электродвигатель от насоса, рассоединив
полумуфты, перемещают его на ремонтную площадку гру-
зоподъемным средством соответствующей грузоподъемно-
сти и устанавливают в горизонтальное положение.
Снимают полумуфту гидравлическим или винтовым
съемником в зависимости от плотности ее посадки.
С применением рычага длиной до 1500 мм винтовым
съемником можно создавать усилие до 105 Н, прикладывая
к рычагу силу до 700 Н.
Гидравлические съемники подразделяются па ручные,
способные развивать усилие до 1,2-105 Н и позволяющие
снимать полумуфты диаметром до 500 мм, и механизиро-
ванные (с электроприводом маслонасоса), смонтированные
на передвижных тележках, оборудованных ручными ле-
бедками для поднятия гидропресса до оси полумуфты.
Снятие полумуфты ручным гидравлическим съемником вы-
полняют два слесаря: один из них устанавливает захваты
на полумуфту, а другой создает натяжение цепей захватов
вывинчиванием упора и качанием рычага.
Операцию снятия полумуфты механизированным съем-
ником может выполнять один человек. При этом в ком-
плект гидросъемника, размещенного на тележке, входят:
маслонасос, соединенный маслопроводом с резервуаром и
гидропрессом, лебедка для подъема гидропресса, набор
шпилек для соединения гидропресса с полумуфтой. На те-
лежке размещают также пусковую аппаратуру электродви-
гателя привода маслонасоса и манометр для измерения
давления масла в системе.
Операции по снятию полумуфты механизированным гид-
росъемником выполняют в следующей последовательности:
тележку с гидросъемником устанавливают у электродвига-
теля, совмещая направления их продольных осей в верти-
кальной плоскости; поднимают лебедкой гидропресс до
совмещения горизонтальной плоскости его оси с осью элек-
тродвигателя; соединяют шпильками муфту с гидропрес-
сом; включают маслонасос гидропресса; при создании уси-
40
лия, достаточного для снятия полумуфты, произойдет ее
смещение по валу электродвигателя.
Если при достижении максимально допустимого давле-
ния полумуфта не смещается с посадочного места, то мас-
лонасос останавливают и готовят приспособления для сня-
тия с подогревом. Для нагрева полумуфты применяют две
одновременно работающие ацетиленовые горелки № 5 или
б (возможно применение керосиновых форсунок). Для
уменьшения нагрева вала его открытую часть закрывают
влажным листовым асбестом.
В процессе нагрева полумуфты снова включают насос
гидропресса и следят за положением полумуфты на валу.
Для успешного снятия полумуфты скорость ее нагрева
должна быть по возможности наибольшей. О смещении по-
лумуфты с посадочного места свидетельствует понижение
давления в гидропрессе. Для поддержания давления вклю-
чают маслонасос и продолжают съем с подогревом.
После снижения температуры полумуфты и вала до
температуры окружающей среды их посадочные места за-
чищают, измеряют диаметры и определяют посадочный на-
тяг. При этом тщательно осматривают полумуфту — при
обнаружении трещин ее следует заменить. Измерение диа-
метра вала выполняют микрометрической скобой, а внут-
ренний диаметр полумуфты — микрометрическим нутро-
мером. Скоба и нутромер перед выполнением измерений
должны проверяться контрольными метрологическими
средствами (скоба проверяется контрольным нутромером,
а нутромер — контрольной скобой).
Измерение диаметров для исключения случайной ошиб-
ки производят по 3 раза в каждой точке, за диаметр при-
нимают среднее арифметическое значение всех измерений.
Их выполняют в двух взаимно перпендикулярных плоско-
стях по длине полумуфты и вала. После измерения и под-
счета среднего арифметического значения определяют зна-
чение натяга (или зазора) как разность показаний скобы
и нутромера и сравнивают полученное значение с допусти-
мым, указанным на чертеже завода-изготовителя. При от-
сутствии чертежей следует выполнять требования ГОСТ
8592—79* и ГОСТ 12080—66*, в которых для концов ва-
лов диаметром от 14 до 220 мм приведены отклонения от
их номинальных диаметров: при исполнении 1 — напряжен-
ная посадка (Н) по ОСТ 1012; при исполнении 2 — тугая
посадка (Т) по ОСТ 1012. Допуски на отклонение диаметра
вала и отверстия в полумуфте принимают по системе от-
верстий 2-го класса точности.
41
Длина посадочной поверхности вала в зависимости от
диаметра вала и исполнения приведена в табл. 6, а допуски
и натяги в посадке полумуфты в зависимости от диаметра
вала и вида посадки приведены в табл. 7.
Если полученное значение натяга не соответствует тре-
бованиям чертежа завода-изготовителя или табл. 7, то
принимают меры для восстановления требуемого натяга.
Таблица 6. Длина посадочной поверхности вала
Диаметр посадочной поверхности вала, мм Длина посадочной поверхности, мм, для исполнения
1 2
80—95 170 130
100—125 210 165
130—150 250 200
160—180 300 240
190—220 350 280
Таблица 7. Допуски при посадке полумуфт
Номинальный диаметр вала, мм Отклоне- ние диа- метра отверстия от номи- нального, мкм Тугая посадка Напряженная посадка
Предель- ное откло- нение ва- ла. мкм Разница в диамет- рах вала и отвер- стия, мкм Предель- ное откло- нение ва- ла, мкм Разница в диаметрах вала и отверстия, мкм
верх- нее ниж- нее верх- нее ниж- нее мак- си- ма ль - ный натяг мак- си- маль- ный зазор верх- нее ниж- нее макси- маль- ный натяг макси- маль- ный зазор
80—1’0 +35 0 +35 + 12 35 23 +26 4-3 26 32
120—180 +40 0 +40 + 13 40 27 +30 +4 30 26
Свыше 180 +45 0 +45 + 15 45 30 +35 4-4 35 41
При этом следует учитывать, что завышенный натяг полу-
муфты на вал создает большие напряжения в полумуфте,
что приводит к дополнительным трудностям при ее снятии.
Слабая посадка полумуфты на вал приводит к увеличению
вибрации электродвигателя из-за нежесткого закрепления
полумуфты на валу, что ведет к еще большему ослаблению
посадки, в результате чего может последовать отказ элек-
тродвигателя.
Устраняют ослабления посадки путем растачивания от-
верстия в полумуфте и запрессовки в него втулки, имею-
щей толщину стенки не менее 5—6 мм, что позволяет фре-
42
зеровать в ней шпоночные канавки. Запрессовка втулки в
расточенное отверстие полумуфты выполняют с натягом,
обеспечивающим горячую посадку по 2-му классу точности,
а затем устанавливают по три шпильки М8 (через 120° по
окружности соприкосновения в гулки и полумуфты) с обоих
торцов и для предотвращения самовывинчивания кернят
их. Как временную меру для устранения ослабления по-
садки применяют установку стальной фолы и на всю по-
садочную поверхность вала (на всю ширину полумуфты).
Устранение натяга полумуфты на вал, превышающего
допустимое значение, выполняют протачиванием полумуф-
ты до необходимого размера.
Порядок разборки электродвигателей типа АВ-113-4.
После отсоединения от электродвигателя силового кабеля
и отсоединения электродвигателя от насоса электродвига-
тель снимают с фундамента и перемещают на ремонтную
площадку, где его устанавливают в горизонтальное поло-
жение.
Перед разборкой электродвигателя снимается полумуф-
та одним из вышеприведенных способов.
Под конец вала, с которого снята полумуфта, подводит-
ся домкрат соответствующей грузоподъемностью (до 2 т):
верхний подшипниковый щит отжимается с помощью от-
жимных болтов (после отвинчивания крепящих болтов и
застропления щита). Аналогичная операция выполняется
с нижним подшипниковым щитом. После этого ротор кра-
ном и одновременно опусканием домкрата укладывается
на расточку статора. Затем снимаются верхний и нижний
подшипниковые щиты.
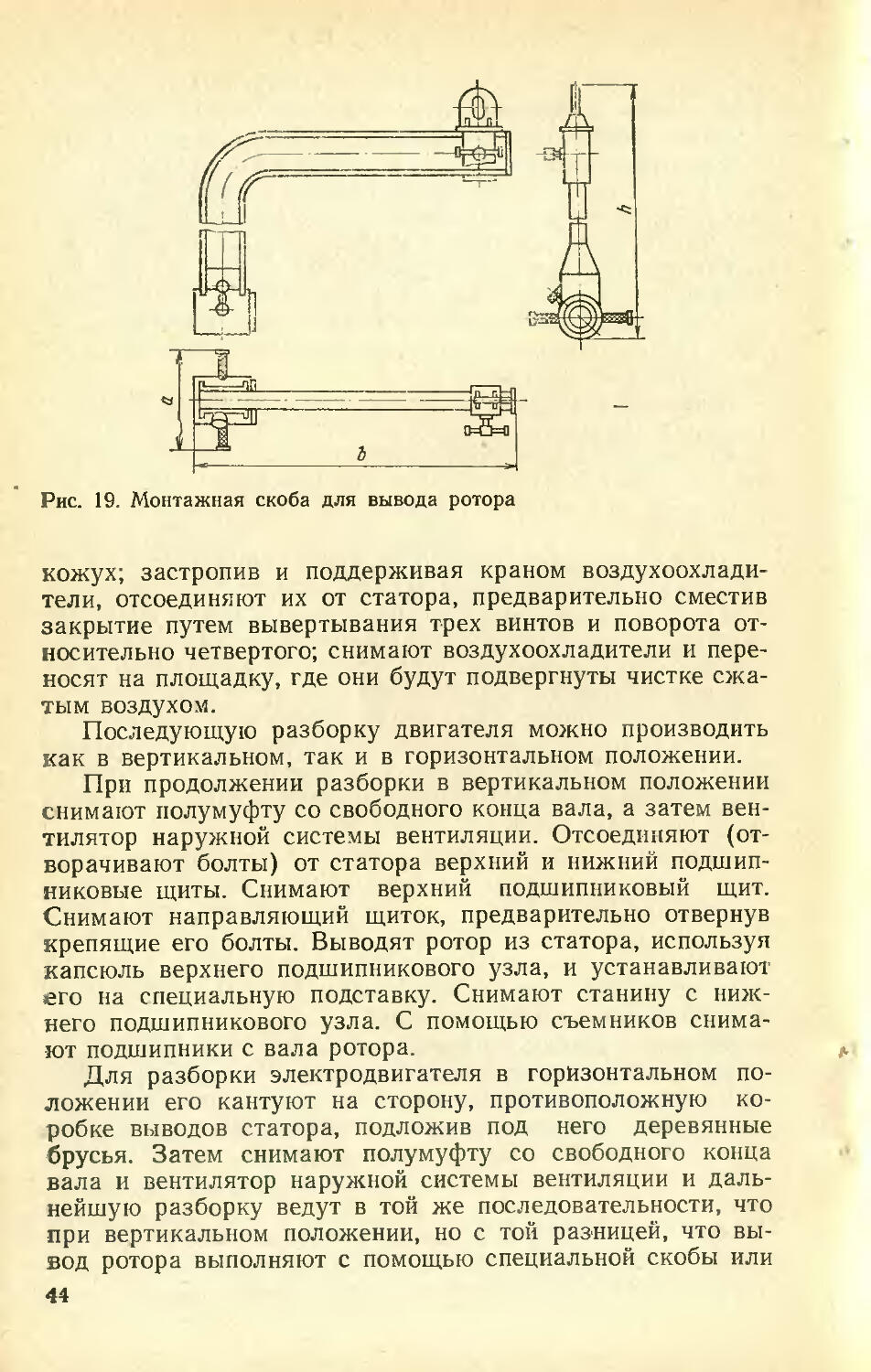
Лобовую часть обмотки статора с той стороны, куда
будет выводиться ротор, закрывают электрокартоном. Вы-
вод ротора выполняют с помощью специальной скобы
(рис. 19) или удлинителя (рис. 20). Выведенный ротор ук-
ладывают на приспособление, позволяющее его поворачи-
вать (рис. 21). При необходимости замены подшипников
их снимают с помощью съемника.
Порядок разборки электродвигателей типа АОВ2-14 41.
После отключения от двигателя питающих кабелей, прово-
дов термометров сопротивления и заземляющей шины его
отсоединяют от приводного механизма и, застропив за че-
тыре ушка, перемещают краном на ремонтную площадку,
где устанавливают на подставку в вертикальном положе-
нии.
Непосредственную разборку электродвигателя выпол-
няют в следующей последовательности снимают верхний
43
Рис. 19. Монтажная скоба для вывода ротора
кожух; застропив и поддерживая краном воздухоохлади-
тели, отсоединяют их от статора, предварительно сместив
закрытие путем вывертывания трех винтов и поворота от-
носительно четвертого; снимают воздухоохладители и пере-
носят на площадку, где они будут подвергнуты чистке сжа-
тым воздухом.
Последующую разборку двигателя можно производить
как в вертикальном, так и в горизонтальном положении.
При продолжении разборки в вертикальном положении
снимают полумуфту со свободного конца вала, а затем вен-
тилятор наружной системы вентиляции. Отсоединяют (от-
ворачивают болты) от статора верхний и нижний подшип-
никовые щиты. Снимают верхний подшипниковый щит.
Снимают направляющий щиток, предварительно отвернув
крепящие его болты. Выводят ротор из статора, используя
капсюль верхнего подшипникового узла, и устанавливают
его на специальную подставку. Снимают станину с ниж-
него подшипникового узла. С помощью съемников снима-
ют подшипники с вала ротора.
Для разборки электродвигателя в горизонтальном по-
ложении его кантуют на сторону, противоположную ко-
робке выводов статора, подложив под него деревянные
брусья. Затем снимают полумуфту со свободного конца
вала и вентилятор наружной системы вентиляции и даль-
нейшую разборку ведут в той же последовательности, что
при вертикальном положении, но с той разницей, что вы-
вод ротора выполняют с помощью специальной скобы или
44
Рис. 20. Приспособление для вывода ротора без грузоподъемного меха-
низма:
1 — швеллер; 2 — ролики; 3 — гайка, регулирующая высоту подвески; 4 — грузо-
вые ленты; 5 — подшипниковый шит; 6— труба-удлинитель; 7 — ротор
Рис. 21. Приспособление для проворота ротора
удлинителя, как указано в примере разборки электродви-
гателя типа АВ-113-4М.
Порядок разборки электродвигателей серии ВДА и ВАЗ,
До демонтажа электродвигателя с места установки и по-
следующей разборки снимают тахометр и фланец, освобож-
дая торец вала. При этом питающие кабели должны пред-
варительно отсоединяться оперативным персоналом.
С помощью уровня, устанавливаемого в различных на-
правлениях на торец вала, определяют горизонтальность
торца ротора. В случае отклонения торца вала от горизон-
тального положения решение об устранении этого дефекта
принимают в процессе ремонта всего агрегата. Результаты
измерений заносят в ремонтный формуляр.
45
Отсоединяют фланцы водо- и маслоподвода от системы,
слив предварительно воду и масло. С помощью траверсы
стропят двигатель (рис. 22), транспортируют на ремонтную
площадку и устанавливают на технологическую подставку.
Проверяют горизонтальность установки электродвигателя
на подставке по уровню. Далее разборку ведут в следую-
щей последовательности.
С верхней крестовины снимают щиты. При этом во вре-
мя разборки всех узлов проверяют наличие маркировки
Рис. 22. Схема стропки элект-
родвигателя типа ВДА
сопрягаемых узлов и деталей,
состояние штифтов. В случае
отсутствия маркировки все
сопрягаемые узлы и детали
маркируют. При неудивлетво-
рительтом состоянии штифта
или отверстий их восстанавли-
вают: отверстие разворачи-
вают, а штифты изготовляют
новые. В случае необходимо-
сти изменения положения со-
прягаемых узлов относительно
друг друга штифты приводят
в нормальное состояние пе-
ред ремонтом. Рассоединяют и
снимают патрубки масло- и
воздухоохладителей. Для выполнения этой операции ис-
пользуют специальные ключи. Снимают собственно масло-
и воздухоохладители.
С помощью измерительного щупа определяют зазоры
между сегментами направляющего подшипника и втулкой
подпятника по всей рабочей поверхности двух диаметраль-
но противоположных сегментов (измерения зазора между
сегментом и втулкой производят в трех-четырех точках по
верху периметра сегмента и в двух-трех точках по бокам
его) или между сухарем сегмента и гнездом направляюще-
го подшипника.
Нормальным считается односторонний зазор 0,1 —
0,15 мм или суммарный зазор 0,2—0,3 мм по двум диамет-
рально противоположным сегментам, если наблюдается
прилегание вала к одному из сегментов. При отклонении
зазора от нормального значения в процессе ремонта необ-
ходимо проверить состояние баббитовой заливки и сухарей
сегментов.
Специальным щупом сверху определяют воздушный
зазор между статором и ротором, нормальное значение ко-
46
торого составляет (3+0,3) мм. Результаты всех измерений
заносят в ремонтный формуляр. Далее с нижней крестови-
ны снимают щиты, рассоединяют и снимают патрубки воз-
духоохладителей нижней крестовины и сами воздухоохла-
дители, для осмотра нижних лобовых частей обмотки ста-
тора при частичной разборке электродвигателя рассоеди-
няют и смещают диффузор. При полной разборке (снятии
статора с нижней крестовины) этот диффузор можно не
отсоединять от нижней крестовины. Рассоединяют и сни-
мают крышку, состоящую из двух частей. Специальным
щупом измеряют через лючки в диффузоре воздушный за-
зор между ротором и статором. Проверяют зазоры между
сегментами нижнего направляющего подшипника и втул-
кой, выполнив операцию аналогично верхней крестовине.
Результаты измерений также заносят в ремонтный фор-
муляр. С помощью специального приспособления снимают
сегменты верхнего направляющего подшипника, проверя-
ют наличие их маркировки. Необходимо отметить, что пе-
ред снятием сегментов направляющих подшипников и под-
пятника с вмонтированными термометрами сопротивления
их предварительно отсоединяют специальным ключом. Да-
лее снимают гнездо верхнего направляющего подшипника,
обращая внимание на состояние уплотнительных латунных
ножей, примыкающих к втулке, отсоединяют кольцо уплот-
нения (поддон) от верхней крестовины и опускают его на
ротор (отсоединение кольца, а также его монтаж должны
выполнять одновременно четыре человека). В определен-
ной последовательности снимают: полукольца воздушного
уплотнения (эту операцию можно выполнить перед уста-
новкой верхней крестовины на статор), кольцо (крышку),
к которому крепятся штыри нижнего приспособления для
установки ротора строго по центру расточки статора, уп-
лотнительное кольцо вала, уплотнительные полукольца с
ножами с днища — днище нижней крестовины с масло-
охладителями с помощью приспособления, которое подво-
дят под днище, сегменты нижнего направляющего под-
шипника с помощью вворачиваемого в них приспособления.
Уплотнительный нож под нижним гнездом при разборке
(перед выводом ротора) не трогают. Если его состояние
требует замены или ремонта, то эту операцию проводят
перед сборкой двигателя. Нижнее гнездо при необходимо-
сти снимают только вниз. С помощью щупа 0,03 мм про-
веряют плотность прилегания запорного кольца к втулке
и к валу, при этом он должен «закусывать» по всему пе-
риметру кольца.
47
Краном устанавливают на конец вала хомут для подъ-
ема ротора, закрепляют его и, приподняв ротор на 3—5 мм,
удерживают его на крюке крана. Подводят под ротор дом-
краты и, установив их на нижней крестовине, принимают
на них нагрузку ротора. Снимают хомут, запорное кольцо,
обратив особое внимание на маркировку полуколец. Уста-
навливают приспособление для снятия втулки на конец ва-
ла, распрессовывают
Рис. 23. Схема стропки
ротора
втулку и снимают ее вместе с при-
способлением, измеряют высоту по-
ложения сегментов подпятника и
снимают их.
Отсоединяют верхнюю крестови-
ну от статора и, засгропив, сни-
мают ее. При снятии крестовины
вместе с воздухоразделяющим щи-
том ставят ее на подставки.
Устанавливают на вал хомут и
осторожно выводят ротор (рис 23)
из расточки статора, не допуская
задевания ротора за статор, и уста-
навливают ротор на приспособле-
ние для его проворота (рис. 21).
Отсоединяют нижнюю крестови-
ну от статора, снимают статор и
устанавливают его на ремонтной
площадке. Эту операцию проводят
при необходимости выполнения ра-
бот по перебандажировке нижних
лобовых частей и перекли-
новке пазов обмотки статора. Выполняют при необходимо-
сти снятие нижней крестовины с постамента. В некоторых
случаях выводят ротор вместе с верхней крестовиной и ус-
танавливают их на две технологические подставки, по-
ставленные друг на друга.
Для подготовки к дефектации и ремонту узлов электро-
двигателей производится их очистка. Очистку деталей сбо-
рочных единиц и электродвигателя от пыли в целом про-
изводят сухим сжатым воздухом. Очистку от больших от-
ложений грязи производят деревянными скребками.
При химико-механизированном способе очистки необхо-
димо для удаления пылевых отложений сборочные едини-
цы продуть сжатым воздухом давлением (2—2,5) 105 Па
(2—2,5 кгс/см2), затем произвести чистку моющей жид-
костью с помощью пневмогидропистолета.
Промывку производят непрерывно, без задержки, свер-
48
ху вниз, особенно тщательно промывая труднодоступные
места. Время воздействия струи моющей жидкости на очи-
щаемую поверхность обычно не превышает 2 мин. В случае
большей загрязненности возможно применение щеток.
После окончания промывки с целью удаления остатков
раствора и подсушки поверхностей производят тщательную
повторную продувку объектов очистки сухим сжатым воз-
духом давлением (2,0—2,5) 105 Па (2,0—2,5 кгс/см2).
4. РЕМОНТ СТАТОРА
Ремонт обмотки статора с микалентной изоляцией. Пе-
ред ремонтом загрязненный статор тщательно чистят от
пыли, грязи и масла. При наличии толстого отложения
грязи и пыли ее удаляют деревянными скребками. Ширина
и форма скребков должна обеспечивать чистку статора в
самых труднодоступных местах, в том числе в вентиляци-
онных каналах сердечника статора и между лобовыми час-
тями обмотки. После чистки скребками статор продувают
сухим сжатым воздухом и производят окончательную чист-
ку сердечника и обмотки статора с применением специаль-
ных негорючих моющих жидкостей. Для этих целей ЦКБ
Союзэнергоремонта рекомендует использовать жидкости:
«Термос-1», «Термос-2» (наиболее предпочтительно, ТУ
38-10738—80); «Импульс» (ТУ 38-101838—80); «Темп-100»
(ТУ 38-40843—79)» «Истра» (ТУ 38-10961—81).
Моющее средство «Термос-1» представляет раствор кон-
центрата «Термос» в дизельном топливе. Моющее средство
«Термос-2» — это водная эмульсия триполифосфата натрия
(2 р/л), синтонола ДС-10 (2 г/л) и эмульгатора ОП-4
(5 г/л) при температуре 50—60 °C.
Выбор типа жидкости для чистки статора определяют,
исходя из конкретных условий и типа изоляции (микалент-
ная компаундированная или термореактивная). После
окончания чистки статор продувают сухим сжатым возду-
хом для ускорения процесса сушки и удаления остатков
моющей жидкости из труднодоступных мест.
После чистки обмотки приступают к ее осмотру. При
этом определяют техническое состояние изоляции: монолит-
ность, отсутствие трещин, вмятин, мест повышенного на-
грева, внешних повреждений изоляции, а также отсутствие
натиров. Проверяют состояние крепления лобовых частей
обмотки статора, соединительных и выводных шин, отсут-
ствие деформаций, ослабления или обрывов шнуровых бан-
4—6065 49
дажей, выпадания или смещения дистанционных прокла-
док и распорок, состояние крепления обмотки в пазах.
Плотность заклиновки обмотки в пазах определяют на
звук при простукивании клина по центру и по краям мо-
лотком массой 0,2—0,3 кг. При выявлении ослабленных
клиньев приступают к переклиновке пазов. Перед началом
переклиновки на нижнюю часть лобовых частей уклады-
вают резиновые коврики. Переклиновка производится с по-
мощью специального зубила и выколотки, изготоьленной из
стеклотекстолита. Ширина зубила и выколотки должна
быть меньше ширины паза на 2—3 мм. Пазовые клинья
перед установкой чистят, осматривают, обращая внимание
на трещины или деформированные заплечики, и отбрако-
вывают, заменяя резервными. Каждый паз перед установ-
кой клиньев продувают сухим сжатым воздухом и осмат-
ривают. При заклиновке пазов на обмотку следует уклады-
вать подклиновую прокладку максимальной длины. Для
достижения плотности заклиновки укладывают дополни-
тельную вымостку под каждый клин прокладками длиной,
равной длине клина. Заклиновка паза ведется двумя элек-
трослесарями с обеих сторон паза от середины к торцам
сердечника. Соседние клинья устанавливают впритык. При
установке клиньев следует обращать внимание на совпа-
дение вентиляционных скосов клиньев с вентиляционными
каналами статора.
Выступающие за паз прокладки обрезают заподлицо с
концевым клином. Нижние клинья дополнительно закреп-
ляют установкой шнуровых бандажей, узел которых фик-
сирует торец клина в аксиальном положении.
Ослабленные и оборванные шнуровые бандажи лобо-
вых частей срезают, удаляют крючками остатки бандажей,
продувают сухим сжатым воздухом и на их место устанав-
ливают новые. Соседние нити шнуровых бандажей уклады-
вают впритык без нахлеста. Накладывают сначала попе-
речные нити бандажа, а затем — продольные (рис. 24).
Количество поперечных нитей определяется шириной рас-
порки, а продольных — зазором между соседними катуш-
ками. Укладку бандажа выполняют двумя параллельными
нитями с использованием обмоточной иглы, которую изго-
товляют из стальной проволоки диаметром 1 мм. После
установки бандажа конец нити тщательно закрепляют,
смазав клеящим лаком, с целью предупреждения его ос-
лабления в процессе эксплуатации под действием электро-
динамических усилий.
При вязке бандажей обеспечивают максимально возмож-
50
ную их утяжку. Перед установкой шнур пропитывают ла-
ком БТ-99, а после установки его покрывают эмалью
ГФ-92ХС. Для шнуровых бандажей предпочтительно ис-
пользовать лавсановый или стеклолавсановый шнур марки
ПСЛ, который имеет сердечник из стеклянных нитей и лав-
сановую оболочку. Сочетание нагревостойкости стеклошну-
ра с усадкой лавсана при повышении температуры позво-
ляет получить хорошую надежность креплений.
Рис. 24. Вязка лобовых частей обмотки:
/—лобовая часть катушки; 2 — бандажное кольцо; 3 — шнуровая вязка; 4 — рас-
порка
Для устранения зазора между катушками обмотки и
бандажными кольцами устанавливают прокладки (вы-
мостки) из стеклотекстолита с последующей бандажиров-
кой шнуром. Углы и грани этих прокладок тщательно об-
рабатывают для предупреждения повреждения изоляции и
перед установкой покрывают лаком БТ-99. Заполнение за-
зора должно быть максимально полным.
Проверяют плотность установки дистанционных коло-
док лобовых частей обмотки и соответствие их размеров
расстоянию между лобовыми частями соседних катушек.
Если дистанционная колодка тонкая, то ее следует заме-
нить более толстой, обеспечивающей плотность установки.
Натиры микалентной изоляции в лобовых частях устраня-
ют следующим образом. Удаляют близлежащие шнуровые
бандажи и колодки и с обеих сторон от места повреждения
с катушки снимают стеклоленту на длине 90 мм. Поверх-
ность изоляции катушки тщательно очищают салфеткой,
смоченной спирто-бензиновой смесью (по 50 %, объема
спирта и бензина), и протирают сухой салфеткой. Ножом
выполняют разделку на конус поврежденной изоляции,
очищая место пробоя от следов подгара. В случае повреж-
дения изоляции не на всю толщину место повреждения не
углубляют, а после снятия ножом поврежденного слоя изо-
ляции протирают ее участок в месте ремонта. Место раз-
4* 51
делки промазывают тонким слоем лака БТ-95 и изолируют
микалентой ЛМЧ-ББ. При этом микаленту хорошо утяги-
вают, чтобы место ремонта было плотным и монолитным,
и накладывают ее таким слоем, чтобы толщина ремонти-
руемого участка была не меньше толщины соседних участ-
ков. После наложения микаленты ремонтируемый участок
обмотки покрывают слоем стеклоленты вполнахлеста, про-
питывают лаком БТ-99 и покрывают эмалью. Устанавлива-
вают снятые колодки и восстанавливают срезанные шну-
ровые бандажи.
При неудовлетворительном состоянии эмалевого покро-
ва обмотки его обновляют. При покрытии обмотки приме-
няют эмаль ГФ-92ХС, так как она маслостойка и в случае
попадания масла в двигатель предохранит изоляцию. Об-
мотку покрывают эмалью из краскораспылителя, что обес-
печивает равномерность слоя и проникновение эмали в
труднодоступные места.
В случае пробоя обмотки статора при работе электро-
двигателя в процессе эксплуатации электродвигатель за-
меняют резервным или (как временная мера до ближай-
шего ремонта) исключают часть катушек из схемы обмотки.
При этом допускается исключать в каждой фазе не более
10 %, катушек. Если фаза состоит из двух или более парал-
лельных ветвей, то следует соблюдать еще одно условие: в
параллельной ветви допускается исключать не более 10 %•
числа ее катушек.
Выводные концы поврежденной катушки отсоединяют
от схемных перемычек и изолируют. Схемные перемычки
припаивают меднофосфористым припоем и изолируют.
Головку поврежденной катушки с одной стороны разре-
зают и разводят витки, изолируя друг от друга для пре-
дупреждения образования короткозамкнутого витка.
Частичная или полная замена обмотки статора. Необ-
ходимость частичной или полной замены обмотки вызыва-
ется, как правило, следующими причинами: старением изо-
ляции вследствие длительной эксплуатации (исчерпан ре-
сурс); неудовлетворительным состоянием изоляции элемен-
тов обмотки статора вследствие механических повреждений
ее или деформации, вызванной ослаблением крепления,
или ее пробоя при ремонтных испытаниях; перешихтовкой
активной стали статора.
При отсутствии заводской документации на обмотку
статора составляют эскиз, на котором наносят размеры ло-
бовых частей обмотки статора, расстояние относительно ак-
тивной стали и торца корпуса статора, снятые с помощью
52
контрольного угольника, расположение распорок и коло-
док, установленных в лобовых частях и на выходе из па-
зов, расположение соединительных и выводных шин (про-
водов), места установки шнуровых бандажей с указанием
количества нитей в каждом из них, расстояние между го-
ловками катушек и стержней. Выполняют также эскиз
схемы термоконтроля и при возможности сверяют его с
заводскими чертежами.
Демонтируемые съемные детали маркируют бирками и
дублируют маркировку керновкой цифрами или буквами.
Проверяют маркировку пазов статора, при отсутствии ее
маркируют пазы в соответствии с нумерацией на завод-
ском чертеже.
Маркировку пазов со стироны схемы выполняют с паза
1 по часовой стрелке, обозначая пазы 1, 11, 21, 31 и т. д., а
маркировку пазов с противоположной стороны выполняют
с паза 1 против часовой стрелки, обозначая твак же пазы 1,
И, 21, 31 и т. д. Первый паз маркируют керновкой нажим-
ных пальцев, прилегающих к пазу, а остальные пазы мар-
кируют на зубцах белой краской. Пазы, в которых разме-
щаются терморезисторы, маркируют с добавлением буквы
Т, а пазы с выводными стержнями или катушками — бук-
вы В. Соединительные и выводные шины маркируют бир-
ками, на которых указывают номера паза выводного
стержня (катушки) и фазы.
Кронштейны крепления бандажных колец маркируют,
начиная от паза 1, со стороны схемы— 1Ш, 2Ш, ЗШ ..., с
противоположной стороны— Ш, 2П и т. д.
Бандажные кольца со стороны схемы (шин) маркиру-
ют буквами 1Ш, 2Ш ..., а с противоположной стороны —
соответственно Ш, 2П и т. д. Все крепежные детали скла-
дывают в два ящика для сторон Ш и П.
После окончания маркировки приступают к снятию изо-
ляции с мест паек схемных соединений, соединительных и
выводных шин. У стержневых обмоток при снятии изоля-
ции с головок необходимо сохранить максимальное коли-
чество миканитовых изоляционных коробочек для их вто-
ричного использования. Головки очищают от замазки.
При подготовке мест соединений к распайке их обкла-
дывают мокрым асбестом и асбестовым полотном (если
предполагается повторно использовать катушки и стерж-
ни). Места соединений распаивают ацетиленовой горелкой.
Соединительные хомуты снимают осторожно, сохраняя их
для повторной установки.
Расклинивают пазы, избегая повреждений активной
53
стали, и удаляют клинья из пазов. Годные клинья уком-
плектовывают по пазам и подвергают чистке. Крепления
лобовых частей обмотки (шнуровые бандажи) срезают
ножом и специальным крючком удаляют дистанционные
распорки и клинья на выходе из паза.
Рис. 25. Схема поднятия шага
Приступают к демонтажу обмотки, для чего у катушеч-
ной обмотки поднимают шаг обмотки (рис. 25). Для пред-
отвращения повреждения микалентной изоляции предвари-
тельно нагревают катушки до температуры 85—90 °C. При
этой температуре изоляция катушек становится достаточно
эластичной и выдерживает деформации, неизбежные при
подъеме шага. Катушки подогревают постоянным или пе-
ременным током, величина которого регулируется так, что-
бы нагрев катушки происходил за 15—20 мин. Подъем
катушки осуществляют с обоих концов паза, не прекращая
нагрев. Для извлечения катушки из паза на нее у самого
края активной стали надевают петлю из нескольких вит-
ков киперной ленты, которую натягивают деревянным
рычагом, опирающимся на зубец статора. Для предотвра-
щения изгиба пазовой части катушки в зазор между верх-
ней и нижней половинами катушки, в местах вентиляцион-
ных каналов между пакетами стали статора, продевают
киперную ленту и продолжают поднимать катушку. После
выхода одной стороны катушки из паза ее продолжают
поднимать, следя за поворотом лобовой части и искривле-
нием головки.
Приподняв катушку, подвязывают ее киперной лентой
к расположенным выше лобовым частям обмотки или к
доске, помещенной в расточку статора. После подъема пол-
ного шага обмотки демонтируют поочередно все остальные
катушки обмотки статора, удаляя прокладки из пазов.
У стержневой обмотки статора вначале демонтируют из
пазов верхние стержни обмотки, которые перед выемкой
расшатывают и приподнимают в пазу с обеих сторон. За-
54
тем, аналогично катушечной обмотке, с помощью рычага
приподнимают стержень, после чего в зазор, образовав-
шийся в пазовой части между верхним и нижним стержня-
ми, забивают клин из дерева твердой породы. После вы-
хода одного конца стержня из паза его продолжают под-
нимать, следя за лобовыми частями и не допуская
остаточных деформаций стержня. При выемке верхних
стержней из пазов, в которые заложены терморезисторы,
проявляют особую осторожность, чтобы не повредить про-
водку и термодатчики. После выемки стержней сверяют
схему термоконтроля по заводской документации.
Демонтаж остальных верхних стержней выполняют ана-
логично. Все стержни должны замаркировываться по но-
мерам пазов цифровыми кернами на меди головок с обеих
сторон. Затем рисуют эскиз стержней с нанесением их раз-
меров. Измеряют межслоевые прокладки (толщину и их
аксиальное положение относительно торца активной стали
статора). Фактическое положение дистанционных распо-
рок, клиньев на выходе из паза и шнуровых бандажей
нижних стержней наносят на эскиз и лишь затем снимают
детали крепления. Из пазов удаляют прокладки и термо-
резисторы. Нижние стержни демонтируют аналогично верх-
ним и укладывают их на специальные подставки (козлы).
Замеряют положение бандажных колец относительно
торца активной стали. Затем демонтируют бандажные
кольца и детали их крепления, при этом кронштейны креп-
ления бандажных колец могут быть оставлены на месте.
До демонтажа бандажных колец необходимо изготовить и
тщательно подогнать шаблоны для правильной установки
колец перед укладкой обмотки.
После демонтажа обмотки статор продувают сухим сжа-
тым воздухом. Активную сталь, пазы, нажимные пальцы и
вентиляционные распорки осматривают и проверяют плот-
ность запрессовки активной стали статора. Плотность за-
прессовки активной стали проверяют при помощи конт-
рольного ножа или специального щупа со стороны расточ-
ки в каждом зубце, а со стороны спинки — в доступных
местах. Устраняют слабую прессовку, местные оплавления,
а также нарушение изоляции между листами активной
стали. Проверяют калибром размеры пазов сердечника
статора. Пазы, полки и пространство между корпусом и
активной сталью статора очищают от грязи, остатков изо-
ляции и других посторонних предметов. Расточку статора
очищают от ржавчины и наплывов лака.
Сердечник статора перед укладкой обмотки испытыва-
55
ют на потери и нагрев. Результаты испытаний заносят в
протокол, сравнивая их с допустимыми значениями. При
наличии отклонений, связанных с повреждениями, послед-
ние устраняют до получения показателей, соответствующих
нормам. Расточку статора и нажимные пальцы покрывают
тонким слоем лака БТ-99 из краскораспылителя. Проверя-
ют и обновляют нумерацию пазов в соответствии со схемой
маркировки, наносят разметку пазов, в которые должны
укладываться терморезисторы и выводные стержни (ка-
тушки).
Для стержневой обмотки изготовляют из листовой меди
толщиной 2—2,5 мм новые соединительные хомуты голо-
вок стержней. Хомуты выравнивают и запиливают. Для
улучшения пластичных свойств меди соединительные хо-
муты перед установкой отжигают, нагревая их до темпера-
туры 650—700 °C (вишневый цвет), и охлаждают водой.
Этот отжиг перед пайкой позволяет собрать головку с ми-
нимальными зазорами.
Изоляцию бандажных колец, кронштейнов и шин очи-
щают от пыли и грязи и проводят электрические испыта-
ния. При неудовлетворительном состоянии изоляции (хруп-
кость, расслоение, неоднородность, натиры и прочее) ее
заменяют.
Детали, выдержавшие испытание электрической проч-
ности изоляции, передают на сборку. Шины, отбракованные
из-за неудовлетворительного состояния изоляции, после ее
замены и прохождения электрических испытаний устанав-
ливают в соответствии с маркировкой. Шины, начиная с
внутренних, расположенных ближе к сердечнику статора,
навешивают на шинодержатели согласно эскизу, снятому
при разборке обмотки.
С помощью шаблона устанавливают бандажные кольца
и струбцинами прикрепляют к кронштейнам. Для защиты
изоляции в местах прилегания струбцин к бандажному
кольцу и кронштейну прокладывают полоски стеклотексто-
лита.
У электродвигателей, в которых не предусмотрены крон-
штейны крепления бандажных колец, устанавливают вре-
менные технологические кронштейны, в которых сделаны
прорези, позволяющие регулировать концентричность колец
относительно расточки статора и их аксиальное положение.
После установки бандажных колец металлической линей-
кой и шаблоном проверяют размеры по радиусу (от рас-
точки статора до внутреннего диаметра кольца) и по дли-
не (от торца активной стали). Несоосность бандажных ко-
56
лец относительно расточки статора не должна превышать
±1 мм. Прокладки между бандажным кольцом и постоян-
ным кронштейном подгоняют до плотного прилегания коль-
ца ко всем кронштейнам. Аналогично устанавливают дру-
гие бандажные кольца. Дистанционные прокладки (упоры)
закрепляют между бандажными кольцами вдоль крон-
штейнов и за вторым кольцом. После установки проверяют
размеры между кольцами вдоль кронштейнов и их соос-
ность. Болты крепления кронштейнов фиксируют от само-
отвинчивания.
Рис. 26. Схема изоляции:
I — внутреннее бандажное кольцо; 2— наружное бандажное кольцо; 3 —колодки;
4— бандаж шнуровой; 5, 6 — шины; 7—прокладка; 8 — распорка на выходе из
Паза; 9 — нажимной палец; 10— пакет активной стали
Если бандажные кольца выполнены с приваренными
кронштейнами, то их устанавливают на шпильки. Узел
крепления (шпильки, гайки и др.) изолируют, если рас-
стояние от них до токоведущих частей менее 40 мм.
При дефектах в изоляции с элементов обмотки статора
и деталей ее крепления полностью удаляют старую изоля-
цию, металл протирают салфеткой, смоченной в бензине
Б-70, и покрывают лаком БТ-99. Изоляцию накладывают
по чертежам завода-изготовителя, а при отсутствии их для
электродвигателей мощностью до 1000 кВт напряжением
57
6 кВ и изоляции класса В можно руководствоваться сле-
дующими рекомендациями.
Наложение всех слоев изоляции и защитного слоя про-
изводят в одну сторону вполнахлеста. В табл. 8 (рис. 26)
представлена изоляция бандажных колец и соединений об-
моток статоров электродвигателей нормального исполне-
ния. Для усиления изоляции электродвигателей, предназ-
наченных для работы в тяжелых эксплуатационных усло-
виях, и для привода ответственных механизмов добавля-
ют по одному слою микаленты и стеклолакоткани.
Рис. 27. Калибры и шаблоны:
а — для проверки ширины и высоты пазовой части стержня; б —г —шаблоны
Новые катушки или стержни, подлежащие укладке в
статор, раскладывают на подставки и снимают защитный
слой упаковочной бумаги. Верхние и нижние стержни оас-
кладывают на отдельных козлах. Тщательно проверяют ка-
тушки (стержни) на отсутствие повреждений защитного
слоя изоляции. При обнаружении повреждений наклады-
вают новую стеклоленту и покрывают лаком БТ-99. Лобо-
вые части покрывают эмалью ГФ-92ХС.
Измеряют с помощью штангенциркуля и калибра (рис. 27)
в нескольких точках (по длине) высоту и ширину па-
зовой части катушки, записывают их значения в ремонтный
журнал и сравнивают с данными чертежа завода-изготови-
теля. При этом, если ширина пазовой части катушки или
стержня меньше указанной, необходимо наложить допол-
нительный слой стеклоленты и пропитать лаком БТ-99.
При размерах, превышающих указанные, необходимо под-
прессовать катушку (стержень) в пресс-форме с нагревом
до температуры 100 °C.
58
С помощью линейки и шаблона проверяют длину пря-
молинейной части катушки (стержня) до изгиба и пра-
вильность геометрии лобовых частей. Проводят испытания
витковой и корпусной изоляции. Рассортировывают ка-
тушки или стержни в соответствии с пазами, принимая во
внимание измерения сечения пазовой части и его длины.
Таблица 8. Изоляция бандажных колец и соединений обмоток
статоров электродвигателей мощностью до 1000 кВт
напряжением 6 кВ
Элемент Количество слоев изоляции, шт.» при изолировке
микалентой ЛМЧ ББ 0.17 мм стеклолако- тканыо ЛСБ 0,17 или 0,2 мм стеклянной лентой ЛЗС 0,2 мм
Межкатушеч, .ле соединения 3 3 1
Межгрупповые соединения, па- 4 3 1
раллелы ые ветви, шины, ме-
ста паек
Выходные концы и шины 5 3 1
Бандажные кольца 4 3 1
Кронштейны 3 2 I
П р.и меча н и е. При применении изолированных проводов марки РКГМ
выводы изолируют пятью слоями стеклолакоткани марок ЛСЭ, ЛСД или ЛСБ, на-
кладываемой вполнахлеста.
Подготавливают прокладки для укладки на дно паза,
между верхними и нижними половинами катушек и под
клин и несколько катушек, на которых с помощью шабло-
на с обоих концов пазовой части отмечают мелом границу
торца активной стали. Перед укладкой катушки помещают
в сушильный шкаф и нагревают до температуры 90—95°C,
затем пазовые части катушек натирают парафином. Нагре-
тую катушку заводят в расточку статора (в нижние части)
и располагают строго над пазом с учето,. совпадения на-
несенных отметок с торцами активной стали. Нижнюю по-
ловину катушки заводят в паз на глубину 10—15 мм, после
чего еще раз проверяют правильность ее осевого положе-
ния и осаживают заподлицо с активной сталью ударами
молотка через резиновую прокладку. Затем ударами мо-
лотка через осадочную доску осаживают равномерно по
всей длине паза, соблюдая симметричность пазовой части
стержня относительно сердечника статора. Для предотвра-
щения повреждения катушки между осадочной доской и
59
катушкой должна прокладываться полоса электрокартона.
По длине статора устанавливают домкраты, с помощью ко-
торых осаживают и фиксируют катушки в нижнем поло-
жении (рис. 28). Количество домкратов определяется в за-
висимости от длины активной стали статора. При осажи-
вании катушки обращают внимание на отсутствие задиров
защитной ленты о край активной стали.
Рис. 28. Домкраты для укладки обмоток статора:
а — для пазовой части; 6 — для лобовой части; / — головка; 2 — болт с правой
резьбой; 3 — гайка; 4—втулка; 5—рукоятка; 6 — болт с левой резьбой
Верхние половины катушек первого шага в пазы не
осаживают, а осторожно отгибают внутрь расточки ста-
тора (при необходимости подвязывают к доске). Остальные
катушки укладывают в пазы полностью. Нижние полови-
ны катушек последнего шага осторожно укладывают на
дно пазов, под верхние половины катушек первого шага
так же осторожно опускают и укладывают в пазы верхние
половины катушек первого шага. В процессе укладки ка-
тушек в пазы их лобовые части осаживают на бандажные
кольца, формуя их по всей длине ударами молотка через
резиновую подушку. Проверяют плотность прилегания ло-
бовых частей катушек к бандажным кольцам.
Для выполнения всех технологических операций в удоб-
ном (нижнем) положении целесообразно использовать кан-
тователи, конструкции которых разработаны ремонтными
предприятиями и Львовским филиалом ЦКБ Союзэнерго-
ремонт.
После укладки каждой катушки выполняют вязку их
лобовых частей шнуровыми бандажами к бандажным коль-
цам и установку распорок между катушками в соответст-
вии с эскизами, снятыми при разборке обмотки, или по
чертежам завода-изготовителя.
60
Шнуровые бандажи и распорки необходимы для обес-
печения жесткости крепления лобовых частей и стабили-
зации расстояний между лобовыми частями соседних ка-
тушек в процессе эксплуатации. Каждая распорка пря-
моугольной формы закрепляется к двум близлежащим ло-
бовым частям 6—10 витками шнурового бандажа. Высота
распорки зависит от высоты катушек в лобовой части. Она
Рис. 29. Соединение выводных концов
Рис. 30. Минимально допустимые расстояния при соединении катушеч-
ных групп
должна быть меньше высоты катушки в лобовой части на
2—3 мм. Ширина колеблется от 15 до 30 мм. Толщина
распорки должна равняться зазору между двумя сосед-
ними катушками в лобовых частях. Распорки должны
плотно устанавливаться между катушками. Материалом
для распорок служит стеклотекстолит марок СТ и СТЭФ.
Катушки уложенной и закрепленной в пазах обмотки
соединяют в катушечные группы в соответствии со схемой
и подготавливают к пайке. Возможные виды соединений
выводных концов катушек в катушечные группы показаны
на рис. 29. Выводные концы отгибают на такую длину,
чтобы обеспечить соблюдение изоляционных расстояний
от изоляции головок и торцевого щита электродвигателя
в соответствии с чертежами завода-изготовителя. При от-
сутствии чертежей расстояния должны быть не менее ука-
занных на рис. 30.
61
Пайку соединений в обмотке статора электродвигателя
выполняют, как правило, медно-фосфористым припоем
марки МФ-9 с применением флюса № 209. Припой МФ-9
поступает от заводов-изготовителей в виде плиток массой
до 15 кг или в виде прутков диаметром (5±1) мм и длиной
от 300 до 370 мм. Для пайки обмотки плитки необходимо
переплавить в прутки.
В последние годы находит применение разработанный
Всесоюзным научно-исследовательским институтом авто-
генного машиностроения бессеребряный медно-фосфорис-
тый припой марки ПМФОЦр 6-4-0,03. Паяные этим при-
поем соединения по механическим характеристикам не
уступают пайке, выполненной припоем ПСр-45, и в боль-
шинстве случаев превосходят аналогичные характеристики
медесодержащих припоев. Припой ПМФОЦр 6-4-0,03 име-
ет химический состав, % массы: фосфора 5,3—6,3; олова
3,5—4,5; циркония 0,01—0,05; медь — остальное. Темпера-
тура плавления припоя 640—680 °C. Пайка осуществляется
с флюсом № 209.
Пайку соединений обмоток выполняют пламенем аце-
тиленовой горелки или электроконтактным способом. При
применении электроконтактного способа место пайки на-
гревают током с помощью угольных электродов. Для от-
вода тепла от угольных электродов и предотвращения их
перегревов последние имеют воздушное или водяное ох-
лаждение. Пистолет для пайки конструкции предприятия
Востокэнергоремонт имеет следующие технические харак-
теристики:
Рабочий ток, А................. ............... 500—60о
Напряжение, В.................................... 65
Масса, кг......................................... I
Перед пайкой концы катушек зачищают от остатков
изоляции стальной щеткой и подготавливают асбестовую,
замазку, замешанную на воде. Изоляцию головок у места
паек покрывают косынкой из стеклоткани и завязывают
стеклолентой. Кусками сухого листового асбеста закрыва-
ют лобовые части обмотки статора так, чтобы пламя го-
релки не касалось близлежащих катушек, а также бандаж-
ных колец и шнуровых бандажей.
Прогревают горелкой проводники до температуры плав-
ления припоя (до светло-вишневого цвета). Посыпают мес-
то пайки флюсом и, прикасаясь палочкой припоя до разо-
гретой меди, заполняют зазор припоем, при этом следят,
чтобы во время пайки припой не вытекал из хомута.
62
Для интенсивного охлаждения место панки быстро об-
мазывают мокрым асбестом, который снимается после ос-
тывания. Одним из методов контроля является тщательный
осмотр паек с применением переносной лампы. Обратная
сторона осматривается при помощи зеркальца. Хорошо
заполненная пайка должна иметь вогнутую внутрь по-
верхность припоя. Рекомендуется также проверять качест-
во пайки постоянным током, равным 0,8—0,9 номинально-
го. После прогрева обмотки током в течение 10—15 мин
напряжение снимают, обмотку заземляют и быстро про-
J
Рис. 31. Шнуровые бандажи:
1 — распорка; 2 — шнуровой бандаж; 3 — межкатушечные соединения
щупывают руками все пайки. Дефектные соединения, име-
ющие повышенный нагрев, перепаивают. Затем измеряют
сопротивление постоянному току каждой фазы обмотки.
Пропаянные соединения зачищают от наплывов припоя
и запиливают острые углы, предохраняя обмотку от попа-
дания припоя и металлической пыли. Затем места паек
очищают от асбеста металлической щеткой и продувают су-
хим сжатым воздухом. Подгоревшую при пайке изоляцию
в местах, близлежащих к пайке, удаляют острым ножом
и подготавливают конусную часть изоляции к изолировке.
Места соединений изолируют в соответствии с чертежами
заводов-изготовителей. При отсутствии чертежей можно
руководствоваться рис. 26 и табл. 8.
У электродвигателей с катушечной обмоткой статора,
конструкцией крепления обмотки которых предусмотрены
дистанционные распорки (прокладки) между катушечными
соединениями, устанавливают их и шнуровые бандажи
(рис. 31). Межкатушечные соединения бандажируют 6—7
витками шнура сначала поперечной, а потом продольной
вязкой. В соответствии со схемой обмотки соединяют ка-
тушечные группы в фазы и обмотку соединяют с вывода-
ми, идущими в коробку выводов. При выполнении соедине-
ний выдерживают изоляционные расстояния в соответствии
с рис. 30. Аналогично изложенному выше выполняют пай-
ку и изолировку соединений. Затем устанавливают распор-
63
;:и и шнуровые бандажи крепления межполюсных соеди-
нений.
После окончания работ продувают активную сталь и
обмотку статора сухим сжатым воздухом. Проверяют внеш-
ним осмотром отсутствие повреждений изоляции лобовых
частей обмотки и покрывают обмотки эмалью ГФ-92ХС.
Если катушки обмотки статора изолированы стеклослю-
динитовыми лентами типа ЛС2К-1ЮСТ (ТТ, СПл) и ук-
ладка их выполнена в незалеченном состоянии, то после
окончания работ запекают изоляцию. Способ нагрева ста-
тора выбирают, исходя из конкретных условий.
Рис. 32. Восстановление изоляции
1—медъ; 2— шпатлевка; 3 — простынки
5 — изоляция катушки
поврежденного участка обмотки:
из ленты; 4— лента стеклослюдннитовая;
Ремонт обмоток статоров с термореактивной изоляцией.
В настоящее время все большее применение находят элек-
тродвигатели, обмотки статоров которых выполняются с
изоляцией на термореактивных связующих. Эти обмотки
в основном не ремонтопригодны, но некоторые дефекты и
повреждения изоляции могут устраняться в условиях пред-
приятий, эксплуатирующих или ремонтирующих эти элек-
тродвигатели.
Выполнение работ по восстановлению изоляции на тер-
мореактивных связующих производится с соблюдением
мер предосторожности во избежание повреждения исправ-
ляемой изоляции и соседних с ней катушек. Для разделки
кромок изоляции применяют острые ножи или стамеску с
хорошо заточенной под углом 15—20° режущей кромкой
шириной 4—6 мм. Для работы со стамеской используют
молоток массой не более 0,! кг.
При обнаружении забоин на поверхности и при элек-
трическом пробое изоляции лобовых частей поврежденные
места изоляции должны быть зачищены. При устранении
забоины зачистку поврежденного места выполняют в виде
конического углубления, а при пробое разделывают изо-
ляцию до меди витка (рис. 32). Место разделки обезжири-
64
вают бензином «Галоша» и тщательно заделывают шпат-
левкой.
Эпоксидный лак и шпатлевку приготавливают из ни-
жеприведенных материалов в следующих соотношениях,
массовые части (м. ч.):
Смола ЭД-22 или ЭД-20....................................... 10
Полиамидная смола Л-19 или Л-20 (МРТУ6-65-1126—76)......... 4—6
Спирт гидролизный (ТУ 3-66—75)............................... 2
Этилцеллозольв............................................... 2
Вместо полиамидной смолы Л-19 и Л-20 могут исполь-
зоваться гексаметилендиамин (МРТУ 6-01-330—69) или
полиэтиленполиамин (ТУ 6-02-594—70) в соотношении
1,2 м. ч. на 10 м. ч. смолы ЭД-22 или ЭД-20.
Смешивают составные части в следующей последова-
тельности: в смолу ЭД-22 или ЭД-20 добавляют спирт,
этилцеллозольв и тщательно их перемешивают; затем до-
бавляют полиамидную смолу или ее заменитель и тща-
тельно перемешивают в течение 4—6 мин.
Шпатлевку готовят на основе вышеуказанного лака с
добавлением слюдяной муки до требуемой густоты, при ко-
торой шпатлевкой можно заделать место разделки изоля-
ции. Приготовленный лак и шпатлевка годны к употреб-
лению в течение 3 ч после их изготовления. Работают с
эпоксидным лаком и шпатлевкой в резиновых перчатках
в хорошо вентилируемом помещении или на открытом воз-
духе. При попадании эпоксидного лака или шпатлевки на
кожу необходимо тщательно снимать их ватным тампоном,
смоченным в спирте, и промывать руки с мылом.
Поверх шпатлевки укладывают 4—5 простынок соответ-
ствующих размеров из стеклослюдинитовой ленты ЛС-40-
ТТ-УТ (УП-2,5) 0,13X100 и прибандажировывают их дву-
мя слоями ленты ЛС-40-ТТ-УТ (УП-2,5) 0,13x20 с пере-
крытием 1/2 ширины. При отсутствии стеклослюдинитовой
ленты шириной 100 мм может быть использована лента
меньшей ширины, при этом укладывают 4—5 слоев прос-
тынок с перекрытием их относительно друг друга в каждом
слое на 1 /2 ширины. При устранении повреждения изоля-
ции стеклослюдинитовой лентой ЛС-40-ТТ-УТ (УП-2,5)
0,13X20 укладывают 7 слоев с перекрытием 1/2 ширины.
Каждый слой простынок и лент промазывают лаком.
Отверждение лака и шпатлевки проводят на воздухе в
течение 48 ч, по истечении которых наощупь проверяется
результат. Лак должен быть твердым и не иметь «отлипа».
Сушка лака может быть ускорена до 6 ч при температуре
80 °C.
Б—6065 65
После отверждения изоляции ее испытывают двукрат-
ным номинальным напряжением, наложив электрод на
место исправления.
При повреждении изоляции или обрыве межкатушечно-
го или межгруппового соединения восстановление выпол-
няют в следующей последовательности. Снимают изоляцию
на поврежденном месте или на концах провода на длине
15 мм, а в случае обрыва провода рихтуют и срезают оба
конца под пайку под углом не менее 45°; концы соединяют
пайкой припоем ПСР-15 или другим припоем, содержание
серебра в котором должно быть не менее 15 %.. Серебросо-
держащие припои применяются для электродвигателей
мощностью 5000 кВг и выше. Для обмоток электродвига-
телей меньшей мощности применяют припои, не содержа-
щие серебра (МФ-9 и др.). Изолируют соединение стекло-
слюдинитовой лентой ЛС-40-ТТ-УТ (УП-2,5) 0,13x20 не
менее 10 слоев с перекрытием 1/2 ширины с послойной
промазкой лаком. Накладывают слой стеклянной ленты
ЛЭС 0,10X20 с перекрытием 1/2 ширины, промазав лаком,
при натяжении порядка 98—147 Н (10—15 кгс), уплотняя
ранее наложенную изоляцию. После отверждения изоля-
ции на исправленное место накладывают электрод и испы-
тывают двукратным номинальным напряжением.
При пробое или витковом замыкании в пазу катушки
верхнего ряда устранение неисправности выполняют в сле-
дующей последовательности. Испытывают две оставшиеся
фазы испытательным напряжением, превышающим номи-
нальное в 1,7 раза. Отыскивают пробитую катушку и обре-
зают ее вблизи головок лобовых частей. Извлекают полу-
катушку из паза по отдельным проводникам. Зачищают
стенки паза от оставшейся корпусной изоляции полукатуш-
ки, избегая повреждения стенок паза и замыкания листов
электротехнической стали. На оставшейся полукатушке в
местах среза разделывают на конус корпусную изоляцию,
освобождают каждый проводник от витковой изоляции,
разделывая ее также на конус. Изготовляют новую полу-
катушку из провода ПСД соответствующего сечения с на-
ложением на каждый виток изоляции в один слой с пере-
крытием 1/2 ширины стеклослюдинитовой ленты ЛС-25-
ТТ-УТ (УП-2,5) 0,09X20 для двигателей мощностью до
1000 кВт или стеклослюдинитовой ленты ЛС-40-ТТ-УТ
(УП-2,5) 0,13X20 для двигателей мощностью свыше
1000 кВт. Изоляцию каждого витка сводят на конус и про-
мазывают лаком. Укладывают новую полукатушку в паз,
наложив на нее в нескольких местах временный бандаж,
66
выдерживая ко-
ВиоА
умести
пайки
Рис. 33. Соединения заменен-
ной полукатушки в лобовых
частях:
/ — корпусная изоляция; 2— вит-
ковая изоляция; 3 — лента стекло-
слюдинитовая; 4 — медь
и производят подгонку полукатушек относительно друг
друга. Срезают каждый проводник полукатушек под пайку
под углом не менее 45°.
Снимая временный бандаж, накладывают корпусную
изоляцию новой полукатушки стеклослюдинитовой лентой
ЛС-40-ТТ-УТ (УП-2,5) 0,13x20 с перекрытием 1/2 ширины
с послойной промазкой лаком холодного отверждения. Лен-
ту накладывают с максимальной утяжкой,
личество слоев для пазовой
части не менее семи для
электродвигателей мощно-
стью до 1000 кВт и восемь
слоев для электродвигателей
мощностью свыше 1000 кВт,
а для лобовой части полу-
катушки соответственно
шесть и семь слоев. Разре-
шается вместо ленты ЛС-
40-ТТ-УТ (УП-2,5) 0,13X20
использовать ленту ЛСК-
1 К-ПО-ТТ 0,13X20 (ТУ
16-503.074—70). У головок
лобовой части корпусная
изоляция сводится на конус.
Укладывают полукатушку в
паз, проверяя точность под-
гонки головок полукатушек,
заклинивают ее, промазывая
лаком прокладки, клинья и стенки паза. Закрепляют лобо-
вую часть новой полукатушки при помощи стеклотексто-
литовых распорок и стеклочулка АСЭЧ 3,5, смазав лаком
места закрепления (распорки, катушки в местах их при-
легания, стеклочулок).
После выполнения этих операций делают выдержку для
отверждения изоляции, как было указано выше. Производят
пайку проводников припоем ПСР-15, смещая места пайки
последующего витка на 10—15 мм, а при большом коли-
честве проводников в катушке места пайки располагают в
шахматном порядке. Тщательно зачищают места пайки от
наплывов припоя (рис. 33). В местах пайки накладывают
витковую изоляцию стеклослюдинитовой лентой ЛС-40-
ТТ-УТ (УП-2,5) 0,13X20 в один слой с перекрытием 1/2
ширины с промазкой лаком. Пайку последующих провод-
ников выполняют только после отверждения изоляции на
предыдущих проводниках. В качестве витковой изоляции
5*
67
можно использовать прокладки из миканита ГФС 0,05.
Корпусную изоляцию в местах пайки выполняют стекло-
слюдинитовой лентой ЛС-40-ТТ-УТ (УП-2,5) 0,13X20 в
шесть слоев — для электродвигателей до 1000 кВт и в семь
слоев — для электродвигателей свыше 1000 кВт с перекры-
тием 1 /2 ширины с послойной промазкой лаком.
После отверждения лака проводят испытания фазы на-
пряжением, превышающим номинальное в 1,7 раза.
При пробое или витковом замыкании в пазовой части
катушки нижнего ряда или в местах, недоступных для вос-
становления изоляции, завод-изготовитель рекомендует
произвести замену сердечника статора с обмоткой.
Рис. 34. Выводные концы:
1 — наконечник; 2 —стсклолента; 3 — шнуровой бандаж; 4 — провод ПРГ
Ремонт коробки выводов. При осмотре и дефектации
коробки выводов проверяют состояние выводных концов
или целость фарфора изоляторов, их крепление, отсутствие
следов нагрева контактных соединений. При выявлении
следов повышенного нагрева выясняют причины его появ-
ления и устраняют их. Проверяют состояние и наличие
пружинных шайб и контргаек. При отсутствии их устанав-
ливают новые.
Зачищают и проверяют качество пайки наконечника к
кабелю, которая должна выполняться медно-фосфористым
припоем МФ-9. Для повышения надежности паяного со-
единения целесообразно пайки, выполненные оловянисты-
ми припоями, перепаять припоем МФ-9. После пайки вос-
станавливают подгоревшую изоляцию выводов и устанав-
ливают шнуровые бандажи, накладывают слой стек-
лоленты и покрывают эмалью (рис. 34). В последнее вре-
мя широкое применение для изоляции выводных концов по-
лучила самослипающаяся резиновая лента ЛЭТСАР или
лента на стеклянной основе РЭТСАР.
На крупных электродвигателях мощностью 8000 кВт и
выше проверяют состояние трансформаторов тока, встро-
енных во вводное устройство или в коробку вывода концов
обмоток.
68
5. РЕМОНТ РОТОРОВ АСИНХРОННЫХ И СИНХРОННЫХ
ЭЛЕКТРОДВИГАТЕЛЕЙ
Ремонт валов с восстановлением посадочных мест под
полумуфты и подшипники выполняют путем наплавки ва-
ла или газопламенного напыления.
Наплавка металла на вал осуществляется электроду-
говой сваркой путем наложения продольных швов с пере-
крытием друг друга. Перед наложением последующего
шва предыдущий должен зачищаться от шлака. Для пред-
отвращения местных перегревов и изгиба вала наплавле-
ние швов должно производиться последовательно диамет-
рально. Часть швов, равномерно расположенных по окруж-
ности, должна быть длиннее, чем посадочное место, для
уменьшения концентраций напряжений в металле из-за из-
менения его структуры. После наплавки до необходимого
диаметра производят токарную обработку и шлифовку с
доведением посадочного места до требуемого класса точ-
ности.
Ремонт валов газопламенным напылением. Газопламен-
ным напылением также восстанавливаются посадочные
места валов под подшипники и полумуфты, в том числе
имеющие сплошную выработку по диаметру до 1,5—3 мм.
Для этой цели изношенные участки вала предваритель-
но обрабатывают для придания поверхностям шерохова-
тости, обезжиривают, затем напыляют подслой, обеспечи-
вающий прочную связь основного металла с рабочим сло-
ем покрытия и защиту основного металла от окисления.
Напыляют рабочий слой и механической обработкой до-
водят посадочное место до требуемого размера.
Установка для нанесения покрытий разработана Львов-
ским филиалом ЦКБ Союзэнергоремонта на базе специ-
ально оборудованного токарного станка и позволяет вос-
станавливать валы диаметром до 250 мм. Для обеспечения
вращения вала с частотой 6—36 об/мин в кинематическую
цепь привода главного движения устанавливают дополни-
тельный редуктор между электродвигателем и ведущим
валом коробки скоростей. Для расширения базы станка
для установки напыляемых валов его оборудуют дополни-
тельными опорными роликами.
Распылительная головка металлизатора газового типа
МГИ-4П устанавливается на суппорт станка. Катушку с
проволокой при помощи кронштейна закрепляют на ка-
ретке станка. Для отсоса аэрозолей металлов и токсичных
продуктов сгорания газов установка должна оборудовать-
ся системой местной вытяжной вентиляции.
69
Предварительную и заключительную механические об-
работки мест под посадку производят на соответствующих
токарно-винторезных и шлифовальных станках.
Для газопламенного напыления валов электродвига-
телей используют следующие материалы: проволоку «Алю-
ник 7-1» диаметром 3,2 мм для напыления подслоя;
стальную высокоуглеродистую проволоку марки 65Г диа-
метром 2 мм для нанесения рабочего слоя и пропан-бу-
тан в баллонах. Для работы установки необходим также
очищенный сжатый воздух при давлении 0,5—0,6 МПа.
Проволока должна иметь сертификат с указанием
завода-изготовителя, марки, диаметра, номера плавки и
химического состава. При отсутствии сертификата про-
изводят химический анализ проволоки перед ее исполь-
зованием.
Подготовка вала электродвигателя к
напылению. Очистку и мойку вала электродвигате-
лей выполняют обдувкой сжатым воздухом, очисткой
скребками и машинной или ручной промывкой негорючей
моющей жидкостью. При этом особое внимание обраща-
ют на очистку мест под посадку и прилегающих к ним
поверхностей, а шпоночные канавки и отверстия для до-
ступа смазки тщательно очищают, промывают и проду-
вают сжатым воздухом.
При предварительной механической обработке добива-
ются устранения эксцентриситета, овальности и конусно-
сти мест под посадку и удаляют слой металла, поражен-
ный коррозией. Контроль мест под посадку на валах про-
изводят наружным осмотром и измерениями для выявле-
ния вмятин и отклонений от номинальных размеров. Для
обнаружения внутренних раковин и трещин дефектоско-
пом ПМД-70 осуществляют магнитопорошковый кон-
троль. При обнаружении таких дефектов производят по-
вторную проточку мест под посадку. Общая глубина про-
точки должна быть такой, чтобы толщина напыленного
слоя металла соответствовала требованиям табл. 9.
После проточки и устранения дефектов выполняют на-
резание «рваной» резьбы. При этом используют резьбо-
вой резец с углом при вершине 55—60° и передним углом,
равным 0°. Получение «рваной» резьбы достигают путем
установки резца в резцедержателе ниже оси детали с
вылетом 100—150 мм. При проточке резец вибрирует, и
поверхность получается шероховатой. Для увеличения
сцепления покрытий с основным металлом рекомендует-
ся применять последующую прикатку вершин резьбы при
70
Таблица 9. Толщина напыляемого покрытия и припуски на его
обработку (припуски на радиус)
Рид операции, назначение припуска Диаметр вала (посадочное место), мм
75—100 100—125 126-150 Свыше 150
Глубина проточки вала перед напылением, мм 1,2—1,3 1,35—1,4 1,45—1,5 1,6—1,7
Минимально допустимая толщина слоя после окон- чательной обработки, мм 0,7 0,85—0,9 0,95—1 1,1—1,2
Припуск на токарную обработку (ориентировоч- ные данные), мм 0,8 0,9 0,95 1
Общий припуск на то- карную обработку и по- следующее шлифование, мм 0,95—1 1,05—1,1 1,1—1,15 1,15—1,2
Толщина покрытия для последующей токаргой обработки и шлифования, мм 1,7—1,8 1,9—2 2,05—2,15 2,35—2,4
Припуск на шлифование без предварительной об- точки, мм 0,5—0,6 0,6—0,7 0,7—0,8 0,8—0,9
Толщина покрытия для последующего шлифова- ния без предварительной обточки, мм 1,25—1,4 1,45--1,6 1,65—1,8 1,9—2
помощи накатного ролика. Кольцевые канавки нареза-
ются при подготовке к напылению конических мест под
посадку вала резьбовым резцом с закруглением угла про-
филя радиусом 7?=0,6-=-0,7 мм.
Накатку вершин кольцевых канавок выполняют на
токарно-винторезном станке с помощью обычного приспо-
собления с накатным роликом, закрепленным в резцедер-
жателе станка.
Металлопескоструйную обработку выполняют техниче-
ской дробью из чугуна или стали в следующем режиме:
Давление сжатого воздуха, МПа...................0,3—0,6
Расстояние между соплом и участком вала, мм- . 80—120
Угол наклона струн к поверхности, град.......... 50—70
Скорость перемещения рабочего сопла подбирают та-
кой, чтобы на обрабатываемой поверхности вала не оста-
валось темных пятен и бликов.
Обезжиривание восстанавливаемых поверхностей про-
изводят только после операций косой сетчаткой накатки
и нарезания кольцевых канавок, так как указанные опе-
71
рации проводят с обильным смачиванием обрабатывае-
мых мест вала маслом.
Обезжиривание выполняют промывкой поверхностей
вала водным раствором каустической соды с последую-
щей протиркой ветошью, смоченной в бензине БР-1.
Участки вала, прилегающие к местам под посадку, тща-
тельно защищают асбестовой тканью АТ-2 от попадания
на них напыляемого металла. Шпоночные канавки и от-
верстия для смазки закупоривают деревянными пробка-
ми, которые должны выступать над уровнем поверхности
покрытия. Выбор способа подготовки мест под посадку
вала осуществляют, руководствуясь следующими крите-
риями: необходимой прочностью сцепления нанесенного
покрытия с основным металлом вала; твердостью поверх-
ности, подлежащей восстановлению; экономичностью спо-
соба подготовки.
Таблица 10. Режимы напыления
Параметр режима Показатель режима для проволоки марки
«Алюник 7-1» 65Г
Скорость подачи проволоки, м/с 0,01 0,018
Диаметр проволоки, мм 3,2 2
Расстояние от сопла до напыляемой по- 120—150 80—120
верхности, мм 0,16 0,2
Окружная скорость вращения вала, м/с
Скорость продольного перемещения распы- 5 5
лительной головки, мм об Давление, МПа: 0,35 0,3
кислорода
пропан-бутана 0,08 0,03
воздуха 0,4 0,35
Расход, л/ч: 2300
кислорода 2500
пропан-бутана 560 550
воздуха 40 000 36 000
Прочность сцепления покрытия с основным металлом
(по деформации сдвига) в зависимости от способа под-
готовки поверхности составляет: при накатке 98 МН/м2,
при нарезке кольцевых канавок 137 МН/м2, при нарезке
«рваной» резьбы 152 МН/м2.
Напыление покрытия. Перед напылением по-
крытия тщательно осматривают подготовленную поверх-
ность. При выявлении следов влаги, окисной пленки, мас-
ла и других загрязнений производят повторную очистку
поверхности. Напыление подслоя осуществляют не позже,
72
чем через 2 ч после окончания операций по подготовке
вала.
Напыление подслоя выполняют в следующей последо-
вательности. Заправляют проволоку «Алюник 7-1» в рас-
пылительную головку. Параметры рабочего режима уста-
навливают по табл. 10 и зажигают горючую смесь.
Производят контрольное напыление на образцах до
получения равномерного распыления металла в факеле
горелки (рис. 35). Включают приводы вращения вала и
перемещения распылительной головки установки и про-
Рис. 35. Контрольное напыление:
/— восстанавливаемый вал ротора электродвигателя; 2— образец для контроль-
ного напыления; 3— напыленный подслой; 4 — рабочий слой; 5 — распылительная
головка; 6—ткань асбестовая
изводят напыление поверхности восстанавливаемого участ-
ка вала. Напыление производят по винтовой линии с пе-
рекрытием каждого предыдущего слоя последующим не
менее 1/3 ширины Толщину напыляемого подслоя выби-
рают из условия перекрытия на 0,15—0,2b мм вершин
«рваной» резьбы, накатки или кольцевых канавок на вос-
станавливаемую поверхность. Напыление рабочего слоя
производят аналогично напылению подслоя. Толщину на-
носимого рабочего слоя выбирают в зависимости от диа-
метра восстанавливаемого участка вала по табл. 9.
По окончании напыления рабочего слоя укрывают на-
пыленную поверхность и прилегающие участки вала на
длине не менее 200 мм асбестовым полотном и выдержи-
вают до полного охлаждения вала.
Следует обращать внимание на качество очистки воз-
духа от влаги и масла, а также на регулировку скорости
перемещения механизма распылительной головки, так как
это влияет на качество покрытия.
Заключительная механическая обработ-
к а. После полного остывания напыленного покрытия
удаляют теплоизоляцию и выполняют заключительную
механическую обработку.
73
Токарную обработку проводят резцами с пластинами
из твердых сплавов В К-6, ВК-8, Т15К6. Режимы реза-
ния:
Скорость резания, м/с............................0,15—0,3
Глубина, мм/об...................................0,5—1
Подача, мм/об....................................0,1—0,3
Для предупреждения откалывания металлизационного
слоя по краям восстанавливаемого участка производят
предварительную подрезку покрытия, выступающего за
границы поверхности. Не следует оставлять острых гра-
ней и углов в торцах и галтелях напыленных участков
вала.
При токарной обработке напыленных мест под посадку
вала резец устанавливают выше центра, чтобы избежать
вырывания отдельных частиц металла из покрытия. При
первом проходе резца устанавливают глубину резания,
перекрывающую неровности напыленной поверхности. Для
получения соответствующей шероховатости производят
проточку не менее чем за два прохода. При втором про-
ходе глубина резания не должна превышать 0,1—0,15 мм.
После обточки подвергают восстанавливаемые участ-
ки вала окончательному шлифованию, которое рекомен-
дуется вести кругами Ш1 при следующих параметрах:
Скорость шлифовального круга, м/с......... 25—30
Глубина шлифования, мм....................0,015—0,04
Подача, мм/об................................. 5—6
Окружная скорость деталей, м/с.............0,14—0,2
При шлифовальной обработке для охлаждения при-
меняют эмульсол.
Меры безопасности. Работы по восстановле-
нию (напылению) изношенных участков вала должны
проводиться с соблюдением требований «Правил безо-
пасности в газовом хозяйстве», утвержденных Госгортех-
надзором СССР, «Правил техники безопасности и про-
изводственной санитарии при производстве ацетилена,
кислорода и газопламенной обработке металлов» и «Са-
нитарных правил при сварке, наплавке металлов», утверж-
денных Министепством здравоохранения СССР.
При работе на газопламенной установке вредными для
здоровья являются шум, загрязнение воздуха, световое
излучение. Защиту органов слуха оператора от шума
осуществляют антифоном ВЦНИИОТ-2, который защища-
ет слуховые органы от воздействия высокочастотного
шума и позволяет слышать разговорную речь.
74
Для защиты глаз от яркого пламени и отлетающих
раскаленных частиц распыленного металла следует при-
менять защитные очки со светофильтрами Э2, ЭЗ.
Скорость движения воздуха в рабочем проеме долж-
на быть не менее 1,3 м/с. Воздух, удаляемый местными
отсосами, перед выбросом в атмосферу должен подвер-
гаться очистке. Оператор должен использовать для за-
щиты органов дыхания респиратор РУ-60М. Участок на-
пыления должен оборудоваться общей и местной вытяж-
ной вентиляцией.
Ремонт роторов с короткозамкнутой обмоткой. У корот-
козамкнутых роторов асинхронных электродвигателей наи-
более часто наблюдается повреждение беличьей клетки,
выражающееся в ослаблении стержней в пазу, нарушении
контакта в местах пайки стержня с короткозамыкающи-
ми кольцами, образовании трещин и обрывов стержней.
Ослабление крепления стержня в пазу приводит к
увеличению его вибрации, что вызывает знакопеременные
деформации, в результате которых образуются трещины
в месте выхода стержня из паза и в местах соединения
с короткозамыкающими кольцами. Эти трещины могут
привести к надлому стержня, а надорванные концы
стержня, изгибаясь под действием центробежных сил, мо-
гут повредить изоляцию лобовых частей. Такие повреж-
дения характерны для электродвигателей, имеющих боль-
шое число пусков.
У некоторых типов электродвигателей наблюдается по-
вышение вибрации из-за ослабления крепления или по-
ломки распорных клиньев стержней обмотки ротора. Вы-
явление этих дефектов производится при разборке элек-
тродвигателя.
На работающем электродвигателе на наличие в бе-
личьей клетке оборванных стержней указывают следую-
щие признаки.
1. Увеличение времени пуска. У агрегатов с тяжелым
пуском электродвигатель может вообще не развить номи-
нальной частоты, а если оборвано несколько стержней,
то даже не тронуться с места.
2. Усиление вибрации, вызываемой асимметрией маг-
нитных потоков ротора и появлением дополнительных
сил одностороннего магнитного тяжения.
3. Появление шума, не характерного для нормальной
работы электродвигателя данного типа, также свидетель-
ствующее о нарушении симметрии магнитных потоков.
75
При обрыве одного-двух стержней вышеуказанные при-
знаки могут проявляться очень слабо, что практически
затрудняет обнаружение по ним дефекта беличьей клетки.
Поэтому обнаружение неисправностей производится
осмотром ротора.
При осмотре короткозамкнутых обмоток следует обра-
щать внимание: на наличие цветов побежалости и под-
гары на короткоз а мыкающих кольцах в местах соедине-
ний со стержнями; подгары болтов, соединяющих корот-
козамыкающие сегменты пусковых клеток; волнообразный
изгиб короткозамыкающих колец (или сегментов), появ-
ляющийся от неравномерного удлинения отдельных стерж-
ней; изгиб концов стержней в направлении вращения ро-
тора, возникающий от скручивания короткозамыкающим
кольцом. Такие дефекты могут наблюдаться в роторах
с большими окружными скоростями и массивными корот-
козамыкающими кольцами.
Встречается прогиб выступающих из активной стали
концов стержней. Такой дефект могут иметь все или не-
которые стержни беличьей клетки как асинхронных, так
и синхронных электродвигателей (причем у последних это
наблюдается у крайних стержней на каждом полюсе).
Среди прочих неисправностей наблюдается также смеще-
ние беличьей клетки вдоль оси ротора.
Повреждения без обрыва короткозамкнутой обмотки в
процессе эксплуатации ничем себя не обнаруживают. Они
могут быть выявлены только при внимательном осмотре ко-
роткозамкнутой обмотки в период профилактического ре-
монта. С особой тщательностью следует вести поиск трещин
на выступающих концах стержней, используя при этом
оптический, химический (протравливанием подозритель-
ных мест реактивами) или электромагнитный (с помощью
приборов) способы.
Определение поврежденных стержней способом, осно-
ванным на измерении магнитного потока рассеяния, пред-
полагает, что над стержнями, обтекаемыми током, маг-
нитный поток рассеяния будет иметь максимальное зна-
чение, а между пазами над оборванными стержнями —
минимальное. При неполном обрыве стержня магнитный
поток рассеяния над этим стержнем будет иметь какое-то
промежуточное значение. Измерение производят прибором
типа ВАФ-85 (вольтамперфазоиндикатор). Питание на
короткозамыкающие кольца ротора подается от пони-
жающего трансформатора 220—127/12 В, от вторичной
обмотки которого можно получить ток 10—30 А. Магнит-
76
ный поток рассеяния над стержнями и Между пазами из-
меряют по всей окружности бочки ротора.
Сравнивая относительное изменение магнитного пото-
ка рассеяния по пазам, судят об исправности стержней
ротора и определяют поврежденные стержни.
Для определения дефектов паек, трещин и обрывов
стержней короткозамкнутой обмотки путем непосред-
ственного измерения активного сопротивления стержней
используют микроомметр М-246 и игольчатые щупы, под-
ключаемые к концам стержней в не-
посредственной близости от места паек
их к короткозамыкающему кольцу
(рис. 36). О качестве пайки или о на-
личии трещин и обрывов стержней
судят по значению сопротивления.
В случае полной исправности стерж-
ней и мест паек прибор покажет пол-
ное сопротивление всех параллельно
включенных стержней ротора. При
обрыве стержня (или плохом контак-
те в месте пайки) прибор измерит сопротивление одного
стержня, которое в несколько раз больше сопротивле-
ния всей обмотки. Если сопротивление, измеряемое на
этом стержне, будет в 1,5 раза и более превышать сопро-
тивление, измеренное на других стержнях, то это будет
свидетельствовать о наличии значительных дефектов
в стержне или в месте пайки его к короткозамыкающему
рения сопротивления
стержней
кольцу.
Повреждение в обмотке ротора может быть выявлено
с использованием способа трех амперметров. К обмотке
статора, в каждую фазу которого включаются ампермет-
ры, подводится напряжение, равное 0,2—0,25 номиналь-
ного. Ротор медленно поворачивают и определяют
максимальное и минимальное значения тока статора по
амперметрам. При исправной обмотке ротора ток в фа-
зах статора во всех положениях ротора будет одинако-
вым, а при обрыве или наличии плохого контакта в ме-
стах соединения стержней с короткозамыкающими коль-
цами будет измеряться в зависимости от положения ро-
тора.
Критерием годности обмотки ротора является соотно-
шение, %:
— ?mln |QQ
I max + I mln
77
Если это соотношение не превышает 3 % > то обмотка
ротора считается исправной.
Следующий способ не требует специальных приборов
и может быть применен в любых эксплуатационных усло-
виях. Для нахождения поврежденных стержней ротор не-
сколько выдвигают из статора и надежно предохраняют
от проворачивания.
Рис. 37. Прибор с жестким маг-
нитопроводом для отыскания де-
фектных стержней:
1 — ротор; 2 — магнитопровод; 3 — об-
мотка трансформатора
Рис. 38. Прибор с гибким магни-
топроводом для отыскания де-
фектных стержней:
1—стержни обмотки ротора; 2— ка-
тушка-датчик; 3 — измерительная об-
мотка; 4 — индикаторный прибор, из-
меряющий разницу ЭДС; 5 •— гибкий
магннтопровод
Состояние стержней проверяют с помощью тонкой
стальной пластины, поочередно накладываемой на каж-
дый паз так, чтобы перекрылись два соседних зубца ро-
тора. При отсутствии дефекта в стержне (или в месте
пайки) пластина будет притягиваться и дребезжать, а
над пазом с поврежденным стержнем притяжение и дре-
безжание значительно ослабнут или вовсе исчезнут. Эту
операцию следует производить достаточно быстро, чтобы
не допускать перегрева обмоток.
Способ магнитной порошковой дефектоскопии заклю-
чается в применении понижающего трансформатора, вто-
ричная обмотка которого способна пропустить ток 300—
500 А при напряжении 1,5—2,5 В, и стальных опилок,
которые насыпают на плотный слой белой бумаги, кото-
рой предварительно обертывают ротор. При протекании
тока по параллельно включенным стержням роторной
клетки вокруг каждого стержня создается магнитное поле,
под воздействием которого опилки располагаются плот-
78
ной линией вдоль целых стержней. У стержней, имеющих
обрывы, плотность опилок будет резко отличаться.
Кроме вышеуказанных способов отыскание дефектных
стержней может быть осуществлено приборами трансфор-
маторного типа с жестким или гибким магнитопроводами
(рис. 37, 38).
При ослаблении стержня обмотки ротора в пазу актив-
ной стали, если расклиновка уже выполнена и она не
дает полного устранения ослабления, дополнительно вы-
полняется расчеканка стержня. Эта операция производит-
ся ударами чекана по прямоугольной части стержня в
пределах всей длины активной части стали ротора. При
расчеканке стержней в крайних пакетах ротора во избе-
жание надлома места спая стержня с кориткозамыкающим
кольцом между стержнем и нажимной шайбой приклады-
вают металлическую прокладку.
При ремонте роторов асинхронных электродвигателей
с короткозамкнутым ротором в условиях мастерской, осна-
щенной необходимым станочным парком, может быть про-
изведена полная замена беличьей клетки. Для этих це-
лей стержни обмотки и короткозамыкающие кольца мо-
гут быть изготовлены в условиях мастерской или полу-
чены от завода-изготовителя электродвигателя.
Удаление поврежденных стержней из па-
зов. Способ удаления стержня зависит от его конструк-
ции. Так, стержни бутылочного профиля, плотно сидящие
в пазах за счет их расчеканки по всей длине ротора,
следует удалять высверливанием сверлами с удлиненным
хвостовиком или предварительной прорезкой в стержне
продольной щели шириной 2—3 мм. Эту операцию можно
выполнить вулканитовым камнем, предназначенным для
резки труб. Приспособление устанавливается на каретке,
перемещаемой в направляющих, изготовленных из уголка
и прикрепленных скобами к обойме вала ротора. Проре-
занная щель ослабляет крепление стержня в пазу, и он
выбивается из паза на длину 50—80 мм, необходимую
для захвата его зажимом, с помощью которого произво-
дится полное извлечение стержня из паза.
Частичный ремонт короткозамкнутой обмотки может
быть выполнен как в условиях мастерской, так и на месте
установки электродвигателя, если для этих целей не тре-
буется станочная обработка стержня и короткозамыкаю-
щего кольца.
Пайка медных стержней. При обнаружении
трещин на выступающих из активной стали частях стерж-
79
ней принимают меры к их устранению. Если глубина тре-
щины не превышает примерно четвертой части толщины
стержня, то ее заваривают, предварительно вырубив в
этом месте углубление на величину, превышающую раз-
мер трещины.
Если трещина более глубокая, то стержень разрезают
и высверливанием удаляют припаянный к короткозамы-
кающему кольцу участок. Через образовавшееся в ко-
роткозамыкающем кольце отверстие в торце оставшейся
Рис. 39. Пайка медного
стержня:
1— короткое ам икающее кольцо:
2 — вставка; 3 — стержень
вставки должен быть
фосфористым припоем
держащими припоями.
в пазу части стержня высверли-
вается отверстие на глубину 6—
7 мм. Диаметр этого отверстия
не должен превышать половину
диаметра стержня. На место уда-
ленной части стержня устанавли-
вают и припаивают вставку
(рис. 39), изготовленную из меди
марки Ml и М2. При этом одно-
сторонний радиальный зазор а
между стержнем и короткозамы-
кающим кольцом и между тор-
цами ремонтируемого стержня и
равен: 0,2 мм при пайке медно-
МФ-9; 0,1—0,15 мм — серебросо-
Выбор марки припоя определяется
условиями эксплуатации (тяжелый пуск) и окружной
скоростью. При окружной скорости 50 м/с и более при-
меняют припой ПсР-45. Для двигателей, работающих в
более легких условиях, — припой МФ-9.
Перед пайкой производят обезжиривание и травление
замыкающих колец. Местное обезжиривание производят
чистой ветошью, смоченной в пожаробезопасной моющей
жидкости, повторяя эту операцию 3—4 раза. Травление
выполняют в течение 15—30 с в растворе концентриро-
ванной азотной кислоты с содержанием 250 —350 г/л при
температуре 20°C. Места травления промывают горячей
водой, протирают сухой чистой ветошью и просушивают.
Панку выполняют ацетилено-кислородным пламенем
горелкой №4 или 5. Пайка должна выполняться не позднее
чем через 8 ч после травления. В качестве флюса исполь-
зуют буру или флюс № 209. При выполнении пайки вто-
рой горелкой поддерживают температуру стержня и
короткозамыкающего кольца и после их разогрева. Рас-
плавление припоя производят касанием им наиболее на-
гретых мест. Не допускают плавления припоя в пламени
80
горелки. Флюс наносят на спаиваемые поверхности разо-
гретым прутком припоя. Пайку вставки с короткозамы-
кающим кольцом выполняют при вертикальном положе-
нии ротора. После пайки зачищают и опиливают соеди-
ненные места и проверяют лупой качество пайки. После
ремонта ротор балансируют.
Ремонт алюминиевых стержней и короткозамыкающих
колец. Участки с трещинами разделывают, как указано
на рис. 40. Перед заваркой разделанные места и приле-
Рие. 40. Пайка алюминиевых стержней:
а — на вылете стержня; б —в месте соединения с короткозамыкающим кольцом;
h — по месту (на 1—2 мм больше глубины трещины); в—приварка к кольцу спа-
ренных стержней
гающие участки шириной 30—40 мм подвергают механи-
ческой зачистке с предварительным и последующим обез-
жириванием.
Механической зачисткой удаляют плотный слой окиси
алюминия. Эта операция выполняется стальной щеткой из
проволоки диаметром 0,1—0,15 мм из нержавеющей стали.
Обезжиривание производят пожаробезопасной мою-
щей жидкостью.
Полностью оборванные стержни и стержни с глуби-
ной трещины, превышающей половину его ширины, уда-
ляют из обмотки ротора. Заварку разделки в стержнях
толщиной более 10 мм производят с предварительным и
сопутствующим подогревом до температуры 100—150 °C.
Подогревать можно пламенем ацетиленовой горелки или
другим источником тепла. Выборки в стержнях завари-
вают ручной аргонодуговой сваркой на установке УДТ-501.
В качестве присадочного материала применяется электрод-
ная проволока марки АО, А1 либо прутки из сплава АК,
содержащего 5 % кремния.
6—6065 81
Режимы ручной аргонодуговой сварки приведены р
табл. И.
При выполнении сварки рабочее место должно быть
защищено от сквозняков, ветра и дождя. Сварка выпол-
няется в нижнем положении, маленькой ванной, не до-
пуская перегрева.
Таблица 11. Режимы ручной аргонодуговой сварки
Толщина металла, мм Диаметр электрода, мм Сварочный ток, А Раскод аргона, л/мин
вольфрамового присадочного
5—6 4—5 3—4 200—280 7—8
8—10 5 4—5 270—31)0 9—12
Заварку трещины (рис. 40) производят после обезжи-
ривания и травления свариваемых кромок в течение 1 мин
в 4—5 %-ном растворе едкого натра (температура рас-
твора 60—70 °C) с предварительным и сопутствующим
подогревом до температуры 150—200 °C на участке в обе
стороны от завариваемого стержня. После заварки акку-
ратно срубают наплывы, опиливают и зачищают наплав-
ленный металл и тщательным осмотром проверяют отсут-
ствие трещин и других дефектов в месте сварки и приле-
гающих участках.
Приварка стержней к кольцу выполняется аналогично.
После зачистки и травления сварочные кромки тщательно
промывают горячей водой и просушивают. Перед сваркой
по чертежам проверяется взаиморасположение стержня и
кольца. Приварку стержней к кольцу выполняют с предва-
рительным и последующим подогревами кольца до тем-
пературы 200 °C. Сварку выполняют аргонодуговой свар-
кой установкой УДГ-501 с использованием проволоки мар-
ки А1 или А5С диаметром 3 мм. Катет шва должен со-
ответствовать толщине стержня. Места наложения швов
указаны на рис. 40. После окончания сварки на одном
кольце производят сварку на втором кольце. После окон-
чания сварки всех соединений сварные швы и прилегаю-
щие к ним зоны зачищают.
Качество сварки на отсутствие трещин, пор, шлаковых
включений проверяют внешним осмотром при помощи
лупы пятикратного увеличения.
Место трещины на кольце обрабатывают, как указано
на рис. 40. Восстановление колец, имеющих трещины, вы-
полняют также аргонодуговой сваркой. В качестве при-
садочного материала используют проволоку марки А1
82
(А5С) диаметром 6—8 мм. Обработка мест сварки осу-
ществляется приведенным выше способом. Сварку выпол-
няют с предварительным и сопутствующим подогревами
до температуры 250 °C.
После сварки производят подрубку, зачистку корня
шва и затем аналогичным способом заваривают вторую
половину разделки. Шов после заварки обрабатывают
по внешнему и внутреннему диаметрам кольца и по плоско-
стям. Качество сварки тщательно проверяют внешним
осмотром с применением лупы. На швах и в прилегающих
к ним зонах не должно быть трещин, пор, шлаковых вклю-
чений и других дефектов.
Присадочную проволоку перед употреблением обраба-
тывают в следующей последовательности: обезжиривают
в течение 5—8 мин в растворе: тринатрийфосфат (НазРО.*)
35—50 г, жидкое стекло (Са25Юз) 30 г, вода 1000 см3 (тем-
пература раствора 60—70°C); промывают в горячей воде
(температура 50—60°C); травят в течение 1 мин в 4—
5%-ном растворе едкого натра (NaOH) (температура рас-
твора 60—70°C); промывают в теплой воде (температу-
ра 20—25 °C); осветляют в течение 2—5 мин в
15 %-ном водном растворе азотной кислоты (температура
50—60°C); промывают в холодной проточной воде; сушат
в течение 10 мин в сушильном шкафу при температуре
100—ПО °C.
Хранение присадочной проволоки после обработки до-
пускается в течение 1 сут в сухом чистом помещении.
Режим ручной аргонодуговой сварки стержня:
Диаметр вольфрамового электрода, мм............. 5
Диаметр присадочного материала, мм.............. 3
Значение сварочного тока, А..................... 200—300
Расход аргона, л мин............................ 10—12
Режим сварки кольца:
Диаметр вольфрамового электрода, мм............. 6
Диаметр присадочного материала, мм................... 8
Значение сварочного тока, А....................... 300—350
Расход аргона, л/мин............................ 10—12
Ремонт роторов электродвигателей с фазным ротором.
Неисправное состояние роторной обмотки в процессе экс-
плуатации может проявляться в следующем: двигатель
не развивает номинальную частоту вращения; «трогается
с места», но при работе его наблюдаются колебания тока
статорной обмотки и вращающего момента, сопровож-
дающиеся вибрацией электродвигателя, повышенным шу-
мом, изменяющимся в зависимости от нагрузки и частоты
6* 83
вращения; перегрев ротора; уменьшение перегрузочной
способности, приводящее к снижению частоты вращения
при увеличении нагрузки.
Причиной вышеуказанных ненормальных проявлений
может быть обрыв обмотки ротора или неисправность ра-
боты замыкающего механизма. Обрыв в фазе ротора ино-
гда носит временный характер, проявляясь только во
время работы под действием центробежных усилий и на-
Рис. 41. Станок для наложения бандажей
гревания, а при неподвижном роторе дефект не обнаружи-
вается. Для замены обмотки ротора демонтируют бан-
дажи.
Намотку новых бандажей выполняют аналогично де-
монтированным по данным, ранее занесенным в ведо-
мость. При использовании проволоки другого диаметра
изменяют количество витков так, чтобы получить преж-
нее общее сечение бандажа. При этом соблюдается усло-
вие: сечение бандажа пропорционально квадрату диамет-
ра проволоки и числу витков проволоки.
Бандажи лобовых частей устанавливают в тех местах,
где обмотка опирается на обмоткодержатель или нажим-
ную шайбу. У быстроходных машин, где бандажи могут
иметь большое сечение, используется немагнитная сталь-
ная или бронзовая проволока.
В зависимости от диаметра ротора укладку бандажей
выполняют на специальных стойках (рис. 41), в собствен-
ных подшипниках с заменой вкладышей деревянными ко-
лодками, смазанными вазелином, и на станках, позволяю-
щих осуществить плавный пуск и при необходимости —
внезапный останов.
Для роторов диаметром до 500 мм укладку бандажей
выполняют, вращая ротор вручную или с помощью двух
рычагов. Расчет усилия производят на основании рекомен-
84
дуемого натяжения для стальной проволоки по данным
табл. 12.
Под бандаж укладывают прокладки из пропитанного
прессшпана, миканита или асбестового полотна. Ширина
прокладок должна быть на 10—12 мм больше бандажа.
Пи мере намотки проволоки прокладки укладываются по
окружности ротора встык одна к другой. Вновь намотан-
ные витки с помощью фибровой подбойки или молотком
плотно подбивают к ранее намотанным.
Таблица 12. Натям ение стальной проволоки
при бандажировке
Диаметр проволоки, мм Рекомендуемое натяжение, Н
0,8 400—500
1 500—600
1,2 650—800
1,5 1000—1200
2 1800—2000
При намотке бандажа следят за натяжением прово-
локи, которое должно быть достаточным, чтобы не было
сползания бандажа, но не чрезмерным, чтобы бандаж не
врезался в обмотку. Натяжение регулируют грузом G,
определяемым по формуле
где Р — натяжение проволоки по табл. 12; размеры D, d
и h — по рис. 41.
Крепление витков проволочного бандажа выполняют
полосками из жести толщиной 0,2—0,5 мм и шириной
10—12 мм, укладываемыми под проволоку через каждые
70—90 мм по окружности ротора.
Длину полосок берут с запасом на 20 мм больше ши-
рины бандажа для обеспечения соединения и пропайки.
Две замочные полоски укладывают так, как указано на:
рис. 42. Намотанные витки пропаивают оловом. Пайку
скобок тонким ножом проверяют на отгиб. Окончатель-
ную пропайку всей поверхности бандажей выполняют тон-
ким слоем олова, не допуская наплывов.
Дефектоскопия и ремонт бандажных колец. На корот-
козамыкающие кольца обмотки роторов целого ряда се-
рий асинхронных электродвигателей установлены бандаж-
ные кольца из немагнитной стали.
85
При отсутствии дефектов короткозамыкающей обмотки
ротора выполняют осмотр наружной и торцевой поверхно-
стей без снятия бандажного кольца. Осмотр производится
лупой до и после зачистки поверхностей мелкой шлифо-
вальной шкуркой. При этом выявляют трещины и следы
местных перегревов. При снятом бандаже осматривают
и внутреннюю его поверхность для выявления следов кон-
тактной коррозии, свидетель-
ствующих об ослаблении поса-
дочных натягов на короткоза-
мыкающее кольцо. При необ-
“гт I I I I г| ходимости контроль состояния
бандажа осуществляют мето-
___________дом цветной дефектоскопии
। । ।______или химического травления.
Обнаруженные дефекты:
трещины, подгары, сколы, за-
/I” “J’a боины, следы контактной кор-
розии и места перегревов от-
Н-к мечают мелом, а затем устра-
ПЦ_------------J няют механическим путем. За-
варка трещин и других дефек-
тов на бандажах недопустима.
111 I IJ При наличии трещин и сколов
, металла, заметно ослабляю-
Рис. 42^ Наложение замков щИХ прочность бандажа, его
бандажей заменяют. Единичные мелкие
трещины удаляют местной вы-
боркой металла шлифовальной машинкой, обеспечивая
плавность перехода от углубления к наружной поверх-
ности.
Выборка металла ведется до полного удаления тре-
щины. При ее значительной глубине бандаж должен
быть заменен. Величина допустимой выборки проверяет-
ся расчетом прочности бандажа.
Внутренний диаметр бандажа перед его установкой
проверяют штихмасом, определяя посадочный натяг, и
сравнивают его с допустимым. Если измеренный натяг
окажется меньше допустимого, то на посадочную поверх-
ность короткозамыкающего кольца наплавляют медь. Опе-
рацию наплавления производят ацетиленовыми горелками,
угольными электродами от источника постоянного тока.
Установку бандажного кольца выполняют так же, как
и при демонтаже с предварительным прогревом до 220—
250 °C с помощью индуктора.
86
Ремонт роторов синхронных электродвигателей. У син-
хронных электродвигателей кроме повреждений пусковых
(демпферных) клеток, аналогичных повреждениям корот-
козамкнутых обмоток асинхронных электродвигателей, ча-
сто имеют место нарушения контакта между сегментами
пусковой клетки и межполюсными соединениями обмотки
возбуждения.
Причиной нарушения контакта служит некачественное
лужение поверхностей сегментов или применение хруп-
кого припоя.
Характерной неисправностью ротора синхронного элек-
тродвигателя бывает пробой изоляции обмотки возбужде-
ния, который наступает, как правило, из-за перетирания
корпусной изоляции при неплотной посадке катушки на
сердечник. Неплотная посадка может быть в результате
недостаточной толщины изоляционной прокладки под ка-
тушку полюса, а также самоотвинчивания болтов крепле-
ния сердечника полюса к ободу.
При осмотре ротора обращают внимание на состояние
соединений пусковой обмотки, межполюсных соединений,
полюсных катушек и крепление их. Проверяют затяжку
болтовых соединений. Контактные поверхности не долж-
ны иметь следов перегрева. Места пайки стержней пуско-
вой обмотки с сегментами проверяют аналогично асин-
хронным электродвигателям. На межполюсных соедине-
ниях выявляют следы перегрева и дефекты изолировки.
Плотность установки катушек проверяют простукива-
нием (молотком массой до 0,5 кг) в торец изоляционной
прокладки. При слабой посадке катушки наблюдается
дребезжание изоляционной прокладки. Слабую посадку
катушек устраняют подтяжкой болтов крепления полюса.
Если подтяжка не дает удовлетворительного результата,
то устанавливают дополнительные прокладки. При этом
заменяют прокладки с трещинами. Установкой новых
шайб обеспечивают превышение плоскости шайбы над по-
садочной поверхностью сердечника полюса на 0,1—0,2 мм.
Это в свою очередь обеспечивает плотность установки ка-
тушки и не уменьшает воздушный зазор между башмаком
полюса и статором. После установки новых прокладок
и обжатия крепления сердечника полюса к ротору прове-
ряют воздушный зазор между статором и сердечником
полюса.
Пайку межполюсных соединений выполняют припоем
марки ПОС-40 электроклещами или ацетиленовой горел-
кой. Перед выполнением пайки катушки и изоляционные
87
прокладки закрывают асбополотном. После выполнения
пайки опиливают межполюсные соединения, удаляя на-
плывы, а затем изолируют их стеклотканью и покрывают
стеклолентой. Устранение дефектов пайки стержней пус-
ковой обмотки с короткозамыкающими сегментами выпол-
няют медно-фосфористым припоем аналогично асинхрон-
ным электродвигателям.
Для устранения подгаров и отслаивания полуды де-
монтируют поврежденные полюсы, зачищают контактные
поверхности шинок до металлического блеска, обезжири-
вают бензином, подсушивают, погружают в раствор флю-
са, а затем в расплавленный припой ПОС-40. Качество
полуды определяют осмотром. Демонтаж поврежденного
полюса и монтаж восстановленного выполняют с помощью
приспособления для замены полюсов. При снятом полюсе
принимают меры от самопроизвольного проворачивания
ротора, если ротор установлен на устройство для повора-
чивания.
Проверяют качество паек и болтовых соединений то-
копровода, соединяющего катушки полюсов с контактны-
ми кольцами.
Щеточный аппарат перед осмотром продувают сжатым
воздухом. Проверяют состояние изоляционных втулок и
шайб и при необходимости заменяют их. Состояние изо-
ляции должно быть не ниже значений, приведенных в
§ ю.
При обнаружении загрязнения колец маслом выясня-
ют и устраняют причину попадания масла на кольца и
щетки. Заменяют изно-
шенные щетки новыми,
предварительно прите-
рев их к поверхности
кольца. Зазоры между
щеткой и обоймой долж-
ны быть в пределах 0.2—
0,5 мм, а между щетко-
держателем и контактной
поверхностью кольца 2—
2,5 мм. Контактную по-
верхность контактных ко-
лец шлифуют стеклянной
бумагой так, чтобы ше-
роховатость рабочей по-
верхности была не грубее
Рис. 43. Щеткодержатель 2,5 МКМ.
88
Таблица 13. Допустимые радиальные биения контактных колец
Рабочая частота вра- щения» об/мии Биение, мм. при диаметре контактных колец
250—355 мм 355—630 мм Более 630 мм
До 250 От 250 до 1000 От 1000 до 1500 0,04 0,07 0,03/0,06 0,05/0,08 0,03/0,06 0,06/0,1
Примечание. В числителе указано значение биения при ини, а в знаменателе при горячем состоянии контактных колец. ХОЛОДНОМ состоя-
Размещение щеток на кольцах выполняют с учетом воз-
можного осевого перемещения ротора в пределах регу-
лирования сегмента подпятника опорным болтом.
Усилие нажатия, воспринимаемое щеткой от пружины
щеткодержателя, прижимающей ее к контактному кольцу
(рис. 43), проверяют динамометром, закрепленным за ры-
чажок. Оно должно соответствовать ТУ и ГОСТ.
Биение торцевых поверхностей контактных колец не
должно быть более 0,5 мм. При обнаружении биения кон-
тактных колец, приводящего к искрению щеток и обгора-
нию контактных колец, их протачивают и шлифуют, а за-
тем протирают неволокнистой ветошью, слегка смоченной
бензином. Проверку радиального биения контактных колец
выполняют индикатором через щетку. Радиальное биение
рабочей поверхности контактных колец в холодном и го-
рячем состояниях не должно превышать значений, ука-
занных в табл. 13.
Указанные значения биения допускаются только при
условии его плавного изменения и равномерного распреде-
ления по окружности кольца. Биение контактных колец
измеряют индикатором через приработанные щетки или
специальную вставку индикатора при окружной скорости
не более 1 м/с. Измерение биения следует производить
в холодном состоянии при температуре окружающего
воздуха не более 38 °C, а в горячем состоянии после про-
грева вращающейся машины под током до установившей-
ся рабочей температуры.
При проведении контроля биения контактных колец
следует соблюдать меры безопасности: при работе под
напряжением необходимо пользоваться защитными диэлек-
трическими средствами; обеспечить надежную изоляцию
индикаторной головки от корпуса машины. Контроль бие-
ния выполняют специалисты, аттестованные не ниже 3-й
квалификационной группы по технике безопасности.
89
6. РЕМОНТ ПОДШИПНИКОВЫХ УЗЛОВ
Посадки. Качество ремонта и надежность подшипнико-
вого узла отремонтированного электродвигателя зависят
от правильности выполнения посадки подшипников каче-
ния.
Соединения шариковых и роликовых подшипников с
валами и корпусами электродвигателей выполняются по
ГОСТ 3325—55*. Типы посадок и их обозначения приве-
дены ниже:
Для тонкостенных корпусов...............................Рт
Глухая подшипниковая.....................................Гп, Г1п
Тугая подшипниковая....................................Tn, Tin
Напряженная подшипниковая................................Нп, Н1п
Плотная подшипниковая....................................Пп, П1п
Скользящая подшипниковая.................................Сп. С1п, СЗп
Движения подшипниковая..................................Дп, Д1п
Ходовая подшипниковая....................................Хп
В обозначениях посадок буква п означает посадки,
относящиеся к подшипникам качения. Обозначения поса-
док для подшипников указываются только в сборочных
чертежах.
В зависимости от характера требуемого соединения
поля допуска валов выбирают по системе отверстия, а
поля допусков отверстий корпусов — по системе вала в
соответствии с СТ СЭВ 144—75.
Параметр шероховатости посадочных поверхностей
валов и отверстий корпусов при осуществлении посадок
должен соответствовать данным табл. 14.
Таблица 14. Параметр шероховатости посадочных поверхностей
по ГОСТ 2789—73*
Посадочная поверхность Класс точности шариковых и роликовых ПОД- ШИПНИКОВ Параметр шероховатости /?а, мкм, не более, при номиналь- ном диаметре
80 мм Более 80 до 500 мм
Вал 0 6 и 5 4 1,25 0,63 0,32 2,5 1,25 0,63
От верстие корпуса 0 6,5 и 4 1,25 0,63 2,5 1,25
Торец заплечиков вала 0 2,5 2,5
корпуса 6,5 и 4 1,25 2,5
90
Рис. 44. Контролируемые поверхности валов и корпусов:
а — схема размеров, контролируемых на валу; б— схема контролируемых разме-
ров стакана корпуса
Допускаемые отклонения от правильной геометриче-
ской формы посадочных поверхностей валов и корпусов
(рис. 44) не должны превышать значений, указанных в
табл. 15. При вычислении отклонений по табл. 15 и 16
полученные значения округляют до целых значений ми-
крометра.
Таблица 15. Допускаемые отклонения валов и корпусов
Посадочное место валов и отверстий корпусов электродви- гателей Допускаемое отклонение при классе точности
по овальности по конусности (разность диаметров в крайних сече- ниях) посадочной поверх- ности
0 и 6 4 и 5 0 и 6 | 4 и 5
Подшипники качения 1/2 допуска на диаметр в любом сечении посадочной по- верхности 1 /4 допуска на диаметр поса- дочной поверх- ности в любом сечении 1/2 допуска на диаметр посадочной поверхности 1/4 допуска на диаметр посадочной . поверхности
Таблица 16. Допускаемые отклонения от правильной
геометрической формы посадочных поверхностей валов под посадки
шариковых и роликовых подшипников на закрепительных или
закрепительно-стяжных (буксовых) втулках
Допускаемое отклонение
Класс обработки по овальности по конусности
ВЗ, ВЗа, В4, 8, 9, 10, 11 1/4 допуска на диаметр в любом сечении посадоч- ной поверхности 1/4 допуска на диаметр посадочной поверхности
91
Таблица 17. Допустимое биение заплечиков валов
Номинальные диаметры валов, мм Биение, мкм, не более, при классе точности шариковых и роликовых подшипников
0 6 5 4
До 50 20 10 7 4
От 50 до 120 25 12 8 6
От 120 до 250 30 15 10 8
От 250 до 315 35 17 12 —
От 315 до 400 40 20 13 —
Таблица 18. Допустимое биеиие заплечиков отверстий корпусов
Номинальный диа- метр отверстий в корпусах, мм Биеиие. мкм, не более, при классе точности шариковых и роликовых подшипников
0 1 6 5 4
До 80 40 20 13 8
От 80 до 120 45 22 15 9
От 120 до 150 50 25 18 10
От 150 до 180 60 30 20 12
От 189 до 250 70 35 23 14
От 250 до 315 80 40 27 16
От 315 до 400 90 45 30 —
От 400 до 500 100 50 33 —
Разность диаметров посадочных поверхностей в край-
них сечениях на рис. 44 не должна превышать значений,
указанных в табл. 17 и 18.
Режимы работы шариковых и роликовых подшипников
характеризуются расчетной долговечностью, указанной
ниже, ч:
Легкий..........................Более 10 000
Нормальный......................Более 5000 до 10 000
Тяжелый.........................Более 2500 до 5000
Посадки на вал и в корпус в зависимости от вида
нагружения должны соответствовать:
1) для радиальных шариковых и роликовых подшип-
ников— значениям, указанным в табл. 19;
2) для радиально-упорных шариковых и роликовых
подшипников, применяемых на электродвигателях: Г, Т,
Н, П — на вал и в корпус, Р7 — в корпус;
3) для упорных шариковых и роликовых подшипников
всех типов — П.
Выбор посадок в зависимости от режима работы, диа-
метра и типа подшипника, применяемого на электродви-
92
Таблица 19. Посадки на вал и в корпус
Вид нагружения колец Посадка
внутреннего кольца на вал наружного кольца в корпус
Местное Пр П, Ср С, Д, X Пр П. Ср с. с3, д
Циркуляционное Гр Т,, Нр Пр г, т. н, п Гр Тр Нр Г, Р7, т. н
Колебателы ое Пр п пг п
Таблица 20. Постдка штриховых и ротиковмх подшипни :ов
на валы
Нагружение внутреннего кольца Режим работы Диаметр вала, мм Посадка
Радиальный подшип- ник Радиально-упорный ПОДШИПНИК
шарико- вый ролико- вый шарико- вый ролико- вый
Циркуляци- онное Нормаль- ный или тяжелый До 100 Выше 100 До 40 До 100 До 250 До 100 Выпе 100 До 100 Выше 180 До 250 Нр н, п Тр т Гр г
гатель, производится по табл. 20. Посадка шариковых и
роликовых подшипников в корпус электродвигателя — С.
Ремонт подшипниковых узлов с подшипниками каче-
ния. Для осмотра подшипника выполняется частичная
разборка электродвигателя в соответствии с методами,
приведенными в данном параграфе.
Состояние смазки, находящейся в подшипнике, харак-
теризует условия его эксплуатации: потемневшая и пере-
сохшая смазка свидетельствует о необходимости ее за-
мены и сокращении периодичности замены. Нормальная
работа подшипников обеспечивается при смене смазки че-
рез 4000 ч работы электродвигателя, но не реже 1 раза в
год. В зависимости от условий эксплуатации (повышен-
ная запыленность и высокая температура окружающей
среды, влажность) периодичность замены смазки может
быть уменьшена до 3 мес. При обнаружении в смазке
стружки от сепараторов следует устранить причину ее
образования и при необходимости заменить подшипник.
Удаление отработавшей смазки из подшипника выпол-
93
няют деревянной лопаткой, а затем промывают подшип-
ник бензином, используя для слива бензина и смазки уста-
навливаемый под подшипник противень. Для обеспечения
чистоты промывки вращают подшипник за наружное коль-
цо или сепаратор. Окончательную промывку подшипника
следует производить бензином, смешанным с маслом, в
целях предотвращения коррозии рабочих поверхностей.
Поэтому нельзя оставлять открытым на длительное вре-
мя промытый подшипник, а следует обертывать его плот-
ной упаковочной бумагой или защитной пленкой. Исполь-
зовать для этих целей полотно или какую-либо ткань не
рекомендуется вследствие их гигроскопичности и возмож-
ности пропускания пыли.
Подшипники качения становятся непригодными к даль-
нейшей эксплуатации из-за абразивного и усталостного
износа, коррозии тел качения и рабочих поверхностей ко-
лец, разрушения сепараторов. При обследовании подшип-
никового узла обращают внимание на радиальные и осе-
вые зазоры, увеличение которых свидетельствует о выше-
перечисленных износах.
Радиальный зазор подшипников проверяют при на-
грузке 150 Н (15 кгс). Пластину щупа заводят между те-
лом качения и поверхностью внутреннего кольца в ниж
Таблица 21. Допустимые зазоры в радиальных однорядных
шарикоподшипниках
Внутренний диаметр подшипника, мм Зазор, мкм
наибольший | наименьший
80—100 40 16
100—120 46 20
120—140 53 23
140—160 58 23
*
Таблица 22. Допустимые зазоры в радиальных однорядных
роликоподшипниках
Внутренний диаметр подшипника, мм Зазор, мкм
наибольший наименьший
80—100 80 35
100—120 90 40
120—140 100 45
140—160 115 50
94
ней его части. Измеренный зазор сравнивают с допусти-
мым. Значения допустимых зазоров приведены в табл.21
и 22.
Проверка осевого зазора шарикоподшипника прово-
дится перемещением наружного кольца в осевом направ-
лении. Если зазоры превышают допустимые или имеет
место большой осевой зазор, то подшипник необходимо
заменить. Кроме того, проверяют состояние тел качения,
колец и сепараторов, состояние и размеры посадочных
поверхностей вала и корпуса, качество установки подшип-
ника, центровку корпуса относительно вала, легкость вра-
щения и наличие шума при этом. В подшипниках не
должны выкрашиваться беговые дорожки колец и тел ка-
чения, трещины и отколотые бурты. У сепараторов про-
веряют качество клепки, отсутствие трещин и следов исти-
рания.
Работу подшипника проверяют, вращая наружное коль-
цо. Подшипник должен вращаться легко, свободно, с мед-
ленной остановкой, без стука, рывков и заеданий. Рывки
свидетельствуют о наличии в подшипниках твердых ча-
стиц, резкое торможение — о малом радиальном зазоре,
стук — о вмятинах и коррозионных раковинах на телах
и дорожках качения или о больших зазорах в гнездах
сепараторов. При нагружении все тела вращения должны
вращаться. При этом сепаратор не должен задевать или
касаться поверхности наружного или внутреннего кольца.
Одной из причин разрушения сепаратора является от-
носительный перекос колец. Шарики однорядных ради-
альных и радиально-упорных шарикоподшипников при
этом перекатываются различным смещением относительно
оси симметрии желоба и имеют различные линейные ско-
рости. Это приводит к износу, а затем и разрыву сепа-
ратора.
На дорожках качения не должно быть следов нерав-
номерного истирания и подплавления, матовой поверхно-
сти и лунок. Последние могут образовываться вследствие
высокой вибрации электродвигателя. Матовая поверхность
и следы неравномерного истирания свидетельствуют о за-
грязнении смазки и коррозии.
К дальнейшей эксплуатации не допускаются подшип-
ники, если у них обнаружены: забоины, вмятины и ше-
лушения на дорожках и поверхностях тел качения; тре-
щины, сколы и цвета побежалости на кольцах, телах ка-
чения; сепараторы с трещинами, нарушенными клепкой
и сваркой, с недопустимым провисанием и неравномер-
95
ным шагом окон; продольные лыски на роликах; тугое
вращение или чрезмерно большой зазор.
При обследовании подшипникового узла проверяют
правильность установки стопорного кольца и плотность
посадки внутреннего кольца подшипника на вал. Посадка
кольца определяется перемещением вручную внутреннего
кольца или, если оно не перемещается, ударами молотка
через медную выколотку по внутреннему кольцу. Плот-
ность посадки наружного кольца подшипника в корпус
считается слабой, если корпус легко снимается с кольца.
При нормальной посадке корпус капсулы снимают уда-
рами молотка массой 1 кг.
При замене подшипника усилие монтажа и демонтажа
должно передаваться через кольцо для обеспечения его
совпадения с осью вала и корпуса. Нельзя ударять мо-
лотком непосредственно по подшипнику. Для этого долж-
на применяться выколотка из мягкого металла. Монтаж
и демонтаж подшипников осуществляют одним из трех
способов: термическим, прессовым или ударным. Приме-
няется и их сочетание.
Усилие распрессовки подшипника определяют по фор-
муле
р __ HfEr.B
~~ 2N ’
где Р — усилие распрессовки, Н; Н — натяг, см; f — коэф-
фициент трения скольжения между сопрягаемыми поверх-
ностями (при напрессовке f=0,124-0,15, а при распрес-
совке f = 0,3); Е — модуль упругости; В — ширина кольца,
см; N — коэффициент, зависящий от диаметральных раз-
меров колец, определяемый по формуле
(l-d.'dj)» ’
где d— внутренний диаметр кольца, di— диаметр бего-
вой дорожки кольца.
После снятия подшипника тщательно осматривают ио
садочное место вала лупой 5—10-кратного увеличения,
ца котором не должно быть задиров или блестящей поли-
рованной поверхности, свидетельствующей о недостаточно-
сти натяга. Восстановление необходимого натяга осуще-
ствляется нап лавкой вала, газопламенным напылением или
установкой втулки.
После механической обработки вала проверяют диа-
метр в трех сечениях по длине посадочной поверхнос ги
и в трех радиальных направлениях, отстоящих дру1 от
96
друга по окружности под углом 120°. Размеры вала не
должны превышать допусков, указанных на чертеже за-
вода-изготовителя Определяют среднеарифметическое зна-
чение результатов измерений в каждом сечении, а затем
овальность и конусность посадочной поверхности. Оваль-
ность определяют как разность наибольшего и наимень-
шего диаметров в одном сечении, а конусность посадоч-
ной поверхности вала не должна превышать 1 /2 допуска
на диаметр.
Биение заплечиков проверяют индикатором, при диа-
метре вала до 120 мм биение заплечиков не должно пре-
вышать 25 мкм, а при диаметре вала от 120 до 250 мм —
30 мкм. Заплечики валов и галтели обрабатывают с чи-
стотой поверхности, соответствующей чистоте посадочных
мест вала. Высота заплечиков должна быть равной по-
ловине толщины внутреннего кольца подшипника, а ра-
диус галтели, проверяемый радиусомером, должен быть
несколько меньше радиуса фаски подшипника. Шерохо-
ватость должна быть не более 1,25—2,5 мкм.
Аналогичные измерения, а также определение оваль-
ности и конусности выполняют и для корпуса. После про-
ведения измерений посадочные места смазывают мине-
ральным маслом или консистентной смазкой.
Посадка подшипников выбирается в зависимости от
частоты вращения электродвигателя. При 1500 об/мин и
ниже применяются напряженная посадка подшипников на
вал и плотная в корпусе или торцевом щите. Как прави-
ло, при частоте вращения 3000 об/мин применяются по-
садки. обеспечивающие меньший натяг — плотная на вал
и скольжения в корпусе или торцевом щите. Отдельные
заводы-изготовители применяют плотную посадку на вал
< и посадку скольжения в корпусе или торцевом щите так-
же и при частоте вращения 1500 об/мин и ниже. Предель-
ные отклонения диаметра вала и отверстия в корпусе
при различных видах посадки приведены в табл. 23 и 24,
а натяги и зазоры в табл. 25 и 26.
При необходимости замены лабиринтного уплотнения
или крышки подшипника и при отсутствии этих деталей
заводского йсполнения их можно изготовить в условиях
механической мастерской, обеспечивая при этом необхо-
димые зазоры и размеры канавок маслоуловителей.
При замене подшипника качения с нового подшипника
удаляют антикоррозионное покрытие, промывая его в сме-
си бензина с маслом, проверяют легкость вращения, ра-
диальный зазор и осмотром выявляют отсутствие дефек-
7—6065 97
Таблица 23. Предельные отклонения валов и отверстий
подшипника
Номинальный диаметр вала мм Предельное от- клонение подшип- ника, мкм Предельное отклонение, мкм, валов при посадках
гп ип Пп
верхнее иижнее верх- нее нижнее верх- нее нижнее верх- нее нижнее
80—120 0 —20 +45 +23 +26 +3 +12 —12
121—180 0 —25 +52 +25 +30 +4 +14 —14
181—250 0 —30 +60 +30 +35 +4 +16 —16
Таблица 24. Предельные отклонения отверстий корпусов
и наружного диаметра подшипников
Номиналь- ный диа- метр D, мм Предельное отклонение подшипника, мкм Предельное отклонение, мкм, корпусов при посадках
гп Пп С 'тт
верх- нее ниж- нее верх- нее ннж*- нее верх- нее ниж- нее верх- нее ниж- нее верх- нее ниж- нее
80—120 121—150 0 0 —15 —18 —24 —28 —59 —68 —10 —12 —45 —52 +23 +27 —12 —14 +35 +40 0 0
151—180 0 —25 —28 —68 —12 —52 +27 —Н +4С 0
181—250 0 —30 —33 —79 —15 —60 +30 —16 +45 0
251—260 0 —35 —36 —88 —15 —60 +30 —16 +45 0
261—315 0 —35 —36 —88 —18 —70 +35 —18 +5С 0
Таблиц а 25. Натяги и зазоры при посадках на вал подшипников
класса точности О
Номинальный диаметр d, мм Натяги и зазоры (—), мкм, при посадках
гп Н п Пн
наиболь- ший наимень- ший наиболь- ший наимень- ший наиболь- ший наимень- ший
80—120 65 23 46 3 32 —12
121—180 77 25 55 4 39 —14
181—250 90 30 65 4 46 —16
98
тов. Незначительные следы коррозии, обнаруженные на
подшипнике, устраняют с помощью пасты ГОИ или по-
рошка окиси хрома, смешанного с минеральным маслом.
На посадочных и торцевых поверхностях колец удаление
коррозии выполняют мелкозернистым наждачным полот-
ном, смоченным минеральным маслом. Если следы кор-
розии обнаруживают на рабочих поверхностях, то под-
шипник меняют.
Таблица 26. Натяги и зазоры при посадках в корпус подшипников
класса точности О
Номинальный диаметр £>, мм (рис 44) Натяги и зазоры (—), мкм, при посадках
Рт Г п Пп С п
наи- боль- ший наи- мень- ший наи- боль- ший наи- мень- ший наи- боль- ший наи- мень- ший наи- боль- ший наи- мень- ший
80—120 59 9 45 —5 12 —38 0 —50
121—150 68 10 52 —6 14 —45 0 —58
151—180 68 3 52 —13 14 —52 0 —65
181—250 79 3 60 —15 16 —60 0 —75
251—260 88 1 60 —20 16 —65 0 —80
261—315 88 1 70 —17 18 —70 0 —85
Для обеспечения посадки на вал подшипника послед-
ний нагревают до 100 °C в масле в специальном баке с
электронагревателями. Подшипник опускается на решетку,
установленную на 50—60 мм выше бака, для предохра-
нения от перегрева и загрязнения. При включении элек-
тронагревателей во избежание воспламенения паров мас-
ла крышка бака должна быть закрыта.
Нагретый подшипник технологическим приспособлени-
ем извлекается из ванны и вручную устанавливается на
вал. Установку необходимо производить в теплостойких
рукавицах. В случае, если подшипник не устанавливается
свободно на посадочное место, его необходимо продви-
гать по валу ударами молотка через выколотку или трубу
из мягкого металла, приставляемую к внутреннему коль-
цу. Фиксация от смещения подшипника осуществляется
стопорным кольцом, при этом внутреннее кольцо подшип-
ника должно прилегать к заплечикам вала плотно, без
зазора.
После остывания подшипник заполняют смазкой и про-
изводят сборку всего узла. Количество смазки должно
быть не более 2/3 свободного объема капсулы подшип-
7» 99
ника при частоте вращения 750 об/мин и ниже и 1/3—
1/2 при частоте вращения от 1000 до 3000 об/мин. Сме-
шивать смазки разных марок не рекомендуется. Смазкой
заполняют промежутки между телами качения и канавки
уплотнений в крышках подшипников. Во время сборки не
следует на длительное время оставлять подшипник от-
крытым во избежание попадания в него пыли и посторон-
них предметов.
Для нормальной эксплуатации подшипников необходи-
мо применять те марки смазок, которые рекомендуются
заводами-изготовителями. В случае отсутствия рекомен-
дованной марки смазки к употреблению может быть при-
нята смазка, у которой допустимая рабочая температура
не ниже 100 °C (по ГОСТ 183—74 предельно допустимая
температура подшипников качения электродвигателей
равна 100 °C).
При опробовании электродвигателя после замены под-
шипника или смазки обращают внимание на его темпера-
турный режим, уровень шума и надежность работы
уплотнений.
Ремонт подшипниковых узлов с подшипниками сколь-
жения. При наличии рисок, задиров, забонн и других ме-
ханических повреждений поверхностного слоя баббита сег-
ментов применяется заплавка дефектов с последующей
зачисткой этих мест.
Отбраковка проводится по наличию дефектов поверх-
ностного слоя баббита, устанавливаемых наружным осмот-
ром.
Износ определяется контрольными сверлениями слоя
баббита сверлом диаметром 5—6 мм на различных участ-
ках детали и сравнением действительной толщины бабби-
та с указанной в чертежах. Контрольные сверления про-
изводят в наиболее нагруженных участках детали, на
которых имеется наибольший износ. Контрольные отвер-
стия не должны попасть на ласточкин хвост или пробку.
Проверка прочности сцепления баббита с основным
металлом производится обстукиванием подвешенной де-
тали легкими ударами латунного молотка по наружной о
поверхности вкладыша. Чистый звук без дребезжания и
глухих тонов свидетельствует о плотной связи баббита с
основой.
После отбраковки детали сортируют на три группы.
Первая группа — детали, требующие удаления всего
слоя баббита для полной перезаливки.
Вторая группа — детали, требующие удаления части
100
слоя баббита до основного металла для частичной на-
плавки.
Третья группа — детали с истонченным вследствие из-
носа слоем баббита, требующие доплавки или заплавки.
В каждой группе выделяются детали, залитые бабби-
том одной марки. При этом на деталь должна быть на-
вешена бирка с указанием характера ремонта и марки
баббита.
Необходимость ремонта шеек валок, втулок направ-
ляющих подшипников и вращающихся дисков опорных
подшипников определяется нарушением геометрических
размеров (эллипсность, конусность), появлением рисок,
задиров, забоин. Указания по ремонту шеек валов приве-
дены в § 5.
Ремонт элементов подшипников сколь-
жения. Сегменты направляющего подшипника прове-
ряют на отсутствие натиров (износ баббита должен быть
не более 1,5 мм), нарушение геометрических размеров
скосов, обеспечивающих масляный клин. При необходи-
мости шабрят сегменты по втулке или по шаблону. Пло-
щадь касания должна составлять не менее 80 % поверх-
ности трения. Количество точек касания должно быть
2—3 на 1 см2. Проверяют сегмент по втулке с помощью
краски или графита. При обнаружении раковин и пори-
стости баббита сегмент наплавляют и шабрят.
Проверка сцепления баббита с основным металлом
определяется простукиванием поверхности баббита лег-
кими ударами латунного молотка (звук должен быть чи-
стым, без дребезжания и глухих тонов) или смачиванием
(2—3 раза) в течение 15—20 мин керосином торцов сег-
мента по всей линии прилегания баббита. Насухо проти-
рают и смазывают сегмент меловой обмазкой (1 часть
мела на 2 части воды); после высыхания обмазки слегка
простукивают поверхность латунным или деревянным мо-
лотком: на меловой обмазке не должны появляться пят-
на. При отслаивании баббита производят наплавку с по-
следующим шабрением по втулке или заменяют сегмент.
В собранном виде проверяют сопротивление изоляции
сегмента относительно корпуса, оно должно быть не ниже
0,3 МОм. При необходимости заменяют изоляционные про-
кладки, если обезжиривание и чистка их не дают поло-
жительных результатов.
Сегменты покрывают эмалью ВЛ-515, исключая по-
верхность трения. Сегменты подпятника опорного подшип-
ника проверяются и ремонтируются аналогично. При не-
101
обходимости сегменты подшабривают по притирочной
плите. Площадь касания должна составлять также не
менее 80 % поверхности трения. Количество точек каса-
ния должно быть 2—3 на 1 см2. Все остальные операции
производят так же, как и у сегментов направляющих
подшипников.
У опорных винтов подпятника внешним
осмотром проверяют сферическую поверхность опорного
винта и резьбы. При необходимости восстанавливают
сферическую поверхность винта на токарном станке, а
резьбу плашкой или заменяют винты.
Рис. 45. Схема проверки со-
стояния направляющей втулки
и опорного диска:
1 — патрон токарного станка; 2 —
оправка; 3 — втулка; 4 — вращаю-
щийся диск; 5 — прижимные болты
оправки; 6—рабочий индикатор; 7—
изоляционная прокладка; 8 — конт-
рольный индикатор
Медные прокладки осматривают, проверяют
отсутствие вмятин и излома. При необходимости их за-
меняют.
На втулке подпятника проверяют отсутствие
забоин и рисок на рабочих поверхностях, верхнем и внут-
реннем торцах, а также измеряют сопротивление изоляции
втулки относительно вращающегося диска. При сопротив-
лении изоляции ниже 0,3 МОм отсоединяют диск от втул-
ки, заменяют изоляционные прокладки стяжных болтов,,
производят ревизию диска лекальной линейкой, соединяя
диск с втулкой, равномерно обжав болты. При сопротив-
лении изоляции 0,3 МОм и более и отсутствии внешних
дефектов прокладки и диска проверяют затяжку стяжных
болтов.
При необходимости проверяют параметры втулки на
токарном или карусельном станке. При выполнении ра-
боты принимают меры предосторожности, исключающие
возможность повреждения поверхностей втулки. Операции
проводят в следующей последовательности (рис. 45).
Оправку укрепляют и выставляют на станке по кон-
трольной поверхности и торцу с точностью до 0,08 мм.
Индикаторами проверяют отсутствие биения на оправке.
В случае необходимости ее протачивают.
102
На оправку насаживают втулку и закрепляют натяж-
ными болтами, проверяют показания контрольного инди-
катора, рабочими индикаторами проверяют радиальное и
торцевое биение втулки и вращающегося диска. Уголь-
ником проверяют перпендикулярность рабочего торца вра-
щающегося диска к его цилиндрической поверхности, от-
клонение должно быть не более 0,03 мм по ширине диска.
Если значения биения и перпендикулярности торца пре-
вышают 0,03 мм, производят проточку втулки с после-
дующей шлифовкой и проверкой перпендикулярности
торца. Поверхность вращающегося диска проверяют ле-
кальной линейкой. Забоины и риски на рабочей поверхно-
сти устраняют наждачной бумагой, смоченной турбинным
маслом, и прошлифовывают пастой ГОИ. При крупных
повреждениях протачивают диск на станке.
7. РЕМОНТ КРЕСТОВИН И ДРУГИХ УЗЛОВ КОНСТРУКЦИИ
ЭЛЕКТРОДВИГАТЕЛЕЙ
Крестовины верхняя и нижняя. При вы-
явлении утечки масла в процессе эксплуатации отыска-
ние места течи выполняют после слива масла из кресто-
вины и промазывания изнутри сварных швов керосином.
При этом наружные швы покрывают меловым раствором.
В случае обнаружения места течи дефектные швы зачи-
щают до чистого металла и только после этого завари-
вают электродами диаметром 3 мм. Прокрашивают место
сварки маслостойкой эмалью.
Рис. 46. Схема испытания мас-
лоохладителей:
/ —• поддон; 2— испытуемый масло-
охладитель; 3 — подсоединительные
шланги; 4, 5 — имерительные при-
боры
Производят осмотр прокладок и крепежа. Прокладки
с обрывами, вмятинами, следами коррозии и крепеж с де-
фектами резьбы заменяют.
Маслоохладитель. Производят гидравлическое
испытание маслоохладителя давлением (2—2,5) 105 Па в
103
течение 10 мин (рис. 46). Если обнаружится падение дав-
ления, то поверхность трубной панели со стороны раз-
вальцовки трубок покрывают слоем мела или зубного по-
рошка, разведенных в воде. В сосуде с водой растворяют
краситель и, когда мел высохнет, подкрашенную воду
закачивают в маслоохладитель под давлением (2—
2,5) 105 Па. В местах течи на покрытой мелом поверхности
появляются цветные пятна.
Устраняют течь дополнительной развальцовкой трубок.
В дефектные трубки устанавливают заглушки с примене-
нием красителя и мела, производят повторные испытания
с теми же параметрами давления и времени. Если дефект-
ных трубок окажется больше 10 % общего количества,
маслоохладитель заменяют.
Воздухоохладитель. Очищают поверхность
воздухоохладителя и тракта вентиляции, проверяют со-
стояние прокладок и крепежа и, при необходимости, за-
меняют их новыми прокладками с применением клея 88Н.
Заглушив отверстие сливного фланца и установив на во-
донапорном трубопроводе манометр, проводят гидравли-
ческие испытания воздухоохладителя давлением (2—
2,5) 105 Па в течение 10 мин.
При нарушении плотности установки трубок в труб-
ных панелях производят развальцовку трубок, а в местах
обнаружения течи их дополнительно развальцовывают.
Если обнаруживается течь в самих трубках, то их с двух
сторон глушат деревянными пробками (не более 2 % об-
щего количества трубок). После устранения дефектов
воздухоохладитель вновь испытывают, а затем его труб-
ные панели и крышки окрашивают влагостойкой эмалью.
8. РЕМОНТ АКТИВНОЙ СТАЛИ СТАТОРА И РОТОРА
После чистки и разборки электродвигателя прове-
ряется состояние активной стали статора и ротора. После
тщательного наружного осмотра и проверки степени за-
прессовки листов проводят испытания активной стали с
целью определения потерь и выявления участков с недо-
пустимыми перегревами.
При осмотре поверхности активной стали отмечают
мелом участки, имеющие потемнения, цвета побежалости,
пакеты со следами контактной коррозии (налеты красно-
ватой пыли), что, как правило, указывает на наличие мест-
ных повреждений.
104
Плотность запрессовки активной стали проверяют при
помощи ножа со стороны расточки в каждом зубце, а со
стороны спинки — во всех доступных местах. При удовлет-
ворительном состоянии запрессовки лезвие ножа не долж-
но входить между листами более чем на 1—2 мм при на-
жатии рукой с усилием 150 Н (около 15 кгс). Места с
неудовлетворительной запрессовкой отмечают мелом.
Наиболее часто ослабление прессовки наблюдается в
зубцовой зоне. Устраняют этот дефект путем забивки текс-
толитовых или гетинаксовых уплотняющих клиньев. Раз-
меры клиньев подбирают соответственно размерам зубца,
а при забивке углубляют их на 2—3 мм ниже поверхности
активной стали, покрывая клеящим лаком или клеем
БФ 2, и для предохранения от выпадания отгибают на
них края смежных листов стали.
Активную сталь статора в местах, где забиты уплот-
няющие клинья и нарушена лаковая пленка, покрывают
масляно-битумным лаком воздушной сушки БТ-99
(ГОСТ 8017—74*), что позволит при последующих ре-
монтах по состоянию лакового покрытия судить о плот-
ности прессовки по вышеуказанным признакам.
Ослабленные вентиляционные распорки и нажимные
пальцы приваривают к активной стали электродами марки
ОЗЛ-8 или ЦЛ-11 постоянным током обратной полярно-
сти. Сварку выполняют так, чтобы не замыкались листы
активной стали между собой.
При ослаблении прессовки всего объема активной ста-
ли в специальном приспособлении в условиях мастерской
прессуют сердечник. Для этого укладывают на него листы
текстолита марки СТЭФ, вырезанные по форме листов
стали, и прижимают нажимной шайбой.
Устранение местных оплавлений актив-
ной стали. Повреждение изоляции обмоток в пазовой
части, сопровождающееся электрической дугой, сила кото-
рой зависит от характера повреждения изоляции, может
служить причиной местного оплавления активной стали в
пределах одного-двух пакетов. При ремонте поврежденно-
го места вырубают оплавленные листы так, чтобы не оста-
валось сплавленных между собой листов и следов расплав-
ленной меди. Удаление заусенцев между листами обеспе-
чивается обработкой поверхности вырубленной зоны шли-
фовальным камнем или острым шабером. После вырубки
и снятия заусенцев листы активной стали раздвигают от-
верткой или ножом и в образующиеся щели заливают
лак БТ-99, а на глубину не менее 10—15 мм закладывают
105
пластинки из слюды толщиной 0,05—0,07 мм. Отремон-
тированный участок стали после установки пластинок по-
крывают лаком БТ-99.
При ремонте поврежденного участка, находящегося в
пазу, принимают меры, предотвращающие вспучивание
обмотки, для чего в вырубленную зону укладывают по-
лоски текстолита или гетинакса или заполняют ее специ-
альной замазкой на основе эпоксидной смолы. Перед
заполнением вырубленной зоны ее очищают, удаляют обра-
зовавшуюся металлическую и наждачную пыль, проду-
вают сжатым сухим воздухом и промывают уайт-спири-
том. Заполнение зоны производят металлическим шпате-
лем. Для предотвращения вытекания замазки из ремон-
тируемого участка предварительно выставляют его в го-
ризонтальное положение. Отверждение замазки должно
произойти в течение 24 ч при комнатной температуре.
При ремонте обширных зон повреждения, например
если вырублен зубец на длину одного-двух пакетов, при-
меняют заполнители из текстолита или гетинакса, кото-
рые тщательно подгоняют по месту для обеспечения плот-
ного прилегания к стали и обмотке. Обеспечение тщатель-
ной подгонки дает возможность не выполнять какого-либо
специального крепления заполнителя, так как его клино-
образная форма препятствует выпаданию из сердечника.
Дополнительное крепление заполнителя создают и пазовые
клинья, промазанные клеящим лаком или клеем БФ-2,
и обогнутые на заполнитель края смежных листов стали.
Для оценки эффективности ремонта после его окончания
выполняют повторные испытания активной стали с опре-
делением потерь и местных перегревов.
При ремонте сердечников роторов установку в выруб-
ленные зоны заполнителей из текстолита или гетинакса
выполняют при условии, если окружная скорость на по-
верхности сердечника не превышает 20 м/с. Подгонку за-
полнителя по месту производят с особой тщательностью,
выполняя по его краям выступы, заходящие в вентиляци-
онные каналы под соседние пазы. Это обеспечивает до-
полнительное крепление заполнителя обмоткой, располо-
женной в соседних пазах. При окружной скорости сер-
дечника, превышающей 20 м/с, установка заполнителей
из текстолита и гетинакса недопустима, так как выпада-
ние их может повлечь за собой значительные поврежде-
ния обмоток и активной стали.
Выплавление большего объема стали (в трех и более
пакетах), сопровождающееся повреждением межлистовой
106
изоляции, требует частичной или полной перешихтовки
активной стали с переизолировкой листов.
Устранение последствий истирания зуб-
цов активной стали статора активной сталью
ротора. Истирание активной стали статора происходит
при уменьшении воздушного зазора между ротором и ста-
тором, что имеет место, как правило, при износе подшип-
ников. Длительное задевание ротора о статор создает на
зубцах заусенцы, повреждение изоляции между листами
и местный перегрев активной стали.
Устранение этих дефектов вы-
полняют специальным ножом (рис.
47) из ножовочного полотна. Нож
вводится ударами молотка массой
до 0,5 кг между соседними пласти-
нами зубцов активной стали. После
снятия всех заусенцев листы актив-
ной стали поочередно раздвигают
отверткой или ножом и образовав-
шиеся щели заполняют лаком БТ-99,
закладывая на глубину 10—15 мм
пластинки из слюды толщиной
0,05—0,07 мм. Поврежденные участ-
ки покрывают лаком БТ-99. После
высыхания лака выполняют испы-
тание активной стали. Сравнивая
результаты испытаний до и после
ремонта, делают оценку качеству
произведенных работ по изолировке
Материалы для приготовления замазки, применяемой
при ремонте активной стали: смола ЭД-15 (ЭД-16), ди-
бутилфталат, графит, полиэтиленполиамин.
Составные части берут в следующих соотношениях по
массе:
Рис. 47. Специальный
нож для разъединения
затертых пластин
листов.
Смесь № 1:
Смола ЭД-15(ЭД-16).......................10—15(25)
Дибутилфталат................................ 100
Смесь № 2:
Смесь № 1.................................... ЮО
Графит.................................. Ю—20
Полиэтиленполиамин...................... 10—12
Способ приготовления смесей: эпоксидную смолу на-
гревают до 70 °C и смешивают с дибутилфталатом в соот-
ветствующих соотношениях. Полученную смесь помещают
в стеклянную банку с плотнозакрывающейся крышкой.
Перед непосредственным употреблением на 100 частей
107
смеси № 1 добавляют 10—20 частей графита (наполни-
теля), перемешивают деревянной лопаткой, а затем при
непрерывном тщательном перемешивании добавляют 10—
12 частей полиэтиленполиамина (отвердителя). После
этого замазку нужно быстро расходовать, так как отверж-
дение ее начинается через 20 мин после приготовления.
9. СБОРКА И РЕГУЛИРОВКА
ЭЛЕКТРОДВИГАТЕЛЕЙ
Сборку электродвигателей с подшипниками качения
типа АВ-113 и другими выполняют, как правило, в го-
ризонтальном положении в последовательности, обратной
приведенной в § 3.
Сборку электродвигателей с подшипниками скольже-
ния (на примере электродвигателя серии ВДА) выполняют
в следующей последовательности.
Устанавливают нижнюю крестовину на постамент, обес-
печивая ее горизонтальность. Нижний щит электродвига-
теля и статор устанавливают на нижнюю крестовину, со-
вмещая панели выводов, штифтуют и крепят его к ниж-
ней крестовине болтами, при этом статор выставляют по
уровню с точностью до 0,06 мм с контролем в двух точках
на взаимно перпендикулярных осях. На нижней кресто-
вине монтируют домкраты, выдерживая размеры, обеспе-
чивающие гарантированный зазор при насадке втулки на
вал. Устанавливают и закрепляют хомут на конце вала
ротора. За хомут стропят ротор и устанавливают его в
вертикальное положение, осторожно заводят в расточку
статора и устанавливают на домкраты. Выверяют верти-
кальность вала ротора с помощью гидравлического уров-
немера, размещаемого на торце вала, уклон не должен
превышать 0,02 мм/м. В процессе заводки следят за рав-
номерностью воздушного зазора между ротором и ста-
тором После установки ротора хомут снимают, заводят
на ротор кольца системы воздухоуплотнения верхней и
нижней крестовин.
Верхнюю крестовину после установки на статор со-
гласно маркировке штифтуют и закрепляют болтами.
Устанавливают опорные болты подпятника, высота кото-
рых должна быть такой же, как и при разборке; Т образ-
ные болты должны быть установлены так, чтобы они не
препятствовали регулировке сегментов подпятника. Уста-
навливают сегменты подпятника, после этого нагревают
до 100 °C втулку подпятника, смазывают посадочные ме-
108
ста техническим вазелином, устанавливают направляющую
шпонку. С помощью специального приспособления нагре-
тую втулку подпятника насаживают до упора на вал.
Соблюдая маркировку, устанавливают и закрепляют за-
порное кольцо. Проверяют плотность прилегания кольца
к втулке и валу, при этом щуп толщиной 0,03 мм должен
«закусывать» во всех измеряемых точках.
Затем устанавливают и закрепляют на крестовине
гнездо верхнего подшипника. Несоосность гнезд подшип-
ников верхней и нижней крестовин относительно общей
оси не должна превышать 0,2 мм.
Установив в выточку гнезда подшипника приспособле-
ние для монтажа ротора и закрепив на конце вала хомут,
краном приподнимают ротор, снимают домкраты и ста-
вят ротор на подпятник. Проверяют воздушный зазор в
четырех точках, сдвинутых под углом 90 °C. Допускается
несовпадение поперечных осей сердечников ротора и ста-
тора на 3 мм.
Приспособление для установки ротора в расточку ста-
тора снимают и устанавливают сегменты верхнего на-
правляющего подшипника согласно маркировке, отжимая
их к гнезду. При необходимости регулируют зазоры в на-
правляющих подшипниках с помощью прокладок из фоль-
ги марки АО или медной ленты марки Ml, помещаемых
между изоляционной коробочкой и сегментом направляю-
щего подшипника. Рабочую поверхность направляющего
сегмента предварительно смазывают смесью из графита
(1 часть) и свиного жира (3 части).
Сегменты подпятника подводят и равномерно прижи-
мают к диску, проверяют уровнем в различных направ-
лениях положение вала. Отклонение показаний уровня
должно быть не более 2 делений. Затем устанавливают
валоповоротное устройство (ВПУ).
Ротор проворачивают с помощью ВПУ на 90—120°. Ес-
ли положение уровня не меняется и сегменты подпятника
не «ослабли», то операцию по сборке и регулировке под-
пятника считают законченной. При изменении положения
уровня или «ослабления» сегментов регулировку подпят-
ника выполняют в такой последовательности: освобожда-
ют три его сегмента, перенося тем самым силу тяжести
ротора на три сегмента, расположенных под углом 120°;
устанавливают на торец вала (втулки) два индикатора
под углом 90°; выставляют по уровню вал в вертикальное
положение, регулируя опорные болты трех сегментов; под-
нимают к диску поочередно отдельные сегменты, следя,
109
чтобы показания индикаторов были равными и не меня-
лись; поворачивают с помощью ВПУ ротор на 90—120°,
при удовлетворительном показании уровня, устанавливае-
мого на торце вала, регулировку считают законченной и
осуществляют контрольную проверку через каждые 45°
биения вала по индикатору, расположенному на конце
вала; допустимо радиальное биение фланца 0,06, торце-
вое 0,04 мм.
Изменение показаний уровня выше допустимого пре-
дела или «ослабление» сегментов подпятника указывает
на некачественную посадку втулки на вал при условии,
чтобы сборка втулки, диска и изоляционной прокладки
между ними была выполнена строго по технологии.
При необходимости регулируют зазор в направляющих
подшипниках с помощью прокладок из фольги или мед-
ной ленты марки Ml между сухарем (сферой) и его ко-
лодкой. Подшипники регулируют так, чтобы сферическая
поверхность сегмента была плотно прижата к пальцам в
гнезде подшипника; зазор измеряют щупом по всему пе-
риметру сегмента сверху и сбоку; размер односторон-
него зазора должен быть в пределах 0,1—0,15 мм.
Устанавливают с помощью приспособления сегменты
нижнего направляющего подшипника в соответствии с
маркировками и выполняют регулировку узла подшипника
так, как указано для верхнего направляющего подшипни-
ка. Результаты измерений зазоров заносят в ремонтный
формуляр. Устанавливают детали днища маслосборника
верхней крестовины и верхнего воздухоразделяющего
щита.
Проверяют биение вала по двум индикаторам и если
оно не превышает 0,08 мм, то снимают ВПУ и продолжа-
ют сборку; если биение превышает допустимое, то вы-
полняют регулировку указанным выше способом или с
помощью прокладок между втулкой и диском. Проверяют
наличие зазора между насаживаемым на вал ротора коль-
цом и кольцом уплотнения, закрепляемым на верхней
крестовине, допускается зазор 0,5—1,5 мм.
Устанавливают маслоохладители верхней крестовины
и соединяют их патрубками; собирают масляную систему
двигателя. Устанавливают фланец и тахометр.
Стропят электродвигатель, поднимают его мостовым
краном и перевозят на рабочее место; заполняют масля-
ные ванны маслом, контролируя его уровень по смотро-
вому стеклу УЖИ.
Монтируют электродвигатель на рабочем месте и про-
110
веряют правильность его установки. Испытывают систему
маслопровода совместно с маслоохладителями гидравли-
ческим давлением 2,5-105 Па в течение 10 мин. Проводят
электрические испытания в соответствии с требованиями
«Норм испытания электрооборудования».
Заливают масло в масляную ванну. Марка масла —
турбинное 22; уровень заливки масла регулируется по от-
метке на смотровом стекле маслоуказателя; подключают
внешнюю систему масло- и воздухопровода. Перелив мас-
ла выше верхней отметки недопустим.
Включают электродвигатель на время, необходимое
для достижения частоты вращения, равной 30—40 % но-
минальной, чтобы убедиться в его нормальной работе, от-
сутствии чрезмерных вибраций и других дефектов. Вибра-
ция электродвигателя, измеренная на фланце верхней кре-
стовины, на холостом ходу должна быть не более 0,08 мм.
При повышенной вибрации проводят добалансировку ро-
тора в собственных подшипниках грузиками, устанавли-
ваемыми на маховик. Включают электродвигатель на хо-
лостой ход при номинальной частоте вращения, он должен
работать до стабилизации температуры обмоток и под-
шипников, продолжительность испытания не менее 6 ч.
Измеряют ток холостого хода: его значение не долж-
но превышать 10 % измеренного перед ремонтом.
Проверяют, нет ли утечек масла по указателям УЖИ.
Готовят электродвигатель для испытания под нагруз-
кой, соединяя его с приводным механизмом, испытывают
электродвигатель под нагрузкой 48 ч. Перед его вклю-
чением измеряют вибрацию под нагрузкой виброметром
с точностью не ниже 0,01 мм на верхней крестовине в
трех направлениях.
Прием электродвигателя после ремонта производят по
акту, при этом оформляют записью в формуляре соответ-
ствие технического состояния электродвигателя требова-
ниям нормативно-технической документации.
К выпускаемому из ремонта электродвигателю ремонт-
ное предприятие прилагает в обязательном порядке акт
и протокол испытаний.
10. ПОСЛЕРЕМОНТНЫЕ ИСПЫТАНИЯ
Асинхронные и синхронные электродвигатели после
проведения ремонта подвергаются испытаниям и измере-
ниям в соответствии с требованиями ГОСТ 11828—75**.
Для двигателей, прошедших капитальный и текущий
111
ремонты, выполняют измерение сопротивления изоляции
обмотки статора и ротора. Значение наименьшего допу,
стимого сопротивления изоляции приведено в табл. 2.
Для двигателей, прошедших капитальный ремонт, вы-
полняют:
испытание обмотки статора и ротора повышенным на-
пряжением частоты 50 Гц в течение 1 мин. Испытатель-
ное напряжение 5, 10 и 16 кВ для номинального напря
жения обмотки статора 3, 6 и 10 кВ, а для обмотки ротора
1,2—2,8 кВ;
измерение сопротивления постоянному току. Значения
сопротивления различных фаз обмоток не должны отли-
чаться от ранее измеренных и друг от друга более чем
на 2 %;
измерение воздушного зазора между сталью ротора
и статора. Зазор не должен отличаться более чем на
±10 % от среднего значения размера;
измерение зазоров в подшипниках скольжения. Зазор
не должен превышать значений, указанных в § 9;
гидравлические испытания воздухо- и маслоохладите-
лей давлением (2—2,5) 105 Па (2—2,5 кгс/см2) в течение
5—10 мин (если отсутствуют иные указания завода-изго-
товителя) ;
испытания возбудителей (цепи возбуждения, реостат
возбуждения) — 1 кВ относительно корпуса;
проверку работы электродвигателя на холостом ходу
или с ненагруженным насосом — не менее 1 ч. Значение
тока холостого хода после капитального ремонта не долж-
но отличаться более чем на 10 % от значения тока, изме-
ренного до ремонта;
проверку работы электродвигателя под нагрузкой при
мощности, потребляемой из сети, не менее 50 % номи-
нальной в течение 48 ч. Значения температуры активной
стали, меди и подшипников не должны превышать допу-
стимых;
проверку биения и вибрации при проведении испыта-
ний на холостом ходу и под нагрузкой. Допустимое зна-
чение вибрации статора и верхней крестовины электро-
двигателя относительно фундамента не должно превышать
100 мкм при 1500 об/мин, 130 мкм при 1000 и 160 при
750 об/мин. Биение фланца не более 0,12 мм для двига-
телей с частотой вращения 750 об/мин и выше и 0,15 мм
для остальных. Биение контактных колец не должно пре-
вышать 0,3 мм.
112
СПИСОК ЛИТЕРАТУРЫ
] Виноградов Н. В. Ремонт крупных электрических машин. М.:
Высшая школа, 1971.
2 Иноземцев Е. К. Ремонт генераторов, синхронных компенсато-
ров и электродвигателей. М.: Высшая школа, 1981.
V 3. Мандрыкин С. А., Филатов А. А. Эксплуатация и ремонт элек-
трооборудования станций и сетей: Учебник для техникумов. 2-е изд.,
перераб. н доп. М.: Энергоатомиздат, 1983.
4. Маршак Е. Л. Ремонт всыпных обмоток асинхронных двигате-
лей. Изд. 2-е, перераб н доп. М.: Энергия, 1976.
5. Нейман 3. В., Некие В. 3., Моз Л. С. Крупные вертикальные
электродвигатели переменного тока. М.: Энергия, 1974.
6. Уманцев Р. Б. Конструкция и ремонт короткозамкнутых обмо-
ток роторов крупных двигателей. Изд. 2-е, перераб. и доп. М.: Энер-
гия, 1976
7. Южный Ю. Э. Ремонт сердечников электрических машин. М.:
Энергия, 1976.
8. Яковлев В. Н. Справочник слесаря-монтажника. М.: Машгиз,
1975
9. Пожаробезопасные технические моющие средства. Каталог. М.:
Машиностроение, 1983.
СОДЕРЖАНИЕ
Преднсловние........................................ 3
1. Особенности конструкции крупных вертикаль-
ных электродвигателей.............................. 4
2. Организация эксплуатации электродвигателей 26
3. Разборка электродвигателей .................... 40
4. Ремонт статора..............................49
5. Ремонт роторов асинхронных и синхронных
электродвигателей..............................69
6. Ремонт подшипниковых узлов..................90
7. Ремонт крестовин и других узлов конструкции
электродвигателей.............................103
8. Ремонт активной стали статора и ротора . . 104
9. Сборка и регулировка электродвигателей . . 108
Ю. Послеремонтные испытания....................111
Список литературы..........................3-я стр. обл.
35 к.
В 1987 году
Энергоатомиздат выпускает в серии
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
следующие книги:
Агафонов С. С. Передача телесигналов в УКВ
радиосетях. 5 л.
Айзенфельд А. И., Аронсон В. Н., Г левац-
кий В. Г. Фиксирующий индикатор сопротив-
ления ФИС. 4,5 л.
Андриевский Е. Н. Диспетчерский пункт района
распределительных сетей. 5 л.
Архипцев Ю. Ф., Котелезец Н. Ф. Асинхронные
электродвигатели.—2-е изд., перераб. и доп.
7 л.
Бажаноз С. А. Выбор аппаратуры для испыта-
ний электрооборудования. 8 л.
Бранзбург Е. 3., Каменский М. К., Хромчен-
ко Г. В. Кабели с пластмассовой изоляцией и
муфты для их монтажа. 8,5 л.
Вишневецкий Л. М., Левин Л. Г. Я — электрона-
ладчик. 9 л.
Гордон С. В. Монтаж заземляющих устройств.
6 л.
Комаров Д. Т. Автоматизация электрических
сетей 0,38—35 кВ в сельских районах. 6 л.
Молчанов В. В., Голанцов Е. Б. Панели дистан-
ционных защит типа ПЗ-5 (ПЭ2105). 4,5 л.
Трифонов А. Н., Черноусов А. И. Твой инстру-
мент.3-е изд., перераб. и доп. 6 л.
Удрис А. П. Релейная защита воздушных линий
110—220 кВ типа ЭПЗ-1636. 7 л.
Шабад М. А. Защита и автоматика электриче-
ских сетей агропромышленных комплексов.
7,5 л.
Штемпель Е. П. Полупроводниковый приемопе-
редатчик высокочастотной защиты АВЗК-80.
6,5 л.
Юськив М. А. Электрооборудование внутриза-
водского транспорта. 6 л.
им на
ttifPir fit^ет.пи»ос1м1